/





















































Автор: Бугаев В.П. Гридюшко В.И. Криворучко Н.З.
Теги: тяга поездов на железных дорогах подвижной состав железнодорожный транспорт железные дороги
ISBN: 5-277-00001-1
Год: 1988



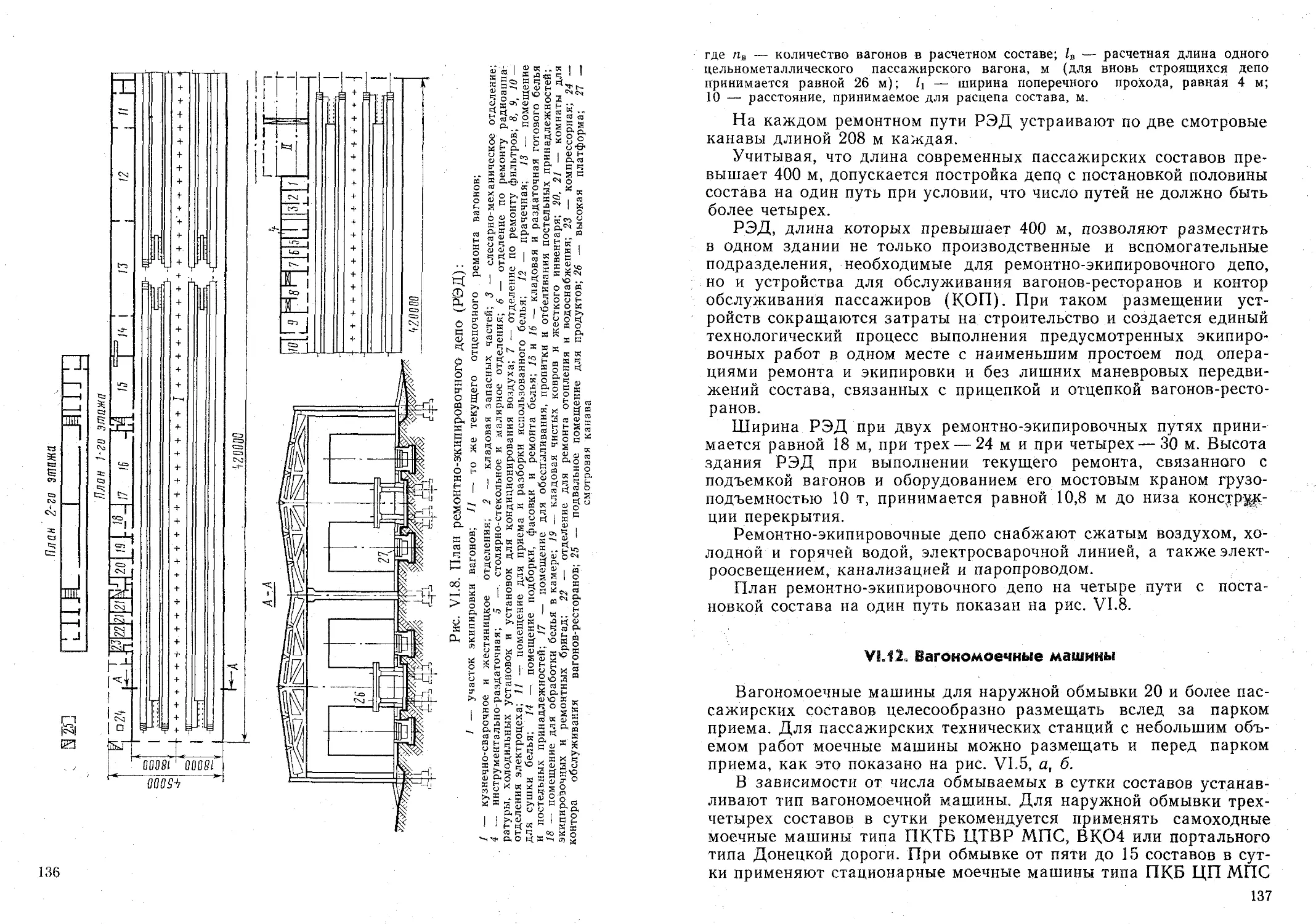
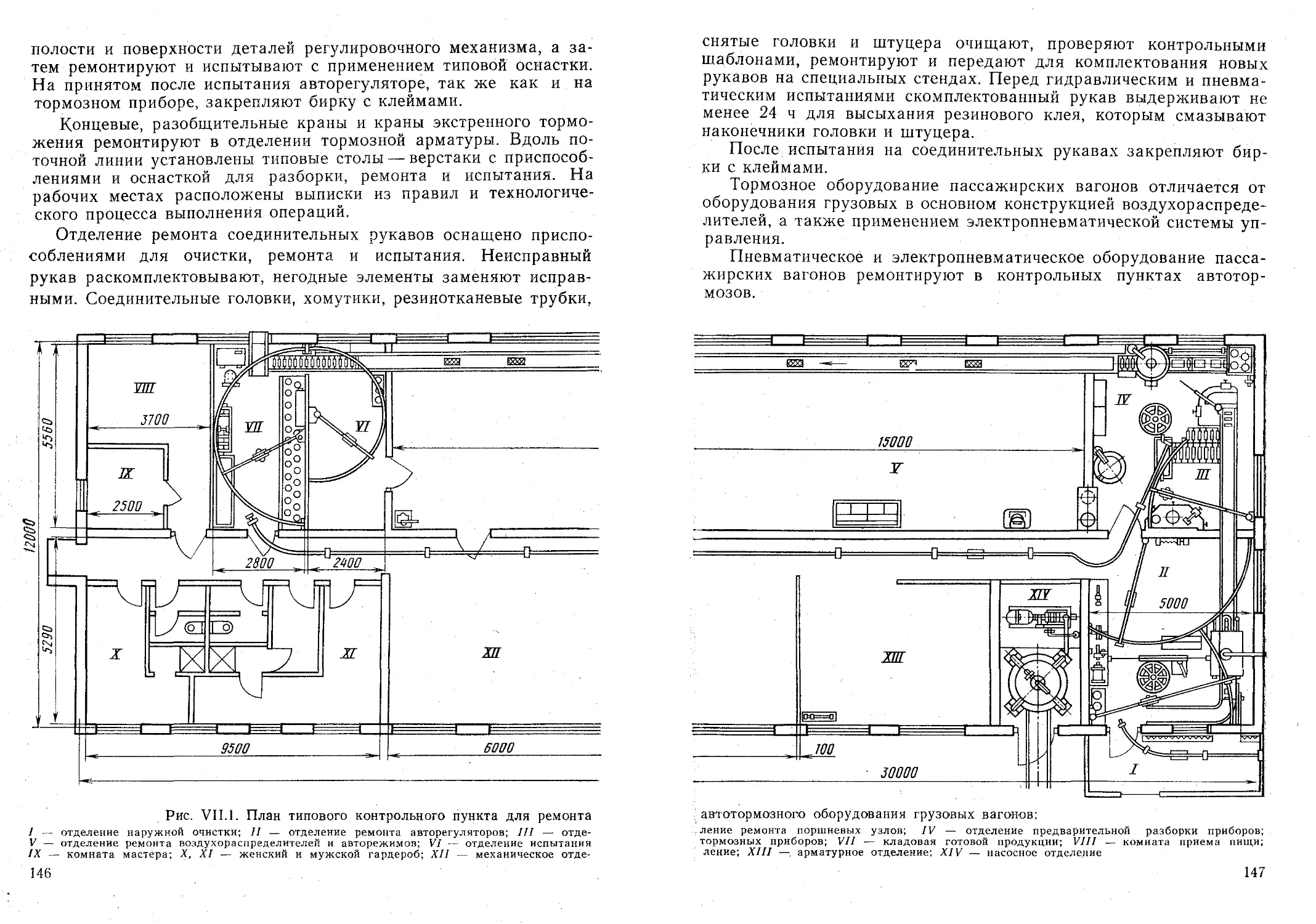
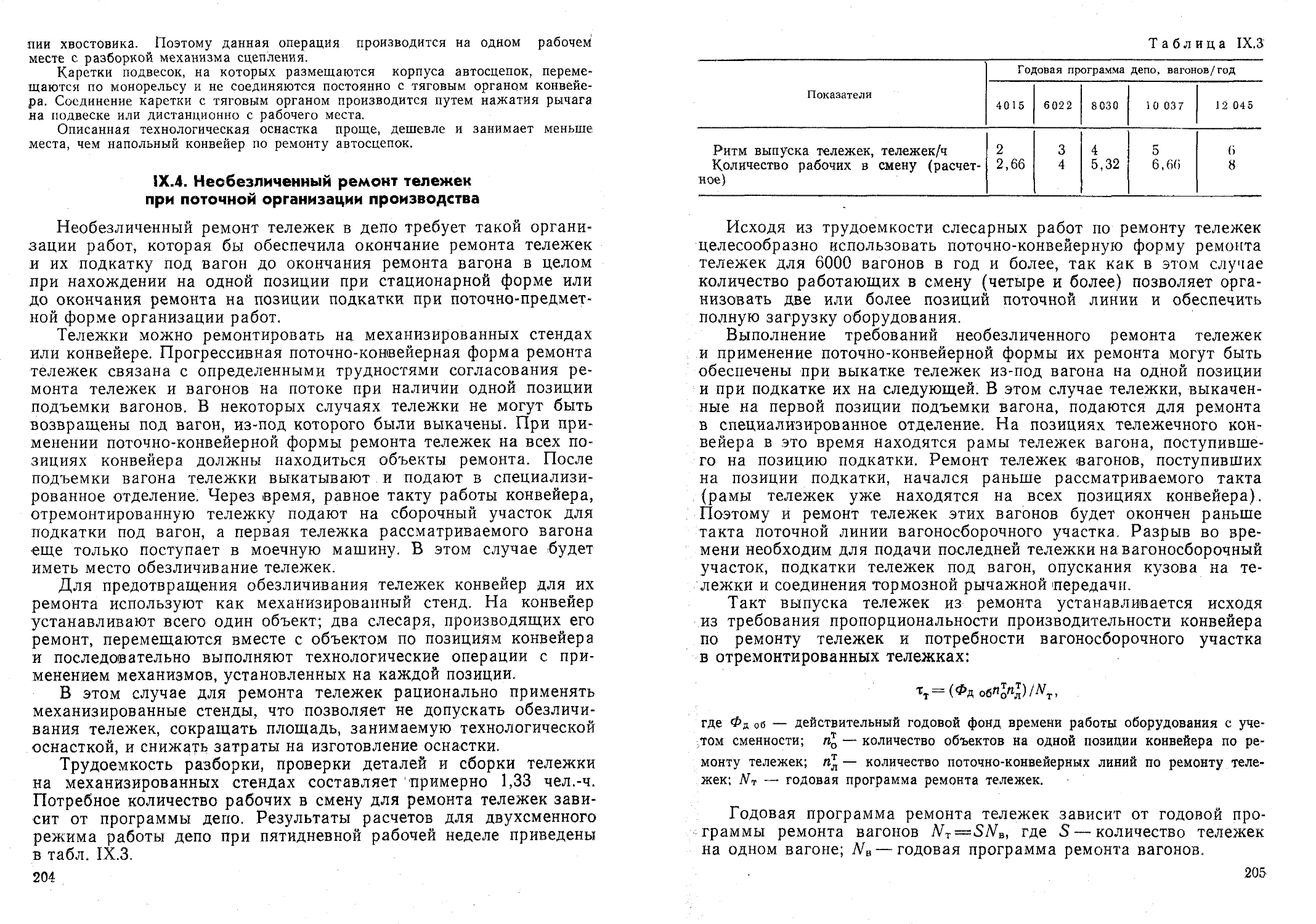
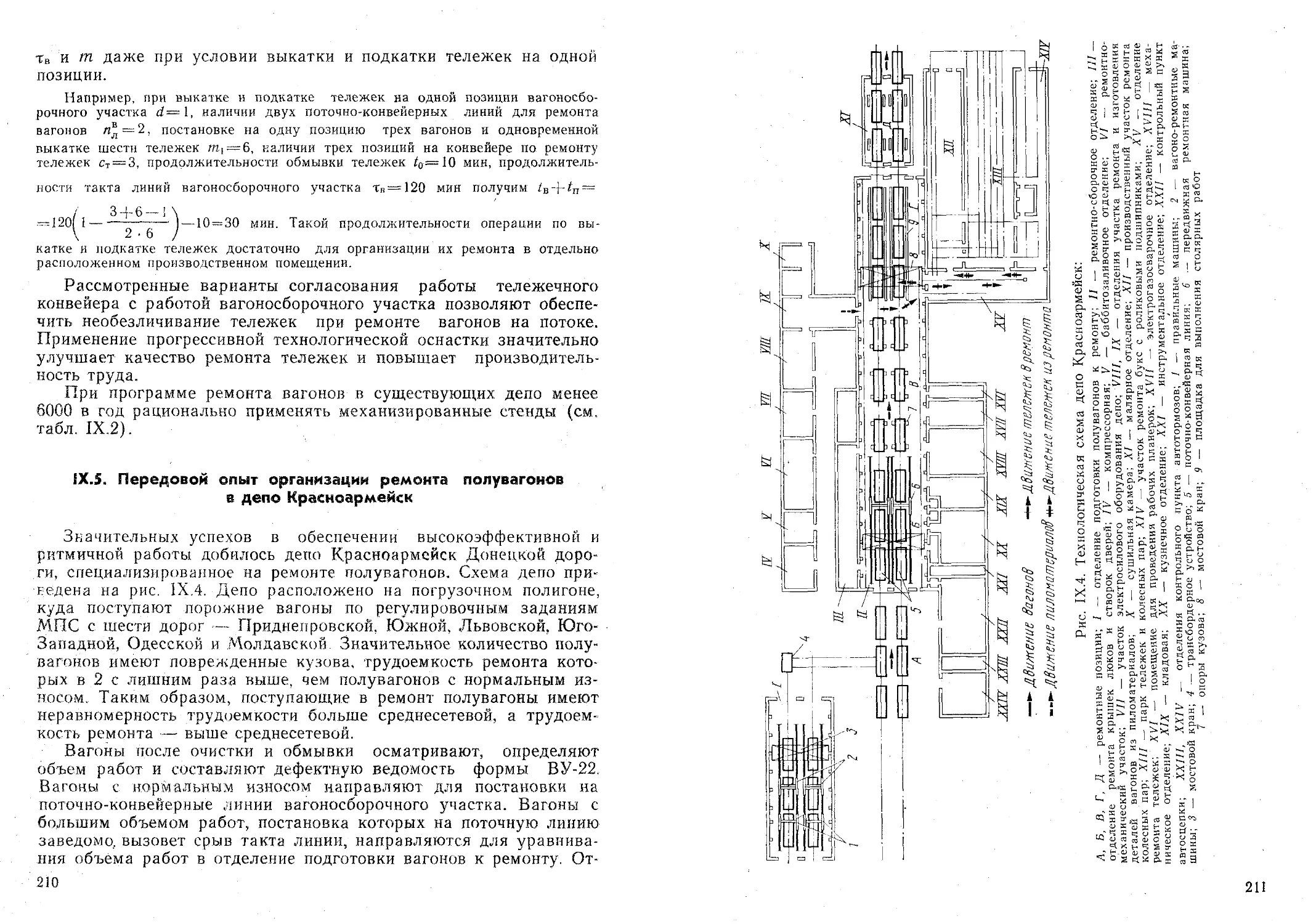
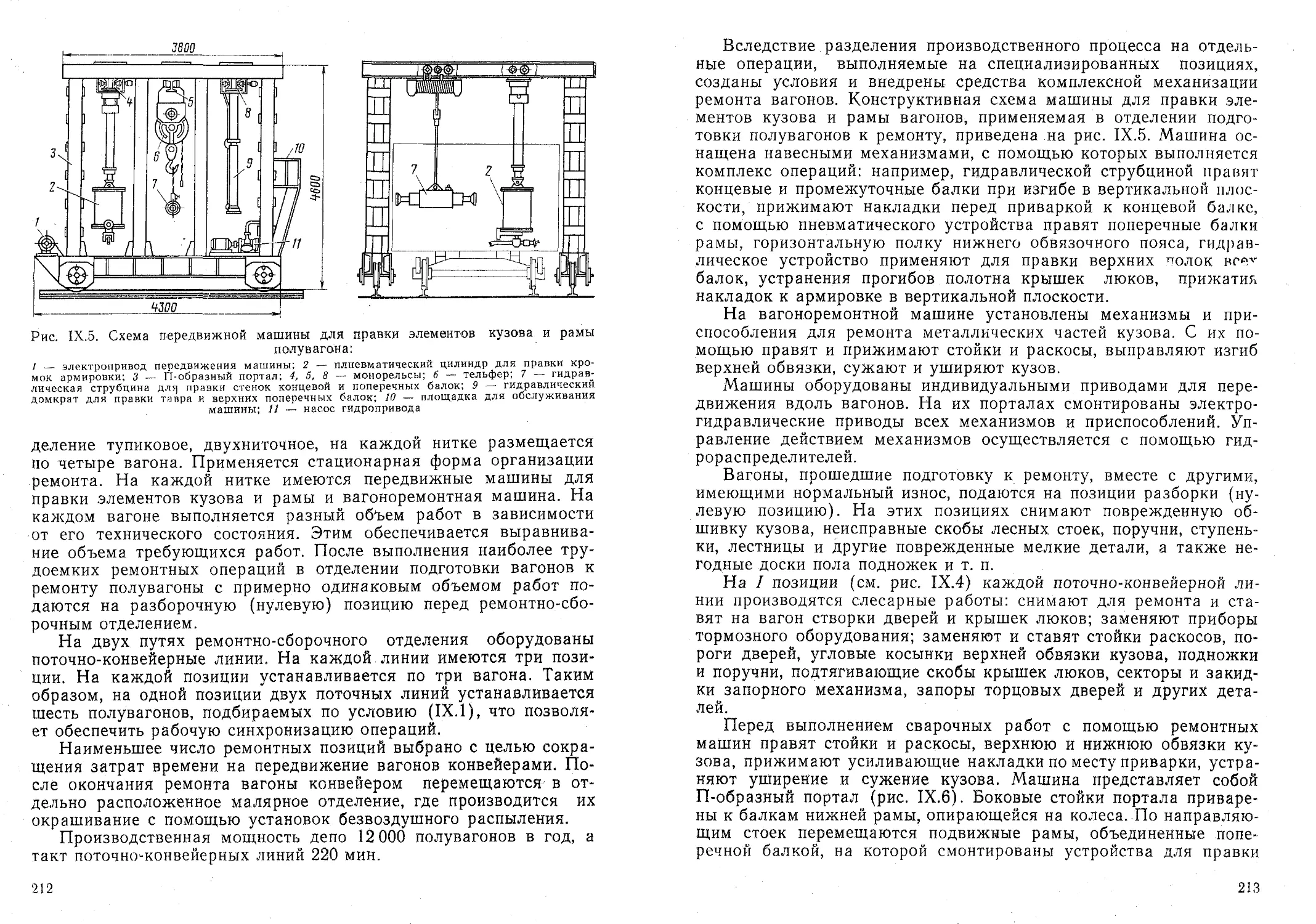
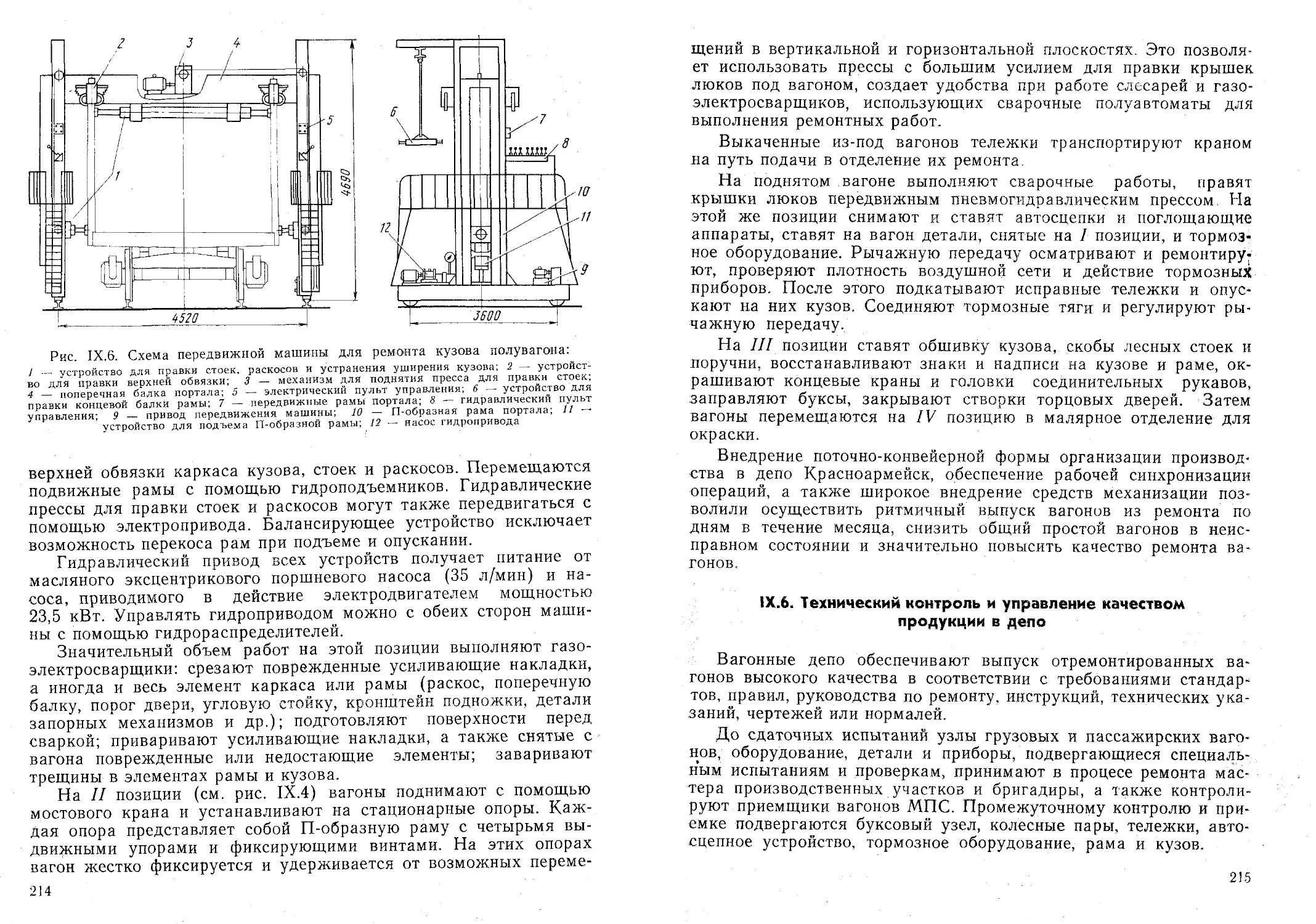
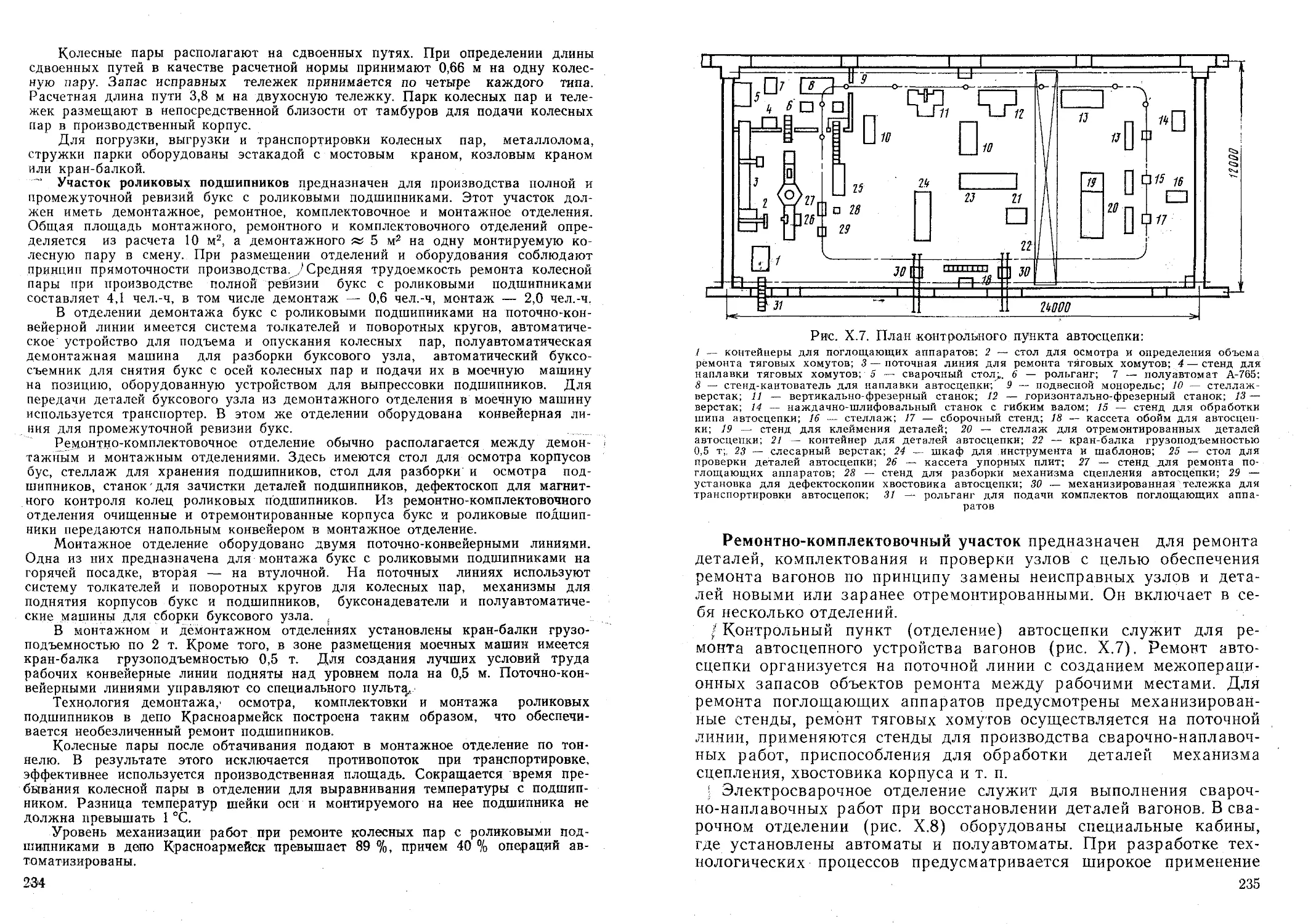
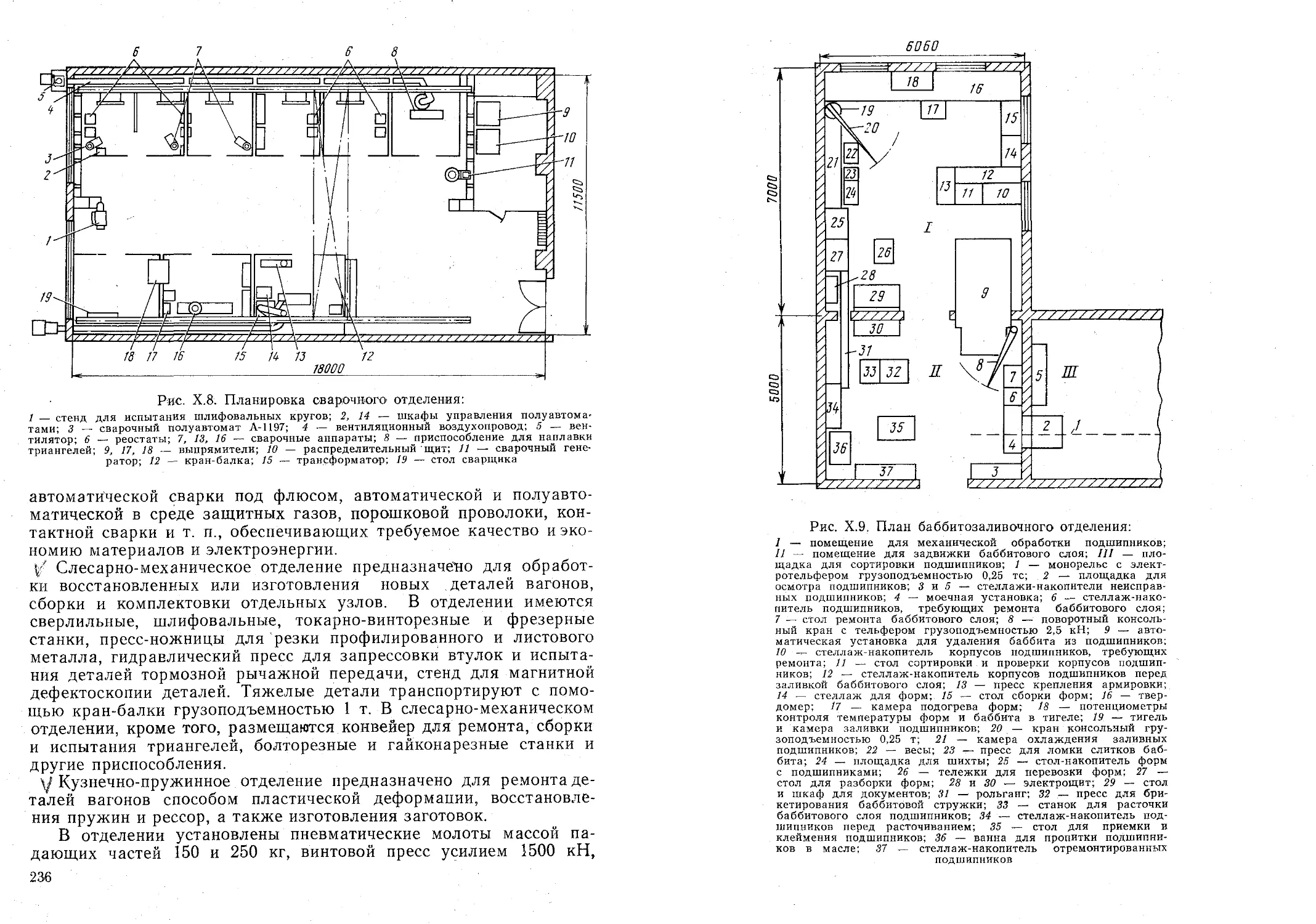
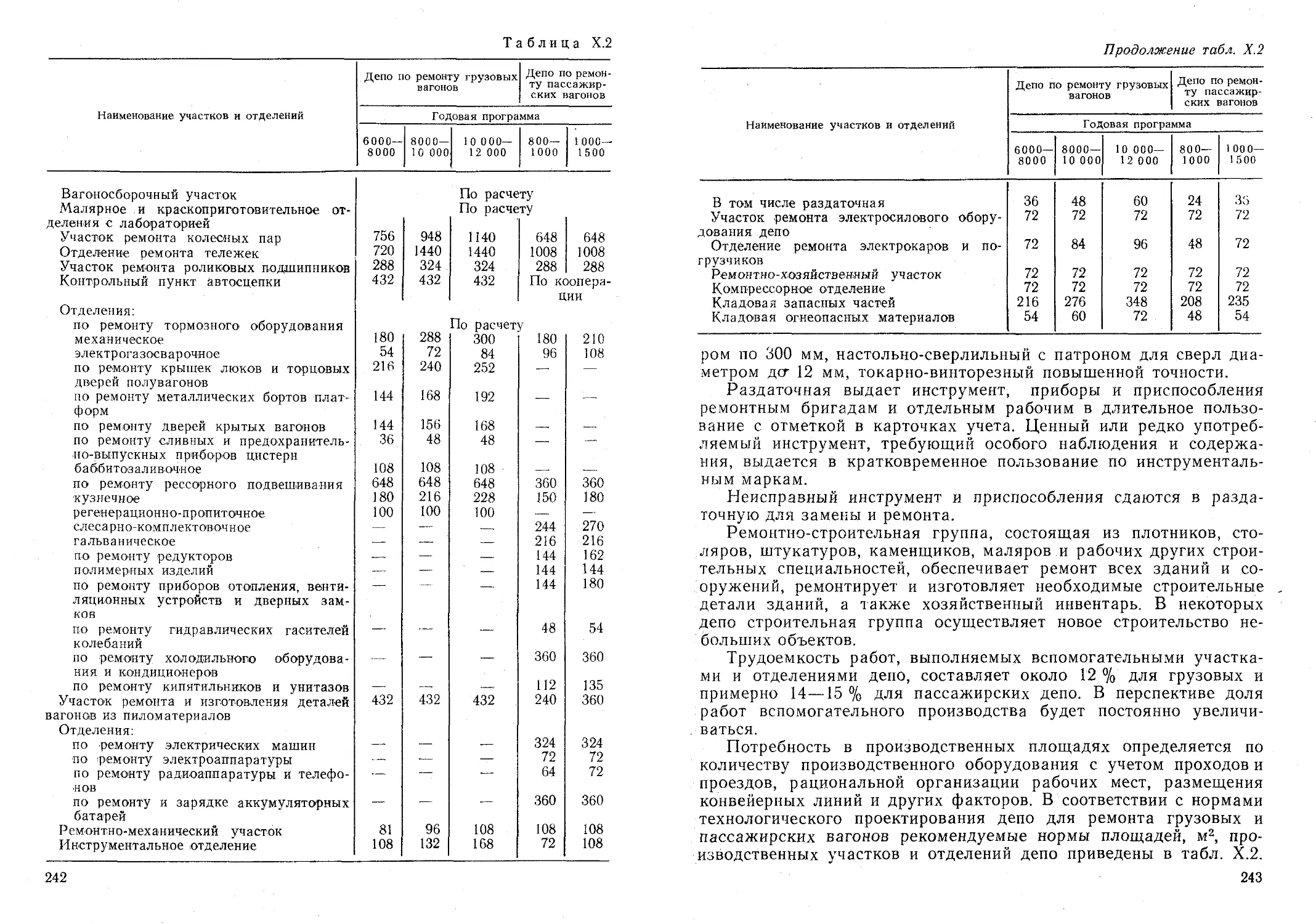
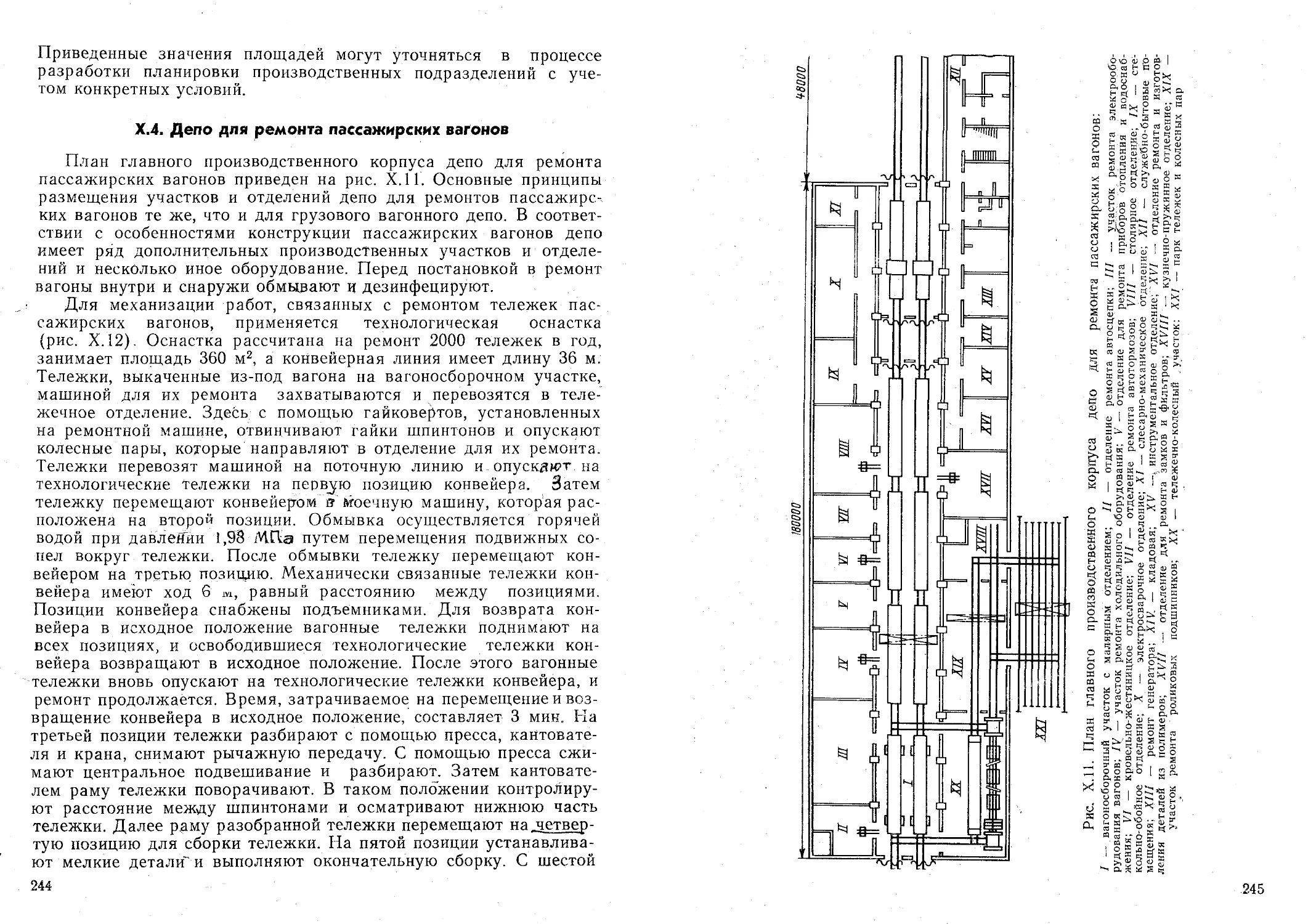
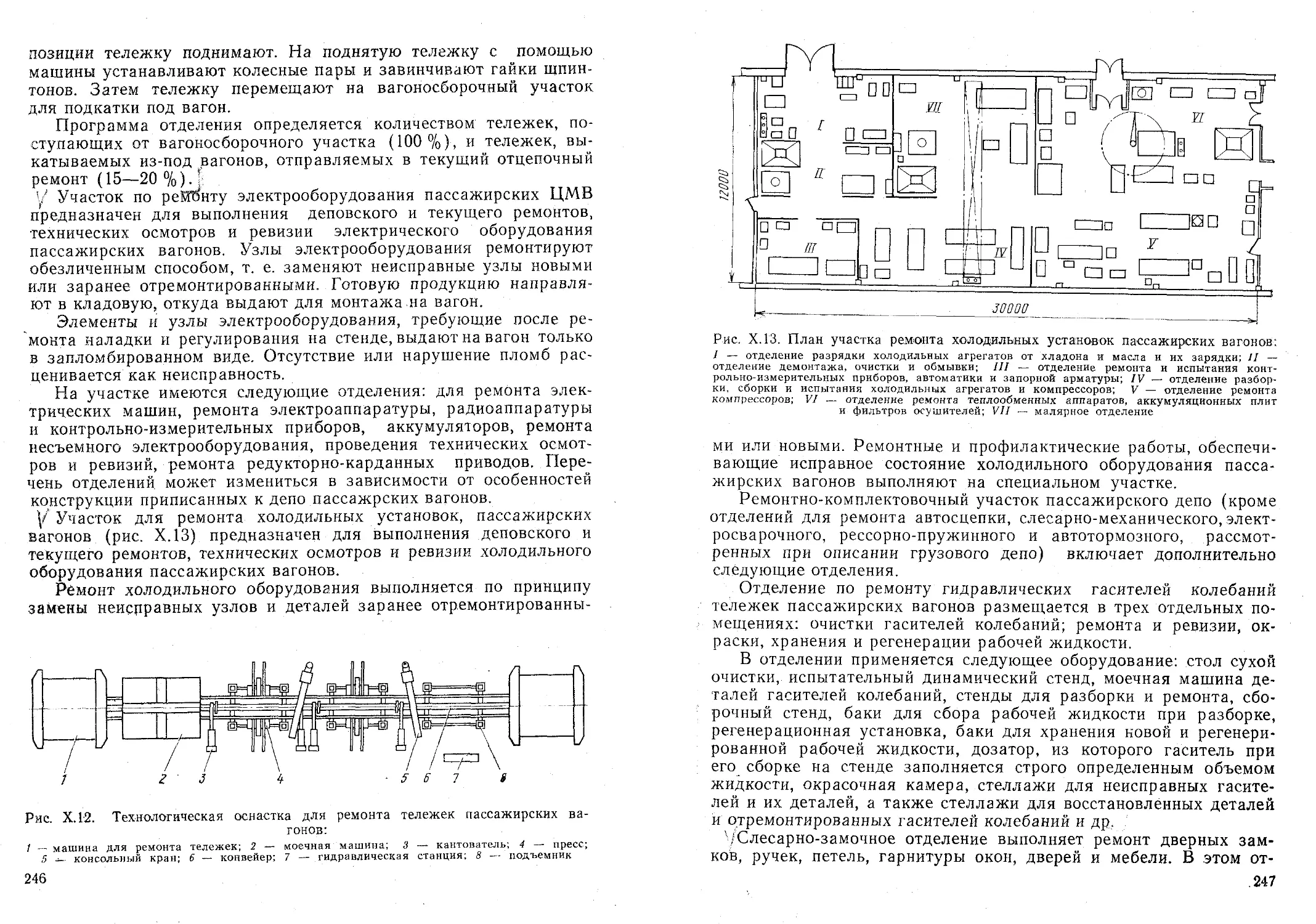
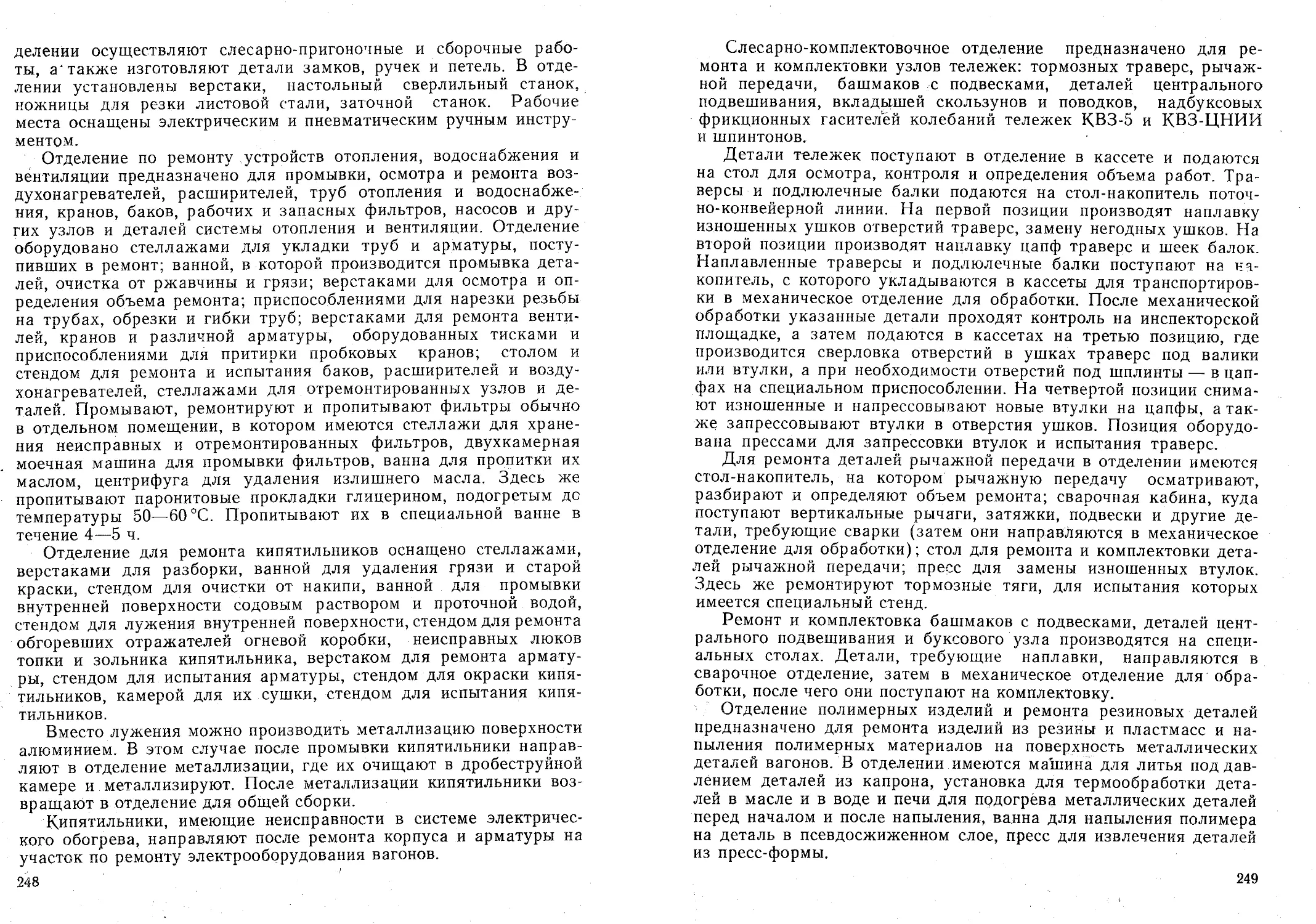
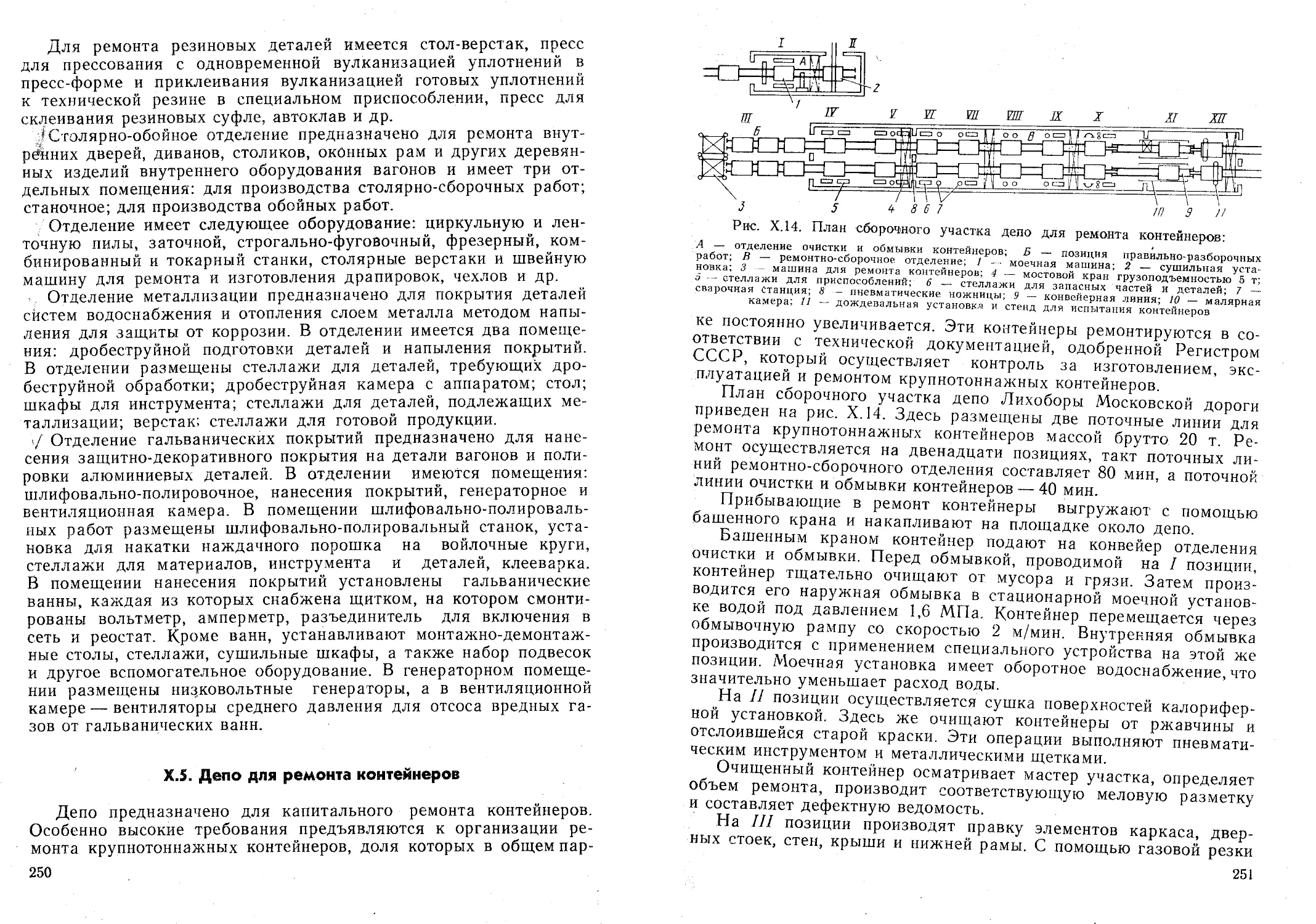
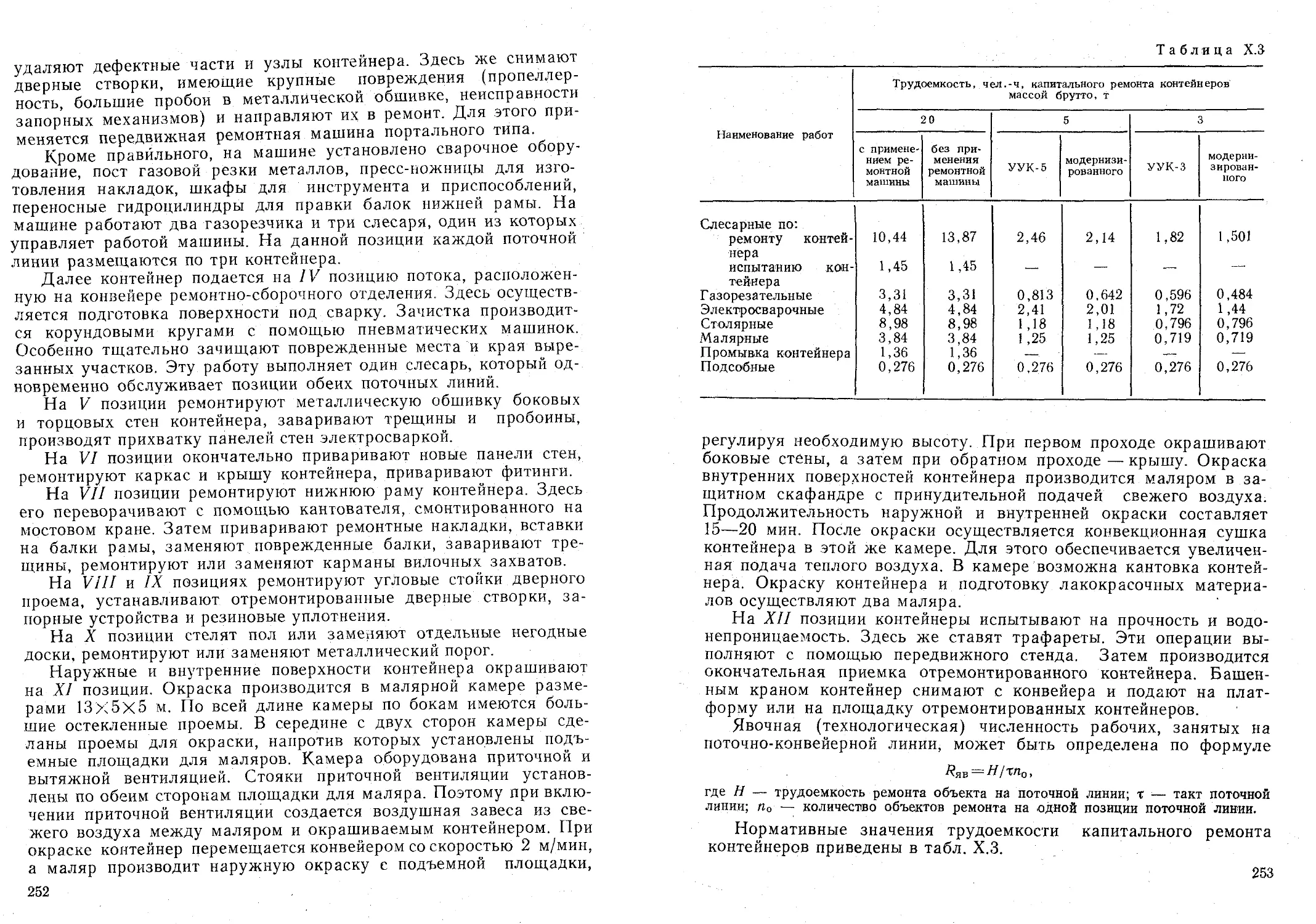
Текст
В. И. ГРИДЮШКО, В. П. БУГАЕВ, Н. 3. КРИВОРУЧКО
ВАГОННОЕ
ХОЗЯЙСТВО
Под редакцией д-ра техн. Наук проф. В. И. Гридюшко,
канд. техн, наук Ю. С. Подшивалова
Издание второе,
переработанное и дополненное
Утверждено
Главным управлением учебными заведениями
Министерства путей сообщения
в качестве учебного пособия для студентов
вузов железнодорожного транспорта
МОСКВА "ТРАНСПОРТ" 1988
УДК 629.44
Гридюшко В. И., Бугаев В. П., Криворучко Н. 3. Вагонное хозяйство: Учеб,
пособие для вузов — 2-е изд., перераб. и доп. — М.: Транспорт, 1988. 295 с.
Изложены теоретические основы и принципы технической эксплуатации ва-
гонов, освещены комплексная механизация и автоматизация производственных
процессов, организация работы в подразделениях отрасли. Даны технико-эко-
номические обоснования создания механизированных пунктов подготовки ваго-
нов к перевозкам, внедрения поточных методов ремонта вагонов и научной
организации труда, изложены основы проектирования вагонных депо.
2-е издание отражает изменения, которые произошли за последние годы в
вагонном хозяйстве.
1-е изд. вышло в 1976 г.
Для студентов вузов железнодорожного транспорта, а также может быть
полезен инженерно-техническим работникам вагонного хозяйства железных дорог.
Ил. 68, табл. 24, библиогр. 13 назв.
Книгу написали: д-р техн, наук проф. В. И. Гридюшко — введение,
главы I, II, III, IV, V, VII; доцент В. П. Бугаев — главы VIII, IX, X; канд.
техн, наук проф. Н. 3. Криворучко — главы VI и XI
Рецензенты: кандидаты техн, наук В. М. Чебаненко, П. А. Устич,
инж. Б. Г. Погорелый
Заведующий редакцией В. К. Терехов
Редактор В. В. Глебова-Авилова
3602030000-040
049(01)-88
125-88
© Издательство «Транспорт», 1976
© Издательство «Транспорт», 1988
ISBN 5-277-00001-1
ВВЕДЕНИЕ
XXVII съезд КПСС определил программу дальнейшего эконо-
мического и социального развития страны. Большая роль в этой
программе отведена железнодорожному транспорту, намечены
крупные меры по дальнейшему развитию материально-техничес-
кой базы стальных магистралей и улучшению их эксплуатацион-
ной деятельности.
Важное значение в совершенствовании перевозочного процес-
са принадлежит вагонному хозяйству, которое объединяет вагоны
и материально-техническую базу их ремонта. Вагонное хозяйство
сформировалось как самостоятельная отрасль железнодорожного
транспорта в 1933 г. Сейчас основные фонды этого хозяйства сос-
тавляют пятую часть основных фондов железнодорожного тран-
спорта, создана мощная материально-техническая база, вагонный
парк по своему техническому уровню является одним из лучших
в мире. Совершенствуется структура вагонного парка, повысилась
надежность вагонов и существенно возросла их грузоподъемность.
Сопоставление использования вагонного парка на дорогах раз-
личных стран показывает, что в расчете на 1 т грузоподъемности
производительность грузовых вагонов на дорогах СССР значитель-
но больше, чем в таких странах, как США, Франции, ФРГ и Ита-
лия. С высокой интенсивностью используется на дорогах СССР и
парк пассажирских вагонов. Поэтому основная роль и назначение
вагонного хозяйства заключается в обеспечении перевозок исправ-
ным вагонным парком при постоянном росте интенсивности исполь-
зования подвижного состава.
Ежегодно на ремонт и техническое обслуживание вагонного
парка расходуется более 2.3 млрд. руб. На долю вагонного хозяй-
ства приходится около 20 % эксплуатационных расходов, почти
шестая часть контингента работников железных дорог, основная
часть расхода пиломатериалов, проката, смазочных материалов.
Вагонное хозяйство непрерывно развивается. Особое внимание
уделяется оптимизации межремонтных периодов и сроков службы
вагонов, повышению качества ремонтных работ, внедрению новых и
совершенствованию существующих форм организации производ-
ства, созданию поточно-конвейерных линий по ремонту вагонов и
их отдельных частей. На вагоноремонтных предприятиях совер-
3
шенствуется система планирования и материального стимулирова-
ния с широким внедрением научной организации труда, специали-
зации и прогрессивной технологии ремонта на основе широкого ис-
пользования передовых достижений науки и практики.
Наряду с решением задач максимального использования су-
ществующих производственных мощностей ведется строительство
новых и реконструкция действующих линейных предприятий ва-
гонного хозяйства. Высоких производственных достижений доби-
лись коллективы вагонных депо Московка Западно-Сибирской
дороги, Красноармейск Донецкой, Магнитогорск Южно-Ураль-
ской, Узловая и Орел Московской и многие другие ремонтные
предприятия. Эти предприятия рассматриваются как базовые для
широкого распространения их опыта.
Большое внимание уделяется развитию технической базы для
текущего ремонта вагонов. Создаются крупные механизированные
пункты подготовки вагонов к перевозкам, совершенствуется рабо-
та пунктов технического обслуживания, расположенных на сорти-
ровочных и участковых станциях. Широко внедряются средства
механизации трудоемких процессов.
Примером творческого подхода к созданию технической базы
для текущего ремонта вагонов на индустриальной основе могут слу-
жить механизированные пункты подготовки вагонов к перевозкам
на станциях Штеровка и Должанская Донецкой, Березники-Сорти-
ровочная, Углеуральская Свердловской, промывочно-пропарочная
станция Черниковка-Восточная Куйбышевской дорог и др. Боль-
ших успехов в работе добились коллективы пунктов технического
обслуживания станций Курган и Челябинск-Главный Южно-Ураль-
ской, Свердловск-Сортировочный Свердловской, Георгиу-Деж
Юго-Восточной дорог и др.
От четкой, слаженной работы подразделений вагонного хозяй-
ства во многом зависит бесперебойность и безопасность движения
поездов, своевременное обеспечение перевозок технически исправ-
ным подвижным составом, эффективность использования тран-
спортных средств.
Таким образом, вагонное хозяйство железных дорог, развивая
современную техническую базу для обслуживания и ремонта ва-
гонов, приобретает прочную индустриальную основу для обеспе-
чения высокого уровня работоспособности вагонного парка в со-
временных и перспективных условиях его эксплуатации.
При подготовке учебника к изданию использован опыт работы
передовых предприятий и учтены изменения, происшедшие в ва-
гонном хозяйстве за последние годы. Значительное внимание уде-
лено вопросам обеспечения работоспособности вагонного парка,
внедрению механизации и автоматизации производственных про-
цессов и научной организации труда.
4
Глава I
ОРГАНИЗАЦИЯ И УПРАВЛЕНИЕ
ВАГОННЫМ ХОЗЯЙСТВОМ
1.1. Система технического обслуживания
и ремонта вагонов
Задачами вагонного хозяйства является поддержание грузовых
и пассажирских вагонов в работоспособном состоянии, выполнение
установленного плана ремонта вагонов, рациональное использова-
ние имеющихся технических средств, достижение наибольшей эф-
фективности работы предприятий. На дорогах создана производ-
ственная база (вагонные депо, пункты подготовки вагонов к пере-
возкам и технического обслуживания вагонов и др-), обеспечиваю-
щая выполнение ремонта вагонов и техническое обслуживание их
в процессе эксплуатации.
На железных дорогах СССР действует планово-предупреди-
тельная система ремонта вагонов, которая направлена на обеспе-
чение стабильной работы подвижного состава при наименьших за-
тратах.
Техническое обслуживание способствует уменьшению интенсив-
ности изнашивания деталей и узлов, предупреждению и выяснению
отказов и неисправностей.
* Пассажирские вагоны проходят следующие виды технического
обслуживания: ТО-1 — на пунктах технического обслуживания
станций формирования и оборота пассажирских поездов перед каж-
дым отправлением в рейс, а также в пути следования на промежу-
точных станциях; ТО-2 — перед началом летних и зимних перево-
зок; ТО-3 — при проведении единой технической ревизии основных
узлов вагонов общесетевой эксплуатации через 6 мес после по-
стройки, планового ремонта или предыдущей ревизии в пунктах
приписки, на специализированных ремонтных путях или в вагон-
ных депо с отцепкой от составов. Служебные, служебно-техничес-
кие и другие вагоны специального назначения подлежат ревизии
через 1 год после постройки, планового ремонта или предыдущей
ревизии.
Грузовые вагоны проходят техническое обслуживание при под-
готовке составов в рейс на сортировочных и участковых станци-
ях, а также при предъявлении порожних вагонов группами или
составами в пунктах подготовки к перевозкам.
Рефрижераторные поезда, секции и автономные рефрижератор-
ные вагоны (АРВ) приписаны к специализированным (рефриже-
раторным) вагонным депо.
5
Техническое обслуживание поездов и секций предусматривает
ежедневный осмотр, осмотры через 15 и 30 сут, через 50, 100,
200 и 400 ч работы оборудования, профилактический ремонт (для
5-вагонных секций) через 6—9 мес. Для АРВ установлены следую-
щие виды технического обслуживания: ТО-1 — непосредственно
перед загрузкой вагона; ТО-2 — в пути следования вагона с гру-
зом через каждые 24—30 ч; ТО-3 — при разгрузке вагона на стан-
ции назначения груза; УТО-1 — через каждые 200—220 ч работы
дизель-генераторов; УТО-2 — через каждые 400—500 ч работы ди-
зель-генератора (в депо приписки вагона).
Кроме общей системы технического обслуживания вагонного
парка, установлены дополнительные виды контроля наиболее от-
ветственных узлов вагонов: полное и обыкновенное освидетельство-
вание колесных пар; осенняя и весенняя ревизии буксовых узлов
с подшипниками скольжения и перевод их на сезонные масла; пол-
ная и промежуточная ревизии вагонных букс с подшипниками ка-
чения; наружный и полный осмотры автосцепного оборудования;
ревизия автоматических тормозов.
Ремонт предназначен для регламентированного восстановления
работоспособности подвижного состава и устранения отказов и не-
исправностей, возникших в процессе эксплуатации или выявленных
при техническом обслуживании. Ремонтные работы выполняют
после возникновения отказа или неисправности, а также по истече-
нии определенного времени работы вагонов (предупредительный
ремонт).
В соответствии с назначением и характером выполняемых ра-
бот различают следующие виды ремонта грузовых вагонов:
капитальный — для восстановления ресурса подвижного соста-
ва, производимый на специализированных вагоноремонтных за-
водах;
деповской — для восстановления работоспособности вагонов с
заменой или ремонтом отдельных узлов и деталей, выполняемый
на специализированных предприятиях вагонолинейного хозяйства
дорог;
текущий (ТР-1) порожних вагонов, осуществляемый при комп-
лексной подготовке их к перевозкам с отцепкой от состава и по-
дачей на специализированные пути;
текущий (ТР-2) с отцепкой вагонов от транзитных и прибыв-
ших поездов или от сформированных составов.
Ремонт пассажирских вагонов подразделяется на:
капитальный К.Р-1 — плановый ремонт для восстановления ис-
правности и ресурса вагонов с заменой или ремонтом изношенных
и поврежденных составных частей, а также модернизацией отдель-
ных узлов;
капитальный КР-2 — плановый ремонт для восстановления ис-
правности и ресурса вагонов с частичным вскрытием внутренней
6
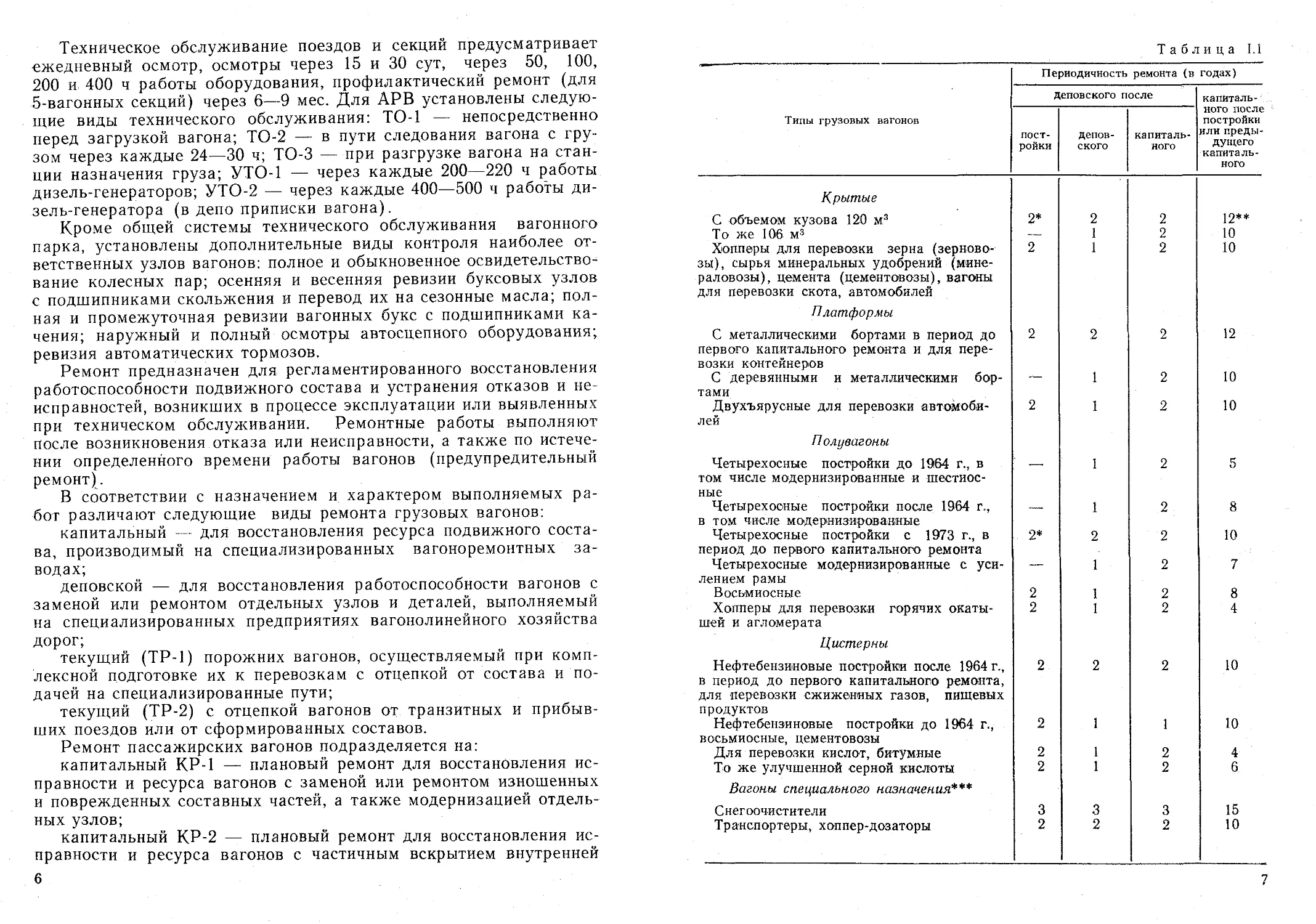
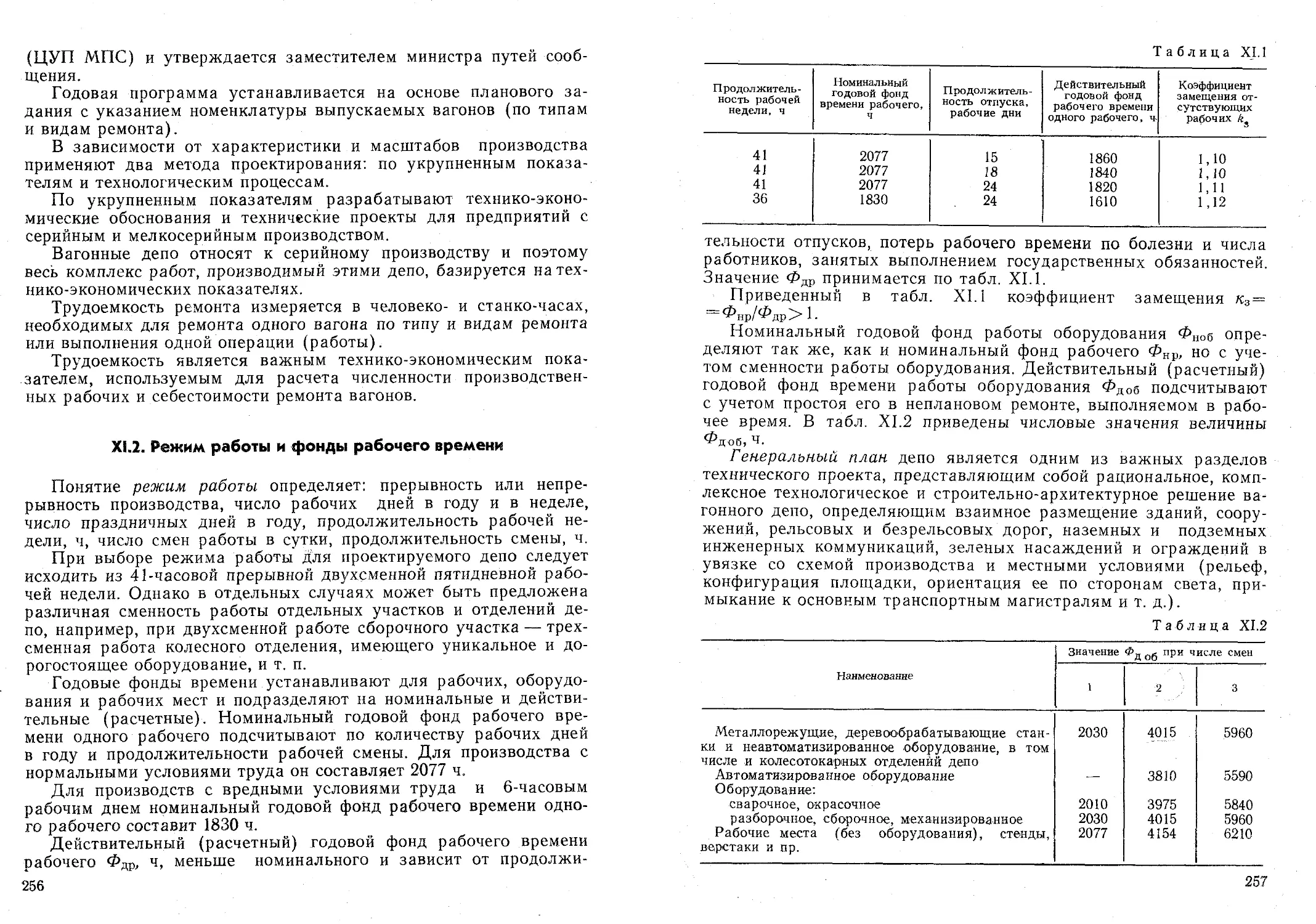
Таблица LI
Типы грузовых вагонов Периодичность ремонта (в годах)
деповского после капиталь- ного после постройки или преды- дущего капиталь- ного
пост- ройки депов- ского капиталь- ного
Крытые С объемом кузова 120 м3 2* 2 2 12**
То же 106 м3 — 1 2 10
Хопперы для перевозки зерна (зерново- 2 1 2 10
зы), сырья минеральных удобрений (мине- раловозы), цемента (цементовозы), вагоны для перевозки скота, автомобилей Платформы С металлическими бортами в период до 2 2 2 12
первого капитального ремонта и для пере- возки контейнеров С деревянными и металлическими бор- — 1 2 10
тами Двухъярусные для перевозки автомоби- 2 1 2 10
лей Полувагоны Четырехосные постройки до 1964 г., в 1 2 5
том числе модернизированные и шестиос- ные Четырехосные постройки после 1964 г., 1 2 8
в том числе модернизированные Четырехосные постройки с 1973 г., в 2* 2 2 10
период до первого капитального ремонта Четырехосные модернизированные с уси- — 1 2 7
лением рамы Восьмиосные 2 1 2 8
Хопперы для перевозки горячих окаты- 2 1 2 4
шей и агломерата Цистерны Нефтебензиновые постройки после 1964 г., 2 2 2 10
в период до первого капитального ремонта, для перевозки сжиженных газов, пищевых продуктов Нефтебензиновые постройки до 1964 г., 2 1 1 10
восьмиосные, цементовозы Для перевозки кислот, битумные 2 1 2 4
То же улучшенной серной кислоты 2 1 2 6
Вагоны специального назначения*** Снегоочистители 3 3 3 15
Транспортеры, хоппер-дозаторы 2 2 2 10
7
Продолжение табл. 1.1
Типы грузовых вагонов Периодичность ремонта (в годах)
деповского после капиталь- ного после постройки или преды- дущего ка- питального
пост- ройки депов- ского капиталь- ного
Вагоны восстановительных и пожарных поездов, передвижных и весовых мастер- ских, вагоны-раздатчики, вагоны рельсо- сварочных поездов, путевых машинных станций, дистанций пути и щебеночных заводов, платформы канадской постройки 3 3 3 15
Двухосные крытые, оборудованные под жилье и платформы 11о техническнму состоянию, но не чаще чем через 3 года
* Вагоны данных типов проходят первый и второй деповские ремонты после построй-
ки через 2 года, затем ежегодно.
** Крытые вагоны с вместимостью кузова 120 м3, не требующие замены крыши, под-
вергают первому капитальному ремонту через 14 лет.
*** Путевь1е снегоуборочные машины, автодрезины и другие вагоны специального
назначения, не указанные в табл. 1.1, подвергают деповскому и капитальному ремонтам в
сроки, устанавливаемые дополнительными указаниями МПС.
поверхности кузова до наружной обшивки, с заменой изоляции,
электропроводки, а при необходимости — с заменой системы элек-
троснабжения и других частей, включая базовые, а также модер-
низацией узлов;
деповский (ДР) — плановый ремонт вагонов для восстановле-
ния их работоспособности с заменой или ремонтом отдельных сос-
тавных частей;
текущий (ТР) с отцепкой вагонов от состава или поезда в пун-
ктах формирования или оборота и подачей их на специализирован-
ные ремонтные пути или в вагонные депо.
Для рефрижераторного подвижного состава также установлен
капитальный и деповский ремонты, выполняемые в предусмотрен-
ные специальным приказом МПС сроки. Неисправности оборудова-
ния, возникшие в пути следования, устраняют, как правило, обслу-
живающие бригады. При большом объеме требуемых работ на-
чальник поезда (секции) оформляет заявку на ремонт в ближай-
шем депо. Техническое обслуживание и текущий ремонт АРВ
осуществляют специальные пункты технического обслуживания
(ПТО АРВ) и рефрижераторные вагонные депо.
Контейнеры подвергают капитальному и плановому текущему
ремонтам в контейнерных депо в определенные сроки в зависимос-
ти от грузоподъемности. В период между этими видами ремонта
выполняют техническое обслуживание и текущий ремонт контей-
неров на контейнерных площадках.
8
Объемы работ при всех видах ремонта вагонов и контейнеров
установлены соответствующими руководствами, инструкциями и
техническими указаниями. Периодичность плановых ремонтов ва-
гонов и контейнеров указана в табл. 1.1 и 1.2.
На основе принятой периодичности плановых видов ремонта
МПС ежегодно определяет потребность в ремонте вагонов по се-
ти дорог и устанавливает плановые задания отдельным дорогам и
заводам.
Простой вагонов в ремонте нормирован. Работники службы
движения отвечают за своевременную подачу и уборку неисправ-
ных вагонов в депо или на завод, работники вагонного хозяйства—
за их простой на ремонтных путях и непосредственно в ремонте.
Для каждой дороги установлена также среднесуточная норма ос-
татка грузовых и пассажирских вагонов в неисправном состоянии.
Таблица 1.2
Пассажирские вагоны Периодичность ремонта, годы
деповского (ДР) капитального на заводах
в депо в депо и на заводах KP-I КР-2
Купейные и некупейные постройки до 1965 г. 1 4 20
включительно, межобластные
Вагоны-рестораны всех модификаций —. 1 4 16
Вагоны международного сообщения: 1
мягкие, габарита 02-ВМ (РИЦ), типов 23 сб, 504 постройки до 19(65 г. включительно купейные, некупейные, багажные, почтовые —_ 4 20
1 — 4 20
Мягко-жесткие (Микст) — 1 4 —
Купейные с кондиционированием воздуха пост- — 1 4 20
ройки заводов ВНР
Мягкие с двухместными купе постройки до — 1 4 20
1965 г. включительно
Мягкие 32-местные 1 — 4 —.
Вагоны-дизель-электростанции — 1 4 20
Купейные и некупейные постройки после 1965 г. 1 — 5 20
Мягкие габарита 02-ВМ (РИЦ) внутрисоюзно- — 1 5 20
го сообщения; мягкие с двухместными купе, ва- гоны типов 23 сб и 504 постройки после 1965 г.
Багажные, почтовые, багажно-почтовые 1 — 5 20
Примечание. Для всех цельнометаллических вагонов новой постройки производят
нервый^деповской ремонт через 2 года.
9
1.2. Производственные подразделения
технического обслуживания и ремонта вагонов
Вагонные депо предназначены для выполнения планового де-
повского ремонта вагонов, ремонта и комплектовки вагонных уз-
лов и деталей. На базе вагонных депо организуют и обеспечивают
подготовку к перевозкам, а также техническое обслуживание гру-
зовых и пассажирских вагонов в границах установленных участков.
Вагонные депо делятся на пассажирские, грузовые и рефрижера-
торные, Для ремонта контейнеров созданы специализированные
депо.
Депо по ремонту грузовых вагонов обычно размещают на стан-
циях массовой погрузки, выгрузки и сортировочных станциях. Как
правило, они специализированы на ремонте вагонов одного типа
(например, крытых, полувагонов, платформ и т. д.). Депо для ре-
монта цистерн организуют на станциях, к которым примыкают про-
мывочно-пропарочные предприятия.
Депо по ремонту пассажирских вагонов находятся на станциях,
обслуживающих крупные промышленные и административные
центры с большим пассажиропотоком.
Для ремонта рефрижераторного подвижного состава имеются
специальные депо, в которых сосредоточиваются рефрижераторные
поезда, секции и АРВ после завершения сезона перевозки скоро-
портящихся грузов. Контейнерные депо размещаются на станциях
с большим объемом контейнерных перевозок.
Пункты подготовки вагонов к перевозкам (ППВ) специализи-
рованы на подготовке к перевозкам определенного типа подвижно-
го состава: полувагонов и платформ, крытых и изотермических ва-
гонов, цистерн и битумных полувагонов. Размещаются ППВ на
станциях массовой погрузки, выгрузки грузов и формирования
порожних маршрутов. На этих пунктах проверяют техническое
состояние и выполняют текущий ремонт подвижного состава с ус-
транением неисправностей во всех узлах для обеспечения сохран-
ности перевозимых грузов и безотказного проследования вагонов
до пункта назначения.
Пункты технического обслуживания вагонов (ПТО) предназна-
чены для осмотра, текущего безотцепочного ремонта грузовых или
пассажирских вагонов и подготовки их к перевозкам. В соответ-
ствии с установленным технологическим процессом и графиком
движения поездов на ПТО контролируют техническое состояние
вагонов, выполняют профилактическое обслуживание букс с под-
шипниками скольжения, текущий ремонт и опробование автомати-
ческих тормозов. Пункты технического обслуживания грузовых ва-
гонов размещаются на сортировочных и участковых станциях. Для
восстановления работоспособности вагонов, отцепляемых от сос-
10
тавов по техническим неисправностям, на ПТО созданы механи-
зированные пункты текущего ремонта вагонов (МПРВ).
Пункты контрольно-технического обслуживания вагонов (ПКТО)
имеются на участковых станциях, где производится смена локомо-
тивов, а также на станциях, предшествующих перегонам с затяж-
ными спусками. Они предназначены для выявления и устранения
технических неисправностей, угрожающих безопасности движения
поездов.
Контрольные посты (КП) предназначены для выявления в дви-
жущихся поездах вагонов с перегретыми буксами, ползунами на
колесах и другими неисправностями, угрожающими безопасности
движения. Они размещаются на станциях с интенсивным безоста-
новочным движением поездов.
Посты опробования автотормозов (ПОТ) оборудуют на стан-
циях перед затяжными спусками, где нет ПТО, но производится
смена локомотивных бригад.
Пункты технической передачи (ППТ) организуют для выявле-
ния повреждений вагонов при выполнении погрузочно-разгрузоч-
ных работ и маневровых операций на подъездных путях промыш-
ленных предприятий, строительных организаций, речных и морских
портов.
Пункты технического обслуживания автономных рефрижератор-
ных вагонов (ПТО АРВ) обеспечивают контроль технического сос-
тояния и устранения неисправностей энергетического и холодиль-
ного оборудования, снабжение вагонов дизельным топливом, ди-
зельным и компрессорным маслами и хладагентом. Размещаются
эти пункты на станциях массовой погрузки и выгрузки скоропор-
тящихся грузов и на некоторых сортировочных и крупных участ-
ковых станциях, расположенных на направлениях обращения АРВ.
Пункты экипировки рефрижераторных поездов и секций созда-
ют'для снабжения подвижного состава дизельным топливом, сма-
зочными маслами, углем, водой и хладагентом. Перечень и разме-
щение специализированных пунктов технического обслуживания и
экипировки рефрижераторного подвижного состава устанавливает
МПС.
Промывочно-пропарочные предприятия служат для промывки,
пропарки, очистки цистерн от остатков грузов и для комплексной
подготовки их к наливу. На промывочно-пропарочных предприя-
тиях имеются специальные позиции для обслуживания и текущего
ремонта котлов цистерн, ходовых частей, букс, автотормозов и ав-
тосцепного оборудования, а также для ремонта крышек колпаков,
лестниц, площадок, сливных устройств.
Пункты технического обслуживания, ремонта и экипировки
пассажирских вагонов обеспечивают контроль исправности, теку-
щий ремонт и экипировку указанного подвижного состава на стан-
циях формирования и оборота пассажирских поездов, а также на
И
некоторых крупных станциях по пути следования, где расписани-
ем предусмотрена специальная стоянка для технического обслужи-
вания, снабжения водой и топливом, влажной уборки вагонов.
Пассажирские технические станции предназначены для комп-
лексной подготовки пассажирских составов в рейс (контроль тех-
нического состояния, обмывка, текущий ремонт, экипировка и са-
нитарная обработка подвижного состава). На крупных пассажир-
ских технических станциях сооружают ремонтно-экипировочные де-
по, оборудованные средствами для механизации и автоматизации
ремонтно-экипировочных работ.
Резервы проводников и конторе^ обслуживания пассажиров
занимаются организацией труда и планированием работы провод-
ников вагонов, поездных электромехаников, начальников поездов,
а также обеспечением пассажирских вагонов необходимым инвен-
тарем, съемным оборудованием и предметами чайной торговли.
Перестановочные пункты, размещенные на пограничных стан-
циях, предназначены для перестановки вагонов с колеи железных
дорог СССР на колею сопредельных стран и наоборот для обеспе-
чения прямого беспересадочного и бесперегрузочного железнодо-
рожного сообщения с другими странами.
Вагонный участок (ВЧ) предназначен для комплексной подго-
товки пассажирских составов в рейс. В состав ВЧ входят пасса-
жирские технические станции, пункты экипировки и обмывки ва-
гонов, резервы проводников и конторы обслуживания пассажиров.
1.3. Структура управления
технической эксплуатацией вагонов
Руководство технической эксплуатацией грузовых вагонов в
Министерстве путей сообщения (МПС) сконцентрировано в Глав-
ном управлении вагонного хозяйства (ЦВ МПС), а пассажирских
вагонов — в Главном пассажирском управлении (ЦЛ МПС).
На железных дорогах технической эксплуатацией грузовых ваго-
нов руководят службы вагонного хозяйства, а пассажирских ваго-
нов — пассажирские службы; в рамках отделений дорог аналогич-
но — вагонные и пассажирские отделы.
В составе Главного управления вагонного хозяйства имеются
отделы: вагонных конструкций и заказов, технический, ремонта и
эксплуатации грузовых вагонов, оперативный, колесных пар и ро-
ликовых подшипников, автотормозов и автосцепки, деповского
хозяйства, рефрижераторных секций и поездов труда и заработной
платы, планово-экономический, контейнеров и паромных переправ,
группа ревизоров по обеспечению сохранности вагонов, проектно-
конструкторское бюро (ПКБ), нормативная станция.
12
В составе Главного пассажирского управления для руковод-
ства технической эксплуатацией пассажирских вагонов имеются
отделы: ремонта и модернизации пассажирских вагонов, эксплуа-
тации, обслуживания пассажиров в поездах, конструкций и зака-
зов пассажирских вагонов.
Служба вагонного хозяйства каждой дороги осуществляет опе-
ративно-техническое руководство всеми подчиненными ей предпри-
ятиями по вопросам обеспечения работоспособности вагонного
парка, ремонта, технического обслуживания и подготовки вагонов
к перевозкам, безопасности движения поездов, внедрения прогрес-
сивной технологии и передовых методов труда, укрепления и раз-
вития технической базы. Для выполнения этих функций в службах
организованы отделы: ремонта и эксплуатации грузовых вагонов,
рефрижераторного подвижного состава (на отдельных дорогах) и
технический.
Вагонные депо (ВЧД) являются отраслевыми линейными пред-
приятиями. Они непосредственно участвуют в перевозочном про-
цессе и выполняют все работы по обслуживанию и ремонту ваго-
нов, подготовке их к перевозкам, безопасному проследованию
поездов по гарантийным участкам, располагая необходимыми для
этого квалифицированными работниками, техническими средствами
и материальными ресурсами. Находящиеся в ведении вагонных
депо пункты подготовки вагонов к перевозкам и пункты техничес-
кого обслуживания обеспечивают необходимыми техническими
средствами, материалами и запасными частями непосредственно
через депо.
Ремонт вагонов и изготовление для них запасных частей осу-
ществляют также вагоноремонтные заводы (ВРЗ) и другие пред-
приятия, подчиненные Главному управлению по ремонту подвиж-
ного состава и производству запасных частей (ЦТВР).
1.4. Перспективы развития вагонного хозяйства
Научно-технический прогресс в вагонном хозяйстве может быть
достигнут путем обновления и дальнейшего совершенствования ва-
гонного парка, создания и развития индустриальной базы для его
технического обслуживания и ремонта. Насыщение вагонного пар-
ка надежным подвижным составом, требующим наименьших зат-
рат труда и времени на выполнение погрузочно-разгрузочных ра-
бот, ремонт и техническое обслуживание, способствует более пол-
ному и эффективному удовлетворению потребностей народного хо-
зяйства в перевозках.
Новые грузовые вагоны выпускаются цельнометаллическими
с использованием в конструкциях низколегированных сталей и ра-
циональных профилей, автосцепных устройств повышенной проч-
13
ности, буксовых узлов с подшипниками качения. Вследствие этого,
а также модернизации вагонов более ранней постройки повышена
их грузоподъемность на 6—7 т, что существенно повышает произ-
водительность и массу поездов.
В вагонном хозяйстве постоянно увеличивается доля специали-
зированного подвижного состава. Применение вагонов-хопперов
для перевозки зерна, минералов, цемента, окатышей и других гру-
зов позволяет в 3—4 раза повысить производительность труда на
грузовых операциях, в 1,5—2 раза сократить эксплуатационные
расходы. Вагонный парк пополняется также специализированными
вагонами для перевозки гранулированных полимерных материалов
с резервуарами из алюминиевого сплава, цистернами для перевоз-
ки цемента, разгружаемыми с использованием сжатого воздуха,
платформами для перевозки большегрузных контейнеров, специ-
альными вагонами для перевозки тонколистовой стали в рулонах
и др.
Разрабатываются конструкции крытых вагонов, у которых
объем кузова будет увеличен до 140 м3, а двери оборудованы уси-
ленной подвеской, предохранителями от падения, пружинными упо-
рами. В перспективе намечен выпуск платформ с увеличенной до
19,6 м длиной платформы и др.
Для увеличения провозной способности железных дорог при
ограниченных нагрузках от оси колесной пары на рельс значитель-
но возрос выпуск восьмиосных вагонов.
В ближайшее время завершится перевод всех грузовых вагонов
на роликовые подшипники, что позволит существенно повысить их
надежность и удлинить участки следования поездов без техничес-
кого обслуживания до 500—600 км.
Парк пассажирских вагонов пополняется новыми цельнометал-
лическими вагонами, имеющими прочный сварной кузов, унифи-
цированные ходовые части, надежное тормозное оборудование, со-
временный интерьер, комбинированное электроугольное отопление,
систему кондиционирования воздуха, люминесцентное освещение,
автоматическую систему регулирования температуры воздуха в
вагонах.
Новые пассажирские вагоны строятся с использованием кор-
розионностойких материалов, более эффективных покрытий, не-
ржавеющей стали, алюминиевых сплавов и др.
Внедрение современных вагонов требует создания современной
технической базы для их ремонта и обслуживания. В настоящее
время вагонное хозяйство уже располагает широкой сетью пред-
приятий для ремонта, технического обслуживания и экипировки
грузовых и пассажирских вагонов и контейнеров. На дорогах вне-
дряется комплексная механизации и автоматизация производ-
ственны» процессов, эффективная технология. Проводится в жизнь
14
прогрессивное направление на специализацию депо и пунктов под-
готовки вагонов к перевозкам.
Развитие системы периодических ремонтов осуществляется на
основе широкого внедрения поточных методов ремонта как на сбо-
рочных участках, так и на участках, обеспечивающих ремонт и
комплектовку основных узлов вагонов. Внедрение поточной орга-
низации производства позволяет на 15—20 % увеличить выпуск ва-
гонов и значительно повысить качество их ремонта. Получают раз-
витие современные средства механизации и автоматизации произ-
водственных процессов, гарантирующих высокое качество продук-
ции.
Большое внимание уделяется развитию технической базы для
текущего ремонта и подготовки вагонов к перевозкам, совершен-
ствованию комплекса машин и механизмов, позволяющих осущест-
влять подготовку к перевозкам на индустриальной основе. На не-
которых дорогах строятся крупные механизированные пункты под-
готовки к перевозкам полувагонов и платформ, а также крытых и
изотермических вагонов. Эти пункты имеют крытые помещения для
текущего отцепочного ремонта, применяется поточный метод вы-
полнения ремонтных операций с использованием новых средств ме-
ханизации и автоматизации производственных процессов.
Большая работа проводится для обеспечения безотказного
следования поездов на гарантийных участках. На пунктах техни-
ческого обслуживания сортировочных и крупных участковых стан-
ций используются более эффективные средства механизации, ус-
тройства и приспособления, обеспечивающие ускоренную и высо-
кокачественную подготовку поездов в рейс.
Для улучшения использования вагонного парка внедряется ав-
томатизированная система непрерывного контроля за техническим
состоянием подвижного состава. На дорогах эксплуатируются ус-
тановки для бесконтактного обнаружения перегретых букс
(ПОНАБ) на ходу поезда. Началось внедрение аппаратуры ДИСК-
ВКВ-Ц, позволяющая одновременно выявлять в движущемся по-
движном составе перегретые буксы, неисправности поверхности ка-
тания колес, провисшие или волочащиеся детали подвагонного обо-
рудования. Эта аппаратура может передавать информацию на цен-
тральный диспетчерский пульт.
Дальнейшее улучшение технического обслуживания и ремон-
та вагонов связано с внедрением в практику работы вагонного хо-
зяйства средств Технической диагностики, комплексной системы
управления качеством продукции (КСУКП), автоматизированных
систем управления, совершенствованием метрологического обес-
печения предприятий.
Большое внимание уделяется повышению производительности
труда в вагонном хозяйстве, сокращению доли ручного труда и т. д.
15
Особое внимание будет уделено внедрению . прогрессивных форм
организации труда, улучшению его нормирования, повышению
квалификации работников, воспитанию деловитости и ответствен-
ности, укреплению трудовой и технологической дисциплины.
1.5. Организация вагонного хозяйства за рубежом
По технической вооруженности, формам и методам организа-
ции движения поездов наибольшее сходство имеют железные до-
роги СССР и США. За последние годы вагонный парк дорог США
существенно обновлен. Средняя грузоподъемность вновь строящих-
ся вагонов составляет 90,7 т, а вагонов, изымаемых из эксплуата-
ции, — 51,9 т. Постройка четырехосных вагонов большой грузо-
подъемности стала возможной в результате повышения нагрузки
от оси вагона на рельс до 294,3 кН, а на отдельных важнейших
направлениях — до 353,2 кН. В вагонных конструкциях использу-
ются легированные стали, легкие сплавы и экономичные гнутые
профили.
Среднесуточный пробег грузовых вагонов в США равен около
95 км, порожний пробег составляет примерно 41 % груженого, а
оборот вагона равен примерно 21 сут. Наиболее интенсивно эк-
сплуатируются вагоны маршрутных поездов для перевозки угля.
Годовой пробег этих вагонов составляет около 160 000 км, что при-
мерно в 5 раз больше среднего пробега грузового вагона.
Опыт эксплуатации вагонов маршрутных поездов показал, что.
рационально проведение капитального ремонта через каждые
800 тыс. км пробега.
Железные дороги США, ремонтировавшие в прошлом вагоны
в зависимости от их технического состояния, перешли на систему
периодических ремонтов массовых типов грузовых вагонов, сохра-
нив лишь для отдельных типов вагонов (например, платформ для
перевозки контейнеров) ремонт по пробегу.
Установлено два вида периодических ремонтов, зависящих от
конструкции и технического состояния вагонов: малый ремонт —
через 1—3 года, капитальный ремонт — через 4—20 лет. Текущий
ремонт вагонов в основном проводится на открытых путях стан-
ций.
На железных дорогах ФРГ к техническому обслуживанию от-
носятся все мероприятия, направленные на поддержание подвиж-
ного состава в состоянии готовности к эксплуатации. Вагоны ре-
монтируют не только после обнаружения неисправностей, но и при
профилактических осмотрах. Периодичность технических осмотров
и текущих ремонтов составляет 4 или 5 лет. Для грузовых вагонов
с высокой интенсивностью эксплуатации технические осмотры и
16
ремонты проводят не периодически, а в зависимости от их про-
бега.
На железных дорогах Англии приняты три вида ремонта ваго-
нов: первый текущий ремонт, выполняемый на путях станции, сред-
ний текущий ремонт (в мастерских), капитальный ремонт.
Грузовые вагоны железных дорог Бельгии проходят капиталь-
ный ремонт через 4—5 лет и генеральный капитальный —- через
15—16 лет. Осмотр специализированных вагонов производится че-
рез 6—24 мес.
В Италии капитальный ремонт вагонов проводят через 5 лет
и обычные осмотры — через 2—3 года.
На железных дорогах Франции также установлен капитальный
ремонт, проводимый через каждые 5 лет (новые вагоны направля-
ются в ремонт через 6—8 лет).
На японских дорогах капитальный ремонт грузовых вагонов
открытого типа выполняют через 8 лет, крытых вцгонов — через
12 лет.
Определенный интерес представляет изучение опыта организа-
ции вагонного хозяйства в таких странах, как ЧССР, Франция и
США. В этих странах получили развитие крупные механизирован-
ные пункты для текущего ремонта вагонов перед погрузкой и пос-
ле выгрузки, внедрение средств механизации и автоматизации про-
изводственных процессов, создание современных средств для авто-
матического выявления неисправностей вагонов в поездах (опыт
ЧССР, Франции, США), широкое применение радиосвязи и теле-
видения при осмотре вагонов.
Глава II
ВАГОННЫЙ ПАРК
11.1. Характеристика вагонного парка
Особенностями вагонного парка являются различие вагонов по
конструкции, времени эксплуатации и техническому ресурсу, а для
грузовых вагонов — повсеместное их обращение по сети дорог без
приписки к определенным пунктам. Это требует создания развитой
базы технического обслуживания и ремонта, обеспечивающей бе-
зопасность движения поездов и сохранность перевозимых грузов.
Вагоны в зависимости от их назначения относят к пассажир-
скому или грузовому парку.
Грузовой парк, состоит из крытых вагонов, полувагонов, плат-
форм, цистерн, изотермических (включая автономные рефриже-
раторные вагоны, рефрижераторные поезда и секции) и вагонов
специального назначения (для перевозки зерна, цемента, автомо-
билей и т. д.).
Пассажирский парк состоит из вагонов, используемых для пе-
ревозки пассажиров, вагонов-ресторанов, багажных, почтовых, ва-
гонов специального назначения.
Для транспортировки мелкими отправками различных грузов,
в том числе и скоропортящихся, широко применяют контейнеры и
контрейлеры (отличающиеся от контейнеров большей грузоподъем-
ностью и наличием под рамой автомобильных колес).
Грузовые вагоны общего назначения обращаются по всей сети
дорог по принципу прямого бесперегрузочного сообщения и могут
быть поданы под погрузку или выгрузку в любой пункт на любой
дороге.
Различают инвентарный и наличный парки грузовых вагонов.
Инвентарный парк образуют грузовые вагоны, приписанные к дан-
ной дороге. Количественно этот парк изменяется после приписки
новых вагонов, исключения старых из инвентаря по техническому
состоянию или вследствие их передачи другим организациям или
дорогам.
В наличии парк дороги включают все вагоны, фактически на-
ходящиеся в ее границах на конец отчетных суток, независимо от
того, к какой дороге они приписаны. Наличный парк делится на
рабочий и нерабочий. В рабочий парк включают вагоны, находя-
щиеся в поездах, под грузовыми операциями или в ожидании их,
а также на путях сортировочных парков, т. е. занятые под грузо-
выми перевозками. К нерабочему парку относятся вагоны, непос-
18
редственно не занятые в перевозках грузов: исправные, находя-
щиеся в резерве МПС (которые могут быть использованы только
по указанию министерства); неисправные (в ремонте и ожидании
подачи в ремонт); выделенные для хозяйственных перевозок и
других целей.
На железнодорожном транспорте введена единая восьмизнач-
ная система нумерации подвижного состава. По номеру грузовых
вагонов можно определить их техническую характеристику, расчет-
ную длину, массу тары и др.
Первый знак номера характеризует тип вагона (2 — крытый;
4 — платформа; 6 — полувагон; 7 — цистерна; 8 — изотермичес-
кий; 9 — прочие).
Второй знак указывает осность и основную характеристику ва-
гонов. Так, для крытых: 0 — с объемом кузова менее 120 м3; 2—
3 — с объемом кузова 120 м3 и более; 4—7 — с уширенными двер-
ными проемами. Для платформ: 0 — с длиной рамы 13,4 м; 2—6 с
длиной рамы 13,4 м и более. Для полувагонов: 0—2 — с
люками в полу и торцовыми дверями; 3—6 — с моками в полу без
торцовых дверей; 7 — с глухим кузовом; 8 — восьмиосный полува-
гон. Для цистерны; 0 — для нефтебитума и вязких нефтепродук-
тов; 1 — для нефти и темных нефтепродуктов с объемом котла
50—63 м3; 2 — для нефти, темных и светлых нефтепродуктов с
объемом котла 50—63 м3 (сезонная специализация устанавлива-
ется МПС); 3—4 — для светлых нефтепродуктов; 6 — для хими-
ческих грузов; 7 — для пищевых грузов; 9 — восьмиосная нефте-
бензиновая. Для изотермических вагонов: 3 — автономный рефри-
жераторный вагон; 4 — грузовой вагон в составе рефрижератор-
ных поездов и 3-вагонных секций; 7 — вагон в составе 5-вагонных
рефрижераторных секций; 9 — восьмиосный вагон в составе реф-
рижераторной секции.
Третий знак служит для отражения дополнительной характе-
ристики вагона.
Четвертый, пятый и шестой знаки обозначают порядковый
номер вагона.
Седьмой знак служит для обозначения номера вагона. При
этом цифры 0—8 используются для нумерации вагонов без пере-
ходной площадки, а 9 — с переходной площадкой.
Восьмой знак — контрольный, по которому проверяется досто-
верность считывания номера вагона при обработке информации
на ЭВМ.
Новая система нумерации грузовых вагонов повышает досто-
верность информации, учитывает перспективу развития подвижно-
го состава, дает возможность вследствие более точного определе-
ния массы и длины поезда полнее реализовать провозную способ-
ность участков, сократить порожний пробег и повысить статичес-
кую нагрузку вагонов.
19
Номер пассажирского вагона также восьмизначный. Приняты
следующие обозначения: первый знак — род вагона (для всех
пассажирских вагонов — 0); второй и третий знаки — код дороги
приписки вагона; четвертый знак — тип вагона (0 — мягкий и
мягко-жесткий; 1 — купейный; 2 — жесткий открытый; 3 — с
креслами и местами для сидения; 4 — почтовый и банковский;
5 — багажный и багажно-почтовый; 6 — ресторан; 7 — служебно-
технический; 8 — специальный вагон других министерств и ве-
домств; 9 — резерв); пятый, шестой, седьмой знаки — порядковый
номер вагона; восьмой знак — контрольный.
Пассажирские вагоны предназначены для обслуживания опре-
деленных направлений и поэтому приписываются не только к до-
роге, но и к конкретному вагонному депо. Инвентарный парк пас-
сажирских вагонов также делится на рабочий и нерабочий.
Рабочий парк пассажирских вагонов состоит из вагонов для
перевозки пассажиров, почтовых, багажных и вагонов-рестора-
нов. В его число включают также все исправные вагоны, находя-
щиеся в резерве, который создается для пополнения пассажирских
поездов в случаях изъятия вагонов из состава в ремонт или по
другим причинам. Резерв составляет 7—10 % численности ваго-
нов рабочего парка, приписанных к данному депо.
Нерабочий парк составляют пассажирские вагоны, находя-
щиеся в ремонте или ожидании его, а также вагоны, используемые
для различных служебно-технических нужд.
Вагонный парк дорог учитывается в физических единицах.
Для уточнения количества вагонов грузового и пассажирского
парков ежегодно по указанию МПС проводится их перепись одно-
временно на всей сети дорог. Кроме того, на всех дорогах установ-
лен ежесуточный оперативный учет грузовых вагонов по состоя-
нию на 18 ч по московскому времени, за исключением дорог
Западной Сибири и дорог Дальневосточного направления, где от-
четные сутки заканчиваются соответственно'в 14 и 12 ч по москов-
скому времени.
В соответствии с Правилами технической эксплуатации желез-
ных дорог Союза ССР каждый вагон должен иметь следующие
отличительные знаки и надписи: на грузовых вагонах — знак
МПС, номер, табличку завода-изготовителя с указанием даты и
места постройки, дату и место выполнения последних установлен-
ных видов ремонта, массу тары и грузоподъемность, полезный
объем и условный знак оборудования роликовыми подшипниками;
на пассажирских — Государственный герб и инициалы дороги
приписки, номер, табличку завода-изготовителя, дату и место вы-
полнения последних установленных видов ремонта, массу тары,
число мест.
На части вагонов, используемых в международном сообщении,
ставится знак транзитное™: буксы МПС в круге, означающие.при-
20
годность для международного сообщения на условиях ОСЖД
(Организация сотрудничества железных дорог), буквы РИЦ в
круге — на условиях МСЖД (Международный союз железных
дорог).
11.2. Показатели работы использования вагонов
Об эффективности эксплуатации вагонов можно судить по
количественным показателям, характеризующим объем работы, и
качественным, отражающим использование их по времени.
К количественным показателям относятся пробеги вагонов в
вагоно-километрах, количество погруженных, выгруженных, при-
нятых, сданных и проследовавших с переработкой и без перера
ботки вагонов в вагоно-часах и вагоно-сутках.
Качественными показателями являются: время оборота, ста-
тическая и динамическая нагрузки, полный, груженый и порожний
рейсы, среднесуточный пробег, производительность вагона, общий
простой в неисправном состоянии, среднее время нахождения под
одной грузовой операцией, среднее время нахождения транзитного
вагона на одной технической станции — для грузовых и пасса-
жирских вагонов, время оборота состава, его среднесуточный про-
бег и средняя населенность вагона.
Характеристикой использования вагонов в перевозочном про-
цессе может служить общий пробег в вагоно-километрах
который определяется как сумма произведений числа вагонов
на пройденное ими расстояние s, по главным путям на каждом
участке дороги:
Snisi = n1s1+n2s2+ ... +n„s„.
Кроме общего пробега, для грузовых вагонов учитывается от-
дельно пробег груженых SnrPiSrpi и порожних 5^поР;8Пор. вагонов,
т. е.
= 2nrp ,srp. + S«noP .«nop. •
Отношение пробега порожних вагонов к пробегу груженых на-
зывается коэффициентом порожнего пробега
а ^nnop(.snop7 (^гр^грР •
Оборот вагонов в пределах сети дорог выражает время, затра-
чиваемое на выполнение полного цикла операций, связанных с пе-
ревозками, т. е. время от начала одной погрузки вагона до начала
следующей. Для железных дорог и отделений оборот вагона ис-
числяют в сутках на один погруженный и принятый груженый Fa-
гон, т. е. время, исчисляемое от момента приема в груженом сос-
тоянии или начала погрузки до следующей погрузки или сдачи на
21
соседнюю дорогу (отделение). Оборот вагона в сутках определяет-
ся по формуле
$ = ~Т7~ (^/^уч+км/гР+Z//Tp/Tex),
24
где I — полный рейс вагона, км; иуч — участковая скорость, км/ч; км — коэф-
фициент местной работы; /Гр — время нахождения вагона под одной грузовой
операцией, ч; /тр — среднее расстояние между техническими станциями (вагон-
ное плечо), км; /тех — время нахождения вагона на одной технической стан-
ции, ч.
Количество грузовых операций, приходящихся на единицу ра-
боты, представляет собой коэффициент местной работы;
- " | ЧВ) /Ц,
где ип«в — соответственно число погруженных и выгруженных вагонов на до-
роге (отделении) в сутки; и — работа вагонного парка дороги (отделения) в
вагонах в сутки.
Работой вагонного парка дороги (отделения) называют число
вагонов, погруженных цп и принятых в груженом состоянии «пр.гр
с соседних дорог (отделений) в сутки:
u = tzn +Unp.rp-
Среднее время нахождения вагона под грузовой операцией оп-
ределяют делением вагоно-часов простоя под грузовыми операция-
ми на число грузовых операций.
К показателям, характеризующим степень использования гру-
зовых вагонов, относятся статическая и динамическая нагрузки.
Статическая нагрузка РСт показывает, какое количество груза в
тоннах приходится в среднем на один физический вагон при пог-
рузке Рст = 2Р/ып (SP — количество погруженного груза).
Динамическая нагрузка груженого вагона РТд показывает, ка-
кое количество тонн груза приходится в среднем на один груженый
вагон в движении: Рг£ = 2pZ/SnrpSrp (2pZ — тонно-километры
нетто по сети дорог, дороге или отделению; Зщ-рЯгр — пробег гру-
женых вагонов на соответствующем полигоне, вагоно-км).
Среднее время нахождения транзитного вагона на одной тех-
нической станции определяют делением вагоно-часов простоя на
технических станциях на число вагонов, прошедших через техни-
ческие станции.
Расстояние, проходимое вагоном за время оборота, называют
полным рейсом вагона. Для дороги полный рейс вагона складыва-
ется из груженого Zrp и порожнего ZnOp рейсов:
/ = SnrpSI.p/u + SnnopSnop./«= Znsltr,
для сети дорог
Z' = Sn's7SMn.
22
где 2ns, 2n's' — соответственно суммарный пробег вагонов на дороге и сети
дорог за сутки; 2ип — суммарное число вагонов, погруженных на сети дорог
также за сутки.
Среднесуточный пробег вагона определяется делением расстоя-
ния полного рейса на оборот вагона или общего пробега в вагоно-
километрах на рабочий парк:
sB = //'ft = Sns/np.
Среднесуточная производительность FB является обобщающим
показателем использования грузовых вагонов и измеряется в тон-
но-километрах нетто SP/, приходящихся на один вагон рабочего
парка:
fB = 2P//np = P«sB
(Рд — динамическая нагрузка вагона рабочего парка).
Оборотом пассажирского состава называют время в сутках,
проходимое от момента отправления его в рейс из пункта форми-
рования до следующего отправления состава из этого же пункта:
где tt, t'2 — время нахождения состава соответственно в пункте формирования
и в пункте оборота, ч; L — расстояние от пункта отправления до пункта назна-
чения, км; Умь имг — соответственно маршрутная скорость следования поездов
от пункта формирования до пункта оборота и обратно, км/ч.
Количество составов, требующихся для обслуживания одной
пары поездов, равно числу суток оборота. По времени оборота и
коэффициенту регулярности отправления пассажирских поездов
Zn можно определить потребное число составов Л7Сост для обслу-
живания данного направления:
А^сОСТ “ ^-цйсост-
При ежедневном отправлении поездов в рейс принимают коэф-
фициент Zn=l, при отправлении поездов через день — Zn = 0,5.
Среднесуточный пробег состава определяют делением пробега
пассажирских составов HNL в поездо-километрах (за сутки) на
число составов S.V, находящихся в обращении, или делением
удвоенной длины рейса поезда L на время оборота состава Осост:
SPacc = “ 2L / $сост*
Населенность пассажирского вагона аПасс выражается средним
числом пассажиров, приходящихся на один вагон, занятый под
перевозки. Населенность определяют делением пассажиро-кило-
метров ZaL на вагоно-километры пробега 2пПасс«пасс-'
^пасс ~ ЪаЬ/(2nnaccSnacc) -
При исчислении населенности вагона учитывают общий пробег
вагонов пассажирского парка (без почтовых, багажных и прочих)
23
и вагонов грузового парка, если они были заняты под перевозку
пассажиров.
Средняя густота пассажирского движения определяется коли-
чеством проследовавших по данному направлению (участку) за
определенный период времени поездов, вагонов, пассажиров со-
ответственно:
jVr = ХД/д/L; Лпасс-i' — SftnaccSnacc/^Д
Чпасс.г = 2jiZnaccsnacc/^"
11.3. Определение потребного парка вагонов
Потребность в среднесуточном рабочем парке грузовых ваго-
нов для выполнения заданного объема перевозочной работы мож-
но рассчитать по затратам вагоно-часов при следовании в поездах,
при простое под грузовыми операциями и на технических станциях
1 / 2ns
пР = о . I -Ц- SnrpCp + 2птехСех
24 \ ^уч
где Sns — пробег вагонов, вагоно-км; оуч — средняя участковая скорость дви-
жения поездов, км/ч; SnrpCp — время нахождения вагонов под грузовыми опе-
рациями, вагоно-ч; 2лтех/тех — время нахождения вагонов на технических стан-
циях, вагоно-ч.
Вагонный парк можно рассчитать также с использованием
среднесуточного пробега вагонов sB:
Пр = (SnrpsrP + S/rnopsnop) / sb
или среднесуточной производительности вагона FB:
n? = ZPUFB.
В оперативной обстановке рабочий парк часто определяют ис-
ходя из времени оборота вагона в сутках и работы вагонного
парка (для отделения или дороги) или среднесуточной погрузки
в вагонах (при расчете для сети железных дорог), т. е. пр =
=#« или пр =
Инвентарный парк грузовых вагонов рассчитывают по формуле
Нинв = Нр(1+Р), (3 — коэффициент, учитывающий вагоны, находя-
щиеся в нерабочем парке, р = 0,14-0,3).
Необходимое число пассажирских вагонов для формирования
z поездов (без учета вагонов, находящихся в резерве) определяет-
ся по формуле
Пф = /пг-йсост = mN сост,
где пг — среднее число вагонов в составе; г — число отправляемых за сутки
поездов; оСОст — оборот пассажирских составов.
24
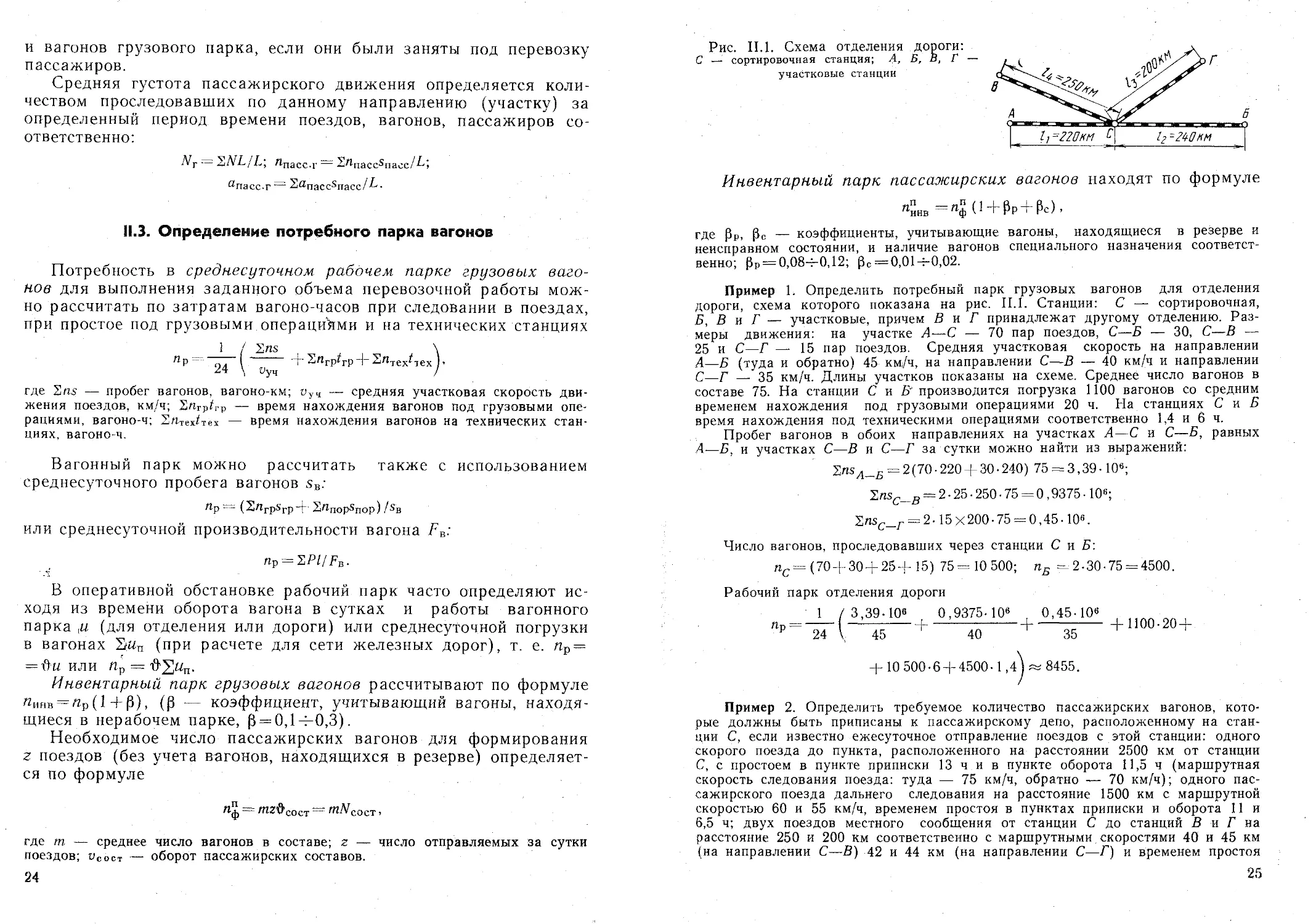
Рис. II.1. Схема отделения дороги:
С •— сортировочная станция; А, Б, В, Г —
участковые станции
Инвентарный парк пассажирских вагонов находят по формуле
«инв =«ф(1+₽р + ₽с)-
где [+ — коэффициенты, учитывающие вагоны, находящиеся в резерве и
неисправном состоянии, и наличие вагонов специального назначения соответст-
венно; рР = 0,08-4-0,12; рс =0,014-0,02.
Пример 1. Определить потребный парк грузовых вагонов для отделения
дороги, схема которого показана на рис. II.1. Станции: С — сортировочная,
Б, В и Г — участковые, причем В и Г принадлежат другому отделению. Раз-
меры движения: на участке А—С — 70 пар поездов, С—Б — 30, С—В —
25 и С—Г — 15 пар поездов. Средняя участковая скорость на направлении
А—Б (туда и обратно) 45 км/ч, на направлении С—В — 40 км/ч и направлении
С—Г — 35 км/ч. Длины участков показаны на схеме. Среднее число вагонов в
составе 75. На станции С и Б' производится погрузка 1100 вагонов со средним
временем нахождения под грузовыми операциями 20 ч. На станциях С и 5
время нахождения под техническими операциями соответственно 1,4 и 6 ч.
Пробег вагонов в обоих направлениях на участках А—С и С—Б, равных
А—Б, и участках С—В и С—Г за сутки можно найти из выражений:
2zis4-b = 2(70-220 + 30-240) 75 = 3,39- 10е;
Znsr „ = 2-25-250-75 = 0,9375- 10й;
2гкс_Г = 2-15x200-75 = 0,45-10е.
Число вагонов, проследовавших через станции С и 5:
пс= (70 + 30+25+ 15) 75= 10 500; пБ =2-30-75 = 4500.
Рабочий парк отделения дороги
1 / 3,39-108 0,9375-Ю6 0,45-Ю6
Ир = —_+ 1100.20 +
+ 10 500-6 + 4500-1,4 « 8455.
Пример 2. Определить требуемое количество пассажирских вагонов, кото-
рые должны быть приписаны к пассажирскому депо, расположенному на стан-
ции С, если известно ежесуточное отправление поездов с этой станции: одного
скорого поезда до пункта, расположенного на расстоянии 2500 км от станции
С, с простоем в пункте приписки 13 ч и в пункте оборота 11,5 ч (маршрутная
скорость следования поезда: туда — 75 км/ч, обратно — 70 км/ч); одного пас-
сажирского поезда дальнего следования на расстояние 1500 км с маршрутной
скоростью 60 и 55 км/ч, временем простоя в пунктах приписки и оборота 11 и
6,5 ч; двух поездов местного сообщения от станции С до станций В и Г на
расстояние 250 и 200 км соответственно с маршрутными скоростями 40 и 45 км
(на направлении С—В) 42 и 44 км (на направлении С—Г) и временем простоя
25
в пункте формирования 14 и 8 ч, в пунктах оборота В и Г — 10,5 и 5 ч; одного
почтово-багажного поезда, отправляемого через каждые 2 сут, оборот которого
5 сут. Количество вагонов в составе поездов разных категорий приведено в
табл. II. 1.
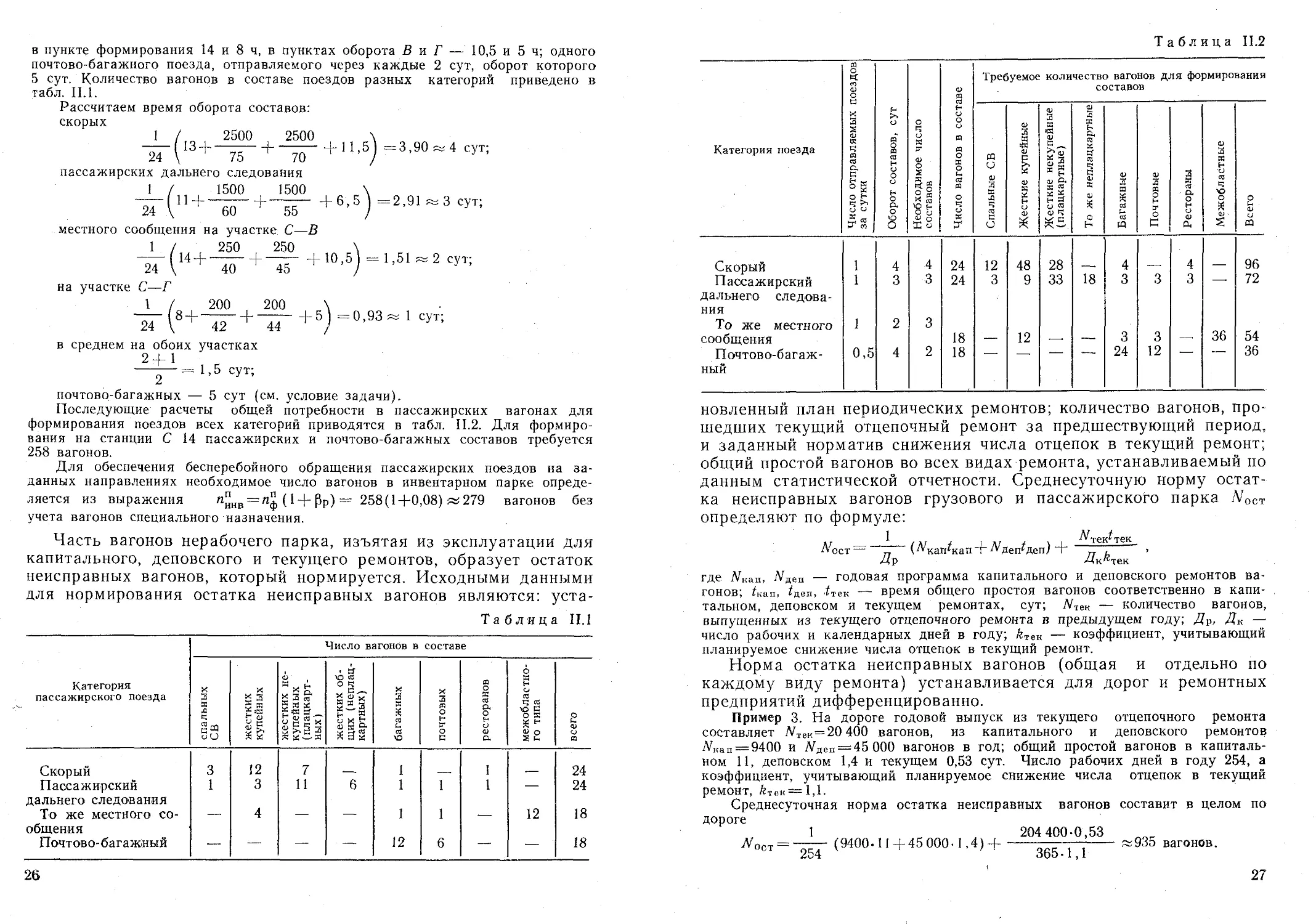
Рассчитаем время оборота составов:
скорых
= 2,91 rs 3 сут;
1 / 2500 2500 \
----( 134- Н 4-11,5) =3,90 « 4 сут;
24 \ 75-70-'
пассажирских дальнего следования
1 / 1500 1500
----(114-------4-—......
24 \ 60 55
местного сообщения на участке С—В
1 / 250 250 ,
----( 144------+------ + Ю ,5 = 1,51 -- 2 сут;
24 \ 40 45 т /
4-5 =0,93 « 1 сут;
на участке С—Г
1 / 200 200
---(84- Ч
24 \ 42-44
в среднем на обоих участках
2 4-1
---------------=1,5 сут;
2
почтово-багажных — 5 сут (см. условие задачи).
Последующие расчеты общей потребности в пассажирских вагонах для
формирования поездов всех категорий приводятся в табл. II.2. Для формиро-
вания на станции С 14 пассажирских и почтово-багажных составов требуется
258 вагонов.
Для обеспечения бесперебойного обращения пассажирских поездов на за-
данных направлениях необходимое число вагонов в инвентарном парке опреде-
ляется из выражения Иинв = лф (Рр) = 258(14-0,08) at279 вагонов без
учета вагонов специального назначения.
Часть вагонов нерабочего парка, изъятая из эксплуатации для
капитального, деповского и текущего ремонтов, образует остаток
неисправных вагонов, который нормируется. Исходными данными
для нормирования остатка неисправных вагонов являются: уста-
Таблица II. 1
26
Таблица II.2
новленный план периодических ремонтов; количество вагонов, про-
шедших текущий отцепочный ремонт за предшествующий период,
и заданный норматив снижения числа отцепок в текущий ремонт;
общий простой вагонов во всех видах ремонта, устанавливаемый по
данным статистической отчетности. Среднесуточную норму остат-
ка неисправных вагонов грузового и пассажирского парка N0CT
определяют по формуле:
г J , 1г л , ,, ,, ^текСек
А ост— _ (А кап‘кап А деп'деп/ "Г п , >
Др Дк+ек
где Nkuu, Ns.en — годовая программа капитального и деповского ремонтов ва-
гонов; /«ап, /дел, /тек — время общего простоя вагонов соответственно в капи-
тальном, деповском и текущем ремонтах, сут; NnK — количество вагонов,
выпущенных из текущего отцепочного ремонта в предыдущем году; Др, Дк —
число рабочих и календарных дней в году; £тек — коэффициент, учитывающий
планируемое снижение числа отцепок в текущий ремонт.
Норма остатка неисправных вагонов (общая и отдельно по
каждому виду ремонта) устанавливается для дорог и ремонтных
предприятий дифференцированно.
Пример 3. На дороге годовой выпуск из текущего отцепочного ремонта
составляет Л/Г1.,; = 20 400 вагонов, из капитального и деповского ремонтов
/Укап=9400 и i = 45 ООО вагонов в год; общий простой вагонов в капиталь-
ном 11, деповском 1,4 и текущем 0,53 сут. Число рабочих дней в году 254, а
коэффициент, учитывающий планируемое снижение числа отцепок в текущий
реМОНТ, &тек=1,1.
Среднесуточная норма остатка неисправных вагонов составит в целом по
дороге
1 204 400-0,53
------ (9400-11+45000-1,4)-4---------------к935 вагонов.
ст 254 ' 365-1,1
27
Глава III
НАУЧНЫЕ ОСНОВЫ ВАГОННОГО ХОЗЯЙСТВА
111-1. Оценка надежности и технического
состояния вагонов
На стадии проектирования и изготовления вагонов устанавли-
вают определенные характеристики надежности исходя из задачи
обеспечения перевозочного процесса с соблюдением требований
безопасности движения и сохранности перевозимых грузов.
Чем выше надежность вагонов, тем меньше затраты на их тех-
ническое обслуживание и тем реже они будут нуждаться в плано-
вом ремонте. Однако с повышением надежности вагонов возраста-
ют затраты на их изготовление.
Затраты на техническое обслуживание и ремонт вагонов за
весь срок службы в среднем по парку в 4,2 раза выше затрат на
производство вагонов, что свидетельствует об их недостаточной
надежности. Проведенные исследования показали, что переход на
выпуск вагонов экономически целесообразной надежности позво-
лит в перспективе примерно на 45 % уменьшить затраты на их
техническое обслуживание и ремонт в расчете на единицу перево-
зочной работы. Это главное направление повышения эффективнос-
ти работы вагонного хозяйства, требующее развития и совершен-
ствования производственной базы вагоностроения.
Совершенствование конструкции новых вагонов должно осу-
ществляться в направлении повышения их прочности и эксплуата-
ционной надежности соответственно перспективным условиям эк-
сплуатации.
Для этого разработаны нормы расчета вагонов на прочность,
в которых заложено повышение расчетных усилий, исходя из уве-
личения массы поездов и скоростей роспуска вагонов на сортиро-
вочных горках, а также повышения воздействия на конструкцию
вагонов современных и перспективных погрузочно-разгрузочных
механизмов с учетом широкого внедрения вибрационных и рыхли-
тельных машин.
Показатели надежности на вновь изготовленные вагоны отра-
жены в нормативно-технической документации (РТМ 24-050-44-
81), а также методике проверки этих показателей в условиях эк-
сплуатации.
Термины и определения надежности регламентируются стан-
дартом.
..Г Надежность — свойство вагона сохранять во времени в уста-
новленных пределах значения всех параметров, характеризующих
28
способность выполнять требуемые функции в заданных режимах и
условиях применения, технического обслуживания, ремонтов, хра-
нения и транспортировки. Надежность является комплексным
свойством, включающим безотказность, долговечность, ремонто-
пригодность и сохраняемость.
Безотказность — свойство вагона непрерывно сохранять рабо-
тоспособное состояние в течение некоторого времени или некоторой
наработки.
Долговечность — свойство вагона сохранять работоспособное
состояние до наступления предельного состояния при установлен-
ной системе технического обслуживания и ремонта.
Ремонтопригодность — свойство вагона, заключающееся в при-
способленности к предупреждению и обнаружению причин возник-
новения отказов, повреждений и поддержанию и восстановлению
работоспособного состояния путем проведения технического об-
служивания и ремонтов.
Сохраняемость — свойство вагона непрерывно сохранять ис-
правное и работоспособное состояние в определенных условиях
хранения и транспортировки. Это свойство вагона относится не к
периоду его непосредственной эксплуатации, а ко времени нахож-
дения в отстое, резерве и т. п.
Работоспособность — состояние вагона, при котором значения
всех параметров, характеризующих способность выполнять задан-
ные функции, соответствуют требованиям нормативно-технической
и (или) конструкторской документации.
Исправность — состояние вагона, при котором он соответствует
всем требованиям нормативно-технической и (или) конструктор-
ской документации.
Повреждение — событие, заключающееся в нарушении исправ-
ного состояния вагона при сохранении работоспособного состоя-
ния.
Отказ — событие, заключающееся в нарушении работоспособ-
ного состояния вагона.
Наработка между отказами — наработка вагона от окончания
восстановления его работоспособного состояния после отказа до
возникновения следующего отказа.
Показатель надежности — количественная характеристика од-
ного или нескольких свойств, составляющих надежность вагона.
Безопасность движения поездов и сохранность перевозимых
грузов, когда вагоны следуют в составах, больше всего определяет
первое свойство надежности, т. е. безотказность. Основным пока-
зателем безотказности вагона является вероятность безотказной
работы (или безотказного следования- вагонов в поездах за время
О, значение которой в дальнейшем будем обозначать символом
p(t) для отдельного вагона и p(t) для всего поезда.
29
Ремонтопригодность вагона связана с временем восстановления
его работоспособности при техническом обслуживании на ПТО и
оценивается численным значением вероятности восстановления
работоспособности за нормируемое время t, отведенное на техни-
ческое обслуживание вагонов в поездах, которое обозначается
символом V(t).
Каждый отдельно взятый вагон имеет довольно высокое значе-
ние показателя p(t). Однако при включении их в составы вероят-
ность следования поезда, состоящего из т вагонов, резко падает
и равна произведению вероятностей безотказного следования каж-
т
дого вагона, т. е. Р (t) = П Так как отказы возникают слу-
/=1
чайно, то поезд может быть остановлен на станции, где есть ПТО с
предусмотренной стоянкой по графику, или на промежуточной
станции участка, создавая тем самым трудности для продвижения
других поездов.
Система обслуживания и ремонта вагонов направлена на то,
чтобы в пути следования не возникали вынужденные остановки
поездов, а все возникающие в пути следования неисправности вы-
являлись и устранялись после прибытия поезда в пункты техничес-
кого обслуживания (или пункты подготовки вагонов к перевоз-
кам) .
На перевозочную работу влияют отказы только тех элементов
вагонов, для восстановления работоспособности которых необхо-
дима остановка поезда или задержка его сверх установленной
нормы.
Обычно по гарантийным участкам ежесуточно проходит боль-
шое количество поездов, при проследовании которых возникают
отказы. Последовательность таких отказов, происходящих в слу-
чайные моменты времени, называют потоком отказов.
Одновременно в результате проводимых мер по техническому
обслуживанию и ремонту в противоположном направлении дей-
ствует поток восстановления работоспособности вагонов. Если
численное значение параметра восстановления работоспособности
будет меньше, чем значение параметра возникновения отказов, то
в вагонном парке происходит процесс накопления неисправностей
и ухудшения его технического состояния. И наоборот, преоблада-
ние потока восстановления работоспособности вагонов над пото-
ком возникновения неисправностей свидетельствует об улучшении
общего технического состояния парка.
Для оценки параметра потока возникновения неисправностей
вагонов установлены показатели безотказной работы вагонов, а
для оценки параметра потока восстановления — показатели вос-
становления работоспособности вагонов.
30
111.2. Показатели безотказной работы
и ремонтопригодности вагонов
Показатели безотказной работы. Вероятность безотказной ра-
боты p(t) является основным показателем надежности вагона, ко-
торый означает, что в пределах заданной неработки t отказа не
возникает.
Численную оценку этой вероятности можно определить из вы-
ражения
ZX N0-n(t)
р (t) = -------
(III. 1)
No,
где No — число наблюдаемых вагонов в начале испытания; п(Г) — число ваго-
нов, отказавших за время t.
Для невосстанавливаемых изделий применяют показатель ин-
тенсивности отказов
X (t)=\nx,/N (О АС
(III.2)
, А/ \
где Ап» — число отказавших изделий за промежуток времени отН——— I до
2 — интервал времени; N(t) — среднее число изделий, исправно
работавших в интервале времени АС
N (Ч = (^-_1 + ^)/2.
Чтобы получить наиболее общее выражение для определения
функции надежности через 1(0, необходимо функцию p(t) выра-
зить через характеристики, входящие в формулу (III.2). Так, ко-
личество исправных изделий в момент tN(t) можно представить
произведением Nop(t), а число Дпх элементов, которые отказали
за время АС
Апх = Аор (0-ДоР (^ + А/).
Подставляя выражения для Дщ N (t) в формулу (III.2),
имеем:
7V0 [р (Q — р (/-(-AQ]
NoP(t)M
Переходя к пределу при АС->0, получим
рЧ+ас-р(0
Л (<) = — lim-----------
Д/->0 Р (С А/
(III.3)
dP(t) 1
dt р (/) '
(Ш.4)
31
После разделения переменных и интегрирования в пределах от
О до t получим
о о r v '
откуда
—
р(/)=е 9 . (Ш-5)
Для внезапных отказов, интенсивность появления которых во
времени постоянна, K(t) = const=A. В этом случае уравнение
(III.5) примет вид
p(/)=e~w. (III. 6)
Это уравнение представляет собой экспоненциальный закон на-
дежности. Для определения вероятности отсутствия отказов за
время t при простейшем потоке отказов экспоненциальный закон
можно представить в виде:
Р (/)= е-^,
где <о — параметр потока отказов.
Параметр потока отказов со может быть выражен количеством
t Г 1 1
отказов, возникающих за определенный отрезок времени 4 I ТтцГ!
за время пробега, в вагоно-ч вагоно ч j или за единицу линей-
X Г 1
кого пробега (ой ------- .
(вагоно-кмЗ
Параметры (нч и со0 взаимосвязаны, так как (н0 = <оч/пуч, время
пробега t = —— , где I — длина участка безостановочного дви-
Гуч
жения; суч — средняя участковая скорость движения поездов на
этом же участке.
В этом случае: р(0=е-ючП p(z)=e-“»z, (Ш.7)
следовательно, p(t) =р(1).
Таким образом, при оценке вероятности безотказной работы
вагонов за время безостановочного пробега их по данному участ-
ку численные значения p(t) и р(1) всегда будут одинаковыми. Ха-
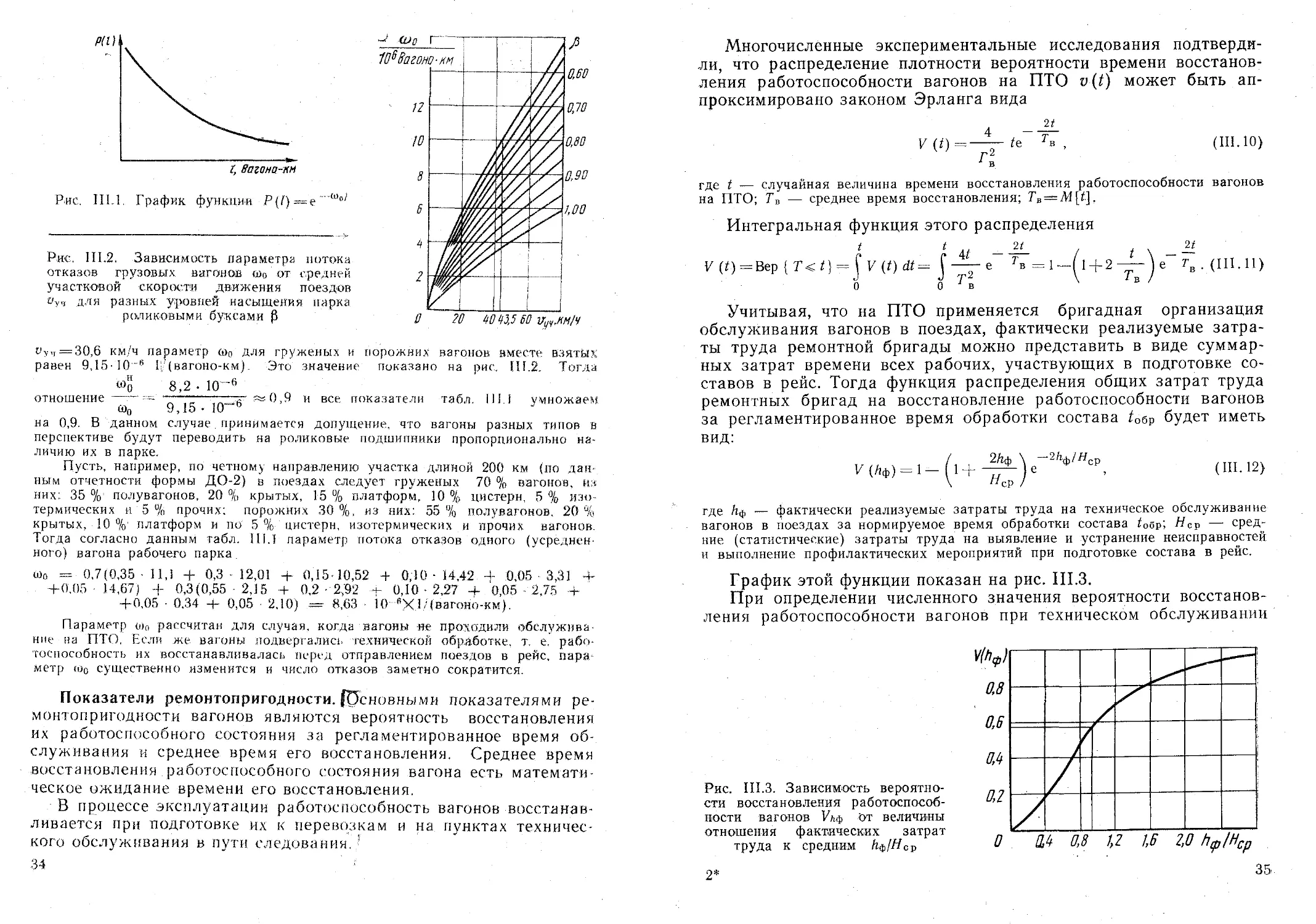
рактер зависимости р (/) = e-“”z показан на рис. III.1.
Значение параметра потока отказов вагонов на отдельно рас-
сматриваемом участке безостановочного движения со0 можно опре-
делить по формуле:
ш0 = пи/(Nml), (III.8)
где па — число отказов, возникающих за суммарный пробег в течение времени
/; N — число проследовавших по участку поездов за время t; т — среднее чис-
ло вагонов в составах; I — длина участка, км.
32
Величину, обратную параметру потока отказов, называют сред-
ней наработкой на отказ
L0=l/a>a = Nml/n0. (III.9)
Для достаточно больших п0 (по^2ООО отказов), например за
год эксплуатации, значения параметров ы0 и Lo приближаются к
своему математическому ожиданию, что исключает необходимость
вычисления доверительных интервалов для указанных параметров,
существенно упрощая практические расчеты.
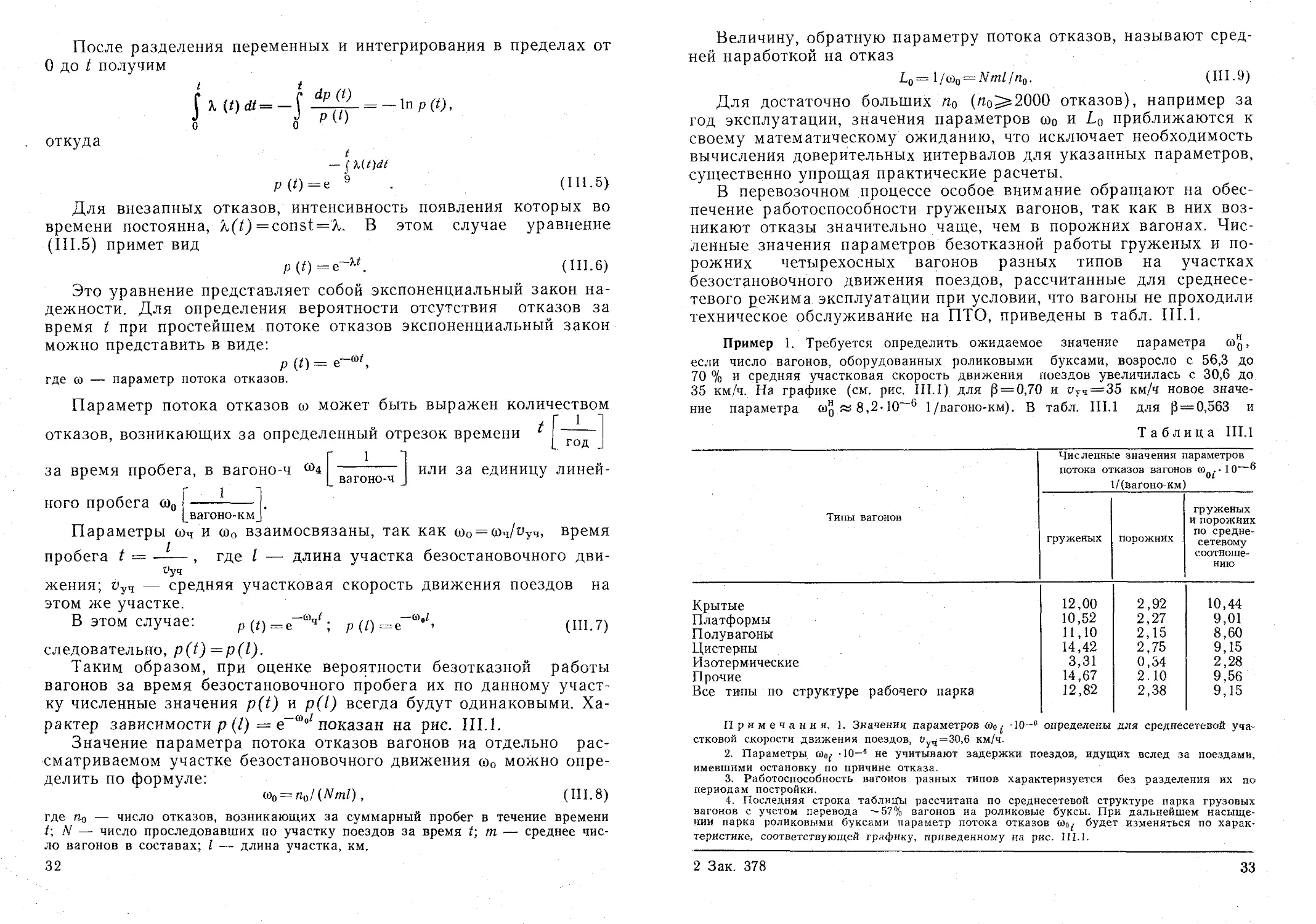
В перевозочном процессе особое внимание обращают на обес-
печение работоспособности груженых вагонов, так как в них воз-
никают отказы значительно чаще, чем в порожних вагонах. Чис-
ленные значения параметров безотказной работы груженых и по-
рожних четырехосных вагонов разных типов на участках
безостановочного движения поездов, рассчитанные для среднесе-
тевого режима эксплуатации при условии, что вагоны не проходили
техническое обслуживание на ПТО, приведены в табл. III.1.
Пример 1. Требуется определить, ожидаемое значение параметра Шд,
если число вагонов, оборудованных роликовыми буксами, возросло с 56,3 до
70 % и средняя участковая скорость движения поездов увеличилась с 30,6 до
35 км/ч. На графике (см. рис. Ш.1) для (3 = 0,70 и c/y4=35 км/ч новое значе-
ние параметра (nJ и 8,2-10~6 1/вагоно-км). В табл. Ш.1 для [3 = 0,563 и
Таблица Ш.1
Типы вагонов Численные значения параметров потока отказов вагонов • Ю—® 1/(вагоно-км)
груженых порожних груженых и порожних по средне- сетевому соотноше- нию
Крытые 12,00 2,92 10,44
Платформы 10,52 2,27 9,01
Полувагоны 11,10 2,15 8,60
Цистерны 14,42 2,75 9,15
Изотермические 3,31 0,34 2,28
Прочие 14,67 2.10 9,56
Все типы по структуре рабочего парка 12,82 2,38 9,15
Примечания. 1. Значения параметров ю0(- -10-“ определены для среднесетевой уча-
стковой скорости движения поездов, иуч=30,6 км/ч.
2, Параметры ИО-6 не учитывают задержки поездов, идущих вслед за поездами,
имевшими остановку по причине отказа.
3. Работоспособность вагонов разных типов характеризуется без разделения их по
периодам постройки.
4. Последняя строка таблицы рассчитана по среднесетевой структуре парка грузовых
вагонов с учетом перевода -*57% вагонов на роликовые буксы. При дальнейшем насыще-
нии парка роликовыми буксами параметр потока отказов (O0f- будет изменяться по харак-
теристике, соответствующей графику, приведенному на рис. Ш.1.
2 Зак. 378
33
Рис. III.2. Зависимость параметра потока
отказов грузовых вагонов Ыо от средней
участковой скорости движения поездов
для разных уровней насыщения парка
роликовыми буксами ₽
о,,,, = 30,6 км/ч параметр а>0 для груженых и порожних вагонов вместе взятых
равен 9,15-10-• Г/(вагоно-км). Это значение показано на рис, Ш.2. Тогда
>Лу 8,2 • 10-6
отношение-----=-•----~--—х-»0,9 и все. показатели табл. 111.i умножаем
соо 9,15-10”
на 0,9. В данном случае принимается допущение, что вагоны разных типов в
перспективе будут переводить на роликовые подшипники пропорционально на-
личию их в парке.
Пусть, например, по четному направлению участка длиной 200 км (по дан-
ным отчетности формы ДО-2) в поездах следует груженых 70 % вагонов, из
них: 35 % полувагонов, 20 % крытых, 15 % платформ, 10 % цистерн, 5 % изо
термических и 5% прочих; порожних 30 °/о, из них: 55 % полувагонов. 20 %
крытых, 10 % платформ и по 5 % цистерн, изотермических и прочих вагонов.
Тогда согласно данным табл. 111.1 параметр потока отказов одного (усреднен-
ного) вагона рабочего парка
u)0 = 0,7(0,35 -11,1 + 0,3 -12,01 + 0,15-10,52 + 0,10-14,42 Д 0,05 -3,31 +
+ 0.05 14,67) + 0,3(0,55-2,15 + 0,2-2,92 -ч- 0,10-2,27 + 0,05-2,75 -+
+0,05 0,34 + 0,05 2,10) = 8,63 10 6Х1/(вагоно-км).
Параметр рассчитан для случая, когда вагоны не проходили обслужива-
ние на ПТО. Если же вагоны подвергались технической обработке, т. е. рабо-
тоспособность их восстанавливалась перед отправлением поездов в рейс, пара-
метр (о0 существенно изменится и число отказов заметно сократится.
Показатели ремонтопригодности. (Основными показателями ре-
монтопригодности вагонов являются вероятность восстановления
их работоспособного состояния за регламентированное время об-
служивания и среднее время его восстановления. Среднее время
восстановления работоспособного состояния вагона есть математи-
ческое ожидание времени его восстановления.
В процессе эксплуатации работоспособность вагонов восстанав-
ливается при подготовке их к перевозкам и на пунктах техничес-
кого обслуживания в пути следования. '
34
Многочисленные экспериментальные исследования подтверди-
ли, что распределение плотности вероятности времени восстанов-
ления работоспособности вагонов на ПТО v(t) может быть ап-
проксимировано законом Эрланга вида
4
V(t)=----- /е тв , (III.10)
т'в
где t — случайная величина времени восстановления работоспособности вагонов
на ПТО; Тв — среднее время восстановления; ТВ = Л1[1].
Интегральная функция этого распределения
/ t _ 2/ ( _ 2/
V(t)=Bep{T<t}=\v(t)dt= Г — e 7'b = 1 -(1 + 2 — ) e ^.(III.ll)
b К \ /
Учитывая, что на ПТО применяется бригадная организация
обслуживания вагонов в поездах, фактически реализуемые затра-
ты труда ремонтной бригады можно представить в виде суммар-
ных затрат времени всех рабочих, участвующих в подготовке со-
ставов в рейс. Тогда функция распределения общих затрат труда
ремонтных бригад на восстановление работоспособности вагонов
за регламентированное время обработки состава ^Обр будет иметь
вид:
Г(Лф) = 1- 1 +
2Лф \ -^ф/^ср
-----I е
НсР /
(III. 12)
где Лф — фактически реализуемые затраты труда на техническое обслуживание
вагонов в поездах за нормируемое время обработки состава 10бр; Яср — сред-
ние (статистические) затраты труда на выявление и устранение неисправностей
и выполнение профилактических мероприятий при подготовке состава в рейс.
График этой функции показан на рис. Ш.З.
При определении численного значения вероятности восстанов-
ления работоспособности вагонов при техническом обслуживании
Рис. Ш.З. Зависимость вероятно-
сти восстановления работоспособ-
ности вагонов 14ф От величины
отношения фактических затрат
труда к средним
2*
35
и текущем ремонте их на конкретном ПТО фактически реализуе-
мые затраты труда, ч, подсчитывают по формуле
~ ^яв^обр » (III. 13}
где Ляв — среднее явочное число работников ремонтно-смотровой бригады,
участвующих в подготовке каждого состава в рейс; /обр — средняя продолжи-
тельность простоя составов под обработкой, ч.
средние затраты труда на подготовку состава в рейс Нс? зави-
сят от: приспособленности вагонов к обнаружению и устранению
неисправностей; квалификации обслуживающего персонала; ор-
ганизационно-технического уровня обслуживания, наличия техни-
ческих средств и стабильности снабжения ПТО запасными частя-
ми и материалами,!
Значение Нср определяют по формуле:
НсР = т У, а^0 , (III. 14)
«=1 1
ч
где т — среднее число вагонов в составе; У, a.thoi — средние (статистические)
1=1
затраты труда на подготовку в рейс одного вагона рабочего парка; аг — доля
количества вагонов i-го типа в проходящих поездах (учитывает структуру
парка); й0 г — средняя трудоемкость технического обслуживания одного вагона
i-го типа; г — число основных типов вагонов.
Средняя трудоемкость технического обслуживания вагонов Ао {
приведена в табл. Ш.2.
Таблица Ш.2
Типы вагонов Средняя трудоемкость h0.t чел.-мин, обслуживания вагонов в поездах
местного формирования транзитных
гру- женых порожних груженых и порожних в среднем но сети дорог груже- ных порожних груженых и порржних в среднем по сети дорог
Крытый четырехосный 17,6 9,8 16,4 12,1 7,9 13,3
Платфор ма четырехосная 15,6 8,7 14,8 12,4 6,9 11,7
Полувагон восьмиосный 31,7 17,6 28,0 23,7 13,2 21,0
» четырехосный 21,0 11,7 18,6 17,1 9,5 15,1
Цистерна восьмиосная 18,0 10,0 16,2 13,4 7,4 12,0
» четырехосная 12,4 6,9 11,1 10,2 5,7 9,2
Изотермический четырехос- 11,2 6,2 11,1 9,3 5,2 9,2
ный Прочий ютырехосный 17,7 9,8 16,0 14,4 8,0 13,0
Примечание, Приведенные значения трудоемкости соответствуют типовым нор-
мативам численности рабочих ПТО.
36
Рис. Ш.4. Зависимость величины
выигрыша г] в безотказной рабо-
те вагонов в пути следования от
уровня вероятности восстановле-
ния их работоспособности V на
ПТО
Пример 2. Определим средние (фактически реализуемые) затраты труда на
техническое обслуживание груженых составов местного формирования, если
вагоны, проследовавшие через ПТО согласно отчетной форме ДО-2, распределе-
ны по типам следующим образом: четырехосных крытых — 30 %', четырехосных
полувагонов — 38 %, четырехосных платформ — 12 %, четырехосных цистерн —
16 %, изотермических — 3 % и прочих четырехосных вагонов — 1 %. Среднее
число вагонов в составе равно 55.
По формуле (III.11) с учетом данных табл. III.2 находим ЯСр = 55(0,3 X
X 17,6 + 0,38 21,0 + 0,12 • 15,6 + 0,16 • 12,4 + 0,03 • 11,2 + 0,01 • 17,7) =
= 969,4 чел.-мин, или 16,2 чел.-ч.
Для порожних и груженых составов, а также транзитных и местного фор-
мирования, отправляемых в одном направлении, расчеты ведут с учетом их
доли в потоке поездов, как в примере для параметра ы0 (с. 33).
Зная фактически реализуемые средние затраты труда на восстановление
работоспособности вагонов в составе Лф, определяемые по формуле (III.13), и
средние (статистические) затраты Яср, приведенные выше, можно определить
ожидаемую вероятность восстановления работоспособности на ПТО, пользуясь
формулой (III.12).
Пример 3. Требуется рассчитать вероятность восстановления работоспособ-
ности вагонов при техническом обслуживании их на ПТО, если известны:
1?яв = 30 чел., /Овр = 0,48 ч, а также уже вычисленное значение Яср = 16,2 чел.-ч
на состав. Находим: Лф = 30-0,48 = 14,4 чел.-ч; /1ф/Яср = 14,4/16,2 = 0,89.
Далее по формуле (III.12):
V (йф) = 1 —(1 + 2-0,89) е“2'0’89 = 1-2,78-0,169 = 0,53.
Для упрощения вычисления параметра 7(йф) по величине отношения
Лф/Яср можно воспользоваться графиком зависимости V(h.$)=q\—— 'j
\ Яср /
(рис. Ш.4). Так, для приведенного в предыдущем примере отношения h<ilHcv =
= 0,89 ж 0,9 по указанному графику находим У(Аф) «0,55, что почти совпадает
со значением, найденным по формуле (Ш.12). Для любых значений h$JHBV
величина Г(йф) изменяется в пределах 0«СИ(Лф)<1.
Црпыт эксплуатации показывает, что значительная доля затрат
труда при восстановлении работоспособности вагонов приходится
на обнаружение неисправностей. При низкой организации техни-
ческого обслуживания и отсутствии необходимых запасных частей
37
и материалов время восстановления, а следовательно, и непроиз-
водительные затраты труда ремонтной бригады существенно воз-
растают. При нормированной продолжительности обработки со-
ставов на ПТО это часто приводит к задержке отправления поез-
дов. Если при этом учесть, что часть скрытых неисправностей при
визуальном способе контроля остается невыявленной, то в пути
следования могут возникнуть отказы. Поэтому задачей дальней-
шего совершенствования работы ПТО является разработка про-
грессивной технологии технического обслуживания вагонов в по-
ездах на основе широкой механизации и автоматизации ремонт-
ных процессов?/
111.3. Влияние технического обслуживания И ремонта вагонов
на безотказность их работы
Восстановление работоспособности вагонов в процессе эксплу-
атации играет важную роль в обеспечении безотказной их работы.
Исследования показали, что чем лучше организована система тех-
нического обслуживания и ремонта вагонов, тем меньше отказов
возникает в процессе перевозочной работы. Эту взаимосвязь мож-
но представить в виде следующей зависимости:
n(V)=n0-/i0V(/)=no[l-V(O], (III.15)
где n(V) — число отказов вагонов в процессе движения поездов по участку за
рассматриваемое время Т с учетом восстановления их работоспособности на
ПТО; п0 — общее число отказов, обусловленное ненадежностью вагонов;
И(/) — вероятность восстановления работоспособности вагонов (после возник-
новения отказа) за допустимое (нормируемое) время /; n0V(t) — число отказов,
которые были выявлены и устранены на ПТО на указанное время t при подго-
товке составов в рейс.
Отношение
п(Р) Ло[1-V (/)] 1—V(Z)
показывает, во сколько раз сократятся отказы вагонов в результа-
те восстановления их работоспособности в системе технического
обслуживания и ремонта.
По данным табл. III.1 можно определить вероятность безотказ-
ной работы вагонов разных типов при безостановочном движении
их по участкам.
Так, согласно данным табл. III.1, вероятность отказа, например крытого
вагона на участке длиной 200 км
<7г (0 = 1 — Pi (0 = 1 — e-“’Z = 1 —е"11 •43 '! °~6'200 ~ 1 —0,9977 0,0023.
38
Это означает, что 23 вагона из 10 000, проследовавших по участку, откажут
по техническим неисправностям каких-либо узлов (букс, автотормозов и т. д.).
1
Наработка между двумя отказами согласно формуле (III.9) Lv ----- -----—
«о
106
=—^87,5 тыс. км пробега, что практически достигает величины среднегодо-
вого пробега вагона и считается достаточно высоким показателем безотказ-
ности.
Однако положение резко меняется, если те же крытые вагоны сформиро-
вать в состав. Тогда согласно теории надежности вероятность безотказного
следования поезда Ро(0> состоящего из т последовательно соединенных ваго-
нов, будет равна произведению вероятностей безотказного следования по участ
ку каждого из гп вагонов, т. е.
т
Л> (/)= Пр)V).
где p,(Z) — вероятность безотказного следования t-ro вагона.
Если принять для каждого из включенных в состав вагонов уже известную
(усредненную) величину р> (Z) =0,9977, а число вагонов т = 60, тогда:
60
Р0(/)=П Pi (/) " 0,997760 кз0,87.
4=1
Из этого примера видно, что вероятность безотказного следования поезда,
сформированного из 60 крытых вагонов, резко уменьшится по отношению к
надежности одного отдельно взятого вагона. В данном случае из 100 отправ
ленных поездов безотказно проследуют участок длиной 200 км только 87 поез-
дов, остальные 13 будут иметь вынужденные остановки из-за отказа хотя бы
одного вагона в составе.
При таком уровне безотказности работа на участке считается неудовлетво
рительноп.
Для того чтобы обеспечить более высокий уровень безотказного следования
поездов по графику, вагоны должны проходить предварительное техническое
обслуживание на ПТО с целью своевременного выявления неисправностей и
предотвращения возможных отказов.
По формуле (111.16) можно установить, во сколько раз уменьшится число
отказов в пути следования после того, как состав прошел техническое обслужи-
вание на ПТО.
Для пояснения воспользуемся ранее найденным значением вероятности
безотказного следования поездов в случае отсутствия технического обслужива-
ния их на ПТО: Р0(Г) =0,87. Вероятность отказа Qa(l) = 1—Ро(1) =0,13. Если
же отправляемые в рейс поезда будут подвергнуты техническому обслужива-
нию на ПТО с вероятностью восстановления работоспособности вагонов V(t) —
= 0,6, то в этом случае сокращение отказов в пути следования согласно формуле
(111.16) составит:
1 1
п ------------- -------- 2,5 раза
' 1-• V (t) 1—0,6
и вероятность отказа Q(l) = 0,13'25 = 0,052, или из 100 отправленных будет
задержано примерно пять поездов вместо 13, которые не проходили техниче-
ского обслуживания. Вероятность безотказного следования поездов возрастет
до величины Р (7) = 1—0,052 = 0,948.
На основе зависимости (Ш.16) построен график (см. рис. Ш.4), который
позволяет определить, во сколько раз сократятся отказы поездов по участку
39
для любого значения У(0, например, при У(1) =0,9 сокращение достигает деся-
тикратной величины. В нашем примере это позволило бы уменьшить ожидаемую
0,13
вероятность отказа с 0,13 до Q (Z) =———=0,013, т. е. иметь задержки одно-
го-двух поездов из каждых 100 проследовавших по участку, что при оценке
выполнения графика движения поездов по вагонному хозяйству на магистраль-
ных направлениях сети дорог считается вполне удовлетворительным уровнем
безотказности.
Таким образом, основной задачей технического обслуживания вагонов в
поездах является поддержание работоспособности вагонов в заданных преде-
лах в процессе их движения по гарантийным участкам на всем пути следования
от пункта погрузки до пункта выгрузки. Кривые изменения вероятности Р(/)
соответствуют характеру распределения р(1), показанному на рис. III.1.
111.4. Оценка технического состояния и надежности
вагонов в эксплуатации
д Учитывая специфические условия обезличенной эксплуатации
грузовых вагонов, создана методика статистической оценки их
технического состояния и надежности.-Задача оценки технического
состояния и надежности грузовых вагонов внедрена в промышлен-
ную эксплуатацию в числе задач автоматизированной системы уп-
равления на железнодорожном транспорте. Сбор необходимой ин-
формации о состоянии вагонного парка производится группами на-
дежности. Собранная информация позволяет распространить полу-
ченные на основе ее обработки выводы на весь вагонный парк дан-
ного типа и периода постройки.
Исходная информация для решения задачи по оценке техниче-
ского состояния и надежности грузовых вагонов делится на два
вида: оперативную (текущую) и нормативно-справочную (услов-
но постоянную).
Оперативная информация заносится в рабочие карты обследо-
вания технического состояния вагонов согласно специально раз-
работанному макету дефектной ведомости.
Нормативно-справочная информация формируется на основе
данных, которые содержатся в учетных и отчетных формах ВО-1,
ДО-2, ГО-1, ДО-18, ВУ-31, а также в типовых технических обосно-
ванных укрупненных нормах времени на текущий отцепочный и
периодический ремонты. К этой информации относятся также све-
дения, получаемые в результате проведения специальных обследо-
ваний вагонов и опытных поездок. (
Сбор и обработка информации о техническом состоянии ваго-
нов производятся в следующем порядке: сбор информации путем
натурного обследования вагонов по всем узлам и ее кодирование;
визуальный контроль исходной информации; группирование, мар-
кирование и представление в центр собранной информации в виде
рабочих карт обследования грузовых вагонов; подготовка данных
40
на перфокартах; проверка правильности перфорации на картах;
логический контроль входной информации; интегральная обработ-
ка информации на ЭВМ с выдачей результатов в табличной фор-
ме; расчет показателей технического состояния и надежности ва-
гонов.
Данные обследования (количество выявленных и устраненных
неисправностей, а также постоянные признаки обследованных ва-
гонов) заносятся с помощью кодификатора дефектной ведомости
и установленных кодов на рабочие карты. В картах условными ко-
дами обозначены девять видов основных неисправностей (излом,
трещина, износ, коррозия, изгиб и т. д.) и указаны все узлы и эле-
менты вагонов.
у Важнейшими показателями надежности и технического состоя-
ния вагонов i-ro типа и /-го периода постройки являются параметр
потока возникновения неисправностей вагонов в единицу времени
параметр потока восстанвления работоспособности вагонов
фщ вероятность безотказного функционирования вагонов Т’б.фц,
среднее число накопленных неисправностей на момент обследова-
ния Пн И Др.’
Аналогичные разработки выполнены по пассажирским и реф-
рижераторным вагонам. Отличительная особенность этих разра-
боток состоит в том, что указанные типы подвижного состава при-
писаны к определенным депо, которые могут вести постоянное
наблюдение за изменением технического состояния их узлов и
элементов в процессе эксплуатации.
Наряду с задачей «Оценка технического состояния и надежно-
сти грузовых вагонов» в промышленную эксплуатацию внедрена
другая задача АСУ вагонного хозяйства «Централизованный но-
мерной учет инвентарного парка грузовых вагонов». Централиза-
ция учета предоставляет аппарату управления МПС следующую
информацию: наличие и движение инвентарного парка; его рас-
пределение по родам, типам, специализации, годам постройки, ви-
дам последнего периодического ремонта, особенностям конструк-
ции или установленного оборудования, грузоподъемности, измене-
нию стоимости парка грузовых вагонов, амортизационным отчис-
лениям и затратам на капитальный ремонт и модернизацию.
- На основе данных централизованного учета инвентарного пар-
ка грузовых вагонов в сочетании с информацией о их техническом
состоянии и надежности обеспечивается рациональное управление
обновлением парка, централизованное планирование и финанси-
рование периодических видов ремонта, а также управление тех-
ническим состоянием вагонов.
В результате автоматизированной обработки исходной инфор-
мации о надежности вагонов выдаются сводные данные о техни-
ческом состоянии каждого узла и элемента в зависимости от про-
должительности эксплуатации вагонов. Можно получить также
41
сведения о характере отказа или неисправности (недостаточная
конструкционная прочность, несоблюдение технологии изготовле-
ния, нарушение правил эксплуатации).
Полученные результаты используются при разработке норми-
руемых показателей надежности, включаемых в технические усло-
вия на поставку новых вагонов. Для проверки соответствия нор-
мируемой и фактической надежности используете^/методика сбо-
ра и обработки информации о надежности вагонов новой построй-
ки на базе учетной формы ВУ-31, которая ведется по расширенной
номенклатуре показателей в пунктах размещения групп надежно-
сти. Данные о надежности вагонов дают возможность контролиро-
вать выполнение нормируемых показателей надежности изделий
вагоностроения, закладываемых при их проектировании.
Таким образом, информация, полученная в результате решения
задачи «Оценка надежности и технического состояния грузовых
вагонов», может быть широко использована ЦВ МПС, вагоностро-
ительными заводами и другими заинтересованными организация-
ми для решения практических задач управления вагонным хозяй-
ством, формирования научно обоснованных требований к надеж-
ности вновь строящихся вагонов и предложений по совершенство-
Таблица Ш.З
Показатели Условные обозначе- ния пока- зателей Численные значе- ния показателей для статистичес- ких выборок
А Б
Параметр потока возникновения неисправностей1 М(/);- 0,152 0,046
в единицу времени (за сутки) Среднее число накопленных неисправностей на «и/ 10,57 8,00
моме н т обеледов а н и я . Среднее число неисправностей, возникающих за М(ТЭ); 64,45 18,96
период эксплуатации полувагонов Средние затраты труда на устранение неисправно- Н(ТЭ), 857,19 252,14
стен, возникающих за время эксплуатации между периодическими ремонтами, чел-ч Параметр потока устранения неисправностей полу- 0,127 0,027
вагонов в единицу времени (за сутки) Вероятность безотказной работы вагонов за не- р(«)у 0,976 0,990
риод одного оборота Среднее время наработки вагонов между двумя ТсР{ 194,15 467,95
отказами (отцепками в текущий ремонт), сут Коэффициент готовности Kri 0,931 0,941
В условных единицах.
42
ванию системы технического об-
служивания и ремонта вагонов}
Например, при обследовании кузо-
вов и рам четырехосных полувагонов
постройки Уральского вагоностроитель-
ного завода, прошедших первый капи-
тальный ремонт с заменой деревянной
обшивки на металлическую (статисти-
ческая выборка А), и цельнометалли-
ческих полувагонов Крюковского ваго-
ностроительного завода, не прошедших
первый деповской ремонт после пост-
ройки (выборка Б), была получена
количественная оценка показателей их
надежности и технического состояния
(табл. Ш.З).
^/Оценка надежности вагонов в
процессе эксплуатации позво-
ляет получить необходимую ин-
формацию для обоснования тре-
бований к конструкции вновь
строящихся вагонов путем срав-
нения достигнутого уровня на-
дежности новых вагонов с ваго-
нами предшествующих выпусков.!
Показателем надежности мб-
Рис. Ш.5. Определение оптимально-
го значения надежности' вагонов:
- затраты на техническое обслужи-
вание и ремонт вагонов, зависящие от
их надежности;. Qn — затраты на по-
стройку вагонов, также зависящие от на-
дежности; Q — суммарные затраты
жет служить сумма затрат на
постройку и эксплуатацию вагона Q3 + Qn (рис. III.5), отнесен-
ная к продолжительности установленного срока службы,
AH-(Q>r+Q3)/T,
где Л’и — экономический показатель надежности, руб./ч; Qn — стоимость ново-
го вагона, руб.; Q3 — суммарные затраты на техническое обслуживание и ре-
монт за весь срок службы, руб.; Т — срок службы вагона, ч.
Необходимо стремиться к созданию конструкции вагонов, имею-
щих минимальное значение данного показателя, это может быть
достигнуто путем рационального распределения капитальных вло-
жений в постройку вагонов и затрат на поддержание их работо-
способности в процессе эксплуатации.
Показателем рационального распределения средств на построй-
ку новых вагонов и их эксплуатацию является коэффициент экс-
плуатационных затрат кр
Аэ=<2э/Рп-
Затраты на изготовление вагона Qn можно представить в виде
суммы затрат:
Qn Qn + Qn >
43
ГДе Qn — затраты на разработку и изготовление изделия, связанные с обеспе-
чением надежности; Qn — затраты на разработку и изготовление изделия,
не связанные с обеспечением надежности (улучшение внешнего вида, создание
комфортных условий для пассажиров и т. д.).
Тогда надежность вагона можно рассматривать как функцию
величины затрат на его изготовление, т. е. р (/) = f (Q ).
Эксплуатационные затраты зависят от вероятности безотказ-
ной работы вагона, т. е. Q3 = f'[p(.t)]. Следовательно, Q9—f" (Qn).
Эту зависимость можно представить в следующем виде:
Q3 = a(b/QJc, (III. 17)
где а, Ь, с — коэффициенты связи.
Тогда суммарные затраты на постройку и эксплуатацию ваго-
на, связанные с обеспечением надежности, могут быть определены
по формуле
Q = a(b/QJc + Qi;. (Ш.18)
Минимум функции (III.18) находим из условия
~abc (О Q,.' 1 I 0.
откуда
abccQ~c'~' =1
ИЛИ
1
<?попт =(^ec)c+1 =С+/^- (III.I9)
Эксплуатационные затраты на техническое обслуживание и
ремонт вагонов за срок его службы при достигнутой оптимальной
надежности при его изготовлении можно определить после подста-
новки уравнения (III.19) в уравнение (III.17), т. е.
<2эопт = а&с (0пОПТ)”е = (д&сс)^+г.
Тогда отношение эксплуатационных затрат на техническое об-
служивание и ремонт вагона к затратам на его изготовление
___1
Чэ опт _ abc (abcc) /+1__1_
С^попт :_!_ с
(abcc) с+‘
При изготовлении грузовых вагонов затраты, не связанные с
обеспечением надежности <?п> малы и ими можно пренебречь.
44
Тогда коэффициент эксплуатационных затрат можно принять
А^ЭОПТ = фэ опт/Qn ОПТ = 1/С,
откуда
Qs onT = Qn опт/с-
Расчеты показали, что в оптимальной зоне отношение
Qa от! Qn опт = 1 ,0 -j- 1,2.
Не все узлы выпускаемых в настоящее время вагонов нужда-
ются в усилении, поэтому важно определить, какие из них следует
улучшить в первую очередь.
^"Сравнительный технико-экономический анализ позволяет вы-
брать оптимальную надежность узла или детали, обеспечивающую
наибольшую эффективность их использования. Для этого сначала
проводится анализ путей совершенствования каждого узла и де-
тали вагона и выбирается лучший, приводящий к получению мак-
симального эффекта Эг по i-й детали. Ряд величин Эг, рассортиро-
ванных по мере их убывания, покажет, в какой последовательно-
сти рационально проводить их усиление.
Ресурс узлов и деталей вагона должен быть кратным продол-
жительности установленных межремонтных периодов. Если на-
дежность узлов и деталей обеспечивает безотказную работу ваго-
нов в период более продолжительный, чем межремонтный, то
появляется возможность увеличения межремонтных сроков. Нали-
чие в конструкции вагона узлов и деталей с ресурсом, не обеспе-
чивающим указанные выше условия, приводит к снижению эффек-
тивности периодических ремонтов и увеличению поступления ва-
гонов в текущий ремонт. /
Глава IV
ПУНКТЫ ПОДГОТОВКИ ВАГОНОВ К ПЕРЕВОЗКАМ
IV. 1. Организация подготовки вагонов к перевозкам
Пункты подготовки вагонов к перевозкам (ППВ) предназначе-
ны для обеспечения экономических районов или погрузочных зон
исправным подвижным составом, отремонтированным и подготов-
ленным к погрузке грузов в техническом и коммерческом отноше-
нии.
На дорогах установлен порядок обязательного предъявления
грузовых вагонов к техническому контролю с оформлением заявки
в книге формы ВУ-14 и выполнением необходимого текущего ре-
монта перед погрузкой .
В зависимости от особенностей технической и коммерческой
подготовки к перевозкам вагонов разных типов ППВ подразделя-
ются на: пункты подготовки к перевозкам полувагонов и плат-
форм, пункты комплексной подготовки крытых и изотермических
вагонов, промывочно-пропарочные станции и пункты подготовки
цистерн.
По производственной мощности ППВ разделяются на три ка-
тегории (табл. IV. 1).
Техническое обслуживание (ТО) порожних вагонов при подго-
товке их к перевозкам без отцепки от состава или группы вагонов
выполняется на приемо-отправочных путях, а текущий отцепочный
ремонт (ТР-1) — как правило, на специально оборудованных пу-
тях или в депо. На некоторых дорогах подготовка вагонов к пере-
возкам и текущий отцепочный ремонт выполняются одновременно
Таблица IV. 1
Название пунктов Среднесуточная программа пунктов четырехосных вагонов
I категории II категории III категории
Пункты подготовки полувагонов и плат- форм Пункты комплексной подготовки крытых и изотермических вагонов Промывочно-пропарочные станции и пункты подготовки цистерн Более 500 » 100 » 500 300—500 50—100 300—500 100—300 До 50 » 300
46
на отдельных путях, оборудованных комплексом вагоноремонтных
машин и необходимой технологической оснасткой.
После остановки и ограждения сигналами поданного состава
или группы вагонов ремонтная бригада приступает к техническо-
му обслуживанию. Осмотрщики выявляют неисправности в ходо-
вых частях, буксовых узлах, тормозах, автосцепном оборудовании,
кузовах и раме, отмечают их меловыми пометками, а слесари уст-
раняют отмеченные неисправности.
Осмотрщики вагонов или осмотрщики-ремонтники контролиру-
ют качество выполняемых работ. На вагоны, требующие ремонта
с отцепкой, выдается уведомление формы ВУ-23, после чего их
подают в депо или на специализированные пути, которые оснаще-
ны передвижными вагоноремонтными машинами и подъемными
устройствами для смены колесных пар, автосцепок, поглощающих
аппаратов, деталей рессорного подвешивания, подшипников сколь-
жения и др. Для создания благоприятных условий работы ремонт-
ных бригад текущий отцепочный ремонт выполняют в крытых по-
мещениях (ангарах).
По окончании ремонта вагонов и опробования автотормозов
осмотрщик вагонов докладывает оператору пункта или мастеру
о завершении работ; ограждение сигналами снимается и дежурно-
му по станции сообщают о готовности состава или группы вагонов
к погрузке. Сменный мастер или старший осмотрщик ставит свою
подпись в книге формы ВУ-14, удостоверяя тем самым пригод-
ность вагонов к перевозкам.
Число рабочих и состав ремонтных бригад устанавливаются
исходя из объема работ, местных особенностей в соответствии с
Типовыми технически обоснованными нормативами численности
рабочих на пунктах технического обслуживания грузовых вагонов
или на основании расчетов.
Многие ППВ готовят под погрузку порожние вагоны, поступа-
ющие мелкими группами с других станций отделения. Эти вагоны
предварительно накапливают на станции, а затем подают на пункт
для технического обслуживания текущего ремонта без отцепки.
В этом случае эффективность работы ППВ зависит от правильно-
го выбора следующих основных показателей их работы: числа
вагонов в одной подаче (группе или составе); трудоемкости под-
готовки и текущего ремонта; времени нахождения вагонов под
обработкой; численного состава ремонтных бригад.
Выбор некоторых из этих показателей для данного ППВ про-
водится по критерию минимизации эксплуатационных затрат двух
служб: вагонного хозяйства и движения.
Расходы, которые можно отнести к вагонному хозяйству, свя-
заны с простоем вагонов под обработкой и оплатой рабочей силы,
занятой их обслуживанием, расходы по службе движения — с
простоем вагонов под накоплением на станции перед подачей на
47
пункт, продолжительностью использования маневрового локомо-
тива по доставке вагонов на пункт и уборке подготовленных ва-
гонов на станцию.
Суммарные эксплуатационные затраты, связанные с функцио-
нированием пункта подготовки вагонов к перевозкам, можно пред-
ставить в следующем виде:
E = E1+Ei + E3, (IV.1)
где Б] — затраты, вызванные простоем вагонов в ремонте, руб.,
Е2 — расходы по содержанию рабочей силы, руб., E2 = NHe2o<,B; Е3 — затраты,
связанные с накоплением вагонов на станции, подачей их на пункт и уборкой
, NCe\tn ТЕкая
на станцию после подготовки, руб.; Е3 =-—----р—------; N — програм-
/ ?п
ма подготовки вагонов к перевозкам за время Т (смена, сутки), четырехосные
вагоны; Н — средняя трудоемкость подготовки одного вагона на ППВ, чел.-ч;
еь е2 — расходные ставки на 1 вагоно-ч простоя и на 1 чел.-ч работы бригады
по подготовке вагонов к перевозкам, руб.; t„ — искомая средняя продолжи-
тельность простоя группы вагонов на пункте (под обработкой и в ожидании
уборки на станцию после подготовки), ч; tn — nitlN-, п„ — искомое рациональное
число вагонов в группе (подаче); ан — коэффициент, учитывающий регламен-
тированные перерывы в работе; С — параметр накопления вагонов на станции
перед подачей на пункт, вагоно-ч/вагон; £мая — затраты на маневровую рабо-
ту, связанную с подачей на пункт и уборкой с пункта одной группы вагонов;
-Еман = 2^Ло-кеЛок; SGok — суммарная затрата, локомотиво-ч; елок — расходная
ставка на 1 локомотиво-ч маневровой работы, руб.
Суммарные эксплуатационные затраты
NCett}
Т
Е = Nettn + NHe^ 4
ТБман
tn
Оптимальная продолжительность подготовки каждой поданной
группы вагонов ции затрат: /п может быть определена из условия минимиза- =Nei+ =0, (IV.2) Т /2
откуда f =Т1/ (IV .3)
Так как при регулярной подаче вагонов на пункт между пара-
т
метрами tn и п„ существует зависимость tn ^=—-пп, в этом случае
значение п„ можно определить по формуле, полученной из выра-
жения (IV.3):
Яп=|/'
А^ман
(Т’ + С) et
(IV.4)
48
Время t„ включает продолжительность обработки группы ва-
гонов на пункте £Обр и дополнительное время занятия пути при по-
становке на пункт и уборке ее после обработки t3 (установка и
ограждение вагонов на ППВ, прицепка маневрового локомотива,
приготовление маршрута и проследование локомотива с вагонами
по путям пункта на станцию), т. е.
+ = ^обр + is-
Тогда искомое время обработки группы вагонов
+ бР = ^3-
В зависимости от местных особенностей пункта дополнитель-
ное время + = 0,2+0,3 ч.
Численный состав ремонтной бригады
^?ЯВ =ЯП^«нАобР- (IV.5)
Таким образом, оптимальное число вагонов в подаче, а также
продолжительность обработки и численный состав ремонтной
бригады являются взаимосвязанными параметрами и в свою оче-
редь зависят от суточной программы N.
Пример. Определить оптимальное число вагонов в подаче, продолжитель-
ность простоя одной подачи на путях пункта и численный состав ремонтной
бригады (без совмещения профессий), если при равномерном и регулярном
подводе порожних полувагонов среднесуточная программа пункта составляет
196 четырехосных вагонов, затраты труда на подготовку одного вагона
0,9 чел.-ч, стоимость маневровой работы в связи с подачей одной группы ваго-
нов со станции на пункт и уборкой с пункта на пути станции £ман = 6,0 руб.,
средний простой вагонов под накоплением на станции перед подачей на пункт
С = 8 вагоно-ч/вагон при расходной ставке на 1 вагоно-ч простоя 0,07 руб., рег-
ламентированные перерывы в работе пункта ан = 1,1. Дополнительное время
занятия пути 13 = 0,3 ч. Подставляя приведенные значения в формулы (IV.3)-—
(IV.5), получим
/196-6,0
-------------яа 23 вагона;
(24 + 8)0,07
„ . / 6,0
/„ = 24 I/ --— ------ ~2,8ч;
V 196 (24 + 8)0,07
/Обр = 2,8—0,3 = 2,5 ч;
В течение суток на пункт будет передано 196/23 = 8,5 подачи.
Результаты расчетов показывают, что с увеличением среднесу-
точной программы ППВ число вагонов в одной подаче возрастает.
Если вагоны прибывают на ППВ целыми составами, их следует
подавать на пути без расформирования на группы. Однако пода-
ча вагонов составами становится невыгодной, если программа
пункта мала и вагоны накапливаются на путях примыкающей к
49
выделенные
(IV.6)
ремонта на
(IV. 7)
двух и более
вагонов z=l:
пункту станции. В этом случае возрастает время простоя рабочих
в ожидании очередного состава и соответственно увеличивается
продолжительность подготовки вагонов к перевозкам.
При нерегулярном предъявлении вагонов к перевозкам техни-
ческое обслуживание их следует производить на сортировочных
или участковых станциях. Для этого должны привлекаться осмотр-
щики-ремонтники из числа лиц, работающих в ремонтных брига-
дах ПТО.
Если на пункт подготовки, к перевозкам прибывает несколько
составов в сутки, необходимое время обработки их на путях безот-
цепочного ремонта (при условии, что вагоны, требующие текущего
ремонта с отцепкой, кроме смены колесных пар, будут ремонтиро-
ваться в этом же составе без подачи на специально
ремонтные пути) можно определить по формуле
(24?^ — Л73)Ноб<хне3
24zVer
а в случае подачи вагонов для текущего отцепочного
специализированные пути
I / (24г2 (/3-Нмаи)] ^б«нег
6 У 24z^j
где г — коэффициент, учитывающий одновременность обработки
составов (при программе пункта от 100 до 400 четырехосных
600—1,5; 800—2,0 и при программе .-V^s'OOO вагонов 2 = 2,5); т, т0 — соот-
ветственно среднее число вагонов в составе и среднее число вагонов, требующих
текущего отцепочного ремонта; t3 — дополнительное время занятия пути (сверх
определяемой по формулам продолжительности нахождения состава под обра-
боткой и необходимое для отцепки и прицепки локомотива, опробова-
ния автотормозов, приготовления маршрута и следования состава по путям
пункта, ч; /ман — продолжительность маневровой работы по отцепке вагонов
для текущего ремонта и подачи их на специально выделенные пути, ч; //„.г-
Нб — соответственно средние затраты труда на безотцепочный ремонт каждого
вагона (с учетом, что вагоны, требующие отцепки, ремонтируются в составе) и
средние затраты труда только на безотцепочный ремонт вагона, чел.-ч; е2 —
расходная ставка на 1 чел.-ч работы одного рабочего бригады (с учетом пре-
миальных доплат), руб.
Пример. Рассчитать оптимальную продолжительность обработки состава на
ППВ при условии, что вагоны, требующие отцепки от состава, будут ремонти-
роваться в этом же составе без подачи на специально выделенные пути (<о,б)
и в случае подачи их на ремонтные пути (is), а также численность рабочих в
ремонтной бригаде и среднее время занятия пути составом, если известны сле-
дующие данные: V = 600 четырехосных вагонов, ei = 0,05 руб., е2=1,39 руб.,
т=50, Що = 4, Я015=1,1 чел.-ч, Яв = 0,64 чел.-ч, б, = 0,4 ч; /Маи = 0,6 ч. Коэф-
фициенты ан = 1,05, z=I,5. Определим параметры ta с, и fa по формулам
(IV.6) и (IV.7);
(24-1,52-50 — 600-0,4) 1,1-1,05-1,39*
-----'-----------:-------------- =1,91 ч;
24-1,5-600-0,05
50
/[24-1,52 (50—4) —600 (0,4 + 0,6)] 0,64-1,05-1,39 ~
24-1,5-600-0,05 ~ ’ Ч’
24-1,5-600-0,05
Затем по формуле (IV.5) находим технологическую численность рабочих,
занятых подготовкой вагонов к перевозкам, в двух вариантах:
при обслуживании состава из 50 вагонов на путях безотцепочного ремонта
продолжительностью /0,б= 1,91 ч:
без учета вагонов, требующих текущего отцепочного ремонта при затратах
времени на обработку ^=1,28 ч,
46-0,64-1,05
7?яв.б =------—----» 24 чел.
Далее устанавливаем среднее время занятости пути составом, находящимся
под обработкой, с учетом дополнительного времени t3:
Т’з.о.б ='о,б + 'з=1,91+0,4 = 2,31 ч;
Тз.б = ^б + ^з + ^ман =1,28+0,4+0,6 = 2,28 ч.
Полученная в результате расчетов численность рабочих пункта при необхо-
димости распределяется на отдельные ремонтные бригады, число которых
должно соответствовать значению коэффициента z. При работе двумя бригада-
ми должно быть два пути.
IV.2. Механизированные пункты подготовки к перевозкам
полувагонов и платформ
Механизированные пункты подготовки вагонов к перевозкам
(МППВ) создаются на крупных погрузочных отделениях ряда до-
рог, где накапливается большое число неисправных полувагонов
и платформ, прибывающих под выгрузку по регулировочным за-
даниям.
Так, на станции Трудоармейская Кемеровской дороги создан
крупнейший МППВ для среднесуточной подготовки к перевозкам
1500 четырехосных .полувагонов. Крытый ангар пункта рассчитан
на одновременное обслуживание и текущий ремонт трех составов;
по 60 четырехосных полувагонов в каждом. Ангар разделен на
шесть участков, оснащенных средствами механизации для одно-
временного ремонта кузовов, рам, ходовых частей, автотормозов
и автосцепного оборудования в шести частях состава. Перед по-
становкой в ангар полувагоны очищают от остатков перевозимых
грузов.
На Донецкой дороге работа механизированных пунктов, соз-
данных на станциях Штеровка и Должанская, построена по дру-
гому принципу. Полувагоны составами подают на пути текущего
безотцепочного ремонта. Эти пути оборудованы самоходными ре-
монтными установками типа РУ. Полувагоны, требующие боль-
шого объема ремонта кузовов, подают в крытые помещения. Они
оборудованы вагоноремонтными машинами «Донбасс» и другими
средствами механизации, позволяющими выполнять текущий ре-
монт вагонов в полном объеме. Для смены колесных пар или ре-
монта полувагона с предварительной подъемкой кузойа предус-
мотрена отдельная позиция, оборудованная подъемными средства-
ми, запасом исправных колесных пар, электрогазосварочным и
другими устройствами и приспособлениями. Пропускная способ-
ность указанных механизированных пунктов достигает 1000 четы-
рехосных вагонов в сутки.
Располагая необходимыми техническими средствами для теку-
щего ремонта вагонов (рис. IV.1), МППВ обеспечивают более вы-
сокий уровень восстановления работоспособности вагонов. Ис-
пользование средств механизации ремонтных процессов позволяет
на каждом вагоне в среднем осваивать объем ремонта, в 1,5—2 ра-
Рис. IV.1. Схема механизированного пункта подготовки полувагонов (платформ)
к перевозкам:
7— парк приема; 2 — иолугорка; 3 — пути текущего безотцепочного ремонта; 4 — сигна-
лы ограждения; 5 — ремонтная установка РУ-5М; 6 — пути передвижения ремонтных
установок; 7 — помещение для обогрева ремонтно-смотровых бригад; 8 — переговорная
колонка; 9 — ходовой люк; 10 — тоннель; 11 — маслопровод М с раздаточными колонка-
ми; 12 — воздухопровод ВП с колонками централизованного опробования тормозов; 13 —
путь для совместного пользования пунктом и станцией; 14 — устройства для очистки
полувагонов от остатков перевозимых грузов; 15 — бак для хранения осевого масла;
16 — регенерационно-пропиточный пункт; 17 — производственно-бытовые помещения; 18 —
помещение оператора пункта; 19 — кладовая ЗИП и отделение расточки подшипников;
20 — отделение ремонта оборудования и оснастки пункта; 21 — слесарно-механическое
отделение; 22 — кузнечное отделение; 23 — электрогазосварочное отделение; 24 — отделе-
ние зарядки аккумуляторных батарей; 25 — инструментальная кладовая и отделение ре-
монта и зарядки аккумуляторных фонарей; 26 — отделение ремонта крышек люков, тор-
цовых дверей полувагонов, металлических бортов платформ; 27 — деревообрабатывающее
отделение; 28 — гараж; 29 — асфальтобетонное покрытие; 30 —- вытяжка; 31 — пути те-
кущего ремонта вагонов; 32 — универсальная самоходная правильная машина УСПМ-2М;
33 — ангар; 34 — путь погрузки-выгрузки колесных пар и лесоматериалов; 35 — козловой
кран грузоподъемностью 5 т; 36 — мотовоз; 37 — путь отстоя мотовоза и вытяжка для
маневровых работ; 38 — площадка для разделки вагонов в металлолом
52
Рис. IV.2. Схемы оснащения механизированных пунктов открытого типа, раз-
мещаемых на путях безотцепочного ремонта вагонов:
а — вариант /; б — вариант II; 1 — путь для текущего безотцепочного ремонта; 2, 18 и
20 — пути для передвижения вагоноремонтных машин и ремонтных установок; 3, 4, 5 —
вагоноремонтная машина типа ПТО Заиграево; 6 — колонки для подключения электро-
сварочных аппаратов; 7 — оповестительная громкоговорящая связь; 8 — воздухоразбор-
ная колонка; 9 —- постоянные сигналы централизованного ограждения составов; 10 —
ремонтно-механические мастерские и бытовые помещения; 11 — участок для запасных ко-
лесных пар; 12 - маслопровод с раздаточными колонками; 13 — регенерационно-пропи-
точный пункт; 14 — стационарные электрические домкраты; 15 — тупик или позиции для
смены колесных пар; 16 — автопогрузчик; 17 — путь, используемый совместно со стан-
цией; 19 — самоходные ремонтные установки; 21 — магоноремонтная машина «Донбасс-1»;
22 — путь для текущего укрупненного ремонта вагонов; 23 — компрессорная
за больший, чем при выполнении ремонтных операций ручным
способом. Многие неисправности без применения вагоноремонтных
машин не могут быть устранены вообще до поступления вагонов
в деповский или капитальный ремонт.
Организация работы и техническое оснащение МППВ зависят
от программы пункта, типа ремонтируемых вагонов, типа и распо-
ложения станции, на которой он размещается, наличия (или от-
сутствия) на этой станции вагонного депо и многих других фак-
торов. Выбор основных технических средств МППВ зависит так-
же от того, будут ли вагоны, требующие текущего отцепочного
(укрупненного) ремонта, подавать на специально выделенные пу-
ти или их работоспособность будет восстанавливаться без отцеп-
ки от составов.
На МППВ с относительно небольшой программой (200—400
полувагонов или платформ в сутки) может применяться один из
следующих двух вариантов организации текущего отцепочного
ремонта: на путях безотцепочного ремонта с использованием ва-
гоноремонтных машин портального типа, изготовленных по проек-
53
ту Т-337 ПКБ ЦВ (рис. IV.2, а), или на специально выделенных
открытых путях, оборудованных машинами типа «Донбасс»
(рис. IV.2, б). В последнем варианте для текущего отцепочного
ремонта в холодных климатических зонах строят специальные кры-
тые помещения (ангары).
Фронт текущего отцепочного ремонта вагонов (в крытых анга-
рах) рассчитывается по формуле
где — наибольшее суточное поступление вагонов в текущий отцепочный ре-
монт (среднее из наибольших месячных значений за год); t0 — продолжитель-
ность текущего отцепочного ремонта, ч; £0~3,5; — время, необходимое на
уборку отремонтированных и подачу неисправных вагонов, ч; тп — число пу-
тей в ангаре; Та — установленная продолжительность работы ангара в сутки, ч.
Длина ангара
La — Фт.р^в+ (Фт.р'—1)^и+2а, (IV.9}
где /в — длина вагона, м; /„ — интервал между соседними вагонами; 1Я —
= 1,5-^2,0 м; а — расстояние от торцовой стены ангара до автосцепки крайне-
го вагона; а — 3,5ч-4 м.
Если вагонное депо удалено от пункта подготовки вагонов к
перевозкам, на территории последнего предусматривают ремонт-
ные мастерские, имеющие кузнечное, электросварочное, механиче-
ское и столярное отделения, компрессорную, регенерационно-про-
питочный пункт и инструментальное отделение.
Пути текущего безотцепочного ремонта вагонов оборудуют са-
моходными ремонтными установками, электросварочными, масло-
проводными линиями, устройствами для централизованного ограж-
дения составов и опробования тормозов, громкооповестительной
связью, средствами для продольной и поперечной транспортиров-
ки запасных частей и материалов, механизмами и приспособлени-
ями для ремонта вагонов. На территории МППВ размещают слу-
жебно-бытовые и производственные помещения. Наружное осве-
щение парковых путей должно соответствовать установленным
нормам.
На крупных погрузочных отделениях имеются особенности в
организации подготовки полувагонов к перевозкам. По существую-
щей технологии вагоны, направляемые в районы погрузки по ре-
гулировочным заданиям, проходят технический контроль непосред-
ственно на станциях погрузки. Вагоны с неисправными кузовами,
требующими отцепочного ремонта, как правило, вместе с исправ-
ными следуют до этих станций. Здесь осуществляется большой
объем маневровой работы по отцепке неисправных вагонов. Это
приводит к задержке подачи исправного подвижного состава на
фронты погрузки и длительным простоям вагонов, ожидающих
пересылки в ремонтные пункты часто на значительное расстояние.
54
Наиболее совершенную форму организации технического об-
служивания и подготовки к перевозкам на крупных погрузочных
дорогах и отделениях, получающих большое число порожних ва-
гонов по регулировочным заданиям, представляет система центра-
лизованного отбора неисправных вагонов на одной или несколь-
ких станциях и организованного направления их в ремонт на ме-
ханизированные пункты. В этом случае на погрузочные станции
будет поступать только годный подвижной состав.
Централизованный отбор неисправных вагонов из порожних
вагонопотрков целесообразно производить по следующей техноло-
гии.
Порожние составы, прибывающие в парк приема, осматривают
и отмечают вагоны, требующие текущего отцепочного ремонта.
Исправные вагоны проходят техническое обслуживание ходовых
частей и подготовку кузовов к перевозке грузов на месте, т. е. на
путях парка приема, которые оснащены самоходными ремонтными
установками. Затем прибывшие вагоны сортируют с помощью гор-
ки или полугорки. Неисправные вагоны в соответствии с размет-
кой распускают на подгорочные пути, а затем после накопления
до полных составов подают на МППВ. Очищают вагоны от остат-
ков перевозимых грузов на специально выделенных путях. Исправ-
ные вагоны, сформированные в составы, направляют непосредст-
венно в районы погрузки.
Такая технология, применяемая на станции Магнитогорск Юж-
но-Уральской; Дебальцевском отделении Донецкой и некоторых
других дорогах, позволяет высвободить часть маневровых локомо-
тивов, обслуживающих станции погрузки, сократить простой ва-
гонов в нерабочем состоянии, время их оборота. Появляется воз-
можность концентрации работ по текущему оздоровлению ваго-
нов на небольшом числе крупных механизированных пунктов, что-
создает благоприятне условия для существенного повышения ка-
чества ремонта подвижного состава.
IV.3. Пункты комплексной подготовки к перевозкам
крытых и изотермических вагонов
Пункты комплексной подготовки к перевозкам крытых и изо-
термических вагонов (ПКПВф обеспечивают выполнение техниче-
ских операций по проверке состояния, очистке, промывке, сушке,
текущему ремонту вагонов, а также пополнению внутреннего обо-
рудования.
Технологический процесс работы ПКПВ предусматривает: тех-
нический и коммерческий контроль состояния в парке прибытия
станции; подачу на пути пункта отдельными группами; наружную,
обмывку и проверку кузова на водонепроницаемость; грубую очи-
55
Рис. IV.3. Схема пункта комплексной подготовки крытых и изотермических
100 ва
1 — воздухоразборная колонка; 2 — воздухопровод; 3 — трехфазная силовая линия;
ния колесных пар; 7 — консольный стационарный кран грузоподъемностью 2 т; 8 —
и инструмента; 10 ~ вагоноремонтная машина; 11 — тележка для ремонта крыш вагонов;
рализованного ограждения; 14 — лебедка конвейера; 15 =~ ангар; 16 — колонки для
трансбордерная тележка; 20 — устройство для сушки вагонов; 21 — устройство для
площадка для накопления бункеров с мусором; 24 — пульт управления вагоноуборочной
дверей крытых вагонов и рихтовки направляющих; 28 — стеллаж-кассета для дверей
открывания дверей крытых вагонов; 31 - эстакада высотой 1250 мм; 32 — установка для
сжигания мусора; 36 — гараж; 37 — бак-аккумулятор; 38 — водосборник оборотной воды;
новкой; 41 -- контейнер для остатков груза; 42 — иловая площадка; 43 — приемный
механическое отделение; 47 — кузнечно-сварочное отделение; 48 — столярно-дверное
для транспортировки дверей
56
вагонов к перевозкам со сквозной поточной линией с суточной программой более
гонов:
4 — линия общего освещения; 5 — линия низковольтного освещения; 6 — путь накопле-
устройство для перекатки колесных пар; 9 — стеллажи для запасных частей, материалов
12 — путь отстоя вагонов в ожидании текущего отцепочного ремонта; 13 — сигнал цент-
подключения электро- и пневмоинструмента; 17 — эстакада; 18 — телеустановка: 19 —
открывания дверей крытых вагонов на позиции мойки; 22 — вагономоечная машина; 23 —
машиной; 25 — вагоноуборочная машина; 26 —- транспортер; 27 — устройство для замены
вагонов; 29 — механизм постановки башмаков на рельсы; 30 — устройство для
наружной обмывки вагонов: 33 — подъездная дорога: 34 — котельная; 35 — печь для
39 — пульт машиниста-оператора: 40 — насосная станция с водоподогревательной уста-
бункер; 44 — козловой кран грузоподъемностью 5 т; 45 — кладовая ЗИП; 46 — слесарно-
отделение (2-й этаж — служебно-бытовые помещения); 49 — механизированное устройство
вагонов; 50 — подкрановые пути
57
стку внутреннего помещения кузова от остатков грузов и мусора;
внутреннюю промывку; сушку после промывки (для отдельных
грузов); текущий ремонт; уборку промытых и отремонтированных
вагонов на пути станции.
Необходимость подачи вагонов на пункт определяется на стан-
ции: в техническом отношении — осмотрщиком вагонов, в коммер-
ческом — приемщиком поездов или грузов.
У крытых и изотермических вагонов проверяют состояние ку-
зова, внутреннего оборудования, рам, ходовых частей, букс, авто-
тормозного и автосцепного оборудования. Неисправности отмеча-
ют на кузове и записывают в книгу натурного осмотра формы
ВУ-15.
Вагоны, подлежащие промывке, подбирают по объему работ и
подают на пункт отдельными группами. В первую группу включа-
ют вагоны после перевозки зерна, муки, жмыхов, комбикормов,
сахара, крупы, бумаги, текстиля и др.; во вторую группу — ваго-
ны, требующие большого объема работ по очистке, после перевоз-
ки цемента, алебастра, извести, строительных материалов, мине-
ральных удобрений, химикатов и др.
Нельзя подавать на пункт вагоны, предварительно не обрабо-
танные на дезпромстанциях или дезпромпунктах после перевозки
живности, сырья животного происхождения, ядохимикатов, хими-
ческих веществ и др.
Пункты комплексной подготовки крытых вагонов к перевоз-
кам должны иметь путевое развитие, насосную станцию с уста-
новкой для подогрева воды, механизмы и устройства для промыв-
ки и сушки, установку для наружной обмывки и проверки кузова
на водонепроницаемость; устройство для сбора, очистки, обезза-
раживания и отвода сточных вод, канализацию, устройства и при-
способления для механического удаления мусора при очистке ва-
гонов ленточным транспортером, вагоноремонтную машину; ме-
ханизмы и приспособления для ремонта металлического каркаса
кузова, столярно-сборочных работ, обслуживания автосцепного и
автотормозного оборудования, ходовых частей и др. Предусматри-
ваются также все виды технических устройств, которые должны
быть на любых пунктах (воздухопроводы, маслопроводы с разда-
точными колонками, пульты централизованного опробования ав-
тотормозов, регенерационно-пропиточное отделение, компрессор-
ная установка).
Все технические операции по обслуживанию и текущему ре-
монту крытых и изотермических вагонов на пунктах подготовки
их к перевозкам осуществляются поточным методом. Схема тако-
го пункта показана на рис. IV.3.
На первой позиции вагоны обмывают снаружи моечной уста-
новкой. Затем проверяют кузов и крышу на водопроницаемость.
58
При обнаружении течи определяют объем работ, который должен
быть выполнен на позиции ремонта.
На второй позиции вагоны очищают от остатков грузов и мусо-
ра, сбрасывая их на ленточный транспортер, установленный вдоль
вагонов с последующей передачей мусора на поперечный транс-
портер, а затем в приемный бункер. Остатки груза удаляют пыле-
сосом.
На третьей позиции промывают внутреннюю поверхность ку-
зова вагона вагономоечной машиной ВММ-ЗМ. (стационарного ти-
па, оснащенные приборами OK-ЦНИИ и С-70), а также машина-
ми других типов.
Для промывки вагонов оператор с пульта управления вводит
в дверные проемы выдвигающиеся консоли моечных машин и
включает насосы. Вода под давлением 1,2—1,4 МПа поступает
к приборам OK-ЦНИИ или С-70, сопла начинают вращаться и
поверхности стен, пола и потолка в течение 8—12 мин (цикл пол-
ного оборота прибора) промываются. Сильно загрязненные ваго-
ны могут промываться за два цикла и более. После окончания
промывки насосы выключают и выдвижные консоли убирают.
При промывке вагонов, предназначенных для непищевых гру-
зов, применяется система оборотного водоснабжения. Для про-
мывки вагонов под пищевые продукты используется питьевая во-
да. Для улучшения стока отработанной воды пути на позиции
промывки уложены с возвышением одного рельса над другим на
100 мм. Стекающая из вагона вода направляется в отстойники.
В пунктах массовой погрузки сахара и муки вагоны после
промывки и санитарной обработки перемещают на позицию суш-
ки. Промытые и просушенные вагоны передвигают на ремонтные
позиции, где устраняют все обнаруженные неисправности.
Все работы по технической и коммерческой подготовке вагонов
к перевозкам выполняет комплексная бригада. На крупных пунк-
тах бригада формируется в составе мастера или бригадира, ос-
мотрщиков-ремонтников вагонов, машинистов моечной и дизель-
ной установок, мойщиков-уборщиков подвижного состава, элект-
росварщиков, столяров, кровельщиков, тракториста.
Общий простой одной подачи из 10—20 вагонов на ПКПВ не
должен превышать 2 ч.
Кроме станционных пунктов, указанных выше, используют
временные и передвижные пункты (промывочно-ремонтные поез-
да), которые организуют в период массовых сезонных перевозок.
На временных (сезонных) пунктах остатки грузов и мусор выгру-
жают из вагонов непосредственно в прицепной бункер, который
передвигается вдоль вагонов и после наполнения вывозится с
территории пункта.
59
Все пункты находятся в ведении вагонных депо, а непосредст-
венное руководство их работой возлагается на начальников или
мастеров этих пунктов.
Комплексные бригады, работающие на ПКПВ, обязаны строго
выполнять требования правил техники безопасности с учетом осо-
бенностей их работы. Не допускается очищать, промывать, ремон-
тировать вагоны, а также очищать пути от остатков грузов и му-
сора во время передвижения вагонов с позиции на позицию: об-
рабатывать вагоны на электрифицированных путях до отключения
напряжения в контактной сети; проверять состояние внутреннего
оборудования и прочность его крепления перед началом промыв-
ки кузова; пользоваться промывочными приборами с засоривши-
мися или заглушенными соплами; приступать к ремонту непро-
мытых вагонов, в которых перевозились цемент, известь, мине-
ральные удобрения, нафталин и ядохимикаты; пользоваться неис-
правными и нетиповыми переносными лестницами без специаль-
ных наконечников; включать электрические машины и приборы
без предварительного заземления. Нельзя пользоваться перенос-
ными осветительными приборами с напряжением более 36 В.
IV.4. Промывочно-пропарочные предприятия
Промывочно-пропарочные предприятия предназначены для
комплексной подготовки цистерн к перевозкам разнообразных
нефтепродуктов. В зависимости от технического оснащения, объе-
ма и характера выполняемых работ различают промывочно-про-
парочные станции по очистке и пропарке цистерн, промывочно-
пропарочные пункты, механизированные промывочно-пропароч-
ные поезда.
Промывочно-пропарочная станция (ППС) по очистке и про-
парке цистерн должна иметь специально отведенную территорию,
соответствующее путевое развитие, производственные сооружения,
оборудование и оснащение, к числу которых относятся: крытые
или открытые двусторонние эстакады для обработки цистерн; ав-
томатизированная вакуумная установка с вакуум-сборниками
для удаления и сбора остатков нефтепродуктов, промывочной во-
ды и конденсата из котлов цистерн; стационарная котельная для
получения пара или паропроводная магистраль для подвода пара
от теплоцентралей; автоматизированная установка для подогрева
воды и резервуары с запасом горячей воды; автоматизированные
насосные установки для подачи моющего раствора, горячей и хо-
лодной воды на эстакаду под давлением; автоматизированные
вентиляционные установки для подачи свежего воздуха при на-
хождении промывальщиков внутри котла цистерн, а также для
дегазации котлов; автоматизированная компрессорная установка
60
для получения сжатого воздуха; резервуары для хранения раство-
рителя, автоматизированная закрытая система для смешивания
растворителя с горячей водой vi. подачи на эстакаду; сеть трубо-
проводов для подайи пара, воздуха, Моющего раствора, горячей и
холодной воды на эстакады, в производственные и бытовые по-
мещения; крытые сливные лотки с устройствами для их обогрева;
канализационная сеть и очистные сооружения (нефтеловушки,
флотационные, сепаратные, экстракционные установки, разделоч-
ные резервуары, отстойные пруды и др.) для сбора, отведения и
очистки воды для промывки и конденсата с остатками нефтепро-
дуктов.
Содержание нефтепродуктов, механических примесей и других
вредных веществ в сточной воде должно удовлетворять требова-
ниям санитарных норм.
Каждая ППС должна иметь лабораторию для определения
качественного состава остатков продуктов, поступающих в цис-
тернах, для выявления возможности и характера требуемой обра-
ботки.
Для очистки цистерн из-под этилированного бензина сооружа-
ют специализированные эстакады. Площадка для обработки цис-
терн из-под этилированного бензина должна быть открытой, с
твердым покрытием, иметь отдельную вакуумную установку и
трубопроводы. Площадка для очистки вагонов после перевозки
нефтебитума должна быть оснащена камерой для тепловой обра-
ботки бункеров, козловым краном грузоподъемностью до 15 т для
их опрокидывания и подъема. Кроме того, должен быть бетониро-
ванный котлован для слива остатков битума.
Предусматривается также камера или площадка с устройства-
ми для автоматизированной или механизированной наружной очи-
стки цистерн.
ППС должны быть оборудованы: двусторонней оповеститель-
ной связью; противопожарной звуковой сигнализацией; устройст-
вами с автоматическим переключением сигналов светофоров при
подаче и уборке цистерн, с дублированием показаний на пульте
централизованного управления; регенерационными установками
для восстановления обтирочных материалов.
На территории ППС должен быть здравпункт и необходимые
служебно-бытовые и вспомогательные помещения.
Промывочно-пропарочные станции оснащают также агрегата-
ми для механизированной промывки, пропарки и дегазации кот-
лов цистерн, паросифонами, пароэжекторами, взрывобезопасными
фонарями, газоанализаторами и необходимым инструментом и
приспособлениями. Искусственное освещение должно соответство-
вать требованиям отраслевых норм.
Типовая схема промывочно-пропарочной станции представлена
на рис. IV.4.
61
24 23 22 21 20 19
'ис. IV.4. Схема промывочно-пропарочной станции по очистке и пропарке ци-
стерн и вагонов для перевозки нефтебитума:
Л II — пути для подготовки вагонов под перевозку битума; III, VIII — технологические
пути; IV, V — пути закрытой эстакады для обработки цистерн; VI, VII — пути открытой
эстакады, для обработки цистерн; IX — путь для текущего отцепочного ремонта; X — путь
для наружной обмывки цистерн; XI, XII — пути для обработки цистерн из-под этилиро-
ванного бензйка;| 1 — ремонтно-механические мастерские и служебно-бытовые помещения;
2 — пожарный пост; 3 — дегазационная установка; 4 — кладовая; 5 — нефтеловушка;
6 — флотационная установка и фильтровальная станция; 7 — площадка подсушки сли-
ваемых остатков; 8 — промежуточный резервуар для сбора сточных вод от эстакад;
9. — вакуум-насосная; 10 — компрессорная; И и 12 — резервуары для сбора светлых и
темных нефтепродуктов; 13 — насосная станция; 14 — резервуары для обезвоживания
нефтепродуктов; 15 — канализационная насосная станция; 16 — аккумулятор горячей
воды для промывки цистерн; 17 — трансформаторная подстанция; 18 — нефтеловушка для
ливневых стоков; 19 — котельная; 20 — станция перекачки конденсата; 21 — устройства
нейтрализации и очистки сточных вод от ТЭС; 22 — резервуары площадки для обработки
цистерн из-под этилированного бензина; 23 — площадка для обработки цистерн из-под
этилированного бензина; 24 — производственно-бытовой корпус; 25 — резервуар с моющим
раствором для наружной обмывки цистерн; 26 — насосная станция; 27 — стационарные
домкраты; 28 — крытый ангар для наружной обмывки цистерн; 29 — устройства очистки
сточных вод; 30 — открытая эстакада для обработки цистерн; 31 — закрытая эстакада
для горячей обработки цистерн; 32 — наливные стояки для слива остатков нефтебитума;
33 — насосная станция слива остатков нефтепродуктов; 34 — насосная станция тепловой,
обработки бункеров; 35 — камера тепловой обработки бункеров; 36 — стенд, ремонта
бункеров; 37 — двухконсольный козловой кран; 38 — железобетонное хранилище для
сборки остатков нефтепродуктов; 39 — пути козлового крана; 40 — двухъярусная эстаь;. да
для обработки вагонов под нефтебитум
Промывочно-пропарочные пункты очистки и пропарки цисте я
отличаются от промывочно-пропарочных станций объемом работ
по подготовке цистерн к наливу и ремонту, имеют несколько мень-
шее оснащение. Их также оборудуют открытыми или закрытыми
эстакадами с трубопроводами для подачи пара, воздуха, моющего
раствора, горячей и холодной воды, насосами, вакуумными уста
новками, обеспечивают взрывобезопасными фонарями, газоанали-
заторами, инструментом и приспособлениями. Вода и пар на про-
мывочно-пропарочные пункты поступают от стационарной уста-
новки.
Механизированные промывочно-пропарочные поезда предназ-
начены для выполнения работ по подготовке цистерн к наливу нг
станциях, где нет стационарных промывочно-пропарочных соору-
62
жений. Такие поезда оборудуют всеми необходимыми технически-
ми средствами согласно технологическому процессу. Для снабже-
ния паром и сжатым воздухом используют паровоз.
Цистерны, подлежащие обработке, подают на соседний путь
параллельно производственной части поезда. Устанавливать поезд
на территории станции и сливать сточные воды разрешается толь-
ко по согласованию с местными санитарными органами и отделом
военизированной охраны дороги.
Основные производственные процессы на промывочно-пропа-
рочных предприятиях должны быть в наибольшей степени автома-
тизированы и механизированы. При этом предусматриваются сле-
дующие циклы обработки: пропарка-промывка-дегазация, пропар-
ка-дегазация, промывка-дегазация, холодная очистка.
Автоматизация процесса позволяет изменять и регулировать
технологический режим по продолжительности, очередности лю-
бой из указанных выше операций в зависимости от рода груза,
слитого из цистерны, количества недослитого продукта^ и рода
продукта, подлежащего наливу. Все циклы технологического про-
цесса запрограммированы в определенной последовательности, что
позволяет повторить любую из указанных операций.
Работы по очистке цистерн выполняют с помощью промывоч-
ного прибора, позволяющего при разовой установке его в цистер-
ну выполнять весь цикл обработки или часть операций в зависи-
мости от заданной программы. Спускание прибора в котел цистер-
ны и подъем его из котла механизированы. Промывочные приборы
промывают внутренние поверхности котлов цистерн без опускания
в них промывальщиков. Это значительно снижает время обработ-
ки цистерн и обеспечивает безопасность труда промывальщиков.
Для наиболее трудоемкой горячей обработки цистерн из-под
темных нефтепродуктов под светлые сооружают крытые двусто-
ронние эстакады, оборудованные промывочными приборами для
пр.®парки, промывки и просушки котлов цистерн в автоматическом
режиме.
Для промывки и пропарки цистерн преимущественно из-под
свЗтлых нефтепродуктов устраивают открытые эстакады, пред-
ставляющие собой железобетонную конструкцию с платформой
Шириной 2 м, оборудованную откидными мостками для перехода
с эстакады на котлы цистерн (рис. IV.5). На эстакаде размешена
система трубопроводов’для подачи холодной и горячей воды, пара
й моющего раствора.
Продолжительность обработки цистерн зависит от времени го-
да (зима, лето) и климатических особенностей дорог, на которых
расположены промывочно-пропарочные станции.
Нормы простоя цистерн под обработкой в зимний период ус-
танавливают в зависимости от группы, к которой относится дан-
ная дорога:
63
Рис. IV.5. Открытая эстакада для промывки и пропарки цистерн
группа I — Дальневосточная, Забайкальская, Восточно-Сибир-
ская, Красноярская, Западно-Сибирская, Кемеровская, Южно-
Уральская, Свердловская, Западно-Казахстанская, Алма-Атин-
ская, Целинная, а также отделения Ижевское и Казанское Горь-
ковской дороги, Башкирское и Ульяновское Куйбышевской доро-
ги, Сосногорское Северной дороги;
Таблица IV.2
Наименование операций обработки Время, мин
Летник период Зимний период по группам дорог
I II Ш
Горячая обработка котлов цистерн: 190 230
из-под темных под светлые нефтепродукты 220 200
из-под светлых под светлые нефтепродукты 100 125 115 110
из-под этилированного бензина 110 135 125 115
Холодная очистка котлов цистерн 30 45 40 35
Примечание. Зимние нормы простоя цистерн под обработкой вводятся в следую-
щие сроки: группа I — с 20 сентября по 1 апреля; группа И с 15 октября по 1 марта;
группа Ш — с 1 декабря по 15 февраля.
64
группа II — Октябрьская, Прибалтийская, Московская, При-
волжская, Горьковская, Юго-Восточная, а также Куйбышевская
и Северная, кроме отделений, отнесенных к группе I;
группа III — Юго-Западная, Белорусская, Львовская, Одес-
ская, Молдавская, Южная, Донецкая, Приднепровская, Северо-
Кавказская, Азербайджанская, Закавказская и Среднеазиатская.
Типовые нормы времени на обработку цистерн на промывочно-
пропарочных предприятиях приведены в табл. IV.2.
Пропускную способность эстакады Уц в четырехосных цистер-
нах можно подсчитать по формуле
n^= t (iv.io)
где mn — число приэстакадных путей, на которых одновременно обрабаты-
ваются цистерны; Т — время работы эстакады в течение суток, ч; /э — длина
эстакады, м; Ан — коэффициент, учитывающий перерывы в работе эстакады;
Ан —0,85-гО,9; t3 — время занятости путей одной подачей цистерн с учетом про-
должительности постановки ta, обработки /обР и уборки подготовленных цистерн
/у, ч (/а = /п-Нобр-Ну); 1ц — длина цистерны между осями сцепления автосце-
пок: четырехосных 12,0—13,6 м, восьмиосных 18,7—21,2 м.
Если перед погрузкой очистка и пропарка котлов цистерн не
требуются, они на промывочно-пропарочные предприятия не по-
даются. Такие цистерны готовят к наливу на специально обору-
дованных путях, а в отдельных случаях — на станционных путях,
также специально оборудованных для этих целей. Выбор места
для заправки клапанов согласовывается с врачебно-санитарной
службой, пожарной охраной и технической инспекцией Управле-
ния дороги.
Трудоемкой и длительной операцией является очистка наруж-
ных поверхностей котлов цистерн, подготовляемых под налив или
для ремонта. Поэтому на промывочно-пропарочных станциях ис-
пользуют сквозные моечные установки поточно-конвейерного ти-
па, представляющие собой металлическую камеру-ангар, разде-
ленную на три зоны. В первой зоне ангара цистерны предвари-
тельно обмывают водой, подогретой до температуры 70—80 °C,
при давлении 0,3—0,4 МПа. Для размягчения грязи и нефтяных
пятен на поверхность цистерны наносят 10 %-ный раствор каусти-
ческой соды.
Во второй зоне цистерны моют водным раствором каустической
соды (6—8%), подогретым до температуры 60—70 °C при таком
же давлении, как и в первой зоне. В третьей зоне для нейтрализа-
ции остатков раствора каустической соды цистерны обмывают во-
дой и слабым раствором ортофосфорной кислоты, подогретым до
температуры 30—40°C.
При подготовке цистерн к периодическому или текущему ре-
монту с выполнением сварочных работ, кроме наружной и внут-
ренней очистки, котел должен быть дегазирован и проверен на
3 Зак. 378 65
взрывобезопасность газЬвоздушной среды. Дегазацию производят
путем пропарки, промывки, а также естественного проветривания
котла при открытых крышке колпака и нижнем сливном приборе.
Наиболее эффективной является дегазация котла с помощью вен-
тиляционных установок.
Вентилируют цистерны также для улучшения условий работы
пропарщиков, когда они работают внутри котла.
На каждую пропаренную, промытую и дегазированную цистер-
ну составляют акт формы ВУ-19 в двух экземплярах: один экземп-
ляр направляют с цистерной на ремонтное предприятие, а другой
хранят в делах промывочно-пропарочного предприятия. На котле
под номером цистерны наносят трафарет несмываемой краской в
на ремонт „„„
две строки -----------и наименование ППС или пункта, про-
дегазировано
изводившего дегазацию.
Промывочно-пропарочные предприятия являются основной тех-
нической базой текущего оздоровления цистерн и вагонов для пе-
ревозки нефтебитума.
Все поступающие на промывочно-пропарочные предприятия
цистерны и бункерные полувагоны подвергают техническому конт-
ролю и текущему ремонту.
На территории промывочно-пропарочных предприятий имеют-
ся специальные ремонтные пути, оборудованные эстакадами с
площадками для осмотра и ремонта котлов цистерн и бункеров
полувагонов, ремонтными установками и другими видами техни-
ческого оснащения, применяемыми при текущем ремонте и подго-
товке вагонов к перевозкам.
Площадку или позицию для текущего отцепочного ремонта с
подъемкой вагонов оборудуют электрифицированными домкрата-
ми, козловым краном или автопогрузчиком и обеспечивают запа-
сом исправных колесных пар.
Текущий ремонт цистерн и вагонов для нефтебитума на ППС
обычно выполняют комплексные бригады в составе слесарей по
ремонту подвижного состава. Количество бригад и их состав по
профессиям, число ремонтных путей или позиций устанавливают
в зависимости от объема работы.
Оператор промывочно-пропарочного предприятия ведет книгу
номерного учета формы ВУ-17 цистерн, обработанных на ППС
(или пункте), с последующей росписью мастера (бригадира), ру-
ководившего обработкой цистерн.
О годности одной цистерны под налив определенного продукта
составляется акт формы ВУ-20, который подписывает мастер
(бригадир) ППС (или пункта), приемщик Госкомнефтепродукта
и приемосдатчик станции, а группы цистерн — акт формы ВУ-20а.
Простой цистерн под обработкой считается с момента подачи
их на пути обработки и отцепки локомотива до момента дачи уве-
66
домления маневровому диспетчеру о готовности к выводке цис-
терн, принятых приемщиком Госкомнефтепродукта.
На промывочно-пропарочных предприятиях большое внимание
уделяют вопросам охраны труда, так как подавляющее большин-
ство наливных грузов огнеопасно и токсично.
Промывалыциков-пропарщиков цистерн, слесарей по ремонту
и заправки клапанов сливных приборов обеспечивают спецодеж-
дой и средствами индивидуальной защиты. Им выдают брезенто-
вые костюмы, специальные кожаные и резиновые сапоги, рукави-
цы, пневмокостюмы, резиновые перчатки, взрывобезопасные акку-
муляторные фонари, а при работе со сливными приборами — ин-
струменты из искронеобразующего сплава.
Электрооборудование и вентиляционные установки применяют-
ся во взрывобезопасном исполнении. Все металлические предметы
(упавшие лестницы и другие предметы) разрешается удалять из
котла и перемещать только после полной очистки, промывки и
дегазации цистерны.
Электросварщики во время ремонта в котле (после промывки,
пропарки, дегазации и проверки на взрывобезопасность) должны
работать при открытых сливном приборе и крышке цистерны в
пневмокостюмах и пользоваться изолирующим ковриком и ди-
электрическими галошами.
Для отвода статического электричества резервуары, эстакады,
трубопроводы, котлы цистерн, из которых удаляют остатки нефте-
продуктов, надежно заземляют. Электродвигатели применяют
только во взрывобезопасном исполнении.
Рабочие промывочно-пропарочных предприятий проходят обу-
чение правилам оказания первой помощи при отравлениях и дру-
гих несчастных случаях.
Для создания благоприятных санитарно-гигиенических условий
на промывочно-пропарочных предприятиях все производственные
и вспомогательные помещения оборудуют устройствами естествен-
ной и принудительной вентиляции с обеспечением необходимой
кратности воздухообмена.
IV.5. Определение потребной мощности и размещение
механизированных пунктов подготовки вагонов к перевозкам
Количество вагонов уп %, которые необходимо ежесуточно го-
товить к перевозкам на механизированных пунктах, можно под-
считать по формуле
(H/i S ппв) ЮО
?п== ------------ , (IV. И)
-,М1ППГ'"1П1В
где Я2 — средние затраты труда, необходимые на устранение неисправностей
в одном вагоне (возникающих за время одного оборота) до полного восстанов-
3* 67
ления его работоспособности (табл. IV.3), чел.-ч; Лппв — фактические средние
затраты труда на подготовку одного вагона (включая текущий отцепочный и
безотцепочный ремонты) в условиях немеханизированного пункта подготовки к
перевозкам (табл. IV.5), чел.-ч; Ладппв — средневзвешенные затраты труда на
текущий отцепочный и безотцепочный ремонты каждого вагона на механизиро-
ванном пункте, чел.-ч. ,
Средневзвешенные затраты труда на текущий отцепочный и
безотцепочный ремонты вагонов находят из выражения
%пв = “Л+ С ~~ ао) н(>' (IV. 12)
где схо — доля количества вагонов, поступающих в текущий отцепочный ремонт
на МППВ от общей программы подготовки вагонов к перевозкам на данном
пункте (табл. IV.4); Но, Hr, — фактически реализуемые средние затраты труда
на раздельно выполняемые текущий отцепочный и безотцепочный ремонты ваго-
на на механизированных пунктах (табл. IV.5), чел.-ч.
Таблица IV.3
Тип четырехосных вагонов Средние затраты труда, чел.-ч, необходимые на устранение неисправностей вагонов, возникающих за время одного оборота HS, на дорогах (отделениях)
Группа I Группа II Группа III
Крытые 0,810 0,680 0,540
Платформы 0,755 0,640 0,510
Полувагоны 1,025 0,810 0,620
Примечание. К первой группе дорог или отделений отнесены погрузочные дороги
(отделения), ко второй —- дороги или отделения, не сдающие и не получающие вагоны по
регулировочным заданиям, к третьей — остальные дороги (отделения), которые сдают
избыточный парк по регулировочным заданиям.
Таблица IV.4
Тип четырехосных вагонов Доля количества вагонов, поступающих в текущий отцепочный ремонт на механизированные пункты (от общей программы этих пунктов)'а0 для дорог (отделений)
Группа I Группа II Группа III
Крытые 0,080 0,050 0,026
Платформы 0,078 0,046 0,034
Полувагоны 0,106 (кроме Донецкой дороги) 0,070 0,046
Примечание. Для погрузочных отделений Донецкой дороги (группа I) ал
полувагонов принимается равной 15,6.
68
Таблица IV.5
Средние фактические затраты труда, чел.-ч, на подготовку
вагона к перевозкам на дорогах
Тип четырехосных вагонов группа I группа II группа III
МППВ ППВ МППВ ППВ МППВ ППВ
«о нб ^ппв ио иб Лппв «о нб Лппв
Крытые 7,5 0,64 0,60 6,8 0,57 0,58 5,5 0,48 0,51
Платформы 7,2 0,61 0,59 6,5 0,55 0,57 5,3 0,46 0,48
Полувагоны 8,7 0,73 0,66 7,4 0,62 0,65 6,1 0,52 0,54
(IV. 13)
Суммарная мощность МППВ, которые должны быть организо-
ваны в данном погрузочном районе, определится из выражения
Мш
М = уп-----
Г 100
где Vnn — число вагонов, предъявляемых для подготовки их к перевозкам на
всех пунктах погрузочного района.
Пример. Определить суммарную мощность механизированных пунктов под-
готовки к перевозкам полувагонов на погрузочном отделении (отнесенном по
режиму эксплуатации вагонов к первой статистической группе), если известно,
что ежесуточное предъявление к перевозкам на данном отделении Vnn = 2015
полувагонов. На текущий ремонт и подготовку одного полувагона на немехани-
рованном ППВ погрузочного отделения в среднем затрачивается ЛПпв==
= 0,66 чел.-ч (см. табл. IV.5).
Предварительно определяем средние затраты труда на текущее оздоровле-
ние полувагонов в условиях МППВ. По данным табл. 1V.3—IV.4 находим
Н2 = 1,025 чел.-ч, ао=0,106, //О==8,7 чел.-ч, Яб=0,73 чел.-ч. По формуле
(IV.12) находим
//мппв = ао//о+ (1- а0) Яб = 0,106-8,7+(1—0,106) 0,73= 1,57 чел.-ч.
Подставляя известные величины в формулу (IV.11), получим
(1,025—0,66) 100 36,5
Уп --------— --- -
— ,---------,=----- 40%.
1,57—0,66 0,91
Далее по формуле (IV. 13) определяем, что на механизированных пунктах
необходимо ежесуточно готовить к перевозкам
2015
-- =806 полувагонов.
Задача размещения механизированных пунктов сводится к
созданию более мощных подразделений для технического обслу-
живания вагонов при одновременном значительном сокращении
числа мелких пунктов.
Важное значение имеет обоснование выбора станций, на кото-
рых целесообразно создать крупные механизированные пункты
подготовки вагонов к перевозкам.
Л4 = 40
69
В качестве исходных данных рассматриваются: схема полиго-
на с нанесенными на ней пунктами погрузки и выгрузки с указа-
нием тарифных расстояний между станциями; перечень станций,
на которых расположены существующие пункты подготовки ваго-
нов к перевозкам, и среднесуточная программа этих пунктов за
год; перечень станций, на которых предусмотрено предъявление
вагонов к перевозкам; схема направлений движения и мощность
потоков порожних вагонов; график движения сборных поездов,
зоны их обращения и вид тяги; данные о погрузке и выгрузке на
станциях полигонов и о количестве вагонов, требующих подготов-
ки к перевозкам для обеспечения плана погрузки; стоимость ос-
новных фондов по каждому действующему пункту подготовки ва-
гонов к перевозкам при существующем варианте развития ремонт-
ной базы; средние фактически реализуемые затраты труда на вы-
полнение работ по подготовке вагонов к перевозкам.
Выбор станций для размещения механизированных пунктов
подготовки вагонов к перевозкам обосновывается в такой после-
довательности: составляют схемы движения порожних вагонов,
требующих подготовки к перевозкам; полигон дороги разделяют
на отдельные погрузочные зоны; определяют число конкуренто-
способных вариантов размещения механизированных пунктов на
станциях погрузочных зон и программу подготовки вагонов к пе-
ревозкам на этих пунктах в зависимости от рассматриваемых
вариантов их размещения; выполняют расчет приведенных затрат
на подготовку вагонов к перевозкам для различных вариантов раз-
мещения МППВ: выбирают станции, на которых согласно техни-
ко-экономическим расчетам обеспечивается минимум приведенных
затрат и местные условия позволяют создать МППВ вновь или
развить существующие ППВ.
Расчет эффективности создания МППВ начинают с определе-
ния уровня (вероятности) восстановления работоспособности ва-
гонов при условии применения вагоноремонтных машин и других
технических средств в сопоставлении с пунктами подготовки к
перевозкам (ППВ), на которых преимущественно используется
ручной труд.
При ручном способе выполнения ремонтных работ работоспо-
собность вагонов восстанавливается только на 37 % (Vp = 0,37),
т. е. в основном устраняют неисправности, угрожающие безопас-
ности движения поездов или не обеспечивающие соблюдение тре-
бований сохранности перевозимых грузов.
В результате использования вагоноремонтных машин при ре-
монте кузовов полувагонов уровень восстановления работоспособ-
ности по сравнению с ручным способом устранения неисправно-
стей возрастает на 30—40 %. Применение самоходных ремонтных
установок при обработке вагонов в составах повышает уровень
восстановления работоспособности на 20—30 %.
70
Использование передвижной вагоноремонтной машины для те»
кущего ремонта и подготовки к перевозкам крытых и изотермиче-
ских вагонов также повышает уровень восстановления их работо-
способности на 25—35%.
Чтобы определить, насколько сократится число отцепок ваго-
нов после восстановления их работоспособности на механизиро-
ванных пунктах, используют зависимость
wM = f7=^Y+(l-Y)]<op. (IV. 14)
L Р J
где Ым, Wp — соответственно частоты поступления вагонов в текущий ремонт за
годовой период эксплуатации (т. е. среднее число отцепок каждого вагона в
год) после подготовки их на механизированном пункте и при ручном способе
устранения неисправностей на ППВ; VM, КР — достигнутые уровни восстанов-
ления работоспособности вагонов на механизированном и немеханизированном
ППВ; у — доля вагонов, прошедших текущий отцепочный ремонт на механизи-
рованных пунктах в течение года (определяется из отношения числа вагонов,
прошедших текущий отцепочный ремонт на вагоноремонтных машинах к общему
числу вагонов, выпущенных из текущего ремонта на сети дорог). Для полува-
гонов и платформ упв«0,60, для крытых и изотермических вагонов (с учетом
производства текущего ремонта в условиях вагонных депо) Ykp = 0,3.
При существующей механизации ремонтных процессов на от-
крытых площадках можно принять следующие уровни восстанов-
ления работоспособности вагонов: на механизированных пунктах
подготовки к перевозкам полувагонов и платформ VM.nB = 0,48; на
немеханизированных ППВ УР.пв = 0,37; на пункте комплексной под-
готовки крытых и изотермических вагонов с применением вагоно-
ремонтной машины 1/м.кр = 0,50; на ПКПВ, не имеющем вагоноре-
монтной машины, 7р.кр==0,44. При дальнейшем насыщении МППВ
и ПКПВ средствами механизации уровни восстановления работо-
способности вагонов возрастут до более высоких значений.
Пример. Рассчитать технико-экономическую эффективность созданного
МППВ, программа которого N — 700 полувагонов в сутки (255,5 тыс. в год),
доля количества полувагонов, поступающих в текущий отцепочный ремонт,
ао = О,О7, уровень восстановления работоспособности Км.пв = 0,48 и КР.цВ = 0,37;
частота поступления в текущий отцепочный ремонт <г>р = 6,8 раза в год;
Упв = 0,6.
Решение. Найдем ожидаемую частоту поступления в текущий ремонт
полувагонов <ом после подготовки их к перевозкам на МППВ по формуле
(IV.14)
Г 1—0,48 п
®м= ----------0,60+(1—0,60) | 6,8 ж 6,1 раза в год.
I 1—0,37 j
Определим, на сколько сократится последующее поступление вагонов в те-
кущий ремонт в течение года, после того как они прошли ремонт в условиях
МППВ:
AMT = 365Wa0 (шр—шм) —365-700 0,07 (6,8—6,1) = 12 520 полувагонов.
Рассчитаем ожидаемую экономию в результате сокращения поступления по-
лувагонов в неплановый ремонт, если принять затраты текущего отцепочного
ремонта (с учетом затрат на маневровую работу, простоя вагонов в неисправном
состоянии и задержек поездов) 24 руб. (затраты только на ремонт — 12,5 руб.):
3Tp = 24-12 520 = 300,5 тыс. руб. в год.
71
Однако размер полученной экономии должен быть уменьшен на величину
дополнительных затрат, связанных с увеличением объема восстановления рабо-
тоспособности полувагонов по сравнению с ремонтом, выполняемым ручным
способом (дополнительный расход материалов, электроэнергии, трудовые затра-
ты). По данным ВНИИЖТ, себестоимость текущего ремонта полувагонов
возрастает примерно на 30%, т. е. достигает 12,5-1,3=16,25 руб.
Тогда дополнительные затраты на текущий ремонт в условиях МППВ
СтР = (16,25 —12,5) 12 520 « 47,0 тыс. руб.
Определим экономию капиталовложений в парк вагонов в результате сокра-
щения поступления их в текущий ремонт после оздоровления на механизиро-
ванном пункте:
находим число сэкономленных вагоно-суток в год
ДАТ+Р 12520-20
«вс- 24 24 ~ 10430,
где — норма общего простоя вагонов в текущем ремонте, £пр = 20 ч;
число высвобождаемых вагонов
пвс 10430
= ------- 29
365 365
и экономию капиталовложений в парк вагонов
Кв = Ладв = 29-10,3 = 298,7 тыс. руб.,
где Цв — цена нового полувагона с металлической обшивкой на подшипниках
качения по прейскуранту.
Найдем экономию оборотных средств в результате устранения задержек
доставки грузов в вагонах, которые при отсутствии механизированных пунктов
поступали бы в текущий отцепочный ремонт в груженом состоянии. По данным
МПС, в текущий ремонт в груженом состоянии поступает полувагонов —
14 %, крытых и платформ — 17 %.
Количество грузов, которые можно дополнительно перевезти в отремонти-
рованных на МППВ полувагонах, находим из выражения
Г = 0,14ЛМтРвугР = 0,14-12520-65-0,95= 108,2 тыс. т,
где Рв — средняя грузоподъемность полувагона; Рв=65 т (крытого вагона —
63 т, платформы — 64 т); угр — коэффициент использования грузоподъемности
полувагона; угр = 0,95 (крытых — 0,63, платформ — 0,59).
Экономия оборотных
Г ЦНпр
средств за счет сокращения срока доставки грузов
108,2-103-100.14
=--------------------яа 17,3 тыс. руб. в год,
8760
груза, перевозимого в полувагонах; Цг — 100 руб. (в
Кнх =
8760
где Цг — средняя цена
крытых Дг = 200 руб., на платформах — 125 руб.).
Общий экономический эффект создания или развития рассматриваемого
мппв
Эпр = ЭгР—Стр + 5нК = 300,5—47,0 + 0,12-316,0 = 291,4 тыс. руб. в год,
где К = Кв+/<Вх = 298,7+17,3 = 316,0 тыс. руб. (экономия капитальных вложе-
ний); К=Кв+Кнх; Е-а — нормативный коэффициент эффективности капиталь-
ных вложений; Ен = 0,12.
Так, если на создание и развитие МППВ потребуется К, = 900 тыс. руб. ка-
питальных вложений (определяется отдельным расчетом), то в этом случае срок
окупаемости их
Кз — К 900—316
у = _±2-----и 2,3 года,
ЭтР —СтР 300,5—47
что значительно меньше нормативного.
Следовательно, создание и развитие крупных механизированных пунктов
подготовки вагонов к перевозкам является необходимым и весьма эффективным
мероприятием, особенно для дорог массовой погрузки грузов.
72
Глава V
ПУНКТЫ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
ГРУЗОВЫХ ВАГОНОВ
V.I. Работа пунктов технического обслуживания вагонов
на сортировочных и участковых станциях
Обслуживание вагонов на ПТО сортировочной станции
(рис. V.1) начинают с проверки технического состояния вагонов
в парке прибытия и выявления неисправностей, которые могут
быть устранены только при отцепочном ремонте, с подачей ваго-
нов на специально выделенный путь или в депо. Продолжитель-
ность осмотра вагонов в этом парке не должна превышать 15 мин.
В сортировочном парке также проверяют техническое состоя-
ние вагонов для выявления повреждений, возникших в процессе
выполнения маневровой работы и недопущения пропуска в парк
отправления вагонов, требующих текущего отцепочного ремонта.
В парке отправления выполняют контрольный технический ос-
мотр и работы по ремонту и замене неисправных узлов и деталей
вагонов без отцепки от составов по разметкам, сделанным осмотр-
щиками в парках прибытия и сортировочном, а также при осмот-
ре в парке отправления. Продолжительность обработки состава
30 мин.
Если сортировочный парк станции одновременно является пар-
ком отправления, техническое обслуживание вагонов выполняют
непосредственно в этом парке после окончания формирования со-
ставов. Прибывающие на сортировочную станцию транзитные по-
езда осматривают и ремонтируют в парках отправления или в
транзитных парках.
Контролируют техническое состояние вагонов в парке прибы-
тия в такой последовательности.
Дежурный по парку или по станции по громкооповестительной
связи или телефону заблаговременно извещает осмотрщиков ва-
Рис. V.I. Схема двусторонней сортировочной станции с транзитными парками,
параллельными парками отправления:
П, П2 — парки прибытия; G, С2 — сортировочные парки; — парки отправления;
Tpi, Тр2 — транзитные парки; ЛХ, ВХ — локомотивное и вагонное хозяйства; ЭК — эки-
пировочные устройства локомотивного хозяйства; В — вагонное депо
73
гонов и оператора ПТО о подходе или очередности обслуживания
поездов с указанием времени прибытия или начала работы.
Осмотрщики вагонов, получив информацию о подходе поезда, вы-
ходят на пути его приема.
Обычно в парках прибытия применяют многогрупповой метод
обслуживания составов. Одна группа осмотрщиков располагается
у предельного столбика или на месте остановки хвостового вагона
для внешнего контроля прибывающего поезда с ходу, а другая —
у места остановки головного вагона. При трех- и четырехгруппо-
вом методе обслуживания поездов (рис. V.2) промежуточные груп-
пы выходят к местам начала осмотра состава согласно технологи-
ческому процессу.
При осмотре прибывающего в парк поезда выявляют дефекты
на поверхности катания колес, волочащиеся детали подвагонного
оборудования, проверяют состояние буксового узла, рессорного
подвешивания тележек, автосцепного устройства, кузова, тормоз-
ной рычажной передачи.
После остановки поезда головная группа осмотрщиков, полу-
чив информацию от машиниста о работе тормозов и замеченных
в пути неисправностях вагонов, сообщает другим группам номера
неисправных вагонов в прибывающем поезде. Затем после разъе-
динения соединительных рукавов между локомотивом и первым
вагоном и отхода локомотива открывают концевой кран для вы-
пуска воздуха из тормозной магистрали состава. Перед началом
работы состав ограждают с головы и хвоста сигналами остановки,
о чем оператор ПТО извещает группы по громкооповестительной
связи. При отсутствии централизованной системы ограждения со-
ставов сигналы ограждения устанавливают специально выделен-
ные работники ПТО.
о—.-Путь движения доковых осмотрщиков
*^и~Путь движения осмотрщиков-
пролазчиков
*-^Путь движения слесарей т
разъединению автотормозных.рукавов
о-— Путь движения осмотрщиков -
автоматчиков
атас Пути овратноги следования
осмотрщиков и слесарей
Рис. V.2. Схема технического обслуживания составов в парке прибытия:
а — четырьмя группами осмотрщиков; б — тремя группами осмотрщиков (слева — голо-
ва, справа - хвост состава)
74
Рис, V.3. Последовательность выполнения операций контроля технического со-
стояния вагонов:
а — четырехосного; б — восьмиосного; 1, 2 — пути движения осмотрщиков вагонов; 3, 4 —
то же осмотрщиков автотормозов
После ограждения состава ремонтная бригада приступает к
проверке технического состояния вагонов одновременно с двух
сторон по схеме, приведенной на рис. V.3, причем каждый осмотр-
щик отвечает за качество проверки состояния всех частей вагонов,
расположенных с одной стороны состава, а также за одну тележ-
ку и раму половины вагона. Возможны и другие варианты схем
технического контроля состояния вагонов. О выявленных неис-
правностях на боковых стенах кузовов, на бортах платформ и
котлах цистерн наносят условные меловые пометки. На вагонах,
направляемых в отцепочный ремонт, наносят меловые пометки с
указанием главной неисправности, из-за которой вагон подлежит
отцепке, а также о месте, куда следует подать/вагон: «в депо»,
«ремпуть», «перегруз», при этом на вагоны, по^?лежащие\.ремонту
с отцепкой, осмотрщики-ремонтники или осмотрщики вагбнов вы- ?
писывают уведомления формы ВУ-23 в двух экземлярах: один для
вручения в техническую контору, другой — для передачи I в депо.
Осмотрщики каждой группы записывают в книгу формы ВУ-15
номера первого и последнего осмотренных вагонов, наносят на ‘
эти вагоны свои условные меловые пометки. Затем старший по
группе сообщает оператору ПТО номера вагонов, требующих от-
цепки, характер их неисправностей и информирует его о возмож-
ности снятия сигналов ограждения. Оператор ПТО, получив эти
извещения от всех групп, снимает сам (при централизованной си-
стеме) или дает указание снять сигналы ограждения и оповещает
об этом бригаду по громкооповестительной связи. О готовности
состава к роспуску с горки оператор докладывает дежурному по
75
станции или маневровому диспетчеру и сообщает о наличии ваго-
нов, требующих отцепки.
На крупных сортировочных станциях количество и состав бри-
гад по техническому обслуживанию вагонов в парке прибытия ус-
танавливают с учетом обеспечения роспуска с горки не менее 5—6
составов в 1 ч.
В парке прибытия имеются служебное помещение для работ-
ников бригады; устройства для централизованного ограждения
составов; громкооповестительная связь; прямая телефонная связь
с дежурным по станции, парку и горке; общая внутристанционная
связь; прожекторное освещение в горловине парка для осмотра
движущихся поездов в ночное время; осветительная линия над
путями приема поездов; наружные электрические часы.
В сортировочном парке, кроме контроля технического состоя-
ния вагонов в процессе выполнения маневровых операций, предус-
мотрен технический осмотр и ремонт вагонов на специально выде-
ленных путях.
На многих сортировочных станциях осмотрщик вагонов парка
формирования прикрепляется к составительской бригаде, помогая
V
зтаж
Рис. V.4. Планировка и схема размещения оборудова-
ния на МПРВ:
I — отделение для ремонта люков и дверей; II — кладовая ЗИП; III — деревообрабаты-
вающее отделение; IV и XI — бытовые комнаты; V — комната мастера; VI — участок
ремонта вагонов; VII и X — гардероб; VIII и IX — душевые; 1 — канатный конвейер для
передвижения вагонов; 2 — механизм открывания ворот; 3 — подзарядная колонка; 4 —
электрокар ЭК-2; 5 — стеллажи для запасных частей и материалов; 6 — стеллажи для
приспособлений; 7 — козловой кран; 8 стеллажи для хранения литых боковых рам;
9 — устройство для подачи и уборки колесных пар; 10 — электрогорн; 11 — пульт опера-
тора; 12 — вагоноремонтная машина «Донбасс»; 13 — вагоноремонтная машина Т-337;
14 — мостовой кран; 15 — путь для ремонта тележек; 16 — стационарный электродомкрат;
17 — воздухоразборная колонка; 18 — сварочная колонка; 19 — маслораздаточная колонка;
20 — контейнер для отработанного осевого -масла; 21 — контейнер для неисправных дета-
лей вагонов; 22 — кассета для неисправных и отремонтированных дверей вагонов; 23 —•
переносной гидравлический домкрат грузоподъемностью 30 т; 24 — кассеты для неисправ-
ных и отремонтированных крышек люков полувагонов
76
составителю выявить наличие разницы более 100 мм в высоте ав-
тосцепок, а также следит за сохранностью вагонов при маневро-
вых работах.
На вагоны, требующие отцепочного ремонта, осмотрщик выда-
ет уведомление формы ВУ-23. Для выполнения этого вида ремон-
та на ряде станций созданы механизированные пункты текущего
отцепочного ремонта (рис. V.4). Кроме оборудования, указанного
на рисунке, механизированные пункты оснащены транспортными
средствами, линией низковольтного напряжения для электроинст-
румента и переносных светильников, электрическим и пневмати-
ческим слесарным и столярным инструментом и приспособления-
ми. На междупутьях проложены асфальтированные или бетониро-
ванные дорожки. Как правило, механизированный пункт имеет
два сквозных пути для ремонта вагонов и тупиковый путь для
запасных и ремонтируемых тележек и колесных пар, На каждом
ремонтном пути предусмотрены три последовательно расположен-
ных участка: накопления неисправных вагонов, их ремонта и на-
копления отремонтированных вагонов, ожидающих вывода в парк
формирования.
После уборки отремонтированных вагонов ожидающий ремонта
подвижной состав передвигают на освободившийся участок пути,
а на его место вновь поступают неисправные вагоны.
На путях должно помещаться до 10—15 % вагонов от суточно-
го поступления их в ремонт, а на крупных пунктах — до 25 % •
На МПРВ, удаленных от депо, предусматривают ремонтные
мастерские, в которых размещают колесно-роликовое и кузнеч-
но-электросварочное отделения, инструментальную, кладовую,
служебные и бытовые помещения.
Рабочие места на ремонтных участках должны быть оснащены
стеллажами и различными приспособлениями. .
Ремонтную бригаду, занятую текущим отцепочным ремонтом,,
возглавляет мастер или бригадир. Количество рабочих в бригаде
и их профессиональный состав устанавливают в зависимости от
объема работ и преобладающего типа подвижного состава, про-
ходящего через станцию.
Отремонтированные вагоны принимает мастер или приемщик
вагонов, после чего заполняют уведомление о выпуске их из ре-
монта формы ВУ-36, на основании которого депо и станция сни-
мают вагоны с учета неисправных.
В парках отправления сортировочных станций, как уже отме-
чалось, контролируют техническое состояние и текущий безотце-
почный ремонт вагонов перед отправлением поездов в рейс.
Перед передачей сформированного состава из сортировочного-
парка в парк отправления дежурный по станции извещает об этом
оператора ПТО, сообщая номер пути, количество вагонов в соста-
ве, номера головного и хвостового вагонов и время отправления
77
Рис. V.5. Схема технического оснащения парков отправления сортировочных
станций:
Л II, Ill, IV — зоны работы комплексных групп ремонтной бригады; 1 — сигналы ограж-
дения составов; 2 самоходные ремонтные установки типа РУ или им подобные; 3 —
маслоразборочная колонка; 4 — разгрузочный люк тоннеля; 5 — колонка оповестительной
громкоговорящей связи; 6 — блок электропневматических приводов; 7 — маслоразводящая
линия; 8 — сварочный пост; 9 — тоннель; 10 — дежурное отделение для обогрева и крат-
ковременного отдыха ремонтных групп; И — узкоколейный путь; 12 стационарные
домкраты; 13 — пути для текущего стрелочного ремонта; 14 — козловой кран; 15 — кла-
довая; 16 — перевалочная площадка для запасных частей и материалов; 17 — здание
ПТО; 18 - пульт централизованного опробования автотормозов (ЦПА-1); 19 — устройство
для централизованного ограждения обрабатываемых составов (ЦО); 20 — воздухопровод
и кабель дистанционного управления блоком электропневматических приводов; 21 — воз
духоразборная колонка; 22 — пешеходный настил
поезда. Оператор ПТО записывает эти данные в книгу формы
ВУ-14 с указанием времени предъявления состава и дает указа-
ние бригаде парка отправления приступить к обработке состава.
Работы выполняют комплексные бригады многогрупповым ме-
тодом. Профессиональный состав и количество бригад и групп ус-
танавливают в зависимости от объема и трудоемкости выполняе-
мых работ с учетом того, что продолжительность обработки каж-
дого поезда, включая опробование автоматических тормозов от
локомотива, не должна превышать 30 мин.
Как правило, комплексная бригада в парке отправления
(рис. V.5) состоит из осмотрщиков вагонов, осмотрщиков по авто-
тормозам, слесарей по ремонту подвижного состава и столяров.
Каждая группа ремонтной бригады осматривает и ремонтирует
вагоны в своей части состава. При контрольном осмотре составов
осмотрщики-ремонтники отмечают мелом вновь обнаруженные не-
исправности, а затем вместе со слесарями участвуют в их устра-
нении и проверяют качество выполненных работ.
Работой всей бригады руководит сменный мастер или старший
осмотрщик вагонов, которые обеспечивают своевременную обра-
ботку состава.
78
Доставку запасных частей в парк и уборку неисправных дета-
лей выполняют специально выделенные рабочие в дневное время.
Управляет работой ПТО оператор, который ведет график-жур-
нал работы смены, информирует бригады о начале работ и пре-
дупреждает о времени, оставшемся до окончания обработки со-
ставов, следит за снабжением парков запасными частями и про-
следованием поездов по гарантийному участку. На рабочем месте
оператора имеется световое табло, показывающее расположение
путей в парках станции и пульт управления устройствами для
ограждения путей, централизованного опробования автотормозов,
а также сигнализация включения и отключения сварочных агрега-
тов. На пульте установлены микрофоны и динамики кромкооповес-
тительной связи, поездной радиосвязи и телефоны для прямых
служебных переговоров с маневровым диспетчером и дежурным
по парку станции. На некоторых станциях помещение оператора
оборудовано средствами телевизионного контроля.
После окончания технического обслуживания состава сменный
мастер или старший осмотрщик дает указание оператору снять
ограждение, затем извещает дежурного по станции о готовности
поезда, подтверждая это записью в книге предъявления грузовых
вагонов к техническому осмотру формы ВУ-14.
На станциях, где одновременно с техническим обслуживанием
составов перед отправлением в рейс готовят вагоны к перевозкам
или обрабатывают порожние маршруты перед отправлением на
погрузочные дороги по регулировочному заданию, для выполнения
этих работ выделены специальные бригады. На каждый порожний
маршрут или группу порожних вагонов, подготовленных под по-
грузку (которая должна производиться на промежуточных стан-
циях участка), составляют натурный лист, который подписывают
дежурный по станции, сменный мастер или старший осмотрщик
вагонов и в нем указывают, под какой груз подготовлены вагоны.
V.2. Организация работы пунктов контрольно-технического
обслуживания, контрольных постов и постов
опробования автотормозов
Технический контроль вагонов в поездах на пунктах контроль-
но-технического обслуживания вагонов (ПКТО) производят во
время стоянки состава, предусмотренной графиком движения,
бригадой, состоящей не менее чем из двух групп. Обычно каждая
группа состоит из двух осмотрщиков-ремонтников, одновременно
совмещающих работу слесарей по ремонту вагонов. Они выполня-
ют операции по проверке технического состояния вагонов, устра-
нению выявленных неисправностей и полному опробованию авто-
тормозов с выдачей справки о тормозах формы ВУ-45.
79
Один из осмотрщиков-ремонтников вагонов назначается стар-
шим по смене. Работой ПКТО руководит мастер или старший
осмотрщик вагонов.
Работа ПКТО отличается от работы пункта технического об-
служивания на сортировочной станции тем, что ремонтная бригада
ПКТО сосредоточивает свое внимание на выявлении и устранении
неисправностей, угрожающих безопасности движения. С этой це-
лью на подходах к станции устанавливают аппаратуру для бес-
контактного обнаружения перегретых букс (ПОНАБ).
При наличии в составе вагонов, требующих текущего отцепоч-
ного ремонта, выдается уведомление формы ВУ-23.
После окончания обработки состава старший осмотрщик сооб-
щает дежурному по станции о готовности поезда к отправлению.
Продолжительность технического обслуживания вагонов в
транзитных поездах не должна превышать при смене локомотив-
ных бригад 20 мин, а при смене локомотива — 30 мин.
Контрольные посты (КП) для двустороннего контроля техни-
ческого состояния вагонов во время движения организуются на
участках с интенсивным поездопотоком с целью выявления грею-
щихся букс, ползунов и других неисправностей, угрожающих бе-
зопасности движения поездов.
Работники поста (расположенного при входе на станцию) не-
сут сменное дежурство круглосуточно и для оперативной связи с
локомотивом обеспечиваются радиостанциями.
При обнаружении в составе греющейся буксы, ползуна или
других неисправностей осмотрщик вагонов обязан по радиостан-
ции или через дежурного по станции вызвать машиниста локомо-
тива и потребовать от него немедленной остановки поезда.
После остановки поезда неисправность, угрожающая безопас-
ности следования, должна быть выявлена и приняты все меры к
ее устранению осмотрщиками вагонов контрольного поста. Осмотр-
щики вагонов несут ответственность за дальнейшее безопасное
следование вагона до пункта технического обслуживания. В слу-
чае отцепки неисправного вагона осмотрщики обязаны опробовать
автотормоза в составе и сделать соответствующую отметку в
справке о тормозах, находящейся у машиниста локомотива.
Контрольные посты должны быть оснащены прожекторными
установками, стеллажами для хранения запасных частей и подби-
вочных материалов, подъемными средствами для смены колесных
пар и другими деталями. Кроме того, должны иметься помещения
для обогрева и кратковременного отдыха рабочих.
На подходах к контрольному посту должна быть установлена
аппаратура ПОНАБ. Информация о неисправности, поступающая
дежурному по станции от оператора, обслуживающего установку
ПОНАБ, или непосредственно от регистрирующего устройства, не-
медленно передается осмотрщикам КП, которые готовят подъем-
50
ные средства, подшипники, польстер (или валики), а также сезон-
ное масло и все это переносят к месту ожидаемой остановки не-
исправного вагона.
На постах опробования тормозов (ПОТ) контролируют техни-
ческое состояние вагонов и устраняют возникшие неисправности,
угрожающие безопасности движения поездов. Главное их назна-
чение — техническое обслуживание и опробование автотормозов
перед затяжными спусками.
В состав бригады включают не менее двух осмотрщиков-ре-
монтников, которые, кроме опробования автотормозов, контроли-
руют техническое состояние вагонов и выполняют необходимый
ремонт. На постах должны иметься запасные части и материалы.
На вагоны, требующие отцепки, выдают уведомление формы
ВУ-23, на основании которого их отправляют в ближайший ре-
монтный пункт.
Если на станции, где расположен ПОТ, предусмотрена смена
локомотивных бригад, автотормоза опробовают непосредственно
от локомотива с последующим оформлением справки о тормозах
формы ВУ-45.
V.3. Пункты технической передачи вагонов
Для контроля за техническим состоянием и сохранностью ва-
гонного парка, передаваемого на подъездные пути промышленных
предприятий, морских и речных портов, строительных и других ор-
ганизаций, созданы пункты технической передачи вагонов (ПТП).
На этих пунктах оформляют и предъявляют в установленном по-
рядке претензии к виновным в повреждении вагонов на станциях
примыкания или непосредственно на предприятии. При передаче
вагонов с путей железных дорог на подъездные пути и приеме их
обратно работники дороги и предприятий совместно проверяют
техническое состояние вагонов, оформляют и сверяют записи в
книге натурного осмотра вагонов формы ВУ-15.
По объему работы пункты технической передачи разделяются
на четыре категории: I — при обработке более 1000 вагонов в сут-
ки; II — от 501 до 1000; III — от 301 до 500 и IV — от 50 до 300
вагонов.
На предприятиях промышленности с оборотом 1500 и более
вагонов в местах массовой погрузки-выгрузки для обеспечения сох-
ранности вагонов устанавливают посты с круглосуточной работой
осмотрщиков.
Продолжительность осмотра вагонов с момента их предъявле-
ния (на основании записей в книге формы ВУ-14) не должна пре-
вышать 1 мин на вагон и 30 мин на всю одновременно предъявлен-
ную группу.
81
В случае повреждения вагонов составляют акты формы ВУ-25,
являющиеся основанием для предъявления предприятиям или ор-
ганизациям штрафа за повреждение и для возмещения убытков,
связанных с их ремонтом.
( При обнаружении в возвращаемых с подъездных путей вагонах
повреждений, угрожающих безопасности движения, такие вагоны
после составления акта формы ВУ-25 и уведомления формы ВУ-23
должны быть изъяты на эксплуатации и направлены в ремонт.
Международное железнодорожное сообщение организуется как
при одинаковой, так и при разной ширине колеи в сопредельных
странах. К международному сообщению считаются пригодными ва-
гоны, на которых нанесен знак МС или РИЦ.
На большинстве дорог других стран, граничащих с СССР, ши-
рина колеи составляет 1435 мм. В этом случае вагоны следуют
только до пограничной станции, где их перегружают или перестав-
ляют на тележки другой колеи.
Для перестановки пассажирских вагонов, следующих в прямом
международном сообщении, а также грузовых вагонов, направляе-
мых за границу, на пограничных станциях дорог СССР имеются
механизированные перестановочные пункты.
Вагоны, передаваемые на зарубежные дороги, а также посту-
пающие с этих дорог на дороги СССР, осматривают, выполняют
текущий ремонт по технологии, действующей на отечественных до-
рогах. При этом осмотр, текущий ремонт и профилактическое об-
служивание ходовых частей, а также устранение возникших при
эксплуатации повреждений производятся средствами и за счет той
дороги, на которой находятся эти вагоны.
Восстановление поврежденного вагона в объеме периодического
ремонта производит дорога-собственница за счет дороги-пользова-
тельницы.
Передача вагонов между дорогами разных стран оформляется
передаточной ведомостью. Продолжительность операции передачи
вагонов независимо от количества их в составе установлена не бо-
лее 30 мин при передаче без перестановки и не более 60 мин с пе-
рестановкой на тележки другой колеи.
V.4. Особенности технического обслуживания цистерн
Составы, прибывающие на станцию для налива или слива неф-
тепродуктов, после ограждения сигналами проходят специальную
обработку, включающую: контроль технического состояния цистерн
работниками ПТО; осмотр котлов цистерн работниками промывоч-
но-пропарочного предприятия (ППП) f коммерческий осмотр цис-
терн работниками пункта коммерческого осмотра вагонов (ПКО);
проверку состава по документам и сверку с натурным листом.
82
Контроль технического состояния вагонов предусматривает вы-
явление неисправностей цистерн, требующих отцепочного и безот-
пепочного ремонтов, в том числе цистерн, требующих перед ремон-
том обработки на промывочно-пропарочном предприятии.
Одновременно работники промывочно-пропарочного предприя-
тия осматривают внутреннюю поверхность котлов, выявляя при
этом цистерны, которые могут быть поданы под налив без обра-
ботки котлов; цистерны, требующие обработки на ППС или пунк-
те, и характер обработки; цистерны с остатками груза, в том чис-
ле требующие лабораторного анализа для определения рода ра-
нее перевозимого груза; исправность крышек колпаков, запорных
и пломбировочных устройств,"наличие внутреннихУлестниц и дета-
лей сливных приборов,~а у отдельных типов цистерн — специаль-
ных приспособлений и оборудования.
На цистернах, требующих перед наливом очистки, промывки,
пропарки, дегазации, осмотрщики по котлам делают соответствую-
щие надписи мелом с указанием этих данных в натурном листе
против номера каждой цистерны.
При обнаружении неисправностей цистерн, требующих текуще-
го отцепочного ремонта, осмотрщик по котлам делает соответству-
ющую пометку мелом на котле, сообщает старшему осмотрщику и
технический конторе их номера для подачи на пути ППП для пред-
варительной очистки и дегазации.
Цистерны, годные под налив без обработки на промывочно-
пропарочном предприятии, принимает представитель Госкомнефте-
продукта на путях приема параллельно с контролем технического
состояния состава.
По окончании обработки состава и получении подтверждения
об этом от приемщиков поездов, осмотрищиков вагонов и котлов
старший осмотрщик вагонов (или оператор ПТО) дает указание о
снятии сигналов ограждения и докладывает маневровому диспет-
черу о результатах контроля с записью в книгу формы ВУ-14. На
вагоны, требующие отцепочного ремонта, заполняют уведомление
формы ВУ-23.
V.5. Текущий ремонт контейнеров
Техническое обслуживание и текущий ремонт контейнеров орга-
низуют на контейнерных площадках и обменных пунктах в местах
перевозки при железнодорожно-водном сообщении. При текущем
ремонте устраняют мелкие неисправности и повреждения, которые
возникают в эксплуатации.
Техническое состояние контейнеров проверяют в порожнем и
груженом состоянии перед погрузкой на подвижной состав и после
выгрузки, а также перед отправкой на склады получателя и отпра-
вителя и после возвращения со складов на контейнерные площадки.
83
Контролирует техническое состояние контейнеров осмотрщик
вагонов, а в отдельных случаях — приемосдатчик грузов.
При централизованном вывозе контейнеров на дубликате наря-
да (формы КЗУ-4) ставят штемпель установленного образца, под-
тверждающий техническое состояние контейнера. Если контейнеры
вывозили автотранспортом грузоотправителя, такой штемпель
ставят в корешке наряда (формы КЗУ-16). При отправлении кон-
тейнеров по регулировочному заданию штемпель ставят на дорож-
ной ведомости и в вагонном листе.
На контейнерах, подлежащих ремонту, наносят условные над-
писи: ТР — «текущий ремонт» (мелом); КР — «капитальный ре-
монт» и ПТР — «плановый текущий ремонт» (белой краской). Пос-
ле окончания ремонта надписи удаляют.
В текущий ремонт контейнеры направляют при неисправностях
кровли частичной или полной, неясности или несоответствии номе-
ра, повреждении крыши, дверных створок и досок пола, неисправ-
ности замка, неисправностях дверных петель, рымов, подъемных
колец, фитингов, повреждениях наружной металлической обшивки.
В плановые виды ремонта контейнеры направляют по истечении
установленного срока. Учет неисправных контейнеров ведется в
книгах натурного осмотра формы ВУ-15к и номерного учета нали-
чия ремонта неисправных контейнеров формы ВУ-31к.
Ремонт на контейнерных пунктах необходимо выполнять в
крытых помещениях, оснащенных необходимым оборудованием,
инструментом и запасными частями.
Ремонтная бригада формируется в составе слесарей, столяров,
маляров, кровельщиков и электросварщиков. Численность и сос-
тав бригад устанавливают в зависимости от объема ремонтных
работ. Поврежденные части заменяют новыми или заранее отре-
монтированными. После ремонта контейнеры принимает мастер
(бригадир) или осмотрщик и регистрирует в книге номерного уче-
та (формы ВУ-31к) наличие и ремонт неисправных контейнеров.
Отремонтированные контейнеры после приемки заведующим
контейнерным пунктом или старшим приемосдатчиком зачисляют
в рабочий парк с соответствующей записью в той же книге.
V.6. Техническое обслуживание рефрижераторных вагонов
Рефрижераторные поезда и секции приписываются к специали-
зированным (рефрижераторным) депо и сопровождаются обслу-
живающими бригадами, возглавляемыми начальниками поездов
(секций).
Техническое обслуживание и ремонт рефрижераторных вагонов
выполняют по системе планово-предупредительного ремонта. Пе-
речень выполняемых работ регламентирует ЦВ МПС.
84
При ежедневном осмотре проверяют снаружи машинное обору-
дование, дизель-генераторы, электрощиты, подвески рам дизель-
генераторов, плотность соединения топливопроводов и болтовых
соединений, проворачивают коленчатые валы дизелей с прокачкой
масла ручным насосом при следовании поезда в порожнем состоя-
нии, проверяют герметичность междувагонных соединений, а так-
же состояние других узлов и оборудования.
Техническое обслуживание оборудования выполняется в соот-
ветствии с требованиями инструкции завода-изготовителя и
инструкции ЦВ МПС. При профилактическом обслуживании долж-
ны устраняться все выявленные дефекты. После ремонта оборудо-
вания делают запись в книге учета ремонта формы ВУ-87. Изъятие
из рабочего парка рефрижераторного поезда или секции для ре-
монта оформляют записью в маршруте формы ВУ-83.
Промывка, очистка и экипировка рефрижераторных вагонов
должны выполняться на дороге выгрузки. Экипировка дизельным
топливом, смазочными маслами, рассолом, углем, водой и другими
материалами производится на экипировочных пунктах, перечень
которых утвержден руководством МПС.
При повреждении рефрижераторных поездов (секций) и их
специального оборудования в результате нарушения правил произ-
водства маневровых работ или по другим причинам производится
служебное расследование и составляется акт формы ВУ-25 на пов-
режденные вагоны и оборудование. При повреждении вагонов в
объеме текущего или деповского ремонта последний должен быть
выполнен в полном объеме на отделении или дороге, допустившей
повреждение.
В деповский ремонта рефрижераторные поезда (секции) направ-
ляются по месту приписки в порожнем состоянии в соответствии с
графиком, утвержденным службой вагонного хозяйства, на осно-
вании уведомления формы ВУ-23 и сопроводительных листов фор-
мы ВУ-26.
Техническое обслуживание и ремонт автономных рефрижера-
торных вагонов (АРВ) также производятся по планово-предупре-
дительной системе. Профилактическое обслуживание, текущий и
деповский ремонты АРВ осуществляются пунктами технического
обслуживания (ПТО АРВ) и рефрижераторными вагонными депо.
В зависимости от номенклатуры и объема выполняемых работ
пункты технического обслуживания автономных рефрижераторных
вагонов разделяются на: основные, которые выполняют все виды
технического обслуживания УТО и ТО; укрупненные, осуществля-
ющие УТО-1, ТО-1, ТО-2 и ТО-3; контрольные ПТО АРВ, выпол-
няющие ТО-2 и ТО-3.
Пункты технического обслуживания АРВ создают на основании
указания МПС по представлении дорог и включают в состав под-
разделений вагонных депо, к которым они примыкают территори-
85
ально. За каждым пунктом закрепляют участки технического об-
служивания, включающие станции погрузки и выгрузки АРВ.
Ходовые части, автотормоза, автосцепку, раму и кузов АРВ ос-
матривают и ремонтируют в порядке, установленном для всех
грузовых вагонов.
На автономные рефрижераторные вагоны, поступающие на
ПТО АРВ для укрупненных технических осмотров, выдают уведом-
ление формы ВУ-23 и вагоны считаются в числе неисправных. По
окончании работ на вагоны выдают уведомление формы ВУ-36.
Автономные рефрижераторные вагоны промывают в определен-
ных пунктах дорог выгрузки, которые отвечают за качество работ
и сохранность внутреннего оборудования грузового помещения
АРВ.
Работы по техническому обслуживанию и ремонту автономных
вагонов должны выполняться в полном соответствии с требования-
ми правил техники безопасности, пожарной безопасности и произ-
водственной санитарии.
Техническое обслуживание груженых автономных вагонов в
пути следования, в транзитных поездах, проходящих станции, на
которых расположены ПТО АРВ, производится за время стоянки
поезда, предусмотренной графиком движения. В этом случае ра-
ботники ПТО АРВ обязаны провести ТО-2, а при необходимости
выполнить текущий ремонт оборудования вагона. Если устранить
обнаруженные неисправности оборудования груженого АРВ не-
возможно, то по заявке начальника или мастера ПТО АРВ необхо-
димо выгрузить или перегрузить скоропортящийся груз в подготов-
ленный к перевозкам изотермический вагон.
В отдельных случаях по указанию Главного грузового управле-
ния груженый вагон с неисправным оборудованием может быть
направлен для выгрузки на станцию назначения.
V.7. Особенности технического обслуживания и ремонта
восьмиосных вагонов, тяжеловесных
и длинносоставных поездов
При осмотре восьмиосных вагонов в условиях ПТО не удается
выявить все неисправности, угрожающие безопасности движения
поездов, в частности, в зоне средних частей внутренних колесных
пар, в тормозной рычажной передаче и в других элементах, что
приводит к необходимости организации более надежного контро-
ля в пунктах подготовки их к перевозкам.
Осмотр восьмиосных цистерн занимает примерно в 2 раза
больше времени, чем четырехосных. В процессе эксплуатации воз-
никает необходимость смены рессор и пружин, корпусов автосце-
пок и их механизмов, поглощающих аппаратов, тяговых хомутов и
86
клиньев, триангелей, предохранительных устройств, башмаков,
тормозных колодок.
Поглощающие аппараты и тяговые хомуты вследствие особен-
ностей расположения колесных пар по длине вагона могут быть за-
менены только при условии частичной подъемки кузова. Заменяют
неисправные тележечные пружины с помощью домкратов грузо-
подъемностью 40 т.
Смена триангелей средних колесных пар является трудоемкой
операцией, которая также должна выполняться на специально вы-
деленных путях ремонтными машинами.
Правку металлических элементов восьмиосного полувагона вы-
полняют с помощью машины Т-337.
Техническое оснащение для текущего ремонта восьмиосных
цистерн в основном такое же, как и четырехосных, однако для
подъемки цистерн необходимы подъемные механизмы — козловой
кран и электрифицированные домкраты. Например, смена соеди-
нительной балки тележек может быть осуществлена только при
помощи козлового крана грузоподъемностью 5 т. Замену ряда дру-
гих узлов цистерн выполняют по технологии, разработанной для
восьмиосных полувагонов.
Обслуживание тяжеловесных и длинносоставных поездов. Уве-
личение массы и длины поездов является резервом повышения про-
возной способности железных дорог. На многих железных дорогах
широко распространяется опыт Московской дороги по введению в
постоянное обращение поездов повышенной массы и длины, а так-
же соединенных поездов.
Эксплуатация таких поездов требует усиления технического ос-
нащения всех хозяйств дорог, в том числе вагонного.
Особое внимание должно уделяться совершенствованию работы
пунктов подготовки вагонов к перевозкам и технического и конт-
рольно-технического обслуживания. Для этого необходимо увели-
чивать число групп в бригаде для сокращения непроизводительных
переходов вдоль составов, удлинять масло- и воздухопроводы, уз-
коколейные линии, дополнительно вводить самоходные ремонтные
установки, оборудовать колонками громкооповестительной связи,
удлинять дорожки с твердым покрытием вдоль путей, на которых
будут формироваться составы увеличенной длины.
Более высокие требования должны предъявляться к качеству
подготовки поездов в рейс.
В поездах увеличенной длины возрастает вероятность обрыва
или саморасцепа автосцепок. Поэтому при подготовке таких поез-
дов в рейс необходимо более тщательно выявлять трещины и дру-
гие неисправности автосцепного оборудования и заменять дефект-
ные детали. Нельзя включать в длинносоставные поезда вагоны,
если в балках рам и особенно в хребтовой балке обнаружены тре-
щины или повреждения сварных швов.
87
В тяжеловесных и длинносоставных поездах необходимо
тщательно проводить техническое обслуживание автотормозов
специализированными бригадами, обеспечивая достаточную плот-
ность тормозной магистрали, исправность воздухораспределителей
и требуемую величину тормозного нажатия.
Перед объединением двух составов в один техническое обслужи-
вание каждого состава на ПТО производится раздельно на разных
путях по действующей технологии. В месте соединения их состави-
тель и осмотрщик должны убедиться в правильности сцепления ав-
тосцепок (предварительно проверенных шаблоном № 873), плот-
ности соединения тормозных рукавов и открытии концевых кранов.
После соединения составов производится полное опробование
автотормозов.
V.8. Технические средства, применяемые при обслуживании
и текущем ремонте вагонов
Пункты подготовки к перевозкам и пункты технического обслу-
живания грузовых вагонов должны иметь средства, обеспечиваю-
щие высококачественный осмотр и текущий ремонт вагонов.
На некоторых дорогах при безотцепочном ремонте порожних
полувагонов и платформ в составах используют комплекс самоход-
ных машин типа ППВ станции Заиграево Восточно-Сибирской до-
роги (ВС-1, ВС-2 и ВС-3). Машина ВС-1 предназначена для ре-
монта металлических частей кузова, выполнения электросварочных
и слесарных работ. Машина ВС-2 служит для смены и ремонта
неисправной обшивки полувагонов и бортов платформ, ремонта
полов платформ, торцовых дверей и др. ВС-3 предназначена для
смены букс, буксовых вкладышей, подшипников, пружин и эллип-
тических рессор тележек, удаления загрязненного, масла, заправки
букс и заливки их свежим маслом.
Для безотцепочного ремонта вагонов на ПТО сортировочных
и крупных участковых станций широко применяют самоходные ре-
монтные установки типа РУ (рис. V. 6), которые используются
также для доставки запасных частей и материалов. Ремонтные
установки перемещаются по узкоколейным дорожкам, уложен-
ным на междупутьях. Они оборудованы радиомикрофонными
колонками для связи с оператором ПТО, гидравлическими домкра-
тами, баками для осевого масла с электроподогревом. Установлен-
ные прожекторы обеспечивают хорошее местное освещение в точ-
ное время.
Машины позволяют механизировать следующие трудоемкие
операции: подъемку вагонов • при смене подшипников сколь-
жения и вкладышей букс, рессор, пружин и фрикционных аморти-
заторов тележек; замену неисправных маятниковых подвесок и
88
.-Рис. V.6. Универсальная самоходная машина для безотцепочного ремонта гру-
зовых вагонов:
1 —- поворотный консольный кран; 2 — шкаф-стеллаж для запасных частей и приспособле-
ний; 3 — защитный навес; 4 — сиденье для водителя; 5 — пульт управления машиной;
6 — резервуары для хранения масла; 7 — приспособление для закрепления подшипников
при их подгоне по шейке оси; 8 — поворотное устройство для перемещения гидравлического
домкрата; 9 — домкрат; 10 — боковые упоры; И — токоприемник от троллейного провода,
уложенного между рельсами по всей длине узкоколейного пути
центрирующих балочек; удаление из букс загрязненного или
обводненного масла и заправку их чистым маслом; транспортиров-
ку запасных частей, материалов и приспособлений к месту работ.
При наличии самоходных машин целесообразно запасные части
и материалы доставлять к узкоколейным дорожкам по поперечно-
му транспортному тоннелю.
На серединах междупутий расположены колодцы, через кото-
рые производится выдача запчастей и материалов. Грузовая те-
лежка передвигается в тоннеле ио рельсовому пути с помощью ле-
бедки и электродвигателей. Когда тележка с запчастями останав-
ливается под колодцем, крышка автоматически открывается, вклю-
чая пневматический подъемник тележки, и затем запасные части
выгружаются и грузятся детали, ранее снятые с вагонов.
При многогрупповом обслуживании вагонов целесообразно
устраивать подземные тоннели для быстрого и безопасного перехо-
да бригад с одного междупутья на другое. В парках отправления
эти тоннели могут быть совмещенными, т. е. пешеходно-транспорт-
ными. К торцу тоннеля пристраивают кладовую для запчастей, ма-
териалов и приспособлений, инструментально-раздаточную, отделе-
ние для расточки подшипников и др.
При безотцепочном ремонте вагонов предусматривают широкое
применение средств малой механизации и ручного инструмента.
89
Обычно ПТО обеспечивают гидравлическими или пневмогидравли-
ческими домкратами, гидравлическими комбинированными дом-
кратами для смены подшипников и рессор и др.
При работе в парках станции слесари ремонтных бригад поль-
зуются ручным инструментом. В обороте имеются два комплекта
инструментов на каждого слесаря: один комплект находится в
работе, а другой — в инструментальной, где его ремонтируют и
пополняют.
В ночное время слесари пользуются ручными электрическими
фонарями, для зарядки, ремонта и хранения которых имеются ак-
кумуляторные отделения.
При техническом обслуживании вагонов в парках отправления
сортировочных станций применяют комплекс технических средств,
которые облегчают и ускоряют операции подготовки составов в
рейс. Размещать эти устройства целесообразно так, чтобы каждая
ремонтная группа имела все необходимое для выполнения предус-
мотренных операций (см. рис. V. 5).
Основное здание ПТО должно находиться в середине или в
головной части парка отправления или сортировочно-отправочного
парка. В нем должны быть предусмотрены помещение для опера-
тора, инструментально-раздаточное отделение, отделение для за-
рядки аккумуляторных батарей, комната для кратковременного
Рис. V.7. План типового пункта технического обслуживания вагонов:
/ — мастерская; 2 — комната для кратковременного отдыха осмотрщиков и слесарей ре-
монтных бригад; 3 — бытовые помещения; 4 — инструментально-раздаточная; 5 — конто-
ра; 6 — комната для принятия пищи; 7 — сушилка
90
отдыха и обогрева работников бригад, душевые и гардеробные
(рис. V. 7).
Устройства для централизованного ограждения составов долж-
ны обеспечивать безопасные условия работы бригад ПТО. Наибо-
лее эффективный способ ограждения — электрическая централиза-
ция стрелок, гарантирующая безопасность работающих. На стан-
циях, не имеющих электрической централизации стрелок, применя-
ют устройства централизованного ограждения составов. Включает
и выключает сигналы оператор ПТО. На станциях, не имеющих
специализированных парков отправления, система ограждения
должна быть дополнена со стороны горки специальными тормоз-
ными башмаками.
Устройства для подачи осевых масел на пути станционных
парков, включающие насосные установки и маслопроводы с разда-
точными колонками, должны обеспечивать непрерывную и надеж-
ную работу всей системы при любой температуре наружного воз-
духа с таким расчетом, чтобы время наполнения одной масленки
объемом 8—9 л из наиболее удаленной маслораздаточной колонки
не превышало 0,5 мин.
Устройства для проверки действия автоматических тормозов
предназначены для ускорения процесса обработки тормозов в по-
ездах местного формирования. Это единый комплекс, объединяю-
щий компрессорную установку и воздухопроводную сеть, оборудо-
ванную воздухоразборными колонками, с пультом для централизо-
ванного опробования автотормозов.
Для служебных переговоров между оператором пункта и
работниками ремонтных бригад парки станций оборудуют двусто-
ронней громкооповестительной связью. Переговорные колонки
размещаются в районе каждой ремонтной группы. Сеть наружных
парковых репродукторов оператор включает лишь при необходи-
мости передать общие указания, относящиеся ко всем работникам
парка. На ряде дорог для служебных переговоров широко применя-
ется радиосвязь. Портативными радиостанциями оборудуют также
и самоходные ремонтные установки.
Транспортировать запасные части из депо в парки и вывозить
снятые с вагонов неисправные детали можно рельсовым и безрель-
совым транспортом.
На грузонапряженных направлениях, где пропуск рельсового
транспорта по путям станции затруднен, используют тягачи, мото-
роллеры, тракторы с прицепом, автомобили, для чего устраивают
продольные и поперечные транспортные дорожки с твердым
покрытием.
Освещение в парках ПТО должно отвечать действующим нор-
мам и требованиям охраны труда и техники безопасности. Элект-
росветильники подвешивают на жестких поперечинах для контакт-
91
ной сети или на гибких тросах над каждым междупутьем (гирлянд-
ное освещение).
При входе поездов на станцию устанавливают нижнее прожек-
торное освещение с обеих сторон каждого пути, что позволяет бо-
лее тщательно вести наблюдения за вагонами движущегося поезда
и выявлять неисправности ходовых частей и подвагонного обору-
дования.
При текущем отцепочном ремонте вагонов на специально выде-
ленных путях пунктов подготовки вагонов к перевозкам применя-
ют передвижные машины «Донбасс-1» и «Донбасс-2» (рис. V. 8).
С помощью этих машин выполняют трудоемкие операции по прав-
ке верхней обвязки, стоек, раскосов металлического каркаса кузо-
ва, крышек разгрузочных люков и торцовых дверей, устраняют
уширение и сужение кузова, смену корпусов автосцепки, торцовых
дверей и крышек разгрузочных люков, а также производят свароч-
ные работы с прижатием свариваемых элементов при наличии
зазора между ними.
Машина (проект ПК.Б ЦБ) предназначена для исправления
повреждений кузовов четырех- и восьмиосных полувагонов. Ремонт
поврежденных кузовов осуществляется с помощью правильно-сва-
рочных работ.
Машина выполняет правку уширения и сужения кузова, про-
дольных горизонтальных изгибов верхней обвязки, стоек, раскосов,
панелей с деформацией внутрь и наружу кузова, стоек торцовых
дверей без снятия их с вагона, отдельных мест хребтовой балки,
кромок верхних листов промежуточных балок рамы полувагона,
прижим стоек, панелей, косынок, правку крышек люков, смену’
головки автосцепки, створок дверей и крышек люков, сварочные
работы.
Техническая характеристика машины
Производительность полувагонов за 8 ч . 30
Количество работающих на машине, чел. 4
Внутренний габарит для прохода подвиж-
ного состава ......... Тг,р
Колея портала машины, мм ... . 4530
Масса, кН ......... 166
Скорости передвижения, м/с ....
Грузоподъемность электроталей механизмов 0,3 и 0,47
подъема и монорельса, т ..... . 2,0
Давление в гидросистеме, МПа ... 20
Усилие пресса правки сужения кузова, кН 245
Усилие пресса правки крышек люков, кН 157
Напряжение в силовой цепи, В 220/380
Напряжение в цепи управления, В 36
На пунктах подготовки к перевозкам крытых и изотермических
вагонов также используют вагоноремонтные машины (рис. V.9)
92
7
Рис. V.8. Вагоноремонтные машины «Донбасс»-! и «Донбасс»-2:
1 — машина для правки металлических частей кузова; 2 — машина для постановки две-
рей, крышек люка, автосцепки и деревянной обшивки
Рис. V.9. Самоходная машина для текущего ремонта крытых вагонов:
/ — тельфер грузоподъемностью 1 т; 2 — Т-образная консольная балка; 3 — электродви-
гатель мощностью 10 кВт; 4 — рама двухосной платформы; 5 — гидравлический насос со
шлангами высокого давления
93
Рис. V.10. Вагономоечная машина' ВММ-3:
1 — кабина с пультом управления; 2 ... водоотводный
соли; 4 — прибор ОК-ЦНИИ: 5 — механизм поворота
жения тележки; 7 — самоходная тележка; 8
щит; 3 — шарнирно-трубные кон-
консолей; 6 — механизм передви-
напорная магистраль воды
для постановки и снятия дверей, ремонта кровли, печных разделок,
пристенных карманов, потолочных баков и т. д.
В некоторых депо применяют вагоноремонтную машину, соз-
данную по образцу машины депо Мелитополь Приднепровской
дороги. На раме машины установлены верхние и нижние пере-
движные площадки для ремонта металлических элементов и дере-
вянной части кузова на двух уровнях, сварочный трансформатор
СТ-500, преобразователь тока, электрощит, подключательные ро-
зетки, шкаф для электро- и пневмоинструмента. Передвижение
машины и включение оборудования производятся с пульта управ-
ления.
Для внутренней промывки кузовов на пунктах комплексной
подготовки вагонов к перевозкам используют вагономоечные ма-
шины ВММ-3, ВММ-ЗМ (рис. V.10). Применяют также другие
технические средства, снижающие трудоемкость работ и значи-
тельно повышающие производительность труда рабочих.
V.9. Диагностирование для выявления неисправностей
вагонов в процессе эксплуатации
Для выявления неисправностей вагонов служат диагностиче-
ские системы: установки для бесконтактного обнаружения пере-
гретых букс в поездах (ПОНАБ) с вспомогательными устройства-
ми для их эксплуатации (система СКАП для проверки ПОНАБ с
94
вагона-лаборатории, различитель типа букс, краскоотметчик не-
исправных вагонов); контроля состояния тормозной магистрали
поезда с датчиком № 418; контроля и автоматического регулирова-
ния тормозных рычажных передач грузовых вагонов с регулятором
№ 574 Б; контрольно-регистрирующая аппаратура КРАП-2 для
обнаружения дефектных колесных пар в движущихся поездах,
прибор непрерывного контроля тормозной сети поезда, пульты
ускоренной зарядки и дистанционного опробования тормозов, при-
боры для выявления неравномерного проката колес; аппаратура
ПРУ-2 контроля силового режима работы роликовых букс; устрой-
ство для виброакустической диагностики роликовых подшипников.
Например, установка опробования тормозов позволяет сократить
общее время зарядки и опробования тормозов в среднем на 20%.
Обслуживающий ее оператор наблюдает за протекающими процес-
сами только по показаниям индикаторных ламп.
Устройства ПОНАБ способствуют повышению безопасности
движения поездов, предотвращению многих случаев изломов шеек
осей, сокращению количества отцепок вагонов в текущий ремонт
и задержки поездов на промежуточных станциях, своевременному
устранению неисправностей букс в прибывающих поездах.
Принцип действия аппаратуры ПОНАБ основан на восприятии
чувствительными элементами импульсов инфракрасного излучения
от задних (по ходу поездов) стенок корпусов букс движущегося
поезда с последующим преобразованием этих импульсов в элект-
рические сигналы, их обработкой и выдачей информации о нали-
чии и расположении перегретых букс в поезде. Аппаратура ПОНАБ
состоит из перегонного и станционного оборудования. Перегонное
оборудование подразделяется на напольное и постовое, и станцион-
ное — на регистрирующее и сигнализирующее.
Напольное оборудование (рис. V. 11) размещается непосредст-
венно на пути и предназначено для считывания информации с
подвижного состава, которая затем по кабелю поступает к посто-
вому оборудованию, расположенному в непосредственной близости
от напольного. Наличие перегретых букс определяется после об-
работки сигналов устройствами постового оборудования.
Регистрирующее оборудование воспринимает информацию, пос-
тупившую по линии связи, и в обработанном виде передает ее на
печать с указанием порядковых (начиная с головы поезда) номе-
ров вагонов с перегретыми буксами, стороны поезда, общего ко-
личества вагонов в поезде и вагонов с перегретыми буксами. Одно-
временно информация о перегретых буксах с регистрирующего
оборудования передается на сигнальный световой указатель, уста-
навливаемый между напольным оборудованием ПОНАБ и входным
сигналом станции и на сигнализирующее оборудование.
Регистрирующие устройства в зависимости от принятой схемы
их обслуживания устанавливают в помещении пункта техническо-
95
Рис. V. 11. Общий вид установки ПОНАБ на перегоне
го обслуживания вагонов, контрольно-технического обслуживания
или контрольного поста. Сигнализирующие устройства ПОНАБ,
предназначенные для извещения о наличии в прибывающем поез-
де перегретых букс, устанавливают в помещении дежурного по
станции. При обнаружении перегретых букс дежурный по станции
закрывает выходной сигнал, сообщает об этом машинисту. Дежур-
ный по станции и машинист локомотива должны остановить поезд
на станции, в составе которого приборами ПОНАБ обнаружены
перегретые буксы. При необходимости и возможности дежурный
по станции принимает поезд на боковой путь, где осмотрщики и
слесари могут устранить неисправность без задержки вслед иду-
щих поездов.
Учитывают результаты работы ПОНАБ работники ПТО или
контрольных постов в специальном журнале, в котором фиксиру-
ются все остановки по показаниям аппаратуры, характер неис-
правностей вагонов, виды произведенного ремонта, время задерж-
ки поездов по ремонту букс и другие необходимые сведения. На
основании анализа отчетных данных разрабатывают и осуществля-
ют необходимые меры по улучшению работы ПТО и аппаратуры
ПОНАБ.
Аппаратуру ПОНАБ настраивают для обнаружения перегретых
букс с подшипниками скольжения при нагреве шеек осей колесных
пар до температуры свыше 70—90°С, если напольные устройства
расположены перед станциями, на которых размещены ПТО и
ПКТО; на температуру 140—160°С при расположении напольных
устройств перед всеми другими станциями на участках с безоста-
новочным следованием поездов.
96
Уральским отделением ВНИИЖТа осуществляются две целе-
вые программы в области автоматизации и механизации процес-
сов контроля и ремонта вагонов в поездах. В рамках первой
программы разработаны системы комплексного контроля тех-
нического состояния подвижного состава на ходу поезда ДИСК-
На первом этапе разработки эта система включает подсистемы
обнаружения перегретых букс (ДИСК-Б), дефектов колес по кру-
гу катания (ДИСК-К), волочащихся деталей (ДИСК-В) и цент-
рализации информации с линейных пунктов контроля (ДИСК-Ц).
На втором этапе предусматривается дополнить систему ДИСК
подсистемами обнаружения заклиненных колесных пар, предель-
ного проката колес, перегруза или неравномерной загрузки вагона,
верхней негабаритности подвижного состава, подреза или остроко-
нечного наката гребня колеса с подсистемой обработки информа-
ции с помощью микроЭВМ. В аппаратуру вводится устройство
для распознавания типа букс с целью сокращения количества не-
обоснованных остановок поездов при начальном нагреве ролико-
вых букс. В отличие от ПОНАБ в КРАП указывается порядковый
номер вагона и оси в вагоне с неисправной буксой или колесом,
а также степень нагрева буксы или глубина неровности на колесе.
Внедрение системы ДИСК позволит улучшить качество подго-
товки поездов в рейс на ПТО, сократить задержки поездов в пути
следования, значительно уменьшить затраты на обслуживание ап-
паратуры по сравнению с автономными средствами контроля.
Разработаны и испытаны также дефектоскопная установка для
контроля боковых рам тележек вагонов (ДФ-1), сигнализатор
разрыва тормозной магистрали поезда. В стадии разработки нахо-
дится аппаратура безразборной диагностики буксовых узлов с
подшипниками качения, которая будет использована при проме-
жуточной ревизии букс.
Проводятся исследования по созданию средств автоматизации
соединения тормозных рукавов вагонов, централизованной разряд-
ки тормозов в поезде, разъединения автосцепок на сортировочных
горках, дистанционного управления самоходными ремонтными ма-
шинами, регистрации данных о неисправных вагонах при приеме
поездов на ПТО, выявления неисправностей автосцепки и предель-
ного износа тормозных колодок, дефектоскопирования надрессор-
ных балок тележек грузовых вагонов, механизации смены тормоз-
ных колодок.
Для выявления дефектов в узлах и деталях вагонов, поступив-
ших в плановые виды ремонта, целесообразно в вагонных депо и
вагоноремонтных заводах создавать специализированные диагно-
стические станции.
Ведутся работы по созданию переносных средств диагностики
для контроля состояния узлов и деталей отдельно стоящих ваго-
нов.
4 Зак. 378
97
V.10. Расчет численности рабочих пунктов технического
обслуживания вагонов
Количество рабочих ПТО устанавливают согласно Типовым
технически обоснованным нормативам, утвержденным ЦВ МПС.
В ряде случаев фактический контингент рабочих на ПТО не
соответствует нормативному. Поэтому возникает необходимость в
уточнении численности рабочих ремонтных бригад по средней рас-
четной трудоемкости обработки составов, а также в определении
числа бригад и групп, одновременно занятых подготовкой поездов
в рейс.
Число ремонтных бригад в парках прибытия и отправления и
их численность зависят от количества обрабатываемых поездов и
интервалов их прибытия и отправления.
Число ремонтных бригад при равномерном подходе поездов
определяют из отношения
Л4бР = Мо6р/7’, (V.1)
где N — среднее количество поездов, прибывающих в смену или в сутки;
Нор — продолжительность обработки составов, ч; Т — продолжительность ра-
боты (смена, сутки), ч.
При суточной неравномерности прибытия и большом потоке
поездов число бригад рассчитывают по формуле
Л1бр = ^обр//ср. (V.2)
где /ср — взвешенное среднеарифметическое значение интервала прибытия
(отправления)./сР =----; /,- — значение t-ro интервала; пц — соответствую-
щая ему частота повторения.
При значении интервала /\>0,5 ч, т. е. больше установленной
продолжительности обработки состава на ПТО, этот интервал при-
нимают равным наибольшей длительности обработки состава —
0,5 ч. .
Пример. Требуется определить число ремонтных бригад, если известно, что
в течение суток на станцию прибывает 70 поездов, из них 10 — с интервалом
0,7 ч, 12 — 0,6, 38 — 0,2 и 10 — с интервалом 0,15 ч. Средняя продолжитель-
ность обработки составов 0,5 ч.
Так как интервалы прибытия 10 и 12 поездов больше 0,5 ч, принимаем их
равными /обр. Тогда средневзвешенный интервал прибытия поездов при соблю-
дении указанного выше условия
[(10+12)0,5 + 38-0,2+Ю-0,15]
/сР= —-------—-----— ’ Z------— = 0,287 ч.
Далее получаем
Чбр 0,5
Мбр = —— = ,я_ = 1,74 а; 2 бригады.
/ср
98
Число работников в ремонтной бригаде парков прибытия и от-
правления /?яв определяют по формуле:
^ЯВ = т/Л>Н/*обР > (V.3)
где т — среднее число четырехосных вагонов в поезде; Но — средние затраты
труда на техническое обслуживание одного вагона, чел.-ч/вагоны; ц — коэффи-
циент, учитывающий снижение трудоемкости работ вследствие внедрения средств
механизации и автоматизации технического обслуживания вагонов; р =
= 0,84-0,95.
Распределение рабочих по профессиям устанавливают исходя
из трудоемкости выполнения различных операций по техническому
обслуживанию и ремонту вагонов: в парках прибытия — техниче-
ский контроль вагонов — 74%, операции по разъединению автотор-
мозных рукавов — 26%5 в парках отправления—технический конт-
роль вагонов — 32%, технический контроль автотормозов—14%,
ремонт ходовых частей — 24%, ремонт и обслуживание автотор-
мозного оборудования—17%, ремонт и обслуживание буксового
узла — 13%.
На пунктах подготовки к перевозкам полувагонов и платформ
распределение общих затрат труда следующее: технический конт-
роль вагонов — 28—30%, подготовка ходовых частей — 22—30%,
осмотр и текущий ремонт пневматического оборудования автотор-
мозов— 13—15%, буксового узла — 8—12%, электросварочные
работы — 9—10%, столярные работы — 8—16%; на пунктах комп-
лексной подготовки крытых и изотермических вагонов с примене-
нием вагономоечных машин: технический контроль—12—14%,
обслуживание моечной установки, очистка и промывка вагонов —
28—30%, электросварочные работы—10-—13%, столярные
работы — 26—30%, кровельные работы — 3—5%, транспортное об-
служивание — 6—8 %.
Каждая ремонтная бригада делится на несколько самостоя-
тельных групп, работающих в разных частях состава. Анализ по-
казал, что при большом числе ремонтных групп наблюдаются
непроизводительные простои рабочей силы, если большинство ва-
гонов, обслуживаемых данной группой, исправно, или чрезмерная
перегрузка исполнителей и низкое качество ремонта, если имеют-
ся вагоны с большим объемом ремонта. При малом числе групп и
обработке длинносоставных поездов увеличиваются переходы ра-
бочих вдоль состава.
Оптимальное число вагонов пв, обрабатываемых одной ремонт-
ной группбй в бригаде, может быть определено по формуле
Аэбр
t'cp(l-V)
(V.4)
где ^обр — установленная продолжительность обработки состава на ПТО, ч;
Нср — среднее число переходов одной ремонтной группы вдоль обслуживаемой
части состава за период обработки; v — доля вагонов, не требующих ремонта,
4* 99
от общего количества вагонов в составе; tB — среднее время, затрачиваемое на
переход вдоль одного вагона, ч.
Пример. Определить среднее число вагонов пв, которые целесообразно обра-
батывать одной ремонтной группой, если время обработки состава )Обр = 0,5 ч,
среднее время, затрачиваемое на переход вдоль одного вагона, 4 = 0,003 ч, доля
вагонов, не требующих ремонта, составляет 40 % общего количества вагонов в
составе (v = 0,4), а среднее число переходов рабочих одной ремонтной группы
вдоль состава за время обработки его £/ор= 1,2.
Подставляя указанные выше значения в формулу (V.4), получим
1 Г °’5
гав= I/ ----------------ps 15 вагонов.
|/ 1,2(1—0,4)0,003
По значению пв устанавливают число групп в бригаде: если
обрабатываемый состав сформирован из 60 вагонов, то бригаду
следует создавать из четырех отдельных групп; при включении в
составы по 75 четырехосных вагонов — из пяти групп.
Потребное число рабочих для текущего отцепочного ремонта
вагонов на специально выделенных путях станции определяют
согласно технически обоснованным нормам времени, утверждае-
мым ЦВ МПС.
V.11. Организация работы и охрана труда на ПТО
Технологический процесс технического обслуживания вагонов
в поездах должен обеспечивать заданный темп работы, который
обусловлен установленной по графику продолжительностью обра-
ботки составов. Каждый осмотрщик отвечает за качество осмотра
всех частей вагона, расположенных в поле зрения осмотрщика. Он
должен обращать внимание на отработку рациональных движений
и рабочей позы, чтобы за несколько секунд обнаружить в узлах
и деталях вагонов любые отклонения от их нормального состояния.
Отдых рабочих во время перерывов должен протекать в нор-
мальных (комфортных) условиях (в благоустроенном дежурном
помещении ПТО), что является одним из важнейших факторов
быстрого восстановления работоспособности.
Состав бригад по квалификации должен соответствовать ха-
рактеру и степени сложности работ, так как ремонт вагонов в ПО'
ездах отличается технологической разнородностью и неравномер-
ностью объема работ в каждом составе. Поэтому для ускорения
выполнения ремонтных операций целесообразно применять комп-
лексные бригады с совмещением профессий.
При многогрупповом методе обработки длинносоставных поез-
дов требуется четкость оперативного руководства всеми ремонтны-
ми группами, бригадами и сменой в целом. Для этой цели, а
также для выполнения ряда технологических операций (централи-
100
зованного ограждения составов, опробования автотормозов, вклю-
чения сварочных агрегатов) введена должность оператора ПТО,
на которого возлагается также ведение графика работы смен.
Во главе дежурных смен ПТО должны назначаться сменные
мастера или старшие осмотрщики, обладающие большим опытом
организационно-технической работы.
Руководитель смены должен составлять оперативный план-
график работы своей смены и распределять работы между брига-
дами.
Для организации и руководства всей оперативной работой по
осмотру и безотцепочному ремонту вагонов на сортировочных
станциях, имеющих несколько парков отправления, целесообразно
вводить объединенное диспетчерское управление, осуществляемое
сменными мастерами.
Работа пунктов технического обслуживания во многом зависит
также от хорошо налаженной системы материально-технического
обеспечения. Среднесуточный расход запасных частей и материа-
лов на безотцепочный ремонт вагонов должен планироваться исхо-
дя из частоты повторяемости ремонтных работ и фактических раз-
меров движения с учетом структуры вагонов рабочего парка.
Техническое обслуживание вагонов в поездах связано с пребы-
ванием людей в неблагоприятных метеорологических условиях и
зоне повышенной опасности, что требует от исполнителей высокой
и разносторонней квалификации и ответственности. Поэтому руко-
водители ПТО, мастера и старшие осмотрщики вагонов обязаны
проявлять постоянную заботу об улучшении организационной ра-
боты и условий труда ремонтно-смотровых бригад.
Для ускорения процесса обработки и повышения качества под-
готовки составов в рейс должны строго соблюдаться технологиче-
ские процессы, правила техники безопасности и производственной
санитарии, за исполнение которых несут ответственность началь-
ники и главные инженеры депо, начальники ПТО, мастера и стар-
шие осмотрщики вагонов.
Местные инструкции по охране труда утверждает начальник
отделения дороги, и они вывешиваются на рабочих местах для
постоянного руководства и контроля.
Для передвижения рабочих и транспортировки запасных час-
тей на территории пунктов должны прокладываться пешеходные
дорожки с твердым покрытием, устройством настила в местах пе-
ресечения с железнодорожными путями или подземные переходы.
Пути, на которых ремонтируют вагоны, должны быть огражде-
ны сигналами остановки, исключающими заезд локомотивов. Пе-
реносные сигналы ограждения специально выделенное лицо
устанавливает на оси пути на расстоянии не менее 50 м от вагона.
Если расстояние от вагона до предельного столбика менее 50 м,
то сигнал устанавливают на оси пути против столбика. Для ограж-
101
дения вагонов на ремонтных путях, где возможен случайный заезд
подвижного состава, переносные сигналы дополняются двумя спа,"
ренными тормозными башмаками, которые размещают на расстоя-
нии не ближе 25 м от крайнего вагона.
V.12. Оценка качества работы ПТО
Основным показателем оценки качества работы ПТО служит
сокращение числа отказов (задержек поездов и отцепок вагонов
по техническим неисправностям на гарантийных участках). Для
этого определяют ожидаемое число отказов за рассматриваемый
отрезок времени для расчетного значения уровня восстановления
работоспособности вагонов и сравнивают его с фактическим чис-
лом отказов, возникшим за отчетный период.
Ожидаемое число отказов на любом гарантийном участке за
годовой период эксплуатации можно рассчитать по следующей ме-
тодике.
Первоначально определяют параметр потока отказов, выра-
женный числом отказов (задержек поездов), приходящихся на
1 млн поездо-км пробега:
(оп = т®2 • 10~6 [1—V (йф)] kvknkKJI, (V.5)
где т — среднее число вагонов в поездах рассматриваемого направления дви-
жения; и 10~6 — взвешенный по структуре парка параметр потока отказов
вагонов при среднесетевом режиме эксплуатации на том же направлении;
У(Лф) — вероятность восстановления работоспособности вагонов при факти-
чески реализованных затратах труда на ПТО, обслуживающем рассматри-
ваемый гарантийный участок; kv — коэффициент, учитывающий влияние сред-
ней участковой скорости движения поездов на параметр потока отказов ваго-
нов; йд — коэффициент, учитывающий влияние средней динамической нагрузки
на вагон (в пределах гарантийного участка); йкл — коэффициент, учитываю-
щий влияние климатических особенностей рассматриваемого региона.
Взвешенный по структуре парка параметр потока отказов ва-
гонов при среднесетевом режиме эксплуатации со-10—6 1/вагоно-км
определяется по формуле:
Г
“s = Sj“°«aP’ (V.6)
1=1
где цы — параметр потока отказов вагонов i-ro типа (см. табл. Ш.1); ар —•
доля количества вагонов разных типов, обращающихся на данном направлении.
Так как соотношение между гружеными и порожними вагонами
в поездах на рассматриваемом участке обычно отличается от сред-
несетевого значения, то параметр <ов{ в каждом случае находят по
формуле:
(£>oi ~ ®oirP (1 anopj) “Ь e>oinopanoPZ > (V.7)
где <оо> гр, Woi пор — параметры потока отказов груженых и порожних вагонов
г-го типа соответственно; аПоР i — доля количества порожних вагонов в общем
потоке вагонов i-ro типа, проследовавших по участку.
102
Вероятность восстановления работоспособности вагонов V (Лф)
на ПТО, определяется по формуле (III. 12) или по графику (см.
рис. III.4).
Коэффициент kv, учитывающий влияние средней участковой
скорости движения поездов на параметр потока отказов вагонов,
вычисляется из отношения:
— <i>o/o>ocp, (V.8)
где а>о, 0о ср — параметры потока отказов, соответствующие средней участковой
скорости на данном гарантийном участке (оуч) и средней сетевой скорости
сУч.ср = 30,6 км/ч.
Значения со0 и ®0 ср определяют по графику (см. рис. III.1) для
скоростей vy4 и ср с учетом фактического насыщения парка ва-
гонов роликовыми буксами.
Коэффициент &д, учитывающий влияние средней динамической
нагрузки на вагон рабочего парка, определяется из зависимости:
= __Лад+1; (V.9)
\ Рдср /
где рд, Рд ор — средние динамические нагрузки на вагон рабочего парка,
проследовавший по гарантийному участку и по сети дорог. По данным МПС
рд ср=32,56 т/вагон (значение рд приближенно можно определить из отношения
средней массы поезда нетто к средней длине состава); ад — коэффициент за-
висимости между степенью изменения отношения рд/рд ср и частотой возникно-
вения отказов в пути следования, принимают по данным ВНИИЖТ, ад =
= 0,718.
Коэффициенты £кл, учитывающие влияние климатических осо-
бенностей региона на работу буксового узла, тормозов и ходовых
частей, принимают различными по четырем зонам: дороги Юго-За-
пада—0,90, Северо-Запада и Центра—1,00, Юго-Востока, Даль-
него Востока и Средней Азии— 1,07, Урала и Сибири— 1,20.
Пример. Необходимо рассчитать ожидаемую вероятность безотказного сле-
дования поездов и числа отказов в течение годового периода эксплуатации на
участке А—Б в грузовом направлении движения.
Дано:
станция А ежесуточно отправляет в пункт Б 70 груженых поездов, из ко-
торых 35 % — с переработкой и 65 % — без переработки. Среднее число ваго-
нов в составе т=57. Длина участка А—Б /=239,3 км. Численность работников
ремонтной бригады, обслуживающей поезда в данном направлении, R = 17 чел.
70 °/о! составов на данном ПТО (0 = 0,7) обрабатывают с помощью самоходных
ремонтных установок типа РУ-5, позволяющих снизить трудоемкость обслужи-
вания составов на 15 %, средняя продолжительность обработки составов
/Обр = 0,58 ч. Среднее число вагонов в составах на сети дорог тс = 50, средняя
участковая скорость движения поездов оуч=30,7 км/ч, на сети дорог оУч.с —
= 30,6 км/ч; средняя динамическая нагрузка на груженый вагон рабочего парка
рд = 54,7 т, по сети дорог ря ср=48,02 т. Структура вагонного парка, обращаю-
щегося на данном направлении движения, следующая: крытые — 20,4 %, плат-
формы — 12,8 %, полувагоны — 44,3 %, цистерны — 12,5 %, прочие — 10 %.
Коэффициент, учитывающий влияние климатических особенностей района, кКл =
= 1,07. По данным отделения в течение года на участке А—Б зарегистрировано
2565 отказов.
103
Определим взвешенное по структуре парка значение параметра потока отка-
зов ш2 по формуле (Ш-2) и данным табл. III.1 (для груженых вагонов):
<в2 = (0,204-12,00 + 0,128-10,52+0,443-11,1+0,125-14,42 +
+ 0,1-14,67) 10—6 = 11,98-10—6 1/вагоно-км.
Найдем значение вероятности восстановления работоспособности вагонов на
ПТО станции А за среднее время обработки состава £ОбР = 0,58 ч по формуле
(Ш.12):
2 Ла
/ 2Л$ \ — у;— / 29,86 \ о п т q
У(Аф) = 1 — ( 1 +~~—)е нср= 1— (1-|-----——— )е 2'0 0,43,
\ //ср / \ 13,5 /
где йф=/?1обр = 17-0,58 = 9,86 чел.-ч;
/ 0,7 \ -Д -Л
Яср=т 0,3 + —— У Л а;Л0/ = 57 (0,3 + 0,608) 15,7 «
\ 1,10/
1 Л=1 1=1
~ 812 чел.-мин, или
812
-----=13,5 чел.-ч.
60
В этом примере средние затраты труда на восстановление работоспособно-
сти вагонов в поездах Нор определены с учетом обработки 70 %' составов с
помощью вагоноремонтных машин, обеспечивающих снижение трудоемкости на
15 %-, а также с учетом затрат труда на подготовку в рейс 35 % составов
местного формирования и 65 % транзитных;
У у, а,-Ло£ = 0,35 (0,204-17,6 + 0,128-15,6 + 0,443-21,0+0,125-12,4 +
Л=1 1=1
+ 0,10-17,7)+ 0,65 (0,204-12,1 + 0,128-12,4 + 0,443-17,1 +
+ 0,125-10,2 + 0,10-14,4) = 15,7 чел.-мин.
Коэффициент кг определяют по формуле (V.8), для чего по графику (см.
рис. Ш.З) для Р = 0,563 и Цуч.сР=30,6 км/ч находят параметр а>0 СР =
= 9,15- 10~в 1/вагоно-км. Для скорости щ-ч=30,7 км/ч и того же значения (J =
= 0,563 величина ш0 практически не изменится. В этом случае к„«1.
Коэффициент, учитывающий влияние средней динамической нагрузки гру-
женого вагона, согласно формуле (V.9)
' /54,7 \
Лд = (----ПГ — 1 Р,718+1 и 1,1.
\ 48,02 )
На заключительном этапе определяют параметр ®п-10~в Г/вагоно-км по
формуле (V.5) с учетом указанного в условии задачи коэффициента кКл = 1,07,
характеризующего климатические особенности данной дороги:
соп = та>2 . ю-6 [1--V (йф)ШМкл = 57-11,98-10-6 (1—0,43) X
Х1,0-1,1 • 1,07 = 458,1-10~6 1/поездо-км.
Для найденного значения <вп вероятность безотказного следования поездов
по участку А—Б:
Р (Г)=ехр (—458,1 • 10—6-239,3) =ехр(—0,1096) =0,896.
104
Таблица V.l
Вид затрат Вид тяги Затраты, руб-, на состав средней длины (в вагонах)
45 50 55 60 65 70
Приведенные затра- Электрическая 2,28 2,50 2,72 2,94 3,16 3,38
ты СОст, связанные с задержкой поезда на гарантийном участке Тепловозная 3,12 3,40 3,68 3,95 4,25 4,50
Приведенные за- Электрическая 22,8 24,1 25,4 26,7 28,0 29,4
траты CNHi на 1 поез- до-ч простоя Тепловозная 26,0 27,2 28,5 29,8 30,9 32,0
Так как вероятность отказа Q(/) = l—0,896 = 0,104, то ожидаемое число
отказов в течение года при среднесуточном отправлении N—70 поездов пОж=
=365WQ (/) = 365 • 70 • 0,104 = 2657.
Фактически за год на участке допущено и$ = 2565 отказов (см. условие
примера). Так как п0Ж>Пф, можно заключить, что ПТО станции А работал
лучше своих возможностей.
В целях дальнейшего сокращения числа задержек поездов необходимо для
ПТО станции А разработать организационно-технические мероприятия. Для
сравнения качества работы соревнующихся ПТО (например, на отделении до-
роги) можно ввести балльную систему оценки.
Для определения условной экономии (или перерасхода) эксплуатационных
затрат, связанной с обеспечением безотказного следования поездов по гаран-
тийному участку, необходимо предположить, что все поезда обслуживаются
тепловозной тягой, масса поезда брутто T’+Q = 3222 т, средняя продолжи-
тельность одной задержки /3 = 0,9 ч, а вслед за поездами, остановившимися по
техническим неисправностям, задержек других поездов не было.
Экономия, которая может быть получена от сокращения числа задержек
поездов на гарантийном участке, подсчитывается по формуле
Э=(пож—п)С3, (V.10)
где С3 — затраты на одну задержку поезда по вине работников ПТО; С3 =
= СОст-|-СмнЛ (Сост — приведенные затраты, связанные с вынужденной оста-
новкой поезда на участке; Сян — приведенные затраты на 1 ч простоя грузо-
вого поезда, руб.; t3 — средняя продолжительность одной задержки).
Если вслед за остановившимися поездами задержаны другие поезда, тогда
Оз = (OqCT V CjVf/^з) Уз,
где у3 — коэффициент, учитывающий число задержанных поездов, идущих
вслед за дефектными; у3>1.
Ориентировочные значения С0Ст и CNH, подсчитанные для тепловозной и
электрической тяги, приведены в табл. V.I. Для рассматриваемого примера
Сост = 3,40 руб., Сян = 27,2 руб.
Подставляя в приведенную выше формулу известные значения, получим
затраты на одну задержку состава, сформированного из т — 50 вагонов: С3 =
= COct+CnhZ3 = 3,40+27,2 0,9 «27,9 руб.
Годовая экономия от сокращения числа задержек на участке согласно
формуле (V.10) составляет: Э=(пОж—п)С3=(1040—950) 27,9 « 2500 руб.
Указанный экономический эффект получен за счет улучшения качества тех-
нического обслуживания вагонов на ПТО станции А.
105
V .13. Автоматизированная система управления
эксплуатацией и ремонтом вагонов
Обеспечение высокого уровня работоспособности вагонного
парка при возрастающей интенсивности его эксплуатации является
сложной задачей, требующей участия многих территориально раз-
общенных подразделений вагонного хозяйства с большим числом
исполнителей. Это вызывает необходимость создания самостоя-
тельной подсистемы «Управления эксплуатацией и ремонтом ва-
гонов» («Управление вагонным хозяйством АСУ-В»), входящей
составной частью в автоматизированную систему управления же-
лезнодорожным транспортом (АСУЖТ).
Работа подсистемы АСУ-В построена на совокупности адми-
нистративных и экономико-математических методов управления,
основанных на применении вычислительной техники и средств
связи. Подсистема предназначена для сбора, передачи, обработки
и анализа информации, а также выдачи оптимальных рекоменда-
ций для руководящего состава управления хозяйством.
Подсистема АСУ-В состаит из функциональной и обеспечиваю-
щей частей. Функциональная часть объединяет группу задач, отра-
жающих систему управления вагонным хозяйством. Обеспечиваю-
щая часть состоит из комплекса технических средств, математиче-
ского и организационно-правового обеспечения, а также
предусматривает разработку банка данных подсистемы, содержа-
щего всю нормативно-справочную и текущую информацию.
В числе задач верхнего уровня управления (МПС и ЦВ) внед-
рена единая система централизованного номерного учета инвен-
тарного парка грузовых вагонов, оценка их надежности и техниче-
ского состояния на базе специального подразделения МПС —
Центра учета вагонов (ЦУВ); намечается создание и развитие
диалоговой информационно-справочной системы контроля опера-
тивной работы вагонного хозяйства (ДИСКОР-ЦВ).
На уровне служб вагонного хозяйства дорог (В), вагонных
отделов отделений (НОВД), вагонных депо (ВЧД) и их подразде-
лений (ППВ, ПТО, ППС и др.) намечается внедрить ДИСКОР-В,
включающую доклад о суточной оперативной работе служб вагон-
ного хозяйства; создание первой очереди АСУ вагонными депо
(грузовыми, пассажирскими и рефрижераторными); задачи техни-
ческой подготовки производства, оперативного управления и ма-
териально-технического снабжения; создание и повсеместное
распространение первой очереди АСУ ПТО, включающей задачи
формирования наряда на объем ремонтных работ в составах в
парке отправления, учет и анализ результатов обработки вагонов
в транзитных и вновь сформированных поездах на ПТО и на отде-
лении за сутки, месяц, квартал и т. д.; совершенствование и рас-
пространение задачи управления колесным хозяйством (учет и
106
отчетность о наличии, обороте и ремонте колесных пар), а также
анализа остановок поездов в пути следования приборами ПОНАБ.
Часть задач уже внедрена в опытную эксплуатацию. Так, в ре-
зультате внедрения АСУ ПТО на станции Челябинск-Главный
обеспечивается контроль, накопление информации о неисправных
вагонах, выявленных в прибывших поездах, и заблаговременная
передача ее непосредственно в парк отправления за 15—30 мин до
подачи вновь сформированного состава на пути отправления. Это
позволило сократить непроизводительные затраты труда на пов-
торный поиск неисправностей в парке отправления и сосредоточить
внимание ремонтных бригад на качестве ремонта.
На Юго-Восточной дороге внедрена задача автоматизированно-
го учета и отчетности о наличии, обороте и ремонте колесных пар,
что позволяет четко планировать работу по их ремонту и формиро-
ванию. На этой же дороге решена и другая задача — по анализу
остановок поездов в пути следования приборами ПОНАБ.
На сети дорог по опыту Южно-Уральской дороги внедрена за-
дача по учету работы и организации смены бригад, обслуживаю-
щих рефрижераторные поезда и секции. Получаемые результаты
позволяют более рационально использовать сменные бригады, сок-
ратив время на ожидание и переезды их в пункты смены.
В ближайшей перспективе предусматривается внедрение на
сети дорог уже разработанных задач АСУ вагонным хозяйством,
предварительно оборудовав информационные пункты производст-
венных подразделений необходимой техникой АСУЖТ.
Проблемой для АСУ вагонным хозяйством является техниче-
ское обеспечение, которое должно быть неотъемлемой и составной
частью комплекса технических средств АСУЖТ. Для решения за-
дач оперативного управления вагонным депо необходим вычисли-
тельный комплекс.
Подсистема АСУ-В использует также технические средства
Главного вычислительного центра (ГВЦ МПС), дорожных вычис-
лительных центров (ДВЦ) и отдельных вычислительных центров
крупных железнодорожных узлов (УВЦ).
Разработка и внедрение АСУ-В взаимосвязаны с внедрением
других подсистем: материально-технического обеспечения, «главк-
заводы», планирования, учета и анализа кадров, управления фи-
нансовой деятельностью, управления капитальным строительством,
технико-экономического планирования работы и развития желез-
ных дорог, управления перевозочным процессом, управления пас-
сажирскими перевозками, управления перевозкой грузов в контей-
нерах, научно-технической информации и управления НИР и ОКР,
сводного оперативно-статистического учета и отчетности и др.
Связь АСУ с другими подсистемами АСУЖТ будет осуществ-
ляться через единый информационный банк данных в зависимости
от постановки конкретных задач вагонного хозяйства.
107
Глава VI
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ЭКИПИРОВКА
ПАССАЖИРСКИХ СОСТАВОВ
VI . 1. Особенности эксплуатации и обслуживания
пассажирских вагонов
Пассажирские поезда формируют из цельнометаллических пас-
сажирских вагонов высокой прочности и надежности, однако осна-
щение их разнообразным и сложным оборудованием требует в
эксплуатации постоянного и квалифицированного обслуживания.
Вагоны обслуживают поездные электромеханики и проводники,
объединенные ,в поездные бригады. Возглавляют бригады началь-
ники поездов.
Пассажирские вагоны приписаны к определенным вагонным
депо и после каждого рейса возвращаются обратно в пункты при-
писки (формирования). Эта особенность их в эксплуатации позво-
ляет сосредоточить все основные работы по техническому обслу-
живанию (осмотр, текущий ремонт и экипировку) в пунктах
приписки и оборота пассажирских составов, способствует постоян-
ному контролю за их состоянием и позволяет закрепить станцион-
ные парки и пути за определенными составами и бригадами
технического обслуживания, что в значительной степени ускоряет
ремонтно-экипировочные работы и повышает качество их выпол-
нения.
Организация технического обслуживания и текущего ремонта
пассажирских составов, принятая на железных дорогах СССР,
предусматривает наибольшее совмещение операций по осмотру,
ремонту и экипировке пассажирских вагонов в пунктах формиро-
вания и оборота, а также четкое распределение обязанностей
работников смен пунктов технического обслуживания при макси-
мальной механизации производственных процессов.
На крупных станциях, где расписанием движения поездов
предусмотрена стоянка (20—30 мин), вагоны осматривают, выпол-
няют необходимый безотцепочный ремонт, экипируют водой, в
зимнее — время топливом и др.
f Работу пунктов технического обслуживания пассажирских ва-
гонов на станциях формирования организуют в соответствии с при-
нятым технологическим процессом и согласуют с техническо-рас-
порядительным актом станции. Эти пункты обязаны обеспечить
высококачественную подготовку поездов, а работники их несут
полную ответственность за безотцепочное следование вагонов на
протяжении всего рейса,!
108
В комплекс подготовки пассажирских вагонов входят техни-
ческий и санитарный осмотры, наружная обмывка и внутренняя
уборка, осмотр и ремонт ходовых частей, тормозов и ударно-тяго-
вых приборов, низковольтного и высоковольтного электрооборудо-
вания, смена фильтров принудительной вентиляции, текущий
ремонт наружных и внутренних частей, холодильного оборудова-
ния и радиоаппаратуры, дезинфекция и дезинсекция, зарядка и
подзарядка аккумуляторных батарей, экипировка водой и топли-
вом, а также снабжение постельными принадлежностями, съемным
инвентарем и предметами чайной торговли. Одновременно произ-
водят подготовку багажных, почтовых и вагонов-ресторанов.
Контроль за выполнением ремонтно-экипировочных работ в
соответствии с графиком технологического процесса осуществляет
диспетчер депо.
VI.2. Комплексный метод подготовки
пассажирских составов в рейс
Комплексный метод подготовки пассажирских составов в рейс,
разработанный и внедренный на станции Челябинск-Главный
Южно-Уральской дороги, получил на сети дорог широкое распро-
странение.
Сущность этого метода заключается в организации комплекс-
ных бригад по ремонту и экипировке пассажирских составов. При
этом методе проводники освобождены от работ, непосредственно
не связанных с обслуживанием пассажиров, в результате сокра-
щается время, затрачиваемое ими на приемку вагонов перед рей-
сом и сдачу их после него.
Технический осмотр вагонов в пунктах формирования и обо-
рота пассажирских составов осуществляют в парке прибытия при
приемке поезда, в парке формирования и в парке отправления.
Технический осмотр прибывающего поезда производят с ходу
на пути приема. Поезд встречают два осмотрщика вагонов и один
осмотрщик по автотормозам. Они располагаются у предполагаемо-
го места остановки хвостового вагона и обращают свое внимание
на те неисправности вагонов, которые трудно обнаружить у оста-
новившегося поезда (заклинивание колесных пар, ползуны и вы-
боины на колесах и др.). После остановки поезда машинист локо-
мотива информирует осмотрщика по автотормозам о работе
тормозов в пути. Если наблюдалось самоторможение или закли-
нивание колесных пар, выполняют контрольное(_опробование тор-
мозов. При техническом контроле прибывшего поезда особое
внимание уделяют ходовым частям и состоянию роликовых букс.
После остановки прибывшего поезда два осмотрщика вагонов
приступают к осмотру внутреннего оборудования вагонов. При
109
этом по инвентарной описи они проверяют наличие оборудования
в вагоне. Одновременно с ними дежурный электромонтер прове-
ряет наличие и состояние электровыключателей, штепсельных
розеток, плафонов и т. д. Работники экипировочных бригад на-
чинают приемку вагонов от проводников.
На вагоны, техническое состояние которых требует отцепоч-
ного ремонта, составляют уведомление формы ВУ-23 и вручают
дежурному по станции, а перечень неисправностей, устраняемых
в объеме безотцепочного ремонта, заносят в книгу учета, выписку
из которой передают мастерам ремонтно-экипировочного парка
депо, ремонтно-экипировочного депо (РЭД) пассажирской техни-
ческой станции или вагонного участка.
Продолжительность технического осмотра составов на путях
приема поездов не должна превышать 30 мин.
После высадки пасажиров составы подают на пути ремонтно-
экипировочных парков или на пути РЭД. Почтовые, багажные и
вагоны-рестораны отцепляют от составов и направляют к соот-
ветствующим устройствам для подготовки к следующему рейсу.
В ремонтно-экипировочном парке или на путях РЭД составы
осматривают и выполняют текущий безотцепочный ремонт. Перед
началом работ каждый состав ограждают. Ходовые и наружные
части осматривают два осмотрщика, одновременно с обеих сто-
рон вагонов, начиная с головной части состава. Они проверяют
сроки выполнения планового вида ремонта вагонов и единой
технической ревизии (ЕТР) по трафаретам, нанесенным на тор-
цовых стенах, состояние тележек, колесных пар, буксовых уз-
лов, кузовов, карнизов крыш, суфле, упругих площадок и дру-
гих частей.
Осмотрщики-пролазчики, перемещаясь с двух сторон соста-
ва, проверяют состояние осей колесных пар и мест сопряжения их
со ступицей колеса, состояние хвостовиков автосцепки, клиньев
тяговых хомутов, рычажных передач, крепление деталей и предо-
хранительных устройств, крепление осевого шкива, подвесок гене-
ратора, аккумуляторных ящиков и других подвагонных частей.
Осмотрщики по автотормозам проверяют состояние ручных и
автоматических тормозов и исправность действия последних от
станционной воздухопроводной сети.
Обнаруженные неисправности заносят в натурные книжки для
последующего устранения слесарями ремонтных бригад.
Обычно ходовые и наружные части вагонов ремонтируют две
бригады слесарей, а автоматические и ручные тормоза проверяет
и ремонтирует ремонтная группа слесарей по тормозам. Работу их
контролирует осмотрщик вагонов.
Бригада слесарей-электриков проверяет в составе состояние
электрического, холодильного оборудования и устройств для кон-
диционирования воздуха.
НО
Ремонт внутреннего оборудования вагонов выполняет специа-
лизированная ремонтная бригада, в которую входят группы сле-
сарей и столяров. Эта бригада устраняет все неисправности внут-
реннего оборудования (двери, оконные рамы, форточки, диваны,
багажные полки, подоконные столики, отопление в зимний
период, водопровод и вентиляцию, оборудование туалетных поме-
щений, облицовку стен и перегородок, зеркала и др.
Радиооборудование проверяет и ремонтирует бригада электро-
монтеров по радиоустановкам. Она выполняет работы по демон-
тажу неисправной и монтажу отремонтированной или заменяемой
аппаратуры радиопункта пассажирского состава, а также прове-
ряет действие приемников, усилителей, микрофонов.
В каждом подготовленном для отправления в рейс составе
должна быть исправной радиоаппаратура, комплект измеритель-
ных приборов и инструмент, запасные радиолампы и магнитные
записи радиопередач, а также вся необходимая документация.
Ремонт тиристорных регуляторов, преобразователей люминес-
центного освещения и электронной аппаратуры выполняют обыч-
но работники радиоотделений РЭД или вагонных депо.
Подвагонное оборудование и редукторно-карданные приводы
ремонтирует группа слесарей-электриков, работающих под руко-
водством осмотрщика вагонов по электрооборудованию.
Все подвагонное оборудование обязательно очищают от грязи,
а зимой от снега. Затем проверяют состояние междувагонных
электрических соединений, а также устройства сигнализации наг-
рева букс, разветвительных коробок и термодатчиков, коллекторы,
пружины, щетки, щеткодержатели и подвески генераторов, плос-
коременный привод и т. д. В редукторно-карданных приводах
обязательно проверяют степень нагрева корпуса редуктора и шар-
ниров, техническое состояние вала, фрикционной муфты и ви-
зуально проверяют привод. Неисправный редуктор с вагона демон-
тируют с валом привода.
Аккумуляторщики, работающие под руководством осмотрщика
по электрооборудованию, проверяют уплотнения крышек ящиков
аккумуляторных батарей, а также плотность крышек коробок пре-
дохранителей, элементов батарей и резиновых чехлов. Тщательно
контролируют уровень плотности электролита и напряжение акку-
муляторных батарей. В необходимых случаях батареи подзаря-
жают. J
На вагоны с электрическим отоплением выделяют группу сле-
сарей-электриков, имеющих допуск на ремонт высоковольтного
оборудования напряжением свыше 1000 В.
Холодильное, электрическое и внутреннее оборудование, а так-
же отопление и водоснабжение вагонов-ресторанов ремонтирует
специальная бригада в фставе слесарей-электриков, столяров и
слесарей по отоплению. '
111
112:
В ремонтфо-экипировочном парке размещают здание пункта
технического обслуживания, бытовые и службно-технические поме-
щения, мастерские с кузнечным, механическим и сварочным отде-
лениями, помещение для диспетчерской радиосвязи, здание элект-
роремонтного производственного участка с радиоотделением, конт-
рольный пункт автотормозов, подзарядную, здание конторы
обслуживания пассажиров (КОП) с механизированной прачечной,
складами постельного белья и другими помещениями, необходимы-
ми для экипировки.
На территории парка располагают стационарную моечную ма-
шину для наружной обмывки вагонов, воздухопровод с постами
для управления пневматическим и электропневматическими тор-
мозами, водоразводящую сеть с водоразборными колонками на
междупутья парка, канализацию и водоотводные устройства, тран-
спортные дорожки с твердым покрытием, устройства для наружно-
го освещения, колонки для подзарядки аккумуляторных батарей
и подключения вагонов с кондиционированием воздуха к электро-
сети напряжением 220/380 В, пост централизованного электроснаб-
жения составов, оборудованный системой -электроотопления, рабо-
тающий под напряжением 3000 В.
Ремонтно-экипировочный парк оснащают электрокарами, ав-
токарами, тягачами для перевозки топлива, материалов и запас-
ных вагонных частей, передвижной мусоросборкой, высоковольтной
установкой для проверки электрической прочности изоляции аппа-
ратов и узлов электроотопления, передвижным стендом для испы-
тания генераторов непосредственно на вагоне, а также устройст-
вом для зарядки аккумуляторов электрокаров и ручных фонарей,
передвижной установкой для очистки, ремонта и промасливания
вагонных фильтров.
В ремонтно-экипировочном парке размещают также ангар или
крытую площадку для текущего отцепочного ремонта и единой
технической ревизии вагонов, тупик для газовой обработки их, му-
соросжигательные печи, склад топлива, кладовую для запасных
частей и другие устройства. На территории ремонтно-экипировоч-
ного парка, как правило, находится и вагонное депо для планового
ремонта пассажирских вагонов. Примерная схема ремонтно-экипи-
ровочного парка приведена на рис. VI.1.
VI.3. Экипировка, санитарная обработка
пассажирских вагонов и приемка составов перед рейсом
Экипировка вагонов включает санитарный осмотр, влажную
дезинфекцию и дезинсекцию по установленному графику, наруж-
ную обмывку кузовов и ходбвых частей вагонов, уборку внутрен-
них помещений, снабжение водой, постельными принадлежностями
и съемным инвентарем, а в холодное время и топливом.
113
В пунктах оборота поездов порйзводят внутрецАюю уборку
вагонов, дезинфекционную обработку туалетов и мусорных ящи-
ков, снабжение водой и топливом, наружную обмывку кузовов и
ходовых частей. Экипировку пассажирских поездов дальнего и
местного следования осуществляют после каждого рейса, а приго-
родных— 1 раз в сутки. /
На ряде железных дорог установлен следующий порядок работ,
связанных с экипировкой вагонов. Заблаговременно, до прибытия
поезда на станцию назначения, проводники вагонов подготовляют
состав к сдаче экипировочным бригадам. Для этого в каждом ва-
гоне один из проводников очищает мусорные ящики, пепельницы,
удаляет золу из кипятильника, убирает туалет, котельное и слу-
жебное помещения, в зимнее время очищает от льда и снега полы
в тамбурах, подножки и переходные площадки, снимает привод-
ной ремень генератора. Другой проводник собирает одеяла, укла-
дывает использованное постельное белье по 20 комплектов в нуме-
рованные мешки и заполняет вкладной лист, в котором указывает
количество простыней, наволочек и полотенец в каждом мешке,
дату прибытия, номер поезда и вагона, фамилию проводника, ра-
бочий номер и номер личного пломбира. Остатки использованного
и неиспользованного белья он складывает в неопломбированные
мешки для последующей сдачи белья по перерасчету работнику
экипировочной бригады в пункте назначения.
В пунктах формирования пассажирских составов создают спе-
циальные экипировочные бригады по внутренней экипировке, снаб-
жению водой и топливом, замене и постановке приводных ремней
подвагонных генераторов и охране вагонов экипированных соста-
вов до их отправления в рейс.
Количество рабочих по экипировке определяют по формуле
(VI.1). Расход топлива (угля) на отопление вагонов устанавлива-
ют в зависимости от температуры наружного воздуха из расчета
снабжения дальних поездов на 2—3-суточную потребность с после-
дующим пополнением в пути следования. Местные пассажирские
поезда снабжают топливом до конечного пункта.
Транспортируют уголь к обрабатываемым составам на грузо-
вых мотороллерах или на тракторах с прицепными тележками, в
которые заранее загружают ящики с топливом.
Рабочее время экипировочных бригад исчисляют с момента
прибытия состава до его сдачи проводникам, отправляющимся в
рейс.
- Технологический процесс подготовки составов в рейс состоит
из следующих основных операций.
Первая операция — приемка вагона от проводника прибывшего
состава. Принимает вагон в пункте формирования один работник
экипировочной бригады, который проверяет наличие и исправ-
ность действия всех устройств и механизмов в котельном помеще-
114
нии, туалетах, служебном отделении и в помещениях для пассажи-
ров, а в зимнее время — обязательно состояние отопления и
водоснабжения, оценивает качество сухой уборки вагонов провод-
никами, принимают по инвентарной описи все съемное оборудова-
ние, культинвентарь, столовый и чайный инвентарь, постельное
белье.
Начальник прибывшего поезда заполняет ведомость обмена
использованного белья в трех экземплярах. Один экземпляр сос-
тавленной ведомости оставляет у себя для отчета перед кассой
конторы обслуживания пассажиров (КОП), а два экземпляра пе-
редает бригадиру экипировочной бригады для сдачи использован-
ного и получения чистого белья.
Приемку вагона от проводников оформляют работники экипи-
ровочной бригады (книга формы ФПУ-19).
Вторая операция — сдача съемного инвентаря. Работник эки-
пировочной бригады снимает, складывает и сдает в вагоне работ-
нику КОП по обменной ведомости салфетки, шторы, противосол-
нечные занавески, матрацные и диванные чехлы, наружные покры-
тия ковровых дорожек и т. д.
Весь этот инвентарь вместе с постельным бельем перевозят в
отделение приемки и сортировки прачечной КОП. Работник эки-
пировочной бригады выносит из вагона купейные и коридорные
дорожки и обрабатывает их пылесосом.
Третья операция — санитарная подготовка вагона. Работник
экипировочной бригады моет оконные стекла внутри вагона, про-
мывает стены, потолки, багажные ниши, диваны, полки, столики,
умывальные чаши и унитазы, очищает и моет мусорные ящики,
убирает котельное помещение, протирает котел и арматуру, очища-
ет и протирает плафоны, трубы отопления и кипятильник, моет
полы. В спальных и мягких вагонах, кроме того, обрабатывает пы-
лесосом нижние диваны и подлокотники.
Четвертая операция — снабжение постельным бельем и съем-
ным инвентарем вагона. Работник экипировочной бригады полу-
чает от представителя КОП постельное белье и съемное оборудо-
вание, культинвентарь, столовый и чайный инвентарь. Надевает
чехлы на матрацы и диваны, наволочки на подушки и складывает
их по местам, навешивает занавески, шторы, раскладывает сал-
фетки и стелит ковровые дорожки и их наружные покрытия. В
спальных и купейных вагонах приготовляет постель на всех верх-
них местах.
Пятая операция — снабжение водой и топливом. Работник эки-
пировочной бригады получает в выделенном вагоне от начальника
поезда продукты чайной торговли, а в своем вагоне от работника
КОП—древесный уголь для кипятильника. Затем вагон снабжают
водой, а в холодное время года и углем. Надевают ремни генера-
торов на шкивы.
115
Шестая операция — сдача вагона проводнику, который будет
сопровождать поезд. Не позднее чем за 2 ч до отправления про-
водник принимает вагон от работника экипировочной бригады, при
этом внутреннее оборудование, приборы систем вентиляции, отоп-
ления и кондиционирования воздуха сдают проводнику вагона по
накладной формы ВУ-38. Окончив приемку, каждый проводник
подготовленного состава сообщает об этом начальнику поезда, ко-
торый расписывается в книге готовности. Затем он подписывает
наряд на экипировочные работы и после окончания оценивает ка-
чество их выполнения.
Снабжают поезда постельными принадлежностями, мягким и
жестким инвентарем, культинвентарем и предметами чайной тор-
говли работники контор обслуживания пассажиров (КОП) или
специализированных подразделений вагонных депо. Необходимое
количество постельного белья определяют по потребности пасса-
жиров при максимальных перевозках.
• Дорожные и линейные конторы обслуживания пассажиров ор-
ганизуют по указанию МПС. Они являются хозрасчетными органи-
зациями и имеют самостоятельный баланс. Дорожные КОП
находятся в ведении службы вагонного хозяйства дороги, линей-
ные КОП подчиняются отделениям дороги. Независимо от подчи-
нения КОП ответственны за своевременное обеспечение постельны-
ми принадлежностями и съемным инвентарем всех составов, при-
писанных к ВЧД, а также за пошив, ремонт, стирку и дезинфек-
цию постельного белья и инвентаря.
Для этого в их распоряжении находятся механизированные
прачечные, а также кладовые по приемке и выдаче постельных
принадлежностей и съемного инвентаря.
Механизированные прачечные оборудуют стиральными и швей-
ными машинами, центрифугами, каландрами, гладильными маши-
нами, ленточными транспортерами, автоматическими счетчиками
белья и другим оборудованием. Для транспортировки белья и ва-
гонного инвентаря КОП имеют транспортные средства.
’ Пассажирские составы на ПТО, кроме ремонтно-экипировочных
ра(бот, проходят три вида профилактической санитарной обработ-
ки: дезинфекцию, дезинсекцию и дератизацию, выполняемые ра-
ботниками санитарно-эпидемиологической станции (СЭС). Влаж-
ную обработку производят всем вагонам поездов дальнего и
местного сообщения после каждого рейса непосредственно на пу-
тях ремонтно-экипировочного парка или РЭД путем опрыскивания
внутри вагонов специальными дезинфицирующими растворами
(водные растворы хлорамина, гипохлорита натрия или кальция и
др.). Особое внимание при дезинфекции обращают на обработку
туалетов и мусорных ящиков.
При необходимости постельные принадлежности и съемный
инвентарь подвергают профилактической санитарной камерной об-
116
работке после рейса. Кроме того, их дезинфицируют не реже 1 ра-
за в месяц.
Дезинсекция вагонов выполняется с целью истребления насеко-
мых, являющихся переносчиками инфекционных заболеваний. Она
осуществляется профилактически в установленные сроки. Этот
вид обработки вагонов выполняют по графику, утвержденному
санитарно-эпидемиологической станцией и начальником вагонного
участка или пассажирского вагонного депо.
Специальную санитарную обработку проводят работники дез-
пункта на определенных путях или пунктах соответствующими
препаратами (обычно синильной кислотой). Во время цианизации
нельзя выполнять какие-либо работы на вагонах, а также около
них. Каждый вагон перед цианизацией работники дезпункта
осматривают и герметизируют. Герметизацию осуществляют путем
проклейки всех щелей вагона.
После проведенной обработки и полной дегазации уборку внут-
ренних помещений вагона, ремонтные работы разрешается прово-
дить не ранее чем через 2 ч, после дезинфекционной обработки —
через 30 мин.
Дератизация вагонов назначается с целью истребления грызу-
нов в пассажирских вагонах.
Принимает пассажирские составы, подготовленные для отправ-
ления в рейс, начальник ПТО или старший мастер пункта. Все
ремонтные и экипировочные работы, выполненные во время подго-
товки, осмотрщики вагонов отмечают в журналах установленной
формы. Проверенный и окончательно сформированный состав
предъявляют начальнику поезда. Этот же состав не менее чем за
2 ч до посадки пассажиров принимает постоянно действующая ко-
миссия в составе сменного мастера ПТО или дежурного помощни-
ка начальника вагонного депо (вагонного участка) по
эксплуатации и представителей санитарно-контрольного пункта
санитарно-эпидемиологической станции (СЭС), пожарного надзо-
ра и пассажирского отдела отделения дороги. В работе комиссии
принимают участие начальник поезда, отправляющегося в рейс, и
поездной электромеханик. При приемке состава проверяют сани-
тарно-техническое состояние вагонов и качество наружной и внут-
ренней уборки. Если при этом выявляются неисправности, то их
немедленно устраняет ремонтно-экипировочная бригада. Окончив
приемку, начальник поезда расписывается в книге готовности сос-
тавов ПТО, а в его рейсовом журнале ставят подписи лица, сдаю-
щие обработанный состав.
Затем пассажирский состав выводится на путь отправления
для посадки пассажиров и при его движении контролируют ис-
правность ходовых частей и креплений подвагонного оборудова-
ния. После прицепки локомотива выполняют полное опробование
тормозов с выдачей справки формы ВУ-45 машинисту.
117
В составах, оборудованных электроотоплением, после прицепки
локомотива один из специально обученных работников ПТО в при-
сутствии начальника поезда или поездного электромеханика и
машиниста локомотива (при обесточенных цепях и опущенных то-
коприемниках) соединяет высоковольтную подвагонную магист-
раль с локомотивом.
О готовности состава следовать в рейс мастер или старший
осмотрщик ПТО расписываются в книге предъявлений, находя-
щейся у дежурного по станции (станционного диспетчера).
Общее время на осмотр, текущий ремонт и экипировку составов
в пунктах формирования и оборота регламентируется в зависимос-
ти от категории поезда и дальности рейса. Это время не должно
превышать 10 ч для международных поездов и 8 ч для поездов
дальнего следования.
VI.4. Сетевые графики при подготовке
пассажирских составов в рейс
Основными документами для оперативного руководства и конт-
роля за ходом при подготовке пассажирских составов на ПТО
станций формирования и оборота являются сетевые графики ос-
мотра, текущего ремонта и экипировки составов и графики про-
хождения их по путям ремонтно-экипировочного парка или пасса-
жирской технической станции.
Из ручных методов (графический, табличный, матричный), ис-
пользуемых при расчете сетей небольшой сложности с числом
событий 120—150, лучшим является четырехсекторный график,
который рекомендуется применять при подготовке составов в рейс.
При этом методе расчет ведут непосредственно на графике в три
этапа, а получаемые данные заносят в определенные места графи-
ческих изображений событий следующим образом: в левый сек-
тор— ранний срок свершения события, в правый — поздний его
срок, в верхний — полный резерв времени и в нижний — порядко-
вый номер события.
На первом этапе сетевого графика от исходного до завершаю-
щего события (окончания всех работ) рассчитывают ранний срок
свершения события (раннее окончание работ). Этот срок для ис-
ходного события будет равен нулю. Расчет других сроков событий
следует начинать с события, для которого ранний срок равен про-
должительности выполнения работы. Затем продолжают расчет до
события, к которому сходятся два и более путей, и переходят к
расчету параметров графика на других путях сети, ведущих к дан-
ному событию.
Ранний срок свершения событий принимают по наибольшему
пути, т, е. по наибольшему объему работ, сходящихся у этого со-
бытия. Расчет ведут до завершающего события.
118
На втором этапе проходят от завершающего события к исход-
ному, перенося значение левого сектора в правый, так как для
завершающего события поздний срок свершения события равен
раннему. Затем производят расчет последовательно по всем распо-
ложенным на пути работам до события, на котором расходятся
два и более путей, после чего рассчитывают параметры по другим
путям, идущим от этого события. Значение позднего срока для та-
кого события принимают равным наименьшему объему работ сре-
ди работ, расходящихся от этого события. В таком порядке вы-
полняют расчеты до исходного события.
На третьем этапе рассчитывают полный резерв времени и уста-
навливают критический путь, который пройдет по событиям, имею-
щим нулевой резерв времени. Затем рассчитывают резервы време-
ни для некритических путей.
Примерный сетевой четырхсекторный график подготовки в рейс
пассажирского состава дальнего следования с простоем, равным
8 ч, изображен на рис. VI.2. На этом графике критический путь
обозначен утолщенной линией.
Информация о выполнении отдельных операций технологиче-
ского процесса обработки составов собирается вагонным диспетче-
ром (оператором) по двусторонней громкооповестительной связи.
На рабочем месте оборудованы световое табло и пульт управле-
ния. Пульт управления — это панель, на которой вверху по
горизонтали нанесены номера составов поездов, время готовности
их и место отстоя. По вертикали расположены наименования про-
цессов обработки каждого состава.
На столе вагонного диспетчера находятся также график про-
хождения составов по парковым путям, телефон, таблица схем
поездов, часы. Исполнение графиков контролируют по всем под-
разделениям вагонного депо, резерва проводников и КОП, участ-
вующих в подготовке составов в рейс. О их готовности вагонный
диспетчер немедленно сообщает по телефону маневровому диспет-
черу.
VI.5. Организация труда, планирование
и определение численности рабочих для экипировки
и текущего безотцепочного ремонта пассажирских вагонов
Организация труда в пунктах формирования и оборота пасса-
жирских поездов предусматривает четкое распределение обязан-
ностей между работниками ПТО, соблюдение последовательности
и максимального совмещения операций по осмотру, ремонту и эки-
пировке вагонов.
Режим и планирование работы РЭД и ремонтно-экипировочных
парков принимаются в зависимости от графиков прибытия пасса-
жирских поездов и оборота экипируемых составов на данной тех-
120
10 11 12 13 /4 15 16 17 16 10 20 21 22 23 24
Рис. VI.3. График прохождения составов по путям технической станции
нической станции. Как правило, крупные РЭД работают круглосу-
точно, а отдельные их подразделения могут работать и в две
смены в зависимости от конкретных условий. Простой составов под
операциями осмотра, текущего ремонта и экипировки обычно не
превышает 2—3 ч.
Количество путей в ремонтно-экипировочном парке определяют
по графику прохождения пассажирских составов по путям техни-
ческой станции, приведенному на рис. VI.3. Количество горизон-
тальных линий на графике показывает потребность в путях экипи-
ровки и ремонта.
Явочную численность производственных рабочих в экипировоч-
ных бригадах пунктов формирования пассажирских составов под-
считывают по трудоемкости работ на один расчетный состав
пассажирского поезда дальнего следования. Под расчетным соста-
вом понимается: для главных пассажиронапряженных направле-
ний состав в 24 вагона, для остальных — 18 вагонов.
Тогда явочная численность рабочих экипировочных бригад мо-
жет быть подсчитана по формуле
(//баг+^почт+ярест^Рест+^св^св+ЯкУп+^куп+^нек^нек) ^сост_,
^ЯВ.Эк—_______________________________________________________rf. ' V1-4
ФНРАВ
где Преет — среднее количество вагонов-ресторанов в составе; пев — то же
вагонов типа СВ или мягких; пкуп — то же жестких купейных вагонов; пвек —
то же некупейных вагонов; //баг — средняя трудоемкость работ экипировщиков
на одном багажном вагоне 1,7 чел.-ч; //почт — то же на одном почтовом вагоне
2,4 чел.-ч; //реет — то же на одном вагоне-ресторане 4,3 чел.-ч; НСв — средняя
трудоемкость работ экипировщиков на одном вагоне типа СВ или мягком с
учетом охраны и отопления до сдачи проводникам 8,4 чел.-ч; //куп — то же на
одном жестком купейном вагоне 7,6 чел.-ч; Няек — то же на одном жестком
некупейном вагоне 6,8 чел.-ч; VCOct — среднегодовое количество экипируемых
пассажирских составов; Фяр — номинальный годовой фонд времени одного ра-
бочего-экипировщика, ч (Ф = 2077 ч); kB — коэффициент, учитывающий выпол-
нение планируемых норм (kB= 1,114-1,12).
Потребная явочная численность рабочих, занятых на текущем
безотцепочном ремонте, определяется по формуле
//г.СОС^СОС ,VJ
^яв.тех — -
ФнР^в
где Vr.eoc — среднегодовое количество обрабатываемых пассажирских составов;
//сос — трудоемкость обработки одного расчетного состава, чел.-ч на пассажир-
ский состав (для ПТО пунктов оборота 18—20 чел.-ч).
Полученное по расчету количество рабочих по текущему безот-
цепочному ремонту пассажирских составов распределяется в про-
центном отношении следующим образом:
Слесари по ходовым и наружным частям ку-
зовов вагонов и ударно-упряжным при-
борам ................................. 20
» по автотормозам............................ Ю
122
Слесари по внутреннему оборудованию вагонов 8
» по отоплению и водоснабжению . 8
» я обойщики ....................... 4
Электрослесари по электрооборудованию и
освещению ...................................... 14
Электрослесари по радиооборудованию и аппа-
ратуре ..................................... 8
Электрослесари по вентиляционным устройст-
ствам и установкам кондиционирования воздуха 12
Электрослесари по холодильным установкам и
оборудованию .................................... Ю
Аккумуляторщики................................. 6
Всего............................. 100%.
Руководство осмотром, текущим ремонтом и экипировкой пас-
сажирских составов осуществляют заместитель начальника депо
по эксплуатации и старший мастер ПТО станции формирования
или оборота, которые отвечают за своевременную и качественную
подготовку составов в рейс.
VI.6. Единая техническая ревизия
и техническое обслуживание пассажирских вагонов
перед началом летних и зимних перевозок
В пунктах формирования выполняют единую техническую реви-
зию (ЕТР) пассажирских вагонов через каждые 6 мес их работы.
Эта ревизия предназначена для поддержания вагонов в исправном
санитарно-техническом состоянии в период между плановыми ре-
монтами. Ревизию осуществляют на специально выделенных путях
или в вагонных депо. На все вагоны, проходящие ревизию, выда-
ются уведомления формы ВУ-23.
Ревизии подлежат все наружные части и внутреннее устройст-
во пассажирских вагонов. Особое внимание уделяют тележкам,
колесным парам, буксовому узлу и тормозам. Тележки с гидрав-
лическими гасителями колебаний, датчиками противогазных регу-
ляторов и скоростных регуляторов нажатия тормозных колодок
осматривают и направляют для проверки и ремонта в тележечно-
колесные отделения вагонных депо, при этом термодатчики отклю-
чают в разветвительных коробках и демонтируют из букс.
В колесных парах, подкатываемых под тележки после ревизии,
не разрешается оставлять на поверхности катания ползуны (вы-
боины), а прокат по кругу катания не должен превышать 7 мм у
вагонов дальнего и местного сообщения. В поездах дальнего сле-
дования, следующих до пункта оборота более 5000 км, прокат бо-
лее 5 мм не допускается.
Вагоны, прошедшие единую техническую ревизию, принимает
приемщик вагонов по предъявлении заместителя начальника депо
по эксплуатации или мастера депо. О производстве технической
123
ревизии ставят трафарет на торцовых стенах вагона под трафаре-
том периодического ремонта, например, ЕТР 21.05.84, ВЧД 5 БЕЛ.
Номера этих вагонов заносят в книгу номерного учета наличия и
ремонта неисправных вагонов пассажирского парка (форма
ВУ-30).
Единую техническую ревизию пассажирских вагонов выполня-
ют комплексные бригады, состав которых устанавливается дейст-
вующими «Технически обоснованными нормами времени
на единую техническую ревизию пассажирских цельнометалличе-
ских вагонов». Кроме единой технической ревизии, пассажирские
вагоны проходят зимнее и летнее техническое обслуживание
(ТО-2). Для вагонов, следуемых в районы с низкими температу-
рами воздуха, зимнее ТО-2 должно заканчиваться не позднее
1 октября, а остальных—15 октября. Летнее техническое обслужи-
вание (ТО-2) должно быть выполнено до 15 мая.
При производстве зимнего ТО-2 особое внимание обращают на
состояние окон, дверей, внутренних рам окон и форточек. Оконные
стекла протирают, а рамы окон уплотняют. Также проверяют и
утепляют боковые, выходные и торцовые двери для входа из там-
бура в вагон, а система отопления сдается проводникам в исправ-
ном действующем состоянии. Производят проверку систем горяче-
го и холодного водоснабжения и туалетов. Все вентили и краны
этой системы проверяют в действии. Устанавливают на зимний
режим систему вентиляции и т. д.
При летнем ТО-2 особое внимание уделяют состоянию внутрен-
него оборудования, окон, дверей, систем водоснабжения и вентиля-
ции. С окон удаляют уплотнения, установленные при зимнем
ТО-2, окна открывают, очищают, проверяют исправность механиз-
ма подъема опускных окон и подъемных форточек. Проверяют
также работу всех дверей вагона. Системы водоснабжения очища-
ют и обязательно промывают водой под давлением 0,20—0,25 МПа.
Систему вентиляции переводят на летний режим. Фильтры с
вагона снимают и заменяют другими, пропитанными маслом. Не-
зависимо от срока последнего планового ремонта систему вентиля-
ции продувают сжатым воздухом.
Принимает вагоны, прошедшие зимнее и летнее ТО-2, комиссия
под председательством НОДВ в составе представителей вагонного
депо и вагонного участка с привлечением работников реви-
зорского аппарата, военизированной охраны и СЭС.
Для выполнения работ по зимнему и летнему ТО-2 выделяют
специализированную комплексную бригаду, а о производстве этих
видов технического обслуживания на торцовой стене вагона ставят
трафарет.
3.0.15.09.85 Л.0.13.04.85
ВЧД-1 МСК ВЧД-1 мск
124
VI.7. Организация текущего отцепочного ремонта
пассажирских вагонов
Основной причиной поступления пассажирских вагонов в теку-
щий отцепочный ремонт в пунктах их приписки является предель-
ный прокат колесных пар по кругу катания. Учитывая, однако, что
на практике имеют место отцепки вагонов и по другим неисправ-
ностям (ползуны на поверхности катания колесных пар, неисправ-
ности роликовых букс, поглощающих аппаратов автосцепки и
т. д.), составляющие по данным исследований 16—22% числа
отцепок по предельному прокату, можно определить примерное
ежесуточное количество отцепок пассажирских вагонов для задан-
ного пункта по следующей формуле;
ЛотЦ —'
N инв^£пасс%еисп
365/пробФ<
(VI.3)
где Nana — инвентарный парк цельнометаллических пассажирских вагонов,
приписанных к вагонному депо; 2(пасс — среднегодовой пробег в поездах одно-
го пассажирского цельнометаллического вагона, км (180 000—210 000 км);
Кнеисп — коэффициент, учитывающий увеличение количества отцепок по не-
исправностям, не связанным с равномерным прокатом колесных пар по кругу
катания; кНеисп= 1,164-1,22; (Проб — среднесетевой пробег вагона, км, на 1 мм
проката (по данным ВНИИЖТа МПС составляет от 25 000 до 40 000 км на
I мм проката); vK — расчетный остаточный размер толщины обода колеса по
кругу катания до предельного проката, мм, ориентировочно; vK = 1,54-2,5 мм.
Текущий отцепочный ремонт пассажирских вагонов в пунктах
приписки (формирования) организуют на специально выделенных
путях или на путях специализированного ремонтного пункта. При
этом все вагоны, подаваемые на эти пути, как правило, должны
быть отремонтированы за время простоя своих составов на техни-
ческой станции с тем, чтобы после ремонта могли быть включены
в те же составы. Для обеспечения этой задачи выделяют два пути,
оснащенные следующим оборудованием: козловым или мостовым
краном грузоподъемностью 30 т, стационарными и передвижными
домкратами грузоподъемностью 30 т, балансировочным стендом
для редукторных колесных пар, прессом для сжатия эллиптиче-
ских’ рессор, подключательными электроколонками на 50 и
220/380 В, воздухораздаточными колонками, электросварочной ли-
нией с постами для сварочных работ, стеллажами с запасными
частями, запасом годных и неисправных колесных пар, выкатывае-
мых из-под вагонов. В пунктах ремонта предусматривают неболь-
шие мастерские с отделениями столярным, слесарным и малярным,
инструментально-раздаточной, помещением для лудильных и кро-
вельных работ и компрессорную.
Текущий отцепочный ремонт выполняет специальная комплекс-
ная бригада, явочная численность которой определяется по форму-
ле, аналогичной (VI.2).
125
Каждый вагон, вышедший из текущего отцепочного ремонта,
принимает начальник, заместитель начальника или страший мас-
тер ПТО.
Выпуск пассажирского вагона из ремонта оформляют уведом-
лением формы ВУ-36 и записью в книге учета вагонов.
VI.8. Охрана труда и меры пожарной безопасности
при техническом обслуживании пассажирских вагонов
При производстве ремонтных работ на пассажирских составах
или в отдельно стоящих вагонах в парках станций должны выпол-
няться в полной мере все требования правил по охране труда и
промсанитарии, предусмотренные соответствующими инструкция-
ми. Вагоны, поданные на специально выделенные пути или на
ремонтные пункты для текущего отцепочного ремонта, ограждают
с обеих сторон красными сигналами, устанавливаемыми на рас-
стоянии 50 м, и спаренными башмаками на расстоянии 25 м от
вагона, на котором производят работы, связанные с его подъемкой.
При устранении неисправностей автосцепки в составах вагоны
раздвигают не менее чем на 5 м, при этом со стороны междува-
гонного разрыва под колесные пары подкладывают тормозные
башмаки, которые могут быть убраны только по указанию лица,
ответственного за производство работ. Подключают цельнометалли-
ческие вагоны к питающим высоковольтным колонкам для элект-
рообогрева в соответствии с инструкцией по обслуживанию устано-
вок электроотопления пассажирских вагонов.
Подачу состава в РЭД и уборку их производят только по сиг-
налам, подаваемым с пульта управления диспетчером депо. Перед
въездом в депо у выходных ворот устанавливают двузначные све-
тофоры с красным и лунно-белым светом. Места переходов и пе-
реездов железнодорожных путей на территории и внутри РЭД
ограждают и дополняют автоматически включающимися звуковы-
ми сигналами. Правила передвижения транспортных средств на
междупутьях ремонтно-экипировочных парков регламентированы
в специальных инструкциях.
Особое внимание уделяют выполнению правил по охране труда
при осмотре, ремонте и зарядке аккумуляторных батарей.
Освещение путей ремонтно-экипировочных парков и РЭД
должно гарантировать безопасную работу в любое время суток.
Для обеспечения пожарной безопасности запрещается отправ-
лять в рейс пассажирские вагоны с неисправным электрооборудо-
ванием, отоплением и с неисправными или не полностью укомплек-
тованными средствами тушения пожаров.
При осмотре электроооборудования вагонов особое внимание
обращают на чистоту электрощитов и размещенных на них прибо-
126
ров и автоматов, а также на прочность затяжки гаек соединений
выводов.
Замыкание системы электрооборудования на корпус вагона —
одна из возможных причин пожара. Проверяют его по сигнальным
лампам, установленным на щите. Контролируют также электриче-
ские предохранители в соответствии с нормами их срабатывания.
Использовать нетиповые и некалиброванные предохранители зап-
рещается.
Наряду с проверкой электрооборудования особое внимание
уделяют контролю наличия воды в котле (в отопительный сезон).
Поездные бригады обязаны точно выполнять требования инс-
трукций и памятки по обслуживанию электрооборудования и ме-
рам пожарной безопасности.
VL9. Обслуживание пассажирских, скоростных, фирменных
и туристских поездов в пути следования
Важнейшей задачей организации обслуживания пассажирских
поездов в пути следования является обеспечение безопасности
движения и создание удобств для пассажиров при их обслужива-
нии.
Все поезда: международные и скоростные независимо от време-
ни нахождения в пути, а также скорые и пассажирские при следо-
вании в один конец в течение двух и более суток обслуживают
поездные бригады в составе начальника поезда, поездного элект-
ромеханика и проводников из расчета два проводника на один
вагон. Эти же поезда при следовании в один конец от 18 ч до двух
суток имеют по три проводника на каждые два вагона. Местные
поезда при нахождении в пути в один конец свыше 7 ч сопровож-
даются также начальниками поездов, а число проводников опре-
деляется из расчета три проводника на каждые два вагона
поезда. Хвостовые вагоны поездов всех категорий, имеющих время
нахождения в пути в один конец не менее 7 ч, обслуживают два
проводника каждый.
Вагоны, направлямые в капитальный ремонт на вагоноремонт- ,
ные заводы и выходящие из ремонта, сопровождают два провод-
ника на каждые пять вагонов. Служебные, врачебные, санитарные
и другие вагоны специального назначения обслуживают два про-
водника.
В обязанности начальника поезда входит: обеспечение установ-
ленного порядка в поезде как в пути следования, так и на оста-
новках при посадке и высадке пассажиров, руководство бригадами
проводников, содержание и обслуживание поездного радиопункта,
контроль и наблюдение за правильным размещением в поезде
пассажиров, ведение учета населенности поезда, своевременная
127
информация станций о наличии свободных мест, осведомление
пассажиров об остановочных пунктах и времени стоянки поезда и
др. Основной обязанностью поездного электромеханика является
обеспечение бесперебойной работы приборов электрического осве-
щения, принудительной вентиляции и кондиционирования воздуха
в вагонах, оборудованных такими установками.
В пути проводники следят за исправным состоянием вагонов и
особенно тормозов и роликовых букс, содержат вагоны в должной
чистоте и порядке, обеспечивают нормальную температуру воздуха
и своевременно производят вентилирование воздуха, внимательно
и заботливо обслуживают пассажиров, создают им удобные усло-
вия проезда и организуют безопасную посадку и высадку их. В
пунктах оборота обеспечивают охрану вагонов, подготовленных к
обратному рейсу.
При появлении в пути следования неисправностей вагонов, тре-
бующих укрупненного ремонта, начальник поезда по селектору или
телеграммой извещает об этом ближайший ПТО с указанием мес-
та нахождения неисправного вагона в поезде, характера ремонта
и типа детали, которую необходимо отремонтировать или заме-
нить.
На ПТО промежуточных станций вагоны с неисправностями,
устранение которых требует подъемки кузова, подают на специа-
лизированные пути, расположенные рядом с приемо-отправочными
путями станции. Эти пути оборудуют стационарными электродом-
кратами грузоподъемностью 30 т, электрокранами для подачи и
уборки колесных пар, разборки и сборки тележек и транспорти-
ровки тяжелых деталей, воздухопроводами и электросварочными
линиями, электрическими колонками для подключения механизи-
рованного инструмента и приспособлений, переносными приборами
для проверки действия электропневматических тормозов. На путях
ПТО создают неснижаемый запас исправных колесных пар с ро-
ликовыми буксами, редукторами и другими приспособлениями и
устройствами, их оборудуют стеллажами с запасными частями,
бетонированными или асфальтированными площадками и установ-
ками для электрического освещения. Для устранения неисправно-
стей, связанных с подачей вагонов на специализированные пути,
разрабатывают графики технологического процесса, позволяющие
обеспечить рациональную последовательность и максимальную
параллельность выполнения работ.
Особое внимание уделяют организации обеспечения безопас-
ности движения скоростных поездов, следующих без остановки на
большие расстояния (300 км и более).
При скоростном движении происходит повышенный износ де-
талей и отдельных узлов подвижного состава. Поэтому поезда
подвергают дополнительному профилактическому осмотру и ремон-
ту, при котором обязательно осуществляют подъемку кузовов
128
вагонов с выкаткой тележек и колесных пар, проверку электрообо-
рудования, букс и тормозов, электрической цепи электроснабжения
и рычажной передачи. Этот вид осмотра и ремонта выполняют в
сроки, устанавливаемые в зависимости от категории скоростного
поезда. Тщательно проверяют состояние ходовых частей, между-
вагонные соединения электропневматических тормозов, крепление
тормозных колодок, сигнализаторы отпуска тормозов, приборы
контроля за состоянием букс, электропроводку, принудительную
вентиляцию и т. д. .
Техническое состояние вагонов на промежуточных станциях
контролируют при движении скоростного поезда. В ночное время
ходовые части освещают прожекторами. Производят двойной конт-
роль за отпуском тормозов (на локомотиве и в вагоне). Одновре-
менно проводники наблюдают за показаниями приборов, установ-
ленных в их служебных помещениях и контролирующих действие
тормозов, букс, принудительной вентиляции, работающей непре-
рывно.
На сети железных дорог находят все большее применение ско-
ростные длинносоставные пассажирские поезда, применение кото-
рых является целесообразным мероприятием, особенно в летний
период.
За последние годы на железных дорогах появились фирменные
пассажирские поезда, отличающиеся от обычных повышенным
комфортом и эстетическим внешним видом. Широкое распростра-
нение получили туристско-экскурсионные поезда, поезда «Здо-
ровья», «Выходного дня», «Лыжные», «Грибные» и т. д.
Для следования туристско-экскурсионных поездов разработаны
специальные маршруты (по городам-героям, к озеру Байкал, на
БАМ, по Кавказу, Крыму и др.). Составы таких поездов формиру-
ются преимущественно из пассажирских вагонов последних лет
постройки. На станциях, где установлены стоянки поездов для про-
ведения экскурсий, составы туристско-экскурсионных поездов вы-
ставляются на специально отведенные пути, на которых преду-
смотрены устройства для заправки вагонов питьевой водой и
топливом, снабжения вагонов-ресторанов продуктами питания для
туристов, подзарядки аккумуляторных батарей, подключения хо-
лодильных установок вагонов-ресторанов к подзарядным агрегатам
II др.
VI.10. Режимы работы и отдыха работников поездных бригад.
Определение потребности в проводниках
Организацией труда, отдыха и планированием работы поездных
бригад занимаются резервы проводников, которые непосредствен-
но руководят работой начальников поездов, поездных, электромон-
5 Зак. 378
129
теров и проводников вагонов, инструктируют по техническому обу-
чению и организуют учет и контроль качества их работы.
Резервы проводников разрабатывают конкретные графики ра-
боты и отдыха проводников и согласовывают их с местными проф-
союзными комитетами. При разработке графиков учитывают кате-
горию поездов, нормы обслуживания вагонов проводниками, время
на приемку и сдачу вагонов проводниками в пунктах формирова-
ния и в пунктах оборота, а также время работы и отдыха провод-
ников в пути следования. Нормируемое рабочее время проводников
в пунктах формирования и оборота, при наличии экипировоч-
ных бригад, складывается из времени на получение маршрута,
инструктаж, проход от резерва к вагону, приемку внутреннего
оборудования и съемного инвентаря, навешивание номера вагона,
маршрутных досок посадки пассажиров и др. Продолжительность
устанавливаемой графиком непрерывной работы проводников в
пунктах формирования, оборота и в пути следования не должна
превышать 12 ч в сутки.
Фактическое рабочее время учитывается по маршрутам. Время
работы каждого проводника в пути следования при обслуживании
вагона двумя проводниками принимается равным половине време-
ни нахождения поезда в пути следования (туда и обратно), при
обслуживании вагона одним проводником ему засчитывается в ра-
боту все время нахождения поезда в пути следования и при обслу-
живании трех вагонов двумя проводниками соответственно % это-
го времени.
Общий отдых проводников вагонов складывается из посуточно-
го и еженедельного. Посуточный отдых должен составлять удвоен-
ное число часов работы за вычетом отдыха в пути следования.
Еженедельный отдых учитывает выходные и праздничные дни. За
работу в праздничные дни предоставляется отдых в размере 24 ч,
если работа за эти дни не была оплачена в двойном размере.
Продолжительнрсть отдыха поездных бригад
'отд = КотдТ'раб >
где котд — коэффициент отдыха; Трав — рабочее время бригады, предшествую-
щее отдыху.
Коэффициент отдыха подсчитывается делением нормы часов
отдыха за рабочие часы недели на недельную норму рабочего вре-
мени (41 ч).
При шестидневной рабочей неделе котд= (6-24 —41) :41 =2,51.
При пятидневной рабочей неделе с двумя выходными днями
КотД= (5-24-41) :41 = 1,92.
В период массовых пассажирских перевозок (июнь — сентябрь)
допускается особый режим работы и отдыха, когда работникам
поездных бригад предоставляется по месту постоянной работы от-
дых в размере 50% причитающегося по норме, но не менее 2 сут.
130
По окончании таких перевозок недоиспользованное время компен-
сируют предоставлением отпуска с выплатой за это время установ-
ленной тарифной ставки.
Работу поездных бригад планируют на основании действующе-
го графика движения поездов, утвержденной продолжительности
непрерывной работы и предоставления еженедельных дней отдыха
с обязательным выполнением месячной нормы рабочих часов.
Потребное количество бригад проводников определяют анали-
тическим и графическим способами.
При аналитическом способе в основу расчета принимают общее
время, затрачиваемое на одну пару поездов ТОбщ, которое склады-
вается из времени работы Траб и времени отдыха Тотд:
т общ = Ураб Тотд = У Раб + Л'отД У Раб — Т раб ( 1 4" котд) •
В свою очередь время работы определится из уравнения
Ураб = ^пр.ф+ ^ПОС-ф+ ^сД Ф + ^выс.ф~Нвыс.об + Gioc-об + ^Пр-об *Н1 + ^2 > (VI.4)
где /пр.ф-Нпос.ф-Нсд.ф-Нвыс.ф — нормированное время на приемку вагона,
посадку пассажиров, сдачу вагона и высадку пассажиров в пункте формирова-
ния, ч; /выс.об+^пос.об+^р.об — нормированное время на высадку, посадку
пассажиров и приемку вагона, подготовленного экипировочной бригадой в пункте
оборота, ч; ty и t2 — время следования поезда в прямом и обратном направле-
ниях, ч; t\ '=lp/vM и Z2 = Zp/uM, Zp — длина рейса поезда в один конец, км;
гм; пм — маршрутные скорости движения поезда в прямом и обратном
направлениях, км/ч.
Если обозначить через (ф ==: (пр.ф ф- (пос.ф ^сд.ф ’И ^выс.ф
общее время обслуживания состава в пункте формирования, ч, а
через to6 =
^выс.об Ч- ^пос.об + (пр.об — то же в пункте оборота, ч, то
полное время, потребное на обслуживание одной пары поездов с
учетом отдыха, сут, будет
Уобщ= 24 Т~ (^ф+^+^об+G)-
или
Уобщ= 24 ТД (^ф+^р/^м “Ноб+Ф/^м)’ (VI.5)
а потребное количество бригад проводников
Упр ‘ УобЩ^пасс» ( V1.6 )
где тпасс — количество пар пассажирских поездов данной категории.
Явочная численность проводников на одну пару поездов
^яв.пр ~ УпрИобс^Обс - , (VI.7)
где «обе — количество вагонов в поезде без учета хвостового вагона; кОбс —
коэффициент обслуживания одного вагона проводниками; 2 — число проводни-
ков, обслуживающих хвостовой вагон поезда.
5*
131
Рис. VI.4. График обслуживания пассажирских поездов сменными бригадами
проводников
Списочная потребность в проводниках подсчитывается путем
умножения /?яв.пР на коэффициент замещения к3, 7?сп.пр=/?яв.прк3.
При графическом способе определения потребного количества
поездных бригад и проводников вагонов основными документами
являются графики работы и отдыха бригад, расписание движения
пассажирских поездов и принятый способ их обслуживания.
Существуют два способа обслуживания пассажирских поездов:
постоянно закрепленными за определенными составами поездов
бригадами проводников и неприкрепленными (сменными) брига-
дами, работающими по скользящему графику. Прикрепление бри-
гад за определенными составами создает лучшие условия для
обслуживания и сохранения вагонов в исправном состоянии.
Однако при этом способе, как правило, трудно регулировать
месячную норму выработки прикрепленными бригадами вследст-
вие того, что им приходится ожидать (после установленного отды-
ха) в пунктах формирования прикрепленные составы. Использо-
вать их в этот период трудно и нерационально, так как это обус-
ловливает лишнюю потребность в проводниках.
При обслуживании пассажирских поездов сменными (неприк-
репленными) бригадами достигается полное использование рабоче-
го времени проводников, уменьшается потребность в них и более
правильно организуется отдых в пунктах местожительства. Опыт
резервов проводников Южной, Северо-Кавказской, Московской и
других дорог показывает, что при обслуживании сменными брига-
дами содержание вагонов в эксплуатации не ухудшается.
132
Примерный график обслуживания поездов сменными бригада-
ми приведен на рис. VI.4. Из графика следует, что обслуживание
шести поездов дальнего следования при ежедневном отправлении
осуществляется 11 сменными бригадами вместо 12 при прикрепле-
нии двух бригад к одному составу.
Vl.11. Устройства вагонного хозяйства
на пассажирских технических станциях
Основным назначением пассажирских технических станций яв-
ляется комплексная и своевременная подготовка пассажирских
составов в рейс. На этих станциях предусматриваются пути: при-
ема, ремонтно-экипировочные, отправления, отстоя пригородных
составов, вытяжные, соединительные, ходовые, для резервных и
неисправных вагонов, требующих отцепочного ремонта и единой
технической ревизии, для газовой обработки вагонов, для обслу-
живания вагонных депо, складов топлива и др. На станциях име-
ются также специализированные пути для стоянки почтовых, ба-
гажных и вагонов-ресторанов.
Пути приема предназначены для очистки, предварительного
технического и санитарного осмотров, переформирования пасса-
жирских составов и выявления вагонов, требующих отцепочного
ремонта и ревизии. При отсутствии ремонтно-экипировочных депо
на путях приема производится также санитарная обработка соста-
вов влажным способом и частичная экипировка. На ремонтно-эки-
пировочных путях и выполняют безотцепочный ремонт и эки-
пировку вагонов.
Устройства вагонного хозяйства на пассажирских технических
станциях имеют большой удельный вес. В их состав входят: ре-
монтно-экипировочные и вагоноремонтные депо, контрольные пунк-
ты автотормозов (АКП), пункты технического обслуживания
(ПТО), вагономоечные машины, специальные мастерские для те-
кущего отцепочного ремонта, обустройства КОП и резерва провод-
ников, системы электро- и воздуховодоснабжения и т. д.
В зависимости от размеров и характера работы пассажирские
технические станции делятся на однопарковые, в которых РЭД
отсутствуют и пассажирские составы обрабатывают на общих пу-
тях, и многопарковые, в которых имеются все обустройства и
парки.
На многопарковых станциях наиболее часто применяют две
схемы, различающиеся взаимным расположением ремонтно-экипи-
ровочных устройств по отношению к приемо-отправочным пар-
кам: схема станции с ремонтно-экипировочными устройствами,
размещаемыми последовательно к паркам приема и отправления
(рис. VI.5,а); схема станции с парком отправления, расположен-
133
Рис. VI.5. Схемы миогопарковых пассажирских технических станций:
1 — парк отправления; 2 — парк местных, пригородных составов и резервных вагонов;
3 — вагонное депо; 4 — ремонтно-экипировочное депо; 5 — парк приема; 6 — вагономоеч-
ная машина
ным последовательно к ремонтно-экипировочным устройствам и
парку приема составов дальних поездов (рис. VI.5,б).
Междупутья парков на этих станциях имеют ширину: пути при-
ема — 7500'—5300 мм поочередно, парк стоянки готовых соста-
вов— 5300 мм, ремонтно-экипировочный парк — 8000 мм, пути те-
кущего отцепочного ремонта — 7000 мм, пути обмывки вагонов
стационарными моечными машинами — 7000 мм, передвижными
машинами — 7500 мм. Длина смотровых канав ремонтно-экипиро-
вочных путей при установке на путь восьми вагонов равна 108 м,
при установке 16 вагонов — 207 м и при 20 вагонов — 270 м.
Пассажирские технические станции средней мощности обраба-
тывают за сутки от пяти до 15 пассажирских составов, крупной —
свыше 15 составов.
Схема пассажирской технической станции с последовательным
размещением парков и ремонтно-экипировочных устройств, что
обеспечивает наилучшие условия для подготовки составов в рейс
и минимальные затраты на обслуживание устройств станции, по-
казана на рис. VI.6. Многопарковая пассажирская техническая
станция приведена на рис. VI.7. Она имеет ремонтно-экипировоч-
ное и вагонное депо, обслуживает несколько направлений и обес-
печивает обработку до 40 составов в сутки.
При выборе места расположения ремонтно-экипировочного и
вагонного депо следует учитывать необходимость сокращения ма-
невровых передвижений составов при подаче в ремонт и выпуске
их после ремонта и экипировки, а также поточность передвижения
134
Рис. VI.6. Схема пассажирской технической станции с последовательным распо-
ложением ремонтно-экипировочных устройств и парков:
1 — парк отправления; 2 — участок для зарядки аккумуляторов; 3 — прачечная; 4 — ва-
гономоечная машина; 5 — ремонтно-экипировочный парк; 6 — мастерские и служебно-быто-
вые помещения; 7 — смотровые канавы; 8 — парк отстоя резервных вагонов; 9 — база
снабжения вагонов-ресторанов; 10 — локомотивное хозяйство; 11 — ангар для дезинфекции
вагонов; 12 — вагоноремонтное депо; 13 — парк приема; 14 — парк отстоя локомотивов
составов, что достигается двусторонним примыканием депо к стан-
ционным паркам.
Число путей в ремонтно-экипировочном депо рассчитывают по
формуле
(VI.8)
где Nau — количество поездов, обрабатываемых в РЭД, в сутки; t3K — время
занятия РЭД одним составом, ч; Тж — установленная продолжительность рабо-
ты РЭД в течение суток.
Длину ремонтно-экипировочного депо определяют из расчета
постановки на один путь расчетного состава, состоящего из 16
цельнометаллических пассажирских вагонов, устройства трех попе-
речных проходов (два по концам и один в середине депо) и 10 м
на расцепку вагонов, т. е.
Гэк=пв/в+311+Ю, (VI.9)
Рис. VI.7. Схема многопарковой пассажирской технической станции:
1 _ ремонтно-экипировочное депо; 2 — ангар для дезинфекции вагонов; 3 — пути для
текущего отцепочного ремонта вагонов; 4 — парк приема; 5 — тупик для дезинфекции
вагонов; 6 — вагономоечная машина; 7 — база снабжения вагонов-ресторанов; 8 — уголь-
ный склад; 9 — парк отправления; 10 — вагонное депо; 11 — парк резервных вагонов
135
136
где п„ — количество вагонов в расчетном составе; /в — расчетная длина одного
цельнометаллического пассажирского вагона, м (для вновь строящихся депо
принимается равной 26 м); G — ширина поперечного прохода, равная 4 м;
10 — расстояние, принимаемое для расцепа состава, м.
На каждом ремонтном пути РЭД устраивают по две смотровые
канавы длиной 208 м каждая.
Учитывая, что длина современных пассажирских составов пре-
вышает 400 м, допускается постройка депр с постановкой половины
состава на один путь при условии, что число путей не должно быть
более четырех.
РЭД, длина которых превышает 400 м, позволяют разместить
в одном здании не только производственные и вспомогательные
подразделения, необходимые для ремонтно-экипировочного депо,
но и устройства для обслуживания вагонов-ресторанов и контор
обслуживания пассажиров (КОП). При таком размещении уст-
ройств сокращаются затраты на строительство и создается единый
технологический процесс выполнения предусмотренных экипиро-
вочных работ в одном месте с наименьшим простоем под опера-
циями ремонта и экипировки и без лишних маневровых передви-
жений состава, связанных с прицепкой и отцепкой вагонов-ресто-
ранов.
Ширина РЭД при двух ремонтно-экипировочных путях прини-
мается равной 18 м, при трех — 24 м и при четырех — 30 м. Высота
здания РЭД при выполнении текущего ремонта, связанного с
подъемкой вагонов и оборудованием его мостовым краном грузо-
подъемностью 10 т, принимается равной 10,8 м до низа KOHcypjgc-
ции перекрытия.
Ремонтно-экипировочные депо снабжают сжатым воздухом, хо-
лодной и горячей водой, электросварочной линией, а также элект-
роосвещением, канализацией и паропроводом.
План ремонтно-экипировочного депо на четыре пути с поста-
новкой состава на один путь показан на рис. VI.8.
VI. 12. Вагономоечные машины
Вагономоечные машины для наружной обмывки 20 и более пас-
сажирских составов целесообразно размещать вслед за парком
приема. Для пассажирских технических станций с небольшим объ-
емом работ моечные машины можно размещать и перед парком
приема, как это показано на рис. VI.5, а, б.
В зависимости от числа обмываемых в сутки составов устанав-
ливают тип вагономоечной машины. Для наружной обмывки трех-
четырех составов в сутки рекомендуется применять самоходные
моечные машины типа ПКТБ ЦТВР МПС, ВКО4 или портального
типа Донецкой дороги. При обмывке от пяти до 15 составов в сут-
ки применяют стационарные моечные машины типа ПКБ ЦП МПС
137
178 и при обмывке свыше 15 составов — типа ПКБ ЦП МПС 116.
Последние два типа машин приспособлены и для обмывки ходо-
вых частей вагонов.
Для станций, расположенных в центральных и северных райо-
нах страны, сезонное использование вагономоечных машин на от-
крытых площадках является экономически невыгодным, так как
в зимнее время при температуре наружного воздуха ниже —84-
----10 °C (граница быстрого обледенения) работа машин факти-
чески прекращается. Длительные перерывы в обмывке вагонов,
достигающие 5—6 мес в году, ухудшают использование вагонов
и не обеспечивают их санитарное состояние. Поэтому вагономоеч-
ные машины следует размещать в закрытых помещениях с обогре-
вом составов при входе и сушкой при выходе, что позволяет экс-
плуатировать машины в течение всего года.
На станциях, расположенных в районах, где продолжитель-
ность среднегодовых минусовых температур наружного воздуха
не превышает 2—3 мес, могут применяться вагономоечные маши-
ны на открытых площадках.
Самоходные вагономоечные машины можно применять только
в теплое время года и при наличии широких междупутий, а также
Рис. VI.9. Схема стационарной вагономоечной машины типа 116 М с автомати-
ческим управлением:
1,2 — фильтр и насосная установка соответственно для горячей воды; 3, 4 — фильтр и
насосная установка соответственно для теплой воды; 5 — термометр; 6 — насосная уста-
новка для подачи растворителя; 7 — трехходовой кран; 8 — реакторы растворителя; 9 —
фильтр для растворителя; 10 — манометр; 11, 12 — установки обмывки кузова и ходовых
частей; 13 — щетки для растирания растворителя; 14 — щетки для первичной обмывки
боковых стен вагонов; 15 — щетки для первичной обработки окон; 16 — механизм поворо-
та щеток; 17 — установка первичного ополаскивания кузова; 18 — то же для обмывки
кузова снизу; 19 — щетки для повторной обработки боковых стен; 20 — щетки для вто-
ричной обмывки окон; 21 ~ установка вторичного ополаскивания кузова
138
условий обеспечения сбора и удаления сточных вод по всей длине
ббмываемого состава. Однако производительность этих машин не-
высокая и качество обмывки по сравнению со стационарными низ-
кое, так как машины обмывают только наружные стены вагонов.
Стационарные моечные машины отечественного производства
типов 178М и 116М представляют собой комплекс агрегатов, авто-
матизирующий все трудоемкие процессы по обмывке крыш, тор-
цовых стен, переходных площадок, боковых стен и оконных стекол,
а также ходовых частей при помощи специальных устройств, рас-
положенных внизу по обе стороны пути.
Обмывка осуществляется при непрерывном передвижении сос-
тава со скоростью 0,6—0,8 км/ч, что позволяет производить обмыв-
ку двух составов в течение 1 ч. Расход воды на один состав сос-
тавляет 32,5 м3.
Длина здания для установки вагономоечных машин с помеще-
ниями обогрева и сушки составляет 144 м при ширине пролета 9 м
и высоте здания 6 м. Площадь вспомогательно-бытовых помеще-
ний 138 м2. Вагономоечную машину обслуживают 5 чел.
Схема стационарной вагономоечной машины типа 116М. приве-
дена на рис. VI.9.
Глава VII
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ АВТОТОРМОЗОВ,
БУКС И АВТОСЦЕПНЫХ УСТРОЙСТВ ВАГОНОВ
VII. 1. Организация технического обслуживания
автотормозов
Обслуживание и ремонт тормозного оборудования осуществля-
ют в вагонных депо, в пунктах формирования поездов, на стан-
циях, где имеются пункты технического обслуживания и подготов-
ки вагонов к перевозкам, а также в пунктах опробования тормозов
перед затяжными спусками в соответствии с Инструкцией по экс-
плуатации тормозов подвижного состава железных дорог и Техни-
ческими указаниями по оздоровительному ремонту тормозов гру-
зовых вагонов.
Тормоза пассажирских вагонов обслуживают в основном в
пунктах формирования составов, где устраняют все неисправности
автотормозов. Кроме того, на ПТО, размещаемых на крупных
станциях, где предусмотрена стоянка не менее 10 мин для смены
локомотива и других технических операций, а также в пунктах
оборота составов устраняют неисправности тормозов, появившиеся
в пути следования.
Текущий ремонт автотормозов выполняется двух видов: ТР-1
и ТР-2, как и для всего вагона в целом. При ТР-1 перед подачей
вагонов под погрузку восстанавливают работоспособность тормоз-
ного оборудования на специально выделенных путях или на пунк-
тах подготовки к перевозкам с отцепкой от состава, а также перед
включением пассажирских, почтово-багажных и специальных ва-
гонов в поезда.
Текущий ремонт ТР-2 предусматривает восстановление работо-
способности автотормозов в зависимости от их состояния. Этот
вид ремонта выполняют при каждом поступлении вагона в теку-
щий ремонт независимо от причины отцепки. При этом производят
те же работы, что и при ТР-1, с последующим испытанием авто-
тормоза.
Текущий ремонт тормозов пассажирских вагонов также выпол-
няют при каждом поступлении их в ремонт. При этом очищают,
осматривают и проверяют оборудование пневматической и элект-
рической частей тормоза. Снимают и заменяют только те части
тормоза, которые неисправны или повреждены.
При выполнении единой технической ревизии (ЕТР) пассажир-
ских вагонов, которая проводится через 6 мес после их постройки
или планового ремонта, тщательно проверяют состояние и дейст-
вие тормозного оборудования со снятием приборов с вагона. Сни-
140
!мают для осмотра и очистки пылеулавливающие сетки, а для
(продувки — пробки с запасных резервуаров. Тормозные цилиндры
осматривают, очищают и смазывают, для чего переднюю крышку
вместе с поршнем и пружиной снимают. Ручной тормоз проверяют
торможением, винт очищают от грязи, шарниры рычажной пере-
дачи смазывают осевым маслом. Неисправные и изношенные тор-
мозные колодки заменяют. Электрическую часть электропневма-
тического тормоза ремонтируют со снятием с вагона приборов и
соединительных рукавов.
При деповском ремонте грузовых и пассажирских вагонов сни-
мают и отправляют в контрольные пункты автотормозов (АКП)
воздухораспределители, концевые краны, соединительные рукава,
авторежимы, авторегуляторы, разобщительные краны и другую
арматуру.
При многогрупповом методе обслуживания вагона на ПТО спе-
циализированные группы осмотрщиков и слесарей по ремонту
тормозов должны обеспечить включение всех тормозов в составе,
соединение рукавов и открытие концевых кранов (кроме крана
хвостового вагона), правильность включения режимов воздухорас-
пределителей, проверить плотность тормозной сети состава, дейст-
вие автотормозов на чувствительность к торможению и отпуску,
правильность регулировки тормозной рычажной передачи и дейст-
вие автоматических регуляторов, а также выход штоков
тормозных цилиндров. При этом должна быть обеспечена установ-
ленная норма тормозного нажатия.
Основные работы по обеспечению исправности тормозного обо-
рудования вагонов заключаются в замене изношенных тормозных
колодок, неисправных воздухораспределителей и авторежимов,
тормозных башмаков, триангелей, воздухоподводящих труб, поста-
новке недостающих и замене нетиповых шайб и шплинтов, регули-
ровке рычажной передачи. При большом объеме работ вагоны
отцепляют и подают на специально выделенные пути, где имеется
необходимое оборудование.
После устранения выявленных неисправностей дальнейшее об-
служивание автотормозов производится в следующем порядке:
заряжают тормозную сеть состава сжатым воздухом, проверяют
соответствие режимов работы тормозов, опробовают автотормоза
от стационарных устройств, поддерживают установленное давле-
ние в тормозной магистрали до подхода поездного локомотива, оп-
робовают тормоза от локомотива с составлением справки о тормо-
зах формы ВУ-45 и вручением ее машинисту, проверяют исправ-
ность тормозного оборудования при отправлении поезда со
станции.
Установлены два вида опробования тормозов: полное и сокра-
щенное. При полном опробовании тормозов проверяют состояние
тормозной магистрали, плотность тормозной сети, действие тормо-
141
зов у всех вагонов, подсчитывают действительную силу нажати^
тормозных колодок в поезде и количество ручных тормозов. При
сокращенном опробовании исправное состояние тормозов прове-
ряют по действию тормоза хвостового вагона, подтверждающему
проход сжатого воздуха по всей магистрали.
Полное опробование электропневматических тормозов произво-
дится в пунктах формирования и оборота пассажирских поездов
от станционных устройств или локомотивов.
Опробование автотормозов в парках отправления сортировоч-
ных станций производится при помощи кранов машиниста или ус-
тановки ЦПА-1М.
Установка ЦПА-1М разработана на основе крана машиниста
№ 326 с дистанционным электрическим управлением. В связи с
увеличением длины и сокращением времени на обработку составов
установки ЦПА-1М не удовлетворяют предъявляемым требова-
ниям по опробованию тормозов грузовых составов. Они не обеспе-
чивают ускоренную зарядку состава давлением выше зарядного,
не имеют дистанционного управления для перехода на различное
зарядное давление в составе, имеют малый проход для сжатого
воздуха, не обеспечивающий зарядку составов большой длины.
Проектно-конструкторским бюро ЦВ МПС разработана уста-
новка для централизованного опробования автоматических тормо-
зов в грузовых составах (УСОТ), которая состоит из исполнитель-
ных пневматических блоков, электронных блоков управления,
блока питания и блока проверки плотности тормозной системы
состава. Исполнительный блок собран на основе реле давления
№ 404, имеющего более широкое проходное сечение по сравнению
с краном машиниста № 326 с двумя клапанами от-электровоздухо-
распределителя № 305 и стабилизатором от крана машиниста
№ 354, осуществляющими регулирование давления в управляющей
полости реле давления и уравнительном резервуаре объемом 20 л.
Электронный блок осуществляет управление процессами измене-
ния давления в уравнительном резервуаре и управляющей камере
реле давления. На панели управления электронного блока проис-
ходит индикация изменения давления в уравнительном резервуаре
и тормозной магистрали состава.
Блок проверки плотности тормозной системы состава состоит
из зарядного устройства и мерного резервуара. Поддержание уста-
новленного давления в мерном резервуаре и снижение давления в
нем на 0,05 МПа с индикацией времени снижения давления на
электронном секундомере при проверке плотности состава осуще-
ствляются электронным блоком управления. Блок питания обеспе-
чивает электропитание цепей управления и силовых цепей электро-
энергией необходимого напряжения. Установка УСОТ обеспечи-
вает выполнение следующих операций:
142
дистанционно устанавливает и поддерживает в тормозной ма-
гистрали состава зарядное давление: 0,18 МПа — продувка тормоз-
ной магистрали, 0,53 МПа — грузовой состав, 0,5 МПа — грузовой
состав с включенными в него пассажирскими вагонами;
0,45 МПа — длинносоставный грузовой состав из порожних ваго-
нов;
способствует ускоренной зарядке тормозной системы состава
давлением 0,61—0,63 МПа с автоматическим переходом на заряд-
ное давление темпом, не приводящим к срабатыванию воздухорас-
пределителя;
дистанционно снижает давление в тормозной магистрали соста-
ва на 0,06; 0,08; 0,13 МПа темпом служебного торможения с пос-
ледующим поддержанием установившегося давления;
проверяет плотность тормозной системы состава от резервуара
определенной вместимости по понижению давления в нем на по-
полнение утечек из тормозной системы на 0,05 МПа за время, за-
висимое от количества осей в составе.
Опробование автотормозов в составе с помощью устройства
УСОТ производится следующим образом. Сначала присоединяют
шланг воздухоразборной колонки к тормозной магистрали первого
вагона, соединяют тормозные рукава в огражденном сигналами
составе и продувают магистраль. Затем перекрывают концевой
кран последнего вагона и по команде осмотрщика оператор ПТО
включает ускоренную прямую зарядку, повышая зарядное давле-
ние в тормозной сети до 0,63 МПа с последующей ликвидацией
сверхзарядного давления темпом, не приводящим к срабатыванию
воздухораспределителей. Осмотрщики автотормозов в это время,
следуя одновременно с головы и хвоста состава к середине его,
осматривают воздухораспределители и тормозную магистраль, а
слесарь устраняет выявленные осмотрщиками неисправности. По
окончании этих операций осмотрщик дает указание оператору ПТО
приступить к полному опробованию автотормозов. Последний про-
веряет тормозную сеть на плотность, наблюдая за показаниями
электросекундомера. Если утечки в составе свыше допустимых
норм, оператор сообщает об этом осмотрщикам, которые присту-
пают к их поиску и устранению.
После того как плотность магистрали приведена к норме и вос-
становлено зарядное давление, оператор по указанию осмотрщика
переключает тумблер и снижает давление в магистрали на 0,06—
0,07 МПа. Осмотрщики, проходя вдоль состава, проверяют дейст-
вие автотормозов на чувствительность торможения и подсчитыва-
ют тормозное нажатие.
После получения сообщения от осмотрщика хвостовой части
состава о том, что тормоза отпущены, осмотрщик головной части
заполняет справку о тормозах формы ВУ-45 с указанием номера
хвостового вагона и количества композиционных колодок в поезде.
143
На этом полное опробование автотормозов заканчивается, и опера-
тор после получения сообщения от всех осмотрщиков об окончании
технического обслуживания вагонов в группах выключает сигналы
ограждения состава и информирует работников станции о готов-
ности состава к отправлению.
После прицепки локомотива и соединения тормозных рукавов
между локомотивом и первым вагоном состава (выполняемого
помощником машиниста) производится сокращенное опробование
тормозов. Вручаемая машинисту ведущего локомотива заполнен-
ная справка о тормозах формы ВУ-45 является документом, под-
тверждающим исправность автоматических и ручных тормозов в
поезде.
Для опробования тормозов в пассажирских поездах применяют
устройство ЦПА-П или УЗОТ-П-ЭПТ, обеспечивающее проверку
действия и опробование тормозов как при пневматическом, так и
при электрическом управлении. Пульт управления устройством
позволяет проверить действие электропневматического тормоза,
автоматически выполнить операции торможения и отпуска, опре-
делить число эЛектропневматических воздухораспределителей, дей-
ствующих в составе, проверить целостность и исправность
электроцепи тормоза, установить правильность подключения элект-
ровоздухораспределителей в тормозную цепь и надежность между-
вагонных соединений.
VII.2. Ремонт тормозного оборудования вагонов
в контрольных пунктах автотормозов
Контрольные пункты автотормозов АКП организуют в депо, ре-
монтирующих грузовые и пассажирские вагоны, а также на ваго-
норемонтных заводах. АКП специализируют на ремонте тормозно-
го оборудования либо грузовых, либо пассажирских вагонов, а в
отдельных случаях — грузовых и пассажирских вагонов.
Имеющаяся на АКП компрессорная установка (станция), кро-
ме обеспечения своих потребностей, снабжает сжатым воздухом
пункты технического обслуживания вагонов, а также других пот-
ребителей узла.
В АКП имеются отделения наружной очистки, разборки тор-
мозных приборов, ремонта воздухораспределителей и авторежи-
мов, авторегуляторов, тормозной арматуры и междувагонных
соединений, поршневых узлов тормозных цилиндров, механическое
отделение, а также кладовая и при необходимости — служебно-
бытовые помещения. С учетом опыта работы передовых АКП сети
дорог разработан проект типового АКП (рис. VII. 1), который ре-
комендуется при строительстве новых и реконструкции существую-
щих пунктов. Суточная программа ремонта для типового АКП сос-
тавляет около 100 воздухораспределителей.
144
Тормозное оборудование в АКП ремонтируют в соответствии с
типовым технологическим процессом, технологическими картами,
техническими нормами и требованиями инструкций.
Тормозные приборы очищают и обмывают в специальной маши-
не с использованием моющего раствора, подогретого до темпера-
туры 70—80°С, после чего приборы разбирают и комплектно
укладывают в специальные поддоны или корзины из проволочной
сетки и направляют в машину для вторичной обмывки. Затем тор-
мозные приборы направляют в ремонтное отделение, оборудован-
ное конвейерным транспортером и стойками с оснасткой для ре-
монта и испытания подкомплектов магистральных и главных
частей воздухораспределителей, авторежима. Ремонтные позиции
размещены последовательно вдоль потока с расчетом, чтобы с
любой из них было удобно брать перемещающиеся по конвейеру
узлы. Здесь же установлены специальные станки для притирки и
подгонки уплотнительных металлических колец, гидравлические и
пневматические прессы, устройство для проверки пружин тормоз-
ных приборов, стеллажи и шкафы для инструмента. На рабочих
местах вывешиваются выписки из действующих правил и техноло-
гических процессов ремонта соответствующих узлов.
При поточно-узловом методе ремонта неисправные части заме-
няются новыми или заранее отремонтированными при строгом
соблюдении очередности и максимальной параллельности ремонт-
ных операций.
Все воздухораспределители и авторежимы после ремонта обя-
зательно испытывают на стендах в специально оборудованном
отделении, расположенном рядом с отделением ремонта.
Для испытания воздухораспределителей применяют двухпози-
ционные стенды с электропневматическим управлением, которые
обеспечивают быстроту, высокое качество и точность выполнения
операций в соответствии с установленными нормами и правилами.
Приемку тормозных приборов при испытании на стендах произ-
водит бригадир или мастер АКП.
На принятом после испытания тормозном приборе ставят плом-
бу и бирку, на которой ставят клеймо-дату ремонта и условный
номер АКП- При этом номер отремонтированного прибора и ре-
зультаты испытаний записывают в специальный журнал с под-
писью работников, сдавших и принявших тормозной прибор.
На привалочные фланцы принятых и опломбированных прибо-
ров устанавливают предохранительные щитки (резиновые, пласт-
массовые, картонные) и сдают в кладовую.
Авторегуляторы рычажных передач ремонтируют в отделении,
находящемся, как правило, рядом с отделением наружной обмыв-
ки. После обмывки их разбирают, очищают от грязи внутренние
145
полости и поверхности деталей регулировочного механизма, а за-
тем ремонтируют и испытывают с применением типовой оснастки.
На принятом после испытания авторегуляторе, так же как и на
тормозном приборе, закрепляют бирку с клеймами.
Концевые, разобщительные краны и краны экстренного тормо-
жения ремонтируют в отделении тормозной арматуры. Вдоль по-
точной линии установлены типовые столы — верстаки с приспособ-
лениями и оснасткой для разборки, ремонта и испытания. На
рабочих местах расположены выписки из правил и технологиче-
ского процесса выполнения операций.
Отделение ремонта соединительных рукавов оснащено приспо-
соблениями для очистки, ремонта и испытания. Неисправный
рукав раскомплектовывают, негодные элементы заменяют исправ-
ными. Соединительные головки, хомутики, резинотканевые трубки,
Рис. VII.1. План типового контрольного пункта для ремонта
I — отделение наружной очистки; /7 — отделение ремонта авторегуляторов; III — отде-
V — отделение ремонта воздухораспределителей и авторежимов; VI — отделение испытания
IX — комната мастера; X, XI — женский и мужской гардероб; XII — механическое отде-
146
снятые головки и штуцера очищают, проверяют контрольными
шаблонами, ремонтируют и передают для комплектования новых
рукавов на специальных стендах. Перед гидравлическим и пневма-
тическим испытаниями скомплектованный рукав выдерживают не
менее 24 ч для высыхания резинового клея, которым смазывают
наконечники головки и штуцера.
После испытания на соединительных рукавах закрепляют бир-
ки с клеймами.
Тормозное оборудование пассажирских вагонов отличается от
оборудования грузовых в основном конструкцией воздухораспреде-
лителей, а также применением электропневматической системы уп-
равления.
Пневматическое и электропневматическое оборудование пасса-
жирских вагонов ремонтируют в контрольных пунктах автотор-
мозов.
автотормозного оборудования грузовых вагонов:
ление ремонта поршневых узлов; IV — отделение предварительной разборки приборов;
тормозных приборов; VII — кладовая готовой продукции; VIII — комната приема пищи;
ление; XIII —, арматурное отделение; XIV — насосное отделение
147
VII.3. Расчет программы ремонта и контингента рабочих АКП
Ремонтная программа контрольного пункта автотормозов со-
ставляется из поступлений неисправных тормозных приборов, сни-
маемых с вагонов, требующих деповского и текущего отцепочного
ремонтов, а также с вагонов, обслуживаемых в поездах. Принима-
ется, что с вагонов, подлежащих деповскому ремонту, в АКП
поступают все воздухораспределители и полностью вся снятая
тормозная аппаратура, а с вагонов, поступивших в текущий ре-
монт,— примерно 13% тормозного оборудования. Общая трудоем-
кость ремонта этого оборудования, приходящаяся на один
грузовой вагон, составляет ЙО = 3,2 чел.-ч, а на один пассажир-
ский—3,9 чел-ч. Среднюю трудоемкость ремонта тормозного обо-
рудования, снимаемого с одного обслуживаемого на ПТО состава
среднесетевой длины, сформированного из 50 грузовых или из 18
пассажирских вагонов, определяют по данным табл. VII. 1. Тогда
явочное число основных рабочих АКП можно определить по фор-
муле
365
Кяв
Z
N 2 ас + 0,13ВД
i==l
+ -^д#о
(VII.1)
Фнр^в
Таблица VII.I
Тормозное оборудование грузовых и пассажирских вагонов Доля количества обору- дования k-, снимаемо- го с одного состава Средняя трудоемкость Н- ремонта единицы оборудования’
из 50 че- тырехос- ных вагонов из 18 пасса- жирских вагонов грузового вагона пассажир- ского вагона
Воздухораспределители № 483.000, 270.005.1, 270.002 (с учетом процент- 0,14 — 1,52 —
ного насыщения парка вагонов на 01.01.83 г.) Воздухораспределитель № 292.001 0,20 1,25
'Электровоздухораспределитель — 0,25 — 0,82
№ 305.000 Соединительный рукав 0,43 0,12 0,22 0,35
Концевой кран 0,10 0,06 0,18 0,18
Выпускной клапан — 0,25 .—. 0,17
Стоп-кран 0,05 0,08 0,14 0.16
Примечания. 1. Данные табл. VII.1 отражают средние значения для транзит-
ных поездов и поездов местного формирования с учетом того, что часть вагонов на ПТО
проходит обслуживание на путях подготовки их к перевозкам. Трудоемкость принята по
скорректированным данным Нормативно-исследовательской станции по труду ЦВ МПС.
2. Трудоемкость ремонта тормозного оборудования пассажирских вагонов учитывается
только в пунктах приписки этих вагонов.
148
где N — среднесуточное число поездов, проходящих через станцию, на которой
расположен АКП; ki — доля количества тормозного оборудования i-ro наиме-
нования, снимаемого с одного состава (см. табл. VII.1); Л/ — средняя трудоем-
кость ремонта единицы тормозного оборудования г-го наименования (см.
табл. VII.1), чел.-ч; г — количество наименований единиц тормозного оборудо-
вания; ас — коэффициент, учитывающий среднюю длину составов (в физических
вагонах), обслуживаемых на ПТО станции нахождения АКП; aD—m/m0-,
т — среднее число вагонов в составах, обрабатываемых на ПТО; то — базовое
число вагонов в составах: грузовых — 50, пассажирских — 18 (см. табл. VII. 1);
0,13 — доля количества вагонов, поступающих в текущий отцепочный ремонт,
требующих ремонта тормозного оборудования; Ат — среднесуточное число ваго-
нов, отцепляемых в текущий ремонт; Л'д — годовая программа деповского ре-
монта вагонов; Но — общая трудоемкость ремонта тормозного оборудования
вагонов, поступивших в деповской или текущий отцепочный ремонт, чел.-ч;
Фяр — номинальный годовой фонд рабочего времени одного рабочего АКП, ч;
ks — планируемый коэффициент выполнения норм выработки, равный 1,05—1,15.
Списочный состав основных рабочих АКП определяют умноже-
нием явочной численности /?Яв на коэффициент замещения k3, кото-
рый зависит от продолжительности отпусков, потерь рабочего вре-
мени по болезни, количества работников, занятых выполнением
государственных обязанностей, и принимается в пределах 1,10—
1,12. Кроме рабочих, в АКП предусматривают должности мастера
и бригадиров (по одному бригадиру в каждую смену).
Пример. Определить контингент работников АКП, специализированного на
ремонте тормозного оборудования грузовых вагонов, если известны:
А=100 поездов в сутки (во всех направлениях движения); число вагонов в
составах т = 60; среднесуточное число вагонов, отцепляемых в текущий ремонт,
Ат=30, из них 13 %' требуют ремонта тормозного оборудования в полном
объеме; годовая программа деповского ремонта Ад=4000 вагонов; общая тру-
доемкость ремонта тормозного оборудования, снимаемого с вагонов деповского
и текущего ремонтов, ДО=3,2 чел.-ч, годовой фонд рабочего времени одного
рабочего АКП ФНр = 2077 ч, планируемый коэффициент выполнения норм
й„=1,12.
По данным табл. VII. 1 находим среднюю трудоемкость ремонта тормозного
оборудования, снимаемого с одного состава из т=50 вагонов:
г
=0,14-1,52+0,43-0,22 + 0,10-0,18 + 0,05-0,14-0,33 чел.-ч.
i=i
Определяем явочное число, рабочих АКП по формуле (VII. 1) и списочный
состав рабочих АКП при коэффициенте замещения й3=1,1:
365(100-0,33-60/50 +0,13-30-3,2)+4000-3,2
7<яв== ---------------------------------------- =13,7«sl4 чел.;
2077-1,12
7?сп= 13,7-1,10 « 15 чел.
Для руководства работой АКП в две смены необходимо предусмотреть
двух бригадиров. Возглавляет АКП мастер. Общий штат — 18 чел. Общий
штат крупных АКП, расположенных на грузонапряженных направлениях,
достигает 25—30 чел.
Аналогичным путем определяют число рабочих АКП, специализированного
на ремонте тормозного оборудования пассажирских вагонов.
149
VII.4. Компрессорные станции
Для снабжения АКП, обслуживания пневматических тормозов
на ПТО, а также для обеспечения пневматического привода инст-
румента и приспособлений, применяемых при ремонте вагонов,
служат специальные компрессорные установки.
На крупных сортировочных станциях создаются объединенные
компрессорные станции (рис. VII.2), обеспечивающие надежное
снабжение сжатым воздухом горочных замедлителей, устройств
для очистки стрелок от снега, других пневматических устройств и
одновременно снабжающие сжатым воздухом других потребите-
лей, в том числе вагонные и локомотивные депо.
Небольшие компрессорные станции могут подавать 30—
60 м3/мин сжатого воздуха. Они оборудуются компрессорами
ВВ = 10/8, ВП=10/8, ВП = 20/8, на станциях производительностью
60—100 м3/мин устанавливают компрессоры ВП = 20/8М, ВП =
= 30/8, ВП = 50/8, ВП = 50/8М. Производительность станций, где
применяются компрессоры ВП = 30/8, ВП = 50/8 или ВП = 50/8М,
достигает 200 м3/мин. Компрессорная станция должна иметь не
менее двух компрессоров с электродвигателями и контрольными
устройствами, работающими в автоматическом режиме. Машин-
жД зоооо
Рис. VI 1.2. План узловой компрессорной станции:
/ — машинный зал; II — помещение для промывки и зарядки фильтров; III — бытовые
помещения; IV — склад вспомогательных материалов; V — склад масла; VI — трансфор-
маторная; VII — помещение распределительного устройства; VIII — помещение для щи-
тов; IX — служебное помещение; X — коридор; XI — ремонтная площадка; 1 — продувоч-
ный бак; 2 — воздушный фильтр; 3 — маслоотделитель; 4 — воздухосборник; 5 — стол
для ячеек фильтра; 6 — ванна для промывки ячеек фильтра; 7 — ванна для зарядки ячеек
фильтра; 8 — шкаф для одежды; 9 — трансформатор; 10 — распределительное устройство;
// — низковольтное распределительное устройство; 12 —- стол; 13 — вход в насосное отде-
ление станции; 14 — кран-балка; 15 — слесарный верстак; 16 — компрессорный агрегат
150
ный зал оборудуется кран-балкой грузоподъемностью, соответст-
вующей массе самого тяжелого блока компрессора. Воздух заби-
рается снаружи здания — с теневой его стороны. Для очистки
воздуха перед компрессорами устанавливают специальные фильт-
ры. Воздухосборники размещают равномерно по воздухопроводу
и устанавливают у здания компрессорной, в парке станции и в ва-
гонном депо.
Устройства автоматизации должны обеспечивать в заданном
режиме пуск и остановку компрессора; регулирование подачи
компрессоров в зависимости от давления воздуха в воздухосборни-
ке; продувку холодильников, масловодоотделителей, воздухосборни-
ков; добавление масла в лубрикаторы; отключение компрессоров
в случае возникновения аварийного режима. Аварийная сигнали-
зация должна срабатывать в случаях, когда температура воздуха
после обеих ступеней сжатия достигает 170—180 °C, температура
обмотки статора превышает 85 °C, давление масла в системе смаз-
ки 0,1—0,3 МПа, а также в случаях прекращения подачи охлаж-
дающей воды или включения системы защиты электродвигателя.
Производительность компрессорной станции вагонного депо
рассчитывается из условия обеспечения сжатым воздухом ПТО,
депо и других потребителей узла при условии одновременного об-
служивания на ПТО нескольких (обычно четырех) испытуемых
групп составов, когда при поточной организации технического
обслуживания автотормозов каждая ремонтная бригада заряжает
тормозную сеть в одном составе и опробовает действия автотормо-
зов в другом (т. е. по два состава в группе).
Потребность в сжатом воздухе (приведенном к атмосферному
давлению и температуре окружающей среды) для испытания ав-
тотормозов в составах рассчитывают в следующем порядке.
Определяют расход свободного воздуха QH для наполнения тор-
мозной сети одного состава от атмосферного до зарядного давле-
ния с учетом утечки воздуха из магистрали:
„ __/ Рзар 'Ра
Ун — ( ,
\ Г1
\ 2 (mV)
+*<7i ---------
/ Ра
(VII.2>
где р3ар, ра — соответственно абсолютные значения зарядного давления в тор-
мозной сети и атмосферного для грузовых составов р3ар = 0,65 МПа, пассажир-
ских — 0,62 МПа, ра = 0,1 МПа; — продолжительность зарядки тормозной
сети состава от атмосферного до зарядного Л =10 мин; <?i — среднее значение
падения давления в магистрали состава из-за утечки воздуха при повышении
давления от атмосферного до зарядного, </1 = 0,015 МПа/мин; 2(mV) — сред-
ний объем тормозной сети одного состава S(mV)—т1У1-^т2У2Ч---Ч~т‘^ь
411+^2, .... mi — количество вагонов Pro типа, включаемых в поезда (прини-
мается по структуре парка, обращающегося на данном направлении); VIt V2,
..., Vi—объем, м3, тормозной сети вагонов i-ro типа (для четырехосного крытого
и полувагона — 0,107, четырехосных цистерны и платформы — 0,105, шестиос-
ного полувагона — 0,162, восьмиосного — 0,182, пассажирского ЦМВ — 0,103).
151
Рассчитывают расход свободного воздуха Qi, м, на зарядку
тормозной сети параллельно' обрабатываемого состава и пополне-
ние в ней утечек в процессе опробования автотормозов:
л /Рзар —Рзс , \ s (mV)
Чт — I , Т *?2 I
\ ч / Ра
(VII.3)
где рас — абсолютное давление воздуха в магистрали заторможенного состава;
р30 = 0,47=0,49 МПа; — нормируемое значение падения давления из-за утеч-
ки воздуха при зарядке тормозной сети от рзс до рзар; 92 = 0,0'2 МПа/мин; t2 —
продолжительность зарядки состава от р30 (после торможения) до рзар;
мин.
Устанавливают общий расход воздуха Qo для одновременного
испытания автотормозов А’гр групп составов (по два состава в
группе):
Зо = Угр(Сн + Зт). (VII.4)
Вычисляют суммарный расход свободного воздуха для одно-
временного испытания автотормозов в нескольких группах соста-
вов с учетом нужд других потребителей и расхода воздуха на по-
полнение утечек в разводящей сети
SQb = Qo + QnoTivi > (VII.5)
Ра
где <2потр — расход свободного воздуха на нужды других потребителей, м3/мин;
9з — значение падения давления в воздухоразводящей сети из-за наличия в ней
утечек воздуха; р3 = 0,02 МПа в течение 3 мин (0,0067 МПа/мин); Veer —
объем воздухоразводящей сети, м3.
Объем воздухоразводящей сети (включая воздухосборники и
трубопроводы) должен быть достаточным для устойчивого попол-
нения расхода воздуха во время испытания тормозов и снабжения
других потребителей при абсолютном давлении его не менее
0,7 МПа. На сортировочных горках при суммарном расходе возду-
ха Qo + QnoTp=10-=-25 м3/мин объем воздухоразводящей сети дол-
жен быть не менее удвоенного его значения, т. е. VCeT~2(Qo +
+ <2пОтр) м3; для Qo -t-Qn0Tp = 25-4-50 м3/мин, Усет~ 1,5 (Qo+Qhotp) м3;
ДЛЯ Q0 + Qn0TP = 50=100 м3/мин; УСет~ 1,25 (Qo+Qhotp) м3идляфо +
+ QnoTp=100 И более м3/мин; Уеет~ 1,0 (Qo + Qhotp) м3.
Определяют расчетную производительность компрессорной
станции QK, м3/мин, из отношения:
<2к=2<2в/Пк, (VII.6)
где Пк — объемный коэффициент полезного действия компрессора; >"|к =
= 0,89=0,92.
Учитывая необходимость ремонта компрессоров, а также перио-
дичность включения их при наибольшей загрузке, общую потреб-
ность в них принимают на единицу больше расчетного числа.
На заключительном этапе выбирают типы компрессоров и опре-
деляют характеристику компрессорной станции используя данные,
приведенные в табл. VII.2.
152
Таблица VII.2
Оборудование машинного зала Характеристика компрессорной станции производительностью, м3/мин
40 80 120 180
Тип компрессора Мощность электродви- гателя, кВт Число компрессоров Наибольшее абсолют- ное давление воздуха, МПа Размеры машинного зала, м 302ВП-10/8 80 4 0,9 18x9x6 ВП-20/8М 125 4 0,9 24x12x6 ВП-20/8М 125 6 0,9 24X12X6 305ВП-30/8 200 6 0,9 30x12x6
Табл. VII.2 составлена применительно к условиям строительст-
ва новых объединенных компрессорных станций. В зависимости от
наличия свободных площадей для машинного зала деповской ком-
прессорной станции, а также от других местных условий подбор
компрессоров может быть произведен и в любом другом сочета-
нии.
Пример. Определить производительность компрессорной станции вагонного
депо, которая обслуживает АКП, производственные участки депо и ПТО сорти-
ровочной станции. Структура грузовых вагонов, проходящих через станцию:
четырехосных крытых и полувагонов — 60%, платформ и цистерн — 40 %.
Средний состав т = 60 вагонов. Испытания автотормозов на ПТО могут вести
одновременно в двух группах (АГр = 2) по два состава в группе. Расход сжа-
того воздуха в производственных участках депо и АКП Qno-гр — Ю м3/мин.
Решение. Средний объем тормозной сети одного состава
2 (mV) =60 (0,6-0,107+0,4-0,105) « 6,37 м3.
Расход свободного воздуха для пополнения тормозной сети состава от
атмосферного давления до зарядного (см. формулу VII.2)
/0,65 -0,1 \ 6,37
<2Н = (------+ 0,0151-^-р =4,46 мз/мин.
Расход свободного воздуха на зарядку тормозной сети параллельно обра-
батываемого состава и пополнение в ней утечек (см. формулу VII.3)
/ 0,65 — 0,48 \ 6,37
QT = I-----------/0,02)------«3,06 м3/мин.
\ 6 /0,1
Общий расход воздуха для одновременного испытания тормозов в составах
двух групп
Qo = 2 (4,46 + 3,06) « 15,0 м3.
Суммарный расход свободного воздуха на ПТО и в депо
Qo+QnoTp—15+10 = 25 м3/мин.
Для указанного расхода объем воздухоразводящей сети (с воздухосборни-
ками) может быть принят равным 1,5 или двукратному расходу воздуха в
153
1 мин. Принимаем Усет= 1,5-25=37,5 м3. Тогда суммарный расход свободного
воздуха для одновременного испытания автотормозов в четырех составах с уче-
том обеспечения нужд вагонного депо и расхода воздуха на пополнение утечек
в воздухоразводящей сети
, 0,0067-37,5
SQB=15+10+------—j---- «27,5 м3/мин.
Расчетная производительность компрессорной станции
27 5
Q _ — ~ 30 м3/мин.
к 0,9
Согласно данным, приведенным в табл. VII.2, на компрессорной станции
целесообразно установить четыре компрессора типа 302ВП-10/8, один из кото-
рых — резервный. Размеры машинного зала для этой станции: 18X9X6 м.
VII.5. Станционная воздухопроводная сеть
Станционная воздухопроводная сеть предназначена для подачи
сжатого воздуха от компрессорной станции к местам его потреб-
ления. Она состоит из главных и дополнительных воздухосборни-
ков, разводящего трубопровода, смотровых колодцев и воздухо-
разборных колонок.
Главные воздухосборники предназначены для выравнивания
давления в воздушной сети и смягчения пульсации воздуха, возни-
кающей при работе поршневых компрессоров, а также для очист-
ки воздуха от воды и масла.
Дополнительные воздухосборники размещают в местах наиболь-
шего расхода воздуха или разветвления станционного трубопрово-
да на расстоянии примерно 1000 м один от другого.
Объем главных воздухосборников рассчитывают в зависимости
от производительности компрессорной станции, дополнительных —
из условия обеспечения зарядки заданного числа составов при
выключенных компрессорах.
Трубопроводы бывают кольцевые, тупиковые, подземные и на-
земные.
При укладке трубопровода по кольцевой схеме обязательно
предусматривается уклон 0,003—0,005 по направлению движения
воздуха и возможность удаления конденсата в низшей точке. Тру-
бы используют сварные или бесшовные из мягкой хорошо свари-
ваемой стали.
Диаметр трубопровода выбирают в зависимости от его длины,
наличия местных сопротивлений движению воздуха, производи-
тельности компрессорных установок, давления и скорости движе-
ния воздуха. Для условий ПТО его можно подсчитать по эмпири-
ческой формуле
154
d O.26 I/ --------------- (VII.7)
V Л (РтР~ Pa) f
где QK — подача компрессорной установки, м3/мин; ртр — абсолютное расчет-
ное давление воздуха в трубопроводе, рТр = 0,9 МПа; v — скорость движения
воздуха по трубопроводу; о = б4-8 м/с.
Диаметр воздухопровода считают выбранным правильно, если
в точке, наиболее удаленной от компрессорной станции, давление
воздуха не менее чем на 0,05 МПа больше зарядного.
Условия работы тормозов при низких температурах усложня-
ются.
При низких температурах влага в трубопроводах замерзает.
Поэтому особое внимание следует обращать на качество сжатого
воздуха, подаваемого в тормозную магистраль, и плотность возду-
хопроводов и соединений тормозных приборов. В воздухопровод-
ных трубах не должно быть таких мест, где могла бы скапливать-
ся и замерзать влага. Утечки воздуха из тормозной сети поезда
приводят к нагнетанию в сеть нагретого насыщенного влагой воз-
духа вследствие повышенного нагрева трущихся деталей компрес-
соров (паровоздушных насосов). При последующем охлаждении
на поверхностях приборов и деталей тормозного оборудования об-
разуются ледяные корки, в трубопроводах и каналах—пробки.
Для предупреждения замерзания воздухопровода и тормозных
приборов перед прицепкой к составу локомотива его тормозную
сеть и главные резервуары необходимо продуть до полного удале-
ния влаги. Кроме того, перед подсоединением воздушного шланга
станционной сети к тормозному рукаву вагона сформированного
состава необходимо продуть тормозную магистраль и шланг. Для
выявления мест замерзания влаги и закупорки магистрали соста-
ва после присоединения к станционной воздушной сети ее проду-
вают по частям — по 10—15 вагонов. При слабом выходе воздуха
определяют вагон с закупоренным трубопроводом, продувая ма-
гистраль через один-два вагона. Замерзший трубопровод обстуки-
вают молотком, а затем продувают. Если пробку не удалось устра-
нить, то следует прогреть паяльной лампой, соблюдая при этом
правила пожарной безопасности. Замерзшие воздухораспредели-
тели, концевые краны, выпускные клапаны, соединительные рука-
ва и другие тормозные приборы заменяют.
В случае замерзания тормозного цилиндра его необходимо
вскрыть, вынуть поршень, удалить лед и влагу, протереть насухо
и заменить негодную манжету, а затем смазать тормозной смаз-
кой.
Чтобы исключить попадание снега и грязи в соединительные
головки переносных шлангов, их необходимо закрывать специаль-
ными заглушками, прикрепленными к шлангам или воздушным
колонкам.
155
При температуре наружного воздуха — 40°С и ниже перед оп-
робованием тормозов после полной зарядки производят несколько
раз полные торможения и отпуск. У выявленных при этом нечув-
ствительных к торможению и отпуску воздухораспределителей
подтягивают болты соединительных фланцев, очищают пылеулав-
ливающие сетки и фильтры, после чего проверяют их действие.
При необходимости воздухораспределители заменяют.
Особые требования предъявляются к автотормозам при отправ-
лении поездов на участки с крутыми затяжными спусками, забла-
говременно разрабатывается порядок эксплуатации автотормозов,
указываются участки, на которых применяется завышенное заряд-
ное давление в магистрали, пункты переключения воздухораспре-
делителей с равнинного на горный режим торможения
и наоборот, нормы выхода штока цилиндра, предельная толщина
тормозных колодок, плотность магистрали.
В эксплуатации нередко возникают случаи заклинивания ко-
лесных пар с образованием ползунов или наваров при движении
колес юзом, что несет угрозу безопасности движения поездов. Ос-
новными причинами заклинивания колесных пар являются: недос-
таточное сцепление колес с рельсами при торможении; нарушение
правил ремонта тормозного оборудования вагонов и локомотивов;
несоблюдение условий правильности управления тормозами.
При низком коэффициенте сцепления колес с рельсами (при
наличии на рельсах масла или нефтепродуктов, торфяной пыли и
т. п.) ползуны на поверхности колес могут возникнуть даже на
первой ступени торможения. Такие участки пути надо своевремен-
но выявлять и принимать меры, исключающие заклинивание колес.
Причины заклинивания колесных пар вследствие нарушения
правил ремонта и обслуживания тормозного оборудования сле-
дующие: неисправности воздухораспределителей — 37%; непра-
вильное применение режима торможения — 12,1 %; неисправности
рычажной передачи—12%; засорение пылеулавливающих сеток и
фильтров — 11%; применение на вагоне разнотипных колодок —
6%; утечка воздуха по привалочному фланцу рабочей камеры —
5%; неисправности авторегулятора — 4%; наличие в тормозной
магистрали льда и снега—1,4%; прочие причины—11,6%. Необ-
ходимо анализировать причины заклинивания колесных пар на
каждом участке и разрабатывать организационно-технические ме-
ры по их ликвидации с учетом местных особенностей работы дорог.
Vfl.6. Техническое обслуживание буксовых узлов
Буксовый узел является наиболее ответственной частью вагона,
от исправного состояния которого в значительной степени зависит
безотказная работа подвижного состава в процессе эксплуатации.
156
Полный перевод парка грузовых вагонов на роликовые буксы
коренным образом изменит характер эксплуатационной работы
железных дорог, сократит затраты труда, материальных средств
на техническое обслуживание и ремонт буксового узла, откроет но-
вые возможности улучшения использования подвижного состава
главным образом за счет удлинения участков безостановочного
следования, повышения весовых норм и скорости движения поез-
дов.
Обслуживание и ремонт буксового узла осуществляются в со-
ответствии с требованиями Правил технической эксплуатации же-
лезных дорог Союза ССР, Инструкции по осмотру, освидетельст-
вованию, ремонту и формированию вагонных колесных пар, Инст-
руктивных указаний по эксплуатации и ремонту вагонных букс с
роликовыми подшипниками, Инструкции осмотрщику вагонов и
другими указаниями МПС. Для осуществления этих требований
на сети дорог создана техническая база, обеспечивающая ремонт
и обслуживание буксовых узлов в эксплуатации. В вагонных депо
и ПТО имеются специальные устройства буксосмазочного хозяйст-
ва: маслохранилища, регенерационно-пропиточные пункты, отде-
ления для заливки подшипников баббитом, устройства для подачи
осевых масел в парки станции, а для ремонта роликовых букс —
специальные.
В целях улучшения работоспособности буксовых узлов в экс-
плуатации и снижения сопротивления движению поездов употреб-
ляют специально осевые масла: жидкие для букс с подшипниками
скольжения и консистентные для роликовых букс.
Для заправки букс с подшипниками скольжения и пропитки
подбивочных материалов применяют осевые масла трех типов:
Таблица VII.3
Показатели Нормы для марок
л 3 С
Вязкость кинематическая при 50 °C, М'2/с (0,42ч-0,60)х Х10~4 0,22-10~4 (0,124-0,14)10—4
Температура застывания, °C, не выше —40 —55
Температура вспышки, определяемая в открытом тигле, °C, не ниже Содержание водораство- римых кислот и щелочей 135 125 125
Нет Нет Нет
Содержание механических примесей, %, не более 0,07 0,05 0,04
Содержание воды, %, не более 0,4 0,3 0,1
157
летнее Л, зимнее 3 и северное С. Технические характеристики осе-
вых масел приведены в табл. VII.3.
При понижении температуры вязкость масла увеличивается,
что затрудняет подачу его к шейке оси, поэтому зимой применяют
менее вязкие масла. Температура вспышки характеризует стой-
кость масла при нагревании; она должна быть не ниже 125 °C.
Температура застывания, при которой масло не может обеспечить
смазывание шейки, должна быть не выше —15 °C для летнего мас-
ла, —40 °C для зимнего и —55 °C для северного. Наличие механи-
ческих примесей и воды ухудшает качество масла и поэтому стро-
го нормируется. Наличие кислот и щелочей в масле не допуска-
ется.
Кроме указанных сезонных масел, в особых случаях (при на-
греве букс с подшипниками скольжения до температуры 100 °C)
разрешается на промежуточных станциях применять густую анти-
аварийную смазку типа ЖА. Обладая высокими вязкостью и тем-
пературой вспышки, антиаварийная смазка позволяет довести ва-
гон с греющимися буксами до ближайшего ремонтного пункта. В
обычных условиях эксплуатации пользоваться этой смазкой не
разрешается, так как она вызывает значительный износ подшип-
ников и шеек осей.
Для роликовых букс применяют консистентное масло ЛЗ-
ЦНИИ, состоящее из 70% веретенного масла, 17—21%—касторо-
вого технического масла, 4,9—5,1% —присадки ДФ-11, 0,7—1% —
дифениламина и других компонентов.
Масло ЛЗ-ЦНИИ должно удовлетворять следующим требова-
ниям: обеспечивать равномерное смазывание подшипников при
различных температурах, проникая в подшипники под давлением
силы тяжести; не содержать свободных кислот или других корро-
зирующих веществ, а также истирающих примесей, влияющих на
износ подшипников; сохранять свою консистентную структуру,
иметь температуру каплепадения не ниже 125 °C, т. е. значительно
выше наибольшей рабочей температуры нагрева букс в эксплуа-
тации (80 °C).
В качестве маслоподающих устройств в буксах с подшипника-
ми скольжения применяют польстеры и подбивочные материалы.
Основными причинами грения букс с подшипниками скольжения
являются: плохая пригонка подшипника по шейке оси; износ или
выдавливание баббитового слоя; неправильная комплектовка бук-
сового узла (вкладыша, подшипника и корпуса буксы) или непра-
вильная сборка тележки; низкое качество осевых масел и подби-
вочных материалов, недостаточное количество масла в буксе или
несоответствие его марки периоду года; несоблюдение технических
условий заправки букс подбивочными материалами; проседание
или неправильная установка польстера; затягивание подбивочных
158
материалов под подшипник; обводнение, сильное загрязнение мас-
ла и смерзание подбивочных материалов в буксе; недостаточная
чистота обработки осевых шеек, наличие на них рисок или старых,
не выявленных ранее задиров.
Перегрев букс представляет большую опасность для движения
поездов. В результате перегрева может произойти расплавление
баббитовой заливки подшипников скольжения, задир и даже из-
лом шейки оси колесной пары, если грение букс не будет своевре-
менно выявлено и не будут устранены причины его возникновения.
Поэтому при подготовке вагонов к перевозкам все буксы на под-
шипниках скольжения обязательно вскрывают и проверяют
состояние вкладышей, подшипников, пылевых шайб, шеек осей и
качество подбивочных материалов.
В каждой ремонтной бригаде парка отправления сортировоч-
ных станций выделяется группа слесарей по буксовому узлу, в
обязанность которых входит очистка букс от снега и льда, заправ-
ка букс исправными подбивочными материалами, пополнение се-
зонным осевым маслом и смазывание трущихся частей вагонов.
При техническом обслуживании букс с подшипниками скольже-
ния проверяют уровень и состояние осевого масла в буксах, выяв-
ляют неисправные корпуса букс, подшипники, имеющие отколы,
предельные износы или выдавленный баббитовый слой, польстеры
с неисправными и просевшими пружинами, изношенные и загряз-
ненные польстерные щетки и буксовые подбивочные валики, неис-
правные буксовые крышки и вкладыши. Проверяют также шейки
осей колесных пар, имеющие риски и задиры, которые могут выз-
вать грение вагонных букс.
Выявленные на ПТО неисправности в буксовом узле с подшип-
никами скольжения устраняют, негодные польстеры или подбивоч-
ные валики, буксовые крышки, вкладыши, загрязненное осевое
масло заменяют. При необходимости заменяют также и подшип-
ники. В этом случае подбирают и подгоняют исправный подшип-
ник по шейке оси в соответствии с требованиями действующей
инструкции по ремонту и обслуживанию букс вагонов с подшип-
никами скольжения: диаметр расточенной баббитовой поверхности
должен быть на 1—2 мм больше диаметра шейки оси, а разбег —
6—12 мм; разбег нового подшипника подгоняют так, чтобы он на
1 мм был больше разбега подшипника, находящегося в другой
буксе данной колесной пары. Шероховатость поверхности бабби-
тового слоя должна быть не ниже пятого класса. Вдоль подшип-
ника с каждой стороны делают специальные срезы (холодильни-
ки) шириной 12—15 мм со скосом кромки глубиной 2—3 мм.
На железных дорогах наряду с типовыми (трехслойными) при-
меняют двухслойные подшипники без латунной армировки с ме-
ханическим креплением баббита в пазах стального корпуса.
159
Учитывая, что значительная часть двухслойных подшипников
изготовлена заводами ЦТВР с существенным отклонением от чер-
тежных размеров призмы корпуса, при их расточке допускалась
несоосность баббитового слоя и шейки оси, из-за чего возникало
кромочное касание стального корпуса с шейкой оси и образование
на ней рисок. На типовых подшипниках в подобных случаях тре-
ние происходит между шейкой оси и латунной армировкой.
Для устранения кромочного трения, вызывающего повышенный
нагрев букс, в вагонных депо растачивают корпуса, делая на
кромках специальные скосы радиусом 83,5 см, и обрабатывают
наклонные поверхности призмы корпуса. У подшипников, изготов-
ленных до 1981 г., ширина между боковыми кромками доводится
до 135 мм вместо 130 мм, а ширина призмы (спинки) —до чертеж-
ного размера — 81 ±0,5 мм. Корпуса, у которых размеры призмы
не соответствуют нормам, бракуют.
В процессе ремонта и эксплуатации двухслойный и трехслой-
ный подшипники взаимозаменяемы. Для отличия двухслойных под-
шипников на боковой грани призмы (на спинке) ставится клей-
мо— цифра 2.
Признаками появления неисправностей в буксах с роликовыми
подшипниками являются наличие буксового масла на тормозной
рычажной передаче, нижних частях рамы, диске и ободе колеса, у
мест прилегания крышки к корпусу буксы; наличие свежей ржав-
чины на верхних витках пружины и эллиптических рессорах; пов-
реждение смотровой или крепительной крышки; излом буксовой
крышки; ослабление болтов крепления шпинтонов; сдвиг буксы
более 1,5 мм; появление масляного валика с металлическими
включениями (латунь, железо) на лабиринтной части буксы; нали-
чие зазора менее 35 мм между потолком буксы и рамой тележки
ЦМВ.
Неисправности роликовых букс вагона на станциях определяют
легким обстукиванием контрольным молотком нижней части смот-
ровой или крепительной крышки буксы. Дребезжащие или сдвоен-
ные при ударе звуки указывают на ослабление торцовой гайки
или ослабление (скручивание, срыв) болта крепления стопорной
планки. В случае обнаружения неисправной буксы с роликовыми
подшипниками вагон отцепляют и подают на ремонтные пути.
Широко практикуют методы выявления неисправностей буксо-
вых узлов по внешним признакам смежных узлов и элементов. Та-
кими признаками являются: выделение ржавчины и стружки на
бурте подпятника тележки, наклон буксы, следы перемещения над-
рессорной балки по верхним виткам тележечных пружин и смеще-
ние пружин, выделение ржавчины или выход листов эллиптической
рессоры, следы соприкосновения задней стенки буксы с торцом
ступицы колеса, вертикальный подрез гребняjh ДР-
160
В движущемся поезде неисправную буксу можно заметить по
выбросу буксового масла на диск и обод колеса; по перемещению
колесной пары юзом при отжатых тормозных колодках; появле-
нию искр между колесной парой и буксой или между боковиной
тележки и колесом и скрежету металла; смещению буксы вдоль
шейки оси, по вибрации тележки, учащенным вертикальным коле-
баниям буксы или стуку тормозной рычажной передачи.
VII.7. Хранение, подготовка и регенерация осевых масел
и подбивочных материалов
Учитывая большой объем работ по подготовке регенерации и
транспортировке в парки станций осевых масел, подбивочных ва-
ликов и польстеров, на дорогах создан комплекс специальных
устройств и оборудования для слива, хранения, подготовки и реге-
нерации буксосмазочных материалов, схема размещения и сов-
местного действия которых показана на рис. VII.3.
Пригодные для использования осевые масла сливают в предва-
рительно очищенные раздельные баки для хранения масел само-
теком или с помощью насоса по чистым закрытым желобам или
шлангам. Запрещается для ускорения слива создавать в цистернах
повышенное давление, подогревать цистерны открытым огнем и
т. п. Масло каждого сорта должно храниться раздельно с нанесе-
Рис. VI 1.3. Схема устройств слива, хранения, приготовления смазочных масел
и подачи их в парки станции:
1 — трубопровод слива масел; 2 — паропровод; 3 — железобетонный резервуар; 4 — мас-
лопровод; 5 — конденсатопровод; 6 — контрольный отросток; 7 — выжимной масляный
резервуар; 8 — маслоловушка; 9 — ручной насос БКФ-4; 10 — трубопровод для удаления
отстоя из маслоловушки; 11 — трубопровод для удаления конденсата; 12 — предохрани-
тельный клапан; 13 — воздушный кран; 14 — трубопровод для подключения к станцион-
ному воздухопроводу; 15 — трубопровод горячей воды; 16 — расходный бак-отстойник;
17 — кран для выдачи масла; 18 — мерник; 19 — расширительный бак; 20 — испаритель-
ная труба; 21 — печь с водонагревателем; 22 — электродвигатель; 23 — насос; 24 —
электроконтактный манометр; 25 — полуавтоматическая маслоразборная колонка на парко-
вых путях станции; 26 — трубопровод для удаления отстоя
6 Зак. 378 161
нием на баки соответствующего трафарета (летнее Л, зимнее 3,
северное С). Для слива отстоявшейся воды баки должны иметь
спускные краны, а также раздаточные краны или трубы (к насосу)
для выдачи масла.
Консистентное масло для букс с роликовыми подшипниками
хранится в отдельных металлических бидонах.
Отстой и хранение масел, предназначенных для обслуживания
букс, производятся в регенерационно-пропиточных пунктах или
отделениях. Масла подогревают путем пропуска пара давлением
не более 0,2 МПа через трубы (змеевики), установленные в баке.
При достижении температуры летнего масла до 80 °C, зимнего до
70 °C и северного до 60 °C подачу пара в змеевик уменьшают и под-
держивают достигнутую температуру в течение 1 ч. После этого
подогрев масла прекращают и постепенно охлаждают его до тем-
пературы не ниже 10 °C, при которой происходит отстой в течение
6 ч.
После1 отстоя масла открывают спускной грязевой кран, распо-
ложенный внизу бака, и удаляют осадки. Готовое к употреблению
осевое масло перекачивают в раздаточные и пропиточные баки
или подают в маслораздаточную парковую сеть. Посуда для мас-
ла, польстеров и валиков должна быть чистой.
Новые подбивочные материалы для пропитки обязательно про-
сушивают в течение 3 ч при температуре 60—70 °C, затем очищают
от пыли и посторонних включений путем встряхивания и разборки
на вибрационном стенде или на столах сортировки, затем загру-
2-^
Рис. VI1.4. Устройство ультразвуко-
вого регенератора буксовых масел
162
жают в пропиточный бак с от-
стоявшимся маслом, нагретым
до температуры не выше 65 °C
(масло Л), 60 °C (масло 3) и
55°C (масло С). Щетки польсте-
ров укладывают сверху валиков
в один или два ряда, если про-
питка их производится в одном
баке.
Пропитку осуществляют при
постоянной температуре в
течение 2 ч, после чего подогрев
масла прекращается, и пропитка
продолжается еще 2 ч в осты-
вающем масле. Пропитанные
подбивочные материалы выни-
мают из бака, укладывают на
сетку для стекания лишнего
масла.
Отработанные масла и под-
бивочные материалы подвергают
регенерации для повторного их использования. После регенерации
осевое масло должно отвечать следующим требованиям: темпера-
тура вспышки не более 100 °C; содержание механических примесей
не более 0,1 %, воды не более 0,4 %.
Широкое распространение получила ультразвуковая автомати-
зированная регенерация масла. Принцип работы ультразвукового
регенератора (рис. VII.4) заключается в следующем. С помощью
насоса заполняют бак 1 маслом, подлежащим регенерации до тех
пор, пока поплавковая крышка 3, имеющая противовесы 7, не кос-
нется в верхнем положении ограничителя 4, связанного с концевы-
ми выключателями 2. Затем открывают вентиль 10 для пуска пара
в змеевик 15, и масло подогревается. При нагреве масла до темпе-
ратуры 70 °C включаются тепловые реле 6, прекращающие даль-
нейшую подачу пара (вместо пара можно использовать систему
электроподогрева). После этого включают ультразвуковой вибра-
тор 5, обеспечивающий регенерацию масла в течение 12—15 мин.
По показаниям датчиков вязкости 18, влажности 8 масла, соответ-
ствующим техническим условиям регенерации данного сорта масла
работа вибратора прекращается, автоматически открывается вен-
тиль 17 или 11, включается насос 16 или 12, и бак освобождается
от очищенного масла. Одновременно открывается вентиль 13 и че-
рез патрубок 14 удаляются вода, грязь и примеси. После слива
масла крышка <3 опускается до уровня, при котором срабатывает
ограничитель 9, и начинается новый цикл регенерации.
Рис. VII.5. План регенерационно-пропиточного отделения:
1,2 — стеллажи для чистых польстерных щеток и подбивочных валиков; 3 — сушильный
шкаф; 4 — вибрационная машина; 5 — центрифуга; 6 — моечная машина; 7 — баки с
фильтрами для пропитки польстерных щеток и подбивочных валиков; 8 — установка для
подачи масла; 9 — стол; 10 — раздаточные баки для пропитанных валиков и польстеров;
11 — раздаточный стол; 12 — ящик для подбивочных материалов, поступающих для реге-
нерации; 13 — ящик с песком
'-6*
163
Восстановленное осевое масло, удовлетворяющее техническим
условиям, разрешается расходовать летом для заливки букс и в
течение всего года для смазывания трущихся частей вагонов. Сме-
шивать его с другими маслами не разрешается.
Польстеры и подбивочные валики, вынутые из букс при техни-
ческом обслуживании, ревизии и переводе букс на сезонные осе-
вые масла, собирают в специальную тару и доставляют в регенера-
ционно-пропиточное отделение (рис. VII.5), где их помещают в
моечную машину для промывки в подогретом до температуры 70—•
80 °C масле.
Польстеры и валики промывают не менее 15 мин, а затем
отжимают в центрифуге и очищают от механических примесей
с помощью вибратора.
В регенерационно-пропиточном отделении производят ремонт
каркасов, польстеров, польстерных щеток и подбивочных валиков.
VII.8. Технические средства для подачи осевых масел
на пути станционных парков
Для подачи масла применяют пневматические установки, име-
ющие подающий и обратный трубопроводы, уложенные вдоль пар-
ковых путей через одно междупутье на глубине 1 м. Кольцевая
система маслопровода с раздаточными колонками, установленны-
ми на парковых междупутьях, обеспечивает постоянную циркуля-
цию масла, подогретого в зимнее время до температуры 30°С.
На некоторых дорогах применяют специальные устройства для
подачи осевых масел в парки станции с помощью насоса, имеюще-
го автоматическое включение и выключение. Подогрев масла до
заданной температуры происходит в течение 5—7 мин в небольших
баках (0,01 м3), смонтированных перед раздаточной колонкой. В
этом случае исключается необходимость использования пара для
поддержания требуемой температуры масла в разводящей сети,
что сокращает затраты на содержание котельных и обслуживаю-
щего персонала.
Для обеспечения бесперебойной подачи масла к разборным
колонкам необходимо правильно определить диаметр трубопрово-
да и начальное давление масла.
Начальное давление масла рассчитать, пользуясь уравнением
Д. Бернулли, согласно которому по всей линии тока жидкости в
трубопроводе сумма трех измерений — положения, давления и ско-
ростного напора, м, есть величина постоянная.
Начальное давление масла в трубопроводе рпач можно опреде-
лить из уравнения:
Рнач=Ркон+4~/*) Р.? Ю б> (VII.8)
164
где Ркон — свободное давление в наиболее удаленной точке разбора масла
(обычно принимают равным 0,005—0,01 МПа); — общие потери напора в
конечной точке обратного маслопровода, м; h — наибольшая высота подъема
масла до точки разбора, м; р — плотность осевого масла, кг/м3; g — ускорение
силы тяжести, м/с2.
Чтобы определить общие потери напора при трении масла о
внутренние поверхности труб, необходимо предварительно устано-
вить режим движения масла в трубопроводе по критерию Рей-
нольдса
Re=(uI)/^M, (VII. 9)
где v — скорость движения масла в трубопроводе, м/с; d — расчетный внут-
ренний диаметр маслопровода, м; Щ, — кинематическая вязкость осевого масла,
мЗ/с.
Критерий Рейнольдса представляет собой безразмерную вели-
чину. При значении ResC2300 — режим движения жидкости будет
ламинарным (без перемешивания), при Re<2300—турбулентным
(т. е. бурным, беспорядочным). В расчет принимают ламинарный
режим движения жидкости.
Скорость движения
по формуле
масла в трубопроводе определяется
4<Рс
—VT -
яра3
осевого масла в течение одной секунды, кг/с;
одновременно наполняемых масленок в парке
(VII.10)
где фс — наибольший расход
<Рс=ПмЛ1//н; «м — количество
отправления; М — масса осевого масла, содержащегося в масленке, кг; й/—•
расчетное время наполнения одной масленки; £н=20-4-30 с.
При расчетах можно априорно принять величину d. Обычно
для ПТО внутренний диаметр маслопровода считается доста-
точным в пределах 0,05—0,10 м.
В случае если задается скорость движения масла в трубопро-
воде, по формуле (VII.8) подсчитывают его диаметр
d =
Общие потери напора Я2 для ламинарного режима движения
масла в трубопроводе определяют по формуле:
lv2
Я„= 1,1Х —
2 did
(VII.Il)
64
где Х = ——— коэффициент сопротивления движению жидкости в трубопро-
Re
воде; I — длина маслопровода, м.
Наибольший подъем осевого масла h, м, принимается исходя
из местных особенностей расположения трубопровода и масло-
подающих устройств.
165
При пневматической подаче масла в парки станции начальное
давление в выжимных резервуарах рнач следует регулировать с по-
мощью клапана максимального давления.
При подаче масла центробежным насосом гидравлическая
мощность его Рн рассчитывается по формуле:
Г'н=(фмРнач)/рТ (VII. 12>
Мощность электродвигателя насоса
Рэ = Ри/г}а, (VII. 13)
где т]н — к. п. д. насоса.
Пример. Требуется определить начальное давление масла в выжимных ре-
зервуарах при пневматическом способе подачи масла в парки станции, гидрав-
лическую мощность насосов и мощность электродвигателя для случая, если
подача масла будет происходить с помощью насоса, при следующих исходных
данных: наибольший расход масла <рм = 2,2 кг/с, внутренний диаметр маслопро-
вода d= 0,075 м, длина маслопровода I — 4000 м. Высота подъема масла от
нижнего уровня выжимных резервуаров до точки раздачи Л = 3,0 м. Давление
масла в наиболее удаленной точке разбора рКон = 0,01 МПа. Кинематическая
вязкость зимнего масла г1м = 0,22-10-4 м2/с, плотность масла р = 900 кг/м3,
к. п. д. насоса т]н = 0,8.
Решение. Определим скорость движения осевого масла по маслопроводу
по формуле (VII.10):
4 2,2
Установим режим
4фм ,
-----=-----------:--------=0,554 м/с.
лр+ 3,14-900-0,0752
движения масла по критерию Рейнольдса
vd 0,554-0,075
Re = —— =-------------j- = 1887.
frM 0,22-104
в маслопроводе происходит ламинарное движение, для
В данном случае
которого общие потери напора
Iv2 , „ 4000-0,5542
/+ = 1, IX---- = 1,1 -0,0339 ---~-------- =31,1 м.
2 d2g 0,075-2-9,81
v =
64
где %= -------- =0,0339.
1887
Начальное давление в маслопроводе согласно формуле (VII.8) должно быть
не менее
Рнач = Ркон+(^2 + /г) Pg-Ю"6 =0,01+ (31,1+3) 900-9,8- 10"6 ~0,311 МПа.
Таким образом, для бесперебойной пневматической подачи
масла в парки станции необходимо отрегулировать клапан макси-
мального давления примерно на 0,35 МПа.
Если масло будет подаваться с помощью насоса, то гидравли-
ческая мощность его в соответствии с формулой (VII.12):
ФмРнач 2,2-0,31110е
р . =—------------ =760,2 Вт.
н pt 900-1
166
Мощность электродвигателя с учетом к.п.д. насоса
Рн 760,2
Рэ = ——=------:— —950,3 Вг, : I кВт.
Пн 0,8
В соответствии со стандартом насос и электродвигатель к нему
подбираются по ближайшей большей мощности.
VII.9. Ревизия и сезонная перезаправка вагонных букс.
Уход за буксами зимой
Установлены сроки проведения ревизии. Осенняя ревизия с за-
меной летнего осевого масла Л на зимнее 3 проводится на всех
дорогах в течение сентября-октября. С зимнего осевого масла 3
на северное С (путем добавления последнего в буксу без ее пере-
заправки) переходят железные дороги Урало-Сибирского и Дальне-
восточного направлений и некоторые депо Казахстана и Северной
дороги (по указанию ЦВ МПС) с 1 декабря и применяют это
масло до 1 марта, после чего снова переходят на зимнее осевое
масло 3. Весенняя ревизия и перевод букс с зимнего масла
на летнее осуществляются в течение апреля-мая.
Ревизию и перевод букс на сезонные масла осуществляют в ва-
гонных депо, пунктах подготовки вагонов к перевозкам и пунктах
технического обслуживания, расположенных на сортировочных
и участковых станциях.
Ревизию и перевод букс на сезонные масла выполняют спе-
циальные бригады, состоящие из осмотрщиков вагонов и слесарей,
работающих под руководством освобожденного бригадира и под
контролем мастера или начальника ПТО. Предварительно указан-
ные бригады проходят соответствующий инструктаж о порядке
проведения работ.
При ревизии и переводе на сезонные осевые масла буксы
вскрывают, польстеры и подбивочные материалы вынимают в спе-
циальную посуду и вместе с остатками масел, которые также
выбирают из букс, доставляют в регенерационно-пропиточное
отделение. Буксы внутри очищают от воды, грязи и остатков
осевого масла, неисправности буксовых крышек устраняют, негод-
ные подшипники и вкладыши заменяют, после чего буксы заправ-
ляют исправными и чистыми подбивочными материалами (польсте-
рами и валиками).
После ревизии и перезаправки букс на продольных швеллерах
рамы вагонов с двух сторон наносят трафарет с указанием места
и времени ревизии; например, 407-Л-5, где 407 означает код депо-
или завода, Л — летнее масло, 8 — год проведения ревизии. Ста-
рые трафареты закрашивают.
167
С началом применения зимнего масла полностью прекращается
выдача летнего. Такие же меры принимают и при переходе
с зимнего масла на летнее. .
Качество ревизии и сезонной перезаправки букс контролируют
руководители депо и служб вагонного хозяйства, для чего вводят
понумерной учет вагонов, прошедших ревизию букс.
Для букс с подшипниками качения введены полная и. промежу-
точная ревизии. Полная ревизия букс проводится при полном осви-
детельствовании колесных пар на участках ремонта роликовых
подшипников, когда буксовые узлы демонтируют, проверяют
и вновь монтируют с заменой консистентного масла. После оконча-
ния полной ревизии на буксе, установленной с правой стороны
оси колесной пары, закрепляют бирку с клеймами, указывающими
номер оси, дату полного освидетельствования, условный номер
пункта, производившего освидетельствование колесной пары
и монтаж букс.
Промежуточная ревизия проводится без демонтажа букс при
поступлении колесных пар в обточку. При промежуточной ревизии
буксы и крышки осматривают, проверяют надежность крепления
болтов смотровых крышек и состояние лабиринтных уплотнений,
крышки и передние части букс протирают, внутри буксы осматри-
вают передние подшипники и стопорные устройства на торце
шейки оси, проверяют состояние старого масла и добавляют
чистое.
По окончании промежуточной ревизии на верхней части смотро-
вой крышки белилами наносят трафарет: букву Р, месяц, год
и условный номер ремонтного предприятия, производившего реви-
зию букс (например, P-VII-85-474).
Наиболее опасно в зимнее время обводнение подбивочных ма-
териалов и осевого масла из-за попадания в буксы снега через
неплотности в крышке и заднем затворе. Происходит смерзание
подбивочных материалов, примерзание их к шейкам осей. Поэтому
при обслуживании букс на ПТО необходимо тщательно следить
за герметичностью букс и очищать буксы от льда и снега, заменяя
пылезащитный подбивочный валик, расположенный у торца
шейки оси.
Наиболее часто вода в буксе скапливается под слоем масла.
Ее легко обнаружить по выделению на поверхности водяных
пузырьков при взбалтывании крючком. В данном случае масло
и воду из буксы следует удалить, заменить подбивочные мате-
риалы и снова заправить буксу чистым осевым маслом.
Валики, покрытые снегом, из буксы вынимают, а польстер
с примерзшими ко дну фитилями предварительно отогревают до-
бавлением в буксу горячего масла, а затем также вынимают
и направляют в регенерационно-пропиточный пункт. Полости
очищают от снега, льда и старого масла, буксу снова заправляют
168
свежими пропитанными подбивочными материалами и чистым
маслом.
Застывшее при низких температурах масло ухудшает работу
буксового узла, а иногда приводит к полному прекращению сма-
зывания шейки оси. Поэтому зимнее осевое масло 3 при темпе-
ратуре наружного воздуха ниже —25 °C и северное С при темпера-
туре ниже —30 °C используют только в подогретом состоянии
до температуры 60—70 °C. При температуре наружного воздуха
ниже —30 °C зимнее масло 3, а при температуре —40 °C масло С
применяют в смеси с 10%-ным низкозастывающим керосином
(10%) или топливом ТС-1, ТС-2.
Для приготовления смеси осевое масло нагревают в отдельном
баке до температуры 50—60 °C. Затем в нагретое масло добавляют
10 % (по массе смеси) холодного керосина или топлива и всю
смесь хорошо перемешивают в течение 10 мин.
Осевое масло, предназначенное для централизованной подачи
его на парковые пути станции для обслуживания букс в поездах,
подогревается в регенерационно-пропиточных отделениях вагонных
депо или специализированных маслохранилищах ПТО.
VII .10. Техническое обслуживание автосцепных
устройств вагонов
В условиях эксплуатации подвижного состава возможны слу-
чаи повреждения, износа, проявления дефектов изготовления авто-
сцепных устройств, которые могут привести к саморасцепу или
излому автосцепок в пути следования.
Саморасцепы автосцепок могут происходить вследствие нали-
чия на вагоне короткой или длинной цепи расцепного привода,
износа деталей, составляющих контур зацепления, изгиба или
излома предохранителя.
Превышение допускаемой разницы высот между продольными
осями автосцепок также может явиться причиной саморасцепа
при движении поезда по участкам пути, имеющим большую про-
садку или пучины, или при проходе вагонов через сортировочную
горку, когда площадь зацепления замков сокращается.
При осмотре автосцепного устройства на ПТО проверяют:
действие предохранителя от саморасцепа с помощью специального
ломика, а у несцепленных вагонов (головной, хвостовой в составе
и одиночно стоящий)—с помощью шаблона; наличие в деталях
трещин; правильность крепления валика подъемника; состояние
расцепного привода, особенно положение рукоятки рычага, длину
цепи; крепление кронштейна , и державки к раме, а также цепи
к рычагу и валику подъемника; состояние центрирующего прибо-
ра, поглощающего аппарата; тяговый хомут и клин; крепление
169
упорных угольников, поддерживающей планки и клина тягового
хомута; разницу по высоте между продольными осями автосцепок
и высоту положения их над головками рельсов.
Разность между продольными осями, автосцепок в грузовом
поезде не должна превышать 100 мм, а между первым вагоном
и локомотивом — 110 мм.
В пассажирских поездах, следуемых со скоростью до 120 км/ч,
эта разность должна быть не более 70 мм, а в поездах со ско-
ростью движения свыше 120 км/ч — не более 50 мм, между локо-
мотивом и первым вагоном — не более 100 мм.
Высота продольной оси автосцепки над уровнем головок
рельсов должна быть не менее 950 мм для грузовых груженых
и не менее 980 мм для пассажирских вагонов с людьми, локомоти-
вов и тендеров. Наибольшая допускаемая высота продольной оси
автосцепки для порожних вагонов, локомотивов и тендеров состав-
ляет 1080 мм.
В пунктах формирования и оборота пассажирских поездов
дополнительно контролируют износ элементов контура зацепления
автосцепок ломиком при растянутых вагонах. Исправность работы
несцепленных автосцепок проверяют шаблоном 873. Толщину
замка, действие предохранителя от саморасцепа, надежность
удерживания механизма в расцепленном состоянии, а также
разность между продольными осями двух сцепленных автосцепок
проверяют тем же шаблоном.
При осмотре автосцепки обращают внимание на крепление ва-
лика подъемника, кронштейна и державки расцепного рычага.
Расстояние от упора головы автосцепки до наиболее высту-
пающей части розетки должно быть в пределах 60—100 мм при
аппарате с полным ходом 70 мм. Поддерживающая планка должна
иметь типовое крепление.
Особое внимание обращают на состояние клина (валика) тяго-
вого хомута и его крепления, которое должно быть только типо-
вым. При натянутых автосцепках признаком излома клина являет-
ся его наклонное положение.
Если саморасцеп автосцепок произошел на перегоне, то в этом
случае расцепившиеся автосцепки осматривает машинист локомо-
тива, который по возможности должен устранить обнаруженные
неисправности. О случившемся он должен информировать по ра-
диосвязи диспетчера и по прибытии на станцию сообщить работни-
кам ПТО. Для выявления причины саморасцепа должны быть
проведены: внешний осмотр автосцепного устройства вагонов, про-
верка автосцепок шаблоном 873, осмотр деталей с разборкой
механизма автосцепок, а в необходимых случаях дополнительная
проверка действия предохранителя от саморасцепа автосцепки.
Не допускается эксплуатировать вагоны с поглощающими аппа-
ратами, потерявшими упругость.
170
Глава VIII
ПЛАНИРОВАНИЕ РЕМОНТА, РАЗВИТИЕ
И РАЗМЕЩЕНИЕ ДЕПОВСКОЙ РЕМОНТНОЙ БАЗЫ
VIII .1. Методика определения потребности
в периодических видах ремонта
Потребность в ремонте определяется принятыми межремонт-
ными сроками, возрастным составом и численностью инвентарного
парка вагонов. Наиболее точным методом определения потребно-
сти во всех видах ремонта является непосредственное определение
даты поступления каждого вагона в ремонт в планируемом году
на основе обработки на ЭВМ паспортов вагонов. Массив этих
документов формируется на машинном носителе в результате ре-
шения задачи автоматизированной системы управления железно-
дорожным транспортом «Учет инвентарного парка вагонов».
В паспорте вагона указываются даты постройки и проведения
ремонта, затраты на ремонт и другие сведения. Зная дату про-
ведения последнего ремонта и межремонтные сроки, можно опре-
делить, когда и какой вид ремонта ожидает вагон в следующий раз
и подсчитать потребность в ремонте в целом по инвентарному
парку по каждому типу вагонов.
Потребность в ремонте с достаточной для практических целей
точностью можно определить и более простым методом. Так,
потребность в капитальном ремонте зависит от цикличности его
проведения, назначаемого срока службы вагонов и численности
инвентарного парка.
Если, например, капитальный ремонт цистерн для перевозки
бензина и нефти проводится через 10 лет, а установленный срок
службы составляет 40 лет, то в течение всего срока службы вагон
пройдет три капитальных ремонта и коэффициент потребности
в капитальном ремонте в этом случае составит 3:40 = 0,075.
Так как в эксплуатации находятся вагоны разных лет постройки,
то при допущении их равномерного распределения по срокам
эксплуатации и соблюдения установленного срока службы в ка-
питальный ремонт ежегодно будет направляться 7,5 % инвентарно-
го парка цистерн. Исключение вагонов из инвентаря производится
в строгом соответствии с действующей инструкцией на основе ана-
лиза их технического состояния. Поэтому некоторая часть вагонов
нередко остается в инвентарном парке после истечения норматив-
ного срока службы. Это увеличивает потребность в ремонте на ве-
личину, обратную сроку службы, умноженную на долю количества
вагонов у рассматриваемого года постройки, оставляемую в инвен-
тарном парке.
171
gf + Yt—1
(VIII. 1)
Коэффициент потребности в капитальном ремонте для i-ro типа
вагонов рассчитывается по формуле
„ at — 1 у,-
2/к = h ~Z~ т ,
7 СЛ ' сл ' сл
где at — общее количество межремонтных циклов за период, равный сроку
службы вагона г-го типа; у,- — доля количества вагонов i-ro типа с норматив-
ным сроком службы, которая оставляется в инвентарном парке для работы
сверх установленного срока и, следовательно, проходит еще один капитальный
ремонт; Тсл — нормативный срок службы вагона.
Срок службы вагона приближенно можно определить исходя
из процента годовых отчислений на полное его восстановление р
по формуле:
7’сл=100/р. (VIII.2)
Нормы годовых амортизационных отчислений на полное восста-
новление вагонов (р, %) приведены ниже:
Крытые, транспортеры...............................2,4
Полувагоны.........................................3,5
Платформы, цистерны нефтебензиновые . . . .2,5
Хоппер-дозаторы....................................3,0
Цистерны для перевозки кислоты.....................9,2
Рефрижераторные секции и поезда....................3,5
Вагоны-ледники................................... 4,7
Цельнометаллические пассажирские мягкие, жесткие
купейные, жесткие открытые, багажные, почтовые ва-
гоны ...............................................2,4
Металлические контейнеры............................4,8
Деревянные контейнеры . . . . .... 8,3
Вагоны-рестораны.................................. 3,3
Пример. Нормативный срок службы полувагонов 100:3,5 = 28,6 года»
»29 лет. Полувагоны постройки с 1974 г. проходят капитальный ремонт через
10 лет, постройки с 1964 по 1973 г. — через 8 лет, а постройки до 1964 г. —
через 5 лет. Приведенная продолжительность межремонтных циклов введена с
1 января 1981 г. До 1981 г. полувагоны проходили капитальный ремонт через
7 лет. Поэтому из всей совокупности полувагонов со сроком службы, не пре-
вышающим нормативного, поступали в капитальный ремонт, например в 1986 г.,
вагоны постройки 1976 г. (1976+10=1986), 1971 г. (1971+7+8=1986), 1964 г.
(1964+7 + 7+8=1986) и 1962 г. (1962+7+7+5+5=1986). Таким образом,
полувагоны четырех лет выпуска прошли капитальный ремонт в рассматривае-
мом году. Кроме того, часть вагонов, проработавшая установленный срок
службы, после обследования их технического состояния может быть оставлена
для дальнейшей работы. Допустим, что их доля составит 0,1 от годового вы-
пуска. Тогда коэффициент потребности в капитальном ремонте для цолувагонов
составит
4 + 0,1
Хпвк= - — =0,1414,
т. е. в среднем 14,14 % полувагонов ежегодно должны направляться в капи-
тальный ремонт.
172
Учитывая перечисленные факторы, потребность в капитальном
ремонте вагонов i-го типа может быть определена по формуле:
N^ = ZiKNlt (VIII. 3)
где ZiK — коэффициент потребности в капитальном ремонте вагонов i-ro типа
в планируемом году; N, —инвентарный парк вагонов i-ro типа на начало пла-
нируемого года, вагонов.
Потребность в деповском ремонте грузовых вагонов подсчиты-
вают по формуле
Vw = W-. (VIII. 4)
где Zi;( — коэффициент потребности в деповском ремонте вагонов i-ro типа.
Коэффициент потребности в деповском ремонте находится
как отношение общего количества деповских ремонтов за весь
срок службы вагона к продолжительности данного срока. Коли-
чество деповских ремонтов полностью определяется межремонт-
ными сроками. Например, полувагоны проходят деповской ремонт
ежегодно, кроме новых, которые проходят первые два деповских
ремонта через два года, и прошедших капитальный ремонт, кото-
рые направляются в деповской ремонт также через два года
согласно установленным срокам (см. табл. 1.1). Учитывая это,
подсчитываем общее количество деповских ремонтов полувагонов
(18) за нормативный срок службы («29 лет) и определяем
7ПВД=18 : 29«0,62, т. е. примерно 62 % полувагонов ежегодно
должны направляться в деповской ремонт.
Учитывая, что количество вагонов разных лет постройки
в инвентарном парке неодинаково, получим, что коэффициент
потребности в деповском ремонте вагонов рассматриваемого типа
может быть определен по формуле
v ь
ZA=V-^afe, (VIII.5>
S tk
где k — номер межремонтного цикла; v — общее количество межремонтных
циклов за весь срок службы вагона; й* — количество деповских ремонтов за
й-й межремонтный цикл; tk — продолжительность Л-го межремонтного цикла в
годах; а./, — доля от инвентарного парка вагонов рассматриваемого типа, рабо-
тающая в й-м межремонтном цикле.
Данный метод определения потребности в ремонте пригоден
для расчета при любой продолжительности межремонтных циклов
и межремонтных периодов, в том числе не кратных одному году.
VIII.2. Определение потребной мощности вагоноремонтной базы
на заданных полигонах сети железных дорог
Производственная мощность вагоноремонтной базы на задан-
ном полигоне сети железных дорог должна удовлетворять потреб-
ности в ремонте. Пассажирские и рефрижераторные вагоны при-
173
писаны к определенным депо, осуществляющим их техническое
обслуживание и ремонт. В этих условиях определение потребности
в деповском и капитальном ремонтах на рассматриваемом поли-
гоне железных дорог производится исходя из численности, действи-
тельных сроков службы приписанных вагонов и установленных
межремонтных сроков.
Парк грузовых вагонов обезличен и за межремонтный период
в значительной степени перераспределяется по железным доро-
гам. Рациональное распределение вагоноремонтной базы должно
обеспечивать полный охват ремонтом всех вагонов в соответствии
с установленными сроками, улучшение технического состояния
вагонов при наименьших затратах на их техническое обслужива-
ние и ремонт.
Каждая железная дорога должна обеспечивать проведение
необходимых работ по техническому обслуживанию и ремонту
грузовых вагонов в объеме, соответствующем среднесуточному
наличному парку вагонов.
Потребность в деповском ремонте наличного парка грузовых
вагонов рассматриваемого типа может быть определена по форму-
ле, аналогичной
мн —N*Z-
где IV? — среднесуточный наличный парк вагонов рассматриваемого типа по
дороге; — коэффициент потребности в деповском ремонте рассматриваемого
типа вагонов.
Трудоемкость деповского ремонта вагонов различного типов
неодинакова. Для сопоставления объема работ, выполняемого при
деповском ремонте различных типов вагонов, производится его
пересчет в «приведенные вагоны» (по трудоемкости) с примене-
нием коэффициентов приведения.
Численные значения данных коэффициентов установлены
нормативной станцией ЦВ МПС.
Суммарная потребность в деповском ремонте наличного парка
грузовых вагонов в приведенных единицах
Г
(VIlL6)
где r — общее количество типов грузовых вагонов, эксплуатируемых на рас-
сматриваемой дороге; Л, — коэффициент перевода в «приведенные вагоны» де-
повского ремонта вагона i-ro типа.
Развитие деповской ремонтной базы по дорогам характеризует-
ся значительной неравномерностью. Поэтому решение вопросов
специализации и развития существующих и размещения проекти-
руемых грузовых вагонных депо должно производиться с полным
учетом особенностей обеспечения их объектами ремонта.
174
Потребность вагонов в деповском ремонте на рассматриваемой
дороге может быть удовлетворена в результате организации ре-
монта не всех, а только некоторых типов грузовых вагонов,
но в увеличенном количестве при одновременном обеспечении ре-
монта других типов вагонов на смежных дорогах.
Среднесуточное поступление на станцию или дорогу вагонов,
требующих периодического ремонта,
Ац = РцВ(, (VIII. 7)
где Ptj — вероятность события, заключающегося в том, что поступивший вагон
i-ro типа требует /-го вида периодического ремонта; Bi — среднесуточное по-
ступление на станцию или полигон вагонов (-го типа, из которых производится
отбор в ремонт.
Отбор объектов в периодический ремонт по существующим пра-
вилам разрешается производить из числа вагонов, разгруженных
на рассматриваемой станции, а также из числа порожних вагонов,
поступивших на станцию в поездах, проходящих переработку
или предназначенных для подготовки к перевозкам.
Среднесуточное количество вагонов, из которых производится
отбор объектов в ремонт, определяется по формулам:
на технической станции (полигоне) с преобладающей выгрузкой
Br^NSi + NnoPi; (VIII. 8)
на станции (полигоне) с преобладающей погрузкой
Bi=Nni; (VIII. 9)
на станциях, имеющих механизированные пункты подготовки
вагонов к перевозкам,
Bi^Bi + Wnopi + Wperi, (VIII. Ю)
где i — среднесуточная выгрузка вагонов (-го типа; 1УПор > — среднесуточное
поступление порожних вагонов (-го типа в поездах, проходящих переработку на
рассматриваемой станции; Nn ,• — среднесуточная погрузка вагонов (-го типа;
Vper i — среднесуточное поступление порожних вагонов (-го типа по регулиро-
вочному заданию для подготовки к перевозкам.
Вероятность события, заключающегося в том, что поступивший
вагон i-ro типа требует /-го вида периодического ремонта, опре-
деляется исходя из установленных межремонтных сроков и правил
отбора вагонов в ремонт. Численное значение данной вероятности
определяется по формуле
(VIII. 11)
где рц — допускаемый средневзвешенный разброс межремонтных сроков по
трафарету при отборе вагонов (-го типа в /-й вид ремонта (в сутках); 365 —
количество дней в году; 7,ц — доля количества вагонов (-го типа, ежегодно
направляемых в /-й вид ремонта, численно равная коэффициенту потребности в
ремонте.
175
Таблица VIII,1
Вероятности Численные значения вероятностей для вагонов различных типов
Крытый Платформа Полувагон Цистерна
Р i кап 0,00625 0,00625 0,0086 0,00625
Pi Деп 0,0646 0,0562 0,0575 0,0583
Подсчитаны значения вероятностей поступления вагонов, тре-
бующих деповского или капитального ремонта для условий,
регламентированных приказами МПС. Для перспективных расче-
тов рекомендуемые значения вероятностей приведены в табл. VIII. 1.
Эти значения определены исходя из действующего срока службы
вагонов, фактических размеров поставки транспорту новых ваго-
нов, установленной периодичности между деповскими и капиталь-
ными ремонтами.
Суточное поступление вагонов (<2г/)> требующих периодического
ремонта, может отличаться от среднесуточного (Ai;), как в боль-
шую, так и в меньшую сторону.
Математическое ожидание суточного поступления грузовых
вагонов, требующих деповского-ремонта, определяется из выраже-
ния (VIII.7), дисперсия — по формуле
Dx = Рiде„й (1 + 2,26РДепВ° 2 2), (VIII. 12)
а коэффициент вариации — по формуле
J Г 1 + 2,26РдепВ0-22
Рi деп-В
(VIII. 13)
При среднесуточном превышающем 3<т (V<0,33) поступлении
вагонов (Л), требующих ремонта, суточное поступление вагонов
может быть аппроксимировано нормальным распределением
с параметрами, задаваемыми формулами (VIII.8), (VIII.12)
и (VIII. 13). Такой подход может быть применен при средне-
суточном поступлении вагонов, требующих ремонта, Л >12 единиц.
В результате того что Ргкап^ОД, суточное поступление вагонов,
требующих капитального ремонта, хорошо аппроксимируется
распределением Пуассона:
176
Математическое ожидание суточного поступления вагонов, тре-
бующих капитального ремонта, определяется по формуле (VIII.7),
дисперсия — из соотношения
D=A,
а коэффициент вариации — по формуле
V=l//” А.
Производственная мощность деповской базы для ремонта г-го
типа вагонов //,, которую целесообразно иметь на заданной доро-
ге по наличию объектов ремонта, определяется из выражения:
л.
(VIII. 14)
ЯобЩГ
где .Ni деп — потребность в деповском ремонте вагонов i-го типа по сети дорог,
определяемая по формуле (VIII.4); At — среднесуточное поступление вагонов
i-ro типа с истекшими сроками ремонта на заданную дорогу; ЛОбщ t — средне-
суточное наличие вагонов г'-го типа с истекшими сроками ремонта в целом по
сети дорог.
Превышение межремонтных сроков, определяемое по трафаре-
ту, не является браковочным признаком, а лишь разрешает отбор
в ремонт. При этом учитывается техническое состояние вагона.
Объекты ремонта отбираются, как правило, на станциях, где рас-
положены ПТО. При доведении запаса вагонов, ожидающих ре-
монта, до заданного значения отбор прекращается, а остальные
направляются по плану формирования порожних вагонов. Возмож-
ная продолжительность их работы по истечении межремонтного
срока ограничивается действующими распоряжениями. Вагоны
со сроком работы более допускаемого запрещается подавать под
погрузку. Они направляются в ближайшее депо, специализирован-
ное на ремонте данного типа вагонов.
Как уже отмечалось, в течение срока эксплуатации между
деповскими ремонтами грузовые вагоны свободно обращаются
по всей сети железных дорог. В результате воздействия разно-
образных случайных факторов часть парка постоянно эксплуати-
руется на определенном полигоне дорог, другая — безвозвратно
выходит за его границы, третья — выходит и через неопределенное
время возвращается обратно. Вместо вышедших за границы поли-
гона поступают вагоны с соседних полигонов. Выход вагонов и их
поступление с других полигонов носят вероятностный характер
и оказывают существенное влияние на возможности организации
ремонта на рассматриваемом полигоне в количестве, превышаю-
щем потребности наличного парка. Перераспределение вагонов
по дорогам и полигонам пропорционально численности парков
происходит уже через 3—4 мес, что позволяет на одной дороге
производить деповской ремонт в количестве, превышающем
потребность парка вагонов данной дороги.
177
Рис. VIII. 1. Распределение вероят-
ностей наличия в рабочем парке, ва-
гонов, проработавших после депов-
ского ремонта t месяцев
гонов. Поэтому решение вопроса
ской ремонтной базы на дорогах
Рациональное развитие ре-
монтной базы по полигонам
железных дорог способствует
обеспечению перевозок техни-
чески исправным подвижным
составом. Из общей суммы за-
трат на капитальный ремонт
вагонов расходуется при-
мерно 21,9 %, на депов-
ский — 22,4 %, на техниче-
ское обслуживание, текущий
отцепочный ремонт и подго-
товку вагонов к перевозкам —
55,7 % затрат. Следовательно,
основная доля затрат идет на
техническое обслуживание ва-
рационального развития депов-
должно производиться с полным
учетом влияния размещения деповской базы на величину трудо-
вых, материальных и стоимостных затрат в сфере технического
обслуживания вагонов.
Превышение мощности деповской ремонтной базы на полигоне
железных дорог над потребностью наличного парка приводит
к тому, что отремонтированные вагоны не успевают равномерно
перераспределяться по сети дорог, что вызывает увеличение доли
количества вагонов, требующих ремонта, на полигонах, где депов-
ская ремонтная база развита недостаточно. Это является одной
из причин, приводящих к существенному различию в техническом
состоянии вагонов по полигонам железных дорог. Тип кривых
распределения вагонов по продолжительности эксплуатации после
деповского ремонта на полигонах с пропорциональной (кривая /),
увеличенной (кривая 2) и недостаточной (кривая 3) мощностью
деповской вагоноремонтной базы показан на рис. VIII.1.
Размер полигона, на котором должно обеспечиваться комплекс-
ное развитие базы по техническому обслуживанию и плановому
ремонту вагонов, определяется из условия невыхода вагонов за его
границы с вероятностью не менее 0,95 за период накопления ваго-
ном неисправностей, требующих ремонта в объеме подготовки
к перевозкам. Количество дорог, входящих в полигон, зависит
от их протяженности (обычно в него входит 6—10 дорог). Сокра-
щение затрат на деповской ремонт вагонов на таком полигоне
при недостаточном развитии вагонных депо приводит почти
к удвоенному увеличению затрат в сфере технического обслужи-
вания вагонов по сравнению с сокращением затрат на деповской
ремонт. Это в основном происходит в результате накопления
в парке вагонов с истекшими межремонтными сроками.
178
VIII.3. Определение приведенных эксплуатационных затрат
на деповской ремонт грузовых вагонов
Разные варианты развития и размещения вагонных депо тре-
буют различных затрат трудовых и материальных ресурсов.
При размещении вагонных депо необходимо учитывать, что кон-
центрация и специализация вагоноремонтного производства сни-
жают удельные расходы на ремонт, но. увеличивают затраты
на обеспечение депо объектами ремонта.
Определение удельных приведенных расходов производится
по формуле
£'прив = С(Лг)4-^уд£'н-|-3(Л') + 7’(Л'), (VIII. 15)
где C(N) — затраты на деповской ремонт грузового вагона в зависимости от
программы N; КУЯ — удельные капитальные вложения на развитие существую-
щего или строительство нового депо; Ен — нормативный коэффициент эффектив-
ности капитальных вложений; V — программа ремонта вагонов; 3(N) — удель-
ные расходы по содержанию запаса вагонов в ожидании ремонта; Т (IV) —
удельные транспортные расходы по подсылке и подаче объектов ремонта в депо.
Себестоимость ремонта оказывает определяющее влияние
на приведенные затраты; для деповского ремонта она составляет
примерно 80% приведенных затрат. Изменение себестоимости ре-
монта вагонов при увеличении производственной программы при-
ведено на рис. VIII.2.
Зависимость себестоимости ремонта грузовых вагонов от произ-
водственной программы имеет вид
C----a//V+b, (VIII.16)
где а, b — величины зависящих и условно не зависящих расходов'от программы
ремонта вагонов в депо N, руб. (табл. VIII.2).
При увеличении программы ремонта себестоимость уменьшает-
ся. Однако в различных диапазонах программ относительное сни-
жение ее неодинаково, что оказывает существенное влияние
на установление рациональных программ ремонта вагонов в депо.
Удельные капитальные вложения на развитие существующих
или строительство новых депо в значительной степени зависят
от местных условий и определяются в каждом конкретном случае
отдельно.
Таблица VIII.2
Условные обозначения расходов Численные значения расходов для вагонов разных типов
Крытый Платформа Полувагон Цистерна
а 228 347 185 231 239 872 130 948
ь 148,7 119,3 162,6 85,4
179
Рис. VIII.2. Графики зависимости
себестоим'остей ремонта вагонов
в депо от программы:
1 — полувагоны; 2 — крытые вагоны;
3 — платформы; 4 — цистерны
Удельные расходы на содер-
жание запаса вагонов в ожидании
ремонта определяются его вели-
чиной. Запас вагонов сглаживает
суточную неравномерность по-
ступления объектов ремонта.
Оптимальный запас вагонов обес-
печивает минимум расходов на
его содержание и потерь от не-
полного использования основных
фондов депо при нехватке объек-
тов ремонта. Она определяется в’
каждом конкретном случае исхо-
дя из условий обеспечения депо
объектами ремонта.
Удельные транспортные рас-
ходы существенно зависят от
принимаемого варианта обеспечения депо объектами ремонта.
Специализация депо на ремонте одного типа вагонов и даль-
нейшая концентрация ремонта на меньшем числе станций часто
приводят к необходимости пересылки вагонов в депо с других
станций. Наиболее выгодной является пересылка в направлении,
совпадающем с движением потока порожних вагонов по плану
формирования. В этом случае дополнительные расходы возникают
только в связи с необходимостью проследования данными ваго-
нами сортировочных станций с переработкой, в то время как соста-
вы порожних вагонов, направляемые по регулировочному заданию,
следуют через эти станции без переработки. Дополнительные
расходы, связанные с проследованием вагоном станции с пере-
работкой, определяются по формуле
6— (^п+рв + Рлеп&) >
(VIII. 17)
где /п — потери от проследования вагоном станции с переработкой (1,1—2,1 ва-
гоно-ч); рв — эквивалент переработки вагонов (составляет 1,3—2,0 вагоно-ч);
рл — эквивалент «перецепки» поездных локомотивов (0—1,3 вагоно-ч); еп*—
расходная норма на 1 вагоно-ч простоя груженого вагона 70,4 коп.
Дополнительные расходы, связанные с проследованием вагоном
станции с переработкой, находятся в пределах 1,69—3,80 руб./вагон.
В среднем для четырехосного вагона 6=2,74 руб./вагон.
VIII.4. Выбор специализации и рациональной программы
грузового вагонного депо по обеспечению объектами ремонта
Специализация депо на одном типе вагонов создает предпо-
сылки и открывает возможности внедрения передовых форм
организации производства, перехода от мелкосерийного к средне-
го
и крупносерийному типу производства, применения средств комп-
лексной механизации и автоматизации производственных процес-
сов. Возможности узкой специализации часто ограничиваются
недостатком (отсутствием) объектов ремонта на станции (узле),
где расположено депо. Учет специфики организации грузовых пере-
возок на железнодорожном транспорте позволяет решить вопрос
обеспечения депо объектами ремонта при удельных затратах
на подсылку вагонов, составляющих всего 1,5—2% себестоимости
ремонта.
Некоторые депо расположены на станциях, через которые сле-
дуют транзитом составы порожних вагонов по регулировочному
заданию. Отбор вагонов в ремонт из транзитного порожняка запре-
щается. Это связано с тем, что при отборе из транзитного потока
возникают дополнительные затраты, связанные с задержкой
поезда, расформированием состава и простоем локомотива. В пере-
счете на один вагон, отобранный для ремонта, эти затраты состав-
ляют более 10 руб., что заведомо неэффективно.
Следовательно, обеспечение депо объектами ремонта путем
их подсылки в направлении,' совпадающем с движением потока
порожних вагонов,— эффективный путь снижения доли транспорт-
ных затрат в приведенных расходах на ремонт вагонов.
Наиболее рациональным является подсылка вагонов в ремонт
в направлении, совпадающем с движением потока порожних ваго-
нов рассматриваемого типа, при этом возникают дополнительные
затраты, связанные только с проследованием подсылаемым ваго-
ном сортировочных станций с переработкой, в то время как
маршруты порожних вагонов следуют через эти станции без пере-
работки. При подсылке вагонов в ремонт на одно тяговое плечо
возникает необходимость в двух дополнительных переработках
вагона по сравнению с отравкой его в регулировочном маршруте
на дорогу погрузки без переработок. Первая переработка необхо-
дима для отбора вагона из прибывшего на станцию расположения
депо поезда и подачи его на путь накопления вагонов, требующих
деповского ремонта. Вторая переработка необходима для включе-
ния отремонтированного вагона в формируемый состав порожних
вагонов, направляемых по регулировочному заданию. В некоторых
случаях вагоны могут пересылаться в ремонт с еще большим
числом переработок.
При правильно выбранной специализации и рациональном
размещении грузовые вагонные депо должны обеспечиваться
объектами ремонта непосредственно со станции или узла, где они
расположены. В этом случае дополнительные удельные расхо-
ды по пересылке Тр равны нулю. Этот вариант принимаем за ба-
зовый.
Определение рациональной программы ремонта вагонов при
реконструкции или расширении депо производится на основе
181
•сравнения эффективности концентрации ремонта вагонов при усло-
вии пересылки их с других станций.
Обозначим составляющие формулы (VIII.15)
С (N)+3 (A0 + Wh = £'/ (VIII. 18)
тогда приведенные затраты за деповской ремонт вагонов
£=£' + Тр(У). (VIII. 19)
Оптимальная программа ремонта вагонов в депо может быть
найдена из условия
dE
--- =0.
dN
Зависимость удельных транспортных расходов по обеспечению
депо объектами ремонта не может быть выражена одной общей
для всех депо формулой. Это объясняется спецификой размещения
и обеспечения каждого депо объектами ремонта. Поэтому для
каждого конкретного депо оптимальная программа ремонта может
быть определена из условия
dE' dTp (N)
dN dN
(VIII. 20)
При подсылке вагонов программа ремонта будет складываться
W = x0 + x2 + x3+...+x/, (VIII.21)
где хп — количество вагонов, отбираемых в ремонт на станции расположения
депо, для которых затраты по подсылке равны нулю; хг, хз. х, — количест-
во вагонов, подсылаемых в ремонт с двумя, тремя, ..., г-ми переработками.
Удельные расходы по подсылке объектов ремонта
28х, + 3<5х., + . • • + i8xi
Тр (#) = - ---2-2-!-, (VIII.22)
•Чг -v2 • -V:i . . . + Xj
где б — средние затраты по переработке вагона на сортировочной станции.
При увеличении программы ремонта расходы Е' снижаются,
транспортные затраты растут. Изменение Е' задается непрерывной
и дифференцируемой функцией (VIII. 16) вида
Е' =a/N—6,
а зависимость удельных транспортных затрат от программы вы-
ражается прерывной функцией и имеет ступенчатый вид (VIII.22).
Для этого случая рациональное значение программы ремонта ва-
гонов в депо можно найти из условия
dE'
—ТГ +Пр (V)-T’p (N- 1)]=О.
Следовательно,
-a/N2+\Tp (N)-Тр (N—1)] =0.
182
Рис. VIII.3. Схема полигона железной
дороги:
сплошными стрелками указано направление
движения потока порожних крытых вагонов,
платформ и полувагонов, а штриховыми —
направление потока порожних цистерн
Обозначив
TP(N) - TP(N - 1) = ЛГр(Л9,
получим, что оптимальная программа ремонта вагонов в депо
может быть найдена из условия
—a/№+A7’p(7V) = O. (VIII.23)
Расчеты показали, что в случае обеспечения депо объектами
ремонта путем их подсылки в направлении движения потока по-
рожних вагонов для программ депо до 10—12 тыс. вагонов в год
имеем
alN^&Tp.
Это указывает, что данные значения программ меньше или
равны оптимальному. Следовательно, правильное обеспечение
объектами ремонта делает эффективной специализацию депо
на одном типе вагонов с доведением годовых программ до 10—
12 тыс. вагонов.
Пример. Для полигона, изображенного на рис. VIII.3, определить рациональ-
ную специализацию и возможную программу депо, расположенного на станции
4, а также целесообразность размещения нового депо на одной из станций
полигона по условию обеспечения объектами ремонта. Исходные данные приве-
дены в табл. VIII.3, где обозначено: Ns, NB, NBev соответственно среднесуточный
размер выгрузки, погрузки и переработки порожних вагонов. Стрелками на
рис. VIII.4 указано направление движения потока порожних вагонов.
Таблица VIII.3
Поступление порожних вагонов по типам
Станция Крытые Платформы Полувагоны Цистерны
"в "п "пер "В Nn "пер NB Nn "пер "в "п "пер
1 174 162 24 48 34 26 108 91 15 31 11 23
2 222 180 41 23 18 10 159 84 26 46 737 28
3 53 24 12 106 68 41 61 48 31 42 39 31
4 142 140 47 164 102 38 38 36 44 140 88 42
5 323 240 38 81 31 14 486 46 38 86 67 14
18;
Рис. VIII.4. Схема последовательности решения задачи выбора рационального
варианта развития ремонтной базы
Таблица VIII.5
Таблица VIII.4
Станция Количество вагонов разных типов, из которых производится Отбор в ремонт
Крытые 2 а Св- Полу- вагоны Цистерны
1 198 74 123 54
2 263 33 185 737
3 65 147 92 73
4 189 202 82 182
5 361 95 524 100
Среднесуточное поступление вагонов}
требующих ремонта
Станция Крытые Платфор- мы Полу- вагоны Цистерны
1 12,79 4,16 7,07 3,15
2 16,99 1,85 10,64 42,97
3 4,20 8,26 5,29 4,26
4 12,21 11,35 4,71 10,61
5 23,32 5,89 30,13 5,83
ш
По формулам (VIII.8), (VIII.9) и (VIII.10) определяем общее
количество вагонов В, из которых производится отбор в ремонт,
на каждой станции для всех рассматриваемых типов вагонов. Ре-
зультаты сводим в табл. VIII.4.
Определяем среднесуточное поступление вагонов А, требующих
ремонта, по формуле (VIII.7) и результаты сводим в табл. VIII.5.
Среднесуточное поступление вагонов, требующих ремонта,
на станцию 4 (см. рис. VIII.3) составляет 12,21 крытого, 11,35 плат-
формы, 4,71 полувагона и 10,61 цистерны. При отборе вагонов
в ремонт только на данной станции недостаточно объектов ремонта,
чтобы специализировать депо на ремонте какого-либо одного типа
вагонов. В соответствии с направлением движения потока по-
рожних крытых вагонов, платформ и полувагонов рациональна
подсылка объектов ремонта со станций 1, 2, 3, а цистерн — со стан-
ций 3 и 5. В этом случае суммарное среднесуточное поступление
объектов ремонта: крытых 2ЛКР = 12,79+16,99+4,20+12,21 =
= 46,19 платформы; 2ДПЛ=4,16+1,85+8,26+11,35=25,62 полува-
гона; 2Дпв== 7,07+10,64+5,29+4,71 =27,71 цистерны; 2ЛЦ=4,26+
+ 10,61+5,83=20,7.
По наличию объектов имеющееся депо рационально специали-
зировать на ремонте крытых вагонов 2ЛКР=46,19 вагона. В ре-
зультате суточной неравномерности поступления вагонов, требую-
щих ремонта, назначать в депо программу, равную 2Лкр, нера-
ционально. Это потребует содержания большого переходящего
запаса вагонов в ожидании ремонта и увеличит простой вагонов.
Определим рациональную величину программы ремонта вагонов
в депо из условия отбора вагонов в ремонт только на текущие
сутки и отсутствия переходящего запаса вагонов. Примем вероят-
ность обеспечения депо объектами ремонта Р=0,95 и вероятность
нехватки объектов 1—Р=0,05. Для нормального распределения
<£>(/) =0,05 при t=—1,65. Общее количество крытых вагонов,
из которых отбираются объекты в ремонт на станциях 1, 2, 3 и 4,
2В = 198+263+65+189=715 вагонов. Коэффициент вариации су-
точного поступления крытых вагонов, требующих ремонта, опре-
деляемый по формуле (VIII. 13):
, Г 1+2,26-0,0646-7150’22
V = 1 / ——’----’----------- =0,187.
V 0,0646-715
Тогда суточная программа ремонта вагонов для Р=0,95 и при
отсутствии переходящего запаса вагонов в ожидании ремонта:
Ксут кр = 2+р — дкр (1— tV) =46,19(1-1,65-0,187) =
= 31,94 вагонов/сутки.
Для режима пятидневной рабочей недели годовая программа
депо:
А^год = +сутДр; А+д = 31,94-254?»8112 вагонов.
185
Таким образом, депо на станции 4 рационально специализировать
на ремонте крытых вагонов с годовой программой »8000 вагонов.
Объекты ремонта целесообразно отбирать на станциях 1, 4, 2 и 3
и подсылать в ремонт в направлении, совпадающем с движением
потока крытых вагонов. На полигоне, приведенном на рис. VIII.3,
возможно также размещение нового депо на станции 2. Это депо
рационально специализировать на ремонте цистерн.
VIII.5. Решение задачи развития и специализации
существующих и размещения новых грузовых вагонных депо
Рациональный вариант специализации существующих и разме-
щения новых грузовых вагонных депо производится по условию
минимизации приведенных расходов Е на ремонт всех типов ваго-
нов с учетом производственных и транспортных затрат:
г т1 г mi п
i~\ а —1 £=! а=1 /=1
где а — номер депо (а = 1, 2, т); j — номер станции, на которой произво-
дится отбор объектов ремонта (/=1, 2, ..., n); i — тип вагонов, ремонтируемых
в депо (i=l, 2, ..., г); т,- — количество депо, специализированных на ремонте
i-го типа вагонов; п — количество станций, на которых производится отбор
объектов ремонта; г — общее количество типов вагонов; в — вариант произ-
водственной структуры (реконструкции) депо (в = 1, 2, ..., sa); ГПа— произ-
водственные затраты в а-м депо при в-м варианте производственной структуры
и специализации на ремонте i-ro типа вагонов; Тга/- — транспортные расходы по
доставке в а-е депо одного вагона i-ro типа с /-й станции; х,а/ — количество
вагонов i-ro типа, направляемых в а-е депо с /-й станции.
Производственные затраты включают в себя
Пв = Св -4- F № -4- Эв
где С?а , К"а, 3®а — соответственно себестоимость ремонта вагонов, величина
удельных капитальных вложений и затраты на содержание запаса вагонов
i-ro типа в а-м депо при в-м варианте производственной структуры; Ея — нор-
мативный коэффициент эффективности капитальных вложений.
Задача специализации существующих и размещения новых депо
относится к типу производственно-транспортных. Для решения та-
ких задач весьма эффективным является метод построения после-
довательности планов, реализованный на ЭВМ [8]. При решении
данной задачи исходим из следующего:
известна методика расчета приведенных затрат, которая учиты-
вает как производственные, так и транспортные расходы;
заранее определены и зафиксированы пункты размещения депо
и станции отбора объектов ремонта;
186
определена общая потребность в ремонте (по каждому типу
вагонов);
известна необходимая суммарная мощность депо (по каждому
типу вагонов).
Задача состоит в распределении мощностей (программ) депо
и определении рационального варианта обеспечения их объектами
ремонта таким образом, чтобы суммарные приведенные затраты
были бы минимальными.
На решение задачи накладывается ряд ограничений.
Производственная мощость вагоноремонтной базы должна
соответствовать потребности в ремонте вагонов каждого типа
mt
а=1
где NB-a — производственная мощность а-го депо, специализированного на ре-
монте i-ro типа вагонов при в-м варианте производственной структуры; Ni дец —
потребность в деповском ремонте вагонов г-го типа.
Исходные данные специализации существующих и размещения
новых депо включают несколько вариантов рациональной рекон-
струкции и расширения каждого' существующего а-го депо с рас-
смотрением sa вариантов производственной структуры. Исходные
данные задаются дискретно в табличной форме
в 1 2 3 ... sa
П? Л.1 /7? П? . П5.а
ia ia ia ia ‘ la
В исходном варианте предусматривается суммарная мощность
всех депо заведомо большая, чем необходимая,
ш.
У, Nja~> N,-деп.
а=1
Суммарное наличие объектов ремонта на всех станциях отбора
превосходит потребность в них
п
Aji > N i деп,
/=1
где Ац — количество вагонов i-ro типа, которые можно отобрать в ремонт на
j-й станции.
Количество объектов, отбираемых для ремонта, равняется
потребности в ремонте:
xiai Ni Деп-
/=1
187
Количество вагонов i-ro типа, направляемых в ремонт с /-Й стан-
ции во все депо, всегда меньше или равно поступлению вагонов,
требующих ремонта,
xia]' < Ац.
а— 1
Объем потребления всеми депо Л-го дефицитного ресурса (до-
полнительных капитальных вложений, трудовых ресурсов и т. п.)
не превышает установленного лимита
г mi
i=l а=1
где й°а— потребление Л-го дефицитного ресурса в а-м депо при ремонте i-ro
типа вагона и в-м варианте производственной структуры.
Решение задачи производится в последовательности, указанной
на рис. VIII.4. Исходными данными для расчета являются: инвен-
тарный парк грузовых вагонов и его структура; схема полигона
(сети дорог); размещение и специализация существующих грузо-
вых вагонных депо; объем погрузки и выгрузки по станциям;
направление потоков порожних вагонов; размещение пунктов
формирования поездов из порожних вагонов, направляемых по ре-
гулировочным заданиям; размещение механизированных пунктов
по подготовке вагонов к перевозкам и их программы.
Схема потоков порожних вагонов рассматриваемого типа
составляется на основе анализа плана формирования поездов.
Расчет поступления порожних вагонов, из которых возможен
отбор объектов в ремонт, производится по методике, описанной
выше с использованием формул (VIII.8), (VIII.9) и (VIII.10),
а определение среднесуточного поступления вагонов, требующих
ремонта,— по формуле (VIII.7).
Выбор рациональных вариантов реконструкции существующих
депо производится на основе анализа их работы с учетом предло-
жений дорог по развитию ремонтной базы и возможностей устойчи-
вого обеспечения их объектами ремонта. Составляются все
возможные варианты развития депо по специализации и мощности.
Определение пунктов размещения новых депо и их возможных
программ производится путем последовательного рассмотрения
вариантов, при которых соблюдается обеспечение депо объектами
ремонта с одной станции или со станций одного узла, наличие
трудовых и других ресурсов.
Расчет потребности в деповском ремонте на перспективу ведет-
ся с учетом планов пропорционального развития не только депо,
но и заводов.
Применение описанной методики для решения поставленной
задачи позволяет с помощью ЭВМ выполнять сложные расчеты
188
по обширному полигону железных дорог в короткие сроки. Про-
ведение таких расчетов с заданной периодичностью позволит
осуществлять корректировку развития вагоноремонтной базы, при-
ближая ее к отпимальному варианту. Это обеспечит существенное
снижение затрат на ремонт вагонов.
Специализация грузовых вагонных депо создает необходимые
условия применения новой более совершенной техники, прогрессив-
ной технологии и рациональной организации производства, внедре-
ния поточных линий, комплексной механизации и автоматизации.
Специализация депо создает необходимые предпосылки для даль-
нейшей концентрации ремонта вагонов при одновременном сокра-
щении количества вагонных депо.
Годовой экономический эффект, достигаемый в результате спе-
циализации и увеличения программ депо до рациональных разме-
ров, определяется по формуле
г mi
5г= 2 2[(Я1га + Лга)-(Я21.а+7^.а)]^.а,
1=1 а—1
где П^{а~ производственные затраты на ремонт вагона i-ro типа в
а-м депо до и после специализации; Tlia, —удельные транспортные рас-
ходы по обеспечению а-го депо до и после специализации; Ai|fa— годовая
программа а-го депо по ремонту вагонов i-ro типа после специализации; mi —
общее количество депо, специализированных на ремонте i-ro типа вагонов; г —
общее количество рассматриваемых типов вагонов.
Глава IX
ОРГАНИЗАЦИЯ РЕМОНТА ВАГОНОВ
И КОНТЕЙНЕРОВ В ДЕПО
IX.1. Основные задачи и формы организации
производства при ремонте вагонов
Под организацией поточного производства понимается форма
организации производства, характеризуемая расположением средств
технологического оснащения в последовательности выполнения
операций технологического процесса и специализацией рабочих
мест. Признаками поточного производства являются: расчленение
процесса производства (ремонта) изделия на отдельные операций;
закрепление этих операций за определенными рабочими местами
или за определенными исполнителями; оснащение рабочих мест
специализированным оборудованием, инструментом и приспособле-
ниями для высококачественного и производительного выполнения
закрепленных операций; перемещение предметов труда с одного
рабочего места на другое в процессе производства либо перемеще-
ние исполнителей отдельных операций от одного предмета труда
к другому для выполнения закрепленных за исполнителями опера-
ций; однородность или схожесть изготовляемых (ремонтируемых)
изделий.
В зависимости от положения предметов труда относительно ра-
бочих мест в процессе производства различают: поточно-предмет-
ную (поточную) форму организации производства, при которой
вагон (предмет труда) последовательно перемещается с позиции
(рабочего места) на позицию (рабочее место) с помощью техно-
логического транспорта через определенные промежутки времени;
стационарно-предметную (стационарную) форму, при которой ва-
гон (предмет труда) от начала до окончания ремонта находится
на одной позиции (рабочем месте).
Стационарная форма организации производства в зависимости
от положения рабочих относительно предметов труда подразде-
ляется на разновидности: стационарно-бригадную или индиви-
дуальную форму организации производства, при которой ремонт
вагонов (предметов труда) от начала до сдачи осуществляет
комплексная бригада (рабочий), занимаясь ремонтом только одно-
го объекта; после сдачи первого объекта бригада (рабочий) начи-
нает ремонт другого объекта и т. д.; поточно-бригадную форму,
при которой ремонт вагонов (предметов труда) осуществляют па-
раллельно на разных объектах несколько специализированных
бригад (групп рабочих), которые перемещаются с одного объекта
на другой совместно с применяемым оборудованием в определен-
но
ной последовательности, обеспечивая выполнение полного комп-
лекса работ по всем объектам за определенное время.
Наибольшее распространение при ремонте вагонов получили
поточно-предметная и поточно-бригадная формы организации про-
изводства.
Различают необезличенный и обезличенный ремонты изделий.
При необезличенном ремонте сборка вагона ведется из узлов,
предварительно снятых с него для ремонта. При обезличенном
ремонте необязательна постановка на вагон только тех же узлов,
что были сняты с него для ремонта. Применение обезличенного
ремонта открывает возможности внедрения принципа замены
неисправных узлов и деталей вагона новыми или заранее отре-
монтированными. Это позволяет значительно уменьшить время
простоя вагона в ремонте.
В зависимости от конструкции различных типов вагонов
и уровня внедрения принципа замены неисправных узлов и дета-
лей вагонов новыми или заранее отремонтированными при их ре-
монте применяют узловой, агрегатно-узловой, агрегатный и крупно-
агрегатный методы ремонта, а ремонт деталей, узлов и агрегатов
производят с применением прогрессивных форм организации про-
изводства.
При поточно-бригадной форме организации производства вагоны
от начала и до конца работ простаивают на одних и тех же ре-
монтных позициях. Все позиции оснащаются полным комплексом
стационарной тенхологической оснастки. Ограниченная площадь
ремонтной позиции и большое количество разнообразных техноло-
гических операций, выполняемых при ремонте вагона, не позво-
ляют применить в широком масштабе специализированную ста-
ционарную технологическую оснастку. Это значительно снижает
возможности внедрения средств механизации при поточно-бри-
гадной форме ремонта вагонов. Решающее значение в этом случае
приобретает внедрение и использование передвижных средств
механизации, которые могут обслуживать все ремонтные позиции,
перемещаясь вместе с исполнителями работ. Данный метод орга-
низации работ весьма нечувствителен к неравномерности ремонта
на отдельных объектах, так как исполнители на каждом вагоне
работают столько времени, сколько требуется исходя из трудо-
емкости его ремонта, а затем переходят на другой объект.
Большое значение имеет назначаемая очередность постановки
вагонов на вагоносборочный участок и рациональная последова-
тельность их ремонта с учетом обеспечения максимальной парал-
лельности работ. Ремонт осуществляет комплексная бригада
с разделением на группы, специализированные на выполнении
различных работ: слесарных по кузову и раме, столярных, по ре-
монту автотормоза и др. Каждая специализированная группа
в строго определенной последовательности выполняет работы
191
на всех вагонах. Последовательность ремонта вагонов каждой
группой рабочих определяется исходя из требования не создавать
задержек в работе другим группам в ожидании фронта ремонта.
В основу определения последовательности перемещения специали-
зированных групп положена последовательность ремонта вагонов
группой, выполняющей наиболее трудоемкие операции, например,
группы, выполняющей столярные работы при ремонте крытого ва-
гона, группы, производящей ремонт пола и бортов платформ с при-
менением передвижных машин портального типа.
Поточно-предметная форма ремонта является наиболее пере-
довой в организации производства. Она характеризуется разделе-
нием комплекса операций, осуществляемых при ремонте вагонов
и их узлов, на группы, закрепляемые за отдельными рабочими
местами (позициями), размещенными последовательно в соответ-
ствии с технологическим процессом. Значительное сокращение ко-
личества технологических операций, выполняемых на каждой
позиции, создает возможности внедрения высокопроизводительной
специализированной стационарной технологической оснастки и су-
щественного повышения производительности труда.
. В зависимости от типа вагоносборочного участка вагоны могут
перемещаться в процессе ремонта в одном направлении, последо-
вательно проходя все позиции (при сквозном вагоносборочном
участке), или П-образно (при вагоносборочном участке тупико-
вого типа). На каждой позиции одновременно могут находиться
один или несколько вагонов в зависимости от принятой технологии
ремонта\|
Совокупность рабочих мест (позиций), расположенных в после-
довательности выполнения операций технологического процесса
и предназначенных для производства закрепленных за ними опера-
ций, образует поточную линию.
Рассмотрим основные параметры поточного поризводства при-
менительно к вагоносборочному участку депо.
Ритм выпуска вагонов из ремонта показывает, какое количество
вагонов выходит из ремонта в единицу времени,
NB
Фдоб
где NB — годовая программа ремонта вагонов; ФДОб •— действительный годовой
фонд времени работы оборудования с учетом сменности.
Фронт работы вагоносборочного участка или количество одно-
временно ремонтируемых вагонов, находящихся на позициях по-
точных линий, определяется по формуле
Фр = г/В, (IX. 2)
где te — норма простоя вагона в ремонте, ч.
192
( 1ХГ1)
Фронт работы поточной линии
Фп = спв, (IX.3)
где с — количество позиций на поточной линии; ив — количество вагонов на
одной позиции.
Количество позиций на поточной линии принимается исходя
из опыта работы передовых депо и рекомендаций ПКБ ЦВ
и составляет пять-шесть для ремонта грузовых и шесть -восемь
для ремонта пассажирских вагонов в депо с учетом разборочной
и малярной позиций.
Количество поточных линий, необходимых для освоения задан-
ной программы,
пл-.= фр/фл. (IX.4)
Тактом выпуска вагонов называется интервал времени между
выпусками с последней позиции поточной линии транспортных
партий вагонов. Величина такта выпуска определяется как
т = 4/с. (IX. 5)
В процессе расчета получаемые дробные значения фронта ра-
бот и количества поточных линий округляют до ближайшего
большего целого числа. Продолжительность такта выпуска вагонов
из ремонта округляют до ближайшего меньшего числа, уклады-
вающегося целое число раз в продолжительность смены. При про-
должительности смены 8 ч такт поточной линии ремонта вагонов
может быть равен 8; 4; 2,66; 2; 1,6; 1,3; 1,14 ч и т. д. Обеденный
перерыв устанавливается через интервал времени, равный целому
числу тактов. При таком подходе к началу обеденного перерыва
и к концу смены бригады будут заканчивать работу на вагонах
и осуществлять передвижку конвейера.
За счет округлений, производимых в процессе расчета, полу-
чаемые параметры не обеспечивают точного совпадения производ-
ственной мощности вагоносборочного участка и плановой годовой
программы ремонта вагонов. Поэтому производят расчет производ-
ственной мощности (максимально возможной программы) участка
по формуле
Д4у = (фдобфр) Дв. (IX.6)
Рассчитывая производственную мощность вагонного депо, сле-
дует помнить, что трудоемкость ремонта вагонов разного типа
неодинаковая. Поэтому мощность определяют в приведенных еди-
ницах. В качестве единицы приведения принят деповской ремонт
четырехосного полувагона с нормальным износом, а ремонт ваго-
нов других типов и контейнеров приводится с учетом коэффи-
циентов, указанных в табл.IX. 1.
Общий простой грузового вагона в деповском ремонте норми-
руется ЦВ МПС и составляет примерно 40 ч с момента отцепки
до выпуска из ремонта: в ожидании подачи в депо — около 11 ч,
7 Зак. 378 193
Таблица IX. 1
Наименование Коэффициент приведения при ремонте
деповском капиталь- ном
Грузовые вагоны
Полувагон четырехосный: с нормальным износом 1,0 5,5
с поврежденным кузовом или просроченным сроком 1,8 5,5
капитального ремонта Контейнеровоз 0,9 -—.
Для перевозки битума 1,6 •—-
Шестиосный полувагон 1,7 —
Восьмиосный » 2,0 —
Крытый четырехосный: с нормальным износом 1,5 4,8
с просроченным сроком капитального ремонта 2,2 6 ,и
с повышенным объемом работ 3,0 —
Платформа четырехосная: 1,3* 3,5*
с нормальным износом 0,9 3,0
1,5* 3,5*
с поврежденным кузовом 1,2 3,0
Для перевозки автомобилей 3,0 —
Восьмиосная платформа 1,6 —
Четырехосная цистерна: для перевозки нефтепродуктов 0,7 2,8
» » кислот 1,3 —
» » цемента 2,0 —-
Восьмиосная цистерна 1,7 —
Изотермический вагон 2,0 —
Цельнометаллические пассажирские вагоны Жесткий некупейный: без редукторно-карданного привода 10,0
с люминесцентным освещением и редукторно-кар- 10,5/11** —
данным приводом с электроотоплением 12,0
Жесткий купейный без редукторно-карданного привода: без радиокупе 9,5 ——
с радиокупе 10,0 —
Жесткий купейный с люминесцентным освещением и ре- дукторно-карданным приводом: без радиокупе 10,5/11**
с радиокупе 11,5 —
с электроотоплением 12,0 —
Мягкий купейный: без электроотопления 9,0 —.
с электроотоплением 10,5
194
Продолжение табл. 1Х.1
Наименование Коэффициент приведения при ремонте
деповском капиталь- ном
с электроотоплением и кондиционированием воз- 12,0 —
духа Почтовый: без редукторно-карданного привода 7,0
с редукторно-карданным приводом 7,5 —-
Багажный: без генератора 0,5 —
с генератором 7,5 ——
Ресторан: без кондиционирования воздуха 21,0 —
с кондиционированием воздуха 23,0 —.
Контейнеры: металлический крупнотоннажный массой брутто 2'0 т металлический среднетоннажный массой брутто: 5 т 3 т Деревянный среднетоннажный массой брутто 3 т * Числитель — с деревянными бортами; знаменатель — с металлически 1,5 0,6/0,7*** 0,5/0,6*** 0,8 ми.
** Вагоны с комбинированным электроуголъным отоплением. *** Числитель •— для контейнеров без модернизации, знаменатель — с модернизацией.
от подачи в депо до выпуска из ремонта — 29 ч, в том числе
непосредственно в ремонте — 8 или 12 ч.
Общий простой вагонов в текущем отцепочном ремонте также
нормируется и составляет примерно 20 ч, а непосредственно в ре-
монте— 3,5 ч.
Продолжительность простоя вагонов в деповском ремонте при
поточной организации работ приведена в табл. IX.2.
Таблица IX.2
Тип вагона Нормы простоя, ч
с полной окраской с частич- ной окрас- кой
Четырехосные крытые,, полувагоны, платформы и цистерны 12 8
В.осьмиосные полувагоны, цистерны, четырехосные изотер- мические 16 8
Цельнометаллические пассажирские 88,8 '—-
7
195
Для поточно-предметной формы организации производства
имеем:
Фр = сплпв; /в = ст.
Тогда производственная мощность вагоносборочного участка
Aly = (ФдобПЛПв)/Т- (IX.7)
При проектировании поточно-предметной организации производ-
ства для условия реконструкции существующих депо, когда заве-
домо известно количество поточных линий п„ и число вагонов
на одной позиции пв, такт выпуска вагонов из ремонта может быть
найден из условия выполнения планируемой годовой программы
по формуле
Т — (ФдобДл^в)/Ав (IX.8)
Пример. Заданная годовая программа ремонта полувагонов в депо 10 000,
режим работы депо двухсменный при пятидневной рабочей неде'ле, действитель-
ный годовой фонд времени работы оборудования вагоносборочного участка
ФДоб = 4015 ч, простой вагона в ремонте 8 ч. Определить параметры технологи-
ческого процесса ремонта вагонов на потоке.
Находим ритм выпуска вагонов из ремонта г—10 000/4015 = 2,49 вагонов/ч.
Фронт работы Фр = 2,29-8= 19,92 = 20 вагонов.
Количество поточных линий определяем исходя из того, что полувагоны ре-
монтируют на пяти позициях с = 5, из которых одна — для разборочных работ,
три — ремонтно-сборочные и одна — для малярных работ. На каждой позиции
устанавливается по два вагона пв=2- Тогда количество поточных линий пл =
=20/(5-2)=2.
Такт выпуска вагонов из ремонта с поточной линии т=8/5=1,6 ч.
Производственная мощность вагоносборочного участка Му— (4015-2-2) 1,6 =
= 10 037 вагонов/год.
JX.2. Особенности обеспечения внутритактной
синхронизации операций
Для реализации основных принципов организации производ-
ства— непрерывности и пропорциональности — в поточном произ-
водстве необходимо строго соблюдать такт. Все операции должны
осуществляться в строго обусловленные промежутки времени;
любое их нарушение сразу приведет к срыву такта всей поточной
линии.
Организация ремонта грузовых вагонов на потоке характери-
зуется особой сложностью, вызванной значительными колебаниями
трудоемкости работ при ремонте вагонов. Основная трудность
заключается в обеспечении рабочей (периодической) синхрониза-
ции операций, выполняемых на позициях поточно-конвейерной ли-
нии. Нарушение внутритактной синхронизации операций вызывает-
ся тем, что трудоемкость ремонта конкретного вагона на опреде-
ленной позиции поточной линии может значительно отличаться
от нормативной. Поэтому в вагонных депо, внедрявших поточно-
196
конвейерную форму ремонта вагонов без учета неравномерности
трудоемкости работ, вынуждены для сокращения срывов в работе
поточной линии увеличивать продолжительность такта по сравне-
нию с расчетным значением примерно на 20—25 %. Это значи-
тельно снижает эффективность внедрения поточного метода, кото-
рый в данном случае будет определяться в основном разницей
эффекта от повышения производительности труда вследствие
внедрения средств механизации и потерями рабочего времени
от срывов работы линий в результате отсутствия внутритактной
синхронизации операций.
Опыт разработки и внедрения поточной организации ремонта
вагонов показывает, что обеспечение сихронизации сохраняется
при отклонениях трудоемкости работ до 20 % в сторону увеличе-
ния. Это обосновывается тем, что в результате улучшения условий
труда, введения поощрительной системы его оплаты, организации
социалистического соревнования можно добиться повышения про-
изводительности труда на 20—25 %. Однако фактическая трудо-
емкость ремонта вагонов, поступающих в ремонт, может отличать-
ся от нормативного значения более чем на 20 % (до 80 % по
отдельным позициям). Поэтому необходимо применять специаль-
ные меры, обеспечивающие рабочую синхронизацию операций.
Следует обеспечивать работу исполнителей на каждой позиции
не на одном, а на группе вагонов, подобранных из запаса с таким
расчетом, чтобы средняя трудоемкость их ремонта соответствовала
нормативному значению. Подбор вагонов производится по условию
п
% Ни
0,9//,topMi < 1>2WHopmi> (IX.9)
п
где п—количество вагонов в группе; /Л, — трудоемкость ремонта /-го вагона
на i-й позиции; //норм i — нормативная трудоемкость работ на i-й позиции;
1, 2 — наибольшее значение коэффициента перевыполнения норм выработки.
Количество рабочих, направляемых для ремонта /-го вагона
на i-й позиции, определяется пропорционально трудоемкости его
ремонта из выражения:
Н1}
f, (IX. Ю)
mt 2 НИ
/=1
где mi — полная численность рабочих на i-й позиции, рассчитанная исходя из
нормативной трудоемкости работ по п вагонам на i-й позиции.
Получение в качестве результата дробного числа будет указы-
вать на то, что количество исполнителей, равное целой части числа,
должно работать на вагоне в течение всей продолжительности такта,
а еще один исполнитель должен работать на данном вагоне в тече-
197
ние времени, равного доле такта,
соответствующей дробной части
числа.
Ограничение нижнего предела
трудоемкости при подборе груп-
пы вагонов по условию (IX.9)
величиной 0,9 Hvop№ г принято по
условию обеспечения обязатель-
ного выполнения планового зада-
ния не менее чем на
„ (0,9+1,2)100
я = ---=105%.
Учитывая особенности сущест-
вующих вагонных депо, приме-
няют следующие варианты (рис. IX. 1) организации работы групп
исполнителей на нескольких вагонах, специально подобранных
из запаса по условию (IX.9):
постановка на одну позицию поточно-конвейерной линии двух
и более вагонов (вариант /). Это наиболее простой способ, но его
реализация возможна только в депо, имеющих сквозные вагоно-
сборочные участки длиной более 150 м. Данный метод успешно
применяется при ремонте крытых вагонов в депо станции Казатин
Юго-Западной дороги;
организация работы бригады исполнителей на параллельных
позициях нескольких поточных линий (вариант II). Такая орга-
низация успешно применяется в депо Брянск Московской дороги
при ремонте крытых вагонов;
обслуживание бригадой параллельных позиций нескольких по-
точных линий при постановке на каждую позицию двух и более
вагонов (вариант III). Применение данного метода возможно
только в крупных вагонных депо, таких, как Красноармейск или
Магнитогорск;
организация работы бригады исполнителей на двух последова-
тельных позициях поточной линии с постановкой вагонов на поток
в чередующейся последовательности: один — с большей трудоем-
костью относительно нормативной трудоемкости, другой — с мень-
шей. Эти вагоны подбираются из запаса по условию обеспечения
средней трудоемкости по двум вагонам, примерно равной норма-
тивному значению трудоемкости ремонта одного вагона. При по-
ступлении на позицию потока вагона с повышенной трудоемкостью
бригада не успевает его отремонтировать за период такта, и вагон
переходит на следующую позицию с некоторыми недоделками.
На эту же позицию на период следующего такта переходит часть
рабочих из бригады, количество которых определяется пропор-
198
ционально объему оставшихся работ на вагоне. На позиции за-
канчиваются данные работы. Параллельно начинает выполнять
следующий комплекс работ другая бригада. При этом рассматри-
ваемые комплексы работ должны быть совместимыми, например,
на одной позиции заканчиваются столярные работы и начинается
ремонт автотормозного оборудования и т. п. Не допускается па-
раллельно выполнять на позиции столярных работ электросвароч-
ные или слесарные работы, требующие предварительного подогрева
элементов и т. п. На предыдущую позицию в это время поступает
вагон с меньшей трудоемкостью, и с его ремонтом справляется
оставшееся количество рабочих;
такая организация ремонта позволяет при работе бригады
на двух вагонах обеспечить выполнение всех комплексов работ
с уменьшением их фронта и тем самым сократить потребную длину
поточной линии. Это важно осуществить при внедрении поточной
организации производства в небольших вагонных депо. Реализа-
ция такой организации работ возможна на любых, в том числе
на П-образных поточных линиях (вариант /V).VHa сети дорог
примерно 60 % вагонных депо имеют тупиковые вагоносборочные
участки, в которых возможна организация П-образных поточных
линий на четырех—шести позициях.
Рассмотрим особенности организации работы исполнителей
на группе объектов. В этом случае рабочие распределяются
по объектам ремонта пропорционально трудоемкости работ [см.
формулу (IX.10)]. Отрезок времени, в течение которого могут быть
отремонтированы вагоны, ограничивается трудоемкостью самого
сложного по ремонту вагона и максимально допускаемой плотно-
стью рассматриваемого вида работ на вагоне. Исходя из этого
наименьшее время ремонта вагона
+in/ = +nax/7(m/X), (IX. 11)
где Ятах/ — наибольшая трудоемкость работ на одном вагоне на j-й позиции;
т, — наибольшее количество исполнителей, которое можно поставить на один
вагон для выполнения /-го комплекса работ; К — наибольший коэффициент вы-
полнения норм выработки.
Продолжительность работ [см. формулу (IX. 11)] должна быть
равна или меньше продолжительности такта поточной линии, опре-
деляемой по формулам (IX.5) и (IX.8).
При нормальном распределении трудоемкости ремонта вагонов
наибольший объем работ может быть рассчитан по формуле
^тах/ = Инорм/ (1 + ^аУ/) ,
где //норм i —нормативная трудоемкость ремонта вагона на j-й позиции;
to. — нормированное отклонение случайной величины для уровня вероятности а;
Vj — коэффициент вариации трудоемкости работ на /-й позиции.
Для вероятности а = 0,95 будем иметь Нтгх у= (1 + 1,657/) ДНОрм /.
Вагоны с трудоемкостью, превышающей Ятах/, должны про-
199
ходить предварительную подготовку к ремонту в специальном отде-
лении до постановки на поточную линию. Трудоемкость работ,
выполняемых в отделении подготовки вагонов к ремонту, состав-
ляет примерно 15 % общей трудоемкости по вагоносборочному
участку.
Следовательно, обеспечение внутритактной синхронизации опе-
раций по позициям линии возможно в большинстве депо сети
дорог. Поэтому при узкой специализации внедрение потока
в большинстве депо, имеющих достаточные средства механизации,
будет весьма эффективным.
IX.3. Влияние неравномерности трудоемкости ремонта
узлов вагона на выбор метода организации работ
Описанные варианты обеспечения внутритактной синхронизации
операций на поточной линии часто нецелесообразно применять
при ремонте отдельных узлов вагонов. Трудоемкость ремонта
различных узлов вагона, как правило, колеблется в широких пре-
делах. Поэтому необходимо строго обосновать возможность обеспе-
чения внутритактной синхронизации по позициям поточной линии.
Перед ремонтом таких узлов сложно определить конкретные зна-
чения трудоемкости восстановления каждого из них. В этом случае
возможен пуск узлов, передвижение их в процессе ремонта и вы-
пуск транспортными партиями, обеспечивающими выполнение
условия
( 2 < !’2//норм, (IX. 12)
\i=l /
где Hi — трудоемкость восстановления i-ro узла; п — количество узлов в транс-
портной партии; //норм — нормативное значение трудоемкости восстановления
рассматриваемого узла.
При такой организации работ время обработки транспортной
партии на каждой позиции поточной линии будет постоянным.
Рассмотрим последовательность обоснования формы организации работ на
примере ремонта автосцепки.
Технологические операции по ремонту автосцепки производятся в опреде-
ленной очередности. Сначала разбирают механизм сцепления, обмеряют и де-
фектуют детали, проверяют на дефектоскопе хвостовик корпуса автосцепки.
Затем корпус и отдельные детали направляют на восстановление наплавкой,
после чего их подвергают механической обработке и подают на сборку. Перед
сборкой контролируют качество ремонта деталей. После сборки механизма
сцепления проверяют его работу.
Все перечисленные операции, кроме сварочно-наплавочных, отличаются
относительным постоянством и их колебания не приводят к изменениям, вызы-
вающим нарушения синхронизации операций. Распределение объема сварочно-
наплавочных работ может быть описано нормальным законом. При этом сред-
нее значение трудоемкости примерно Я = 36 чел.-мин, а коэффициент вариации
200
У=48 % (0,48). Значительные колебания объема сварочно-наплавочных работ
по корпусу автосцепки вносят затруднения в организацию работ по ремонту
автосцепки.
В некоторых депо для ремонта грузовых вагонов применяется поточно-
конвейерная форма ремонта автосцепок с регламентированным тактом. Для этого
имеется, как правило, напольный конвейер, который перемещает соединенные
между собой тележки. На каждую тележку обычно укладывают по две авто-
сцепки. Таким образом, пуск, перемещение в процессе ремонта и выпуск авто-
сцепок из ремонта производятся транспортными партиями.
С Оценим коэффициент вариации средней трудоемкости работ ЯС|> по транс-
портной партии. Дисперсия среднеарифметического
Dn = D/n, (IX. 13)
где D — дисперсия случайной величины; п — количество объектов в группе.
Среднеквадратичное отклонение
or= УЪп =а/ Vп.
Получим, что коэффициент вариации транспортной партии
Vn = or/m или Vr = о/=V(IX. 14)
где V — коэффициент вариации случайной величины.
Коэффициент вариации средней трудоемкости сварочно-наплавочных работ
по транспортным партиям из двух объектов будет
V2 = V/Vn =0,48 ]/¥ = 0,34 (34%).
При установлении такта поточно-конвейерной линии по средней трудоемко-
сти ремонта автосцепок он будет выдерживаться только в тех случаях, когда
//2 < 1,2ЯноРм.
где Н2 — средняя трудоемкость сварочно-наплавочных работ по двум автосцеп-
кам; 1, 2 — коэффициент, учитывающий максимальное плановое перевыполне-
ние норм выработки (120%); //норм — нормативное значение трудоемкости
сварочно-наплавочных работ.
Если это условие не будет соблюдаться, то произойдет срыв такта. В этом
случае объект ремонта задержится на рассматриваемой позиции для окончания
работ, а на всех остальных позициях поточно-конвейерной линии будет простой
рабочих и средств механизации. Срыв такта будет происходить при
Я2> 1,2Янорм.
Учитывая, что Н имеет нормальный закон распределения, получим
Р {1 ,2Ян0Рм < Я3 < + оо) = Ф(_р„) —ф; 2ЯНОРМ1 (IX. 15)
где Ф — функция нормального закона распределения.
Нормированное отклонение для точки Я=1,2 //НОрм при коэффициенте ва-
риации V2 = 0,34
/ = (1,2//ноРм —//Норм) /0,34//норм = + 0,588.
Окончательно получим
Р{1,2ЯнОРм<//2< + о0}=Ф(+оо)-Ф(/=о,588) = 1-0,722=0,278.
Таким образом, в среднем в 27,8 % случаев будет происходить срыв такта.
Следовательно, необходимо установить такт выпуска не по средней трудоемко-
сти, а по трудоемкости объектов с повышенным объемом работ. Определим по
формуле (IX. 15) трудоемкость Н, при которой обеспечивается вероятность срыва
такта не более 0,1.
201
С учетом того что Ф(+«,) = 1, имеем Ф(и)=0,9. Для Р — 0,9 нормированное
отклонение в соответствии с таблицей функции нормального распределения
/ = 1,282. Таким образом, условие будет выполняться при
Я = Нн0Рм (1 + 1,282У2).
Учитывая, что данный объем работ достигается при наибольшем перевы-
полнении норм выработки (120%), получим, что расчетное значение трудоем-
кости
„ tfH0PM (1+1,2821+)
прасч —
1,2
При У2 = 0,34 получим:
7/Расч = 1, 197//н0Рм -- 1,2//ноРм.
Следовательно, чтобы уменьшить вероятность срыва такта до 0,1, необходи-
мо такт поточной линии устанавливать по объектам с повышенной примерно на
20 % трудоемкостью. Это означает, что при описанной организации работ пла-
нируемые. потери рабочего времени составляют около 20 %. Такая организация
работ неэффективна.
Значения определяемых показателей зависят главным образом от коэффи-
циента вариации трудоемкости работ. Коэффициент вариации работ по группе
объектов уменьшается с увеличением количества объектов в транспортной пар-
тии. Найдем размер транспортной партии при уровне вероятности 0,9 из условия
величины планируемых потерь рабочего времени не более 5 %. Ущерб от таких
потерь заведомо будет меньше, чем эффект от повышения производительности
труда при внедрении поточной организации производства. Определяем из условия
1 + tvn
- 2 < 1,05ЯНОРМ,
(IX.16)
7/норм
где t — нормированное отклонение; для /7=1,2-1,05 //норм = /7норм(1 + tVn).
Коэффициент вариации для рассматриваемого случая определяется из вы-
ражения
У„==У/У'п = 0,48/1/’п. (IX.17)
Подставив выражение (IX. 17) в (IX.16) и проведя преобразования, получим
п
Решение проводим численным методом. Полученные результаты приведены
ниже:
Численность транспортной партии,
шт.................................2 3 4 5'6
Потери рабочего времени, % . . 19,7 11,8 9,1 6,9 4,9
Таким образом, для обеспечения внутритактной синхронизации операций
необходимо, например, корпуса автосцепок передавать транспортными партиями
по шесть и более единиц. Размещение шести автосцепок на одной тележке кон-
вейера потребует создания слишком громоздкого конвейера, что нельзя признать
целесообразным.
Все рассмотренные варианты показывают, что применение поточно-конвейер-
ной линии ремонта корпусов автосцепок с регламентированным тактом для
описанных условий является неэффективным. Поэтому в условиях депо необ-
ходимо применение иной организации работ, которая наиболее полно отвечала
бы предъявленным требованиям. Сохранить поточность производства и сделать
202
независимыми рабочие места друг от друга можно путем создания межопера-
ционного запаса объектов ремонта между рабочими местами. В этом случае
каждый исполнитель берет объект ремонта из запаса перед своим рабочим ме-
стом, а после обработки направляет его в запас перед следующим рабочим
местом. Таким образом достигается независимость рабочих мест по времени
начала и окончания обработки объектов ремонта на каждом рабочем месте.
Неравномерность трудоемкости работ по некоторым позициям будет влиять
только наСнеобходимый запас перед рассматриваемым рабочим местом. Этот
запас будет меняться в зависимости от случайного поступления объектов с
большей или меньшей трудоемкостью. Если на обработку в сварочную кабину
поступил объект с трудоемкостью меньше средней, то он будет обработан ранее
среднего времени. Следующий объект должен поступить из запаса в сварочную
кабину раньше, чем поступит объект в данный запас после разборки механизма
сцепления. Таким образом будет наблюдаться уменьшение запаса перед свароч-
ной кабиной. Противоположная картина будет наблюдаться после сварочной
кабины. Здесь объект поступит в запас раньше, чем будет взят очередной корпус
головки для обработки на станке.
Суммарное количество объектов перед сварочной кабиной, в кабине и после
нее, обеспечивающее ритмичную работу всех позиций, может быть определено
из условия (IX. 16). Данное количество объектов равно шести.
Между другими рабочими местами можно вообще не иметь запаса, так как
объем остальных работ практически не изменяется от объекта к объекту. Одна-
ко, чтобы обеспечить полную независимость позиций, можно содержать наимень-
ший запас по одному объекту между такими рабочими местами. Общее коли-
чество объектов на поточной линии будет слагаться из числа объектов, нахо-
дящихся на позициях и между ними,
по=(лг —l) + (m + 2)+6 = 2m+3, (IX.18)
где т — число позиций; т—1 — число позиций без учета сварочной кабины;
т—2 — число межоперационных запасов между позициями, в которых находит-
ся по одному объекту ремонта; 6 — число объектов ремонта, находящихся в за-
пасе перед сварочной кабиной, после нее и в кабине на обработке.
Наименьшее количество объектов на линии может быть найдено из условия
равенства нулю межоперационных запасов между позициями с постоянным
объемом работ на объектах
»omin= (/п —!)+6 = т + 5. (IX.19)
Описанная организация работ с применением поточной линии с нерегламен-
тированным тактом и созданием межоперационных запасов объектов ремонта
позволяет устранить недостатки, возникающие при применении поточно-кон-
вейерной линии ремонта с регламентированным тактом, и сохранить поточность
в организации производства. При ремонте автосцепок данный метод наиболее
эффективен.
Реализовать данный метод организации работ можно с применением сле-
дующей технологической оснастки. Между всеми позициями проходит подвесной
конвейер, на котором подвешены корпуса автосцепок. Последние поступают в
отделение на специальной тележке. Кран-балкой их поднимают и вставляют
хвостовиком в узкие обоймы, закрепленные на подвесках. Обоймы закрепляют
по центру тяжести ближе к головной части. В обойме корпус автосцепки может
свободно поворачиваться вокруг продольной оси. Имеется возможность также
поворота его вместе с обоймой в вертикальной плоскости на подвеске. Корпуса
автосцепок проходят все рабочие места без съема обоймы, а отсоединяются от
подвесок только для производства сварочно-наплавочных работ и механической
обработки после наплавки. Рабочие места по разборке, дефектоскопии, сборке
механизма сцепления представляют собой малогабаритные столы с пневмопри-
жимом, которым закрепляется обойма с корпусом автосцепки на рабочем месте.
Размещение обоймы на корпусе автосцепки не мешает производству дефектоско-
203
пии хвостовика. Поэтому данная операция производится на одном рабочем
месте с разборкой механизма сцепления.
Каретки подвесок, на которых размещаются корпуса автосцепок, переме-
щаются по монорельсу и не соединяются постоянно с тяговым органом конвейе-
ра. Соединение каретки с тяговым органом производится путем нажатия рычага
на подвеске или дистанционно с рабочего места.
Описанная технологическая оснастка проще, дешевле и занимает меньше
места, чем напольный конвейер по ремонту автосцепок.
IX.4. Необезличенный ремонт тележек
при поточной организации производства
Необезличенный ремонт тележек в депо требует такой органи-
зации работ, которая бы обеспечила окончание ремонта тележек
и их подкатку под вагон до окончания ремонта вагона в целом
при нахождении на одной позиции при стационарной форме или
до окончания ремонта на позиции подкатки при поточно-предмет-
ной форме организации работ.
Тележки можно ремонтировать на механизированных стендах
или конвейере. Прогрессивная поточно-конвейерная форма ремонта
тележек связана с определенными трудностями согласования ре-
монта тележек и вагонов на потоке при наличии одной позиции
подъемки вагонов. В некоторых случаях тележки не могут быть
возвращены под вагон, из-под которого были выкачены. При при-
менении поточно-конвейерной формы ремонта тележек на всех по-
зициях конвейера должны находиться объекты ремонта. После
подъемки вагона тележки выкатывают. и подают в специализи-
рованное отделение. Через время, равное такту работы конвейера,
отремонтированную тележку подают на сборочный участок для
подкатки под вагон, а первая тележка рассматриваемого вагона
еще только поступает в моечную машину. В этом случае будет
иметь место обезличивание тележек.
Для предотвращения обезличивания тележек конвейер для их
ремонта используют как механизированный стенд. На конвейер
устанавливают всего один объект; два слесаря, производящих его
ремонт, перемещаются вместе с объектом по позициям конвейера
и последовательно выполняют технологические операции с при-
менением механизмов, установленных на каждой позиции.
В этом случае для ремонта тележек рационально применять
механизированные стенды, что позволяет не допускать обезличи-
вания тележек, сокращать площадь, занимаемую технологической
оснасткой, и снижать затраты на изготовление оснастки.
Трудоемкость разборки, проверки деталей и сборки тележки
на механизированных стендах составляет примерно 1,33 чел.-ч.
Потребное количество рабочих в смену для ремонта тележек зави-
сит от программы депо. Результаты расчетов для двухсменного
режима работы депо при пятидневной рабочей неделе приведены
в табл. IX.3.
204
Таблица IX.3
Показатели Годовая программа депо, вагонов/год
4015 6022 8030 1 0 037 12 045
Ритм выпуска тележек, тележек/ч 2 3 4 5 6
Количество рабочих в смену (расчет- ное) 2,66 4 5,32 6,66 8
Исходя из трудоемкости слесарных работ по ремонту тележек
целесообразно использовать поточно-конвейерную форму ремонта
тележек для 6000 вагонов в год и более, так как в этом случае
количество работающих в смену (четыре и более) позволяет орга-
низовать две или более позиций поточной линии и обеспечить
полную загрузку оборудования.
Выполнение требований необезличенного ремонта тележек
и применение поточно-конвейерной формы их ремонта могут быть
обеспечены при выкатке тележек из-под вагона на одной позиции
и при подкатке их на следующей. В этом случае тележки, выкачен-
ные на первой позиции подъемки вагона, подаются для ремонта
в специализированное отделение. На позициях тележечного кон-
вейера в это время находятся рамы тележек вагона, поступивше-
го на позицию подкатки. Ремонт тележек вагонов, поступивших
на позиции подкатки, начался раньше рассматриваемого такта
(рамы тележек уже находятся на всех позициях конвейера).
Поэтому и ремонт тележек этих вагонов будет окончен раньше
такта поточной линии вагоносборочного участка. Разрыв во вре-
мени необходим для подачи последней тележки на вагоносборочный
участок, подкатки тележек под вагон, опускания кузова на те-
лежки и соединения тормозной рычажной передачи.
Такт выпуска тележек из ремонта устанавливается исходя
из требования пропорциональности производительности конвейера
по ремонту тележек и потребности вагоносборочного участка
в отремонтированных тележках:
Тт=(ФдобПопл)/Л?т.
где Фя об — действительный годовой фонд времени работы оборудования с уче-
том сменности; п° — количество объектов на одной позиции конвейера по ре-
монту тележек; — количество поточно-конвейерных линий по ремонту теле-
жек; ,VT — годовая программа ремонта тележек.
Годовая программа ремонта тележек зависит от годовой про-
граммы ремонта вагонов NT—SNB, где S — количество тележек
на одном вагоне; NB — годовая программа ремонта вагонов.
205
Годовая программа ремонта вагонов
Л?в -(Фдоб«Х)/Тп,
где п'' — количество вагонов на одной позиции поточно-конвейерной линии;
я" — количество поточно-конвейерных линий; тв — такт поточно-конвейерных
линий ремонта вагонов.
После преобразования получим
Учитывая, что для современных депо, как правило, птл = п*0 = 1 ,
будем иметь для указанных условий
тт = тв/(п®п®3).
Количество позиций тележечного конвейера рационально уста-
навливать исходя из количества слесарей, работающих в смену
на одной позиции ст = /?яв/а, где /?яв — явочное количество рабо-
чих по разборке, проверке деталей и сборке тележек в смену;
а — количество рабочих на одной позиции конвейера.
Учитывая, что на каждой позиции конвейера по ремонту теле-
жек работают два слесаря, а общее их число, например, при годо-
вой программе депо 6000 вагонов составляет 4 чел. в смену, необхо-
димое количество позиций будет равно двум, а при программе
9000 вагонов в год — трем.
Ремонт тележек на конвейере должен начинаться после
подъемки вагона, а заканчиваться до их подкатки под вагон.
Наименование
операций.
Время В доля/ такта поточной
линии Вагоносборочного участка
0,25 0,50 0,15 too 1,25 1,50 1,75
Подъемка Вагона,
Выкатка тележек
и ожидание ремонта
ОдмыВка
Ремонт тележек
Ожидание подкатки,
подкатка тележек
и опускание Вагона
1
2
J
4
1
2
3
4
/
2
3
4
/
2
7
4
Рис. IX.2. График производственного процесса выкатки, ре-
монта и подкатки тележек:
-----------------------работа;------- — ожидание
206
Возможная продолжительность работ по выкатке и подкатке
тележек может быть определена из равенства производственного
цикла ремонта тележек и продолжительности нахождения вагона
на позициях выкатки и подкатки тележек, а также времени на-
хождения вагона на позициях, которые он проходит на технологи-
ческих тележках. В соответствии с графиком производственного
процесса ремонта тележек (рис. IX.2) имеем
тв<7 = 1р 4"
где d — количество позиций поточной линии, которые вагон проходит за время
между выкаткой и подкаткой тележек; iB, in — максимально возможная продол-
жительность с начала подъемки вагона до поступления первой тележки к моеч-
ной машине и с момента окончания ремонта последней тележки до передвижки
опущенного на отремонтированные тележки последнего вагона; — время
обмывки тележки; tv — общая продолжительность ремонта тележек; /р —
— Xi(m—1-{-ст) = [тв(лг—1+ст)]/т; ст — количество позиций конвейера по
ремонту тележек; т — количество одновременно выкатываемых тележек на ва-
гоносборочном участке (m = Hgfi®S).
После преобразования получаем
^в4 ---тв(й 1 ) '-об-
\ т /
(IX.20)
Например, если выкатку и подкатку тележек осуществляют на смежных
позициях d = 2, количество одновременно выкатываемых тележек т = 4, количе-
ство позиций конвейера по ремонту тележек сТ = 2, время обмывки одной тележ-
ки 1Об=Тт, то получим, что такт конвейера по ремонту тележек Тт=тв/4, мак-
симально возможное время на выкатку и подкатку тележек ^в-Нп = тв(2— 1-—
2—1
~~ = 0,5тв.
4
4
Таким образом, для рассмотренных условий обеспечивается согласование
работы вагоносборочного участка и тележечного отделения. Расчеты показали,
что наибольшая продолжительность операций, связанных с выкаткой и подкат-
кой тележек, может составлять 50 % продолжительности такта поточных линий
вагоносборочного участка. За этот отрезок времени можно осуществить транс-
портировку тележек на значительное расстояние.
Выкатка тележек на одной позиции и подкатка их на сле-
дующей требуют перемещения вагона между рассматриваемыми
позициями на технологических тележках. Выкатку и подкатку ва-
гонных тележек, а также возврат технологических тележек с пози-
ции подкатки на позицию выкатки удобно организовать следующим
образом. Вдоль позиций выкатки и подкатки тележек вагона
прокладывают конвейер. При прямом ходе с его помощью выкаты-
ваются вагонные тележки и перемещаются технологические тележ,-
ки. При обратном ходе конвейера осуществляется подкатка отре-
монтированных тележек под вагон на смежной позиции. В качест-
ве технологических могут применяться тележки из-под списанных
грузовых вагонов.
207
Рис. IX.3. Планировка и схема размещения технологической оснастки участка
по ремонту тележек:
1 — позиция выкатки тележек; 2 — толкатель; 3 — моечная машина; 4 — конвейер ре-
монта тележек; 5 — конвейер ремонта букс; 6 ~ станок для растачивания подшипников
скольжения; 7 — сверлильный станок; 8 — фрезерный станок; 9 — кассета; 10 — стеллаж-
накопитель триангелей; 11 — консольный кран; 12 — сверлильный станок; 13 — стенд ре-
монта триангелей; 14 — сварочная кабина; 15 — стенд для разборки и контроля трианге-
.лей; 16 электросварочный аппарат; 17 — трансбордер; 18 — позиция выкатки тележек
Схема размещения технологической оснастки приведена на
рис. IX.3.
Поточная линия ремонта тележек рассчитана на годовую про-
грамму 6022 вагонов в год, работает с тактом 20 мин. На накопи-
тель перед моечной машиной тележки подаются трансбордером
или мостовым краном. Оператор тележечного отделения с пульта
управления включает толкатель накопителя и тележка подается
в моечную машину. В моечной машине автоматически поднимает-
ся рама тележки, а колесные пары выкатываются на линию ре-
монта. Затем закрывается моечная машина, включаются приспо-
собления для вращения рамы тележки и водяной насос. Обмы-
вается рама горячей водой под давлением 1,9 МПа при темпера-
туре 60—70 °C. После обмывки в камеру моечной машины подается
технологическая тележка, на которой рама вагонной тележки
транспортируется на подъемник первой позиции. Здесь произво-
дятся подъем и разборка рамы тележки. Боковые рамы раздви-
208
гаются с помощью пневмоцилиндров, а надрессорная балка
поворачивается для проверки ее состояния и некоторых размеров.
Рамы, требующие ремонта, краном транспортируются на соответ-
ствующие рабочие места, а из накопителя заранее отремонтиро-
ванные боковые рамы этим же краном подаются на позицию
сборки.
На второй позиции заканчивается сборка тележки и подкатка
колесных пар. Собранная тележка трансбордером подается на ва-
гоносборочный участок.
При совпадении момента перемещения вагонов на нескольких
поточных линиях (n® = 2 3) возрастает число одновременно вы-
катываемых тележек, что усложняет передачу их в ремонт. Для
хранения тележек <в ожидании ремонта и подкатки требуется
значительная площадь. В таких случаях, чтобы согласовать работу
конвейера по ремонту тележек и вагоносборочного участка, целе-
сообразно смещать момент передвижки вагонов на поточных ли-
ниях на Дтв = 1/2тв или Атв==1/3тв в зависимости от числа линий.
Вследствие этого удается более равномерно загрузить отделение
ремонта тележек и подъемно-транспортное оборудование вагоно-
сборочного участка. Первый комплект тележек в ремонт поступит
после подъемки вагонов на первой линии, а через интервал вре-
мени Дтв поступят тележки со второй линии и т. д. С тем же опере-
жением Атв будет осуществляться подкатка тележек.
Такт конвейера по ремонту тележек в этом случае
тт = Д-гв/т1 = тв/(п®т1).
Количество одновременно выкатываемых тележек для данного
варианта т1 = 4S. Для рассматриваемого варианта аналогично
уравнению (IX.20) можем получить
/ . цтт,—1 х
/в~р/п—Тв I Л — I — Кб-
\ «лт1 /
Например, при выкатке и подкатке тележек на смежных позициях вагоно-
сборочного участка d—2, наличии двух поточно-конвейерных линий ремонта
вагонов и® = 2, одновременной выкатке двух тележек mi = 2, наличии двух
позиций на конвейере по ремонту тележек ст = 2, продолжительности обмывки
тв
2 - 2
тележек /Об ~ Тт
получим, что максимально возможное время на вы-
катку и подкатку тележек
/ 24-2 —1 \
*в +1п = тв 2 - ——— - 0,25тв = 1,00тв.
По сравнению с рассмотренным выше примером возможное время на выкат-
ку и подкатку тележек увеличилось на (1,00—0,5)тв = 0,5тв.
Вариант перемещения поточно-конвейерных линий вагоносбо-
рочного участка в разное время будет эффективен при увеличении
209
Тв и т даже при условии выкатки и подкатки тележек на одной
позиции.
Например, при выкатке и подкатке тележек на одной позиции вагоносбо-
рочного участка d=l, наличии двух поточно-конвейерных линий для ремонта
вагонов л® =2, постановке на одну позицию трех вагонов и одновременной
выкатке шести тележек т, = 6, наличии трех позиций на конвейере по ремонту
тележек ст = 3, продолжительности обмывки тележек /о=1О мин, продолжитель-
ности такта линий вагоносборочного участка Тв = 120 мин получим /в + ^п~
= 120 1
3 + 6--!
2 • 6
—10 = 30 мин. Такой продолжительности операции по вы-
катке и подкатке тележек достаточно для организации их ремонта в отдельно
расположенном производственном помещении.
Рассмотренные варианты согласования работы тележечного
конвейера с работой вагоносборочного участка позволяют обеспе-
чить необезличивание тележек при ремонте вагонов на потоке.
Применение прогрессивной технологической оснастки значительно
улучшает качество ремонта тележек и повышает производитель-
ность труда.
При программе ремонта вагонов в существующих депо менее
6000 в год рационально применять механизированные стенды (см.
табл. IX.2).
IX.5. Передовой опыт организации ремонта полувагонов
в депо Красноармейск
Значительных успехов в обеспечении высокоэффективной и
ритмичной работы добилось депо Красноармейск Донецкой доро-
ги, специализированное на ремонте полувагонов. Схема депо при-
ведена на рис. IX.4. Депо расположено на погрузочном полигоне,
куда поступают порожние вагоны по регулировочным заданиям
МПС с шести дорог — Приднепровской, Южной, Львовской. Юго-
Западной, Одесской и Молдавской. Значительное количество полу-
вагонов имеют поврежденные кузова, трудоемкость ремонта кото-
рых в 2 с лишним раза выше, чем полувагонов с нормальным из-
носом. Таким образом, поступающие в ремонт полувагоны имеют
неравномерность трудоемкости больше среднесетевой, а трудоем-
кость ремонта — выше среднесетевой.
Вагоны после очистки и обмывки осматривают, определяют
объем работ и составляют дефектную ведомость формы ВУ-22.
Вагоны с нормальным износом направляют для постановки на
поточно-конвейерные линии вагоносборочного участка. Вагоны с
большим объемом работ, постановка которых на поточную линию
заведомо, вызовет срыв такта линии, направляются для уравнива-
ния объема работ в отделение подготовки вагонов к ремонту. От-
210
211
3800
Рис. IX.5. Схема передвижной машины для правки элементов кузова и рамы
полувагона:
/ __ электропривод передвижения машины; 2 — плневматический цилиндр для правки кро-
мок армировки; 3 — П-образный портал; 4, 5, 8 — монорельсы; 6 — тельфер; 7 — гидрав-
лическая струбцина правки стенок концевой и поперечных балок; 9 — гидравлический
домкрат для правки тавра и верхних поперечных балок; 10 — площадка для обслуживания
машины; 11 — насос гидропривода
деление тупиковое, двухниточное, на каждой нитке размещается
по четыре вагона. Применяется стационарная форма организации
ремонта. На каждой нитке имеются передвижные машины для
правки элементов кузова и рамы и вагоноремонтная машина. На
каждом вагоне выполняется разный объем работ в зависимости
от его технического состояния. Этим обеспечивается выравнива-
ние объема требующихся работ. После выполнения наиболее тру-
доемких ремонтных операций в отделении подготовки вагонов к
ремонту полувагоны с примерно одинаковым объемом работ по-
даются на разборочную (нулевую) позицию перед ремонтно-сбо-
рочным отделением.
На двух путях ремонтно-сборочного отделения оборудованы
поточно-конвейерные линии. На каждой линии имеются три пози-
ции. На каждой позиции устанавливается по три вагона. Таким
образом, на одной позиции двух поточных линий устанавливается
шесть полувагонов, подбираемых по условию (IX. 1), что позволя-
ет обеспечить рабочую синхронизацию операций.
Наименьшее число ремонтных позиций выбрано с целью сокра-
щения затрат времени на передвижение вагонов конвейерами. По-
сле окончания ремонта вагоны конвейером перемещаются в от-
дельно расположенное малярное отделение, где производится их
окрашивание с помощью установок безвоздушного распыления.
Производственная мощность депо 12 000 полувагонов в год, а
такт поточно-конвейерных линий 220 мин.
212
Вследствие разделения производственного процесса на отдель-
ные операции, выполняемые на специализированных позициях,
созданы условия и внедрены средства комплексной механизации
ремонта вагонов. Конструктивная схема машины для правки эле-
ментов кузова и рамы вагонов, применяемая в отделении подго-
товки полувагонов к ремонту, приведена на рис. IX.5. Машина ос-
нащена навесными механизмами, с помощью которых выполняется
комплекс операций: например, гидравлической струбциной правят
концевые и промежуточные балки при изгибе в вертикальной плос-
кости, прижимают накладки перед приваркой к концевой балке,
с помощью пневматического устройства правят поперечные балки
рамы, горизонтальную полку нижнего обвязочного пояса, гидрав-
лическое устройство применяют для правки верхних полок Bcev
балок, устранения прогибов полотна крышек люков, прижатия
накладок к армировке в вертикальной плоскости.
На вагоноремонтной машине установлены механизмы и при-
способления для ремонта металлических частей кузова. С их по-
мощью правят и прижимают стойки и раскосы, выправляют изгиб
верхней обвязки, сужают и уширяют кузов.
Машины оборудованы индивидуальными приводами для пере-
движения вдоль вагонов. На их порталах смонтированы электро-
гидравлические приводы всех механизмов и приспособлений. Уп-
равление действием механизмов осуществляется с помощью гид-
рораспределителей.
Вагоны, прошедшие подготовку к ремонту, вместе с другими,
имеющими нормальный износ, подаются на позиции разборки (ну-
левую позицию). На этих позициях снимают поврежденную об-
шивку кузова, неисправные скобы лесных стоек, поручни, ступень-
ки, лестницы и другие поврежденные мелкие детали, а также не-
годные доски пола подножек и т. п.
На I позиции (см. рис. IX.4) каждой поточно-конвейерной ли-
нии производятся слесарные работы: снимают для ремонта и ста-
вят на вагон створки дверей и крышек люков; заменяют приборы
тормозного оборудования; заменяют и ставят стойки раскосов, по-
роги дверей, угловые косынки верхней обвязки кузова, подножки
и поручни, подтягивающие скобы крышек люков, секторы и закид-
ки запорного механизма, запоры торцовых дверей и других дета-
лей.
Перед выполнением сварочных работ с помощью ремонтных
машин правят стойки и раскосы, верхнюю и нижнюю обвязки ку-
зова, прижимают усиливающие накладки по месту приварки, устра-
няют уширение и сужение кузова. Машина представляет собой
П-образный портал (рис. IX.6). Боковые стойки портала приваре-
ны к балкам нижней рамы, опирающейся на колеса. По направляю-
щим стоек перемещаются подвижные рамы, объединенные попе-
речной балкой, на которой смонтированы устройства для правки
213
Рис. IX.6. Схема передвижной машины для ремонта кузова полувагона:
/ — устройство для правки стоек, раскосов и устранения уширения кузова; 2 — устройст-
во для правки верхней обвязки; 3 — механизм для поднятия пресса для правки стоек;
4 _ поперечная балка портала; 5 — электрический пульт управления; 6 — устройство для
правки концевой балки рамы; 7 — передвижные рамы портала; 8 — гидравлический пульт
управления; 9 — привод передвижения машины; 10 — П-образная рама портала; 11 —
устройство для подъема П-образной рамы; 12 — насос гидропривода
верхней обвязки каркаса кузова, стоек и раскосов. Перемещаются
подвижные рамы с помощью гидроподъемников. Гидравлические
прессы для правки стоек и раскосов могут также передвигаться с
помощью электропривода. Балансирующее устройство исключает
возможность перекоса рам при подъеме и опускании.
Гидравлический привод всех устройств получает питание от
масляного эксцентрикового поршневого насоса (35 л/мин) и на-
соса, приводимого в действие электродвигателем мощностью
23,5 кВт. Управлять гидроприводом можно с обеих сторон маши-
ны с помощью гидрораспределителей.
Значительный объем работ на этой позиции выполняют газо-
электросварщики: срезают поврежденные усиливающие накладки,
а иногда и весь элемент каркаса или рамы (раскос, поперечную
балку, порог двери, угловую стойку, кронштейн подножки, детали
запорных механизмов и др.); подготовляют поверхности перед
сваркой; приваривают усиливающие накладки, а также снятые с
вагона поврежденные или недостающие элементы; заваривают
трещины в элементах рамы и кузова.
На II позиции (см. рис. IX.4) вагоны поднимают с помощью
мостового крана и устанавливают на стационарные опоры. Каж-
дая опора представляет собой П-образную раму с четырьмя вы-
движными упорами и фиксирующими винтами. На этих опорах
вагон жестко фиксируется и удерживается от возможных переме-
214
щений в вертикальной и горизонтальной плоскостях. Это позволя-
ет использовать прессы с большим усилием для правки крышек
люков под вагоном, создает удобства при работе слесарей и газо-
электросварщиков, использующих сварочные полуавтоматы для
выполнения ремонтных работ.
Выкаченные из-под вагонов тележки транспортируют краном
на путь подачи в отделение их ремонта.
На поднятом вагоне выполняют сварочные работы, правят
крышки люков передвижным пневмогидравлическим прессом. На
этой же позиции снимают и ставят автосцепки и поглощающие
аппараты, ставят на вагон детали, снятые на I позиции, и тормоз*
ное оборудование. Рычажную передачу осматривают и ремонтиру-
ют, проверяют плотность воздушной сети и действие тормозных
приборов. После этого подкатывают исправные тележки и опус-
кают на них кузов. Соединяют тормозные тяги и регулируют ры-
чажную передачу.
На III позиции ставят обшивку кузова, скобы лесных стоек и
поручни, восстанавливают знаки и надписи на кузове и раме, ок-
рашивают концевые краны и головки соединительных рукавов,
заправляют буксы, закрывают створки торцовых дверей. Затем
вагоны перемещаются на IV позицию в малярное отделение для
окраски.
Внедрение поточно-конвейерной формы организации производ-
ства в депо Красноармейск, обеспечение рабочей синхронизации
операций, а также широкое внедрение средств механизации поз-
волили осуществить ритмичный выпуск вагонов из ремонта по
дням в течение месяца, снизить общий простой вагонов в неис-
правном состоянии и значительно повысить качество ремонта ва-
гонов.
1Х.6. Технический контроль и управление качеством
продукции в депо
Вагонные депо обеспечивают выпуск отремонтированных ва-
гонов высокого качества в соответствии с требованиями стандар-
тов, правил, руководства по ремонту, инструкций, технических ука-
заний, чертежей или нормалей.
До сдаточных испытаний узлы грузовых и пассажирских ваго-
нов, оборудование, детали и приборы, подвергающиеся специаль-
ным испытаниям и проверкам, принимают в процесе ремонта мас-
тера производственных участков и бригадиры, а также контроли-
руют приемщики вагонов МПС. Промежуточному контролю и при-
емке подвергаются буксовый узел, колесные пары, тележки, авто-
сцепное устройство, тормозное оборудование, рама и кузов.
215
Отремонтированные вагоны сдают приемщику вагонов МПС
начальник депо, его заместитель, старший мастер, а при их отсут-
ствии при круглосуточной работе депо — сменный мастер. На
каждый отремонтированный вагон составляют акт формы ВУ-36,
который подписывают начальник депо (или его заместитель) и
приемщик вагонов.
Управление качеством продукции заключается в выработке' не-
обходимых решений и их реализации. Оптимальным управляющим
решением будет такое, при реализации которого в общем случае
обеспечивается выполнение одного из двух следующих условий:
определенный полезный эффект достигается при наименьших за-
тратах; определенные затраты обеспечивают достижение наиболь-
шего полезного эффекта.
Под системой управления качеством продукции депо понимает-
ся комплекс взаимоувязанных организационных, технических и
экономических мероприятий по устранению, обеспечению и под-
держанию необходимого уровня качества отремонтированных ва-
гонов. Вопросы управления качеством продукции нельзя решать
изолированно от вопросов обеспечения планового объема выпуска
вагонов из ремонта. Система управления качеством продукции не
является автономной подсистемой управления производством, а
входит в комплекс мероприятий, направленных на повышение эф-
фективности работы предприятий.
Эффективным и действенным средством внедрения комплекс-
ной системы управления качеством продукции в депо являются
стандарты предприятия (СТП). Стандарты направляют, регламен-
тируют и координируют усилия отдельных подразделений, участ-
вующих в управлении качеством продукции, а также предусмат-
ривают внедрение стандартов других категорий.
Работы по созданию комплексной системы управления каче-
ством продукции с использованием стандартов предприятия вклю-
чают три этапа: на первом этапе разрабатывается основной стан-
дарт предприятия по управлению качеством продукции, содержа-
щей основополагающие сведения и указания в этой области; на
втором этапе в соответствии с основным стандартом производится
разработка группы специальных стандартов с учетом имеющихся
на предприятии положений, руководств, методик, приказов и т. п.;
на третьем этапе создаются те стандарты, разработка которых не
предусматривалась.
Основной стандарт включает в себя: общие положения, орга-
низационные вопросы управления качеством, схему взаимодейст-
вия основных подразделений депо, функциональные обязанности
и ответственность руководителей; подробную характеристику от-
дельных подразделений предприятия и процедур, гарантирующих
взаимодействие и взаимосвязь отдельных стандартов в общем комп-
лексе; порядок работы со стандартами предприятия.
216
При разработке основного стандарта учитывается вся совокуп-
ность возможных управляющих воздействий: технических, органи-
зационных, экономических, социальных, правовых. Разработка ос-
новного стандарта предприятия проводится группой специалистов
под руководством главного инженера депо.
Больших успехов в разработке и внедрении комплексной систе-
мы управления качеством продукции достигло грузовое вагонное
депо Львов-Клепаров Львовской дороги.
Обеспечение метрологического контроля в вагонном депо явля-
ется одним из основных элементов, оказывающих влияние на по-
вышение качества ремонта вагонов. Для обеспечения метрологиче-
ской подготовки депо по рекомендациям территориального центра
стандартизации и метрологии разрабатывается план мероприятий
по повышению уровня метрологического обеспечения производст-
ва. Разрабатываются стандарты предприятия: общие положения
по метрологической подготовке предприятия; порядок разработки
и аттестации методик выполнения измерений; порядок проведения
метрологической экспертизы; организация и проведение государ-
ственных и ведомственных проверок; выбор средств линейно-угло-
вых измерений и аттестация нестандартных средств испытания.
Для всех деталей и узлов, проходящих ремонт, закрепляются в
СТП методики выполнения измерений, которые включают в себя:
выбор измерительных средств и их характеристики, назначение и
область применения, перечень измерительных операций, условия
измерения и подготовка к ним, метод контроля и алгоритм изме-
рения.
В депо проводится аттестация нестандартных средств испыта-
ний. Для этого на все испытательные стенды составляются техни-
ческие паспорта, методики аттестаций и протоколы аттестации.
Первичную аттестацию и выдачу аттестатов проводит территори-
альный центр стандартизации и метрологии. Документы, перечень
которых предусмотрен в соответствующем стандарте, подвергают-
ся метрологической экспертизе.
С внедрением указанных выше стандартов предприятия наво-
дится порядок в обеспечении исполнителей необходимыми средст-
вами измерения, нормативно-технической документацией и улуч-
шается состояние технического обслуживания всех видов оборудо-
вания, что создает условия для успешного функционирования
КСУ КП.
Одним из основных среди специальных стандартов предприя-
тия является стандарт «Показатели, расчет и методы оценки ка-
чества планового ремонта вагонов». Данный стандарт устанавли-
вает следующую номенклатуру показателей для текущей оценки
планового ремонта вагонов: при оценке качества продукции вагон-
ного депо; процент сдачи узлов, деталей, отремонтированных ва-
гонов с первого предъявления (показатель качества продукции),
217
приведенный коэффициент дефектности принятого после ремонта
вагона (показатель дефектности принятого вагона); приведенный
коэффициент безотказной работы вагона в гарантийный период;
при оценке факторов, характеризующих трудовой процесс ремон-
та вагонов; коэффициент качества труда. Действующая система
оценки качества труда позволяет количественно оценить качество
работы любого исполнителя, т. е. каждому исполнителю определе-
ны задачи по качеству труда, отвечающие специфике его работы.
Базой для определения показателей качества служат должност-
ные инструкции. Перечень показателей, по которым производится
оценка качества труда, регламентируется стандартом предприя-
тия. Обязательными пунктами, входящими в оценку качества тру-
да любого исполнителя, являются пункты, отражающие качество
производственной деятельности, трудовую и технологическую дис-
циплину, культуру и чистоту рабочего места, соблюдение правил
техники безопасности.
Значение показателя качества труда оказывает большое влия-
ние на оценку работы при подведении итогов социалистического
соревнования и определении размера премии. В депо регулярно
проводятся дни качества, во время которых широко обсуждаются
и анализируются имеющиеся недостатки. На основе проведенного
анализа намечаются пути улучшения качества труда исполните-
лей и качества продукции каждого подразделения депо. Передо-
вым рабочим депо присваиваются почетные звания «Мастер —
золотые руки», «Отличник качества», а также предоставляется
право самоконтроля качества продукции.
Оценка эффективности функционирования комплексной систе-
мы управления качеством продукции производится на основе оцен-
ки ее влияния на производительность труда и повышение качества
продукции. Экономический эффект определяется как сумма по со-
ставляющим
5С — Эбр + Эр ~г ^тД +3
пп»
где Эбр — экономический эффект вследствие сокращения потерь от брака;
Эр — экономический эффект от сокращения рекламаций; Этд — экономический
эффект от сокращения потерь из-за нарушений технологической дисциплины;
Эпп — экономический эффект увеличения сдачи продукции с первого предъяв-
ления.
Составляющие рассчитываются по формулам:
Б,— Б»
Эбр = —1—- с,
Р 100
где Б], Б2 — процент брака до и после внедрения КСУ КП; С — себестоимость
продукции после внедрения КСУ КП, руб.;
Эр = 2/71 —2/72,
где 2/71, 2/72 — сумма потерь от рекламаций до и после внедрения КСУ КП,
РУб.;
218
5тд—(^т1 Зтг) Н (5МЭ1 ^мэз) ’
где Эт1, ЭТ2 — затраты, связанные с дополнительным расходом труда за счет
нарушенной технологической дисциплины до и после внедрения КСУ КП, руб.;
Эма 1, Змаз — затраты, связанные с дополнительным расходом материально-
энергетических ресурсов за счет нарушений технологической дисциплины до и
после внедрения КСУ КП, руб.;
Эпп ~ СПУ Кд (ЛР2 77pi) /100,
где Сп — себестоимость продукции, руб.; N — годовая программа ремонта ваго-
нов; Кд — коэффициент доработки; 77Р2, /7р| — процент сдачи продукции с пер-
вого предъявления до и после внедрения КСУ КП.
В депо сети дорог производится постоянное совершенствование
и развитие комплексной системы управления качеством продукции
с расширением сферы действия данной системы на эффективное
использование материально-энергетических ресурсов; это значи-
тельный резерв повышения эффективности работы депо.
IX.7. Основы научной организации труда
и производительность труда
Организация труда — это система мероприятий, обеспечиваю-
щая рациональное использование рабочей силы и предусматрива-
ющая соответствующую расстановку людей в процессе производ-
ства, разделение, кооперацию, нормирование и стимулирование
труда, организацию и обслуживание рабочих мест, необходимые
условия труда.
Научная организация труда решает в комплексе три задачи:
экономическую — непрерывное повышение производительности
труда; социальную — содействие культурно-техническому росту
трудящихся, воспитание коммунистического отношения к труду;
психофизиологическую — сохранение здоровья и работоспособно-
сти человека в течение всего периода трудовой деятельности,
т Научная организация труда в депо предусматривает: разработ-
ку и внедрение наиболее рациональных режимов работы машин и
оборудования, передовой технологии ремонта вагонов, планомер-
ное и эффективное использование оборудования, обеспечение рит-
мичной работы, совершенствование нормирования и оплаты труда,
создание нормальных и безопасных санитарно-гигиенических усло-
вий, исключающих непроизводительные затраты и потери рабоче-
го времени, и др.
Работы по составлению планов НОТ рекомендуется проводить
в три этапа.
I этап — изучение организации труда и технико-экономических
показателей, при этом анализируют следующие показатели: пла-
нирование и обслуживание рабочих мест; использование оборудо-
вания, оснастки, инструмента; организация рабочего места и ус-
219
ловия труда; технологические процессы работ; нормирование и
материальное стимулирование труда; методы организации труда;
развитие творческой инициативы трудящихся.
Полученные данные сопоставляют с техническими характерис-
тиками оборудования и рабочих мест. На основании этого произ-
водят выявление резервов производства.
II этап — разработка плана НОТ, которую начинают с оформ-
ления результатов выявления резервов производства. Затем наме-
чают мероприятия по использованию резервов и рассчитывают
ожидаемую технико-экономическую эффективность их осуществле-
ния.
Разработанный план НОТ согласуют по отдельным пунктам с
непосредственными исполнителями и доводят до сведения всего
коллектива с обсуждением на производственном собрании, на за-
седании технико-экономического совета и комитета профсоюза.
При необходимости в план вносятся коррективы, после чего он
утверждается руководителем предприятия.
II этап — внедрение плана НОТ. Внедрение организационно-
технических мероприятий по плану НОТ возлагается на мастеров
производственных участков, начальников ПТО и др. Ежеквар-
тально подводят итоги выполнения плана НОТ, которые на об-
щих собраниях доводят до сведения всего коллектива. При под-
ведении итогов социалистического соревнования выполнение пла-
нов НОТ учитывается как один из основных показателей работы.
Все шире на железнодорожном транспорте применяется проек-
тирование и внедрение планов НОТ на основе карт организации
труда. На предприятиях вагонного хозяйства в настоящее время
применяются типовые карты организации труда на рабочих местах
и на работах по обслуживанию оснащения производственных
участков.
Внедрение мероприятий, предусмотренных в таких картах, поз-
воляет повысить производительность труда у слесарей, специали-
зированных на работах по ремонту автосцепного устройства, на
12—21%, по ремонту автотормозов в АКП — на 10%, у токарей
по обточке колесных пар по профилю катания — на 11 —16%, у
заливщиков свинцово-оловянистых сплавов — до 33%, у слесарей-
ремонтников и электромонтеров по обслуживанию оснащения про-
изводственных участков — до 45%.
Каждая карта организации труда разрабатывается для иполни-
телей определенной профессии на основе предварительных инже-
нерных, экономических, санитарно-гигиенических, психофизиологи-
ческих и других исследований. В ней указываются: наиболее
рациональная последовательность действий работника; приемы,
методы и нормы труда; организация и обслуживание рабочего
места, производственного участка; мероприятия по созданию бла-
220
гоприятных условий труда; предусмотренная система оплаты тру-
да работника.
Применение карт организации труда должно сопровождаться
обязательным пересмотром существующих нормативов и внедре-
нием прогрессивных технически обоснованных норм времени в
соответствии с фактически достигнутым повышением производи-
тельности труда на основе выявления и использования резервов
ее роста. Участие в разработке карт организации труда самих ис-
полнителей Значительно облегчает их внедрение.
Внедрение комплексной системы управления качеством продук-
ции, широкое применение карт организации труда и средств меха-
низации производственных процессов создают предпосылки эффек-
тивного применения бригадной формы организации и стимулиро-
вания труда.
Руководителем бригады является освобожденный или неосво-
божденный бригадир. В необходимых случаях, там, где это обосно-
ванно, бригаду возглавляет мастер. Для управления бригадой
создаются советы, через которые обеспечивается участие членов
бригады в управлении производством. В функции советов бригад
в соответствии с действующим положением входит установление
коэффициентов трудового участия (КТУ), участие в распределении
единовременных премий (за успехи в социалистическом соревно-
вании), обсуждение встречных планов и социалистических обяза-
тельств, принятие рекомендаций о повышении тарифного разряда
и должностного оклада (у служащих), руководство работой нас-
тавников. В крупных комплексных бригадах, объединяющих не-
сколько технологических групп (звеньев), совет бригады избира-
ется с таким расчетом, чтобы в нем были представители всех
основных профессий и технологических групп.
Создание бригад нового типа, работающих на единый наряд с
оплатой по конечным результатам, требует серьезной подготови-
тельной работы, включающей пропаганду в коллективах преиму-
ществ бригадной формы организации труда, а также разработку
технических и организационных мероприятий по созданию условий
для высокопроизводительного труда. Для руководства работой по
созданию бригад и оказанию бригадирам необходимой помощи в
депо, как правило, создаются специальные советы, куда входят
начальник депо (председатель), председатель профкома (его за-
меститель), экономист, инженер по организации и нормированию
труда, заместитель начальника депо по ремонту. При организации
бригад в депо издается приказ о создании бригады, составляется
комплект документов (или паспорт бригады), регламентирующих
ее деятельность. В него входят положения о бригадной органи-
зации труда, совете бригады, премировании, распределении за-
работной платы с использованием КТУ; условия социалистического
соревнования; договор с администрацией (бригадный подряд);
221
лимит численности работников на плановый объем работы и про-
изводственно-финансовый план (с разбивкой по месяцам) с выде-
лением премиального фонда; расценочная ведомость для работ,
оплачиваемых сдельно.
Как правило, плановые показатели (объемные и качественные)
устанавливаются бригаде в натуральном выражении. Перечень по-
казателей определяется действующими рекомендациями по внут-
рипроизводственному бригадному хозяйственному расчету. При
создании бригад нового типа, работающих по единому наряду с
распределением заработка с учетом качества продукции и КТУ,
организуется учет результатов работы как бригады в целом, так
и каждого ее члена. Для учета результатов работы бригад в мак-
симальной степени применяются существующие отчетные данные.
Наиболее распространена регистрация показателей, используемых
при определении КТУ, в специальном журнале или на экране, где
фиксируются фамилия, имя и отчество исполнителя работ, табель-
ный номер, дата, факторы, понижающие и повышающие балльную
оценку КТУ и качества труда исполнителя, итоговые значения этих
коэффициентов за месяц.
Расчет заработной платы членам бригад нового типа осущест-
вляется на основе методических указаний о порядке расчета зара-
ботной платы членам комплексных или специализированных
бригад основной деятельности железных дорог с использованием
КТУ. При этом размер премиального фонда бригады зависит от
количества и качества выработанной продукции (определяется
администрацией депо), а на основе КТУ совет бригады снижает
или повышает премию отдельным работникам и производит рас-
пределение отдельного приработка. В большинстве бригад нового
типа экономия премиального фонда, образовавшаяся за счет сни-
жения премий нарушителям дисциплины или работникам с низкой
производительностью труда, распределяется через повышение
КТУ между остальными членами бригады при условии полного вы-
полнения заданного объема работ с высоким качеством. Основная
заработная плата определяется в зависимости от разряда квали-
фикации каждого рабочего и отработанного времени.
Накопленный опыт в вагонных депо сети железных дорог пока-
зал, что существующие бригады численностью 5—10 чел. должны
преобразовываться в укрупненные комплексные бригады нового
типа с организацией в них органов самоуправления — советов
бригад. Оплата труда в этих бригадах должна осуществляться по
единому наряду за конечный результат с распределением заработ-
ной платы с применением КТУ.
В развитии бригадной формы организации труда особое значе-
ние приобретает внедрение бригадного хозяйственного расчета,
разработка прогрессивных нормативов затрат труда, материалов,
топлива и энергии на единицу продукции, связь размеров
222
премирования инженерно-технических работников производствен-
ных участков с результатами работы бригад. Создание хозрасчет-
ных бригад нового типа требует доведения общих заданий и ли-
митов, запланированных депо, до каждой бригады и учета их
выполнения. Требуется существенное совершенствование всей пла-
ново-экономической работы.
Производительность труда определяется количеством продук-
ции, произведенной в единицу времени (месяц, квартал, год) на
одного среднесписочного работника (выработка), или количеством
времени, затраченным на производство единицы продукции (тру-
доемкость). Отношение достигнутой (плановой) выработки к ба-
зисному уровню, выраженное в процентах, характеризует прирост
производительности труда.
Рост производительности труда является важнейшим условием
улучшения всех показателей эффективности, снижения себестои-
мости, экономии рабочей силы и др.
Выработка является наиболее распространенным и универсаль-
ным показателем производительности труда. В зависимости от
того, в каких единицах измеряется объем продукции, различают
четыре метода определения выработки: натуральный, стоимостный
(денежный), трудовой и в условных (приведенных) единицах.
В вагонном хозяйстве за основной измеритель производитель-
ности труда принято количество физических грузовых вагонов,
проследовавших через ПТО, приходящихся на одного работника
эксплуатационного контингента.
При деповском ремонте вагонов и капитальном ремонте кон-
тейнеров таким показателем является выработка в приведенных
вагонах на одного работника, занятого выполнением этих работ.
На промывочно-пропарочных предприятиях за измеритель произ-
водительности труда принята выработка в приведенных цистер-
нах на одного работника. В этом случае за единицу приведения
принята четырехосная цистерна, подготовленная для налива из-
под темных под светлые нефтепродукты. По резервам проводни-
ков производительность труда определяется в вагоно-километрах,
приходящихся на одного работника эксплуатационного контин-
гента; в вагоноколесных мастерских при формировании и
ремонте колесных пар со сменой элементов — выработка на одно-
го работника валовой продукции в рублях в оптовых ценах, а
при ремонте вагонных деталей — выработка на одного работника
в рублях в плановых ценах.
Выполнение задания по росту производительности труда за
конкретный период определяется в процентах как отношение фак-
тически достигнутой выработки к плановой; рост производитель-
ности труда за рассматриваемый период определяется отношением
фактически достигнутой выработки к выработке за соответствую-
щий прошлый сравниваемый период также в процентах.
223
Глава X
ВАГОННЫЕ ДЕПО
Х.1. Производственная структура вагонных депо
Под производственной структурой депо понимают состав про-
изводственных участков, вспомогательных и обслуживающих под-
разделений с указанием связей между ними.
Производственным участком называют объединенную по тем
или иным признакам группу рабочих мест, выделенную в самостоя-
тельную административную единицу и возглавляемую мастером.
В состав производственного участка может входить несколько от-
делений.
В зависимости от характера технологического процесса и мощ-
ности депо структура производственных участков может быть по-
строена по предметному или технологическому признаку. Пред-
метная форма специализации участков упрощает планирование и
учет производства, повышает ответственность исполнителей и ру-
ководства за качество выпускаемой продукции. Отсюда — высокие
требования к квалификации руководителя участка, который дол-
жен в совершенстве знать технологию производственного процес-
са различных операций обработки, ремонта и сборки выпускаемой
продукции, конструкцию оборудования разных типов и т. д. В ус-
ловиях технологической формы специализации на участке устанав-
ливают однотипное оборудование, что упрощает задачи руководст-
ва мастеру участка. Однако из-за большой номенклатуры
обрабатываемых деталей и сборочных единиц планирование и
учет работы участка усложняются. Производственная структура
депо непостоянная. Она может изменяться с увеличением произ-
водственной мощности предприятия, характера и степени специа-
лизации производственного процесса, с внедрением новых техно-
логических процессов и т. п. Для депо, специализированного на
ремонте полувагонов с годовой программой 8—10 тыс. вагонов,
производственная структура может быть следующей:
основные производственные участки: вагоносборочный участок
с отделениями наружной очистки и обмывки вагонов, подготовки
вагонов к ремонту, ремонтно-сборочным, окраски вагонов; произ-
водственный участок по ремонту тележек и колесных пар’ с отде-
лениями ремонта тележек, обмывки (очистки) колесных пар, коле-
сотокарным, парком тележек и колесных пар и роликовых
подшипников с демонтажным, ремонтным, комплектовочным и
монтажным отделениями; ремонтно-комплектовочный участок с
224
8 Зак. 378
отделениями автосцепки, ремонта крышек люков и торцовых две-
рей полувагонов, слесарно-механическим, электросварочным, куз-
нечно-рессорным, баббитозаливочным; участок ремонта и изготов-
ления деталей из пиломатериалов;
вспомогательные производственные участки и отделения: ре-
монтно-механический участок; участок ремонта электросилового
оборудования депо; ремонтно-хозяйственный участок; инструмен-
тальное отделение; ремонтно-строительная группа;
транспортное и складское хозяйства.
План главного производственного корпуса депо для ремонта
грузовых вагонов приведен на рис. Х.1.
Управление вагонным депо построено по бесцеховой структуре.
Устранение цехового звена положительно отражается на органи-
зации производства, приближает техническое и административно-
хозяйственное руководство предприятия к рабочим местам, улуч-
шает оперативность руководства, увеличивает ответственность и
повышает роль мастера.
Х.2. Основные производственные участки
грузового вагонного депо
Вагоносборочный участок служит для производства разбороч-
ных, ремонтно-сборочных и малярных работ на вагоне. На площа-
ди вагоносборочного участка в небольших депо выполняют также
ремонт тележек. Рациональным является организация тележечно-
го отделения вне вагоносборочного участка и включение его в сос-
тав производственного участка ремонта тележек и колесных пар.
В отделении очистки и обмывки вагоны очищают от остатков
перевозимых грузов и мусора в специальной установке. Для стока
воды полувагон подают в установку с открытыми люками. Затем
полувагон с помощью транспортного конвейера, входящего в сос-
тав моющей установки, подают на позицию, где при помощи прис-
пособлений закрывают крышки люков. Для обмывки вагонов
применяют различные установки, обмывающие поверхность вагона
струей воды под давлением, остатки груза и мусор стекают в от-
стойники, откуда удаляются по мере накопления. В зависимости
от климатических условий установки монтируют в отапливаемых
ангарах или на открытом воздухе. Применение таких установок
обеспечивает высокое качество очистки вагонов при Сравнительно
незначительных затратах.
Конструкция установки, разработанной ПКБ ЦВ МПС, показа-
на на рис. Х.2. Установка состоит из рампы 3 внутренней обмывки,
рампы 2 наружной обмывки, рампы 8 смыва остатков груза и
мусора, гидравлической системы, очистных устройств, ангара. Вре-
мя обмывки одного вагона 15 мин, расход воды 200 л, расход
226
электроэнергии 40 кВт-ч. Общая мощность электродвигателей на
установке составляет 160 кВт. Вагон обмывается струями воды,
подогретой до температуры 70°С под давлением 2,2 МПа. Полува-
гон с помощью толкателей 1 транспортного конвейера челночного
типа со скоростью 1,2 м/мин продвигается через установку. Одно-
временно с конвейером включаются насосы и приводы душирую-
щих установок 4. Ангар 5 служит для создания необходимого тем-
пературного режима в рабочей зоне установки. Он укреплен на
бетонном основании 6, в котором проложены путь и направляю-
щие тягового конвейера 7. В нижней части основания имеется
скребковый транспортер для сбора в бункер остатков груза и гря-
зи. Установку обслуживают два оператора.
Закрытие крышек люков полувагонов после прохождения об-
мывки является весьма трудоемкой операцией. Для закрытия
используют специальные приспособления (рис. Х.З). На позиции
закрытия крышек люков находится четырнадцать приспособлений,
представляющих собой пневматические цилиндры 2, к которым
8!
227
Рис. Х.З. Приспособления для закрытия
крышек люков полувагонов
присоединены специаль-
ные передвигающиеся ры-
чаги-захваты 4.
Пневматические цилин-
дры закреплены на стой-
ках 3, выполненных
швеллеров,
двустороннего
Вагон 1 с
крышками люков 5 уста-
навливают таким обра-
зом, чтобы рычаги-захва-
ты находились
крышек люков,
этого в нижнюю
цилиндров 2 подают сжа-
тый воздух. Поршни под-
нимаются и перемещают
крышки люков и поднимают
из
Цилиндры
действия,
открытыми
по оси
После
часть
рычаги вверх, которые захватывают
их до соприкосновения с плоскостью прилегания. Одновременно
закидки запоров входят в зацепление с запорными угольниками
крышек люков. Сжатый воздух подается в верхнюю часть пнев-
моцилиндров и рычаги-захваты возвращаются в исходное положе-
ние, которое на рис. Х.З показано штриховыми линиями. После
этого проверяют правильность закрытия крышек люков. Затем ва-
гоны с нормальным износом направляют на разборочную пози-
цию, а вагоны с повышенным объемом работ — в отделение под-
готовки к ремонту.
Отделение подготовки вагонов к ремонту служит для уравни-
вания объема работ на вагонах с повышенным износом. Здесь вы-
полняются электросварочные и ремонтно-правильные работы на
раме и кузове вагона. Отделение оснащено мостовыми кранами, на
ремонтных позициях устанавливаются вагоноремонтные машины,
применяются полуавтоматы для выполнения сварочных работ.
Ремонтно-сборочное отделение предназначено для производст-
ва разборочных и ремонтно-сборочных работ на раме и кузове
вагона. Разборочные операции при поточной форме организации
производства выполняются, как правило, на позициях перед зда-
нием депо. Ремонтные позиции отделения оснащены вагоноремонт-
ными машинами, подъемными площадками для слесарных и сто-
лярных работ на кузове, оборудованными гидравлическими кусач-
ками и комплектом электроинструмента, передвижными гидравли-
ческими установками для правки крышек люков полувагонов без
их снятия, устройствами для снятия и постановки поглощающих
аппаратов с гидроподъемниками-гайковертами. На вагоноремонт-
ных машинах дополнительно к основным устройствам предусмот-
228
рены сверлильные электрические машинки, электрические молот-
ки, резьбонарезные машины. Для хранения материалов и запасных
частей имеются стеллажи и стенды. Рабочие места оборудуют
раздаточными колонками сжатого воздуха, розетками для подклю-
чения электросварочных аппаратов и электрического инструмента.
Передвигаются вагоны с позиции на позицию с помощью конвейе-
ра. Для подъемки вагонов и перемещения тяжелых деталей
устанавливаются два мостовых крана грузоподъемностью 10 т.
Малярное отделение служит для окраски вагонов и последую-
щей их сушки. Для ускорения процесса окраски и облегчения тру-
да маляров в грузовых вагонных депо используют механизирован-
ные способы окраски с применением установок безвоздушного
распыления «Радуга-0,63», «Радуга-1,2» и передвижных установок
конвекционной сушки. Между ремонтно-сборочным и малярным
отделениями предусматривается тамбур-шлюз шириной не менее
6 м с огнестойкими перегородками.
Производственная мощность вагоносборочного участка Му оп-
ределяется по формуле (IX.7) или из выражения
у к t
где Sy — производственная площадь вагоносборочного участка, м2; Фд об —
действительный годовой фонд рабочего времени оборудования вагоносборочного
участка с учетом сменности, ч; SB — потребная площадь на одну ремонтную
позицию с учетом проходов, проездов, размещения оборудования и конвейерных
линий, величину SB на один четырехосный грузовой вагон принимают равной
180—200 м2, на один пассажирский вагон — 260 м2; tB — норма простоя ваго-
на в ремонте, ч (см. табл. IX.1).
Трудоемкость ремонта вагонов разных типов неодинакова. По-
этому полученное значение производственной мощности пересчи-
тывают в приведенные вагоны с применением коэффициентов.
Производственную площадь проектируемых вагоносборочных
участков определяют в зависимости от планируемой годовой про-
граммы ремонта.
Поточная организация производства применяется не только в крупных депо.
На рис. Х.4 приведена схема вагоносборочного участка длиной 60 м депо
Брянск. Приводные станции конвейеров для перемещения вагонов и тележек 1,
2, 22 расположены вне вагоносборочного участка.
На участку организованы две поточно-конвейерные линии для ремонта кры-
тых вагонов. Ремонт осуществляется на четырех позициях (нулевой 12, первой
13, второй 14, третьей 15). На нулевой позиции, расположенной перед вагоно-
сборочным участком, снимают негодные доски пола, подготовляют вагон к ре-
монту.
На первой позиции устраняют дефекты металлических элементов рамы и ку-
зова вагона, производят сварочные работы, устанавливают отсутствующую
обшивку кузова, доски пола, детали несъемного оборудования кузова. Изгибы,
вмятины, прогибы и другие дефекты кузова и рамы вагона устраняют при по-
мощи механизмов и приспособлений, размещенных на арочных эстакадах 11.
Эстакады перекрывают пути и перемещаются по длине первой и второй позиций
по подкрановым путям 9. Изгибы торцовых стоек кузова выправляют при
8в Зак. 378
помощи передвижного гидравлического пресса 21. Металлическую сварную кры-
шу, имеющую трещины и другие дефекты, ремонтируют электросваркой в
среде защитного газа. Электросварочные преобразователи 10 установлены в не-
посредственной близости от места выполнения электросварочных работ. Для
транспортировки тяжелых деталей используют мостовой кран 8, перемещаю-
щийся по подкрановым путям 6.
Самоходные эстакады портального типа оборудованы подъемными площад-
ками, которые снабжены комплектом электрифицированного инструмента для
выполнения ремонтных работ.
На второй позиции заканчивают сварочные работы и выполняют столярные,
устанавливают отремонтированные двери с проверкой плотности их прилега-
ния. Демонтируют автосцепку, снимают концевые краны, ремонтируют автотор-
мозное оборудование. Ремонтные работы выполняют с использованием тех же
механизмов, что и на первой позиции.
На третьей позиции поточной линии вагон поднимают и опускают кузов при
помощи электродомкратов 16, которые одновременно являются и опорами для
поднятого кузова. При помощи приспособления 5 заменяют поглощающие аппа-
раты, ремонтируют неисправные элементы рамы и несъемные детали автосцепно-
го устройства, устанавливают отремонтированные автосцепки, испытывают
автотормоза при помощи специального испытательного стенда. Тележки выкаты-
вают по рельсовому пути 3 на трансбордере 19 и передают в отделение ремонта
тележек. Отремонтированные тележки поступают назад на трансбордере по
пути 7. Третья позиция оборудована также стеллажами 4, 20 для размещения
технологического запаса деталей, установкой 17 для окраски вагонов, раздаточ-
ной колонкой 18 осевого масла с баком для польстеров.
Управление ремонтом вагонов осуществляет диспетчер с командно-диспет-
черского пункта, оборудованного соответствующими пультами, средствами
радиосвязи и телефонами.
Производительность труда в результате внедрения поточных линий в депо
Брянск увеличилась на 35 %, а производственная мощность депо возросла на
40 %.
Участок ремонта тележек и колесных пар имеет отделения: те-
лежечное, обмывки и очистки колесных пар, колесотокарное,
электросварочное и парк колесных пар и тележек.
Отделение ремонта тележек служит для разборки, ремонта и
сборки тележек. За последние годы в депо получил широкое рас-
пространение опыт ремонта тележек на поточно-конвейерной ли-
нии с использованием комплекса приспособлений, позволяющих
механизировать трудоемкие производственные процессы и повы-
сить качество выполняемых работ. При программе ремонта менее
6000 вагонов в год целесообразно применять механизированные
стенды для ремонта тележек, а свыше 6000 — поточно-конвейерную
линию. Планировка отделения ремонта тележек на годовую про-
грамму — 6—8 тыс. вагонов — показана на рис. Х.4
Для перемещения тележек из ремонта на вагоносборочный уча-
сток применяется трансбордер. Схема этого устройства, разрабо-
танного ПКБ ЦВ МПС, приведена на рис. Х.5. Трансбордер состоит
из подвижной рамы 13, опирающейся ходовыми колесами 2 на
рельсы 1, устройства для подъема транспортируемой тележки,
включающего две рамки 6 и 11, которые выполнены с выемками
5 и площадками 12. Внутренние концы рамок 6 а 11 осью 9 под-
230
Рис. Х.4. Схема вагоносборочного участка депо Брянск (стрелками показано
направление движения тележек)
вижно закреплены в горизонтальных направляющих 10, уложен-
ных на раме 13, шарнирно связаны между собой и с горизонталь-
ным силовым цилиндром 7. На раме 13 жестко закреплены две
пары трапецеидальных копиров 3 и 14. Свободные концы рамок
6 к 11 снабжены в нижней части рамками 4, взаимодействующими
с трапецеидальными копирами 3 и 14.
Работа трансбордера осуществляется следующим образом. Для
накатки транспортируемой тележки 8 на платформу включается
силовой цилиндр 7, например, вправо. Ось 9 вместе с рамками 6 и
11 перемещается по горизонтальным направляющим 10. Рамки,
роликами 4 накатываясь на наклонные плоскости копиров 3 и 14,
выемками и площадками 12 поднимают зафиксированную на дан-
ной позиции тележку 8. При этом ролики останавливаются на го-
ризонтальных площадках 12 трапецеидальных копиров 3 и 14. С
помощью привода трансбордер перемещается с транспортируемой
тележкой 8. Перемещением штока гидроцилиндра 7 транспорти-
руемая тележка 8 скатывается в нужную сторону. Привод гидро-
цилиндра осуществляется от гидронасоса. Трансбордер имеет
устройство, при помощи которого транспортируемая тележка
поднимается, фиксируется в поднятом положении и сталкивается
в обе стороны с помощью одного гидроцилиндра 10.
Примером рационального использования комплексной механизации и авто-
матизации производственных процессов ремонта тележек и колесных пар мо-
жет служить депо Красноармейск. Планировка блока участков ремонта теле-
жек, колесных пар и ремонта роликовых подшипников этого депо приведена на
рис. Х.6.
В отделении ремонта тележек оборудованы две поточно-конвейерные линии
для ремонта рам; на каждой линии имеются три ремонтные позиции и одна
машина для обмывки рам. На позициях установлены механизмы для подъемки
«в* 231
г i
Рис. X.5. Схема трансбордера для перемещения тележек грузовых вагонов
woo
Движение колесных пар движение колесных _ _ движение колесных..
на промежуточную ревизию пар с монтажа ~ пар на демонтаж ^скольжения
Рис. Х.6.. План участка ремонта колесных пар, тележек и роликовых подшип-
ников:
/ — отделение ремонта тележек; 11 — участок ремонта колесных пар; 111 — участок ре-
монта роликовых подшипников; А, Б, В, Г — отделения демонтажное, ремонтно-комплек-
товочное, обмывки деталей букс и монтажное; 1 станок для растачивания подшипников;
2, 19, 23 — кран-балки грузоподъемностью 2 т; 3 — стенд для промежуточной ревизии
буксового узла с роликовыми подшипниками: 4 — дефектоскоп; 5, 8 — колесотокарные
станки; 6 ~ машина для окраски колесных пар; 7 — шеечно-накатные станки; 9, 17 —
поточные линии монтажа и демонтажа буксового узла с роликовыми подшипниками;
10 — монтажная машина; И — стеллаж готовых подшипников; 12 — стол для ремонта
подшипников; 13, 14 — машина для обмывки подшипников, букс и деталей; 15 — бук-
сосъемник; 16 — демонтажная машина; 18 — стенд для промежуточной ревизии букс;
20 — ниша со ступеньками для спуска в тоннель; 21 — площадка для опускания тележек
в тоннель; 22 — конвейерная линия для ремонта триангелей; 24 — гайковерт; 25 — поточ-
но-конвейерные линии ремонта тележек; 26, 28, 29 — машины для обмывки соответственно
тележек, колесных нар на подшипниках скольжения и качения; 27 — конвейеры подачи
тележек на обмывку
32
и раздвигания боковых рам, устройство для кантования надрессорной балки,
механизм для опускания тележек в тоннель.
Передвижение рам тележек по позициям, перемещение отремонтированных
тележек к подземному тоннелю и по тоннелю на вагоносборочный участок
осуществляются с помощью конвейеров, фрикционные планки к боковым рамам
тележки крепят с помощью пневмогидравлической скобы. Для ремонта трианге-
лей служит конвейерная линия. Триангели снимают на первой ремонтной пози-
ции при разборке тележек. Линия оборудована пневматическим гайковертом для
откручивания гаек на цапфах триангелей, стендом для сборки и испытания
триангелей и краном-укосиной.
Технологическими операциями ремонта и передвижением тележек на каж-
дой поточно-конвейерной линии управляют со специального пульта. С двух по-
точных линий за период такта (220 мин) вагоносборочного участка сходит
12 отремонтированных тележек.
Колесные пары, поступающие для ремонта, подают в отделение очистки и
обмывки, где имеются двухкамерные автоматизированные моечные машины.
После обмывки проверяют размеры колесных пар и контролируют магнитным
дефектоскопом шейки предподступичных и средних частей осей, а также ультра-
звуковым дефектоскопом подступичные части осей колесных пар. Затем колес-
ные пары направляют (если это необходимо) для обточки поверхности катания
колес.
Колесотокарное отделение оснащено станками для восстановления профиля
поверхностей катания и ремонта шеек осей. Для обточки колесных пар исполь-
зуют в основном колесотокарные станки КЗТС модели 1836 и «Рафамет» про-
изводства ПНР. Станки КЗТС модели 1836А оборудованы приспособлениями
для обточки колесных пар с роликовыми подшипниками без демонтажа букс.
Их производительность составляет 15—20 колесных пар в смену. Для обработки
шеек осей колесных пар применяют шеечно-накатные Станки завода «Красный
пролетарий» моделей МК-177, МК-177-С1 и «Рафамет» моделей ХАС-112 и
TBG. Производительность шеечно-накатных станков составляет 25 колесных пар
в смену. В отделении имеется кран-балка с тельфером, рельсовые пути для
_отстоя ожидающих ремонта и отремонтированных колесных пар.
Программу участка колесных пар определяют исходя из условия, что на
этот участок поступают все колесные пары, выкатываемые при деповском
ремонте вагонов, и 25—30 % колесных пар из-под вагонов, поступающих в те-
кущий отцепочный ремонт. Из общего количества колесных пар 10—15 °/о
направляют для ремонта со сменой элементов в вагоноколесные мастерские
(ВКМ) или на заводы. Все колесные пары, поступающие в ремонт с подшип-
никами скольжения, обмывают и очищают от старой краски, 30—40 % обтачи-
вают по кругу катания, 60—70 % обтачивают или зачищают шлифовальной
шкуркой и накатывают шейки, все колесные пары контролируют на дефекто-
скопе, окрашивают и сушат.
Колесные пары с подшипниками качения обмывают и очищают от старой
краски, обтачивают по кругу катания, проверяют на дефектоскопе, окрашивают
и сушат.
После ремонта колесные пары осматривают, проверяют качество ремонта,
обмеряют элементы, подвергают контролю на дефектоскопе и ставят клеймо.
Затем их. окрашивают, сушат и направляют в тележечное отделение или парк.
Парк тележек и колесных пар делится на рабочий, запасный и парк для
хранения отремонтированных колесных пар.
Рабочий парк предназначен для хранения ожидающих ремонта колесных
пар. Вместимость рабочего парка определяется среднесуточным поступлением
неисправных колесных пар. Запасный парк служит для хранения нерассорти-
рованных колесных пар в случае их массового поступления. Вместимость путей
запасного парка должна быть не менее 20 % рабочего парка. Вместимость пу-
тей парка готовой продукции определяется среднесуточным выпуском исправных
колесных пар.
233
Колесные пары располагают на сдвоенных путях. При определении длины
сдвоенных путей в качестве расчетной нормы принимают 0,66 м на одну колес-
ную пару. Запас исправных тележек принимается по четыре каждого типа.
Расчетная длина пути 3,8 м на двухосную тележку. Парк колесных пар и теле-
жек размещают в непосредственной близости от тамбуров для подачи колесных
пар в производственный корпус.
Для погрузки, выгрузки и транспортировки колесных пар, металлолома,
стружки парки оборудованы эстакадой с мостовым краном, козловым краном
или кран-балкой.
Участок роликовых подшипников предназначен для производства полной и
промежуточной ревизий букс с роликовыми подшипниками. Этот участок дол-
жен иметь демонтажное, ремонтное, комплектовочное и монтажное отделения.
Общая площадь монтажного, ремонтного и комплектовочного отделений опре-
деляется из расчета 10 м2, а демонтажного аг 5 м2 на одну монтируемую ко-
лесную пару в смену. При размещении отделений и оборудования соблюдают
принцип прямоточности производства. J Средняя трудоемкость ремонта колесной
пары при производстве полной ревизии букс с роликовыми подшипниками
составляет 4,1 чел.-ч, в том числе демонтаж — 0,6 чел.-ч, монтаж — 2,0 чел.-ч.
В отделении демонтажа букс с роликовыми подшипниками на поточно-кон-
вейерной линии имеется система толкателей и поворотных кругов, автоматиче-
ское устройство для подъема и опускания колесных пар, полуавтоматическая
демонтажная машина для разборки буксового узла, автоматический буксо-
съемник для снятия букс с осей колесных пар и подачи их в моечную машину
на позицию, оборудованную устройством для выпрессовки подшипников. Для
передачи деталей буксового узла из демонтажного отделения в моечную машину
используется транспортер. В этом же отделении оборудована конвейерная ли-
ния для промежуточной ревизии букс.
Ремонтно-комплектовочное отделение обычно располагается между демон-
тажным и монтажным отделениями. Здесь имеются стол для осмотра корпусов
бус, стеллаж для хранения подшипников, стол для разборки' и осмотра под-
шипников, станок для зачистки деталей подшипников, дефектоскоп для магнит-
ного контроля колец роликовых подшипников. Из ремонтно-комплектовочного
отделения очищенные и отремонтированные корпуса букс и роликовые подшип-
ники передаются напольным конвейером в монтажное отделение.
Монтажное отделение оборудовано двумя поточно-конвейерными линиями.
Одна из них предназначена для монтажа букс с роликовыми подшипниками на
горячей посадке, вторая — на втулочной. На поточных линиях используют
систему толкателей и поворотных кругов для колесных пар, механизмы для
поднятия корпусов букс и подшипников, буксонадеватели и полуавтоматиче-
ские машины для сборки буксового узла. (
В монтажном и демонтажном отделениях установлены кран-балки грузо-
подъемностью по 2 т. Кроме того, в зоне размещения моечных машин имеется
кран-балка грузоподъемностью 0,5 т. Для создания лучших условий труда
рабочих конвейерные линии подняты над уровнем пола на 0,5 м. Поточно-кон-
вейерными линиями управляют со специального пульта,.*
Технология демонтажа,* осмотра, комплектовки и монтажа роликовых
подшипников в депо Красноармейск построена таким образом, что обеспечи-
вается необезличенный ремонт подшипников.
Колесные пары после обтачивания подают в монтажное отделение по тон-
нелю. В результате этого исключается противопоток при транспортировке,
эффективнее используется производственная площадь. Сокращается время пре-
бывания колесной пары в отделении для выравнивания температуры с подшип-
ником. Разница температур шейки оси и монтируемого на нее подшипника не
должна превышать 1 °C.
Уровень механизации работ при ремонте колесных пар с роликовыми под-
шипниками в депо Красноармейск превышает 89 %, причем 40 % операций ав-
томатизированы.
234
Рис. Х.7. План контрольного пункта автосцепки:
1 — контейнеры для поглощающих аппаратов; 2 — стол для осмотра и определения объема
ремонта тяговых хомутов; 3— поточная линия для ремонта тяговых хомутов; 4— стенд для
наплавки тяговых хомутов; 5 — сварочный стол;. 6 — рольганг; 7 — полуавтомат А-765;
8 — стенд-кантователь для наплавки автосцепки; 9 ~ подвесной монорельс; 10 — стеллаж-
верстак; 11 — вертикально-фрезерный станок; 12 — горизонтально-фрезерный станок; 13 —
верстак; 14 — наждачно-шлифовальный станок с гибким валом; 15 — стенд для обработки
шипа автосцепки; 16 стеллаж; 17 — сборочный стенд; 18 — кассета обойм для автосцеп-
ки; 19 — стенд для клеймения деталей; 20 —• стеллаж для отремонтированных деталей
автосцепки; 21 — контейнер для деталей автосцепки; 22 — кран-балка грузоподъемностью
0,5 т;, 23 — слесарный верстак; 24 — шкаф для инструмента и шаблонов; 25 — стол для
проверки деталей автосцепки; 26 — кассета упорных плит; 27 — стенд для ремонта по-
глощающих аппаратов; 28 — стенд для разборки механизма сцепления автосцепки; 29 ~
установка для дефектоскопии хвостовика автосцепки; 30 — механизированная тележка для
транспортировки автосцепок; 31 — рольганг для подачи комплектов поглощающих аппа-
ратов
Ремонтно-комплектовочный участок предназначен для ремонта
деталей, комплектования и проверки узлов с целью обеспечения
ремонта вагонов по принципу замены неисправных узлов и дета-
лей новыми или заранее отремонтированными. Он включает в се-
бя несколько отделений.
I Контрольный пункт (отделение) автосцепки служит для ре-
монта автосцепного устройства вагонов (рис. Х.7). Ремонт авто-
сцепки организуется на поточной линии с созданием межоперапи-
онных запасов объектов ремонта между рабочими местами. Для
ремонта поглощающих аппаратов предусмотрены механизирован-
ные стенды, ремонт тяговых хомутов осуществляется на поточной
линии, применяются стенды для производства сварочно-наплавоч-
ных работ, приспособления для обработки деталей механизма
сцепления, хвостовика корпуса и т. п.
’ Электросварочное отделение служит для выполнения свароч-
но-наплавочных работ при восстановлении деталей вагонов. В сва-
рочном отделении (рис. Х.8) оборудованы специальные кабины,
где установлены автоматы и полуавтоматы. При разработке тех-
нологических процессов предусматривается широкое применение
235
Рис. Х.8. Планировка сварочного- отделения:
1 — стенд для испытания шлифовальных кругов; 2, 14 — шкафы управления полуавтома-
тами; 3 — сварочный полуавтомат А-1197; 4 — вентиляционный воздухопровод; 5 — вен-
тилятор; 6 —- реостаты; 7, 13, 16 — сварочные аппараты; 8 — приспособление для наплавки
триангелей; 9, 17, 18 — выпрямители; 10 — распределительный щит; 11 — сварочный гене-
ратор; 12 — кран-балка; 15 — трансформатор; 19 — стол сварщика
автоматической сварки под флюсом, автоматической и полуавто-
матической в среде защитных газов, порошковой проволоки, кон-
тактной сварки и т. п., обеспечивающих требуемое качество и эко-
номию материалов и электроэнергии.
К Слесарно-механическое отделение предназначено для обработ-
ки восстановленных или изготовления новых деталей вагонов,
сборки и комплектовки отдельных узлов. В отделении имеются
сверлильные, шлифовальные, токарно-винторезные и фрезерные
станки, пресс-ножницы для резки профилированного и листового
металла, гидравлический пресс для запрессовки втулок и испыта-
ния деталей тормозной рычажной передачи, стенд для магнитной
дефектоскопии деталей. Тяжелые детали транспортируют с помо-
щью кран-балки грузоподъемностью 1 т. В слесарно-механическом
отделении, кроме того, размещаются конвейер для ремонта, сборки
и испытания триангелей, болторезные и гайконарезные станки и
другие приспособления.
Кузнечно-пружинное отделение предназначено для ремонта де-
талей вагонов способом пластической деформации, восстановле-
ния пружин и рессор, а также изготовления заготовок.
В отделении установлены пневматические молоты массой па-
дающих частей 150 и 250 кг, винтовой пресс усилием 1500 кН,
236
6060
Рис. Х.9. План баббитозаливочного отделения:
I — помещение для механической обработки подшипников;
II — помещение для задвижки баббитового слоя; III — пло-
щадка для сортировки подшипников; 1 — монорельс с элект-
ротельфером грузоподъемностью 0,25 тс; 2 — площадка для
осмотра подшипников; 3 и 5 - стеллажи-накопители неисправ-
ных подшипников; 4 — моечная установка; 6 — стеллаж-нако-
питель подшипников, требующих ремонта баббитового слоя;
7 — стол ремонта баббитового слоя; 8 — поворотный консоль-
ный кран с тельфером грузоподъемностью 2,5 кН; 9 — авто-
матическая установка для удаления баббита из подшипников;
10 — стеллаж-накопитель корпусов подшипников, требующих
ремонта; 11 — стол сортировки и проверки корпусов подшип-
ников; 12 — стеллаж-накопитель корпусов подшипников перед
заливкой баббитового слоя; 13 — пресс крепления армировки;
14 — стеллаж для форм; 15 — стол сборки форм; 16 — твер-
домер; 17 — камера подогрева форм; 18 — потенциометры
контроля температуры форм и баббита в тигеле; 19 — тигель
и камера заливки подшипников; 20 — кран консольный гру-
зоподъемностью 0,25 т; 21 — камера охлаждения заливных
подшипников; 22 — весы; 23 — пресс для ломки слитков баб-
бита; 24 — площадка для шихты; 25 — стол-накопитель форм
с подшипниками; 26 — тележки для перевозки форм; 27 —
стол для разборки форм; 28 и 30 — электрощит; 29 — стол
и шкаф для документов; 31 — рольганг; 32 — пресс для бри-
кетирования баббитовой стружки; 33 — станок для расточки
баббитового слоя подшипников; 34 — стеллаж-накопитель под-
шипников перед расточиванием; 35 — стол для приемки и
клеймения подшипников; 36 — ванна для пропитки подшипни-
ков в масле; 37 — стеллаж-накопитель отремонтированных
подшипников
теллажи, двухогневые горны. Ввиду сложности технологического
процесса ремонт пружин и эллиптических рессор с термической
обработкой и испытанием после ремонта осуществляется обычно
в одном-двух депо дороги по кооперации.
Рессоры и пружины из отделения ремонта тележек подают в
кассетах. При помощи крана-укосины рессоры укладывают на
плиту для осмотра и определения объема ремонта. Рессоры, не
требующие разборки, испытывают на стенде. Выдержавшие испы-
тания рессоры подают на стол для контроля и маркировки. Затем
в кассетах эти рессоры передают кран-балкой в смазочную ванну.
После этого их окрашивают и направляют на склад готовой про-
дукции.
При изготовлении рессорные листы обрезают на штампе, свер-
лят на станке и проводят термическую обработку в двухкамерной
печи. После отжига и рихтовки листы поступают в гибозакалоч-
ную машину с последующим отпуском в печи, затем их охлажда-
ют в ванне и проверяют на твердость на прессе Бринелля.
Просевшие пружины подаются для отжига в печь, а после на-
грева поступают на станок для восстановления шага витков, а за-
тем на закалку и отпуск. После термической обработки пружины
охлаждают в ванне. Испытывают пружины на прессе. У исправ-
ных пружин на станке зачищают торцы, а затем маркируют. Да-
лее пружины направляют в окрасочно-сушильную камеру, а затем
на накопитель готовой продукции.
/ Баббитозаливочное отделение предназначено для проверки и
ремонта корпусов подшипников, ремонта и заливки баббитового
слоя подшипников и его расточки по соответствующим градациям.
Баббитозаливочные отделения (рис. Х.9) должны иметь помеще-
ния для механической обработки подшипников, заливки баббито-
вого слоя и площадку для складирования неисправных подшипни-
ков и сортировки перед ремонтом, а также кладовую для мате-
риалов. Каждое помещение должно быть оснащено соответствую-
щим оборудованием, а также приточно-вытяжной вентиляцией.
Сварочно-наплавочные работы по ремонту корпусов подшипников
производят в электросварочном отделении депо. Все подшипники
после ремонта, заливки и расточки баббитового слоя проверяют и
ставят клейма.
Отделение для ремонта крышек люков и торцовых дверей по-
лувагонов (рис. Х.10) связано с вагоносборочным участком техно-
логическими тележками с электроприводом для транспортировки
крышек люков и створок дверей.
Отделение оборудовано двумя прессами для правки и ремонта
крышек люков различных модификаций. Прессы имеют цилиндры
для прижатия привариваемых накладок, пресс-скобы для клепки,
оборудование для газовой сварки и резки. Постановка на пресс
неисправных крышек люков и снятие отремонтированных выпол-
238
Рис. X. 10. Планировка отделения по ремонту крышек люков и торцовых дверей
полувагонов:
/ — напольные транспортеры; 2 —- кран-балки;/ 3 — прессы для правки створок дверей
усилием 50 кН; 4 — электрораспределительный щит; 5 — воздуховод приточной вентиля-
ции; 6 консольный кран; 7 — электронагреватель заклепок; 8 — кассета для крышек
люков; 9 — приточный вентилятор; 10 — моечная машина; 11 — электропривод конвейера;
12 — грузовая тележка; 13 — прессы для правки крышек люков усилием^. 150 кН; 14 —
воздуховод вытяжной вентиляции; 15' — вытяжной вентилятор
няются с помощью кран-балки грузоподъемностью 2 т. Все крыш-
ки люков хранят в кассетах-накопителях.
Для ремонта створок торцовых дверей установлены два прес-
са, оснащенных оборудованием для сварки и резки. Створки пра-
вят в вертикальной и горизонтальной плоскостях.
Автотормозное отделение организуют в случае, если отсутст-
вует контрольный пункт автотормозов на ПТО, обслуживаемом
данным депо, или он находится на значительном удалении.
Участок ремонта и изготовления деталей из пиломатериалов
предназначен для изготовления несъемного оборудования, дверей
крытых вагонов, сушки и обработки пиломатериалов для нужд
депо и ПТО. Ремонт и сборка деревянных вагонных конструкций
производятся в отделении на поточных линиях с применением раз-
личных приспособлений, электрического и пневматического инст-
румента.
Склад пиломатериалов и отделение их обработки располагают
непосредственно у транспортных путей с соблюдением требований
противопожарной безопасности. Для сушки пиломатериалов при-
меняются высокотемпературные камеры. Пиломатериалы обраба-
тывают на поточных линиях для изготовления досок пола и об-
шивки вагонов. Применяют штабелеры, поперечные транспортеры,
рольганги для подачи пиломатериалов к станкам, пневматическую
систему для отсоса и удаления стружки, станки: четырехсторон-
ний строгальный, фуговочный, рейсмусовый, грунтовочную и су-
шильную камеры и другое необходимое оборудование.
239
Х.З. Вспомогательные участки и отделения и площади
производственных участков и отделений депо
Ремонтно-механический участок предназначен для ремонта и
технического обслужива‘ния“’Дехнологического и подъемно-транс-
портного оборудования депо и ПТО.
Организация ремонта и обслуживания оборудования основы-
вается на системе планово-предупредительного ремонта (ППР).
Основные нормативные положения по ремонту оборудования ре-
гламентируются единой системой ППР, предусматривающей для
различных видов оборудования соответствующую продолжитель-
ность ремонтных циклов и их структуру. Продолжительностью
ремонтного цикла считается период времени между пуском обору-
дования в эксплуатацию и первым капитальным ремонтом или
между двумя последовательными капитальными ремонтами.
Структура ремонтного цикла характеризует количество и по-
следовательность проведения работ по техническому обслужива-
нию и ремонту оборудования и зависит от его типа и конструктив-
но-технологических особенностей. Структуры межремонтных цик-
лов сокращенно записываются следующим образом:
К—О—Mi—О — М2 —0~ С— О— Ms—О— Л44—О — К,
где К — капитальный ремонт; С — средний ремонт; М — малый ремонт;
О — осмотр.
Капитальный и средний ремонты производят за счет рабочего
времени оборудования, мелкий ремонт и осмотры выполняют в
межсменное и нерабочее время.
Для оценки сложности ремонта и трудоемкости ремонтных ра-
бот принят метод сопоставления с эталонной единицей, в качестве
которой принят токарно-винторезный станок 1К62. Ему соответст-
вует 11 категория сложности ремонта, или 11 условных ремонтных
единиц. Категории сложности ремонта для различных видов обо-
рудования приводятся в единой системе ППР; норма времени тех-
нического обслуживания и ремонта оборудования (на одну ре-
монтную единицу) в часах приведена в табл. Х.1.
Таблица X. 1
Работы Промывка Проверка на точ- ность Осмотр перед ка- питальным ремонтом Осмотр Ремонт
малый средний капиталь- ный
Слесарные 0,35 0,4 1,0 0,75 4,0 16,0 23,0
Ставочные — —. 0,1 0,1 2,0 7,0 10,0
Прочие — — —- — 0,1 0,5 2,0
240
Количество оборудования ремонтно-механического участка и
численность рабочих определяются по годовому объему работ и
затрате станко-часов на ремонт оборудования. Полученное общее
количество единиц оборудования разбивается по типам примерно
в следующем соотношении: токарно-винторезных станков — 45%,
фрезерных — 25 %, шлифовальных — 14 %, строгальных — 8 %,
сверлильных — 8%. Для капитального ремонта оборудование на-
правляют на специализированные предприятия.
Годовой план-график осмотров и ремонтов оборудования со-
ставляют главный механик или производственно-технический отдел
депо. На основании годового составляют месячный план-график.
Умсток . ремонта электросилового .оборудования депо служит
для обеспечения бесперебойной работы электрооборудования,про-
изводства его технического обслуживания и ремонта. Для ремонта
вышедшего из строя электрооборудования имеется специальное
помещение, где размещаются слесарные верстаки, настольный
сверлильный станок, столы-стеллажи для электрических машин,
два инструментальных шкафа, стенд для испытания электрообо-
рудования, кран консольный поворотный с электроталью грузо-
подъемностью 250 кг.
Участок обеспечивает также техническое обслуживание и ре-
монт электротранспортных средств. В помещении стоянки электро-
каров и погрузчиков, размещаются устройства контроля и заряд-
ки аккумуляторных батарей: трансформатор, селеновый выпрями-
тель, вентилятор для отсоса газов при зарядке аккумуляторов,
розетки подключения батарей для зарядки, шкаф для инстру-
мента.
На ремонтно-хозяйственном участке выполняют ремонт сетей
водоснабжения и канализации депо, снабжают депо теплом, водой,
сжатым воздухом, организуют устойчивую работу деповского
транспорта и складского хозяйства, ремонтируют и чистят спец-
одежду.
—Инструментальное отделение осуществляет хранение, учет и
выдачу режущего, измерительного, слесарного инструмента, про-
изводит ремонт и частичное его изготовление. Отделение, как пра-
вило, входит в состав ремонтно-комплектовочного участка. В от-
делении имеются помещения для хранения, выдачи, ремонта, из-
готовления и заточки инструмента. В помещении раздаточной ус-
танавливают шкафы, стеллажи и пирамиды для хранения приспо-
соблений, режущего, слесарного, измерительного инструмента и
ванны с керосином для пневматического инструмента.
В помещении для ремонта размещают необходимое количест-
во слесарных верстаков и столов для приспособлений, испыта-
тельный стенд для наждачных кругов и станки: алмазно-заточной'
с диаметром круга 200 мм, универсально-заточной с диаметром
круга 160—175 мм, точильный двусторонний на два круга диамет-
241
Таблица Х.2
Депо по ремонту грузовых вагонов Депо по ремон- ту пассажир- ских вагонов
Наименование участков и отделений Годовая программа
6000— 8000— 10 000— 800— 1 000—
8000 10 000 12 000 1000 1500
Вагоносборочный участок По расчету
Малярное и краскоприготовительное от- По расчету
деления с лабораторией
Участок ремонта колесных пар 756 948 1140 648 648
Отделение ремонта тележек 720 1440 1440 1008 1008
Участок ремонта роликовых подшипников 288 324 324 288 288
Контрольный пункт автосцепки 432 432 432 По коопера-
ции
Отделения:
по ремонту тормозного оборудования 180 По расчету
механическое 288 300 180 210
электрогазосварочное 54 72 84 96 108
по ремонту крышек люков и торцовых 216 240 252 — —
дверей полувагонов по ремонту металлических бортов плат- 144 168 192
форм по ремонту дверей крытых вагонов 144 156 168 — —
по ремонту сливных и предохранитель- но-выпускных приборов цистерн 36 48 48 — ...—
баббитозаливочное 108 108 108 — —
по ремонту рессорного подвешивания 648 648 648 360 360
кузнечное 180 216 228 150 180
регенерационно-пропиточное 100 100 100 — —
слесарно-комплектовочное — — — 244 270
гальваническое — — — 216 216
по ремонту редукторов .— — .— 144 162
полимерных изделий — — — 144 144
по ремонту приборов отопления, венти- ляционных устройств и дверных зам- — ‘— 144 180
ков
по ремонту гидравлических гасителей — —, — 48 54
колебаний по ремонту холодильного оборудова- — — — 360 360
ния и кондиционеров по ремонту кипятильников и унитазов — 112 135
Участок ремонта и изготовления деталей вагонов из пиломатериалов 432 432 432 240 360
Отделения:
по ремонту электрических машин — — — 324 324
по ремонту электроаппаратуры — •—' — 72 72
по ремонту радиоаппаратуры и телефо- — —. — 64 72
НОВ 360
по ремонту и зарядке аккумуляторных батарей — — — 360
Ремонтно-механический участок 81 96 108 108 108
Инструментальное отделение 108 132 168 72 108
242
Продолжение табл. Х.2
Депо по ремонту грузовых вагонов Депо по ремон- ту пассажир- ских вагонов
Наименование участков и отделений Годовая программа
6000— 8000 — 10 000— 80 0— 1 00 0—
8000 10 000 12 000 1000 15 00
В том числе раздаточная 36 48 60 24 33
Участок ремонта электросилового обору- 72 72 72 72 72
давания депо Отделение ремонта электрокаров и по- грузчиков 72 84 96 48 72
Ремонтно-хозяйственный участок 72 72 72 72 72
Компрессорное отделение 72 72 72 72 72
Кладовая запасных частей 216 276 348 208 235
Кладовая огнеопасных материалов 54 60 72 48 54
ром по 300 мм, настольно-сверлильный с патроном для сверл диа-
метром дет 12 мм, токарно-винторезный повышенной точности.
Раздаточная выдает инструмент, приборы и приспособления
ремонтным бригадам и отдельным рабочим в длительное пользо-
вание с отметкой в карточках учета. Ценный или редко употреб-
ляемый инструмент, требующий особого наблюдения и содержа-
ния, выдается в кратковременное пользование по инструменталь-
ным маркам.
Неисправный инструмент и приспособления сдаются в разда-
точную для замены и ремонта.
Ремонтно-строительная группа, состоящая из плотников, сто-
ляров, штукатуров, каменщиков, маляров и рабочих других строи-
тельных специальностей, обеспечивает ремонт всех зданий и со-
оружений, ремонтирует и изготовляет необходимые строительные ,
детали зданий, а также хозяйственный инвентарь. В некоторых
депо строительная группа осуществляет новое строительство не-
больших объектов.
Трудоемкость работ, выполняемых вспомогательными участка-
ми и отделениями депо, составляет около 12 % для грузовых и
примерно 14—15 % Для пассажирских депо. В перспективе доля
работ вспомогательного производства будет постоянно увеличи-
ваться.
Потребность в производственных площадях определяется по
количеству производственного оборудования с учетом проходов и
проездов, рациональной организации рабочих мест, размещения
конвейерных линий и других факторов. В соответствии с нормами
технологического проектирования депо для ремонта грузовых и
пассажирских вагонов рекомендуемые нормы площадей, м2, про-
изводственных участков и отделений депо приведены в табл. Х.2.
243
Приведенные значения площадей могут уточняться в процессе
разработки планировки производственных подразделений с уче-
том конкретных условий.
Х.4. Депо для ремонта пассажирских вагонов
План главного производственного корпуса депо для ремонта
пассажирских вагонов приведен на рис. Х.11. Основные принципы
размещения участков и отделений депо для ремонтов пассажирс-
ких вагонов те же, что и для грузового вагонного депо. В соответ-
ствии с особенностями конструкции пассажирских вагонов депо
имеет ряд дополнительных производственных участков и отделе-
ний и несколько иное оборудование. Перед постановкой в ремонт
вагоны внутри и снаружи обмывают и дезинфецируют.
Для механизации работ, связанных с ремонтом тележек пас-
сажирских вагонов, применяется технологическая оснастка
(рис. Х.12). Оснастка рассчитана на ремонт 2000 тележек в год,
занимает площадь 360 м2, а конвейерная линия имеет длину 36 м.
Тележки, выкаченные из-под вагона на вагоносборочном участке,
машиной для их ремонта захватываются и перевозятся в теле-
жечное отделение. Здесь с помощью гайковертов, установленных
на ремонтной машине, отвинчивают гайки шпинтонов и опускают
колесные пары, которые направляют в отделение для их ремонта.
Тележки перевозят машиной на поточную линию и опускает на
технологические тележки на первую позицию конвейера. Затем
тележку перемещают конвейером в моечную машину, которая рас-
положена на второй позиции. Обмывка осуществляется горячей
водой при давлении 1,98 МПа путем перемещения подвижных со-
пел вокруг тележки. После обмывки тележку перемещают кон-
вейером на третью позицию. Механически связанные тележки кон-
вейера имеют ход 6 ж, равный расстоянию между позициями.
Позиции конвейера снабжены подъемниками. Для возврата кон-
вейера в исходное положение вагонные тележки поднимают на
всех позициях, и освободившиеся технологические тележки кон-
вейера возвращают в исходное положение. После этого вагонные
тележки вновь опускают на технологические тележки конвейера, и
ремонт продолжается. Время, затрачиваемое на перемещение и воз-
вращение конвейера в исходное положение, составляет 3 мин. На
третьей позиции тележки разбирают с помощью пресса, кантовате-
ля и крана, снимают рычажную передачу. С помощью пресса сжи-
мают центральное подвешивание и разбирают. Затем кантовате-
лем раму тележки поворачивают. В таком положении контролиру-
ют расстояние между шпинтонами и осматривают нижнюю часть
тележки. Далее раму разобранной тележки перемещают на,четвер-
тую позицию для сборки тележки. На пятой позиции устанавлива-
ют мелкие детали" и выполняют окончательную сборку. С шестой
244
245
позиции тележку поднимают. На поднятую тележку с помощью
машины устанавливают колесные пары и завинчивают гайки шпин-
тонов. Затем тележку перемещают на вагоносборочный участок
для подкатки под вагон.
Программа отделения определяется количеством тележек, по-
ступающих от вагоносборочного участка (100%), и тележек, вы-
катываемых из-под вагонов, отправляемых в текущий отцепочный
ремонт (15—20%).';
У Участок по рейЙнту электрооборудования пассажирских ЦМВ
предназначен для выполнения деповского и текущего ремонтов,
технических осмотров и ревизии электрического оборудования
пассажирских вагонов. Узлы электрооборудования ремонтируют
обезличенным способом, т. е. заменяют неисправные узлы новыми
или заранее отремонтированными. Готовую продукцию направля-
ют в кладовую, откуда выдают для монтажа на вагон.
Элементы и узлы электрооборудования, требующие после ре-
монта наладки и регулирования на стенде, выдают на вагон только
в запломбированном виде. Отсутствие или нарушение пломб рас-
ценивается как неисправность.
На участке имеются следующие отделения: для ремонта элек-
трических машин, ремонта электроаппаратуры, радиоаппаратуры
и контрольно-измерительных приборов, аккумуляторов, ремонта
несъемного электрооборудования, проведения технических осмот-
ров и ревизий, ремонта редукторно-карданных приводов. Пере-
чень отделений может измениться в зависимости от особенностей
конструкции приписанных к депо пассажрских вагонов.
У’ Участок для ремонта холодильных установок, пассажирских
вагонов (рис. Х.13) предназначен для выполнения деповского и
текущего ремонтов, технических осмотров и ревизии холодильного
оборудования пассажирских вагонов.
Ремонт холодильного оборудования выполняется по принципу
замены неисправных узлов и деталей заранее отремонтированны-
Рис. Х.Г2. Технологическая оснастка для ремонта тележек пассажирских ва-
гонов:
/ — машина для ремонта тележек; 2 — моечная машина; 3 — кантователь; 4 — пресс;
5 консольный кран; 6 — конвейер; 7 — гидравлическая станция; 8 — подъемник
246
Рис. Х.ГЗ. План участка ремонта холодильных установок пассажирских вагонов:
/ — отделение разрядки холодильных агрегатов от хладона и масла и их зарядки; II —
отделение демонтажа, очистки и обмывки; III — отделение ремонта и испытания конт-
рольно-измерительных приборов, автоматики и запорной арматуры; IV — отделение разбор-
ки, сборки и испытания холодильных агрегатов и компрессоров; V — отделение ремонта
компрессоров; VI — отделение ремонта теплообменных аппаратов, аккумуляционных плит
и фильтров осушителей; VII — малярное отделение
ми или новыми. Ремонтные и профилактические работы, обеспечи-
вающие исправное состояние холодильного оборудования пасса-
жирских вагонов выполняют на специальном участке.
Ремонтно-комплектовочный участок пассажирского депо (кроме
отделений для ремонта автосцепки, слесарно-механического, элект-
росварочного, рессорно-пружинного и автотормозного, рассмот-
ренных при описании грузового депо) включает дополнительно
следующие отделения.
Отделение по ремонту гидравлических гасителей колебаний
тележек пассажирских вагонов размещается в трех отдельных по-
мещениях: очистки гасителей колебаний; ремонта и ревизии, ок-
раски, хранения и регенерации рабочей жидкости.
В отделении применяется следующее оборудование: стол сухой
очистки, испытательный динамический стенд, моечная машина де-
талей гасителей колебаний, стенды для разборки и ремонта, сбо-
рочный стенд, баки для сбора рабочей жидкости при разборке,
регенерационная установка, баки для хранения новой и регенери-
рованной рабочей жидкости, дозатор, из которого гаситель при
его сборке на стенде заполняется строго определенным объемом
жидкости, окрасочная камера, стеллажи для неисправных гасите-
лей и их деталей, а также стеллажи для восстановленных деталей
и отремонтированных гасителей колебаний и др,
\/Слесарно-замочное отделение выполняет ремонт дверных зам-
ков, ручек, петель, гарнитуры окон, дверей и мебели. В этом от-
.247
делении осуществляют слесарно-пригоночные и сборочные рабо-
ты, а’также изготовляют детали замков, ручек и петель. В отде-
лении установлены верстаки, настольный сверлильный станок,
ножницы для резки листовой стали, заточной станок. Рабочие
места оснащены электрическим и пневматическим ручным инстру-
ментом.
Отделение по ремонту устройств отопления, водоснабжения и
вентиляции предназначено для промывки, осмотра и ремонта воз-
духонагревателей, расширителей, труб отопления и водоснабже-
ния, кранов, баков, рабочих и запасных фильтров, насосов и дру-
гих узлов и деталей системы отопления и вентиляции. Отделение
оборудовано стеллажами для укладки труб и арматуры, посту-
пивших в ремонт; ванной, в которой производится промывка дета-
лей, очистка от ржавчины и грязи; верстаками для осмотра и оп-
ределения объема ремонта; приспособлениями для нарезки резьбы
на трубах, обрезки и гибки труб; верстаками для ремонта венти-
лей, кранов и различной арматуры, оборудованных тисками и
приспособлениями для притирки пробковых кранов; столом и
стендом для ремонта и испытания баков, расширителей и возду-
хонагревателей, стеллажами для отремонтированных узлов и де-
талей. Промывают, ремонтируют и пропитывают фильтры обычно
в отдельном помещении, в котором имеются стеллажи для хране-
ния неисправных и отремонтированных фильтров, двухкамерная
моечная машина для промывки фильтров, ванна для пропитки их
маслом, центрифуга для удаления излишнего масла. Здесь же
пропитывают паронитовые прокладки глицерином, подогретым до
температуры 50—60 °C. Пропитывают их в специальной ванне в
течение 4—5 ч.
Отделение для ремонта кипятильников оснащено стеллажами,
верстаками для разборки, ванной для удаления грязи и старой
краски, стендом для очистки от накипи, ванной для промывки
внутренней поверхности содовым раствором и проточной водой,
стендом для лужения внутренней поверхности, стендом для ремонта
обгоревших отражателей огневой коробки, неисправных люков
топки и зольника кипятильника, верстаком для ремонта армату-
ры, стендом для испытания арматуры, стендом для окраски кипя-
тильников, камерой для их сушки, стендом для испытания кипя-
тильников.
Вместо лужения можно производить металлизацию поверхности
алюминием. В этом случае после промывки кипятильники направ-
ляют в отделение металлизации, где их очищают в дробеструйной
камере и металлизируют. После металлизации кипятильники воз-
вращают в отделение для общей сборки.
Кипятильники, имеющие неисправности в системе электричес-
кого обогрева, направляют после ремонта корпуса и арматуры на
участок по ремонту электрооборудования вагонов.
248
Слесарно-комплектовочное отделение предназначено для ре-
монта и комплектовки узлов тележек: тормозных траверс, рычаж-
ной передачи, башмаков с подвесками, деталей центрального
подвешивания, вкладышей скользунов и поводков, надбуксовых
фрикционных гасителей колебаний тележек КВЗ-5 и КВЗ-ЦНИИ
и шпинтонов.
Детали тележек поступают в отделение в кассете и подаются
на стол для осмотра, контроля и определения объема работ. Тра-
версы и подлюлечные балки подаются на стол-накопитель поточ-
но-конвейерной линии. На первой позиции производят наплавку
изношенных ушков отверстий траверс, замену негодных ушков. На
второй позиции производят наплавку цапф траверс и шеек балок.
Наплавленные траверсы и подлюлечные балки поступают на на-
копитель, с которого укладываются в кассеты для транспортиров-
ки в механическое отделение для обработки. После механической
обработки указанные детали проходят контроль на инспекторской
площадке, а затем подаются в кассетах на третью позицию, где
производится сверловка отверстий в ушках траверс под валики
или втулки, а при необходимости отверстий под шплинты — в цап-
фах на специальном приспособлении. На четвертой позиции снима-
ют изношенные и напрессовывают новые втулки на цапфы, а так-
же запрессовывают втулки в отверстия ушков. Позиция оборудо-
вана прессами для запрессовки втулок и испытания траверс.
Для ремонта деталей рычажной передачи в отделении имеются
стол-накопитель, на котором рычажную передачу осматривают,
разбирают и определяют объем ремонта; сварочная кабина, куда
поступают вертикальные рычаги, затяжки, подвески и другие де-
тали, требующие сварки (затем они направляются в механическое
отделение для обработки); стол для ремонта и комплектовки дета-
лей рычажной передачи; пресс для замены изношенных втулок.
Здесь же ремонтируют тормозные тяги, для испытания которых
имеется специальный стенд.
Ремонт и комплектовка башмаков с подвесками, деталей цент-
рального подвешивания и буксового узла производятся на специ-
альных столах. Детали, требующие наплавки, направляются в
сварочное отделение, затем в механическое отделение для обра-
ботки, после чего они поступают на комплектовку.
Отделение полимерных изделий и ремонта резиновых деталей
предназначено для ремонта изделий из резины и пластмасс и на-
пыления полимерных материалов на поверхность металлических
деталей вагонов. В отделении имеются машина для литья под дав-
лением деталей из капрона, установка для термообработки дета-
лей в масле и в воде и печи для подогрева металлических деталей
перед началом и после напыления, ванна для напыления полимера
на деталь в псевдосжиженном слое, пресс для извлечения деталей
из пресс-формы.
249
Для ремонта резиновых деталей имеется стол-верстак, пресс
для прессования с одновременной вулканизацией уплотнений в
пресс-форме и приклеивания вулканизацией готовых уплотнений
к технической резине в специальном приспособлении, пресс для
склеивания резиновых суфле, автоклав и др.
/Столярно-обойное отделение предназначено для ремонта внут-
ренних дверей, диванов, столиков, оконных рам и других деревян-
ных изделий внутреннего оборудования вагонов и имеет три от-
дельных помещения: для производства столярно-сборочных работ;
станочное; для производства обойных работ.
Отделение имеет следующее оборудование: циркульную и лен-
точную пилы, заточной, строгально-фуговочный, фрезерный, ком-
бинированный и токарный станки, столярные верстаки и швейную
машину для ремонта и изготовления драпировок, чехлов и др.
•. Отделение металлизации предназначено для покрытия деталей
систем водоснабжения и отопления слоем металла методом напы-
ления для защиты от коррозии. В отделении имеется два помеще-
ния: дробеструйной подготовки деталей и напыления покрытий.
В отделении размещены стеллажи для деталей, требующих дро-
беструйной обработки; дробеструйная камера с аппаратом; стол;
шкафы для инструмента; стеллажи для деталей, подлежащих ме-
таллизации; верстак; стеллажи для готовой продукции.
•/ Отделение гальванических покрытий предназначено для нане-
сения защитно-декоративного покрытия на детали вагонов и поли-
ровки алюминиевых деталей. В отделении имеются помещения:
шлифовально-полировочное, нанесения покрытий, генераторное и
вентиляционная камера. В помещении шлифовально-полироваль-
ных работ размещены шлифовально-полировальный станок, уста-
новка для накатки наждачного порошка на войлочные круги,
стеллажи для материалов, инструмента и деталей, клееварка.
В помещении нанесения покрытий установлены гальванические
ванны, каждая из которых снабжена щитком, на котором смонти-
рованы вольтметр, амперметр, разъединитель для включения в
сеть и реостат. Кроме ванн, устанавливают монтажно-демонтаж-
ные столы, стеллажи, сушильные шкафы, а также набор подвесок
и другое вспомогательное оборудование. В генераторном помеще-
нии размещены низковольтные генераторы, а в вентиляционной
камере — вентиляторы среднего давления для отсоса вредных га-
зов от гальванических ванн.
Х.5. Депо для ремонта контейнеров
Депо предназначено для капитального ремонта контейнеров.
Особенно высокие требования предъявляются к организации ре-
монта крупнотоннажных контейнеров, доля которых в общем пар-
250
I 1
Рис. X.14. План сборочного участка депо для ремонта контейнеров:
А — отделение очистки и обмывки контейнеров; Б —- позиция правильно-разборочных
работ; В — ремонтно-сборочное отделение; 1 моечная машина; 2 — сушильная уста-
новка; 3 — машина для ремонта контейнеров; 4 — мостовой кран грузоподъемностью 5 т;
5 — стеллажи для приспособлений; 6 — стеллажи для запасных частей и деталей; 7 —
сварочная Станция; 8 — пневматические ножницы; 9 — конвейерная линия; 10 — малярная
камера; 11 —- дождевальная установка и стенд для испытания контейнеров
ке постоянно увеличивается. Эти контейнеры ремонтируются в со-
ответствии с технической документацией, одобренной Регистром
СССР, который осуществляет контроль за изготовлением, экс-
плуатацией и ремонтом крупнотоннажных контейнеров.
План сборочного участка депо Лихоборы Московской дороги
приведен на рис. Х.14. Здесь размещены две поточные линии для
ремонта крупнотоннажных контейнеров массой брутто 20 т. Ре-
монт осуществляется на двенадцати позициях, такт поточных ли-
ний ремонтно-сборочного отделения составляет 80 мин, а поточной
линии очистки и обмывки контейнеров — 40 мин.
Прибывающие в ремонт контейнеры выгружают с помощью
башенного крана и накапливают на площадке около депо.
Башенным краном контейнер подают на конвейер отделения
очистки и обмывки. Перед обмывкой, проводимой на I позиции,
контейнер тщательно очищают от мусора и грязи. Затем произ-
водится его наружная обмывка в стационарной моечной установ-
ке водой под давлением 1,6 МПа. Контейнер перемещается через
обмывочную рампу со скоростью 2 м/мин. Внутренняя обмывка
производится с применением специального устройства на этой же
позиции. Моечная установка имеет оборотное водоснабжение, что
значительно уменьшает расход воды.
На // позиции осуществляется сушка поверхностей калорифер-
ной установкой. Здесь же очищают контейнеры от ржавчины и
отслоившейся старой краски. Эти операции выполняют пневмати-
ческим инструментом и металлическими щетками.
Очищенный контейнер осматривает мастер участка, определяет
объем ремонта, производит соответствующую меловую разметку
и составляет дефектную ведомость.
На III позиции производят правку элементов каркаса, двер-
ных стоек, стен, крыши и нижней рамы. С помощью газовой резки
251
удаляют дефектные части и узлы контейнера. Здесь же снимают
дверные створки, имеющие крупные повреждения (пропеллер-
ность, большие пробои в металлической обшивке, неисправности
запорных механизмов) и направляют их в ремонт. Для этого при-
меняется передвижная ремонтная машина портального типа.
Кроме правильного, на машине установлено сварочное обору-
дование, пост газовой резки металлов, пресс-ножницы для изго-
товления накладок, шкафы для инструмента и приспособлений,
переносные гидроцилиндры для правки балок нижней рамы. На
машине работают два газорезчика и три слесаря, один из которых
управляет работой машины. На данной позиции каждой поточной
линии размещаются по три контейнера.
Далее контейнер подается на IV позицию потока, расположен-
ную на конвейере ремонтно-сборочного отделения. Здесь осуществ-
ляется подготовка поверхности под сварку. Зачистка производит-
ся корундовыми кругами с помощью пневматических машинок.
Особенно тщательно зачищают поврежденные места и края выре-
занных участков. Эту работу выполняет один слесарь, который од-
новременно обслуживает позиции обеих поточных линий.
На V позиции ремонтируют металлическую обшивку боковых
и торцовых стен контейнера, заваривают трещины и пробоины,
производят прихватку панелей стен электросваркой.
На VI позиции окончательно приваривают новые панели стен,
ремонтируют каркас и крышу контейнера, приваривают фитинги.
На VII позиции ремонтируют нижнюю раму контейнера. Здесь
его переворачивают с помощью кантователя, смонтированного на
мостовом кране. Затем приваривают ремонтные накладки, вставки
на балки рамы, заменяют поврежденные балки, заваривают тре-
щины, ремонтируют или заменяют карманы вилочных захватов.
На VIII и IX позициях ремонтируют угловые стойки дверного
проема, устанавливают отремонтированные дверные створки, за-
порные устройства и резиновые уплотнения.
На X позиции стелят пол или заменяют отдельные негодные
доски, ремонтируют или заменяют металлический порог.
Наружные и внутренние поверхности контейнера окрашивают
на XI позиции. Окраска производится в малярной камере разме-
рами 13X5X5 м. По всей длине камеры по бокам имеются боль-
шие остекленные проемы. В середине с двух сторон камеры сде-
ланы проемы для окраски, напротив которых установлены подъ-
емные площадки для маляров. Камера оборудована приточной и
вытяжной вентиляцией. Стояки приточной вентиляции установ-
лены по обеим сторонам площадки для маляра. Поэтому при вклю-
чении приточной вентиляции создается воздушная завеса из све-
жего воздуха между маляром и окрашиваемым контейнером. При
окраске контейнер перемещается конвейером со скоростью 2 м/мин,
а маляр производит наружную окраску с подъемной площадки,
252
Т а б ля ца Х.З
Наименование работ Трудоемкость, чел.-ч, капитального ремонта контейнеров массой брутто, т
20 5 3
с примене- нием ре- монтной машины без при- менения ремонтной машины УУК-5 модернизи- рованного УУК-3 модерни- зирован- ного
Слесарные по: ремонту контей- 10,44 13,87 2,46 2,14 1,82 1,501
нера испытанию кон- 1,45 1,45 — — — —
тейнера Г азорезательные Электросварочные Столярные Малярные Промывка контейнера Подсобные 3,31 4,84 8,98 3,84 1,36 0,276 3,31 4,84 8,98 3,84 1,36 0,276 0,813 2,41 1,18 1 ,25 0,276 0,642 2,01 1,18 1,25 0,276 0,596 1,72 0,796 0,719 0,276 0,484 1,44 0,796 0,719 0,276
регулируя необходимую высоту. При первом проходе окрашивают
боковые стены, а затем при обратном проходе — крышу. Окраска
внутренних поверхностей контейнера производится маляром в за-
щитном скафандре с принудительной подачей свежего воздуха.
Продолжительность наружной и внутренней окраски составляет
15—20 мин. После окраски осуществляется конвекционная сушка
контейнера в этой же камере. Для этого обеспечивается увеличен-
ная подача теплого воздуха. В камере возможна кантовка контей-
нера. Окраску контейнера и подготовку лакокрасочных материа-
лов осуществляют два маляра.
На XII позиции контейнеры испытывают на прочность и водо-
непроницаемость. Здесь же ставят трафареты. Эти операции вы-
полняют с помощью передвижного стенда. Затем производится
окончательная приемка отремонтированного контейнера. Башен-
ным краном контейнер снимают с конвейера и подают на плат-
форму или на площадку отремонтированных контейнеров.
Явочная (технологическая) численность рабочих, занятых на
поточно-конвейерной линии, может быть определена по формуле
^?яв = Н/ТП0,
где Н — трудоемкость ремонта объекта на поточной линии; т — такт поточной
линии; По — количество объектов ремонта на одной позиции поточной линии.
Нормативные значения трудоемкости капитального ремонта
контейнеров приведены в табл. Х.З.
253
Глава XI
ОСНОВЫ ПРОЕКТИРОВАНИЯ (РЕКОНСТРУКЦИИ)
ВАГОННЫХ ДЕПО
XI. 1. Стадии проектирования и генеральный план
вагонных депо
Исследования показали, что грузовые вагонные депо целесооб-
разно проектировать на ремонт одного типа вагона с программой
ремонта не менее 6000 четырехосных вагонов в год, а пассажир-
ские — не более двух типов цельнометаллических вагонов с годо-
вой программой 1000—1500 вагонов в год.
Проектирование вагонного депо выполняют по заданию заказ-
чика (железной дороги), утвержденному МПС.
В состав задания, как правило, включают следующие данные:
наименование предприятия (грузовое, пассажирское вагонное де-
по), основание для проектирования и вид строительства (новое
или реконструируемое), место строительства, номенклатура про-
дукции и годовая программа в натуральном и стоимостном выра-
жении, типы ремонтируемых вагонов и вид ремонта, режим работы
(количество рабочих дней в году, количество смен в сутки, про-
должительность в часах рабочей недели), специализация и коопе-
рирование с другими предприятиями, источники снабжения проек-
тируемого депо электроэнергией, теплом, газом, сжатым воздухом
и водой, сроки строительства (реконструкции), требования к сбро-
су сточных вод и условия их очистки, требования к организации
управления депо и производственными процессами, требования к
проектированию жилищного и культурно-бытового строительства,
удельные показатели эффективности капитальных вложений, стои-
мость строительства и ряд других исходных данных.
По этим документам разрабатывают оптимальные схемы про-
ектируемого депо, включающие акт обследования площадки для
строительства депо, строительный паспорт, являющийся основным
документом, характеризующим участок, отведенный под строитель-
ство вагонного депо. В нем содержится расположение плана участ-
ка застройки с прилегающими кварталами и проездами, техничес-
кое заключение по инженерной геологии участка с указанием до-
пускаемых давлений на грунт и уровень грунтовых вод. В паспор-
те приводятся также обоснование к архитектурному наружному
очертанию зданий депо и технические условия на присоединение
его к существующим или перспективно предусматриваемым инже-
нерным коммуникациям (электроснабжения, теплоснабжения, ка-
нализации). Приводятся также требования к этажности зданий,
254
ориентации их фасадов и другие требования, связанные с архитек-
турным решением проектируемого объекта.
При реконструкции депо в состав необходимых для проектиро-
вания материалов включают: существующий генеральный план
депо, планы и разрезы зданий и сооружений, складское хозяйство,
данные о техническом состоянии зданий и инженерных коммуника-
ций, а также данные, характеризующие производственную дея-
тельность (объем и технология работ депо, выпуск вагонов из ре-
монта, достигнутая себестоимость их ремонта, трудоемкость, коли-
чество и состав работающих, режим работы, выполнение норм, ос-
новные фонды и их состояние, рабочие чертежи и оснащенность
оборудованием, планировка депо).
Проектирование новых вагонных депо осуществляется в два
периода, называемые стадиями. В первый период выполняют тех-
нический проект со сводным сметным расчетом, во второй — ра-
бочую документацию.
Технический проект состоит из следующих частей: общей, тех-
нологической, архитектурно-строительной, санитарно-технической
с подразделами: отопление и вентиляция, водопровод, канализа-
ция; электротехнической, включая и раздел связи, технико-эконо-
мической и организационной. Каждая из них, кроме общей и смет-
ной, состоит из соответствующих расчетно-пояснительных записок,
чертежей и заказных спецификаций.
Расчетно-пояснительная записка общей части проекта содержит
краткую характеристику проектируемого депо, его месторасполо-
жение, сроки строительства и мероприятия по освоению проектной
мощности, а также основные технико-экономические показатели
депо (численность работающих, общий размер капитального вло-
жения на один отремонтированный вагон; площадь территории
депо в ограде, га; плотность застройки территории депо в ограде,
%; использование площади в границе ограждения, %; выпуск
продукции на одного рабочего, руб., и т. д.).
В проекте также отражают вопросы научной организации тру-
да, охраны труда, противопожарные мероприятия и мероприятия
по гражданской обороне и охране окружающей среды (очистные
сооружения, пыле- и газоулавливающие устройства и т. д.).
Рабочая документация состоит из рабочих чертежей, объектной
и локальных смет, заказных спецификаций и задания ПКБ ЦВ
МПС на разработку нестандартного оборудования.
После выполнения проект вагонного депо представляется на
согласование заказчику (управлению дороги), подрядчику (строи-
тельной организации), организации государственного надзора,
территориальному институту Госстроя СССР и утверждается ЦВ
МПС. При стоимости строительства свыше 3 млн. руб. проект
дополнительно рассматривается экспертизой проектов и смет
255
(ЦУП МПС) и утверждается заместителем министра путей сооб-
щения.
Годовая программа устанавливается на основе планового за-
дания с указанием номенклатуры выпускаемых вагонов (по типам
и видам ремонта).
В зависимости от характеристики и масштабов производства
применяют два метода проектирования: по укрупненным показа-
телям и технологическим процессам.
По укрупненным показателям разрабатывают технико-эконо-
мические обоснования и технические проекты для предприятий с
серийным и мелкосерийным производством.
Вагонные депо относят к серийному производству и поэтому
весь комплекс работ, производимый этими депо, базируется на тех-
нико-экономических показателях.
Трудоемкость ремонта измеряется в человеке- и станко-часах,
необходимых для ремонта одного вагона по типу и видам ремонта
или выполнения одной операции (работы).
Трудоемкость является важным технико-экономическим пока-
зателем, используемым для расчета численности производствен-
ных рабочих и себестоимости ремонта вагонов.
XI.2. Режим работы и фонды рабочего времени
Понятие режим работы определяет: прерывность или непре-
рывность производства, число рабочих дней в году и в неделе,
число праздничных дней в году, продолжительность рабочей не-
дели, ч, число смен работы в сутки, продолжительность смены, ч.
При выборе режима работы для проектируемого депо следует
исходить из 41-часовой прерывной двухсменной пятидневной рабо-
чей недели. Однако в отдельных случаях может быть предложена
различная сменность работы отдельных участков и отделений де-
по, например, при двухсменной работе сборочного участка — трех-
сменная работа колесного отделения, имеющего уникальное и до-
рогостоящее оборудование, и т. п.
Годовые фонды времени устанавливают для рабочих, оборудо-
вания и рабочих мест и подразделяют на номинальные и действи-
тельные (расчетные). Номинальный годовой фонд рабочего вре-
мени одного рабочего подсчитывают по количеству рабочих дней
в году и продолжительности рабочей смены. Для производства с
нормальными условиями труда он составляет 2077 ч.
Для производств с вредными условиями труда и 6-часовым
рабочим днем номинальный годовой фонд рабочего времени одно-
го рабочего составит 1830 ч.
Действительный (расчетный) годовой фонд рабочего времени
рабочего Фдр, ч, меньше номинального и зависит от продолжи-
256
Таблица XL 1
Продолжитель- ность рабочей недели, ч Номинальный годовой фонд времени рабочего, ч П ро до л ж итель - ность отпуска, рабочие дни Действительный годовой фонд рабочего времени одного рабочего, ч Коэффициент замещения от- сутствующих рабочих k
41 2077 15 I860 1,10
41 2077 18 1840 1,10
41 2077 24 1820 1,11
36 1830 24 1610 1,12
дельности отпусков, потерь рабочего времени по болезни и числа
работников, занятых выполнением государственных обязанностей.
Значение Фдр принимается по табл. XI.1.
Приведенный в табл. XI. 1 коэффициент замещения к3 =
==Фнр/Фдр> 1-
Номинальный годовой фонд работы оборудования ФНОб опре-
деляют так же, как и номинальный фонд рабочего ФНр, но с уче-
том сменности работы оборудования. Действительный (расчетный)
годовой фонд времени работы оборудования ФДОб подсчитывают
с учетом простоя его в неплановом ремонте, выполняемом в рабо-
чее время. В табл. XI.2 приведены числовые значения величины
фд об, Ч.
Генеральный план депо является одним из важных разделов
технического проекта, представляющим собой рациональное, комп-
лексное технологическое и строительно-архитектурное решение ва-
гонного депо, определяющим взаимное размещение зданий, соору-
жений, рельсовых и безрельсовых дорог, наземных и подземных
инженерных коммуникаций, зеленых насаждений и ограждений в
увязке со схемой производства и местными условиями (рельеф,
конфигурация площадки, ориентация ее по сторонам света, при-
мыкание к основным транспортным магистралям и т. д.).
Т аблица XI.2
Наименование Значение 1 Фдоб ПРИ числе смен
2 3
Металлорежущие, деревообрабатывающие стан- ки и неавтоматизированное оборудование, в том числе и колесотокарных отделений депо 2030 4015 5960
Автоматизированное оборудование Оборудование: — 3810 5590
сварочное, окрасочное 2010 3975 5840
разборочное, сборочное, механизированное 2030 4015 5960
Рабочие места (без оборудования), стенды, верстаки и пр. 2077 4154 6210
257
При разработке генерального плана депо предусматриваются
следующие основные требования:
взаимное расположение зданий и сооружений, обеспечиваю-
щее поточность производства и кратчайшие пути передвижения
ремонтируемых вагонов и транспортировки запасных частей и ма-
териалов;
возможность максимального объединения производственных
помещений и устройств в одном здании проектируемого депо в ви-
де блока производственных участков и отделений, например, ва-
гоносборочный, тележечно-колесный с роликовым отделением и
ремонтно-комплектовочный участки размещают в главном корпусе
депо. В северной строительной зоне необходимо предусматривать
объединение главного корпуса депо с частью вспомогательных и
складских хозяйств в одном здании и соединять его с администра-
тивно-бытовым корпусом и столовой пешеходной галереей, что по-
зволяет снизить расходы на строительство депо на 15—16%;
расположение зданий и сооружений депо по отношению к сто-
ронам света и направлению преобладающего ветра, обеспечиваю-
щее наиболее благоприятные условия для естественного их осве-
щения и аэрации;
наибольшая обеспеченность перемещения грузов технологи-
ческим транспортом и наименьшая протяженность энергетических
коммуникаций;
выполнение правил и норм, установленных законодательными
и планирующими органами в отношении пожарной безопасности,
санитарно-технических, светотехнических условий, гражданской
обороны и охраны окружающей среды;
расположение складов легковоспламеняющихся материалов и
деревообрабатывающего участка по отношению к другим зданиям
с наветренной стороны;
максимальное использование территории депо под застройку
зданий и крытых помещений с тем, чтобы коэффициент плотности
застройки в границах ограждения был не менее 0,40, а коэффици-
ент использования площади — не менее 0,70—0,80;
возможность расширения зданий, особенно главного корпуса,
с наименьшими затратами без нарушения основной идеи генераль-
ного плана и без сноса ранее возведенных капитальных зданий;
безопасное по наикратчайшим расстояниям пешеходное дви-
жение работников депо до бытовых и рабочих мест без пересече-
ния или с наименьшим количеством пересечений в одном уровне
с основными потоками грузов и ремонтируемых вагонов;
двустороннее, как правило, примыкание проектируемого вагон-
ного депо к железнодорожной станции без пересечения главных
путей и создания угловых потоков при подаче вагонов в ремонт и
уборки их после ремонта;
258
ооеспечение рациональных производственных, транспортных и
инженерных сетей на территории депо;
создание единого архитектурного ансамбля, соответствующего
современному архитектурно-художественному стилю, соблюдение
красных линий застройки и перпендикулярности осей зданий и со-
оружений, правильного использования элементов благоустройства,
очистных сооружений и др.
При разработке генерального плана депо предварительно уточ-
няют перечень основных зданий и сооружений, которые будут рас-
положены на его территории, и устанавливают площади их за-
стройки и габаритные размеры в плане, а также предусматривают
потребные площади для складирования запасных частей, пилома-
териалов и другой продукции, хранение которых допускается на
открытых площадках вне зданий. Все вспомогательные помещения,
как правило, следует размещать в пристройках к производствен-
ным зданиям, а в случаях размещения их в отдельно стоящих зда-
ниях они должны соединяться с производственным корпусом депо
отапливаемым коридором или галереей.
Следует также помнить о том, что здания, оборудованные све-
тоаэрационными фонарями (главный корпус депо), необходимо
проектировать так, чтобы оси фонарей были перпендикулярны
или находились под углом 45° к преобладающему направлению
ветров.
Ширина автомобильных дорог (проездов) на территории депо
принимается: при двустороннем движении 6 м, с односторонним
движением 4,5 м. Ширина железнодорожных въездов 4,8 м. Пеше-
ходные дорожки с двусторонним движением людей должны иметь
ширину для каждой полосы по 0,75 м.
На схеме генерального плана должны быть также предусмот-
рены площадки отдыха работников депо, в том числе и спортив-
ные, площадки для хранения транспортных средств (автомоби-
лей, мотоциклов и велосипедов). Озеленение территории депо
должно составлять при плотности застройки до 50 % не менее
15 %, при плотности застройки свыше 50 % не менее 10 %.
Схема генерального плана депо выполняется в масштабах
1 : 500 или 1 : 1000.
В зависимости от принятой в проекте технологии на террито-
рии депо предусматривают различные пути, а именно: пути для
ввода и вывода вагонов с главного корпуса депо, пути экипировки,
обмывки и установки машин по очистке вагонов, пути для стоянки
в ожидании ремонта и подготовки к нему, пути отправления отре-
монтированных вагонов, а также пути для обгона и поточного сле-
дования подвижного состава по территории депо.
На территории депо, кроме главного корпуса с мастерскими,
размещаются: котельная; обмывочные устройства (применяемые
для грузовых вагонов по проекту, разработанному ПКБ ЦВ МПС,
259
Рис. Х1Л. Схема плана грузового вагонного депо:
1 __ главный корпус; 2 — котельная; 3 — газораспределительная станция; 4 — склад за-
пасных частей; 5 — подземный переход; 6 — тяговые станции конвейера; 7 — регенера-
ционно-пропиточный пункт; 8 — резервуары для смазочных материалов; 9 — зона отдыха;
10 — спортивная площадка; 11 — гараж; 12 — запасный выход; 13 — парк прибытия и
отправления вагонов; 14 — трансформаторная подстанция; 15 — очистные устройства;
16 — насосная; 17 — водонапорная башня; 18 — парк колесных пар и тележек; 19 — склад
огнеопасных материалов; 20 — установка для обмывки вагонов; 21 — склад пиломатериа-
лов; 22 — сушильная камера; 23 — разборочная площадка; 24 — деревообрабатывающий
участок; 25 — столовая; 26 — пожарное депо; 27 — административно-бытовой корпус; 28 —
проходная; 29 — асфальтированные дорожки
для пассажирских вагонов по проекту Мосгипротранса Минтранс-
строя СССР с технологической оснасткой ПКБ ЦВ МПС); парк
колёсных пар и тележек, оборудованный козловыми или мостовы-
ми кранами грузоподъемностью 5 т для грузовых и 10 т для пас-
сажирских вагонов; здание (площадка) для подготовительных
работ; регенерационно-пропиточная с хранением смазочных ма-
териалов (для депо ремонта грузовых вагонов); открытая площад-
ка или контейнеры для хранения металлолома и металлической
стружки. Площадь для этих целей определяют из расчета 6 м2 на
10 ремонтируемых четырехосных вагонов; трансформаторная под-
станция и компрессорная, если отсутствует питание воздухом и
электроэнергией от других предприятий; административно-быто-
вой корпус со столовой и здравпунктом, учитывающим обслужи-
вание и работников ПТО.
Схема генерального плана вагонного депо для ремонта грузо-
вых вагонов приведена на рис. XI. 1.
Х1.3. Требования к размещению производственных
участков и отделений депо
Основными условиями для размещения производственных уча-
стков и отделений в здании главного корпуса депо являются тех-
нологические требования, а также оптимизация транспортной схе-
260
мы, учитывающей как организацию межучастковой передачи ва-
гонных деталей и скомплектованных узлов на позиции ремонта
вагонов, так и рациональное передвижение людей в пределах зда-
ния. Поэтому при планировке производственных участков и отделе-
ний необходимо соблюдать следующие основные требования:
подача вагонов в вагоносборочный участок должна осуществ-
ляться с одного конца здания главного корпуса депо, а выпуск
из ремонта — с другого по принципу сквозного потока;
все производственные подразделения, обеспечивающие ремонт
деталей и узлов вагонов, следует размещать как можно ближе к
позициям, где они заменяются или после ремонта вновь устанав-
ливаются на ремонтируемые вагоны, например, тележечно-колес-
ный участок необходимо располагать как можно ближе к позиции
подъемки вагонов и выкатки тележек, автосцепное отделение —
к позиции смены автосцепок;
отделения, в которых производится термическая обработка де-
талей или их ремонт с предварительным нагревом в печах, надо
размещать в одной группе и изолировать от других отделений
огнестойкой перегородкой (например, кузнечно-рессорное, ремон-
та автосцепок, крышек люков и торцовых дверей полувагонов);
участок ремонта электрооборудования пассажирских вагонных
депо со всеми его отделениями (низковольтного и высоковольт-
ного оборудования, холодильных установок, аккумуляторное, ра-
диоаппаратуры и др.) следует располагать в одном месте с одной
из торцовых сторон здания, причем аккумуляторное и пропиточное
отделения необходимо изолировать и предусмотреть для них хо-
рошую приточно-вытяжную вентиляцию;
во всех новых и реконструируемых пассажирских депо предус-
матривают отделения по ремонту установок для кондиционирова-
ния воздуха с размещением их рядом с электроучастком;
инструментально-раздаточные всех типов депо надо размещать
в средней части здания;
столярные отделения грузовых и пассажирских депо должны
иметь отдельные выходы к прилегающей территории и поэтому их
целесообразно располагать с торцовых сторон здания;
в грузовых вагонных депо малярные отделения могут разме-
щаться на продолжении вагоносборочного участка, но с обязатель-
ным ограждением их шлюзовыми тамбурами шириной не менее
6 м, в пассажирских депо они должны, как правило, размещаться
в отдельно стоящих зданиях;
подготовку вагонов к ремонту и разборке следует располагать
вне главного корпуса на специально выделенных площадках.
Производственный опыт и требования, предъявляемые к про-
ектированию вагонных депо, показывают, что новые депо целесо-
образно создавать на три или четыре поточные линии. Причем в
261
2'й зтож
Ряс. XI.2. План главного корпуса депо для ремонта грузовых вагонов:
I - участок текущего ремонта; II - участок деповского ремонта; III - отделение ремонта люков и торцовых дверей полу-
вагонов /V - кузнечно-рессорное отделение; V - отделение автосцепки и сварки вагонных деталей; VI - обменная кладовая;
вагонов, /Vs VIII _ вспомогательные участки; /X - столярный участок; X - служебно-бытовые
помещения ^первый этаж)’ XI — малярное отделение; XII - отделение роликовых подшипников:, XIII — помещение заливки
Подшипников кольжени г XIV - колесотокарное отделение; XV - тележечное отделение; XVI - слесарно-механическое
подшипников скрл жен _ колесных пар и тележек; XVIII - служебно-бытовые помещения (второй этаж)
180000
L- --Xj——
Рис. XI.3. План главного корпуса пассажирского вагонного депо (вариант сборочного участка с малярным отделением):
/ — вагоносборочный участок; II — отделение ремонта автосцепки и сварочных работ; III — электроцех (участок) с радиоотделением;
V участок ремонта холодильного оборудования вагонов; V — отделение ремонта устройств отопления и водоснабжения' VI ~ кро-
вельно-жестяницкое отделение; VII — отделение ремонта автотормозов; VIII — столярное отделение; ‘IX — обойно-стекольное отделение;
л отделение устройств кондиционирования воздуха; XI — слесарно-механическое отделение; XII — служебно-бытовые помещения;
л генераторная; л/Р-— кладовая; XV инструментально-раздаточная; XVI — полимерное отделение; XVII — отделение ремон-
та замков и фильтров; XVIII - кузнечно-пружинное отделение; XIX - участок ремонта и комплектовки букс с роликовыми подшипни-
ками; XX — тележечно-колесный участок; XXI — парк колесных пар и тележек
грузовых вагонных депо на одну позицию желательно ставить по
два вагона, а количество позиций на одной линии принимать от
четырех до шести.
Вагонные депо, построенные по этим вариантам, при правиль-
но выбранном такте потока и двухсменной работе могут обеспе-
чить выпуск из деповского ремонта 8—10 тыс. и более четырехос-
ных грузовых вагонов в год.
Схема плана главного корпуса грузового вагонного депо при-
ведена на рис. XI.2.
Схема плана главного корпуса пассажирского вагонного депо
на три поточные линии с постановкой одного вагона на каждую
позицию ремонта показана на рис. XI.3. Одна из поточных линий
специализирована на ремонте вагонов с установками для конди-
ционирования воздуха.
Депо имеет отдельно расположенные тележечно-колесный про-
изводственный участок и роликовое отделение. В нем предусмот-
рены электроучасток, отделение для ремонта холодильных уста-
новок, пластмассовое отделение и другие производственные участ-
ки и отделения.
XI.4. Определение численности работников депо
Промышленно-производственный персонал любого предприя-
тия, в том числе и вагонного депо, делится на четыре категории:
рабочие (производственные и вспомогательные), инженерно-техни-
ческие работники (ИТР), счетно-конторский персонал — служа-
щие (СКП) и младший обслуживающий персонал (МОП).
Производственными рабочими считают рабочих, непосредствен-
но выполняющих технологические операции, связанные с выпус-
ком продукции, входящей в номенклатуру предприятия; в вагон-
ных депо — это слесари по входящей разборке и сборке ремонти-
руемых вагонов, слесари по ремонту тормозов, тележек, колесных
пар и т. д., столяры по ремонту внутреннего оборудования ваго-
нов, маляры, станочники, сварщики и др. Количество производ-
ственных рабочих в депо определяется как частное от деления го-
дового объема работы в человеко-часах на годовой фонд рабочего
времени одного рабочего, ч.
Различают списочный и явочный состав рабочих. Списочный
состав характеризует общее количество рабочих предприятия,
фактически явившихся на работу и отсутствующих по уважитель-
ным причинам (по болезни, в служебных командировках, в отпус-
ках, в связи с выполнением государственных обязанностей). Явоч-
ный состав — это количество рабочих, фактически явившихся на
работу.
264
Списочное и явочное Яяк количество рабочих определяется
по формулам:
^сп ( 2 а/j / Фдр;
Яяв = f 2 j | Фцр>
>=1 /
ИЛИ 7?яв = Ясп/К3>
(XI. 1)
где п — количество типов ремонтируемых вагонов; Nnl — программа ремонта
вагонов i-ro типа; Ня{ — соответственно трудоемкость их ремонта, чел.-ч; Фдр
и Фяр — соответственно действительный и номинальный годовой фонд времени
одного рабочего (см. табл. XI.1); кя —: коэффициент замещения явочных рабо-
чих; кя— 1,104-1,12.
По списочному составу рабочих рассчитывают технико-эконо-
мические показатели предприятия и определяют площади боль-
шинства бытовых помещений.
В вагонных депо годовой объем работ подсчитывают путем ум-
ножения годовой программы ремонта вагонов на трудоемкость в
человеко-часах по каждому типу ремонтируемых вагонов.
Трудоемкость ремонта вагонов принимается по расчетным сред-
несетевым данным и составляет: для четырехосного полувагона —
69,3 чел.-ч, то же шестирсного—89,7, то же восьмиосного —
104,8, для четырехосного крытого — 78,5, для четырехосной плат-
формы — 62,5, для четырехосной цистерны — 50,6, то же восьми-
осной— 91,6, для цельнометаллического, некупейного пассажир-
ского вагона — 465,0, то же купейного — 459,0, вагона СВ — 428
чел.-ч.
Потребное количество рабочих-станочников для участков и от-
делений депо, в которых преобладающим оборудованием являют-
ся станки (например, слесарно-механическое, колесное), подсчи-
тывают по формуле
(XI.2)
NстФд обк3
*хсп СТ -- . .
ФдрКмн
где А^ст — принятое количество станков; Фд ое — действительный годовой фонд
времени работы одного станка с учетом сменности работы, ч; кмн — коэффи-
циент многостаночного обслуживания (1,104-1,12).
Численность вспомогательных рабочих при расчете по укруп-
ненным показателям подсчитывают в процентном отношении от
общего количества производственных рабочих. К вспомогательным
рабочим депо относят рабочих, которые не принимают непосредст-
венного участия в технологических операциях (транспортные ра-
бочие, кладовщики и т. д.). По практическим данным общее ко-
личество вспомогательных рабочих вагонных депо составляет
16 % производственных.
9 Зак. 378
265
Количество инженерно-технических работников (ИТР) прини-
мают от общей численности рабочих (производственных и вспо-
могательных) 6 %, служащих — 2 % и младшего обслуживающе-
го персонала — 2 %.
XU. Определение потребного оборудования,
площадей производственных участков и отделений депо
Потребность в металлорежущих станках. Количество станков
в слесарно-механическом отделении депо определяют укрупненно
по затрате станко-часов на один ремонтируемый вагон по фор-
муле
пот мех ~ (^в привСстапТо) Н^Д ст^-иси) ’ (XI.3)
где Л'в пряв — годовая программа деповского ремонта вагонов в приведенных
по трудоемкости единицах (см. табл. IX.2); Сст — затрата станко-часов на один
приведенный вагон, ч. Принимается на один приведенный грузовой вагон 4,6
станко-ч, пассажирский — 21,5 станко-ч; апто — коэффициент, учитывающий
потребность в обработке деталей для нужд ПТО, прикрепленных к депо; апто=
= 1,(184-1,24; Фдст — действительный годовой фонд времени работы станка с уче-
том сменности, ч (см. табл. XI.2); кИсп — коэффициент использования станка во
времени; Кис и = 0,84-0,9.
Если в результате расчета получится дробное число, то коли-
чество станков округляют до большего целого числа.
Принятое количество станков распределяют по типам в сле-
дующем соотношении: токарно-винторезные — 32 %, револьвер-
ные— 8 %, сверлильные (горизонтальные и вертикальные) —
21 %, фрезерные — 20%, болторезные и гайконарезные—10%.
При этом уровень использования (загрузки) станков (т. е. расчет-
ного к принятому количеству) должен находиться в пределах
60—80 %.
Количество специального оборудования (колесотокарные, ше-
ечнонакатные станки) подсчитывают отдельно по каждому наи-
менованию по формуле
ПСТ СП — (NiCi) / (Фд ст^исп) > (^1-4)
где М,- — годовая программа работ по i-му типу станков; С, — затраты стан-
ко-часов на обработку колесной пары на i-м типе станка (принимаются по тех-
нически обоснованным нормам ЦВ МПС на ремонт и формирование колесных
пар).
Потребное количество деревообрабатывающих станков опре-
деляется по формуле
«ст Д = (Х^дСд)/(Фд ст*кп) > (XI. 5)
где 2УД — общая годовая программа участка по обработке пиломатериалов, м3;
Сд — затрата станко-часов на обработку 1 м3 пиломатериалов: для грузового
вагона 3,5—3,8 станко-ч и пассажирского ЦМВ 4,2—4,8 станко-ч; ФЯст — дей-
ствительный годовой фонд времени работы одного деревообрабатывающего стан-
266
ка, ч; принимается по данным табл. XI.2; кИСп — коэффициент использования
станков во времени; кИсп=0,854-0,90.
Принятое по расчету количество станков распределяют по ти-
пам: круглопильные станки с автоматической подачей— 13 %,
ленточнопильные— 12 %, строгальные четырехсторонние — 22 %,
рейсмусовые — 23 %, фрезерные — 10 % и прочие — 20 %.
Потребное количество кузнечного и рессорного оборудования
подсчитывают по годовой программе поковок и ремонта рессор и
часовой производительности соответствующих агрегатов.
Для кузнечных работ годовая программа складывается из мас-
сы ремонтной поковки на основную программу ремонта вагонов
(включая и потребности ПТО, прикрепленные к депо) и новой по-
ковки, необходимой для изготовления инструментов, штампов при-
способлений и хозяйственных целей. Массу новых поковок условно
принимают в долевом отношении к массе ремонтной поковки. Тог-
да общая годовая потребность в поковках (приведенная к новой)
определится по формуле:
•Зкуз — КкузКкуз I М г.р'/рч 4
24пр<7пто
10
(XI.6)
где ккуз — коэффициент перевода ремонтной поковки в новую; ккуз=0,24-0,25.
акуз — коэффициент, учитывающий расход поковки на изготовление нестандарт-
ного инструмента, штампов, приспособлений и для хозяйственных целей депо;
<1ку:>= 1,14-1,14; АТ пр — общая годовая программа деповского ремонта ваго-
нов в приведенных единицах; qpeM — расход ремонтной поковки на один приве-
денный вагон при деповском ремонте, кг; S/np — суммарный годовой пробег
вагонов, обслуживаемых ПТО, млн. вагоно-км; <7пто — расход ремонтной по-
ковки на техническое обслуживание вагонов на ПТО, кг на 1 млн. вагоно-км
пробега.
Примерный расход ремонтной поковки на один приведенный
грузовой вагон деповского ремонта составляет 34 кг, на один пас-
сажирский вагон— 100 кг, то же на пробег 1 млн. вагоно-км гру-
зового вагона — 16 кг, пассажирского — 24 кг.
Определив годовую потребность в новой поковке, подсчитыва-
ют количество потребного оборудования для кузнечного отделения
по формуле
Онуз Н
^куз — *
^КУзФдобКИСП
(XI.7)
где Нкуз — часовая производительность кузнечного оборудования, кг, которая
составляет для молотов с массой падающих частей 0,15 т 18 кг/ч, с массой
0,2 т 32 кг/ч и 0,35 т 60 кг/ч, для нагревательных печей 30 кг/ч, двух огневых
горнов 10 кг/ч; кисп — коэффициент использования кузнечных агрегатов во вре-
мени; Кисп = 0,704-0,75.
Кузнечные агрегаты распределяют в следующем соотношении:
молоты—60%, нагревательные печи—30% и горны — 10 Со-
программа рессорного отделения определяется нормами ЦВ
МПС, которыми предусмотрено, что на один грузовой вагон де-
9*
267
повского ремонта требуется ремонт 1,2 рессоры, на текущий отце-
почный—0,4 и на ПТО, прикрепленные к депо,—0,00015 рессоры
на пробег 1 млн. вагоно-км.
В рессорном отделении, как правило, устанавливают: одну
двухкамерную рессорную печь, гибозакалочную машину простей-
шего типа, гидравлический пресс для снятия и насадки хомутов
рессор, станок для завивки пружин и другое технологическое обо-
рудование.
Потребность депо в электросварочных аппаратах Лсв подсчи-
тывается по формуле:
, STCBAf в
Лев —• ^св ,
Фд св^св
(XI.8)
где «св — коэффициент, учитывающий сварочные работы при техническом обс-
луживании, текущем отцепочном ремонте вагонов и для хозяйственных целей;
/ссв = 1,25-ь 1,3; ХТсБ — суммарное время, затрачиваемое на сварочные работы
на одном вагоне, ч; А/, — годовая программа деповского ремонта йагонов;
Фд св — действительный годовой фонд времени работы одного сварочного аппа-
рата, ч; т]св — коэффициент использования сварочных аппаратов (при ручной
сварке г]св = 0,7-г-0,8 и при автоматической >|с«=-0,9-ь0,95).
Суммарное время на сварочные работы, производимые на од-
ном вагоне, рассчитывают по формуле
ST1 св = &свСсн св - асвРсв (plнап) /('СвПнап) ’ (XI.9)
где асв — коэффициент, учитывающий время, потребное на вспомогательные
и подготовительно-заключительные операции, принимается при ручной и полу-
автоматической сварке равным 1,3, при автоматической — 1,2; /основ — основ-
ное время сварки на один ремонтируемый вагон, ч; р — плотность наплавляе-
мого металла, р = 7,8 г/см3; |3СВ — коэффициент, учитывающий положение шва
при сварке; рСв=1,2; Унап — объем наплавляемого металла: на один приве-
денный грузовой вагон — 800 см3, пассажирский ЦМВ — 1100 см3;
/св — сварочный ток 180—240 А или в зависимости от диаметра d электродов
/св = (304-40)d; Цнап — коэффициент наплавки — количество электродного ме-
талла, г, расплавляемого за 1 ч сварочным током в 1 А. Этот коэффициент при
ручной сварке составляет 7,7—8,2 г/(А-ч), при полуавтоматической — 9,6
г/(А-ч) и при автоматической — 13—16 г/(А-ч).
Рассчитанное количество сварочных аппаратов распределяется
так: 50 % в сборочном участке, в тележечно-колесном — 30 %, в
сварочном — 10 % и в остальных производственных подразделе-
ниях— 10 %.
Общее количество газосварочных аппаратов обычно не превы-
шает 10—15 % числа сварочных.
Оснащение участков ремонта электрооборудования и холодиль-
ных установок. Для технического обслуживания и деповского ре-
монта электрооборудования, включая и шестимесячную ревизию,
в пассажирских депо с приписным парком 1000 и более вагонов
создают специальные электроучастки. На этих участках потребное
количество оборудования не рассчитывают, а принимают согласно
технологическому процессу.
268
Рис. XI.4. План отделения по ремонту электрических машин пассажирского ва-
гонного депо:
1 — стеллаж для готовой продукции: 2 — бак для регенерированного масла; 3 — регене-
рационная установка; 4 — бак для отработанного масла; 5 — шкаф для запасных частей;
6 —- верстак для ремонта выпрямителей; 7 — стенд для формовки селеновых выпрямите-
лей; 8 — стенд для проверки и сборки выпрямителей; 9 — установка для наружной мойки
селеновых выпрямителей; 10 — стеллаж накопления селеновых выпрямителей; 11 — под-
весной кран (кран-балка) грузоподъемностью 0,5 т; 12 — камера окраски отремонтирован-
ных электрических машин; 13 — шкаф хранения лакокрасочных материалов; 14 — стол
окраски электрических машин; 15 — электрическая сушильная печь; 16 — поворотный
круг; 17 —- накопительный стеллаж; 18 — бак пропитки машин лаком; 19 — бак про-
питки катушек электроаппаратуры; 20 — стол воздушной сушки; 21 — приспособление
для пробивания отверстий; 22 — настольный сверлильно-резьбонарезной станок; 23 — вер-
стак; 24 — электрический шкаф для нагрева подшипников качения; 25 — верстак для
ремонта преобразователей; 26, 27 — верстак для ремонта вентиляционных агрегатов и
электродвигателей соответственно; 28 — балансировочный станок; 29 — станок для про-
дорожнвания якорей; 30 — верстак для перемотки якорей; 31 — стенд для проверки яко-
рей; 32 — верстак для хранения якорей; 33 — стол для проверки подшипников качения;
34 — верстак для ремонта щеточного аппарата; 35 — стол для дефектовки и ремонта
щитов электрических машин; 36, 37 — стенды-кантователи для разборки и сборки электро-
машин; 38 — ванна для обмывки деталей электромашин; 39 — обдувочная камера; 40 —
стол для наружной очистки электромашин и электроаппаратуры; 41 — стенд для испыта-
ния преобразователей; 42 — установка для испытания электрической прочности изоляции:
43 — стенд для ремонтных работ; 44 — передвижной стенд для проверки генераторов под.
вагонами; 45 — подвесной кран (кран-балка) грузоподъемностью 2 т
Ремонт узлов электрооборудования вагонов в электроучастках
депо строится по агрегатному методу с обезличкой ремонтируемых
объектов. С целью повышения производительности и качества ре-
монта широко применяются различные приспособления и устрой-
ства. Расстановка стендов на участке должна обеспечивать поточ-
ность производства работ и сокращение протяженности техноло-
гических маршрутов.
Электроучастки имеют следующие отделения: электрических ма-
шин, электроаппаратуры, аккумуляторное, радиоаппаратуры и
КИП (контрольно-измерительных приборов).
В электромашинном отделении должно предусматриваться сле-
дующее основное оборудование: регенерационная установка для
масла, стенд для формовки селеновых выпрямителей, установка
для перемотки машин и электроаппаратов, установка для наруж-
ной мойки, проверки и сборки электромашин, установка для на-
ружной мойки селеновых выпрямителей, электрическая сушильная
269
печь, установка для окраски электрических машин, балансировоч-
ный станок, универсальный станок для обработки якорей, стенд-
кантователь для ремонта остовов машин и другое оборудование.
План отделения по ремонту электрических машин приведен на
рис. XI.4.
В отделении ремонта электроаппаратуры размещают: стенд
для ремонта и проверки тепловых реле и вагонных предохраните-
лей, стенд для ремонта и проверки высоковольтных контакторов,
стенд ремонта и проверки распределительных щитов типа ДЩР,
то же стабилизаторов системы «Газелан», стенд для проверки и
ремонта реле и контакторов, стенд для проверки и ремонта уп-
равления и автоматики, то же ремонта полупроводниковых при-
боров, намоточный станок, стенд для проверки низковольтных
междувагонных соединений и другое оборудование.
В аккумуляторном отделении предусматривают оборудование,
приведенное на рис. XI.5.
В отделении ремонта радиоаппаратуры и КИП устанавлива-
ют: стенд для проверки и ремонта динамиков и регуляторов гром-
Рис. XI.5. План аккумуляторного отделения:
I —- помещение для ремонта кислотных аккумуляторных батерей; II — зарядное помеще-
ние; III — помещение для изготовления электролита; IV — зарядная станция; V и VI —
помещения для регенерации и приготовления щелочного электролита и для ремонта ще-
лочных аккумуляторных батарей соответственно; 1 — накопительные стеллажи; 2 — кан-
тователь; 3 — моечная установка; 4, 1, 8, 15 и 35 — столы; 5, 44 — кран-балки грузо-
подъемностью i т; 6 — ванна-душ для промывки блоков и полублоков; 9 — приспособле-
ние для пайки полублоков; 10 — шкаф для приспособлений и инструмента; 12 — подогре-
ватель для мастики; 14 — стенд; 16 — тележка для транспортировки аккумуляторов; 17,
39 _ моечные машины; 13, 18 — стеллажи; 19 — стеллаж для зарядки аккумуляторных
батарей; 20 — ионная установка; 21 — бак для дистиллированной воды; 22 — насос; 23 —
вытяжной шкаф для хранения кислоты (щелочи); 24 — установка для приготовления кис-
лотного электролита; 25 — распределительный щит; 26 — зарядный агрегат; 27 — насос
для перекачки электролита; 28 — регенерационная установка; 29 — установка для приго-
товления щелочного электролита; 30 — устройство для транспортировки аккумуляторных
батарей; 31 — приспособление для снятия чехлов; 32 — стол; 33 — верстак для разборки
аккумуляторных батарей; 34 — машина для промывки аккумуляторных батарей; 36, 37, 38,
40 — верстаки; 41 — установка; 42 зарядные камеры; 43 — стеллаж
270
29850
Рис. XL6. План участка по ремонту холодильного оборудования пассажирских
вагонов:
/ — отделение разрядки холодильных агрегатов; II — отделение демонтажа электрообору-
дования и приборов автоматики, наружной обмывки и сушки компрессоров и агрегатов
холодильного оборудования; III — отделение для ремонта контрольно-измерительных при-
боров, а также приборов автоматики и запорной арматуры; IV — отделение разборки,
сборки и испытания холодильных агрегатов и компрессоров-кондиционеров; V — отделе-
ние для ремонта, сборки и испытания компрессоров; VI — отделение для ремонта и испы-
тания теплообменных аппаратов, аккумуляционных плит и фильтров осушителей; VII —
малярное отделение
кости, стенд для проверки и ремонта магнитофонов, стенд для ре-
монта трансляционно-усилительной радиоаппаратуры, стенд для
проверки контрольно-измерительных приборов постоянного тока,
то же переменного, токарный станок и другое оборудование и
инвентарь.
Производственный участок по ремонту холодильного оборудо-
вания пассажирских вагонов, в том числе и вагонов-ресторанов,
обеспечивает техническое обслуживание, текущий ремонт и депов-
ской ремонт пассажирских вагонов. Примерный план производст-
венного участка по ремонту холодильного оборудования пассажир-
ских вагонов дан на рис. XI.6. Технологическое оборудование раз-
мещено с учетом обеспечения поточности ремонтных операций,
максимальной механизации и целесообразной транспортировки
ремонтируемых деталей.
Определение площадей основных производственных участков
депо. Важнейшим из основных производственных участков депо
является вагоносборочный, определяющий длину главного корпу-
са депо. Основные размеры (длина, ширина и высота) этого про-
изводственного участка определяются исходя из организации в
нем поточного метода ремонта вагонов.
Длина вагоносборочного цеха главного корпуса депо, м, при
поточном методе ремонта вагонов подсчитывается по формуле
Ьсб = 4 + ^лод^в+^тр+ (С — 1) «В^в+ (С — 1) /инт+^тш+^м + ^2> (XI. 10)
271
где Zj и l2 — расстояния от выступающих частей торцовых стен вагоносборочно-
го участка до начала ремонтных позиций, принимаемые по 3—4 м; /под — дли-
на позиции подъемки кузова вагона, м; кв — количество вагонов, одновремен-
но находящихся на одной позиции (по расчету); /тр — ширина поперечного
транспортного проезда внутри вагоносборочного участка (6 м); /в — расчетная
длина вагона, м: для четырехосных полувагонов — 13,9; восьмйосных — 12,2;
то же восьмиосных — 21,5; четырехосных платформ — 14,2 и пассажирских
ЦМВ — 26; С — количество позиций (фронт работы) на одной поточной ли-
нии (по расчету); /инт — длина интервала между двумя соседними вагонами
(для новых и расширяемых депо составляет 2 м, для реконструируемых —
1,6 М ) j I т ш — ширина тамбура-шлюза между вагоносборочным участком и ма-
лярным отделением 6 м; /м — ширина прохода в малярном отделении 4 м.
При проектировании новых пассажирских депо малярное от-
деление рекомендуется размещать в отдельном здании. В этом
случае длина его может быть определена по следующей формуле;
Ьм = /1 + Смкв/в+(См-1)м/ивт + /2, ~ (XI.11)
где /1 и 12 — расстояния от торцовых стен здания малярного отделения до край-
них вагонов должны составлять не менее 4 м для обеспечения механизирован-
ной окраски торцовых стен вагонов.
Длина участка текущего отцепочного ремонта вагонов может
быть подсчитана по формуле
^-тек“Стек Ст+^тек) + (Стек 1) ^инт~Н 6 /2 > (XI.12)
где Стек — количество позиций текущего отцепочного ремонта на одном пути;
(/в+/тек) — длина позиции ремонта, равная длине вагона плюс длина выкачен-
ной тележки, м.
Текущий отцепочный ремонт вагонов, так же как и единую тех-
ническую шестимесячную ревизию их, производят в крытых про-
изводственных помещениях или в специальных ангарах.
Длина зданий вагоносборочного участка, малярного отделения
и участка текущего отцепочного ремонта вагонов должна отвечать
действующим строительным нормам и быть кратной по длине
12 или 6 м и по ширине 6 м. Ширина этих зданий складывается
из расстояний от продольных стен до осей крайних путей, равных
для проектируемых депо 5 и реконструируемых не менее 4 м, и
расстояний между двумя смежными путями: для проектируемых
депо 7—8 м и для реконструируемых — не менее 6 м.
Высота вагоносборочного участка грузового и пассажирского
депо устанавливается исходя из условия наличия в нем мостовых
кранов грузоподъемностью Юти принимается равной от верха
головки рельсов пола до низа конструкции перекрытия (покры-
тия) 10,8 м для проектируемых депо и 9,6 м для реконструируе-
мых. Высоту остальных производственных помещений мастерских
депо принимают по нормам технологического проектирования.
Состав производственных участков и отделений депо устанав-
ливают в соответствии с технологическим процессом ремонта, об-
работки и испытания деталей и требований охраны труда.
272
Предварительную площадь их определяют исходя из количест-
ва основного технологического оборудования, его размеров и с
учетом проходов проездов и складских площадей.
При укрупненных расчетах площади отделений и участков
мастерских депо 5уч, м2, определяют по формуле:
Sy4= V no6ifo6i, (XI. 13)
z=i
где т — число типов оборудования i-ro вида; nO6i — количество единиц i-ro
оборудования; — удельная площадь на i-ro единицу оборудования с уче-
том проходов и проездов, м2.
Удельную площадь /обг обычно принимают равной: на одну
тележку грузовых вагонов 100—120 м2, пассажирских 140—160;
на каждую единицу оборудования в следующих пределах: колесо-
токарные станки— 70—80 м2, шеечнонакатные — 50—60, металло-
режущие станки — 16—20, деревообрабатывающие— 30—40, куз-
нечные нагревательные печи— 20—25, электрические печи — 8—10,
пневматические молоты — 40—50, кузнечные горны—10—12, мо-
ечные машины для тележек — 25—30, то же для колесных пар —
12—15, то же для букс и подшипников — 8—10, балансировочные
станки-^ 10—12, стенды для проверки и ремонта электро- и радио-
оборудования — 12—15, холодильные установки и установки для
кондиционирования воздуха—10—12, верстаки слесарные и сто-
лярные— 6—8, компрессоры 302ВП-10/8-25, стеллажи — 4 м2.
Ширина производственных участков должна приниматься рав-
ной 18 м, а высота до низа конструкции перекрытия для помеще-
ний, имеющих подвесные краны или кран-балки, — 7,2 и 8,4 м и
не имеющих кранового оборудования — 4,8 м.
XI.6. Потребность депо
в подьемно-транспортных устройствах
В вагоносборочных участках депо применяют электрические
краны грузоподъемностью 10 т. Они служат для перемещения гро-
моздких и тяжелых деталей и узлов ремонтируемых вагонов. Эти
участки оборудуют также конвейерными установками для пере-
движения вагонов по позициям потока.
Потребность в мостовых кранах вагоносборочного участка оп-
ределяют по длине обслуживаемых ими зон (один кран на зону
протяженностью 60—70 м).
На участке ремонта колесных пар следует применять мостовые
однобалочные краны с электроталью грузоподъемностью до 5 т, в
отделениях для ремонта и комплектовки автосцепок, ремонта кры-
шек разгрузочных люков и торцовых дверей полувагонов и в комп-
273
рессорной депо — мостовые краны, электрические, однобалочные
грузоподъемностью 1 т, а на участках ремонта редукторов от сред-
них частей осей такие же краны, но грузоподъемностью 2 т, в сле-
сарно-механических отделениях надо применять подвесные одно-
балочные краны грузоподъемностью 0,5— 1 т, а на электроучаст-
ках пассажирских вагонных депо — подвесные однобалочные кра-
ны грузоподъемностью 0,5— 1 т.
Количество конвейеров для ремонтируемых вагонов с челноч-
ным перемещением и автоматическим управлением устанавлива-
ют по количеству поточных линий для каждого вагоносборочного
участка депо.
Общая длина конвейера депо 7-консб принимается с учетом вво-
да вагона в сборочный участок и вывода его после ремонта, т. е.:
7-кон сб 2 (lB-j- 1) + /кон Р > (XI. 14)
где /кон с б — длина рабочей части конвейера, равная длине вагоносборочного
участка, м.
Скорость перемещения пульсирующего конвейера принимается
0,07—0,08 м/с. Общая длина конвейера не должна превышать
250—300 м.
Потребное тяговое усилие РК(т вычисляется по формуле:
Ркон^'Ч-Т’вЛв, (XI. 15)
где кт — тяговое усилие на каждую тонну массы тары вагона, составляющее
250*—350 Н; Тв — масса тары вагона, т; ля — наибольшее количество одно-
временно перемещаемых вагонов на конвейере одной поточной линии.
Мощность электродвигателя тяговой станции конвейера, кВт,
определится по формуле
__ Рконской
‘’ЭЛ —
(XI. 16)
1020г|к.п.д.
где Ркон —• тяговое усилие, Н; цкои — скорость передвижения конвейера, м/с;
Пк.н.д. — к.п.д. передачи; Цк-п-д.=0,64-0,65.
В вагонных депо самым распространенным видом внутридепов-
ского транспорта являются электрокары и автокары. Электрока-
ры изготовляют с подъемными и неподъемными платформами. Они
маневренны в работе и бесшумны.
Потребное количество электрокаров (автокаров) для внутри-
деповского
транспорта подсчитывают по формуле
(XI.17)
60<?трКврКгрФд об
коэффициент, учитывающий неравномерность перевозок; кнер =
QTp — годовой грузооборот внутридеповского транспорта, т; Та—
-............................................ грузоподъемность
кВ1,- — коэффициент
0,65; Кгр — то же по
Фд.и-"— действительный годовой фонд времени
ГДС Кнер ——
= 1,154-1,20;
продолжительность одного транспортного цикла, мин:
электрокара (автокара), принимаемая' равной 1,0—2,0 т;
использования электрокара (автокара) по времени: квр
грузоподъемности; Кгр=0,7;
274
одной транспортной единицы с учетом сменности, ч (при двухсменной работе
3955 ч, трехсменной — 5900 ч).
Продолжительность транспортного цикла, мин, рассчитывают
следующим образом:
Гц = 2 (/пог +Zpa34-/сР/оср), (XI.18)
где 2 —1 показатель перемещения груза в прямом и обратном направлениях;
/пог, /раз — время на погрузку и прицепку, расцепку, разгрузку и маневрирова-
ние: /пог = 3 мин, /раз=2 мин; /Ср — средняя расчетная длина пути, м: для
электрокара — 350, для автокара — 430; цСр — средняя расчетная скорость
движения электрокара и автокара 100 м/мин.
Для складских работ необходимо предусмотреть электропо-
грузчик, электроштабелер или автотягач с прицепной тележкой.
XI.7. Требования к строительно-архитектурной части
проекта депо
Все производственные здания вагонного депо, как правило, вы-
полняются одноэтажными, прямоугольными, каркасного типа с
максимальной блокировкой в них участков, отделений и других
помещений.
Главный корус депо проектируют с железобетонным каркасом,
у которого все нагрузки от собственной массы конструкций, кра-
нового оборудования, снега и ветра воспринимаются элементами
каркаса, а стены выполняют роль ограждений.
Бескаркасные здания могут применяться только в однопролет-
ных зданиях пролетами до 12 м и высотой 6 м.
Привязка железобетонных (стальных) колонн крайних рядов
и наружных стен должна осуществляться так: в зданиях без мос-
товых кранов и в зданиях с мостовыми кранами грузоподъемно-
стью 10—20 т при шаге колонн 6 м наружные грани стен совме-
щаются с продольными разбивочными осями (нулевая привязка).
В зданиях при шаге колонн 12 м и высоте до низа конструкций
перекрытия более 8,15 м наружные грани стен смещаются от про-
дольных разбивочных осей на 250 мм.
Под шагом колонн понимают расстояние между осями двух
смежных колонн одного ряда в направлении продольной оси про-
лета, а сетка колонн представляет собой произведение из шага
колонны на ширину пролета (например, 6X12, 12X12, 12X18,
12X24 м).
Наружные стены применяют навесного или подвесного типа
толщиной 200—300 мм, в северных районах страны — до 500 мм.
Внутренние перегородки должны отвечать противопожарным
требованиям. Их разделяют на ограждающие и выгораживающие.
Ограждающие устанавливаются на всю высоту помещений и пред-
275
назначены для изоляции производственных участков с повышен-
ным выделением газов, избыточного тепла или по противопожар-
ным требованиям (например, слесарно-механическое отделение от
кузнечно-рессорного). Выгораживающие перегородки для ограж-
дения производственных помещений одно от другого проектируют
высотой 2,5—3 м (например, инструментально-раздаточная, кла-
довая). Их изготовляют деревянными, пластиковыми, металличе-
скими, остекленными, сетчатыми и смешанными и располагают по
разбивочным осям.
Несущие перекрытия выполняют в виде железобетонных балок
и ферм. Унифицированные железобетонные балки применяют в
пролетах до 18 м, фермы — в пролетах от 18 до 24 м. Основными
элементами перекрытий являются: несущими — фермы и балки,
ограждающими конструкциями — настил (железобетонные, асбо-
цементные плиты, металлические листы), утеплитель, выравниваю-
щий слой и кровля.
В перекрытиях зданий большой ширины и длины (например,
главный корпус депо) применяют световые фонари для естествен-
ного освещения и аэрации, как правило, продольные унифициро-
ванные и прямоугольные шириной би 12 м. Высота их при ширине
6 м составляет для пролетов 18 м 2410 мм, для пролетов 24 м —
2660 мм. При ширине фонаря 12 м для пролетов 24 м она будет
равна 3430 мм.
В последние годы в промышленном строительстве признано бо-
лее целесообразным для естественного освещения применять све-
топрозрачные проемы в кровле в виде зенитных фонарей (плафо-
нов) из стеклопакетов и органического стекла. Такие плафоны
обладают повышенной прочностью и будучи выпуклыми не задер-
живают на себе снег. Они обладают высокой светоактивностью,
дешевле обычных фонарей, несложны в изготовлении и поэтому
их можно рекомендовать при проектировании новых вагонных
депо.
При высоте стен до 10 м ширина оконных проемов не должна
превышать 4,5 м, а высота — 6 м. Для стен высотой более 10 м
высота оконных проемов не должна превышать 7,2 м при ширине
4,5 м. Расстояние от пола до низа оконного проема принимается
равным 1,2 м.
Ворота производственных зданий для ввода транспортных
средств (электро- и айтокаров, автомобилей, автопогрузчиков, под-
вижного состава) изготовляют деревянными, деревянными со
стальным каркасом, стальными. Размеры ворот в свету должны
приниматься в зависимости от габаритов транспортных средств в
загруженном состоянии. Для безрельсового транспорта высота
ворот в свету должна быть не менее 2,4 м и превышать габарит-
ные размеры транспортного средства по высоте не менее чем на
0,2 м и по ширине не менее 0,6 м. Типовые ворота вагонных депо
276
для ввода подвижного состава имеют габаритные размеры
4,8X5,6 м. Целесообразно применять подъемные или шторные
ворота с механизированным приводом, блокируемые с электродви-
гателями тепловых завес. Такая блокировка обеспечивает автома-
тическое включение электродвигателей вентиляторов тепловых
завес при открывании ворот и выключение электродвигателей при
закрытии ворот.
Двери в производственных зданиях по своему назначению раз-
деляют на эвакуационные, транспортные (для перевозки запасных
частей и материалов) и запасные, а по расположению — на на-
ружные и внутренние. Двери изготовляют шириной 1; 1,5 и 2 м,
высотой не менее 2,4 м'г!йВакаждом здании должно быть не менее
двух эвакуационных дверей на расстоянии от 30 до 50 м от рабо-
чего места. В зданиях длиной свыше 160 м двери размещают на
расстоянии не менее чем через 75 м по его периметру.
Полы в сборочных, тележечно-колесных участках, малярных
и слесарно-механических отделениях устраивают бетонными (шли-
фованными) или из мозаичных плит, в деревообрабатывающих от-
делениях— асфальтобетонными, на электроучастке — из керами-
ческой плитки или мозаичных плит, в отделении для аккумуля-
торов — из керамических кислотоупорных плиток и т. д.
В бытовых помещениях, предназначенных для обслуживания
санитарно-гигиенических и социально-бытовых нужд работающих,
размещают гардеробные, душевые, помещения для личной гигие-
ны и т. д., а также буфеты, комнаты для отдыха рабочих и для
работы общественных организаций.
XI.8. Энергохозяйство вагонных депо
Вагонные депо на станциях их расположения являются круп-
ными потребителями тепла, электроэнергии, воды и сжатого воз-
духа, поэтому вопросам теплоснабжения и правильного использо-
вания всех видов энергии должно уделяться большое внимание.
Тепловая энергия в вагонных депо используется для отопления и
вентиляции зданий депо, горячего водоснабжения (душевые, су-
шилки для одежды, столовые, прачечные и т. д.), на технологи-
ческие цели (моечные машины, сушильные и обмывочные камеры
для вагонов и др.), а также на другие нужды. Основной задачей
при проектировании систем теплоэнергоснабжения вагонных депо
является определение расчетных (наибольших) нагрузок потреби-
телей тепла.
Наибольшая тепловая нагрузка, необходимая для расчета по-
требного количества паровых котлов для котельной депо, опреде-
ляется следующим образом.
277
Вычисляют наибольший поток тепла, Вт, на отопление зданий
депо и вентиляцию их с учетом тепловых завес по формуле
Ф1= QoSVfiap (/вн /ю) “H VbSbh (йж —^нв) > (XI. 19)
где qo — удельная отопительная характеристика зданий депо, принимаемая рав-
ной 0,60—1,1 Вт/(м3-°С); ХУнар — общий наружный (строительный) объем
зданий депо, м3; — расчетная внутренняя температура воздуха в отапливае-
мых помещениях зданий депо; 1ВН = 16°С; tH0 — расчетная наружная темпера-
тура воздуха для проектирования отопления, °C; qB — удельная вентиляцион-
ная характеристика зданий депо с учетом работы тепловых завес; qB = 0,7-t-
-i-2,0 Вт/(м3-°С); 2УВВ — общий внутренний объем зданий депо; 2VBH=0,74-
~-0,8 м3 от наружного объема; tBB — расчетная наружная температура возду-
ха для проектирования вентиляции, °C.
Значения tll0 и /нв принимают по таблицам расчетных показа-
телей наружного воздуха для проектирования отопления и венти-
ляции.
Подсчитывают поток тепла на горячее водоснабжение, Вт, по
формуле
Ф2 = . -^яв/душ +(Oi3^o,5) RnBfCT+Ras /гв, (XI.20)
Псет
где Rkb — явочный контингент работников депо, чел.; /душ — поток теплоты,
расходуемый на одну сетку душевой бытовых помещений депо (1500 Вт/чел.);
Псет — расчетное количество потребителей на одну сетку душевой (15 чел.);
0,3—0,5 — доля работников депо, ежедневно пользующихся деповской столо-
вой, чел.; /ст — поток теплоты на одного работника депо, ежедневно пользую-
щегося столовой (1800 Вт/чел.); /гв — поток теплоты на одного работника де-
по, связанный с потреблением горячей воды в течение рабочего дня (мытье
рук, а также посуды в столовой и буфетах, расход горячей воды в прачечной
депо и т. д., 2250 Вт/чел.).
Суммируют потоки теплоты, Вт, на теплоснабжение Фтеп =
Ф1 + Ф2 и на технологический пар:
Фсум = (1,124- 1,15) Фтеп.
Определяют потребное количество паровых котлов для котель-
ной депо по формуле
ФсУм'Ю6 Фсум ,,,,
Пк==---_______---------- = D _ ----------, (XI.21)
10s Глз” (1>п 1«он) ЮЗ (<п 1'кон)
3,6 • 103 3,6
£>к • IO3
где Фе ум — суммарный поток тепла, МВт; — мощность котла, кг/с;
3,6-10л
DK — числовое значение этой мощности, т/ч; !п — энтальпия пара, кДж/кг.
Энтальпия определяется по диаграмме JS.
Энтальпия конденсата пара <кон=4,19^кои, где <кон — температура конденса-
та, принимаемая равной 70—75 °C.
Для деповских котельных можно рекомендовать выпускаемые
промышленностью котлы с давлением пара 1,4 МПа, работающие
как на газообразном, так и на жидком топливе1 (мазут), марок
278
ДЕ-4-ГМ, ДЕ-6.5-ГМ. и ДЕ-10ТМ мощностью соответственно 4, 6,
5 и 10 т/ч.
В котельных можно размещать не менее двух и не более шести
котлов.
Пример. Суммарный поток тепла для вагонного депо по ремонту грузовых
вагонов составляет Фсум=4,8-108 Вт. Необходимо определить для котельной
депо потребное количество котлов типа ДЕ-4-ГМ с давлением пара 1,4 МПа
мощностью 4,0 т пара в час.
Найдем значения in и iK0H; по диаграмме JS энтальпия насыщенного пара
составляет 2790 кДж/кг, энтальпия конденсата будет
i = 4,19-75 = 314 кДж/кг,
а разность их
2790 — 314 = 2476 кДж/кг, или 2,47-103.
Определим потребное число паровых котлов по формуле (XI.21).
4.8-103 4,8 4,8
л ,----------------—---------------- -----
4,0 „ 1,1 • 2,47 2,74
----- 2,47- Ю3
3,6
1,74 = 2 котла.
При расчетах расход топлива измеряют массой «условного»
топлива, удельная теплота сгорания которого равна 29 330 кДж/кг.
Часовой расход условного топлива, т/ч, подсчитывают по фор-
муле
Вусл Ч
Фсум'0 -О
29,33Пк ’
(XI, 22)
где Фсум — суммарный поток теплоты, МВт; т]к — к.п.д. котельной депо; т]к =
=0,6=0,7.
Масса условного топлива в тоннах, расходуемого котельной
депо в год, может быть определена по формуле
Вуслг = 20ВуслЧ£)суг, (XI. 23)
где 20 — расчетное число рабочих часов котельной в сутки, учитывающее об-
щее нерабочее время или тепловую недогрузку; DcyT — годовой фонд работы
котельной, сут. Рсут определяется по таблице расчетных показателей наруж-
ного воздуха для проектирования отопления и вентиляции.
Годовой расход электроэнергии в депо складывается из расхо-
да силовой электроэнергии на ремонт вагонов и осветительной
электроэнергии на освещение территории депо и всех зданий и по-
мещений депо.
Годовой расход электроэнергии, кВт-ч, на ремонт вагонов оп-
ределяется по формуле
Эрв= Э^В1-, (XI.24)
1=1
где п — количество типов вагонов; Э,- — расчетный расход электроэнергии на
ремонт одного вагона i-ro типа, определяемый ниже; Л’щ — годовая програм-
ма ремонта вагонов i-ro типа.
279
Типы вагонов
Расход элек-
троэнергии,
кВт ч, на де-
повской ре-
монт вагона
Четырехосный полувагон..........................197
Восьмиосный » 295
Крытый . . 205
Платформа ..................................... . 183
Четырехосная цистерна.............................197
Восьмиосная » 295
Жесткий пассажирский ЦМВ некупейный . . . 990
То же купейный................................. 1000
Мягкий ЦМВ........................................980
Остальные пассажирские............................ 820
Годовой расход электроэнергии на освещение, кВт-ч, рассчи-
тывают по формуле
-Эосв = МэдГислКэц, (XI.25)
где ЛЬл — суммарная мощность осветительных электрических приемников
(электроламп), кВт. При укрупненных расчетах можно принимать: для грузо-
вых вагонных депо 125-—135 кВт, для пассажирских 135 150 кВт; —
годовое использование максимума осветительной электронагрузки, ч (при двух-
сменной работе 2250 ч, при трехсменной — 4200 ч); кэк — коэффициент, учи-
тывающий экономию энергии, за счет увеличения использования естественного
освещения в связи с решением СМ и ЦК КПСС об изменении времени начала
работ с 1 апреля и 1 октября ежегодно; кЭ11 = 0,854-0,90.
Снабжение вагонных депо электроэнергией осуществляется от
сети высокого напряжения районных (городских) энергосистем.
Электроэнергия от внешних сетей поступает в распределительное
устройство трансформаторной подстанции вагонного депо. Здесь
напряжение понижается , и на распределительный щит главного
корпуса депо подается трехфазный переменный ток напряжением
380/220 В.
Питьевую и техническую воду вагонные депо получают, как
правило, от водопроводных систем железнодорожных станций,
предусматривающих две раздельные системы сетей производствен-
ного и хозяйственно-питьевого водоснабжения. Для сокращения
расхода воды на производственные нужды предусматривают обо-
ротное водоснабжение.
Годовой расход свежей воды, поступающей из источников во-
доснабжения для производственных и хозяйственно-питьевых це-
лей, на стадии проектирования определяется укрупненным мето-
дом по удельным расходам воды на один отремонтированный
вагон
Qnp ВОД “ кРез?прМв;
Спит — ?пит^в > (XI.26)
где Q„p вод; Спит — годовые расходы воды соответственно на производствен-
ные и хозяйственно-питьевые нужды, м3; Крез — коэффициент, учитывающий до-
полнительный расход производственной воды на спецнужды и противопожарный
280
резерв; крез = 1,34-1,5; ?Пр — удельный расход производственной воды на один
ремонтируемый вагон; с учетом оборотного водоснабжения принимается рав-
ным на один грузовой вагон 4,2 м3 и пассажирский — 6,8 м3; «/пит — удельный
расход питьевой воды: на один грузовой вагон 0,7 м3 и пассажирский — 2,9 м3;
Nв — годовая программа ремонта вагонов в депо.
Применение оборотного водоснабжения в грузовом вагонном
депо с программой ремонта 6000 вагонов в год позволяет сокра-
тить расход воды примерно на 60 % по сравнению с прямоточной
системой.
Годовой расход сжатого воздуха в депо, м3, подсчитывают по
нормам удельного расхода его на один ремонтируемый вагон
Qr воз = ^ВОЗ^В ПР^ПОТ > (XI. 27)
где ^воз — удельный расход сжатого воздуха (приведенного к атмосферному
давлению) на один ремонтируемый вагон. Ориентировочно на один грузовой
приведенный вагон он составляет 160—180 м3 и на один приведенный пасса-
жирский — 460—500 м3; Ns пр — годовая приведенная программа ремонта ва-
гонов; Кпот — коэффициент, учитывающий потери воздуха через неплотности
арматуры, фланцев, шлангов вследствие износа оборудования, потребляющего
сжатый воздух; кПот — 1,54-1,6.
Потребная для деповских нужд (без АКП) подача компрессо-
ров QK, м3/мин, может быть определена по формуле
q = —Ззл?3— (XI.28)
6ОФДКТ]К
где 60 — число минут в 1 ч; Фдк — действительный годовой фонд времени ра-
боты компрессоров с учетом сменности, ч; цк — к.п.д. компрессоров; г|к = 0,854-
4-0,93.
XI.9. Проектирование складского и транспортного
хозяйств депо
Основными направлениями в развитии складского хозяйства
депо являются: кооперирование, централизация и комплексная ме-
ханизация складских и транспортных работ, максимальное исполь-
зование площадей и складских помещений, применение высоко-
производительных средств штабелирования, а также высокая ор-
ганизация своевременного и бесперебойного снабжения материа-
лами и запасными частями всех подразделений депо.
Технологический процесс на складах депо состоит из следую-
щих основных операций: разгрузки и подготовки к приему мате-
риалов, запасных частей и комплектующих изделий, подготовки к
хранению, хранения, комплектовки заказов и учета, подготовки
материалов и запасных частей и отправления их по назначению.
Вагонные депо получают материалы и запасные части с участ-
ковых материальных складов (НХЧ) отделений дорог. Однако,
учитывая необходимость текущего их запаса, затруднения с достав-
281
кой пиломатериалов и важность своевременного обеспечения ма-
териалами и запасными частями производственного процесса ре-
монта вагонов, считается целесообразным предусматривать в депо
следующие склады: склад металлов и запасных частей в крытых
отапливаемых помещениях, склад пиломатериалов под навесом и
' крытые склады огнеопасных материалов и форменной спецодежды.
Кроме того, в пассажирских вагонных депо к этим складам добав-
ляются склады промышленных, лакокрасочных и электротехни-
ческих материалов.
Площадь склада металлов и запасных частей депо с учетом
проходов и проездов определяется по формуле
о _ ^мет'УвУзап-Рзап
'-’мет— , (Л1.2У)
300?на1Луклкисп
где «мет — коэффициент, учитывающий потребность в материалах и запасных
частях для нужд ПТО, прикрепленных к депо; /Смет = 1,15=1,20; NB — годовая
программа ремонта вагонов; ^зап — удельный расход материалов и запасных
частей на один грузовой вагон, примерно равный 0,185 т, на пассажирский —
0,4 т; £>аап — норма запаса материалов и запасных частей в календарных днях;
Озап = 20=25 дней; ^наг — средняя нагрузка на полезную площадь пола скла-
да при высоте укладки груза 1 м, т/м2; <?наг= 1,0=1,2 т/м2; Аукл — высота ук-
ладки грузов, м; Лукл=2=4 м; /сисп — коэффициент использования площади
склада при напольном транспорте (электрокары, автокары, погрузчики)
Кисп = 0,25=0,35, при верхнем (кран-балки) — кИСп=0,35=0,45.
Площадь склада пиломатериалов определяют аналогично.
Годовое поступление пиломатериалов на склад подсчитывают
умножением годовой программы ремонта вагонов на удельные
нормы расхода пиломатериалов, м3, на один вагон деповского ре-
монта. Эти нормы принимают следующими: на полувагон с ме-
таллическим кузовом — 0,01 м3, то же с деревянным — 0,5 м3,
крытые соответственно 0,3 и 0,7 м3 и платформы 0,48 и 0,75 м3,
цистерны четырехосные — 0,02 м3, восьмиосные — 0,06 м3, пасса-
жирские ЦМВ — 0,40 м3. Коэффициент, учитывающий расход пи-
ломатериалов на ПТО, принимается равным 1,35—1,40. Средняя
нагрузка t/наг при укладке пиломатериалов высотой 2 м составляет
1,2 т/м2, высотой 4 м — 2,0 т/м2. Норма запаса пиломатериалов
мягких пород — 60 дней, твердых — 45 дней. Коэффициент исполь-
зования площади склада при напольном транспорте составляет
0,4—0,45, при верхнем — 0,45—0,55. Склад пиломатериалов обслу-
живается, как правило, козловым краном.
Пиломатериалы хранятся в штабелях. Потребное число шта-
белей
^Гд/(/СзапГшткшт) » (XI.30)
где 2Гд — годовая потребность пиломатериалов в депо, м3; кзап — коэффи-
циент запаса, принимаемый для мягких пород 3 и для твердых —6; ГШт —
объем одного штабеля, м3 (7X 8 X8 = 448); ктт — коэффициент заполнения
штабеля; /сШт =0,27=0,33.
282
Площади остальных складов принимают укрупненно: для огне-
опасных материалов 80—100 м2, для форменной и спецодежды —
125—140 м2 и для склада материалов пассажирского депо — 200—
250 м2.
Общая площадь колесного парка с учетом площади для запас-
ных тележек может быть подсчитана по формуле
^кол Z (К1 Ч~ K-2"4“ ^з) (колокол + Лтел^тел > (XI. 31)
иР
где АУил — количество колесных пар, ремонтируемых в течение года; Dp —
число рабочих дней в году; кь к2, &з — коэффициенты, учитывающие запас ко-
лесных пар, требующих отправки на ВРЗ и ожидающих ремонта, запас ко-
лесных пар для резервного участка и наличие отремонтированных и исправных
колесных пар; соответственно к^ — 3,7/4,75, к2 = 1,05/1,85 и к3=3,0/4,0 (чис-
литель — для грузовых вагонных депо, знаменатель — для пассажирских);
/кол — расчетная длина пути, приходящаяся на одну колесную пару, при раз-
мещении ее на сдвоенной рельсовой колее, м; (кол=0,66 м; Ькол — расчетная
ширина, приходящаяся на одну колесную пару с учетом проходов между ря-
дами колесных пар и свободного пути для погрузочно-разгрузочных работ, м;
6Кол = 2,4 м; Птел — среднесуточный запас исправных тележек; птел = 8-е-12 шт.;
Зтел — площадь, занимаемая одной тележкой с учетом преходов, м2.
Расчетная длина колесного парка определяется из следующего
соотношения:
/-кол = Бкол , (XI.32)
где ВКОЛ ширина пролета парка, принимаемая 12—18 м.
Колесный парк располагают под навесом или в крытых поме-
щениях высотой в 10,8 м до низа конструкции перекрытия.
Основными средствами внешнего транспорта в вагонных депо
являются маневровый тепловоз и грузовые автомобили. Маневро-
вый тепловоз обеспечивает подачу с железнодорожной станции
вагонов, направляемых в депо для ремонта, и уборку отремонти-
рованных вагонов, а также подачу их с грузом (запасные части,
комплектующие изделия, пиломатериалы, колесные пары и др.)
к складским устройствам.
Грузовые автомобили доставляют материалы и запасные части
с участковых складов материально-технического обеспечения
(НХЧ) отделения дороги, с железных дорог грузы в вагонное депо
и т. д., обычно в депо необходимо иметь 1—2 автомобиля. Для
внутридеповского транспорта в депо широко применяются элект-
рокары, автопогрузчики, автокары, мотороллеры, трансбордерные
тележки и т. д. Потребное количество транспортных средств опре-
деляется по формуле (XI. 17).
К транспортному хозяйству депо относят также подъемно-
транспортные устройства, применяемые в депо (мостовые краны,
кран-балки, консольные и козловые краны, краны-укосины, руч-
ные и электрические тали, лебедки, монорельсы, рольганги и т. д.).
Планово-предупредительный ремонт деповского транспорта осу-
ществляет ремонтно-хозяйственный участок депо.
283
XI. 10. Санитарно-технические
и противопожарные требования
Промышленные предприятия, в том числе и вагонные депо, яв-
ляются источниками загрязнения окружающей среды (газ, дым,
копоть, пыль, неприятные запахи, шум и т. д.), поэтому их обяза-
тельно отделяют от жилых застроек санитарно-защитными зонами
(разрывами). В зависимости от характера и количества загряз-
нений предприятия разделяют на пять классов: класс I—требуе-
мая ширина санитарно-защитной зоны 1000 м; класс II — 500 м;
класс III — 300 м; класс IV— 100 м и класс V — 50 м. Вагонные
депо как предприятия, не имеющие литейных участков, относят
к V классу.
При проектировании зданий и сооружений вагонных депо
должны быть также предусмотрены противопожарные требования
в соответствии с действующими нормами. Все здания и сооруже-
ния промышленных предприятий по пределу огнестойкости строи-
тельных конструкций делят на пять степеней. Предел огнестойкос-
ти определяют временем в часах, в течение которого строитель-
ные конструкции теряют несущую способность (обрушиваются)
или в них появляются сквозные трещины и отверстия, через кото-
рые могут проникать продукты горения или пламя.
В зданиях I и II степени огнестойкости все строительные кон-
струкции несгораемые, предел огнестойкости стен, колонн и стен
лестничных клеток 2,0—2,5 ч. В зданиях III степени огнестойкос-
ти конструкции междуэтажных перекрытий и внутренние ненесу-
щие перегородки (стены) трудносгораемые, а все прочие части
зданий сгораемые. Предел огнестойкости 2,0 ч. При IV степени
огнестойкости все строительные конструкции, кроме брандмауэров
(противопожарных несгораемых стен), трудносгораемые, предел
огнестойкости 0,5 ч. В зданиях V степени огнестойкости все части
здания, кроме брандмауэров, сгораемые.
Здания и сооружения вагонных депо относятся к V степени ог-
нестойкости.
Каждая степень огнестойкости здания обусловлена категорией
производства по взрывопожарной опасности, разделяемой на пять
категорий А, Б, В, Г и Д.
Категория А — малярное отделение и краскозаготовительное
помещение, зарядная станция, отделение аккумуляторных батарей,
электроучасток, пропиточная электроучастка, гараж электротеле-
жек и электропогрузчиков. Категория Б — полимерное отделение
пассажирского вагонного депо, склад легковоспламеняющихся и
горючих жидкостей, склад лакокрасочных материалов пассажир-
ского депо, участок ремонта цистерн. Категория В — деревообра-
батывающее отделение, обойное и участок ремонта платформ. Ка-
тегория Г — кузнечно-прессовое отделение, сварочное отделение.
284
Категория Д — сборочный участок, тележечно-колесный участок,
роликовое отделение, слесарно-механическое отделение, ремонта
аккумуляторов, инструментально-раздаточная, склад запасных
частей и металлов, эмульсионная.
В малярных отделениях, отнесенных к категории А и находя-
щихся на продолжении сборочного участка, обязательно предус-
матривают тамбур-шлюзы из несгораемых материалов. Их обору-
дуют устройствами, предотвращающими возможность проникнове-
ния огня, газов, пыли и прочих веществ из одного помещения в
другое. Противопожарные стены возводят на всю высоту здания
и они должны быть выше кровли на 60 см.
Подразделения вагонных депо с производствами категорий А,
Б и В, размещаемые в отдельных помещениях зданий I и II степе
ни огнестойкости, обязательно отделяют от других помещений не-
сгораемыми перегородками с пределом огнестойкости 0,75 ч, а
двери в этих перегородках должны иметь предел огнестойкости
не ниже 0,6 ч.
Малярные отделения площадью более 500 м2 и сборочные
участки ремонта вагонов следует оборудовать спринкерными уста-
новками или установками объемного тушения пожара с автома-
тическим и ручным пуском или установками высокократной пены.
В деревообрабатывающих отделениях и сборочных участках сле-
дует предусмотреть дренчерные установки. Наряду со стационар-
ными средствами тушения пожара в помещениях зданий главных
корпусов депо предусматривают первичные средства борьбы с по-
жарами: щиты, огнетушители, ящики с песком и другие согласно
действующим нормам.
Во всех производственных, вспомогательных и складских по-
мещениях должны быть эвакуационные выходы (не менее двух)
наружу на случай аварийной обстановки.
При разработке генерального плана вагонного депо ко всем
зданиям должен быть подъезд пожарных автомобилей: при шири-
не зданий до 18 м — с одной стороны, при ширине зданий от 18
до 100 м — с двух сторон.
Здания и открытые склады вагонных депо должны быть рас-
положены от склада легковоспламеняющихся материалов на рас-
стоянии не менее 50 м, склада лесоматериалов — 21 м, склада
жидкого топлива — не менее 30 м.
Система внутренней канализации должна обеспечивать отвод
производственной и хозяйственно-питьевой сточных вод из глав-
ного корпуса депо и других зданий и сооружений в наружные
(районные) сети канализации. При этом предусматривают две от-
дельные системы внутренней канализации: производственную и
хозяйственно-питьевую. Производственные воды обязательно про-
ходят через очистные устройства. Типы и конструкции очистных
сооружений зависят от физико-химических свойств очищаемых
285
сточных вод. Очистные сооружения с отстойниками, бензо-, масло-
уловителями, нейтрализаторами и вторичными отстойниками раз-
мещают за пределами главного корпуса депо. Сточные воды от
установок наружной обмывки вагонов и бытовых устройств на-
правляют сразу через канализационную систему в общие очистные
сооружения.
Xl.11. Эффективность проектных решений
и технико-экономические показатели проектируемого депо
Для определения эффективности принятых решений подсчиты-
вают капитальные вложения, затрачиваемые на создание объекта.
Объем капитальных вложений складывается из основных произ-
водственных фондов и суммы всех затрат на строительство вагон-
ного депо.
В основные производственные фонды включают: стоимость зда-
ний, сооружений, производственного и вспомогательного оборудо-
вания, инструмента, приспособлений и производственного инвен-
таря.
При укрупненных расчетах стоимость здания главного корпуса
депо и других зданий определяют по удельным показателям за-
трат на 1 м3 объема здания или на 1 м2 площади здания.
Стоимость строительства здания Сзд можно подсчитать по
формуле:
Сзд = СудУнзд+ Соб. (XI.33)
где Суд — стоимость 1 м3 строительства здания, руб.; Унзд — наружный строи-
тельный объем здания, м3; Сов — стоимость оборудования, включая приспособ-
ления, инструмент и производственный инвентарь, руб.
Более точно стоимость зданий и сооружений подсчитывают на
основании сметного расчета по единичным расценкам на строи-
тельные работы.
Наружный строительный объем производственного здания оп-
ределяют по формуле
^нзд = 5здН + 0,553д/1, (XI. 34)
где S3H — площадь здания по наружным стенкам (обычно 1,05—1,10 площади
пола), м2; Н — высота здания до низа конструкции перекрытия, м; h — высота
от низа конструкции перекрытия до конька кровли, м.
Стоимость оборудования, включая металлорежущие и дерево-
обрабатывающие станки, ремонтно-технологическое, энергетичес-
кое, подъемно-транспортное, а также инструмент, приспособления
и производственный инвентарь стоимостью 100 и более руб., а
также затраты на транспортировку и монтаж определяют по спе-
циальным прейскурантам. При укрупненных расчетах стоимость
оборудования принимают равной 30—40 % общей стоимости строи-
тельства здания или строительно-монтажных работ.
286
Общие капитальные затраты на строительство нового вагон-
ного депо могут быть подсчитаны по формуле
К общ = Спр^нзд+ Сбыт^быт+ Свсп^ 0Сп + Сга5Га + Соб, (XI. 35)
где Спр — стоимость 1 м3 производственных зданий, руб.; Унлд — наружный
(строительный) объем производственных зданий, м3; Сбыт — стоимость 1 м3
административно-бытовых зданий, руб.; Убит — объем административно-быто-
вых зданий, руб.; СВСп ~ стоимость 1 м3 вспомогательных и складских поме-
щений, руб.; Увсп — объем этих помещений, м3; Сга — стоимость строитель-
ства 1 га территории депо, руб.; 5га — площадь территории проектируемого де-
по, м2; Со в — стоимость оборудования, руб.
Стоимость строительства на 1 га территории вагонного депо с
учетом железнодорожных путей, коммуникаций и благоустройства
по практическим данным составляет 300—400 тыс. руб.
Определив капитальные затраты на строительство вагонного
депо, подсчитывают экономическую эффективность затрат капи-
тальных средств Ек, как правило, по экономии годовых эксплуата-
ционных расходов, пользуясь формулой
Гк=(Э1-Э2)/(Кобщ-К2). (XI.36)
где 31 и Э2 — соответственно годовые эксплуатационные расходы базового (су-
ществующего) и проектируемого депо, руб.; — капитальные вложения в су-
ществующее депо в сопоставимых ценах по отношению к проектируемому.
Эксплуатационные расходы состоят из расходов на заработную
плату работников депо, отчислений на социальное страхование,
затрат на материалы, топливо, электроэнергию, амортизационные
отчисления и прочие расходы. Сумма этих затрат в денежной фор-
ме за год будет составлять годовые эксплуатационные расходы.
Затем проверяют срок окупаемости этих затрат в годах
7'ок=1/£Р.
Если расчетный коэффициент экономической эффективности
Ер получится больше нормативного Е,-„ который на железнодо-
рожном транспорте принято считать равным 0,15 (т. е. срок оку-
паемости строительства депо не должен превышать 6,7 года), то
строительство нового депо следует считать обоснованным.
Однако надо иметь в виду, что это будет справедливо только
в случае, когда капитальные вложения одновременны, эксплуата-
ционные расходы постоянны и сравниваются два варианта. При
расчетах должна быть соблюдена сопоставимость затрат и эффек-
та сравниваемых вариантов, т. е. базовое депо должно обеспечить
выпуск такого же объема продукции, как и новое. На равный по
вариантам объем продукции производят расчет капитальных вло-
жений и эксплуатационных расходов.
При реконструкции депо общую эффективность ЭОб, связан-
ную с увеличением объема производства, находят по формуле:
Эоб (XI.37)
Крек
287
где Э1рек и Э2рек — соответственно эксплуатационные расходы до и после ре-
конструкции,, руб.; Крек — капитальные вложения на реконструкцию, руб.
В тех случаях, когда реконструкция депо предусматривает на-
ряду с увеличением выпуска продукции также снижение себестои-
мости ремонта вагонов (уменьшение затрат на 1 руб. выпуска
продукции), то, чтобы обеспечить сопоставимость результатов, на-
ходят себестоимость ремонта вагонов до и после реконструкции;
С1 —с2
•Ээф рек = Nрек ИЛИ
Кн
Ток рек = ~, (XI. 38)
(с1“са) ^Рек
где ci и с2 — удельная себестоимость ремонта вагонов до и после реконструк-
ции, руб.; NVCK — годовая программа ремонта вагонов после реконструкции;
Ks — новые капитальные вложения, руб; Ток рек — срок окупаемости затрат
в годах.
Технико-экономические показатели оценки проектируемого (ре-
конструируемого) депо делят на две группы: исходные (абсолют-
ные) и производные (относительные или удельные).
Исходные показатели являются основными величинами, харак-
теризующими производственную мощность предприятия или от-
дельных его подразделений.
Производные показатели выражают величины, отнесенные к
какой-либо единице — к одному рабочему, к единице оборудова-
ния, единице затрат, к 1 м2 площади и т. п.
В исходные показатели входят: наименование объекта, его ха-
рактеристика, годовая программа в рублях или единицах продук-
ции, стоимость основных фондов, общая площадь предприятия, в
том числе производственная и вспомогательная, объем предприя-
тия, количество основного и вспомогательного оборудования, об-
щая установленная мощность электрооборудования, численность
работающих (в том числе производственные и вспомогательные
рабочие, инженерно-технические работники, служащие и младший
обслуживающий персонал), фонд заработной платы производст-
венных рабочих и всего персонала, себестоимость продукции,
стоимость строительства, режим работы .
К производным показателям применительно к вагонным депо
относят: выпуск вагонов из ремонта на одного производственного
рабочего и служащего; количество вагонов, выпускаемых с одной
рабочей позиции в год; количество отремонтированных вагонов,
приходящихся на единицу стоимости основных фондов депо; вы-
пуск вагонов из ремонта, приходящийся на единицу затрат по за-
работной плате производственных рабочих, всех рабочих и всех
работающих; фондовооруженность; электровооруженность; фондо-
емкость депо; уровень предметной специализации, кооперирова-
288
ния, степень механизации и автоматизации труда (число рабочих,
производственных и вспомогательных, выполняющих работу пол-
ностью механизированным способом в процентах к общему их
числу), срок окупаемости проектируемого вагонного депо.
При определении достигнутой производительности труда все
затраты на годовой выпуск вагонов из ремонта делят на списоч-
ную численность рабочих или служащих и сопоставляют с плано-
вой. Производительность труда — это один из главных показате-
лей эффективности работы депо.
Показатели использования основных средств (выпуск вагонов,
приходящийся на 1 руб. основных фондов и стоимости оборудова-
ния) исчисляются путем деления стоимости годового выпуска ва-
гонов из ремонта на стоимость основных фондов или стоимость
оборудования, руб.
Показатели использования производственной площади сбороч-
ного участка (съем вагонов с одной ремонтной позиции или с 1 м2
площади участка в год) характеризуют эффективность выпуска
вагонов с единицы производственной площади и являются важны-
ми показателями работы депо.
Показатели технической вооруженности и электровооружен-
ности труда определяют уровень технического оснащения депо на
одного рабочего или на один отремонтированный вагон.
К ним относят фондовооруженность (отношение стоимости ос-
новных производственных фондов депо, руб., к общему количеству
производственных рабочих в наибольшую смену), электровоору-
женность (отношение средней установленной мощности электро-
двигателей, кВт, к общему количеству производственных рабочих
в наибольшую смену) и фондоемкость депо (отношение стоимости
основных фондов депо, руб., к годовому выпуску вагонов из ре-
монта в приведенных единицах).
Фондовооруженность, электровооруженность и фондоемкость
определяются по формулам:
Фц ~ Соф/ (^спр^см) »
уст/(^спр/^см) >
Фе мк = Соф/ZVв пр ,
где Фв — фондовооруженность одного рабочего, руб.; Эв — электровооружен-
ность одного рабочего, кВт; Фемк — фондоемкость депо, руб.; СОф — стоимость
основных производственных фондов, руб.; 2Руст — средняя установленная мощ-
ность электродвигателей производственного оборудования депо, кВт; 7?СПр —
списочная численность производственных рабочих, чел.; ком — коэффициент
сменности работы депо; пр — годовая программа ремонта вагонов в при-
веденных единицах.
Коэффициент сменности подсчитывают путем деления общего
числа производственных рабочих на число рабочих наибольшей
обычно первой смены. При работе депо в одну смену коэффици-
ент сменности равен единице.
239
Производные показатели дают возможность сравнивать эффек-
тивность спроектированного депо с действующими передовыми ва-
гонными предприятиями.
Заключительйой частью работы над проектом депо или рекон-
струкцией является оформление проекта.
Для обеспечения выполнения проекта в заданный срок состав-
ляется календарный план его разработки в виде сетевого графика
с указанием последовательности работ, возможной их парал-
лельности и срока исполнения.
Сетевой график позволяет увязывать, корректировать и контро-
лировать ход разработки проекта, а также принимать оператив-
ные меры по разработкам.
Оформление проекта должно отвечать требованиям удобного
пользования всеми материалами: пояснительной запиской, черте-
жами, эскизами, таблицами и т. д. Графические и технологические
разработки должны отвечать требованиям ЕСКД и ЕСТД и дей-
ствующим стандартам.
Все материалы проекта прошнуровывают и переплетают.
К проекту прилагают также документы, подтверждающие приня-
тые решения, на которые имеется ссылка в проекте.
СПИСОК ЛИТЕРАТУРЫ
1. Биленко А. И., Трушкин Е. В. Ремонт контейнеров на потоке. М.:
Транспорт, 1983. 62 с.
2. Богданович В. Б., В то р о в А. К. Пособие по обслуживанию тормозов
вагонов. М.: Транспорт, 1981. 151 с.
3. Бугаев В. П. Совершенствование организации ремонта вагонов. Систем-
ный подход. М.: Транспорт, 1982. 152 с.
4. Вагоны. Конструкция, теория и расчет / Под ред. д-ра техн, наук проф.
Л. А. Шадура. — 3-е изд. М.: Транспорт, 1980. 439 с.
5. Е м е л и ч е в В. А., К о м л и к В. И. Метод построения последовательности
планов для решения задач дискретной оптимизации. М.: Наука, 1981. 208 с.
6. К а р я г и н а Н. С., Медведев В. В. Охрана труда в вагонном хозяйстве.
3-е изд. М.: Транспорт, 1978. 280 с.
7. Коломийченко В. В., Беспалов Н. Г., Семин Н. А. Автосцепное
устройство подвижного состава. М.: Транспорт, 1980. 185 с.
8. Криворучко Н. 3., Гридюшко В. И., Бугаев В. П. Вагонное хо-
зяйство. М.: Транспорт, 1976. 279 с.
9. Н о ж е в н и к о в А. М. Поточно-конвейерные линии ремонта вагонов. М.:
Транспорт, 1980. 136 с.
10. Нормы технического проектирования депо для ремонта грузовых и пасса-
жирских вагонов. М.: Транспорт, 1984. 33 с.
11. Подшивалов Ю. С., Сидоренко Л. И. Передвижные машины для
безотцепочного ремонта вагонов. М.: Транспорт, 1979. 87 с.
12. Скиба И. Ф., Ежиков В. А. Комплексно-механизированные поточные
линии в вагоноремонтном производстве. М.: Транспорт, 1982. 136 с.
13. Янов А. М., Хоз л о В. X. Клименко К- X- Эффект реконструкции. М.г
Транспорт, 1981. 102 с.
г
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоматизированная система управления
вагонным хозяйством:
информационная база 40, 41
комплексы задач 41, 42, 106
математическое обеспечение 106, 107
назначение 106
подсистемы 106
Амортизационные отчисления 172
Аппаратура:
ДИСК 15, 96, 97
ПОНАБ 95, 96
радиопункта 111
Вагоно-километр 32
Вагонное осевое масло 161, 162
Вагонный парк
— грузовой 18
— инвентарный 18, 24. 28
— наличный 18
— нерабочий 19, 20
— пассажирский 18
— рабочий 20
— резерв МПС 19 -f
— структура 12, 13 '
— техническое состояние 28
Вагонный участок 12
Вагонное хозяйство
---перспектива развития 13. z
----структура 10, 11 V
--- управление 12, 13
Вагономоечная машина 94, 137, 138
Вагоноремонтная машина 92, 93
Вероятность безотказной работы вагона
— безотказного следования поездов 29.
31, 32, 39
--функционирования грузового ва-
гона 38, 39
— восстановления работоспособности
вагона 39, 102, 103
— отказа вагона 38, 39
Восстановление
— осевых масел 162, 164
—• подбивочных материалов 164
— работоспособности вагона 38
----размещение 10—12, 134, 186
---- специализация 10, 186, 187
----структура 10, 12
— ремонтно-экипировочное 133/ 134,
135
Долговечность вагона 29
Затраты
— эксплуатационные на подготовку
вагонов 36, 48
— труда на пунктах технического об-
служивания требуемые и фактиче-
ские 34—37
Изотермические вагоны
— техническое обслуживание 58
Инвентарный парк 18, 24, 28, 41 V
Информационная база 40, 41
Исправность вагона 29
Капитальный ремонт 6—9
Категория пассажирских поездов 9
Качество продукции 216
Классификация пунктов технического об- /
служивания 10—12
Комплексная
— ремонтная бригада 59, 60, 221
— система управления качеством 15,
215
Контейнерное депо хz
— — назначение 250
план 251 = .
— — потоЧйая линия 251—253 *'
Контрольный пункт автотормозов 144—147
Коэффициент
— готовности вагона 42
— листной работы 21
— порожнего пробега 21
— сменности 289
— трудового участия 221, 222
— эксплуатационных затрат 43, 44 •
Генеральный план депо 254, 257—269 \/
График
— обслуживания пассажирских поез-
дов 132
— прохождения по путям технической
станции 121
— сетевой 118, 119
Грение букс 1.59 Vх
Громкооповестительная связь 91
Депо вагонное
— — капитальные вложения 179
Метод осмотра поездов многогрупповой
74, 89
— ремонта вагонов поточный 15 /
— ремонта стационарный /
Моечная машина:
— для автотормозных приборов 145
— грузовых вагонов 94, 226, 227
— пассажирских вагонов 137, 138
— цистерн 63
Молярное отделение 229
Мощность 69, 67
— вагоноремонтной базы 173—175
— механизированных пунктов 67, 69
292
Нагрузка
— динамическая 22
— статическая 22
Надежность вагона 40, 41
Наличный парк 18
Научная организация труда 219, 220
Наработка между отказами вагона 29, 38
Неисправность вагона 41
Нерабочий парк 18
Нормативно-справочная информация 40
Нумерация вагонов 19, 20
Оборот вагонов 21—23
Обработка вагонов:
дизенсекция 116
децинфекция 117
дератизация 117
Обработка информации 40
Обслуживание
— буксовых узлов 156 *
— автосцепных устройств 162
Ожидаемое число стразов 102
Оперативная информация 40
Опробование тормозов 143
Отказ вагона 29, 32, 33, 102
Парометр потока 42
Парк
— отправления 78
— прибытия 74
Перестановочный пункт 12
План депо 136, 225
Показатель
— безотказной работы 31
— надежности 29, 43
— ремонтопригодности 34
Поточная линия 56 j
Промывочно-пропарочные предприятия 11 *
Пост опробования тормозов 11
Пункт технического обслуживания
------автономных рефрижераторных
вагонов 11
------ ремонта и экипировки пасса- V
жирских вагонов 11
— технической передачи 11
Работоспособность вагонов 29
Расчетно-пояснительная записка 225
Расходы
— транспортные 180
— на содержание запасов вагонов 180
Резервы проводников 12
Ремонтно-комплектовочное отделение 234
Ремонтопригодность 29, 30
Ремонтно-экипировочное депо 133, 134, 135 /'
Ритм выпуска вагонов 192
Себестоимость ремонта 179
Система ДИСК 97
Слесарно-комплектовочное отделение 249
Состав рабочих
— списочный 264, 265
— явочный 264, 265
Сохраняемость 29
Среднесуточный пробег вагона 23
Станция ’
— компрессорная 150
— многопарковая 134, 135
— промывочно-пропарочная 61, 62
Такт выпуска вагонов 193
Техническая ревизия 124
Тормоза
— деповской ремонт 141
— опробование 141—143
— текущий ремонт 140 v
Трансбордер 230, 231
Трафарет 66, 124
Туристский поезд 127—129
Удельные расходы
— на содержание запаса вагонов 180
— транспортные 180
Ультразвуковой регенератор 162
Управление качеством 127, 215
Установка
— для обмывки полувагонов 227
— для обнаружения греющихся букс
95, 96
Участок
— вагоносборочный 226—229
— - ремонтно-комплектовочный 235
— ремонтно-механический 240
— ремонта тележек и колесных пар
230—233
— роликовых подшипников 234
Фирменный поезд 129
Фондовооруженность 289
Фондоемкость 289
Формирование поездов 108
Экипировка
— пассажирских вагонов 113—115
— рефрижератрных Вагонов 58, 59
Эстакада для обработки цистерн 63, 64
ОГЛАВЛЕНИЕ
Введение ............................ 3
Глава I. Организация
и управление вагонным хозяйством
1.1. Система технического обслужи-
вания и ремонта вагонов ... 5
1.2. Производственные подразделе-
ния технического обслуживания и
ремонта вагонов..................... 10
1.3. Структура управления техни-
ческой эксплуатацией вагонов . 12
1,4. Перспективы развития вагон-
ного хозяйства . . ... 13
1.5. Организация вагонного хозяй-
ства за рубежом..................... 16
Глава II. Вагонный парк
II. 1. Характеристика вагонного
парка.............................. 18
II.2. Показатели работы исполь-
зования вагонов . . ... 21
II.3. Определение потребного парка
вагонов............................ 24
Глава III. Научные основы
вагонного хозяйства
III.1. Оценка надежности и техни-
ческого состояния вагонов ... 28
III.2. Показатели безотказной ра-
боты и ремонтопригодности Вагонов 31
Ш.З. Влияние технического обслу-
живания и ремонта вагонов на
безотказность их работы ... 38
III.4. Оценка технического состояния
и надежности вагонов в эксплуа-
тации ............................... 40
Глава IV. Пункты подготовки
вагонов к перевозкам
IV.1. Организация подготовки ва-
гонов к. перевозкам .... 46
IV.2. Механизированные пункты
подготовки к перевозкам полуваго-
нов и платформ............... 51
IV.3. Пункты комплексной подго-
товки к перевозкам крытых и изо-
термических вагонов .... 55
VI ,4. Промывочно-пропарочные
предприятия.................и60/
IV .5. Определение потребной мощ-
ности и размещение механизиро-
ванных пунктов подготовки ваго-
нов к перевозкам................... 67
294
Глава V. Пункты технического
обслуживания грузовых вагонов
V .I. Работа пунктов технического
обслуживания вагонов на сортиро-
вочных и участковых станциях . 73
V. 2. Организация работы пунктов
контрольно-технического обслужи-
вания, контрольных постов и по-
стов опробования автотормозов 79
V.3 . Пункты технической передачи
вагонов . 81
V.4. Особенности технического об-
служивания цистерн .... 82
‘''’V.5. Текущий ремонт контейнеров 83
V. 6. Техническое обслуживание
рефрижераторных вагонов . . 84
V .7. Особенности технического об-
служивания и ремонта восьмиос-
ных вагонов, тяжеловесных и длин-
носоставных поездов .... 86
V. 8. Технические средства, при-
меняемые при обслуживании и
текущем ремонте вагонов . . 88
V.9 . Диагностирование для выявле-
ния неисправностей вагонов в про-
цессе эксплуатации .... 94
V.10 . Расчет численности рабочих
пунктов технического обслужива-
ния вагонов................... 98
V.1 1. Организация работы и охрана
труда на ПТО . . .... 100
V. 12. Оценка качества работы
ПТО.......................... 102
V.1 3. Автоматизированная система
управления эксплуатацией и ре-
монтом вагонов . . . . . . 106
Глава VI. Техническое
обслуживание и экипировка
пассажирских составов
VI. 1. Особенности эксплуатации и
обслуживания пассажирских ваго-
нов .............................. 108
VI.2. Комплексный метод подготов-
ки пассажирских составов в рейс 109
VI. 3. Экипировка, санитарная обра-
ботка пассажирских вагонов и
приемка составов перед рейсом 113
VI .4. Сетевые графики при подго-
товке пассажирских составов в рейс 118
VI.5. Организация труда, плани-
рование и определение численности
рабочих для экипировки и теку-
щего безотцепочного ремонта пас-
сажирских вагонов.................. 120
VI.6. Единая техническая ревизия
и техническое обслуживание пас-
сажирских вагонов перед началом
летних и зимних перевозок . . 123
VI i организация текущего отце-
почпого ремонта пассажирских ва-
гнН'|Д............................. 125
VI Н Охрана труда и меры пожар-
ной безопасности при техническом
об» лужнвапии пассажирских ваго-
нки ....................... . . 126
VI 6. Обслуживание пассажирских,
• миростных, фирменных и турист-
«ник поездов в пути следования 127
VI 10. Режимы работы и отдыха
работников поездных бригад. Опре-
црлгиис потребности в провод-
никах ............................ 129
VI . И. Устройство вагоннего хо-
nirtcTHH на пассажирских техни-
ческих станциях.....................133
VI. 12. Впгономоечные машины . 137
Глава VII. Техническое
обслуживание автотормозов, букс
и пвтосцепных устройств вагонов
VI1. 1. Организация технического
обслуживания автотормозов . 140
VI 1.7 Ремонт тормозного оборудо-
вания вагонов в контрольных пунк-
тик автотормозов.................... 144
V II 3 Расчет программы ремонта
н Контингента рабочих АКП . . 148
VI 1.4. Компрессорные станции . 150
VI 1,5. Станционная воздухопровод-
НИИ сеть....................... 154
VII .0. Техническое обслуживание
буксовых узлов ..................... 156
V1I 7. Хранение, подготовка и ре-
генерация осевых масел и подби-
яочных материалов ..... 161
VII. В. Технические средства для
подпчи осевых масел на пути
г'гннционных парков . .. . 164
VI 1.9. Ревизия и сезонная пере-
заправка вагонных букс. Уход за
буксами зимой....................... 167
V II 1(1. Техническое обслуживание
иптосцспных устройств вагонов . 169
Глава VIII. Планирование
ремонта, развитие и размещение
деповской ремонтной базы
VI 11.1. Методика tопределения по-
гребности в периодических видах
ремонта........................... 171
VHI.2. Определение потребной мощ-
ности вагоноремонтной базы на
1.1ДШ1НЫХ полигонах сети желез-
ных дорог.......................... 173
VI 11.3. Определение приведенных
•ксплуатационных затрат на де-
повской ремонт грузовых вагонов 179
VII 1.4. Выбор специализации и ра-
циональной программы грузового
нагонного депо по обеспечению
объектами ремонта .... 180
VI П.5. Решение задачи развития
и специализации существующих и
размещения новых грузовых ва-
гонных депо ...... 186
Глава IX. Организация
ремонта вагонов и контейнеров
в депо
IX.1. Основные задачи и формы
организации производства при
ремонте вагонов . . . .
IX.2. Особенности обеспечения
внутритактной синхронизации
операций .......
IX.3. Влияние неравномерности
трудоемкости ремонта узлов ваго-
на на выбор метода организации
работ ............................
IX.4. Необезличенный ремонт те-
лежек при поточной организации
производства . ......
IX.5. Передовой опыт организации
ремонта полувагонов в депо Крас-
ноармейск ......................
IX.6. Технический контроль и уп-
равление качеством продукции в
депо..............................
IX.7. Основы научной организации
труда и производительность труда
Глава X. Вагонные депо
Х.1. Производственная структура
вагонных депо . . ....
Х.2. Основные производственные
участки грузового вагонного депо
Х.З. Вспомогательные участки и
отделения и площади производст-
венных участков и отделений депо
Х.4. Депо для ремонта пассажир-
ских вагонов .....................
VX.5, Депо для ремонта контейнеров
190
196
200
204
210
215
219
224
226-
240
244
250
Глава XI. Основы
проектирования (реконструкции)
вагонных депо
XI.1. Стадии проектирования и
генеральный план вагонных депо
XI.2. Режим работы и фонды рабо-
чего времени .....................
XI.3. Требования к размещению
производственных участков и отде-
лений депо........................
XI.4. Определение численности ра-
ботников депо ......
XI.5. Определение потребного обо-
рудования, площадей производ-
ственных участков и отделений
депо . .............
XI.6. Потребность депо в подъемно-
транспортных устройствах
XI.7. Требования к строительно-
архитектурной части проекта депо
XI.8. Энергохозяйство вагонных
депо......................
XI.9. Проектирование складского
и транспортного хозяйств депо
XI.10. Санитарно-технические и
противопожарные требования
XI.11. Эффективность проектных
решений и технико-экономические
показатели проектируемого депо
Список литературы ....
Предметный указатель
254
256
260
264
266
273
275
277
281
284
286
291
292
Учебник
Владислав Иосифович Гридюшко,
Николай Захарович Криворучко,
Виталий Петрович Бугаев
ВАГОННОЕ ХОЗЯЙСТВО
Предметный указатель составила В, В, Глебова-Авилова
Переплет художника А. А. Медведева
Технический редактор Я. Д. Муравьева
Корректор-вычитчик Е. At Котляр
Корректор В, Я. Кинареевская
ИВ № 2957
Сдано в набор 13.04.87. Подписано в печать 12.11.87. Т-21894. Формат 60X88’/w.
Бум. офс. № 2. Гарнитура литературная. Офсетная печать. Усл. печ. л. 18,13.
Усл. кр.-отт. Уч.-изд. л. 20.81. Тираж 15000 экз. Заказ 378. Цена 1 руб.
Изд. № 1-1 -1/1 № 2625.
Ордена «Знак Почета» издательство «ТРАНСПОРТ», 103064, Москва, Басманный туп'., 6а.
Московская типография № 4 Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
129041, Москва, Б. Переяславская ул., 46.