/


















































































Похожие




Текст
ОАО «СРЕД11ЕВОЛЖСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД»
СТАНОК ТОКАРНЫЙ
С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Модель 16Ы6Т1
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
16Б16Т 1.000.000 РЭ
Альбом А» 1 (всего альбомов 2)
РОССИЯ
2008 г.
САМАРА
СОДЕРЖАНИЕ АЛЬБОМА I
1. ОБЩИЕ СВЕДЕНИЯ........................................ 3
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ............4
3. КОМПЛЕКТ ПОСТАВКИ.........................................
4. ПОРЯДОК ТРАНСПОРТИРОВАНИЯ И УСТАНОВКИ СТАНКА............Ю
5. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ................................
6. СОСТАВ СТАНКА..........................................20
7. УСТРОЙСТВО И РАБОТА СТАНКА И ЕГО СОСТАВНЫХ ЧАСТЕЙ......22
8. ПНЕВМОСИСТЕМА..........................................35
9. СИСТЕМА СМАЗКИ.........................................37
10. РЕГУЛИРОВАНИЕ УЗЛОВ СТАНКА В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ И
РЕМОНТА....................................................44
11. ХАРАКТЕР! 1ЫЕ ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
.......................................................46
12. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ..............47
13. МАТЕРИАЛЫ ПО ЗАПАСНЫМ ЧАСТЯМ...........................48
14. УКАЗАНИЯ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ, ЭКСПЛУАТАЦИИ И
РЕМОНТУ................................................51
15. СВЕДЕНИЯ О РЕМОНТЕ.....................................55
16. СВЕДЕНИЯ ОБ ИЗМЕНЕНИЯХ В СТАНКЕ........................56
17. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ................................57
18. СВИДЕТЕЛЬСТВО О ВЫХОДНОМ КОНТРОЛЕ ЭЛЕКТРООБОРУДОВАНИЯ..76
19. ДЕКЛАРАЦИЯ О ШУМЕ......................................78
20. СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ............................79
21. СВИДЕТЕЛЬСТВО ОБ УПАКОВКЕ..............................80
22. ГАРАНТИИ ИЗГОТОВИТЕЛЯ..................................81
ПРИЛОЖЕНИЕ (справочное) Ссылочные нормативные документы....82
АЛЬБОМ 2 - Электрооборудование
16Ы6Т1 ООО 000 РЭ Альбом 1, лист 2
ВНИМАНИЕ! ПРИСТУПАТЬ К МОНТАЖУ СТАНКА, ЗАПУСКУ И
ЭКСПЛУАТАЦИИ ТОЛЬКО ПОСЛЕ ОЗНАКОМЛЕНИЯ С НАСТОЯЩИМ
РУКОВОДСТВОМ.
Руководство по эксплуатации включает в себя следующие эксплуатационные
документы, в соответствии с ГОСТ 2.601:
- паспорт, инструкции по монтажу, пуску, регулировке станка;
- инструкции эксплуатационные специальные (электрооборудование,
руководство оператора).
Руководство по эксплуатации не отражает незначительных конструктивных изменений
в оборудовании, внесенных изготовителем после подписания к выпуску в свет данного
руководства, а также изменений по комплектующим изделиям и документации,
поступающей с ними.
1. ОБЩИЕ СВЕДЕНИЯ
Инвентарный номер:..........................
Модель: 16Б16Т1 ТУ2-024-5411-85
Дата пуска станка в эксплуатацию:.............
Адрес: 443036, г. Самара. Набережная реки Самары, д. 1. ммоз
http://www.svsz.ru. e-mail: office@svsz.ru
Настоящее руководство распространяется станок токарный с числовым программным
управлением модели 16Б16Т1 (рис.1).
Станок предназначен для токарной обработки деталей типа тел вращения со
ступенчатым и криволинейным профилем, в том числе и для нарезания резьб, в
полуавтоматическом цикле. Станок предназначен преимущественно для центровых работ.
Управление станком осуществляется от программы, вводимой в память управляющей
системы с пульта оперативного управления или внешнего программоносителя.
Станок может быть использован в механических цехах машиностроительных заводов с
мелкосерийным и крупносерийным производством.
Во избежание потери точности не следует использовать станок для черновой обработки
в длительном режиме.
Рисунок I. Станок токарный с числовым программным управлением мод. 16Ы611
16Б16Т1.000.000 РЭ Альбом I, лист 3
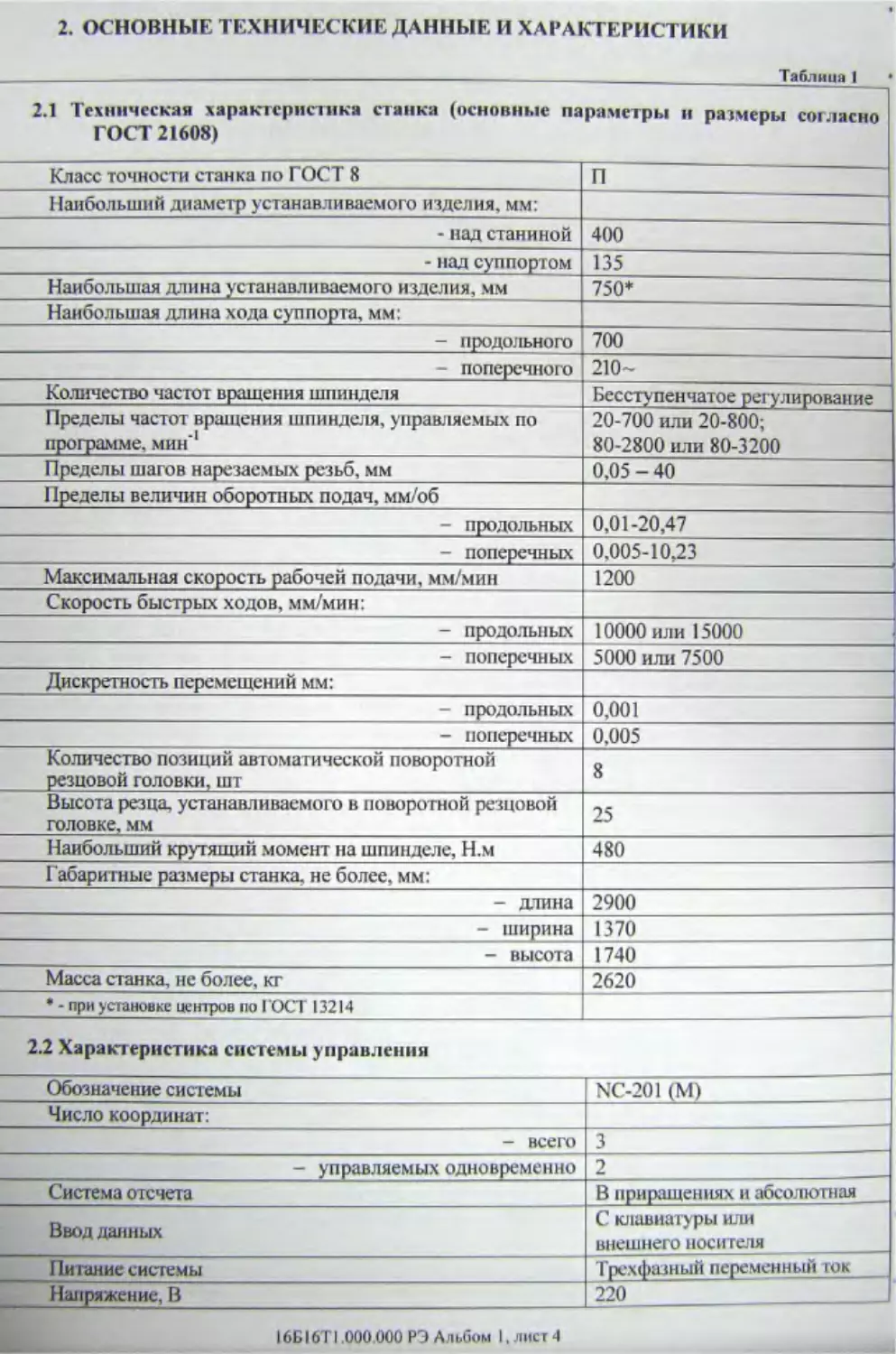
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ Таблица 1
2.1 Техническая характеристика станка (основные параметры и размеры согласно ГОСТ 21608»
Класс точности станка по ГОСТ 8 П
Наибольший диаметр устанавливаемого изделия, мм:
- над станиной 400
- над суппортом 135
Наибольшая длина устанавливаемого изделия, мм 750*
Наибольшая длина хода суппорта, мм:
- продольного 700
поперечного 210-
Количество частот вращения шпинделя Бесступенчатое регулирование
Пределы частот вращения шпинделя, управляемых по программе, мин'1 20-700 или 20-800; 80-2800 или 80-3200
Пределы шагов нарезаемых резьб, мм 0,05 - 40
11ределы величин оборотных подач, мм/об
продольных 0,01-20,47
- поперечных 0,005-10,23
Максимальная скорость рабочей подачи, мм/мин 1200
Скорость быстрых ходов, мм/мин:
- продольных 10000 или 15000
- поперечных 5000 или 7500
Дискретность перемещений мм:
- продольных 0,001
- поперечных 0,005
Количество позиций автоматической поворотной резцовой головки, шт 8
Высота резца, устанавливаемого в поворотной резцовой головке, мм 25
Наибольший крутящий момент на шпинделе, Н.м 480
Габаритные размеры станка, не более, мм:
- длина 2900
- ширина 1370
- высота 1740
Масса станка, не более, кг 2620
• - при установке центров по ГОСТ 13214
2.2 Характеристика системы управления
Обозначение системы NC-201 (М)
Число координат:
- всего 3
- управляемых одновременно 2
Система отсчета В приращениях и абсолютная
Ввод данных С клавиатуры или шнего носителя
Питание системы Трехфазный переменный гок
Напряжение, В 220
16Б16Т1.000000 РЭ Альбом I. лист 4
Продолжение таблицы 1
Частота, Гц 50+1
Мощность, потребляемая от электросети, не более. Вт 400
Стабильность напряжения, % + 10...-15
Тип датчика обрат ной связи Фотоэмульсионный преобразователь
23 Техническая характеристика электрооборудования
Род тока питающей цепи:
- напряжение, В ~380т
- частота, Гц 50
Напряжение цепей управления, В ~110. =24
Напряжение местного освещения, В -110
Количество электродвигателей на станке (кроме двигателей вентиляторов), шт. 8
Электродвигатель главного движения:
- тип АИР13254УЗ
- мощность. кВт 7,5
частота вращения, мин'* 1500
Электродвигатель привода продольных подач:
- тип R88M-W1K815F
- мощность, кВт 1.8
- номинальный момент, Нм ИЛ
- частота вращения, номинальная/максимальная. мин'1 1500
Электродвигатель привода поперечных подач:
- тип R88M-W85O15F
- мощность, кВт 0.85
- номинальный момент, Нм 5,39
частота вращения, номинальная/максимальная. минг 1500
Электродвигатель насоса охлаждения:
- тип АИР56В2УЗ
- мощность, кВт 0.25
частота вращения, мин'* 3000
Электродвигатель станции смазки шпиндельной бабки:
- тип АИР50В2УЗ
- мощность. кВ г 0,12
частота вращения, мин'1 3000
Электродвигатель централизованной импульсной станции смазки:
- тип АИР50А2УЗ
- мощность, кВт 0,09
частота вращения, мин' 3000
Электродвигатель привода пиноли. Электродвигатель привода резцедержки:
- тип АИР56В4УЗ
- мощность. кВт 0,18
- частота вращения, мин ' 1500
Суммарная мощность всех электродвигателей, не более. 15
ПРИМ1 ЧАПИ1 допускался установка других комплектующих изделий с аналогичными характеристиками
16Б16Т1 ООО 000 РЭ Альбом 1,лист 5
Продолжение таблицы 1
2.4 Шпиндель (рис.2)
Конец шпинделя по ГОСТ 12593 6
коническое ощерстие в шпинделе Морзе 6
Диаметр сквозного отверстия в шпинделе, мм 45
2.5 Задним бабка
Диаметр пиноли, мм 70
Коническое отверстие пиноли Морзе 5
Ход пиноли, мм 120
Поперечное смещение от оси центров, мм ±5
2.6 Винтовая пара качения продольных перемещении
Шаг резьбы, мм 10
Условный диаметр резьбы, мм 50
2.7 Винтовая пара качения поперечных перемещений
Шаг резьбы, мм 5
Условный диаметр резьбы, мм 32
2.8 Механика станка ♦
Наибольший крутящий момент на шпинделе Нм (кгсм) 480 (48)
Максимальное тяговое усилие приводов подач: ♦
- в продольном направлении, И (кгс) 7500 (750)
- в поперечном направлении. 11 (кгс) 3750 (375)
Наибольшее усилие резания (Pz), H(ki'c) 7700 (770)
2.9 Характеристика ременной передачи привода главного движения
Тип Ремень клиновой В (Б)-2000 ГОСТ 1284 1 _
Количество, шт. 4 •
2.10 Характеристики подшипниковых опор шпинделя
Роликоподшипник конический двухрядный 4-697716Л - передний 80x140x85
Роликоподшипник конический однорядный 4-17814Л задний 70x120x65
2.11 Климатические условия эксплуатации станка
Вид климатического исполнения по ГОСТ 15150 УХЛ4.2
Рабочие значения температуры окружающего воздуха +35°С...+10°С
Величина изменения температуры окружающего воздуха за 8 ч 40°С
Рабочие значения влажности воздуха 60% При 20°С - 80% при 25°С
Рабочие значения атмосферного давления (нормальная высота над уровне моря <1000 м) 106,7 кПа (800 мм рт.ст.) - 86,6 кПа (650 мм рт.ст.)
16Б16Т1.000.000 РЭ Альбом I, лист 6
Рисунок 2. Шпиндель
Рисунок 3. Рабочим юна с ретцедержкой nonopoiHoii
16Ы6Т1.000.000РЭ Альбом I, лист 7
750 ma» /с гаиавпмаемой двгят
451018
800 та» дгина ойработхи
120
лшгамалм
287
553 max ра5 > од с 3-х «улан. хгнмоаыы гл раним
574 та», раб лад с 3-х кулак самсценгр тираном
616 max раб ход с поаодкоанм патроном_________
719 max раб »од суппорта_
Рисунок 4. Рабочая зона содноиознинонным резцедержателем
16Ы 611.000.000 РЭ Альбом 1, лист 8
Рисунок 6. Рабочая зона с однопознннонным задним резцедержателем
3. КОМПЛЕКТ ПОСТАВКИ
_____ ___ Таблица 2
Обозначение Наименование Кол. Примечание
1 2 3 4
16Б16Т1 Станок в сборе 1 Комплектация согласно спецификации 16Б16Т1.000.000.01
Входят в комплект станка
Инструмент
7810-0395 Отвертка Н12.XI ГОСТ 17199 1
8И15-42 Ключ торцовый СТП 1 S=8
Д73-72 Ключ для электрошкафов 1 7,7 п
Принадлежности
16Б16П.021.421 Втулка переходная 1 Морзе 6'4
6100-0142 Втулки ГОСТ 13598 2 Морзе 3/1
6100-0143 2 Морзе 3/2
6100-0145 2 Морзе 4/3
А-2-5-НП ЧПУ Центр вращающийся ГОСТ 8742 1
7032-0029 ПТ Центры ГОСТ 13214 1 Морзе 4 ,
7032-0036 ПТ 1 Морзе 5
7851-0015 Клин ГОСТ 3025 1
16Б16Т1.03.030 Рукоятка 1
Рукоятка 125 СТП Д64-401 с ручкой! 75x15 СТП Д61-101 1
16Б16Т1.000.000 РЭ Альбом 1, лист 9
Продолжение таблицы 2
1 2 3 4
7102-0075 Р87-501.005.000 Патрон 3-х кулачковый клиновой //[_ ГОСТ 24351 / с комплектом крепления Г1 D-200 мм
7100-0007П или 7100-003311 Патрон самоцентрирующий трехкулачковый ГОСТ 2675 1 Е>=200 мм
Р87-501.003.000 Комплект крепления патрона 7100-0007П 1
Комплекты
16Б16Т1.02.000 Комплект запасных частей 1
Документы
16Б16Т1С 1.000.000 РЭ Руководство по эксплуатации 1 Альбом 1
16Б16Т1С 1.000.000 РЭ Электрооборудование 1 Альбом 2
Свидетельство о приемке 1 В альбоме 1
Свидетельство о выходном контроле электрооборудования 1
Сопроводительная документация на комплектующие изделия 1 Комплект
Поставляются по заказу
Запасные части
Ремень клиновой В(Б)-2000 Т ГОСТ 1284.1 4
Принадлежности
16Б1611 090.000 Патрон поводковый 1
16Б16П.101.000 Люнет неподвижный диаметр обработки от 15 до 80 мм 1
ОВ-31 Резино-металлические виброизолирующие опоры 4 -
4. ПОРЯДОК ТРАНСПОРТИРОВАНИЯ И УСТАНОВКИ СТАНКА
4.1. Условия упаковки
- Категория упаковки КУ-2 по ГОСТ 23170;
- Временная противокоррозионная защита (консервация) должна
соответствовать ГОСТ 9.014, ОСТ2 Н89-30:
• для станка - вариант защиты ВЗ-1, вариант упаковки - ВУ-1;
• для оперативной системы управления - вариант защиты - ВЗ-10, вариант
упаковки - ВУ-4 или ВУ-5.
— Станок упаковывается в ящик, выполненный по ГОС 1 10198. При поставках на
крайний Север и в труднодоступные районы, а также при смешанном
сообщении с использованием морских перевозок упаковка должна
соответствовать требованиям ГОСТ 15846 (Тип ящика III-I по ГОС 1 10198).
— Принадлежности к станку должны упаковываться в отдельные ящики но
ГОСТ 2991;
- Станок, его отдельные части и принадлежности, транспортируемые в таре,
должны быть надежно закреплены. Способ крепления станка и его о i дельных
16Б16Т1.000.000 РЭ Альбом Глист 10
частей указывается в конструкторской и технологической документации на
станок;
- Расконсервация станка должна производиться в соответствии с требованиями
ГОСТ 9.014.
4.2. Условия транспортирования
1. В части воздействия факторов:
1.1. климатических - по ГОСТ 15150. Категория условий
транспортирования — 8 ОЖЗ:
- температура воздуха от минус 50°С до плюс 50°С;
- рабочие значения влажности воздуха: среднегодовое значение
80% при 15°С, верхнее значение - 100% при 25°С;
1.2. механических - по ГОСТ 23170. Категория условий транспортирования
-Ж:
- перевозки автомобильным транспортом с любым «шелом
перегрузок:
> по дорогам с асфальтовым покрытием (дороги 1-й категории) на
расстояние свыше 1000 км со скоростью 80 км/час;
> по булыжным (дороги 2 и 3-й категории и грунтовым дорогам на
расстояние свыше 250 км со скоростью до 40 км/час или на
расстояние до 250 км с большей скоростью, которую допускает
транспортное средство.
перевозки различными видами транспорта:
> воздушным, железнодорожным транспортом и водным путем
(кроме моря) в сочетании их между собой и с автомобильным
транспортом, отнесенным к условиям транспортирования Л и С, с
общим числом перегрузок более 4 или к настоящим условиям
транспортирования;
> водным путем (кроме моря) совместно с перевозками,
отнесенными к условиям транспортирования С, с любым числом
першрузок.
— перевозки, включающие 1ранспортирование морем.
2. При транспортировании железнодорожным транспортом крепление и
перевозка станка должны производиться в соответствии с «Техническими
условиями погрузки и крепления грузов», изд. МПС, 1990 и «Правилами перевозок
грузов», М. Транспорт, 1983; автомобильным транспортом в соответствии с
«Общими правилами перевозок грузов», утвержденными Министерством
автомобильного транспорта РСФСР 30.07.71; воздушным, морским и речным
транспортом.
3. Допускается бестарная перевозка станка (за исключением оперативной
системы управления и электрошкафа), поставляемою внутри страны при условии
зашиты его от прямого попадания осадков (брезентом или полимерной пленкой).
При этом срок защиты станка без переконсервации не более 6 месяцев, период
транспортирования не более 1 месяца. Для консервации станка должны применяться
средства временной защиты и материалы, указанные для срока хранения 1 год по
ОСТ2 Н 89-30.
16Б16Т 1.000.000 РЭ Альбом I.jihct И
4.3. Условия хранения
Категория условий хранения - Л по ГОСТ 15150:
Хранение упакованного станка с оперативной системой управления производить в
складских помещениях при температуре от +5°С до +35°С и относительной влажности не
более 85%.
4.4. Распаковка и транспортирование к месту установки
При распаковке станка необходимо сначала снять верхние щиты упаковочного ящика, а
затем - боковые. Следите за тем. чтобы не повредить станок распаковочным инструментом.
Перед транспортированием распакованного станка необходимо убедиться в том, что
подвижные узлы надежно закреплены. Каретка и задняя бабка должны находиться в крайнем
правом положении. Задняя бабка должна быть зажата с помощью рукоятки 12 (рис. 13).
Подвижное ограждение в крайнем левом положении, дверки заднего ограждения и
резервуар с охлаждающей жидкостью должны быть закреплены.
При закреплении резервуара охлаждения в таре раздельно его необходимо
транспортировать отдельно от станка.
ВНИМАНИЕ! ТРАНСПОРТИРОВАНИЕ СТАНКА ВО ИЗБЕЖАНИЕ ЕГО
ОПРОКИДЫВАНИЯ ПРОИЗВОДИТЬ ТОЛЬКО, КАК ПОКАЗАНО НА РИС.7.
ВНЕЗАПНОЕ ПАДЕНИЕ СТАНКА МОЖЕТ НАНЕСТИ ЛЮДЯМ ТРАВМЫ
РАЗЛИЧНОЙ ТЯЖЕСТИ. ЗАПРЕЩАЕТСЯ НАХОЖДЕНИЕ ЛЮДЕЙ В ОПАСНОЙ
ЗОНЕ ПЕРЕМЕЩЕНИЯ СТАНКА.
Рисунок?. Порядок транспортирования и установки на внброиюлнрующне опоры OB-.3I
Для исключения повреждения поверхностей станка рекомендуется для
транспортирования использовать канаты (не тросы).
При транспортировании к месту установки и при опускании на фундамент необходимо
следить за тем, чтобы станок не подвергался сильным толчкам и ударам.
После транспортирования станка к месту' установки необходимо подвижное ограждение,
дверки заднего ограждения открепить в местах, указанных на рис.8.
16Б16Т 1.000.000 РЭ Альбом 1,лист 12
При раздельном транспортировании резервуара охлаждения после установки станка рукав
охлаждения необходимо соединить с нагнетающим патрубком насоса охлаждения с помощью
зажима.
Рисунок 8. Открепление узлов после транспортировки
4.5. Снятие антикоррозийных покрытий
Перед установкой станок необходимо тщательно очистить от антикоррозийных покрытий,
нанесенных на открытые, а также закрытые кожухами и щитками поверхности станка.
Для удаления антикоррозийной смазки нужно воспользоваться деревянными лопаточками
и салфетками, смоченными бензином или уайт-спиритом.
Во избежание коррозии очищенные поверхности покрыть тонким слоем индустриального
масла И-ЗОА ГОСТ 20799.
4.6. Установка станка
Станки предназначены для использования в цехах механической обработки.
Температура в помещении, где они устанавливаются, должна быть в пределах от +10° до +
35°С, относительная влажность не более 80%.
Запыленность помещения в пределах санитарной нормы.
Допустимый уровень вибрации:
- частота 150 ... 250 Гц,
- амплитуда до 15 мкм.
Станки не должны подвергаться воздействию местного нагрева и сильных
температурных перепадов.
Вблизи станков не должно быть шлифовальных станков, работающих без охлаждения,
крупного обдирочного, кузнечно-прессового оборудования. Установленные вблизи станков
устройства, работающие с использованием токов высокой частоты, должны иметь защиту от
радиопомех.
Должно быть обеспечено достаточное пространство дзя удобной уборки сганка от
стружки и своевременное ее удаление.
Станок нужно установить на фундаменте или бетонной подушке согласно
установочному чертежу (рис.9).
Глубина залегания фундамента зависит от грунта, но не должна быть менее 200 мм.
Станок крепится к фундаменту чезырьмя фундаментными болтами диаметром 20 мм.
Станок можно установить на бетонную подушку с помощью виброизолирующих опор
ОВ-31.
16Б16Т1.000.000 РЭ Альбом 1.ЛИСТ 13
Монтаж станка на вибронзолирующих опорах производится в следующей
последовательности:
после внешнего осмотра закрепить опоры в тумбе приподнятого станка;
опустить станок, проверить равномерность нагрузки опор и произвести выверку
станка по уровню.
После выверки и закрепления на опорах кон тргаек станок готов к работе.
Опоры ОВ-31 имеют устройство для выверки станка по уровню (см. рис.7), состоящее
из специальной ганки 1, соединенной с верхней крышкой опоры с помощью гофрированной
пружины, которая не допускает проворачивания гайки относительно опоры, но допускает ее
поступательное перемещение при ввинчивании болта 2. Максимальный диапазон
регулирования уровня установки составляет 10 мм. Нс допускается установка проставочных
втулок между опорной поверхностью тумбы и верхней частью опоры, т.к. при этом
понижается устойчивость станка. Необходимо надежно закрепить контргайки на опорах и
производить повторную выверку станка по уровню через три-четыре дня после его
установки на виброизолирующис опоры, а в дальнейшем в течение первого года
эксплуатации - периодическую выверку.
Рисунок 9. Установочный чертеж (выделен фундамент)
Точность работы станка зависит от правильности его установки. Станок выверяется в
обеих плоскостях при помощи уровня, установленного на салазках. Отклонение не должно
превышать 0,015/1000 в обеих плоскостях.
16Б1611 000.000 РЭ Альбом 1, лист 14
4.7. Подготовка к первоначальному пуску и первоначальный пуск.
В помещении для установки станка необходимо прокладывать шину, соединенную с
низкоомным контуром заземления, для присоединения проводов заземления станка с ОСУ.
Сопротивление контура заземления не должно превышать 4 Ом.
Станок с ОСУ подключается к трехфазной четырехпроводной сети переменного тока
напряжением 380±10-15%В и частотой 50±1 Гц. Для защиты от электрических помех,
создаваемых работой другого электрооборудования, рекомендуется осуществлять питание
системы ЧПУ от отдельного силового трансформатора, к которому не разрешается подключать
станОо и другое оборудование.
Заполнить места смазки маслом. Места заливки, точки смазки и марки смазочного
материала указаны в разделе «Система смазки станка».
Бачок охлаждения заполнить охлаждающей жидкостью. Для охлаждения инструмента
нельзя применять жидкости с агрессивными примесями. Водородный показатель
охлаждающей жидкости должен быть в пределах pH = 8-8,5.
Выполнить указания, относящиеся к пуску, изложенные в эксплуатационной
документации по ЧПУ, во втором альбоме руководства по эксплуатации
«Электрооборудование», в разделах «Система смазки», «Пневмоборудование» альбома 1.
Ознакомиться с назначением органов управления станком по схеме (рис. 13) и
таблице 6. Проверить работу электродвигателей и всех механизмов станка в ручном режиме,
обратив внимание на работу системы смазки по маслоуказателям 8 и 20 (рис.21, 22) и системы
централизованной импульсной смазки по сигнальной лампе пульта управления.
Так как работа ЧПУ тесно связана с работой электроавтоматики и электрооборудования
станка, то перед включением ЧПУ необходимо вручную переместить каретку и салазки
станка в середину рабочей зоны для того, чтобы исключить срабатывание аварийных
конечных выключателей, ограничивающих перемещение по координатам станка.
Убедившись в нормальной работе всех механизмов, можно приступать к настройке
ЧПУ станка для работы, следуя указаниям и рекомендациям сопроводительной
документации на ЧПУ. При этом необходимо знать:
- время полной остановки шпинделя после перевода переключателя 10 (рис. 13) в
положение «Стоп подачи и шпинделя» или нажатия кнопки «STOP» не
превышает 5 сек.;
- при перегрузке приводов подач срабатывает электронная блокировка в
приводах;
- период сохранения первоначальной точности и долговечности станка зависит от
окружающей среды, поэтому станки, предназначенные для чистовых операций,
не следует устанавливать в помещениях с высокой концентрацией абразивной
пыли или окалины.
5. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
Безопасность труда на станке обеспечивается его изготовлением в соответствии с
требованиями ГОСТ 12.2.009, ГОСТ Р ЕН 12415, ГОСТ Р МЭК 60204-1.
Требования безопасности труда при эксплуатации станка устанавливаются
соответствующими разделами руководства, руководством по эксплуатации
электрооборудования и настоящим подразделом.
5.1. Для обслуживающего персонала
Рабочее место для обслуживающего персонала находи гея перед станком в диапазоне
элементов обслуживания.
Этот диапазон, 1 м до траекторий перемещения подвижных органов станка, следует
рассматривать как опасную зону. Нахождение в опасной зоне станка разрешено только
обученным людям, имеющим на это право.
16Б16Т 1.000 000 РЭ Альбом 1,лист 15
При обращении со станком персонал должен быть одет в спецодежду в зависимости от
вида деятельности.
При работе на станке обслуживающий персонал должен обратить особое внимание на:
защиту глаз (защитные очки);
защиту ног (защитные ботинки);
- защиту органов дыхания (респиратор).
Персонал, допущенный в установленном на предприятии порядке к работе на станке, а
также к его наладке и ремонту, обязан:
получить инструктаж по технике безопасности в соответствии с заводскими
инструкциями;
- ознакомиться с общими правилами эксплуатации, ремонта стайка и указаниями
по безопасности труда, которые содержатся в настоящем руководстве,
руководстве по эксплуатации элекгрооборудования и в эксплуатационной
документации, прилагаемой к устройствам и комплектующим изделиям,
входящим в состав станка.
ВНИМАНИЕ! НЕОБХОДИМО СОБЛЮДАТЬ ТРЕБОВАНИЯ, ИЗЛОЖЕННЫЕ В
РУКОВОДСТВАХ СИСТЕМЫ ЧПУ И ДРУГИХ КОМПЛЕКТУЮЩИХ ИЗДЕЛИЙ,
ПОСТАВЛЯЕМЫХ СО СТАНКОМ
5.2. При транспортировании и установке станка
Станок должен быть надежно установлен на транспортное средство (грузовик, вагон)
при помощи предназначенного для этого подъемного средства (крана, штабелера) и
закреплен.
Предохранять пульт управления станка от ударов и пыли.
Укрыть станок от пыли специально предназначенным покрытием.
При монтаже, демонтаже и ремонте для надежного зачаливания и безопасного
перемещения станка или его сборочных единиц следует использовать специальные рым-
болты, отверстия и другие устройства, предусмотренные конструкцией станка.
Грузоподъемные устройства следует выбирать с учетом указанной в руководстве массы
станка.
При расконсервации станка следует руководствоваться требованиями безопасности по
ГОСТ 9.014.
5.3. При подготовке станка к работе
- Проверить правильность работы блокировочных устройств при работе сганка на
холостом ходу. Электродвигатель главного движения не должен включаться:
• при открытой дверце ременной передачи главного привода;
• при открытом ограждении зоны резания.
Проверить работу' аварийной кнопки «Стоп»;
- Проверить срабатывание ограничительных и аварийных выключателей при
движении каретки и суппорта в продольном и поперечном направлениях.
5.4. При работе станка
Перед началом работы выставить кулачки ограничения хода в продольном и
поперечном направлении, по оси Z обеспечить безопасное расстояние не менее 10 мм между
торцевой поверхностью вращающегося патрона и торцем каретки.
Запрещается во время работы отключать кабели, соединяющие между собой составные
части электрооборудования.
Не разрешается снимать какие-либо ограждения, нарушать или каким-либо другим
способом деблокировать предусмотренные конструкцией станка блокировки.
Не разрешается работать на станке при отсутствии масла в маслоуказателях.
16Б16Т1.000.000 РЭ Альбом 1,лист 16
Нельзя обрабатывать детали с дисбалансом, превышающим указанный в таблице 3.
Нужно избегать обработки изделий с ударом
Таблица 3
Количество оборотов шпинделя, мин'1 дисбаланс Р, кг-см
Крепление в патроне Установка в центрах
500-630 33 70
1250 9 18
1600-2800 4 9
ВНИМАНИЕ! ОБРАБОТКА ЗАГОТОВКИ С ДИСБАЛАНСОМ МОЖЕТ
ВЫЗВАТЬ ОПАСНОСТЬ ВЫБРОСА. ОБРАБОТКУ ТАКИХ ЗАГОТОВОК ВЕСТИ НА
ПОНИЖЕННОЙ ОКРУЖНОЙ СКОРОСТИ
Возможно использование только таких зажимных устройств, которые рассчитаны на
пШп инке- > 3200 мин’1 и имеют зазор со станиной не менее 25 мм.
При обработке заготовки, зажатой в кулачковом патроне, рекомендуется
придерживаться правил получистового и чистового режимов обработки, указанных в табл.4.
Таблица 4
Диаметр заготовки D. мм Вылет заготовки L, мм
D<30 L<60
30 < D < 65 L< 150
D>65 L<250
При соблюдении этих условий обработку заготовки можно производить без поджима ее
центром, установленным в пиноли задней бабки.
При обработке заготовки с большим вылетом и на предельных режимах поджим
заготовки центром, установленным в пиноли задней бабки, обязателен. Максимальный вес
детали в этом случае не должен превышать 300 кг, а дисбаланс - не более 5 гем.
Гайки крепления на шпинделе самоцснтрирующего или поводкового патронов должны
быть надежно и равномерно затянуты.
Смазочно-охлаждающие и технологические жидкости, применяемые в системе
охлаждения, должны соответствовать санитарно-эпидемиологическим нормам.
ВНИМАНИЕ! В ПРОЦЕССЕ НАЛАДКИ СТАНКА, А ТАКЖЕ ПРИ РАБОТЕ В
РУЧНОМ РЕЖИМЕ НЕОБХОДИМО ПОСТОЯННО КОНТРОЛИРОВАТЬ
ВЗАИМНОЕ ПОЛОЖЕНИЕ РЕЗЦЕДЕРЖКИ ПОВОРОТНОЙ И ДРУГИХ ЧАСТЕЙ
СТАНКА ДЛЯ ПРЕДОТВРАЩЕНИЯ ИХ ПОВРЕЖДЕНИЯ
ВНИМАНИЕ! ПРИ ОБРАБОТКЕ ЗАГОТОВОК ИЗ АЛЮМИНИЯ, МАГНИЯ И
ДРУГИХ ЛЕГКОВОСПЛАМЕНЯЮЩИХСЯ МАТЕРИАЛОВ МОГУТ ВОЗНИКНУТЬ
ТАКИЕ ОПАСНОСТИ, КАК ВОЗГОРАНИЕ, ВЗРЫВ ИЛИ ПОЯВИТЬСЯ ВРЕДНАЯ
ПЫЛЬ
ВНИМАНИЕ! ЗАПРЕЩАЕТСЯ РАБОТАТЬ НА СТАНКЕ С РЕЖИМАМИ
РЕЗАНИЯ, ПРИ КОТОРЫХ ГЛАВНЫЙ ПРИВОД ПОТРЕБЛЯЕТ ТОК БОЛЕЕ 34
АМПЕР. КОНТРОЛЬ ОСУЩЕСТВЛЯЕТСЯ ПО УКАЗАТЕЛЮ IIA1РУЗКИ (РИС.13,
ПО339)
При применении грузоподъемных устройств для установки и снятия деталей
необходимо иметь в виду, что во избежание повреждения светильника ввод детат в зону
обработки должен производиться спереди, со стороны рабочего (см. рис. 10).
16Ы6Т1 000.000 РЭ Альбом 1.лнст 17
Рисунок 10. Применение грузоподъемных средств для установки и снятия деталей
5.5. Конечные выключатели, ограничивающие перемещение суппорта по
координатам подач и до задней бабки
На кронштейнах 1 и 2 в приводе продольных подач (рис. 16) устанавливается валик 21 с
кулачками ограничения максимальных перемещений 22, 23, 24, 25 и выхода в «нуль» станка
45 в направлении «X».
Соответствующие датчики - конечные выключатели смонтированы в общем корпусе 26 и
установлены на фартуке 3.
Ограничительные конечные выключаюли: 28, работающий от кулачка 23 в направлении «-
Z», и 29, работающий от кулачка 25 в направлении «+Z» при сдвинутой или снятой задней бабке,
обеспечивают управляемое торможение без потери информация. При этом путь торможения
со скорости быстрого перемещения -16 мм.
Конечный выключатель 27 является аварийным, срабатывает от кулачков 22 и 24 и
обеспечивает неуправляемое (свободное) торможение в направлении «-Z» и «+Z».
При наезде на аварийные выключатели станок останавливается.
Для того, чтобы вновь включить станок, необходимо освободить аварийный выключатель,
вручную сдвинув каретку.
Для перемещения каретки нужно снять крышку 36, с помощью ключа-стержня,
вставленного в отверстия мембранной муфты 8, поворачивать винт 34.
Для обеспечения наиболее близкого безопасного подхода к патрону в направлении «-Z»
предусмотрены кулачки 22 и 23, которые необходимо переустанавливать в зависимости от
патрона, применяемого в наладке для обработки детали. При этом должен быть обеспечен зазор
между гранью резцедержки или подвижным люнетом и патроном в конце торможения.
Расстояние между вершинами кривых кулачков 22 и 23 должно быть постоянным,
равным 39 мм.
Кулачок поз. 45, воздействующий на конечный выключатель 30 выхода в «нуль» станка,
может переустанавливаться в зависимости от положения задней бабки.
Кулачки 24 и 25 установлены постоянно.
У заднего торца поперечной нолзушкн (рис. 17) справа крепится кронштейн 22 с планкой
23, несущей упоры, воздействующие на датчики о!раничения максимальных перемещений и
выхода в «нуль» станка — микропереключатели блока микропереключателей 24. Блок
микропереключагелей установлен посредством кронштейна 25 на задней, правой лапе
каретки.
16Б16Т1 000.000 РЭ Альбом 1,лист 18
Ограничительные микропереключатели: 24/1, работающий от упора 26 в направлении
«-Х», и 24/2, работающий от упора 27 в направлении «+Х», обеспечивают управляемое
торможение без потери информации.
Микропереключатель 24/3 является аварийным, срабатывает от упора 28 в направлении
«+Х», от упора 29 - в направлении «-Х» и обсспсчиваег неуправляемое (свободное)
торможение в направлениях «+Х» и «-Х».
При перемещении на ускоренном ходу, превышающем максимальную рабочую подачу,
отключение приводов на границах паспортного хода обеспечивается аварийным
микропереключателем 24/3.
При наезде на аварийный микропереключатель станок останавливается. Для того, чтобы
вновь включить станок, необходимо освободить аварийный микропереключатель, вручную
сдвинуть суппорт вращением рукоятки, надетой на квадрат валика 18.
Микропереключатель 24/4 работает от упора 30 и предназначен для выхода в «0»
станка в поперечном направлении. Все упоры установлены постоянно.
5.6. Особенности работы на станке и некоторые условия эксплуатации
Ознакомившись с указаниями, изложенными в предыдущих разделах, можно
приступить к работе на станке. При этом необходимо знать:
- Вблизи станка нс должно быть мощных источников магнитных электрических
полей (электросварочных установок, мощных трансформаторов,
электромагнитных подъемников и т.д.), а также источников повышенной
вибрации (кузнечно-прессовых машин, прокатного оборудования и т.п.);
- Период сохранения первоначальной точности и долговечности станка зависит
от окружающей среды, поэтому станки, предназначенные для чистовых
операций, не следует устанавливать в помещениях с высокой концентрацией
абразивной пыли или окалины;
- Не рекомендуется совмещать на одном станке чистовые и обдирочные
операции, обрабатывать детали с большим дисбалансом (свыше 4-5 кгем),
производить обработку изделий с ударом;
- Наивысшую точность обработки станок дает при избыточной температуре
подшипников шпиндеггя 2-3°С. Этого можно достичь следующим образом:
холодный станок (температура окружающей среды) протреть на холостом ходу
в течение 15-20 минут при пшп=1250 мин 1 и snpaa=0,15 мм/об и приступить к
работе;
5.7. График допустимых крутящих моментов
Рисунок 11. Г рафик наибольших допустимых крут ящик моментов на шпинделе станка с двигателем
главного движения мощностью 7,5 кВт.
16Б16Т1.000.000 РЭ Альбом Т.лист 19
Во время работы станка необходимо следить за изменением уровнем звука, вибрации
станка, не допуская его перщрузки в рабочих режимах.
6. СОСТАВ СТАНК/Ч
Общий вид с обозначением составных частей станка представлен на рис. 12, перечень
составных частей приведен в табл.5.
Рисунок 12. Расположение составных частей сланка
16Б16Т 1.000.000 РЭ Альбом I, лист 20
Таблица 5
Понтия Наименование Обозначение Примечание
1 Станина 16Б16Т1.10.000
2 Пара винтовая качения 16Б16Т1.11.000
3 Кожухи 16Б16Т1.14.000
5 Шпиндельная бабка 16Б16Т1.21.000
0 Привод датчика резьбонарезан и я 16Б16Т 1.22.000
7 Привод продольных подач 16Б16Т1.30.000
8 Суппорт 16Б16Т1.32.000
9 Пара винтовая качения 16Б16Т1.33.000
10 Привод поперечных подач 16Б16Т1.34.000
11 Бабка задняя 16Б16Т1.40.000
13 Система смазки 16Б16Т 1.61 000
14 Охлаждение 16Б16Т 1.72.000
15 Ограждение 16Б16Т 1.74.000
16 Ограждение заднее 16Б16Т 1.75.000
20 Резцедержатель 16Б16Т1.136.000 По заказу вместо узла У16-520
21 Резцедержатель задний 16Б16Т 1.137.000
22 Приспособление для установки резцов 16Б16Т1.153.000 По заказу совместно с поз. 20 и 21
23 Электрооборудование 16Б16Т1.180.000
24 Шкаф электроавтоматики 16Б16Т1.180.1.000
25 Пульт управления 16Б16Т1.180.3.000
26 Диск инструментальный 16Б16Т 1.236.000-01
27 Диск инструментальный 16Б16Т1.237.000 По заказу fa
30 Пневмопривод вращающийся 16Б16Т 1.65.000
31 Педаль управления Р61-502.000.000 2 шт., из них 1 шт. по заказу
32 Резцедержка поворотная У 16-520.000.000-01
16Б16T1.000.000 РЭ Альбом I. лист 21
7. УСТРОЙСТВО И РАБОТА СТАНКА И ЕГО СОСТАВНЫХ ЧАСТЕЙ
Рисунок 13. Расположение органов управления, сигнализации и табличек
Таблица 6
Пот. Органы управления
1 Вводной выключатель
2 Кнопка «Станок готов к работе»
3 Переключатель отключения клавиш ЧПУ
4 Переключатель «Пуск», «Стоп», «11о циклу'» охлаждения
5 Переключатель включения освещения
6 Кнопка включения импульсной смазки
7 Винт крепления крышки, закрывающей доступ к внешней памяти
8 Аварийная кнопка «Стоп»
9 Маховичок ручного генератора
10 Переключатель «Пуск подачи и шпинделя», «Стоп подачи» и «Стоп подачи и шпинделя»
11 Пульт оперативного управления ЧПУ
12 Рукоятка крепления задней бабки к станине
14 Лимб настройки усилия поджима обрабатываемой дешти пинолью задней бабки
15 Отверстие под ключ для ручного перемещения каретки при отключении станка от электросети или отказе ВМД
16 Винт зажима резца
17 Рукоятка зажима резцедержки или державки —
18 Отверстие под рукоятку для ручного перемещения салазок при отключении станка от электросети или отказа ВМД
19 Квадрат установки диапазона регулирования чисел оборотов шпинделя (переключение перебора)
20 Панель управления пневмозажимом
21 1 Педаль управления перемещением пиноли задней бабки
16Б16Т1 ООО 000 РЭ Альбом I, лист 22
Таблица 7
Поз. Органы сигнализации
30 Лампа молочного цвета сигнализирует о включении станка в сеть
31 Лампа зеленого цвета сигнализирует о готовности станка к работе
32 Лампа желтого цвета сигнализирует о работе системы импульсной смазки
33 Лампа желтого цвета сигнализирует о неготовности станка к работе по циклу
34 Лампа желтого цвета сигнализирует о незакрытом ограждении
35 Лампа желтого цвета сигнализирует о незажатом патроне
36 Лампа желтого цвета сигнализирует о том, что деталь не поджата пинолью задней бабки и пиноль нс отведена в крайнее правое положение
37 Лампа желтого цвета сигнализирует о незажатом резцедержателе
38 Лампа желтого цвета сигнализирует о том, что включение перебора не соответствует программе
39 Указатель нагрузки электродвигателя главного движения комплектного привода
40 Органы сигнализации привода «Размер 2М»
Органы управления и сигнальные лампы оперативной системы смотрите в инструкции по
эксплуатации ЧПУ.
Органы сигнализации и символы, относящиеся к приводу «Размер 2М» смотрите в
инструкции по эксплуатации на привод.
7.2. Перечень графических символов, указанных на таблицах станка.
Таблица 8
Символ Наименование Символ Наименование
1 2 1 2
1 Пуск, включение О Стоп, отключение
Подача Э Шпиндель
Пиноль Подвижное ограждение
§ Импульсная смазка А ♦ t* Освещение
Перебор 4* Нагрузка
Рукоятка управления Смена инструмента
Ввод-вывод программы Число оборотов в минуту
Q Насос охлаждения Разжато
16Б16 Г1 000 000 РЭ Альбом I. лист 23
Продолжение таблицы 8
1 2 3 4
1 Заземление * * * ТЛ Выключатель
-22V Питание сигнализации -£Н " 24* Питание промежуточных реле
Вводной выключатель ** Электросеть
Охлаждение Готовность станка к работе
Зажато -СН-по» Пи ramie магнитных пускателей, золотников и освещения
_£J_|-220V Питание магнитных пускателей для привода главного движения и приводов подач хс Питание транзисторного блока задержки
Примечание; символы, относящиеся к ЧПУ, смотрите в инструкции по эксплуатации ЧПУ.
16Б16Т 1.000.000 РЭ Альбом I, лист 24
7.3. Схема кинематическая
Привод главного движения станка состоит из двигателя постоянного тока Ml и
шпиндельной бабки
От шкива 2 электродвигателя МI вращение передается посредством ременной передачи на
шкив 21 шпиндельной бабки.
Вращение от шкива на шпиндель УП может передаваться посредством зубчатой муфты
23 и 28 «напрямую» или через понижающую передачу, состоящую из зубчатых колес 22, 25,
26. 27. Таким образом, достигается 2 диапазона регулирования скоростей вращения шпинделя.
От шпинделя через зубчатые передачи 29, 33, 34, 35 с передаючным отношением 1:1
приводится во вращение фотоэлектрический, датчик.
Привод продольных подач состоит из высокомоментного двигателя ВМДг, упругой
муфты, винтовой пары качения 36 и 37. В приводе поперечных подач использованы:
высокомоментный двигатель ВМДх, редуктор с беззазорной передачей 38, 39 и 40 и винтовой
парой качения 41 и 42.
Перемещение пиноли задней бабки осуществляется электроприводом. С вала двигателя
М5 вращение передается посредством цилиндрической зубчатой передачи 46 и 47 на винт 44.
Привод резцедержки поворотной обеспечивает поворот и зажим инструментального диска
н состоит из асинхронного двигателя М8, зубчатой передачи 51 и 52, червячной передачи 53 и
54 и пары торцовых кулачков.
В таблице 9 приведен перечень элементов к кинематической схеме.
Рисунок 14. Схема кинематическая
16Б16Т1.000.000 РЭ Альбом I. лист 25
Таблица 9
Куда входит Поз. Число зубьев зубчатых колес или заходов червяков ходовых винтов Модул ь или пат, мм Ширин а обода зубчат. Колеса, мм Материал Показатели свойств материалов
Станина 2 28 или 30 или 21 * 5 56 Сталь 45-2-а-Т ГОСТ 1050
Шпиндельна я бабка 21 32 5 56
22 48 2 20 Сталь 40ХФА ГОСТ 4543 Азотировать h 0.25...0,35 мм HV 600...670 (HRA 78...80)
23 30(внутреннее) 2,5 8
25 64 2 20 Сталь 25ХГТ ГОСТ 4543 Нитроцементиро вать h 0,5...0,7 мм HRC357...61
26 20 (кор.) 2,75 27
27 60 (кор.) 2.75 26
28 30 2,5 8 Сталь 40ХФА ГОСТ 4543 Азотировать h 0,25...035 мм HV 600...670 (HRА 78...80)
29 48 2 И
33 54 2 20 Сталь 25ХГТ ГОСТ 4543 Нитроцементиро вать h 0,5...0,7 мм HRC3 57. .61
34 54 (кор.) 1,5 12 Сталь 45-2-а-Т ГОСТ 1050 HRC3 49,5...53,5
35 48 (кор.) 1,5 12 Сталь 40Х ГОСТ 4543 Нитроцементиро вать h 0,5...0,7 мм HRC, 49,5... 53,5
Винтовая пара качения 50x10 36 1 10 50 Сталь 8ХФ ГОСТ 5950 HRC3 59...63
37 1 10 50 Сталь 9ХС ГОСТ 5950
Привод поперечных подач 38 54 1,5 15 Сталь 40Х ГОСТ 4543 HRC3 49,5...57
39 48 1,5 28
40 54 1,5 1,5
Винтовая пара качения 32x5 41 1 5 35 Сталь 8ХФ ГОСТ 5950 HRC3 59...63
42 1 5 35 Сталь 9ХС ГОСТ 5950
Задняя бабка 44 1 5 22 Сталь А40Г-6 ГОСТ 1414
45 1 5 22 Бр.ОСЦ 5-5-5 ГОСТ 613
46 18 1,5 30 Сталь 40Х ГОСТ 4543 НВ 229...285
47 70 1,5 16
Резцедержка поворотная 51 18 2 12 HRC349,5...57
52 47 2 12
53 1 3 042 HRC3 46,5 51.5
54 38 3 82 Бр.О5Ц5С5 ГОСТ 613
• - при использовании привода «Размер 2М»
16Б16Т1.000.000 РЭ Альбом I. лист 26
7.4. Станина
Станина станка литая, чугунная, коробчатой формы с поперечными П-образными
ребрами, имеет дне призматические и две плоские направляющие. Направляющие подвергнуты
термообработке с последующим шлифованием.
Станина устанавливается на одной общей пустотелой тумбе. В тумбе выполнено корыто с
привернутым козырьком для удаления стружки.
В левой части тумбы с торца крепится электродвигатель главного движения. Сзади
установлен на кронштейнах злектрошкаф. состоящий из:
- шкафа электроавтоматики, установленного справа;
- шкафа приводов, установленного слева;
- промежуточного шкафа (навесного), соединяющего наверху шкафы
электроавтоматики и приводов между собой.
Между шкафами под козырьком для удаления стружки, на фундаменте устанавливается
резервуар с охлаждающей жидкостью. На левом торце шкафа приводов крепится: внизу -
кронштейн со станцией смазки шпиндельной бабки, наверху - пневмооборудование с
аппаратурой и трассой. На передней стенке шкафа электроавтоматики установлена станция им-
пульсной смазки.
На передней стенке станины крепятся кронштейны привода продольных подач.
7.5. Шпиндельная бабка (рис. 15)
Шпиндельная бабка получает движение от двигателя через ременную передачу.
Приемный шкив вращается на двух радиально-упорных подшипниках 1, зазор в которых
выбирается пружинами 2.
Шпиндель станка вращается на 2-х конических роликоподшипниках. Передний
подшипник 3 шпинделя - двухрядный с коническими роликами, суммарный зазор в котором
отрегулирован на заводе-изготовителе. Задний подшипник 4 нагружен в осевом направлении
пружинами 10. Благодаря постоянно действующей осевой ншрузке зазор в 1 ряду переднего
подшипника и в заднем подшипнике всегда выбран, и поэтому шпиндельные опоры не
нуждаются в регулировке в процессе эксплуатации.
Переключение шестерен перебора осуществляется от вала 5, имеющего квадрат под
накидную рукоятку, и систему кулачков 6 и 7 и рычагов 8,9 и др.
На втором конце вала 5 установлены два кулачка 18 и 19, контактирующие
соответственно с конечными выключателями 20 и 21, дающими ответ о включешш перебора в
одну из позиций.
На левом торце шпиндельной бабки устанавливается фотоэлектрический датчик с
приводом от шпинделя через цилиндрические зубчатые передачи 12, 13, 14 с передаточным
отношением 1:1.
На коническом хвостовике шпинделя гайкой 11 крепится фланец 22 вращающегося
пневмоцилиндра зажима изделия, от которого через тягу 15 приводится в действие клиновой
патрон.
Клиновой патрон соединяется с тягой через резьбовую втулку поз. 16, которая
стопорится на тяге.
ВНИМАНИЕ! ЦЕНТР ШПИНДЕЛЯ ВЫПРЕССОВЫВАЕТСЯ ТЯГОЙ ПНЕВМО-
ЦИЛИНДРА ЗАЖИМА ИЗДЕЛИЯ, ПОЭТОМУ ПЕРЕД УСТАНОВКОЙ ЦЕНТРА
НЕОБХОДИМО ПРОВЕРИТЬ НАЛИЧИЕ ТЯГИ В ШПИНДЕЛЕ.
16БI6T1.000.000 РЭ Альбом I, лист 27
Рисунок IS. Шпиндельная бабка
16Б16Т1 ООО 000 РЭ Альбом I, лист 28
7.6. Привод продольных подач
Привод продольных подач (рис. 16) состоит из двух кронштейнов 1 и 2, жестко
закрепленных на станине, и фартука 3. установленного на каретке.
Па правом кронштейне смонтирована опора ходового винта, состоящая из
комбинированного роликового подшипника 4. плиты 6 с высокомоментиым двигателем 7.
Передача вращения с вала двиглеля на ходовой вши 34 осуществляется посредством мембранной
муфты 8. Натяг в подшипнике 4 обеспечивается гайкой 11, которая стопорится хомутом 5.
На левом кронштейне 2 с помощью фланца 13, монтируется вторая опора ходового винта,
состоящая из подшипника 12 и измерительного фотоэлектрического преобразователя 9, вал
которого соединен с помощью упругой муфты 10 с насадкой 35, закрепленной на шейке
ходового винта 34.
Рисунок 16. Привод продольным подач
В подвижном кронштейне фартука 3 монтируется гайка 16 винтовой пары качения
Ходовой винт 34 надежно защищен от загрязнения (рязеочистителями 17 и 18.
кожухами-гармошками 19 и щитком 20.
7.7. Суппорт и привод поперечных подач (рис. 17).
Суппорт состоит из каретки 1, перемещающейся по призматической передней и
плоской задней направляющим станины, и поперечной ползушки 2, перемещающейся по
верхним направляющим каретки типа «ласточкин хвост».
Перемещение ползушки обеспечивает привод поперечных подач, состоящий из
высокомоментного двигателя 3, зубчатых колес 5, 6, 7 и винтовой пары качения. Зазор в
передаче выбирается при сборке за счет сближения осей шестерен путем поворот эксцентриковой
оси 8 шестерни 6 и эксцентриковою кольца 10, в котором центрируется двигатель.
Корпус 4 привода крепится к каретке 1 сзади.
16БI6T1.000.000 РЭ Альбом I. лист 29
Задняя опора винта состоит из комбинированного роликового подшипника 12 и
радиального шарикоподшипника 13.
На втором конце винта 11, который поддерживается игольчатым радиальным
подшипником 16, жестко закреплена втулка 17, имеющая отверстие с внутренним
шестигранником под рукоятку для ручного перемещения суппорта в поперечном
направлении.
С винтом поперечной подачи 11 с помощью насадки 9 и упругой муфты 20 соединен
измерительный фотоэлектрический преобразователь 19, осуществляющий обратную связь
между винтом и двигателем.
Б-Б
Рисунок 17. Суппорт и привод поперечные подач
7.8. Резцедержатели
7.8.1. Резцедержка поворотная (рис. 18).
В качестве переднего резцедержателя используется автоматическая восьмипозиционная
резцедержка а1регатного типа У 16-520.000 с горизонтальной осью вращения, монтируемая на
поперечной ползушке. В комплект резцедержкн входят 4 державки концевого инструмента.
Крепление резцов - непосредственно на диск, в пазах. Сечение - 25x25x150, исполнение -
правое Державки концевого инструмента - накладные, предназначены как для крепления
вгулок под круглые резцы с сечением державки 25 мм, так и для крепления втулок концевого
инструмента. Резцы устанавливаются в диск без предварительной настройки и зажимаются
клиновыми прижимами. Для обеспечения более точной обработки при работе концевым
инструментом необходимо тщательно установить в державки концевого инструмента при
помощи эксцентрика в соответствующей рабочей позиции.
Инструментальный диск съемный устанавливается на валу 11 резцедержкн и жестко
связан с подвижной частью 2 плоско-зубчатой муфты. Поворот инструментального диска осу-
ществляется от электродвигателя 1 через понижающую зубчатую 5 и 6, червячную 7 и 8
16Б16Т1 000 000 РЭ Альбом I, лис г 30
передачи и далее на кулачковую полумуфту 9, другая половина которой 10 жестко связана с
валом резцедержки.
Рисунок 18. Резиецсржки пиворо1нан
Диск икт(ц-|₽нпольный
При подаче команды на смену инструмента по адресу Г. включается электродвигатель I,
который передает вращение через кулачковую полумуфту 9, воздействуя своими торцовыми
зубьями на зубья полумуфты 10 и заставляя ее вращаться.
16Б16Т 1.000.000 РЭ Альбом 1, лист 31
Поскольку нарезка зубьев у полумуфт 10 и 9 выполнена по винтовой линии, а полу муфта
10 жестко связана с валом 11, го последний начнет перемещаться под действием пружины 19.
выводя из зацепления плоскозубчатые полумуфты 2 и 3.
После расцепления происходит поворот в нужную позицию, которая контролируется
датчиком положения 12. Выданным датчиком сигнат поступает на декадный выключатель и
далее в ЧПУ. ЧПУ выдает команду на реверс электродвигателя.
Полумуфта 2 с инструментальным диском удерживается от проворота в обратную сторону
фиксатором 13. и подвижная часть 2 плоскозубчатой муфты фиксируется на зубьях непод-
вижной полумуфты 3. Сигнат от конечннка зажима 14 передается в ЧПУ. которое дает
команду на отключение электродвигателя и продолжение цикла обработки. Для ручного
поворота и зажима резпедержки в наладочном режиме на валу электродвигателя 1
предусмотрена головка под ключ.
7.8.2. Резцедержатель однопозиционный передний.
Монтируется на поперечной ползушке. На его направляющей «ласточкин хвост»
базируется и закрепляется с помощью винтового зажима одна из резцедержек или державка
для концевого инструмента. Державки предназначены для крепления концевого инструмента
и комплектуются сменными втулками с конусными отверстиями Морзе 1, 2, 3, 4.
Дтя выполнения разнообразных токарных работ с резцедержателем поставляется
комплект резцедержек.
7.8.3. Резцедержатель однопозиционный задний.
Предназначен для установки резцов, работающих на сравнительно низких режимах,
например, канавочных.
Рекомендуемое исполнение резцов левое.
Конструкция заднего резцедержателя аналогична переднему.
Резцедержки и державки - взаимозаменяемые.
Дтя работы задним резцедержателем необходимо реверсировать шпиндель (по
программе).
7.9. Задняя бабка
Задняя бабка (рис. 19) перемещается по направляющим станины и крепится к ней в
нужном месте рукояткой 18 через эксцентрик 19.
Задняя бабка представляет собой чугунный корпус 20, в котором 'перемещается пиноль
1. приводимая в движение электродвигателем 2 через цилиндрическую зубчатую передачу 4 и
5 и винтовую передачу 3 и 6. Стабильное положение пиноли обеспечивается поджимом ее к
корпусу при помощи пружины 8 и гайки 28.
Поперечное смещение корпуса задней бабки 20 по плите 21 для совпадения осей центров
шпиндельной и задней бабок осуществляется винтами 22 и 23.
При упоре центра в устанавливаемую заготовку винт начинает вывертываться из гайки 6 и
сжимать пружину 7, состоящую из отдельных дисков. При этом, вместе с винтом, вправо
перемещаются зубчатое колесо 5, диск 9 и валик 10, соединенный в осевом направлении с
помощью канавки с диском 9.
В конце перемещения, величина которого устанавливается поворотом валика 10 за
маховик 11 и определяет усилие поджима заготовки, кулачок 12 торцовой спиралью
воздействует через рыча! 13 на наконечник 14 и останавливает двигатель.
При обратном движении пиноли до упора винт ввертывается в гайку, пружина
сжимается в другую сторону, упор 15 воздействует через рычаг 16 на конечный выключатель
17 и останавливает двигатель.
Усилие поджима заготовки пинолью регулируется от 200 кг до 500 кг с помощью мдховика
11. После установки необходимого усилия маховик фиксируется винтом 26.
На заднем торце плиты основания крепится на кронштейне конечник ограничения
максимальных перемещений в «+Z» при работе с задней бабкой.
16Б16Т 1.000 000 РЭ Альбом I, лист 32
Для выбивки центра 27 из пиноли 1 необходимо совместить отверстие в пиноли с
отверстием в корпусе 20, предварительно вынув пробку, и вставить клин, имеющийся в
комплекте инструмента, с упором прямой стороны во внутренний торец пиноли.
Рисунок 19. Задним бабка
16Б16Т1 000.000 РЭ Альбом 1, лист 33
7.10. Защитные устройства
7.10.1. Станки снабжены следующими устройствами, обеспечивающими безопасность
работы:
Продольное и поперечное перемещения ограничены кулачками, действующими
на аварийные выключатели (см. раздел 5).
Винт продольного перемещения огражден кожухом гармошкой и щитком;
- Ременная передача привода главного движения снабжена ограждением,
предохраняющим от травмирования при ее работе, которое оснащено защитным
выключателем 2 категории остановки по ГОСТ Р МЭК 60204-1. Если при
включенном приводе главного движения открыть дверцу ременной передачи, то
произойдет контролируемая остановка шпинделя и суппорта с сохранением
подвода питания к исполнительным органам. После закрытия дверцы все
функции станка остаются выключенными до тех пор, пока не будет включен
привод главного движения;
- Зона резания станка ограждена кожухами, защищающими оператора и людей,
находящихся вблизи станка, от стружки и СОЖ. Ограждение состоит из двух
частей: передней подвижной и задней непоодвижной. Передний кожух оснащен
защитным выключателем 2 категории остановки по ГОСТ Р МЭК 60204-1. Задняя
часть ограждения выполнена в виде дверок, плотно закрывающих пространство
между шкафами приводов и электроавтоматики (по бокам) и между
промежуточным шкафом и козырьком для уборки стружки (по верху и низу).
ЗАЩИТНЫЕ ОГРАЖДЕНИЯ РАБОЧЕЙ ЗОНЫ МОГУТ ОБЕСПЕЧИТЬ
ТОЛЬКО УМЕНЬШЕНИЕ РИСКА, ВОЗНИКАЮЩЕГО ПРИ ВЫБРОСЕ ДЕТАЛИ, А
НЕ ПОЛНУЮ ЗАЩИТУ ОТ ЭТОЙ ОПАСНОСТИ.
Плафон освещения, расположенный на промежуточном электрошкафу,
обеспечивает необходимую степень освещенности рабочей зоны станка.
Станок имеет блокировку, препятствующую пуску станка с незажатой деталью.
При работе двигателя привода главного движения управление зажимным
устройством изделия исключено;
- При падении давления в пневмосистеме (зажим изделия) ниже 0.4 Мпа (4 кгс/см ),
автоматический цикл прерывается, останавливается суппорт и шпиндель;
- Если деталь не поджата пинолью задней бабки или пиноль не отведена в крайнее
правое положение, автоматический цикл прерывается;
Все асинхронные двигатели, кроме двигателя станции импульсной смазки, имеют
тепловую защиту, предохраняющую их от перегрузки;
Дтя аварийного выключения станка служит красная кнопка с грибовидным
толкателем, расположенным на пульте управления ЧПУ.
7.10.2. Проверка работы защитных ограждений
Перед началом работы необходимо проверить наличие, надежность крепления и
функционирование защитных выключателей ограждений.
Функционирование защитного выключателя проверяется открытием кожуха при
работающем главном приводе. Привод шпинделя должен выключиться не более чем через
5 с, и должна прекратиться подача суппорта.
ЕСЛИ ПНИ ОТКРЫТОМ ОГРАЖДЕНИИ ВРАЩЕНИЕ ШПИНДЕЛЯ НЕ
ПРЕКРАЩАЕТСЯ, ТО НЕОБХОДИМО НЕМЕДЛЕННО ВЫКЛЮЧИТЬ ГЛАВНЫЙ
ВЫКЛЮЧАТЕЛЬ. ПРОДОЛЖЕНИЕ РАБОТЫ ВОЗМОЖНО ТОЛЬКО ПОСЛЕ
УСТРАНЕНИЯ НЕИСПРАВНОСТИ!
16Б16Т1.000.000 РЭ Альбом Глист 34
7.10.3. Устройство аварийной остановки
На пульте управления станка установлена кнопка аварийной остановки Категория
функции остановки - I по ГОСТ Р МЭК 60204-1. При возникновении аварийной ситуации
или угрозы ее возникновения воздействием на кнопку аварийного выключения производится
контролируемая остановка с сохранением подвода пи гания к шпинделю и суппорту до самой
остановки станка, с последующим отключением подвода питания к исполнительным
органам.
ВОЗНИКШУЮ УГРОЗУ ИЛИ ОШИБКУ ИЛ СТАНКЕ СЛЕДУЕТ УСТРАНИТЬ
ПОСЛЕ ВОЗДЕЙСТВИЯ НА УСТРОЙСТВО АВАРИЙНОЙ ОСТАНОВКИ.
7.10.4. Функциональная проверка устройства аварийной остановки
Перед любым началом работы на станке необходимо проводить данную проверку!
ЕСЛИ НЕ СРАБОТАЛА АВАРИЙНАЯ КНОПКА, ТО НЕМЕДЛЕННО
ОТКЛЮЧИТЬ ГЛАВНЫЙ ВЫКЛЮЧАТЕЛЬ. ПРОДОЛЖЕНИЕ РАБОТЫ
ВОЗМОЖНО ТОЛЬКО ПОСЛЕ УСТРАНЕНИЯ НЕИСПРАВНОСТИ!
7.10.5. Пуск с ганка после аварийной остановки:
- деблокировать аварийную кнопку;
- рукоятку 10 (рис. 13) установить в нейтральное положение;
- нажать кнопку 2 (рис. 13) включения станка;
- включить правое/левое вращение шпинделя;
убедиться, что все перемещения на станке функционируют.
7.11. Патроны
Станок снабжен самоцентрирующим 3-х кулачковым патроном D=200 мм и 3-х
кулачковым клиновым пазроном, который приводится в действие тягой, связанной со штоком
пневмоцилиндра.
Крепление клинового патрона осуществляется затяжкой гаек на пальцах, ввернутых в
промежуточную планшайбу, на которой закреплен патрон и вместе с патроном центрируется
на шпинделе.
Клиновой патрон соединяется с тягой через резьбовую втулку 16, которая стопорится
на тяге (см. рис. 15).
По особому заказу может поставляться поводковый патрон.
Самоотвинчивание патронов и планшайбы с патроном при работе станка полностью
исключено.
7.12. Люнет
К станку по особому заказу прилагается неподвижный люнет. Диаметр устанавливаемого
в люнете изделия от 15 до 80 мм.
7.13. Охлаждение
Из резервуара, установленного сзади станка между шкафами приводов и
электроавтоматики, охлаждающая жидкость насосом подается по шлангам к корпусу
резцедержкн поворотной, затем по сверловкам - к инструменту в рабочей позиции. Дтя
удобства обслуживания резервуар с СОЖ установлен на роликах и может быть выдвинут. Дтя
наименьшего разбрызгивания эмульсии рекомендуется производить регулировку
направления струи СОЖ в зону резания.
8. ПНЕВМОСИСТЕМА
Схема пневматическая принципиальная и перечень аппаратуры приведены на рис.20.
Пневмопривод в станке осуществляет зажим изделия с помощью 3-х кулачкового
клинового патрона.
16Б16Т1.000.000 РЭ Альбом I. лист 35
8.1. Конструкция
Рисунок 20. Схема пневматическая принципиальная
П»), Обозначение Наименование чэние
2 22112<4О ГОСТ 17437.*! (B4I-I3I Фи то т р-влаг о от л гл нт ел в 1
3 122*12 УХЛ4 ГОСТ 1Я46И-73 Птивмиклмм 1
4 Ml П-ЬО. 1-1012,4 ГОСТ 8524-7* Манометр 1
5 В44-13УХЛ4 ТУ2-<)53-1316 77 Маслерасвмл нтгл ь 1
6 23 ГОСТ 194*6-74 Pete давление 1
7 ИГ II 12/0,63 ТУ 2-0,53-1508-30 11 мгвмог тушит ело 1
S 231-1У4 ГОСТ 21251-75 Пяеамораслреклит'ль 1
9 П-ПВС-200 П»1ГЖМ«||ЖЛНЮр врашлмиимнга 1
10 12-1КУХЛ4 ГОСТ 21324-83 Пневмоклалан обратный 1
11 11-Ы6-Л Пневмыб тпк пл,1гвтввю1 ио м т va 1
В состав пневмооборудования входят:
- пневмоцилиндр сдвоенный вращающийся П-ЦВСБ-200, неподвижно
закрепленный на шпинделе станка. Шток пневмоцилиндра соединяется со
штоком 3-х кулачкового клинового патрона с помощью тяги;
- аппараты подготовки воздуха: фильтр-влагоот делитель 22x12x40
ГОСТ 17437 (В41-13); маслораспылитель В44-13 УХЛ4; глушитель ПГ-П
12/0,63;
- контрольно-регулирующая аппаратура: клапан 122-12 УХЛ4 ТУ2-053-
0224842-014; реле давления 23 ГОСТ 19486-74; манометр и пневмоклалан
обратный 08-1К УХЛ4 ГОСТ 21324;
- распределительная аппаратура: пневмораспределитель 231-1У4 ГОСТ
21251.
Пневмоаппараты (кроме пневмоцилиндра) размещены на общей панели, которая
крепится на левом торце шкафа приводов над станцией смазки шпиндельной бабки.
8.2. Описание работы
Сжатый воздух поступает из цеховой пневмосети через проходной кран с
присоединительным размером отверстия Труб. 1/2” в фильтр-влагоотделитель 2, где
происходит очистка воздуха от механических частиц и влаги, затем поступает в редукционный
пневмоклалан 3, предназначенный для автоматического поддержания давления воздуха и
настроенный на давление 0,6 Мпа (6 кгс/см ). Замер давления осуществляется манометром 4.
Маслораспылитель 5 осуществляет подачу' смазочною масла из резервуара в поток
сжатого воздуха для смазки пневмоустройств.
Из маслораспылителя подготовленный воздух, проходя через обратный клапан 10,
поступает в пневмораспределитель 8, который с помощью электромагнита производит
направление потоков сжатого воздуха в ту или другую полость пневмоцилиндра 9.
Отработанный воздух выпускается в атмосферу через глушитель 7. Давление воздуха в
полости пневмоцилиндра, работающей на зажим изделия, контролируется с помощью реле
давления 6.
Реле давления настаивается на минимальное давление в сети - 0,4 Мпа (4 кгс/см), при •
котором срабатывает конечный выключатель, расположенный в реле, и главный двигатель
сганка останавливается.
16Б1611.000.000 РЭ Альбом I, лист 36
8.3. Указания по эксплуатации
Влагоотделитель необходимо освобождать от скопившегося конденсата, уровень которого не
должен превышать заслонку.
Конденсат удаляют через спускной краник. Через каждые 2-3 месяца работы
металлокерамический фильтр нужно снимал, и промывать уайт-спиритом с последующей
продувкой чистым воздухом в направлении, обратном потоку воздуха, при работе фильтра
вл агоотде лителя.
Для заливки в маслораспылитель используется масло И-20А ГОСТ 20799.
Заливка производится через одно из 2-х резьбовых отверстий, закрываемых пробкой.
Перед заливкой маслораспылитель следует отключить от магистрали сжатого воздуха.
Необходимо своевременно доливать масло, удалять загрязнения из резервуара продувкой или
промывкой. 11орнстую втулку глуши геля рекомендуется периодически промывать.
Регулирование реле давления производится следующим образом. Сначала
устанавливается редукционным клапаном давление сжатого воздуха 0,4 Мпа (4 кгс/см).
При вращении регулировочного винта клапана по часовой стрелке, давление на выходе
повышается, при вращении против часовой стрелки - давление понижается. Давление
контролируется по манометру. Затем, необходимо включить главный электродвигатель, снять с
реле давления крышку и, вращая регулировочный винт, добиться срабатывания
микропереключателя. В момент срабатывания отключится электродвигатель главного
движения. После окончания регулировки следует поставить крышку реле на место и поднять
давление в сети редукционным клапаном до 0,6 Мпа (6 кгс/см).
Пневмораспределитель имеет электропневматическое управление, снабженное
специальным встроенным устройством для ручного переключения при обесточенной катушке
электромагнита (внешний вид в виде кнопки).
8.4. Перечень возможных нарушений в работе пневмосистемы приведен в табл. 10.
Таблица 10
Возможное нарушение Вероятная причина Метод устранения
Быстрый выход из строя уплотнений в пневмоцилиндре и муфте. Недостаточная подача смазки. Попадание в цилиндр грязи. Наличие царапин на рабочих поверхностях штока и корпуса. Проверить работу маслораспылителя. Промыть цилиндр. Заполировать рабочие поверхности. Сменить уплотнения.
Утечка воздуха. Недостаточная затяжка винтов. Затянуть винты, уплотнить стыки и соединения.
Снижение скорости действия пневмоцилиндра. Загрязнена пористая втулка глушителя. Промыть или заменить пористую втулку.
Давление не регулируется. Проверить состояние мембраны пневмоклапана, резинового вкладыша и свободный ход толкателя. Заменить пневмоклапан.
9. СИСТЕМА СМАЗКИ
Схема смазки принципиальная приведена на рис.21, схема точек смазки показана на
рис.22. В таблице 11 и 12 указан перечень элементов системы и точек смазки.
Перечень возможных нарушений в работе указан н табл. 13.
9.1. Назначение и устройство
Система смазки предназначена для подачи смазки к трущимся поверхностям,
подшипникам, шестерням, направляющим станка, передачам винт-гайка качения.
16Б16Т 1.000 000 РЭ Альбом I, лист 37
Система смазки представляет собой две независимые системы:
- циркуляционная система смазки шпиндельной бабки;
- импульсная система смазки передач винт-гайка качения и направляющих
суппорта.
9.2. Описание работы
Рисунок 21. Схема смазки принципиальная
В систему смазки шпиндельной бабки масло подается насосом 3 через фильтр 4 из
резервуара 2 станции смазки 1 по сверловкам и трубопроводу шпиндельной бабки в коллектор
7, расположенный в шпиндельной бабке. Из коллектора по трубкам и сверловкам масло
поступает к подшипникам, зубчатым передачам, глазку 8. Пройдя через точки смазки, масло
собирается на дне шпиндельной бабки 9 и возвращается по шлангу' через фильтр 5 в резервуар
станции смазки 2.
Давление в системе поддерживается предохранительным клапаном 13, контроль уровня
в баке 2 осуществляется по маслоуказателям 6. Заливка масла производится через отверстие,
закрытое пробкой 35, для слива масла необходимо отвернуть пробку 36.
Подшипники продольного винта при сборке набиваются густой смазкой ЦИАТИМ-201.
В импульсную систему смазки суппорта и винтовых пар качения масло подается из
резервуара 14 при включении электродвигателя, приводящего в движение насос 16.
При этом доза масла, находящаяся в многоотводных питателях 23 и 24, подается к
точкам смазки.
При достижении в системе давления 25 ... 27 кгс/см срабатывает реле давления 21 и
выдает сигнал в электроавтоматику и ЧПУ станка 22, которое с выдержкой времени,
обеспечивает срабатывание всех питателей, отключает электродвигатель насоса станции;
магистраль соединяется со сливом. При соединении входных отверстий питателей со сливом,
они заполняются дозой масла, которая поступает к точкам смазки при следующем
включении насоса 16.
Периодичность включения насоса станции импульсной смазки устанавливается
параметрами ЧПУ (подробнее см. альбом 2 РЭ).
В резервуар 14 масло заливается через отверстие, закрытое пробкой 39. Уровень масла
контролируется по маслоуказателю 20 и автоматически - реле уровня 17, Подробнее
описание работы станции импульсной смазки см. в соответствующем руководстве, входящем
в комплект.
16Б16Т1.000.000 РЭ Альбом I. лист 38
Таблица 11
Перечень элементов системы смазки
Поз. Обозначение Наименование Кол.
1 С48-14М Станция смазки 1
2 Резервуар 1
3 Насос 1
4 0.04С42.51А Фильтр сетчатый 1
5 Г42-12Ф Фильтр заливной 1
6 Маслоуказатель 2
7 16Б16П.020.474 Коллектор 1
8 16Б16П.020.301 Маслоуказатель 1
9 16Б16П.020.011 Ванна 1
13 Клапан предохранительный 1
14 Централизованная импульсная станции смазки (комплекс) 1
15 Резервуар 1
16 Насосная установка 1
17 Реле уровня 1
18 Разгрузочный клапан 1
19 Предохранительный клапан 1
20 Маслоуказатель 1
21 Реле давления 1
22 Электрооборудование станка 1
23 Питатель 3-х отводный 2
24 EC33-32 Питатель 5-ти отводный ГОСТ 10614 1
39 Пробка 1
40 Пробка К '/<” С98-3 1
42 Пресс-масленка 3.2.2. Кдб ГОСТ 19853 3
44 Пробка М8 С98-501 1
45 Пробка М8С98-501 1
Для слива масла из резервуара 14 необходимо вывернуть пробку 40.
Шестерня и подшипники привода поперечных подач, расположенные в корпусе
привода 50, а также передняя (от рабочего) опора винта поперечных подач при сборке
смазываются густой смазкой ЦИАТИМ-201 ГОСТ 6267.
Для смазки пиноли и опор ватиков задней бабки масло заливается через отверстие,
закрытое пробкой 44.
Часть масла из сверловок попадает в ванночку основания задней бабки, откуда
фитилями смазываются направляющие задней бабки.
Опора винта привода пиноли смазывается через отверстие, закрытое пробкой 45.
Шестерни и трущиеся поверхности составной пружины привода пиноли при сборке
смазываются густой смазкой ЦИАТИМ-201.
Кулачки, полумуфты, зубчатая и червячная передачи и подшипники резцедержки
поворотной, расположенные в ее корпусе 67, при сборке смазываются густой смазкой ЦИА-
ТИМ-201.
ВНИМАНИЕ! ПРИ ОТСУТСТВИИ МАСЛА В МАСЛОУКАЗАТЕЛЕ 8 РАБОТА
НА СТАНКЕ НЕ ДОПУСТИМА
16Б16Т 1.000.000 РЭ Альбом I. лист 39
93. Указания по монтажу и эксплуатации системы смазки
Перед пуском станка необходимо:
- заполнить резервуар 2 маслом ИЛС-5 ТУ 38.1011191 в количестве Юл,
контролируя уровень по верхнему маслоуказателю 6, масло должно быть
очищено от частиц размером более 0,04 мм;
- заполнить резервуар 14 очищенным от частиц более 25 мкм маслом ИНСп-
40 ТУ 38 101672 (антискачковым), контролируя уровень по маслоуказателю
20;
- залить масло И-20А в отверстие 44 и 45 задней бабки;
- из трубопровода импульсной системы смазки выпустить воздух, для чего
отсоединить питатель 24, и в режиме ручного управления нажать на кнопку
«насос». Как только из трубопровода пойдет чистое (без воздуха) масло,
отпустить кнопку «насос». Подсоединить питатель к трубопроводу;
- произвести прокачку питателей, для чего отсоединить от питателей
вторичные трубопроводы, идущие к точкам смазки и в ручном или
автоматическом режиме работы импульсной станции произвести 10 ... 15
циклов. Убедившись в работе всех питателей, присоединить к ним
вторичные трубопроводы и вновь в ручном или автоматическом режиме
произвести 10 ... 15 циклов для заполнения вторичных трубопроводов.
Если после прокачки некоторые из питателей не подают масло, то выполнить указания,
приведенные в паспорте импульсных смазочных систем.
При работе станка контролировать:
- работу' станции смазки 1 по маслоуказателю поз. 8 на шпиндельной
бабке;
- работу станции импульсной системы смазки - по сигнальной лампе
пульта управления.
Смену масла производить:
- в резервуаре 2 - первый раз через 80 часов работы, второй - через 160
часов и затем через каждые 300 часов работы;
- в резервуаре 14 - первый раз через 80 часов работы, второй - через 160
часов работы, затем можно ограничиться доливанием очищенного масла по
необходимости (по сигналу реле уровня);
- в корпусе 67 необходимо не реже 1 раза в год разбирать, протирать и
смазывать плоскозубчатые полумуфты 2 и 3 и винтовые кулачки 9 и 10
(см. рис. 18).
Заливку масла в отверстие задней бабки производить 1 раз в смену.
16Б16Т 1.000.000 РЭ Альбом I, лист 40
Рисунок 22. Схема точек смажи
16Б16Т1.000.000 РЭ Альбом I. лист 41
Таблица 12
Перечень точек смазки
По 3. Расход смазоч. Матер. Период ич. Смазки Смазываемая точка Куда входит Смазочны и материал
50 0.2 кг По ППР Шестерни и подшипники привода поперечных перемещений Привод поперечных подач ЦИАТИМ- 201
51 0.3 кг Левая опора винта продольных перемещений Привод продольных подач
52 * 1 раз в смену Пиноль, опоры валиков и направляющие задней бабки Задняя бабка Масло И- 20А ГОСТ 20799
53 Опора винта привода пиноли
54 0.1 кг По ППР Шестерни и поверхности скольжения наборной пружины привода пиноли ЦИАТИМ- 201
55 Передняя опора винта и опора лимба поперечных перемещений Суппорт
57 Юл Нспреры вная Шестерни, подшипники Шпиндельна я бабка Масло ИЛС-5ТУ 38.1011191
58 0,3 кг По ППР Правая опора винта продольных перемещений Привод продольных подач ЦИАТИМ- 201
59 0,1 см3 за один цикл Импульс ная через 45- 60 мин Верхние направляющие каретки (2 точки) Суппорт ИНСп-40 ТУ38- 101672
60 Винтовая пара качения поперечных перемещений (1 точка) Суппорт, Привод поперечных подач
61 Нижняя плоская направляющая каре гки (1 точка) Суппорт
62 Задние планки каретки (2 точки)
63 Нижняя призматическая направляющая каретки (2 точки)
64 Передние планки каретки (2 точки)
65 Винтовая пара качении продольных перемещений (1 точка)
66 0,1 кг Ежснеде льно Задняя опора винта поперечных перемещений Привод поперечных подач ЦИАТИМ- 201 1
67 0,3 кг 1 раз в год Муфты и кулачки Резцедержка поворотная
0,2 кг Червячная и зубчатая передачи
16Б16Т1 ООО 000 РЭ Альбом I, лист 42
9.4.
Перечень возможных нарушений в работе
Возможные нарушения Вероятная причина Таблица 13 Метод устранения
Отсутствие потока масла в маслоуказателе поз.8 Насос поз.З не засасывает и не создает давление смазки: Воздушная подушка в зоне всасывания; Отсоединить от станции трубопровода и прокачать станцию до появления смазки;
Неплотность соединений трубопроводов Затянуть соединения.
Насос поз.З создает давление, а подача смазки к точкам не осуществляется:
Настройка предохранительного клапана не соответствует противодавлению в точках Настроить предохранительный клапан поз. 13
Засорился фильтр сетчатый поз.4 Отсоединить трубопроводы от фильтра поз.4, вынуть его из станции, разобрать и промыть, собрать фильтр, установить на станцию, соединить с трубопроводами, затянуть соединения
Недостаточный уровень масла в резервуаре поз.2 Залить масло до нужного уровня по маслоуказателю
На пульте управления: Горит желтая лампочка; - Сигнализация показывает нормальную работу, но в точку смазки масло не попадает; Нет масла в резервуаре поз 14 Залить масло в резервуар по маслоуказателю
Обрыв манжеты питателя Заменить манжету или питатель
Поломка пружины питателя Заменить пружину или питатель
- В точку смазки поступает большое количество масла Обрыв уплотнения в питателе Заменить уплотнительное кольцо в питателе
- Течи в трубопроводе нет, давление в системе не поднимается Под разгрузочный клапан поз. 18 попала грязь Промыть клапанную коробку
Повреждено резиновое кольцо, служащее седлом разгрузочному клапану 'Заменить кольцо
Под шарик предохранительного клапана поз. 19 попала грязь Промыть клапанную коробку
16Б16Т1 ООО 000 РЭ Альбом 1, лист 43
10. РЕГУЛИРОВАНИЕ УЗЛОВ СТАНКА В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
И РЕМОНТА
натяжения
привода
движения
Дтя
В процессе эксплуатации станка возникает необходимость в регулировании отдельных
составных частей станка с целью восстановления их нормальной работы.
10.1. Регулирование
ремня главного
(рис.23).
В приводе главного
использованы клиновые ремни,
регулирования их натяжения необходимо
снять нижний кожух, закрывающий
моторную установку, ослабить винты 1,
крепящие подмоторную плиту и, вращая
винт 2, переместить двигатель до нужного
натяжения ремней. Натяжение считается
достаточным, если ветвь ремня от нажатия
рукой, примерно 2,1 кг, прогибается на 11
мм. Затянуть винты крепления
подмоторной плиты.
ВНИМАНИЕ! ПОЯВЛЕНИЕ
УДАРОВ ПРИ ПУСКЕ СТАНКА,
ОСОБЕННО НА БОЛЬШИХ
ОБОРОТАХ ШПИНДЕЛЯ, ГОВОРИТ О
СЛАБОМ НАТЯЖЕНИИ РЕМНЕЙ.
НЕОБХОДИМО ТЩАТЕЛЬНО
СЛЕДИТЬ ЗА НАТЯЖЕНИЕМ
РЕМНЕЙ В ПЕРВЫЕ 48 ЧАСОВ
РАБОТЫ СТАНКА.
Рисунок 23. Регулирование натяжения ремня
10.2. Регулирование зазора в подшипниках шпинделя
ВНИМАНИЕ! ПОДШИННИКИ ШПИНДЕЛЯ РЕГУЛИРУЮТСЯ НА ЗАВОДЕ-
ИЗГОТОВИТЕЛЕ СТАНКА И 8 ПРОЦЕССЕ ЭКСПЛУАТАЦИИ РЕГУЛИРОВКИ НЕ
ТРЕБУЮТ
10.3. Регулирование зазора в цилиндрической передаче привода поперечных подач
(см. рис. 17).
При появлении люфта в зацеплении цилиндрических передач привода поперечных
подач необходимо ослабить винт 21, снять крышки 23 и 33, последовательно довернуть
эксцентриковую ось 8, эксцентриковое кольцо 10 специальным ключом через окно в корпусе
до выборки зазора на полном обороте ходового винта, затянуть винт 21 и поставить на месте
крышки.
10.4. Регулирование зазора в винтовых парах качения продольных и поперечных
перемещений.
16Б16Т1.000.000 РЭ Альбом I, лист 44
Рисунок 24. Демонтаж пар винт-гайка качения
Дтя выборки зазоров в винтовых парах качения необходимо изготовить втулки (см. рис. 24)
и демонтировать пары со станка. Для демонтажа винтовой пары качения продольных
перемещений необходимо (см. рис. 16):
а) снять плиту 6 с двигателем 7 и мембранной муфтой с кронштейна I, для чего, сняв
крышку 36, предварительно освободить полумуфту 8, сидящую на винте 34;
б) снять кожух, закрывающий кронштейн 2, снять фотоэлектрический преобразователь
9 с упругой муфтой 10;
в) снять валик 21 с упорами, для чего необходимо освободить левый конец вала,
отвернув винт 43, отсоединить фланец 44 от кронштейна 2 и, вдвинув левый конец вала во
фланец 44 до освобождения правого конца, снять вал вместе с фланцем со станка;
г) отсоединить от кронштейна 1 фланец 40 и кольцо 50;
д) снять кронштейн 2, предварительно отсоединив от него фланец 47 и фланец 13;
е) переместить каретку с кронштейном (фартуком) 3 влево на расстояние,
обеспечивающее выход правого торца винта 34 из расточки кронштейна 1;
ж) выбить два штифта 51, предварительно отвернув гайки 52; снять коробку 26;
з) снять с каретки фартук 3 с вмонтированной в него винтовой парой качения и
установленными на винте фланцами, подшипниками, гайками;
и) на верстаке с правого конца винта 34 снять все детали;
к) от корпуса гайки открепить фланец 55. освободив его предварительно от гармошки.
Для демонтажа поперечной винтовой пары (см. рис. 17) необходимо:
а) освободить гайку 36, вывернув винты 34 и вытащив штифты 35;
б) сдвинуть ползушку вперед, от оси центров станка, до полного освобождения
колодца каретки;
в) открепить корпус 4 привода поперечных подач от каретки, сместив его назад до
полного освобождения переднего конца винта из подшипника, и все это демонтировать вверх (для
этого задняя расточка каретки имеет паз).
Для регулирования зазоров в демонтированных винтовых парах качения необходимо
вывести обе лолугайки из зацепления с зубчатыми венцами корпуса гайки к поворачивать их
в одну и ту же сторону на одинаковое число зубьев
При повороте гайки на один зуб в винтовой паре продольных перемещений выбирается шзор
0,00116 мм, в паре поперечных перемещений 0,00132 мм
16Б16Т1 000 000 РЭ Альбом I, лис(45
ВНИМАНИЕ! НЕОБХОДИМО ПРИНЯТЬ МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ
ДЕМОНТАЖЕ ВИНТОВЫХ ПАР КАЧЕНИЯ ВО ИЗБЕЖАНИЕ ПОТЕРЬ ШАРИКОВ
Демонтаж гаек из корпуса для возможности их поворота осуществляется следующим
образом.
На шейку винта насаживается втулка (рис.24), корпус с гайками свинчивается с винта
так. чтобы одна гайка была на втулке, другая на винте. При осевом смещении винта или
гайки одна гайка остается на винте, другая - в корпусе. Втулку с корпусом с оставшейся в
нем гайкой перевернуть, насадить другим концом на шейку винта, навернуть гайку на винт и
осевым смещением корпуса стащить его с гайки. При монтаже гаек в корпусе зубья с
рисками должны быть смешены друг относительно друга на нужное число зубьев в обеих
гайках.
11. ХАРАКТЕРНЫЕ ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ
УСТРАНЕНИЯ
В станках могут быть различные неисправности. Многие из них возникают из-за
несоблюдения инструкции по уходу и обслуживанию.
В любого случае, прежде чем приступить к устранению неисправности, нужно
ознакомиться с перечнем основных возможных неисправностей (см. п. 8.4 и 9.4), а также с
разделом 6 настоящего руководства.
При идентичности характера возникшей неисправности с описанной нужно
воспользоваться предлагаемыми методами устранения. В случае, если характер
неисправности не совпадает с перечисленными и сс устранение вызывает затруднение,
обращайтесь на наш завод.
Перечень основных возможных неисправностей указан в табл. 14.
Таблица 14
Характер неисправности Причины возникновения Методы устранения
Станок не запускается Срабатывают блокировочные устройства Проверить, закрыт ли кожух ограждения, зажата ли деталь в клиновом патроне, не упало ли давление в пневмосети ниже 0,4 Мпа (4 кгс/см2). Пиноль должна поджимать деталь или должна быть отведена в крайнее правое положение, т.е. должен быть нажат один из 2-х конечных выключателей, расположенных в приводе пиноли (с.м.п.7.9).
Падение или отсутствие напряжения питающей сети Отсутствие питания приводов подач Проверить наличие и величину напряжения в сети Проверить работ)' аппаратов, осуществляющих питание приводов подач.
Произвольное отключение электродвигателя во время работы Срабатывает тепловое реле от перегрузки двигателя Уменьшить скорость резания или подачу
Срабатывают блокировочные устройства Проверить давление воздуха в пневмосистеме, срабатывает ли один из конечных выключателей привода пиноли, работает ли двигатель насоса смазки.
16Б16Т 1.000 000 РЭ Альбом I. лист 46
Продолжение таблицы 14
1 2 3
Ремень проскальзывает при нагрузке, не превышающей паспортной Недостаточное натяжение ремней У величить натяжение ремней (см.п.10.1.)
Произвольное отключение двигателя привода пиноли Срабатывает тепловое реле от перегрузки двигателя Проверить правильность установки конечного выключателя настройки усилия поджима.
Насос охлаждения не работает Недостаток жидкости Долить
Перегорели предохранители Заменить
Насос смазки не работает Недостаток масла Перегорели предохранители Долить Заменить
Станок вибрирует Неправильная установка станка по уровню Выверить станок
Износ стыка направляющих суппорта Подтянуть прижимные планки и клинья
Неправильно выбраны режимы резания, неправильно заточен резец Изменить скорость резания, подачу, заточку резца
Станок не обеспечивает точность обработки Поперечное смещение задней бабки при обработке в центрах Отрегулировать положение задней бабки
Деталь, закрепленная в патроне, имеет большой вылет Деталь поджать центром задней бабки
Нежесткое крепление патрона на шпинделе Подтянуть крепежные винты патрона
Увеличенный люфт в приводах подач Выбрать люфт в редукторе привода поперечных подач, в задней опоре винта поперечных подач (см.п.7.7.). Выбрать люфт в шариковых парах (с.м.п10.4.) _
12. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ
12.1. Дополнительные требования, предъявленные к эксплуатации,
техническому уходу и ремонту станка.
12.1.1. Поддержание станка в работоспособном состоянии обеспечивается
своевременно проводимыми профилактическими мероприятиями
и высококачественным ежедневным обслуживанием. Станки следует
периодически подвергать проверкам на соответствие нормам
точности.
12.1.2. Нужно избегать излишней разборки станка, в особенности узлов,
определяющих выходную точность станка (шпиндельная i руппа,
винторезные цепи).
12.1.3. Ремонт должны производить специально подготовленные
специалисты высокой квалификации.
12.1.4. Применяемые измерительные инструменты и приборы должны быть
аттестованы.
16Б16Т1 000.000 РЭ Альбом I, лист 47
12.2. Особенности разборки при ремонте станка.
В случае разборки станка необходимо иметь в виду следующее:
13.2.1. Прежде, чем приступить к разборке станка, обязательно отключить
станок от электросети вводным выключателем.
13.2.2. При демонтаже продольных и поперечных подач необходимо
отсоединить электротрассы. При демонтаже корпуса привода
поперечных подач необходимо отсоединить блок питателей.
13.2.3. При демонтаже поперечной ползушки необходимо отсоединить
маслопровод, корпус гайки поперечной винтовой пары качения,
элсктротрассу и шланг охлаждения.
13. МАТЕРИАЛЫ ПО ЗАПАСНЫМ ЧАСТЯМ
13.1. Схема расположения подшипников
Рисунок 235. Схема расположения подшипников
16Ы 611.000.000 РЭ Альбом I, лист48
13.2. Перечень подшипников качения
Таблица 15
Условное обозначение подшипника Где применяется Кол. Паз. Примечание
11одшипннки ГОСТ 831 Шпиндельная бабка
4-46115Л 2 22.23
6-46305Л 1 28
6-46306Л 1 26
Подшипники ГОСТ 8338
0-104 1 30
0-202 1 31
0-204 1 29
0-303 К2 1 32
0-305 1 27
Подшипник 2-17814Л 1 24 Доп.замена на 4-17814Л
11ОДШИПНИК 2-697716Л 1 25 Доп.замена на 4-697716Л
Подшипник 0-80107 ГОСТ 7242 Привод продольных подач 1 33
Подшипник 4-504707 ТУ37.006.107 1 34
Подшипник 6-104 ГОСТ 8338 Привод поперечных подач 2 40
Подшипник 4-504705 ТУ37.006.107 1 44
11одшипник 6-80104 ГОСТ 7242 1 45
Подшипник 941/25 ГОСТ 4060 Суппорт 1 46
Подшипник 0-8104 ГОСТ 7872 Задняя бабка 2 48,49
Подшипники ГОСТ 8338
0-1000814К Пневмопривод вращающийся 1 55
0-18 Ограждение 2 58,59
Подшипник 1000909 ГОСТ 8338 Резцедержка поворотная 1 60
Подшипник 0-46303К ГОСТ 831 1 61
Подшипники ГОСТ 7872
0-8108 1 62
0-8114 1 64
0-8202 1 65
0-8104 Резцедержатель 2 При поставке однопозиционного резцедержателя
16Б16Т1.000.000 РЭ Альбом I, лист 49
13.3. Перечень резино-технических изделий
Таблица 16
Условное обозначение Где применяется Кал. Рис. Примечание
Манжеты ГОСТ 8752
1-14x28-2 Шпиндельная бабка 1 7 Вал фотоэлектрического датчика
1-14x28-1 Привод ограждения 1 1. Вал червяка 2. Вал шкива
Кольца ГОСТ 9833
010-014-25-2-2 Шпиндельная бабка 2 7 Букса шкива
Пневмопривод вращающийся 1 Зажим реле давления
Резцедержка поворотная 2 10 Подвод СОЖ
Система смазки 7 15 11рисоединение реле давления Заглушка питателя поз.24 Присоединение футорки к питателю поз.23 'Заглушка шпателя поз.23 Присоединение концевой арматуры смазки (в 3-х местах)
012-016-25-2-2 Охлаждение 1 4 Пробка бака поз. 14
016-020-25-2-2 Шпиндельная бабка 1 7 Вал поз.5
022-028-36-2-2 1
025-030-30-2-2 1 Левый торец, средняя заглушка
030-035-30-2-2 3 Тяга рычага, передвигающего большое зубчатое колеса переборною вата Скалка витки, передвигающей малое зубчатое колеса переборного вала. Левый торец, нижняя заглушка.
O3O-O35-3O-2-2 'Задняя бабка 1 11 Заглушка .
040-045-30-2-2 Шпиндельная бабка 1 7 Слив масла из шпиндельной бабки
065-070-30-2-2 1 Заглушка переборного вала
085-090-30-2-2 Суппорт 1 9 главный вили разрез А-А Фланец гайки поперечного вита
090-095-30-2-2 1
1 135-140-36-2-2 Шпиндельная бабка 1 7 Букса шкива
16Б16Т 1.000 000 РЭ Альбом 1.ЛНС1 50
14. УКАЗАНИЯ ПО ТЕХНИЧЕСКОМУ
ЭКСПЛУАТАЦИИ И РЕМОНТУ
ОБСЛУЖИ ВАНИЮ,
Ознакомившись с указаниями, изложенными в предыдущих разделах, можно приступить к
работе на станке.
14.1. Инструкция для проверки станка перед каждым началом эксплуатации:
- Провести визуальный осмотр;
- Выполнить смазочные работы (табл. 12);
- Проверить работу защитных устройств;
- Осуществить функциональную проверку.
14.2. Выключение станка при нормальном режиме работы для уборки:
- выключить главный привод;
- вынуть заготовку из патрона;
- переместить продольные салазки суппорта в желаемое положение;
- убрать стружку, почистить направляющие станка и смазать их;
- нажать кнопку «Стоп» и выключить станок;
- отключить станок от сети.
14.3. Восстановление работоспособности станка.
Рекомендации по восстановлению работопособпости станка составлены в соответствии
с принятой «Единой системой планово-предупредительного ремонта и рациональной
эксплуатации технологического оборудования машиностроительных предприятий» и
ГОСТ 18322. Категории ремонтосложности станка указаны в таблице 17.
Таблица 17
Ремонтосложность Удельная суммарная оперативная трудоемкость ремонта и технического обслуживания на 1000 час оперативного времени работы станка, час, при обработке
Углеродистой стали обыкновенного качества Прочих материалов
Механической части:
Всего (Рм) - 8.5 8 100
в т.ч. пневматики (Рпн) 1.0 10 12
Электрической части:
Всего (Рэ) - 38 105 115
в т.ч. электромашин (Ра) 16,5 50 55
14.4. Межремонтный цикл
При эксплуатации станка в соответствии с требованиями и рекомендациями,
изложенными в предшествующих разделах, и соблюдении профилактических мероприятий на
стоящего раздела, его межремонтный цикл срок работы до первого капитального ремонта -
равен 11 годам при 2-х сменной работе.
16Б16Т1.000.000 РЭ Альбом I, лист 51
За период межремонтного цикла станок должен быть подвергнут шести осмотрам,
четырем текущим ремонтам и одному среднему в сроки, указанные в рекомендуемом
графике плановых ремонтных работ (рис.26). Следует учитывать, что наибольшую
эффективность использования станка могут обеспечить рациональное чередование и
периодичность осмотров и плановых ремонтов, выполняемых с учетом конкретных для
каждого отдельного станка условий эксплуатации.
@-0-©-0-©-<€>-0-©-0-©-<13
месяцы 11 22 33 44 55 66 77 99 110 121 132
0 осмотр С средний ремонт
М малый ремонт К капитальный ремонт
Рисунок 246. Рекомендуемый график плановых ремонтных работ
14.5. Типовые ремонтные работы.
14.5.1. При плановом ремонте:
- Наружный осмотр без разборки для выявления дефектов станка в целом и по
узлам;
- Проверка прочности и плотности соединений неподвижных жестких
соединений (станины с тумбой, шпиндельной бабки, шкивов с валами и т.п.);
- Открывание крышки шпиндельной бабки дтя осмотра и проверки состояния
механизмов;
- Подтягивание винтов клеммных зажимов в упругих муфтах приводов
продольных и поперечных подач;
- Подтягивание прижимных планок каретки и клина салазок суппорта;
- Очистка сопрягаемых поверхностей резцедержателя, зачистка забоин и царапин;
- Очистка и промывка протекторов на каретке и салазках суппорта;
- Чистка, натяжение или замена ремней привода главного движения;
- Проверка состояния и мелкий ремонт системы охлаждения;
- Проверка состояния и мелкий ремонт системы смазки;
- Выявление изношенных деталей, требующих восстановления или замены при
ближайшем плановом ремонте.
14.5.2. Перед капитальным ремонтом.
Проводятся работы, выполняемые при осмотрах перед другими видами ремонтов, и. кроме
того, выявляются детали, требующие восстановления или замены, эскнзируются или
заказываются чертежи изношенных деталей из узлов, подвергающихся разборке.
При проведении осмотра выполняются те из перечисленных работ, необходимость в
которых обусловлена состоянием станка.
14.5.3. Текущий (малый) ремонт;
- Частичная разборка шпиндельной бабки. Открывание крышек и снятие кожухов
для внутреннего осмотра и промывки остальных узлов и т.д.;
- Зачистка посадочных поверхностей и конусов на шпинделе и пиноли задней
бабки без демонтажа последних;
Проверка зазоров между валами и втулками, подтягивание гаек в опорах
приводов продольных и поперечных подач;
16Ы6ТI 000.000 РЭ Альбом I, лист 52
- Замена или восстановление изношенных крепежных деталей резцедержателя;
- Зачистки или пришабривание клина салазок суппорта, прижимных планок
каретки;
- Очистка и промывка посадочных поверхностей резцедержателя;
- Проверка работы и регулирование рукояток и рычагов органов управления,
блокирующих, фиксирующих предохранительных устройств;
- Проверка и замена крепежных деталей на ограничительных и аварийных
кулачках приводов подач;
- Замена изношенных деталей, которые предположительно не выдержат
эксплуатации до следующего планового ремонта;
- Зачистка царапин и забоин на направляющих станины, каретки, салазок
суппорта и задней бабки;
- Ремонт ограждающих кожухов, щитков и экранов;
- Ремонт и промывка системы смазки и ликвидация утечек;
- Выявление изношенных деталей, требующих восстановления или замены при
ближайшем плановом ремонте;
- Проверка точности установки станка и выборочно других точностных
параметров;
- Испытания станка на холостом ходу, проверка на шум и нагрев;
- Проверка по обрабатываемой детали на точность и чистоту обработки.
14.5.4. Средний ремонт
- Проверка на точность перед разборкой;
- Измерение износа трущихся поверхностей перед ремонтом базовых деталей;
- Частичная разборка станка;
- Промывка деталей разобранных узлов; промывка и очистка не разобранных
узлов;
- Замена или восстановление изношенных втулок и подшипников качения;
- Восстановление или замена изношенной винтовой пары пиноли задней бабки;
- Замена изношенных крепежных деталей;
- Замена или восстановление регулировочного клина и прижимных планок;
- Устранение зазоров в ШВП путем регулировки полугаек в гайках;
- По необходимости ремонт насосов системы смазки и охлаждения, замена
изношенных манжет, клапанов и других элементов системы смазки;
- Исправление шлифованием или шабрением нуждающихся в ремонте
напраатяющих поверхностей;
- Ремонт или замена протекторов на каретке, салазках суппорта, задней бабке;
- Ремонт или замена ограждающих кожухов, щитков и экранов;
- Сборка отремонтированных узлов, проверки правильности взаимодействия
узлов и механизмов;
- Окрашивание наружных нерабочих поверхностей;
- Испытания станка на холостом ходу, проверка на шум и назрев;
- Проверка станка на соответствие нормам точности и по обрабатываемой
детали на точность и чистоту обработки.
16Б16Т 1.000.000 РЭ Альбом 1,лист 53
14.5.5. Капитальный ремонт
- Проверка станка на точность перед разборкой;
- Измерение износа трущихся поверхностей перед ремонтом базовых деталей;
- Полная разборка станка и всех его узлов;
- Промывка всех деталей;
- Уточнение предварительно составленной ведомости дефектных деталей,
требующих восстановления или замены;
- Восстановление или замена изношенных деталей;
- Ремонт системы охлаждения;
- Ремонт системы смазки;
- Шлифование или шабрение направляющих поверхностей;
- Замена протекторов каретки, салазок, задней бабки;
- Сборка всех узлов станка проверка правильности их взаимодействия;
- Центровка станка;
- Шпаклевка и окраска всех необработанных поверхностей станка;
- Обкатка станка на холостом ходу на всех скоростях и подачах;
- Проверка на шум и нагрев.
14.6. Дополнительные требования, предъявляемые к эксплуатации, техническому уходу и
ремонту станка:
- Поддержание станка в работоспособном состоянии обеспечивается
своевременно проводимыми профилактическими мероприятиями и
высококачественным ежедневным обслуживанием. Станок следует
периодически подвергать проверкам на соответствие нормам точности;
- Нужно избегать лишней разборки станка, в особенности узлов, определяющих
выходную точность;
- Демонтированные при ремонте узлы и ответственные детали должны храниться
на специальных мя! ких подкладках;
- Ремонт должны выполнять специально подготовленные слесари высокой
квалификации;
- Применяемые измерительные инструменты должны быть проверены и
аттестованы.
16Ы6ТГОСЮ ООО РЭ Альбом 1,лист 54
15. СВЕДЕН11Я0ГЕМ0НТЕ biiHUjlS
HllMtHOUHHt II обоижне сосланы! истей станка Опюммве in til'll! в решт Дан Категория сижнопа ремонта Ремонтным «работы станка в чаш Вкиремоил Дмпктц^вмшп nojfiHtbOTBfinwam.iHya
постшеииа ЮЛ HI ремонта npoHiBejisero ремонт принявшего ремонт
1ОТ1М000ЮШ1,жг55
«ut'iaHvUMMIlllW
111НГ OlftHH)IIIJ|WIO4)HllllHI ЯПГМ11||Ч1№КП[ INIPlWhlmillMIIIIJ ni(M)id инои(1)1М(1|\ НИН Whin МНИЛ J«txiu Iltf JHHWHWIinl )ИИ11О1Ц) они yum IfinilDW MWMNHf
ilWl
WUMWWW
17. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Свидетельство о приемке распространяется на станок токарный с числовым
программным управлением класса точности П.
Модель 16Б16Т1
Заводской номер
17.1. Испытание станка на холостом ходу и в работе проводится в соответствии с
ГОСТ 7599 и ТУ 2-024-5411-85.
17.2. Испытание станка на точность в соответствии с ГОСТ 18097, ОСТ2 Н72-9-87 и
ТУТУ 2-024-5411-85.
17.2.1. Показатели, характеризующие геометрическую точность станков.
Испытание по ГОСТ 18097.
Проверка 4.4. Допускаемые отклонения положения направляющих станины в
горизонтальной и вертикальной плоскостях, при котором станок подвергался проверке по
нормам точности на заводе-изготовителе.
Показания уровня в положениях Допуск, мм/м Фактическое отклонение, мм/м
А 0,03
Б 0,03
В 0,03 £02
Г 0,03 £02
д 0,03
Примечание. В положении А по отношению к положениям Б и В допускается только
выпуклость в пределах 0.01 мм. В положениях Г и Д знак плюс означает
отклонение пузырька уровня на рабочего, знак минус отклонение пузырька
уровня от рабочего.
16Б16Г1.000.000 РЭ Альбом 1,лис1 57
Проверка 4.5. Прямолинейность продольного перемещения суппорта в вертикальной
плоскости.
Допуск, мкм Фактическое отклонение, мкм
15 (на длине 700 мм)
Метод проверки
В центрах передней 4 задней 5 бабок устанавливают оправку 2 с цилиндрической
измерительной поверхностью.
Резцедержатель должен быть расположен возможно ближе к оси центров станка.
На суппорте 1 (в резцедержателе) укрепляют индикатор 3 так. чтобы его
измерительный наконечник касался верхней (нижней) образующей оправки и был направлен
к ее оси перпендикулярно образующей. Суппорт перемещают в продольном направлении на
всю длину хода.
Отклонение определяют как наибольшую алгебраическую разность показаний
индикатора. Если показания индикатора на концах оправки не одинаковы, то из результатов
отклонений следует вычесть погрешность, вызванную установкой оправки (см. I ОС! 22267
приложения 3,4).
16Б16Т1.000.000 РЭ Альбом I, лист 58
Проверка 4.6. Прямолинейность продольного перемещения суппорта в горизонтальной
плоскости.
Метод проверки
В центрах передней 4 и задней 5 бабок устанавливают оправку 2 с цилиндрической
измерительной поверхностью.
Резцедержатель должен быть расположен возможно ближе к оси центров станка.
На суппорте 1 (в резцедержателе) укрепляют индикатор 3 так, чтобы его
измерительный наконечник касался боковой образующей оправки и был направлен к ее оси
перпендикулярно образующей. Суппорт перемещают в продольном направлении на всю
длину хода.
Отклонение определяют как наибольшую алгебраическую разность показаний
индикатора. Если показания индикатора на концах оправки не одинаковы, го из результатов
отклонений следует вычесть погрешность, вызванную установкой оправки (см. ГОСТ 22267
приложения 3,4).
16Ы6Т 1.000.000 РЭ Альбом I, лист 59
Проверка 4.7 Одновысотность оси вращения шпинделя передней бабки и оси отверстия
пиноли (шпинделя) ладней бабки.
Допуск, мкм Фактическое отклонение, мкм
20 (40’) Ось пиноли может быть только выше оси шпинделя
* - проверка производится без предварительного разогрева станка
Метод проверки
Заднюю бабку устанавливают так, чтобы расстояние от торца шпинделя до торца
пиноли было не менее 400 мм. Контрольные оправки 1 и 2 устанавливают в шпинделе и
задней бабке.
Измерения следует проводить вблизи торцев шпинделя и пиноли.
На суппорте в резцедержателе укрепляют' индикатор 3 гак. чтобы его измерительный
наконечник касался верхней (нижней) образующей оправки и был направлен к ее оси
перпендикулярно образующей.
Измерения производят поочередно в сечениях I и II. Для исключения из результатов
измерения неточности установки контрольных оправок измерение проводят дважды. Перед
вторым измерением рабочие органы с оправками поворачивают на 180°. При этом
определяют среднее арифметическое показаний индикатора в сечениях 1 и II.
Отклонение от одновысотности осей шпинделя передней бабки и отверстия пиноли
(шпинделя) задней бабки равно полуразности средних арифметических значений показаний
индикатора сечениях I и II.
16Б16Т1 000 000 РЭ Альбом I. лист 60
Проверка 4.8.. Радиальное биение наружной центрирующей поверхности шпинделя
передней бабки.
Допуск, мкм
Фактическое
отклонение, мкм
Метод проверки
На неподвижной части станка укрепляют индикатор 1 так, чтобы его измерительный
наконечник касался проверяемой поверхности 2 и был перпендикулярен к ее оси в плоскости
измерения.
Шпиндель приводят во вращение (в рабочем направлении).
Шпиндель при измерении должен сделать не менее двух оборотов
Радиальное биение равно наибольшей алгебраической разности показаний индикатора.
Проверка 4.9, Осевое биение шпинделя передней бабки
Допуск, мкм Фактическое отклонение, мкм
5
Метод проверки
В отверстие шпинделя I передней
бабки вставляют контрольную оправку 2 с
центровым отверстием под шарик 4.
На неподвижной части станка
укрепляют индикатор 3 так, чтобы его
плоский измерительный наконечник касался шарика, вставленного в центровое отверстие
оправки.
Шпиндель приводят во вращение (в рабочем направлении).
При измерении шпиндель должен сделать не менее двух оборотов. Осевое биение
шпинделя равно наибольшей алгебраической разности показаний индикатора.
16Б16Т1 ООО 000 РЭ Альбом I, лист 61
Проверка 4.10. Торцовое биение фланца шпинделя передней бабки
Допуск, мкм Фактическое отклонение, мкм
10
Метод проверки
На неподвижной части станка (вне шпинделя) укрепляют индикатор I так, чтобы его
измерительный наконечник касался опорной поверхности шпинделя 2 на возможно большем
расстоянии от центра и был перпендикулярен к ней.
Шпиндель поворачивают не менее чем на два оборота. Измерения проводят не менее
чем в четырех точках, равномерно расположенных по окружности. Точек может быть больше
четырех, но обязательно четное число.
За торцевое биение опорной поверхности шпинделя принимают наибольшее значение
измерения из полученных в разных точках.
16Ы6Т1.СЮО.ОООРЭ Альбом I. лист 62
Проверка 4.11.1. Радиальное биение оси внутренней центрирующей поверхности
шпинделя передней бабки:
- у торца шпинделя (сечение I);
- на расстоянии 200 мм от торца шпинделя (сечение II).
Проверяемое сечение Допуск, мкм Фактическое отклонение, мкм
I 5
11 10
Метод проверки
В отверстие шпинделя 1 вставляют контрольную оправку 3 с цилиндрической
измерительной поверхностью.
На неподвижной части станка укрепляют индикатор 2 так, чтобы его измерительный
наконечник касался измерительной поверхности оправки и был перпендикулярен ее оси
Шпиндель приводят во вращение (в рабочем направлении).
Измерение проводят в двух поперечных сечениях I и II. При каждом измерении
шпиндель должен сделать нс менее двух оборотов.
Радиальное биение внутренней центрирующей поверхности шпинделя равно
наибольшему среднему арифметическому четырех наибольших алгебраических разностей
показаний индикатора в плоскостях а и б, полученных при измерении в сечениях 1 и II.
16616ТI.000.000 РЭ Альбом I, лист 6.3
Проверка 4,12. Прямолинейность и параллельность траектории продольного
перемещения суппорта относительно оси вращения шпинделя передней бабки в плоскостях:
- горизонтальной а;
- вертикальной б.
Плоскость измерения Допуск, мкм Фактическое отклонение, мкм
а 6 Свободный конец оправки может отклоняться только в сторону резца
б 12
Метод проверки
В отверстие шпинделя 1 вставляют контрольную оправку 3 с цилиндрической
измерительной поверхностью.
На суппорте 4 (в резцедержателе) укрепляют индикатор 2 так. чтобы его измерительный
наконечник касался измерительной поверхности оправки и был направлен к ее оси
перпендикулярно образующей.
Суппорт перемещают в продольном направлении на длину хода 120 мм.
Для исключения из результатов измерения неточности установки контрольной оправки
допускается проводить измерение два раза с поворотом шпинделя вместе с оправкой на 180°.
Суммарное отклонение от прямолинейности и параллельности траектории перемещения
суппорта относительно оси при измерении без поворота контрольной оправки равно
наибольшей алгебраической разности показаний индикатора на всей длине перемещения.
Суммарное отклонение от прямолинейности и параллельности траектории перемещения
суппорта относительно оси при измерении с поворотом контрольной оправки равно среднему
арифметическому двух значений наибольшей алгебраической разности показаний
индикатора, полученных при измерении до и после поворота оправки. При этом для каждого
положения оправки (до поворота и после его) определяют наибольшую алгебраическую
разность показаний измерительного прибора в пределах длины перемещения суппорта.
Проводят две проверки: в горизонтальной и вертикальной плоскости.
16Б16ТI 000.000 РЭ Альбом I, лист 64
Проверка 4.14.2. Параллельность направления перемещения пиноли задней бабки
направлению перемещения суппорта в плоскостях:
горизонтальной а;
вертикальной б.
11лоскость измерения Допуск, мкм Фактическое отклонение, мкм
а 5
б 10
Метод проверки
Заднюю бабку с вдвинутой пинолью устанавливают на расстоянии, равном 400 м.м от
торца шпинделя до торца пиноли. Заднюю бабку и пиноль закрепляют.
На суппорте 1, установленном рядом, укрепляют индикатор 2 так, чтобы его
измерительный наконечник касался поверхности пиноли и был направлен к ее оси
перпендикулярно образующей.
Пиноль освобождают, выдвигают на 50 м.м и снова зажимают.
Суппорт перемещают в продольном направлении в сторону передней бабки так, чтобы
измерительный наконечник индикатора снова коснулся образующей пиноли в той же точке,
что и при первоначальной установке.
Отклонение в каждой из плоскостей определяют как наибольшую величину
алгебраической разности показаний индикатора на заданной длине перемещений.
16Б16Т1.000.000 РЭ Альбом I, лист 65
Проверка 4,15. Параллельность оси конического отверстия пиноли задней бабки
направлению продольного перемещения суппорта в плоскостях:
- в горизонтальной плоскости а;
- в вертикальной плоскости б.
Плоскость измерения Допуск, мкм Фактическое отклонение, мкм
а 16 Свободный конец оправки может отклоняться только в сторону резца
б 16
Метод проверки
Заднюю бабку 5 с полностью вдвинутой пинолью устанавливают на расстоянии,
равном 400 мм от торца шпинделя до торца пиноли. Заднюю бабку и пиноль закрепляют.
В отверстие пиноли 3 вставляю! контрольную оправку 1 с цилиндрической
измерительной поверхностью.
На суппорте 4, укрепляют индикатор 2 так, чтобы его измерительный наконечник
касался поверхности оправки и был направлен к ее оси перпендикулярно образующей.
Суппорт перемещают в продольном направлении на 200 мм.
Для исключения из результатов измерения неточности установки контрольной оправки
допускается проводить измерение два раза с поворотом шпинделя вместе с оправкой на 180°.
Отклонение от параллельности направления перемещения суппорта относительно оси
пиноли задней бабки при измерении без поворота контрольной оправки равно
алгебраической разности показаний индикатора в начале и конце перемещения суппорта.
Отклонение от параллельности направления перемещения суппорта относительно оси
пиноли задней бабки при измерении с поворотом оправки равно среднему арифметическому
двух значений алгебраической разности показаний индикатора, полученных при измерении
до и после поворота оправки. При этом для каждого положения оправки (до поворота и после
его) определяют алгебраическую разность показаний индикатора в начале и конце
перемещения суппорта.
16Б16Т 1.000.000 РЭ Альбом I, лист 66
Испытание по ОСТ2 Н72-9-87
Проверка 1.16. Точность линейного позиционирования суппорта для станков с ЧПУ.
Проверка 1.16.2. Точность одностороннего позиционирования:
по оси X;
по оси Z.
Номера проверок Допуск, мкм Фактическое отклонение, мкм
1.16.2. по оси X 16
1.16.2. по оси Z 26
Метод проверки
На станине в заданном месте измерения (число мест измерения 2 - по концам
измеряемой длины перемещения) устанавливают упор 3 и набор концевых мер так. чтобы
измеряемые поверхности были перпендикулярны направлению измерения.
Для проведения проверки по оси X устанавливают набор концевых мер 4 с расстоянием
между измеряемыми поверхностями 21 мм, для проведения проверки по оси Z
устанавливают набор концевых мер 5 с расстоянием между измеряемыми поверхностями 68
мм.
Суппорт 2 подводят к концевой мерс в позицию I. Индикатор 1 устанавливают на
суппорте 2 (в резцедержателе) так, чтобы его измерительный наконечник касался
измерительной поверхности концевой меры и был перпендикулярен ей.
Индикатор отводят от концевой меры перемещением суппорта в направлении,
перпендикулярном к направлению измерения.
Суппорт перемещают на длину, равную длине набора концевых мер. так, чтобы
индикатор коснулся упора.
Отклонение определяют как разность показаний индикатора в позициях 1 и 11. Проводят
5 измерений.
Погрешность одностороннего позиционирования определяют как наибольшее
отклонение для двух мест измерения.
16Б16Т1.000.000 РЭ Альбом I. лист 67
Проверка 1.16.3. Повторяемость одностороннего позиционирования:
- по оси X;
- по оси Z.
W/7/Z^
Номера проверок Допуск, мкм Фактическое отклонение, мкм
1.16.3. по оси X 5
1.16.3. по оси Z 10
Метод проверки
Суппорт 2 устанавливают в исходном положении в каждом из заданных мест
измерения (число мест измерения 2 - по концам измеряемой длины перемещения).
Индикатор 1 устанавливают на суппорте (в резцедержателе) так, чтобы при его подходе
из исходного положения в заданное на упор 3 его измерительный наконечник касался упора,
расположенного перпендикулярно к направлению перемещения.
Для каждого места измерения определяют наибольшую разность показаний индикатора
(величину размаха) при пятикратном подходе суппорта на упор.
За результат измерения принимают величину наибольшего размаха для всех мест
измерения.
16Ы 611.000.000 РЭ Альбом I, лист68
Проверка по ТУ 3811-001-05748358-08. Наибольшая зона нечувствительности.
- по оси X;
- по оси Z.
^ZZZZZZ^
Проверка Допуск, мкм Фактическое отклонение, мкм
по оси X 20
по оси Z 40
Метод проверки
Измерения производятся в трех контрольных точках, расположенных на расстоянии
1/5, 1/2 и 4/5 длины рабочего персмсшення отдельно для каждой оси движения.
Суппорт 2 устанавливается в исходное положение Pt) Т(/- число точек измерения, j-
число измерений в каждой точке), которое фиксируется измерительным прибором 1. Затем
суппорту единичными импульсами задается перемещение по оси X на 0,1 мм, по оси Z на
0,2 мм в том же направлении, что и подход в исходное положение. После этого суппорту
задается перемещение тем же числом единичных импульсов в обратном направлении Р,, 1 и
его положение фиксируется измерительным прибором.
В каждой контрольной точке цикл повторяется 3 раза (у =3). Единичное значение зоны
нечувствительности определяют по формулам:
Среднее значение зоны нечувствительности для каждой точки равно:
v
За величину зоны нечувствительности U каждого привода принимается
максимальное среднее значение I/, из трех результатов.
16Б16Т1.000.000 РЭ Альбом I. лист 69
16.2.2. Показатели, характеризующие точность обработки образцов-изделий.
17.2.2.1. Точность геометрических форм и расположения обработанных
поверхностей образцов-изделий. Испытания по ГОСТ 18097.
Проверка 5.3. Постоянство диаметров в поперечном сечении образца-изделия.
Проверка 5.5. Постоянство диаметров образца-изделия в продольном сечении.
№ проверки Допуск, мкм Фактическое отклонение, мкм
5.3. 7
5.5. 12 На длине 200 мм
Метод проверки
На станке в патроне или в отверстии шпинделя закрепляют образец и производят
обработку его наружной цилиндрической поверхности (поясков шириной 20 мм).
Измерения проводят прибором для измерения диаметров валов.
Измерения по проверке 5.3. проводят в поперечном сечении 1 в четырех продольных
сечениях а-а’, б-б’, с-с’, d-d’, расположенных под углом 45°.
Отклонение от постоянства диаметров в поперечном сечении равно разности между
наибольшим и наименьшим диаметрами, полученными при измерении в четырех сечениях.
При проведении проверки 5.5. для каждого проверяемого продольного сечения а-а’, б-
б’, с-с’, d-d’ определяют разность между наибольшим и наименьшим диаметрами образца-
изделия, измеренными в сечениях 1,2 и 3.
Отклонение от постоянства диаметров в продольных сечениях равно наибольшей из
полученных в отдельных продольных сечениях разностей между наибольшим и наименьшим
диаметрами образца-изделия.
16Ы 6Т1.000.000 РЭ Альбом 1, лист 70
Проверка 5.6. Прямолинейность торцовой поверхности образца-изделия.
Допуск, мкм Фактическое отклонение, мкм
10 (допускается только вогнутость)
Метод проверки
Образец D=200 мм из чугуна СЧ 15 по ГОСТ 1412, закрепляют на станке в патроне или
шпинделе, и производят обработку торцовой поверхности.
Измерения проводят в двух взаимно перпендикулярных сечениях.
Индикатор 1 укрепляют на суппорте 2 так, чтобы его измерительный наконечник
касался и был перпендикулярен проверяемой поверхности образца 3 вблизи наружной
поверхности образца. Суппорт перемещают в поперечном направлении на длину, равную
диаметру образца. Измерения в двух взаимно перпендикулярных сечениях проводят за счет
поворота шпинделя.
Отклонение от прямолинейности равно половине наибольшей разности показаний
индикатора при его перемещении.
16Б16Т1.000.000 РЭ Альбом I, лист 71
17.2.2.2. Постоянство размеров партии образцов-изделий и шероховатость
обработанных поверхностей. Испытания по ОСТ2 Н72-9-87.
Проверка 2.7. Точность шага резьбы, нарезаемой на образце-изделии.
- Поле допуска резьбы или накопленная погрешность шага резьбы;
- Шероховатость профиля резьбы.
Проверка Допуск, мкм Фактическое отклонение, мкм
Поле допуска резьбы по ГОСТ 16093 или Накопленная погрешность шага резьбы на длине 35 мм 6g 60
Шероховатость профиля резьбы Rz20 /Ст я/
Метод проверки
Образец закрепляют на станке в центрах или в патроне, после чего нарезают резьбу с
использованием микроцикла «Резьба». После чистовой обработки замеряют точность шага
резьбы. Точность резьбы проверяют предельными резьбовыми калибрами по ГОС I 2016.
Накопленную погрешность шага резьбы определяют как разность между фактическим
и теоретическим расстоянием между любыми одноименными не соседними профилями
витка резьбы в осевом сечении по линии, параллельной оси винта.
Шероховатость профиля резьбы измеряется профилографом-профилометром.
16Б16Т1 000.000 РЭ Альбом 1,лист 72
Проверка 2.9 Постоянство размеров цилиндрических образцов-изделий в пределах
одной партии.
2.9.1. Постоянство диаметра наружных поверхностей.
2.9.2. Постоянство длины наружных поверхностей.
Номера проверок Допуск, мкм Фактическое отклонение, мкм
2.9.1. 25
2.9.2. 50
Шероховатость обработанных поверхностей Ra2,5 &
Метод проверки
Образцы-изделия поочередно устанавливают на станке и обрабатывают с
использованием микроцикла «Обучение».
После чистовой обработки у каждою образца-изделия «I» в каждом поперечном
сечении (на каждой ступеньке) измеряют диаметр. Измерения производят в любых двух
взаимно перпендикулярных плоскостях.
Отклонение от постоянства диаметра определяют как разность между наибольшим и
наименьшим измеренными диаметрами на каждой шейке в пределах одной партии (5 штук).
Длины между проверяемыми торцовыми поверхностями, расположенными
перпендикулярно к оси образца-изделия, измеряют в двух точках, смещенных относительно
друг друга на угол около 180°.
Измеряют длины одной, двух и трех ступенек (15, 30 и 45 мм).
Отклонение от постоянства длины определяют как разность между наибольшей и
наименьшей измеренными длинами одноименных ступенек всех образцов-изделий в
пределах одной партии.
Шероховатость обработанных поверхностей измеряется профилографом-
профилометром.
16Б16Т1.000.000 РЭ Альбом I. лист 73
Проверка. Точность угла, прямолинейность образующей и шероховатость конической
поверхности образца после его чистовой обработки:
- Точность угла;
- Отклонение от прямолинейности образующей конуса;
- Шероховатость поверхности.
Проверка Допуск Фактическое отклонение
Точность угла 10' //
Отклонение от прямолинейности образующей конуса 0,05 мм
Шероховатость поверхности Ra2,5 ZV г, S’
Метод проверки
Заготовка устанавливается на станке. Производится ее чистовая обработка с
использованием микроцикла «Конус».
Контроль прямолинейности образующей производится на микроскопе. Допускается
использование шаблона.
Контроль шероховатости производится по образцам.
16Ы6Т 1.000.000 РЭ Альбом 1.ЛИС1 74
17.3. Общее заключение
Станок отвечает предъявленным к нему требованиям технических условий ТУ2-024-
5411-85.
На основании осмотра и проведенных испытаний станок признан годным для
эксплуатации.
Дата выпуска
16БI6T1.000.000 РЭ Альбом I. лист 75
18. СВИДЕТЕЛЬСТВО О
ЭЛЕКТРООБОРУДОВАНИЯ
ВЫХОДНОМ
КОНТРОЛЕ
Электрооборудование
Свидетельство №
Модель станка -
16Б16Т1
Станок токарный с числовым программным управлением 16Б16Т1
Порядковый номер
по системе нумерации
предприятия-изготовителя_________________________________________________
Предприятие-изготовитель ОАО «Средневолжский станкостроительный завод»
Электрошкаф (панель)
Предприятие-изготовитель - ОАО Порядковый номер по системе
«Средневолжский станкостроительный завод» нумерации предприятия-
изготовителя
Питающая сеть: напряжение 380 В; род тока — 3; частота 50 Гц
Цепь управления: напряжение 110 В; род тока - 1
Местное освещение: напряжение 24 В
Номинальный ток станка 15,5 А
Номинальный ток плавких вставок предохранителей питающей силовой цепи или
уставки тока срабатывания вводного автоматического выключателя А
Электрооборудование выполнено по:
Принципиальней Ехеме Схеме соединения шкафа управления
16Б16Т1.080.000ЭЗ 16Б16Т1.080.2.000Э4
16Б16Т1.000.000 РЭ Альбом 1,лист 76
Электродви гател и
Обозн а- чение Назначение Тип Мощное ть, кВт Момент, Нм Номин. Ток, А Ток, А
холос той ход нагру зка
1 2
Ml Двигатель главного движения АИР132 МУЗ 7.5
М2 Двигатель привода поперечных подач R88M- W85OI5F 0,85 5,39
М3 Двигатель привода продольных подач R88M- W1K815F 1.8 11.5
М4 Двигатель станции смазки станка АИР50 А2УЗ 0,09
М5 Двигатель привода пиноли АИР56 В4УЗ 0,18
Мб Двигатель насоса охлаждения АИР56 В2УЗ 0,25
М7 Двигатель станции смазки шпинделя АИР50 В2УЗ 0,12
М8 Двигатель резцедержки АИР56 В4УЗ 0,18
1. При не нагруженном станке (механизме)
2. 11ри максимальной нагрузке
Испытания повышенным напряжением промышленной
частоты 1000 В, проведено
Сопротивление изоляции проводов относительно земли:
Силовые цепи:-у Мом Цепи управления:
Мом
Электрическое сопротивление между винтом заземления и металлическими частями,
которые могут оказаться под напряжением св. 42 В, не превышает 0,1 Ом
Вывод: Электродвигатели, аппараты, монтаж электрооборудования и его испытания
соответствуют общим техническим требованиям и электрооборудованию
станков (механизмов)
Испытания провел:Подпись
16Б16Т1.000.000 РЭ Альбом I, лист 77
19. ДЕКЛАРАЦИЯ О ШУМЕ
Измерение шумового излучения
Условия для измерения уровня шума:
- Показатель акустических условий окружающей среды К1А S 4<)ЯЛ ;
- Разность между фоновым уровнем звукового давления и уровнем звукового
давления на рабочем месте оператора ДА >10 дБЛ.
На холостом ходу:
- Частота вращения шпинделя - 2500*0,8=2000 об/мин;
- Обрабатываемая деталь зажата в центрах.
При работе станка под нагрузкой:
- Вид обработки - продольное точение;
- Обрабатываемый образец - Сталь 45, D=40 мм, L=200 мм;
- Режимы резания: п=1000 об/мин; t=l мм; S=0,07 об/мин.
Уровень звука на рабочем месте измерен в соответствии с ЕН ИСО 11202 при
соблюдении следующих условий:
Параметры При работе станка
на холостом ходу под нагрузкой
Измеренный уровень звука, , дБА 78 77
Коррекция на фоновый шум, К1л, дБА 0
Локальная коррекция на акустические условия в контрольной точке, Кзл, дБА 1,1
Эквивалентный уровень звука, LpA , дБА 77 76
Допустимый уровень звука на рабочем месте оператора, дБА 80
Уровни звуковой мощности определены в соответствии с методом измерения по
огибающей поверхности, указанном в ЕН ИСО 3746, при соблюдении следующих условий:
- Измерения уровня звука станка проводится на расстоянии 1 м от источника
звука;
- Число точек измерения - 5, в соответствии с ЕН ИСО 3746.
Эквивалентный уровень звука, L,xt 1 Точки измерения [ 1 78
2 78
3 4 5 77 75 77
Средний эквивалентный уровень звука по измерительной поверхности, LpA , дБА 77
Коррекция на фоновый шум, К1А, дБА 0
Показатель акустических условий окружающей среды, К2А, дБА 5,5
Средний эквивалентный уровень звука по измерительной^повсрхности с учетом коррекции на фоновый шум и акустические условия, , дБА 73
Корректированный уровень звуковой мощности £н., дБА 90
Допускаемый корректированный уровень звуковой мощности, дЬА 99 ~[
16Б16Т 1.000.000 РЭ Альбом 1,лист 78
20. СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ
Свидетельство о консервации распространяется на токарно-винторезный станок класса
точности П модели 16Б16Т1.
Модель XZ'AzZ/Z
Заводской No
Станок подвергну! консервации согласно требованиям, предусмотренным
действующими нормативно-техническими документами.
Дата консервации
20Г/г-
Срок защиты без переконсервации - 6 месяцев
Категория условий хранения (ГОСТ 15150) - 1
Временная противокоррозионная защита (консервация) по ГОСТ 9.014, ОСТ2 Н89-30:
• для станка - вариант защиты ВЗ-1, вариант упаковки - ВУ-1;
• для оперативной системы управления - вариант защиты - ВЗ-10, вариант
упаковки -ВУ-4 или ВУ-5.
Консервацию произвел _
Станок после консервации принял
16Б16TI.000.000 РЭ Альбом 1.ЛИСТ 79
21. СВИДЕТЕЛЬСТВО ОБ УПАКОВКЕ
Свидетельство об упаковке распространяется на токарно-винторезный станок класса
точности П модели 16Б16Г1.
Модель
заводской №______________________
Станок упакован согласно установленным требованиям.
Дата упаковки
20^^.
Упаковку произвел___________________________________________
Принял
16Ы 6Т1.000 000 РЭ Альбом I, лист 80
22. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Завод-изготовитель гарантирует соответствие станка требованиям технических условий
при соблюдении потребителем условий эксплуатации станка, транспортирования, хранения и
упаковки.
Срок гарантии - 12 месяцев.
Начало гарантийного срока исчисляется со дня ввода в эксплуатацию, но не позднее 6
месяцев - для действующих и 9 месяцев - для строящихся предприятий с момента прибытия
станка на станцию назначения или с момента получения его на складе завода-изготовителя.
При поставке станка на консигнацию или в демоне [рационный зал срок гарантии исчисляется
со дня его реализации.
При согласовании гарантийный срок определяется договором поставки.
16Б16Т1 ООО 000 РЭ Альбом I, лист 81
ПРИЛОЖЕНИЕ (справочное)
Ссылочные нормативные документы
Обозначение документа Наименование документа
1 2
ГОСТ 2.601-2006 Единая систем конструкторской документации. Эксплуатационные документы.
ГОСТ 8-82 Станки металлорежущие. Общие требования к испытаниям на точность.
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования.
ГОСТ 12.2.009-99 Станки металлообрабатывающие. Общие требования безопасности.
ГОСТ 831-75 Подшипники шариковые радиально-упорные однорядные. Типы и основные размеры.
ГОСТ 613-79 Бронзы оловянные литейные. Марки.
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия.
ГОСТ 1284.1-89 Ремни приводные клиновые нормальных сечений. Основные размеры и методы контроля.
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки.
ГОСТ 1414-75 Прокат из конструкционной стали высокой обрабатываемости резанием. Технические условия.
ГОСТ 2016-86 Калибры резьбовые. Технические условия.
ГОСТ 2675-80 Патроны самоиентирующие трехкулачковые. Основные размеры.
ГОСТ 2991-85 Ящики дощатые неразборные дтя трудов массой до 500 кг. Общие технические условия.
ГОСТ 3025-78 Клинья к инструменту' с коническим хвостовиком. Конструкция и основные размеры.
ГОСТ 4060-78 Подшипники роликовые игольчатые с одним наружным штампованным кольцом. Технические условия.
ГОСТ 4543-71 Прокат из дотированной конструкционной стали. Технические условия.
ГОСТ 5950-2000 Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия.
ГОСТ 6267-74 Смазка ЦИАТИМ-201. Технические условия.
ГОСТ 7242-81 Подшипники шариковые радиальные однорядные с защитными шайбами. Технические условия.
ГОСТ 7599-82 Станки металлообрабатывающие. Общие технические условия.
ГОСТ 7872-89 Подшипники упорные одинарные и двойные. 1 ехническне условия.
16Ы6Т1.000.СЮО РЭ Альбом I, лист 82
1 Продолжение приложения 2
ГОСТ 8338-75 Подшипники шариковые радиальные однорядные. Основные размеры.
ГОСТ 8742-75 Центры станочные вращающиеся. Типы и основные размеры.
ГОСТ 8752-79 Манжеты резиновые армированные для валов. Технические условия.
ГОСТ 9833-73 Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических устройств. Конструкция и размеры.
ГОСТ 10198-91 Ящики деревянные для грузов массой св. 200 до 20000 кг. Общие технические условия.
ГОСТ 12593-93 Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств. Основные и присоединительные размеры.
ГОСТ 13214-79 Центры упорные. Конструкция.
ГОСТ 13598-85 Втулки переходные для крепления инструмента с коническим хвостовиком. Конструкция и размеры.
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды.
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнею Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение.
ГОСТ 16093-2004 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором.
ГОСТ 17199-88 Отвертки слесарно-монтажные. Технические условия.
ГОСТ 17437-81 Фильтры-влагоотделитсли воздушные. Технические условия.
ГОСТ 18097-93 Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
ГОСТ 18322-78 Система технического обслуживания и ремонта техники. Термины и определения.
ГОСТ 19853-74 Прссс-масленки. Технические условия.
ГОСТ 20799-88 Масла индустриальные. Технические условия
ГОСТ 21251-85 Пневмораспределители пятнлинейные золотниковые. Технические условия.
ГОСТ 21324-83 Пневмоклапаны обратные на Рном.=1МПа (10 кгс/с.м*). Технические условия.
ГОСТ 21608-76 Станки токарные с числовым программным управлением. Основные параметры и размеры.
ГОСТ 22267-76 Станки металлорежущие. Схемы и способы измерений геометрических параметров.
ГОСТ 23170-78 Упаковка для изделий машиностроения. Общие требования.
ГОСТ 24351-80 Патроны токарные самоцентрирующие трех- и двухкулачковые клиновые и рычажно-клиновые. Основные размеры.
ГОСТ 31169-2003 (ИСО 11202:1995) Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Ориентировочный метод измерений на месте установки.
16Ы6Т1 000.000 РЭ Альбом I, лист 83
Продолжение приложения
ГОСТ Р 51402-99 (ИСО 3746-95) Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражаюшей плоскостью.
ГОСТ Р ЕН 12415-2006 Безопасность металлообрабатывающих станков. Станки токарные с числовым.программным управлением и центры обрабатывающие токарные.
ГОСТ Р МЭК 60204-1-2007 Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования.
ОСТ2 Н72-9-87 Полуавтоматы токарные. Нормы точности.
ОСТ2 Н89-30-79 Временная противокоррозионная зашита изделий. Общие технические требования.
ТУ 2-053-1316-77 Маслораспылители однократного распыления В44-1
ТУ 2-053- 0224842-014-89 Пневмоклапан редукционный П-КРМ
ТУ 37.006.107-80 Подшипники шариковые и роликовые классов точности 4 и 2 для высокоточных металлорежущих станков. Технические условия.
ТУ 38.1011191-97 Масла индустриальные И-Л-С
ТУ 38-101672-77 Масла индустриальные для направляющих скольжения серии инсп
16Б16Т1.000.000 РЭ Альбом 1, лист 84