/































































































































































Автор: Голотенков О.Н.
Теги: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления литейное производство формовочные материалы
ISBN: 5-94170-056-3
Год: 2009




Текст
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПЕНЗЕНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
О. Н. Голотенков
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
Учебное пособие
ПЕНЗА 2009
УДК 621.742
Г61
Рецензенты:
Кафедра «Машины и технология литейного производства»
Камского государственного политехнического института
Главный металлург ОАО «Пензкомпрессормаш»
С. Н. Сверчков
Голотенков О. Н.
Г61
Формовочные материалы: Учеб. пособие.
–
Пенза: Изд-во Пенз. гос .
ун-та, 2009. – 1 6 4 с.: ил . 25, табл. 56, библиогр. 14 назв.
ISBN 5-94170 -056 -3
Приведены сведения об исходных материалах для формовочных, стерж-
невых смесей, связующих и вспомогательных материалах. Даны составы и
свойства смесей и противопригарных красок. Описаны методы испытания
материалов и смесей, технология их приготовления и регенерации.
Учебное пособие подготовлено на кафедре «Машины и технология ли-
тейного производства» Пензенского государственного университета в соот-
ветствии с учебным планом дисциплины «Технология литейного производ-
ства» (раздел «Формовочные материалы») специальности 120300 «Машины
и технология литейного производства» и предназначено для студентов вы-
шеназванной специальности.
УДК 621.742
ISBN 5-94170 -056 -3
© Издательство Пензенского государственного
университета, 2009
© Голотенков О. Н., 2009
2
Введение
Литье – один из самых древних видов обработки металлов. Чело-
век познакомился с металлом в незапамятные времена. Более 5000
лет люди используют литье для изготовления металлических орудий,
предметов быта, деталей машин и произведений искусства. Наука о
литье появилась совсем недавно, ей всего около 100 лет. Но до этого
литейщики создали огромное количество литых монументальных
памятников, уникальных отливок, сложных орудий и деталей машин.
Сейчас наука о литье бурно развивается, она прочно стала на
службу производства, обогатив искусство литья. Уже первое знаком-
ство с процессами литья наводит на мысль об универсальности его
применения и сравнительной простоте отливки разных предметов.
На первой стадии развития литья основным металлом для получения
отливок были медь и медные сплавы.
Литье является самым универсальным способом получения заго-
товок для деталей машин. Литьем можно получать отливки массой от
нескольких граммов до 600 тонн и более. Методом литья получают
отливки из черных сплавов (чугун и сталь), цветных сплавов на ос-
нове алюминия, меди, цинка, олова, также из тугоплавких металлов и
сплавов на основе молибдена, вольфрама, ниобия, тантала, имеющих
температуру плавления 2500–3410
о
С.
В машинах и промышленном оборудовании около 50% всех дета-
лей (по массе) изготавливают литьем. Доля литых деталей в кузнеч-
но-прессовом оборудовании составляет 70–95%, в металлорежущих
станках – 80%, в текстильных машинах – 72%, в автомобилях и трак-
торах – 55%. На долю отливок приходится 20–25% себестоимости
трудоемкости изготовления машин. В настоящее время известно бо-
лее 100 различных способов литья. Наиболее широкое применение
3
нашли такие способы производства отливок, как кокильное литье,
литье по выплавляемым моделям, литье под давлением, центробеж-
ное литье, электрошлаковое литье, литье под регулируемым давле-
нием и т. д. Однако основную массу отливок из черных металлов
(чугун, сталь) получают в разовых песчано-глинистых формах. По
прогнозам развития литейного производства песчано-глинистые
формы сохранят свое доминирующее положение и в ХХI веке. Это
наиболее универсальный и дешевый способ получения отливок.
Для получения качественных отливок в песчано-глинистых фор-
мах большое значение имеет материал, из которого изготовлена сама
форма. Заданные свойства формовочных смесей и форм обеспечива-
ют прежде всего выбором соответствующих формовочных материа-
лов-наполнителей (песков), связующих материалов и различных до-
бавок.
В последние годы основным направлением развития технологии
изготовления литейных форм и стержней стали разработка и освое-
ние смесей, затвердевающих без нагрева.
Их основное преимущество заключается в минимальной работе по
уплотнению, отверждению при температуре окружающей среды, а
также высокой прочности формы, в широкой возможности по управ-
лению технологическими свойствами применительно к различной
серийности производства, возможности повышения качества отли-
вок.
4
1. Понятия о формовочных материалах
и их основные виды
Все материалы, применяемые для изготовления литейных форм и
стержней, объединяются общим названием “формовочные материа-
лы”. Среди формовочных материалов различают исходные формо-
вочные материалы, формовочные смеси и вспомогательные формо-
вочные составы и материалы.
Исходные формовочные материалы можно подразделить на две
группы: основные (песок и глина) и вспомогательные (связующие
для стержней, уголь, опилки, торф, графит и др.).
К вспомогательным формовочным составам относят формовоч-
ные краски, припылы, стержневой клей, замазки для исправления
стержней и другие составы, необходимые для изготовления и отдел-
ки форм.
Чтобы обеспечить получение годной отливки, формовочные ма-
териалы должны обладать свойствами, отвечающими определенным
требованиям: 1) технологии изготовления форм и стержней; 2) усло-
виям взаимодействия формы с жидким металлом при заливке формы,
затвердевании и охлаждении отливки; 3) технологии приготовления
формовочной или стержневой смеси; 4) условиям выбивки форм и
удаления стержней.
1.1 . Свойства формовочных и стержневых смесей
Для того, чтобы получить отливку, свободную от дефектов, фор-
мовочные и стержневые смеси, из которых изготовляют форму и
стержни, должны удовлетворять комплексу определенных свойств.
Все свойства смесей можно разделить на группы: гидравлические,
механические, технологические и теплофизические (рис. 1 .1).
Гидравлические свойства смесей в основном определяют условия
газообразования и удаления газообразных продуктов из полости
формы при заливке сплавом. Механические свойства определяют
прочностные характеристики литейной формы в период ее изготов-
5
ления, а также при заливке ее сплавом и затвердевании отливки. Тех-
нологические свойства характеризуют условия получения качествен-
ных форм и стержней, а также условия изготовления отливок с наи-
меньшей трудоемкостью и высоким качеством поверхности (без
трещин и засоров); теплофизические свойства – условия протекания
тепловых процессов при затвердевании отливки в форме. Рассмот-
рим подробнее перечисленные выше свойства.
* Свойства смесей, определяемые при исследовательских работах
Рис.1 .1 . Классификация свойств формовочных и стержневых смесей
1.2. Гидравлические свойства
Влажность характеризует процентное содержание влаги в сме-
сях. Величина влажности определяет значение многих других
свойств смеси и оказывает прямое влияние на качество получаемых
отливок, например, при повышенной влажности смесей в отливках
могут возникать газовые раковины. В формовочных и стержневых
смесях различают следующие виды влаги: химически связанную, по-
верхностно-связанную и свободную.
Химически связанная влага входит в состав минеральных компо-
нентов смеси (песка и глины). При ее удалении в процессе высоко-
температурного воздействия на смесь первоначальные свойства ми-
Свойства формовочных
и стержневых смесей
Гидравлические
Механические
Технологические
Теплофизические
Влажность
Пористость*
Газопроницаемость
Газотворность*
Твердость
Прочность:
во влажном состоянии,
в упрочненном состоянии,
в нагретом состоянии*,
в прокаленном состоянии
Уплотняемость
Текучесть
Прилипаемость
Гигроскопичность
Живучесть
Осыпаемость
Податливость*
Огнеупорность*
Пригораемость*
Выбиваемость
Долговечность*
Теплоемкость*
Теплопроводность*
Температуро-
проводность*
Теплоаккумулирующая
способность*
6
неральных компонентов утрачиваются вследствие разрушения их
кристаллической решетки. Например, при нагреве песчано-глинис-
той смеси до температуры 300–700
о
С происходит необратимая де-
гидратация глины, сопровождаемая потерей ею связующих свойств.
Рис. 1 .2 . Виды влаги, удерживаемой на поверхности компонентов смеси:
1 – поверхностно-связанная; 2 – свободная; 3 – капиллярно-связанная;
4 – адсорбированная; 5 – жесткая
Поверхностно-связанная влага (рис. 1 .2) подразделяется на капил-
лярно-связанную и адсорбированную. Адсорбированная влага удер-
живается на поверхности смеси электростатическими силами. Тол-
щина слоя влаги может доходить до 0,5⋅10
-6
м (0,5 мкм). Чем ближе
адсорбированная влага расположена к поверхности частички смеси,
тем больше она отличается по физическим свойствам от обычной
влаги. Например, влага, находящаяся непосредственно на поверх-
ности частички, толщиной в 3–4 молекулы воды, что составляет
примерно (8÷12) 10-10
м (8–12 А), имеет точку кипения выше 100
о
С,
температуру затвердевания – ниже 0, а плотность – больше 1. Такую
влагу обычно называют “жесткой” или “нежидкой”. Более отдален-
ные поверхностные слои адсорбированной влаги по своим физиче-
ским свойствам приближаются к обычной капельно-жидкой воде.
Капиллярно-связанная влага удерживается на поверхности части-
чек смеси капиллярными силами. Свободная влага может быть уда-
лена из смеси под воздействием силы тяжести. Эта влага характерна
7
для сильно увлажненной смеси или регенерированного мокрым спо-
собом формовочного песка.
В соответствии с ГОСТ 29234.5 –91 величину влажности смеси В (%)
определяют по изменению массы в процессе сушки навески смеси
при 105–110
о
С до постоянной массы и подсчитывают по формуле
,
100
М
М
М
B
1
−
=
где М и М1 – масса смеси до и после сушки, г.
Определяют содержание только поверхностно-связанной и сво-
бодной влаги в смеси, адсорбированная влага удаляется лишь час-
тично, так как “жесткая” вода при этом не испаряется.
Пористость характеризуется отношением объема пустот (пор) к
общему объему смеси и выражается в процентах. Величина пористо-
сти смеси в основном определяет степень развития процессов про-
никновения жидкого металла или его оксидов в глубь формы, т. е.
вероятность возникновения пригара на поверхности смеси определя-
ется главным образом степенью уплотнения смеси и содержанием в
ней глины или других мелкозернистых добавок. Пористость уплот-
ненных формовочных смесей находится в пределах 25–50%.
Газопроницаемость является одним из важнейших свойств смеси
и характеризует способность ее пропускать газы. При недостаточной
газопроницаемости смеси затрудняются условия удаления газообраз-
ных продуктов из полости формы в процессе ее заливки. Газопрони-
цаемость смесей зависит от размера зерен формовочного песка, со-
держания в них мелкозернистых добавок, степени уплотнения и
влажности.
По ГОСТ 29234.11 –91 определение газопроницаемости смеси
производят путем пропускания воздуха через стандартный образец,
изготовленный из испытуемой смеси. Коэффициент газопроницаемо-
сти рассчитывают по формуле
,
К
τ
=
Fp
Vh
где V – объем воздуха, прошедшего через образец, см
3
;h–высота
образца, см; F – площадь поперечного сечения образца, см
2
;p–дав-
8
ление воздуха перед входом в образец, г/см
2
; τ – продолжительность
прохождения воздуха через образец, мин.
Схема прибора для определения газопроницаемости смеси приве-
дена на рис. 1.3 . Определение газопроницаемости смеси на этом при-
боре производят следующим образом. Сначала в гильзе 5 уплотняют
стандартный образец смеси диаметром и высотой 50 мм. Затем гиль-
зу с образцом смеси 4 укрепляют на приборе. Открытием трехходо-
вого крана 7 по трубке 11 через образец пропускают 2000 см
3
возду-
ха, находящегося под колпаком 8, расположенным в баке 9. Замер
возникающего под образцом давления воздуха производят с помо-
щью манометра 1.
Рис. 1 .3 . Схема прибора для определения газопроницаемости смеси:
1 – манометр; 2 – резервуар; 3 – трубка; 4 – образец смеси; 5 – гильза;
6 – ниппель; 7 – трехходовой кран; 8 – калиброванный колпак;
9 – бак; 10 – трубка колпака; 11 – трубка бака
Продолжительность прохождения воздуха замеряют секундоме-
ром. При ускоренном методе определения газопроницаемости ис-
пользуют ниппель 6, укрепленный в отверстии, через которое посту-
пает под образец воздух. В этом случае возникающее под образцом
давление при соответствующей градуировке шкалы манометра будет
характеризовать значение газопроницаемости смеси.
9
Газотворность характеризует способность смеси выделять газы
при нагреве до высоких температур (при температуре 1250
о
С). Выде-
ляющиеся при заливке формы газы могут быть причиной образова-
ния газовых раковин в отливках, причем чем выше газотворность
смеси, тем больше опасность их образования. Значение газотворно-
сти смесей зависит от вида и количества органических (выгорающих)
добавок, от содержания влаги, а также от скорости выделения газо-
образных продуктов в процессе нагрева смеси. Чем позже начинают
выделяться из смеси газы, тем меньше вероятность возникновения
газовых раковин в отливках, так как к этому времени успевает обра-
зоваться корочка затвердевшего сплава, которая будет препятство-
вать внедрению в отливку газовых пузырьков.
1.3. Механические свойства
Твердость характеризует способность поверхностного слоя форм
или стержня противостоять проникновению более твердого тела (ме-
таллического шарика). Поверхностная твердость формы или стержня
зависит от степени уплотнения смеси, количества и качества связую-
щих материалов, а также от режимов их упрочнения. Оценку твер-
дости производят с помощью специальных приборов-твердомеров и
выражают в условных единицах.
Прочность характеризует способность смеси сохранять задан-
ную конфигурацию полости литейной формы в период ее изготовле-
ния и транспортирования, а также при заливке. В соответствии с
ГОСТ 29234–91 прочность смесей оценивают предельной величиной
нагрузки, при которой разрушается уплотненный образец смеси. Раз-
личают прочность смесей во влажном, упрочненном, нагретом и
прокаленном состояниях.
Прочность смеси во влажном состоянии зависит главным образом
от количества и состояния содержащейся в ней глины, а также от ве-
личины влажности, зернового состава формовочного песка, степени
уплотнения смеси и некоторых других факторов. На рис. 1 .4 приве-
дена схема методов оценки прочности смеси во влажном состоянии.
Наиболее часто прочность смеси во влажном состоянии оценивается
при сжатии (см. рис. 1 .4,а), реже при срезе (см. рис. 1 .4,б), изгибе
(см. рис. 1 .4,в) и растяжении (см. рис. 1 .4,г).
10
Рис. 1 .4 . Схема методов оценки прочности смесей во влажном состоянии:
а – при сжатии; б – при срезе; в – при изгибе; г – при растяжении
Прочность смеси в упрочненном состоянии (имеется в виду проч-
ность, которую приобретает образец смеси после тепловой сушки
или химического отверждения) зависит от типа и количества свя-
зующих материалов, содержащихся в смеси, а также от зернового
состава формовочного песка, степени уплотнения смеси, режимов ее
упрочнения и целого ряда других факторов, влияние которых будет
рассмотрено ниже. На рис. 1 .5 приведена схема методов оценки
прочности смеси в упрочненном состоянии. Наиболее часто данное
свойство смеси оценивается при разрыве образца (см. рис. 1 .5,а)
и сжатии (см. рис. 1 .5,б), реже при срезе (см. рис. 1 .5,в) и изгибе
(см. рис. 1 .5, г).
Рис. 1 .5 . Схема методов оценки прочности смесей в у прочненном состоянии:
а – при растяжении; б – при сжатии; в – при срезе; г – при изгибе
Прочность смесей в прокаленном состоянии характеризуется в
основном способностью стержня, изготовленного из данной смеси,
удаляться из полости отливки при ее извлечении из формы и очистке
и зависит главным образом от природы связующего материала смеси
и его количества, от интенсивности теплового воздействия сплава
отливки на стержень и других факторов.
11
1.4. Технологические свойства
Уплотняемость – это способность смеси уменьшать свой перво-
начальный объем под воздействием внешних сил. Уплотняемость
песчано-глинистых смесей зависит от содержания воды и глины и от
их соотношения. Оценку уплотняемости производят по разнице объ-
емов навески смеси до и после уплотнения, отнесенной к первона-
чальному ее объему, и выражают в процентах. Уплотняемость опре-
деляют по ГОСТ 23409.13 –78 .
Текучесть – это способность смеси под воздействием внешних
сил заполнять труднодоступные полости в модельной оснастке, обес-
печивая равномерное уплотнение формы или стержня. Значение те-
кучести тесно связано с величиной прочности смеси во влажном со-
стоянии, при этом чем меньше эта величина, тем выше текучесть
смеси во влажном состоянии. Для оценки текучести песчано-глинис-
тых смесей используют методику (ГОСТ 23409.17 –78), основанную
на замере твердости торцевых поверхностей уплотненного цилинд-
рического образца (рис. 1 .6) в точках а и б.
Рис. 1 .6 . Схема ступенчатой пробы для оценки текучести смеси:
1 – основание гильзы; 2 – образец смеси;
3 – гильза; 4 – прессу ющий плунжер; 5 – вкладыш
12
Величину текучести смеси выражают в процентах и подсчитыва-
ют по формуле
,
100
Н
Н
Т
в
н
=
где Нн и Нв – твердость нижнего и верхнего торца образца, условные
единицы.
Прилипаемость – это способность смеси во влажном состоянии
прилипать к поверхности модельной оснастки или транспортных
средств (ленточных конвейеров). Повышенная прилипаемость смесей
увеличивает шероховатость поверхности формы или стержня, а так-
же вызывает необходимость частой чистки поверхности модельной
оснастки и транспортных средств. Оценку прилипаемости смеси
производят на специальном приборе (рис. 1 .7) по величине усилия
отрыва, отнесенного к контактной поверхности образца и коническо-
го цилиндра.
Рис. 1 .7 . Схема прибора для оценки прилипаемости смесей:
1 – воронка для дроби; 2 – приемная чаша; 3 – пу ансон;
4 – конусная гильза; 5 – образец смеси
13
Расчет прилипаемости смеси производят по формуле
Пр = P/S,
где P – усилие отрыва образца, Н; S – контактная поверхность образ-
ца, м
2
.
Гигроскопичность характеризует способность формы или стержня
впитывать влагу из окружающей среды. Оценка гигроскопичности
основана на определении массы влаги, поглощенной сухой смесью.
(ГОСТ 23409.10 –78). Стандартный образец смеси диаметром и высо-
той 50 мм сушат и взвешивают, помещают в эксикатор на фильтро-
вальную бумагу, помещенную на влажный песок, и выдерживают в
течение 2 ч, после чего снова взвешивают.
Испытание проводят на трех образцах. Гигроскопичность (Х) в
процентах вычисляют по формуле
1
2
1
M
M
M−
=
X
100,
где М1, М2 – масса образца до и после сушки.
Значение гигроскопичности связано с природой и количеством
связующего материала смеси. Например, водорастворимые связую-
щие материалы (лигносульфонаты, декстрин, патока и др.) придают
смеси высокую гигроскопичность. Смеси с водонерастворимыми
связующими материалами имеют низкую гигроскопичность.
Живучесть – это продолжительность сохранения смесью своих
физико-механических свойств. Значение ее зависит от природы свя-
зующего материала смеси, а также от интенсивности уменьшения в
ней влаги. Например, смеси с высокомодульным жидким стеклом
обладают малой живучестью. Для ее повышения в состав смесей
вводят добавку водного раствора едкой щелочи, которая снижает мо-
дуль жидкого стекла. За показатель живучести холоднотвердеющих
(упрочняющихся без теплового воздействия) смесей обычно приме-
няют продолжительность промежутка времени (в минутах), по про-
шествии которого значение ее прочности снижается на 30% от мак-
симального.
Осыпаемость характеризуется способностью поверхности формы
или стержня не разрушаться при транспортировании, сборке и залив-
14
ке формы. Значение осыпаемости связано с количеством и природой
связующего материала, а также с режимом сушки форм и стержней.
Для уменьшения осыпаемости песчано-глинистых форм в состав
смеси обычно вводят добавки лигносульфонатов. В соответствии с
ГОСТ 23409.9 –78 оценку осыпаемости смеси производят по величи-
не потери массы стандартным образцом, помещенным во вращаю-
щийся сетчатый барабан, при этом величину осыпаемости выражают
в процентах и рассчитывают по формуле
,
100
М
М
М
О
0
1
0−
=
где М0 и М1 – масса образца до и после испытания, г.
Податливость – это способность формы или стержня деформи-
роваться под воздействием усадки отливок. Степень податливости
смеси зависит от природы огнеупорной основы, от количества и при-
роды связующего материала, а также от степени уплотнения смеси.
Например, сильно уплотненные смеси с большим количеством глины
малоподатливы. Для улучшения податливости в состав вводят дре-
весные опилки и другие добавки.
Огнеупорность характеризует способность смеси не оплавляться
под действием высоких температур. При недостаточной огнеупорно-
сти смеси происходит оплавление и спекание отдельных ее компонен-
тов с образованием крупных пор, приводящих к формированию повы-
шенного пригара на отливках. Значение огнеупорности смеси зависит
от минералогического, гранулометрического и химического состава
формовочного песка и глины. В соответствии с ГОСТ 4069–69 для
оценки огнеупорности из смеси изготавливают образцы в виде трех-
гранных пирамидок. Величину огнеупорности смеси определяют по
температуре, при которой вершина образца в процессе размягчения и
оплавления смеси коснется уровня его основания.
Пригораемость – это способность поверхностного слоя формы
или стержня противостоять прочному сцеплению с металлом отлив-
ки. Степень пригораемости смеси зависит от многих факторов, в том
числе от пористости смеси, химической инертности ее огнеупорной
основы. Уменьшения пригораемости смеси достигают введением в
ее состав противопригарных и высокоогнеупорных материалов (ка-
15
менный уголь, мазут, маршалит и др.), применением специальных
защитных покрытий, наносимых на поверхность форм и стержней.
Выбиваемость характеризуется способностью стержней удалять-
ся из внутренних полостей при выбивке и очистке отливок. Значение
выбиваемости зависит главным образом от природы и количества
связующего материала в смеси, от интенсивности температурного и
силового воздействия металла отливок на стержень. Смеси с неорга-
ническими связующими материалами, например, с жидким стеклом,
имеют затрудненную выбиваемость вследствие их прочного спека-
ния в период затвердевания отливки в форме. Хорошую выбивае-
мость имеют смеси с органическими, легковыгорающими и некок-
сующимися связующими материалами. Оценку выбиваемости смеси
производят по величине работы, затрачиваемой на пробивку специ-
альным бойком стержня, залитого сплавом. Работу выбивки опреде-
ляют по формуле
А=n ·G ·h,
где n – число ударов, необходимое для пробивки стержня;
G – масса падающего груза, кг;
h – высота падения груза, м.
Долговечность характеризует способность смеси, после соответ-
ствующей подготовки, повторно использоваться для изготовления
форм без введения добавок свежих формовочных материалов. Дол-
говечность смеси зависит от интенсивности температурного воздей-
ствия жидкого сплава, от природы огнеупорной основы и связующе-
го материала смеси. Наибольшей долговечностью обладают песчано-
глинистые смеси. Оценку долговечности смеси производят по числу
циклов ее использования, обеспечивающему сохранение смесью фи-
зико-химических свойств и получение качественных отливок.
1.5 . Теплофизические свойства
К теплофизическим свойствам относятся теплоемкость, теплопро-
водность, температуропроводимость и теплоаккумулирующая спо-
собность. Эти характеристики определяют тепловой режим охлажде-
ния отливки в форме. Значения их зависят главным образом от при-
роды огнеупорной основы смесей, а также и от состояния формы
16
(влажная, сухая). Наиболее высокими теплофизическими свойствами
обладают цирконовые, дистен-силлиманитовые, хромитовые формо-
вочные пески. Теплофизические характеристики кварцевых песков
значительно ниже.
Различные теплофизические свойства смесей позволяют регули-
ровать процессы затвердевания отдельных частей отливок. Значение
теплоемкости и теплопроводности смесей определяется в специаль-
ных теплофизических лабораториях, а температуропроводность и
теплоаккумулирующая способность – расчетным путем.
Теплопроводность вещества λ определяется как количество тепло-
ты Q, которое подводится за время τ через поверхность площадью F,
расположенную перпендикулярно к тепловому потоку, отнесенное к
температурному градиенту ∆t/d (∆t – разность температур; d – тол-
щина образца):
.
/d
t
F
Q
∆τ
=
λ
Теплопроводность большинства формовочных смесей с повыше-
нием температуры увеличивается, а у смесей с магнезитом и корун-
дом, в качестве наполнителя, уменьшается. Получение заданной теп-
лопроводности в песчаных формах затруднительно, так как она зави-
сит не только от теплопроводности наполнителя, но и от влажности
воздуха и газов, находящихся в межзерновых порах.
В сухом песке предположительно теплопередача происходит от
зерна к зерну за счет прямых контактов, частично – излучением. Те-
плопроводность при повышении температуры на 1000
о
С(с95до
1095оС) изменяется почти на 100% – с 2,63⋅10
-6
до 4,75⋅10
-6
Вт/(м⋅К).
Процесс распространения теплоты во влажном песке, однако, бо-
лее сложен, чем в сухом. Теплопередача происходит как за счет теп-
лопроводности зерен наполнителя, так и воды (водяного пара), ад-
сорбированной зернами песка и находящейся в порах между песчин-
ками.
При нагреве влажной формовочной смеси залитым металлом в
глубь формы проникает водяной пар (в результате изменения давле-
ния), нагретый в порах воздух, а также продукты сгорания органиче-
ских составляющих. В холодных слоях формы, удаленных от отлив-
17
ки, происходит конденсация влаги. В результате переноса теплоты
водяным паром и улучшения условий теплопередачи между контак-
тирующими зернами песка из-за накопления влаги в местах их кон-
такта общая теплопроводность смеси с повышением влажности так-
же повышается.
На теплопроводность песчано-глинистых форм влияют степень
уплотнения формовочной смеси и содержание связующего. Напри-
мер, теплопроводность повышается при увеличении степени уплот-
нения и количества бентонина в смеси.
Удельная теплоемкость формовочной смеси зависит не только от
ее вида, но и от температуры. С повышением температуры она также
увеличивается. Значительное влияние на удельную теплоемкость
формовочной смеси оказывает содержание в ней влаги. Для более
полного представления о теплофизических свойствах форм опреде-
ляют температуропроводность а (в м
2
⋅с
-1
), характеризующую, на-
сколько интенсивно в форме выравниваются температурные перепа-
ды:
а=λ/(с·ρ),
где с – удельная теплоемкость смеси, Дж/(кг⋅К);
ρ – плотность смеси, кг/м
3
.
Температуропроводность в интервале температур 500–1000
о
С
кварцевого песка составляет 0,00145 м
2
⋅с
-1
, шамота – 0,00178 м
2
⋅с
-1
.
При расчете теплопередачи от отливки к форме применяется так-
же величина, называемая коэффициентом тепловой аккумуляции
ρ⋅
λ
=
c
b
.
Чем выше теплоаккумуляторная способность формы, тем быстрее
охлаждается отливка и меньше опасность образования пригара на
поверхности отливки.
18
2. Структура формовочных,
стержневых смесей и красок
Структура – это в общем случае взаимное расположение и харак-
тер связей между элементами, образующими целостную систему.
Литейная форма – пористая среда с широкой сетью разветвленных
поровых каналов. Любая формовочная смесь, образующая литейную
форму, состоит из двух основных составляющих: зерновой и свя-
зующей, а также из атмосферы, заполняющей поры смеси. Зерновая
составляющая – это в большинстве случаев кварцевый песок, а в ка-
честве связующей наиболее часто применяют огнеупорную глину
или бентонит, а также смеси различных органических и неорганиче-
ских клеящих веществ. Кроме того, в смеси для улучшения их
свойств вводят специальные добавки.
Кварцевый песок, применяемый в литейном производстве, состо-
ит из зерен неправильной формы и различных размеров, поэтому
структура уплотненной формовочной смеси аналогична структуре
естественных грунтов, также состоящих из частиц разнообразной
формы и различных размеров. Следовательно, закономерности, по-
лученные при исследовании грунтов, могут быть использованы при
изучении структуры и свойств уплотненной формовочной смеси. Из-
вестно понятие об идеальной и фиктивной моделях грунта.
За идеальную модель смеси принимается такая структура, где все
поры цилиндрические и их оси параллельны между собой (рис. 2 .1).
Рис. 2 .1 . Структура идеальной формовочной смеси
19
Такая модель далека от реальной формы, но дает возможность в
первом приближении оценить структуру уплотненной формовочной
смеси. К ней можно применить закон Пуазейля для течения жидко-
сти в капиллярах.
Фиктивная модель смеси представляет собой набор шарообраз-
ных частиц равного диаметра (рис. 2 .2).
Рис. 2 .2 . Структура фиктивной формовочной смеси
Эта модель ближе к реальной литейной форме. Для уяснения
структуры смеси можно заменить ее моделью, состоящей из жестких
сфер одинакового размера, скрепленных между собой точечными
контактами через пленку связующей добавки. Расстояние между
центрами любой пары соприкасающихся сфер равно их удвоенному
радиусу.
Рис. 2 .3 . Микроструктура идеальной формовочной смеси
при различных степенях уплотнения:
а – рыхлая смесь; б – кубическая упаковка; в – гексагональная упаковка
20
В неуплотненном состоянии сферы образуют рыхлую систему, в
которой пористость составляет 70% (и более); в этом случае общая
плотность при плотности кварцевых зерен 2,6 г/см
3
, будет около 1 г/см
3
,
смежные сферы могут создавать многочисленные “арки” (рис. 2 .3,а).
При элементарном уплотнении сферы образуют кубическую систе-
му. Ромбоэдр, построенный в плоскости, пересекающей центры со-
прикасающихся сфер, в этом случае является квадратом с углом 90
о
(рис. 2 .3,б). При гексагональной упаковке ромбоэдр имеет острые
углы 60
о
(рис. 2 .3,в). Пористость уплотнений системы m зависит от
угла ромбоэдра θ следующим образом:
.
cos
2
1
)
cos
1(6
1
θ
+
θ
−
π
−
=
m
Расчеты показывают, что при кубической упаковке пористость со-
ставляет 0,476, а плотность смеси 1,3 г/см
3
; при гексагональной упа-
ковке, соответственно, 0,259 и 1,85 г/см
3
.
Приведенные цифры соот-
ветствуют плотности реальных формовочных смесей.
Реальная литейная форма, состоящая из зерен различной величи-
ны, имеет весьма сложную структуру. Однако благодаря упрощению
структуры литейной формы удается раскрыть законы, управляющие
процессами фильтрации газов и жидкостей через формовочные сме-
си, и дать протекающим при этом процессам количественную оцен-
ку.
Течение жидкости по капиллярам подчиняется закону Пуазейля
,
8
)
(
2
1
4
к
l
p
p
t
r
V
⋅
η
−
⋅
π
=
(2.1)
где Vк – объем жидкости, протекающей через один капилляр;
r – радиус капилляра;
t – время;
p1, p2 – давление на входе и выходе капилляра, соответственно;
l – длина капилляра;
η – динамическая вязкость жидкости.
Это уравнение справедливо для капельных жидкостей, которые
при постоянной температуре имеют практически неизменяемый объ-
21
ем. Для газов постоянной величиной является произведение V⋅p . Для
того, чтобы уравнение (2.1) можно было применить к газам, его ле-
вую часть следует умножить на p-давление, при котором определяет-
ся объем проходящего газа. При этом правая часть уравнения должна
быть, соответственно, умножена на
2
2
1p
p+
, т. е. на среднее давле-
ние, которое испытывает газ в образце. Кроме того, допускают, что
капилляры расположены перпендикулярно поверхности образца и
параллельно друг другу. Тогда длина капилляра l будет равна тол-
щине образцов b. При этом формула (2.1) преобразуется
,
2
)
(
8
)
(
2
1
2
1
4
к
p
p
b
p
p
t
r
p
V
+
⋅
⋅
η
−
⋅
π
=
⋅
или
.
2
)
(
8
)
(
2
1
2
1
4
к
p
p
p
b
p
p
t
r
V
+
⋅
⋅
η
−
π
=
(2.2)
Если исследуемый материал пронизан капиллярами в количе-
ствеNштукна1см
2
площади поверхности f, то для получения обще-
го расхода газа надо обе части уравнения (2.2) умножить на Nf:
,
2
)
(
8
)
(
2
1
2
1
4
к
p
p
p
b
p
p
f
N
t
r
Nf
V
+
⋅
⋅
η
−
⋅
⋅
⋅
π
=
⋅
или
,
2
)
)(
(
8
2
1
2
1
4
к
p
p
p
p
p
b
t
f
N
r
V
+
−
⋅
⋅
η
⋅
⋅
π
=
(2.3)
где
V=Vк⋅N ⋅f.
В уравнении (2.3)
8
4N
r⋅
π
зависит от количества и размеров пор
поэтому представляет собой некоторую величину, характеризующую
данный материал, которая называется абсолютным коэффициентом
проницаемости
.
)
(
2
)
(
2
1
2
1
p
p
p
p
p
V
t
f
b
G
+
⋅
−
⋅
⋅
⋅
η
=
(2.4)
22
При малых перепадах давлений формулу (2.4) можно упростить
,
p
V
t
f
b
G
∆
⋅
⋅
⋅
η
=
(2.5)
где
∆p=p1–p2.
В системе СИ единицей G является квадратный метр.
Формула для определения абсолютного коэффициента проницае-
мости выведена с условием фильтрации жидкостей как практически
несжимаемых сред. При фильтрации газа значения V в формуле (2.5)
следует заменить на средний объем газа Vср. Но так как
Vср⋅pср =V2⋅p2,а
2
2
1
р
p
p
p–
+
=
,
то
)
(
2
2
2
2
1
р
p
p
t
f
b
V
G
–
−
⋅
⋅
⋅
η
=
.
(2.6)
Анализируя формулу (2.5), можно сделать следующие выводы.
Чем больше площадь поперечного сечения образца, необходимая
для прохождения данного газа объемом V в данный промежуток вре-
мени t с данным перепадом давлений ∆p, тем меньше абсолютный
коэффициент проницаемости смеси. С уменьшением продолжитель-
ности прохождения газа объемом V через образец увеличивается аб-
солютный коэффициент проницаемости формовочной смеси. Увели-
чение высоты образца является одной из причин, препятствующих
прохождению газа. Чем меньше высота образца, которая требуется
для прохождения газа объемом V в данный промежуток времени t,
тем ниже абсолютный коэффициент проницаемости смеси (сопро-
тивление прохождению газов). Чем выше допустимая вязкость газа η,
обеспечивающая прохождение его объема V через образец в течение
времени t, тем больше абсолютный коэффициент проницаемости
смеси. Последний не зависит от размеров образца и определяется
только внутренней структурой материала. Так, например, при изме-
нении величины b в формуле (2.5) абсолютный коэффициент прони-
цаемости смеси G не меняется, а изменяются продолжительность
прохождения газа t и разность давлений ∆p.
Реальная формовочная смесь отличается от фиктивной следую-
щими основными особенностями:
23
−
частицы реальной смеси имеют различную крупность и отли-
чаются по форме от сфер;
−
частицы уплотненной смеси соприкасаются между собой не в
точках, а на площадках;
−
различные элементарные ячейки в пределах одного микроско-
пического объема формовочной смеси с той или иной степенью уп-
лотнения имеют различную укладку частиц.
Абсолютный коэффициент проницаемости G обычно указывается
применительно к определенному газу или жидкости (воздух, газ,
вода). В этом случае из формулы (2.5) исключается вязкость, и такой
параметр получает наименование коэффициента проницаемости, со-
ответствующего тому газу или той жидкости, которые пропускаются
через образец. Например, коэффициент воздухопроницаемости
t
p
f
b
V
⋅
∆
⋅
=
K
.
(2.7)
Эта формула строго теоретически может быть применима лишь
при ламинарном течении жидкости или газа через образец. В литей-
ном производстве обычно пользуются термином “газопроницаемость
формовочных смесей”. Под газопроницаемостью формовочной смеси
подразумевается ее способность пропускать через имеющиеся поры
воздух, газы и пары воды. Если ∆p выразить в Н/м
2
, то единицей га-
зопроницаемости будет м
4
/Н⋅с .
Если давление на выходе принять равным единице, то газопрони-
цаемость смеси
t
p
f
b
V
⋅
⋅
⋅
=
K
.
(2.8)
3. Исходные материалы
24
Основной составляющей формовочных и стержневых смесей,
применяемых в литейном производстве, является кварцевый песок.
Кварцевый песок – природный минерал соединения кремния с ки-
слородом (SiO2).
Пески образуются при разрушении горных пород, содержащих
кварц. По происхождению формовочные пески относятся к осадоч-
ным горным породам. Важнейшей их характеристикой является вре-
мя отложения и кратность переноса. Наиболее округлые и однород-
ные по величине зерна имеют те пески, которые в течение длитель-
ного времени подвергались многократным переносам и повторным
отложениям. Главным критерием при оценке качества формовочных
песков по химическому составу является содержание в нем кремне-
зема SiО2. Чем выше его содержание, тем выше качество песка. Наря-
ду с кремнеземом в формовочных песках почти всегда присутствуют
различные примеси, ухудшающие его свойства.
3.1. Минералогический состав
формовочных песков
Основной составляющей формовочного песка является кварц
(SiO2), имеющий плотность ρ = 2650 кг/м
3
, температуру плавления
tпл = 1713
о
С, твердость по шкале Маоса 7. Зерна кварца могут иметь
различную окраску, обусловленную различными примесями. При
нагреве кварц претерпевает ряд превращений. При 573
о
С α-кварц пе-
реходит в β-кварц. Объем изменяется ±2,4%; при 870
о
С β-кварц → β-
тридимид, изменение объема 15,1%, при 1470
о
С β-тридимид →
β-кристаболит, изменение объема 4,7%; при 1713
о
С β-кристаболит
→ расплав, изменение объема 0,1%.
Полевые шпаты (MeO·Al2O3·6SiO2).
Полевые шпаты имеют твердость (6–6,5); температура плавления
их 1170–1550
о
С, термическое расширение при 1000
о
С до 2,75%.
Слюда. Мусковит (К2О·3Al2O3·6SiO2·H2O).
Биотит
(К2О·6(Mg,Fe)О·Al2O3·6SiO2·2H2O).
Температура плавления слюды 1150–1400
о
С, термическое расши-
рение при 1000
о
С – 1,55%. Слюда ухудшает огнеупорность песка.
25
Оксиды железа содержат примеси:
−
гематит Fe2O3, плотность 5000–5300 кг/м
3
, температура плавле-
ния 1560
о
С, устойчив при окислении;
−
магнитный железняк FeO·Fe2O3; плотность 4900–5200 кг/м
3
,
температура плавления 1540
о
С;
−
ильменит FeO·TiO2, плотность 4720 кг/м
3
.
Гидраты оксидов железа nFe2O3·mH2O.
В зависимости от содержания воды различают несколько разно-
видностей гидратов оксида железа, которые неустойчивы и при на-
гревании теряют воду, снижая свойства песка, и способствуют обра-
зованию легкоплавких силикатных сплавов, вызывающих пригар на
отливках.
Карбонаты: кальцит CaCO3, магнезит MgCO3, доломит
CaCO3·MgCO3, сидерит FeCO3 снижают огнеупорность формовочных
песков, а разложение их при нагревании до 500–900°С способствует
образованию различных дефектов в отливках.
Глинистые минералы. В формовочных песках встречается не-
сколько глинистых минералов: каолинит, монтмориллонит, гидро-
слюды.
Все примеси в формовочных песках снижают его огнеупорность,
физико-механические и технологические свойства, увеличивают
пригар на отливках.
В связи с этим в последнее время все больше применяют обога-
щенные формовочные пески с минимальным содержанием примесей.
3.2. Классификация формовочных песков
В соответствии с ГОСТ 2138–91 все формовочные пески, в зави-
симости от массовой доли глинистой составляющей (частиц глини-
стых материалов и обломков зерен кварца и других минералов раз-
мером менее 0,02 мм), подразделяют на кварцевые (К), тощие (Т) и
жирные (Ж).
Кварцевые и тощие формовочные пески подразделяют на группы
в зависимости от массовой доли глинистой составляющей, диоксида
кремния, коэффициента однородности и среднего размера зерен,
26
жирные – от предела прочности при сжатии во влажном состоянии и
среднего размера зерна.
Кварцевые пески (табл. 3 .1 –3 .4) содержат до 2,0% глинистой со-
ставляющей.
Таблица 3.2
Массовая доля SiO2
в кварцевых песках
Группа
Массовая доля
диоксида кремния,
%, не менее
К1
К2
К3
К4
К5
99,0
98,0
97,0
95,0
93,0
Таблица 3.4
Средний размер зерен
формовочных песков
Группа
Средний размер
зерна, мм
О1
О16
О2
О25
О3
До 0,14
От 0,14 до 0,18
>> 0,19 >> 0,23
>> 0,24 >> 0,28
Св. 0,28
Тощие пески (см. табл. 3 .3 –3 .6) содержат от 2,0 до 12,0% глини-
стой составляющей.
Таблица 3.1
Массовая доля глинистой
составляющей в кварцевых песках
Группа
Массовая доля
глинистой
составляющей,
%, не более
1
2
3
4
5
0,2
0,5
1,0
1,5
2,0
Таблица 3.3
Коэффициент однородности
формовочных песков
Группа
Коэффициент однород-
ности, %
О1
О2
О3
О4
О5
Св. 80,0
От 70,0 до 80,0
>> 60,0 >> 70,0
>> 50,0 >> 60,0
До 50,0
27
Таблица 3.6
Массовая доля SiO2
тощих песков
Группа
Массовая доля
диоксида кремния,
%, не менее
Т1
Т2
Т3
96,0
93,0
90,0
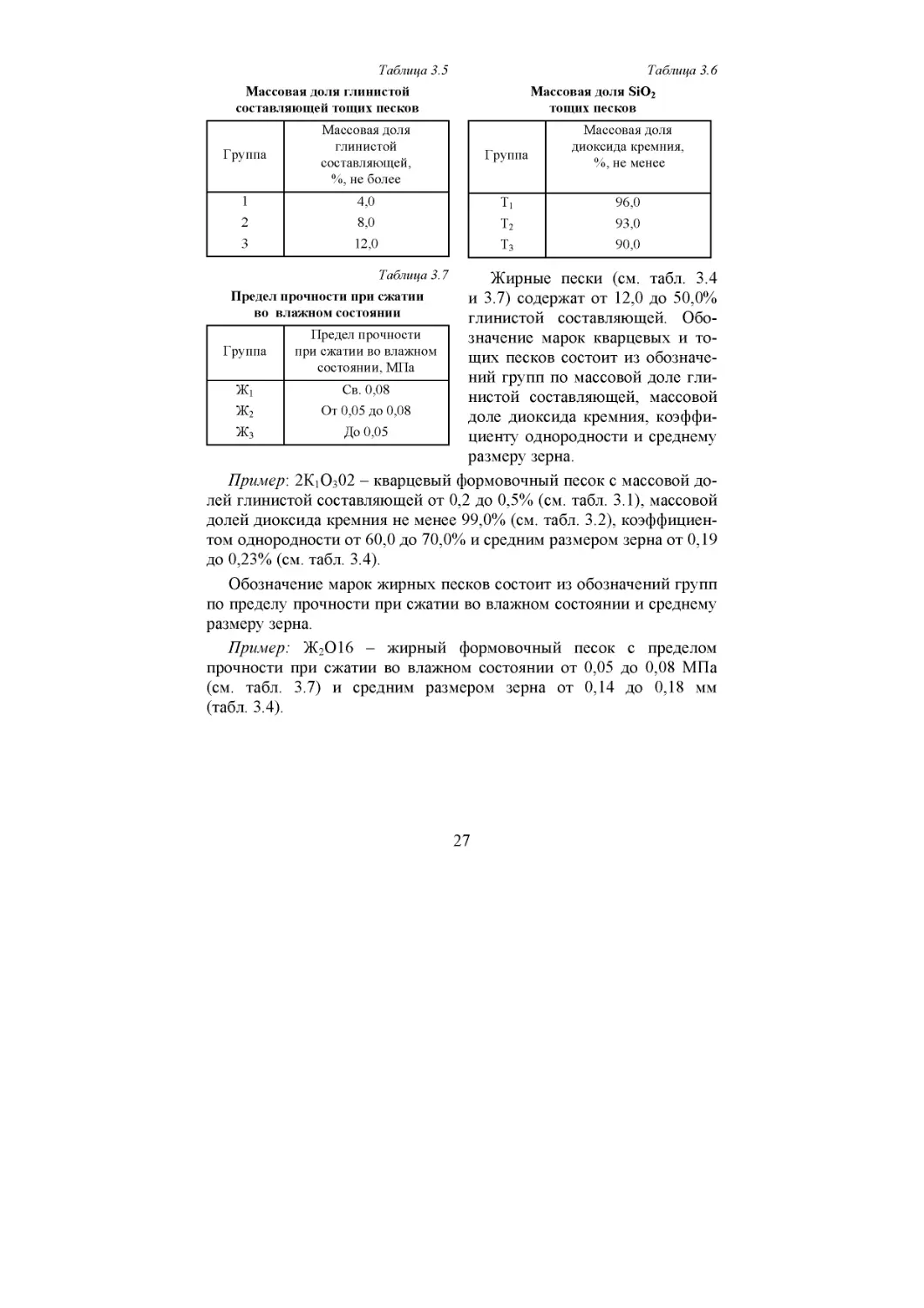
Жирные пески (см. табл. 3 .4
и 3.7) содержат от 12,0 до 50,0%
глинистой составляющей. Обо-
значение марок кварцевых и то-
щих песков состоит из обозначе-
ний групп по массовой доле гли-
нистой составляющей, массовой
доле диоксида кремния, коэффи-
циенту однородности и среднему
размеру зерна.
Пример: 2К1О302 – кварцевый формовочный песок с массовой до-
лей глинистой составляющей от 0,2 до 0,5% (см. табл. 3 .1), массовой
долей диоксида кремния не менее 99,0% (см. табл. 3 .2), коэффициен-
том однородности от 60,0 до 70,0% и средним размером зерна от 0,19
до 0,23% (см. табл. 3.4).
Обозначение марок жирных песков состоит из обозначений групп
по пределу прочности при сжатии во влажном состоянии и среднему
размеру зерна.
Пример: Ж2О16 – жирный формовочный песок с пределом
прочности при сжатии во влажном состоянии от 0,05 до 0,08 МПа
(см. табл. 3 .7) и средним размером зерна от 0,14 до 0,18 мм
(табл. 3.4).
Таблица 3.5
Массовая доля глинистой
составляющей тощих песков
Группа
Массовая доля
глинистой
составляющей,
%, не более
1
2
3
4,0
8,0
12,0
Таблица 3.7
Предел прочности при сжатии
во влажном состоянии
Группа
Предел прочности
при сжатии во влажном
состоянии, МПа
Ж1
Ж2
Ж3
Св. 0,08
От 0,05 до 0,08
До 0,05
28
3.3 . Технологические требования
к формовочным пескам
По массовой доле влаги, концентрации водородных ионов водной
вытяжки (pH), массовой доле вредных примесей и форме зерен квар-
цевые пески подразделяют на группы, указанные в табл. 3 .8 – 3 .10 .
Коэффициент угловатости определяет степень отклонения формы
зерен от сферической, выражается отношением теоретической удель-
ной поверхности к действительной. Теоретическую удельную по-
верхность песков (м
2
/кг) определяют по данным ситового анализа на
основе предположения, что все зерна имеют круглую форму.
Действительная удельная поверхность является важной характе-
ристикой многих формовочных материалов, дающей возможность
определить коэффициент угловатости, а также иметь представление
о дисперсности материала, что в случае сухих связующих, например,
цемента, определяет их активность, расход воды и жидких связую-
щих для получения оптимальных свойств смесей.
Таблица 3.8
Массовая доля влаги кварцевых песков
Группа
Массовая доля влаги,
%, не менее
pH
Сухие
Влажные
Сырые
0,5
4,0
6,0
–
Кислые
Нейтральные
Щелочные
–
До 6,2
От 6,2 до 7,0
Св. 7
Таблица 3.9
Массовая доля вредных примесей кварцевых песков
Группа
Массовая доля вредных примесей, %, не более
Содержание
примесей
Оксиды щелочных
и щелочноземельных металлов
(Na2О, К2О, СаО, MgO)
Оксиды железа (III)
(Fe2O3)
Очень низкое
Низкое
Среднее
Высокое
Очень высокое
0,40
0,80
1,20
1,60
2,00
0,20
0,40
0,60
0,80
1,00
29
Таблица 3.10
Коэффициент угловатости формовочных песков
Группа
Коэффициент угловатости,
ед., не более
Округлая
Полуокруглая
Угловатая
1,10
1,25
1,40
На практике наиболее распространен метод определения удельной
поверхности, основанный на соотношении между удельной поверх-
ностью, пористостью, объемным весом и воздухопроницаемостью
дисперсного материала. Более точный метод оценки удельной по-
верхности основан на определении объема газа, абсорбированного
дисперсным материалом при условии образования молекулярного
слоя.
По теоретической удельной поверхности и газопроницаемости квар-
цевые и тощие пески подразделяют на группы, указанные в табл. 3.11.
Таблица 3.11
Теоретическая удельная поверхность формовочных песков
Группа
Теоретическая
удельная поверхность,
м
2
/кг, не менее
Газопроницаемость,
м
2
/Па⋅с, не менее
Высокая
Средняя
Низкая
15
10
5
–
Очень высокая
Высокая
Средняя
Низкая
Очень низкая
–
550
350
200
100
30
По массовой доле потери массы при прокаливании формовочные
пески подразделяют на группы, указанные в табл. 3 .12.
30
Таблица 3.12
Потеря массы при прокаливании формовочных песков
Группа
Потеря массы при прокаливании,
%, не более
Низкая
Средняя
Высокая
0,2
1,0
3,0
Массовая доля сульфидной серы в кварцевых формовочных пес-
ках не должна превышать 0,05% (определяют при геологической раз-
ведке новых месторождений).
Формовочные пески не должны иметь посторонних включений:
агломератов кварцитов и кварцевых песчаников, остатков раститель-
ных слоев, угля, торфа, известняка.
3.3.1. Определение глинистых частиц
формовочных песков
Метод основан на отделении глинистых частиц от песчаной осно-
вы с учетом массовой доли органических включений в кварцевых
песках (ГОСТ 29234.1 –91).
В основу процесса отмучивания положен закон скорости падения
зерен в жидкой среде. Согласно закону Стока эта скорость определя-
ется из уравнения
()
η
⋅
ρ
−
ρ
⋅
=
18
2
1
2
d
g
V
,
где g – ускорение силы тяжести;
d – диаметр падающей частицы;
2
1,ρ
ρ
–
плотность зерен кварца и жидкости;
η – вязкость жидкой среды (для воды при 20°С η = 1·10
-3
Н·с/м
2
).
От партии песка отбирают пробы и подготавливают по
ГОСТ 29234.0 . – 9 1 . Испытания проводят параллельно на двух пробах.
От каждой пробы песка отбирают две навески, массой по 50 г каж-
дая. Первую навеску помещают в кварцевую чашу и высушивают
31
при температуре 105–110°С, затем помещают в эксикатор для охлаж-
дения. Вторую навеску помещают в сосуд, приливают 475 см
3
воды и
25 см
3
раствора пирофосфата натрия (10 г/дм
3
). Сосуд плотно закры-
вают пробкой, устанавливают на лабораторную мешалку и взбалты-
вают в течение 1 ч. После этого сосуд снимают с мешалки, открыва-
ют пробку, тщательно смывают водой глину с пробки в сосуд. Смесь
количественно переносят в стакан аппарата для автоматического от-
деления глинистых частиц и проводят испытания по инструкции к
данному аппарату. При отделении глинистых частиц вручную смесь
доливают водой до метки на высоте сосуда 150 мм, перемешивают
палочкой и дают отстояться в течение 10 мин. Сливают воду до
уровня 12 мм от поверхности осадка с помощью U-образной трубки
(рис. 3 .1).
Рис. 3 .1 . Схема удаления глинистых частиц
Операцию отмучивания повторяют два раза. При образовании
хлопьев в верхнем слое смеси их удаляют. Для этого конец U-образ-
ной трубки помещают в верхней части слоя хлопьев и осторожно
удаляют их в слив.
Сосуд в третий раз доливают водой до того же уровня, смесь
перемешивают палочкой и дают отстояться 5 мин. Затем вновь сли-
вают воду. Отмучивание повторяют до тех пор, пока вода в сосуде
32
после 5-минутного отстаивания не станет прозрачной. Осадок из
сосуда количественно переносят в кварцевую чашу, отстаивают
в течение 5 мин, воду сливают, осадок высушивают при темпера-
туре 105–110°С, затем помещают в эксикатор для охлаждения. Далее
обе навески переносят в муфельную печь и прокаливают при темпе-
ратуре 1000°С в течение 1 ч, затем охлаждают в эксикаторе и взве-
шивают.
Остаточную массу первой навески (X1) в процентах вычисляют по
формуле
()
[
]
m
m
m
m
Х
100
2
1
1
⋅
−
−
=
,
где m – масса навески смеси, г;
m1 – масса чашечки с навеской до прокаливания, г;
m2 – масса чашечки с навеской после прокаливания, г.
Остаточную массу второй навески (X2) в процентах вычисляют по
формуле
m
m
Х
100
1
2
⋅
=
,
где m – масса навески смеси, г;
m1 – масса смеси после удаления глинистых частиц и прокалива-
ния, г.
Массовую долю глинистых частиц (X) в процентах вычисляют по
формуле
X=(X1–X2),
где Х1 – остаточная масса первой навески, %;
Х2 – остаточная масса второй навески, %.
Расхождение между результатами параллельных определений не
должно превышать 10%. Если расхождение превышает 10%, испыта-
ние повторяют. За результат испытания принимают среднее арифме-
тическое результатов трех испытаний.
33
3.3.2. Определение среднего размера зерна
и коэффициента однородности
Средний размер зерна и коэффициент однородности рассчитыва-
ют по данным гранулометрического состава (ГОСТ 29234.3 –91). Ме-
тод определения гранулометрического состава основан на определе-
нии количественного распределения частиц по крупности рассевом
на ситах.
Навеску песка после определения в ней массовой доли глинистых
частиц по ГОСТ 29234.1 помещают в верхнее сито комплекта, в ко-
тором сита расположены в нисходящем порядке (размер сторон
ячейки сит в мм: 2,5; 1,6; 1,0; 0,63; 0,4; 0,315; 0,2; 0,16; 0,1; 0,063;
0,05).
Рассев ведут в течение 15 мин, после чего прибор выключают,
снимают сита, остатки песка раздельно с каждого сита количествен-
но переносят на глянцевую бумагу (при этом сито тщательно очи-
щают мягкой кистью) и взвешивают.
Испытание проводят на двух навесках.
Массовую долю остатка песка на сите (Х) в процентах вычисляют
по формуле
m
m
Х
100
1⋅
=
,
где m1 – масса остатка на сите, г;
m – масса исходной навески, г.
Допускаемое расхождение между результатами двух параллель-
ных определений не должно превышать 10%. Если результаты испы-
тания отличаются от среднего арифметического более чем на 10%, то
определение повторяют один раз.
За результат испытания принимают среднее арифметическое ре-
зультатов трех определений.
Для определения среднего размера зерна и коэффициента одно-
родности строят интегральную кривую распределения частиц по
размерам, для чего по оси абсцисс откладывают в логарифмическом
масштабе размер сторон ячеек сита в свету, а по оси ординат в ли-
34
нейном масштабе – количество частиц меньше данного размера в
процентах (рис. 3.2).
Рис. 3 .2 . Интегральная кривая по размерам частиц
Средний размер зерна (Dср) соответствует размеру сторон ячеек
сита, через которое проходит 50% песчаной основы.
Для определения коэффициента однородности (О) по интеграль-
ной кривой находят процентное содержание частиц размером мень-
ше 4/3 Dср и 2/3 Dср. Коэффициент однородности равен разности этих
значений.
Пример заполнения таблицы с результатами для определения
среднего размера зерна и коэффициента однородности приведен в
табл. 3 .13 .
Таблица 3.13
Гранулометрический состав формовочного песка
Размер сторон
ячейки сита
в свету, мм
Остаток на сите, г
Остаток на сите, %
Частицы размером
меньше сторон
ячейки сита, %
2,50
0
0
100
1,60
0
0
100
1,00
0,1
0,2
99,8
0,63
0,4
0,8
99,0
0,40
1,8
3,7
95,3
35
Окончание 3.13
Размер сторон
ячейки сита
в свету, мм
Остаток на сите, г
Остаток на сите, %
Частицы размером
меньше сторон
ячейки сита, %
0,315
4,6
9,5
85,8
0,20
18,75
38,5
47,3
0,16
8,9
18,3
29,0
0,10
11,6
23,8
5,2
0,063
2,35
4,8
0,4
0,05
0,15
0,3
0,1
Поддон
0,05
0,1
0
Всего
50,0
100
Dср = 0,206
4/3 Dср = 0,275
2/3 Dср = 0,137
О3=63
3.3.3. Определение предела прочности
при сжатии формовочного песка
во влажном состоянии (ГОСТ 29234.4–91)
От пробы песка, отобранной и подготовленной по ГОСТ 29234.0,
выделяют навеску массой 2 кг, помещают в лабораторный смеситель
и добавляют от 100 до 250 см
3
воды, в зависимости от массовой доли
глинистых частиц согласно табл. 3 .14 . Закрывают смеситель крыш-
кой и перемешивают увлажненную смесь в течение 20 мин. Отбира-
ют образец смеси для определения прочности при сжатии. Затем
продолжают перемешивание в смесителе с открытой крышкой, через
каждые 1–2 мин определяют прочность при сжатии по мере естест-
венного подсыхания смеси. Испытание прекращают с момента сни-
жения прочности смеси.
Таблица 3.14
Массовая доля глинистых частиц формовочного песка
Массовая доля глинистых частиц,
%, не более
Необходимый объем воды, см
3
20
30
50
150
200
250
36
Образцы изготовляют в металлической гильзе на лабораторном
копре трехкратным ударом груза. Высота образцов должна быть
(50±0,8) мм и контролируется тремя рисками, нанесенными на ста-
нине и штоке копра. Готовые образцы испытывают на приборе для
определения прочности при сжатии во влажном состоянии.
Испытания проводят на трех образцах.
За предел прочности при сжатии во влажном состоянии принима-
ют среднее арифметическое результатов трех определений, при ко-
торых прочность при сжатии будет наибольшей.
Расхождение между результатами определений и средним ариф-
метическим трех определений не должно превышать 10%.
Если расхождения превышают 10%, смесь увлажняют при пере-
мешивании до наибольшей прочности и определения повторяют до-
полнительно на трех образцах. За результат испытания принимают
среднее арифметическое результатов пяти определений.
3.3.4. Метод определения влаги формовочного песка
Метод основан на определении потери массы навески песка после
высушивания до постоянной массы (ГОСТ 29234.5 –91).
От пробы песка, отобранной и подготовленной по ГОСТ 29234.0,
выделяют навеску массой 50 г, помещают в предварительно высу-
шенную до постоянной массы и взвешенную чашу или бюксу и сушат
в сушильном шкафу при температуре 105–110°С в течение 30 мин. За-
тем чашу с песком взвешивают. Дополнительно сушат в течение 15 мин
и снова взвешивают. Операцию повторяют до тех пор, пока разность
результатов двух последних взвешиваний будет не более 0,02 г. Ча-
шу с песком, высушенным до постоянной массы, охлаждают в экси-
каторе и взвешивают.
Массовую долю влаги (Х) в процентах определяют параллельно на
двух навесках и вычисляют по формуле
X=
1
2
1
100
)
(
m
m
m
⋅
−
,
где m1 – масса навески песка до высушивания, г;
m2 – масса навески песка после высушивания, г.
37
Расхождение между результатами двух параллельных определе-
ний не должно превышать 0,2%. Если расхождение превышает 0,2%,
определение повторяют.
За результат испытания принимают среднее арифметическое трех
определений.
3.3.5. Определение рН формовочного песка
по ГОСТ 29234.6–91
От пробы песка, отобранной и подготовленной по ГОСТ 29234.0,
выделяют навеску массой 20 г, помещают в стаканчик и прили-
вают 100 см
3
дистиллированной воды. Содержимое стакана взбалты-
вают ручным или механическим способом в течение 10 мин и дают
отстояться в течение 10 мин, затем раствор (не взмучивая осадка)
переносят в специальный стаканчик вместимостью 50 см
3
и опреде-
ляют его рН на приборе.
Испытание проводят на двух навесках.
За результат испытания принимают среднее арифметическое ре-
зультатов двух определений. Допускаемое расхождение между ре-
зультатами параллельных определений не должно превышать 0,1 рН.
Если расхождение между результатами параллельных определе-
ний превышает приведенное значение, определения повторяют на
одной навеске.
За результат испытания принимают среднее арифметическое ре-
зультатов трех определений.
3.3.6. Определение газопроницаемости
формовочного песка
Метод основан на определении способности образца пропускать
через себя воздух (ГОСТ 29234.11 –91).
Из пробы песка, отобранной и подготовленной по ГОСТ 29234.0,
изготовляют образцы в специальной металлической гильзе, собран-
ной без сетки со стороной ячейки 0, 10 мм, на лабораторном копре
трехкратным ударом груза. Высота образцов должна быть (50±0,8) мм
и контролируется тремя рисками, нанесенными на станине и штоке
копра.
38
Гильзу с утрамбованным образцом снимают с копра, снимают
надставку и удаляют избыток песка. Устанавливают сетку со сторо-
ной ячейки 0,10 мм и прикрывают гильзу надставкой, после чего вы-
нимают подставку.
Гильзу с образцом устанавливают на прибор для определения га-
зопроницаемости и проводят измерение.
За результат испытания принимают среднее арифметическое ре-
зультатов двух определений. Допускаемое расхождение между ре-
зультатами параллельных определений не должно превышать 5%.
Если расхождение между результатами параллельных определений
превышает приведенное значение, определение повторяют. За окон-
чательный результат испытания принимают среднее арифметическое
результатов трех определений.
3.3.7. Определение потери массы
формовочного песка при прокаливании
Метод основан на определении потери массы пробы при прокали-
вании ее в электрической печи до постоянной массы (ГОСТ 29234.13–91).
Навеску массой 1 г взвешивают в фарфоровом тигле, прокаленном
при температуре (1000±50)°С до постоянной массы. Тигель с навес-
кой помещают в муфельную печь, нагретую не выше 400°, постепен-
но нагревают до температуры (1000±50)°С и выдерживают при этой
температуре в течение 1 ч, затем охлаждают в эксикаторе и взвеши-
вают.
Прокаливание повторяют по 10 мин до достижения постоянной
массы.
Массовую долю потери массы при прокаливании (Х) в процентах
вычисляют по формуле
=
X
m
m
m
100
)
(
2
1
⋅
−
,
где m1 – масса тигля с навеской до прокаливания, г;
m2 – масса тигля с навеской после прокаливания, г;
m – масса навески, г.
Абсолютные расхождения результатов параллельных определе-
ний не должны превышать допускаемых значений, приведенных в
табл. 3 .15 .
39
Таблица 3.15
Массовая доля потери массы при прокаливании формовочного песка
Массовая доля потери массы
при прокаливании, %
Абсолютное допускаемое
расхождение, %
От 0,10 до 0,30
Св. 0,3 до 0,8
Св. 0,8 до 2,0
Св. 2,0 до 5,0
0,05
0,10
0,15
0,20
3.4. Высокоогнеупорные формовочные материалы
Для получения крупных чугунных и стальных отливок с чистой по-
верхностью вместо кварцевых песков применяют другие высокоогне-
упорные материалы: хромит, хромомагнезит, циркон, дистен-силли-
манит, шамот и др. Эти материалы имеют более высокие теплофизиче-
ские свойства и меньшую склонность к физико-химическому взаимо-
действию с железом и его оксидами, поэтому позволяют получать чу-
гунные и стальные отливки с более чистой поверхностью.
Теплофизические свойства некоторых высокоогнеупорных мате-
риалов приведены в табл. 3 .16 .
Таблица 3.16
Теплофизические свойства высокоогнеупорных материалов
Температурный
коэффициент расширения (К−1
)
в интервале 300–1000°С
Материал
Температураплавления,°СТепло-аккумулирующаяспособность,Дж/(м2·с1/2·К)
объемного
линейного
ρ,
кг/м
3
Кварцевый песок SiO2 1550–
1713
1260
1,54
13,7·10
–6
2650
Дистен-силлиманит
Al2O3·SiO2
1800–
1830
1470
0,43
–
3250
Циркон ZrO2·SiO2
2600
1820
0,16–0,63
5,5·10
–6
4570
Рутил TiO2
1560–
1570
1960
0,25–0,92
–
4200–
4300
40
Окончание табл. 3.16
Температурный
коэффициент расширения (К−1
)
в интервале 300–1000°С
Материал
Температураплавления,°СТепло-аккумулирующаяспособность,Дж/(м2·с1/2·К)
объемного
линейного
ρ,
кг/м
3
Хромомагнезит
MgO·Cr2O3
2000–
2100
2100
0,8–0,9
–
3900
Хромит FeO·Cr2O3
1600–
1800
2380
0,7
–
3760–
4280
Магнезит MgCO3
2000–
2800
–
–
13,5·10
–6
2900
Оливиниты, дуниты
(Mg,Fe)2SiO4
1830–
1750
–
–
–
3200–
3500
Шамот (40% Al2O3,
остальное SiO2)
1580–
1750
–
–
(4,5÷6,0)⋅10
–6
3000
Муллит 3Al2O3 ⋅ 2SO2 1810
–
–
–
3030
Поскольку эти материалы по сравнению с кварцем имеют более
высокую теплопроводность, длительность контакта жидкого металла
с формой при их применении снижается.
3.4.1. Хромит
Хромит, или хромистый железняк – природный материал, содер-
жащий хромшпинелиды. Химическая формула основного минерала в
хромите FeO·Cr2O3, в котором содержится 68% Cr2O3 и 32% FeО.
Однако из-за наличия примесей содержание Cr2O3 в хромите намного
меньше. Минимальное содержание Cr2O3 в хромите 36%.
К особенно вредной примеси в хромите относится CаСO3, кото-
рый при нагревании разлагается с выделением CO2, что может вызы-
вать образование газовых дефектов. Поэтому содержание СаО в хро-
мите допускается не более 1,5%, содержание SiO2 – не более 7%, по-
стоянно присутствующих примесей (п.п .п .)
–
не более 2%. Соотно-
шение Cr2O3:FeО в природном материале находится в пределах
2,7–5,0 (в зависимости от месторождения).
41
Для уменьшения газовыделения (п. п . п.), особенно СО2, рекомен-
дуется перед приготовлением формовочных смесей хромит прокали-
вать при температуре 900–1000°С.
Температура плавления хромита (при содержании Cr2O3 до 40%)
не превышает 1800°С, плотность – 3760 –4280 кг/м
3
.
Хромит имеет
более низкий температурный коэффициент объемного расширения,
чем кварц. Хромит применяется для приготовления облицовочных
смесей (или паст), при производстве крупных стальных и чугунных
отливок. Полагают, что при применении хромита отливки с чистой
поверхностью получаются в результате его спекания с последующим
закрытием пор при нагреве поверхности формы заливаемым и зали-
тым металлом.
3.4.2. Магнезит
Магнезит – горная порода, содержащая минерал МgСО3. Чис-
тый МgСО3 имеет цвет от коричневого до светло-серого, плотность
2900 кг/м
3
. В горных породах наряду с минералом МgСО3 содержат-
ся соединения кальция, кремния и железа.
При переработке магнезитовой породы путем обжига из нее уда-
ляется CO2, а магнезит превращается в оксид магния MgO кристал-
лизующийся как минерал периклаз. Оксид магния имеет свойства, по-
добные извести, т. е. поглощает влагу из воздуха и гидратируется. По-
этому его обжигают до спекания при температуре свыше 1400°С с до-
бавками оксидов железа. В результате получают металлургический
магнезит, имеющий шоколадно-коричневый цвет и содержащий более
85% MgO – основного жаростойкого компонента. Если обжиг про-
исходит при температуре 800–950°С, образуется обезуглероженный
каустический магнезит, обладающий вяжущими свойствами.
Чистый MgО имеет огнеупорность 2800°С, а магнезитовые изде-
лия – более 2000°C.
Зернистый материал для формовочных смесей получают дробле-
нием отходов и боя магнезитовых изделий.
Магнезит рекомендуется применять для приготовления облицо-
вочных смесей или противопригарных красок, при получении отли-
вок из высокомарганцовистых и других высоколегированных сталей.
42
3.4.3. Хромомагнезит
Хромомагнезит представляет собой продукт обжига при темпера-
туре 1500–1600°С смеси, состоящей из 50–70% хромитовой руды
и 30–50% металлургического магнезита. Хромомагнезит содержит
40–58% MgО и 16–27% Cr2O3. Огнеупорность его – не менее 2000°С,
плотность – 3900 кг/м
3
.
В отличие от магнезита хромомагнезит хо-
рошо противостоит резким изменениям температуры.
В литейном производстве обычно применяются отходы и бой
хромомагнезитового кирпича. Хромомагнезит используется для при-
готовления облицовочных смесей, паст и красок, при получении
крупного стального литья из легированных сталей. Для приготовле-
ния облицовочных смесей используют размолотый хромомагнезит,
имеющий остатки на ситах 1–016 –50 . ..60%, а на ситах 01–005
–
40...50%; для паст – остаток на ситах 04–016
–
30...40 %, а на ситах
01–005 и в тазике – 60 .. .70%; для красок – остаток на сите 005–90%,
остальное – остатки на ситах 01–0063 .
3.4.4. Циркон
Циркон – природный минерал, химическая формула ZrO2⋅SiO2. В
природных цирконовых песках кроме циркона содержатся и другие
минералы: кварц, рутил, дистен, ильменит, оксиды железа.
С целью увеличения содержания циркона цирконовые пески обо-
гащают до получения так называемого цирконового (обезжелезенно-
го) концентрата, в котором содержится не менее 65% ZrО2 и не более
0,5% ТiО2, 0,1% Fe2О3, 0,1% Al2О3, 0,15% P2О5.
Циркон имеет высокую огнеупорность – не ниже 1600°С (при
допустимом содержании примесей), малый температурный коэф-
фициент объемного расширения (0,003), высокие плотность (4600–
4700 кг/м
3
) и теплопроводность. Он применяется в основном для
приготовления противопригарных красок для стального литья, ино-
гда для изготовления форм при литье по выплавляемым моделям и в
оболочковые формы.
43
3.4.5. Оливин
Оливин представляет собой изоморфную смесь форстерита и фая-
лита. Химическая формула его MgО·FeО·SiО2 (MgО – 23%, FeO – 42 и
SiO2 – 35%). Температура плавления форстерита MgО·SiО2 – 1900°С,
фаялита – 2FeO·SiO2 – 1200°С. Температура плавления оливина
зависит от соотношения содержания оксидов магния, железа и со-
держания кварца. Поэтому оливин необходимо применять с мини-
мальным содержанием оксидов железа и не смешивать с кварцевым
песком. Нежелательной примесью в оливине является серпентин
3MgO·2SiО2·2Н2О.
Горные породы, содержащие свыше 80% оливина, называют оли-
винитами, а породы, содержащие 60–80% оливина, – дунитами. Оли-
вин применяют для облицовочных формовочных смесей при изго-
товлении крупных стальных и чугунных отливок, что позволяет по-
лучать их с более чистой поверхностью, чем при использовании
кварцевого песка. Кроме того, использование оливина, в отличие от
кварца, не вызывает заболевания рабочих силикозом.
3.4.6. Дистен-силлиманит
Дистен-силлиманит содержит дистен и силлиманит, являющиеся
модификациями одного и того же вещества (формула Аl2O3·SiO2),
но имеющие различную кристаллическую структуру. Структура дис-
тена не претерпевает изменений при нагреве до 1300°С, а силлимани-
та – до 1545°С. Плотность дистен-силлиманита 3200–3500 кг/м
3
.
Химический состав дистен-силлиманитового концентрата следую-
щий, %: не менее 57 Аl2O3, не менее 39 SiO2, не более 1,0 TiO2, не бо-
лее 0,8 Fe2О3, не более 0,2 СаО, не более 0,2 Na2О + К2О, 0,4 MgО и
1– 2 ZrО2.
Дистен-силлиманит применяется в противопригарных красках для
стального литья.
3.4.7. Шамот
Шамот получают путем обжига огнеупорной глины до спекания.
Химический состав шамота различный и зависит от соотношения
SiO2 и Аl2О3. Чем больше в шамоте содержание Аl2О3, тем выше его
44
огнеупорность. Шамоты бывают кислые (SiО2:А2О3 > 4), нормальные
(SiО2:А12О3 = 2...4), глиноземистые (SiО2:Аl2O3 < 2).
Чистый Аl2O3 (корунд) имеет температуру плавления (2047±8)°С, а
шамот (в зависимости от класса) – 1580 –1750°С.
Химический состав шамота, %: 30–45 А12О3; 54–70 SiO2; 4–7
ТiO2, Fе2О3, СаО, MgО, K2O, Na2O.
Основным преимуществом шамота по сравнению с кварцевым
песком является малое тепловое расширение, поэтому на отливах не
образуется таких дефектов, как ужимины. Шамот дороже кварцевых
песков. Он иногда применяется для изготовления форм многократ-
ного использования несложной конфигурации и при формовке по
сухому для изготовления средних и крупных стальных и чугунных
отливок.
В литейных цехах из других алюмосодержащих материалов при-
меняются муллит и корунд.
Корунд Аl2О3 – минерал синего цвета (сапфир) плотностью 4000 кг/м
3
.
В технике применяется синтетический корунд, получаемый плавле-
нием боксита или чистых глин, богатых оксидом алюминия. Для ус-
корения обжига применяют добавки 1–2 % TiO2, который образует с
корундом твердый раствор и ускоряет рост кристаллов корунда.
Синтетический корунд содержит до 95% Аl2О3 и характеризуется
наилучшими свойствами: огнеупорностью, термостойкостью при
резких изменениях температуры, химической стойкостью и отсутст-
вием объемных изменений. Чистый Аl2О3 применяется для изготов-
ления форм при литье по выплавляемым моделям и в качестве напол-
нителя противопригарных красок для стального литья.
Муллит 3Аl2О3 · 2SiО2 – высокоогнеупорный материал, получае-
мый путем сплавления каолина с корундом, применяется для изго-
товления форм при литье по выплавляемым моделям. В ряде случаев
применяют и другие высокоогнеупорные наполнители формовочных
смесей и противопригарных красок – рутил ТiО2, графит, шунгит.
45
3.5. Рекомендации по применению
свежих формовочных песков
С учетом содержания вредных примесей, понижающих ог-
неупорность и противопригарную способность смесей, реко-
мендуется применять пески следующих групп: для крупного сталь-
ного литья – 1К1–2, для среднего и мелкого стального, а также для
крупного и среднего чугунного литья – 2К1–3, для среднего и мелкого
чугунного литья, а также для всего цветного литья – 3К1–4, для мел-
кого несложного чугунного и всего цветного литья – 4К1–5
.
Тощие и жирные пески применяют для изготовления песчано-
глинистых формовочных смесей для мелкого литья из чугуна и цвет-
ных сплавов. Для стального литья жирные пески не рекомендуются,
так как в них содержится большое количество вредных примесей.
С учетом зерновой структуры грубые пески группы 063 в литей-
ном производстве не применяются, так как они образуют шерохова-
тую поверхность отливок. Очень крупный и крупный песок групп 04
и 0315 используется при получении чугунных и стальных отливок
массой свыше 1000 кг. Средний песок группы 02 рекомендуется для
мелкого и среднего литья из чугуна и стали. Мелкий и очень мелкий
пески групп 016 и 01 применяются при изготовлении тонкостенных
чугунных и стальных отливок, а также отливок из цветных сплавов.
Тощий песок группы 0063 применяется при производстве индиви-
дуальных поршневых колец и других тонкостенных отливок.
Обогащенные пески с низким содержанием глинистой состав-
ляющей (до 1,0%) рекомендуется использовать для изготовления
форм и стержней по холодной и горячей оснасткам, из самотвер-
деющих смесей и прессованием под высоким давлением. Наиболее
эффективными методами улучшения качества песков являются: гид-
равлическая обработка песка при высокотемпературной сушке, гид-
равлическая обработка с оттиркой и термическая обработка. Терми-
ческая обработка песка при высокотемпературной сушке (700–
850оС) в специальных установках с “кипящим слоем” при вихревом
потоке горячего газа позволяет снизить способность кварцевого пес-
ка к расширению и растрескиванию.
46
Кварцевый песок остается основным формовочным материалом
во всех странах, несмотря на наличие месторождений оливинового,
хромитового и других материалов. Использование высококачествен-
ных классифицированных
кварцевых песков имеет технико-
экономические преимущества.
В отдельных случаях при индивидуальном и мелкосерийном про-
изводстве отливок целесообразна замена кварцевых песков некварце-
выми. Так, например, смеси на основе хромитовых песков при литье
стали дают возможность устранить механический пригар и улучшить
качество поверхности отливок. Загрязнение хромитового песка квар-
цевым недопустимо из-за образования при высокой температуре
жидкой фазы, которая ухудшает противопригарные свойства смеси.
Формы для крупных отливок необходимо окрашивать. Эффективная
регенерация хромитовой смеси достигается в специальной камере с
последующей сушкой, воздушной и магнитной сепарацией.
Применение хромита в совокупности с бентонитом для чугунного
литья обеспечивает получение чистой поверхности отливок без до-
бавки в смесь каменноугольной пыли.
4. Формовочные глины
47
4.1. Происхождение глин
Литейными формовочными глинами называются горные породы,
состоящие в основном из тонкодисперсных частиц, водных алюмо-
силикатов, обладающих связующей способностью и термохимиче-
ской устойчивостью, достаточной для того, чтобы в определенных
условиях образовывать прочные и не пригорающие к отливке фор-
мовочные смеси.
По своему происхождению глины подразделяются на первичные и
вторичные.
Первичные – остаточные глины разложения – образовались в ре-
зультате разложения кристаллических горных пород или выпадения
из водных растворов, содержащих глинозем и кремнезем, и остались
на месте образования.
Вторичные глины образовались путем выпадения из водных рас-
творов и перенесения с места своего образования в районы залега-
ния.
Состав глин, образовавшихся в результате разрушения горных
пород, зависит от пород и степени кислотности или щелочности, ха-
рактеризуемой концентрацией водородных ионов (рН). В кислой
среде (рН<7) образуются каолинитовые, в щелочной (рН>7) –
монтмориллонитовые глины.
Формовочные глины являются минеральным связующим в фор-
мовочных смесях.
4.2. Минералогический состав формовочных глин
Минералогический состав глин определяют с помощью рентгено-
графического и электронно-микроскопического методов анализа.
Глины состоят из одного или нескольких минералов, содержащих
Al2O3, зерен кварца и небольшой примеси некоторых других минера-
лов, не содержащих глинозема. По содержанию основных глинистых
минералов формовочные глины делятся на каолинитовые, каолини-
тогидрослюдистые и бентонитовые.
К первой группе относятся глины, содержащие в основном мине-
рал каолинит Al2O3·2SiO2·2H2O, его плотность 2,580–2,600 кг/м
3
,
48
температура плавления 1750–1787°С. При нагреве каолинит претер-
певает превращения: при 100–140 °С удаляется гигроскопическая во-
да, при 400–700°С теряется конституционная (химически связанная)
вода и наблюдается эндотермический эффект. Каолинит переходит в
метакаолинит (Al2O3·2SiO2), и глина теряет связующую способность.
При 900–1050°С метакаолинит распадается на смесь аморфных Al2O3
и SiO2. При 1200–1280°С из свободного глинозема и кремнезема об-
разуется минерал 3Al2O3⋅2SiO2 (муллит), что сопровождается также
эндотермическим эффектом.
Каолинитовые глины находят широкое применение в литейном
производстве и особенно для отливок стальных и чугунных деталей.
Каолинитогидрослюдные глины представляют собой промежу-
точные продукты разложения от слюд к каолиниту. По своему хими-
ческому составу и физическому состоянию эти минералы непостоян-
ны.
Химический состав слюд К2О⋅3Al2O3⋅6SiO2⋅2H2O с температурой
плавления 1150–1400°С.
В зависимости от содержания Н2О некоторые слюды относятся
к гидрослюдам и очень часто составляют значительный процент
(до 30%) каолинитовых глин.
Основой бентонитовых глин является минерал монтмориллонит
Al2O3⋅4SiO2⋅H2O⋅nH2O. В нем возможна замена некоторой части Al
3+
на Mg
2+
,аSi4+
–
на Al
3+
.
Особенностью монтмориллонита является способность расши-
ряться в направлении одной из кристаллографических осей. Эти
свойства позволяют проникать ионам Н
+
и ОН–
внутрь кристалличе-
ской решетки, что ведет к увеличению набухания глины. Температу-
ра плавления монтмориллонита – 1250 –1300°С. Он способен отда-
вать или поглощать влагу из воздуха.
При нагревании до 100–150°С из него удаляется гигроскопиче-
ская, а также межслойная вода (Н2О); при 600°С он теряет способ-
ность набухать в воде. При температуре 735–900°С происходит раз-
рушение кристаллической решетки монтмориллонита и превращение
его в аморфное вещество.
49
В глинах обычно присутствует кварц (SiO2), от нескольких долей
до 50%; являясь инертным материалом, он снижает связующую спо-
собность, пластичность, усадку и увеличивает газопроницаемость.
Кроме того, в глинах присутствуют гидраты оксидов железа, кар-
бонаты в виде кальцита, магнезита, доломита, сидерита, гипса, кото-
рые являются вредными примесями.
4.3 . Структура глин
Структура глинистых минералов имеет сложное слоистое строе-
ние. Глинистые минералы состоят из октаэдрических образований в
виде пластинок толщиной 5⋅10
−10
м. Элементом октаэдрического об-
разования является октаэдр, состоящий из атомов кислорода и гид-
роксилов. Внутри октаэдра расположен атом алюминия или магния
(рис. 4 .1,а). Элементом тетраэдрического образования является тет-
раэдр, состоящий из атомов кислорода. Внутри тетраэдра располо-
жены атомы кремния (см. рис. 4 .1,б).
Рис. 4 .1 . Схема кристаллических решеток глинистых минералов:
а – октаэдр; б – тетраэдр; в – решетка каолинита; г – решетка монтмориллонита
Кристаллическая решетка минерала каолинита состоит из двух
слоев: алюмогидроксильного и кремнекислородного, образующих
50
так называемый “пакет” (см. рис. 4 .1,в). Ввиду того, что отдельные
пакеты каолиновой глины соприкасаются плоскостями различных
атомов (кислорода и гидроксилов), они образуют достаточно проч-
ную, так называемую водородную связь. При увлажнении каолино-
вой глины такие пакеты плохо расщепляются и слабо диспергируют.
Это объясняется тем, что межпакетное расстояние каолиновой глины
составляет около 2⋅10
−10
м, а радиус молекул воды – 1,45⋅10
-10
м,
вследствие чего проникновение в межпакетный зазор и расщепление
пакета затруднено.
Кристаллическая решетка минерала монтмориллонита состоит
из трех слоев: двух кремнекислородных и одного гидроксильного
(рис. 4 .1,г). Так как отдельные пакеты монтмориллонитовой глины
соприкасаются плоскостями с одноименными атомами, связь между
ними возникает непрочная (валентная). При увлажнении такой глины
молекула воды легко проникает в межпакетный зазор, увеличивая
его до 20⋅10
−10
м. Этим и объясняют высокую диспергирующую и
связующую способность монтмориллонитовых глин.
Рис. 4 .2 . Схема глинистой мицеллы:
а – адсорбционный слой; б – диффузный слой; в – сольватная оболочка
(двойной электрический слой); 1 – ядро (глинистая частичка); 2 – ионы;
3 – противоионы; 4 – подвижные противоионы
При смешивании глин с водой в глинистых суспензиях образуется
коллоидный раствор. В таком растворе вокруг глинистого минерала
51
имеются ионы адсорбированного и диффузионного слоев мицелл
(коллоидных частиц) (рис. 4 .2), которые могут замещаться ионами
другого элемента, имеющего тот же знак заряда. К обменным ионам
в глинах относятся ионы К
+
,Na
+
,Mg
2+
,Ca
2+
.
При обмене одних ио-
нов на другие свойства глин изменяются. При замене ионов Са
2+
ио-
нами Na
+
(при обработке глин содой) связующие свойства глин по-
вышаются.
Способность глин к ионному обмену измеряется в миллиэквива-
лентах на 100 г глины.
4.4. Классификация глин
В соответствии с ГОСТ 3226–93 и ГОСТ 28177–89 формовочные
глины делятся в зависимости от минералогического состава на као-
линитовые, каолинитогидрослюдистые и бентонитовые (табл. 4 .1).
Таблица 4.1
Минералогический состав формовочных глин
Наименование вида глины
Основной породообразующий минерал
Каолиновая и каолинитогидро-
слюдистая
Каолинит и каолинит с гидрослюдой
Al2O3⋅2SiO2⋅ 2H2О
Бентонитовая
Монтмориллонит
Al2O3⋅4SiO2⋅ H2O⋅ nH2O
Каолинитовые и каолинитогидрослюдистые глины делятся на
марки в зависимости от предела прочности во влажном состоянии
(табл. 4.2).
Бентонитовые глины делятся на три группы по пределу прочности
при разрыве в зоне конденсации, а каолинитовые и каолинитогидро-
слюдистые – по пределу прочности при сжатии в сухом состоянии
(табл. 4 .3).
Таблица 4.2
Предел прочности при сжатии во влажном состоянии формовочных глин
52
Предел прочности при сжатии во влажном состоянии,
Па (кгс/см
2
), не менее
Марки
бентонитовой
каолиновой,
каолинитогидрослюдистой
П (прочная)
8,826⋅10
4
(0,9)
4,903⋅10
4
(0,5)
С (среднепрочная)
6,865⋅10
4
(0,7)
3,432⋅10
4
(0,35)
М (малопрочная)
4,903⋅10
4
(0,5)
1,961⋅10
4
(0,2)
Таблица 4.3
Предел прочности при разрыве в зоне конденсации бентонитовой
и при сжатии в сухом состоянии каолинитовой глин
Предел прочности
при разрыве в зоне
конденсации влаги,
Па,(кгс/см
2
),
не менее
Предел прочности
при сжатии в су -
хом состоянии,
Па,( кгс/см
2
),
не менее
Группа
бентонитовой
Группа
каолинитовой и
каолинитогидро-
слюдистой
1
(высокосвязующая)
0,275⋅10
4
(0,028)
1
(высокосвязующая)
34,323⋅10
4
(3,5)
2
(связу ющая)
0,196⋅10
4
(0,020)
2
(среднесвязу ю-
щая)
24,516⋅10
4
(2,5)
3
(среднесвязую-
щая)
0,147⋅10
4
(0,015)
3
(малосвязующая)
14,710⋅10
4
(1,5)
По химико-минералогическим показателям глины должны соот-
ветствовать требованиям, указанным в табл. 4 .4 .
Таблица 4.4
53
Химико-минералогические показатели формовочных глин
Каолинитовые и
каолинитогидрослюдные
(ГОСТ 3226–93)
Бентонитовые
(ГОСТ 28177–89)
Норма
Норма
Признак
классификации
высокая средняя низкая высокая средняя низкая
Массовая доля
монтмориллонита, %
–
–
–
70,0 50,0–70,0 30,0–50,0
Массовая доля Al2O3, % Cв. 33,0 28,0–33,0 23,0–28,0
–
–
–
Потеря массы
при прокаливании, %
14,0–18,0 10,0–14,0 Не
более 10
8,0–12,0 4,0–8,0
Менее
4,0
Массовая доля железа
в пересчете на Fe2O3, %
3,0–4,5 1,5–3,0
Не
более 1,5
–
–
–
Коллоидальность, %
Св.20,0 14,0–20,0 8,0–14,0 Св.80,0 40,0–80,0 10,0–40,0
Концентрация
обменных катионов,
мг⋅экв ./100 г сухой глины
Св.25,0 15,0–25,0 7,0–15,0 Св.80,0 50,0–80,0 30,0–50,0
Массовая доля
монтмориллонита, %
–
–
–
Св.70,0 50,0–70,0 30,0–50,0
Массовая доля карбоната
в пересчете на СаСО3, %
–
–
–
5,0–10,0 2,0–5,0
Менее
2,0
Массовая доля
сульфидной серы, %
–
–
–
0,2–0,3
–
Менее
0,2
Водопоглощение,
единиц
–
–
–
Св. 6,6 5,1–6,5 1,5–5,0
Примечание. При суммарном преобладании в обменном комплексе ионов на-
трия и калия природные бентонитовые глины классифициру ют как натриевые (Н),
при суммарном преобладании ионов кальция и магния – как кальциевые (К).
Гранулометрический состав глин характеризует их степень
дисперсности и наличие в них крупнозернистых включений. О сте-
пени дисперсности судят по содержанию глинистой составляю-
щей (т. е. частиц размером меньше 0,02 мм), которая определяется
путем отмучивания по ГОСТ 3594.12–93 . Массовая доля глинистой
составляющей для комовых каолинитовых и каолинитогидрослюди-
стых глин должна быть не менее 65%, для бентонитовых глин –
не менее 75%. Оставшаяся после отмучивания часть глины относится
54
к песчаной фракции, чаще всего состоящей из зерен кварцевого пес-
ка.
К бентонитам относятся глины с размером частиц менее 0,001 мм
из минерала монтмориллонита.
По гранулометрическому составу и массовой доле влаги
порошкообразные глины должны соответствовать требованиям
ГОСТ 28177–89 и ГОСТ 3226–93, указанным в табл. 4 .5 .
Таблица 4.5
Гранулометрический состав формовочных глин
Наименование показателя
Норма
Остаток, %, не более, на ситах
с размером ячеек, мм:
–
0,4,
–
0,16
Массовая доля влаги, %
3,0
10,0
6,0–10,0
По термической устойчивости бентонитовые формовочные глины
делятся на три марки: Т1 – высокоустойчивые (0,6 единицы); Т2 –
среднеустойчивые (0,3 единицы) и Т3 – низкоустойчивые (не норми-
руются).
Настоящие стандарты распространяются на комовые и огнеупор-
ные глины.
Комовые огнеупорные глины – природные огнеупорные глины,
поставляемые карьерной влажностью.
Порошкообразные огнеупорные формовочные глины – продукт пе-
реработки огнеупорных глин методом сушки и тонкого измельчения.
Примеры обозначения марок формовочных глин: бентонитовых
П2Т3 – глина формовочная бентонитовая прочная по пределу проч-
ности при сжатии, связующая по пределу прочности при разрыве и
низкоустойчивая по термической устойчивости. Условное обозначе-
ние глины включает в себя обозначение ГОСТа, а также буквенный
индекс: А – для порошкообразных активированных глин; Н – для на-
триевых природных глин; К – для кальциевых природных глин, на-
пример, П2Т3А ГОСТ 28177–89 .
55
Обозначение марок каолинитовых и каолинитогидрослюдистых
глин: П3 ГОСТ 3226–93
–
глина формовочная огнеупорная прочная
по пределу прочности при сжатии во влажном состоянии и малосвя-
зующая по пределу прочности при сжатии в сухом состоянии.
4.5. Свойства формовочных глин
Влажность. Вода, содержащаяся в глинах, разделяется на входя-
щую в состав минералов (химически связанная) и не входящую в них
(адсорбированная и капиллярная). Влажность формовочных глин оп-
ределяется по ГОСТ 3594.11 –93 .
Навеску глины массой 20 г сушат в сушильном шкафу при темпе-
ратуре 105–110°С до постоянной массы, затем охлаждают в эксика-
торе и взвешивают. Массовую долю влаги х в процентах вычисляют
по формуле
Х=
m
m
m
1
−
⋅ 100,
где m и m1 – масса навески глины до высушивания и после высуши-
вания, г.
Зерновой состав глин характеризует их степень дисперсности и
наличие в них крупнодисперсных включений. Дисперсность глин
оказывает существенное влияние на их прочностные свойства. Гра-
нулометрический состав глин определяют по ГОСТ 3594.12 –93 .
О степени дисперсности судят по содержанию глинистой состав-
ляющей, т. е. частиц размером менее 0,02 мм. Для большинства глин
содержание глинистой составляющей находится в пределах 75–99%.
Связующая способность – важнейшее свойство, характеризующее
качество глин. С ее повышением уменьшается количество глины,
вводимой в состав формовочной смеси, повышаются газопроницае-
мость и огнеупорность смеси и в большинстве случаев снижается
влажность, что уменьшает прилипаемость смеси и улучшает ее фор-
муемость. Однако при изготовлении форм по-сырому глина должна
обладать умеренной прочностью в сухом состоянии, так как в про-
тивном случае затрудняется выбивка и подготовка отработанной
смеси.
56
Связующая способность определяется по пределу прочности об-
разцов во влажном и высушенном состоянии. Сушка образцов про-
водится при t = 150–180°С в течение 1,5 ч.
Прочность во влажном состоянии наиболее существенно зависит
от минералогического состава глин, дисперсности глинистых частиц,
емкости и состава обменного комплекса.
В сырых формовочных смесях находятся свободные молекулы
воды. Чем больше слоев этих молекул, тем меньше связь между со-
ставляющими компонентами и тем меньше прочность смеси во
влажном состоянии. В связи с этим при приготовлении смесей для
сырых форм важным является оптимальное соотношение между гли-
ной и водой, которое различно для глин различной минералогиче-
ской природы и гранулометрического состава. Это соотношение для
каждой новой партии глин определяется опытным путем. Предел
прочности при сжатии во влажном состоянии определяется на стан-
дартных образцах высоты 50 и диаметром 50 мм по ГОСТ 3594.7 –93 .
Прочность при сжатии в сухом состоянии является основной ха-
рактеристикой песчано-глинистых смесей, применяемых для изго-
товления сухих форм. Для получения максимальной прочности сме-
сей в сухом состоянии требуется большее содержание воды чем в
сыром. Это обусловлено необходимостью более равномерного рас-
пределения глинистой оболочки по поверхности зерен наполнителя.
В процессе сушки удаляется сначала капиллярная вода, а, затем ад-
сорбированная. При сушке форм происходит усадка смеси, которая
может приводить к образованию макро- и микротрещин и снижению
прочности смеси в высушенном состоянии. В связи с этим для полу-
чения максимальной прочности сухих форм необходимо правильно
устанавливать режимы сушки для каждой смеси с учетом габаритов
опок и стержней.
Предел прочности при сжатии в сухом состоянии определяется
на стандартных образцах высотой 50 и диаметром 50 мм по
ГОСТ 3594.6 –93 .
Для оценки связующей способности бентонитовых глин опреде-
ляют предел прочности при разрыве в зоне конденсации влаги по
ГОСТ 28177–89 .
57
Метод основан на определении сопротивления образца разрыву
при одностороннем поверхностном нагревании.
Коллоидальность характеризует глины с точки зрения образова-
ния устойчивой водно-глинистой суспензии, влияет на распределе-
ние глинистой составляющей в формовочной смеси и тем самым на
прочность и пластичность формовочных смесей. Коллоидальность в
процентах определяется по ГОСТ 3594.10 –93 отношением объема
осадка к общему объему водно-глинистой суспензии (%) после от-
стаивания ее в течение 24 ч.
Для испытания в пробирку высотой около 150 мм насыпают 0,5 г
воздушно-сухой и размолотой глины и доливают 15 мл дистиллиро-
ванной воды. После этого содержимое тщательно взбалтывают и до-
бавляют 0,1 г MgO, снова взбалтывают в течение 1 мин и оставляют
в покое на 24 ч, после чего замеряют объем образовавшегося осадка.
Состав обменных катионов определяется по ГОСТ 3594.2 –93,
ГОСТ 3594.3 –93 специальными методами химического анализа и
выражается в мг⋅экв. на 100 г глины. К числу обменных катионов
относятся К
+
,Na
+
,Mg
++
,Ca
++
.
Чем выше сумма обменных катионов в глине, тем выше ее качест-
во. При обмене одних катионов на другие меняются свойства глины.
Например, при обработке кальциевого бентонита содой происходит
замещение катионов Ca
++
катионами Na
+
и бентонит из кальциевого
становится натриевым.
Водопоглощение бентонитов характеризует способность глины
поглощать влагу, зависит от строения кристаллической решетки гли-
ны и количества примесей. По водопоглощению можно ориентиро-
вочно определить вид глины. Водопоглощение оказывает некоторое
влияние на изменение размеров отпечатка форм, изготавливаемых
по-сухому, и на характеристики водно-глинистых суспензий.
Коэффициент водопоглощения определяется по ГОСТ 28177–89 .
Метод основан на определении показателя влагоемкости глины,
соответствующего переходу системы “глина–вода” из пастообразно-
го состояния в состояние суспензии.
Навеску глины массой 5 г помещают в стакан, добавляют 5 см
3
дистиллированной воды и тщательно перемешивают глинистую
58
массу с помощью стеклянной палочки до однородного состояния.
Добавляют дистиллированную воду до тех пор, пока мениск не
приобретет подвижное состояние. Воду добавляют порциями от 0,5
до 2,5 см
3
. Порции уменьшают по мере добавления воды.
Коэффициент водопоглощения воды (k) вычисляют по формуле
m
m
k1
=
,
где m1 – масса дистиллированной воды, требуемой для перехода сис-
темы “глина – вода” в состояние суспензии, г;
m – масса навески глины, г.
Концентрация водородных ионов (рН) влияет на прочностные
свойства формовочных материалов. Наблюдается, что с повыше-
нием рН прочность формовочной смеси в горячем состоянии возрас-
тает. Простейший анализ по определению рН позволяет очень быст-
ро узнать, из какого места разработки получена данная партия глины,
рН определяется на приборе по ГОСТ 3594.5 –77 . Навеску глины мас-
сой в 8–10 г помещают в стаканчик и приливают 80–100 мл дистил-
лированной воды. После взбалтывания в течение 10 мин в стаканчик
с раствором опускают электроды прибора и определяют рН по шка-
ле.
Термическая устойчивость бентонитовых глин основана на опре-
делении прочности при сжатии во влажном состоянии после нагрева
глины и выдержки ее в течение 1 ч при температуре 550°С. После
охлаждения глины в эксикаторе готовят смеси из исходной и прока-
ленной глины. Затем определяют предел прочности при сжатии для
исходной и прокаленной глины.
Термическую устойчивость определяют по формуле
Т=
2
1
σ
σ
,
59
где σ1 – предел прочности при сжатии во влажном состоянии по ре-
зультатам испытания прокаленной глины, Па (кгс/см
2
); σ2 – предел
прочности при сжатии во влажном состоянии по результатам испы-
тания исходной глины, Па (кгс/см
2
).
Термическая устойчивость глин определяется по ГОСТ 28177–89 .
4.6 . Применение формовочных глин
Формовочные глины выбирают для приготовления смеси в зави-
симости от способа формовки, вида заливаемого сплава, образования
на отливках наименьшего пригара. Чем выше температура заливки,
толщина стенки и масса отливки, тем более огнеупорную и высоко-
прочную глину необходимо применять. Так, для формовки по сухо-
му стальных и чугунных отливок применяют глины 1-й и 2-й групп
по прочности в сухом состоянии, групп Т1–Т3; при формовке по-
сырому – групп Т1 и Т2, а для толстостенных отливок (>70 мм) – гли-
ну группы Т1.
В массовом производстве при формовке по-сырому бентонитовые
глины используют чаще, чем другие виды глин. При этом наилучших
результатов достигают при применении бентонитовых глин, активи-
рованных содой. При чугунном литье желательно использовать каль-
циевые монтмориллонитовые глины, а при стальном – натриевые.
Рекомендации по применению глин представлены в табл. 4 .6 .
Таблица 4.6
Применение формовочных глин
Материал
заливки
Характеристика отливки
по преобладающей
толщине стенки, мм
Метод
формовки
Рекомендуемая марка
глины
Чугун
10–15
Сырая
(
П, С, М) (1–3)Т1
То же
Более 50
То же
(
П, С) (1–3) (Т1–Т3)
Сталь
8–20
–>>–
(П, С, М) (1–3) Т1
То же
20–70
–>>–
(П, С) (1–3) (Т1–Т3)
–>>–
Более 70
–>>–
П (1–3) Т1
Сталь
8
Сухая
(
П, С, М) (1–3)Т1
Чугун
60
5. Связующие материалы
для формовочных и стержневых смесей
Во многих случаях, особенно при изготовлении стержневых сме-
сей, формовочная глина не обеспечивает получение надлежащей
прочности стержней, поэтому в смеси вводят связующие добавки,
обладающие более высоким значением удельной прочности. Такие
добавки называют связующими материалами или крепителями. Су-
ществует большое количество связующих материалов, которые в
большинстве случаев являются побочными продуктами или отхода-
ми при различных видах производства.
5.1 . Основные требования, предъявляемые
к связующим материалам
Специальные связующие материалы (добавки) вводят в формо-
вочные и стержневые смеси в количествах, обеспечивающих необхо-
димые качества форм и стержней. К любому связующему материалу
в зависимости от условий его применения предъявляются соответст-
вующие требования. Связующие вещества должны обладать сле-
дующими свойствами:
−
равномерно распределяться по поверхности формовочных ма-
териалов в течение определенного времени, что обеспечивает посто-
янство свойств смеси;
−
предотвращать прилипаемость смеси к модели или стержнево-
му ящику, так как прилипаемость затрудняет изготовление форм и
стержней и снижает производительность труда;
−
придавать смеси текучесть, необходимую для выполнения всех
контуров детали, что особенно важно, если эти контуры имеют
сложную конфигурацию;
−
обеспечивать достаточную поверхностную и общую прочность
как в сыром, так и в сухом состоянии;
−
обеспечивать быстрое высыхание форм и стержня при сушке и
не обладать гигроскопичностью при хранении и сборке форм;
61
−
не выделять много газов при сушке и заливке, так как излиш-
няя газотворная способность смеси способствует образованию газо-
вых раковин в отливках;
−
обеспечивать податливость формы или стержня, которая необ-
ходима ввиду усадки металла при остывании;
−
не снижать огнеупорность формовочных и стержневых смесей
и не увеличивать их пригораемость, что особенно важно при отливке
стальных деталей;
−
обеспечивать легкое удаление стержней из отливок;
−
связующий материал должен быть дешев, недефицитен и без-
вреден для окружающих.
5.2. Физико-химические свойства
связующих материалов
Связующие материалы предназначены для соединения песчинок
смеси между собой. На песчинки связующие наносятся в жидком ви-
де и затем затвердевают при сушке, соединяя песчинки. В литейном
производстве в качестве связующего применяют вещества жидкие
при комнатной температуре, переходящие в жидкое состояние при
растворении их в соответствующих растворителях (таких, как вода,
ацетон и т. д .), расплавляющиеся и приобретающие свойства жидко-
сти при нагреве (бакелит, формальдегид и т. д .). Таким образом, про-
цесс связывания частиц формовочной смеси можно рассматривать
как скрепление твердых тел жидким веществом при определенных
условиях.
Прочность связывания зависит от сил когезии и сил адгезии.
Адгезия (прилипание) – слипание разнородных твердых или жид-
ких тел (фаз) в результате межмолекулярного взаимодействия при
соприкосновении их поверхностями. Адгезию широко используют в
технике для склеивания, сварки, и пайки. В некоторых случаях адге-
зия вредна (например, прилипание стержня или формы к оснастке).
Для устранения адгезии применяют разделительные покрытия.
Адгезия измеряется работой, затрачиваемой на разъединение час-
тиц разнородных фаз на границе раздела.
62
Когезия (от латинского “связанный”) – сцепление, притяжение
между частицами одного и того же твердого тела или жидкости,
приводящее к объединению этих частиц в единое тело. Причиной
когезии является межмолекулярное взаимодействие. Работа, затрачи-
ваемая на преодоление сил сцепления между частицами внутри фазы,
называется работой когезии.
Работа адгезии Аадг. определяется из соотношения (рис. 5 .1)
Аадг.= σ12+σ13–σ23,
(5.1)
где σ12 и σ13 – поверхностное натяжение на границе “фаза–газ”; σ23 –
поверхностное натяжение между фазами (твердой и жидкой).
Приведенным уравнением удобно пользоваться в случае, если кон-
денсированные фазы являются жидкостями. Если одна из конденсиро-
ванных фаз является твердым телом, то формула (5.1) теряет практиче-
ское применение, так как поверхностное натяжение твердых тел в на-
стоящее время не может быть непосредственно измерено.
Рис. 5 .1 . Схема адгезии двух разнородных тел (а)
и когезии двух однородных тел (б):
1 – газ; 2 – жидкость; 3 – твердое тело;
σij – поверхностное натяжение на границе двух фаз
Однако если конденсированная фаза является жидкостью, то фор-
мулу можно изменить и привести к виду, удобному для практическо-
го применения.
Поместим каплю жидкости на твердую подложку. Капля примет
определенную форму, которая будет отличаться от шарообразной
(рис. 5 .2).
63
Рис. 5 .2 . Зависимость формы капли жидкости от угла смачивания θ:
а–θ =90°;б–θ<90°;в–θ>90°
Условие равновесия спокойно лежащей капли при отсутствии
внешних полей
σ13–σ23=σ12cosθ.
После подстановки этого условия в формулу (5.1) получаем
Аадг = σ12(1+cosθ),
(5.2)
где θ – краевой угол смачивания твердого тела жидкостью. Величина
cos θ называется смачиваемостью и находится экспериментально.
Знак cos θ определяется знаком разности σ13 – σ23. Если разность
положительна, то 0° ≤ θ ≤ 90° и 1 > cos θ > 0. Это соответствует
условию смачивания поверхности твердого тела жидкостью.
Если разность отрицательна, то смачиваемости не наблюдается и
90°≤θ≤180°.
Величина адгезии зависит от строения молекул. Высокая адгези-
онная способность двух фаз будет тогда, когда в состав молекул вхо-
дят родственные группы – полярные и неполярные. Высокую адге-
зию к воде имеют группы углеводородов СООН и ОН и низкую –
группы с цепочкой СН2. По этой причине не рекомендуется приме-
нять одновременно растворимые и не растворимые в воде связую-
щие. Вода, обладающая большой адгезионной способностью к квар-
цу, вытесняет масла с поверхности песчинки, и они располагаются на
поверхности воды в виде тонкой пленки или в виде мелких капель.
Это понижает прочность смеси.
При затвердевании жидкой пленки происходит сокращение объе-
ма под действием развивающихся в пленках усадочных напряжений.
64
Свободно высыхающие верхние слои, уменьшаясь, тянут за собой
нижние слои, связанные с подкладкой. При этом пленка может раз-
рываться в виде мелких трещин. Усадка нарушает связи пленки с
подкладкой. Если пленка хрупкая, а связь между пленкой и подклад-
кой превышает прочность хрупкой пленки, то последняя растрески-
вается и затем осыпается. Хрупкие пленки образуют органические
высыхающие связующие, а смеси на их основе имеют низкую по-
верхностную прочность и высокую осыпаемость.
При высыхании пленки молекулы органических веществ распола-
гаются длинными цепями параллельно подкладке. Наиболее прочные
пленки образуются, если в них возникают пространственные трех-
мерные сетки.
Связующие, которые вызывают образование прочной пленки, де-
лятся на три группы:
1) затвердевающие после расплавления (канифоль, битум и т. д.);
2) твердеющие при испарении растворителя, например, глина,
патока;
3) твердеющие в результате полимеризации полимера (льняное
масло, олифа, смолы).
Связующие третьей группы обеспечивают наибольшую проч-
ность. Они дают эластичную и прочную пленку, которая не трескает-
ся, не окисляется и не отслаивается от песчинок. К этой группе отно-
сятся все масла и смолы. Они являются жидкостями, и поэтому
стержневые смеси на их основе обладают низкой прочностью во
влажном состоянии.
Связующие второй группы дают прочность ниже, но отличаются
повышенной вязкостью: в качестве растворителя главным образом
используется вода. В сочетании с глиной они обеспечивают получе-
ние стержневых смесей заданной прочности во влажном состоянии.
Связующие первой группы (канифоль, битум) самостоятельно не
используются, а входят в состав сложных связующих.
65
5.3 . Классификация связующих материалов
Классификация связующих материалов (табл. 5 .1) разработана
профессором А. М . Ляссом (ЦНИИТМАШ).
Таблица 5.1
Классификация связующих материалов
Удельная
прочность σуд
Класс А
Класс Б
Класс В
Группа
матери-
алов
кг/см
2
1%
МПа
1%
Харак-
тер
затвер-
девания
Наимено-
вание свя-
зу ющих
материалов
Харак-
тер
затвер-
девания
Наимено-
вание свя-
зующих
материалов
Харак-
тер
затвер-
девания
Наимено-
вание свя-
зующих
материалов
I
>5
>5
Необратимый
А-1
Льняное
масло, оли-
фа,
П,ПТ,ПТА,
СПТ,КО,
пу льверба-
келит ПС-1,
4ГУ (в)
Необратимый
Б-1
МФ-17,
М, МСБ,
СМ-1,
НАК
II
3-5 3-5
Промежуточ-ный
А-2
4ГУ (п),
ГТФ, ЗИЛ,
СЛК, БК,
ДП
Промежуточ-ный
Б-2
СП, СБ, КТ,
КВ, КВС
В-1
Жидкое
стекло
В-2
В-3
Цемент,
гипс,
III
<3
<3
Обратимый
А-3
Древесный
пек, БТК,
канифоль
Обратимый
Декстрин,
пектиновый
клей
Б-3
Патока,
су льфитно-
спиртовая
барда
ОбратимыйНеобратимый
глины фор-
мовочные
В основе классификации связующих материалов, используемых в
литейном производстве, лежат два основных признака:
а) природа материала (органический, неорганический, водные и
неводные);
66
б) характер затвердевания (необратимый, промежуточный, обра-
тимый).
Органические материалы не выдерживают высоких температур
заливаемого металла и разлагаются, что приводит к облегчению вы-
бивки. Неорганические связующие, напротив, хорошо выдерживают
воздействие высоких температур. Они используются для приготов-
ления облицовочных формовочных смесей, а в стержневые смеси
добавляются для увеличения сырой прочности.
По отношению к воде связующие делятся на водные и невод-
ные. К неводным относятся такие материалы, которые не растворя-
ются в воде и не смачиваются ею, к водным – растворимые в воде.
Органические неводные связующие – это растительные масла и
масла на основе переработки продуктов нефти. Они обеспечивают
наиболее высокую прочность стержней после сушки.
Водные и неводные связующие не смешиваются между собой. Их
смешивание почти всегда понижает прочность смесей как во влаж-
ном, так и в сухом состоянии.
Необратимо затвердевающие связующие претерпевают сложные
химические изменения при нагреве, вызывающие образование проч-
ной пленки. После охлаждения они не восстанавливают свои перво-
начальные свойства. В основе их затвердевания лежат процессы по-
лимеризации вещества.
Обратимо затвердевающие материалы восстанавливают свои пер-
воначальные свойства после охлаждения (битумы, пеки, канифоль)
или при действии растворителя (декстрин, пектиновый клей, барда
сульфидного щелока).
К группе с промежуточным характером затвердевания относятся
связующие, в состав которых входят вещества с обратимым и необ-
ратимым характером затвердевания.
Необратимо затвердевающие связующие обеспечивают наиболь-
шую прочность сухих стержней >0,5 МПа/1% (> 5 кг/см
2
/1%), связую-
щие с промежуточным характером затвердевания дают прочность 0,3–
0,5 МПа/1% (3–5 кг/см
2
/1%), обратимо затвердевающие связующие
дают наименьшую прочность до 0,3 МПа/1% (3 кг/см
2
/1%) .
67
В соответствии с этим связующие разделяются на три группы по
удельной прочности на разрыв в сухом состоянии.
Удельной прочностью связующего называется прочность, полу-
ченная при испытании сухого стандартного образца из смеси с опти-
мальным содержанием связующих, отнесенная к процентному со-
держанию связующего в смеси.
К классам А и Б относятся органические связующие: А – невод-
ные, Б – водные. К классу В относятся неорганические водные свя-
зующие. Связующие класса А проявляют свои связующие свойства,
не требуя добавки воды, и не растворяются в ней. Такими материа-
лами являются масла, битумы, канифоль и др.
В класс Б входят материалы, способные растворяться в воде, а по-
сле ее испарения связывать зерна песка. Такими материалами явля-
ются лигносульфонаты технические (ЛСТ), декстрин, патока и др.
Класс В содержит жидкое стекло, фосфаты, алюминаты, глину, це-
мент, гипс и другие неорганические материалы.
5.4. Масла
Масла относятся к органическим неводным связующим клас-
са А-1 . Первыми органическими связующими, применяемыми для
приготовления стержневых смесей, были растительные масла. Их
получают из семян льна, конопли, хлопчатника и др. В их состав
входят жирные кислоты или сложные эфиры кислот глицерина-
глицеридов.
Упрочнение смесей с растительными маслами происходит при те-
пловой сушке в результате полимеризации содержащихся в них жир-
ных кислот. Способность масла к высыханию (затвердеванию) опре-
деляют по йодному числу – количеству йода (в г), которое поглоща-
ется 100 г масла. Если йодное число больше 150, такое масло называ-
ется высыхающим (льняное, конопляное и др.), если йодное число
равно 150–100
–
полувысыхающим (подсолнечное, хлопковое, куку-
рузное и др.), а если йодное число < 100 – слабовысыхащим (оливко-
вое, касторовое и др.) .
В литейном производстве применяют в основном льняное и коно-
пляное масла (ГОСТ 5791–81). Оптимальная добавка масла в стерж-
68
невую смесь – 1,5%, температура сушки – 200 –250°С. Стержни с до-
бавкой растительного масла имеют высокую прочность 0,7–1,0 МПа
(7–10 кг/см
2
), хорошую податливость, легкую выбиваемость, негиг-
роскопичны. Однако в сыром состоянии стержни с добавкой расти-
тельного масла имеют низкую прочность 3–6 кПа (0,03–0,06 кг/см
2
).
Для увеличения прочности смесей в сыром состоянии в нее вводят
глину (до 3%). Однако из-за большой удельной поверхности глина
поглощает масло и увеличивает его расход. Поэтому для стержневых
смесей с добавкой растительного масла применяют только кварцевые
пески с содержанием глины до 2%. Поскольку растительные масла
являются в большинстве пищевыми продуктами, в настоящее время
они практически не применяются. Заменителями растительных масел
являются
натуральная
олифа,
олифа
оксоль,
связую-
щее 4ГУ и др. (табл. 5.2).
Таблица 5.2
Характеристика масляных связующих
Масло
Содержание мас-
ла в смеси, %
Плотность ρ, кг/м
3
Прочность при
растяжении, МПа,
(кг/см
2
), не менее
Растительное
Льняное
Олифа натуральная
Олифа оксоль
4ГУ (в)
4ГУ (п)
ОХМ
1,5
1,5
2,0
2,0
2,0
3,0
932
930–938
930
920
940
960–970
0,9 (9,0)
0,8 (8,0)
0,5 (5,0)
0,65 (6,5)
0,45 (4,5)
0,22 (2,2)
Нефтяное
П
ПТ
ПТА
КО
УСК
2,0
2,0
2,0
2,0
2,0
820–880
860–900
820–850
840–870
850–920
0,8 (8,0)
0,1 (1,0)
1,2 (12,0)
0,8 (8,0)
0,8 (8,0)
Сланцевое
ГТФ
ПС
1,95
3–4
1010–1030
920
0,56 (5,6)
1,8 (18,0)
69
Натуральная олифа представляет собой льняное или конопляное
масло, обработанное при 250°С без доступа воздуха в присутствии
сиккативов. Сиккативы (соли жирных, смоляных и нафтеновых ки-
слот) – вещества, хорошо растворимые в растительных маслах и
служащие катализаторами для быстрого их высыхания.
Олифа оксоль представляет собой продукт окисления раститель-
ных масел (55%) с последующим введением сиккативов и растворе-
нием в уайт-спирите (45%). Уайт-спирит – фракция перегонки нефти
(особо чистый керосин, возгоняющийся при 140–200
о
С, имеющий
плотность 770 кг/м
3
).
Связующие 4ГУ (п) и 4ГУ (в) – это раствор сплава (50%) полувы-
сыхающих и высыхающих масел (соответственно, индекс “п” или
“в”) с канифолью (3%) или нефтеполимерной смолой в уайт-спирите
(47%). Указанные связующие вводятся обычно в смесь в количестве
1,5–2%.
Связующее ОХМ – это обработанное хлопковое масло плотно-
стью 960–970 кг/м
3
.
В 50–60 -е годы был разработан ряд связующих на основе продук-
тов переработки нефти, сланцев и других веществ, которые почти
полностью заменили масла.
П – раствор окисленного петролатума (побочный продукт при из-
готовлении смазочных масел из нефти) в уайт-спирите в соотноше-
нии 1:1. Плотность 820–880 кг/м
3
.
ПТ – раствор в уайт-спирите окисленного петролатума и таллово-
го масла (до 30%) – побочного продукта при получении целлюлозы.
ПТА – раствор в уайт-спирите окисленного петролатума, обрабо-
танного аммиаком, и таллового масла.
ГТФ – продукт термической переработки эстонских сланцев (ге-
нераторная тяжелая фракция).
ПС – связующее из 60% П и 40% ГТФ.
СЛК – 50% ГТФ и 50% лака-энтиноля.
КО – раствор кубовых остатков (от производства синтетических
жирных кислот) в уайт-спирите.
70
УСК – раствор кубовых остатков продуктов переработки нефти
(30–35%) в органическом растворителе (40–50%) с адгезионной при-
садкой (0,1–15%). Для снижения температуры его застывания вводят
до 15% асфальтовых смолистых веществ.
Все масляные связующие являются жидкостями, хорошо смеши-
ваются с песком, позволяют достичь высокой прочности формовоч-
ной смеси после сушки, негигроскопичны, смесь к оснастке не при-
липает, имеет хорошую выбиваемость. Недостатками масляных свя-
зующих являются необходимость длительной сушки, малая термо-
стойкость, низкая прочность в сыром состоянии. Масляные связую-
щие применяют для изготовления стержней 1-го и 2-го классов
сложности.
5.5. Полисахариды
Полисахариды – высокомолекулярные сложные углеводы. Они
являются побочными продуктами производства переработки сахаро-
содержащих веществ. Упрочнение форм и стержней с такими свя-
зующими происходит при тепловой сушке в результате испарения
влаги и полимеризации сахаров. При этом из-за диффузии водного
раствора связующего и испарения влаги с поверхности формы по-
верхностные слои ее обогащаются связующим, в результате чего
прочность поверхности повышается, а прочность глубинных слоев
понижается.
К связующим этого класса (класс Б-2, Б-3) относятся мелясса,
пектиновый клей, декстрин, крахмалит, гидрол и др.
Мелясса (патока) – продукт переработки сахарной свеклы или
тростника. Связующие свойства меляссы зависят от содержания
в ней сахарозы, глюкозы, фруктозы. Обычно в меляссе содержится
45–50% сахаров.
В процессе сушки стержней (при нагреве) мелясса разжижается
и обволакивает песчинки. Затем стержни остывают и приобретают
необходимою прочность. Однако из-за разжижения меляссы при
сушке стержни непрочны, могут дать осадку, поэтому в смесь вводят
до 6% глины. Мелясса вводится в смесь в количестве до 2%.
71
Прочность смеси, содержащей 2% меляссы и 6% глины, после
сушки при 160–180 °С составляет не менее 0,3 МПа (3 кг/cм
2
).
Пектиновый клей – отходы переработки жома плодов и овощей, об-
работанные кислотами. Прочность смеси при содержании 2,5% пек-
тинового клея после сушки при 160–180°С составляет не менее 1 МПа
(10 кг/см
2
).
Декстрин – продукт неполного гидролиза картофельного или ку-
курузного крахмала (при 120–150°С) разбавленными минеральными
кислотами. Крахмал (С6Н10О5)n имеет большую молекулярную массу
и не растворим в воде.
При нагреве его молекулы расщепляются, и образующийся декст-
рин становится растворимым. Декстрин поставляется в виде порошка
желтого и палевого цвета. Вводится в смесь в количестве 0,5–1,5%.
Прочность смеси при содержании 1,25% декстрина после сушки при
температуре 160–180°С не менее 0,5 МПа (5,0 кг/см
2
).
Крахмалит – связующее, полученное путем специальной обра-
ботки крахмала, вводится в смеси в небольшом количестве (0,015–
0,1%) для автоматических линий формовки.
Гидрол – продукт переработки кукурузы на глюкозу. Его свойст-
ва подобны свойствам меляссы. ВНИИЛИТМАШем разработано
высокопрочное углеводное связующее ЭКР, которое обеспечивает
прочностные свойства при формовке по-сырому 0,10–0,28 МПа
(1,2–2,8 кг/см
2
) при влажности менее 3,5%.
Недостатками всех водорастворимых органических связующих
являются необходимость тепловой сушки и повышенная гигроско-
пичность. Поэтому при их длительном хранении снижается проч-
ность стержня. Кроме того, водорастворимые связующие дефицитны.
В настоящее время их применение сокращается.
5.6. Лигносульфонаты
Лигносульфонаты (ЛСТ) относятся к органическим водным свя-
зующим класса Б-2 и Б-3 (см. табл. 5 .1).
72
По объему применения в качестве связующих лигносульфонаты
занимают в литейном производстве третье место после глины и жид-
кого стекла. Они применяются в формовочных смесях для формовки
по-сырому, по-сухому, для изготовления стержней в нагретой осна-
стке, в жидкоподвижных и сыпучих ХТС, противопригарных крас-
ках, в качестве катализатора для отверждения ХТС и др.
Лигносульфонаты являются побочными продуктами при произ-
водстве целлюлозы из древесины сульфитным способом.
ЛТС являются очень дешевыми и недефицитными органическими
связующими, обеспечивающими хорошую выбиваемость форм и
стержней. В настоящее время используется менее половины полу-
чаемых лигносульфонатов, а большая часть их из-за ограниченного
применения выбрасывается в канализацию или сжигается. Масштабы
применения ЛТС могут быть значительно расширены. Применение
ЛТС в литейном производстве – пример безотходной технологии в
промышленности.
Согласно ГОСТ 13 183–83 производятся ЛСТ марки А (жидкие,
содержат сухих веществ не менее 47%, плотность – не менее 1230 кг/м
3
)
и марки Т (твердые, более 76% сухих веществ); pH 20%-го раствора
ЛСТ – не менее 4,4.
Твердые ЛСТ, хотя и более удобны для транспортирования, осо-
бенно в холодное время года (поставляются в виде глыб по 20 кг в
бумажных мешках), однако из-за трудностей, возникающих при хра-
нении (слипание), дозировке и растворении, применяются ограни-
ченно.
Для формовки по-сырому и по-сухому и для изготовления стерж-
ней в нагретой оснастке наиболее подходящими являются ЛСТ с на-
триевым основанием, а для ЖСС, отверждаемых CrO3, – ЛСТ с каль-
циевым основанием.
ЛСТ применяются в формовочных смесях в сочетании с глиной
и другими связующими. Формовочные смеси только с одним ЛСТ
не применяются, так как имеют низкие прочностные свойства
(0,1–0,3 МПа), что обусловлено возникновением напряжений и тре-
щин в пленке этого связующего при сушке вследствие значительного
уменьшения объема ЛСТ (в 2,7 раза).
73
Для уменьшения напряжений в пленках в ЛСТ следует вводить
пластификаторы (мочевину, глицерин) или инертные добавки (глину,
маршалит), уменьшающие усадку и напряжение при высыхании.
Прочность при растяжении формовочных смесей, содержащих 3% глины
и 5% ЛСТ, после сушки при 160–180°С составляет не менее 0,6 МПа,
а при добавке еще 5% маршалита – 0,6–0,8 МПа. Такой прочности
часто недостаточно, особенно для стержней, поэтому ЛСТ комбини-
руют с другими связующими, например, при изготовлении стержней
в нагретой оснастке применяют ЛСТ в сочетании с фенолоспиртом,
карбамидной смолой и другими веществами.
Недостатком ЛСТ является невысокая термостойкость (≈380°С),
что ограничивает область их применения (используются при мелком
и среднем литье). Кроме того, ЛСТ, как и все водорастворимые свя-
зующие, имеют повышенную гигроскопичность, что приводит к
снижению прочности стержня (формы) при хранении. Однако при
вводе гидрофобных добавок (бентон, парафин, жиры) в ЛСТ гигро-
скопичность их уменьшается.
На основе ЛСТ и гидрофобных продуктов переработки нефти и
сланцев (петролатума, битума) созданы комбинированные (эмульси-
онные) связующие, которые позволяют достичь более высокой проч-
ности, чем каждое из них в отдельности. Кроме того, эти связующие
негигроскопичны. Наиболее распространены следующие эмульсион-
ные связующие: СП – состоит из 95% ЛСТ и 5% окисленного петро-
латума; СБ – содержит 80–85% ЛСТ и 15–20% ГТФ. Прочность при
растяжении формовочных смесей с 4–5% этих связующих после
сушки
при 220–240°С
составляет
0,5–0,6 МПа (5,0–
6,0 кг/см
2
).
5.7. Синтетические смолы
Синтетические смолы относятся к органическим неводным (А-1)
и водным (Б-1) связующим. В последнее время в литейном производ-
стве в качестве связующих распространение получают синтетические
смолы. Поскольку синтетические смолы являются дорогостоящими,
их
применяют более экономно, чем другие связующие
(в основном для изготовления стержней в горячей и в холодной осна-
стке и для изготовления оболочковых форм).
74
Рассмотрим синтетические смолы, применяемые для изготовления
стержней в холодной оснастке.
ХТС с синтетическими смолами начали применять с 1958 года.
Вместо традиционной технологии изготовления стержней, при кото-
рой стержни после уплотнения подвергались тепловой сушке, ис-
пользование ХТС позволило коренным образом изменить техноло-
гию изготовления стержней и форм. Сущность технологии заключа-
ется в следующем: в смесь вводится жидкая смола (в полимерном
состоянии) и отвердитель (кислота), при химическом взаимодействии
которых происходит поликонденсация смолы до полного ее затвер-
девания и, как результат, упрочнения стержня (формы). Применяют-
ся также способы упрочнения стержней из ХТС со смолой путем до-
бавки в смесь изоцианатов (отвердителей) и с продувкой ее катализа-
тором (аминами, SO2).
ХТС со смолами имеют бόльшие преимущества, чем смеси с дру-
гими связующими: высокая прочность при малом (1–2%) расходе
связующего, повышенная точность размеров стержней (и, соответст-
венно, отливок); отпадает необходимость в тепловой сушке, не тре-
буется применение сушильных плит, возможно использование осна-
стки из любых материалов (металлов, древесины, пластмасс), конст-
рукция стержневых ящиков проще, чем нагреваемых, и т. д . Смеси со
смолами имеют высокую текучесть и за счет этого легко уплотняют-
ся даже кратковременной вибрацией. Стержни негигроскопичны, из-
за высокой прочности уменьшается или полностью отпадает необхо-
димость в применении каркасов, имеют хорошую податливаемость и
выбиваемость. Применение ХТС позволяет механизировать и авто-
матизировать изготовление стержней, повышает производительность
труда и чистоту поверхности отливок, снижает брак и себестоимость
отливок.
Известно, что смолы – это олигомеры, застабилизированные на
какой-то промежуточной стадии полимеризации или поликонденса-
ции (в зависимости от способа получения). Полимеризационные
смолы получают в результате полимеризации одного или нескольких
исходных веществ – манометров – по схеме nA → An. В литейном
производстве применяют в основном конденсационные смолы. Их
получают в результате поликонденсации не менее чем двух веществ
75
n(aAa) + n(bBb) ↔ a(AB)n b + (2n – 1)ab,
где a и b – функциональные группы исходных веществ A и B; n –
число молекул исходных веществ; a(АВ)n b – смола, образовавшаяся в
результате поликонденсации; 2n – 1
–
число молекул выделившихся
побочных продуктов ab.
Считают, что при получении (синтезе) смол поликонденсация мо-
лекул протекает по стадиям: Ф (жидкая смола), В (желатинообраз-
ная) и С (твердая). Все смолы, применяемые в качестве связующих, –
это полимеры (или, точнее, олигомеры) промежуточной стадии, ме-
жду А и В, т. е. процесс их поликонденсации прерван при получении
смолы. Процесс поликонденсации смолы возобновляют в ХТС путем
ввода в нее отвердителя (катализатора).
В табл. 5 .3 приведены наиболее широко применяемые смолы для
ХТС.
Таблица 5.3
Синтетические смолы для ХТС
Наименование смолы
Марка смолы
Мочевино-формальдегидные (карбамидные)
Мочевино-формальдегидно-фурановые
(карбамидо-фурановые)
Фенолоформальдегидные (фенольные)
Фурило-фенолоформальдегидные
Мочевино-фенолоформальдегидно-
фурановые
КФ-Ж, КФ-МТ (ГОСТ 14231–88)
БС-40, БС-70, БС-80, КФ-40, КФ-90
Фуритолы: 80, 86, 174
ОФ-1, СФ-3042, СФ-480, СФЖ-30 -13,
СФЖ-301
ФФ-1СМ, ФФ-1ФМ, ФФ-1Ф
Фуритолы: 8, 11, 28, 30, 68, 102, 107,
107М, 125, 127КСФ-1
Самыми дешевыми являются мочевино-формальдегидные смолы.
Они являются продуктами конденсации мочевины (карбамида)
CO(NH2)2 с формальдегидом CH2O, производятся различных марок,
отличающихся одна от другой содержанием сухого вещества, степе-
нью конденсации, вязкостью, содержанием свободного формальде-
гида и др. Недостатком карбамидных смол является низкая термо-
стойкость (220–480°С), вследствие чего стержни и формы имеют
большую газотворность, а при разложении они выделяют азот, что
76
может стать причиной газовой пористости в отливках. Эти смолы
применяются в основном для получения отливок из цветных метал-
лов и тонкостенного чугунного литья. Содержание азота в смеси для
получения чугунных и стальных отливок не должно превышать 0,2%, а
для получения отливок из высоколегированных чугунов и сталей –
0,01%. Поэтому для стального литья можно применять мочевино-
формальдегидно-фурановые смолы, содержащие не более 1,5% азота.
Кроме того, смеси с мочевино-формальдегидными смолами имеют
повышенную гигроскопичность.
С целью повышения термостойкости мочевино-формальдегидных
смол при их синтезе вводят фуриловый спирт С5H6O2. Такие смолы
называют карбамидо-фурановыми. Чем больше введено в смолу фу-
рилового спирта, тем выше их термостойкость. Установлено, что для
чугунного литья необходимо содержание в смоле не менее 30%, а
для стального – не менее 60% фурилового спирта. Из фуриловых
смол
наибольшее
распространение
получили
мочевино-
формальдегидные смолы, содержащие 40–90% фурилового спирта.
Термин “фурановая смола” относится к фенолоформальдегидным
смолам, модифицированным фуриловым спиртом.
Повышенную термостойкость (400–800°С) имеют и фенолофор-
мальдегидные смолы, являющиеся продуктами поликонденсации фе-
нола С6Н5ОН и формальдегида в присутствии различных катализато-
ров и добавок. Поэтому эти смолы пригодны для стального и чугунно-
го литья. Высокую термостойкость имеют также фурило-
фенолоформальдегидные смолы – продукты поликонденсации фури-
лового спирта с фенолоспиртами, стабилизированные фуриловым
спиртом (ФФ-1Ф, ФФ-1ФМ) или гидролизным этиловым спиртом
(ФФ-1СМ). Эти смолы применяют для ответственного стального ли-
тья. Фурило-фенолоформальдегидные смолы – самые дорогостоящие.
Весьма перспективны водорастворимые фенолоформальдегидные
смолы СФЖ-30 -13 и водоэмульсионная смола СФЖ-301, позволяю-
щие вводить в смесь до 3% глины или применять глинистые пески.
Глина при этом адсорбирует низкомолекулярные фракции связую-
щего, в результате чего повышается прочность XТC. Применяются и
другие виды смол для ХТС: алкидные, эпоксидные, полиэфирные.
77
Алкидные, или глифталевые, смолы получают при поликонденса-
ции глицерина и фталевого ангидрида. Их отверждают полиизоциа-
натом и амином. При этом образуются полиуретаны, имеющие вы-
сокую прочность. Известны также алкидные смолы, модифициро-
ванные растительным маслом.
Полиэфирные смолы имеют в молекулах несколько групп ОН. В
качестве отвердителя этих смол в ХТС вводятся изоцианаты. Смолы
отверждают также продувкой аминами. Через 5 мин прочность дос-
тигает 0,2 МПа при содержании 0,7% смолы. В результате исследо-
ваний было показано, что при содержании 0,7% смолы “Систол”
и 0,9% изоцианата добавками 0,03–0,07% уротропина и 0,3% воды
можно достичь прочности при сжатии 2,5–3,5 МПа.
Известны ХТС с поливиниловым спиртом ( ГОСТ 10779–78), ко-
торый вводится в смесь в виде 7,5–10%-го водного раствора в коли-
честве 4–5% (по отношению к песку). Отверждение происходит при
добавке 0,06–0,18% дикарбоновых кислот, например, лимонной. При
этом достигается прочность 1,9–2 МПа. Однако ХТС с поливинило-
вым спиртом (ПВС) имеют повышенную гигроскопичность, и для ее
снижения необходимо в смесь добавлять 0,1–0,5% (от сухого ПВС)
силана.
Смолы холодного отверждения при хранении самопроизвольно
полимеризуются. Чем выше степень их полимеризации сверх опти-
мальной, тем ниже прочность ХТС с такими смолами. Поэтому срок
хранения смол ограничивается (2–6 мес.). Кроме того, для мини-
мального расхода смолы необходимо применять песок высокого ка-
чества с минимальным содержанием глины и других примесей, кото-
рые поглощают часть смолы и снижают адгезию связующего к пес-
чинкам.
В последние годы применяется способ отверждения ХТС со смо-
лами продувкой сухим холодным или горячим воздухом.
Все смолы, применяемые для ХТС, пригодны для изготовления
стержней в нагретой оснастке. Для изготовления стержней в нагре-
той оснастке применяются и другие смолы (табл. 5 .4).
Таблица 5.4
Смолы, применяемые для изготовления стержней в горячих ящиках
78
Наименование смолы
Марка смолы
1
Фенолоформальдегидные
Мочевино-формальдегидно-фурановые
Мочевино-формальдегидные
Мочевино-фенолоформальдегидно-
фурановые
Феноло-мочевино -формальдегидные
Фурило-фенолоформальдегидные
Поливиниловый спирт
ВР-1, ВРБ, фенолоспирт, ПК-104,
СФЖ-30 -13, СФ-480, СФЖ-305,
СФП-011Л, ТОЛ-2
КФ-90, КФ-40, фуритол-80, 86, 174
КФ-Ж
Фуритолы:30, 68, 107, 107М, 125, 127
ФПР-24, ФМЛ, СФ-411, ФМ, ФКС
ФФ-1С
ПВС 7/1, 7/18, 16/1, 20/1
Примечание.
1
Температура отверждения стержней со смолами 220–280°С.
Для изготовления оболочковых форм по нагретым моделям
(250–350°С) выпускается специальное связующее ПК-104, пред-
ставляющее собой тонкоизмельченную смесь новолачно-формальде-
гидной смолы марки 104 и 8% уротропина – гексаметилентетрамина
(СН2)6N4. При конденсации фенола и формальдегида в щелочной
среде (pH>7) образуются резольные смолы, а при избытке фенола в
кислой среде (pH<7) образуются новолачные смолы. Для ускорения
процесса отверждения новолачных смол в них добавляют техниче-
ский уротропин, в результате чего новолачные смолы приобретают
свойства резольной смолы – быстро твердеют после расплавления,
превращаясь в результате поликонденсации в более высокомолеку-
лярные неплавкие и нерастворимые соединения. Такие смолы, кото-
рые при нагреве размягчаются, а при охлаждении вновь затвердева-
ют, называют термореактивными (в отличие от термопластичных
смол). Уротропин при нагреве (при отверждении) разлагается на
формальдегид, аммиак и другие газообразные продукты. Выделяю-
щийся формальдегид “сшивает” цепи молекул новолака, образуя
трехмерную сетчатую структуру, и придает смоле и оболочке необ-
ходимую прочность.
79
В последние годы для изготовления стержней в нагретой оснастке
в качестве связующего применяется поливиниловый спирт (ПВС),
(ГОСТ 10778–83). Марки ПВС обозначаются дробью: в числителе
дано среднее значение динамической вязкости 4%-го раствора, а в
знаменателе – среднее содержание ацетатных групп (по высшему
сорту). ПВС представляет собой продукт щелочного омыления поли-
винилацетата. Он вводится в смесь в виде 7,5–10%-го водного рас-
твора (0,375–0,5% в пересчете на сухое вещество). При таком малом
расходе ПВС позволяет получить высокую прочность стержней. Не-
достатком ПВС, как и карбамидных смол, является малая термостой-
кость.
Прочность стержней, отвержденных в нагретой оснастке, значи-
тельно выше (при разрыве 1,5–10 МПа), чем из ХТС, так как процесс
поликонденсации смолы протекает более полно, а продукты поли-
конденсации смол удаляются из пленок, в результате чего образуется
более прочная трехмерная структура. Поскольку при отверждении
смол и при их термодеструкции (нагрев в форме металлом) выделя-
ются вредные вещества – формальдегид, фенол, метанол, необходи-
мо вводить в смесь их минимальное количество, иметь надежно ра-
ботающую вентиляцию, а процесс изготовления стержней полностью
автоматизировать.
Вместо феноло-формальдегидных смол предлагаются резорцино-
формальдегидные, поскольку резорцин менее летуч, чем фенол.
К водорастворимым органическим связующим относятся: упарен-
ная кислая вода газогенераторных станций, работающих на древес-
ном угле, КВ (необессмоленная), КВС (необесфенольная раствори-
мая смола), оксизан – упаренный концентрат после экстракции дре-
весной смолы при термическом разложении древесины. Эти связую-
щие по прочности получаемых стержней уступают синтетическим
смолам. Их применяют для изготовления стержней 3-го и 4-го клас-
сов сложности, упрочняемых тепловой сушкой. Прочность стержней
при содержании 3% такого связующего после сушки при 160–180°С
не менее 0,7 МПа.
5.8 . Силикаты
80
Из силикатов в качестве связующих формовочных и стержневых
смесей применяют жидкое стекло и цементы.
5.8.1. Жидкое стекло
Жидкое стекло является самым распространенным (после глины),
дешевым нетоксичным связующим, применяемым для изготовления
форм и стержней, особенно в единичном и мелкосерийном производ-
стве. Основным преимуществом жидкостекольных смесей является
возможность упрочнения их в контакте с оснасткой при комнатной
температуре.
Жидкое стекло представляет собой водный раствор щелочных си-
ликатов переменного состава – Na2O⋅nSiO2 или K2O⋅nSiO2. Если жид-
кое стекло содержит силикаты натрия, оно называется натриевым, а
если силикаты калия – калиевым. В литейном производстве в основ-
ном применяют натриевое (содовое) жидкое стекло, как более деше-
вое и менее дефицитное, чем калиевое. Жидкое стекло оценивают по
модулю и плотности. Модуль жидкого стекла определяют по форму-
ле
,
032
,
1
O
Na
%
SiO
%
M
2
2⋅
=
где %SiO2 и %Na2O – процентное содержание SiO2 и Na2O в жидком
стекле, 1,032 – коэффициент отношения молекулярных масс оксидов
натрия и кремнезема.
Согласно ГОСТ 13078–81 жидкое стекло (содовое) выпускается с
модулем 2,61–3,0, низкомодульное и 3,01–3,5 – высокомодульное,
плотностью 1360–1500 кг/м
3
.
В литейном производстве применяют жидкое стекло с модулем
2,0–3,1. Чем выше модуль жидкого стекла, тем выше его степень по-
лимеризации и тем больше скорость твердения. Это часто является
причиной малой живучести смесей, приводит к быстрому нараста-
нию прочности в начальные периоды твердения, но является причи-
ной снижения прочности через более длительный период твердения
например через 24 ч. Поэтому модуль жидкого стекла, применяемого
для приготовления смесей, снижают добавкой NaOH. Количество
81
щелочи, необходимое для снижения модуля жидкого стекла с M1
до М2, определяют по формуле
C
M
)
M
M
(
O
Na
032
,
129
2
2
1
2
−
⋅
⋅
=
n
,
где n – необходимое количество NaOH, г;
Na2O – содержание Na2O в исходном жидком стекле, г;
С – массовая доля добавляемого водного раствора NaOH, %.
Модуль М и плотность ρ жидкого стекла выбирают в зависимости
от принятого способа отверждения формовочной смеси (табл. 5.5).
Таблица 5.5
Рекомендуемые модули и плотность жидкого стекла
в зависимости от способа отверждения смеси
Способ отвер-
ждения
Тип отвердения
М
ρ, кг/м
3
СО2-процесс
ЖСС
ПСС
ХТС
Углекислый газ
Дву хкальциевые силикаты (феррохро-
мовый шлак, нефелиновый шлам)
Дву хкальциевые силикаты (феррохро-
мовый шлак, нефелиновый шлам)
Жидкие отвердители – сложные эфиры,
комплексный порошкообразный метал-
лофосфат (антипирен из нефелина)
2,0–2 .3
2,7–3,1
2,7–3,1
2,4–2,6
2,3–2,5
1480–1520
≥1360
≥1420
≥1480
≥1470
Отверждение форм и стержней с жидким стеклом было впервые
осуществлено (50-е годы) продувкой их СО2. Реакция отверждения
жидкого стекла по СО2-процессу
Na2O ⋅ nSiO2 + CO2 + mH2O → Na2CO3 + nSiO2 + mH2O.
Удельный расход СО2 составляет 0,5–1,5 дм
3
/г жидкого стекла.
Количество СО2, необходимое для достижения максимальной проч-
ности смеси,
82
Q2
со = A( 0,26 – 0,073М),
где Q
2
со – количество СО2, % от массы смеси;
А – содержание жидкого стекла, % от массы смеси;
М – силикатный модуль.
Продолжительность продувки смеси, с,
τ = К(320 – 90М),
где К – коэффициент, зависящий от содержания жидкого стекла (А) и
размера зерен наполнителя (для песка 1К3О302 и А = 5–7%, К ≈ 1).
В настоящее время отверждение этих смесей, кроме СО2, произ-
водится также с помощью порошкообразных (феррохромовый шлак,
нефелиновый шлам) и жидких отвердителей (эфиров, альдегидов).
Нефелиновый шлам, %: СаО 54–58; SiO2 28–32; Al2O3 2–4; Fe2O3 2–4;
(Na2O+К2О) 2–3
–
побочный продукт производства глинозема из не-
фелиновых руд.
Феррохромовый шлак – саморассыпающийся шлак ферросплавного
производства, содержащий более 70% двухкальциевого силиката. Хи-
мический состав, %: СаО 48–54; SiO2 20–30; Al2O3 4–8; MgO 7–12;
Сr2O3 2–12; FеО 0,1–2 .
Антипирен – порошкообразный материал, получаемый при взаи-
модействии кислых фосфатов с карбамидом и аммиаком типа
а[(NH4)2О] ⋅ b(Аl2О3) ⋅ с(Р2О5) ⋅ nН2О.
Антипирен в сочетании с феррохромовым шлаком в жидкосте-
кольных смесях снижает трудоемкость выбивки и ускоряет затверде-
ние смеси.
Жидкие отвердители сложного типа – прозрачные маловязкие
жидкости от бесцветного до желтого цвета, плотностью 1080–1500
кг/м
3
, с характерным запахом эфира (этилгликоль, глицериндиацетат,
глицеринтриацетат, пропиленкарбонат и др.) .
Существенным недостатком жидкого стекла как связующего яв-
ляется плохая выбиваемость смесей из отливок. Причиной является
расплавление силикатов натрия при нагреве формы металлом с по-
следующим спеканием формовочной смеси при охлаждении, что
83
приводит к резкому увеличению остаточной прочности. По этим же
причинам жидкостекольные смеси плохо поддаются регенерации.
5.8.2. Цементы
Цементы были первыми связующими, примененными в 30-е годы
для изготовления форм, отверждаемых на воздухе, т. е. для получе-
ния холоднотвердеющих смесей (ХТС). Цемент получают путем об-
жига при 1300–1450°С до спекания измельченных смесей природных
пород известняка и глины или других минералов. Размолотый про-
дукт обжига (клинкер) с небольшим количеством гипса и других до-
бавок называют портландцементом.
В настоящее время для приготовления ХТС, а также для изготов-
ления моделей применяется цемент марок 400 и 500. Упрочнение
форм основано на гидратации при взаимодействии с водой минера-
лов цемента с образованием кристаллогидратов, которые, срастаясь,
создают связи (каркас) между песчинками формовочной смеси. Реак-
ция основной составляющей цемента (алита) с водой следующая:
2(3СаО ⋅ SiO2) + 6H2O → 3CaO ⋅ 2SiO2 ⋅ 3H2O + 3Ca(OH)2.
На первой стадии происходит растворение и гидратация компо-
нентов цемента. Образующиеся гидраты выпадают из пересыщенно-
го раствора в виде кристаллов, и процесс их срастания (полимериза-
ции) продолжается до тех пор, пока все связующее затвердеет. По-
скольку растворение и гидратация идут медленно, добавляют уско-
рители твердения. Цементы по сравнению с жидким стеклом позво-
ляют обеспечить лучшую выбиваемость смесей из отливок, так как
при нагреве от отливки они дегидратируются и смеси разупрочняют-
ся. Для приготовления ХТС необходимо вводить 10–12% цемента и
примерно такое же количество воды. Оптимальное водоцементное
отношение в формовочной смеси – 0,7–0,8. однако процесс тверде-
ния цементов происходит медленно, иногда 2–3 суток. Прочность
через 4 ч составляет 0,1–0,15 МПа. Поэтому ХТС с цементом приме-
няют при изготовлении крупных отливок в единичном производстве.
Более быстро твердеют глиноземистые цементы марок 400 и 500,
содержащие трехкальциевый алюминат, пятикальциевый трехалю-
84
минат 5СаО⋅3Al2О3, однокальциевый алюминат СаО⋅Al2О3 и одно-
кальциевый двухалюминат СаО⋅2Al2O3.
Недостатком цементов, как связующих, является снижение актив-
ности при длительном хранении вследствие образования гидратных
оболочек на их частицах. Например, при применении цемента марки
400 после хранения его 5 мес. длительность твердения смеси увели-
чивается втрое. Активность верхнего слоя складируемого цемента
снижается в несколько раз уже через 15 сут. Поэтому цемент надо
хранить в сухом помещении в герметизированной таре.
Твердение ХТС ускоряется при совместном вводе глиноземистого
цемента (50–60%) и портландцемента (40–50%) в результате химиче-
ского взаимодействия между отдельными минералами цементов. Бо-
лее существенное ускорение и повышение прочности достигается
при добавке СаСl2, FeCl3, FeSO4 и совместно карбонатов и алюмина-
тов щелочных металлов.
5.9. Фосфаты
Производство отливок с применением ХТС со связующими на ос-
нове металлофосфатных композиций – фосфорной кислоты и окси-
дов металлов (или их соединений): Fe, Mg, Al, Al-Cr, Al-Mg и др.
–
непрерывно растет. При взаимодействии оксидов металлов и фос-
форной кислоты образуются кристаллогидраты – однозамещенные
соли ортофосфорной кислоты, обладающие связующими свойствами:
FeO + 2H3PO4 + H2O → Fe(H2PO4)2 ⋅ 2H2O.
Одни из металлофосфатных композиций, например, на основе
оксидов железа и магния, твердеют при комнатной температуре, дру-
гие композиции, например, на основе оксидов алюминия и хрома –
при нагреве.
При твердении и сушке фосфатные композиции приобретают по-
лимерные структуры типа MenOn⋅P2O5⋅kH2O, а после прокаливания –
MenOn⋅P2O5.
Алюмофосфатные связующие твердеют при 350–400 °С, а при до-
бавке к ним одного из металлов (Fe, Cr, Mn, Mg, Ca) образуются со-
единения типа MenOm⋅Al2O3⋅P2O5, которые твердеют при 20–30°С.
85
Из всех металлофосфатных связующих композиций больше дру-
гих применяют железо- и магнийфосфатные. Для железофосфатных
композиций могут применяться различные материалы, содержащие
оксиды железа (табл. 5.6).
Таблица 5.6
Материалы, применяемые для железофосфатных ХТС
Содержание, %
Материал
FeO
Fe2O3
Порошок магнитный черный
Крокус
Трифолин
Железорудный концентрат
Железооксидный шлам
Плавильная пыль (от электродуговых
печей, мартенов, вагранок)
Пыль после обнаждачивания отливок
Окалина железная
≤8
10–20
10–25
24–28
10–25
6–10
6–11
≤ 92–100
80–90
75–90
57–68
75–90
70–90
47–76
100
Металлофосфатные связующие композиции применяют для ХТС,
для изготовления стержней, упрочняемых тепловой сушкой и в на-
гретой оснастке, в сочетании с ЭТС для получения оболочек при ли-
тье по выплавляемым моделям.
Формовочные смеси с металлофосфатными связующими имеют
ряд преимуществ по сравнению с другими связующими: высокие
прочность и термостойкость, хорошую выбиваемость, нетоксичность
и возможность повторно использовать связующие свойства фосфа-
тов.
Хорошая выбиваемость железофосфатных смесей связана с пре-
вращением термодинамически неустойчивых фосфатов двухвалент-
ного железа, образовавшихся в отвержденной композиции, в фосфа-
ты трехвалентного железа. Этот переход сопровождается резким ра-
зупрочнением структуры.
Для магнийфосфатных ХТС применяют магнийсодержащие мате-
риалы, которые при взаимодействии с Н3РО4 имеют различную ак-
86
тивность (время затвердевания) – от 1–3 (для каустического магнези-
та) до 54–80 с (для хромомагнезита). При твердении композиции
MgO–H3PO4 выделяется теплота, по количеству которой можно су-
дить о характере твердения.
Из других фосфатов в качестве связующих для формовочных сме-
сей и противопригарных красок применяются хорошо растворимые в
воде триполифосфат натрия (Na5P3O10)n, полиметафосфат натрия
(NaPO3)n, алюмохромфосфат, натрийалюмофосфат и алюможелезо-
фосфат. Для приготовления противопригарных красок применяют
также алюмофосфатное связующее Aln(H3-nPO4)3, в котором n = 1...3 .
Его получают при взаимодействии глиноземистых материалов с
H3PO4 при 60–80°С в присутствии катализаторов.
5.10 . Алюминаты
В Японии разработан способ формовки, при котором использует-
ся песок из Al2O3, а в качестве связующего алюминат натрия. Реко-
мендуется молярное соотношение Na2O/Al2O3 = 1,5...2 . Готовую
смесь перед формовкой перемешивают в среде СО2 2–2,5 мин. Форма
отверждается СО2, при взаимодействии которого со связующим об-
разуются Na2CO3 и Al(OH)3. После охлаждения отливки форма разу-
прочняется при смачивании водой: Na2CO3 растворяется в ней, а
Al(OH)3 отделяется от песка и остается в воде в виде суспензии.
Предлагается также схема регенерации такой смеси, когда раствор-
суспензию пропускают через фильтр, на котором остаются частицы
Al(OH)3. Затем раствор подвергают электролизу для получения Na2O
и Na2CO3. Из раствора Na2O и Na2CO3 получают вновь алюминат на-
трия.
Отверждение таких смесей можно осуществлять путем добавки
алюминиевого порошка. Смесь, содержащая 5% алюмината натрия и
отвержденная CO2, имеет прочность при сжатии 1 МПа, а с 4%
NaAlO2, алюминиевым порошком (0,7%) – 2 МПа. После выбивки
отливок в отработанную формовочную смесь вводится до 5% воды,
производится перемешивание и 2–3 -кратная промывка, в результате
которой песок полностью освобождается от связующего, и после
сушки его снова можно применять. Связующее после фильтрации
87
или выпаривания используется вновь, т. е. при этом регенерируется
не только песок, но и связующее.
5.11 . Этилсиликаты
Этилсиликат – прозрачная, слабоокрашенная в желтый или бу-
рый цвет жидкость с запахом эфира. Этилсиликат является продук-
том реакции этилового спирта с хлоридом кремния.
SiCl4 + 4C2H5OH → (C2H5O)4Si + 4HCl.
В литейном производстве применяют этилсиликат (ЭТС) двух ма-
рок: ЭТС-32 и ЭТС-40 . Цифры указывают среднее содержание SiO2
в этилсиликате.
На основе этилсиликата приготовляют связующие растворы для
получения оболочек (форм) при литье по выплавляемым моделям и
получения керамических форм. Связующий раствор этилсиликата
является коллоидным раствором, который переходит в гель кремние-
вой кислоты, связывающий песчинки.
Для получения связующего раствора этилсиликат (ЭТС) подвер-
гают гидролизу (добавляют в воду), при котором этоксильные груп-
пы C2H5O замещаются гидроксильными группами ОН, а линейное
строение молекул ЭТС превращается в разветвленное и частично
сшитое в результате поликонденсации. По мере такого замещения
образуются такие продукты гидролиза (гидролизаты), которые боль-
ше напоминают кремниевую кислоту, образующую коллоидный рас-
твор-золь.
При полном замещении этоксильных групп реакция протекает по
схеме
OC2H5
OH
Si
OC2H5 + 4H2O
Si
OH + 4C2H5OH
OC2H5
OH
ОС2Н5
ОН
OH
88
nSi
OH
n(SiO2 ⋅ 2H2O).
OH
Золь
ОН
В действительности степень гидролиза всегда меньше 100%, т. е. в
состав мицелл входят и этоксильные группы. Гидролиз этилсиликата
проводят раствором воды в спирте, ацетоне или эфироальдегидной
фракции, поскольку этилсиликат не растворяется в воде, а реакция
гидролиза этилсиликата в воде может идти только на поверхности их
раздела. Для ускорения гидролиза применяют катализатор – соляную
кислоту (0,2–0,4%-й раствор).
На прочность оболочки, скорость твердения, склонность ее к тре-
щинообразованию влияют состав раствора, количество воды, вид
растворителя и технология гидролиза ЭТС. Практические исследова-
ния показали, что применением совмещенного метода гидролиза
ЭТС и получением на его основе суспензии с пылевидным наполни-
телем можно повысить прочность оболочек в 2–2,5 раза. При интен-
сивном перемешивании связующий раствор можно получить без до-
полнительного растворителя, что позволяет уменьшить содержание
SiO2 в растворе до 10–14% и увеличить прочность оболочки.
В последние годы для литья по выплавляемым моделям в качестве
связующего применяют также кремнезоли. Кремнезоли-коллоидные
дисперсии SiO2 в воде, стабилизированные гидроксидами щелочных
металлов (0,25–0,65% NaOH по массе). Из групп кремнийорганиче-
ских материалов в качестве связующих противопригарных красок
применяют лаки КО-925, КО-921, КО-075, которые отличаются более
высокой термостойкостью, чем органические полимеры.
6. Вспомогательные материалы
Кроме наполнителя и связующего, в состав формовочных и стерж-
невых смесей входят различные добавки, улучшающие их свойства.
К вспомогательным составам и материалам относятся припылы,
разделительные смазки и полупостоянные покрытия для оснастки,
клеи для ремонта и склейки стержней и форм, замазки для заделки
дефектов форм, стержней и отливок, прокладочные жгуты (шнуры)
89
для форм, фитили для образования вентиляционных каналов в
стержнях, экзотермические смеси для элементов литейных прибылей
с целью подогрева металла прибыли, теплоизоляционные материалы
и составы, огнеупорные материалы для литейно-металлургического
припаса (керамические элементы для литниковых систем, сетки для
фильтрования металла, материалы для футеровки разливочных ков-
шей и т. п.). Кроме того, в составах формовочных и стержневых сме-
сей используются многочисленные добавки для улучшения или дос-
тижения специальных свойств.
6.1. Припылы, разделительные смазки
В качестве припылов используются тонкодисперсные порошки
серебристого графита, талька, ликоподия и др.
Графит кристаллический литейный (ГОСТ 5279–74) применяют
для покрытия рабочих поверхностей форм и стержней при получе-
нии отливок сложной конфигурации с поверхностью повышенного
качества; для получения красок, паст и в качестве припылов при по-
лучении отливок, не требующих высокого качества поверхности.
Тальк порошкообразный и микротальк (ГОСТ 21234–75,
ГОСТ 21235–75, марка ТП) – минерал 3Mg⋅4SiO2⋅H2O.
Сажа белая (ГОСТ 13797–84).
Эбонитовая пыль (ТУ38–105323 –76).
Ликоподий – порошок из спор растения плауна. Не смачивается
водой. В практике применяется искусственный ликоподий КС, пред-
ставляющий собой мелкоизмельченный мрамор, плакированный
стеарином. Припыливание ликоподием рекомендуется проводить из
мешочка, нанося его тонким и ровным слоем.
Древесный уголь содержит не более 1,5% золы; влажность не вы-
ше 5%, объемная масса 0,3–0,4 г/см
3
.
При просеивании через сито
016 остаток должен быть не более 5%.
Дисульфид молибдена (порошок МоS2), обладающий высокими
антифрикционными свойствами. Позволяет использовать модели без
уклона. Для удержания его на вертикальных поверхностях моделей
рекомендуется выполнять поверхности слегка шероховатыми.
90
Разделительные смазки уменьшают прилипаемость смеси к осна-
стке и снижают ее износ. Разовые разделительные покрытия в виде
суспензий серебристого графита в углеводородных или нефтяных
растворителях обладают высокими антифрикционными свойствами,
однако графит загрязняет модельную оснастку, скапливаясь в углуб-
лениях и углах моделей, и может служить источником науглерожи-
вания отливок и искажения размеров. Лучшие результаты обеспечи-
ваются с помощью смазок, представляющих собой растворы олеино-
вой кислоты в нефтяных растворителях.
Некоторые составы разделительных смазок для оснастки приведе-
ны в табл. 6.1.
Таблица 6.1
Разделительные смазки для оснастки
Компоненты
Содержание
компонентов в смазке,
мас. доля, %
Область применения
1. Машинное масло
85–90
Графит серебристый
10–15
2. Связующее КО
50–75
Осветительный керосин
25–50
Формы ПГС по-сырому
(для деревянной и метал-
лической оснастки)
3. Парафин
12–25
Дизельное топливо
75–88
4. Смесь мазута с керосином
1:1
5. Лигносульфонаты
технические
10–30
Вода
55–85
Сульфонол
5–15
Формы и стержни ЖСС
(на жидком стекле)
Окончание табл. 6 .1
Компоненты
Содержание
компонентов в смазке,
мас. доля, %
Область применения
6. Дизельное топливо и
керосин
80–90
Побочный продукт
переработки нефти
10–20
Автоматические линии
формовки по-сырому
91
7. Полиизобутиленовый
каучук (М до 30000)
0,1–5,0
Бензин или керосин или
уайт-спирит
95,0–99,9
ХТС на смолах (стерж-
ни, формы), стержни по
SO2-процессу
8. Смазка СКТ-Р
3%-й раствор синтети-
ческого термостойкого
каучука марки СКТ
в уайт-спирите
Для нагреваемой
(190–250°) оснастки
(термостойкость
покрытия 300°)
Полупостоянные покрытия защищают оснастку (в основном де-
ревянную) от преждевременного износа и одновременно уменьшают
прилипаемость смеси к оснастке. Примеры некоторых покрытий
приводятся ниже.
1. Нитроцеллюлозная эмаль НЦ 5123. Широко употребляемое
покрытие. Его недостаток – невысокая влагостойкость.
2. Нитроцеллюлозная эмаль НЦ 5123+3÷5% битумного лака.
Введение битумного лака частично устраняет недостатки, свойствен-
ные эмали НЦ 5123.
3. Покрытие состава, мас. ч .: эпоксидная смола ЭД-5100; дибу-
тилфтолат 10–15; полиэтилен-полиамин 10–20; химически стойкий
лак ХСЛ100. Применяется для металлической и деревянной оснастки
при изготовлении стержней из ЖСС на жидком стекле и ферро-
хромовом шлаке. Срок службы деревянной оснастки повышается
в 2–3 раза. Отпадает необходимость в использовании разовых разде-
лительных смазок.
4. Покрытие состава, мас.доля, %: низкомолекулярный силокса-
новый каучук 37–41; бензин “калоша” 39–53; этилсиликат-40 8 –18;
отвердитель – аминосилан АГМ-9 или кубовые остатки его ректифи-
кации АБК-2 1,5–2,5. Износостойкость 30000 съемов. Прочность на
истирание до 6 МПа.
6.2. Литейные клеи и замазки
Клеи предназначены для склеивания стержней. Клей должен об-
ладать хорошей кроющей способностью при нанесении на склеивае-
мые поверхности, обеспечивать требуемую прочность склеивания,
92
обладать минимальной гигроскопичностью. Некоторые составы клея
для склеивания стержней приводятся ниже (в мас. долях, %).
1. Огнеупорная глина
–
50,
технические лигносульфонаты (ρ = 1,24÷1,25 г/см
3
) –50,
вода (сверх 100%)
–
20,
2. Огнеупорная глина
–
60,
декстрин
–
40,
вода (сверх 100%)
–
65,
3. Пылевидный кварц
–
50,
ЛСТ (ρ = 1,3 г/см
3
)
–
50,
4. Тальк
–
30÷36,
жидкое стекло (модуль 2,8÷3,0); (ρ = 1,49–1,51 г/см
3
) –57–62,
кальцинированная сода
–
2,8÷3,2,
асбест
–
1,7÷2,1,
вода
–
2,8–2,9.
Замазки применяются для заделки дефектов на поверхности
стержней (швов, трещин, сколов) при их окончательной отделке. За-
мазки должны иметь хорошую пластичность после подсушки, не
должны давать трещин и отслаиваться от стержней. При изготовле-
нии форм и стержней из ХТС для заделки дефектов могут использо-
ваться рабочие составы ХТС с предварительным нанесением на по-
врежденное место слоя смолы или жидкого стекла с применением
крепящих шпилек.
При изготовлении отливок из чугуна и медных сплавов при-
меняют замазку, состоящую из кварцевого песка (средний размер
зерна 0063) – 65%, серебристого графита – 25%, глины каолинито-
вой – 15%. После перемешивания на 1 кг состава добавляют 0,3 л
воды; для повышения пластичности иногда добавляют 0,5% мыльно-
го порошка.
При изготовлении стержней для стальных отливок применяют за-
мазку из каолинитовой глины – 40%, пылевидного кварца – 30%,
93
кварцевого песка – 30%. Полученную массу перемешивают с 2% ЛСТ
(плотностью 1,3 г/см
3
)иводой–13%.
При изготовлении стержней для отливок из алюминиевых сплавов
применяют замазку из талька – 63 –70%, кварцевого песка (средний
размер зерна 01) – 36–38%, декстрина – 1–2%; сверх 100% добавляют
ЛСТ – 1 –2% (плотностью 1,3 г/см
3
) и воды – 30 –40%. Для магниевых
отливок в замазки добавляют 3–6% борной кислоты в качестве за-
щитной присадки.
6.3. Прокладочные жгуты и стержневые фитили
Прокладочные жгуты служат для уплотнения разъемов при сбор-
ке форм, а также знаков стержней и литниковых чаш. Жгуты должны
обладать хорошей пластичностью, достаточной прочностью на рас-
тяжение (0,004–0,005 МПа) и противостоять воздействию жидкого
металла. В литейных цехах применяются прокладочные жгуты сле-
дующих составов.
1. Молотый асбест 60-80%, битум нефтяной (БН-П) 10–20%, ми-
неральное масло 10–20%.
2. Молотая глина 50%, битум нефтяной (БН-П) 25%, вода 25%.
3. Молотая глина 10–15%, кварцевый песок 85–90%, вода (сверх
100%) 20–25%.
4. Бентонит 35–40%, тальк 10–12%, жидкое стекло (плотностью
1,34–1,36 г/см
3
) 48–55%.
Расход жгута составляет 2,5–4,0 кг/т годных отливок. Достигае-
мое снижение массы заливов при применении жгутов составляет
6–12 кг/т годных отливок.
С применением жгутов взамен промазки огнеупорной глиной
толщина заливов по знаковым частям и ладу формы сокращается
на 40–50%; выход годного литья для средних отливок повышается на
1%, для крупных – на 0,3%.
Стержневые фитили облегчают газоотвод из стержней в процес-
се заливки металла.
94
Для стержней, высушиваемых при температуре 220°С и выше
применяются жгуты следующего состава: битум No 5 80%, пара-
фин 15%, петролатум 5%.
Для стержней, высушиваемых при температуре ниже 220°С: би-
тум No 3 80%, парафин желтый 20%.
Для стержней из песчано-смоляных ХТС рекомендуется приме-
нять капроновые шнуры, представляющие собой упругую трубку
диаметром 7 мм из капроновых моноволокон и хлопчатобумажных
нитей, которую размещают в стержне в процессе подачи смеси в
стержневой ящик.
6.4. Экзотермические смеси
и теплоизоляционные материалы
Экзотермические смеси используют для обогрева прибылей с це-
лью повышения эффективности питания отливок, сокращения массы
прибыли и повышения выхода годных отливок.
Источником выделяющейся теплоты служит реакция окисления
алюминия (в виде порошка, стружки или крупки) или кремния (в со-
ставе ферросилиция, силикокальция и др.) .
2Al + Fe2O3 = Al2O3 + 2Fe + 873,6 Дж.
4Al + 3O3 = 2Al2O3 + 1675,8 Дж.
3Si + 2Fe2O3 = 3SiO2 + 4Fe + 1381,8 Дж.
Составы экзотермических смесей включают следующие пять
групп компонентов:
−
окисляемые компоненты (алюминий, ферросилиций, силико-
кальций и др.);
−
окислители (железорудные молотые концентраты, железная
окалина, концентраты марганцевых и хромитовых руд, натриевая и
калиевая селитра и др.);
−
катализаторы, снижающие температуру воспламенения тер-
митной смеси (фториды щелочных металлов, криолит);
−
наполнители (кварцевый песок, шамотный порошок и др.);
−
связующие (огнеупорная глина, жидкое стекло, ЛСТ, декстрин,
синтетические смолы и др.).
95
Основные требования, предъявляемые к экзотермическим смесям:
низкая температура воспламенения; стабильное горение смеси с не-
большой скоростью; отсутствие обильного газовыделения при сгора-
нии смеси; отсутствие пироэффекта; хорошая формуемость и проч-
ность; отсутствие механического пригара и деформаций; применение
недефицитных и недорогих материалов.
Расход экзотермической смеси на 1 т годных отливок составляет
60–70 кг. Масса прибыли снижается в 2,5–4 раза (по сравнению с
необогреваемыми прибылями), выход годных отливок возрастает
до 75–80%.
Примеры составов экзотермических смесей, в мас. долях, %:
−
для стальных отливок: алюминиевый порошок 23, оксид железа 12,
марганцевая руда 4, криолит 6, огнеупорная глина 10, декстрин 4, ша-
мот порошкообразный 41;
−
для отливок из серого и высокопрочного чугуна: алюминие-
вый порошок 15–20, оксид железа 8–16, криолит 2–4, огнеупорная
глина 7–10, декстрин 4–6, шамот порошкообразный до 100%, син-
тетическая смола 4,5–5,5;
−
для отливок из медных и алюминиевых сплавов: алюминиево-
магниевая крупка (3,5–15% MgO) – - 1 8,5, марганцевая руда 40–52,
фтористый натрий 0,5–1,5, натриевая селитра 0,5–6,0, огнеупорная
глина 4,0–6,5, жидкое стекло 4–6, кварцевый песок 10–25 .
Теплоизоляционные материалы и смеси используют в виде пла-
стин, втулок, для облицовки литейных прибылей с целью ограниче-
ния потерь тепла жидкого металла в прибыли и увеличения длитель-
ности ее работы, а также в качестве засыпок на зеркало металла в
ковшах, открытых прибылях и в изложницах при получении слитков
с целью снижения теплопроводности через зеркало металла.
К теплоизоляционным материалам, применяемым в литейном
производстве, относят аглопоритовый песок (кремнистые опаловые
породы с примесями глинистых и песчаных материалов), диатомит
(осадочная порода из раковин диамитовых водорослей), трепел (по-
ристая опаловая осадочная горная порода), вспученный перлит (зер-
нистый пористый материал, получаемый путем термической обра-
ботки измельченных металлических пород), керамзит (песок и гра-
96
вий), отходы слюды, вспученный вермикулит, кремнеземистое во-
локно, базальтовое волокно, высокоглиноземистую вату и др.
Наибольшее применение в технологических процессах литейного
производства в качестве теплоизоляционного материала находит
вспученный перлит как наиболее доступный, дешевый и технологич-
ный материал.
6.5. Добавки специального назначения
Добавки для улучшения свойств смесей на стадии формовки и
отверждения.
1. Добавки, снижающие внутреннее трение между частицами
песка и улучшающие реологические характеристики смесей (сыпу-
честь, подвижность, формуемость, уплотняемость). К таким добав-
кам относятся поверхностно активные вещества (ПАВ), в частности,
алкиларилсульфонаты (РАС, КЧНР, НБ, НЧЛ и др.).
Рафинированный алкиларилсульфонат (РАС) на основе сульфо-
кислот керосиновых фракций представляет собой натриевые соли
нефтяных сульфокислот.
Смачиватель НБ – натриевая соль сульфированного продукта
конденсации нафталина с бутиловым спиртом (бутилнафталинсуль-
фонат натрия).
НЧК – 25%-й раствор аммонийных солей нефтяных сульфокислот
нейтральной или слабощелочной реакции.
КЧНР – контакт черный нейтрализованный рафинированный на
основе натриевых солей алкилароматических кислот, представляю-
щий собой водный раствор кислого нефтяного гудрона, нейтрализо-
ванный и рафинированный от масел, смол и сульфата натрия.
При введении ПАВ в смеси в количествах до 0,1% улучшается
сыпучесть смесей, что особенно важно при пескодувном и пескост-
рельном способе изготовления стержней. При повышении их расхода
до 0,2–0,55 и при дополнительном введении воды они проявляют пе-
нообразующие свойства и позволяют перевести смесь при активном
перемешивании в жидкоподвижное состояние (ЖСС).
97
2. Добавки для повышения живучести готовой смеси; для жидко-
стекольных смесей используют водные растворы едкого натра, для
песчано-смоляных – добавки аминоспиртов, гликолей.
3. Добавки для повышения прочности смесей, устранения разу-
прочнения смесей при хранении: продукты синтеза глюкозы или
продукты взаимодействия метиламина и полисахаридов (крахмалит).
4. Добавки, химически связывающие вредные выделения и улуч-
шающие санитарно-гигиенические условия труда. Для связывания
паров формальдегида при отверждении песчано-смоляных смесей
используют добавки мочевины или других аминосоединений. Выде-
ления высокотоксичного фенола при нагреве фенолсодержащих смол
могут быть в значительной степени обезврежены при введении в
смеси сильных окислителей (марганцевокислый калий, персульфат
калия, кальциевая селитра).
5. Добавки улучшающие свойства форм и стержней:
1) добавки, улучшающие теплопроводность смеси. Благодаря дей-
ствию этих добавок повышается скорость теплоотвода от жидкого
металла, быстрее формируется его твердая корка в зоне контакта со
стержнем (формой). К такого рода добавкам относятся порошки ок-
сидов железа и марганца, металлические порошки (алюминия, желе-
за, ферросилиция), чугунная или стальная дробь и т. д.;
2) добавки, препятствующие образованию газовых дефектов в от-
ливках из черных сплавов. При термическом разложении азотосо-
держащих смол выделяются азот и водород, служащие причиной об-
разования пористости и раковин в металле. Эффективным средством
предупреждения газовых дефектов является введение тонкодисперс-
ных порошков оксида железа или диоксида марганца. Эти же добав-
ки препятствуют насыщению поверхности отливки углеродом (науг-
лероживанию), что актуально при получении отливок из низкоугле-
родистой стали.
В качестве материалов на основе оксидов железа применяется
сурик железный сухой для лакокрасочной промышленности
(ТУ 6–10 –1216 –72) – природный неорганический пигмент красно-
коричневого цвета на основе красковых руд Криворожского место-
рождения;
98
3) противопригарные добавки. Примерами служат добавки, обра-
зующие блестящий углерод в ПГС (каменный уголь, пенополистиро-
ловая крошка, специальные масла и др.), добавки фторидов и серы,
препятствующие окислению при заливке магниевых сплавов, и мно-
гие другие;
4) добавки, легирующие поверхностный слой металла. Добавки
этой группы вводят, как правило, в состав противопригарной краски.
При контакте с жидким металлом легирующая добавка диффундиру-
ет из краски в поверхностный слой отливки, придавая ему требуемые
специальные свойства. Например, добавки карбида бора, феррохрома
служат для повышения твердости поверхностного слоя отливок из
черных сплавов; добавки теллура, свинца, серы, сурьмы, висмута и
их соединений снижают твердость поверхностного слоя металла и
улучшают его механическую обрабатываемость;
5) добавки для улучшения податливости стержней при высоко-
температурном нагреве. Вследствие силового взаимодействия отлив-
ки и формы в начальные моменты остывания в затвердевшем металле
развиваются внутренние напряжения, которые могут привести к об-
разованию в отливке горячих трещин. Для улучшения податливости
формы используют выгорающие добавки (древесную муку или опил-
ки, пенополистироловую крошку и т. п .) или волокнистые и высоко-
пористые молотые материалы (асбест-крошка, вспученные перлит и
вермикулит и т. п.). Для высокотермостойких смоляных связующих
возможно внедрение добавок пластификаторов (дибутилфтолат, гли-
церин) или окислителей (КМnO4, NaNO3 и др.).
6. Добавки для улучшения выбиваемости смеси. Кероген непыля-
щий (ТУ 38.10940 –75) – однородный порошкообразный концентрат
сланца, смешанного со смягчителем – нефтяным маслом ПН-6.
Кероген вводят в составы ЖСС, ПСС и смесей по СО2-процессу в
количестве 2–3 мас. долей, %.
Диспергатор НФ технический (ГОСТ 6848–79) – нейтрализован-
ный продукт конденсации сульфокислот нафталина с формальдеги-
дом.
НФ жидкий пожаробезопасен, сухой – горючее вещество с темпе-
ратурой самовоспламенения 564°С; относится к III классу умеренно
99
опасных (по токсичности) веществ. Используется преимущественно
в составах смесей по СО2-процессу после дополнительного кон-
центрирования до содержания активного вещества 60–65% на сухой
продукт. Позволяет уменьшить содержание жидкого стекла
до 3–4 мас. ч . на 100 мас. ч . песка. Возможно использование ХТС с
жидкими отвердителями.
7. Подготовка исходных материалов
Исходные формовочные материалы, применяемые в качестве
компонентов смесей, перед использованием подвергают соответст-
вующей подготовке. Формовочный песок сушат, а затем просеивают.
Температуру сушки определяют исходя из содержания в песке гли-
нистой составляющей. Для песков, в которых содержание глинистых
составляющих более 10%, температура сушки не должна превышать
100
250–300°С. Пески с меньшим содержанием глинистой составляющей
сушат при температуре 500°С. Сушку песка осуществляют в горизон-
тальных барабанных сушилах.
Рис. 7 .1 . Схема горизонтального барабанного сушила:
1 – топка; 2 – течка для загрузки песка; 3 – дымосос;
4 – выходное отверстие; 5 – барабан; 6 – привод;
7 – винтовые насадки для распределения высушиваемого материала
Горизонтальное барабанное сушило показано на рис. 7 .1 . Загрузку
песка в барабан 5 производят непрерывно. При вращении барабана,
установленного под углом к горизонту, песок движется по наклону
под действием собственной массы и распределяется внутри барабана
по продольным каналам насадок 7. Высушенный песок поступает в
ленточный транспортер, а после охлаждения – к месту потребления.
Производительность горизонтальных барабанных сушил в зависимо-
сти от модели составляет до 45 т песка в час.
Схема установки для сушки песка в «кипящем» слое приведена
на рис. 7 .2.
101
Рис. 7 .2 . Схема установки для су шки и охлаждения песка в «кипящем» слое:
1 – сушильная камера; 2 – приемная воронка; 3 – транспортер;
4 – течка; 5 – газораспределительная решетка; 6 – топка; 7 – трубопровод;
8 – шибер; 9 – трубопровод; 10 – вентилятор; 11 – смесительная камера;
12 – воздухораспределительная решетка; 13 – транспортер;
14 и 16 – желоба; 15 – охладительная камера
Влажный песок по ленточному транспортеру 3, через приемную
воронку 2 и течку 4 поступает в сушильную камеру 1 на газораспре-
делительную решетку 5. Топливо подается по трубопроводу 7 и сжи-
гается в топке 6. Из топки горячие газы поступают в смесительную
камеру 11, в которой они частично охлаждаются холодным воздухом
до 900–1000°С, а затем продуваются через газораспределительную
решетку 5. При продувке песок переходит в состояние псевдокипе-
ния, в процессе которого зерна песка обдуваются горячими газами и
трутся друг о друга, частично очищая свою поверхность от примазок
других минералов. Высушенный горячий песок по желобу 16 посту-
пает в охладительную камеру 15, в которой он повторно продувается
через воздухораспределительную решетку 12, но уже холодным воз-
духом. К установке воздух нагнетается вентилятором 10 по трубо-
проводам 9. Регулирование подачи воздуха производят шиберами 8.
Охлажденный песок по наклонному желобу 14 поступает на ленточ-
ный транспортер 13, а затем к месту потребления. Производитель-
102
ность установок для сушки песка в «кипящем» слое в зависимости от
модели составляет от 3 до 24 т/ч.
Формовочные пески с высоким содержанием глинистой состав-
ляющей (более 10%) после сушки с целью разминания комьев под-
вергают дроблению с применением оборудования, предназначенного
для грубого дробления формовочных материалов. К данному виду
оборудования относятся щековые, валковые, молотковые и роторные
дробилки.
Схема одного из видов этого оборудования – щековой дробилки –
приведена на рис. 7.3. Материал, предназначенный для дробления, за-
гружают в зазор 1, образованный подвижной 3 и неподвижной 2 ще-
ками. Дробление кусков осуществляется с помощью эксцентрикового
вала, передающего колебательное движение подвижной щеке через
шатун 6, который, поднимаясь с помощью распорок 5, приближает ее к
неподвижной щеке, а, опускаясь, позволяет ей под действием пружины
отойти обратно. Загруженный кусковой материал при этом опускается
и измельчается до величины, соответствующей наименьшему расстоя-
нию 4 между щеками, после чего проваливается вниз. Производитель-
ность дробилок данного типа составляет до 5–6 м
3
/ч.
Рис. 7 .3 . Схема щековой дробилки:
1 – верхний зазор; 2 – неподвижная щека; 3 – подвижная щека;
4 – нижний зазор; 5 – распорки; 6 – шатун
Просеивание песка с целью отделения спекшихся комочков и
мелких камней (гальки) производят с помощью полигональных бара-
банных сит или вибрационных установок (грохотов), имеющих раз-
меры ячеек 3–5 мм.
103
Все высокоогнеупорные наполнители формовочных смесей и про-
тивопригарных красок (хромит, хромомагнезит, магнезит и др.) долж-
ны иметь такой зерновой состав, который соответствовал бы их назна-
чению. В противном случае их перед применением измельчают (дро-
бят, размалывают) и просеивают. Например, хромитовые пески при-
меняют обычно таких групп: 01, 016 и 02. Кусковой хромит подвер-
гают измельчению в дробильно-размольных машинах: щековых и ко-
нусных дробилках, а затем в размольных вальцах или бегунах с про-
сеиванием на ситах до получения фракции 3,2–0,5 мм. Измельчение
хромита до размера зерен менее 0,06 производят в трубных мельницах.
Формовочную глину используют в сухом молотом состоянии или в
виде водной суспензии. Подготовка глины заключается в следующем.
Комовую глину сначала подвергают сушке в барабанных сушилках.
Температура сушки обычной глины не должна превышать 200–250°С,
а бентонитовой – 150 –180°С. При более высоких температурах глина
будет терять свою связующую способность. Дробление и размол глин
обычно происходит в две стадии: грубое и тонкое дробление. Для тон-
кого дробления используют шаровые мельницы (рис. 7.4).
Рис. 7 .4 . Схема шаровой мельницы:
1 – загрузочная воронка; 2 – барабан из стальных пластин; 3, 5 – сита;
4 – лопатки для повторного сбрасывания в барабан крупных частиц;
6 – разгру зочное окно
104
В барабан вместе со стальными шарами загружают глину, кото-
рая, прошла стадию грубого дробления. Во время движения барабана
шары размалывают глину, которая, проходя через решетчатые стен-
ки, выходит наружу через разгрузочное окно. Глина, не прошедшая
через решетчатые стенки барабана, специальными лопастями по-
вторно направляется в барабан для дробления. С целью увеличения
производительности шаровые мельницы оснащаются специальными
проточными сепараторами, которые улучшают процесс отделения
недомолотой глины для повторного размалывания. Производитель-
ность шаровых мельниц составляет до 6–7 т/ч.
Глинистую суспензию приготавливают следующим образом. Сна-
чала комовую глину замачивают в баках с водой в соотношениях по
массе 1:2 – для обычных и 1:4 – для бентонитовых глин. После исте-
чения срока, достаточного для разбухания глины, ее размешивают в
лопастном смесителе до получения однородной суспензии плотно-
стью 1,2–1,3 г/см
3
.
Преимуществом использования глинистой сус-
пензии является устранение операций сушки и размалывания, сопро-
вождающихся обильным пылевыделением.
Каменноугольную пыль приготавливают в шаровых или молотко-
вых мельницах. Тонкость помола угля должна соответствовать фрак-
циям 005 и 0063, сумма которых должна составлять не менее 70%.
Для приготовления песчано-глинистых смесей, предназначенных для
чугунного литья, используют глиняно-угольную суспензию, полу-
чаемую путем смешивания глинистой суспензии с каменноугольной
пылью в соответствующих пропорциях.
Сульфитно-спиртовую бражку марки КБЖ разводят в воде до
плотности (1,27÷1,30)103
кг/м
3
, а бражку марки КБТ сначала раство-
ряют в котле водой (на 100 кг бражки 50 л воды), после чего подвер-
гают нагреву. Температура нагрева не должна превышать 90°С, так
как при более высокой температуре частично теряется ее связующая
способность. Плотность полученной после охлаждения жидкости
должна составлять (1,27÷1,30)103
кг/м
3
.
Помимо рассмотренных выше основных компонентов смесей
(песка и глины) и способов их подготовки, в качестве основного
компонента смесей широко используются также оборотная смесь и
105
регенерированный песок. Оборотную смесь получают из отработан-
ной песчано-глинистой смеси, а регенерированный песок – из отра-
ботанных формовочных и стержневых смесей.
106
8. Формовочные и стержневые смеси
Качество и стоимость отливок в значительной степени зависят от
правильного выбора состава и технологических свойств формовоч-
ных и стержневых смесей. Состав смесей зависит от назначения, ро-
да заливаемого сплава, сложности и ответственности отливок, нали-
чия необходимых исходных материалов, серийности производства,
технологии изготовления и сборки форм и стержней, планируемой
себестоимости отливок.
По роду заливаемого сплава различают смеси для стального, чу-
гунного и цветного литья. Смеси для стального литья должны вы-
держивать температуру заливки сплава 1480–1540°С, для чугуна –
1380–1420°С и цветных сплавов – ниже 1200°С.
По назначению смеси разделяют на формовочные и стержневые, а
также на единые, облицовочные и наполнительные. Стержневые сме-
си в отличие от формовочных должны обладать большей газопрони-
цаемостью, прочностью, податливаемостью, огнеупорностью и т. д.
Единые смеси применяют главным образом при изготовлении
мелких и средних форм в условиях высокомеханизированного про-
изводства. При использовании в эти смеси вводится значительное
количество свежих материалов для поддержания прочности и газо-
проницаемости смеси в заданных пределах.
Облицовочные смеси применяются для крупных стальных и чу-
гунных отливок в условиях серийного и единичного производства.
Они наносятся вокруг модели слоем 15–20 мм и более, в зависимости
от толщины стенки отливки. Для улучшения технологических
свойств облицовочных смесей в них могут вводить более 50% све-
жих материалов. Облицовочные смеси используют в тех случаях,
когда применение единых смесей дает значительный брак отливок по
вине формовочной смеси.
Наполнительная смесь наносится поверх облицовочной и занима-
ет остальной объем формы. Наполнительная смесь приготавливается
из отработанной смеси с небольшой добавкой свежих материалов
или без них и должна обладать высокой прочностью и газопрони-
цаемостью.
107
Естественные смеси. В настоящее время эти смеси применяются
редко для изготовления мелких отливок из чугуна и цветных спла-
вов. Нестабильность состава и свойств этих смесей не гарантирует
получения качественных отливок. Глина, входящая в состав естест-
венных смесей, имеет малую связующую способность и низкую ог-
неупорность.
Смеси, в состав которых глина входит как самостоятельная добав-
ка, называются синтетическими. На практике широко применяют
синтетические смеси в связи с высокими технологическими свойст-
вами, простотой приготовления, легкостью поддержания постоянно-
го состава и качества смеси.
При производстве крупных толстостенных отливок сырые песча-
но-глинистые формы не могут обеспечить получения качественного
литья. На отливках образуется повышенный пригар, возможна де-
формация формы по причине ее недостаточной прочности, интен-
сивный прогрев формы существенно увеличивает газотворность и
вероятность образования газовых раковин в отливках. В связи с этим
формы сушат либо подсушивают с поверхности газовыми горелками,
что позволяет повысить поверхностную прочность формы, уменьшить
её газотворную способность, снизить затраты и время на изготовление
формы. Классификация смесей для изготовления форм и стержней по
типу, виду и характеру твердения приведена в табл. 8.1 .
Таблица 8.1
Классификация смесей по типу, виду и характеру твердения
Тип
смеси
Вид смеси Категория смеси (по характеру
твердения форм и стержней)
Область применения смеси
(ориентировочная)
Не подвергающаяся тверде-
нию
Песчано-
глинистая
Пластичная
Теплового твердения
Для форм и стержней
(средних и крупных)
Воздушного твердения
Теплового твердения
Химического твердения
Пластичная
Самотвердеющая
Для форм и стержней
Теплового твердения
Песчано-
жидкостеколь-
ная
Жидкая
Самотвердеющая
Для крупных форм и
стержней
108
Окончание табл. 8 .1
Тип
смеси
Вид смеси Категория смеси (по характеру
твердения форм и стержней)
Область применения смеси
(ориентировочная)
Сыпучая Теплового твердения
Для оболочковых форм и
стержней
Теплового твердения
Для мелких стержней
Пластичная
Самотвердеющая
Для мелких, средних
и крупных стержней
Теплового твердения
Песчано -
смоляная
Жидкая
Самотвердеющая
Для средних стержней
Теплового твердения
Для мелких стержней
Пластичная
Самотвердеющая
Теплового твердения
Песчано-
сульфитная
Жидкая
Самотвердеющая
Для средних форм
Пластичная
Песчано-
цементная
Жидкая Самотвердеющая
Для крупных форм и
стержней
Песчано-
масляная
(стержневая)
Пластичная Теплового твердения
Для мелких и средних
стержней
8.1. Песчано-глинистые смеси
Технология изготовления отливок в сырых песчано-глинистых
формах является основной в современных автоматизированных
чугуно-сталелитейных цехах крупносерийного и массового произ-
водства. Доля литья, получаемого в сырых формах, составляет, %:
Японии и ФРГ – 40; Англии – 39; Франции – 29; Италии – 30; Рос-
сии > 60. Формовочные смеси для изготовления сырых форм имеют
низкую стоимость и минимальные отходы, так как отработанные
смеси легко восстанавливаются, что позволяет сократить расход
формовочного песка до 0,4 т на 1 т годных отливок.
Максимальная масса отливок из чугуна, полученных в сырых
формах из единых песчано-глинистых смесей, составляет 500 кг, а из
стали – 400 кг. Опыт отечественных и зарубежных литейных цехов
показал, что развитие технологии литья в сырые формы идет в на-
правлении использования высокопрочных смесей с пониженной
109
влажностью, что позволяет получать точные отливки из чугуна и
стали массой до 200 кг.
При стальном литье для смесей используют кварцевые формовоч-
ные пески с содержанием глинистой составляющей до 1%, зерновой
группы 02, при мелком литье применяют пески с зерновой груп-
пой 016, а при массивном – с зерновой группой 0315. Для предупре-
ждения образования трещин в отливках в состав смеси вводят дре-
весные опилки, а для повышения поверхностной прочности форм в
смесь вводят водный раствор лигносульфонатов (сульфитно-дрожже-
вая бражка). Для предупреждения пригара при массивном литье с
применением сухих форм в смесь вводят до 20% пылевидного квар-
ца. Состав и свойства типовых песчано-глинистых формовочных
смесей для стального литья приведены в табл. 8 .2.
При чугунном литье используют в основном кварцевые и тощие
формовочные пески зерновой группы 016. При производстве мелкого
литья с повышенной чистотой поверхности могут применяться пески
зерновой группы 01, а при производстве крупных толстостенных от-
ливок – зерновых групп 0315 и 04. Для предупреждения образования
пригара на отливках в состав смесей вводят каменноугольную пыль.
Для улучшения податливости и газопроницаемости сухих форм в
смесь вводят добавку древесных опилок. Состав и свойства типовых
песчано-глинистых формовочных смесей для чугунного литья при-
ведены в табл. 8 .3 .
Характерное отличие смесей для отливок из цветных сплавов со-
стоит в применении мелкозернистых формовочных песков со сред-
ним размером зерна 01 и 0063. Для крупных отливок из цветных
сплавов применяют пески со средним размером зерен 016 и 02. Со-
держание глинистой составляющей в формовочных песках может
быть значительно больше, чем при литье чугуна и стали. Для преду-
преждения пригара на отливках из медных сплавов в смесь вводят
добавку мазута, а при литье из сплавов на основе магния для защиты
металла от окисления вводят добавку борной кислоты или фтористые
присадки.
Состав и свойства типовых песчано-глинистых формовочных сме-
сей, предназначенных для цветного литья, приведены в табл. 8 .4 .
Таблица 8.2
Типовые составы песчано-глинистых формовочных смесей
для стального литья
Характеристика смеси
Массовая доля составляющих, %
Назначение
смеси
Толщина
стенки,
мм
Зерно-
вая
группа
формо-
вочного
песка
Общее
глиносо-
держание
смеси, %
Газо-
про-
ницаемо-
сть
Проч-
ность на
сжатие
влажных
образцов,
105 Па
(кгс/см
2
)
Влаж-
ность,
%
Оборот-
ная
смесь
Кварце-
вый пе-
сок
Глина Суль-
фитно-
дрож-
жевая
бражка
(КБЖ)
1
2
3
4
5
6
7
8
9
10
11
Облицовочная для
формовки по-сырому
при массе отливок, кг:
< 100,
100–500,
>500
25
25
25
016, 02
0,2
02,0315
8–10
10–12
11–12
80–100
100– 120
100– 130
0,3–0,5
0,4–0,6
0,5–0,7
3,5–4,0
4,0–5,0
4,5–5,5
80–40
75–40
60–40
16,5–53,0
20,5–51,5
33,5–51,0
3,0–6,0
4,0–8,0
6,0–8,5
<0,5
Единая для формовки
по-сырому при массе
отливки до 100 кг
25
016
02
8–10
80–100 0,3–0,5 3,4–4,5 90–92 6,5–8,0 1,0–1,5 0,5–1,0
111
Продолжение табл. 8 .2
1
2
3
4
5
6
7
8
9
10
11
15,5–50,5
33,0–49,5
4,0–9,0
6,5–9,0
Облицовочная для
формовки по-су хому
при массе отливок, кг:
<500,
>500,
< 10000,
10 000–30 000
50
50
50
80
02
02,0315
0315
0315
12–14
12–14
12–15
12–15
70–100
100–120
>80
>50
0,5–0,7
(на разрыв
сухих
образцов
0,8–1,2)
0,5–0,8
(на разрыв
сухих
образцов
1,0–1,5)
0,55–0,65
0,55–0,65
5,0–7,0
5,0–8,0
6,0–7,0
6,0–7,0
80–40
60–40
–
–
Песок и глина–100
Песок и глина–80,
пылевидный
кварц–20
<0,6
0,5–1,5
–
–
Единая для отливок,
склонных к горячим
трещинам
02,0315 12–14 70 –100 0,35–0,60 5,0–7,0
80–40,
древес-
ные
опилки
2–4
12,5–45,5 4,0–9,0 1,5–2,4
113
Формовочные смеси, применяемые в современных технологиче-
ских процессах для автоматических линий (табл. 8 .5), представляют
собой много компонентные системы. Они должны обладать комплек-
сом свойств (прочностью, газопроницаемостью, огнеупорностью,
долговечностью и т. д .), обеспечивающих высокое качество отливок
и заданную производительность линии. Особенностью этих смесей
является минимальное содержание (до 3%) высококачественных бен-
тонитов в сочетании с крахмалсодержащими добавками (крахмалит
от 0,01 до 0,1%) и ПАВ (от 0,01 до 0,07%). Такие смеси при мини-
мальном содержании влаги (от 3,0 до 3,8%) обладают следующими
преимуществами:
−
повышенной чистотой поверхности отливок за счет образова-
ния легкоплавкой силикатной корочки на поверхности формы;
−
снижением содержания бентонита, необходимого для получе-
ния заданной прочности смесей, в 2–2,5 раза по сравнению с содер-
жанием каолинитовой глины, что приводит к увеличению газопро-
ницаемости, огнеупорности и т. д.;
−
легкой выбиваемостью отливок из форм;
−
повышением податливости форм, что способствует снижению
возможности образования ужимин;
−
повышением текучести смесей.
114
Таблица 8.5
Типовые составы формовочных смесей для автоматических линий
Состав смеси, %
Свойства смесей
МатериалСпособуплотненияОборотнаясмесьКварцевыйпе-сокБентонитУгольКрахмалитПАВВлажность,%Прочностьнасжатие,кПаГазопроница-емостьФормуемость,%Уплотняемость,%Текучесть,%
1 95,5–97,5 2–4 0,2–0,3 0,1– 0,2 0–0,05 0,01–0,03 3,4–3,8 60–90 100 75 –80 40 –45 70 –75
Чугун
2
94,5–97 3–4 0,3–0,5 0,2–0,3 0,02–0,05 0,02–0,04 3,2–3,4 100–140 100 60 –85 40–45 75
3
94–96,5 3–5 0,4–0,7 0,4–0,5 0,05–0,1 0,04–0,05 3,0–3,2 150–200 120 80 –85 45 75 –80
1 94,5–95,5 3–5 0,3–0,4
–
0–0,02 0,03–0,05 3,3–3,7 70–90 100 75 –80 40–45 70 –75
Сталь
2
94–96,5 4–5 0,4–0,6
–
0,02–0,05 0,03–0,07 3,2–3,5 100–140 100 80 –85 40–45 75
3 93,2–95,5 4–6 0,5–0,7
–
0,04–0,1 0,05–0,07 3,0–3,2 150–200 120 80 –85 45 75 –80
Примечание. 1 – при встряхивании с подпрессовкой; 2 и 3 – при прессовании под высоким давлением без уплот-
нения с предварительным у плотнением.
115
8.2. Песчано-жидкостекольные смеси
Песчано-жидкостекольные смеси широко применяются при еди-
ничном и серийном изготовлении форм и стержней. Одной из причин
широкого использования этих смесей является возможность упроч-
нения форм и стержней без теплового воздействия. Упрочнение мо-
жет быть осуществлено выдержкой на воздухе (подвяливание), про-
дувкой углекислым газом, или введением в смесь химического реа-
гента, вызывающего аналогично углекислому газу коагуляцию жид-
кого стекла. Второй причиной является то, что благодаря использо-
ванию тепловой сушки продолжительность процесса упрочнения
этих смесей значительно меньше, чем песчано-глинистых. Третьей
причиной широкого применения данных смесей можно считать от-
носительно низкую стоимость жидкого стекла, простоту его изготов-
ления и нетоксичность этих смесей.
Существенным недостатком песчано-жидкостекольных смесей
является плохая выбиваемость и регенерируемость вследствие по-
вышенной спекаемости жидкого стекла с формовочным песком, а
также ограниченное использование отработанных смесей в связи с
тем, что в приготовляемых смесях накапливается содержание оксида
натрия Na2О, который снижает огнеупорность смесей.
При изготовлении форм и стержней применяют два вида песчано-
жидкостекольных смесей: пластичные и жидкие. Пластичные смеси
применяют в качестве облицовочного слоя. Упрочнение готовых
форм и стержней осуществляют воздушной сушкой – подвяливанием
на воздухе в течение 2–8 ч; тепловой сушкой при температуре 220–
250°С в течение 0,5–1 ч и химическим путем. При химическом уп-
рочнении применяют продувку форм и стержней углекислым газом,
вводя в смесь порошкообразные добавки феррохромового шлака или
нефелинового шлама, а также жидкие добавки – ацетаты этиленгли-
коля (АЦЭГ) либо пропиленкарбонат. Время отверждения пластич-
ных самотвердеющих смесей (ПСС) составляет около 40–60 мин, при
этом смесь приобретает значение прочности на разрыв в пределах
0,07÷0,13 МПа (0,7÷1,3 кг/см
2
), а по прошествии более длительного
времени прочность повышается до 0,7 МПа (7,0 кг/см
2
) и более.
116
Важное преимущество смесей с продувкой СО2 и ПСС по сравне-
нию с обычными способами изготовления форм и стержней состоит
в том, что упрочнение смесей происходит в контакте с оснасткой, что
повышает точность размеров отливок.
Состав и свойства песчано-жидкостекольных смесей приведены в
табл. 8.6 и8.7.
117
Таблица 8.6
Состав и свойства пластичных песчано-жидкостекольных смесей
для изготовления форм и стержней (СО2-процесс)
Массовая доля составляющих, %
Свойства смеси
Прочность,10
5
Па
(кгс/см
2
)
Назначение смеси
Кварцевыйпесок*ФормовочнаяглинаАсбестоваякрошкаКаменноугольнаяпыльДревесныеопилкиЖидкоестеклоNaОН**Битум***Влажность,%Газопроницае-мость(неменее)насжатиепо-сыромунаразрывпослепродувкиСО2
Облицовочная для форм
при стальном литье
92–96 4 –5
–
0–3
–
5–7 0,5–1,5
–
3–3,5 100 0,1–0,3
2,0
Стержневая при стальном
литье
95–97
–
3–5
–
–
4–6 0,5–1,0 0–2 3,5–4,0 150 0,1–0,2
3,5
Облицовочная для форм
при чугу нном литье
91–93 4–5
–
3–4
–
5–6 1,0–1,5
–
3,0–4,0 80 0,1–0,3
2,0
Стержневая при чугу нном
литье
95–97
–
3–5
–
–
4–5 0,5–1,0 2 3,5–4,0 120 0,1–0,2
3,0
Облицовочная при цвет-
ном литье
92–96 4–5
–
0–3
4–5 0,5–1,5
–
3,0–4,0 60 0,1–0,2
2,0
Стержневая при цветном
литье
90–99 0–5
–
–
1–5 3 –5 0,5–1,0 0–2 3,5–4,0 80 0,1–0,2
2,5
Примечания:
*При изготовлении смесей для форм допу скается замена части песка регенератом.
**В виде водного раствора плотностью 1,3 г/см
3
.
118
***В виде раствора в уайт-спирите плотностью 0,86–0,92 г/см
3
.
Таблица 8.7
Состав и свойства пластичных песчано-жидкостекольных самотвердеющих смесей
для изготовления форм и стержней (ПСС-процесс)
Массовая доля составляющих, %
Свойства смеси
Прочность, 10
5
Па (кгс/см
2
)
на сжатие
на разрыв,
после выдержки, ч
Назначение
смеси
Кварцевыйпесок*ФормовочнаяглинаКаменноугольнаяпыльАсбестоваякрошкаЖидкоестеклоNаОН**ФеррохромовыйшлакВлажность,%Газопроницаемость(неменее)
до
введения
шлака
после
введения
шлака
1
2
3
Облицовочная
для форм при
стальном литье
96–58 2 –4
–
–
6–8 0,5–1,5 4–6 3,5–4,0 120 0,12–0,15 0,2–0,4 0,8–1,2 1,5–1,8 2,3–2,8
Облицовочная
для форм при
чугунном литье
91–93 4–5 3–4
–
5–7 0,5–1,0 2–3 3,5–4,0 100 0,12– 0,15 0,2–0,3 0,7–1,0 1,3–1,6 2,0–2,5
Стержневая при
стальном и
чугунном литье
93–98
–
0–4 2 –3 4 –6 0,5–1,0 4–6 3,4–3,8 120 0,07–0,09 0,13– 0,16 1,0–1,3 1,5–2,0 2,5–3,0
Примечания:
* При изготовлении смесей для форм допускается замена части песка регенератом.
** В виде водного раствора плотностью 1,3 г/см
3
.
119
Пластичные самотвердеющие смеси (ПСС) приготовляют по
двухстадийной технологии. Сначала делают базовую смесь состоя-
щую из формовочного песка, глины, молотого угля, жидкого стекла
и воды. Смесь высокопластичная, прочность на сжатие во влажном
состоянии 0,015 МПа (0,15 кг/см
2
). На участке формовки в лопастном
смесителе в базовую смесь вводят отвердитель – феррохромовый
шлак или др. После перемешивания в течение 45–60 с готовая смесь
подается в опоку и распределяется по поверхности как обли-
цовочная. Жидкое стекло и отвердитель взаимодействуют во всем
объеме смеси, в результате чего она затвердевает. После изготовле-
ния формы из нее сразу можно удалять модель, через 30 мин на по-
верхность формы можно наносить противопригарное покрытие, а
через 4–6 ч заливать металлом.
Жидкие самотвердеющие смеси (ЖСС). Эти смеси имеют высо-
кую текучесть, так как они подобно жидкости могут быть залиты в
опоку или стержневой ящик. Другое важное свойство этих смесей –
самозатвердевание. Их применяют при изготовлении средних и
крупных по величине форм и стержней, так как в этом случае, ввиду
отсутствия операции уплотнения смеси, их использование наиболее
эффективно. Перевод в жидкое состояние достигается за счет введе-
ния в смесь добавок пенообразователей – поверхностно-активных
веществ (ПАВ). Пузырьки пены разделяют зерна песка, уменьшают
силы трения, что и придает смеси свойство текучести. Текучесть
смеси можно изменять в зависимости от ее состава и времени
перемешивания. Время сохранения текучести также можно регули-
ровать, оно составляет 9–10 мин. Смесь приобретает достаточную
прочность через 20–30 мин. Газопроницаемость этих смесей может
превышать 1000 ед., прочность на сжатие через 4 ч после заливки
составляет 0,2–0,4 МПа (2–4 кг/см
2
). Применение ЖСС позволяет
резко повысить производительность труда, исключить ручной труд
при изготовлении форм и стержней, устранить энергоемкую опера-
цию сушки, механизировать производство крупных отливок. Состав
и свойства ЖСС, предназначенных для изготовления форм и стерж-
ней при стальном и чугуном литье, приведены в табл. 8 .8 .
120
Таблица 8.8
Состав и свойства жидких песчано-жидкостекольных самотвердеющих смесей
для форм и стержней (ЖСС- процесс)
Массовая доля составляющих, %
Свойства смеси
Сухие
составляющие
Жидкая
композиция
Газопроницаемость
после выдержки образцов, ч
Прочность на разрыв, 10
5
Па
(кгс/см
2
), после выдержки
образцов, ч
Назначение
смеси
КварцевыйпесокФеррохромовыйшлакКаменноугольнаяпыльДревесныйпекЖидкоестеклоNаОН*РАСВлажность,%
1
2
3
5
24
1
2
3
524
Облицовочная
для форм при
стальном литье
96,0 4,0
–
–
7,0 0,3 0,12
5,0–
6,0
–
80–
100
100–
200
200–
300
300–
500
1,5–
2,0
2,0–
3,0
3,0–
6,0
6,0–
8,0
8,0
Облицовочная
для форм
при чугу нном
литье
94,6 4,0 1,4
–
7,0 0,3 0,12
5,0–
5,8
–
60–
100
100–
150
150–
250
300–
350
1,5–
2,0
2,0–
3,0
3,0–
5,0
5,0–
7,0
7,0
Наполнитель-
ная для форм
94,6 4,0 1,4
–
4,0 0,3 0,12 5,0–
5,8
–
–
200 250–
300
350–
500
0,5–
0,6
0,8–
1,2
1,3–
1,5
2,5–
3,0
3,0–
3,5
Стержневая 95,25 4,0
–
6,5 6,5
–
0,15–
0,20
5,2–
6,0
20–
30
40–
60
60–
120
150–
200
300–
400
2 2,5 3,0 5,0 7,0
Примечание. * В виде водного раствора плотностью 1,3 г/см
3
.
121
Для придания ЖСС газопроницаемости применяют пеногасители
(НЧК). НЧК
–
нейтрализованный черный контакт – 25%-й раствор
аммонийных солей нефтяных сульфокислот нейтральной или слабо-
щелочной реакции. Добавкой НЧК можно быстро восстановить газо-
проницаемость даже при низкой температуре (3–5°С) воздуха. При-
менение НЧК исключает необходимость сушки форм и стержней с
целью восстановления газопроницаемости.
Песчано-жидкостекольные холоднотвердеющие смеси с жидкими
отвердителями сложноэфирного типа (ацетаты этиленгликоля, про-
пиленкарбонат) обладают высокой сыпучестью и низкой прочностью
в исходном (влажном) состоянии – не более 0,003 МПа при сжатии.
Эти ХТС содержат 3,5–4,0% жидкого стекла, легко уплотняются
вибрацией и вручную, позволяют получить широкий диапазон зна-
чений живучести, имеют высокую прочность и технологичны. Для
приготовления смесей применяют жидкое стекло модуля 2,6÷3,0,
плотностью 1,35 г/см
3
.
Жидкие отвердители составляют 0,3–0,4%.
Живучесть ХТС с жидкими отвердителями при 20°С составляет
6÷15 мин, прочность при сжатии, МПа через 1 ч – 0,5÷1,4; 2 ч –
1,0÷1,85; 4 ч – 1,6÷2,5; 24 ч – 2,5÷6,0. Осыпаемость смесей через 24 ч
менее 0,1–0,2%. Газопроницаемость ХТС определяется в основном
зерновым составом песка и составляет 150–200 ед.
Ввиду повышенной хрупкости в отвержденном состоянии, ХТС,
отверждаемые жидкими отвердителями, применяются в основном
для изготовления средних и крупных форм. Помимо хрупкости, к
недостаткам этих смесей относятся:
−
отставание в скорости отверждения внутренних слоев формы
(стержня) по сравнению с внешними зонами;
−
усадка при отверждении смеси в оснастке и зажим оснастки;
−
затрудненная выбиваемость при нагреве смеси выше 700°С;
−
более сложная регенерация и ограниченное повторное исполь-
зование полученного регенерата (не более 50%).
122
8.3. Песчано-смоляные смеси
Связующими материалами в песчано-смоляных смесях являются
синтетические смолы. Процесс твердения синтетических смол связан
с переводом полимеров с низкой молекулярной массой в полимеры с
высокой молекулярной массой. Процессы отверждения синтетиче-
ских смол, в зависимости от структуры получаемых полимеров, на-
зывают полимеризацией или поликонденсацией. В зависимости от
типа синтетических смол их твердение может происходить в присут-
ствии катализаторов и без катализаторов, у которых отверждение
достигается тепловым воздействием.
Песчано-смоляные смеси (ПСС) достаточно дорогие и поэтому
применяются в основном для оболочковых форм и стержней. ПСС
имеют ряд преимуществ перед песчано-жидкостекольными:
−
легкое удаление стержней (они высыпаются при выбивке отли-
вок из форм);
−
высокая производительность процесса при времени контакта с
горячей оснасткой от 15 до 60 с;
−
возможность регенерации отработанных смесей.
К недостаткам ПСС относят их токсичность – при заливке форм
выделяются вредные вещества, такие, как фурфулол, формальдегид и
др., поэтому в литейном цехе необходимо обеспечивать усиленную
вентиляцию.
В литейном производстве применяют сыпучие, пластичные и жид-
кие песчано-смоляные смеси. Сыпучие смеси в исходном состоянии
характеризуются отсутствием связи между зернами. Они применяются
при изготовлении форм и стержней. Упрочнение смесей осуществля-
ется с помощью тепловой обработки в два этапа: первый этап – в тече-
ние 20–30 с – в контакте с модельной или стержневой оснасткой, на-
гретой до 180–240°С; второй – в течение 1–4 мин – в печи с темпера-
турой рабочего пространства 350–450°С. При изготовлении сыпучих
смесей используют термоактивные фенолоформальдегидные смолы
(см. табл. 5 .4). Применяют плакированные и неплакированные песча-
но-смоляные смеси. В плакированных смесях смола покрывает тонкой
пленкой зерна формовочного песка. В табл. 8 .9 приведены состав и
свойства плакированных песчано-смоляных смесей.
123
Таблица 8.9
Состав и свойства сыпучих плакированных песчано-смоляных смесей
для изготовления оболочковых форм и стержней
Массовая доля составляющих, %
Кварцевый
песок
Связующий
материал
Добавки
Прочность об-
разцов после
тепловой
обработки, 10
5
Па (кгс/см
2
)
Метод
плакирования
Назначение
смеси
Зерноваягруп-паКоличествоМаркасмолыКоличествоРастворитель*Уротропин**БорнаякислотаСтеарткальциянаизгибнаразрыв
Для стального и
чугунного литья
016,
02
100 ПК–104 6,0
1,1–1,2
–
–
–
80–90 25 –35
Для алюминиевого
литья
01 100 ПК–104 5, 0
1,1–1,2
–
–
–
50–70 20 –25
Холодный
Для магниевого
литья
01 100 ПК–104 5,0
1,1–1,2
–
0,5
–
50–70 20 –25
Горячий
Для стального и
чугунного литья
016,
02
100 СФ–015 4,0–6,0
–
0,4–6,0
–
0,1 80–90 25 –35
Примечания:
* В качестве растворителя используется водно-спиртовой раствор (1:3).
** Вводится в виде 30%-го водного раствора.
124
Плакирование песчано-смоляных смесей может быть произведено
горячим и холодным способами. При горячем способе плакирования
смола переходит в жидкое состояние в смесителе под действием го-
рячего песка. При интенсивном перемешивании смола обволакивает
зерна формовочного песка и при последующем охлаждении и пере-
мешивании застывает на зернах в виде тонкой пленки. После просеи-
вания и окончательного охлаждения смесь хранится в коробах, отку-
да распределяется по стержневым автоматам.
При холодном плакировании перевод смолы в жидкое состояние
происходит за счет растворения ее ацетоном или другими раствори-
телями. При перемешивании смеси с одновременной продувкой че-
рез смеситель холодного воздуха растворитель испаряется и смола в
виде тонкой пленки остается на зернах формовочного песка.
Плакирование позволяет получить смеси с высокими физико-меха-
ническими (на 25–30%) и технологическими свойствами. Для приго-
товления песчано-смоляных смесей применяют обогащенные квар-
цевые пески с содержанием глинистой составляющей не более 0,5%,
так как глина существенно увеличивает расход смолы, удорожает
смесь и ухудшает ее свойства.
Пластичные песчано-смоляные смеси упрочняют как за счет вве-
дения добавок катализаторов, ускоряющих протекание реакций по-
лимеризации смолы, так и тепловой обработки.
Песчано-смоляные смеси, твердение которых осуществляется за
счет введения катализаторов, получили название − холоднотвердею-
щие смеси (ХТС). Изготовленные из них стержни упрочняются непо-
средственно в стержневых ящиках и не требуют тепловой обработки.
В настоящее время наибольшее распространение получили ХТС,
из которых изготовляют стержни различного класса сложности при
единичном и серийном производстве отливок. При изготовлении
ХТС применяют синтетические смолы, представленные в табл. 5.3 . В
качестве катализаторов при изготовлении ХТС наибольшее распро-
странение получили бензосульфокислота (БСК) и ортофосфорная
кислота (ОК). БСК используется в виде водного раствора плотностью
(1200÷1250) кг/м
3
в качестве катализатора для отверждения смол
ОФ-1, ФФ-1Ф и др. ОК в виде водного раствора плотностью
(1200÷1550) кг/м
3
используется в качестве катализатора для отвер-
125
ждения смол КФ-90, УКС-Л и других смол карбамидофуранового
класса. Состав и свойства пластичных песчано-смоляных ХТС, пред-
назначенных для изготовления стержней, приведены в табл. 8 .10 .
Одной из разновидностей теплового метода упрочнения стержней,
изготовленных из песчано-смоляных смесей, является их выдержка в
нагретом до определенной температуры стержневом ящике. Этот ме-
тод называют процессом изготовления стержней в горячих ящиках. В
зависимости от класса применяемых смол, температура нагрева ящи-
ка составляет от 220 до 280°С, а выдержка в нем стержня продолжа-
ется в течение 40–70 с. В горячих ящиках изготавливают в основном
мелкие стержни сложной конфигурации в условиях массового произ-
водства.
Для изготовления смесей, упрочняемых в горячих ящиках, приме-
няют следующие марки синтетических смол: смесь фенолоспирта с
карбамидом, ФФ-1С, КФ-90 и некоторые другие.
Для ускорения процесса отверждения песчано-смоляных смесей в
горячих ящиках используют водный раствор соляной кислоты, а
также катализаторы ЛСФ, АМ и др. Катализатор ЛСФ представляет
собой концентрат сульфитно-спиртовой барды, подкисленной орто-
фосфорной кислотой; применяется при использовании смолы КФ-90 .
Состав и свойства пластичных песчано-смоляных смесей, предна-
значенных для изготовления стержней в горячих ящиках, приведены
в табл. 8.11.
126
Таблица 8.10
Состав и свойства пластичных песчано-смоляных
самотвердеющих смесей для изготовления стержней
Массовая доля составляющих, %
Свойства смеси
Связующий
материал
Катализатор
Добавки
Прочность на сжа-
тие, 10
5
Па (кгс/см
2
),
после выдержки, ч
Назначение
смеси
Формовочныйпесокмарок(1-3)К(1-3)О2016МаркасмолыКоличествоНаименованиеКоличествоНаименованиеКоличествоГазопроницаемостьЖивучесть,минВремявыдержкистержнявящике,мин
1
4
24
100 ФФ–1Ф 1,8–2,5 БСК 0,5–0,7
–
–
200–250 10 –12 15 –30 4–6 10–15 >35
Для сталь-
ных отливок
100 ОФ–1 1,5–1,8 БСК 1,0–1,2
Силан
(продукт
112–23)
0,05–2,0
от массы
смолы
200–250 8 –12 15 –20 20–26 30–46 50 –70
Для сталь-
ных
и чугунных
отливок
100 КФ–90 2,5–3,5 ОК 0,5–0,7
–
–
200–250 5 –10 10 –15 8 –10 25–30 30 –40
Для чугунных
отливок
100 КФ–40 2,0–3,5 ОК 0,5–0,7
–
–
200–250 5 –6 8 –10 6–8 25–30 30 –35
Для отливок
из цветных
сплавов
100 УКС–Л 2,5–3,5 ОК 0,5–0,6
Фурило-
вый
спирт
20–40
от массы
смолы
150–200 3 –5 6 –8 7–9 20–27 30 –35
127
Таблица 8.11
Состав и свойства пластичных песчано-смоляных смесей,
предназначенных для изготовления стержней в горячих ящиках
Массовая доля составляющих, %
Свойства смеси
Связующий материал Катализатор
Добавки
Прочность
стандартных
образцов, 10
5
Па
(кгс/см
2
)
Назначение
смеси
КварцевыйпесокМаркасмолыКоличествоНаименованиеКоличествоНаименованиеКоличествоВлажность,%ГазопроницаемостьВремяупрочнениявовлажномсостояниипослетепловойобработки
100
Фенолоспирт
Карбамид
2,5
0,5
–
–
–
–
1,0–1,2 250–300 30 –90 0,04–0,05 23–28
Для стальных
и чугунных
отливок
100 ФФ-1С
3,0–3,5
10%-й
раствор
соляной
кислоты
0,3
Оксид
железа
0,7 1,0
200 30–90 0,04–0,05 10–15
Для чугунных
отливок
100
КФ-90
2,75
ЛСФ 0,7
Оксид
железа
0,7 1,0
200 30–70 0,04–0,05 20–28
128
129
Жидкие смеси применяют для изготовления стержней, твердение
которых осуществляется как за счет тепловой обработки, так и за
счет введения катализатора. В качестве добавки, способствующей
переводу смеси в жидкое состояние, применяют сульфонол НП-1 .
Состав и свойства жидкой песчано-смоляной смеси для изготовления
стержней в горячих ящиках при чугунном литье приведены в
табл. 8 .12 .
При изготовлении жидких самотвердеющих смесей применяют
синтетические смолы марок КФ-35, КФ-90 и МСФ-1.
В качестве пенообразователя в смесь вводят сульфонол НП-1, а в
качестве катализатора – 70%-й раствор бензосульфокислоты (БСК).
Состав и свойства жидких песчано-смоляных самотвердеющих
смесей для изготовления стержней приведены в табл. 8 .13 .
130
Таблица 8.12
Состав и свойства жидких песчано-смоляных и песчано-сульфитных смесей,
упрочняемых в горячих ящиках, для изготовления стержней при чугунном литье
Массовая доля составляющих, %
Свойства смеси
Формовочный
песок
Связующий
материал
Пенообра-
зователь
Прочность
на срез, 10
5
Па
(кгс/см
2
)
Наименование смеси
МаркаКоличествоНаименованиеКоличествоНаименованиеКоличествоВодаЖивучесть,чТекучесть,ммнагретыхобразцовохлажденныхобразцовВремявыдержкистержнявящике,ч
Песчано-смоляная
(1-3)К(1-3)О2016
100 Смола М-70 3,0
Сульфонол
НП-1
0,1 1,0 12 110 60
65 0,5–0,7
Песчано-сульфитная
(1-3)К(1-3)О302(1-3)К(1-3)О30315
100
КБЖ
Мочевина
Феноло-
спирт
4,0
0,6
0,5–1,0
Сульфонол
НП-1
0,4 1,0 20 120 50
90 0,7–1,0
131
Таблица 8.13
Состав и свойства жидких песчано-смоляных самотвердеющих смесей
для изготовления стержней при стальном, чугунном и цветном литье
Массовая доля составляющих, %
Свойства смеси
Выдержка, ч
Связу ющий
материал
Катализатор
Пенообразователь
1
24
1
24
Назначение
смеси
Кварцевыйпесок(1-3)К(1-3)О3016МаркасмолыКоличествоНаименова-ниеКоличествоНаименова-ниеКоличествоВода
Газопроница-
емость
Прочность
на сжатие,
105 Па
(кгс/см
2
)
Для стальных
и чугунных
отливок
100
МФС-1
или
КФ-90
2–3
70%-й
раствор
БСК
0,8–1,0
Сульфонол
НП-1
0,10–0,15 1,5–2,0 50–80 100 –200 1,2–3,0 9–15
Для отливок из
цветных сплавов
100 КФ-35 2–3
70%-й
раствор
БСК
0,8–1,0
Сульфонол
НП-1
0,10–0,15 1,5–2,0 50–100 100 –220 1,2–3,0 9–15
132
8.4. Песчано-сульфитные смеси
Данный тип смесей характеризуется тем, что в качестве связую-
щего материала в них используют сульфитно-дрожжевую бражку
СДБ в количестве 2–5%.
Основу СДБ составляют лигносульфонаты, и процесс твердения
связывают с их поликонденсацией. Твердение данного типа смесей
осуществляется за счет тепловой обработки или за счет введения до-
бавок химических реагентов (окислителей), вызывающих поликон-
денсацию лигносульфонатов и самотвердение. При тепловой обра-
ботке процессу поликонденсации лигносульфонатов предшествует
процесс возгонки растворителя (воды), содержащегося в связующем
материале, который сопровождается резким сокращением объема
связующего и возникновением в пленках на зернах песка микротре-
щин, вызывающих снижение прочности смеси. С целью предупреж-
дения процесса образования микротрещин используют два способа.
Первый способ основан на введении в смесь добавки пластификато-
ра, который создает условия для устранения напряжений, вызываю-
щих образование микротрещин. В качестве пластификатора исполь-
зуют техническую мочевину в количестве 12% от содержания свя-
зующего материала в смеси. Второй способ основан на введении в
смесь мелкозернистых добавок, создающих каркас в пленках свя-
зующего, который разобщает их на мелкие зоны; при этом процессы,
связанные с возгонкой растворителя в пленках связующего, проте-
кают без значительных концентраций внутренних напряжений. В
качестве такой добавки используют пылевидный кварц в соотноше-
нии к связующему материалу 1:1. При самотвердении смеси возгон-
ки растворителя не происходит. В этом случае содержащаяся влага в
связующем материале лишь локализуется (защемляется) пространст-
венно-сетчатой структурой макромолекул лигносульфонатов. В ка-
честве добавок, вызывающих самотвердение песчано-сульфитных
смесей, используют хромовый ангидрид Сr2O3, бихроматы натрия и
калия и персульфат аммония в количестве от 0,2 до 0,7% от массы
смеси.
По сравнению с песчано-смоляными данный тип смесей эконо-
мичнее, так как в состав его входит недорогой и недефицитный свя-
133
зующий материал, а также менее токсичная упрочняющая добавка.
Применяют пластичные и жидкие песчано-сульфитные смеси.
Пластичные смеси используются для изготовления мелких стерж-
ней, упрочняемых в горячих ящиках в условиях крупносерийного и
массового производства, а также для изготовления самотвердеющих
литейных форм и стержней взамен песчано-глинистых и песчано-
жидкостекольных смесей при чугунном и стальном литье.
При изготовлении смесей, предназначенных для получения стерж-
ней в горячих ящиках, помимо указанных выше добавок, в состав
смеси вводят строительный гипс или мылонафт, которые повышают
прочность стержней при извлечении из ящика, а также добавку поли-
винилацетатной эмульсии (ПВАЭ), снижающей гигроскопичность
стержней.
Продолжительность твердения стержней в ящиках, нагретых до
230–280°С (толщина стенок изготовляемых стержней не должна пре-
вышать 30–40 мм), составляет 1,0–2,0 мин. Состав и свойства пла-
стичных песчано-сульфитных смесей для изготовления стержней в
горячих ящиках для чугунных и стальных отливок приведены в табл.
8.14 .
При изготовлении самотвердеющих смесей в их состав в качестве
отвердителя вводят добавку хромового ангидрида в виде водного
раствора плотностью 1,3·10
3
кг/м
3
, а также синтетических жирных
кислот (СЖК), предотвращающих пенообразование в процессе при-
готовления смесей. Самотвердеющая смесь с добавкой СЖК отно-
сится к легкоуплотняемому виду, поэтому изготовление форм и
стержней может быть осуществлено на вибростолах. Состав и свой-
ства пластичной песчано-сульфитной самотвердеющей смеси для
изготовления форм и стержней для чугунных и стальных отливок
приведены в табл. 8 .15 .
134
Таблица 8.14
Состав и свойства пластичных песчано-сульфитных смесей,
упрочняемых в горячих ящиках для изготовления стержней при стальном и чугунном литье
Массовая доля составляющих, %
Свойства смеси
Связующие
материал
Добавки
Прочность образцов,
105 Па (кгс/см
2
)
Формовочный
песок марок
(1-3)К(1-3) О302,
(1-3)К(1-3) О3016
НаименованиеКоличествоМочевинаГипсПылевидныйкварцМылонафт*ПВАЭВлажность,%Газопроницаемостьвлажныхнасжатиесухихнаразрывсухихнаразрывпосле24ч
100
5 0,4–0,6 1,0
–
–
–
2,0 100–140 0,04–0,06
8–10
6,0
100
5
–
–
5
–
–
2,0 120–160 0,03–0,05 10–12
4,0
100
КБЖ
5
–
–
–
0,75 0,5 2,6 140–170 0,05–0,06 25–27
18,0
Примечание. * 10%-й водный раствор.
135
Таблица 8.15
Состав и свойства пластичных песчано-сульфитных
и жидких песчано-цементных самотвердеющих смесей
для изготовления форм и стержней при чугунном и стальном литье
Массовая доля составляющих, %
Свойства смеси
Формовочный
песок
Связующий
материал
Пенообразо-
ватель
Отвердитель
Добавки
Прочность
на сжатие,
105 Па
(кгс/см
2
)
Выдержка, ч
Наимено-
вание смеси
МаркаКоличествоНаименованиеКоличествоНаименованиеКоличествоНаименованиеКоличествоНаименованиеКоличествоЖивучесть,минТекучесть,мм
124
Пластичная
песчано-
су льфитная
(1-2)К(1-2)
О202
(1-2)К(1-2)
О20315
100 КБЖ 2,0–3,0
–
–
Хромо-
вый
ангид-
рид
0,15
СЖК
Вода
0,05
2,5–3,5
12–20
–
1,5–2,0 >7
Жидкая
песчано-
цементная
(1-2)К(1-2)
О202
(1-2)К(1-2)
О20315
100
Глинозе-
мистый
цемент
марки
400–500
7,0–8,0
КБЖ
(плот-
ностью
1,15 г/см)
9,0–11,0
–
–
Хлори-
стое
железо
0,2–0,3
–
100 1,0–1,2 >7
136
Жидкие песчано-сульфитные смеси применяют для изготовления
форм и стержней. Упрочняют их как за счет тепловой обработки, так
и за счет введения в смесь химических реагентов, вызывающих само-
твердение. При изготовлении смесей, предназначенных для получе-
ния стержней в горячих ящиках, в качестве добавки, способствую-
щей переводу смеси в жидкое состояние, используют сульфонол НП-
1, а для повышения прочности стержня при его извлечении из ящика
–
фенолоспирт. Продолжительность упрочнения стержней в ящике,
нагретом до 300°С, составляет 1,0–1,5 мин. Состав и свойства жид-
кой песчано-сульфитной смеси для изготовления стержней в горячих
ящиках для чугунных отливок приведены в табл. 8 .12 .
При изготовлении самотвердеющих смесей для перевода их в
жидкое состояние вводят добавку РАС. В качестве добавок, вызы-
вающих твердение смеси, вводят хромовый ангидрид, бихромат на-
трия и персульфат аммония, а в качестве катализатора – добавку
медного купороса. При использовании персульфата аммония с целью
повышения активности его действия в смесь вводят добавку ферро-
хромового шлака. Состав и свойства жидких песчано-сульфитных
самотвердеющих смесей для изготовления форм и стержней для чу-
гунных и стальных отливок приведены в табл. 8 .16 .
137
Таблица 8.16
Состав и свойства жидких песчано-сульфитных самотвердеющих смесей
для изготовления форм и стержней при стальном и чугунном литье
Массовая доля составляющих, %
Свойства смеси
Связую-
щий мате-
риал
Пено-
образователь
Отвердитель
Добавки
Прочность на
сжатие, МПа
НаименованиесмесиФормовочныйпесокмарок(1-2)К(1-2)О2016,(1-2)К(1-2)О202НаименованиеКоличествоНаименованиеКоличествоНаименованиеКоличествоМедныйкупоросФормовочнаяглинаФеррохромовыйшлакВодаТекучесть,ммЖивучесть,минчерез1чпослесушки
1
100
КБЖ 5,0 РАС 0,5
Хромо-
вый
ангидрид
0,3–0,4 0,2–0,3 2–3
–
3,0–3,5 105–110 4–6 0,25–0,28 1,0–1,1
2
100
КБЖ 5,0 РАС 0,5
Бихромат
натрия
0,4–0,5 0,4–0,5 2–3
–
3,0–3,5 105–110 4–6 0,22–0,25 1,0–1,2
3
100
КБЖ 5,0 РАС 0,5
Пер-
су льфат
аммония
0,6–0,7 0,2
–
0,5–1,0 3,0–3,5 105–110 3 –6 0,20 1,2–1,5
138
139
8.5 . Песчано-цементные смеси
Песчано-цементные смеси применяют главным образом для изго-
товления крупных форм и стержней в условиях единичного произ-
водства отливок.
В качестве связующего материала для данного типа смесей ис-
пользуют цемент в количестве 7–10%.
Твердение песчано-цементных смесей связывают с выделением из
пересыщенного водно-цементного раствора кристаллогидратов, ко-
торые, срастаясь друг с другом, образуют прочный кристаллический
каркас, связывающий зерна формовочного песка. При использовании
портландцемента такими кристаллогидратами преимущественно яв-
ляются гидросиликаты кальция, а при использовании глиноземистого
цемента – гидроалюминаты кальция. С целью ускорения процесса
твердения песчано-цементных смесей в их состав вводят специаль-
ные добавки, такие, как патока, хлористый кальций, железный кор-
пус, а для улучшения выбиваемости – небольшие добавки СДБ
(до 2,5%). Песчано-цементные смеси относят к категории самотвер-
деющих смесей. Применяют пластичные и жидкие песчано-
цементные смеси.
Состав и свойства пластичных песчано-цементных смесей для из-
готовления форм и стержней при стальном и чугунном литье приве-
дены в табл. 8.17.
При изготовлении жидких песчано-цементных смесей в состав их
вводят СДБ в количестве 9–11%, которая проявляет себя как пенооб-
разующее поверхностно-активное вещество. Состав и свойства жид-
ких песчано-цементных смесей, предназначенных для изготовления
форм и стержней для стальных и чугунных отливок, приведены в
табл. 8 .15 .
140
Таблица 8.17
Состав и свойства пластичных песчано-цементных самотвердеющих смесей
для изготовления форм и стержней
Массовая доля составляющих, %
Свойства
Связующий
материал
Добавки
Прочность
на сжатие,
105 Па (кгс/см
2
)
Выдержка, ч
НаименованиесмесиКварцевыйпесокНаименованиеКоличествоПатокаХлористыйкальцийКБЖКВСЖелезныйкупорос
Вода
Газопроницаемость
1
24
Продол-
житель-
ность
выдержки
до извлечения
модели или
раскрытия
ящика, ч
1 90–92
Портландцемент
марок 400 и 500
8–10 3,0 0,3–0,5
–
–
–
4,0–5,0 200–300 0,15
7–9
2,0–3,0
293
Глиноземистый
цемент марок
400 и 500
7,0
–
–
2,5 1,0 0,5 2,5 150–200 2,0
7–9
1,0
141
8.6 . Песчано-масляные стержневые смеси
Название данного типа смесей условное, так как в настоящее вре-
мя вместо масляных связующих широко используются их замените-
ли (связующие П, ПТ, ГТФ, КО и др.), не содержащие в своем соста-
ве растительных масел.
Песчано-масляные смеси широко применяют для изготовления
ответственных стержней I, II и III классов в условиях мелкосерийно-
го и крупносерийного производства отливок. Упрочнение стержней,
изготовленных из данного типа смесей, как правило, осуществляют
тепловой обработкой – сушкой, температура которой зависит от при-
роды применяемого связующего материала и колеблется от 170 до
180°С при использовании в качестве основного связующего крепите-
ля М, декстрина, пектинового клея, а при использовании крепителей
П, ПТ, ГТФ – до 200–220 °С. Помимо связующих материалов, в со-
став песчано-масляных смесей вводят добавки формовочной глины с
целью повышения прочности стержней во влажном состоянии и пре-
дупреждения их деформации под влиянием собственной массы, а
также добавки СДБ.
Кроме указанных выше добавок, при литье сплавов на основе
магния в состав смесей вводят специальные добавки: борную кисло-
ту, фтористую присадку, которые предупреждают процесс окисления
сплава в литейной форме.
Состав и свойства песчано-масляных стержневых смесей, предна-
значенных для стальных, чугунных и цветных отливок, приведены в
табл. 8.18 и8.19.
142
Таблица 8.18
Типовые составы и свойства стержневых смесей для стальных и чугунных отливок
Массовая доля составляющих, %
Свойства смеси
Обогащенный
кварцевый или
кварцевый песок
Связующий
материал*
Добавки
Прочность образцов
105 Па (кгс/см
2
)
Класс
сложности
стержней
ЗерноваягруппаКоличество1-йгруппы2-йгруппы3-йгруппыФормовочнаяглинаКБЖВлажность,%Газопроницаемость(неменее)влажныхнасжатиесухихнаразрыв
I
02, 0315
100
2–3
–
–
–
1–3
2–3
130 0,03–0,07 7–10
II
02, 0315
100
–
2–3
–
1–3
2–4
2,5–3,5
100 0,06–0,12 5–7
III
016
02
0315
100
–
–
3–6 0–4
3–4
3–5
100
0,1–0,15
4–6
Примечание. *Связующий материал выбирают в соответствии с табл. 5 .1.
143
Таблица 8.19
Состав и свойства смесей для изготовления стержней при литье из цветных сплавов
Массовая доля составляющих, %
Свойства смеси
Обогащенный
кварцевый или
кварцевый песок
Связующий
материал
Добавки
Прочность
образцов, 10
5
Па
(кгс/см
2
)
Сплав
Класс
слож-
ности
стерж-
ней Зерновая
группа
Коли-
чество
Наиме-
нование
Количе-
ство
Формо-
вочная
КБЖ
Влаж-
ность,
%
Газо-
про-
ницае-
мость
(не ниже)
влажных
на сжатие
су хих на
разрыв
На основе
алюминия
и магния
I
II
III
02
02
016
100
100
100
П
ГТФ
ДП
2,0–2,2
0,9–2,0
2,0–3,0
–
–
3,0–4,0
–
1,5–2,0
1,5–2,0
2,0–3,0
2,0–3,0
3,0–4,0
100
80
70
0,03–0,06
0,06–0,1
0,1–0,15
5–8
5
3–5
На основе
меди
I
II
III
02
02
02
100
100
100
П
ГТФ
ДП
2,0–2,2
3,0–3,5
3,0–4,0
–
3,0
3,0–4,0
–
1,5–2,0
1,5–2,0
2,0–3,0
3,0–4,0
3,0–4,0
100
90
80
0,03–0,06
0,08–0,1
0,1–0,2
5–8
4–6
3–5
Примечание. При литье из магниевых сплавов в смесь вводится присадка серы (0,5–1,0%) и борной кислоты
(0,5–0,6%).
144
9. Противопригарные покрытия
9.1 . Механизм образования пригара
и способы его предупреждения
Пригаром называют дефект в виде трудно отделяемого слоя на
поверхности отливки, образовавшегося вследствие физико-химичес-
кого взаимодействия формы или стержня с расплавом и его окисла-
ми. Различают два вида пригара: механический и химический.
Механический пригар образуется вследствие проникновения рас-
плавленного металла в поры формы. Чем больше температура сплава
и гидростатическое давление, а также размер пор в смеси, тем боль-
ше механический пригар. Для того, чтобы возник механический при-
гар, сплав должен проникнуть в поры формы или стержня на глубину
не меньше диаметра зерна формовочного песка (0,1–0,315 мм). В
этих условиях возникает капиллярное давление, которое может спо-
собствовать (при условии смачивания сплавом формы) либо препят-
ствовать (когда сплав не смачивает форму) проникновению сплава в
поры формы. Сплав проникает в поры формы под действием гидро-
статического и капиллярного давления. Глубина проникновения ме-
талла в поры формы может быть найдена из выражения
r
H
h
⋅
ρ
θ
⋅
σ
−
=
cos
2
,
где h – глубина проникновения металла в поры формы; Н – гидроста-
тический напор сплава в форме; σ – поверхностное натяжение спла-
ва; θ – краевой угол смачивания; ρ – плотность сплава; r – радиус
пор.
Капиллярное давление будет препятствовать (при 90°< θ <180°)
либо способствовать (при 0°< θ <90°) проникновению сплава в поры
формы.
Жидкий неокисленный сплав не смачивает поверхность формы, и
поэтому капиллярное давление будет препятствовать образованию
пригара на отливках. Исключить или значительно уменьшить обра-
зование механического пригара возможно созданием восстановитель-
145
ной атмосферы в полости литейной формы и на границе “металл –
форма” при заполнении ее сплавом до момента образования на по-
верхности отливки твердой корочки затвердевшего сплава.
Химический пригар возникает на отливках в результате физико-
химического взаимодействия на границе “металл – форма” в резуль-
тате сложных реакций между металлом отливки, его оксидами и ма-
териалом формы.
В отличие от механического пригара зерна формовочного песка в
прогреваемом слое связываются главным образом продуктами хими-
ческих реакций, протекающих при высоких температурах, преиму-
щественно силикатами. Оксиды железа хорошо смачивают кварце-
вый песок и под действием капиллярного давления легко проникают
в поры формы, вступая в реакцию с кремнеземом:
2FeO + 2SiO2 → 2FeO · SiO2
В сплавах с высоким содержанием марганца образованию пригара
способствует аналогичная реакция между закисью марганца и крем-
неземом
2Mn + 2SiO2 → 2MnO · SiO2
Образующиеся в результате этих реакций легкоплавкие силикаты
после затвердевания цементируют зерна песка в слой пригара. Для
уменьшения пригара в формовочные и стержневые смеси вводят
специальные противопригарные добавки.
При производстве крупных стальных отливок в качестве проти-
вопригарных добавок в облицовочные формовочные и стержневые
смеси вводят: 15–30% пылевидного кварца (> 94,5% SiO2), до 25%
цирконового песка; до 15% серебристого графита (кристалличе-
ского), обладающего большой термохимической устойчивостью
до 1800°С. Пылевидный кварц уменьшает пористость, цирконовый
песок и серебристый графит увеличивают огнеупорность смесей.
При чугунном литье для уменьшения пригара в смеси вводят пы-
левидный каменный уголь. В период заливки формы частицы уголь-
ной пыли сгорают, выделяя СО и СО2, образующие газовую про-
слойку между формой и жидким металлом. В начальный момент за-
ливки и в период снятия теплоты перегрева при дефиците О2 на по-
верхности отливки образуется в основном оксид углерода СО. Кроме
146
того, СО создает в форме восстановительную атмосферу, которая пре-
пятствует образованию оксидов сплава, способствующих смачиванию
зерен формовочного песка и проникновению металла в поры формы.
Каменный уголь должен выделять при сгорании не менее 30% летучих
веществ и не более 11% золы. В нем должно быть не более 2% серы и
12% влаги. Дисперсность помола угля и его содержание в смеси за-
висят от толщины стенок отливок и могут быть выбраны по табл. 9 .1 .
Таблица 9.1
Дисперсность и содержание угля в формовочной смеси
Толщина стенок отливок,
мм
Содержание угля в масс.д.,
%
Размер зерен
3–5
0
–
5–10
3
0063
10–25
3–4
016
25–50
4–5
02
50
6–8
0315
Мазут в качестве противопригарной добавки применяют в обли-
цовочных смесях для мелких чугунных отливок и отливок из медных
сплавов, получаемых в сырых песчано-глинистых формах. Действие
его подобно каменноугольной пыли. Мазут обладает меньшей золь-
ностью, поэтому смеси более долговечны и газопроницаемы. Обла-
дая большей газотворностью, содержание мазута в смеси не должно
превышать 1–1,5%.
При литье магниевых сплавов в формовочные и стержневые смеси
вводят защитные присадки (табл. 9 .2), которые, интенсивно выгорая
в процессе заливки металла, образуют между сплавом и стенками
формы или стержня газовую прослойку с инертной атмосферой, пре-
пятствующей окислению отливки и горению сплава.
Таблица 9.2
147
Состав защитных присадок для магниевых сплавов
Присадка
Состав
Смесь
Количество
присадки, %
Фтористая
Не менее 61,5% фтора;
22,5% аммония; 4,5–5,5% бора
Формовочная
4–8
Серный цвет
Не менее 98% серы
Стержневая
2
Борная кислота Не менее 99% Н3ВО3
Формовочная
Стержневая
До 0,3
ВМ
Мочевина СОNH2;
коагулянт Al2(SO3) · 18Н2О;
борная кислота Н3ВО3
Формовочная
4–6
9.2. Противопригарные краски и пасты
Введение противопригарных добавок в состав формовочных и
стержневых смесей не всегда может обеспечить получение отливок
без пригара. Одним из наиболее распространенных способов преду-
преждения образования пригара на отливках является нанесение за-
щитных покрытий на поверхность изготовленных форм и стержней,
которые препятствуют проникновению жидкого металла в поры сме-
си и химическому взаимодействию оксидов металла с материалом
формы. Формовочные краски должны обладать следующими свойст-
вами:
−
иметь большую температуру плавления и не размягчаться от
соприкосновения с расплавом;
−
оставаться постоянными по составу во время их приготовле-
ния, хранения и использования;
−
обладать хорошей кроющей способностью;
−
слой краски, нанесенный на поверхность формы или стержня,
не должен трескаться при сушке форм и стержней;
−
после подсушки удерживаться на поверхности формы или
стержня.
Противопригарные краски состоят из огнеупорной основы (на-
полнителя), связующего материала и растворителя. Для предупреж-
дения преждевременного осаждения наполнителя, т. е. с целью по-
вышения устойчивости красок, в их состав вводят стабилизаторы. В
148
качестве стабилизатора применяют такие вещества, которые неогра-
ниченно набухают в жидкости и тем самым создают условия, препят-
ствующие осаждению частичек наполнителя. В состав красок также
вводят специальные добавки, предупреждающие брожение (форма-
лин), ускоряющие их упрочнение (катализатор) и др.
В качестве наполнителей красок используют пылевидный кварц,
графит, тальк, циркон, а также некоторые другие материалы. Пыле-
видный кварц применяют для покрытий форм и стержней при сталь-
ном литье, графит – для покрытий форм и стержней при чугунном и
цветном литье, тальк – при цветном литье и циркон – при крупных
стальных отливках.
Для приготовления красок применяют водорастворимые и органо-
растворимые связующие материалы. В состав водорастворимых
красок входят органические связующие материалы: сульфитно-дрож-
жевая бражка, декстрин, патока, крахмалит, древесный пек – и не
органические материалы: жидкое стекло, сульфат алюминия
[(Al2(SO4)3 · 18H2O], сульфат магния (MgSO4 · 7H2O), триполифосфат
натрия (Na5P3O10)n.
В составе органорастворимых красок (самовысыхающих – не тре-
бующих сушки) в качестве связующих применяют органические ма-
териалы: нитролак 644, поливинилбутираль и кремнийорганические
материалы: лак КО-075 и смолу К-9.
Для разведения красок до требуемой плотности используют воду
или органические жидкости. В качестве органических растворителей
красок применяют уайт-спирит, этиловый спирт, растворитель 646,
растворитель обувного гарнитоля.
В качестве стабилизаторов в состав красок вводят добавку бенто-
нита, а также высокомолекулярные вещества, такие, как поливинило-
вый спирт (ПВС), карбоксиметилцеллюлозу (КМЦ). Помимо своего
назначения, стабилизаторы являются и связующими материалами,
повышающими прочность слоя краски.
При подборе составов противопригарных красок принимается во
внимание вид сплава, масса изготовляемых отливок, особенности
формовочных или стержневых смесей. Учитывая многообразие фак-
торов, определяющих требования к противопригарным покрытиям,
149
оптимальные составы красок, как правило, устанавливаются опыт-
ным путем.
9.2.1. Водные противопригарные краски
Водные краски применяют главным образом для форм и стерж-
ней, подвергаемых сушке. В отдельных случаях их также применяют
при изготовлении форм и стержней из самотвердеющих смесей, но
при этом необходимо использовать поверхностную подсушку слоя
краски. Состав и свойства водных противопригарных красок с орга-
ническими и неорганическими связующими материалами приведены
в табл. 9.3 и9.4.
Водные краски с неорганическими связующими материалами
применяют главным образом при массивном чугунном и стальном
литье. Характерной особенностью этих красок является использова-
ние в качестве связующего материала водных растворов сульфатов
алюминия и магния, а также триполифосфата натрия, которые при-
дают краскам высокую термостойкость. Последняя достигается бла-
годаря тому, что в процессе теплового разложения этих связующих
материалов при температурах 700–1000°С они прочно спекаются в
химически инертное к оксидам металла состояние. Упрочнение кра-
сочного слоя происходит после испарения влаги при температуре
100–200°С, поэтому формы и стержни, окрашенные такими краска-
ми, подвергают сушке при указанной выше температуре.
150
Таблица 9.3
Состав водных противопригарных красок
с органическими связующими материалами
Массовая доля составляющих, %
Наполнитель
Связующий материал
Назначение
красок
Марка
пасты
ПылевидныйкварцЦирконГрафитскрыто-кристаллическийГрафиткристал-лическийТалькКБЖБентонитДекстринКрепительКВПатокаКрахмалитКрепительДПРастворитель(вода)Плотностькраски,103кг/м3
Для стального литья СТ 91–95
–
–
–
–
2–6 3
–
–
–
–
–
25 1,40–1,45
Для массивного
стального и
чу гунного литья
ЦБ
–
92–96
–
–
–
2–6 2
–
–
–
–
–
16 1,8–2,0
Для чу гунного литья ГП-2
ГП-1
–
–
–
–
84
89,2
–
3,3
–
–
–
3,3
5
3,1
–
–
5,5
–
5,5
–
–
–
–
1,1
35
35
1,3–1,35
1,28–1,30
Для отливок
из цветных сплавов
ТП-2
ТП-1
–
–
–
–
–
–
–
–
92,4
92,5
–
–
1,8
3,1
3,4
–
–
–
–
–
–
1,6
2,4
2,8
36
35
1,40–1,42
1,35–1,40
Примечание. Для предупреждения процесса брожения в состав красок вводят формалин из расчета 40 г на 100 кг
пасты. Данные составы красок приготавливаются из паст, которые поставляются централизованно.
151
Таблица 9.4
Составы водных противопригарных красок
с неорганическими связующими материалами для чугунного и стального литья
Массовая доля составляющих, %
Наполнитель
Связующий материал
Растворитель
Водные растворы
Водный раствор ПВС
или КМЦ вязкостью
поВ3–4,с
Наиме-
нова-
ние
смеси Циркон
Дистен-
силлима-
нит
Жидкое
стекло сульфата
алюминия
плот-
ностью
1250 кг/м
3
сульфата
магния
плот-
ностью
1200 кг/м
3
триполи-
фосфата
натрия
плотностью
1150 кг/м
3
Бен-
тонит
Вода
20–22 35–40 50–55
Плотность
краски,
103 кг/м
3
1
2
3
4
5
68
68
68
–
68
–
–
–
45
–
5
–
–
–
–
–
20
–
–
–
–
–
15
15
–
–
–
–
–
15–20
–
2
–
–
–
–
10
–
–
–
27
–
–
40
–
–
–
17
–
–
–
–
–
–
12–17
1,92–1,95
1,95–2,00
1,90–1,95
1,45–1,50
1,90–1,95
152
Номенклатура и свойства наиболее распространенных промыш-
ленно выпускаемых водных противопригарных красок, а также ре-
комендации по их применению представлены в табл. 9 .5 .
Таблица 9.5
Номенклатура готовых противопригарных красок
из порошков, выпускаемых промышленностью
Свойства разведенных красок
Марка
противо-
пригарной
краски
Наполнитель
Влажность
порошка, %,
не более
Плотность
разведенной
краски, кг/м
3
Вязкость
условная, с,
не более
Область
применения
ГС-1М Графит
9,0
1300–1320
25
КГС-1 Кварц, графит
4,0
1380–1430
18
ТС-1М Тальк
9,0
1460–1520
25
ТГС-1М Тальк, графит
9,0
1340–1380
25
Отливки
из чугу-
на, цвет-
ные спла-
вы
ДСК-1
Дистен-
силлиманит
4,0
1670–1680
25
ЭС-1
Электрокорунд
2,0
1810–1910
22
ЭКС-1 Электрокорунд
2,0
1940–1980
25
Стальные
отливки
Они поставляются в виде порошкообразных композиций, содер-
жащих все необходимые компоненты (наполнитель, связующее, ста-
билизаторы, технологические добавки). Для получения готовых к
употреблению противопригарных красок эти порошки разводят в
воде до нужной консистенции.
В табл. 9 .6 приведены составы самотвердеющих водных красок,
которые не требуют подсушки.
В качестве связующего материала в них применяют сульфитно-
дрожжевую бражку. В качестве окислителя связующего, который
придает краске способность к самотвердению, используется добавка
персульфата аммония [(NH4)2S2O8]. Для получения требуемой плот-
ности при оптимальном количестве воды в состав краски вводят до-
бавку технической мочевины. В отличие от обычных водных красок,
у которых при сушке происходит испарение воды, из данных красок
вода не испаряется, а лишь химически связывается, поэтому в от-
дельных случаях, во избежание вскипов жидкого металла, формы и
153
стержни целесообразно подсушивать. Водные самотвердеющие по-
крытия применяют для окраски форм и стержней, изготовленных из
самотвердеющих смесей, при стальном и чугунном литье.
Таблица 9.6
Составы самотвердеющих противопригарных красок
Массовая доля составляющих, %
Наполнитель
Добавки
Наимено-
вание
краски
ЦирконПылевидныйкварцГрафитскрыто--кристаллическийГрафиткрис-таллическийСвязующийматериалКБЖТехническаямочевинаОксидцинкаПерсульфатаммонияРастворитель(вода)
Плот-
ность
краски
103 кг/м
3
Для
стального
литья
72,5–73,5
50
–
22,5–23,0
–
–
–
–
8,0
8,0
0–0,5
0–0,5
0–0,5
0–0,5
4,0
4,0
14–19
14–19
2,0–2,2
1,8–2,0
Для
чугунного
литья
–
–
–
–
33,0–33,5
46,0–50,0
16,5
–
10,0
10,0
10–15
10–15
0–0,5
0–0,5
2,5
2,5
25–30
25–30
1,35–1,40
1,35–1,40
9.2.2. Самовысыхающие противопригарные краски
Данный тип красок имеет быстроиспаряющиеся неорганические
растворители, для возгонки которых нет необходимости применять
сушку. Самовысыхающие покрытия применяют для форм и стерж-
ней, изготовляемых из самотвердеющих смесей.
В табл. 9 .7 приведены составы самовысыхающих противопригар-
ных красок.
В качестве связующих материалов в состав красок вводят древес-
ный пек, нитролаки 644 и 68, поливинилбутираль, причем нитролаки
и поливинилбутираль одновременно с основным своим назначением
выполняют также функцию стабилизатора. В качестве растворителей
в состав красок вводят этиловый спирт, уайт-спирит или раствори-
тель 646. Краски No 1 и 2 с цирконовым наполнителем применяют
при стальных отливках. Краски No 3, 4, 5 и 6 на графитовом наполни-
теле применяют при чугунном, а краску No 7 на тальковом наполни-
теле – при цветном литье.
154
Таблица 9.7
Составы самовысыхающих красок
с органическими связующими материалами
Массовая доля составляющих, %
Наполнитель
Связующий материал Растворитель
НомеркраскиЦирконГрафитскры-токристалличе-скийГрафиткристал-лическийТалькДревесныйпекНитролак644Нитролак68Поливинил-бутиральРастворительЭтиловыйспиртУайт-спирит
Плотность,
103 кг/ м
3
1
2
3
4
5
6
7
53
60
–
–
–
10
–
–
–
37
30
45
35
–
–
–
13
12
5
–
–
–
–
–
–
–
–
42
–
–
–
–
5,5
–
–
10
–
–
–
–
–
–
–
–
37
41
–
–
–
–
2,5
–
–
–
2,5
2,5
37
–
–
17
–
–
–
–
37,5
–
–
44,5
52,5
55,5
–
–
13
–
–
–
–
1,80–1,90
1,75–1,85
1,25–1,30
1,25–1,28
1,25–1,28
1,15–1,25
1,75–1,85
Противопригарные самовысыхающие краски в виде готовых к
употреблению суспензий на основе связующего форлака выпускают-
ся централизованно (ТУ 4191−004 −00224656 −00) (табл. 9 .8). Эти
краски наиболее эффективны при использовании холоднотвердею-
щих смесей.
Таблица 9.8
Номенклатура готовых самовысыхающих противопригарных красок
на основе форлака
Марка противо-
пригарной
краски
Наполнитель
Плотность
краски,
кг/м
3
Вязкость,
с
Время
высыхания,
мин, не более
Область приме-
нения
ПГС-1А
Графит
1050–1000 22 –26
60
Отливки из
чу гуна и цвет-
ных сплавов
ПДС-1А
Дистен-
силлиманит
1280–1320 28 –32
60
Стальные
отливки
ПТС-1А
Тальк
1220–1250 26 –30
60
Отливки
из чугу на
155
Лак представляет собой раствор модифицированного высокопо-
лимерного связующего в органическом растворителе, после испаре-
ния которого формируются прочные эластичные пленки. Раствори-
телем лака служит растворитель антипригарных красок, состоящий
из спирта этилового, ацетона и бензина-растворителя.
9.3. Приготовление противопригарных красок
В литейных цехах для приготовления покрытий, а также при раз-
ведении централизованно поставляемых противопригарных компо-
зиций, обычно применяют краскомешалки, основные типы которых
представлены на рисунке.
Наилучшее качество перемешивания обеспечивают лопастные
мешалки с отражательными перегородками и частотой вращения ра-
бочего вала 100−200 об/мин. Использование таких аппаратов позво-
ляет существенно сократить длительность процесса приготовления
покрытий.
При выборе или изготовлении мешалок рекомендуются следую-
щие соотношения основных геометрических параметров установок
(см.рисунок,а):D/d=1,6÷3;D/b1=10÷12;d/h2=1÷6;H/d=1÷1,3;
H/h1=1,2÷1,4;d/b2=5÷10.
а
б
в
г
Схемы основных типов краскомешалок:
а – лопастная с отражательными перегородками (n = 100÷300 об./мин);
б – лопастная (n = 60÷100 об./мин); в – рамная или якорная (n = 30÷60 об./мин);
г – краскомешалка, работающая на сжатом воздухе
156
Иногда применяют барботажные аппараты (см. рисунок, г), в ко-
торых перемешивание обеспечивается сжатым воздухом, пропускае-
мым через слой суспензии. Однако данный способ малоэффективен,
приводит к насыщению покрытия пузырьками воздуха.
При разведении централизованно выпускаемых покрытий в ме-
шалку следует сначала заливать воду (30−60% от ее оптимального
содержания), затем отдельными порциями загружать поставляемый
концентрат (пасту, порошок или гранулированный продукт). Массу
перемешивают в течение 30−60 мин, выдерживают 60−120 мин, пе-
ремешивают снова 30−60 мин и добавляют воду до необходимой
плотности.
Однородность полученной суспензии оценивают путем нанесения
на стеклянную пластинку. На пластинке не должны присутствовать
включения, выступающие над слоем покрытия. При изготовлении
покрытий из отдельных компонентов рекомендуется сначала гото-
вить жидкую композицию, т. е. раствор связующего, суспензирую-
щего и других веществ, образующих истинные или коллоидные рас-
творы. Рецептуру этой композиции необходимо рассчитывать таким
образом, чтобы содержание в ней растворителя было на 20−30%
меньше того количества, которое требуется для получения суспензии
с заданной плотностью. Затем в жидкую систему вводят наполни-
тель, тщательно перемешивают и добавляют остальной растворитель.
При получении самовысыхающих покрытий целесообразно пред-
варительно изготовлять жидкую композицию (лак) с содержанием
растворителя, позволяющего при совмещении этой композиции с
самотвердеющим количеством наполнителя создавать суспензию не-
обходимой плотности. Такая технология обеспечивает сокращение
операций, связанных с дозированием летучих растворителей, и полу-
чила распространение при использовании компонентов, для раство-
рения которых требуется длительное время (несколько часов), на-
пример в случае применения поливинилбутираля.
Водные покрытия можно готовить в два этапа. На первом этапе
осуществляется совмещение компонентов с получением пастообраз-
ной массы. Для этого используют чашечный смеситель (бегуны). На
втором этапе пасту разводят водой до необходимой плотности. Об-
работку компонентов в бегунах целесообразно осуществлять в такой
157
последовательности: загрузка и предварительная гомогенизация –
смешение сыпучих материалов и введение веществ, обладающих по-
верхностно-активными свойствами (например, ЛСТ), загрузка жид-
ких составляющих и доведение массы до пастообразного состояния.
Покрытия, изготовляемые по данной технологии, отличаются бо-
лее высоким качеством, поскольку в чашечном смесителе наряду со
сдвиговым обеспечивается раздавливающее воздействие, а тем са-
мым – эффективное диспергирование.
Для получения паст можно использовать и другие типы смесителей,
например, двухвальные смешивающие установки с Z-образными лопа-
стями. Противопригарные пасты и натирки обычно готовят в смеши-
вающих бегунах в той же последовательности, что и покрытия.
9.4. Нанесение и сушка
противопригарных покрытий
Традиционными методами, широко используемыми в литейных
цехах, являются окраска кистью и пневматическим распылением. В
условиях массового производства широкое распространение получи-
ла технология нанесения покрытия окунанием.
На формы и стержни для тонкостенных отливок массой до
300−500 кг покрытия обычно наносят одним слоем; при производст-
ве отливок большей массы следует применять двухразовую окраску.
В последнем случае для первого слоя надо использовать покрытие с
более низкой плотностью, чем для второго слоя.
При использовании традиционных покрытий одноразовая окраска
обеспечивает создание слоя толщиной 300−500 мкм, а двухразовая –
до 800 мкм (имеется в виду толщина отвержденного покровного
слоя).
Водные покрытия, в том числе самотвердеющие, наносят кистью,
распылением, окунанием; самовысыхающие – кистью. Перед окра-
ской покрытие должно быть тщательно перемешано, при необходи-
мости отфильтровано.
Тепловая сушка водных покрытий должна осуществляться при
температуре, не вызывающей деструкцию связующего. Покрытия с
158
органическими связующими (крахмалитом, декстрином и др.) следу-
ет сушить при 200−250°С.
Для повышения эффективности сушки и предотвращения воз-
можного перегрева покрытия (с органическим связующим) сушиль-
ные камеры надо оборудовать вентиляционными установками (вы-
тяжной и рециркуляционной).
10. Регенерация отработанных смесей
159
Различают регенерацию песков и регенерацию смесей. При реге-
нерации смесей стремятся к сохранению активного связующего на
зернах формовочного песка, а при регенерации песков – к удалению
пленок отработанного связующего с зерен песка. Регенерация смеси
возможна при обратимом характере затвердевания связующего мате-
риала, что характерно для монтмориллонитовых и каолинитовых
глин и применяется при литье отливок в песчано-глинистые формы.
Регенерации подвергают отработанные смеси с участков выбивки
форм и стержней, в том числе из гидрокамер, а также отвальные сме-
си из различных точек литейного цеха. К числу основных операций
процесса регенерации отработанных смесей относят: дробление
комьев смеси, отделение металлических включений, отсев спекшихся
комочков смеси, отделение инертных наслоений с поверхности зерен
песка, удаление пылеобразных веществ и охлаждение полученного
продукта до температуры окружающей среды. Основные операции
процесса регенерации осуществляются как в воздушной, так и в вод-
ной среде. Помимо основных, в процессе регенерации отработанных
смесей осуществляются также и побочные операции, в частности,
осветление сточных вод и сгущение шлама.
Технологические схемы
процессов регенерации
На рис. 10 .1 приведена технологическая схема переработки пес-
чано-глинистых смесей, поступающих с выбивных решеток.
Конечным продуктом по этой схеме является оборотная смесь.
Из-под выбивной решетки 1 смесь поступает на ленточный конвейер 3
и далее, пройдя через магнитный сепаратор 2, транспортируется в
дезинтегратор 4, где разрыхляется и передается на грохот 5 для отсе-
ва спекшихся комочков. Подготовленная таким образом смесь по-
ступает в бункер 6, − а затем в гомогенизатор 7. В гомогенизаторе
смесь сначала увлажняется, а затем поступает в испарительно-
охладительную установку 8, где она по температуре и влажности до-
водится до требуемых норм. Из охладителя смесь через элеватор 9
160
Рис. 10.1 . Технологическая схема переработки
песчано-глинистых смесей, поступающих с выбивных решеток:
1 – выбивная решетка; 2 – магнитный сепаратор; 3 – ленточный конвейер;
4 – дезинтегратор; 5 – грохот; 6 – бункер; 7 – гомогенизатор;
8 – испарительно-охладительная установка; 9 – элеватор; 10 – бункеры
и систему транспортеров поступает в бункер 10 для потребления.
Данная схема переработки отработанной смеси является наиболее
совершенной и применяется в крупных литейных цехах с большим
потреблением формовочных и стержневых смесей. В цехах с мень-
шим объемом производства применяется более упрощенная схема
переработки отработанных смесей, которая позволяет использовать
полученную оборотную смесь в виде компонента при приготовлении
формовочных смесей в количестве 90−95%.
Отливки с приставшей к ним смесью, а также стержни, находя-
щиеся в отливках, направляются в очистное отделение. В результате
очистки отливок в очистном отделении получают смесь примерно в
количестве 10% от всей отработанной смеси. Эта смесь, а также от-
ходы из-под сит поступают в отвальный бункер. В отвальных смесях
содержится 60−70% годных зерен песка, поэтому эти смеси подвер-
гаются регенерации с целью выделения годных зерен песка для по-
вторного применения.
На рис. 10 .2 представлена технологическая схема процесса реге-
нерации отработанных и отвальных смесей смешанного типа, основ-
ными примесями которых являются продукты разрушения жидкого
стекла, феррохромового шлака, угля и сульфитно-спиртовой бражки.
161
Рис. 10 .2 . Технологическая схема регенерации отработанных
и отвальных смесей смешанного типа:
1 – магнитный сепаратор; 2– грохот; 3, 4 – дробилки; 5 – бак;
6 – насос; 7 – конический классификатор; 8 – спиральный классификатор;
9 – оттирочная машина; 10 – мешалка; 11 – бак; 12 – дренажный закром;
13 – барабанное су шило; 14 – барабанный охладитель
Отвальные смеси из различных участков цеха подаются на общий
ленточный транспортер. Пройдя под магнитным сепаратором 1 дро-
билки 3 и 4 и грохот 2, они смешиваются с водой и поступают в бун-
кер 5. Затем отработанные смеси в виде пульпы с помощью насоса 6
по трубопроводам передаются в конический классификатор 7. Одно-
временно в конический классификатор передается пульпа от гидро-
камер, предварительно подвергнутая магнитной сепарации и грохо-
чению. Из конического классификатора продукт поступает на спи-
ральный классификатор 8 и оттирочную машину 9, где отделяются
инертные пленки связующего с поверхности зерен песка. Затем про-
дукт перемешивается с водой в мешалке 10 и в виде пульпы с помо-
щью насоса передается во второй, а затем в третий спиральный клас-
сификатор для дополнительной оттирки инертных пленок с поверх-
ности зерен песка. После этих операций продукт поступает в дре-
нажный закром 12, а затем в барабанное сушило 13 и барабанный
охладитель 14. Из конического и спиральных классификаторов слив-
ные воды самотеком поступают в бак 11, а из него – на участок ос-
ветления вод и сгущения шлама.
На рис. 10 .3 приведена технологическая схема регенерации отра-
ботанных стержневых смесей, поступающих из гидрокамер.
162
Рис. 10.3 . Технологическая схема регенерации
отработанных смесей, посту пающих из гидрокамер:
1 – гидромонитор; 2 – гидрокамера; 3 – грохот; 4 – насос;
5 – конический классификатор; 6 – спиральный классификатор;
7 – дренажный закром; 8 – барабанное су шило
Конечный продукт регенерации – формовочный песок (регене-
рат). Из-под решетки гидрокамеры 2 отработанная стержневая смесь,
вымываемая из отливки с помощью гидромонитора 1, попадает на
грохот 3, где производится отсев спекшихся комочков смеси. Из
бункера, расположенного под грохотом, с помощью насоса 4 смесь в
виде водно-песчаной пульпы по трубопроводу направляется в кони-
ческий классификатор 5, в котором осуществляется частичное отде-
ление сливными водами пылеобразных продуктов. Из этого класси-
фикатора смесь поступает в спиральный классификатор 6, в котором
производится оттирка инертных пленок с поверхности зерен песка,
после чего продукт поступает в дренажный закром 7 для удаления
свободной влаги. Из дренажного закрома с помощью грейферного
крана продукт поступает в барабанное сушило 8, а затем для потреб-
ления – в смесеприготовительное отделение цеха. Регенерированный
песок содержит не более 1% органических включений – продуктов
разрушения связующих материалов отработанных смесей.
На рис. 10 .4 приведена технологическая схема регенерации отра-
ботанных песчано-смоляных самотвердеющих смесей, поступающих
также от выбивных решеток.
163
Рис. 10.4 . Технологическая схема регенерации отработанных песчано-смоляных
самотвердеюших смесей, поступающих от выбивных решеток:
1 – выбивная решетка; 2 – магнитный сепаратор; 3 – вибропитатель;
4 – щековая дробилка; 5 – роторная дробилка; 6 – грохот;
7 – сепаратор-обеспыливатель; 8 – камерный насос; 9 – разгрузочный бункер;
10 – охладитель; 11 – бункер установки для приготовления смесей
Из-под выбивной решетки 1 горячая смесь по вибропитателю 3,
пройдя магнитный сепаратор 2, попадает в щековую дробилку 4, где
производится дробление спекшихся комков. Из щековой дробилки по
системе транспортеров после вторичной магнитной сепарации смесь
поступает в роторную дробилку 5, в которой производится отделение
инертных пленок связующего с поверхности зерен песка. Из ротор-
ной дробилки смесь, пройдя через грохот 6, попадает в сепаратор-
обеспыливатель 7, где производится отделение пылеобразных со-
ставляющих от кондиционной части зернового продукта. Из сепара-
тора с помощью камерного насоса 8 по трубопроводу продукт снача-
ла поступает в разгрузочный бункер 9, а затем в охладитель 10, отку-
да по системе пневмотранспортера охлажденный продукт передается
в бункер смесителя непрерывного действия 11 для использования в
качестве огнеупорной основы формовочных и стержневых смесей.
Данная схема регенерации песчано-смоляных смесей позволяет по-
лучить продукт, который можно использовать в качестве заменителя
свежего формовочного песка в количестве до 70−90%.
164
Список литературы
1. Боровский Ю. Ф. Формовочные и стержневые смеси /
Ю. Ф . Боровских, М. И. Шацких.
−
Л.: Машиностроение. Ленингр.
отд-ние, 1980. − 8 6 с.
2. Васильев В. А . Физико-химические основы литейного производ-
ства: Учебник для вузов. − М .: Интермет Инжиниринг, 2001. − 33 6 с.
3. Гуляев Б. Б. Формовочные процессы / Б. Б. Гуляев, О. А. Корнюш-
кин, А. В. Кузин. – Л.: Машиностроение. Ленингр. отд-ние, 1987. − 2 64 с.
4. Формовочные материалы и смеси / С. П. Дорошенко, В. П. Авдо-
кушин, К. Русин, И. Мацашек.
−
Киев: Выща шк.; Прага: СНТЛ, изд-во
техн. лит., 1990. − 4 15 с.
5. Формовочные материалы и технология литейной формы: Справоч-
ник / С. С. Жуковский, Г. А. Анисович, Н. И. Давыдов, Н. Н. Кузьмин,
Э. Л. Атрощенко, И. П. Ренжин, Б. Л. Суворов, С. Д. Тепляков, А. А. Шпек-
тор; Под общ. ред. С. С. Жуковского. – М.: Машиностроение, 1993. − 4 32 с.
6. Илларионов И. Е . Формовочные материалы и смеси: Моногра-
фия / И. Е . Илларионов, Ю. П. Васин.
−
Чебоксары: Изд-во Чуваш.
ун-та, 1992. − Ч.1. − 223 с.
7. Сварика А. А . Покрытия литейных форм.
−
М.: Машинострое-
ние, 1977. − 216 с.
8. Степанов Ю. А . Формовочные материалы / Ю. А . Степанов,
В. И. Семенов. − М .: Машиностроение, 1969. − 1 5 7 с.
9. ГОСТ 2138−91 . Пески формовочные. Общие технические ус-
ловия.
10. ГОСТ 29234.0 −91
–
ГОСТ 29234.13 −91 . Общие требования к
методам испытаний формовочных песков.
11. ГОСТ 3594.0
−77
–
ГОСТ 3594.12 −77 . Глины формовочные.
Методы испытаний.
12. ГОСТ 3594.0 −93
–
ГОСТ 3594.15 −93 . Глины формовочные
огнеупорные. Методы испытаний.
13. ГОСТ 3226−93 . Глины формовочные огнеупорные. Общие
технические условия.
14. ГОСТ 28177−89 . Глины формовочные бентонитовые. Общие
технические условия.
165
СОДЕРЖАНИЕ
Введение .......................................................................................................................................... 3
1. Понятия о формовочных материалах и их основные виды................................................ 5
1.1 . Свойства формовочных и стержневых смесей ................................................................ 5
1.2 . Гидравлические свойства ................................................................................................... 6
1.3 . Механические свойства .................................................................................................... 10
1.4 . Технологические свойства ............................................................................................... 12
1.5 . Теплофизические свойства............................................................................................... 16
2. Структура формовочных, стержневых смесей и красок .................................................. 19
3. Исходные материалы ............................................................................................................ 25
3.1 . Минералогический состав формовочных песков .......................................................... 25
3.2 . Классификация формовочных песков............................................................................. 26
3.3 . Технологические требования к формовочным пескам ................................................. 29
3.3.1. Определение глинистых частиц формовочных песков ............................................. 31
3.3 .2 . Определение среднего размера зерна и коэффициента однородности.................... 34
3.3 .3 . Определение предела прочности при сжатии формовочного песка
во влажном состоянии (ГОСТ 29234.4 −94)............................................................................... 36
3.3 .4 . Метод определения влаги формовочного песка......................................................... 37
3.3 .5 . Определение рН формовочного песка по ГОСТ 29234.6 −91 .... .... .... .... .... .... .... .... .... 38
3.3 .6 . Определение газопроницаемости формовочного песка ............................................ 38
3.3 .7 . Определение потери массы формовочного песка при прокаливании ..................... 39
3.4 . Высокоогнеупорные формовочные материалы ............................................................. 40
3.4 .1 . Хромит ............................................................................................................................ 41
3.4 .2 . Магнезит ......................................................................................................................... 42
3.4 .3 . Хромомагнезит ............................................................................................................... 43
3.4 .4 . Циркон ............................................................................................................................ 43
3.4 .5 . Оливин ............................................................................................................................ 44
3.4 .6 . Дистен-силлиманит ... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... 44
3.4 .7 . Шамот.............................................................................................................................. 44
3.5 . Рекомендации по применению свежих формовочных песков ..................................... 46
4. Формовочные глины ............................................................................................................. 48
4.1 . Происхождение глин......................................................................................................... 48
4.2 . Минералогический состав формовочных глин ............................................................. 48
4.3 . Структура глин .................................................................................................................. 50
4.4 . Классификация глин ......................................................................................................... 52
4.5 . Свойства формовочных глин ........................................................................................... 56
4.6 . Применение формовочных глин ...................................................................................... 60
5. Связующие материалы для формовочных и стержневых смесей ................................... 61
5.1 . Основные требования, предъявляемые к связующим материалам.............................. 61
5.2 . Физико-химические свойства связующих материалов ................................................. 62
5.3 . Классификация связующих материалов ......................................................................... 66
5.4 . Масла .................................................................................................................................. 68
5.5 . Полисахариды .................................................................................................................... 71
5.6 . Лигносульфонаты .............................................................................................................. 72
5.7 . Синтетические смолы ....................................................................................................... 74
5.8 . Силикаты ............................................................................................................................ 81
5.8 .1 . Жидкое стекло ................................................................................................................ 81
5.8 .2 . Цементы .......................................................................................................................... 84
5.9 . Фосфаты ............................................................................................................................. 85
5.10 . Алюминаты..................................................................................................................... 87
5.11 . Этилсиликаты ................................................................................................................. 88
6. Вспомогательные материалы............................................................................................... 90
166
6.1. Припылы, разделительные смазки .................................................................................. 90
6.2. Литейные клеи и замазки.................................................................................................. 93
6.3. Прокладочные жгуты и стержневые фитили ................................................................. 94
6.4 . Экзотермические смеси и теплоизоляционные материалы .......................................... 95
6.5 . Добавки специального назначения.................................................................................. 97
7. Подготовка исходных материалов .................................................................................... 101
8. Формовочные и стержневые смеси................................................................................... 107
8.1 . Песчано-глинистые смеси .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .. 109
8.2. Песчано-жидкостекольные смеси.................................................................................. 115
8.3. Песчано-смоляные смеси .. .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .. 122
8.4. Песчано-сульфитные смеси............................................................................................ 131
8.5. Песчано-цементные смеси.............................................................................................. 137
8.6. Песчано-масляные стержневые смеси .......................................................................... 139
9. Противопригарные покрытия ............................................................................................ 142
9.1. Механизм образования пригара и способы его предупреждения.............................. 142
9.2. Противопригарные краски и пасты ............................................................................... 145
9.2.1. Водные противопригарные краски ............................................................................ 147
9.2.2. Самовысыхающие противопригарные краски ......................................................... 151
9.3. Приготовление противопригарных красок................................................................... 153
9.4. Нанесение и сушка противопригарных покрытий ...................................................... 155
10. Регенерация отработанных смесей ................................................................................. 157
Список литературы .................................................................................................................... 162