












































































































































































































Автор: Джигирис Д.Д. Махова М.Ф.
Теги: образование минералов рудообразование геологические науки химия инженерия издательство теплоенергетик основы производства базальтовых волокон
ISBN: 5-902202-06-X
Год: 2002




ЛГХ • ИНЖИНИРИНГ
------— КАМЕННЫЙ ВЕК
Д. Д. Джигирис
М. Ф. Махова
основы
ПРОИЗВОДСТВА
базальтовых волокон
и изделий
ф “rf'Z'X - инжиниринг"
И/ЛИВ3333НОЙ ВВЙ
Д. Д. Джигирис, М. Ф. Махова
ОСНОВЫ
ПРОИЗВОДСТВА
базальтовых волокон
и изделий
“Теплоэнергетик”
Москва, 2002
УДК 553.2
ББК 26.342
Д41
Джигирис Д. Д,[Махова 1V1. Ф.|
Д41 Основы производства базальтовых волокон и изделий / Д. Д. Джигирис,
М. Ф. Махова. — М.: Теплоэнергетик, 2002. — 416 с. — (Каменный век.)
В монографии кратко изложены итоги многолетних исследований базальтов, их рас-
плавов, получение из ннх широкой гаммы минеральных волокон, штапельных, непре-
рывных, фибры, чешуи и т.д. Базальты — основные каменные породы вулканического
происхождения — практически повсеместно распространены в земной коре. Установ-
лены их высокие (уникальные) теплофизические, физико-механические, физико-хими-
ческие свойства, освоен опыт их промышленного производства. Разработаны техноло-
гии производства высокоэффективных, долговечных теплозвукоизоляционных, звуко-
изоляционных, фильтрующих (агрессивных жидких, газовых и воздушных сред), тка-
ных и нетканых, высокопрочных, конструкционных материалов различного профиля,
армирующих фибр, бума> и картонов, антикоррозионно-устойчивых покрытий, матери-
алов, высокоэффективно заменяющих асбест, металл, древесину и др. Изложены осно-
вы технологии производства волокон и материалов из них, перспективы дальнейшего
развития т ехнологий производства волокон и материалов.
Книга может представлять интерес для специалистов в области материаловедения,
а также преподавателей, аспирантов и студентов вузов.
Ил. 179. Табл. 120. Библиграф. список: 534 назв.
Права собственности на экслюзивное издание
и переиздание данной книги принадлежат фирме
"АНХ- ИНЖИНИРИНГ".
Права собственности на серию "Каменный век "
принадлежат фирме "АНХ - ИНЖИНИРИНГ"
и издательству "Теплоэнергетик".
ISBN 5-902202-06-Х
© Джигирис Д. Д., Махова М. Ф.
© “Теплоэнергетик”, 2002 г.
ОГЛАВЛЕНИЕ
Предисловие............................—.........— 6
Часть 1. Разработка и исследование процессов
получения базальтовых волокон и изделий
на их основе......................................8
Глава 1. Использование горных пород
для производства неорганических волокон ...-------9
1.1. Анализ теории и практики использования горных
пород в качестве сырьевого компонента
для производства неорганических волокон...........9
1.2. Способы переработки силикатных расплавов
в волокна........................................13
1.3. Теплозвукоизоляционные материалы
на основе базальтовых штапельных волокон.........18
Глава 2. Физико-химические особенности расплавов,
стекол и волокон из основных горных пород--------24
2.1. Физико-химические особенности расплавов......24
2.2. Исследование структуры стекол................40
2.3. Фазовое состояние и структура
базальтовых волокон..............................57
2.4. Особенности физико-химических свойств
базальтовых волокон..............................63
Глава 3. Технология получения волокон
из основных горных пород................___............ 77
3.1. Месторождения горных пород, Украины
и стран СНГ, использующихся как сырье
для получения волокон.........................77
3.2. Технология получения штапельных микро-,
ультра-, супертонких волокон из горных пород.....91
3
Оглавление
3.3. Стекломикрокристаллические базальтовые супертонкие волокна . 133
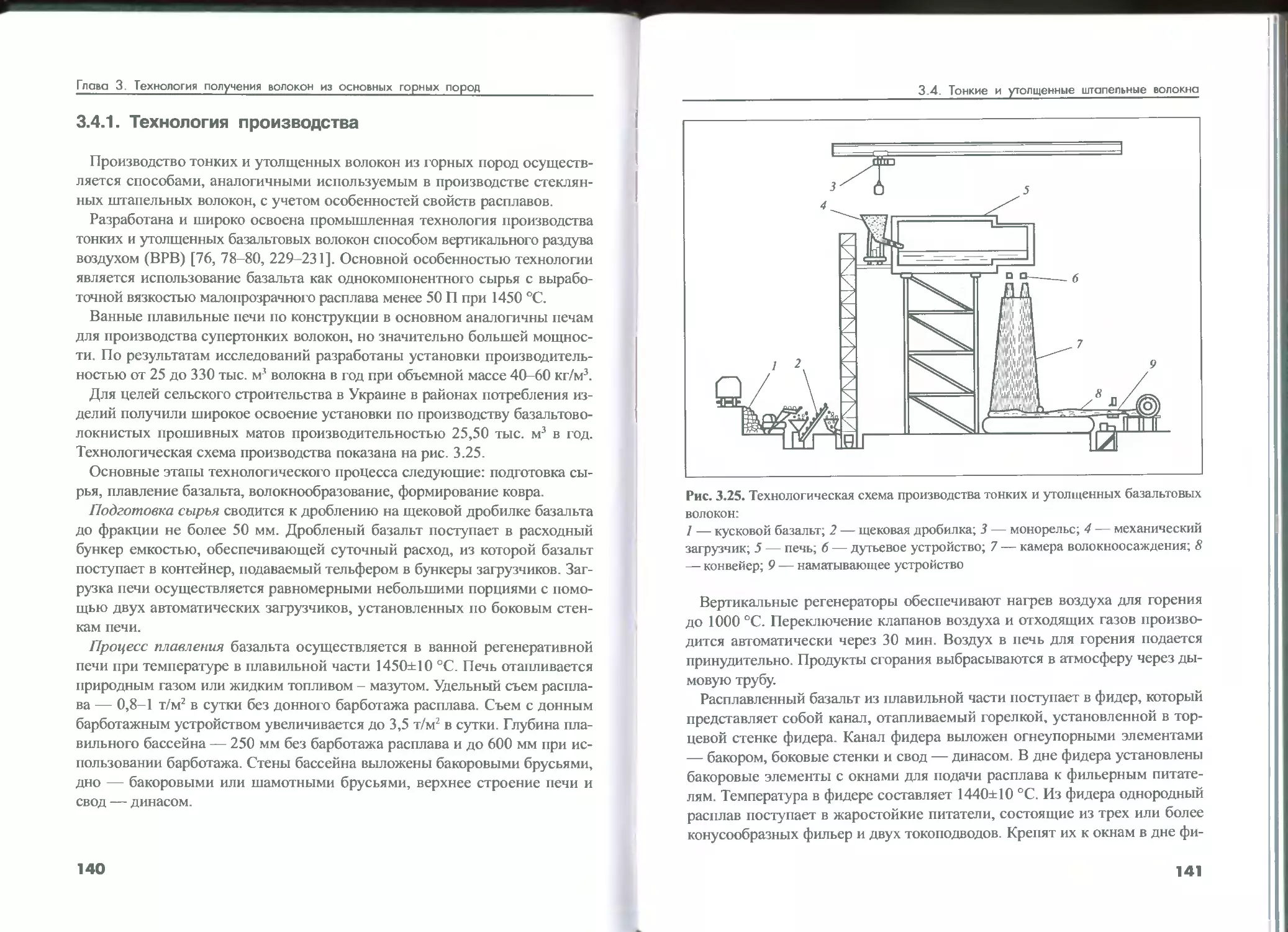
3.4. Тонкие и утолщённые штапельные волокна...................... 139
3.5. Грубые базальтовые волокна и нх свойства.....................157
3.6. Получение холста вытягиванием воздухом.......................163
3.7. Непрерывные волокна......................................... 171
3.8. Металлизация непрерывных базальтовых волокон.... 175
Глава 4. Получение волокон из горных пород........................179
4.1. Получение волокон расщеплением струи расплава................179
4.2. Получение волокон при гидростатическом напоре расплава.......185
4.3. Получение волокон с помощью низкотемпературной плазмы........187
4.4. Получение расплава токами высокой частоты....................189
Глава 5. Получение базальтоволокнистых материалов.................191
5.1. Теплоизоляционные материалы................................. 191
5.2. Звукопоглощающие материалы.................................. 226
5.3. Базальтоволокнистые фильтры..................................241
5.4. Базальтоволокнистые композиционные конструкционные материалы..245
Библиографический список к части I................................262
Часть 2. Свойства штапельных базальтовых волокон
теплоизоляционного применения.....................................278
Глава 6. Состав, свойства и способы получения ваты................279
6.1. Стеклянная вата..............................................279
6.2. Минеральная вата.............................................283
Глава 7. Высокотемпературоустойчивые волокна......................288
7.1. Виды волокон.................................................288
7.2. Базальт — сырье для получения волокон........................291
7.3. Влияние термообработки на свойства волокон...................297
7.4. Роль железа в стекле....................................... 304
Глава 8. Стеклокристаллнческие материалы (ситаллы)................306
8.1. Кристаллизация стекол........................................306
8.2. Получение стеклокристаллических материалов...................307
8.3. Стеклокристаллическое базальтовое литье......................310
8.4. Стеклокристаллические волокна.............................. 313
4
Оглавление
Глава 9. Базальт...................................................315
9.1. Выбор базальтов...............................................315
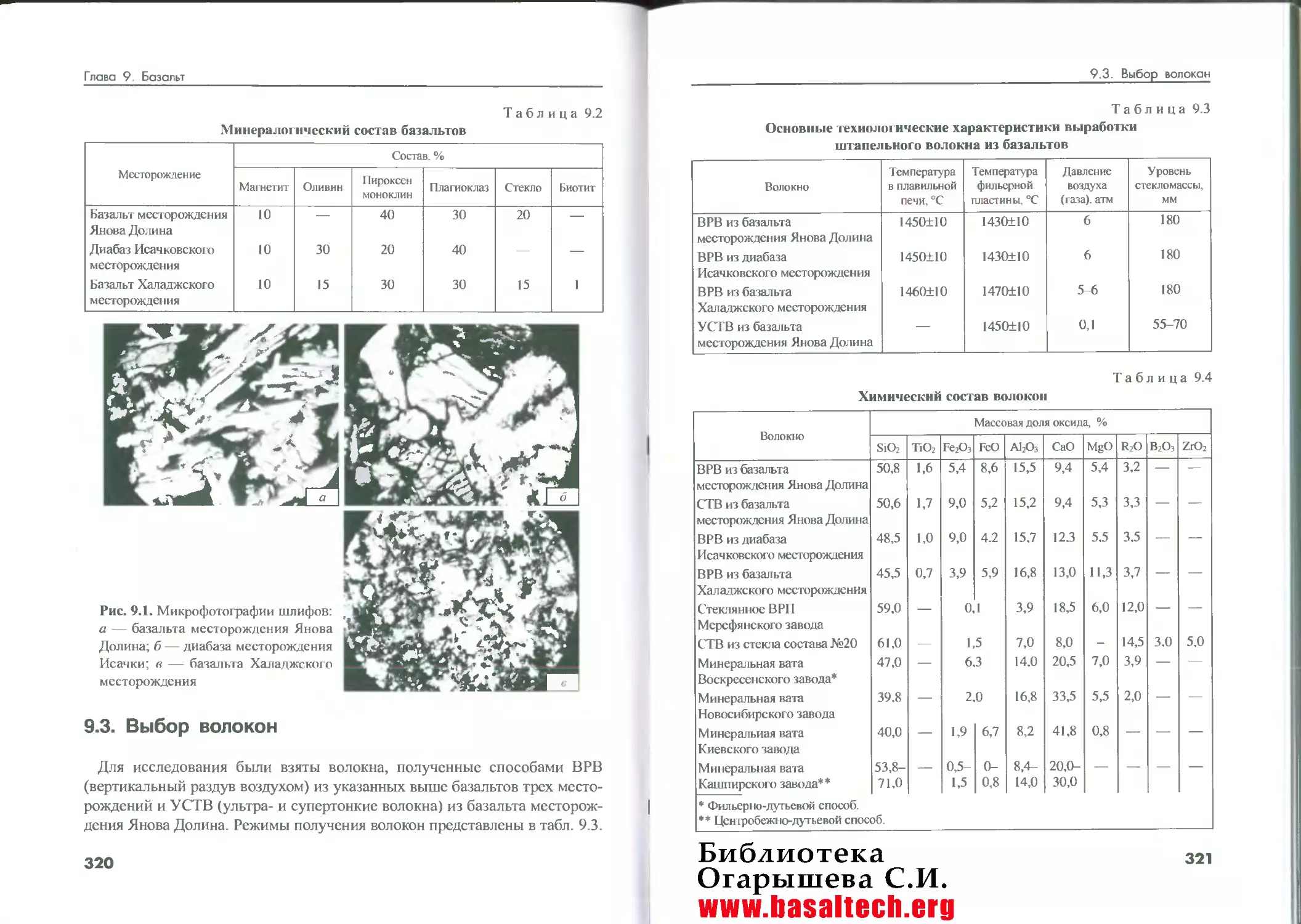
9.2. Определение минералогического состава базальтов...............317
9.3. Выбор волокон.................................................320
9.4. Методы исследований...........................................326
9.5. Процессы в базальтовых волокнах при нагреае...................338
9.6. Влияние термической обработки на свойства базальтовых волокон.353
Глава 10. Базальтовая вата.........................................363
10.1. Влияние длительного воздействия высоких температур...........363
10.2. Термовиброустойчивость базальтовой ваты......................372
10.3. Коэффициент теплопроводности базальтовой ваты................376
Глава 11. Закристаллизованная базальтовая вата______________......-380
11.1. Получение закристаллизованной базальтовой ваты...............380
11.2. Свойства закристаллизованной базальтовой ваты................385
11.3 Применение базальтовой ваты в промышленности..................390
Заключение.........................................................392
Библиографический список к части II................................395
Дополнительный список литературы...................................408
Краткий терминологический словарь..................................410
5
Посвящается светлой памяти
талантливого ученого, друга
и любимой жены Машеньки
ПРЕДИСЛОВИЕ
Настоящая работа посвящена разработке теорети-
ческих основ получения широкого ассортимента ми-
неральных волокон из природного камня (базальта и
др.), созданию технологий промышленного производ-
ства базальтовых волокон, теплоизоляционных, зву-
копоглощающих, фильтрационных и конструкцион-
ных материалов на их основе.
Выпускаемые промышленностью стеклянные во-
локна находят широкое применение в производстве
теплозвукоизоляционных и др. материалов, работаю-
щих в интервале температур от -60 до +450 °C. Мине-
ральная вата как основной традиционный волокнис-
тый материал широко используется в качестве тепло-
звукоизоляции в строительстве и применяется до тем-
пературы +600 °C.
Развитие производства серийных стеклянных воло-
кон и минеральной ваты зависит от наличия сырье-
вых материалов (соды, бора, сульфата), качественных
фракционированных шлаков и др. Однако стеклянные
волокна и минеральная вата по комплексу физико-хи-
мических свойств не всегда удовлетворяют возрос-
шим требованиям технического прогресса Создан-
ные М С. Аслановой и др. и освоенные производ-
ством высокотемпературоустойчивые неорганичес-
кие волокна (кварцевые, кремнеземные, каолиновые)
расширяют температурный интервал их применения
до 1200 °C и выше и используются в основном в спе-
циальной технике.
Развитие авиационной, оборонной промышленнос-
ти, судостроения, интенсификация процессов про-
6
Предисловие
мышленного производства, защита окружающей среды, мелиорация и ос-
воение новых сельскохозяйственных земель, высокие темпы индустриали-
зации строительного производства обусловливают необходимость увели-
чения объемов производства новых прогрессивных материалов, обеспечи-
вающих уменьшение веса конструкций, высокие звукопоглощающие,
фильтрующие, конструкционные свойства, снижение теплопотерь, эксплу-
атационную долговечность и сравнительно низкую стоимость.
Поэтому получение волокон с высокими техническими свойствами из
недефицитного и однокомпонентного сырья — широко распространенных
основных горных пород — является одной из важнейших народнохозяй-
ственных задач.
Цель данной работы:
• изучение и обобщение химико-минералогических свойств основных
горных пород (базальтов, амфиболитов, порфиритов и др.) как однокомпо-
нентного сырья для производства волокон;
• исследование физико-химических особенностей расплавов, стекол и
волокон из горных пород;
• разработка и исследование технологических процессов производства
базальтовых штапельных и непрерывных волокон;
• разработка жаростойкого сплава для фильерных питателей взамен пла-
тинородиевых в производстве тонких и утолщенных базальтовых волокон;
• поиск путей создания высокопроизводительных технологий производ-
ства базальтовых волокон с использованием низкотемпературной плазмы,
токов высокой частоты, выработка расплавов под повышенным гидроста-
тическим напором;
• получение и исследование базальтоволокнистых теплоизоляционных,
звукопоглощающих, фильтрационных и конструкционных материалов;
• определение перспектив применения волокон из основных горных по-
род для широких потребностей народного хозяйства;
• получение базальтовых волокон и материалов на их основе в заводских
условиях и широкое внедрение в производство
Авторы благодарны коллегам Г. Ф. Горбачеву, П. П. Козловскому, коллек-
тиву лаборатории базальтовых волокон за помощь в разработке проблемы,
а также А И. Козаченко за понимание важности реализации проблемы ма-
териалов XXI века
7
Разработка
и исследование
процессов получения
базальтовых волокон
и изделий
на их осноое
Анализ теории
и практики использо-
вания горных пород
в качестве сырьевого
компонента
для производства не-
органических волокон
•
Способы перера-
ботки силикатных
расплавов в волокна
•
Теплозвуко-изоляци-
онные материалы на
основе базальтовых
штапельных волокон
ИСПОЛЬЗОВАНИЕ ГОРНЫХ
ПОРОД ДЛЯ ПРОИЗВОДСТВА
НЕОРГАНИЧЕСКИХ ВОЛОКОН
1.1. Анализ теории и практики
использования горных пород
в качестве сырьевого компонента
для производства неорганических
волокон
Различают два основных вида волокон: непрерыв-
ное и штапельное. Основным отличительным при-
знаком, положенным в основу такого деления, явля-
ется длина волокон. Непрерывные волокна имеют
неопределенно большую длину, достигающую 30 и
более километров. Длина штапельных волокон раз-
личных видов находится в пределах от нескольких
миллиметров до нескольких сантиметров. Диаметр
элементарных волокон существенно влияет на свой-
ства волокон и изделий из них: активную поверх-
ность, гибкость, плотность, коэффициент возврати-
мости, теплопроводность, звукопоглощение и др. По-
этому в зависимости от назначения и предъявляемых
к изделиям требований наряду с заданным химичес-
ким составом стекла используют волокно определен-
ного диаметра.
Классификация штапельных волокон по диаметру,
мкм:
микротонкое (МТБ)........< 0,5
ультратонкое (УТВ).......> 0,5
супертонкое (СТВ)........1-3
тонкое...................4—12
утолщенное...............13-25
грубое...................> 25
9
Глава 1. Использование горных пород для производства...
Для получения заданных свойств волокон в производстве используют
широкую гамму сырьевых материалов.
Известны высокотемпературные неорганические волокна: каолиновое,
кварцевое, кремнеземное, волокна на основе оксидов бора, циркония и др.
Обладая такими ценными свойствами, как высокая тсмпсратуроустойчи-
вость, химическая стойкость, они характеризуются высокой хрупкостью и
низкой вибростойкостью, а также сравнительно большой стоимостью или
сложностью технологии производства.
Сырьем для производства стеклянных штапельных и непрерывных воло-
кон служат исходные шихты [1], для приготовления которых необходима
предварительная подготовка каждого компонента (дробление, помол, про-
сев и т.п.). В состав шихт, как правило, входят такие дорогостоящие компо-
ненты, как боросодержащее сырье, сода, сульфат и др. Варка промышлен-
ных стекол происходит при температуре 1450-1500 °C, проходя следую-
щие стадии: дегазацию, силикато-, стеклообразованис, осветление и ох-
лаждение.
Для производства минеральной ваты используют силикатные породы,
шлаки, бой изделий керамической промышленности, известняки, доломи-
ты и др. [2, 3]. Указанные виды сырья не могут быть применены для произ-
водства минеральной ваты без корректирующих добавок. Температура
плавления шихт зависит от их исходного химического состава и вида пла-
вильного агрегата и колеблется в пределах 1400-1800 °C.
Основным показателем, определяющим пригодность сырья для произ-
водства минеральной ваты, является модуль кислотности, который в соот-
ветствии со стандартом должен быть не менее 1,2. Лучшее качество мине-
ральной ваты обеспечивается при модуле кислотности 1,4-1,5.
Известно минеральное волокно на основе горных пород [4]. Предвари-
тельно дробленный и отсортированный горнблендит с размерами кусков
20 25 мм загружают в вагранку, где плавят при температуре 1260-1280 °C.
Полученный расплав имеет следующий состав (%):
SiO2 37-38; AI2O, 15-17;
TiO2 1,5-1,9; MnO 0,1-0,3; CaO 11-15; R2O 1,4-2,0;
Fe,O, 14-18; MgO 11-15.
Модуль кислотности расплава указанного состава колеблется в пределах
2,1-2,5. Полученное волокно имеет средний диаметр 35 мкм при содсржа-
10
1.1. Анолиз теории и практики использования горных пород...
нии неволокнистых включений 13-17 %. Температуростойкость составля-
ет 680 °C.
Минеральную вату получают из горных пород, содержащих пироксен и
волластонит [5], лессов с добавлением дунитов, оливиновых диабазов или
других ультраосновных пород [6].
Для производства штапельного и непрерывного стекловолокна применя-
ют шихту, в которой в качестве основного компонента используют 30-70 %
вулканического туфа [7].
В Японии [8] для производства минеральной силикатной шерсти высоко-
го качества используют вулканические (магматические) породы, серпенти-
ны, оливин, никелевые и марганцевые руды или чушковый чугун, к кото-
рым добавляют известняки, а в последние годы — минералы на основе
кремниевой кислоты.
Исходную шихту расплавляют в электропечи при температуре 1500—
1600 °C и расплав перерабатывают в волокно путем раздува паром высоко-
го давления или сжатым воздухом.
Химический состав полученного термостойкого волокна, %:
SiO,..............40-50; СаО........... 20-30;
А1Д...............10-20; MgO...........3-7;
Fe,O,.............2-5; MnO........... 1-6.
Диаметр элементарного волокна — от 2 до 20 мкм.
Исследованиями [9] показана возможность получения щелочестойких
составов стекол для производства непрерывного волокна на основе андези-
та с добавками BaO, ZnO, SrO и РД
С целью повышения химической устойчивости и температуроустойчиво-
сти стеклянного волокна возможно использование в качестве основного
компонента шихты — базальта [10].
Химический состав предложенного стекла, %:
SiO,..............51-54; Al,О,......... 12-15;
Fe2O,.............6-14; СаО...........8-11;
MgO...............5-10; R2O...........2-6.
Для улучшения выработочных свойств расплава горных пород базальта
предложен [И] такой химический состав стекла, %:
SiO,..............57-59; А12О,.........9-11;
РеД...............8-10; СаО...........8,5-10,5;
MgO...............3,5-5,5; R2O...........5-7.
11
Глава 1. Использование горных пород для производства...
Температура верхнего предела кристаллизации указанного стекла —
1160 °C, температура выработки непрерывного волокна при вязкости рас-
плава 1О3-2 П — 1230 °C, при вязкости 103-6 П — 1160 °C. Указанный состав
рекомендован авторами также и для выработки супертонкого волокна.
Известно получение базальтовой ваты в Германии [12, 13] центробеж-
ным способом. Диаметр волокон составляет около 5 мкм. Базальты, ис-
пользуемые в производстве волокна, в отличие от отечественных характе-
ризуются пониженным содержанием SiO2 (40,5-45,0 %) и повышенным
содержанием СаО (до 22 %)
В Японии [14] в зависимости от качества выпускают минеральную вату
из базальта двух марок- “1” и “2”, применяя способы раздува паром, возду-
хом и центробежный Характеристики минеральной ваты следующие.
• для марки “1” при диаметре 10 мкм, плотности 200 кг/м3, температуре
70 °C, коэффициенте теплопроводности 0,048 ккал/(мчград) неволокнис-
тые включения составляют 10 %;
• для марки “2” при диаметре 10 мкм, плотности 250 кг/м3, температуре
70 °C, коэффициенте теплопроводности 0,050 ккал/(м-ч-град) неволокнис-
тые включения составляют 25 %.
В Словакии освоено производство базальтовой ваты тремя способами:
дутьевым, центробежным и центробежно-дутьевым [15-18]. Диаметр во-
локна вырабатываемой ваты может быть от 5 до 20 мкм. При получении
волокна диаметром 5-9 мкм базальты подшихтовывают известняком или
доломитом. По данным Ленера [16, 17], плотность при нагрузке 0,02 кг/см2
составляет 120 кг/м3, коэффициент теплопроводности А. с = 0,034, тепло-
стойкость — до 700 °C Прочность базальтовых волокон даже при d =
= 20,7 мкм выше шлаковых и колеблется от 23 до 32 кг/мм2.
Производство базальтовой ваты центробежным способом начато и в
Польше [19]. Диаметр полученных волокон составляет 25-30 мкм, длина
волокон — 15 см, содержание неволокнистых включений — 2-4 %.
На основе опыта зарубежных стран Я. А. Школьниковым и Э. П. Кочаро-
вым была показана возможность получения ваты из отечественных базаль-
тов способом ВРВ (вертикального раздува воздухом) [20].
В Украине этим вопросом занимались В. А. Дубровский, М. Ф. Махова,
В. А. Рычко и др. Они изучали некоторые горные породы Украины и уста-
новили их пригодность для производства штапельного волокна [21].
12
1,2, Способы переработки силикатных расплавов в волокна
1.2. Способы переработки силикатных
расплавов в волокна
Ускоренное развитие производства штапельного стеклянного волокна от-
носится к 30-м годам XX столетия. В 1932-1946 гг. были получены патен-
ты по изготовлению штапельного волокна способом раздува струи стекло-
массы потоком сжатого воздуха или пара высокого давления. При этом
средний диаметр получаемого волокна составлял 8-15 мкм [22-25].
Известно, что стеклянное волокно, имеющее высокую прочность на рас-
тяжение, обладает малым сопротивлением на изгиб Гибкость волокна об-
ратно пропорциональна кубу его диаметра, поэтому понятно стремление
исследователей уменьшить диаметр волокна, что связано с улучшением
его качества. Кроме того, уменьшение диаметра штапельных волокон при-
водит к снижению коэффициента теплопроводности [26]
Трудности при получении более тонких волокон обусловлены низкой
температурой стекломассы. Д. Слейтер в 1933 г. предложил повысить тем-
пературу стекломассы, полагая, что “для получения очень тонкого волокна
в момент раздува требуется высокая температура стекломассы” и что “тол-
щина образующегося волокна обратно пропорциональна температуре
стекломассы в момент, когда она подвергается действию дутья” [27].
Д. Слейтер предложил выпускать струю расплава через пластину, обогре-
ваемую электрическим током, посредством которой стекломасса поступает
на раздув
Многочисленные эксперименты [28, 29] показали, что при формовании
очень тонких волокон температура стекломассы в момент раздува должна
обеспечивать достаточно малую вязкость, и при этом на раздув должны по-
ступать очень тонкие струи расплава.
Расчленить струю расплава на тонкие струйки на указанной выше плас-
тине не представлялось возможным из-за влияния сил поверхностного на-
тяжения. Получить устойчиво тонкие струйки при применении фильерных
пластин с диаметром фильер менее 2,5 мм не удалось из-за пульсации и ка-
пельного истечения стекломассы.
Предлагались способы получения множества стабильно истекающих
тонких струек, в которых силы поверхностного натяжения, препятствую-
щие струйному истечению стекломассы через фильеры малых диаметров,
преодолевались за счет резкого увеличения гидростатического напора при
плавке под давлением в герметичных плавильных сосудах [27]
13
Глава 1. Использование горных пород для производства...
В дальнейшем большинство авторов приходят к выводу, что основным
недостатком раздува потоком воздуха или пара является низкая температу-
ра энергоносителя. И в 1939 г. Д. Слейтер [30] в качестве энергоносителя
использует продукты сгорания с высокой температурой, благодаря чему
образуется волокно диаметром порядка 2 мкм.
Суть способа, предложенного Д. Слейтером, заключается в том, что стек-
ломасса, вытекающая из фидера тонкой струей, охлаждается с помощью
холодильника до высоковязкого состояния (до температуры 540 °C), затем
нагревается и раздувается в волокна под действием высокотемпературного
газового потока. Продукты сгорания доводят стекло до состояния размяг-
чения, а затем, за счет большой скорости, растягивают его, при этом обра-
зуются очень тонкие волокна диаметром 1-3 мкм. В дальнейшем этот спо-
соб был усовершенствован и получил самое широкое распространение под
названием “способа раздува первичных волокон” (способ РПВ) [28]
В СССР поисковые опыты по получению супертонкого волокна были на-
чаты в 1955 г. За основу был принят способ раздува первичных стеклянных
волокон потоком раскаленных газов, выходящих с большой скоростью из
сопла закрытой камеры сгорания. [31, 32].
Процесс получения очень тонких (микро-, ультра- и супертонких) шта-
пельных волокон этим способом заключается в следующем: в стеклопла-
вильный сосуд, обогреваемый электрическим током, загружается сырьевой
материал — стекло, для удобства дозировки и загрузки отформованное в
шарики определенного диаметра; в сосуде стеклянные шарики плавятся, и
стекломасса за счет гидростатического напора вытекает из фильер сосуда,
образуя грубые непрерывные волокна, называемые первичными; эти во-
локна заправляются в механизм вытягивания, где с помощью пары гумми-
рованных валиков непрерывно вытягиваются из фильер сосуда и через во-
локновод подаются в поток раскаленных газов.
Температура газового потока составляет 1650-1700 °C, а скорость —
около 300 м/с. Концы первичных волокон, находящиеся в потоке, под воз-
действием высокой температуры размягчаются и за счет большой скорости
потока раздуваются в тончайшие штапельные волокна, которые затем на-
правляются в приемное устройство и собираются на движущейся сетке
приемного конвейера в виде слоя волокна. Продукты сгорания дымососом
просасываются через слой волокна и сетку и после очистки от волокнис-
той пыли удаляются в атмосферу.
Известно много разновидностей способа [1, 32-36], различающихся ме-
тодом получения первичных волокон, разными конструкциями вытягиваю-
14
1,2. Способы переработки силикатных расплавов в волокна
щих механизмов, камер сгорания и сопел. Однако принципиальная схема у
них одинакова: раздув первичных волокон потоком раскаленных газов.
Теоретическое исследование процесса раздува первичных волокон до на-
стоящего времени в полной мере не произведено: выдвинутые гипотезы
волокнообразования [57] не дают исчерпывающей и непротиворечивой
картины процесса. В. Н. Балашовым, Я. А. Школьниковым [38] описаны
исследования влияния различных технологических параметров на произ-
водительность установки для получения стеклянных штапельных супер-
тонких волокон. В частности, ими предложена полуэмпирическая формула
для расчета глубины погружения первичного волокна в поток раскаленных
газов в зависимости от скорости подачи первичного волокна, теплофизи-
ческих характеристик стекла и характеристик газового потока. Полученная
формула хорошо согласуется с опытными данными авторов. Однако входя-
щая в формулу безразмерная постоянная, зависящая от условий опыта и
химического состава стекла, не может быть использована для аналогичных
расчетов производства, например, базальтового супертонкого волокна, так
как она разная для технологии и химического состава.
Повышение производительности установок и качества волокна имеет
большое значение для снижения его себестоимости и расширения его при-
менения в различных отраслях народного хозяйства. Повышение произво-
дительности возможно за счет увеличения диаметра первичных волокон с
сохранением оптимальной скорости подачи. Увеличение производительно-
сти установок за счет повышения стеклоплавильной способности платино-
родиевых фильерных сосудов также имеет определенные пределы [40].
Значительного увеличения производительности супертонкого волокна
можно достичь, применяя для получения стекломассы ванные стеклова-
ренные и плавильные печи.
В некоторых зарубежных странах разработаны установки высокой про-
изводительности для получения ультра-, супертонких стеклянных шта-
пельных волокон, состоящие из стеклоплавильной печи, в фидерной части
которой смонтированы фильерные сосуды. Число фильер на таких уста-
новках достигает 1000 штук и более. Установка американской фирмы
“Pittsburgh Plate Glass Company” представляет собой агрегат, в котором
сблокировано несколько фильерных питателей [41].
Применение стекловаренных и плавильных ванных печей дает существен-
ные преимущества по сравнению с платинородиевыми электропечами:
• за счет резкого увеличения производительности установок, которая ог-
раничивается лишь возможностью размещения под одной печью опреде-
15
Глава 1 Использование горных пород для производства...
ленного числа фильерных питателей и узлов волокнообразования; произ-
водительность самой печи мажет быть достаточно большой и практически
не ограничена,
• при применении ванных плавильных и стекловаренных печей, в кото-
рые можно загружать стеклобой, шихту, таким образом, отпадает потреб-
ность в стеклошариках.
В 1962 г. была разработана технология производства ультра-, супертон-
кого стеклянного штапельного волокна из стекломассы, полученной в ван-
ной плавильной печи прямого нагрева производительностью 400 и более
килограмм волокна в сутки [42]. Печь была разделена на плавильный бас-
сейн и выработочную часть, фидер отсутствовал. В дно печи через опреде-
ленные промежутки монтировалось три-четыре пластинчатых фильерных
платинородиевых питателя, подогрев которых осуществляется электричес-
ким током. Раздув первичных волокон производился с помощью верти-
кальных камер сгорания с двумя вытягивающими механизмами, располо-
женными по боковым сторонам камеры. Подача первичных волокон в по-
ток раскаленных газов осуществлялась с двух сторон.
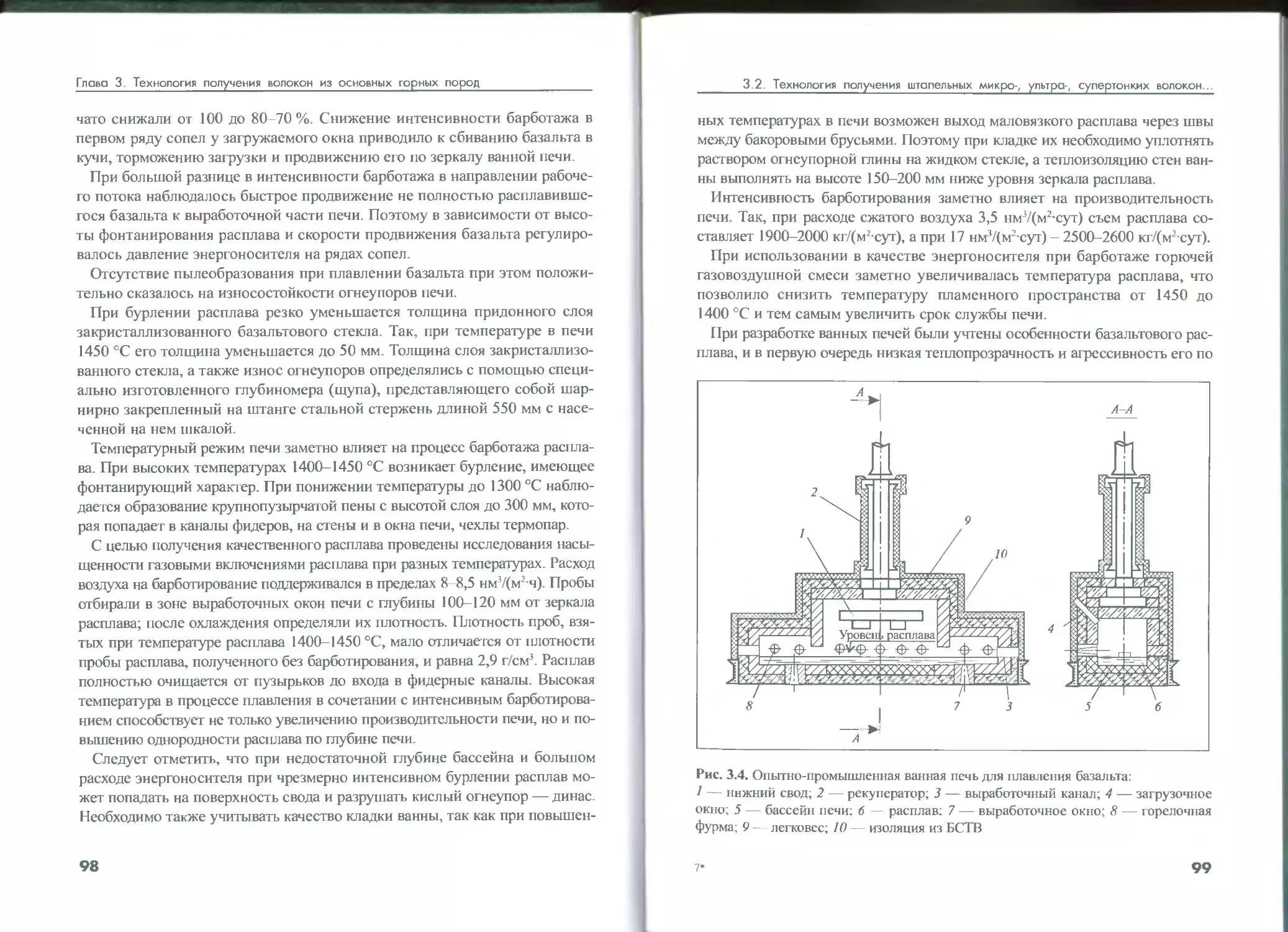
Известны конструкции ванных печей для плавления базальта [15], пред-
назначенных в основном для получения расплава при производстве камен-
ного литья, штапельных волокон способом вертикального раздува возду-
хом или паром (способ ВРВ или ВРП) и центробежным способом. Как пра-
вило, вследствие малой теплопрозрачности базальтового расплава глубина
плавильных бассейнов в этих печах небольшая и составляет 250 300 мм.
Удельный съем расплава с одного квадратного метра пода печи равен
1000-1500 кг/сут.
При производстве микро-, ультра- и супертонких волокон способом РПВ
как при использовании электропечей, так и при получении стекломассы в
ванных плавильных и стекловаренных печах для формования первичных
волокон применяются платинородиевопалладиевые фильерные питатели.
Задача значительного сокращения удельной потребности в платинородие-
вом сплаве, а также частичной или полной замены его недефицитными и
дешевыми жаростойкими сплавами при расширении производства указан-
ных выше волокон приобретает первостепенное значение.
Материал, используемый для изготовления питателей и сосудов, должен
отвечать повышенным требованиям. Так, он должен одновременно обла-
дать жаро-, термо-, окалиностойкостью, электропроводностью, химичес-
кой устойчивостью по отношению к расплавам силикатов при температуре
1200-1400 °C, а также хорошими технологическими свойствами, обеспе-
16
12- Способы переработки силикатных расплавов в волокна
пинающими изготовление деталей питателей и сосудов сложной геометри-
ческой формы.
Работы в этом направлении проводятся по взаимодействию материалов
как с жидкой стекломассой [43], так и с расплавами базальта и других гор-
ных пород [21, 44].
Институтом проблем материаловедения НАН Украины проводились ра-
боты [21] по исследованию взаимодействия ряда тугоплавких соединений
с расплавом базальта и их стойкости в окислительной среде. В результате
выполненных работ пришли к выводу, что карбиды взаимодействуют с
расплавами базальта, а нитриды и бориды — растворяются. Хорошие ре-
зультаты дал дисилицид молибдена, который, покрываясь стекловидной
пленкой, не взаимодействует с расплавом базальта при статическом испы-
тании. Разработана конструкция металлокерамического питателя из диси-
лицида молибдена [21]. При работе питателя на действующей установке
было установлено, что поверхность фильеров подвергается разрушению и
их диаметр увеличиваегся. Поэтому для увеличения срока службы питате-
лей стали применять фильеры-вкладыши из платинородиевого сплава.
В работе [45] для увеличения стойкости дисилицида молибдена по отно-
шению к стекломассе поверхность отверстий выполнялась из силицида
алюминия.
Имеются патенты [46-48] на конструкции сосудов, изготовленных из
различных теплостойких материалов. Проведены работы [49] по изготов-
лению сосудов из различных тугоплавких металлов, поверхности которых
защищены от окислительной среды оксидом алюминия, а от расплава стек-
ла — платинородиевым сплавом.
Известны работы по плазменному напылению платины [50], которая ис-
пользуется в качестве защитного покрытия.
Работы по увеличению срока службы сосудов, повышению их произво-
дительности и по замене или уменьшению расхода платинородиевого
сплава ведутся в следующих направлениях:
• улучшение стойкости платинородиевого сплава путем легирования его
иридием, золотом, бериллием и другими материалами [5154];
• нанесение защитных огнеупорных покрытий с целью предотвращения
эрозии платины [55];
• уменьшение расхода платины за счет рациональной конструкции [56-59];
• разработка новых высокопроизводительных способов получения во-
локна с минимальным расходом драгметаллов на изготовление фильерных
питателей [60-65];
1 6753
17
Главо 1. Использование горных пород для производство...
• разработка новых жаростойких недефицитных материалов для изготов-
ления жаростойких питателей.
Известны жаростойкие сплавы, обладающие высокой эксплуатационной
стойкостью при высоких температурах, на основе систем: хром - никель -
алюминий - железо [66-69]; хром - никель - титан - железо [70, 71]; хром -
алюминий - молибден - железо [72]; хром - молибден - титан - железо [73];
хром - молибден — титан - никель железо [74, 75] и др. Однако в условиях
окислительной среды жаростойкость и окалиностойкость этих сплавов все
еще недостаточно высоки, и с повышением рабочей температуры выше
1100 °C эксплуатационная стойкость деталей резко понижается.
За рубежом получение волокна из горных пород осуществляют преиму-
щественно двумя способами: раздувом тонких струек расплава паром или
сжатым воздухом и переработкой расплава в волокна на многовалковых
центрифугах.
Многовалковый центробежный способ нашел более широкое распростра-
нение. Одна центрифуга позволяет получить от 1,5 до 2,5 тонн волокна в час.
Дутьевой способ ограничен производительностью 0,6-0,8 тонны в час в
связи с дефицитом драгметаллов, необходимых для изготовления фильер-
ных питателей.
Фирма “Грюнцвейг и Хартман” (ФРГ), начиная с 1938 г., выпускает ми-
неральное волокно “силан” фильерно-дутьевым способом. Технологичес-
кие линии по производству минераловатных изделий этой фирмы (около
5 тыс. тонн продукции в год) работают а ряде европейских стран (ФРГ,
Италия, Финляндия), а также в России на комбинате “Красный строитель”
в г. Воскресенске.
Литературные данные по использованию горных пород как однокомпо-
нентного сырья для производства микро-, ультра-, супертонких и непре-
рывных волокон отсутствуют. Исследования по получению различных во-
локон из некоторых базальтов Украины, Армении и Грузии проведены в ра-
ботах [21, 76-78, 79, 80].
1.3. Теплозвукоизоляционные материалы
на основе базальтовых штапельных волокон
В настоящее время во всем мире прослеживается тенденция к увеличе-
нию производства теплоизоляционных изделий из минеральных волокнис-
тых материалов, обусловливаемая ростом потребностей капитального
18
13 Теплозвукоизоляционные материалы на основе базальтовых штапельных волокон
строительства и их лучшими технико-экономическими характеристиками
по сравнению с другими теплоизоляционными материалами.
В ассортименте растет производство эффективных минераловатных из-
делий: плит и матов на синтетическом связующем, матов, обшитых метал-
лическими сетками, фольгой и другими материалами, плит повышенной
жесткости, плит с вертикальной ориентацией волокон, а также утепленных
слоистых панелей с использованием алюминиевых и стальных листов, ас-
бестоцементных матов, древесноволокнистых плит.
Изделия на основе минеральной ваты используются в качестве заполни-
теля или изоляционных вкладышей в легких слоистых перегородках, на-
ружных ограждающих конструкциях, для изоляции корпусов и кожухов
оборудования, для устройства звукопоглощающих кабин, в звукопоглоща-
ющих экранах и глушителях вентиляционных устройств и т.д.
Высокой степенью эффективности характеризуется применение минерало-
ватных материалов в качестве тепловой изоляции в строительстве. Например,
применение стеновых асбестоцементных панелей с минераловатным утепли-
телем вместо кирпичной кладки сокращает толщину стен в 5,5 раза, вес — бо-
лее чем в 18 раз, трудоемкость производства и монтажа — в 2,8 раза.
Получаемая венгерскими предприятиями минеральная вата на основе ба-
зальтов, риолитовых туфов с добавками известняка и доломита перераба-
тывается в различные минераловатные материалы [81, 82]. Маты Isolyth
“N” и плиты Isolyth “L” выпускаются без облицовки или с односторонней
обкладкой из бумаги или алюминиевой фольги. Маты изготавливаются в
виде рулонов длиной 1—5 м, шириной 50-100 см, толщиной 30-80 мм. Раз-
меры плит 100x50 см при толщине 30-100 мм. Основная область примене-
ния — изоляция кровель неотапливаемых помещений, потолков, лоджий и
арок. Кроме того, выпускается изоляционный шнур диаметром 30-50 мм
без связующего в оплетке из органических или минеральных волокон, а
также металлической проволоки в бухтах по 15-100 м [83].
В Болгарии изготавливаются прошивные маты из минеральной и стек-
лянной ваты, покрытые с двух сторон крафт-бумагой или стеклотканью и
прошитые хлопковой нитью, плотностью 100-200 кг/м3 [82].
В Германии ассортимент изделий на основе минеральной ваты включает
в себя минераловатные плиты, маты с обкладкой из бумаги, гофрированно-
го картона, проволочной сетки или алюминиевой фольги и др. Производят-
ся самонесущие армированные минераловатные плиты на фенолформаль-
дегидном связующем плотностью 170±20 кг/м3 [82].
2*
19
Главе 1 Использование горных пород для производство...
В Польше выпускаются минераловатные маты в обкладке из проволоч-
ной сетки, плиты с декоративной поверхностью. Осваивается производ-
ство плит с вертикальной ориентацией волокон, склеенных фольгой; плит
плотностью до 200 кг/м3, оклеенных битум-картоном; плит плотностью
120-175 кг/м3, офактуренных отделочными покрытиями для утепления
стен; самонесущих армированных плит с различной фактурой для утепле-
ния подвесных потолков [82].
В Словакии самые высокие темпы развития производства волокнистых
теплоизоляционных материалов [82, 84]. Предприятиями г. Братиславы
выпускаются: прошивные маты плотностью 80, 100, 120 кг/м3, облицован-
ные гофрированным картоном, проволочной сеткой обычной и оцинкован-
ной, бумагой, стеклотканью, алюминиевой фольгой; рулонный материал на
синтетическом связующем (12 %) плотностью 60 кг/м3; тепло- и звукоизо-
ляционные плиты Izomin на основе минеральных волокон (80 %) и напол-
нителей (20 %) — асбеста, крахмала, бентонита, каолина, квасцов, гидро-
фобизирующих добавок и фунгицидов.
Плиты Izomin формуются “мокрым способом”, затем сушатся, шлифу-
ются и покрываются латексной краской. Размеры плит, мм: длина — 1200,
2280, 3000, 3200; ширина — 1200; толщина 12-25. Плотность — 450 кг/м3.
Предел прочности на сжатие — 0,9 МПа, на растяжение — 2,2 МПа, на из-
гиб — 2,5 МПа. Категория огнестойкости — трудносгораемые Применя-
ются плиты для тепло- и звукоизоляции ограждающих конструкций, кро-
вель, полов и др. На основе плит Izomin выпускаются многослойные пли-
ты Izosid. Плиты склеиваются битумом и покрываются сверху битумной
краской, с лицевой стороны — гидроизоляционным слоем толя. Плиты
Izosid предназначены для тепло- и звукоизоляции кровель.
На предприятии “Stavebni izolace” в г. Частоловице освоено производ-
ство изоляционных элементов LSP из минераловатных плит на органичес-
ком связующем, получаемых “сухим” способом. Для изготовления LSP
применяется связующее на основе модифицированного резола LB-2. Мате-
риал используется для теплоизоляции горячих трубопроводов (до 300 °C)
и другого оборудования.
В Словакии волокно, выпускаемое на основе базальта, широко использу-
ется в качестве заменителя асбеста (до 28 %) в производстве асбестоце-
ментных изделий.
В Великобритании минеральное волокно на основе горных пород
Guarda-wool и стекловолокно Guarda-class перерабатывается в изделия с
20
1.3. Теплозвукоизоляционные материалы на основе базальтовых штапельных волокон
использованием синтетических связующих. Плиты применяются для теп-
лоизоляции дверей, наружных стен и перегородок, полых стен и др.; маты
— для теплоизоляции труб, вентиляционных каналов, котлов, для акусти-
ческих целей и др. [85].
Фирмой “Heatmux Insulation” используется товарное волокно для введе-
ния его в полость стен потоком воздуха.
Фирма “Freeman Insulation” успешно применила этот способ для изоля-
ции горячих подземных трубопроводов [86].
Фирма “Beaconet”, основываясь также на этом способе, применяет вду-
вание волокна в полость пустотелых строительных блоков непосредствен-
но на конвейере при их производстве.
Другая английская фирма “Cape Insulation” разработала новый вид жест-
ких секций типа Rocksil для изоляции труб на основе минеральных воло-
кон с широким диапазоном рабочих температур (от сверхнизких до
+950 °C) [87].
В Дании фирма “A/S Rockwool” вырабатывает минеральную вату на ос-
нове диабаза и перерабатывает ее в широкий ассортимент изделий [88]:
маты, получаемые на синтетическом связующем, прошитые и облицован-
ные различными облицовочными материалами; полужесткие и жесткие
плиты различных марок; плиты плотностью 60, 75, 100, 140 и 200 кг/м3,
которые в зависимости от марок используются для тепло- и звукоизоля-
ции потолков и полов различных зданий и сооружений; минераловатные
цилиндры с продольным разрезом, используемые для изоляции труб диа-
метром до 89 мм и длиной 90 см, плотностью 100 кг/м3; декоративно-аку-
стические плиты “Rockfon”, получаемые прессованием, с пропиткой
ваты синтетическим связующим; акустические плиты “Rockfon”, кото-
рые изготавливаются из жестких минераловатных плит с односторонней
облицовкой; самонесущие плиты “Rockht” высокой плотности и жесткос-
ти; звукопоглощающие прокладки “Naise Absorber Paelx”, которые произ-
водят из полужестких плит и облицовывают плиткой ПХВ толщиной до
0,04 мм. Они предназначаются для снижения уровня шума в производ-
ственных помещениях и при применении подвешиваются на пружины
или привинчиваются.
В Швеции минеральная вата Inswool вырабатывается на основе базальта,
диабаза на предприятиях фирмы “Rockwool АВ”. На основе ваты и синте-
тических связующих выпускается широкий ассортимент таких изделий,
как маты, плиты, скорлупы, жесткие изделия [89].
21
Глава 1. Использование горных пород для производства...
Финской фирмой “Pareisten Kalkki” из минеральной ваты, вырабатывае-
мой на основе диабазов, выпускаются теплоизоляционные мягкие, полу-
жесткие, жесткие и твердые плиты, маты, цилиндры, полуцилиндры, скор-
лупы.
Мягкие плиты применяются для утепления стен, перегородок, полов, по-
толков; полужесткие плиты — для изоляции бетонных конструкций, чер-
дачных перекрытий, холодильников, резервуаров, огнестойкой изоляции
кораблей; жесткие — для изоляции бетонных полов, цоколей, теплового
оборудования; твердые — для теплоизоляции плоских крыш, бетонных па-
нелей с нагрузкой выше 5000 Н/м2.
Маты, цилиндры, полуцилиндры используются для теплоизоляции трубо-
проводов, вентиляционных систем, резервуаров, паровых котлов, печей и др.
Полужесткие плиты марки Sordino применяются для устройства подвес-
ных потолков [90].
В Японии минеральную вату вырабатывают на основе горных пород и
шлаков центробежным или дутьевым способом. На основе минеральной
ваты выпускается широкий ассортимент тепло- и звукоизоляционных
строительных изделий. В настоящее время распространен способ напыле-
ния минеральной ваты на изолируемую поверхность или изолируемую по-
лость. При “сухом” способе гранулированная минеральная вата в смеси с
цементом подвергается напылению специальными распылителями. При
“мокром” способе к соплу напылителя подводится вода [91].
Анализ литературных данных и опыт производства в нашей стране и за
рубежом показывают, что для изготовления стеклянных волокон требуется
подбор многокомпонентных шихт в зависимости от типа и назначения во-
локна. При этом используются возрастающие в дефиците такие сырьевые
материалы, как кварцевый песок, борная кислота, кальцинированная сода,
сульфат, глинозем и др. Возрастает также дефицит шлаков, кокса при про-
изводстве минеральной ваты. Кроме того, приготовление шихт для произ-
водства как стекловолокна, так и минеральной ваты требует значительных
трудо- и энергозатрат на приготовление и смешивание компонентов.
На основе доменных шлаков, горных пород с различными добавками вы-
пускается только один тип тонкого штапельного волокна (5-12 мкм), что
ограничивает ассортимент выпускаемых изделий и область применения
минеральных волокон.
Наряду с этим технические свойства стеклянных волокон и минеральной
ваты в ряде случаев уже не соответствуют возрастающим техническим
22
1.3. Теплозвукоизоляционные материалы на основе базальтовых штапельных волокон
требованиям, предъявляемым к изделиям: невысокая температура приме-
нения, повышенная гигроскопичность, низкая вибростойкость, малая хи-
мическая стойкость, недостаточный срок службы и др.
Известны высокотемпературные неорганические волокна: каолиновые,
кварцевые, кремнеземные, на основе добавок бора, циркония и т.д., но все
они, обладая такими ценными свойствами, как высокая температуроустой-
чивость, химическая стойкость, характеризуются высокой хрупкостью,
низкой вибростойкостью, сравнительно большой стоимостью и сложной
технологией получения, поэтому в народном хозяйстве используются огра-
ниченно.
Заслуживает внимания применение основных горных пород в качестве
однокомпонентного сырья в производстве широкого ассортимента шта-
пельных и непрерывных волокон с повышенными физико-химическими
свойствами.
Поэтому работы по получению волокон из изверженных горных пород
(базальтов, амфиболитов, порфиритов и др.) перспективны. Во-первых,
эти породы широко распространены на территориях Украины и стран СНГ.
Во-вторых, в отличие от шихт, используемых для производства стеклянных
волокон, основные горные породы не требуют дефицитных добавок бора,
соды, сульфата, глинозема и др. и исключают процессы приготовления
шихты. Плавка пород происходит без стадии силикатообразования.
По сравнению со шлаками — сырьем для производства минеральной
ваты — основные горные породы более однородны по химическому соста-
ву, имеют высокий модуль кислотности, что положительно влияет на хими-
ческую и термическую стойкость волокна.
23
Физико-химические
особенности
расплавов
Исследование
структуры стекол
•
Фазовое состояние
и структура
базальтовых волокон
•
Особенности физико-
химических свойств
базальтовых волокон
ФИЗИКО-ХИМИЧЕСКИЕ
ОСОБЕННОСТИ РАСПЛАВОВ,
СТЕКОЛ И ВОЛОКОН
ИЗ ОСНОВНЫХ ГОРНЫХ ПОРОД
2.1. Физико-химические
особенности расплавов
Для производства различных видов волокон выбор
исходной горной породы предопределяется особенно-
стью технологического процесса плавления, который
неразрывно связан с ее исходным состоянием. Каж-
дая горная порода определяется парагенезисом ее ми-
нералов [92], отвечающим различным случаям физи-
ко-химического равновесия по отношению к услови-
ям, в которых находилась данная горная порода после
жидкого состояния — магмы.
1. Горная порода находится в состоянии равновес-
ного завершенного процесса.
2. В изверженной горной породе зафиксирован оп-
ределенный момент превращений, еще не завершен-
ных для достижения действительного равновесия, со-
ответствующего окончанию процесса. В момент ос-
тывания магмы зафиксировано состояние стекла с
плавающими в нем кристаллами.
3. В изверженной горной породе после ее образова-
ния при изменившихся условиях произошли процес-
сы, обусловлившие появление минералов.
Для производства волокон применяются породы 3-й
группы, так как горные породы действительно равно-
весного состояния глубинного происхождения встре-
чаются редко. Породы 2-й группы из-за крупных кри-
сталлов-сферолитов резко замедляют процесс плавле-
ния.
24
2.1. Физико-химические особенности расплавов
Каждый минеральный вид, образующий однородные кристаллы в горной
породе, представляет собой особую фазу, так как отличается от других ми-
нералов и от стекла. Такой же фазой является само стекло.
2.1.1. Исследование процесса плавления
и свойств расплавов
Комплексные исследования средних, основных и ультраосновных гор-
ных пород различных месторождений показывают, что стекла из них явля-
ются железосодержащими, малощелочными силикатными системами, в то
время как массовое производство стеклянных волокон осуществляется из
щелочных, алюмоборосиликатных и некоторых других составов стекол.
Содержание основных породообразующих оксидов в исследованных гор-
ных породах находится в следующих соотношениях, %: SiO2 — 43-58; А12О3
— 11-20; СаО — 7-13; FeO+Fe2O3 — 8-16; MgO — 4-12; R2O — до 4.
Так как горные породы являются продуктами затвердевания природных
силикатных магм с образованием минералов, получение технологического
расплава из них происходит при температурах от начала размягчения
(1050-1070 °C) до интенсивного процесса плавления (1450 °C) без прохож-
дения стадии силикатообразования.
Поскольку основными породообразующими минералами горных пород
являются полевые шпаты и пироксены, имеющие различные температуры
плавления, их содержание в породе определяет технологический процесс
плавления.
По данным Барта [93], на долю полевых шпатов среди породообразую-
щих минералов изверженных пород приходится около 60 %, на пироксены
— 12 %, остальные минералы имеют меньшее значение.
Пироксены представлены диопсидом и авгитом, а полевые шпаты —
альбитом и анортитом, образующими ряд твердых растворов, называемых
плагиоклазами.
Согласно исследованиям Боуэна [94], расплавы магматических горных
пород условно можно представить как частную систему диопсид - альбит
- анортит. Кристаллические фазы в этой системе представлены диопсидом
и кристаллическими растворами плагиоклазов.
Двухфазная система диопсид - плагиоклаз (50 % альбита и 50 % анорти-
та) начинает плавиться при 1200 °C. Если же система состоит из диопсида
25
Глава 2. Физико-химические особенности расплавов
и плагиоклаза (67 % анортита и 33 % альбита), то плавление начинается
при температуре 1250 °C.
Характерной особенностью расплавов горных пород является увеличе-
ние скорости твердения и охлаждения внешних слоев при пониженной
скорости твердения внутренних слоев, на что оказывают влияние крася-
щие оксиды (FeO и Fe2O3). Они способствуют поглощению инфракрасных
лучей, в то время как скорость твердения и охлаждения расплавов из обыч-
ных стекол зависит в основном от теплоемкости и теплопроводности. Это
подтверждает резко выраженная зависимость вязкости от температуры
расплавов из горных пород. Поэтому стекла из горных пород являются “ко-
роткими”. Этот фактор обусловливает более узкий температурный интер-
вал формования волокна.
Данные измерения вязкости исследованных расплавов показали, что она
является функцией химического состава, главным образом, содержания
Рис. 2.1. Температурная зависимость ло-
гарифма вязкости высоковязких распла-
вов (группа 1):
1 — андезит, Колчинское месторождение
Закарпатской области; 2 — андезит, Ки-
ровское месторождение Закарпатской об-
ласти, 3 — диабазовый порфирит, место-
рождение Малая Смелянка Черкасской
области; 4 — андезито-базальт, Сельцевс-
кое месторождение Закарпатской области
Рис. 2.2. Температурная зависимость
логарифма вязкости вязких расплавов
(группа 2):
1 — амфиболит, Горишни Плавни; 2
— андезито-базальт, Подгорненское
месторождение Закарпатской облас-
ти; 3 — амфиболиты, отходы шахт
Кривого Рога; 4 амфиболит, учас-
ток Степанцы Черкасской области; 5
— алюмоборосиликатное стекло
26
2.1. Физико-химические особенности расплавов
Рис. 2.3. Температурная зависимость
логарифма вязкости средневязких
расплавов горных пород (группа 3):
1 — оливиновый диабаз, Коломой-
цевский камнедробильный завод
Днепропетровской области; 2 —
стекло, Ивотский завод стекловолок-
на; 3 — амфиболит, с. Захарьевка
Донецкой области; 4 — базальт, Бе-
рестовецкое месторождение Ровнен-
ской области; 5 — диабаз, с. Василь-
ковка Днепропетровской области
Рис. 2.4. Температурная зависимость лога-
рифма вязкости низковязких расплавов гор-
ных пород (группа 4):
1,2 — кристаллические сланцы, Мариу-
польское месторождение Донецкой области;
3 — амфиболит, месторождение Тальное
Черкасской области; 4 — стекло, Мерефянс-
кий стеклозавод; 5 — базальт, Хайна-Чохрак
Донецкой области; 6 — амфиболизирован-
ный пироксенит, месторождение хут. Садо-
вый Донецкий области; 7 — шлаковый рас-
плав для производства ваты на вагранке
кремнезема (рис. 2.1-2.4). Характеристики вязкости расплавов горных
пород приведены в табл. 2.1.
Наиболее вязкими являются расплавы андезитов, наименее — расплавы
амфиболизированного пироксенита (амфиболита).
Существенное влияние на вязкость расплавов оказывает наличие воды и
газов. В работах [95, 96] было показано, что вода и газы снижают вязкость
расплава. Это влияние исследователи расценивали лишь качественно. Они
наблюдали уменьшение вязкости и ускорение кристаллизации, вызванное
водяным паром и газами, что подтверждается данными авторов по вязкос-
ти жидкотекучих расплавов базальта Хайна-Чохрак и амфиболизированно-
го пироксенита.
Величина вязкости расплава хорошо описывается формулой Бачинского:
27
Глово 2 Физико-химические особенности роспловов
Таблица 2.1
Классификация расплавов горных пород по группам вязкости
№ п/п Группа Температура, °C Массовая доля, SiO2, %
1450 1300
1 Высоковязкая Более 150* Более 1000 Более 55
2 Вязкая 50-150 200-1000 51-55
3 Средневязкая 30-50 100-200 47-51
4 Низковязкая Менее 30 Менее 100 43-47
* Величина вязкости в пуазах.
С
V-W ’
где г) — вязкость расплава; И— удельный объем жидкости; С, W— посто-
янные, не зависящие от температуры и давления; V - W — свободный
объем жидкости. Вязкость обратно пропорциональна свободному объему
жидкости, независимо от температуры и давления. С повышением темпе-
ратуры увеличивается объем жидкости, следовательно, уменьшается вяз-
кость. Это происходит потому, что при повышении температуры увеличи-
вается среднее расстояние между молекулами и ослабляется взаимное при-
тяжение между ними. В области высоких температур, когда текучесть ве-
лика, связь между удельным объемом и текучестью выражается линейной
зависимостью. Это указывает на сравнительно большую устойчивость
структуры при высоких температурах.
Характерной особенностью расплавов основных горных пород является
их высокая кристаллизационная способность. Температура верхнего пре-
дела кристаллизации, определенная методом “закалки”, для различных со-
ставов находится в интервале 1230-1275 °C. Наличие кристаллической
фазы при этих температурах установлено и с помощью рентгенофазового
анализа (рис. 2.5).
При указанных температурах и 30-минутной выдержке образуются твер-
дые растворы из группы оливинов различного состава, а также гематит.
Для промышленных составов стекол, применяемых в производстве воло-
кон, температура верхнего предела кристаллизации составляет 1150 °C.
О большой кристаллизационной способности расплавов свидетельству-
ют резкие перегибы на кривых вязкости, особенно характерные для амфи-
28
2.1 Физико-химические особенности расплавов
29
Глава 2. Физико-химические особенности расплавов
болизированного пироксенита, диабазов, базальтов и других железосодер-
жащих расплавов (см. рис. 2.4).
Более вязкие расплавы менее склонны к кристаллизации. На кривых вяз-
кости этой группы расплавов (см. рис. 2.1, 2.2) перегибы отсутствуют. Тем-
пература верхнего предела их кристаллизации составляет 1230-1240 °C
Это явление можно объяснить тем, что при охлаждении расплава текучесть
быстро снижается. Вязкий расплав затвердевает медленнее, поскольку он
обогащен переохлажденным стеклом и это задерживает начало его крис-
таллизации.
Расплавы, содержащие повышенное количество газов, имеют большую
склонность к кристаллизации (базальт Хайна-Чохрак, амфиболизирован-
ный пироксенит). Кроме того, способность расплава к кристаллизации воз-
растает с увеличением содержания оксидов железа.
Важную роль в свойствах расплава играет смачивание. Критерием степе-
ни смачиваемости расплавами платинородиевого сплава является краевой
угол смачивания. Смачиваемость железосодержащими расплавами плати-
нородиевого сплава высока по сравнению со стеклом (рис. 2.6) и возраста-
ет при повышении температуры за счет уменьшения сцепления между час-
тицами расплава и платинородиевым сплавом. Это обусловливает “затека-
ние” фильерного поля при выработке волокон. Степень смачиваемости за-
висит от содержания оксидов железа в расплаве и степени окисляемости
сплава.
Рис. 2.6. Температурная зависимость
краевого угла смачивания некоторыми
расплавами платинородиевого сплава
Рис. 2.7. Изменение 1g р, от температуры.
1 — зондовый метод; 2 — мостовой ме-
тод
30
2.1. Физико-химические особенности роспловов
Исследовалась электропроводность расплава базальта в интервале тем-
ператур 1400-700 °C [97]. Мостовым и зондовым методами было измерено
электрическое удельное объемное сопротивление расплава ри (рис. 2.7).
При исследовании зондовым методом на кривой зависимости 1g рг от тем-
пературы (кривая 7) отмечаются два перегиба: при 1270 °C и в интервале
температур 1000-900 °C. По -видимому, перегиб на кривой при 1270 °C
обусловлен началом кристаллизации расплава. Эта температура соответ-
ствует верхнему пределу кристаллизации, определенному ранее методом
“закалки” и подтвержденному рентгенографически. Перегиб на кривой в
области температур 1000-900 °C, очевидно, соответствует нижнему преде-
лу кристаллизации и связан с фазовыми превращениями в системе [98].
При применении мостового метода получена аналогичная зависимость
1g р(. от температуры (кривая 2) [99].
По зависимости электропроводности железосодержащих расплавов от
температуры можно судить об изменении структуры и фазовых превраще-
ниях, вызванных кристаллизацией расплава. Кроме того, по точкам пере-
гиба на кривой зависимости 1g рг от температуры можно определить тем-
пературы нижнего и верхнего пределов кристаллизации.
Таким образом, основными особенностями расплавов магматических
горных пород по сравнению с расплавами стекол являются:
• получение расплава при более высокой температуре, исключая шихто-
вание, без стадии силикатообразования;
• более высокая смачиваемость и кристаллизационная способность;
• повышенная скорость твердения и охлаждения, сужающая температур-
ный интервал выработки волокон.
2.1.2. Излучательная способность расплавов
При высоких температурах поверхность расплава охлаждается благодаря
конвективному теплообмену и тепловому излучению. Доля лучеиспуска-
ния в общем потоке тепла меняется в зависимости от температуры стекло-
массы и интенсивной окраски стекла, которая определяется его химичес-
ким составом.
Скорость охлаждения базальтовых расплавов, окрашенных оксидами же-
леза в темный цвет, отличается от скорости охлаждения обычных стекол.
Так, в начале охлаждения скорость падения температуры поверхностного
слоя базальтового расплава значительно больше, чем стекла, это и приво-
31
Глава 2. Физико-химические особенности расплавов
дит к более быстрому охлаждению поверхностного слоя [21]. Однако уже
на глубине 17 19 мм базальтовые расплавы затвердевают в 1,5-2 раза мед-
леннее, чем расплавы бесщелочного стекла. Возникновению большого гра-
диента температуры в поверхностном слое базальтового расплава способ-
ствует его малая лучепрозрачность. Более равномерное охлаждение обыч-
ных стекол при высоких температурах в основном обусловлено хорошей
пропускной способностью тепловых лучей в стекломассе.
При исследовании процесса формования стеклянных волокон предполага-
ется [100], что либо вся стекломасса в пределах луковицы является пластич-
ной средой, либо на поверхности луковицы возникают полутвердые плас-
тичные корочки, толщина которых возрастает по мере удаления от основа-
ния луковицы до тех пор, пока корочки не сомкнутся. В этом случае формо-
вание можно считать законченным, а стекло рассматривать как твердую мас-
су. Именно такой механизм формования зафиксирован при вытягивании во-
локон из практически непрозрачного для тепловых лучей базальта через пла-
тиновые фильеры, расположенные в дне стеклоплавильного сосуда.
Ниже приведены результаты исследования излучательной способности
расплавов базальтов, которая оказывает существенное влияние не только
на температурные условия получения расплава, но и на процесс выработки
волокон. Измерения излучательной способности проводились на спектро-
метре ИКС-12, который позволяет изучать спектры в интервале X = 0,7—
25 мкм. Излучение с поверхности расплава, находящегося в печи с плати-
новым нагревателем, фокусировалось сферическим зеркалом на входную
щель монохроматора. Разложенный в спектр свет от исследуемого распла-
ва попадал на неселективный приемник излучения - болометр, давая сиг-
нал, который через усилитель с синхродетектором поступал на электрон-
ный потенциометр ЭПП-09. Таким образом, запись спектра велась прямо
на диаграммную ленту. В качестве эталонного спектра сравнения исполь-
зовалось излучение с поверхности разогретой платины, для которой извес-
тны как степень черноты, так и ее температурная зависимость [101]. Изме-
рения проводились в температурном интервале от 1000 до 1450 °C. Темпе-
ратура регистрировалась термопарой ПП-1 совместно с потенциометром
постоянного тока ПП-63. Погрешность измерения температуры не превы-
шала 1 °C, в то время как погрешность термостатирования расплава была
несколько выше и достигала 5 °C. Исследуемая поверхность расплава или
платины была расположена нормально к оптической оси хода лучей. От-
клонение крайних лучей от нормали к поверхности составляло 5—6°. По-
32
2.1. Физико-химические особенности расплавов
этому можно считать, что данные опыты характеризуют нормальную излу-
чательную способность.
При фиксированной температуре отношение нормальной спектральной
излучательной способности базальтового расплава (толщина слоя состав-
ляла примерно 5 мм) к нормальной спектральной излучательной способно-
сти платины оказалось приблизительно постоянным во всем диапазоне из-
лучения, доступном для обычных исследований. Эти измерения свиде-
тельствуют о том, что в интервале от 1000 до 1450 °C базальт, как и плати-
на, подчиняется законам излучения серого тела.
На следующем этапе исследований необходимо выяснить, насколько
полная излучательная способность базальтовых расплавов отвечает закону
Стефана - Больцмана, свойственному абсолютно черному телу.
Спектральная плотность (по частоте v) излучательной способности серо-
го тела равна:
е*>г = агЕ„г, (2.2)
где а.т — коэффициент излучательной способности, или степень черноты
серого тела, в данном случае Ev г — неизвестная функция температуры; —
спектральная плотность излучательной способности абсолютно черного
тела (по формуле Планка).
Анализ полученных данных по температурной зависимости излучатель-
ной способности базальтовых расплавов показал, что вместо традиционно
принятой формы представления LT степенной зависимостью более прием-
лемой в нашем случае является экспоненциальная зависимость коэффици-
ента черноты от температуры Т, т.е.
а
ат = аое кт, (2.3)
где а — постоянная величина; к — постоянная Больцмана. Эту зависи-
мость лучше всего иллюстрирует температурная кривая излучательной
способности базальтовых расплавов в коротковолновой части спектра.
При условии hv » кТ спектральная плотность излучательной способно-
сти абсолютно черного тела будет описываться формулой Вина. С учетом
также уравнений (2.2) и (2.3) спектральная плотность излучательной спо-
собности базальтовых расплавов имеет такое выражение:
3 — 6753
33
Глава 2 Физико-химические особенности расплавов
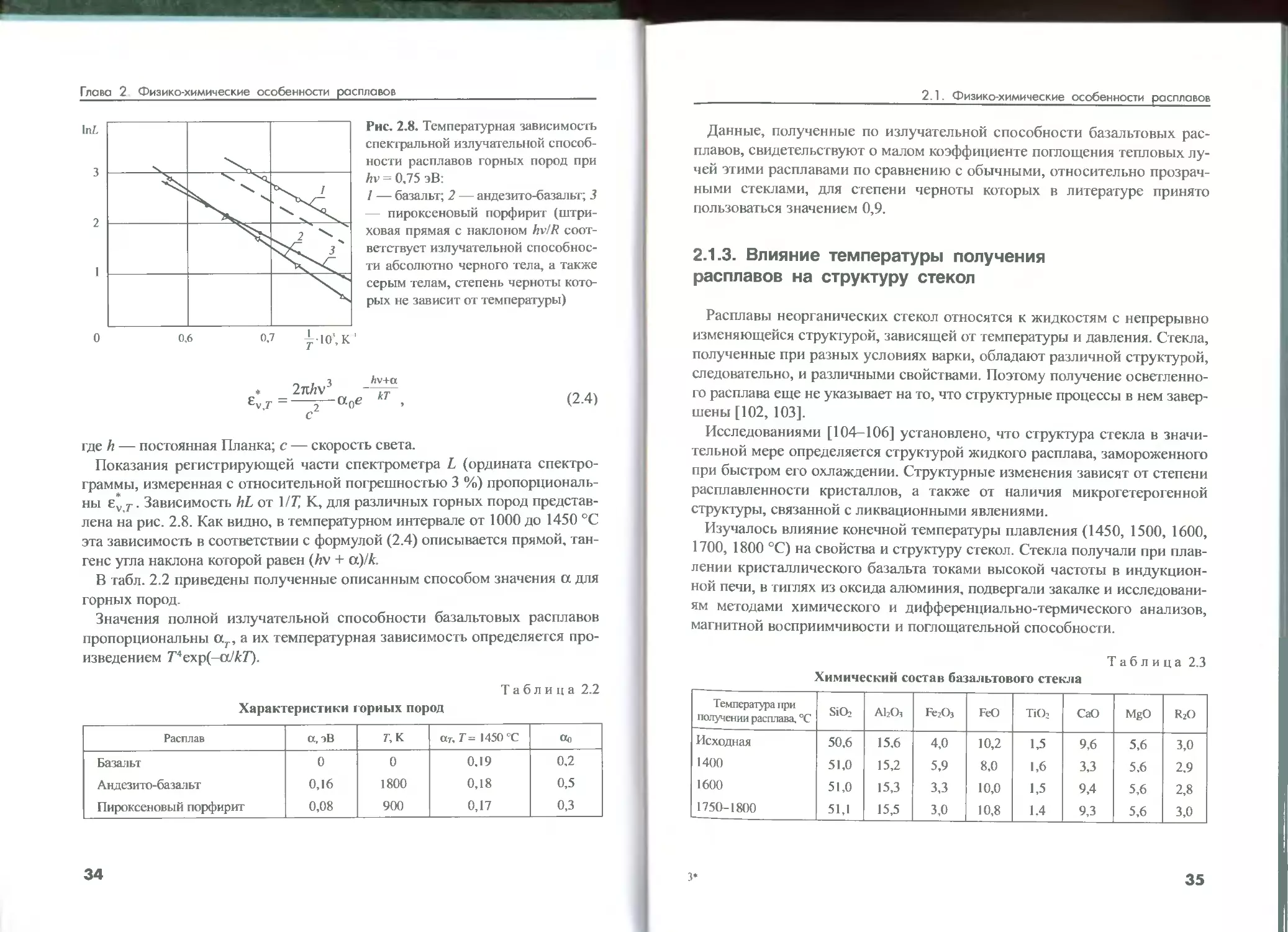
Рис. 2.8. Температурная зависимость
спектральной излучательной способ-
ности расплавов горных пород при
hv = 0,75 эВ:
/ — базальт; 2 — андезито-базальт; 3
— пироксеновый порфирит (штри-
ховая прямая с наклоном hv/R соот-
ветствует излучательной способнос-
ти абсолютно черного тела, а также
серым телам, степень черноты кото-
рых не зависит от температуры)
* 2nAv3
ev,7- =——
с
hv+a
кТ
9
(2.4)
где h — постоянная Планка; с — скорость света.
Показания регистрирующей части спектрометра L (ордината спектро-
граммы, измеренная с относительной погрешностью 3 %) пропорциональ-
ны Ev т. Зависимость hL от МТ, К, для различных горных пород представ-
лена на рис. 2.8. Как видно, в температурном интервале от 1000 до 1450 °C
эта зависимость в соответствии с формулой (2.4) описывается прямой, тан-
генс угла наклона которой равен (Av + сх)/А.
В табл. 2.2 приведены полученные описанным способом значения а для
горных пород.
Значения полной излучательной способности базальтовых расплавов
пропорциональны аг, а их температурная зависимость определяется про-
изведением 7’4ехр(-а/А7).
Характеристики горных пород
Таблица 2.2
Расплав а, эВ Г, К ат. Г= 1450 "С «0
Базальт 0 0 0.19 0,2
Андезито-базальт 0,16 1800 0,18 0,5
Пироксеновый порфирит 0,08 900 0,17 0,3
34
2.1. Физико-химические особенности расплавов
Данные, полученные по излучательной способности базальтовых рас-
плавов, свидетельствуют о малом коэффициенте поглощения тепловых лу-
чей этими расплавами по сравнению с обычными, относительно прозрач-
ными стеклами, для степени черноты которых в литературе принято
пользоваться значением 0,9.
2.1.3. Влияние температуры получения
расплавов на структуру стекол
Расплавы неорганических стекол относятся к жидкостям с непрерывно
изменяющейся структурой, зависящей от температуры и давления. Стекла,
полученные при разных условиях варки, обладают различной структурой,
следовательно, и различными свойствами. Поэтому получение осветленно-
го расплава еще не указывает на то, что структурные процессы в нем завер-
шены [102, 103].
Исследованиями [104—106] установлено, что структура стекла в значи-
тельной мере определяется структурой жидкого расплава, замороженного
при быстром его охлаждении. Структурные изменения зависят от степени
расплавленности кристаллов, а также от наличия микрогетерогенной
структуры, связанной с ликвационными явлениями.
Изучалось влияние конечной температуры плавления (1450, 1500, 1600,
1700, 1800 °C) на свойства и структуру стекол. Стекла получали при плав-
лении кристаллического базальта токами высокой частоты в индукцион-
ной печи, в тиглях из оксида алюминия, подвергали закалке и исследовани-
ям методами химического и дифференциально-термического анализов,
магнитной восприимчивости и поглощательной способности.
Таблица 2.3
Химический состав базальтового стекла
Температура при получении расплава. °C SiCh А12Оз Ге?Оз FeO TiOj СаО MgO R2O
Исходная 50.6 15.6 4,0 10,2 1,5 9,6 5,6 3,0
1400 51,0 15,2 5,9 8,0 1,6 3,3 5,6 2.9
1600 51,0 15,3 3,3 10,0 1,5 9,4 5,6 2,8
1750-1800 51,1 15,5 3,0 10,8 1.4 9,3 5,6 3,0
3»
35
Глпво 2 Физико-химические особенности расплавов
Результаты химического анализа (табл. 2.3) показывают, что повышение
температуры получения расплава не оказывает существенного влияния на
химический состав полученного базальтового стекла.
Магнитная восприимчивость характеризует относительное количество
магнетита в образцах. Повышение конечной температуры получения рас-
плава значительно уменьшает магнитную восприимчивость (х) базальто-
вого стекла: от 56-58 при 1500 °C до 25-26 при 1800 °C. На рис. 2.9 пред-
ставлена зависимость магнитной восприимчивости (х) и плотности (d) от
Рис. 2.9. Зависимость магнитной восприимчивости (х) и плотности (d) от температу-
ры обработки базальтовых стекол, полученных из расплавов при температурах, °C:
1 — 1500; 2 — 1600; 3 — 1700; 4 — 1800; сплошная кривая — lg%; штриховая — d
36
2.1. Физико химические особенности расплавов
температуры обработки образца По значению Igx можно судить об образо-
вании магнетита, а по плотности — об относительном количестве выде-
лившейся кристаллической фазы и температурном интервале ее выделе-
ния. Как видно из рис. 2.9, у начинает изменяться раньше плотности и от-
личается уже при 650 °C, а изменение d происходит при 700 °C.
Поскольку магнетит начинает выделяться при температуре 700 °C, зна-
чение магнитной восприимчивости при 650 °C может служить относитель-
ной характеристикой количества магнетита, участвовавшего в образовании
центров кристаллизации. Большое количество центров кристаллизации
при 700 °C образуется в образцах, полученных при низких температурах, а
с повышением температуры расплава
их количество уменьшается.
Результаты дифференциально-тер-
мического анализа (рис. 2.10) под-
тверждают полученные данные об
изменении магнитной восприимчиво-
сти и плотности образцов.
По мере увеличения температуры
перегрева расплава наблюдается
уменьшение и постепенное исчезно-
вение экзопика в пределах темпера-
тур 700-780 °C, что также характери-
зует уменьшение количества кристал-
лической фазы при вторичной крис-
таллизации, в частности, магнетита.
Выпадение кристаллической фазы
перемещается в область более высо-
ких температур — 840-860 °C.
На примере стекла берестовецкого
базальта была получена зависимость
спектров поглощения от температуры
расплава. Оказалось, что спектры по-
Рис. 2.10. Термограммы базальтовых сте-
кол, полученных при температурах, °C:
/ — 1450; 2— 1500; 3— 1600,4— 1700;
5—1860
37
Глово 2. Физико-химические особенности расплавов
Рис. 2.11. ИК-спектры поглощения базальтовых стекол, полученные при температурах,
1 — 1400; 2 — 1440; 3— 1600; 4— 1640; 5— 1700; 6— 1750; 7 — 1780
38
2.1. Физико-химические особенности расплавов
глощения существенно изменяются в зависимости от температуры. На
рис. 2.11 приведены инфракрасные спектры (ИК-спектры) поглощения для
стекол, температура расплава которых составляла 1400, 1440, 1600, 1640,
1700, 1750 и 1780 °C (для кривой 7 стрелкой указано положение максиму-
ма полосы поглощения и там же приведено значение коэффициента погло-
щения К = 450 см-1 в максимуме этой полосы).
Из рис. 2.12 видно, что при повышении температуры расплава от 1440 до
1550 °C поглощательная способность стекла уменьшается; при температу-
рах расплава 1550-1720 °C поглощение стекол практически не изменяется,
а при повышении температуры от 1720 до 1780 °C поглощение существен-
но возрастает. Характер зависимости поглощательной способности стекла
от температуры расплава удобно проследить на примере полосы поглоще-
ния, лежащей в области 1200 см '. При повышении температуры расплава
от 1440 до 1550 °C интенсивность этой полосы уменьшается, а положение
ее максимума смещается в коротковолновую область (значение этого сме-
щения составляет 100 см-1).
При температурах расплава 1550-1720 °C интенсивность и положение
максимума этой полосы практически не изменяется, а дальнейшее повыше-
ние температуры расплава до 1780 °C приводит к уменьшению ее интенсив-
ности и смещению положения максимума в длинноволновую область.
Степень неоднородности зависит от температуры расплава и от времени
варки стекла. Обусловлено это тем, что чем выше температура расплава и
больше время варки стекла, тем интенсивнее происходит разрушение кри-
сталлической решетки материала, вследствие чего в стекле сохраняется
Рис. 2.12. Зависимость положения максимума Vm (а) и К (б) наиболее интенсив-
ной полосы поглощения базальтового стекла от температуры его получения
39
Глава 2. Физико-химические особенности расплавов
меньше зон с упорядоченным расположением атомов и возрастает количе-
ство неупорядоченных структур. При достаточно высоких температурах
расплава в получаемом стекле существенно уменьшаются число и размеры
локальных зон с упорядоченной структурой, т.е. уменьшаются количе-
ство и размеры кристаллов в стекле. При этом в расплаве начинается ин-
тенсивный процесс иного рода: возникают химические реакции между от-
дельными компонентами расплава, что также приводит к изменяемости
свойств получаемого стекла [107].
В базальтовых стеклах в температурном интервале 1440-1550 °C крис-
таллические структуры составляющих базальта разрушаются, а в области
1720-1780 °C, вероятнее всего, происходят химические реакции в расплаве
с образованием силикатов железа, алюминия и другого нового состава. Ис-
ходя из этого, можно сделать вывод, что наиболее оптимальным темпера-
турным интервалом плавления для базальтовых стекол является 1550—
1720 °C, т.е. такая температурная область расплава, где параметры спект-
ров поглощения остаются практически неизменными.
2.2. Исследование структуры стекол
Большинство исследователей приходит к выводу о микронеоднородной
структуре стекла, т.е. о такой структуре, для которой характерно отсут-
ствие взаимного проникновения разнородных молекул и осуществление
лишь взаимодействия однородных молекул, образующих самостоятельные
структурные микрогруппы. Доказано неоднородное строение натрийсили-
катных, натрийборосиликатных и литийсиликатных стекол методом рассе-
яния рентгеновских лучей под малыми углами [108-113].
Детально изучена ликвационная структура стекол и разработаны теоре-
тические основы механизма и кинетики фазового разделения [114, 115].
Исследования структуры стеклянных волокон современными структур-
но-чувствительными методами (малоугловое рассеяние рентгеновских лу-
чей, электронная микроскопия, метод внутреннего трения и др.) не выяви-
ли принципиальных отличий структуры волокон от массивных стекол. Так
же, как и для стекол различного состава, наблюдается многообразие струк-
туры стеклянных волокон [116-120].
Сравнительные исследования стекол и волокон современными прямыми
структурными методами, а также накопленный экспериментальный мате-
риал указывают на микронеоднородную структуру большинства реальных
40
2.2. Исследование структуры стекол
стекол и волокон и на зарождение этой микронеоднородности в расплаве
стекла [121].
При изучении строения стекол из изверженных горных пород с точки
зрения геохимических процессов [92] на основе анализа полученных дан-
ных скрытой теплоты плавления, сравнения плотностей кристалла, стекла
и минералов, показателей преломления стекол, определения дифракцион-
ной решетки рентгеновскими лучами и др. установлено, что в стеклах из
горных пород существуют такие же кремнекислородные тетраэдры, непод-
вижно связанные между собой, но расположенные беспорядочно
2.2.1. ИК-спектры поглощения стекол
Как известно, микроструктура стекол существенно зависит от химичес-
кого состава и тепловой предыстории. Изменение структуры влечет изме-
нение оптических свойств стекол, например, спектров поглощения (отра-
жения) или комбинационного рассеяния света [107].
Нами впервые изучены спектры поглощения различных стекол из гор-
ных пород в инфракрасной (400-5000 см ’) и видимой (12000-32000 см ')
областях спектра, рассмотрена зависимость этих спектров от химического
состава породы.
Стекла были получены из расплавов горных пород при температуре
1720 К с выдержкой при этой температуре в течение двух часов. Из стекол
вырезали плоскопараллельные пластинки, поверхности которых тщатель-
но полировали алмазной пастой. Спектры инфракрасного поглощения из-
меряли на спектрофотометре UR-20. Спектры поглощения в видимой обла-
сти измеряли на спектрофотометре Specord UVVis. Толщину образцов под-
бирали такой, чтобы их пропускание изменялось в пределах 0,1-0,8. Все
измерения выполняли при 290 К.
Специфика оптических свойств базальтовых стекол обусловлена наличи-
ем в их составе оксидов железа. Такие стекла характеризуются значитель-
ной поглощательной способностью в видимой, ультрафиолетовой и инфра-
красной областях спектра. Как видно из рис. 13, ИК-спектры поглощения
стекол из базальтов разных месторождений существенно различаются. Об-
щим является то, что все они имеют широкие интенсивные полосы погло-
щения в области 400 1900 см1. Наиболее интенсивные из них 780, 1200 и
1700 см ’. В области 2400 5000 см 1 интенсивных полос нет. Для всех рас-
сматриваемых базальтовых стекол характерным является высокое содер-
41
Глава 2. Физико-химические особенности расплавов
жание не только оксидов железа, но и оксидов кремния, алюминия, а также
щелочных и щелочноземельных металлов.
Как известно [125], кремнезем и силикаты в ИК-спектре имеют ряд по-
лос поглощения, соответствующих основным колебаниям атомов кремния
и кислорода в решетках этих веществ. Наиболее интенсивные полосы си-
ликатов лежат в областях 480 500, 700 -800 и 1120-1230 см 1 Проявление в
этих же областях спектра колебательных полос поглощения базальтовых
стекол позволяет заключить, что последние также обусловлены основными
колебаниями атомов кремния и кислорода в решетках базальтов. Частично
это подтверждается и тем, что при увеличении количества SiO2 в базальтах
полоса в области 1200 см 1 становится интенсивнее (см. рис. 2.13).
Оксиды алюминия и железа несколько смещают полосу поглощения си-
ликатов [107] Кроме того, они, обладая собственными полосами, усложня-
ют спектры базальтовых стекол. Наиболее интенсивные собственные поло-
сы оксида алюминия лежат в областях 460-500 и 550-950 см-1. В процессе
синтеза стекла оксиды алюминия и железа вступают в химическую реак-
цию с SiO2, вследствие чего возможно образование силикатов с различным
содержанием алюминия и железа. Спектры поглощения таких силикатов
несколько отличаются от спектра чистого кремнезема. Наложение этих
спектров приводит к дополнительному размыванию структуры колебатель-
Рис. 2.13. ИК-спектры поглощения стекол из горных пород:
1 — ухтинский базальт; 2 — чиатурский базальт 3 —- ивановодолинский базальт;
4 — пироксеновый порфирит, 5 — берестовецкий базальт; 6 — андезито-базальт
42
2.2. Исследование структуры стекол
ных полос. Но поскольку в спектрах базальтовых стекол наблюдаются по-
лосы поглощения, свойственные свободному кремнезему (особенно следу-
ет отметить полосу 1200 см~'), можно утверждать, что в таких спектрах су-
ществуют зоны свободного кремнезема с упорядоченным расположением
атомов. Наряду с ними имеются и зоны силикатов с различным содержани-
ем алюминия и железа. Как и в стеклообразных силикатах свинца [107],
оксиды щелочных и щелочноземельных элементов в базальтовых стеклах,
видимо, также влияют на структуру, а значит, и на спектры поглощения.
Последнее обусловлено образованием групп, в состав которых входят ато-
мы щелочных и щелочноземельных элементов. Эти атомы, разрыхляя ре-
шетку кремнезема, облегчают внедрение в нее железа или алюминия.
Структура полос поглощения при этом размывается.
Спектры базальтовых стекол сравнивались со спектрами стекла № 20 и
алюмоборосиликатного стекла (рис. 2.14). В состав последних входят ок-
сиды В2О3. Чистый В2О3 в ИК-спектре имеет значительное число полос
[107], наиболее интенсивные из них лежат в областях 710-720, 770-800,
1260-1290 и 1540 см-1. Борный ангидрид резко усложняет микроструктуру
стекла, что и приводит к размыванию структуры спектров поглощения та-
ких стекол. Стекла с В2О3 характеризуются слабоинтенсивными полосами
поглощения в областях 2700 и 3500 см-1 не наблюдающимися в спектрах
базальтовых стекол.
Все эти стекла в видимой области спектра не имеют каких-либо полос
поглощения, причем с коротковолновой стороны базальтовые стекла про-
зрачны лишь до 18000-20000 см-1, а алюмоборосиликатное стекло и стекло
№ 20 прозрачны вплоть до 31000-32000 см-1 (рис. 2.15).
Таким образом, в базальтовых стеклах существуют зоны свободного
Рис. 2.14. ИК-спектры поглощения алюмоборосиликатного стекла (/) и стекла № 20 (2)
43
Глава 2. Физико-химические особенности расплавов
катов с различным содержанием алюминия и железа Наличие областей
разного химического состава и разного строения подтверждается размыто-
стью полос в колебательных спектрах, и это является следствием не беспо-
рядочности структуры стекла, а многообразия упорядоченных группиро-
вок в стекле, имеющих близкие оптические характеристики, которые вза-
имно перекрываются.
2.2.2. Влияние температуры на ИК-спектры поглощения
В неоднородном по структуре стекле есть области с упорядоченным рас-
положением атомов (кристаллиты) [125]. Соотношение между количе-
ством упорядоченных и неупорядоченных областей зависит от условий
синтеза стекла, а также от различных внешних факторов (например, темпе-
Рис. 2.15. Спектры поглощения стекла состава № 20 (/), алюмоборосиликатного
(2) и стекол из горных пород: 3 — ивановодолинский базальт; 4 — чиатурский ба-
зальт; 5 — пироксеновый порфирит; 6 — андезито-базальт
44
2.2. Исследование структуры стекол
ратуры, давления и др ). Изменения микроструктуры отражаются на опти-
ческих свойствах, в частности, на спектре поглощения стекол.
Нами изучено влияние температуры на ИК-спектры поглощения базаль-
товых стекол и алюмоборосиликатного стекла. Такие исследования пред-
ставляют интерес с точки зрения выбора теплового режима эксплуатации
базальтоволокнистых изделий как теплоизолирующих материалов.
Образцы стекол помещали в криостат с окнами из стекла KRS-5. ИК-
спектры измеряли на спектрофотометре UR-20 в температурном интервале
200-650 К Необходимую температуру под держивали с погрешностью ±1°.
Спектральная ширина щели не превышала 2,5 смТолщину образцов под-
бирали такой, чтобы их пропускание изменялось в пределах 0,1-0,8.
Опытами установлено, что при повышении температуры в интервале
200-650 К интенсивность поглощения в области 400- 2000 см 1 значитель-
но уменьшается, а в области 2000-5000 см1 почти не изменяется. При
этом положение максимума отдельных колебательных полос поглощения
Рис. 2.16. ИК-спектры поглощения стекла ивановодолинского базальта при темпе-
ратурах, К:
1 — 240; 2 — 290, 3 — 320; 4 — 400; 5 — 470, 6 — 540; 7 — 600; 8 — 625
45
Глава 2 Физико-химические особенности расплавов
смещается в коротковолновую область. При температурах выше 500 К в
спектрах абсорбции обнаруживается ряд дополнительных максимумов:
460, 580, 700-750, 950-1000, 1250, 1300 см 1 (рис. 2.16).
Характер зависимости ИК-спектров поглощения от температуры четко вы-
ражен для интенсивных полос, лежащих в области 1200 см ’. Так, при повы-
шении температуры в области 200-400 К интенсивность в максимуме (К)
этих полос резко уменьшается, а дальнейшее повышение температуры об-
разцов до 650 К приводит к ослаблению этого уменьшения (рис. 2.17). Поло-
жение максимумов (vmax) этих полос в температурном интервале 200^-00 К
существенно смещается в коротковолновую область (при этом температур-
ный коэффициент смещения максимумов Av /кТ = 0,62 и 1,1 см“‘/град со-
ответственно для стекол берестовецкого и ивановодолинского базальтов). В
области температур 400-650 К это смещение более слабое (Avmax/A7’ = 0,05 и
0,17 см '/град соответственно для стекол берестовецкого и ивановодолинско-
го базальтов). Характер зависимости от температуры параметров полос по-
глощения, лежащих в области 1800 см ', несколько иной (рис. 2.18). Причи-
ны таких различий температурного поведения параметров обусловлены тем,
что полосы поглощения 1200 и 1800 см1 связаны с их различной природой.
Полученные результаты показывают, что характер температурных изме-
нений ИК-спектров поглощения у стекол берестовецкого и ивановодолинс-
Рис. 2.17. Зависимость интенсивности К и положения максимума п полосы
max J max
поглощения 1200 см 1 от температуры для стекол ивановодолинского (1,3) и берес-
товецкого (2,4) базальтов
46
2.2. Исследование структуры стекол
Рис. 2.18. Зависимость интенсивности полосы поглощения 1800 см 1 от темпе-
ратуры для стекол берестовецкого (У) и ивановодолинского (2) базальтов
кого базальтов аналогичен. Основной причиной изменения этих спектров,
видимо, является ангармоническое взаимодействие фононов решеток с ко-
лебаниями молекулярных соединений, образующих в стеклах кристаллиты
(например, SiO2). Такое взаимодействие для кристаллов теоретически рас-
смотрено в работе [125]. Температурный сдвиг полос поглощения, соответ-
ствующих определенным внутримолекулярным колебаниям соединений,
описывается виртуальными процессами распада и рассеяния энергии коле-
баний, которые не исключаются законами сохранения энергии [109]. При
этом основной вклад в смещение vmax связан с процессами, обусловленны-
ми ангармонизмом III порядка во втором приближении и IV порядка в пер-
вом приближении теории возмущений, а также температурной зависимос-
тью колебательных частот от теплового расширения решетки.
Перечисленные факторы обусловливают линейный характер температур-
ной зависимости положения максимума полос. Направление смещения мо-
жет быть различным. Полученная экспериментальная зависимость vmaj =
—f(T) качественно согласуется с выводами теории [125].
Более слабая зависимость v и Ктлх полос 1200 см 1 от температуры в
интервале 400-650 К по сравнению с зависимостью этих параметров при
температурах 200^100 К (см. рис. 2.17) свидетельствует о проявлении при
высоких температурах еще одного типа взаимодействия, который может
быть связан с тем, что при высоких температурах в базальтовых стеклах
интенсивно образуются различные кристаллиты. Такое предположение
подтверждается возникновением дополнительных максимумов в ИК-спек-
трах поглощения рассматриваемых стекол при высоких температурах (см.
рис. 2.16). Так, полосы 460, 950-1000 и 1300 см-1 могут быть обусловлены
образовавшимися кристаллитами кремнезема, а полосы 580 и 700-750 см 1
- кристаллитами силиката с алюминием. Таким образом, при температурах
47
Глава 2 Физико-химические особенности расплавов
Рис. 2.19. ИК-спектры поглощения алюмоборосиликатного отекла при температу-
рах, К:
1 — 235; 2 — 290; 3 — 350; 4 — 470; 5 — 550; 6 — 625
выше 500 К степень неоднородности базальтовых стекол возрастает, и уси-
ливается их локальная неоднородность. Этот вывод подтверждается и экс-
периментальными зависимостями К =f(T).
В отличие от базальтового алюмоборосиликатное стекло более однород-
но и значительно слабее кристаллизуется. Нашими исследованиями уста-
новлено, что при температурах выше 500 К структура в спектрах поглоще-
ния этих стекол проявляется слабо (рис. 2.19). Кроме того, для основной
полосы, лежащей в области 1800 см-1, зависимости Knm=f(T) и V =/(7) в
интервале 200-650 К не имеют изломов (рис. 2 20), при этом ДУтах/Д7’ =
Рис. 2.20. Зависимость интен-
сивности Ктах (/) и положения
максимума v (2) полосы по-
глощения 1900 см 1 от темпера-
туры для алюмоборосиликат-
ного стекла
48
2.2. Исследование структуры стекол
= 0,25 см '/град. Эти экспериментальные результаты убедительно показы-
вают, что температурные изменения ИК-спектров поглощения базальтовых
стекол и алюмоборосиликатного стекла различны.
Таким образом, стекла различного химического состава характеризуются
разными зависимостями ИК-спектров поглощения от температуры Темпе-
ратурные изменения параметров, в частности, Ктах и vmax колебательных
полос для базальтовых стекол сложны и обусловлены несколькими причи-
нами.
2.2.3. Определение степени кристаллитности стекол
Метод ИК-спектроскопии. Зависимость ИК-спектров поглощения ба-
зальтовых стекол от условий их синтеза и отжига позволяет определить
степень кристаллитности (или степень аморфности) таких стекол. После-
днее оказалось возможным благодаря тому, что кристаллитная фаза базаль-
товых стекол характеризуется полосами поглощения в области 400
1200 см1, из которых основная и наиболее интенсивная лежит в области
1200 см ', а аморфная фаза характеризуется полосой 1800 см4.
Так как базальтовые стекла, как и другие стекла, содержат дефекты раз-
личных типов, то, согласно [126], можно предположить, что колебательные
полосы таких стекол описываются гауссовыми контурами типа
1 = 1 ехр[ b2(y-v )2], (2.5)
max r L v max' J’ v z
где 1 — интенсивность в максимуме; v — положение максимума коле-
бательной полосы; I — интенсивность полосы на частоте v; b — постоян-
ная, зависящая от полуширины полосы.
Используя эту формулу, можно выделить в ИК-спектрах поглощения ис-
следуемых стекол полосы, характеризующие аморфную и кристаллитную
фазы. Для примера на рис. 2.21 показано такое выделение полос для ИК-
спектра поглощения стекла из берестовецкого базальта. Здесь кривая 2 ха-
рактеризует полосу поглощения аморфной фазы (vmax= 1800 см4), а кривая
3 — наиболее интенсивную полосу поглощения кристаллитной фазы
(v = 1250 см'). Площадь под этими кривыми пропорциональна содержа-
нию соответствующих фаз, а отношение этих площадей пропорционально
отношению содержания аморфной и кристаллитной фаз в стекле. Обозна-
чим площадь под кривыми 2 и 3 через S2 и 53 соответственно, содержание в
стекле аморфной фазы — через Лив кристаллитной — через В. Тогда
4 6753
49
Глава 2. Физико-химические особенности расплавов
Рис. 2.21. ИК-спектр поглощения стекла берестовецкого базальта (/), полученного
при 1400 °C, и компоненты разложения этого спектра (2, 3)
s2is2 = aib. Выражая А и В в процентах и учитывая, что (2.6)
А + В = 100%, (2.7)
получаем
S2 _ А _ 100(S2/S3)
S3 100-Л’ “ l + 52/S3
(2.8)
Для стекла из берестовецкого базальта по спектрам, приведенным на
рис. 2.21, можно определить, что 52/53 = 0,33. На основании формулы (2.8)
находим, что содержание аморфной фазы (Л) в этом стекле равно 25 %.
Аналогичным методом можно определить степень аморфности в любых
базальтовых стеклах. Погрешность определения этим способом не превы-
шает 5 % измеряемой величины
Методом определения степени кристаллитности (или степени аморфнос-
ти А) была рассчитана зависимость А от температуры расплава различных
базальтовых стекол. Оказалось, что при постоянном времени плавления
базальта с повышением температуры расплава степень аморфности ба-
зальтового стекла несколько возрастает. Так, при температурах расплава
50
2.2. Исследование структуры стекол
1300. 1350, 1400 и 1450 °C для рассматриваемых стекол значения А состав-
ляют 23, 26, 30, 32 % соответственно. Эти значения получены на основа-
нии использования ИК-спектров поглощения, приведенных на рис 2.22
При увеличении времени плавления (температура расплава остается по-
стоянной) также наблюдается некоторое возрастание степени аморфности
стекла. Например, для базальтового стекла, полученного из расплава при
температуре 1350 °C и времени плавления 10, 40 и 120 мин, А составляет
16, 17, 26 % соответственно, а для стекла, полученного из расплава при
температуре 1450 °C, А составляет 23, 24, 32 % для того же времени плав-
ления. Эти данные получены на основании использования ИК-спектров
поглощения, приведенных на рис. 2.23 и 2.24.
Такие изменения значения А обусловлены тем, что чем выше температу-
ра расплава и больше время плавления, тем интенсивнее происходит раз-
рушение кристаллической решетки кремнезема, вследствие чего в стекле
меньше сохраняется кристаллитов, а возрастает количество неупорядочен-
ных структур. И при достаточно высоких температурах расплава в полу-
ченном стекле существенно уменьшаются число и размеры кристаллитов,
т.е. возрастает степень аморфности стекла. Анализ зависимости степени
аморфности от времени плавки при температуре расплава 1450 °C показы-
Рис. 2.22. ИК-спектры поглощения базальтового стекла, полученного при темпера-
гурах, °C:
1 — 1300, 2 — 1350, 3 — 1400, 4 — 1450. Время плавки 120 мин
4*
51
Глава 2 Физика химические особенности расплавов
Рис. 2.23. ИК-спектры поглощения базальтовых стекол, полученных при темпера-
туре 1350 °C в течение времени плавки, мин:
1 — 10, 2 — 40, 3 — 120
Рис. 2.24. ИК-спектры поглощения базальтовых стекол, полученных при темпера-
туре 1450 °C в течение времени плавки, мин:
/ — 10, 2 —40, 3 — 120
52
2.2. Исследование структуры стекол
вает, что А практически не изменяется на протяжении времени плавки —
40-120 мин, т.е. для плавления базальта достаточно 40 мин, чтобы достичь
оптимальной степени аморфности.
Описанный метод определения степени аморфности базальтовых стекол
позволяет получить зависимость А от температуры расплава и времени
плавки. На основании этого метода удалось найти процентное содержание
кристаллитной и аморфной фаз в стекле. Определение степени кристал-
литности базальтовых стекол проводилось также методом, основанным на
микрофотографировании поверхностей базальтовых стекол.
Микрофотографический метод. Микрофотографирование поверхнос-
ти базальтовых стекол производилось на металлографическом горизон-
тальном микроскопе МИМ-8М в светлом тоне в отраженном свете с увели-
чением 400 (рис. 2.25, я-2.28, а)
Поверхности стекол были предварительно отполированы механическим
способом, но не подвергались никаким другим обработкам. На этих микро-
фотографиях отчетливо видны лишь дефекты механической обработки по-
верхностей стекла, а микроструктура не проявляется. Оказалось, что для
проявления структуры стекла его поверхность необходимо предварительно
протравить. Для этих целей был использован метод химического травле-
ния, который обычно используется для получения гладких блестящих по-
верхностей, удаления поверхностей аморфной фазы и поверхностных заг-
рязнений.
Травители различного химического состава по-разному влияют на по-
верхность стекла и неодинаково выявляют его структуру. В данной работе
процесс травления стекол сводился к следующему: на поверхность иссле-
дуемого стекла наносился слой 20%-ного водного раствора HF. Через
5 мин поверхность промывалась водой, затем насыщенным водным ра-
створом Na2CO3, затем образец помещался на 10 мин в 20%-ный водный
раствор H2SO4. В конце травления образец промывали вначале проточной,
затем дистиллированной водой. В результате травления поверхности крис-
таллитов стекла становятся блестящими.
На рис. 2.25, 6-2.28, б приведены микрофотографии травленных поверх-
ностей стекол из базальтового и алюмоборосиликатного стекол, отожжен-
ных при температуре 800 °C в течение 2 ч. В базальтовых стеклах отчетли-
во видна кристаллитная структура, которая в алюмоборосиликатных стек-
лах не проявляется, и слегка заметны внутренние дефекты.
53
Рис. 2.25. Микрофотографии поверхности стекла берестовецкого базальта, полученного из расплава при темпера-
туре 1400 °C:
а — нетравленная поверхность неотожженного стекла; б — травленная поверхность неотожженного стекла; в —
травленная поверхность стекла, отожженного при температуре 800 °C в течение 2 ч (х400)
Рис. 2.26. Микрофотографии поверхности стекла берестовецкого базальта, полученного из расплава при темпера-
туре 1350 °C (время плавки 2 ч):
— нетравленная поверхность неотожженного стекла; б — травленная поверхность неотожженного стекла; в —
травленная поверхность стекла, отожженного при температуре 800 °C в течение 2 ч (х400)
Рис. 2.27. Микрофотографии поверхности стекла берестовецкого базальта, полученного из расплава при темпера-
туре 1450 °C (время плавки 2 ч):
а — нетравленная поверхность неотожженного стекла; б — травленная поверхность неотожженного стекла; в —
травленная поверхность стекла, отожженного при температуре 800 °C в течение 2 ч (х400)
Рис. 2.28. Микрофотографии поверхности алюмоборосиликатного стекла:
а — нетравленная поверхность неотожженного стекла; б — травленная поверхность неотожженного стекла; в —
травленная поверхность стекла, отожженного при температуре 800 °C в течение 2 ч (х400)
Глова 2. Физико-химические особенности расплавов 2.2. Исследование структуры стекол
Глово 2. Физико-химические особенности роспловов
Для всех базальтовых стекол отжиг сопровождается увеличением разме-
ров кристаллитов; кроме того, отчетливо видны области аморфной фазы,
что свидетельствует о разделении кристаллитной и аморфной фаз. Как для
отожженных, так и для неотожженных образцов базальтовых стекол видны
границы кристаллитов. В случае же алюмоборосиликатного стекла отжиг
практически не влияет на микроструктуру этого стекла (рис. 2.28). На при-
веденных микрофотографиях области аморфной фазы не имеют четких
границ.
По полученным микрофотографиям определены размеры кристаллитов в
базальтовых стеклах; как оказалось, они не превышают 0,025 мм.
Отчетливое проявление на микрофотографиях кристаллитов с достаточ-
но резким обозначением их границ и областей аморфной фазы для базаль-
товых стекол позволяет использовать метод микрофотографирования для
определения степени кристаллитности (или степени аморфности) рассмат-
риваемых стекол. Для этого на приведенных микрофотографиях определя-
ется площадь под кристаллитами (SJ и площадь под аморфной фазой (S):
с
А= 100% = (] + SJSK) 100%. (2.9)
Степень аморфности неотожженного стекла из берестовецкого базальта,
полученного из расплава при температуре 1350 °C, при оценке этим методом
составляет 35 %, тогда как на основании метода ИК-спектров поглощения
для этого образца А = 27 %. Достаточно хорошее совпадение результатов,
полученных двумя методами, свидетельствует о правильном физическом
подходе к решению задачи по определению значения А в стеклах. Однако не-
обходимо отметить, что определение степени аморфности базальтовых сте-
кол методом микрофотографирования является менее точным
Выполненные исследования показали, что степень аморфности базаль-
товых стекол обычно составляет 20-35 % и зависит от температуры
расплава и времени плавки базальтового стекла.
Степень аморфности алюмоборосиликатного стекла, по нашим данным,
составляет не менее 90 %. Об этом свидетельствуют результаты исследова-
ний ИК-спектров поглощения этих стекол в зависимости от времени отжи-
га, а также микрофотографии травленных поверхностей (см. рис. 2.28).
56
2.3. Фазовое состояние и структура базальтовых волокон
2.3. Фазовое состояние и структура
базальтовых волокон
Динамические и механические свойства базальтовых волокон исследова-
лись акустическим методом. Структура базальтовых волокон изучалась
дифракцией рентгеновских лучей под большими и малыми углами, опти-
ческая анизотропия — с помощью поляризационного микроскопа. В каче-
стве объекта исследований взяты непрерывные волокна, полученные при
различных скоростях вытягивания (1580, 1760, 2570, 3060 м/мин).
2.3.1. Определение динамического модуля
упругости волокон акустическим методом
При исследовании волокнообразующих материалов широко применяют-
ся акустические методы, основанные на изменении скорости распростра-
нения (с) и коэффициента поглощения (а) звука. Зная эти акустические па-
раметры и плотность вещества, можно рассчитать динамические характе-
ристики материала (модуль упругости, модуль потерь, тангенс угла меха-
нических потерь и др.) Особенное внимание при этом уделяется темпера-
турной зависимости динамических характеристик [127 129].
Значения скорости распространения звука для волокон, полученных с
разной скоростью вытягивания, при частоте 12,8 кГц, приведены в
табл. 2.4. Данные этой таблицы показывают, что для волокон, полученных
при более высокой скорости вытягивания, скорость распространения звука
больше, а следовательно, и выше динамический модуль упругости этих во-
локон, рассчитанный по формуле
Таблица 2.4
Результаты измерений скорости распространения звука
Скорость вытягива- ния волокон, м/мин Средний диаметр волокон, мкм Скорость распро- странения звука, м/с Динамический модуль упругости
Н/м2 кг/мм2
1580 15.0 5632 9,08-1010 9264
1760 14,0 6010 1O.4O-1O10 10600
2070 11.0 6196 11.O61O10 11282
3060 9.0 6285 11.38 Ю10 11608
57
Глово 2. Физико-химические особенности роспловов
£ = С2р, (2.10)
где с — скорость распространения звука, м/с; р — плотность волокон, г/см’.
Таким образом, применяемый для исследования скорости распростране-
ния звуковых волн в волокнах метод бегущих волн перспективен и при
изучении базальтовых волокон.
2.3.2. Исследование субмикропористости волокна
методом малоугловой дифракции рентгеновских лучей
Интенсивность малоуглового рассеяния определяется квадратом величи-
ны локального отличия в электронной плотности образца. Поэтому эффек-
ты малоуглового рассеяния обнаруживаются при наличии в телах субмик-
ропористости, когда размер пор лежит в интервале 10-100 нм, а также ког-
да тела содержат мелкодисперсные включения коллоидальных размеров.
Картина малоуглового рассеяния определяется размером, формой и распо-
ложением неоднородностей В то же время интенсивность малоуглового
рассеяния не зависит от внутреннего строения рассеивающих областей
или частиц.
Для увеличения регистрируемой интенсивности малоугловой камеры
О. Кратки предложил оригинальное коллимационное устройство [130].
Оно представляет собой систему трех тел, лежащих на одной плоскости, и
является как бы продолжением друг друга.
Коллиматор Кратки при тщательном выполнении всех его элементов
практически полностью исключает расходимость верхнего края падающе-
го на образец пу тка рентгеновских лучей. Нижняя часть пучка поглощает-
ся ловушкой. Благодаря этому измерения интенсивности можно произво-
дить в верхнем полупространстве, начиная с очень малых углов. Интенсив-
ность малоуглового рассеяния при прочих разных условиях может быть
увеличена за счет применения острофокусных трубок, дающих повышен-
ную интенсивность испускаемого рентгеновского излучения. Для устране-
ния рассеяния от воздуха вся коллимационная система, образец и прием-
ная щель находятся в вакуумной камере при давлении 10 '—10 2 мм ртст.
Теория малоуглового рассеяния основывается на учете угловой зависи-
мости интенсивности и абсолютного ее значения от молекулярной массы
частиц, их размера, формы и взаимного расположения. Сами же частицы
могут быть идентичными и неидентичными [131 133].
58
2.3. Фозовое состояние и структуре) базальтовых волокон
Нами проводились измерения на малоугловой камере с коллиматором
первичного излучения типа Кратки. Источником излучения служила ост-
рофокусная трубка БСВ-П. Рассеянное излучение регистрировалось сцин-
тилляционным счетчиком СРС-4-4 и электронно-вычислительным прибо-
ром ПР-14М. Для каждого образца измерялись две перекрещивающиеся
кривые рассеяния: одна при ширине щелей коллиматора 50 и 20 мкм, дру-
гая при ширине щелей 100 мкм. Образцы были приготовлены таким обра-
зом, чтобы масса вещества, приходящаяся на единицу площади, во всех об-
разцах была строго одинаковой. Экспериментальные кривые интенсивнос-
ти малоуглового рассеяния рентгеновских лучей представлены на
рис. 2.29. Как видно из рисунка, для нитей, сформованных с большими
скоростями намазывания, интенсивность малоугловою рентгеновского
Рис. 2.29. Кривые интенсивности малоуглового рассеяния базальтовых волокон,
полученных при различных скоростях вытягивания, м/мин:
1 — 1020, 2 — 1580, 3 — 1760, 4 — 3060
59
Глава 2. Физико-химические особенности расплавов
Таблица 25
Результаты измерений размеров частиц неоднородностей
методом касательных Гинье
Скорость наматывания, м/мин Размер частиц неоднородностей, мкм
Ri Ri Ri
1020 15 59 190
1580 15 57 178
1760 15 51 156
2070 15 — 103
3070 15 — 96
рассеяния меньше. Это обусловлено уменьшением числа микропор и их
дисперсности по размерам при увеличении скорости наматывания. Для оп-
ределения размера частиц неоднородностей применялся метод касатель-
ных Гинье. Результаты расчета приведены в табл. 2.5.
Полученные результаты показывают, что для структуры базальтовых воло-
кон характерны два типа неоднородностей: 1 — микропоры, 2 — коллоид-
ные частицы. Размеры микропор и их дисперсность заметно зависят от тако-
го параметра технологии производства как скорость наматывания нити. Раз-
меры коллоидных частиц от скорости наматывания нити не зависят.
2.3.3. Исследование общей ориентации
структуры волокна
Большинство химических волокон характеризуется сильной оптической
анизотропией. Решающую роль в общей анизотропии волокон играет об-
щая ориентация структурных элементов. По зависимости оптической ани-
зотропии от пространственного упорядочения структуры элементов волок-
на можно получить количественную характеристику обшей ориентации
структуры волокна.
Чаще всего общая ориентация структуры волокна характеризуется ос-
новными показателями оптической анизотропии — двойным лучепрелом-
лением <р, которое можно определить по формуле
<р = иц-и±, (2.11)
где и|| — коэффициент преломления света при колебании световой волны в
плоскости, параллельной оси волокна; — коэффициент преломления
60
2.3. Фазовое состояние и структура базальтовых волокон
света при колебании световой волны в плоскости, перпендикулярной оси
волокна.
Интерференционные методы определения оптического двойного лучеп-
реломления волокна применяют главным образом для исследования нео-
крашенных волокон с круглым сечением и различной толщиной. Характер-
ной особенностью, предопределяющей использование этих методов для
контрольных измерений, является быстрое получение окончательных ре-
зультатов. Точность определения возрастает с увеличением толщины во-
локна; погрешность не превышает 5 %.
Определение оптического двойного лучепреломления интерференцион-
ными методами предусматривает применение поляризационного микро-
скопа и линейно поляризованного света. Измеряемое двойное лучепрелом-
ление в первую очередь зависит от оптической анизотропии внутреннего
участка волокна. Влияние поверхностного слоя при этом способе измере-
ния настолько мало, что им можно пренебречь.
Вследствие оптической анизотропии волокна поляризованный луч бело-
го цвета, проходящий через волокно, разлагается на два составляющих
компонента луча, поляризованных во взаимно перпендикулярных плоско-
стях и смещенных относительно друг друга по фазе на величину у. При
приведении обеих составляющих компонентов поляризованных лучей к
общей плоскости колебаний в анализаторе микроскопа они интерфериру-
ют, вызывая возникновение интерференционных цветов волокна. Наблю-
даемый интерференционный цвет волокна зависит от разности оптических
путей (фазового смещения) у обоих поляризованных лучей. Оптическое
двойное лучепреломление волокна можно рассчитать по формуле
<р = y/(1000J), (2.12)
где у — разность оптических путей поляризованных лучей, мкм; d — опти-
ческий путь светового луча в волокне, или оптическая толщина, мкм.
Исследования, проведенные с помощью микроскопа МИН-8, показали,
что базальтовые волокна оптически изотропны — интерференционная кар-
тина полностью отсутствует.
Исследования оптического двойного лучепреломления у базальтовых во-
локон проводились иммерсионным методом, который применяют для во-
локон с неправильным сечением. Преимуществом этого метода является
высокая точность, позволяющая определять двойное лучепреломление с
погрешностью ±0,0001, а также возможность использования их для окра-
61
Глово 2. Физико-химические особенности распловов
шенных волокон. Недостаток метода — большая трудоемкость. Иммерси-
онные методы в противоположность интерференционным дают результа-
ты, которые находятся в большей зависимости от поверхностных свойств
волокон.
Для выявления преимущественной ориентации структурных элементов
вдоль оси нити применялся метод дифракции рентгеновских лучей под
большими углами. На рентгеновском дифрактометре УСР-50 ИМ были по-
лучены кривые углового распределения интенсивности от образцов с па-
раллельной и перпендикулярной укладкой волокон относительно первич-
ного пучка рентгеновских лучей. Кривые, приведенные на рис. 2.30, свиде-
тельствуют о том, что волокна, полученные из расплава базальта, находят-
ся в аморфном состоянии. На кривых имеются лишь широкие максимумы,
характерные для аморфных объектов. Интенсивность в меридиональном и
экваториальном направлениях рентгенограммы не идентична, что указыва-
ет на наличие слабой ориентации элементов структуры вдоль оси волокон.
Микроскопические исследования являются наиболее наглядными. Для
них используется поляризационный микроскоп МИН-8. Полученные мик-
рофотографии базальтовых волокон, сформованных при различной скорос-
ти вытягивания, приведены на рис. 2.31. Установлено, что при малой ско-
рости вытягивания формуется нить, диаметр которой заметно колеблется.
При достижении скорости наматывания 3060 м/мин неоднородности на по-
верхности нити исчезают.
Рис. 2.30. Кривые углового распределения интенсивности базальтовых волокон с
различной укладкой волокон относительно пучка рентгеновских лучей:
± — перпендикулярно; 11 — параллельно
62
2.4, Особенности физико-химических свойств бозолыовых волокон
Рис. 2.31. Микрофотографии пучка базальтовых волокон (хЮО) при скоростях вы-
тягивания, м/мин:
а— 1020.6 — 3060
Описанное явление, по-видимому, обусловлено, с одной стороны, тем,
что с увеличением скорости вытягивания нити уменьшается ее диаметр, и,
следовательно, меньше градиент температуры по радиусу (коэффициент
теплопроводности плавленого базальта мал). Величина, обратная диаметру
волокна (Dv), может быть сравнительной мерой скорости охлаждения. Фи-
зический смысл этой величины и ее связь с теплопередачей и тепловым из-
лучением очевидны: пропорциональна отношению поверхности волок-
на (поверхность охлаждения) к объему волокна. Уменьшение этого гради-
ента температуры, по-видимому, снижает число поверхностных микротре-
щин. С другой стороны, увеличение скорости вытягивания нити, очевидно,
уменьшает размеры частиц тела, а в малых частицах, соизмеримых со
средними расстояниями между дефектами, вероятность найти опасные де-
фекты, значительно снижающие прочность, оказывается весьма малой.
2.4. Особенности физико-химических свойств
базальтовых волокон
Базальтовые волокна, в отличие от широко применяемых стеклянных,
обладают высокой склонностью к кристаллизации, более высокой темпе-
ратуростойкостью и химически устойчивы [11, 21, 134, 135].
В зависимости от температуры и времени нагрева в них существенно из-
меняется содержание оксида железа [135]. Переход FeO в Fe2O3 происхо-
дит при температуре выше 600 °C и раньше заканчивается в волокнах
63
Глава 2. Физико-химические особенности росплавов
БСТВ. При нагреве базальтовых волокон до 450-500 °C отмечается не-
большое снижение массы, обусловленное потерей химически связанной
воды, а при дальнейшем нагревании — увеличение массы, вызванное при-
соединением кислорода воздуха при окислении двухвалентного железа в
трех валентное. При этом модуль кислотности (М), рассчитанный по фор-
муле Хана [136], изменяется для БСТВ от 2,73 до 3,38 при 800 °C, для БВРВ
от 2,47 до 3,38 при 1000 °C.
Химическая устойчивость термообработанных волокон типа БВРВ к
воде и щелочам практически не изменяется, так как эти волокна и в исход-
ном состоянии имеют высокую химическую устойчивость к указанным
средам. Кислотоустойчивост ь термообработанных волокон БВРВ значи-
тельно возрастает при 800 °C. Отмечается резкое повышение щелоче- и
кислотоустойчивости базальтовых волокон типа БСТВ (в 2-2,5 раза) после
их термообработки [135].
Как видно из рис. 2.32, волокна БВРВ в результате термообработки до
600 °C незначительно снижают прочность (на 20 %). При дальнейшем по-
вышении температуры прочность снижается и при температуре 700 °C со-
храняется 40 %, а при 800 °C — 17 % исходной. Прочность стеклянных и
минеральных волокон уменьшается при более низких температурах. Стек-
лянное волокно и минеральная вата разрушаются уже при 600 °C.
При нагреве базальтовых волокон наблюдается их укорачивание, которое
после одночасовой термической обработки при 800 °C для волокон БВРВ
составляет около 0,5 %. При этом происходит повышение плотности волокон
— уплотнение, которое начинается для волокон БВРВ при температуре обра-
ботки выше 600 °C, а для БСТВ — свыше 700 °C. В результате термической
обработки при 900 °C плотность волокон возрастает до 3,03-3,07 г/см3 по
сравнению с 2,84-2,88 г/см3 в исходном состоянии.
Уменьшение длины и уплотнение волокон — взаимосвязанные явления,
обусловленные кристаллизацией базальтовых волокон при их термической
обработке. О кристаллизации базальтовых волокон свидетельствует полу-
ченные термограммы (рис. 2.33) и рентгенограммы (рис. 2.35). На харак-
тер кристаллизации волокон значительное влияние оказывает способ их
получения, т.е. тепловое прошлое расплава.
Как видно из рис. 2.33, первый экзотермический пик, связанный с пер-
вой кристаллизующейся фазой, сильнее проявляется в волокнах, получен-
ных способом ВРВ, в непрерывных и грубых волокнах. Для волокон БСТВ
этот пик менее заметен, так как в процессе получения волокна при вторич-
64
2 4 Особенности физико-химических свойств бозольтовых волокон
Рис. 2.32. Зависимость прочно-
сти волокон от температуры:
1 — БВРВ; 2 — стеклянное
ВРП; 3 — минеральная вата
Рис. 2.33. Термограммы базальтовых волокон:
I — грубые; 2 — непрерывные; 3 — БВРВ; 4 — БСТВ. Цифры у кривых в °C
5 - 6753
65
Глово 2, Физико-химические особенности расплавов
ном разогреве первичных волокон раскаленным газом, имеющим темпера-
туру пламени 1600 °C, в волокне фиксируется высокотемпературное состо-
яние расплава и кристаллизационная способность снижается.
Изменения хода кривых ДТА базальтовых волокон при их термической
обработке свыше 600 °C обусловлены кристаллизацией волокон.
Появление эндопиков на всех кривых, вероятно, связано с предкристал-
лизационным увеличением теплоемкости стекла за счет повышения под-
вижности структурных элементов стекла и с усилением флуктуаций кон-
центрации и структуры, предшествующих образованию кристаллических
зародышей критического размера, а также за счет релаксационных процес-
сов установления метаравновесной “жидкостной” структуры стекла, соот-
ветствующей температурам указанного минимума. Некоторые исследова-
тели [137] по температуре эндопика определяют температуру размягчения
минеральных волокон (Г). Температура размягчения (Г) базальтовых во-
локон, определенная по методике, описанной в работе [138] и соответству-
ющая вязкости 10” П, составляет 675 °C. На термограмме волокна БВРВ
указанная температура соответствует эндотермическому пику. Таким обра-
зом, Т может быть определена термографически как температура образо-
вания эндотермического пика. Температура Tg служит условной границей
между предкристаллизационным и основным кристаллизационным перио-
дами, и следует ожидать, что изменение свойств должно начинаться при
температуре ниже Т. По данным [139] наиболее показательной температу-
рой на кривых ДТА базальтовых волокон является температура, при кото-
рой начинается первое изменение хода кривой до появления эндотерми-
ческого пика.
Как показывает рентгеноструктурный анализ, все базальтовые волокна
в исходном состоянии имеют стекловидную структуру (рис. 2.34). Термо-
обработка волокон при температуре 900 °C и выше приводит к образова-
нию кристаллических фаз, что обусловливает появление пиков при углах
отражения, соответствующих межплоскостным расстояниям (табл. 2.6,
рис. 2.35).
Как видно из рис. 2.35 и табл. 2.6, в базальтовых волокнах при термичес-
кой обработке выпадает в основном авгит. В грубых волокнах и БВРВ об-
разуется также магнетит, в БСТВ и непрерывных волокнах найден гематит
Одним из важных свойств теплоизоляционного волокнистого материала
является его упругость. Коэффициент возвратимости (упругости) базаль-
товой ваты составляет более 90 %.
66
2.4. Особенности физико-химических свойств бозольтовых волокон
Рис. 2.34. Рентгенограммы исходных волокон:
1 — грубые; 2 — БВРВ; 3 — непрерывные; 4 — БСТВ
5'
67
Глава 2. Физико-химические особенности расплавов
Базальтовая вата БВРВ в исходном состоянии без нагрузки имеет массу
35—40 кг/м’, а вата БСТВ — 15-20 кг/м’, т.е. является весьма легким мате-
риалом. При нагреве даже без нагрузки происходит уплотнение и, следова-
тельно, увеличение объемной массы: для БВРВ при 850 °C — в три раза, а
для БСТВ при 800 °C — в 2,5 раза.
Поскольку при использовании волокнистых материалов в качестве изоля-
ции действуют нагрузки, важно знать, как изменяется объемная масса при
приложении к базальтовой вате той или иной нагрузки. Выполненные ранее
исследования показали [135], что при увеличении нагрузки до 30 кг/см2
объемная масса возрастает для БВРВ в 3,7 раза, а для БСТВ в 5,6 раза.
Изменение упругих свойств волокон ваты при нагревании характеризу-
ется усадкой, которая зависит от исходной объемной массы (плотности)
ваты. Усадка базальтовой ваты при нагреве обусловлена прежде всего ее
кристаллизацией. Как правило, усадка является крайне нежелательным и
недопустимым явлением, так как в процессе эксплуатации при высоких
температурах это может привести к образованию пустот между изолируе-
мой поверхностью и теплоизоляционным материалом. На практике допус-
тимой считается усадка до 2 %. Для базальтовой ваты БВРВ при плотности
150 кг/м’ это соответствует 660 °C, а для ваты БСТВ — 700 °C.
Таким образом, при применении базальтовой ваты в качестве теплоизоля-
ционного материала в конструкциях, не допускающих усадки, базальтовую
вату необходимо уплотнять до 150 кг/м’. При таком уплотнении базальтовая
вата БВРВ может быть применена до 650 °C, а вата БСТВ — до 700 °C.
Таблица 2.6
Состав кристаллических фаз в термообработанных базальтовых волокнах
Угол отражения Межплоскостное расстояние Минерал Волокно
Грубое БВРВ Непрерывное БСТВ
13°42' 3,250 Авгит + + + +
14°58' 2,980 Авгит + + + +
16°36' 2,694 Гематит - - - +
17о47' 2,522 Авгит + + + +
17°5Г 2,513 Гематит - - + +
20°47' 2,203 Гематит - - + +
21°32' 2,098 Магнетит + + - -
31°22' 1,479 Магнетит + + + +
31°57' 1,455 Гематит - - + +
68
2.4. Особенности физико-химических свойств бозольтовых волокон
Рис. 2.35. Рентгенограммы базальтовых волокон, прошедших обработку при 900 °C:
7 — грубые; 2 — БВРВ; 3 — непрерывные; 4 — БСТВ
Для установления возможности применения базальтовой ваты в услови-
ях вибрации и высоких температур исследована ее вибростойкость. Уста-
новлено, что после вибрации при температурах 600, 700 и 800 °C разруше-
ния волокон от вибрации не наблюдалось и потери в массе в основном про-
исходили за счет “корольков” у ваты типа БВРВ и за счет первичных воло-
кон у ваты БСТВ. Зависимость вибростойкости от температуры и времени
воздействия вибрации показана на рис. 2 36 и 2.37.
Как видно из рис. 2.36, вата БСТВ имеет высокую виброустойчивость,
которая при 900 °C составляет 99,65 %. Виброустойчивость определяется
прежде всего длинноволокнистой структурой ваты, а также характером
кристаллизации, обусловливающим достаточное сохранение эластичных и
прочностных свойств ваты. Вследствие этого вата БСТВ при вибрации не
разрушается.
Базальтовая вата БВРВ того же состава, что и БСТВ, имеет меньшую
вибростойкость. Потери в ее массе при 3-часовой вибрации в исходном со-
стоянии равны 2 % и до 500 °C не изменяются. При дальнейшем повыше-
69
Глово 2 Физико-химические особенности роспловов
Рис. 2.36. Зависимость вибростойкос-
ти от температуры: БСТВ (7) и БВРВ
(2), время вибрации 3 ч
Рис. 2.37. Зависимость вибростойкости
БСТВ (7) и БВРВ (2) от длительности
вибрации при 900 °C
нии температуры до 900 °C потери в массе ваты резко возрастают и дости-
гают 12 %.
Таким образом, результаты исследований термовиброустойчивости по-
зволяют рекомендовать базальтовую вату, особенно БСТВ, для применения
в условиях вибрации и высоких температур.
Важной теплофизической характеристикой любого теплоизоляционного
материала является его коэффициент теплопроводности. При исследовани-
ях зависимости коэффициента теплопроводности базальтовой ваты от диа-
метра волокон, плотности и температуры нагрева [140] установлено, что в
случае изменения диаметра в интервале 0,6-20 мкм теплопроводность воз-
растает 0,0237-0,0375 ккал/(м-ч-град) при Т= 25 °C.
Таблица 2.7
Теплопроводность базальтовой ваты прн разной температуре
Волокно Диаметр волокон, мкм Уравнение температур- ной зависимости X, ккал/(м-ч-град), при Гср, равной
50 °C 300 °C
Базальтовое микротонкое (БМТВ) 0.60 К = 0,0205 + 0,000128 0,0269 0,0555
Базальтовое ультратонкое (БУТВ) 0,75 К = 0,0215 + 0,000125 0,0277 0.0600
Базальтовое супертонкое (БСТВ) 1,20 К = 0,0265 + 0,00014 0,0335 0,0655
Базальтовое БВРВ 6,0 К = 0,0310 + 0,000193 0,0406 0,0890
Базальтовое БВРВ 10,3 К = 0,0305 + 0,00024 0,0425 0,1025
То же 15,0 К = 0,0305 + 0,000255 0,0432 0,1070
17,5 К = 0,0365 + 0,00021 0,0470 0,0995
70
2,4. Особенности физико-химическ х свойств базальтовых волокон
В табл. 2.7 представлены уравнения температурной зависимости X=/(z)
для базальтовой ваты разных диаметров и объемных масс. Анализ этих
данных показывает, что с увеличением диаметра возрастает коэффициент
теплопроводности, особенно в области высоких температур.
Проведенные исследования зависимости X от объемной массы выявили,
что для ваты БСТВ оптимальная плотность набивки в теплоизоляционной
конструкции должна составлять 80-110 кг/м3, для БВРВ — около 140 кг/м3.
С целью использования базальтовой ваты в качестве холодоизоляцион-
ного материала исследовалось изменение прочности на разрыв элементар-
ных волокон ваты БВРВ после испытания при Т= -196 °C в течение 140 ч
Снижения прочности при этом не отмечалось. Коэффициент теплопровод-
ности базальтовой ваты при указанной температуре составляет 0,025-
0,028 ккал/(м-ч-град).
Исследования зависимости прочности непрерывных волокон на разрыв
от их диаметра показали, что с увеличением диаметра от 9 до 20,6 мкм
происходит снижение прочности от 248 до 148 кг/мм2 (рис. 2.38). Это со-
гласуется с ранее выполненными исследованиями, показывающими влия-
ние масштабного фактора на прочностные характеристики стеклянных во-
локон [141, 142]. Зависимость прочности от диаметра может быть сведена
до минимума при условии оптимального подбора температурного режима
и степени вытягивания [143, 144].
При определении динамического модуля упругости непрерывных ба-
зальтовых волокон различных диаметров оказалось, что зависимость мо-
дуля от диаметра аналогична зависимости прочности от диаметра
(рис. 2.39).
Рис. 2.38. Зависимость прочности
базальтовых волокон от диаметра
Рис. 2.39. Зависимость цинамического модуля
упругости базальтовых волокон от диаметра
71
Глава 2. Физико-химические особенности расплавов
Результаты исследований влияния температуры на прочность непрерыв-
ных базальтовых волокон и стеклянных волокон алюмоборосиликатного
состава приведены в табл. 2.8 и на рис. 2.40. Анализ данных показывает,
что прочность базальтовых волокон при нагреве до 400 °C снижается не-
значительно (менее чем на 20 %), тогда как алюмоборосиликатного стек-
лянного волокна — на 50 %. Остаточная прочность базальтового и алюмо-
боросиликатного волокна после термообработки при 700 °C одинакова и
составляет 20 %.
Рис. 2.40. Зависимость прочности непрерывных волокон от температуры:
1 — базальтовое; 2 — стеклянное волокно
Таблица 2.8
Прочность непрерывных волокон при термической обработке
Температура обработки, °C Прочность волокна
базальтового стеклянного алюмоборосиликатного состава
кг мм2 % кг/мм2 %
20 214 100 175 100
100 — — 175 100
200 201 94,5 161 92
300 170 83,2 114 65
400 175 81,9 91 52
500 100 46,8 61 36
600 48 22,4 50 29
700 40 18,6 35 20
72
2.4. Особенности физико-химических свойств базольтовых волокон
Таблица 2.9
Прочность волокон при 100%-ной влажности
Время, сут Прочность, %, волокна Время, суг Прочность, %, волокна
базальтового стеклянного алюмоборосиликатного состава базальтового стеклянного алюмоборосиликатного состава
0 100 100 16 111 80
1 103 92 32 92 74
2 94 90 64 105 72
4 104 88 128 — 70
8 107 85
Исследовано влияние 100%-ной относительной влажности на прочность
базальтовых волокон Для сравнения в табл. 2.9 приведены данные Томаса
для алюмоборосиликатных волокон [145].
Согласно данным таблицы, прочность базальтового непрерывного во-
локна практически не изменяется при 100%-ной относительной влажности
в течение 64 сут, а прочность волокна алюмоборосиликатного состава
уменьшается на 28 %.
Базальтовые волокна подвергались трехчасовому воздействию различ-
ных кипящих агрессивных сред по методике, принятой для стеклянных во-
локон [146]. Устойчивость волокон оценивалась по потерям в массе и по
изменению прочности волокон на разрыв.
Химическая устойчивость непрерывных базальтовых и стеклянных во-
локон приведена в табл 2.10. Из таблицы следует, что по водостойкости
Таблица 2.10
Химическая устойчивость непрерывных волокон
Волокно Диаметр волокна, мкм Содержание Н2О 0,5н№ОН 2н№ОН 2нНС1
связующего, % Потеря массы, мг
Непрерывное волокно на па- рафиновой эмульсии из ба- зальта Берестовецкого карьера 13,3 1,96 34,9 63,7 524 994
Непрерывное волокно из алю- моборосиликатного стекла на парафиновой эмульсии 11.3 0.5 28.0 391,4 685,4 1753,8
73
Глово 2, Физико-химические особенности расплавов
непрерывное базальтовое волокно идентично алюмоборосиликатному во-
локну. Щелочестойкость в 0,5н и 2н растворах NaOH и особенно кислото-
стойкость базальтового непрерывного волокна значительно превосходят
аналогичные характеристики стеклянного волокна алюмоборосиликатного
состава.
Базальтовые волокна после кипячения в указанных агрессивных средах
испытывались на прочность. Изменение прочности представлено в
табл. 2.11.
Как видно из этой таблицы, прочность базальтового волокна после трех-
часового кипячения в воде практически не изменяется. Значительное сни-
жение прочности наблюдается после кипячения в 2HNaOH и 2нНС1 — на
66 и 59 % соответственно.
В результате исследований особенностей свойств расплавов, стекол и во-
локон, полученных из основных горных пород, установлено, что: темпера-
тура начала их размягчения зависит от содержания основных породообра-
зующих минералов, ее значения находятся в интервале 1050-1070 °C; ин-
тенсивный процесс плавления протекает при температуре 1450 °C; полнос-
тью исчезают локальные зоны с упорядоченным расположением атомов в
интервале температур 1550-1720 °C; повышение конечной температуры
получения расплава не оказывает существенного влияния на изменение
химического состава, но приводит к уменьшению центров кристаллизации
и количества выпадаемой кристаллической фазы при вторичной кристал-
лизации стекла.
Расплавы при 1450 °C характеризуются вязкостью в интервале 30-150 П,
которая зависит от содержания в горных породах породообразующих ми-
Таблица 2.11
Влияние химических реагентов на прочность
базальтового непрерывного волокна
Реагент Диаметр, мкм Прочность
кг/мм2 %
Исходное 11,4 195 100
Н2О 11,7 206 105
0,5нМаОН 11,3 99 51
2nNaOH 13,4 66 34
2нНС1 11.4 81 41
74
2.4. Особенности физико-химических свойств базальтовых волокон
нералов: полевых шпатов, пироксенов, т.е. вязкость является функцией хи-
мического и минералогического составов; расплавы по вязкости подразде-
ляются на высоковязкие, вязкие, средневязкие, маловязкие.
Расплавы обладают высокой кристаллизационной способностью (темпе-
ратура верхнего предела кристаллизации находится в интервале 1230-
1275 °C); повышенной смачиваемостью платинородиевого сплава, возрас-
тающей с увеличением температуры и в основном зависящей от количе-
ственного содержания оксидов железа; степенью черноты, слабо завися-
щей от температуры в интервале 1000-1450 °C, абсолютное значение кото-
рой близко к 0,2, что указывает на низкий коэффициент поглощения тепло-
вых лучей и на то, что излучательная способность не зависит от толщины
слоя расплава в интервале 1,0-25 мм.
На основе ИК спектров поглощения и методом микрофотографирования
определена степень аморфности базальтовых стекол, составляющая 23—
35 % в зависимости от температуры расплава и времени плавки. Отжиг
приводит к росту кристаллов, линейные размеры которых не превышают
0,025 мм.
В волокнах методом дифракции рентгеновских лучей под малыми угла-
ми установлены фазовый состав и структура, характеризующиеся двумя
типами неоднородностей — макропоры и коллоидальные частицы, количе-
ство и дисперсность которых заметно зависят от технологических пара-
метров их получения.
Методом бегущей звуковой волны определены динамические модули уп-
ругости непрерывных волокон, полученных при различных режимах вытя-
гивания. Установлено, что при увеличении скорости вытягивания модули
упругости возрастают, так как уменьшаются дефекты структуры.
Химическим, дифференциально-термическим анализами и инфракрас-
ной спектроскопией установлено, что волокна из горных пород при нагре-
ве претерпевают структурные изменения. На ход и характер кристаллиза-
ции волокон значительное влияние оказывает тепловое прошлое, т.е. спо-
соб выработки волокон. Кристаллизация приводит к изменению всех
свойств волокон.
Штапельные базальтовые волокна характеризуются низким коэффици-
ентом теплопроводности, который зависит от диаметра волокон, плотности
и температуры нагрева; при изменении диаметра от 0,6 до 20 мкм тепло-
проводность при Т = 25 °C составляет 0,0237—0,0375 ккал/(м-ч-град). Вы-
75
Глава 2. Физико-химические особенности расплавов
сокая виброустойчивость базальтовой ваты в сочетании с хорошими тепло-
изоляционными свойствами позволяет широко ее применять: от 260 до
700-900 °C при одновременном воздействии вибраций.
Базальтовые непрерывные волокна характеризуются высокой прочнос-
тью на разрыв (при диаметре 13,0-20 мкм 150-200 кг/мм2) и высоким мо-
дулем упругости — 11600 кг/мм2. Прочность базальтовых волокон при на-
греве до 400 °C снижается незначительно (менее 20 %), тогда как стеклян-
ного алюмоборосиликатного волокна — на 50 %.
76
Месторождения
горных пород,
Украины и стран
СНГ, использующихся
как сырье для
получения волокон
•
Технология получения
штапельных микро-,
ультра-, супертонких
волокон из горных
пород
•
Стеклом икрокристал-
лические базальтовые
супертонкие волокна
•
Тонкие и утолщенные
штапельные волокна
Грубые базальтовые
волокна и их свойства
•
Получение холста
вытягиванием
воздухом
•
Непрерывные
волокна
•
Металлизация
непрерывных
базальтовых волокон
ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ
ВОЛОКОН из основных
ГОРНЫХ ПОРОД
3.1. Месторождения горных пород
Украины и стран СНГ,
использующихся как сырье
для получения волокон
По результатам нескольких тысяч анализов горных
пород 16-километрового слоя земной коры, доступно-
го для геохимического изучения, и по среднему со-
держанию многих химических элементов в земной
коре установлена (оценена) распространенность по-
род в этом слое, которая выражена в следующей про-
порции: изверженные породы — 95 %, метаморфи-
ческие — 4 %, осадочные — 1 % [147-149]. На осно-
ве аналитических данных изверженные горные поро-
ды подразделили на гранит — 2 части и базальт —
1 часть. Таким образом, базальты в земной коре со-
ставляют около 30 %.
3.1.1. Горные породы Украины
На Украине выходы излившихся поверхностных
горных пород, доступных для разработки, имеются
почти в каждой области. Их залежи измеряются сот-
нями миллионов кубометров и практически неогра-
ниченны для промышленного производства.
Изученные горные породы страны, которые могут
быть использованы в качестве сырья для получения
волокон, включают в себя андезиты, андезито-базаль-
со Таблица 3.1
Химический состав некоторых горных пород Украины
Месторождение Массовая доля оксида, %
SiO2 TiO2 А12О3 Fe2O3 FeO СаО MgO Na2O K2O MnO so3 П.П.П.
1 2 3 4 5 6 7 8 9 10 11 12 13
АНДЕЗИТЫ
Радванское Закарпатской области 57,3-58,8 1,3-1,4 17,9-19,0 6,3-7,4 3,4-7,9 2,3-2,5 2,3-3,0 1,8-2,0 — — 1,2-1,8
Кировское Закарпатской области 52,8-59,9 0,7-0,9 17,4-18,4 8,0-9,7 5,4-6,2 1.8-2.5 1.5-2.2 2,2-2,5 — — 0,7
АНДЕЗИТО-БАЗАЛЬТЫ
Подгорненское Закарпатской области 52,8-53,7 0,5-0,7 17,3-19,7 9,8-10,6 7,1-8,0 3,1-6.3 2.2-2,5 1.6-1,8 — — 1,5-1,8
Сельцевское Закарпатской области 54,16 0,43 18.03 9,39 8,57 4,65 1,06 2,06 — — 1,49
Шагове кое Закарпатской области 55,28 1,07 18,34 9,54 8,85 6,10 3,35 — — 0,17
БАЗАЛЬТЫ
Берестовец Ровненской области 48,92 1,6 16,10 4,60 9,10 10,20 5,10 2,30 1,30 0,30 0,30 0,90
Иванова Долина Ровненской области 50,42 2,48 12,47 8,5 9,45 9,34 5,74 2,22 0,92 — — 0,97
Продолжение табл. 3.1
1 2 3 4 5 6 7 8 9 10 11 12 13
Рафаловское Ровненской области (без включений) 47,9 1,4 14,3 4,8 6,3 9,2 7.6 3.3 0,4 — — 2,9
Камышевахское Донецкой области 47,7 1,0 18,6 11,7 6,0 4,2 7,5 — — 3,2
Волновахское Донецкой области 43,3 2.0 16,6 14,2 12 5,9 2,6 — — 3,1
Войкове кое Донецкой области 43,8 3,7 13,2 13,0 9.9 6,7 2,8 1,7 — — 6,0
ДИАБАЗЫ
Василькове кое Днепропетровской области 49,0 1,6 15,8 15,0 10,3 4,8 3,3 — — 0,2
Коломойцевское Днепропетровской области (оливиновый диабаз) 47,8- 49,2 1,0-2,0 12,7- 16,0 2,1- 6,3 9,0- 11,9 7,1- 10,0 5,9- 7,4 2,2- 2,3 0.5- 0,8 0.2- 0,3 0,3- 0,6
Салтычия Запорожской области 53,4- 53,6 0,7 14,2- 15,3 10,1- 12,4 9.0- 9,3 5,8- 6,4 3,2- 3,4 — 0,1- 0,2 1,1- 1,5
ДИАБАЗОВЫЙ ПОРФИРИТ
Белоцерковское Запорожской области 51,1 0,4 21,1 12,3 5,2 2,3 6,8 — 0,4 —
Малая Смолянка Черкасской области 58,2 1,6 14,0 2,2 10,3 4,6 1,30 2,4 3,2 — — °-7
Глава 3. Технология получения волокон из основных горных пород_ |_____________________________3.1. Месторождения горных пород..
О Продолжение табл. 3.1
1 2 3 4 5 6 7 8 9 10 11 12 13
ГАББРО-ДИАБАЗ
Обиточное Запорожской области 47,5 0,7 15,8 14 1 9,1 66 3.4 — 0.7 2,0
ГАББРО
Еленовское Запорожской области 50,8 0,4 18,2 9,0 9,6 7,5 3,2 — 0,2 1.0
АМФИБОЛИТЫ
Шахта им. В.И,Ленина Днепропетровской области 54,8 0.2 13,3 1,9 9,0 4,4 5,6 2.1 1.3 — — 3,8
Шахта “Октябрьская" Днепропетровской области 51,7-53,0 0,7-1,0 13,0-14,0 8,8-9,0 8.1-8,6 6.0-6.5 5,0-5,5 0,5-1,5 0.7-1,8 — — —
Захарьевское Донецкой области 46.9 0.4 22,5 8,5 10,5 6,3 2,6 — — 1,8
Сухононксное Запорожской области 50,2 0,8 14,5 12,9 10,3 7,1 3,0 — 0.3 1,3
Горишни Плавни Полтавской области 55,1 2,0 13,5 8,7 8.4 8.0 3,5 — — 0,8
Тальное Черкасской области 49.6 — 16.5 16,8 9,8 6,3 2.7 — —
6753
Продолжение табл. 3.1
1 2 3 4 5 6 7 8 9 10 II 12 13
амфиболизированныепироксениты
х. Садовый Донецкой области 46,0- 48,3 0.4- 2,2 10.0- 14,0 1,4- 3,1 9,3- 12,4 9.9- 12,1 7,8- 10,7 0 9- 1,8 1,1- 1,8 0.3- 0,5 0,3- 0.9 1,7- 2,9
КРИСТАЛЛИЧЕСКИЕ СЛАНЦЫ
Мариупольское Донецкой области Демьяновский участок Первомайский участок 46.3- 47,6 45,9 0,5- 3,4 1,1 14,1- 20,0 14.6 9,7-11,3 15,2 9,6-12,4 12,8 6,7-7,2 7,5 2,0-2,5 2.6 — — 0,1-1,0 0,3
Северо-Андрееве кое Запорожской области 51,2 04 6.2 11,6 11,1 16,6 2,0 — 0,4 0.7
Андреевское Запорожской области 50,3 0,8 5,6 13,5 6,8 18,3 4.8 0,2 — —
х. Коза 48,1 0.8 10,4 15,7 11,9 8,7 2.3 0,4 0.5 0.9
Глово 3. Технология получения волокон из основных горных пород_________________________________3.1. Месторождения горных пород..
Глава 3. Технология получения волокон из основных горных пород
ты, базальты, диабазы, порфириты, габбро-диабазы, габбро, амфиболиты,
амфиболизированные пироксениты, кристаллические сланцы.
Значительные запасы андезитов, андезито-базальтов широко распростра-
нены в Закарпатской области [150, 151].
В Ровненской области в бассейне р. Горынь имеются крупные месторож-
дения базальтов: Иванова Долина, Берестовец, Рафаловское [152].
В Донецкой области базальты сосредоточены в бассейне р. Мокрая Вол-
новаха и впадающих в нее притоков и боковых балок (Антон-Тарама, Ва-
силь-Тарама, Хайна-Чохрак, Камышеваха и др.) [153, 154].
В Днепропетровской [155], Запорожской [156], Кировоградской [157] и
Крымской [158] областях имеются большие залежи диабазовых пород.
Габбро и габбро-диабазы встречаются в Запорожской [156] и Черкасской
[159] областях.
Амфиболиты распространены в Днепропетровской, Донецкой, Запорож-
ской, Полтавской, Черкасской областях [153, 155, 156, 160-162].
В Днепропетровской области в районе Кривого Рога на ряде шахт попут-
но с железной рудой добывают амфиболиты, которые слагают значитель-
ную по мощности толщину. В карьере Днепровского горно-обогатительно-
го комбината Полтавской области также попутно добываются амфиболи-
ты, мощность толщин которых на отдельных участках достигает 4 км.
В Донецкой и Запорожской областях, кроме того, имеются крупнейшие
месторождения, слагающие пачки мощностью до 105 м кристаллических
сланцев.
Для производства базальтовых волокон используются базальты место-
рождений Ровненской области: Иванова Долина и Берестовец.
Химический состав изученных горных пород некоторых месторождений
представлен в табл. 3.1.
3.1.2. Сырьевые ресурсы некоторых районов
Российской Федерации
Карелия. Одним из наиболее изученных месторождений пород основного
состава является Хавчозерское месторождение пироксеновых порфиритов.
Значительные разведанные запасы и возможность добычи сырья открытым
способом при незначительной мощности вскрыши (1-1,5 м) обусловливают
перспективность этого месторождения [163-165]. В Карелии известны так-
же залежи габбро-диабазов месторождений Викшламби, Матюки, Гирвасс.
82
3.1. Месторождения горных пород...
Химические составы пироксеновых порфиритов и габбро-диабазов мес-
торождений представлены в табл. 3.2. Лабораторно-технологические ис-
следования и опытно-промышленные испытания показали пригодность
пироксенового порфирита для производства штапельных супертонких и
непрерывных волокон [166]. Даны рекомендации по применению габбро-
диабазов в производстве супертонких и тонких штапельных волокон [167].
В Мурманской области близ города Мончегорска имеются габбро-нори-
ты и габбро-диабазы.
Таблица 3.2
Средний химический состав горных пород Карелии
Порода, месторождение Массовая доля оксида, %
SiO2 TiO2 А12Оз FeO CaO MgO Na2O K2O SO3 П.п.п.
Пироксеновый порфирит, Хавчозерское 49,20 1,20 13,90 12,40 9,80 7,40 3.0 — 3.0
Габбро-диабаз, Викшламби 43,83 1,00 16,40 14,60 5,32 10,28 2,71 0,60 0,36 4,93
Габбро-диабаз, Гирвасс 47,57 1,32 14,12 16,27 5,42 7.64 4,21 1.95 — 1,54
Габбро-диабаз, Матюки 49,13 1,37 13,36 16,93 7,98 6,24 1,61 1,16 0,49 2,04
Таблица 3.3
Химический состав горных пород Архангельской и Мурманской областей
Порода, месторождение Массовая доля оксида, %
SiO, TiO2 а12о3 FeO Fe2O3 CaO MgO Na2O K2O MnO SO, П.п.п.
Габбро-норит, Петландитовое ущелье 50,9 0,4 17,2 5,2 4,8 11,8 5,8 2,8 1,0 — 0,7
Габбро, месторож- дение Главного хребта 50,0 0,6 25,2 2,7 2,3 14 0 2,0 1,7 1,9 0,2 — 0.6
Диабаз, участок Риш Губа 49.7 0.6 14.2 9.2 2.6 10.3 6,7 0.8 1.5 0.2 0,5 3.8
Базальт (долерит), Мяндуха 48,3 0,7 11,8 9,4 1,1 9 1 13,4 1,2 1,6 0,2 0,2 1,9
6’
83
Глава 3. Технология получения волокон из основных горных пород
В Архангельской области находится крупнейшее месторождение долери-
тов — Мяндуха. Химические составы пород приведены в табл. 3.3.
Исследования [168] показали перспективность долеритов месторождения
Мяндуха как сырья для производства тонких штапельных волокон
На Урале в Свердловской области имеются запасы габбро-горнблендитов
[169], в Башкирии — диабазов и диабазовых порфиритов. В Оренбургской
области находится крупное Круторожинское месторождение диабазов.
Химический состав некоторых пород Урала представлен в табл, 3.4.
На территории Коми в пределах Среднего Тимана расположено Вежаю-
Ворыквинское месторождение базальтов [170], находящееся в 150 км от г.
Ухты. Базальты этого месторождения являются вскрышными породами
крупного месторождения латеритных бокситов.
Химический состав базальтов месторождения характеризуется довольно
высокой степенью стабильности, что находится в полном соответствии с
постоянством их минералогического состава. Химический состав базаль-
тов, %, следующий:
SiO2 48,5 49,6; TiO2 1,1-1,8;
Al,О, 13,1-14,9; 7,1-7,5; Fe,O 13,5-13,7;
MgO СаО. 10,0-10,5;
к2° 2,3-2,5; п.п.п 1,3-1,6.
Таблица 3.4
Химический состав некоторых горных пород Урала
Порода, месторождение Массовая доля оксида, %
SiO2 TiO> AbO, FeO РегОз СаО MgO Na2O К2О МпО SO, П.п.п.
Габбро- 39,1- 0,6- 15,5- 7,7- 3,7- 11,6- 7,8- 0,7- 0,8- 0,2- 0,0- 1.6-
горнблендит, Первоуральское 42,5 1,2 20,4 8,3 6.1 13,1 13,4 2,2 1,2 0,4 0.6 4,5
Диабаз, Учалинское 49,1 2,5 15,0 5,7 4,9 8,4 8,0 1,8 2,9 0,3 0.2 2,1
Диабаз. Сибайское 56,6 1,0 13,2 6,6 2,7 4,9 4,7 4,2 0,4 1,5 4.0
Диабаз. 50,0- 1,7- 12,6- 7,4- 3,5- 5,1- 5,5- 2,4- 0,5- 0,3- 0,8- 3,9-
Круторожинское 51,4 2,0 13,4 8,4 5,8 6,9 6,0 4,5 3.1 0,4 1,3 4,0
Диабазы. Гайское 48.8 0.5 17,1 8.1 1.7 8.9 7,7 1.1 0.2 0,2 6,5
84
3.1. Месторождения горных пород...
Таблица 3.5
Химический состав траппов Восточной Сибири
Месторождение Массовая доля оксида, %
SiO: ТЮ2 Al Оз Fe,Oi FeO MgO СаО Na2O + K2O П.п.п.
Тулунское 50,10 0.83 15,68 2,41 9,81 6,22 10,74 3,81 0,40
Братское 50,63 0,80 16,18 2,00 9,67 5,58 11,26 3,60 0,28
Слюдянское 47,50 2,67 14,81 5,31 7,35 9.24 8,96 4,16 —
Усть-Нюринское 46.97 1,95 15,30 5,36 9,27 5,57 10,65 4,97 —
Как показали исследования [171], базальты Вежаю-Ворыквинского мес-
торождения могут быть рекомендованы для получения непрерывных и су-
пертонких штапельных волокон.
В Восточной Сибири широко распространены траппы, химический со-
став которых приведен в табл. 3.5.
В Приморье встречаются андозито-базальты (месторождение “Клепка”),
химический состав которых следующий, %:
SiO2 55,20; ai2o3 18,43;
Fe.O 2,30; FeO 6,97;
СаО 7,57; MgO 4,10;
Na,О 2,48; к2о 1,59;
н2о 0,64; п.п.п 0,78.
3.1.3. Вулканогенные породы Казахстана
В Казахстане распространены разнообразные изверженные горные поро-
ды — от ультраосновных до кислых составов [172, 173]. Из полнокристал-
лических наиболее перспективны интрузивные основные породы, залегаю-
щие в ряде районов Восточного Казахстана: Рудном Алтае, Семипалатинс-
кой области (Семейтауский магматический комплекс), Прибалхашье (урочи-
ща Джамбул, Андас-Сай, Кара-Мурун и др.), Карагандинской области.
Основные породы этих районов в большинстве случаев представлены
габбро-диабазами, габбро-норитами, оливиновыми габбро-диоритами. Хи-
мический состав описанных выше пород приведен в табл. 3.6.
Из химико-минералогического состава можно заключить, что основные
полнокристаллические интрузивные и стекловатые эффузивные породы
могут использоваться в производстве волокон.
85
Глава 3- Технология получения волокон из основных горных пород
Таблица 3.6
Средний химический состав некоторых горных пород Казахстана
Порода Массовая доля оксида, %
SiCh TiCh A12Oj Fe:O3 CaO MgO K2O Na:O SO, П.П.П.
Габбро-норит 46,4 1,8 18,6 10,7 8,5 8,2 0,6 3,1 — 2,2
Габбро-диабаз 49,4 — 16,0 12,1 9,9 4,8 4,8 2,9
Микродиабаз 48,2 — 15,8 12,8 11,1 5,0 3.0 2,5
Тефрито-базальт 46,3 — 16,7 10,0 9,1 6,3 5,1 0,5 5,1
Туф тефрито- базальта 45,8 — 16,2 9,1 9,3 5,9 5,7 0,6 6,7
3.1.4. Горные породы Туркменистана
Массивы Шахадам и Карадаг Красноводского полуострова сложены пол-
ностью магматическими породами: диоритами, габбро-диоритами, базаль-
товыми порфиритами, габбро-диорит-порфиритами.
Химические составы указанных пород представлены в табл. 3.7. На
Красноводском полуострове проведена разведка Туркменской геологичес-
кой экспедицией [174]. Все разновидности пород опробованы для получе-
ния различных видов волокон (непрерывного, штапельных СТВ и ВРВ,
холста ВВ) [175-178]. В результате проведенных исследований в качестве
сырья для производства волокон рекомендованы диориты, габбро-диори-
ты, базальтовые порфириты.
Таблица 3.7
Химический состав некоторых горных пород
Красноводского полуострова Туркмении
Порода Массовая доля оксида, %
SiO2 тю АЬО, Fe,O, СаО MgO Na2O SO, П.п.п.
Диорит 50.9 0.9 17,3 9.7 8,7 6,0 3,8 0,1 1.6
Габбро-диорит 48,4 0,8 17,9 10,5 9,8 5,1 3,2 0,3 3,4
Базальтовый порфирит 50,5 0,8 17,5 11,3 10,7 5,3 3,0 0,6 0,7
Г аббро-диорит- порфирит 47,6 0,8 17,2 9,5 6,1 6,9 3,6 2,6 6,3
86
3.1. Месторождения горных пород
3.1.5. Породы Таджикистана
Горные породы Северного Таджикистана представлены в виде диабазо-
вых, базальтовых и андезитовых порфиритов, а также субвулканических
аналогов базальтов. Это изверженные магматические породы основного и
среднего составов. Их химический состав приведен в табл. 3.8.
Перспективным сырьем для получения непрерывных волокон являются
андезитовый порфирит участка Краснозвездный и базальтовый порфирит
участка Долоны [179].
Таблица 3.8
Химический состав горных пород Таджикистана
Порода, месторождение Массовая доля оксида, %
SiOz ТЮ2 А120з FeO РеТЪ CaO MgO Na,O K2O MnO so, I I n n.
Участок Долоны
Диабазовый порфирит 58,2 0,6 16,4 3,9 2,8 5,9 3,5 3,4 2,6 — 0,3 2.0
Базальтовый порфирит 47,2- 48,9 0,7- 2,0 16,1- 17,8 1,5- 3,7 6,6- 9,9 6,7- 8,2 3.0- 5,1 2,9- 4,0 2,8- 4,1 0,3- 0,7 0,1- 0,5 5,8
Участок Янгикан
Андезитовый порфирит 52,6 0,8 18,7 4,0 3,7 5,4 4.2 3.6 2.6 — 1,2 2,6
Субвулканический аналог базальтов 52.5 1.0 18,2 3,6 4,9 7,0 5,0 3,5 2,3 0,3 0,2 2,6
Участок Ташкескен
Крупнопорфировый диабазовый порфирит 50,7 0,7 20.2 1,3 6,5 3,2 3,9 3,5 4,9 1,2 0,6 3,4
Участок Катарбулак
Крупнопорфировый андезитовый порфирит 53,3 0,6 16,2 2.1 5.9 7.4 3,5 4,4 1,8 — 0,5 4,2
Участок Краснозвездный
Андезитовый порфирит 50,9 1,2 18,1 2,4 6,8 6,4 4.7 3,9 2,7 — 0,6 2,0
3.1.6. Базальты Грузии
В Грузии наиболее крупными разведанными месторождениями базаль-
тов являются Чиатурское и Марнеульское. Их химические составы пред-
ставлены в табл. 3.9.
87
Глова 3. Технология получения волокон из основных горных пород
Таблица 3.9
Химический состав базальтов Грузии
Месторожден ие Массовая доля оксида, %
SiCh TiQ, A12O3 Fe2O3 CaO MgO K2O П.п.п.
Чиатурское 46,0-46.1 0.9-1.2 16.0-16.3 9,8-10,3 10,3-10,6 9,8-10,0 4,5-4,8 1,2-1,4
Марнеульское 50,3-51,9 0,8-1,1 17,3-17,9 9,7-10,5 7,9-8,9 5,1-6,0 5,3-5,7 0.6-2.0
Базальты Чиатурского месторождения пригодны для получения тонких
штапельных волокон, а базальты Марнеульского месторождения — для
производства непрерывных волокон, холста ВВ [180-182].
3.1.7. Основные породы Армении
В Армении встречаются базаниты, слагающие Золакарское месторождение
и базальты Халаджского месторождения. Химический состав следующий, %:
базанитов:
SiO2 47,8-48,6; TiO 1 0-1 8’
Al.O, 17,7-18,0' 2 Fe О 5 0-7 0-
FeO 2,6-3,1; 2 3 CaO 10.2-10,5:
MgO .. 5,0-6,4; K2o. . 5,5-5,7;
MnO 0,4-0,6; so3 . 0,2-0,5,
П.П.П 1,1-2,2;
базальтов:
SiO2 44,7; TiO 1 г
Al О 14,3; 2 Fe О 5 6*
FeO 3,1; CaO ’... 12,2;
MgO - 12,4; Na2O • 1,0,
KO 2,1; MnO . .. 0,3,
so, . 0,5; п.п.п 1,9.
Базаниты Золакарского месторождения перспективны как сырье для по-
лучения непрерывных и супертонких волокон [183].
Анализ горных пород, опытно-промышленные испытания показывают,
что оптимальными по химическому и минералогическому составам
(табл 3.10 и 3.11) являются горные породы, которые характеризуются од-
нородностью, от мелко- до среднезернистой структуры и не содержа! ту-
гоплавких включений — кварцевых жил, миндалин.
88
3.1. Месторождения горных пород...
Библиотека 89
Огарышева С.И.
www.basaltech.erg
Главо 3. Технология получения волокон из основных горных пород
Минералогический состав горных пород, %
ю
iBHogdejj 1 1 С 1 1 г: ’ll 1 1 О V) 1 7 з ।
BuuAdj крашши -O±0Vnil£ 1 1 5 10-15 Апатит 0,5 5-10
НИЯИ1ГО 1 1 ” 1 (5 1 3 1 1
ггодифну 1 1 1Г) 1 1 s 5 1 15-20 20-40
ndcajj 1 1 1 2 1 д 1 Сл.
±И1ГОНИХМу 3 1 I 1 1
iwdoirx Биотит 5 6 35 20-5 3 5-0 5-20
oinraiQ с- О> х - d 30 30 10-15 30-35
издании hhhIZAj с< V) О С ГТ 5 5 Сл. До 20 О 1Г) ’t 7 © гА ч
нээяойиц о< й С О К) О I Г СД — со 1 ot^sz ST~S 0Z
ЯНГМОМЛШГЦ сь-иь 9£ 09 О О о 7 7 тГ ОД 25-35 30-50
1 Порода, месторождение Андезито-базальт, Подгорненское Закарпатской области Базальт. Берестовецкое Ровнен- ской области Базальт,Марнеульское, Грузия Базанит, Золакарское, Армения Диабаз, Круторожинское Орен бургской области Долерит, Мяндуха Архангельской области Пироксеновый порфирит, Хавчо- зерское. Карелия Базальтовый порфирит, Красно- водский участок, Туркменистан Долоны, Таджикистан Андезитовый порфирит. Красно- звездный участок, Таджикистан Амфиболизированный пироксе- нит, участок Садовый Донецкой области
90
3.2- Технология получения штапельных микро-, ультра-, супертонких волокон
3.2. Технология получения штапельных микро-,
ультра-, супертонких волокон из горных пород
3.2.1. Процесс получения расплава
Исследования свойств расплавов, особенностей стекол из горных пород
показали возможность получения из них волокон с улучшенными свой-
ствами.
Известно, что процесс приготовления расплава при стекловарении со-
стоит из пяти основных стадий: силикато-, стеклообразования, дегазации,
гомогенизации, остывания, имеющих свои особенности [184]. Для прове-
дения каждой из стадий существую! свои оптимальные условия.
В отличие от стекольных шихт, состоящих из смеси силикатных компо-
нентов, горные породы представляют собой физико-химическую систему,
полученную в результате физико-химических процессов, происшедших
при застывании и кристаллизации расплавленных силикатных масс — маг-
мы. Они имеют сложный состав, главным образом в виде минеральных со-
единений силикатов.
Горные породы (базальты и др.) характеризуются тем, что в процессе их
образования из расплавленной магмы не остается отдельных составных
частей минералов — оксидов: SiOr TiO2, А12О3, Fe2O3, СаО, MgO, R2O и
др., а образуются их соединения: альбит NaAlSi3Og, анорит CaAl2Si2Og, ди-
опсид CaMg[Si2O6], оливин (Mg, Fe)SiO4 авгит, Ca(Mg, Fe)[Si2O6] и др
Эти соединения при плавлении в процессе получения равновесного рас-
плава переходят по отдельности из одной фазы в другую. Следовательно,
при получении расплава горной породы, пригодной для переработки в во-
локна, отмечаются следующие три стадии: плавление (стеклообразование),
дегазация и гомогенизация, остывание.
Рассмотрим каждую из этих стадий.
Плавление. Процесс плавления горной породы следует рассматривать
как гетерогенную систему, состоящую из нескольких физически однород-
ных, различающихся между собой тел (кристаллы, стекло). Поэтому плав-
ление горных пород происходит в температурном интервале до установле-
ния равновесия между твердой и жидкой фазами. При этом газообразные
вещества улетучиваются, а основные химические реакции, присущие си-
ликатообразованию стекольных шихт, заканчиваются в процессе образова-
ния магмы. За счет тепла, передаваемого излучением, конвекцией и тепло-
91
Глава 3. Технология получения волокон из основных горных пород
проводностью, происходит плавление составляющих породу минералов и
образование жидкой фазы. Важным в процессе нагрева породы является
интенсивное окисление Fe2+ в Fe3* [185-188], вследствие чего изменяется
соотношение, %: FeO:Fe2O3 — от 10,1:3,9 (в исходном состоянии) до
2,8:11,4 (при 1000 °C) (табл. 3.12).
Это оказывает положительное влияние на свойства базальтового распла-
ва: отмечается уменьшение вязкости, снижение температуры верхнего пре-
дела кристаллизации, что особенно важно при выработке волокон.
На этой стадии происходит также удаление влаги, газообразных веществ,
улетучивание примесных органических соединений.
Стадию стеклообразования в расплавах горных пород следует рассмат-
ривать как результат плавления. В конце этой стадии нерасплавленные час-
тицы в расплаве отсутствуют, расплав становится однородным, хотя и газо-
насыщен пузырями.
Процесс стеклообразования протекает в интервале температур 1200—
1400 °C и заканчивается при температуре 1400-1450 °C.
Дегазация и гомогенизация заключаются в удалении из расплава види-
мых газовых включений и неоднородностей. Для этого расплав необходи-
мо довести до такого равновесного состояния, при котором мельчайшие
пузырьки становятся невидимыми или полностью исчезают мелкие пу-
зырьки, что достигается подбором оптимального температурного режима.
Одним из приемов ускорения процесса дегазации и гомогенизации являет-
ся повышение температуры. Для исследованных пород на этой стадии не-
обходима температура, равная 1450 °C.
Остывание характеризуется тем, что температура расплава, поступаю-
щего на переработку в волокна, снижается на 100-120 °C для создания не-
обходимой рабочей вязкости.
Таблица 3.12
Интенсивность окисления FeO в Fe2O3 при термообработке
Температура нагрева, °C FeO. % РегОз, %
20 10,1 3,9
600 7,5 6,0
700 5,7 8,1
800 4,2 8,6
900 3.1 9.5
1000 2,8 11,4
92
3.2. Технология получения штапельных микро-, ультра-, супертонких волокон...
Процесс получения расплава начинается с загрузки сырья в плавильную
печь.
Дробленый щебень горной породы (базальта), поступающий из карьера,
подвергается магнитной сепарации для отбора случайно попавших метал-
лических включений. Отсепарированный базальт подается в приемный
бункер механического загрузчика сырья в печь. Периодическое включение
питателя загрузчика для поддержания заданного уровня управляется дат-
чиком уровня расплава, установленным в фидере печи. Размер фракции
кускового базальта (до 70 мм) не оказывает практического влияния на ско-
рость процесса плавления и в первую очередь связан с конструктивными
особенностями механического загрузчика.
Учитывая достаточную химическую однородность горной породы как
однокомпонентного сырья, исключающую расслоение (в отличие от сте-
кольных шихт), заслуживает внимания непрерывная загрузка кускового
сырья в печь самотеком. Периодическая загрузка кускового базальта в печь
в холодном состоянии вызывает температурные колебания, а температур-
ные удары влияют на плавильную способность печи, уменьшают срок
службы огнеупоров, особенно загрузочной и плавильной частей. Поэтому
предварительный нагрев кускового базальта до 600 1000 °C с использова-
нием для этих целей тепла отходящих газов позволяет значительно повы-
сить КПД плавильной части печи, продлить межремонтный срок ее эксп-
луатации, снизить удельный расход тепла на получение расплава [189,
190]. Разработан способ приготовления расплава из горных пород, включа-
ющий в себя подогрев базальта [191].
Окисление Fe2+ в Fe3+ при нагреве породы положительно влияет не толь-
ко на технологические свойства расплавов, а и на взаимодействие базаль-
тового расплава с платинородиевым сплавом, из которого изготавливаются
питатели.
В работе [192] при изучении взаимодействия горных пород базальтового
состава с платиновыми сплавами установлено, что в зависимости от вален-
тности Fe происходят следующие реакции:
Pt + 3 Fe2+ -> (FePt) + 2 Fe3'.
v 'тв.р-р
Окислительно-восстановительная реакция Fe3' с платиной может проис-
ходить только в присутствии С1 с образованием
Fe2--Fe3+ + Pt'4C1 Fe2' + [PtClJ .
93
Глава 3. Технология получения волокон из основных горных пород
Рис. 3.1. Температурная зависимость
логарифма вязкости расплавов:
1 — берестовецкий базальт; 2 —
стекло для производства СТВ (Ивот-
ский завод)
Окислительно-восстановительная реакция Fe3++Pt —> не идет, так как
сумма электродных потенциалов имеет отрицательное значение:
Е Fe3*(-0,771) + Е Pt(+0,73)= -0,041.
Увеличение в расплаве содержания FeO приводит к снижению микро-
твердости платинородиевого сплава на контакте с базальтовым расплавом
от 135-140 до 100-115 кг/мм2 [193].
Таким образом, управление процессом плавления должно сводиться к
созданию таких условий, которые обеспечивали бы максимальное окисле-
ние Fe2+ в Fe3+ в расплаве.
Полученный расплав из берест овецкого базальта по вязкости значитель-
но ниже (рис. 3.1) расплава стекла, из которого вырабатывают стеклянные
супертонкие волокна. Эта особенность учит ывается при конструировании
печей, питателей и узла выработки.
3.2.2. Особенности конструкций
ванных плавильных печей
При плавлении горных пород в вагранках, электродуговых печах проис-
ходят восстановительные процессы оксидов железа, что приводит к нару-
шению однородности расплава. Следовательно, выбор рационального вида
ванных печей имеет важное значение.
Известно, что свойства стекла оказывают значительное влияние на рас-
ход топлива, производительность печей и требуют различных конструктив-
ных решений тепловых агрегатов [ 194]
При проектировании печей для плавления горных пород типа базальтов
также необходимо учитывать свойства их расплавов: высокую кристалли-
94
3.2. Технология получения штапельных микро-, ультра-, супертонких волокон..
Рис. 3.2. Схема ванной печи:
1 — печь; 2 — рекуператор; 3 — барботажное сопло; 4 — загрузочный лоток; 5 —
многосопловая горелка; б — фидер
зационную способность, крайне низкую поглощательную способность,
обусловленную значительным содержанием оксидов железа, низкую вяз-
кость. Поэтому по глубине расплава возникают большой температурный и
вязкостный градиенты (при понижении температуры от 1400 до 1250 °C,
вязкость увеличивается в 5-8 раз) [195].
95
Глово 3. Технология получения волокон из основных горных пород
Сконструирована камнеплавильная ванная печь для получения базальто-
вого супертонкого волокна [196], которая успешно эксплуатируется на
предприятиях по производству базальтовых волокон. Печь (рис. 3.2) явля-
ется рекуперативной с двумя сводами и продольным развитием пламени и
имеет такие технические характеристики:
Производительность, т/сут.............................до 2,5
Площадь плавильной части, м2.......................... 1,9
Удельный съем расплава, кг/(м2-сут)................... 1200
Теплотворная способность топлива
(природный газ), ккал/м’.......................... 8800
Тепловая мощность, ккал/ч............................. 1,7- 10s
Тепловое напряжение зеркала, ккал/(м2 ч)..............0,9-105
Число фидеров, шт.....................................2
Габариты бассейна, мм:
длина............................................. 2400
ширина.............................................800
глубина............................................300
Температура в пламенном пространстве, °C.............. 1400*10.
При плавлении базальта вследствие малой теплопрозрачности расплава
и повышенной температуры кристаллизации его толщина активного пла-
вильного слоя при температуре в печи 1450-1500 °C не превышает 150 мм.
Учитывая, что загружаемые в печь куски базальта не плавают на поверхнос-
ти расплава, а тонут, теплопередача “снизу” крайне незначительна. Объясняет-
ся это худшими по сравнению с варкой стекла условиями теплообмена. Как
известно, в стекловаренных печах теплопередача к шихте происходит как не-
посредственно излучением от факела горящего газа, т.е. “сверху”, так и кон-
вективными потоками расплавленного стекла, т.е. “снизу”.
Поэтому особенностью конструкций камнеплавильных базальтовых пе-
чей является бассейн небольшой глубины (до 300 мм). Для улучшения ус-
ловий теплообмена загружаемый базальт необходимо распределять на воз-
можно большую площадь.
При конструировании большое внимание уделено сжиганию топлива и
организации факела. Для получения жесткого и настильного светящегося
факела с равномерным по ширине печи тепловым потоком печь оборудова-
лась диффузионной много-сопловой горелкой.
Для интенсификации процесса плавления базальта на основе опыта при-
менения перемешивания расплава в производстве штапельного стеклянно-
го волокна [ 197] проведены исследования по барботажу расплава горючей
96
3.2. Технология получения штапельных микро-, ультра-, супертонких волокон...
газовоздушной смесью. Барботажные сопла устанавливались по уровню
донной части печи в два поперечных ряда по три сопла в каждом ряду. Рас-
стояние между соплами составляет 300 мм, а между рядами — 500 мм.
Первый ряд сопел расположен на расстоянии 200 мм от торцевой стенки
бассейна, у загрузочного окна (рис. 3.3). Сопла изготовлены из жаростой-
кой стали с диаметром отверстия 4 мм. Увеличение диаметра выходного
отверстия приводит к быстрому заплыванию расплавом в случае кратков-
ременного перебоя в подаче энергоносителя, а его уменьшение способ-
ствует засорению нагаром.
Важной особенностью барботажа расплава горных пород является его
непосредственная связь с загрузкой для достижения высокого тепло-, мас-
сообмена и продвижения загружаемой породы от загрузочного окна. Для
этого подачу энергоносителя в сопла по ходу процесса равномерно ступен-
Рис. 3.3. Схема барботажа базальтового расплава:
1 — горелка; 2 — загрузочное окно; 3 — барботажные сопла; 4 — бассейн печи; 5
— выработочный фидер
7 - 6753
97
Глава 3. Технология получении волокон из основных горных пород
чато снижали от 100 до 80 70 % Снижение интенсивности барботажа в
первом ряду сопел у загружаемого окна приводило к сбиванию базальта в
кучи, торможению загрузки и продвижению его по зеркалу ванной печи.
При большой разнице в интенсивности барботажа в направлении рабоче-
го потока наблюдалось быстрое продвижение не полностью расплавивше-
гося базальта к выработочной части печи. Поэтому в зависимости от высо-
ты фонтанирования расплава и скорости продвижения базальта регулиро-
валось давление энергоносителя на рядах сопел.
Отсутствие пылеобразования при плавлении базальта при этом положи-
тельно сказалось на износостойкости огнеупоров печи.
При бурлении расплава резко уменьшается толщина придонного слоя
закристаллизованного базальтового стекла. Так, при температуре в печи
1450 °C его толщина уменьшается до 50 мм. Толщина слоя закристаллизо-
ванного стекла, а также износ огнеупоров определялись с помощью специ-
ально изготовленного глубиномера (щупа), представляющего собой шар-
нирно закрепленный на штанге стальной стержень длиной 550 мм с насе-
ченной на нем шкалой.
Температурный режим печи заметно влияет на процесс барботажа распла-
ва. При высоких температурах 1400-1450 °C возникает бурление, имеющее
фонтанирующий характер. При понижении температуры до 1300 °C наблю-
дается образование крупнопузырчатой пены с высотой слоя до 300 мм, кото-
рая попадает в каналы фидеров, на стены и в окна печи, чехлы термопар.
С целью получения качественного расплава проведены исследования насы-
щенности газовыми включениями расплава при разных температурах. Расход
воздуха на барботирование поддерживался в пределах 8-8,5 нм3/(м2-ч). Пробы
отбирали в зоне выработочных окон печи с глубины 100-120 мм от зеркала
расплава; после охлаждения определяли их плотность. Плотность проб, взя-
тых при температуре расплава 1400-1450 °C, мало отличается от плотности
пробы расплава, полученного без барботирования, и равна 2,9 г/см3. Расплав
полностью очищается от пузырьков до входа в фидерные каналы. Высокая
температура в процессе плавления в сочетании с интенсивным барботирова-
нием способствует не только увеличению производительности печи, но и по-
вышению однородности расплава по глубине печи.
Следует отметить, что при недостаточной глубине бассейна и большом
расходе энергоносителя при чрезмерно интенсивном бурлении расплав мо-
жет попадать на поверхность свода и разрушать кислый огнеупор — динас.
Необходимо также учитывать качество кладки ванны, так как при повышен-
98
3.2. Технология получения штапельных микро-, ультра-, супертонких волокон...
ных температурах в печи возможен выход маловязкого расплава через швы
между бакоровыми брусьями. Поэтому при кладке их необходимо уплотнять
раствором огнеупорной глины на жидком стекле, а теплоизоляцию стен ван-
ны выполнять на высоте 150-200 мм ниже уровня зеркала расплава.
Интенсивность барботирования заметно влияет на производительность
печи. Так, при расходе сжатого воздуха 3,5 нм3/(м2-сут) съем расплава со-
ставляет 1900-2000 кг/(м2-сут), а при 17 нм3/(м2-сут) — 2500-2600 кг/(м2-сут).
При использовании в качестве энергоносителя при барботаже горючей
газовоздушной смеси заметно увеличивалась температура расплава, что
позволило снизить температуру пламенного пространства от 1450 до
1400 °C и тем самым увеличить срок службы печи.
При разработке ванных печей были учтены особенности базальтового рас-
плава, и в первую очередь низкая теплопрозрачность и агрессивность его по
Рис. 3.4. Опытно-промышленная ванная печь для плавления базальта:
7 — ннжний свод; 2 — рекуператор; 3 — выработочный канал; 4 — загрузочное
окно; 5 — бассейн печи: 6 — расплав; 7 — выработочное окно; 8 — горелочная
фурма; 9 — легковес; 10 — изоляция из БСТВ
7*
99
Главе 3- Технология получения волокон из основных горных пород
отношению к огнеупорам бассейна. Учитывался также и тот фактор, что при
службе плавильных печей через кладку теряется значительное количество
тепла, т.е. необходима эффективная теплоизоляция печи. Разработанная кон-
струкция опытно-промышленной ванной печи показана на рис. 3.4.
Стены бассейна печи изготовлены из бакора-33, дно выложено бакоровой
плиткой по шамотной кирпичной кладке. Стены пламенного пространства,
выполненные из магнезитового кирпича, примыкают непосредственно к сте-
нам бассейна. Внутренний свод сложен из бакоровых брусьев. Выше внут-
реннего свода стены изготовлены из динаса, верхний свод также динасовый.
Для уменьшения потерь тепла через кладку вся наружная поверхность
печи покрыта двухслойной теплоизоляцией: легковесным шамотным кирпи-
чом толщиной 115 мм и базальтовым супертонким волокном толщиной слоя
35-45 мм. Обшитая снаружи листовым алюминием изоляция имеет высокую
эффективность (температура внешней обшивки составляет 90-110 °C).
При температуре в печи 1450 °C применение тепловой изоляции обеспечи-
вает уменьшение тепловых потерь до 1740-1850 Вт/м2 (1500-1600 ккал/(м2-ч))
и увеличение удельного съема расплава с 1 м2 площади плавильной части на
25 % по сравнению с неизолированными печами такого типа.
Для использования тепла отходящих газов печь оснащали металличес-
ким рекуператором, состоящим из двух секций: радиационной и конвек-
тивной. Вначале отходящие газы проходили через радиационную секцию,
где отдавали лучистое тепло и охлаждались до 500-550 °C, затем — через
конвективную трубчатую часть, охлаждаясь до 150-180 °C Температура
нагрева воздуха, подаваемого вентилятором высокого давления, составля-
ла 700 750 °C. Применение трубчатого рекуператора целесообразно при
отсутствии во время плавления базальта уносов шихтовой пыли, являю-
щихся серьезным препятствием для использования подобных теплообмен-
ников в стекловаренных печах. Положительным фактором является также
и то, что в отходящих газах практически отсутствуют сернистые составля-
ющие, оказывающие коррозионное действие на металл.
Температурный режим плавильного агрегата контролируется стационар-
но установленными термопарами: в печи — платинородиевой, после реку-
ператора и в вытяжной трубе — хромель-алюмелевыми. Уровень расплава
в печи поддерживается автоматически игольчатым уровнемером, установ-
ленным в одном из фидеров.
Для загрузки дробленого базальта печь имеет два наклонных загрузоч-
ных окна в одной из боковых стен. Выходные отверстия этих окон располо-
1ОО
3 2. Технология получения штапельных микро- ультра, супертонких волокон
жены непосредственно под нижним сводом и находятся на высоте около
200 мм над уровнем расплава. Печь отапливается газовоздушной смесью
через систему горелок, расположенных в боковых стенах на высоте 50-
70 мм от уровня расплава, что обеспечивает хорошую настильность выхо-
дящих из них факелов. Подогрев идущего на горение воздуха осуществля-
ется в металлическом рекуператоре.
Разработанная печь имеет следующие технические характеристики:
Производительность, кг/сут..........................500
Площадь плавильной части, м2........................0,4
Удельный съем расплава, кг/(м2-сут)................. 1250
Температура плавильной части, °C................... 1450±10
Температура подогрева воздуха, °C................... 250-270
Расход газа в нормальных условиях, нм3/ч............6
Габариты печи, мм:
длина............................................ 2700
ширина........................................... 1000
высота........................................... 2000
В процессе эксплуатации опытно-промышленной печи изучалось взаи-
модействие базальтового расплава с огнеупорами. Проведенными исследо-
ваниями [198 200] установлено, что наибольшее разъедание огнеупора
происходило в граничной зоне зеркала расплава — пламенного простран-
ства, в то время как дно бассейна почти не разрушалось. Из испытанных
огнеупоров (шамот, динас, форстерит, магнезито-хромит, хромомагнезит,
бакор-33) наиболее стойкими к расплаву базальта оказались бакор-33, хро-
момагнезит и магнезито-хромит.
При горячем ремонте (через шесть месяцев) было отмечено сильное раз-
рушение магнезита в зоне загрузочных карманов, что вызвало необходи-
мость замены его корвишитом. После 18-месячной эксплуатации печи
было обнаружено значительное разрушение кладки пламенного простран-
ства в районе загрузочных окон. Из-за налипания базальтовой крошки на
стенки и нижний свод вокруг загрузочных окон и стекания расплава по
этим элементам тонким слоем разрушение огнеупоров происходило очень
интенсивно, так как не было условий для образования гарнисажного слоя.
Наибольшему разрушению подверглись стены выработочных каналов
(рис. 3.5, б), выполненные из магнезитового кирпича. В области уровня
расплава разъедание кладки по швам между кирпичами было сквозным,
произошло частичное разрушение затекшим расплавом изоляции из легко-
101
Глово 3. Технология получения волокон из основных горных пород
Корвишит
Легковесный
шамотный кирпич
Закристализованный
расплав
Рис. 3.5. Характер разрушения кладки и выработочных каналов:
а — разрушение бруса боковых стен; б — разрушение кладки канала
веского кирпича, поэтому возросли местные тепловые потери и образовал-
ся слой закристаллизованного базальта, предотвративший дальнейшее раз-
рушение. Дно выработочных каналов, выложенных также магнезитовым
кирпичом, было покрыто тонким слоем закристаллизованного базальта и
разрушений не имело. Проникновение расплава в теплоизоляционный
слой через швы между кирпичами было незначительным, так как они были
заполнены закристаллизованным базальтом.
Своеобразна картина разрушения базальтовым расплавом корвишитовых
стен печи. Так как корвишитовый брус под плотным поверхностным слоем
(3-5 мм) имеет очень пористую структуру, то расплав проникает на глуби-
ну 50-70 мм. Из-за большой поверхности соприкосновения с расплавом
следовало бы ожидать сильного разрушения этой зоны корвишитового
бруса. Однако разрушение оказалось незначительным и составило не бо-
лее 20 мм в глубь бруса по уровню расплава.
102
3.2. Технология получения штапельных микро-, ультра-, супертонких волокон...
Наибольшее разрушение имели свод и стены в районе загрузочных окон,
местами до сквозного. С удалением от загрузочных окон степень разруше-
ния уменьшалась. В районе фидера разрушение отсутствовало. Поверх-
ность разрушенного огнеупора свода была ноздревата, покрыта слоем
стекловидной темно-коричневой массы, являющейся продуктом взаимо-
действия динаса с базальтом Внутри брусья имели темно-серую окраску,
характерную при диффузии базальтового расплава в глубь динаса. Причи-
ной такого разрушения не могло быть пыление, так как в насадке регенера-
торов следы базальта были весьма незначительны.
Попадание базальта на свод и стены является следствием интенсивного
растрескивания кусков базальта в первые 5 10 мин после загрузки печи.
Холодные куски, поступающие в расплав с температурой около 1400 °C, от
быстрого нагрева трескаются с образованием разлетающихся частиц ба-
зальта размером до 5 мм, бомбардирующих обращенные к ним поверхнос-
ти огнеупорной кладки. Налипая на поверхность, куски плавятся и вступа-
ют во взаимодействие с динасом. Образующаяся пленка стекает вниз, вы-
мывая и унося кварцевые зерна.
Такое объяснение подтверждается максимальным разрушением свода и
стен именно в районе загрузочных окон и уменьшением его по мере удале-
ния от окон (интенсивность бомбардировки поверхностей падает пропор-
ционально квадрату расстояния полета частиц). В аналогичных печах при
плавлении мелкой базальтовой крошки растрескивание практически отсут-
ствует. Для устранения этого явления рекомендуется использовать мелкую
фракцию базальта (до 5-10 мм) при соответствующем изменении способа
подачи его в печь и организации факела или предварительный нагрев заг-
ружаемого кускового базальта с обеспечением непрерывной его механи-
ческой подачи.
Следовательно, кроме улучшения режима сжигания топлива рациональ-
ная загрузка ванных печей будет способствовать повышению срока их
службы.
Таким образом, для кладки дна печи без применения барботажа расплава
возможно использование не только бакора, но и основных и нейтральных
огнеупоров (магнезита, шамота, форстерита и т.п.). При использовании
барботажа, когда следует ожидать более интенсивное движение расплава в
ванне, дно должно быть защищено электронлавленым огнеупором. Кладку
стен и сводов пламенного пространства печей следует выполнять из огне-
упоров, допускающих работу при температурах плавки. Однако необходи-
103
Глово 3. Технология получения волокон из основных горных пород
мо учитывать, что в случае вероятности попадания базальтового расплава
на какой-либо элемент (при загрузке, барботаже и т.п.) целесообразно изго-
товление этого элемента из электроплавленых огнеупоров. При выполне-
нии перечисленных условий продолжительность работы печи может со-
ставлять до 4 лет без холодного ремонта. Благодаря применению много-
сопловой горелки, барботажа расплава, эффективной теплоизоляции клад-
ки, а также высокой степени использования тепла отходящих газов можно
значительно повысить производительность печи до удельного съема более
2560 кг/м2 в сутки при низких расходах топлива. Удельный расход тепла на
1 кг расплава составит 1040 ккал/кг, а КПД печи — 52 %.
Разработанный способ [202] барботирования расплавов может быть ис-
пользован более эффективно при проектировании и эксплуатации крупных
камнеплавильных печей.
Фидер для производства штапельных микро-, ультра-, супертонких воло-
кон из базальта характеризуется дебитом расплава 150-300 кг/сут на один
узел вытягивания и невысокой температурой выработки (1320-1340 °C).
Отбор расплава для выработки осуществляется из наиболее нагретых по-
верхностных его слоев посредством струйных питателей, расположенных
по продольной оси фидера. Такие условия позволяют делать узким и мел-
ким фидерный канал. Конструкция фидера (рис. 3.6) рассчитана на уста-
новку с пятью узлами раздува.
Фидерный канал заключен в металлический сварной каркас и сложен из
электроплавленых плиток “корвишит” размером 500x200x100 мм. Глубина
канала — 100 мм, уровень расплава в канале — до 50 мм. В дне канала есть
5 отверстий для установки струйных питателей. Расстояние между сосед-
ними отверстиями — 1300 мм. Стены пламенного пространства сложены
из шамотного кирпича, свод перекрыт динасовым брусом. В боковых сте-
нах пламенного пространства расположено по одному ряду горелочных
брусьев, имеющих конические отверстия для ввода газообразного топлива.
Расстояние между соседними отверстиями — 230 мм. Отапливается фидер
газовоздушной смесью посредством системы горелок. Продукты горения
удаляются через ванную печь и рекуператор в атмосферу. Температура
пламенного пространства фидера порядка 1300-1350 °C.
Для уменьшения потерь тепла вся кладка фидера снаружи изолирована
двухслойной теплоизоляцией: легковесный шамот толщиной 115 мм и
слой базальтового волокна СТВ толщиной 30 мм, покрытый алюминиевым
листом.
104
3.2. Технология получения штапельных микро-, ультра-, супертонких волокон...
Рис. 3.6. Фидер для подачи расплава на 5 узлов волокнообразования
105
Глава 3. Технология получения волокон из основных горных пород
3.2.3. Конструкции питателей
для выработки расплава
Для получения микро-, ультра- и супертонких волокон из расплавов гор-
ных пород был выбран известный в производстве стеклянных волокон спо-
соб РПВ [1]. Он состоит в вытягивании из расплава первичных непрерыв-
ных волокон диаметром 100-300 мкм с последующим раздувом их раска-
ленными газами.
До 1972 г по разработанной технологии вытягивание первичных воло-
кон производилось из 71-фильерного платинородиевого сосуда, который
одновременно служил электроплавильной печью базальта. Полное рас-
плавление базальта в электроплавильной печи проходило при температуре
1450-1500 °C. Вследствие повышенной температуры плавления, а также
недостаточной окислительной среды для перевода Fe2+ в Fe3+ платинороди-
евые сосуды быстро выходили из строя, процесс был малопроизводителен
и неэкономичен.
Нами разработан и освоен более прогрессивный способ производства ба-
зальтовых микро-, ультра-, и супертонких волокон [203 206]. Он основан
на фильерном способе формования первичных волокон из расплава, полу-
чаемого в ванной плавильной печи. Особенность способа заключается в
том, что процесс плавления до получения готового расплава полностью
протекает в ванной печи вне платинородиевого сосуда. Функция струйного
питателя состоит в основном в том, чтобы отобрать температурно-одно-
родный расплав и стабилизированно подать его в фильерный питатель для
переработки в первичные волокна
Конструктивно струйные питатели для получения микро-, ультра- и су-
пертонких волокон приняты такими, как в производстве стеклянных не-
прерывных волокон, вырабатываемых одностадийным способом, и пред-
ставляют собой изогнутую трубку с конусными токоподводами на концах
(рис. 3.7). В рабочем положении питатель изолирован легковесным жаро-
стойким теплоизоляционным материалом. Струйный питатель является
электронагревательным элементом установки, обеспечивающим отбор
расплава с заданного уровня фидера и регулируемую подачу его в сосуд.
Для этого его верхняя часть вставляется в отверстие пода фидера, а нижняя
— в горловину фильерного сосуда.
В период эксплуатации температура на струйном питателе поддержива-
ется в пределах 1280-1360 °C. Температурный контроль осуществляется
106
3.2. Технология получения штапельных микро-, ультра-, супертонких волокон...
Рис. 3.7. Схема установки струйного питателя:
1 — нижний токоподвод; 2 — трубка: 3 — верхний токоподвод; 4 — перфориро-
ванный наконечник; 5 — фильерный питатель; 6 — понижающий трансформатор;
7 — дно печи; 8 — расплав
при помощи приваренной к нему термопары ПРЗО/6. Важной характерис-
тикой трубки струйного питателя является диаметр, который зависит от
числа фильер сосуда и дебита расплава Ниже приводится расчет диамет-
ров струйных питателей для 200- и 300-фильерных питателей.
Для установления применимости формулы Пуазейля Гагена необходи-
мо определить характер движения расплава в питателях, используя крите-
рий Рейнольдса:
Re = «//v. (3.1)
Здесь v — скорость потока, м/с; d — диаметр фильеры, струйного пита-
теля, м; v — кинематическая вязкость расплава.
С учетом выражений
107
Главо 3. Технология получения волокон из основных горных пород
V = Т]/у, (3.3)
где Q — массовый дебит, кг/с; у— плотность расплава, кг/м3; Г] — динами-
ческая вязкость, Н-с/м2, представим (3.1) в виде
Re = ^-. (3.4)
ж/i]
Для оценки Re струйного питателя принимаем предельные значения: d
струйного питателя не менее 0,01 м; т] не ниже 5 Нс/м2; производительность
не более 0,006 кг/с. Расчет по формуле (3.4) показывает, что Recip < 0,153.
Аналогичный расчет Иеф для фильерного питателя произведен при значени-
ях г/ф не менее 0.0016м, Г] не ниже 5 Нс/м2, дебита фильеры 0,21-104 кг/с. При
этом Re^ < 0,00335. Приведенные значения Re показывают, что и в струйном, и
в фильерном питателях движение расплава является ламинарным.
Длины участков стабилизации потока при данных критериях Re для
струйного и фильерного питателей составляют-
I = 0,065 0,01-0,153 = 0,1-10 3 м,
стр
L = 0,065-tZ-Re. = 0,35-10 6 м.
ф ’ ф
Полученные весьма малые величины относительно длины трубки струй-
ного питателя и длины фильеры показывают, что поток ламинарный по
всей длине. Это позволяет использовать для расчета дебита формулу Пуа-
зейля - Гагена:
nd 5)
128 vL
где Н — гидростатический напор, L — длина фильеры трубки. Выбор диа-
метра струйного питателя произведен при условии равенства дебитов фи-
льерного и струйного питателей, т.е.
ltd У^стр-^стр _ ltd n (з g)
128 vCTp£CTp 128 Уф£ф
108
3.2. Технология получения штапельных микро- ультра-, супертонких волокон...
где N— число фильер в питателе. Следовательно,
дСтр=дФ|Г,ф£7У-(3-7)
I “ СТр^фУ ф
Расчет диаметров струйных питателей для сосудов с различным количе-
ством фильер производят по формуле (3.7). Исходные данные 200-, 300- и
400-фильерных сосудов следующие:
Н = 0,04 м; Л = 0,006 м; £> = 0,0022 м;
Н = =0,м.
стр ’ ’ стр ’
За счет понижения температуры расплава при выработке соотношения
v = 0,6. Тогда для 200-фильерного сосуда = 0,0124 м; для 300-фи-
льерного сосуда = 0,0137 м; для 400-фильерного сосуда = 0,0147 м.
Струйные питатели, выбранные, исходя из расчетных данных, для 200-фи-
льерпых сосудов диаметром 12 мм и для 300-фильерных сосудов диамет-
ром 13 мм, показали стабильную работу в промышленных условиях.
Конструкции разработанных фильерных питателей [198] приведены на
рис 3.8-3.10. Фильерные питатели выполнены из платинородиевого
сплава, а токоподводы к ним — из палладия. При конструировании учте-
ны особенности свойств расплавов горных пород: пониженная вязкость и
узкий интервал выработки обусловили их небольшую высоту, увеличен-
ную длину фильер и их уменьшенный диаметр; невысокое теплопогло-
щение — наличие теплового и распределительного экрана (решетки); вы-
сокая смачиваемость платинородиевого сплава — увеличенный шаг фи-
льер и др Конструктивно 200-, 300-, 400-фильерные питатели в основ-
ном различаются шириной фильерного поля и количеством рядов филь-
ер: 200-фильерные имеют 4, 300-фильерные — би 400-фильерные — 8
рядов. Для удобства обслуживания ряды через один смещены в шахмат-
ном порядке. С увеличением числа фильер увеличивается перфорация и
усиливаются токоподводы.
Технические характеристики фильерных питателей приведены в
табл. 3.13 Как видно из таблицы, с увеличением числа фильер в питателе
значительно увеличивается производительность; кроме того, улучшаются
технико-экономические показатели, уменьшается удельный расход газа,
электроэнергии, воздуха и др.
109
110
Б-Б
Рис. 3.8. Конструкция 200-фильерного питателя:
1 — фильерная пластина; 2 — торцевая верхняя стенка; 3 — экран; 4 — крышка; 5 — патрубок; 6 — боковая верх-
няя стенка; 7 — боковая нижняя стенка; 8 — торцевая нижняя стенка; 9 — крылышки; 10 — токоподвод; 11 — фи-
льера
Глова 3. Технология получения волокон из основных горных пород 3.2. Технология получения штапельных микро-, ультра-,, супертон!
Рис. 3.9. Конструкция 300-фильерного питателя:
1 — перекрытие; 2, 3 — стенки; 4 — патрубок; 5 — экран; 6 — торцевая стенка; 7 — токоподвод; 8 — крылышки; 9
— фильера; 10 — термопара; И —фильерная пластина
о
о
*
о
ы
Рис. 3.10. Конструкция 400-фильерного питателя:
1 — фильерная пластина; 2 — экран; 3 — патрубок; 4 — крышка; 5 — нижняя торцевая стенка; 6 — нижняя боко-
вая стенка; 7 — верхняя торцевая стенка; 8 — верхняя боковая стенка; 9 — фильера; 10 — токоподвод; 11 — кры-
лышки; 12 — термопара
Рис. 3.11. 204-фильерный пластинчатый питатель:
1 — фильерная пластина; 2 — защитная пластина; 3 — токоподвод; 4 — фильера
Глова 3. Технология получения волокон из основных горных пород „ _ т
-------------------L------------------------сс--------------------- ------3.2 Технология получения штапельных микро-? ультра, супертонких волокон.
Рис. 3.12. Конструкция 600-фильерного пластинчатого питателя:
1 — фильерная пластина; 2 — фильера; 3 — защитная пластина; 4 — токоподвод
470
Рис. 3.13. Узел выработки расплава с фильерной пластиной:
I — жаростойкая железо-хромистая вставка; 2 — зажимная рама; 3 — пластинчатый питатель; 4 — холодильник; 5
— шамот
Глава 3 Технология получения волокон из основных горных пород
Таблица 3.13
Технические характеристики фильерных питателей
для производства базальтовых супертонких волокон
№ п/п Показатель Единица измерения Конструкция питателей (число фильер)
200 300 400
1 Производительность кг/сут 180 250 340
2 Масса фильерного питателя г 1940 1850 2933
3 Масса со струйным питателем г 3140 3070 4240
4 Срок службы, не менее сут 90 90 90
5 Удельная потребность в платинородиевом и палладиевом сплавах, не более г/т 160 130 125
Разработанные конструкции 200- и 300-фильерных питателей производ-
ством серийно освоены и показывают стабильную работу по выработке
первичных волокон.
С целью дальнейшего снижения удельной потребности платинородиево-
го и палладиевого сплавов, упрощения конструкции узла выработки рас-
плава горных пород, уменьшения удельного расхода энергоресурсов разра-
ботаны конструкции 204-, 600-фильерных пластинчатых питателей из пла-
тинородиево-палладиевого сплава (рис. 3.11, 3.12).
В отличие от пластинчатых питателей, используемых в производстве
стеклянных волокон, при выработке темных малотеплопрозрачных распла-
вов горных пород для создания нормального гидростатического напора
расплава на фильерное поле, а также для поддержания его температурной
однородности разработаны конструкции жаростойких железо-хромистых
фидерных вставок (рис. 3.13). Жаростойкие фидерные вставки, обладаю-
щие высокой теплопроводностью, выполняют по существу роль струйных
питателей.
Показатели работы пластинчатых питателей приведены в табл. 3.14.
Таким образом, промышленное освоение пластинчатых питателей улуч-
шает технико-экономические показатели производства микро-, ультра-, су-
пертонких волокон из горных пород.
116
3.2. Технология получения штапельных микро-, ультро-, супертонких волокон...
Таблица 3.14
Технические характеристики фильерных пластинчатых питателей
№ п/п Показатель Единица измерения Конструкция питателей (число фильер)
200 600
1 Производительность т/сут 150 450
2 Масса фильерного питателя г 1900 3900
3 Удельная потребность в платинородиевом и палладиевом сплавах, не более г/т 105.0 80.0
3.2.4. Исследования процесса волокнообразования
Как уже указывалось выше, базальтовые микро-, ультра-, супертонкие
волокна производятся способом раздува первичных волокон высокоскоро-
стным потоком продуктов сгорания топлива при подаче волокон через уз-
кую щель в верхней губке сопла. При этом первичные волокна проходят
три фазы: нагрев до температуры размягчения, плавление и собственно
раздув. Общепризнанной теории раздува до настоящего времени нет: выд-
винутые рядом исследователей гипотезы волокнообразования во многом
противоречат друг другу. Однако очевидно, что эффективность работы со-
пел раздува в первую очередь определяется быстрым нагревом, тем более,
что с теплотехнической точки зрения этот процесс является наиболее энер-
гоемким.
Исследованиями [38] была установлена полуэмпирическая формула рас-
чета глубины погружения стеклянного первичного волокна в газовый по-
ток. Однако эта формула содержит эмпирический коэффициент, который
зависит от условий опыта, химических составов потока и волокна. Приме-
нительно к основным горным породам, различающимся химическим со-
ставом, а, следовательно, свойствами расплавов и стекол из них, требуется
постановка большого количества экспериментов. Поэтому попытка ис-
пользовать рекомендованный для стекла эмпирический коэффициент при
расчетах для базальта приводит к значительному расхождению с практи-
ческими данными.
Задача настоящего исследования заключалась в установлении зависимо-
сти, позволяющей по теплофизическим свойствам материала и параметрам
энергоносителя определять необходимые для практики конструктивные и
режимные показатели установки.
117
Глава 3. Технология получения волокон из основных горных пород
Погружение первичного волокна в газовый поток можно описать следу-
ющим образом. Сплошной бесконечный цилиндр диаметром d движется с
постоянной скоростью v из области 1 в область 2. В области 1 заданы тем-
пература среды 7\ и коэффициент теплоотдачи цилиндра окружающей сре-
де ар в области 2 соответственно заданы Т2 и а2. Требуется найти темпера-
туру цилиндра T(t, z), где (иг — цилиндрические координаты, причем ( - О
на оси цилиндра, г = 0 на границе между областями 1 и 2.
Приняты следующие упрощающие допущения: теплофизические харак-
теристики материала волокна не зависят от температуры; распределение
температуры по сечению волокна не существенно; задача осесимметрична.
Уравнение Фурье - Кирхгофа для рассматриваемого случая имеет вид
ат 2 дт
— = а V v —,
дт дг
(3-8)
где а — температуропроводность материала волокна, т — время.
Граничное условие — непрерывность теплового потока на поверхности
цилиндра — можно записать исходя из того, что передача тепла внутри ци-
линдра происходит по закону Фурье, а теплоотдача с поверхности цилинд-
ра подчиняется закону Ньютона:
xf—1 _ |«|(Т-Т1)при2<0,
[а2(7’-7’2)приг >0.
(3.9)
Поскольку рассматривается квазистационарный процесс, в соответствии
с принятыми допущениями дТ/дт = 0, Э77Э<р = 0. Тогда граничное условие
(3.9) следует включить в уравнение (3.8), которое при этом имеет вид
л 2 'ту ~\т
a?—-v—-h(T-Tc) = 0, (3.10)
Эт от
где h = 4aJcpd — температура окружающей среды.
Решением последнего уравнения является функция [207]
T = Tc+C\ev'x +с2е2\ (3.11)
где vp v2 — корни характеристического уравнения:
118
3.2. Технология получения штапельных микро-, ультра-, супертонких волокон...
OV2-zV-/l = 0. (3.12)
Для определенности полагаем, что так как Т и h — ступенчатые функ-
ции,
Г 7] при z < О,
|Т2 при z > О,
(3.13)
(401] ! cpd при z < О,
|4а2 /cpd приz >О,
(3-14)
то ищем частное решение уравнения (3.10) отдельно для z < 0 и z > 0, по-
требовав выполнения условий “склейки” при z = 0.
При z < 0 следует положить с2 = 0, чтобы T(z) была ограниченной; по
этим же соображениям ct = 0 при z > 0. Следовательно,
T(z) =
Тх + c1ev,z пригсО,
Т2 + c2eV2Z при z > 0,
(3-15)
где
V1
( I—
у . . 4ай,
— 1 + J1 +—г1
2а V v1
V 7
(3.16)
(3.17)
Условия “склейки” дают следующую систему уравнений для определе-
ния С] и с2:
71 +с, =Г2+с2,
v1C1 = v2c2,
(3.18)
(3.19)
откуда
119
Глава 3. Технология получения волокон из основных горных пород
с2=—(Г2-7]),
v2-v.
(3.20)
с^с2+(Т2-Т}). (3 21)
Теперь для интересующей нас области z > 0 температура найдена в виде
Т = Т2 + —— (Т2 -7\)е'г2.
V2-V!
(3.22)
Примерный расчет для конкретных условий задачи показывает, что
4аЛ] _ 4аЛ2
2~< 2~
v v
(3.23)
Это позволяет упростить формулы (3.14), (3.17) и (3.22) без существен-
ной потери точности. С учетом последних неравенств формулы (3.16),
(3.17) преобразуются к виду
V
V1 =-
а
Л2
v2 = --?
v
(3 24)
Окончательно для Т вместо (3.22) получаем выражение
T=T2-(T2-Tt)c. (3.25)
Полученная зависимость позволяет по заданным глубине погружения
первичного волокна в газовый поток / и температуре размягчения опре-
делять максимально возможную скорость подачи первичного волокна v из
условия
Г(/)=Г .
Эта скорость рассчитывается по формуле
(3-26)
4а2/
v =----------
срЛпГ2-71
(3.27)
120
3.2. Технология
получения штапельных микро-, ультра-, супертонких волокон...
Определим наибольший дебит материала, который может быть подан на
раздув при заданных характеристиках сопла:
е = Р^2^ (3 28)
4
Подставляя в последнюю формулу выражение (3.27) и учитывая, что
a2=^-Nu, (3.29)
а критерий Нуссельта при поперечном обтекании цилиндра определяется
выражением
( \1/2
Nu = 0,42|
V" J
(3.30)
окончательно получаем
0,42лХп/
2 =
(3-31)
Здесь /п — коэффициент теплопроводности газовой среды; Vn — ее кине-
матическая вязкость; h — глубина погружения первичного волокна; с —
удельная теплоемкость материала; — температура среды вне газового
потока; Т2 — температура газа в потоке; vn — скорость потока; d — диа-
метр первичного волокна.
На рис. 3.14 показана зависимость производительности узла раздува от диа-
метра первичных волокон (кривая У), рассчитанная по формуле (3.31) на 1 фи-
льеру. В расчете принято: = 20 °C, Г = 1200 °C, Т2 = 1500 °C, / = 410'3 м, / =
= 0,15 Вт/(м-град), »п = 400 м/с, Vn = 300-106 м2/с, с = 920 Дж/(кгтрад). Кривая
2 показывает изменение производительности, фактически достигнутой на
200-фильерном питателе. Кривая 3, рассчитанная по данным работы [38],
показывает заниженное значение. Как видно из сопоставления расчетных
значений с практическими данными, формула (3.31) может быть использова-
121
Глава 3. Технология получения волокон из основных горных пород
Рис. 3.14. Зависимость производи-
тельности узла раздува (на 1 филье-
ру) от диаметра первичных волокон:
1 — полученная расчетная кривая; 2
— расчетная кривая по данным рабо-
ты [38]; 3 — производительность, до-
стигнутая на 200-фильерном сосуде
на для расчета производительности узла раздува по тсплофизическим свой-
ствам материала и параметрам энергоносителя.
В процессе волокнообразования основным узлом является камера сгора-
ния газовоздушной смеси с соплом, формирующим выходящий высоко-
температурный поток энергоносителя для нагрева первичных волокон до
расплава и дробления его в волокна. Камера сгорания представляет собой
горелку туннельного типа, состоящую из металлического кожуха, футеро-
ванного внутри хромомагнезитом. В крышке камеры на выходе газовоз-
душной смеси устанавливается пластинчатый стабилизатор, служащий для
равномерного распределения газовоздушной смеси и предотвращения по-
падания пламени в трубопровод (рис. 3.15, а). В переднюю часть камеры
вмонтировано сопло, охлаждаемое водой.
Камера работает на смеси природного газа и сжатого воздуха под избы-
точным давлением 0,25-0,30 ати. Газ под давлением 0,3-0,4 ати смешива-
ется со сжатым воздухом. Температура газов при выходе из сопла камеры
сгорания порядка1600-1650 °C, их скорость -— 250-400 м/с [208]. В про-
цессе исследований испытывались конструкции камер мощностью от 15
до 50 м3 газа в час при длине выходной щели сопла от 140 до 360 мм и вы-
сотой щели 6-12 мм, в зависимости от числа фильер питателя.
Металлический пластинчатый стабилизатор, служащий для предотвра-
щения попадания пламени, при увеличении расхода энергоносителя не вы-
держивал высоких температур, развиваемых в камере сгорания, и поэтому
срок службы его был невелик — не более месяца. В связи с этим нами раз-
работана новая конструкция стабилизатора — перфорированная пластина,
122
3.2. Технология получения штапельных микро-, ультра-, супертонких волокон...
б
Рис. 3.15. Камера сгорания:
а — со стабилизатором из металлических пластин; б — со стабилизатором из ме-
таллической перфорированной плиты, одновременно служащей крышкой камеры
сгорания
основное отличие которой заключается в достаточном охлаждении пото-
ком газовоздушной смеси всей перфорированной части стабилизатора при
повышенных расходах энергоносителя (рис. 3.15, б). На рис. 3.16 представ-
лена схема истечения раскаленного газового потока из сопла, используемо-
го для приема и подачи в поток волокон для раздува.
Для предотвращения ломки первичных волокон высокоскоростным по-
током энергоносителя угол подачи их в сопло не должен превышать 75-85°
Рис. 3.16. Схема истечения
газового потока из сопла:
1,2 — направляющие стенки
сопла; 3 — инжектируемый
газовым потоком воздух из
окружающей среды, 4 — ис-
течение потока раскаленных
газов
123
Глава 3. Технология получения волокон из основных горных пород
[209]. Во избежание подсоса холодного воздуха и разрыва газового потока
угол раскрытия диффузора сопла на камерах с повышенной мощностью не
должен превышать 14° или сопла должны быть выполнены без нижней на-
правляющей стенки с укороченной верхней.
По результатам исследований разработаны камеры сгорания, сопла и
узлы раздува для 200- и 300-фильерных питателей, обеспечивающие полу-
чение качественного волокна. Для 200-фильерного питателя установлены
следующие нормативы узла раздува:
Сопло:
размеры выходной щели, мм....................... 200x7
Расход газа, нм3/ч.................................24-25
Скорость вытягивания, м/мин........................5—8
Диаметр первичных волокон, мкм..................... 200-260
Давление, воздуха, ати.............................0,3—0,45
Давление газа, ати.................................0.3-0.4
Давление воды, атм................................. 1,5—2,0
Температура отходящей воды, °C.....................40-60
Производительность горелки, кг/сут................. 200±30
Диаметр элементарного волокна, мкм.................до 2
Содержание неволокнистых включений, %..............до 5
При выработке волокна из 300-фильерного питателя использовалась ка-
мера сгорания с соплом 250x7 мм и с режимом работы, указанным выше.
Расход газа порядка 25-30 нм3/ч. Улучшена надежность футеровки камеры
хромомагнезитовым кирпичом с изоляцией из шамотной крошки. В произ-
водстве узлы показали высокую надежность в работе.
Для обеспечения процесса волокнообразования при выработке первич-
ных волокон из 400- и 600-фильерных питателей разработана конструк-
ция камеры сгорания (рис. 3.17) с двухсторонним выходом потоков энер-
гоносителя, представляющая собой газовую горелку туннельного типа.
Водоохлаждаемые сопла с размерами выходной щели 250x6 мм устанав-
ливаются на скошенных под углом 30-45° стенках днища камеры сгора-
ния, а подача первичных волокон в поток осуществляется не параллель-
но, а под углом 75°.
Техническая характеристика камеры сгорания с двухсторонним раздувом
следующая:
Расход газа, нм3/ч...............................35
Расход воздуха, нм3/ч............................350
124
3.2. Технология получения штапельных микро-, ультра-, супертонких волокон...
Рис. 3.17. Камера сгорания с двухсторонним раздувом:
/ — корпус; 2 — огнеупорная футеровка; 3 — сопло; 4 — крышка с перфорированной решеткой
125
Глава 3 Технология получения волокон из основных горных пород
Давление газа, атм...............................0,5
Давление воздуха, атм............................0,5
Давление газовоздушной смеси, атм................0,5
Температура потоков раскаленных газов, °C........1600
Температура охлаждающей воды, °C:
на входе.....................................20
на выходе....................................40
3.2.5. Волокноосаждение
Волокно, полученное в результате раздува первичных волокон, вместе с
продуктами сгорания попадает в диффузор и присасывается слоем к непре-
рывно движущейся сетке конвейера вследствие разрежения, создаваемого
дымососом. Слой волокна наматывается на приемный барабан, свободно
вращающийся за счет движения сетки конвейера и поднимающийся по
мере намотки на него волокна. Поток отходящих газов, выходящий из со-
пла камеры сгорания, проходит через диффузор в камеру отсоса и с помо-
щью дымососа выбрасывается в атмосферу.
Равномерная раскладка слоя супертонкого волокна на сетке конвейера
зависит от распределения скоростей (или динамического давления) газово-
го потока по сечению диффузора перед сеткой приемного конвейера. Ско-
рость газового потока определяется с помощью его динамического давле-
ния по формуле
И™ = 4,43^/у,, м/с, (3.32)
где р0 — динамический напор, у — плотность отходящих газов при опре-
деленной температуре и давлении, кг/м3.
Плотность отходящих газов при определенной температуре определяет-
ся по формуле
273 Р , 3
у, = Уо--------, кг/м . (3.33)
' 273 +Г 760
Здесь у0 — плотность газа при 0 °C и 760 мм рт.ст.
По значению скорости можно определить количество газа, проходящего
через диффузор:
126
3 2 Технология получения штапельных микро-, ультра-, супертонких волокон...
v =f Wcр, м3/с,
где f— сечение диффузора, м2, а
(3.34)
W = IV ф. (3.35)
Здесь ф — коэффициент, равный 0,5-0,82: при ламинарном движении он
составляет 0,5, при турбулентном — 0,78-0,82.
По формулам, приведенным выше, можно рассчитать количество отходя-
щих газов (вместе с подсосами холодного воздуха), проходящих через сис-
тему отсоса.
О характере раскладки волокна можно судить по распределению дина-
мических напоров по ширине диффузора перед сеткой конвейера, так как
между скоростью потока и динамическим напором существует прямая за-
висимость
Динамический напор по ширине диффузора измерялся пневмометричес-
кой трубкой (трубка ПИТО) с тягонапоромером типа ТНК-Н (с верхним
пределом измерения 25 кгс/м2, класс точности 1,5). Замеры проводились на
расстоянии 470 мм от сетки конвейера по ширине камеры диффузора. На
рис. 3.18, а, б приведены результаты измерения динамического напора по
ширине диффузора только при одном включенном дымососе (а) и при
включенных дымососе и камере сгорания (б). Характерное параболичес-
Ширина диффузора, см
Рис. 3.18. Распределение динамического напора по ширине диффузора:
а — при отключенной камере сгорания и работающем дымососе; б — при работа-
ющих камере сгорания и дымососе
127
Глава 3. Технология получения волокон из основных горных пород
аналогичный характер распределения волокон в холстах БСТВ. Это рас-
пределение определялось с помощью прибора, позволяющего вырезать по
всей толщине холста образцы цилиндрической формы. Образцы диамет-
ром 57 мм отбирались по ширине холста с интервалом 100 мм по 3 образца
для каждой точки, взвешивали на аналитических весах с точностью до
0,001 г и определяли среднее значение массы для каждой точки. Результа-
ты измерения распределения волокон по ширине холста представлены на
рис. 3.19.
Аналогичность характера изменения кривых распределения динамичес-
кого напора и кривых равномерности распределения волокон по ширине
холста позволяет, изменяя динамический напор в той или иной части диф-
фузора или камеры отсоса, регулировать равномерность распределения во-
локон по ширине холста.
Для усреднения скоростей потока по ширине диффузора разработана кон-
струкция камеры отсоса, которая разделяется на три или более участков.
Степень отсоса продуктов сгорания на каждом участке регулируется с помо-
щью индивидуальных шиберов, вынесенных за габариты конвейера. Изме-
няя положение шиберов, можно добиться равномерного распределения во-
локна по ширине холста движущегося сетчатого ленточного конвейера. Для
предотвращения выбивания продуктов сгорания и волокна в помещение
цеха стык диффузора (камеры волокноосаждения) и камеры отсоса уплотня-
ется. Кроме того, в камере отсоса дымососом постоянно поддерживается за-
данное разрежение, обеспечивающее подсос воздуха из цеха. Волокно, про-
сасываемое дымососом вместе с продуктами сгорания через сетку конвейе-
ра, улавливается в осадительной камере, в которой установлен фильтр. Про-
Рис. 3.19. Распределение волокон по
ширине холста БСТВ с регулированием
(2) и нерегулированием (/) отсоса
128
3.2. Технология получения штапельных микро-, ультра-, супертонких волокон...
дукты сгорания, проходя через фильтр, удаляются в атмосферу через дымо-
вую трубу.
Таким образом, формование равномерно распределенного по ширине
холста достигается регулированием процесса волокноосаждения.
3.2.6. Технологическая схема производства
Для производства штапельных микро-, ультра-, супертонких волокон в
качестве однокомпонентного сырья целесообразнее использовать те гор-
ные породы, вязкость расплавов которых при температуре 1450 °C состав-
ляет 30-50 П.
Технологический процесс производства таких волокон сводится к следую-
щему: дробленая горная порода подается с помощью загрузочного устрой-
ства в плавильную печь, где плавится. Из печи расплав попадает в вырабо-
танную часть — фидер, с установленными в донной части струйными пита-
телями, обеспечивающими попадание расплава в фильерные питатели. Рас-
плав, вытекающий из фильер питателя, с помощью вытягивающего механиз-
ма формуется в первичные волокна, которые затем подаются на раздув. Во-
локна вместе с потоком горячих газов попадают в камеру волокноосаждения
и собираются на движущейся сетке приемного конвейера, а газы отсасыва-
ются через слой волокна и сетку вентиляционной системой и удаляются в ат-
мосферу. На сетке конвейера образуется тонкий слой волокна — “ковер”, ко-
торый наматывается на уравновешенный противовесом барабан и по дости-
жении определенной толщины срезается и снимается с барабана в виде пря-
моугольного холста. Печь отапливается природным газом с помощью горе-
лок, работающих как на нагретом, так и на холодном воздухе. Имеется опыт
отопления печи с помощью многосопловой диффузионной горелки. Для ото-
пления печи можно также использовать другие виды топлива, например,
сжиженный газ, мазут, но они рекомендуются как резервные.
Отопление фидера осуществляется газовоздушной смесью, которая че-
рез системы трубопроводов подается в горелки.
В зависимости от мощности установки для выработки расплава устанав-
ливаются в комплексе струйные и 200-, 300- и 400-фильерные питатели.
Вытягивающий механизм, предназначенный для получения первичных во-
локон, состоит из привода, распределительного устройства и пары гумми-
рованных валиков. Для обеспечения высокого качества волокон важное
значение имеет равномерное распределение первичных волокон перед по-
9 — 6753
129
Глава 3. Технология получения волокон из основных горных пород
дачей в поток раскаленных газов, что достигается с помощью распредели-
тельного рифленого ролика. Расстояние между первичными волокнами
должно быть минимальным, поскольку от него зависит ширина выходной
щели сопла камеры сгорания. При ее увеличении возрастает расход топли-
ва. Однако при слишком малом расстоянии возможно слипание волокон
друг с другом при плавлении в газовом потоке и ломка с образованием
большого количества неволокнистых включений.
Камера сгорания, предназначенная для получения высокотемпературно-
го потока газов, работает на смеси природного газа и сжатого воздуха,
предварительно смешанных в эжекционном смесителе. Газовоздушная
смесь под избыточным давлением проходит через стабилизатор и поступа-
ет в топочное пространство, в котором под действием раскаленной внут-
ренней поверхности камеры и турбулентности газовоздушных струй мгно-
венно сгорает. Нагретые до высокой температуры продукты сгорания
вследствие давления, создаваемого в камере, с большой скоростью выхо-
дят через сопло. Размеры топочного пространства и длина щели сопла оп-
ределяются количеством первичных волокон, т.е. числом фильер питателя
и шагом между ними, а высота щели — диаметром и скоростью подачи
первичных волокон, а также скоростью и температурой газового потока.
Камера волокноосаждения, выполненная из листовой стали в виде усе-
ченной пирамиды, предназначена для направления движения потока газо-
воздушной смеси с взвешенными в ней волокнами. Для уменьшения теп-
ловыделений в помещение цеха наружная поверхность камеры волокноо-
саждения изолируется теплоизоляционным материалом или же боковые
стены выполняются в виде водоохлаждаемых панелей.
Получение микро-, ультра- или супертонких волокон осуществляется на
одном и том же технологическом оборудовании путем изменения техноло-
гических параметров: диаметра и скорости подачи на раздув первичных
волокон; скорости и температуры газового потока, вытекающего из камеры
сгорания (рис. 3.20). Изменение диаметра первичных волокон достигается
регулированием дебита фильерного питателя температурным режимом и
числом оборотов вытягивающих валиков. Изменение скорости и темпера-
туры газового потока обеспечивается за счет регулирования расхода газо-
воздушной смеси и высотой щели сопла.
В результате исследований разработаны и созданы установки по произ-
водству базальтового микро-, ультра-, супертонкого волокна мощностью
до 450 и 1000 тонн волокна в год. Принципиальная схема технологической
линии мощностью 1000 тонн волокна в год показана на рис. 3.21.
130
3.2. Технология получения штапельных микро-, ультра-, супертонких волокон
Рис. 3.20. Зависимость диамет-
ра получаемого супертонкого
волокна от: скорости газового
потока (/), диаметра первичных
волокон (2), скорости подачи
первичных волокон (3)
Таблица 3.14
Сравнительные характеристики базальтовых и стеклянных волокон
Параметр Базальтовое волокно Стеклянное супертонкое волокно
Микро- тонкое Ультра- тонкое Супер- тонкое Отечест- венное Японс- кое
Средний диаметр, мкм 0.4-0.6 0,6-1.0 1,0-1,8 <2,0 <3,0
Количество неволокнистых включений. % 1,0-2,0 1,0-2,0 2,0-5,0 До 5.0 До 5.0
Плотность (объемная масса), кг/м3 13,0-15,0 13,0-15,0 15,0-20,0 10-12 12-15
Температурный интервал применения. °C -269- +700 -269- +700 -269- +700 -60- +450 -60- +450
Температура спекания, °C 1040 1050 1050 600 600
Виброустойчивость, % 100 100 100 100 —
Коэффициент теплопроводности при 25°С, ккал/(м-чград) 0,025 0,027 0,029 0,027 —
Коэффициент звукопоглощения при частотах 1000-7000 Гц 0,70-0,95 0,70-0,95 0,70-0,95 0,70-0,95 До 0.9
Гигроскопичность, % До 1,0 До 0,7 До 0.5 7-20 5-10
9*
131
Глава 3. Технология получения волокон из основных горных пород
Рис. 3.21. Технологическая линия производства штапельных микро-, ультра-, супертонких волокон из горных пород:
1 — плавильная печь; 2 — фидер; 3 — загрузчик сырья; 4 — струйные питатели; 5 — фильерные питатели; б — ка-
мера сгорания; 7 — механизм вытягивания первичных волокон; 8 — камеры волокноосаждения; 9 — приемные
конвейеры
132
3.3. Стекломикрокристаллические базальтовые супертонкие волокно
Основные свойства микро-, ультра-, супертонких базальтовых волокон в
сравнении с отечественными и зарубежными стеклянными супертонкими
волокнами представлены в табл. 3.14.
3.3. Стекломикрокристаллические базальтовые
супертонкие волокна
В базальтовых волокнах сумма оксидов железа составляет 14-15 %, что
играет основную роль в процессе их кристаллизации. Особенно важным
является соотношение Fe2+:Fe3'. Поэтому на физико-химические свойства
базальтовых волокон огромное влияние оказывает атмосфера процесса
кристаллизации (окислительная или восстановительная), время кристал-
лизации и другие факторы. Установлено, что железо в стеклах может суще-
ствовать в пяти формах [214, 215]:
1) модификатор сетки....................Fe2'
2) стеклообразователь....................Fe3+
3) промежуточные ионы..................Fe2+, Fe3'
4) коллоидно-дисперсные оксиды.................^е3О4
5) щелочные ферриты.....................[260-266].
При исследовании оптических и магнитных свойств железосиликатных
стекол обнаружено, что железо в основном является стсклообразователем,
но по мере его увеличения оно становится и модификатором [216]. Пред-
полагается [217], что для иона Fe2+ роль стеклообразователя менее вероят-
на из-за относительно большого радиуса иона (0,81 10 10 нм) и более харак-
терна роль модификатора [218].
Что же касается влияния ионов Fe3+ в базальтовых волокнах, то следует
отметить, что они замедляют процесс кристаллизации, увеличивают тем-
пературу размягчения [219, 220] и кислотостойкость [221]. Базальтовые во-
локна при нагревании свыше 600-700 °C вследствие интенсивной кристал-
лизации дают значительную усадку, это ограничивает их температуру при-
менения [222-224]. Для увеличения диапазона температуры применения
(исключения усадки в условиях эксплуатации) рекомендуется предвари-
тельная термообработка при 750-850 °C, обеспечивающая полную или ча-
стичную кристаллизацию волокон. Это позволит расширить их темпера-
турные области использования по сравнению со стекловидным на 150—
200 °C.
133
Глава 3. Технология получения волокон из основных горных пород
3.3.1. Исследование процесса
кристаллизации волокон
Режимы термической обработки, рекомендованные для ситаллизации
массивных стекол, приводят к полному разупрочнению составов этих во-
локон [105, 225] Исследовались непрерывные волокна диаметром от 7 до
20 мкм из стекол, не содержащие оксидов железа. Установлено, что про-
цесс кристаллизации зависит не только от температуры, но и от диаметра
волокон: чем тоньше волокно, тем быстрее и больше в силу более развитой
поверхности образуется кристаллической фазы и происходит разрушение
волокон. В результате термической обработки волокон повышается их тем-
пература размягчения (на 80 °C) и спекания (на 200 °C).
Таким образом, на основе базальтовых супертонких волокон можно по-
лучить волокна стекломикрокристаллической структуры, в которых вслед-
ствие специальной термической обработки регулируется соотношение
двухвалентного оксида железа с доведением его до нуля, т.е. до полного
окисления [135, 226]. Это способствует появлению в волокне центров кри-
сталлизации в виде гематита, на которых затем кристаллизуется основная
фаза (пироксены) и образуется стекломикрокристаллическая структура. На
рентгенограмме (см. рис. 2.5) отчетливо видны пики, характерные для ука-
занных выше минералов.
Кристаллизация базальтовых супертонких волокон — процесс управляе-
мый. В зависимости от требований, предъявляемых к изделиям, варьируя
режимом термообработки, можно обеспечить различную степень кристал-
лизации, определяемую по изменению площадей кристаллизационных эк-
зопиков по формуле [227]
К = 100(l-S,/S0), (3.36)
где S] — площадь экзопика на ДТА термообработанного волокна; So — пло-
щадь экзопика на ДТА исходного волокна.
3.3.2. Технология получения
Проведенные работы [226, 228] по получению волокон стекломикрокри-
сталлической структуры в производственных условиях на лере для отжига
стеклянных труб показали, что максимально развиваемая на лере темпера-
тура (700 °C) является недостаточной для кристаллизации волокон. Кроме
134
3.3. Стекломикрокристаллические базальтовые супертонкие волокно
того, форсированный режим этого агрегата приводит к быстрому износу
сетки конвейера.
В связи с этим возникла необходимость разработки и создания непре-
рывного конвейера для кристаллизации волокон. За основу была взята об-
жиговая печь с газовым обогревом ПОЖ-223Г, предназначенная для обра-
ботки стеклянной посуды и используемая в стекольной промышленности.
Рабочая температура в печи — +500 °C с возможным кратковременным на-
гревом до 700 °C.
С учетом требований (высокая производительность, непрерывность, ав-
томатизация процесса и обеспечение температуры в камере термообработ-
ки до 900 °C) был спроектирован и изготовлен конвейер для производства
стекломикрокристаллического волокна (рис. 3.22), состоящий из таких ос-
новных узлов и устройств: остова печи, камеры кристаллизации, футеров-
ки, системы отопления, приводной станции, системы отсоса газов, секции
охлаждения, транспортирующей сетки.
Камера кристаллизации представляет собой непрерывный конвейер, в
котором происходит кристаллизация волокна. Пол выполнен из карборун-
довых плит, уложенных на подставки из шамотного кирпича, которые де-
лят газоход на пять параллельных каналов. Для футеровки пода каналов
применен шамотный огнеупорный кирпич. Перекрытие камеры кристал-
лизации футеровано карборундовыми плитами, которые являются нижней
частью газохода верхних горелок, а верхняя часть выполнена из шамотно-
го кирпича “клин на ребро”. Для нагрева камеры кристаллизации газы из
горелок поступают в верхний и нижний газоходы. Для равномерного рас-
пределения газов по ширине газоходов установлены отражатели из шамот-
ного кирпича. Наибольшая температура (до 1000 °C) достигается в голов-
ной части камеры, наименьшая (до 720 °C) — в конце камеры. Длина зоны
кристаллизации — 4,5 м
С целью предохранения камеры кристаллизации от охлаждения проме-
жутки между футеровкой и кожухом заполнены с боков и сверху изоляцией
из базальтового супертонкого волокна (БСТВ). Топки помещены в средней
части печи. Нижняя топка выложена в каркасе, а верхняя — в первых сек-
циях кожуха. Топки аналогичны друг другу и футерованы шамотным кир-
пичом. Горелочные камни уложены в торце камеры кристаллизации непос-
редственно в газоходах, где установлено по две горелки. Рядом с ними пре-
дусмотрены смотровые окна с дверками.
135
Глава 3. Технология
получения волокон из основных горных пород
Рис. 3.22. Технологическая линия для производства базальтового супертонкого волокна стекломикрокристалличес-
кой структуры. Обозначения см. в тексте
136
3.3. Стекломикрокристаллические базальтовые супертонкие волокно
Перед розжигом печи включают дымосос 12 (рис. 3.22). Розжиг всех го-
релок 17, 18 производят запальником 19 через смотровые окна 16, после
чего осуществляет постепенный подъем температуры путем добавления
газа на горелки и регулирования отсоса с помощью золотников верхнего
газохода 11, шиберов 3 и 13 и заслонки нижнего газохода 14. Расход газа
определяется ротаметром 1.
Для уменьшения теплопотерь и сохранения температуры в зоне подогре-
ва установлена тепловая завеса 10 — две горелки, закрепленные на боко-
вых стенках зоны подогрева 15. Регулировка скорости движения конвейера
9 производится приводом 23 с натягивающим устройством 21 сетки кон-
вейера. Волокно поступает в зоны подогрева 15, кристаллизации 5 и ох-
лаждения 7. Для сохранения тепла в зоне 5 в конце ее, перед зоной охлаж-
дения, установлен шибер 6, высота подъема которого задается в зависимо-
сти от толщины холста. Охлаждение производится принудительным про-
сосом воздуха с помощью двух вентиляторов 20, установленных на раме
печи. Во избежание выхода горячих газов из печи в передней части уста-
новлен фартук из базальтового волокна, облицованного стеклотканью, а в
задней части — металлический шибер 22. Отсос горячих газов из газохо-
дов производится через металлические трубы 2 из нижнего газохода и тру-
бу 4 — из верхнего с помощью дымососа 12.
Отработка технологических параметров производилась при различных
температурах в камере кристаллизации. Для определения толщины холста
установлены оптимальные значения скорости движения сетки конвейера и
температуры в камере кристаллизации. Результаты исследований приведе-
ны в табл. 3.15.
Как видно из таблицы, наиболее оптимальным режимом при термообра-
ботке волокна, поступающего непосредственно из камеры волокноосажде-
ния установки по производству БСТВ, т.е. при толщине ковра от 20 до
50 мм, является скорость движения сетки конвейера 0,5 м/мин и темпера-
тура в камере кристаллизации 760-800 °C, а при термообработке холста
толщиной от 60 до 200 мм — скорость сетки конвейера 0,4 м/мин и темпе-
ратура 800-850 °C. Эти скорости хорошо согласуются со скоростью движе-
ния сетки конвейера установки по производству БСТВ, что позволяет не-
прерывно подавать холст с установки БСТВ непосредственно в камеру тер-
мообработки с дальнейшей намоткой материала 8 на барабан 24. Произво-
дительность линии по производству стекломикрокристаллического базаль-
тового супертонкого волокна составляет 40 кг/ч.
137
Глава 3 Технология получения волокон из основных горных пород
Таблица 3.15
Технологические характеристики камеры кристаллизации
при различных температурах
Толщина холста, мм Температурный режим обработки,°C Скорость сеткн конвейера, м/мин Объемная масса термообработанного холста, кг/м3
20 740 0,5 25,0
30 760 0,5 25,0
40 780 0,5 30,0
50 800 0,5 30,0
100 820 0,4 30,0
200 850 0,4 30,0
3.3.3. Физико-химические свойства
Некоторые свойства стекломикрокристаллических волокон по сравне-
нию со стекловидными базальтовыми супертонкими представлены в
табл. 3.16.
Как видно из таблицы, при кристаллизации возрастает температура при-
менения волокон (на 200 °C), увеличивается в 2-2,5 раза их щелоче- и кис-
Таблица 3.16
Сравнительные характеристики базальтовых супертонких стекловидных
и стекломикрокристаллических волокон
Параметр БСТВ Стекломикрокристаллическое волокно
Плотность (объемная масса), кг/м3 15,0-20,0 25,0-30,0
Температурный интервал применения, °C -269-+700 -269-+900
Коэффициент звукопоглощения при частотах 1000-7000 Гц 0,70-0,95 0,70-0,90
Гигроскопичность, % До 0,5 До 0,2
Виброустойчивость, % Химическая устойчивость, %: 100 99,65
Н2О 93,5 96,4
2HNaOH 26,9 53,2
1hH2SO4 30,2 79,1
138
3.4, Тонкие и утолщенные штапельные волокна
лотостойкость и снижается гигроскопичность Эти волокна обладают вы-
сокой виброустойчивостью.
Вследствие того, что основная усадка происходит при кристаллизации,
волокна стекломикрокристаллической структуры практически безусадоч-
ные до 850-900 °C (рис. 3.23). По коэффициенту теплопроводности стек-
ломикрокристаллические волокна практически не уступают волокнам
БСТВ (рис. 3.24).
Комплекс свойств полученных стекломикрокристаллических волокон
Рис. 3.23. Зависимость усадки базальто-
вых волокон от температуры: у = 50 кг/м3;
1 — БСТВ; 2 — стекломикрокристалли-
ческое волокно
Рис. 3.24. Зависимость коэффициента
теплопроводности от температуры:
1 — стекломикрокристаллическое во-
локно; 2 — БСТВ
3.4. Тонкие и утолщенные штапельные волокна
Тонкие волокна (диаметр 3-15 мкм) предназначаются для широкого приме-
нения в производстве теплоизоляционных, звукопоглощающих материалов,
используемых в строительстве, для фильтров грубой очистки газовых и воз-
душных сред, как армирующий материал в композиционных изделиях и др
Утолщенные штапельные волокна (диаметр 15-25 мкм) находят широкое
применение в качестве фильтровальной основы дренажных систем гидро-
технических сооружений, для фильтрации кислых и жидких щелочных сред.
139
Глава 3. Технология получения волокон из основных горных пород
3.4.1. Технология производства
Производство тонких и утолщенных волокон из горных пород осуществ-
ляется способами, аналогичными используемым в производстве стеклян-
ных штапельных волокон, с учетом особенностей свойств расплавов.
Разработана и широко освоена промышленная технология производства
тонких и утолщенных базальтовых волокон способом вертикального раздува
воздухом (ВРВ) [76, 78-80, 229—231]. Основной особенностью технологии
является использование базальта как однокомпонентного сырья с вырабо-
танной вязкостью малопрозрачного расплава менее 50 П при 1450 °C.
Ванные плавильные печи по конструкции в основном аналогичны печам
для производства супертонких волокон, но значительно большей мощнос-
ти. По результатам исследований разработаны установки производитель-
ностью от 25 до 330 тыс. м3 волокна в год при объемной массе 40-60 кг/м3.
Для целей сельского строительства в Украине в районах потребления из-
делий получили широкое освоение установки по производству базальтово-
локнистых прошивных матов производительностью 25,50 тыс. м3 в год.
Технологическая схема производства показана на рис. 3.25.
Основные этапы технологического процесса следующие: подготовка сы-
рья, плавление базальта, волокнообразование, формирование ковра.
Подготовка сырья сводится к дроблению на щековой дробилке базальта
до фракции не более 50 мм. Дробленый базальт поступает в расходный
бункер емкостью, обеспечивающей суточный расход, из которой базальт
поступает в контейнер, подаваемый тельфером в бункеры загрузчиков. Заг-
рузка печи осуществляется равномерными небольшими порциями с помо-
щью двух автоматических загрузчиков, установленных по боковым стен-
кам печи.
Процесс плавления базальта осуществляется в ванной регенеративной
печи при температуре в плавильной части 1450±10 °C. Печь отапливается
природным газом или жидким топливом - мазутом. Удельный съем распла-
ва — 0,8-1 т/м2 в сутки без донного барботажа расплава. Съем с донным
барботажным устройством увеличивается до 3,5 т/м2 в сутки. Глубина пла-
вильного бассейна — 250 мм без барботажа расплава и до 600 мм при ис-
пользовании барботажа. Стены бассейна выложены бакоровыми брусьями,
дно — бакоровыми или шамотными брусьями, верхнее строение печи и
свод — динасом.
140
3.4. Тонкие и утолщенные штапельные волокна
Рис. 3.25. Технологическая схема производства тонких и утолщенных базальтовых
волокон:
1 — кусковой базальт; 2 — щековая дробилка; 3 — монорельс; 4 — механический
загрузчик; 5 — печь; 6 — дутьевое устройство; 7 — камера волокноосаждения; 8
— конвейер; 9 — наматывающее устройство
Вертикальные регенераторы обеспечивают нагрев воздуха для горения
до 1000 °C. Переключение клапанов воздуха и отходящих газов произво-
дится автоматически через 30 мин. Воздух в печь для горения подается
принудительно. Продукты сгорания выбрасываются в атмосферу через ды-
мовую трубу.
Расплавленный базальт из плавильной части поступает в фидер, который
представляет собой канал, отапливаемый горелкой, установленной в тор-
цевой стенке фидера. Канал фидера выложен огнеупорными элементами
— бакором, боковые стенки и свод — динасом. В дне фидера установлены
бакоровые элементы с окнами для подачи расплава к фильерным питате-
лям. Температура в фидере составляет 1440±10 °C. Из фидера однородный
расплав поступает в жаростойкие питатели, состоящие из трех или более
конусообразных фильер и двух токоподводов. Крепят их к окнам в дне фи-
141
Глова 3. Технология получения волокон из основных горных пород
дера с помощью шамотного держателя и металлической рамки. В фильер-
ном питателе, нагретом до 1350 °C, происходит формирование непрерыв-
ных струй расплава. Уровень расплава над фильерным питателем не дол-
жен превышать 160 мм.
Из фильер питателя базальтовый расплав в виде отдельных непрерыв-
ных струй под действием свободного падения попадает в дутьевое устрой-
ство. Процесс волокнообразования начинается в момент встречи струй
расплава с кольцевой струей воздуха, выходящей из щели дутьевой голов-
ки под давлением 6 атм (на 1 кг волокна требуется до 10 м3 воздуха). Высо-
коскоростной поток воздуха расчленяет струю расплава на отдельные
струйки — волокна, которые с потоком воздуха попадают в камеру волок-
ноосаждения. В камере они формируются в ковер, а в случае необходимос-
ти покрываются замасливателем или связующим веществом.
Камера волокноосаждения состоит из верхней части — диффузора и
расширенной нижней части. Высота камеры составляет не менее 7 м. В ка-
мере волокноосаждения волокна равномерно осаждаются на сетке прием-
ного конвейера. Под сеткой конвейера расположена камера отсоса воздуха,
которая обеспечивает равномерный присос волокна к движущейся ленте
Таблица 3.17
Некоторые характеристики штапельных тонких
и утолщенных базальтовых волокон
Параметр Волокно
Тонкое Утолщенное
Диаметр волокна, мкм 9-15 15-25
Содержание неволокнистых включений (размер не более 0,5 мм), %, не более 10 10
Объемная масса при удельной нагрузке 5 г/см2, кг/м3 60-70 65-70
Коэффициент теплопроводности при 20±5°С, Вт/(мград), не более 0,038-0,040 —
Гигроскопичность, % 2 2
Выщелачиваемость в пересчете на мг. не более 5 5
Модуль кислотности 4,6 4,6
Коэффициент фильтрации, см/с — 0,58-0,93
Коэффициент звукопоглощения при нормальном падении звука на разных частотах 0,75-0,95 —
142
3-4. Тонкие и утолщенные штапельные волокна
конвейера и отсос воздуха, подаваемого для раздува струй расплава. Для
отсоса воздуха устанавливают вытяжной пылевой вентилятор или дымосо-
сы. Скорость движения сетки конвейера регулируется от 0,5 до 2,5 м/мин в
зависимости от заданной толщины ковра. Образующийся слой волокна с
помощью наматывающего устройства сворачивают в рулоны.
При наличии в технологическом потоке прошивной машины слой волок-
на с одно- или двухсторонней подложкой из стеклохолста или технической
марли прошивают стекложгутом в маты.
Физико-химические свойства штапельных тонких и утолщенных базаль-
товых волокон приведены в табл. 3.17.
3.4.2. Исследование и разработка конструкций
жаростойких фильерных питателей
При производстве стеклянного и базальтового волокон используются фи-
льерные питатели, изготовленные из дорогостоящего дефицитного плати-
нородиевого сплава и палладия. Срок службы питателей сравнительно не-
большой. Кроме того, в процессе их изготовления и эксплуатации наблю-
даются безвозвратные потери (угар) драгметаллов.
В случае замены платинородиевого сплава менее дефицитными материа-
лами последние должны одновременно обладать жаро-, термо-, окалинос-
тойкостью, электропроводностью, химической стойкостью по отношению
к расплавам силикатов при температурах 1200-1400 °C, а также хорошими
технологическими свойствами, обеспечивающими изготовление деталей
сложной конфигурации.
Исследования взаимодействия тугоплавких соединений с расплавом ба-
зальта и их стойкость в окислительной среде показали, что карбиды взаи-
модействуют с расплавом базальта, нитриды и бориды — растворяются
[43, 232-235]. Например, дисилицид молибдена, покрываясь стекловидной
пленкой, не взаимодействует с расплавом базальта при статическом испы-
тании. При испытании разработанной конструкции металлокерамического
питателя из дисилицида молибдена [45] на действующей установке филье-
ры интенсивно разрушаются, резко увеличиваясь в диаметре. Поэтому
было предложено для увеличения срока службы питателей использовать
вкладыши фильер из платинородиевого сплава.
В работе [46] для увеличения стойкости дисилицида молибдена при кон-
такте со стекломассой описаны фильеры, выполненные из дисилицида
143
Глава 3. Технология получения волокон из основных горных пород
алюминия. В работах [45, 46,48, 236] описаны конструкции сосудов, изго-
товленных из различных теплостойких материалов. Были проведены рабо-
ты по изготовлению питателей из различных тугоплавких материалов, в
которых фильеры для защиты от окислительной среды покрываются окси-
дом алюминия, а со стороны стекла — платинородиевым сплавом [150].
Предлагалось выполнить плазменное напыление платины, используемой в
качестве защитного покрытия [151]. Однако промышленного внедрения
указанные разработки не получили.
Работы по увеличению срока службы питателей, увеличению их произ-
водительности и замены платинородиевого сплава проводились в основ-
ном в следующих направлениях.
1. Повышение стойкости платинородиевого сплава путем легирования
его иридием, золотом, бериллием и др. [53, 54, 237].
2. Применение защитных огнеупорных покрытий [56].
3. Разработка рациональной конструкции фильерных питателей [57-59].
4. Создание новых высокопроизводительных способов получения волок-
на с минимальным расходом драгметаллов на изготовление фильерных пи-
тателей [62, 64—66, 238].
В связи с этим большой интерес представляет изучение механизма кор-
розионного и эрозионного разрушения материала при контакте с силикат-
ными расплавами. В частности, весьма актуальной задачей является изуче-
ние механизма возникновения и развития первичных коррозионно-механи-
ческих трещин на поверхности напряженного металла и эрозионный из-
нос, которому подвергаются фильеры в результате эксплуатации. Эрозион-
ное изнашивание является процессом поверхностного разрушения матери-
ала в результате комплексного воздействия механических факторов потока
жидкой среды и коррозии металла, возникающей в результате ионного об-
мена материал питателя — расплав.
Интенсивное протекание электрохимических процессов происходит при
условии, что защитные коррозионные пленки не успевают образоваться и
поверхность материала оголяется [239, 240].
Другие исследователи [241] считают, что разрушение происходит в ре-
зультате коррозии и механических факторов. Приводятся положения, что
этот процесс может осуществляться тремя параллельными путями: хими-
ческим, гомогенно-электрохимическим и локально-электрохимическим
[242].
144
3.4. Тонкие и утолщенные штапельные волокна
Как гомогенно-, так и гетерогенно-электрохимические механизмы отли-
чаются от химического тем, что протекание анодных и катодных процессов
и, следовательно, коррозионной реакции зависит от потенциала, устано-
вившегося между анодом и катодом. Наиболее вероятными путями смеще-
ния потенциала являются изменения макро- и микроструктуры материала
путем легирования и модифицирования [243].
Химическая стойкость материалов, с точки зрения основных положений
термодинамики, определяется упругостью диссоциации [244]. В связи с
тем, что оксиды огнеупорных материалов при относительно высоких тем-
пературах имеют очень малую упругость диссоциации, они могут значи-
тельное время работать в контакте с силикатными расплавами.
При рассмотрении механизма взаимодействия металлов в стекле [245]
пришли к следующему выводу. Возможно, взаимодействие различных ме-
таллов с кислородом происходит в стекле согласно уравнению
Me, +'/,Оэ =МеО, v
(ТВ) 2 2 (г) (тв)
Так как в стекломассе очень мало кислорода, железо (или другие метал-
лы) может растворяться в расплаве силикат-ионов, а на железной подложке
могут образовываться микроподсечки и трещины, куда затем поступает
расплавленная масса. Это можно выразить следующим уравнением:
Fe + МеО = Me + FeO.
Однако наряду с этой реакцией в зависимости от термодинамических ус-
ловий может происходить и такая:
2Fe + МеО Fe2O3 + Me.
При работе металла в контакте со стекломассой возможно его взаимо-
действие с оксидами щелочных металлов и соединениями серы.
Наиболее существенным и перспективным методом защиты от коррози-
онного воздействия, на наш взгляд, является образование защитной пас-
сивной пленки, уменьшение анодной активности расплава, однородность
структуры. Снижение активности протекания анодного процесса способ-
ствует повышению термодинамической устойчивости сплава и переводу
активной анодной фазы в пассивное состояние
Широко известно применение жаростойких сплавов, обладающих высо-
кой эксплуатационной стойкостью при высоких температурах.
10 6753
145
Глава 3. Технология получения волокон из основных горных пород
Однако в условиях окислительной среды жаростойкость и окалиностой-
кость известных сплавов недостаточно высоки, и с повышением рабочей
температуры более 1100 °C эксплуатационная стойкость деталей резко
снижается.
Выработочная температура силикатных расплавов типа базальта нахо-
дится в пределах 1250 1380 °C. В связи с этим представляет интерес ис-
пользование хромистых сплавов [74], на поверхности которых образуется
защитная пассивирующая пленка из оксидов хрома и других легирующих
элементов, находящихся в сплаве, способная предохранять от взаимодей-
ствия с расплавом базальта.
Так, известные сплавы [247-249] применяются для работы со стекломас-
сой, но наличие в этих сплавах никеля значительно понижает эвтектичес-
кую точку плавления, что ограничивает возможность применения при ра-
боте с силикатными расплавами, имеющими температуру выработки более
1300 °C; кроме того, никель способствует образованию легкоплавких эв-
тектик, располагающихся по границам зерен.
Стали, содержащие 25 35 % хрома и малое количество углерода, явля-
ются наиболее жаростойкими из хромистых сталей, но они обладают
склонностью к росту зерен при температурах 800 850 °C (особенно после
небольшой деформации в холодном состоянии) и сопутствующему при
этом повышению хрупкости за счет выделения G-фазы. Вследствие невы-
сокой жаропрочности они применяются для малонагруженных деталей и
нагревательных элементов печей. Плохая свариваемость и невысокая плас-
тичность также сдерживают широкое распространение этих сплавов.
С целью повышения эксплуатационных и специальных свойств проводят
добавочное модифицирование хромистых сталей такими добавками, как
титан в количестве 0,5-1,5 %, которые измельчают зерно и снижают его
рост. Титан повышает прочность, пластичность и коррозионную устойчи-
вость при повышенных температурах.
Добавки молибдена повышают пассивирование и, следовательно, корро-
зионную устойчивость сплава. Однако при температурах выше 900 °C они
снижают жаростойкость за счет образования летучих оксидов.
Легирование кремнием вызывает повышение жаростойкости и жаро-
прочности при высоких температурах. Повышение содержания кремния
при охлаждении вызывает тепловую хрупкость, которую можно предотвра-
тить введением молибдена; содержание кремния более 0,6 % в хромистых
сплавах улучшает жидкотекучесть. В сочетании с оксидами хрома и алю-
146
3.4 Тонкие и утолщенные штапельные волокно
миния кремний дает плотные газонепроницаемые, огнеупорные покрытия,
плотно пристающие пленками к основному металлу.
Для дальнейшего повышения жаростойкости производят легирование
алюминием. Особенно сильное снижение газовой коррозии наблюдается
при легировании алюминием сплава, содержащего 30 % хрома. Однако в
восстановительной среде сопротивление окислению у сплавов, легирован-
ных алюминием, несколько ниже, чем у хромистых. Введение алюминия
позволяет усилить межатомные связи в кристаллической решетке.
Жаростойкость сплавов, содержащих 25 30 % хрома и 6-7 % алюминия,
повышается легированием церием, таллием, кальцием. Создание плотной
огнеупорной пленки достигается введением таких элементов, как Mg и Be.
Повышают жаростойкость хромистых сплавов также дополнительным ле-
гированием кобальтом.
Присутствие в сплаве таких активных по отношению к кислороду эле-
ментов, как бериллий, обусловливает появление выделений их оксидов на
поверхности изделия и образование прочной защитной оксидной пленки,
предохраняющей сплав от взаимодействия с окислительной средой и сили-
катными расплавами [245]. Но введение бериллия свыше 1,5 % ведет к ос-
лаблению связей оксидной пленки с основным металлом. Повышение
плотности пленки сплава, обработанного бериллием, связано в первую
очередь с более высоким соотношением объемов оксида исходного матери-
ала под воздействием присадок бериллия, обладающего более высоким
сродством с кислородом, чем алюминий. Так, соотношение для бериллия
составляет К, JV„ = 1,68, в то время как для алюминия К. „/И, — 1,28.
Оксид бериллия имеет более высокую температуру плавления, чем оксид
алюминия, обладает высокой прочностью связи с основным металлом,
твердостью, высоким электросопротивлением, устойчивостью против теп-
ловых ударов и общей химической стойкостью, при нагревании устойчив
до 2550 °C. Сплавы, обработанные бериллием, наряду с коррозионной
стойкостью и высокими механическими свойствами имеют хорошие ли-
тейные свойства.
Анализ литературных данных приводит к выводу об актуальности по-
ставленной задачи и позволяет предполагать, что необходимо проводить
работы по разработке жаростойких материалов, а также создания на их по-
верхности защитных пленок, не вступающих в контакт с силикатными рас-
плавами и окислительной средой. Это можно осуществлять путем разра-
ю»
147
Глава 3. Технология получения волокон из основных горных пород
ботки новых жаростойких сплавов, а также созданием надежных защит-
ных покрытий на поверхности тугоплавких металлов.
Особый интерес представляет железо-хромистые сплавы, обладающие
химической устойчивостью за счет пассивирования. Пассивирование спла-
ва значительно повышается при увеличении содержания хрома. Хром спо-
собствует появлению структур защитных пленок, тормозящих диффузион-
ные процессы при высоких температурах, придавая этим сплавам высокую
жаро- и химическую стойкость.
Исходя из этих предпосылок, на сплаве необходимо иметь такую оксид-
ную пленку с высокой температурой плавления, которая бы предохраняла
от взаимодействия с силикатными расплавами и сама была плотной, не от-
слаивалась при динамическом и тепловом воздействии. Такими пленками
на хромистых сплавах могут быть оксиды хрома, титана, молибдена, а так-
же наиболее огнеупорные пленки оксидов алюминия, магния, бериллия.
Поэтому для работы сплава с силикатными расплавами горных пород по-
добран сплав такого химического состава, % [250]:
Хром 20-60 Кальций 0,001-0,08
Алюминий 0,5-5,0 Бор 0,0005-0,05
Молибден 0,1-1,5 Бериллий 0,05-1,5
Титан 0,1-1,0 Магний 0,001-0,05
Кремний 0,3-2,0 Углерод до 0,08
Церий 0,001-0,05 Железо
При массовой доле до 0,08 % отношение содержания бериллия к алюми-
нию находится в пределах 0,01-3.
С целью изучения стойкости жаростойкого сплава под воздействием рас-
плава базальта проведены сравнительные испытания ряда металлов, спла-
вов и химических соединений. Для испытания были выбраны тугоплавкие
вещества с температурой плавления выше 1400 °C, которые погружались в
расплав базальта и выдерживались в окислительной среде при температуре
1400 °C. Испытания проводились в лабораторной ванной печи, температу-
ру которой измеряли платинородиевой термопарой. Результаты испытаний
представлены в табл. 3.18. Как видно из таблицы, карбиды, бориды и нит-
риды металлов взаимодействуют с расплавом базальта. Растворяются и та-
кие металлы, как титан, цирконий, ниобий, молибден, вольфрам, имеющие
высокое сродство с кислородом.
Хорошо зарекомендовали себя дисилицид молибдена, хром и сплавы на
основе железа.
148
3.4. Тонкие и утолщенные штапельные волокна
Изготовление питателей и сосудов, а также других деталей сложной кон-
фигурации из дисилицида молибдена и металлического хрома в настоящее
время представляет определенную трудность из-за низких технологичес-
ких свойств этих материалов, и в первую очередь хрупкости и низкой плас-
тичности.
Учитывая приведенные выше результаты испытаний материалов, в даль-
нейшем работы проводились с разработанным нами жаростойким сплавом
[250], который при контакте с расплавом базальта покрывался защитной
оксидной пленкой. Фазовый состав пленки исследовали с помощью элект-
ронографического анализа, содержание легирующих элементов определя-
Таблица 3 18
Сравнительные результаты испытаний стойкости материалов
в расплаве базальта
Материал Время испытания, ч Характер взаимодействия
Карбид титана 2 Образцы разрыхляются, расплав базальта
Карбид ниобия 2 проникает в поры и происходит растворе-
Карбид вольфрама 2 ние
Диборид циркония 2 Тоже
Нитрид циркония 2
Нитрид алюминия 2 Растворяются
Оксид хрома 2
Титан 24 Происходит медленное растворение
Цирконий 24 Тоже
Ниобий 24
Молибден 24
Вольфрам 24
Сталь ЭИ-412 24
Сталь 5x15 В2МЗ 2
Сплав ВТ-5 24
Молибден + покрытие (дисилицил молибдена) 6 Покрытие смывается базальтом, молибден растворяется
Тоже 6 Покрывается стекловидной пленкой. Не- значительное взаимодействие
Хром 24 Стоек в расплаве базальта. Расплав про- никает в поры
Жаростойкий сплав (авт. свид. № 2063774) 150 Покрывается защитной пленкой и замет- ного растворения не происходит
149
Глава 3. Технология получения волокон из основных горных пород
ли на микрорентгеноспектральном анализаторе МАР-1. Исследования по-
казали, что в результате отжига сплавов уже при 800 °C происходит замет-
ное обогащение поверхностных слоев хромом и другими элементами за
счет диффузии их к поверхности. Состав оксидной пленки исследуемого
сплава, полученной в результате нагрева при 800 °C в течение двух часов,
следующий: Cr2O3, Fe2O3, Fe3O4 и шпинель Fe(Al,Cr)2O4. Химический со-
став в поверхностном слое пленки, %: Сг — 50,4; Fe — 20,2; Ti — 0,5; Al
— 0,2, остальное — кислород и азот.
Оптимальный режим обработки железохромистых сплавов для образова-
ния на их поверхности защитных пленок следующий: температура — 800
1100 °C, время — 2 ч. Толщина пленки, образующейся при такой термооб-
работке, составляет несколько десятков микрон.
Рис. 3.26. Конструкция фильерного питателя для производства тонких и утолщен-
ных волокон:
1 — пластина; 2 — крылья; 3 — токоподвод
150
3.4. Тонкие и утолщенные штапельные волокно
Жаростойкость полученного сплава при температуре 1300 °C и часовой
выдержке составляет 0,23-0,4 г/(м2 ч); предел прочности на разрыв — 45-
50 кг/мм2; ударная вязкость — 0,75 кгм/см2.
На основе сплава разработаны конструкции фильерных питателей для
производства тонких и утолщенных волокон (рис. 3.26), которые успешно
прошли промышленные испытания и в настоящее время полностью заме-
нили используемый ранее для этих целей дорогостоящий платинородие-
вый сплав. Сплав может быть рекомендован для изготовления других вы-
работочных устройств, для защитного покрытия огнеупоров в бассейнах
ванных печей, фидеров при рабочих температурах до 1350 °C.
В связи с тем, что железохромистый сплав имеет крупнозернистую
структуру и обладает невысокой пластичностью, изготавливаемые конст-
рукции при эксплуатации должны испытывать минимально возможные ме-
ханические нагрузки.
При нагреве в процессе выведения на рабочий режим в сплаве могут по-
являться микротрещины как результат раскристаллизации сплава, которая
проходит при температуре около 800 °C. Поэтому для уменьшения крис-
таллизации при выведении питателей на рабочий режим подъем темпера-
туры от 700 до 850 °C должен проводиться с максимальной скоростью
[251].
Освоено производство тонких и утолщенных волокон с использованием
жаростойких питателей [252].
3.4.3. Исследование возможности
использования базальтов как основного сырья
для производства минеральной ваты
В производстве минеральной ваты в качестве основного сырья использу-
ются металлургические шлаки. Однако в большинстве они неоднородны и
имеют низкий модуль кислотности, не удовлетворяющий требованиям
ГОСТ 4640-76. Кроме того, минераловатная промышленность не обеспе-
чена в достаточном количестве высокомодульными шлаками.
Известно, что для повышения модуля кислотности минеральной ваты в
качестве подкисляющих добавок к шлакам применяются такие горные по-
роды, как базальты, граниты, сиениты, отходы кирпичного производства и
др. в количестве до 20 %.
151
Глава 3, Технология получения волокон из основных горных пород
С целью покрытия дефицита шлаков в производстве минеральной ваты
проведены исследования по использованию в качестве главной составной
части сырья берестовецкого базальта Ровненской области, подшихтованно-
го известняком Бронницкого месторождения Винницкой области [253].
Расчет составов двухкомпонентных шихт производился по модулям кис-
лотности и вязкости [254]:
Мк = (Si°2+А1з°з )х+(Sio;+А12о;) (1 - X)
(CaO'+MgO')x + (CaO'+MgO')(l-x) ’ ’
где SiO2', А12О}', MgO', СаО' — процентное содержание данных оксидов в
базальте; SiO2", А12О3", MgO", СаО" — процентное содержание этих окси-
дов в известняке; х — доли единицы базальта в шихте;
Мв = (TH'SiO2 + 2A/'AI2O3)x + (A/"SiO2 +2Л/"А12О3)(1-х)
f(2A7'Fe2O3 + A/'CaO + A7'MgO)x + А
(2M*Fe2O3 +M*CaO+M'MgO)(l— х) I
где Л/ SiO2, Л/ А12О}, М Fe2O3, M СаО, hf MgO — молярное количество
оксидов в базальте; М" SiO2, М" А12О3, W Fe2O3, М" СаО, М" MgO — мо-
лярное количество оксидов в известняке; х — доли единицы базальта в
шихте.
Результаты расчета даны в табл. 3.19.
В приведенных составах содержание базальта изменялось от 56,7 до
70 %, модуль вязкости — от 0,97 до 1,3.
Из составов 1-5 в лабораторных условиях были получены расплавы
(табл. 3.20).
Варка осуществлялась в платиновых тиглях емкостью 450 мл. Стекла
считались сваренными, если зеркало расплава оставалось чистым, без пу-
зырей. Полученный расплав выливали на металлический поддон и визу-
ально рассматривали отливки. Расплавы из шихт 1^4 более склонны к кри-
сталлизации, о чем свидетельствуют появляющиеся при охлаждении бу-
рые пятна. Температурная зависимость вязкости как основного технологи-
ческого параметра приведена на рис. 3.27. Расплавы с содержанием базаль-
та 63—70 % (кривые 7, 2) имеют вязкость, близкую к промышленному со-
ставу. На основании проведенных лабораторных исследований для произ-
водственных испытаний были рекомендованы составы № 3-5.
152
3.4. Тонкие и утолщенные штапельные волокно
Таблица 3.19
Расчетный состав двухкомпонентной шихты
Номер состава Состав шихты, % Модуль кислотности Модуль вязкости
Базальт Известняк
1 56.7 43.3 1.2 0,97
2 60,0 40,0 1,2 1,05
3 63,0 37.0 1,40 1,13
4 65,0 35,0 1,50 1,16
5 70,0 30,0 1,75 1,30
Таблица 3.20
Характеристики расплава при получении из шихты
Номер состава Состав шихты, % Температу- ра. °C Время, ч Качест во отливки
Базальт Известняк
1 56,7 43,3 1400 4 Стекловидная, однако заметны обильные бурые полосы нестек- ловидного характера
1450 2 То же
2 60,0 40,0 1400 2 Стекловидная, незначительные бурые полосы
1450 2 То же
3 63,0 37,0 1400 2
1450 2
4 65,0 35,0 1450 2
5 70,0 30,0 1450 2 Стекловидная
Таблица 3.21
Рабочие калоши для расплавов из шихт 3-5
Компонент шихт Единица измерения Состав шихт
3 4 5
Базальт кг 126 130 140
126 130 140
Известняк кг 74 70 60
74 70 60
Кокс кг 150 200 200
153
Глава 3
Технология получения волокон из основных горных пород
Рис. 3.27. Температурная зависи-
мость вязкости расплавов шихт:
1 — 70 % базальта + 30 % извест-
няка; 2 — шлак с подшихтовкой
базальта
Испытания в промышленных условиях проводились на вагранке с мно-
говалковой центрифугой. Для указанных составов шихт были определены
рабочие калоши (табл. 3.21).
В процессе отработки технологии были установлены следующие пара-
метры:
Среднечасовая производительность вагранки
при указанных параметрах для составов, кг/ч:
3..............................................650
4..............................................865
5..............................................960
Давление воздуха, подаваемого
на горение, мм вод.ст............................400—450
Температура струй расплава, °C...................1250-1300
Температура отходящей воды
системы охлаждения вагранки, °C..................40-55
Оптимальная рабочая калоша, кг:
базальт........................................140
известняк......................................60
базальт........................................140
известняк......................................60
базальт........................................140
известняк......................................60
всего..........................................600
кокс...........................................200
Рекомендуемый размер (фракция)
сырьевых материалов, мм..........................40-70
154
3.4. Тонкие и утолщенные штапельные волокно
Наибольшая производительность вагранки была достигнута на составе
рабочей калоши 5 из 70 % базальта и 30 % известняка.
Во время отработки технологии были опробованы два типа устройств для
выпуска расплава: наклонный водоохлаждаемый лоток и копильник. Вслед-
ствие того, что обе конструкции имеют водяное охлаждение, наблюдалось
постепенное застывание расплава и образование гарнисажа, который прихо-
дилось периодически счищать. Для устранения этого недостатка предложе-
на конструкция обогреваемого с помощью небольшой газовой горелки ко-
пильника (рис. 3.28). Внутреннюю часть копильника необходимо футеро-
вать устойчивым к расплаву огнеупорным материалом, например, хромомаг-
незитовым кирпичом или бакоровой плитой толщиной 100 мм. Указанная
конструкция обогреваемого копильника позволяет предотвратить застыва-
ние расплава и одновременно повысить его температуру, что несомненно,
улучшит стабильность процесса получения минеральной ваты и ее качество.
Химический состав шихты состава № 5 следующий, %:
SiO2...........42,1; TiO2..........0,4;
Л12О3..........12,9; MgO...........5,4;
Рис. 3.28. Обогреваемый копильник:
1 — корпус вагранки; 2 — летка; 3 — горелочный кирпич; 4 — копильник; 5 — фу-
теровка
155
Глово 3. Технология получения волокон из основных горных пород
Fe2O3..............10,4; CaO...............26,0;
RcO................2,3.
Основные свойства минеральной ваты на основе базальта представлены
в табл. 3.22.
Как видно из таблицы, средняя длина волокон минеральной ваты из горных
пород в 2,5 раза больше, чем из шлаковаты, и составляет 29-33 мм, что улуч-
шает структуру минеральной ваты и ее эластичность. По сравнению со шлако-
ватой отмечается значительное повышение прочности: от 38 до 89 кг/мм2, т. е.
более чем в 2 раза. Отличительной особенностью этой ваты является высокий
модуль кислотности (1,7) и высокая водостойкость (более чем в 1,5 раза). Это
позволяет резко увеличить срок службы минсраловагных изделий.
По остальным качественным показателям минеральная вата из базальта
и известняка находится на уровне шлаковаты (диаметр элементарных во-
локон, объемная масса, содержание “корольков”, влажность).
В табл. 3.23 представлены значения коэффициента теплопроводности (к)
при средних температурах 25 и 300 °C для ваты из базальта, подшихтован-
ного известняком, и шлаковой ваты.
Темпсратуроустойчивость волокон, определенная по кривым дифферен-
циально-термического анализа, составляет 710 °C.
Таким образом, исследованиями и промышленными испытаниями уста-
новлена возможность использования для производства минеральной ваты
Таблица 3.22
Характеристики минеральной ваты на основе базальта
Параметр Единица измерения Состав шихт
3 4 5 Шлаковата
Диаметр элементарных волокон мкм 6,9 6,8 7,3 7,0
Средняя длина волокон мм 29,0 33,0 33,0 12,0
Содержание неволокнистых вклю- чений — “корольков” — размером свыше 0.25 мм % 24,2 22,4 20,0 19,0
Объемная масса под удельной на- грузкой 0,02 кгс/см2 кг/м3 88,0 92,0 92,0 96,0
Влажность % 0,5 1,2 0,8 0,9
Прочность волокон на разрыв кг/мм2 89 68 89 38
Модуль кислотности 1,4 1.5 1,7 0,9
Водостойкость по pH 3,96 3,83 3,87 6,66
156
3.5. Грубые базальтовые волокна и их свойство
Таблица 3.23
Коэффициент теплопроводности базальтовой и шлаковой ваты
Вата Л при Тер, °C, ккал/(м чтрад)
25 300
Состава базальт 70 % + известняк 30 % 0,0308 0,0895
Шлаковая вата 0,0375 0,0998
указанным выше способом в качестве основного сырья базальтов, шихто-
ванных известняком. При этом качество ваты резко возрастает. Для обеспе-
чения ст абильности технологического процесса необходимо вагранки обо-
рудовать воздухоподогревателями, а для улучшения качества расплава и
высокой производительности — копильниками.
3.5. Грубые базальтовые волокна и их свойства
В отечественной и зарубежной литературе отсутствуют данные о произ-
водстве и использовании где-либо грубых волокон диаметром свыше
100 мкм, в том числе и для армирования вяжущих.
Анализ проводимых исследований в области дисперсного армирования
цементных бетонов рублеными непрерывными волокнами диаметром 9
12 мкм [255], тонкими и утолщенными штапельными волокнами [256] по-
казывает, что вследствие энергоемкости и сложности технологии сто-
имость их высока. Кроме того, малые диаметры волокон и, следовательно,
высокоразвитая поверхность контакта с агрессивными средами приводит к
образованию поверхностных дефектов, влияющих на прочность волокон
тем больше, чем меньше их диаметр.
Известно [257], что химическая стойкость стекловолокон не зависит от
их диаметра — масштабного фактора, но абсолютная растворимость в раз-
личных агрессивных средах резко возрастает у тонких волокон, так как
они обладают более развитой поверхностью [225].
Влияние образующихся под воздействием агрессивных сред поверхност-
ных дефектов на прочность волокон в зависимости от диаметра различно:
чем больше диаметр, тем меньше влияние дефектов на прочность. Это
объясняется тем, что для более толстых волокон отношение их поверхнос-
ти к объему уменьшается, следовательно, скорость разрушения замедляет-
ся и прочность снижается в меньшей степени. В связи с этим получение
157
Глава 3. Технология получения волокон из основных горных пород
грубых базальтовых волокон как наиболее коррозионно-стойких к агрес-
сивным средам представляет определенный интерес.
Созданная нами опытная установка для получения грубых базальтовых
волокон показана на рис. 3.29. Расплав, получаемый в ванной плавильной
печи, поступает в фидерное устройство, откуда через жаростойкие филье-
Рис. 3.29. Опьпная установка для получения базальтового грубого волокна:
1 — плавильная печь; 2 — регенератор; 3 — фидер; 4 — фильерный питатель; 5 —
компенсатор потерь тепла; 6 — вытягивающее устройство; 7 — дробильное уст-
ройство; 8 — бункер-накопитель; 9 — конвейер; 10 — контейнер
158
3.5. Грубые бозольтовые волокно и их свойство
ры формируются струи заданного диаметра. Вытекающие струи расплава,
проходя через компенсатор потерь тепла, за счет сил свободного падения
вытягиваются в грубые волокна заданного диаметра, остывают и попадают
в дробильное устройство. Дробленые волокна самотеком попадают в рас-
ходный бункер-накопитель.
Основной узел технологической схемы, от которого зависит производи-
тельность и себестоимость грубых волокон, — ванная плавильная печь.
Поэтому для их производства следует выбирать высокопроизводительные
ванные печи (30-100 тонн расплава в сутки) с барботажным устройством,
что обеспечит высокий съем расплава с 1 м2 печи и, следовательно, позво-
лит достигнуть высокого КПД при низкой себестоимости волокна. Опыт-
но-промышленные испытания, в результате которых наработаны опытные
партии, показали простоту и стабильность технологии [258].
Базальтовые грубые волокна представляют собой сыпучую дисперсно-
волокнистую массу с длиной волокон после дробления от 5 до 15 мм и диа-
метром 150-500 мкм. В табл. 3.24 приведены прочностные характеристики
базальтовых грубых волокон в сопоставлении с литературными данными
для стали и дерева [259].
Абсолютная поверхность волокон (активная поверхность) является од-
ним из важнейших факторов, влияющих на технологию и свойства получа-
емых волокнистых изделий. От удельной поверхности зависит коррозион-
ная стойкость изделий к агрессивным средам во времени. Для определения
удельной поверхности волокна на 1 г (см2/г) рассчитываем навеску волок-
на, полагая его форму цилиндрической, по формуле
лД
P = —ty, (3.39)
4
Таблица 3.24
Сравнительные данные о прочности некоторых материалов
Материал Прочность, кг/мм2 Модуль упругости, кг/мм2
Базальтовое грубое волокно диаметром 150-500 мкм 10-35 10500
Сталь повышенного качества 45 21000
Дерево вдоль волокон 5-8 800-1500
Бетон 0,05 1400
159
Главе 3. Технология получения волокон из основных горных пород
где Р— навеска, г; d— диаметр, см; I — длина, у— плотность, г/см3. Под-
ставив в формулу (3.39) значение
F = pdl. (3.40)
где F—- поверхность волокон, см2, получим
Р = ~- (3-41)
Из формулы (3.41) находим удельную поверхность волокон:
S='=±
Р dy
(3.42)
Рассчитанные значения удельной поверхности и экспериментальные
значения прочности на разрыв волокон различных диаметров приведены в
табл. 3.25.
Характер изменения удельной поверхности грубых волокон в зависимос-
ти от диаметра показан на рис. 3.30. Диаметр волокон влияет также на гиг-
роскопичность и водоудержание. Характер изменения гигроскопичности
волокон от диаметра (рис. 3.31) аналогичен кривой на рис. 3.30.
Грубые волокна в силу малой удельной поверхности обладают не только
низкой гигроскопичностью, но и минимальной водоудерживающей спо-
собностью (табл. 3.261. В таблице приведены значения емкостей монослоя,
полислоя и максимально гигроскопического равновесия влагосодержания
волокон по отношению к сухому веществу. Емкость монослоя рассчитана
из изотерм десорбции способом наименьших квадратов [260].
Таблица 3.25
Зависимость удельной поверхности и прочности волокон от диаметра
Диаметр волокна, мкм 5, см2/г Разрывная проч- ность, кг/мм2 Диаметр волокна, мкм 5, см2/г Разрывная проч- ность, кг/мм2
0,5 28500 — 100,0 140 30
1,0 14000 550 200,0 70 26
5,0 2800 260 300,0 46 20
10,0 1400 230 400,0 35 16
20,0 700 150 500,0 28 12
50,0 280 45
160
3.5. Грубые базальтовые волокно и их свойства
Рис. 3.30. Зависимость удельной повср- Рис. 3.31. Зависимость пироскопичнос-
хности грубых волокон от диаметра ти грубых волокон от диаметра
Таблица 3.26
Водоудерживающие свойства базальтовых волокон
Волокно Диаметр, мкм Емкость, %
Монослой Полислой Максимальное гигроскопи- ческое значение
БСТВ 1.0 0,10 0,25 2,48
Непрерывное 11,0 0,06 0,10 0,35
БВРВ 15-20 0,04 0,09 0,20
Грубое 125-250 0,02 0,05 0,14
Одним из важных показателей грубых волокон является гибкость, кото-
рая определялась по методике, разработанной в [257]. Волокно определен-
ного диаметра (J) изгибалось вокруг металлических стерженьков различ-
ных диаметров (£>), наблюдениями устанавливали предельный диаметр
стержня, вокруг которого волокно изгибалось. Характер изменения гибко-
сти волокон показан на рис. 3.32.
С учетом малой удельной поверхности, низких значений гигроскопично-
сти и водоудержания грубых базальтовых волокон нами сделаны попытки
использовать их для дисперсного армирования цементных бетонов. В свя-
зи с этим проведены исследования взаимодействия волокон с насыщенным
раствором Са(ОН)2, образующимся при затворении цементно-волокнистой
массы. Результаты исследований приведены в табл. 3.27 и 3.28.
11 - 6753
161
Глова 3 Технология получения волокон из основных горных пород
Рис. 3.32. Зависимость гибкости волокон от
диаметра
Анализ полученных данных показыва-
ет, что как при ускоренных (кипячение),
так и при испытаниях при комнатной тем-
пературе эффект разрушающего действия
насыщенного раствора Са(ОН)2 с увели-
чением диаметра резко падает. Так, если
для волокон диаметром 17-18 мкм проч-
ность при кипячении снижается на 20 %,
то для грубых волокон диаметром 200-
250 мкм она практически не изменяется. Воздействие Са(ОН)2 в течение
6 мес. при Г = 20±5 °C на утолщенные волокна приводит к уменьшению
прочности на 34 %, тогда как прочность грубых волокон диаметром 200-
Таблица 3.27
Изменение прочности базальтовых волокон
при воздействии насыщенного раствора Са(ОН)2
Диаметр волокон, мкм Прочность, кг/мм2
Исходная После трехчасового кипячения При Г =25 °C в течение
1 мес. 2 мес. 3 мес.
17-18 78 62 64 62,8 51,5
100-150 28.8 16.8 23,8 24,1 21,8
150-200 24,7 16,3 21,7 20,8 19,1
200-250 15,4 15,3 15,2 18,1 16,1
Таблица 3.28
Изменение массы базальтовых волокон
при воздействии насыщенного раствора Са(ОН)2
Диаметр волокон, мкм Массовая доля волокна, %
После трехчасового кипячения При Т = 20±5°С в течение
1 мес. 3 мес. 6 мес.
17-18 59,3 -18,0 -19,5 -34,0
100-150 -41,7 -17,0 -16,0 -24,0
150-200 -32,0 -12,1 -15,7 -22,6
200-250 -0,6 +2,6 + 17,5 +4.5
162
3.6- Получение холсто вытягиванием воздухом
250 мкм не снижается. Это позволяет рекомендовать грубые волокна для
дисперсного армирования материалов.
3.6. Получение холста вытягиванием воздухом
Одним из видов штапельных стеклянных волокон являются волокна, по-
лучаемые способом вытягивания воздухом (ВВ) Сравнительно большая
длина (200-2000 мм) волокон ВВ — одно из основных их преимуществ пе-
ред другими штапельными волокнами.
Способ пневматического вытягивания стеклянного штапельного волокна
был освоен в США в 1938 г. [261]. Полученные холсты применялись в ка-
честве армирующего материала битумной изоляции труб. После шестилет-
них испытаний изменений в гидроизоляции не наблюдалось. Американс-
кая фирма “Lafglass Fibers” в качестве гидроизоляции газопроводов и неф-
техранилищ использует армирование битума стекловолокнистым холстом,
полученным способом вытягивания волокна перегретым паром или сжа-
тым воздухом. Волокна в холсте пропитываются связующим [262]. В каче-
стве связующих используются фенольные смолы и различные полистиро-
лы. Толщина холста составляет 0,32-0,48 мм, масса 1 м2 42 93 г, диаметр
волокон 15-18 мкм, содержание связующего 14-16 %. Достигнута высокая
прочность, стойкость против растрескивания и температуре стойкость изо-
ляции. Для мест с тяжелыми грунтами применяется усиленная изоляция из
двух слоев стеклянных холстов с последующим покрытием каждого слоя
битумом и окончательным обертыванием крафт-бумагой. В отдельных слу-
чаях материал армируется стеклянными нитями. Такие материалы реко-
мендуются фирмой не только для гидроизоляции, но и в качестве материа-
ла-наполнителя для пластиков, подложек для миканитов, фильтрации воз-
духа, газов и декоративных материалов.
В Великобритании стеклянный холсл выпускается также способом вытя-
гивания в виде рулонов. Толщина холста 0,3-0,5 мм, диаметр волокон 10-
12 мкм. Для упрочнения материал армируется непрерывными стеклянны-
ми нитями или дутьевой штапельной ровницей [263]. Анализы составов
стекол английских образцов показали, что они содержат оксид натрия в ко-
личестве 16,6-16,9 % (марка “А”).
Во Франции производство холста из стеклянного штапельного волокна
осуществляется также способом вытягивания фирмой “Сен-Гобен”. Приме-
няется в основном для армирования битумной изоляции газопроводов [264].
11-
163
Глово 3. Технология получения волокон из основных горных пород
Высоко развито производство стеклянного штапельного холста в Феде-
ративной Республике Германии: производится мягкая кровля на основе
стеклянного холста [265].
Стеклохолсты в Чехии и Словакии [266, 267] используются при изготов-
лении кровельного материала и рулонных гидроизоляционных материа-
лов. Применяется нетканый материал, так называемая “посукованная ро-
гожка”, которая вырабатывается толщиной 0,8 и 1,0 мм, шириной 100 см и
выпускается в рулонах по 110-125 м [266].
В Советском Союзе промышленное производство стекловолокнистого
холста ВВ было начато в 60-х годах [268-270].
Эффективность применения изделий на основе стекловолокнистых хол-
стов объясняется достаточно большой прочностью волокон при растяже-
нии и высокой химической стойкостью к воде и кислым средам, малой гиг-
роскопичностью, атмосферостойкостью и стойкостью к температурным
колебаниям. Негорючесть и стойкость к микроорганизмам обеспечивают
увеличение в 2-3 раза срока службы кровельных материалов, армирован-
ных холстами из стеклянного штапельного волокна, по сравнению с мате-
риалами, изготовленными на основе органических волокон (картонов, тка-
ней из жгута, хлопка и др.).
Кроме того, применение стеклянного холста в качестве гидроизоляцион-
ного покрытия на трубопроводах значительно (примерно в 4 раза) умень-
шает массу изоляции и в 1,5-2 раза увеличивает срок службы по сравне-
нию с применявшимися ранее традиционными материалами: гидроизолом
и бризолом.
Стеклянный холст ВВ используется также в качестве сепараторных плас-
тин для автомобильных, тракторных и мотоциклетных аккумуляторов.
На основе стеклохолста изготовляют некоторые виды изделий: плоские
листовые стеклопластики для строительных целей; волокнистые стекло-
пластики для устройства легких перекрытий крыш и стеновых огражде-
ний; скорлупы (полые полуцилиндры) для защиты теплоизоляционных по-
крытий трубопроводов от механического и атмосферного воздействия; де-
тали оконных рам и другие изделия. Широкое применение находят шта-
пельные волокна, в том числе и стеклохолст ВВ, в качестве фильтров в дре-
нажах мелиоративных сооружений [271, 272].
Основными преимуществами стекло волокнистых материалов в дренаж-
ных системах являются: высокая фильтрующая способность, стойкость к
164
3.6. Получение холсто вытягиванием воздухом
грунтовым водам, длительный срок службы. Кроме того, применение во-
локнистых материалов в гидротехнических и мелиоративных сооружениях
вместо громоздких и дорогостоящих песчано-гравийных фильтров позво-
ляет сократить расход фильтровального материала в несколько раз по объе-
му и в несколько десятков раз по массе, уменьшить потребность в транс-
портных средствах и снизить расходы по их доставке на объекты строи-
тельства, механизировать процессы изготовления, монтажа и укладки
фильтров, повысить производительность труда в 2 раза, улучшив при этом
качество строительства дренажа; сократить сроки строительства дренаж-
ных устройств. Экономические расчеты показали, что замена песчано-гра-
вийных фильтров фильтрами из минеральных волокнистых материалов
удешевляет на 20-30 %, а в некоторых случаях и на 50 % строительство
дренажных устройств в гидротехнических и мелиоративных сооружениях.
Технология производства стеклохолста ВВ разработана с использовани-
ем высоковязких стекол, в составы шихт которых входят такие дефицит-
ные компоненты, как сода (нейтральное стекло, бутылочное стекло, стекло
состава № 7) или борная кислота (бесщелочное стекло).
Количество производимого стеклохолста недостаточно, чтобы удовлет-
ворить возрастающие потребности в данном материале: нефтяную, газо-
вую промышленность — для гидроизоляции нефте- и газопроводов; авто-
мобильную и тракторную промышленность — для получения сепаратор-
ных пластин (основы аккумуляторных батарей); промышленность строй-
материалов — основы для мягкой кровли, подложки для прошивных теп-
лоизоляционных матов, основы для стеклопластиков общего назначения;
гидротехническое и мелиоративное строительство — для фильтров в дре-
нажных системах и др. Кроме того, в ряде случаев свойства стеклохолста
не удовлетворяют все возрастающим техническим требованиям.
Следовательно, разработка технологии получения холста с повышенны-
ми физико-химическими свойствами из расплавов недефицитного сырья
— горных пород является, на наш взгляд, актуальной задачей.
В результате исследования свойств расплавов горных пород, литератур-
ного и патентного анализа, изучения работы действующих установок по
производству стеклянного холста ВВ нами разработана опытно-промыш-
ленная технологическая линия получения холста из расплавов горных по-
род [273, 274]. За основу принят способ получения стеклохолста воздуш-
ным вытягиванием (ВВ).
165
Глава 3. Технология получения волокон из основных горных пород
Технологическая линия (рис. 3.33) получения холста ВВ из горных пород
учитывает особенности свойств расплавов и состоит из следующих основ-
ных стадий:
• плавление горных пород в ванной печи и получение однородного рас-
плава;
• формирование струй расплава в фильерах сосуда;
• вытягивание струй расплава в волокна воздушным потоком;
• осаждение волокна на сетку конвейера и пропитка связующим;
• сушка и полимеризация связующего в камере на конвейере;
• образование кромки и резка материала на полосы заданной ширины;
• намотка холста в рулоны.
Плавление горных пород происходит в ванных печах, конструктивно не
отличающихся от печей для производства базальтовых волокон. Расплав из
фидера печи подается струйным питателем в фильерный питатель (100-фи-
льсрный сосуд) для формования струй расплава. Испытаны сосуды диа-
метром фильер 2,2; 2,0; 1,8 и 1,6 мм и увеличенным шагом по сравнению с
фильерными пластинами, применяемыми в производстве стеклохолста.
Вытягивание струй расплава в волокна осуществляется сжатым возду-
хом, поступающим через дутьевую головку, которая работает как инжектор
и всасывает воздух окружающей среды. Инжектируемый воздух, благодаря
силам трения, вытягивает струйки расплава, вытекающие из фильер, и на-
правляет их в канал для образования волокна. В канале дутьевой головки
струи расплава встречаются с двумя высокоскоростными потоками, выхо-
дящими из двух половинок дутьевых головок под углом 22° к оси струи.
Рис. 3.33. Технологическая линия получения холста ВВ из расплавов горных пород:
1 — печь; 2 — фидер; 3 — узел выработки; 4 — диффузор; 5 — приемный конвей-
ер с вакуум-отсосом; 6 — камера сушки; 7 — наматывающее устройство
166
3.6. Получение холсто вытягиванием воздухом
Исследование влияния сжатого воздуха на качество холста показало, что
нормальный безобрывный процесс получения волокна происходит на ще-
левой дутьевой головке при давлении 0,5—1,0 ати. Повышение давления за
1-2 ати приводит к значительной обрывности на фильерном поле.
Скорость вытягивания на щелевой дутьевой головке с критическим сече-
нием сопла 0,44 мм достигала 1400-1600 м/мин. При этих скоростях вытя-
гивания на 100-фильерном питателе с диаметром фильер 2,0-2,2 мм полу-
чена производительность 200-220 кг/сут, или 2,0-2,2 кг с одной фильеры в
сутки. Однако при этом средний диаметр полученного штапельного волок-
на составлял 24-28 мкм. При уменьшении диаметра фильер до 1,8-2,1 мм
при тех же скоростях вытягивания средняя производительность составила
150 кг/сут, или 1,5 кг с одной фильеры в сутки при среднем диаметре 20-
24 мкм (рис. 3.34).
Установлено, что при увеличении давления уменьшается диаметр эле-
ментарных волокон, а производительность при некотором повышении дав-
ления остается практически постоянной. Резкий перегиб кривой произво-
дительности (рис. 3.35) в сторону уменьшения указывает на значительное
увеличение обрывности по фильерному полю, вследствие чего процесс
вытягивания волокон прекращается.
Одним из определяющих свойств расплавов, пригодных для получения
холста ВВ, является вязкость. Как отмечалось выше, вязкость расплава бе-
рестовецкого базальта значительно ниже стекла, используемого для произ-
водства стеклохолста (рис. 3.36). Поэтому более пригоден базальт Марне-
Рис. 3.35. Влияние давления воздуха
при вытягивании волокна на:
1 — скорость вытягивания; 2 — произво-
дительность; 3 — элементарный диаметр
Рис. 3.34. Влияние температуры распла-
ва на:
1 — скорость вытягивания; 2 — произво-
дительность; 3 — элементарный диаметр
167
Глава 3. Технология получения волокон из основных горных пород
Рис. 3.36. Температурная зависимость вязкости
расплавов:
1 — марнеульский базальт; 2 — стекло для холста
ВВ (Константиновский завод); 3 — берестовецкий
базальт
ульского месторождения, вязкость расплава которого, как видно из
рис. 3.36, приближается к вязкости стекла.
Нормальные условия выработки требуют создания высокой температур-
ной однородности и оптимального гидростатического напора расплава, по-
ступающего в фильерный питатель, что соответственно обусловливает
конструктивные особенности узла выработки и фильерных питателей.
В результате исследований также подобраны конструкции диффузора,
узла нанесения связующего, сушки, отвердения связующего. Выпущена
опытная партия базальтового холста ВВ в количестве 150 тыс. м2.
Проведенные опытно-промышленные испытания по получению холста
ВВ из расплавов горных пород показали, что, несмотря на установленную
принципиальную возможность его производства, для стабилизации про-
цесса производства, повышения качества и получения высоких технико-
экономических показателей требуются конструктивные доработки фидер-
ного узла подачи расплава на фильерные пластины, разработка железо-
хромовых фильерных пластин взамен дефицитных, изготавливаемых из
платинородиевого сплава.
В табл. 3.29 приведены физико-механические свойства полученных в
процессе отработки технологического режима образцов холста на много-
сопловой и щелевой дутьевых головках. Указаны также некоторые техно-
логические параметры выработки холста. Средняя производительность ус-
тановки составила от 100 до 250 кг/сут; скорость движения конвейера —
1,6-2,9 м/мин. Следует отметить, что образцы 1, 2, 3, 5 получены при ис-
пользовании фильерного питателя с диаметром фильер 2,0-2,2 мм, осталь-
ные образцы получены из питателя с диаметром фильер 1,8-2,0 мм. Как
видно из таблицы, наименьший достигнутый диаметр элементарных воло-
кон 20 мкм. Для стеклохолста диаметр волокон менее 20 мкм.
168
3.6. Получение холста вытягиванием воздухом
Таблица 3.29
Физико-механические характеристики образцов холста ВВ
№ п/п Температура Давление перед дутьевой головкой,ати Диаметр элементарного волокна, мкм Длина элементарного волокна, см Толщина холста, мм Разрывная нагрузка, кг Масса 1м' холста, г
фидера, °C струйного питателя, 1 °£ фильерного питателя,°C 1 S С. ч о <-> О в £ ж я и
1 1290 1330 1100 1240- 1260 0,55- 2,0 31 33,4 18,3- 20,1 20,7- 11.0 0,57- 0,59 4,0- 3,0 —
2 1365 1250- 1270 1270 2,0- 2,7 20-27 33,0 18,0 0,45 6,0 75
3 — 1080 1190 1.0 25,0 23,5 21,0 0,40 11,6 70
4 1320 1330 1235 0,62 21,7 23,0 30,0 0,43 17,8 80
5 1360 1400 1270 0,55 26,0 25,0 41,0 0,46 11.7 65
6 1350 1400 1220 0,55 22,0 28,0 38,0 0,62 10,2 86
7 1350 1390 1230 0,5 30,2 26,0 51,0 0,39 7,0 61
Длина элементарных штапельных волокон получена в пределах 180-
330 мм, толщина холста — 0,4-0,7 мм, масса 1 м2 — 60-80 г. С увеличени-
ем содержания связующего до 30 % разрывная нагрузка полоски холста ра-
стет, а при дальнейшем увеличении разрывная нагрузка падает.
Химическая устойчивость базальтового холста ВВ определялась по ме-
тодике, разработанной для стеклянного волокна по потере массы волокна
на 5000 см2 после трехчасового кипячения [146]. Для сравнения определе-
на химическая устойчивость стеклохолстов ВВ-Г и ВВ-К Константиновс-
кого завода стеклоизделий.
Согласно данным табл. 3.30 водостойкость базальтового холста ВВ на
поливинилацетатном связующем выше, чем стеклохолстов ВВ-Г и ВВ-К на
этом же связующем. Отмечается более высокая щелочестойкость к 0,5н и
2nNaOH базальтового холста ВВ, чем стеклохолстов ВВ-Г и ВВ-К. По кис-
лотостойкости базальтовый холст ВВ уступает исследованным стеклохол-
стам ВВ-Г и ВВ-К из-за повышенного содержания в последних оксидов
кремния (до 68 %).
169
Глава 3. Технология получения волокон из основных горных пород
о
св
Д'
К
ю
се
F-
Химическая устойчивость холстов ВВ
2нНС1 % ‘чхэояиьиоюд 44,8 77,3 72,3
ЛИ Ччээви иёэхоц 5551 1203,3 1660.4
HOENHZ % ‘чхэояиьиоход 60,63 45,96 49,79
ЛИ ‘назем иёэхоц 3966,2 2871,2 3011,6
X о СО Z X МП % ‘чхэояиьиохэд 68,29 61,53 58,58
ли ‘нээеи исЬхоц 3193.6 2040,2 2491,6
о X % ‘чхэояиьиоход 95,79 89,21 85,32
ли ‘нээви иёэхоц 397 571,6 882.9
% ‘олоШснХекяэ эинвжсЬгоз 4.7 2,23 2,66
ИМИ ‘BHMOIfOH олонДвхнэиэис di^wEHir mmhvoJq 28,3 14,9 16,9
Изделие Холст ВВ из базальта Стсклохолст ВВ-Г Константиновского завода стеклоизделий Стеклохолст ВВ-К Константиновского завода стеклоизд елий
170
3.7. Непрерывные волокна
3.7. Непрерывные волокна
В СНГ и странах дальнего зарубежья широко освоено промышленное про-
изводство стеклянного непрерывного волокна [276-281 ]. Однако рост объе-
мов производства непрерывных стеклянных волокон сдерживается из-за вы-
сокой трудо- и энергоемкости процесса, а также из-за дефицитных сырьевых
материалов кварцевого песка, бора, кальцинированной соды и др
Положительные результаты по плавлению базальта в ванных печах при
производстве БСТВ с использованием фильерных питателей (сосудов) по-
служили основой для проведения исследований по изготовлению базальто-
вых непрерывных волокон одностадийным способом. Опытно-промыш-
ленная установка представлена на рис. 3.37 [284]. Она состоит из ванной
плавильной печи с фидерами; узлов формования волокон; механизмов вы-
тяжки и намотки; узла приготовления и подачи замасливателя.
Ванная плавильная печь по конструкции аналогична печи, разработан-
ной для БСТВ. Струйный питатель при использовании 100-фильерного со-
суда имеет диаметр 10 мм. С учетом особенностей свойств расплавов раз-
работаны конструкции 100- и 200-фильерных питателей, которые характе-
ризуются: диаметром фильер 1,6/1,8; 1,8/2,0; 2,2/2,4; увеличенными дли-
ной и шагом фильер по сравнению с фильерными питателями для произ-
водства стекловолокна.
Механизмы вытяжки, намотки непрерывного волокна, узлы приготовле-
ния и подачи замасливателя принимались типовыми, используемыми в
производстве стеклянных волокон. Полученные первичные нити с бобин
перерабатывались в жгуты, для чего использовались жгутовые машины.
Важным фактором, определяющим устойчивость производства непре-
рывного волокна, является снижение обрывности элементарных волокон.
На обрывность волокна в зоне формования влияют температура выработ-
ки, которая должна соответствовать определенной (рабочей) вязкости, и
равномерность распределения температур по длине фильерного поля. Вли-
яние температуры фильерного поля на обрывность определялась в интер-
вале температур 1200-1240 °C через каждые 10 °C. Волокно вырабатыва-
лось из расплава базальта Берестовецкого месторождения. В качестве за-
масливателя применяли “парафиновую эмульсию”. Обрывность определя-
лась количеством обрывов на килограмм выработанного волокна. Резуль-
таты определения влияния температуры фильерного поля на обрывность
элементарных волокон представлены на рис. 3.38. Как видно из рисунка,
171
Глава 3 Технология получения волокон из основных горных пород
Рис. 3.37. Опытно-промышленная установка для производства базальтовых непре-
рывных волокон:
1 — ванная печь; 2 — струйный питатель; 3 — фильерный питатель; 4 — нитес-
борник; 5 — наматывающее устройство
оптимальный температурный интервал выработки базальтового непрерыв-
ного волокна, при котором наблюдается минимальная обрывность, состав-
ляет 1220 °C.
172
3.7 Непрерывные волокна
Рис. 3.38. Влияние температуры фильер-
ного поля на обрывность непрерывных
волокон
Одним из важнейших показателей непрерывного волокна является диа-
метр, уменьшение которого повышает эластичность, а, следовательно, по-
зволяет осуществлять его текстильную переработку. В связи с этим иссле-
довалось влияние некоторых технологических параметров (температуры
расплава и скорости вытягивания) на диаметр волокон. Как видно из
рис. 3.39, с повышением температуры расплава в фильерном питателе от
1350 до 1400 °C диаметр волокон увеличивается от 10,5 до 13,3 мкм. При
изменении скорости вытягивания от 1580 до 2570 м/мин диаметр волокна
уменьшается от 18 до 9 мкм (рис. 3.40).
Базальтовые непрерывные волокна по ряду свойств (химическая устой-
чивость, модуль упругости, паростойкость и др.) превосходят стеклянные
алюмоборосиликатного состава (см. п. 2.4). Однако процесс получения во-
локон из берестовецкого базальта затруднен вследствие высокой кристал-
лизационной способности расплава (Г = 1275 °C) и узкого температур-
Рис. 3.39. Зависимость диаметра воло-
кон от температуры расплава
Рис. 3.40. Зависимость диаметра непре-
рывных волокон от скорости вытягивания
173
Гпово 3. Технология получения волокон из основных горных пород
ного интервала выработки (30 °C). При подборе горных пород, обеспечива-
ющих более широкий температурный интервал выработки и пониженную
температуру верхнего предела кристаллизации расплава [166, 175177,
182, 285], установлено, что к таким породам относятся: пироксеновый пор-
фирит Хавчозерского месторождения (Карелия), базальтовый порфирит
Красноводского участка (Туркмения), андезитобазальт Подгорненского ме-
сторождения (Украина, Закарпатская область), базальт Марнеульского мес-
торождения (Грузия) Для перечисленных пород Г расплавов ниже
1230-1260 °C и ниже чем для берестовецкого базальта, кроме того, темпе-
ратурный интервал выработки расширен до 60-80 °C.
Технологические испытания указанных горных пород проводились на
100-фильсрном сосуде с диаметром фильер 1,8-2,0 мм. Результаты пред-
ставлены в табл. 3.31.
Анализ табличных данных показывает, что наиболее устойчив процесс
получения непрерывных волокон из марнеульского базальта. При этом ста-
бильно вырабатываются волокна диаметром менее 10 мкм [285]. Обуслов-
лено это тем, что его расплав из всех представленных в таблице имеет са-
мую низкую Гвпк (1230 °C) и широкий температурный интервал выработки
(80 °C).
Выработка волокон происходит при более низких температурах практи-
чески без обрывности. Применение в качестве сырья марнеульского ба-
Таблица 3.31
Технологические характеристики получения
непрерывных волокон из горных пород
Параметр Пироксеновый порфирит Базальтовый порфирит Андезито- базальт Марнсуль- ский базальт Берестовец- кий базальт
Температура печи, °C 1400 1430 1450 1430 1430
Температура фидера, С 1350 1380 1420 1360 1400
Температура фильерного поля, °C 1160-1180 1210 1250 1210 1210-1230
Скорость вытягивания, м/мин 2750-3500 2570 2570 3880 2750-3500
Производительность, кг/ч 3,2 3,0 2,5 3,3 2,5
Диаметр, мкм 10-13 9-13 9-13 9-10 11,6-14,5
174
3 8. Металлизация непрерывных базальтовых волокон
Рис. 3.41. Температурная зависимость вязкости рас-
плавов:
1 — марнеульский базальт; 2 — алюмоборосиликат-
ное стекло; 3 — берестовецкий базальт
зальта целесообразно еще и потому, что месторождение разрабатывается и
располагает огромными запасами. По вязкости он приближается к алюмо-
боросиликатному стеклу (рис. 3.41), обладающему хорошими выработан-
ными свойствами.
3.8. Металлизация непрерывных
базальтовых волокон
Металлизированные волокна отличаются повышенными показателями
эластичности, электропроводности и др. [286-289]. Использование их в ка-
честве армирующего компонента резины, пластмасс, металлов позволило
получить новые материалы с заданными физико-механическими и элект-
рическими свойствами. Металлизация уменьшает трение между смежны-
ми волокнами, что облегчает текстильную переработку и сохраняет его
прочность, а также увеличивает адгезию смолы к волокну, тем самым су-
щественно улучшая механические свойства стеклопластиков. Кроме того,
защита поверхности стекловолокна от различных агрессивных воздей-
ствий увеличивает стойкость и долговечность изделий из него.
Трикотажные материалы из металлизированных волокон отличаются вы-
сокой эластичностью и ударостойкостью в условиях жесткой эксплуата-
ции, что обеспечивается петельной структурой волокна [290, 291]. В США
разработаны и применяются вибро- и ударопоглощающие детали на осно-
ве такого трикотажа. С их помощью производится защита электронных си-
175
Глава 3. Технология получения волокон из основных горных пород
стем самолетов и вращающихся радарных антенн. Различные уплотняю-
щие материалы (прокладки, виброизоляторы) можно использовать в ракет-
ной технике. Иногда металлизированные и металлические волокна комби-
нируют с асбестом, что резко повышает механические свойства.
Металлизация волокон осуществляется следующими способами, газо-
фазным, вакуумным испарением, металлизацией через расплав. Наиболее
доступен последний способ, хотя это сложный процесс, требующий стро-
гого соблюдения постоянства параметров и учета многих факторов, кото-
рые влияют на качество покрытия волокна. К ним относятся: температура
выработки стекломассы; температура волокна, входящего в расплавлен-
ный металл; элементарный диаметр волокна; скорость вытягивания; тем-
пература расплава металла; конструкция металлизатора.
Исследования по отработке параметров процесса получения металлизи-
рованных базальтовых волокон проводились на лабораторной установке с
однофильерным тиглем с диаметром фильеры 1,8 мм. При этом использо-
вался способ металлизации через расплав. Вытянутое из фильеры волокно
проходило через расплав металла, полученный в металлизаторе, и наматы-
валось на бобину. Металлизация алюминием осуществлялась на базальто-
вых волокнах больших диаметров — 28-30 мкм. Толщину покрытия рас-
считывали как разность металлизированного и исходного волокна. Алюми-
ниевый слой на полученных волокнах составлял в среднем 7,0 мкм и отли-
чался рыхлостью и значительной разнотолщинностью.
Поскольку температура расплава алюминия находилась в пределах 660-
670 °C, а начиная с 400 °C прочность базальтовых непрерывных волокон
снижалась (см. п. 2.4), полученные металлизированные волокна были
хрупки и имели низкие показатели прочности на разрыв. Поэтому в даль-
нейшем процесс металлизации проводился более легкоплавким цинком
(температура расплава 420—430 °C) на более тонких волокнах как на более
прочных. Были получены металлизированные волокна диаметром 8-9 и
12-14 мкм с толщиной покрытия 2,3-3,4 мкм. Установлены следующие па-
раметры работы установки: температура расплава — 1415±5 °C; расстоя-
ние от фильеры до металлизатора — 250 мм; скорость протягивания воло-
кон — 16,3 м/с.
Для металлизированных волокон с покрытиями из AI и Zn определяли
толщину и диаметр покрытия, критический радиус кривизны (гибкость),
прочность на разрыв и электропроводность. Диаметр непокрытых и по-
176
3.8. Металлизация непрерывных базальтовых волокон
крытых металлом волокон измеряли с помощью микроскопа МБИ-6 при
увеличении х750, прочность волокон на разрыв — на разрывной машине с
индукционным датчиком [292]. Толщину покрытия рассчитывали как раз-
ность радиусов металлизированного и исходного (непокрытого) волокна.
Критический радиус кривизны волокон (гибкость) определяли с помощью
изготовленного приспособления, согласно методике, разработанной в
[293]. Результаты испытаний прочности на разрыв металлизированных ба-
зальтовых волокон представлены в табл. 3.32. Как видно из таблицы, проч-
ность базальтовых металлизированных волокон диаметром 8,5-13,4 мкм с
. различными видами покрытия находится в пределах 70-100 кг/мм2. Тол-
щина покрытий при этом составляет 2,3-3,4 мкм. При увеличении диамет-
u ра волокна до 40 мкм прочность резко падает (до 25 кг/мм2).
Согласно данным табл. 3.33 с увеличением диаметра волокна возрастает
критический радиус кривизны, т.е. снижается гибкость волокон, что осо-
бенно характерно для толстых волокон с покрытием А1.
Удельное сопротивление и электропроводность базальтовых волокон
приведены в табл. 3.34. Длина образца при испытаниях составляла 2,5 мм.
Таблица 3.32
Прочность металлизированных базальтовых волокон
Покрытие Толшина покрытия, мкм Средний диа- метр, мкм Разрывная на- грузка, г Прочность на раз- рыв, кг/мм2
Без покрытия — 9,1 11,7 185
Zn 2,3 8,5 5,6 100
Zn 2.5 12,0 7,7 70
Zn 3,4 13,2 13,6 100
Al 7,0 40,6 33,4 25
§
Таблица 3.33
Гибкость металлизированных волокон
Покрытие Толщина покрытия, мкм Диаметр волокиа, мкм Критический радиус кривизны, мкм
Zn 2,3 8,5 400
Zn 2.5 12,6 450
Zn 3,4 13,2 600
Al 7,0 40,6 1600
12 — 6753
177
Глава 3. Технология получения волокон из основных горных пород
Таблица 3 34
Удельное сопротивление н электропроводность базальтовых
и стеклянных металлизированных волокон
Волокно Покрытие Средний диаметр, мкм Среднее сопро- тивление, Ом Удельное сопро- тивление, Ом-см Электрическая про- водимость, Ом-см
Стеклянное А1 51,2 — 3,2-Ю"’ з.ыо4
Базальтовое А1 40.6 1,0 5,3-10"6 1,910’
То же Zn 13,2 19,6 1,110 s 9,3-104
Zn 12,0 23,5 1,1-10’’ 9,4-104
Zn 8,5 67,5 1,5-10’’ 6,5-104
178
Получение волокон
расщеплением струи
расплава
•
Получение волокон
при гидростатичес-
ком напоре расплава
•
Получение волокон
с помощью
н изкотемпературной
плазмы
•
Получение расплава
токами высокой
частоты
ПОЛУЧЕНИЕ ВОЛОКОН
ИЗ ГОРНЫХ ПОРОД
4.1. Получение волокон
расщеплением струи расплава
Получение минеральных волокон осуществляется
несколькими способами По способу раздува первич-
ного волокна (РПВ) расплав вытягивается в волокна,
которые подаются на вторичный разогрев и раздув в
волокна потоком газовоздущного энергоносителя.
При выработке волокон центробежно-фильерно-
дутьевым (ЦФД) способом скорость подачи и давле-
ние струек расплава на газовоздушный поток энерго-
носителя создаются за счет развиваемых больших
центробежных сил механическим вращением чаши.
Поэтому в дуплекс-процессе РПВ требуется значи-
тельное количество дополнительной тепловой, а при
способе ЦФД — механической энергии для расщеп-
ления расплава в волокна. Способы вертикального
раздува воздухом (ВРВ), дробления расплава на мно-
говалковой центрифуге не позволяют получать мине-
ральные волокна диаметром менее 5 мкм.
При подаче расплава непосредственно в поток газо-
воздушного энергоносителя получить волокна не
удалось, так как высокая скорость и давление потока
энергоносителя не дробят струю расплава, а смывают
ее из-за малого проникновения струи в поток. Для ре-
шения задачи создания процесса расщепления рас-
плава в волокна с минимальными затратами энергии
необходимо определить высоту падения струи рас-
плава (//) до встречи с потоком энергоносителя. По-
этому выполним следующее.
12*
179
Глава 4, Получение волокон из горных пород
1. Рассмотрим свободное падение струи с высоты Н. Начальную ско-
рость расплава принимаем равной нулю. Необходимо найти условия для
параметров струи и энергоносители, при которых происходят дробление
расплава и образование волокон из него.
Запишем основное уравнение движения расплава [294], считая его вяз-
кой жидкостью с плотностью р0 относительно р , газовоздушного энергоно-
сителя. Векторное уравнение Навье - Стокса несжимаемой вязкой жидко-
сти имеет вид
^2- + (^0V>0 =—gradP+ —Дг>0, (4.1)
Ро Ро
где г>0 — вектор скорости, Р — давление, г] — динамическая вязкость рас-
плава.
Движение плоского фронта пламени (энергоносителя) описывается урав-
нением
^2. + (»,V)»3 = ^- + v3Vv3.
Эг рэ
(4.2)
2. Разобьем задачу на два этапа.
Первый этап. Свободное падение массы расплава плотностью р0 с
высоты Н под действием силы тяжести на поверхность энергоносителя.
Пренебрегая вязкостью, определяем скорость движения расплава как твер-
дого тела:
v = -j2gH. (4.3)
Количество движения
КР = rsv2 *, (4.4)
где 5 — площадь поперечного сечения струи.
Обозначая плотность потока расплава через поверхность разрыва
'о = го%’ (4-5)
получаем равенство
'0='э или РО% = РЛ- (4.6)
180
4.1. Получение волокон расщеплением струи расплава
Подставляя (4.3) в (4.6), имеем
p0^2gH = рэ^э.
Отсюда находим высоту падения струи расплава:
2 2 -2
Н = ^~ или Н = —(4.7)
2gPo 2gPo
Вводя удельные объемы Ко =1/р0, К = 1/рэ, получаем следующие формулы:
/,2 = : (Гэ - Ио) = 7(РО-РЭ)(ГЭ-ГО), /э = Ро (4-8)
*э мО
Второй этап. Совместное движение энергоносителя с расплавом,
начиная с момента их взаимодействия. Очевидно, после взаимодействия
произойдет возмущение движения энергоносителя. Его возмущенные ха-
рактеристики обозначим v', sj, Р' и соответственно, для расплава vj, р0',
Р'. Из уравнений движения (4.1) и (4.2) получим
aiv, = О, ^- + (»;V)< = --VP;. (4.9)
dt р
При этом на поверхности разрыва (I = 0) должны выполняться условия:
а) непрерывности давления
po,=p.'+<po-p,)gy; <41°)
б) непрерывности проекций скоростей
, _^= _^ = п
Оу dt эу dt ’
(4.11)
, dy , , dv
г'о.г+г'оЧ_ = г'эл+1'ЭЧ_-
dx dx
На основе соотношений (4.9) и (4.11) определяем критерий неустойчи-
вости фронта энергоносителя на втором этапе.
181
Глава 4. Получение волокон из горных пород
Представим возмущения потоков в виде
Y=)e
i(kx-wt)
(4.12)
Решения уравнений (4.9) запишем соответственно (4.12) для расплава:
v'Oy = Aei{kx-w,)+fy, vOx = iAe,(kx-"l}+ki\
Po — Ap0
IW
~k~v°
(4.13)
ei(kx—wt}+ky
при у > 0.
и энергоносителя:
V3X=-iBe{la-w,)-fy
приу<0
f iw ] j
-Врэ ^з+— s
(4.14)
Подставляя (4.13) и (4.14) в граничные условия при у = 0, получаем сле-
дующие четыре однородные уравнения относительно постоянных А, В, и
С, £):
Лр0= =^Р, +(Р-Рэ)8°-
М ) I к)
iA + °oik D = ~iB + ^kD ~T~C'
kv3
A - £lv0D’° -B + C + v3£lD'°.
Исключая постоянную D, D = ?4/(Qz>0) и умножая второе уравнение на
i = V—I, приходим к трем уравнениям вида:
I * J Г\ * JJ Пг,
= 0,
iA - v(lik —— = —iB + v3ik —--------------— С,
Qr>0 Q^o kv3
A
=------+ B + C = Q.
182
4.1. Получение волокон расщеплением струи росплаво
Ненулевое решение этой системы возможно лишь при условии равенства
нулю детерминанта системы:
( Q
Ро ~ + г)о
I «
(Р~Рэ)£
Qz/o
Q
kv..
(4.15)
или
aQ2 + Ш + С = 0, (4.16)
где
С = i - vjvj - g(po - рэ).
Условие неустойчивости режима горения заключается в требовании, что-
бы корни Q в уравнении (4.16) имели положительную действительную
часть: ReQ > 0, а свободный член уравнения должен быть отрицательным
при произвольном к. Это требование равносильно неравенству
(Ро - P,)g “ ЧР,(1 “ < °- (4-17)
С учетом равенств (4.15), (4.16) условие (4.17) запишем в виде
72(1 - Рэ/Ро) > £Ро2 <4-18>
ИЛИ
2? №0 _ gPo
1-Рэ/Р0 Ро-Рэ
Так как р0» рэ, то условие (4.18) запишется так:
72>£Р02- (4-19)
Объединяя (4.19) и (4.8), получаем
Н>~—^2—. (4.20)
2р0~Рэ
183
Глава 4. Получение волокон из горных пород
Условия (4.20) можно считать необходимыми критериями возникновения
неустойчивости газовоздушного энергоносителя при воздействии на него
струи расплава и последующего ее дробления в потоке с образованием ми-
неральных волокон. Согласно расчетам //должно быть более 0,5 м.
Для экспериментальной проверки теоретических расчетов нами создана
опытная установка (рис. 4.1). Результаты испытаний согласуются с расче-
том. Экспериментальные данные показывают, что при Н более 1 м струя
расплава диаметром до 3 мм внедряется в высокоскоростной поток энерго-
носителя и устойчиво расщепляется в волокна длинноволокнистой струк-
туры [295]. При этом получаемый диаметр элементарных волокон зависит
от дебита расплава (диаметра падающей струи) и ее температуры в момент
контакта с потоком энергоносителя. При дебите одной элементарной струи
800 кг/сут получен диаметр волокон до 4,5 мкм. Для получения волокон
меньшего диаметра и, соответственно, высокой производительности нами
предложен двойной процесс волокнообразования (рис. 4.2).
Рис. 4.1. Схема получения
волокна способом раздува
свободно падающей струи
(СПС):
1 — фильера; 2 — струя
расплава; 3 — компенсатор
потерь тепла; 4 — поток
энергоносителя; 5 — камера
сгорания; 6 — диффузор
184
4.2. Получение волокон при гидростатическом напоре росплово
Рис. 4.2. Схема двойного про-
цесса волокнообразования:
1 — ванная печь; 2 — фильер-
ный питатель; 3 — компенса-
тор потерь тепла; 4 — камеры
сгорания; 5 — диффузор
4.2. Получение волокон при гидростатическом
напоре расплава
При переработке базальтового расплава низкая теплопрозрачность и со-
ответственно малая температурная однородность требуют конструктивно-
го решения фидерных устройств с низким уровнем расплава, что приводит
к малому его гидростатическому напору на фильерное поле. По этой же
причине фильеры конструируются с завышенным диаметром, что создает
трудности получения элементарных струй расплава малого диаметра (ме-
нее 2 мм).
На основе разработанного железохромистого сплава (см. п. 3.4.2) нами
спроектировано устройство (рис. 4.3), позволяющее получать заданный
повышенный гидростатический напор расплава на фильерное поле питате-
185
Глава 4 Получение волокон из горных пород
Рис, 4.3. Устройство для получения штапельных волокон при увеличенном гидро-
статическом напоре расплава:
I — железохромистый струйный питатель расплава; 2 — футеровка камеры; 3 —
фильерный питатель; 4 — сопло; 5 — диффузор
186
4.3 Получение волокон с помощью низкотемпературной плазмы
ля. Устройство позволяет создавать статический напор на фильеры стол-
бом расплава без механических усилий, а также использовать поток энер-
гоносителя, направляемый на раздув и для поддержания температуры
столба расплава [296].
4.3. Получение волокон
с помощью низкотемпературной плазмы
Низкотемпературная плазма — это состояние материи, при котором от-
дельные атомы расщеплены на свободные электроны и положительные
ионы. Преимуществом низкотемпературной плазмы является возможность
создания высоких температур. Известны схемы стабилизации электричес-
кой дуги вихрем, газовым слоем и стенками (рис. 4.4, а, б, в).
Для проведения исследований разработана конструкция опытной плаз-
менно-дуговой горелки мощностью 100 кВт, в основу которой положена
схема стабилизации дуги газовым слоем (см. рис. 4.4, б).
Рис. 4.4. Схема стабилизации дуги:
а — стабилизация воронкой (вихрем); б — стабилизация газовым слоем; в — ста-
билизация стенками; I — стержневой электрод (катод); 2 — полости водяного ох-
лаждения; 3 — источник электроэнергии; 4 — сопло (анод); 5 — струя плазмы; 6
— дуга; 7 — подвод газа; 8 — электроизолирующие шайбы
187
Глово 4. Получение волокон из горных пород
Горелка состоит из воздухоохлаждаемого корпуса цилиндрической фор-
мы, катодного узла и сопла (анода). Катодный узел и сопло (анод) также
охлаждаются водой. Корпус изготовлен из высококачественной стали, ка-
тодный узел — из латуни, сам катод — из вольфрама, сопло медное. Разра-
ботаны три конструкции сменных сопел: суживающееся, сопло Лаваля и
щелевидное. В качестве плазмообразующего газа использовался аргон, но
не исключено применение природного газа, метана, азота и др.
Испытания плазменно-дуговой горелки показали, что данная конструк-
ция обеспечивает получение устойчивого плазменного потока. Температу-
ра плазменного потока составляла 7000-10000 °C.
Волокна получали из стеклянных 06 мм и кварцевых 04 мм штабиков,
которые вводились в плазменный поток на срезе сопла. Были получены
стеклянные и кварцевые волокна со средним диаметром 3,8 и 3,6 мкм соот-
ветственно.
Однако, как показывает распределение волокон по диаметру (рис. 4.5,
4.6), в обоих случаях наблюдается наличие двух групп волокон. Стеклян-
ные волокна со средним диаметром 2,5 мкм составляют 80 % общей мас-
сы, кварцевые этого же диаметра — 70 %. Наличие двух групп волокон
объясняется, по-видимому, неравномерной подачей щтабиков, осуществ-
ляемой вручную.
Параметры плазменно-дуговой горелки следующие: сила тока 250 А, на-
пряжение 45 В, расход плазмообразующего газа (аргона) 0,065 нм3/ч.
Результаты исследований, показавших возможность получения с помо-
щью низкотемпературной плазмы
супертонких волокон из кварцевого
Рис. 4.5. Распределение стеклянных
волокон по диаметру
Рис. 4.6. Распределение кварцевых во-
локон по диаметру
188
4.4, Получение расплава токами высокой частоты
стекла, дают основание утверждать, что этот способ может быть перспек-
тивным и для получения менее тугоплавких базальтовых волокон.
4.4. Получение расплава токами высокой частоты
Токи высокой частоты используются в различных отраслях промышлен-
ности [300-304]. В стекольной промышленности высокочастотные индук-
ционные печи косвенного и прямого нагрева применяются для плавления и
варки оптических и кварцевых стекол [302].
Для выяснения возможности плавления горных пород токами высокой
частоты косвенным и прямым нагревом нами была создана установка, на-
гревательный элемент которой (индуктор) представлял собой медную во-
доохлаждаемую трубку, выполненную в виде цилиндрической спирали ди-
аметром 120 и высотой 180 мм. Внутри индуктора устанавливался тигель в
виде цилиндра с крышкой, который изолировал индуктор от излучения и
снижал потери энергии в окружающую среду (рис. 4.7, 4.8).
Кусковой базальт загружался в тигель и постепенно, по мере плавления,
догружался Фиксировались' режим работы индукционной установки, вре-
мя плавления, температура поверхности расплава, температура тигля.
Рис. 4.7. Схема индуктора (вариант 1)
/ — расплав базальта; 2 — огнеупорная
крышка; 3 — изолирующий огнеупор; 4
— нагреватель; 5 — керамический ти-
гель; 6 — индуктор
Рис. 4.8. Схема индуктора (вариант 2)
1 — огнеупорная крышка; 2 — рас-
плав базальта, 3 — металлический
тигель; 4 — изолирующий огнеупор;
5 — фильера; 6 — индуктор
189
Главо 4. Получение волокон из горных пород
В результате установлено, что процесс плавления базальта в индукцион-
ном поле протекает удовлетворительно, время плавления от начала загруз-
ки не более 30 мин, а при плавлении в тиглях, стойких к температурным
ударам, составляет 10-15 мин, причем за указанный период температура
расплава достигала 1800 °C.
На установках индукционного нагрева с рабочей частотой 66 кГц полу-
чать расплав базальта, а также поддерживать его температуру в расплав-
ленном состоянии можно только косвенным нагревом: нагрев тигля с ба-
зальтом при помощи графитового нагревателя или плавление за счет нагре-
ва материала самого тигля.
Для определения возможности плавления базальта в непрерывном пото-
ке с выработкой использовался платиновый тигель с фильерой. По мере ис-
течения расплава из фильеры сверху тигель догружался кусковым базаль-
том. Однако температура получения расплава была ограничена рабочей
температурой платины (1450 °C). С целью создания более высоких темпе-
ратур были испытаны тигли: графитовые, из MoSi2, ZrB2, кварцевые, из
А12О3 с графитовым нагревателем и тигель из А12О3 с затравкой из металла.
При плавке базальта в графитовых тиглях наблюдалось интенсивное газо-
выделение в результате восстановительного действия углерода на оксиды
Fe2O, и FeO. На стенках тигля замечены шарики восстановленного железа.
При плавлении в металлокерамических тиглях из MoSi2 и ZrB происхо-
дило неравномерное разогревание и растрескивание тиглей. Наблюдалось
также взаимодействие расплава базальта с материалом тигля.
Плавление в тиглях из А12О3 с затравкой из металла дало отрицательные
результаты.
При высокочастотном нагреве в тиглях из А12О3 с графитовым нагревате-
лем получены положительные результаты. В процессе плавления при
1800 °C взаимодействия расплава с материалом тигля не отмечалось.
В результате проведенных опытов получены качественные пробы ба-
зальтовых стекол при температурах 1500, 1600, 1700, 1800 °C.
190
ПОЛУЧЕНИЕ
БАЗАЛЬТОВОЛОКНИСТЫХ
МАТЕРИАЛОВ
5.1. Теплоизоляционные материалы
Исследования и длительная эксплуатация базальто-
вых волокон показали возможность применения их в
интервале температур от -196 до +900 °C. При ис-
пользовании волокнистых материалов в качестве теп-
ловой изоляции плотность и толщина теплоизоляци-
онных изделий существенно влияют на технико-эко-
номические характеристики.
Эффективная теплоизоляция улучшает стабиль-
ность технологических процессов, повышает их про-
изводительность, снижает удельные расходы тепло-
вой энергии, уменьшает вес и габариты конструкций,
продлевает срок их службы, улучшает условия труда.
Эффективность базальтоволокнистой изоляции опре-
Теплоизоляционные
материалы
•
Звуко погл ощаю щис
материалы
•
Базальт овопокнис-
тые фильтры
•
Базальтоволокнис-
тые композиционные
конструкционные
материалы
Рис. 5.1. Структура базальтоволокнистого материала
191
Глава 5. Получение базальтоволокнистых материалов
деляется тем, что волокна формируются в массе беспорядочно, образуя
рыхлую высокодисперсную структуру с большим количеством воздушных
промежутков (рис. 5.1).
Плотность такого материала в 50-100 раз меньше плотности исходного
камня, что обусловливает малую материалоемкость.
5.1.1. Теплопроводность штапельных базальтовых
волокон при повышенных температурах
Основной характеристикой теплоизоляционного материала является ко-
эффициент теплопроводности. Известно, что теплопроводность — это пе-
редача теплоты при наличии градиента температуры, обусловленная теп-
ловым движением частиц [310, 311]. Коэффициент теплопроводности во-
локнистого высокодисперсного материала — это показатель совокупности
тепло- и массообменных процессов в материале, который зависит от ин-
тенсивности их протекания Поэтому при установлении общих закономер-
ностей, определяющих теплофизические свойства базальтоволокнистых
материалов, учитывались их механическая структура, пористость и хими-
ческая природа волокнистого скелета.
Механическая структура штапельных базальтовых волокон характеризу-
ется их исходными диаметрами и беспорядочным рыхлым расположением.
Пористость волокнистого материала зависит от диаметра волокон и степе-
ни их уплотнения в материале. Химический состав волокон (скелета мате-
риала) предопределяется исходным составом базальтового стекла — диэ-
лектрика — ив материале почти постоянен.
Таким образом, механизм распространения теплоты в волокнистом мате-
риале определяется количеством тепла, которое отдают свободные элект-
роны в волокнистом теле (скелете) за счет перемещения молекул, обладаю-
щих кинетической энергией воздуха (газа), заполняющего поры тела (ске-
лета). Следовательно, коэффициент теплопроводности волокнистого мате-
риала зависит от плотности, т.е. от массы волокон, приходящейся на объем,
и количества пор.
При определенной плотности волокнистого материала температура тела
будет функцией одной координаты Т— Т(х), при этом dTIdx < 0 (температу-
ра убывает в положительном направлении оси Ох). Тогда, по закону Фурье,
через любое сечение материала, нормальное к выбранной оси, происходит
передача теплоты:
192
5 1. Теплоизоляционные материалы
JT
\Q = -\—Fbx.
dx
(5.1)
где Ag — количество теплоты, ккал; X — теплопроводность, ккал/(м ч град);
F— поверхность, м2; Дт — время, ч. Знак минус в (5.1) указывает на то, что
теплопередача направлена в сторону уменьшения температуры (противопо-
ложно градиенту температуры). При однородном базальтоволокнистом ма-
териале и установившемся процессе спад температуры вдоль оси Ох носит
линейный характер:
dT
— = const.
dx
(5.2)
Выражение (5.2) позволяет найти плотность теплового потока, излучаемо-
го объектом и протекающего через единицу площади в единицу времени:
\Q = ^dt
F A 7' dx
(5.3)
Из формулы (5.3) следует, что
- \
(5.4)
Результаты исследований коэффициента теплопроводности выпускае-
мых базальтовых волокон различных диаметров, выполненных методом
стационарного теплового режима, представлены в табл. 5.1. Из таблицы
видно, что с увеличением диаметра волокон теплопроводность возрастает,
особенно значительно при высоких температурах (рис. 5.2).
Низкая теплопроводность микро-, ультра-, супертонких базальтовых
штапельных волокон обусловлена их высокоразвитой поверхностью, со-
здающей огромное количество микропор, которые препятствуют конвек-
ции и тепловому излучению воздуха. В тонких и утолщенных базальтовых
штапельных волокнах диаметром от 5 до 15 мкм размер микропор между
волокнами увеличен, что приводит к усилению конвекционных потоков
13 — 6753
193
Главо 5 Получение бозалыоволокнистых материалов
Таблица 5.1
Значения коэффициента теплопроводности базальтовых волокон
(у= 100 кг/м3) при разной температуре
Волокно Средний диаметр волокон, мкм Уравнение температурной зависимости коэффициента теплопроводности, А. =ДГ), ккал/(м ч-град) Средняя температура, °C
50 300 500
Микротонкое 0,6 кт = 0,0205 + 0,000128Тср 0,0269 0.0589 0,0845
Ультратонкое 0,75 Хг = 0,0215 + 0.000125Тр 0,0277 0,0590 0,0840
Супертонкое 1,2 кт — 0.0250 + 0,00014Тср 0,0320 0,0670 0,0950
Стекломикрокри- 1,2 Хг = 0,0250 + 0,00015Тер 0,0325 0,0700 0,1000
сталлическое
Тонкое 6,0 кт = 0,0310 + 0,000193ТеР 0,0406 0,0890 0,1275
Тонкое 10,3 кт = 0,0305 + 0,00024Тср 0,0425 0,1025 0,1505
Утолщенное 15,0 кт = 0,0305 + 0,000255Т,р 0,0432 0,1070 0,1580
Утолщенное 18,0 кт = 0,0365 + 0,000250ТСр 0,0455 0,1115 0,1615
Рис. 5.2. Зависимость коэффициента
теплопроводности базальтовых волокон
от диаметра
Рис. 5.3. Зависимость коэффициента
теплопроводности базальтовых воло-
кон от плотности
194
5.1. Теплоизоляционные материалы
Таблица 5.2
Значения коэффициента теплопроводности БСТВ различной плотности
при разной температуре
Плот- ность, кг/м’ Уравнение температурной зависимости коэффициента теплопроводности, А. = flT), ккал/(мч-град) Средняя температура, °C
0 50 300
20 Хг= 0,029 + 0,0002887^ 0.029 0.0434 0,1154
50 Хт = 0,026 + 0,0001397;р 0,026 0,0329 0,0677
75 Хт = 0,024 + 0,000135 Тср 0,024 0,0308 0,0645
100 Хт = 0.025 + 0.000140 7-ер 0,025 0,0320 0,0670
150 Хг= 0,026 + 0,0001467-ер 0,026 0,0333 0,0698
200 \т= 0,028 + 0,0001567-ер 0,028 0,0358 0,0748
воздуха. Значения коэффициента теплопроводности в зависимости от тем-
пературы и плотности волокон приведены в табл. 5.2 и на рис. 5.3.
Как видно из табл. 5.2, коэффициент теплопроводности волокон зависит
от степени уплотнения и оптимален при объемной массе 75- 100 кг/м3 во
всем температурном интервале эксплуатации.
В теплоизоляции тепловых агрегатов, конструкций, основными изолиру-
емыми элементами являются плоские и цилиндрические стенки при уста-
новившемся тепловом потоке. Выбор оптимальной толщины теплоизоля-
ционного слоя важен как с технической, так и экономической точки зрения.
Согласно эмпирическому закону Фурье, уравнение теплопроводности
плоской стенки при установившемся потоке имеет вид
Q^UT^-T^Ft. (5.5)
Таким образом, толщина изоляции для плоской поверхности стенки та-
кова:
8 = ^(Tct,-7'CT2)Ft.
(5-6)
Для цилиндрической стенки при установившемся потоке уравнение сле-
дующее;
13*
195
Глава 5. Получение базальтоволокнистых материалов
2и£(7’ст Тс ) 2п _
----------z , — = о. (5 7)
i/а о 2и-2Z?
1 / Л • 2,31е
2Ь
Исходя из формулы (5.1), вычисляем тепловой поток, проходящий через
стенку. Затем, зная наружную температуру изолируемого объекта, задан-
ную плотность базальтоволокнистого материала, из формул (5.5)—(5 7) лег-
ко определить толщины изоляционного слоя.
Для изделий новой техники необходимы малогигроскопичные и хими-
чески устойчивые теплоизоляционные материалы. Выпускаемые промыш-
ленностью ультра- и супертонкие стеклянные волокна во влажном воздухе
значительно адсорбируют влагу, вследствие чего их масса возрастает. Это
приводит к повышению массы конструкции изделия, в котором использу-
ется волокнистый материал. Кроме того, из-за насыщения стеклянного во-
локна влагой его физико-химические свойства при эксплуатации ухудша-
ются. Так, в условиях возможной конденсации влажность стеклянного во-
локна непрерывно возрастает и через 30 суток достигает 22 % Базальтовое
же волокно, особенно стекломикрокристаллическое, имеет низкую гигрос-
копичность (2-3 %), практически не изменяющуюся во времени [312]. Это
обусловлено химическим составом, определяющим структуру волокна.
Можно предположить, что на снижение его гигроскопичности благоприят-
но действуют оксиды железа, тогда как щелочные оксиды в стекловолокне
способствуют увеличению его гигроскопичности.
Низкая, практически не возрастающая во времени, гигроскопичность ба-
зальтовых волокон обеспечивает стабильность теплофизических характе-
ристик при длительной эксплуатации.
5.1.2. Теплопроводность базальтовых волокон
при низких температурах
Материалы из стеклянных и минеральных волокон в виде ваты в комби-
нации с алюминиевой фольгой, экранирующей тепловое излучение, ис-
пользуются в качестве низкотемпературной теплоизоляции [313, 314]. На-
ряду с преимуществами (например, по сравнению с вакуумно-порошко-
вой) стекло- и минераловолокнистая изоляция имеет существенный недо-
статок — относительно низкую теплостойкость (до 700 К). Это затрудняет
196
5.1. Теплоизоляционные материалы
процесс дегазации текстуры изоляции при высоких температурах, влияет
на коэффициент теплопроводности.
Использование высокотемпературоустойчивых волокнистых материалов
позволит проводить дегазацию при 900 К. С этой целью исследована воз-
можность применения в качестве низкотемпературной изоляции для крио-
статов базальтового ультратонкого волокна (БУТВ) диаметром менее
1 мкм, температура размягчения которого 975 К.
Коэффициент теплопроводности БУТВ в области давлений 133,3-10'—
133,3-106 Н/м2 при различной плотности укладки волокон в интервале тем-
ператур 300-77 К определяли по количеству испарившегося из измери-
тельного прибора (рис. 5.4) хладагента за счет прохождения тепла через
исследуемый образец. Прибор состоит из измерительной (/) и двух охран-
ных (2) камер, защищающих торцевые поверхности исследуемого образца
от притоков побочного тепла. Охранные камеры соединены между собой
трубкой, проходящей вдоль оси измерительной камеры. На нижней охран-
ной камере установлены центрирующие опоры (3) из стали Х18Н10Т. За-
зор между измерительной и охранными камерами обеспечивается опорами
Рис. 5.4. Прибор для определения коэф-
фициента теплопроводности в вакууме
при низких температурах
197
Глава 5. Получение базальтоволокнистых материалов
(4). Заливные трубки (5, б) выполнены из той же стали. Камеры (/, 2) вмес-
те с исследуемым образцом (7) помещены в вакуумно-плотный корпус (5),
в который вварены магниторазрядный насос НЭМ-2 (9), создающий в при-
боре вакуум 133,3'10^-133,ЗЮ’7 Н/м2, и вакуумный вентиль (10). По тор-
цам корпус соединен болтами с верхней (11) и нижней (12) крышками. На
верхней крышке стенда расположены термопарные и манометрическая ва-
куумные лампы (13).
Скорость испарения хладагента (жидкий азот) определялась газовым
счетчиком ГСБ-400 М. Для нагрева испарившегося азота до комнатной
температуры между счетчиком и измерительным прибором был установ-
лен теплообменник, обдуваемый вентилятором. Счетчик, создающий под-
пор давления в измерительной камере около 58,8 Н/м2, способствует кон-
денсации паров испарившегося азота в трубке (6) Чтобы избежать этого, в
охранной камере с помощью водяного барботера создается подпор давле-
ния (около 294 Н/м2).
Вакуум в приборе обеспечивается системой, состоящей из форвакуумного
насоса с азотной ловушкой, адсорбирующего насоса и магниторазрядного
насоса НЭМ-2. Измерение вакуума осуществляется вакуумметром ВИТ-2.
Давление в приборе изменяется в результате поступления порций сухого
азота в вакуумную полость через натекатель вакуумной системы.
Стационарный режим устанавливается через 2-3 часа после заливки
жидкого азота. Расход испарившегося азота замеряли по достижении по-
стоянного расхода азота.
Полагая, что весь тепловой поток через образец идет на испарение жид-
кого азота, эффективный коэффициент теплопроводности (Хэфф) образца
определяли по уравнению теплопередачи через цилиндрическую стенку
[315]:
Qln£>2/£>,
2£(Т;-Г2)’
(5.8)
где Q — тепловой поток через образец, Вт; Д,и Д— внутренний и наруж-
ный диаметры, м; Д — температура корпуса прибора, К; Г— температура
жидкого азота, К; L — длина измерительной камеры, м.
Тепловой поток рассчитывали по объему испарившегося из измеритель-
ной камеры азота:
Q = Vr, Вт, (5.9)
198
5.1. Теплоизоляционные материалы
где V — количество азота, испарившегося в единицу времени, л; г — теп-
лота парообразования азота, Вт/л. При этом контролировали расход газа,
уровень азота в камерах, вакуум в приборе и температуру корпуса.
На рис. 5.5 и 5.6 приведены зависимости А. образцов БУТВ от давления
в изолированном пространстве и плотности при давлении 133,3-10 6 Н/м2.
В области давления 133,3-10 2 Н/м2 и ниже экспериментальные данные со-
гласуются с определенными аналитически по методике, предложенной в
работе [313]. При давлениях выше 133,3 10 2 Н/м2 экспериментальные кри-
вые располагаются более полого, чем расчетная кривая, что, очевидно, свя-
зано с наличием в текстуре БУТВ волокон различного диаметра. Кроме
того, несоответствие кривых в указанных диапазонах давлений объясняет-
ся тем, что расчет производился при условии расположения волокон пер-
пендикулярно тепловому потоку, тогда как в исследуемых образцах волок-
на расположены хаотично.
Таким образом, указанный аналитический метод расчета можно приме-
нять с достаточной точностью только при давлении 133,3-10 2 Н/м2 и ниже,
когда проводимость тепла остаточными газами ничтожна. При давлениях
выше 133,3-10 2 Н/м2 Хэфф можно рассчитать ориентировочно. В табл. 5.3
приведены составляющие общего теплопереноса (А, ) по текстуре БУТВ:
Рис. 5.5. Зависимость коэффициента теплопроводности БУТВ от давления при раз-
личных плотностях волокон:
1 — 30, 2 — 60, 3 — 80, 4 — 100 кг/м’; 5 — расчетная при у= 80 кг/м’
199
Глава 5. Получение базальтоволокнистых материалов
Рис. 5.6. Зависимость коэффициента
теплопроводности БУТВ от плотно-
сти в интервале температур 300-
77 К
теплопроводности по твердому телу (к ), проводимости тепла излучением
(Хизл) и теплопереноса остаточными газами, заполняющими изоляцию (X).
При давлении газа 133,3-10 3 Н/м2 и ниже основной составляющей тепло-
вого потока через БУТВ является проводимость тепла излучением. Повы-
шение давления до 133,3-10 2 Н/м2 резко увеличивает конвективный тепло-
перенос газами, заполняющими текстуру БУТВ. Коэффициент теплопро-
водности БУТВ с увеличением плотности набивки вначале уменьшается, а
затем возрастает (см. рис. 5.1). Оптимальная плотность изоляции из БУТВ
составляет 80 кг/м3.
Наряду с теплофизическими свойствами исследовали прочность базаль-
товых волокон при температурах 77 и 900 К. При 77 К прочность волокон
через 19 часов возрастает на 9 %, через 24 и 40 часов — на 16 %. После
длительного пребывания волокон при температуре 900 К (процесс дегаза-
ции) прочность снижается лишь на 10 %.
Таким образом, базальтовые ультратонкие волокна благодаря низкому
коэффициенту теплопроводности в диапазоне температур 300 - 77 К и ваку-
уме 133,3-10 5 Н/м2 можно успешно применять в качестве низкотемпера-
турной теплоизоляции в различных криогенных устройствах [316, 317].
Таблица 5.3
Составляющие общего теплопереноса
Давление, Н/м‘ ^эфф Кг ^-изл
мВт м-град % мВт м-град % мВт м-град % мВт м-град %
133.3-10 4 0,700 100,0 0,20 28,6 0,50 71,4 - -
133,3-10 0,703 100,0 0,20 28,5 0,50 71,2 0,003 0,3
133,3-КГ 2 1,000 100.0 0.20 20.0 0.50 50.0 0,30 30,0
133,3-10 1 12,700 100,0 0,20 1,5 0,50 3,9 12 94,6
200
5.1. Теплоизоляционные материалы
5.1 3. Авиационные маты АТМ-10
Базальтовые авиационные маты АТМ-10 разработаны на основе базаль-
товых ультра-, супертонких и стекломикрокристаллических волокон диа-
метром не более 2 мкм (рис. 5.7). Маты покрыты с двух сторон кремнезем-
ной тканью или стеклотканью и простеганы кремнеземной или стеклянной
нитью [318]. В зависимости от облицовочной ткани АТМ-10 имеют три мо-
дификации:
• ATM-ЮС, облицованный стеклотканью с температуростойкостью до
450 °C;
• ATM-1 ОК, облицованный кремнеземной тканью с температуростойкос-
тью до 700 °C;
• ATM-ЮТ из стекломикрокристаллического волокна, облицованный
кремнеземной тканью с температуростойкостью до 900 °C.
Плотность матов, в зависимости от толщины, составляет: 35 55 кг/м3
(ATM-ЮС); 55-80 кг/м3 (ATM-ЮК и ATM-ЮТ).
Зависимость коэффициента теплопроводности от температуры теплоизо-
ляционных матов (рис. 5.8) носит линейный характер, и теплопроводность
возрастает с повышением температуры. С увеличением плотности от 50 до
100 кг/м3 коэффициент теплопроводности АТМ-10 снижается, особенно
при высоких температурах. При сопоставлении теплопроводности матери-
алов АТМ-10 и АТМ-3 при у= 50 кг/м3 видно некоторое преимущество ма-
териала АТМ-10, обладающего более высокими теплоизоляционными
свойствами.
Рис. 5.7. Авиационные маты АТМ-10
201
Глава 5 Получение базальтоволокнистых материалов
Рис. 5.8. Зависимость коэффициен-
та теплопроводности теплоизоляци-
онных матов от температуры:
1 — АТМ-3 (у = 50 кг/м3); 2 — АТМ-
10 (у = 50 кг/м3); 3 — ATM-10 (у =
= 100 кг/м3)
Коэффициенты звукопоглощения материала ATM-10 толщиной 15 мм и
плотностью 50 кг/м3 на частотах от 400 до 1200 Гц соответствуют коэффи-
циентам звукопоглощения АТМ-3. В диапазоне частот 1200-1800 Гц коэф-
фициент звукопоглощения материала ATM-10 возрастает и при 1800 Гц ра-
вен 0,82. Основные свойства матов ATM-10 по сравнению с аналогами
приведены в табл. 5.4.
Технология производства ATM-10 аналогична производству матов АТМ-3
[318, 319]. Кроме этого, разработан механизированный пошив матов с нерас-
пускающимся швом [320]. Маты ATM-10 эффективно используются в каче-
стве теплозвукоизоляции при повышенных температурах в изделиях авиаци-
онной, судостроительной и других отраслей промышленности вместо мате-
риалов АТМ-3, ATM-4, АТМ-5.
Таблица 5.4
Сравнительные свойства теплозвукоизоляционных матов
Параметр Базальтовое волокно Стеклянное волокно
АТМ-10Т АТМ-10К АТМ-10С АТМ-3 АТМ-4 АТМ-5
Плотность, кг/м3 55-80 55-80 35-55 40-50 80-105 90-105
Температура эксплуатации. °C 900 700 450 450 1200 1200
Коэффициент теплопроводно- сти, ккал/(мч град) 0,029 0,029 0,028 0,031 0,040 0,038
Гигроскопичность, %, через 30 сут 3,0 3,0 22,0 3,0 2,8
Коэффициент звукопоглоще- ния, %, при у = 50 кг/м3, час- тоте 1800 Гц и толщине 15 мм 82,0 82,0 70,0 80,0 58,0
202
5,1. Теплоизоляционные материалы
5.1.4. Шнуры БТШ
На основе супертонких и непрерывных волокон разработан материал для
изоляции трубопроводов — базальтовые теплоизоляционные шнуры БТШ
[321, 322]. Шнуры диаметром 6, 10, 20, 30 и 40 мм состоят из круглой серд-
цевины (базальтовое супертонкое волокно), оплетенной жгутом из непре-
рывного базальтового волокна.
Технология производства изделий заключается в следующем. При помо-
щи специального устройства - приставки к конвейеру (рис. 5.9) формиру-
ется сердцевина. Для ее изготовления используется один слой ковра БСТВ,
выходящего с конвейера. В зависимости оз диаметра выпускаемого шнура
Рис. 5.9. Устройство для формования сердцевины шнура:
1 — конвейер; 2 — ковер БСТВ; 3 — сужающийся лоток; 4 — насадка, 5 — тяну-
щие валики, 6 — сердцевина; 7 — цевочное колесо; 8 — неподвижный диск
203
Глава 5. Получение базальтоволокнистых материалов
изменяется скорость движения конвейера и таким образом регулируется
поступающая масса ковра, собираемая устройством в сердцевину. Получа-
емая сердцевина сворачивается в бухты и подается к оплеточным станкам.
Оплеточным материалом служит базальтовый жгут толщиной 500 и
800 текс. Получаемый в бухтах жгут тростильной машиной перематывают
на шпули. Оплетка сердцевины базальтовым жгутом производится на мо-
дернизированной нами оплеточной машине ОНК-16Э, применяемой в ка-
бельной промышленности [322]. Заданный диаметр изделия обеспечивает-
ся прохождением сердцевины через сменный калибр, диаметр отверстия
которого на 1—3 мм больше диаметра шнура. На 1 см принято 1-3 перепле-
тений (в зависимости от диаметра шнура). Скорость оплетки — 1 м/мин.
Готовый материал наматывается в бухты. Свойства и сравнительная харак-
теристика базальтовых и асбестовых теплоизоляционных шнуров приведе-
ны в табл. 5.5 и 5.6. Как видно из таблиц, базальтовые шнуры значительно
превосходят по своим свойствам асбестовые.
Таблица 5.5
Характеристики базальтовых шнуров
Марка Диаметр, мм Плотность, кг/м3 Масса 1 пог. м, г Плотность оплетки (число жгутов на 1 см)
шнура сердцевины
БТШ-6 6 420 12 8 3
БТШ-10 10 290 24 14 3
БТШ-20 20 200 60 44 1,5
БТШ-30 30 140 100 80 1.5
БТШ-40 40 135 170 145 1
Таблица 5.6
Сравнительные характеристики шнуров
Параметр Базальтовый шнур Асбестовый пух-шнур
Плотность кг/м3 135-420 550-1200
Температура применения, °C До 700 До 400
Коэффициент теплопроводности при 20 °C, ккал/(м чтрад) 0,041-0,045 0,1-0,12
Гигроскопичность, % до 2 4
204
5.1. Теплоизоляционные материалы
5.1.5. Плиты на поливинилацетатном связующем
Необходимость создания теплоизоляционных базальтоволокнистых плит
диктуется тем, что требуется легко и быстро изолировать наряду с плоски-
ми изогнутые поверхности изделиями определенной толщины, плотности
и различной формы.
Разработанная технология получения мягких плит толщиной 20, 30,
40 мм и размерами 500x500 и 830x600 мм на основе базальтовых супер-
тонких волокон и поливинилацетатной эмульсии [323, 324] состоит из сле-
дующих стадий: приготовление связующего раствора, пропитка им волок-
на, формование и сушка. Концентрация поливинилацетатной эмульсии
(ПВА) составляет 1,5-5 г/л. Пропитка волокон осуществляется поливом с
последующим отжатием избытка влаги. Пропитанные холсты укладывают
пакетами на электро- или парообогреваемые полки пресса. Толщину плит
задают установленными на каждой полке фиксаторами. Формование при-
водится на 12-полочном гидравлическом прессе модели ДА-2238.
Для подбора максимально возможной температуры сушки плит снимали
кривые ДТА и ДТГ поливинилацетатной эмульсии. Ее заметное разложе-
ние начинается с 230 °C и протекает интенсивно при 360 °C. При темпера-
туре 180 °C потери массы плит составили 0,3 %. Это указывает на начало
деструкции ПВА. Поэтому при формовании плит температура сушки при-
нята равной 140-150 °C. В зависимости от толщины время сушки плит со-
ставляет 80-120 мин.
ПВА вводится для придания изделию необходимой монтажной жесткос-
ти, значительно облегчающей и ускоряющей укладку теплоизоляционного
слоя. В эксплуатационных условиях при температуре нагретых поверхнос-
тей более 200 °C ПВА выгорает. Поскольку содержание связующего неве-
лико (менее 10 %), а само оно не оказывает агрессивного воздействия на
волокно даже при выгорании, температурная область применения изоляци-
онного слоя определяется лишь свойствами БСТВ. Основные характерис-
тики плит следующие:
толщина, мм.........................................20, 30,40
объемная масса, кг/м’...............................60-80
содержание связующего, %, не более..................8
гигроскопичность, %, не более.......................2
показатель горючести................................0,3-0,5
коэффициент теплопроводности
при 20±15°С, ккал/(м-чтрад).........................0,030
205
Глава 5. Получение базальтоволокнистых материалов
содержание ионов хлора, %........................ 0,01-0,02
температура применения, °C.........................700.
Плиты на основе БСТВ обладают высокой гибкостью, вибростойки, лег-
ко поддаются резке в сухом состоянии и не пылят. Благодаря этим свой-
ствам они являются перспективным материалом для теплоизоляции в стро-
ительстве, приборостроении, металлургической промышленности.
5.1.6. Плиты без связующего, полученные
способом полуспекания
Промышленность выпускает теплоизоляционные плиты из минеральной
или стеклянной ваты с применением различного типа связующих: смолы,
крахмала, бентонитовой глины и др. Связующее, распределенное в волок-
нистой массе, обеспечивает склеивание волокон и возможность формиро-
вания плит [325].
Требования, предъявляемые к волокнистым высокотемпературным изде-
лиям сводятся к уменьшению содержания связующего или его полному ис-
ключению за счет других средств образования каркаса. Известен способ
получения формированных изделий из минерального волокна — сплавле-
ние отдельных волокон с помощью токов высокой частоты [326]. При этом
волокнистая масса опыливается дисперсным электропроводящим материа-
лом (графитом, алюминием и т.п.). Такой способ трудоемок и требует обя-
зательного введения в волокнистую массу электропроводящего материала,
который практически невозможно равномерно распределять в ней.
Известен также способ изготовления теплоизоляционного материала из
стеклянной ваты Однако вследствие полного спекания стекловолокнистой
массы изделия имеют высокую объемную массу (400-500 кг/м3) [327].
Нами разработан способ получения теплоизоляционных плит без связу-
ющего из базальтовых супертонких волокон диаметром менее 2 мкм [328].
Процесс получения плит сводится к термообработке на конвейере под при-
грузом холста из базальтового супертонкого волокна.
В процессе термообработки при температуре свыше 700 °C базальтовое
супертонкое волокно со стекловидной структурой в исходном состоянии,
вследствие наличия оксидов железа и титана, подвергается кристаллиза-
ции. В температурном интервале 750-900 °C образуется стекломикрокрис-
таллическая структура, представленная микрокристаллами пироксенов, ге-
206
5 1. Теплоизоляционные материалы
матита и стекла. Стекловидная фаза, размягчаясь при этих температурах, в
условиях сближения поверхностей волокон при нагрузке на холст обвола-
кивает кристаллы волокон, выполняя таким образом роль связующего.
По разработанному способу получают мягкие (у= 60-100 кг/м3) и полу-
жесткие (у = 120-150 кг/м3) плиты, обладающие низким коэффициентом
теплопроводности (X = 0,026-0,031 ккал/(м-чтрад)), малой гигроскопич-
ностью (0,01-0,05 %). Плиты без связующего являются высокоэффектив-
ным теплоизоляционным материалом, применяемым до 1000 °C.
5.1.7. Картоны
Теплоизоляционный картон на основе базальтового супертонкого
волокна и поливинилацетатной эмульсии выпускается по разработан-
ной нами технологии [329]. Поточная технологическая линия состоит из
трех основных частей: узла приготовления связующего (ПВА), формующе-
го ленту картона конвейера и конвейерного сушила. Теплоносителем мо-
жет служить подогретый воздух или нагретые отходящие газы. Сушило
разделено на 6 зон с автономным регулированием температуры. Скорость
сушки регулируется движением сетчатого конвейера, работающего синх-
ронно с формующим конвейером. Температура сушки — 140-160 °C.
В соответствии с РСТ УССР 5017-79 на ПВА выпускается картон следу-
ющих марок: ТК-4, ТЗК-5, ATM-12. Размеры картонов: длина 300-
1200 мм, ширина 300-1000 мм, толщина 4-12 мм. Свойства базальтового
картона приведены в табл. 5.7.
Базальтовый теплоизоляционный картон на глинистом связующем.
На основе БСТВ и глинистого связующего получен листовой материал —
Таблица 5.7
Сравнительные характеристики картонов
Параметр Базальтовый картон Асбестовый картон
Температура применения, °C I Тлотность, кг/м3 Коэффициент теплопроводности при 20±5 °C, ккал/(м-ч град) Влажность, %, не более Горючесть -260-+700 70-110 0,03 2 Трудносгорасмые До 600 1000-1300 0,12 3
207
Глава 5. Получение базальтоволокнистых материалов
теплоизоляционный картон (ТК-1, ТЗК-6) толщиной от 2 до 12 мм [330,
331] Состав материала следующий: базальтовое супертонкое волокно диа-
метром до 1,5 мкм — 88-98 %, глинистое связующее — 12 2 %.
В качестве глинистого связующего используются бентонитовые глины
Черкасского месторождения.
Технология производства предусматривает три основных этапа: приго-
товление глинисто-волокнистой гидромассы, формование непрерывного
ковра из гидромассы посредством вакуум-фильтра с последующей подачей
ленты на сушку в конвейерное сушило. Материал после сушки раскраива-
ется на листы заданных размеров и упаковывается. Он используется в ка-
честве прокладочного теплоизоляционного материала в судостроении,
авиационной, химической и др. отраслях промышленности. Материал ха-
рактеризуется следующими техническими показателями:
температуростойкость, °C..........................-260-+750
коэффициент теплопроводности
при 25 °C, ккал/(м ч град)........................0,032-0,038
плотность, кг/м’..................................90-280
предел прочности на разрыв, кг/см2................3-8
горючесть.........................................несгораемые.
Базальтоасбестовый картон. В производстве асбестоцементных изде-
лий ежегодно образуется большое количество отходов (асбестита), кото-
рые нигде не используются и занимают производственные площади. Нами
проведены исследования по применению добавок асбестита для получения
теплоизоляционного картона из базальтового супертонкого волокна — ба-
зальтоасбестокартона [332]. В качестве связующего использована бентони-
товая глина Черкасского месторождения.
В процессе испытаний было опробовано несколько составов с соотноше-
нием базальтовое волокно: асбестит — 40:60, 50:50, 70:30 при концентра-
ции глинистого связующего 0,15 %. Получен картон размером
1000x1100 мм толщиной 2-5 мм. При этом снижения производительности
не отмечалось Основные свойства базальтоасбестокартона относительно
асбестового картона представлены в табл. 5.8.
Анализируя результаты испытаний, следует отметить, что базальтоасбес-
токартон превосходит по прочности базальтокартон, значительно легче ас-
бестокартона и по теплоизоляционным свойствам эффективнее его.
Картон на основе кремннйорганических лаков. В ряде случаев для
изоляции конструкций к теплоизоляционным материалам предъявляются
208
5.1. Теплоизоляционные материалы
Таблица 5.8
Физико-механические характеристики картонов
Состав материала, % Толщина, мм Плотность, кг/м3 Разрушающее на- пряжение при рас- тяжении, кг/см2 Коэффициент тепло- проводности при 25 °C, ккал/(мчград)
БСТВ асбестит
Базалыпоасбестокартон
70 30 2,4-2,9 180-200 2,0-2,5 0,038
50 50 2,2-4,8 220-240 2,9-3,7 0,042
30 70 2,5-3,5 250-270 4,0-5,0 0,045
Базальтокартон
100 - 3,0-5,0 140-160 1,0-1,5 0,032
А сбестокартон
— 100 2,0-10,0 1000-1300 6,0-7.0 0,120
повышенные требования: высокая эластичность и прочность, стабиль-
ность при эксплуатации в широком диапазоне температур (от -260 до 500 -
700 °C), недопустимость выделения токсических веществ, негорючесть.
Этим требованиям соответствует базальтовое супертонкое волокно, кото-
рое является перспективной основой для температуростойкого картона.
Однако для успешного его использования необходимо обеспечить проч-
ность на разрыв и гибкость, достаточные для проведения монтажных опе-
раций. Для практического применения такого материала удовлетворитель-
ными характеристиками часто служат прочность на разрыв полоски
50x180 мм не менее 0,2 кг и изгиб по диаметру 50 мм на 180°. Поскольку
сила сцепления между базальтовыми волокнами в холсте незначительна,
необходимо для придания прочности вводить связующее.
Описанный выше картон на поливинилацетатной эмульсии, хотя и обла-
дает достаточной прочностью, гибкостью, но не лишен недостатка, он из-
готовлен на органическом связующем, которое выгорает в процессе эксп-
луатации. Поэтому применение его до 700 °C возможно в тех условиях, где
допустимо выделение продуктов разложения связующего и требуется
лишь первоначальная монтажная прочность. Картон на глинистом связую-
щем характеризуется высокой температуростойкостью (до 800 °C), но не-
достаточно прочен и эластичен и имеет повышенную гигроскопичность.
Таким образом, введение органического связующего вследствие высокой
адгезии к волокну и клеящей способности придает картону прочность и, в
зависимости от вида связующего, эластичность, но нс обеспечивает термо-
стойкости.
14 — 6753
209
Глава 5. Получение базальтоволокнистых материалов
Термостойкость органических полимеров предопределяется в основном
энергией связи С-С, которая составляет всего лишь 58,6 ккал/моль. Поэто-
му перспективными полимерами в качестве связующего будут кремнийор-
ганические полимеры, так как наличие сильно полярной связи Si - О, энер-
гия которой достигает 89 ккал/моль, а также связи Si - С, которая по термо-
стабильности превосходит связь С — С [402], обусловливает термоэластич-
ность этих соединений.
Для получения базальтокартона с применением кремнийорганических
полимеров в качестве связующих. Использовались базальтовые микротон-
кие волокна диаметром 0,4-0,5 мкм, а в качестве связующих — водные
эмульсии на основе кремнийорганических лаков КО-87, КО-978, КО-810,
КО-08.
Чтобы определить температурные интервалы процессов пиролиза крем-
нийорганических полимеров для указанных лаков, проводились термогра-
виметрические исследования до температуры 900 °C при скорости нагрева
4 град/мин. На термогравиметрических кривых (кроме кривой для лака
КО-816), приведенных на рис. 5.10, можно выделить примерно три темпе-
ратурных области, соответствующие процессам испарения растворителя,
полимеризации и пиролиза самого полимера с образованием кремнезема.
Температурные области указанных процессов соответственно для каждого
кремнийорганического лака представлены в табл. 5.9.
Наибольший интерес в данном случае представляет лак КО-08, массовая
доля сухого остатка которого в виде SiO2 составляет более 60 %. Для лаков
КО-87, КО-978 и КО-810 эти значения соответственно 40, 35 и 28 %. Лак
Рис. 5.10. Термогравиметрические кривые кремнийорганических лаков
210
5.1. Теплоизоляционные материалы
Таблица 5.9
Температурные области пиролиза кремнийорганических лаков
Лак Область испарения растворителя,°С Область термоустойчивости лака,°С Область пиролиза,°C
КО-08 20-150 150-400 400-900
КО-816 20-200 — 200-900
КО-87 20-175 175-275 275-750
КО-978 20-175 175-300 300-900
КО-810 20-200 200-425 425-600
КО-816 несмотря на значительный сухой остаток — 50 %, имеет низкую
скорость полимеризации и в связи с этим широкую зону пиролиза органи-
ческой части лака (200 -900 °C).
Указанные лаки как связующие использовались в виде водных эмульсий с
концентрацией эмульгатора ОС-20, равной 10 %. При понижении концент-
рации эмульгатора эмульсии лаков были неустойчивыми. Приготовление
водной эмульсии лаков проводилось в сосуде с мешалкой, вращаемой со ско-
ростью 2500 об/мин. В 10%-ный водный раствор эмульгатора ОС-20 вводил-
ся лак, концентрация которого в растворе не превышала 50 %. Мешалка по-
зволяла обеспечить эффективное разбавление лака в течение 5 мин.
Концентрированные эмульсии разбавлялись до 1-5 % лака непосредствен-
но перед проведением опытов по получению картона. Картон получали про-
питкой элементарного холста с последующей подпрессовкой для удаления
избытка водной фазы. Сформованные образцы картона размером
500x500 мм помещались между плитами с нагревательными нихромовыми
спиралями и подвергались термообработке со скоростью нагрева 4-5 °С/мин
до температуры, определяемой окончанием пиролиза органической части
конкретного кремнийполимера, т.е. до температуры 350-550 °C.
Для полученных образцов базальтокартона методом “огневой” трубы оп-
ределялась горючесть и прочность на разрыв (табл. 5.10).
Данные, приведенные в таблице, показывают возможность получения
образцов листового базальтокартона на основе кремнийорганических свя-
зок с прочностью порядка 0,3—0,4 кг/см2 при толщине менее 1 мм. Несмот-
ря на некоторые потери массы при отжиге в течение часа при 700 °C образ-
цы картона негорючие. На прочность образцов картона наибольшее влия-
ние оказывает температура термообработки, повышение которой снижает
14*
211
Глава 5 Получение базальтоволокнистых материалов
Таблица 5.10
Характеристики базальтокартонов на кремнийорганических связующих
№ п/п Лак (концентрация эмульсии), % Темпера- тура обработ- ки,^ Потери массы при 700 °C, % Толщина образцов, мм Прочность на разрыв, кг Горючесть
мини- мальная макси- мальная Время горения, с Потери массы, %
1 КО-810 (1,3) 450 — 0,7-0,8 0,13 0,5 0 1,07
2 КО-810 (2,6) 600 3,0 0,6-0,7 0,03 0,18 0 3,1
3 КО-810 (0.65) 670 1,0 0.5-0.7 0,03 0 07 0 0,81
4 КО-87 (1,3) 650 1,52 0,6-0,7 0 16 0,42 0 0,93
5 КО-87 (5,4) 280 5,95 0,9-1,0 0,72 2,0 0 1,07
6 КО-978 (1,3) 450 6,6 0,7-0,9 0,5 0,78 0 —
7 КО-08 (1,3) 450 0,12 0,2-0,6 0,13 0,5 0 —
прочность. Эластичность всех картонов высока — изгиб по диаметру даже
менее 50 мм на 180 °C.
Таким образом, кремнийорганические лаки являются перспективными
связующими для волокнистых материалов на основе базальтовых волокон.
Увеличение термоустойчивости этих связок в вакууме способствует при-
менению базальтокартона на кремнийорганических связках в приборах ва-
куумной криогеники.
5.1.8. Бумагоподобные материалы
на основе базальтовых волокон
Бумага для вакуумно-многослойной изоляции. Развитие криогенной и
ракетно-космической техники стимулировало разработку новых более эф-
фективных типов теплоизоляции. Наилучшие характеристики были дос-
тигнуты для слоисто-вакуумных изоляций, представляющих собой набор
последовательно расположенных отражательных экранов минимальной
степени черноты, термически изолированных друг от друга и помещенных
в вакуум. В качестве материалов экранов обычно применяют алюминие-
вую фольгу толщиной 5-6 мкм либо алюминированную полиэтилентереф-
талатную пленку, прокладочным материалом служит стеклобумага, стекло-
холст, стекловуаль, стеклосетка, т.е. стекловолокнистые материалы. Одна-
212
5.1. Теплоизоляционные материалы
ко в их состав входит 9-18 % органических связующих, необходимых для
придания им достаточной механической прочности, что ухудшает их теп-
лоизоляционные свойства, с одной стороны, вследствие увеличения ске-
летной проводимости, а с другой — из-за значительного газовыделения и
соответственно невозможности создать высокий вакуум.
Для получения бумагоподобного теплоизоляционного материала исполь-
зовали базальтовое микротонкое волокно диаметром не более 0,6 мкм,
объемной массой 12-15 кг/м3. Образцы получали на бумагоделательной
машине типа “РАМА”, при этом скорость формования полотна составляла
2 м/мин, концентрация массы в напорном ящике — 0,35-0,40 %, а наибо-
лее оптимальная степень помола — 25-30°ШР — достигается помолом в
ролле при слабой присадке барабана в течение 5-7 мин.
Толщина образцов составляла 0,2 мм, они не имели достаточной прочно-
сти (порядка 10 г на полоске 50x180 мм). Поэтому для увеличения прочно-
стных характеристик необходимо вводить связующее, в качестве которого
использовался хризотил-асбест [334]. Для выбора наиболее оптимальной
концентрации хризотил-асбеста проводили отливки с содержанием связу-
ющего 0-50 %. Механическая прочность полученных образцов приведена
в табл. 5.11. Как следует из данных таблицы, уменьшение содержания ас-
беста в композиции от 50 до 20 % существенно не влияет на прочность по-
лученных образцов. В связи с этим следует считать оптимальной добавкой
асбеста в композицию 20 %. Плотность бумагоподобного теплоизоляцион-
ного материала с таким содержанием связующего составляет 250 кг/м3.
Материал негорючий, гигроскопичность не превышает 2,5 %. Коэффици-
ент теплопроводности материала в вакууме (10 6 мм рт.ст.) при 20 °C равен
12 мкВт/(см-°С), а отжиг образцов при температуре 700 °C в течение
30 мин показал, что потери массы не превышают 3 %.
Таблица 5.11
Физико-механические характеристики образцов
базальтовых бумагоподобных материалов
№ п/п Содержание БМТВ, % Содержание асбеста, % Разрывная нагрузка (среднее значение из 10 испытаний), кг
1 50 50 0,8
2 60 40 0.9
3 70 30 0,9
4 80 20 0,7
5 100 — 0,01
213
Глава 5. Получение базальтаволокнистых материалов
Таким образом, можно рекомендовать к использованию бумагоподобный
материал на основе базальтовых волокон в качестве прокладочной изоля-
ции, работающей в диапазоне температур от -269 до +700 °C.
Бумага для электроизоляции. Асбестовая бумага, обладая высокими
электроизоляционными свойствами, имеет невысокую температуростой-
кость (до 450 °C) и повышенную объемную массу (не менее 500 кг/м3).
Широкое применение слюды обусловлено высокими электроизоляционны-
ми свойствами в условиях высоких температур (до 1000 °C). Но этот мате-
риал дефицитен и дорогостоящ.
Нами разработана композиция на основе базальтовых волокон следую-
щего состава, % [335]:
базальтовое микротонкое волокно
диаметром до 0,6 мкм............................69 -95
асбестовое волокно ..................4,5—29
бентонит......................................... 0,5-2
Полученная бумага имеет такие физико-технические показатели:
толщина, мм.......................................0,3-0,4
плотность, кг/м3..................................230-270
температуростойкость, °C..........................750
разрывная нагрузка, кг............................0,6-0,8
пробивное напряжение, кВ .........................1,2-1,3
коэффициент теплопроводности, ккал/(м ч град),
при 20 °C......................................0,035
при 700 °C......................................0,062
горючесть.........................................несгораема.
Такая бумага обеспечивает высокую температуростойкость при доста-
точных для практики электроизоляционных свойствах.
С целью повышения прочности бумаг проведены исследования по моди-
фицированию базальтовых волокон аминосодержащими реагентами [336,
337] и армированию базальтовых бумаг базальтовыми непрерывными во-
локнами [338].
5.1.9. Базальтоволокнистая рулонная теплоизоляция
На основе БСТВ нами разработаны новые виды рулонных прошивных
материалов и созданы конструкции теплоизоляции применительно к су-
214
5.1. Теплоизоляционные материалы
шильным барабанам, циклонам, кальцинаторам, ванным мечам с учетом
их эксплуатации в закрытых помещениях и на открытом воздухе [339]
Для изоляции тепловых агрегатов, работающих в закрытых помещениях
до температуры 700 °C , применяется рулонный прошивной материал на
основе БСТВ со стеклянной облицовкой (РОМБ-С), а для 900 °C — на ос-
нове БСТВ-Т, облицованного кремнеземной тканью (РОМБ-КТ). Для теп-
Рис. 5.11. Рулонный мат ериал (РОМБ-С)
Рис. 5.12. Рулонный материал (РОМБ-Ф)
215
Глава 5 Получение базальтаволакнистых материалов
Таблица 5.12
Сравнительные характеристики некоторых
теплоизоляционных волокнистых материалов
№ п/п Изделие Толщина, мм Плотность, кг/м3 Коэффициент теплопро- водности при 25±5 °C (ккал/(мчград) Температура применения. С
1 Плиты тепло- изоляционные из минеральной ваты 40-100 50-150 0,040-0,044 От-60 до +400
2 Плиты теплоизоля- ционные из стекло- волокна 30-80 50-130 0,035-0.040 —
3 РОМБ-С 10-200 80-120 0,030-0,032 От-260 до +700
4 РОМБ-КТ 10-200 80-120 0,032-0,034 От-260 до +900
5 РОМБ-Ф 10-200 100-120 0,033-0,034 От-260 до +700
6 РОМБ-ФТ 10-200 100-120 0,034-0,035 От-260 до +900
лоизоляции агрегатов, эксплуатируемых как в атмосферных условиях, так
и в закрытых помещениях с повышенной запыленностью, разработаны ру-
лонные материалы на основе БСТВ и БСТВ-Т с облицовкой фольгоизолом
или фольгой — РОМБ-Ф и РОМБ-ФТ с температурой применения 700 и
900 °C соответственно. Материалы показаны на рис. 5.11 и 5.12. Они не-
токсичны, огнестойки и имеют невысокую плотность. В табл. 5.12 приве-
дены некоторые свойства базальтоволокнистых материалов.
5.1.10. Применение базальтоволокнистой теплоизоляции
Тепловая изоляция печей базальтовым волокном. В энергетическом
балансе современных ванных стекловаренных и камнеплавильных печей
значительная часть затрачиваемого тепла приходится на тепловые потери,
вследствие чего КПД печей сравнительно низок. Потери тепла с уходящи-
ми газами при наличии развитой системы регенерации составляют 20-
25 %, а 45-50 % теряется сквозь кладку печи. С применением электроплав-
ленных огнеупоров и повышением температуры плавки базальта составля-
ющая тепловых потерь сквозь кладку в энергетическом балансе значитель-
216
5.1. Теплоизоляционные материалы
но возросла. Поэтому особое значение приобретает тщательная изоляция
огнеупорной кладки печи. Выполнены расчеты эффективности изоляции
стекловаренных печей легковесным кирпичом и даны рекомендации по
конструктивному решению изоляции отдельных элементов печи [340].
Нами проведены работы по использованию в качестве изоляции печи ба-
зальтовых супертонких и стекломикрокристаллических волокон [341]. На-
коплен опыт изоляции ванных печей и фидеров базальтовым стекломик-
рокристаллическим (БСТВ-Т) и супертонким волокнами, являющимися
одним из наиболее эффективных теплоизоляционных материалов. Это
обусловлено тем, что теплопроводность базальтовых волокон значительно
ниже, чем легковесного кирпича. Коэффициент теплопроводности базаль-
товолокнистой теплоизоляции при температуре горячей поверхности
1000 °C составляет: \ств = 0,0722; \ств_т = 0,0728 ккал/(м-ч-град).
Применение базальтоволокнистых материалов при кратковременном
воздействии температур определяется температурным интервалом спека-
ния (1050 °C) и плавления волокон (1150 °C). При более высоких темпера-
турах волокно в слое теплоизоляции, плавясь, взаимодействует с огнеупо-
рами, особенно активно с кислыми. Это обусловило необходимость приме-
нения комбинированной многослойной изоляции, состоящей из слоя лег-
Рис. 5.13. Схема изоляции камнеплавильной печи (а) и фидера (б):
1 — БСТВ; 2 — легковесный кирпич; 3 — динас; 4 — форстерит; 5 — бакор (а),
шамот (б); 6 — шамот (а), корвишит (б); 7 — алюминиевый лист
217
Глава 5. Получение базальтоволокнистых материалов
Д
S
ю
(Л
Характеристики изоляции ванной печи и фидера
218
5.1. Теплоизоляционные материалы
ковесного кирпича ШЛБ-1, примыкающего непосредственно к огнеупору,
и наружных слоев базальтовых волокон (БСТВ-Т и БСТВ).
По разработанному варианту теплоизоляции (рис. 5.13, а, б) эксплуати-
руются две ванные печи с площадью бассейна до 2 м2 для плавления ос-
новных горных пород с двумя фидерами длиной 5 и 8,5 м для переработки
расплава. Температура в пламенном пространстве печей 1400-1450 °C, в
фидерах 1330-1350 °C. Результаты представлены в табл. 5.13. Как видно из
таблицы, температура наружной поверхности печи и фидеров находится в
пределах 90-125 °C, что соответствует удельным тепловым потерям 1150—
1700 ккал/(м2-ч). Рабочая температура каждого слоя тепловой изоляции не
превышает допустимой температуры его применения.
По методике ОГРЭС [342] нами определены удельные тепловые потери
(q) кладками печи и фидера по формуле
Ч = «п (Гп - Гв)’ ккал/(м2 ч), (5.10)
где Тп — температура наружной поверхности, °C; Г — температура окру-
жающего воздуха, °C;
а =а + а . (5.11)
п к л v 7
Здесь а — суммарный коэффициент теплоотдачи поверхности; — ко-
эффициент теплоотдачи конвекцией; а> — коэффициент теплоотдачи луче-
испусканием, зависящий от Т и Г, скорости движения воздуха и характера
поверхности.
Фактическая температура на границе каждого слоя изоляции рассчиты-
вается по формуле
Т2=Т1-в^, (5.12)
А
где Г — бульшая температура поверхности слоя; Г,— меньшая температу-
ра поверхности слоя; 8 — толщина слоя изоляции; X — коэффициент теп-
лопроводности изоляции. Графическое изображение полученного распре-
деления температур в многослойной изоляции приведено на рис. 5.14.
Сравнение стоимости изоляции из базальтового волокна и из легковесно-
го кирпича показало, что при одинаковых удельных тепловых потерях че-
рез кладку стоимость изоляции из базальтового волокна дешевле в 1,8 раза
(с учетом выполненной наружной обшивки алюминиевым листом толщи-
ной 3 мм). Кроме того, изоляция БСТВ имеет ряд других преимуществ: она
219
Глава 5. Получение базальтоволокнистых материалов
Рис. 5.14. График распределения
температур по толщине многослой-
ной стенки пламенного простран-
ства:
1 — форстерит; 2 — легковесный
кирпич; 3 — стекломикрокристал-
лическое волокно; 4 — стекловид-
ное волокно БСТВ; 5 — алюминие-
вый лист; Тпл — средняя темпера-
тура пламенного пространства; Т—
ТА — температуры на границах сло-
ев огнеупоров и изоляции
позволяет уменьшить габариты печи и фидеров, массу кладки и, следова-
тельно, нагрузки на несущие конструкции; упростить изоляционные рабо-
ты при сложной форме поверхности.
Таким образом, базальтовые супертонкие волокна являются высокоэф-
фективным материалом для изоляции промышленных печей и в сочетании
с легковесным кирпичом могут применяться на печах с температурой пла-
менного пространства до 1450-1550 °C.
Тепловая изоляция сушильных барабанов. В связи с интенсификаци-
ей работы технологического оборудования (сушильных барабанов, кальци-
наторов, циклонов, электрофильтров и др. тепловых агрегатов) в промыш-
ленности строительных материалов большое значение имеет изыскание
способов сокращения потерь тепловой энергии и улучшения обменных
процессов. Поэтому существенным фактором является изоляция корпусов
тепловых агрегатов, площадь каждого из которых составляет десятки и
сотни квадратных метров, а средняя температура наружной поверхности
корпуса — 100-150 °C. Это указывает на то, что тепловые потери через по-
верхность корпуса в окружающую среду значительны.
Как известно, тепловые потери (Q) через корпус тепловых агрегатов в
окружающую среду (ккал/ч) определяются по формуле
220
5.1. Теплоизоляционные материалы
Q=FaAT, (5.13)
где F — площадь поверхности излучения, м2; а — сумма коэффициентов
теплоотдачи конвекцией (oQ и лучеиспусканием («), ккал/(м2чтрад);
Д7’= Т — Г — разность температур наружной поверхности и окружающего
воздуха. Теплопотери зависят от характера и температуры окружающей
среды, скорости движения воздуха вокруг поверхности теплового агрегата.
Высокая эффективность изоляции может быть достигнута при условии,
что она будет обладать не только низким коэффициентом теплопроводнос-
ти, но и высокой теплостойкостью, малой объемной массой, постоянством
объема, устойчивостью к влияниям атмосферы, удобством монтажа и де-
монтажа, безопасностью использования в процессе эксплуатации, а при
применении на тепловых агрегатах, подверженных вибрации (сушильных
барабанах, мельницах и др.), — высокой вибростойкостью.
Для теплоизоляции корпусов сушильных барабанов, циклонов, кальцина-
торов, печей отжига в ряде случаев используются минераловатные и стекло-
волокнистые изделия, а также теплоизоляционные плиты (совелитовые, из-
вестково-кремнеземистые, перлитовые и др.). Для повышения надежности
работы агрегата, как правило, производят отделку изоляции, включающую в
себя окрашивание покрытия красками и лаками, оклейку тканями и оберты-
вание рулонными материалами. Однако эти теплоизоляционные конструк-
ции недостаточно эффективны и трудоемки при монтаже.
С учетом указанных выше требований, предъявляемых к материалам для
теплоизоляции технологического оборудования, нами разработан ряд кон-
струкций базальтоволокнистой тепловой изоляции [343]. Изготавливаются
изделия длиной, равной длине окружности теплоизолируемой цилиндри-
ческой поверхности, и шириной до 1 м. Благодаря возможности получения
материалов в виде рулонов заданных размеров, соответствующих тепло-
изолируемой поверхности сушильных барабанов и других агрегатов, мон-
таж производится быстро. Простота теплоизоляционной конструкции и
малая объемная масса (80-130 кг/м3) дают возможность при необходимос-
ти осмотра или ремонта теплоизолируемой поверхности легко осуществ-
лять ее демонтаж. Материалы отличаются также достаточной гибкостью,
высокой термо- и вибростойкостью и незначительной усадкой.
Крепление теплоизоляционной конструкции к сушильным барабанам и
ее плотное прилегание к изолируемой поверхности в процессе эксплуата-
ции обеспечивается с помощью пружины, свободные концы которой зак-
репляются штырями, пропущенными через торцы теплоизоляционных ма-
221
Глава 5 Получение базальтоволакнистых материалов
Рис. 5.15. Схема крепления теплоизоляции к корпусу сушильного барабана:
I — сушильный барабан; 2 — рулонный материал, 3 — пружина; 4 — крепежная
арматура; 5 — накладка из теплоизоляционного материала
сериалов (рис 5 15) Создание с помощью такой системы соединения по-
стоянного давления теплоизоляционного материала на изолируемую по-
верхность устраняет зазор между теплоизоляцией и корпусом, сохраняя
неизменными теплофизические свойства изоляции, а также уменьшает ее
истирание корпусом тепловых агрегатов. Для исключения непосредствен-
ного воздействия теплового потока на пружины в межстыковом простран-
стве и сохранения их свойств неизменными под пружины и под концы теп-
лоизоляции установлены накладки из этого же теплоизоляционного мате-
риала. Возможны и другие варианты крепления изоляции.
Внедрение этих теплоизоляционных материалов показало их высокую
эффективность;
• снизился расход топлива на 5 10% при одновременном увеличении
производительности сушильных барабанов до 15 %;
• уменьшился шум в цехах;
• улучшились санитарно-гигиенические условия работы обслуживающе-
го персонала.
Эффективность применения базальтоволокнистой изоляции в холо-
дильниках. Для теплоизоляции холодильников широко используются во-
локнистые материалы (полужесткие минеральные плиты, маты из стеклян-
222
5.1 Теплоизоляционные материалы
Таблица 5.14
Сравнительные характеристики базальте- и стекловолокнистых материалов
Параметр Стекловатные маты БСТВ Плиты на основе БСТВ
Средний диаметр волокон, мкм 14,0 1,0 0.9
Содержание неволокнистых включений, % 30,0 5,0 4,0
Объемная масса, кг/м3 35.0 16,0 60,0
Содержание связующего, % 1,0 — 3,2
ных волокон), вытесняющие дорогой и дефицитный пенополиуретан. Од-
нако волокнистые материалы имеют ряд недостатков: высокое содержание
неволокнистых включений (до 20 %), коротковолокнистую структуру (дли-
на волокон — до 50 мм), диаметр волокон — более 7 мкм, что обусловлива-
ет повышенный коэффициент теплопроводности и выделение пыли при
монтажных работах.
Базальтовые супертонкие волокна в качестве теплоизоляции испытыва-
лись [344J в абсорбционных холодильниках “Кристалл-2”, в которых ис-
пользовались маты из стеклянной ваты на фенольном связующем
(табл. 5.14). При испытаниях холодильников с базалыо- и (для сравнения)
стекловолокнистой изоляцией фиксировали температуры в холодильниках
и окружающей среде, а также показания электросчетчиков. Дифференци-
альные термопары устанавливали в холодильниках на расстоянии 2 см от
боковой стенки морозильной камеры (по центру). Температуры и показа-
ния электросчетчиков регистрировали ежечасно. Температурами в холо-
дильнике и во внешней среде служили их средние арифметические значе-
ния в течение всех испытаний, а израсходованная электроэнергия опреде-
лялась как разность показаний счетчиков в конце и в начале испытаний.
Испытания проводились при замене изоляции в холодильном аппарате и в
шкафу.
Показатель изменения КПД холодильников (у, %) при использовании ба-
зальтоволокнистой изоляции рассчитывали по формуле
' Е0ЛТт
ЕДТ0 т0
-1 100,
(5.14)
где Ео — энергия, израсходованная холодильником во время испытаний на
стекловолокнистой изоляции, кВт ч; Е — то же на базальтоволокнистой
223
Глово 5. Получение базальтоволокнистых материалов
изоляции, кВтч; ДТ0— разность средних арифметических значений темпе-
ратур окружающей среды и в холодильнике на стекловолокнистой изоля-
ции, °C; ДГ— то же на базальтоволокнистой изоляции, °C; т0— время ис-
пытаний со стекловолокнистой изоляцией, ч; т — время испытаний с ба-
зальтоволокнистой изоляцией, ч.
В табл, 5.15 приведена сравнительная характеристика исследуемой теп-
лоизоляции, а результаты испытаний холодильников при замене стекловат-
ной изоляции на теплоизоляцию из БСТВ только в холодильном аппарате
— в табл, 5.16.
Теплоизоляция холодильного аппарата, выполненная из базальтового су-
пертонкого волокна, снижает расход электроэнергии, особенно при плот-
ности набивки изоляции 75 кг/м3 (рис. 5.16). Этот вывод подтверждают ре-
зультаты проведенных ранее исследований: самый низкий коэффициент
теплопроводности БСТВ обеспечивается при оптимальной плотности на-
бивки 80-100 кг/м3.
Таблица 5.15
Сравнительные характеристики теплоизоляции
Маты из стеклянного волокна Базальтовое супертонкое волокно и плнты
Холодильный аппарат Шкаф Холодильный аппарат Шкаф
Масса, кг Плотность. кг/м3 Толщина, мм Масса, кг Плотность, кг/м Масса, кг Плотность, кг/м Толщина, мм Масса, кг Платность, кг/м3
0,31 0,35 0 32 * Плита 44,4 49,4 44,6 изБСП 90 90 90 4.85 5,20 4,37 32.3 34,6 29,1 0,35 0,53 0,18 50 75 25 90 90 20* 3,75 2,25 2,00 25 15 60
Таблица 5.16
Результаты испытаний теплоизоляции холодильного аппарата
Номер холодиль- ника Стекловатные маты БСТВ
Т0,Ч Ео, кВт/ч Д7С, °C Уо, кг/м3 То,ч Е, кВт/ч ДЕ. °C у, кг/м1 х.%
I 151 13,53 16,73 32,3 147 11,70 16,85 50 13,0
11 151 12.20 19.79 34.6 147 10,08 19,90 75 18,5
ш 151 11,99 17,66 29,1 147 10,54 17,40 25 9,0
224
5.1, Теплоизоляционные мотериолы
Рис. 5.16. КПД холодильника “Кристалл-2”:
а — при теплоизоляции холодильного аппарата в зависимости от объемной массы
теплоизоляции; б — при теплоизоляции всего холодильника в зависимости от мас-
сы изоляции
Таблица 5.17
Результаты испытаний теплоизоляции всего холодильника
Номер холодиль- ника Стекловатные маты БСТВ
т, кг Ео, кВт/ч дть, °C То.ч т, кг Е. кВт/ч АТ. °C т, ч х-%
I 5,16 13,53 16,73 151 4,10 11,70 16,85 147 13,0
11 5,55 12,20 19,79 151 2.78 10.08 19,90 147 18,5
111 4,69 11,99 17,66 151 2,18 10,54 17,40 147 9,0
КПД холодильника в зависимости от объемной массы теплоизоляции хо-
лодильного аппарата из БСТВ изменяется на 9-18%. В табл. 63 и на
рис. 5.16 показаны результаты испытаний теплоизоляции из БСТВ и плит
на его основе при полной замене стекловатных матов (холодильный аппа-
рат, шкаф, дверцы). При замене теплоизоляции на БСТВ КПД холодильни-
ка в зависимости от объемной массы БСТВ возрастает.
Сокращение расхода электроэнергии и снижение температуры в холо-
дильнике до -2-+5 °C (0,5-2,0 °C на стекловолокнистой изоляции) улуч-
шает работу холодильника. При установленных терморегуляторах не пред-
ставляется возможным обеспечить температуру в холодильнике с базальто-
волокнистой изоляцией выше -2 °C, что указывает на высокую теплоизо-
лирующую способность этих материалов.
Таким образом, при использовании в холодильниках теплоизоляции из
БСТВ расход электроэнергии по сравнению с применением стекловолок-
нистой теплоизоляции снижается до 60 %. Оптимальная плотность набив-
15 — 6753
225
Глава 5 Получение базальтоволокнистых материалов
ки БСТВ в холодильных аппаратах — не менее 75 кг/м3, для изоляции шка-
фа и дверцы — 15-25 кг/м3.
При использовании плит за счет уменьшения толщины изоляции (от 90
до 20 мм) можно увеличить полезную емкость холодильника на 50 % или
уменьшить его размеры, что дает значительный экономический эффект
при эксплуатации.
5.2. Звукопоглощающие материалы
5.2.1. Коэффициенты звукопоглощения
базальтоволокнистых материалов
Шум высокой интенсивностью не только снижает слух, но и ухудшает зре-
ние, вызывает нервные, сердечно-сосудистые и другие заболевания. В ко-
нечном итоге на предприятиях с высокими уровнями шума увеличивается
заболеваемость, снижается производительность труда, возрастает количе-
ство брака и т.д. Для борьбы с шумом в качестве звукоизоляции все чаще ис-
пользуются стекло- и минерально-волокнистые материалы. Имея высоко-
развитую пористую структуру и беспорядочное расположение волокон, они
обладают достаточно хорошими звукопоглощающими характеристиками.
Для материалов из базальтовых волокон диаметром не более 2 мкм при
помощи интерферометра определялись коэффициент звукопоглощения при
нормальном падении звука (ао) [345] и реверберационный коэффициент
звукопоглощения в условиях диффузного поля (< а) [346]. Исследовались
микро-, ультра- и супертонкие базальтовые волокна с различной офакту-
ровкой (перфорированный диск, стеклоткани), а также плиты и картоны из
них различных массы и толщины на поливинилацетатной эмульсии при
разных относах.
В результате исследований установлено, что звукопоглощающие свой-
ства базальтоволокнистых материалов зависят от частоты звука, толщины
слоя волокна, его плотности и других факторов. Базальтовые супертонкие
волокна обладают достаточно хорошими звукопоглощающими характерис-
тиками. Поглощение энергии плоских звуковых волн происходит по-разно-
му в областях низких и высоких частот. Для средних и высоких частот ма-
териал БСТВ, как и другие волокнистые материалы, имеет более эффек-
тивные звукопоглощающие свойства, чем для низких. На рис. 5.17 пред-
ставлены частотные характеристики коэффициента звукопоглощения при
226
5.2. Звукопоглощающие материалы
Рис. 5.17. Частотная зависи-
мость коэффициента звукопогло-
щения при нормальном падении
звука БСТВ разной плотности
0,8
0,6
0.4
0,2
200 400 600 1000 1400 /Гц
нормальном падении звука (а ) БСТВ различной плотности — в интервале
10-80 кг/м3.
Для звукопоглощения часто используют чехлы и маты, набитые волок-
ном. С целью выбора оптимального облицовочного материала исследова-
лось влияние различных тканей на звукопоглощающие свойства БСТВ. На
рис. 5.18 представлены частотные характеристики ос0 БСТВ, офактуренно-
го различными видами стеклоткани и перфорированным диском при тол-
щине слоя 100 мм и у = 25 кг/м3. Как видно из рисунка, наибольшее значе-
ние отмечается в случае перфорированного диска, стеклоткани СЭ(ССТЭ-
Б) и кремнеземной ткани КТ-11. Некоторое снижение у изделий со стекло-
тканью типа Э-01 связано с ее большей плотностью. Таким образом, обли-
цовка, хотя и незначительно, но влияет на звукопоглощающие свойства во-
локнистого материала.
Рис. 5.18. Влияние офактуровки на коэффициент звукопоглощения:
1 — с перфорированным диском; 2-е тканью СЭ (ССТЭ-Б); 3 — с тканью Э-02;
4 — с тканью К-Т11
15*
227
На рис. 5.19 приведены частотные характеристики а0 базальтоволокнис-
тых изделий типа БЗМ (базальтовые звукопоглощающие маты) с облицов-
кой стеклотканью СЭ (ССТЭ-Б) толщиной 20, 50, 100 и 200 мм. Как видно
из рисунка, ос0 в области низких и средних частот значительно возрастает с
увеличением толщины. На рис. 5.20 представлена частотная зависимость
а0 для плит на основе БСТВ и поливинилацетатной эмульсии толщиной
40 мм и картона толщиной 10 мм. Исследуемые образцы практически не
поглощают звука на низких частотах. На высоких частотах коэффициент
звукопоглощения этих материалов составляет 0,5-0,7.
Измерения реверберационного коэффициента звукопоглощения (а) про-
водились в частотном диапазоне 63-8000 Гц в '/ октавных полосах “бело-
го” шума при расположении материала непосредственно на ограждении и
при условии относа от ограждения на 50, 100 и 150 мм. Исследовался холст
Рис. 5.20. Частотная зависимость коэффициента звукопоглощения изделий различ-
ной толщины из БСТВ и поливинилацетатной эмульсии:
1 — плита толщиной 40 мм; 2 — картон толщиной 10 мм
228
5.2. Звукопоглощоющие материалы
Рис. 5.21. Частотная зависимость ре-
верберационного коэффициента зву-
копоглощения БЗМ при разных отно-
сах
Рис. 5.22. Частотные характеристики
коэффициента звукопоглощения ба-
зальтового картона толщиной 10 мм
при разных относах
БСТВ в стеклоткансвой оболочке типа Э-08 при у = 20 50 кг/м’ толщиной
100 мм и плиты толщиной 40 и 10 мм при у= 80 кг/м3. На рис. 5.21 показа-
на частотная зависимость БЗМ при различном относе. Значения высоки в
области средних и высоких частот и мало зависят от относа.
На рис. 5.22 представлены значения а при различных относах картона
толщиной 10 мм. Картон имеет хорошие звукопоглощающие свойства, на-
чиная с 400 Гц, где а = 0,7 и с повышением частоты увеличивается до 1,0.
При этом высокие звукопоглощающие свойства наблюдаются при располо-
жении плит на расстоянии 50-100 мм от ограждения. Такие же плиты тол-
щиной 40-50 мм имеют хорошие звукопоглощающие свойства в более ши-
роком диапазоне частот (рис. 5.23), начиная с частоты 160 Гц а = 0,6-0,9;
относ на 50 мм улучшает звукопоглощающие свойства в области низких и
средних частот.
Рис. 5.23. Частотная зависимость
реверберационного коэффициента
звукопоглощения базальтоволокни-
стых плит толщиной 40 мм при раз-
ных относах
229
Глово 5. Получение базальтоволокнистых материалов
Прохождение акустических колебаний через звукоизолирующую среду с
волокнистой структурой можно объяснить с помощью магсматической мо-
дели среды, которая состоит из уплотнений масс, связанных между собой
упруго и через трение (демпфирование) и размещенных в декартовой сис-
теме координат. Плоский фронт падающей волны с силой F(f) действует в
направлении оси х на плоскость, определяемую координатами у и z. Учи-
тывая, что сила F(t) действует одновременно на все уплотнения этой плос-
кости, для анализа прохождения колебаний через такую среду достаточно
рассмотреть один ряд уплотнений масс на оси х, расположенных в после-
довательности mQ, щр т2,... тп.
Согласно рис. 5.24 толщина материала среды записывается в виде
/г = ^ДА., /=1,2, .,«.
1=1
(5.15)
Линейную плотность материала можно определить как
i=i
Рис. 5.24. Математическая модель звукоизолирующей среды с волокнистой струк-
турой:
h — толщина материала среды; АЛ, — расстояние между уплотнениями т и т +1; Лр
к2,... кг — упругие связи (коэффициенты упругости) для соответствующих уплот-
нений; ср с2,... сп — демпфирующие связи (коэффициенты демпфирования) этих
уплотнений; х0, хр ху... хп — амплитуда колебаний рассматриваемых масс
230
5.2. Звукопоглощающие материалы
Учитывая действие возмущающей силы F(t), имеющей амплитуду x0(t),
линейную плотность данного ряда можно записать следующим образом:
п
^lmi
у” =--------*=«----------. (5.17)
i=i i=i <=•
где h — передаточная функция для z-го уплотнения. При условии, что
x0(Z) = х0 sinwz, где wt = 2л/?1 — период колебания, второй член в выражении
(5.17) равен нулю; в этом случае остается в силе выражение (5.16), из кото-
рого определяется локальная плотность материала:
ул = m.lbh.. (5.18)
Колебания каждого уплотнения массы данного ряда происходят при воз-
действии на него возмущающей силы F, при наличии которой возникают
вынужденные колебания этого уплотнения, восстанавливающей силы Р.,
обладающей потенциальной энергией, и силы сопротивления Я., которая
пропорциональна скорости движения данного уплотнения. Поэтому для i-
го уплотнения можно записать уравнение Лагранжа, которое после подста-
новки в него значений всех указанных величин имеет вид
mi'xi + CjXj + ktxt = Fj (/)• (5.19)
Колебания полного рассматриваемого ряда уплотнений масс можно опи-
сать системой дифференциальных уравнений:
mixl +qX| +^|Х| = F0(t)
т2х2 +с2х2+к2х2 = F^t) (5 20)
т„хп +с„хп +к„хп = F„4(t)
Решение системы (5.20) при большом числе уплотнений может вызвать
определенные затруднения, поэтому ограничимся частным решением z'-ro
231
Глава 5. Получение базальтоволокнистых материалов
уравнения, которое при учете, что возмущающая сила F(r) в данном случае
определяется как (t) — —Ш/Х^ (?), можно записать в виде
с . к.
Xj ч----х, + — Х,_| = -х,_!
т. т
I I
(5.21)
где -х,_| — амплитуда возмущающей силы, действующей на z-e уплотнение.
С учетом локальной плотности материала ул определяем собственную
резонансную частоту i-го уплотнения:
и относительный коэффициент демпфирования:
—= /-С| , (5-23)
скр 2-Jfc,A/z;yf
где — критический коэффициент демпфирования.
Учитывая (5.22) и (5.23), уравнение (5.21) представим в виде
х, + 2а,соО/х, + co^Xj = х,_,. (5.24)
Из частного решения уравнения (5.24) определяем коэффициент переда-
чи колебаний z'-ro уплотнения массы:
h, = — = (ю/ «о, )2 г ~ * ==, (5.25)
X'-1 ^[l-(co/(00J2]2 + (2а,со/(%)2
где со — частота вынужденных колебаний.
Согласно (5.25) значение коэффициента передачи h зависит только от а
и от соотношения частот a>/coOj. При а,> 0,5, что является реальным значе-
нием для рассматриваемых материалов, зависимость коэффициента h от
частоты w, как показывают расчеты, меньше единицы, т.е. h < 1.
232
5.2 Звукопоглощающие материалы
Рис. 5.25. Схема прохождения колебаний через уплотнения масс
По аналогии с электрическими цепями [347] прохождение колебаний че-
рез уплотнение массы можно в общем случае изобразить, как на рис. 5.25,
где х. (— входная величина, х. — выходная величина, h — коэффициент
передачи. Так как коэффициент передачи каждого уплотнения определяет-
ся формулой
*!= —й„=—, (5-26)
*0 *1 *„-1
то общий коэффициент передачи колебаний от х0 до хп имеет вид
* = А — = ...йп=ГТА.. (5.27)
*о Х1 *п-1 %1
Поскольку коэффициент передачи колебаний для достаточно демпфиро-
ванной системы меньше единицы, при большом числе уплотнений ампли-
туда колебаний конечного уплотнения может приближаться к нулю, т.е.
х —> 0 и соответственно
п
lim ГТ h, = 0
п—А
1=1
Очевидно, что параметры рассматриваемых уплотнений масс не одина-
ковы, а группируются вокруг каких-то средних значений. Функцию рас-
пределения параметров f (Р) этих уплотнений можно рассматривать разме-
щенной в некотором интервале от до Ртах с группированием вокруг ма-
тематического ожидания Мр при дисперсии D(P). Значения и D(P) мож-
233
Глово 5. Получение бозольтоволокнистых мотериолов
но найти с некоторым приближением, проанализировав структуру конкрет-
но исследуемого материала. Для расчетной модели можно воспользоваться
равномерным распределением параметров уплотнений масс в выбранном
интервале Ртп---Рта при заданном значении математического ожидания Мр.
Если за параметры рассматриваемой модели принять собственные резо-
нансные частоты уплотнений масс, которые распределены в частотном ин-
тервале от <оо1 до (о0п и выбрать соответствующее значение коэффициента
относительного демпфирования ос., то с учетом выражений (5.25) и (5.27)
можно рассчитать коэффициент передачи колебаний для всего ряда уплот-
нений:
Л = *№» = ПЛ = Грго/аъ)2 1 (5.28)
1=1 1=1 ^-((O/Woi) 1 +(2а,<о/соо,)2
При расчете коэффициента передачи модели по формуле (5.28) необхо-
димо учитывать, что при воздействии на данную модель вынуждающей
силы с частотой меньшей, чем собственные резонансные частоты уплотне-
ний масс, амплитуда колебаний этих уплотнений будет равной или близкой
к нулю. Это значит, что на инфранизких и частично на низких частотах мо-
дель может вести себя как сплошное тело и в зависимости от его геометри-
ческих размеров, формы, способа крепления и т.п. при некоторой частоте
может иметь выраженные резонансные свойства. При удалении от этой ча-
стоты коэффициент передачи приближается к единице и по мере прибли-
жения к частоте, вокруг которой группируются собственные резонансные
частоты уплотнений, приближается к уровню, определяемому резонансны-
ми свойствами уплотнений, которые попали в данный частотный диапазон.
Следовательно, зависимость коэффициента передачи от частоты опреде-
ляется следующими соотношениями:
Л(/щ) = 1 при (О < (0^,
Л
h(j<$ = J7 Л, при и > со^. (5.29)
1=1
По соотношениям (5.29) рассчитаны зависимость h(ja>) при коэффициен-
те относительного демпфирования d. = 0,9 и равномерном распределении
собственных резонансных частот уплотнений от 100 до 200 Гц через каж-
234
5.2. Звукопоглощающие материалы
дыс 5 Гц, т.е. при математическом ожидании ЛЛо0 = 150 Гц, а также зависи-
мость при распределении собственных резонансных частот уплотнений от
200 до 500 Гц через каждые 10 Гц,
Зеркальное отображение коэффициента передачи колебаний от частоты
(а = 1 - /г(/(о)) называется коэффициентом звукоизоляции (или звукопогло-
щения). Полученная расчетным путем его зависимость от частоты
(рис. 5.26) показывает, что рассматриваемая модель звукопоглощающей
среды ведет себя как полосозадерживающий фильтр с полосой частотной
непрозрачности в области размещения собственных резонансных частот
уплотнений масс.
В наследственно-упругих средах, к которым относятся и композицион-
ные материалы с волокнистой и зернистой структурой, коэффициент зату-
хания колебаний увеличивается с возрастанием частоты [348]. Если при-
нять, что в выражении (5.28) коэффициент относительного демпфирования
с ростом частоты пропорционально возрастает, то расчетные значения ко-
эффициента звукоизоляции а в области высоких звуковых частот будут
расположены на штрихпунктирной линии на рис. 5.26.
Сравнение расчетных значений коэффициента звукопоглощения для рас-
смотренной модели с результатами экспериментальных исследований по-
казывает, что они в достаточной мере совпадают. Если на основании рас-
смотренных свойств модели проанализировать экспериментальные резуль-
таты, представленные на рис. 5.17, то можно сделать вывод, что смещение
полосы частотной непрозрачности в низкочастотную область при увеличе-
нии плотности материала объясняется увеличением массы уплотнений, а
это приводит к понижению их собственных резонансных частот. Сужение
ширины рассматриваемой полосы при увеличении плотности материала
Рис. 5.26. Расчетные значе-
ния коэффициента звукопог-
лощения БСТВ
235
Глава 5. Получение базальтоволокнистых материалов
происходит из-за сужения области распределения частот. При увеличении
плотности материала до критического значения (в данном случае у =
= 80 кг/м3) уплотнения масс слипаются, вследствие чего полоса частотной
непрозрачности исчезает, и материал ведет себя как сплошное тело с соот-
ветствующими звукопоглощающими характеристиками. Значение коэффи-
циента звукопоглощения для рассматриваемых материалов зависит от ко-
личества уплотнений масс, через которые проходят звуковые колебания
(см. рис. 5.19).
Таким образом, максимальное звукопоглощение можно получить при
объемной массе базальтоволокнистых изделий 10-25 кг/м3 и толщине
100 мм.
5.2.2. Примеры использования изделий
для шумоглушения
Базальтовые звукопоглощающие маты (БЗМ) представляют собой
маты, изготовленные из рыхлого слоя штапельных супертонких базальто-
вых волокон диаметром не менее 1 и не более 3 мкм, облицованных акус-
тически прозрачной оболочкой — стеклотканью. Маты изготавливаются
размерами 1000x1000, 1000x500, 600x600, 500x500 мм и толщиной 30, 50,
100, 200 мм. Объемная масса — 17-25 кг/м3. Оболочка и наполнитель изде-
лия простегиваются до заданной толщины насквозь стеклянной нитью с
закреплением с обеих сторон под стежок шайбой из стеклоленты, сложен-
ной вчетверо обрезанными краями внутрь. Расстояние от краев изделий и
шаг простежки — 200 мм [349, 350].
Маты БЗМ отличаются малой гигроскопичностью, которая не возрастает в
процессе эксплуатации. Маты предназначены для использования в качестве
звукопоглощающего наполнителя в конструкциях авиационных и других
шумоглушащих устройств. Они могут быть использованы в изделиях, под-
вергающихся вибрации. Потери массы матов после пребывания при высо-
ких температурах или в условиях резкой смены температур в пределах -40-
+400 °C и последующей вибрации практически отсутствуют. Коэффициент
звукопоглощения матов БЗМ толщиной 100 мм составляет при частотах:
100 Гц — 0,28; 200 Гц — 0,80; 300 Гц — 0,94; 400 Гц — 0,90; 600 Гц — 0,81;
900 Гц — 0,85; 1200 Гц — 0,88; 1500 Гц — 0,90; 1800 Гц — 0,90.
Акустические гипсовые плиты, заполненные базальтовыми волок-
нами. Выпускаемые акустические гипсовые перфорированные плиты
236
5.2. Звукопоглощающие материалы
АГП (РСТ УССР 5004 72) с заполнителем из звукопоглощающего матери-
ала применяются для внутренней облицовки стен и потолков помещений с
целью снижения шума в производственных и общественных зданиях. Кар-
кас плит изготовляют из специального формовочного гипса с добавкой в
качестве армирующего компонента стеклянного непрерывного волокна
алюмоборосиликатного состава. Звукопоглощающий слой выполняют из
минераловатных плит на синтетическом связующем типа ПП-80 (ТУ 21-
24-8-68) по прокладке из пористой бумаги и оклеивают алюминиевой
фольгой.
Результаты сравнительной характеристики по использованию в качестве
заполнителей акустических плит холстов из базальтового супертонкого во-
локна приведены в табл. 5.18.
Таблица 5.18
Сравни тельные характеристики заполнителей
Заполнитель Диаметр волокна, мкм Содержание неволокнистых включений, % Плотность, кг/м'
заполнителя плит АГП
Минераловатная плита III1-80 12.4 30 69 566
Базальтовое супертонкое волокно БСТВ 0,85 5 24 536
Рис. 5.27. Частотные характеристики ко-
эффициентов звукопоглощения гипсо-
вых перфорированных плит с заполните-
лем — БСТВ при относе от ограждения,
мм:
/—50; 2 — 100; 3—150
/Гц
Рис. 5.28. Частотные характеристики
коэффициентов звукопоглощения гип-
совых перфорированных плит при от-
носе от ограждения на 50 мм:
/ — заполнитель — БСТВ; 2 — запол-
нитель — ПП-80
237
Рис. 5.30. Частотные характеристики
коэффициентов звукопоглощения гип-
совых перфорированных плит при от-
носе от ограждения на 150 мм:
3 — заполнитель БСТВ; 3' — заполни-
тель ПП-80
Рис. 5.29. Частотные характеристики ко-
эффициентов звукопоглощения гипсовых
перфорированных плит при относе от ог-
раждения на 100 мм:
2 — заполнитель БСТВ; 2' — заполни-
тель ПП-80
Результаты измерений реверберационных коэффициентов гипсовых пер-
форированных плит с различными заполнителями при различных относах
от ограждения представлены на рис. 5.27, 5.28. Гипсовые плиты с заполни-
телем из БСТВ при одном и том же проценте перфорации имеют более вы-
сокий коэффициент звукопоглощения в области высоких частот, чем плиты
с заполнителем из минераловатных плит. Увеличение звукопоглощения ис-
следуемых плит в области высоких частот определяет более плавный ход
характеристики их коэффициентов звукопоглощения. Это обусловливает
более высокую эффективность снижения шума в акустически благоустро-
енных производственных помещениях со средне- и высокочастотным ха-
рактером шума.
Выполненные исследования позволяют сделать вывод о целесообразнос-
ти замены в акустических гипсовых плитах минераловатных плит на
БСТВ.
Шумоглутение шаровых мельниц материалами из базальтовых су-
пертонких волокон. Высокие уровни шума в широком диапазоне частот
имеют шаровые мельницы [352, 353], которые применяются на цементных
заводах намного чаще, чем другое оборудование. В качестве примера рас-
смотрим экспериментально разработанный звукоизолирующий кожух на
основе базальтового супертонкого волокна и испытанный на Киевском це-
ментном заводе с целью шумоглушения шаровой мельницы сухого помола
238
5.2. Звукопоглощающие материалы
длиной 13 м и внутренним диаметром 2,2 м. Ввиду наличия на всей повер-
хности корпуса крепежных болтов, которые в процессе работы из-за виб-
рации часто выпадают и через образующиеся отверстия просыпается це-
мент, не представилось возможным установить звукоизолирующий кожух
непосредственно на корпусе шаровой мельницы. Кожух смонтирован не-
подвижно с зазором 0,5-1,0 м.
Звукоизолирующий кожух состоял из шести секций полуцилиндричес-
кой формы, размещенных на тележках с рельсами. К тележкам был прива-
рен металлический каркас с уложенными в нем звукопоглощающими мата-
ми (БЗМ) толщиной 200 мм. Снаружи каждая секция была облицована зву-
коизолирующим слоем — фольгоизолом. При расчетах шумоглушения ша-
ровых мельниц шумовые характеристики измерялись по ГОСТ 0855-73 и
сравнивались с “Гигиеническими нормами допустимых уровней звукового
давления на рабочих местах (ГН № 1004 73)”. Шумовые характеристики
до и после шумоглушения представлены на рис. 5.31.
При анализе шумовых характеристик установлено, что характер шума по
диапазону частот переменный, распределение уровней шума по частотам
широкополосное; по всему диапазону частот шум превышает ПС-80 (кро-
ме частот 4000 и 8000 Гц), максимально на частоте 500 Гц — 28 дБ; общий
уровень звука по шкале “А” £д = 105 дБ по громкости превышает норму
Ln = 85 дБ в 4 раза. Шумоглушение шаровой мельницы даже без звукоизо-
Рис. 5.31. Шумовые характеристики шаровой мельницы:
а — частотные, б — по шкале “А”; 1 — до шумоглушения; 2 — после шумоглуше-
ния без изоляции торцов; 3 — то же, с изоляцией торцов; ПС-80 — предельный
спектр гигиенических норм
239
Глава 5. Получение базальтоволокнистых материалов
ляции торцов значительно снизило уровни звукового давления в частотных
полосах по всему диапазону и улучшило распределение уровней по часто-
те, сместив максимальный пик с частоты 500 Гц до 250 Гц. Дополнитель-
ная звукоизоляция торцов позволила снизить общий уровень шума в райо-
не загрузки цемента (точка /) с 92 до 87 дБ; в средней точке 2 — с 88 до
86 дБ и в точке выгрузки сырья (точка 3) — с 88 до нормы — 85 дБ “А”.
Громкость в точке 1 (максимального уровня шума) уменьшилась на 17 дБ,
т.е. в 3,2 раза.
Наряду с акустической эффективностью звукопоглощения эксперимен-
тального кожуха следует отметить конструктивные недостатки: громозд-
кость и необходимость ручной откатки секций кожуха при обслуживании
шаровой мельницы. Для устранения указанного недостатка целесообразно
отработать подъемную конструкцию кожуха, исключающую применение
ручного труда при его эксплуатации.
Исследовалось также шумоглушение шаровой мельницы типа СМ-432
сухого помола длиной 1,8 м и диаметром 1,0 м. Мельница имела по длине
корпуса барабана только два ряда диаметрально расположенных болтов.
Поэтому был предложен несложный для изготовления звукоизолирующий
кожух, который крепился непосредственно к корпусу мельницы. Кроме
того, этот вариант не требовал больших трудозатрат при монтаже и был
удобен в эксплуатации. Кожух так же, как и описанный выше, состоял из
матов БЗМ толщиной 200 мм со звукоизолирующим слоем — фольгоизо-
лом. Звукоизоляция торцов мельницы в данном случае не производилась
из-за небольшого (30 мм) зазора между болтами торцов и неподвижными
опорами мельницы. Частотные характеристики мельницы приведены в
Таблица 5.19
Уровни звукового давления, дБ
Характеристика Среднегеометрические частоты октавных полос, Гц
63 125 250 500 1000 2000 4000 8000
ПС-80 99 92 86 83 80 78 76 74
Частота шаровой мельницы до шумоглушения 80 97 103 102 101 100 86 82
Частота шаровой мельницы после шумоглушения 77 88 89 90 88 87 83 74
Акустический эффект шумо- глушения 3 9 14 12 13 13 3 8
240
5.3. Базальтоволокнистые фильтры
табл 5.19. Анализ данных таблицы показывает, что характер и распределе-
ние уровней шума обеих мельниц аналогичен, но имеются различия в ин-
тенсивности. После шумоглушения корпуса барабана мельницы наблюда-
ется превышение норм в диапазоне частот 250-2000 Гц на 3-9 дБ вместо
17-22 дБ, которые были до шумоглушения. Недостаточная эффективность
шумоглушения в этом случае (без звукоизоляции торцов) по сравнению с
ранее рассмотренной мельницей следует объяснить разным отношением
(к) длины мельницы (/) к ее диаметру (d).
Для этих двух шаровых мельниц соответственно к = 6 и к - 1,8. При ма-
лых соотношениях длины и диаметра мельницу необходимо рассматривать
почти как шар [353]. Поэтому без звукоизоляции торцов малых по длине
мельниц невозможно добиться полного шумоглушения.
Проведенные испытания этих мельниц показывают, что двухслойный
изолирующий кожух, выполненный на основе звукопоглотителя из базаль-
тового супертонкого волокна и звукоизолирующего слоя в виде фольгоизо-
ла, может эффективно применяться для снижения уровня шума при работе
помольных агрегатов. В зависимости от особенностей их конструкций и
условий эксплуатации кожух может быть выполнен неподвижным, не при-
легающим к корпусу мельницы, либо крепиться непосредственно к нему.
Последний вариант предпочтительнее в связи с присущей ему простотой и
удобством обслуживания.
5.3. Базальтоволокнистые фильтры
Базальтоволокнистые фильтрующие маты для фильтров дренажей гидро-
технических сооружений и мелиоративных систем эффективно использу-
ются вместо песчано-гравийных [355-358]. Для производства матов при-
меняются утолщенные штапельные базальтовые волокна со средним диа-
метром 15-17 мкм. Филырующие маты обладают высоким коэффициен-
том фильтрации (0,58-0,93 см/с).
Проведены исследования фильтрующих свойств базальтовых супертон-
ких волокон для очистки и стерилизации технологического воздуха в про-
изводстве антибиотиков (пенициллина, стрептомицина и др.). Для этих це-
лей применяются специальные фильтры с фильтр-насадками различных
типов (металлокерамические, гранулированные зернистые и стекловолок-
нистые материалы) Однако проблема подготовки воздуха не была решена,
поскольку фильтрующие насадки в большинстве случаев громоздки, тре-
16 — 6753
241
Глава 5. Получение базальтоволокнистых материалов
буют частой смены. Так, стекловолокно в виде однонаправленных волокон
диаметром 10-12 мкм под действием острого пара при очистке фильтр-на-
садки разрушается и через 3-6 месяцев требует замены.
Проводились исследования по применению в качестве фильтрующего
материала для очистки воздуха базальтового супертонкого волокна. Волок-
на испытывались как в лабораторных, так и в производственных условиях.
При испытании в лабораторных условиях волокна укладывались в фильтре
между двумя металлическими сетками. Уплотнение крышки (верхняя сет-
ка) с корпусом достигалось установкой резиновых прокладок. Такая конст-
рукция фильтра обеспечивала полностью прохождение насыщенного мик-
роорганизмами воздуха через фильтрующий слой. Опыты проводились
при различных плотностях волокон, линейных скоростях и степени зара-
жения исходного воздуха.
Одновременно с фильтром, работающим с использованием БСТВ (опыт-
ный), был установлен фильтр, в патрон которого загружалось стеклянное
СТВ (контрольный). И контрольный, и опытный фильтры предварительно
стерилизовались в течение 1 часа в автоклаве при температуре 120-125 °C.
При различных вариантах базальтовое супертонкое волокно показало бо-
лее высокую эффективность улавливания микроорганизмов даже в услови-
ях очень высокой исходной зараженности воздуха (5 106 в 1 м3) вместо
2000 в обычных условиях.
Базальтовые супертонкие волокна хорошо выдерживают стерилизацию
острым паром, не разрушаясь при этом. Паростойкость оценивалась по по-
терям массы после вибрации волокон, подвергнутых обработке острым па-
ром в автоклаве при различных давлениях, в течение двух часов
(табл. 5.20). Условия вибрации следующие: частота вибрации — 50 Гц, ам-
плитуда — 2 мм, время — 3 часа.
Как видно из табл. 5.20 и рис. 5.32, самую высокую паростойкость имеет
БСТВ. Так, потери массы после воздействия острого пара при давлении 10,
15 ати и последующей вибрации не превышают 0,2 % (кривая 1), тогда как
для стеклянных волокон состава № 20 они равны 1 % (кривая 3). Стекло-
микрокристаллические волокна теряют в массе до 0,5 %.
Динамические исследования эффективности и удельного сопротивления
потоку воздуха следующих видов волокон: БСТВ, стекломикрокристалли-
ческого (БСТВ-Т), СТВ из стекла № 20, стеклосрезов, стеклохолста ВВ
проводились с использованием монодисперсного аэрозоля масляного ту-
мана, полученного конденсационным способом. (Масляный туман со сред-
242
5.3. Базальтоволокнистые фильтры
Таблица 5.20
Результаты паростойкости супертонких волокон
Волокно Потери массы. %, при давлениях пара, ати
0 5 10 15
БСТВ 0,00 0,15 0,20 0,20
БСТВ-Т 0,04 0,25 0,35 0,47
СТВ из стекла состава №20 0,03 0,10 0,15 1,03
Рис. 5.32. Паростойкость супертон-
ких волокон:
/ — БСТВ; 2 — БСТВ-Т (стекло-
микрокристаллическое); 3 — СТВ
из стекла состава № 20
ним размером частиц 0,3 мкм). Методика проведения испытаний по масля-
ному туману заключалась в установлении значения отношения концентра-
ции аэрозоля масляного тумана, прошедшего через фильтр, к значению
аэрозоля масляного тумана до фильтра. Максимальная концентрация мас-
ляного тумана в воздухе определялась весовым методом с помощью фильт-
ров АФА-18 и составляла величину порядка 1016 мг/л. Скорость подачи
воздуха была принята 0,01 м/с (табл. 5.21).
На основании данных табл. 5.21, можно сделать заключение о сравни-
тельно высокой эффективности волокон из базальта. Наиболее эффектив-
ным показало себя стекломикрокристаллическое волокно (БСТВ-Т) со
средним диаметром элементарного волокна 1 мкм и коэффициентом филь-
трующего действия, (а = -lgA7AP), значение которого сравнимо с числен-
ным значением для ткани Петрянова [361].
Так как ткань Петрянова недостаточно устойчива к стерилизации острым
паром и обладает невысокой температуростойкостью, базальтовые супер-
тонкие волокна являются весьма перспективным материалом для фильтра-
ции технического воздуха в производстве медпрепаратов.
Помимо лабораторных исследований, базальтовые волокна успешно
прошли опытно-промышленные испытания, при которых они помещались
16*
243
Глава 5. Получение базальтоволокнистых материалов
Таблица 5.21
Результаты исследований эффективности фильтрующих
волокнистых материалов
Волокно Диаметр, МКМ Плотность набивки ДР, мм вод.сг. Коэффициент проскока, К, % Эффектив- ность, % Коэффициент фильтрующего действия
кг/м3 кг/м2
БСТВ 1,0 100 0,45 4,8 55-10 3 99,94500 0,681
БСТВ-Т 1,0 100 0,45 5,0 27,5-10-4 99,99725 0,912
БМТВ 0,4 47,4 0,38 5,0 39,2-1О'4 99,99608 0,880
БМТВ 0,4 38,3 0,70 4,4 12,5 10’3 99,98750 0,887
СТВ из стекла №20 1,0 100 0,45 7,4 54,510г4 99,99455 0,529
Стеклохолст ВВ 21,0 200 11,6 0,9 39,3 56,70000 0,450
Ткань ФП — — — 0,7 23,0 77,0 0,914
Таблица 5.22
Результаты паростойкости базальтовых волокон
после длительной эксплуатации
Волокно Потери массы, %
Исходные После эксплуатации в течение, мес.
1 3 6 12
БСТВ 0 0,62 0,95 1,62 5,2
БСТВ-Т 0,03 0.93 1,70 3,20 8,4
СТВ из стекла состава № 20 0,02 1,00 2,5 4,2 15,5
в индивидуальные фильтры, установленные перед ферментерами емкос-
тью 100 л. Длительная эксплуатация (в течение 1 года) показала, что ба-
зальтовые волокна за этот период эксплуатации хорошо выдержали стери-
лизацию острым паром, и потери массы при последующей вибрации оказа-
лись незначительными (табл. 5.22).
Анализ длительных испытаний также подтверждает более высокую па-
ростойкость базальтовых волокон.
Базальтовые утолщенные волокна диаметром 15 17 мкм нашли широкое
применение для грубой очистки воздуха в производстве медпрепаратов.
Для тонкой очистки воздуха эффективно используются фильтры из базаль-
товых супертонких волокон. Для этих целей специально разработана кон-
струкция фильтра, срок службы которого значительно превышает срок
службы применяемых ранее фильтров
244
5.4. Базальтоволокнистые композиционные конструкционные материалы
5.4. Базальтоволокнистые композиционные
конструкционные материалы
Высокие физико-механические свойства, химическая стойкость шта-
пельных и непрерывных волокон из горных пород предопределяют перс-
пективы использования их для получения широкого ассортимента новых
конструкционных материалов, базальтопластиков, асбестобазальтоцемент-
ных, дисперсно армированных цементных изделий и других композицион-
ных материалов.
5.4.1. Получение и исследование базальтопластиков
При производстве конструкционных стеклопластиков широко использу-
ется бесщелочное алюмоборосиликатное стекло. Проводились исследова-
ния [362-364] по получению базальтопластиков на основе базальтового не-
прерывного волокна. Полученные базальтовые жгуты и жгутовые ткани
перерабатывались в базальтопластики на оборудовании, используемом для
производства стеклопластиков.
Основные физико-механические свойства базальтопластиков, получен-
ных на основе базальтовой Ж1утовой ткани толщиной 0,6 и 0,7 мм — ТБЖ-
0,6 и ТБЖ-0,7 и полиэфирной смолы ПН-3, приведены в табл. 5.23.
Профильные базальтопластики круглого сечения диаметром 6, 8, 10 и
12 мм получены способом непрерывного формования. В качестве связую-
щего использовался химический состав на основе полиэфирной и эпоксид-
ной смол, %: полиэфирная смола (ПН-З)-бО; эпоксидная смола (ЭД-5)-30;
малеиновый ангидрид-9; перекись бензола (паста в дибутилфталате)-1.
Таблица 5.23
Характеристики базальтопластиков
Показатель Базальтопластики на основе тканей
ТБЖ-0,6 ТБЖ-0,7
Предел прочности, кг/см2: растяжение сжатие статический изгиб Удельная ударная вязкость, кг-см/см2 Модуль упругости при растяжении, кг/см 2550 700 1650 320 1,82-105 2700 950 2000 340 1,80-105
245
Глава 5 Получение базальтоволокнистых материалов
Формование профиля при скорости протягивания 0,4-0,5 м/мин и поли-
меризация эпокси полиэфирного связующего проходят в камерах по зонам
при следующей температуре, °C I зона — 100; II — 130; III — 150; IV
160; V — 140; VI — 130; VII — 100; VIII — 80. Формующая фильера дли-
ной 900 мм расположена в III и IV зонах. Для полной полимеризации эпок-
сиполиэфирного связующего профили проходят дополнительную термооб-
работку при температуре 180 °C в течение 5 часов.
Основные физико-механические свойства базальтопластикового профи-
ля круглого сечения диаметром 8 мм следующие:
предел прочности, кг/см2'
изгиб.........................................7660
сжатие........................................ 3700
растяжение...................................... 10600
модуль упругости при сжатии, кг/см2.............6,2-105
удельная ударная вязкость, кг см/см2............600
водопоглощение, %...............................0,04
коэффициент линейного расширения, град 1........50-10 7
Химическую устойчивость профильных базальтопластиков указанного
состава определяли в различных агрессивных средах и оценивали по уве-
личению массы образцов после определенного времени выдержки в задан-
ной среде и изменению прочности. Испытания проводили при нормальных
условиях (t = 24 °C) и повышенной температуре (до 100 °C). Методика оп-
ределения заключалась в том, что подготовленные образцы высушивали до
постоянной массы при температуре 100±5 °C. Затем их помещали в кони-
ческую колбу с раствором и выдерживали в нем 24 ч при комнатной тем-
пературе (18 °C). В качестве растворов использовали дистиллированную
воду, 10%-ные H2SO4 и NaOH, трансформаторное масло, бензин Б-70, аце-
тон, этиловый спирт. Увеличение массы после пребывания в 10%-ном ра-
створе NaOH составило 0,05 %, а в остальных растворах — 0,01-0,03 %.
Исследуя материал при кипячении, образцы помещали в конические кол-
бы с растворами H2SO4 и Na2SO4 следующей концентрации; 1) 100 г/л
H2SO4 и 60 г/л Na2SO4; 2) 170 г/л H2SO4 и 90 г/л Na2SO4. Колбы присоединя-
ли к обратным холодильникам и начинали нагревать. После кипячения в
течение 30 часов в указанных средах образцы извлекали из раствора, про-
мывали дистиллированной водой и этиловым спиртом, высушивали и ис-
пытывали на изгиб. Прочность при изгибе снижалась от 7716 кг/см2 (ис-
ходная) до 5000 и 6007 кг/см2 при концентрациях 1 и 2 соответственно.
246
5.4, Базальтоволокнистые композиционные конструкционные материалы
Для широкого применения базальтопластика в машиностроении необхо-
димо знать параметры его механической обработки. Базальтопластики так
же, как и стеклопластики, легко разрезаются алмазным кругом и резцом из
твердого сплава ВК-8 и хорошо обрабатываются при резании, точении,
фрезеровании, шлифовании. Установлено, что при трении со смазкой (ве-
ретенное масло) коэффициент трения при работе в паре со сталью 45, зака-
ленной и отпущенной до твердости 48 50 НС, составляет 0,02-0,04. При
скорости скольжения 1 м/с материал выдерживает нагрузку до 100 кгс/см2,
при скорости скольжения 12 м/с — 10-12 кгс/см2. При трении без смазки
происходит износ материала при нагрузках 50 и 6-8 кг/см2 и скоростях
скольжения 1 и 12 м/с соответственно. Коэффициент трения при работе без
смазки в зависимости от условий трения колеблется в пределах 0,18-0,23.
Таким образом, базальтопластик может использоваться в качестве матери-
ала для опор скольжения.
Эффективное использование базальтопластиков в ведущих отраслях ма-
шиностроения возможно лишь при наличии достоверных данных о проч-
ности и деформативности этих материалов с учетом совместного влияния
различных технологических эксплуатационных и конструкционных факто-
ров [365-367]. Существующие стандарты не учитывают многих специфи-
ческих особенностей базальтопластиков, и большинство из них требует
дополнения и переработки. Так, методика на основе ГОСТ 4648 63, не
учитывающая того факта, что все виды слоистых армированных пластиков
обладают повышенной податливостью на сдвиг между слоями, позволяет
определять лишь модуль Юнга первого рода.
Поэтому большой практический интерес представляет разработка мето-
дики определения механических характеристик базальтопластика с учетом
повышенной податливости на сдвиг.
Согласно опытам, модуль Юнга (£;) для балки на двух опорах можно
представить в виде
Р1
а
(5.30)
гдеДах — прогиб свободно опертой балки без учета сдвигов под силой,
приложенной посредине пролета; 1— момент инерции балки.
На основе теоретических решений получена следующая зависимость
междуEf,Eavt G;.
“2А7
Глава 5 Получение базальтоволокнистых материалов
J_=J_ 1 f2Я f
Ef Ea+K'GZ[ I J’
(5-31)
где Ef — фиктивный модуль упругости, учитывающий влияние сдвигов;
Gz — модуль межслоевого сдвига; 2Н — толщина плиты; / — расстояние
между опорами; К' — коэффициент сдвига. Значения \/Ef получены так-
же экспериментальным путем. Балки с поперечным сечением 18x10 мм и
длиной 300 мм устанавливали на опоры, расстояние между которыми из-
меняли от 40 до 240 мм. Прогиб балки измеряли посредине пролета ин-
дикатором с ценой деления 0,001 мм. На график наносили все данные и
по методу наименьших квадратов строили экспериментальную кривую
(рис. 5.33). Из графика следует, что тангенс угла наклона линии к оси аб-
сцисс равен HI(K’G^), а ось ординат прямая пересекает в точке 1/£о. Рас-
смотренный подход раскрывает возможность определения не только мо-
дуля Юнга (£а), но и косвенного определения значения модуля сдвига Gz,
что затруднительно при прямых экспериментах.
Основные физико-механические характеристики однонаправленного ба-
зальтопластика с поперечным сечением 4x15 мм при температуре 20±5 °C
следующие:
прочность при растяжении, кг/см2 .................10600
модуль Юнга при растяжении, кг/см2................4,9-105
прочность при сжатии, кг/см2......................3800
прочность при статическом изгибе, кг/см2...........7660
модуль Юнга при изгибе, кг/см2.....................4,3-105
прочность на срез, кг/см2..........................2200
248
5.4. Базальтоволокнистые композиционные конструкционные материалы
Таблица 5.24
Результаты исследований базальтостеклопластика
Материал Угол вырезки образцов, град
0 15 30 45 60 75 90
Базальтопластик 3310 I860 1340 1050 1340 1880 3310
Стеклопластик 2590 1040 890 800 890 1040 2590
Большинство армопластиков, как правило, анизотропные материалы,
прочность которых зависит от ориентации волокон. Впервые такие иссле-
дования для базальтопластика проведены во Львове. Для эксперимента из-
готовлялись пластины методом прямого прессования с удельным давлени-
ем 225,6 кг/см2 размером 300x300 мм и толщиной 4 мм с укладкой волокон
1:1 на основе зпоксифенольного связующего. Армирующим материалом
служило базальтовое волокно диаметром 10-15 мкм. Из готовых пластин
вырезали образцы прямоугольного сечения размером 15x4 мм и длиной
250 мм через каждые 15° от направления основы. Испытания проводились
на разрывной машине со скоростью движения специальных изготовлен-
ных захватов 5 мм/мин при естественных условиях окружающей среды.
При обработке полученных данных усредняли результаты восьми испыта-
ний; коэффициент вариации не превышал 0,11 (табл. 5.24).
На рис. 5.34 приведены сравнительные графики распределения предела
прочности для базальто- и стеклопластика. Предел прочности при растяже-
нии минимален в образцах, выре-
занных под углом (р = 45° к оси х, а
максимален в образцах с углом <р =
= 0° и 90°. Полученные данные еще
раз подтверждают выводы о том, что
во время конструирования необхо-
димо обращать особое внимание на
направление укладки волокон.
Таким образом, благодаря высо-
ким физико-механическим и хими-
Рис. 5.34. Анизотропия свойств:
------базальтопластик,------стек-
лопластик
249
Глава 5. Получение базальтоволокнистых материалов
ческим свойствам базальтопластик может широко применяться как конст-
рукционный материал в машиностроении, самолетостроении, строитель-
стве и других отраслях народного хозяйства.
5.4.2. Получение и исследование
асбестобазальтоцементных изделий
Асбестоцементные изделия, обладающие высокими физико-механичес-
кими свойствами, являются эффективными при применении в строитель-
ных конструкциях. Наиболее распространены листовые асбестоцементные
изделия, объем производства которых составляет более 85 %. В связи с
тем, что дефицит в асбесте ощущается все острее и, следовательно, сдер-
живается рост объемов производства асбестоцементных изделий для удов-
летворения потребностей строительства, перед промышленностью многих
стран стоит задача расширения сырьевой базы, замены асбеста более де-
шевым и экономичным сырьем. Поэтому значительный интерес представ-
ляют стеклянные и минеральные волокна, в том числе и из горных пород, в
частности из базальтов.
В Германии еще в 1914 году при производстве асбошифера вместо асбес-
та применялись минеральные волокна [368].
В патентах США [369 371] указывалось, что в качестве арматуры ис-
пользовались стеклянные волокна. Полученные изделия обладали высокой
прочностью и пониженной объемной массой.
В Китае в качестве армирующего материала при производстве асбесто-
цементных труб применялись тонкие волокна, полученные из сырья на ос-
нове базальта. Эти изделия обладают высокой водонепроницаемостью,
увеличивающейся прочностью при многократном замораживании и оттаи-
вании, и меньшей, чем у бетона, усадкой [372].
В Чехии получены положительные результаты по замене асбеста в про-
изводстве асбестоцементных изделий волокнами из вулканических горных
пород. Высокое содержание оксидов железа в породах, из которых получа-
ют волокна, способствует увеличению адгезии волокна к цементу. В полу-
ченных кровельном и волнистом шиферах, а также в асбестоцементных
трубах до 20 % асбеста заменено базальтовым штапельным волокном диа-
метром 15 20 мкм [373].
При замене асбеста стеклянными и минеральными волокнами наблюдает-
ся изменение свойств асбестоцементных изделий: снижение объемной мас-
250
5.4. Базальтоволокнистые композиционные конструкционные материалы
сы, увеличение водопоглощения, снижение предела прочности при изгибе,
рост значений ударной вязкости в раннем возрасте с последующим сниже-
нием этого показателя В отличие от этих асбестозаменителей базальтовое
волокно лишь незначительно разрушается агентами и щелочью цемента.
Кроме того, увеличивается прочность асбестобазальтоцементных изделий.
Проводимые в нашей стране работы [374] по использованию штапель-
ных базальтовых волокон при производстве листового асбестошифера по-
казали возможность частичной замены (до 15 %) асбеста тонкими шта-
пельными волокнами из базальта Берестовецкого месторождения Ровненс-
кой области. При производстве листов СВ-1750 асбест 5-го сорта заменял-
ся базальтовым волокном. Волокно вводилось в смеску на стадии переме-
шивания асбестовой суспензии до введения цемента. Замена 5 % асбеста
базальтовым волокном практически не изменяет физико-механических ха-
рактеристик листов асбестоцемента. При замене 10 % асбеста механичес-
кая прочность снижается незначительно, но ударная вязкость асбестоце-
мента уменьшается на 15 % по сравнению с контрольными показателями.
Введение базальтового волокна вместо асбеста позволяет повысить объем-
ную массу асбестоцемента и существенно снизить его водопоглощение.
Авторы [375] рекомендуют использование штапельного базальтового во-
локна (до 5 %) вместо асбеста.
Нами для получения асбестобазальтошифера использовались базальто-
вые волокна БВРВ (до 20 %) и БСТВ как добавка в количестве до 5 % об-
щей массы волокон в смеси (считая и асбестовые). Опробованы различные
варианты введения базальтовых волокон. Как показали опыты, в бегунах
базальтовые волокна не уминаются, как асбест, а из-за хрупкости ломают-
ся. При добавлении половины порции БВРВ в пушитель, а второй полови-
ны — в гидросмеситель наблюдалось комкование волокна. Поэтому наибо-
лее приемлемым способом является введение волокна в пушитель, из кото-
рого предварительно выпускается в гидросмеситель 2/ гидромассы асбес-
та. При изготовлении асбестобазальтошифера марки СВ-40 асбест 5-го
сорта заменялся базальтовым штапельным волокном БВРВ диаметром 15—
20 мкм на 10 и 20 %. Результаты представлены в табл. 5.25.
Проведенные испытания по ГОСТ 5.1627-72 для асбестоцементных вол-
нированных листов показали, что с введением базальтовых волокон БВРВ
прочность при изгибе снижается. В других опытах при получении шифера
УВ-6 для улучшения качества смешивания и однородности массы дополни-
тельно вводили базальтовое супертонкое волокно в количестве от 1 до 5 %.
251
Глава 5. Получение базальтоволокнистых материалов
Как показали результаты испытаний (ГОСТ 16233-70),в этом случае ме-
ханическая прочность листов шифера увеличилась на 40 % (табл. 5.26).
Проведенные нами испытания выпущенного ранее [374] асбестобазаль-
тошифера типа ВО с заменой 15 % асбеста волокном БВРВ после 11 лет
службы на крыше жилого дома показали, что прочность при изгибе увели-
чилась от 134 137 кг/см2 до 260 кг/см2, т.е. на 190 % После 25 циклов за-
мораживания прочность практически не изменилась
Кроме листового асбестобазальтошифера, выпущена опытная партия ас-
бестобазальтоцементных труб. При гидростатическом испытании трубы с
заменой 10 % асбеста базальтовым штапельным волокном БВРВ выдержа-
ли 22 атм, т.е. предельно достигаемое на установке давление, тогда как ис-
пытания асбестоцементных труб проводятся при 18 атм.
Проводились работы по армированию труб непрерывным базальтовым
волокном, которое подавалось в виде жгута на форматную скалку вместе с
Таблица 5.25
Результаты испытаний асбестобазальтошифера СВ-40
Показатель Асбесто- шифер Асбестобазальтошифер
10 % замены 20 % замены
Сосредоточенная нагрузка от штампа, кгс 150 175 175
Предел прочности при изгибе в слабом на- правлении, кг/см2 160 133 109
Плотность в сухом состоянии, г/см3 1,60 1,67 1,65
Морозостойкость, количество циклов 25 25 25
Остаточная прочность, кг/см2 144 130 НО
Водонепроницаемость, ч 24 24 24
Таблица 5.26
Результаты испытаний шифера УВ-6
Показатель Асбесто- шифер Асбесто- базальто- шифер Изменение значения, %
Сосредоточенная нагрузка от штампа, кгс 150 170 13
Предел прочности при изгибе в слабом направ- лении, кг/см2 160 220 40
Плотность в сухом состоянии, г/см3 1,60 1,70 6
Морозостойкость, количество циклов 25 25 —
Остаточная прочность, кг/см2 144 200 40
Водонепроницаемость, ч 24 24 —
252
5.4. Базальтоволокнистые композиционные конструкционные материалы
асбестоцементной пленкой. За счет такого армирования представилась воз-
можность повысить прочность асбестоцементных труб на 20 %, что позво-
лило снизить толщину стенки трубы на 11 %. Это ведет к экономии сырья
и повышению производительности машин. Так, при армировании базаль-
товым волокном одной асбестоцементной трубы диаметром 100 мм эконо-
мится 0,455 кг асбеста трубных сортов и 2,2 кг цемента.
Все асбестобазальтоцементные изделия морозостойки, выдерживают 25
циклов замораживания без каких-либо признаков расслоения или повреж-
дения, имеют остаточную прочность выше контрольной, хорошо выдержи-
вают испытания на водонепроницаемость. Благодаря таким высоким физи-
ко-механическим свойствам асбестобазальтошифер может успешно ис-
пользоваться в качестве кровельного, конструкционного, облицовочного
материала. Асбестоцементные трубы, армированные базальтовым непре-
рывным волокном, нашли широкое применение в сельском хозяйстве, ме-
лиорации, строительстве, химической промышленности и других отраслях
народного хозяйства.
5.4.3. Дисперсное армирование
цементных бетонов грубыми волокнами
Экономия дефицитного металла при одновременном уменьшении массы
и продлении срока службы строительных конструкций является важной
народнохозяйственной задачей. Одним из путей решения этой задачи явля-
ется армирование бетонов стекловолокнами. Они незаменимы там, где тре-
буется стойкость к химической и электрохимической коррозии, снижение
веса зданий и сооружений. Введение стеклянного волокна в цемент приво-
дит к повышению прочности при растяжении, ударной вязкости, трещино-
стойкости и устойчивости против воздействия микроорганизмов. Его недо-
статком является снижение прочное ги во времени вследствие разрушения
стеклянных волокон
Анализ литературных источников показывает, что работы по решению
этой проблемы проводятся в таких направлениях:
• подбор составов стекол высокой химической стойкости и стойкости к
воздействию агрессии цементного камня;
• введение в состав бетонов добавок, локализующих разрушение волокна
в цементном камне;
253
Глава 5. Получение базальтоволокнистых материалов
• защита моноволокон стойкими поверхностными пленками и т.д.
Следует отметить, что, как правило, для исследований используются не-
прерывные волокна диаметром 9-17 мкм, рубленые и нерубленые, шта-
пельные волокна диаметром 9-25 мкм. И это естественно, так как эти во-
локна освоены промышленностью.
По вопросу механизма разрушения стекловолокнистой арматуры суще-
ствуют две точки зрения. Одни авторы [376] указывают на химическое вза-
имодействие волокна с гидратом оксида кальция, который является основ-
ным химическим реагентом, разрушающим стеклянное волокно. Сильно
развитая поверхность стекловолокна способствует ускорению протекаю-
щих процессов разрушения под действием агрессивных сред. Другие ис-
следователи [377] считают, что главной причиной разрушения стекловоло-
кон в цементных матрицах является не только химическое, но и механичес-
кое действие процессов, развивающихся в цементном камне, в результате
чего на волокнах возникают поперечные трещины, снижающие прочность
материала.
С целью повышения устойчивости композиций на основе портландце-
мента рекомендуются либо щелочестойкие волокна [378-380], либо волок-
на, поверхность которых защищена специальными покрытиями. Исследо-
вания однонаправленного армирования цементного камня незащищенны-
ми стеклянными, кварцевыми, циркониевыми и базальтовыми волокнами
показали, что наибольшей устойчивостью к щелочной среде портландце-
мента обладают базальтовые и циркониевые волокна [376].
Нами проведены исследования по армированию цементного камня ба-
зальтовыми волокнами [381]. Исследовались цементные камни с 10%-ным
армированием базальтовыми непрерывными, тонкими штапельными во-
локнами (БВРВ) и базальтовым холстом ВВ. Испытания показали, что
прочность базальтоцементов, полученных на основе портландцементов, со
временем снижается: при армировании непрерывным волокном в 1,4-2
раза, тонким штапельным волокном (БВРВ) и холстом ВВ — в 1,3-1,5 раза,
хотя остаточная прочность базальтоцементов остается достаточно высо-
кой. Отмечена повышенная стойкость базальтовых волокон в шлакопорт-
ландцементе и глиноземистом цементе. Снижение прочности не превыша-
ет 17%.
Полученные данные исследований стойкости базальтовых волокон в це-
ментном камне, анализ перспектив развития производства стеклянных и
базальтовых волокон как армирующего материала показывают, что:
254
5.4, Базальтоволокнистые композиционные конструкционные материалы
• как стеклянные непрерывные, так и базальтовые непрерывные волокна
в процессе получения требуют использования платинородиевого сплава,
поэтому развитие производства предусматривается лишь в плане удовлет-
ворения потребностей в тканых и нетканых материалах для получения
оболочек высокотемпературных теплоизоляционных и звукопоглощающих
изделий, стекло- и базальтопластиковых конструкционных и электроизоля-
ционных материалов, фильтров и др., где их сравнительно высокая сто-
имость окупается с большей отдачей;
• использование для армирования тонких и утолщенных штапельных во-
локон также сдерживается из-за их все еще высокой стоимости, сложности
технологии приготовления бетонов (особенно при высоком проценте арми-
рования — в бетоне остаются “ежи”), большого содержания неволокнис-
тых включений, низкого эффекта армирования цементного бетона вслед-
ствие потери прочности;
• и непрерывные, и штапельные тонкие и утолщенные волокна имеют
высокую абсолютную поверхность (активную поверхность), взаимодей-
ствующую с цементной средой, значительно снижающей их прочность; ло-
кализующие добавки, покрытия волокон и т.п. усложняют технологию,
резко повышают стоимость получаемого волокна.
Проведены работы по выбору оптимальных вариантов базальтовых во-
локон для массового дисперсного армирования цементных бетонов [381], в
основу которых положены следующие факторы:
• снижение энергоемкости, трудоемкости в производстве волокна как ар-
мирующего материала, следовательно, снижение стоимости;
• уменьшение влияния цементной среды на исходную и долговременную
прочность армирующих волокон;
• повышение технологичности введения армирующего материала на дей-
ствующем оборудовании;
• выбор оптимальных составов дисперсно армированных бетонов.
Прочность элементарных волокон, как исходная, так и долговременная,
предопределяет физико-механические свойства армированного волокнами
материала.
В результате разработаны композиции дисперсно армированного грубыми
базальтовыми волокнами цементного бетона. Одна из композиций имеет
следующий химический состав, %: портландцемент 24, песок речной 36, ба-
зальтовое грубое волокно 30, вода 10. Характеристика обычного бетона и бе-
тона, армированного базальтовыми волокнами, приведена в табл. 5.27.
255
Глава 5. Получение базальтоволокнистых материалов
Таблица 5.27
Сравнительные характеристики обычного
и дисперсно армированного грубыми базальтовыми волокнами бетонов
Показатель Обычный бетон Базальтобетон
Объемная масса, кг/м3 2400 2100
Прочность на растяжение, кгс/см2 36 100
Прочность при сжатии, кгс/см2 430 500
Комплексные исследования дисперсно армированных бетонов грубыми
базальтовыми волокнами (попеременное замораживание и оттаивание, ус-
коренное старение в везерометре, хранение в воде и др.) во всех случаях
показывают стабильный прирост прочности.
При исследовании композиций бетонов, дисперсно армированных гру-
быми базальтовыми волокнами, получены данные по стойкости грубых во-
локон в среде твердеющего цемента, высокой технологичности армирова-
ния, сравнительно низкой стоимости грубых волокон. Это позволяет гово-
рить о перспективе использования базальтобетонов для производства ши-
рокого ассортимента высокопрочных, радиопрозрачных, огнестойких и
других конструкций со значительным высвобождением металлической ар-
матуры, экономией цемента, используемого для этих целей.
Для изучения влияния удельной поверхности (диаметра) волокон на их
стойкость в среде твердеющего бетона нами [382] в качестве добавки к бе-
тону использовалось базальтовое супертонкое волокно с удельной поверх-
ностью 14 тыс. см2/г.
Песчаный бетон имел следующий химический состав, %:
портландцемент.......................13,7-17,5
барханный песок......................54,(М13,3
тонкомолотый песок...................20.0-26,5
супертонкое базальтовое волокно......20,0-26,5
вода.................................остальное
При введении БСТВ прочность песчаного бетона при сжатии возросла в
1,7-2,1 раза, а при растяжении и изгибе — в 2,0-2,8 раза.
Однако при анализе структуры бетона волокнистой части в ней не было
обнаружено. Волокна полностью прореагировали с цементной средой как
активная добавка с последующим образованием игольчатой структуры
256
5.4 Базальтоволокнистые композиционные конструкционные материалы
кристаллов новообразований, за счет чего и возросла прочность бетона. В
данном случае БСТВ не являлось армирующим материалом.
Как показано в параграфе 4 5, коррозионная стойкость изделий к агрессив-
ным средам во времени зависит от удельной поверхности, и поэтому грубые
волокна в силу малой удельной поверхности обладают низкой гигроскопич-
ностью, минимальной водоудерживающей способностью и высокой стойко-
стью к насыщенному раствору Са(ОН)2. Это подтверждается результатами,
полученными при армировании бетонов указанными волокнами.
5.4.4. Армирование гипсовых изделий
Акустические гипсовые перфорированные плиты (АГП РСТ УССР
5004 72) применяются для внутренней облицовки стен и потолков поме-
щений с целью снижения шума в производственных и общественных зда-
ниях. Каркас плит изготовляют из гипса с добавкой в качестве армирующе-
го компонента стеклянного непрерывного волокна алюмоборосиликатного
состава, рубленного на отрезки длиной 10-12 мм. С целью удаления замас-
ливателя (для улучшения адгезии волокна к гипсу) производят термообра-
ботку материала при температуре 400 °C в течение 30 мин.
К недостаткам стеклянного волокна, в первую очередь, следует отнести
необходимость использования для его получения дефицитных боросодер-
жащего сырья, соды и др. Проведены работы [351] по замене стекложгута
непрерывным и грубым базальтовыми волокнами при армировании гипсо-
вых плит. Армирующий материал в виде рубленных на отрезки длиной 10-
15 мм непрерывных базальтовых волокон вводили в количестве 0,5 % мас-
сы гипса Термическую обработку проводили при 400 °C в течение 15 мин
Грубые волокна термообработке не подвергали, так как они не содержали
замасливателя. Поскольку эти волокна обладают хрупкостью и дробятся на
отрезки при замешивании раствора, необходимость в рубке отпала. Глав-
ным преимуществом базальтовых волокон является то, что они имеют
большую прочность на разрыв, чем стеклянные волокна, как в исходном
состоянии, так и после термообработки. В табл. 5 28 приведены некоторые
физико-механические свойства волокон, использованных для армирования
гипсового каркаса акустических плит.
Испытания каркасов гипсовых плит, армированных непрерывным ба-
зальтовым волокном, показали, что замена алюмоборосиликатного волок-
17—6753
257
Глава 5. Получение базальтоволокнистых материалов
Таблица 5.28
Сравнительные характеристики армирующих волокон
Армирующее волокно Диаметр, мкм Прочность на разрыв, кгс/мм2
До термообработки После термообработки
Непрерывное стеклянное алюмоборосиликатного состава 12 165 125
Непрерывное базальтовое 14 180 150
Грубое базальтовое 210 20 Без термообработки
на на базальтовое приводит к увеличению предела прочности при растяже-
нии и сжатии соответственно на 28 и 23 % (табл. 5.29).
Введение вместо алюмоборосиликатного волокна грубых базальтовых
волокон существенно не ухудшает свойства каркаса, что позволяет сни-
жать стоимость сырья для производства плит на 65 %. При применении ба-
зальтовых волокон наблюдается некоторое уменьшение объемной массы и
водопоглощения плит. Эти факторы имеют большое значение при решении
проблемы “облегчения” строительных конструкций.
Таким образом, изучены основные теплоизоляционные свойства шта-
пельных базальтовых волокон как рыхлой высокодисперсной структуры в
диапазоне высоких и низких температур. Установлено, что коэффициент
теплопроводности в зависимости от диаметра и плотности волокон изме-
няется в пределах от 0,0269 до 0,0470 ккал/(м-ч-град) при Т = 50 °C; от
0,055 до 0,099 ккал/(м-ч-град) при Г = 300 °C. Коэффициент теплопровод-
ности при низких температурах (—196 °C) в области давлений 133,3-Ю-1 —
133,3-10_| Н/м2 составляет 12,7-0,7 мВт/(м-град). Высокие теплоизоляци-
онные свойства базальтовых волокон позволяют эффективно применять их
Таблица 5.29
Сравнительные характеристики каркаса гипсовых плит, армированных
стеклянными и базальтовыми волокнами
Армирующее волокно Плотность, кг/м3 Предел прочности кгс/см2 Водопогло- щение, % Г игроско- пичность, %
изгиб растяжение сжатие
Непрерывное стеклянное алю- моборосиликатного состава 1440 81 12 90 41 2
Непрерывное базальтовое 1360 73 15 111 34 2
Грубое базальтовое 1270 61 11 87 40 2
258
5.4, Базальтоволокнистые композиционные конструкционные материалы
как для изоляции различных тепловых агрегатов при высоких температу-
рах (до 700-900 °C), так и для теплоизоляции в криогенных устройствах.
На основе базальтовых штапельных микро-, ультра-, супертонких и стек-
ломикрокристаллических волокон разработаны новые теплоизоляционные
материалы, успешно прошедшие широкую проверку в производстве и при-
менении. Освоены и серийно выпускаются:
• авиационные теплоизоляционные маты ATM-ЮС, ATM-ЮК и АТМ-
ЮТ плотностью 35—80 кг/м3 и температурой применения, в зависимости от
облицовочной ткани и вида волокон, до 450, 700 и 900 °C соответственно;
• теплоизоляционные шнуры (БТШ) диаметром от 6 до 40 мм, плотнос-
тью 420-135 кг/м3 и температурой применения до 700 °C;
• теплоизоляционные плиты (ПМТБ) на поливинилацетатном связую-
щем толщиной 20-40 мм, плотностью 60-80 кг/м3 и температурой приме-
нения до 700 °C;
• теплоизоляционные плиты из базальтового стекломикрокристалличес-
кого волокна без связующего, полученные полуспеканием, толщиной 20-
60 мм, плотностью 60-150 кг/м3 и температурой применения до 1000 °C;
• теплоизоляционный картон на основе поливинилацетатного связующе-
го (ТК-4, ТЗК-5, АТМ-12) толщиной 4-12 мм, плотностью 60-110 кг/м3 и
температурой применения до 700 °C;
• теплоизоляционный картон на глинистом связующем толщиной 2—
12 мм, плотностью 90-280 кг/м3 и температурой применения до 750 °C;
• рулонные теплоизоляционные материалы РОМБ-С, РОМБ-КТ, РОМБ-
Ф и РОМБ-ФТ толщиной 10-200 мм, плотностью 80-120 кг/м3 и темпера-
турой применения, в зависимости от вида теплоизоляционного слоя, до
700-900 °C.
Получены и прошли опытные испытания материалы на основе БСТВ с
высокими техническими свойствами, определяющими перспективу их
применения:
• теплоизоляционный базальтоасбестовый картон на глинистом связую-
щем в композиции с асбеститом (отходы асбестоцементного производства)
толщиной 2-5 мм, плотностью 180-270 кг/м3 и температурой применения
до 700 °C;
• картон на основе кремнийорганических лаков толщиной 0,2-1,0 мм,
высокой эластичности, температурой применения до 700 °C;
• бумагоподобные материалы, предназначенные для вакуумно-много-
слойной изоляции, электроизоляции и других нужд современной техники.
17*
259
Глава 5. Получение базальтоволокнистых материалов
Применение базальтоволокнистых материалов практически во всех от-
раслях промышленности и строительства и особенно для теплоизоляции
теплового оборудования — печей, двигателей, сушильных барабанов,
кальцинаторов, циклонов, электрофильтров и других тепловых и холо-
дильных агрегатов — приводит к значительному сокращению теплопо-
терь, снижению расхода топлива и электроэнергии, уменьшению веса кон-
струкций, улучшению условий труда и т.д.
Изучены основные звукопоглощающие свойства базальтоволокнистых
материалов. Получены расчетные и экспериментальные значения коэффи-
циента звукопоглощения. Установлено, что эти материалы обладают высо-
кими звукопоглощающими свойствами в диапазоне средних и высоких ча-
стот, зависящими от плотности и толщины. Максимальный эффект звуко-
поглощения достигнут при плотности 10 25 кг/м3 и толщине 100 мм.
Для целей шумоглушения наряду с холстами БСТВ широко применяются
разработанные и серийно выпускаемые предприятиями базальтовые звуко-
поглощающие маты (БЗМ) плотностью 17-25 кг/м3 и коэффициентом зву-
копоглощения до 0,95.
Применение базальтоволокнистых материалов в качестве звукопоглоща-
ющих наполнителей в изделиях для внутренней облицовки стен и потолков
зданий, в конструкциях авиационных и других шумоглушащих устройств,
для шумоглушения промышленного оборудования позволяет резко снизить
уровни шума
Разработана и освоена технология производства фильтрующих матов из
базальтового штапельного утолщенного волокна диаметром 15-17 мкм для
дренажных систем гидротехнических сооружений с коэффициентом филь-
трации 0,58-0,93 см/с. Фильтры стойки к агрессивному воздействию грун-
товых вод.
С целью использования базальтовых волокон для очистки и стерилиза-
ции технологического воздуха в производстве медпрепаратов изучены
фильтрующие свойства штапельных базальтовых микро-, ультра-, супер-
тонких и стекломикрокристаллических волокон. Установлено, что коэффи-
циент фильтрующего действия их высок (0,880-0,912) и не уступает ткани
Петрянова (0,914). Базальтоволокнистые фильтры обладают высокой стой-
костью к действию стерилизующего острого пара и высоких температур.
Проведены исследования базальтовых волокон как армирующего мате-
риала.
260
5 4 Базальтоволокнистые композиционные конструкционные материалы
В опытных условиях на основе непрерывных волокон получены конст-
рукционные профильные базальтопластики, которые по свойствам не толь-
ко не уступают стеклопластикам, но и превосходят их по модулю упругос-
ти и ударной вязкости. В заводских условиях выпущена партия асбестоба-
зальтошифера с высокими физико-химическими свойствами, в котором до
20 % хризотил асбеста заменено базальтовым штапельным тонким и утол-
щенным волокном (12-22 мкм) с добавкой БСТВ. Испытания асбестоба-
зальтошифера после длительной эксплуатации (более 10 лет) в натурных
условиях показали рост прочности. Установлена возможность использова-
ния грубых базальтовых волокон диаметром 150-500 мкм для эффективно-
го дисперсного армирования цементных бетонов с целью высвобождения
металлической арматуры. Армирование каркаса гипсовых акустических
плит грубыми и непрерывными базальтовыми волокнами, взамен стеклян-
ных приводит к повышению прочности на 10-20 %.
261
БИБЛИОГРАФИЧЕСКИМ
СПИСОК К ЧАСТИ I
1. Школьников Я. А., Полик П. М., Кочаров 3. П., Нигин
Э. Р. Стеклянное штапельное волокно. — М.: Химия, 1969.
— 272 с.
2. Сухарев М. Ф. Производство теплоизоляционных мате-
риалов и изделий. — М.: Высш, школа, 1969. — 304 с.
3. Горяйнов К Э., Дубенецкий К. Н., Васильков С. Г., По-
пов Л. Н. Технология минеральных теплоизоляционных
материалов и легких бетонов. — М.: Стройиздат, 1976. —
536 с.
4. Вельсовский В. Н., Вагапова Р. В., Воробьева В. К., Же-
лезнов В. А. Авторское свидетельство СССР № 380595, кл.
СОЗВ 37/00.
5. Патент США № 2051279.
6. Патент Великобритании № 720851, кл. 56,9.
7. Манвелян М. Г, Ротинянц Л. А., Колашкарян К. Г. Ав-
торское свидетельство СССР № 149548, кл. СОЗС.
8. Носэ Цунетомо. 1973. Т. 21. № 5. С. 129-135.
9. Кутателадзе К. С., Верулашвили Р. Д., Вассерман
Э. М. Авторское свидетельство СССР № 381621, кл. СОЗС.
10. Даренский В. А. Авторское свидетельство СССР
№ 170153, кл. СОЗС.
11. Мясников А. А., Гужавин О. В., Амбросиенко В. В.,
Шишко В. И., Алексеев А. И., Шалютин Н. М., Радчук
Э. М., Вовченко В. А. Авторское свидетельство СССР
№ 186633, кл. СОЗС.
12. Stiirmer С. Базальтовое волокно // Sprechsaak fiir
Keramic. 1958. N 14. P. 15-20.
13. Kaswant Современные установки для производства ми-
неральных волокон по методу раздува // Sprechsaak fiir
Keramic. 1958. N 24. P. 19-21.
14. Теплозвукоизоляционные материалы из минеральной,
и шлаковой ваты. JYS А 9504-1958 / Пер. с японского
№ 42058/4. — М.: ГПНТБ, 1964.
262
Библиографический список к части I
15. Пеликан А. Плавленные камни. Производство и использование в промышлен-
ности. — М.: Металлургиздат, 1959. — 288 с.
16. Lehner J. Новые достижения в области минерального волокна из горных пород
// Sklar Keramic. 1965. N 1. Р. 17-19.
17. Lehner J. SklenKna, ckdicova a Strus-kova vlakna. — Praha, 1960.
18. Барбарина T. M. и др. Производство дутьевой строительной ваты и изделий из
нее. — М.: Госстройиздат, 1958.
19. Горяйнов К. Э. Изготовление базальтовой ваты в Польской Народной Респуб-
лике // Строительные материалы. 1965. № 11. С. 40—41.
20. Школьников Я. А., Кочаров Э. П., Бородашкина В. В. Опыты по получению
волокна из базальта // Стекло и керамика. 1954. № 9. С. 9-12.
21. Дубровский В. А., Махова М. Ф., Рычко В. А. и др. Свойства расплавов основ-
ных магматических горных пород Украины и волокон на их основе // Волокнистые
материалы из базальтов Украины. — К.: Техшка, 1971. — С. 5-12.
22. Патент США № 2219346, 1940.
23. Патент Германии № 736098, 1943.
24. Патент США № 2309472, 1947.
25. Патент Германии № 741088, 1943.
26. Кауфман Б. Н. Теплопроводность строительных материалов. — М., 1955.
27. Slayter G. Патент США № 2133235, 1933.
28. Slayter G., Flatcherf Е. Патент Германии № 809445, 1944.
29. Патент Великобритании № 794319, 1958.
30. Slayter G. Патент США № 2175225, 1939.
31. Школьников Я. А. и др. Разработка способа получения сверхтонких волокон
диаметром менее одного микрона // Техотчет № 677. — М.: ВНИИСПВ, 1955.
32. Школьников Я.А. и др. Разработка аппаратуры и технологического процесса
получения штапельного стеклянного волокна диаметром менее одного микрона //
Техотчет № 7-25. — М.: ВНИИСПВ, 1956.
33. Патент Франции № 286414, 1952.
34. Патент США № 2645814, 1953.
35. Патент США № 2563080, 1951.
36. Патент Великобритании № 665802, 1952.
37. Балашов В. Н. Исследование процесса получения супер-, ультратонкого стек-
лянного штапельного волокна. Автореф. дис. канд. техн.наук. — М„ 1966.
38. Балашов В. Н., Школьников Я. А. Исследование процесса получения супер-,
ультратонкого стеклянного волокна // Стекло и керамика. 1967. № 4. С. 7-8.
39. Школьников Я. А. и др. Разработка промышленной высокопроизводительной
технологии выработки ультра- и супертонкого волокна в электропечах // Техотчет
№ 1144. — М.: ВНИИСПВ, 1962.
40. Патент США № 2687551, 1954.
41. Патент США № 2045156, 1956.
263
Библиографический список к части I
42. Карахиниди Н. Г и др. Разработка высокопроизводительной технологии полу-
чения ультратонкого стеклянного волокна в пламенной печи 300^00 кг/сутки //
Техотчет№ 1163. — М. ВНИИСПВ, 1962.
43. Патент США № 3531275, кл. 65-134.
44. Патент Франции № 215605.
45. Авт. свид. СССР № 220444, кл. СОЗ В 37/00.
46. Патент ФРГ № 2042631, кл 32В, 37/00.
47. Патент Великобритании № 1033627, кл С/М
48. Патент США № 3272609, кл. 65-1.
49. Патент США № 3350182, кл. 65-1.
50. Авт. свид. СССР № 187963, кл. СОЗ В 37/02.
51. Патент ФРГ № 2007056, кл. 80 В, 23/01.
52. Патент США № 3501268, кл. 65-12.
53. Патент Великобритании № 1222248, кл С1М
54. Патент Франции № 2017197, кл. СОЗ В, 37/00.
55. Патент США № 3733452, кл. 65-1.
56. Патент США № 3685978, кл. 65-1.
57. Патент ФРГ № 2059059, кл. 40 В, 5/60.
58. Патент Великобритании № 1320392, кл. СОЗ В, 37/02, С1М.
59. Патент Японии № 47-36815, кл. СОЗ В, 67/00.
60 Патент Японии № 35371, кл. 42-1, СОЗВ
61. Патент ЧССР № 131925, кл 32а, 37/00.
62. Патент Франции № 1508823, кл. СОЗВ, 37/00.
63. Патент США № 3554719.
64. Авт. свид. СССР № 275332, кл. СОЗС.
65. Патент Великобритании № 1302265, кл. СОЗВ, 37/02, С1М.
66. Патент ФРГ № 1596340, кл 2РО, 6/30.
67. Ладыженский Ю. Н., Тунков В. П. Технология изготовления стальных отли-
вок. — М.: Машгиз, 1958. — 256 с.
68. Десницкий В.П. Производство легированных стальных отливок для энергома-
шиностроения. — М.: Машгиз, 1961. — 199 с.
69. Авт. свид. СССР № 423876.
70. Патент ФРГ№ 1915300
71. Патент США № 3787202.
72. Патент Японии Ks 370786
73. Авт. свид. СССР № 393353
74. Авт. свид. СССР № 384925.
75. Патент США № 3737360.
76 Дубровский В. А., Даренский В. А., Манжурнет К. В. и др. Исследование при-
годности базальтов различных месторождений для производства штапельного во
локна способом ВРВ // Техотчет УФ ВНИИСПВ — Гостомель Киев обл., 1962
264
Библиографический список к части I
77. Дубровский В. А., Козловский П. П., Дункель Э. Л. Разработка технологии про-
изводства различных видов штапельного волокна из базальта // Там же, 1962
78. Гу мае ин О. В., Даренский В. А., Махова М. Ф. и др. Разработка технологии
производства стекловолокна из недефицитного местного сырья (базальта и др.) //
Там же, 1961.
79. Шапакидзе В. Н., Далакашвили А. И. Теплоизоляционный материал из ба-
зальтов Грузии // Тр. Кавказ, ин-та мин, сырья. 1966. Вып 7 С. 52-54.
80 Далакашвили А. И. Получение и исследование штапельных стеклянных воло-
кон из базальтов Грузинской ССР и области их применения. Автореф дис. канд.
техн.наук. —Тбилиси, 1966.
81. Патент ВНР № 165704, кл. СОЗВ, 37/00. 1976.
82. Дичканцене А. А., Зыбин А. М., Мачюлис С. В. Производство теплоизоляци-
онных материалов на основе минеральных волокон в странах-членах СЭВ / Про-
блемы повышения экономической эффективности производства строительных ма-
териалов // Тр. ВНИИЭСМ. 1978. Вып 18. С. 29-32.
83. Leichtbeton und Isollermittel-Unternehmen Praduktionsun - temehmen fur Warme-,
Schall- und Wasserisoliermittel // Hungarian Building Marketing. 1977. N 2 (ВНР).
84. Keyzlar T. Novy tepelne izolacni matetial provyssi teploty // Stavivo. 1979. V. 57.
N l.P. 31-33.
85. Guarda-Wool and Guarda-Glass products Glass-fiber paper // Insulation 1977.
V 21 N 6. P.29-35
86 Heatmax Insulation. Insulating heating pipes and duet-work. Award winning
insulation process // Insulation. 1978. V. 22. N 1, 6, 8. (Великобритания).
87. New inorganic insulation. Glass mat faced insulation // Insulation. 1978. V. 22. N 4.
88. Facts about the danich Rockwool production centers // Проспект фирмы A/S
Rockwool.
89 Inswool als Bau und Werkstoff // Проспект фирмы Rockwool-Ab (Швеция)
90 Проспект фирмы Pereisten Kalkki п. II. 1978
91. Киси А. Сэнъихан-но сэйдзо хохо (А.О.Эйдай Сангё) Патент Японии № 51-
38346, кл. 25(5)Р1: 25.I.F.9; 86(5)В1; МКИ В 29J 5/00; Д 21J I/O О, Е 04С 2/02
29.12.72 21.10.76.
92. Заварицкий А. Н., Соболев В. С. Физико-химические основы петрографии из-
верженных горных пород. — М.: Госгеолтехиздат, 1961. — 384с.
93 Барт Т Теоретическая петрология. — М.: Изд-во иностр, лит., 1956
94 Боуэн Н. Л. Общая история магматической дифференциации в кратком изложении
// Геология рудных месторождений западных штатов США. — М.; Л.: ОНТИ, 1937.
95. Леонтьева А. А. И Известия АН СССР. Сер. Геология. 1940. № 2. С. 44-54.
96. Воларович М. П., Корчемкин Л. И. Тр. Ин-та геолог, наук, Петрографический
сектор им. Ф. Ю. Левинсон-Лессинга. АН СССР. 1940. № 25. С. 55-60.
97 Дэкигирис Д. Д. и др. Исследование влияния температуры на электропровод-
ность железосодержащих стекол // Тез докладов к III Всесоюз. симпозиуму по
электрическим свойствам и строению стекла. — Ереван, 1972. — С. 54-55
265
Библиографический список к части I
98. Дубровский В. А., Макова М. Ф. Стеклокристаллический волокнистый матери-
ал из базальта // Проблемы каменного литья. АН УССР. 1968. Вып. 2. С. 198-200.
99. Манвелян М. Г. и др. Электроварка стекла. — Ереван: Армгосиздат, 1962. —
304 с.
100. Эйгенсон Л. С., Белобородова Т. И., Борисов Б. И., Фролова Е. Г. Термичес-
кие основы формования стекла. — М.: Госстройиздат, 1959. —268 с.
101. Вортинг А. Г. Методы измерения температуры / Под ред. В. А.Соколова. Ч. 2.
— М.: Изд-во иностр, лит., 1954. — 431с.
102. Бартенев Г. М. Строение и механические свойства неорганических стекол. —
М.: Госстройиздат, 1966. — 216 с.
103. Бобкова Н. М., Трунец И. А. Влияние структурной неоднородности на физи-
ческие и химические свойства стекол // Ликвационные явления в стеклах. — Л.:
Наука. — С. 36-39.
104. Бобкова Н. М., Рудаков В. В. И Стекло и керамика. 1967. № 6. С. 13-15.
105. Асланова М. С. Современные воззрения на прочность стеклянного волокна.
— М.: Химия, 1965. — 32 с.
106. Калинин Ю. К. Начальные стадии кристаллизации расплавов и стекол из ос-
новных пород // Проблемы каменного литья. 1968. Вып. 2. С. 57-60.
107. Власов А. Г., Флоринская В. А. Структура и физико-химические свойства не-
органических стекал. — Л.: Химия, 1974. — 359 с.
108. Гребенщиков И. В., Фаворская Т. А. И Тр. ГОИ. 1931. 7. Вып. 72.
109. Ботвинкин О. К. Физическая химия силикатов. — М.: Промстройиздат, 1955.
— 288 с.
НО. Аппен А. А. Химия стекла. — Л.: Химия, 1970. — 352 с.
111. Порай-Кошиц Е.А., Шульц М.М., Мазурин О.В. И Физика и химия стекла.
1975. l.№ 1.
112. Тарасов В. В. Стеклообразное состояние. — М.; Л.: Наука. 1971.
113. Порай-Кошиц Е.А. И Физика и химия стекла. 1975. 1. № 5. 385 с.
114. Андреев Н.С., Мазурин О.В., Порай-Кошиц Е.А. и др. Явление ликвации в
стеклах. — Л.: Наука, 1974. — 219 с.
115. Бреховских С. М., Кондратьев Ю. Н., Петровский Г.Т. И Физика и химия
стекла. 1975. 1. № 2. 97 с.
116. Statton И7,, Hoffman L. И Zoum. AppL Phys. 1960. V. 31. N 1.
117. Nave M. Sella С. 11 Compt. Rend. 1960. V. 251.
118. Prebus A. // Michener Z.-Ind.End.Chem. 1954. V. 46. N 1. P. 147.
119. Banerjee В. II Zoum. of Amer. Ceram. Soc. 1953. V. 36. N 9. P. 294.
120. Асланова M. С. и др. // Доклады АН СССР. 1970. T. 194. № 3. C. 560.
121. Асланова M. С. и др. 11 Известия АН СССР. Неорганические материалы. 1973.
T. 9. № 6. С. 1038.
122. Джигирис Д. Д., Демяненко Ю. Н., Калинин Ю. Н. Влияние конечной темпе-
ратуры получения расплава на некоторые свойства базальтового стекла // Произ-
266
Библиографический список к части I
водство и исследование стекла и силикатных материалов. — Владимир, 1971
Вып. 2. С 139-141.
123. Демяненко Ю. Н., Джигирис Д. Д., Кушниренко И. Я. Спектры поглощения
некоторых базальтовых стекол // Вестник Киевского университета. Сер. Физика.
1978. Вып. 19. С. 40-43.
124. Демяненко Ю. Н., Джигирис Д. Д., Кушниренко И. Я. Влияние температуры
на спектры поглощения базальтовых стекол // Там же. С. 35-39.
125 Власов А. Г., Флоринская В. А. Инфракрасные спектры неорганических сте-
кол и кристаллов. — Л.: Химия, 1972. — 303 с.
126 Марадудин А. А. Дефекты и колебательный спектр кристаллов. Теоретичес-
кие и экспериментальные аспекты влияния точечных дефектов и неупорядоченно-
стей на колебания кристаллов / Пер. с англ. И. П. Платовой. — М.: Мир, 1968. —
432 с.
127. Ballow Z. W. И I.Silverman-Joum. Scoust. Soc. Americ. 1944. V. 16. N 2. P. 113.
128 Володин В. П. И ПТЭ. 1961. N 3. Р. 19-20.
129. Голик А. 3., Кучинка М. Ю. И УФЖ. 1966. N 12
130. Kratky О., Porad G., Secora A., Palleta В., Polyrn Y. И Sci. 1955. V. 16. Р. 163
131. Roess L. C., Shull-Journ C. G. // Appl.Phys. 1947. V 18 P. 208.
132. Фейгин Л.А., Рожанский B.H. // Доклады АН СССР. 1957. № 5. С. 1102.
133. Филипович В. H. // ЖТФ. 1956. Т. 26. № 2. С. 398.
134. Дубровский В. А., Махова М. Ф. Базальтовая вата — эффективный хладо- и
теплоизоляционный материал // Стекло и керамика. 1966. № 8. С. 17-19.
135. Махова М. Ф. Исследование влияния некоторых факторов на свойства шта-
пельных базальтовых волокон теплоизоляционного назначения. Автореф дисс.
канд.техн наук —К., 1969.
136 Хан Б. X. // Теория и практика процессов литья. 1967 С. 183 190.
137. Мчедлов-Петросян О. П., Софронов В. С., Савина В. Г Темпсратуростой-
кость минеральной ваты // Тез. докладов к совещанию по производству высокотем-
пературных теплоизоляционных материалов и изделий для промышленной изоля-
ции. — М.: 1965. — С. 27-33.
138. Китайгородский И.И. и др. Технология стекла. — М.: Стройиздат, 1967. —
624 с.
139 Дубровский В. А., Махова М. Ф., Первеева Л. А. Методика определения тем-
пературы нижнего предела кристаллизации стекол с помощью дериватографа //
Методы исследования технологических свойств стекла. — М.: ВНИИЭСМ, 1970
— С. 40-43.
140. Махова М. Ф., Медалович Н. П. Теплопроводность базальтовых волокон //
Строительные материалы и конструкции. 1977. №4. С. 40—41.
141. Асланова М. С. Волокно, нити и ткани из стекла. — М.: Гизлегпром, 1945.
142 Зак А. Ф., Яковлева Н. А. Труды ВНИИстекловолокна. — М.: Гизлегпром,
1949.
267
Библиографический список к части I
143. Бовкуненко А. Н. Исследование влияния некоторых технологических факто-
ров на прочность стеклянного волокна. Автореф. дисс. канд.техн.наук. — М.:
ВНИИСПВ, 1955
144. Otto W.Y. // Amer Ceram. Soc. 1955. V. 38. N 3. P. 122.
145. Thomas W. // Physics and Chemistry of Glass. 1960. V. 1. N 2 P 68 70
146. Панасюк В. И. Химический контроль производства стекла. — М.: Гизлегп-
ром, 1952, —С. 277-278.
147. Ферсман А. Е. Геохимия. — Изд. АН СССР. Избр. тр. Т. Ill—V, 1955, 1958, 1959.
148. Виноградов А. П. Среднее содержание химических элементов в главных ти-
пах изверженных горных пород земной коры // Геохимия. 1962. № 7.
149. Taylor S. R. Trace element abundances and the chondritic Earth model //
Geochimica et Cosmochimica. 1964. V. 28 P. 1989 1998.
150. Малеев E. Ф. Неоконченный вулканизм Закарпатья. — M Наука, 1964. —
250 с.
151. Строительные материалы Украины. Закарпатская область. — К.: Мин.геол.
СССР, 1974. —374 с.
152. Минерально-сырьевая база строительных материалов Украины. Ровенская об-
ласть. — Там же, 1973. — 248 с.
153. Строительные материалы Украины. Донецкая область. — К., 1964. — 356 с.
154. Вернадская Л. Г. Основные дайково-эффузивные породы бассейна р. Мокрой
Волновахи / Промышленное использование петрургического сырья Украины. —
К.: Изд. АН УССР, 1959. — С. 34-37.
155. Строительные материалы Днепропетровской области (минерально-сырьевая
база). — К.: Буд1вельник, 1964. — 318 с.
156. Строительные материалы Украины. Запорожская область. — К., 1964. — 366с.
157. Строительные материалы Украины. Кировоградская область. — К., 1964. —
462 с.
158. Геология СССР // Полезные ископаемые. Т. VIII. Крым. — М.. Недра. 1974. —
410 с.
159. Гелис Е. А. Отчет о геологоразведочных работах, проведенных на Хлыстунов-
ском месторождении габбровых пород // УТГФ 1956.
160. Тохтуев Г. В., Борисенко В. Г., Титляков А. А. Физико-механические свой-
ства горных пород Кривбасса. — К.: Гостехиздат УССР, 1962. — 102 с.
161. Доброхотов М. Н. Геология и железорудные месторождения Кременчугского
района. — М.: Недра, 1964. — 370 с.
162. Студенецкий М. В. Геологический отчет о детальной разведке месторожде-
ния гранитов и амфиболитов "Тальное” // УТГФ. 1958.
163. Морозов В. В., Военушкина Н. Н., Громова 3. П. Отчет о результатах поиско-
во-разведочных работ на Хавчозерском месторождении пироксеновых порфиритов
в Кондопожском районе Карельской АССР в 1969-1972 гт. — Петрозаводск: Фон-
ды Карельского филиала АН СССР, 1972.
268
Библиогрофический список к мости I
164. Калинин Ю. К., Иванов Н. Е. и др. Горные породы Карелии как сырье для
камнелитейной промышленности. — Там же, 1966.
165. Тарасов Б. В., Калинин Ю. К. Технологическое опробование пироксенового
порфирита Хавчозерского месторождения. — Петрозаводск: Фонды Карельского
филиала АН СССР, 1968.
166. Дзкигирис Д. Д., Махова М. Ф., Бачило Т. М. Исследование пироксенового
порфирита Карельской АССР с целью получения непрерывных и штапельных во-
локон // Техотчет БНПО по х/д 35. — Беличи Киев, обл., 1974.
167. Махова М. Ф., Бачило Т. М. и др. Лабораторно-технологические исследова-
ния горных пород Карельской АССР для получения непрерывных и штапельных
волокон // Техотчет БНПО по х/д 73. — Там же, 1975.
168. Горобинская В. Д., Махова М. Ф., Л свитская 3. Е. Разработка и освоение
технологии производства холстов из базальтового волокна типа ВВБ-ММ, обеспе-
чивающих механизированную укладку дренажа // Техотчет КНИЛ БВИ по х/д 31/
79, —К., 1979.
169. Архангельский А. Н. Горные породы Свердловской области. — Свердловск.
1966, —214 с.
170. Шароева Г. К., Смирнов В. Г., Тарасин В. М., Лысов Ю. М. Отчет по предва-
рительной разведке Вежаю-Ворыквинского месторождения латеритных бокситов и
поисковым работам, проведенным на Вежаю-Ворыквинской площади в 1972 75 гг.
— Ухта: Фонды УГРЭ, 1975.
171. Махова М. Ф., Бачило Т. М., Мищенко Е. С. Исследование базальтов районов
Коми АССР с целью получения волокон строительного назначения И Техотчет
БНПО по х/д 10. — Беличи Киев, обл., 1976.
172. Сулейменов С. Стекла и стеклокристаллические материалы из горных пород
Казахстана. — Алма-Ата: Наука, 1969.
173. Борукаев Р. А., Есенов LU. Е. Минерально-сырьевые ресурсы Южного Казах-
стана и первоочередные задачи геологической науки и практики // Производитель-
ные силы Южного Казахстана. — Алма-Ата: Наука, 1966. Т. 1
174. Мирзаханов М. К., Чехов В. А., Бобров В. Б. Отчет о результатах поисковых ра-
бот по выявлению сырья для производства базальтового волокна и облицовочных из-
делий на Красноводском полуострове за 1974—1978 гг. — Ашхабад, 1978. Т. 1.
175. Дзкигирис Д. Д., Махова М. Ф., Бачило Т. М., Мищенко Е. С. и др. Исследо-
вание некоторых горных пород месторождений Туркменской ССР с целью получе-
ния непрерывных и штапельных супертонких волокон И Техотчет БНПО по х/д
111. — Беличи Киев, обл., 1976.
176. Дзкигирис Д. Д., Махова М. Ф., Бачило Т. М., Мищенко Е. С. Исследование
изверженных горных пород Красноводского полуострова и района Бадхыз Турк-
менской ССР для получения волокон // Техотчет БНПО по х/д 101. — Там же.
177. Махова М. Ф., Бачило Т. М., Мищенко Е. С. Исследование горных пород
Красноводского участка на стадии детальной разведки с целью составления техни-
269
Библиографический список к части I
ческих требований и ТЭО на сырье для получения волокон И Техотчет КНИЛ БВИ
по х/д 30. — К., 1977.
178. Городинская В. Д., Кельди 3. В., Махова М. Ф. Опытно-промыш-ленное ис-
пытание сырья Красноводского месторождения для получения холста ВВ // Техот-
чет КНИЛ БВИ по х/д 15/78. — Там же, 1979.
179. Махова М. Ф., Мищенко Е. С., Горбачев Г. Ф. Исследование средних и ос-
новных изверженных пород Таджикской ССР, перспективных для получения не-
прерывных и штапельных волокон с целью применения их в производстве асбесто-
цементных труб и шифера // Техотчет КНИЛ БВИ по х/д 6/78. — Там же, 1979.
180. Махова М. Ф., Полевой Р П., Бачило Т. М., Полевой П. П. Исследование воз-
можности использования базальта Чиатурского месторождения дли получения
штапельного волокна способом ВРВ И Техотчет БНПО по х/д 64. — Беличи Киев,
обл., 1975
181. ДзкигирисД. Д., Махова М. Ф., Горбачев Г. Ф. Исследование базальтов Чиа-
турского месторождения (Перевисское) с целью определения их пригодности для
получения волокон // Техотчет КНИЛ БВИ. — К., 1977.
182. Махова М. Ф., Полевой Р П., Бачило Т М., Полевой П. П. Исследование воз-
можности использования отходов базальта Марнеульского карьера для получения
штапельных волокон способами ВРВ и РПВ // Техотчет БНПО по х/д 60. — Беличи
Киев, обл , 1975.
183. Махова М. Ф., Мищенко Е. С., Горбачев Г. Ф. Исследование базальтов (база-
нитов) Золакарского месторождения Армянской ССР для использования их на Се-
ванском заводе “Электростеклоизоляция” в производстве тонких штапельных во-
локон // Техотчет КНИЛ БВИ по х/д 28/79. — К., 1979.
184. Дралле Р, Кеппелер Г. Производство стекла. — М.: Продасиликат, 1929. Ч. 1
— 584 с.
185. Bowen N. L. Schairer G. Е The System FeO - SiO2 // Amer Joum of Science.
1932. V. 5,24 P. 177-213.
186. Muan A. Phase eguilibra in system FeO - Fe2O3- SiO2 // Joum. Metals. 1955. N 7.
С. 1 12.
187. Kennedy G. C. Equilibrium between Volatiles and iron oxides in igneous rocks //
Amer. Joum. 1948 P 246.
188. Йоцер Г. С., Тилли К. Э. Происхождение базальтовых магм. — М.: Мир, 1965.
— 578 с.
189. Дзкигирис Д. Д„ Козловский П. П. и др. Усовершенствование технологии
производства базальтового супертонкого волокна // Техотчет УФ ВНИИСПВ по
теме 3-69-ф. — Буча Киев, обл., 1970.
190. Длкигирис Д. Д., Чуприянов Ю. П., Даренский В. А., Дубровский В. А.,
Махова М. Ф., Рычко В. А. Использование отходов базальта в производстве шта-
пельных волокон // Комплексная переработка сырья и утилизация отходов хими-
ческих и силикатных производств. Материалы конференции. — К.: Наук, думка,
1971- С. 15-16.
270
Библиогрофический список к чости I
191. Даренский В. А., Дзкигирис Д. Д., Чуприянов Ю. П., Козловский П. П. и др.
Способ приготовления расплава. Авт. свид. СССР № 299472, 1971, кл. СОЗВ 37/02.
192.ZreirfZ W., Poznyak, Merwin Н. Е, Sosman R. В. И Oxygen. 1935. V. 30. Р. 299-316.
193. Рытвин Е. Л., Манзкурнет К. П. и др. Разработка стеклоплавильных уст-
ройств с уменьшенным расходом платины на 25-40 % // Техотчет УФ ВНИИСПВ.
— Буча Киев, обл., 1968.
194. Эйдукавичюс X. Плавильные агрегаты фирмы ‘Трюнцвейг-Хартман” И Пути
усовершенствования плавильных агрегатов в производстве минеральной и стек-
лянной ваты. — Вильнюс: ВНИПИ, 1971.
195. Даренский В. А., Козловский П. П., Демяненко Ю. Н. Исследование влияния
некоторых технологических параметров на процесс получения базальтового шта-
пельного волокна методом ВРВ // Волокнистые материалы из базальтов Украины.
— К.: Техника, 1971. — С. 13-17.
196. ДзкигирисД. Д., Полевой П. П., Полевой Р. П. Ванная печь для плавления ос-
новных горных пород // Строительные материалы. 1974. № 9. С. 8-9.
197. Полевой Р. П. Интенсификация варки стекла для производства штапельного
стеклянного волокна // Стекло и керамика. 1972. № 7.
198. Дзкигирис Д. Д., Демяненко Ю. Н., Сукачев О. Т. Разработка промышленной
технологии производства супертонкого волокна и изделий из него на основе ба-
зальтовых расплавов, получаемых в ванной печи // Техотчет УФ ВНИИСПВ. —
Буча Киев, обл., 1971.
199. Дзкигирис Д. Д., Козловский П. П., Махова М. Ф. и др. Разработка и освое-
ние технологии производства базальтового супертонкого волокна из расплавов, по-
лучаемых в ванной печи производительностью до 450 т/год, и технологии произ-
водства изделий из него // Техотчет БНПО. — Беличи Киев, обл., 1975. Т. 1.
200. Дзкигирис Д. Д., Полевой Р. П., Полевой П. П. Служба огнеупоров ванной
печи для производства базальтового супертонкого волокна // Стекло и керамика.
1976. №4. С. 8-10.
201. Дзкигирис Д. Д., Полевой Р. П., Полевой П. П., Махова М. Ф. Тепловая изо-
ляция печей базальтовыми волокнами // Там же. 1974. № 10. С. 6-8.
202. Дзкигирис Д. Д„ Денисенко В. И., Полевой Р. П. Способ получения расплавов
минеральных силикатных масс. Авт. свид. СССР № 582213. 1977. кл. СОЗ В 5/16.
203. Дзкигирис Д. Д., Демяненко Ю. Н. и др. Разработка промышленной техноло-
гии производства супертонкого волокна и изделий из него на основе базальтовых
расплавов, получаемых в ванной печи И Техотчет УФ ВНИИСПВ по х/д 62. — Буча
Киев, обл., 1972.
204. Дзкигирис Д. Д., Волынский А. К., Козловский П. П. и др. Основы техноло-
гии получения базальтовых волокон // Базальтоволокнистые композиционные ма-
териалы и конструкции. — К.: Наук, думка, 1980.
205. Полевой Р. П., Дзкигирис Д. Д., Полевой П. П. Фильерный питатель для не-
прерывного получения волокна из неорганического расплава. Авт. свид. № 588198.
1977. кл. СОЗВ 37/02.
271
Библиографический список к части I
206 Полевой Р.П. и др. Передача технологии БСТВ из расплава, получаемого в
ванной печи с пластинчатым фильерным питателем // Техотчет БНПО по х/д 48. —
Беличи Киев, обл., 1975
207. Смирнов В. И. Курс высшей математики. — М.: Наука, 1974. Т. 2. — 655 с.
208. Zackay V. F. Mitchell D. W., MitoffS. P., Pask J. A. // Cer. Abstr. 1953. N 3.
209. Джигирис Д. Д., Городинская В.Д., Козловский П. П., Матвиенко А. В. Раз-
работка и освоение оборудования и технологии производства супертонкого волок-
на из горных пород амфиболитов, диабазов, порфиритов и др. // Техотчет (проме-
жуточный) КНИЛ БВИ. — К., 1977.
210. Асланова М. С. Влияние различных факторов на механические свойства стек-
лянных волокон // Стекло и керамика. 1960. № 11.
211. Асланова М. С. Высокотемпературные неорганические волокна и их свойства.
И Там же. 1960. № 9.
212 Асланова М. С., Эдельштейн С. 3. Изучение явлений старения материалов из
стеклянного волокна // Научно-исследовательские труды ВНИИСВ. — Гизлегп-
ром, 1952. Вып. 2.
213. Асланова М. С. Физико-химические основы механических, электрических и
адгезионных свойств стеклянных волокон. Автореф. дисс. докт.техн.наук. — М.:
ИФК АН СССР, 1954.
214 Рашин Г. А. К вопросу об особой роли железа при кристаллизации силикатных
расплавов в неравновесных условиях И Известия АН СССР. Геология. 1961. №11.
215 Азаров К. П., Баландина В. В., Гречанова С. Б., Люцезарский В. А. Строение
и свойства железосодержащих стекол // Стеклообразное состояние. Тр. III Всесо-
юз. совещания. — М.; Л.: Изд. АН СССР, 1960. —С. 365-368.
216. Белюстин А. А., Шульц М. М. Электродное поведение натриево-силикатных
стёкол, содержащих окислы элементов главных подгрупп IV и V групп периоди-
ческой системы // Вестник Ленинградского университета. Сер. Физика и химия.
1963 Вып. I. № 4.
217. Эванс Р. X. Введение в кристаллохимию. — М.: Госхимиздат, 1948. — 367 с.
218. Белюстин А. А., Писаревский А. М. К вопросу о структурном состоянии же-
леза в стекле // ЖФХ. 1964.
219. Абрамян А. В. Влияние окислительных и восстановительных процессов на
ход плавки и перекристаллизации базальта // Матер, научн. конф, институтов хи-
мии АН Азербайджанской, Армянской и Грузинской ССР. — Ереван, АН Арм ССР,
1962.
220. Будников П. П. Неорганические материалы. — М.: Наука, 1968. — 420 с.
221. Мясников А. А. Исследование области выщелачивающихся волокон из желе-
зосодержащих стекол и базальтов для получения высококремнеземных материа-
лов. Автореф. дисс канд.техн.наук. — К., 1967.
222. Дубровский В. А., Махова М. Ф., Рычко В. А. Некоторые области применения
базальтового штапельного волокна // Волокнистые материалы из базальтов Украи-
ны. — Киев: Техшка, 1971. — С. 20-27.
272
Библиогрофический список к чости I
223 Дубровский В. А., Махова М. Ф. О природе высокой теплостойкости шта-
пельных базальтовых волокон // Структура, состав, свойства и формование стек-
лянных волокон / Под ред М. С. Аслановой Ч. I. — М.: ВНИИСПВ, 1968 —
С. 148-152.
224. Махова М. Ф. О кристаллизации базальтовых волокон // Стекло и керамика.
1968. № 11. С. 22-23.
225. Асланова М. С., Шайна 3. И. Физические свойства волокон микростеклокри-
сталлической структуры // Структура, состав, свойства и формование стеклянных
волокон / Под ред. М. С. Аслановой. Ч. I. — М.; ВНИИСПВ, 1968 — С. 93-100
226. Джигирис Д. Д., Махова М. Ф., Набатов В. Г., Новоевская Е. А. Способ полу-
чения стеклокристаллического волокна; Авт. свид. № 567273. 1977. кл. СОЗВ 37/00.
227. Махова М. Ф., Дубровский В. А. Метод определения степени кристаллизации
стекол // Методы исследования технологических свойств стекла. ВПИИЭСМ. —
М., 1970.—С. 38 40.
228. Джигирис Д.Д., Козловский П.П., Махова М.Ф. и др. Разработка и освоение
технологии производства базальтового супертонкого волокна из расплавов, полу-
чаемых в ванной печи производительностью 450 т/год, и технологии производства
изделий из него // Техотчет БНПО. Т. II. — Беличи Киев, обл., 1975.
229. Даренский В. А., Демяненко Ю. Н., Козловский П. П. и др. Производство ба-
зальтового штапельного волокна // Стекло и керамика. 1968. № 1.
230 Джигирис Д. Д., Демяненко Ю. Н., Дубровский В. А. и др. Утолщенное шта-
пельное базальтовое волокно // Новые неорганические материалы НИТехстекло
ОНТИ. 1972. Вып. 2. С. 124-125.
231. Джигирйс Д. Д., Полевой Р. П., Полевой П. П. Выводка ванной печи на при-
родном газе // Строительные материалы и конструкции. 1975. № 6. С. 28-29.
232. СмрчекЛ., Смрчек И. Способ получения покрытий, стойких против окисле-
ния на жаростойких формованных изделиях // РЖХ ЮМ 182. 1971
233 Рытвин Е. И., Медовой Л. А. // Свойства и применение платиновых сплавов в
производстве стеклянного волокна. — М.; ВНИИСПВ, 1973. — 150 с.
234. Рытвин Е. И. Платиновые металлы и сплавы в производстве стеклянного во-
локна. — М., Химия, 1974. — 262 с.
235. Манжурнет К. П. Применение палладия и дисилицида молибдена для филь-
ерных питателей // Волокнистые материалы из базальтов Украины. — К.; Техника,
1971. —С. 17-20.
236. Патент Великобритании № 960303, кл. С1М.
237. Патент США № 3531268, кл. 65-12.
238. Патент США № 3466352, кл. 264-7.
239. Ромашов Н.Д. Теория коррозии и защиты металлов. — М.; АН СССР, 1959.
— 592 с.
240. Моисеев А. Д. //Теплоэнергетика. 1955 № 2. С. 23-24.
241 Чехов А. П. Коррозионная стойкость материалов. Справочник. — Днепропет-
ровск; Промшь, 1980. — 190 с.
18 — 6753
273
Библиографический список к части I
242. Поляков К. А., Смоленская Ф. Б., Полякова К. К. Коррозия и химически
стойкие материалы. — М.; Л.: Госхимиздат, 1953. — 360 с.
243. Моисеев А. Д. Влияние поверхностной твердости на эрозионную стойкость
сталей // Теплоэнергетика. 1957. № 4.
244. Бабушкин В. И., Матвеев Г. М., Мчедлов-Петросян О. П. Термодинамика
силикатов. — М.: Госстройиздат, 1962. — 266 с.
245. Уайт Д., Берк Дж. Бериллий. — М.: Изд-во иностр, лит., 1960. — 262 с.
246. Патент США № 3751244.
247. Патент США № 2238160.
248. Патент Великобритании № 1293727.
249. Патент США № 3205055.
250. Коновалов Н. Г., Джигирис Д. Д., Вихляев В. Б., Гаврилюк В. П. Сплав на
основе железа. Авт. свид. № 498351, 1976, кл. С 22 С 38/18.
251. Джигирис Д. Д., Гаврилюк Н. С., Гаврилюк В. П. Применение фильерных
питателей из жаростойкого сплава в производстве теплоизоляционного базальто-
вого волокна // Промышленность полимерных, мягких кровельных и теплоизоля-
ционных строительных материалов. — М.: ВНИИЭСМ, 1979. Сер. 6. Вып. 10.
С. 13 14.
252. Джигирис Д.Д., Коновалов Н.Г и др. ТУ 21 УССР 68-77.
253. Махова М. Ф., Джигирис Д. Д., Козловский П. П., Мищенко Е. С. Опыт по-
лучения высококачественной минеральной ваты на основе базальтов // Промыш-
ленность полимерных, мягких кровельных и теплоизоляционных строительных
материалов. — М.: ВНИИЭСМ, 1980. Сер. 6. Вып. 8. С. 21-24.
254. Спирин Ю. Л. Справочник по производству теплозвукоизоляционных матери-
алов. — М.: Стройиздат, 1976. — 274 с.
255. Пащенко А. А., Сербии В. П. Армирование цементного камня минеральными
волокнами. — К.: УкрНИИНТИ, 1970. — 45 с.
256. Пащенко А. А., Сербии В. П., Пославская А. П. и др. Асбестоцементные изделия
с базальтовыми волокнами // Строительные материалы и конструкции. 1979. № 2.
257. Зак А. Ф. Физико-химические свойства стеклянного волокна. — М.: Ростехиз-
дат, 1962. — 224 с.
258. ДжигирисД. Д., Губарени Н. И. и др. Подбор базальтовых волокон как армирую-
щего материала строительных изделий, получаемых непрерывным методом на основе
цемента и базальтового волокна // Техотчет КНИД БВИ по х/д № 35/79. — К., 1979.
259. Зиновьев В. А. Краткий технический справочник. Ч. I. — М.: Госиздат. 1952.
— С. 298-305.
260. Левандовский В. В., Возный П. А. Исследование пористости и некоторых фи-
зических свойств базальтовых волокон из горных пород // Техотчет педагогическо-
го института. — К., 1979.
261. Патент США № 2206060, 1940.
262. Glass Industry. 1965. V. 46. N 2. Р. 71-72, 115-118.
274
Библиографический список к части I
263. Applied Plastics. 1962. V. 5. N 12. Р. 321.
264. Промышленность стекловолокна во Франции. Зарубежная техническая ин-
формация. — М.: Минлегпром, 1957. — С. 10-11.
265. Alfred Walz, Karlsruhe, Manfred Mayer, Weilach. Theoretische imd experimen-
telle H Untersuchunden zur Herstellung von Stein - und Glaswolle in Blasdusen
“Glastechnische Berichte”. 1966. N 8. P. 46; 1966. N 9. P. 409—415.
266. Стройматериалы’? 1. Экспозиция ЧССР. — Изд. Институт технических и эко-
номических услуг: Прага.
267. Bakos I. Herstellung von Faserstoffen auf Silikatbasis aus Rhyolythtuff-Rohmate-
rialicn // Silikattechnik. 1977. V. 28. N 10. C. 304—306.
268. Школьников Я. А., Слотинцев И. И. Разработка технологии и оборудования
для выработки новых видов материалов из стеклянного волокна // Техотчет ВНИ-
ИСВ. —М., 1958.
269. Доброскокин И. В. и др. Усовершенствование технологического процесса и
оборудования по получению стекловолокнистых холстов ВВ различного назначе-
ния // Техотчет ВНИИСВ. — М., 1961.
270. Барбарина Т. М., Сухов М. Ф., Шелудяков Н. А. Стекловолокнистые строи-
тельные материалы. — М.: Стройиздат, 1968. — 176 с.
271. Временные указания по проектированию фильтров из искусственных мине-
ральных волокнистых материалов в дренажах мелиоративных систем и гидротех-
нических сооружений. — К.: Укроргводстрой, 1968.
272. Пивовар Н. Г., Бугай Н. Г., Джигирис Д. Д. и др. Фильтры дренажные из ис-
кусственных минеральных волокнистых материалов. ОСТ 33-10-73. — М., 1973.
273. Джигирис Д.Д., Демяненко Ю.Н. и др. Разработка опытно-промышленной
технологии получения базальтового холста ВВ для целей гидромелиорации // Те-
хотчет БНПО. — Беличи Киев, обл., 1974.
274. Джигирис Д. Д., Демяненко Ю. Н. Разработка опытно-промышленной техно-
логии, техдокументации производства холста ВВ их горных пород // Техотчет
БНПО. — Там же, 1975.
275. Горобинская В. Д., Демяненко Ю. Н. и др. Разработать технологию, проект-
но-техническую документацию производства холста для базальторубероида // Те-
хотчет КПП Л ЕВИ. — К., 1978.
276. Черняк М. Г. Непрерывное стеклянное волокно. Основы технологии и свой-
ства. — М.: Химия, 1965. — 320 с.
277. Ходаковский М.Д. Производство стеклянных волокон и тканей. — М.: Хи-
мия, 1973. — 311 с.
278. Патент США № 3905790.
279. Обзор технико-экономических показателей работы предприятий промышлен-
ности непрерывного стекловолокна. Отчет ВНИИСПВ. — М., 1974.
280. Патент США № 3589879.
281. Патент Великобритании № 837910.
18*
275
Библиогрофический список к части I
282. Гужавин О. В., Гпродецкая С. В. Получение непрерывного волокна из базальта
И Волокнистые материалы из базальтов Украины. — К.: Техшка. 1971. — С. 45-47.
283. Амбросиенко В. В., Гужавин О. В., Мясников А. А. Использование базальто-
вых пород в качестве сырья для получения непрерывного волокна // Использова-
ние в стекольном производстве недефицитных материалов. — М.: ВНИИЭСМ,
1971, —С. 268 271.
284. Джигирис Д. Д., Демяненко Ю. Н., Лизогуб Г. М. и др. Разработка опытно-
промышленной технологии и технической документации по производству непре-
рывного волокна из горных пород // Техотчет БНПО — Беличи Киев, обл., 1975.
285 Джигирис Д. Д., Махова М. Ф., Бачило Т. М., Мищенко Е. С. Исследование
горных пород (амфиболитов, порфиритов, базальтов и др.) с целью получения шта-
пельных и непрерывных волокон // Техотчет БНПО. — Там же. Т. II.
286. Каролл-Порчинский Ц. Материалы будущего Термостойкие и жаропрочные
волокна и волокнистые материалы / Пер с англ Под ред. Н. В. Михайлова. — М.:
Химия, 1966. — 238 с.
287. Пауэлйа К. Осаждение из газовой фазы. — М.: Атомиздат, 1970. — 472 с.
288. Патент США № 3697342.
289. Патент Великобритании № 902137.
290. Сыркин В. Г. Новые металлические пленки и покрытия. — М.: Знание, 1972.
— 32 с.
291. Рейсман А. Технология толстых и тонких пленок. — М.: Мир, 1972. — 32 с.
292. Махова М. Ф., Марченко А. В., Александров Ю. Б. Машина с индукционным
датчиком для испытания стеклянных и минеральных волокон на разрыв И Про-
мышленность полимерных, мягких кровельных и теплоизоляционных строитель-
ных материалов. — М.: ВНИИЭСМ, 1976. Вып. I. С. 25-27.
293. Махова М. Ф., Марченко А. В. Способ измерения критического радиуса изги-
ба волокон // Промышленность полимерных, мягких кровельных и теплоизоляци-
онных строительных материалов. М ВНИИЭСМ, 1976. Вып. II. С. 15-16.
294. Ландау Л. Д., Лифшиц Е. М. Электродинамика сплошных сред. — М., Физ-
матгиз, 1959. — 532 с.
295. Джигирис Д. Д., Козловский П. П. и др. Поисковые исследования получения
штапельных волокон диаметром 5 9 мкм // Техотчет КНИЛ БВИ. — К., 1979.
296. Джигирис Д. Д., Назаренко В. В., I аврилюк Н. С. и др. Создать и освоить
выпуск бесплатиновых жаростойких питателей для производства тонкого базаль-
тового штапельного волокна (5-9 мкм) и супертонких волокон // Техотчет по теме
2 КНИЛ БВИ. — К., 1979.
297. Шейнулина А. Е. Низкотемпературная плазма // Тр. Междунар. симпозиума
по свойствам и применению низкотемпературной плазмы при X Международном
конгрессе по теоретической и прикладной химии. — М.: Мир, 1967.
298. Крутянский М., Никулин А., Молдавер В. Применение плазменного нагрева.
— М.; Л.: Энергия, 1964. — 79 с.
276
Библиогрофический список к части I
299. Усов Л. Н., Борисенко А. И. Применение плазмы для получения высокотемпе-
ратурных покрытий. — М.; Л.: Наука, 1965. — 86 с.
300. Богданов В. Н. Применение сквозного индукционного нагрева в промышлен-
ности. — М., Л.: Машгиз, 1957. — 79 с.
301. Шепилов А. А. Плавка в бессердечниковых индукционных печах. — М.; Л.:
Машгиз, 1951. — 126 с.
302. Ботвинкин О. К., Запорожский А. И. Кварцевое стекло. — М.: Стройиздат,
1965 —259 с.
303. Глуханов Н. П. Физические основы высокочастотного нагрева. — М ; Л
Машгиз, 1954. — 56 с.
304. Вайцберг А. М. Индукционные плавильные печи. — М.: Энергия, 1967. —
508 с.
277
Чиеть JJ
Свойства
штапельных
базальтовых ввлокон
теплоизоляционного
применения
СОСТАВ, СВОЙСТВА
И СПОСОБЫ
ПОЛУЧЕНИЯ ВАТЫ
6.1. Стеклянная вата
В зависимости от назначения стеклянные волокна
получают в виде непрерывных волокон, которые пе-
рерабатываются в пряжу и ткани, и штапельных воло-
кон длиной от 5 до 50 см, представляющих собой
стеклянную вату.
Способы производства стеклянной ваты следующие:
1. Центробежный способ.
2. Дутьевой способ ВРВ (ВРП) — вертикальный
раздув воздухом (паром).
3. Центробежно-фильерно-дутьевой (ЦФД)
4. Дуплекс-процесс для получения ультра- и супер-
тонкого волокна.
Центробежный способ получения стеклянного во-
локна сводится к следующему. Струя стекломассы 1
(рис. 6.1), вытекая из печи, попадает на вращающий-
Стеклянная
вата
•
Минеральная
вата
Рис. 6.1. Схема производ-
ства стеклянного волокна
центробежным способом.
Обозначения см. в тексте
279
Глава 6. Состав, свойства и способы получения ваты
ся диск 2 из огнеупорного материала. Под действием центробежной силы
струя разбивается на мельчайшие струйки, которые отбрасываются по ка-
сательным направлениям, превращаясь в волокно 3. Производительность
центробежного способа до 100-120 кг/ч. Недостатком этого способа явля-
ется получение волокна с неравномерным диаметром, а также с повышен-
ным содержанием волокнистых включений, которые снижают теплоизоля-
ционные свойства стекловолокнистых материалов.
Центробежный способ производства волокна используется для получения
стеклянной и минеральной ваты [4-6], а также базальтовой ваты в Польше и
Чехии [7, 8]. В последние годы для производства базальтовой ваты этим спо-
собом применяют металлические волокнообразующие диски.
Дутьевой способ ВРВ (ВРП). Производство штапельных стекловолок-
нистых материалов этим способом основано на получении волокон из рас-
плавленного стекла раздувом воздухом и достигает 5 т/сут. Дутьевой спо-
соб получения стеклянного волокна разделяется на вертикальный, когда
струя расплава и струя энергоносителя имеют вертикальное направление,
и горизонтальный, когда струя энергоносителя направлена перпендикуляр-
но вытекающей струе стекла. Вертикальный способ раздува позволяет по-
лучать волокна меньшего и более равномерного диаметра с небольшим ко-
личеством неволокнистых включений (корольков).
По этому способу (рис. 6.2), стекломасса поступает из стекловаренной
печи 1 в фильерный питатель 2 с электрообогревом. Из питателя она выте-
кает вниз в виде тонких струй. Пар или воздух для роздува струй стекло-
массы подается в дутьевое устройство 3 под давлением 5-10 ати. При воз-
действии потока пара или воздуха на струю стекла образуются волокна 4,
которые увлекаются энергоносителем в камеру волокнообразования. В
конце камеры расположен горизонтально движущийся конвейер. В месте
соединения камеры и конвейера создается разрежение, благодаря которому
волокна попадают на проволочную сетку конвейера. Образующийся слой
волокна уплотняется металлическим валиком и подпрессовывается.
Объемная масса изделий из штапельного стеклянного волокна составля-
ет 25-150 кг/м3. Диаметр волокон не более 10 мкм, содержание корольков
не превышает 5 %, длина волокон — 30-40 мм.
Способ ЦФД- Процесс получения волокна центробежно-фильерно-дуть-
евым способом [3, 10] заключается в том, что расплав непрерывной струей
подается в полный вертикально расположенный шпиндель центрифуги
(рис. 6.3), на нижнем конце которого закреплена чаша с множеством филь-
280
6.1. Стеклянноя вото
Рис. 6.2. Схема производства теплоизо-
ляционного штапельного волокна. Обо-
значения см. в тексте
Рис. 6.3. Схема центробежно-фильер-
но-дутьевой установки:
/ — расплав; 2 — фильеры; 3 — фор-
сунки; 4 — чаша; 5 — вата; 6 — коль-
цевое сопло
ер на боковой поверхности Под действием центробежных сил расплав
продавливается через фильеры в виде тонких струек. Они подвергаются
воздействию потока раскаленных газов, выходящих из кольцевого сопла,
которое концентрично расположено относительно чаши, и перерабатыва-
ются в волокно. Образующиеся волокна падают на сетку приемно-форму-
ющего конвейера камеры осаждения, куда одновременно подают водный
раствор связующего.
Этот способ позволяет получать дешевые высококачественные тепло- и
звукоизоляционные изделия и широко распространен за рубежом Получа-
емое волокно имеет длину 50-100 мм, его диаметр можно регулировать в
пределах 2 15 мкм. Образование корольков при этом исключается.
Дуплекс-процесс (СТВ и УТВ). Производство штапельного супертонко-
го (1-3 мкм) и ультратонкого (1 мкм и менее) стеклянного волокна осуще-
ствляется в 2 приема.
281
Глава 6. Состав, свойства и способы получения воты
Рис. 6.4. Схема производства супертонкого и ультратонкого стеклянного волокна.
Обозначения см. в тексте
Из расплава 1 (рис. 6.4) через фильеры платинородиевого стеклопла-
вильного сосуда, обогреваемого электрическим током, получают волокно 2
диаметром 100-200 мк. Затем происходит вторичное вытягивание более
тонких волокон под действием высокоскоростного и высокотемпературно-
го газового потока 3, получаемого при помощи специальных горелок 4. Да-
лее эти волокна собираются на конвейере 5.
Изделия из супертонкого и ультратонкого стеклянного волокна имеют
малую объемную массу (7-10 кг/м3) и применяются для изготовления вы-
сокоэффективных тепло- и звукоизоляционных материалов и электроизо-
ляционной стеклобумаги.
Составы стекол для производства штапельных волокон. Для выра-
ботки волокон дутьевым способом применяют стекла, которые, кроме хоро-
шей варочной способности и высокой химической устойчивости, должны
обладать малой вязкостью. Составы стекол указаны в табл. 6.1 [1, 2, 3, 11].
Стеклянная вата является эффективным теплоизоляционным материалом
до 400-500 °C. Высокие теплоизолирующие свойства стекловаты объясня-
282
6.2. Минеральная вата
Таблица 6.1
Химический состав стекол для производства
штапельных стеклянных волокон
Массовая доля состава стекла, %
Стекле О ьо 6 < 6 со F12O3 СаО MgO О о rt Z MnOj 2 N ZrO BaO CaFj
30 59,0 2,0 — — 14,0 8,9 — 15,5 0,8 — — — 1.0
663 58,5 4,0 3,5 — 16,0 6,0 05 115 — 0-10 0-6 — —
28 56,0 5,0 — — 22,0 6.0 0,10 11.0 — — — 8-6 —
216 125 53,0 51,0 8,0 9,0 — 0,7 1,0 19,0 20,0 6,0 13,0 — r2o 13,5 6 — — — — —
ются ее большой пористостью: 90-95 % объема занимают воздушные поры
и только 5-10 % — стекло, имеющее сравнительно небольшой коэффициент
теплопроводности — 0,6-0,9 ккал/(мчград.). Коэффициент теплопроводно-
сти стеклянной ваты при оптимальной набивке 80-100 кг/м3 и температуре
20 °C составляет 0,034-0,036 ккал/(м ч град) (0,0396-0,042 Вт/(мград).
6.2. Минеральная вата
Разработано и применяется несколько способов по переработке мине-
ральных расплавов на вату [12].
Горизонтальный дутьевой способ (ГДС). Струя пара, воздуха или газо-
воздушной смеси, перемещаясь с большой скоростью, воздействует на
струю расплава в направлении, близком к прямому углу (рис. 6.5).
Вертикальный фильерно-дутьевой способ (ВДС или ВРВ) описан
выше (см. рис. 6.2). Получаемая вата имеет волокна длиной 40-50 мм и ди-
аметр 6-8 мкм. С увеличением диаметра фильер возрастают диаметр и
длина волокон, с повышением температуры энергоносителя диаметр во-
локна увеличивается, но его длина и количество неволокнистых включе-
ний изменяются мало [13].
283
Глово 6. Состав, свойства и способы получения воты
Рис. 6.5. Схема образования волокон го-
ризонтальным дутьевым способом:
1 — волокна; 2 — корольки; 3 — дутьевая
головка
Рис. 6.6. Схема обработки расплава
на многоступенчатой центрифуге
Центробежный способ с применением горизонтальных дисков (ЦС)
описан выше (см. рис. 6.1).
Центробежно-валковый способ. Этим способом изготовляют мине-
ральную вату, пользуясь центрифугой, получившей название многоваловой
или многоступенчатой [3, 10, 14].
Расплав, вытекая из плавильного агрегата, поступает на валок / (рис. 6.6)
диаметром 150 мм, вращающийся со скоростью 3000 об/мин. Роль этого
валка, в основном, сводится к расщеплению струи расплава и передаче его
в виде пучка, струек и крупных капель на валок 2, имеющий диаметр
200 мм и скорость 3500 об мин. Избыточная часть расплава с валка 2 пере-
дается на валок 3 диаметром 250 мм и скоростью вращения 4500 об/мин.
Избыток расплава, непереработанный в волокно, сбрасывается на валок 4,
имеющий диаметр 250 мм и скорость 5000 об/мин.
Предложены многоступенчатые центрифуги с центральной раздаточной
чашей. Образование волокон по этому способу происходит следующим об-
разом. Минеральный расплав, непрерывно вытекающий из вагранки, попа-
дает в центральную вращающуюся чашу центрифуги. Расплав, попавший в
чашу, центробежной силой отбрасывается к периферии, переливается че-
рез край и срывается с кромок чаши, размещаясь в плоскости вращения, во
284
6.2. Минеральная вата
все стороны по касательным. Частицы расплава прилипают к боковой по-
верхности быстро вращающихся рабочих валков, а затем под действием
центробежной силы снова отрываются, образуя при этом тончайшие нити,
которые, охлаждаясь в паровоздушном потоке, превращаются в минераль-
ную вату.
Центробежно-дутьевой способ отличается от горизонтального дутьево-
го способа тем, что под струю пара или воздуха попадает расплав, уже рас-
щепленный в быстровращающейся чаше диаметром 270 мм на пленки и
тонкие струйки диаметром 18 24 мкм и капли размером 0,5 3 мм.
Центробежно-фильерно-дутьевой способ (ЦФД) описан выше (см.
рис. 6.3).
Получаемая различными способами минеральная вата имеет разные каче-
ственные характеристики. Качество минеральной ваты определяется прежде
всего содержанием неволокнистых включений, диаметром и длиной воло-
кон. Корольки увеличивают объемную массу и коэффициент теплопровод-
ности (как тепловые мостики между отдельными волокнами). Увеличение
длины обеспечивает повышение вибростойкости, упругих и прочностных
свойств изделий благодаря увеличению числа контактов между волокнами
минеральной ваты [15, 16]. По качеству минеральная вата уступает стеклова-
те. Содержание неволокнистых включений в минеральной вате и ее коэффи-
циент теплопроводности выше, чем у стеклянной, однако по температуре
применения она превосходит стекловату [17-19].
Минеральная вата химически менее устойчива чем стеклянная вата. При
воздействии кислот, выделяемых домовым грибком Merculius Lacrimans,
на волокна, содержащие большое количество кальция, происходит разру-
шение волокон [20].
Способ производства ваты оказывает значительное влияние на ее каче-
ство (табл. 6.2). Пародутьевой способ, при котором получается вата низко-
го качества, неперспективен. Минеральная вата, полученная способом вер-
тикального раздува (фильерно-дутьевой) [21,22], имеет длинноволокнис-
тую структуру. Содержание корольков при этом снижается от 25 % (при па-
родутьевом способе) до 3,4-5,7 %. Прочность на растяжение волокон диа-
метром 6 мк повысилась от 66 до 116 кг/мм2. Как видно из таблицы, при
фильерно-дутьевом способе (ВРВ) получается вата лучшего качества.
Получение с применением вагранок ваты более низкого качества объяс-
няется тем, что в вагранках расплав не успевает осветляться и гомогенизи-
роваться, так как промежуток времени между плавлением шихты и выхо-
285
Глава 6. Состов, свойство и способы получения ваты
Таблица 6.2
Основные показатели качества минеральной ваты
Способ Объемная масса, кг/м3 Средний диаметр, мкм Средняя длина во- локна, мм Неволокнистые включения, %
всех размеров диаметром более 0,5 мм
Дутьевой горизонтальный 160-200 5-7 6-10 20-60 15-25
Вертикальный (ВРВ) 40 6,6 9-27 20 —
Газоструйный 75-100 6,5 — 9,8 —
Центробежный с приме- нением горизонтальных дисков 160-200 — 200-500 — 10
Центробежно-валковый 65-104 4,7-7,4 3-15 42-54 3-11
Центробежно-дутьевой 70-160 6,5-0,0 18-23 60 5,4-19
Центробежно-валковой с раздаточной чашей 80-110 4,7-6,2 — 50-52 5-8,5
дом расплавленной массы из летки в десятки раз меньше того времени, ко-
торое необходимо для гомогенизации вязкого минерального расплава.
Для повышения качества ваты независимо от способа ее производства,
необходимо снижать вязкость расплава и для получения высокотемпера-
турных расплавов использовать электропечи [10]. При производстве ваты
горизонтально-дутьевым способом, наряду с повышением температуры
расплава, следует уменьшать диаметр струи. Если же на раздув подается
относительно холодный расплав, то предлагается применять горячие газы
с температурой 1400-1600 °C. Это относиться и к получению ваты верти-
кально-дутьевым способом.
Пригодность сырья при производстве минеральной ваты определяют по
модулю кислотности [4, 5, 19]:
.. SiO2+Al2O3
Мк =---------i > 1,2.
CaO + MgO
Минеральная вата выпускается различного химического состава с моду-
лем кислотности 0,83—44,5 (табл. 6.3).
286
6.2. Минеральная вата
Химический состав минеральной ваты
so. 0- 3.1 0.4
о £ 0- 2.1 0- 3,5
о rt Z 0- 5,4 Про- чие
MgO 1 ОС ° 1 1 ^хО - 1 1
CaO 4,3- 46,8 32,8- 42,8 2,5 48,0
MnO с!>£ 1 1 1 1
FcnOi 0,5- 13,7 0,8- 1,9 0,7
FeO 0,3- 8,2
О I । । ।
О < 1 О 04 40 О - — хО О — СЧ — ТГ Щ
о Й 37,0- 56,4 39,5- 45,5 48,9 50,0 52,0
Мк 0,8-4,8 1,12- 1,44 30,0 44,5
Вата К К W к Ьй к J 03 03 » 03 'у* 03 03 03 fi X X >> X о X О. X ►° С? J о г; J -©< Л q 5 = 5 & 5 _ £ g g, 1 S’ S g. g 2Я g 5 g X & s & £? s & r« X&.2 xg->> SO S-e-r S-e-5 S •&” S-e-r
287
Виды волокон
•
Базальт — сырье
для получения волокон
•
Влияние
термообработки
на свойства
волокон
•
Роль железа
в стекле
ВЫСОКОТЕМПЕРАТУРО-
УСТОЙЧИВЫЕ
ВОЛОКНА
В современной технике применяют три вида высо-
котемпературоустойчивых неорганических волокон с
температурой плавления 1750-1800 °C: кварцевое
(SiO2 — 100%), кремнеземное (SiO2 — 96-98 %) и
керамическое каолинового состава (А1,О3 — 50 % и
SiO2 — 50 %). Каждый из этих видов волокна имеет
свою технологию производства, свойства и область
применения.
7.1. Виды волокон
Кварцевое волокно получают главным образом
штабиковым способом: вытягиванием нити из капли
разогретого конца штабика или путем раздува образу-
ющейся капли ацителено-кислородным или кислород-
но-водородным пламенем. Производство кварцевого
волокна может также осуществляться в два приема:
получение волокон диаметром 100-200 мк, а затем их
раздув потоком раскаленных газов. Волокна собирают-
ся на конвейере и формуются либо в виде магов, либо в
виде ровницы. Температура плавления таких волокон
1750 °C. При Т = 1450-1500 °C происходит спекание
(деформация в твердой фазе), но без размягчения [23-
25]. В условиях длительной эксплуатации и тепло-
смен, изделия из кварцевого волокна являются стойки-
ми до Т = 1200 °C, выше которой у них снижается
прочность вследствие кристаллизации.
Любой современный метод формирования волокон
(в том числе и фильерный) способствует образова-
288
7.1. Виды волокон
нию новых микродефектов как на поверхности, так и во внутренних слоях
кварцевых волокон. Менее дефектные кварцевые волокна получены мето-
дом “выстреливания” [26], т. е. в условиях, при которых моделируется фик-
сация в волокнах высокотемпературного маловязкого состояния (104-
105П), при большой скорости вытягивания. Прочность кварцевых волокон,
полученных таким методом, повышается в 4 раза, а максимальные значе-
ния прочности в жидком азоте достигают 1100 кг/мм2. Такой высокий уро-
вень прочности, полученный для кварцевых волокон, определяется наибо-
лее прочной структурой кварцевого стекла [27]. Достигнуто максимальное
значение прочности волокон из плавленого кварца в жидком азоте 1700-
1800 кг/мм2.
Кремнеземное волокно получают путем выщелачивания легкоплавких
оксидов из волокон промышленных составов. Кремнеземное волокно, со-
держащее около 96-98 % SiO2, получают путем кислотной обработки волок-
на алюмоборосиликатного состава, широко применяемого для изготовления
бесщелочного волокна, и из силиката натрия с различными добавками.
Кремнеземные волокна, полученные выщелачиванием волокон из гор-
ных пород, не уступают кремнеземным волокнам, выпускаемым промыш-
ленностью. Температура применения кремнеземных волокон 1200 °C.
Керамические высокотемпературоустойчивые волокна каолинового
или другого состава получают расплавлением природных минеральных
пород или синтетических смесей тугоплавких оксидов в печах электросоп-
ротивления высокочастотного нагрева, газовых или газоэлектрических, в
которых достигается температура 2000 °C и выше.
Расплав в печах доводят до рабочей вязкости, необходимой для выпуска
струи при наклоне печи или через отверстия в дне печи в виде непрерыв-
ных струй, которые под действием высокоскоростного потока воздуха,
пара или раскаленных газов раздуваются в тонкие штапельные волокна,
собирающиеся на конвейере.
Наиболее распространенным видом керамического волокна является ка-
олиновое волокно, температура плавления которого составляет 1750 °C.
Средний диаметр таких волокон около 2 мк, содержание неволокнистых
включений размером 0,5 мм и выше — не более 1 %. Объемная масса под
нагрузкой 0,02 кг/см2 — не более 80 кг/м2. Температура применения каоли-
новой ваты от -60 до +1100 °C в условиях длительной эксплуатации, крат-
ковременное использование — до 1260 °C, рекомендуемая набивочная
плотность — 100±10 кг/м3 [30].
19 — 6753
289
Глава 7. Высокотемпературоустойчивые волокна
За рубежом среди высокотемпературоустойчивых волокон значительное
место занимают так называемые плавленые кремнеземные волокна [31 ], в
которых содержание SiO2 составляет 99,97 %. Волокна диаметром 10,1 мк,
выпускаемые фирмой “Дженерал электрик компани”, имеют прочность
280—422 кг/мм2. Такие волокна незначительно снижают прочность вплоть
до температуры 1000 °C.
В США фирмой “Томпсон Файбр глас компани” и в Англии фирмой “Ке-
микал энд Инсулейтинг компани” выпускается волокно с высоким содер-
жанием SiO2 (96-99 %) — рефразил, получаемое выщелачиванием в кисло-
тах стекловолокнистых материалов. К этому типу волокон относятся во-
локна “микрокварц”, разработанные фирмой “Глас Файбрз Инкорпорей-
тед” (США). Средний диаметр этих волокон 1 мк. Температура примене-
ния порядка 1370 °C. Содержание SiO2 — 99 %. Волокна “микрокварц” ис-
пользуются в производстве неорганической бумаги для изготовления кон-
денсаторов, высокотемпературных фильтров и термоизоляции.
Одним из наиболее температуростойких волокон является волокно из
кремнекислого алюминия — “файберфракс”. По составу это волокно близ-
ко каолиновой вате. Фирма “Бабкок энд Вилконс Компани” выпускает во-
локна из кремнекислого алюминия — “каовул”. Сырьем для производства
этого волокна служит чистый каолин (Al2O3-2SiO2-2H2O). Маты, изготов-
ленные из этой ваты, имеют высокую гибкость и хорошую вибростойкость.
Фирма “Джонс Мэнвил корпорейшн” разработала процесс получения кио-
витовых волокон “J-М”; в качестве сырья взяты 100 частей киовита и 10
частей SiO2. Волокна, полученные из подобной смеси, как и все волокна на
основе кремнекислого алюминия (SiO, — 50 %, А12О3 — 45-50 %), имеют
высокую химическую стойкость и прочность при температурах не менее
1100 °C. Известны волокна аналогичного состава под названиями “термо-
флекс”, “керафелт” и др.
Волокна из силикатов алюминия предназначены для работ в температур-
ном интервале 550-1300 °C [16]. В течение длительного времени при Т>
> 1100 °C материал подвергается расстекловыванию. Фазовые изменения
делают волокно хрупким и происходит усадка.
Проводились работы по получению волокон из бора — одного из наибо-
лее перспективных материалов [32—34]. Это волокно отличается высокой
жаропрочностью. Температура плавления волокон около 1982 °C.
Фирмой НУТСО, Калифорния, освоено производство волокон и волок-
нистых материалов из чистых ZrO,, SiO2, графита, имеющих высокую тем-
290
7.1. Базальт — сырье для получения волокон
пературоустойчивость [35]. Получено также высокопрочное, температуро-
устойчивое стекловолокно с линейной структурой и явно выраженной ани-
зотропией путем вытягивания волокна из первичной кристаллической
фазы с линейной структурой (например, из диопсида) [36].
7.2. Базальт — сырье для получения волокон
Для производства стеклянных волокон представляют интерес горные по-
роды. По происхождению они классифицируются на изверженные, или
магматические, осадочные и водоизмененные, или метаморфические
[37,38].
Базальты (диабазы, амфиболиты, габбро) относятся к основным магма-
тическим породам, имеющим окраску от светло-серой до черной. Все ба-
зальты в зависимости от содержания SiO2 делятся на следующие группы
[7,39]:
основные.........................SiO2 < 43 %;
нейтральные (средние)............SiO, = 43-46%;
кислые...........................SiO, > 46 %.
По своей структуре базальты разнообразны: от полнокристаллических и
даже сравнительно крупнозернистых до стекловидных.
Минералогический состав базальтов характерен наличием плагиоклазов
типа лабрадора. Кроме того, имеется авгит, магнетит и оливин, чаще всего
в виде вкраплений. Второстепенными минералами являются ортоклаз, не-
фелин и лейцит.
По химическому составу базальты богаты диоксидом кремния, содержа-
ние которого колеблется от 40 до 54% [40]. Коэффициент кислотности ба-
зальтов в среднем 1, 65. Средний химический состав следующий [41]:
SiO2 ... ...48,78%; TiO2 ....1,3%; ai2o3.. ... 15,85%; Fe,©,.. ...5,37 %;
FeO.... ...6,34%; MnO ... .... 0,29 %; MgO.... ... 6,03 %; CaO .... ...8,91 %;
Na2O.. ...3,18%; K2O .... 1,63 %; r,o5 ... ... 0,47 %; H,0 ...1,86 %.
Из всех магматических горных пород базальты являются наиболее рас-
пространенными. Химический состав базальтов приведен в табл. 7.1.
В Украине существенная концентрация базальтов приходится на Ровнен-
скую область, бассейн р. Горыни, Донецкую область, район реки Мокрая
Волноваха. Берестовецкий базальт и базальт месторождения Янова Долина
19*
291
Глово 7 Высокотемперотуроустойчивые волокна
Химический состав базальтов
292
7,2. Базальт — сырье для получения волокон
(Ровненская область, бассейн р. Горыни) по составу однородны. Их глав-
ные породообразующие минералы: плегиоклаз в виде лабрадора (45 %),
моноклинный пироксен в виде ангита (30 %) и магнетит (8 %) [37]. Общие
запасы базальтов в бассейне р. Горыни исчисляются в несколько млрд,
тонн [42] Для волновахских (Донецкая область) базальтовых пород харак-
терно большое непостоянство по химическому составу.
Диабазы от базальтов отличаются главным образом возрастной формой за-
легания и структурой. Диабазы относятся к более древним изверженным по-
родам. В связи с этим в диабазах имеется накопление вторичных минералов
— хлорита и эпидота, сообщающих диабазам зеленоватый оттенок [46].
Типичными представителями диабазов являются Исачковское и Ромейс-
кое месторождения. Исачковский холм находится в 17 км от Лубен Полтав-
ской области. Запасы Исачковского диабаза достигают 15 30 млн т. Диабаз
представляет собой среднезернистую или тонкозернистую породу, зелено-
вато-серую, состоящую из таблетчатых кристаллов лабрадора, редко идио-
морфных, промежутки между которыми заполнены ангитом; второстепен-
ные составные части — магнетит, титанистый железняк, апатит; присут-
ствует много вторичных минералов [47].
Амфиболиты на территории Украины сконцентрированы в средней части
р. Южного Буга (Гайворон - Первомайск), в бассейне р. Горного и Гнилого
Тикичей, в Приднепровской и Приазовской частях Украинского кристалли-
ческого щита. Преимущество амфиболитов перед диабазами заключается в
том, что они залегают более крупными пластообразными телами, мощ-
ность которых часто достигает нескольких сот метров. Запасы их неисчер-
паемы (100 млн. т в каждом массиве), по составу они тождественны с ба-
зальтами [48].
При производстве штапельных волокон из базальтов основными пара-
метрами, определяющими выбор расплава базальта для формования, могут
служить их вязкость и кристаллизационные свойства. Формование шта-
пельных волокон методом вертикального раздува воздухом возможно из
расплава, имеющего вязкость при 1400 °C менее 90 П, при 1250 °C — ме-
нее 350 П и верхний предел кристаллизации 1250 °C [49].
Базальты различных месторождений соответствуют этим требованиям и
пригодны для производства штапельных волокон [50,51].
Базальтовую вату получают различными способами. В Германии для
производства базальтовой ваты применяют центробежный способ [52].
При этом получается вата с диаметром волокон 5 мкм.
293
Глава 7. Высокотемперотуроустойчивые волокна
Таблица 7.2
Результаты анализа проб базальта месторождений Германии
Оксид А В С D Е F
SiO2 40,52 41,80 41,05 40,02 40 80 45 00
Fe2O, 10,77 8,10 12,49 11,68 12,30 12,00
FeO 2,99 — 7,00 1,61 — —
AI2O3 18,97 17,40 14,70 19,88 12,00 16,00
TiO2 0,26 5,10 — 0,24 0,96 0,50
СаО 11,34 11,80 11,19 12.52 22,20 11,00
MgO 6,72 6,40 6,18 4,03 10,80 11.00
К2О 11,042 6,20 0,93 0,57 0,28 1.00
Na2O 3,40 — 4,72 2,93 0,13 2,50
SO, 0,62 — — 0,61 0,04 —
Р2О5 0,74 — — 0,82 0,43 1,00
Cl 0,15 — — 0,09 — —
П.п.п. 3,21 2,70 2,23 4,80 — —
Мк 2,3 2,5 2,1 2,5 1,9 2,7
Область применения базальтовых волокон в Германии — тепло-, холодо-
и звукоизоляция. Температура спекания базальтовых волокон около
1150 °C. При слабой набивке базальтовые волокна дают усадку, поэтому
они используются в основном при набивке 100-115 кг/м3. Базальтовые во-
локна имеют следующий коэффициент теплопроводности [52]:
7, °C...................0 100 300 400
X, ккал/(м ч град)......0,028 0,04 0,085 0,118
X, Вт/(м град)..........0,0326 0,0465 0,0990 0,137
В Японии в зависимости от качества выпускают минеральную вату из ба-
зальта двух марок: марка “1” и марка “2” [53]:
Марка у, кг/м3 d. мкм Неволокнистое включение, % А,7О°С
ккалЯмчград) Вт/(мград)
“1” <200 < 10 <10 0,048 0,0558
“2” <250 < 10 <25 0.050 0,0558
Используют раздув воздухом, паром и центробежный способ. Базальто-
вая вата применяется в виде плит на органической связке.
294
7 7. Бозольт — сырье для получения волокон
Длина минеральных волокон составляет 22 мм, стеклянных — 35 мм, ба-
зальтовых — 30 мм. На упругость минеральных волокон значительно влия-
ет их длина [54]. Короткие волокна, вследствие их большей жесткости,
скорее разрываются под нагрузкой, чем длинные. Маты на основе длинных
волокон значительно прочнее, чем маты из коротких волокон.
Термическая обработка базальтовых волокон вредна им, так как она при-
водит к кристаллизации, а закристаллизованные волокна менее прочны и
менее гибки. Температуроустойчивость базальтовых волокон выше стеклян-
ных и других минеральных волокон примерно на 200 °C. Химический со-
став базальтов, из которых получают волокна, представлен в табл. 7.3 [54].
Диаметр волокна вырабатываемой ваты составляет от 5- 8 мк до 20 мк.
Объемная масса при нагрузке 0,02 кг/см2 равна 120 кг/см3, коэффициент
теплопроводности ^г_0оС = 0,034 ккал/(м чтрад) (0,0396 Вт/(м град)),
теплостойкость до 700 °C. Применяется базальтовая вата в основном там,
где требуется высокая темперазуроустойчивость и высокая химическая
Таблица 73
Результаты анализа базальтов из различных месторождений
Оксид Месторождение
Грошлат- тенерюн Аидернах на Рейне 6 'З я £ О. CJ Майей Кассель Бомбей, Индия Вахтер- сбах* Верона2*, | Италия Этна3*, Снцилиия Линц на Рейне4*
S1O2 40,0 42,0 52,0 49.0 46,0 49,0 46,0 40,0 48,0 46,0
АЬОз 15,0 17,0 3,0 18,0 23,0 15,0 14,0 17,0 17,0 16,0
СаО 12,0 12,0 13,0 6,0 10,0 10,0 10,0 9,0 10,0 11,0
MgO 11,0 11,0 10,0 5,0 2,0 5,0 11,0 12,0 4,6 11,0
К2О 1,0 3,0 2,0 8,0 3,0 1,0 2.0 1,0 1,7 2,0
Na2O 2,0 5,0 4,0 4,0 2,0 3,0 2,0 2,0 4,7 5,0
Fe2O3 9.0 8,0 9,0 4,0 11,0 5,0 5,0 7.0 12,0 7,0
FeO 6,0 — — 4,0 — 9,0 6,0 6,0 — 6,0
MnO 0,5 — — 0,8 1,0 — 0,2 — 0,1 0,2
TiO2 — 1,7 4,7 — — 2,0 3,0 1,0 1,3 2,6
P2O5 0,7 — — — — — — — 0,7 —
6,0 0,7 3,0 1,6 — — — 5,0 — —
Т„л, °c — 1100 — — — 1145 1150 1200 — 1200
* Сырье, применяемое фирмой “Mineralwolle Gmett” в Вахтерсбахе — метод раздува. 2* Сырье, применяемое фирмой “Bassaltl” в Вероне — метод раздува.
3* Сырье, применяемое фирмой “Atalane” в Сицилии — центробежный метод.
4* Сырье, применяемое фирмой “Bassalan” в Вильгельмсгафене — центробежный метод.
295
Глава 7. Высокотемпературоустойчивые волокна
устойчивость. Прочность волокна диаметром 20,7мкм базальтовой ваты
выше, чем шлаковой. Результаты испытаний базальтовых волокон на раз-
рыв даны в табл. 7.4 [7]. Как видно из таблицы, прочность колеблется от
22 до 180 кг/мм2.
Температурные области применения для базальтовых волокон от -200 до
+750 °C, а для стеклянных волокон от -50 до +350 °C. Коэффициент тепло-
проводности при объемной массе 120 кг/м3 для базальтовой ваты следую-
щий:
т,°с ..-200 -100 0 +100 +200 +300
X, ккал/(м-чтрад) .. ...0,018 0,022 0,034 0,055 0,061 0,011
X, Вт/(мтрад) ...0,021 0,0256 0,0396 0,064 0,093 0,128
Вата имеет такие характеристики: диаметр волокон равен 10±4 мкм; дли-
на волокон — 350 мм ± 50 %; объемная масса ваты при нагрузке 0,01 кг/см2
составляет 120 кг/м3, содержание неволокнистых включений размером от
0,5 до 1,0 мм — 4 %, свыше — до 3 %.
Базальт месторождения Янова Долина, (Ровненской области, Украина)
имеет интервал плавления 1150-1400 °C, верхний предел кристаллизации
расплава, определенный методом массовой кристаллизации, равен 1250 °C
[66]. Аналогичный химический состав имеет и базальт Берестовецкого ме-
сторождения. Коэффициент теплопроводности этих базальтов при увели-
чении диаметра от 1,5 мкм (СТВ) до 13,6 мкм (ВРВ) возрастает соответ-
ственно от 0,039 до 0,047 Вт/(м- град) (при 0 °C). С повышением объемной
Таблица 7.4
Данные испытаний прочности базальтовых волокон
Параметр Обычные атмо- сферные условия Выдержка в воде 24 ч
15 мин 168 ч
Число испытаний 50 50,0 75,0 50,0
Наибольшая прочность, г 57 57,5 68,0 57,5
Наименьшая прочность, г 4,5 4,0 8,5 7,5
Средняя прочность, кг/мм2 24.1 23,6 52,2 27,8
Наибольшее относительное удлинение при разрыве, % 2,5 2,7 3,0 2,5
Наименьшее относительное удлинение при разрыве, % 0,85 0,5 0,5 0,5
Среднее относительное удлинение при разрыве, % 1,7 1,6 1,5 1,6
296
7.3. Влияние термообработки на свойства волокон
массы от 60 до 140 кг/м3 коэффициент теплопроводности ваты диаметром
волокон 5 мкм уменьшается соответственно от 0,037 до 0,035 Вт/(м-град).
При нагреве ваты ее коэффициент теплопроводности значительно увели-
чивается, причем при высоких температурах существенное влияние на
него оказывает диаметр волокон [70, 71].
Волокна из базальтов по кислотостойкости можно разбить на три груп-
пы: растворяющиеся, выщелачивающиеся и относительно устойчивые при
нормальных условиях к растворам соляной кислоты. Это справедливо и
для волокон, полученных из стекол состава базальтовых пород. Оксиды
железа и магния в большей степени, чем оксиды алюминия и кальция спо-
собствуют повышению кислоустойчивости волокон [74].
Базальтовые волокна имеют высокую прочность на разрыв (для диамет-
ра 8 мкм 0р = 260 кг/мм2, для диаметра 17 мкм Gp = 92 кг/мм2) и высокий
модуль упругости (9180-9270 кг/мм2) [75].
7.3. Влияние термообработки на свойства волокон
При нагреве стеклянной и минеральной ваты ее теплоизоляционные
свойства ухудшаются. Так, коэффициент теплопроводности стеклянной
ваты с повышением температуры возрастает (табл. 7.5) [76], но при 200-
300 °C он не превышает 0,070-0,093 Вт/(м-град).
При изменении диаметра волокна от 15,5 до 35,2 мкм коэффициент теп-
лопроводности войлока практически не изменяется. При увеличении
объемной массы от 100 до 200 кг/м3 коэффициент теплопроводности возра-
стает. Повышение температуры приводит к увеличению коэффициента
теплопроводности.
Таблица 7.5
Зависимость коэффициента теплопроводности стеклянной ваты
от температуры и объемной массы
Объемная масса. кг/м3 X, Вт/(м град), при температуре, °C
40 120 220 310
70 0.0440 0.0544 0.0660 0.0763
100 0,0446 0,0533 0.0662 0.0745
140 0,0487 0,0580 0,0693 0.0816
175 0,0533 0,0615 0,0742 0,0847
250 0,0597 0,0680 0,0792 0,0876
325 0,0637 0,0715 0,0880 0,0905
297
Глава 7, Высакотемпературоустойчивые волокна
Коэффициент теплопроводности стеклянной ваты возрастает незначи-
тельно с увеличением диаметра волокон от 5 до 15 мкм.
На коэффициент теплопроводности ваты большое влияние оказывают
неволокнистые включения. С увеличением объемной массы стекловаты до
100-130 кг/м3 коэффициент теплопроводности уменьшается, а затем возра-
стает, что объясняется наличием конвекции при малой плотности набивки.
Увеличение коэффициента теплопроводности при нагреве обусловлено
улучшением и усилением конвективных потоков.
При исследовании матов из стеклянного волокна объемной массой
130 кг/м3 и диаметром волокон 12; 19,5 и 27 мкм установлено, что диаметр
волокна влияет на коэффициент теплопроводности, особенно при высоких
температурах [79]. Это явление связано с наличием больших пор (при
больших диаметрах и постоянной объемной массе), а, следовательно, и
усилением конвекционных потоков.
Коэффициент теплопроводности минеральной ваты зависит от объемной
массы ваты и температуры нагрева (табл. 7.6) [80].
При нагревании и последующем охлаждении стеклянных волокон их
прочность снижается [81-89].
Таблица 7.6
Зависимость коэффициента теплопроводности минеральной ваты
от температуры и объемной массы
Способ производства ми- неральной ваты Объемная масса, кг/м3 X. Вт/(мтрад), при температуре. °C
Рыхлая В конструкции 0 100 200 300
Пародутьевой 150 250 0,0675 0,0873 0,1070 0,1270
200 300 0,0721 0,1035 0,1232 0,1430
Центробежно- 80 100 0,0350 0,0628 0,0907 0,1185
дутьевой 100 125 0,0383 0,0662 0,0942 0,1220
175 0,0372 0,0582 0,0790 0,1000
200 0,0453 0,0558 0,0768 0,0977
Центробежный 75 75 0,0372 0,0755 0,1140 0,01520
100 0,0407 0,0663 0,0920 0,01175
125 0,0442 0,0663 0,0885 0,1100
175 0,0465 0,0650 0,0837 0,1020
100 100 0,0407 0,0662 0,0918 0,1175
125 0,0442 0,0650 0,0860 0,1070
150 0,0465 0,0640 0,0815 0,0990
200 0,0488 0,0650 0,0815 0,0976
298
7.3. Влияние термообработки на свойства волокон
У тонких волокон диаметром 4000, 100, 24, 6,6 и 3 мкм, алюмоборосили-
катного состава стекла отмечается наибольшее снижение прочности (на
80 % при 700 °C). При увеличении времени термообработки от 5 до
120 мин прочность уменьшается на 25 %. Понижение прочности не зави-
сит от скорости охлаждения. Уменьшение прочности обусловлено измене-
нием плотности волокон при нагревании, приводящем к увеличению раз-
меров микротрещин [81].
Снижение прочности стеклянных волокон, в зависимости от их химичес-
кого состава, происходит при различных температурах обработки: для
алюмоборосиликатного бесщелочного волокна — при 300 °C; для натрие-
во-кальциево-силикатных, боратных, свинцовых и фосфатных — при 100—
200 °C; для кварцевого — при 600 °C [23, 24, 83, 84, 81-89].
Механизм понижения прочности тонких стеклянных волокон, связанный
с их поверхностной кристаллизацией, которая протекает в результате на-
грева и охлаждения, объясняется следующими факторами:
• вследствие развитой поверхности тонких волокон их кристаллизация
после термообработки происходит гораздо интенсивнее, чем у массивного
стекла, и область максимальной кристаллизации сдвигается в сторону бо-
лее низких температур на 300-400 °C;
• кристаллизации некоторых видов стеклянных волокон предшествует
микрорасслоение; это наблюдается для натриево-боросиликатных, борат-
ных, свинцовых и других волокон, у которых понижение прочности начи-
нается с температуры обработки 100 °C;
• после термообработки стеклянных волокон наблюдается повышение их
модуля упругости, плотности и показателя преломления, что свидетель-
ствует также о их кристаллизации;
• о кристаллизации волокон после термообработки можно судить по по-
явлению диффузных линий, колец и точечной дифракционной картины на
рентгенограммах, электронограммах.
Возникновение микрокристаллов на границах с аморфной фазой приво-
дит к большим внутренним напряжениям и образованию микротрещин на
поверхности волокон.
Таким образом, понижение прочности стеклянных волокон после термо-
обработки связано с ростом микронеоднородностей, микродефектов и мик-
ротрещин, вызванных процессом их поверхностной кристаллизации.
При исследовании спектров поглощения света стеклянными волокнами в
ультрафиолетовой области установлено различное поглощение для исход-
299
Глава 7, Высокотемпературоустойчивые волокна
ных и термообработанных волокон, что указывает на изменение поверхно-
сти стеклянных волокон после их термообработки. Это явление обнаруже-
но и у стекол различных составов [100, 101].
При определении прочности на растяжение стеклянных палочек диамет-
ром 1,4 мм при различных температурах (от -170 до +520 °C) максималь-
ная прочность стекла достигалась при —170 °C, затем она снижалась и при
+140—230 °C достигала минимального значения, а затем снова повыша-
лась [102]. Повышение прочности при нагреве объясняют сплавлением
вершин микротрещин [103]. При нагреве до 470 °C прочность волокна из
стекла кальций натриевого состава не изменяется, а при нагреве до более
высоких температур прочность непрерывно снижается [104].
При нагреве непрерывных волокон алюмоборосиликатного состава в на-
пряженном состоянии прочность повышается на 10-15 % вплоть до темпе-
ратурной области стеклования [88, 107, 108]. Явление упрочнения объяс-
няется тем, что прилагаемое напряжение приводит к “залечиванию” мик-
ротрещин вследствие протекания при высоких температурах в вершинах
микротрещин высокоэластической, а также вязкой деформации. Упрочне-
ние волокон, подвергающихся нагружению при нагревании, происходило и
после охлаждения таких волокон. Прочность стекловолокон, прошедших
тепловую обработку под растягивающим напряжением и при последую-
щем травлении, не изменялась.
Для изучения процессов образования дефектного слоя в результате теп-
ловой обработки были проведены следующие опыты: стеклянные волокна
кальций натриевого и алюмоборосиликатного составов подвергались теп-
ловой обработке различной длительности [108]. Одна партия испытыва-
лась на прочность при температуре обработки, вторая — после охлажде-
ния до 20 °C, третья — после охлаждения и быстрого нагрева до темпера-
туры обработки, при которой проводились испытания. Охлаждение воло-
кон сопровождалось понижением прочности на 30-40 % по сравнению с
прочностью при высоких температурах. Повторный нагрев до температу-
ры обработки и испытание его при этой температуре приводит к повыше-
нию прочности на величину, равную снижению прочности при охлажде-
нии волокон до 20 °C. Следовательно, снижение прочности при охлажде-
нии — процесс обратимый и при кратковременном охлаждении и нагрева-
нии новые микротрещины не образуются. Они возникают в процессе теп-
ловой обработки стеклянных волокон при высоких температурах, что и яв-
ляется причиной падения их прочности.
300
7.3. Влияние термообработки на свойства волокон
Одной из причин обратимого снижения прочности стеклянных волокон
при охлаждении, кроме высокоэластической деформации в вершинах мик-
ротрещин, возможно является возникновение внутренних напряжений из-
за различия структур поверхностного слоя и внутреннего объема стеклово-
локон [108].
Результаты исследования влияния тепловой обработки на прочность ми-
неральной ваты, полученной различными способами, приведены в
табл. 7.7 [109].
Нагретые до заданной температуры образцы выдерживали в течение од-
ного часа и давали им остыть, затем подвергали их испытанию на проч-
ность по методике, описанной в работе [110]. Вата, изготовленная пароду-
тьевым способом, начинает разрушаться при 100 °C, при нагреве до 600 °C
она теряет 93 % первоначальной прочности; вата, изготовленная центро-
бежно-дутьевым способом, начинает разрушаться после 100 °C, а при на-
греве до 600 °C теряет 86 % первоначальной прочности; прочность ваты,
полученной центробежным способом, почти не уменьшается при нагреве
до 200 °C, при дальнейшем нагреве она уменьшается медленней и при
600 °C потеря прочности составляет 74 % первоначальной.
Снижение прочности минеральной ваты после теплосмен больше, чем
при однократном нагреве, только в определенном интервале температур.
Так, для минеральной ваты, изготовленной пародутьевым и центробежно-
дутьевым способами, потеря прочности при температуре 400 °C и выше
одинакова с потерей прочности как при однократном нагреве, так и после
16 теплосмен, и у ваты, изготовленной пародутьевым способом составляет
90 %, у ваты, изготовленной центробежно-дутьевым способом, — 86 %. У
ваты, изготовленной центробежным способом, потеря прочности при разо-
вом нагреве достигает значений прочности после 16 теплосмен при темпе-
ратуре свыше 600 °C и составляет 80 %. За 8 теплосмен (длительность на-
грева каждой — один час) потеря прочности возрастает от 38 до 85 %, тог-
Табл ица 7.7
Зависимость модуля кислотности минеральной ваты
от способа производства и диаметра волокна
Способ производства Модуль кислотности Диаметр волокна, мкм
Пародутьевой 1,35 4,29
Центробежно-дутьвой 1,35 6,60
Центробежный 1,39 5,36
301
Глава 7. Высокотемпературоустойчивые волокна
да как при однократном нагреве до 600 °C в течение 8 ч потеря прочности
постоянна.
Таким образом, можно сделать следующие выводы:
• механическая прочность минеральной ваты уменьшается после нагрева;
• интенсивное разрушение минеральной ваты, изготовленной пародутье-
вым и центробежно-дутьевым способами, начинается при 300 °C, а ваты,
изготовленной центробежным способом, — при 400 °C;
• потеря прочности минеральной ваты, связанная с механическими раз-
рушениями волокон, происходит в основном в процессе остывания, а не
при нагревании. Поэтому теплосмены приводят к большей потере прочно-
сти, чем длительный непрерывный нагрев.
При воздействии на минеральную вату температуры и вибрации отмеча-
ется разное изменение прочности [110]. После нагрева до 400 °C и вибра-
ции минеральная вата теряет 60 % прочности, в то время как после нагрева
до этой температуры, но при отсутствии вибрации потеря прочности со-
ставляет только 30 %.
При обработке волокон горячими газами минеральные волокна имеют
низкую прочность, значительно понижающуюся в процессе эксплуатации
при повышенных температурах [110]. Так, показатель прочности ваты фи-
льерно-дутьевого способа производства в среднем составляет 60 %, а ваты
того же состава, но полученной раздувом высокотемпературным газом, до-
стигает всего 30 %. Это объясняется неблагоприятными условиями охлаж-
дения, при которых в волокне начинается ликвация, возникают центры
кристаллизации, напряжения и микротрещины, что приводит к хрупкому
распаду волокна.
В процессе тепловой обработки стеклянных волокон в ненагруженном
состоянии происходит изменение их плотности, в результате чего наблюда-
ется сокращение длины [1, 96-98, 111]. При нагреве волокна до 650 °C в
продолжение 1 ч плотность его приближается к более высокому значению
плотности массивного стекла [96, 97]. Измерение длины нагретого волокна
показывает, что сокращение волокна соответствует увеличению его плот-
ности. При температуре до 100 °C волокно проявляет типичное тепловое
расширение, но затем с повышением температуры явление уплотнения
становится значительным. При нагреве до 500 °C стекловолокно продол-
жает сокращаться по длине с постепенным замедлением.
В конце цикла нагрев - охлаждение волокно оказывается короче, чем до
начала эксперимента. Размер укорачивания длины зависит от температуры
302
7 3 Влияние термообработки на свойства волокон
и времени обработки. Под влиянием термообработки волокно уплотняется.
Между плотностью и линейным сокращением стекловолокна существует
общая связь, указывающая на то, что его уплотнение равномерно распреде-
ляется во всех направлениях в тех случаях, когда стекловолокно не подвер-
гается воздействию напряжения.
Это явление обусловлено тем, что в исходном состоянии в стекловолокне
создается высокотемпературная структурная конфигурация в результате
внезапного охлаждения стекла во время формирования стекловолокна. Эта
структура неравновесная и характеризуется низкой плотностью, низким
модулем и низким показателем преломления. При термообработке, когда
добавляется дополнительная тепловая энергия, структура перестраивается,
в результате происходит линейное сокращение стеклянных волокон, увели-
чение плотности, увеличение модуля упругости и изменение других физи-
ческих свойств. При нагреве минеральной ваты свыше 600 °C отдельные
волокна начинают спекаться между собой и в дальнейшем превращаются в
жидкое или полужидкое тело [112].
В зависимости от химического состава спекание минеральных волокон
происходит при 955-1020 °C [113, 114]. Термическое старение минераль-
ных волокон возможно лишь при температурах, близких к температуре
спекания. Однако расстекловывание минеральной ваты происходит при
температуре ниже температуры перехода в хрупкое состояние [115]. Такое
явление отмечалось после 750-часовой выдержки ваты при температуре
150 °C. С увеличением содержания оксидов (А12О3 + СаО + MgO) темпера-
тура размягчения минеральной ваты повышается [116].
Для исследования влияния температуры на каолиновую вату образцы
ваты подвергались термической обработке при следующих режимах: 1)
800 °C, 1000 и 2000 ч; 2) 1000 °C, 10-15 ч; 3) 1200 °C, 8 ч. Выдержка при
800 °C в течение 2000 ч не вызывает значительных изменений в структуре
волокна. Выдержка при 1000 °C в течение 10-15 ч приводит к усадке об-
разца, равной 32 % при первоначальной объемной плотности образца
30 кг/м3, и 3%-ной усадке при начальной объемной плотности образца,
равной 170 кг/м3. Внешний вид волокна почти не меняется, но наблюдает-
ся небольшое спекание волокон [117]. Выдержка при температуре 1200 °C
резко изменяет внешний вид волокон. Волокна спекаются и образуется
хрупкое, сохраняющее высокопористое строение, твердое тело. В этом
случае усадка образца составляет 16-18 % при первоначальной объемной
плотности 170 кг/м3. Изменения в структуре каолиновой ваты наступают
303
Глава 7, Высокотемпературоустойчивые волокна
при 1100 °C. Оптимальная объемная масса при Т = 400-600 °C равна 160—
180 кг/м3.
Во многих случаях применения волокнистой массы для изоляции требу-
ется, чтобы она была вибростойкой, т.е. чтобы волокно не разрыхлялось во
время эксплуатации. Длинное волокно обладает лучшей вибростойкостью,
чем короткое [16, 31].
Материалы из высокотемпературоустойчивых волокон, так же как и все
стекловолокнистые материалы, в интервале температур 800-1200 °C,
вследствие фазовых превращений, сопровождающихся изменением объе-
ма, притерпевают усадку. Для избежания этого явления при эксплуатации
предлагается подвергать волокнистые изделия предварительной термичес-
кой обработке при 600-800 °C [24, 25].
7.4. Роль железа в стекле
Железо в стеклах может существовать в 5 формах: 1) Fe2+ — в качестве
модификатора сетки; 2) Fe3+ — стеклообразователь; 3) промежуточные
ионы Fe2+- Fe3+; 4) коллоидно-дисперсные оксиды (Fe2O3, Fe3O4) и 5) ще-
лочные ферриты [118-125]. Железо как стеклообразователь входит в груп-
пы (Fem 0 4/2)" или (Fe" 0 4/2)2 и имеет координационное число по кислоро-
ду 4; как модификатор железо имеет большое координационное число — 6
или 8.
При изучении электрических свойств железосиликатных стекол с 22 %
Na2O установлено, что железо в основном является стеклообразователем
[126]. По мере накапливания в стекле железа отмечается и эффект модифи-
катора. Оба эффекта приписываются влиянию Fe3+. Координация 4 и роль
стеклообразователя для Fe2+ менее вероятны из-за относительно большого
радиуса ионов (0,81-10 4 мкм); отношение радиусов Fe2+ и О2- равно 0,61,
что делает координацию 6 и роль модификатора для Fe2+ наиболее вероят-
ными [127, 128].
Введение в шлаковые стекла оксида железа в количестве свыше 6 % спо-
собствует получению из них ситаллов [130].
В базальтах железо присутствует в различной валентности в зависимос-
ти от атмосферы процесса кристаллизации и от скорости охлаждения при
кристаллизации. Оно присутствует одновременно в виде силикатов и окси-
дов; при неравновесном протекании процесса кристаллизации возможны
различные смещения в количественных отношениях между этими крис-
304
7.4. Роль железа в стекле
таллическими фазами, которые зависят от условий минералообразования
[П8].
Координационное число железа в кристаллических решетках силикатов
зависит от условий минералообразования. Железосодержащие силикаты
участвуют в процессах изоморфизма. Это находит свое проявление глав-
ным образом в подобии структурной координации и тесной изоморфной
взаимозаменяемости двухвалентного железа и магния, а также трехвалент-
ного железа и алюминия. Количество и состав образующихся изоморфных
смесей в значительной степени определяются условиями минералообразо-
вания.
Введение оксидов железа в стекло значительно изменяет свойства рас-
плавов и стекол на их основе. Добавка Fe2O3 в стекло эвтектического соста-
ва системы СаО - MgO - А12О3- SiO2 приводит к понижению температуры
варки и выработки из этих стекол стеклянных волокон. Fe2O3 снижает тем-
пературу выработки волокон лишь при введении его в количестве до 8-
12 % [131].
В железосодержащей системе типа SiO2- А12О3— Fe2O3— СаО есть соста-
вы стекол, обладающие удовлетворительными варочными и выработанны-
ми свойствами [132, 133]; температура верхнего предела кристаллизации
ниже 1150 °C. На основе железосодержащих составов получены полупро-
водниковые стекла и стекловолокна, имеющие высокую температуру раз-
мягчения (740 °C).
При введении оксидов железа в эмали увеличивается смачивание стали
расплавом грунта и улучшается сцепление [134-136]. Полученные эмали с
высоким содержанием железа (до 15 %) устойчивы к выщелачиванию во-
дой и имеют высокую растекаемость по окисленной поверхности стали
[136].
Свойства базальтовых стекол, содержащих значительные количества ок-
сидов железа (до 15 %), зависят от состояния Fe2O3, FeO; эти оксиды ока-
зывают разное влияние на процесс кристаллизации железосодержащих
стекол, в том числе и базальтов. Установлено, что Fe3+ замедляет процесс
кристаллизации, увеличивает температуру размягчения [137, 138] и кисло-
тостойкость [139].
Исследование системы MgO - FeO - SiO2 с содержанием FeO от 20 до
40 % для минераловатного производства [140] показало, что FeO вызывает
резкое снижение вязкости и повышение электропроводности расплава.
20 — 6753
305
Крист аллизация
стекол
•
Получение стекло-
кристаллических
материалов
•
Ст еклокрист алли-
ческое базальтовое
литье
•
Стеклокристалли-
ческие волокна
СТЕКЛОКРИСТАЛЛИЧЕСКИЕ
МАТЕРИАЛЫ
(СИТАЛЛЫ)
8.1. Кристаллизация стекол
Основные особенности процесса кристаллизации
стекол были выведены Тамманом и его школой [141].
Тамман установил, что способность расплава к крис-
таллизации зависит от числа центров кристаллиза-
ции, образующихся в единице объема в единицу вре-
мени, и от линейной скорости кристаллизации. Он
нашел, что из-за тепловых флуктуаций, которые рас-
сеивают центры при температурах, близких к точке
плавления, для образования центров кристаллизации
требуется определенная степень переохлаждения.
Как только центры образовались, их рост зависит от
скоростей диффузии и рассеяния скрытой теплоты
плавления. Поверхность стекла является наиболее ве-
роятным местом для начала процесса образования
центров кристаллизации.
Тамман утверждал, что возможна спонтанная, т.е.
самопроизвольная кристаллизация. Он предполагал,
что в расплаве существуют и находятся в равновесии
изотропные и анизотропные молекулы, причем в об-
разовании кристаллов участвуют только анизотроп-
ные молекулы. Согласно данной теории, перед крис-
таллизацией расплава молекулы предварительно при-
обретают некоторый порядок.
Процесс образования центров кристаллизации за-
висит от концентрации осаждающихся молекул, тем-
пературы и катализатора. С точки зрения катализа
можно различать гомогенные и гетерогенные систе-
мы. Гомогенная кристаллизация проявляется, если
306
8.2, Получение стеклокристаллических материалов
кристаллизация протекает без участия посторонних частиц. Если же цент-
ры кристаллизации новой фазы образуются на поверхностях веществ, име-
ющих иной химический состав, то процесс называется гетерогенным, а
кристаллизация — каталитической [142].
Все расплавы по характеру кристаллизации делятся на 2 группы'. 1) рас-
плавы той области составов, в которой по достижении температуры соли-
дуса Г происходит распад на кристаллические фазы с составом, отличаю-
щимся от состава исходного расплава; 2) расплавы, которые по достиже-
нии Г дают твердые растворы того же состава, что и расплав [143].
Скорость зарождения новой фазы J, т. е. число способных к дальнейшему
росту зародышей критических размеров, появляющихся в единице объема за
единицу времени при температуре Т, можно представить в виде [144]
J= NN, = (TV [-АФ/А7]) (Ае [-АФД7]),
где N= [—АФ/&7] — среднее число зародышей критического размера, су-
ществующих в единице объема; 7V = А? [-АФу&7] — число актов активации
зародыша критических размеров, происходящих в единицу времени и пре-
вращающих его в зародыш, способный к дальнейшему росту; к — величи-
на, пропорциональная числу мест, где возможно появление зародышей; А
— величина, зависящая от механизма активации роста зародыша; АФ —
барьер или приращение термодинамического потенциала системы при воз-
никновении зародыша новой фазы критического размера; АФ^ — барьер
термодинамического потенциала, который нужно преодолеть, чтобы пере-
вести критический зародыш в состояние дальнейшего роста. Все величи-
ны, входящие в эту формулу, зависят от времени, так как со временем из-за
кристаллизации меняются состав и количество стекла.
Известен ряд составов стекол, в которых однородный расплав разделяет-
ся на две жидкие или стекловидные фазы по мере охлаждения до более
низких температур. При этом образуются две несмешивающиеся жидко-
сти, одна из которых кристаллизуется при нагреве. Обычно первая стадия
расслоения на две фазы происходит вследствие образования центров гомо-
генной кристаллизации.
8.2. Получение стеклокристаллических материалов
По химическому составу известные стеклокристаллические материалы
можно разбить на следующие группы:
20*
307
Глава 8 Стеклокристаллические материалы (ситаллы)
1. Литиево-силикатные составы с катализатором в виде фоточувстви-
тельного агента — Ag, Au, Си, Pt, Pd, Ph.
2. Литиево-алюминосиликатные системы с катализатором TiO2.
3. Магний-алюмосиликатные стекла с добавкой TiO2.
4. Составы, содержащие несколько щелочно-земельных и щелочных ок-
сидов (А12О3 и SiO2); катализатор — фтор.
5. Составы на основе доменных шлаков.
6. Базальтовое литье с катализатором С Fe203, MnS и др.
Для получения стеклокристаллических материалов существуют 2 типа
режимов термообработки:
1) непрерывный рост температуры с определенной скоростью до опреде-
ленной температуры, при которой заканчивается термообработка;
2) нагрев, чередующийся с выдержкой при определенной температуре.
При ступенчатой кристаллизации первая ступень должна соответство-
вать температуре образования центров кристаллизации, т.е. на 50 100 °C
выше температуры отжига; окончательная кристаллизация происходит при
температуре на 50-60 °C ниже температуры размягчения материала.
Для высокопрочных стеклокристаллических материалов характерно на-
личие мелких однородных кристаллов размером 0,1-1 мкм, прочно скреп-
ленных друг с другом тонкими прослойками стекла. Количество стеклооб-
разной фазы порядка 10 %. В стеклокристаллических материалах зароды-
ши должны образовываться во всем объеме стекла.
Синтез стеклокристаллических материалов целесообразно вести в тех
системах, где есть поля ликвации и твердых растворов, а также формиру-
ются такие кристаллические фазы, которые могут придать стеклокристал-
лическому продукту высокие технические характеристики.
Роль добавок-катализаторов сводится к тому, что они, растворяясь в рас-
плаве, повышают его кристаллизационную способность. В процессе тер-
мообработки эти примеси выпадают в виде множества мелких кристаллов
Особенно эффективно действие этих кристаллов, когда параметры их
ячейки близки к параметрам ячейки кристаллической фазы, выпадающей в
дальнейшем [154, 155].
Получение стеклокристаллических материалов возможно и в том случае,
если стекло обладает высокой скоростью спонтанного зарождения крис-
таллов при низких температурах и при последующей термообработке дает
прочный мелкокристаллический продукт [156].
308
8.2. Получение стеклокристаллических материалов
При термической обработке в предкристаллизационный период резко из-
меняется характер процесса кристаллизации и происходят коренные измене-
ния фазового состава (стеклокристаллического выпадения кристаллических
фаз), что влияет на изменение свойств в процессе кристаллизации [157]. Для
некоторых составов стекол, содержащих значительное количество катализа-
тора (TiO ), тепловая обработка в предкристаллизационный период не имеет
решающего значения и при определенных значениях содержания катализа-
тора вообще отпадает необходимость в такой обработке [160]
К числу перспективных систем, на основе которых целесообразно синте-
зировать стеклокристаллические материалы, относится система СаО -
MgO - SiO2 [161-165]. Основная особенность этой системы - наличие в
ней обширного пироксенового поля. Благодаря способности пироксенов к
активному изоморфизму стекла пироксеновых составов имеют повышен-
ную кристаллизационную способность. При этом кристаллизация пиро-
ксеновых стекол идет через ряд промежуточных фаз. Выпадение промежу-
точных фаз облегчает процесс кристаллизации, так как с появлением по-
верхностей раздела значительно уменьшается работа зародышеобразова-
ния, и формирование основной кристаллической фазы протекает более ак-
тивно. Второй особенностью системы СаО - MgO SiO2 является наличие
обширного поля ликвации, способствующего процессу ситаллизации.
Значительный интерес представляет получение стеклокристаллических
материалов на основе шлаков шлакоситаллов. Металлургические шлаки
(в особенности доменные) состоят в основном из четырех компонентов:
СаО - SiO2- А12О3 и MgO. При использовании 50-70 % шлака можно полу-
чать стекла, по своему химическому составу близкие к составу некоторых
видов стеклокристаллических материалов, такие как стеклофарфор и др. В
основе получения лежит метод катализированной кристаллизации.
В доменных шлаках, а следовательно, и в шлаковых стеклах содержатся
небольшие количества веществ FeS, MnS, F,, TiO2 и P,O5, которые могут
образовывать области несовместимости с основным стеклом и применять-
ся в качестве катализаторов кристаллизации. Доменные шлаки содержат
значительное количество серы, которая находится в них преимущественно
в форме MnS и FeS [169, 170]; последние при охлаждении могут выделять-
ся в высокодисперсном состоянии [161, 171, 172]. При получении шлако-
ситаллов наиболее эффективны катализаторы MnS и ZnS [173].
309
Глава 8. Стеклокристаллические материалы
8.3. Стеклокристаллическое базальтовое литье
Стеклокристаллическое каменное литье, отличающееся высокими физи-
ко-механическими и химическими свойствами, получают из базальтов,
габбро, диоритов и др. [48]. В качестве катализаторов (минерализаторов)
при получении базальтовых отливок наибольшее распространение получи-
ли хромиты, вводимые в количестве 1—4 %. Кристаллизация базальтовых
отливок носит сложный характер. Примерно при 1250 °C начинается выде-
ление мельчайших, непрозрачных, правильных кристалликов магнетита.
При 1200 °C происходит выпадение плагиоклаза, при более низкой темпе-
ратуре (1150 °C) кристаллизуется пироксен [174]. Ведущей фазой при кри-
сталлизации базальтовых расплавов является компонент с высшей концен-
трацией [175].
При исследовании влияния температуры плавления на кристаллизацион-
ную способность расплава в процессе плавки при температурах от 1300 до
1600 °C в окислительной атмосфере установлено, что для образцов с тем-
пературой перегрева расплава 1300 и 1400 °C количество кристаллической
фазы примерно постоянно. С увеличением температуры до 1500 °C склон-
ность к кристаллизации уменьшается [176].
При переходе образца из стекловидного состояния в кристаллическое,
вследствие упорядочения расположения элементарных частиц, плотность
материала повышается. У стекловидных базальтов она составляет 2,83—
2,88 г/см3, а у закристаллизованных — 3,03-3,1 г/см3. Увеличение плотно-
сти отмечается при температуре 750 °C. Выше этой температуры происхо-
дит скачкообразный рост деформации и резкое снижение модуля упругос-
ти и прочности [177]. При кристаллизации расплавов базальтов месторож-
дений Слапаны и Нова Баня (Словакия) выделяется магнетит. Он отбрасы-
вается сферолитами пироксена и дальнейший его рост прекращается. При
кристаллизации базальтового стекла наряду с магнетитом образуются и
пироксены (в основном авгит) [178].
Оптимальная температура кристаллизации базальтовых стекол, обеспе-
чивающая получение мелкокристаллической структуры, находится в ин-
тервале 850-950 °C [176, 179].
На характер кристаллизации некоторых минералов, в первую очередь
магнетита, влияет атмосфера плавления и перекристаллизации базальтов
[137, 138, 180]. Окислительная, нейтральная и восстановительная атмос-
феры изменяют соотношение оксидов железа Fe2O3: FeO в расплаве и тем
310
8,3. Стеклокристаллическое базальтовое литье
самым создают условия для образования того или иного минерала. При на-
греве в среде водорода образование кристаллов начинается при 800 °C и
наблюдается размягчение. Однако образцы базальтов, закристаллизован-
ные в восстановительной среде, приобретают более плотную и мелкокрис-
таллическую структуру, чем базальты, закристаллизованные в окислитель-
ной среде [137, 180].
Магнетит выделяется в большем или меньшем количестве, раньше или
позже в зависимости от того, в какой мере расплав насыщен кислородом
воздуха. Если стекло расплавлено в окислительной атмосфере, то магнетит
выделяется первым при высоких температурах и в большем количестве.
Если же базальт плавится в восстановительной среде, то кислорода слиш-
ком мало для интенсивного развития магнетита [181].
В закристаллизованных базальтах всегда остается часть стекловидной
фазы даже в условиях максимальной выдержки в процессе кристаллизации.
Роль стекловидной фазы в каменном литье двойственная, в зависимости от
характера ее распределения. Если отдельные кристаллы минералов покрыты
микроскопически тонким слоем стекла, служащим как бы цементирующей
основой, механическая прочность отливок возрастает. При неравномерном
распределении остаточного стекла механическая прочность падает.
В зависимости от содержания стекла в отливках структуры подразделяют-
ся на следующие группы: стекловатую (70-100 % стекла), полустекловатую
(30-70 % стекла), почти кристаллическую (10-30 % стекла), полнокристал-
лическую (0-10 % стекла). В свою очередь, полнокристаллическая структур-
ная группа по форме кристаллических зерен имеет структурные типы —
зернистый, сферолитовый, дендритовый и игольчатый. В базальтовом литье,
состоящем в основном из пироксенов и небольшого количества плагиокла-
зов, оливина и магнетита, кристаллизация сопровождается образованием
полнокристаллической, плотной, мелкозернистой структуры.
Значительные колебания в свойствах имеющихся в полиминеральном ба-
зальтовом литье фаз существенно затрудняют получение высококачествен-
ных изделий. В мономинеральных отливках можно заранее предвидеть
свойства готовой продукции, определяемые, в основном, свойствами мине-
рала. Основой для получения мономинерального литья являются минера-
лы, способные к широким изоморфным замещениям в своей решетке. К
таким минералам относится пироксен, рассматриваемый как структурный
аналог диопсида CaMgSi2O6, у которого кремний частично, а кальций и
магний частично или полностью замещены другими элементами соответ-
311
Глава 8. Стеклокристаллические материалы (ситаллы)
ствующих ионных радиусов [182]. Пироксен можно представить в виде
структурной формулы XY Z2O6, где X = Na, К, Са; Y = Mg, Fe2+, Fe3+, Al,
Ti3+; Z = Al, Si, Fe3+, Ti3+, Ti44. Экспериментально определено, какое количе-
ство тех или иных оксидов может войти в решетку диопсида [183].
Поскольку в базальтах наряду с пироксеном присутствуют другие фазы
— плагиоклаз, оливин, магнетит, то необходима корректировка состава ба-
зальта добавками с тем, чтобы суммарный состав шихты полностью укла-
дывался в структурную формулу пироксена. Экспериментально была под-
тверждена возможность получения мономинеральных пироксеновых отли-
вок на основе базальта с добавками оксидов кальция и магния [184]. Не-
смотря на окислительные условия плавки все железо удалось ввести в ре-
шетку пироксена, исключив образование магнетита. Такие отливки имеют
высокую кислостойкость и механическую прочность.
Минеральный состав и структура базальтового литья зависят от режима
кристаллизации и охлаждения отливок [185]. Так, из одного и того же рас-
плава, имеющего состав базальта, при различных режимах кристаллиза-
ции могут образоваться:
• пироксен — плагиоклазовое литье;
• литье со структурной магнетитовой сеткой, вдоль которой образуются
маложелезистые кальциево-магнезиальные пироксены;
• почти мономинеральное литье, образованное сложным железосодержа-
щим пироксеном.
Образование указанных выше фаз — это показатели различных неравно-
весных состояний, зафиксированных в ходе кристаллизации расплава. Так,
согласно [185], сравнительно быстрое охлаждение расплава способствует
образованию многочисленных центров кристаллизации в виде магнетита.
При значительной скорости охлаждения вязкость расплава возрастает и
фиксируется образование магнетитовых скелетных сеток. Затем наблюда-
ется быстрая кристаллизация кальциево-магнезиальных пироксенов. При
кристаллизации отливки “снизу”, т.е. при рекристаллизации стекловидной
массы, образуется пироксеновое (мономинеральное) литье.
Базальтолитые изделия обладают ценными физико-химическими и тех-
ническими свойствами. Они являются отличным антикоррозийным мате-
риалом, хорошо сопротивляющимся агрессивным кислотным, щелочным и
соляным средам. Стеклобазальты, подвергшиеся температурной обработке
выше 700-750 °C, не разрушаются под действием кислот [186]. Степень
выщелачивания зависит от структурного состояния вещества. При SOO-
312
8.4. Стеклокристаллические волокна
900 °C базальт превращается в фарфоровидное, а при 900-1000 °C — в
полнокристаллическое состояние. Вторым наиболее ценным свойством ба-
зальтового литья является его высокая твердость и сопротивляемость исти-
ранию. При сравнительно высоком пределе прочности на сжатие базальто-
вое литье имеет менее высокие прочностные характеристики на изгиб и
растяжение и низкие показатели на ударную нагрузку. Обладая низкой теп-
ло- и электропроводимостью, базальтовое литье в ряде случаев заменяет
фарфор, стекло, керамику и другие материалы.
8.4. Стеклокристаллические волокна
Режимы термической обработки, рекомендованные для ситаллизации
стекол, приводят к полному охрупчиванию волокон этих составов. Однако
в результате термической обработки таких волокон происходит повышение
их температуры размягчения (на 80 °C) и спекания (на 200 °C) [187]. При
термической обработке волокон ситалловых составов резко увеличивается
их плотность и показатель преломления, что обусловлено усилением сте-
пени их микронеоднородности.
Процесс кристаллизации зависит не только от температуры, но и от диа-
метра волокон. Так, интенсивность линий рентгенограмм на тонких волок-
нах выше, а, следовательно, и количество кристаллической фазы в тонких
волокнах больше, чем в толстых [187].
Электронномикроскопические снимки волокон, обработанных при
400 °C, указывают на наличие микроликвации. Изменение свойств стек-
лянных волокон после термообработки в интервале температур 300-500 °C
является следствием микроликвации стекла. При более высоких темпера-
турах волокна начинают кристаллизоваться прежде всего с поверхности.
Кристаллы, образующиеся при более низких температурах, имеют размер,
соизмеримый с размером опасных микродефектов и микротрещин, вслед-
ствие чего прочность стеклянных волокон понижается.
Волокна, состав которых находится в пределах системы CaO-Al2O3-2SiO2 =
= 2MgO-2Al2O3-5CaO TiO2 SiO2, получают дуговой плавкой шихты и разду-
вом расплава сжатым воздухом [188]. Температура размягчения такого во-
локна составляет 700-800 °C. Обработка поверхности различными солями,
особенно Ca(NO3)2 и AgNO3, ускоряет кристаллизацию и понижает усадку
за время термообработки. Данные микроскопического и рентгеноструктур-
ного анализа свидетельствуют о том, что нитраты разлагаются при сравни-
313
Глава 8. Стеклокристаллические материалы [ситаллы)
тельно низкой температуре и взаимодействуют с поверхностью волокна,
ускоряя кристаллизацию поверхности. Плотная и кристаллическая оболоч-
ка волокна поддерживает внутренние слои и размягчение происходит при
более высокой температуре. Усадка такого волокна при 1000 °C составляет
несколько процентов.
Получена огнеупорная вата состава SiO2 — 50 % и А12О3 — 50 % с до-
бавкой боросодержащего стекла в количестве 1,5-2 % [189]. Как показыва-
ют рентгеновские и оптические исследования, эти волокна образованы из
многих слоев малых кристаллов диаметром около 0,1 мкм и расстоянием
между ними порядка 35-10 4 мкм.
314
БАЗАЛЬТ
9.1. Выбор базальтов
Базальты исследованных месторождений отлича-
ются друг от друга по химическому составу, а, следо-
вательно, и по модулю кислотности, определяемому
по известной в литературе формуле:
Мк
SiO 2 "Г AI2O3
СаО + MgO
(9.1)
Выбор базальтов
•
Определение
минералогического
состава базальтов
•
Выбор волокон
Методы
исследовании
•
Процессы
в базальтовых
волокнах при нагреве
•
Влияние
термической
обработки
на свойства
базальтовых волокон
где Мк — модуль кислотности; SiO2, А12О3, СаО и
MgO — массовая доля оксидов, %. Эта классическая
формула расчета модуля кислотности используется
для определения Мк минеральной (шлаковой) ваты, в
состав которой входят в основном перечисленные
выше оксиды. В составе же базальтов содержится
значительное количество оксидов железа (до 15 %),
которое должно быть учтено.
При расчете модуля кислотности базальтовых воло-
кон более приемлемой является формула, предложен-
ная в работе [190] для каменного литья и несколько
измененная нами:
.. 0,67 JA13+ + 0,88./Fe3+ + 0,93JTi4+ + JSi4+
Мк =-----т--------------------------------г—, (9.2)
0,835JFe2+ + 0,96JMg2+ + JCa2+
+ l,05JNa+ + l,08JK+
k /
где J — атомное количество. При расчете атомного
количества каждого оксида молярная доля делится на
315
Глава 9. Базальт
молярный объем этого оксида. Для тех оксидов, в которых количество ато-
мов равно двум (А12О,, Fe,O3, Na,О, К,О), молярная доля должна делиться
на половину молярного объема. Полученные значения умножают на 1000.
В работе [191] приведена таблица перехода от молярных долей к атомным
количествам. В формуле (9.2) Fe3+ и Fe2+ находятся в разных группах с уче-
том того, что они играют неодинаковую роль в стекле.
При выборе базальтов для исследования в сравнительных целях модуль
кислотности плавленых базальтов различных месторождений определялся
по формуле (9.1), принятой в минераловатной промышленности (табл. 9.1).
Из таблицы видно, что базальты указанных месторождений имеют раз-
ный модуль кислотности. Поэтому для исследования были взяты базальты,
имеющие разные модули кислотности (2,62; 3,75; 4,44). Волокно, получен-
ное из базальта Халаджского месторождения, уже используется в промыш-
ленности, так же как и волокно из базальта Янова Долина. Волокна из
Исачковского диабаза, различающиеся модулем кислотности и химической
Таблица 9.1
Химический состав базальтов
Месторождение Массовая доля оксида, %
SiO2 TiO2 Fe2Oi FeO АЬО, СаО MgO R2O Мк по фор- муле (9.1)
Базальт месторождения Янова Долина Ровненской обл. 51,0 1,6 5,9 8,0 15,2 9,3 5,6 2,9 4,44
Диабаз Исачковского месторождения Полтав- ской обл. 48,9 1,2 10,9 2,3 160 12,1 5,2 3,2 3,75
Диабаз месторождения Ромны Черкасской обл. 49.0 0.6 11,7 17.5 10.4 5.3 4,7 4.23
Базальт Халаджского месторождения 45,9 0,7 7,6 1,3 16,7 13,1 10,8 3,5 2,62
Амфиболит месторожде- ния Гальное Сумской обл. 49,3 1,3 10,4 6,2 13,2 7,5 7,7 4,0 4,10
Базальт Джервелского месторождения. Армения 49.6 1.4 7,4 2,6 16.9 10.5 6,5 4,7 3,90
Базальт Ахалнизского месторождения. Грузия 44.9 1.7 6,5 3,1 15,0 11,8 9,4 4,0 2,82
Базальт Чиатурского ме- сторождения. Грузия 46,8 1,9 2,5 6,6 15,7 10,6 9,8 4,6 3,03
316
9.2. Определение минералогического состава базальтов
устойчивостью указанных выше составов, также представляют определен-
ный интерес для исследования.
Перечисленные базальты по кислоустойчивости делятся на три группы.
Базальт месторождения Янова Долина является типичной породой, из ко-
торой вырабатываются волокна, малорастворимые в кислотах, из диабаза
месторождения Исачки получают волокна, выщелачивающиеся в кислотах
с образованием кремнеземного скелета, а из базальта Халаджского место-
рождения — волокна, всецело растворимые в кислотах.
Исследуемые породы базальтов были подвергнуты петрографическому
анализу для определения минералогического состава.
9.2. Определение минералогического
состава базальтов
Минералогический состав пород определяется по методике [194,182],
заключающейся в приготовлении шлифов и исследовании их под микро-
скопом.
Базальт месторождения Янова Долина. Микроскопически этот базальт
представляет собой мелкозернистую, от темно-серой до черной, породу.
Микроскопическое исследование показало интерсертальную структуру.
Основными породообразующими минералами для этого базальта являются
плагиоклаз и пироксен, акцессорными — магнетит.
Плагиоклаз представлен в основной массе породы в виде таблитчатых
зерен (лейст) размером 0,1 х0,04 мм и в порфировых выделениях размером
0,8x0,08 мм. Расположение лейст плагиоклаза беспорядочное. Двойнико-
вание четко выражено, но полисинтетические двойники широкие, что сви-
детельствует об основном составе плагиоклаза. Показатели преломления
таковы:
N = 1,565 ± 0,001, N = 1,558 ± 0,002, N -N = 0,007.
g р в р
Согласно этим данным плагиоклаз представлен лабрадором — это изо-
морфная смесь альбита NaAlSi3O8 с анортитом CaAl2Si2O8; содержание
последнего в лабрадоре составляет 50-70 %.
Пироксен моноклинный R, (Si2O6) присутствует в основной массе в виде
изоморфных зерен размером 0,04—0,08 мм. В порфировых выделениях от-
317
Глава 9. Базальт
дельные зерна пироксена достигают размеров 0,3x0,1 мм, четкие двойники
равны:
N = 1,724 ± 0,001, N = 1,700 ± 0,004, N -N = 0,024.
g Р ’ g р ’
Пироксен окрашен в буроватый цвет, плеохроизм не наблюдается. Из
приведенных данных следует, что пироксен представлен авгитом.
Магнетит присутствует в виде шестоватых и кубического габитуса зе-
рен, а также в виде зерен неправильной формы. Размер зерен изменяется
от 0,008 до 0,3 мм. Присутствует магнетит в виде пыли и в вулканическом
стекле.
Вулканическое стекло заполняет промежутки между кристаллами. В от-
дельных участках оно сильно раскристаллизовано.
Базальт Халаджского месторождения. Макроскопически эта темносе-
рая мелкозернистая порфировидная порода с бракгневидной текстурой.
При микроскопическом изучении породы установлено, что строение ее не-
равномерно — в отдельных участках структура стекловатая, в других же
— порфировая.
Основные породообразующие минералы — это пироксен, плагиоклаз,
оливин; акцессорные — магнетит, биотит, в значительном количестве при-
сутствует стекло. В отдельных участках шлифа основная масса представ-
лена вулканическим аморфным стеклом, в которое включены лейсты пла-
гиоклаза, пироксен, магнетит, оливин.
Пироксен присутствует в виде идиоморфных зерен в основной массе, а
также в виде короткопризматических зерен в порфировых выделениях. В
основной массе породы размер зерен пироксена не превышает 0,02-
0,05 мм, а порфировые выделения пироксена достигают размеров
2x1,5 мм Цвет пироксена зеленоватый, порфировые выделения зональные
— внешние зоны более темно окрашены вследствие большей обогащенно-
сти железом. Пироксен в качестве включений содержит зерна оливина,
магнетита и стекло. Окраска и характер угасания пироксена свидетель-
ствуют о его авгитовом составе.
Плагиоклаз присутствует в виде ксероморфных зерен в основной массе.
В этом случае он как бы кристаллизуется в промежутках между идиоморф-
ными зернами авгита, не имеет четких границ и четкого двойникования.
Встречаются отдельные ксеноморфные зерна плагиоклаза с четкими широ-
кими полисинтетическими двойниками. Такие зерна в качестве включений
содержат пироксен.
318
9.2. Определение минералогического состава базальтов
Оливин (MgFe),SiO4 встречается лишь в виде вкрапленных округлых зе-
рен размером от 0,1 до 0,5 мм. Оливин слегка изменен, по трещинам и вок-
руг зерен видны красноватые образования идингстита, в качестве включе-
ний содержит зерна магнетита.
Магнетит присутствует в виде зерен кубического габитуса размером от
0,008 до 0,08 мм в основной массе и в качестве включений в кристаллах
других минералов.
Виотит присутствует в основной массе в виде пластинок размером до
0,1 мм. Его цвет бурый. Плеохроирует от светло-желтого по N до коричне-
вого по N и N .
р т
Стекло сильно измененное, заполняет промежутки между зернами ми-
нералов.
Диабаз месторождения Исачки. Микроскопически это сильно изменен-
ная зеленовато-бурая порода, очень рыхлая. Под микроскопом видна пой-
килофитовая, участками офитовая структура. Основные породообразую-
щие минералы: плагиоклаз, пироксен, оливин, акцессорные — магнетит,
вторичные — кальцит, мусковит, серпентит, уралит.
Плагиоклаз присутствует в виде крупных таблитчатых зерен размером от
0,2 до 1 мм. Полисинтетические двойники четкие, широкие. Плагиоклаз
сильно изменен и замещен соссюритом и светлой слюдой (мусковитом).
Чаще всего замещение наблюдается по краям зерен и по трещинам, но
иногда мелкие зерна полностью замещаются мусковитом:
N = 1,571 ±0,002, N = 1,564±0,002, A/.-W = 0,007.
Судя по показателям преломления, плагиоклаз представлен лабрадором.
Пироксен в шлифе почти бесцветный, сильно измененный. Некоторые
зерна полностью замещены уралитом, некоторые замещаются по краю зер-
на и по трещинам серпентинитом.
Оливин присутствует в виде изометричных и округлых бесцветных зерен
размером 0,3-1 мм. По трещинам оливина развивается идингстит. Отдель-
ные зерна почти полностью замещаются серпентинитом. Вся порода силь-
но изменена и карбонатизирована — по трещинам развивается кальцинит.
Количественный минералогический состав исследованных базальтов
приведен в табл. 9.2.
Как видно из таблицы, минералогический состав базальтов различается.
Микрофотографии шлифов указанных базальтов представлены на рис. 9.1.
319
Глава 9 Базальт
Таблица 9.2
Минералогический состав базальтов
Состав. %
Месторожден ие Магнетит Оливин Пироксен моноклин Плагиоклаз Стекло Биотит
Базальт месторождения Янова Долина 10 — 40 30 20 —
Диабаз Исачковского 10 30 20 40 — —
месторождения Базальт Халаджского месторождения 10 15 30 30 15 1
Рис. 9.1. Микрофотографии шлифов:
а — базальта месторождения Янова
Долина; б — диабаза месторождения
Исачки; в — базальта Халаджского
месторождения
9.3. Выбор волокон
Для исследования были взяты волокна, полученные способами ВРВ
(вертикальный раздув воздухом) из указанных выше базальтов трех место-
рождений и УСТВ (ультра- и супертонкис волокна) из базальта месторож-
дения Янова Долина. Режимы получения волокон представлены в табл. 9.3.
320
9 3. Выбор волокон
Таблица 9.3
Основные технологические характеристики выработки
штапельного волокна из базальтов
Волокно Температура в плавильной печи,°C Температура фильерной пластины, °C Давление воздуха (газа), атм Уровень стекломассы, мм
ВРВ из базальта месторождения Янова Долина 1450+10 1430+10 6 180
ВРВ из диабаза Исачковского месторождения 1450+10 1430±10 6 180
ВРВ из базальта Халаджского месторождения 1460+10 1470+10 5-6 180
УСТВ из базальта месторождения Янова Долина — 1450+10 0,1 55-70
Таблица 9.4
Химический состав волокон
Волокно Массовая доля оксида, %
SiO2 TiO2 FezO3 FeO A1ZO3 СаО MgO R2O В2О3 ZiO2
ВРВ из базальта месторождения Янова Долина 50,8 1,6 5,4 8,6 15,5 9,4 5,4 3,2 — —
СТВ из базальта месторождения Янова Долина 50,6 1,7 9,0 5,2 15,2 9,4 5,3 3,3 — —
ВРВ из диабаза Исачковского месторождения 48,5 1,0 9,0 4.2 15,7 12,3 5,5 3,5 — —
ВРВ из базальта Халаджского месторождения 45,5 0,7 3,9 5,9 16,8 13,0 11,3 3,7 — —
Стеклянное ВРИ Мсрефянского завода 59,0 — 0,1 3,9 18,5 6,0 12,0 — —
СТВ из стекла состава №20 61,0 — 1,5 7,0 8,0 - 14,5 3.0 5.0
Минеральная вата Воскресенского завода* 47,0 — 6,3 14.0 20,5 7,0 3,9 — —
Минеральная вата Новосибирского завода 39,8 — 2,0 16,8 33,5 5,5 2,0 — —
Минеральная вата Киевского завода 40,0 — 1,9 6,7 8,2 41,8 0,8 — — —
Минеральная вата Кашпирского завода* * * Фильерно-дутьевой способ. * * I (ентробежно-дутьевой снос 53,8- 71,0 эб. 0,5- 1,5 0- 0,8 8,4- 14,0 20,0- 30,0
Библиотека 321
Огарышева С.И.
www.basaltech.erg
Глава 9. Базальт
При выработке волокон из базальта применяется базальтовая крошка
размером 1,5-5 мм. Кристаллический базальт загружается в ванную пла-
вильную печь (при выработке ВРВ), или лодочку, выполненную из плати-
нородиевого сплава (при выработке СТВ). Получение волокон осуществля-
ется по описанным выше схемам производства стеклянных волокон.
Для сравнения базальтовых волокон с другими теплоизоляционными во-
локнистыми материалами исследовались стеклянистая вата типа ВРП, су-
пертонкая вата из стекла состава № 20, а также минеральная вата разных
заводов. Химический состав указанных волокон приведен в табл. 9.4.
Сравнивая данные табл. 9.1 и 9.4, следует отметить, что наблюдается раз-
ное содержание оксидного железа в базальтах и волокнах одного и того же
состава, полученных различными способами. Так, в волокнах СТВ, по
сравнению с волокнами ВРВ, преобладает содержание железа в оксидной
форме, что связано с тепловым прошлым расплава.
Показатели исследованных базальных волокон приведены в табл. 9.5.
Таблица 9.5
Характеристики волокон
Волокно Средний диаметр волокна, мкм Содержание неволок- нистьгх включений размером 0,5мм, % Средняя длина волокон, мм
ВРВ из базальта месторождения Янова Долина 10-12 3-5 40-50
ВРВ из диабаза Исачковского месторождения 9-10 3^1 50-60
ВРВ из базальта Халаджского месторождения 11-13 3-5 35—40
СТВ из базальта 0,8-2,0 Нет Отдельные во-
месторождения Янова Долина локна не определ
ВРВ Мерефянского завода 10 3-5 40-45
СТВ из стекла состава Ks 20 1,5 Нет Не определ.
Минеральная вата Воскресенского завода 9-11 3,0 50-50
Минеральная вата Новосибирского завода 7-8 4,0 10-15
Минеральная вата Киевского завода 11-12 15-20 8-12
Минеральная вата Кашпирского завода 11-12 20 12-15
322
9.3. Выбор волокон
Как видно из таблицы, волокно (вата), полученное способом ВРВ (или
ВРП), имеет лучшие показатели, чем минеральная вата, полученная паро-
дутьевым или центробежным способом. Вата, полученная по методу дуп-
лекс-процесса (СТВ), практически не содержит корольков и имеет малый
диаметр, что должно благоприятно отразиться на ее теплофизических
свойствах. Для полной характеристики волокон важны не только средние
значения диаметра волокон, а и распределения волокон по диаметру. При
построении кривых распределений для каждой пробы проводили 100 из-
мерений. Диаметр каждого волокна ВРВ измеряли в 5 местах по его длине
и брали среднее значение.
2 ч, мкм
Рис. 9.2. Кривая распределения по ди-
аметру волокон ВРВ из базальта Янова
Долина (средний диаметр 11,7 мкм)
4 6 8 10 12 14 16 18 20
2 ч, мкм
Рис. 9.3. Кривая распределения по диа-
метру волокон ВРВ из Халаджского ба-
зальта (средний диаметр 13,6 мкм)
Рис. 9.4. Кривая распределения по ди-
аметру волокон ВРВ из Исачковского
диабаза (средний диаметр 13 мкм)
Рис. 9.5. Кривая распределения по диа-
метру базальтовых волокон СТВ (сред-
ний диаметр 1,6 мкм)
21*
323
Глава 9 Базальт
Рис. 9.6. Кривая распределения по ди-
аметру базальтовых волокон СТВ
(средний диаметр 0,8 мкм)
Рис. 9.7. Кривая распределения по ди-
аметру волокон минеральной ваты Ки-
евского завода
10 мкм
4 6 8 10 12 14 16 18 20
2ч, мкм
Рис. 9.8. Кривая распределения воло-
кон по диаметру минеральной ваты
Кашпирского завода (средний диаметр
11,6 мкм)
На рис. 9.2-9.8 приведены типичные кривые распределения по диаметру
базальтовых и минеральных волокон. Как видно из этих рисунков, разброс
волокон по диаметру велик, что характеризует способы выработки волокон.
Определяли также изменение диаметра волокон ВРВ по их длине через
каждые 5 мм. Результаты измерения представлены на рис. 9.9. Как видно
из рисунка, для особенно толстых волокон наблюдается большая неравно-
мерность диаметра по длине волокон.
Одним из важных свойств волокон является их прочность. Прочность во-
локон ВРВ испытывали при длине образца 10 мм на динамометре весового
типа системы ВНИИСПВ. В табл. 9.6 приведены результаты определения
прочности на разрыв базальтовых, стеклянных и минеральных волокон.
324
9.3. Выбор волокон
Рис. 9.9. Изменение диаметра по дли-
не волокон ВРВ:
а — из Исачковского диабаза; б — из
базальта Янова Долина; в — из Ха-
ладжского базальта
Таблица 9.6
Прочность волокон на разрыв
Волокно Средний диа- метр волокон, мкм Прочность на разрыв, кг/мм2
Мини- мальная Макси- мальная Средняя
ВРВ из базальта месторождения Янова Долина 9 50 170 94
Тоже 11 43 160 84
13 40 125 72
_ — 25 15 85 55
ВРВ из диабаза Исачковского месторождения 10 45 145 102
То же 12 30 135 85
** 14 40 105 65
— 23 35 100 50
ВРВ из базальта Халаджского месторождения 10 30 150 99
То же 121 30 140 76
14 40 90 65
— 18 25 80 50
Стеклянное ВРИ Мерефянского завода 10 30 140 72
Минеральное Киевского завода 12 15 120 67
Минеральное Кашпирского завода 12 20 95 66
Минеральное Воскресенского завода 9 35 170 104
Минеральное Новосибирского завода 7,5 20 135 83
325
Глава 9. Базальт
Как видно из табл. 9.6, прочность на разрыв базальтовых волокон зави-
сит от их диаметра: чем выше средний диаметр волокон, тем ниже проч-
ность. Прочность минеральных и стеклянных волокон в исходном состоя-
нии близка к прочности базальтовых волокон. Существенная разница меж-
ду максимальным и минимальным значениями прочности свидетельствует
о большом разбросе значений прочности. Математическая обработка экс-
периментальных данных показывает, что коэффициент вариации при опре-
делении прочности высок и достигает 30^0 %.
Задавая относительную погрешность равную 10 % при определении
прочности штапельных волокон, необходимое количество образцов для од-
ного испытания вычисляем по формуле [ 195]
где В — относительная погрешность; ta— величина, зависящая от коэффи-
циента вариации. Тогда количество образцов
В нашем случае количество образцов, обеспечивающее погрешность не
более 10 % при доверительной вероятности а = 0,95, составляет около 70, а
при а = 0,70 — приблизительно 30^10.
9.4. Методы исследований
Химический анализ. Химический анализ базальтовых и стеклянных во-
локон, использованных при исследованиях, проводился обычным методом
силикатного анализа и по ускоренному методу [196]. По второму методу
определение SiO2 проводилось с помощью желатины в азотнокислой сре-
де. Содержание А12О3, TiO2 Fe2O3, СаО и MgO определяли комплексомет-
рическим методом, a R2O — с оксинолином.
Раздельное определение оксидного железа в стекловидных и термообра-
ботанных базальтовых волокнах проводилось по методике, разработанной
в [197].
326
9.4, Методы исследований
Химическая устойчивость. Химическая устойчивость базальтовых во-
локон определялась по методике, разработанной для стеклянного волокна
[198]. Навеска соответствовала поверхности равной 2500 см2. Для сравне-
ния химической устойчивости базальтовых и стеклянных волокон весовые
потери, полученные для базальтового волокна, удваивались (на 5000 см2).
Каждый опыт по определению химической устойчивости сопровождался
применением двух параллельных навесок. В случае, если разница значе-
ний устойчивости между параллельными пробами превышала 0,5 %, опыт
повторялся.
Диаметр волокон. Измерение диаметра волокон ВРВ проводилось мик-
роскопом МБИ-6 с окуляр микрометром при 750-кратном увеличении. Ди-
аметр супертонких волокон определяется на электронном микроскопе при
увеличении хЗЗОО и на пневматическом приборе, описанном в работе
[199], по сопротивлению слоя исследуемого волокна воздушному потоку
согласно формуле
d = 1,69//? (мкм),
где р — сопротивление слоя волокна (в см вод. столба) высотой 1,95 см и
массой 1 г воздушному потоку, движущемуся с расходом 2,5 л/мин. Изме-
рение проводилось на пневматическом приборе, блок-схема которого пред-
ставлена на рис. 9.10.
Рис. 9.10. Пневматический прибор для изме-
нения диаметра волокон:
1 — подача воздуха; 2 — вентиль для регули-
рования воздушного потока; 3 — фильтр для
очистки воздуха; 4 — ротаметр РС-ЗА; 5 —
тягонапорометр дифференциальный мембран-
ный ТДМ (шкала 0 250 мм вод. ст.); 6 — ис-
пытуемый слой волокна; 7 — выход воздуха
327
Глава 9. Базальт
Навеска испытуемого волокна в количестве 1 г взвешивалась на техничес-
ких весах с точностью до 0,01 г и помещалась в измерительный канал, вы-
полненный в виде металлического цилиндра с перфорированным дном. Для
обеспечения сжатия пробы до постоянного объема использован фланцевый
патрубок. Нижняя часть патрубка, соприкасающаяся с волокном, также вы-
полнена перфорированной. Патрубок, вставляемый в канал, закрепляется
накидной гайкой, изготовленной из эбонита. Для повышения точности изме-
рений волокно в измерительном канале было равномерно распределено по
всему объему. После помещения навески в измерительный канал вкладывал-
ся до упора патрубок и сверху навинчивалась накидная гайка. Через измери-
тельный канал пропускался отфильтрованный свежий воздух. По ротаметру
устанавливался и поддерживался на протяжении всего времени измерения
определенный воздушный поток — 2,5 л/мин (красная отметка на шкале).
Сопротивление слоя волокна определялось по тягонапорометру. Найден-
ная величина (в см вод. ст.) подставлялась в приведенную выше формулу
для вычисления диаметра волокна или соответствующее значение находи-
лось по графику. За результат принимали среднее арифметическое значе-
ние из трех параллельных определений.
При выбранных условиях можно оценивать диаметр волокна со средним
диаметром от 0,5 до 2,5 мкм.
Длина волокна. Длина элементарных волокон ваты ВРВ определялась
следующим образом. Из нескольких участков пробы вытаскивали отдель-
ные волокна, укладывали их на стекло, распрямляли и под микроскопом
МБИ-6 при помощи металлической линейки определяли длину волокон.
Средняя длина волокон данной пробы определялась из замеров 100 воло-
кон. При этом отмечался большой разброс таких волокон по длине. К сожа-
лению, не представилось возможным определить длину волокон ваты СТВ
прямыми методами. Длина волокон СТВ измерялась косвенным способом,
используемым для стеклянных волокон СТВ [199]. Для этого вводилась
металлическая палочка в низкотемпературную зону потока. На палочке
скапливались элементарные волокна в виде “флажка”, длина которого и из-
мерялась при отборе пробы.
Прочность волокон ВРН определялась при длине образца 10 мм на ди-
намометре весового типа системы ВНИИСПВ. Прочность отдельных воло-
кон ваты СТВ определить не удалось, однако был определен показатель
прочности ваты СТВ по методике, разработанной в [ПО]. Навеска базаль-
товой ваты СТВ массой 25 г разделялась на части и загружалась в барабан
328
9 4. Методы исследований
с сетчатым дном, где обрабатывалась 20 мин при вращении вала барабана
со скоростью 110 120 об/мин. После загрузки в барабан навески загрузоч-
ное окно закрывали и включали прибор. Барабан вращался, а помещенные
на его валу пальцы разламывали волокна. Отношение количества (массы)
неизломанных волокон (не просыпавшихся на поддон через сетчатое дно)
ко всему количеству волокон и характеризует прочность ваты:
П.пп = -ВШ-------100%,
D I О
^ОТХ ' ^ОСТ
где Вост— масса волокон в остатке (барабане), г, без корольков; — мас-
са волокон в стеклах (поддон), г, без корольков. За результат принималось
среднее арифметическое значение трех определений.
Прочность базальтовых волокон при повышенных температурах. За
основу была взята методика работы [200] с некоторыми несущественными
изменениями и дополнениями. Волокна наклеивались на рамку из алюми-
ниевой фольги, прикрепленной к нихромовой проволоке, которая заканчи-
валась с обеих сторон крючками. В качестве клеящего состава в опытах
была применена смесь каолина с жидким стеклом. Наклеенные волокна
после 1-2-х часов пребывания на воздухе помещали в печь, предваритель-
но нагретую до заданной температуры. При этом верхний крючок подвеса
крепили к крышке печи, а к нижнему крючку подвешивали полиэтилено-
вый мешочек массой приблизительно 4 г.
Волокна выдерживали в печи при заданной температуре в течение 5-
10 мин, затем подачей воды в мешочек осуществляли нагружение волокон
до разрушения. При проведении опыта каждое волокно делили на две час-
ти; одну часть использовали для определения по той же методике исходной
прочности, а вторую часть — для определения прочности при нагреве.
Усадка ваты. Определение усадки базальтовой ваты проводили по мето-
дике, приведенной в работе [202], уточненной и несколько усовершенство-
ванной в работе [192].
Прибор для определения усадки состоял из тигельной электрической
печи “ТГ-3”, в жаровой трубе которой помещался стакан, изготовленный
из жароупорной стали с вмонтированной в него платинородий-платиновой
термопарой для измерения температуры дна стакана. В стакан свободно
входил штемпель из жароупорной стали, закрепленный на нижнем конце
фарфорового штока (толстостенной фарфоровой трубки), который, в свою
329
Глава 9 Базальт
очередь, закреплялся на специальной стойке на требуемой высоте с помо-
щью штокодержатсля. На верхнем конце фарфорового штока укрепляли
опорную площадку для установки ножки индикатора.
Внутри фарфорового штока устанавливали термопару для того, чтобы ее
горячий спай выступал из нижней поверхности штемпеля (для измерения
температуры верхнего слоя ваты, находящейся в стакане).
При проведении опытов навеска базальтовой ваты массой 10 г укладыва-
лась по частям в стакан прибора: при этом плотность укладки ваты по все-
му сечению стакана должна была быть одинаковой. После укладки всей
ваты стакан устанавливали в жаровую трубу тигельной печи, соблюдая
строгое центрирование стакана. Освободив зажимной винт штокодержате-
ля, плавно опускали фарфоровый шток со штокодержателем в стакан при-
бора до тех пор, пока слой ваты в стакане не уплотнялся до высоты, задан-
ной принятой объемной массой.
Высота слоя ваты определялась по формуле
yO,785J2 ’
где h — высота слоя ваты в стакане, см; р — навеска ваты, уложенная в ста-
кан, г; у— заданная объемная масса ваты при испытании, г/см3; d — внут-
ренний диаметр стакана прибора, см. Глубина опускания штемпеля фикси-
ровалась по шкале на фарфоровом штоке.
В описанном приборе масса штока вместе с заключенной в нем термопа-
рой, штемпелем и прочими деталями составляла 440 г, что обеспечивало
удельное давление на слой ваты в стакане (внутренний диаметр стакана
52 мм) в 20 г/см2. После установления штемпеля на нужной высоте опускали
держатель индикатора до соприкосновения ножки индикатора с опорной
площадкой фарфорового штока. Стрелку индикатора устанавливали на ноль.
При опускании фарфорового штока в стакан прибора следили за тем,
чтобы стальной штемпель не касался стенок стакана, а сам шток нс касал-
ся кольца штокодержателя.
Провода верхней (заключенной в шток) и нижней (вмонтированной в
стакан) термопар присоединяли через двухточечный переключатель к по-
тенциометру, после чего включали рубильник печи, и с помощью автотран-
сформатора регулировали подъем температуры в печи со скоростью 5 °C в
минуту.
330
9.4. Методы исследований
Запись температуры проводили через каждые 5 мин до того момента,
пока стрелка индикатора не начинала отклоняться от нулевого деления, ее
температуру и показания индикатора записывали через 1 мин Откладывая
на оси ординат показания индикатора (в мм), а на оси абсцисс температуру
испытываемого образца ваты, получали кривую зависимости деформации
образца ваты от температуры.
Гигроскопичность. Гигроскопичность исследовали по методике, приня-
той для теплоизоляционных плит из штапельного стеклянного волокна
[201]. Три навески базальтового волокна массой 2 г каждая высушивали в
бюксах с прикрытыми крышками при 105 120 °C до постоянной массы,
охлаждали в эксикаторе, взвешивали на аналитических весах с точностью
0,0001 г и помещали в эксикатор над 5%-ным раствором H,SO4, что обес-
печивало 96%-ную относительную влажность. Через определенные сроки
бюксы вынимали из эксикатора и взвешивали. Гигроскопичность опреде-
лялась по формуле
д = ,100%
Gi
где G, — масса волокна после пребывания в эксикаторе; Gt — масса волок-
на после высушивания; а — гигроскопичность, %.
Структурные методы исследования. Дифференциальный термический
анализ (ДТА) был применен как метод исследования структурных измене-
ний в базальтовых волокнах, сопровождающихся выделением (экзотерми-
ческий эффект) и поглощением тепла (эндотермический эффект). Этот ме-
тод широко использовался при исследовании кристаллизации стекол [202,
203].
Дифференциальный термический анализ базальтовых волокон осуще-
ствляли на установке, представленной на рис. 9.11. В качестве эталона вы-
бирался прокаленный оксид алюминия (глинозем). Волокно, растертое в
порошок, нагревалось вместе с эталоном с постоянной скоростью, равной
6 град/мин. Исследования проводили в интервале температур 20-1000 °C.
Нагрев базальтовых волокон сопровождался выделением тепла, которое
регистрировали в виде экзотермических пиков на кривых записи показа-
ний дифференциальной термопары Запись дифференциальной кривой
проводилась с помощью прибора ЭПП-09 Каждый опыт повторяли 2-3
раза. Погрешность опыта не превышала 1 %.
331
Глава 9 Базальт
Рис. 9.11. Схема установки для дифференциального термического анализа базаль-
товых волокон
Рентгеноструктурный анализ распространен при исследовании крис-
таллизации стекол [204, 205] и подробно описан в [206-208]. Рентгенофа-
зовый анализ проводился на установке УРС-50И с использованием трех
видов рентгеновских трубок: с медным, кобальтовым и железным анодами.
Для анализов предпочтительнее использовать длинноволновое излучение
меди и железа, но вследствие большей теплопроводности меди трубка с
медным анодом допускает наибольшую нагрузку. Кроме того, лучи железа
несколько ослабляются при прохождении 100-200 мм пути в воздухе. Та-
ким образом, с этой точки зрения, оптимальным излучением является Си* .
Однако тот факт, что в базальтах содержится до 14 % оксидов железа, а из-
лучение Си* , согласно [206], возбуждает флуоресценцию атомов железа и
пленка настолько вуалируется, что съемка становится практически невоз-
можной, обусловил использование Fe* . Эксперименты показали, что рент-
генограммы базальтовых волокон, снятые с применением Си* и Fe*, не от-
личаются друг от друга. Поэтому в дальнейших экспериментах использо-
вали трубки с медным анодом.
Волокна измельчали в агатовой ступке и подвергали порошковому мето-
ду рентгеноструктурного анализа. Снятые рентгенограммы расшифровы-
вали с применением основной формулы рентгеноструктурного анализа
формулы Вульф - Брегга:
Д = пк = Id sin 6,
332
9.4. Методы исследований
где Д — разность хода лучей; п — целое число, называемое порядком отра-
жения; X — длина волны рентгеновского луча; d — расстояние между
атомными плоскостями; 6 — угол отражения данной длины волны.
Согласно этой формуле
d _ X
п 2sin0
Значение X известно: для железного анода X = 1,934 Кх, для медного анода
X = 1,539 Кх, для кобальтового анода X = 1,7902 Кх (Кх = 1,00202-10 4 мкм).
Полученные значения d/п сравнивались с предполагаемыми выпадаю-
щими фазами, din которых указаны в работах [209, 210].
Инфракрасная спектроскопия. Метод инфракрасной спектроскопии
нашел широкое применение при исследовании кристаллизации стекол
[211], в частности железосодержащих [212, 213]. Инфракрасные спектры
поглощения снимались на двух лучевых спектрофотометрах ИКС-14Л. Из
смеси порошков КВг и исследуемого вещества прессовали диски, устанав-
ливаемые затем перед щелью спектрометра. Концентрация рассеянных ча-
стиц вещества в одном диске составляла 0,63 мг/см2. Съемки проводили с
призмой NaCl в области 1400-800 см 1 и с призмой КВг в области 800-
400 см-1.
Содержание неволокнистых включений в вате ВРВ определялось по
ГОСТ 4640 61 и 4640-66, т. е. учитывались размеры корольков свыше
0,5 мм и свыше 0,25 мм. Для определения содержания неволокнистых
включений (в основном первичных волокон) в вате СТВ была разработана
методика, суть которой заключается в следующем. Из трех разных мест
холста бралась навеска волокна в количестве 5-10 г. Волокно прокаливали
в муфельной печи при температуре 900-950 °C в течение одного часа. Про-
каленное волокно растирали в фарфоровой ступке под водой с помощью
резинового пестика. Полученную таким образом суспензию пропускали
через сито с размером ячейки 1 мм в стакан высотой 15 см. Остаток на сите
вновь растирали в фарфоровой ступке до полного прохождения волокна
через сито. Стакан имел две метки на расстоянии 10 см друг от друга. По-
лученную суспензию разбавляли водой до верхней метки и взбивали рези-
новой лопаткой. Через 10 с столб жидкости между двумя метками сливали
с помощью сифона. Затем операцию вновь повторяли до получения совер-
шенно прозрачного столба жидкости между метками.
333
Глава 9. Базальт
Включения, оставшиеся в стакане после взбивания, переносили с помо-
щью нромывалки в алюминиевый стаканчик или стеклянный бюкс, суши-
ли при температуре 110-120 °C и взвешивали на аналитических весах.
Количество неволокнистых включений определяли по формуле
В=°2~а' 100 %,
с
где — масса стаканчика или бюкса, г; а2— масса стаканчика или бюкса с
сухим остатком, г; с — навеска волокна.
Термовиброустойчивость. Поскольку волокнистые материалы в про-
цессе службы в качестве теплоизоляции на паропроводах и турбинах под-
вергаются одновременно тепловому воздействию и вибрации, нами разра-
ботаны методики определения вибростойкости в условиях одно- и всесто-
роннего нагрева.
Параметры вибрации рассчитывали [214] по формуле
1Г- 1,019/1 (2и/)2-107,
где W— вибрационное ускорение, см/с2; А — амплитуда колебаний, мкм;/
— частота колебаний, Гц.
Большинство испытаний турбогенераторов проходит при частоте 50 Гц
[215]. В наших исследованиях также принята частота 50 Гц, а расчетная
амплитуда равна 1 мм. Время испытаний, определенное эксперименталь-
но, составляло 3-6 часов.
Термовиброустойчивость при одностороннем нагреве. Образцы ваты
нагревали до необходимой температуры и подвергали вибрации при конеч-
ной температуре и указанных выше параметрах на установке, приведенной
на рис. 9.12.
В трубу 1 с толщиной стенок 2 мм вставлен силитовый стержень б, кото-
рый при помощи хомутиков 7 через регулирующий трансформатор вклю-
чен в сеть. По окружности трубы в трех местах были приварены кольца 8,
создающие две секции для размещения испытуемых образцов 4. Вдоль
трубы сделан паз 3 для термопары 2. Термопара подключалась только во
время нагрева. Отсчет температуры проводили по потенциометру и одно-
временно по вольтметру определяли напряжение тока на силитовом стерж-
не. После нагрева до заданной температуры производилась выдержка в те-
чение 30-40 мин, затем термопара извлекалась из паза, и температура в
334
9.4. Методы исследований
Рис. 9.12. Схема установки для определения термовиброустойчивости ваты
дальнейшем поддерживалась только по показаниям вольтметра. При про-
ведении опытов образцы ваты укладывали навивкой вокруг трубы. Толщи-
на образцов составляла 20 мм (по высоте колец). Образцы закрепляли спе-
циальными зажимами 5, выполненными из листовой стали. Обогреваемая
335
Глава 9. Базальт
труба крепилась на теплоизоляционной подложке 9 к вибростенду 10. Си-
литовый стержень закреплялся отдельно и в процессе опытов оставался
неподвижным. В опытах был использован вибростенд типа ВС-15. С це-
лью создания постоянной объемной массы (75 кг/м3) навески волокон
были постоянными. Оценка термовибростойкости проводилась по потерям
массы, отнесенным к исходной массе и выраженным в процентах. Одно-
временно наблюдалось изменение цвета слоев, прилегающих к нагретой
поверхности трубы.
Термовибростойкость при всестороннем нагреве. Данные условия ис-
пытаний являются более жесткими, чем описанные выше По этому методу
определяли вибростойкость ваты, прошедшей предварительную трехчасо-
вую термообработку при той или иной температуре в условиях всесторон-
него обогрева. Оценка вибростойкости проводилась по потерям массы
трех параллельных проб, подвергающихся обработке на вибростенде Об-
разцы укладывали в решетчатую форму, жестко закрепляли и устанавлива-
ли на вибрационную плиту вибростенда. Условия вибрации были такими
же, как и в предыдущем случае.
Содержание стекловидной базы. При разработке метода определения
стекловидной фазы в термообработанных волокнах был использован ме-
тод, примененный в [148] для определения степени кристаллизации ба-
зальтовых отливок. Она определялась по плотности, для чего применяли
пикнометрической способ. В качестве пикнометрической жидкости ис-
пользовали дистиллированную воду, а пробу в пикнометре предварительно
выдерживали в течение 30 мин в смачивателе (трилон-Б - натриевая соль
этилендиаминтетрауксусной кислоты).
В наших опытах в качестве пикнометрической жидкости использовали
ксилол, в котором волокна не растворялись. При определении плотности
волокна в количестве 2,5-3 г измельчали в агатовой ступке до полного про-
хождения через сито 10000 отв/см2. Приготовленный порошок волокна на-
сыпали в предварительно взвешенный на аналитических весах пикнометр
(массой М) и снова взвешивали (A/J. Навеска находилась по разности М-
Mt. После этого пикнометр с порошком волокна наполняли ксилолом до
метки на пикнометре и подвергали вакуумированию. Наилучшим услови-
ем, обеспечивающим высокую степень дегазации пробы, является кипяче-
ние [216], можно использовать газовый пикнометр [217].
В наших пробах порошка из волокон содержалось очень много пузырь-
ков воздуха и для полного удаления воздуха кипячения оказывалось недо-
336
9.4 Методы исследований
статочно. Поэтому нами применялось вакуумирование без нагрева в тече-
ние одного часа в сушильном вакуум-шкафу. После этого пикнометр поме-
щали в шкаф аналитических весов, где его выдерживали в течение часа для
выравнивания температуры внутри шкафа и температуры пикнометра.
Затем пикнометр осторожно доливали ксилолом до метки и взвешивали
(масса Л/2), после чего пикнометр, по общепринятой методике [218], осво-
бождали от ксилола и порошка волокна, тщательно промывали дистилли-
рованной водой и спиртом, высушивали, охлаждали и после наполнения
ксилолом снова взвешивали (масса Л/2). Плотность волокна рассчитывали
по формуле
d = |Х
где d — плотность волокна, г/см3; 8 — плотность ксилола при температуре
20-25 °C, равная 0,069 г/см3; Л — плотность воздуха при температуре опы-
та; М— масса второго пикнометра, г; М2 — масса пикнометра с порошком
и ксилолом, г; Му — масса пикнометра с ксилолом, г.
Точность измерения составляла 0,001 г/см3.
Содержание кристаллической фазы рассчитывалось следующим обра-
зом. Определили плотность исходного (стекловидного) образца, в котором
отсутствовала кристаллическая фаза, и образца, обработанного при той
или иной температуре. Зная состав выпадающей кристаллической фазы и
ее плотность, рассчитывали количество кристаллической фазы по формуле
Xd . + (}-X)d=dT,
где Д'— количество кристаллической фазы; I X— количество стекловид-
ной фазы; d — плотность кристаллической фазы, выпадающей в во-
локнах при их термообработке; d^— плотность стекловидных волокон; dT
— плотность термообработанных волокон. Из этого уравнения находим:
х = dT-d„—1(Ю% (93)
^кр.фазы ~dcr
Паростойкость. Методика определения стойкости волокна к действию
острого пара сводилась к следующему.
22 — 6753
337
Глава 9 Базальт
Волокно массой 50 г загружали в автоклав и подвергали обработке паром
при различных давлениях и температурах в течение двух часов. Режим ра-
боты автоклава был таков:
7’=5 ати; /’=10 ати; Р=15ати;
Г = 144 °C; Г= 153 °C; 7= 187 °C.
Затем волокно высушивали, взвешивали и подвергали вибрации в тече-
ние трех часов Условия вибрации следующие: частота вибрации 50 Гц, ам-
плитуда 1 мм. За критерий оценки принимали потери массы волокон после
вибрации. В каждом опыте количество параллельных проб было не менее
трех.
9.5. Процессы в базальтовых волокнах при нагреве
9.5.1. Изменение химического состава
Химическими анализами термообработки волокон в муфельной печи ус-
тановлено, что изменения в содержании всех компонентов, кроме оксидов
железа, практически не отмечается (наблюдаемые отклонения в содержа-
нии этих компонентов лежат в пределах точности химического анализа).
Содержание же в волокнах оксида железа существенно изменяется в зави-
симости от температуры и времени обработки. В табл. 9.7 приведены ре-
зультаты химического анализа с Fe2O3 и FeO термообработанных базальто-
вых волокон.
На графике рис. 9.13 показано изменение соотношения FeO/Fe2O3 в ба-
зальтовых волокнах в зависимости от температуры обработки. Из табл. 9.7
и рис. 9.13 отчетливо видно, что с повышением температуры обработки и
удлинением ее времени количество FeO в волокнах уменьшается с одно-
временным соответствующим увеличением содержания Fe2O3 в волокнах.
Наиболее быстро переход FeO в Fe2O3 происходит при температуре выше
600 °C. В интервале температур около 800 1000 °C в базальтовых волок-
нах наблюдается полный переход FeO в Fe,0 , заканчивающийся раньше
всех в волокнах СТВ. Термообработка таких волокон в течение нескольких
минут при 300 °C, как будет показано ниже, уже приводит к полному пере-
ходу Fe2' в Fe3+.
338
9.5 Процессы в базальтовых волокнах при нагреве
Таблица 9.7
Переход Fe2+ в Fev при термообработке базальтовых волокон
Волокно Режим термообработки Содержание Отношение FcO/Fe.Oi
Температура, °C Время, ч Ре2Оз, % FeO, %
Волокна из базальта месторождения Янова Долина
СТВ стекловидное 9,0 5,2 0,58
СТВ термообработанное 500 3 10,1 4,1 0,40
То же 500 24 11,2 3,1 0,28
600 3 13,4 1,2 0,09
600 24 14,4 0,3 0,02
800 3 14,9 0 0
СТВ стекловидное — — 5,4 8,6 1,59
ВРВ термообработанное 500 3 6,0 7,8 1,30
То же 500 24 6,6 7,1 1,07
600 3 8,1 6,1 0,75
600 24 10,0 4,2 0,42
800 3 11,6 2,4 0,21
1000 3 14.9 0 0
Волокна из базальта Халаджского месторождения
СТВ стекловидное — — 3,3 5,9 1,78
500 3 3,8 5,4 1,40
ВРВ термообработанное 600 3 5,7 2,9 0,51
То же 800 3 8,7 0,8 0,09
1000 3 9,7 0 0
Волокна из диабаза Исачковского месторо ждения
СТВ стекловидное — — 9,0 4,2 0,47
500 3 9.2 4,2 0,46,
ВРВ термообработанное 600 3 10,0 3,4 0,34
То же 800 3 13,1 0,7 0,05
1000 3 13,7 — 0
Рис. 9.13. Изменение соотношений
FeO/FejO, в базальтовых волокнах при
трехчасовой термообработке:
/ — ВРВ из Халаджского базальта; 2
— ВРВ из базальта Янова Долина; 3 —
ВРВ из Исачковского диабаза; 4 — из
базальта Янова Долина
22*
339
Глава 9. Базальт
9.5.2. Изменение массы
Для определения изменения массы высушенную при 105 120 °C навеску
волокон (1 г) помещали в платиновый тигель и нагревали до заданной тем-
пературы в силитовой печи. Выдержка при конечной температуре состав-
ляла один час. По окончании прокаливания тигель извлекали из печи, ох-
лаждали в эксикаторе над хлористым кальцием и взвешивали на аналити-
ческих весах. Результаты опытов представлены в табл. 9.8 и на рис. 9.14.
При нагревании базальтовых волокон до 450-500 °C отмечается неболь-
шое снижение их массы, обусловленное потерей химически связанной
воды. Начиная с указанных температур, при дальнейшем нагревании масса
волокон увеличивается вследствие присоединения кислорода воздуха при
переходе двухвалентного железа в трехвалентное.
Волокно при нагревании увеличивается пропорционально увеличению кон-
тактной с воздухом поверхности волокна и содержанию в исходном волокне
оксида железа при увеличении содержания суммарного железа Fe2’ в Fe3+.
Таблица 9.8
Зависимость массы волокон от термообработки
Волокно Изменение массы волокна при температуре, °C
400 500 600 700 800 900 1000
СТВ из базальта месторожде- ния Янова Долина -0,09 +0,12 +0,59 +0,90 +0,87 +0,91 +0,85
ВРВ из базальта месторожде- ния Янова Долина -0.08 -0,13 -0,03 +0,30 +0,50 +0,75 +0,73
ВРВ из диабаза Исачковского месторождения -0,02 +0,05 +0,05 +0,11 +0,19 +0.20 +0.19
ВРВ из базальта Халаджского месторождения 0 -0,20 -0,16 +0,19 +0,24 +0,27 +0,20
Рис. 9.14. Изменения массы волокон
при нагревании:
1 — СТВ из базальта Янова Долина;
2 — ВРВ из базальта Янова Долина;
3 — ВРВ из Халаджского базальта;
4 — ВРВ из Исачковского диабаза
340
9.5. Процессы в базальтовых волокнах при нагреве
9.5.3. Кристаллизация волокон
Дифференциальный термический анализ (ДТА). Исследуемые волок-
на ВРВ, полученные из базальтов трех месторождений (Янова Долина,
Исачковское и Халаджское), СТВ из базальта Янова Долина, а также мас-
сивные стекловидные базальты указанных месторождений подвергали
дифференциальному термическому анализу (ДТА). Как видно из рис. 9.15-
9.17, все базальтовые волокна и стекла при нагревании кристаллизуются.
Кривые ДТА волокон ВРВ и стекловидного базальта одного и того же со-
става однотипны. Однако характер кристаллизации волокон ВРВ, получен-
ных из базальтов различных месторождений, а также волокон ВРВ и СТВ
из одного и того же базальта различный.
Анализ кривых ДТА показывает, что основные изменения хода кривых
волокон ВРВ начинаются при температуре приблизительно 615 650 °C (в
зависимости от химического состава). Эндотермические пики, предше-
ствующие основному кристаллизационному периоду и представляющие
собой, согласно [157], предкристаллизационный период, появляются при
675 705 °C для волокон ВРВ. Максимальная скорость кристаллизации ба-
зальтовых волокон наблюдается при 850-900 °C (основные экзопики).
На термограммах волокон ВРВ из базальта месторождения Янова Доли-
на и массивного стекла из этого базальта обнаружены два экзопика. Низко-
температурный пик на термограмме этого волокна соответствует 760 °C.
Наличие на кривых ДТА двух экзопиков свидетельствует о том, что при
кристаллизации в этом материале образуются две фазы
Известно, что по термограммам можно определять температуру начала
размягчения минеральных волокон [219]. Температура размягчения (Г) ба-
зальтовых волокон, определенная как температура, соответствующая вяз-
кости 103 П, составляет 675-705 °C. Наибольшую Г имеет волокно из Ха-
ладжского базальта. На термограммах базальтовых волокон при указанных
температурах образуются эндотермические пики. Таким образом, Г может
быть определено термографически как температура образования эндотер-
мического пика.
Кривые ДТА волокон, полученных различными способами (ВРБ и СТВ)
из одного и того же базальта, имеют разный характер. На кривой ДТА во-
локна СТВ отсутствует низкотемпературный экзотермический эффект при
760 °C Высокотемпературный экзотермический эффект этого волокна на-
341
Глава 9. Базальт
базальтовое стекло; 2 — ВРВ; / — базальтовое стекло; 2 — ВРВ 1 — базальтовое стекло; 2 — ВРВ
СТВ
342
9 5 Процессы в базальтовых волокнах при нагреве
блюдается при температуре 860 °C. Значение Г, определенное из термо-
граммы, для СТВ равно 790 °C.
Такое различие в кривых ДТА волокон ВРВ и СТВ дает основание пола-
гать, что на ход кристаллизации волокон значительно влияет способ выра-
ботки волокон, т. е. теплое прошлое расплава. Так, при получении супер-
тонкого волокна дуплекс-процессом вторичный разогрев первичных воло-
кон раскаленным газом, имеющим температуру пламени около 1600 °C,
приводит к образованию волокна, обладающего склонностью к кристалли-
зации.
Термограммы базальтовых волокон при одной и той же скорости нагре-
вания печи (6 град/мин) различаются температурой начала термоэффекта
Т, при которой кривая начинает подниматься вверх, значением максималь-
ного отклонения температуры ЛТи и временем tu, в течение которого откло-
нение температуры доходит до максимума; t отсчитывается от начала тер-
моэффекта.
Значения Г, и термограмм всех базальтовых волокон представле-
ны в табл. 9.9. Как видно из таблицы, первый термоэффект для волокна
ВРВ из базальта Янова Долина начинается при 670 °C, величина эффекта
80 °C. Основной экзопик для всех волокон начинается с 800-825 °C, а Д7'м
находится в пределах 40-75 °C. Быстрее всех экзоэффект проходит в во-
локнах СТВ, в волокнах ВРВ он несколько замедлен.
Таким образом, указанные выше изменения хода кривых ДТА базальто-
вых волокон при их термической обработке выше 600 °C связаны с крис-
таллизацией волокон Кристаллизация базальтовых волокон начинается
ниже температуры размягчения Г, т.е. ниже 670-705 °C. Значение Г слу-
жит условной границей между предкристаллизационным и основным кри-
сталлизационным периодами, и следует ожидать, что изменения свойств
должно начаться при температуре ниже Т.
Таблица 9.9
Характеристики термограммы базальтовых волокон
Волокно Г». °C АТ„, °C /м, МИН
СТВ из базальта месторождения Янова Долина 820 40 6
ВРВ из базальта месторождения Янова Долина 670 80 14
800 50 8
ВРВ из диабаза Исачковского месторождения 800 50 9
ВРВ из базальта Халаджского месторождения 825 75 14
343
Глава 9. Базальт
Полагаем, что наиболее показательной температурой на кривых ДТА яв-
ляется температура, при которой начинается первое изменение хода кри-
вой до появления эндотермического пика.
Минимум на всех кривых ДТА перед максимумом, соответствующем
первичной кристаллизации стекла, очевидно, обусловлен предкристалли-
зационным увеличением теплоемкости стекла за счет увеличения подвиж-
ности структурных элементов стекла и усилением флуктуаций концентра-
ции и структуры, предшествующих образованию кристаллических зароды-
шей критического размера, а также релаксационными процессами уста-
новления метаравновесной “жидкости” структуры стекла, соответствую-
щей температурам указанного минимума.
Рентгенофазовый анализ. Для обнаружения кристаллической фазы в
базальтовых волокнах после их термообработки проводился рентгенофазо-
вый анализ на установке УРС-50И по изложенной выше методике. Темпе-
ратуры волокон выбирались по кривым дифференциального термического
анализа и были приняты: 600, 800, 900 и 950 °C. Время термообработки
при 600 °C изменялось от 3 до 48 ч, а при 800 и 900 °C составляло 3 ч.
Рентгенограммы исследованных базальтовых волокон представлены на
рис. 9.18 и 9.19. Как показывает рентгенофазовый анализ, все базальтовые
волокна в исходном состоянии имеют стекловидную структуру (пики от-
сутствуют). Длительная термическая обработка при 600 °C (в течение 48 ч)
не выявила явных изменений на рентгеновских кривых. Термообработка
волокон при 800 и 900 °C приводит к выпадению кристаллических фаз, что
обусловливает появление четких максимумов при углах отражения, соот-
ветствующих межплоскостным расстояниям 2,52-2,53 и 2,97-2,98. Состав
кристаллических фаз для исследованных волокон различный (табл. 9.10).
Как видно из таблицы, во всех базальтовых волокнах при термической
обработке в основном выпадает авгит. В волокнах ВРВ образуется также и
магнетит, причем в волокнах из базальта месторождения Янова Долина его
образуется больше, а в волокнах ВРВ из Халаджского базальта и в СТВ из
базальта Янова Долина — меньше. Это также подтверждается и результа-
тами исследования на магнитную восприимчивость, определяемую на от-
ливках стекол из базальтов (табл. 9.11). Данные таблицы показывают, что
наибольшей магнитной восприимчивостью обладает отливка из базальта
Янова Долина, наименьшей — отливка из Халаджского базальта. Учиты-
вая, что характер кристаллизации волокон ВРВ и массивных базальтовых
стекол примерно одинаков (см. термограммы на рис. 9.15 9.17), можно
344
9.5. Процессы в базальтовых волокнах при нагреве
считать, что волокна ВРВ этого состава будут обладать наиболее высокой
магнитной восприимчивостью. Подтверждением этого фактора является и
то, что при нагревании базальтовые волокна ВРВ имеют различные цвета.
ВРВ из базальта Янова Долина после термообработки при 700 °C изменяет
цвет от бронзового (в исходном состоянии) до черного (цвета магнетита),
Рис. 9.18. Рентгенограммы базальтовой ваты ВРВ:
1, 2, 3 — вата из Халаджского базальта; / — исходная; 2 — 600 °C. 3 ч; 3 — 800 °C,
3 ч; 4, 5. 6 — вата из Исачковского диабаза; 4 — исходная; 5 — 600 °C, 3 ч; 6 —
800 °C, 3 ч; 7. 8, 9, 10 — вата из базальта Янова Долина; 7 — исходная; 8 — 600 °C,
3 ч; 9 — 800 °C, 3 ч; 10 — 900 °C, 3 ч
345
Глава 9. Базальт
ВРВ из Исачковского диабаза — до бурого, а ВРВ из Халаджского базальта
— до желто-бурого цвета.
В волокнах СТВ из базальта Янова Долина при их термообработке, как
видно из табл 9 10, образуется, кроме авгита, гематит. Эти волокна изме-
няют цвет от серого (в исходном состоянии) до красного (цвет гематита)
В исследованных волокнах вполне вероятно выпадение в незначитель-
ных количествах диопсида, относящегося так же, как и авгит, к классу пи-
роксенов.
Таким образом, применение рентгенофазового анализа позволяет опре-
делить состав кристаллических фаз, образующихся в базальтовых волок-
нах при их термической обработке. При этом установлено различие в фазо-
вом составе волокон ВРВ и, самое главное, — в волокнах, полученных из
одного и того же базальта (Янова Долина), но различными способами (ВРВ
и СТВ).
Инфракрасная спектроскопия (ИКС). Инфракрасные спектры погло-
щения базальтовых волокон, исходных и термообработанных, представле-
2.96
Рис. 9.19. Рентгенограммы базальтовой ваты СТВ:
/ — исходная; 2 — 600 °C, 24 ч; 3 — 600 °C, 48 ч; 4 — 800 °C, 3 ч; 5 — 800 °C, 14
сут + 950 °C, 12 ч
346
9.5. Процессы в базальтовых волокнах при нагреве
Таблица 9.10
Состав кристаллических фаз термообработанных базальтовых волокон
при 800 °C в течение трех часов
Волокно din Минерал din Минерал
ВРВ из базальта 1,48 Магнетит 2,12
месторожден ия 1,63 2,52 Авгит, диопсид
Янова Долина 2,02 Диопсид, авгит 2,97 Магнетит
ВРВ из диабаза 1.48 2.11 Диопсид, авгит
Исачковского 1,63 2,52
месторождения 2,03 Авгит 2,98 Авгит
ВРВ из базальта 1,63 Магнетит 2,46
Халаджского 2,02 Авгит 2,52 Авгит, диопсид
месторождения 2,12 2,98 Авгит
СТВ из базальта 2,98 2,03 Авгит
месторождения 2.75 Гематит 2,11
Яиова Долина 3,53 Авгит 2,20 Гематит
1,46 Гематит 2,51
1,50 Авгит, диопсид 2,52
1,63 Магнетит
Таблица 9.11
Магнитная восприимчивость базальтовых отливок
Материал X ю6
Базальт месторождения Янова Долина 5900
Диабаз Исачковского месторождения 33
Базальт Халаджского месторождения 21
ны на рис. 9.20 9.23. На всех спектрах имеется полоса поглощения, соот-
ветствующая полосе силикатного состава Si — О - Si у 1040 см ’. После
термообработки на спектре появляется несколько новых полос поглоще-
ния, что указывает на кристаллизацию волокон. Пики спектрограмм тер-
мообработанных волокон становятся острее, что также подтверждает крис-
таллизацию. Как видно из табл. 9 12, состав кристаллических фаз, опреде-
ляемый по спектрам, для различных базальтовых волокон неодинаков. В
волокнах СТВ из базальта Янова Долина, прошедших термообработку при
800-950 °C, кристаллизуется гематит и авгит. В волокнах ВРВ из базальтов
указанных месторождений при термообработке обнаружены магнетит и
347
Глава 9. Базальт
Рис. 9.20. Инфракрасные спектры по-
глощения волокон ВРВ из базальта Яно-
ва Долина:
/ — исходное; 2 — термообработанное
при 800 °C в течение 3 ч
Рис. 9.21. Инфракрасные спектры по-
глощения волокон СТВ из базальта
Янова Долина:
1 — исходное; 2 — термообработанное
при 800 °C, 3 ч; 3 — термообработан-
ное при 800 °C, 14 сут + 950 °C, 12 ч
Рис. 9.22. Инфракрасные спектры по-
глощения волокон ВРВ из Исачковского
диабаза:
1 — исходное; 2 — термообработанное
при 800 °C в течение 3 ч
Рис. 9.23. Инфракрасные спектры по-
глощения волокон ВРВ из Халаджского
базальта:
1 — исходное; 2 — термообработанное
при 800 °C в течение 3 ч
348
9.5. Процессы в базальтовых волокнах при нагреве
Таблица 9.12
Состав кристаллических фаз
Минерал
Материал поглощения см ' Минерал поглощения, см 1
ВРВ из базальта 440 Авгит, диопсид 815 Магнетит
месторождения 535 Магнетит 880 Диопсид
Янова Долина* 505 Пироксен 1160 Авгит
ВРВ из диабаза 440 Авгит, диопсид 880 Пироксены
Исачковского 475 900 Диопсид
месторождения * 780 Магнетит 960 Авгит
800 Гематит 1120 Авгит, диопсид
ВРВ из базальта 415 Гематит 1120 Авгит
Халаджского 515 Авгит, диопсид 1300 Магнетит
месторождения * 1090 Диопсид
СТВ из базальта 435 Авгит, диопсид 595 Гематит
месторождения 475 800
Янова Долина* 520 1160 Авгит
СТВ из базальта 475 Авгит, диопсид 910 Диопсид
месторождения 520 «4 980 Авгит, диопсид
Янова Долина** 595 Гематит 1160 Авгит
800
* Термообработка при 800 °C в течение 3 ч
** Термообработка при 800-900 °C.
авгит. Преобладающей кристаллической фазой во всех базальтовых волок-
нах являются пироксены (в основном авгит).
Полученные методом ИКС данные по составу кристаллических фаз тер-
мообработанных базальтовых волокон хорошо согласуются с результатами
рентгеновского анализа. При исследовании инфракрасных спектров погло-
щения термообработанных стекол из базальта Чиатурского месторождения
были также обнаружены аналогичные полосы поглощения, присущие пи-
роксенам [212].
Таким образом, при исследовании термообработанных базальтовых во-
локон ВРВ и СТВ методами инфракрасной спектроскопии и рентгено-
структурного анализа были установлены различия в составах кристалли-
ческих фаз указанных волокон, особенно волокон СТВ. Структурные мето-
349
Глава 9. Базальт
ды исследования позволили обнаружить наличие и состав кристалличес-
ких фаз после термообработки при 800 °C и выше.
На основании изложенного выше механизм кристаллизации можно свести
к следующему. При 400 450 °C начинается переход двухвалентного железа в
трехвалентный. Можно предположить, что и в момент изменения координа-
ционного числа железа по отношению к кислороду наиболее вероятно обра-
зование центров кристаллизации в виде гематита или магнетита При даль-
нейшем повышении температуры на образовавшихся ранее центрах крис-
таллизации начинает кристаллизоваться основная фаза (пироксены).
9.5.4. Определение количества кристаллической фазы
Содержание стекловидной и кристаллической фаз определялось косвенным
путем, по плотности базальтовых волокон. Метод определения описан выше.
Зная состав кристаллических фаз, выпадающих в волокнах (в ВРВ —
магнетит и авгит, а в СТВ — гематит и авгит) и их плотность, расчет про-
водим следующим образом.
Учитывая, что преобладающей фазой является авгит, а плотности гематита
и магнетита близки между собой, с некоторым допущением пренебрегаем
последними и расчет проводим на мономинеральный (авгитовый) состав.
Плотность минерала авгита составляет 3,266 г/см3, что принимается за
100%-ное содержание кристаллической фазы; плотность исходных волокон
соответствует нулевому содержанию кристаллической фазы. Применив про-
стое правило аддитивности, рассчитаем количество кристаллической фазы
по приведенной выше формуле (3). Результаты представлены в табл. 9.13.
Как видно из таблицы, для волокон ВРВ содержание кристаллической
фазы при 650 °C составляет приблизительно 5 %, при дальнейшем повы-
шении температуры количество кристаллической фазы возрастает и при
900 °C составляет примерно 50 %. В волокнах СТВ после трех часов тер-
мообработки при 700 °C кристаллическая фаза не обнаруживается ни рент-
Таблица 9.13
Содержание кристаллической фазы в волокнах
Волокно Содержание при температуре, °C
600 650 700 800 850 900
ВРВ из базальта месторождения Янова Долина СТВ из базальта месторождения Янова Долина 0 0 5,2 0 15,5 0 41,5 30,6 49,3 42,3 49,3 44,7
350
9 5. Процессы в базальтовых волокнах при нагреве
Рис. 9.24. Рентгенограммы базальтовых волокон, термообработанных при 800 °C в
течение 3 ч
а — ВРВ из базальта Янова Долина; б — СТВ из того же базальта
генографически, ни по изменению плотности. При 800 °C содержание кри-
сталлической фазы равно приблизительно 30 %, т.е. примерно на 10%
меньше, чем в волокнах ВРВ. При дальнейшем повышении температуры
до 900 °C различие в содержании кристаллической фазы становится менее
заметно и составляет около 5 %.
Меньшее содержание кристаллической фазы в волокнах СТВ подтверж-
дается также рентгенографическими снимками. Так, на рентгенограммах
волокон ВРВ, термообработанных в течение трех часов при 800 °C, линии
выражены более четко, чем на рентгенограммах волокон СТВ, подвергну-
тых аналогичной термообработке (рис. 9 24). Это явление можно объяс-
нить прежде всего различной склонностью к кристаллизации указанных
волокон, обусловленной разным тепловым прошлым расплава. Данный
факт хорошо согласуется с термограммами различных базальтовых воло-
кон. Вполне вероятно также, что в термообработанных волокнах СТВ об-
разуется более мелкая кристаллическая структура.
9.5.6. Определение характера
кристаллизации базальтовых волокон
При исследовании характера кристаллизации волокон ВРВ из базальта
месторождения Янова Долина проводили их термическую обработку при
двух режимах.
351
Глава 9. Базальт
1. Нагрев до температуры 700 °C и выдержка в течение двух часов.
2. Нагрев до температуры 800 °C.
Определяли прочность базальтовых волокон в исходном состоянии и
после соответствующей термообработки. Затем термообработанные волок-
на подвергали травлению в 1%-ном растворе плавиковой кислоты. Резуль-
таты опытов представлены в табл. 9.14.
Исходная прочность волокон до термообработки составляла 60 кг/мм2.
Как видно из табл. 9.14, после травления прочность термообработанных
при 700 °C базальтовых волокон восстанавливается до исходной, т.е. в
этом случае наблюдается лишь поверхностная кристаллизация.
При тепловой обработке при 800 °C кристаллы, по-видимому, начинают
прорастать и внутрь, но поверхность волокон продолжает оставаться более
дефектной, чем внутренние слои. В связи с этим, хотя и наблюдается повы-
шение прочности, однако полностью она не восстановливается.
Изучение характера кристаллизации супертонких базальтовых волокон
проводилось несколько иным способом. Определяли показатель прочности
исходной и термообработанной супертонкой базальтовой ваты по методи-
ке, описанной выше. Затем вату помещали в 1%-ный раствор плавиковой
кислоты и травили в течение одного часа. После указанной обработки
вновь определяли показатель прочности ваты.
Таблица 9.14
Изменение прочности волокон при травлении
Режим термообра- ботки Прочность, кг/мм2
нетравленого волокна волокна, травленого в течение времени, ч
I 2 3
700 °C, 3 ч 32,3 64,0 83,5 60,0
800 °C, 0,5 ч 14,0 39,2 36,8 38,0
Таблица 9.15
Изменение показателя прочности при травлении
Режим термообработки Показатель прочности, %
нетравленой ваты ваты, травленой в течение 1 ч
800 °C, 1 ч 80,0 82,0
850 °C, 20 мин 62,5 64,0
900 °C, 10 мин 55,0 53,0
352
9 6. Влияние термической обработки на свойства базальтовых волокон
Для таких исследований подбирали специальные режимы термообработ-
ки при высоких температурах для получения наиболее дефектных волокон.
Результаты приведены в табл. 9.15. Показатель прочности исходных воло-
кон был принят 100 %.
Анализ результатов, приведенных в табл. 9.15. показывает, что после
травления термообработанной супертонкой базальтовой ваты не происхо-
дит восстановления ее прочности и последняя остается на уровне прочнос-
ти термообработанной ваты. Цвет ваты после травления сохраняется таким
же (красный), как и до травления (после термообработки).
На основании полученных данных можно предположить, что в супертон-
ких базальтовых волокнах диаметром порядка 1 мкм при высоких темпера-
турах происходит кристаллизация не только с поверхности, но и в объеме.
Это, очевидно, обусловлено тем, что поверхность тонких волокон стано-
вится соизмеримой с их объемом.
9.6. Влияние термической обработки
на свойства базальтовых волокон
9.6.1. Изменение модуля кислотности
Изменение модуля кислотности, рассчитанного по формуле Хана, термо-
обработанных базальтовых волокон представлено в табл. 9.16 и на
рис. 9.25. Как видно из таблицы, модуль кислотности базальтовых волокон
возрастает с повышением температуры. Так, для волокон ВРВ из Исачковс-
кого диабаза при температуре 800 °C он становится равным модулю кис-
лотности стекловидных волокон ВРВ из базальта Янова Долина.
Поскольку модуль кислотности связан с кислостойкостью базальтовых
волокон, то следует ожидать, что волокна ВРВ из Исачковского диабаза
после соответствующей термообработки по кислостойкости будут равно-
значны волокнам ВРВ из базальта Янова Долина.
9.6.2. Изменение химической стойкости
Базальтовые волокна, термообработанные при 600 и 800 °C, исследовали
на химическую устойчивость после трехчасового кипячения в разных сре-
дах. Результаты приведены в табл. 9.17.
23 — 6753
353
Глава 9. Базальт
Таблица 9.16
Модуль кислотности базальтовых волокон после термообработки
Волокно Модуль кислотности
Исходный 500 °C, 3 ч 500 °C, 24 ч 600 °C, Зч 600 °C, 24 ч 800 °C, Зч 1000 °C. Зч
СТВ из базальта месторождения Янова Долина 2,73 2.89 3,00 3,23 3,35 3,38 —
ВРВ из базальта месторождения Янова Долина 2,47 2,54 2,60 2,70 2,88 3,07 3,38
ВРВ из базальта Халаджского месторождения 1,62 1 66 — 1 75 -— 1,87 1,92
ВРВ из диабаза Исачковского месторождения 2,39 2,41 — 2,46 — 2,71 2,76
Рис. 9.25. Изменение модуля
кислотности базальтовых воло-
кон при термообработке:
/ — СТВ из базальта Янова До-
лина; 2 — ВРВ из базальта
Янова Долина; 3 — ВРВ из
Исачковского диабаза; 4 —
ВРВ из Халаджского базальта
354
9.6. Влияние термической обработки на свойства базальтовых волокон
Таблица 9.17
Химическая устойчивость после термообработки
Волокно (условия термообработки) Химическая устойчивость, %, для сред
Н2О 2N NaOH INH2SO4
ВРВ стекловидное из базальта место- рождения Янова Долина 99,6 92,8 85,0
ВРВ из базальта месторождения Яно- ва Долина (600 °C, 3 ч) 99,8 99,2 89,7
ВРВ из базальта месторождения Яно- ва Долина (800 °C, 3 ч) 99,8 99,4 92,5
ВРВ стекловидное из диабаза Исач- ковского месторождения 99,5 92,0 23,5 (выщелачивается)
ВРВ из диабаза Исачковского место- рождения (600 °C, 3 ч) 99,6 99,0 89,4
ВРВ из диабаза Исачковского место- рождения (800 °C, 3 ч) 99,8 99,3 92,5
ВРВ стекловидное из базальта Ха- ладжского месторождения 99,6 97,4 Растворяется
ВРВ из базальта Халаджского место- рождения (600 °C, 3 ч) 99,8 99,0 —
ВРВ из базальта Халаджского место- рождения (800 °C, 3 ч) 99,8 99,7 91,9
СТВ стекловидное из базальта место- рождения Янова Долина 93,5 26,9 30,2
СТВ из базальта месторождения Янова Долина (800 °C, 3 ч) 96,4 53,2 79,1
Согласно данным таблицы, химическая устойчивость термообработанных
волокон типа ВРВ к воде и щелочам практически не изменяется, так как эти
волокна и в исходном состоянии имеют высокую химическую устойчивость
к указанным средам. Кислотостойкость термообработанных волокон ВРВ
значительно увеличивается и при 880 °C для всех волокон примерно одина-
кова. Отмечается резкое повышение щелоче- и кислотостойкости базальто-
вых волокон типа СТВ (в 2-2,5 раза) после их термообработки.
9.6.3. Изменение прочности на разрыв
Элементарные волокна термообработанной базальтовой, стеклянной и
минеральной ваты испытывали на прочность на разрыв. Волокна нагрева-
23'
355
Глава 9. Базальт
ли в печи до заданной температуры со скоростью 3-3,5 °C в минуту и вы-
держивали при этой температуре в течение двух часов. Образцы вынимали
из печи, охлаждали и проводили испытания на разрыв по методике, опи-
санной выше. Кроме того, волокна ВРВ из базальта Янова Долина испыты-
вали на разрыв при повышенных температурах без последующего охлаж-
дения. Результаты исследований представлены в табл. 9.18 и 9.19 и на
рис. 9.26, 9.27. Согласно полученным данным, у базальтовых волокон в ре-
зультате термообработки до 600 °C незначительно снижается прочность
(на 5 20 %). При дальнейшем повышении температуры прочность резко
увеличивается и при температуре 700 °C сохраняется на уровне 32-57 % в
зависимости от месторождения базальта. При нагреве до более высоких
температур базальтовые волокна в ряде случаев вообще теряют прочность.
Таким образом, при нагреве базальтовых волокон свыше 600 °C и после-
дующем охлаждении заметно снижается их прочность; несколько меньше
она снижается для волокон, полученных из Исачковского диабаза. Однако
характер изменения прочности от температуры для разных базальтовых
волокон ВРВ практически одинаков.
Рис. 9.27. Изменение прочности на разрыв
волокон после термообработки:
1 — минеральное волокно Воскресенского
завода, 2 — минеральное волокно Новоси
бирского завода; 3 — стеклянное волокно
Мерефянского завода; 4 — минеральное
волокно Киевского завода; 5 — минераль-
ное волокно Кашпирского завода
Рис. 9.26. Изменение прочности
базальтовых волокон после термо-
обработки:
1 — ВРВ из базальта Янова Доли-
на; 2 — ВРВ из Исачковского диа-
база; 3 — ВРВ из Халаджского ба-
зальта
356
9.6. Влияние термической обработки на свойство базальтовых волокон
сЗ
=
S
ЕЗ
ко
оЗ
Н
Прочность базальтовых волокон после термообработки
Прочность после термообработки при температуре, °C 008 17 26 0 0
^2 14 20 0 0 1
700 05 Г- СЧ CN m iA) m си г-
кг/мм2 33 44 24 24 45
650 49 58 49 49 75
кг/мм2 41 45 37 37 45 1
009 £ 81 95 84 84 97
кг/мм2 оо сп сп си оо «О Г- \D sD ш
500 05 05 | 1 05
кг/мм2 78 73 58
300 101 97 93 93
кг/мм2 85 75 70 70
Исходная прочность О О О О О о о о о о
кг/мм2 84 77 75 75 60
Волокно 03 _ „ 03 ГЗ 03 з- ск: рз в; н w н Gsi— w 45 S Л £2 о S х X 41 X 41 = 03 q X X .2 £ X е С X Ч р X П X X оз о X с О 03 О 03 t оз о 5 Е £ S -2 ч ° 2 © Ч 2 Ч Р о © £7 оз о £rSo гГ ° £ О- о X Си О 0J Си 03 о Си 03 о си о X СО S ©S е S ? Q X S СО X ? cnscx;
357
Глава 9. Базальт
358
9.6. Влияние термической обработки на свойства базальтовых волокон
При нагреве волокон до 700 °C без последующего охлаждения характер
изменения прочности иной. Так, при нагреве до 600 °C прочность не сни-
жается, а при 700 °C остаточная прочность волокон ВРВ из базальта Янова
Долина составляет 75 %, в то время как прочность, измеренная после ох-
лаждения, порядка 40 % исходной.
Меньшее снижение прочности, определяемое при нагреве, можно объяс-
нить тем, что в процессе теплого воздействия в вершинах микротрещин
протекает высокоэластичная и вязкая деформация, приводящая к частич-
ному “залечиванию” микротрещин, и при высоких температурах устраня-
ется воздействие адсорбционной влаги.
В табл. 9.19 и на рис. 9.27 представлены данные по изменению прочнос-
ти стеклянных и минеральных волокон после их термообработки. Как вид-
но из таблицы, прочность стеклянных и минеральных волокон значительно
уменьшается после термообработки. Стеклянное волокно ВРП Мерефянс-
кого завода разрушается уже при 600 °C. Лучший образец минеральных во-
локон Воскресенского завода при 700 °C сохраняет примерно 25 % исход-
ной прочности.
Другие минеральные волокна вообще теряют прочность при 600 °C (во-
локна Кашпирского и Киевского заводов) и 700 °C (волокна Новосибирско-
го завода).
Рис. 9.28. Кривые распределения проч-
ности волокон ВРВ из Исачковского ди-
абаза:
1 — исходное; 2 — 650 °C, 3 ч; 3 —
700 °C, 3 ч
Рис. 9.29. Кривые распределения проч-
ности волокон ВРВ из базальта Янова
Долина:
1 — исходное; 2 — 650 °C, 3 ч; 3 —
700 °C, 3 ч
359
Глава 9 Базальт
Рис. 9.30. Кривые распределения проч-
ности волокон ВРВ из Халаджского ба-
зальта:
1 — исходное; 2 — 650 °C, 3 ч; 3 —
700 °C. 3 ч
Сравнивая данные табл. 9.18 и 9.19, отмечаем, что из всех исследованных
волокон базальтовые волокна после термической обработки сохраняют наи-
большую прочность и разрушаются при более высоких температурах.
На рис. 9.28-9.30 представлены кривые распределения прочности исход-
ных и термообработанных базальтовых волокон. Анализ этих кривых по-
казывает, что при нагреве происходит смещение максимума кривой рас-
пределения в сторону более низких значений прочности.
9.6.4. Изменение длины волокон ВРВ
При исследовании изменения длин волокон из ваты извлекали отдельные
волокна, переносили их на предметное стекло, тщательно расправляли и
измеряли их длину с помощью масштабной линейки микроскопа МБИ-6 с
точностью до 0,1 мм. Затем волокна подвергали термической обработке в
муфельной печи в интервале температур 600 800 °C с различной экспози-
цией (от 1 до 24 ч). Результаты представлены в табл. 9.20 и на рис. 9.31 и
9.32. Эти данные показывают, что при нагреве базальтовых волокон свыше
600 °C наблюдается заметное их укорачивание. При одночасовой терми-
ческой обработке линейное сокращение исследованных волокон примерно
одинаково и при 800 °C составляет 0,46-0,55 %.
При увеличении времени термообработки укорачивание волокон стано-
вится более ощутимым. Так, при 24-часовой термообработке волокон при
800 °C их сокращение достигает 1,34-1,65 %.
360
9.6. Влияние термической обработки но свойство базальтовых волокон
Таким образом, уменьшение базальтовых волокон после их термообра-
ботки является следствием перестройки их структуры и дальнейшей крис-
таллизации.
Рис. 9.31. Изменение длины волокон
после термообработки:
1 — ВРВ из Исачковского диабаза: 2 —
ВРВ из базальта Янова Долина; 3 —
ВРВ из Халаджского базальта; I — вре-
мя термообработки 1 ч; II — время тер-
мообработки 6 ч; III — время термооб-
работки 24 ч
О 3 6 9 12 15 18 21 24/. ч
Рис. 9.32. Зависимость изменения дли-
ны волокон от времени термообработки:
1 — ВРВ из Исачковского диабаза; 2 —
ВРВ из базальта Янова Долина; 3 —
ВРВ из Халаджского базальта; — тер-
мообработка при 600 °C; — термообра-
ботка при 650 °C; — термообработка
при 800 °C
Таблица 9.20
Зависимость длины базальтовых волокон от термообработки
Укорачивание волокна, %, после термообработки при температуре, °C, и времени нагрева, ч
Волокно 600 650 800
1 6 24 1 6 24 1 6 24 1
ВРВ из базальта месторождения Янова Долина 0,060 0,478 0,650 0,352 0,697 0,823 0,458 0,464 0,865 1,345
ВРВ из диабаза Исачковского месторождения 0 071 0.487 0.661 0.417 0.759 0.836 0.431 0.533 1.200 1.420
ВРВ из базальта Халаджского месторождения 0,051 0,442 0,689 0,366 0,820 0,856 0,420 0,477 1,100 1,648
361
Глава 9. Базальт
9.6.5. Изменение плотности базальтовых волокон
Результаты исследований плотности исходных и термообработанных в
течение трех часов базальтовых волокон по описанной выше методике
представлены в табл. 9.21 и на рис. 9.33.
Рис. 9.33. Изменение плотнос-
ти волокон при их термообра-
ботке:
1 — ВРВ из базальта Янова
Долина; 2 — СТВ из базальта
Янова Долина
Таблица 9.21
Плотность базальтовых волокон после термообработки
Волокно Плотность волокна, г/см3, при температуре, °C
20 600 650 700 800 850 900
ВРВ из базальта месторожде- ния Янова Долина 2,88 2,88 2,90 2,94 3,04 3,07 3,07
СТВ из базальта месторожде- ния Янова Долина 2,84 2,83 2,83 2,84 2,97 3,02 3,03
Как видно из таблицы, плотность волокон СТВ в выходном состоянии
ниже, чем волокна ВРВ. Это можно объяснить тем, что при получении во-
локон СТВ в них фиксируется структура более высокотемпературного со-
стояния расплава (так, раздув первичных волокон осуществляется газом,
температура пламени которого порядка 1600 °C).
Термическая обработка базальтовых волокон приводит к их уплотнению.
Увеличение плотности базальтовых волокон ВРВ начинается при темпера-
туре обработки выше 600 °C, а для волокон СТВ — свыше 700 °C. В ре-
зультате термической обработки при 900 ° С плотность волокон возрастает
до 3,03-3,07 г/см3 по сравнению с 2,84-2,88 г/см3 в исходном состоянии.
Укорачивание и уплотнение волокон - взаимосвязанные явления и обус-
ловлены кристаллизацией базальтовых волокон при их термической обра-
ботке.
362
БАЗАЛЬТОВАЯ
ВАТА
10.1. Влияние длительного
воздействия высоких температур
Влияние
длительного
воздействия высоких
температур
•
Термовиброустой-
чивость базальтовой
ваты
•
Коэффициент
теплопроводности
базальтовой ваты
Исследование влияния кратковременной термичес-
кой обработки на прочность и другие свойства воло-
кон дают возможность провести сравнение различ-
ных волокон, а также установить, при каких темпера-
турах начинается заметное изменение их свойств Это
позволяет кратковременно использовать волокна при
различных температурах.
Однако в ряде случаев волокна должны служить
длительное время в условиях постоянно действую-
щих высоких температур, например, теплоизоляция
трубопроводов и турбин. В паровых турбинах дости-
гается температура 650 °C при натурных испытаниях
при этой температуре на трубопроводе паровой тур-
бины. Изменение прочности на разрыв элементарных
волокон ваты в этом случае представлено в табл. 10.1
и на рис. 10.1.
Согласно приведенным данным, прочность базаль-
товых волокон при нагреве (Т= 625 °C) падает со вре-
менем и через год снижается до 65 %. Уменьшение
прочности в течение столь длительного времени, оче-
видно, можно объяснить процессами кристаллизации,
протекающими во времени при этой температуре.
В большинстве случаев теплоизоляционный мате-
риал подвергается воздействию разных температур,
т.е. после нагрева может последовать охлаждение,
вызванное, например, отключением агрегата Поэто-
363
Глава 10 Базальтовая вата
му в других опытах волокна попеременно нагревали до 625 °C (выдержка
при этой температуре 7 ч) и охлаждали до комнатной температуры (17 ч).
Каждый цикл, таким образом, составлял одни сутки. Результаты исследо-
ваний прочности волокон представлены в табл. 10 2 и на рис. 10.2
Таблица 10.1
Прочность базальтовых волокон при нагреве (Г = 625 °C)
Волокно Исходная прочность, кг/мм2 Прочность, кг/мм2, при нагреве в течение времени
1 ч 2ч 8 сут 12 сут 20 сут 1 год
ВРВ из базальта место- рождения Янова Долина 70 44 50 48 22 37 25
ВРВ из базальта Халадж- ского месторождения 76 — 55 38 37 30 —
Рис. 10.1. Изменение прочности базальто- Рис. 10.2. Влияние попеременного
вых волокон при длительном нагреве (Г = нагрева и охлаждения на прочность
= 625 °C): базальтового волокна
1 — ВРВ из базальта Янова Долина; 2 —
ВРВ из Халаджского базальта
Таблица 10.2
Прочность базальтовых волокон при многократной термообработке
Волокно Исходная прочность кг/мм2 Прочность, кг/мм2, после циклов
1 3 5 7 10 15 20 30
ВРВ из базальта место- рождения Янова Долина 70 50 36 35 36 30 29 36 41
364
10 1 Влияние длительного воздействия высоких температур
Из приведенных данных следует, что прочность волокон снижается пос-
ле 3-5 теплосмен, что равнозначно примерно 12-20 сут однократного на-
грева. Затем прочность стабилизируется. Более жесткими являются усло-
вия попеременного нагрева и охлаждения, т.е. так же, как было установле-
но и для минеральных волокон [109].
10.1.1. Показатель прочности базальтовой ваты
Результаты определения показателя прочности ваты для базальтовой
ваты ВРВ и СТВ по методике, приведенной в [110] и описанной выше,
представлены в табл. 10.3. Следует отметить, что эта методика предусмат-
ривает весьма жесткие условия испытаний, при которых вата подвергается
истиранию при помощи насаженных на вал пальцев.
Как видно из табл. 10.3, базальтовые волокна типа ВРВ по этой методике
значительно снижают прочность при 600 °C, что связано с кристаллизаци-
Таблица 10.3
Показатель прочности базальтовой ваты
Волокно Показатель прочности, % при температуре, °C Показатель разрушения при 600 °C, %
20 600 100- -(П.п.р.“°”с/П.п.р20°с)100%
опред. среднее опред. среднее
ВРВ из базальта месторождения Янова Долина 78,5 79,5 79 5,4 10,1 78 100 - (7.8/7.9)100 = 90
ВРВ из диабаза Исачковского месторождения 84,2 87,4 85.8 10.2 10,7 10,5 100 - (10,5/85,8) 100 = 88
ВРВ из базальта Халаджского месторождения 81,7 72,5 77,2 4,4 4,8 4,6 100 -(4,6/77,1) 100 = 94
Каолиновая вата 54,0 53,0 53,5 22,3 18.0 20,2 100 -(20,2/53,5) 100 = 62,3
СТВ из базальта месторождения Янова Долина 100,0 100,0 100 88,0 88,0 88 100-(88/100)100= 12,0
СТВ из стекла состава № 20 98,0 100,0 99 Спекание —
365
Глава 10. Базальтовая вата
ей волокон. Вата СТВ из базальта сохраняет достаточную прочность при
600 °C. Она теряет только 12 % прочности, в то время как каолиновая вата
(коротковолокнистая) в этих же условиях теряет 62 %. Супертонкая вата
(базальтовая и стеклянная) имеет самый высокий показатель прочности в
исходном состоянии — 100 %, что обусловлено длинноволокнистой струк-
турой такой ваты.
10.1.2. Определение температуры спекания
Для волокнистых материалов важным показателем является температура
спекания, т.е. та температура, при которой на образце волокна появляется
стекловидный налет, определяемый визуально. В наших опытах этот пока-
затель определялся при давлении на вату, равном 20 г/см2. Навеска ваты
ВРВ (около 1 г) и СТВ (около 0,3 г) загружалась в платиновый тигель емко-
стью 20 см3, в который вставлялся второй тигель с песком для создания не-
обходимой нагрузки (20 г/см2). Приготовленные таким образом образцы
помещали в тигельную печь.
Повышение температуры в печи осуществляли со скоростью 3,5-
4 град/мин. Затем образцы выдерживали при заданной температуре в
течение двух часов, после чего их извлекали из печи и осматривали.
Для сравнения определяли температуру спекания стеклянной и мине-
ральной ваты. Согласно этим данным температура спекания ваты из ба-
зальтов исследованных месторождений примерно одинакова, причем
для ваты СТВ (меньший диаметр волокон) она несколько ниже. Данные
по спеканию представлены в табл. 10.4.
Таблица 10.4
Температура спекания ваты для базальтов разных месторождений
Вата Температура спекания, °C
ВРВ из базальта месторождения Янова Долина 1080 ±20
ВРВ из базальта Халаджского месторождения 1060 ± 20
ВРВ из диабаза Исачковского месторождения 1060 ±20
СТВ из базальта месторождения Янова Долина 1040 ±20
ВРП стеклянная Мерефянского завода 600 ± 20
СТВ из стекла состава № 20 600 ±20
Минеральная Воскресенского завода 820 ± 20
Минеральная Новосибирского завода 780 ± 20
366
10.1. Влияние длительного воздействия высоких температур
Сравнивая базальтовую вату со стеклянной и минеральной ватой, следу-
ет отметить, что базальтовая вата обладает наиболее высокой температу-
рой спекания. Температура плавления базальтовой ваты находится в преде-
лах 1150 1250 °C. Температура спекания, безусловно, не может служить
точным критерием оценки температуростойкости ваты, и тем более ее тем-
пературы применения. Однако этот показатель может быть использован
при сравнении нескольких материалов.
10.1.3. Определение коэффициента упругости ваты
Одним из важных свойств теплоизоляционного волокнистого материала
является его упругость. Для определения коэффициента упругости (воз-
вратимости) ваты ВРВ и СТВ из базальта месторождения Янова Долина го-
товили образцы размером 150x150x150 мм; испытания проводили по мето-
дике, принятой для определения данного коэффициента минеральной
ваты:
h
К = —L 100 %,
h
где h — толщина при нагрузке 5 г/см2; — толщина после повторной на-
грузки 5 г/см2; К — коэффициент упругости (возвратимости). Результаты
испытаний приведены в табл. 11.5, из которой видно, что коэффициенты
упругости базальтовой ваты ВРВ и СТВ одинаковы и примерно равны
85 86 %.
Таблица 10.5
Коэффициент упруг ости (возвратимости) базальтовой ваты
Номер опыта Вата СТВ Вата ВРВ
h h, К h hi К
1 34 29 85,5 71 60 84,5
2 36 30 83,5 69 59 85,5
3 32 29 90,2 80 68 85,0
Среднее 86,4 85,0
367
Глава 10. Базальтовая вата
10.1.4. Влияние нагрева на объемную массу ваты
Базальтовая вата ВРВ в исходном состоянии без нагрузки имеет объем-
ную массу 35—40 кг/м3, а вата СТВ —-15-20 кг/м3, т.е. является весьма лег-
ким материалом. При нагреве базальтовой ваты происходит увеличение ее
объемной массы (табл. 10.6 и рис. 10.3). Согласно приведенным данным,
объемная масса ваты ВРВ при нагреве без нагрузки до 850 °C возрастает в
три раза. При нагреве базальтовой ваты СТВ без нагрузки до 800 °C проис-
ходит изменение объемной массы от 20 до 50 кг/м3, т.е. в 2,5 раза. Учиты-
вая, что при использовании волокнистых материалов в качестве изоляции
Таблица 10.6
Объемная масса базальтовой ваты ВРВ при нагреве (без нагрузки)
Температура обработки, °C Исходная масса, кг/м' Объемная масса после термообработки
кг/м3 %
20 32 — 100
200 31 31 100
400 32 36 112
600 30 45 150
700 34 60 176
800 30 68 226
850 33 100 300
Среднее 32
Рис. 10.3. Изменение объемной массы
ваты ВРВ при нагреве
Рис. 10.4. Зависимость объемной массы
базальтовой ваты от нагрузки:
/ — ВРВ; 2 — СТВ
368
10.1. Влияние длительного воздействия высоких температур
Таблица 10.7
Изменение объемной массы ваты при нагрузках
Вата Объемная масса, кг/м3, при нагрузках, г/см2
0 5 10 20 30
ВРВ из базальта месторождения Янова Долина СТВ из базальта месторождения Янова Долина 35 18 70 60 90 70 НО 80 130 100
их уплотняют (это необходимо для получения оптимального коэффициента
теплопроводности), важно знать, как изменяется объемная масса при при-
ложении к базальтовой вате той или иной нагрузки (табл. 10.7, рис. 10.4).
Объемная масса базальтовой ваты возрастает при увеличении нагрузки
от 0 до 30 г/см2 для ВРВ — в 3,7 раза, для СТВ — в 5,6 раза.
10.1.5. Усадка ваты
Усадка ваты характеризует изменение упругих свойств волокон ваты при
нагревании. В опытах получены кривые усадки при нагреве базальтовой
ваты, выработанной способами ВРВ и СТВ при различных объемных мас-
Рис. 10.5. Зависимость усадки ваты ВРВ
из базальта Янова Долина от температуры
1 —у = 100 кг/м3; 2 — у = 150 кг/м3; 3—
у = 180 кг/м3
Рис. 10.6. Зависимость усадки ваты СТВ
из базальта Янова Долина от температуры:
1 — у = 50 кг/м3; 2 — у = 100 кг/м3; 3 —
у= 150 кг/м'
24 — 6753
369
Глава 10. Базальтовая вата
сах (в табл. 10.8, 10.9, на рис. 10.5, 10.6). Анализ полученных результатов,
показывает, что усадка базальтовой ваты зависит прежде всего от ее исход-
ной объемной массы; чем больше объемная масса, тем при более высоких
температурах начинается усадка
Температура, при которой начинается усадка, т.е. температура начала не-
упругой деформации (Т.н.н.д.) для ваты ВРВ, полученной из базальта Яно-
ва Долина, при нагрузке на вату 20 г/см2, такова: при у= 100 кг/м3, пример-
но равна 525 °C; при у = 150 кг/м3 составляет 585 °C и при у = 180 кг/м3
равна 650 °C, т.е. максимальная разность этих значений при указанных
объемных массах равна 125 °C.
Таблица 10.8
Усадка базальтовой ваты, %, при нагреве (у= 150 кг/м’)
Температура, С ВРВ СТВ
Янова Долина Исачковское месторождение Халаджское месторождение Янова Долина
200 0 0 0 0
400 0 0 0 0
500 0 0 0 0
580 0 0 0 0
585 0,03 0 0 0
590 0,10 0 0,03 0
595 0,14 0 0,06 0
600 0,22 0 0,15 0
610 0,39 0 0,33 0
620 0,54 0 0,34 0
630 0,72 0,03 0,37 0
640 0,90 0,09 0,66 0,03
650 1,35 0,16 0,72 0.04
660 1,77 0,27 0,92 0,06
670 2,80 0,30 1,14 0,24
680 3.60 0,51 1,41 0,42
690 — 0,64 1,86 0,85
700 4,40 0,80 2.50 1,26
705 — 0,93 2,82 1,60
710 5,6 1.08 3,27 2,43
720 — 1,56 — 3,00
750 10,0 4,80 — 9,40
370
10.1. Влияние длительного воздействия высоких темперотур
Таблица 10.9
Усадка ваты, %, из базальта Янова Долина при различных объемных массах
Температура. °C ВРВ ств
у = 180 кг/м3 у = 100 кг/м3 у = 100 кг/м3 у = 50 кг/м3
20 0 0 0 0
400 0 0 0 0
450 0 0 0 0,20
500 0 0 0 0,70
525 0 0,50 0 1.25
550 0 1,10 0,10 1,52
600 0 2,60 0,30 3,00
625 0 4,47 0,84 4,00
650 0,05 6,00 1,20 5,00
675 0,20 8,04 2,37 7.92
700 0,40 9,73 4,05 9,40
725 0,82 11,31 6,62 11,80
730 — — 10,00 —
750 1,90 — — —
775 3,40 — — —
800 6,30 — — —
810 11,60 — — —
Аналогичная закономерность получена и для супертонкой базальтовой
ваты. При изменении объемной массы этой ваты от 50 до 150 кг/м3 темпе-
ратура начала неупругой деформации повышается от 459 до 640°С, т.е. на
190 °C. Т.н.н.д. ваты СТВ из стекла состава № 20 при у - 50 кг/м3 составля-
ет 350 °C (на рисунке эта кривая не представлена)
Сравнивая температуры начала неупрутой деформации штапельных воло-
кон (Т.н.н.д.), полученных способом ВРВ из базальтов различных месторож-
дений, следует отметить, что химический состав базальтов оказывает срав-
нительно незначительное влияние на этот показатель. Для различных соста-
вов базальтовых волокон его значение колеблется в пределах 585-630 °C.
На усадку оказывает влияние степень уплотнения ваты. Так, ваты ВРВ и
СТВ одного и того же состава, но имеющие в исходном состоянии разные
объемные массы (соответственно 40 и 20 кг/м3), при уплотнении до одной
и той же объемной массы (например, 150 кг/м3) дают усадку при различ-
ных температурах: Т.н.н.д. ВРВ = 585 °C, а Т.н.н.д. СТВ = 640 °C. Степень
24*
371
Глава 10. Базальтовая вата
уплотнения при этом для ваты ВРВ составляет 150/40 = 3,7, а для СТВ —
150/20 = 7,5.
Температуры начала неупругой деформации ваты ВРВ и СТВ при объем-
ной массе 100 кг/м3 также различаются: Тн.н.д. ВРВ равна 525 °C, а для
Т.н.н.д. СТВ составляет 550 °C. Степень уплотнения в данном случае мень-
ше (для ваты ВРВ она равна 100/40 = 2,5; а для СТВ — 100/20 = 5,0), поэтому
и менее заметно различие температур начала нсупругой деформации.
Изменение усадки ваты ВРВ, уплотненной до 150 кг/м3 начинается при-
мерно при тех же температурах, что и изменение хода кривых дифферен-
циального термического анализа этой ваты.
Так, из рис. 9.15 9.17 следует, что изменение хода кривых термограммы
ваты различного состава ВРВ происходит при 615-650 °C, СТВ — при
710 °C; температура начала неупругой деформации для ваты ВРВ равна
585-630 °C, а для ваты СТВ составляет 640 °C.
Усадка базальтовой ваты при нагреве обусловлена прежде всего ее крис-
таллизацией. В ряде случаев усадка является крайне нежелательным и не-
допустимым явлением, так как в процессе службы при высоких температу-
рах это может привести к образованию пустот между изолируемой поверх-
ностью и теплоизоляционным материалом. На практике допустимой счи-
тается усадка до 2 %. Для базальтовой ваты ВРВ различного химического
состава температуры, соответствующие этой усадке при объемной массе
ваты 150 кг/м3, равны 660 670 °C. Эти значения соответствуют температу-
рам, при которых эндотермические пики расположены на кривых ДТА ба-
зальтовых волокон. Однако при этих температурах происходит резкое сни-
жение прочности. Для ваты СТВ при у= 150 кг/м3 температура при 2%-ной
усадке равна 700 °C
Таким образом, при применении базальтовой ваты в качестве теплоизо-
ляционного материала в конструкциях, недопускающих усадку, базальто-
вую вату необходимо уплотнять до 150 кг/м3. При таком уплотнении ба-
зальтовая вата ВРВ может применяться при температуре до 650 °C, а вата
СТВ — до 700 °C.
10.2. Термовиброустойчивость базальтовой ваты
Для установления возможности применения базальтовой ваты в турбо- и
авиастроении проводилось определение ее виброустойчивости в условиях
372
10.2. Термовиброустойчивость базальтовой ваты
как одностороннего, так и всестороннего нагрева по методикам, описан-
ным выше.
В результате испытаний в условиях одностороннего нагрева оказалось,
что после шестичасовой вибрации при температурах 600, 700 и 800 °C раз-
рушения волокон от вибрации не наблюдалось и потери в массе в основ-
ном были за счет корольков у ваты типа ВРВ и за счет первичных волокон у
ваты СТВ
В опытах наблюдали изменения цвета слоев, прилегающих к поверхнос-
ти трубы, вследствие кристаллизации базальтовых волокон. Данные по из-
менению толщины слоев ваты при у= 100 кг/м3, претерпевших изменение
цвета (слои перерождения), представлены в табл. 10.10 и на рис. 10.7.
Согласно этим данным, толщины слоев перерождения для ваты ВРВ при
нагреве до 900 °C составляют 57-60 %, а для ваты СТВ — 45 % исходной
толщины. Меньшую толщину слоя перерождения ваты СТВ следует объяс-
нить более низким коэффициентом теплопроводности.
Наиболее жесткие испытания на термовиброустойчивость заключаются
в определении виброустойчивости ваты, прошедшей предварительную
термическую обработку в условиях всестороннего нагрева.
Для сравнения с базальтовой ватой определяли термовиброустойчивость
каолиновой ваты и минеральной ваты Киевского завода. Результаты приве-
дены в табл. 10.11 и на рис. 10.8. Термовиброустойчивость, рассчитывае-
мая по потерям массы термообработанной ваты, неодинакова для различ-
ных видов ваты. Базальтовая вата СТВ имеет самую высокую термовибро-
Таблица 10.10
Толщины слоев перерождения базальтовой ваты при нагреве
Волокно Исходная толщина ковра, мм Толщина перерождения при температуре, °C
400 600 700 800 900
ММ % мм % ММ % ММ % ММ %
ВРВ из базальта месторождения Янова Долина 40 0 0 2 5 11 27 20 50 24 60
ВРВ из диабаза Исачковского месторождения 40 0 0 0 0 15 37 22 55 23 57
ВРВ из базальта Халаджского месторождения 38 0 0 0 0 12 31 20 52 22 58
СТВ из базальта месторождения Янова Долина 40 0 0 0 0 8 20 12 30 18 45
373
Глава 10. Базальтовая вата
Рис. 10.7. Зависимость толщины перерож-
дения базальтовой ваты от температуры:
1 — ВРВ из Исачковского диабаза; 2 —
ВРВ из Халаджского базальта; 3 — ВРВ
из базальта Янова Долина; 4 — СТВ из
базальта Янова Долина
Рис. 10.8. Термовиброустойчивость
ваты:
1 — минеральная вата Киевского заво-
да; 2 — вата ВРВ из базальта Янова
Долина; 3 — вата СТВ из такого же ба-
зальта; 4 — каолиновая вата
Таблица 10.11
Термовиброустойчивосзь базальтовой и минеральной ваты
Время вибрации, ч Потери в массе, %, после термообработки при температуре, °C
20 500 550 600 650 700 800 900
Вата ВРВ из базальта месторождения Янова Долина
1 1.46 1,35 3.70 3,29 4,92 5,22 5,85 6,70
3 2,25 2,29 4,40 6,(Ю 6.25 6.75 9.00 12,(Х)
6 3,00 3,00 5,90 6,60 7,38 7,45 9,70 12,60
10 3,50 5,26 7,30 7,43 8,00 7,97 10,50 12,90
Вата СТВ из базальта месторождения Янова Долина
1 Нет Нет Нет Нет Нет Нет 0,01 0,08
3 0,01 0,35
6 и 0,02 0,35
10 <1 0.02 0,40
Минеральная вата Киевского завода
3 5,5 50,0 63,0 70,0 - -
Каолиновая вата
1 15,33 15,50 16,65 15,66 16,66 16,68 15,70 —
3 17,20 18,20 18,25 17,40 17,77 17,70 17,30 —
6 20,50 21,30 22,00 21.36 21,88 21,52 21,36 —
374
10.2. Термовиброустойчивость базальтовой ваты
устойчивость и потери в массе при термической обработке до 900 °C со-
ставляют лишь 0,35 %, т.е. можно считать, что практически отсутствуют.
Высокая термовиброустойчивость ваты СТВ определяется прежде всего се
длинноволокнистой структурой, а также характером кристаллизации,
обусловливающим достаточное сохранение эластичных и прочностных
свойств ваты. Вследствие этого вата СТВ при вибрации не разрушается.
Базальтовая вата ВРВ того же состава, что и СТВ, имеет более низкую
виброустойчивость. Потери в массе ваты ВРВ при трехчасовой вибрации в
исходном состоянии равны 2 % и до 500 °C не изменяются. При дальней-
шем повышении температуры до 900 °C потери в массе ваты резко возрас-
тают и достигают 12 %.
Более низкую виброустойчивость имеет каолиновая вата. Потери в массе
этой ваты до термообработки составляют около 18 %. Термическая обра-
ботка каолиновой ваты до 900 °C не приводит к увеличению потерь массы.
Данный факт свидетельствует о том, что в каолиновой вате вплоть до этой
температуры не происходит заметных структурных изменений.
Минеральная вата Киевского завода имеет очень низкую термовиброус-
тойчивость. Потери в массе при вибрации этой ваты уже при 450 °C достига-
ют 41 %, а при 600 °C — 70 %. В табл. 10.11 представлены потери в массе
после вибрации, %, термообработанных волокон при разной температуре.
Анализ этих данных показывает, что виброустойчивость ваты определя-
ется качеством ваты и прежде всего длиной элементарных волокон ваты.
Длинноволокнистая структура ваты (СТВ) обеспечивает высокую виброус-
тойчивость. Вата же с коротковолнистой структурой (например, минераль-
ная вата Киевского завода) имеет очень низкую виброустойчивость.
Характер изменения хода кривой, характеризующей термовиброустойчи-
вость, дает возможность также судить и о структурных превращениях,
происходящих в волокнах при их нагреве.
На кривых термовиброустойчивости базальтовой и минеральной ваты
имеется излом: для минеральной ваты при 450 °C, для базальтовой ваты
ВРВ при 550 °C, а для ваты СТВ при 800 °C, указывающий на заметные
структурные изменения в этих волокнах. Зависимость потерь массы при
вибрации от темпералуры (до 900 °C) для каолиновой ваты выражается
прямой линией, практически параллельной оси абсцисс, на которой отсут-
ствуют перегибы. Это согласуется с данными ранее проведенных исследо-
ваний каолиновой ваты, согласно которым свойства ее стабильны до тем-
пералуры 1100 °C [17].
375
Глава 10. Базальтовая вата
Таким образом, возможно рекомендовать базальтовую вату, особенно
СТВ, для использования в условиях вибрации и высоких температур.
10.3. Коэффициент теплопроводности
базальтовой ваты
Важной теплофизической характеристикой любого теплоизоляционного
материала является его коэффициент теплопроводности (X). По данным
[57], коэффициент теплопроводности базальтовой ваты несколько выше,
чем стеклянной ваты.
Нами проведены исследования комплекса теплофизических свойств раз-
личных видов штапельных волокон из базальта. Для определения значения
и температурной зависимости коэффициента теплопроводности использо-
вали методы стационарного (метод пара) и нестационарного теплового ре-
жима. Исследовали зависимости коэффициента теплопроводности базаль-
товой ваты ВРВ и СТВ от диаметра волокон, объемной массы ваты и тем-
пературы нагрева (табл. 10.12 и 10.13).
Согласно этим данным, коэффициент теплопроводности базальтовой
ваты возрастает с увеличением диаметра волокон, особенно при повышен-
ных температурах (например, при 300 °C увеличивается почти в два раза) и
при уменьшении объемной массы ваты. Снижение коэффициента тепло-
проводности при повышении объемной массы ваты объясняется уменьше-
нием конвекционных потоков в волокнистой массе. Эта особенность зави-
симости коэффициента теплопроводности является характерной для всех
Таблица 10.12
Коэффициент теплопроводности базальтовой ваты ВРВ при d = 13,4 мкм
Средняя температура, “С Л., Вт/(м-град), при объемной массе, кг/м3
40 60 80 кг 100 120 140 160
50 0,0605 0,0532 0,0612 0,0477 0,0477 0,0466 0,0477
100 0,0756 0,0721 0,0675 0.0570 0,0570 0,0558 0,0570
150 0,0942 0,0907 0,0826 0,0686 0,0686 0,0664 0,0732
200 0,1163 0,1105 0,1011 0.0791 0,0791 0,0756 0,0885
250 0.1478 0,1383 0,1245 0,0978 0,0978 0,0908 0.0931
300 0,1838 0,1700 0,1523 0,1258 0,1140 0,1059 0,1092
376
10 3 Коэффициент теплопроводности базальтовой ваты
Таблица 10.13
Коэффициент теплопроводности базальтовой ваты при d= 1,7 мкм
Средняя температура, °C Л. Вт/(м град), при объемной массе, кг/м3
20 30 60 80 100
50 0,0471 0,0436 0,0402 0,0396 0,0419
100 0,0570 0,0518 0,0460 0.0454 0,0477
150 0.0669 0,0651 0,0530 0,0524 0,0535
200 0,0774 0,0716 0,0605 0,0587 0.0594
250 0,0885 0,0821 0,0692 0,0657 0,0658
300 0,1018 0,0943 0,0780 0,0721 0,0715
волокнистых материалов. Уменьшение коэффициента теплопроводности
при переходе к более тонким волокнам можно объяснить меньшим разме-
ром пор в вате с тонкими волокнами, что способствует ослаблению конвек-
ционных потоков при повышенных температурах. При повышении темпе-
ратуры коэффициент теплопроводности базальтовой ваты возрастает.
Таким образом, оптимальная объемная масса базальтовой ваты ВРВ, при
которой коэффициент теплопроводности имеет минимальное значение, со-
ставляет около 140 кг/м3, а ваты СТВ — 80-100 кг/м3.
10.3.1. Прочность базальтовой ваты
после обработки жидким азотом
Для установления возможности использования базальтовой ваты в каче-
стве холодоизоляционного материала исследовалось изменение прочности
на разрыв элементарных волокон ваты из базальта месторождения Янова
Таблица 10.14
Значение прочности базальтовых волокон после обработки жидким азотом
Волокно Исходная прочность Прочность волокон после пребывания в жидком азоте в течение времени, ч
19 24 49
кг/мм2 % кг/мм % кг/мм2 % кг/мм' %
ВРВ из базальта месторождения Янова Долина 81 100 88 109 96 118 94 116
377
Глава 10. Базальтовая вата
Долина после обработки волокна в жидком азоте (Т= -196 °C). Результаты
исследования приведены в табл. 10.14.
Как видно из таблицы, после пребывания базальтовой ваты в жидком
азоте в течение 40 ч прочность не только не снижается, но происходит не-
которое ее повышение.
10.3.2. Коэффициент теплопроводности
базальтовой ваты при низких температурах
Базальтовая вата при отрицательной температуре имеет очень низкий ко-
эффициент теплопроводности (табл. 10.15 и 10.16).
Коэффициент теплопроводности базальтовой ваты ВРВ при оптимальной
объемной массе 140 кг/м3, а при -196 °C составляет только 0,0314 Вт/(мград)
(0,027 ккал/(м-чград)).
Коэффициент теплопроводности базальтовой ваты СТВ при -196 °C и
объемной массе 60 кг/м3 составляет 0,0302 Вт/(м град) (0,026 ккал/(м-ч град)),
а при 0 °C равен 0,0349 Вт/(м град) (0,030 ккал/(м-ч-град)).
Высокие теплоизоляционные свойства базальтовой ваты, а также посто-
янство ее прочности при низких температурах позволяют рекомендовать
эту вату в качестве холодоизоляционного материала при минусовых темпе-
ратурах.
Таблица 10.15
Коэффициент теплопроводности базальтовой ваты ВРВ (d = 13,4 мкм)
при низких температурах
Средняя температура, °C X, Вт/(м град), при объемной массе, кг/м3
20 30 40 60 100 140
-196 0,0471 0,0436 0,0396 0,0355 0,0326 0,0314
-180 0,0471 0,0436 0,396 0,0355 0,0326 0,0314
-160 0,0476 0,0442 0,0407 0,0361 0,0332 0,0320
-140 0,0483 0,0447 0,0407 0,0361 0,0337 0,0326
-120 0,0489 0,0447 0,0413 0,0367 0,0343 0,0332
-100 0,0494 0,0454 0,0419 0,0373 0,0349 0,0338
-80 0.0506 0,0465 0,0425 0,0379 0,0355 0,0343
-60 0,0512 0,0477 0,0437 0,0396 0,0367 0,0349
-40 0,0530 0,0495 0,0454 0,0414 0,0384 0,0367
-20 0,0558 0,0518 0,0477 0,0437 0,0407 0,0384
0 0,0587 0,0552 0,0511 0,0466 0,0431 0,0407
378
10.3. Коэффициент теплопроводности базальтовой ваты
Таблица 10.16
Коэффициент теплопроводности базальтовой ваты СТВ
(d = 1,7 мкм) при низких температурах
Средняя температура, °C X. Вт/(мград), при объемной массе, кг/м
20 30 60
-196 0,0343 0,0326 0,0302
-180 0,0343 0,0326 0,0302
-160 0,0349 0,0326 0,0302
-140 0,0349 0,0326 0,0309
-120 0,0349 0,0326 0,0309
-100 0,0349 0,0328 0,0309
-80 0,0355 0,0338 0,0314
-60 0,0361 0,0343 0,0320
-40 0,0372 0,0355 0,0326
-20 0,0384 0,0367 0,0336
0 0,0401 0,0387 0,0349
379
Получение
закристаллизованной
базальтовой ваты
•
Свойства
закристаллизованы) й
базальтовой ваты
•
Применение
базальтовой ваты
в промышленности
ЗАКРИСТАЛЛИЗОВАННАЯ
БАЗАЛЬТОВАЯ
ВАТА
11.1. Получение закристаллизованной
базальтовой ваты
Термическая обработка базальтовых волокон при-
водит к их структурной перестройке, результатом ко-
торой является кристаллизация. Благодаря тому, что
образующаяся кристаллическая фаза (в основном пи-
роксены) имеет высокую температуру плавления
(около 1200 °C), температуростойкость термообрабо-
танных базальтовых волокон резко возрастает.
Характер кристаллизации волокон в основном зави-
сит от их способа производства, а нс от химического
состава, вследствии чего свойства термообработан-
ных волокон ВРВ и СТВ резко различаются. Так, у ба-
зальтовой ваты ВРВ снижаются прочность и термо-
виброустойчивость. Поэтому базальтовая вата типа
ВРВ может быть применена лишь до 650 °C. Базаль-
товая вата СТВ при нагреве до 800-850 °C и последу-
ющем охлаждении сохраняет достаточную прочность
(по показателю прочности ваты), а также высокую
эластичность и термовиброустойчивость. Таким об-
разом. базальтовая вата СТВ, обладая достаточной
механической прочностью, может применяться до бо-
лее высоких температур. Однако при ее нагреве, так
же как и при нагреве ВРВ, происходит усадка ваты,
особенно заметная при низких объемных массах
ваты, что в большинстве случаев является недопусти-
мым. Для уменьшения усадки лучше использовать ба-
зальтовую вату, уплотненную до 100-150 кг/м3.
380
11.1. Получение закристаллизованной базальтовой ваты
В ряде случаев, особенно при применении сверхлегкой изоляции (напри-
мер, ваты СТВ), уплотнение материала нежелательно и требуется изоляция
с объемной массой 50-70 кг/м3. Использование такой ваты при температу-
рах, превышающих 600 °C, возможно в случае, когда вата обладает доста-
точной механической прочностью и ее усадка при этом не будет превы-
шать 2 %.
Для устранения или уменьшения усадки в процессе службы и повыше-
ния температуростойкости проведена предварительная термическая обра-
ботка ваты, заключающаяся в ее полной или частичной кристаллизации.
Для получения закристаллизованой супертонкой базальтовой ваты режи-
мы термической обработки выбирались по термограммам. Термообработка
проводилась в муфельной печи при различных температурах (700-950 °C)
и разном времени выдержки. Вата СТВ применялась как в виде холста тол-
щиной 1-2 мм, выходящего с конвейера установки, так и в виде матов раз-
личной толщины. Термообработанная вата подвергалась дифференциаль-
ному термическому анализу для определения степени кристаллизации (по
изменению экзопика).
Отработка режимов кристаллизации ваты СТВ, взятой в виде тонких
холстов, предусматривала вариант разработки непрерывного способа про-
изводства закристаллизованной ваты. Степень кристаллизации при различ-
ных температурах определялась по формуле
е
АГ = 100---100%.
.8’
где К — степень кристаллизации; — площадь экзопика термограммы
термообработанной ваты; 5 — площадь зкзопика термограммы исходной
(стекловидной) ваты.
При отработке режимов кристаллизации определялись оптимальное вре-
мя и температура обработки, при которых показатель прочности ваты оста-
вался достаточно высоким (не ниже 50 %). Результаты определений пред-
ставлены в табл. 11.1 и на рис. 11.1. Как видно из таблицы, термообработка
при 800 850 °C в течение нескольких минут не приводит к полной крис-
таллизации, но термоэффект заметно уменьшается.
Степень кристаллизации при термообработке при 800 °C в течении 1-
20 мин составляет 52 64 %. Показатель прочности такой ваты достаточно
высок (94-96 %). Эффект кратковременной термообработки (по показате-
лю прочности) базальтовой ваты при 850 °C такой же, как и при 800 °C.
381
Глава 11. Закристаллизованная базальтовая вата
Таблица 11.1
Режимы термообработки базальтовой супертонкой ваты для производства
закристаллизованной ваты непрерывным способом
Диаметр волокна, мк Толщина холста, мм Температура обработки, °C Время термо- обработки, мин Степень кри- сталлизации, % Показатель прочности, %
1.20 2.0 800 1 52 95,0
1.20 1.8 800 3 54 94,0
1,20 2.0 800 5 58 96,0
1,20 1,9 800 10 60 95.5
1,20 2,0 800 20 64 96,0
1,10 1,9 850 1 53 90.0
1,10 2,0 850 3 59 89.0
1,15 2,0 900 1 70 69.0
1,15 2,0 900 3 68 63,0
1,20 2,0 900 5 96 60,0
1,20 2,0 900 10 98 62,0
1.15 2,0 900 1 100 55,5
Рис. 11.1. Термограммы базальтовой
ваты СТВ:
1 — исходная; 2 — термообработанная
при 600 °C, 30 мин; 3 — термообрабо-
танная при 850 °C, 30 мин; 4 — термо-
обработанная при 900 °C, 5 мин
Начиная с температуры 900 °C кристаллизация ваты проходит очень быст-
ро. Время, достаточное для полной кристаллизации ваты при этой темпе-
ратуре, порядка 5 мин. Показатель прочности такой ваты около 60 %.
Таким образом, при термической обработке супертонкой базальтовой
ваты, в зависимости от режима термообработки, можно получить частично
или полностью закристаллизованную вату. Оптимальный режим для полу-
чения такой ваты непрерывным способом, согласно табл. 11.1, следующий:
382
11.1. Получение закристаллизованной базальтовой ваты
температура, °C................................. 800-850,
время выдержки при этой температуре, мин..........1-5.
Полученная вата имеет высокий показатель прочности, а степень ее кри-
сталлизации 52-59 %.
При показателе прочности не менее 60 % возможно применение менее
прочной ваты, тогда режим термообработки может быть принят следующим:
температура, °C ..................................900±25,
время задержки при этой температуре, мин..........1-5.
Степень кристаллизации при таком режиме составляет 70-96 %, т.е. по-
лучается полностью закристаллизованная вага.
Отрабатывались также режимы термической обработки базальтовой су-
пертонкой ваты, взятой в виде матов различной толщины, для получения
закристаллизованной ваты периодическим способом. Выбор оптимальных
режимов проводился по изложенному выше методу. Результаты представ-
лены в табл. 11.2. Как видно из таблицы, при термической обработке ба-
зальтовой ваты в виде матов толщиной 40 мм при 750 °C в течение 30 мин
степень кристаллизации составляет лишь 30 %, при 800 °C — 65 %; пока-
затель прочности при этом практически не изменяется.
При повышении температуры до 850-900 °C уже достаточно 30-15 мин
для полной кристаллизации матов. Показатель прочности базальтовой
ваты при этом снижается до 60-70 % от исходного. Таким образом, режим
термообработки матов различной толщины при этом периодическом спо-
собе следующий:
температура, °C............................................ 750-180,
время, мин........................................15-30
Таблица 11.2
Режимы термообработки базальтовой супертоикой ваты
для производства закристаллизованной вазы периодическим способом
Диаметр волокон, мкм Температура обработки, °C Время термообра- ботки, МИИ Степень кристаллизации, % Показатель прочности ваты, %
1,10 750 30 30 95,0
1,20 800 180 65 93,0
1,15 850 30 100 70,0
1,20 900 15 100 60,0
383
Главе 11. Закристаллизованная базальтовая вата
Таблиц а 11.3
Режимы термообработки супертоикой базальтовой ваты
периодическим способом
№ п/п Толщина мата, мм Диаметр волокна, мкм Длина волокна (по “флажку”), мм Температура обработки, °C Время термо- обработки, мин Степень кристалли- зации, % Показатель прочности, %
1 20-25 0,8 500 800 5 50,0 81,0
2 25-30 0,9 600 750 20 30,0 85,5
3 25-30 0,8 500 750 10 30,0 75,0
4 30-35 1,2 800 800 15 61,0 94,0
5 35-40 0,6 300 800 20 62,0 62.5
6 45-50 1,2 700 750 30 30,0 95,0
7 45-50 0,9 500 770 20 35,0 75,0
8 45-50 0,7 350 800 15 59,0 68,0
9 40-45 1,2 800 850 30 100 70,0
Для исследования влияния диаметра и длины элементарных волокон взята
супертонкая базальтовая вата с диаметром элементарных волокон по длине
“флажка”. Термообработку базальтовой ваты осуществляли периодическим
способом. Для этого маты снимали с конвейера, сворачивали в рулон и поме-
щали в печь с газовым обогревом. Результаты приведены в табл. 11.3.
При термообработке ваты в газовой печи проверяли равномерность кри-
сталлизации по всей толщине мата. Для этого отбирали пробы из различ-
ных мест мата и подвергали дифференциальному термическому анализу.
Опыты показали, что площади экзопиков, полученные на термограммах
всех проб, равны, что свидетельствует о равномерности кристаллизации.
Как видно из табл. 11.3, показатель прочности ваты после термообработки
при одних и тех же температурах (№ 3 и 6, 4 и 5) и степени кристаллизации
различен и зависит в основном от диаметра и длины волокон ваты. Длинно-
волокнистая структура обеспечивает более высокую прочность и эластич-
ность ваты. Оптимальным диаметром термообработанных волокон можно
считать 0,9 1,2 мкм при максимально возможной длине волокон. Так, при
15-минутной обработке мата толщиной 30-35 мм получается материал со
степенью кристаллизации около 60 % и высоким показателем прочности
(94 %), практически равном показателю прочности исходной ваты.
При термообработке при 850 °C мата толщиной 40-45 мм в течение
30 мин на термограмме экзопик отсутствует, что указывает на полную кри-
сталлизацию (рис. 11.1).
384
11.2 Свойства закристаллизованной базальтовой ваты
Таким образом, эффект термообработки (степень кристаллизации и по-
казатель прочности) зависит от температуры, времени обработки, диамет-
ра и длины “флажка” из элементарных волокон. Можно предположить, что
при термообработке тонких волокон (диаметром 0,6-0,7 мкм) размеры кри-
сталлов становятся соизмеримыми с диаметром волокон, вследствие чего
происходит большее снижение их прочности.
Наличие кристаллов в термообработанной при этих режимах базальто-
вой вате было установлено методами инфракрасной спектроскопии и рент-
генофазового анализа. Следует отметить, что пока еще нет достаточно со-
вершенного способа определения прямым методом содержания кристалли-
ческой фазы и размера кристаллов в тонких волокнах. В связи с этим не
представляется возможным применить к волокнам термин “стеклокрис-
талличсские волокна” в таком понятии, как он применим к массивным си-
таллам, т.е. когда известны общее содержание стекловидной фазы и харак-
тер ее распределения в материале.
Супертонкая базальтовая вата, прошедшая предварительную термичес-
кую обработку, в результате которой возникает кристаллическая фаза, на-
звана нами закристаллизованной ватой.
11.2. Свойства закристаллизованной
базальтовой ваты
Основным преимуществом закристаллизованной ваты является отсут-
ствие усадки до 800-850 °C (табл. 11.4 и рис. 11.2). Анализ кривых, приве-
денных на рисунке, показывает, что усадка супертонкой базальтовой ваты
уменьшается уже после термообработки при 700 °C (кривая 2). Такая вата
при 700 °C имеет 1,1 % усадки, что является допустимым значением.
Термическая обработка базальтовой ваты при более высоких температурах
(800-850 °C) не дает усадки практически до 850-900 °C. Основная усадка зак-
ристаллизованной ваты, связанная со спеканием, происходит выше 900 °C.
Таким образом, закристаллизованная при 800-850 °C базальтовая супср-
тонкая вата является безусадочной ватой до температур 800-850 °C, что
позволяет расширить сс температурные области применения по сравнению
со стекловидной на 100-150 °C.
Закристаллизованная супертонкая базальтовая вата обладает более высо-
ким коэффициентом теплопроводности, чем стекловидная вата СТВ, но
меньшим, чем у ваты ВРВ (табл. 11.5, рис. 11.3).
25 - 6753
385
Глава 11. Закристаллизованная базальтовая вата
При средней температуре 100 °C коэффициент теплопроводности закри-
сталлизованной ваты СТВ (у= 100 кг/м3) на 15 % выше, чем у стекловид-
ной ваты СТВ, и на 10% ниже, чем у стекловидной ваты ВРВ (см
табл. 10.12, 10.13).
Таблица 11.4
Усадка закристаллизованной ваты
Температура, °C Усадка ваты,% Температура. °C Усадка ваты,%
Термообработан- ная при 700 °C, 7 = 50 кг/м3 Закристаллизованная при Термообработан- ная при 700 °C, 7 = 50 Ki, м Закристаллизованная при
800 °C, у=150 кг/м3 850 °C, у= 100 кг/м3 850 °C, 7=150 кг/м3 800 °C, 7= 150 кг/м1 850 °C, 7 = 100 кг/м3 850 °C, 7 = 150 кг/м'
640 0 0 0 0 860 — 0,033 0,012 0,024
650 0,04 0 0 0 880 — 0,034 0,024 0,030
660 0.09 0 0 0 890 — 0,040 0,027 0,033
670 0,30 0 0 0 900 — 0.043 0,030 0,034
678 0,33 0 0 0 910 — 0,060 0,081 0,036
688 0,51 0 0 0 920 — 0,165 0,630 0,041
700 1,11 0 0 0 930 — 0,630 1,950 0,045
733 3,02 0 0 0 940 — 0,990 3,740 0,051
748 4.00 0 0 0 950 — 1,220 5,120 0,060
760 5,98 0 0 0 960 — 1.920 8,270 0,075
765 8,00 0 0 0 970 — 2,740 — 0.210
780 — 0 0 0 980 — 3,140 — 0,750
800 — 0,021 0 0 985 — 5,230 — 1,350
820 — 0,027 0,003 0 990 — 8,500 — 1,950
840 — 0,030 0.009 0 995 — 6,800
Рис. 11.2. Усадка закристалли-
зованной базальтовой ваты:
1 — исходная, у = 50 кг/м3; 2 —
термообработанная при 700 °C,
у = 50 кг/м3; 3 — термообрабо-
танная при 850 °C, у = 100 кг/м3;
4 — термообработанная при
800 °C, у = 150 кг/м3; 5 — тер-
мообработанная при 850 °C, у =
= 150 кг/м3
386
11.2. Свойства закристаллизованной базальтовой ваты
Таблица 11.5
Зависимость коэффициента теплопроводности
закристаллизованной базальтовой ваты СТВ от объемной массы
Средняя температура, °C X, ккалДм-ч-град), при объемной массе, кг/м
60 80 100
100 0,0435 0,0445 0,0475
150 0,0515 0,0510 0,0530
200 0,0590 0,0575 0,0585
250 0,0685 0,0650 0,0640
300 0,0785 0,0730 0,0700
350 0,0905 0,0815 0,0755
400 0,1028 0,0905 0,0810
Рис. 11.3. Зависимость коэффи- циента теплопроводности ваты от температуры: 1 — стеклянная вата СТВ; 2 — 0,094 св 0,082 £ 0,070
стекловидная базальтовая вата 0,058
СТВ; 3 — закристаллизованная
базальтовая вата СТВ 0.046
0,035
s' *
* г ' [з_
' s' '
2 V **
1
О 50 100 150 200 250 300 Г °C
При более высоких температурах (300 °C) X закристаллизованной ваты
СТВ на 55 % ниже X стекловидной ВРВ и на 15 % выше X стекловидной
ваты СТВ. Зависимость коэффициента теплопроводности этой ваты от
температуры также носит линейный характер. Оптимальная объемная мас-
са закристаллизованной ваты составляет 100 кг/м3.
Таким образом, закристаллизованная базальтовая вата СТВ обладает вы-
сокими теплоизоляционными свойствами и может применяться в качестве
теплоизоляционного материала при высоких температурах. Закристалли-
зованная базальтовая вата СТВ характеризуется высокой химической ус-
тойчивостью (табл. 11.6).
Стекловидная базальтовая вата по кислотостойкости значительно усту-
пает вате из стекла состава № 20, однако кристаллизация ваты приводит к
повышению кислотостойкости (в 2,5 раза) и щелочестойкости (в 2 раза).
По методу, описанному выше, определялась гигроскопичность закрис-
таллизованной базальтовой ваты относительно стекловидной базальтовой
25*
387
Главе 11 Закристаллизованная базальтовая вата
Таблица 11.6
Химическая устойчивость ваты
Вата Диаметр волокна, мкм Химустойчивость, %, в средах
Н2О 2NNaOH INH2SO4
Стеклянная СТВ (из стекла состава № 20) 0,7 93,0 34.4 93,5
Стеклянная базальтовая СТВ 0,8 93,5 26,9 30,2
Закристаллизованная базальтовая СТВ 1,0 96,4 53,2 79,1
Таблица 11.7
Гигроскопичность супертоикой ваты
Вата Гигроскопичность, %, через время, сут
1 3 5 10 15 20 40 80
Стекловидная базальтовая 0.061 0.119 0.151 0,200 0,364 0,360 0,362 —
Закристаллизованная базальтовая 0,026 0,053 0,055 0,138 0,180 0,180 0,181 —
Стеклянная СТВ из стекла состава № 20 — — 1,57 1,92 — 2.13 5.70 12.90
Рис. 11.4. Гигроскопичность супертон-
кой ваты:
1 -— вата из стекла № 20; 2 — стекловид-
ная базальтовая вата; 3 — закристалли-
зованная базальтовая вата
Рис. 11.5. Паростойкость супертонкой
ваты:
1 — стекловидная базальтовая вата; 2 —
закристаллизованная базальтовая вата; 3
— стеклянная вата из стекла состава № 20
388
11.2. Свойства закристаллизованной базальтовой воты
Таблица 11.8
Паростойкость ваты
Вата Исходная Потери массы, %, при давлении пара, ати
5 10 15
Стекловидная базальтовая СТВ 0 0,15 0,20 0,20
Закристаллизованная базальтовая СТВ 0.25 0,35 0,47 0.40
Стеклянная СТВ из стекла состава № 20 0,03 0,10 0,15 1,03
ваты и стеклянной из стекла состава № 20 (табл. 11.7, рис. 11.4). Как видно
из рисунка и таблицы, гигроскопичность ваты из стекла состава № 20 не-
прерывно растет и через 40 сут составляет 5,70 %. Через 80 сут она дости-
гает 13 %. Базальтовая вата, особенно закристаллизованная, в отличие от
стеклянной, имеет очень низкую гигроскопичность. Так, через 40 сут это
значение не превышает 0,4 % для исходной ваты и 0,2 % — для закристал-
лизованной. Такое различие в гигроскопичности связано с составом стек-
ла, определяющим его структуру. Можно предположить, что на снижение
гигроскопичности базальтовой ваты благоприятное действие оказывают
оксиды железа. Наличие щелочных оксидов в составе стеклянной супер-
тонкой ваты приводит к увеличению ее гигроскопичности.
Низкая гигроскопичность супертонкой базальтовой ваты, особенно зак-
ристаллизованной, открывает большие области ее применения, главным
образом, в условиях возможной конденсации влаги, когда недопустимо
увеличение массы изделия.
Закристаллизованная базальтовая вата сохраняет высокую паростой-
кость. Результаты определения паростойкости изложенным выше спосо-
бом приведены в табл. 11.8 и на рис. 11.5. Согласно данным таблицы и ри-
сунка, самую высокую паростойкость имеет базальтовая стекловидная
вата. Так, потери массы этой ваты после воздействия острого пара при дав-
лении 10-15 ати и последующей вибрации не превышают 0,20 %, тогда как
в этих условиях потери массы стеклянной ваты достигают 1 %. Закристал-
лизованная при 850 °C базальтовая вата при давлении пара 15 ати дает по-
тери массы порядка 0,5 %.
Закристаллизованная базальтовая вата СТВ имеет также высокую термо-
виброустойчивость (рис. 10.8). Потери массы этой ваты при частоте вибра-
ции 50 Гц, амплитуде 1 мм и времени вибрации 3 ч не превышают около
0,4 %.
389
Глава 11. Закристаллизованная базальтовая вата
11.3. Применение базальтовой ваты
в промышленности
Базальтовая вата ВРВ как теплоизоляционный материал успешно ис-
пользуется на многих ТЭЦ. Конструкция тепловой изоляции турбин ПВК-
150 и К-300-240 с температурой теплоносителя 565-575 °C, выполненная
из базальтовой ваты при длительной эксплуатации, включая неоднократ-
ные режимы пуска и остановки турбин, имеет ряд преимуществ по сравне-
нию с асбоперлитовой конструкцией. Так, разность температур между вер-
хом и низом турбины, характеризующая равновесное тепловое состояние
корпуса агрегата, после внедрения конструкции на базальтовом волокне во
всех контролируемых поясах турбины не превышает 30 °C. Значительно
снижены тепловые потери агрегатов в окружающую среду. Теплоизоляци-
онная конструкция из базальтового волокна в 2-3 раза легче абсоперлито-
вой изоляции.
Базальтовая вата СТВ прошла успешные испытания как фильтрующий и
теплоизоляционный материал при высоких температурах. Например, на ос-
нове базальтовой ваты СТВ изготовлены фильтры для очистки сжатого воз-
духа. Фильтры обеспечили очистку воздуха с давлением до 25 кг/см2 и тем-
пературой 400-650 °C, т.е. во всем диапазоне рабочих температур. Наблюде-
ния в течение 8 месяцев показали, что фильтрующий слой из базальтовых
волокон толщиной 15 мм, помещенный между сетками из нержавеющей
проволоки с ячейками 40 мкм, выдерживает указанные параметры. При этом
целостность фильтрующего слоя при эксплуатации не нарушается.
Использование труб газохода с внутренней теплоизоляцией толщиной
5,5 мм из базальтовой супертонкой ваты позволило:
• уменьшить наружный диаметр газохода от 113 мм до 105 мм;
• увеличить монтажные зазоры между газоходом и соседними агрегатами;
• снизить теплосъсм с поверхности газохода и теплонапряженность в узлах;
• снизить массу газохода (по расчету на 6 кг);
• снизить трудоемкость изготовления газоходов.
Супертонкое базальтовое волокно прошло испытания на 12 двигателях
Д70 в качестве теплоизоляции выхлопной системы. Испытания проводи-
лись при температуре выхлопных газов (теплоноситель) 550-570 °C, тол-
щине изоляционного слоя 70 мм, плотности набивки 80 кг/м3. Один из дви-
гателей отработал с указанной изоляцией выхлопной системы 4400 ч, при
390
11.3. Применение базальтовой ваты в промышленности
этом изоляция находилась в удовлетворительном состоянии и замечаний
по ней нс было.
Базальтовое супертонкое волокно было опробовано в качестве носителя
для катализаторов в насадке для горелок беспламенного сжигания газа. Ре-
зультаты испытаний показали, что это волокно удовлетворяет требовани-
ям, предъявляемым к насадке для беспламенных горелок. Отмечалась хо-
рошая схватываемость катализаторов с волокном. Измельчение волокна
после 10-часовой работы при 700 °C было незначительное.
Положительные результаты испытаний супертонкого базальтового во-
локна позволили рекомендовать его в качестве легкого (25 кг/м3) звукопог-
лотитсля в газодинамических установках, работающих в условиях одно-
временного воздействия резкой смены температур (от -50 до +500 °C) и
вибраций. Супертонкос базальтовое волокно использовалось в проекте пе-
редвижных глушителей.
391
ЗАКЛЮЧЕНИЕ
Проведенные исследования показали, что химичес-
кий состав базальтовых волокон мало влияет на про-
цессы, протекающие при термической обработке. От-
мечается примерно одинаковое изменение основных
свойств термообработанных волокон ВРВ исследуе-
мых составов. При этом существенного различия по
температуре и характеру кристаллизации у них не об-
наружено.
Установлено, что изменение свойств базальтовых
волокон ВРВ различного химического состава начи-
нается после термической обработки свыше 600 °C:
• прочность на разрыв волокон снижается на 5-20 %
при 600 °C и на 45-70% при 700 °C. При более высо-
ких температурах (800 °C) происходит их разрушение.
Минеральные и стеклянные волокна разрушаются при
более низких температурах, чем базальтовые;
• укорачивание волокон после термообработки в те-
чение 1 ч при 800 °C составляет 0,46-0,53 %;
• плотность волокон изменяется от 2,88 г/см3 в ис-
ходном состоянии до 3,07 г/см’ при 900 °C.
Характер кристаллизации базальтовых волокон в
значительной степени зависит от тепловой истории
процесса их образования, определяемой способом
формования. Более высокая температура получения
волокон СТВ (раздув первичных волокон газом при
температуре около 1600 °C) приводит к ослаблению
их кристаллизационной способности по сравнению с
волокнами ВРВ того же состава, что четко обнаруже-
но на кривых ДТА и дебаеграммах, а также при опре-
делении содержания кристаллической фазы. В связи с
392
Заключение
этим волокна СТВ сохраняют достаточную прочность (до 70 %) и высокую
термовиброустойчивость до 850 °C.
Волокна ВРВ и СТВ в исходном состоянии имеют различную плотность
(2,88 и 2,84 г/см3 соответственно), что связано с условиями получения во-
локон. Этот факт подтверждает представление о фиксации в волокнах СТВ
при их формировании структуры высокотемпературного расплава, вслед-
ствие чего их плотность ниже.
При нагреве базальтовой ваты происходят увеличение ее объемной мас-
сы и усадка, которая зависит от исходной объемной массы и степени уп-
лотнения: чем больше объемная масса ваты и больше ее степень уплотне-
ния, тем меньше величина усадки. Усадка ваты СТВ при у = 150 кг/м3 начи-
нается при 640 °C, а ваты ВРВ того же состава — при 585°С. Для различ-
ных составов ваты ВРВ температура начала усадки составляет 585-630 °C.
Термическая обработка базальтовых волокон приводит к структурной пе-
рестройке, результатом которой являются кристаллизация и изменение ос-
новных свойств. Механизм кристаллизации базальтовых волокон можно
представить следующим образом.
На первой стадии термической обработки (400-450 °C) начинается пере-
ход двухвалентного железа в трехвалентное и происходит образование
центров кристаллизации в виде гематита или магнетита, на которых в
дальнейшем кристаллизуется основная фаза — пироксены.
Кристаллизация базальтовых волокон приводит к существенному повы-
шению их темпсратуроустойчивости (температура спекания 1050-1800 °C,
плавления 1150 °C против температуры размягчения базальтового стекла
700 °C), повышению химической устойчивости и снижению гигроскопич-
ности.
Проведенные исследования теплоизоляционных свойств базальтовой
ваты показали, что базальтовая вата, обладая высокой термовиброустойчи-
востью, значительно превосходящей другие виды неорганических волок-
нистых материалов, и низким коэффициентом теплопроводности при вы-
соких и минусовых температурах, может быть успешно применена в каче-
стве теплоизоляционного материала в условиях вибрации при высоких и
низких температурах. Оптимальная набивочная плотность для ваты ВРВ
должна быть 120-150 кг/м3, для ваты СТВ — 100 кг/м3.
Впервые из базальта получена безусадочная закристаллизованная супер-
тонкая вата с температурой применения до 800 °C, обладающая высокой
виброустойчивостью, низкой гигроскопичностью, практически невозрас-
393
Заключение
тающей во времени, высокой кислото-, щелоче- и паростойкостью. Указан-
ные свойства ваты открывают широкие возможности для ее применения в
новых областях техники.
С помощью дифференциального термического анализа и исследования
прочности закристаллизованной ваты подобраны оптимальные режимы
кристаллизации ваты СТВ. Для матов толщиной 20-45 мм температура об-
работки составляет 750-850 °C при выдержке 15-30 мин.
Прочность закристаллизованной базальтовой ваты СТВ зависит от диа-
метра и длины волокон. Длинноволокнистая структура ваты при диаметре
волокон 0,9-1,2 мк обеспечивает ее высокую прочность и эластичность.
Базальтовая вата ВРВ успешно прошла производственные испытания в
энергетической промышленности, а вата СТВ — в авиационной, химичес-
кой и других отраслях промышленности. В результате проведенных испы-
таний представляется целесообразным применение базальтовой ваты ВРВ
для теплоизоляции от 200 до 650°С, ваты СТВ — до 700 °C, а закристалли-
зованной базальтовой ваты СТВ — до 800-850 °C.
394
БИБЛИОГРАФИЧЕСКИМ
СПИСОК К ЧАСТИ II
1. Зак А. Ф. Физико-химические свойства стеклянного во-
локна. — М.: Ростехиздат, 1962.
2. Китайгородский И.И., Качалов Н.И., Варгин В.В. и др.
Технология стекла / Под ред. И. И. Китайгородского. —
М.: Госстройиздат, 1967.
3. Барбарина Г. М., Сухое М. П., Шелудяков Н. А. Стекло-
волокнистые строительные материалы. — М.: Изд-во лит.
по строительству, 1968.
4. Жилин А. И. Минеральная вата. — М.: Промстройиздат,
1953.
5. Горяйнов И. В. Технология минеральной ваты и изделий
из нее. — М.: Госстройиздат, 1958
6. Факторович Л. М. Краткий справочник по тепловой
изоляции. — Л., 1962
7. Пеликан А. Плавленые камни. — М.: Изд-во лит. по чер-
ной и цветной металлургии, 1959.
8. Горяйнов К. 3. Изготовление базальтовой ваты в
Польской Народной Республике // Строительные материа-
лы. 1965. Вып. 11.
9. Behner J. Новые достижения в облас ги минерального
волокна из горных пород // Sklar a Koranik. 1965. № 1.
10. Тобольський Г. Ф. Минеральная вата и изделия из нее
(Теория и технология производства). — Челябинск: Южно-
Уральское книжное издательство. 1968.
11. Составы стекол для производства стеклянного волокна /
Под ред. А. И. Ивановой. — М., 1963
12 Горяйнов К. 3., Лубенецкой К. Н, Васильков С. Г., По-
пов Л. И. Технология минеральных теплоизоляционных
материалов и легких бетонов / Под ред. П. П. Будникова.
— М.: Госстройиздат, 1966.
13. Розовский В. С. Исследование фильерно-вертикально-
дутьевого способа переработки расплава при производстве
395
Библиографический список к части II
минеральной ваты и изделий из нес на синтетическом связующем. Автореф. дисс.
— М.:ВНИИНСМ, 1965.
14. Солярский А. II., Андреев В. А., Родов Э. С. Производство минеральной ваты
методом многоступенчатого центрифугирования И ВНИПИ Теплопроект. — М.:
ЦБТИ ТУ РСФСР, 1961.
15. Технология, свойства и применение жестких теплозвукоизоляционных мине-
раловатных изделий из синтетических связующих / Под ред. Г. А. Исаковича. —
М.: ВНИИНСМ, 1965.
16. Walworth С. В. // Materials in Design Engineerings. 1957. V. 46. N 5. P. 124-129.
17. Лагунов Г. Л. Искусственное минеральное волокно. — М.: Стройиздат Нарком-
строя, 1944.
18. Центер Ф. Г. Проектирование тепловой изоляции электростанций. — М.; Л:
Энергия, 1966.
19. Китайцев В. А. Технология теплоизоляционных материалов. — М.: Стройиз-
дат, 1964.
20. Скрамтаев Б. Г., Панфилова А. Л. //Строительная промышленность. 1944.
№8.
21. Школьников Я. А., Качаров Э. II. //Строительные материалы. 1959. № 6.
22. Устенко А. А., Спирин Ю. Л. Условия образования минерального волокна при
фильерном вертикально-дутьевом способе // Строительные материалы. 1967. № 5.
23. Асланова М. С. Влияние различных факторов на механические свойства стек-
лянных волокон // Стекло и керамика. 1960. № 11.
24. Асланова М. С. Высокотемпературоустойчивые неорганические волокна и их
свойства И Стекло и керамика. 1960. № 9.
25. Асланова М. С. Исследования по созданию жаростойких материалов на основе
неорганических тугоплавких волокон // Жаростойкие покрытия. — М.; Л: Наука,
1965.
26. Асланова М. С., Хазанов В. В. Эффект высокой прочности стеклянных и квар-
цевых волокон при -196° (в жидком азоте) И Доклады АН СССР. 1965. Т. 164. № 6.
27. Асланова М. С. Прочность и химический состав стекла // Стекло и керамика.
1965. №4.
28. Мясников А. А., Асланова М. С., Высоцкий 3. В. Зависимость текстуры квар-
цоидных волокон от химического состава исходных базальтовых стекол И Неорга-
нические материалы. 1967. № 10.
29. Мясников А. А., Асланова М. С., Кириченко Л. Ф. и др. Влияние условий кис-
лотной и тепловой обработки волокон из искусственных и природных базальтовых
стекол на текстуру кварцоидных волокон И ЖПХ. 1968. Т. 16 Вып. 4.
30. Асланова М. С., Сальников К. Я. Высокотемпературоустойчивое волокно као-
линового состава И Производство и переработка пластмасс, синтетических смол и
стеклянных волокон. 1964. № 9.
31. Каролл-Порчинский Н. Материалы будущего. Термостойкие и жаропонижаю-
щие волокна и волокнистые материалы / Пер. с англ. — М.: Химия, 1966.
396
Библиографический список к части II
32. Волокно из бора // SPE Journal. 1966. V. 22. N 77. Вып. 4.
33. Новые цены на борные волокна И Plastics Week. 1967. V. 27. N 2. Вып. 7.
34. Boron Filamens H Materials in Desighn Engineering. 1961. V. 54. N 7. Вып. 7.
35. Lactman W. L., Sterry J. P. // Ceramic Industry. 1965. V. 84. Вып. 4. P. 120-128.
36. Gloor W. H. П Textile Research Journal. 1966. V. 36. N 7. P. 626.
37. Липовский И. В., Дорофеев В. А. Камнелитейное производство. — М.: Метал-
лургия, 1965.
38. Давыдочкин А. Н. Основы геологии, минералогии, петрографии. — К.: Будь
вельник, 1966.
39. Pentlakowa Z., Szarras S. Кристаллизация и структура базальтового литья //
Szklo 1 Ceramika. 1967. V. 9.
40. Гембарян П. П., Арутюнян Ф. Г. и Ротинянц Л. А. Исследование условий
кристаллизации плавленных базальтов//Минеральное сырье. 1935. Т. 11.
41. Левинсон-Лессинг Ф. Ю. Петрография. — М., 1931.
42. Давыдов Г. М., Усенко И. С. Промышленное использование петрургического
сырья - важнейшая народнохозяйственная задача // Промышленное использование
петрургического сырья Украины. — К.: Изд-во АН УССР, 1959.
43. Ротинянц Л. А., Манвелян М. Г. Исследование условий кристаллизации плав-
ленных базальтов И Минеральное сырье. 1935. Т. 12.
44 Коровниченко Г. М. Базальты бассейна р. Волновахи как петрургическая сырь-
евая база Донбасса И Там же. 1935. Т. 12.
45. Корошниченко Г. М. Построить петрургический завод на исачковских диаба-
зах//Там же. 1934.
46. Неметаллические ископаемые СССР. Т. 2. Базальт-бокситы. — М.; Л.: Изд-во
АН СССР, 1943.
47. Лучицкий В. И., Лебедев П. И. Петрография Украины / Под ред. Ф. Ю. Левин-
сона-Лессинга. — Л.: Изд-во АП СССР, 1934.
48. Давыдов Г. М. Экономическая целесообразность внедрения каменного литья в
народное хозяйство // Проблемы каменного литья. — К.: Изд-во АН УССР, 1963.
49. Дубровский В. А., Рычко В. А., Бачило Т. М. и др. Базальтовые расплавы для
формирования штапельного волокна // Стекло и керамика. 1968. № 12.
50. Дубровский В. А., Даренский В. А., Манжурнет К. В. и др. Исследование
пригодности базальтов различных месторождений для производства штапельного
волокна способом ВРВ И Техотчет УФ ВНИИСПВ. — Гостомель Киев, обл., 1963.
51. Гурович Я.И. и др. Выбор и характер месторождений для производства стекло-
волокнистых материалов И Отчет по научно-исследовательской работе за 1960 г. —
Киевский политехнический институт.
52. Stermer С. Базальтовое волокно И Sprechsaal fur Keramic-Glas-Email. 1958.
N 14.
53. Теплоизоляционные материалы из минеральной и шлаковой ваты. JYS А9504-
1958 / Пер. с японского № 4258/4. — М.: ГПНТБ, 1964.
397
Библиографический список к мости II
54. Kaswant. Современные установки для производства минеральных волокон по
методу раздува И Sprechsaal fur Keramic-Glas-Email. 1958. N 14.
55. Lehner J. Sklenena, cedicova a struskova vlakna // Praha STN. 1960.
56. Барабарина T. M., Рябов В. А., Шелудяков H. А. и др. Производство дутьевой
строительной стекловаты и изделий из нее. — М.: Госсгройиздат, 1958.
57. PrylA. //Stavivo. 1963. N 9.
58. Pry I А. Волокно из стекла и из щелочных горных пород в качестве изоляцион-
ного материала И Sklar a Keramic. 1964. N 4.
59. Школьников Я. А., Бочаров Э. П., Бородашкина В. В. Опыты по получению
волокна из базальтового расплава // Стекло и керамика. 1954. № 9.
60. Дубровский В. А., Козловский П. П., Дункель Э. П. и др. Разработка техноло-
гии производства различных видов штапельного волокна из базальта // Техотчет
УФ ВНИИСПВ. — Гостомель Киев, обл., 1962.
61. Гужавин О. В., Даренский В. А., Махова М. Ф. и др. Разработка технологии
производства стекловолокна из недефицитного местного сырья (базальта и др.) //
Техотчет УФ ВНИИСПВ. — Там же, 1961.
62. Дубовский В. А., Казаков Б. Д., Дроздов Н. Н. и др. Организация опытно-про-
мышленного производства рулонного штапельного базальтового волокна, без свя-
зующего, производительностью 20 тыс. кв м в год /I Техотчет УФ ВНИИСПВ. —
Там же, 1962.
63. Дубровский В. А., Дубровская Т. С., Каденко Н. И. и др. Исследование физико-
химических свойств базальтового волокна и определение областей его применения
И Техотчет УФ ВНИИСПВ. — Там же, 1963.
64. Бурьян В. Б. В Украинском филиале института стекловолокна И Стекло и кера-
мика. 1961. № 6.
65. Бурьян В. Б., Сергеев II. А. Новая тепловая изоляция энергетического оборудо-
вания электростанций И Энергетика и электротехническая промышленность.
1962. № 3.
66. Дубровская В. А., Даренский В. А. Базальт для виробництва штапельного во-
локна И Будгвелып матергали i конструкцн. 1968. № 1.
67. Даренский В. А., Демяненко Ю. Н., Козловский Л. П. и др. Производство ба-
зальтового штапельного волокна // Стекло и керамика. 1968. № 1.
68. Шапакидзе В. Н., Далакишвили А. И. Теплозвукоизоляционный материал из
базальтов Грузии // Тр. Кавказ, ин-та мин. сырья (КИМС). 1963. Вып. 5 (7).
69. Далаквишвили А. И. Получено и исследовано штапельных стеклянных воло-
кон из базальтов Грузинской ССР и области их применения. Автореф. дисс. канд.
техн. наук. — Тбилиси, 1966.
70. Дерикот Л. 3. Зависимость коэффициента теплопроводности базальтовой ваты
от объемного веса // Теплофизические свойства веществ. — К.: Наук, думка, 1966.
71. Недужий И. А., Дерикот Л. 3. Экспериментальные исследования тсплофизи-
ческих свойств базальтовой ваты // Теплофизические свойства веществ. — К.:
Наук, думка, 1966.
398
Библиогрофический список к чости II
72. Дубровский В. А. и др. Химические свойства штапельного базальтового волок-
на И Вопросы производства и применения стеклянного волокна и изделий из него.
— М.: ВНИИСПВ, 1966.
73. Мясников А. А., Асланова М. С. Влияние химического состава базальтового
волокна на его кислотоустойчивость // Стекло и керамика. 1964. № 5.
74. Мясников А. А., Асланова М. С. Выбор составов базальтовых пород для полу-
чения волокон различного назначения И Там же. 1965. № 3.
75. Андреевская Г.Д., Плиско Т. А. Некоторые физические свойства непрерывных
базальтовых волокон // Там же. 1963. № 8.
76. Непрерывное стеклянное волокно / Под ред. М. Г. Черняка. — М.: Химия,
1965.
77. Барбарина Т. М. Исследование некоторых физико-химических свойств стекло-
волокна. Автореф. дисс. канд. техн. наук. — М., 1953.
78. Кауфман Б. Н. Теплопроводность строительных материалов. — М., 1955.
79. Школьников Я. А., Полик Б. М. Теплопроводность стекловолокнистых мате-
риалов // Научно-технический информационный бюллетень ВНИИСВ. 1951. № 2.
80. Справочник по производству теплоизоляционных и акустических материалов /
Под ред. В. А. Китайцева. — М.: Госсгройиздат, 1964.
81. Зак А. Ф., Манько Ю. П. Влияние температуры на деформацию и прочность
стеклянного волокна//ЖТФ. 1954. Т. 24. Вып. 2.
82. Koch Р. И Clastechnische Berichte. 1952. V. 25. N 44.
83. Асланова М. С., Эдельштейн С. 3. Изучение явлений старения материалов из
стеклянного волокна // Научно-исследовательские труды ВНИИСВ, Гизлегпром.
1952. Т. 2.
84. Асланова М. С. Влияние термической обработки на прочность стеклянных во-
локон и материалов на их основе // Там же. 1959.
85. Асланова М. С. Стеклянное волокно и материалы на его основе И Журнал ВХО.
1958. Т. 3.№ 1.
86. Murgatroyd J. И J. Soc. Glass Technol. 1944. V. 28. Р. 130-368.
87. Murgatroyd J. И J. Soc. Glass Technol. 1948. V. 32. P. 291.
88. Моторина Л. И. Тепловая обработка и прочность стеклянных волокон. Стекло
// Информационные материалы института стекла. 1963. № 2.
89. Асланова М. С. Физико-химические основы механических, электрических и
адгезионных свойств стеклянных волокон. Автореф. дисс. док-pa. техн. наук. —
М„ 1954.
90. Асланова М. С., Вольская С. 3. И Стеклообразное состояние: Тр. 4-го Всесоюз.
совещания. — М.; Л.: Наука, 1965.
91. Асланова М. С. Механические свойства стеклянных волокон: Тр. 3-го Всесоюз.
совещания по стеклообразному состоянию. - Изд-во АН СССР, 1960.
92. Асланова М. С. Современные воззрения на прочность стеклянного волокна.
М.: ВНИИСПВ, 1965.
399
Библиографический список к части II
93. Асланова М. С., Яковлева М. А. О влиянии поверхностного слоя медьсодержа-
щих стеклянных волокон на их механические и электрические свойства // Доклады
АН СССР. 1964. Т. 159. № 1.
94. Асланова М. С., Яковлева М. А. Исследование стекол и волокон в системе СиО
- СаО - А12О3- SiO2 И Безборные, бесщелочные и малощелочные стеклообразные
системы и новые стекла на их основе: Матер. Всесоюз. отраслевого совещания. —
М„ 1967.
95. Асланова М. С., Хазанов В. Е. Влияние дефектов кварцевого стекла и поверх-
ностных дефектов формирования кварцевого стекла на его прочность // Стекло и
керамика. 1967. № 1.
96. Otto W., Presten F. Доказательства против ориентации в структуре стекловолок-
на//J. Soc. Glass Technol. 1950. V. 34. Р. 63.
97. Otto Ж Явления уплотнения в стекловодотоках // J. Soc. Glass Technol. 1961.
V. 44. № 2.
98. Peyshes J. // J. Soc. Glass Technol. 1952. V. 36. P. 164.
99. Бартенев Г. M., Черняков Р. Г. О строении стеклянных волокон // Доклады АН
СССР. 1967. Т. 174. № 4.
100. Bartenev G. М., Gorbatschov А. А. Изучение структурных превращений в си-
ликатных стеклах методом ультрафиолетовой спектроскопии // Silicat Technik.
1968. №5.
101. Бартенев Г. М., Горбачев А. А., Удовенко Н. Г. Исследование структурных
превращений в двух- и многокомпонентных стеклах // Доклады АН СССР. 1967.
Т. 172. №5.
102. Physik. 1935. V. 97. N 46.
103. Smekal А. // Glass and Appar. 1938. V. 3. N 23.
104. Александров А. П., Журков П. Явление хрупкого разрыва // ОНТИ. 1933.
105. Зак А. Ф., Манько Ю. П. Прочность и деформации стеклянного волокна при
высоких температурах И Научно-исследовательские труды ВНИИСВ, Гизлегпром.
1953. №4
106. Morley J. Прочность стекловолокна И Nature. 1959. N 84.
107. Бартенев Г. М., Моторина Л. И. О новом эффекте упрочнения стеклянных
волокон И Доклады АН СССР. 1963. Т. 150. № 1.
108. Бартенев Г. М., Моторина Л. И. Влияние термообработки на прочность и
структуру стеклянных волокон И Там же. 1964. Т. 155. № 6.
109. Володина М. Н. О влиянии тепловой обработки на прочность минеральной
ваты И Материалы для теплоизоляции и защиты от коррозии. — М.: Минмонтажс-
пецстрой СССР, Главтепломонтаж, ВНИПИ Теплопроект, ЦБТИ. 1966.
ПО. Спирин Ю. Л., Усенко А. А., Володина М. Н. Некоторые эксплуатационные
свойства теплоизоляционного волокна // Строительные материалы. 1968. № 6.
111. Slayter G. American Ceramic Society Bulletine. 1952. V. 31. N 8. P. 276.
112. Морозов H. А. Производство минеральной шерсти. — Л., 1947.
400
Библиогрофический список к мости II
113. Горяйнов К. Э. Исследование в области металлургических шлаков и горных
пород для получения минераловатных изделий. Автореф. дис. док-pa техн. наук. —
М., 1952.
114. Горяйнов К. Э. Исследования по получению минеральной ваты и изделий из
нее // Технология теплоизоляционных материалов. — М.: Госстройиздат, 1962.
115. Сперантов Н. А., Тысский А. В. Шлаковая вата. — М.: Металлургиздат, 1953
116. Волчок И. 3. К вопросу о температуроустойчивости минеральной ваты И Ис-
следования, гидро- и теплоизоляционные материалы и конструкции. -— М.: Гос-
стройиздат, 1955.
117. Кржижановский Р. Е., Чудновская И. И. Исследование теплоизоляционных
свойств каолинского волокна И Теплофизика высоких температур. АН СССР. —
1966. №3.
118. Рашин Г. А. К вопросу об особой роли железа при кристаллизации силикат-
ных расплавов в неравновесных условиях // Известия АН СССР. Сер. Геология.
1961. № 11.
119. Abou-El-Azm А. Е. М. И J. Soc. Glass Technol. 1954. V. 38. N 181. Р. 101.
120. Азаров К. П., Баландина В. В., Гречанова С. Б. и др. Строение и свойства же-
лезосодержащих стекол // Стеклообразное состояние: Тр. 3-го Всесоюз. совеща-
ния. — М.; Л.: Изд. АН СССР, 1960.
121. Weyl N. А. И J. Soc. Glass Technol. 1951. V. 35. N 167. P. 448.
122. De Jong J. //Там же. 1954. V. 38. N 181.
123. Вейнберг T. И. Спектры поглощения двухвалентного железа в силикатных и
фосфатных стеклах И Журнал физической химии. 1962. Т. 36. С. 348.
124. Moore Н., Prasad S. М. И J. Soc. Glass Technol. 1949. V. 33. Р. 155.
125. Cole И. И Там же. 1951. V. 35. N 162.
126. Белюстин А. А., Шульц М. М. Электродное поведение натриево силикатных
стекол, содержащих окислы элементов главных подгрупп IV и V групп периоди-
ческой системы // Вестник Ленинградского университета. Сер. Физика и химия.
1963. №4. Вып. 1.
127. Эванс Р. Введение в кристаллохимию. — М.: Госхимиздат, 1948.
128. Шульц М. М. Зависимость электродных свойств стекол от их структуры // Ве-
стник Ленинградского университета. Сер. Физика и химия. 1963. № 4. Вып. 1
129. Белюстин А. А, Писаревский А. М. К вопросу о структурном состоянии же-
леза в стекле. Результаты изучения электродных свойств натриево-железосиликат-
ных стекол И Журнал физической химии. 1964. Ns 12.
130. Павлушкин Н. М., Гуревич М. Н., Зильберштейн Э. А. Влияние добавок оки-
си железа и окиси магния на каталитическую кристаллизацию стекла в системе //
Тр. МХТИ. 1967. Т. 55.
131. Лапсиныи Р. Р., Паукш П. Г. и др. Влияние Fe2O3 на свойства непрерывного
стекловолокна на основе бесщелочных, безборных и малоборных стекол И Учеб-
ные записи Рижского политехнического института. 1965. Т. 16.
26 — 6753
401
Библиографический список к части II
132. Асланова М. С., Ермоленко Н. Н., Русецкая Э. П. Стеклообразование и ис-
следование свойств малощелочных железосодержащих стекол системы SiO2 -
А1,0,- Fe2O( - СаО // Новые стекла и стекломатериалы. — Минск: Наука и техни-
ка, 1965.
133. Кузнецов А. Я., Цехомский В. И. Полупроводниковые силикатные и боратные
стекла на основе окислов железа И Оптико-механическая промышленность. 1962.
№7
134. Беляев Г. И. Исследования свойств грунтовых эмалей в зависимости от их со-
става. Автореф. дис. док-pa техн. наук. — Днепропетровск, 1959.
135. Перминов А. А., Попель С. И., Смирнов И. С. Адгезия простейших силикат-
ных расплавов к окисленной и неокисленной сталями // Журнал прикладной хи-
мии 1962. Т. 35. №2.
136. Лиепилъ Я. П., Эйдук Ю. Я., Паукш П. Г. Безгрунтовые эмали для стальных
трубопроводов на базе недефицитного сырья // Стеклообразные системы и матери-
алы. — Рига: Зинатие, 1957.
137. Абрамян А. В. Влияние окислительных и восстановительных процессов на
ход плавки и перекристаллизацию базальта // Матер, научн. конф, институтов хи-
мии Академий Наук Азербайджанской, Армянской и Грузинской ССР. — Ереван:
Изд-во АН АрмССР, 1962.
138. Будников П. П. Неорганические материалы. — М.: Наука, 1968.
139. Мясников А. А. Исследование области выщелачивающихся волокон из желе-
зосодержащих стекол и базальтов для получения высококремнеземных материа-
лов. Автореф. дис. канд. техн. наук. — Киев, 1967.
140. Торопов Н. А., Брянцев Б. А. Физико-химические свойства и кристаллизация
расплавов системы окись магния - закись железа - кремнезем // Структурные пре-
вращения в стеклах при повышенных температурах. — М.; Л.: Наука, 1965.
141. Таттап G. The States of Aggregation. —New York, 1925.
142. Stukey S. D. Теория и пракгика кристаллизации стекла с каталитическими до-
бавками И Glastechishe Benchte. 1959. N 5
143. Филипович В. Н. О связи между структурами расплава, стекла и сителла И
Структурные превращения в стеклах при повышенных температурах. — М.; Л.:
Наука, 1965.
144. Филипович В. Н. Начальные стадии кристаллизации стекол и образование си-
таллов И Стеклообразное состояние. — М ; Л.: Изд. АН СССР, 1963. Вып. 1
145. Галахов Ф. Я. Микроликвация в двухкомпонентных силикатных системах И
Структурные превращения в стеклах при повышенных температурах. — М.; Л.:
Наука, 1965.
146. Фогель В. О ячеистой структуре стекла И Стеклообразное состояние. — М.;
Л.: Изд. АН СССР, 1960.
147. Яглов В. Н. Исследование некоторых стекол и ситаллов состава SiO2- СаО -
MgO - А12О3- Fe2O3- Na2O. Автореф. дисс. канд. техн. наук. — Минск, 1966.
402
Библиографический список к части II
148. Рашин Г. А., Полковой Н. А. Определение некоторых физико-технических
свойств каменного литья // Стекло и керамика. 1963 № 10.
149. Калинина А. М., Филипович В. Н. И Известия АН СССР. Сер. Неорганичес-
кие материалы. 1965. Вып 7.
150. Ботвинкин О. К. Стеклообразное состояние. — М., Л.: Изд. АН СССР, 1965.
151 Бабосова А. К., Жунина Л. А., Мазуренко В. Д., Яглов В. Н. О выборе фтори-
дов в качестве стимулятора кристаллизации стекол системы СаО - MgO - SiO2 +
(R2O,R2O3) // Новые стекла и стекломатериалы. — Минск: Наука и техника, 1965.
152. Кузьменков М. И., Жунина Л. А. Кристаллизация ликвирующих стекол систе-
мы СаО - MgO - SiO2 с некоторыми добавками // Безборные, бесщелочные и мало-
щелочные стеклообразные системы и новые стекла на их основе. Мат. Всесоюз. от-
раслевого совещания (г Минск, ноябрь. 1965 г.). — Москва, 1967.
153. Баронецкий П. С., Жунина Л. А., Казаченек П. С., Мазуренко В. Д. Синтез
футаровочных стеклокристаллических материалов в системе СаО - MgO - SiO2 +
(R,O,R,O3) // Новые стекла и стекломатериалы. — Минск: Наука и техника, 1965.
154. Филипович В. Н. Особенности кристаллизации стекол при образовании си-
таллов // Структурные превращения в стеклах при повышенных температурах /
Под ред. Е. А. Торопова и Е. А. Порай-Кошице. — М.; Л.: Наука, 1965.
155. Бондарев К. Т. // Вопросы развития стекольной и фарфорофаянсовой про-
мышленности, 1962.
156. Калинина А. М., Филипович В. Н., Колесова В. А., Бондарь И. А. О продук-
тах кристаллизации литиевоситикатных стекол // Стеклообразное состояние. Ката-
лизированная кристаллизация стекла. — М.; Л.: Изд. АН СССР, 1963. Вып. 1.
157. Китайгородский И. И., Ходаковская Р. Я. Предкристаллизационный период
в стекле и его значение И Стеклообразное состояние. Катализированная кристал-
лизация стекла. — М.; Л.: Изд. АН СССР, 1963. Вып. 1.
158. Бумсинский И. М., Сабаева Е. И., Хомяков А. Н. Изменение физических
свойств стекол системы Li2O - А1,О3- SiO2, минерализованных двуокисью титана в
процессе термообработки // Стеклообразное состояние. Катализированная крис-
таллизация стекол. М.; Л.: Изд. АН СССР, 1963. Вып. 1
159. Hints W., К и nth Р. О. И Glastechnische Berichte. 1961. V. 34. Р. 431.
160. Задумин В. И. О влиянии тепловой обработки стекла в предкристаллизацион-
ном периоде на характер кристаллизации И Стекло, информационный бюллетень
института стекла. 1966. № 3.
161. Эйтель В. Физическая химия силикатов. — М.: Изд. иностр, лит., 1962.
162. Белянкин Д. С., Лапин В. В., Торопов Н. А. Физико-химические системы си-
ликатной технологии. — М.: Промстройиздат, 1954
163. ЖукинаЛ. А. Кристаллизация стекол системы СаО - MgO SiO, в присутствии
Na2O, А1,О3, Fe,O, И Стелообразные системы и материалы. — Рига: Зинатне, 1967.
164. Лукинская И. Г. Кристаллизация стекол системы Na, О - Fe2O, - SiO2 И Стек-
лообразное состояние. Катализированная кристаллизация стекла. — М.; Л.: Изд.
АН СССР, 1963. Вып. 1.
26*
403
Библиографический список к части II
165. Никандров В. С. Исследование каталитической кристаллизации бесщелочных
стекол // Стеклообразное состояние Катализированная кристаллизация стекла. —
М.; Л.: Изд. АН СССР, 1963. Вып. 1.
166. Китайгородский И. И., Бондарев К. Т. Экономическая газета. — 23 октября
1962.
167. Китайгородский И. И. Теоретические основы синтеза ситаллов из шлаков //
Журнал ВХО им. Д. И. Менделеева. 1963. Т. 8. № 2.
168. Китайгородский И. И., Бондарев К. Т Правда. —22 марта 1963.
169. Остроухое М. Я., Жило Н. Л. Металлургические шлаки и применение их в
строительстве. — М.: Госстройиздат, 1962.
170. Верт Ж. Л., Каменцев М. В. Образование сульфидов при взаимодействии
сернистого железа с оксидами металлов И Журнал неорганической химии. 1956.
№ 1.С. 489.
171. Астреева О. М. Доменные шлаки в строительстве. — К.: Госстройиздат
УССР, 1956.
172. Лебедев П. И. О природе силликатов и рудных магм. — М.: Изд. АН СССР,
1946.
173. Китайгородский И. И., Павлушкин Н. М., Колесов Ю. И. и др. Катализиро-
ванная кристаллизация шлаковых стекол на сульфидах тяжелых металлов // Стек-
лообразные системы и материалы. — Рига: Зинатне, 1967.
174. Цветков А. И. Тр. 2-го Совещания по экспериментальной минералогии и пет-
рографии. — М.: Изд. АН СССР, 1937.
175. Леонтьева А. А. Исследование линейной скорости кристаллизации в системе
альбит - анорит диопсид (Na2O Al2O,-6SiO2- СаО-А12О, 2SiO2 - MgOCaO-2SiO2)
И Журнал физической химии. 1948. Т. 22. Вып. 10
176. ВолденЯ. Исследования процесса плавления и кристаллизации горных пород
типа базальта И Проблемы каменного литья. — К: Изд-во Ан УССР, 1963.
177. Липовский И. Е., Нашельский А. И. Исследование механической прочности
каменного литья при высокой температуре И Стекло и керамика. 1965. № 3.
178. Романов А. И. Исследование состава и структуры базальтового каменного ли-
тья: Автореф. дисс. канд. техн. наук. — М., 1955.
179. Ротянянц А. А. Опыт литья и отжига базальтов в песчаных формах И Мине-
ральное стекло. 1936. № 1.
180. Манвелян М. Г., Абрамян А. В. Исследование процесса обжига плавленого и
стекловидных процессов И Доклады АН АрмССР. Сер. Химия. 1956. Т. 9. Кв 6.
181. Леонтьева А. А. Плавленые базальты, их свойства и применение: Тр. инсти-
тута геологических наук. Петрограф. 1950. Т. 39. Вып. 86.
182. ШтунцХ. Минералогические таблицы. — М.: Госгортехиздат, 1962.
183. Цветков А. И. Изоморфные замещения в группе бесщелочных пироксенов:
Тр. института геологических наук АН СССР. 1951. Вып. 138.
184. Котлова А. Г., Лапин В. В., Цветков А. И. К вопросу о получении мономине-
рального каменного литья И Проблемы каменного литья. — К.: Изд. АН УССР, 1963.
404
Библиогрофический список к чости II
185. Решин Г. А. О зависимости минерального состава и структуры каменного литья
от условий их образования // Проблемы каменного литья. — К.: Изд. АН УССР, 1963.
186. Абрамян А. В. Исследование процесса выщелачивания стекловидных базаль-
тов И Стекло и керамика. 1963. № 7.
187 Асланова М. С., Шайна 3. И. Физические свойства волокон микростеклокри-
сталлической структуры И Структура, состав, свойства и формование стеклянных
волокон. Ч. I (Мат. 1-го Всесоюз. симпозиума по стеклянному волокну, Москва, 7-9
февраля 1967 г.). — М., 1968.
188. Тэцуро Й., Таэси Т. Ускорение кристаллизации тугоплавкого стеклокристал-
лического волокна путем обработки солями И Joum. Ceram. Assoc. Japan. 1966.
V. 74. P. 850.
189. Янкелев Л. Ф. Производство огнеупорной ваты за рубежом И Огнеупоры.
1962. № 12.
190 Хан Б. X. //Теория и практика процессов литья. — К.: Институт проблем ли-
тья АН УССР, 1967. С. 183-190.
191. Четвериков С. Д. Руководство к петрохимическим пересчетам. — М.: Госге-
олтехиздат, 1956.
192. Вольсовский В. Н. О температуроустойчивости минеральной ваты И Тез. док-
ладов к совещанию по производству высокотемпературных теплоизоляционных
минералов и изделий для промышленной изоляции. — М., 1965.
193. Тобольский Г. Ф. Влияние химического состава сырья на свойства минераль-
ной ваты И Химические и металлургические шлаки. — Челябинск, 1968.
194. Вахромеев С. А. Поабник з мшералографн. — Вид-во Льв1в. ун-ту, 1959.
195. Вентцель Е. С. Теория вероятности. — М.: Физматгиз, 1962.
196. Дубровская Т. С. и др. Разработка ускоренного метода химического анализа
базальтов // Техотчет УФ ВНИИСПВ. — Гостомель Киев, обл., 1963.
197. Дубровская Т. С. Метод быстрого определения окисного и закисного железа в
стеклах и стеклокристаллических материалах // Стекло и керамика. 1968. № 9.
198. Панасюк В. И. Химический контроль производства стекла. — Гизлегпром,
1955.
199. Балашов В. Н., Школьников Я. А. Исследование процесса получения супер-
ультратонкого штапельного стеклянного волокна И Стекло и керамика. 1967. № 4.
200. Зак А. Ф., Нанько Ю. П. Прочность и деформации стеклянного волокна при
высоких температурах И Научно-исследовательские труды ВНИНСВ. Гизлегпром.
1953. Т.4.
201. Изделия из стеклянного волокна. — М.: Изд. Госкомитета стандартов, мер и
измерительных приборов СССР, 1965.
202. Власов А. Г., Шерстюк А. И. Теоретическое исследование возможности при-
менения метода дифференциального термического анализа для количественного
изучения процесса кристаллизации // Стеклообразное состояние. — М.; Л.: Изд.
АН СССР, 1963. Вып. 1.
405
Библиографический список к части II
203. Китайгородский И. И., Ходаковская Р. Я. О возможности дифференциально-
го термического анализа при исследовании кристаллизации стекол // Доклады АН
СССР. 1966. Т. 167. №4.
204. Алексеев А. Г., Федорова Л. А. Рентгенографическое исследование катализи-
рованной кристаллизации стекол И Стеклообразное состояние. — М.; Л.: Изд. АН
СССР, 1963. Вып. 1.
205. Китайгородский И. И., Зевин Л. С., Артамонова И. В. Исследование физи-
ческого состава стеклокристаллических материалов, полученных на основе сис-
тем Li2O - A12Oj- SiO2 и Li2O -- MgO - A12O3- SiO2 И Стеклообразное состояние. —-
M.; Л.: Изд. АН СССР* 1963. Вып. 1.
206. Зевин Л. С., Хейкер Д. М. Рентгеновские методы исследования строительных
материалов. — М., 1965.
207. Попов Г. М., Шафрановский I. I. Кристалограф^я. — Вид-во Льв1в. ун-ту,
1959.
208. Неразрушающие испытания. Справочник. Кн. 1 / Под ред. Г. Мак-Мастера.
Пер. с англ. — М.; Л.: Энергия, 1965.
209. X-ray Diffraction Data // Published by the American Society for Testing Materials,
1953.
210. Михеев В. И. Рентгенометрический определитель минералов. — М.: Госгеол-
техиздат. 1957.
211. Плюснина И. И. Инфракрасные спектры силикатов. — М„ 1967.
212. Зорина М. А., Саруханишвили А. В., Сеткина О. Н. К вопросу изучения кри-
сталлизации многокомпонентных железных стеколметодов инфракрасной спект-
роскопии И Известия АН СССР. Сер. Неорганические материалы. 1966. Т. 2. № 10.
213. Зорина М. Л., Саруханишвили А. В., Сеткина О. Н. Изучение кристаллиза-
ции стекол сложного состава методом инфракрасной спектроскопии // Журнал
прикладной спектрографии. 1966. Т. 4. Вып. 2.
214. Русаков Л. 3., Кочкачева М. М. Градуировка датчиков акселерометров абсо-
лютным методом и путем сравнения с образцовым датчиком на частотах до
10000 Гц // Виброизмерения. Ч. 2 / Под ред. А. М. Турачина. — Л., 1960.
215. Брановський М. А. Методы и некоторые приборы для вибрационных исследо-
ваний турбоагрегатов в эксплуатационных условиях И Вибрационная техника: Ма-
тер. семинара. — М., 1962.
216. Horece R. A., Randall S. М., Mildred J. W. Метод определения плотности при
гидростатическом взвешивании // J. Res. Nat. Bus / Standards. 1967. N 3.
217. Бабков А. В., Мещерякова Л. П. Газовый пиктометр для определения плотно-
сти вещества И Заводская лаборатория. 1968. № 6.
218. Павлушкин Н. М., Сентюрин Г. Г. Практикум по технологии стекла. — М.:
Промстроиздат, 1957.
219. Мчедлов-Петросян О. П., Сафронов В. С., Санина В. Г. Температуростой-
кость минеральной ваты: Тез. докладов к совещанию по производству высокотем-
406
Библиографический список к части II
пературных теплоизоляционных материалов и изделий для промышленной изоля-
ции. — М., 1965.
220. Мясников А. А., Асланова М. С. Влияние термообработки на кислотоустойчи-
вость базальтовых волокон И Структура, состав, свойства и формование стеклян-
ных волокон. (Матер. 1-го Всесоюз. симпозиума по стеклянному волокну, 7-9 фев-
раля, 1967). Часть I. — М., 1968.
407
ДОПОЛНИТЕЛЬНЫМ
СПИСОК ЛИТЕРАТУРЫ
1. Пелех Б. Л., Махова М. Ф., Джигирис Д. Д. Методы ис-
следований базальтовых волокон и их физико-химические
свойства // Базальтоволокнистые композиционные матери-
алы и конструкции. — К.: Наук, думка, 1980. — С. 81-112
2. Дрепин Н. Ф., Махова М. Ф., Джигирис Д. Д. Эффек-
тивность применения базальтоволокнистой теплоизоляции
И Цемент. 1975. № 2. С. 12.
3. Махова М. Ф., Медалович Н. П. Теплопроводность ба-
зальтовых волокон И Строительные материалы и конструк-
ции. 1977. №4. С 40-41
4. Джигирис Д. Д„ Волынский А. К., Козловский П. П. и
др. Основы технологии получения базальтовых волокон и их
свойства // Базальтоволокнистые композиционные материа-
лы и конструкции. — Киев: Наук, думка, 1980. — С. 54-81.
5. Джигирис Д. Д., Лапин В. С., Остапенко И. В., Махова
М. Ф. Исследование теплопроводности базальтовых ульт-
ратонких волокон в интервале температур 300-77 К // Сейс-
мостойкое строительство и строительные материалы. —
Ахшабад: Илым, 1977. — С. 84-90
6. Тутаков О. В., Махова М. Ф., Горобинская В. Д. и др.
Звукопоглощающий материал из базальтового волокна //
Строительные материалы и конструкции. 1984. № 2. С. 13.
7. Джигирис Д. Д., Махова М. Ф., Захаров В. А. и др. Не-
которые сравнительные свойства прессовочных базальто-
волокнистых и стекловолокнистых композиций. Тез. докл.
II Всесоюз. науч.техн.семинара “Неклассические пробле-
мы механики композиционных материалов и конструкций
из них” (Львов, сентябрь 1984 г) — К.: Наук думка, 1984
— С. 19-20.
8. Махова М. Ф., Джигирис Д. Д., Горобинская В. Д. и др.
Асбестоцементные изделия, армированные минеральными
волокнами // Строительные материалы и конструкции
1985. №4. С. 18
408
Дополнительный список литературы
9. Андреев И. А., Губарени Н. И., Демьяненко Ю. Н. и др. Исследование грубых
волокон в цементно-волокнистых строительных композиях И Химическое машино-
строение. — К.: Техшка, 1985. — С. 51-54.
10. Сытник Н. И., Махова М. Ф., Зенченко Ю. Н. и др. Стойкость грубых базаль-
товых волокон в твердеющем цементе // Строительные материалы и конструкции.
1985. № 3. С. 35-36.
409
КРАТКИМ
ТЕРМИНОЛОГИЧЕСКИЙ
СЛОВАРЬ
Вулканические породы — базальты, диабазы, габбро
и другие базиты, а также ультрабазиты.
Метаморфические породы — амфиболиты, извест-
ковистые сланцы.
Осадочные породы — мергели, аргиллиты, глинис-
тые либо окрашенные доломиты и известняки.
Сырье для производства базальтовых волокон —
дробленные средние, основные и метаморфизирован-
ные ультраосновные горные породы вулканического
происхождения: базальты, андезито-базальты, база-
ниты, амфиболиты, диабазы, порфириты.
Базальтовые микротонкие волокна (БМТВ) —
штапельные волокна диаметром менее 0,6 мкм.
Базальтовые ультратонкие волокна (БУТВ)
штапельные волокна диаметром 0,6-1 мкм
Базальтовые суперотонкие волокна (БСТВ) - шта-
пельные волокна диаметром 1-3 мкм
Стекломикрокристаллические волокна — базаль-
товые супертонкие волокна диаметром 1-3 мкм, про-
шедшие предварительную термообработку в диапазо-
не температур 750-850 °C.
Тонкие волокна — штапельные волокна диаметром
5-15 мкм.
Утолщенные волокна — штапельные волокна диа-
метром 15-25 мкм.
410
Краткий терминологический словарь
Грубые волокна — волокна диаметром 80—400 мкм.
Непрерывные волокна — элементарные волокна диаметром 7 20 мкм.
Ровинг — пучок комплексных нитей, состоящих из элементарных волокон
диаметрами 9±1 и 12±1 мкм.
Холст — слой перепутанных штапельных волокон, скрепленных между
собой силами естественного сцепления.
Питатель жаростойкий — фильерный электрообогреваемый питатель
из жаростойкого сплава, применяемый вместо платинородиевых при про-
изводстве штапельных и грубых волокон.
Удельный съем расплава — съем расплава с одного квадратного метра
зеркала расплава.
Камера сгорания — горелка туннельного типа, состоящая из металличес-
кого кожуха, футерованного внутри хромомагнезитом и вместе с соплом
предназначенная для раздува первичных волокон в супертонкие.
Стабилизатор — перфорированная пластина, служащая для предотвра-
щения проскока пламени при увеличении расхода энергоносителя.
Критерии пригодности — совокупность характеристик (химический со-
став, минералогический состав, плавкость, вязкость, смачивающая способ-
ность, кристаллизационная способность, условия волокнообразования), по
которым устанавливается пригодность горных пород для производства раз-
личных видов волокон
Температура верхнего предела кристаллизации - температура, при ко-
торой в расплаве начинает образовываться кристаллическая фаза.
Смачивающая способность — смачиваемость расплавами платинородие-
вого или жаростойкого сплава, определяемая по температурной зависимос-
ти краевого угла смачивания.
Интервал выработки — температурный интервал формирования волокон
из расплава, определяемый в лабораторных условиях на однофильерной
установке.
411
Монография
Джигирис Дмитрий Данилович
Махова Мария Федоровна
ОСНОВЫ ПРОИЗВОДСТВА
БАЗАЛЬТОВЫХ ВОЛОКОН И ИЗДЕЛИЙ
Серия: “Каменный век”
Редактор В Ф. Бердышев
Компьютерная верстка А. Г. Борисов
Корректор Л. Г. Александрова
Сдано в набор 05.08.02. Подписано к печати 12.09.02.
Формат 60x88 1/16. Бумага офсетная. Печать офсетная.
Усл. печ. л. 33,8. Усл. кр-отг. 33,8. Уч.-изд. л. 32,45.
Тираж 300 экз. Заказ № 6753
Издательство “Теплоэнергетик"
125171, Москва, Ленинградское шоссе, 18
Отпечатано с оригинал-макета в ППП “Типография “Наука”
121099, Москва, Шубинский пер., 6
Для заметок
Для заметок
Для заметок
Для заметок