/





































































Текст
Е. А. ЧУДАКОВ, Я. Э. МАЛАХОВСКИЙ
АТЛАС КОНСТРУКЦИИ
СОВЕТСКИХ АВТОМОБИЛЕЙ
ЧАСТЬ 111
ДВИГАТЕЛИ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
МОСКВА 1950
В третью часть Атласа конструкций советских автомобилей вошли автомобильные
двигатели ЗИС-110 и ЯАЗ-204.
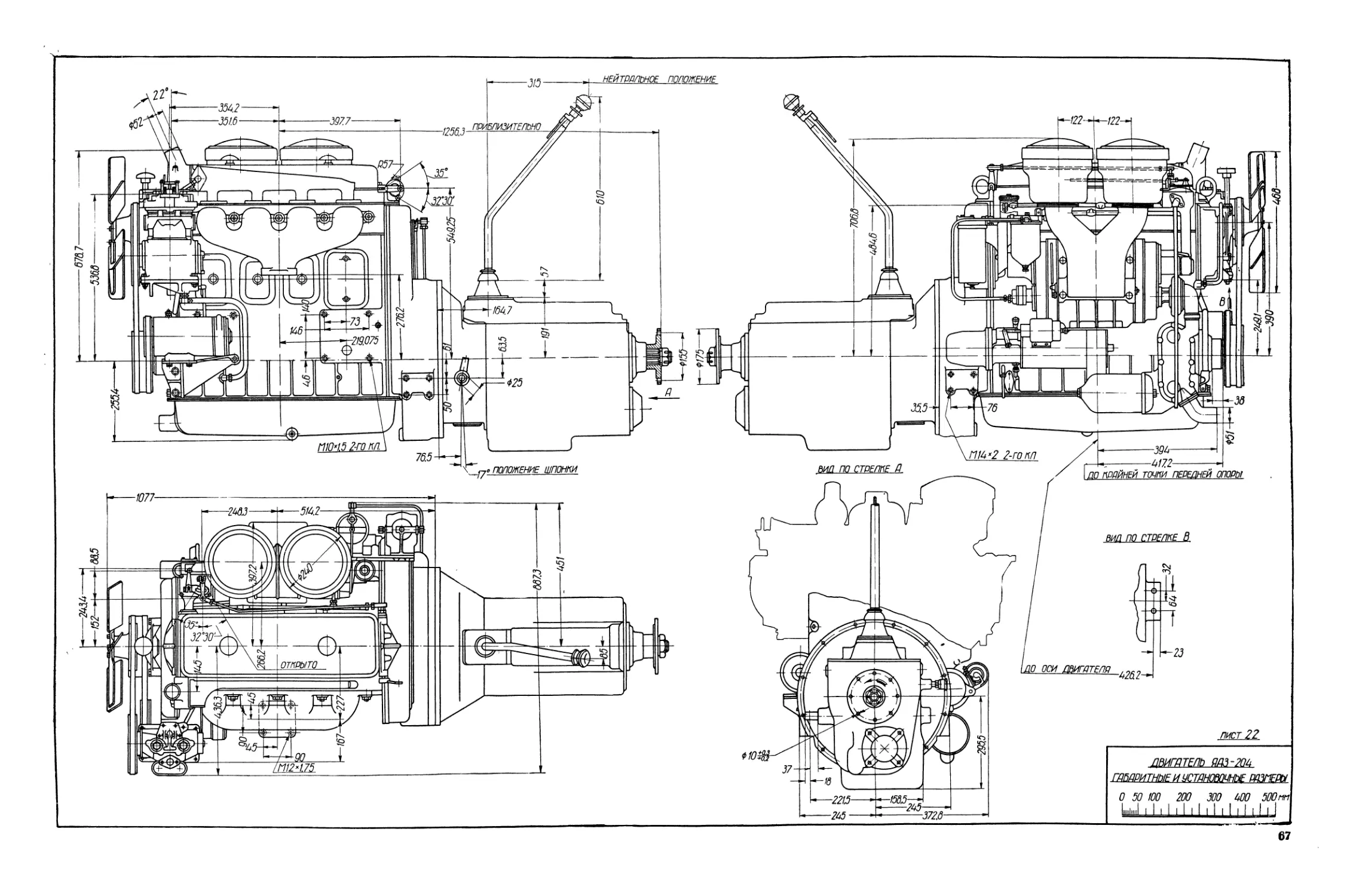
Двигатели представлены чертежами общих видов, продольных и поперечных разрезов,
чертежами агрегатов и узлов. Посадочные места даны сечениями, на которых приводятся
номинальные размеры с допусками и наибольшими отклонениями.
В текстовой части атласа приведены технические характеристики двигателей и данные
по металлам и термообработке деталей.
Атлас предназначается для конструкторов и технологов заводов, для работников
авторемонтных и автоэксплоатационных предприятий.
Рецензент проф. Ю. А. Степанов
Ответственный редактор иною. И. С. Лунев
Главная редакция литературы по автотракторной промышленности
Зав. редакцией инж. В. В. БРОКШ
ПРЕДИСЛОВИЕ
Огромный опыт, накопленный нашими заводами в процессе создания различных типов
автомобилей, должен быть использован как при проектировании, так и при
совершенствовании уже эксплоатирующихся конструкций.
Помимо принципиальных вопросов, конструктор в процессе проектирования должен
решить ряд задач, связанных с выбором наиболее рациональных форм деталей, установить
их номинальные размеры, назначить посадки и допуски.
Систематизированный и обобщенный материал по выполненным и проверенным в
производстве и эксплоатации конструкциям является совершенно необходимым пособием для
проектных работ.
Таким пособием и является предлагаемый „Атлас конструкций советских
автомобилей", в III часть которого вошли автомобильные двигатели ЗИС-110 и ЯАЗ-204.
Для полного освещения истории развития советских автомобильных двигателей и
для помощи автомобильным предприятиям, во II часть атласа, вышедшую ранее, были
включены некоторые модели, которые сейчас уже не производятся (ГАЗ-А, ГАЗ-11, ЗИС-5),
но еще определеннее время будут находиться в эксплоатации. Что касается двигателя
автомобиля ЗИС-101 то, по не зависящим от авторов причинам, поместить его не
представилось возможным.
Таким образом II и III части атласа дают полное представление о развитии советских
автомобильных двигателей вплоть до 1949 г.
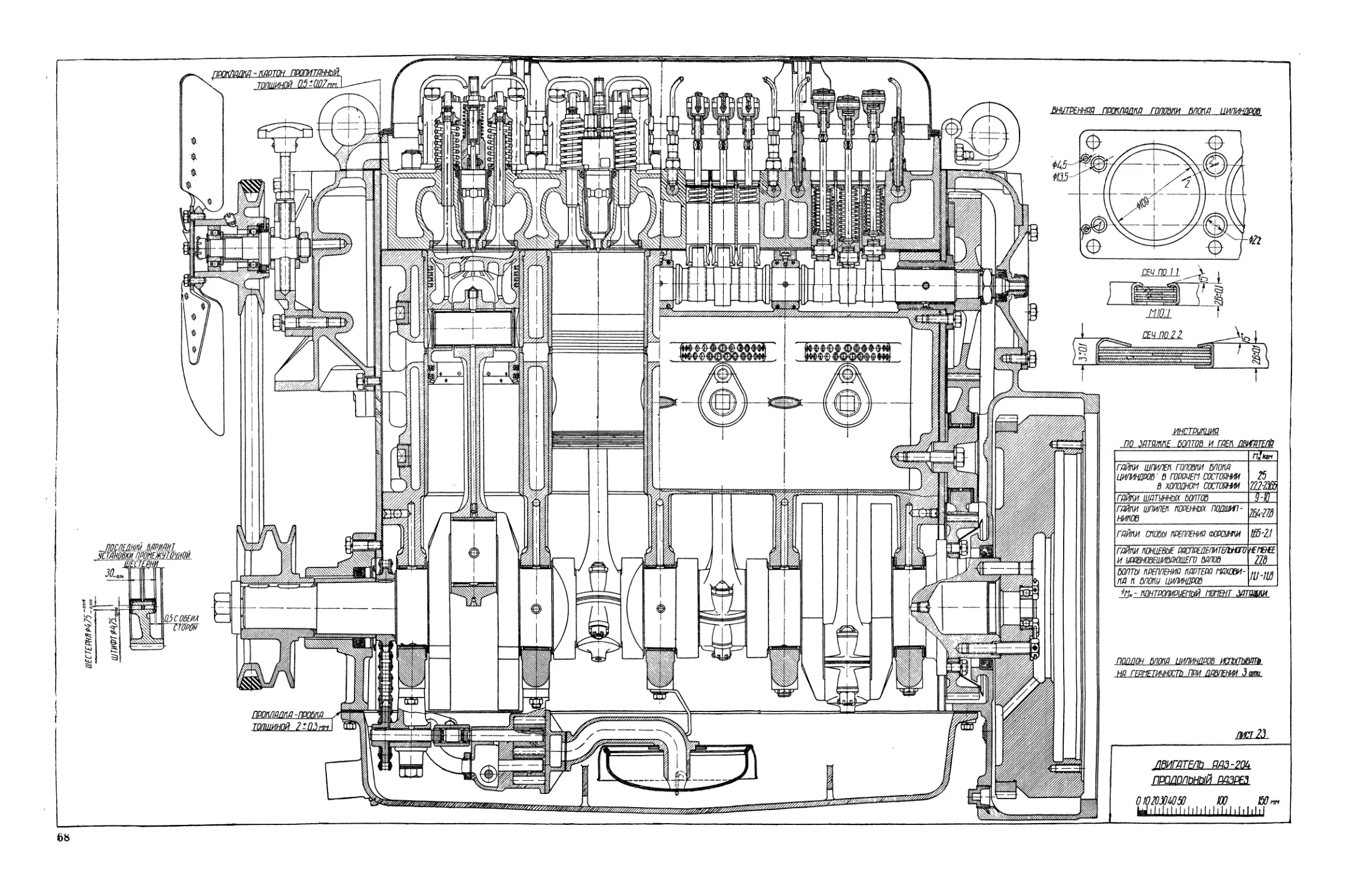
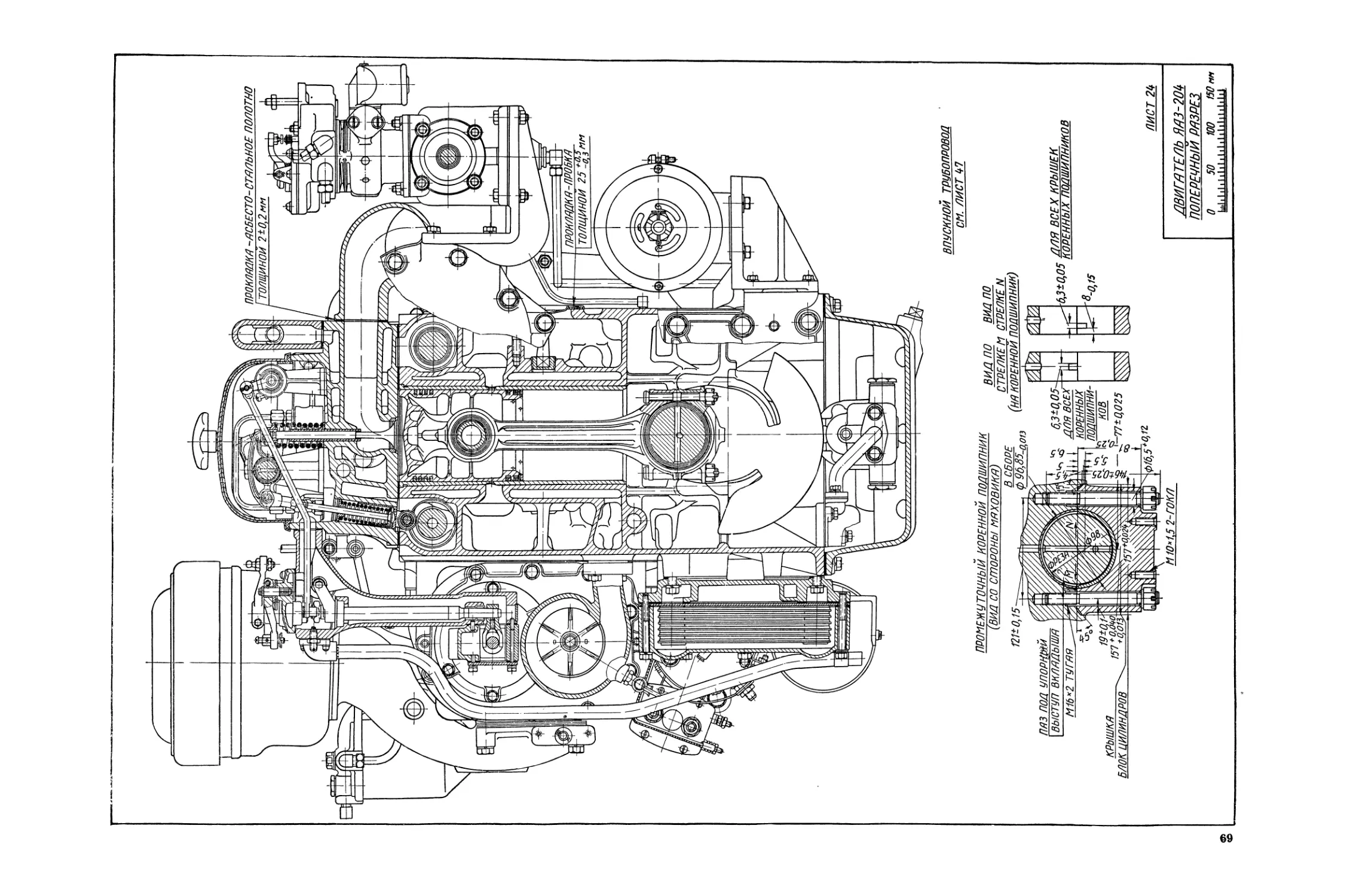
Так же, как и в предыдущих частях атласа, приводятся чертежи общих видов и
узлов двигателя; на чертежах отдельных узлов даны сечения, на которых приводятся
размеры сопрягаемых деталей, допуски, зазоры и натяги, а также и основные технические
условия, относящиеся к сборке и регулировке.
В этой части атласа расширены сведения, касающиеся геометрии деталей
(параллельности, перпендикулярности, соосности и т. п.).
На всех чертежах атласа даны масштабные линейки, построенные в соответствии с
основными проекциями, расположенными на чертеже. Для того, чтобы этой же линейкой
можно было пользоваться для разрезов, выполненных на том же листе, но в другом
масштабе, под последними указывается масштаб по отношению к линейке.
Поскольку при создании атласа данные технической документации заводов (размеры,
посадки, технические условия) были использованы без изменений, то на некоторых
чертежах посадочные размеры приведены не в виде номинального размера с допусками, а в
виде двух предельных размеров.
Сечения, имеющие небольшие размеры, приведены в увеличенном виде.
Для удобства распознавания размеров, относящихся к валу и отверстию, размеры
валов имеют стрелки, направленные наружу, а размеры отверстий — стрелки,
направленные внутрь.
Даннье по некоторым металлам приведены не по ГОСТ, а по принятой на заводе
номенклатуре. Сведения о неметаллических деталях (изготовленных из резины, картона
и т. п.) приведены непосредственно на чертежах.
Наименования параметров шестерен в основном приводятся в соответствии с
ОСТ
ВКС
8089,
а эвольвентных шлицев — в соответствии с ведомственной нормалью Н-481-47
Министерства автомобильной и тракторной промышленности.
Считая весьма актуальным увязку размеров по коленчатому валу, блоку цилиндров
и механизму газораспределения, нами даны отдельные чертежи (схемы), на которых эти
детали даются в сборе.
Авторы приносят благодарность инж. И. С. Луневу, инж. Г. А. Гаспарянцу и Ю. Н.
Безпковичу, оказавшим помощь в подборе и оформлении большого графического материала,
и инж. А. Д. Абрамовичу за его ценные указания по техническим характеристикам двигателей.
АВТОРЫ
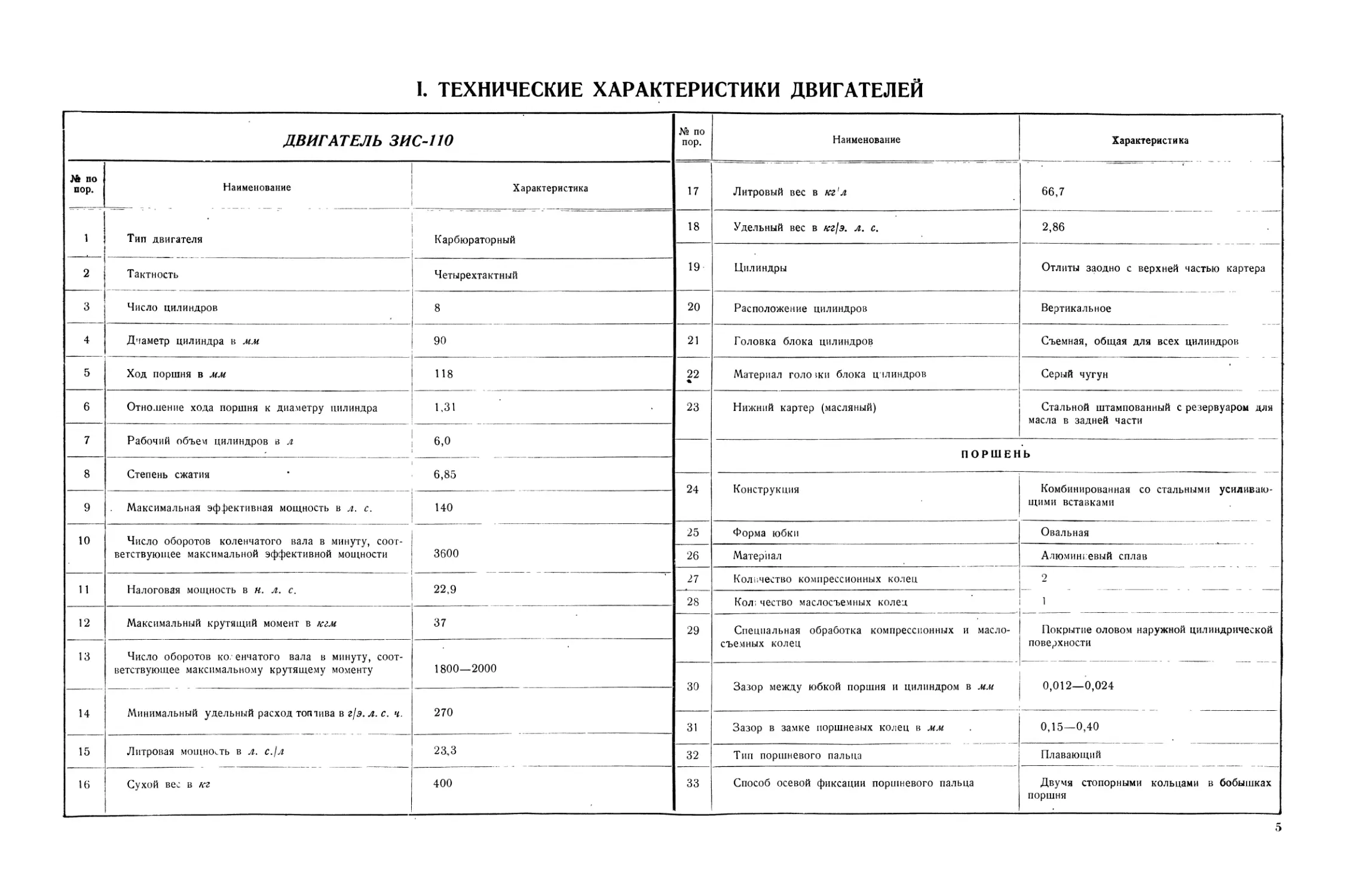
I. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДВИГАТЕЛЕЙ
ДВИГАТЕЛЬ ЗИС-110
№ по
пор.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Наименование
Тип двигателя
Тактность
Число цилиндров
Диаметр цилиндра в мм
Ход поршня в мм
Отношение хода поршня к диаметру цилиндра
Рабочий объем цилиндров в л
Степень сжатия
Максимальная эффективная мощность в л. с.
Число оборотов коленчатого вала в минуту,
соответствующее максимальной эффективной мощности
Налоговая мощность в н. л. с.
Максимальный крутящий момент в кгм
Число оборотов ко: енчатого вала в минуту,
соответствующее максимальному крутящему моменту
Минимальный удельный расход тотива в г\э. л. с. ч.
Литровая мощность в л. с.\л
Сухой вес в кг
Характеристика
Карбюраторный
Четырехтактный
8
90
118
1,31
6,0
6,85
140
3600
22,9
37
1800—2000
270
23,3
400
№ по
пор.
17
18
19
20
21
22
■%.
23
24
25
26
27
28
29
30
31
32
33
Наименование
Литровый вес в кг1 л
Удельный вес в кг\э. л. с.
Цилиндры
Расположение цилиндров
Головка блока цилиндров
Материал голо жи блока цчлиндров
Нижний картер (масляный)
Характеристика
66,7
2,86
Отлиты заодно с верхней частью картера
Вертикальное
Съемная, общая для всех цилиндров
Серый чугун
Стальной штампованный с резервуаром для
масла в задней части
ПОРШЕНЬ
Конструкция
Форма юбки
Материал
Количество компрессионных колец
Количество маслосъемных колец
Специальная обработка компрессионных и масло-
съемных колец
Зазор между юбкой поршня и цилиндром в мм
Зазор в замке поршневых колец в мм
Тип поршневого пальца
Способ осевой фиксации поршневого пальца
Комбинированная со стальными
усиливающими вставками
Овальная
Алюминиевый сплав
2
1
Покрытие оловом наружной цилиндрической
поверхности
0,012 0,024
0,15 0,40
Плавающий
Двумя стопорными кольцами в бобышках
поршня
№ по
цор.
34
35
36
37
38
39
40
41
42
43
44
45
46
47
Наименование
ШАТУН
Профиль стержня
Верхняя головка
Нижняя голонка
Характеристика
Двутавровый, с центральным каналом для
подачи масла к поршневому пальцу
Цельная, с двумя втулками из оловянистой
бронзы
Разъемная, с биметаллическими вкладышами
КОЛЕНЧАТЫЙ ВАЛ
Расположение и наличие противовесов
Коренные подшипники
Осевая фиксация
Тип гасителя крутильных колебаний
На 9 опорах с привертываемыми
противовесами
С биметаллическими вкладышами
Упорными шайбами у 5-го коренного
подшипника
Фрикционный
ГАЗОРАСПРЕДЕЛЕНИЕ
Тип газораспределения
Расположение клапанов
Привод клапанов
Тип толкателя
Регулировка теплового зазора в приводе клапанов
Подъем впускного клапана в мм
Наименьший диаметр горловины седла впускного
клапана в мм
-Клапанное
Нижнее
Толкателями
Гидравлический
Зазор отсутствует, компенсация происходит
автоматически
8,675
40
№ по
пор.
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
Наименование
Подъем выпускного клапана в мм
Наименьший диаметр горловины седла выпускного
клапана в мм
Седло выпускного клапана
Количество выпускных клапанов на цилиндр
Расположение распределительного вала
Число опор распределительного вала
Осевая фиксация распределительного вала
Привод распределительного вала
Начало открытия впускного клапана
Конец закрытия впускного клапана
Продолжительность открытия впускного клапана
Начало открытия выпускного клапана
Конец закрытия выпускного клапана
Продолжительность открытия выпускного клапана
Продолжительность одновременного открытия
впускного и выпускного клапанов
Характеристика
8,675
33,5 1
Изготовлено механической обработкой
блока цилиндров
1
Обычное, с правой стороны двигателя
8
Специальным фланцем, закрепленным между
распределительной шестерней и первой опорой
распределительного вала
Бесшумной цепью от коленчатого вала
28°26' до в. м. т.
109°34' после в. м. т.
318°
71°04' до в. м. т.
67°04' после в. м. т.
318°08'
95°30'
№ по
пор.
63
64
65
66
67
68
69
70
71
72
73
74
75
Наименование
Характеристика
СИСТЕМА ПИТАНИЯ
Топливо
Подача топлива к карбюратору
Фильтрация топлива
Тип карбюратора
Марка карбюратора
Способ компенсации смеси
Тип диффузора
Приспособление, прекращающее подачу топлива
через главный жиклер при резком закрывании
дроссельной заслонки
Насос-ускоритель
Поплавковая камера
Производительность жиклеров в смъ\мпн
а) главный жиклер без иглы
б) главный жиклер с иглой соответственно в трех
положениях
в) распылитель жиклера холостого хода
г) воздушный жиклер холостого хода
Управление воздушной заслонкой
Вес поплавка в сборе с рычажком в г
Специальный автомобильный бензин А74
с октановым числом не ниже 74 по ГОСТ
2084-48
Диафрагме иным бензонасосом с приводом
от эксцентрика распределительного вала
Пластинчатым фильтром-отстойником
С падающим потоком и двумя
смесительными камерами, каждая из которых питает 4
цилиндра двигателя
МКЗ-ЛЗ
Иглой переменного сечения, установленной
в главном жиклере
Тройной
С вакуумным управлением
С механическим управлением
Одна на обе смесительные камеры
1100 ±50
600 -Ы0; 500 -Ь 20; 460-4-20.
135-Ь2
357 + 10
Автоматическое, в зависимости от
теплового режима двигателя
16,5±0,5
№ по
пор.
76
77
78
79
80
81
82
83
84
85
86
87
88
89
Наименование
Тип воздухоочистителя
1 лушитель шума всасывания
Регулятор числа оборотов
Подогрев горючей смеси
Характеристика
С двумя фильтрующими элементами и
масляным резервуаром
Имеется
Отсутствует
Отработавшими газами; регулируется
автоматически
Количество впускных каналов 4
Количество выпускных каналов
8
СИСТЕМА ОХЛАЖДЕНИЯ
Система охлаждения
Герметичная с принудительной циркуляцией
воаы
Емкость системы охлаждения (с системой
отопления кузова) в л
Удельная емкость системы охлаждения в л\л. с.
Тип радиатора
Приспособление для уменьшения охлаждающей
поверхности радиатора
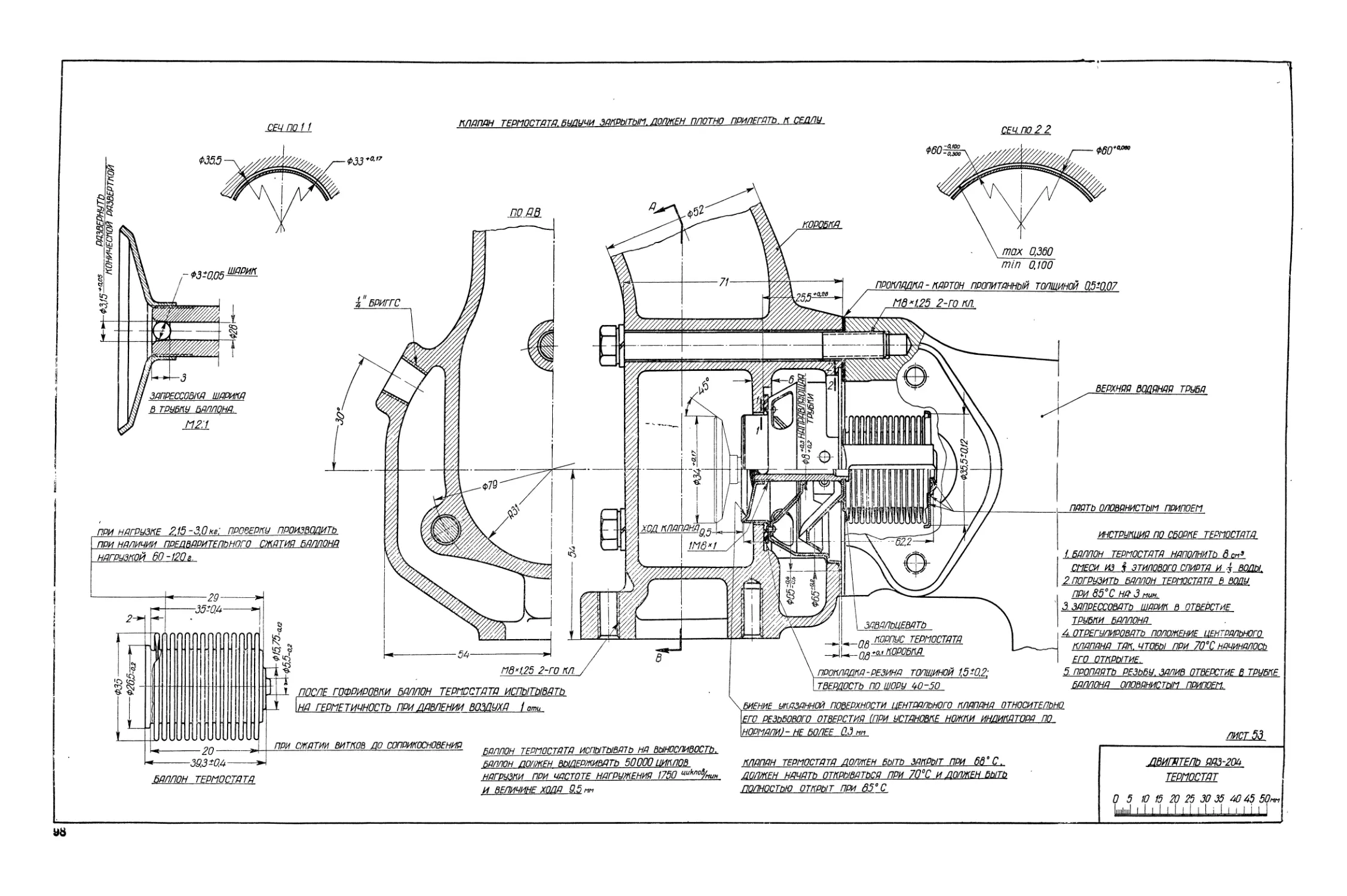
Типы термостатов
18,о
0,132
Трубчато-пластинчатып
Створки, автоматически регулирующиеся
специальным термостатом
Гармошечные; один установлен в патрубке
головки блока цилиндров, другой—в верхнем
бачке радиатора для управления створками
Начало открытия клапана водяного термостата
Конец открытия клапана водяного термостата
!
67° С
85° С
№ по
пор.
90
91
92
93
94
' 95
96
97
98
99
100
101
102
103
104
105
106
Наименование
Контроль за температурой воды
Тип водяного насоса
Привод водяного насоса
. Передаточное число привода водяного насоса
Характеристика
Термометром дистанционного типа
Центробежный
От коленчатого вала клиновидным ремнем
0,98
СИСТЕМА СМАЗКИ
Система смазки
Емкость системы смазки в л
Удельная емкость системы смазки в л\л. с.
Давление в масляной магистрали в кг\смг
Регулирование давления масла
Контроль за давлением масла в магистрали
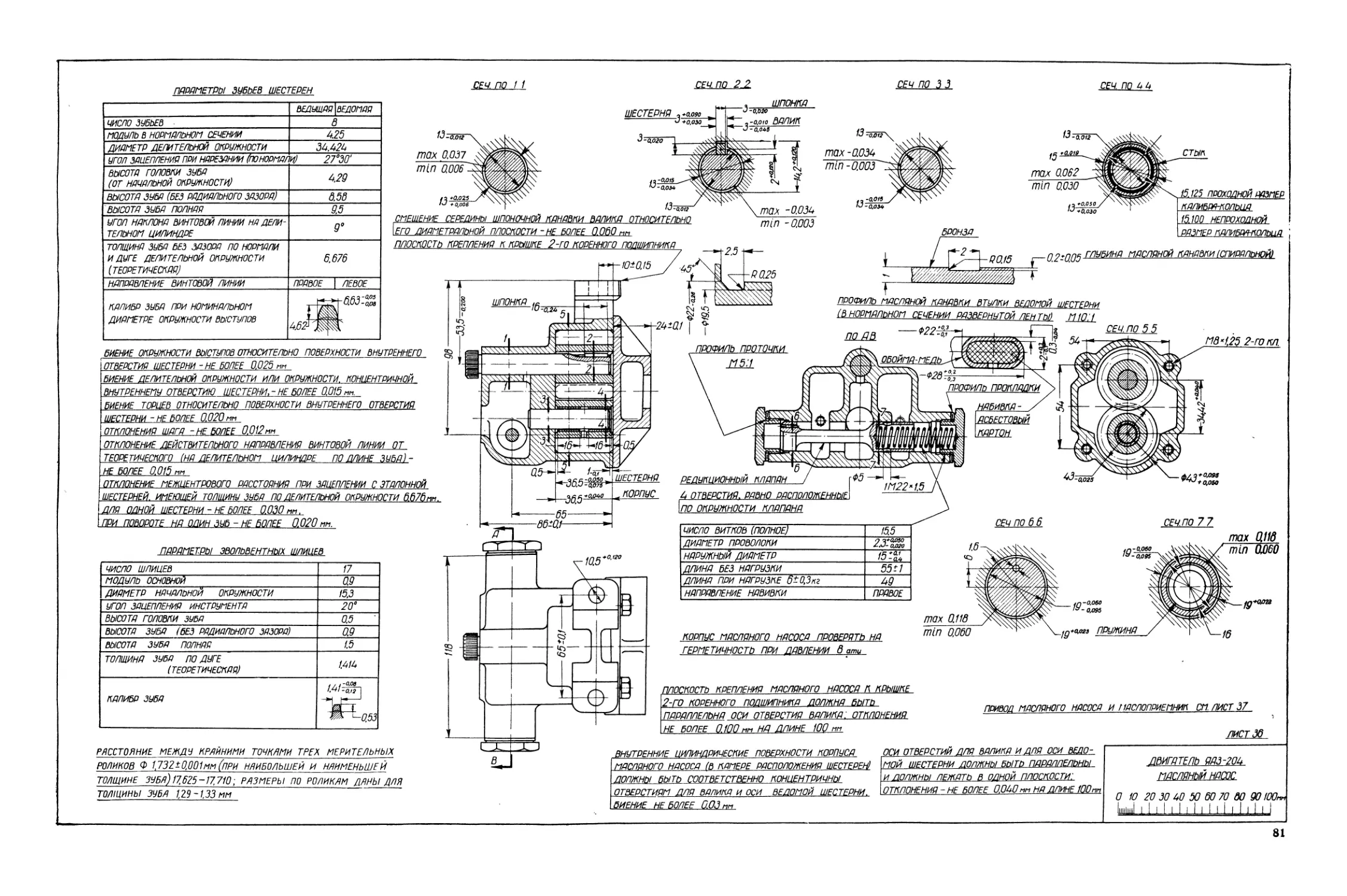
Тип масляного насоса
Привод масляного насоса
Передаточное число привода масляного насоса
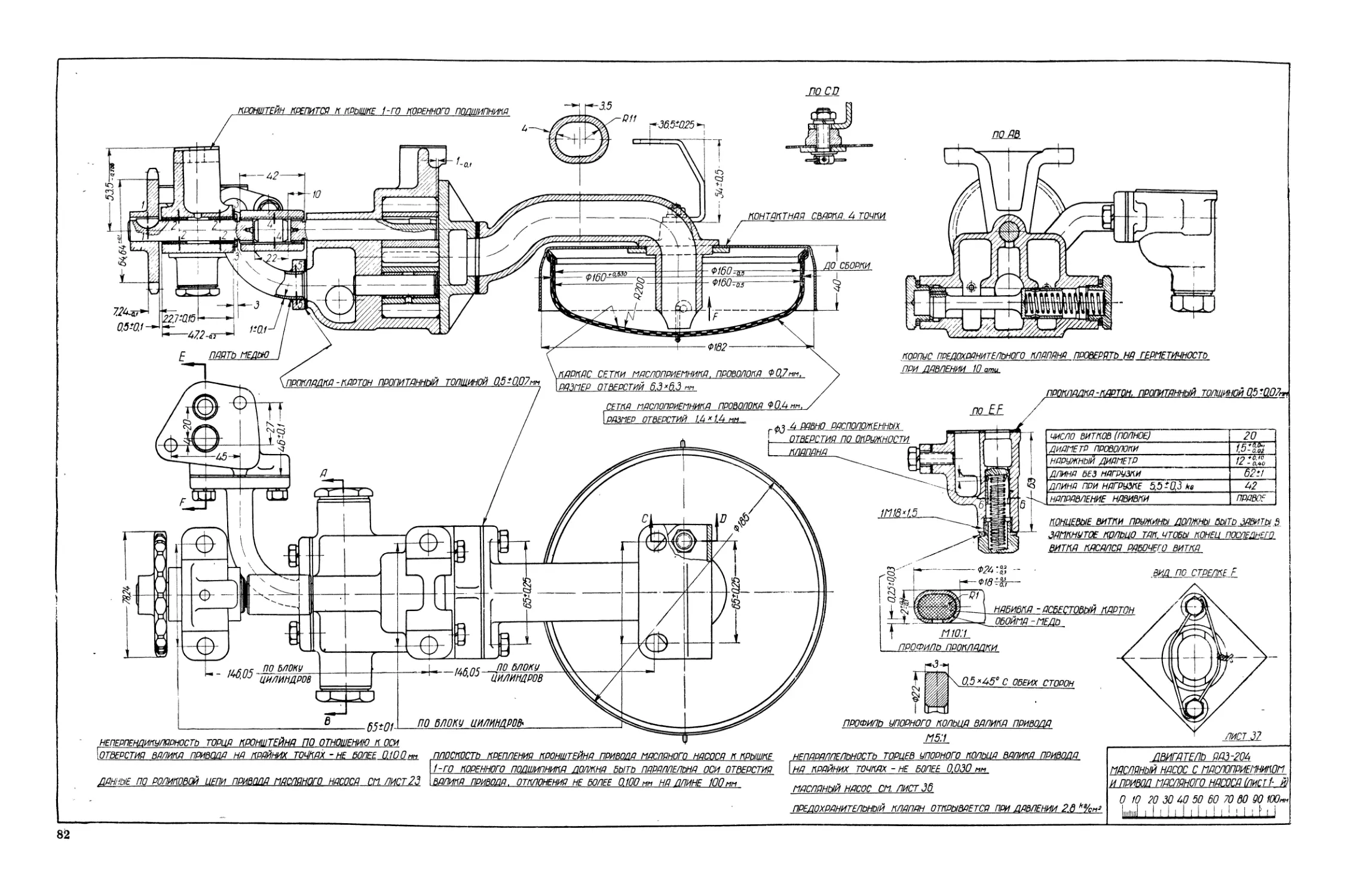
Тип маслоприемника
Фильтрация масла
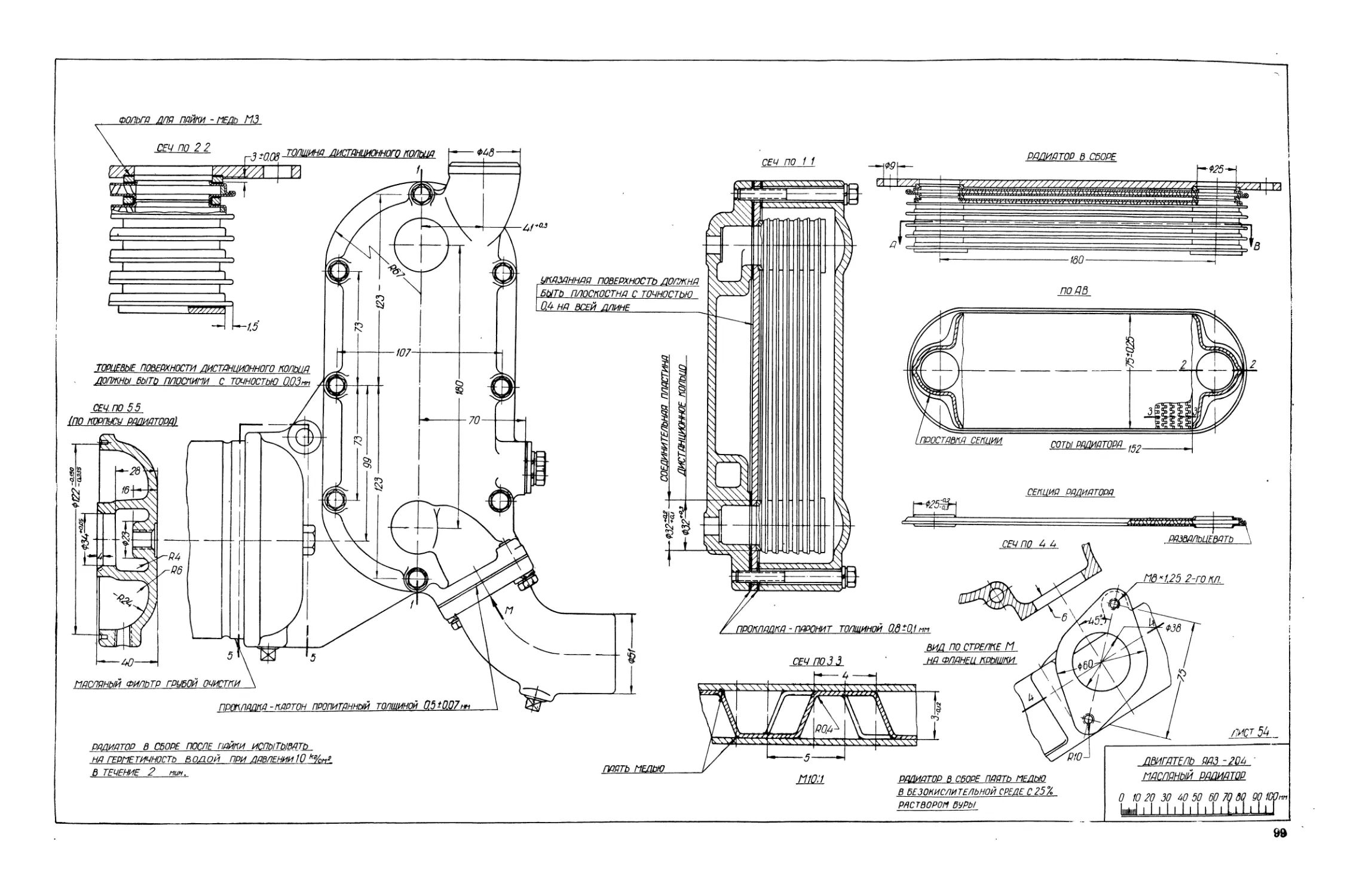
Охлаждение масла
Вентиляция картера
Комбинированная
7,0
0,05
2,5—3,0
Редукционным клапаном
Электрическим манометром
Шестеренчатый
Винтовыми шестернями от
распределительного вала
1,0
Плавающий
.
Двойная; грубая очистка всего масла и
тонкая очистка — части
Отсутствует
Принудительная
№ по
пор.
107
108
109
ПО
111
112
113
114
,115
116
117
118
119
120
121
122
123
Наименование
Характеристика
ЭЛЕКТРООБОРУДОВАНИЕ
Напряжение системы электрооборудования в в
Порядок зажигания
Регулирование угла опережения зажигания
Диапазоны изменения ywia опережения зажигания а°
для регулятора:
центробежного
вакуумного
ручного
Марка свечей
Марка генератора
Мощность генератора и вт и развиваемое
напряжение в в
, Тип аккумуляторной батаре i
Емкость аккумуляторной батареи в а-ч
Марка реле-регулятора напряжения
Марка прерывателя-распределителя
Марка катушки зажигания
Марка стартера
Мощность стартера в л. с.
Способ включен.ш шестерни стартера
Передаточное число привода «стартера
Подвеска двигателя
. 6
16 2 5 8 3 7 4
Автоматическое — центробежно-вакуумньш
регулятором и ручное — октан-корректором
11-4-0,5,
5,5 4-0,5,
±6
Т7-11А
Г-16
210'6
З-СТЭА-150
150
РР-11
Р-22
Б-15
СТ-10
1,2
Принудительный механический с муфтой
свободного хода
14,4
На резиновых подушках в трех точках —
одна спереди и две сзади
8
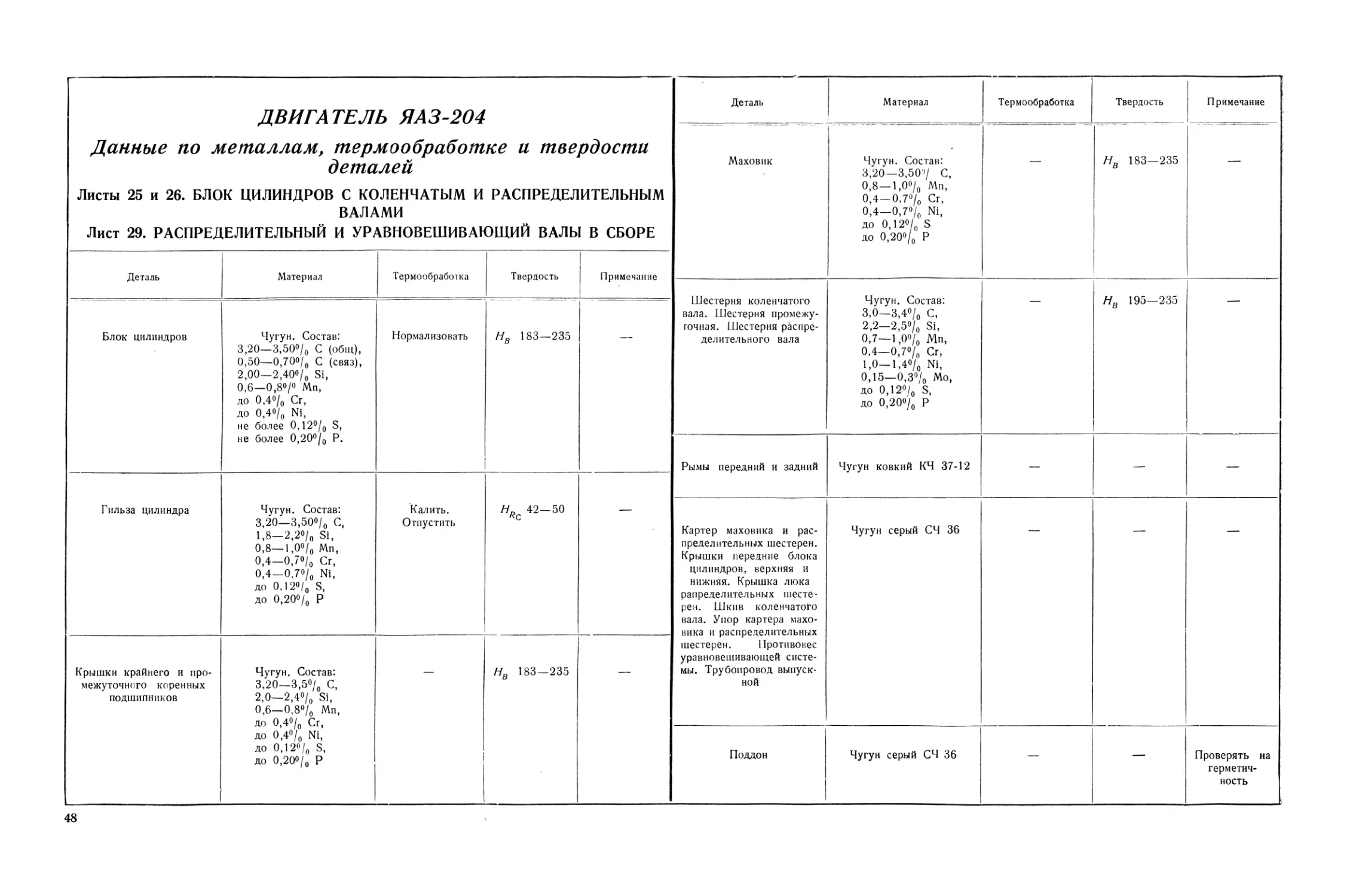
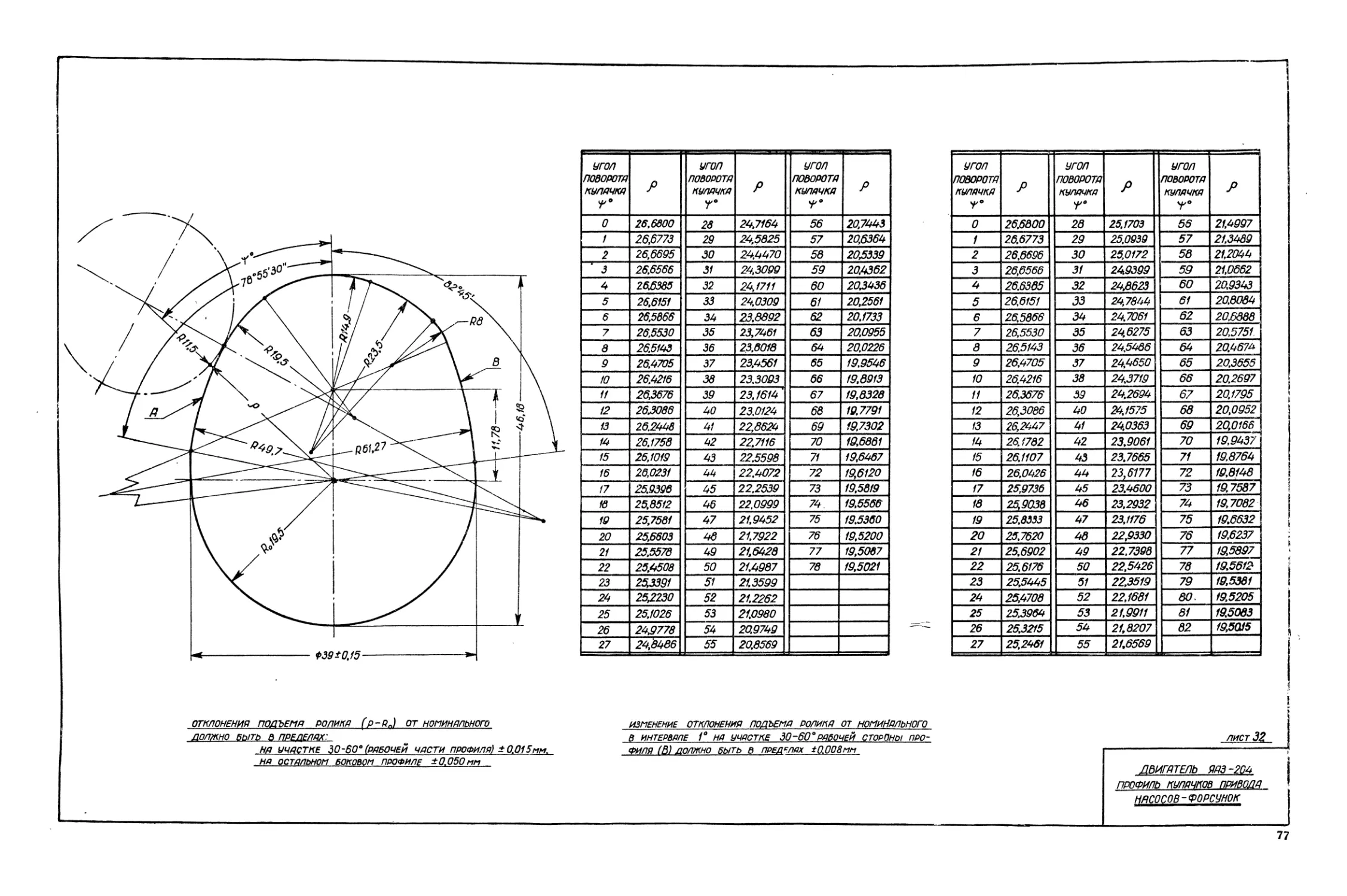
ДВИГАТЕЛЬ ЯАЗ-204
№ ПО
пор.
1
2
3
4
5
6
7
8
9
10
И
12
13
14
15
16
17
18
Наименование
Тип двигателя
Тактность
Число цилиндров
Диаметр цилиндра в мм
Ход поршня в мм
Отношение хода поршня к диаметру цилиндра
Рабочий объем цилиндров в л
Степень сжатия
Максимальная эффективная мощность в л. с.
Число оборотов коленчатого вала в минуту,
соответствующее максимальной эффективной мощности
Налоговая мощность н. л. с.
Максимальный крутящий момент в кгм
Число оборотов коленчатого вала в минуту,
соответствующее максимальному крутящему моменту
Минимальный удельный расход топлива
в г/э. л с. ч.
Литровая мощность в л. с./л
Сухой вес в кг
Литровый вес в кг\л
Удельный вес кг/э. л. с.
Характеристика
Дизель с прямоточной продувкой
2
4
108
127
1,17
4,65
16
НО
2000
17,7
48
1200
205
23,7
750
161,5
6,81
№ по
пор.
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
Наименование
Характеристика
ЦИЛИНДРЫ
Расположение
Наличие и тип гильз в цилиндрах
Головка блока цилиндров
Материал головки блока цилиндров
Нижний картер (масляный)
Вертикальное, отлиты заодно с верхней
частью картера
Сухие, из легированного чугуна,
термически обработанные
Съемная, общая для всех цилиндров
Легированный чугун
Литой
ПОРШЕНЬ
Конструкция
Форма юбки
Материал
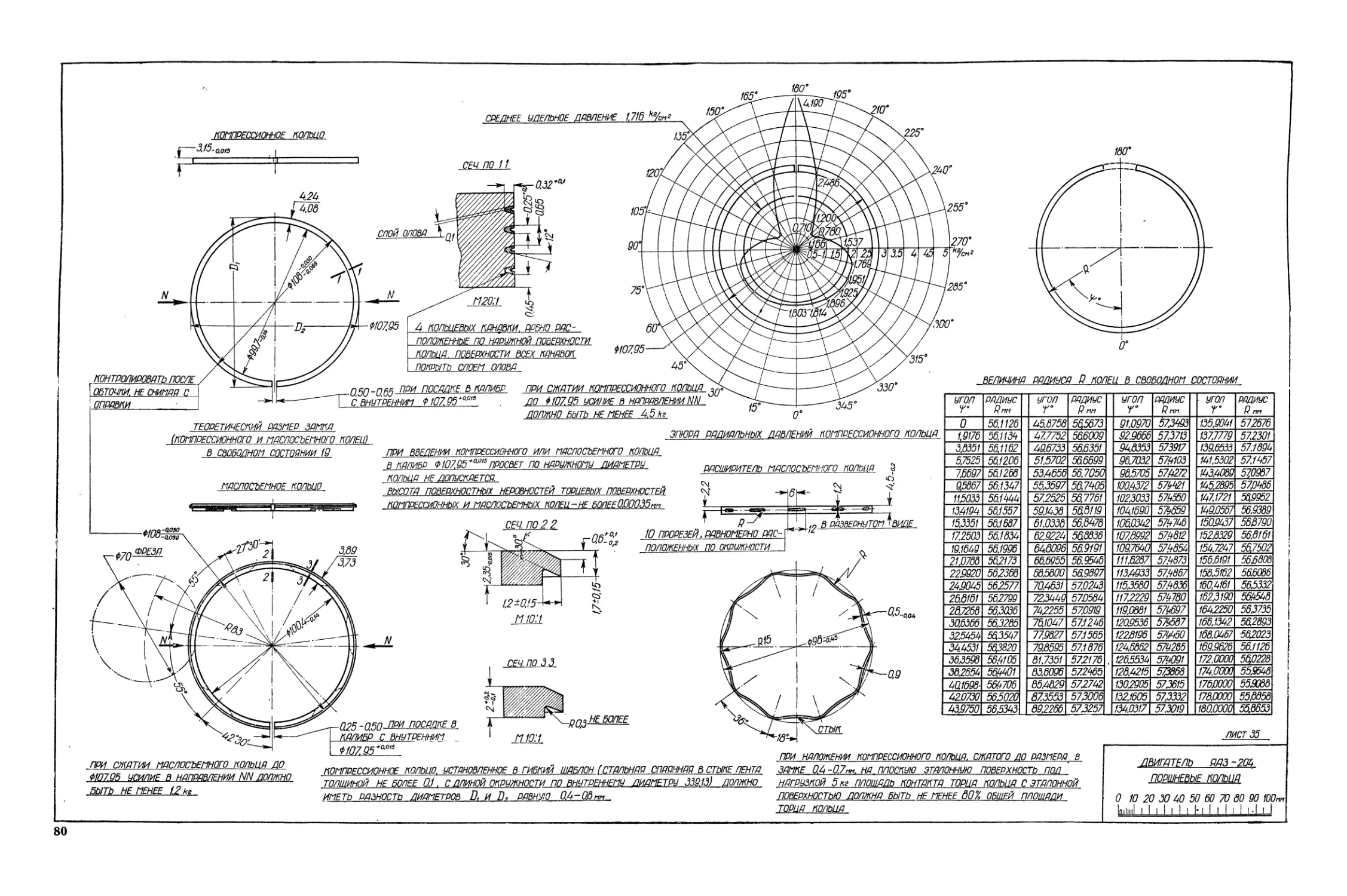
Количество компрессионных колец
Специальная обработка компрессионных колец
Маслосъемные кольца
Специальная обработка маслосъемных колец
Зазор между юбкой поршня и цилиндром в мм
Зазор в замке поршневых колец в мм
Тип поршневого пальца
Способ осевой фиксации поршневого пальца
Со специальной формой днища и с
охлаждающими ребрами на внутренней поверхности
Цилиндрическая
Специальный перлитный ковкий чугун
4
На рабочей цилиндрической поверхности
колец имеются 4 кольцевых проточки,
покрытые оловом
Комбинированные со стальными
разжимными кольцами (две канавки,, по два масло-
съемных кольца в канавке)
Оксидирование
0,150—0,175
0,50—0,63
Плавающий
Двумя стопорными кольцами в бобышках
поршня
№ по
пор.
35
36
37
38
39
40
41
42
43
44
45
46
47
Наименование
Характеристика
Ш АТУ Н
Профиль стержня
Верхняя головка
Нижняя головка
Двутавровый с центральным каналом для
подачи масла к поршневому пальцу
Цельная с бронзовыми втулками, имеет
калиброванное отверстие для охлаждения дни-
. ща поршня маслом
Разъемная с биметаллическими
вкладышами
КОЛЕНЧАТЫЙ ВАЛ
Расположение
Коренные подшипники
Осевая фиксация
Гаситель крутильных колебаний
На 5 опорах с противовесами
С биметаллическими вкладышами
Упорными полукольцами у заднего
коренного подшипника
Отсутствует
РАСПРЕДЕЛЕНИЕ
Тип распределения
Расположение клапанов
Привод клапанов
Тип толкателя
Регулировка теплового зазора в приводе клапанов
Величина теплового зазора для выпускного клапана
в мм
Комбинированный, клапанно-поршневой,
выпускными клапанами и продувочными окнами
Верхнее, центральное, в головке блока
цилиндров
Через толкатель, штангу и коромысло
Цилиндрический с роликом
Поворачиванием (по резьбе) штанги
толкателя относительно вилки коромысла
0,25—0,30; замеряется между носком
коромысла и торцем клапана
№ по
пор.
48
49
50
51
52
53
54
55
56
57
58
59
60
61
Наименование
Подъем выпускного клапана в мм
Наибольший диаметр горловины седла выпускного
клапана в мм
Седло выпускного клапана
Количество выпускных клапанов на цилиндр
Расположение распределительного вала
Число опор распределительного вала
Осевая фиксация распределительного вала
Привод распределительного вала
Начало открытия выпускного клапана
Конец закрытия выпускного клапана
Продолжительность открытия выпускного клапана
Начало впрыска топлива
Конец впрыска топлива
Продолжительность впрыска топлива
Характеристика
9,8
32
Из легированного чугуна, запрессовывается
в головку блока цилиндров
2
С правой стороны в верхней части блока
цилиндров
5
Шайбами передней опоры
распределительного вала
Шестернями от коленчатого вала (|через
промежуточную шестерню и шестерню балан-
сирного вала)
85° до н. м. т. при тепловом зазоре
0,30 мм
54° после н. м. т. при тепловом зазоре
0,30 мм
139°
14° до в. м. т.
2° до в. м. т.
12°
10
№ по
пор.
62
63
64
65
66
67
68
69
70
71
Наименование
Характеристика
СИСТЕМА ПИТАНИЯ
Топливо
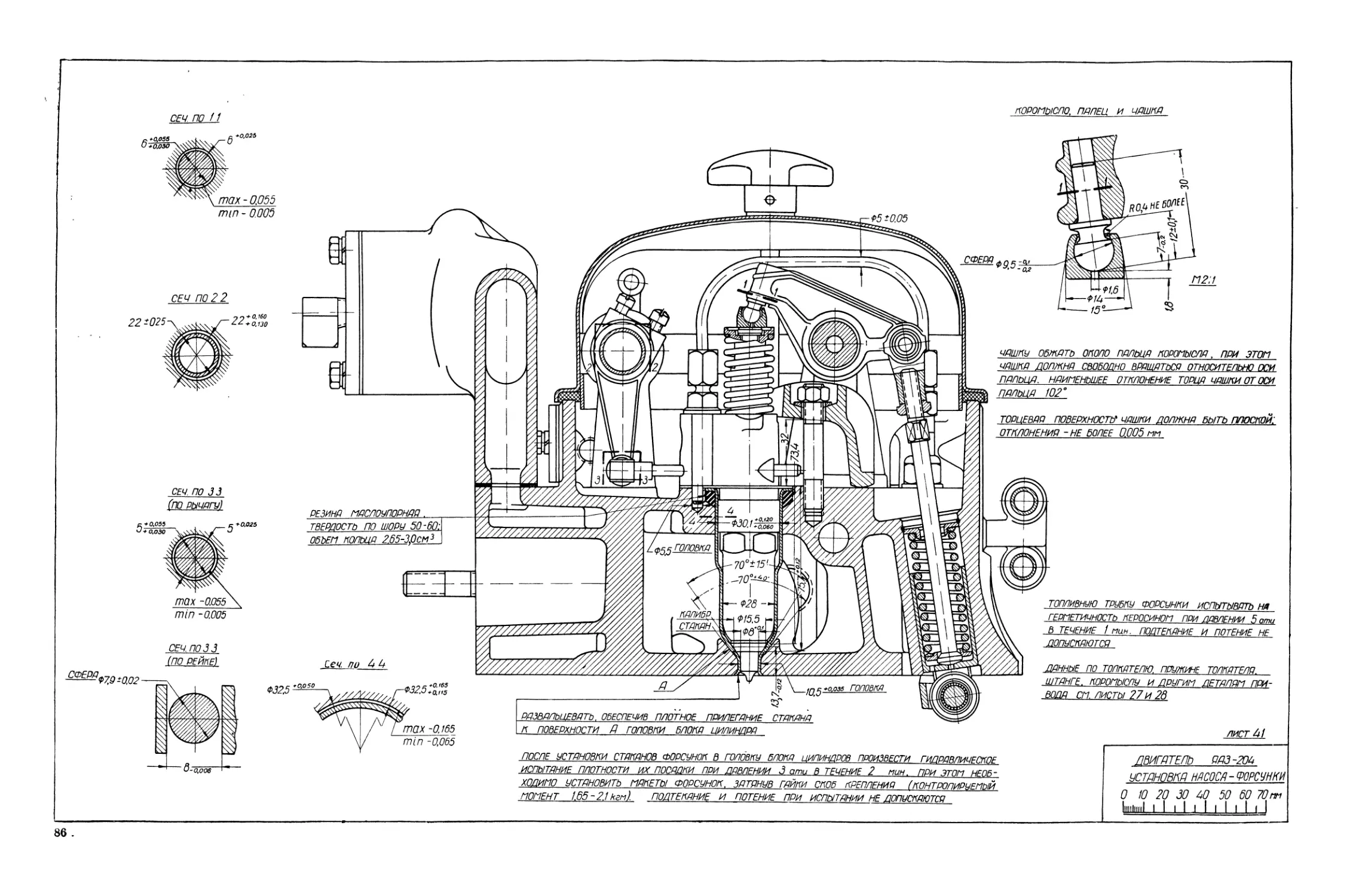
Подача топлива к насосу-форсунке
Привод насоса-форсунки
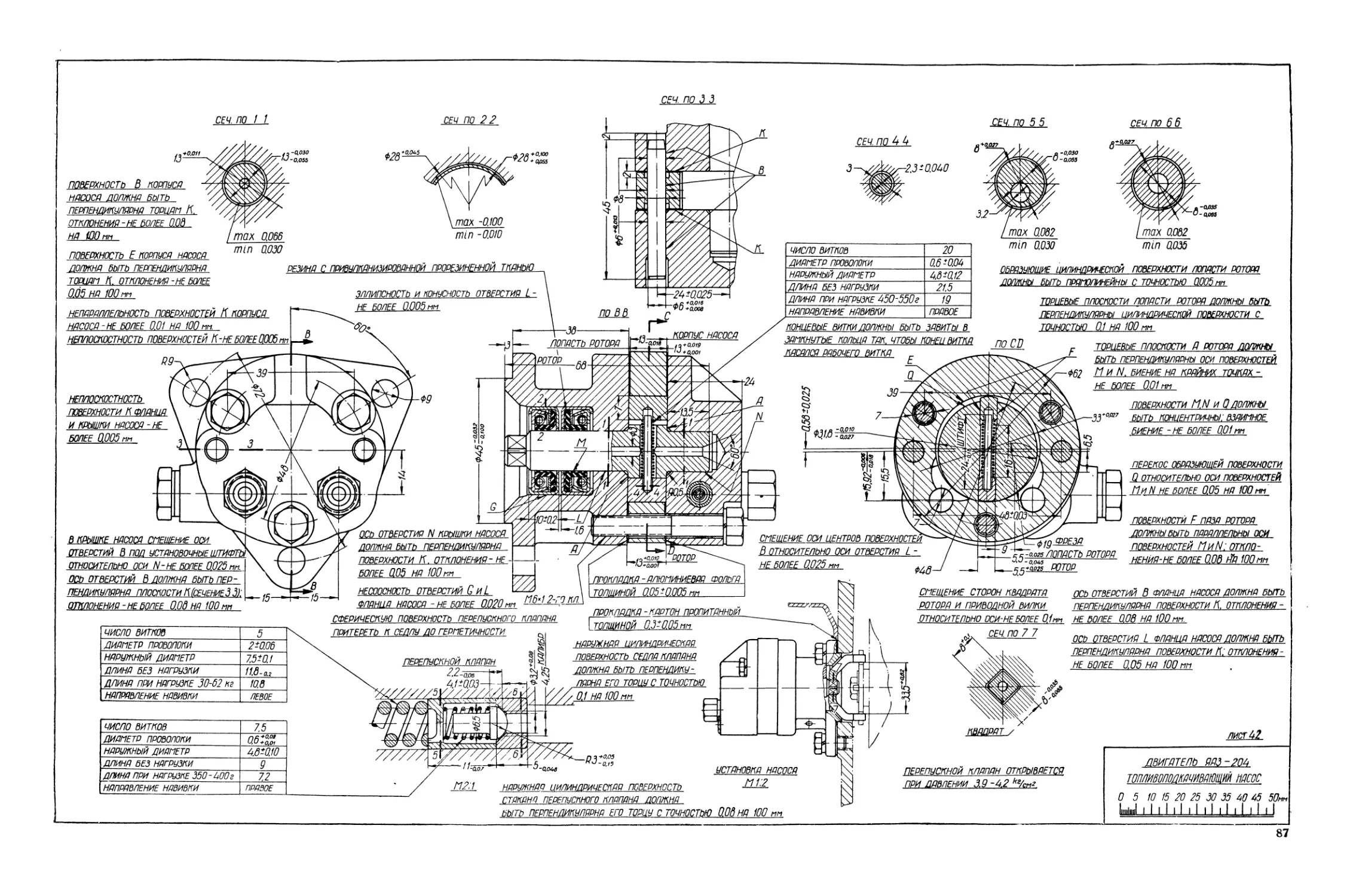
Давление, создаваемое топливоподкачивающнм
насосом при нулевой подаче в кг\смг
Регулирование давления, создаваемого топливопод-
качивающим насосом
Фильтрация топлива
Давление впрыска топлива в кг/см2
Регулирование количества топлива, подаваемого
в цилиндр двигателя
Охлаждение плунжера и гильзы насоса-форсунки
Регулирование равномерности подачи топлива
насосами-форсунками
Дизельное автотракторное по ГОСТ 305-42
Топливоподкачивающим насосом
коловратного типа с приводом от валика нижнего
ротора нагнетателя
Механический от распределительного вала
двигателя через толкатель, штангу и
коромысло
3,9-4,2
Перепускным клапаном
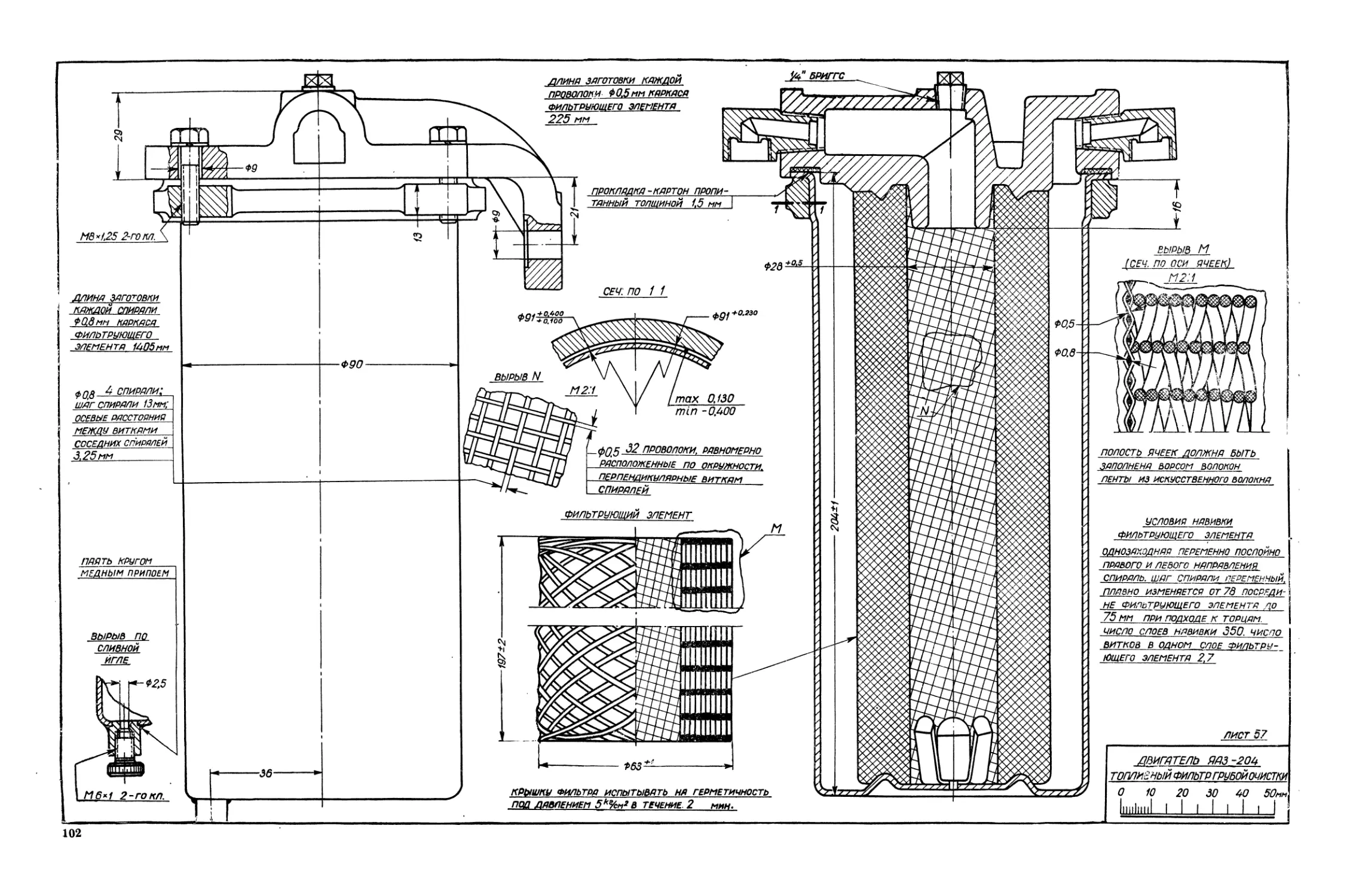
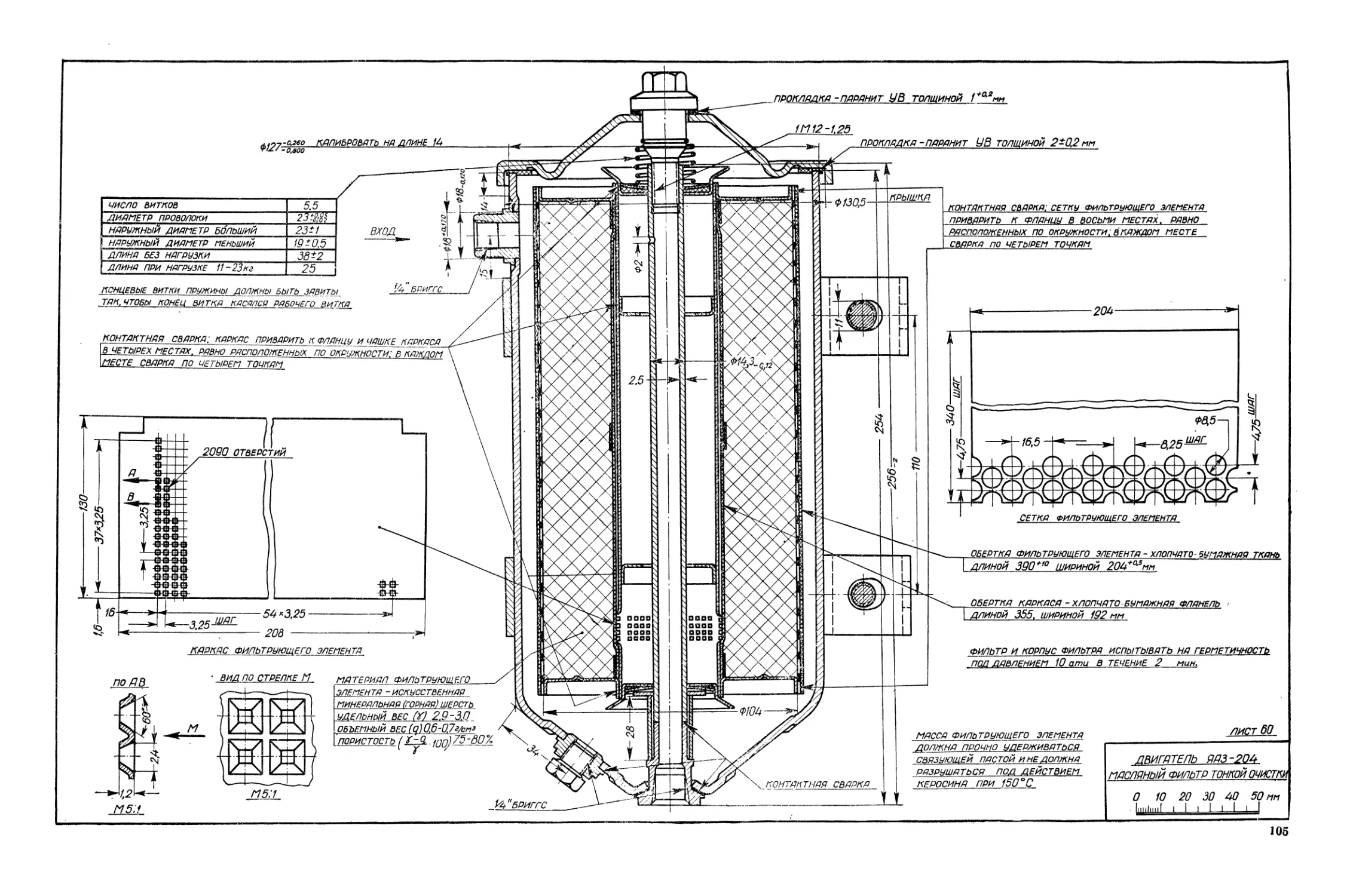
Четырьмя фильтрами: пластинчатым
фильтром, расположенным у топливного бака;
фильтром грубой очистки (с фильтрующим
элементом из хлопкового волокна),
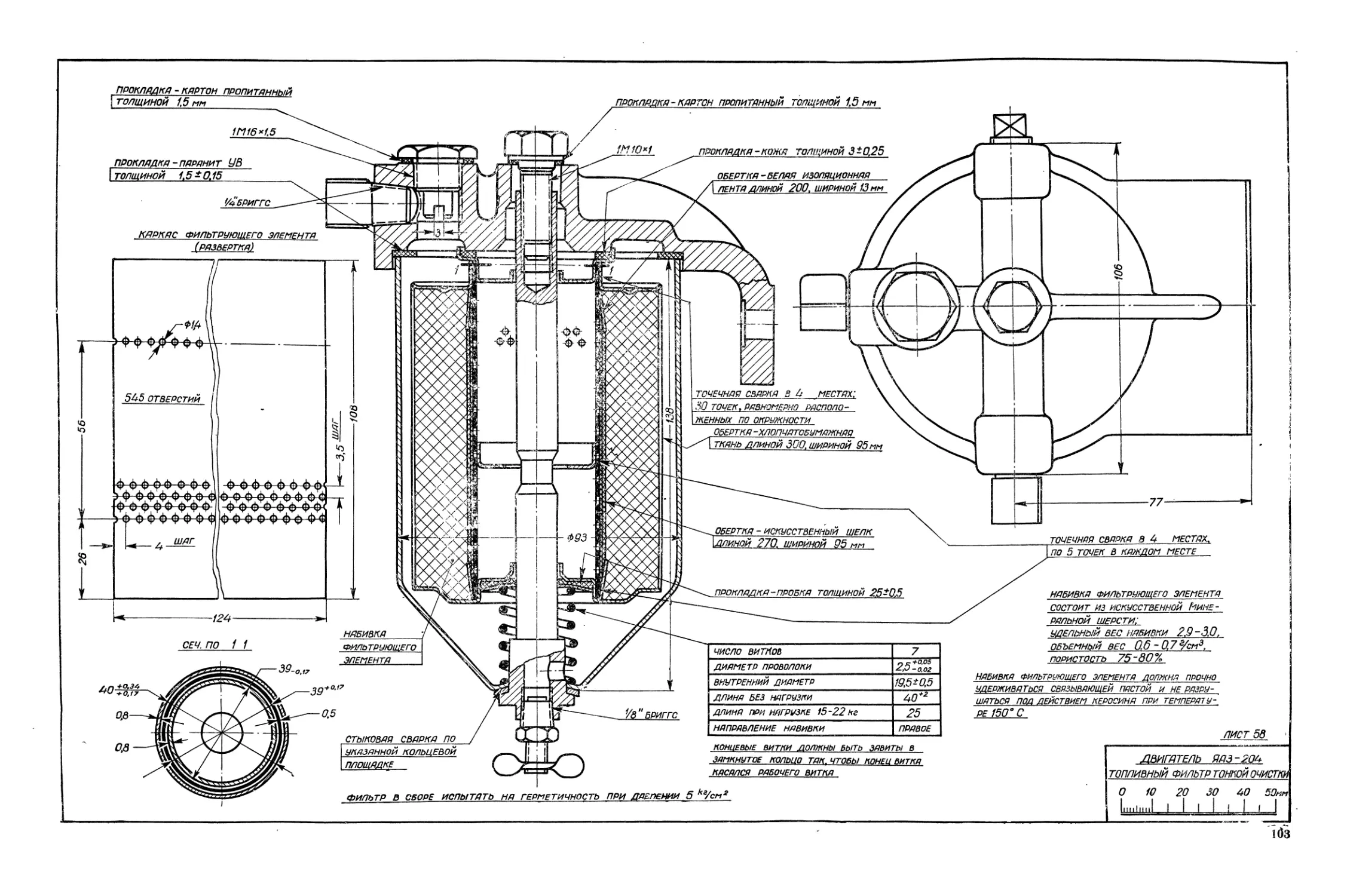
установленным до топливного насоса; фильтром
тонкой очистки (со сменным фильтрующим
элементом из горной шерсти), расположенным
между топливным насосом и
насосами-форсунками и фильтрами, расположенными в
насосах-форсунках
1400
Поворотом плунжера насоса-форсунки
Непрерывной циркуляцией излишней части
топлива, подаваемого топливным насосом.
Около 2 л/мин при 1200 об/мин коленчатого
вала двигателя
Изменением положения реек
№ по
пор.
72
73
74
75
76
77
78
79
80
81
82
83
84
Наименование
Показатель правильной регулировки
насосов-форсунок
Порядок впрыска топлива по цилиндрам
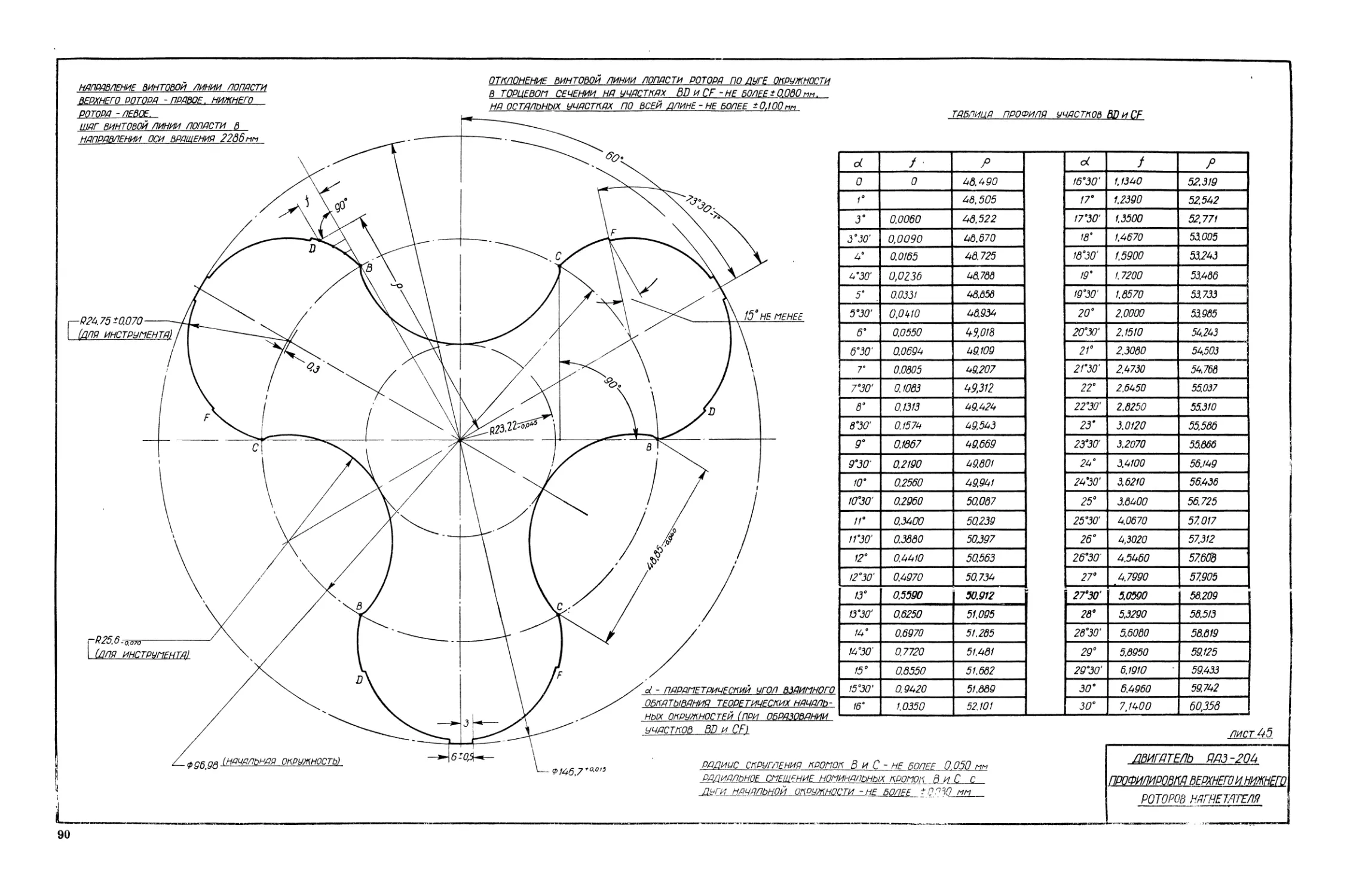
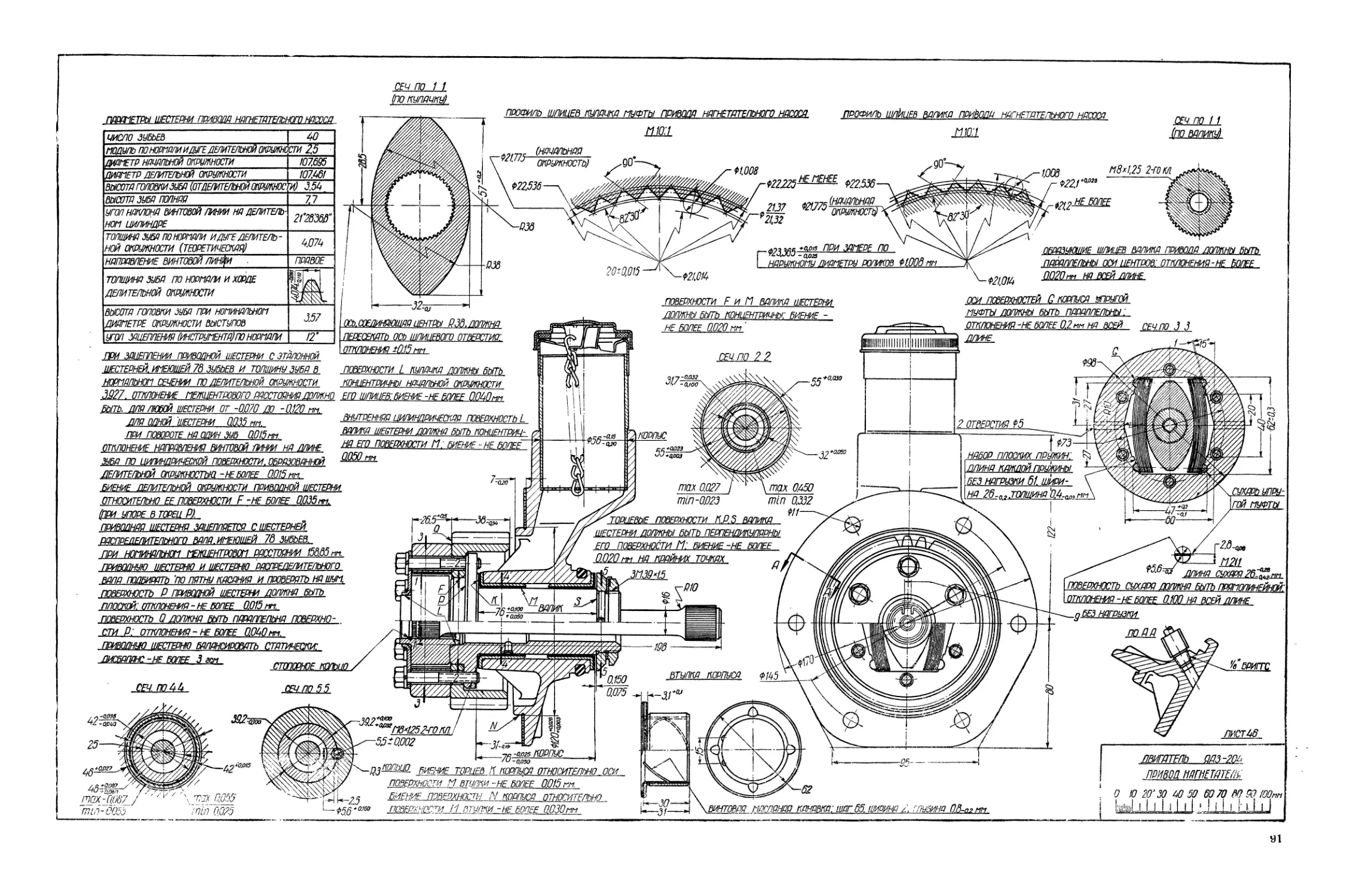
Нагнетательный насос (нагнетатель)
Избыточное давление нагнетаемого воздуха при
максимальном числе оборотов в минуту коленчатого
вала двигателя*в кг\смг
Передаточное число привода нагнетателя
Воздухоочиститель
Глушитель шума всасывания
Регулятор числа оборотов коленчатого вала
двигателя
Аварийная остановка двигателя
Характеристика
Одинаковая температура всех выпускных
трубопроводов
13-42
Объемного типа с двумя трехлопастными
винтовыми роторами
0,5
1,94
2, сетчатые, с масляными резервуарами
Имеется
Двухрежимный, центробежного типа,
обеспечивает устойчивое число оборотов холостого
хода (300—350 в минуту) и ограничивает
максимальное число оборотов коленчатого
вала
Воздушной заслонкой, расположенной во
впускном трубопроводе
СИСТЕМА ОХЛАЖДЕНИЯ
Емкость системы охлаждения в л
Удельная емкость системы охлаждения в л/л. с.
Тип радиатора
Приспособление для уменьшения охлаждающей
поверхности радиатора
46
0,42
Трубчатый
Створки
№ по
пор.
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
100
Наименование
Тип термостата
Начало открытия клапана термостата
Конец открытия клапана термостата
Контроль температуры воды
Водяной насос
Привод водяного насоса
Характеристика
Гармошечный
70° С
85° С
Термометром дистанционного типа
Центробежного типа
От валика нижнего ротора нагнетательного
насоса через соединительную муфту
СИСТЕМА СМАЗКИ
Система смазки
Рекомендуемое масло
Емкость системы смазки в л
Удельная емкость системы смазки в л\л. с.
Давление в масляной магистрали в кг\смг
Регулирование давления масла
Контроль за давлением масла в магистрали
Тип масляного насоса
Привод масляного насоса
Передаточное число привода масляного насоса
Комбинированная
Летом: масло для быстроходных дизелей
летнее MKB-10-f-2,5°/0 паранокс 56а;
зимой: масло машинное СУ (ГОСТ 1707-
42) + 2,5°/0 паранокс 56а
15,5
0,141
1,8-2,0
Редукционным клапаном
Манометром
Шестеренчатый
Одинарной роликовой цепью от коленчатого
вала двигателя
1,39
№ по
пор.
101
102
103
104
105
106
107
108
109
ПО
111
112
113
•114
Наименование
Маслоприемник
Система наружной фильтрации
Охлаждение масла
Характеристика
Неподвижный, укреплен на фланце
масляного насоса
Двойная: грубая очистка всего масла и
тонкая — части масла
В масляном радиаторе, омываемом водой
ЭЛЕКТРООБОРУДОВАНИЕ
Напряжение системы электрооборудования в в
Марка генератора
Мощность генератора в em и развиваемое
напряжение в в
Количество аккумуляторных батарей
Емкость аккумуляторной батареи в а-ч
Марка реле-регулятора
Марка стартера
Мощность стартера в л. с.
Способ включения шестерни стартера
Передаточное отношение привода стартера
Подвеска двигателя
12
Г-25
250/12
2 по 12 в каждая
128
РР-25
СТ-25
7,5
Принудительный механический
9,36
На резиновых подушках в четырех
точках— две сдвинутые вместе впереди и две
сзади
12
Nen.c.
150
m
130
120
110
100
90
60
70
60
50
UO
~t
/
/
4—
/
/
/
/
/
/
—.
J
/
/
/
/
/
7
/
Md/хем
36
32
23
24
1000
340
320
300
280
260
1500 2000 2500 3000 3500 UOOO n o6/MUH
NQn.c
120
115
110
105
100
95
90
65
60
75
70
65
60
55
50
Матак^дкгп t
- —
/
/
J
/
— —
1/
f-
/
/
■ ■
z
■
/
/
*-—
дОтт = 205г/э.п.с.ч.
— ■
Ml !■
■ ■
— -
- —
/
50
45
йО
35
Уэ.ас.4.
250
200
800
1000
1200
moo
1600
1800 2000 П о6/мин
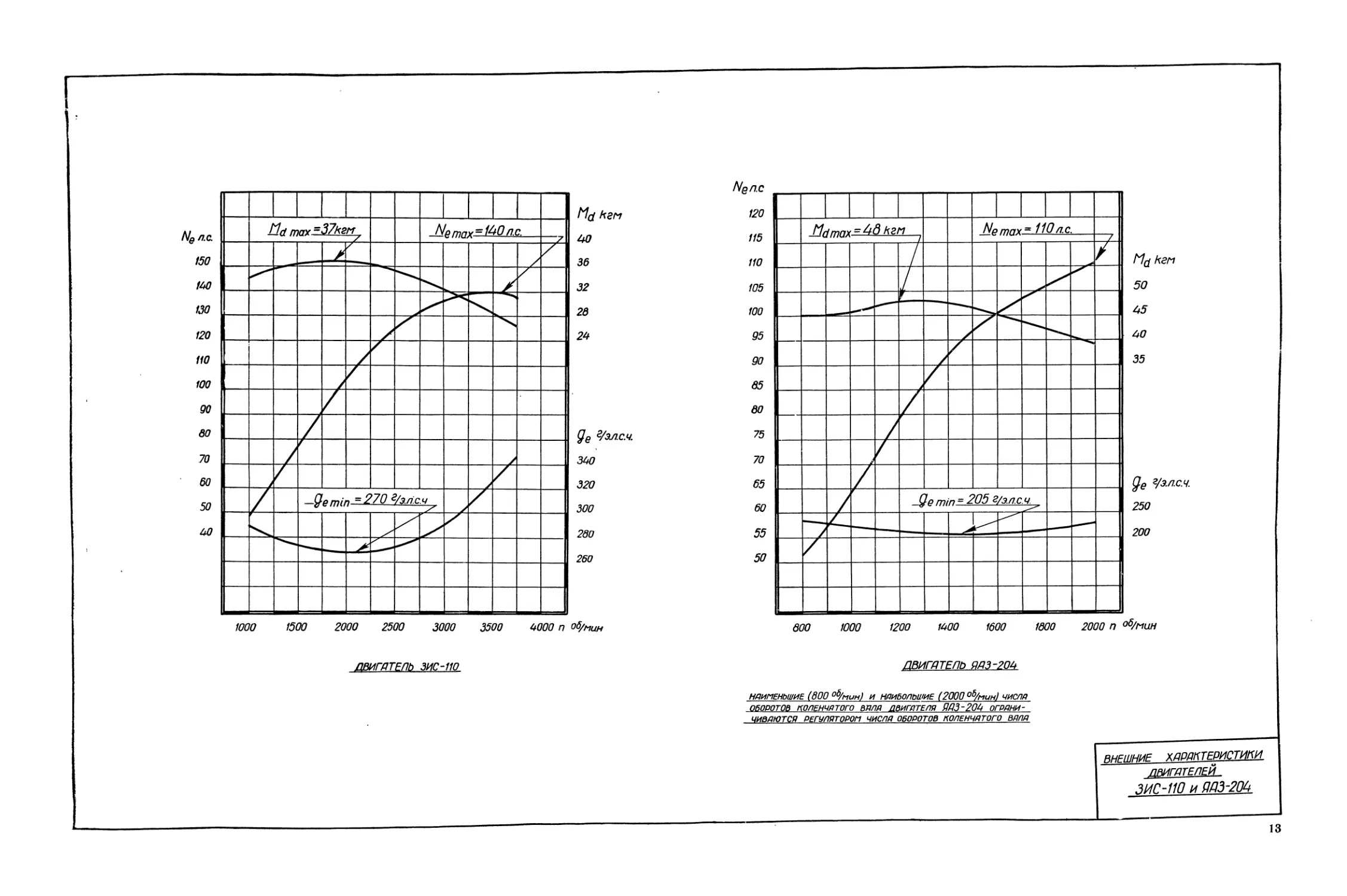
ЛВИГДТЕЛЬ ЗИС-110
ПВИГЙТЕПЬ ЯДЗ~20и
НАИМЕНЬШИЕ (600 °fynuH) И НДИЗОПЬШИЕ (2000 од/мин) ЧИСЛИ
ОБОРОТОВ КОПЕНЧЯТОГО ВППЯ ЛВИГЛТЕПЯ ЯДЗ~20Ь ОГРДНИ'
ЧИВДЮТСЯ РЕГУПЯТОРОП ЧИСПЙ 060Р0Т0В ПОПЕНЧЙТОГО ЗЙЛЙ
ВНЕШНИЕ ХДРДКТЕРИСТИКИ
ШИГДТЕПЕИ
ЗИСЧ10 и ЯДЗ-20Ь
13
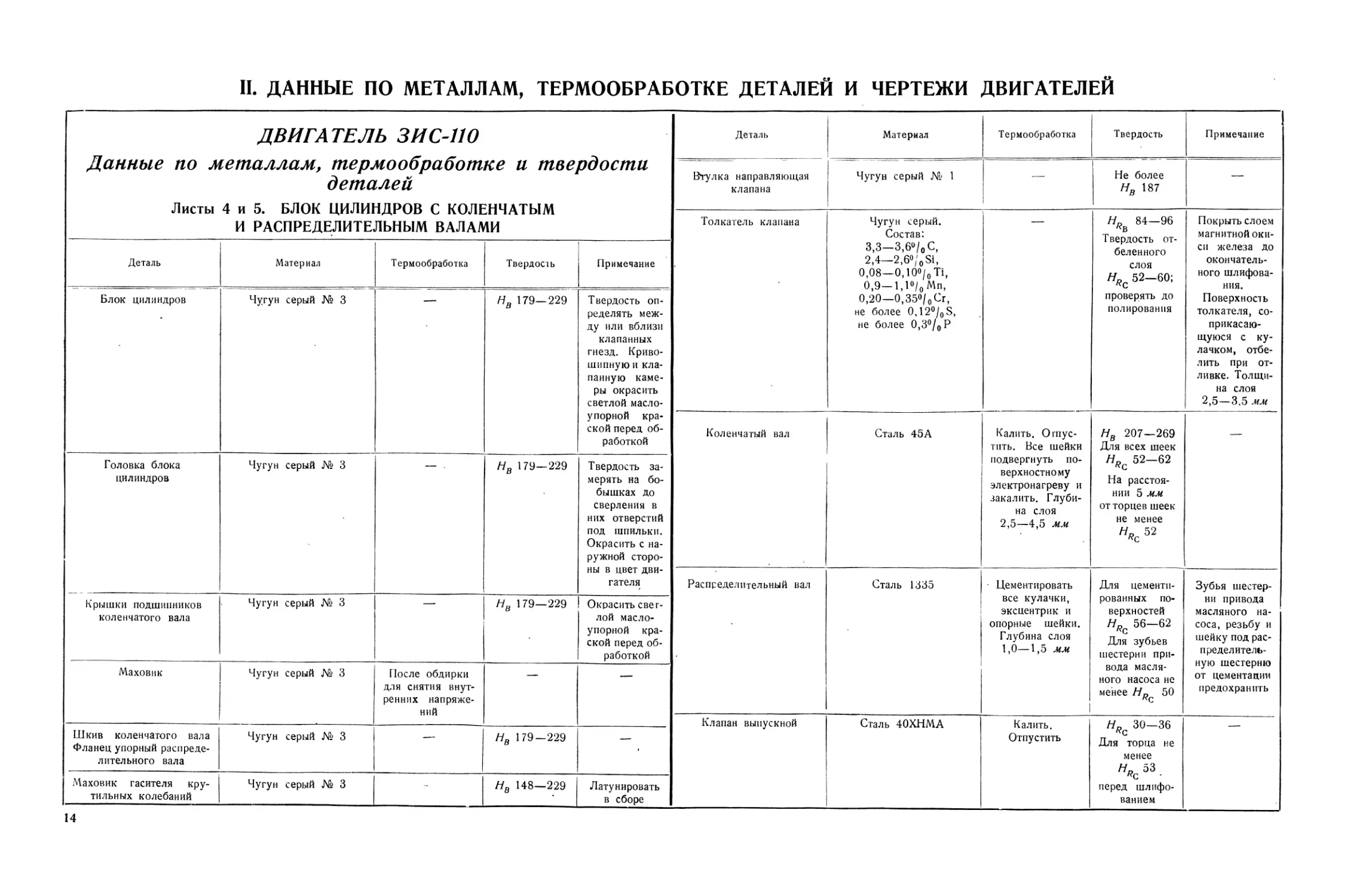
II. ДАННЫЕ ПО МЕТАЛЛАМ, ТЕРМООБРАБОТКЕ ДЕТАЛЕЙ И ЧЕРТЕЖИ ДВИГАТЕЛЕЙ
ДВИГАТЕЛЬ ЗИС-110
Данные по металлам, термообработке и твердости
деталей
Листы 4 и 5. БЛОК ЦИЛИНДРОВ С КОЛЕНЧАТЫМ
И РАСПРЕДЕЛИТЕЛЬНЫМ ВАЛАМИ
Деталь
Блок цилиндров
Головка блока
цилиндров
Крышки подшипников
коленчатого вала
Маховик
Шкив коленчатого вала
Фланец упорный
распределительного вала
Маховик гасителя
крутильных колебаний
Материал
Чугун серый № 3
Чугун серый № 3
Чугун серый № 3
Чугун серый № 3
Чугун серый № 3
Чугун серый № 3
Термообработка
После обдирки
для снятия
внутренних
напряжений
—
-
Твердость
Нв 179—229
Нв 179—229
Нв 179—229
Нв 179—229
Нв 148—229
Примечание
Твердость
определять
между или вблизи
клапанных
гнезд.
Кривошипную и
клапанную
камеры окрасить
светлой масло-
упорной
краской перед
обработкой
Твердость
замерять на
бобышках до
сверления в
них отверстий
под шпильки.
Окрасить с
наружной
стороны в цвет
двигателя
Окрасить
светлой масло-
упорной
краской перед
обработкой
—
Латунировать
в сборе
Деталь
Втулка направляющая
клапана
Толкатель клапана
Коленчатый вал
Распределительный вал
Клапан выпускной
Материал
Чугун серый № 1
Чугун серый.
Состав:
3,3-3,60/0С,
2,4—2,6°/oSl,
0,08-0,10°/0Ti,
0,9 l,l°/oMn>
0,20—0,35°/0Cr,
не более 0,12°/0S,
не более 0,3°/0Р
Сталь 45А
Сталь 1335
Сталь 40ХНМА
Термообработка
—
Калить.
Отпустить. Все шейки
подвергнуть
поверхностному
электронагреву и
закалить.
Глубина слоя
2,5—4,5 мм
• Цементировать
все кулачки,
эксцентрик и
опорные шейки.
Глубина слоя
1,0—1,5 мм
Калить.
Отпустить
Твердость
Не более
Нв 187
н 84—96
Твердость
отбеленного
слоя
HRq 52-60;
проверять до
полирования
Нв 207—269
Для всех шеек
HRc 52—62
На
расстоянии 5 мм
от торцев шеек
не менее
Я«с52
Для
цементированных
поверхностей
Н 56—62
Для зубьев
шестерни
привода
масляного насоса не
менее HD 50
Нп 30—36
Для торца не
менее
И«с 53 •
перед
шлифованием
Примечание
—
Покрыть слоем
магнитной
окиси железа до
окончательного
шлифования.
Поверхность
толкателя,
прикасающуюся с
кулачком,
отбелить при
отливке.
Толщина слоя
2,5—3,5 мм
Зубья
шестерни привода
масляного
насоса, резьбу и
шейку под
пределительную шестерню
от цементации
предохранить
14
Деталь
Клапан выпускной
Шестерня
распределительного вала
Шестерня
распределительная коленчатого вала
Зубчатый обод маховика
Гайка шпильки головки
блока цилиндров
Шпонка
распределительного вала
1 По проекту ГОСТ
(з-да „Электросталь") ЭИ
Материал
Сталь Х12Н7С1
Сталь Г2Х2Н4А
Сталь 12Х2Н4А
Сталь 50Г
ГОСТ В-1050-41
Холоднотянутая
прутковая сталь 45А
Шестигранник 19_012л/л*
Сталь 45
Термообработка
Калить.
Отпустить
Цементировать.
Глубина слоя
0,7—1,0 мм
Зубья
подвергнуть
поверхностному
электронагреву и закалить
Калить в масло.
Нитроцементиро-
вать. Глубина
слоя 0,7—1,0 мм
(на зубьях)
Отжечь после
сварки. Калить и
отпустить
Нагреть до
температуры 850° С
в соляной ванне.
Калить в масло
Калить
Твердость
Для торца
(перед
шлифованием) и для
стержня на
длине от
торца до
перехода в головку
не менее
Для. зуба
HRq 50—58
HRq 56-65
HR 48—55
« 25—32
пп ^о—оо
Примечание
Торцы,
ступицу и отверстия
от цементации
предохранить
. —
—
—
„Сталь высоколегированная с особыми свойствами". Существующее обозначение
-72. — Прим. ред.
Деталь
Шпонка призматическая
коленчатого вала
Сухарь клапана
Фланец спускной пробки
нижнего картера. Трубка
и колпачок клапана
толкателя. Заглушка
маховика гасителя крутильных
колебаний коленчатого вала
Указатель уровня масла
Ось звеньев цепи привода
распределительного вала
Вкладыш оси звеньев
цели привода
распределительного вала
Болт крепления крышек
коренных подшипников
коленчатого вала
Болт крепления
маховика
Материал
Сталь
Сталь 10
Сталь 20
Сталь 20. Специальный
профиль с высокой
отделкой поверхности
Сталь 08. Специальный
профиль с высокой
отделкой поверхности
Сталь 08
Сталь 40ХА
Холоднотянутая
прутковая сталь 40ХА.
Шестигранник 12_023 мм
Термообработка
Нагреть до
температуры 830° С
в соляной ванне
с охлаждением
в каустической
соде. Отпустить
при температуре
205° С в течение
1 ч. 30 м.
—
Цианировать.
Глубина слоя
0,1—0,2 мм
Цианировать.
Глубина слоя
0,1—0,2 мм
Улучшить
Твердость
н 40—50
—
Для
поверхности не менее
"*с56
# 42—46
Нв 255—302
Примечание
—
Оцинковать.
Опрыскивание
20°/0-м
раствором соли в
течение 25 час.
не должно
вызывать следов
ржавления
Концы оси на
расстоянии
3 мм от торцев
предохранить
от
цианирования
—
—
15
Деталь
Болт противовеса
коленчатого вала
Плунжер толкателя
клапана
Гайка фланца гасителя
крутильных колебаний
коленчатого вала
Муфта ограничителя
поворота поплавка масло-
приемника
Цилиндр толкателя
клапана
Втулка разрезная
указателя уровня масла
Материал
Термообработка
Твердость
Холоднотянутая сталь
40ХА
Ф ] 3-0,24 ММ
Сталь 20А
Калить;
подвергнуть высокому
отпуску
Цианировать.
Глубина слоя
0,3-— 0,5 мм
после
шлифования
# 94—100
^в
Не менее
Примечание
Твердость
проверять на
плоском торце
плунжера
Холоднотянутая
прутковая сталь А12
Ф 15_0,12 ММ
Сталь А12
Сталь А12
Холоднотянутая
прутковая сталь 35.
Ф ^о,^ мм
Цианировать.
Глубина слоя не
более 0,1 мм
после
шлифования
Болт гасителя
крутильных колебаний
Холоднотянутая
прутковая сталь 35.
Шестигранник 46__о,О34 ММ
Улучшить
По напильнику
Нв 228—269
Предохранить
от цлан! рова-
ния наружную
и внутреннюю
поверхности
на указанной
длине
НЕ БОЛЕЕ
16
Деталь
Стакан и плунжер
клапана масляной магистрали.
Кольцо распорное
распределительного вала.
Тарелка клапанной пружины.
Штифт гасителя
крутильных колебаний
коленчатого вала установочный.
Противовесы коленчатого
вала
Вкладыши коренных
подшипников коленчатого
вала
Втулка
распределительного вала
Труба указателя уровня
масла
Труба вентиляционная
верхняя
Материал
Сталь 35
Полированная
низкоуглеродистая стальная лента,
залитая баббитом.
Качество поверхности 1-го
класса. Толщина ленты
2,2_013 мм. Состав
баббита:' 3,25±0,25°/0Си,
7,5±0,250/0Sb,
не менее 88,25% Sn,
не более 0,25°/0РЬ,
не более 0,08°/0Fe,
0,08—0,12°/0Те
А1 нет,
Zn — нет,
прочих примесей не
более О,1°/о
Бесшовная труба, сталь
10, залитая внутри
баббитом1
Волоченая, отожженная
труба, сталь 10.
Наружный ф 13 + 0,15 мм,
толщина стенки
1,5 + 0,15 мм
Термообработка
Отожженная труба, сталь
10. Наружный ф 38 мм,
толщина стенки 1,5 мм
Твердость
Примечание
Покрыть
оловом перед
протягиванием
внутренней
поверхности.
Толщина слоя
0,003—
0,005 мм
1 Состав баббита тот же, что и у вкладышей коренных подшипников коленчатого вала (см. выше).
Деталь
Труба вентиляционная
нижняя
Втулка головки блока
цилиндров
Корпус и дно поплавка
маслоприемника
Кольцо сетки
маслоприемника
Поддоны нижнего
картера, передний и задний
Поддон маслоприемника
Пластина замковая болтов
крышки заднего
коренного подшипника
Пластина замковая болтов
коленчатого вала
Маслоотражатель
передней и задней крышек
клапанной коробки.
Перегородка, колпак и патрубок
задней крышки клапанной
коробки.
Материал
Волоченая, отожженная
труба, сталь 10.
Наружный ф 38 + 0,2 мм,
толщина стенки 1,544), 15 мм
Волоченая труба,
сталь 10. Наружный
ф 18 zfcr 0,15 мм. Толщина
стенки 2 + 0,2 мм
Освинцованная листовая
сталь 08. Толщина 0,4 мм
Освинцованная листовая
сталь 08. Толщина 0,5 мм
Листовая сталь 08.
Толщина 0,7 + 0,07 мм
Освинцованная листовая
сталь 08. Толщина 0,7 мм
Листовая сталь 08.
Толщина 1+0,12 мм
Листовая сталь 08.
Толщина 1 мм
Листовая сталь 08.
Толщина 1 мм.
Термообработка
—
—
—
—
—
—
VCnnTXCMJCilf Г1 ft k" II lIiniTTIKIVII ' ГТ1 т г* т>гл d a cr г* та iil Oft
головки блока цилиндров
Толщчна 1 мм
Твердость
—
Примечание
Покрыть
черной эмалью
—
—
—
—
—
—
—
—
—
Обоймы сальника
коленчатого вала
Листовая сталь 08.
Толщина 1,2 мм
Деталь
Шайба указателя уровня
масла
Материал
Листовая сталь 08.
Толщина 1,25 мм
Картер нижний
Крышка
распределительных шестерен
Пластина замковая болтов
среднего коренного
подшипника
Шайба замковая
коленчатого вала
Колпачок указателя
уровня масла
Заглушка водяной
рубашки
Крышка клапанной
коробки
Лапка крепления нижней
ьентиляционной трубы
Указатель положения
верхней мертвой точки
Ограничитель поворота
ПОПЛЯRКЯ МЯСЛПППИРМННКЯ
Лапка крепления
маслоприемника
Фланец гасителя крутильных
колебаний коленчатого вала
Листовая сталь 08.
Толщина 1,3 + 0,11 мм
Листовая сталь 08.
Толщина 1,3 + 0,11 мм
Листовая сталь 08.
Толщлна 1,5 + 0,16 мм
Листовая сталь 08.
Толщина 1,5 + 0,12 м ч
Листовая сталь 08.
Толщина 1,5 мм
Листовая сталь 08.
Толщина 1,75 мм
Ленточная сталь 08.
Толщина 1,75 мм,
ширина 25 мм
Листовая сталь 08.
Толщдна 2 мм
Освинцованная листовая
стяль 0Я Тплптиня 2 i/л/
Листовая сталь 08.
Толщина 2,5 + 0,22 мм
Листовая сталь 08
Толщина 2,8 мм
Термообработка
—
—
—
—
—
—
—
—
Твердость
—
—
—
—
—
—
Примечание
Оцинковать.
Опрыскивание
20°/0-м
раствором соли в
течение 25 час.
не должно
вызывать
ржавления
Окрасить в
цвет двигателя
—
Окрасить в
цвет двигателя
—
—
Латунировать
17
Деталь
Пластина переднего
торца блока
Вставка пластины
переднего торца блока
Заглушка отверстия
заднего торца блока
цилиндров
Планка усилительная
нижнего картера
Планка усилительная
крышки
распределительных шестерен
Лапка верхней
вентиляционной трубы
Диск гасителя крутильных
колебаний коленчатого вала
Подвижное, неподвижное,
боковое и направляющее
звенья цепи привода
распределительного вала
Пружина сальника
коленчатого вала
Шайба пружинная
(с наружными зубцами)
клапанной пружины
Материал
Листовая сталь 08.
Толщина 3,5 мм
Листовая сталь 08.
Толщина 4 мм
Освинцованная листовая
сталь 10. Толщина 2 мм
Листовая сталь 10.
Толщина 3,5 Чз 0,18 мм
Полосовая сталь 10.
Толщина 6 + 0,5 мм,
ширина 20 + 1,0 мм
Лента, сталь 20.
Толщина 3 мм,
ширина 24 мм
Листовая сталь 40.
Толщина 0,7 мм
Ленточная сталь 45.
Толщина 1,6_о9о8 мм
Листовая сталь 65Г.
Толщина 0,45 4^0,05 мм
Светлая ленточная сталь
65Г. Толщина 1_0>09 мм
1
I
Термообработка
—
1
—
—
Калить.
Отпустить
Калить.
Подвергнуть высокому
отпуску
Нагреть до
температуры
780—790° С.
Калить в масло.
Отпустить при
температуре
410—420° С
в течение
5—10 мин.
Твердость
—
—
i
—
—
—
Н 42—46
I
Ир 42—46
Примечание
—
—
—
—
—
—
—
Деталь
Втулка маховика гасителя
крутильных колебаний
коленчатого вала
Пружина гасителя
крутильных колебаний
коленчатого вала
Материал
Твердая лента, графитизи-
рованный спецтомпак БЛ2.
Толщина l,7_o,i мм
Проволока пружинная,
термообработанная сталь
65Г. ф 2,3Jg;jg мм
Термообработка
—
Отпустить после
навивки
Пружина плунжера
толкателя
Пружина клапана
Проволока сталь 65Г.
Специальный профиль
Предел прочности не
менее 150 кг\мм2
Проволока,
термообработанная сталь 50ХФА.
ф 4,5+°$ мм
Отпустить
Твердость
Не менее
Я*в62
Примечание
итпустить после
навивки
ыисле отпуска
подвергнуть
обдувке
дробью.
Подвергнуть
химическому
оксидированию.
После 50 час.
работы на
двигателе при
2000 об/мин,
распределительного вала
длина
пружины при
нагрузке 21,5 кг
должна быть
не менее 45мм.
Контроль
выборочный.
После 30-
кратного
сжатия пружины
без нагрузки
до 29,5 мм
длина ее
должна остаться без
изменения
18
Деталь
Пружина указателя
'уровня масла
Кольцо стопорное клапана
масляной магистрали
Пружина клапана
масляной магистрали
Сетка маслоприемника
Пластины охватываемая и
охватывающая прокладки
головки блока цилиндров
Пистоны прокладки
головки блока цилиндров
Водораспределительная
труба и ее заглушка
Труба поплавка
маслоприемника
Материал
Проволока 1,6ПК II
ОСТ 20006-38
Проволока 1ПК II
ОСТ 20006-38
Светлотянутая проволока
0,7НК II—ОСТ 20006-38
Сетка из оцинкованной
проволоки, сталь 10;
100—110 отверстий на
1 см2. Диаметр
проволоки 0,3 мм
Лента мягкая медная МЗ.
Толщина 0,25 мм
Лента мягкая латунная
Л68. Толщина
\JjZrO q 0^ ММ
Листовая латунь Л62.
Толщина 0,4 мм
Труба полутвердая
латунная Л62. Наружный
ф 19 мму толщина
стенки 1 мм
Термообработка
—
—
—
—
Твердость
—
—
—
—
1
|
i
—
Примечание
—
—
—
—
—
Листы 8 и 9. ШАТУННО-ПОРШНЕВАЯ ГРУППА
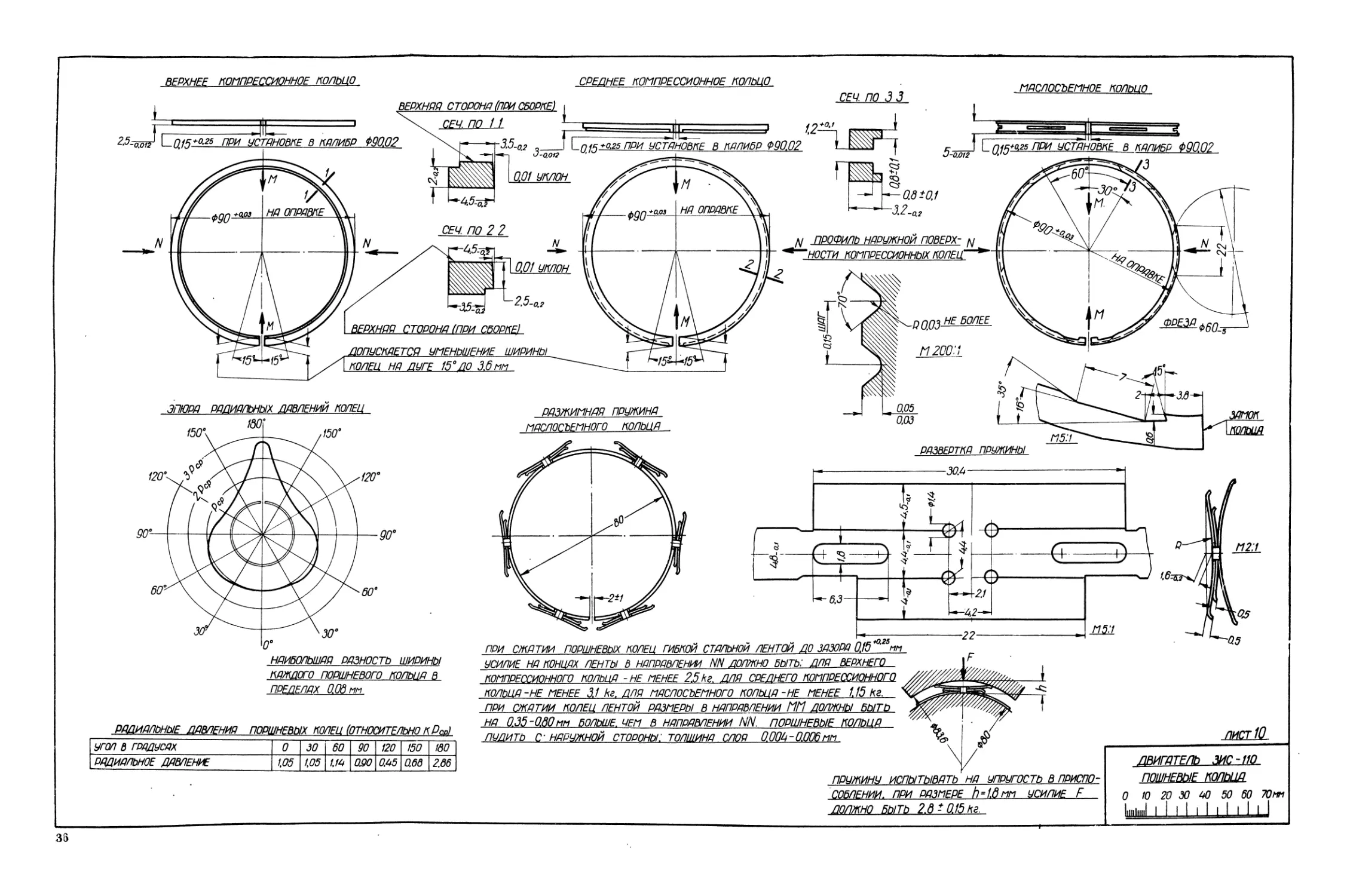
Лист 10. ПОРШНЕВЫЕ КОЛЬЦА
Деталь
Шатун. Крышка шатуна
Болт шатуна
Вкладыш шатуна
Втулка шатуна
Палец поршневой
Кольцо стопорное
поршневого пальца
Поршень
Пластина усилительная
поршня
Кольца поршневые,
компрессионные и масло-
съемное
Пружина разжимная
маслосъемного кольца
Материал
Сталь 40ХН
Прутковая
холоднотянутая ста!ь 35ХНЗ. Состав:
0,3-0,40 0 С,
0,3—0,6% Мп,
0,17—0,37°/0Si,
0,8 1,10°/0Сг,
2,75—3,25°/0Ni,
не более 0,03°/0S,
не более 0,035°/0Р.
Ф 18-о,2 мм
Биметалл: полированная
низкоуглеродистая
ленточная сталь, залитая
баббитом1. Поверхность 1-го
класса. Толщина ленты
1,45__о?|1 мм
Лента бронзовая, оловя-
нистая Бр. ОЦС 4-4-2,5
Толщина 1,05_0?07 мм
Цельнотянутая труба,
сталь 15ХН
Проволока 2Р1 —
ОСТ 20006-38
Алюминиевый сплав № 1
Листовая сталь 08.
Толщина 1,5 + 0,12 мм
Серый чугун № 6
Светлая ленточная сталь
У7А. Толщина
0,33 + 0,01 мм
Термообработка
Калить.
Отпустить
Калить и
отпустить
Цементировать.
Глубина слоя
1,0—1,4 мм.
После
шлифования калить
дважды
Твердость
Нв 241 285
Н 33—37
Не менее
Я«в74
Нр 58- 65
— —
Отпустить при
200—210° С
—
Подвергнуть
старению
Калить.
Отпустить
Ив 100—130
—
Н„ 99—106
"*А52-54
Примечание
—
Покрыть
оловом перед
протягиванием.
Толщина слоя
! 0,003—
0,005 мм
—
Покрыть
оловом
контактным способом.
Толщина слоя
0,005 мм
—
Покрыть
оловом наружную
поверхность.
Толщина слоя
0,004—
0,006 мм
Воронить
1 Состав баббита тот же, что и у вкладышей коренных подшипников коленчатого вала (см. стр. 16).
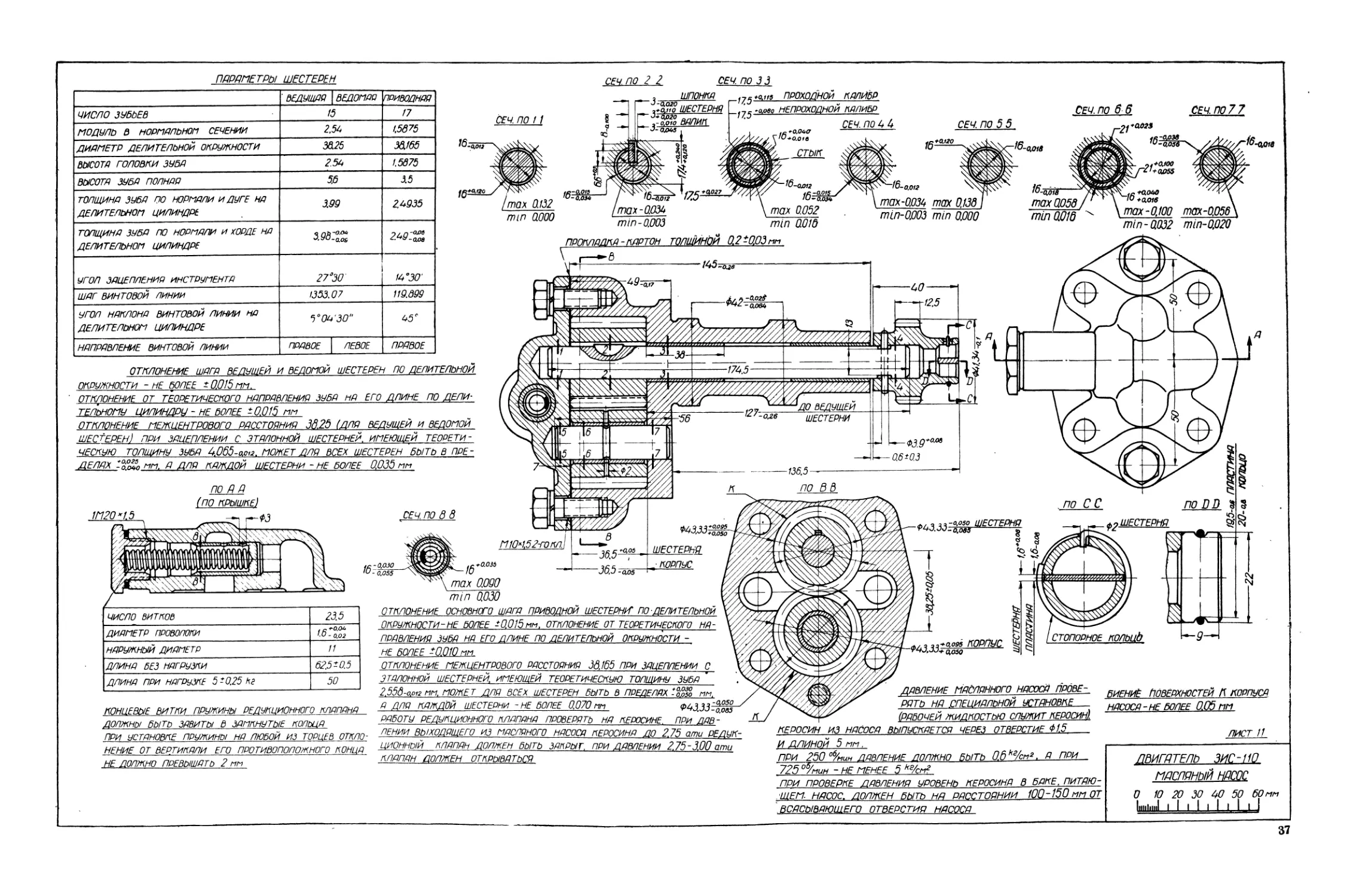
Лист 11. МАСЛЯНЫЙ НАСОС
Деталь
Корпус
Крышка
Шестерни ведущая
и ведомая
Валик. Ось ведомой
шестерни
Плунжер редукционного
клапана
Пробка редукционного
клапана
Пружина редукционного
клапана
Материал
Чугун серый № 1
Чугун серый № 1
Сталь 20А
Холоднотянутая
прутковая сталь 20А.
ф 16,5_0 12 мм
Сталь 20А
Сталь А12 Шестигранник
27_q 2S мм
Проволока термообрабо-
танная, сталь 65Г
1,6 I ГОСТ 1071-41
Термообработка
—
• —
Цементировать.
Глубина слоя
после
шлифования 0,9—1,2 мм.
Калить в раствор
каустической
соды. Отпустить.
Цианировать.
Глубина слоя
после
шлифования
0,10—0,20 мм
Отпустить
Твердость
Ив 148—229
Нв 163 229
—
HR 58—65
Не менее.
"*с56
—
—
Примечание
__
—
—
—
Деталь
Шестерня привода
ведомая
Пластинка привода
распределителя
Кольцо стопорное и
пластинки привода
распределителя
Трубка приемная
Втулка ведомой шестерни.
Фланцы приемной трубки
Втулка корпуса
Материал
Холоднотянутая прутковая
сталь 15Х.
ф 42_0>17 мм
Сталь 65Г. Специальный
профиль с закругленными
кромками. Толщина
1,6_0,0зл^
ширина 9_0 4 мм
Проволока 1,6НКН
ОСТ 20006-38
Труба бесшовная, сталь
20. Наружный
ф 22 ±0,15 мм,
Толщина стенки
2,5 4-0,25 мм
Бронза Бр. АЖС 7-1,5-1,5
Лента бронзовая
Бр, ОЦ4-3. Толщина
1-0,9 ММ
Термообработка
Цианировать.
Глубина слоя на
зубьях не менее
0,1 мм. Калить в
масло
Калить
—
—
—-
Твердость
ГТп няпнпкни-
ку. Не менее
Я*с56
Нр 40—45
—
—
—
Прмечание
—
—
20
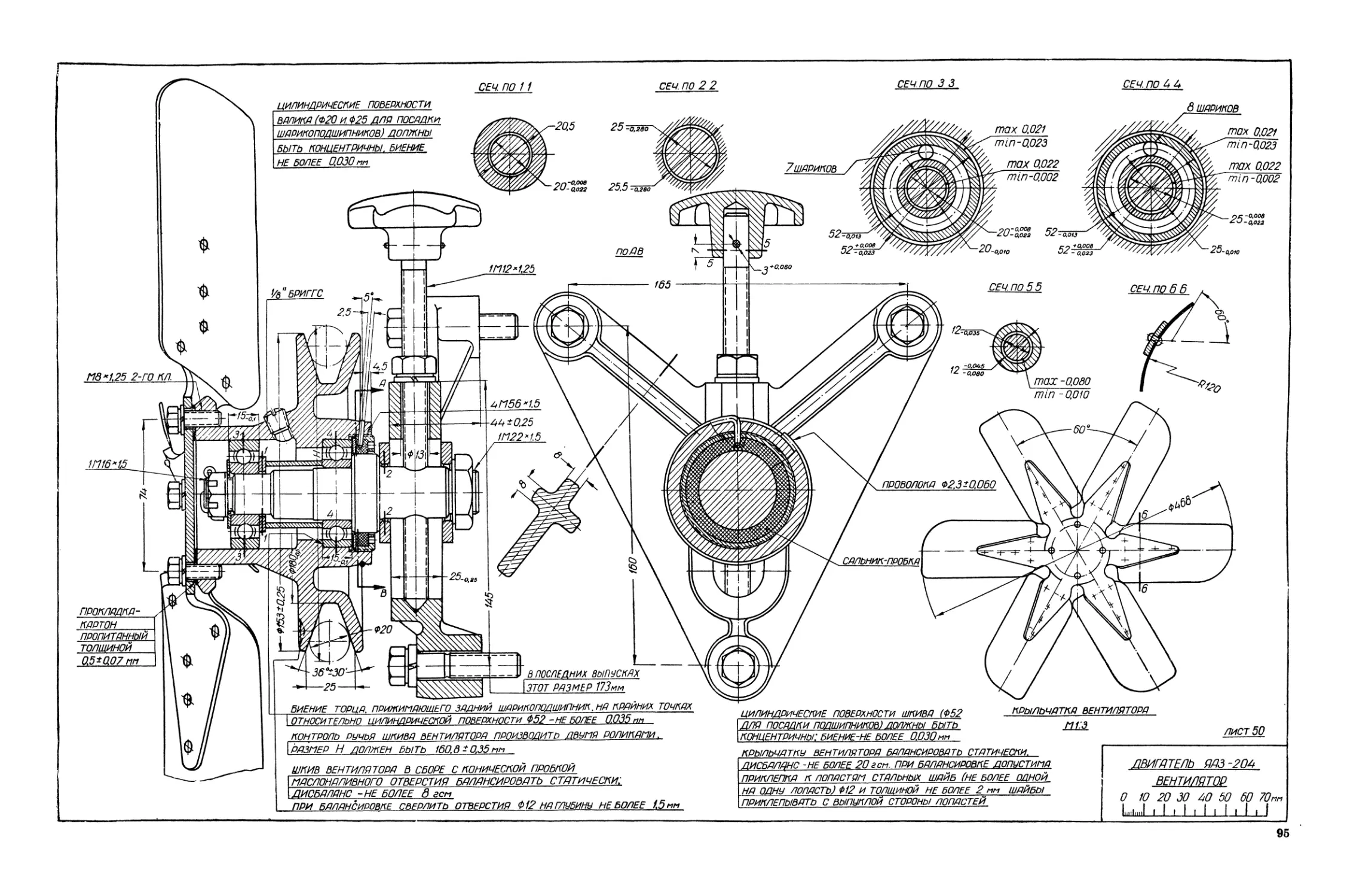
Листы 12 и 13. ВЕНТИЛЯТОР И ВОДЯНОЙ НАСОС
Деталь
Материал
BEHTMJ
Крестовина
Лопасть
Шкив
Ступица шкива
Листовая сталь 25.
Толщина 4 мм
Листовая сталь 10.
Толщина 1,25 + 0,09 мм
Чугун серый № 1
Сталь 30
ВОДЯНОЕ
Корпус
Крыльчатка
Крышка
Валик с подшлпником J
Кольцо стопорное
подшипника
Отражатель подшипника
Обойма манжеты сальника
Пружина упорная
сальника
Кольцо стопорное
сальника
1 Изготовляется на ГПЗ.
Чугун серый № 1
Чугун серый № 1
Листовая сталь 08.
Толщина 3 мм
—
Сталь 65Г.
Толщина листа
0,9 Чг 0,04 мм
Листовая сталь 08.
Толщина 1 мм
Ленточная латунь Л62
Толщчна 0,5 мм
Проволока, бронза
Бр. КМц 3-1
ф 2,5 мм
Проволока, бронза
Бр. КМц 3,5-1
ф 1,5 мм
Термообработка
Твердость
ПЯТОР
—
—
—
—-
—
Ив 148—229
_ ;
I НАСОС
Нв 148—229
Нв 148—229
Валик, кольца
подшипника и
шарики
Иг, 61—65
Калить в масло. Н~ 35—45
Отпустить
— . —
—
—
—
Примечание
| —
—
Окрасить
в черный цвет
кроме
отверстий
Окрасить
—
Поверхность
валика, кроме
беговых
дорожек качения
шариков
подшипника,
покрыть слоем
матового
хрома. Глубина
слоя после
шлифования
0,01 мм
Оцинковать
—
—
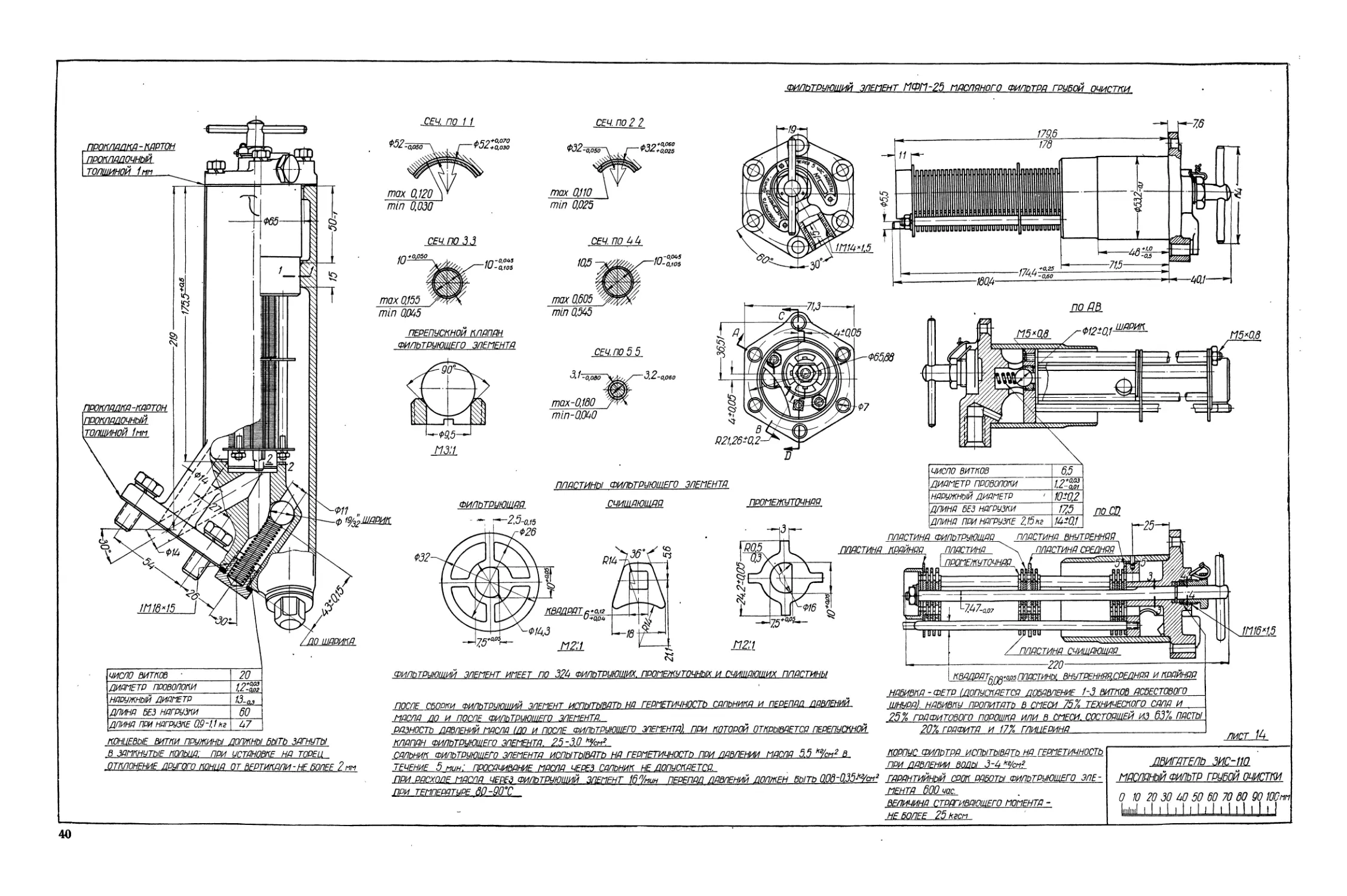
Лист
Деталь
Корпус
Пластина фильтрующая
Пластина счищающая
Направляющая
счищающих пластин
Пластина промежуточная
Седло перепускного
клапана
Пружина перепускного
клапана
Шарик перепускного
клапана
Валик. Тяга
Диск концевой тонкий
Трубка перепускная
Кожух перепускной
трубки
Чашка направляющая
Диск концевой толстый
Пластины внутренняя,
распорные, средняя и
крайняя
Скобка валика
Гайка сальника
Крышка
Втулка направляющая
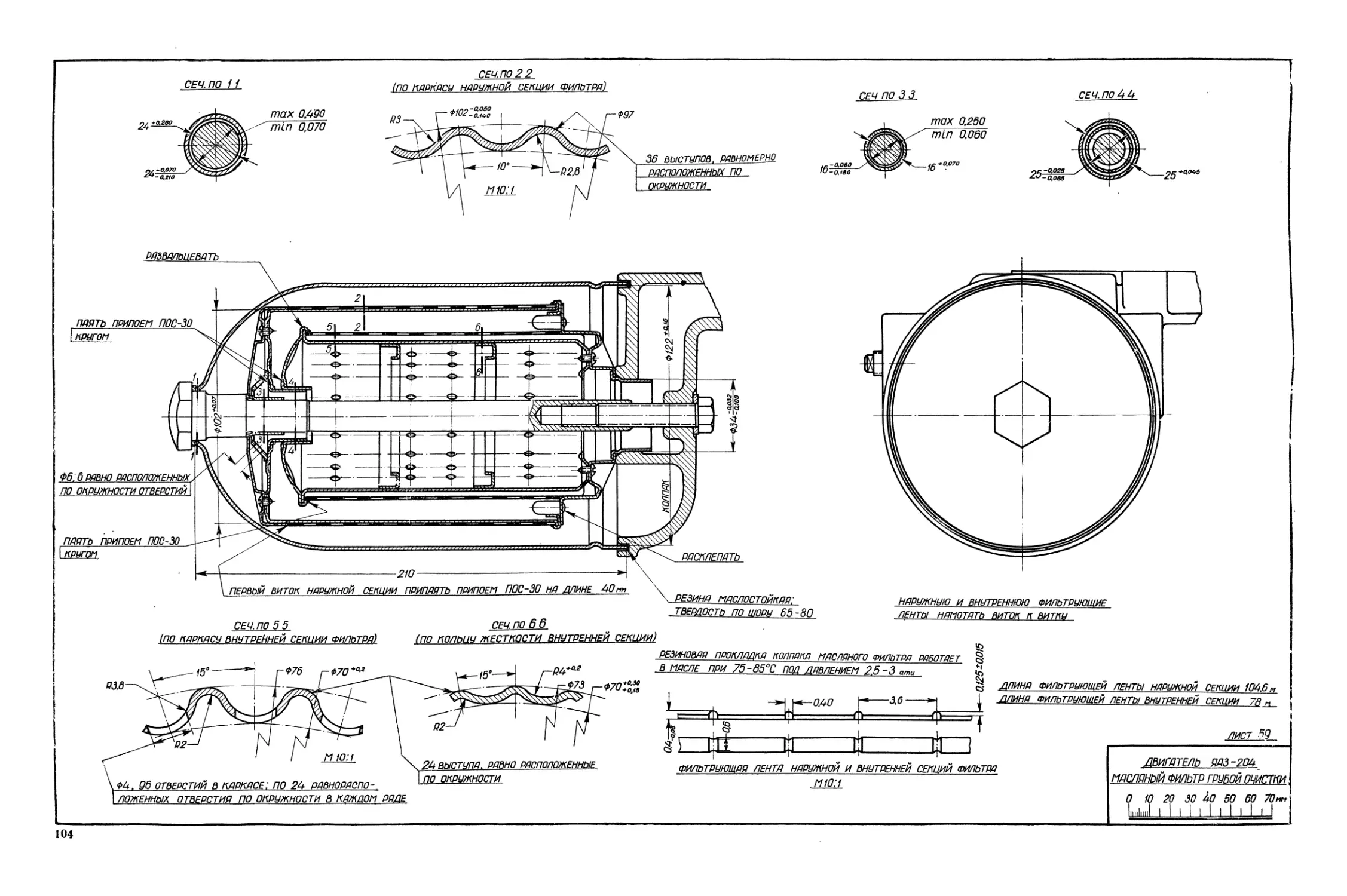
14. МАСЛЯНЫЙ ФИЛЬТР ГРУБОЙ
Материал
Чугун серый № 1
1
Сталь 10. Толщина
0,38 + 0,05 мм
Сталь 10. Толщина
0,07_0?01 мм
Сталь 40
Сталь 10. Толщина
0,09_0?01 мм
Латунь ЛС59
Проволока 1,21
ГОСТ 1071-41
ШХ15
Сталь 40
Сталь 10. Толщина
1 ± 0,09 мм
Сталь 10. Толщина
0,5 ± 0,05 мм
Сталь 10. Толщина
0,8 + 0,06 мм
Сталь 10
Сталь 10. Толщина
1,54-0,12 мм
и 2 ±0,12 мм
Сталь 10. Толщина
1 ±0,09 мм
Сталь 10. Толщина
1,5+0>12 мм
Сталь 1112
Алюминиевый сплав
АС1
Дуралюмин Д1Т
Термообработка
—
—
—
—
—
—
—
—
—
. —
— |
— !
—
ОЧИСТКИ
Твердость
Нв 148—229
—
—
Н 61-65
...
---
. . _
!
Примечание
Окрасить
в литье
Оксидировать
То же
—
Оксидировать
—
Оцинковать
Оксидировать
Оксидировать
Оксидировать
в сборе
Оксидировать
в сборе
Оксидировать
То же
I
1
|
Анодировать \
21
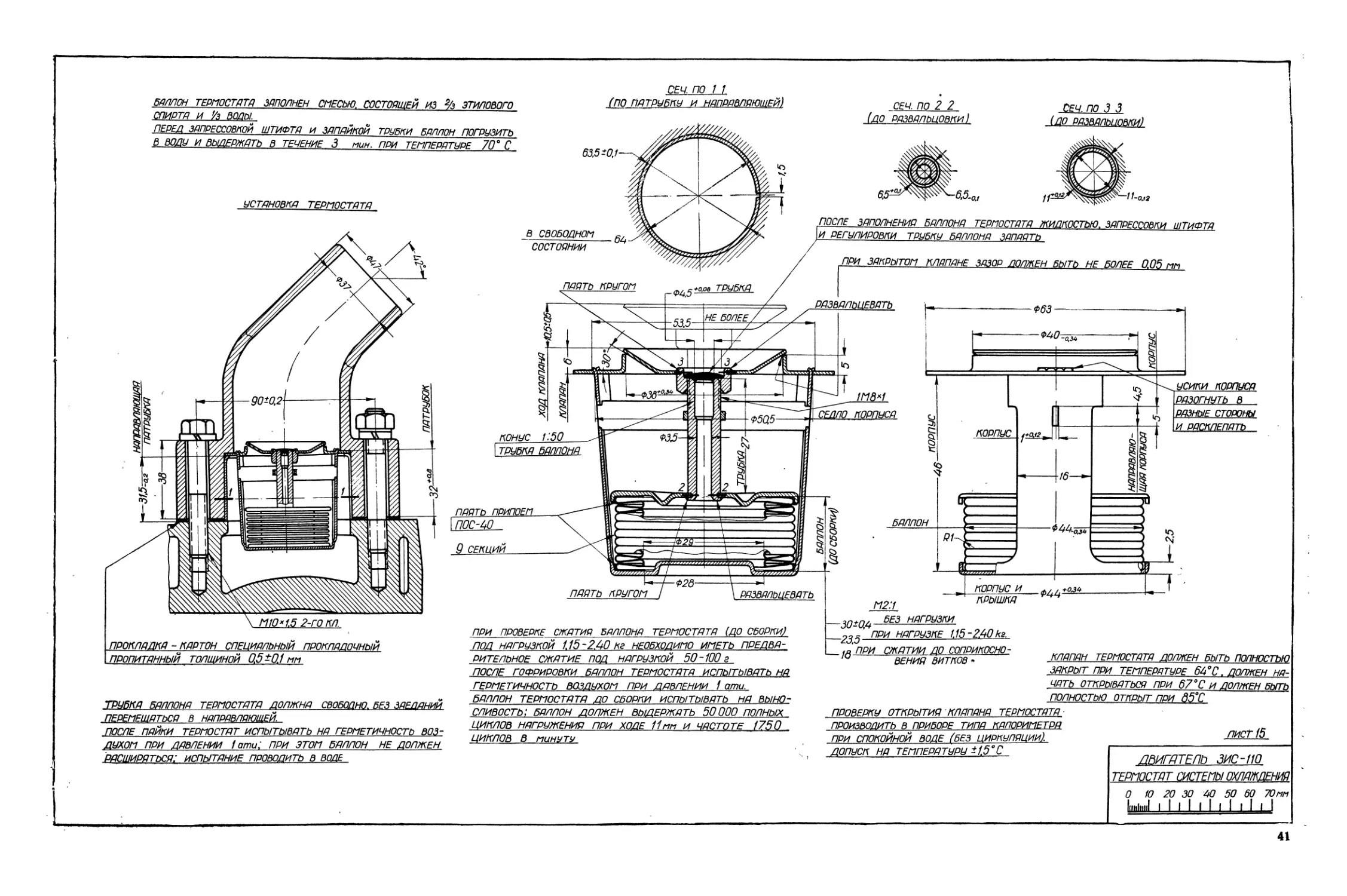
Лист 15. ТЕРМОСТАТ (ВОДЯНОЙ) СИСТЕМЫ ОХЛАЖДЕНИЯ
Деталь
Патрубок
Направляющая патрубка
Материал
Чугун серый № 1
Листовая сталь 10.
Толщина 1 мм
Корпус. Седло и
направляющая корпуса. Крышка
баллона
Баллон
Гайка клапана
Клапан
Трубка баллона
,. «,„.. ..
Ленточная латунь Л62
Толщина 1 мм
Ленточная латунь Л80
с содержанием:
не более 0,02°/0РЬ,
не более 0,05°/0Fe.
Толщина 0,13+0>01 мм
Латунь Л62
Шестигранник 11 мм
Термообработка
—
—
—
—
Твердость
Нв 143—179
_
Примечание
—
—
После
гофрировки
проверять
герметичность при
давлении воздуха
1 кг\см2.
Лента латунная Л62.
Толщина 0,6 мм
—
i
Прутковая латунь Л62
ф 8 мм
—
—
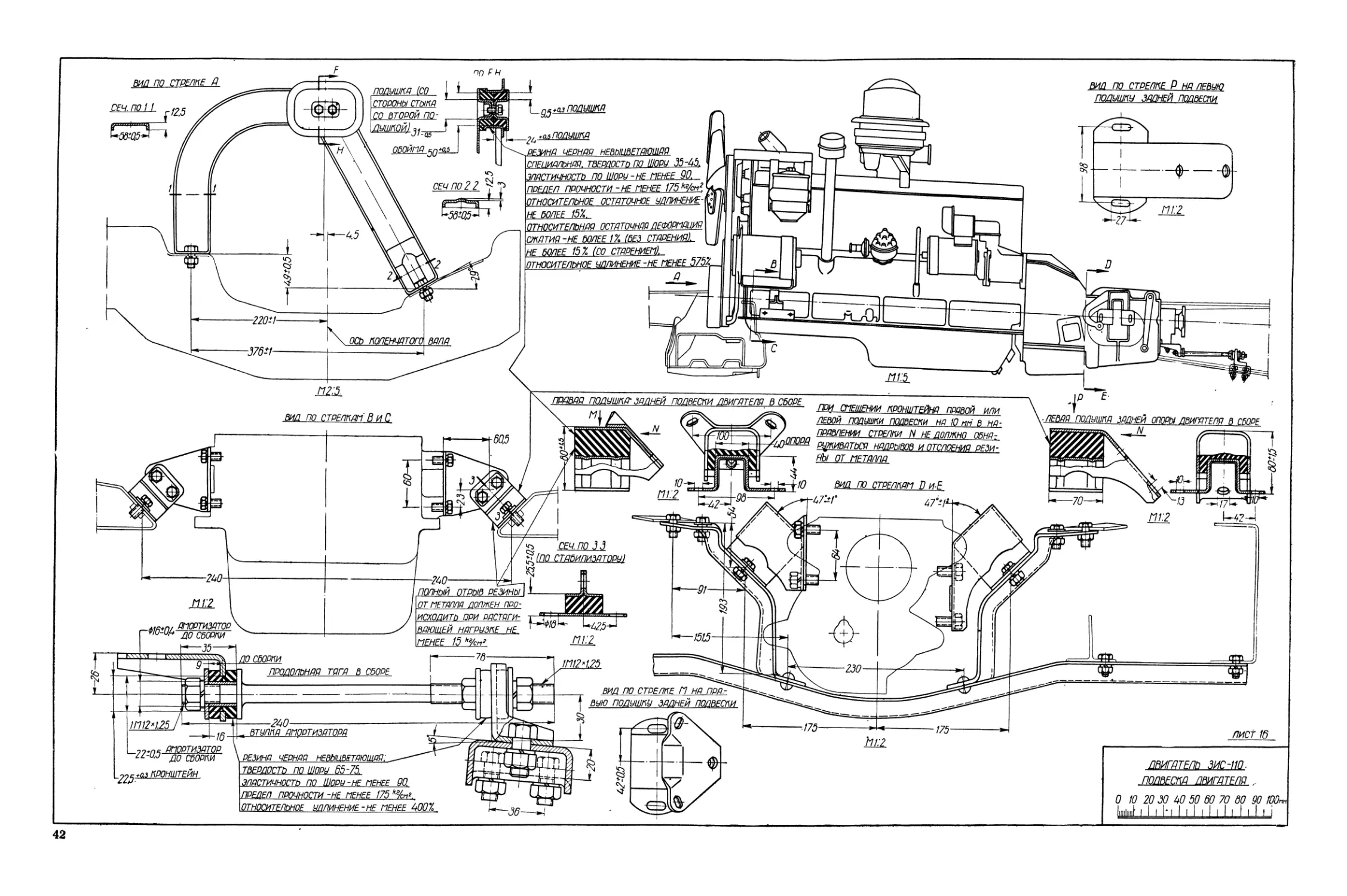
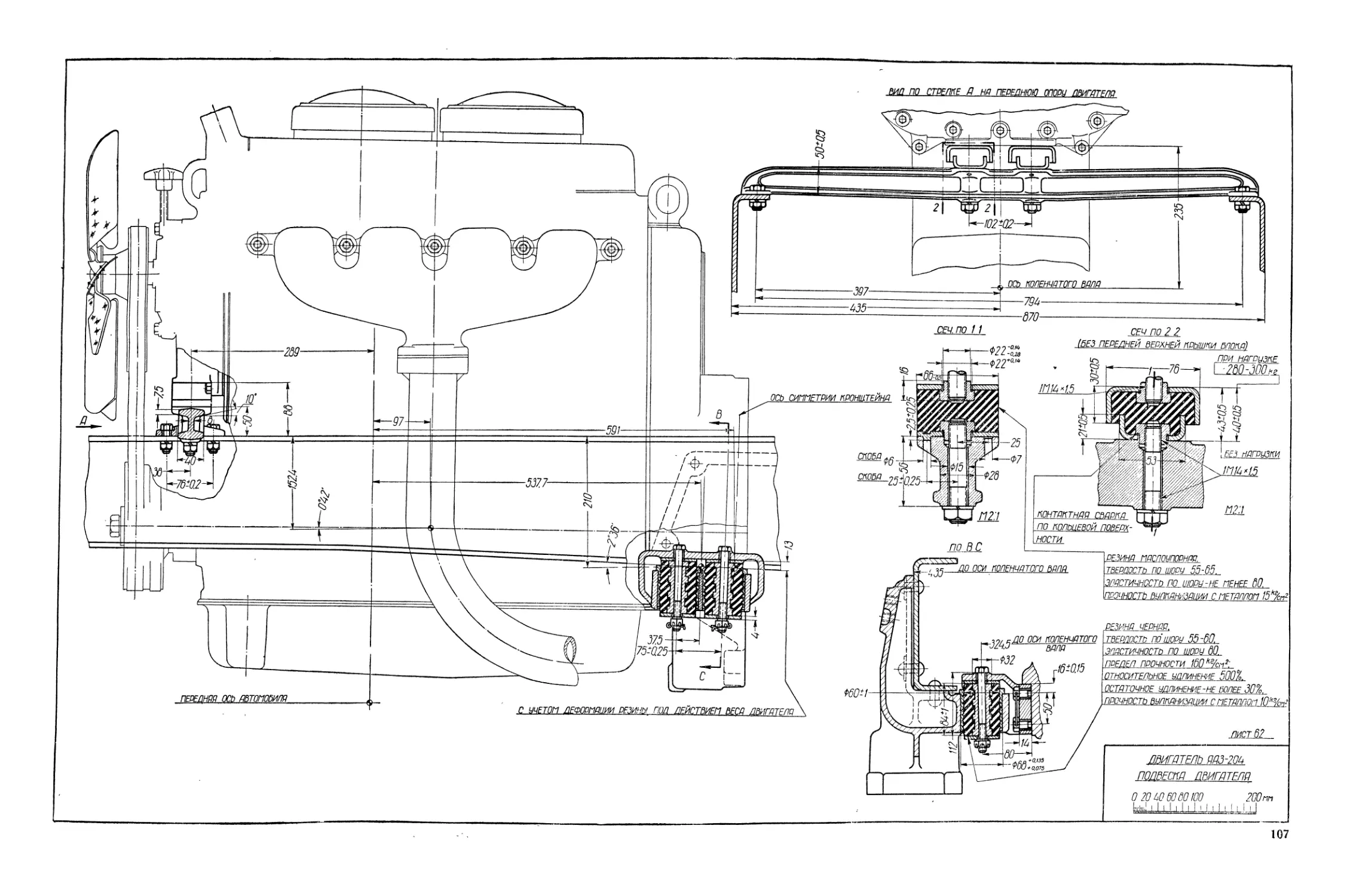
Лист 16. ПОДВЕСКА ДВИГАТЕЛЯ
Деталь
Кронштейны продольной
тяги передний и задний.
Кронштейн поперечины
задней подвески
Скобка и пластина
стабилизатора двигателя
Щека передней подвески
Материал
Листовая сталь 08.
Толщина 3,5 мм
Листовая сталь 08
Толщина 3 мм.
Листовая сталь 08
Толщина 3 мм
Поперечина продольной
тяги двигателя
Шайба стабилизатора
замковая
Опора подушки задней
подвески
Кронштейн подушки
задней подвески
Накладка правого
кронштейна подушки задней
подвески
Поперечина задней
подвески
Лапы кронштейна
передней подвески левая и
правая. Обойма кронштейна
передней подвески
Кронштейны
стабилизатора левый и правый
Листовая сталь 08.
Толщина 4,5 мм
Лента стальная 08.
Толщина 1 мм.
Ширина 20 мм
Листовая сталь 10.
Толщина 3 мм
Листовая сталь 10.
Толщина 3,5 мм
Листовая сталь 10.
Толщина 3,5 мм
Листовая сталь 20.
Толшина 2 5 мм
Листовая сталь 20.
Толщина 3,5 мм
Термообработка
—
—
—
1
Листовая сталь 20.
Толщина 4 мм
_
Твердость
—
—
—
—
Примечание
1
Латунировать
перед
вулканизацией
Окрасить в
цвет двигателя
—
Латунировать
перед
вулканизацией
Латунировать
перед
вулканизацией
1
—
—
ч—
—
—
22
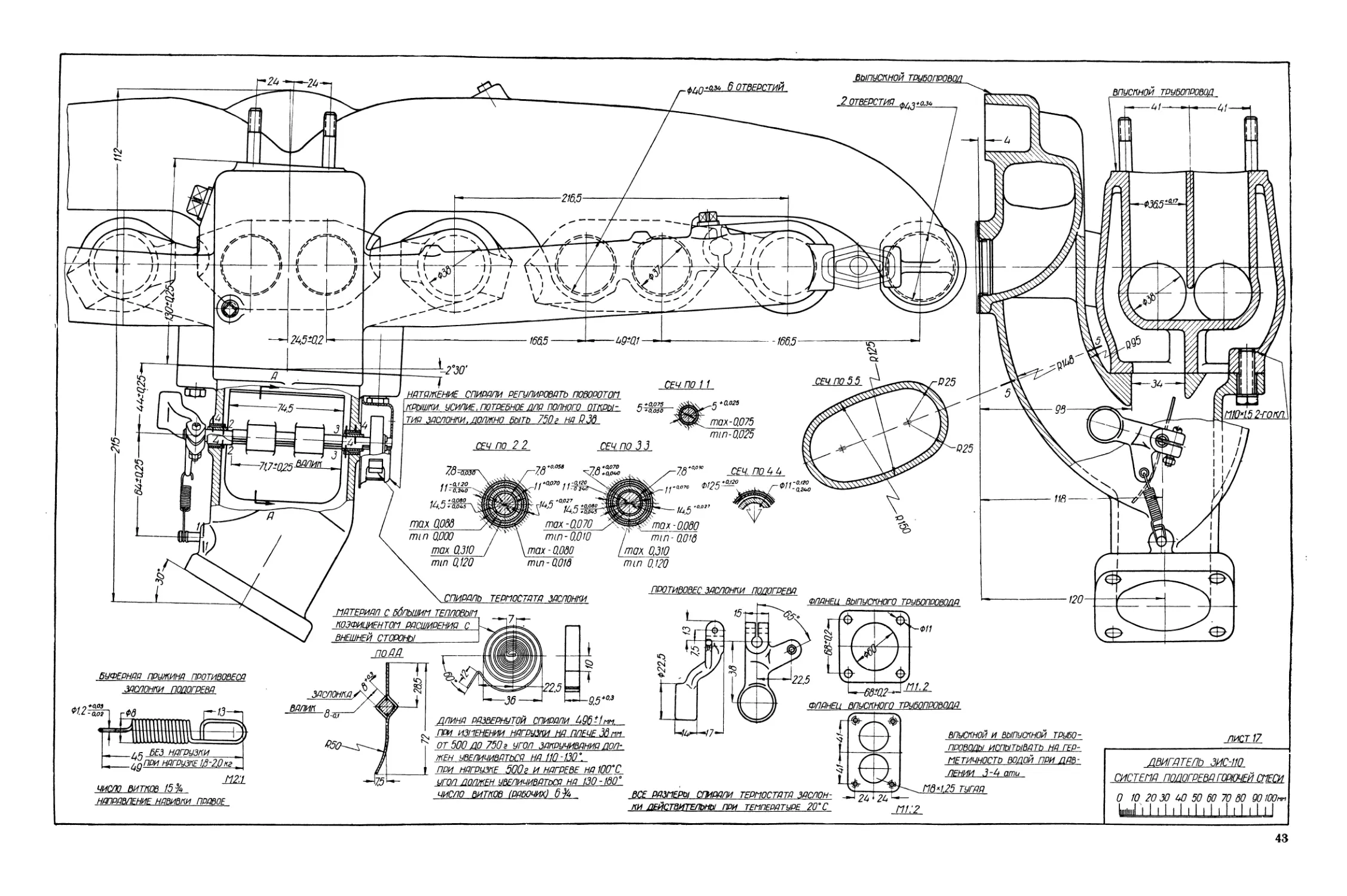
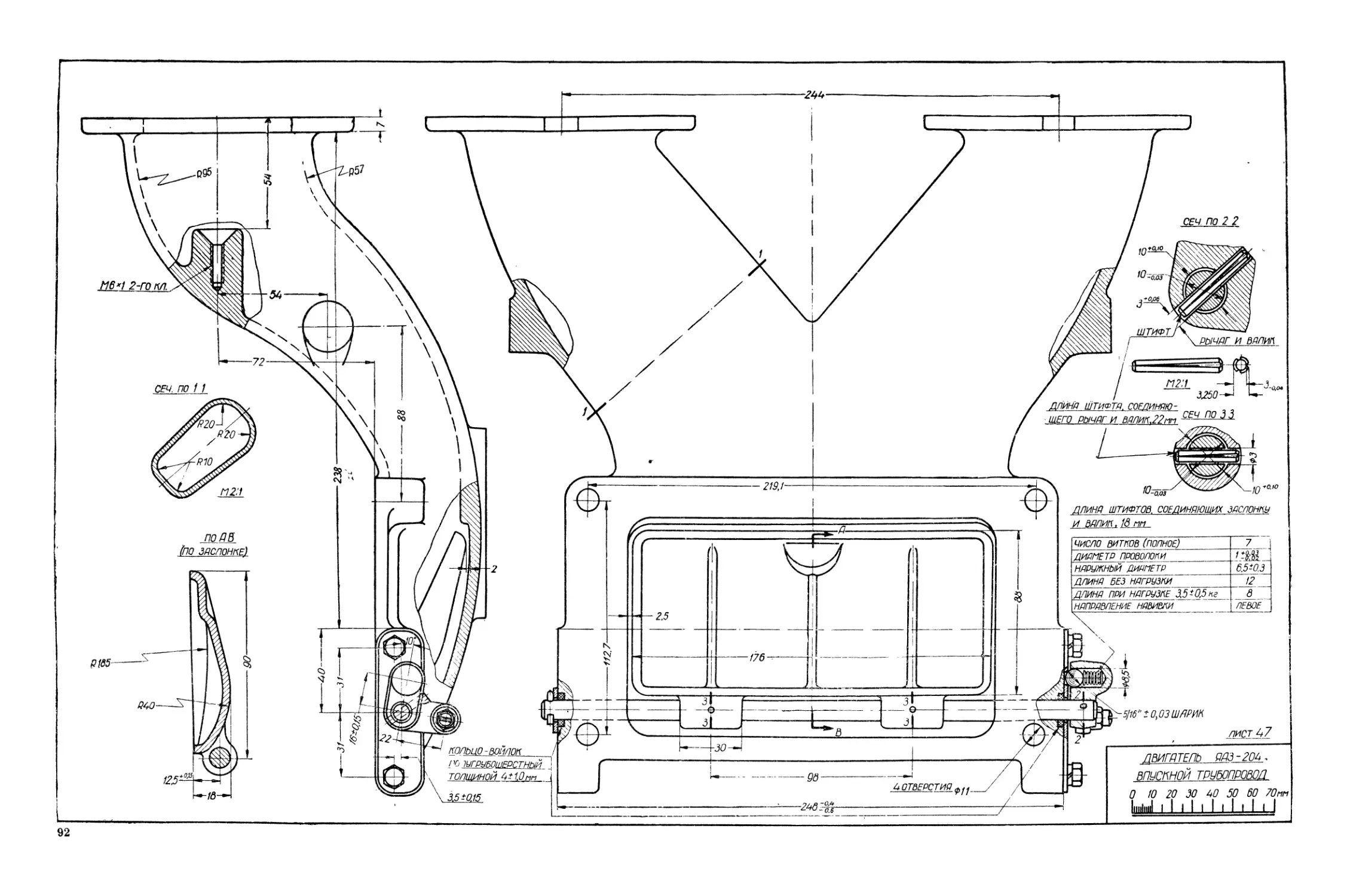
Лист
Деталь
Впускной и выпускной
трубопроводы
Противовес заслонки
Втулки валика заслонки
Валик заслонки
Заслонка
Штифт
буферной пружины
Пружина буферная
Траверса крепления
трубопроводов
Спираль термостата
заслонки
Крышки спирали
термостата заслонки
17. СИСТЕМА ПОДОГРЕВА ГОРЮЧЕЙ СМЕСИ
Материал
Серый чугун № 1
Ковкий чугун № 1
Сталь XIЗ1
Холоднотянутая прутковая
сталь XIЗ1
Квадрат 8_0?1 мм
Листовая сталь XIЗ1
Толщина 1,6 Hh 0,16 мм
Холоднотянутая прутковая
сталь А12
ф 7 мм
Светлотянутая проволока
1,2 PI—ОСТ 20006-38
Сталь 20. (
Толщина 3 мм
Биметаллическая лента:
январ—немагнитная сталь.
Толщина общая
0,6-4:0,05 мм
Листовая сталь 08.
Толщина 1 мм
Термообработка
—
Твердость
ЯВ163 —229
«S121 — 149
Примечание
Перед
обработкой
впускной
трубопровод окрасить
в цвет
двигателя,
выпускной — черной
теплостойкой
краской
Окрасить чер-
ной теплосток-
: кой краской
— |
— , _ _
Отпустить
--
—
—
—
Окрасить
черной
теплостойкой краской
То же
Окрасить
черной
теплостойкой краской
1 По проекту ГОСТ „Сгаль высоколегированная с особыми свойствами*. Существующее обозначение (з-да
„Электросталь") ЭЖ1. — Прим. ре7).
Листы 18 и 19. КАРБЮРАТОР МКЗ-ЛЗ
Деталь
Корпус. Крышка
поплавковой камеры. Воздушный
патрубок. Крышка
рычагов. Втулка поршня
Смесительная камера
Пробка фильтра
Винты крепления опорного
рычага, крепления
рычагов на валике дроссельной
заслонки, опоры иглы,
регулировки, крышки
рычагов. Пробка
Ось тяги. Втулки
передаточного и
регулировочного рычагов
Материал
Цинковый сплав.
Состав:
3,5~4У:5°/ОА1,
2,5—3,5°/0Си,
0,02—0,l0°/0Mg,
не более 0,10°/0Fe,
не более 0,007°/0РЬ,
не более Q^005°/0Cd,
не более 0,005°/0Sn,
остальное Zn
Термообработка
Серый чугун —
Сталь А12.
Шестигранник 19 мм
Сталь А12
Сталь 10
Твердость
Нв 170 — 229
—
—
—
Примечание
Фосфатиро-
вать после
механической
обработки.
После фосфа-
тирования
покрыть
карбюраторным ца-
пон-лаком или
нитрокраской
№ 660
Покрыть
антикоррозийным
матовым
никелем
Покрыть
антикоррозийным
матовым
никелем
23
Деталь
Материал
v Термообработка Твердость
Примечание
Рычаги прчвода
ускорительного насоса, поворота
оси, привода. Тяга
поршня. Шайба к рычагу
ускорительного насоса
Рычаги дроссельного
валика и передаточный
Сталь 10.
Толщина 2,5 мм
Шайба. Тяга. Рычаг
поршня. Рычаг привода игл
жиклера
Сталь 10.
Толщина 2,5 мм
Сталь 10.
Толщина 1,8 мм
Рычаг опорный
Сталь 10.
Толщина 1,8 мм
Шайба поршня
Сталь 10.
Толщина 1 мм
Рычаг валика воздушной
заслонки
Сталь 10.
Толщина 1,2 мм
Кронштейн крепления игл
Передаточная тяга
Сталь 10.
Толщина 1,7 мм
Прутковая сталь 10.
ф 3 мм
Тяга поворотного рычага
Ось рычага валика
воздушной заслонки
Прутковая сталь 10.
ф 4 мм
Регулировочный рычаг
Прутковая сталь 20.
ф 4 мм
Сталь 20.
Толщина 2,5 мм
Сталь 08.
Толщина 1,5 мм
24
Покрыть
антикоррозийным
матовым
никелем
Биметалл: инвар—немагнит
ная сталь.
Толщина 0,6 мм
Спираль биметаллическая
Термообработка
Твердость
Примечание
Покрыть
антикоррозийным
матовым
никелем
Покрыть
антикоррозийным
матовым
никелем
То же
Покрыть
антикоррозийным
матовым
никелем
Пружина насоса
Проволока 0,6 ПК11
ОСТ 20J06-38
Пружина поршня
Проволока 0,4 ПКН
ОСТ 20006-38
Пружина клапана
Пружина иглы холостого
хода
Проволока 0,4 ПКН
ОСТ 20006-38
Проволока 1,2 ПКН
ОСТ 20006-38
Пружина манжеты поршня.
Пружина игл
Проволока 0,3 ПКН
ОСТ 20006-38
Пружина.
Зажимы 0 2 и 0 3
Проволока 0,6 ПКН
ОСТ 20006-38
Пружина опорного рычага.
Пружина передаточного и
поворотного рычагов
Пружина тяги к
автоматической воздушной
заслонке. Стопорное кольцо
ускорительного насоса
Проволока 0,7 ПКН
ОСТ 20006-38
Пластина крепления
крышки
Игла запорная. Шарик
ускорительного насоса
Проволока 0,8 ПКН
ОСТ 20006-38
Сталь У8А
Сталь XI3*
Калить
Покрыть
антикоррозийным
матовым
никелем
То же
Воронить
Покрыть
антикоррозийным
матовым
никелем
Воронить
HD 30—35
Покрыть
антикоррозийным
матовым
никелем
Покрыть
антикоррозийным
матовым
никелем
То же
1 По проекту ГОСТ „Сталь высокэлегированная с особыми свойствами". Существующее обозначение (з-да
„Электросталь") ЭЖ1. — Прим. ред.
Деталь
Жиклеры: главный,
холостого хода, воздушный.
Распылитель главного
жиклера. Игла
регулировочная холостого хода.
Седло иглы. Распылитель.
Кольцо распылителя.
Клапан. Стержень клапана.
Поршень пневматического
привода игл. Ось рычага
игл. Игла ускорительного
насоса. Ось крепления
игл. Пробка канала
распылителя. Ось тяги.
Поршень и валик воздушной
заслонки. Ось кронштейна
поплавка
Корпус воздушного
клапана
Валик дроссельной
заслонки. Ось привода
насоса
s
Игла жиклера
Шайба уплотнительная
Кронштейн поплавка
Поплавок, левая и правая
половины
Распылитель жиклера
холостого хода
Воздушная и дроссельная
заслонки
Сетка фильтра.
Сетка фильтра насоса
Магериал
Прутковая латунь ЛС59
Латунь ЛС59
Шестигранник 10 мм
Прутковая латунь ЛС59
Прутковая латунь ЛС59
Красная медь.
Толщина 0,7 мм
Ленточная латунь Л62.
Толщина 0,8 мм
Латунь Л62.
Толщина 0,2 мм
Трубка, латунь Л62.
Наружный 0 2,5 мм,
внутренний 0 1,6 л/л*
Латунь Л68.
ГОСТ В-1019-41
Сетка латунная. 2025
отверстий на 1 см2
площади сетки
Термообработка
—
Заготовку отжечь
перед
штамповкой
Твердость
—
—
—
—
—
—
Примечание
Хромировать.
Толщина слоя
0,005—
0,007 мм
Протравить
То же
—
—
—
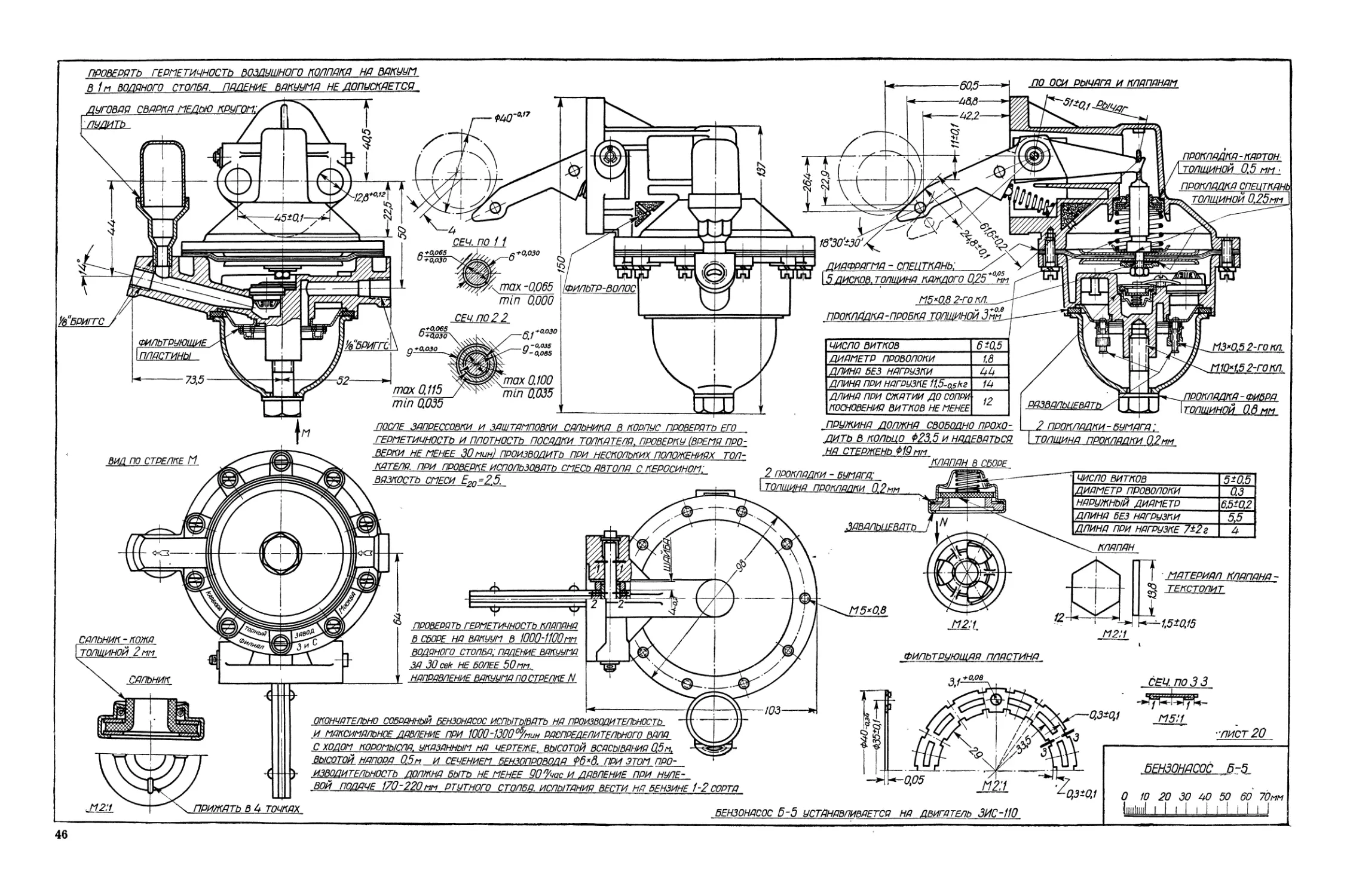
Лист 20. БЕНЗОНАСОС Б-5
Деталь
Корпус
Втулка и ось коромысла
Толкатель
Болт крепления крышки
отстойника
Шайбы диафрагмы
верхняя и нижняя
Шайба направляющая
пружины
Шайба оси коромысла
Шайба сальника
Шайбы толкателя и
коромысла
Материал
Цинковый сплав г
Сталь 20
Сталь 20
Сталь А12
Сталь 10.
Толщина 1,5 мм
Сталь 10.
Толщина 0,5 мм
Сталь 10.
Толщина 1 мм
Сталь 10.
Толщина 0,8 мм
Сталь 10
Рычаг коромысла ! Сталь 10.
1 Состав тот же, что и для
Толщина 2 мм
Термообработка
—
Цианировать.
Глубина слоя
0,15—0,25 мм
Цианировать
по поверхностям
А и В.
Глубина слоя
0,15—0,25 мм
—
_
—
Цианировать
рабочие
поверхности.
Глубина слоя
0,15—0,25 мм
Твердость
—
По напильнику
По напильнику
-
—
—
—
По напильнику
П
римечание
—
—
Поверхность
толкателя,
кроме мест А
и Z?, покрыть
медью
Д В
-ЕЕ
Покрыть
антикоррозийным
матовым
никелем
То же
По
ко
крыть анти-
ррозийным
матовым
никелем
То же
»
огливки корпуса корбюратора МКЗ-ЛЗ (см. стр. 23).
25
Деталь
Щеки коромысла
Гайка воздушного
колпака
Воздушный колпак
Крышка отстойника
Обойма сальника
Пружина
Пружина диафрагмы
Пружина клапана
Пружина сальника
Корпус и крышка фильтра.
Обойма клапана
Фильтрующая пластина
Седло клапана
Шпилька и гайка
фильтра
Материал
Сталь 10.
Толщина 2,5 мм
Сталь 10
Сталь 08.
Толщина 1 мм
Сталь 08.
Толщина 2 мм
Сталь 08.
Толщина 0,5 мм
Проволока 0,2 UKU
ОСТ 20006-38
Проволока 1,8 HKU
ОСТ 20006-38
Проволока бронзовая
Бр. ОП4-3
ф 0,3 мм
Проволока 0,3 ПКИ
ОСТ 20006-38
Латунь Л62
Толщина 0,5 мм
Латунь Л62.
Толщина 0,05 мм
Латунь Л62
Латунь ЛС59
Термообработка
—
—
—
—
—
—
—
—
—
Твердость
—
—
—
—
—
—
—
—
—
—
—
Примечание
—
Покрыть
оловом
—
Покрыть
антикоррозийным
матовым
никелем
—
—
—
При сжатии до
3 мм пружина
не должна
иметь
остаточной деформации
—
—
—
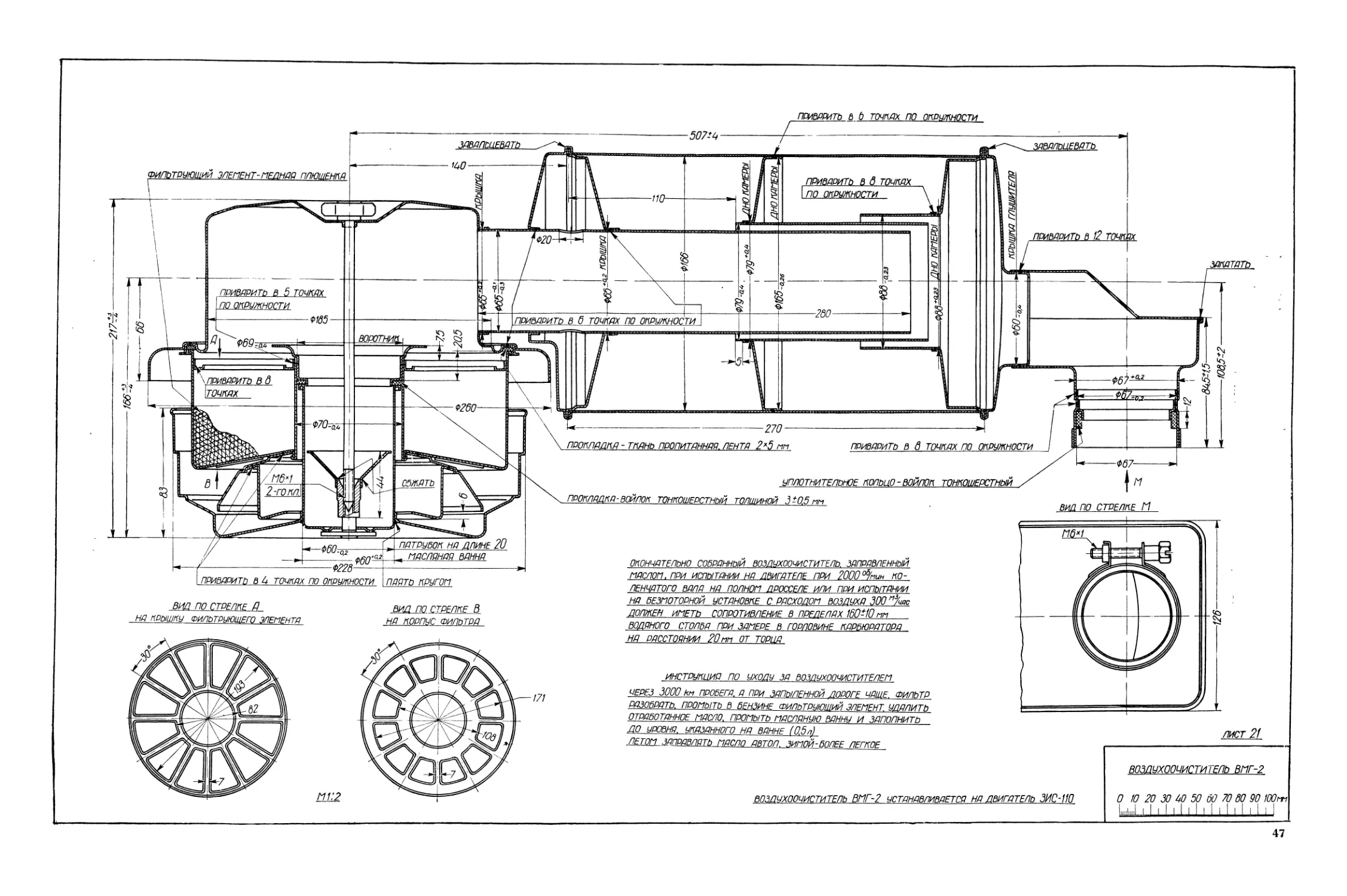
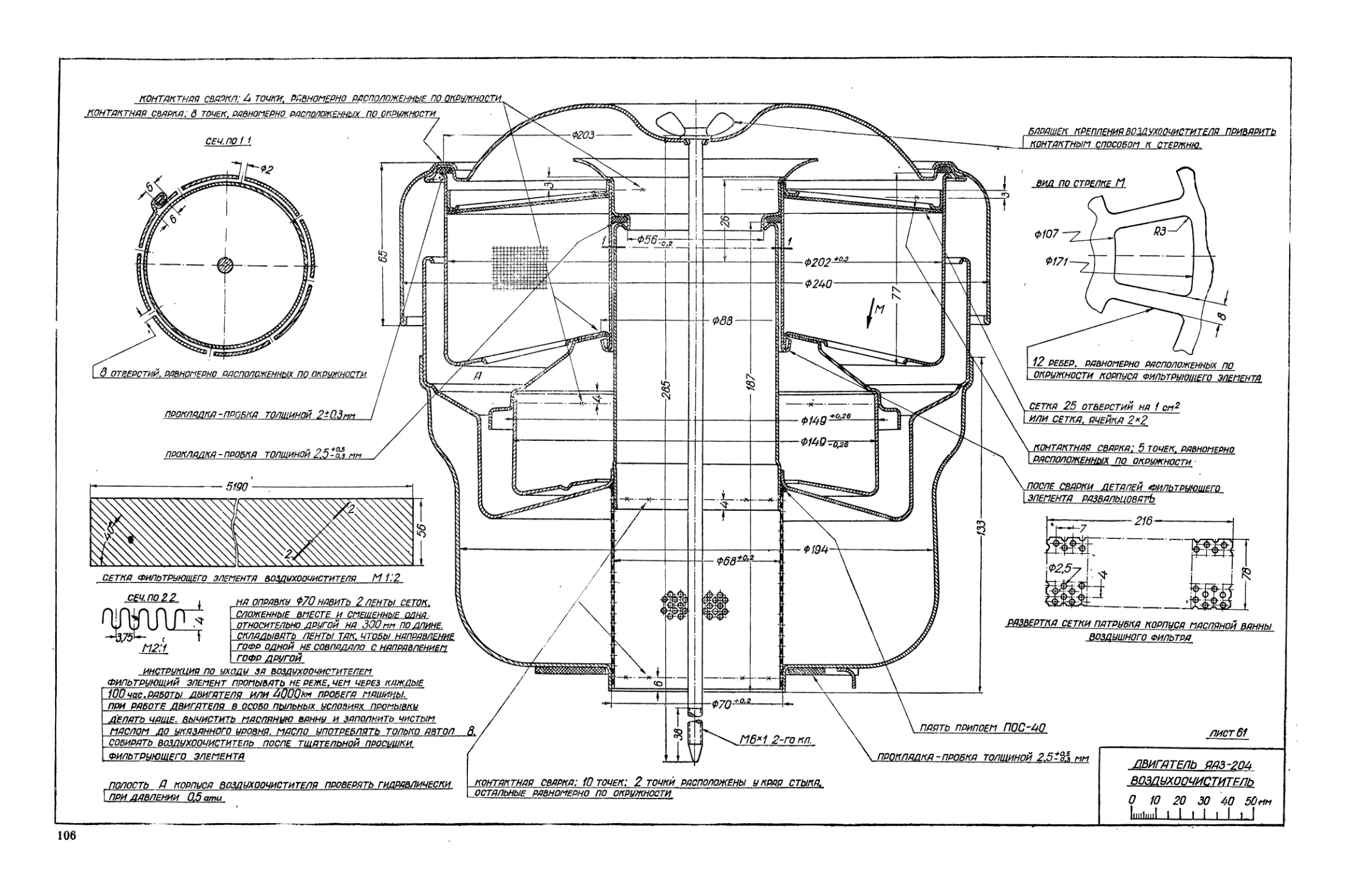
Лист 21. ВОЗДУХООЧИСТИТЕЛЬ ВМГ-2
Деталь
Материал
Корпус, патрубок и
крышка фильтра. Масляная .
ванна. Верхняя и нижняя
части входной коробки.
Дно и патрубок дна
большой камеры. Дно, крышка
и патрубок малой камеры.
Корпус, патрубок и
крышки глушителя шума
всасывания. Кольцо
горловины. Опорное кольцо.
Отражатель. Крышка
фильтрующего элемента.
Патрубок. Горловина.
Воронка
Хомутик крепления
фильтра
Фильтрующий элемент
Винт крепления масляной
ванны
Винт крепления горловины
Стержень крепления
Сталь 08.
Толщина 0,5 мм
Сталь 08.
Толщина 0,8 мм
Сталь 10.
Толщина 0,5 мм
Сталь 08.
Толщина 1,5 мм
Медная плющенка
Прутковая сталь 10.
ф 6 мм
Сталь А12.
Шестигранник 12 мм
Прутковая сталь 10.
ОСТ НКТП 7128
ф \Ъ_^2мм
Термообработка
—
—
—
—
—
Твердость
—
—
—
—
—
Примечание
—
—
Навивка плю-
щенки должна
обеспечивать
при весе 330 г
заполнение
всего объема
—
Оцинковать.
Толщина слоя
0,013 мм
26
ОТ ОСИ КОЛЕНЧЛТОГО ВДЛй
пОФПЛНЦД ТРУБОПРОВОДА
плоскость установки
ОТ ОСИ КОЛЕНЧЛТОГО ВЛЛЛ ПО ОСИ
ЛЛТЧИК ЭЛЕКТРОТРРМОМРТОЛ
дроссельной злслонки
ВЕРХНЯЯ ПЛОСКОСТЬ
БЛОКИ ЦИЛИНДРОВ
адтчик электро-
МДНОПЕТРЛ
ISr
гхг
1 ПЕРЕЛЛЧЛ
ЗДЛНИЙХОЛ
ПО ФЛЙНИЙ ВЫПУСКНОГО
ШЛЕРЕДДЧД1
И ПЕРЕЛЛЧЛ
ПЕРЕЛНИИ ТОРЕЦ БЛОКИ ЦИЛИНДРОВ
ЗЙДНИИ ТОРЕЦ БПОКЛ
• ЦИЛИНДРОВ
ФЛЛНЕЦ УСТЛНОВКИ ВЫПУСК'
нот трубопроводл
ФЛЛНЕЦ УСТЛНОВКИ КОРОБКИ ПЕРЕДДЧ ФЛДНЕЦ УСТДНОВКИ КДРТЕРЛ СИЕПЛЕНИЯ
г-Ю(Рг105
ОСЬ КОЛЕНЧЛТОГО ВЛЛЛ
ОСЬ КОЛЕНЧЛТОГО ВЙПД
лист!
М 104,5 6 ОТВЕРСТИЙ
\П12*М5 4 ОТВЕРСТИЯ
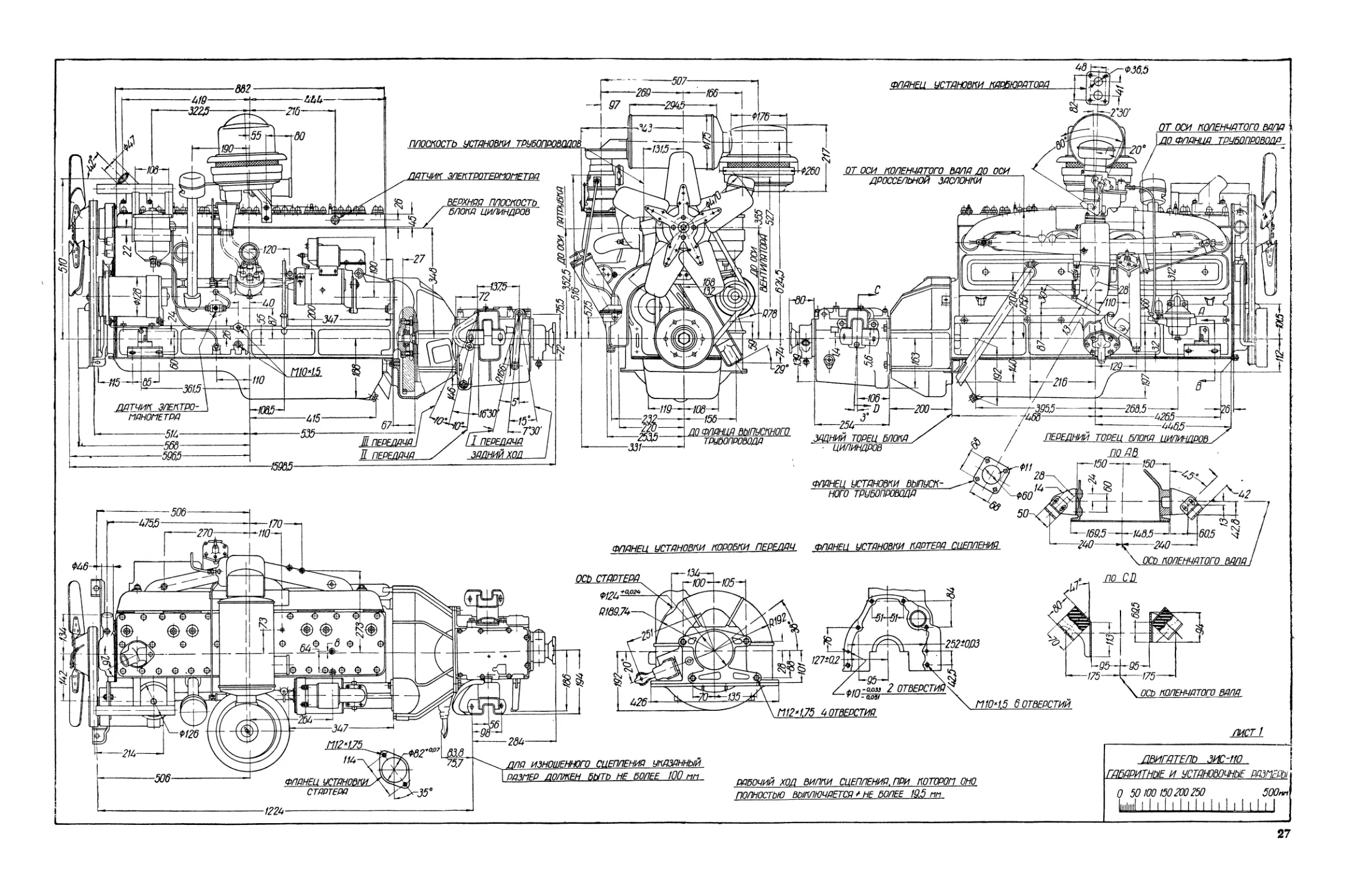
ЛВИГДТЕПЬ ЗИС-ffO
ГДБДРИТНЫЕ И УСТАНОВОЧНЫЕ
ЛЛЯ ИЗНОШЕННОГО СЦЕПЛЕНИЯ УКЛЗДННЫИ
РДЗПЕР ПОЛЖЕН БЫТЬ НЕ БОЛЕЕ 100 МП
ФЛЛНЕЦ УСТЛНОВКИ
СТДРТЕРД
РЛБОЧИЙ ХОД ВИЛКИ СЦЕПЛЕНИЯ, ПРИ КОТОРОЙ ОНО
ПОЛНОСТЬЮ Вй/КЛЮЧДЕТСЯ ' НЕ БОЛЕЕ 19.5 пп
О 50100 150 200 250 500™
Imiliiiil I I I I I I I I I I I I I I t I I I
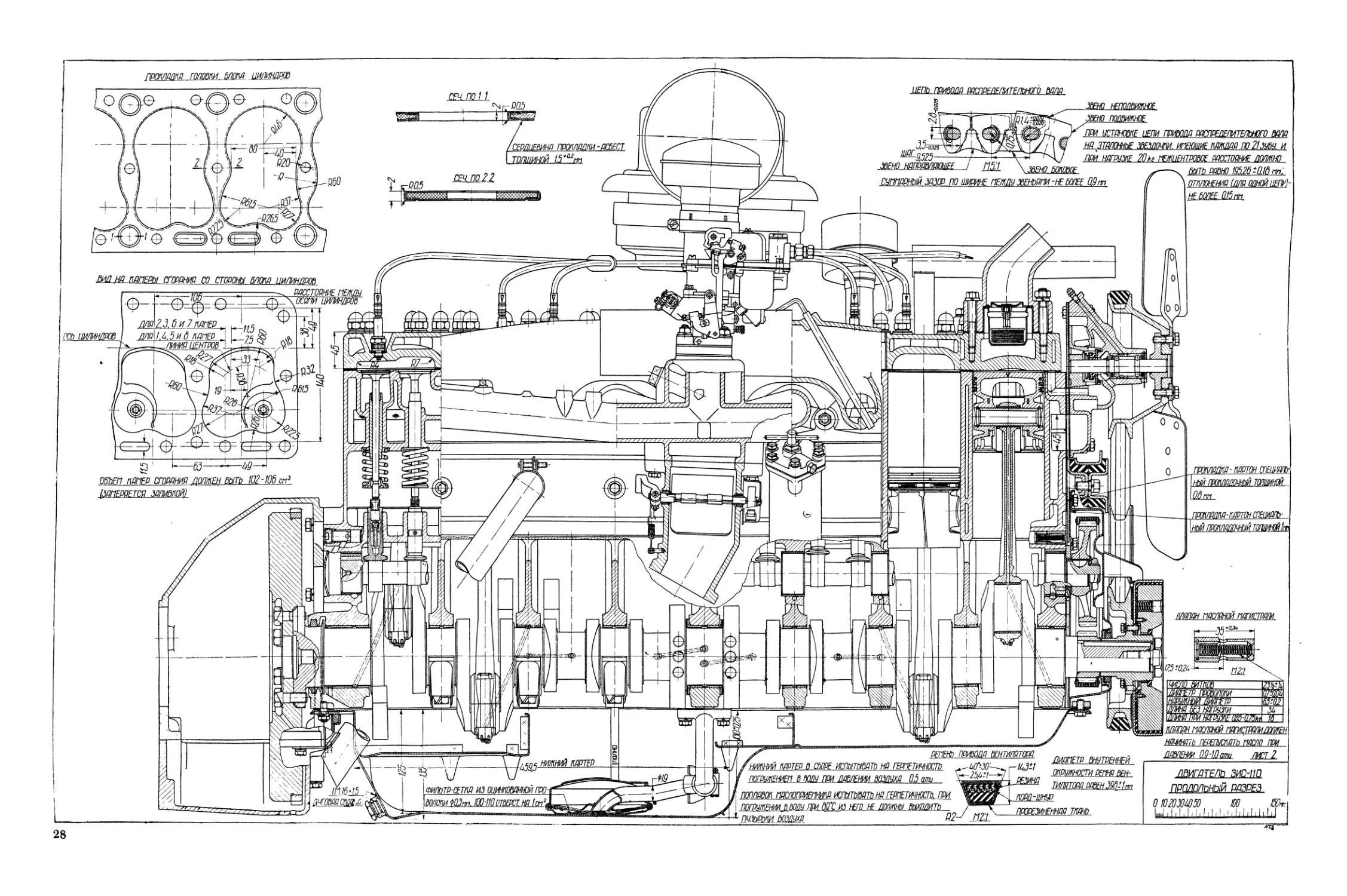
щшдка _головпи влопд мшшедь.
ЗВЕНО НЕПОЛВИЖНОР
ЗВЕНО ПОЛЖНОЕ
ПРИ УСТРНОВПЕ ЦЕПИ ПРИВОЛЛ РДСПРЕЛЕПИТЕЛШОГО дОЛД
Ни ЭТДЛОННЫЕ ЗВЕЗЛОЧПИ. ИПЕЮШИЕ ПДЖЛДЯ ПО 21 ЗУБУ И
ПРИ НДГРУЖ 20 кг ПЕЖИЕНТРОВОЕ РАССТОЯНИЕ ЛОЛЖНО
БЫТЬ РДВНО 195.26? О/б пп:
ОТПЛОНЕНИЯ (ЛПЯ ОЛНОЙИЕПИ)
непь притпп umjFnFnuTFnhHnm
СЕРЛИЕВИНД ПРОМДЛМ-
ТПЛШИНПЙ 15+а'мм
ЗВЕНО НДПРДВЛЯШЕЕ I П5',1
СУППДРНШ ЗДЗОР ПО ШИРИНЕ ПЕЖЛУЗВЕНЬЯПИ-НЕ БОЛЕЕ 0.9tin
ВИЛ НО nariFPhl СГОРДНИЯ СО СТОРОНЫ БЛОПД НИЛИНЛРОВ
РДССТОЯНИЕ ПЕЖЛ.
(Т) \ЦСЯПИ ЦИ/
ДЛя2А6и7пдпер
лля\1А5и6 пдпер
ОВЪЕП ПД/IFP СГОРДНИЯ ЛОЛЖЕН БЫТЬ 102406 щ
13ДПЕРЯЕТСЯ ЗДЛИВПОЙ)
ныи тж/юоныи тмшинои
проплалпр-ттон спвшь-
КЛРПРН ПДСЛЯНОИ ПДГИСТРШ
mm 11Ш wwyjnt UbD-u/ok
МДПДН ПДСЛЯНОИ ПДГИСЩИЛОЛЖЕН
ндцинд1ь тишать тело при
ЛДВЛЕНИИ QHQamu ЛИСТ 2
РЕПЕНЬ ПРИВОЛЛ ВЕНТИЛЯТОРД
ЛИДПЕТР ВНУТРЕННЕЙ
НИЖНИЙ ПДРТЕР В СбОРЕ ИСПЫТЫВДП НД ГЕРПЕТИЧНОСТЬ
ПОГРУЖЕНИЕП В ВОЛУ ПРИ ЛДВЛЕНИИ ВОЗЛУХД 05 amu
ЛВИГЛТЕЛЬ ЗИС'110
ПРОДОЛЬНЫЙ РДЗРЕЗ
-сиш ШЕШМЕОЖ
ПОРЛ-ШНУР
ПРОРЕЗИНЕННДЯ ТПДНЬ
ФИ/ЮТР-СЕТПД ИЗ ОЦИНМВДННОИ ПРО
ПОППДВОП ПДСЛОПРИЕПНИМ ИСПЫТЫдДТЬ НД ГЕРПЕГИЖт ПРИ
ПОГРУЖЕНИИJ ВОЛУ ПРИ 60'С ИЗ НЕГО НЕ ЛОЛЖНЬ! ВЫХОЛИТЬ
ми. ПНЮ ОТВЕРСТ. НД1'см
0Ю20Ш50 100
Ц I 1 I 1 , I , | , I: 1 : 1 , J , I i < I I I i I I
ПО СРЕЛНЕПУ КОРЕННОМУ ПОЛШИПНИШ
лист 3
со
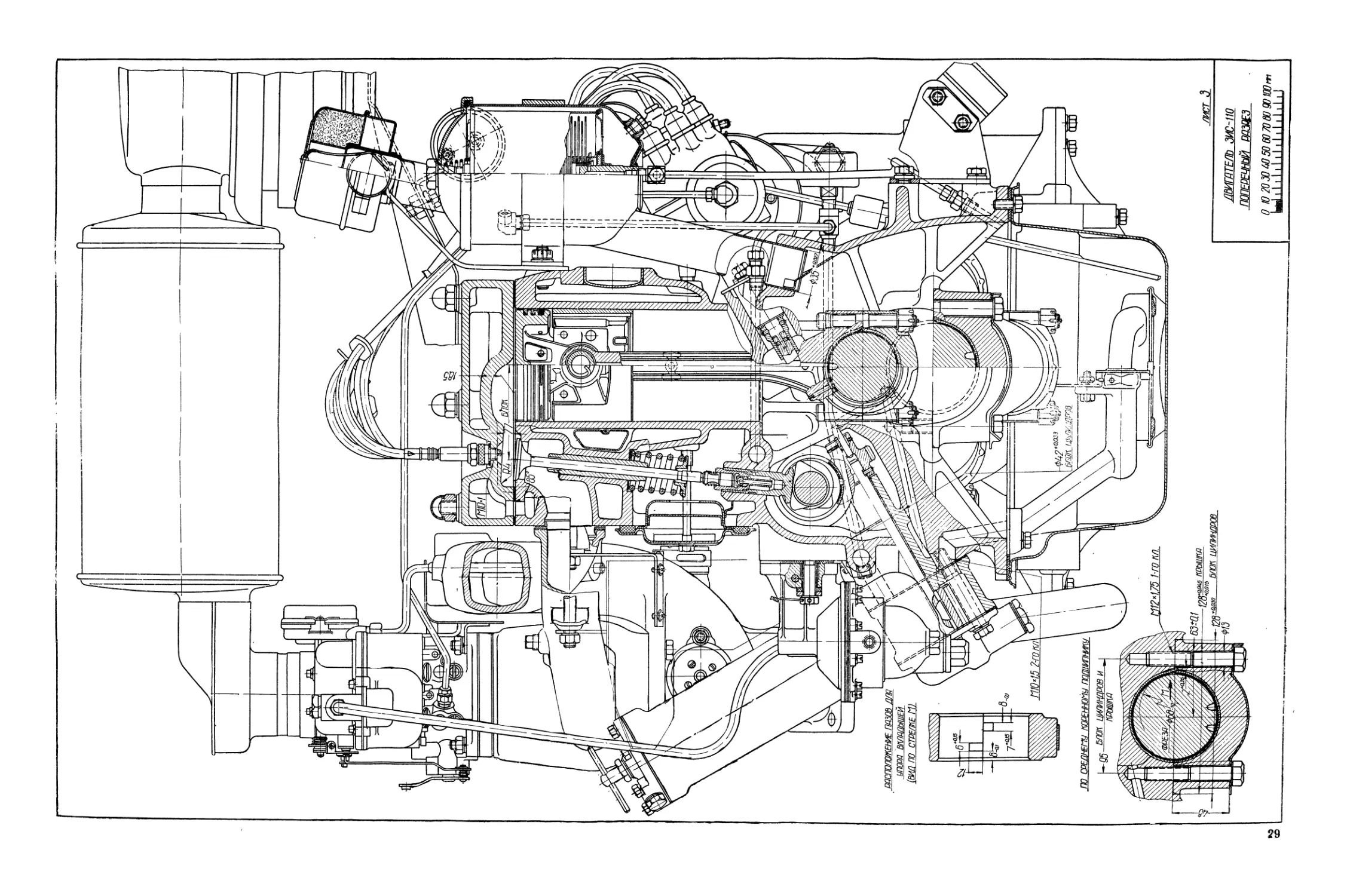
ДЬИГЙТЕЛИ Ж-1Ю
ПОПЕРЕЧНЫЙ
О 10 20XW50d070e090100m
11 11 i I ilil i I
НРПЕРПЕНДИКУЛОРНПСТЬ ОСЕЙ ЦИЛИНДРОВ К ОСИ КОЛЕНЧАТОГО ВДЛД-НЕ БОЛЕЕ
0.0/5 НД ДЛИНЕ 100 ГШ
HFfWCHOrTh РАСТОЧЕК &1Я ПОДШИПНИКОВ КОЛЕНЧАТОГО ВДЛД-НЕ БОЛЕЕ 0.02 мм
НЕСООСНОСТЬ РАСТОЧЕК ДЛЯ ПОДШИПНИКОВ РДСПРЕДЕЛИТЕЛЬНОГО ВДЛД-НЕ БОЛЕЕ 002пп.
НЕПДРДЛАЕЛЬНОСТЬ ОСЕЙ КОЛЕНЧАТОГО ИРДСПРЕДЕЛИТЕЛЬНОГО ВЙЛОВ -НЕ БОЛЕЕ
НД ВСЕЙ ДЛИНЕ
ДИАМЕТРЫ РАСТОЧЕК В БЛОКЕ ЦИЛИНДРОВ ИВ ПОДШИПНИКАХ
И ЛИДМЕТРЫ ШЕЕК РДСПРЕДЕЛИТЕЛЬНОГО ВДЛД
НЕПЕРПЕНДИКУЛЯРНОСТЬ ОСИ РАСТОЧКИ ДЛЯ УСТАНОВКИ МАСЛЯНОГО НДСОСД К
ОСИ РДСПРЕДЕЛИТЕЛЬНОГО ВДЛД-НЕ БОЛЕЕ ОЛЬ НД ДЛИНЕ 100 мм
НЕПЕРПЕНДИКУЛЯРНОСТЬ ОСЕЙ ОТВЕРСТИЙ ДЛЯ ТОЛКДТЕЛЕИ К ОСИ РАСПРЕДЕЛИ -
тшогп вала - не более 005 нл длине 100 мп
NonoPU
1
БЛОК ЦИЛИНДРОВ
55"
W0-
53
523
*
ПОДШИПНИК
РАСПРЕДЕЛИТ. ВДЛ
Ш5УШ
51-0.Q20
505-ш
50-UO17
\5-ao20
UQ5-0.Q17
М
чш
46-аО!7
Ч/5-0ДП
ОСИ КОРЕННЫХ И ШАТУННЫХ ШЕЕК КОЛЕНЧАТОГО ВДЛД
ДОЛЖНЫ БЫТЬ ПАРАЛЛЕЛЬНЫ. ОТКЛОНЕНИЯ -HF БОЛЕЕ
ШОВ НД ДЛИНЕ ШЕЙКИ В ДВУХ ПЛОСКОСТЯХ.
ПРИ УСТДНОВКЕ КОПЕНЧДТОГО ВДЛД В СБОРЕ НА КРАЙ-
НИЕ КОРЕННЫЕ ШЕЙКИ БИЕНИЯ ДОЛЖНЫ БЫТЬ НЕ БОЛЕЕ
ОПОРНЫЕ ШЕЙКИ и
ОСТАЛЬНЫЕ ОТНОСИТЕЛЬНО ЛЮБОЙ СОСЕДНЕЙ 003 г
поверхности установки звездочки ПОЗ т.
НАРУЖНОЙ ПОВЕРХНОСТИ ФЛДН11Д 003мм.
ПОВЕРХНОСТИ Ф7й ПОД САЛЬНИК ПЛбмм
ПО ВЕЛИЧИНЕ ФС БЛОКИ ПИПИНЛШ
рдзвивдютса на пмт
ГРУППА
А
АД
Б
ББ
В
ВВ
Г
ГГ
ФС
QQ+CL006
QOVaooe
QOfcSoU
90+%m8
9o:hi
90*аозо
ПП+6,ОЬ2
Qn+0/ш
&U+ 0.0U2
БИЕНИЕ ВСЕХ ОПОРНЫХ ШЕЕК РАСПРЕДЕЛИТЕтнПГП
ВАЛА ПО ОТНОШЕНИЮ К ЛЮБОЙ СОСЕДНЕЙ - HF /И-
ЛЕЕ 0025 мм.
ОВАЛЬНОСТЬ И КОНУСНОСТЬ - HF БОЛЕЕ 001 мм
ВСЕ КУЛАЧКИ РДСПРЕДЕЛИТЕЛЬНОГО ВАЛА И Ж-
11ЕНТРИК ПРИВОДА БЕНЗОНДСОСД ИПЕЮТКОНУС
БОЛЬШЕЕ ОСНОВАНИЕ КОТОРОГО НАПРАВЛЕНО В СТОРОНУ
ПРОТИВОПОЛОЖНУЮ ШПОНОЧНОЙ КДНДВКЕ
ДЕППФЕР КОЛЕНЧАТОГО ВДЛД БДЛДНСИРО-
ППОРЫ СЧИТАТЬ СО СТОРОНЫ РАСПРЕДЕЛИТЕЛЬНЫХ ЗВЕЗДОЧЕК
ВДТЬ СТАТИЧЕСКИ. ДИСБДЛДНС-НЕ50ЛЕ15гсп
ДИДПЕТР ПРОВОЛОКИ
ВНУТРЕННИЙ ДИДПЕТР
ПРИ БАЛАНСИРОВКЕ ДЕППФЕРР СВЕРЛИТЬ
длина при сжатии
ДО УРОРД (НЕ БОЛЕЕ)
отверстия Ф12 нд R52 нд глубину не
ДЛИНА ПРИ НАГРУЗКЕ
Ш25мШпан отнят)
ПЕППФЕР КОЛЕНЧАТОГО ВДЛД СО ШКИВОП
ДЛИНА ПРИ НАГРУЗКЕ
В СБОРЕ БАЛАНСИРОВАТЬ СТАТИЧЕСКИ:
ШИНДбЕЗ-НАГРУЗКИ
ПИСБДЛДНС-НЕ БОЛЕЕ 15гсм
НАПРАВЛЕНИЕ НАБИВКИ
ТВЕРДОСТЬ 40'-45.
ТЫ В ШШТЫЕ КОЛШД И
ДОЛЖНЫ БЫТЬ ПАРАЛЛЕЛЬНЫ
ШСТИЧНОСт -HFI1FHFF
ОТКЛОНЕНИЯ-HE.BOfiEEj, НРДПИНЕШ
ЦИУПЕТР ПРОВОЛОКИ
НЯРУЖНЬМ ДИДПЕТР
ЦЛИНД БЕЗ НАГРУЗКИ
OPUP
ШЕЛИТЕЛЬНОГО ВДЛД
длина при нягршзу-ш
ВСЕШОТУННЫЕШЕШ
У1Л0ЖЕННЫХ ОТВЕРСТИЯ
СДЛЬНИК-ПРОБКД
МАХОВИК В СБОРЕ БАЛАНСИРОВАТЬ
СТАТИЧЕСКИ: ЛИСБАЛДНС-НЕ БОЛЕЕ 15 гсм.
ПРИ БАЛАНСИРОВКЕ МАХОВИКА В СБОРЕ СВЕРЛИТЬ
ЛИДМЕТРБОЛТД П
СЕЧ.П НД
ОТВЕРСТИЯ Ф9 НА ГЛУБИНУ НЕ БОЛЕЕ 2fr
ШШГОЯНИЕ ПЕЖДЯ СОГРДНИПИ ОТВЕРСТИЯМИ-
НЕ МЕНЕЕ 16 мм.
1мц
МЕНЬШЕ. ЧЕП В СЕЧ 5 5
ОСЕВОЕ БИЕНИЕ РАБОЧЕЙ ПОВЕРХНОСТИ ПДХОВИКА
(В СБОРЕ С КОЛЕНЧАТЫЙ ПАЛОП) - НЕ БОЛЕЕ 0J2
НД РАДИУСЕ 170 мм
НАБИВКА САЛЬНИКА СОСТОИТ ИЗ 2 ОПЛЕТОК И
СЕРДЕЧНИКА
ПОЛЕНЧАТЫЙ ВДЛ БАЛАНСИРОВАТЬ ДИНДПИЧЕСКИ.
ДИСБАЛАНС-НЕ БОЛЕЕ /5гсм (УЧЕСТЬ ВЕС ШПОНКИ)
КОЛЕНЧАТЫЙ ВДЛ В СБОРЕ С ПАХОЗИКОП БДЛДНСИ'
РОВДТЬ ДИНДПИЧЕСКИ: ЛИСБДЛДНС-НЕ БОЛЕЕ 20гт
ВОЛОКНА' МАТЕРИАЛ СЕРДЕЧНИКА ПЕНШВДО ПРЯЖА КОЛЕНЧАТЫЙ ВДЛ В СБОРЕ С МАХОВИКОМ И СЦЕПЛЕ-
МАТЕРИАЛ ОПЛЕТОК: НЕ МЕНЕЕ 80% АСБЕСТА С
ДЛИННЫМ ВОЛОКНОМ. НЕ BOAFE 20 Z ХЛОПКОВОГО
ПРИ БАЛАНСИРОВКЕ КОЛЕНЧАТОГО ВАЛА В СБОРЕ С МАХОВИКОМ И СЛЕПЛЕ-
НИЕП ВПЕСТО ВЕДОПОГО ДИСКА УСТАНАВЛИВАТЬ СПЕЦИАЛЬНЫЙ ДИСК.
ИМЕЮЩИЙ НАРУЖНЫЙ Ф250 ТОЛЩИНУ 9 мм ЦЕНТРИРУЮЩИЙ ХВОСТОВИК
Ф52-от мм И ДИСБАЛАНС -НЕ БОЛЕЕ 1 гсм
ПРИ НАЧАЛЬНОЙ ДИСБАЛАНСЕ 00гсм УЗЕЛ РАСКОМПЛЕКТОВАТЬ И
ПОЙ
КОЛЬШ-КОМПОЗИЦИЯ ИЗПРЕСС0ВЛН-\
НОГО АСБЕСТА ТОЛЩИНОЙ 31-Q.3мм
ЛИСТ U
СОСТАВ ПРОПИТКИ' ОКОЛО 20% ТЕХНИЧЕСКОГО САЛА НИЕМ (БЕЗ ВЕДОМОГО ПИЩ) БАЛАНСИРОВАТЬ ДИ- ВТОРНО ПРОВЕРИТЬ БАЛАНСИРОВКУ ДЕТАЛЕЙ
ОКОЛО 60% СМЕСИ ВИСКОЗИНА С ВАЗЕЛИНОМ НАМИЧЕСПИ: ДИСБАЛАНС -НЕ БОЛЕЕ 20 em
ПОСЛЕ ПРОПИТКИ НДБИВПА ПОКРЫВАЕТСЯ. КРУГОМ И С TOPUOB СЛОЕП МЕПКОЧЕШУЙЧДТОГО ГРРФЦТД
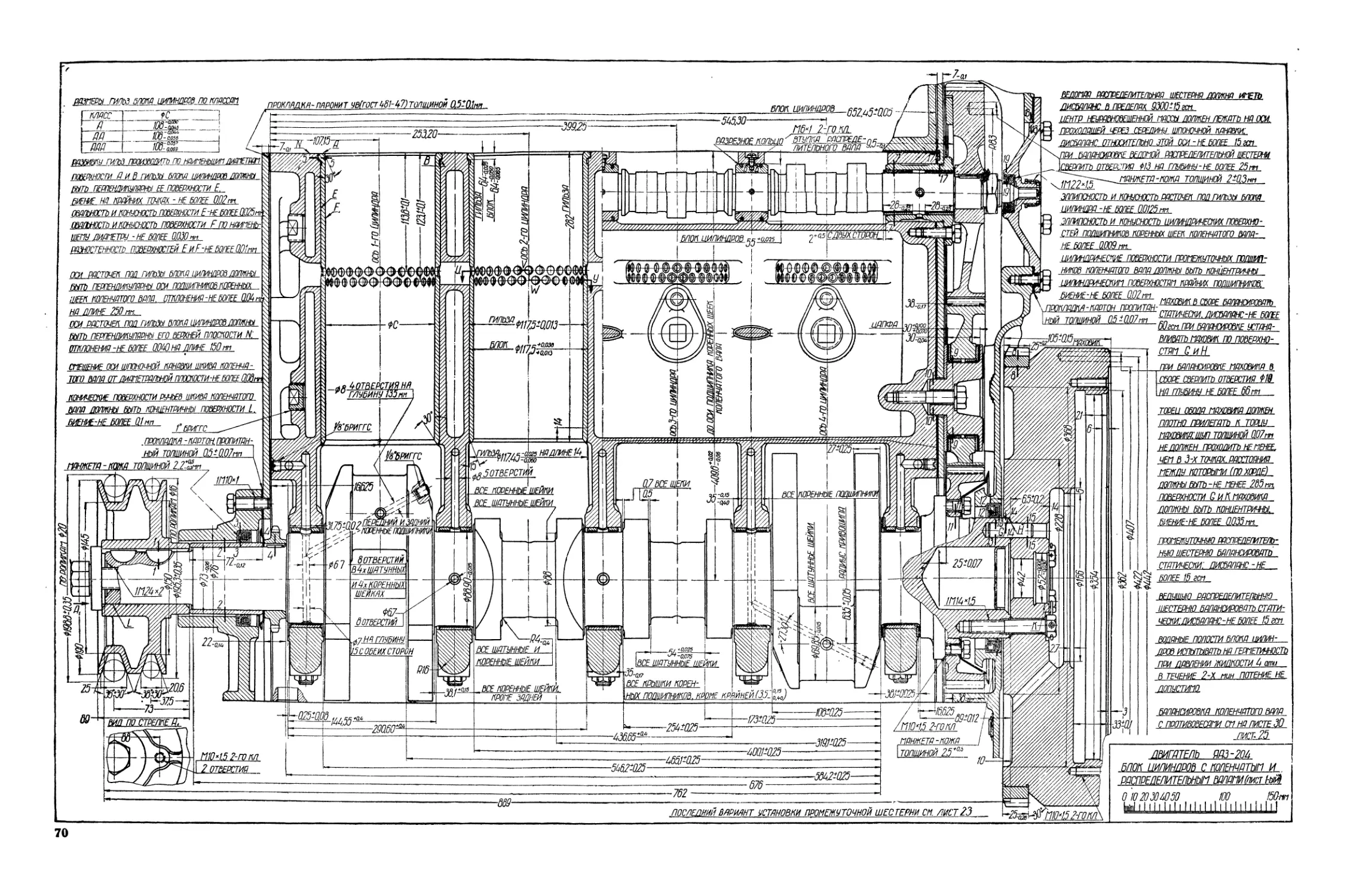
ВОДЯНУЮ РУБАШКУ БЛОКА ЦИЛИНДРОВ ИСПЫТЫВАТЬ НА ГЕРМЕТИЧНОСТЬ
ПРИ ДАВЛЕНИИ ВОЛЫ J-4 amu
зис-по
БЛОК ЦИЛИНДРОВ С КОЛЕНЧАТЫМ И
РАСПРЕДЕЛИТЕЛЬНЫМ ВАЛАМИ * (ЛИСТ 1-Й)
О 102030W50
W
i 111111 ■ 11,111 < I
150tiri
ill
30
ТОЛКДТЕЛЬ КПДПДНД О ГИЛРДВЛИЧЕСКИП ЦИЛИНЛРОП В СВОРЕ
СФЕРД до ЦИДМЕТРУ d ПОРШНИ ТОЛКДТЕЛЕЙ
КЛДПДНОВ РДЗБИВДТЬ НД 6 ГРУППЫ '
ПпРРПЕТРЫ ЗУБЧДТОГО ОВОЛД ПДХОШД
ЦВЕТ ПДРКИРОВПИ
ЗЕЛЕНЫЙ
БЕЛЫЙ
СИНИЙ
ПРДСНЫЙ
ДИДПЕТР d
11.0020 - 109995
10Ж5 -109970
109970 - 10Ж5
Ш(Ш -10.9920
ПО ЛИДПЕТРУ D ШЛИНЛРЬ! ТОЛКДТЕЛЕЙ
КПДПДНОВ РДЗБИВДТЬ НД 4 ГРУППЫ
rf/.J-Qje ornrUMI-J
ЗЕЛЕНЫЙ
ВЕЛЫИ
тсныи
ДИДПЕТР Ц
IWh
лм
-1Ю
-111
11.0050-11.0021
110025-1 WOOL
РОЗБИВКУ ПОРШНЕЙ И иИЛИНЛРОВ ТОЛКД-
ТЕЛЕЙ МДПДНОВ НД ГРУППЫ ПРОИЗВОЛИТЬ
ПРИ ТЕППЕРДТУРЕ20°+-3°С.
ПРОИЗВОЛИТЬ СБОРКУ ПОРШНЕЙ И ИИЛИНЛРОВ ТОЛКДТЕЛЕЙ КЛДПДНОВ ТОЛЬКО ОЛИ-
ЧИСЛО ЗУВЬЕВ
ПОДУ ЛЬ .
ШДГЗДЦЕППЕНИЯ
ДИДПЕТР ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ
(ПОСЛЕ НД ПРЕССОВКИ ОВОДД)
высотд головки
ВЫСОТД ЗУбД
ПРОФИЛЬНЫЙ УГОЛ ИНСТРУПЕНТД
ПОЭФИЦИЕНТ СДВИГД ИСХОДНОГО
ПОНТУРД (ИНСТРУПЕНТД)
СДВИГ ИНСТРУПЕНТД
ТОЛЩИНД ЗУБД ПО ДУГЕ ДЕЛИТЕЛЬНОЙ
ОКРУЖНОСТИ (ТЕОРЕТЙЧЕСКДЯ)
ТОЛЩИНД ЗУБД ПО ХОРДЕ ДЕЛИТЕПШОЙ
ОКРУЖНОСТИ (ПРИ НОМИНДПШСП ДИД-
ПЕТРЕ ОКРУЖНОСТИ ВЫСТУПОВ)
ВЫСОТД ГОЛОВКИ ЗУБР ПО ХОРДЕ (ПРИ
НОПИНДЛЬНОП ДИДПЕТРЕ ОКРУЖНОСТИ
ВЫСТУПОВ)
м
2,5
7т
360
0,5
Ад
15"
ОА
-1
3.39
2В9Ш
0.5
СЕЧ. ПО 1 1
СЕЧ. ПО 2 2
СЕЧ ПО 3 3
.СЕЧ. ПО 4 h
mm 0.050
12-дою
mm 0.010
тш-аоЗЗ
max 0,069 у
min 0.025
СЕЧ ПО 5 5 СЕЧ. ПО 6 6
max от
д+0.0?.2
+0.027 15'-\
min 0,020 -
max -0.085
mm-0.033
no_GL
КРЕПЛЕНИЕ ПРОТИВОдЕСД /Г .9 ШЕКЕ_
КОЛЕНЧДТОГО ВДЛД
(КОЛЕНЧДТЫЙ ВДЛ ПОВЕРНУТ НД 90°
Ш
ПИП-О.ОМ
НДКОШХ ГРУПП. ЦИЛИНЛРТОЛКаТЕЛОКПДПДНйВСБОРЕ ПРОВЕРЯТЬ НД ПРОСД-
ШПОНИЕ КЕРОСИНД ПЕЖЛУ ПОРШНЕП И ШЛИНЛРОП. НИЛИНЛР УСТДНДВЛИВДТЬ
НД ВЫСОТУ 5.5 tin ОТ ПЛОСКОСТИ R КОЛПДЧКД КЛДПДНД
ПРИ НДГРУЗКЕ В Ю Кг ПОРШЕНЬ ДОЛЖЕН ОПУСТИТЬСЯ НД 5 мп ЗД ВРЕПЯ
КЛДПДН СУХДРЬ И ТДРЕПКД
СЕЧ. ПО 10 10
СЕЧ.ПО Q О
ОТ20ДОвОсек ПРОСДЧИВДНИЕ КЕРОСИНД ЧЕРЕЗ КЛДПДН ПРИ ЭТ0Г1ДОПУС-
KUFTOQ НЕ БОЛЕЕ ОЛНОЙ ПДППИ
ТОЛКДТЕЛЬ КЛДПДНД ПОЛДЕЙОТВИЕП СОБСТВЕННОГО ВЕСД ЛОЛЖЕН
МЕДЛЕННО ОПУСКДТЬСЯ ВХЛДБО СПДЗДННОП ОТВЕРСТИИ БЛОПД ЦИЛИНЛРОВ.
число витков
ПРОФИЛЬ ПРОВОЛОПИ
ДИДПЕТР НДРУЖНЫИ
ДЛИНД ВЕЗ НДГРУЗКИ
ДИДПЕТР НДРУЖНЫ
ДЛИНД ВЕЗ НДГРУЗКИ
НДПРДВЛЕНИЕ НДВИВКИ.
10.5
ЛЕВОЕ
ПОНИЕВЫЕ ВИТКИ ПРУЖИНЫ ПОРШНЯ
ТОЛКДТЕЛЯ ДОЛЖНЫ БЫТЬЖИТЫ В
ЗДПКНУТЫЕКОЛШД ПРИУСТДНОВКЕ
ПРУЖИНЫ НД ЛЮБОЙ ИЗ ТОРНОВ
ОТКЛОНЕНИЕ ОТ ВЕРТИКДЛИ FF
ПРОТИВОПОЛОЖНОГО КОНиД-НЕ БОЛЕЕ Inn
ЗВЕЗЛОЧКИ ПРИВОЛД РДСПРЕЛЕЛИТЕЛЬНОГО ВДЛД
Ф№+-0№ 9Я
maxU090]
mm 0.045
СЕЧ.ПО 11 11
СЕЧ. ПО 13 13
ОТВЕРСТИЯ)
{ш0№\ rjmmuu "mxm
mm 0.000 min-ОМ
сеч, по 1515
mm 0.000
СЕЧ.ПО 16 16
ПРОХОДНОЙ КДЛИБР Ф602Ю
НЕПРОХОДНОЙ КОЛИБР Ф60.150 /
i
СЕЧ.ПО 12 12
— to +0,051
nnr, у J+0.033
max 0.065 \дъ/-в**°*
min „_„
max-0.051
min-ОМ
т'1П-0.0Ш
СЕЧ ПО 17 17
I КРЕПЛЕНИЕ ПРОТИВП-
'~ ВЕСД К 8 ЩЕКЕ,
/ЙЙШШЛШШШЖ
ПРОТИВОВЕС КОПЕНЧпТОГП ШД ЛЛЯ /И16ШЕК
МП
ПРОТИВОВЕС КОЛЕНЧДТСГО ВДЛД ПЛЯ Ъ.5.12 И 13 ШЕК
h
I
i8
$
mm-0.01 о
Ф60ЩОЗ° СЕЧ.П01818
О %Ш&<^Э-о;ео
+0,055
*0.015
W-W
ПЕРЕДНИЙ
mm 0.025
тпапыши коренных подшипников коленчдтого ъапв
ПРОПЕЖУТОЧНЫЙ
^.„, Ml
ПРОТИВОВЕС ПОПЕНЧДТПГП g/Щ ДПЯ 5 И 9 ЩЕП_
min QOdO
t
tZ-ЙЬ
ОЛ40
19-o.f Ml
Г^17?
17Щ
ЧИСЛД ЗУБЬЕВ.
ВЕЛУШДЯ ЖЗЛОЦКД 21
ВЕЛОПДЯ ЗВЕЗЛ0ЧКД 1+2.
ВЫСОТД ЗУБД ЖЗЛОЧЕК .65tO'5
РДЗНОСТЬ IHOm ПОРОЛИКДП-НЕБОЛЕЕ 003 tin.
СПЕШЕНИЕ ОСИ ШПОНОЧНОЙ КДНДВКИ (У ОБЕИХ ЗВЕЗЛОЧЕК) ОТ ЛИДПЕТ-
РДЛЬНОЙ ПЛОСКОСТИ-НЕ БОЛЕЕ 0.05пп
ВЕЛИЧИНЫ НДГРУЗКИ Р НД ВКЛДЛЫШИ ПРИЗДПЕРЕ ВЫСОТЫ Н
П211
СЕЧ. ПО 1919. СЕЧ. ПО 20 20
J-/.75W г №-о.25
ЖНИЙ ВЕРХНИЙ
здлнии нижний
1-\
О0-0.020
6^02
£-J-о.юо
275:Ofia
■0,020
СЕЧ. ПО 2222
ПО ВСЕЙ ШИРИНЕ
сеч.по 2323
ВЫСОТД ВКЛДЛЫШД К УСЫНОВЛЕННОГО В ПЕРИТЕЛЬНОП
Шг21
вклддыш
НДГРУЗКД Phe
ПЕРЕДНИЙ
ПРОПЕЖУТОЧНЫЙ
565
525
СРЕДНИЙ
1050
' ЗДЛНИЕ
920
ИЗМЕРЕНИЕ ЖОТЬ! ВШЛЫШД В ПРИСПОСОБЛЕНИИ ПРОИЗВОЛИТЬ
НД СТЫКЕ ЖПДДЫШД. /Г КПТОРОПУ ПРИЛОЖЕНД НДГРУЗКД
ПРИСПОСОБЛЕНИИ. ИМЕЮШЕП ГНЕЗЛО №512m И УПОР
ж? „г 2Л№ °аного из стыков вклдлышд. при приложении
И <р? \°Уа2пгРУГопу стыку ндгрузки в Ркг лолжнд шть 3775:™ I
УГОР ЛЛЯ СТЫКД ВКЛДЛЫШД В ПРИСПОСОБЛЕНИИ СОВ-
пджт с горизонтальной осью гнезлд
цшгшль ж-но
6Л0П ЦИЛИНДРОВ С КОЛЕНЧДТЫП И РЙСПРЕ-
ЛЕЛИТЕЛЬНЬШ ВДЛДПИ (ЛИСТ 2-Й)
О 1020306050
Iniilniil 1 1 | 1 | | | 1 |_| I
100
I I ! I I I I I I I I I I I I
31
ПРОФИЛЬ КУЛЛЧКЛ
180°
высота подъемп кулачка
269°,
откпонвния в рлзмерлх няучасткЕ Q15J25 мм (от 0 по 110° и от 269 до 0°)
Д/Ш ОДНОГО КУЛЛЧКа - НЕ 50ЛЕЕ ОМ/3 Mh
ОТКЛОНЕНИЯ ОТ ВЕЛИЧИН ПОДЬЕМЛ, УКРЗЛННЫХ В ТП5ПИЦЕ, ДОЛЖНЫ БЫТЬ:
1. нл участках 110 -119° (включая точку 119°) и 241 -269° (включая
точку 24/°) -не более Щ013 мм: отклонения для каждых 3°-не более 0.006 мг*.
2. на участках 119 -133° и 227 -24Г-НЕ более ±0,025 мм; отклонения
для каждых 5° -не более ОЛЮ мм:
3. на участках 133 -227° -не более ±0.040 мм: отклонения для
каждых 5°-не более ОД25 мм
отклонения от заданных углов взаимного расположения кулачков и
положения их относительно шлоночной канавки - не более ± 30'
ВСЕ рлзмеры в тдБЛицЕ даны для большего основания конуса кулачка
угон
поворота
кулачка
т°
110
111
112
113
114
115
115
117
116
119
120
121
122
123
124
125
126
127
126
129
130
131
I 132
133
134
135
136
высота
ПОДЪЕМД
В мм
0,0000
0J0013
0,0033
0,0075
0,0125
0,0186
0t0263
0,0350
0,0450
0,0563
,0,0710
0,0930
0,1349
02049
0,3068
0,4456
0,6151
0,8215
1,0398
1,3660
U4972
1,7317
1,9676
2,2036
2.4395
2,6755
2$1Ш
УГОЛ
поворота
кулачка
г°
137
138
139
140
141
142
143
/44
/45
146
147
1U8
149
150
151
152
153
154
155
156
157
158
159
160
161
162
163
высота
подьЕма
В мм
3,1474
3,3833
3,6166
3,8466
4,0730
4,2955
4,5138
4,7278
4,9372
5J417
5,3413
5,5357
5,7249
5,9085
6,0869
6,2595
6,4265
6,5877
6,7431
6,8927
7,0363
7,1739
7,3055
7,4311
7,5507
7,6643
7.7719
УГОЛ
поворота
КУЛЙЦКЙ
Г
164
165
166
167
168
169
170
171
172
173
174
175
176
177
178
179
180
181
182
163
184
185
186
187
168
169
190
высота
лодъЕма
В мм
7,8735
7,9690
8,0585
8,1419
6,2193
6,2907
3,3559
8,4152
8А584
8,5155
8,5565
8,5914
63203
8,6431
6,6597
8,6703
3,6750
8,6703
8,6597
8,6431
8,6203
8,5914
8,5565
8,5155
8,4584
8,4152
8,3559
УГОЛ
поворота
кулачка
Г°
191
192
193
194
195
196
197
198
199
200
201
202
203
204
205
206
207
208
209
210
211
212
213
214
215
216
217
высота
подъЕма
В мм
82907
8,2193
8,1419
8,0585
7,9690
7,8735
7,7719
7,6643
7,5507
7,4311
7,3055
7,1739
7,0353
6,8927
6,7431
6,6877
6,4265
6,2595
6,0869
5,9086
5,7249
5,5357
5,3413
5,1417
4,9372
4,7278
4,5138
УГОЛ
поворота
кулачка
Г°
213
219
220
221
222 ,
223
224
225
226
227
228
229
230
231
232
233
234
235
236
237
238
249
240
241
242
243
24-4
высота
подъЕма
в мм
4,2955
4,0730
3,6466
3,6166
3.3833
3,1474
2,9114
2,6755
2,4395
2,2036
1,9676
1,7317
1,497.2
1,2669
W480
0,8512
0,6873
0,5565
0,4580
0,3889
0,3417
0,3109
0,2904
0,2758
0,2638
0,2919
0,2399
угол
поворота
кулачка
Г°
245
246
247
248
249
250
251
252
253
254
255
256
257
256
259
260
261
262
263
264
265
266
267
268
269
высота
подьЕма
В мм
0,2280
0,2160
0,2041
0,1921
0,1802
0,1682
0,1563
0,1443
0,1324
0,1204
0,1085
0,0965
0,0847
0,0726
0,0507
0,0487
0,0381
0,0287
0,0207
0,0140
0,0086
0,0045
0,0017
0.0000
0,0000
32
при проверке профиля пользоваться плоским толкатЕЛЕМ
при проверке, величины подьЕма и углового рлсположения кулачков
ПОЛОЖЕНИЕ ОСИ КДЖДОГО ИЗ КУЛЛЧКОВ ЛОЛЖНО ОПРЕДЕЛЯТЬСЯ СЛМОСТОЯ-
тельно. ось кулачка должна находиться посредине между лвумя
точками, соответствующими, подьепу и опусканию (1732 мм)
лист 6
ЛВИГДТЕЛЬ ЗИС-110
ПРОФИЛЬ ВПУСКНЫХ КУЛДЧКОВ
профиль кулачки
1АП*
\
225А / \*м°
260%
110°
отклонения в размерах на участке Р 15.125 мм (от 0 до 110е и от 26Q до 0°1_
для одного кулачка - не Более 0.013 мм
отклонения от величин подъЕма, указанных в тавлииЕ. должны быть:
1. на участках 110 -117° (включая точку 117°) и 243 -269° (включая
ТОЧКУ Z4O ) ~ НЕ БОЛЕЕ - U.U/O ММ, ОТКЛОНЕНИЯ ДЛЯ КаЖДЫХ 3 "НЕ 50ЛЕЕ О.ОиОММ.
2. нл участках 117 -134° и 225 -243° - не более ±0.025 мм- отклонения
для каждых 5°- не более 0.015 мм.
и. пи УЧнС ТКнХ Юч- /1/LU НЕ БОЛЕЕ -U.U4U ММ. ОТКЛОНЕНИЯ ДЛЯ КЯЖДЫХ
5°-не Более 0.025 мм
отклонения от заданных углов взаимного расположения кулачков и положения
их относительно шпоночной канавки -не более ±30'
все размеры в тлблице даны для Большего основания конуса кулачка
при проверке профи
*ля пользоваться плоским толкателем
угол
поворота
кулачка
110
111
112
113
jm
115
116
117
118
119
120
121
122
123
124
125
126
127
126
129
130
131
132
133
134
135
136
высота
подъема
В мм
0.0000
0,0011
0,0036
0,0076
0,0130
0,0199
0.0285
0,0381
0.0507
0.0681
0,0942
0.1369
0.2037
0.3026
0А312
0,5692
0.7772
04694
1.2180
1.4498
1,6841
1,9203
2,1576
2,3955
2,6332
2,8701
3.1055
угол
ПОВОРОТ^
купачка
Г°
137
138
139
140
141
142
143
144
145
146
147
146
149
150
151
152
153
154
155
156
157
158
159
160
161
162
163
ВЫСОТ/7
подъема
В мм
3,3389
3,5695
3,7969
4.0206
4,2401
4,4553
4,6658
4,3716
5,0726
5,2686
5,4597
5,6458
5,8269
6,0028
6,1736
6,3393
6,4996
6,6548
6,3045
6.9489
7,0879
7,2213
7,3493
7,4717
7,5884
7.6995
7,3049
высотп подъЕма кулачка
угол
поворота
кулачка
Г°
164
165
166
167
168
169
170
171
172
173
174
175
176
177
178
179
130
131
182
133
184
185
136
187
188
139
190
ЬЫСОТЙ
подъема
в мм
7,9045
7.9983
8.0362
8,1632
8.2443
8.8144
3,3784
3.4362
8,4680
8,5335
8,5729
8,6059
8,6325
8,6528
8,6666
3,6740
8,6750
3,6740
8,6666
8,6528
8,6325
8,6058
8,5729
8,5335
8,4880
8,4362
8.3764
угол
поворот
кулачка
191
192
<93
194
195
196
197
198
199
200
201
202
203
204
205
206
207
208
209
210
211
212
213
214
215
216
217
при проверке величины подъем а и углового Расположения кулачков
положение оси каждого из кулачков должно определяться
самостоятельно,
точками,
ось кулачка должна
СООТВЕТСТВУЮЩИМИ
находиться посрелинв
подъему и опусканию
- между лвумя
Г2.396 мм)
высота
подъема
В мм
8.3144
6,2443
8,1662
8,0862
7,9983
7.9045
7,8049
7,6995
7,5364
7,4717
7,3493
7,2213
7,0879
6,9439
6,8045
6,6548
6,4996
6J393
6.1736
6.0028
5,8269
5,6458
5,4597
5,2666
5,0726
4,8716
46658
угол
поворота
кулачка
Г°
218
219
220
221
222
223
224
225
226
227
228
229
230
231
232
233
234
235
236
237
238
239
240
241
242
243
244
высота
подъема
В мм
4.4553
4,2401
4.0206
3J969
3.5695
3J389
3.1055
2,8707
2,6333
2.3960
2,1593
1,9243
1,6921
1,4640
1,2412
1,0251
0,8399
0,6843
0,5580
0,4614
0,3947
0,3501
0,3194
0,2970
0,2797
0,2656
0,2530
угол
поворота
КУПРЧКР
245
246
. 247
246
249
250
251
252
253
254
255
256
257
258
259
260
261
262
263
264
265
266
267
268
269
высота
подъЕма
В мм
0.2405
0,2279
0,2154 *
0,2028
0,1903
0,1777
0.1658
0,1526
0,1401
0,1275
0,1150
0,1024
0:0899
0,0773
0,0646
0,0522
0,0410
0,0312
0,0227
0,0155
0,0097
0,0053-
0,0022
0,0004
0,0000
лист 7
ПВИГДТЕПЬ ЗИС-110
ПРОФИЛЬ ВЫПУСКНЫХ КУЛДЧКОВ
за
ФвО-ъ
ПОРШЕНЬ -jq+qjo
ПОРШНЕВОЙ ПДЛЕЛ J
ПОРШЕНЬ
ВСЕ КДНДВКИ ПОРШНЯ
ПО ДВ (ПО ПОРШНЮ)
Ф89.3-о,,2
Шб-0,2
ИНСТРУКЦИЯ ПО СБОРКЕ
ШДТУННО'ПОРШНЕВОЙ ГРУППЫ
СБОРКУ НДЧИНДТЬ С П0Д50РД
ПДЛЬЦД К ШДТУНУ. ПДЛЕЦ. ПРИ'
НДДЛЕЖДШИЙ К ОДНОЙ ИЗ ГРУПП.
ПШбИРДЕТСЯ К ШДТУНУ ТОЙ ЖЕ
ГРУППЫ НД ОШУПЬ. ПДЛЕЦ
ДОЛЖЕН ПЛОТНО ВХОДИТЬ В ОТВЕР- j|
СТИЕ ШДТУНД ПОД ДДВЛЕНИЕМ £>
БОЛЬШОГО ПДЛЬЦД РУКИ. ПОДБОР^
ПДЛЬЦД П ШДТУНУ ПРОИЗВОДИТЬ
ПРИ ТЕМПЕРДТУРЕ 20*±3°С.
ПОСЛЕ ПОДБОРА ПДЛЬЦД К
ТУНУ производить подсбор
С ПОРШНЕМ. ГРУППЫ ПОРШНЯ
И ПОРШНЕВОГО ПДЛЬЦД ДОЛЖНЫ
СОВПДДДТЬ. ПОСИЖУ ПЛЛЬЦД
В ПОРШЕНЬ ПРОИЗВОДИТЬ НД
ОЩУПЬ БЕЗ ПРЕДВАРИТЕЛЬНОГО
ПОДБОРД С НДГРЕВОП ПОРШНЯ
ДО 55°С.
РДЗНИЦД В ВЕСЕ ШДТУННО-ППРШ-
НЕВЫХ ГРУПП ОДНОГО КОМПЛЕКТД
(УСТЛНЛВЛИВДЕМОГО НД ОДИН
ДВИГДТЕЛЬ) ДОЛЖНД Bh/Th HF
БОЛЕЕ 12 г.
ПРИ УСТДНОВКЕ НД ДВИГДТРЛЬ
ГДЙКИ ШДТУННЫХ БОЛТОВ ЗДГЯ-
ГИбДТЬ С КОНТРОЛИРУЕМЫМ
МОМЕНТОМ 10.241.2 К?.м L
РДСПРЕДЕЛЕШ ВЕСР ШОТУНЯ
В СБОРЕ
верхняя головка 285±1г
НИЖНЯЯ ГОЛОВКИ 900±1Г -
. ПРОРЕЗЬ ЮБКИ ПОРШНЯ
СВЛЛЬНОСТЬ И КОНУСНОСТЬ ОТВЕРСТИЙ В ПОРШНЕ ПОД
ПОРШНЕВОЙ ПДЛЕЦ -НЕ БОЛЕЕ 0,0025 мм.
ОСЬ ОТВЕРСТИЙ ПОД ПОРШНЕВОЙ ПДЛЕЦ ДОЛЖНД БЫТЬ ПЕР'
ПЕНДИКУЛЯРНД ОСИ ЮБКИ ПОРШНЯI ОТКЛОНЕНИЯ НД ДЛИНЕ
100 - НЕ БОЛЕЕ 0.035 мм.
ЦИЛИНДРИЧЕСКИЕ ПОВЕРХНОСТИ /Г ГОЛОВКИ ПОРШНЯ ДОЛЖНЫ
БЫТЬ КОНЦЕНТРИЧНЬ! ПОВЕРХНОСТЯМ L КДНДбОК ПОРШНЯ.
БИЕНИЯ - НЕ БОЛЕЕ 0,05 мм.
СТОРОНЫ КЛНДВОК ДЛЯ ПОРШНЕВЫХ КОЛЕЦ ДОЛЖНЫ БЫТЬ
ПЛОСКИМИ И ПЕРПЕНДИКУЛЯРНЫМИ ОСИ ПОРШНЯ:
БИЕНИЕ - НЕ БОЛЕЕ 0.2ММ
ОСЕВОЕ
ПРИ СБОРКЕ ПОРШНЯ С ШДТУНОМ ПОРШЕНЬ УСТДНДВПИВДТЬ
ТДК. ЧТОБЫ СТРЕЛКД, ВЫБИТДЯ НД ЕГО ДНИЩЕ. 6ЫЛД НД~
ПРДВЛЕНД В СТОРОНУ БОБЫШЕК НД ШДТУНЕ И ЕГО КРЫШКЕ
ПРОРЕЗЬ ЮБКИ
МДРКИРОВКД ПОРШНЯ
ОСЬ ПОРШНЕВОГО
.,£
ПДЛЬЦД
МГ.2
ВИД НД ДНИЩЕ ПОРШНЯ
W ПРИ УСТДНОВКЕ ШДТУННО-ПОРШНЕВОЙ
ГРУППЫ НД ДВИГДТЕЛЬ СТРЕЛКА НД
ДНИЩЕ ПОРШНЯ ДОЛЖНД БЫТЬ НаПРДВЛЕНД
В СТОРОНУ ПЕРЕДНЕГО КОНЦР ДВИГДТЕЛЯ
5
~0'20
ШДТУН
коленчлтый вдл
ОСЬ ЮБКИ ПОРШНЯ ДОЛЖНД БЫТЬ ПЕРПЕНДИКУ-
ПЯРНД ОСИ НИЖНЕЙ ГОЛОВКИ ШЛТУНЛ (5ЕЗ
вклддышей): отклонения нд длине 100 -
БОЛЕЕ ОЛ 5 мм.
ОВДЛЬНОСТЬ И КОНУСНОСТЬ НДРУЖНОЙ
ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ПОРШНЕВОГО ПЛЛЫ2Д-
НЕ БОЛЕЕ 0.0025мм.
взаимный перекос отверстий верхней и
НИЖНЕЙ ГОЛОВОК В ПЛОСКОСТИ ШДТУНД НЛ
ДЛИНЕ 100-НЕ БОЛЕЕ 0.02мм: СКРУЧИЯДНИЕ
НД ДЛИНЕ ЮП-HF mnFF ПП/f 7ЛГ|
ОВДЛЬНОСТЬ И КОНУСНОСТЬ ОТВЕРСТИЯ В
ВЕРХНЕЙ ГОЛОВКЕ ШДТУНД-НЕ БОЛЕЕ 00025 мм
ТОРЦЫ SИТ НИЖНГЙ ГОЛОВКИ ШДТУНД
ДОЛЖНЫ бЫТЬ ПЕРПЕНДИКУЛЯРНЫ ПОИ FF
ОТВЕРСТИЯ: ОТКЛОНЕНИЯ - НЕ БОЛЕЕ 0.03мм
ПОВЕРХНОСТИ РДЗЪЕМД ШДТУНД
И ЕГО КРЫШКИ (У КДЖДОГО В
ОТДЕЛЬНОСТИ) ДОЛЖНЫ ЛЕЖДТЬ
в одной плоскости:
отклонения-не БОЛЕЕ 0.01мм
ВСЕ ЗДМЕРЫ ПРИ РДЗБИВКЕ НД
ГРУППЫ И ПОДБОР К ЦИЛИНДРДП
ПРОИЗВОДИТЬ ПРИ ТЕМПЕРД-
ТУРЕ 20°±3°С
ПО EF. GH И СТРЕЛКЕ /7
ф/}12 РДВНОРДСПОЛОЖЕННЬЦ
ОТВЕРСТИЙ
<p6fy 0,018 ШДТУН
1M11*f ПЛОТНДЯ
РДСПРЕДЕЛЕНИЕ ВЕСД ШДТУНД В СБОРЕ
(БЕЗ ВКЛДДЫШЕЙ И ШПЛИНТОВ)
742Q05-
ВЕРХНЯЯ ГОЛОВКД
нижняя головкд
235 tf 8
900 ±1 в
МИГДТЕЛЬ ЗИС-110
ШДТУННО-ПОРШНЕВДЯ ГРУППЙ
(лист 1-й)
О 10 20 30 U0 50 60 70мм
Illllllllll I I I I I I I I I I I I
ПРОФИЛЬ ЮБКИ ПОРШНР
сеч, по 2 2
СЕЧ. ПО 3 3
профиль кдндвок поршна
ДЛЯ ПОРШНЕВЫХ КОЛЕИ
ОСЬ ПОРШНЕВОГО
пдльиа
ПРОФИЛЬ СИММЕТРИЧЕН
ОТНОСИТЕЛЬНО ЭТОЙ ОСИ\
СЕЧ ПО 1 1
гФ23.70О
ПРОХОДНОЙ КЛЛИБР-КОЛЬЦО
НЕПРОХОДНОЙ КДЛИБР-КОЛЬЦО
от-
о,о/г
0,003
0.012
аооз
ГРУППД
д
ДЯ
б
56
В
ВВ
Г
гг
дидметрВ,
(после лужения)
69.982 — 89,988
89.933 — Q9.99U
69,994 — 90,000
90,000—90,006
90,006—90,012
90,012 — 90,018
90,018 — 90,024
90,024 — 90,030
ДИАМЕТР D2
(ПОСЛЕ ЛУЖЕНИЯ)
89,697-39,753
89.703 —89J59
89,709—69,765
89,715 — 89,771
89,721 — 89777
89,727—89,783
89,733 — 69789
89,739—89.795
ВЕЛИЧИНЫ ЛИЛПЕТРОВ Д И D,, ДОЛЖНЫ БЫТЬ МЕНЬШЕ
величины дилпетрл Р. нл 0.095 - 0/45 мм.
ОТКЛОНЕНИЯ ЛЮБОГО ДИДМЕТРЛ ЮБКИ ПОРШНЯ ОТ
НОМИНЛЛЬНОГО ЗНАЧЕНИЯ -НЕ БОЛЕЕ 0025 ММ.
РЛЗНОСТЬ ДИЛМЕТР08 ЧЕРЕЗ КДЖДЫЕ 10°~
НЕ БОЛЕЕ 0.025 ММ.
КОНУСНОСТЬ ЮБКИ ПОРШНЯ ПО ОБОИМ ДИДМЕТРЯП
(77, ИП?)-НЕ БОЛЕЕ 0.015мм: БОЛЬШИЙ ДИДМЕТР В
СЛУЧЛЕ КОНУСНОСТИ ДОЛЖЕН БЫТЬ СНИЗУ.
ПРИ СБОРКЕ ПОРШНИ УСТЯНДВЛИВДТЬ В ЦИЛИНДРЫ
ТОЙ ЖЕ ГРУППЫ ПО ПИЛПЕТРУ R: ЗЛЗОР ДОЛЖЕН
выть 0.012-0024: злзор проверять . протягивдя
ленту шириной 13. толщиной 0.04 и длиной не
менее 200 мм со стороны. противоположной
прорези юбки: усилие при протягивднии
должно БЫТЬ 5.9-3.2кг
7,5±п/2—|
max 0,387
mln 0.2Ь0
СЕЧ. ПО 4 4
ВЕС ПОРШНЕВОГО ПЯЛЫ1Д 112.5-11^5 г
ПО ДИДПЕТРУ d. ПОРШНЕВЫЕ ПДЛЬЦЫ
РДЗБИВЛТЬ НД 4 ГРУППЫ.
men Q000
ЦВЕТ
ПЙРКИРОВКИ
РОЗОВЫЙ
КОРИЧНЕВЫЙ
ДИДМЕТР С/,
22.0000 — 213975
21,9975 — 219950
ЦВЕТ
МДРКИРОВКИ
ЗЕЛЕНЫЙ
ГОЛУБОЙ
ДИДМЕТР df
21.9950 — 21,9925
2ft9925 — 21,9900
ПО OW
ПО ДИДПЕТРУ do ПОРШНИ РДЗБИ-
ВДЮТСЯ НД ЧЕТЫРЕ ГРУППЫ:
ПО ДИДМЕТРУ d* ШДТУНЫ РДЗБИ-
ВДЮТСЯ НД ЧЕТЫРЕ ГРУППЫ:
ЦВЕТ
ПДРКИРОВКИ
РОЗОВЫЙ
КОРИЧНЕВЫЙ
ЗЕЛЕНЫЙ
ГОЛУБОЙ
ДИДМЕТР Cf2
21,9950 — 213925
21,9925 — 21t9900
21,9900 — 219875
21.9875 — 21у9в50
ЦВЕТ
МДРКИРОВКИ
РОЗОВЫЙ
КОРИЧНЕВЫЙ
зеленый
голубой
ДИДМЕТР d3
22,0070 — 22,0045
22,0045 — 22,0020
22,0020 — 21,9995
21,9995 — 21,9970
ВИД ПО СТРЕЛКЕ V
ШДТУН
УСТДНОВКД ПОРШНЕВЫХ КПЛП{
6W.08
ВКЛДДЫШ ШДТУНЛ
1.2 РДСПРЯМЛЕНИЕ
ВЫСОТД ВКЛРДЫШД. УСТДНОВЛЕННОГО В МЕРИТЕЛЬНОМ ПРИСПОСОБЛЕНИИ.
ИМЕЮЩЕМ ГНЕЗДО Ф61.512 мм И УПОР ДЛЯ ОДНОГО ИЗ СТЫКОВ ВКЛД-
ЛЫШЯ. ПРИ ПРИЛОЖЕНИИ К ДРУГОМУ СТЫКУ НДГРУЗКИ В 510 Кг
КРЫШКД ШДТУНЯ
СТОПОРНОЕ КОЛЬЦО
ПОРШНЕВОГО ПЯЛЫШ
Ф25±0,2
ДОПЖНД БЫТЬ 3075-°& УПОР ДЛЯ СТЫКД ВКЛДДЫШД В ГНЕЗДЕ
МЕРИТЕЛЬНОГО ПРИСПОСОБЛЕНИЯ СОВПДДЛЕТ С ГОРИЗОНТАЛЬНОЙ ОСЬЮ
гнездд: измерение высоты вкддышд производится нд стыке
ВКЛДДЫШД, К КОТОРОМУ ПРИЛДГЛЕТСЯ НДГРУЗКЛ
СЕЧ.П0 5 5
СЕЧ ПО 6 6
1
-ФЗ
лт
СЕЧ. ПО 7 7
•0.025-
мз:1
по всей длине вклдлышд
0.012 с ОБЕИХ СТОРОН
ДДННЫЕ ПО ПОРШНЕВЫМ КОЛЬИДМ СМ. ЛИСТ Ю
ЛВИГДТЕЛЬ ЗИС-110
ШДТУННО-ПОРШНЕВДЯ ГРУППЛ
(лист 2-й)
Ю 20 30 40 50 60 70мм
I l.t I I I I '• I I I I
ВЕРХНЕЕ КОМПРЕССИОННОЕ ПОНЫЛО
СРЕДНЕЕ КОМПРЕССИОННОЕ КОЛЬЦО
1
fcr
ВЕРХНЯЯ СТОРОНД (ПРИ СБОРКЕ)
СЕЧ. ПО I 1
Г L П1*+Ь25 ПРИ УСТДНОВКЕ В КДЛИБР Ф9002
3.5-0.2 о I Г п 4R -о,25 ПРИ УСТДНОВКЕ В КДЛИБР Ф90.02
«Л 0-0,012 * U
001 УМОМ
12
СЕЧ. ПО 3 3
+0,1 W
МДСЛОСЬЕМНОЕ КОЛЬЦО
пО/ уклон
2.5-0.2
ВЕРХНЯЯ СТОРОНД (ПРИ СБОРКЕ,)
ДОПУСКДЕТСЯ УМЕНЬШЕНИЕ ШИРИНЫ
КОЛЕЦ НД ДУГЕ 15°ДО 36 мм
W-]
5mJ 1 о^аЯбЛШ УСТЙНОВКЕ Я ПЙЛИБР Ф90.02
—aetuf
/V профиль наружной поверх- д/
*-~ности компрессионных колеи'
ЭПЮРД РДЛИД/ЪНЫХ ЛДВЛЕНИИ КОЛЕЦ
f50\ Z^ //50'
/яг>
рдзжимндя прутня
МДСЛОСЬЕМНОГО КОПШ.Й
60°
60°
наибольшая разность ширины
ПДЖЛОГО ПОРШНЕВОГО ПОПЩЙ В
ПРЕДЕЛДХ 0.06 мм
M200:i
РДЗВЕРТПД ПРУЖИНЫ
ЭОА
т
"О
■6,3-
^
2.1
■е
3-
П2.1
:*ая
РДДИДЛЬНЫЕ ДАВЛЕНИЯ ПОРШНЕВЫХ КОЛЕLL (ОТНОСИТЕЛЬНО К Рсо)
УГОЛ б ГРЙДУСДХ
РДДИДЛЬНОЕ ДЛВЛЕНИЕ
0
1.05
30
К05
60
90
030
120
0А5
150
0.66
160
2.66
ПРИ СЖДТИИ ПОРШНЕВЫХ КОЛЕЦ ГИБКОЙ СТДЛЬНОЙ ЛЕНТОЙ ДО ЗДЗОРД 0J5 мп
УСИЛИЕ НД КОНЦДХ ЛЕНТЫ 3 НДПРДВЛЕНИИ NN ДОЛЖНО БЬ/Th: ДЛЯ ВЕРХНЕГО
КОМПРЕССИОННОГО КОЛЬиД -НЕ ПЕНЕЕ 2.5кг. ДЛЯ СРЕДНЕГО КОМПРЕССИОННОГО
КОЛШД-НЕ МЕНЕЕ 11 кг, ДЛЯ МДСЛОСЬЕМНОГО КОЛШД'НЕ МЕНЕЕ 115 Кг.
ПРИ СЖДТИИ КОЛЕЦ ЛЕНТОЙ РДЗМЕРЫ В НДПРДВЛЕНИИ /7/7 ДОЛЖНЫ БЫТЬ
НД 035-0.30мм БОЛЬШЕ. ЧЕМ В НДПРДВЛЕНИИ NN. ПОРШНЕВЫЕ ПОЛШД
нудить с ндружной стороны: толшинд слоя ОЛОЬ -0006 мм
-22-
Ж1
лист 10
ПРУЖИНУ ИСПЫТЫВДТЬ НД УПРУГОСТЬ В
ПРИСПОСОБЛЕНИИ. ПРИ РДЗМЕРЕ h" 1.3 ММ УСИЛИЕ F
ДОЛЖНО БЫТЬ 2.6 ±015 кг.
ЛВИГДТЕЛЬ ЭИС-110
ППШНЕВЫЕ КОЛЬНИ
О Ю 20 30 40 50 60 70мм
1111.1111111
ПАРАПЕТРЫ
ЧИСЛО ЗУбЬЕВ
МОДУЛЬ д НОРПАЛЬНОП СЕЧЕНИИ
ДИАМЕТР ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ
ВЫСОТА ГОЛОВКИ ЗУбД
ВЫСОТА ЗУБД ПОЛНРР
ТОЛЩИНД ЗУ6Д ПО НОРМДЛИ И ДУГЕ НД
делительной цилиндре
ТОЛЩИНД ЗУ БД ПО НОРМДЛИ И ХОРДЕ НД
ДЕЛИТЕЛЬНОМ ЦИЛИНДРЕ
УГОЛ ЗДЦЕПЛЕНИЯ ИНСТРУМЕНТА
шдг винтовой пинии
угол ндклонд винтовой линии нд
ДЕЛИТЕЛЬНОМ ЦИЛИНДРЕ
НДПРДВЛЕНИЕ ВИНТОВОЙ ПИНИИ
ШЕСТЕРЕН
' ВЕДУЩАЯ |ВЕДОМ ДО
15
2.54
53.25
2.5Ь
5,6
3,99
зад;
27*30'
/353,07
VOW 30й
ПРДВОЕ
ЛЕВОЕ
ПРИВОДНДЯ
17
15675
36.165
15675
3.5
2А935
2A9:Z6e
1А°30'
119.699
ПРДВОЕ
СЕЧ. ПО 2 2
СЕЧ ПО 33
СЕЧ ПО J1
, шпонкд
^ JiSfS шестерня
0.115 ПРОХОДНОЙ КЙПЙ6Р
0.060 НЕПРОХОДНОЙ КЙПИБР
СЕЧ ПО 4 '
16+0.016
стык
Сеч, по 6 б
СЕЧ.П077
сеч по 5 5
/max 0.132
win QOOO
№-0,018
min-0,003
ПРОКЛАДКИ-КАРТОН ТОЛЩИНОЙ 0.2 ±0.03
*6
min 0.016
-16-0.012
max-00% max 0J38
mln-QO03 min 0.000
16.
max 0,056
min ОЛЮ
, max-OJOO max-0,056y
min-0.032 min-0,020
ОТКЛОНЕНИЕ ШДГЛ ВЕЛУШ.ЕЙ И ВЕДОМОЙ ШЕСТЕРЕН ПО ДЕЛИТЕЛЬНОЙ
ОКРУЖНОСТИ -НЕ 60ПЕЕ ±0.015мм.
ОТКЛОНЕНИЕ ОТ ТЕОРЕТИЧЕСКОГО НДПРДВЛЕНИЯ ЗУБР Ни ЕГО ДЛИНЕ ПО
ДЕЛИТЕЛЬНОМУ ЦИПИНДРУ - НЕ 60ЛЕЕ ±0.0/5 мм
отклонение межиентрового рдсстояния 3825 (для ведущей и ведопой
шестерен) при здыеплении с этйпонной шестерней, имеющей
теоретическую ТОЛЩИНУ ЗУбД U.O65-0.012. МОЖЕТ ДЛЯ ВСЕХ ШЕСТЕРЕН БЫТЬ В ПРЕ-
ДЕЛДХ 1Ч££п мп. Д ДЛЯ КДЖДОЙ ШЕСТЕРНИ - НЕ БОЛЕЕ 0,035 пм
(по крышке)
1П20Ч5
СЕЧ ПО 6 8
число витков
ДИДМЕТР ПРОВОЛОКИ
НДРУЖНЫЙ ДИДМЕТР
ДЛИНД 6ЕЗ НДГРУЗПИ
ДЛИНД ПРИ НДГРУЗКЕ 5-0,25 Не
23.5
f-°-0.02
И
62.5±0,5
50
КОНЦЕВЫЕ ВИТКИ ПРУЖИНЫ РЕДУКЦИОННОГО
ДОПЖНЬ! БЫТЬ ЗДВИТЫ В ЗДПКНУТЫЕ П0/7ЩД
при установке пружины ни любой из горцев
отклонение ОТ ВЕРТИКЙЛИ ЕГО ПРОТИВОПОЛОЖНОГО КОНЦД
НЕ ДОЛЖНО ПРЕВЫШАТЬ 2 мм
биение Поверхностей А корпуса
НДСОСД-НЕ БОЛЕЕ 0.05 ММ
tC +O.O35
ю
шах 0.090
min 0,030
ОТКЛОНЕНИЕ ОСНОВНОГО ЩДГР ПРИВОДНОЙ ШЕСТЕРНИ* ПО ДЕЛИТЕЛЬНОЙ
ОКРУЖНОСТИ-НЕ БОЛЕЕ ±ОД 15 мм, ОТКЛОНЕНИЕ ОТ ТЕОРЕТИЧЕСКОГО HR-
ПРДВЛЕНИЯ ЗУБй НД ЕГО пЛИНЕ ПО ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ -
НЕ БОЛЕЕ ±пОЮ мм.
ОТКЛОНЕНИЕ ПЕЖЦЕНТРОВОГО РАССТОЯНИЯ 36,165 ПРИ ЗДЦЕПЛЕНИИ С
ЭТДЛОННОЙ ШЕСТЕРНЕЙ ИПЕЮШЕЙ ТЕОРЕТИЧЕСКУЮ ТОЛЩИНУ ЗУБЙ
2.55в-о.о12 мм, МОЖЕТ ДЛЯ ВСЕХ ШЕСТЕРЕН БЫТЬ В ПРЕДЕЛДХ *0d°ofo мм.
й ДЛЯ КДЖДОЙ ШЕСТЕРНИ - НЕ БОЛЕЕ 0,070 мм Ф^
РДБОТУ РЕДУКЦИОННОГО ПЛДПДНД ПРОВЕРЯТЬ Ни КЕРОСИНЕ. ПРИ ЛДВ-
ПЕНИИ ВЫХОДЯЩЕГО ИЗ МРСЛЯНОГО НЙСОСП КЕРОСИНЛ ДО 2.75 amu
РЕДУКЦИОННОМ КЛДПДН ДОЛЖЕН БЫТЬ ЗЛПРЫГ. ПРИ ДДВЛЕНИИ 2.75*3.00 amu
мдпдн полжен открываться
ДДВЛЕНИЕ МДСЛЯННОГО НДСОСД
ПРОВЕРЯТЬ НД СПЕЦИАЛЬНОЙ УСТДНОВКЕ
(РДБОЧЕЙ ЖИДКОСТЬЮ СЛУЖИТ КЕРОСИН).
КЕРОСИН ИЗ НДСОСД ВЫПУСКАЕТСЯ ЧЕРЕЗ ОТВЕРСТИЕ Ф1.5
И ДЛИНОЙ 5 мм,
ПРИ 250°6/мин ДДВЛЕНИЕ ДОЛЖНО БЫТЬ 0.6кг/см*. Д ПРИ
725о6/мин -НЕ МЕНЕЕ 5 кг/см*
ПРИ ПРОВЕРКЕ ДАВЛЕНИЯ УРОВЕНЬ КЕРОСИНД В БДКЕ, ПИТАЮ-
.ШЕП НАСОС. ДОЛЖЕН БЫТЬ НА РАССТОЯНИИ 100'150 мм ОТ
ВСАСЫВАЮЩЕГО ОТВЕРСТИЯ НАСОСА
ЛВИГЯТЕЛЬ ЗИС-110
масляный ндсос
О 10 20 30 40 50 60мм
Imiliml I I I I I I I I I I
37
число витков
диаметр проволоки
НАРУЖНЫЙ ДИДМЕТР БОЛЬШИЙ
НАРУЖНЫЙ ДИАМЕТР МЕНЬШИЙ
ДЛИНА БЕЗ НАГРУЗКИ
ДЛИНА ПРИ НАГРУЗКЕ 3,2 ~ 3,6 Кг
25/б±'А
2,5
37±п5
27±0,5
16
9
поле.
в
ПОВЕРХНОСТИ Е УПОРНОЙ ШАЙБЫ КРЫЛЬЧАТКИ ДОЛЖНЫ БЫТЬ
параллельны: отклонения по окружности R17-HE более 0,05 мм
КРЫЛЬЧАТКУ ВОДЯНОГО НАСОСА БАЛАНСИРОВАТЬ СТАТИЧЕСКИ!
ДИСБАЛАНС -НЕ БОЛЕЕ 15 SCMI ПРИ БАЛАНСИРОВКЕ СОШЛИФОВЫ-
ВАТЬ ПОВЕРХНОСТЬ F ЛОПАТКИ ДО РАЗМЕРА НЕ МЕНЕЕ 3 ММ
БИЕНИЕ БОКОВЫХ ПОВЕРХНОСТЕЙ РУЧЬЯ ШКИВА ПРИ УСТАНОВКЕ
ЕГО ПО ПОВЕРХНОСТЯМ Н И L "НЕ БОЛЕЕ 0.25 МП
МАНЖЕТА-ПЛАСТМАССА
I .ЛОЛИВЕНИЛ
ШАЙБА - ТЕКСТОЛИТ
БИЕНИЕ КРАЙНИХ КРОМОК ЛОПАСТИ
ВЕНТИЛЯТОРА ПРИ УСТАНОВКЕ ЕГО
ПО ФВ И ПОВЕРХНОСТИ С-НЕ БОЛЕЕ 15ММ
РАЗНИЦА В ВЕСЕ ЛОПАСТЕЙ ОЛНОГР
ВЕНТИЛЯТОРА (ПЕРЕД СБОРКОЙ)-НЕ
5U.5 БОЛЕЕ 3.5г.
ВЕНТИЛЯТОР (БЕЗ ШКИВА)
БАЛАНСИРОВАТЬ статически: дисбаланс-
НЕ БОЛЕЕ 20 8СМ
КОЛЬЦО СТОПОРНОЕ
САЛЬНИКА РАЗРЕЗНОЕ.ЛИАМЕТР
ПРОВОЛОКИ 1.5 мм
ПРОКЛАДКА-КАРТОН СПЕЦИАЛЬНЫЙ
ПРОПИТАННЫЙ ТОЛЩИНОЙ п5±Шмм\
БИЕНИЕ ПОВЕРХНОСТИ L СТУПИЦЫ
ШКИВА ВЕНТИЛЯТОРА НА Й
ТОЧКАХ - НЕ БОЛЕЕ 0.05 ММ
ПОДШИПНИК ПОСЛЕ ЗАПРЕССОВКИ
НАПОЛНИТЬ КОНСТАЛИНОМ ИЛИ ,
СОЛИДОЛОМ
БИЕНИЕ ТОРЦА Q КРЫЛЬЧАТКИ ВОДЯНОГО НАСОСА НА КРАЙНИХ ТОЧКАХ-
НЕ БОЛЕЕ 0.3 мм
БИЕНИЕ ПОВЕРХНОСТИ Н СТУПИЦЫ ШПИВА ВЕНТИЛЯТОРА-НЕ БОЛЕЕ 0.05ММ
КОРПУС ВОДЯНОГО НАСОСА
ИСПЫТЫВАТЬ НА ГЕРМЕТИЧНОСТЬ ВОВОЙ
ПРИ ДАВЛЕНИИ 3 amu
ШКИВ ВЕНТИЛЯТОРА БАЛАНСИРОВАТЬ СТАТИЧЕСКИ: ДИСБАЛАНС-НЕ
более 25 гсм: при балансировке сверлить отверстия ФЮ на
ГЛУБИНЫ НЕ БОЛЕЕ 6 мм ПО ОКРУЖНОСТИ R37
лист 12
ДШГДТЕПЬ ЗИС 410.
ВЕНТИЛЯТОР И ВОПЯНОИ НДСОС
(лист 1-й)
О 10 20 30 40 50 60 70 им
Iniilnnl I I I I I I I I I I I I
38-
СЕЧ ПО 2 2
СЕЧ. ПО Ъ 4
сеч по 5 5
СЕЧ ПО 1 1
+0,20
'0.012
тах-пО49
min-0,010
сальник водяного' ндсосд
СЕЧ ПО 3 3
6 шариков Ф1А"
В ПДЖДОМ РЯДУ
СЕЧ ПО 6 6
30-0.009
+0,17
-0,012
max-0,120.
min-OJMd
-0.012
6J5±Q25
ПОДШИПНИК ВДЛИКД ВОДЯНОГО НДСОСД
•27
max 0,025
min-0.007
пошипит вдпипд водяного нйсосй
СОбИРДТЬ С ПРЕДВАРИТЕЛЬНЫМ НЯТЯ
ГОП В ПРЕДЕЛАХ 0-0.015
min-QOlO
_ i*+<u2 КЛНДВКД
СТОПОРНОЕ КОЛЬЦО СДЛЬНИПЛ
В СВОБОДНОМ СОСТОЯНИИ
min 0.000
min Q025
ВЕНТИЛЯТОР СО ШКИвОП В СБОРЕ
J-0J2
БИЕНИЕ TOPUEB 0 - НЕ 50ЛЕЕ 0,0^0 пп
КРЫЛЬЧДТПД ВОДЯНОГО НДСОСД
1ЛВ
O21L
УГЛЬ! /7ТДПИ ЛОПДСТЕЙ ВЕНТИЛЯ-
ТОРИ ДОЛЖНЫ БЫТЬ ВЫДЕРЖДНЫ
о точностью *30'
СЕЧ. ПО 7 7
БИЕНИЕ ПРЫПЬЧЯТПИ ПОРЯд-НЕбОПЕЕпЗмм
СЕЧ. ПО в 8
(по поп дети)
СЕЧ ПО 9 9 (ПО ЛОПДСТИ)
НДПРДВЛЕНИЕ ВРДЩЕНИЯ
СЕЧ ПО 10 10 (ПО ЛОПДСТИ]_
СЕЧ ПО 11 11 (ПО ЛОПДСТИ)
лист 13
лы
двиттЕль зис-по
ВЕНТИЛЯТОР И ВОПЯНОИ НЛСОС
(лист 2- й)
О 10 20 30 40 50 00 70мп
Ld I I I I I I I I I I I I
39
число витков •
ДИДПЕТР ПРОВОЛОКИ
НДРУЖНЫЙ ДИДПЕТР
ДЛИНД ВЕЗ НДГРУЗПИ
ДЛИНД ПРИ НДГРУЗКЕ 0,9-И Кг
20
1.2:°$
13-аз
60
47
KOHUEBblE ВИТКИ ПРУЖИНЬ! ДОЛЖНЫ БЫТЬ ЗДГНУТЫ
В ЗДПКНУТЬЕ К0ЛЫ1Д: ПРИ УСТДНОВКЕ НИ ТОРЕЦ.
ОТКЛОНЕНИЕ ПРУГОГО ПОНИД ОТ ВЕРТИКДЛИ - НЕ БОЛЕЕ 2 мм
ФИЛЬТРУЮЩИЙ ЭЛЕПЕНТ ПФП'25 ПЙСПЯНОГО ФИПЬТРЙ ГРУБОЙ ОЧИСТКИ
ПРОКЛДЛОЧНЫИ
ТОЛЩИНОЙ 1мм
-СЕЧ. ПО 1 1
СЕЧ. ПО 2 2
max 0,110
min 0%0Э0
СЕЧ. ПО 33
min Q045
перепускной млпйн
фильтрующего элепентй
min 0,025
СЕЧ. по 44
10,5—%б2.
max 0,605 Щ
ш
min 0,545
СЕЧ.ПО5 5
3.1-0,030 Vv
1
тах-0,180 Я
If
fn-0,045
-Ю-0,105
3,2
-0,060
min-ОЛЬО
по Д В
ШйРИП
Ф7
Р2126Щ2-
ФИЛЬТРУЮШЛР
ППЙСТИНЬ! ФИЛЬТРУЮЩЕГО ЭЛЕПЕНТД
СЧИШЙЮШЙР
ПРОПЕЖУТОЧНДЯ
число витков
ДИДМЕТР ПРОВОЛОКИ
НАРУЖНЫЙ ДИДМЕТР '
ДЛИНД 5ЕЗ НДГРУЗКИ
ДЛИНД ПРИНДГРУЗКЕ 2,!5не
6,5
1 П+0.03
U-0.01
10Щ2
Ц5
№0,1
ПЛЯСТИНД ФИЛЬТРУЮШДР ПЛДСТИНД ВНУТРЕННЯЯ
ПЛДСТИНД ПРДЙНЯп ПЛДСТИНД ^х ПЛДСТИНД СРЕЛНЯр
Л21
ФИЛЬТРУЮЩИЙ ЭЛЕПЕНТ ИПЕЕТ ПО 324 ФИЛЬТРУЮЩИХ. ПРОПЕЖУТОЧНЫХ И СЧИШДЮШИХ ПЛДСТИНЫ
I КВДДРДТ^олзПЛДСТИНЫ. ВНУТРЕННЯЯСРЕпНЯЯ И КРДИНЯЯ
НДбИВКД-ФЕТР (ЛОПУСПДЕТСЯ Л06ДВЛЕНИЕ 1'3 ВИТПОВ ДС5ЕСТ0В0Г0
ПОСЛЕ СБОРКИ ФИЛЬТРУЮЩИЙ ЭЛЕПЕНТ ИСПШТЫВДТЬ НД ГЕРМЕТИЧНОСТЬ СДЛЬНИКД И ПЕРЕПДП
МДСЛД ПО И ПОСЛЕ ФИЛЬТРУЮЩЕГО ЭЛЕПЕНТД.
РДЗНОСТЬ ДДВЛЕНИЙ ПДСЛД (ПО И ПОСЛЕ ФИЛЬТРУЮЩЕГО ЭЛЕПЕНТД), ПРИ КОТОРОЙ ОТКРЫВДЕТСЯ ПЕРЕПУСКНОЙ
КПДПДН ФИЛЬТРУЮЩЕГО ЭЛЕПЕНТД. 2.5-3.0 нУсм2.
СДЛЬНИП ФИЛЬТРУЮЩЕГО ЭЛЕПЕНТЙ ИСПЫТЫВДТЬ НД ГЕРМЕТИЧНОСТЬ ПРИ ЛДВЛЕНИИ МДСЛД 5.5 нг/см2 В.
ТЕЧЕНИЕ 5 мин.' ПРОСДЧИВДНИЕ ПДСЛД ЧЕРЕЗ СДЛЬНИК НЕ ЛОПУСКДЕТСЯ.
ШНУРй). НДБИВКУ ПРОПИТДТЬ В СМЕСИ 75% ТЕХНИЧЕСКОГО СДЛД И
25% ГРДФИТОВОГО ПОРОШКИ ИЛИ В СМЕСИ. СОСТОЯЩЕЙ ИЗ 63% ПДСТЬ!
20% ГРДФИТД И 17% ГЛИПЕРИНД
лист /4
КОРПУС ФИЛЬТРД ИСПЫТЫВДТЬ НД ГЕРМЕТИЧНОСТЬ
ПРИ ЛДВЛЕНИИ ВОЛЫ J-4 кг/см?
ПРИ РДСХПЛЕ МДСЛД ЧЕРЕЗ ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ 167мин ПЕРЕПДД ДДВЛЕНИЙ ЛОЛЖЕН RhlTb ОЛв-0.35^см2 ГДРДНТИЙНЫЙ СРОК РДБОТЫ ФИЛЬТРУЮЩЕГО ЭЛЕ~
ПРИ ТЕМПЕРДТУРЕ д0-90°С МЕНТЙ 600 час.
ВЕЛИЧИНД СТРДГИВДЮШ.ЕГО МОМЕНТД -
НЕ БОЛЕЕ 25KSCM
ЛВИГДТЕЛЬ ЗИС-110
МРСЛРНЫЙ ФИЛЬТР ГРУБОЙ ОЦИСШ
О 10 20 30 W 50 60 70 60 90 100 т
Liniil 11 i I i 11 I j 1 1 111 I I } !
40
баллон термостата заполнен спесью, состоящей из 2/з этилового
СПИРТ/7 И Уз ВОЛЫ.
ПЕРЕД ЗАПРЕССОВКОЙ ШТИФТД И ЗАПАЙКОЙ ТРУБКИ БДЛЛОН ПОГРУЗИТЬ
В ВОЛУ И ВЫДЕРЖДТЬ В ТЕЧЕНИЕ 3 мин. ПРИ ТЕМПЕРАТУРЕ 70° С
УСТАНОВКА ТЕРМОСТАТА
СЕЧ. ПО 1 1
(ПО ПЙТРУБПУ И НДПРДВЛЯЮШЕЙ)
635*0.1-
МЮ*15 2-ГОКЛ
ПРОКЛАДКА - КАРТОН СПЕШДЛЬНЫЙ ПРОКЛАДОЧНЫЙ
пропитднный толщиной 05 ±01 мм
ТРУБКА БДЛЛОНД ТЕРМОСТАТА ДОЛЖНА СВОБОДНО. БЕЗ ЗДЕДДНИИ
ПЕРЕМЕШАТЬСЯ В НАПРАВЛЯЮЩЕЙ
ПОСЛЕ ПАЙКИ ТЕРМОСТАТ ИСПЫТЫВДТЬ НД ГЕРМЕТИЧНОСТЬ ВОЗ-
ДУХОМ ПРИ ДДВЛЕНИИ famu; ПРИ ЭТОП БЯЛЛОН НЕ ДОЛЖЕН
расширяться; испытяние проводить в воде
сеч, по 2 2
[до рдзвдльаовпи)
СЕЧ. ПО 3 3
(ДО РДЗМЛШПМЦ)
ПОСЛЕ ЗАПОЛНЕНИЯ БДЛЛОНД ТЕРПОСТДТД ЖИДКОСТЬЮ. ЗАПРЕССОВКИ ШТИФТД
\И РЕГУЛИРОВКИ ТРУБКУ БАЛЛОНА ЗДПДЯТЬ
ПРИ ЗАКРЫТОМ КЛАПАНЕ ЗДЗОР ДОЛЖЕН БЫТЬ НЕ БОЛЕЕ 0.05 мм
ПРЬШД
БЕЗ НДГРУЗКИ
ПРИ ПРОВЕРКЕ СЖЯТИЯ БДЛПОНД ТЕРМОСТЯТЯ (ДО СБОРКИ)
ПОД НЯГРУЗКОЙ И5 -2'АО Не НЕОБХОДИМО ИМЕТЬ
ПРЕДВАРИТЕЛЬНОЕ сжятие под нягрузпой 50-f00 г
ПОСЛЕ ГОФРИРОВКИ БЯЛЛОН ТЕРМОСТДТД ИСПЫТЫВЯТЬ НД
ГЕРМЕТИЧНОСТЬ ВОЗДУХОМ ПРИ ДАВЛЕНИИ 1 amu.
5ЯЛЛ0Н термостятя до СБОР/хи испытывдть ня
выносливость; БДЛЛОН ДОЛЖЕН бЫДЕРЖДТЬ 50000 ПОЛНЫХ
ЦИКЛОВ НЯГРУЖЕНИЯ ПРИ ХОДЕ 11 мм И ЧЯСТОТЕ 1750
ЦИКЛОВ В минуту
235 при нагрузке 115-2АО кв.
_ тПРИ СЖАТИИ ДО СОПРИКОСНО-
u ВЕНИЯ ВИТКОВ *
КЛДПДН ТЕРМОСТДТД ДОЛЖЕН БЫТЬ ПОЛНОСТЬЮ
ЗЯКРЫТ ПРИ ТЕМПЕРАТУРЕ 64°С. ДОЛЖЕН НД-
ЧДТЬ ОТКРЫВАТЬСЯ ПРИ 67°С И ДОЛЖЕН БЫТЬ
полностью открыт при 35°С
ПРОВЕРКУ ОТКРЫТИЯ КЛАПАНА ТЕРМОСТДТД
ПРОИЗВОДИТЬ В ПРИБОРЕ ТИПА КАЛОРИМЕТРА
ПРИ СПОКОЙНОЙ ВОДЕ (БЕЗ ЦИРКУЛЯЦИИ).
ДОПУСК НА ТЕМПЕРАТУРУ ±15°С
лист 15
ЛВИГДТЕПЬ ЗИС-110
ТЕРМОСТАТ СИСТЕПЫ ОХПЙЖРВНИЯ
О Ю 20 30 40 50 60 70пм
lfiHlt.nl I I I I I I I I Г I I I
41
ШП ПП ГТРЕЛКЕ Й
СЕЧ. ПО / /
к
f gу аз ПОЛУШКД
+0.5П0ДУШКД
РЕЗИНД ЧЕРНДР НЕВйШЕТДЮШДР
СПЕЦИДЛЬНДЯ. ТВЕРДОСТЬ ПО ШОРУ 35-45.
ВИЛ ПО СТРЕЛКЕ Р НД ЛЕВУЮ
ПОЛУШКУ ЗДЛНЕЙ ПОЛВЕСПИ
ПРЕЛЕП ПРОЧНОСТИ-НЕ МЕНЕЕ 175кг/см2.
ОТНОСИТЕЛЬНОЕ ОСТДТОЧНОЕ УДЛИНЕНИЕ-
НЕ 60ЛЕЕ 15%.
ОТНОСИТЕЛЬНДР ОСТДТОЧНОР ДЕФОРМДЦИР
ШСТИЧНОСТЬ ПП IIIODU-HF МЕНЕЕ 90.
СЖДТИР-НЕ WHFF IX (hF3 СТДРЕНИЯ).
НЕ ВОЛЕЕ 15% (СО СТДРЕНИЕМ),
ОТНОСИТЕЛЬНОЕ УДЛИНЕНИЕ -НЕ МЕНЕЕ 575).
Р
ВИЛ ПО СТРЕЛМП В И С
т:2
ОМОРТИЗДТОР
ДО СВОРКИ
■35
ПРЙВДР ПОЛУШКД- ЗДЛНЕЙ ПОЛВЕСКИ ЛВИГДТЕЛЯ В СБОРЕ
ПРИ СМЕШЕНИИ КРОНШТЕЙНД ПРОВОЙ ИЛИ
ЛЕВОЙ ПОЛУШКИ ПОЛВЕСКИ НД Ю мм Я HP-
ПРДВЛЕНИИ СТРЕЛКИ N НЕ ЛОЛЖНО 0/5НД-
РЦКИВДТЬСР НДЛРЫВОВ ИОТСЛОРНИО РЕЗИ-
мЫ от МЕталла
ПРОЛОЛЬНДР ТЯГД В СбОРЕ
РЕЗИНД ЧЕРНДР НЕВЫЦВЕТДЮЩДЯ
-ю-
??.Пс: ДМОРТИЗДТОР
zz-ao до
+аз КРОНШТЕЙН
ТВЕРЛОСТЬ ПО ШОРУ 65-75.
элдстичность по Шору-не менее
ВИЛ ПО СТРЕЛКЕ П НД ПРД.-
ВУЮ ПОЛУШКУ ЗДЛНЕЙ ПОЛВЕСКИ
ПРЕЛЕЛ ПРОЧНОСТИ ~НЕ МЕНЕЕ /75 k%ti*.
ОТНОСИТЕЛЬНОЕ УДЛИНЕНИЕ-НЕ МЕНЕЕ 400%
■36-
-175-
К-ЛЕВДР ПОЛУШКД ЗДЛНЕЙ ОПОРЫ ЛВИГДТЕЛЯ В C50PF
hiiL
•175-
лист ю
ЛВИГДТЕПЬ ЗИС-1Ю.
ЛОЛВЕСКЛ ЛВИГДТЕЛЯ „
О Ю 20 30 U0 50 60 70 60 90 ЮО™
limliiiif I I I 1'1 1 1 1 I I I 1 I 1 I 1 M
42
ВЫПУСКНОЙ ТРУбОПРОВО/J
2ОТВЕРСТИИ
ВПУСКНОЙ ТРУбОПРОдОЛ
-4/-
-4/-
НДТР/КЕНИЕ СПИРЛЛИ РЕГУЛИРОВЛТЬ ПОВОРОТОМ
с * 0.025
max-0,075
КРЫШКИ УСИЛИЕ, ПОТРЕбНОЕ ДЛЯ ПОЛНОГО
открытия заслонки, должно быть 750г ни Ров
/US*002
тах-О,ОдО
mm- ОЛЮ
тох QJIO
mm 0J20
mm-ОЛЮ
тах-ОШ
mm пООО
тох 0310 /
mm 0,120
ПРОТИВОВЕС ЗДСЛОНКИ ПОЛОГРЕВД
спиррль термостятд здслонки
ПЛТЕРИДЛ С ббЛЬШИМ ТЕПЛОВЫМ
ФЛДНЕ11 ВЫПУСКНОГО ТРУбОПРОВОПЙ
ПОЭФИШЕНТОМ РЛСШИРЕНИп С
внешней стороны
БУФЕРНЛЯ ПРУЖИНД ПРОТИВОВЕСЙ
ЗДСЛОНКИ ПОДОГРЕВД
ФЛДНЕЦ ВПУСКНОГО ТРУВОПРОВОЛД
ДЛИНД РДЗВЕРНУТОЙ СПИРДЛИ
ПРИ ИЗМЕНЕНИИ НДГРУЗКИ НД ПЛЕЧЕ Зв пм
ОТ 500 ДО 750 г УГОЛ ЗДКРУЧИВДНИП
ДОЛЖЕН УдЕЛИЧИВДТЬСЯ НЛ 1Ю-!30\
ПРИ НДГРУЗКЕ 5002 И НДГРЕВЕ НД 100°С
rp. 6E3 НДГРУЗКИ
,пПРИ НДГРУЗКЕ Ш~2.0кг ,
число витков /5%
НДПРДВЛЕНИЕ НДВИВКИ ПРДВОЕ
М2',1
УГОЛ ДОЛЖЕН УВЕЛИЧИВДТЬСЯ НД /30-/30°
ЧИСЛО ВИТКОВ (РДбОЧИХ) бУь
ВСЕ РДЗМЕРШ СПИРДЛИ ТЕРПОСТДТД
ЗДСЛОНКИ ДЕЙСТВИТЕЛЬНЫ ПРИ ТЕМПЕРДТУРЕ 20° С
ВПУСКНОЙ И ЬЫПУСКНОЙ ТРУбО-
ПРОВОЛЬ/ ИСПЬ1ТЫВДТЬ НД
ГЕРМЕТИЧНОСТЬ ВОДОЙ ПРИ ДДВ-
ЛЕНИИ 3-U amu
тугдя
п/:2
ЛВИГДТЕЛЬ ЗИС-/Ю
СИСТЕМ ПОЛОГРЕВД ГОРЮЧЕЙ СМЕСИ
О 10 20 30 W 50 60 70 80 90 ЮОм
U ,li I il il ill I i hi il il
43
ПРИ ПОЛНОМ ЗДКРЫТИИ ВОЗДУШНОЙ
ЗДСЛОНКИ ЗДЗОР МЕЖЛУ СТЕНКДМИ
ГОРЛОВИНЫ И ЗДСЛ0НК0Й В ЛЮБОЙ
ТОЧКЕ ОКРУЖНОСТИ НЕ ДОЛЖЕН БЫТЬ
БОЛЕЕ 0/мм
УРОВЕНЬ ТОПЛИВД В ПОПЛДВКОВОЙ КЙМЕРЕ ПРОВЕРЯТЬ НД УСТДНОВПЕ
ПОД ДЕЙСТВИЕМ ТОПЛИВНОГО НДСОСД. ПРОВЕРКУ ПРОИЗВОДИТЬ ПОП
УГЛДМИ В 10° ОТ ГОРИЗОНТДЛЬНОЙ ПЛОСКОСТИ: ППГЛЕ ПРОВЕРКИ
ИГОЛЬЧДТЫЙ КЛДПДН ДОЛЖЕН СОХРДНЯТЬ ГЕРМЕТИЧНОСЩВЫСОТД
УРОВНЯ ТОПЛИВД ДОЛЖНД БЫТЬ 155±05мп
П5*03 2-го кл
-1015-
дрок лапка- клртонг
\ тплшиной 05 мм
РРПКПРПКД-ПДРЙНИТ
толщиной Змп
-67-
Щ5—
число витков
ЦИДПЕТР ПРОВОЛОКИ
ВНУТРЕННИЙ ДИДМЕТР
ЛЛИНД БЕЗ НДГРУЗКИ
1,2
12
число витков
ДИДМЕТР ПРОВОЛОКИ
ВНУТРЕННИЙ ДИДМЕТР
ДЛИНД БЕЗ НДГРУЭКИ
ил
з,ь
20*1
ДЛИНДПРИНДГРУЗПЕ250-Жг 1U ,
ИГОЛЬЧДТЫЙ КЛДПДН И СЕДЛО КПДПДНД ПОЛБИРДТЬ
пдрдми: после попборки проверпть нд
герметичность ПОД ДЕЙСТВИЕМ РДЗРЕЖЕНИЯ В 1000 ммл
ПДПЕНИЕ РДЗРЕЖЕНИЯ НЕ ДОПУСКДЕТСЯ
сеч по кандлдм холостого ходр
СЕЧ ПО II
ПРОКЛДДКД-ФИБРД
ТОЛЩИНОЙ 1 мм
ВИП ПО СТРЕЛКЕ М НД СМЕСИТЕЛЬНУЮ ДДМЕРУ
сеч по ЕЕ
ВИД ПО СТРЕЛКЕ й И СЕЧЕНИЕ ПО УСКОРИТЕЛЬНОМУ
НДСОСУ И ТЕМПЕРДТЧРНОМУ РЕГУЛЯТОРУ
КОРПУС КДРБЮРДТОРД В СБОРЕ ПРОВЕРЯТЬ НД ГЕРМЕТИЧНОСТЬ
прокачкой БЕНзина поршнем ускорительного ндсосд; обрдт-
НОГО ПОСТУПЛЕНИЯ БЕНЗИНД В ПОПЛДВКМЧЮ КДМЕРУ ЧЕРЕЗ КЛДПДН
шариковый клдпдн неполжно шть ускорительного ндсосд
REO ПОПЛДВКД В СБОРЕ С РЫЧДГОМ 16.5 ±(15 8.
rfh поплавка безрычргд 12ШЗе,
ппплавпк испытывать нд герметичность &
ВОЛР ПРИ ТЕМПЕРДТУРЕ вО*С
сеч, по каналам пнрямдтического
глаянпго жиклерД
СЕЧ ПО КДНДЛУ УСКОРИТЕЛЬНОГО НДСОСД
латшнаа пртпа ?П?5птяррпт
ДЛИНД БЕЗ НДГРУЗКИ
ПРИ ПОЛОЖЕНИИ ДРОССЕЛЬНОЙ ЖЛОНКИ.
СООТВЕТСТВУЮЩЕМ ЗДМРУ Об МЕЖДУ КРОМКОЙ
ДРОССЕЛЬНОЙ ЖЛОНКИ И ГОРЛОВИНОЙ ЗДЗОР МЕЖДУ СТЕРЖНЕМ КПДПДНД И ЛДПКОЙ РЫЧДГД
ЛРИВОДД ИГЛ ПОЛЖЕН БЫТЬ В ПРЕДЕЛДХ п2'0Амм: РЕГУЛИРОВДТЬ ПОДГИБДНИЕМ ЛДПОК
рычдгд; обд воздушных клдпднд регулируются одиндково.
ПРИ ИСПЫТДНИИ КДРБЮРДТОРД НДДВИГДТЕЛЕ.
ПРИ 1500 &мин И ПОЛНОМ ОТКРЫТИИ ДРОССЕЛЬ-
НОИ заслонки рдсхоп т
ДОЛЖЕН БУЖ
ПОЛНОСТЬЮ ОТКРЫТДЯ ДРОССЕЛШДЯ ЗДСЛОНКД ДОЛЖНД ШРЫВДТЬСЯ ПОП ДЕЙСТВИЕМ
пружинд должна свовопно
проходить в кольио Ф55 и
НДПЕВДТЬСЯ НД СТЕРЖЕНЬ Фк5пм
ПРОКЛДДКД -ЛДРДНИТУВ
окончдтельно совранный кдрбюрдтор
испытывать НДДВИГДТЕЛЕ. ДВИГДТЕЛЬ ДОЛЖЕН ЛЕГКО
И БЕСПЕРЕБОЙНО РДБОТДТЬ НЛ ХОЛОСТОМ ХОДУ
при числе оборотов UOQ-50Q в пин; при этом
РДСХОД ТОПЛИВД ДОЛЖЕН БЫТЬ 1М -LQ кг/час.
корпус
КОРПУС
КОРПУС НД ДЛИНЕ 7
КДРБЮРДТОР МКЗ-ЛЗ УСТДНДВЛИ-
ВДЕТСЯ НД ДВИГДТЕЛЬ ЗИС'110 лист fQ
ТОЛЩИНОЙ 2±п1мм
ПРИ РЕЗКОМ ОТКРЫТИИ ДРОССЕЛЬНОЙ ЗДСЛОНКИ ИЗ ПОЛОЖЕНИЯ
ХОЛОСТОГО ХОДД ЧИСЛО ОБОРОТОВ ДВИГДТЕЛЯ БЕЗ НДГРУЗКИ
пружин
ДОЛЖНО БЫСТРО УВЕЛИЧИВДТЬСЯ БЕЗ ПЕРЕБОЕВ
КДРбЮРДТОР ИСПЫТЫВДТЬ НД БЕНЗИНЕ 1-ГО СОРТД С
ВОЗДУХООЧИСТИТЕЛЕМ ВПГ-2
КРРБЮМТОР ППЗ-ЛЗ
/лист 1-й)
О Ю 20 30 W 50 60 70 60 90 ЮОт
L J 1 I I I I I I I I It hit hi
44
СЕЧП0 22
ЛРОССЕЛЬНДЯ ЗДСЛОНКп
ФА
СЕЧ ПО 3 3
(ПО КРЫШКЕ ПОПЛДВПОВОЙ КДПЕРЫ)
min 0,025
СЕЧ.ПО44
СЕЧ. ПО 5 5
(ПО ОСИ И ПОРШНЮ)
воздушный клапан в от»
В03ПУШНЫИ КЛЛПДН В СБОРЕ
ПРОВЕРЯТЬ ИЛ ГЕРПЕТИЧНОСТЬ.
f ПИЛЕНИЕ РДЗРЕЖЕНИП -HF MIFF
50 мм ЗД 30 сек. ПРИ НДППРР
ВОЛЯНОГО СТ0Л5Д 1000-НППмм
ГЛДВНЫЙ РДСПЫЛИТЕЛЬ
лля плотной послами пружины
ЛОПУСКДЕТСЯ РДЗВЕЛЕНИЕ КРДЙ~
НЕГО НИЖНЕГО ВИТКИ ПО НЕОб-
холимости
'0.060
РАСПЫЛИТЕЛЬ ЖИКЛЕРЛ ХОЛОСТОГО ХОЛЛ
min 0.0/5
сеч по 9 9
(по оси и рычпгу поршня)
злслонки
min 0,050 min 0.020
u '0,020
U-0.070
ВДЛИК ЛРОССЕЛЬНОИ
здслонки
РДЗВДЛЬИЕВДТЬ ИЛИ ПДЯТЬ ОЛОВОМ
НДПРДВЛЕНИЕ РДЗРЕЖЕНИЯ ПО СТРЕЛКЕ N
ПРОЛИВКУ РДСПЫЛИТЕЛЯ ЖИКЛЕРЛ ХОЛОСТОГО
ХОЛЛ ПРОИЗВОДИТЬ ПРИ ТЕППЕРЛТУРЕ 20°С
И НЛПОРЕ 1000 мм ВОЛ. С Т.
\РДСХОД ВОДЫ (ЧЕРЕЗ ОТВЕРСТИЕ D). см'/мин | 135 ±2\
-1,2 ,— л//? С-Р2.5
max 0J20
min QOOO
1—Ф15
33 ±0,5 7 -I
M3:i /обжить или пдять оловоп
ЖИКЛЕР ХОЛОСТОГО ХОЛЛ
ГЛДВНЫЙ ЖИПЛЕР
ВОЗЛУШНДЯ ЗЛСЛОНКД
у
ПРИ СБОРКЕ ^
ПЕТКЛ ЛОЛЖНД
бЫТЬ СВЕРХУ "
ПРИ ПОЛНОСТЬЮ ЗДПРЫТОЙ ЛРОССЕЛЬНОЙ
ЗДСЛОНКЕ ЗЙЗОР ПЕЖЛУ СТЕНКДПИ
ГОРЛОВИНЫ И ЗДСЛОНКОЙ В ЛЮБОЙ ТОЧКЕ
ОКРУЖНОСТИ ЛОЛЖЕН БЫТЬ НЕ БОЛЕЕ ОЛЗ мм
П0ЛБОР ГЛДВН0Г0 ЖИКЛЁРД С ИГЛОЙ
6
Е
2 ОТВЕРСТИЯ
-12
НДЧДЛО ОТСЧЕТД НДПОРД В 1000 мм
N
1_
ш
J
ПОЛОЖЕНИЕ ИГЛ
РДСХОД ВОДЫ. см3/мын
В
600±10
Е
500*20
Г
U60±20
S
о+0.06
ш
ti5:i
ВОЗДУШНЫЙ ЖИКЛЕР
N
ПРОЛИВКУ ПРОИЗВОЛИТЬ В
НДПРДВЛЕНИИ СТРЕЛКИ N
ПРИ ТЕППЕРЛТУРЕ 20° С
И НЛПОРЕ 1000 мм ВОЛ. СТ.
t/5:/
\РДСХ0Д ВОДЫ(ЧЕРЕЗОТВЕРСТИЕЩ С"3/мин\357+ю \
ПРОЛИВКУ ПРОИЗВОДИТЬ В НДПРЛВЛЕНИИ СТРЕЛКИ
N ПРИ НДПОРЕ 1000мм ВОЛ. СТ.
РДСХОД ВОДЫ
(ЧЕРЕЗ ОТВЕРСТИЕ D2X cm3/muh
1100*50
СЕЧ. ПО 10 10
II
II
Ф1.4±0.02
проливпу производить с проппяакой при теппердтуре 20°С
игпй главного жипперй
ЛИСТ 19
nz:i
ПДРБЮРДТОР ППЭ-ЛЭ
(лист 2- й)
0 Ю 20 30 40 50 60 70т
' i I i I i Ы i I i I
45
ПРОВЕРЯТЬ ГЕРМЕТИЧНОСТЬ ВОЗДУШНОГО КОППДКД НД ВДКУУМ
В 1м ВОДЯНОГО СТОПБД. ПДЛЕНИЕ ВДКУУМД НЕ ДОПУСК ДЕТСЯ
ПО ОСИ РЫЧДГД И КЛДПДНДМ
ДУГОВДЯ СВДРКД МЕДЬЮ КРУГОМ;/^
ДИДФРДГМД - СПЕЦТКДНЫ
15дисков, толшинд кдждого 0.25*°'мм
win 0,000
сеч по 2 2
РДЗВДЛЬЦЕВРТЬ
ПРУЖИНД ДОЛЖНД СВОБОДНО ПРОХО-
2 проклддки-бумдгд:
ВИЛ ПО СТРЕЛКЕ М
сдльник- кожп
\ толщиной 2 мм
ПОСЛЕ ЗДПРЕССОВКИ И ЗДШТДППОВКИ СДЛЬНИКД В КОРПУС ПРОВЕРЯТЬ ЕГО
ГЕРМЕТИЧНОСТЬ И ПЛОТНОСТЬ ПОСДДКИ ТОЛКДТЕЛЯ. ПРОВЕРКУ (ВРЕМЯ
ПРОВЕРКИ НЕ МЕНЕЕ 30 мин) ПРОИЗВОДИТЬ ПРИ НЕСКОЛЬКИХ ПОЛОЖЕНИЯХ ТОЛ-
КДТЕЛЯ. ПРИ ПРОВЕРКЕ ИСПОЛЬЗОВДТЬ СМЕСЬ ДВТОЛД С КЕРОСИНОМ:
ВЯЗКОСТЬ СМЕСИ ЕпС=2Д
ДИТЬ В КОЛЬЦО Ф23.5 И НДДЕВДТЬСЯ
НД СТЕРЖЕНЬ Ф19мм
КЛДПДН В H50PF
2 проплати - бумдгд:
ТОЛЩИНД ПРОПЛЛЛКИ О.Рмм
ТОПШИНД ПРОПЛДЛКИ 0.2мм
ПРОВЕРЯТЬ ГЕРМЕТИЧНОСТЬ КЛДПДНД
В СБОРЕ НД ВДКУУМ В ЮОО'ПООмм
водяного столбд: пддение вдкуумд
ЗД 30 сек НЕ БОЛЕЕ 50 мм.
НДПРДВЛЕНИЕ ВДКУУМД ПО СТРЕЛКЕ N
ОКОНЧДТЕЛЬНО СОБРДННЫИ БЕНЗОНДСОС ИСПЫТЫВДТЬ НД ПРОИЗВОДИТЕЛЬНОСТЬ
И МДКСИМДПЬНОЕ ДДВЛЕНИЕ ПРИ 1000'1300 об/пин РДСПРЕПЕЛИТЕЛЬНОГО ВЙЛД
С ХОДОМ КОРОМЬ/СЛД, УКДЗЙННЫМ Ни ЧЕРТЕЖЕ. ВЫСОТОЙ ВСЯШВЙНИЯ (25м.
ВЫСОТОЙ НДПОРД 0.5м И СЕЧЕНИЕМ БЕН30ПР0В0ДД Ф6*8. ПРИ ЭТОМ ПРО'
ИЗВОДИТЕЛЬНОСТЬ ДОЛЖНД БЫТЬ НЕ МЕНЕЕ 90%ас И ДДВЛЕНИЕ ПРИ
НУЛЕВОЙ ПОДЛЧЕ 170-220 ММ РТУТНОГО СТОЛБД. ИСПЫТДНИЯ ВЕСТИ Ни БЕНЗИНЕ 1-2 СОРТД
число витков
ДИДМЕТР ПРОВОЛОКИ
НДРУЖНЫИ ДИДМЕТР
ДЛИНД БЕЗ НДГРУЗПИ
ДЛИНД ПРИ НДГРУЗКЕ 7±7Г
аз
КЛДПДН
Mill
ФИЛЬТРУЮШ.ДЯ ППДСТИНД
3,1—
п
.1
МДТЕРИДЛ КЛДПДНД7
ТЕКСТОЛИТ
M2U
Q3±0J
M5U
-лист 20
, М2И
ПРИЖДТЬ В 4 ТОЧКДХ
БЕНЗОНДСОС 6-5 УСТЙНДВЛИВЙЕТСЯ НИ ДВИГДТЕЛЬ ЗИС-1Ю
БЕНЗОНДСОС 6-5
О 10 20 30 W 50 60 70мм
ml 1 1 i I i 1 1 1 j I i 1
46
ПРИВДРИТЬ 5 6 ТОЧКДХ ПО ОКРУЖНОСТИ
фильтрующий элепент-педндр плюшенкд
ПРИВДРИТЬ В в ТОЧКДХ
ПО ОКРУЖНОСТИ
ПРИВДРИТЬ В 12 ТОЧМХ
ПРИВДРИТЬ В О ТОЧПДХ
ПО ОПРУЖНОСТИ'.
Ф165
ПРИВДРИТЬ В 6 ТОЧКДХ ПО ОПРУЖНОСТИ
ПРИВДРИТЬ В 6
ПРОПЛДЖД - ТКЛНЬ ПРОПИТДННДЯ. ЛЕНТД 2*5
ПРИВДРИТЬ В в ТОЧПДХ ПО ОКРУЖНОСТИ
I"
ВИЛ ПО СТРЕЛКЕ М
уплотнительное кольио - войлок тонкошерстный
проклддкд-войлок тонкошерстный толщиной 3-0.5 мм
ПДТРУБОК НД ЛПИНЕ 20
„ пделяндя вдннд
ПРИВДРИТЬ В 4 ТОЧКДХ ПО ОКРУЖНОСТИ
ПДЯТЬ КРУТОП
ВИЛ ПО СТРЕЛКЕ Р
НД КРЫШКУ ФИЛЬТРУЮЩЕГО ЭДЕМЕНТД
ВИД ПО СТРЕЛКЕ В
НД КОРПУС ФИЛЬТР/7
ОКОНЧДТЕДЬНО СОБРДННЫИ ВОЗЛУХООЧИСТИТЕЛЬ. ШРДВЛЕННЫИ
ПДСЛОП, ПРИ ИСПЫТДНИИ НД ЛВИГДТЕЛЕ ПРИ 2000об/мин КО-
ЛЕНЧДТОГО ВДЛД НД ПОЛНОЙ ЛРОССЕЛЕ ИЛИ ПРИ ИСПЫТДНИИ
НД БЕЗПОТОРНОЙ УСТДНОВКЕ С РДСХОЛОП ВОЗЛУХД 300 м%дс
ДОЛЖЕН ИМЕТЬ СОПРОТИВЛЕНИЕ В ПРЕЛЕЛДХ 160-Юпп
ВОДЯНОГО СТОДбД ПРИ ЗДПЕРЕ В ГОРЛОВИНЕ КДРБЮРДТОРД
нд рдсстоянии 20 пп от торад
инструкций по ухолу зд воздухоочистителей
ЧЕРЕЗ 3000 км ПРОБЕГД. Д ПРИ ЗДПЫЛЕННОЙ ЛОРОГЕ ЧДЩЕ. ФИЛЬТР
РДЗОБРДт ПРОПЫТЬ В БЕНЗИНЕ ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ УДДЛИТЬ
ОТРДБОТДННОЕ МДСЛО, ПРОПЫТЬ МДСЛЯНУЮ ВДННУ И ЗДПОЛНИТЬ
ДО УРОВНЯ. УКДЗДННОГО НЛ ВДННЕ (0.5л)
МЕТОП ЗДПРДВЛЯТЬ ПДСЛО ДВТОЛ, .ЗИМОЙ-БОЛЕЕ ЛЕГКОЕ
ВОЗДУХООЧИСТИТЕЛЬ ВГ1Г-2 УСТДНДВПИВДЕТСЯ НД ДВИГДТЕЛЬ ЗИС-1Ю
здкдтдтъ
ВОЗДУХООЧИСТИТЕЛЬ ВПГ-2
О 10 20 30 40 50 60 70 60 90 100 мм
I 111
I 1 1
47
ДВИГАТЕЛЬ ЯАЗ-204
Данные по металлам, термообработке и твердости
деталей
Листы 25 и 26. БЛОК ЦИЛИНДРОВ С КОЛЕНЧАТЫМ И РАСПРЕДЕЛИТЕЛЬНЫМ
ВАЛАМИ
Лист 29. РАСПРЕДЕЛИТЕЛЬНЫЙ И УРАВНОВЕШИВАЮЩИЙ ВАЛЫ В СБОРЕ
Деталь
Блок цилиндров
Гильза цилиндра
Крышки крайнего и
промежуточного коренных
подшипников
Материал
Чугун. Состав:
3,20—3,50°/0 С (общ),
0,50—0,700/0 с (связ),
2,00—2,40% Si,
0,6—0,8°/° Мп,
до 0,4% Сг,
до 0,4°/0 Ni,
не более 0,12% S,
не более 0,20°/0 Р.
Чугун. Состав:
3,20—3,50<>/0 С,
1,8—2,20/, Si,
0,8 1 0°/п Мп
0,4—0,7°/0 Сг,
0,4—0,7% Ni,
до 0,12% S,
до 0,20°/п Р
Чугун. Состав:
3,20-3,5% С,
2,0—2,4% Si,
0,6—0,8% Мп,
до 0,4% Сг,
до 0,4°/0 Ni,
до 0,12°/0 S,
до 0,20% Р
Термообработка
Нормализовать
Калить.
Отпустить
—
Твердость
Нв 183—235
Н 42-50
^с
Нв 183—235
Примечание
—
Деталь
Маховик
Шестерня коленчатого
вала. Шестерня
промежуточная. Шестерня
распределительного вала
Рымы передний и задний
Картер маховика и
распределительных шестерен.
Крышки передние блока
цилиндров, верхняя и
нижняя. Крышка люка
рапределительных
шестерен. Шкив коленчатого
вала. Упор картера
маховика и распределительных
шестерен. Противовес
уравновешивающей
системы. Трубопровод
выпускной
Поддон
Материал
Чугун. Состав:
3,20—3,507 С,
0,8-1,00/0 Мп,
0,4—0,7% Сг,
0,4-0,7% №,
до 0,12% S
до 0,20°/0 Р
Чугун. Состав:
3,0-3,4% С,
2,2-2,5% Si,
0,7—1,0% Мп,
0,4—0,7°/0 Сг,
1,0—1,4°/0 Ni,
0,15—0,3% Мо,
до O,12°/o S>
до 0,20% Р
Чугун ковкий КЧ 37-12
Чугун серый СЧ 36
Чугун серый СЧ 36
Термообработка
—
—
—
Твердость
Нв 183—235
Нв 195 235
—
—
—
Примечание
—
—
Проверять на
герметичность
48
Деталь
Листы торцевые, передний
и задний
Коленчатый вал
Распределительный вал
Обод маховика
Уравновешивающий вал
Материал
Сталь 20
Сталь 50Г
Сталь 15НМ
Сталь 15НМ
Сталь 45Г2
Термообработка
—
Шатунные и
коренные шейки
(кроме опорных
торцев и галтелей
на расстоянии
3,5 мм о г
опорных торцев)
подвергнуть
поверхностному
электронагреву и
закалить.Глубина
слоя 4 + 0,5 мм
Наружные
поверхности всех
кулачков,
поверхности пяти опор и
торцевую
упорную поверхность
первой опоры
цементировать.
Глубина слоя
1Э4—1,8 мм
Зубья
цементировать. Глубина
слоя
0,75—1,25 мм
Нормализовать
Твердость
—
Нв 187—241;
Проверять на
четвертой
щеке.
/у 50—58
после отпуска
И 56—63
HRq 54-62
Нв 207—241
Примечание
—
При посадке
на маховик
нагреть до
температуры
230°С
—
Деталь
Противовес коленчатого
вала (привертываемый)
Противовес шестерни
распределения
Цапфа промежуточной
шестерни
Звездочка коленчатого
вала
Втулка коленчатого вала
Втулки
распределительного и
уравновешивающего валов
Втулка промежуточной
шестерни
Шайбы упорных втулок
распределительного и
уравновешивающего валов
Материал
Сталь 35
Сталь 20
Сталь 20
Сталь 20Г
Сталь 40
Сталь 35
Биметалл. Сталь 10,
залитая баббитом Б83
Бронза, залитая
баббитом Б83. Состав бронзы:
78,5-81,5«/0 Си,
9-11% Sn,
9-11 о/о РЬ,
0,05-0,25«/0 Р,
не более 0,75°/0 Zn,
прочие примеси не более
0,25°/0.
Термообработка
Поковку
нормализовать
—
Цементировать
кроме резьб и
отверстия Л.
Глубина слоя
0,7—1,0 мм
Поковку
нормализовать.
Изделие
цементировать. Глубина
слоя 0,5—0,8 мм
—
Улучшить
Твердость
Поковка
Нв 143—187
—
56 63
Примечание
—-
—
Поковка
Нв 112—149
Изделие
HRc 54-62
Нв 197—241
1
й
—
—
—
Толщина <
заливки не
нее 0,3 а
после око
тельной о
ботки
Толщина с
баббита 0,
0,9 мм пс
окончатель
обработ*
:лоя
ме-
1М
нча-
бра-
:лоя
5—
>сле
.ной
си
49
Деталь
Вкладыши коренного
подшипника, верхний и нижний
Втулки подшипников
распределительного и
уравновешивающего валов
Полукольцо крышки край-
ьего подшипника
Вкладыш промежуточных
опор распределительного
вала
Лист № 1 внутренней
прокладки головки блока
цилиндров
1 Состав бронзы тот ж
Материал
Биметалл. Сталь 10,
залитая свинцовистой бронзой
Толщина слоя
0,5—0,9 мм
Бронза1, залитая
баббитом Б83
Бронза. Состав:
78,5—81,5% Си,
9—П% Sn,
9-11% РЬ,
0,05—0,25% Р,
не более 0,75°/0 Zn,
не более 0,25% других
нриу.есе'г
Термообработка
1
—
Алюминиевый сплав.
Состав:
4—5% Си,
До 1% Fe,
до 0,2% Zn, .
2-3% Si,
до 0,3°/0 Мп,
до 0,05% Mg,
до 0,20% Ti
не более 0,05% каждой
из других примесей
Сьетлополированная
листовая сталь 08. Толщина
°>4-о5оз мм
Закалить и .
подвергнуть
старению
Твердость
—
Нр 31—46
^в
Ив 90—120
Примечание
Поверхность
вкладыша
(кроме бронзовой)
покрыть
специальным сплавом;
толщина
покрытия 0,003 м-м
Состав сплава.
6-8% Sn,
остальное РЬ.
Толщина слоя
заливки не
менее 0,25 мм
Покрыть
специальным
сплавом.
Состав сплава:
6-8°/о Sn,
0,5-1,0°/0Zn,
Остальное А1
Толщина слоя
(с обеих
сторон) 0,005 мм'
•е, что и у шайб упорных втулок распределительного и уравновешивающего валов.
Деталь
Листы № 2, 3, 4, 5 и 6
внутренней прокладки
головки блока цилиндров
Окантовки внутренней
прокладки головки блока
цилиндров
Маслоотражатели
коленчатого вала, передний и
задний
Кольцо вкладыша
промежуточных опор
распределительного вала
Шпилька крепления
головки блока цилиндров.
Шпилька крепления
крышек коренных
подшипников
Бол г крепления маховика
Болт крепления
противовеса коленчатого вала
Гайка npope3i ая
(коронная)
Винт установочный
вкладышей промежуточных
опор распределительного
вала
Крышка люка передней
верхней крышки блока
цилиндров
Шайба упорная
промежуточной шестерни
Втулка установочная
упора картера маховика и
цапфы промежуточной
шестерни
Штифт крышки крайнего
коренного подшипника
Штифт привода тахометра
Материал
Светлополгрованная
листовая сталь 08. Толщина
материала 0,25_0502 мм
Медь МЗ. Толщина
0,о_0?04 мм
Листовая сталь 20.
Толщина 0,8 -jz 0,08 мм
Проволока 2,3 НК И
ОСТ 20006-38
Сталь 4ОХН
Сталь 4ОХН.
Шестигранник 19_0,28 мм
Сталь 4ОХН
Сталь 35. Шестигранник
24-0.28 ММ
Сталь 35
Сталь 20
Сталь 20
Сталь 20
Латунь ЛС59
Сталь А12
Термообработка
—
Отжечь
—
—
Улучшить
—
Улучшить
Улучшить
—
Цементировать.
Глубина слоя
0,4—0,7 мм
Цианировать.
Глубина слой
0,1—0,25 мм
_-
—
Твердость
—
—
—
—
Ир 27 32
# 25—32
Нр 25—32
HRc 18-24
Н 52—60
По напильнику
—
—
Примечание
То же
—
__
- —
—
—
—
—
—
50
Листы 27 и 28. ГОЛОВКА БЛОКА ЦИЛИНДРОВ В СБОРЕ
Лист 41. УСТАНОВКА НАСОСА-ФОРСУНКИ
Деталь
Крышки блока цилиндров
передние, верхняя и
нижняя
Крышка головки блока
цилиндров
Обод и ребро крышки
головки блока цилиндров
Пружина клапана
Пружина толкателя
коромысла
Тарелка пружины
клапана
Шпилька крышки
головки блока цилиндров
Сухарь клапана
Головка блока цилиндров
Клапан выпускной
Материал
Чугун серый СЧ 36
Листовая сталь 0810.
Толщина 1 —Ь- 0,12 мм
Листовая сталь.
Толщина 1 4-0,12 мм
Сталь 65Г.
Проволока 4,5 II
ГОСТ 1071-41
Сталь 65Г, проволока 41
ГОСТ 1071-41
Сталь 20. ф 29_0?28 мм
Сталь 40. ф Ю_010 мм
Сталь А12
Чугун 1
Стержень сталь 40ХН.
Головка сталь ЭЯ2
Термообработка
—
—
После навивки
отпустить при
температуре не
ниже 350° С
То же
Цианировать.
Глуб:ша слоя
0,1—0,25 мм
—
—
Нормализовать
Торец стержня
калить. Глубина
слоя 1 — 3 мм
Твердость
—
—
По
напильнику
—
—
Нв 183—235
Проверять на
плоскости,
обращенной к
цилиндрам
Стержень
HRc 30—35
Торец
стержня /У#С56—63
Примечание
—
Протравить и
промыть в
щелочной ванне
Поверхность
пружин
подвергнуть
обдувке дробью
То же
— -
—
При
запрессовке седел
клапанов
нагревать
головку блока
цилиндров в
воде до
температуры
90—95° С;
охлаждать
седла
клапанов сухим
льдом
Клапан
сварной
1 Состав тот же, что и для отливки крышек крайнего и промежуточного коренных подшипников (см. стр. 48).
Деталь
Седло клапана
Втулка направляющая
клапана
Стойка валика коромысел.
Грибок шпильки крышки
головки блока цилиндров
Стойка привода реек
насосов-форсунок
Рычаг рейки и рычаг
привода реек
насосов-форсунок
Скоба крепления насоса-
форсунки
Коромысла клапана, левое
и правое
Коромысло
насоса-форсунки
Валик коромысел
Скоба направляющая
толкателей коромысел.
Шайба скобы крепления
насоса-форсунки
Шайба и тарелка
пружины толкателя коромысел
Материал
Чугун. Состав:
2,8-3,2°/0С,
0,3—0,6°/0Мп,
l,4-l,8°/0Si,
2,8-3,2°/0Сг,
50—60°/0Fe,
2,6-3,3% Mo,
до 0,06°/0S,
до 0,16°/0Р
Чугун серый СЧ36
Чугун серый СЧ36
Чугун серый СЧ36
Сталь 45
Ковкий перлитный чугун
Сталь 20
Сталь 20 или 35
Сталь 20
Сталь 20
Сталь А12
Термообработка
—
—
—
Поковку
нормализовать
—
Цементировать.
Глубина слоя
0,75 — 1,25 мм.
Рабочую
поверхность носка
коромысла калить
Поковку
нормализовать
Цементировать.
Глубина слоя
0,75—1,25 мм
Цианировать.
Глубина слоя
0,10—0,25 мм
Цианировать.
Глубина слоя
0,10—0,25 мм
Твердость
HRq 50—60
HRb 90—100
—•
tfB 170—229
Поковка
Нв 163—197
Ив 169—203
HRq 52—59
(закаленной
поверхности)
—
HRq 56—63
Поковка
скобы Нв
112—149.
По
напильнику
.По
напильнику
Примечание
—
—
—
—
—
Все отверстия
предохранить
от цементации
—
51
Деталь
Палец рычага рейки
насоса-форсунки
Цапфы вала привода реек
насосов-форсунок.
Гайка соединительная
топливной трубки насоса-
форсунки. Ось вилки
коромысла
Нипель топливной
магистрали
Вилка коромысла
Трубка топливной
магистрали
Тройники отводящей и
подводящей топливных
магистралей
Гайка соединительная ни-
пеля топливной магистрали
Ось ролика толкателя
коромысла
Палец шаровой коромысла
насоса-форсунки
Ролик толкателя
коромысла
Игла ролика толкателя
коромысла
Материал
Сталь А12
Сталь 35
Сталь 35
Сталь 35
Трубка, мягкая красная
медь МЗ
Сталь 35
Сталь 35
Сталь 15НМ
Сталь 15НМ
Сталь ШХ15
Сталь ШХ12
Термообработка
Цианпровать.
Глубина слоя
- 0,10—0,15 л/л/
—
—
—
Поковку
нормализовать
—
Цементировать.
Глубина слоя
0,5—0,8 мм
Цементировать
шаровую
поверхность. Глубина
слоя 0,6—0,9 мм
—
Твердость
По
напильнику
Нр 28—33
HQ 24—30
—
Поковка
Нв 143—187
Нр 26—43
Нр 58—63
Н 58—63
И 58—63
Яр 58 63
Примечание
—
Покрыть
оловом. Толщина
слоя 0,005 мм
—
—
—
Оцинковать.
Толщина слоя
0,005 мм
—
—
—
—
Деталь
Чашка шарового пальца
коромысла
насоса-форсунки
Толкатель коромысла
Болт стойки валика
коромысла
Штанга толкателя
Вал привода реек насоса-
форсунок
Втулка оси малого
отверстия коромысла
Втулка коромысла
насоса-форсунки. Втулка
коромысла клапана. Втулка
коромысла малая
Шайба пружины клапана
Стакан насоса-форсунки
Форсунки водяные,
головки цилиндров, большая
и малая
Штуцер дроссельный
отводящей топливной
магистрали.
Заглушка валика коромысел
Пружина привода реек
насосов-форсунок
Кольцо пружинное
толкателя коромысла
Штифт шайбы пружины
клапана
Материал
Сталь 15НМ
Сталь 40Х
Сталь 40Х
Сталь 40ХН
Труба бесшовная,
сталь 35. Наружный
0 22 мм, толщина стенки
2 мм. ГОСТ 1459-43
Сталь 20
Ленточная бронза
Бр. ОЦС 4-2,5
Листовая сталь 08.
Толщина 2_0?14 мм
Медь МЗ.
Толщина 1,3_оилл
Латунь Л62.
Толщина 1 о,и мм
Латунь ЛС59
Термообработанная
проволока
1,8 ОВС ГОСТ В-1546-42
Проволока 1,5 ПКП
ОСТ 20006-38
Проволока 2,51V 25
ГОСТ 1982-43
Термообработка
Цементировать
шаровую
поверхность и плоскость
торца. Глубина
слоя 0,5—0,8 мм
Улучшить
—
-
Цементировать.
Глубина слоя
0,25—0,40 мм
Цианировать
Цианировать
Твердость
Нр 58—63
И,, 25—30
HRc 30-37
HRc 27-30
HRc 58-62
—
~
/у 45—51
—
Примечание
—
—
Оксидировать
—
—
—
52
Листы 33 и 34. ШАТУННО-ПОРШНЕВАЯ ГРУППА
Лист 35. ПОРШНЕВЫЕ КОЛЬЦА
Деталь
Поршень
Шатун. Крышка шатуна
Втулка верхней головки
шатуна
Втулка поршня
Вкладыши нижней головки
шатуна, верхний и
нижний
Палец поршневой
1 Состав тот же, что и дл
Материал
Чугун ковкий перлитный.
Состав: 2,3—2,6°/оС,
1,15—1,45°/0 Si,
до 0,5°/0Мп,
до 0,18°/0Р,
до 0,12°/0S,
до 0,07°/0Сг
Сталь 45Г2
Бронза. Состав:
86—89°/0Си,
9—llo/oSn,
не более 0,2°/0РЬ
не более 0,06°/0Fe,
1,0—3,0°/0Zn
Биметалл.
Низкоуглеродистая ленточная
полированная обрезная сталь 08
ГОСТ 503-41, залитая
бронзой1. Толщина
ленты 1,8_М0лл
Сталь 10, залитая
свинцовистой бронзой. Состав
бронзы: основа Си,
28—35°/0 РЬ,
не более 0,05°/0Sn,
не более 0,35°/0Fe,
не более 0,3°/0 примесей
Сталь 4820
Термообработка
Калить.
Отпустить
Цементировать.
Глубина слоя
1,2—1,5 мм
Твердость
Нв 197 241
Нв 229—255
Не менее
Я«в42
Цементированная
поверхность
HR 58—63;
сердцевина
И 30—45
Примечание
После
механической
обработки
поверхность поршня
покрыть
оловом. Толщина
слоя
0,009—0,015
мм
—
Всю
поверхность
вкладыша, за
исключением
бронзовой, кадмиро-
вать. То/]щ 1на
слоя
0,005—0,007 мм
Внутренние
поверхности от
цементации
предохранить
я полукольца крышки крайнего коренного подшипника (см. стр. 50).
Деталь
Болт крышки шатуна
Кольца поршневые,
компрессионное и маслосъем-
ное
Расширитель поршневых
маслосъемных колец
Очко масляного канала
шатуна
Распылитель верхней го-
логжи шатуна
Кольцо стопорное
поршневого пальца
Заглушка поршневого
пальца
Гайка шатунного болта
Материал
Сталь 4140 или ОХМ
Чугун. Состав:
3,6—3,9о/оС,
2,6—3,Oo/oSi,
0,6—0,8°/0Мп,
0,4—О,6о/оР,
до 0,080/0S.
Предел прочности
46 кг/мм2. Остаточная
деформация при напряжении
25 кг\мм2 не более П°/о-
Модуль упругости не
менее 8500 кг\мм2
(ОСТ 26072)
Ленточная сталь У10А
ГОСТ 2614-44
Сталь 20
Сталь 35
Сталь 65
Ленточная сталь У7А
ГОСТ 1543-42
Сталь 40 ХН
Термообработка
Улучшить
Заготовку до
обработки
подвергнуть
искусственному старению
—
Цианировать.
Глубина слоя
0,1— 0,25 мм
—
—
—
Улучшить
Твердость
HRc 36-41
# 98—105
*в
Hv 450—560
По напильнику
—
Нр 42—48
HRc 40-45
Примечание
—
Поверхности
канавок
компрессионного
кольца
покрыть слоем
олова.
Толщина слоя
0,1 мм.
Маслосъемное
кольцо после
окончательной
обработки
оксидировать
Оксидировать
—
—
--
Нр 30-35
53
Лист 36. МАСЛЯНЫЙ НАСОС
Деталь
Корпус
Крышка
Шестерни ведущая
и ведомая
Ось ведомой шестерни
Валик
Втулка ведомой шестерни
и кронштейна привода
Клапан редукционный
Пружина редукционного
клапана
Пробка редукционного
клапана
Шпонка валика
Валик кронштейна
привода
Муфта привода
Кольцо упорное валика
привода
Звездочка валика привода
Шпонка валика привода
Материал
Чугун серый СЧ36
Чугун серый СЧ36
Чугун серый СЧ36
Сталь 20
Сталь 20
Ленточная твердая бронза
Бр. ОЦС 4-4-2,5
Сталь 30Г2
Проволока 2,311
ГОСТ 1071-41
Сталь А12
Сталь 40
Сталь 20
Сталь 20
Сталь 45
Сталь 20Г
Сталь 35
Термообработка
—
—
Улучшить
Цементировать.
Глубина слоя
1 —1,5 мм
Цементировать.
Глубина слоя
0,4—0,6 мм
—
—
I
1
—
—
Цементировать.
Глубина слоя
0,4—0,6 мм
(для зуба) и не
менее 0,3 мм для
поверхности
Ф 13_о,О12^
Цементировать.
Глубина слоя
0,4—0,7 мм
—
Поковку
нормализовать.
Изделие
цементировать. Глубина
слоя
0,5—0,8 мм
—
Твердость
Нв 170—235
Нв 241—286
HRc 56—63
Ир 56 63
—
И 40—48
—
Примечание
—
—
—
—
—
—
!
—
HRc 40—50
Я 56—63
# 56—63
Н 40—45
Поковка
Нв 112—149
Изделие
// 54—62
И 40—50
—
—
—
—
Листы 37 и 38. МАСЛЯНЫЙ НАСОС С МАСЛОПРИЕМНИКО
И ПРИВОД МАСЛЯНОГО НАСОСА
Деталь
Кронштейн привода.
Патрубок всасывающий
Корпус
предохранительного клапана
Чашка заборника
Каркас сетки заборника
Сетка заборника
Ободок сетки заборника
Крючок чашки заборника
Пробка муфты привода
Пробка
предохранительного клапана
Пластинка чашки и
кронштейн заборника
Трубка отводящая
Фланец отводящей трубки
Клапан
предохранительный
Пружина
предохранительного клапана
Материал
Чугун серый СЧ32
Чугун серый СЧ36
Листовая сталь 10 кп.
Толщина 1 мм
Стальная сетка
ГОСТ 2715-44
Стальная сетка,
оцинкованная. ГОСТ 2715-44.
Проволока ф 0,4, размер
отверстий 1,4 X 1,4
Листовая сталь 08.
Толщина 0,8 Чз 0,1 мм
Сталь 65Г,
проволока 3 НКН
ОСТ 20006-38
Сталь А12
Сталь А12
Листовая сталь 20.
Толщина 3 мм
Труба бесшовная,
сталь 20
Сталь Ст.З
Сталь 35Г2
Проволока 1,5ПК II
ОСТ 20006-38
Термообработка
—
—
—
—
—
—
—
—
—
—
—
—
—
—
Твердость
—
—
—
—
—
—
—
—
—
—
Но 40—48
—
м
Примечание
—
—
Покрыть
оловом
То же
—
Оцинковать
_
—
—
Оцинковать
—
—
- —
54
Деталь
Корпус
Гайка стяжная
Рейка
Плунжер.
Втулка плунжера
Толкатель
Шестерня плунжера.
Втулка дистанционная
Клагьан контрольный
Листы 39 и 40. НАСОС-ФОРСУНКА
Материал
Сталь 45Г2
Сталь 45Г2
Термообработка
—
Твердость
HR 25—30
j
k—*
HR 25—32
i
i
Сталь 45Г2
Специальная сталь.
Состав:
0,220/0—0,32°/0С,
0,3—0,7°/0 Мп,
4,0—6,0°/0 Сг,
0,4—0,6°/0Мо,
не более 0,03°/0 Р,
не более 0,03°/0 S,
не более 0,5°/0 Si
Сталь 15НМ
Сталь А12
Сталь 4320
—
Калить.
Отпустить до
окончательной
механической обработки.
Азотировать.
Глубина слоя
0,25—0,40 мм
Цианнровать.
Глубина слоя
0,15—0,30 мм
—
Цементировать.
Глубина слоя
0,4—0,7 мм
Я/?с26—32
Азотированная
поверхность.
Hv 820—1000;
сердцевина
HD 35—44
По напильнику
—
# 60—65
Примечание
Воронить.
На длине А
кадмпровать.
Толщина елся
0,006—
0,010 мм
rw^—*"
1
■-+
Воронить
—
Хрупкость
по Виккерсу
не более 4
--
—
Деталь
Седло контрольного
клапана
Седло пластинчатого
клапана
Клапан пластинчатый
Плунжер толкателя
Стопор толкателя
Штифт втулки плунжера
Пружина контрольного
клапана
Штифт толкателя
Скоба рейки
Материал
Сталь 4320
Сталь 4320
Сталь У10А
Сталь 20 .
Сталь 20
Сталь 20
Проволока 0,8Р
ОСТ 20006-33
Проволока, сталь 25
ГОСТ 1982-43
ф 3 4:0,03 мм
Сталь А12
i
Термообработка
Цементировать.
Глубина слоя
0,5— 0,8 мм
Цементировать.
Глубина слоя
0,5—0,8 мм
Цементировать.
Глубина слоя
0,6—0,9 мм
Цементировать.
Глубина слоя
0,3—0,6 мм
—
—
Планировать.
Глубина слоя
0,25—0,40 мм
Цианировать.
Глубина слоя
0,10—0,25 мм
Твердость
HR 58 63
Нр 58—62
HR 56—63
Примечание
--
__
HRq58—63
Нр 58 63
—
—
По напильнику
По напильнику
Твердость
проверять в
указанном месте
Ц— ^ или
—
—
—
—
—
55
Деталь
Упор контрольного
клапана
Отражатель
Распылитель
Штуцер
Колпачок штуцера
Прокладка штуцера
Пружина толкателя
Пружина контрольного
клапана
Фильтр
Пружина фильтра
Шайба фильтра
Материал
Сталь 15
Сталь ШХ15
Сталь 50ХФА
Сталь А12
Сталь А12
Медь красная МЗ
Проволока 2,311
ГОСТ 1071-41
Проволока 0,8Р
ОСТ 20006-38
Бронза специальная.
Состав: 6—8°/0 Sn,
89—92°/0 Си,
2—3°/0 Zn
Проволока 2,311
ГОСТ 1071-41
Листовая сталь 10 кп
Термообработка
Цианировать.
Глубина слоя
0,15—0,30 мм
—
—
Цианировать.
Глубина слоя
0,10—0,25 мм
—
Отжечь
—
—
—
—
Твердость
По напильнику
Як650—750
Л*С48-53
—
—
—
Нр 43—48
—
—
—
Примечание
Никелировать
—
—
Воронить
Очистить от
окалины
Поверхность
пружины
подвергнуть
обдувке дробью
—
Изготовить
спеканием
бронзовой
дроби
ф 0,2—0,3 мм
—
Покрыть медью.
Толщина слоя
0,05 мм
Лист 42. ТОПЛИВОПОДКАЧИВАЮЩИЙ НАСОС
Деталь
Корпус
Крышка. Фланец
Прокладка
Ротор
Лопасть ротора
Материал
Сталь 20
Чугун серый СЧ 36
Фольга алюминиевая.
Толщина 0,05±0,005 Мм
Сталь 20
Чугун.
Состав:
3,2—3,5°/о С,
0,8—1,00/0 Мп,
1,8—2,29/oSi,
до 0,12»/0S,
ДО 0,200/, Р,
0,4—0,7°/0 Сг,
0,4—0,70/0 №
Термообработка
Цементировать.
Глубина слоя
0,9—1,2 мм
—
Цементировать.
Глубина слоя
0,6—0,9 мм
Твердость
Не менее Нр 58
для поверхности
Л и не более
HD 35 для по-
верхностей В
отверстий
Примечание
—
р
Нв 170—229
Н„ 54—62
"С
ЯДв95—105
(
56
Деталь
Штифт ротора
Пружина ротора
Крышка, обойма и шайба
сальника
Пружина сальника
Клапан перепускной
Седло перепускного
клапана
Стакан перепускного
клапана
Пружина перепускного
клапана
Пружина перепускного
клапана
Штифт
Вилка приводная
Материал
Проволока светлая,
сталь 20 §££ 20003
НКМ
Ф 2,3 4:0,04 мм
Проволока 0,6 НК II
ОСТ 20006-38
Листовая сталь 10 кп.
Толщина 0,8 ±0,08 мм
Проволока 0,3 НК II
ОСТ 20006-38
Сталь 4820 или 12ХНЗА
Сталь 4820 или 12ХНЗА
Сталь У10А
Проволока 2 НК II
ОСТ 20006-38
Проволока 0,6 ПК 1
ОСТ 20006-38
Сталь 20
Сталь 20
Термообработка
—
—
—
—
Цементировать.
Глубина слоя
0,6—0,9 мм
Цементировать.
Глубина слоя
0,6—0,9 мм
—
—
—
Цементировать.
Глубина слоя
0,6—0,9 мм
Цианировать.
Глубина слоя
0,10—0,25 мм
Твердость
—
—
—
—
Ну 555—850
HR 58—65
Hv 700—850
—
—
HR 58—63
По напильнику
Примечание
—
—
—
—
—
_
—
—
—
Листы 43 и 44. НАГНЕТАТЕЛЬ1
Деталь
Картер. Плита торцевая.
Крышка торцевой плиты.
Роторы верхний и нижний
Шестерни, зедущая
и ведомая
Валики роторов, передний
и задний
Фланец валика привода
Шайбы упорные ведущей
и ведомой шестерен
Штифт установочный
торцевой плиты
Пробка распорная валика
привода водяного насоса
Пружина сальника горце-
вой плиты
Материал
Алюминиевый сплав.
Состав:
3,5—4,5° 0 Си,
4,5—5,5°/0 Si,
до 2,25°/0 Fe,
до 0,3°/0 Мп,
до 0,l°/0Mg,
до 0,75°/0 Zn,
до 0,5°/0, Ni,
до 0,3°/0 прочих
примесей, остальное А1
Чугун 2
Сталь 45Г2
Сталь 40
Сталь 45
Толщина 4 4^0,3 мм
Сталь 20
Сталь 40Х
Проволока 0,6 НК I
ОСТ 20006-38
Термообработка
Термообработать
—
—
—
—
—
—
—
Твердость
Не менее
Нв 207—235
/Уд 25—30
HR 24 30
н 32—40
«с
—
/У/?с40—50
—
1 Нагнетательный насос.
2 Состав тот же, что и для шестерни коленчатого вала, кроме Si (2,2—3,5<у0) и Сг (0,4—0,8%)
Примечание
Картер, плиту
торцевую и
крышку
торцевой плиты
после
механической
обработки
проверить на
герметичность при
давлении 2 ати
в течение
2 мин.
—
—
, —
—
(см. стр. 48).
57
Деталь
Кожух валика привода
Прокладки
регулировочные роторов
Заглушка переднего
валика ротора
Маслоразбрызгиватель
ведущей муфты привода
водяного насоса
Крышка сальника
торцевой плиты
Обойма сальника
торцевой плиты
Фланец упорный
однорядного
шарикоподшипника
Фланец упорный
двухрядного
шарикоподшипника
Материал
Листовая сталь 10 кп
ГОСТ 914-47
Толщина 2 + 0,18 мм
Ленточная сталь 10
ГОСТ 503-41.
Толщины:
0,08_0)015,
0,12_0,о2 и
0,2 0 Оз мм
Листовая сталь 08.
Толщина 1+0,09 л/л/
Листовая сталь 08.
Толщина 1 +0,12 мм
Листовая сталь 10 кп
Толщина 1,2 + 0,11 мм
Листовая сталь 10 кп
Толщина 0,8 + 0,08 мм
Листовая сталь 10 кп
Толщина 1,5 + 0,15 мм
Листовая сталь 10 кп
Толщина 1,5 + 0,15 мм
Термообработка
—
—
—
—
—
Цианировать.
Глубина слоя
0,08—0,15 мм
Твердость
—
—
—
—
—
По напильнику
-
Примечание
Устанавливаются по
потребности
—
—
—
*
—
Лист 46. ПРИВОД
Деталь
Корпус
Втулка корпуса
Валик
Шестерня
Валик шестерни
Кольцо валика шестерни
Кольцо стопорное валика
Корпус упругой муфты
Фланец упругой муфты
Сухарь упругой муфты
Пружина упругой муфты
Кулачок упругой муфты
Шайба замковая
Гайка
i
Штуцер угловой
Материал
Чугун серый СЧ 36
Сталь 10, залитая
баббитом Б83
Сталь 45Г2
Чугун г
Сталь 45Г2
Сталь 40
Проволока 1,5 НК II
ОСТ 20006-38
Алюминиевый сплав2
Листовая сталь 10
Сталь 20
(ГОСТ 397-41)
Сталь 65Г. Толщина
0,4__0?0з мм
Сталь 20
Листовая сталь 10.
Толщина 1+0,12 мм
Сталь А12
Латунь ЛС59
1 Состав тот же, что и для шестерни коленчатого вала
2 Состав тот же, что и для отливки картера нагнетателя
НАГНЕТАТЕЛЯ
Термообработка
—
Улучшить
—
Улучшить
Улучшить
Цианировать.
Глубина слоя
t 0,10—0,25 мм
Цианировать.
Глубина слоя
0,10—0,25 мм
—
Цементировать.
Глубина слоя
0,75—1,25 мм
—
—
—
Твердость
Нв 170—229
—
HR(2b—30
Нв 197—235
Я^ЗО—35
Я/?с28—35
—
Не менее
"в 60
По напильнику
По напильнику
HRa 69—74
HR 58—63
Для нецемен-
тированной
зоны не более
—
—
—
см. стр. 48).
; примеси отсутствуют (см. стр. 57).
Примечание
Внутренние
поверхности
покрыть
нитролаком
—
—
—
—
—
—
—
—
Внутреннюю
поверхность и
торцы ступицы
от цементации
предохранить
—
—
—
5S
Лист 47. ВПУСКНОЙ ТРУБОПРОВОД
Деталь
Впускной трубопровод.
Заслонка
Валик заслонки. Рычаг и
поводок рычага валика
заслонки
Пружина фиксатора
рычага
Пластина стопорная
заслонки
Прокладка
Материал
Чугун серый СЧ 36
Сталь 20
Проволока 1ПК I
ОСТ 20006-38
Сталь 10
Сталь 08.
Толщина 2 ±0,18 мм
Термообработка
Отливку
подвергнуть
искусственному старению
—
—
—
—
Твердость
—
—
—
—
—
Примечание
—
—
—
—
Оцинковать.
Толщина слоя
0,013 мм
Лист 48. ПУСКОВОЙ ПОДОГРЕВАТЕЛЬ
Деталь
Корпус
Крышка корпуса
Распылитель. Нипель
распылителя
Шайба уплотнительная
распылителя
Шайба уплотнительная
запальной свечи
Электрод боковой
Болт бокового электрода
Пружина фильтра
Болт крепления
Материал
Чугун серый СЧ 32
Листовая сталь 08
Толщина 1 мм
Сталь XI3
Медь МЗ
Медь Ml
Проволока
НМц5 ГОСТ 1049-41
Ф 1,5_о,О5 ММ
Сталь А12
Шестигранник 10_0,зб мм
Проволока 1,2 НК II
ОСТ 20006-38
Сталь 35. Шестигранник
14_о,43 ММ
Термообработка
—
—
Отжечь
То же
—
—
—
—
Твердость
—
—
—
—
—
—
—
—
Примечание
—
--
—
—
,
Лист 49. ПОДКАЧИВАЮЩИЙ ПУСКОВОЙ НАСОС
Деталь
Корпус. Корпус и
заглушка нагнетательного
клапана. Корпус, седло и
ограничитель обратного
клапана
Шток. Винт и ни! ель
штока. Втулка рукоятки
и гайка фиксатора штока
Клапан нагнетательный
Обратный клапан
Пружина обратного
клапана
Пружина нагнетательного
клапана
Пружина фиксатора штока
Заглушка пружины
фиксатора штока
Трубка топливная от
подкачивающего пускового
насоса к пусковому ио-
догрелателю
Сетка фильтрующая
нагнетательного клапана
Материал
Латунь ЛС59
Сталь А 1.2
Сталь по ОСТ 26075
ф 5 мм
Сталь по ОСТ 26075
ф 4 мм
Проволока 0,25 НК 1
ОСТ 20006-38
Проволока 0,2 НК I
ОСТ 20006-38
Проволока 0,3 ПК 1
ОСТ 20006-38
Листовая латунь Л62.
Толщина 0,8 мм
Труба, латунь Л62
ГОСТ 494-41. Наружный
ф 5 мм, внутренний
ф 3,5 мм
Сетка латунная.
Проволока ф 0,10 мм. Ячейка
0,3X0,3 мм. По ГОСТ
2715-44
Термообработка
—
—
—
—
—
—
—
—
Твердость
—
—
—
—
—
—
—
—
Примечание
—
Шарик ГОСТ
3722-47
Шарик ГОСТ
3722-41
—
—
—
—
—
Лист 50. ВЕНТИЛЯТОР
Деталь
Кронштейн.
Шкив ьентилятора
Крестовина крыльчатки
Лопасть крыльчатки.
Шайба сальника
Гайка кольцевая шкива
Кольцо стопорное
кольцевой гайки шкива
Ось
Втулка распорная оси
Шайба распорной втулки
оси
Шайба оси установочная
Шайба передняя оси
Материал
Чугун серый СЧ 36
Сталь 08.
Толщина 4,5 мм
Листовая сталь 20.
Толщина 1,25 + 0,12 л/л*
Сталь 10 кп
Проволока термсобрабо-
танная 2,3 НК II
ОСТ 20006-38
Сталь 45
Труба бесшовная,
сталь 20. ГОСТ 301-44
Сталь 20.
Толщина 3 + 0,22 мм
Сталь 20.
Толщина 5 мм
Сталь 10.
Толщина 1,5+0,10 мм
Термообработка
—
—
—
Твердость
;
—
Улучшить
—
—
Цианировать.
Глубина слоя
0,10—0,25 мм
—
.
Нр 22—28
—
—
По напильнику
—
Примечание
—
*
—
—
—
-•
—
60
Листы 51 и 52. ВОДЯНОЙ НАСОС С ПРИВОДОМ
Деталь
Корпус
Крышка корпуса
Крыльчатка
Валик. Наружное кольцо
подшипника
Шарик подшипника
Муфта привода
Валик муфты привода
Маслоотражатель муфты
привода
Обоймы сальника
Пружина сальника
Кольцо сальника упорное
Обойма крыльчатки
Водосбрасыватель валика
Штуцер крышки
Материал
Чугун серый СЧ 32
Чугун серый СЧ 32
Бронза. Бр. АЖМц 10-3-1,5
Сталь ШХ15
Сталь ШХ6 ф V/
Сталь 35
Сталь 40
Листовая сталь 08
Толщина 0,8 4-0,09 мм
Листовая латунь Л62
Толщина 0,5 мм ГОСТ 931-41
Проволока. Бр. Оц 4-3
0 2_0,05 ММ
Графито-металлическая
композиция.
Состав:
50,0% С,
0,09% Fe,
2,0% Sn.
40,4% Pb,
7,5% зола
Листовая латунь Л62
ГОСТ 931-41.
Толщина 1_ о,и мм
Проволока латунная Л68
ГОСТ 1066-41. ф \,Ъмм
Латунь ЛС59
Термообработка
—
—
—
Калить
Калить
—
—
—
—
—
—
—
—
Твердость
Не менее
Ив 145
—-
Не менее
нв но
Ир 61—65
# 61—65
Нв 217—255
HRc 27-32
—
—
—
—
—
Примечание
—
—
—
—
—
—
—
—
—
—
Прессуется
из порошка
указанного
состава,
обеспечивающего
кольцу незии-
тываемость
масла и воды
—
—
—
Лист 53. ТЕРМОСТАТ
Деталь
Коробка термостата
Баллон
Крышка баллона
Скоба крепления баллона
к корпусу
Корпус. Клапаны,
кольцевой и центральный. Днище
защитное баллона.
Направляющая трубка баллона
Трубка баллона
Шарик трубки
Материал
Чугун серый СЧ 32
Ленточная латунь Л80
ГОСТ В-1019-41.
Толщина 0,13+0>01 мм
Ленточная латунь Л62.
Толщина 1,0 мм
Ленточная латунь Л62.
Толщина 1,2 мм
Ленточная латунь Л62.
Толщина 0,8 мм
Прутковая латунь Л62
Ф 8_о,12 ММ
ф 3 мм
Термообработка
—
Отжечь ленту
до обработки
—
—
—
—
—
Твердость
—
—
—
—
—
Примечание
Герметичность
литья
проверять при
давлении 3 ати
—
—
—
—
Шарик по ГОСТ
3722-47
61
Деталь
Корпус. Крышка.
Патрубок крышки
Листы секции
Пластина соединительная
внутреннего элемента
Накладка замыкающей
секции
Кольцо дистанционное
Соты
Болт корпуса
Лист 54. МАСЛЯНЫЙ РАДИАТОР
Материал
Чугун серый СЧ 36
Лента мягкая константано-
вая. Толщина0,35 qq^mm
Листовая сталь 10.
Толщина 4 4^0,3 мм
Листовая сталь 08.
Толщина 2 + 0,18 мм
Труба 32 Х4 —20
ГОСТ 301-44
Ленточная сиетлая
сталь 08. Толщина
0,25 + 07 мм
Сталь 35. Шестигранник
1 / _о?4з ММ
Термообработка
—
—
—
—
—
—
Твердость
—
—
—
—
—
—
Примечание
—
—
—
—
—
—
Листы 55 и 56. РЕГУЛЯТОР ЧИСЛА ОБОРОТОВ КОЛЕНЧАТОГО ВАЛА
Деталь
Корпус регулятора.
Пробка корпуса грузов
Крышка корпуса. Корпус
грузов
Валик грузов
Груз малый
Палец грузов
Груз большой. Державка
грузов. Рычаги
ограничительный и двуплечий
передаточного валика.
Тяга регулятора
Винты стопорные
большого груза и вилки
передаточного валика
Валик передаточный
Стакан малой пружины
Ограничитель диферен-
циального рычага
Болт валика грузов.
Гильза и гайка пружин.
Тарелка и стержень
малой пружины. Втулка и
палец кулисы. Колонка
рычага управления
Материал
Чугун серый СЧ 36
Чугун серый СЧ 32
Сталь 35
Сталь 20
Сталь А12
Сталь 35
Сталь 40Х
Сталь 45Г2
Сталь 20Х
Сталь А12
Сталь А12
Термообработка
—
—
—
Цементировать.
Глубина слоя
0,6—0,8 мм
Цементировать.
Глубина слоя
0,7 1,0 мм
Калить и
отпустить на
указанной длине
Цементировать.
Глубина слоя
0,3—0,5 мм
—
Твердое гь
—
Нр 24—30
Нр 56—63
Нр 56—6-3
Нр 37—44
HRc 37-44
1—40—Н
Нр 56—63
—
ДВИГАТЕЛЯ
Примечание
—
—
—
—
Указанная
твердость
только на
закаленных и
отпущенных
поверхностях
1- 60 1
—
Кадмировать
Деталь
Вилка передаточного
валика
Пальцы двуплечего
рычага передаточного
валика, диференциального
рычага и. рычага
ограничителя
Рычаг, управления
Рычаг регулятора
диференциальный
Кривошип
Палец кривошипа
Валик передаточный
Материал
Сталь 20
Сталь 20
Сталь 20
Сталь 20
Сталь 20
Сталь 20
Сталь 45Г2
Термообработка
Цементировать.
Глубина слоя
0,7—1,0 мм
Цементировать.
Глубина слоя
0,7—1,0 ло/
(0,2—0,4 мм для
двуплечего рычага)
Цементировать.
Глубина слоя
0,7—1,0 мм.
Калить на длине А
Цементировать.
Глубина слоя
0,7—1,0 мм
Калить на
длине А
Цементировать.
Глубина слоя
0,7—1,0 мм
Цементировать.
Глубина слоя
0,5—0,8 мм
Твердость
Нр 56—63
HRq 56—63
HRq 56—63
Г
HRc 56-63
Н^с 56—63
На
поверхностях посадок
подшипников
HRc 24-30
Примечание
Калить только
лапки.
Указанная твердость
только на по-
верхости лапок
L/W5—-
—
—
—
Деталь
Болт регулировочный
двуплечего рычага
Кольцо муфты
Кулиса
Шайба замковая болта
валика грузов
Крышка корпуса грузов
Колпак стержня малой
пружины
Втулка муфты
Труба сопуна
Шплинт пружинный
Пружина большая
регулировочная
Пружина малая
регулировочная
Пружина ограничителя
диференциального
рычага
Фланец сопуна
Втулка кулисы
Палец кулисы
Материал
Сталь А12.
Сталь 20
Листовая сталь 10 кп.
Толщина 3,2 + 0,25 мм
Листовая сталь 10 кп.
Толщина 0,8 мм
Листовая сталь 10 кп.
Толщина 3 -л- 0,22 мм
Листовая сталь 08 кп.
Толщина 1,2_0?13 мм
Труба, сталь 20.
Наружный ф 20 мм,
толщина стенки 2 мм
ГОСТ 301-44
Труба, сталь 10.
Наружный ф 16 мм,
толщина стенки 1 мм
Проволока 1,2 ПК
ОСТ 20006-38
Проьолока 2,8 РП
ОСТ 20006-38
Проволока 1,8 II
ГОСТ 1071-41
Проволока 1ПК1
ОСТ 20006-38
Бронза Бр. АЖМц
10-3-1,5
Сталь 20
Сталь А12
Термообработка
Цианировать
поверхность Л.
Глубина слоя
0,10 0,25 мм
Цементировать.
Глубина слоя
0,9—1,2 мм
—
—
—
—
—
Твердость
По напильнику
Ир 56—63
—
—
—
—
—
■
—
—
Примечание
й
—
—
—
Оцинковать
То же
—
—
—
63
Лист 57. ТОПЛИВНЫЙ ФИЛЬТР ГРУБОЙ ОЧИСТКИ
Деталь
Корпус
Фланец корпуса
Крышка
Кронштейн крепления
Направляющая
фильтрующего элемента
Каркас фильтрующего
элемента
Игла сливная. Гнездо
сливной иглы
Материал
Листовая сталь 20.
Толщина 2 4^0,18 мм
Ковкий чугун
КЧ 35-10
Чугун серый СЧ32
Чугун серый СЧ36
Листовая сталь 08.
Толщина 1 ±0,12 MM
Проволока, латунь Л62
ГОСТ 1066-41
или проволока медная
ф 0,8 мм
Латунь ЛС59
Термообработка
—
—
—
—
—
—
Твердость
—
—
—
—
—
—
—
Примечание
—
—
—
—
—
Медную
проволоку
покрыть слоем
олова
—
Лист 58. ТОПЛИВНЫЙ ФИЛЬТР ТОНКОЙ ОЧИСТКИ
Деталь
Корпус
Крышка корпуса
Стержень
Болт
Болт регулирующий
Каркас фильтрующего
элемента
Шайба фланца каркаса
Шайба промежуточная
корпуса
Фланец, чашка и кольцо
каркаса фильтрующего
элемента
Пружина
Материал
Листовая сталь 08 кп.
Толщина 2 мм
Чугун серый СЧ 32
Сталь А12
Сталь А12
Шестигранник
19_о,52 мм
Латунь ЛС59.
Шестигранник
Луженая листовая
сталь 08.
Толщина 0,5 мм
Листовая сталь 08.
Толщина 0,8 мм
Листовая сталь 10 кп.
Толщина 1 мм
Луженая листовая
сталь 08.
Толщина 0,8 мм
Проволока 2,5 НК II
ОСТ 20006-38
Термообработка
—
—
—
—
—
—
—
--
—
Твердость
—
—
—
—
—
—
—
—
Примечание
—
Лудить
—
—
—
—
—
64
Лист
Деталь
Колпак
Кольцо жесткости
внутренней секции
Стержень колпака
Ленты фильтрующие,
наружной и внутренней
секций
Прокладка стержня
колпака
Упор внутренней
секции
Каркас, крышка, втулки
крышки внутренней и
наружной секций. Втулка
каркаса наружной секции.
Втулка днища внутренней
секции
59. МАСЛЯНЫЙ ФИЛЬТР ГРУБОЙ ОЧИСТКИ
Материал
Листовая сталь 08.
Толщина 2 4:0,1-8 мм
Листовая сталь 08.
Толщина 0,8 мм
Сталь 35
Ленточная латунь Л80
Толщина 0,275 мм
Медь МЗ
Прутковая латунь Л62
Листовая латунь Л 62.
Толщина 0,8_0?09 мм
Термообработка
—
—
—
—
Отжечь
—
Твердость
—
—
Нв 241—269
—
—
—
Примечание
—
—
—
—
—
—
Лист
Деталь
Корпус.
Крышка корпуса.
Болт крышки. Нипель
сливной. Нипель подвода
масла.
Наконечник стержня
Каркас фильтрующего
элемента
Фланец каркаса
Чашка каркаса. Сетка
фильтрующего элемента
Проставка фильтрующего
элемента
Стержень
Пружина
60. МАСЛЯНЫЙ ФИЛЬТР ТОНКОЙ ОЧИСТКИ
Материал
Листовая сталь 08.
Толщина 3 мм
!
Сталь А12
Листовая сталь 08
0,8x130
ГОСТ 503-41
Толщина 0,5 мм
Оцинкованная листовая
сталь 08.
Толщина 0,8 мм
Листовая сталь 08.
Толщина 0,8 мм
Листовая сталь 10.
Толщина 1,5 мм
Труба
16x3,5—10
ГОСТ 1464-43
Проволока 2,ЗНКН
ОСТ 20006-38
Термообработка
—
—
—
—
—
Твердость
-
—
—
—
—
Примечание
—
—
—
—
—
!
I
Лист 61. ВОЗДУХООЧИСТИТЕЛЬ
Деталь
Корпус крышки. Крышка.
Корпус и патрубок
корпуса масляной ванны.
Маслоотражатель.
Горловина держателя
фильтрующего элемента
Корпус фильтрующего
элемента. Днище
маслоотражателя
Корпус камеры глушителя
Держатели и патрубок
держателя фильтрующего
элемента
Сетка патрубка корпуса
масляной ванны
Барашек крепления
Сетка фильтрующего
элемента гофрированная
Сетка (наружный
ф 202_0,5 мм)
Упор
Стержень крепления
Материал
Листовая сталь 08.
Толщина 0,7 + 0,09 мм
(толщина листа патрубка
0,7 ±0,1 мм)
Листовая сталь 08.
Тол щи на 0,5 + 0,07 мм
Листовая сталь 08.
Толщина 0,7 + 0,09 мм
Листовая сталь 08.
Толщина 0,5 + 0,07 мм
Листовая сталь 08.
Толщина 0,7 ± 0,09 мм
Листовая сталь 08.
Толщина 1,2 + 0,13 мм
Луженая стальная
проволока ф 0,25 мм
Стальная проволока
ф 0,22 мм
Сталь Ст. 2. Толщина
1,5 + 0,12 мм
Сталь 20
Термообработка
—
—
—
—
i
—
—
Твердость
—
—
—
—
—
—
—
Примечание
Покрыть
специальным
сплавом.
Состав:
6—8°/0 Sn,
0,5— 1% Zn,
остальное Pb
То же
и
W
я
—
25 отверстий
на 1 см2
Покрыть
специальным
сплавом.
25 отверстий
на 1 см2
—
Лист 62. ПОДВЕСКА ДВИГАТЕЛЯ
Деталь
Балка передней опоры
Втулка амортизатора
задней опоры наружная
Втулка амортизатора
задней опоры внутренняя
Шпилька кронштейна
крепления картера
рулевого управления
Шайба амортизатора
задней опоры
Скобы передней опоры,
верхняя и нижняя
Втулка резьбовая скобы
передней опоры
Опоры задние, левая
и правая
Материал
Сталь 35
Сталь 35
Сталь 35
Сталь 30 или 35
Сталь Ст. 3
Сталь 20. Толщина
4>5_о,з мм
Сталь А12
Стальное литье
Термообработка
Улучшить
—
—
—
—
—
—
Твердость
Нв 179—225
Нв 207—241
—
—
—
—
Примечание
—
—
—
66
^ НЕЙТРДЛЬНОЕ ПОЛОЖЕНИЕ
\ 17о ПОЛОЖЕНИЕ ШПОНКИ
ПО ПОРИНЕИ ТОЧКИ ПЕРЕДНЕЙ ОПОРЫ
ДВИГДТЕЛЬ ЯДЗ-20й
гшритныриусшоюцнье
О 50 /00 200 300 U00 500мп
L.,,,1 I I I I I I I I 11 I I I I I il i i
67
ЖйНМ ЬЙРИЙНТ
1ВКИ ПРОМЕЖУТОЧНОЙ
внутренняя проклдлкд головки блоки
ИНСТРУКЦИЯ
ПО ЗЙТЯЖКЕ БОЛТОВ И /ДЕЛ ПВИГДТЕЛЬ
Г ДИКИ ШПИЛЕК ГОЛОВКИ БЛОКД
ЦИЛИНЦРОВ' В ГОРЯЧЕП СОСТОЯНИИ
в холодном состоят
тики шпилек коренных полит
НИКОВ
ГДЙКИ СКОБЫ КРЕПЛЕНИЯ ФОРСУНКИ
ГДЙПИ nOHUEBblE
И УРЙВНОВЕШИдЛЮШГО дДЛОд
РЛСПРЕпЕЛИТЕЛЬНОГО^ПЕНЕЕ
БОЛТЫ ПРЕПЛЕНИЯ КДРТЕРД МДХОВИ-
- КОНТРОЛИРУЕПЫЙ ПОПЕНТ ЖЯШ
ПОЛЛОН БЛОКД иИЛИНЛРОВ ИСПЫТЫВДТё
НД ГЕРМЕТИЧНОСТЬ ПРИ ЛДВЛЕНИИ Зет
ПРОПЛШР-ПРОБНО
ТОЛЩИНОЙ 2-03 мм
ДВИГДТЕЛЬ ПЛЗ-2Ш
ПРОДОЛЬНЫЙ РДЗРЕЗ
Q5CO3E0A
*~ ТТОРОН
150
68
ПРОКЛШД-ДСБЕСТО-СТДЛЬНОЕ ПОЛОТНО
ТОЛЩИНОЙ 2±0,2мм
ПРОМЕЖУТОЧНЫЙ КОРЕННОЙ ПОДШИПНИК
(вид со стороны мяховикя)
ВПУСКНОЙ ТРУБОПРОВОД
СМ. ЛИСТ 47
ПЛЗ ПОД УПОРНШ
| ВЫСТУП ВКПДДЫШД
М1Ь*2 ТУГЯЯ
КРЫШКЯ
БЛОК ЦИЛИНДРОВ
вид по вид по
СТРЕЛКЕ М СТРЕЛКЕ N
(нл коренной подшипник)
ДЛЯВСЕХ
КОРЕННЫХ
полшипни-
КОВ
пля ВСЕХ КРЫШЕК
КОрЕННых ПОДШИПНИКОВ
°-0,15
L
ф16}5+0>1г
ЛИСТ 24
1110*152~ГО К Л
лвигятель ядз-20ь
поперечный рязрез
О
50 100 150мм
Ы11 ihhlit I hi ihhhl ihlil
J
РДЗПЕРЫ ГИЛЬЗ 5Л0КД ЦИЛИНДРОВ. ПО КЛДССДП
ПРОКЛЙЛКЯ-ПДРОНИТ УВ{ГОСТЬ81-47) ТОЛЩИНОЙ 0.5-0.trw
гщтосги ДиВ гильза блокд цилиндровпомни
ШТЬ ПЕРПЕНДИКУЛЯРНЫ ЕЕ ПОВЕРХНОСТИ £
(МЕНИЕ НИ КРДЙНИХ TW/WX - НЕ БОЛЕЕ 002 т.
ШШОСТЬ И КОНУСНОСТЬ ПОВЕРХНОСТИ Е -НЕ 60ЛЕЕ 0025nt
ШЛЬНОСТЬ И КОНУСНОСТЬ ПОВЕРХНОСТИ ГПОНДИПЕНЬ-
та ПОВЕРХНОСТЕЙ EhF~HE БОЛЕЕ0.0тп
ОСИ РДСТОЧЕК ПОЛ ГИЛЬЗЫ БЛОКД ЦИЛИНДРОВ ДОЛЖНЫ
mm перпендикулярны оси,
ШЕЕК ПОЛЕНЧДТОГО ВДЛД. ОТКЛОНЕНИЯ - НЕ ШЛЕЕ
на л пине 250 пп.
пси рдсточек пал гилью том цилиндров должны
ШТЬ ПЕРПЕНДИКУЛЯРНЫ ЕГО ВЕРХНЕЙ ПЛОСКОСТИ Nl
ОТКЛОНЕНИЯ-НЕ БОЛЕЕ 0040 НД ДЛИНЕ 150 tin
СПЕШЕНИЕ ОСИ ШПОНОЧНОЙ КДНДВКИ ШКИВД КОЛЕНЧД-
ТОГО ВДЛД ОТ ДИДПЕТРДЛЬНОЙ ПЛОСКОСТИ-HE БОЛЕQOdnrk
КОНИЧЕСКИЕ ПОВЕРХНОСТИ РУЧЬЕВ ШКИВД КОЛЕНЧДТОГО
ВДЛД ДОЛЖНЫ ВЫТЬ КОНИЕНТРИЧНЫ ПОВЕРХНОСТИ L.
6ИЕНИЕ-НЕ ШЕЕ 01'мп
-/-я
ПОСЛЕПНИИ ВАРИАНТ УСТИНОВОЙ ПРОМЕЖУТОЧНОЙ ШЕСТЕРНИ СМ ЛИСТ 23
6Л0П ШЛИНДРОВ
РДЗРЕЗНОЕ КОЛЬШ
ПРОПЛДДКЛ -КДРТОН, ПРОПИТДН-
НЫЙ ТОЛЩИНОЙ 0.5±0.07пп
толщиной 2.2Т
RCF WDFHHNF ШЕЙКИ
ВСЕ ШДТУННЫЕ ШЕЙКИ
КОРЕННЫЕ ГКШИПНИМ
ВСЕ ШДТУННЫЕ ШЕЙКИ
ВСЕ КРЫШКИ
КОРЕННЫХ ПОДШИПНИКОВ. КРОМЕ КРАЙНЕЙ (31
.ВСЕ КОРЕННЫЕ ШЕЙКИ,
пднжетд-кожл
\толшиной 2.5
ВЕЛОП/Ю РДСЛРЕДЕЛИТЕЛЬНДР ШЕСТЕРНЯ /ЮЛЖНД ИМЕТЬ
ЛИСБДЛЛНС В ПРЕЛРЛДХ 9300*15ргн
ЦЕНТР НЕУРАВНОВЕШЕННОЙ ПЙССЫ ДОЛЖЕН ЛЕЖДТЬ ИД ОСИ.
ПРОХОЛаШЕЙ ЧЕРЕЗ СЕРЕДИНУ ШПОНОЧНОЙ КДНДВКИ:
ДИСБДЛДНС ОТНОСИТЕЛЬНО ЭТОЙ ОСИ-НЕ БОЛЕЕ 15 am
БДЛДНСИРОдКЕ ВЕДОПОЙ РАСПРЕДЕЛИТЕЛЬНОЙ ШЕСТЕРНИ
ИТЬ ОТВЕРСТИЯ Ф13 НД ГЛУБИНУ-HE БОЛЕЕ 25т
^ПДНЖЕТД-КОЖД ТОЛЩИНОЙ 2-03мп
ЭЛЛИПСНОСТЬ И КОНУСНОСТЬ РДСТОЧЕК ПОД ГИЛЬЗЫ БЛОКа
ЦИЛИНДРД -НЕ БОЛЕЕ (
ЗЛЛИПСНОСТЬ И КОНУСНОСТЬ ЦИЛИНДРИЧЕСКИХ
ПОВЕРХНОСТЕЙ ПОДШИПНИКОВ КОРЕННЫХ ШЕЕК КОЛЕНЧДТОГО ВДЛД-
НЕ БОЛЕЕ 0.009 пп
ЦИЛИНДРИЧЕСКИЕ ПОВЕРХНОСТИ ПРОМЕЖУТОЧНЫХ
ПОДШИПНИКОВ КОЛЕНЧДТОГО ВДЛЛ ДОЛЖНЫ БЫТЬ КПНйЕНТРИЧНЫ
ЦИЛИНДРИЧЕСКИМ ПОВЕРХНОСТЯМ КРДЙНИХ ППЛИМГЦИЩ
бОесп. ПРИ БДЛДНСИРОВКЕ УСТДНД-
вливдть пдхпмк по
поверхностям СиН
ПРИ БДЛДНСИРОВКЕ ПДХОВИКЙ В
СБОРЕ СВЕРЛИТЬ ОТВЕРСТИЯ \
НД ГЛУБИНУ НЕ БОЛЕЕ 66 пп
ТОРЕЦ ОБОЦД МДХРВИКД ДОЛЖЕН
ПЛОТНО ПРИЛШЬ К ТОШУ
пдховикд:щуп толщиной 007т
НЕ ДОЛЖЕН ПРОХОДИТЬ НЕ HEHEL
ЧЕП В 3-Х ТОЧКЙХ. РДССТОПНИЯ
ПЕЖ/jy КОТОРЫМИ ('ПО ХОРДЕ)
ДОЛЖНЫ БЫТЬ -НЕ ПЕНЕЕ 265 пп.
ПОВЕРХНОСТИ G И К ПЛХОВИКД
ДОЛЖНЫ БЫТЬ КОНИЕНТРИЧНЫ,
БИЕНИЕ-HE БОЛЕЕ 0.035пп
ПРОМЕЖУТОЧНУЮ
РАСПРЕДЕЛИТЕЛЬную шестерню бйлднсировдть
стдтически: писбдлднс-не
- - Ш ЧЧ БОЛЕЕ 15 гсп
ШШЮ РДСПРЩПИТЕШУЮ
ШЕСТЕРНЮ БДЛДНСИРОВДТЬ СТЛТИ-
ЧЕШЦИСБДЛДНС-НЕ БОЛЕЕ /5 6СП
ВОДЯНЫЕ П0Л0СЛ4 БПОКД ЦИЛИН-
лрпв итнтмпь нд герметичность
при цавлЕНИи жидкости 4 mi
R TF4FHHF 2-Х мин ПОТЕНИЕ НЕ
ДОПУСТИМО
Бдллнгировка коленчотого валд
С ПРОТИВОВЕСЛМИ СП HP ЛИСТЕ 30
ЛВИГДТЕЛЬ ЯДЗ-20/i
БЛОК ШЛИНЛРОВ С МЛЕНЧДТЫП И
РРСПРЕПЕЛИТЕЛЬНЫП ВРЛДПИ (лист Ш
О 10 20 30 U0 50
Ы 11 И 1111111111
100 150т
lihfilihlil
70
ПДРДМЕТРЫ РЯСПРЕЛЕЛИТЕПЬНЫХ ШЕСТЕРЕН
СЕЧ. ПО 1 /
СЕЧ ПО 4
ЧИСЛО ЗУбЬЕВ
МОДУЛЬ В НОРПДЛРНОМ СЕЧЕНИИ
ДИДМЕТР ДЕЛИТЕДЬНОЙ ОКРУЖНОСТИ
Вй/СОТД ГОДОВПИ ЗУБД
Bb/СОТД ЗУБД ПОДНДЯ
УГОД ЗДЦЕЛЛЕНИР ИНСТРУМЕНТА
ТОПЩИНД ЗУбД ПО НОРМДЛИ И ДУГЕ ДЕЛИ
ТЕЛЬНОЙ ОКРУЖНОСТИ (ТЕОРЕТИЧЕСПДР)
ТОДЩИНД ЗУВД ПО НОРПДДИ И ХОРДЕ
ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ (ПО ЗУбОМЕРУ)
высот головки зувд при нопиндльноп
ДИДПЕТРЕ ОКРУЖНОСТИ ГОЛОВОК (ДЕЙСТВА
угол ндкпонд винтовой линии
НД ДЕЛИТЕЛЬНОМ ЦИЛИНДРЕ
НДПРДВЛЕНИЕ ВИНТОВОЙ ЛИНИИ
ВЕДУ-
щда
' ВЕДОМЫЕ
РДСПРЕД
вдлд'
УРДВНОВ.
ВРЛД
76
ЖУТОЧНАЯ
бб
25
20U55 Ж№
3.2
7.7
12°
№7
3№7:Z
3.690
тедьндя) 3.22
21° 26'36.6'
ПРДВОЕ | ЛЕВОЕ \ПРДВОЕ\ ЛЕВОЕ
тех ом __
ПО UVWU
Lno гильзе.блокд иилиилЩ
ПЕТКД МДССД
ЛЕЛИТЕЛЬНДЯ ОКРУЖНОСТЬ ПД/ПДОЙ ИЗ РДСПРЕЛЕЛИТЕЛЬНЫХ U1FCTFPF.H
ЛОЛЖНД бЫТЬ КОНиЕНТРИЧНД ВНУТРЕННЕЙ ЦЕНТРИРУЮЩЕЙ ПОВЕРХНОСТИ.
БИЕНИЕ-НЕ 60ЛЕЕ 0.035 (ВЕЛУШДЯ И ВЕЛОМЫЕ ШЕСТЕРНИ) И 0.035nn
(ПРОМЕ/КУТОЧНДЯ)
ОТКЛОНЕНИЕ НДПРДВЛЕНИЯ ВИНТОВОЙ ЛИНИИ ОТ ТЕОРЕТИЧЕСКОГО НД ДЛИНЕ
ЗУбД ПО ДЕЛИТЕЛЬНОМУ ЦИЛИНДРУ - НЕ 60ЛЕЕ 005tin
ОТКЛОНЕНИЯ НОМИНДЛЬНОГО МЕЖЦЕНТРОВОГО РДССТОЯНИЯ ПРИ ЗДЦЕПЛЕНИИ
ВЕДУЩЕЙ И ВЕЛОПЫХ РЛСПРЕЛЕЛИТЕПЬНЫХ ШЕСТЕРЕН С ЭТДЛОННОЙ.
ИМЕЮЩЕЙ 6д зУбЬЕВ и толщину зубд по нормдли и делительной
окружности 3.927 mni должны быть; ЛЛЯ ЛЮбОЙ ШЕСТЕРНИ zo!i°nn, ДЛЯ КОН-
ТРОЛИРУЕМОЙ ШЕСТЕРНИ 0.030т. ПРИ ПОВОРОТЕ НД ОЛИН ЗУБ 0.015 nn.
ОТКЛОНЕНИЯ НОМИНДЛЬНОГО МЕЖЦЕНТРОВОГО РДССТОЯНИЯ ПРИ ЗДИЕПЛЕНИИ Ф146%
ПРОМЕЖУТОЧНОЙ ШЕСТЕРНИ С ЭТДЛОННОЙ. ИМЕЮЩЕЙ 78 ЗУбЬЕВ И ТОЛЩИНУ ЗУ
6Д ПО НОРМДЛИ И ЛЕПИТЕЛЬНОЙ ОКРУЖНОСТИ 3.927nn. ДОЛЖНЫ бЫТЬ.
/ЮЯ ЛЮбОЙ ШЕСТЕРНИ-aw NN. ДЛЯ КОНТРОЛИРУЕМОЙ ШЕСТЕРНИ 0.035 т.
ПРИ ПОВОРОТЕ НД ОЛИН ЗУБ 0.015 nn
ПДРДМЕТРЫ ЗУ6ЧДТ0Г0 ОБОЛД МДХОВИКД
1ШЖ_ШШ1Й_ КОРЕННОЙ ПОДШИПНИК
ПОЛУКОЛЬЦО
win ОЛЮ
min-0A95
ПДПФД ПРОМЕЖУТОЧНОЙ ШЕСТЕРНИ В СБОРЕ
сеч по 1212
ЧИСЛО ЗУБЬЕВ
МОДУЛЬ
ДИДМЕТР ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ
высот головки зубд
высот зубд полндя
СЕЧ. ПО 1616
(тпггиФТУ и крышке)
CF4.nO 16 16
(ПП ШТИФТУ И ПОЛУ/ЮЛШУ/
ВКЛДЛЫШ ПРОМЕЖУТОЧНЫХ ОПОР
РДСПРЕЛЕЛИТЕЛЬНОГО ВДЛД
ВЕРХНИЙ ВППДЛЫШ КОРЕННЫХ ПОЛШИПНИКОВ\ПШ_п053 НИЖНИЙ ВКЛДЛЫШ КОРЕННЫХ ПОДШИПНИКОВ
mm 0.010
rnox 0J60
mm 0.000
ОТКЛОНЕНИЯ ПО РОЛИКДП
ПРОШМ ЗДЛНЕГО
КОРЕННОГО ПОЛЧ'ИПНИКД В СбОРЕ
ЛЛЯ ОДНОГО ОБОЛД ЛОЛЖ-
НП БЫТЬ НЕ БОЛЕЕ QOQm
ЛЛЯ СОСЕЛНИХ ШДГОВ-
НЕ БОЛЕЕ 0.0h nn
D21 ^ХОШШШ] 3,975z
ВЫСОТД ВКЛШЫШД. УСЫНОВЛЕННОГО В МЕРИТЕЛЬНОЕ ПРИСПОСОБЛЕНИЕ. ИМЕЮЩЕЕ
[
ВЫСОТД ГОЛОВКИ ЗУБД ПРИ НОПИНДЛЬНОП
УКДЗДННЫЕ ПОВЕРХНОСТИ ДОЛЖНЫ ЛЕЖДТЬ 5
ООНОЙ ПЛОСКОСТИ ПРИ НДЛОЖЕНИИ ~
[гнездо ШдЗбпп и упор дпя одного из стыков вклддышд. при приложении к
ОКРУЖНОСТЬ ГОЛОВОК ЗУ6ЧДТ0Г0 ОБОЛД МДХОВИКД ДОЛЖНД бЫТЬ КОНЦЕНТРИЧ-Щ
ИД FTP ВНУТРЕННЕЙ ЦЕНТРИРУЮЩЕЙ ПОВЕРХНОСТИ 6ИЕНИЕ -HF БОЛЕЕ 0.25 nn.
ОТКЛОНЕНИЕ НДПРДВЛЕНИЯ ЗУБЬЕВ ОТ ТЕОРЕТИЧЕСКОГО НД ЛЛИНЕ ЗУбД
ПО ОЕЛИТЕЛЬНОМУ ШЛИНЛРУ -НЕ 60ПЕЕ 0.015 nn
[ЮФИЛЬЗУбД ВЕДУЩЕЙ ЗВЕЗДОЧКИ КОЛЕНЧДТОГО ВДЛД (ПРИВОДИ МДСЛЯНОГО НДСОСД)
ШОР ЛЛЯ СТЫКД
Ю ВКЛДЛЫШД В ГНЕЗЛЕ МЕРИТГПЬНОГО ПРИГЛОСОбПЕНИЯ СЛППРПрЕТ С Г0РИ30Н-
поверхностей нд эталонную плоское™
ПГЮШДЛЬ КОНТДКТД ЛОДЖИЙ БЫТЬ НЕ ПЕНЕ!
ИЗМЕРЕНИЕ ВЫСОТЫ ВПЛДЛЬЩ
£€% номиндлшой
no_QJlJ произшится нд стыке вкпд-
ВТУЛПД ПРОМЕЖУТОЧНОЙ ШЕСТЕРНИ
ШИГДТЕПЬ ЯЛЗ-204
6Л0П ЦИЛИНДРОВ С П0ПЕНЧЙТЫ1И РРП-
ПРЕЛЕЛИТЕЛЬНЫП дДЛДПИ (лист 2- и;
О 10 2030 W 50
Ы 11 ? I
УГОД ЗДИЕЛЛЕНИЯ ИНСТРУПЕНТД
ТОЛЩИНД ЗУбД ПО ДУГЕ ДЕЛИТЕЛЬНОЙ
ОКРУЖНОСТИ (ТЕОРЕТИЧЕСКДЯ)
ТОЛЩИНД ЗУБД ПО ХОРДЕ ДЕЛИТЕЛШОИ
ОКРУЖНОСТИ (ДЕЙСТдИТЕЛЬНДЯ)
ДИДПЕТРЕ ОКРУЖНОСТИ дЬ1СТШ0В(П03УбОПЕ^У)
71
до оси установки гнездд идсосд-форсунки
2-го иилинпрд
ПОЛВОЛЯШДЯ ТОПЛИВНДЯ ПДГИСТРДЛЬ
ОТВОДЯЩРЯ ТОПЛИВНДЯ ПДГИСТРЛЛЬ
ВДЛ ПРИВСЩД РЕЕК ФОРСУНОК В СБОРЕ
по CD
по оси установки гпезпр ндсосд-форсунки 1-гоиилинл.ра
ПРОКЛДЛКД, - ПРОбКД
ТОЛЩИНОЙ 5-0.3пп
725Щ2-
6°30'-*3i
-96АШ5,
TOPEU СТЕРЖНЯ КЛДПДНД ДОЛЖЕН БЫТБ>
ПЕРПЕНДИКУЛЯРЕН ЕГО ОСИ. БИЕНИЕ НД
КРДЙНИХ ТОЧКДХ - НЕ БОЛЕЕ 0.015 мм.
ЭЛЛИПОНОСТЬ И КОНУСНОСТЬ СТЕРЖНЯ
КЛДПДНД -НЕ БОЛЕЕ 0.010 т.
КОНИЧЕСКДЯ ПОВЕРХНОСТЬ ТДРЕЛКИ
КЛДПДНЛ И НДПРДВЛЯЮШДЯ
ПОВЕРХНОСТЬ ЕГО СТЕРЖНЯ ДОЛЖНЫ БЫТЬ
КОНПЕНТРИЧНЫ. БИЕНИЕ НЕ БОЛЕЕ
ПОВЕРХНОСТИ С, И В. СТОЙКИ ВДЛИКД
число витков
ДИДПЕТР ПРОВОЛОКИ
ВНУТРЕННИЙ ДИДПЕТР
ДЛИНД БЕЗ НДГРУЗКИ
ДЛИНД ПРИ НДГРУЗПЕ
ДЛИНД ПРИ НДГРУЗПЕ &T6ph2
НДПРДВЛЕНИЕ НДВИВКИ
£5? !/з
20+°*
60'
55.5
ПРИВОЕ
KOHLLEBblE ВИТКИ ПРУЖИН ДОЛЖНЫ БЫТЬ ЗДЗИТЫ
В ЗДПКНУТЫЕ К0ЛЫ1Д. ТДК ЧТОБЫ КОНЕЦ ВИТКИ.
КДСДЛСЯ НДЧДЛД РДБОЦЕГО ВИТКД
ДОЛЖНЫ БЫТЬ ПДРДЛЛЕЛЬНЫ.
ОТКЛОНЕНИЯ - НЕ БОЛЕЕ 02 НД ДЛИНЕ
100 т.
ПОВЕРХНОСТЬ Р, ГТОЙКИ ЛОЛЖНД БЫТЬ
ПДРДЛЛЕЛЬНД ОГИ FF ОТВЕРСТИЯ ДЛЯ
ВДЛИКД KOPOnhPFD ОТКЛОНЕНИЯ-HE
БОЛЕЕ 01 НД ДЛИНЕ 100 мм
ЧИСЛО ВИТКОВ
ДИДПЕТР ПРОВОЛОКИ
ВНУТРЕННИЙ ДИДПЕТР
ДЛИНД БЕЗ НДГРУЗКИ
ДЛИНД ПРИ НДГРУЗКЕ 17+К6 кг
ДЛИНД ПРИ НДГРУЗКЕ Б2+6'°Нг
НДПРДВЛЕНИЕ НДВИВКИ
jy 0.200
68"*
63
53
ПРДдОЕ
ПОЛВОЛЯШУЮ И ОТВОЛЯШУЮ ТОПЛИВНЫЕ ПДГИСТРДЛИ ИСПНТНМТЬ НД ГЕРПЕТИЧНОСТЬ
КЕРОСИНОП ПРИ ЛДВЛЕНИИ 5 am В ТЕЧЕНИЕ 1 пин. ПОЛТЕКЛНИЕ И ПОТЕНИЕ НЕ ЛЮУСКДЮГСЯ
ЛИСТ27
ВОДЯНУЮ ПОЛОСТЬ ГОЛОВКИ БЛОКД ЦИЛИНДРОВ
ИСПЫТЫВДТЬ НД ГЕРПЕТИЧНОСТЬ ПРИ ДДВЛЕНИИ
В ТЕЧЕНИЕ 2 мин. ПОТЕНИЕ НЕ ДО-
ПУСКДЕТСЯ
ДДННЫЕ ПО УСТДНОВКЕ И ПРИВОДУ
ФОРСУНКИ СП ЛИСТ 4/
ЛВИГДТЕЛЬ РДЗ -20U
ГОЛОВМ БЛОКИ ШЛИНЛРОВ В ГбОРЕ
(лист 1- ц)
О Ю 20 50 U0 50 60 70 60 90 ЮО*т
liniliilll ! I I ! ! I 1 1 1 1 I ! ' 1 | 1 1 |
ВЫПУСКНОЙ ПЛДПДН. СУХДРо И ТДРЕЛКД
И 511
ПО ТОРЦД СТЕРЖНЯ КЛДПДНД
СЕЧ. ПО 1 1
СЕЧ. ПО 2 2
СЕЧ. ПО 3 3
СЕЧ. ПО It U
толкотель. штднга тплпотеля и шдйьд
ПУЛ
ФйГ
ПОВЕРХНОСТЬ Р. ГОЛОВКИ БЛОКД
ЦИЛИНДРОВ ЛОЛЖНД БЫТЬ ПДРДЛ-
ЛЕЛЬНД ПЛОСКОСТИ 11.
ОТКЛОНЕНИЯ-НЕ БОЛЕЕ 0.05 НД ЛЛИНЕ
100 мм И НЕ БОЛЕЕ 015 мм НД ВСЕЙ
ЛЛИНЕ.
ПОВЕРХНОСТИ N И О ГОЛОВКИ
БЛОКД ЦИЛИНДРОВ ДОЛЖНЫ БЫТЬ
КОНЦЕНТРИЧНЫ. БИЕНИЕ - НЕ
БОЛЕЕ 007 мм.
ПОВЕРХНОСТЬ /7 ГОЛОВКИ БЛОКД
цилиндров должнд быть плоской.
ОТКЛОНЕНИЯ -НЕ БОЛЕЕ 0.02 НД
ЛЛИНЕ 100 мм И НЕ БОЛЕЕ 005 мм
НД ВСЕЙ ДЛИНЕ
ПОВЕРХНОСТИ О ИР ГНЕШ ГОЛОВКИ БЛОКД ЦИЛИНДРОВ
для седлй клдпднд должна быть вздимно
перпендикулярны. ОТКЛОНЕНИЯ-НЕ БОЛЕЕ 001 мм НЯ ДЛИНЕ 15мм.
ПОВЕРХНОСТИ ОИР СЕДЛД КЛДПДНД ЛОЛЖНЫ БЫТЬ
ВЗДИПНО ПЕРПЕНДИКУЛЯРНЫ. ОТКЛОНЕНИЯ -НЕ БОЛЕЕ
0.05 НД ДЛИНЕ 100 мм.
ОСЬ КОНУСД ТДРЕЛКИ ПРУЖИНЫ КЛДПДНД ДОЛЖНД БЫТЬ
ПЕРПЕНДИКУЛЯРНД ПЛОСКОСТИ Т. ОТКЛОНЕНИЯ -НЕ
БОЛЕЕ О!мм НД КРДЙНИХ ТОЧКДХ.
ПОВЕРХНОСТЬ Фб-о.2 ШТДНГИ ТОЛКДТЕЛЯ КОРОПЫСЛД
ДОЛЖНД БЫТЬ ПРЯПОЛИНЕЙНД. ОТКЛОНЕНИЯ-НЕ БОЛЕЕ
Ш5мп НД ВСЕЙ ДЛИНЕ
НДРУЖНДЯ И ВНУТРЕННЯЯ ЦИЛИНДРИЧЕСКИЕ
ПОВЕРХНОСТИ РОЛИКД ТОЛКДТЕЛЯ ДОЛЖНЫ БЫТЬ KOHUEH-
ТРИЧНЫ. БИЕНИЕ -НЕ БОЛЕЕ 0.025мм. ЭЛЛИПСНОСТЬ.
ПОНУСНОСТЬ И НЕПРЯПОЛИНЕЙНОСТЬ ОБРДЗУЮШЕЙ -
НЕ БОЛЕЕ 0.005 мм^
ОбРДЗУЮШИЕ НДРУЖНОЙ И ВНУТРЕННЕЙ
mm 0.025
min-ОШ
ЗППИПСНОСТЬ. КОНУСНОСТЬ И НЕПРЯПОЛИНЕЙНОСТЬ
ЭЛЛИПСНОСТЬ. КОНУСНОСТЬ И НЕПРЯПОЛИНЕЙНОСТЬ ОСИ
■РОЛИКД ТОЛКДТЕЛЯ КОРОПЫСЛД-НЕ БОЛЕЕ 0,003 мм
mm-0.030
ОСИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ S И U ТОЛКДТЕЛЯ
КОРОПЫСЛД ЛОЛЖНЫ БЫТЬ ЮДИПНО ПЕРПЕНДИКУЛЯРНЫ.
ОТКЛОНЕНИЯ-НЕ БОЛЕЕ 0.01 мм НД КРДЙНИХ ТОЧКДХ
СЕЧ. ПО 0 9
РОЛИКД ТПЛКРТЕЛО КОРОПЫСЛД-НЕ БОЛЕЕ
-2.5Щ02
2.5W2
ИГЛЫ РОЛИКД ТОЛКДТЕЛЯ СОРТИРОВДТЬ НД ДВЕ ГРУППЫ
ФШ-1.500мм и РШ2-Шмм
ДЛЯ КОППЛЕКТД РОЛИКД ТОЛКЛТЕЛД КОРОПЫСЛД ПРИ-
ПЕНЯТБ ИГЛЫ ТОЛЬКО ОДНОЙ ГРУППЫ
СЕЧ ПО 11 11
СЕЧ ПО 15 15
(БЕЗ ПРУЖИНЫ)
СЕЧ ПО 12 12
СЕЧ. ПО 13 13
СЕЧ. ПО /4 /4
СКИХ ПОВЕРХНОСТЕЙ РОЛИКД ТОЛКДТЕЛЯ ЦПЛЖНЬ.! Rh/Th
ПДРДЛЛЕПШЫ: ОТКЛОНЕНИЯ-НЕ БОЛЕЕ 0005 мм
ТОРЦЕВд/Е ПОВЕРХНОСТИ РОЛИКД ТОЛКДТЕЛЯ ДОЛЖНЫ
БЫТЬ ПЕРПЕНДИКУЛЯРНЫ ОСИ ЕГО ВНУТРЕННЕЙ
ДРИЧЕГАОЙ ПОВЕРХНОСТИ. БИЕНИЕ-НЕ БОЛЕЕ 0П1
ЛИДГЕТРЕ 20 мм
СТОЙКД ВДЛИКД
12-а
!П12Ч25_
max 0.012
m in-0.010
in +ao95
'& +0,050
min-0.005
CF4 ПО 16 16
ОСИ ОТВЕРСТИЙ КОРОПЫСЛД
и
nn ДОЛЖНЫ
БЫТЬ ПДРДПЛЕЛЬНЫ. ОТКЛОНЕНИЯ - НЕ БОЛЕЕ 0.25 НД ДЛИНЕ 100 мп
mm - 0.027
фикоподшипник N201
ОБРДЗУЮШДЯ НДРУЖНОЙ ПОВЕРХНОСТИ ВДЛИКД
ПОРОПЫСЕП ЛОЛЖНД БЫТГ) ПРпППЛИНЕЙНД'.
ОТКЛОНЕНИЯ -НЕ БОЛЕЕ005ммНД ВСЕЙ ДЛИНЕ.
ПОВЕРХНОСТИ F ML ВДЛД ПРИВОДД РЕЕК
ФОРСУНОК ДОЛЖНЫ БЫТ^ (\дн1/ГНТРИЧНЫ.
БИЕНИЕ - НЕ БОЛЕЕ 0.1 мм
ястдноекп форсунки И ппюал ее лдны
НД ЛИСТЕ 4/
0,012
лист26
голотя бпшп цилиндров в своре
(лист 2- й)
О 10 20 30 W 50 60 70 60 90100 мм
I ! I I J I I I I I I <-h t I 1
73
ВИЛ ПО СТРЕЛКЕ Р
ЗДЧЕКДНИТЬ В ГРЕХ ТОЧКДХ
- 776Щ5
-W0J25-
-472.15-
-53115'
-25U.075-
-326J0 ■
-365,10-
106,025-
-93-
■160,05-
-239,05-~\
I Ч
-355.60-
гы
-501.65-
СЕЧ. ПО 1 1
ПРОТИВОВЕС И ЩЕСТЕРНЯ xw^
ПРОТИВОВЕС УРДВНОВЕШИВДЮЩЕЙ СИСТЕМЫ БДЛДНСИРОВДТЬ ^
СТДТИЧЕСКИ; ДИС5ДЛДНС ДОЛЖЕН БЫТЬ В ПРЕЛЕЛДХ Ц
9300*15 гсм. ЦЕНТР НЕУРДВНОВЕШЕННОЙ МДССЫ ЛОЛЖЕН V&
ЛЕШТЬ НД ОСИ ЙВ ПРОТИВОВЕСД. ПРОХОЛЯШЕЙ ЧЕРЕЗ "1
СЕРЕДИНУ ШПОНОЧНОЙ КДНДВЖ ДИСБДЛДНС ПО ОТНОШЕНИЮ
К ЭТОЙ ОСИ - НЕ БОЛЕЕ *15 гсм
ПРОТИВОВЕС УРД8Н0ВЕШИВДЮШ.ЕЙ СИСТЕМЫ
й
ПРИ БДЛДНСИРОВКЕ
шпонпд
по СП
по СН
дДЛ
max 0,090
max-0.055
mm 0.015,
min-пОЮ
* 0.028
тах-0М2
mm-0,005
/- й цилинлр
по KL
ВЫПУСКНЫЕ ПУЛДЧКИ
I
/ 1\ЯЛДЦ0К ФОРСУНКИ
ВЫПУСКНЫЕ КУЛДЧПИ
2- и иилинлр
КУЛДЧОК ФОРСУНПИ
3-Й ЦИЛИНДР
ДРОТИВОВЕСД СВЕР-
4- /й иипинпР
СМЕШЕНИЕ ОСИ ШПОНОЧНОЙ КДНДВКИ РДСПРЕЛЕЛИТЕЛЬНОГО ВДЛД ОТНОСИТЕЛЬНО ДИДПЕТРДЛЬНОЙ ПЛОСКОСТИ'
НЕ 60ЛЕЕ ОМв Л7Л7. ТОЧНОСТЬ ВЗДИМН0Г0 РЛСПОПОЖЕНИЯ ШПОНОЧНЫХ КДНДВОК С ОбЕИХ СТОРОН ВДЛД ЛОДЖИЙ Г*
БЫТЬ 6 ПРЕЛЕЛДХ 0,08 НД РДЛИУСЕ 15
шдйбд упорных втулок рдспрелелительного
и урдвновешивдюшего вдлов
сечпо22
Ф54.5
•0,025
ПОВЕРХНОСТИ S РАСПРЕДЕЛИТЕЛЬНОГО
ВДЛД ЛОЛЖНЫ fihITh К0Н11ЕНТРИЧНЫ
ЕГО ПОВЕРХНОСТЯМ Т,
6ИЕНИЯ-НЕ ПО ЛЕЕ 0.015 мм
HHFHHF ПОВЕРХНОСТИ О РДСПРЕЛЕЛИ-
TFnhHOm ВДЛД ОТНОСИТЕЛЬНО ЕГО
ПОВЕРХНОСТИ Т-НЕ БОЛЕЕ 002 ПП
на крайних точкдх
ПОВЕРХНОСТИ U ПРОПЕЖУТОЧНЫХ ШЕЕК
DPCnPFflFflHTE/lbHOrO ВДЛД ЛОЛЖНЫ БЫТЬ
КОНЦЕНТРИЧНЫ ЕГО ПОВЕРХНОСТЯМ Г .
БИЕНИЯ-НЕ БОЛЕЕ 0015 мм.
ЭЛЛЙПСНОСТЬ И КОНУСНОСТЬ
ПОВЕРХНОСТЕЙ Т РДСПРЕЛЕЛИТЕЛЬНОГО ВДЛД -
НЕ БОЛЕЕ 001 мм
ПРОФИЛИРОВКД КУЛИЧКОВ
РДСПРЕЛЕЛИТЕЛЬНОГО ВДЛД И ФДЗЫ РДСПРЕЛЕПЕНИЯ
ПРИВЕЛЕНЫ НД ЛИСТДХ 31 И 32
лист 2Q
лвигдтепь
р
РПГЛРЕПЕЛИТЕПЬННЙ И УРДВНОВЕ-
ШИВДЮШИЙ ПДЛЫ В СБОРЕ
О 10 20 30 W 50 60 70 30 90 100мп
imlinl I I I I I 1 I 1 1 ! 1 1 I I I III
74
м
ВИЛ ПО СТРЕЛКЕ П
э-
КОЛЕНЧДТЫЙ ВДЛ В СБОРЕ (С ПРОТИВОВЕСДМИ. БОЛТДМИ КРЕПЛЕНИЯ
ПРОТИВОВЕСОВ И ЗДГЛУШКЛМИ МЛСЛЯНЫХ КДНДПОВ) БДЛЯНСИРОВДТЬ
ДИНДМИЧЕСКИ; ДИСБДПДНС - НЕ БОЛЕЕ ЗОгсп НД ВСЕЙ ЛЛИНЕ ВДЛД.
ПРИ БДПДНСИРОВКЕ НД ПДЖДУЮ ШДТУННУЮ ШЕЙКУ ДОЛЖЕН БЫТЬ
УСТДНОВЛЕН ГРУЗ 2.05 Кг. ЦЕНТР МДССЬ/ КОТОРОГО ДОЛЖЕН С05ПД-
ЛДТЬ С ЦЕНТРОМ ШДТУННОЙ ШЕЙКИ х
ПРИ СБОРКЕ КОЛЕНЧДТОГО ВДЛД БОЛТЫ КРЕПЛЕНИЯ ПРОТИВОВЕСОВ
ЗДТЯНУТЬ С КОНТРОЛИРУЕМЫМ ПОМЕНТОМ 16'20 Кем.
НЕ НЛРУШЛЯ ЗДТЯЖКИ БОЛТОВ, СРЕЗАТЬ'ВЫСТУПДЮЩИЕ ЧЯСТИ
головок болтов зяподлицо с внешними поверхностями шеек.
ЗЯВДРИТЬ ФДСКИ ВО ВСЕХ ПРОТИВОВЕСЛХ И БОЛТЫ ПО КОНТУРУ
головок
ПРИ БДЛДНСИРОВКЕ СВЕРЛИТЬ ОТВЕРСТИЯ Ф20 (НЕ БОЛЕЕ)
И ГЛУБИНОЙ 25 Л7ЛУ (НЕ БОЛЕЕ)'
ПРИ ПРОВОРДЧИВДНИИ КОЛЕНЧДТОГО ВДЛД. УСЫНОВЛЕННОГО
НД ПЕРЕДНЕЙ И ЗДЛНЕЙ КОРЕННЫХ ШЕЙКДХ. БИЕНИЕ СРЕД:
НЕЙ КОРЕННОЙ ШЕЙКИ - НЕ БОЛЕЕ 0.06 пп. Д БИЕНИЯ
ПРОМЕЖУТОЧНЫХ КОРЕННЫХ ШЕЕК -НЕ БОЛЕЕ 0.03 пп
БИЕНИЕ СОСЕДНИХ КОРЕННЫХ ШЕЕК - НЕ БОЛЕЕ 0.03 МП
СТОРОНЫ ПРОТИВОВЕСОВ.
ОТМЕЧЕННЫЕ БУКВОЙ Б< ДОЛЖНЫ БЫТЬ
ОБРДШЕНЫ К КОРЕННЫМ ШЕЙК ДМ
лист 30
ПВИГДТЕЛЬ ЯДЗ - 20U
5ДЛДНСИР0ВКД КОЛЕНЧДТОГО ВДЛД
Г. ПРОТИВОВЕСДМИ В
? 20
Illlllllll
40
60 вО ЮОт
I I I \ 1
75
ПРОФИЛЬ КУЛДЧКД СИММЕТРИЧЕН ОТНОСИТЕЛЬНО
оси NN
УГОЛ
поворот
КУЛДЧМ
г;
0
1
2
3
4
5
6
7
в
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
26
29
30
А
27. ШО
27.0371
27. 0280
27. 0131
26.9921
26.9652
26.9324
26,6935
26.8469
26.7983
26.7418
26.6796
26.6115
26.5377
26,4581
26.3729
26,2820
26.1656
26.0836
25.9761
25,8633
25.7450
25,6215
25,4928
25.3568
25.2199
25.0758
24.9269
24.7740
24,6182
24.4594
УГОЛ
ПОВОРОГЙ
купачка
Г,'
31
32
33
34
35
36
37
36
39
40
41
42
43
44
45
46
47
48
49
50
61
52
53
54
55
66
57
58
59
60
61
А
24.2979
24.1336
23.9666
23.7971
23,6252
23.4508
23.2741
23.0952
22,9142
22,7312
22.5462
22,3594
22,/708
21,9806
21.7687
21, 5955
21.4007
21.2168
21.0425
20.8775
20,7218
20,5752
20,4375
20.3085
20,1882
20.0763
19.9728
19,6775
19, 7904
/а 71 ш
19.6403
угол
поворота
\КУПРЧКЙ
V
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
62
83
84
85
66
87
88
89
90
А
19,5772
19,5218
19.7443
19.4345
19.4024
19.3779
19.3610
19,3466
19,3326
19.3188
19.3050
19,2910
19,2768
19.2629
19.2489
19.2345
19,2206
19,2067
19.1928
19.1790
19.1650
19,1513
19.1372
19,1252
19,1159
19,1086
19,1040
19,1010
19.1000
ФАЗЫ РРСПРЕйЕПЕНИЯ
2. В.И.Т.
КОНЕЦ ВПРЫСПД
НЛЧЙЛО ВПРЫСНИ
ОТКРЫТИЕ ВЫПУСКНОГО
КЛДПДНД ПРИ ЗДЭОРЕ 0.3 мм
ЗДКРЫТИЕ ВЫПУСКНОГО
пап дна при зязоре 0.3мм
н.мт
ОТКЛОНЕНИЯ ПОДЬЕМД РОЛИКД (fi-Rj ОТ НОМИНДЛЬНОГО
ЛОЛЖНО БЫТЬ В ПРЕЛЕЛДХ.
НД УЧДСТКЕ RB ±0.012
НД УЧДСТКЕ ВС ±0.030
нд учдстке CD ± ОШО
ИЗМЕНЕНИЕ ОТКЛОНЕНИЯ ПОДЪЕМД РОЛИКД ОТ
НОМИНДЛЬНОГО В ИНТЕРВДЛЕ 1°.
НД УЧДСТКЕ ЙВ±0М06
НД УЧДСТКЕ ВС ±0.007
нд у чистке СВ ±0.010
лист 31
ЛВИГЛТЕЛЬ ЯДЗ-20А
ПРОФИЛЬ ВЫПУСКНЫХ КУЛИЧКОВ И
ФДЗЫ РДСПРЕЛЕЛЕНИЯ
76
УГОЛ
поворот
КУЛДЧКД
Г9
0
1
2
3
4
5
6
7
а
9
ю
и
12
13
ш
15
16
17
16
19
20
21
22
23
24
25
26
27
Р
26,6600
26,6773
26,6695
26.6566
26.6385
26,6151
26,5866
26.5530
26,5143
26,4705
26.4216
26,3676
26J086
262448
26.1758
26,1019
26t0231
25.9396
25.8512
25,7581
25,6603
25,5578
25/4508
25,3391
25,2230
25,1026
24,9778
24,8486
УГОЛ
ЛОЗОРОТД
КУЛДЧКД
т°
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
иц
45
46
47
46
49
50
51
52
53
54
55
Р
24.7164
24,5825
24А470
24,3099
24,1711
24,0309
23.8892
23,7461
23.6018
23,4561
23.3093
23,/614
23.0124
22,8624
22.7116
22.5598
22.4072
22.2539
22.0999
21.9452
21,7922
21,6428
21.4987
21,3599
21,2262
21,0980
20.9749
20.8569
УГОН
ПОдОРОТЙ
КУЛйЧКЙ
Vе
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
Р
207443
20,6364
20,5339
20,4362
20,3436
20,2561
20.1733
20,0955
20.0226
19.9546
19,8913
19,8328
19.7791
197302
19,6861
19,6467
19,6120
19,5819
19,5566
19.5360
19,5200
19,5087
19,5021
УГОЛ
ПОВОРОГЛ
КУЛЯЧКЯ
Vе
0
1
2
3
4
5
6
7
а
9
10
и
12
13
Ш
15
16
17
18
19
20
21
22
23
24
25
26
27
Р
26.6600
26.6773
26,6696
26,6566
26.6385
26,6151
26,5866
26,5530
26.5143
26,4705
26,4216
26.3676
26,3086
26,2447
26J782
26.1107
26.0426
25,9736
25,9038
25,8333
25,7620
25,6902
25.6176
25,5445
25,4708
25J964
25J2/5
25,2461
УГОЛ
ПОВОРОТИ
КУЛДЧКД
Г'
28
29
30
31
32
33
34
35
36
37
38
ЗЭ
W
41
42 _^
43
45
46
47
46
49
50
51
52
53
54
55
Р
25,1703
25.0939
25.0172
249399
24J8623
24,7844
24.7061
24,6275
24,5466
24,4650
24.3719
24,2694
24,1575
24.0363
23,9061
23.7665
23,6177
23.4600
23,2932
23,1176
22,9330
22,7398
22,5426
22,3519
22,1661
21,9911
21,8207
21,6569
УГОЛ
ПОВОРОТИ
КУЛДЧКД
У°
58
57
58
59
60
61
62
63
64
65
68
67
68
69
70
71
72
73
74
75
76
77
78
79
60.
81
82
Р
21.4997
21.3489
21,2044
2W662
20,9343
20,8084
2QjdQ88
20,5751
J.0.467&_
20.3655
20.2697
20.1795
20,0952
20,0166
19.9437
19.8764
19,8148
19,7587
19,7082
19.6632
19,6237
19,5897
19,5612
19,5381
19,5205
19,5063
19,5015
ОТКЛОНЕНИЯ ПОДЪЕМR РОЛИПД (p~Rn) ОТ НОПИНЛЛЬНОГО
полжно быть з пределах:
Ни УЧДСТКЕ 30'60° (РД60ЧЕЙ ЧДСТИ ПРОФИЛЯ) ± 0.015мм.
Ни ОСТАЛЬНОМ бОКОВОМ ПРОФИЛЕ ±0.050мм
ИЗМЕНЕНИЕ ОТКЛОНЕНИЯ ЛОДЪЕМД РОЛИКИ ОТ НОМИНАЛЬНОГО
в ИНТЕРВДПЕ 1° ИД УЧДСТКЕ 30~60°РДбОЧЕИ СТОРОНЫ
ПРОФИЛЯ (В) ПОЛЖНО БЫТЬ 6 ПРЕДеЛДХ ±0Д08мм
лист 32
ЛВИГДТЕЛЬ ЯДЗ-204
ПРОФИЛЬ ПУЛДЧПОб ЛРИ80ЛД
нясосов-форсунок
77
НАРУЖНУЮ ПОВЕРХНОСТЬ ГОЛОдПИ ПОРШНЯ
на указанной ллине прелохрднить от
пллилсность и конусность наружной
иИЛИНЛРИЧЕСКПЙ ППКРХНОСТИ
ПОРШНЕВОГО ПаЛЬИЙ -НЕ БОЛЕЕ 0.0025м
СТОПОРНОЕ КОЛЬЦО
канавка поршня
УКЛЗЛННЫЕПОВЕРХНОСТИ КДНЛВОК ПОРШНЯ
ЛОЛЖНЫ БЫТЬ ПЕРПЕНПИКУЛОРНЫМИ ОСЦ
Ю5КИ ПОРШНЯ! ОТКЛОНЕНИЯ-HE БОЛЕЕ 02НЙПЛИНЕ 100мм
№0,06
ВНУТРЕННИЕ ЦИЛИНЛРИЧЕСКаЯ И КОНИЧЕС-
кая поверхности поршневого пллшд
ДОЛЖНЫ БЫТЬ КОНЦЕНТРИЧНЫ. БИЕНИЕ -
НЕ БОЛЕЕ
НД ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВТУЛОК
БОБЫШЕК ПОРШНЯ И ВЕРХНЕЙ ГОЛОВКИ
шл тун а 24 спиральных клнавки,
РЛВНО РЛСПОЛОЖЕННЫХ ПО ОКРУЖНОСТИ
ндпрдвление спирали левое, угол
наклона осевой линии канавки по
ОТНОШЕНИЮ К ОСИ ВТУЛКИ 20W /ПО
ПОВЕРХНОСТИ РЗд)
ПОРШНИ ПО НДИБОЛЬШЕМУ
лидметру С
ЮБКИ
ПОСЛЕ ЛУЖЕНИЯ РД35ИВДЮТСЯ НД ТРИ КЛДССД
ОБОЗНДЧЕНИЕ КЛДССД
Ц
ад
дда
ДИДМЕТР С
4па -0.193
1U0 - 0,205
Юв-°о22?9
/ПО - 0,220
1U0 ' 0,232
меткд класса поршня (ДАД.ДДД)
выбивдется нд оболе торцд лниша
ОВДЛЬНОСТЬ И КОНУСНОСТЬ ЮБКИ ПОРШНЯ 'НЕ БОЛЕЕ U025
НДРУЖНУЮ ПОВЕРХНОСТЬ ЮБКИ ПОРШНЯ ЛУЛИТЫ
толшинд слоя 0.009-0.015™.
КДНДВКИ ЛЛЯ КОМПРЕССИОННЫХ И МДСЛО-
СЪЕМНЫХ КОЛЕИ ОТ ПОЛУЛЫ ПРЕЛОХРДНИТЬ
ГОЛОВКУ ПОРШНЯ (ВКЛЮЧДЯ НИЖНЮЮ КДНДВКУ ЛЛЯ
компрессионного кольид и выше) испытывать нд
ГЕРМЕТИЧНОСТЬ ВОЗЛУХОМ ПОЛ ЛДВЛЕНИЕМ 100 атм
ЭЛЛИПСНОСТЬ И КОНУСНОСТЬ ОТВЕРСТИЙ В БОБЫШКДХ
ПОЛ ПОРШНЕВОЙ ПДЛЕЦ -НЕ БОЛЕЕ 0.003мм
поверхности рдзьемд шатуна и крышки лолжны
БЫТЬ ПРЯМОЛИНЕЙНЫ И ЛОЛЖНЫ ЛЕЖДТЬ Я ОДНОЙ
ПЛОСКОСТИ: ОТКЛОНЕНИЯ^- НЕ БОЛЕЕ 0.0f мм
ПОСЛЕ ОКОНЧАТЕЛЬНОЙ ОБРАБОТКИ TOPUEB
РАЗНИЦА РЛЗМЕРОВ С ОБЕИХ СТОРОН ШАТУНА-НЕ БРЛЕЕ
0,25мм
ЧЕТЫРЕ ВЕРХНИХ КОЛЬЦЕВЫХ
гюМЗВЕЕНН
(ПО ПОРШНЮ)
СЕЧ. ПО II
R12
430 втулка
ПОРШНЯ
ВТУЛКИ ПОРШНО
ЛЬЕ НИЖНИХ КОЛЬЦЕВЫХ
КДНДВКИ
noLLOO
(ПО ПОРШНЮ)
ВИЛ ПО СТРЕЛКЕ N
(БЕЗ ВКЛДЛЫШЕЙ)
Ф2.5 Q0CEMb ОТВЕРСТИЙ
РЙВНО РДСПОЛОЖЕННЫХ
ПО ОКРУЖНОСТИ
СМЕШЕНИЕ ОСИ ОТВЕРСТИЯ Р77&-
НИЖНЕЙ ГОЛОВКИ ШДТУНД-НЕ
0.25 мм ОТНОСИТЕЛЬНО
ВИЛ ПО СТРЕЛКЕ77
ЭЛЛИПСНОСТЬ И КОНУСНОСТЬ
ОТВЕРСТИЯ <Р77,6-ПМ*
ГОЛОВКЕ ШДТУНД- НЕ БОЛЕЕ
ЦИЛИНЛРИЧЕСКИЕ ПОВЕРХНОСТИ
ОТВЕРСТИЙ ЛЛЯ БОЛТОВ В ШД-
ТУНЕ И КРЫШКЕ ДОЛЖНЫ БЫТЬ
ПЕРПЕНЛИКУЛЯРНЫ ПЛОСКОСТИ
рдзьЕма: отклонения-he более
0.15 НД ЛЛИНЕ 100
поленчдтыи вал
полшевые поверхности канавок
ПОРШНЯ (ЛЛЯ КОМПРЕССИОННЫХ КПЛРЦ)
лолжны ЛЕжать в олнпй
(ЛЛЯ кджлой кдндрки):пгклонгниа-
НЕ БОЛЕЕ 0.013 л
ОСЬ ОТВЕРСТИЙ В БОБЫШКДХ ПОРШНЯ
(ЛЛЯ ВТУЛОК ПОЛ ПОРШНЕВОЙ ПДЛЩ1
и ОСЬ ндружного лидметрд юти
лолжны быть взаимно перпенлику-
ЛЯРНЫ: ОТКЛОНЕНИЯ - НЕ BOnFF ПЛП2Ц_
НД ЛЛИНЕ 100мм. ОНИ ЛОЛЖНЫ ПРРР-
СЕКДТЬСЯ;ОТКЛОНЕНИЯ-НЕ BQAfFjmj^
БОКОВЫЕ ПОВЕРХНОСТИ НИЖНРЙ ГОЛОВКИ шатий
ЛОЛЖНЫ БЫТЬ ПЕРПЕНЛИКУЛЯРНЫ
-а**мм.' БИЕНИЕ'НЕ FWIFF ПП?Я „„ НП
крайних точках
12 РЕБЕР. РДВНО РДСПОЛОЖЕННЫХ ПО ОКРижнтть
ПОЛГОНКУ ВЕСД ПОРШНЯ ПРОИЗВОЛИТЬ 05РД-
БОТКОЙ ПОВЕРХНОСТИ НИЖНЕГО ПОЯСД ПОЛОСТР
НЕ ВЫХОЛЯ ЗД УКДЗДННЫЕ ПРЕЛЕЛЫ
ВОСЕМЬ ОТВРРПТИ^ РЛВНО РДСПОЛОЖЕННЫХ
ПО ОКРУЖНППТИ
ПРИ ЦЕНТРОВКЕ ШДТУННОГО БОЛТД ПО ПОЯСКУ В
СРЕЛНЕЙ ЧДСТИ С УПОРОМ В НИЖНИЙ ТОРЕЦ
ГОЛОВКИ БИЕНИЕ СРЕЛНЕГО ЛИДМЕТРа РЕЗЬБЫ-
НЕ БОЛЕЕ 01 НД 100 пм
ЭЛЛИПСНОСТЬ И КОНУСНОСТЬ ОТВЕРСТИЯ ВО
ВТУЛКЕ ВЕРХНЕЙ ГОЛОВКИ ШДТУНД (ЛЛЯ
поршневого пальца)-не более 0.003 мм
(ПО КРЫШКЕ)
оси отверстия в верхней головке шатуна Шля поршневого
ПДЛЬЦД) И ОТВЕРСТИЯ В НИЖНЕЙ ГОЛОВКЕ (ЛЛЯ ШЕЙКИ КОЛЕН'
ПДЗ НДРЕЗДТЬ СО
СТОРОНЫ МЕТКИ
лист 33
цатого вдлд) лолжны ЛЕжать в олной плоскости;
ОТКЛОНЕНИЯ - НЕ БОЛЕЕ 0.08 НД ЛЛИНЕ 100мм I
НЕПДРДЛЛЕЛЬНОСТЬ ЭТИХ ОСЕЙ (В ПРЕЛЕЛДХ ЭТОЙ ПЛОСКОСТИ)'
РДСТОЧИТЬ ШДТУН В СБОРЕ
(БЕЗ ВКЛДДЫШЕЙ)
НЕ БОЛЕЕ 005 НД ЛЛИНЕ 100 мм
78
ЛВИГДТЕЛЬ ЯДЗ-206
ШДТУННО-ПОРШНЕВДЯ ГРУППД
(лист 1-й)
0 10 20 30 40 50 60 70 ВО 90100т
1 1 1 1 I ( 11 I 11 1 1 11 t 1 i Г
ПО ЕЕ
(по поршню)
та
БОЛЕЕ) НА ВСЕХ
КАНАВКАХ ДЛЯ ПОРШНЕВЫХ
КОЛЕИ М
;*45° НА ВСЕХ
КАНАВКАХ ДЛЯ ПОРШНЕВЫХ
КОЛЕЦ
ж
-0.4
УСТАНОВКА
ПАСЛОСЬЕПНЫХ К0ЛЕ11
) M21L
ВЫСОТА Н ВКЛАДЫША. УСТАНОВЛЕННОГО В МЕРИТЕЛЬНОЕ
ПРИСПОСОБЛЕНИЕ.'ИМЕЮЩЕЕ ГНЕЗПО Ф77.73д И УПОР
ДЛЯ ОДНОГО ИЗ СТЫКОВ ВКЛАЛЫШД. ПРИ ПРИЛОЖЕНИИ
К ДРУГОМУ СТЫКУ НАГРУЗКИ В 900 кг. ДОЛЖНА БЫТЬ
3&9Ип&мм. УПОР ДЛЯ СТЫКА ВКЛАДЫША В ГНЕЗДЕ
МЕРИТЕЛЬНОГО "ПРИСПОСОБЛЕНИЯ СОВПАДАЕТ С
ГОРИЗОНТАЛЬНОЙ ОСЬЮ ГНЕЗДА. ИЗМЕРЕНИЕ ВЫСОТЫ ВКЛАДЫША
производить на стыке вкладыша, к которому
приложена НАГРУЗКА
7.5
14*0.1
СЕЧ ПО 11
СЕЧ. ПО 2 2
глох 0Ш1
глох 0,084-
38-а
_ 1+$ ftp ПрПХПЛНОЙ РЛЗМЕР КАЛИБР-КОЛЬЦА
^ЗЮ0 НЕПРОХОДНОЙ РАЗМЕР КАЛИБР-КОЛЬЦА
(ПРИ ПОСАДКЕ ВТУЛКИ R КАЛИБР'КОЛЬЦО ОТ РУКИ)
СЕЧ. ПО 3 3
СЕЧ. ПО AU
max -QJ30
mm - 0,078
+0.0Г9
/ '0,030
' 0,005
СЕЩ]О_йА-
7-o.OiS
Л21
+0.25 ВТУЛКА ГОЛОВКИ ШАТУНА
20
^.п*о ВТУЛКА ПОРШНЯ
// *0.2Ь
ТОЛЩИНА СЛОЯ
'inn с -0.026
3,975-^оэз
•05-09-
толщинд слой
ЗАЛИВКИ
3,973 i.
J,y/J -0,045
3,975 4^
Q2JНД ДЛИНЕ Х0РЩ22_
-Ub^s-
2^
в
-W5--IZ
ВПЛЙДЫШ НИЖНЕЙ ГОЛОВКИ ШДТУНД
нижний
РАЗВЕРНУТЫЙ ВИД ЗАГОТОВОК ВТУЛОП ВЕРХНЕЙ
ГОЛОВКИ ШАТУНА И БОБЫШЕК ПОРШНЯ
0,012
mm -0.009
/max Q031
min 0000
сеч, по 7 7
СЕЧ ПО в 8
(ПО ПОРШНЮ)
Q015
0.25-0.65
ВЕС ПОРШНЯ В СБОРЕ СО ВТУЛКОЙ 2615* 10 г
1700-ю г
РАСПРЕДЕЛЕНИЕ ВЕСА
МЮН
-24 СПИРАЛЬНЫХ КАНАВКИ. "
РАВНО РАСПОЛОЖЕННЫЕ ПО ОКРУЖНОСТИ
УГОЛ НАКЛОНА ОСЕВОЙ ЛИНИИ КАНАВКИ
ПО ОТНОШЕНИЮ КОСИ ВТУЛКИ 20°30'
(ПО ПОВЕРХНОСТИ ФЗВ)
лист
НАПРАВЛЕНИЕ СЛИР/7ЛИ ЛЕВОЕ
ВКЛАДЫШ НИЖНЕЙ ГОЛОВКИ ШАТУНА ВЕРХНИЙ
НОРМАЛЬНОЕ СЕЧЕНИЕ БОбЫШПИ ВТУЛОК ВЕРХНЕЙ
ГОЛОВКИ ШАТУНА И БОБЫШЕК ПОРШНЯ
ДВИГАТЕЛЬ ЯЛЗ-204
ЩДТУННО-ПОРШНЕВАЯ ГРУППА
(ЛИСТ 2-Й)
О 10 20 30 40 50 60 70 50 90100мм
limml j [ > JjlIiJ ljjJ-jJ--l1.jJ
СРЕДНЕЕ УДЕЛЬНОЕ ДДВЛЕНИЕ
f—3.15-
КОМПРЕССИОННОЕ КОЛЬЦО
CEQ.nO И
кольцевых кдндвки. твно
ПОЛОЖЕННЫЕ ПО НДРУЖНОИ ПОВЕРХНОСТИ
КОЛЬЦД. ПОВЕРХНОСТИ ВСЕХ КДНДВОК
ПОКРЫТЬ СЛОЕМ ОЛОВД
контролировдть после
ОБТОЧКИ. НЕ СНИПДЯ С
050-065 ПРИ П0СЙШ В кдлибр
с внутренним <Р10795+О<ш ,
ТЕОРЕТИЧЕСКИЙ РДЗМЕР ЗДМКД
(КОМПРЕССИОННОГО И МДСЛОСЪЕПНОГО КОЛЕИ)
В СВОБОДНОМ СОСТОЯНИИ 19
МЛСЛОСЬЕМНОЕ КОЛЬЦО
ПРИ СЖДТИИ КОМПРЕССИОННОГО КОЛЬЦД
ПО Ф f07.95 УСИЛИЕ В НДПРДВЛЕНИИNN
ДОЛЖНО БЫТЬ НЕ МЕНЕЕ 4.5 ке
Ш95
345°
ЭПЮРД РДДИДЛЬНЫХ ДЛВЛЕНИЙ КОМПРЕССИОННОГО КОЛЬЦД
ПРИ ВВЕДЕНИИ КОМПРЕССИОННОГО ИЛИ МДСЛОСЬЕМНОГО КОЛЬЦД
В КДЛИБР ФЮ7.95+О'Ш ПРОСВЕТ ПО НДРУЖНОМУ ДИДМЕТРУ
КОЛЬЦД НЕ ДОПУСКДЕТСЯ.
ВЫСОТЛ ПОВЕРХНОСТНЫХ НЕРОВНОСТЕЙ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ
КОМПРЕССИОННЫХ И МЛСЛОСЪЕМНЫХ КОЛЕЦ-НЕ БОЛЕЕ'000035™
РЛСШИРИТЕЛЬ МЛСПОСЬЕМНОГО КОЛЬЦД Ч
CEQ.no 2 2
Ю ПРОРЕЗЕЙ, РЛВНОМЕРНО РДС-
ПОЛОЖЕННЫХ ПО ОКРУЖНОСТИ
\
СЕЧ. ПО 33
0,25 -Q50 ПРИ Г10СДДКЕ В
КДЛИБР С ВНУТРЕННИМ __
ФЮ7.95+0'015
лш
O.QA
0.9
ВЕЛИЧИНА
1 РДДИУСД Р КОЛЕЦ В СВОБОДНОМ
СОСТОЯНИИ
УГОЛ
Г
0
1,9176
3,6351
5,7525
7,6697
9,5867
11,5033
mm
15,3351
17,2503
19MQ
21.0766
229920
24Ш5
26.6161
26.7266
30.6366
32.5454
34.4531
36,3598
36,2654
4Q1698-
42,0730
433750
РДДИУС
Rnn
56.1126
56,1134
56,1162
56,1206
56.1266
56,1347
56/444
56.1557
56.1687
56,1834
56,1996
56,2173
562368
562577
562799
56,3036
56,3285
56,3547
56,3820
58,4105
56.W1
564706
585020
565343
УГОЛ
Г
U5.8758
47,7752
49.6733
51,5702
53.4656
55,3597
57,2525
59.1438
61.0338
62,9224}
64.6096
66,6955
68.5800
70А631
72,3449
742255
76,1047
77,9827
79,8595
81,7351
83.6096
55.4329
87.3553
69,2266
РДДИУС
Rnn
56,5673
5G6009
56,6351
5G6699
56.7050
56,7405
56,7761
56,6119
56,8478
56.8836
56,9191
56,9546
56,9897
57,0243
57D584
57,0919
57,1246
57.1565
57,1876
572176
572465
572742
573006
573257
УГОЛ
Г
91,0970
92.9666
94,8353
96,7032
98.5705
100,4372
102.3033
104.1690
106,0342
107,6992
109,7640
111,6287
113А933
115.3580
117,2229
119,0881
120.9536
1223196
124,6862
1265534
128,4215
1302905
132,1605
134.0317
РДДИУС
Rnn
57^493
57.3713
573917
57W3
57.4272
57№
574550
5Я659
574746
571+812
57W54
57,4873
57№7
57.4636
574780
57№97
57&7
57Ш
574285
574091
573888
573615
573332
57.3019
УГОД
Г
135,9041
137,7779
139,6533
141,5302
143,4089
145,2895
147,1721
149,0567
1509437
152,8329
154.7247
156,6191
158,5162
160,4161
162,3190
1642250
166.1342
168,0467
169,9626
172,0000
174.0000
176J0000
178,0000
180,0000
РДДИУС
Rnn
572676
572301
57.1694
57,1457
520967
57,0486
50,9952
56.9389
56В790
56,8161
56,7502
565808
56.6086
565332
564546
563735
56,2893
56,2023
56,1126
56,0228
55,9548
553088
55,8658
55,8653
ЛИСТ 35
ПРИ СЖДТИИ МДСЛОСЬЕМНОГО КОЛЬЦД ДО
ФЮ7Ш УСИЛИЕ В НДПРДВЛЕНИИ NN ДОЛЖНО
5ЫТЬ НЕ МЕНЕЕ 1.2 кг
ПОМПРЕССИОННОЕ КОЛЬЦО. УСТДНОВПЕННОЕ В ГИБКИЙ ШДБЛОН (ПТДЛЬНДЯ СПДРННДЯ 5 СТЫКЕ ЛЕНТД
ТОЛЩИНОЙ НЕ БОЛЕЕ 0.1, С ДЛИНОЙ ОКРУЖНОСТИ ПО ВНУТРЕННЕМУ ДИДМЕТРУ 339.13) ДОЛЖНО
ИМЕТЬ РЛЗНОСТЬ ДИДМЕТРОВ R И Д, РДВНУ/О 0.4-08мм
ПРИ НДДОЖЕНИИ КОМПРЕССИОННОГО КОЛЬЦД. СЖДТОГО ДО РДЗМЕРД^ В
ЗЛМКЕ ОМ -0.7пп. НД ПЛОСКУЮ ЭТЛЛОННУЮ ПОВЕРХНОСТЬ ПОЛ *
НДГРУЗКОЙ 5 кг ПЛОШДДЬ КОНТДКТД ТОРЦД КОЛЬЦД С ЭТДЛОННОЙ
ПОВЕРХНОСТЬЮ ДОЛЖНД БЫТЬ НЕ МЕНЕЕ 60% ОБШЕЙ ПЛОШДДИ
ТОРЦД КОЛЬЦД
ЛВИГДТЕЛЬ ЯЛЗ -204
ПОРШНЕВЫЕ КОПШД
10 20 30 40 50 60 70 80 90 100т
I I I I I I I h I I I I I 1.1 I 1
80
ПЙРДМЕТРЫ ЗУБЬЕВ ШЕСТЕРЕН
СЕЧ ПО 1 1
СЕЧ ПО 3 3
СЕЧ. ПО U U
ЧИСЛО ЗУБЬЕВ
МОДУЛЬ В НОРМДЛЬНОМ СЕЧЕНИИ
ДИДМЕТР ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ
УГОЛ ЗЩЕПЛЕНИЯ ПРИ НДРЕЗЙНИИ (ПОНОРМДГ
высота головки зубд
(ОТ НДЧДЛЬНОЙ ОПРУЖНОСТИ)
ВЫСОТД ЗУБД (БЕЗ РДДИДЛЬНОГО ЗДЗОРД)
ВЫСОТД ЗУБД ПОЛНДЯ
УГОЛ НДКЛОНД ВИНТОВОЙ ЛИНИИ НД
ДЕЛИТЕЛЬНОМ ЦИЛИНДРЕ
ТОЛЩИНД ЗУБД БЕЗ ЗДЗОРД ПО НОРМДЛИ
И ДУГЕ ДЕЛИТЕЛЬНОЙ ОПРУЖНОСТИ
(ТЕОРЕТИЧЕСКДЯ)
НДПРДВЛЕНИЕ ВИНТОВОЙ ЛИНИИ
КДЛИБР ЗУБД ПРИ НОМИНДЛЬНОМ
ДИДПЕТРЕ ОПРУЖНОСТИ ВЫСТУПОВ
ВЕДУЩДЯ\ВЕДОМДЯ
в
U25
3UA2U
И) 27°30'
k2Q
д.58
9,5
9°
6.676
ПРДВОЕ | ЛЕВОЕ
**/ U.UJ - о,Ов
шпонкд
СМЕШЕНИЕ СЕРЕЛИНЫ ШПОНОЧНОЙ КДНДВКИ ВДЛИКД ОТНОСИТЕЛЬНО
\ЕГО ЛИДМЕТРДЛЬНОЙ ПЛОСКОСТИ -НЕ БОЛЕЕ 0.060 мм
ПЛОСКОСТЬ КРЕПЛЕНИЯ К КРЫШКЕ 2-ГО КОРЕННОГО ПОЛШИПНИКД
-Ю±0,15
13 -0,012 \
max '0.034
min -0.003
БИЕНИЕ ОКРУЖНОСТИ ВЫСТУПОВ ОТНОСИТЕЛЬНО ПОВЕРХНОСТИ ВНУТРЕННЕГО
ОТВЕРСТИЯ ШЕСТЕРНИ -НЕ БОЛЕЕ 0,025 мм
БИЕНИЕ ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ ИЛИ ОКРУЖНОСТИ. КОНШТРИЧНОЙ
ВНУТРЕННЕМУ ОТВЕРСТИЮ ШЕСТЕРНИ,-НЕ БОЛЕЕ 0.015 мп.
БИЕНИЕ TOPUEB ОТНОСИТЕЛЬНО ПОВЕРХНОСТИ ВНУТРЕННЕГО ОТВЕРСТИЯ
ШЕСТЕРНИ -НЕ БОЛЕЕ 0.020мм
ОТКЛОНЕНИЯ ШДГД -НЕ БОЛЕЕ 0.012мм
ОТКЛОНЕНИЕ ДЕЙСТВИТЕЛЬНОГО НДПРДВЛЕНИЯ ВИНТОВОЙ ЛИНИИ ОТ
ТЕОРЕТИЧЕСКОГО (НД ДЕЛИТЕЛЬНОМ ЦИЛИНДРЕ ПОДЛИНЕ ЗУБД)-
НЕ БОЛЕЕ 0.015 мм
ОТКЛОНЕНИЕ МЕЖЦЕНТРОВОГО РДССТОЯНИЯ ПРИ ЗД11ЕПЛЕНИИ С ЭТДЛОННОЙ
ШЕСТЕРНЕЙ. ИМЕЮЩЕЙ ТОЛЩИНУ ЗУБД ПО ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ 6.676мм.
ДЛЯ ОДНОЙ ШЕСТЕРНИ - НЕ БОЛЕЕ 0.030 мм.
ПРИ ПОВОРОТЕ НЛ ОПИИ ЗУб - НЕ БОЛЕЕ 0.020 мм.
ПДРДМЕТРЫ ЭВОЛЬВЕНТНЫХ ШЛИИЕВ
ЧИСЛО ШЛИЦЕВ
МОДУЛЬ ОСНОВНОЙ
ДИДМЕТР НДЧДЛЬНОЙ ОКРУЖНОСТИ
УГОЛ ЗДЦЕПЛЕНИЯ ИНСТРУМЕНТД
ВЫСОТД ГОЛОВКИ ЗУБД
ВЫСОТД ЗУБД (БЕЗ РДДИДЛЬНОГО ЗДЗОРД)
ВЫСОТД ЗУБД ПОЛНДЯ
толтинд зубд по дуге
(ТЕОРЕТИЧЕСКДЯ)
КДЛИБР ЗУ5Д
17
0.9
15,3
20°
0,5
0.9
1.5
1АШ
1А1-0.12 1
РЛССТОЛНИЕ МЕЖДЧ КРЛЙНИМИ ТОЧКЛМИ ТРЕХ МЕРИТЕЛЬНЫХ
РОЛИКОВ Ф 1J32±0,001 ММ (ПРИ НАИБОЛЬШЕЙ И НАИМЕНЬШЕЙ
ТОЛЩИНЕ ЗУБД) 17,525-17,710; РАЗМЕРЫ ПО РОЛИК/JM ДАНЫ ДЛЯ
ТОЛЩИНЫ ЗУБА Ц9 -133 ММ
min -0.003
R0.25
профиль мделяной кднйвки втулки be домой
(В НОРМАЛЬНОМ СЕЧЕНИИ РАЗВЕРНУТОЙ ЛЕНТЫ)
ПРОФИЛЬ ПРОТОЧКИ
Г1511
№«№2-гокп.
ПРОФИЛЬ ПРОКЛДЛПИ
НДБИВКД-
РЕЛУШИ0ННЬ1Й КЛДПДН ]
й ОТВЕРСТИЯ. РДВНО РДСП0Л0ЖЕННЬ1Е\
\по окружности клдпднд
ЧИСЛО ВИТКОВ (ПОЛНОЕ)
ДИДМЕТР ПРОВОЛОКИ
НДРУЖНЫЙ ДИДМЕТР
ДЛИНД БЕЗ НД ГРУЗКИ
ДЛИНД ПРИ НДГРУЗПЕ 5±0,Зкг
НДПРДВЛЕНИЕ НДВИВКИ
/55
О 4+0050
£.*->- 0,020
15+Л1*
5511
49
ПРДВОЕ
СЕЧ ПО 6 6
СЕЧ.ПО 7 7
max
КОРПУС МДСЛЯНОГО НДСОСД ПРОВЕРЯТЬ НД
ГЕРМЕТИЧНОСТЬ ПРИ ПДВЛЕНИИ бати
ПЛОСКОСТЬ КРЕПЛЕНИЯ МДСЛЯНОГО НДСОСД Л КРЫШКЕ
min 0,060
2-ГО КОРЕННОГО ПОЛШИПНИКД ЛОЛЖНД БЫТЬ
пйраллельнд оси отверстия влликд: отклонения
ПРИВОД МДСЛЯНОГО НДСОСД И ПДСЛОПРИЕМНИК СП. ЛИСТ 37
НЕ БОЛЕЕ О. f00 мм НЛ ЛЛИНЕ 100 мм
ВНУТРЕННИЕ ЦИЛИНДРИЧЕСКИЕ ПОВЕРХНОСТИ КОРПУСД
МДСЛЯНОГО НДСОСД (В КДМЕРЕ РДСПОЛОЖЕНИЯ ШЕСТЕРЕН/
ЛОЛЖНЫ БЫТЬ СООТВЕТСТВЕННО КОНИЕНТРИЧНЬ!
ОТВЕРСТИЯМ ДЛЯ ВДЛИКД И ОСИ ВЕЛОМОЙ ШЕСТЕРНИ.
ОСИ ОТВЕРСТИЙ ДЛЯ ВДЛИКД И ДЛЯ ОСИ ВЕЛО-
МОЙ ШЕСТЕРНИ ЛОЛЖНЫ ЬЫТЬ ПДРДЛЛЕЛЬНЫ
и лолжны леждть в олнои плоскости:
ОТКЛОНЕНИЯ - НЕ БОЛЕЕ 0.0U0 мм ИД ЛЛИНЕ 100пп
6ИЕНИЕ НЕ БОЛЕЕ 0.03 г
ДдИГДТЕЛЬ
мдгляный ндсос
О 10 20 30 U0 50 60 70 00 90100™
1 ,ш1 | | | | | | ||| I I 1 I I I 1 I I
81
ПО CD
КРОНШТЕЙН КРЕПИТСЯ К КРЫШКЕ 1-ГО КОРЕННОГО ПОДШИПНИКИ
Г—35
_J КОНТДКТНДЯ СВЛРКД. 4 ТОЧКИ
КОРПУС ПРЕЛОХРДНИТЕЛЬНОГО КЛДПЛНД ПРОВЕРЯТЬ НД ГЕРМЕТИЧНОСТЬ
ПРИ ЛДВЛЕНИИ 10 amu
КДРКДС СЕТКИ МДСЛОПРИЕМНИКД. ПРОВОЛОКИ Ф0.7мп,
ПРОКЛДДКД -КДРТОН ПРОПИТЛННЫЙ ТОЛЩИНОЙ 0.510.07мм
РЛЗПЕР ОТВЕРСТИЙ 6.3*6.3
ПРОКЛДДКД-КДРТОН, ПРОПИТДННЫЙ ТОЛЩИНОЙ Q5*Q07n
СЕТКД ПДСЛОПРИтНИКД ПРОВОЛОКИ ФОАмп,
I РАЗМЕР ОТВЕРСТИЙ 1А * 1А . _
4 РДВНО РАСПОЛОЖЕННЫХ
ОТВЕРСТИЯ ПО ОКРУЖНОСТИ
клдпднд
КОНЦЕВЫЕ ВИТКИ ПРУЖИНЫ ПОЛЖНЫ бй/Тй ЗДВИТЫ 3
ЗЛМКНУТОЕ КОЛШО ТДК. ЧТОБЫ КОНЕЦ ПОСЛЕПНЕГО
ВИТКД КДСДЛСЯ РДбОЧЕГО ВИТКД
ВИД ПО СТРЕЛКЕ F
НД6ИВКД -РСБЕСТОВЫЙ ПДРТОН
060ИПД -ПЕпЬ
ПРОФИЛЬ ПРОКЛДЛКИ
0.5 "45° С ОБЕИХ СТОРОН
ПРОФИЛЬ УПОРНОГО КОЛЬЦД ВДЛИКД ПРИВОПД
H51
НЕПЕРПЕНДИКУЛЯРНОСТЬ ТОРЦД КРОНШТЕЙНД ПО ОТНОШЕНИЮ К ОСИ
[ОТВЕРСТИЯ ВДЛИКД ПРИВОДИ НД КРДЙНИ* ТОЦШ -ft БОЛЕЕ QJOOmm. ПЛОСКОСТЬ КРЕПЛЕНИЯ КРОНШТЕЙНД ПРИВОПД МДСЛЯНОГО НДСОСД К КРЫШКЕ НЕПДРДЛЛЕЛЬНОСТЬ ГОРЦЕВ УПОРНОГО КОЛЬЦД ВДЛИКД ПРИВОДД
ЛДННЫЕ ПО РОЛИКОВОЙ ЦЕПИ ПРИВОПД ПДСЛЯНОГО НДСОСД ОТ ЛИСТ23
1-ГО КОРЕННОГО ПОДШИПНИКА ЛОЛЖНД БЫТЬ ПДРДЛЛЕЛЬНД ОСИ ОТВЕРСТИЯ I НЛ КРДЙНИХ ТОЧКДХ - НЕ БОЛЕЕ 0.030 мм
ВДЛИКД ПРИВОЛД. ОТКЛОНЕНИЯ НЕ БОЛЕЕ 0.100 мм НД ДЛИНЕ 100 мм
плсляный нлсос см. лист 36
ПРЕДОХРДНИТЕЛЬНЬ/Й КЛЛПЛН ОТКРЫВДЕТСЯ ПРИ ДЛВЛЕНИИ 26 н*/см*
ДВИГДТЕЛЬ РЛЗ-204
МДСЛЯНЫЙ НДСОС С ПЛСЛОПРИЕПНИПОМ
И ПРИВОД ПДСЛЯНОГО НДСОСД (ЛИСТ/- $]
О Ю 20 30 U0 50 60 70 60 9Q ЮОп
Hil 1 1 | 1 1 1 11 1 1 1 ! ! I I h i
82
ПДРДМЕТРЫ ЭВОЛЬВЕНТНЫХ ШЛИ11ЕВ ВДЛИКД И МУФТЫ ПРИВОЛД
ЧИСЛО ШПИЦЕВ
МОДУЛЬ ОСНОВНОЙ
ДИДМЕТР НДЧДПЬНОИ ОКРУЖНОСТИ
УГОЛ ЗДЦЕПЛЕНИЯ ИНСТРУМЕНТА
ВЫСОТД ГОЛОВКИ ЗУБД
ВЫСОТД ЗУБД (БЕЗ РЩИДЛЬНОГО ЗД30Р&
ВЫСОТД ЗУБД ПОЛНДЯ
ТОЛЩИНД ЗУБД ПО ДУГЕ
(ТЕОРЕТИЧЕСКИ!)
КДЛИБР ЗУБД
t
\ДИДМЕТР ОКРУЖНОСТИ ВЫСТУПОВ
ВЙЛИК
МУФТД
17
0.9
15.3
20°
as
0.4
09 -
1.5 | 1,3
1,414
16,3-0^
—
У/, К+0,019
СЕЧ. ПО 11
СЕЧ. ПО 2 2
в»0,110 ШПОНКД
d+0t020 .
сеч, по 3 3
mln-одоз
РАССТОЯНИЯ МЕЖДУ КРАЙНИМИ ТОЧКАМИ ТРЕХ МЕРИТЕЛЬНЫХ РОЛИКОВ
(01,732 ±0,001 мм ДЛЯ ЗЯЛИКД: 1.500* 0.001 мм Л/1Я ПУФТЫ) ПРИ НЛИбОЛЬ-
ШЕЙ И НЯИМЕНЬШЕЙ ТОЛЩИНЕ ЗУбй(ШИРИНЕ ВПЛЛ^ИНЫ)ДОЛЖНЫ 6ЫТЫ
1Z635-17. 7Т0МЛЯ ВЛЛИКЛ
13,361 -13,^73ДЛЯ МУ9ТЫ
РАЗМЕРЫ ПО РОЛИКАМ ДЯНЫ ЛЛЯ ТОЛЩИНЫ ЗУБй {29'1,33мм (ДЛЯ
ШИРИНЫ ВПАДИНЫ 1,49-1,63мм)
ПДРДМЕТРЬ/ ЗВЕМОЧКИ ВДЛИКД ПРИВОЛД
+0.0f9
ЧИСЛО ЗУБЬЕВ
ШДГ
ДИДМЕТР НДЧДЛЬНОЙ ОКРУЖНОСТИ
НЕТОЧНОСТЬ ШДГД
16
12,7
73JU
0,02
окружность ножек звездочки дотнд быть концентричнд
{отверстию для вдликд приволд; отклонение не более 0,080 /
СМЕШЕНИЕ СЕРЕДИН ШПОНОЧНЫХ КДНДВОК ОТНОСИТЕЛЬНО
\лидметрдльной плоскости не более: Qn~ nnpn
В ДЛИ К — UUOU мм
ЗВЕЗЛОЧКД - 0Л80 мм
КОНТРОЛЬ ВПДДИН ЗВЕЗДОЧКИ ПРОИЗВОДИТЬ ДВУМЯ РОЛИКДМИ Ф800мм,_
РДЗМЕР Н ЛОЛЖЕН БЫТЬ вО.бЬ*0* мм
max 0.352
П7СП 0,100
я.,
OJ012
15,125 ПРОХОДНОЙ РДЗМЕР
КДЛИБРД-К0ПЫ1Д
15.100 НЕПРОХОДНОЙ РДЗМЕР
КДЛИБРД-К0ЛЫ1Д '
СЕЧ. ПО
СЕЧ. ПО 5 5
СЕЧ ПО 6 6
max -0,032
14,5
*■ 0,019
/7 +°з
I' *О.1
max a 122
О.12О
17ИХЮ0
16±Q027
ПРИ ЗДПРЕССОВКЕ ПРОСТДВКИ В МУФТУ ПРИВСЩД
МДСЛЯНОГО НДСОСД МУФТУ НДГРЕТЬ ДО 200е
лист 38
ПРОФИЛЬ ЗУБД ЗВЕЗДОЧКИ ВДЛИКД ПРИВОДД
ЛВИГДТЕЛЬ РДЗ-20А
плсляный насос с пдспоприемнипоп
И ПРИВОЛ МДСЛЯНОГО НДСОСД (лист2- й)
О 10 20 30 U0 50 60 70мм
llllliilill I I I I I I I I I I I I
83
пластинчатый клапан
ЧИСЛО ЗУбЬЕВ
МОДУЛЬ
ДИЛПЕТР ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ
высотд головпи зуба
высота зуба полная
УГОЛ ЗаЦЕПЛЕНИЯ ИНСТРУМЕНТЛ
ТОЛЩИНЛ ЗУбД
(ТЕОРЕТИЧЕСКИ, ПО ДЕЛИТЕЛЬНОЙ
ОКРУЖНОСТИ
ПРЯМОЙ-
КЛЛИбР ЗУбЛ
ШЕСТЕРНЯ
15
реикл
10
0,6
12
ав
W
-
ОА
1,6
14°30'
1,2566
щ
1,2566
ОА—I
5-а
Q2.8-
ВЫСОТД ПОВЕРХНОСТНЫХ НЕРОВНОСТЕЙ
на тошах клапана - не волее 0.0002 пп
СЕЛ/10 КОНТРОЛЬНОГО КЛДПДНД
МЕЖЦЕНТРОВОЕ РЛССТОЯНИЕ ШЕСТЕРНИ ФОРСУНКИ И ЭТДЛОННОЙ
ШЕСТЕРНИ. ИМЕЮЩЕЙ ТОЛЩИНУ ЗУбО ПО ЛЕЛИТЕПЬНОЙ
ОКРУЖНОСТИ 1.256 пп. ПРИ ЗЛЦЕПЛЕНИИ 5ЕЗ ЗЛЗОРЛ ЛОЛЖНО бЫТЬ
меньше номинального нл о-о.оо мм, отклонения для
ОПНОЙ ШЕСТЕРНИ -НЕ 60ЛЕЕ 0.03 пп
рлссторние между РбРйЗУЮЩЕЙ Д рейки и центром эта
ЛОННОЙ ШЕСТЕРНИ. ИМЕЮЩЕЙ ТОЛЩИНУ ЗУбЛ ПО ДЕЛИТЕЛЬНОЙ
ОКРУЖНОСТИ 1.256 мп. ПРИ ЗДЦЕПЛЕНИИ 6ЕЗ ЗДЗОРЛ ДОЛЖНО
быть меньше номинального на 0.21-027пп. отклонения для
ОЛНОЙ РЕЙКИ -НЕ 60ЛЕЕ 004 пп
6ИЕНИЕ ОКРУЖНОСТИ ГОЛОВОК ШЕСТЕРНИ ФОРСУНКИ
ОТНОСИТЕЛЬНО ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ШЕСТЕРНИ ~
НЕ бОПЕЕ 0035 мп
ОбРЛЗУЮШИЕ ПОВЕРХНОСТИ Л РЕЙКИ ЛОЛЖНЫ бЫТЬ ПРРМО-
НЛ ВСЕЙ ДЛИНЕ. ОТКЛОНЕНИЯ - НЕ бОПЕЕ 0.01 мп
\
Ш
L
■р
Хф2А
СО ,
+0,02
КОНТРОЛЬНЫЙ
кпапан <°
СФЕРа
высота поверхностных неровностей
нд сферической поверхности Ралиуса
Я- НЕ бОПЕЕ 000004 мм.
ОТКЛОНЕНИЕ СФЕРИЧЕСКОЙ ПОВЕРХНО
сти рдлиусл Р от теоретических
ШЛИНЛРИЧЕСКИЕ ПОВЕРХНОСТИ В И С КОРПУСЛ ФОРСУНКИ
)-НЕ ЬОЯЕЕ ОМ мм
ПОВЕРХНОСТИ X И У ЛОЛЖНЫ бЫТЬ
Л0ЛЖН61 бЫТЬ COOCHbL ОТКЛОНЕНИЯ -НЕ 60ЛЕЕ 0.1 Ни ДЛИНЕ ЮОмм ППН//ЕНТРИЧНЫ 6ИЕНИЕ ~НЕ 60ЛЕЕ 0.1 пм
Л
ось поверхности Л корпуса форсунки должна быть пер-
ПЕНЛИКУЛЯРНД ОСИ ЕГО ПОВЕРХНОСТИ О ОТКЛОНЕНИЯ - НЕ 60ЛЕЕ
0.1 на длине 100 пм
ТОРЦЕВДЯ ПОВЕРХНОСТЬ Е КОРПУСД ФОРСУНКИ ДОЛЖНЛ бЫТЬ
ПЕРПЕНЛИКУЛЯРНЛ ОСИ ЕГО ПОВЕРХНОСТИ С. 6ИЕНИЕ НД
ПРДЙНИХ ТОЧКДХ -НЕ 60ЛЕЕ 002мп
ПОВЕРХНОСТИ Н И /Г ВТУПКИ ППУНЖЕРД ФОРСУНКИ ДОЛЖНЫ
бЫТЬ КОНЦЕНТРИЧНЫ. 6ИЕНИЕ - НЕ 60ЛЕЕ 002 мм
ОСИ ПОВЕРХНОСТЕЙ М И N ДОЛЖНЫ ЛЕЖДТЬ В ОДНОЙ
ПЛОСКОСТИ ПРОХОДЯЩЕЙ ЧЕРЕЗ ОСЬ ПОВЕРХНОСТИ Н ВТУЛКИ: ОТКЛО-
НЕНИЙ - НЕ 60ЛЕЕ 003 мп
число витков
ДИДМЕТР ПРОВОЛОКИ
ВНУТРЕННИЙ ДИЛМЕТР
дпинд бЕЗ нагрузки
ДЛИН Л ПРИ НДГРУЗКЕ 1,6-2.1 кг
НДПРДВЛЕНИЕ НДВИВКИ
ЭЛЛИПСНОСТЬ ОТВЕРСТИЯ
60ЛЕЕ 0.0007 мм
КОНУСНОСТЬ ОТВЕРСТИЯ
<Р6.35*аог ВТУЛКИ ППУНЖЕРД - НЕ
Р635+аО2 ВТУЛКИ ПЛУНЖЕРД - НЕ
: рдзверткд винтовых пропок плунжерд
Ж1
ИЗ ГЛЕЦИДЛЬНОИ 6Р0НЗЫ
60ЛЕЕ 0W1 мп. бОЛЬШЕЕ ОСНОВДНИЕ КОНУ СД ВВЕРХУ.
ПОВЕРХНОСТЬ L ВТУЛКИ ДОЛЖНД бЫТЬ ПЛОСКОЙ. ОТКЛОНЕНИЯ -
НЕ 60ЛЕЕ 0.0006 мм
ВЫСОТД ПОВЕРХНОСТНЫХ НЕРОВНОСТЕЙ НД ТОРЦЕ L ВТУЛКИ
ПЛУНЖЕРД - НЕ 60ЛЕЕ 0.000025мм
ВЫСОТД ПОВЕРХНОСТНЫХ НЕРОВНОСТЕЙ ПОВЕРХНОСТИ Н ПЛУН-
ЖЕРД - НЕ ВОЛЕЕ 0000025 мм
ПОВЕРХНОСТИ Н И W ПЛУНЖЕРД ДОЛЖНЫ БЫТЬ КОНЦЕНТРИЧНЫ.
fyHFHHE - НЕ БОЛЕЕ 0.02 мм
■205^2-
150?
-Ф2.8*
число витков
ДИДМЕТР ПРОВОЛОКИ
ВНУТРЕННИЙ ДИДПЕТР
длина без нагрузки
длина при ндгрузке 6.0-10.6 лг
длина при ндгрузке 11.5-15,5 кг
НОПРДВЛЕНИЕ НДВИВКИ
9
рэ+405
5U
34.2
25.5
ПРИВОЕ
ЧИСЛО ВИТКОВ
ДИДМЕТР ПРОВОЛОКИ
наружный диамЕТР
длина вез ндгрузки
длина при ндгрузке в-икг
| НДПРДВЛЕНИЕ НДВИВПИ
6
о э +0.05
Z.U-0Д2
16.5
17
ЛЕВОЕ
КОНЦЕВЫЕ ВИТКИ ПРУЖИН (ТОЛКДТЕЛЯ ФОРСУНКИ.
фильтрд и контрольного клапана) должны быть
завиты в замкнут? палым так чтобы конец
витка касалср рлвочего виткл
ФИЛЬТР ДОЛЖЕН ПРОПУСПДТЬ В
ТЕЧЕФИЛЬТР-СПЕЧЕННДЯДРОбЬ Ф02~0,Змм
РЛГЛЬ1ЛИТЕЛЬ ФОРСУНКИ
НИЕ 60 сек. 450-650W СОЛЯРОВОГО
масла вязкостью 1.4е 3 при на-
СМЕШЕНИЕ ИЕНТРД РДДИУСД R
СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ КОНТРОЛЬНОГО
ППДПЙНД ОТНОСИТЕЛЬНО ОСИ ЕГО
ПОВЕРХНОСТИ У-В ПРЕДЕЛДА ±003мм д
клапана лолжны быть концентричны .
ПИЕНИЕ - НЕ ШЕЕ 0.050 ПМ
плдпднд должны быть пдрдллельными.
ОТКПОНЕНИЯ-НЕ 60ЛЕЕ 0.005мп НД ВСЕЙ ДЛИНЕ
ТОРЦЕВЫЕ ПОВЕРХНОСТИ СЕЛЛЛ
КОНТРОЛЬНОГО КЛДПДНД ДОЛЖНЫ бЫТЬ ПЛОСКИМИ,
'fOJ52+0-01 6 ОТВЕРСТИЙ РДВНОМЕРНО РДСПО-
ЛОЖЕННЫХ ПО ОКРУЖНОСТИ: ТОЧНОСТЬ №С~
ОТКЛОНЕНИЯ-НЕ ЬОЛЕЕ 00006ПМ
ПОЛОЖЕНИЯ ±1°
шсотд поверхностных неровностей тор-
HFB СЕЛЛД КОНТРОЛЬНОГО КПЛПДНЛ - НЕ
ИНСТРУКЦИЯ ПО П0П60РУ ПЛУНЖЕРОВ
■ И ВТУЛОК ПЛУНЖЕРОВ ФОРСУНОК
БОЛЕЕ пООООЬмм
ЭСКИЗ К П0Л60РУ
■MS^Qf-
шдг винтовой линии (номиндльный)
НД УЧДСТКЕ 0V дАмм
ШДГ ВИНТОВОЙ ЛИНИИ (НОПИНДЛЬНЫЙ)
нд учдшдх 00 и SPT 2.36,
УПОР КОНТРОЛЬНОГО КЛДПДНД
-0,65
-3.35-а
-м„
ПЛУНЖЕРЫ ПОЛбИРЛТЬ К ВТУЛКДМ С ЗДЭ0Р0М
0.00075 -0.00150 пм.
ПЛУНЖЕР. СМДЗДННЫЙ ГДЗОЙЛЕМ.ДОГЖН ПЕЛ-
ЛЕННО 0ПУСКДТ6СЯ ПОД ДЕЙСТВИЕМ
СОБСТВЕННОГО ВЕС Д. П0Л06РДННЫЕ ПЛРЫ ПЛУНЖЕР-
ФОРСУНКД ПРОВЕРЯТЬ НД ГЕРМЕТИЧНОСТЬ.
ПОСЛЕ УСТаНОВЛЕНИЯ ДДВЛЕНИЯ В ТОПЛИВНОМ
ПРОСТРДНСТВЕ I ВТУЛКИ. ГЕРМЕТИЧЕСКИ
ЗДКРЫТОЙ СО СТОРОНЫ ТОРЦД САПОГШЕНИЕ ПО
ЭСКИЗУ) В J5amu. ПДДЕНИЕ ДДВЛЕНИЯ W21amu
ДОЛЖНО ПРОИСХОДИТЬ НЕ tiFHEE ЧЕП ЗД 55 сек
лист 39
ЛВИГДТЕЛЬ
НЛСОС-ФОРСУНКИ (ЛИСТ 1-й)
О 5
I: I
Ю 15 20 25 30 35 40 45 50мп
84
сеч, по д 3
СЕЧ. ПО 1 1
СЕЧ. ПО 22
+0.06$
max 0,216
mln 0.100
min
сеч по 5 5
3*0.030
men 0.030
. q+0.f60
"+ 0.060
СЕЧ ПО 6 6
min 0t060
РЕИПЙ
+0.056
0.025
сеч по 4 4
<f>13.6
+О%О25
7R -О.О2Э
АО -0.045
max 0.055
min 0.023
max о.юо
men 0.045
сеч, по 7 7
min-
max 0.240
min 0,080
СЕЧ. ПО 9 9
max 0,1 w
6,35+°'°20
11-
СЕЧ. ПО 10 10
max 0, f40
1Г
0,035
СЕЧ. ПО 1t 11
43-
ПО Ф6,32*0'02° ППУНЖЕРЫ СОРТИРОВАТЬ ЧЕРЕЗ 0.0005 мм
0,050
0,035
+O,O8O
m 0,045
сеч. по 1212
mln 0.100
СЕЧ. ПО 13 13
mm-0,016
ЛВИГДТЕЛЬ ЯДЗ-204_
ндсос-форсункд
(ЛИСТ 2-Й)
85
СЕЧ. ПО ft
КОРОМЫСЛО, ПЯЛЕЦ И ЧДШКД
■0,025
max - 0.055
min - 0.005
dtQKzM
сеч по 2 2
22 ±025
СЕЧ. ПО 33
(по рычдгу)
min -0,005
СЕЧ. ПО 33
(ПО РЕЙКЕ)
СФЕРД.
Ф7,9±(Х02-
M
Щ
В-0,006
1
Ф32,5
ТВЕРЛОСТЬ ПО ШОРУ 50-60.
ОБЪЕМ КОЛШД 2.65-ЗЛСМ3
РДЗВДЛЫШВДТЬ, ОБЕСПЕЧИВ ПЛОТНОЕ
s
ЧДШКУ ОБЖДТЬ ОКОЛО ПДЛЬЦД KOPOMb/СЛД, ПРИ ЭТОМ
ЧДШКД ЛОЛЖНД СВОБОДНО ВРДШДТЬСЯ ОТНОСИТЕЛЬНО ОСИ
ПДЛЬЦД. НДИМЕНЬШЕЕ ОТКЛОНЕНИЕ ТОРЦД ЧДШПИ ОТ ОСИ
ПДЛЬЦД 102°
ТОРЦЕВДЯ ПОВЕРХНОСТЬ* ЧДШКИ ЛОЛЖНД БЫТЬ ПЛОСКОЙ:
ОТКЛОНЕНИЯ -НЕ БОЛЕЕ 0Л05 мм
ТОПЛИВНУЮ ТРУБКУ ФОРСУНКИ ИСПЬГГЫВДТЬ Ни
ГЕРМЕТИЧНОСТЬ КЕРОСИНОП ПРИ ДДВЛЕНИИ 5 amu
В ТЕЧЕНИЕ 1 пин. ПОДТЕКЙНИЕ И ПОТЕНИЕ НЕ
ПОПУСКДЮТСЯ
Сеч по 4 U
.ялг +0,t65
Ф32.5+0,,15
ЛДННЬ/Е ПО ТОЛКЙТЕЛЮ. ПРУЖИНЕ ТОЛКДТЕЛЯ.
ШТДНГЕ. КОРОПЫСЛУ И ЛРУГИМ ПЕТДЛЯМ ПРИ-
волд сп листы 27 и 28
max -0J65
min -0,065
П ПОВЕРХНОСТИ й ГОЛОВКИ БЛОКД ЦИЛИНЛРД
ПОСЛЕ УСТДНОВКИ СТДКДНОВ ФОРСУНОК В ГОЛОВКУ БЛОКД ЦИЛИНДРОВ ПРОИЗВЕСТИ ГИЛРДВЛИЧЕСКОЕ
ИСПЫТДНИЕ ПЛОТНОСТИ ИХ ПОСДЛКИ ПРИ ЛДВЛЕНИИ 3 amu В ТЕЧЕНИЕ 2 мин. ПРИ ЭТОП НЕОБ-
ХОЛИПО УСТДНОВИТЬ МДКЕТЫ ФОРСУНОК. ЗДТЯНУВ ГДЙКИ СКОБ КРЕПЛЕНИЯ (КОНТРОЛИРУЕМЫЙ
МОМЕНТ /.65 - 2.1 кем). ПОДТЕКДНИЕ И ПОТЕНИЕ ПРИ ИСПЬ/ТДНИИ НЕ ЛОПУСКДЮТСЯ
ЛВИтТЕПЬ ЯДЗ-2М
УСТДНОВКД НДСОСД-ФОРСУНКИ
О 10 20 30 40 50 60 70 т
Iniiliml I 1 I 1 I 1 I 1 I 1 1 1
86.
СЕЧ. ПО 3 3
СЕЧ. ПО 1 1
СЕЧ ПО 22
ПОВЕРХНОСТЬ В КОРПУСД
нлсосл долтнл быть
ПЕРПЕНДИКУЛЯРНД ТОРЦДМ К.
ОТКЛОНЕНИЯ-НЕ СОЛЕЕ 0,08
НД ЮОмм
ПОВЕРХНОСТЬ Е КОРПУСД НДСОСД
потна быть перпенликулярнл
ТОРЦДМ /Г. ОТКЛОНЕНИЯ-НЕ БОЛЕЕ
0.05 НД 100 мм
ГЛОХ 0,066
/77/77 0.030
max -0J00
min -О.ОЮ
РЕЗИНД С ПРИВУЛПДНИЗИРОВДННОЙ ПРОРЕЗИНЕННОЙ ТКДНЬЮ
НЕПДРЛЛЛЕЛЬНОСТЬ ПОВЕРХНОСТЕЙ К КОРПУСД i
НЛСОСД-НЕ БОЛЕЕ 0.01 НД 100 мм
НЕПЛОСКОСТНОСТЬ ПОВЕРХНОСТЕЙ Л'-НЕБОЛЕЕ 0.00b'пп
R9
НЕПЛОСКОСТНОСТЬ
ПОВЕРХНОСТИ П ФЛДНЦД
И КРЫШКИ НДСОСД - НЕ
БОЛЕЕ 0005 мм
ОТКЛОНЕНИЯ -НЕ БОЛЕЕ О.Ов НД 100 пп
ЭЛЛИПСНОСТЬ И КОНУСНОСТЬ ОТВЕРСТИЯ L -
НЕ БОЛЕЕ 0.005 мм
В КРЫШКЕ НДСОСД СМЕЩЕНИЕ ОСИ
ОТВЕРСТИЙ В ПОЛ УСТДНОВОЧНЫЕ ШТИФТЬ?
ОСЬ ОТВЕРСТИЯ N КРЫШКИ НДСОСД
ЛОЛЖНД БЫТЬ ПЕРПЕНЛИКУЛЯРНД
СЕЧ. ПО 5 5
СЕЧ. ПО 66
сеч, по 4 4
о -0.030
О -0.055
ЧИСЛО БИТКОВ
ДИДПЕТР ПРОВОЛОКИ
НДРУЖНЫЙ ДИДПЕТР
ДЛИНД БЕЗ НДГРУЗКИ
длинд при ндгрузке 450-550е
НДПРДВЛЕНИЕ НДВИВКИ
20
0.6+-ОЛЬ
и$Щ12
21.5
19
ПРДВОЕ
min 0.030
max 0.062
min 0.035
ОТНОСИТЕЛЬНО ОСИ N-HE БОЛЕЕ 0.025 tin.
ОСЬ ОТВЕРСТИЙ В ЛОЛЖНД БЫТЬ ПЕР-
ПЕНДИКУЛЯРНД ПЛОСКОСТИ П(СЕЧЕНИЕ33):
ПОВЕРХНОСТИ /Г. ОТКЛОНЕНИЯ-НЕ -
I—15
БОЛЕЕ 005 НД ЮОмм
НЕСООСНОСТЬ ОТВЕРСТИЙ
КОНЦЕВЫЕ ВИТКИ ЛОЛЖНЫ БЫТЬ ЗДВИТЬ! В
ЗДПКНУТЫЕ КОПЬЦЙ ТДК. ЧТОБЫ KOHEU ВИТКД
КДСДЛСЯ РДбОЧЕГО ВИТКД
ОБРДЗУЮШИЕ ЦИЛИНЛРИЧЕСКОЙ ПОВЕРХНОСТИ ЛОПЙСТИ РОТОРД
ЛОЛЖНЫ БЫТЬ ПРЯМОЛИНЕЙНЫ С ТОЧНОСТЬЮ 0.005 пп
ТОРЦЕВЫЕ ПЛОСКОСТИ ЛОПЛСТИ РОТОРД ЛОЛЖНЫ БЫТЬ
ПЕРПЕНДИКУЛЯРНЫ ЦИЛИНЛРИЧЕСКОЙ ПОВЕРХНОСТИ С
ТОЧНОСТЬЮ 0.1 НД 100 мм
по CD
ПРОКЛДЛКД'- ДЛЮПИНИЕВДЯ ФОЛЬГД
число витков
ДИДПЕТР ПРОВОЛОКИ
НДРУЖНЫЙ ДИДПЕТР
ДЛИНД БЕЗ НДГРУЗКИ
ДЛИНД ПРИ НДГРУЗКЕ 30-62 кг
НДПРДВЛЕНИЕ НДВИВКИ
5
2W.06
7.5* Ш
11.6-0.2
ю.в
ЛЕВОЕ
ФЛДНЦД НДСОСД -НЕ БОЛЕЕ 0.020мм Lb
СФЕРИЧЕСКУЮ ПОВЕРХНОСТЬ ПЕРЕПУСКНОГО ПЛДПДНЛ
ПРИТЕРЕТЬ К СЕЛЛУ ДО ГЕРМЕТИЧНОСТИ
ТОРЦЕВЫЕ ПЛОСКОСТИ Д РОТОРД
БЫТЬ ПЕРПЕНДИКУЛЯРНЫ ОСИ ПОВЕРХНОСТЕЙ
М И N. БИЕНИЕ НД КРДЙНИХ ТОЧКДХ -
НЕ БОЛЕЕ 0.01 мм
поверхности m.n и qдолжны
быть концентричны: взлимное
БИЕНИЕ -НЕ БОЛЕЕ 0.01мм
СМЕШЕНИЕ ОСИ ЦЕНТРОВ ПОВЕРХНОСТЕЙ
В ОТНОСИТЕЛЬНО ОСИ ОТВЕРСТИЯ L -
НЕ БОЛЕЕ 0.025 мм
толщиной 0.05^0.005 мм
Ф46
ФРЕЗД
~о.о25 ЛОПДСТЬ РОТОРД
РОТОР
ПЕРЕКОС ОБРДЗУЮШЕЙ ПОВЕРХНОСТИ
Q ОТНОСИТЕЛЬНО ОСИ ПОВЕРХНОСТЕЙ
НЕ БОЛЕЕ 0.05 НД 100 мм
ПОВЕРХНОСТИ F ПДЗЛ РОТОРД
ЛОЛЖНЫ БЫТЬ ПДРДЛЛЕЛЬНЫ ОСИ
поверхностей ПиЫ:
отклонения-не БОЛЕЕ 0.06 ЙД ЮОмм
число витков
ДИДМЕТР ПРОВОЛОКИ
НДРУЖНЫЙ ДИДМЕТР
ДЛИНД БЕЗ НДГРУЗКИ
ДЛИНД ПРИ НДГРУЗКЕ 350 - Шг
НДПРДВЛЕНИЕ НДВИВКИ
7.5
+0.01
4&Ш0
7,2
ПРДВОЕ
ПРОКЛДЛКД - КДРТОН ПРОПИТДННЫИ
ТОЛЩИНОЙ 0.3-0.05 мм
НДРШНДЯ ЦИЛИНЛРИЧЕСКРЯ
ПОВЕРХНОСТЬ СЕПЛДКЛДЛЙНД
ЛОЛЖНД БЫТЬ
ПЕРПЕНЛИКУЛЯРНД ЕГО ТОРЦУС ТОЧНОСТЬЮ
0.1 НДЮОмм
НДРУЖНДЯ ЦИЛИНЛРИЧЕСПДЯ ПОВЕРХНОСТЬ
сттш перепускного клдпднд лолжнд
БЫТЬ ПЕРПЕНЛИКУЛЯРНД ЕГО ТОРЦУ С ТОЧНОСТЬЮ 006 НД 100 мм
ОСЬ ОТВЕРСТИЙ В ФЛДНЦД НДСОСД ДОПЖНД БЫТЬ
СМЕШЕНИЕ СТОРОН КВДДРДТД
РОТОРД И ПРИВОДНОЙ ВИЛКИ
ОТНОСИТЕЛЬНО ОСИ-HE БОЛЕЕ 0.1мм НЕ БОЛЕЕ 0.06 НД 100 мм.
ПЕРПЕНЛИКУЛЯРНД ПОВЕРХНОСТИ П. ОТКЛОНЕНИЯ-
СЕЧ. ПО 7 7
ОСЬ ОТВЕРСТИЯ L ФЛДНЦД НДСОСД ДОЛШД БЫТЬ
ПЕРПЕНЛИКУЛЯРНЛ ПОВЕРХНОСТИ /Т; ОТКЛОНЕНИЯ-
НЕ БОЛЕЕ 0.05 НД 100 мм
УСТЛНОВКД НДСОСД
МГ.2
КЬДпРДТ /
ПЕРЕПУСКНОЙ КЛДПДН ОТКРЫВДЕТСЯ
ПРИ ЛЛВЛЕНИИ 3.9 -42 кг/см2
лист42
ПВИГДТЕПЬ ЯЙЗ'204
топливоподтимюШ мсос
О 5 10 15 20 25 30 35 40 45 50мм
Ш i I 1 1 i hi 11 11 11 11 11
НВШКОСТНОСГЬ ПОВЕРХНОСТЕЙ ПО И Т-НЕ БОЛЕЕ 0025т.
ПОВЕРХНОСТЬ L ЛОЛЖН/7 бЫТЬ ПРЯМОЛИНЕЙНД. ОТКЛОНЕНИЯ-.
НЕ ШЛЕЕ 0.020 мм. '
ПОВЕРХНОСТЬ L НЕ ЛОЛ/КНД ИМЕТЬ ВЫПУКЛОСТИ F>nnFF QQZSrtn
НД ВСЕЙ /ШИНЕ.
ЩИДМЕТР ПРОВОЛОКИ
НДРУЖНЫЙ ДИДМЕТР
\НДРУЖНЫЙДИДПЕТРНДОДНОПКОНЦЕНДДПИНЕ25пм 2.7
\длинд в свободной состоянии (при мжртщюз ±1
ПДЛЬНИН ТОРЦЕВОЙ ПЛИТЫ В СВОРЕ
ДОЛЖЕН ПЛОТНО НДСДЖИВДТЬСЯ НД
МДНЖЕТД-КОЖД ТОЛЩИНОЙ 25-025 т.
КОНТРОЛИРУЕМЫЙ МОМЕНТ ПРИ
ЗДТЯЖКЕ БОЛТОВ 025-030 ирн [
ТОРЦЕВЫЕ ПОВЕРХНОСТИ РЙО ПДРТЕРД НДГНЕШЕЛЯ ЛОЛЖНЫ'
' БЫТЬ ПЕРПЕНЛИКУЛЯРНЫ ПОВЕРХНОСТИ Т (КРРПЛРНИЯ Л МОКУ МИЛИНЛРОВ):.
ОТКЛОНЕНИЯ-НЕ БОЛЕЕ 0.040 пм НД ПРДЙНИХ ТОЧКДХ^
РДСКЕРНИТЬ ШТИФТ ПОСЛЕ ЗЛПРЕССОВКИ
ПОЛОСТИ N. Д ТРКЖЕ ПОЛОСТИ. ОБРЛЗОВДННЫЕ.
ПОВЕРХНОСТЯМИ М И С НИМИ СОПРЯЖЕННЫМИ
испытывать ид герметичность прилдвлении
2кг/см2 В ТЕЧЕНИЕ 2 мин.
ПОВЕРХНОСТИ Р И О ЛОЛЖНЫ БЫТЬ 63ДИМН0-
реи поверхностей М должны быть
ПДРДЛЛЕЛЬНЫ ПОВЕРХНОСТИ Т. ОТКЛОНЕНИЯ-
HF ШЛЕЕ ОШОммНД ВСЕЙ ЛЛИНЕ
ОСИ ПОВЕРХНОСТЕЙ /1 ЛОЛЖНЫ БЫТЬ
ПДРДЛЛЕЛЬНа ПОВЕРХНОСТИ L ОТКЛОНЕНИЯ-
НЕ БОЛЕЕ OOWtiti НД ВСЕЙ ЛЛИНЕ
/76*/ 2-ГО КЛ
ПРОКЛДЛКД - КДРТОН
толщиной 05*0.070 мм
ШДРИКОПОЛШИПНИ.
ФЛДНЕЦ ВДЛИКД ПРИВОЛД
НДГНЕШЕЛЬНОГО НДСОГД
1112-125 2-го кл.
Мб * 125 2-го кл
НДБОР ПРОКЛДЛОК
ТОЛЩИНЫ ПРОШЛО К (КДЖЛОЙ).
СТДВЯТСЯ ПО НЕОБХОЛИМОСТИ
ПРИ РЕГУЛИРОВКЕ ЗДЗОРОВ
РОТОРОВ (СМ. ИНСТРУКЦИЮ НД ЛИСТЕ Ш
ПРОКЛДЛКД ПЯРОНИТ УВ ГОСТ 481-
—196
ПЕРЕДНИЙ ВДЛИП НИЖНЕГО РОТОРД
ТОЛЩИНОЙ 0А±0.1мм;
ПРШПДЛКУ ПРИКЛЕИТЬ ПЙСТОИ
К КРЫШКЕ ТОРЦЕВОЙ ПЛИТЫ
УСТДНОВКУ ПЕРЕРЕЛНЕГО 6ДЛИКД НИЖНЕГО РОТОРД И
ЛЕТДЛЕЙ ПРИВОЛД ВОЛЯНОГО НДСОСД СМ. ЛИСТ 51
ПРОКЛДЛКД-ПЯРОНИТ УВ ГОСТ 481-47
ТОЛЩИНОЙ 0Л±0,1мм.
ПРОКЛДЛКУ ПРИКЛЕИТЬ ПЛСТОЙ
ПОВЕРХНОСТИ PHQ ДОЛЖНЫ БЫТЬ ПЕРПЕНДИКУЛЯРНЫ /шугш; ОТКЛОНЕНИЯ-НЕ БОЛЕЕ 0.050 мм при СВ0Р*Е МЕ*Ш Т0Р11ДМИ РПТПРПЯ и
ПОВЕРХНОСТИ L ; ОТПЛОНЕНИЯ-НЕ БОЛЕЕ ОШО мм НД
прдйних точках.
НД ВСЕЙ ЛЛИНЕ
ТОРЦЕВЫМИ ПЛИТДМИ ДОЛЖНЫ БЫТЬ
ЗДЗОРЫ НЕ МЕНЕЕ: B-O.PW. Г-0175 мм
ЛВИГДТЕПЬ ЯЙЗ-2014
НДГНЕТЛТЕЛЬ
(лист I- й)
О 10 20 30 40 50 60 70 SO 90 ЮОмм
Li,,,,l . I 1 I . I . 1 I i , I i I I ! t I
88
СЕЧ. ПО 1 t
ПИРОМЕТРЫ LUEOTEPFH
СЕЧ. ПО 2 2
(ПО ШЕСТЕРНЕ
СЕЧ. ПО 2 2
(по валики)
ЧИСЛО ЗУБЬЕВ
МОДУЛЬ В НОРМДЛЬНОП СЕЧЕНИИ
ДИЙМЕТР ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ
УГОЛ ЖЕ ПЛЕНИЯ ПРИ НаРЕЗЛНИИ (ПО НОРМ/-
ВЫСОТД ГОЛОВПИ ЗУБД НОМИНДЛЬНЛЯ
ВЫСОТД ЗУБД ПОЛНДЯ
УГОЛ НДКЛОНД ВИНТОВОЙ ЛИНИИ НД ДЕЛИ'
ТЕЛЬНОМ ЦИЛИНДРЕ
ШДГ ВИНТОВОЙ ЛИНИИ В НДПРДВЛЕНИИ
ОСИ ВРДЩЕНИЯ
ТОЛЩИНД ЗУБД ПО НОРМ ДЛИ И ДУГЕ
ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ (ТЕОРЕТИЧЕСКЯЯ)
НДПРДВЛЕНИЕ ВИНТОВОЙ ЛИНИИ
КЯЛИбР ЗУБД ПРИ НОМИНДЛЬНОМ
ДИДМЕТРЕ ОКРУЖНОСТИ ВЫСТУПОВ
ВЕДУЩДЯ | ВЕДОМДЯ
27
2.5
96.98
1ли) 12°
3.16
7,7
Ь5С53'29,2"
295.3352
3.927
ПРДВОЕ | ЛЕВОЕ
^ ляг?
-б
V,
020
Wol
4Д ШЛИЦЕQ
НДЧДЛЬНДР ОКРУЖНОСТЬ ШЛИЦЕВ
ФЛДНЦД ЛОЛЖНД БЫТЬ KOHUEH-
ТРИЧНР ЕГО ПОВЕРХНОСТИ F.
БИЕНИЕ - НЕ БОЛЕЕ 0.050 мм
4в ШЛИЦЕВ
ОКРУЖНОСТЬ ГОЛОВОК ШЛИПЕВ
ВДЛИКД ЛОЛЖНД БЫТЬ КОНЦЕН-
ТРИЧНЙ НОЧДЛЬНОЙ ОКРУЖНОСТИ
БИЕНИЕ -НЕ БОЛЕЕ 0.020мм
ВЫСТУП ОбРДЗОВДН ПРОПУС-
I КОМ ОЛНОЙ ВПДЛИНЫ ШЛИЦЕВ
ШЛИЦЕВ
ВПДПИНД 05РД30ВДНД
ПРОПУСКОМ ОЛНОГО
ВЫСТУПИ ШЛИЦЕВ
профиль шлицев Фланца валики приводя нлгнетдтеля
той
ПРИ ЗДЦЕПЛЕНИИ БЕЗ ЗДЗОРД 5ЕЛУШЕЙ ИЛИдЕЛОМОЙ ШЕСТЕРЕН
С ЭТДЛОННОЙ ШЕСТЕРНЕЙ. ИМЕЮЩЕЙ ТОЛЩИНУ ЗУБД В НОРМДЛЬНОП
СЕЧГНИИ ПО ЛЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ 3.927 пм. МЕЖЦЕНТРОВОЕ
РДССТОЯНИЕ ЛОЛЖНО БЫТЬ МЕНЬШЕ НОМИНДЛЬНОГО ЗНДЧЕНИЯ
Ни 0020 -0050мм. ОТКЛОНЕНИЯ ПРИ ПОВОРОТЕ НД ОЛЙН ЗУБ-
НЕ БОЛЕЕ 0.0! пм.
ОТКЛОНЕНИЕ ЛЕЙСТВИТЕЛЬНОГО УГЛЛ НДКЛОНД ВИНТОВОЙ ЛИНИИ
ОТ ТЕОРЕТИЧЕСКОГО (НД ЛЛИНЕ ЗУБД)-НЕ БОЛЕЕ 00! мм
ПЛОСКОСТЬ ТОРЦД /Г (ВЕЛУШЕЙ И ВЕДОМОЙ ШЕСТЕРЕН) ЛОЛЖНД
БЫТЬ ПЕРПЕНЛИКУЛЯРНД ОСИ ШЛИЦЕВОГО ОТВЕРСТИЯ: БИЕНИЕ -
НЕ БОЛЕЕ 0.015 мм НД КРДЙНИХ ТОЧКОХ.
ПОВЕРХНОСТЬ F (ВЕЛУШЕЙ И ВЕЛОМОЙ ШЕСТЕРЕН) ДОЛЖНЛ БЫТЬ
концентричнд начальной окружности шлицевого отверстия;
БИЕНИЕ - НЕ БОЛЕЕ 0025 ММ
ВЕЛУШУЮ И ВЕЛОМУЮ ШЕСТЕРНИ БДЛДНСИРОВДТЬ СТДТИЧЕСКИ.
ЛИСБДЛДНС КДЖЛОЙ-НЕ БОЛЕЕ Z гсм СЕЧ ПО 6 6
КОМПЛЕКТ РОТОРОВ НДГНЕТаТЕЛЬНОГО
ндсосд
Е
(начальная
окружность)
Ф25,Ш
Ф24.542 (начальная
ОКРУЖНОСТЬ)
НЕ МЕНЕЕ
ПРОФИЛЬ ШЛИЦЕВ ВЕЛУШЕЙ И ВЕЛОМОЙ ШЕСТЕРЕН
М1011
1,008
Ф22.225
Ф20Щ0!5
ПО ВНУТРЕННЕМУ ЛИДМЕТРУ
РОЛИКОВ ФЮОв пм
' Ф2А15
профиль шлицев здлнего валика роторов ндгнетдтеля
тон
Ф25А00
2А10
Ф2ь,542 (ндчальндя
ОКРУЖНОСТЬ)
Ф26,7± 0,015
СЕЧ. ПО 3 3
!2ШЙРИК0В В РЯЛУ
СЕЧ. ПО 4
•25.
-0.009
т in 0,000
.СЕЧ ПО 7 7
СЕЧ. ПО 5 5
max 0.0Q9
min-aoio
■25-0
номинальный
л/ 7 *O.ftO
mm -0,02!
mm-0.006
СЕчпо9 9
min 0.013
сеч no в в
О-0.002
О- Q.020
mln олоо
полбор роторов произволить попарно
(рекоменлуется по наклону винтовой
линии лопасти).
отклонения зазора мешу кромкой И
и сопряженным участком
комплектного Роторд.-нЕ более ±0Л25мм на
ВСЕЙ ЛЛИНЕ РОТОРОВ ft КОЖГ\ПМ .W/(Fq-
ЛЕНИН ПРИ Н0ПИНаЛШОМ_МГЖ1£И7УП~
вом расстоянии
min-0,020
ИНСТРУКЦИЯ ПО РЕГУЛИРОВКЕ РОТОРОВ
при сборке установить злзоры между ведущей стороной нижнего роторй и
веломой стороной вешнего POTOPR Ш) д пределлх 0.100 - 0200 мм. а зазор
МЕЖДУ ВЕЛОМОЙ СТОРОНОЙ НИЖНЕГО РОТОРД И ВЕДУЩЕЙ СТОРОНОЙ ВЕРХНЕГО
ротора (Б) в пределлх 0.350-0.600мм (при контроле наборными
пластинчатыми щупдмк наивольшЕЙ толщиной пластин 0.150 мп). пая проверки
зазоров установить роторы в положение, укдзднное нд чертеже.
КОНТРОЛЬ ЗДЗОРОВ ПРОИЗВОЛИТЬ НЕГ1ЕНЕЕ. ЧЕП 5 ТРЕХ СЕЧЕНИЯХ ПО ЛЛИНЕ
РОТОРД: U Bb/ХОЛНОГО ОКНЯ У ЦЕНТРАЛЬНОЙ ПЕРЕПЫЧКИ ВЫХОДНОГО OKHR.
регулировку производить проклдлкдпи [толщины
tO.Of3
mln-одзо
ЛИСТ 44
ЛВИГДТЕЛЬ ЯДЗ -20U
НДГНЕТДТЕЛЬ
(лист 2- й)
О Ю 20 30 1*0 50 60 70 60 90 100пп
' I 1 1 1 1 1 1 1 I 1 I 1 I 1 1 1 I I
89
НЛПРЛвЛЕНИЕ ВИНТОВОЙ ЛИНИИ ЛОПЛСТИ
ВЕРХНЕГО РОТОРЛ - ПРЛВОЕ. НИЖНЕГО
РОТОРЛ -ЛЕВОЕ.
шдг винтовой линии лоплсти в
НЛПРЙВЛЕНИИ ОСИ ВРЛШЕНИЯ 2236'мм
ОТКЛОНЕНИЕ ВИНТОВОЙ ЛИНИИ ЛОПЛСТИ РОТОРЛ ПО ЛУГЕ ОКРУЖНОСТИ
В ТОРЦЕВОЙ СЕЧЕНИИ НЛ УЧЛСТКДХ BD И CF - НЕ БОЛЕЕ ± 0060 мм.
Ни ОСТАЛЬНЫХ УЧДСГПЛХ ПО ВСЕЙ ДЛИНЕ - НЕ БОЛЕЕ ±0.100им
f—£Щ.75±0.070
1 Шля инструментл)
(начальная окружность)
rR25,6--bo:
1 (для ин
- ПЛРДПЕТРИЧЕСКИИ УГОЛ ВЗЛИМНОГО
ОБПЛТЫВЛНИЯ ТЕОРЕТИЧЕСКИХ НЯЧДЛЬ-
НЫХ ОКРУЖНОСТЕЙ (ПРИ ОБРДЗОВДНИИ
учдсткоь BD и CF)
1°
3°
3°30'
4°
4° 30'
5°30'
6°
6°30'
7°
7°30'
8°
8°30'
9°
10°
Ю°30'
1Г301
12°
!2°30'
13°
13°30'
1U0
К'ЗО'
!5W
16°
0.0060
0,0090
0.0/65
0,0136
0,033!
орш
0,0550
0.069*4
0.0805
0,1063
0,1313
0.157^
0.1667
0.2190
0.2560
0.2960
0.3400
0.3330
ОМЮ
0А970
0.5590
0.6250
0.6970
0,7720
ТДБЛИиД ПРОФИЛЯ УЧЛСТКОВ ВРиСР
0.3550
0.9U20
1,0350
Р
U3А 90
48,505
3,52 2
46.670
48.725
48.788
48.658
48.934
49,109
U9.207
49,312
49.424
49,543
49.669
49.601
49,941
50.087
50,239
50.397
50.563
50.734
50.912
51,095
51.285
51.431
51.662
51.839
52.101
Ф 146,7+0'015
РДДИУС СПРУГЛЕНИЯ ПРОМОК В И С - НЕ БОЛЕГ 0.050 мм
РДДИДЛЬНОЕ СМЕШЕНИЕ НОМИНАЛЬНЫХ КР0М0П_3 И.
ДУГИ НДЧПЛЬНОЙ ОКРУЖНОСТИ -НЕ 6O/7FF_tuP. ?sL
90
16°ЗО'
17°
17°ЗО'
18°
18°ЗО'
19°
19°30'
20°
20°30'
21°
2Г30'
22°
22°30'
23*
23°30'
24°
24°30'
25°
25°30'
26°
26*30'
27°
27930'
28°
28°30'
29°
29°30'
30°
30°
f
1,1340
1,2390
1,3500
1,4670
1,5900
1.7200
1,8570
2,0000
2,1510
2.3080
2.4730
2,6450
2.8250
3.0120
3.2070
3.4100
3,6210
3.8400
4,0670
4,3020
4.5460
4.7990
5.0590
5,3290
5.6080
5.8950
6.1910
6.4960
7,1400
Р
52.319
52,542
52,771
53.005
53,243
53,486
53.733
53.985
54.243
54,503
54Л8
55.037
55.310
55.586
55,866
56,149
56.436
56,725
57.017
57,312
57.60В
57.905
58.209
58,513
58.819
59.125
59.433
59.742
60,356
лист 45
ЛВИГДТЕЛЬ ЯЛЗ -2OU
ПРОФИЛИРОВАЛ ВЕРХНЕГОИНИЖНЕГО
РОТОРОВ ИЯГНЕТДГЕПЯ
СЕЧ ПО 1 1
(попупачку)
ПДРДМЕТРЫ ШЕСТЕРНИ ПРИВОПД НДГНЕТДТЕЛЬНОГО НДСОСЛ
ЧИСЛО ЗУБЬЕВ
ПОДУЛО ПО НОРПДЛИ И ДУГЕ ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ 2.5
ДИДГ1ЕТР НДЦДЛШОИ ОКРУЖНОСТИ
ДИДПЕТР ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ
ВЫСОТДГОЛОБКИ ЗУБД (ОТДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ) Д54
ВЫСОТД ЗУБД ПОЛНДЯ
УГОЛНДКЛОНД ВИНТОВОЙ ЛИНИИ ИД ДЕЛИТЕЛЬ-
НОМ ЦИЛИНДРЕ
Т0Л1ДИНД ЗУБД ПОНОРПДЛИ И ДУГЕ
ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ (ТЕОРЕТИЧЕСКАЯ/
НЙПРДВЛЕНИЕ ВИНТОВОЙ ЛИН^И
ТОЛЩИНДЗУБЛ ПО НОРМ ДЛИ И ХОРДЕ
ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ
ВЫСОТД ГОЛОВКИ ЗУБД ПРИ НОПИНДЛЬНОМ
ДИДМЕТРЕ ОКРУЖНОСТИ ВЫСТУПОВ
УГОЛ ЗДЦЕПЛЕНИЯ (ИНСТРУМЕНТА)}/УНОРМДЛИ
40
107,695
1О7А61
7.1
ПРДВОЕ
357
12'
ПРОФИЛЬ ШЛИЦЕВ КУЛДЧКД МУФТЫ ПРИВОПД НДГНЕТДТЕЛЬНОГО НДСОСД
мим
ПРОФИЛЬ ШЛИЦЕВ ВЛЛИКД ПРИВОПД НАГНЕТПТЕЛЬНОГО НДСОСД
мюн
НЕ БОЛЕЕ
СЕЧ ПО 1 1
(по валику)
M8xl25 2-ГОКЛ
ППРДЗУЮШИЕ ШЛИЦЕВ ВДЛИКД ПРИВОПД ПОЛЖНЫ БЫТЬ
пдрдллельны оси центров: отклонения-не более
П020мм НД ВСЕЙ ДЛИНЕ
32-oj
ОСЬ.СОЕЛИНЯЮШДЯЦЕНТРЫ РЗб.ЛОЛЖНД
ПОВЕРХНОСТИ F И П ВДЛИКД ШЕСТЕРНИ
ДОЛЖНЫ БЫТЬ КОНиЕНТРИЧНЬК БИЕНИЕ -
НЕ БОЛЕЕ 0.020 мм'
ОСИ ПОВЕРХНОСТЕЙ С КОРПУСД УПРУГОЙ
муфты должны быть пдрдллельны:
ОТКЛОНЕНИЯ -НЕ БОЛЕЕ 02 мм НД ВСЕЙ
ДЛИНЕ
ПРИ ЗДИЕПЛЕНИИ ПРИВОДНОЙ ШЕСТЕРНИ С ЭШОННОЙ
ЦШСТЕРНЕЙ. ИМЕЮЩЕЙ 78 ЗУБЬЕВ И ТОЛЩИНУ ЗУБД В ПОВЕРХНОСТИ L КУЛДЧКД ДОЛЖНЫ БЫТЬ
НОРМДЛЬНОМ СЕЧЕНИИ ПО ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ КОНЦЕНТРИЧНЫ НДЧДЛШОЙ ОКРУЖНОСТИ
3327. отклонение пешнтрового расстояния должно его шлиив: биение-не более ОПиОмм
БЫТЬ. ДЛЯ ЛЮБОЙ ШЕСТЕРНИ ОТ -Q070 ДО -0120 мм
ДЛЯ ОДНОЙ 'ШЕСТЕРНИ 0035 мм.
ПРИ ПОВОРОТЕ НД ОДИН ЗУБ 0015 мм
ОТКЛОНЕНИЕ НаПРДВЛЕНИЯ ВИНТОВОЙ ЛИНИИ НЛ ДЛИНЕ
ЗУБЛ ПО ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ. 0БРД30ВДНН0Й
ЛЕЛИТЕЛЬНОЙ ОКРУЖНОСТЬЮ -НЕБОЛЕЕ 0.015мм.
БИЕНИЕ ДЕЛИТЕЛЬНОЙ ОКРУЖНОСТИ ПРИВОДНОЙ ШЕСТЕРНИ
ОТНОСИТЕЛЬНО ЕЕ ПОВЕРХНОСТИ F 'НЕ БОЛЕЕ 0.035 мм.
(ПРИ УПОРЕ В ТОРЕЦ Р).
ПРИВОДИДп ШЕСТЕРНЯ ЗДЦЕПЛЯЕТСЯ С ШЕСТЕРНЕЙ
млд. имею/ней 73 зубьев.
ПРИ НПМИНпЛШПИ МЕЖИЕНТРОВОМ РЯССТОЯНИИ 15635 tin.
ПРИВОДНУЮ ШЕПТЕРНЮ И ШЕСТЕРНЮ РДСПРЕДЕЛИТЕЛЬНОГО
вдла подбимть 'по пятну касания и проверять на шуп
поверхность Р приводной шептррни должна быть
плоской: отклонения - не более 0.015 мм.
поверхность 0 должна быть птллЕльнл
поверхности Р: ОТКЛОНЕНИЯ-НЕ ВОЛЕЕ 0.040мм.
приводную щствт Балансировать статичЕСЖ
СЕЧ.ПОйЬ
СЕЧ ПО 5 5
тсх-ШЗУ J
min:0055"
\ TJX 0,055
х~т1п"0Л25
ПЕРЕСЕКДТЬ ОСЬ ШЛИЛЕВОГР ОТВЕРСТИО:
ОТКЛОНЕНИЯ ±0.15 мм
ВНУТРЕННЯЯ ЦИЛИНДРИЧЕСКДЯ ПОВЕРХНОСТЬ
2 ОТВЕРСТИЯ Р5
ВДЛИКД ШЕОТЕРНИ ЛОЛЖНД БЫТЬ К0Н11ЕНТРИЧ
НД ЕГО ПОВЕРХНОСТИ М: БИЕНИЕ-НЕ БОЛЕЕ
НДБОР ПЛОСКИХ ПРУЖИН:
длина каждой пружины
без нагрузки 61 шири-
на 26-п?.толщина *0А
тin-ошз
ТОРЦЕВЫЕ ПОВЕРХНОСТИ f\.P.S ВДЛИКД
ШЕСТЕРНИ ДОЛЖНЫ БЫТЬ ПЕРПЕНДИКУЛЯРНЫ
ЕГО ПОВЕРХНОСТИ М: БИЕНИЕ -НЕ БОЛЕЕ
0020 мм на прдйних точках
поверхность сухаря должна быть пряполинрйнпй-
ОТКЛОНЕНИЯ -НЕ БОЛЕЕ 0100 НД ВСЕЙ ДЛИНЕ
q без нагрузки
по ад
ВТУЛКД КОРПУСД
-15
Ф5.6+ОЯ
6ИЕНИЕ T0PUE6 /Г КОРПУСА ОТНОСИТЕЛЬНО ОСИ
ПОВЕРХНОСТИ М ВТУЛКИ -НЕ БОЛЕЕ 0.015'мм.
ЛИЕНИЕ. ПОВЕРХНОСТИ N КОРПУСД ОТНОСИТЕЛЬНО
\
\винтовдя млсляндр шдвкд: шдг55. [иииина /.. ту вина
ПВИГДШЬ 0ДЗ-2№
МШШШПШ1Ж
О 10 20'30 40 50 дО 70 60 90 ЮОпм
шш.
UXL
Л6*1 2-ГО М.
Р!65-
ДЛИНД ШТИФТй. СОЕДИНЯЮ'
ЩЕГО РЫЧЙГИ ВДЛИК.РРмм ~Ч П0 *$■
ДЛИНД ШТИФТОВ, СОЕДИНЯЮЩИХ ЗДСЛОНПУ
И ВДЛИП, 16 пм
число витпов (полное)
ДИДМЕТР ПРОВОЛОКИ
НЛРУЖНЫИ ДИДПЕТР
ДЛИНД 5ЕЗ НДГРУЗКИ
ДЛИНД ПРИ НДГРУЗКЕ 3.5*0,5*8
НДПРДВЛЕНИЕ НДЗИВХИ
5/16" 10,03 ШЛРИК
/Ю 1УГРУБ0ШЕРСТНЫИ _j
толщиной 4±
О 10 20 30 40 50 60 70мм
iiuilniii I I I I I I I I t I l I
92
свч.поИ
ЗПд*п5
число витков
ДИАМЕТР ПРОВОЛОКИ
наружный диаметр
ДЛИНА БЕЗ НАГРУЗКИ
М8*1252-го кл.
КОНЦЕВЫЕ ВИТКИ ДОЛЖНЫ БЫТЬ ЗАВИТЫ В
ЗАМКНУТОЕ КОЛЬЦО ТАК. ЧТОБЫ КОНЕЦ ВИТКА
КАСАЛСЯ РАБОЧЕГО ВИТКА
ФИЛЬТР - БРОНЗА СПЕЦИАЛЬНАЯ,
ИЗГОТОВЛЯЕТСЯ СПЕКАНИЕМ
ДРОБИ Ф 02 -0.3 мм.
РАСПЫЛИТЕЛЬ
/73,7
ФИЛЬТР ЛОЛЖЕН ПРОПУСКАТЬ
U50-650 см3 СОЛЯРОВОГО МАСЛА
В ТЕЧЕНИЕ 60 сек, ПРИ НАПОРЕ
f000мм:вязкость масла 1А°Е
ПРОклмка-МЕпь МЗ
ХГОПЖИНОИ 2
БОКОВОЙ ЭЛЕКТРОД
ПРОВОД ДОЛ: СЕЧЕНИЕ 13 мм*
ПРОКЛАДКА-МЕДЬ П1 ТОЛШИНОЙ 135
ИНДУКЦИОННАЯ КАТУШКА С ВИБРАТОРОМ В СБОРЕ
НИППЕЛЬ РАСПЫЛИТЕЛЯ
0,25+0'05
+O.QS ТРИ ПРОРЕЗА. РАВНО РАСПОЛОЖЕННЫЕ ПО ОКРУЖНОСТИ
листАА
примечание: пусковой подогреватель
изображен со снятой крышкой
ЛВИГДТЕЛЬ ЯДЗ-2М
ПУСКОВОЙ ПШОГРЕВДТЕЛЬ
О 10 20 30 40 50мм
Imiiinil I i i I i I I I
СЕЧ. ПО 1 1
сеч, по 2 2
СЕЧ. ПО 3 3
СЕЧ. ПО4
max 0,096
men 0,000
max 0,090
mm 0Ш5
ПОСЛЕ СбОРКИ ТОРЦЫ ШТИФТА
РЯСКЛЕПЯТЬ С ДВУХ СТОРОН
Q+0,100
max OA00
max -0,055
men - 0.005
проклядкя -фибря толщиной 0,8 ±0,12 мм
число витков
ДИДМЕ1Р ПРОВОЛОКИ
наружный диаметр
-о,1 МЯНЖЕТД
апинй 5ЕЗ нягрузки
M4*QJ 2-го кл.
пднжетя - кожя толщиной 1.25*0.3
ЛРОКЛРДКР-ФИБРЯ ТОЛЩИНОЙ Ы±01мм
"бриггс
о.озо ШДРИП
1ПЮ*
РУЮЯТКР - ПЛЙСТМРССЯ
РЯСПЕРНИТЬ В ЧЕТЫРЕХ МЕСТРХ. РЯВНО
РДСЛОЛОЖЕННЫХ ПО ОПРУЖНОСТИ
Г16*1 2-ГО КЛ
число витков
ДИЯМЕТР ПРОВОЛОКИ
наружный дирметр
ДПИНР БЕЗ НЯГРУЗКИ
8
0.2
A5±0J
8,5* t
СЕТКЯ ФИЛЬТРУЮЩРЯ ЛЯТУННЯЯ №3:
проволокя ф0.1 мм: ячейкя 0J*03mm
по ГОСТ2715-44 и ГОСТРАЫ-
КОШЕВЫЕ ВИТКИ ПРУЖИНЫ ДОЛЖНЫ БЫТЬ
ЗЯВИТЫ В ЗЯМКНУТЫЕ КОЛЬЦД. ТЯК ЧТОБЫ
КОНЕЦ ВИГКЯ КРСЯЛСЯ РЯБОЧЕГО ВИТКЯ
число витков
ДИЯПЕТР ПРОВОЛОКИ
наружный дияметр
ДЛИНЯ БЕЗ НЯГРУЗКИ
длиня при нягрузке 70-100 е
НЯПРЯВЛЕНИЕ НЯВИВКИ
6
0.3
3.7Щ2
5
ПРЯВОЕ
лист 49
ЗЯПРЕССОВЯННЯЯ ФИЛЬТРУЮЩЯЯ СЕТКЯ ДОЛЖНЯ ПРОЧНО
УДЕРЖИВЯТЬСЯ В КОРПУСЕ НЛГНЕТЯТЕЛЬНОГО КЛЯПЯНЯ
ДВИГДТЕЛЬ ЯДЗ-204
подкачивающий пусковой Hani]Q
О 5 Ю 15 20 25мм
■ I I I ■ I , \
94
ЦИЛИНДРИЧЕСКИЕ ПОВЕРХНОСТИ
ВЙПИКД (Ф20 И Ф25 ДЛЯ ПОСЛДНИ
ШДРИКОПОДШИПНИКОВ) ДОЛЖНЫ
20.5 25-
тох 0,02/
mi n-0,023
БЫТЬ К0Н11ЕНТРИЧНЫ, БИЕНИЕ
НЕ БОЛЕЕ 0.030мм
201Я& 25.5
№«125 2-ГО КЛ
44*0,25
1П22Ч5
ПРОВОЛОКД Ф2.3± 0,060
слльник-пробкд
пропитанный
ТОЛЩИНОЙ
В ПОСЛЕДНИХ ВЫПУСКАХ
1 ЭТОТ РЛЗМЕР 173мм
биение торцл. прижимлюшего задний шдрикоподшипник, нл прлиних точках
ПРЫЛЬЧДТПЙ ВЕНТИЛЯТОРД
ЦИЛИНДРИЧЕСПИЕ ПОВЕРХНОСТИ ШПИВЛ (Ф52
для поелдпи попшипнипов) должны быть
КОНЦЕНТРИЧНЫ: БИЕНИЕ-HE БОЛЕЕ 0030 мм
ОТНОСИТЕЛЬНО ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ Ф52 -НЕ БОЛЕЕ 0035мм
КОНТРОЛЬ РУЧЬЯ ШКИВЛ ВЕНТИЛЯТОРЛ ПРОИЗВОДИТЬ ДВУПЯ РОЛИПЛПИ.
РДЗМЕР Н ПОЛЖЕН БЫТЬ 160.8 *035мм
ШКИВ ВЕНТИЛЯТОРД 5 СБОРЕ С КОНИЧЕСКОЙ ПРОБКОЙ
МДСЛОНДПИВНОГО ОТВЕРСТИЯ БДЛДНСИРОдДТЬ СТЛТИЧЕСПИ;
пИСБДЛДНС -НЕ БОЛЕЕ 8
ПРИ БДЛДНСИРОВКЕ СВЕРЛИТЬ ОТВЕРСТИЯ Ф12 НЛ ГЛУБИНУ НЕ БОЛЕЕ 15 мм
КРЫЛЬЧДТКУ ВЕНТИЛЯТОРЛ БЛЛЛНСИРОВЛТЬ СТДТИЧЕСКИ.
ДИСБДЛ/fHC -НЕ БОЛЕЕ 20 г см. ПРИ БДЛДНСИРОВКЕ ДОПУСТИМ
ПРИКПЕПКД К ЛОПДСТЯМ СТДЛЬНЫХ ШДЙБ (НЕ БОЛЕЕ ОДНОЙ
НД ОДНУ ЛОПДСТЬ) Ф12 И ТОЛЩИНОЙ НЕ БОЛЕЕ 2 мм ШДЙБЫ
ПРИКЛЕПЫВДТЬ С ВЫПУКЛОЙ СТОРОНЫ ЛОПДСТЕЙ
ДВИГДТЕЛЬ ЯДЗ-204
ВЕНТИЛЯТОР
О Ю 20 30 40 50 60 70мм
Llm.l I I I I I I I I I IГ I I
95
НЕ БОЛЕЕ
ПОДШИПНИК ППКИРРТр С ПРЕДВЯРИТЕЛЬНЫМ
НЛ ТЯГОМ О - 0.015 мм.
НЛТЯГ ОСУЩЕСТВЛЯЕТСЯ СМЕШЕНИЕМ
оси жаповд кольца подшипникя
ОТНОСИТЕЛЬНО ОСИ ЖППОБД ВДЛИКЯ
ПРИ СБОРКЕ ОБЕСПЕЧИТЬ РДДИДЛЬНЫЙ
ЗЛЗОР В ПРЕЛЕЛЯХ СЮ04-0Л08мм.
ПРИ СБОРКЕ ПОЛШИПНИК НДПОЛНИТЬ
СПЕЛИДПЬНОЙ КОНСИСТЕНТНОЙ МДЗЬЮ
N330086 ПО номенклдтуре ГПЗ
КОНТЛКТНЛЯ СВЛРКЛ
ПО ЛВС
■Р1±0А
li
СЯЛЬНИК-ФЕТР
Я ЧЕТЫРЕХ ТОЧКЛХ
НЕ МЕНЕЕ
подшипник и вллик валяного ндсосл
КРЫШКД ТОРЦЕВОЙ ПЛИТЫ НЛГНЕТДТЕЛЬНОГО НЯСОСЯ
РДСКЕРНИТЬ РЯВНОПЕРНО ПО ОКРУЖНОСТИ В ТРЕХ МЕСТДХ
023-0,55
КРЫЛЬЧДТКД
КРЫПЬЧДТКУ БДЛЛНСИРОВДТЬ СТДТИЧЕСКИ;
ЛИСБДЛДНС НЕ БОЛЕЕ 5 гсм.
ПРИ БДЛДНСИРОВКЕ ЛОПУСКДЕТСЯ СПИЛИВй-
НИЕ ПО ТОЛЩИНЕ (НЕБОЛЕЕ 0.5мп)ПЛОСКОСТЕЙМ.
БИЕНИЕ TOPUOB ЛОПДСТЕЙ
ОТНОСИТЕЛЬНО ОСИ ОТВЕРСТИЯ ЛПЯ
ВДЛИКД НД КРДЙНИХ ТОЧКДХ-НЕ
БОЛЕЕ 0,1мм
ШИРИНЕ ВЫСТУПОВ
аля олнои муфты -не более 0.25мм
корпус и крышку валяного ндсосд
ПРОВЕРЯТЬ НД ГЕРМЕТИЧНОСТЬ ВОЛОИ
ПРИ ЛДВЛЕНИИ 3 amu
ПРОКЛДДКД -КЯРТОН
ПРОПИТДННЫИ
толщиной 0.5*0'°Ъм
БИЕНИЕ КРЫЛЬЧДТКИ ПО
ОТНОСИТЕЛЬНО ОСИ ОТВЕРСТИЯ
Л ЛЯ ВДЛИКД НЕ БОЛЕЕ 0.1 мм
ПРИ СЖДТИИ ПРУЖИНЫ СДЛЬНИКД
ВОЛЯНОГО НДСОСД ЛО
СОПРИКОСНОМ6«12-ГОКЛ
ВЕНИЯ ВИТКОВ НЕЛОЛЖНО БЫТЬ
ОСТЯТОЧНОИ ЛЕФОРМЛЦИИ
Л0ПуСК ОТНОСИТЕЛЬНО
ПРОКЛЯЛПД - КЛРТОН ПРОПИТДННЫИ ТОЛЩИНОЙ
КОНТДКТНДЯ СВДРКД В ТРЕХ ТОЧКЛХЛ
МЛСЛООТРЛЖДТЕЛЬ
РЛВНО РЯСПОЛОЖЕННЫХ ПО ОКРУЖНОСТИ
проклялкя - пйронит УВ Г0СГ48П7 толщиной OA±OJ мм
ТОРЦЕВДЯ ПЛИТЯ
НДГНЕТЯТЕЛЬНОГО
ПРИ УСТЛНОВКЕ УПОРНОГО КОЛЬЦД СЯЛЬ-
1 КОРПУС НДГНЕТЯТЕЛЬНОГО НЛСОСЯ
ЛДННЫЕ ПО ГДБДРИТНЫМ И УСТЯ-
НИПЯ ВОЛЯНОГО НДСОСЛ НЯ ЭТЛЛОННУЮ
ПОБОЧНЫМ РДЗПЕРДМ, ОТНОСЯЩИЕСЯ
ПЛОСКОСТЬ ШИРИНЯ НЕПРЕРЫВНОГО
КОЛЬЦЕВОГО ОТПЕЧДТКЯ ДОЛЖНЯ БЫТЬ НЕ
МЕНЕЕ 2 мм ПРИЛИДМЕТРЕ НЕ МЕНЕЕ 18мм
К НЯГНЕТЯТЕЛЮ. СМ ЛИСТ 4-3
торцы упорного кольия лолжны быть
\плоскими
ПРИ УСТЯНОВКЕ РЕЗИНОВОЙ
МАНЖЕНД ЭТДЛОННУЮ ПЛОСКОСТЬ И
ПРИЛОЖЕНИИ П ТОРЦУ N МДНЖЕТЫ
ндгрузки 3 нг поверхность Р
ЛОЛЖНД ГЕРМЕТИЧНО ПРИЛЕГДТЬ К
ЭТДЛОННОИ ПЛОСКОСТИ.
ТОРЦЫ УПОРНОГО КОЛЬЦД ЛОЛЖНЫ БЫТЬ
число витков
ДИДМЕТР ПРОВОЛОКИ
ВНУТРЕННИЙДИДМЕТР
ДЛИНД БЕЗ НДГРУЗКИ
ДЛИНД ПРИ НЯГРУЗКЕ 3.6 Кг
НДПРДВЛЕНИЕ НЯВИВКИ
4
2-0,05
25*0,25
25,5*0.5
9.5
ЛЕВОЕ
лист 51
РЕЗИНД МДСП0УПОРНОал
ТВЕРДОСТЬ ПОШОРЧ ?
БЕЗ НДГРУЗКИ
пдрллпельными: отклонения не
0.1мм НЯ ОКРУЖНОСТИ Ф32
СДЛЬНИК ВОЛЯНОГО НДСОСД
ЛВИГДТЕЛЬ ЯДЗ-204
валяной насос с приволом
(лист /- й) "
О /О 20 30 40 50 60 70™
litiiliml I I I I I I I I I I ! I
96
Г)ДРРПЕТРЬ( ЗВОЛЬВЕИТНЬ/Х ШЛИЦЕВ
ВДЛИКД РОТОРД И ВДЛИКД МУФТЫ
ЧИСЛО ШЛИЦЕВ
МОДУЛЬ ОСНОВНОЙ
ДИДМЕТР НДЧДЛЬНОЙ ОКРУЖНОСТИ
УГОЛ ЗДЦЕПЛЕНИЯ ИНСТРУМЕНТ/!
ВЫСОТД ГОЛОВКИ ЗУбД
вдлик
РОТОРД
ШИК
МУФТЫ
20
0,9
/а
20°
ОА
0,6
ВЫСОТД ЗУБД (БЕЗ РДДИДЛЬНОГО ЗДЗОРД) 10
ВЫСОТД ЗУбй ПОЛНДЯ
толщина зубл по дуге
(ТЕОРЕТИЧЕСКИ)
КДЛИБР ЗУБЙ
ДИДМЕТР ОКРУЖНОСТИ ВЫСТУПОВ
1А
1,5
1.414
ij р* 0.035
0,63 —
19,2 -0.045
СЕЧ. ПО 1 1
сеч^по
СЕЧ ПО 3 3
СЕЧ ПО 4 4
6 ШДРИКОВ
max -0,054
mm -0,030
max 0,009
min-o.ow
4LU ~0.О10
mm - 0,021
men 0,032
РАССТОЯНИЯ МЕЖпУ КРЛИНИМИ ТОЧКАМИ ЛВУА МЕРИТЕЛЬНЫХ ВНУТРЕННИЕ ЦИЛИНДРИЧЕСКИЕ ПОВЕРХНОСТИ ПОРПУСД В0ПЯН0Г0 НДСО0Д ПОД ПОСДДПУ ПОПШИПНИПД И КРЫШКИ ДОЛЖНЫ БЫТЬ ПОНИЕНТРИЧНЫ. БИЕНИЕ -НЕ БОЛЕЕ 0.040 мм
РОЛИКОВ(1.732 ± 0,001мм ДНЯ ВЙЛИКЙ МУФ ТЫ,
1.500-0.001мм ДЛЯ ВЛЛИКЛ РОТОРй)
СЕЧ ПО 5 5
СЕЧ.ПО б б
СЕЧ ПО 7 7
СЕЧ.ПО 8 в
ПРИ ИЛИ БОЛЬШЕЙ И НАИМЕНЬШЕЙ ТОЛЩИНЕ ЗУБЛ (ШИРИНЕ
впллины) должны бы ть.
201663 —20.723(лля валика муфты),
16>022—16,160(йля влликл ротора).
РАЗМЕРЫ ПО РОЛИКАМ ДАНЫ ДЛЯ ТОЛЩИНЫ ЗУБЛ (ВАЛИКА
МУФТЫ) 1,38-1,41»». ДЛЯ ШИРИНЫ ВПЛЛИНЫ 1М-1А6мм
(для валика ротора)подуге делительной окружности
шах -0,034
JU-,—
16 =Ш,
16-0,012
min -0.006
mm -0.05В
ТОРЦЫ ФЛАНЦА КРЕПЛЕНИЙ ВОДЯНОГО НЛСОСЛ К КРЫШКЕ ТОРЦЕВОЙ ПЛИТЫ. ПРИЛЕГЙНИЯ К КРЫЛЬЧРТПЕ И КРЫШКЕ ДОЛЖНЫ БЫТЬ ПЕРПЕНДИКУЛЯРНЫ ОСИ ОТВЕРСТИЯ ДЛЯ ВЛЛИКЛ
СЕЧ. ПО 12 12
P0M5J N—Р0.15
ПРОФИЛЬ ЭВОЛЬВЕНТНЫХ ///ЛИЦМ лаликп оптпоа
п /0.1
СЕЧ. ПО 9 9
СЕЧ. ПО 10 10
СЕЧ.ПО 13 13
ПОВЕРХНОСТЬ 0 КОРПУС/} ВОДЯНОГО НЛСОСА ДОЛЖНД ВЫТЬ ПЛОСКОСТНОЙ^
ОТКЛОНЕНИЯ-НЕ БОЛЕЕ 0.002 пп ПРИ ПРОВЕРКЕ ПРИЛЕГЛНИЯ А ЗТДЛОННПЙ^
ПЛОСКОСТИ ШИРИНЛ НЕПРЕРЫВНОГО КОЛЬЦЕВОГО ОТПЕЧДТКП ЛОЛЖНЛ
НЕ ПЕНЕЕ 2пм НД Ф/б (НЕ ПЕНЕЕ)
min 0,000
ГРЛФИТО - МЕТЛЛЛИЧЕСКЯЯ КОМПОЗИЦИЯ,
ПРЕССОЗЯТЬ Ид ПОРОШКИ ГРДФИТД СО СВИНЦОМ.
0Л0В0П И УПЛОТНЕНИЕМ. 06ЕСПЕЧИВДЮШИМ
НЕВПИТЫВЛЕМОСТй МДСЛД И ВОДЫ
50Z С 40А % A3, 2fl%Sn, Q.09% Fe. 7.5X золл
воланой нлсос с приводом
(лист 2- ч)
97
СЕЧ ПО 1 1
ПЛДПДН ТЕРМОСТДТД.БУЛУЧИ ЗДКРЫТЫП\ ЛОЛЖЕН ПЛОТНО ПРИЛЕГАТЬ. К СЕДЛУ
СЕЧ.П022
ФЗЗ*
0.17
Ф60~
ЗДПРЕСС08КД ШДР№Д
В ТРУБКУ БДЛЛОНД.
ПРИ НДГРУЗ^ Pt15-3flkS: ПРОВЕРКУ ПРОИЗВОДИТЬ
ПРИ НДЛИЧИИ ПРЕДВДРИТЕПЬНОГО СЖДТИЯ БЛЛЛОНД
КОЙ 60-120г.
:Н
КОРОБКИ
min 0.100
ПРОКЛДДКД - КДРТОН ПРОПИТДННЫЙ ТОЛЩИНОЙ 05*0.07
Мб 425 2-ГО КЛ.
ВЕРХНЯЯ ВОЦЯНДЯ ТРУБД
ПДЯТЬ ОЛОВЯНИСТЫМ ПРИПОЕМ
П8Ч25 2-ГО КЛ
"L-1 ПОСЛЕ ГОФРИРОВКИ БДППОИ ТЕРППСТДТР ИСПЫТЫВДТЬ
J-i \ИЙ ГЕРМЕТИЧНОСТЬ ПРИ ЛЙВЛЕНИИ ВОЗПУХД 1 ати
ИНСТРУКЦИЯ ПО СБОРКЕ ТЕРПОСТДТД
/. БДЛЛОН ТЕРПОСТДТД НДПОЛНИТЬ S смэ
СМЕСИ ИЗ $ ЭТИЛОВОГО СПИРТД И 4 ВОЛЬ/,
2 ПОГРУЗИТЬ БДЛЛОН ТЕРПОСТДТД В ВОЛУ
ПРИ 85°С НД 3 мин.
3. ЗДПРЕССОВДТЬ ШДРИК В ОТВЕРСТИЕ
ТРУБКИ БДЛЛОНД
4. ОТРЕГУЛИРОВДТЬ ПОЛОЖЕНИЕ ЦЕНТРАЛЬНОГО
прокпддкд-резинд толщиной 15*0.2:
ТВЕРДОСТЬ ПО ШОРУ 40-50
КЛДПДНД ТДК. ЧТОБЫ ПРИ 70°С НДЧИНДЛОСЬ
ЕГО ОТКРЫТИЕ.
5. ПРОПДЯТЬ РЕЗЬБУ. ЗДЛИВ ОТВЕРСТИЕ В ТРУБКЕ
БДЛЛОНД ОЛОВЯНИСТЫП ПРИПОЕМ.
БИЕНИЕ УКДЗДННОЙ ПОВЕРХНОСТИ ЦЕНТРДЛЬНОГО КЛДПДНД ОТНОСИТЕЛЬНО
ЕГО РЕЗЬБОВОГО ОТВЕРСТИЯ (ПРИ УСТДНОВКЕ НОЖКИ ИНЛИКДТОРД ПО
НОРМ ДЛИ)- НЕ БОЛЕЕ 0.3 мп
ПРИ СЖДТИИ ВИТКОВ ДО СОПРИКОСНОВЕНИЯ
■303*0.4-
БДПЛОН ТЕРМОСТДТД
БДЛЛОН ТЕРПОСТДТД ИСПЫТЫВАТЬ НД ВЫНОСЛИВОСТЬ,
БДЛЛОН ЛОЛЖЕН ШЛЕРЖИВДТЬ 50000 ЦИКЛОВ
НДГРУЗКИ ПРИ ЧДСТОТЕ НДГРУЖЕНИЯ 1750 цикло6/мин
И ВЕЛИЧИНЕ ХОЛД 9.5 мм
лист 53
КЛДПДН ТЕРМОСТДТД ДОЛЖЕН БЫТЬ ЗДКРЫТ ПРИ 68°С.
ЛОЛЖЕН НДЧДТЬ ОТКРЫВДТЬСЯ ПРИ 70°С ИЛОЛЖЕН БЫТЬ
ПОЛНОСТЬЮ ОТКРЫТ ПРИ 65° С
ЛВИГЯТЕЛЬ ЯДЗ-204
ТЕРМОСШ
5 Ю 15 20 25 30 35 4045 50мм
imil i I i I i I i I i I i i i i i i i I
ФОЛЬГЛ ЛПЯ ПДЙКИ - ПЕЛЬ МЗ
СЕЧ ПО 22
УКДЗДННДЯ ПОВЕРХНОСТЬ ДОЛЖНД
БЫТЬ ПЛОСКОСТНД С ТОЧНОСТЬЮ
ОЛ НД ВСЕЙ ЛЛИНЕ
толщинд листрниионного кольид
ТОРЦЕВЫЕ ПОВЕРХНОСТИ ДИСТДНЦИОННОГО КОЛЬИД
ДОЛЖНЫ БЫТО ПЛОСПИПИ С ТОЧНОСТЬЮ ОЛЗмм
СЕЧ ПО 55
(ПО КОРПУСУ РДЛИДТОРД)
СЕЧ. ПО 1 1
РЛЛИДТОР В СБОРЕ
пдсляныи фильтр грубой очисти \
ПРОППШД-ПДРТОН ПРОПИТАННЫЙ ТОЛЩИНОЙ п5±0Л7мм
РДЛИДТОР В СБОРЕ ПОСЛЕ ПДЙПИ ИСПЫТЫВАТЬ
НД ГЕРМЕТИЧНОСТЬ ВОЛОЙ ПРИ ЛДВЛЕНИИIV кз/см1
В ТЕЧЕНИЕ 2 пин.
РДЗВДЛЬОЕВЙТЬ \
№«1,25 2-го /г/7.
ПРОКЛДЛКД - ПДРОНИТ ТОЛЩИНОЙ 0,в±0.1мп
ВИЛ ПО СТРЕЛКЕ М
СЕЧ ПО 33 ' НД ФЛДНЕИ КРЫШКИ
лист %
РДПИДТОР В СБОРЕ ПДЯТЬ МЕЛЬЮ
В БЕЗОКИСЛИТЕЛЬНОЙ СРЕДЕ С 25%
раствором буры
ШГДТЕЛЬ ЯДЗ -204 '
маглпный рдлидтор
О 10 20 30 40 50 60 70 60 90 100г
Ш |1 I I I I ill I I }il i h I
9a
ЯШ-ПО СТРЕЛКЕ V Ни КРЫМУ.
концы витков большой и малой пружин
тип,
КРИВОШИП
ЧТОБЫ КОНЕЦ ВИТКД КДСДЛСЯ РОБШЕГО ВИТКД
ПРИ ПОЛНОМ СЖДТИИ БОЛЬШОЙ И МДЛОЙ
Т0ПШИНД ПРУЖИН РЕГУЛЯТОРД ПСТДТОЧНДЯ ЛЕФОР-
КУДИСЫ НЕ
ВТУЛКУ КУЛИСЫ РЕГУЛЯТОРД
1 мзмпышвтъ
2ИГ0ЛЬЧДТЫХ ПОДШИПНИКД УСТДНОВЛЕНЫ
\В КРЫШКЕ ОДИН В КОРПУСЕ РЕГУЛЯТОРД
игольчдтый подшипник
проклдам-пдррнит УВ то/шиной
ПРОКЛДДКУ ПРИКЛЕИТЬ ШЕЛЛДКОМ
ККРЬ/ШДЕ КОРИУМ ГРУЗОВ
РЕГУЛЯТОРД
ДЕРЖДВКД ГРУЗОВ
ПРОМДЛКД - КДРТОН ПРОПИТДННЫЙ
5ЕЗ НДГРУЗКИ /
KOHLLbl ВИТКОВ ПРУЖИНЫ ЗДВИТЬ В ЗДГ1-
КНУТЫЕ КОЛЬЦД ТДК. ЧТОБЫ КОНЕЦ ВИТКД
почв*
НЫЙ ТОЛЩИНОЙ
-ао5 при полностью рдзвеленных
БОЛЬШИХ ГРУЗДХОТРЕГУЛИРОЬДТЬ ПО
—I
ЩУПУ ШУИ ТОЛЩИНОЙ 0.04-0.05 мп
ДОЛОЖЕН ПРОХШИТЬ БЕЗ ЗДЕЛДНИЯ
РЕГУЛИРОВОЧНАЯ ШЯЙБД С,
[ТОЛЩИНОЙ 0.2пм
ЧИСЛО ВИТКОВ ПОЛНОЕ
ДИДПЕТР ПРОВОЛОКИ
ВНУТРЕННИЙ ДИДПЕТР
ДЛИНД БЕЗ НДГРУЗКИ
ДЛИНД ПРИ НДГРУЗКЕ 193=21.5кг
НДПРДВЛЕНИЕ НДВИВКИ
ЧИСЛО ВИТКОВ ПОЛНОЕ
ДИДПЕТР ПРОВОЛОКИ
ВНУТРЕННИЙ ДИДМЕТР
ДПИНД БЕЗ НДГРУЗКИ
ДПИНЙ ПРИ НДГРУЗКЕ 65-7,5нг
НДПРДВЛЕНИЕ НДВИВКИ
14
2£>Т?
75+0,5
43
ПРЯВОЕ
12
1.0-0,02
72***
ЗЗ*0'5
26
ПРЯВОЕ
1П6*0.75
РЕГУЛИРОВОЧНДЯ ШДЙБД
ЦИЛИНДРИЧЕСКИЕ ПОВЕРХНОСТИ ОТВЕРСТИЙ КОРПУСД
РЕГУЛЯТОРД ПОД ПОСДЛКУ ВЕРХНЕГО ШДРИКОПОДШИП-
НИКД И НИЖНЕГО ИГОПЬЧДТОГО ПОДШИПНИКИДОЛЖНЫ
БЫТЬ СООСНЫ ОТКЛОНЕНИЯ'НЕ БОЛЕЕ 0.03НД ДЛИНЕ 100
ОСИ UEHTPOB ОТВЕРСТИЙ О КОРПУСД ГРУЗОВ РЕГУЛЯТОРД
ДОЛЖНЫ БЫТЬ ПДРДЛЛЕЛЬНЫ ЕГО ПОВЕРХНОСТИ /t
ОТКЛОНЕНИЯ - НЕ БОЛЕЕ U05 НД ЛЛИНЕ 100 мм.
TOPLLbi МИ N ПУФТЫ РЕГУЛЯТОРД В СБОРЕ ДОЛЖНЫ БЫТЬ
ПЕРПЕНДИКУЛЯРНЫ ОСИ ОТВЕРСТИЯ Р: ОТКЛОНЕНИЯ - НЕ БОЛЕЕ
0.02мм НИ ПРДЙНИХ ТОЧКДХ
ь^пдльш стдвить головкой со
РЕГУЛЯТОРД
ПОВЕРХНОСТЬ W КОРПУСД ГРУЗОВ
РЕГУЛЯТОМ ДОЛЖНЫ БЫТЬ
ПЕРПЕНДИКУЛЯРНЫ ЕГО ПОВЕРХНОСТИ /Г,
ОТКЛОНЕНИЯ -НЕ БОЛЕЕ 0.100 НД
ЛЛИНЕ 100мм
ТОЛЩИНОЙ ОШж*
ПБРДЗУЮШИЕ ПОВЕРХНОСТИ S ДОЛЖНЫ
БЫТЬ ПДРДЛЛЕЛЬНЫ ОСИ ПОВЕРХНОСТИ f\l
ОТКЛОНЕНИЯ НЕ БОЛЕЕ 0.05 НД ДЛИНЕ 100пп
№6102 ОСТ7219-39
П6*12-ГО КЛ
7
КУЛИСД РЕГУЛЯТОРД
прокпдпкд~кдртон
пропианный толщиной 0№07™
РЫЧДГ УПРДВЛЕНИЯ _
МДКСИМДЛЬНОЕ ЧИСЛО ОБОРОТОВ КОЛЕНЧАТОГО ВДЛД
ЛВИГДТЕПЯ. ОГРДНИЧИВДЕПОЕ РЕГУЛЯТОРОМ ПРИ РДЗГОНЕ
ДОЛЖНО БЫТЬ В ПРЕЛЕЛДХ 2060-2100 В мин ПРИ
НЕОБХОЛИПОСТИ РЕГУЛИРОВКУ ПРОИЗЬОЛИТЬ ПОПКЛЙЛЫ-
пружинный шплинт
Г15*0.д2-ГОКЛ
1
ВИД ПО СТРЕЛКЕ R
-о* ПРИ ВРДШЕНИИ ПДЛОГО
- - ОТВЕРСТИЕП U НД ПДЛЕИ
ВОКРУГ ОСИ Т Т ПРИ ЧИСЛЕ
ВЕС ГРУЗД 135450г
ВДНИЕП ШДЙБ С, И С, ПОЛ БОЛЬШУЮ ПРУЖИНУ.
ЗДТЯЖКУ ПДЛОЙ ПРУЖИНЬ! ОТРЕГУЛИ-
РОВДТЬ НД ПИНИМДЛЬНОЕ ЧИСЛО
ОБОРОТОВ КОЛЕНЧДТОГО ВДЛД 300 В мин
J ВЕС ГРУЗД J&-4/e
ЛВИГДТЕЛЬ
- 7/74
РЕГУЛЯТОР ЧИСЛД ОБОРОТОВ КОЛЕИ-
ЧДТОГО ВДПД ЛВИГДТЕЛЯ (ЛИСТ h
О 10 20 30 40 50 60 70 60 90
' ' ' ' I i I i I i I i I I I I I
рОРРМЕТРЫ ЭВОЛЬВЕНТНЫХ ШЛИЦЕВ ВДЛИПЛ ГРУЗОВ
ЧИСЛО ШЛИЦЕВ
ПОЛУ ЛЬ ОСНОВНОЙ
ДИЛПЕТР НДЧДЛЬНОИ ОКРУЖНОСТИ
ВЫСОТЛ ГОЛОВПИ ЗУбЛ
ВЫСОТД ЗУбЛ ПОЛНЛР
ВЬ/СОТД ЗУБЛ (БЕЗ РДДИДДЬНОТО ЗД30$Д) 1.0
УГОЛ ЗШЕПЛЕНИЯ ИНСТРУПЕНТД
ТОЛЩИНЛ ЗУБД ПО ЛУГЕ
(ТЕОРЕТИЧЕСПДЯ)
ПДЛИБР ЗУбД
20
0,9
ю
0.6
1.5
20°
0.53-^
СЕЧ ПО 11
l ПО 2 2
СЕЧ. ПО 33
max 0.200
min 0,000
РДЗНИЦД В ВЕСЕ КОМПЛШД ИЗ ДВУХ БОЛЬШИХ ГРУЗОВ С КтДОЙ СТОРОНЫ ДЕР/КДВКИ-НЕ БОЛЕЕ 15г
ДВУХ ПЛЛЫХ ГРУЗОВ -НЕ БОЛЕЕ 0.5 г
СЕЧ. ПО 4
СЕЧ. ПО 5 5
СЕЧ ПО 6 6
СЕЧ. ПО 7 7
тох -0055
min -Q005
j НЕ МЕНЕЕ ПОСЛЕ НДПДТПИ
\ндпдтпл пряпля 06 ОСТ7Шft
mm 0.04d
СЕЧ ПО в б
СЕЧ ПО 9 9
СЕЧ. ПО 10 Ю
U-0.027
min 0,013
СЕЧ ПО 11 11
СДЛЬНИК-ВОЙЛОК ПОЛУГРУБО-
\ШЕРСТНЫЙ ТОЛЩИНОЙ 4 - а* мп
толщиной
\1?0.12 мм
СЕЧ. ПО 1212
бШДРИКОВ
тох 0.015
miTFoo/7
-0,009
min 0,035
СЕЧ ПО 16 16
в ШДРИКОВ
max 0.016
сеч по /4 /4
с-аозз
*у- 0.055
СЕЧ ПО 1717 СЕЧ ПО '1616
(- *ао5о
J+O.O25
min
max 0.075
min 0.025
'0.020
min-0,016
СЕЧ, по 22 22 сеч, по 23 23
СЕЧ по 21 21
СЕЧ. ПО 19 19
сеч, по 2020
min 0
ШТИФТ КОНУС 150
ЩИГОТЕПЬ ЯЙЗ -
РЕГУЛЯТОР ЧИСПР ОбпРОТОВ КОЛЕН-
ЧДТОГО дДПД ЛВИГДТЕЛЯ (ЛИСТ 2-Й)
M8*ft25 2-гопл,
длинд здготовки
КДЖДОИ СПИРДЛИ
ФОМ мм кдркдсд
ФИЛЬТРУЮЩЕГО
ЭЛЕМЕНТД
fO,8 * спирдли;
шдг спирдли 13 мм;
ОСЕВЫЕ РДССТОЯНИЯ
МЕЖДУ ВИТКДМИ
СОСЕДНИХ СПИРЙПЕЙ
3,25мм
пдять кругом
МЕДНЫМ ПРИПОЕМ
8ЫРЫВ ПО
сливной
ИГЛЕ
-Ф2.5
2-го кп.
ллинд здготовки кдждой
ПРОВОЛОКИ Ф0.5ММ КДРКДСД
ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТД
225 мм
<Л" 5РИГГС
-Ф90-
-36-
Ф63
КРЫШКУ ФИЛЬТРД ИСПЫТЫВДТЬ Hfi ГЕРМЕТИЧНОСТЬ
ПСШ ЛДВПЕНИЕМ 5к%м* В ТЕЧЕНИЕ. 2 МИН.
ВЫРЫВ М
(СЕЧ. ПО ОСИ ЯЧЕЕК)
М211
ПРОКЛДДКД-КДРТОН ПРОПИ-
ТДННЫЙ ТОЛЩИНОЙ J5 ММ
32 проволоки рдвномррно
расположенные по
ПЕРПЕНДИКУЛЯРНЫ?
ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ
ПОЛОСТЬ ЯЧЕЕК ДОЛЖНД БЫТЬ
ЗДПОЛНЕНД ВОРСОМ ВОЛОКОН
ЛЕНТЫ ИЗ ИСКУССТВЕННОГО 80ЛОКНД
УСЛОВИЯ НДВИВКИ
ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТД
одноздхадндя переменно послойно
ПРДВОГО И ЛЕВОГО НДПРДВЛЕНИЯ
спирдль. шаг спирдли переменный, \
ПЛД8Н0 ИЗМЕНЯЕТСЯ ОТ 78
ПОСРЕДИНЕ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТД ДО
75 ММ ПРИ ПОДХОДЕ К ТОРЦДМ.
ЧИСЛО СЛОЕВ НДВИВКИ 350. ЧИСПО
ВИТКОВ В ОДНОМ СЛОЕ
ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТД 2,7
лист 57
ДВИГЯТЕЛЬ ЯДЗ-20и
ТОПЛИВНЫЙ ФИЛЬТР ГРУБОЙ ОЧИСТКИ
О 10 20 30 40 50мм{
llliiliilil I I I I I I | I !
ПРОКЛДДКД - КДРТОН ПРОЛИТДННЫЙ
толщиной 1,5 мм
ПРОКЛДДКЯ-КЯРТОН ПРОПИТЙННЫИ ТОЛЩИНОЙ 1,5 ММ
проклядкд-кош толщиной 3 ±0,25
ПРОКЛДДКД-ПДРЯНИТ У В
I толщиной 1,5±0.f5
ОБЕРТКД-БЕЛЯЯ ИЗОЛЯЦИОННДЯ
лентя длиной 200, шириной 13 мм
КЯРПДС ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТЯ
(РДЗВЕРТПЯ)
ТОЧЕЧНАЯ СВДРКЯ 8
5U5 отверстий
50 ТОЧЕК, РАВНОМЕРНО
РАСПОЛОЖЕННЫХ ПО ОКРУЖНОСТИ
05ЕРТКЯ -ХЛОПЧДТ05УМДЖНДЯ
длиной 300, шириной 95мм
ффффф ффф
ф ф"ф ффф
ф ф ф ф ф
ф'ф'ф'ф ф ффф
ф ф ф ф 0 ф <(
ф ф ф фф фф
> ф ф ф ф ф ф ф
06ЕРТКЯ - ИСКУССТВЕННЫЙ ШЕЛК
\ДШ№Й-27О. шириной 95 мм
ТОЧЕЧНАЯ СВЯРКД В
ПО 5 ТОЧЕК В КЯЖпОМ МЕСТЕ
проклддкд-пробкя толщиной 25±0.5
НДБИВКЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТЯ
состоит из искусственной Нине-
рдльной шерсти:
УДЕЛЬНЫЙ ВЕС НЯ6ИВКИ 2,9 ~ЗЛ,
ОБЪЕМНЫЙ ВЕС ОМ'Or7г/см$,
пористость 75-80%
СЕЧ. ПО 1 1
ФИЛЬТРУЮЩЕГО
ЭЛЕМЕНТД
ЧИСЛО ВИТ/iOB
ДИЯМЕТР ПРОВОЛОКИ
НДБИВКЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТЯ ДОПЖНЯ ПРОЧНО
УДЕРЖИВЯТЬСЯ СВЯЗЫВАЮЩЕЙ ПЯСТОЙ И НЕ РЯЗРУ-
ШЯТЬСЯ ПОД ДЕЙСТВИЕМ КЕРОСИНЯ ПРИ ТЕМПЕР/77 У-
РЕ 150° С
ВНУТРЕННИЙ ДИЯМЕТР
ДЛИНЯ БЕЗ НДГРУЗКИ
дпиня при иягрузке 15-22 не
НЯПРЯВЛЕНИЕ НЯВИВКИ
СТЫКОВЯЯ СВДРКД ПО
КОНЦЕВЫЕ ВИТКИ ДОЛЖНЫ ВЫТЬ ЭЯ&ИТЫ В
ЗЯМКНУТОЕ КОЛЬЦО ТДК. ЧТОБЫ KOHEU ВИТКЯ
КЯСЯЛСЯ РЯБОЧЕГО ВИТКЯ
указанной кольцевой
ПЛОШЯДКЕ
ДВИГАТЕЛЬ ЯЛЗ-20и
топливный фильтр тонпой очисти
ФИЛЬТР В СБОРЕ ИСПЫТДТЬ НЯ ГЕРМЕТИЧНОСТЬ ПРИ ДД&/7ЕНИИ J5 кг/см2
О 10 20 30
itnlmii I I
СЕЧ. ПО 11
СЕЦ.ПО 2 2
(по пдркдсу ндрутнои секции фильтрл)
max 0/&0
R3-
■ Ф1021
-а.050
Р97
36 ВЫСТУПОВ. РДВНОМВРНО
РДСПОЛОЖЕННЫХ ПО
ОКРУЖНОСТИ_
РДЗВДЛЬНЕВйТЬ
ПДЯТЬ ПРИПОЕМ ПОС-30
\ КРУГОМ *
Фб.бРДВНО РДСПОЛОЖЕННЫХ.
ПО ОКРУЖНОСТИ ОТВЕРСТИИ 1
ПДЯТЬ ПРИПОЕМ ПОС-30 ^
I КРУГОМ
РДСКЛЕПДТЬ
-210
ПЕРВЫЙ ВИТОК НДРУЖНОЙ СЕШИИ ПРИПДЯТЬ ПРИПОЕМ ПОС-30 НД ДЛИНЕ 40мм
CEQ ПО 3 3
сеч, по4 4
тох 0.250
16*
+0,0*5
СЕЧ. ПО 5 5
(ПО КДРКДСУ ВНУТРЕННЕЙ СЕКЦИИ ФИЛЬТРЛ)
•0.2
езл
РЕЗИНД МйСЛОСТОЙКДЯ; НДРУЖНУЮ И ВНУТРЕННЮЮ ФИЛЬТРУЮЩИЕ
.твердость по шору 65-80 ленты ндмотдть виток к витки
СЕЧ. ПО О О
(ПО КОЛЬЫУ ЖЕСТКОСТИ ВНУТРЕННЕЙ СЕКпИИ)
РЕЗИНОВДЯ ПРОКЛДЛКД КОЛПДПД МДСЛЯНОГО ФИЛЬТРД РД50ТДЕТ %
В МДСЛЕ ПРИ 75-65°С ПОЛ ЛДВЛЕНИЕМ 25 -3 amu &
*0J0 % ЛПИНД ФИЛЬТРУЮЩЕЙ ЛЕНТЫ НДРУЖНОЙ СЕКЦИИ 104.6 м
-*J v^-0,40 h* 3,6 *Н 1 ЛЛИНД ФИЛЬТРУЮЩЕЙ ЛЕНТЫ ВНУТРЕННЕЙ СЕШИИ 7fi n
лист 59
\
JL
v<Pu. Q6 ОТВЕРСТИЙ В КДРКДСЕ: ПО 2U РДВНОРДСПО-
\ ЛОЖЕННЫХ ОТВЕРСТИЯ ПО ОКРУЖНОСТИ В КДЖпОМ РЯЛЕ
2ЬВЫСТУПД. РДВНО РДСПОЛОЖЕННЫЕ
ПО ОКРУЖНОСТИ
фильтрующдя лентд ндрутнои и внутренней сепций фильтрд
ЛВИГДТЕЛЬ ЯДЗ-204
мдсляный фильтр грубой очисти;
О 10 20 30 40 50 60 70™
lllllllllll I I I I I I I I \ I I I
104
ПРОКЛДДКД -ПДРДНИТ У В ТОЛЩИНОЙ 1*а2мм
ПРОКЛДДКД -ПДРДНИТ У В ТОЛЩИНОЙ 2 ±0,2 мм
контдктндя свдркд; сетку фильтрующего элемента
ДИДМЕТР ПРОВОЛОКИ
ПРИдДРИТЬ К ФЛДНиУ В ВОСЬМИ МЕСТДХ. РДдНО
рдсиоло/кенных по окружности; в пдждом месте
СВДРКД ПО ЧЕТЫРЕМ ТОЧКДМ
НДРУЖНЫИ ДИДМЕТР БОЛЬШИЙ
НАРУЖНЫЙ ДИДМЕТР МЕНЬШИЙ
ДЛИНД БЕЗ НДГРУЗКИ
ДЛИНД ПРИ НДГРУЗКЕ
ПОНЦЕВЫЕ ВИТКИ ПРУЖИНЫ ДОЛЖНЫ ВЫТЬ ЗДВИТЫ
ТДК, ЧТОБЫ КОНЕЦ ВИТКД КДСЯЛСЯ
НОНТДКТНДЯ СВДРКД: КДРКДС ПРИЗДРИТЬ
в четырех местдх, рдвно рдсположЕнных по окружности; в кяждом
МЕСТЕ
МЕСТЕ СВДРКД ПО ЧЕТЫРЕП ТОЧКДМ
Фв.5
5,25^
2090 отверстий
СЕТКД ФИЛЬТРУЮЩЕГО ЭЛЕПЕНТД
ОБЕРТКД ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТД - ХЛОПЧДТО-бУМДЖНДЯ ТКДНЬ
длиной 390+10 шириной 5
ОБЕРТКД КДРКДСД - ХЛОПЧДТО БУМДЖНДЯ ФЛДНЕЛЬ
длиной 355, шириной 192 мм
ПДРКДС ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТД
ФИЛЬТР И КОРПУС ФИЛЬТРД ИСПЫТЫВДТЬ НД ГЕРМЕТИЧНОСТЬ
ПОЛДДВЛЕНИЕМ 10 amu В ТЕЧЕНИЕ 2 мин.
ВИД ПО СТРЕЛКЕ /7
МДТЕРИДЛ ФИЛЬТРУЮЩЕГО
ЭЛЕМЕНТД - ИСКУССТВЕННДР
МИНЕРДЛЬНДЯ (ГОРНДЯ) ШЕРСТЬ
УДЕЛЬНЫ^ ВЕС (Г) 2.9-ЗЛ
ОБЪЕМНЫЙ ВЕС !0)0,6-07г/спЭ
МДССД ФИЛЬТРУЮЩЕГО
пористость ( £z9c. юо)75ЧВО%
ДОЛ/КНД ПРОЧНО УЛЕРЖИВДТЬСЯ
СВЯЗУЮЩЕЙ ПДСТОЙ И НЕ ДОЛЖНД
ЦПИГДТЕЛЬ ЯДЗ-204
пдсляный фильтр тонкой очисти
РЯЗРУШДТЬСЯ ПОД ДЕЙСТВИЕМ
КЕРОСИНД ПРИ 150° С
понтттндя свдркд
О 10 20 30 АО 50мм
I I I I I IJ
контактная сварки: 4 точки, равномерно расположенные по окружности
КОНТАКТНАЯ СдАРПА; д ТОЧЕК, РАВНОМЕРНО. РАСПОЛОЖЕННЫХ ПО^ОКРУЖНОСТИ
в ОТВЕРСТИЙ, РАВНОМЕРНО РАСПОЛОЖЕННЫХ ПО ОКРУЖНОСТИ
ПРОКЛАДКА-ПРОБКА ТОЛЩИНОЙ 2± 0,3мм
ПРОКЛАДКА-ПРОБКА ТОЛЩИНОЙ 2.5-0*3 мм
СЕТКД ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА ВОЗДУХООЧИСТИТЕЛЯ
СЕЧ.П022
НА ОПРАВКУ Ф70 НАВИТЬ 2ЛЕНТЫ СЕТОК.
СЛОЖЕННЫЕ ВМЕСТЕ И СМЕШЕННЫЕ ОЛНА ■
ОТНОСИТЕЛЬНО ДРУГОЙ НА 300мм ПОДЛИНЕ.
СКЛАДЫВАТЬ ЛЕНТЫ ТАК. ЧТОБЫ НАПРАВЛЕНИЕ
ГОФР ОДНОЙ НЕ СОВПАДАЛО С НАПРАВЛЕНИЕМ
ГОФР ДРУГОЙ
ИНСТРУКЦИЯ ПО УХОДУ ЗД ВОЗДУХООЧИСТИТЕЛЕМ
ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ ПРОМЫВАТЬ) НЕ РЕЖЕ, ЧЕМ ЧЕРЕЗ КАЖДЫЕ
100 час, работы двигателя или 4000им пробега мдшины
ПРИ РАБОТЕ ДВИГАТЕЛЯ В ОСОБО ПЫЛЬНЫХ УСЛОВИЯХ ПРОМЫВКУ
ДЕЛАТЬ ЧАШЕ. ВЫЧИСТИТЬ МАСЛЯНУЮ ВАННУ И ЗАПОЛНИТЬ ЧИСТЫМ
МАСЛОМ ДО УКАЗАННОГО УРОВНЯ. МАСЛО УПОТРЕБЛЯТЬ ТОЛЬКО АВТОЛ
СОБИРАТЬ ВОЗДУХООЧИСТИТЕПЬ ПОСЛЕ ТЩАТЕЛЬНОЙ ПРОСУШКИ
ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА
БАРАШЕК КРЕПЛЕНИЯ ВОЗДУХООЧИСТИТЕЛЯ ПРИВАРИТЬ
КОНТАКТНЫМ СПОСОБОМ К СТЕРЖНЮ.
ВИД ПО СТРЕЛКЕ М
ФЮ7
12 РЕБЕР. РАВНОМЕРНО РАСПОЛОЖЕННЫХ ПО
ОКРУЖНОСТИ КОРПУСА ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТ^
СЕТКД 25 ОТВЕРСТИЙ НА f СП2
ИЛИ СЕТКА. ЯЧЕЙКА J4?"
контактная сварка: 5 точек, равномерно
РАСПОЛОЖЕННЫХ ПО ОКРУЖНОСТИ
ПОСЛЕ СВАРКИ ДЕТАЛЕЙ ^ФИЛЬТРУЮЩЕГО
ЭЛЕМЕНТА РДЗВДЛЬЦПВАТЬ
РАЗВЕРТКА СЕТКИ ПАТРУБКА КОРПУСА МАСЛЯНОЙ ВДННЫ
ВОЗДУШНОГО ФИЛЬТРА
ПОЛОСТЬ Д КОРПУСА ВОЗДУХООЧИСТИТЕЛЯ ПРОВЕРЯТЬ ГИДРАВЛИЧЕСКИ
ПРИ ДАВЛЕНИИ 05amu
ПАЯТЬ ПРИПОЕМ ПОС-40
ПРОКЛАДКА-ПРОБКА ТОЛЩИНОЙ 2.5-°d% мм
лист 6f
контактная сварка; 10 точек; 2 точки расположёны у края стыка.
ОСТАЛЬНЫЕ РАВНОМЕРНО ПО ОКРУЖНОСТИ
ДВИГЛТЕЛЬ ЯД5-204
ВОЗПУХООЧИСТИТЕЛ!?
О 10 20 30 40 50нм
Liimil iiih I j I
106
ВИЛ ПО СТРЕЛКЕ й НД ПЕРЕЛНЮЮ MOPU ЛШГДТГЛО
ОСЬ ЮЛЕНЧЛТОТО ВДЛД
СЕЧ. ПО 2 2
(БЕЗ ПЕРЕЛНЕИ ВЕРХНЕЙ КРЫШКИ_БЛОКД)
, при ндгоцзпе
Г-200-Ма
ОСЬ СИППЕТРИИ КРОНШТЕЙНА
КОНТДКТНДЯ CRPPKP
ПО К0ЛЫ1ЕВ0Й ПОВЕРХ-
РЕЗИНЛ ПЙСЛОУПОРНРС.
твердость по шору 55-65
ЛО ОСИ ПОЛЕНЧЛТОГО ЬРЛЙ
ПРОЧНОСТЬ ЬУтДНИЗДШ С ПЕТДПЛОП 15k%n2
твердость по шору 55-60,
ЛО ОСИ КОЛЕНЧДТОГО
эластичность по шору ои.
ПРЕДЕЛ ПРОЧНОСТИ 16Ok8/cn2;
ОТНОСИТЕЛЬНОЕ УДЛИНЕНИЕ 500/о.
ОСТДТОЧНОЕ УДЛИНЕНИЕ~НЕ БОЛЕЕ 30%
ПЕРЕДНЯЯ ОСЬ ДВТОПОБИЛЯ
С УЧЕТОМ ЛЕФОРМДиИИ РЕЗИНЫ ПОД ЛЕИСТВИЕП ВЕСЛ ДШГШПО
ПВИГаТЕЛЬ ЯЙЗ-2014
ПОЛВЕСПД ЛВИГДТЕЛЯ
О 20 W 60 00100 200
-LJ-L.Li-J.lJ
ОГЛАВЛЕНИЕ
Предисловие . 3
/. Технические характеристики двигателей 5
Внешние характеристики двигателей ЗИС-110 и ЯАЗ-204 .... 13
//. Данные по металлам, термообработке деталей
и чертежи двигателей
ДВИГАТЕЛЬ ЗИС-110 14
Данные по металлам, термообработке и твердости
деталей >..*.* 14
ЧЕРТЕЖИ:
Лист 1. Габаритные и установочные размеры 27
2. Продольный разрез 28
„ 3. Поперечный разрез 29
„ 4. Блок цилиндров с коленчатым и распределительным валами
(лист 1-й) 30
„ 5. Блок цилиндров с коленчатым и распределительным валами
(лист 2-й) 31
„ 6. Профиль впускных кулачков 32
„ 7. Профиль выпускных кулачков 33
„ 8. Шатунно-поршиевая группа (лист 1-й) 34
9. Шатунно-поршневая группа (лист 2-й) 35
„ 10. Поршневые кольца 36
11. Масляный насос 37
12. Вентилятор и водяной насос ^лпст 1-ь) 38
13. Вентилятор и водяной насос (лист 2-й) 39
„ 14. Масляный фильтр грубой очистки 40
15. Термостат системы охлаждения 41
Лист 16. Подвеска двигателя 42
17. Система подогрева горю тей смеси 43
18. Карбюратор МКЗ-ЛЗ (лист 1-й) 44
„ 19. Карбюратор МКЗ-ЛЗ (лист 2-й) 45
20. Бензонасос Б-5 . . . 46
21. Воздухоочиститель ВМГ-2 47
ДВИГАТЕЛЬ ЯАЗ-204 48
Данные по металлам, термообработке и твердости
деталей 48
ЧЕРТЕЖИ:
Лист 22. Габаритные и установочные размеры . . . . * „.. 67
23. Продольный разрез ь 68
24. Поперечный разрез 69
25. Блок цилиндров с коленчатым и распределительным валами
(лист 1-й) 70
26. Блок цилиндров с коленчатым и распределительным валами
(лист 2-й) 71
„. 27. Головка блока цилиндров в сборе (лист 1-й) 72
я 23. Головка блока цилиндров в сборе (лист 2-й) 73
29. Распределительный и уравновешивающий валы в сборе . . 74
30. Балансировка коленчатого вала с противовесами в сборе . . 75
31. Профиль выпускных кулачков и фазы распределения ... 76
32. Профиль кулачков привода насосов-форсунок 77
33. Шатунно-поршневая группа (лист 1-й) 78
34. Шатунно-поршневая группа (лист 2-й) 79
35. Поршневые кольца 80
36. Масляный насос 81
Лист 37. Масляный насос с маслоприемником и привод масляного
насоса (лист 1-й, 82
38. Масляный насос' с маслоприемником и привод масляного
насоса (лист 2-й) 83
39. Насос-форсунка (лист 1-й) 84
40. Насос-форсунка (лист 2-й) 85
41. Установка насоса-форсунки 86
„ 42. Топливоподкачивающий насос 87
43. Нагнетатель (лист 1-й) 88
44. Нагнетатель (лист 2-й) , . - . 89
45. Профилировка верхнего и нижнего роторов нагнетателя . . 90
, 46. Привод нагнетателя 91
„ 47. Впускной трубопровод 92
, 48. Пусковой подогреватель * • 93
49. Подкачивающий пусковой насос 94
50. Вентилятор 95
51. Водяной насос с приводом (лист 1-й) 96
52. Водяной насос с приводом (лист 2-й) 97
, 53. Термостат 98
54. Масляный радиатор 99
55. Регулятор чисча оборотов коленчатого вала дзигателя
(лист 1-й) 100
56. Регулятор числа оборотов коленчатого вала двигателя
(лист 2-й) , '. ... 101
„ 57. Топливный фильтр грубой очистки 102
58. Топливный фильтр тонкой очистки 103
59. Масляный фильтр грубой очистки 104
60 Масляный фильтр тонкой очистки 105
61. Воздухоочиститель 106
62. Подвеска двигателя 107
Корректор Н. Г. Гончаров
Тираж 6030 экз.
Технический редактор В. Я. Дульнгв
Обложка художника А. В. Гребечщикоза
Сдано в производство 8/IX 1949 г. Подписано к печати 11/1 1950 г. А00130.
Печ. л. 27, уч.-изд. л. 27. Бумага 84x1081/8- Заказ № 833. '
Отпечатано в 1-й типографии Машгиза Ленинград, ул. Моисеенко, 10. Зак. 1728. С матриц
первой Образцовой типографии имени А. А. Жданова Глазполлграфиздата,
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Страница
9
9
51
Строка
3-я снизу,
2-я графа (п. 32)
4-я снизу,
3-я графа (п. 32)
16-я снизу,
2-я графа
Напечатано
поршневых
0,50-0,63
сталь 0810
Следует читать
компрессионных
поршневых
0,50-0,65
сталь 08
По чьей
вине
Авт.
„
Корр.
ПОПРАВКА
На стр. 77 авторами ошибочно опущено название таблиц. Следует читать: левая
таблица — „Подъемы рабочей части А профиля кулачка", правая таблица — „Подъемы
рабочей части В профиля кулачка".
Чудаков Е. А. и Малаховский Я. Э., Атлас конструкций двигателей советских автомобилей, ч. 3-я
Зак. 1728.