/






























































































































































































































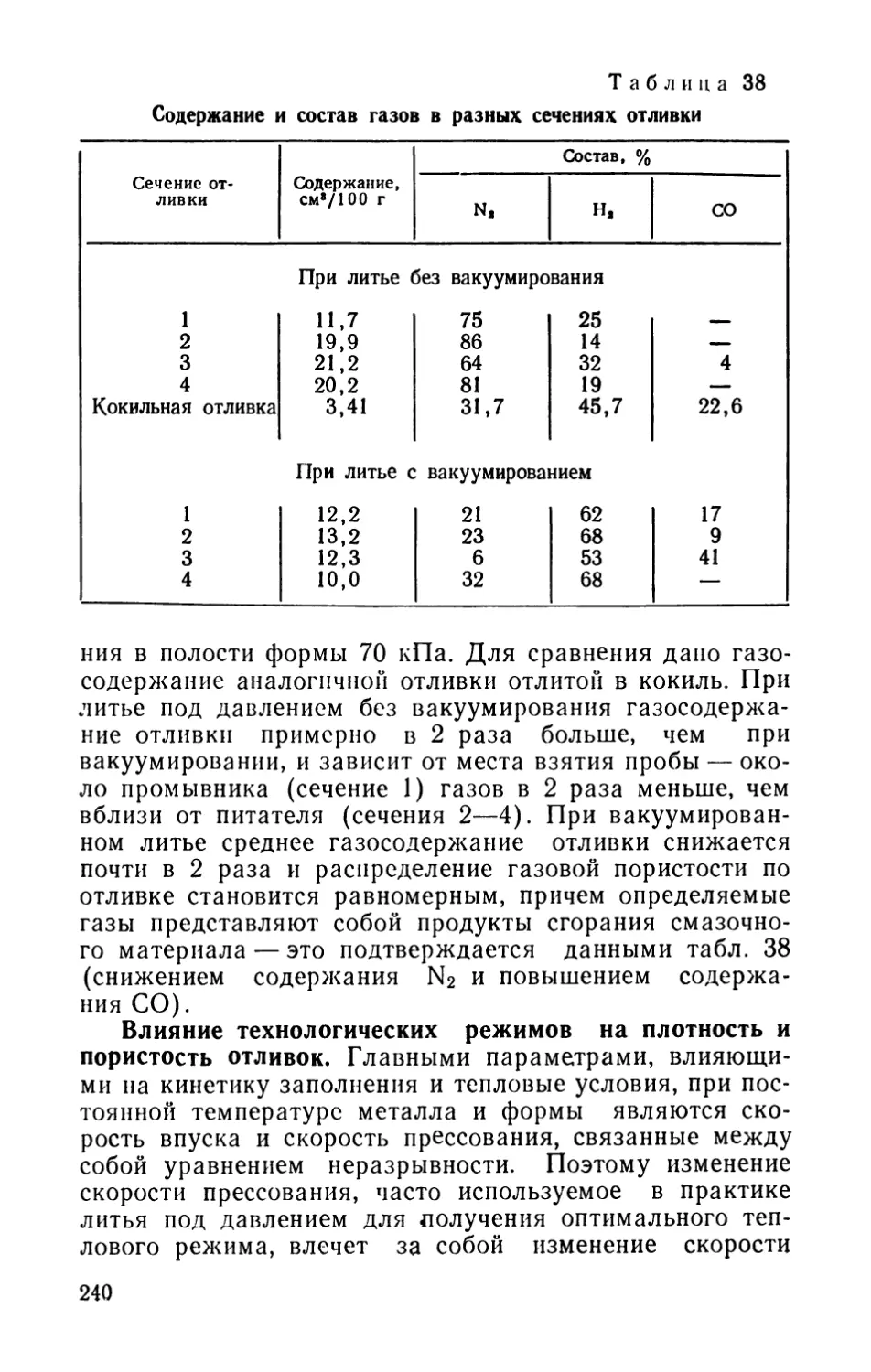



































Текст
ББК 34.61
Б43
УДК 621.74.043
Рецензент канд. техн, наук В. М. Кайнов
Белопухов А. К.
Б43
Технологические режимы литья под давлением. —
2-е изд., перераб. и доп. — М.: Машиностроение, 1985.—
272 с., ил.
В пер.: 1 р. 20 к.
Изложены методы расчета технологических режимов, повышения каче-
ства продукции и эффективности при литье под давлением. Результаты
расчетов сопоставлены с производительными данными. Описаны эксперимен-
тальные исследования процесса формирования отливки. Дан теоретический
анализ движения и затвердевания металла на стадиях заполнения и под-
нрессовки. Установлены гидродинамические и тепловые параметры управ-
ления процессом.
Для инженерно-технических работников литейного производства; может
быть использована преподавателями и студентами литейных специально-
С1СЙ.
„ 2704020000-084
Б ---------------84-85
038(01)-85
ББК 34.61
6П4.1
(6) Издательство «Машиностроение», 1985 г
ПРЕДИСЛОВИЕ
Научно-техническая революция и бурный рост про-
мышленности сопровождаются расширением области
применения литья под давлением. Главные преиму-
щества литья под давлением — получение заготовок с
минимальным припуском на механическую обработку,
обеспечение высокой производительности, точности раз-
меров, четкости рельефа и малой шероховатости поверх-
ности отливок. Основной недостаток этого вида литья —
наличие в отливках воздушно-газовой пористости, сни-
жающей их прочностные свойства, герметичность, кор-
розионную стойкость и возможность высокотемператур-
ной термообработки. Главная задача книги — помочь
в выборе технологических режимов процесса.
Процесс литья под давлением непрерывно совершен-
ствуется. Совершенствуются оборудование, управление и
методы расчета. Созданы и широко используются ма-
шины с высокоскоростным механизмом прессования и
малоинерционными системами мультипликации давле-
ния, позволяющие регулировать в широких пределах
режимы заполнения и подпрессовки. Значительно повы-
сился уровень автоматизации машинных и вспомога-
тельных операций. Созданы роботы и манипуляторы
для заливки сплава, удаления отливки, смазывания фор-
мы и машины. Осуществлена комплексная автоматиза-
ция операций, контроля и управления процес-
сом с использованием ЭВМ. Разработаны математичес-
кие модели оптимизации показателей качества и эффек-
тивности, дающие количественную оценку влияния раз-
личных конструкционных и технологических параметров
на формирование отливки. На основе изучения гидроди-
намических и тепловых процессов в литниковой системе
и форме разработаны аналитические методы расчета
технологических режимов. Созданы новые особые виды
литья под давлением, снижающие основной дефект от-
3
ливок — пористость. Эти вопросы рассмотрены во вто-
ром издании, однако главное внимание уделено систе-
матизации методов расчета и разработки технологичес-
кого процесса. Изложены результаты эксперименталь-
ных исследований параметров заполнения и подпрессов-
ки, их теоретический анализ, приведены формулы, но-
мограммы и таблицы для определения тепловых и гид-
родинамических режимов, элементов литниково-вентиля-
ционных систем и промывников, рассмотрены особенно-
сти формирования отливок сложной конфигурации, да-
ны примеры расчета и оптимизации технологических ре-
жимов, повышения стабильности и эффективности про-
изводства. Литье под давлением рассматривается не как
единый процесс, а как вид литья, имеющий различные
технологические направления, выбор которых зависит
от требований, предъявляемых к качеству отливки. При
рассмотрении технологических режимов учтены такие
современные методы уплотнения, как подпрессовка с
направленной кристаллизацией, подпрессовка двойным
поршнем, локальная подпрессовка, вакуумирование, вы-
теснение воздуха и газообразных продуктов сгорания
смазочного материала кислородом.
Автор не претендует на полное изложение всех ас-
пектов разработки технологического процесса. Все за-
мечания и пожелания будут приняты автором с благо-
дарностью.
ГЛАВА I
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЛИТЬЯ
ПОД ДАВЛЕНИЕМ
1. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ПРОЦЕССА
Процесс литья под давлением заключается в том,
что расплавленный металл заливают ковшом или пода-
ют специальным дозирующим устройством в камеру
прессования. Под действием поршня он через литнико-
вые каналы заполняет полость формы, подпрессовывает-
ся и затвердевает под давлением. Отливка, охлажден-
ная ниже температуры затвердевания, автоматически
удаляется при раскрытии формы.
Качество отливок зависит прежде всего от правиль-
ного выбора технологических режимов заполнения и
подрессовки, определяющих конструкцию формы, тип
и мощность машины для литья под давлением. Анали-
тический расчет этих режимов нужно считать первым
этаном разработки технологического процесса.
Наиболее существенное влияние на процесс форми-
рования отливки оказывают следующие факторы: дав-
ление в камере прессования и в форме; скорость пере-
мещения пресс-поршня; скорость впуска; параметры лит-
никово-вентиляционной системы; температура заливае-
мого металла и формы; режимы смазывания и охлаж-
дения. Стабильность большинства технологических па-
раметров поддерживается в процессе работы машины.
Совокупность таких параметров, как давление в пото-
ке металла, скорость движения металла, противодавле-
ние, возникающее вследствие затрудненного удаления
воздуха и газообразных продуктов сгорания смазочного
материала, образует гидродинамический режим форми-
рования отливки. Температура заливаемого металла и
формы, продолжительность заполнения и подпрессовки,
а также темп работы, определяют тепловой режим про-
цесса. Для каждой отливки существует оптимальная
взаимосвязь этих режимов, причем гидродинамические
факторы должны удовлетворять наиболее благоприят-
ному тепловому режиму формирования отливки.
5
Давление и скорость прессования. Давление созда-
ется в камере прессования машины и передается по лит-
никовым каналам в форму. На стадии заполнения оно
зависит от суммарного гидравлического сопротивления
движению металла при прохождении его через тонкие
сечения, обтекании стержней, поворотах, сужениях и
расширениях в полости формы. На стадии подпрессовки
давление резко возрастает, так как при окончательном
формировании отливки разрушается кристаллическая
структура металла внутри затвердевшей у поверхности
формы оболочки. Возрастающее давление может сжи-
мать воздушно-газовые включения, захваченные пото-
ком металла в процессе заполнения.
В процессе заполнения давление создается впускным
потоком, движущимся с высокой скоростью и обладаю-
щим большой кииётической энергией. При ударе о стен-
ку формы энергия потока преобразуется в энергию дав-
ления, а на стенку действует гидродинамическое давле-
ние. Гидродинамическое давление рф на форму опреде-
ляется уравнением импульсов и зависит как от скорос-
ти Уф потока металла в форме, так и от плотности рм
металла:
Рф=Рм4- (D
Высокая скорость потока, формирующегося в пита-
теле и поступающего в полость формы, называемая ско-
ростью впуска, способствует заполнению тонких и слож-
ных по конфигурации сечений полости формы — готовая
отливка имеет гладкую поверхность и четко оформлен-
ный рельеф. Скорость впуска для разных типов отливок
и сплавов достигает 120 м/с.
Скорость впуска — один из важнейших параметров
формирования отливки на стадии заполнения. На ста-
дии подпрессовки главный параметр — давление. Давле-
ние подпрессовки, так же как скорость впуска, счита-
ется основным расчетным параметром технологического
процесса. Значение давления, необходимого для преодо-
ления сопротивления затвердевающей массы металла
в литниковой системе и тонкостенных сечениях полости
формы, зависит от мощности машины. Теоретически сов-
временные машины могут создавать давление до 500—
800 МПа. Практические значения давлений подпрессов-
ки мепыне на 100—300 МПа, так как зависит не только
6
от мощности пресующего узла, но и от прочности его
конструкции.
Для получения отливок высокой точности с гладкой
и четко оформленной поверхностью применяются сталь-
ные или молибденовые формы. В таких формах, обла-
дающих высокой теплопроводностью, заполнение долж-
но происходить быстро — за сотые, а при литье тонко-
стенных отливок из магниевых сплавов — за тысячные
доли секунды. Быстрота заполнения достигается при
высокой скорости перемещения пресс-поршня, т. е. при
высокой скорости прессования. Например, скорость прес-
сования машин для литья под давлением магниевых
сплавов достигает 8 м/с. В технологическую карту про-
цесса записываются расчетные значения скорости прес-
сования и значение необходимого конечного давления
подпрессовки.
Движение пресс-поршня в продолжение всего перио-
да впуска металла и но окончании его до момента пол-
ного затвердевания металла в форме обеспечивается
давлением рабочей жидкости, подаваемой в гидроци-
линдр прессующего механизма от специальных акку-
муляторов.
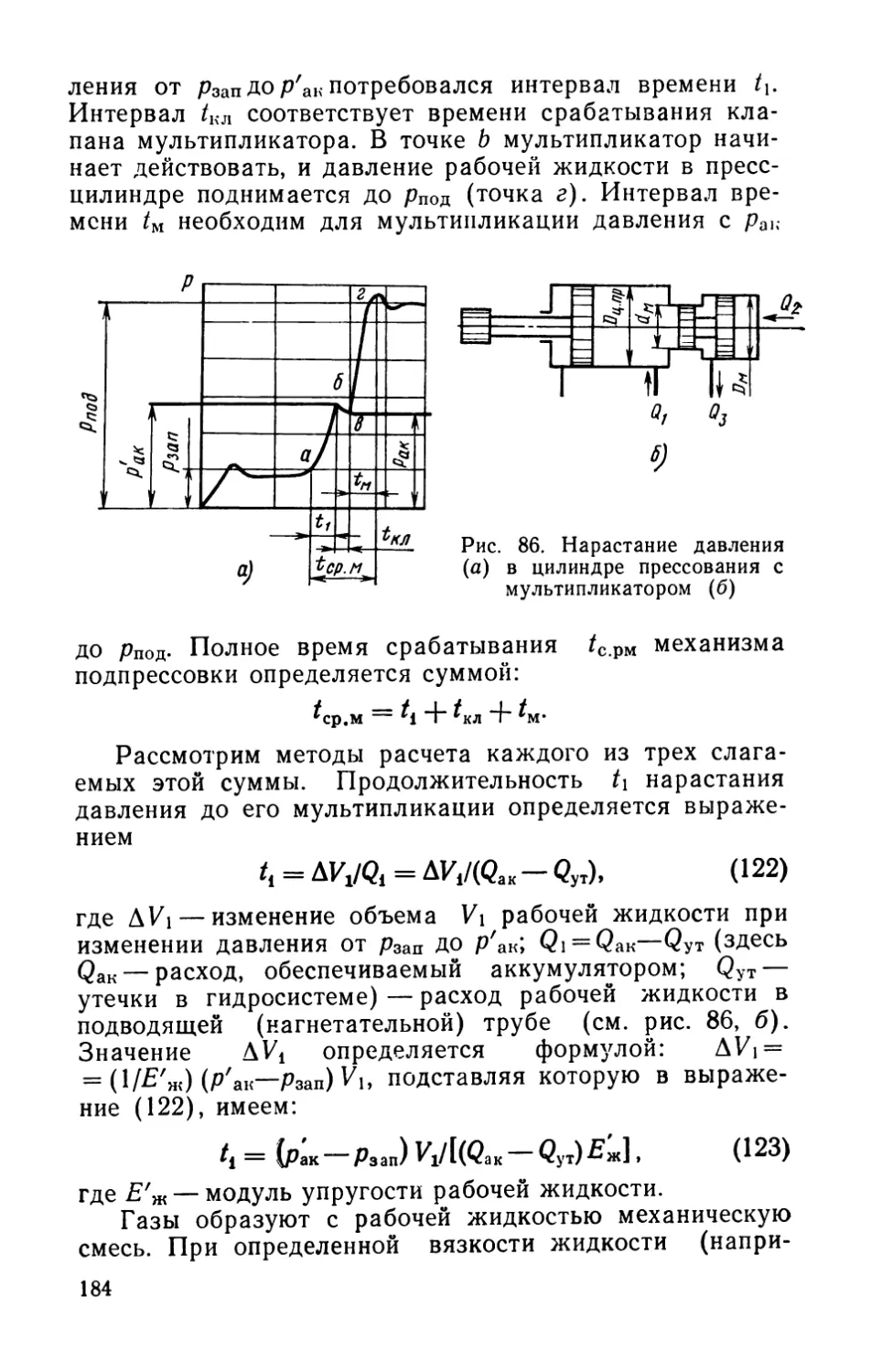
На рис. 1 приведены кривые изменения скорости
прессования vIip и давления р рабочей жидкости в ци-
Рцс. 1. Изменение скорости пресс-поршня и давления в камере
прессования
7
линдре прессования при движении металла в камере
прессования, литниковой системе и форме: I и II фазы
соответственно — разгон и холостой ход поршня, т. е.
движение его до начала впуска металла в форму, III
фаза — заполнение, а IV — подпрессовка. Характер из-
менения давления рабочей жидкости в прессующем ци-
линдре подобен изменению давления металла в камере
прессования и полости формы. За время t\ пресс-пор-
шень перекрывает заливочное отверстие, двигаясь с не-
большой скоростью Vi, при небольшом давлении р\у не-
обходимом лишь для преодоления трения в гидравли-
ческом цилиндре (фаза /). Период /2 соответствует за-
полнению металлом под действием пресс-поршня всего
объема камеры прессования, вплоть до литниковых ка-
налов. В этот период скорость поршня возрастает и дос-
тигает максимального значения v2 (на машинах совре-
менных моделей возможна еще одна ступень повышения
скорости в период заполнения), а давление р2 превыша-
ет р\ на величину гидравлических сопротивлений в ка-
мере прессования (фаза II). В период времени /3, со-
ответствующий заполнению литниковой системы и по-
лости формы, вследствие резкого сужения потока в пи-
тателе скорость падает до а давление р3 повышает-
ся, причем в момент окончания хода наблюдается гид-
равлический удар — резкое возрастание давления (фа-
за ///). При меньших значениях гидравлических сопро-
тивлений в форме давление понижается, а скорость уве-
личивается (штриховые линии). После затухания коле-
баний устанавливается конечное давление и начинается
подпресссовка (фаза IV). Если к моменту достижения
давления металл в питателе остается жидким, то это
давление передается на затвердевающую отливку.
Механизм машины должен развивать максимальное
усилие подпрессовки как можно быстрее. Для этой це-
ли в настоящее время используются мультиплицирую-
щие механизмы, которые повышают давление подпрес-
совки, уменьшают гидравлический удар и, следователь-
но, снижают продолжительность затухания его колеба-
ний.
Тепловые условия формирования отливки. Особен-
ности теплового режима литья под давлением связаны
с высокой скоростью затвердевания жидкого металла,
которая возрастает при охлаждении формы водой, что
необходимо для стабилизации и выравнивания тепло-
8
вых условий в различных по толщине сечениях отливки.
При разработке теплового режима большое значение
имеет расчет продолжительности заполнения формы и
действия подпрессовки.
Для качественного заполнения тонкостенной отливки
сложной конфигурации и для обеспечения свариваемос-
ти отдельных потоков металла до его затвердевания у
стенки формы продолжительность заполнения, как уже
отмечалось, не должна превышать доли секунды. По
продолжительности заполнения /зап, определенной на
основании рассмотрения тепловых условий в форме,
подсчитывают технологическую скорость прессования
1>пР (для этого использовано уравнение непрерывности
расхода):
упр = ^отл/(Рм^пр4ап)> (2)
где /п()Т.и — масса металла, занимающего объем отлив-
ки; Fnp — площадь поперечного сечения камеры прессо-
вания.
Расчет продолжительности действия подпрессовки
основан на рассмотрении тепловых условий не только в
форме, но и в питателе, так как последний в большин-
стве случаев имеет толщину меньше, чем толщина сече-
ний отливки, и после затвердевания в нем металла пре-
пятствует осуществлению подпрессовки в полости фор-
мы. Снижение продолжительности достижения макси-
мального значения давления подпрессовки стало в пос-
ледние годы основным направлением усовершенствова-
ния машин для литья под давлением. Так, например,
В машине серии DCCE фирмы Toshiba (Япония) это вре-
мя составляет 0,016 с [119].
2. КАЧЕСТВО ОТЛИВОК И ОБЛАСТЬ ПРИМЕНЕНИЯ
ПРОЦЕССА
Качество отливок оценивают по четырем основным
факторам: точности размеров, шероховатости поверхно-
сти, пористости и механическим свойствам.
Точность размеров зависит прежде всего от качества
изготовления и сборки форм, от условий их эксплуа-
тации и степени износа. Размеры отливки, оформляемые
одновременно подвижной и неподвижной полуформами,
зависят от плотности закрытия формы, определяемой
усилием запирающего механизма машины. Точность
9
бтЛивок зависит от стабильности технологического Про-
цесса. Существенно влияют на размеры отливок харак-
тер усадки и расположение измеряемого элемента отно-
сительно питателя [13]. Наименьшее расстояние наблю-
дается у размеров элементов с затрудненной усадкой,
наиболее удаленных от питателя, и, наоборот, макси-
мальный разброс размеров отмечен у элементов отли-
вок, расположенных вблизи питателя. Это говорит о
значительном влиянии подпрессовки.
Точность размеров элементов отливок, расположен-
ных в одной из полуформ, находится в основном в пре-
делах 12—14-го квалитетов (СТ СЭВ 145—75), элемен-
тов, имеющих полностью затрудненную усадку —8—
10-го, элементов отливок, расположенных в обеих полу-
формах— 13—15-го.
Шероховатость поверхности отливки зависит в пер-
вую очередь от качества обработки рабочей поверхности
формы. Как правило, шероховатость поверхностей от-
ливок отличается от поверхностей форм. Очень сильно
влияет на шероховатость изнашивание форм. Например,
минимальная шероховатость поверхностей отливок, из-
готовленных в новых формах, составляет для цинковых
сплавов — Ra 0,32, магниевых — Ra 0,63, алюминие-
вых— Ra 1,00, медных — Ra 2,5. По мере изнашивания
формы, определяемого числом запрессовок, шерохова-
тость поверхностей отливок увеличивается (табл. 1).
Таблица 1
Влияние износа формы на шероховатость поверхности отливок
Число запрессовок* Шероховатость поверхности Ra (Rz), мкм, отливок
цинковых алюминиевых и магниевых латунных
500 1,00—0,32 2,5—0,63 (20)—1,25
1 000 1,25—0,32 2,5—0,63 (40)—(20)
5 000 1,25—0,63 (20)—2,5 (80)—(40)
10 000 2,5—1,25 (20)—2,5 (160)—(80)
50 000 (40)—(20) (80)—(40) —
100 000 (80)—(20) — —
* Для форм из стали ЗХ2В8 (не азотируемых).
Обеспечить равномерную шероховатость поверхностей можно
только при соблюдении основного принципа конструирования отли-
10
вок — равностенности. Несоблюдение этого принципа ведет к обра-
зованию неслитин, неспаев и недоливов. Кроме этого, на поверхно-
стях, ограничивающих утолщенные элементы неравностенной от-
ливки, может образоваться так называемый мороз — мелкая рябь,
вызванная смывом затвердевающей корочки металла при излишнем
перегреве формы.
Пористость при литье под давлением имеет различное
происхождение: усадка сплава, газы в полости фор-
мы и выделяющиеся из раствора при кристаллизации.
Газовые раковины и поры по внешнему виду мало от-
личаются от усадочных раковин и могут быть не только
в сердцевине отливки, но и вблизи от ее поверхности.
Пористость может быть в виде пустот размером 1 —
1,5 мм или распределена в виде мелких раковин разме-
ром менее 0,3 мм. Крупная пористость снижает проч-
ность и герметичность отливок, мелкая — образует при
нагревании вздутия на поверхности отливок. При литье
под давлением усадочная пористость в чистом виде не
встречается — поры, образующиеся при усадке, запол-
няются газами и мало отличимы от газовых раковин.
Пористость в некоторой степени ограничивает об-
ласть применения литья’под давлением, особенно для
сплавов, подвергаемых высокотемпературной термообра-
ботке.
Механические свойства отливок при литье под дав-
лением значительно отличаются от свойств отливок, по-
лучаемых другими способами. Главное отличие — нерав-
номерность распределения механических свойств по се-
чению отливки, которая объясняется поверхностной ли-
тейной корочкой с очень мелкозернистой структурой,
образующейся в результате совместного действия гид-
родинамического уплотнения и высокой скорости охлаж-
дения залитого металла. Толщина мелкозернистой ко-
рочки 0,5—0,8 мм. В табл. 2 приведены механические
свойства отливок из сплавов на различной основе, заме-
ренные на образцах толщиной 3 мм, не подвергаемых
термообработке.
Основные принципы конструирования отливок. Высо-
кое качество отливок, определяемое оптимальным соче-
танием таких факторов, как пористость, шероховатость
поверхности и прочностные показатели, может быть дос-
тигнуто только в том случае, если при конструировании
отливки учтены все особенности технологического про-
цесса литья под давлением. При разработке чертежа
литой детали необходимо в первую очередь установить,
11
Таблица 2
Механические свойства отливок при литье под давлением
Показатель Сплавы на основе
Mg Al Zn Си Fe (сталь)
ав, МПа 160—230 160—280 250—300 300—400 400—1000
6, % 1—2 1-3 1—3 5—10 10—15
НВ 50—60 60—90 70—90 80—95 —
какие требования удовлетворяют условиям ее эксплуа-
тации: прочность, качество поверхности, герметичность
или эстетичность конфигурации. Универсальность про-
цесса литья под давлением позволяет применять его для
изготовления широкой номенклатуры отливок, удовлет-
воряющих требованиям работоспособности и товарного
вида.
Технологичность конструкции должна учитывать
серийность производства и возможность автоматизации
процесса — в массовом производстве возможно получе-
ние отливок более сложной конфигурации, чем в серий-
ном и мелкосерийном производстве. Необходимо учиты-
вать, что область применения литья под давлением огра-
ничивается массой и размерами отливок. На современ-
ных машинах можно отливать детали массой до 40 кг
(из алюминиевого сплава) и размерами до 1000Х
Х600Х400 мм. Можно изготовлять отливки с площадью
проекции на плоскость разъема формы до 6000 см2.
Общая конфигурация отливки должна обеспечивать
беспрепятственное выталкивание из формы. Поскольку
точность отливок зависит прежде всего от расположения
ее в форме и количества разъемов, следует при констру-
ировании стремиться к одной плоскости разъема. Воз-
можность создания одной плоскости разъема определя-
ется правилом световых теней, по которому при вооб-
ражаемом освещении отливки на плоскости разъема
должны отсутствовать теневые участки (рис. 2).
Отливка должна быть по возможности тонкостенной
и равностенной, без массивных скоплений металла, так
как в них, во-первых скапливаются захваченные пото-
ком газы, а во-вторых, не может обеспечиваться ка-
чественная подпрессовка.
12
Рис. 2. Устранение под-
нутрений с целью бес-
препятственного удале-
ния отливки из формы
Толщина стенки отливки определяется совокупностью
конструктивных и технологических факторов. К кон-
структивным факторам относятся масса отливки, жест-
кость конструкции, требования по прочности и герметич-
ности. Основные технологические факторы — возмож-
ность заполнения и передачи давления, тепловые и проч-
ностные условия выталкивания горячей отливки из фор-
мы, необходимость использования высокопроизводитель-
ного, автоматического оборудования. Стенки отливок
должны иметь толщину, минимально возможную по теп-
ловым условиям заполнения и подпрессйвки. В случае
недостаточной жесткости или прочности отливку укреп-
ляют технологическими ребрами, толщина которых не
должна превышать 0,8—0,9 толщины стенки отливки.
Соблюдение принципа равностенности и уменьшение
общей толщины стенок позволяет получать мелкозер-
нистую структуру по всему сечению отливки и умень-
шить воздушно-газовую и усадочную пористость. Для
'jToii же цели рекомендуется все отверстия в отливке де-
лать в процессе литья. Примеры конструирования ребер
жесткости и отверстий, устраняющих возможность об-
13
Нетехнологично
Технологично
Рис. 3. Устранение газовых и
усадочных раковин созданием
равностенных тонкостенных
конструкций
разования пористости или
раковин в элементах от-
ливки, приведены на
рис. 3, рекомендуемые
толщины стенок отливки
— в табл. 3, параметры
литых отверстий— в
табл. 4.
В местах сопряжения
разностенных элементов
отливки делают радиусы
и плавные переходы. При
их отсутствии возникают
горячие трещины. Радиус сопряжения зависит от спла-
ва. Например, при кристаллизации магниевых сплавов
в углах отливок возможна концентрация напряжений,
вызывающая не только горячие, но и холодные трещины.
Для таких отливок радиусы перехода должны быть не
менее половины толщины стенки. Для остальных спла-
вов радиусы принимают равными 1/3—1/4 суммы тол-
щин сопрягаемых элементов. Радиусы на кромках от-
ливок делаются для алюминиевых сплавов не менее
0,5 мм, магниевых— 1,5 мм.
Таблица 3
Допустимая толщина стенки отливки, мм
Сплавы 4 Площадь поверхности стенки отливки, см1
k До 25 25—100 100-250 250—500 Св. 500
Цинковые 0,5 0,8 1,0 1,2 1,8
Магниевые 0,7 1,0 1,5 2,0 3,0
Алюминиевые 0,8 1,2 1,6 2,2 3,0
Медные 1,5 2,5 3,0 3,5 —
Конструкция отливки должна предусматривать ли-
тейные уклоны или конусность на плоскостях, перпенди-
кулярных к плоскости разъема. Уклоны и конусность
14
Таблица 4
Рекомендуемые параметры литых отверстий
Сплавы Минимальный диаметр, мм Максимальная глубина [отверстий, выражен* ная в диаметрах
технологически возможный рекомендуемый глухих сквозных
Цинковые 1.0 1,5 6 12
Магниевые 1.5 2,0 5 10
Алюминиевые 1.5 2,2 4 8
Медные 2,5 3,0 3 5
облегчают удаление отливки из формы и стержней из
тела отливки, сжимающегося под действием усадочных
напряжений при охлаждении затвердевшего металла.
Рекомендуемая конусность литых отверстий составляет
для цинковых и магниевых сплавов 0,2—0,5 % длины
отверстия, для алюминиемых 0,5—1,0 и для медных
0,8—1,5. Уклоны поверхностей, расположенных перпен-
дикулярно к плоскости разъема, зависят от размеров
этих поверхностей, главным образом от высоты, а также
от толщины отливки и типа сплава. Необходимое значе-
ние уклонов внутренних или наружных поверхностей от-
ливки можно установить по номограммам, приведенным
на рис. 4, но оно не должно быть меньше минимально
допустимых значений уклонов, которые составляют для
цинковых, магниевых и алюминиевых сплавов —15',
для медных —30' [39].
3. СПЛАВЫ
Сплавы для литья под давлением выбирают по хи-
мическому составу, служебным и технологическим свой-
вам. Требования к технологическим свойствам сплава
обусловлены специфическими особенностями процесса,
главным образом быстротой заполнения и высокой ско-
ростью охлаждения отливки. Сплавы должны иметь хо-
рошую жидкотекучесть, небольшую усадку и не долж-
ны взаимодействовать с металлом формы, так как в про-
тивном случае происходит налипание, приваривание и
диффузия металла отливки в форму [17]. Если техноло-
гический процесс не предусматривает эффективную под-
15
a)
5)
Рис. 4. Литейные уклоны для внутренних (а)
сти от высоты h
и наружных (б) поверхностей в зависимо-
стенки отливки
^ис. 5. Зависимость алюми-
ниевого сплава от толщины
стенки отливки
прессовку и передачу конечного давления в форму вплоть
до полного затвердевания отливки, сплав должен обла-
дать узким интервалом кристаллизации.
Механические свойства в большой степени зависят от
толщины стенки отливки. Это объясняется неравномер-
ностью структуры по сечению отливки. Нельзя не учи-
тывать при выборе сплава и особенности ведения про-
цесса: вакуумирование, подпрессовку и др. На рис. 5
показано изменение <тв алюминиевого сплава типа
(AlSilO Си 1,5) в зависимости от толщины 6ОТ.( отлив-
ки при обычном процессе (кривая /), вакуумировании
(кривая 2) и подпрессовке (кривая 3). На рисунке вид-
но, что один и тот же сплав прочнее в тонких сечениях
отливки, причем вакуумирование и, особенно подпрес-
совка, увеличивают <тв в более толстых отливках.
Сплавы на основе олова и свинца. Эти сплавы наибо-
лее легкоплавки и жидкотекучи, ио имеют довольно
Таблица 5
Химический состав и некоторые физико-механические свойства сплавов
на основе олова и свинца
Химические элементы и показатели физико-меха- нических свойств Сплавы
оловянные свинцовые свинцово-сурьмя- ные
Sn, % 85—91 4,5-5,5 .
РЬ, % До 0,35 85-91 —
Sb, % 5—14 9,25-10,75 —
Си, % 4—6,5 0,4—0,6 —
As, % До 0,08 0,15—0,25 —
Al+Zn, % До 0,02 До 0,02 —
Плотность, г/см3 7,3—8,2 10—10,5 9,1—9,4
о». МПа 63—71 54—97 98—99
нв 25—35 15—25 30—35
17
Низкую прочность и твердость (табл. 5). Главное Преи-
мущество их заключается в возможности заполнять
форму при малых давлениях, что позволяет использо-
вать небольшие машины с горячей камерой прессова-
ния.
Отливки из сплавов на основе олова легко поддают-
ся пайке мягким припоем, что служит основанием для
их применения при изготовлении деталей радиоаппара-
туры, рентгеновского оборудования и некоторых прибо-
ров. Отливки имеют очень высокую точность (до 8-го
квалитета СТ СЭВ 145—75), толщину стенок в мини-
мальных сечениях до 0,5 мм и малую шероховатость
поверхностей (Ra 0,32—0,63). Небольшая присадка ме-
ди в свинцовых сплавах также, как и добавка мышьяка
в свинцово-сурьмяные сплавы, задерживает рекристал-
лизацию свинца и способствует получению мелкозер-
нистой структуры и повышению коррозионной стойкости
литых деталей.
Цинковые сплавы. Сплавы на основе цинка с добав-
лением 3—5 % алюминия широко применяют для литья
под давлением благодаря хорошим литейным свойствам,
позволяющим получать сложные, тонкостенные отливки
больших размеров. Цинковые сплавы не взаимодейству-
ют с металлом формы и камеры прессования, что позво-
ляет применять для заливки автоматические машины с
горячей камерой прессования. Низкая температура плав-
ления (до 673 К) этих сплавов обеспечивает высокую
стойкость форм — до 500 тыс. и даже до 1 млн. циклов.
На отливки из цинковых сплавов можно наносить деко-
ративные, упрочняющие и защитные покрытия без пред-
варительной полировки поверхности. Суммарный расход
энергии при изготовлении отливок меньше, чем для ана-
логичных деталей из пластмасс [ИЗ].
Для литья под давлением применяются цинковые
сплавы с алюминием типа ZnA14, не подвергающиеся
старению, и цинково-алюминиево-медные сплавы
ZnA14 Cui, ZnAl 4Cu 3 и ZnA110Cu5, подвергаемые ис-
скусственному старению (табл. 6).
Все цинковые сплавы склонны к межкристаллпческой
коррозии, распространяющейся по границам зерен даже
при очень малом содержании таких элементов, как кад-
мий, медь, олово, свинец и железо. Общая сумма приме-
сей этих элементов в стандартном сплаве не должна
превышать 0,5 %.
18
Таблица 6
Химический состав и некоторые физико-механические свойства сплавов
на основе цинка
Химические элементы и показатели физико-механических свойств Тип сплава
ZnA14 ZnA14Cul ZnA14Cu3 ZnAl 10Cu5
AI, % Си, % Mg, % Плотность, г/см3 ов, МПа 6, % НВ 3,5—4,3 0,03—0,06 6,7—6,8 250 2—4 60—80 3,5—4,3 0,75—1,25 0,03—0,06 6,8—7 270 2-3 70—90 3,5—4,5 2,5—3,5 0,02—0,06 7,1— 7,4 260—280 2—2,5 80—100 9-11 4—6 7,1—7,4 270—290 0,5—1,5 90—100
Стойкость сплавов к атмосферным воздействиям по-
вышается, во-первых, использованием для приготовле-
ния сплава цинка высшей степени чистоты (99,99 %) и,
во-вторых, введением до 0,1 % магния. Содержание маг-
ния более 0,1 % повышает хрупкость сплава в горячем
состоянии. Для отливок, подвергаемых старению, можно
применять сплав с повышенным количеством алюминия
(до 12%) и сравнительно невысоким содержанием ме-
ди (не более 2%) со следующими механическими свой-
ствами: Ов —250 МПа. S — 1 %, НВ — 95 [15]. При изго-
товлении отливок на машинах с холодной камерой прес-
сования можно использовать сплавы с еще более высо-
ким содержанием алюминия, например, сплав, содержа-
щий 27 % алюминия и 2,2 % меди [116].
Алюминиевые сплавы. Для литья под давлением в
основном применяют сплавы системы алюминий—крем-
ний—медь—магний. Введение кремния в сплав увели-
чивает жидкотекучесть и прочность. В сплавах, содер-
жащих 11,7% кремния, образуется эвтектика твердого
раствора и кремния, и их жидкотекучесть максимальна.
Медь упрочняет сплав, но, располагаясь по границам зе-
рен, снижает коррозионную стойкость отливок. Рекомен-
дуется добавлять в сплавы алюминия с кремнием не бо-
лее 4 % меди. Введение меди также уменьшает усадку.
Магний добавляется в алюминиевые сплавы в количест-
ве до 10%. Он повышает коррозионную стойкость,
пластичность и ударную вязкость. В то же время магний
н кремний образуют соединение Mg2Si, растворяющееся
19
в твердом растворе алюминия и повышающее хрупкость
сплава. Поэтому рекомендуется добавлять в алюминие-
во-кремниевые сплавы не более 1 % магния, а в алюми-
ниево-магниевые — не более 1,2 % кремния.
Наиболее широко применяют алюминиевые сплавы
четырех типов: AlSi 12, AlSi9MgO,3, AlMg8 и AlSi80u4
(табл. 7). Сплав эвтектического состава AlSi 12 имеет
Таблица 7
Химический состав и некоторые физико-механические свойства сплавов
на основе алюминия
Химические элементы и по- казатели физико-механических свойств Тип сплава
AlSi12 AlSi9MgO,3 AlMg8 AlSi8Cu4
Si, % 10—12,5 8—10,5 7,5—8,5
Mg, % — 0,2—0,3 9,5—10,5 0,3—0,5
Си, % — — — 1-1,5
Мп, % — 0,2—0,5 — 0,3—0,5
Fe, не более 1,5 1 0,2 0,9
Плотность, г/см3 2,7-2,8 2,7—2,75 2,6—2,65 2,8—2,9
Интервал кристаллиза- 5—8 15—20 80—90 55—65
ции, градус ств, МПа 6, % 150 160 300 250
1 2 8 3
НВ 50 55 75 75
повышенную жидкотекучесть но недостаточно высо-
кие механические свойства. Сплав AlSi9MgO,3 бо-
лее прочен и устойчив к коррозии, но менее жидкотекуч,
чем предыдущий. Технологические свойства сплава
AlMg8 низкие, и его применяют в случае необходимости
обеспечения высокой коррозионной стойкости. Сплав
AlSi8Cu4 достаточно жидкотекуч, коррозионно-стоек и
прочен. Область его применения расширяется благода-
ря возможности эффективной подпрессовки отливок. Ме-
ханические свойства сплавов алюминия с кремнием и
медью можно повысить путем введения титана (до
0,3 %) и марганца (до 0,5 %).
Для отливок, работающих при высоких вибрацион-
ных нагрузках, рекомендуется сплав типа AlSi7MgO,4,
легированный титаном, цирконием и бериллием (в сум-
ме 0,5%). Для отливок, работающих при повышенных
20
температурах, рекомендуются сплавы с содержанием
кремния до 18 % [68]. В электротехнической промыш-
ленности используется цинковый силумин с добавкой
цинка до 9,5 % и магния 0,1—0,3%. Сильная окисляе-
мость этого сплава приводит к попаданию оксидных пле-
нок в поток, ухудшая заполняемость формы. Я. И. Брег-
ман и другие рекомендуют изготовлять тонкостенные
отливки из цинкового силумина лишь с использованием
подпрессовки.
Главный технологический недостаток алюминиевых
сплавов — склонность растворять железо. В результате
алюминиевые сплавы привариваются к железосодержа-
щим деталям камеры прессования и формы. Приварива-
ние усиливается при высокой скорости удара сплава о
стенку формы. Для нейтрализации приваривания в алю-
миниевые сплавы вводится некоторое количество железа,
но не более 1,5 %, а в сплавы алюминия с магнием — не
более 0,2%. В противном случае сплав делается менее
жидкотекучим и более хрупким как в горячем, так и в
холодном состоянии [96].
Магниевые сплавы. Область применения магниевых
сплавов для литья под давлением с каждым годом рас-
ширяется. Этому способствует создание машин с высо-
кими скоростями прессования, позволяющими сокра-
тить время заполнения формы, что необходимо вслед-
ствие меньшего объемного теплосодержания магниевых
сплавов по сравнению с алюминиевыми или цинковыми.
Продолжительность отвода теплоты перегрева от стан-
дартного магниевого сплава, по данным Л. В. Никули-
на и других, составляет 52 % времени для алюминиево-
го сплава [52]. Одновременно возрастает темп работы
машины [84].
Одно из важнейших технологических преимуществ
магниевых сплавов — отсутствие приваривания к по-
верхностям камеры прессования и формы. Это позволяет
уменьшить литейные уклоны на 20—25 %, снизить рас-
ход смазочного материала, повысить на 100—150 %
стойкость форм и изготовлять крупные иеравностенные
детали. Например, на Мелитопольском заводе «Авто-
цветлит» из магниевого сплава отливают такие отливки,
как картер коленчатого вала и картер коробки передач
автомобиля 110]. На заводах фирмы Volkswagen (ФРГ)
отливают блок автомобильного двигателя массой около
20 кг, а одна из норвежских фирм — автомобильную па-
21
нель размерами 520x425x250 мм при средней толщине
стенки 2,25 мм [88].
Одно из главных преимуществ магниевых сплавов
как конструкционных материалов — высокая удельная
прочность (<тв/рм)> обусловленная сочетанием малой
плотности (1,7—1,8 г/см3) со сравнительной высокой
прочностью (150—250 МПа). По величине отношения
<ти/рм литейные сплавы на основе магния уступают, как
это видно из приведенных ниже данных, только титано-
вым сплавам:
Литейные сплавы .... Магниевые Цинковые Алюминиевые
ав/рм................. 100—150 40—60 60—90
Продолжение
Литейные сплавы .... Медные Сталь (низколегиро- Титановые
ванная)
ов/рм.................... 60—80 80—140 140—200
Магниевые сплавы хорошо противостоят ударным и виб-
рационным нагрузкам даже при отрицательных темпе-
ратурах. Они коррозионно-устойчивы в средах мине-
ральных масел, бензина, керосина, щелочей, кислорода,
а пра наличии защитных покрытий сохраняют работо-
способность в морской воде.
Для литья под давлением обычно применяются маг-
ниевые сплавы со следующим содержанием легирующих
элементов, %: алюминий 7—10, цинк 0,2—1 и марганец
0,15—0,5. В табл. 8 приведены основной химический со-
став и механические свойства магниевых сплавов, ис-
пользуемых в СССР, Европе и США.
Алюминий и цинк в магниевых сплавах повышают
жидкотекучесть, прочность, но снижают коррозионную
стойкость (51). Кроме того, цинк увеличивает хрупкость
сплава в горячем состоянии. Поэтому сплав Млб, содер-
жащий до 2 % цинка, хотя и обладает хорошими литей-
ными свойствами, редко применяется для литья под дав-
лением. Наилучшее сочетание механических и техноло-
гических свойств имеют сплавы с добавкой цинка 0,3—
0,5%.
Магниевые сплавы в основном легируют с образова-
нием базовой системы Mg—Al. При высоких скоростях
охлаждения наблюдается неравновесная кристаллиза-
ция магниевых сплавов, содержащих от 1 до 12,7 %
алюминия, и изменение их структуры — вместо б-твер-
22
Таблица 8
Химический состав и физико-механические Свойства сплавов на основе
магния
Химические эле- менты и показа- МЛ5 М10410 Ml 1910 GD- MgA18Znl GD- MgA19Znl
тели физико-меха- нических свойств гост Ст ANSI/ASTM Ст DIN
2856—79 В94—77 (США) 1729-73 (ФРГ)
А1, % 7,5—9 3,5—5 8,3—9,7 7—8,5 8—9,5
Zn, % 0,2—0,8 0,12 0,35—1 0,3- -1
Мп, % 0,15—0,5 0,2—0,5 0,13 0,1- -0,3
Си, % — 0,06 0,1 0,2
Si, % — 0,5—1,5 0,5 0,3
Ni, % — 0,03 0,03
<ув, МПа 150 210 230 200—240 200—250
в. % 2 6 3 1—3 0,5—3
НВ 50 — 63 60—85 65—85
дого раствора алюминия в магнии и избыточного интер-
металлического соединения Mgi7ALi2, выделяющегося
в теле его зерен, выпадает б-твердый раствор алюминия
и эвтектика 6 + Mgi7Ah2, которая образует сплошную
сетку между зернами раствора [52]. В результате резко
увеличивается интервал температуры кристаллизации и
повышается жидкотекучесть, но одновременно возраста-
ет усадка. Для повышения механических свойств, жа-
ростойкости и коррозионной стойкости в магниевые
сплавы добавляют марганец. Кроме основных легирую-
щих элементов в стандартные магниевые сплавы для
улучшения их литейных свойств добавляется 0,06—
0,35 % меди, 0,2—0,5 % кремния и 0,03 % никеля. В це-
лях защиты от окисления в магниевые сплавы вводится
до 0,002 % бериллия и до 0,3 % церия, причем церий по-
вышает механические свойства и коррозионную стой-
кость. Для снижения горячеломкости М. Ф. Никитина и
другие рекомендуют добавлять в магниевые сплавы до
0,3 % лантана. Г. Фёрстер указывает на возможность
повышения содержания цинка в магниевых сплавах до
8—10%, поскольку при литье под давлением вследствие
высокой скорости кристаллизации задерживается обра-
зование хрупкого интерметаллического соединения
Mg2Zn [94].
Перспективными конструкционными материалами
можно считать сверхлегкие магниево-литиевые сплавы,
23
например, сплав на основе магния, содержащий 15—
16 % лития, 6—7 % цинка и 0,4—0,5 % алюминия. Ис-
следования М. А. Томсинской и С. Я. Попова показали,
что при плотности 1,25—1,3 г/см3 такой сплав имеет вы-
сокие механические свойства (ов—220 МПа, б—4 %,
НВ— 80) и литейные свойства подобные сплаву Мл5
171].
Медные сплавы. Для литья под давлением использу-
ют в основном латуни, реже бронзы. Марки, химический
состав и механические свойства латуней, применяемых
в СССР, Европе и США, даны в табл. 9. Кремнис-
тые латуни имеют низкую температуру плавления, мини-
мальный интервал температур кристаллизации и макси-
мальную жидкотекучесть, свинцовые хорошо обрабаты-
ваются резанием, а содержащие алюминий имеют повы-
шенную износостойкость.
Олово и сурьма образуют хрупкие металлические со-
единения Cu2Sb и Cu2Sn. Сумма примеси Sb + Sn не
должна, как правило, превышать 0,3%. Однако при
нейтрализации вредного действия олова за счет введе-
ния марганца (около 0,3 %) допустимо содержание оло-
ва до 1 %. Такие латуни применяются, например, фирмой
Anderson (Швеция) для литья под давлением деталей с
высокой коррозионной стойкостью [107].
Изготовление матриц и пуансонов форм из молибде-
новых и молибдено-вольфрамовых сплавов расширило
область применения бронз для литья под давлением.
Для деталей судовой арматуры используют бронзу мар-
ки БрАЖ4Н4Л или БрА10ЖЗМц2 (ГОСТ 493—79,
613—79), с содержанием алюминия 7,5—8,5 % [56]. Та-
кое содержание алюминия необходимо для сохранения
достаточной пластичности сплава в условиях быстрого
охлаждения. Бронза, отлитая под давлением, имеет
ов = 620—680 МПа и 6 = 7—11 %.
Сталь. Литье под давлением стали и других сплавов
с высокой температурой плавления осуществляют в спе-
циальных машинах, детали камеры прессования и фор-
мы которых изготовляют из сплавов на основе молибде-
на или вольфрама, выдерживающих температуры выше
1700 К. Наиболее подходящие для литья под давлени-
ем — коррозионно-стойкие стали, имеющие более низкие
температуры начала и окончания затвердевания, чем
другие легированные стали, благодаря чему повышаются
стойкость форм, четкость контуров и качество поверх-
24
Таблица 9
Химический состав и механические свойства латуней
Марка сплава Стандарт Основные элементы, % (остальное—Zn) ов, МПа 6, % НВ
Си Si Al Pb
ЛЦ16К4 ГОСТ 17711—80 78—81 0,3—4,5 — — 300 15 —
ЛЦ40С 57—61 — — 0,8—2 200 20 100
CuZnl5Si4 Ст DIN 1709—73 (ФРГ 78,5—82 4—4,8 — 0,6 550 8 125
CuZn37Pb 59—62 0,03 0,4—1 0,7—2,2 280 4 75
CuZn25A15 60—66 4—4,8 4—6,5 0,1 — — —
С87800 Ст ASTM 80—83 3,75—4,25 0,15 0,15 585 25 85—90
С87900 176—76 (США) 63—67 0,75—1,25 0,15 0,25 480 25 68—72
ности отливок. По данным В. И. Белова, при литье ста-
ли типа Crl8Ni8 в форму из металлокерамического мо-
либдено-вольфрамового сплава стойкость достигает
5 тыс. запрессовок, а при применении молибденового
сплава — свыше 15 тыс. запрессовок [6].
Из стали отливают отливки массой 0,015—1,5 кг с
толщиной стенок 1—6 мм. Максимальные размеры отли-
вок: в плоскости разъема — 160X170 мм, в плоскости,
перпендикулярной к разъему — 40 мм. При конструиро-
вании отливок избегают локальных элементов, способ-
ствующих концентрации напряжений как в отливке, так
и в форме. Сопряжения стенок, ребер жесткостти и сте-
нок с ребрами выполняют в виде скруглений радиусом
не менее 1 мм. Грани внешнего контура отливки скруг-
ляют радиусом не менее 0,5 мм. Литейные уклоны на
внешнем контуре составляют 3°, а на внутреннем, в мес-
тах затрудненной усадки — 5—10° [31].
В СССР для литья под давлением применяют угле-
родистые коррозионно-стойкие стали 10Х18Н9Т,
10Х18Н10Т, 10Х18Н12МЗТЛ (ГОСТ 2176-77), литей-
ные стали 12Х18Н9ТЛ, 12Х18Н12МЗТЛ (ГОСТ 5632—
72), специальные сплавы 50Н, 29НК (ГОСТ 10994—
74). Стали, содержащие легкоокисляющиеся элементы,
отливают под давлением в вакуумируемые формы [7].
В табл. 10 приведены марки, химический состав и меха-
нические свойства сталей, применяемых для литья под
давлением в США.
Таблица Ю
Стали для литья под давлением
Марка стали Химический состав, % (остальное Fe) Механические свойства после термообработки
0В, МПа б. %
1018 0,15—0,2 С 900—1050 13
1020 0,16—0,22 С 900—1050 13
304 18,0 Сг; 8Ni 750—820 20—38
4618 0,16—0,21 С; 1,65—2Ni; 0,2—О.ЗМо 1440—1920 2—3
Чугун. Трудности литья чугуна связаны с отбелива-
нием и образованием в отбеленном слое горячих тре-
20
щин. Используя модификаторы, снижающие почти вдвое
глубину отбеленного слоя, фирма General Electric
(США) освоила производство отливок из чугуна следу-
ющего состава, %: 3,7 С, 2,5 Si, 0,6 Мп. Температура
заливки чугуна в камере прессования составляет 1548—
1600 К. После отжига серого чугуна в течение 2 ч при
1227 К на месте отбеленного слоя образуется структура
ковкого чугуна, обеспечивающая ов = 3604-420 МПа,
Пн-5204-700 МПа, НВ = 824-85 и стрелку прогиба
1,1 —1,5 мм. Аналогичные результаты получены одной
из японских фирм при литье под давлением чугуна, со-
держащего, %: 3,8 С, 2 Si, 0,37 Мп; 0,07 Р; 0,05 S. Ис-
пользование модификаторов и кратковременного высоко-
температурного отжига позволяет отливать также чугун
с шаровидным графитом.
Титановые сплавы. В настоящее время освоено изго-
товление отливок из титановых сплавов системы Ti—
Al—Mo—Zr—Si и Ti—Al с использованием разовых
стержней, изготовленных из графитосмоляной смеси. Эти
смеси обладают достаточной прочностью, небольшой
усадкой и не разрушаются струей металла, заливаемо-
го под давлением. В табл. 11 приведены данные
Таблица 11
Химический состав и механические свойства сплавов на основе титана
Марка сплава Химический состав, % Механические свойства (образцы диаметром 5 мм)
AI Мо Zr Si пв, МПа в. % ан, кДж/м2
ВТ9Л ВТ5Л 6,3 5,0 3,3 1,5 0,25 1000—1020 800—838 8—9,4 6—7,2 250—280 350-400
Л. М. Хромова и В. В. Меркулова по химическому соста-
ву и механическим свойствам образцов, вырезанных из
отливок толщиной 10 мм, при литье под давлением ти-
тановых сплавов ВТ9Л и ВТ5Л в формах из жаропроч-
ного штампового сплава ЗХ2В8Ф.
Использование графитовых стержней дает возмож-
ность получать заготовки из чистого титана (марки
ВТ 1 Л), температура плавления которого составляет око-
27
ло 1940 К. Титан ВТ1Л имеет меньшую конструкцион-
ную прочность, чем сплавы ВТ9Л и ВТ5Л, но обладает
хорошими технологическими свойствами и высокой кор-
розионной стойкостью. Высокие скорости затвердевания
титановых отливок в металлических формах с графито-
выми стержнями практически исключают взаимодейст-
вие титана с формой и возникновение у поверхности ли-
тых изделий так называемого альфппированного слоя
18].
ГЛАВА II
ДВИЖЕНИЕ МЕТАЛЛА В ПОЛОСТИ
ФОРМЫ
1. РАЗВИТИЕ ТЕОРИИ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Движение расплавленного металла в литниковой систе-
ме и форме, как и движение любой жидкости, подчиня-
ется законам гидравлики. Характер этого движения за-
висит от совокупности таких переменных факторов, как
физические свойства сплава, температура заливки и фор-
мы, давление металла, расположение и размеры литни-
ковых вентиляционных каналов, промывников, объем
отливки и ее размеры, соотношение масс отливки и фор-
мы, свойства смазочного материала и толщина слоя,
объем камеры прессования и др.
Заполнение формы должно начинаться в тот момент,
когда заканчивается период разгона пресс-поршня и
движение металла становится установившимся. В про-
тивном случае металл движется с ускорением и проис-
ходит рассеяние потока, препятствующее удалению воз-
духа и газов из полости формы. Если скорость потока
и давление его постоянны, струя жидкого металла пос-
ле выхода из питателя сохраняет свою конфигурацию,
т. е. форму сечения питателя. Это подтверждено много-
численными киносъемками и фотографиями процесса
заполнения. Положение о постоянстве конфигурации
впускной струи — основа гидравлической теории запол-
нения при литье под давлением.
Для установившегося движения расплавленного ме-
талла, рассматриваемого как несжимаемая жидкость,
справедливы основные уравнения гидродинамики. Поэ-
28
тому при изучении движения металла в камере прессо-
вания, литниковой системе и форме используется урав-
нение непрерывности расхода или неразрывности пото-
ка:
= const. (3)
Из уравнения (3) следует, что произведение средней
скорости Vi потока на площадь его поперечного сечения
/, остается постоянным для любого сечения рассматри-
ваемой системы заполнения.
Для установившегося движения потока металла в полости фор-
мы справедливо и уравнение Бернулли, устанавливающее зависи-
мость между скоростью и давлением в различных сечениях полости
формы. При соответствующих литью под давлением высоких значе-
ниях давления р уравнение Бернулли записывается в следующем
виде:
Pi/Рм + «1^?/2 = Рг/Рм + «2^/2 + АР/Рм •
где ai и аг — коэффициент неравномерности распределения «живых»
сил mv2[2 по сечениям 1 и 2; Др — потери давления на преодоление
гидравлических сопротивлений между сечениями 1 и 2.
Уравнение (4) позволяет изучать процесс движения металла только
вдоль одной координаты. Для рассмотрения профиля скоростей в
каждом сечении потока следует использовать уравнения Навье—
Стокса, которые устанавливают связь между скоростями и давле-
ниями в каждой точке прямоугольных координат х, у, х:
dvx/dt = — (1 /рм) {др/дх) + W 2ух; 1
dvyldt = -(\lpM)(dpldy) + vViy\ (5)
dvz!dt = — (l/pM)(3p/dz) + w4> )
где v — кинематическая вязкость расплавленного металла; V2yx,
V-yy, V2uz — операторы Лапласа, определяемые суммой частных
производных,
v2^ = дЧ/дх2 + d2Vi/dy2 + d2^/d2z.
а=х, у, z)
Уравнения (5) составлены для изотермического движения (v=const).
Реальный процесс литья под давлением протекает в условиях быст-
рою охлаждения потока, при которых нельзя нс учитывать измене-
ние вязкости металла. Поэтому для решения задач о распределе-
нии скоростей по сечению полости формы необходимо ввести в
уравнения (5) переменную функцию v = 'ip(7') и добавить к этим
уравнениям уравнение распространения тепла в потоке охлажда-
емого металла.
Теория заполнения Л. Фроммера. Для рассмотрения
процесса течения жидкого металла при литье под дав-
лением Л. Фроммер первым применил законы гидравли-
29
ки и на их основе дал анализ заполнения прямоуголь-
ной полости при идеальном безвязкостном движении
потока и при реальном— с учетом сил трения [95].
Расчет скорости впуска Л. Фроммер дает на основе
формулы Торичелли без учета гидравлических сопротив-
лений и тепловых потерь. Соответственно величина ско-
рости впуска у1Ш определяется формулой
°вп = 1/2рПр/{Рм U (/вп/^отл)2]} > (6)
где Рпр — давление металла в камере прессования ма-
шины; /пп и Fot.t — площади поперечного сечения впуск-
ного канала (питателя) и отливки.
Л. Фроммер создавал свою теорию применительно к машинам
с горячей камерой прессования, в которых заполнение могло начи-
наться в период разгона пресс-поршня. Такое заполнение было осо-
бенно характерным для первых типов горячекамерных машин с
компрессионным прессованием. Предложенная Л. Фроммером фоо-
мула для определения продолжительности /зап заполнения с уче-
том средней скорости ураз впуска в период разгона имеет вид:
Gan — [01 ТХ/вл/Лтр Wen/^np Н G)/yBnl In [(увп +
+ ^раз)/(увп — ураз) ] > (?)
где /1, /г и /з — расстояния, пройденные металлом в камере прессо-
вания, литниковых каналах и питателе; /’Пр — площадь поперечного
сечения камеры прессования.
Процесс движения металла при встрече струи с
гладкой стенкой, перпендикулярной к направлению
струи, Л. Фроммер разбивает на два периода: удара и
стекания. В момент удара скорость резко замедляется,
сечение струи увеличивается, создавая гидравлический
подпор, из которого образуются пристеночные струи.
Скорость струй остается равной увп, а площадь попереч-
ного сечения составляет /вп/2 (рис. 6,а). В зоне 2/ струя
оказывает на стенку давление Рф, распределение кото-
рого зависит от величины сечения потока (рис. 6,6).
После поворота пристеночных струй их скорость и сече-
ние сохраняются даже после образования в зоне подпора
твердой фазы А (рис. 6, в). Такая схема заполнения
справедлива лишь для идеальной жидкости, движущей-
ся вдоль стенок без трения.
Характер заполнения реальным потоком вязкого ме-
талла зависит, по Л. Фроммеру, от отношения /Вп/Л)тл
30
(здесь F0TJl площадь поперечного сечения отливки,
представленной в виде прямоугольной модели). Если
/вн/^отл>1/4, то во время удара и в период заполнения
в форме происходит неустановившееся движение, сопро-
вождающееся завихрениями в зоне гидравлического
Рис. 6. Теоретическая схема удара («), давление струи на стенку
формы (б) и процесс стекания (в) (по Л. Фроммеру)
подпора (такое заполнение Л. Фроммер не рекоменду-
ет). Если /вп/Л)тл< 1/4, то после удара в форме созда-
стся гидравлический подпор, глубина которого опреде-
ляется отношением /Вп/^отл (рис. 7 а, б). Вытекающие
из подпора пристеночные струи замедляют свою ско-
рость вследствие трения, а линии потока по мере на-
копления металла в подпоре все дальше расходятся
друг от друга (рис. 7, в). На поверхности подпора воз-
никает вихревое движение, поглощающее пристеночные
струи, в результате чего полость формы последователь-
но заполняется сплошным потоком металла (рис. 7, г).
Скорость этого потока, т. е. скорость уп подпора опре-
деляется выражением:
= ^вп/вп/^ОТЛ*
Воздух из полости формы, по мнению Л. Фроммера,
удаляется под действием преобладающего гидродина-
мпческого-давления. Заполнение полости формы слож-
ной конфигурации происходит как последовательное
заполнение прямоугольных полостей.
Теоретические положения Л. Фроммера об ударе струи и об-
ра юваннп гидравлического подпора были в дальнейшем подтвер-
ждены экспериментальными исследованиями процесса заполнения
3J
у
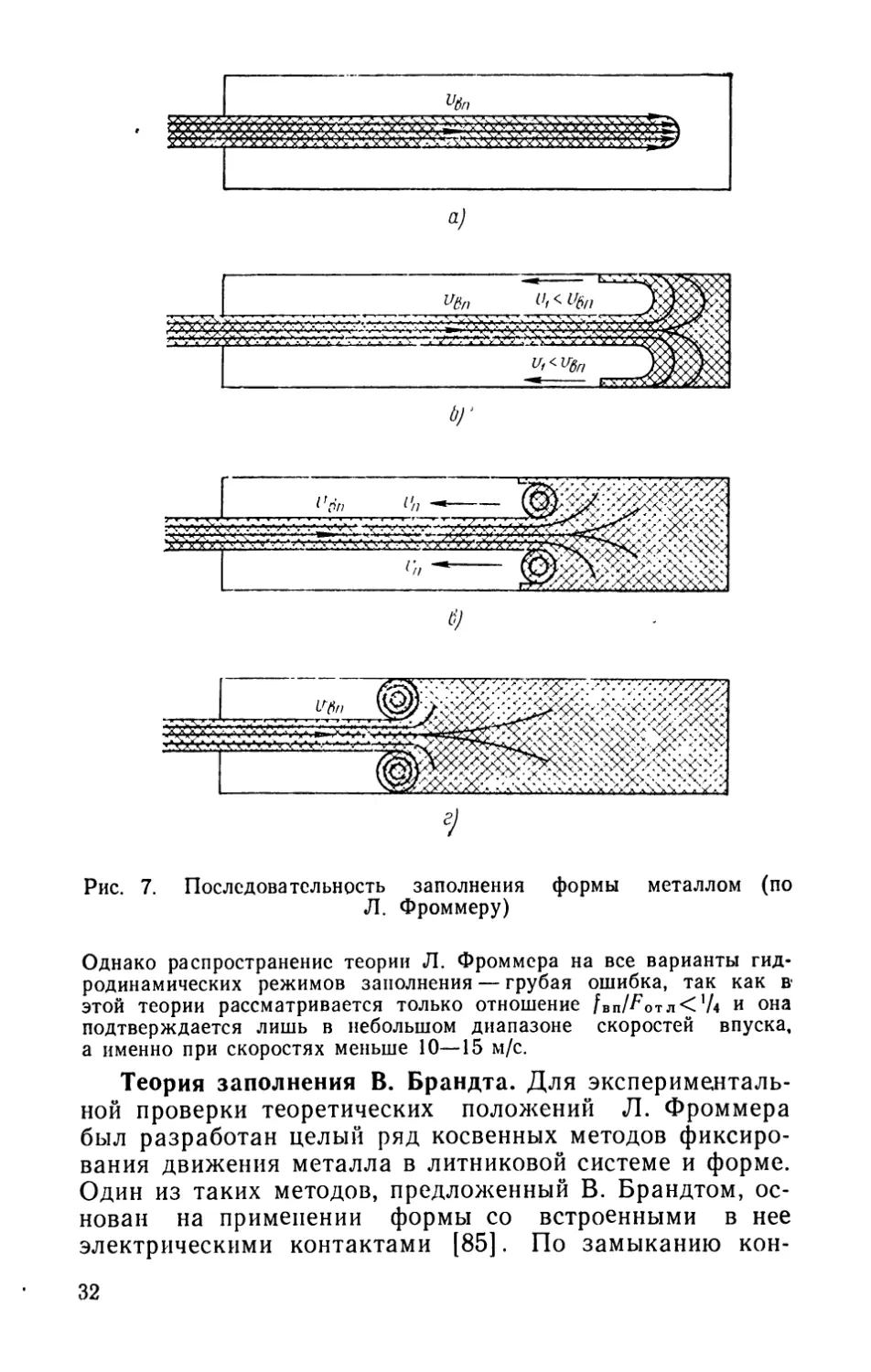
Рис. 7. Последовательность заполнения формы металлом (по
Л. Фроммеру)
Однако распространение теории Л. Фроммера на все варианты гид-
родинамических режимов заполнения — грубая ошибка, так как в-
этой теории рассматривается только отношение /вп/^отл< V4 и она
подтверждается лишь в небольшом диапазоне скоростей впуска,
а именно при скоростях меньше 10—15 м/с.
Теория заполнения В. Брандта. Для эксперименталь-
ной проверки теоретических положений Л. Фроммера
был разработан целый ряд косвенных методов фиксиро-
вания движения металла в литниковой системе и форме.
Один из таких методов, предложенный В. Брандтом, ос-
нован на применении формы со встроенными в нее
электрическими контактами [85]. По замыканию кон-
32
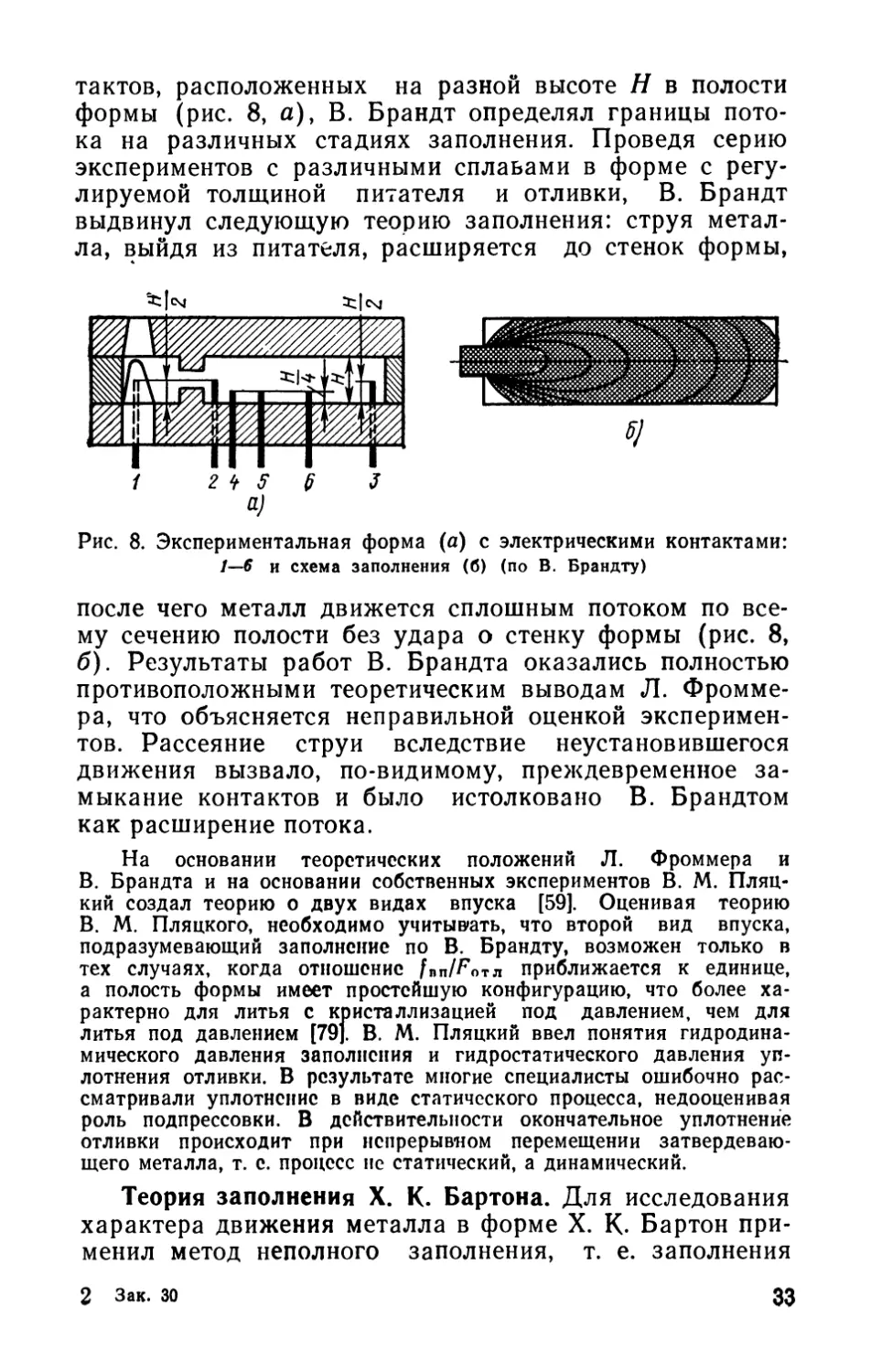
тактов, расположенных на разной высоте Н в полости
формы (рис. 8, а), В. Брандт определял границы пото-
ка на различных стадиях заполнения. Проведя серию
экспериментов с различными сплавами в форме с регу-
лируемой толщиной питателя и отливки, В. Брандт
выдвинул следующую теорию заполнения: струя метал-
ла, выйдя из питателя, расширяется до стенок формы,
Рис. 8. Экспериментальная форма (а) с электрическими контактами:
1—6 и схема заполнения (б) (по В. Брандту)
после чего металл движется сплошным потоком по все-
му сечению полости без удара о стенку формы (рис. 8,
б). Результаты работ В. Брандта оказались полностью
противоположными теоретическим выводам Л. Фромме-
ра, что объясняется неправильной оценкой эксперимен-
тов. Рассеяние струи вследствие неустановившегося
движения вызвало, по-видимому, преждевременное за-
мыкание контактов и было истолковано В. Брандтом
как расширение потока.
На основании теоретических положений Л. Фроммера и
В. Брандта и на основании собственных экспериментов В. М. Пляц-
кий создал теорию о двух видах впуска [59]. Оценивая теорию
В. М. Пляцкого, необходимо учитывать, что второй вид впуска,
подразумевающий заполнение по В. Брандту, возможен только в
тех случаях, когда отношение fnn/Готл приближается к единице,
а полость формы имеет простейшую конфигурацию, что более ха-
рактерно для литья с кристаллизацией под давлением, чем для
литья под давлением [79]. В. М. Пляцкий ввел понятия гидродина-
мического давления заполнения и гидростатического давления уп-
лотнения отливки. В результате многие специалисты ошибочно рас-
сматривали уплотнение в виде статического процесса, недооценивая
роль подпрессовки. В действительности окончательное уплотнение
отливки происходит при непрерывном перемещении затвердеваю-
щего металла, т. с. процесс не статический, а динамический.
Теория заполнения X. К. Бартона. Для исследования
характера движения металла в форме X. К. Бартон при-
менил метод неполного заполнения, т. е. заполнения
2 Зак. зо
33
последовательными частичными дозами, величина ко-
торых возрастает от запрессовки к запрессовке [81].
На основании этого косвенного метода создана так на-
зываемая теория трех фаз заполнения, основные поло-
жения которой сводятся к следующему.
Рис. 9. Стадии заполнения (а — г) (по Г. К. Бартону)
В первой фазе струя металла, попадая на стенку,
противоположную питателю, растекается на поверхности
формы, образуя на границах полостей турбулентные
скопления металла (рис. 9,а). Таким образом, под-
тверждается не реальная, а идеальная схема заполнения
Л. Фроммера. Подтверждение идеальной схемы запол-
нения основано на неправильном применении метода
неполного заполнения, который справедлив лишь при
малых скоростях впуска и толстых питателях. При
высоких скоростях впуска и тонких впускных каналах
метод неполного заполнения фиксирует затвердевшую на
стенках формы корочку металла, образованную не рас-
текающимся потоком, а отскакивающими при ударе
каплями расплава.
Во второй фазе полость заполняется за счет частич-
ного осаждения металла на первоначальную оболочку
и присоединения турбулентных масс в углах с постепен-
ным продвижением этих масс до окончательного запол-
нения всей формы (рис. 9, б—г).
В третьей фазе полость формы, литниковая система
и камера прессования представляют собой замкнутую
гидравлическую систему, в которой давление выравни-
вается.
В своей теории X. К. Бартон рассматривает пробле-
му противодавления воздуха, не успевающего выходить
из формы из-за затвердевания оболочки. В формулу То-
ричелли для определения скорости впуска он вводит
вместо давления р разность давлений р—рп (здесь
рв — противодавление воздуха в форме):
Рвп = У2’(р — Рв)/рм . (8)
34
X. К- Бартон предполагает, что воздух, проникаю-
щий под первоначально образовавшуюся оболочку, уда-
ляется под действием преобладающего гидродинами-
ческого давления. Поэтому, чем выше давление и ско-
рость в турбулентном потоке, тем лучше условия для
выхода воздуха из формы или рассредоточения его по
телу отливки в виде мелких пузырьков. Эти выводы, так
же как и объяснение смыва затвердевающей корочки
металла в процессе заполнения, остаются справедливы
до настоящего времени. В последующих работах
X. К. Бартон отказался от схемы растекания металла в
форме, объясняя процесс движения потока наличием
гидравлического подпора.
Исследование заполнения методом скоростной кино-
съемки. Скоростная киносъемка позволяет непосредст-
венно зафиксировать картину движения металлла в по-
лости формы. Первую киносъемку процесса заполнения
в прозрачной форме осуществили В. Кёстер и К. Гёринг,
применив в качестве моделирующей жидкости сплав
Вуда, содержащий 50 % Bi, 25 % Pb, 12,5 % Sn и 12,5 %
Cd [106]. Заливка осуществлялась на ручной поршне-
вой машине с горячей камерой прессования при давле-
нии 0,2—0,6 МПа. Для сравнения с исследованиями
Л. Фроммера и В. Брандта киносъемка осуществлялась
на прямоугольных образцах с боковым и центральным
расположением питателя (рис. 10, а, б), а также на П-
образных (рис. 10, в), U-образных (рис. 10, г) образ-
цах и образцах для механических испытаний (рис. 10, д).
а) 5) 6)
д)
Рис. 10. Образцы отливок и расположение питателей, принятые
В. Кёстером и К. Гёрингом
2* 35
На рис. И показаны кадры скоростной киносъемки,
фиксирующие заполнение прямоугольного образца при
скорости впуска около 20 м/с, на основании изучения
которых сделан вывод, что при таких условиях литья
под давлением подтверждается теория Л. Фроммера о
последовательном заполнении формы гидравлическим
ШШЙ
4 < С 11 15 19
Z6 30
35 981О',3с
Рис. П. Движение моделирующего металла в форме при скорое^
впуска 20 м/с
подпором. Следует подробно рассмотреть ошибки мето-
дики киносъемки В. Кёстера и К. Гёринга, которые при-
вели к неправильной оценке результатов эксперимента.
В. Кёстер и К. Гёринг использовали для освещения
формы точечный источник света, дающий при киносъем-
ке лишь теневые кадры движущегося металла. В ре-
зультате разбрызгивания и растекания металла полость
формы затемняется в начальный период заполнения, а
действительное время окончания заполнения зафиксиро-
вать невозможно. Кадр, показывающий на рис. П про-
цесс заполнения спустя 0,048 с от начала впуска не со-
ответствует полному заполнению. При скорости впуска
20 м/с и сечении питателя 3,14 мм2, соответствующем
указанному на рис. 10, а диаметру, равному 2 мм, дан-
ный образец (объем 28,5 см3) должен заполниться лишь
через 1,425 с. Таким образом, действительная продол-
жительность заполнения превышает зафиксированное
время заполнения в 30 раз. Еще одна ошибка методики
В. Кёстера и К. Гёринга состоит в том, что вязкость
моделирующего сплава Вуда и поверхностное натяже-
ние его в жидком состоянии, значительно ниже, чем эти
же показатели для реальных сплавов, применяемых в
промышленности. К тому же заполнение сплавом Вуда
происходит при очень небольшой теплоотдаче, так как
разность температур сплава и формы составляет ~60°.
Малая вязкость и небольшое поверхностное натяжение
заливаемого сплава приводят к рассеянию потока даже
при скорости впуска 10 м/с. Использование жидкостей
36
с низкой температурой плавления (или воды) для моде-
лирования течения металла в форме возможно лишь при
создании соответствующих литью под давлением тепло-
вых условий заполнения, определяемых путем расчета
критериев подобия.
Главным достижением первых киносъемок следует
считать установление действительных значений скорос-
тей впуска. Оказалось, что они на 50—60 % отличаются
от скоростей, подсчитанных по формуле Торичелли. Об-
работав результаты В Кёстера и К. Гёринга и сопоста-
вив их с данными теоретических расчетов, Б. Закс пред-
ложил формулу для определения скорости впуска по
величине давления с учетом гидравлических сопротивле-
ний в литниковой системе:
^вп = У2р/]рм(1+2£ + Д?)] , (9)
где — сумма коэффициентов гидравлических сопро-
тивлений движению расплавленного металла; Д£— до-
полнительный коэффициент сопротивлений в литнико-
вой системе.
Значение Д£, по Б. Заксу, определяется выражением
Д£ = Ш + 0,07,
где Хл — коэффициент трения в литниковой системе, под-
считываемый по известной из гидравлики формуле Бла-
узиса; I — длина литника; d — характерный размер по-
тока; число 0,07 обозначает энергию на предварительное
установление профиля скоростей в период разгона.
2. ФОРМИРОВАНИЕ ПОТОКА ПРИ УДАРЕ СТРУИ
О СТЕНКУ ФОРМЫ
Методика скоростной киносъемки заполнения свин-
цово-сурьмяными, цинковыми и алюминиевыми сплава-
ми. Современная теория заполнения формы базируется
на экспериментальной скоростной киносъемке процесса
движения металла, начиная от момента удара впускной
струи о преграду и вплоть до перемещения затвердева-
ющего металла в период подпрессовки. Скоростная ки-
носъемка процесса в реальных условиях литья под дав-
лением (без моделирования) впервые осуществлена в
литейной лаборатории Московского высшего техническо-
го училища имени Н. Э. Баумана. Она проводилась в
37
Рис. 12. Конструкция формы
с плавающими вставками
ми в том, что не только
форме с боковыми стенками из жаростойкого стекла
(рис. 12). Для снижения ударных нагрузок на стеклян-
ные пластинки форма сконструирована по методу так
называемых плавающих вставок. Рабочая полость фор-
мы образована шестью незакрепленными вставками,
расположенными в подвижной 5 и неподвижной 1 пли-
тах. Заменой вставок 3 и 8
можно изменять конфигура-
цию отливки. Сменные вставки
2 и 7 позволяют применять
питатели различной толщины.
Вставки 4 и 9 предназначены
для расположения в них вен-
тиляционных каналов. Вплот-
ную к вставкам прикладыва-
ются стеклянные пластинки 6
и 11, которые через свинцовые
прокладки прижимаются к
плитам формы крышками 10 с
помощью винтов. Принципи-
альное отличие формы с пла-
вающими вставками от приме-
ненных В. Кёстером, К. Гёрин-
гом и другими исследователя-
снижаются ударные нагрузки,
но и возможно создание плоскостного изображения за
счет одинаковой ширины питателя и отливки. В сочета-
нии с двусторонним освещением полости формы это поз-
воляет исключить получение на кинопленке теневых
кадров, искажающих истинную картину заполнения.
Использование закаленного жаростойкого стекла 13В,
созданного во Всесоюзном научно-исследовательском
институте стекла, выдерживающего заливку при темпе-
ратуре до 820 К, дало возможность осуществить запол-
нение формы реальными свинцово-сурьмяными, цинко-
выми и даже алюминиевыми сплавами при скорости
впуска до 100 м/с и давлении до 100 МПа.
Скорость киносъемки выбирается в диапазоне 3000—
6000 кадров/с. При таких скоростях появляется возмож-
ность детального рассмотрения процесса перемещения
металла в полости формы как во время заполнения, так
и в период подпрессовки.
Движение свободной струи. Киносъемки процесса
впуска металла в форму подтвердили положение
38
Л. Фроммера о постоянстве конфигурации и направле-
нии струи. Установлено, что расширение струи, вытека-
ющей из прямого питателя при постоянной скорости,
невозможно, тем самым опровергаются выводы
В. Брандта и теория двух видов впуска, сформулиро-
ванная на основе этих выводов В. М. Пляцким. Если
скорость прессования и давление в процессе впуска воз-
растают, свободная струя разрушается сразу же после
выхода из питателя, распадаясь на отдельные струйки и
капли жидкого металла. Разрушение впускного потока
вызывает приваривание металла к стенкам и стержням,
увеличивает воздушно-газовую пористость, образование
неслитин и неспаев на поверхности отливки. При литье
армированных деталей разбрызгивание нарушает проч-
ность сцепления между арматурой и металлом отливки.
Для сохранения постоянства и сплошности свободной
струи прессующий механизм машины должен быть скон-
струирован так, чтобы процесс разгона пресс-поршня
заканчивался в период прохождения металлом литнико-
вой системы. В машинах с горячей камерой прессова-
ния так же, как и в машинах с холодной камерой, не-
допустим впуск металла в форму при неустановившемся
режиме.
Возможно нарушение сплошности впускной струи да-
же при постоянных условиях истечения. Такое наруше-
ние объясняется возникновением возмущающих сил, под
действием которых утрачивается равновесная форма
струи и она разбивается на отдельные струйки или кап-
ли. Один из видов разрушения ее связан с взаимодейст-
вием сил инерции и поверхностного натяжения, обуслов-
ливающим возникновение поперечных волновых -колеба-
ний, зафиксированных скоростной киносъемкой. Фикси-
руемая длина устойчивой части струи совпадает с ее
расчетным значением, определяемым по формуле Ри-
чардсона:
W = (овп Урм^К ) const,
где L — длина устойчивой части впускной струи; D —
характерный размер струи; <тм — поверхностное натяже-
ние заливаемого металла. При одной и той же скорости
струи интенсивность отрыва капель зависит от вязко-
сти сплава. Поэтому в формуле Ричардсона константу
можно считать функцией вязкости и заменить отноше-
ние const/}/сгм новой постоянной C=<p(v), определяемой
39
экспериментальным путем. После этой замены, прини-
мая для плоской струи £> = 26п1гт, имеем:
£/^пит = 21/2 Cv$n 1/Рм^ПИТ • (10)
Например, для сплава АЛ2, перегретого на 50 е при
6Пит=1 мм имеем L = 0,04 vDn м, а для того же сплава
при отсутствии перегрева — L = 0,15 ипп м. Расчеты по
формуле (10) показывают, что для сохранения устойчи-
вости впускной струи следует повышать вязкость зали-
ваемого сплава, снижая до минимума температуру за-
ливки.
При больших скоростях впускной струи возможен
другой вид разрушения, связанный с возникновением
синусоидальных колебаний. Появление их можно объяс-
нить тем, что сопротивление газов в полости формы ста-
новится более существенным, чем поверхностное натя-
жение металла. Если форма плохо вентилируется и про-
тиводавление быстро возрастает, распад струи начина-
ется при скорости 40—60 м/с.
Условия движения свободной струи в значительной
степени определяются конструкцией литниковых кана-
лов. Струя сохраняет постоянную толщину и направле-
ние только при наличии установившегося движения в
питателе. Поэтому длина ленточного (плоского) пита-
теля должна быть пропорциональна его толщине.
Разрыв впускной струи возможен также нз-за резкого падения
давления в литниковой системе, приводящего к кавитации. Кави-
тация особенно заметна при вакуумировании полости формы и лит-
никовой системы. Анализ уравнения Бернулли показывает, что
скорость не может быть чрезвычайно большой, так как давление
всегда положительно. Решая уравнение (4) относительно скорости
v2, имеем: _ ч
»2 = <2/рм) (Pi — Ра) + f I .
откуда ВИДНО, ЧТО скорость становится макисмальной (U2=Umax)
при 02=0:
wmax = j/~(2/Рм) (Pi + ui) •
При превышении значения Umax наступает разрыв сплошного пото-
ка, а образующиеся при этом кавитационные полости заполняются
газами. Чем больше газовых включений в заливаемом металле, тем
сильнее процесс формирования кавитационных раковин. X. К. Бар-
тон наблюдал кавитацию в расширяющейся литниковой системе при
скорости впускной струи 27 м/с. Образующиеся при кавитации
тонкие струйки металла вырываются с большой скоростью из ос-
40
повного потока и вызывают эрозию поверхности литниковых кана-
лов и формы. Для борьбы с кавитацией применяют сужающиеся
литниковые системы, в которых давление непрерывно повышается,
достигая максимума в момент выхода металла из питателя. Для
устранения кавитации и отрыва потока от стопок литниковая сис-
тема должна не только сужаться, но и иметь плав-ные переходы от
больших сечений к меньшим.
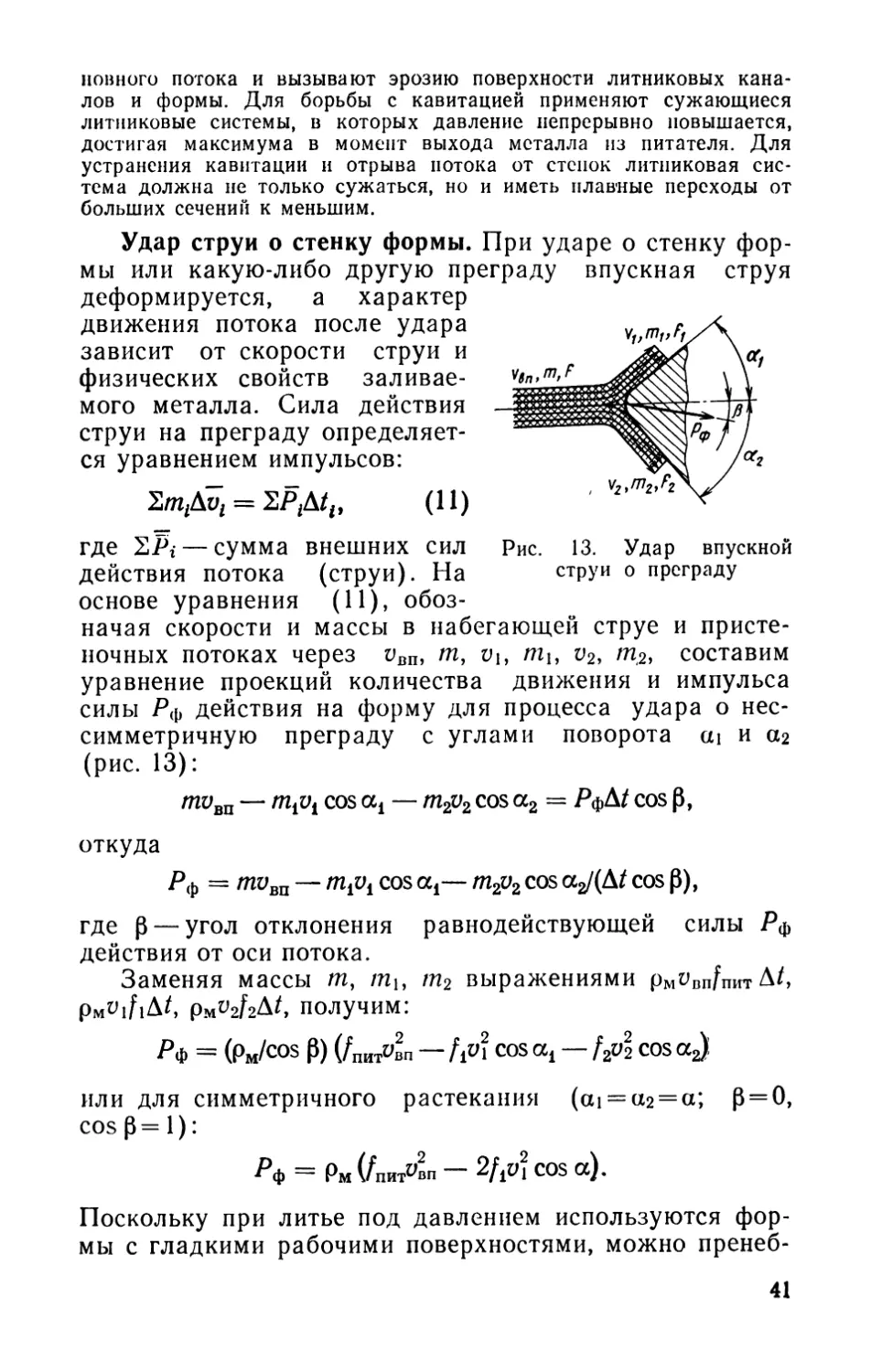
Удар струи о стенку формы. При ударе о стенку фор-
мы или какую-либо другую преграду впускная струя
деформируется, а характер
движения потока после удара
зависит от скорости струи и
физических свойств заливае-
мого металла. Сила действия
струи на преграду определяет-
ся уравнением импульсов:
, (11)
где SA — сумма внешних сил Рис. 13. Удар впускной
действия потока (струи). На струи о преграду
основе уравнения (11), обоз-
начая скорости и массы в набегающей струе и присте-
ночных потоках через увп, m, v2, tn2, составим
уравнение проекций количества движения и импульса
силы Рф действия на форму для процесса удара о нес-
симметричную преграду с углами поворота сц и а2
(рис. 13):
тувп — mivi cos 04 — m2v2 cos а2 = АД/ cos Р»
откуда
Рф = mvBU — tnivi cos oq— tn2v2 cos «^(Д/ cos P),
где p — угол отклонения равнодействующей силы Рф
действия от оси потока.
Заменяя массы т, т2 выражениями рм^вп/питД/,
Рм^1ЛД/, рм^г/гД/, получим:
Рф = (Рм/cos Р) (/питУвп — fiVl cos cti — /2Р2 COS «2):
или для симметричного растекания (ai = «2 = a; р = 0,
cos Р = 1):
Рф = Рм (/пит^вп 2ДУ1 cos a).
Поскольку при литье под давлением используются фор-
мы с гладкими рабочими поверхностями, можно пренеб-
41
речь трением металла. В этих условиях Vi = vBn, 2/i=^
= /uiit и сила Рф, действующая на симметричную прег-
раду в полости формы, равна:
Рф == Рм/пит^вп (1 cos а),
а гидродинамическое давление рф, МПа, струи на прег-
раду определяется выражением:
РФ = Рм^вп (1 — cos а). (12)
Из выражения (12) следует, что гидродинамическое
давление зависит в первую очередь от скорости впуск-
ной струи. В то же время это давление необходимо для
четкого оформления рельефа поверхности отливки. По-
этому для улучшения качества поверхности отливок
рекомендуют повышать скорость впуска. Однако, чем
выше скорость, тем сильнее эрозионное действие струи,
причем значение р$ растет с увеличением угла а. Сле-
довательно, необходимо выбирать такое направление
впускной струи, чтобы в момент удара угол был мини-
мальным.
Например, при заполнении формы цинковым сплавом типа
ZnA14 (рм = 7000 кг/м3) со скоростью впуска 40 м/с давление на
стенку с углом а=45° равно:
Рф = 7000-402(1—cos 45°) =3,5 МПа, а давление на плоскую стенку
(а=90°) составляет почти 11 МПа, т. е. увеличивается в 3 раза.
Образование потока заполнения. После удара и рас-
текания струи в полости формы образуется поток запол-
нения, подобный гидравлическому подпору, описанному
Л. Фроммером. Характер движения потока заполнения
зависит прежде всего от скорости впуска. Кроме того,
на характер образования потока влияют жидкотеку-
честь, вязкость, упругость и поверхностное натяжение
заливаемого металла. Поток заполнения, возникающий
в момент удара струи о стенку формы, может быть
сплошным или дисперсным. В сплошном потоке метал-
ла, как и в потоке любой жидкости, движение может
быть ламинарным или турбулентным. Переход от лами-
нарного движения к турбулентному определяется крите-
рием Рейнольдса (Re):
Re = Уфб/ф/v,
где Уф — скорость потока, образовавшегося в форме пос-
ле удара впускной струи; — характерный попереч-
ный размер потока в форме.
42
Ламинарное движение возможно лишь при очень не-
больших значениях и Гораздо. чаще при литье
под давлением наблюдается квазиламинарное (когда
параллельно движутся не все частицы жидкости, а от-
дельные слои) движение в условиях заполнения формы
жидко-твердым сплавом.
Сплошное турбулентное движение потока заполнения
возникает при скоростях впускной струи, превышаю-
щих критическое значение, определяемое критерием
Re. При более высоких скоростях в момент удара
часть металла начинает отскакивать от преграды в ви-
де отдельных струек или брызг.
Дальнейшее повышение скорости приводит к тому,
что весь поток разбивается на капли, которые удаляют-
ся от места удара и распространяются по полости фор-
мы до тех пор, пока не образуется сплошной турбулент-
ный подпор. Такое движение, названное дисперсным
движением потока заполнения, зафиксировано для
свинцово-сурьмяных, цинковых и алюминиевых сплавов
скоростной киносъемкой (левый ряд кадров на рис. 14).
Образование дисперсного заполнения при скорости
10—25 м/с отмечено также Ф. Беннетом, который ис-
пользовал в качестве моделирующей жидкости воду.
В лаборатории университета Case Western Reserve
(США) при киносъемке со скоростью 5000 кадров/с на-
чало дисперсного заполнения наблюдалось для латуни
при скорости впуска 17,7 м/с [120].
Заполнение полости в первый период после удара
относится к виду дисперсного двухфазного движения.
До некоторого момента дисперсной средой являются
газы в полости формы, а дисперсной фазой — капли ме-
талла. На верхнем кадре левого ряда зафиксирован
момент, когда капли металла заполняют все простран-
ство прямоугольной полости формы. Этот момент наз-
ван «мнимым заполнением» и соответствует для пря-
моугольной отливки примерно 1/4 от продолжительно-
сти истинного заполнения и виден только при двусто-
роннем освещении объекта киносъемки. При односто-
роннем освещении, как это было у В. Кёстера и К. Гё-
ринга, на теневых кадрах (см. рис. 11) момент «мни-
мого заполнения» совпадает с окончательным затемне-
нием кадра. В действительности, как это видно на кад-
рах правого ряда на рис. 14, после «мнимого» заполне-
ния струя продолжает проходить через смесь металла
43
Рис. 14. Образование дисперсной
смеси металла с воздухом (газами)
при ударе струи о стенку формы.
44
с газами, уплотняя ее, затем отдельные капли объеди-
няются в жидкую или жидко-твердую дисперсионную
среду, в которой дисперсной фазой становятся пузырь-
ки воздуха и газообразных продуктов сгорания смазоч-
ного материала.
3. ЗАПОЛНЕНИЕ ПОЛОСТИ ФОРМЫ
Определение условий ламинарного движения потока
заполнения. В трудах Л. Фроммера характер заполнения
зависит от отношения площадей поперечных сечений
питателя и отливки. Однако такая связь не учитывает
объемных перемещений потока в полости формы. Более
полно заполнение характеризуется отношением толщин
питателя и отливки. Если толщина впускной струи зна-
чительно меньше толщины отливки, заполнение начина-
ется сразу же после достижения струей стенки формы и
распространяется в направлении, совпадающем с на-
правлением полости формы.
Для осуществления последовательного ламинарного
заполнения движение потока после удара должно быть
ламинарным. Если допустить, что при ударе не проис-
ходит потерь энергии и, следовательно, скорость потока
заполнения равна скорости впускного потока, то харак-
тер движения в пристеночном потоке определяется по
аналогии с движением воды в свободном русле:
Re = 4овп₽гИДр/у, (13)
где /?гидр — гидравлический радиус, равный отношению
смоченной поверхности Гсм к ее периметру 77см- Так как
при ширине отливки В, Fcy[ = Bl, а Псп = В, то гидрав-
лический радиус #ГИДр = В//В =/, причем I —
переменная величина. Критический случай сохранения
ламинарного движения в пристеночном потоке возмо-
жен, когда I достигает максимального значения:
^гидр = 4пах = (^отл ®пит)/2‘
Подставляя это значение /?ГИДр в формулу (13) и выде-
ляя из нее ивп, находим выражение для определения
критической скорости икР(Л) впуска, ограничивающей
ламинарное движение потока заполнения:
^кр(л) =’Re v/[2 (ботл ^пит)1* (14)
45
Нижнее значение входящего в выражение (14) числа
Re, при котором начинается нарушение устойчивого ла-
минарного течения, равно 2300. Максимальное значе-
ние числа Re при движении металла вдоль гладких по-
верхностей может достигать 10000—12000. На рис. 15, а
представлена зависимость величины окр(л) от вязкости
Рис. 15. Зависимость критической скорости от v (а) и оПит/о0тл для
жидких (б) и жидко-твердых (в) сплавов-
/ и /' — цинковый сплав типа ZnAl4Cu3 при температуре 713 и 668 К; 2 и
2' — алюминиевый сплав типа AtSi 12 при 903 и 863 К; 3 и 3' — вторичный
алюминиевый сплав при 903 и 843 К; А — рекомендуемый диапазон
v при различных числах Re. На рис. 15, б даны графи-
ческие зависимости критической скорости окр(л) лами-
нарного ДВИЖеНИЯ ОТ ОТНОШеНИЯ бшгг/ботл для цинково-
го и алюминиевых сплавов. Для построения этих зави-
симостей выражение (14) преобразовано в следующем
виде:
®кр(л) = [Re V/(26OTJI)] [1/(1 ^пит/^отл)]> (15)
причем толщина отливки считается постоянной (бОтл =
= 4 мм). Аналогичным образом построены зависимости
оКр <л) от бшгг/ботл для сплавов, заливаемых в жидко-
твердом состоянии (рис. 15, в). Рекомендуемые диапа-
зоны отношения бшгг/ботл определены областью резкого
возрастания кривых — они составляют для жидких
сплавов 1—3/4 (область А на рис. 15, б), для заливае-
мых в жидко-твердом состоянии 7/8—1/2 (область А'
на рис. 15, в).
46
Анализ выражения (15) показывает, что при прочих
равных условиях увеличение толщины стенки отливки
приводит к уменьшению критической скорости и, следо-
вательно, к уменьшению возможности сохранения лами-
нарного движения в потоке заполнения. Поэтому значе-
ния икр (Л) для сплавов, заливаемых в жидком состоя-
нии, не превышают 0,3—0,5 м/с.
Можно повысить значение инР(Л) за счет увеличения
вязкости заливаемого металла. Анализ физических
свойств различных металлов показывает, что вблизи
точки плавления вязкость металлов и сплавов возраста-
ет почти в 5 раз по сравнению с металлами, перегреты-
ми на 70—90°, а при понижении температуры ниже
среднего значения температуры кристаллизации — в
несколько десятков раз. В то же время жидкотекучесть
сплавов в гетерогенной области изменяется в гораздо
меньшей степени. Это позволяет при заливке сплавов в
жидко-твердом состоянии увеличить критическую ско-
рость перехода от ламинарного к турбулентному дви-
жению до 10—12 м/с.
Уравнения движения ламинарного потока металла. Уравнения
Навье—Стокса (5), описывающие движение сплошной среды, выве-
дены из условия постоянства вязкости. При литье под давлением
в процессе заполнения литниковой системы и формы металл интен-
сивно охлаждается, а вязкость его повышается. Этим изменением
вязкости нельзя пренебрегать при определении скоростей и давлений
в потоке. Поэтому в отличие от уравнений (5) движение металла
при литье под давлением описано в системе прямоугольных коор-
динат следующими уравнениями:
(fyc/df + vx + vy №xldy) + (д»х/дг) = <
д д
= FX — (1/рм) (др/дх) + 2 — v (дОх/дх) + — v (dvx!dy +
д
+ dVy/dx) 4- — v (dPx/dz + dv^dx)',
dovldt + vx (dVyldx) 4- vy (doy/dy) 4- vt (dvuldz) —
d d
= F„ — VPm (dp/dy) 4- — v (dOyldx 4- дЩду) 4- 2 — v X I (16
d
X (dOyldy) 4- — v (dvxldz+ do^dx)-,
dvx'dt 4- vx (д°г/дх) 4- vy (dvg/dy) 4- oi =
d
= Ft — l/pM (dp(dz) 4- — v (dvx/dx 4- doxldvj 4-
d d
— v (dvt/dy 4- dVytdz) 4- 2 —- v (totldz).
• oy 02
47
Система уравнений (16) содержит пять неизвестных: vx, vy> 0z<
р и v=(p(T). Чтобы система стала полной, необходимо присоеди-
нить к ней еще два уравнения — неразрывности и притока тепла:
дих/дх + dvy/dy + dvz/dz = 0; (17)
dT/dt + vx (dT/dx) + vy (дТ/ду) + vz (dT/dz) = ам (д277дх2 +
+ d2 T/dy* + & T/dz2) + Е/(рмсм), (18)
где ам — коэффициент температуропроводности заливаемого метал-
ла; Е — функция рассеяния, определяющая переход механической
энергии в тепловую при движении потока жидкости с переменной
вязкостью; см — удельная теплоемкость заливаемого металла.
Для решения задачи о движении металла в полости формы, по-
добной прямоугольной пластине, систему уравнений (16—18) мож-
но упростить. Поскольку при литье под давлением давление метал-
ла значительно превосходит гидравлические сопротивления в форме,
допустимо считать движение установившимся, в связи с чем про-
изводные скоростей по времени равны нулю:
dvx/dt = dVy/dt = dvz/dt = 0.
Левые части уравнений (16) для установившегося движения также
равны нулю. Действием массовых сил при литье под давлением,
при котором характер заполнения определяется кинетической
энергией струи, можно пренебречь, т. е. Fx = Fy = Fz = 0. Уравнение
неразрывности (17) для плоскопараллельного установившегося
движения принимает вид:
dvx/dx = dv/dx = 0,
а в уравнении (18) притока тепла д77д/=0 и dT/dz=Q.
Учитывая все эти допущения, получим следующую систему урав-
нений движения ламинарного потока в форме:
(l/рм) (др/дх) = (dv/dy) (dv/dy) + v (d^/fy2);
(l/Рм) (dp/dy) = (dv/dx) (dv/dy); (19)
v (dT/dx) = ам (d2T/dx2 + d2T/dy2)+ v/[(p2 c) (dv/dy)]2.
Для решения системы уравнений (19) примем по аналогии с реше-
нием задачи о движении вязкой жидкости в круглой трубе допу-
щение о том, что температура и вязкость металла изменяются толь-
ко вдоль оси х. Принимая это допущение во внимание, продиффе-
ренцируем обе части первого уравнения системы (19) по ду, а вто-
рого — по дх\
(1/Рм) = 2 (dv/dy) (&v/dy) + (dv/dy) (d2v/dy2) + v (d2v/dy3);
d/Рм) l&Plldxdy)] = (dv/dy) (d2v/dx).
Вычитая из первого уравнения второе, исключим давление р и по-
лучим дифференциальное уравнение третьего порядка:
v (dFv/dip) + 2 (dv/dy) (d2v/dy2) + (d2v/dy2 — d2v/dx2) (dv/dy) = 0,
которое, при принятом ранее условии, что dv/dy=0, принимая вид:
v (d3v/dy)3 — (d2v/dx2) (dv/dy) — 0.
48
РазДСлйя переменные й приравнивая обе части этого уравнений
постоянной величине, зависящей от толщины отливки и представ-
ленной в виде (2/п/6отл)2, имеем:
(d^/dy3)i(dv/dy) = (1/v) (d2v/dx2) = (2/и/6Отл)а> (20)
где т — безразмерный коэффициент.
Для нахождения зависимости v = cp(x) выделим из уравнения
(20) правую часть, переписав ее в следующем виде:
d^vfdx2 — v (2/и/60ТЛ)2 = 0,
откуда, после разделения переменных и интегрирования, получим
закон изменения вязкости по координате х ламинарного потока:
V = С1е^'П/б°тл^ + С2е~ <2т/ботл)х . (21)
Для нахождения закона изменения вязкости в зависимости от тем-
пературы рассмотрим теплоотдачу в потоке заполнения. Количест-
во теплоты, отдаваемое элементом потока через стенки формы за
время dtf равно:
— а(Т—Тф) dtdF,
где а — коэффициент теплоотдачи; Тф— температура формы; dF—
поверхность теплоотдачи, равная 2(бОтл+^)^х (здесь В— ширина
отливки). Приток тепла вследствие конвективного переноса в пото-
ке, движущемся со средней скоростью wCp, за время dt составит
CMpM^omBVcpdTdt. Если пренебречь рассеянием энергии, то
эти выражения можно приравнять:
ос (Т — Тф) dt 2 (6qtji ~Ь В) dx = СмРм^отл^^ср^Т dt,
откуда, после разделения переменных и интегрирования при гра-
ничных условиях х=0, Т=7'о, имеем:
(Т - Тф)/(Тв - Тф) = е-₽х, (22)
где индексом 0 обозначено выражение [а/(см рм vCp)] [2(дОтл+В)/
/(ботлВ)]. Заменив отношение температур в уравнении (22) без-
размерной величиной и введя новую переменную Х1 = х/бОтл, по-
лучим:
» = е-₽х*,
откуда
х, = (1/0) In (1/9). (23)
Подставляя значение Х|=х/60ТЛ из (23) в уравнение (21) и заме-
няя постоянные С, и С2 новыми vo и С, получим зависимость вяз-
кости от величины *0:
V = v0 + (1 - С) Э (2т/₽Ч, (24)
где vo — постоянная величина, равная кинематической вязкости
металла в начальный момент заполнения; ш и С — постоянные,
определяемые по экспериментальным зависимостям вязкости от тем-
пературы.
49
Для нахождения закона изменения скорости по сечению лами-
нарного потока рассмотрим левую часть дифференциального уравне-
ния (20):
Ри/ду* — (2/л/60ТЛ)а dv/dy = 0,
откуда после интегрирования
V = Cj + С2е<2т/в°тл^ + С3е-<2т/в°тл>у ,
определяя постоянные интегрирования из условий, что при р=0,
u = Umax, а при г/=±6Отл/2, и=0, получим:
v = Vmaxe"1 (em + e~m - е (2/п/б отл) » _ е~ (2т/еотл) »)/(ет _ 1)2 ,
или после подстановки значения итах, выраженного через значение
средней скорости иСр, опредляемой уравнением расхода заливаемого
металла,
v = vcpmem + e-m - е(2т/в°тл) У - е~ «fem (т _ 1) _|_
+ е“ т(ш+ 1)]. (25)
Закон изменения давления по длине потока определяется из
первого уравнения системы уравнений (19), в котором dv/dy = 0:
др/дх = pMv (д^/ду2).
Подставляя в это уравнение значение v из уравнения (25), после
дифференцирования получим:
др/дх = — [4pMvucpm3'(6OM)2] (е^'"/в°тл) у +
+ е~ (2от/вотл) У fa" _ 1) + e-m (щ + 1)]} (
или после подстановки значения v из формулы (24) с заменой
& = е~Р*/б0ТЛ и интегрирования при условиях х=0, р=ро и х=/,
P—Pi находим формулу для нахождения изменения давления в ла-
минарном потоке:
Ро — Pl = (З^срРм/ботл) {rn (ет — e_m)/[em (т — 1) +
— е~от (m + 1)]} [С (е(2т/в<”'л) 1 — 1) 4- (С — 1) х
х(е-(2т/в°тл) Z—1)]. (26)
Разность ро—Pi в формуле (26) — падение давления при прохожде-
нии потоком металла в форме пути / со скоростью иСр.
Распределение скоростей и давлений в ламинарном потоке. За-
коны распределения скоростей и давлений определяют по экспери-
ментальным зависимостям вязкости от температуры. Например, для
алюминиевым сплавов, заливаемых в жидко-твердом состоянии,
эти зависимости описываются уравнением гиперболы (рис. 16,а):
v/v0 = l/&",
50
в котором показатель степени п может изменяться от 2 до 3. Соот-
ветственно в уравнении (25) безразмерная величина С равна 1,
а постоянная т изменяется от р до 1,5 р. На рис. 16,6 показаны
законы распределения скорости по сечению полости формы толщиной
ботл при т=р (кривая 1) и т=1,5 р (крив»ая 2) в сравнении с
идеальным распределением скоростей (кривая 3), полученным из
условия v=const при решении системы уравнений (19), которая
сводится к виду:
v ((Ри/ду*) = 0.
Рис. 16. Экспериментальные зависимости v/v0=q)(fl) (а) и измене-
ние скоростей (б) в ламинарном потоке
Поскольку здесь v=/=0, то d3u/dz/3 = 0 или после интегрирования при
граничных условиях, z/=0, у=(3/2)уСр и //=±6ОТл/2, у=0:
v = (3/2) уср [1 - (2///60ТЛ)2]. (27)
Уравнение (27) и кривая 3 на рис. 16,6 показывают, что без учета
изменения вязкости (в* идеальном случае) скорость распределяется
по параболическому закону. Реальные законы распределения ско-
ростей (кривые 1 и 2 на рис. 16, 6) значительно отличаются от па-
раболического, образуя по центру потока зону максимальных ско-
ростей Я, которая тем больше, чем больше значение т в уравне-
нии (25).
Если принять близкое к экспериментальным значениям условие
w = p=2, то закон распределения скоростей в ламинарном потоке
заполнения принимает следующий вид:
V = 2оср (е4 + 1 — е4у/бо™ + 2 —
—е2-44'/в°тл)/(е4 + 3),
51
а значение максимальной скорости vmax, которую можно принять
как среднюю скорость в зоне максимальных скоростей, определяется
выражением:
°тах = 2оср (еа — 1)а/(е4 + 3).
Закон изменения давления по длине потока при т = Р=2 можно
найти на основании формулы (26):
Ро-Л= {4(е4//вотл- 1) (е*— 1)/[6Отл(е4 + 3)]| vopMt>cp. (28)
Расчеты по формуле (28) показывают, что падение давления в- по-
токе в большой степени зависит от толщины стенки отливки. На-
пример, если при заполнении алюминиевым сплавом полости формы
длиной 0,4 и толщиной 0,008 м (со средней скоростью 20 м/с) дав-
ление падает всего лишь на 0,09 МПа, то при уменьшении толщины
полости формы (т. е. стенки отливки) до 0,002 м давление падает
на 1,41 МПа.
Рис. 17. Нарушение ламинар-
ности на входных участках по-
лостей формы ребристой от-
ливки
Ламинарное движение потока в полости формы
сложной конфигурации. Полость формы сложной конфи-
гурации, например, формы для отливки, оснащенной
ребрами, перпендикулярными к ее телу, заполняется
распространяющимся по всем сечениям ламинарным
потоком (рис. 17). Скорость и0Тл, м/с, потока в теле от-
ливки толщиной ботл определяется из уравнения нераз-
рывности:
Ц)ТЛ®ОТЛ^ ^вп®пит^>
где иВп скорость впуска (увп<^кр(л)); В — ширина от-
ливки и питателя; бПит— толщина питателя;
Цэтл ~ ®вп^пит/^отл-
Скорость потока металла в поперечных ребрах отливки
меняется от величины г»Вп6пит/бреб при заполнении пер-
вого ребра до увп бпит/(3 бРеб) при заполнении третьего
ребра (здесь бреб — толщина ребер). При входе металла
52
в полость, образующую ребро, ламинарность потока на-
рушается — он на каком-то участке становится турбу-
лентным. Затем пристеночные слои затормаживаются и
ламинарность потока восстанавливается. Длина Ц вход-
ного участка определяется известной из гидравлики
формулой Шиллера, м:
/,= 0,02875dz Rez,
подставляя в которую значение характерного размера
di для плоского канала толщиной бреб, равное 2бреб, и
значение критерия Re,-, получим:
для первого ребра /1 = 0,02875увп4дпитбреб^;
для второго ребра /2=0,02875увп2дпитбреб^;
для третьего ребра /з=0,02875увп4дПитбреб/3¥.
В общем виде для отливки, имеющей п ребер толщиной
бреб, длина 1п входного участка определяется выраже-
нием, м:
1п = 0,02875ивп46питбр;б/(от).
Расчеты показывают, что в отливках сложной кон-
фигурации возможно нарушение ламинарности потока,
приводящее к захвату воздуха и газообразных продук-
тов сгорания смазочного материала из полости формы.
Поэтому следует обращать особое внимание на венти-
ляцию ребер и глухих поперечных стенок отливки, осо-
бенно тех, которые расположены вблизи места возник-
новения сплошного ламинарного потока, так как ско-
рость потока в них выше, чем в ребрах, более отдален-
ных от места удара впускной струи.
При ламинарном движении потока заполнения газы
вытесняются в вентиляционные каналы и не попадают
внутрь отливки. В то же время в металле могут нахо-
диться газовые включения, попавшие в расплав в каме-
ре прессования или в расширяющейся литниковой си-
стеме. Кроме того, возможно выделение газов из раст-
вора, которое особенно усиливается при вакуумирова-
нии полости формы. Поскольку в результате возраста-
ния вязкости сплава зона максимальных скоростей уве-
личивается, вынос пузырьков газа по центру потока ста-
новится невозможен. Поэтому даже при ламинарном
движении возможно образование воздушно-газовой по-
ристости.
53
Образование турбулентного потока заполнения. Если
скорость впуска превышает критическое значение, опре-
деляемое выражениями (14) и (15), то в свободной
струе и образующихся после удара пристеночных пото-
ках движение металла становится турбулентным. Для
жидких сплавов турбулентное заполнение начинается
при скоростях 0,3—1,0 м/с и может сохраняться до 15—
20 м/с. В условиях заполнения формы жидко-твердым
сплавом турбулентное заполнение можно осуществить в
диапазоне скоростей впуска 10—50 м/с.
Как отмечалось ранее, на характер заполнения кроме
скорости впуска большое влияние оказывает отношение
толщины питателя и отливки. Если 6Пит/бОтл> 1/4, то
турбулентность потока жидкого металла возникает при
скоростях впуска 0,5—20 м/с. Если 6т1Т/6Отл< 1/4, то
сплошное турбулентное движение наблюдается в диапа-
зоне скоростей 0,3—10 м/с, а при превышении этих зна-
чений сплошной поток превращается в дисперсный.
В сплошном турбулентном потоке возможны газовые
включения, достигающие 0,5—1,5 мм, образующие в от-
ливке пористость, которая значительно снижает герме-
тические и прочностные свойства деталей. Механизм
захвата газов из полости формы в турбулентный поток
можно проследить по схеме, изображенной на рис. 18.
После удара струи о преграду наблюдается турбулиза-
ция пристеночных слоев (а), приводящая к их заторма-
Рис. 18. Образование сплош-
ного турбулентного потока за-
полнения:
а — удар струи о преграду; б —
возникновение гидравлического
подпора; в — движение потока за-
полнения
54
живанию и отжатию вновь Поступающих порций метал-
ла внутрь полости. В результате образуется сплошной
турбулентный поток, который, пользуясь терминологией
Л. Фроммера, можно назвать гидравлическим подпо-
ром (б). Вихревое движение металла на поверхности
гидравлического подпора приводит к захвату воздуха и
газов, пузырьки которых располагаются в зоне макси-
мальных скоростей, т. е. почти по всему сечению отлив-
ки (в). В пристеночных слоях на глубине, соответствую-
щей толщине пограничного слоя пористость не наблюда-
ется. Удалить пузырьки газов из заполненной формы
невозможно — их можно только сжать действием высо-
кого давления в процессе подпрессовки. В табл. 12 да-
ны значения скоростей, определяющих начало перехода
к турбулентному движению при различных температу-
рах заливаемого металла.
Таблица 12
Скорости впуска, определяющие начало турбулентного движения
Сплав Температура сплава, К Вязкость, сплава, мм*/с Скорость впуска*, м/с
Цинковый ZnA14Cu3 723 0,42 0,45
Алюминиевый A1SH2 668 923 1,90 0,51 2,36 0,55
Алюминиевый AlSi8Cu3 858 923 2,23 0,48 2,67 0,57
• Для ОТЛИВКИ ТОЛЩИНОЙ 5 Ml 853 и (толщина пит; 3,35 ателя 3 мм). 4,57
Давление, возникающее в месте образования гид-
равлического подпора, способствует заполнению всех
разветвленных полостей. Поэтому полость формы слож-
ной конфигурации можно рассматривать как совокуп-
ность полостей простейшей (например, прямоугольной)
конфигурации. В неравностенных отливках при подводе
металла в утолщенную часть турбулентный поток рас-
пространяется в этой утолщенной полости, а затем на-
чинает двигаться по тонкому сечению и заполнять через
него следующее локальное утолщение (рис. 19, а). При
таком виде заполнения последняя полость выполняет
роль промывника, в который выносятся газы, образую-
55
о)
•а)
Рис. 19. Движение турбулентного потока в неравностенной полости
(а) и в полости П-образной конфигурации (б)
щие крупные раковины в наиболее удаленном от пита-
теля сечении отливки. В коробчатой отливке (рис. 19,6)
гидравлический подпор движется навстречу входной
струе и одновременно продвигается по полостям а и 6,
причем вихревое движение с захватом газов внутрь по-
тока наблюдается в обеих полостях. Если площади се-
чений Fa и Fb равны, то скорость потока в них также
будет одинаковой и, следовательно, они заполнятся од-
новременно. Если Fa^=Fbf то в каждой устанавливают-
56
ся различные скорости, связанные между собой уравне-
нием неразрывности Увп/пит = уа^а + ^Ь^Ь, и продол жи-
тельность заполнения полостей а и b неодинакова.
Заполнение неравностенных отливок сложной конфи-
гурации следует вести с учетом максимального выхода
газов через вентиляционные каналы, подводя металл и
создавая первоначальный турбулентный подпор не в
толстом, а в наиболее тонком сечении полости формы.
Если же струя металла ударяется в стержень, гидравли-
ческий подпор будет огибать его, оставляя незаполнен-
ным пространство за стержнем, и, чтобы избежать де-
фектов по недоливу, следует направлять впускную струю
мимо стержня вдоль стенки формы
Заполнение формы жидко-твердым сплавом. Стремле-
ние снизить турбулентность потока привело к возникно-
вению нового направления литья под давлением, осно-
ванного на заливке сплавов в жидко-твердом состоянии.
Заполнение жидко-твердым сплавом дает возможность
значительно повысить кинетическую энергию потока
без нарушения его сплошности. В результате уменьша-
ется вероятность образования газовоздушных дефек-
тов, отсутствует приваривание расплава, повышается
качество поверхности отливок и снижается износ фор-
мы. Исследования А. Б. Зуева показали, что при залив-
ке алюминиевого сплава в жидко-твердом состоянии
плотность отливок повышается на 10—15%. В то же
время литье под давлением алюминиевых сплавов, на-
ходящихся в жидко-твердом состоянии, позволяет полу-
чать такие же тонкостенные отливки, как и при литье
из жидкого расплава [57].
Возможность повышения заполняемости частично затвердевшим
сплавом Л. Е. Кисиленко и В. Н. Зелено» объясняют выделением
теплоты из расплава при прохождении его через тонкие сечения
полости формы. Эффективность разогрева металла можно повысить,
создавая в тонких сечениях формы локальную термоизоляцию
[33]. Расчеты показывают, что при содержании в сплаве типа
AlSi7MnO,3 твердой фазы около 40 % и скорости потока 40 м/с
происходит повышение температуры расплава на 63°. Кроме разогре-
ва на подвижность расплава влияет также тиксотропия — уменьше-
ние напряжений сдвига с увеличением степени деформации при
разрушении структуры кристаллизующегося металла. При движении
сплава с большим количеством твердой фазы образуется реологи-
ческая система, в которой сдвиговые деформации сосредоточиваются
в жидких прослойках между затвердевшими блоками кристаллов.
Происходят как бы смазывание этих блоков и увеличение их под-
вижности [41].
67
По данным исследования, проведенного Л. Е. Киси-
ленко и другими на заводе АЗЛК (Москва), оптималь-
ное сочетание плотности и механических свойств отливок
из алюминиевых сплавов наблюдается при содержании
в заливаемом расплаве твердой фазы 20—40 % (рис. 20).
Рис. 20. Изменение плотности (а), ав (б) и НВ (в)
Заливка в жидко-твердом состоянии позволяет ис-
пользовать для литья под давлением медные сплавы с
малым содержанием олова и цинка, например, сплавы
типа CuSnlOZn2 и CuSn5Zn5Pb5, имеющие при заливке
их в жидком состоянии слишком высокую температу-
РУ [91].
Микроструктура сплавов, залитых в жидко-твердом
состоянии, характеризуется округлой формой зерен
твердого раствора, что улучшает механические свойства
отливок [40].
Образование дисперсного потока заполнения. При вы-
соких скоростях впуска после удара впускной струи о
преграду возникает дисперсный поток, представляющий
собой беспорядочное движение раздробленных капель
металла, суммарный вектор скорости которых направ-
лен перпендикулярно к преграде. На рис. 21 приведены
отдельные кадры заполнения и кристаллизации прямоу-
гольной отливки размером 85X40X10 мм при скорости
впуска 35 м/с. Форма заполнялась алюминиевым спла-
вом типа A1S112 при температуре 900 К. На кадрах
скоростной киносъемки видно, что примерно через
0,016—0,02 с после начала заполнения образуется дис-
персный поток, направленный в сторону питателя. Через
0,03 с наступает момент «мнимого заполнения», сопро-
58
Рис. 21. Заполнение прямоугольной отливки дисперсным потоком
вождающийся объединением отдельных капель металла
в жидкую дисперсионную среду, наполненную мелко
раздробленными (дисперсными) включениями воздуха
и газов. При недостаточном подогреве формы часть ка-
пель намерзает на стенки формы, образуя оболочку,
препятствующую выходу газов по плоскости разъема.
После «мнимого заполнения» струя продолжает прохо-
дить через смесь металла с воздухом, уплотняя ее до
тех пор, пока давление газов в пузырьках не станет
равным давлению потока. Наблюдаемое на кинокадрах
расширение струи вызвано повышением гидравлического
сопротивления в форме. К моменту окончания заполне-
ния (кадр 70-10“3 с) газы остаются в металле в виде
мелких включений, равномерно рассеянных по всему се-
чению, в том числе и около поверхности отливки. Газо-
вая пористость возрастает по длине отливки в направ-
лении от дальнего ее конца к питателю. Пористость при
дисперсном и турбулентном заполнении одинакова — в
отливке остается до 50 % первоначального объема га-
зов. Но при дисперсном заполнении пористость значи-
тельно меньших размеров, чем при сплошном движе-
нии, и не так сильно влияет на служебные свойства от-
ливок.
На рис. 21 были представлены кадры заполнения
дисперсным потоком формы без предварительного по-
догрева, в которой затвердевание металла начинается
у стенок до окончания заполнения. Схема движения дис-
59
йерсного потока в подогретой форме дана на рис. 22.
Нагрев формы устраняет преждевременное образование
Рис. 22. Теоретическая схема движения дисперсного потока
налы. Равностенные отливки, представляющие собой
совокупность прямоугольных полостей, заполняют ана-
логичным образом (рис. 23).
Рис. 23. Движение дисперсного потока в П-образной полости формы
Если форма заполняется жидким сплавом и бПИт/
/б0Тл<1/3, то дисперсное движение наблюдается при
скоростях впускного потока 20—25 м/с и более. С уве-
личением этого отношения дисперсное движение воз-
60
можно при скоростях менее 20 м/с. Для определения
критической скорости цКр(д) перехода от сплошного тур-
булентного движения к дисперсному перепишем систе-
му дифференциальных уравнений движения в виде
функциональной связи между критериями Рейнольдса
(Re), Прандтля (Рг) и геометрическим критерием, вы-
раженным отношением бпит/ботл:
Re = ф (Рг, бпит/60тл),
которая может быть заменена степенной зависимостью:
Re = СРгт (бпит/ботл) »
откуда после подстановки значений критериев Re=
= цКр(д> 2бОтл/у и Pr=v/aM получим выражение для на-
хождения критической Цкр(д>‘-
Скр(д) = Cvm+1/[28
отл (ам)т1 К^пит/^отл) ]»
где С, т и п — постоянные величины, определяемые по
экспериментальным зависимостям цкР(Д) от v и бпит/ботл
(построенным в логарифмических координатах), кото-
рые находят на основе скоростной киносъемки, фикси-
рующей начало дисперсного движения в полости фор-
мы (рис. 24).
На основе экспериментальных зависимостей, анало-
гичных представленным на рис. 24, получены формулы
для определения величины цКр<д) для сплавов, м/с:
Рис. 24. Зависимость критической скорости дисперсного заполнения
от вязкости цинковых (а) и алюминиевых (б) сплавов
61
свинцово-сурьмяных
Окр(д)=32у°’35(б„ит/6ОТЛ)0-4 ;
цинковых
Ркр(д) = 59v0,42 (6ПИТ/8ОТЛ) ’ 4; ^д'
алюминиевых ' ‘
окр(д) = 82v0*46 (6ПИГ/6ОТЛ)061;
магниевых
°кр(д) = 75у0’52(6ши/6отл)0,6Б.
Необходимо учитывать, что формулы (29) справед-
ливы только в условиях эксперимента, а именно при
ботл в пределах 3—5 мм и отношении (Тзал—Тф)/
/(Гкр-Гф) не более 1,15—1,2. Значения Укр(д), подсчи-
танные по формулам (29) при отношении бпит/ботл =
= 1/4 составляют для свинцово-сурьмяных сплавов 15—
17 м/с, цинковых (ЦАМ4-3) 19—22, алюминиевых (АЛ2)
24—28 и магниевых (Мл5) 35—40. Высокая критичес-
кая скорость впуска магниевых сплавов объясняется их
повышенной вязкостью из-за склонности к окисле-
нию.
Дисперсное движение потока заполнения можно ис-
пользовать при изготовлении равностенных, тонкостей-,
ных отливок сложной конфигурации. Определяя сте-
пень дисперсности, следует учитывать, что при одном и
том же объеме газов, захваченном дисперсной смесью,
размеры пор и распределение их по сечениям отливки
могут быть разными. Чем выше скорость впускного по-
тока, тем мельче капли металла, образующиеся при
ударе струи о преграду, и тем мельче газовые включе-
ния, распределяющие между этими каплями. Например,
при скорости впуска 120 м/с газовая пористость стано-
вится настолько мелкой, что поверхность отливки мо-
жет подвергаться полировке.
Заполнение полости формы дисперсно-турбулентным
потоком. Поскольку все реальные отливки имеют какие-
то, хотя бы небольшие, локальные утолщения (бобыш-
ки, приливы, переходы) и не могут быть идеально рав-
ноценны, дисперсное заполнение в чистом виде наблю-
дают очень редко. Реальное заполнение отливок слож-
ной конфигурации представляет собой последовательное
62
превращение дисперсного потока, образовавшегося в
месте удара струи о стенку формы, в сплошной турбу-
лентный гидравлический подпор, как это показано на
рис. 25. В неравностенной полости формы дисперсный
поток, образовавшийся спустя 5-10~3 с после начала
Рис. 25. Схема дисперсно-турбулентного заполнения
около питателя. При прохождении более тонкого сече-
ния скорость потока снижается вследствие трения ме-
талла о стенки формы, и когда величина скорости ста-
новится меньше ее критического значения (^кр(д)) дви-
жение потока приобретает турбулентный характер. На
рис. 25 переход к сплошному турбулентному движению
отмечен через 27-10-3 с после начала заполнения.
Захваченные турбулентным потоком газы выносятся
в наиболее удаленную полость формы в виде крупных
включений. Так как при последовательном дисперсно-
турбулентном заполнении наименьшее количество газов
захватывается на первом этапе — этапе дисперсного
движения, следует подводить питатель в самую боль-
шую по объему полость формы. Кроме того, для повы-
шения качества отливок необходимо, чтобы наиболее
удаленная полость формы служила промывником.
Математическое описание движения турбулентного и диспер-
сного потоков. В сплошном турбулентном или в раздробленном тур-
булентном, т. е. в дисперсном, потоке каждая отдельно взятая час-
тица металла движется по сложной криволинейной траектории. Най-
ти уравнения, которые могли бы описать такое движение, невоз-
можно. Для математического описания турбулентного и дисперсного
63
движений используется метод осреднения скоростей, согласно ко-
торому любую мгновенную скорость можно разложить на три сос-
тавляющих, направленных по осям координат. Поскольку при опи-
сании движения металла полость формы рассматривается как
плоский канал бесконечной ширины, можно учитывать только две
составляющие скорости: продольную и^ср, направленную по оси
потока, и поперечную и^ср. Тогда модуль осредненной скорости
t>ocp определится выражением
^оср = /(«Г)2 + ^СР)2 >
где
t t
V°CP = (1/0 J vx df, v°c₽ = (1/0 f Vydt.
о 0
Понятие осредненной скорости по времени не следует отождествлять
с понятием средней скорости по сечению потока, которая определя-
ется выражением:
<>ср = (1/F) J 'vxdF.
F
Если заменить в турбулентном (дисперсном) потоке мгновенные ско-
рости каждой точки значениями осредненных скоростей для отдель-
ных слоев, можно движение потока заполнения рассматривать как
установившееся. В этом случае толщина бп.с пограничного лами-
нарного слоя А определяется формулой
бп,с = 62,8dRe-0’875,
где d — диаметр или характерный размер полости формы. Посколь-
ку критерий Рейнольдса Re=^noT^/v, а г/=26Отл, то при движе-
нии потока со скоростью иПот толщина ламинарного слоя равна:
^п.с = 706ОТЛ [v/(6OTJ1vnoT)]°*875.
Толщина пограничного слоя практически очень мала. При заливке
формы жидким алюминиевым сплавом со скоростью 5 м/с она со-
ставляет 0,05—0,06 мм, а при заливке жидко-твердым сплавом
0,15—0,2 мм.
Закон распределения скоростей в турбулентной .зоне плоского
потока имеет вид:
у/^тах = (2^//60ТЛ)л, (30)
где Umax — скорость по оси х\ п — показатель степени, зависящий
от числа Re и степени турбулентности потока. Если число Re=5-104,
то n=\fl (закон Кармана):
v/ymax = (2*//бОтл) • (31)
Это выражение представляет собой закон распределения скоростей
в сплошном турбулентном потоке.
64
заменяя д/Оотл==иср и
°шах == (8/7) иср.
Рис. 26. Изменение скоростей
в ламинарном турбулентном и
дисперсном потоках
Удельный расход q для турбулентного течения в плоском ка-
нале равен:
"^отл^2
<7= У ody.
~^отл^
Подставляя v из выражения (31),
руя, получим:
^ср = (7/8) итах» а
Подставляя значение v max в вы-
ражение (31), найдем закон рас-
пределения скоростей по сечению
сплошного турбулентного потока
металла:
» = (8/7)Оср(2у/6отл)*/’-
Для случая заполнения полости
формы дисперсным потоком пока-
затель степени п в уравнении (30)
равен 1/10. На рис. 26 показа-
но изменение скорости по сече-
нию турбулентного потока при
п=1/7 (кривая 1) и дисперсного
потока при л® 1/10 (кривая 2) в
сравнении с законом распределе-
ния скоростей при ламинарном
движении (кривая 3).
Падение давления на участке длиной I турбулентного или дис-
персного потока определяется формулой
Ро —Pl — ^Рм°ср^/(48отл)» и(32)
где Л — коэффициент гидравлических сопротивлений, определяемый
уравнением
l/уг = - 21g[2,51/(Re УТ) +К/(7,446ОТЛ)]
(здесь К — высота неровностей поверхности формы). Анализ этого
уравнения показывает, что при числах Re от 104 до 105 Л перестает
зависеть от значения числа Re, в связи с чем допустимо определить
значение X приближенной формулой:
К= 10-2[К/(26отл)10,ЗИ-
Подставляя это значение К в формулу (32), получим закон падения
давления в турбулентном (дисперсном) потоке:
Ро-Р1 = 10“2 [К/(26ОТЛ)]0,314 Рм^р//(4ботл).
или, принимая приблизительно К=5-10-6 и округляя показатель
степени 0,314, имеем (МПа):
Ро--Pl =^ср^/(^ОТЛ У^ОТЛ )» (33)
65
3 Зак. 30
где д — коэффициент, равный 0,442-10-7 для алюминиевых сплавов,
0,318-10“7 —для магниевых, 1,28-10“7 для цинковых, 1,415-10"7 —
для медных; иСр— средняя скорость потока, м/с; I и бОтл— длина
и толщина отливки, м.
Например, для отливки из алюминиевого сплава (/=0,4 м,
6ОТЛ=0,008 м) при vCp=20 м/с падение давления в дисперсно-
турбулентном потоке составляет:
р0 — pi = 0,442-10_7 (20)2 0,4/(о,008у'ЩООв) = 0,456 МПа,
а для аналогичной отливки толщиной 6Отл = 0,002 м:
р0 — pi = 0,442-10-7 (20)2 0,4/(0,002 ^<67662) = 5,085 МПа.
Расчеты показывают, что при уменьшении толщины отливки в
4 раза давление в потоке увеличивается почти в 9 раз. Поэтому при
заполнении тонкостенных отливок требуется применять машины с
мощным прессующим механизмом, обеспечивающие необходимое
давление на всем протяжении заполнения формы.
ГЛАВА III
ТЕПЛОВЫЕ УСЛОВИЯ ФОРМИРОВАНИЯ отливки
Тепловые условия должны обеспечивать подвиж-
ность сплава как в период заполнения формы, так и в
процессе подпрессовки: в период заполнения — препят-
ствовать образованию оболочки затвердевшего металла
у поверхности формы, в процессе подпрессовки — обес-
печить перемещение затвердевающего металла в пита-
теле и тех сечениях отливки, где необходимо ликвидиро-
вать или уменьшить пористость. Оптимальные тепловые
условия способствуют улучшению качества поверхности
отливок.
Тепловые режимы определяют не только качество
отливок, но и стойкость формы. Цикличность темпера-
турных напряжений — главная причина разрушения по-
верхностных слоев матриц и пуансонов. Кроме того,
стойкость форм снижается из-за активного силового вза-
имодействия между охлаждающимся сплавом и нагре-
вающимися полуформами. Тепловые условия формиро-
вания отливки должны предусматривать минимальную
цикличность температур, а выбор сплава для отливки и
материала для формы должен обеспечивать минималь-
ное силовое взаимодействие между ними.
66
1. ИССЛЕДОВАНИЕ ТЕМПЕРАТУРНОГО ПОЛЯ СИСТЕМЫ
ОТЛИВКА—ФОРМА
Анализ тепловых условий формирования отливки ве-
дут на базе изучения процессов распределения теплоты
в отливке и форме. Для решения конкретных задач теп-
лообмена между отливкой и формой необходим экспери-
мент, а для объединения аналитических и эксперимен-
тальных методов исследования температурных полей
системы отливка — форма используются критериальные
уравнения теории подобия.
Рис. 27. Элемент термопары (а) и расположение термопар (б)
(по Е. Микелю)
Экспериментальные методы исследования темпера-
турного поля. Одно из первых экспериментальных иссле-
дований теплового взаимодействия между потоком ме-
талла и формой при литье под давлением было осущест-
влено Е. Микелем, который измерял температуру на по-
верхности формы с помощью высокочувствительных по-
верхностных термопар [108]. Корпус 1 термопары
(рис. 27, а) изготовлялся из той же стали, что и фор-
ма. Никелевый проводник 2 покрывался изолирующим
слоем оксидной пленки и тонким никелевым слоем 3,
нанесенным на корпус электролитическим способом.
Толщина этого слоя, т. е. второй электрод термопары,
составляла (Ю±2) мкм. Таким образом фактически
измерялась температура поверхности с точностью +15°
Термопары (рис. 27, б) располагались: в литнике (7),
около питателя (2), в полости формы (3 и 4), после
промывника в вентиляционном канале (5). Полученные
осциллограммы изменения температуры поверхности
формы представлены на рис. 28. В точках 1—4 (см.
рис. 27) видно резкое повышение температуры (более
3* 67
Рис. 28. Осциллограммы
изменения температуры
(кривые 1—5) соответст-
вуют номерам термопар
на рис. 27, б.
чем на 300° за 0,001 с). В точке 5, в которой термопара
не соприкасалась с жидким металлом (этой точке на
рис. 28 соответствует кривая 5), температура повыша-
ется очень незначительно. По мере охлаждения отливки
вместе с формой температура во всех точках падает,,
приближаясь к исходному значению температуры подо-
грева формы (573К). В точке 1 (см. рис. 27) темпера-
тура поднимается до температуры заливки металла (на
рис. 28 кривая /). В точке 2 (кривая 2) наблюдается
максимальное повышение температуры контакта при
прохождении металла с большой скоростью через пи-
татель (при температуре заливки 883 К температура
формы достигала 923—943 К). Соответственно повыша-
лась и температура расплава, в связи с чем температу-
ра в точке 3 (кривая 3) также превышала первоначаль-
ную температуру заливки.
Повышение температуры металла и формы при про-
хождении сплава через питатель, вызвано превращени-
ем части кинетической энергии впускной струи в тепло-
вую вследствие трения. Другая часть кинетической
энергии, по мнению X. К. Бартона и С. Сакуи, превра-
щается в тепловую в момент резкой остановки потока
при окончании заполнения формы. Разогрев металла в
конце заполнения был зафиксирован позднее X. Ори и
другими [118].
При заливке сплава типа ZnA14Cu3 в холодную фор-
му (рис. 29, а), падение температуры от точки А до
точки В на кривой (/) соответствует образованию зат-
вердевшей оболочки у поверхности формы, а появление
второго пика С, совпадающего с окончанием заполнения,
подтверждает наличие разогрева металла при останов-
68
Рис. 29. Изменение температуры металла при начальной темпера-
туре формы 298 (а) и 373 К (б)
ке потока. В подогретой форме (рис. 29, б) оболочка не
образуется, пики А' и С' (кривая Г) сглаживаются, а
разность температур (кривая 2) между дальним сече-
нием и питателем минимальна.
Для измерения температуры жидкого металла, фор-
мы и контакта поверхности между ними применяют
различные конструкции термопар [50]. Минимальной
инерционностью обладают термопары, электроды кото-
рых замыкаются расплавом (рис. 30, а). Для измере-
ния температуры формы электроды термопары монти-
руются в специальном наконечнике, изготовленном из
того же материала, что и измеряемый элемент формы
(рис. 30, б). Для более тесного контакта горячего спая
с формой К. Нельсон рекомендует поджимать корпус
термопары пружиной [ПО]. Для измерения температу-
ры контакта горячий спай выводится на поверхность
(рис. 30, в). Применение в таких термопарах ленточных
Рис. 30. Датчики температур металла (а),
формы (б) и контакта металла с формой (в):
1 — электроды; 2 — изоляция электродов; 3 —
асбестовое уплотнение; 4 — корпус; 5 — горячий
спай; 6 — слюдяные пластинки
69
электродов повышает точность замеров [90]. Для ис-
следования температурного поля арматуры М. Л. Зас-
лавский предложил размещать термопары в прокладке
между полуформами. Термопары 2, изолированные фто-
ропластовыми трубками, вставляются в прорези про-
кладки 1 и вводятся между пластинками 3 пакетов ар-
матуры (рис. 31, а). Измерение температуры на рабо-
/Г осциллографу
а)
Рис. 31. Введение термопар через прокладку (а) и изменение
температуры арматуры при 60тл = Ю мм (А, Б, В), и 60тл =
= 4 мм (А', Б\ В')
чей поверхности арматуры, на расстоянии 2,5 мм от по-
верхности и в центре арматуры показывает, что в на-
чале заполнения температура отличается в этих точках
почти на 100° (кривые Д, Б, В на рис. 31, б), а по мере
остывания отливки — приближается к температуре
предварительного подогрева формы. С уменьшением
толщины стенки отливки с 10 до 4 мм (кривые Д', Б',
В') температура арматуры выравнивается.
Моделирование тепловых условий формирования от-
ливки. Моделирование — эффективный способ изучения
температурного поля отливки и формы при освоении но-
вых изделий. Модели задается такая же тепловая наг-
рузка, как и проектируемый форме. Затем путем подбо-
ра условий охлаждения моделируется расчетный тепло-
вой режим заполнения, подпрессовки и затвердевания
отливки. Для тонкостенной отливки, охлаждаемой в
массивной металлической форме, моделирование можно
70
осуществить методом гидравлического или электричес-
кого аналогирования. Термин «аналогирование» пред-
ложен Г. Ф. Баландиным для методов моделирования
путем замены изучаемого процесса аналогичным, но
другой физической природы [4]. При использовании
гидравлической аналогии процесс передачи тепла заме-
няется подобным ему процессом ламинарного движения
жидкости в системе сообщающихся сосудов, а при
электрическом аналогировании — процессом движения
электричества в проводнике [34].
При исследовании тепловых режимов литья под
давлением наиболее широко применяют электрическое
аналогирование, при котором сопоставляют математи-
ческую модель теплопроводности (закон Фурье для од-
номерного потока)
ат = ам(а2т/ах2)
с математической моделью распределения электричес-
кого потенциала U в линейном проводнике (закон Ома)
dU/dt = [l/(RC)](^U/dx2l
где R — электрическое сопротивление; С — емкость.
Аналогия законов Фурье и Ома в том, что тепловой по-
ток пропорционален разности температур, а электричес-
кий— разности потенциалов.
При использовании метода электрического аналоги-
рования для рассмотрения температурного поля систе-
мы «отливка — форма» изготовляют сетчатую модель,
состоящую из отдельных электрических сопротивлений,
которая вместе с аппаратурой ввода тепловых условий
задачи и измерения результатов моделирования состав-
ляет специальное устройство — электроинтегратор. На
рис. 32 показана схема плоского сеточного электроин-
тегратора, разработанная В. П. Новиковым. Для сетки
постоянных сопротивлений в интеграторе использованы
тензодатчики с сопротивлением (175±0,1) Ом. Моде-
лирование теплового действия отливки осуществляется
16-ю высокоомными переменными сопротивлениями.
При этом температура формы отсчитывается от темпе-
ратуры стенок охлаждающих каналов, как от нуля.
Для моделирования других условий (например, для за-
дания температуры подогрева формы) предусмотрено
еще 16 переменных сопротивлений. Прибор питается
постоянным током от универсального источника
71
УИП—1. Установка тока в каждом сопротивлении пе-
ред началом расчета и контроль тока в процессе расче-
та осуществляют ампервольтметром. Изменение силы
тока записывают осциллографом, одну клемму которо-
го подключают к минусу схемы, а другую щупом соеди-
Рис. 32. Схема плоского сеточного электроинтегратора для моде-
лирования температурного поля
щим тепловую нагрузку. Расчет температурного поля
начинают с размещения сечения формы на поле интег-
ратора. Края сечения должны примерно совпадать с
периметром сетки. На сетку наносят контур отливки и
в каждый узел контура вводят ток пропорционально
количеству теплоты, отводимого от отливки в форму.
Устанавливают предполагаемые места (контуры) рас-
положения охлаждающих каналов. После этого опре-
деляют напряжения в исследуемых точках модели фор-
мы и, умножая значения их на коэффициент моделиро-
вания Лт = Д77ДГ/, устанавливают температуру точек.
Затем к полученному перепаду температуры в форме
прибавляют значение температуры охлаждающей жид-
кости (воды) и перепад температуры между водой и
стенками канала, а для точек на рабочей поверхности
формы вводят поправку на нестационарность потока
72
тепла. По этим данным определяют температуру в
каждой точке и общее температурное поле формы.
Фирмой General Motors (США) разработан метод
моделирования температурного поля формы с охлажда-
ющими каналами с использованием вместо сеточного
интегратора электропроводной бумаги. Из этой бумаги
вырезают контур формы или какой-либо ее части. Кон-
тур отливки наносят краской с малым электрическим
сопротивлением. При необходимости учета влияния на
охлаждение формы крепежных плит машины их контуры
также наносят на модель. Каналы охлаждения модели-
руют короткими медными трубками, перемещая кото-
рые по поверхности модели можно изучать различные
варианты отвода тепла от отливки. Сначала определя-
ют количество теплоты, поступающей на каждый учас-
ток рабочей поверхности формы при заданных пара-
метрах отливки и производительности. Затем находят
температуру рабочей поверхности для каждого элемен-
та отливки с поправкой на нестационарность теплооб-
мена, которая определяется из экспериментальных дан-
ных. При моделировании на бумаге, так же как и при
использовании сеточного электроинтегратора, можно
учитывать трехмерность температурного поля. Для этого
исследуют два взаимно перпендикулярных сечения фор-
мы. За главное сечение принимают то, которое содержит
поперечный разрез охлаждающего канала изучаемого
участка формы. Вспомогательный разрез выбирают
вдоль охлаждающего канала — на нем определяется
величина поправочного коэффициента, на который ум-
ножают градиент температуры, измеренный на главном
сечении.
Критериальные уравнения теплопередачи. Аналити-
ческие и экспериментальные исследования могут быть
использованы для решения задач о распространении
теплоты в форме на основе теории подобия, согласно
которой два или несколько явлений подобны, если они
описываются одними дифференциальными уравнениями
и имеют подобные условия однозначности [19]. Рас-
сматриваемая задача состоит из следующих уравнений:
распространения теплоты Фурье — Кирхгофа, движения
металла и неразрывности потока. Подобие условий од-
нозначности для этой системы дифференциальных урав-
нений обеспечивается равенством определяющих крите-
риев подобия:
73
Fo — ^м^зап/^2,
Re = t^d/v; Рг = v/aMt
где Fo, Ре, Re и Рг — критерии Фурье, Пекле, Рей-
нольдса и Прандтля; d — характерный размер отливки,
равный для тонкостенной отливки типа пластины 26Отл;
t/ф — скорость потока металла в форме.
Равенство определяющих критериев означает и равен-
ство неопределяющих критериев, в состав которых вхо-
дят величины, не содержащиеся в условиях однозначно-
сти. Например, критерий Нуссельта характеризует ин-
тенсивность теплообмена между металлом и формой:
Nu = ad/XM,
где Хм — коэффициент теплопроводности заливаемого
металла.
Результаты экспериментов представляются в виде
степенной зависимости между критериями, называемой
критериальным уравнением, в котором определяющие
критерии являются аргументами, а неопределяющие —
функциями. Если функцией является коэффициент теп-
лоотдачи а, имеем критериальное уравнение вида:
Nu = ЛРопРеП1РеП2Ргп’.
Так как критерий Ре можно представить как произве-
дение критериев Re и Рг, то для стационарного движе-
ния металла в форме, при которой критерий Fo = 0,
уравнение принимает вид:
Nu = i4RenPrn‘. (34)
Рассмотрим пример расчета теплообмена на поверхности между
отливкой и формой в условиях литья под давлением при турбу-
лентном течении металла в процессе заполнения. Температура Тф
каждого участка поверхности формы в процессе заполнения может
быть вычислена по формуле нагрева полуограниченного тела:
Т'ф = Т'ф.нач “F (Т'м—Тф.нач)» (35)
где Тф.нач — начальная температура формы перед заливкой; Кт —
коэффициент, характеризующий степень приращения температуры
формы, определяемой выражением:
Кт = 1 - (1/VF) [1/z— 1/(2г») + 3/(4г») - . .
в котором безразмерная величина z равна:
г=(аДф)У^Г, (36)
74
(здесь а — коэффициент теплоотдачи при конвективном теплообме-
не; Хф — коэффициент теплопроводности формы; Оф — коэффициент
температуропроводности формы; t — продолжительность течения
турбулентного потока металла на рассматриваемом участке формы).
Расчеты, сделанные Чжу-Сень-Юанем, показали, что для усло-
вий литья под давлением критериальное уравнение теплообмена (34)
можно представить в виде формулы, предложенной М. А. Михеевым
для пластины, омываемой горячей жидкостью:
Nu= 0,38 (Re-Pr)0>65.
Подставляя значения критериев Nu, Re и Рг и решая относительно
а, имеем:
а = (О,38км/^)(Уф4(/ам)0-65.
Подставляя значение а в выражение (36), получим формулу для
расчета безразмерной величины z:
2 = М<Аф) (v$d/aM)0,6S
которая для алюминиевых сплавов и стальной формы принимает
вид
г = б.ЗбУф’65 /0>5
(здесь Уф — в м/с, a t — в с).
Рис. 33. Номограмма для определния z и в зависимости от про-
должительности контакта металла с поверхностью формы
Для определения z и коэффициента Кт можно использовать
номограмму (рис. 33). Например, при скорости потока 30 м/с и
продолжительности его движения вдоль поверхности формы 0,16 с
2=24, а 7<т=0,97. Принимая Гф.начв473 К и Гм=873 К, по форму-
ле (35) подсчитываем, что температура поверхности формы нагрева-
ется до 853 К.
75
Критериальные уравнения типа (34) позволяют ре-
шать только частные задачи изменения температуры
контакта поверхности формы в условиях конвективного
теплообмена с движущимся по ней расплавом. Для ре-
шения более общих задач изменения коэффициента
теплоотдачи от расплава к форме можно использовать
критериальное уравнение, предложенное А. В. Лыко-
вым:
9/&0 = <р(х/Х; Bi; Fo), (37)
где •б/б'о — безразмерное отношение искомой темпера-
туры Т к начальной То, в котором температуры отсчи-
тываются от температуры Тс окружающей среды как
от нуля:
Мо = (Т-Тс)/(Т0-Тс);
х/Х — параметрический критерий (отношение характер-
ных размеров потока х и формы X); Bi=(a/Z)X— кри-
терий Био, в котором а в отличие от критерия Nu явля-
ется суммарным, а не конвективным коэффициентом
теплоотдачи.
Критерий Bi служит основной характеристикой ин-
тенсивности теплообмена между отливкой и формой.
При литье под давлением температура заливаемого ме-
талла меняется медленнее, чем температура поверхно-
стных слоев формы, температурный напор намного мень-
ше, чем температурный перепад, а процесс охлаждения
залитого металла происходит в условиях максимально-
го теплообмена. Соответственно Bi3>l, а х/Х->1.
В результате уравнение (37) можно заменить, как это
предложил А. И. Вейник, простой степенной зависимо-
стью:
Q/Q0 = mFoJ, (38)
где пг — коэффициент, зависящий от конфигурации от-
ливки; Qo= УфРфМ7*-Т’с)—теплота, аккумулируемая
формой (здесь Уф — объем формы; сф— теплоемкость
материала формы; (Тф—Тс)—начальный температур-
ный напор). После дифференцирования зависимости
(38) с подстановкой т=(2/ул) (ХФГФ/УФ) (здесь Хф—
характерный размер формы; Гф— площадь контакта
металла с формой), Qo и критерия Роф и учитывая, что
отношение dQ/\F&(T&—Tc)dt] =a, получим уравнение
76
для определения закона изменения коэффициента теп-
лоотдачи при литье под давлением от времени, Вт/
/(см2-К):
а = (2п/Ул ) 4РфСфГ-’/Хф’“*. (39)
Теплоотдача между сплошным ламинарным или тур-
булентным потоком и формой протекает при наиболее
интенсивном теплообмене, которому в уравнении (39)
соответствует, по определению А. И. Вейника, показа-
тель степени п—1/2:
а = 6Ф/(Ул УГ). (40)
где = УХфСфрф — коэффициент тепловой аккумуляции
формы, Вт-с^/м^К.
Теплоотдача между дисперсным потоком и формой
снижается, так как дисперсная смесь капель металла с
воздухом или с какими-либо другими газами менее теп-
лопроводна, чем сплошной поток. В какой-то степени
это обусловлено тем, что охлаждение капель металла
происходит главным образом за счет лучистого, а не
конвективного теплообмена [43]. Экспериментальная
проверка уравнения (39) показала, что в условиях дис-
персного заполнения показатель п близок к 2/3. Поэто-
му зависимость а от t в дисперсном потоке имеет вид:
а = (4/3-0F) [/Вф(6ф)2 //1 ], (41)
где Вф=Хф/Хф — термическая проводимость формы в
пределах ее характерного размера, Вт-с1/3(м2-К).
2. ТЕПЛООБМЕН В ПРОЦЕССЕ ЗАПОЛНЕНИЯ ЛИТНИКОВОЙ
СИСТЕМЫ И ФОРМЫ
Температура заливки. Температура Тзал заливаемого
в форму металла отличается от температуры Трп метал-
ла в раздаточной печи на сумму температурных потерь
в ковше ДТк, камере прессования ДТпр и литниковой си-
стеме ДТл:
7«ал = ^р.п (Д^к "I" Ч~
Для расчета процесса охлаждения металла в ковше
А. И. Вейник предлагает использовать следующее урав-
нение [12]:
(7*К W Л) = ®ХР I 4" /П>й<)]» (42)
77
где <хк— коэффициент теплоотдачи от расплава к ков-
шу, равней, по расчетам А. И. Вейника, для алюминие-
вых сплавов 67,7, для цинковых 34,8 Вт/(м2-К); FK —
площадь контакта металла с ковшом, м2; т„ и тк —
соответственно массы металла и ковша, кг; ск — удель-
ная теплоемкость материала ковша, Дж/(кг-К); tK —
продолжительность нахождения металла в ковше.
Заменяя в уравнении (42) экспоненциальную функ-
цию двумя первыми членами степенного ряда (такая
замена допустима в связи с малой продолжительностью
нахождения металла в ковше), получим формулу для
определения температурных потерь ДТк=Тр.п—Тк в ков-
ше за время /к:
ЛТ’к = oCj, [(7* — Тк) Fk/^vFu "Ь "Vk)! ^к-
В целях снижения ДТК рекомендуется повышать Тк.
Практически это осуществляется опусканием ковша в
тигель раздаточной печи с подогревом его до темпера-
туры, близкой к температуре металла. При /К=Ю с для
алюминиевых сплавов ДТк=б4-8°, для цинковых 2—
3°.
Температурные потери Д7’пр=7’к—Тар в камере прес-
сования машины подсчитываются с учетом толщины и
теплопроводности смазочного слоя [12]:
ДТпр = ((^-ем/^-См) Т’пр) ^ПР/(/ИМСМ 4- /?ЩК)] ] /пр, (43)
где %см — коэффициент теплопроводности смазочного
материала, Вт/(м-К); Хсм — толщина слоя смазочного
материала, м; Т „р —начальная температура камеры
прессования, град; ГпР —площадь контакта металла
со стенками камеры прессования, с.
Ниже приведены зависимости ДТПр от Лем и /Пр, полученные
на основании расчетов по формуле (55), для порции металла
тм=0,3 кг при /пк=1 кг F“p =1,25-10-2 м2 и ХСм=0,12 Вт/(м-К)
для сплавов:
цинковых (Т „р = 420 К)
Д7пр = 1,17/пр/Хсм;
алюминиевых (7^=520 К)
ЛТщ, = 1,65/цр/ХдМ;
магниевых (Т„р =570 К)
3,15/пр'^см-
78
Таблица 13
Температурные потери ДТпр в камере прессования К
В табл. 13 приведены расчетные значения АТпр Для
различных сплавов в зависимости от толщины смазочно-
го слоя и продолжительности выдержки металла в ка-
мере прессования. Расчеты по формуле (43) и данные
табл. 13 показывают, что скорость охлаждения (темпе-
ратурные потери) металла в камере прессования значи-
тельно превышает скорость охлаждения в ковше. Про-
должительность отвода всей теплоты перегрева, если
температура металла больше Глик на 50°, при Хсм =
= 1-10 ~4 м составляет для цинковых сплавов 4,9, для
алюминиевых —3,6 и для магниевых—1,74 с. Поэтому
для предотвращения преждевременного затвердевания
металла необходимо увеличивать толщину слоя смазоч-
ного материала, температуру подогрева камеры прессо-
вания, сокращая до минимума продолжительность на-
хождения в ней металла.
Температурные потери в цилиндрическом литниковом
канале можно найти, рассмотрев условия охлаждения
элементарного объема металла радиусом /?л и длиной
£л. В этот объем вследствие конвекции поступает за
время dt количество теплоты л7?2лСмРм0л^, где 1>л —
скорость течения металла в литниковом канале, которая
определяется уравнением неразрывности потока для си-
стемы камера прессования — литниковый канал. За это
время из данного объема металла отводится через стен-
79
ки литникового канала количество теплоты, равное
“ал(Тл—T'„)2nRndL, где ал — коэффициент теплоотда-
чи в литниковом канале; Т'л— температура предвари-
тельного подогрева литникового канала. Так как, если
пренебречь изменением температуры за счет рассеяния
энергии потока, количества теплоты можно приравнять,
имеем: „
RjfiJPifindT = 2ал (Т л Тл) dL
или после интегрирования при граничном условии Тл =
= 7’ПР:
(Л, Т'л) = (Т'др Тл) ехр [ 2ал£л/(смрм/?лил)]. (44)
Для нахождения коэффициента теплоотдачи ал в урав-
нении (44) можно использовать формулу Г. Ф. Балан-
дина, при выводе которой для течения металла в литни-
ковых каналах сделано допущение по аналогии с лить-
ем выжиманием — интенсивно охлаждаются только при-
стеночные слои, а температура центра потока остается
постоянной. При таком допущении коэффициент тепло-
отдачи становится постоянным:
ал = (3/2) (1м/ /?д).
Подставляя это значение ал в уравнение (44) и заменяя
экспоненциальную функцию двумя первыми членами
степенного ряда, получим формулу для подсчета тем-
пературных потерь Д7’л = Тпр—Тл в литниковом канале:
ДТЛ = 31м (Тщ, - Т’д) Lnl (c^va) (45)
(здесь 1л/ил = /л соответствует продолжительности про-
текания металла через литниковый канал).
Например, при длине литника £л = 0,15 м, /?л=0,01 м и ско-
рости с’л== 10 м/с для цинковых сплавов [рм = 6700 кг/м3, ТПр=700 К»
Т'л=430 К, см = 531 Дж/кг-К и ХМ=Ю1 Вт/(м«К)], имеем:
ДТЛ = [3.101 (700 — 430)10,15]/[531 -6700 (0,01)2 10] - 4°,
и соответственно для алюминиевых сплавов [рм=2600 кг/м3, ТПрв
=900 К, Гл=530 К, см=1290 Дж/кг-К и Хм=352 Вт/(м.К)],
имеем:
ДТЛ = [3-352 (900 — 530) 0,15]/[ 1290-2600 (0,01)2 Ю] = 22°.
Полученные расчетные значения ДТЛ несколько завышены, так как
формула (45) выведена без учета теплоизолирующих свойств слоя
смазочного материала, снижающего потери тепла.
80
Температура металла на выходе из литниковой си-
стемы соответствует температуре заливки. Величина ее
влияет на процесс теплоотдачи. Расчеты на ЭВМ пока-
зали, что при снижении Тзал алюминиевого сплава с 960
до 878 К коэффициент теплоотдачи возрастает с 7,9-104
до 8,7-104 Вт/(м2-К) [98].
Тепловые условия заполнения формы. В потоке, за-
полняющем форму, возможно накопление твердой фазы,
образующейся в результате смыва металла, который
затвердевает у поверхности. Условия затвердевания кор-
ки металла при движении вдоль поверхности формы
сплошного потока определены Г. Ф. Баландиным. Если
принять, что коэффициент теплоотдачи изменяется в со-
ответствии с уравнением (40), а температура в интерва-
ле кристаллизации сплава изменяется по прямолиней-
ному закону, то к моменту прохождения сплошным по-
током СО скоростью иПот пути X толщина Вспл корки в
сечении, отстоящем от питателя на расстоянии х, равна:
= 1,136ф (Ткр- Тф)/[рм (г 4- С;ДТкр)] У(Х-х)/пП0Т, (46}
где Ткр= (Глик+Геол)/2 — средняя температура интер-
вала кристаллизации; Тф — температура формы; с*м=
= (с'м+см)/2 — среднее значение удельных теплоемкос-
тей жидкого (с'м) и твердого (см) сплавов; ДТ’кр—
интервал температур кристаллизации (ТЛик—Геол)- Тол-
щина корки |диС в условиях движения дисперсного по-
тока определяется на основе решения уравнения затвер-
девания с учетом изменения величины аф по формуле
(41):
Uc = [1,13 (Т’кр- Т’ф)]/: 1Рм (г + емАТКр)] X
X/[(X—х)/ипот]а. (47)
Одновременно с нарастанием корки металла проис-
ходит ее оплавление и разрушение за счет механическо-
го воздействия потока. Толщину оплавленного и разру-
шенного слоя к, м, в полости формы шириной В можно
оценить уравнением [42]:
х = (1/цпот)| B(vaotXlx)ndX,
X
81
которое для условий движения алюминиевых сплавов
(в частности, сплава типа AlSi9MnO,4MgO,3) при ско-
рости потока менее 1 м/с принимает следующий вид:
х = 0,002% In Х/х. (48)
На рис. 34 даны графические зависимости относи-
тельного роста х/Х и относительного разрушения х/Х
х/х
0 2 4 710-11 0 2 4 7J0-4
&см(£дис) „
а) --------X------С б)
Рис. 34. Относительный рост и разрушение корки по длине сплош-
ного (а) и дисперсного (6) потоков
корки металла по длине сплошного (а) и дисперсного
(б) потоков, построенные по формулам (58) — (60), при-
веденным к безразмерному виду:
Вспл/^ = {П Л З&ф (УКр Тф)]/[рм (г + СмДТрр)]} X
хуГ/(Хипот)(1-х/Х) ;
UA = {[1ЛЗ 3/М (ТКр-Тф)]/[рм(г +
+ СмАПр)]} У 1/(Х»п20Т) (1 -х/ху;
х/Х = — 0,002 (х/Х) In (х/Х).
Сравнение этих зависимостей показывает, что даже при
скорости движения потока менее 1 м/с скорость разру-
шения превосходит рост корки по всей длине потока, за
исключением его начальных участков, причем для дис-
персного движения скорость разрушения более значи-
82
тельна. Так как в реальных условиях литья под давле-
нием скорость потока превышает 1 м/с, разрушение
корки усиливается.
Если температура заливки ниже температуры нача-
ла затвердевания, как это наблюдается при заполнении
формы жидко-твердыми сплавами, то наряду с облом-
ками корки в потоке во всех его сечениях есть твердая
фаза, которая изменяет удельное количество теплоты
сплава и процесс аккумуляции тепла формой. Накапли-
ваясь на конце потока, твердая фаза может вызвать
преждевременную остановку движения металла. Именно
таким образом возникает специфичный дефект отли-
вок— недолив.
Расчет продолжительности заполнения формы. Теп-
ловые условия формирования отливки определяются в
первую очередь продолжительностью заполнения рабо-
чей полости формы. Оптимальную продолжительность
заполнения, обеспечивающую свариваемость отдельных
капель и струй металла, а также направленность зат-
вердевания отливки, подсчитывают из условия, что тем-
пература металла в наиболее удаленном от питателя
сечении не должна падать ниже ТСол или температуры»
при которой продвижение потока становится невозмож-
ным. Момент накопления твердой фазы по всему сече-
нию потока должен совпадать с окончанием заполнения.
При исследовании процесса теплообмена между за-
ливаемым металлом и формой в качестве модели отлив-
ки можно рассматривать плоский канал, ширина кото-
рого В значительно превосходит толщину 60тл- Допус-
тим также, что поток распространяется в полости фор-
мы в направлении от питателя к промывнику. Движение
в полости формы будем считать установившимся (ипот=
= const), а температуру по сечению потока постоянной,
рассматривая изменение температуры только по длине
потока. В этом случае температура потока в любом се-
чении, отстоящем от начала полости формы на рассто-
янии х, зависит от продолжительности /прОт протекания
металла через это сечение, и если к рассматриваемому
моменту времени t поток прошел путь X, то величина
^прот равна:
^прот *^)/^пот — t lx'
Рассмотрим тепловое состояние элементарного объе-
ма потока, заключенного между стенками формы, рав-
83
ного ДхХботлХВ, который за время dt отдаст в форму
следующее количество теплоты:
аф(Т- ТФ)ДРЛ, (49)
где ДЕ — площадь поверхности теплоотдачи, равная
2ДхВ.
Если к рассматриваемому моменту объем твердой
фазы в потоке составляет ДУТВ, то за время dt удельное
количество теплоты выделенного элементарного объема
ДУ уменьшится на величину
- к рм (ДУ - ДУТв) dT + СмРмДУтв4Т] + грм4Утв,
или, поскольку при температурах кристаллизации физи-
ческие свойства жидкого и твердого сплава близки
друг к другу (с'мр'м«смрм), можно записать
-cMp^VdT + rpMdVTW (50)
Если предположить, что теплота кристаллизации выде-
ляется в интервале температур ДГкр равномерно, то
объем выделившейся твердой фазы пропорционален раз-
ности температур Тлик—Т:
дуте = ДУ(ТЛПК-Т)/ДТкр; ДУТВ = - ДУ477ДТкр.
Приравнивая выражения (49) и (50), заменяя перемен-
ную dVrB на dT и подставляя значения AF и ДУ, полу-
чим дифференциальное уравнение теплового баланса
для рассматриваемого элемента потока:
аф (Т - Тф) dt = - (6оглРм/2) (см + г/ДТкр) dT. (51)
Дальнейшее решение уравнения (51) зависит от вида
функции аф=ф(0- При заполнении сплошным потоком:
a» = MVn Vi=Tx),
и уравнение (51) после разделения переменных, имеет
вид:
dt/Vt^Tx = - [Ул 6ОтлРм/(2£>ф)1 х
х(см + г/ДТкр)^Т/(Т-Тф)],
откуда, после интегрирования:
Vi=Tx = 6втлрм/4&ф) (см + г/ДТкр) In (Т - Тф) + с.
84
Процесс заполнения делится на два периода: пер-
вый— отвод теплоты перегрева, второй — охлаждение
движущегося потока в интервале температур кристал-
лизации. Продолжительность заполнения ti для перво-
го периода определяется при начальных условиях
tx=Q, Т = Тзал, причем рассматривается наиболее ох-
лаждаемая, передняя часть потока когда /=Л:
h = 0,196 (ботлСм Рм/г>ф)2 {in ((Т.ал - Тф)/(Т - тф)]}\
Продолжительность t2 заполнения во втором периоде
находят при начальных условиях /ж=0, Т=ТЛИк, причем
отсчет ведут от момента окончания первого периода,
как от нуля:
/2 = о, 196 (6отлРм/6ф)а (С; + ПЬТ^ х
хМсг^-ТфМТ-Тф)]}’
Оптимальную продолжительность /спл, с, заполнения
сплошным потоком определяют суммированием Л и t2
при условии, что к концу первого периода температура
металла достигает ТЛик, а к концу второго ТСоп:
^спл = 0 Л 96 (6ОтлРм/^ф)2 ((^м In 1(^1ал ^ф)/(^*лик
-Тф)])2 + (с; + г/ДТкр)2 х
+ (In [(Тлик ГФ)/(ТСОЛ ^ф)])2) • (52)
Условие охлаждения металла к концу заполнения до
^сол определяется тем, что при литье под давлением
возможно продвижение металла до момента накопле-
ния твердой фазы по всему сечению потока.
При литье под давлением вследствие ломки дендритов жидко-
текучесть металла, затвердевающего в интервале температур крис-
таллизации, повышается и может быть сравнима с жидкотеку-
честью сплавов эвтектического состава, хотя при других способах
литья движение потока прекращается при снижении теплоты
кристаллизации даже на 20 %. В то же время при литье под дав-
лением поток может останавливаться раньше, чем металл охла-
дится ниже Геол. Б. Б. Гуляев указывает, что движение металла
прекращается в момент образования на конце потока твердой корки,
прочность которой достаточна, чтобы выдержать давление струи
(18]. Поэтому для сплавов с широким интервалом температур крис-
таллизации, в частности для магниевых, температура металла в
момент окончания второго периода принимается равной температуре
«нулевой жидкотекучести» или так называемой температуре схва-
тывания, определяемой опытным путем.
85
Если форма заполняется эвтектическим сплавом
(Д7кр—>-0), то во втором слагаемом формулы (52) полу-
чается неопределенность вида оо-0, так как 1п(Тлик—
—7'ф)/(7’сол—7ф)->0. Для раскрытия этой неопределен-
ности представим логарифм отношения температур в
следующем виде:
1° К^лик ^фМ^сол ^фВ =
= In Ш + (Тлик- ТСОЛ)]/(ТСОЛ- Тф)},
откуда, после разложения логарифма в ряд и отбрасы-
вания всех, кроме первого, членов этого ряда [что впол-
не допустимо, если (Тлик—7'ф)/(7’сол—7ф)-»-1], имеем
1п [(Тлик ^,ф)/(^'сол Л>В = АТкрДТкр Тф),
или, подставляя это выражение в формулу (52) с уче-
том, что Т'крликТ'сол) получим:
^спл = 0,196 (ботлРм/^ф)2 I(^м In [(Таал Тф)/(Ттк ^фВ) ~f~
+ [(г + СмДТКр)/(Тс0Л-Тф)]2|,
а для чистых эвтектических сплавов при ДТкр->-0:
Азпл = 0,196 (ботлрм/6ф)2 |(см1п (Тмл Тф)/(Ткр Тф)]) 4-j
+ к/(7’кр —Т’фВ2)- (53)
Для дисперсного движения потока заполнения на
основании формулы (41) можно записать:
аФ = [4/(ЗУл )] 3/Вфд|/(/-/х) .
Соответственно решение уравнения теплового баланса
(51) для подсчета продолжительности ZOTC, с, заполне-
ния дисперсным потоком имеет вид:
^ДЖС = (0,3/&ф)Т/(ботлРм)3/‘®Ф X
X (|^м 1П [(Таал Т'фМТ’лик Тф)]} +
+ V+ г/ДТкр)3 {In [(Т^- Гф)/(ТСОЛ - Тф)]}» ), (54)
или в частном случае для эвтектических сплавов:
^дис = (0,3/&ф) лрм)3/5ф X
86
X ( V {cK In [(Тзал - Тф)/(Ткр - Тф)] 13 +
+ У[г/(ТКР - Гф)]’). (55)
На практике часто необоснованно увеличивают про-
должительность заполнения, особенно при изготовле-
нии крупногабаритных отливок. Анализ формул (52) —
Рис. 35. Экспериментальные зависимости /Зап от дот л Для сплош-
ных (а) и дисперсных (б) потоков
(55) показывает, что продолжительность заполнения за-
висит от вида потока, толщины отливки, но не зависит
от ее габаритов. Вычисления по формулам (52) — (55)
подтверждаются экспериментами. На рис. 35, а пред-
ставлены экспериментальные зависимости /Спл от д0Тл для
различных сплавов, отличающиеся от расчетных зна-
чений не более чем на 20 % [83]. На рис. 35, б даны
аналогичные зависимости при дисперсном заполнении,
показывающие, что с увеличением д0Тл значение /дис
становится для алюминиевых сплавов различных типов
почти одинаковым [101].
Для практических расчетов формулы (52) — (55)
можно упростить, заменяя теплофизические характерис-
тики формы и сплавов коэффициентами (табл. 14):
^спл — ^отл {А\(1П [(ТВал Тф)/(ТЛик ^*ф)])2
+ К2 (In [(Глик - Тф)/(ТСОЛ - Тф)])2} с;
87
Таблица 14
Значения коэффициентов Kit и Кл для стальной формы
Тип сплава Kt X, X» K4
ZnA14Cu3 AlSi9MnO,4MgO,3 AlSi7MgO,3 AlSi8Mn(Mg)0,4Cul,5 MgA18ZnO,5MnO,4 0,015 0,013 0,012 0,012 0,005 0,021 0,015 0,033 0,019 0,014 0,201 0,179 0,160 0,160 0,104 0,269 0,250 0,312 0,295 0,280
/дис = /^л !К81/(1п((Таал-Тф)/(Тлик-Тф)])» 4-
+ ^1/(1п[(Тлик-Тф)/(Т
СОЛ W }с,
(здесь ботл — в мм).
Отливки сложной конфигурации заполняются, как
отмечалось во второй главе, последовательным диспер-
сно-турбулентным потоком. Продолжительность /ПОСл
последовательного дисперсно-турбулентного заполнения
определяется при условии, что дисперсный характер
движения соответствует первому периоду заполнения,
а турбулентный (сплошной) — второму:
^посл = (0,3/бф) X
X V(«отлРм)8/Вф (с* 1П [(Таал—— - Тф)])3 +
4- 0,196 {(ботлрм/6ф)(С; + г/ДЛр)^^-
ТФ)/(ТСОЛ Тф)]) |2. (56)
Формула (56) выведена для сплавов, затвердевающих
в интервале температур кристаллизации. При заполне-
нии формы эвтектическими сплавами значение /Посл
подсчитывается по следующей формуле:
4юсл — (0,3/бф) X
X ]/"(^отлРм)3/Вф (см In [(Т1ал Тф)/(ТКР—Тф)]) 4-
4- 0,196 {(6отлрм/йф) х [г/(Ткр- Тф)])«. (57)
Особый интерес представляет расчет продолжительно-
сти последовательного заполнения формы, эвтектическим
88
сплавом для неравно-
стенных отливок, напри-
мер, типа ребристых ра-
диаторов (рис. 36), утол-
щенное основание кото-
рых (ТОЛЩИНОЙ боен)
заполняется дисперсным
потоком, распространяю-
щимся от места впуска,
а более тонкие ребра
(ТОЛЩИНОЙ бреб) —
сплошными турбулент-
ными потоками, пред-
ставляющими собой гид-
Рис. 36. Отливка, заполняемая
последовательным дисперсно-тур-
булентным потоком
равлический подпор. В этом случае величина /Посл> с, в
формуле (57) становится переменной и формула прини-
мает следующий вид:
А»сл — (0,3/6ф) X
X }/"0оевРм)</^ф^><1п[(7*(ал Гф)/(Ткр Гф)]} +
+ 0,196 {бресР^Дбф (Ткр- Тф)]}».
Например, величина ^посл ДЛЯ ОТЛИВКИ рЭДИЭТОрЭ ИЗ СПЛЭВ&
типа AlSi 12 составляет для основания толщиной 60С,н = 4 мм —
С,072 с, 6осгн = 6 мм — 0,112 с (в расчетах была принята средняя
толщина ребра 1,5 мм). Если бы расчет был проведен по формуле
дисперсного заполнения (68), то величина /ДИс равнялась бы для
ЗОС(н=4 мм — 0,124 с, а для бОсн = 6 мм — 0,179 с. Такая продол-
жительность заполнения привела бы к образованию дефектов по не-
доливу на концах ребер.
При литье под давлением магниевых сплавов наб-
людаются три различных этапа изменения состояния
потока, как по гидродинамическим, так и по тепловым
характеристиками. На этапе I жидкий металл при тем-
пературе выше ТЛик находится в дисперсном состоянии.
На этапе II в процессе охлаждения металла от Тлик ДО
Ткр= (Тлик + Гсол)/2 дисперсное состояние потока может
сохраняться, но оно сопровождается непрерывным раз-
рушением и смывом корки металла, затвердевающего
на стенках формы, а также укрупнением капель и струй
металла, вплоть до слияния их у стенок в сплошные тур-
булентные потоки. На этапе III расплав охлаждается
от Ткр до некоторой температуры схватывания ТСхв, при
которой прекращается движение металла в связи с воз-
никновением сплошной корки металла у стенок и в ко-
89
нечном сечении потока. Значение Тсхъ устанавливается
для каждой конкретной отливки на основании экспери-
мента и отличается от Геол на 35—55°. На этапе III ко-
личество твердой фазы в потоке увеличивается настоль-
ко, что дисперсное состояние металла становится
невозможным и движение потока приобретает сплошной
турбулентный характер. Время /магн заполнения формы
магниевым сплавом определяют из условия, что на I и
II этапах коэффициент теплоотдачи аф обратно пропор-
ционален а на этапе III — Vt:
^магн (0,3/&ф) У(60тлРм)3/Вф X
X { I' (см In [(^8ал — ^ф)/(^лик Tt)]) +
X V(с'м + г/ДТкр)3 (In [(Тлик - Тф)/(Ткр - Тф)!)3 +
+ 0,196 {(6отлРм/дф) (с„ + г/ДТкр) /1п [(Ткр -
-Тф)/(ТС„-Тф)])}2. (58)
Из формулы (58) следует, что на продолжительность
заполнения магниевым сплавом в отличие от алюминие-
вых и цинковых сплавов в значительной степени влия-
ет не только толщина отливки, но и температура фор-
мы. В табл. 15 приведены расчетные значения /магн Для
Таблица 15
Величина /магН9 с» в зависимости от температуры формы и толщины
стенки отливки
ГФ’К Толщина стенки отливки, мм
L 1 1,5 2 3 4 5
323 373 423 473 • 0,003 0,006 0,011 0,019 0,007 0,009 0,016 0,025 0,010 0,013 0,019 0,029 0,021 0,025 0,037 0,054 0,044 0,048 0,073 0,102 0,046 0,072 0,095 0,132
сплава типа MgA18ZnO,5MnO,4 при Гзал = 913 К и Гсхв =
= 813 К для стальной формы. Эти данные от-
личаются от данных, не учатывающих возмож-
ность дисперсного движения при охлаждении сплава
от Тлик до Ткр на 30—40 % в сторону увеличения про-
должительности заполнения.
90
При подсчете оптимальной технологической продол-
жительности заполнения формы необходимо учитывать
также время свободного полета впускной струи до мо-
мента удара ее о преграду и возникновения сплошного
или дисперсного потока, которое определяют по следу-
ющей формуле:
*6В = ^СВ^ВЛ + 2 (ботл ^пит)/(2^вп) = (Ьсв ®отл ®пит)/^вп»
где Авп — длина свободного полета впускной струи.
Продолжительность заполнения армированных отли-
вок. Для расчета времени £арм заполнения армирован-
ных отливок рассматривают процесс теплообмена меж-
ду заливаемым металлом, формой и арматурой. В за-
висимости от конструкции армирующих элементов и ма-
териала можно различить три наиболее общих случая
теплообмена, каждый из которых основан на допущении
сплошности турбулентного потока в полости между ар-
матурой и формой, а также на допущении равномерно-
сти нагрева арматуры и формы. Для каждого из трех
случаев пригодно общее уравнение теплового баланса,
по которому элементарный объем расплавленного метал-
ла отдает за время dt следующее количество теплоты:
в форму — аф(Т—T$)dF$dt\ в арматуру — аарм (Г—
—ТаРм) XdF^Jdt (где аарм — коэффициент теплоотдачи
от заливаемого металла к арматуре). Приравнивая ко-
личество отводимой теплоты к уменьшению теплоты
элементарного объема, выделенного из потока, считая
при этом, что dF^dF^, и учитывая, что 7ф = Тарм, по-
лучим следующее уравнение:
(аф + аарм) (Т ^ф) dt = ботлРм (рн + f/A^Kp) dt. (59)
Первый случай — площадь соприкосновения армату-
ры с расплавом не велика, арматура и форма изготов-
лены из одного и того же материала. К таким армиро-
ванным отливкам относятся многие конструкции стато-
ров, якорей шаговых моторов, корпусов и других дета-
лей, армированных стальными элементами. В этом слу-
чае арматуру можно считать составной частью формы,
и уравнение (59) приводится к ранее рассмотренному
уравнению теплового баланса (51), а продолжитель-
ность /арм заполнения рассчитывается по формулам
(52) и (53). Например, корпусные детали, армирован-
ные стальной трубкой, создающей прямолинейный ка-
нал (рис. 37, а), или внешними трубчатыми элемента-
91
Рис. 37. Примеры армированных отливок
ми (рис. 37, б), или массивной стальной втулкой
(рис. 37, в). Подставляемая в расчетные формулы ве-
личина ботл в данном случае — не средняя толщина
стенки отливки, а расстояние между арматурой и стен-
кой формы.
Второй случай — арматура является составной частью
формы, но коэффициент тепловой аккумуляции армату-
ры не равен коэффициенту тепловой аккумуляции фор-
мы. Это отливки, армируемые алюминиевыми, медными,
латунными или бронзовыми элементами. Значения
«Ф и (Харм определяются по выражениям:
аФ = 6ф/(Ул Vt — tx); аарм = 6арм/( У л у/ t—tx),
подставляя которые в уравнение (59) и интегрируя его,
находим формулы для подсчета продолжительности за-
полнения, с:
при ДТкр О
^арм ~ (я/4) (^отлРмД^ф 4" ^арм)Р I (^м In ЦТ’зал
- ТфУ(Таик - Тф)])2 + (см н- г/ДГкр)2 /1п [(Тлик -
-Wk-
при ДТнр^- О
^арм = (л/4) [^отлРмД^Ф 4" ^арм))2 I (^м In [(^Дал
~ Шр - Тф)])2 4- [г/(Ткр 4- Тф)]2!.
(60)
92
Определим продолжительность заполнения отливки из эвтек-
тического алюминиевого сплава (рм=2600 кг/м3; с'мя
= 1290 Дж/(кг-К); г=3890 Дж/кг) толщиной 0,003 м, армирован-
ной медной трубкой 6арм=37400 Bt-cV2(m2-K), заливаемой в
стальную форму (Ьф= 12270 Вт-с72/(м2-К), если Тзал = 893 К,
Ткр=843 К и Тф=573 К:
/арм = (3,14/4) [0,003-2600/(12 270 + 37 400)]2 {(1290 In [(893 —
— 573)/(843 — 573)])2 + [3890/843 — 573)]2} = 0,009 с.
Расчет показывает, что массивная медная арматура может в зна-
чительной степени изменить тепловые условия формирования отлив-
ки за счет сокращения продолжительности заполнения.
Третий случай — арматура более теплопроводна, чем
форма, расположена внутри отливки и имеет большую
площадь соприкосновения с формой. Такой случай воз-
можен на практике, когда крупногабаритная арматура,
как, например, криволинейный трубчатый вкладыш
(рис. 37, г), изготовлена из материала, обладающего
высокой теплопроводностью. Если рассматривать такую
арматуру в виде плоской пластины, то коэффициент
теплоотдачи аарм можно определить по формуле
аарм = (3/2) (^арм/^т)>
где бт — толщина теплового пограничного слоя. Так как
при сплошном турбулентном движении бт=бОтл/2.
Значение аарм равно:
аарм ~ З^арм/^отл-
В этом случае уравнение теплового баланса (59) при-
обретает вид:
[6ф/(1/л Vi=Tx) + .ЗЛарм/ботл] (Г-Тф)Л =
— — ^отлРм (см + ^7ДГкр) dT,
или после разделения переменных и интегрирования при
начальных условиях, определяющих периоды охлажде-
ния ДО Тлик И 7*сол*
(26фД/л )У/
арм З^арм/арм/^отл
= ^отлРм {^м 1П [(7\ал Тф)/(ТЛИК ^ф)] + (см +
^/А^кр) In [(Тлик ^фМ^сол Тф)]! •
Вводим новые переменные:
А = 2Ьф/УЙ; B = 3XapM/6^;
93
С ^отлРм !См 1П [(Увал Уф)/(Улик Уф)1 4“ (^м 4"
4-г/ДУкр)1п[(У
ЛИК Уф)/(Усол- Уф)].
Теперь решение вышеприведенного уравнения тепло-
вого баланса имеет вид:
/аРм = ^/(2В8) ± (Л/2В)УЛа + 4ВС + С/В.
Анализ действительных решений этого уравнения пока-
зал, что физическому процессу теплообмена удовлетво-
ряет только одно решение, соответствующее минималь-
ному значению /арм. После подстановки А, В, С и без-
размерных величин 01= (Узал—Уф)/(Улик—Уф) И02 =
= (Улик—Уф)/(^сол—Уф) получим формулу для опреде-
ления продолжительности заполнения:
^арм = 1^отл/(ЗХарм)] {рм [см 1П0] + (би 4“ Г/ДУкр) In 4~
4- [2&ф/ (3 Ул Харм)] (Ьф/п — (1/Ул ) И &ф/л 4-ЗрмЛармх
х [см In 0t + (сы 4- г/ДУкр) In 02] )}. (61)
Определим значение /арм для отливки, изображенной на
рис. 37, г, принимая в качестве материала для нее сплав типа
AlSi 12, для арматуры — медь, для формы — сталь, при толщине от-
ливки 0,004 м, если температура формы равна температуре контакта
на поверхности соприкосновения с арматурой и составляет 780 К.
Подставляя цифровые значения тепло-физических характеристик в
формулу (61), в которой 01 = 02=1,48; (с'м4-г/ДГКр) 1п02=0, полу-
чим:
4рм = 1(0,004)2/(3-349)] {1290-2600 In 1,48 +[(2-12 270)/(3-349)]X
X [12 270/3,14) — 1//ЗЛ4) У(12 270)2/3,14 + 3-2600 X ”
~^Х 349-1290-ln 1,48]} = 0,029 с.
3. ТЕПЛООБМЕН МЕЖДУ ОТЛИВКОЙ И ФОРМОЙ
ПОСЛЕ ОКОНЧАНИЯ ЗАПОЛНЕНИЯ
Температурное поле потока в момент окончания за-
полнения. Температурное поле может быть описано урав-
нением (51), решение которого с заменой переменных
t—tx отношением (X—x)/vn0T и интегрированием при
условии х = 0, 7’=Тзап имеет вид:
94
(Т— Тф)/(Узал Уф) — ехр ([ 4Вф/( V л ботлРм (®м +
+ г/ДУкр))] (УХ- VX=7)}. (62>
Уравнение (62) позволяет найти температуру металла
в любом сечении потока, отстоящем от питателя (или
места возникновения потока) на расстоянии х, в момент,
когда поток прошел путь X. Наибольший практический
интерес представляет распределение температур по дли-
не потока в момент окончания заполнения. Принимая
X = L (здесь L — длина отливки) и заменяя в уравнении
(62) экспоненциальную функцию двумя первыми члена-
ми степенного ряда, получим:
для сплошного потока
У — Узал I Г46ф (Узал Уф) |z Цют/(И 6отлрм (см +
+ г/ДУкр))цп0Т] (КГ - VL=~x)} ;
для дисперсного потока
У = Узал { 14 А ВфЬф (У3ал Уф)К^пот/( л^отлРмХ
х (С; + г/ДУкр)цпот)](/Р- У(Г=ху)}.
Если Кал > Кик, то к моменту окончания заполнения
поток делится на два участка: начальный, в котором
температура изменяется от Кал до Тл„„ и основной, в
котором температура меняется от ТЛик До температуры
Кол, или Кхв, или какой-либо другой окончательной
температуры. Температурные поля начальных участков
определяются путем подстановки в уравнения (63)
вместо L значений длины этих участков У1 = иПотЛ-
В уравнениях (63) ипот— постоянная величина, за-
данная оптимальными тепловыми условиями заполнения,
равная L/t3im. Однако возможен такой вариант техно-
логического процесса, когда скорость потока задана не
тепловыми условиями, а машинной скоростью прессова-
ния [цПот=упр(Упр/Уотл)] • В этом случае конец потока
может охладиться ниже Тсол или Кхв, что приведет к
преждевременному прекращению заполнения. На рис.
38, а представлены расчетные температурные поля от-
ливки длиной 0,2 м, толщиной 0,002 м, заполняемой
сплавами ЦАМ4-3 (кривые / и /'), АЛ7-4 (2 и 2') и
95
Мл5 (3 иЗ') со средней скоростью потока 5 м/с. (сплош-
ными линиями даны турбулентные потоки, штриховы-
ми— дисперсные). Видно, что магниевый сплав затвер-
девает раньше окончания заполнения как при турбу-
при
Т «хв
заданных значениях:
(б)
Рис. 38. Распределение температур
Т'аал (о), Геол ИЛИ
лентном, так и при дисперсном характере движения по-
тока. Алюминиевый сплав при дисперсном движении
успевает заполнить отливку по всей длине. Цинковый
сплав сохраняет жидкотекучесть для всех случаев за-
полнения.
Сравним температурные поля, представленные на
рис. 38, а с расчетными полями для случая, когда пре-
дусматривается охлаждение крайнего сечения потока до
температуры Тсол или Тсхв- В этом случае уравнение
температурного поля сплошного (турбулентного) пото-
ка, полученное на основании приближенного решения
уравнения теплового баланса (51), имеет следующий
вид:
96
—Лол + {[46ф (Тсол Тф)/(1/я 8отлрм (см 4-г/ДТкр))] х
X Т/(^ — *)/Ипот} »
а для дисперсного потока
Т = Геол + {[4 VВфЬ2ф (Тюя - Тф)/(уй 6отлРм (с; +
+ r/ATKP))] J/[(L-x)/vn0T]«}.
(64)
Подставляя в (64) значения теплофизических характеристик для
стальной формы и различных сплавов, найдем уравнение темпера-
турного поля отливки длиной 0,2, толщиной 0,002 м, после оконча-
ния заполнения со скоростью потока 5 м/с (рис. 38,6):
сплав ЦАМ4-3 (Тф=393 К):
сплошное заполнение (кривая 1)
Т = 653 + 56,21/0,2 —х;
дисперсное заполнение (кривая /')
Т = 653 4- 27,4 У (0,2 —х)»;
сплав АЛ7-4 (Гф=473 К):
сплошное заполнение (кривая 2)
Т = 823 + 134,5уо,2 —х;
дисперсное заполнение (кривая 2')
Т = 823 + 68,4 ’/(0,2 —х)2;
сплав Мл5 (Тф=523 К, ТСХв=793 К):
сплошное заполнение (кривая 3)
т = 793 + 236 /0,2 —х ;
дисперсное заполнение (кривая 5')
Т = 793 + 123,5 V(0,2—х)8.
Используя уравнения (64), можно решить обрат-
ную задачу, т. е. найти технологически необходимое
значение температуры Тзал заливки, которое при задан-
ной технологической скорости цПот потока, определяемой
уравнением неразрывности для системы полость фор-
мы— камера прессования, обеспечит охлаждение пото-
ка к концу заполнения до Тсол или Тсхз. Для этого дос-
таточно в уравнениях (64) приравнять х нулю.
Затвердевание и охлаждение отливки. После оконча-
ния заполнения наилучшими тепловыми условиями бу-
дут такие, которые могут обеспечить качественную под-
4 Зак. зо
97
прессовку металла. Для непрерывного питания отливки
металлом в процессе подпрессовки необходимо, чтобы
питатель затвердевал не раньше, чем затвердеет наибо-
лее тонкое сечение отливки. Взаимосвязь тепловых ус-
ловий в питателе и полости формы выражается следу-
ющими уравнениями:
пит = пит 4“ ^Ст(пит) (Т — Тпит) >
Тф = Тф + Кт(ф) (Т—Тф),
где Т'пит и Т'ф — температура предварительного подог-
рева соответственно питателя и формы; КТ(пиТ) и Кт(ф) —
коэффициенты приращения температуры на поверхно-
сти питателя и формы, определяемые по номограмме
(см. рис. 33). На основании этих уравнений можно за-
писать условия одновременного затвердевания питателя
и отливки:
^питА^пит [(Т Тпит)/(Т ^ф)1 (Кугл/^отл)»
или, так как FmiT7SniIT является приведенным размером
питателя равным 2бпиТ, а Уотл/Л>тл— приведенным раз-
мером отливки, равным 26ОТЛ,
6пит = [(7’-Тпит)/(Т-Тф)16от,. (65)
Процесс охлаждения и затвердевания складывается
из отвода теплоты перегрева и непосредственно самого
затвердевания отливки. Продолжительность ^тп отвода
теплоты перегрева подсчитывается по формуле
^Т.П = 0,196 (ботдСцРм/6ф) X
X {In [(Т’о.з - Тф)/(Тяак - Тф)П\ (66)
где Т0.з — температура металла в момент окончания
заполнения, определяемая по уравнениям (63) при х
равном нулю.
При заполнении формы эвтектическим сплавом фор-
мула (66) преобразуется:
/т.п = 0,196 (б0ТХрм/бф)2х
ХКЛз-Т^/^-Тф))».
Если после отвода теплоты перегрева затвердевание
происходит при плотном контакте металла с формой, то
связь между затвердевшим объемом V и продолжи-
98
тельностью /заТв затвердевания можно выразить следу-
ющим уравнением:
tv =4 + ((У«/2) [(V-V0)/O <РмГ/££гф —Гф)]) +
4- У4ап + 4.П — А>}2»
где Vo — объем металла, затвердевшего к моменту t0,
соответствующему остановке потока; Г*Отл— площадь
поверхности охлаждения отливки.
Полное затвердевание отливки толщиной бОтл=
= 2УОтл/^*отл произойдет, когда V станет равно УОтл'-
^затв = 0,196 {вотлрмг/[6ф (Ткр - Тф)]}а. (67)
Данные расчетов по формуле (67) отличаются от экс-
периментальных на 15—20%. Ниже приведены экспе-
риментальные значения /затв для отливок из цинкового
сплава, подтверждающие квадратичную зависимость
^затв ОТ бот л*
^отл» ММ...........................
^ватв» с...........................
^отл» ММ........................
GaTB» с.........................
0,762 0,008 1,016 0,017 1,524 0,039 2,032 0,064
2,540 3,810 Продолжение 5,080 10,160
0,100 0,236 0,410 1,700
Для практических расчетов формулу (67) можно уп-
ростить, подставляя значение для стальной формы,
значения рм и г для различных сплавов и заменяя их
постоянными коэффициентами:
^затв = ^затв [^отл/(^кр ^ф)1»
где /(затв — коэффициент затвердевания, равный (при
условии подстановки ботл в мм) для медных сплавов
(латуней) — 48, магниевых — 17, алюминиевых — 35,
цинковых — 25.
Продолжительность затвердевания отливки в любом
се сечении можно определить графически. Для сплавов,
затвердевающих в интервале температур кристаллиза-
ции (рис. 39, а), /затв в крайнем сечении равна нулю,
так как предусматривается охлаждение этого сечения
к концу заполнения до температуры ТСол или Тсхв. На
участке Lx время затвердевания увеличивается за счет
/т.н, определяемой по формуле (66). На участке Ь2 в
4s
99
любом сечении, отстоящем ot питателя на расстоянии х,
время tx определяется продолжением ординаты, прове-
денной из точки Тх до пересечения с кривой / = ср(Л).
Величина tx при заливке эвтектических сплавов (рис.
39, б) на участке L\ переменна, так как /ТЛ1=/= const, а на
участке Ь2 постоянна, что ухудшает условия подпрес-
совки.
Рис. 39. Изменение температуры и продолжительности затвердева-
ния сплавов, у которых ДГкр=/=0 (а) и ДГкр = 0 (б)
Возможность передачи давления подпрессовки на
затвердевающий металл определяется, главным образом,
тепловыми условиями в питателе. Если пренебречь ра-
зогревом поверхностных слоев питателя и протекаю-
щего через него металла, считая температуру металла в
питателе равной температуре Т0.з окончания заполне-
ния, то продолжительность /т.п, с, отвода теплоты пере-
грева в питателе можно подсчитать по формуле
^т.п = 0,196 (бпитСмРм/^ф) X (68)
X [1П (Т0<3 - Гпит)/(Тлик - Тпит)р,
а продолжительность /Затв затвердевания металла в пи-
тателе:
^затв = 0,196 {ботлрмг/[6ф (Ткр - Тпит)]}2. (69)
В формулах (68) и (69) Лшт— температура поверхно-
стных слоев питателя в период затвердевания металла в
полости формы, определяемая из соотношения (65):
ГПНТ = Т(1 — &пнт№<лл) 4" ^ф^пит/^отл»
100
После полного затвердевания металла в питателе й
отливке начинается ее охлаждение, сопровождаемое об-
разованием зазора вследствие усадки сплава. Продол-
жительность /охл охлаждения отливки до какой-то за-
данной по технологическому процессу конечной темпе-
ратуры Ткоп определяется следующей формулой:
^охл С^зазАзаз) К^со» ^кон)/(^*сол ^*ф)1 (^отл^м/^охл)» (70)
где Хзаз — толщина зазора, м; Хзаз — коэффициент тепло-
проводности газовой смеси в зазоре, Вт/(м-К); см—
удельная теплоемкость материала отливки в твердом
состоянии, Дж/(кг-К); Л)хл — поверхность охлаждения
отливки через зазор, не включающая в себя площадь
внутренних поверхностей, оформляемых стержнями.
Определим /Охл для отливки из эвтектического алюминиевого
сплава (см=920 Дж/(кг-К); ГСОл = 843 К) массой 0,5 кг с поверх-
ностью охлаждения 0,02 м2, залитой в стальную форму (Тф=573 К),
при условии образования газового зазора толщиной 5-10“4 * б м
(0,05 мм). Коэффициент теплопровюдности для смеси газов в за-
зоре принимаем равным 2,46 Вт/(м-К). Отливка удаляется из
формы при Ткон=673 К. Подставляя цифровые значения теплофи-
зических характеристик в формулу (70), получим:
/охл = (5-10-*/2,46) [(843 — 673)/(843 — 573)] (0,5-920/0,02)=0,29 с.
4. ТЕПЛОВОЙ БАЛАНС ФОРМЫ
Для получения выскокачественных отливок необхо-
димо, чтобы температурное поле формы было стабиль-
ным. Любые изменения его влияют на тепловые условия
заполнения и затвердевания отливки, особенно тонко-
стенной и имеющей большую протяженность. Оптималь-
ный тепловой баланс поддерживают темпом работы ма-
шины и стабилизацией температуры формы путем ее
охлаждения, а в некоторых случаях — нагреванием.
Неравномерность температурного поля формы. В рас-
четах продолжительности заполнения и затвердевания
отливки температура формы принята постоянной. Так
как заполнение рабочей полости длится сотые и даже
тысячные доли секунды, допустимо принимать значение
Тф, равным начальной температуре Гф подогрева фор-
мы. Однако в действительности по мере продвижения
потока происходит разогрев поверхностных слоев фор-
мы, приводящий к неравномерности ее температурного
поля. На поверхности формы и внутри нее температура в
101
Процессе заполнения и подпрессовки может быть раз-
личной. Осциллограммы показывают, что колебания
температуры на глубине 3,5 мм в 3 раза больше, чем
на поверхности, но на глубине 12 мм отсутствуют
(рис. 40). Температурные колебания зависят от массы
t —
Рис. 40. Колебания температур: на поверхностях подвижной (/) и
неподвижной (2) полуформ, на глубине 3—5 (5) и 12 мм (4)
отливки и темпа работы машины. В крупных формах
при среднем темпе работы изменения температуры воз-
можны на глубине до 30—40 мм. При быстром темпе
наблюдается постоянство температуры даже на глуби-
не 4—5 мм.
Исследования температурных полей, выполненные
В. П. Новиковым, показали, что распределение темпера-
тур по сечению формы имеет свои закономерности [38].
Неравномерность температуры по толщине формы нез-
начительна по сравнению с перепадом температур, под
действием которого теплота отливки поступает в форму
(рис. 41). На наружной поверхности I рабочей полости
происходит следующее изменение температуры: в про-
цессе заполнения температура поверхности близка к
температуре заливаемого металла; далее в процессе
медленного охлаждения отливки температура снижает-
ся до температуры Туд удаления отливки из формы; пос-
ле удаления отливки и раскрытия формы температура
падает в связи с охлаждением воздуха и смазочного ма-
териала до температуры Тпз перед заливкой. Поэтому
следует различать горячий поверхностный слой, сравни-
тельно небольшой (3—8 мм) по сравнению с толщиной
формы, и основной ее массив от слоя I до тыльной сто-
роны //, так называемый температурный фон, в котором
на протяжении всего литейного цикла температуру мож-
102
но считать постоянной и равной Тпя = Т'ф. Эта темпера-
тура измеряется на глубине 10—15 мм от рабочей по-
верхности формы (точка III на рис. 41). Температура
Ттс тыльной стороны формы близка к величине темпе-
ратурного фона. Температура в горячем поверхностном
Гл, К
Рис. 41. Распределение Рис. 42. Изменение температуры поверх-
температуры в форме ности формы
слое близка к температуре контакта Тк и подсчитыва-
ется по формуле:
Л = (ЛА, + ^ф£ф)/(^м + М»
где Тм и Т'ф — температуры соответственно металла и
слоя формы, называемого температурным фоном; и
Ьф — коэффициенты тепловой аккумуляции соответствен-
но металла и формы.
М. Ф. Макельским и Б. Б. Гуляевым [44] получены
значения Тк по длине формы (рис. 42, кривые 1—4) при
температуре заливки алюминиевого сплава 853 К (я) и
923 К (б), показывающие, что с увеличением температу-
ры заливаемого металла неравномерность температуры
контакта в горячем поверхностном слое формы (линии
АВ) снижается. Горячий поверхностный слой имеет
меньшую толщину в молибденовых формах, обладаю-
щих более высокой теплопроводностью, чем стальные.
По данным В. Ф. Алексеева и других, на глубине до
3 мм температура таких форм равна 950—1150 К, в то
время как на расстоянии 10—12 мм от поверхности она
снижается до 573—600 К [80].
103
Охлаждение и обогрев формы. Основной фактор под-
держания теплового режима — охлаждение формы.
Для этого в ней делают каналы, по которым циркули-
рует охлаждающая жидкость. Наибольшее распростра-
нение получил способ охлаждения водой, циркулирую-
щей по каналам диаметром 8—12 мм, расположенным
5) 6) д) е)
Рис. 43. Каналы охлаждения
во вкладышах (рис. 43, а, б), стержневых знаках
(рис. 43, в), плитах машины около литниковых втулок
(рис. 43, г, б), пустотелых рассекателях (рис. 43, е).
В крупногабаритных формах применяют автономные си-
стемы охлаждения, в которых предусмотрена возмож-
ность автоматического регулирования подачи воды в
каждом канале.
Вода как теплоноситель имеет недостаток — образу-
ет на поверхности каналов паровую подушку, препятст-
вующую эффективному теплообмену. Поэтому в насто-
ящее время в качестве охлаждающих жидкостей при-
меняют минеральные масла или синтетические вещест-
ва «Арохлоры». Такие жидкости имеют более высокую
начальную температуру и служат не только для охлаж-
дения форм, но и для их предварительного подогрева.
При изготовлении тонкостенных отливок возникает
необходимость не только предварительного подогрева
формы, но и ее постоянного обогрева. Для этого исполь-
зуют патронные или стержневые электронагреватели.
Рациональный метод повышения температуры формы —
создание теплоизоляционного зазора [3]. С этой целью
между матрицей 2 и обоймой 3 оставляется зазор, вы-
полняющий роль изолятора (рис. 44, а). Для теплоизо-
104
ляции можно применять асбест или другой аналогичный
материал. Внутренняя поверхность отливки образована
сменным стержнем 1, Питатель выполнен в сменной
вставке 5. Для контроля температуры в матрицу запрес-
сован термоэлемент 4, позволяющий фиксировать темпе-
ратуру формы в трех точках: на поверхности, на глуби-
не 0,5 мм и на глубине 8 мм. Сравнение осциллограмм
температуры показывает, что при наличии зазора (рис.
Рис. 44. Форма с теплоизоляционным зазором (а), изменение тем-
пературы при наличии (6) и отсутствии (в) зазора
44, б) перепад температур между поверхностью (кри-
вая 7) п точкой, удаленной от нее на 8 мм (кривая 2).
составляет 200°, а в форме без теплоизоляционного за-
зора (рис. 44, в) этот перепад достигает 300 е. Теплои-
золяционный зазор не только повышает среднюю уста-
новившуюся температуру, но и снижает колебания тем-
пературы, увеличивая тем самым срок службы формы.
Если в точке на глубине 0,5 мм (кривые 2) температура
незначительно отличается от температуры контакта, то
при удалении на 8 мм происходит ее выравнивание.
При изготовлении тонкостенных отливок из магние-
вых сплавов для выравнивания тепловых условий целе-
сообразно совмещать наружный обогрев с центральным
охлаждением формы. По данным Т. Н. Липчина и
Л. В. Никулина, при отливке крупногабаритного деф-
лектора мотопилы температура на внешней рабочей по-
105
верхности равнялась 793 К, а центр формы нагревался
до 623 К- Применение периферийного нагрева формы то-
ками промышленной частоты и центрального водяного
охлаждения позволило снизить температуру поверхно-
сти до 663 К [37]. В результате повысились механи-
ческие свойства отливок (ов с 172 до 220 МПа, 6 с 2 до
3%). Повышение механических свойств объясняется
снижением напряжений в отливке при устранении тем-
пературного перепада на рабочей поверхности формы.
Определение средней установившейся температуры
формы. Температура формы определяется на основании
решения уравнения теплового баланса, по которому сум-
марное количество теплоты 2См, отдаваемое завивае-
мым металлом за время /ц одного литейного цикла,
должно равняться суммарному количеству теплоты
SQotb, отводимому от формы в окружающую среду и
через охлаждающую жидкость (если не учитывать от-
вод тепла от формы в плиты машины). Величина SQM
включает теплоту Спер перегрева металла, теплоту Стр
разогрева за счет трения в тонких сечениях, теплоту
Скр кристаллизации и теплоту Сохл, отдаваемую отлив-
кой при охлаждении, Дж:
2Qm = Спер + Стр Скр "Ь Сохл* (71)
Теплота Спер перегрева жидкого металла для отливки
массой тотл равна:
Спер == ^отл^м (Лал Лр)*
Теплотой трения в условиях заполнения через питатели
толщиной свыше 0,5 мм (питатели меньшей толщины
применяются крайне редко) можно пренебречь. Теплота
Скр кристаллизации отливки составляет, Дж:
Скр = ^отл^*
Теплота Сохл, выделяемая при охлаждении отливки
от Тсол до Ткоп, равна:
Сохл — ^ОТЛ^М (Лол Лои).
Величина SCotb включает потери теплоты Снар через
наружную поверхность формы, потери теплоты Сотк при
открытии формы и С0.ж в охлаждающую жидкость:
^Сотв — Снар “Ь Сот к + <2о.ж. (72)
106
Потери теплоты QHap в окружающую среду с температу-
рой П.с через наружную поверхность Енар за время
/ц составляют:
Фнар = ®нар (Тф(нар) Т0.с) ^нарАо
где Инар — коэффициент теплоотдачи на наружной по-
верхности формы, Вт/(м2-К); Т’ф(нар) — температура на-
ружной поверхности формы, К. Потери теплоты фоткпри
открытии формы за время /отк открытия составят:
Сотк = анар (Тф(раз) Т0.с) ^"раз^отк»
где Гффаз) — температура рабочей поверхности формы в
плоскости разъема; Fp33— площадь подвижной и непод-
вижной полуформ в плоскости разъема, м2. Количество
теплоты Qo.®, отводимое охлаждающей жидкостью с
температурой То.» за время /ц через каналы площадью
Гохл равно:
Qo.JK = аохл (Тф То.ж) Тохл/ц,
где аохл — коэффициент теплоотдачи на поверхности ох-
лаждающих каналов, который для воды равен
“охл — “в = Л»2’8/<й’2 Вт/(м2- К) (здесь А — постоян-
ная, зависящая от температуры воды Тож, равная при
293 К—1880, 313 К—2330, 333 К—2690, 353 К—3070,
373 К—3240; t>B — скорость течения воды в каналах ох-
лаждения, м/с; dB — диаметр каналов водяного охлаж-
дения, м).
Приравнивая суммарные количества теплоты SQM и
SQotb! определяемые выражениями (71) и (72), и при-
нимая условия, ЧТО Гф(нар) = Т’ф(раз) = Т'ф, а 7'о.ж = 7’о.с> по-
лучим уравнение для нахождения средней установив-
шейся температуры Т'ф формы, К:
П = То, (/иотл [см (Т9ал Ткр) -|- г см (Тсол
TK0H)]/[<zHap [(Гнар 4* Тох Л)АЦ 4- Траз/откП). (73)
Если расчетные значения Т'ф окажутся ниже рекоменду-
емых по технологическим соображениям, необходимо
уменьшить охлаждение, а если выше — ввести дополни-
тельный обогрев формы.
Большое практическое значение имеет расчет поверх-
ности Еохл каналов охлаждения при условии, что тем-
пература Тож охлаждающей жидкости не равна темпе-
107
ратуре То.с окружающей среды. Для таких условий
уравнение теплового баланса формы имеет следующий
вид:
^отл (^эап Лр) 4* 4" Геон ^*кон)1 я
= ®иар (Тф (^вар^ц 4" ^раз^отк) 4“
4- аохл (^ф То.ж) Тохл/ц,
откуда определяем суммарную площадь Гохл поверхно-
сти каналов охлаждения, м2:
Тохл = ^отл (Тзап Tjq,) 4“ 4“ (^соп Тиод) ]
^нар(Тф T0J (Тнар/ц 4“ Траз/отк)/[о&охл (Тф 7\ж) ^ц! •
(74)
Значение Гохл» подсчитанное по формуле (74), обе-
спечивает заданное температурное поле формы. Темпе-
ратура в горячем поверхностном слое формы зависит
не только от размеров, но и от расположения охлажда-
ющих каналов. Расположение • каналов на различном
расстоянии от тех или иных участков поверхности фор-
мы позволяет осуществить направленное затвердевание
отливки.
Определим величину ГОхл для стальной формы (Т'ф=373 К;
То.с = 293 К; FHap= м2; О(нар=126 Вт/(м2-К), охлаждаемой водой
(Го.ж = Тв = 333 К), заполняемой эвтектическим алюминиевым спла-
вом (с'м = 1290 Дж/(кг-К); г = 3890Дж/кг; см = 920 Дж/(кг-К), если
масса отливки 2 кг, Т3ал = 893 К, ТКон = 623 К, Fpa3=0,5 м2, /Отк =
= 5 с, ^ц=30 с. Задаваясь значениями dB=0,01 м и ив=0,8 м/с,
находим величину аОхл = ав:
ав = 2690(0,8о,8/О,О1°’2) = 7520 Вт/(м2-К).
Подставляя значение ав и других теплофизических характеристик
в формулу (74), получим:
Гохл = {2 [1290 (893 — 853) + 3890 + 920 (853 — 623)] — 126 (373 —
— 293) • (1-30 + 0,5-5)>/[7520 (373 — 333) 30] = 0,123 м2.
При заданном диаметре, зная величину Рохл, можно подсчитать
общую длину Ьохл охлаждающих каналов:
Ьохл = -Рохл/^в) = 0,123/(3,14.0,01) = 3,9 м.
Влияние слоя смазочного материала на тепловые ус-
ловия формирования отливки. Смазывание предохраняет
108
поверхностные слои формы от эрозионного и теплового
воздействия струи металла, снижает трение отливки о
форму в процессе выталкивания, а водорастворимые
смазочные материалы одновременно охлаждают поверх-
ностные слои формы.
Для рассмотрения изменения теплового баланса
формы при нанесении смазочного материала Н. А. Куд-
рин предложил считать процесс распространения тепла
подобным стационарному процессу теплопередачи в мно-
гослойной стенке. В этом случае тепловые сопротивле-
ния отливки /?отл, смазочного материала /?См и формы
/?Ф определяются по формулам:
= Хотл/Аотл; /?см =^см/^см>
= Хф/Хф,
где Хотл, Хсм, Хф — толщина соответственно отливки,
слоя смазочного материала формы; А0Тл, Асм, Аф— К0‘
эффициенты теплопроводности соответственно отливки,
смазочного материала и формы.
Удельный тепловой поток 9Отл в отливке равен,
Дж/м2:
Ч&ГЛ = (Пт л Т0,м)/^отл»
где То.см — температура на поверхности контакта отлив-
ки со смазочным материалом, К.
Удельный тепловой поток ^см в слое смазочного ма-
териала равен
Чем = (Го.см-Тф.см)//?см,
где Тф.см — температура на поверхности контакта сма-
зочного слоя и формы, К.
Удельный тепловой поток в форме равен:
Чф = (Гф.см Гф)/7?ф.
Приравняв значения удельных тепловых потоков
9отл, 9см* 9ф» получим формулу для определения темпе-
ратуры ТфЛ.м контакта на поверхности разделения фор-
мы и смазочного материала, К:
Тф.см = 1(₽отл’+ Яс„) ття + 4- /?см) + /?ф]. (75)
109
Поскольку тепловые сопротивления пропорциональны
коэффициентам тепловой аккумуляции, можно формулу
(75) представить в следующем виде:
Т'ф.СМ — (^(ОТЛ4-СМ)7*ОТЛ 4" ЬфТ^/(Ь(оггл+сМ) + ^ф)> (76)
ГДе 6(отл+см) = 1/ ®0тл^'(отл+см)Ротл
— условный коэффициент тепловой аккумуляции отлив-
ки с учетом слоя смазочного материала, Вт-с’/2(м,а-К)
[здесь А(отл+см) — условная теплопроводность отливки с
учетом смазки, Вт/(м-К)]; значение А<отл+см) определя-
ется по формуле Вт/(м-К):
^(отл+си) = ^отл/(^отл + *см),
или, после подстановки значений /?отл и /?см с заменой
толщины Хотя охлаждаемого слоя через ботл/2 (посколь-
ку температура контакта достигает максимального зна-
чения при охлаждении отливки на всю толщину), полу-
чим:
Мотл4-см) - ®ОТл70ОТлАоТЛ 4" 2ХСМ/ХСМ).
Определим значение Тф.см, равное Тк, для корпусной отливки
из сплава типа AlSil2 с толщиной стенки 6Отл = 4 мм = 0,004 м,
если толщина смазочного слоя ХСм=0,02 мм=2*10~5 м, а Хсм =
=0,12 Вт/(м-К) (1отл = 405 Вт/(м-К). Условный коэффициент
теплопроводности равен:
Х(отл+см) = 0,004/(0,004/405 + 2-2-10—»/0,12) = 1,17 Вт/(м*К).
Условный коэффициент тепловой аккумуляции равен
6(отл+см) - /1290-1,17.2400 = 5940 Вт-с’^Дм-К)
Принимая Тзал = 893 К, Т'ф=473 К, по формуле (76) находим
температуру контакта на поверхности разделения смазочного мате-
риала и формы:
Тф см = (5940*893 + 12 270-473)/2640 + 12 270) = 608 К.
Нанесение смазочного материала должно проводить-
ся автоматически для стабилизации параметров, свя-
занных с влиянием толщины смазочного слоя на усло-
вия формирования отливки и газовый режим работы
формы. При ручном нанесении толщина слоя может ко-
лебаться от 5 до 30 мкм, а при автоматическом она со-
ставляет 0,5—15 мкм [111]. Смазочный материал нано-
сится на поверхность формы автоматическими смазко-
распылителями, имеющими стационарные или подвиж-
ные блоки форсунок [92].
ПО
В автоматизированных системах применяются два
типа смазочных материалов: на масляной основе (типа
ЛД) и водоэмульсионные. Необходимость распыления
требует снижения их вязкости. Для этого перед исполь-
зованием их разбавляют: водоэмульсионные — водой, а
смазочные материалы типа ЛД — керосином и его ана-
логами. При нанесении на горячую поверхность формы
эти разбавители испаряются, вызывая интенсивное ох-
лаждение ее поверхностных слоев [27]. На основе изу-
чения охлаждающего действия смазочного материала в
зависимости от теплофизических свойств взаимодейст-
вующих материалов В. Н. Зеленое и В. Л. Печенкин
предлагают определять величину понижения темпера-
туры Д7ф формы по уравнению теплового баланса:
ДТф = [(СсмРсмАТ'сМ 4* РсМГсм)/(СфРф)1 (^М^ф), (77)
где сСм и Сф — удельные теплоемкости смазочного мате-
риала и формы; рем и рф — плотность смазочного мате-
риала и формы; VCM и Уф — объемы смазочного матери-
ала и формы; ДТсм — повышение температуры смазочно-
го материала от начальной температуры нанесения до
температуры испарения; гсМ— теплота испарения сма-
зочного материала.
По управлению (77) определяют ДТФ при полном
испарении объема смазочного материала Усм. В реаль-
ных условиях не весь смазочный материал участвует в
теплообмене с формой. Объем испарившегося смазочно-
го материала — функция многих параметров, зависящих
от конструкции смазочной системы, конфигурации по-
лости формы, температуры формы и др. Поскольку ма-
тематическую модель, связывающую эти параметры с
объемом Усм, установить очень сложно, В. Н. Зеленое
и В. Л. Печенкин предложили экспериментальную зави-
симость действительного понижения температуры ДТ*ф:
ДТф = пДТ’ф.
Для определения зависимости п от расхода смазочного
материала напыляли на пластинку, подогретую до тем-
пературы 523 К, воду при постоянной продолжительно-
сти напыления. Результаты экспериментов показаны на
рис. 45, где кривая 1 — изменение температуры ДТ*ф в
зависимости от объема Q воды, нанесенного за 1 с; 2 —
максимально возможное изменение ДТф, подсчитанное
по уравнению (77); 3 — изменение п в зависимости от
111
АТф,К г)
Рис 45 Изменение ДГф и п й
зависимости от расхода напы-
ляемого вещества
расхода воды. Постоян-
ство значения п при ма-
лом объеме наносимой
воды объясняется тем,
что форсунка распыляет
ее с различной дисперс-
ностью, в результате че-
го мелкодисперсные кап-
ли не достигают поверх-
ности формы. При интенсивности расхода свыше
6 см3/с взаимодействие потока воды или смазочного ма-
териала с поверхностью формы существенно изменяет-
ся: на поверхности формы образуется жидкая пленка
и усиливает эффект Лайденфроста, заключающийся в
увеличении паровой прослойки у поверхности со значи-
тельным скачком давления, уменьшающим проникнове-
ние к поверхности капель смазочного материала.
В настоящее время наибольшее распространение для
автоматизированных систем получили смазочные мате-
риалы на водной основе (водоэмульсионные). Это объ-
ясняется их лучшими технологическими свойствами и
меньшей токсичностью. Кроме того, они образуют на по-
верхности формы более прочное и равномерное покры-
тие (табл. 16). В СССР выпускаются водоэмульсионные
смазочные материалы двух классов: графитолы Э и
прессолы Э. Материалы на масляной основе содержат
не более трех — пяти компонентов, эмульсионные — бо-
лее десяти [26]: смазывающее вещество (например, мас-
ло МС-20), наполнитель (графит дисперсностью 1—
4 мкм), различные присадки (эмульгаторы, стабилиза-
торы, пеногасители и др.), а также присадки, обеспечи-
вающие необходимые технологические и эксплуатацион-
ные свойства смазочного покрытия [67].
Прессолы и графиты следует наносить на форму
только при определенных значениях температуры Тси
смачивания поверхности. Для прессола Э73 Тем=438—
443 К; для прессола Э74—463—468 К; для графитола
В2—478—488 К; для графитола Э21—483—493 К [И].
При использовании водоэмульсионных смазочных
материалов возможно оседание более крупных и тяже-
112
Таблица 16
Изменение Толщины слоя смазочного материала после заливки
алюминиевого сплава [75]
Смазочные материалы Толщина слоя, мкм
до', заливки 6о после заливки 6 «о •о
На масляной основе, МС 10 3 33
Водоэмуль- сионные АГ-1 (20%) СДМУ-2 (5%) Вода (ост.) 20 10 50
ОГВ-50 (20%) СДМУ-2 (5%) Вода (ост.) 20 8 40
СДМУ-2 (2,5%) Графит (0,85%) Карбоксиметилцеллюлоза (0,03%) Сульфанол НП-1 (0,005%) Вода (ост.) 18 9 50
лых частиц наполнителя в каналах автоматической си-
стемы. Для устранения этого с целью снижения нерав-
номерности рекомендуется предварительная обработка
ультразвуком с частотой колебаний 18—20 кГц.
Нанесение смазочного материала на поверхность
формы форсунками, используемыми в автоматических
системах, приводит к его повышенному расходу, загряз-
нению цеха и окружающей среды. Указанные недостат-
ки можно устранить при смазывании форм в закрытом
состоянии. В системе, разработанной А. М. Зурубиным
и другими, смазочный материал подается форсункой в
камеру прессования над зеркалом расплава [23]. Обра-
зующаяся над расплавом паро-газовая смесь перетека-
ет в рабочую полость формы и конденсируется на ее по-
верхности, а излишки удаляются через вентиляционные
каналы большого сечения. При таком способе резко
уменьшается падение температуры поверхностных слоев
113
формы. Тем самым повышают стойкость форм и ста-
бильность тепловых условий формирования отливок. Для
смазывания форм в закрытом состоянии можно приме-
нять не только водоэмульсионные смазочные материалы,
но и более токсичные — на масляной основе.
ГЛАВА IV
ГИДРОДИНАМИЧЕСКИЕ РЕЖИМЫ ЗАПОЛНЕНИЯ
Гидродинамические режимы литья под давлением оп-
ределяются скоростью прессования, давлением, ско-
ростью впуска и потока металла в полости формы.
Совокупность этих параметров в сочетании с условиями
вентиляции создает ту или иную кинетику заполнения,
газовый режим формы, характер распределения газовых
включений в отливке и качество рельефа ее поверхно-
сти.
1. МЕТОДИКА ИЗМЕРЕНИЯ СКОРОСТИ ПРЕССОВАНИЯ
И ДАВЛЕНИЯ
Контроль скорости прессования. Для изучения влия-
ния гидродинамических параметров на качество отливок
необходимо знать не только скорость, но и изменение ее
на всем пути металла. Наиболее полную картину про-
цесса заполнения дает совокупность путевых и скорост-
ных графиков, записываемых на осциллограмму с по-
мощью датчиков. Для оперативного контроля бывает
достаточно путевого графика, имея который, оператор
регулирует работу прессующего узла, добиваясь совпа-
дения с оптимальным эталонным графиком «путь —
время». Для записи осциллограммы «путь — время»
применяют реохордный дат-
чик перемещения. На
рис. 46 приведена записан-
ная по его сигналу осцил-
лограмма и построенная пу-
тем дифференцирования
зависимость скорости от
Рис. 46. Построение кривой уПр—t
по осциллограмме s—t
114
времени. После периода разгона (участок ab) устанав-
ливается постоянная скорость охол холостого хода, ко-
торая на осциллограмме пути выражается тангенсом
угла P(tg р = 5ХОлЛхол)- Участок cd соответствует за-
полнению формы. Средняя скорость о*пр прессования
за период /зап заполнения определяется выражением:
. ^зап
®пр = (1/^з ап) J Фо(0^‘
О
Значение скорости прессования можно найти также из-
мерением площади фигуры ecd или по площади прямо-
угольника efgd, основание которого равно /зап, а высо-
та 1>*пр.
Более высокой точностью измерения обладают угло-
вые датчики перемещения, в которых реохорд выполнен
в виде кругового потенциометра [39].
Используя осциллограмму «путь — время», можно
определять величину и*пр через среднюю скорость хо-
лостого хода, считая, что пропорциональность величин
о*пр и охол зависит от гидравлического сопротивления
отливки. Для отливок простой конфигурации с достаточ-
но толстыми стенками, плавными переходами, заполня-
емых через утолщенный питатель (малое гидравлическое
сопротивление) величина о*пр близка к ихол (рис. 47, а).
Для отливок средней сложности (среднее гидравличес-
кое сопротивление) изменение скорости идет по парабо-
лическому закону (рис. 47, б):
°пр = 1»бРпр[1 —(^Азап)2]>
откуда о*пр=0,667 ихол при f=0 и Опр=Ухол- Для тонко-
стенных отливок сложной конфигурации скорость в про-
Рис. 47. Кривые рпр—t при малом (а), среднем (б) и большом (в)
гидравлическом сопротивлениях
115
цессе заполнения изменяется почти прямолинейно
(рис. 47, в), поэтому среднюю скорость можно найти из
равенства площадей треугольника асе и прямоугольника
abdei п*пр=0,5 оХОл- Правильность методики определе-
ния значений п*др по величине пхол можно проверить
путем сравнения продолжительности /зап заполнения, за-
писанной на осциллограмме, с ее расчетным значением
по формуле:
^вап = 2 (тотл 4- тпром^СРм^пр^пр),
где 2(/пОтл + ^пром)—суммарная масса отливок и про-
мывников в форме.
Рис. 48. Магнитоэлектрический датчик и осциллограмма иПр—t
Для непосредственной осциллографической записи
графика «скорость — время» применяются магнитоэлект-
рические линейные датчики, принцип действия которых
основан на явлении электромагнитной индукции. В дат-
чике конструкции ВНИИЛИТМАШ подковообразный
постоянный магнит 1 жестко соединен со штоком 2
пресс-поршня (рис. 48, а), через текстолитовую вставку
3 магнита проходят направляющие 4, внутри которых
находятся катушки с сердечниками из трансформатор-
ной стали. Электрический сигнал, поступающий от кату-
шек регистрируют прибором 5. Величину сигнала можно
изменять реостатом R. Для определения времени на ре-
гистрирующий прибор подаются импульсы от датчика В
с частотой 1, 10, 100 или 1000 Гц. Осциллограмма, за-
писанная с помощью такого датчика, приведена рис.
48, б. Участок ab соответствует малой скорости движе-
ния пресс-поршня в период перекрытия заливочного ок-
на. Участок Ьс — период разгона. Участок cd — установ-
ление скорости холостого хода. Теоретически она счита-
116
ется постоянной, а в действительности, как это видно на
осциллограмме, снижается из-за трения в камере прес-
сования. .Учаток de соответствует периоду заполнения
формы. Колебания скорости в конце этого периода свя-
заны с гидравлическим ударом. Скорость в любой точке
М определяется выражением, м/с:
% = kvr[mM]t
где kv—масштаб скорости, м/(с-мм); тМ — ордината
кривой скорости, замеряемая на осциллограмме, мм.
Время /, с, от начала движения пресс-поршня до точки
М определяется выражением
t = kt [am},
где kt — масштаб времени, с/мм; ат — длина абсциссы
на осциллограмме, мм.
Полное перемещение $пр пресс-поршня находится ин-
тегрированием, м:
t
$пр ~ J^np^>
о
или после подстановки значений vnp=kv [тМ] и dt =
= ktd[am]:
О
где J [тМJ d [ат\ = Fv
о
— площадь под осциллографической кривой, мм2.
Следовательно, масштаб скорости м/(с-мм), можно
подсчитать по выражению
Масштаб времени на осциллограмме, приведенной на
рис. 48, б, ^ = 0,02 с/мм. Соответственно масштаб ско-
рости для этой осциллограммы равен:
kv =:о,262/(0,02.330) = 0,0397 м/(с мм).
Для измерения скорости прессования применяются и
другие типы приборов. Например, для контроля мгно-
венной или максимальной скорости используется маг-
нитоэлектрический угловой датчик, преобразующий уг-
117
ловую скорость в пропорциональные ей значения ЭДС.
В тахогенераторных датчиках вырабатывается электри-
ческий ток, напряжение которого пропорционально час-
тоте вращения. Датчики такого типа рекомендуется ис-
пользовать при высоких скоростях перемещения пресс-
поршня, в частности на машинах для литья магниевых
сплавов. Их целесообразно также применять в устрой-
ствах для регулирования скорости прессования. Для
автоматического регулирования Д. Джилл рекомендует
индуктивно-частотные датчики скорости, обеспечиваю-
щие высокую точность измерения [97]. В основу индук-
тивно-частотного датчика, созданного в СССР на заво-
де «Сиблитмаш», положен принцип измерения макси-
мальной скорости. При движении рейки, закрепленной
на штоке пресс-поршня, магнитное сопротивление дат-
чика меняется пропорционально максимальной скорости
прессования [24].
Измерение средней скорости прессования. Для изме-
рения средней скорости на каком-либо участке хода
пресс-поршня применяются электросекундные (милли-
секундные) датчики. Простая и удобная схема измере-
ния скорости с использованием электрического секундо-
мера предложена С. В. Мышаловым (рис.49). Средняя
скорость на участке s замеря-
ется стрелкой специально гра-
дуированного секундомера,
включаемого микровыключа-
телем 2, имеющим нормально
разомкнутый контакт, и от-
ключается микровыключате-
лем 4, с нормально замкнутым
контактом. Микровыключате-
ли смонтированы на кронш-
тейне 5, закрепленном на ста-
нине машины. Контакты замы-
каются и размыкаются роли-
ком 3, который соединен тя-
гой с пресс-поршнем 1
Более совершенный прибор
для наблюдения и записыва-
ния средней скорости создан
в литейной лаборатории Мос-
ковского высшего техническо-
го училища им. Н, Э. Баума-
Рис. 49. Схема измере-
ния средней скорости
прессования
118
на. Принцип действия прибора основан на изменении
потенциала рабочих контактов. На контакты датчика
от преобразующего устройства подается небольшой
Рис. 50. Осциллограмма и*Пр—/
(для предохранения контактов от обгорания) ток 0,1 А
при напряжении 20 В. Когда ролик, закрепленный на
пресс-поршне, касается контакта, напряжение падает
119
до нуля. Изменение напряжения при замыкании второ-
го контакта приводит к подаче тока на самописец. На
ленте самописца фиксируются ординаты скорости (рис.
50). Одновременно записываются темп и ритм работы
машины, так как промежутки времени t2, 1з и меж-
ду замерами средней скорости определяют продолжи-
тельность каждого литейного цикла.
Рис. 52. Теоретические зависимости скорости прессования от сте-
пени открытия вентиля расхода (а) и клапанная коробка (б)
Современные машины фирм Wotan (ФРГ), Biihler
(Швейцария) и других оборудованы специальным при-
бором «Velocator» для замера и записи средней скоро-
сти прессования. На рис. 51 показана принципиальная
схема такого прибора, в котором скорость измеряется
на длине хода поршня 15 мм между контактами /. Им-
пульсы тока, вырабатываемые генератором 2 с частотой
10 кГц, передаются от контактов через реле 3 на счет-
чик импульсов 4, и преобразователь 5 и измеритель 6.
Градуировочные кривые скорости прессования. Для
машин, не имеющих прибора, замеряющего скорость
прессования, необходимо строить градуировочные кри-
вые зависимости ихол от степени открытия дроссельного
вентиля. Для примера на рис. 52, а приведены в зави-
симости ихол от числа п делений шкалы на расходном
вентиле машины с горизонтальной камерой прессования.
Эта шкала, имеющая 20 делений, определяет положение
120
золотника 2 в клапанной коробке 1 (рис. 52, б). Значе-
ние ихол изменяется по синусоидальному закону:
°хол = К [лп/20—0,5(sin0,lnn)],
где k — коэффициент, зависящий от размеров окон 3 и
4 клапанной коробки и от числа оборотов N главного
запорного вентиля:
У, об........................ 0,5 1 1,5 2
К ........................... 0,446 0,563 0,620 0,681
Кривые 1—4 на рис. 52, а показывают изменение ухол
при числе оборотов N запорного вентиля 0,5, 1, 1,5 и 2.
Рис. 53. Градуировочные кривые скорости при
различной степени открытия вентиля расхода
(а) и различном уровне наполнения аккуму-
лятора (б)
Экспериментальные градуировочные кривые значи-
тельно отличаются от теоретических, поскольку послед-
ние строят без учета гидравлических потерь в клапан-
ной коробке. При изменении числа оборотов запорного
вентиля от 0,5 до 2 (кривые 1—4 на рис. 53, a) vXOJl из-
меняется от 1,2 до 1,8 м/с. На ихол влияет также измене-
ние уровня жидкости в аккумуляторе машины (рис. 53,
б). При заполнении аккумулятора на 0,5 (кривая 3),
0,66 (3') и 0,75 (3") его объема (при У=1,5 оборота)
значение ихол снижается на 20—25%.
При построении градуировочных кривых необходимо
также учитывать, что по мере работы машины происхо-
дит повышение температуры рабочей жидкости (масла)
121
на 10—15°, которое приводит к частичному падению
давления в аккумуляторе и скорости прессования (на
20-25 %).
Контроль давления. Современные машины литья под
давлением оборудованы манометрами для контроля дав-
ления рабочей жидкости в аккумуляторе, гидросистемах
постоянного и переменного давления, мультипликато-
Рис. 54. Датчики давления рабочей жидкости (а) и металла (б)
рах. Для осциллографической записи применяют тензо-
метрические и индуктивные датчики, принцип действия
которых заключается в том, что под давлением жидко-
сти изменяют прогиб мембраны и индуктивность зазора.
Тензометрический датчик мембранного типа для из-
мерения давления рабочей жидкости в гидросистеме
машины имеет упругую мембрану 2 (рис. 54, а), на ко-
торую наклеены по схеме моста Уитстона четыре прово-
лочных тензоэлемента 1. Мембрана через уплотняющее
кольцо 4 соединена со штуцером 5. Упругая мембрана и
тензоэлементы защищены колпаком 3. Тензометрические
датчики можно использовать также при записи давле-
ния металла в камере прессования. В этом случае их
устанавливают в штоке пресс-поршня (рис. 54, б). Дав-
ление металла через шток 7 и шарик 6 передается на уп-
ругую мембрану 2, на которую, так же как и в преды-
дущем случае, наклеены четыре тензоэлемента 1.
122
Для измерения быстропеременных давлений в гид-
равлической системе машины рекомендуется использо-
вать индуктивные мембранные датчики типа ДДИ, ра-
ботающие в комплекте с индуктивным высокочастотным
преобразователем ИВП-2, замеряющие давление в диа-
пазоне от 2,5±?’5 до (80± 16) МПа [50] ДДИ-20
предназначен для измерения давления в среде с темпера-
турой 283—300 К. Водохлаждаемый датчик ДДИ-21 ис-
пользуют при измерении быстропеременных давлений в
системах со сложными температурными условиями при
температуре измеряемой среды до 3000 К. Датчики бы-
ли успешно применены В. С. Кириченко для измерения
и записи давления в рабочей полости формы в процессе
подпрессовки [9].
При установке на измеряемый объект мембрана дат-
чика обычно вводится непосредственно в измеряемое
пространство, причем защитные колпачки, предохраня-
ющие мембрану и штыри разъема, должны быть сняты
(рис. 55). Если давление передается через соединитель-
ную трубку, необходимо при градуировке учитывать вли-
яние этой трубки на динамические характеристики из-
меряемого процесса. Давление воды в водоохлаждаемых
датчиках должно быть в пределах (0,4±0,05) МПа.
Рис. 55. Способы монтирования датчиков ДДИ-20 (а) и ДДИ-21 (б):
1 — измеряемый объем; 2 — гнездо; 3 — прокладка; 4 — датчик; 5 — прово-
лочный бандаж; 6 —дюритовый шланг; 7 — наконечник
123
Датчики ДДИ-20 для измерения давления в гидро-
системе градуируют до давления, превышающего рабо-
чее в 2—2,5 раза. Например, давление в гидросистеме
машины ЛН-3404 составляет 12,5 МПа. Выбирают но-
мер датчика с диапазоном измерения 12,5—15 МПа и
градуируют до давления 25—30 МПа. Датчики ДДИ-21
для измерения давления расплавленного металла долж-
Рис. 56. Осциллограммы скорости и давления в рабочей (а)' и
штоковой (б) полостях цилиндра прессования
ны иметь диапазон измерения 60—80 МПа и градуиро-
ваться до 120—160 МПа, так как давление металла в
форме при подпрессовке может достигать таких высо-
ких значений. Применять для измерения давления ме-
талла датчики ДДИ-20 нельзя, так как после двух-трех
запрессовок они выйдут из строя.
На рис. 56 представлены осциллограммы изменения
давления рабочей жидкости (масла) в цилиндре прес-
сования (а) и противодавления в штоковой полости (б)
при давлении в аккумуляторе 7,5 МПа и скорости хо-
лостого хода 0,6 м/с. Во время первой ступени прессо-
вания с малой скоростью движения пресс-поршня (пе-
рекрытие заливочного окна, участок ab) в основной по-
лости цилиндра прессования устанавливается неболь-
шое давление рабочей жидкости 0,3—0,5 МПа. После
перекрытия заливочного окна скорость прессования рез-
ко возрастает до точки с и одновременно повышается
давление, которое после некоторых пиковых колебаний
приобретает установившееся значение (участок bd).
В штоковой полости в этот период устанавливается пос-
тоянное противодавление (участок b'd'). Так как эта ос-
124
циллограмма записана при заполнении отливки сложной
конфигурации через тонкий питатель, т. е. при большом
гидравлическом сопротивлении формы, скорость прессо-
вания в процессе заполнения резко падает, а давление
возрастает до максимального конечного значения (точ-
ка е), равного давлению в аккумуляторе. Колебания
давления в точке е вызваны гидравлическим ударом в
момент остановки поршня цилиндра прессования. Про-
тиводавление в штоковой полости в момент резкого паде-
ния скорости прессования полностью снимается.
2. ИЗМЕНЕНИЕ СКОРОСТИ ПРЕССОВАНИЯ
В ПРОЦЕССЕ ЗАПОЛНЕНИЯ
Взаимосвязь между скоростью прессования и ско-
ростью впуска. При условии установившегося движения
скорость впуска и скорость прессования связаны между
собой уравнением неразрывности потока. Средняя за
период заполнения формы скорость и*вп впуска опре-
деляется выражением, м/с:
1>вп = ^Пр^пр//ПИТ» (7®)
а скорость Овп’ впуска в начальный момент запол-
нения, пренебрегая потерями в камере прессования и
литниковой системе, можно подсчитать по значению ско-
рости ухол холостого хода пресс-поршня, м/с:
^ВП — ^ХОЛ^Пр/AlHT*
Экспериментальное значение РвпЧ можно опреде-
лить по замеру (например, с помощью скоростной кино-
съемки) времени, затраченного впускной струей на
преодоление расстояния от питателя до места удара.
Экспериментальные данные показывают, что действи-
тельные значения увп отличаются от расчетных всего
на 10—15%.
Скорость впуска во многом определяет гидродина-
мический характер заполнения. Критические значения
скоростей впуска при переходе от ламинарного движе-
ния потока к турбулентному и от сплошного турбулент-
ного к дисперсному, а также методы их расчета были
приведены в гл. II. При разработке технологического
процесса с ламинарным движением потока заполнения
скорость впуска не должна превышать критическую,
125
определяемую формулой (14), а значение скорости дис-
персного или дисперсно-турбулентного заполнения дол-
жно быть не меньше критической скорости перехода к
дисперсному движению, подсчитываемой по формулам
(29).
Длительное время существовало два мнения — часть
литейщиков считала, что качественные отливки получа-
ются лишь при заполнении с низкими скоростями впус-
ка через толстые питатели, другие доказывали, что уве-
личение скорости впускного потока и применение тон-
ких, щелевидных питателей — главный фактор повыше-
ния плотности и герметичности отливок. На деле ника-
кого противоречия не было — сторонники низких скоро-
стей использовали их для толстостенных отливок прос-
той конфигурации, а сторонники высоких скоростей ос-
ваивали тонкостенные, крупногабаритные отливки
сложной конфигурации, которые при иных режимах из-
готовить невозможно.
Анализ производственных данных показывает, что
отливки различной конфигурации и назначения изго-
товляют в большом диапазоне режимов: при отношении
бпит/60тл=1—0,1 и скоростях впуска 0,5—150 м/с
(табл. 17). Кроме того, скорость впуска изменяется в
зависимости от давления, режимов смазывания, тепло-
вых условий. Например, повышением скорости впуска
можно в какой-то степени регулировать падение темпе-
ратуры формы.
Для конкретных условий рекомендуется разрабаты-
вать типовые классификации отливок с указанием опти-
мальных скоростных режимов. Вместо групп простой и
сложной конфигурации в классификационных таблицах
лучше указывать тип отливки, например: прямоуголь-
ная, цилиндрическая, коробчатого сечения и др.
Для тонкостенных отливок сложной конфигурации
хорошие результаты дает приближенный метод расчета
скорости впуска, разработанный П. П. Москвиным на
основе опытных замеров. Согласно этому методу значе-
ние и*вп определяется по формуле, м/с:
4 = Кт {[(Дпл/ботл) У^Г+И/У^}, (79)
где Кт — коэффициент, зависящий от температуры за-
ливки, равный для сплавов, заливаемых с перегревом
30—50°, алюминиевых и медных 0,015—0,03; магниевых
0,018—0,035; цинковых 0,013—0,02, м/с1/2; £Отл — рас-
126
Значения скоростей впуска для отливок из различных сплавов, м/с
Таблица 17
Отливки Цинковые Магниевые Алюминиевые Медные
жидкие жидкотвердые жидкие жидкотвердые
Толстостенные (5—10 мм): простые сложные 30—40 40—50 — 0,5—1 0,5—1 2—5 3—6 — 2—3 3—5
Со средней толщиной стенок (3—6 мм): простые сложные 40—60 60—80 30—40 40—50 8—12 12—25 5—8 8—12 8—15 5—8
Тонкостенные, равностенные (1,5—3 мм): простые сложные 80—100 100—150 50—60 50-80 25—40 30—60 — 10—20 —
Тонкостенные, с локальными утолщениями (6—8 мм): простые сложные 80—100 100—120 40—45 50—70 20—35 25—40 10—15 12—15 —
стояние, проходимое потоком заполнения в полости
формы, м; Sn — число поворотов потока в полости фор-
мы.
По формуле (79) определяется среднее значение
скорости впуска за период заполнения. Зная это значе-
ние и задаваясь диаметром камеры прессования, мож-
но, используя выражение (78), найти технологически
необходимую среднюю скорость и*пр, м/с, прессования
за время /зап»
с>пр = ^вп [/пиЛ^пр/4)] , (80)
по которой определяется технологически необходимая
скорость уХОл холостого хода пресс-поршня, записывае-
мая в технологическую карту отливки.
Определим величину vXOa для крупногабаритной отливки из
алюминиевого сплава (Кт = 0,02 м/с1/2) массой 3,7 кг, имеющей
среднюю толщину дот л *3,5 мм (рис. 57). Длина пути, проходимого
потоком, составляет Lotл=400 мм. Число поворотов потока 5п=8.
Принимая продолжительность заполнения /зап=0,06 с, по формуле
(79) находим:
с£п = 0,02[400/(3,5УО^6)] У8+Т = 27 м/с.
Рис. 57. Крупногабаритная отливка сложной конфигурации
128
Выбираем диаметр камеры прессования машины Dnp=120 мм. Так
как площадь поперечного сечения питателя для данной отливки в
соответствии с чертежом составляет /пит=3-180=540 мм, то по
формуле (80):
р*р = 27-540-4/(3,14-120«) = 1,3 м/с.
Отливка, изображенная на рис. 57, заполняется при большом гид-
равлическом сопротивлении. Следовательно, скороеть уХОл холос-
того хода пресс-поршня составляет 2,6 м/с.
По формуле (80) определяют технологически необ-
ходимое значение средней за период заполнения скоро-
сти прессования. Технологически достаточная скорость
прессования должна обеспечивать оптимальную по теп-
ловым условиям продолжительность /зап заполнения.
На основании уравнения расхода технологически доста-
точное значение о*пр, м/с, определяется по формуле:
°пр = 2(/П0ТЛ + ^пром)1 (Рм^^пр^зап/^)» (81)
где /зап — продолжительность заполнения одной отлив-
ки, определяемая в зависимости от выбранного харак-
тера заполнения формулами (52) — (61). Если значение
о*пр, подсчитанное по формуле (81) окажется больше,
чем вычисленное по формуле (80), то значение скорости
1»Хол холостого хода пресс-поршня, записываемое в тех-
нологическую карту, берется пропорционально больше-
му значению о*пр. Если машина снабжена прибором для
замера средней скорости прессования, то в технологи-
ческую карту отливки может быть занесено значение
V*np.
При литье под давлением на машинах с горячей ка-
мерой прессования скорость перемещения пресс-поршня
и скорость впуска изменяются с изменением зазора в
прессующей паре [49]. По данным В. Я. Невзорова, с
увеличением размера 6заз зазора скорость пресс-
поршня в период заполнения формы возрастает, а ско-
рость овп впуска снижается (рис. 58).
Скорость впуска и скорость озаз перемещения ме-
талла в зазоре связаны со скоростью Unp прессования
уравнением неразрывности:
Цц>ГПр = пит “Ь.^эаз/заз»
где /заз— площадь поперечного сечения кольцевого за-
зора, которую можно считать равной л£>пр6заз- При ус-
5 -Ък. зо 129
тановившемся режиме течения справедливо также урав-
нение Бернулли, на основании которого:
4" £пит + ^тшт^1шт/(4^?ш1т)]^вп == П 4“£заз4“^®аз4аэ/(4^аз)]узаз ,
где ^пит и £заз—коэффициенты местных гидравлических
сопротивлений в питателе и зазоре; ХШтт и Хзаз— коэф-
фициенты гидравлических сопротивлений по длине пи-
Рис. 58. Изменение скорости прессования и скорости впуска в
зависимости от размера кольцевого зазора
тателя и зазора; /пит и /заз— длина питателя и зазора;
/?пит И /?заз — гидравлические радиусы питателя и зазо-
ра. Подставляя значение изаз в уравнение неразрывно-
сти, получим уравнение, связывающее между собой иВп
и Unp:
^вп = ^пр^пр/Ю 4“ ^доп)/пит1»
где Лдоп= (/заз//пмт) Уапит/азаз —коэффициент допустимо-
го зазора [здесь Пдит = 1 “Ь^пит-Ь^пит/пит/С^/? пит) И (Х3аз —
= 14-^заз + ^заз/заз/(4/?3аз) —Суммарные коэффициенты ГИД-
равлических сопротивлений питателя и зазора].
Периоды движения пресс-поршня. Скорость прессо-
вания, необходимая и достаточная для создания опре-
деленного гидродинамического и теплового режима за-
полнения, обеспечивается работой прессующего механиз-
ма машины. Принципиальная схема работы прессую-
щего механизма, предназначаемого для машины с го-
ризонтальной камерой прессования, дана на рис. 59..
Движение пресс-поршня в таком механизме можно раз-
делить на четыре периода [18].
1. Период разгона. Основное сопротивление
движению в период разгона — инерция подвижных час-
130
тей прессующего механизма. Он заканчивается после
того, как в цилиндре прессования устанавливается дав-
ление, соответствующее гидравлическим сопротивлени-
ям прессующего механизма.
Рис. 59. Схема прессующего механизма (а) и дросселирования ра-
бочей жидкости (б) машины с горизонтальной камерой прессо-
вания
2. Период равномерного движения. Ос-
новное сопротивление создают силы трения в гидравли-
ческой системе прессующего механизма и в камере прес-
сования. Окончание периода совпадает с моментом за-
полнения расплавленным металлом всего поперечного
сечения камеры прессования.
3. Период заполнения. Он начинается в мо-
мент входа металла в литниковый канал и заканчива-
ется при остановке потока металла в полости формы.
Если сопротивление входу металла в литниковый канал
чрезмерно велико, возможна упругая деформация пото-
ка, сопровождающаяся колебаниями скорости и пос-
тупления металла в полость формы с переменным рас-
ходом. В конце периода заполнения в гидравлической
системе и заливаемом металле может наблюдаться гид-
равлический удар.
4. Период подпрессовки. Этот период воз-
можен и осуществляется до тех пор, пока металл посту-
пает из камеры прессования через литниковую систему
в полость формы. Перемещение пресс-поршня может
быть значительным, но оно происходит при очень малой
скорости.
5* 131
В настоящее время разработаны конструкции прес-
сующих механизмов, в которых скорость перемещения
пресс-плунжера может изменяться не только между пе-
риодами, но и во втором, третьем периодах.
Решающее значение на процесс формирования от-
ливки оказывает скорость пресс-поршня в период за-
полнения, но, как отмечалось ранее, она определяется
скоростью равномерного движения во втором периоде,
т. е. скоростью холостого хода. Скорость иХ0Л(м) переме-
щения пресс-поршня в интервале холостого хода, так
называемую машинную скорость холостого хода, мож-
но определить по удельному расходу q™ рабочей жид-
кости в цилиндре прессования, м/с:
^хол(м) = q^l (л/?ц/4), (82)
где £>ц — диаметр поршня в цилиндре прессования, м.
Величина ?ж в формуле (82) зависит от площади попе-
речного сечения трубопровода, подводящего рабочую
жидкость от аккумулятора в цилиндр прессования, рав-
ного nd2o/4, (здесь d0— диаметр подводящего трубопро-
вода), и скорости истечения жидкости из этого трубо-
провода в цилиндр, которая определяется уравнением
Бернулли. Подставляя значение q^ в формулу (82),
имеем, м/с:
»хол(м) - (d0/DJ (11УТТЖ) /2^7, (83)
где S£o — сумма коэффициентов гидравлических сопро-
тивлений на пути рабочей жидкости от аккумулятора
до цилиндра прессования; рак — давление в аккумулято-
ре, МПа; рж— плотность рабочей жидкости, кг/м3.
Если величина иХОЛ(м) задана при разработке техно-
логического процесса, то из формулы (83) можно найти
значение диаметра d0 трубопровода. Диаметр можно
изменять дроссельным вентилем Bi (см. рис. 59, а), при
полностью открытом запирающем вентиле В2- Отверстие
диаметром d0 открывается не сразу, а после того, как
пресс-поршень перекроет заливочное окно камеры прес-
сования. До этого момента рабочая жидкость поступает
через отверстие меньшего диаметра di (см. рис. 59, б)
и скорость перемещения пресс-поршня определяется
формулой (83), в которой значение d0 заменено значе-
нием d[.
Сумма коэффициентов S£o гидравлических потерь,
входящая в формулу (83), складывается из коэффици-
132
ента £вх сопротивления при входе в подводящую трубу,
коэффициента £др сопротивления в дроссельном вентиле,
трения в трубе £тр и гидравлических потерь £в.р при вне-
запном расширении в месте подвода трубы к цилиндру:
= ?вх 4“ £др 4" £тр + £вр«
Коэффициент £вх сопротивления при входе определяет-
ся аналогично истечению жидкости через отверстие в
тонкой стенке:
£вх = 0,06/е2 = 0,06/0,642 = 0,15,
где 8 = 0,64 — коэффициент относительного сжатия струи
при входе в цилиндрическое отверстие. Коэффициент
£др сопротивлений в дроссельном вентиле зависит от
конструкции дроссельного устройства. Например, для
дроссельной диафрагмы с площадью f'o пропускного се-
чения £др подсчитывается по следующей формуле:
£ДР = {1 + 0,7071/1 -[4/J1M)]} {[4/J| (л4)] - 1
При регулировании скорости прессования площадь дрос-
селирующего отверстия изменяется в широких пределах
от максимальной величины /oax = ndo|4 (в этом
случае £др=0) до нуля (в этом случае £дР достигает
максимума и составляет 2,88).
Потери £тр на трение в подводящем трубопроводе
зависят от длины /0 трубы:
Стр = М>/^о>
где Л — коэффициент, который при турбулентном дви-
жении жидкости определяется по эмпирической форму-
ле Блаузиса, Л. = 0,3164 Re . Для чисел Re, близких
к 10П *0,02.
Гидравлические потери £В.Р при внезапном расшире-
нии определяются по формуле
Up = [1 - do/DJ.
Суммарный коэффициент 2£о гидравлических сопро-
тивлений при среднем положении дроссельного вентиля
(£др=1>5) Для пресс-цилиндра, в котором £>ц^>с?о(Св.Р =
= 1), равен:
= 0,15 4- 1,5 + O,O2(/o/do) + 1 = 2,65 + O.O2(/o/do). (84)
133
Используя формулы (83) и (84), подсчитаем значение ^хол(м)
для прессующего механизма машины с горизонтальной камерой
прессования, имеющего следующие параметры: £>ц=0,2 м; d0=
=0,03 м; /о=2 м; рак=7,5 МПа = 75-105 Н/м2; рабочая жидкость—
веретенное масло (рм=870 кг/м3). Определим значение при
среднем положении дросселя, т. е. когда площадь открытия его в
2 раза меньше начальной:
Л (do₽),| (4-2) = ndl | 4, откуда dcQp = | =0,03/]/^ =0,021м.
Подставляя значение 4qp в формулу (83), имеем:
«хол (м) = (0,021/0,2)* [1/yi + 2,65+ 0,02 (2/0,021)1 X
X У2-75-10»/870 = 0,54 м/с.
Максимально возможная скорость уХОл(м) при этом же давлении
в аккумуляторе будет при do=O,O3 м (£др = 0):
S£o = 0,15+ 0,02 (2/0,03);
ихол(м) = (0,03/0,2)2 [1/1/1 + °* 15 + 0,02(2/0,3) ] х
X 1/2-75-10®/870 = 1,5 м/с.
Формула (83) не учитывает сопротивлений, возника-
ющих в сливной сети, хотя противодавление слива мо-
жет достигать большого значения. Чем выше скорость
прессования (верхние кривые на рис. 60), тем больше
противодавление (нижние кривые). При скорости прес-
сования около 0,35 м/с (а) противодавление составляет
0,7—0,8 МПа, 0,55 м/с (б) — 1,3—1,4 МПа; 0,75 м/с
(в)—до 1,8 МПа. Падение скорости в результате про-
тиводавления находим на осциллограмме как разность
между пиковым и установившимся значениями (в дан-
ном случае оно составляет 0,07 м/с, т. е. около 15%).
С учетом гидравлических сопротивлений в сливной
сети, в которой диаметр с!сл сливной трубы равен диа-
Рис. 60. Изменение скорости прессования и противодавления рабо-
чей жидкости
134
метру dQ подводящего трубопровода, формулу (83) мож-
но записать в следующем виде, м/с:
^хол(м) = (dQ/DJ* (1/ 4/1 -|" -|- 2£сл ) 1^2рак/рм , (85)
где 2£сл — сумма коэффициентов гидравлических сопро-
тивлений в сливной сети длиной /Сл, в которую входят
сопротивления входа, трения и внезапного расширения,
2£сл= 1,15 4-0,02(/сл/йсл).
Влияние на скорость прессования гидравлического
сопротивления литниковой системы и формы. В процес-
се заполнения формы в ее полости и в каналах литнико-
вой системы возникают значительные гидравлические
сопротивления, в результате которых скорость прессо-
вания резко падает. Величина сопротивлений в литни-
ковой системе зависит от конструкции и длины каналов:
для машин с горизонтальной камерой прессования она
меньше, чем для машин с вертикальной.
Величина сопротивлений движению расплава в по-
лости формы зависит прежде всего от конфигурации от-
ливки: чем сложнее отливка, тоньше ее стенки и больше
в ней поворотов и резких переходов, тем выше гидрав-
лическое сопротивление, причем при заливке сплавов в
жидкотвердом состоянии величина сопротивлений воз-
растает в несколько раз. Гидравлические сопротивле-
ния резко возрастают также при намерзании и дальней-
шем разрушении корки металла у стенок формы.
Рассмотрим три стадии движения пресс-поршня в пе-
риод заполнения на примере прессующего механизма
машины с горизонтальной камерой прессования.
1. Первая стадия (рис. 61, а) начинается после
перекрытия пресс-поршнями заливочного окна и закан-
чивается в момент подхода расплава к литниковому
каналу. Путь $1 пресс-поршня на первой стадии равен:
51 = (Уо/^пр) = (Кугл 4" лит 4" ^Пр.о/^Пр),
где S— полный ход пресс-поршня от края заливочного
окна до рассекателя; Vo — полный объем заливаемого
металла, включающий объем У0Тл отливки, объем Улит
литниковых каналов и объем Уцр.о пресс-остатка.
2. Вторая стадия (рис. 61, б) начинается в мо-
мент входа металла в литниковую систему и заканчива-
ется после прохождения им всех литниковых каналов.
135
Рис. 61. Стадии движения пресс-пор-
шня
К концу второй стадии прес-
поршень проходит путь S2,
который равен:
$2 = + (Илит/^р) ~ — (К)тл+
Ч" ^пр.о/^пр)*
3. Третья стадия (рис.
61, в) начинается в момент
входа металла в полость фор-
мы и заканчивается ее запол-
нением. Путь s3 пресс-поршня
к моменту окончания третьей
стадии составляет:
5з = S2 + (^отл/^пр) = S —
(Kip.o/^np)*
Для расчета скоростей прес-
сования на каждой из трех
стадий воспользуемся уравне-
нием равновесных сил, дейст-
вующих на пресс-поршень в
камере прессования, считая
его движение в каждый мо-
мент установившимся:
Л1р = 2Рг.с + Рин, (86)
где Рдр — усилие прессования, развиваемое пресс-пор-
шнем; 2Рг.с — суммарная сила гидравлических сопро-
тивлений движению металла; Рин — сила инерции под-
вижных частей прессующего механизма. Усилие Рдр
прессования, создаваемое давлением рж рабочей жидко-
сти на площадь Рц поршня цилиндра прессования, опре-
деляется на основании уравнения Бернулли, применен-
ного к системе аккумулятор — подводящий трубопро-
вод — цилиндр прессования — сливной трубопровод:
pav = PaA-(^4)4P«^(l + 2^0 + 2£сл)Кр)72. (87)
Суммарная сила 2РГ.С гидравлических (гидродинамиче-
ских) сопротивлений в соответствии с методикой
А. И. Вейника определяется выражением
136
Г i=n
i=m
2Pr.c = Рк/ц g (Л/ F?) + g (^Fnp/ F?) (»np>2/2, (88)
где & — коэффициент гидравлических сопротивлений на
г'-ом участке системы; п и т — число участков соответ-
ственно литниковой системы и формы; Fi— площадь по-
перечного сечения i-ro участка системы. Сила Р1Ш инер-
ции, определяется как произведение суммарной массы
2/Ппр подвижных частей прессующего механизма на ус-
корение Дпр пресс-поршня:
^ИН = ^^пр^пр = ^^пр (^пр)2/(2$ср), (89)
где scp — среднее значение пути пресс-поршня на второй
и третьей стадиях его движения, равное
$ср = $2 + = 2S (Уотл + 2КПр.о)/^пр’
Заменяя слагаемые в уравнении (86) их значениями из
выражений (87) — (89), получим следующее уравнение
для определения скорости Unp прессования на различ-
ных стадиях движения пресс-поршня:
vnp = I (Du/d0)*P)KFu(l + 4- 2?ел) +
+ PMFnp [g (CjFnp /F?) + g (Л/ F?) j + 2/HnP/Scp- (90)
Величина сопротивления в уравнении (90) прямо про-
порциональна плотности рм заливаемого сплава. Поэто-
му при литье тяжелых сплавов (цинковых, медных, ста-
ли) скорость прессования падает быстрее, чем при за-
полнении формы легкими сплавами. Если то
скорость прессования, как видно из уравнения (90),
почти не зависит от гидравлических сопротивлений в
литниковой системе и форме.
Величина 2^пр, входящая в уравнение (90), — мас-
са подвижных деталей прессующего механизма плюс
масса рабочей жидкости в подводящем и сливном тру-
бопроводах [47].
При заполнении формы по принципу минимального
трения, под которым подразумевается малое гидравли-
ческое сопротивление в литниковой системе и форме,
Unp незначительно отличается от ихол- При заполнении
по принципу максимального трения ипр к концу запол-
137
нения может отличаться от ихол на значительную вели-
чину L
Принцип минимального трения наиболее эффективен
при изготовлении толстостенных отливок простой конфи-
гурации. Трение меньше на машинах с горизонтальной
камерой прессования, имеющих небольшую длину пути
металла в литниковой системе. Отливка и каналы литни-
ковой системы должны иметь плавные переходы для
снижения гидравлического сопротивления. На основе
принципа заполнения с минимальным трением созданы
такие способы литья под давлением, как акурад-процесс
и литье на машинах вертикальной компоновки типа
Verticast. Характерная особенность этих процессов — ра-
венство толщин питателя и отливки, подведение питате-
ля в наиболее массивную часть отливки и заполнение
формы сплошным, по возможности ламинарным пото-
ком при скорости впуска менее 0,5 м/с, с последующей
подпрессовкой в условиях направленного затвердевания.
Машины для акурад-процесса и типа Verticast можно
оборудовать вакуумными устройствами для повышения
герметичности отливок. По данным В. М. Кайнова, от-
ливки, изготовленные из алюминиевого сплава типа
AlSi 7MgO,3 на машине вертикальной компоновки при
толщине стенки 4 мм выдерживают испытание на герме-
тичность при давлении до 200-104 МПа и могут под-
вергаться высокотемпературной термообработке.
Определим значение скорости прессования для отливки, изо-
браженной на рис. 62 ,а, при заполнении ее по принципу мини-
мального (рис. 62, б) и максимального (рис. 62, в) трения. Пред-
положим, что отливка изготовляется из цинкового сплава типа
ZnA14Cu3(pM = 7000 кг/м3) на машине со следующими параметрами:
Рак = 6,5 МПа, рж = 870 кг/м3, £)ц=0,1 м, £>Пр=0,06 м, ^0=йсл =
=0,025 м, /о=2 м, /Сл = 3 м, 2/иПрж50 кг. Определим значения
суммарных коэффициентов 2£0 и 2£Сл сопротивлений в подводя-
щей и сливной гидросистемах:
S£o = 2,65 + 0,02 (2/0,025) = 4,25;
2£сл =1J5 + 0,02 (3/0,025) = 3,95.
Подставляя цифровые значения в уравнение (90) имеем, м/с:
¥
упр
= 229
18260+ 19,8
i—n 1=1П
gMppD + g х
1 Термины «минимальное» и «максимальное» трение условны—
под трением в них понимается суммарное гидродинамическое сопро-
тивление на всем пути движения металла.
138
Рис. 62. Заполнение отливки (а) по принципу минимального (б)
или максимального (в) трения
*x(C^|f?) + 60/sqp . (91)
На основании формулы (91) при условии отсутствия сопротивлений
в литниковой системе и форме можно подсчитать скорость уХОл(м)
установившегося движения при холостом ходе пресс-поршня (при-
нимаем $ср=$1=0,3 м):
Охол(м) = 229/1/18260 + 50/0,3 = 1,65 м/с.
При заполнении с минимальным трением значение иХОл(м) близко
к значению скорости в начальный момент заполнения. Для
подсчета скорости и™11 прессования в момент окончания заполне-
ния определим суммарный коэффициент сопротивления в форме,
считая литниковую систему частью отливки (такое допущение воз-
можно, ПОСКОЛЬКУ бпит/ботл):
У* (^р I fj) = (3?х + ?2) (Fnp/^отл)2 = (3-0,2 +.0,6) х
/=1
X (0,028/0,0032)* = 93
(здесь — коэффициент сопротивления при плавном повороте по-
тока на 90°, равный 0,2; £2— коэффициент потерь на трение, рав-
ный 0,6). Путь sCp поршня в момент окончания заполнения будет
равен:
Sep = Si + Уотл + Улит/Лф = 0,3 + 4 (8,3 + 2) 10~*/(3,14-0,06*) =
= 0,34 м.
Подставляя значения суммарного коэффициента сопротивлений в
форме и Sep в расчетную формулу (91), найдем
акои = 229/1/18260 + 19,8-93 + 50/0,34 = 1,57 м/с.
139
Таким образом, расчеты показывают, что при заполнении по прин-
ципу минимального трения скорость прессования уменьшается всего
лишь на 5 %.
В условиях заполнения с максимальным трением скорость
uj{p4 прессования в начальный момент заполнения подсчитывается
с учетом гидродинамических сопротивлений в литниковой системе,
суммарный коэффициент которых равен:
1=п
JS (5^пр/ (fnp/Fi)2 + £2 (fnp/^)2 + Сз (Fnp/F,)2 +
+ £< (Fnp/^)2 = 0,5 (0,028/0,0026)2 + 1,0 (0,028/0,0039)2 +
+ 0,45 (0,028/0,0048)2 + 0,15 (0,028/0,0031)2 = 141,
здесь £i = 0,5 — коэффициент сопротивления при входе в конический
литник; £2=0,1 — коэффициент сопротивления при повороте в под-
водящий канал; £3=0,45— коэффициент сопротивления при вне-
запном расширении; £4=0,15 потери на трение; Fb F2, F3, F4— пло-
щади поперечного сечения литниковых каналов для системы, изо-
браженной на рис. 62, в.
Подставляя значение суммарного коэффициента сопротивлений
в литниковой системе и sCp=0,34 м в формулу (91), имеем:
t^p" = 229/1/18260 + 19,8-141 + (50/0,34) = 1,54 м/с.
Значение скорости прессования в1 момент окончания запол-
нения подсчитывается с учетом гидродинамических сопротивлений
не только в литниковой системе, но в полости формы. Суммарный
коэффициент этих сопротивлений равен:
i—m
2 (5ifnp| F<) = 51 (%/Fi)2 + (3ga + W (Fnp/F,)» =
= 1,0 (0,028/0,048)2 + (3.1,0 + 0,25) (0,028/0,0024)2 4-
+ 0,65 (0,028/0,0032)2 = 586
здесь £i и £2 — гидравлические потери при повороте потока, равные
1,0; £з=0,25— гидравлические потери при внезапном расширении
потока £4=0,65 — потери на трение, равные 0,65; Fb F2, F3— пло-
щади поперечного сечения отливки, изображенной на рис. 62, б. Пос-
ле подстановки значений коэффициентов суммарных сопротивлений
в литниковой системе и форме и значения $Ср = 0,34 м в формулу
(91), найдем расчетную величину скорости v™H прессования в мо-
мент окончания заполнения формы:
= 229/1/18260 + 19,8 (141 + 586 + (50/0,34) = 1,18 м/с.
В отличие от заполнения с минимальным трением при наличии
больших гидродинамических сопротивлений движению металла, т. е.
при заполнении по принципу максимального трения, скорость прес-
сования и для рассматриваемой отливки и данного прессующего меха-
низма изменяется на гораздо большую величину, почти на 30%.
140
3. ИЗМЕНЕНИЕ ДАВЛЕНИЯ В ПРОЦЕССЕ ЗАПОЛНЕНИЯ
Насосы и аккумуляторы машин создают постоянное
давление рабочей жидкости в гидросистеме, достигаю-
щее при мультипликации 50-105 МПа. Давление в ка-
мере прессования зависит от площади поперечного се-
чения этой камеры. Повышая давление за счет умень-
шения диаметра камеры прессования, необходимо учи-
Рис. 63. Изменение скорости прессования и давления рабочей
жидкости
тывать вызываемое этим падение скорости впускного по-
тока и, следовательно, его кинетической энергии, отри-
цательно сказывающееся на качестве отливки.
Изменение давления рабочей жидкости в цилиндре
прессования. На рис. 63 приведены осциллограммы дав-
ления рабочей жидкости и скорости прессования, запи-
санные Д. Р. Акивисом в процессе освоения, отливки го-
ловки мотоциклетного двигателя. На осциллограммах
верхние кривые соответствуют изменению скорости пе-
ремещения пресс-поршня от начала его движения до
окончания заполнения формы, а нижние кривые показы-
вают, как изменяется за этот период давление рабочей
жидкости в цилиндре прессования. При скорости холос-
того хода 0,3—0,4 м/с (а) под поршнем цилиндра прес-
сования устанавливается гидродинамическое давление
0,5—1 МПа. При прохождении металла через литнико-
вую систему наблюдается некоторое повышение давле-
ния (до 1,5—2 МПа), соответствующее сопротивлению
входа. В период заполнения формы давление рабочей
жидкости возрастает до рак, что составляет около
7 МПа. С увеличением скорости до 0,5—0,6 м/с (б) дав-
ление также повышается до 1,2—1,5 МПа, а в конце за-
полнения формы могут возникнуть колебания давления,
вызванные гидравлическим ударом в цилиндре прессо-
141
вания. При увеличении скорости до 0,8—1 м/с (в) дав-
ление в период холостого хода увеличивается до 2—
2,5 МПа, а при гидравлическом ударе давления превы-
шает величину рак на 1,5—2 МПа.
На величину гидравлического удара влияет также
характер изменения скорости в период заполнения, ко-
торый, в свою очередь, определяется величиной гидрав-
МПМ
Рис. 64. Гидравлический удар при перемещении пресс-поршня без
металла (а), при заполнении по принципу минимального (б) и
максимального (в) трения
лических сопротивлений в литниковой системе и форме.
Чем больше величина сопротивлений, тем плавнее из-
меняется скорость прессования и тем меньше гидравли-
ческий удар в цилиндре прессования. Например, при
одной и той же скорости холостого хода, равной 0,8—
1 м/с, удар пресс-поршня без заливки формы приводит
к почти двукратному превышению давления в момент
остановки поршня (см. осциллограмму на рис. 64, а).
Для толстостенной отливки с небольшим гидравличес-
ким сопротивлением, заполняемой по принципу мини-
мального трения, превышение пикового давления в мо-
мент гидравлического удара достигает 2—2,5 МПа (б),
в то время как для тонкостенной отливки, заполняемой
с максимальным трением, пиковое давление не превы-
шает 0,5 МПа (в).
Повышение давления Др рабочей жидкости при уп-
ругом гидравлическом ударе в цилиндре прессования
определяется формулой Жуковского, МПа:
Др _ ржйжУж, (92)
где аж — скорость распространения ударной волны в
рабочей жидкости, м/с; — скорость течения рабочей
жидкости, равная скорости перемещения поршня в ци-
линдре прессования в момент окончания заполнения
(иж =йГ) , м/с. Скорость аук ударной волны в ра-
142
бочей жидкости при условии абсолютной упругости сте-
нок пресс-цилиндра определяется уравнением, м/с:
аж = V^Ht/Рж 11/14“ ^Ц^ж/(®ц^ц) »
где £ж и £ц — модули упругости соответственно рабочей
жидкости и материала, из которого изготовлен пресс-
цилиндр, МПа; Оц — внутренний диаметр пресс-цилинд-
ра, м; бц — толщина стенки пресс-цилиндра, м.
Используя формулу (92), подсчитаем величину Ар при конеч-
ной скорости прессования и*рН = = 0,8 М/С в цилиндре прессо-
вания, изготовленном из стали (Ец=2*104МПа), Рц=0,2 м, бц=
=0,02 м, если в качестве рабочей жидкости используется веретен-
ное масло (р« = 870 кг/м3, Еж = 140 МПа). Определим скорость
аж ударной волны в цилиндре прессования:
/14-10^/870 /У1 +0,2.14.10^/(0,02.2-1010) = 1200 м/с.
Подставляя значение аж и другие заданные цифровые значения
в формулу (92), определим величину повышения давления Ар гид-
равлического удара в полости цилиндра прессов'аиия:
Ар = 870-1200-0,8 = 0,85 МПа.
Гидравлический удар в трубопроводах, подводящих
рабочую жидкость от аккумулятора к пресс-цилиндру,
намного превышает гидроудар в полости цилиндра. Ве-
личина Др' в трубопроводе может быть определена на
основании формулы (92), в которой аж = атр (здесь атр—
скорость ударной волны в трубопроводе), и уравнения
неразрывности для системы цилиндр прессования —
трубопровод, МПа:
Др' = рж^н(^цЧ)2- (93)
Для определения скорости ОтР распространения удар-
ной волны в трубопроводе можно воспользоваться фор-
мулой:
, «Тр = + 2r§ / |Етр (г2 - г2о) [ 1 - И +
+ (1 + н)/’г//"о] 1 ,
где £тр — модуль упругости материала трубопровода,
МПа; ц — коэффициент Пуансона, равный для стали
0,3; г0 и г — внутренний и наружный радиусы трубы, м.
Для трубопровода диаметром do=O,O3 м (го=О,О15 м) с тол-
щиной стенки 0,005 м (г=0,02 м) значение аТр, подсчитанное по
этой формуле, составляет ИЗО м/с. Подставляя значение аТр в
143
формулу (93), подсчитаем величину повышения давления Др' при
гидравлическом ударе в трубопроводе (при и“°н = 0,8 м/с);
Др' = 870* 1130-0,8 (0,2/0,03)2 = 3,56 МПа.
Для трубопровода, состоящего из последовательно
соединенных труб длиной /ь /2, In, величина атр рас-
считывается по формуле, м/с:
атр = h + 4 + . . . +4i/I(4/fli) + + . . . +Gn/fln)b
а средняя скорость течения рабочей жидкости — по фор-
муле, м/с:
= (4^1 + 4^2 + • • • + 4iyn)/(4 + 4 + . . •+U»
где ^1, v2, —, vn — скорости течения рабочей жидкости в
отдельных трубах, определяемые уравнением неразрыв-
ности, м/с.
Формулы (92) и (93) справедливы только для так
называемого полного или прямого гидравлического уда-
ра, при котором поршень останавливается до того, как
обратная ударная волна, отраженная от аккумулятора,
вернется в полость пресс-цилиндра. Такой гидравличес-
кий удар сопровождает полная потеря скорости и кине-
тической энергии рабочей жидкости. Прямой гидравли-
ческий удар при больших скоростях прессования вызы-
вает чрезмерный облой по плоскости разъема формы. С
целью уменьшения гидравлического удара конструируют
прессующие механизмы, в которых на последнем этапе
запрессовки скорость движения пресс-поршня замедля-
ется. Например, в машинах фирмы Ube Industries (Япо-
ния) снижение скорости с 7,5 до 2 м/с происходит всего
лишь за 0,001 с, не влияя на тепловые условия формиро-
вания отливки [117].
Стабильность давления рабочей жидкости поддер-
живают с помощью аккумуляторов, параметры которых
выбирают таким образом, чтобы при начальном давлении
Рнач газа, минимальном объеме и наименьшем перепаде...
давления они имели максимальную полезную емкость,
т. е. максимальное изменение объема ДУЖ рабочей жид-
кости при изменении давления от максимального ртах
в конце зарядки до минимального Pmin в начале повтор-
ной зарядки. При таком условии конструктивный объем
Уак определяют по уравнению [38]:
А^ж/^ак= ^тах ^min/^ак = (VPmln VPmax)/ Рнач >
144
Рис. 65. Зависимость полез-
ной емкости аккумулятора
от начального давления
где Vmax и Vmin — объемы рабочей жидкости соответст-
венно при максимальном и минимальном давлениях;
п — постоянная величина. Объем Vr газовой части ак-
кумулятора в конце зарядки его рабочей жидкостью,с
учетом заданного перепада давления и полезной емко-
сти можно найти из уравнения
= (Ртах/РпппУ^1
Полезная емкость и энергоемкость аккумулятора,,
влияющие на величину давления рабочей жидкости, при
всех прочих равных условия-
ях зависят от величины рНач.
Эта зависимость приведена на
рис. 65, на котором заштрихо-
ванные участки обозначают
энергоемкость аккумулятора
при различных начальных дав-
лениях в диапазоне рабочих
давлений Pmin=12 МПа и
Ртах = МПа. При Рнач~
=Pmin=12 МПа полезная ем-
кость составляет около 25 %
полезного объема аккумуля-
тора, при Рнач=4 МПа она
снижается примерно до 8%,
а при Рнач = 2 МПа—до 4 — 5%. Из этого можно сде-
лать важный практический вывод; при зарядке аккуму-
лятора газом необходимо стремиться к тому, чтобы на-
чальное давление газа было равно минимальному ра-
бочему.
Изменение давления в гидравлической системе ма-
шины— один из способов регулирования давления ме-
талла в процессе заполнения формы. На каждом этапе
прессования наряду с осциллографической записью
функции Рпр=<р (О следует использовать экспресс-конт-
роль этой функции путем фотографирования электрон-
ного следа на экране осциллоскопа. По графику изме-
нения давления можно устанавливать причины измене-
ния качества и дефекты отливок.
На рис. 66 показано влияние технологических факто-
ров на изменение функции Рпр=<р(0 для прессующего
механизма с четырехфазной системой прессования. Та-
кие системы рентабельны при изготовлении крупногаба-
ритных отливок, требующих изменения скорости прессо-
145
вания и давления в процессе заполнения формы [66,
В2]. Рассмотрим причины изменения давления на от-
дельных этапах перемещения пресс-поршня. Повышение
давления р2 до величины р'2 (рис. 66, а) на стадии хо-
лостого хода пресс-поршня указывает на наличие допол-
Рис. 66. Отклонение кривой р—t от градуировочной кривой
яительного трения из-за заедания прессового поршня
или недостаточного количества смазочного материала.
Это увеличение давления вызывает повышение давления
Рз До величины р'3 на стадии окончательного заполнения.
Увеличение давления до р'3 приводит к падению скоро-
сти прессования и к таким дефектам отливок, как недо-
ливы, нечеткое оформление резьб и острых кромок и др.
Повышение скорости прессования (рис. 66, б) вызывает
увеличение гидродинамического давления рабочей жид-
кости в период заполнения от р3 до р3, а давления р4
до р4 с уменьшением продолжительности перемеще-
ния металла в камере прессования с t2 до t2 и про-
должительности заполнения формы с /3 до t3. При
этом повышается пиковое значение давления гидравли-
ческого удара от р4 до р4- Уменьшение t3 приводит к
ухудшению вентиляции формы и появлению воздушно-
газовой пористости.
Кроме построения графиков р—t рекомендуют про-
водить для каждой машины калибровку прессующего
механизма. На рис. 67 представлены логарифмические
146
Рис. 67. Номограмма за-
висимости давления от
расхода металла в каме-
ре прессования
зависимости давления в пресс-цилиндре от расхода ме-
талла в камере прессования, полученные П. М. Робин-
соном и А. Д. Девисом для машины с горячей камерой
прессования, с усилием запирания 2,6 МН при открытии
вентиля скорости от 1/4 до 2 об. [115].
Анализ зависимостей давления от расхода показыва-
ет, что повышение скорости перемещения пресс-поршня в
камере прессования в период холостого хода позволяет
при одном и том же давлении рабочей жидкости увели-
чить расход металла и расширить возможности обору-
дования. Для повышения скорости холостого хода в
современных конструкциях машин аккумулятор устанав-
ливают на корпусе прессового цилиндра [122]. Тем са-
мым резко сокращается длина трубопроводов, гидрав-
лические сопротивления в гидросистеме и снижается
гидравлический удар в конце цикла прессования.
Изменение давления металла в процессе заполнения.
Давление в потоке металла зависит от характера дви-
жения— чем выше турбулентность и дисперсность по-
тока, тем оно больше. Изменение давления в ламинар-
ном и турбулентном потоках подсчитывают по формулам
(26), (28), (33). Эти формулы справедливы в условиях
заполнения каналов литниковой системы и полостей
формы напорным потоком, т. е. потоком, ограниченным
со всех сторон жесткими стенками. Изменение давления
в полости формы от какой-то начальной величины р0 до
pi на участке пути I для ламинарного напорного пото-
ка с постоянной вязкостью vo определяется
выражением
Ро — Pi = 12УоРм^/ботЯ; (94)
147
где vM — средняя по сечению скорость движения метал-
ла.
В турбулентном напорном потоке величина изменения
давления ро—pi пропорциональна квадрату скорости
движения металла:
Ро Pl = ^фРм^М ^/(4вотл)> (95)
где Хф — коэффициент гидравлических сопротивлений,
зависящий от шероховатости поверхности полости фор-
мы.
Для определения давления в гидравлическом подпо-
ре, образующемся при турбулентном или дисперсно-
турбулентном движении в полости формы, сделаем пред-
положение, что вся вытекающая масса металла остается
в подпоре. В этом случае струя сечением /пит, движуща-
яся со скоростью уВп, создает в подпоре силу РПод, ко-
торая для симметричного растекания определяется из
уравнения импульсов следующим выражением:
Рпод = Рм (/пит^вп 2/1^1 COS Ос),
где fi и — площадь поперечного сечения и скорость
потоков, растекающихся под углом а. Гидродинамичес-
кое давление рпод в подпоре, у которого fi = FOr^ vi =
~^отл = Овп/пит/Готл» cos ct=l, равно:
Рпод = ^под/^отл = Рм (/пит/^отл) П (/пит/^отл)]^вп,
или, заменяя значение иВп ее значением, выраженным на
основании уравнения неразрывности через скорость уПр
прессования, получим:
Рпод = Рм^пр [Fnp / (/пит^отл)! П (/пит/^отл)]- (96)
Расчеты по формулам (94) — (96) подтверждаются
экспериментальными данными. Например, на рис. 68, а
представлены осциллограммы давления, записанные
К. Чиджиивой и К. Ширахиге в полости формы, пред-
назначенной для отливки спиральной пробы на жидко-
текучесть (рис. 68, б). Водоохлаждаемый датчик давле-
ния 2, градуированный до 100 МПа, установлен в лит-
никовом канале, датчик 3 — в начале полости формы,
датчик 4 — в средней части, датчик 5 — перед промыв-
ником. Кроме того, был установлен датчик 1 на торце
пресс-поршня. На осциллограммах видно, что по длине
полости гидродинамическое давление металла значи-
148
тельно снижается. Точки перегиба на осциллограммах
означают начало и окончание заполнения того или ино-
го участка. В конце заполнения наблюдается резкое па-
дение давления, фиксирующее процесс уплотнения отлив-
ки при подпрессовке [89].
Рис. 68. Изменение давления металла (а) в процессе заполнения
спирального образца (б)
Разность давлений металла в форме и камере прес-
сования значительна вследствие гидродинамических соп-
ротивлений в литниковой системе. На рис. 69 даны ос-
циллограммы изменения скорости Vnp прессования, дав-
ления рпр в камере прессования и давления рф в форме
при скорости холостого хода 0,52 м/с. Видно, что запол-
нение литниковой системы сопровождается снижением
скорости перемещения пресс-поршня на 0,2 м/с и соот-
ветствующим повышением давления металла в камере
прессования на 20 МПа. В конце заполнения формы за-
фиксирован небольшой гидравлический удар.
Гидравлический удар в полости формы оказывает
положительное действие на формирование отливки толь-
ко в том случае, когда пико-
вое повышение давления пе-
реходит непосредственно в
давление подпрессовки, что
Рис. 69. Изменение скорости
vnp и давления рпр в камере
прессования и давления рф в
форме
р,МПа vпр,м/с
0 40 80J20 160 200 /0'3t,c
149
возможно лишь при полной безынерционное™ подпрес-
совочного механизма. Во всех остальных случаях при
гидравлическом ударе металл в полости формы будет
сжиматься попеременно, причем при падении давления
газовые включения будут прорывать перегородки метал-
ла между отдельными порами, образуя вместо локаль-
ной сплошную пористость. Такая пористость значитель-
но снижает герметичность и прочность отливок.
Повышение давления в момент окончания заполнения
следует рассматривать как непрямой гидравлический
удар, поскольку затвердевание металла в питателе рез-
ко останавливает его движение в полости формы. Повы-
шение давления Дрф в форме подсчитывается по извест-
ной из гидромеханики формуле непрямого гидравличес-
кого удара:
АРф = Рм^мЦггл^фЛ^м^ ^ф)» (97)
где ам — скорость распространения ударной волны в
жидком (жидко-твердом) металле; 1$— длина полости
формы; t — продолжительность перекрытия потока. Про-
должительность t перекрытия потока при непрямом
гидравлическом ударе можно принять равной времени
изменения скорости уОтл потока заполнения от конечно-
го ее значения до нуля. По экспериментальным данным
t пропорциональна Уотл и равна 0,001 с. Значение
ам при заполнении формы, стенки которой можно счи-
тать абсолютно неупругими, равно: ам — V^m/Pm •
Подставляя значения ам и t в формулу (97), имеем:
АРФ = /ф| 1(1/1000)/ф]. (98)
Расчетные значения Дрф, получаемые по формуле (98),
зависят от величины модуля упругости £м заливаемого
металла, который зависит от содержания в потоке твер-
дой фазы. Наличие твердой фазы значительно снижает
скорость распространения ударной волны и тем самым
снижает гидравлический удар. Поэтому при заливке
алюминиевых и магниевых сплавов, затвердевающих в
процессе заполнения, Дрф меньше, чем при заполнении
формы цинковыми сплавами, особенно при литье на ма-
шинах с горячей камерой прессования, на которых ме-
талл заливается с большим перегревом.
150
4. ГАЗОВЫЙ РЕЖИМ ФОРМЫ
В потоке металла происходят объединение и вынос
газовых пузырьков под влиянием выталкивающей силы.
Величина силы Рвыт выталкивания в потоке жидкого
металла может быть определена по формуле Жуковско-
го:
^выт — выт^птах I 2,
где С — геометрический коэффициент, равный для ша-
ра 1/3; /вып — площадь поперечного сечения пузырька в
плоскости выталкивания; vmax — максимальная скорость
по сечению потока.
Но даже в ламинарном потоке величина РВыт ока-
зывается недостаточной для преодоления сопротивления
сплава. Кроме того, как было показано в гл. II, при
движении потока с переменной вязкостью нарушается
параболический закон распределения скоростей, что
приводит к расширению зоны максимальных скоростей
и затруднению выноса газовых включений. Поэтому
пузырьки газов, находящиеся в металле, остаются в от-
ливке, образуя мелкую или крупную пористость, разме-
ры и характер распределения которой зависят от гидро-
динамических условий заполнения. Для снижения воз-
душно-газовой пористости необходима тщательная вен-
тиляция полости формы, а в некоторых случаях ваку-
умирование или замещение воздуха другими газами.
Гидродинамические условия вентиляции формы. Ус-
ловия удаления газов определяются кинетикой заполне-
ния. При заполнении сплошным напорным потоком, рас-
пространяющимся от питателя, газы вытесняются в ко-
нечную часть полости формы или при равномерном
распространении — в конечные части нескольких по-
лостей, где надо располагать большинство вентиляци-
онных каналов. При заполнении формы турбулентным
или дисперсно-турбулентным потоком, возникающим в
месте удара впускной струи, газы вытесняются не толь-
ко в отдаленные полости, но и в направлении к пита-
телю.
При заполнении полости формы дисперсно-турбу-
лентным потоком период вентиляции формы можно
разделить на две стадии: первую, соответствующую воз-
никновению дисперсной смеси капель металла с газами,
и вторую, соответствующую сгущению дисперсного по-
151
Рис. 70. Изменение расхода через вен-
тиляционные каналы (воздуха — кри-
вые /, 2; водорода — 2') при ско-
ростях прессования 0,4 (/ и Г) и
0,8 м/с (2 и 2')
тока и превращению его в турбу-
лентный. Чем выше скорость
впуска, тем дольше первая ста-
дия и тем больше вентиляцион-
ных каналов должно быть распо-
ложено не только в конечной
части формы, но и по всей плос-
кости разъема. На рис. 70
представлены кривые изме-
нения пропускной способности вентиляционных ка-
налов, полученные А. А. Рыжиковым и С. 3. Злотиным,
показывающие, что расход газов Q увеличивается при
уменьшении скорости прессования, т. е. при увеличении
продолжительности заполнения. Кривая 1 показывает
изменение расхода при скорости прессования 0,4 м/с в
зависимости от приведенного объема N, под которым
подразумевается отношение объема вытесненных газов
к объему отливки. При скорости прессования 0,8 м/с и
сокращении продолжительности заполнения в 2 раза
(кривая 2) количество удаленных газов уменьшается на
30%. Для улучшения гидродинамических условий вен-
тиляции формы А. А. Рыжиков и С. 3. Злотин предла-
гают предварительно заполнять форму газом, кинема-
тическая вязкость которого меньше, чем у воздуха, в
частности водородом. При заполнении формы водородом
расход Q через вентиляционные каналы увеличивается
более чем в 2 раза (кривые Г и 2'), причем при скоро-
сти прессования 0,4 м/с (см. кривую Г) удаление водо-
рода происходит более интенсивно, чем при 0,8 м/с (см.
кривую 2').
Основные принципы термодинамического расчета
вентиляционного режима формы разработаны А. И. Вей-
ником. В основу расчета положено условие, что суммар-
ная площадь поперечного сечения вентиляционных ка-
налов должна обеспечивать удаление газов из формы
при заданной величине противодавления [12]. Суммар-
ная площадь S/в вентиляционных каналов при условии
пренебрежения трением определяется из уравнения не-
разрывности:
152
Яг = gPruBS/B = VtSfBlVr = const, (99)
где qr— весовой расход газов, Н/с; рг — плотность газа
(газовой смеси), кг/м3; vr—скорость истечения газа,
м/с; Vr — удельный объем газов, м3/Н. Скорость иг, м/с,
истечения газа в условиях адиабатного процесса опре-
деляется формулой:
vr = V2g[k/(k-1)] ЯТР (1 -рй-D/*), (100)
где k — показатель адиабаты (для воздуха 1,4); R— га-
зовая постоянная; Тг — температура газовой смеси в
полости формы, К; 0 — безразмерная величина, пред-
ставляющая собой отношение давления р0.с к давлению
рг газов в форме. Подставляя в уравнение (99) значение
vr из формулы (100) с заменой согласно уравнению
Клайперона RTr на |/грг, получим, Н/с:
Яг = 2/ePrV2g[&/(&- 1)][1/(7?Тг)]. (101)
Максимальный секундный расход ^г(тах) газов и соот-
ветствующее ему критическое значение 0кр находятся по
правилу максимума функции:
₽кр= [2/(£ + !)]*/<*-».
Для воздуха (£=1,4) 0кр=О,528, а критическое давле-
ние ркр газов рКр=Ро.с/₽кр. При давлении окру-
жающей среды, равном атмосферному, величина ркр
составляет 0,19 МПа. Если противодавление в форме
превышает эту величину, вентиляционный режим назы-
вается «закритическим», а если рг<ркр> то режим на-
зывается «докритическим».
Максимальный расход gr(max) газов через вентиляци-
онные каналы площадью SfB для «закритического» ре-
жима определяется из формулы (101) при 0кр=0,528:
?г(тах) = 0,4 2fePrl Т^р >
откуда, заменяя <?Г(тах) отношением £ргУ0ТлЛ (здесь t —
продолжительность истечения, соответствующая про-
должительности заполнения формы), находим формулу
для определения суммарной площади SfB, м2, вентиля-
ционных каналов:
2/в=2,5§рЛтлут;/(^г). (102)
153
Для «докритического» режима вентиляции SfB опреде-
ляется по формуле
2/в = o.65gPlyOTJ]1(/лурь«-Р1,7! ). (103)
Значения рг, входящие в формулы (102) и (103), для
воздуха при различных температурах даны в табл. 18.
Таблица 18
Плотность рг воздуха, кг/м3, при нулевой влажности и атмосферном
давлении в зависимости от температуры
тг, к Рг гг, К Рг тг, К Рг гг, К Рг
273 0,1252 773 0,0450 373 0,0916 1073 0,0325
293 0,1164 873 0,0400 473 0,0723 1173 0,0290
323 0,1056 973 0,0361 573 673 0,0596 0,0508 1273 1673 0,0268 0,0204
Значение температуру Тг газов в формулах (102) и
(103) зависит от характера заполнения полости формы
металлом. При заполнении ламинарным или турбулент-
ным сплошным потоком можно пренебречь теплообме-
ном газов с расплавленным металлом, определяя вели-
чину Тг по уравнению
тг = т0(у0/угу-1,
где То — начальная температура газов в полости фор-
мы, К; Vo—начальный удельный объем газов в поло-
сти формы, м3/Н. В условиях дисперсного движения ме-
талла газы достаточно сильно конвектируют с распла-
вом и Тг можно считать равной температуре заливае-
мого сплава.
Определим величину SfB для «закритического» режима исте-
чения газов (воздуха) для отливки объемом У0Тл=200-10“6 м3,
заполняемой дисперсным потоком алюминиевого сплава (Тг=Тмв
=873 К), если продолжительность истечения газов /=/3ап=0,06 с
и допустимое противодавление газов в форме рг=0,2 МПа. Опре-
деляя значение рг по табл. 18 и подставляя в формулу (102) циф-
ровые значения, имеем:
SfB = 2,5-9,81-0,04-200-10-«У§73/(0,06-2-106) = 49,2 мм«.
Для этой же отливки в условиях «докритического» режима, при до-
пустимом противодавлении рг=0,15 МПа, находим 2/в по формуле
(ЮЗ):
154
= 0,65-9,81 0,04-200-10-e-873/(0,06X
X V(l/1,5)’ -43 — (1/1,5)* -7| 1,5-106) = 22 мм2.
Расчеты показывают, что при «докритическом» режиме суммарная
площадь вентиляционных каналов снижается более чем в 2 раза
по сравнению с «закритическим» режимом.
Величина противодавления рг в формулах (102) и
(103) не постоянна — она постепенно нарастает в про-
цессе заполнения, так как нарастают гидродинамичес-
кие сопротивления. Поэтому
при расчете значения SfB сле-
дует задавать среднее за вре-
мя заполнения противодавле-
ние газов в форме.
Для определения значения
S/в в зависимости от скорости
Vnp прессования можно ис-
пользовать номограмму (рис.
71), составленную К. Н. Гас-
селем и другими для тонко-
стенных отливок (1—1,5 мм).
На номограмме величина 2/в
(в мм2) связана со значением
выбранного диаметра Л>пр ка-
меры прессования (в мм) и
скоростью Vnp перемещения
пресс-поршня (в м/с). При
вакуумировании площадь по-
Рис. 71. Номограмма
для оперделения суммар-
ной площади вентиляци-
онных каналов (Гассель
и др., 1983)
перечного сечения вентиляци-
онных каналов может быть уменьшена на 50 % [16].
Вакуумирование. Вакуумирование изменяет газовый
режим формы, снижая противодавление. Вакуумирова-
ние способствует ликвидации крупной газовой пористо-
сти, особенно в утолщенных местах отливки, а также
улучшает качество поверхности литых деталей. Вакууми-
рование позволяет изготовлять особо тонкостенные от-
ливки с толщиной стенки меньше 0,6—1 мм. Как пока-
зали скоростные киносъемки, вакуумирование уменьша-
ет турбулентность потока заполнения и повышает на
50—60 % скорость впуска [75].
На рис. 72 приведены осциллограммы, записанные
Л. И. Неверовым и Н. Н. Белоусовым в обычных усло-
виях литья под давлением (а) и при вакуумировании
формы (б). Сравнение осциллограмм показывает, что
155
Скорость =0
при вакуумировании наблюдается меньшее падение ско-
рости прессования на участке заполнения тп, (кри-
вые /) и сокращение продолжительности заполнения,
определяемой участками с2С\ (кривые 2), при увеличе-
нии скорости нарастания конечного давления (точки с
на кривых 2). Одновременно отмечается некоторое уве-
личение температуры металла в процессе заполнения
(кривая 3).
На рис. 73 показана статистическая диаграмма из-
менения среднего размера б микронеровностей (мкм)
поверхности отливки при литье под давлением алюми-
Рис. 73. Размер микро-
неровностей при обыч-
ном (1) и вакуумиро-
ванном (2) процессах
литья под давлением
156
ниевого сплава системы А1—Si—Mg без вакуумирова-
ния (/) и при вакуумировании (2), из которой следует,
что число п отливок с размером неровностей 3,8—
1,95 мкм при вакуумировании резко повышается [76].
Кроме того, по данным Г. И. Цыганенко, вакуумирова-
ние повышает коррозионную стойкость алюминиевых
отливок на 30 % и стойкость гальванического покрытия
на 20—25 %.
Гидродинамические режимы вакуумирования зависят
от конфигурации отливки, ее габарита и толщины стен-
ки. Ниже приведены значения давления рвак при ваку-
умировании в зависимости от средней толщины ботл
стенки отливки:
ботл, мм......................• 2,5 2 1,5 1 0,6
Рва к** Ю“4 МПа................. 15—18 12—16 10—15 9—12 7—10
Остаточное давление вакуумирования зависит также от
вида сплава: для цинковых и магниевых сплавов не ре-
комендуется давление ниже 30-10-4 МПа — в противном
случае возможно испарение металла, приводящее к об-
разованию пористости.
При разработке технологического процесса литья
под давлением учитывают, что вакуумирование удоро-
жает процесс. Оно рентабельно при необходимости сни-
жения толщины стенки отливки на 30—50 %, повышении
механических свойств, в частности относительного уд-
линения в 1,5—2 раза, и улучшении качества поверхно-
стей, предназначаемых для полировки.
Классификация вакуумных устройств составлена по
системе удаления газов, как наиболее характерному
признаку (рис. 74). В машинах с горизонтальной каме-
рой прессования чаще всего используются системы с раз-
мещением формы в вакуумной камере (рис. 75, а) или
системы, в которых форма вместе с камерой прессования
заключена в вакуумный кожух (рис. 75, б). На маши-
нах с вертикальной камерой форма помещается в ваку-
умную камеру, а узел прессования герметизируется
(рис. 75, в). Для дегазации сплава перед заливкой в
типовых вакуумных установках предусматривается от-
сос газов не только из формы и камеры прессования, но
и из под крышки тигля раздаточной печи (рис. 76).
Расчет вакуумной системы можно вести, считая про-
цесс удаления газов адиабатическим. В этом случае
площадь /вак, м2, поперечного сечения канала, соединя-
157
Рис. 74. Классификация вакуумных систем
ющего полость формы с вакуумным кожухом, определя-
ется по следующей формуле:
/вак = 0,0045У2^вак^вак(Рг-Ррес)^о] , (104)
где SVr — суммарный объем газов, удаляемых из каме-
ры прессования литниковых каналов и полости формы,
м3; /вак — продолжительность вакуумирования, равная
сумме продолжительности выдержки сплава в камере
прессования и продолжительности заполнения формы, с;
158
Отсос
Рис. 75. Типы вакуум-
ных установок для ма-
шин литья под давле-
нием
Рис. 76. Конструкция вакуумной установки:
1 — вакуумная камера; 2 — кран; 3 — аппаратура управления; 4 — вентиль;
5 — вакуумная печь; 6 — фильтр; 7 — ресивер; 8 — сильфон; 9 — насос
Ррес — остаточное давление в вакуумной системе (в ре-
сивере), 10-4 МПа.
Диаметр Двак трубопровода, длиной £вак, м, соеди-
няющего вакуумный кожух с ресивером, подсчитывает-
ся по формуле:
Явак = 0,084 ^2УгАвак/[/вак(рг-ррес)]. (105)
159
Необходимый при заданном остаточном давлении ррес
объем Vpec, м3, ресивера можно определить на основа-
нии закона Бойля—Мариотта:
^рес = IS ^2 + л^вак^вак/4] (Ратм/Ррес)* (^6)
Определим параметры вакуумной системы для объема удаляе-
мых газов SVr=l-10“4 м3 при продолжительности вакуумирования
*вак = 1,5 с и остаточном давлении в ресивере рРес= 1,33-10~4 МПа.
Давление газов в форме (среднее за время вакуумирования) при-
мем рг=50,5-10”4 МПа. Значение fB&n подсчитаем по формуле
(104) для щелевидного вакуумного канала длиной /Вак=50 мм =
= 0,05 м при температуре газов в форме, равной температуре ее
предварительного подогрева Тг = 473 К, и при температуре окружа-
ющей среды Т0=293 К:
/вак= 0,0045 У1-10“*-0,05-473/(1,5 (50,5— 1,33) 10“4-293] =
= 2,2-10—* м2.
Диаметр Db&k вакуумного трубопровода длиной £вак = 2,5 м опре-
деляем по формуле 105):
Квак = 0,084у'Ь10-«-2,5/[1.5(50,5—1,33) 10“4] = 0,035 м.
Объем Vpec ресивера подсчитываем по формуле (106), принимая
Pai м = 1-10~2 МПа:
Урес = [Ы0“4 4-3,14-0,0352-2,5/4] (1 -10~2/(1,33-10~4)] = 0,12 м3.
Кислородный процесс. Кислородным процессом на-
зывается способ литья под давлением с замещением га-
зов в полости формы кислородом. Кислород в процессе
заполнения окисляет металл, ликвидируя пористость.
Реактивная способность сплава к окислению усиливает-
ся в условиях дисперсного движения. Объем образую-
щихся оксидов невелик. По данным С. 3. Злотина, их
количество в алюминиевой отливке при полном замеще-
нии воздуха кислородом составляет 0,093 %, причем на-
ходятся они в мелкодисперсном состоянии — их удается
обнаружить только с помощью электронного микроско-
па [28].
Оксиды практически не снижают механические свой-
ства отливок при уменьшении газосодержания в 5 раз
(табл. 19). Однако надо учитывать, что эффективность
кислородного процесса снижается при наличии в кисло-
роде влаги.
На рис. 77 показана схема автоматической подачи
кислорода в форму. При сближении полуформ конечный
выключатель 1 от копира 2 включает электрозолотники
Л 60
Таблица 19
Изменение параметров отливок* из алюминиевого сплава при литье под
давлением
Параметр Обычное литье Кислородный процесс
Объем, % от Котл: оставшегося воздуха газов от смазочного материала оксидов Плотность, г/см3 Газосодержание, см3/кг Временное сопротивление разрыву, МПа Относительное удлинение, % * Исследование проводилось на плоских нез 18—20 4—6 0,01—0,02 2,62 60 257 1,5 (акаленных обра 2-5 0,1 0,075—0,2 2,68 12 277 1,5 зцах.
12 и 13, встроенные параллельно в систему управления 8,
связанную с золотником 10, управляющим нижним
поршнем 11 камеры прессования. Кислород по трубе 5
поступает в распределительный кожух 6, из которого он
попадает в полость формы. Кожух 6 закреплен на под-
вижной полуформе 4 и перемещается от плиты 3 вытал-
кивателей. В рабочее положение кожух ставится упором
14, закрепленным на неподвижной полуформе 7. Кисло-
род вытесняет воздух из полости формы в камеру прес-
Рис. 77. Схема подачи кислорода в форму на машине с вертикаль-
ной камерой прессования
6 Зак. 30
161
сования 9 через литниковую втулку. В момент закрытия
формы упор 16 нажимает на конечный выключатель 15,
включая подачу кислорода. Операция замещения воз-
духа кислородом не удлиняет литейный цикл и не сни-
жает производительности машины [65].
Для цинковых сплавов помимо кислорода можно ис-
пользовать такие газы, как хлор и бром [112]. Фирма
Cominco (Канада) применяет при литье под давлением
цинковых сплавов кислород, вытесняемый не на предва-
рительной стадии, а на первой стадии прессования, что
снижает расход кислорода и соответственно стоимость
литых деталей.
ГЛАВА V
РЕЖИМЫ ПОДПРЕССОВКИ
1. РОЛЬ ПОДПРЕССОВКИ ПРИ ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Технологический цикл литья под давлением состоит
из процессов заполнения и подпрессовки. Наилучшие
условия формирования отливки — заполнение с наи-
меньшим захватом газов из полости формы с последую-
щим уплотнением при направленном затвердевании от-
ливки. Процесс передачи давления на металл, находя-
щийся в полости формы, в период от окончания запол-
нения до полного затвердевания отливки называется
подпрессовкой. В какой-то степени подпрессовка всегда
имеет место при литье под давлением. Полное ее осу-
ществление возможно только при создании благоприят-
ных тепловых условий, обеспечивающих сохранение
жидкотекучести металла в литниковых каналах и поло-
сти формы, особенно в наиболее тонких ее сечениях.
Эффективность подпрессовки повышается при использо-
вании машин с горизонтальной камерой прессования,
имеющих более короткую литниковую систему и мень-
шие потери тепла в ней по сравнению с машинами с
вертикальной камерой прессования.
В процессе подпрессовки осуществляется сжатие га-
зовых включений, уменьшается усадочная пористость
и улучшается структура металла. Однако не следует
считать, что с помощью подпрессовки можно полностью
устранить газовую пористость. Положительную роль
этого процесса часто недооценивают, отождествляя под-
162
прессовку с мультипликацией давления. Это неверно,
так как подпрессовку можно осуществить на машинах,
имеющих специальное устройство в виде мультиплика-
тора давления, и на машинах с обычным прессующим
механизмом, в том числе и на машинах с горячей ка-
мерой прессования. Подпрессовка сокращает брак от-
ливок по пористости в 10 раз и более.
°,'
Рис. 78. Конструкции прессующих механизмов машин
Давление и скорость подпрессовки. В машинах с
одинарным цилиндром прессования (рис. 78, а) давле-
ние подпрессовки передается в форму лишь после зату-
хания колебаний гидравлического удара. Величина дав-
ления рп()Д, МПа, определяется отношением внутреннего
диаметра £>ц.пр цилиндра прессования к диаметру £>пр
пресс-поршня при постоянном давлении рак аккумуля-
тора:
Рпод — Рак (^ц.пр/^пр)2-
6* 168
Гидравлический удар, как отмечалось, увеличивает по-
ристость отливок. Кроме того, он способствует раскры-
тию формы, нарушая геометрию литых деталей. В це-
лях снижения амплитуды и периода затухания гидравли-
ческого удара и более быстрого достижения максималь-
ного давления подпрессовки рекомендуют при констру-
ировании машин с одинарным цилиндром прессования
уменьшать массу подвижных частей и рабочей жидко-
сти, сокращая длину трубопроводов. Для увеличения
Рпод созданы модели машин, в которых цилиндр прес-
сования имеет дифференциальное подключение — в про-
цессе заполнения рабочую жидкость подают одновре-
менно в поршневую и штоковую полости цилиндра, а
при подпрессовке штоковую полость переключают на
слив. Подобный механизм прессования использован на
машинах 516М, ЛН3404 завода «Сиблитмаш» и на не-
которых моделях машин фирмы Ресо (Англия).
Применение пресс-цилиндров с мультипликатором
давления рабочей жидкости (рис. 78, б) дает возмож-
ность уменьшить поперечные размеры цилиндра прессо-
вания и массу подвижных частей, снижая гидравличес-
кий удар. Для снижения гидроудара на этапе заполне-
ния применяют системы предварительного подключения
мультипликатора, а для снижения гидроудара в мульти-
пликаторе используют малоинерционные клапаны, ко-
роткие трубопроводы или установку дополнительного
аккумулятора непосредственно на цилиндре мультипли-
катора.
Величина давления рПод подпрессовки в машинах с
мультипликатором определяется не только отношением
^ц.пр/^пр, но и отношением DM/dM диаметров поршня
мультипликатора
Рпод = Рак (^ц.пр/^пр)2 (^м/^м)2-
Для подпрессовки при акурад-процессе фирма
General Motors (США) применила прессующий механизм
с двойным пресс-поршнем, в котором давление подпрес-
совки повышают непосредственно в камере прессования
(рис. 78, в). До момента образования корки металла на
стенках камеры оба поршня (диаметром Z?np и б/по д) пе-
ремещаются вместе и давление рПод подпрессовки на
этом этапе определяется отношением диаметра /)ц.Пр
цилиндра прессования к диаметру £>пр внешнего пресс-
поршня. После его остановки продолжает двигаться
164
внутренний поршень, а давление рПод повышается вслед-
ствие увеличения отношения £>ПодМюд по сравнению с
отношением Оц.пр/^пр- Поскольку включение второго
пресс-поршня осуществляется безынерционно, сокраща-
ется /ср.м и ликвидируется гидравлический удар на вто-
ром этапе подпрессовки. В СССР машины подобной кон-
струкции выпускает завод «Сиблитмаш» [46]. Для под-
прессовки в камере прессова-
ния на обычных машинах,
имеющих одинарный цилиндр
прессования, можно исполь-
зовать второй пресс-поршень,
вводимый со стороны непод-
вижной плиты машины и име-
ющий отдельную систему под-
ключения от автономного ак-
кумулятора.
На рис. 79 приведены ос-
циллограммы пути и давления,
записанные на машине с двой-
ным пресс-поршнем фирмы
Wotan (ФРГ), созданной на
базе модели DMKh500. Вна-
чале путь внешнего (а) и
внутреннего (б) пресс-поршня
совпадает. В момент начала
образования корки металла в
камере прессования внешний
Рис. 79. Осциллограммы
пути и давления
пресс-поршень останавлива-
ется (точка Л), а внутренний продолжает движение от
точки Б до Б'. Давление рабочей жидкости в цилиндре
внешнего пресс-поршня (в) и внутреннего (г) примерно
одинаковое, но в цилиндре внутреннего пресс-поршня
давление действует значительно дольше. На осциллог-
рамме (д) зафиксированы две ступени (точки Д и Д')
повышения давления металла в камере прессования.
Плотность отливки зависит от деформации кристал-
лизующегося металла, которая, в свою очередь, опреде-
ляется скоростью перемещения пресс-поршня в процес-
се подпрессовки. Для расчета скорости иПоД подпрессов-
ки, необходимой для компенсации усадки сплава,
И. Б. Казаринов и В. Д. Швецов предлагают формулу,
основанную на рассмотрении теплофизических процес-
сов кристаллизации:
165
Цюд == ^отл (Гкр Тф) I {1,77^^ 1 [л/?пр — Хомл^Пр х
(ТКр TmM)/(Xcl(gpM9) ] J, (107)
где k — коэффициент объемной усадки сплава; 50тл —
площадь поверхности охлаждения отливки; t — время,
отсчитываемое от начала кристаллизации; /?пр— ради-
ус камеры прессования; Тком — температура компенса-
ции усадки; q — теплота кристаллизации сплава.
При расчете скорости 1/под перемещения внутренне-
го пресс-поршня значение /?пр в формуле (107) заменя-
ется значением гпод, a nOnp=0, так как действие пресс-
поршня на жидкую фазу происходит вне кристаллизу-
ющегося слоя, фронт которого распространяется от сте-
нок камеры прессования к ее центру, и формула для
подсчета скорости имеет вид:
^под = ^отл^кр Т’ф)/ (1>77^рм7ЛТпод Т/^ )• (108)
Формула (108) может быть использована не только при
разработке технологического процесса, но и при расче-
те параметров прессующего механизма с двойным пресс-
поршнем.
Особенности подпрессовки на машинах с горячей ка-
мерой прессования. На величину давления подпрессовки
в машинах с горячей камерой прессования влияет тол-
щина 63аз зазора между пресс-поршнем и камерой.
В. Я. Невзоровым выведены формулы для подсчета
рпод в зависимости от бзаз и скорости иПОд перемещения
пресс-поршня в процессе подпрессовки для различных
условий течения металла в зазоре. Для ламинарного
течения:
Рпод = 8р4авОПрУПОд / (ябзаз)» (109)
где ц — динамическая вязкость сплава; /Заз — длина за-
зора; п — коэффициент эксцентриситета прессующей па-
ры, равный для ламинарного течения 1—2,5.
При турбулентном течении в зазоре формула для
подсчета рПод имеет следующий вид:
Рпод = 0,006pM/.a. Kv(DnpOn<J7/(п6э3а.), (110)
здесь п= 14-1,2 a v — кинематическая вязкость сплава.
Для больших зазоров, в которых местные гидравли-
ческие сопротивления соизмеримы с жидкостным трени-
166
ем в зазоре, формула для определения рПОд примет вид:
Рпод = ^ВавРм ^пр^под / (32/1бзаз)» (Ш)
где (Хзаз — коэффициент гидравлических сопротивлений
в зазоре.
Формулы (109) — (111) показывают, что с увеличени-
ем зазора давление подпрессовки резко уменьшается.
Увеличение эксцентриситета прессующей пары также
приводит к уменьшению давления. Расчет коэффициен-
тов п, основанный на экспериментальных данных об из-
менении значений рПод и уПод в зависимости от 6заз, пока-
зывает, что они близки к максимальным значениям, т. е.
для ламинарного течения п^2,5, а для турбулентного
п«1,2.
Зазор в прессующей паре и утечка металла в период
подпрессовки приводят к тому, что давление в камере
прессования действует только в момент перемещения
пресс-поршня. С понижением уровня металла в тигле, с
увеличением объема отливки, а также с увеличением за-
зора, длина хода пресс-поршня в период подпрессовки
будет уменьшаться, сокращая продолжительность ее
действия. Например, для крупных, толстостенных отли-
вок с толстыми, долго затвердевающими питателями
может оказаться, что пресс-поршень пройдет весь путь
раньше, чем закончится формирование отливки. Экспе-
риментальные исследования заливки цинковых сплавов
на машине с горячей камерой прессования конструкции
завода «Автоприбор» показали, что продолжительность
действия давления при максимальном уровне металла в
тигле и максимальной скорости прессования составляет
при зазоре 0,135 мм около 0,25 с, а при зазоре 0,065 мм
свыше 1 с.
На рис. 80 показаны полученные Ю. А. Травкиным и
Л. К. Шептуновым зависимости скорости перемещения
пресс-поршня (а) и давления металла в камере прессо-
вания (б) от ширины зазора при различном диаметре
трубопроводов, соединяющих пневматический привод-
ной цилиндр с ресивером (кривые 1 при fTP=l,3 см2;
кривые 2 при /тр=2,8 см2). С увеличением зазора дав-
ление падает. При S8a3 свыше 0,1 мм давление может по-
низиться почти на 40 %. Толщина зазора до 0,1 мм пре-
дельно допустима для стабилизации режимов подпрес-
совки. Для увеличения предельно допустимого значения
бзаз следует повышать скорость перемещения пресс-
поршня. Как видно на рис. 80, б увеличение скорости
при изменении площади поперечного сечения подводя-
щего трубопровода с 1,3 до 2,8 см2 приводит к падению
давления в камере прессования при зазоре, равном
0,2 мм, не на 40%, а только на 20%. Следовательно,
Рис. 80. Изменение скорости и давления в зависимости от размера
зазора
машины с горячей камерой прессования целесообразнее
эксплуатировать при высоких скоростях перемещения
пресс-поршня. При невозможности создания высоких
скоростей используют составные пресс-поршни с раз-
жимными уплотняющими кольцами.
Тепловые условия обеспечения подпрессовки. Тепло-
вой режим формирования отливки определяется про-
должительностью /под действия давления подпрессовки.
При разработке конструкции прессующего механизма
необходимо учитывать, что машинное время /Ср.м сра-
батывания мультиплицирующего устройства не должно
превышать технологически допустимую продолжитель-
ность /Ср.т- Максимальный эффект подпрессовки обеспе-
чивается при условии, что сумма значений /ПОд и /ср.т
должна быть меньше или равна времени охлаждения
сплава в питателе, складывающемуся из времени /т.п
168
отвода теплоты перегрева и времени /затв затвердева-
ния:
4тод 4“ ^ср.т < ^т.п “Ь^затв*
Условия направленного затвердевания отливки предус-
матривают незначительный перегрев металла, в связи с
чем можно приравнять величины /затв = /под- В этом слу-
чае величина /срт определяется неравенством:
^ср.т ^т-п ~Ь 4а т в ^под>
откуда, подставляя значения /т.п, /затв и /Под из формул
(66)—(68), получим:
^ср.т 0,196 (рм/&ф)2 {бпит [(См 1п (7\ал пит)/(Глик
- Т’пиг))2 + (г/(Ткр - Тпит))2] - (6оТЛг/(Ткр - Тф))2}. (112)
Неравенство (112) связывает технологическое значение
продолжительности /Ср.т срабатывания мультипликации
давления с параметрами заполнения и подпрессовки.
При заполнении формы жидко-твердым сплавом пере-
грев металла в питателе отсутствует (Гзал^Тлик) и не-
равенство (112) принимает вид:
/ср.т < 0,196 (р„/&ф)2[(бпитГ/(7’кр-7’пиг))г-(«отлГ/(7’кр-7’ф))а].
(113)
При заполнении и подпрессовке тонкостенных отливок
температурное поле формы и питателя выравнивается
(^пит->^ф), а неравенство (112) можно записать:
/ср.т < 0,196 {рмг/[6ф (Ткр - ТФ)]}2 (6L - 6L). (114)
Для магниевых сплавов неравенство (112) преобра-
зуется с учетом наличия температуры Тсхв схватывания.
После подстановки цифровых значений йф, рм и г нера-
венство (112) принимает вид:
/ср.т < 289 {[46^ / (Тсхв + Тсол - 2ТПИт)2] -
- [4ботл / (Тсхв + Тсол - 2Тф)2]}
(здесь бпмт И ботл а мм).
В табл. 20 даны расчетные значения бОтл и бПит при
температуре формы для цинковых сплавов 423 К, алю-
миниевых 473 К, магниевых 523 К и латуни 573 К.
169
Таблица 20
Технологически допустимые значения продолжительности срабатывания
подпрессовочного механизма
бОТЛ ®ПИТ *ср т’ с’ для сплавов
мм цинковых алюминиевых магниевых медных
2 1 1,5 0 0,048 0,042 0,194 0 0,021 0 0,056
4 1 2 3 0 0 0,191 0 0,168 0,770 0 0 0,044 0 0 0,108
6 2 4 0 0,193 0 1,230 0 0 0 0,266
8 2,5 6 0 0,764 0 2,405 0 0,102 0 0
Данные табл. 20 показывают, что положительные
значения /Ср.т возможны лишь при определенных соот-
ношениях толщины питателя и отливки: для цинковых
сплавов и латуни бпит/ботл^ 1/3, для алюминиевых и
магниевых сплавов бпит/ботл1/2.
Исследование методом скоростной киносъемки ре-
жимов заполнения и подпрессовки образцов П-образной
конфигурации из алюминиевого сплава типа AlSi9Cu 1,5
показало, что время действия подпрессовки (^Под=^ср.т)
зависит также от гидродинамических режимов заполне-
ния— от скорости впуска и скорости прессования. Для
исследований брали образцы толщиной 2,4 и 8 мм, за-
полняемые через питатели толщиной 1, 2, 4 и 8 мм при
скоростях прессования 0,3 и 1,2 м/с (табл. 21). Сравне-
ние данных табл. 20 и 21 показывает, что эксперимен-
тальные значения /срт отличаются от расчетных на 25—
50%, причем это различие тем больше, чем меньше ве-
личина отношения толщины питателя к толщине отлив-
ки.
170
Таблица 21
Экспериментальные значения продолжительности заполнения и
подпрессовки
®отл йпит ^пит* °пр ивп *8ап 'ср'”
мм м/с m ’я**’*
2 1 18 0,3 1,2 21 84 0,030 0,015 0 0
2 36 0,3 1,2 10,5 42 0,041 0,016 0,041 0,052 W
4 1 18 о,3 1,2 21 84 0,070 0,032 0 0,012
2 36 0,3 1,2 10,5 42 0,062 0,028 0,38 | 0,50
4 72 0,3 1,2 5,25 21 0,050 0,027 0,187 0,184
8 1 18 0,3 1,2 21 84 0,140 0,072 0 0
4 72 0,3 1,2 5,25 21 0,100 - 0,041 0,153 0,161
8 144 0,3 1,2 2,62 10,5 0,112 0,0140 0,515 0,530
Температура Тпод металла, обеспечивающая действие
подпрессовки, зависит от продолжительности заполне-
ния и характера движения металла в потоке заполнения
до начала подпрессовки. Для сплошного потока величи-
ну Т^Сд определяют на основании решения уравне-
ния температурного поля отливки в момент окончания
заполнения, т. е. когда / = /3an:
Т'под = Т'вал (Т’вал 74) Т%ал I Рм^отл X
X (с; + г/ДТКр)]}. (115)
Величина Т в полости формы, заполненной дис-
персным или дисперсно-турбулентным потоком, находит-
ся из условия, что скорость потока заполнения равна 0,5
171
скорости впуска, т. е. при условии, что 6пиТ/б0Тл= 1/2:
Т£д = Тза,-{[1,8 FВфЬ|(Тзал-Тф)^ £п]/ [У«Рмб0ТЛХ
X^ + r/ATj]} (116)
В табл. 22 даны расчетные значения температуры нача-
ла действия подпрессовки для различных сплавов в за-
висимости от толщины отливки. Эти данные показыва-
Т а б л и ц а 22
Температура начала действия подпрессовки, К
^отл’ мм Сплавы
цинковые алыминиевые (эвтектические) магниевые медные
тспл 1 под тдис 'под тспл 1 под тДис ' под гспл 'под тДис ' под тспл ' ДОД тДис 'под
1 669 665 863 859 878 870 1163 1159
2 665 662 861 855 872 866 1161 1153
3 662 658 853 851 864 859 1158 1154
5 663 658 855 852 866 860 1159 1155
5 665 661 857 853 871 865 1161 1156
6 668 662 860 855 875 870 1163 1159
8 670 667 864 862 880 874 1165 1162
ют, что при изменении толщины отливки от 1 до 3 мм
значения Т^д и Тпод уменьшаются, а при
дальнейшем увеличении до 8 мм — повышаются. При
изготовлении отливок средней толщины (3—4 мм) ус-
ловия подпрессовки могут быть хуже. Для их улучше-
ния следует увеличивать толщину питателя и повышать
значения Т3ал и Тф. Например, для алюминиевых спла-
вов системы А1—Si—Си рекомендуется повышать тем-
пературу заливки до 963—988 К [104].
Сжатие газовых включений. При расчете изменения
объема газов под действием подпрессовки необходимо
учитывать, что пузырьки газовых включений могут до
некоторой степени сжиматься еще в процессе заполне-
ния. Упругость двухфазной смеси металла и газов, сжа-
тых гидродинамическим давлением потока, значительно
172
отличается от упругости чистого расплава и характери-
зуется следующим уравнением состояния:
(dV/dp) + (PoKto/p2) + (У<Ж) = О,
где 1/Г(0) — объем, занимаемый газами при начальном
давлении р0; Уо— объем жидкого металла при давлении
р0; Р — давление потока в рассматриваемый момент за-
полнения; Е'м— модуль упругости жидкого металла.
Интегрирование этого уравнения с заменой Vo через
уравнение Клайперона и УГ(0) через объем отливки
УГ(0) = ^^отл (здесь п— отношение объема газов к объе-
му отливки) дает возможность найти изменение объема
ДИ двухфазной смеси металла и газов под действием
давления потока р:
AV = Уотл {[«(gPrRTr + Ро)/р] + l(p — ngpuRTr)/E'u]}, (117)
где рг — плотность газов; R — газовая постоянная; Тг —
температура газов в форме.
Если давление подпрессовки намного выше, чем гид-
родинамическое давление заполнения, то второе слагае-
мое в уравнении (117) становится мало по сравнению с
первым:
АУзап = Уотл« (5РмЛТг + Ро)/Р- (118)
Формула (118) отличается от уравнения Клайперона
слагаемым gpMRTr, представляющим величину измене-
ния давления газов в порах по сравнению с атмосфер-
ным давлением или остаточным давлением в полости
формы при вакуумировании. Если в момент окончания
заполнения металл затвердевает по всему сечению и
подпрессовка окажется невозможной, возможно измене-
ние объема газов в порах на величину ДУзап, которое
при отсутствии корки металла у стенок формы может
способствовать оформлению рельефа поверхности. Но
такая отливка будет иметь по всему сечению довольно
крупную газовую пористость.
В процессе подпрессовки состояние металла в форме
меняется от жидкого до твердого. Поэтому, используя
уравнение (117) для рассмотрения изменения объема
ДУп0д газов в отливке при подпрессовке, заменяем вели-
чину модуля упругости Ехм жидкого металла средним
арифметическим значением величин Е'м и £м (здесь
Е’м— модуль упругости твердого металла при темпера-
173
туре затвердевания). С учетом такой замены, с подста-
новкой р = рпод отношение ДУпод/Уотл будет равно:
А^под/^ОТЛ = 4" Ро)/Рпод] 4"
+ {(Р«>ж-ЛвРмТО/12 (1/£. + 1/£м)Л. (И9)
Ниже приведены значения АУподДотл для алюминие-
вого сплава, подсчитанные по формуле (119) при усло-
вии, что начальный объем газов равен объему полости
формы (п=1):
Рпод» МПа............. 50 100 200 300 500) 1000
ДУподАотл............. 0,0015 0,0017 0,0021 0,0024 0,0037 0,0071
Для отливок неответственного назначения достаточно
давления подпрессовки 50—100 МПа; такое давление
могут обеспечить машины без мультипликаторного уст-
ройства. Для отливок, к которым предъявляют высокие
требования по прочности и герметичности используется
давление подпрессовки до 500—1000 МПа. При давле-
нии 1000 МПа возможно почти двухсоткратное сжатие
газовых включений.
Изменение структуры металла при подпрессовке про-
исходит как за счет сжатия газов в порах, так и вслед-
ствие разрушения кристаллизующихся дендритов, веду-
щего к измельчению структуры и ликвидации межкрис-
таллической усадочной пористости. Для изучения влия-
ния подпрессовки на структуру отливок применяется ме-
тод рентгенографии. В табл. 23 приведены данные об из-
менении пористости П-образных образцов из алюминие-
вого сплава типа AlSi9Cul,5 в зависимости от типа по-
тока и продолжительности действия подпрессовки. При
заполнении формы турбулентными потоками продолжи-
тельность подпрессовки должна возрастать.
2. ВИДЫ ПОДПРЕССОВКИ
В зависимости от продолжительности действия и не-
обходимого давления подпрессовки отливки можно раз-
делить на три группы. К первой группе относятся
равностенные отливки со средней толщиной стенки 2—
4 мм. Такие отливки заполняются при высоких скоро-
стях впуска, необходимых для преодоления большого
гидравлического сопротивления в полости формы. Вы-
сокие скорости приводят к раздроблению потока и рас-
174
Таблица 23
Изменение пористости в зависимости от продолжительности
подпрессовки
Тип потока Продолжи- тельность подпрессов- ки, с Пористость
Высокодисперс- ный 0 0,012 Очень^мелкая, по всем сечениям Не заметна
Дисперсный 0 0,052 Мелкая, равномерно распределенная в дальних от питателя сечениях Небольшая в дальних от питателя сечениях
Высокотурбу- лентный t0 0,161 Мелкая, включения раковин разме- ром 0,5—1 мм Мелкая, небольшое число раковин размером 0,3—0,5 мм
Турбулентный 0,038 10,041 J 0,153 0,515 2*0,530 Л Ракавины размером 1—2 мм по всем сечениям Раковины размером 1—2 мм в даль- них от питателя сечениях Небольшие раковины около питате- ля и в сечениях, наиболее удаленных от питателя Наибольшие раковины размером 0,5—0,8 мм в дальних (от питателя сечениях Небольшие поры размером до 0,2 мм в дальних от питателя сечениях
средоточению газовых включений, размер которых сос-
тавляет 0,01—0,1 мм. Для ликвидации такой пористости
достаточно давление подпрессовки 100—120 МПа. Для
отливок сравнительно простой конфигурации заполняе-
мость обеспечивается при скорости впуска до 25 м/с, а
подпрессовка — при давлении до 100 МПа при продол-
жительности ее действия до 0,2 с. Для тонкостенных от-
ливок сложной конфигурации скорость заполнения по-
вышается до 35—40 м/с (для цинковых сплавов до 70—
80 м/с), а давление подпрессовки достигает 120—
150 МПа.
175
Ко второй группе можно отнести отливки с тол-
щиной стенки более 4 мм, так называемые толстостен-
ные, заполняемые турбулентным потоком. Гидродинами-
ческий и тепловой режим формирования таких отливок
должен способствовать оформлению структуры глубин-
ных и поверхностных слоев. В то же время скорость
впуска не должна превышать критические значения на-
рушения сплошности потока. Для сохранения сплошно-
го турбулентного движения при высокой скорости пото-
ка можно использовать заливку жидко-твердыми спла-
вами. К моменту начала подпрессовки в таких отливках
возможны газовые включения, размером до 1—1,5 мм,
для сжатия которых требуется давление 300—500 МПа.
К третьей группе относятся неравностенные
отливки сложной конфигурации. Процесс подпрессовки
в этом случае зависит от конструкции литниковой си-
стемы и отливки. Например, при литье пластинчатого
радиатора подведение питателя 1 (рис. 81, а) в массив-
ное основание 2 не обеспечивает качественного офор-
мления тонких ребер детали. Использование дополни-
тельного питающего коллектора
3 и промывника 4
Рис. 81. Питание отливки через основание (а) и коллектор (б)
176
(рис. 81, б) значительно улучшает условия заполнения и
подпрессовки. На рис. 82 показаны три варианта конст-
руирования неравностенной отливки. В первом случае
(а) подпрессовочное давление не будет передаваться в
бобышки 2 даже при равной толщине питателя 1 и сте-
нок отливки и в них появляется усадочная и крупная
газовая пористость. Введение в конструкцию детали реб-
ра 3, соединяющего бобышки, дает возможность осу-
Рис. 82. Варианты конструирования отливки
ществить подпрессовку через дополнительные ребра 4
питателя (рис. 82, б). Еще лучше заменить бобышки
утолщенными ребрами 5 (рис. 82, в), питание которых
жидким металлом идет через утолщенные каналы 6 пи-
тателя.
Подпрессовка с использованием питателя переменной
толщины. Последовательное дисперсно-турбулентное за-
полнение по принципу максимального трения с последу-
ющей подпрессовкой при минимальном трении — один
из способов повышения качества неравностенных отли-
вок. Для этого необходимо, чтобы в процессе заполне-
ния отношение бпит/ботл^ 1/4, а в процессе подпрессов-
ки равно 1.
Способ изменения толщины питателя при подпрес-
совке предложен для крупногабаритных, неравностен-
ных отливок силовых деталей компрессора инженером
В. С. Кириченко [9]. Питатель оформлен в подвижной
вставке-рассекателе 4 (рис. 83), перемещающейся на
штифте 3, запрессованном в крепежной плите /, с по-
мощью тарельчатых пружин 2, действующих таким об-
разом, чтобы в процессе заполнения (а) вставка-рассе-
катель находилась в крайнем (правом) положении,
обеспечивая впуск металла через тонкий, щелевидный
питатель (бпит = 0,5-?-2 мм) при скорости впуска свыше
177
20 м/с. В момент окончания заполнения (б) под дейст-
вием давления подпрессовки тарельчатые пружины 2
сжимаются и вставка 4 перемещается в крайнее (левое)
положение, при котором толщина питателя становится
равной толщине стенки отливки.
Рис. 83. Форма с переменной толщиной питателя
На рис. 84 представлена экспериментальная отливка
для изучения подпрессовки, массой 7 кг, размером
353X300X150 мм со стенками неизменной (6 мм) и пе-
ременной (4, 6, 10, 14 и 18 мм) толщины, представляю-
щая собой геометрическую модель группы деталей комп-
рессора, таких, как крышка картера (350X310X120 мм.
толщина стенок 5—18 мм, масса 5 кг), низ картера
(350Х310Х 150 мм), блок цилиндров (303x265 X 115мм)
и др. Заменой стержней, оформляющих внутреннюю по-
лость отливки можно менять толщину Si передней стен-
ки (6, 10 и 18 мм), толщину 62 прилива дна в зоне А и
толщину 63 прилива в зоне Б (4, 6 и 10 мм), толщину
64 задней стенки (6, 10 и 14 мм). Конструкция питаю-
щего узла формы позволяет не только регулировать
толщину питателя от 0,5 до 18 мм, но и изменять место
подвода его по высоте передней стенки отливки. Пре-
дусмотрена возможность изменения диаметра ДПр каме-
ры прессования от 90 до 130 мм, что позволяет изменять
давление рПОд подпрессовки от 60 до 133 МПа. Форма
имеет промывники, глубина (толщина) которых может
J78
изменяться от 5 до 10 мм. Взаимосвязь между гидроди-
намическими параметрами заполнения и подпрессовки
изучалась в условиях направленной кристаллизации на
алюминиевых эвтектических (типа A1SH2) сплавах и на
сплавах с широким интервалом температур кристалли-
Рис. 84. Места установки датчиков температуры (Т|, 7» и т. д.)
и давления (Дь Дг и т. д.) в экспериментальной крупногабаритной
отливке
зации (типа AlSi9MnO,4MgO,2 и AlSi8Cul, 5MnO,4MgO,4).
Расчетная продолжительность заполнения при раз-
личных значениях толщины бОтл стенки отливки дана
в табл. 24 (при Тзал=893К и Тф=473К). При Z>np=
= 120 мм значения /зап=0,295-;-0,891с обеспечиваются
при скоростях перемещения пресс-поршня от 2 до
0,7 м/с.
Продолжительность действия подпрессовки в рас-
сматриваемой отливке определяется продолжительно-
179>
Таблица 24
Расчетные значения продолжительности заполнения отлйвки
Тип сплава 'зап’ с’ ПРИ значениях 60ТЛ. ММ
10 14 * 18 .
A1S112 0,295 0,521 0,763
AlSi9MnO,4MgO,2 0,301 0,532 0,778
AlSi8Cul ,5MnO,4MgO,4 0,326 0,579 0,891
стью затвердевания сплава в наименьшем сечении фор-
мы, а не в питателе. Питатель в процессе подпрессов-
ки— наиболее горячий узел, ибо толщина его равна
максимальной толщине отливки и он наименее удален
от камеры прессования. Минимальная продолжитель-
ность действия подпрессовки (/ПОд = 0,45 с) наблюдалась
при снижении толщины стенки в зонах А и Б до 4 мм.
При увеличении толщины стенки в этих зонах до 6 мм
/под возрастает до 0,68 с.
Для экспериментального исследования температур-
ного поля отливки и формы установлено 24 термопары:
четыре — для измерения температурного фона матрицы
и пуансона, двенадцать — для измерения температуры
контакта, восемь — для измерения температуры метал-
ла (на рис. 84 места установки термопар обозначены ин-
дексами Т1, Т2 и т. д.). Установлено, что для обеспече-
ния направленной кристаллизации неравностенной от-
ливки в период подпрессовки необходимо повышать тем-
пературу формы на 50—70°. На практике локальное
повышение температуры достигается не нагревом узких
участков формы, а более интенсивным водяным охлаж-
дением других ее участков.
Для осциллографической записи давления металла в
процессе подпрессовки в форме установлено одиннадцать
водоохлаждаемых датчиков давления (на рис. 84 — Дь
Д2 и т. д.) типа ДДИ-21. Замеры давления в различных
точках литниковой системы и формы показали, что при
создании направленного затвердевания, несмотря на об-
разование корки металла у поверхности, действие под-
прессовки может распространяться по длине отливки на
400—500 мм. Подпрессовка разрушает дендриты и фор-
мирует мелкозернистую плотную структуру. Мелкая по-
180
ристость, рассредоточенная у поверхностных слоев, мо-
жет быть уменьшена до 10—30 мку. Эффективность
подпрессовки возрастает при использовании сплавов с
широким интервалом температур кристаллизации. На-
пример, при заливке эвтектического сплава типа
AlSi 12 подпрессовка наблюдается лишь вблизи питате-
ля (зона А, на рис. 84), сплава типа AlSi9MnO,4MgO,2 —
в удаленной от питателя зоне (зона Б), сплава типа
AlSi8Cul,5MnO,4MgO,4 — в середине задней стенки изоб-
раженной на рис. 84 отливки.
Процесс питания усадочных пустот в жидко-твер-
дой и дендритной областях при подпрессовке затвердева-
ющей отливки сравним с процессом фильтрования и
подчиняется уравнению Дарси [22]:
уф == £фДр/(р£ф), (120)
где Уф — скорость фильтрации жидкого металла через
межкристаллическое пространство; k$— коэффициент
проницаемости (фильтрации) кристаллического карка-
са; Др — перепад давления на участке фильтрации дли-
ной L^. Значения коэффициента в уравнении (120) в
условиях кристаллизации под поршневым давлением,
близких к условиям подпрессовки, определены А. В. На-
риевским и др. Установлено, что скорость фильтрации
расплава в межкристаллических пространствах и соот-
ношение жидкой и твердой фаз зависят от содержания
кремния в сплаве и морфологии кристаллического кар-
каса, определяемой величиной интервала кристаллиза-
ции. Например, в сплаве системы А1—Si, близком к эв-
тектическому, содержится всего лишь 12,4 % жидкой
фазы (при £ф = 2-10“12), а в сплаве алюминия с 0,85 %
кремния (ДТкр« 100°) через дендритную решетку про-
ходит свыше 23 % жидкого металла. Этим объясняется
максимальный эффект подпрессовки сплавов с широким
интервалом температур кристаллизации. При направ-
ленной кристаллизации подпрессовка возможна даже
при сравнительно невысоком давлении. В результате
значительно расширяется область применения литья под
давлением. Так, например, фирма Honda (Япония) изго-
товляет блок цилиндров автомобильного двигателя, име-
ющий массу 13,4 кг [109].
Локальная подпрессовка осуществляется в утолщен-
ных участках отливки не через питатель, а непосредст-
венно в полости формы с помощью установленного на
181
неподвижной полуформе пресс-цилиндра 1 (рис. 85, а),
имеющего поршень 2 диаметром РПод, шток которого
диаметром 4Под служит подпрессовочным поршнем. За-
полнение отливки 4 с утолщением 5 происходит через
тонкий питатель 6 с высокой скоростью впуска, дающей
возможность получить качественную поверхность, а пос-
ледующая подпрессовка ликвидирует усадочную и газо-
Рис. 85. Локальная подпрессовка через утолщение (а), стенку от-
ливки (б) и прилив (в)
вую пористость. Подпрессовочный шток может действо-
вать на стенку отливки (рис. 85, б) или на специальный
технологический прилив (рис. 85, в). При расположении
прилива после отливки, аналогично промывнику, воз-
можно более раннее включение подпрессовки. Давление
Рпод, МПа, подпрессовки определяется отношением ди-
аметров поршня 2 и штока 3:
Рпод = Рак (Дпод/^под)**
Например, при Dnos—150 мм, Цпод—30 мм и рак-12,5 МПа в по-
лости формы можно создать давление подпрессовки:
Рпод = 12,5 (150/30)* = 312,5 МПа.
182
Длина /под, м, перемещения подпрессовочного штока-
поршня в процессе подпрессовки определяется заданной
степенью сжатия газовых включений:
^под == [ДУпод 4- (/СКотл/100)1/(я4»д/4),
где К — коэффициент объемной усадки при изменении
температуры сплава от Тлик до Тсол, %. После подста-
новки значенйя ДУПол из уравнения (119) с учетом того,
что при больших значениях рпод первое слагаемое этого
уравнения становится пренебрежимо мало по сравне-
нию со вторым и им можно пренебречь, имеем, м:
Аюд ~ [4КОТЛ/МОД)] 1[(Рпод Я^ГРм^Гг)/2] X
X (1/£- + 1/£м) +Х/100>. (121)
Для отливки из алюминиевого сплава типа AlSil2 (К=0,2 %),
объемом УОтл=Ю_6 м3 при диаметре штока ^Под = 30 мм, рПод =
= 300 МПа и условии, что объем газов в металле равен объему
отливки (п=1), перемещение /ПОд подпресовочного штока состав-
ляет 4,1 мм.
Для отливок сложной конфигурации с массивными
утолщениями используют комбинированный способ, сов-
мещающий локальную подпрессовку в форме с подпрес-
совкой через питатель с помощью двойного пресс-поршня
[32]. При разработке технологического процесса такой
подпрессовки выявляется зона действия локального дав-
ления при толщине отливки 9—12 мм она составляет
80—100 мм, а в массивных узлах толщиной 18—24 мм
достигает 140 мм.
3. ТЕХНОЛОГИЧЕСКИЕ ПРИНЦИПЫ КОНСТРУИРОВАНИЯ
ПРЕССОВО-ПОДПРЕССОВОЧНЫХ МЕХАНИЗМОВ
Расчет продолжительности срабатывания подпрессо-
вочных устройств. Время /Ср.м срабатывания механизма
подпрессовки не должно превышать расчетное значение
технологически допустимой продолжительности /Ср.т сра-
батывания. Величину /Ср.м определяют по осциллограм-
ме р—t. Кривая р—t (рис. 86, а) для механизма под-
прессовки с мультипликатором давления (рис. 86, б)
показывает, что после окончания заполнения (точка а),
давление начинает возрастать до р'ак (точка б), в кото-
рой оно немного больше, чем рак. Для возрастания дав-
183
ления от рзапдо р'ак потребовался интервал времени
Интервал /кл соответствует времени срабатывания кла-
пана мультипликатора. В точке b мультипликатор начи-
нает действовать, и давление рабочей жидкости в пресс-
цилиндре поднимается до рПОд (точка г). Интервал вре-
мени /м необходим для мультипликации давления с рац
9
Рис. 86. Нарастание давления
(а) в цилиндре прессования с
мультипликатором (б)
до рпод. Полное время срабатывания /срм механизма
подпрессовки определяется суммой:
^ср.м = “Ь ^КЛ “Ь
Рассмотрим методы расчета каждого из трех слага-
емых этой суммы. Продолжительность t\ нарастания
давления до его мультипликации определяется выраже-
нием
h = Д^/Q, = ДУ,/^ - (?ут), (122)
где ДУ1 — изменение объема Vi рабочей жидкости при
изменении давления от рзац до р'аК; Qi = QaK—QyT (здесь
QaK — расход, обеспечиваемый аккумулятором; QyT —
утечки в гидросистеме) — расход рабочей жидкости в
подводящей (нагнетательной) трубе (см. рис. 86, б).
Значение определяется формулой: AVj =
= (1/£'ж) (р'ак—рзап) Vi, подставляя которую в выраже-
ние (122), имеем:
= (Рак — Рзап) ^1/1(0ак Сут)^ж]> (123)
где — модуль упругости рабочей жидкости.
Газы образуют с рабочей жидкостью механическую
смесь. При определенной вязкости жидкости (напри-
184
мер, соответствующей вязкости веретенного масла) и
размерах пузырьков 0,4—0,8 мкм интенсивность удале-
ния пузырьков газа из жидкости очень мала. Попадание
газов в рабочую жидкость происходит на поверхности
раздела в сливном баке или аккумуляторе под давлени-
ем Рак- Значение £\к Е. М. Родионов предлагает опре-
делять по формуле:
Яж = £ж/[1+П£ж/(УжР)],
где Еж — модуль упругости чистой рабочей жидкости,
равный для минеральных масел 1350—1750 МПа, для
О 5 Ю Р,мпа
В)
Рис. 87. Изменение модуля упругости эмульсии (а) и веретенного
масла (б) в зависимости от давления
воды и рабочих жидкостей на водной основе (при дав-
лении до 20 МПа) 2000 МПа; Vr — объем газов в рабо-
чей жидкости; — объем рабочей жидкости в гидро-
системе.
На рис. 87 приведены зависимости Е'ж от давления
р, построенные для эмульсии (а) и веретенного масла
(б) при 1 % газовых включений (кривые 1 и /') и 5 %
(кривые 2 и 2'). Видно, что модуль упругости рабочей
жидкости резко падает при давлении менее 7,5 МПа.
Поэтому не следует допускать такого давления в акку-
муляторе. Необходимо также принимать меры по дега-
зации рабочей жидкости, применяя аккумуляторы с
разделительным поршнем и не допуская снижения
уровня жидкости в сливном баке, так как оно вызывает
циркуляцию жидкости и захват газов. В современных
185
машинах в гидросистеме предусмотрен специальный
отстойник для удаления газов из рабочей жидкости.
Продолжительность срабатывания /кл клапана муль-
типликатора для пружинного клапана можно подсчи-
тать по формуле Хаймовича:
(кл = 2 У(3/пкл + тпр)5/(ЗРо) X
X arc sin 1/P0S/{2S0 [Ро—Л—g(mKfl4-0,5/nnpsinY)]}, (124)
где ткл и тпр—масса клапана и пружины; Ро — сила
предварительного сжатия пружины; S и So — рабочий
ход и предварительное сжатие пружины; Pi — сила тре-
ния и сопротивления клапана; у — угол наклона кла-
пана.
Время tM нарастания давления мультипликации оп-
ределяют по формуле:
/м = ДЗД, = AV^Q^Q'yr), (125)
где AV2— изменение объема V2 рабочей жидкости при
подъеме давления в цилиндре прессования с до
РпоД; Q2 = Qm—Q'yT (здесь QM и Q'yT — соответственно
расход и утечка рабочей жидкости в гидросистеме меж-
ду мультипликатором и аккумулятором)— расход в
трубопроводе, подводящем рабочую жидкость в мульти-
пликатор (см. рис. 86, б). Подставляя в выражение
(125) значение AV2= (1/£'ж) (Рпод—/ак) V2, получим:
= (Рпод — Рак) V2/[(Qm — фут) £ж] . (126)
Для уменьшения Ам необходимо увеличить расход
жидкости Q2 = Qm—QzyT и обеспечить свободный слив
из штоковой полости мультипликатора, учитывая, что
расход Q3 в сливной трубе (см. рис. 86, б) связан с ве-
личиной Q2/Q3 = Q2 (£>2м—^2м) /^2м.
Время срабатывания /Ср.м механизма подпрессовки с
мультипликатором определяется суммой значений /Кл
и /м. На суммарную величину нарастания давления рг.уд
гидравлического удара влияет масса рабочей жидкости
в гидросистеме машины:
Рг.у = + 2/71подв) Au]/fFunpA/),
где 2/иж— масса рабочей жидкости в аккумуляторе,
трубопроводе и цилиндре прессования; 2/иПОдв — масса
перемещающихся частей цилиндра прессования и муль-
1*6
типликатора; До — изменение скорости за время А/.
Уменьшение длины трубопроводов и установка автоном-
ных аккумуляторов на цилиндре прессования и мульти-
пликаторе значительно сокращают /ер.м механизмов
подпрессовки. Для уменьшения периода затухания гид-
равлического удара применяются компенсатор, т. е. со-
суд с упругим элементом, обладающим более высокой
сжимаемостью, чем рабочая жидкость. Применяются
Рис. 88. Гидравлическая схема прессово-подпрессовочного механиз-
ма машины фирмы ВйЫсг серии D
пружинные или газовые компенсаторы. Начальное дав-
ление в газовом компенсирующем устройстве должно
быть равно максимальному рабочему давлению в гидро-
системе прессово-подпрессовочного механизма.
Системы подпрессовки. В целях снижения массы ра-
бочей жидкости и гидравлического удара сокращают
длину трубопровода от аккумулятора. В машинах фир-
мы Buhler (Швейцария) аккумулятор 1 (рис. 88) уста-
новлен непосредственно на корпусе цилиндра прессова-
ния 7, представляющем собой одно целое с корпусом
мультипликатора 5. Кроме того, для сокращения вре-
мени срабатывания установлены золотник 6, клапан 4 и
переключающее устройство, состоящее из дросселя 2 и
гидроаппарата 3, с помощью которых можно регулиро-
вать величину противодавления в полости Л, а следова-
тельно, и момент начала срабатывания мультипликато-
187
тора при ослаблении на 20 % гидравлического удара
[64].
Применение регулятора мультипликации давления
не исключает возможности преждевременного срабаты-
вания мультипликатора при больших скоростях прессо-
вания. В целях повышения надежности работы мульти-
пликатора в машинах фирмы IDRA (Италия) имеется
управляемый клапан 1 (рис. 89, а), расположенный меж-
Рис. 89. Схема включения мультипликатора (а) и осциллограмма
нарастания давления (б) машины фирмы IDRA
ду штоковой полостью А мультипликатора и аккумуля-
тором. Клапан открывается при срабатывании электро-
управляемого золотника 2. Магнит 3 включается по ко-
манде реле 4, которое срабатывает при резком замедле-
нии поршня 5, вызванном повышением давления при
окончании заполнения формы. Регулируя степень откры-
тия клапана /, можно менять продолжительность дости-
жения давления подпрессовки. При закрытом клапане
она увеличивается на интервал ab (рис. 89, б), а при
полностью открытом клапане составляет 0,1—0,025 с.
В машинах мод CLOO 630/55 фирмы Vihorlat Snina
(ЧССР) имеется малоинерционная система прессово-
подпрессовочного механизма с компенсаторами давле-
ния 3 и 4 (рис. 90) в штоковой и поршневой полостях
мультипликатора 13. Управление скоростью холостого
хода и возвратом пресс-поршня осуществляется с по-
мощью золотника 11, в который рабочая жидкость по-
дается от насоса через дроссель 10. Вторая скоростная
фаза и подпрессовка начинаются при подаче рабочей
188
жидкости от аккумулятора 6 высокого давления
(14 МПа) при срабатывании золотника 5 через кла-
пан 8. Скорость на второй фазе регулируется дроссе-
лем 9, который управляется золотником 7. Мультипли-
кация начинается при возникновении в цилиндре прес-
Рис. 90. Схема механизма прессования и подпрессовки машины
фирмы Vihorlat Snina мод. CLOO 630/55
сования противодавления. Регулятор 1 и дроссель 2
служат для изменения скорости движения мультиплика-
тора. Обратный клапан 12 служит для прекращения
движения поршня мультипликатора.
В машинах фирмы Toshiba (Япония) имеется быст-
родействующий механизм подпрессовки со специальным
устройством, управляющим обратным клапаном мульти-
пликатора. Во время скоростной фазы прессования кла-
пан открыт, а в момент срабатывания мультипликатора
закрывается. Таким образом, включение мультиплика-
тора может происходить раньше, чем возникает проти-
водавление в цилиндре прессования. На рис. 91 приве-
189
Рис. 91. Осциллограмма из-
менения давления в цилинд-
ре прессования машины
фирмы Toshiba мод. DC250
дена осциллограмма
давления для трех фаз
прессования машины
фирмы Toshiba мод.
DC 250. Осциллограм-
ма (а) соответствует
изменению давления
Ро рабочей жидко-
сти в штоковой полости цилиндра прессования, а ос-
циллограмма (б) показывает изменение давления в ос-
новной полости цилиндра. На первой и второй фазах
прессования давление существенно не меняется (pi =
=рг). В период подпрессовки давление нарастает до
конечного значения Рз за 0,05 с. На более крупных ма-
шинах продолжительность нарастания давления под-
прессовки увеличивается в 2—3 раза.
Машины фирмы Triulzi (Италия) серии Castmatic-
Super с усилием запирания 4 МН имеют регулятор
мультипликации, обеспечивающий нарастание давления
лодпрессовки за 0,01 с. Скорость нарастания мультипли-
кации регулируется дросселем 7 (рис. 92). Клапан 6 по-
Рис. 92. Регулятор муль-
типликации машины фир-
мы Triulzi мод. Castma-
tic-Super 1500
190
дает рабочую жидкость от насоса при возврате мульти-
пликатора в исходное положение. Золотник /, регуля-
тор 2 и задерживающий клапан 5 управляют мультипли-
кацией.
Регулятор устанавливают давление подпрессовки.
Задерживающий клапан предназначен для вклю-
чения мультипликатора при падении скорости прессова-
ния. Чтобы он не срабатывал преждевременно, перед
ним ставится компенсатор 3, представляющий собой
мембранный аккумулятор, наполненный азотом под
давлением 5 МПа. Дросселем 4 регулируют подачу
жидкости в цилиндр прессования. На ВАЗе на машинах
этой серии изготовляют высококачественные тонкостен-
ные отливки сложной конфигурации.
В системе Multject фирмы Wotan (ФРГ) штоковая
полость мультипликатора постоянно связана с атмосфе-
рой, позволяя безынерционно включать давление под-
прессовки. На осциллограмме а (рис. 93) видно, что дав-
ление подпрессовки в 30 МПа достигается за 0,016 с.
Осциллограмма б соответствует медленному нараста-
нию давления за 0.058 с. Осциллограмма в показывает,
что начало подпрессовки может быть сдвинуто на любой
интервал, например на 0,124 с. На осциллограмме (г)
показано изменение давления подпрессовки, напримег>
до 18,5 МПа [102].
В машинах завода «Сиблитмаш» (СССР) рабочая
жидкость по трубопроводу 10 (рис. 94, а) через регули-
руемый обратный клапан 11 подается в цилиндр 1 и
пресс-поршень 2 начинает медленно перемещаться. Пос-
ле перекрытия заливочного окна подается команда на
золотник 7, который включает дополнительную подачу
рабочей жидкости в цилиндр прессования — начинаются
быстрое перемещение пресс-поршня и заполнение фор-
мы. После окончания заполнения открывается золотник
3, жидкость из полости Б через клапан 3 идет на слив,
а поршень 9 мультипликатора вытесняет жидкость из
пресс-цилиндра в полость А специального аккумулято-
ра 4. При этом клапан 11 закрывается и давление под-
прессовки повышается. Обратный клапан 6 служит для
возвращения поршня 5 аккумулятора в исходное поло-
жение. Запись основных параметров (рис. 94, 6:1— путь
пресс-поршня; 2 — путь поршня мультипликатора; 3—
давление в цилиндре прессования) показывает, что при
скорости прессования 5—6 м/с давление подпрессовки
191
Jf-Ol
IIIIIIIIIIIIIIIIIIIII
lEHiiiiiiiiiiiiii
iiiiiiiiiiiiiiKiiiiiiiiiiiiiiiiiiiiiiiii
iiimiiiiiiiitiiiiiiiiiiiiiiiiiiiiiiiiii
lllllllllllllirillllllllllllllHIIIIIIII
18?мпд
ini
nil
ini
ни
iiii
IIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii
iiiiiiiiimiiiniiiiiiiiiiir-----------
!!!!!!!!!!!!^.!IIIIIIIIIIIIIL--------
iiiiiiiiiiiiiiiiiiiiii:::!!miuiiii
шшш
ПГГПТП
iiimiiiiiiiiiiiiiiiii
!L^La нжю
lllllllllllllllllllillll
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii
....................Ill
лйГГТ
IIIIIIIII HHHH IHIIIIHIHIIHHHIIWIIHHIIHIHHHIHHIHIIII
IIIIIIIII llllllll 1Н11111НН111Н1111|ПННННННН1НН1НН1Н1|
ИГИШ llllllll IIIIIIIIIIIIIIIIIIIIII.................
iiiiiiiii iiiiiiii iiiiiiiiiiiiiiiiiiiiii
HlllFL.i HHHH IIIIIIIIIIIIIIIIIIIIII
HKJIHI llllllll IIIIIIIIIIIIIIIIIIIIII
HILHIII HHHHHIHIIIIIIHIIIHHIII
HHHHHHHHHHIIHIII HHIIHIIIII
IIHHHHHHHHHI|IHII 1111111111111
111111111111111111111111111 iiiiiiiiiiiiiL.—..............................
iiiiiiiiin;:r“!illHHII IIHIIIHIIIl|£Hnuj!";!!illlll||lllllllllilllllllllllll
HiiiiiiiiHHiiii>:!!iiiii iHiiiiiiiiii№iiiuHiHiihiM:;;H;:!!!iiiiiiHHHii
HIIHIHIHHimilUhi'l HHUIHHIl|K>m>in>i>H>iiiiiiiiiSiiniiiii^llllll
111111111111111111111111111 IIIIIIIIIIII----------------------------------
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiK'ifiiiii I
HHHHiiHiiHHHiHHiHiiiiii!iiii i
iiHHiHHiiiiiiiiiiHHiHHiiihiiii i
зо мпа
..........................!I!u::hhiiii
Hllllllllllll III Hllllllllllllll llll
Hllllllllllll III Hllllllllllllll Illi
IIIIIIIHIIIH III Hllllllllllllll Illi
Hllllllllllll Hl Hllllllllllllll llll
HHHHHHHHII Hlllllllllll lll llll
IIIIIIIHIIIH HI Hllllllllllllll llll
Hllllllllllll llll Hlllllllllll lll llll
Hllllllllllll llll IIIIIIIIIIIItill llll
HHHHHHIUHI HHIIHHIIHH llll
Hllllllllllll III IIHIIHIHIilll llll
Hllllllllllll HI Hllllllllllllll llll
IHIHIIHHH III Hllllllllllllll llll
Hllllllllllll III Hllllllllllllll llll
Hllllllllllll II Hllllllllllllll llll
Hllllllllllll II Hllllllllllllll llll
Hllllllllllll IIIIIIIIIIIIIIIIIIIIIIII
iiiHiiiiiiiiiiiiiiiiil
1111II1111
IIIHHHIIHIHHHHIHIHIIHHI
HHIHIIIIIHIIIIIIIIIIIIIllHIIIIIIIIII
HIIIHIHHIIIIIHIIIIIIIIIIIIIIIIIIIIII
iiu;:?4iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii
Ill’Zilllllllllllllllllllllllllllllllllll
IIIUIIHIHHIIIIIIIIIIIIIIIIIIIIIIIIIII
HiiimiHHiiiiiHHiiHHHHHHHii
llirillllllllllllllllllllllllllllllllllll
I I I I I III I I I I I I I
HUHIHHIHIHHIHHIIIillllHIHIIH
IIIIIHIHHIHIIIIIIIHIIHIHIIhlHHII
............IIIIIIIIIIIIIIIIIII
1111111111JHHIH
30 мпа
fflfflW
llllllllllllllllllll
.................. Jlllllllllllllllllll
lllllllllllllllllllllllllllllllllllllllll
HIHHIIIHHHIHHHIIIHIIIII llllllll
HIHHHIHIIHIHHHHIHIHII llllllll
HIHHIIIHHHIHIHHIHHIHIHIIIH
HIHHIIIHHHHHHIHIHIHI llllllll
llllllll hi Ни
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiii
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii
iiiiiiiiiiiiiiiiiii iiiiiiiiiiii iiiiiiiii
iiiiiiiiiiiiiiiiiii 111111111111111111111
iiiiiiiiiiiiiiiiiii iiiiiiiiiiii iiiiiiiii
IIIIIIIIIIIIIIIIIII IIIIIIIIIIIHIIIIIIII
IIIIIIIIIIIIIIIIIII IIIIIIIIIIIHIIIIIIII
IIIIIIIIIIIIIIIIIII IIIIIIIIIIIHIIIIIIII
Рис. 93. Осциллограммы давления прессово-подпрессовочного ме-
ханизма системы Multject машины DMKh 280 фирмы Wotan
нарастает за 0,02—0,04 с, причем оно не влияет на ин-
тервал срабатывания мультипликатора.
На рис. 95 показана схема прессово-подпрессовочно-
го механизма, созданного в литейной лаборатории Мос-
ковского высшего технического училища имени Н. Э. Ба-
умана, в котором применен мультипликатор длинного
хода. Поршень мультипликатора 4 начинает переме-
щаться по сигналу путевого датчика 5 после прекрытия
пресс-поршнем заливочного окна. Через золотник 6 ра-
бочая жидкость попадает под поршень 7 клапана S, от-
крывая его и соединяя полость В мультипликатора со
сливом. Поскольку в этот момент полость Б через вен-
тиль 3 соединяется с аккумулятором, мультипликатор
продолжает перемещение, осуществляя к окончанию за-
полнения повышение давления в полости А пресс-ци-
линдра. При поступлении жидкости в клапан 1 поршни
2 и 4 возвращаются в исходное положение. Следует учи-
тывать, что при скорости прессования 2,5 м/с в таком
механизме возможно возникновение резонанса, так как
расход жидкости в трубопроводах пресс-цилиндра и
мультипликатора будет одинаков. Для предотвращения
резонанса необходимо, чтобы расход в гидравлической
Рис. 94. Механизм прессования (а) и осциллограммы изменения его
параметров (б)
7 Зак. 30
193
Рис. 95. Гидравлическая схема механизма подпрессовки с мульти-
пликатором длинного хода
линии мультипликатора составлял не более 0,75 расхо-
да в линии цилиндра прессования. Стендовые испыта-
ния механизма с мультипликатором, ход которого сос-
тавлял 0,8 хода пресс-поршня, показали, что продолжи-
тельность подпрессовки в такой системе может быть
сокращена до 0,002 с.
ГЛАВА VI
ВЗАИМОСВЯЗЬ РЕЖИМОВ ЗАПОЛНЕНИЯ
И ПОДПРЕССОВКИ.
КАЧЕСТВО ОТЛИВОК
1. РАСЧЕТ СИЛОВЫХ ПАРАМЕТРОВ МАШИНЫ ДЛЯ ЛИТЬЯ
ПОД ДАВЛЕНИЕМ
Взаимосвязь режимов заполнения и подпрессовки от-
ливки обеспечивается работой прессово-подпрессовочно-
го, запирающего механизма машины, механизмов вытал-
кивания и удаления стержней. Выбор типа машины и
расчет ее силовых параметров проводится после уста-
новления технологически необходимой продолжительно-
сти заполнения, диапазона скоростей прессования, емко-
сти камеры прессования, давления и других факторов,
создающих оптимальные тепловые и гидродинамические
194
условия формирования отливки в процессе заполнения и
подпрессовки.
Расчет усилий прессования и подпрессовки. Для оп-
ределения технологически необходимого условия РПр(т>
прессования примем, что оно должно превышать сопро-
тивление твердой корки металла, затвердевающего на
стенках камеры прессования • [12]. Для корки с пло-
щадью fK поперечного сечения, равной л-Опрбк (здесь
бк — толщина кристаллизующего слоя металла), величи-
на Рпр(т) определяется формулой:
Рпр(т) — (^/t|)/kqt, (127)
где п— 1,24-1,5 — коэффициент запаса; т] — КПД прес-
сующего механизма, для машин с горизонтальной каме-
рой прессования т| = 0,8, с вертикальной камерой т] =
= 0,7, с горячей камерой г] = 0,54-0,6; от — предел проч-
ности на сжатие заливаемого сплава при температуре,
близкой к Геол. Значение /к зависит от тепловых усло-
вий в камере прессования и продолжительности /Пр на-
хождения в ней заливаемого металла:
/к = ^см^^пр (Лр Т’прУ/пр/^смРмО»
где Гпр — температура камеры прессования.
Усилие прессования, подсчитанное по формуле (127),
может оказаться недостаточным для преодоления гид-
равлических сопротивлений S£o и 2£Сл в трубопроводах
прессующего механизма машины в литниковой системе
и форме. Поэтому после предварительного выбора ма-
шины по величине Рпр(Т) необходимо сделать провероч-
ный расчет, определяя машинное усилие Рпр<м) прессо-
вания, достаточное для преодоления сопротивлений гид-
равлической системы и формы, на основании формулы
(88) с заменой paKF4=Pnp(M):
^пр(м) = (^пр/2) !(Оц/йо)4/Рж^ц (I +2£0 -f- 2£сл) 4-
пр IЙ fe^n₽/f?) + й (SiF"₽/^) <128>
где k — коэффициент сложности конфигурации отливки,
равный для простых отливок 1,05—1,2, средней сложно-
сти 1,5 и для тонкостенных сложной конфигурации 2.
7* 195
Значение средней скорости прессования подсчитыва-
ется по формуле:
ЭДтр = ^отл/С^^пр^зап/^}»
в которой продолжительность /зап заполнения определя-
ется в зависимости от выбранного режима заполнения
сплошным, дисперсным или дисперсно-турбулентным по-
током.
Следует учитывать, что значения Рцр(Т) и РщМ) под-
считываются для периода перемещения металла в каме-
ре прессования, литниковой системе и форме. Техноло-
гически необходимое усилие Рпод в период подпрессовки
определяют по давлению рпод подпрессовки, требуемой
для обеспечения заданной степени сжатия газовых вклю-
чений в отливке:
^под = "грПОдЛ©пр/4, (129)
где т— коэффициент потерь давления в камере прессо-
вания и литниковой системе, равный для машин с гори-
зонтальной камерой 0,85—0,95, с вертикальной 0,8—
0,85, с горячей камерой прессования 0,7—0,8.
Значение рПод в формуле (129) может быть опреде-
лено на основании уравнения (119), в котором при боль-
ших значениях рПод можно пренебречь первым слагае-
мым:
Рпод = [2/(1/^ + 1/^м)1 (ДУпод/Иотл - К/100) 4- ngpMRTT.
В машинах с мультипликатором давления Рпод мо-
жет в несколько раз превышать усилие прессования.
В машинах с одинарным цилиндром прессования эти
усилия могут быть равными, так как они создаются дав-
лением рабочей жидкости на одну и ту же площадь
поршня в пресс-цилиндре. Один из способов повышения
Рпод, развиваемого одинарным цилиндром прессова-
ния,— уменьшение сопротивления в гидравлической се-
ти слива, вплоть до соединения ее с атмосферой.
Расчет усилия запирания формы. Усилие запирания
формы должно быть максимальным в момент окончания
заполнения и обеспечивать плотное смыкание полуформ
в период подпрессовки. В целях сокращения времени
достижения максимального усилия следует снабжать за-
пирающий механизм автономным аккумулятором. В ма-
шинах, предназначенных для отливки крупногабаритных
деталей, усилие запирания выравнивается по всем ко-
196
лоннам с помощью гидравлических цилиндров. В про-
тивном случае возможно нарушение размерной точно-
сти отливок вследствие перекоса формы при подпрес-
совке [104].
Для расчета технологически необходимого усилия
РЭап запирания рассмотрим систему соударяемых тел,
которая состоит из рабочей жидкости, пресс-поршня,
залитого металла и подвижной половины формы. Пос-
кольку подвижная полуформа в момент удара стремится
отойти от неподвижной, для системы сил, действующих
по оси х запирающего механизма, согласно принципа
Даламбера справедливо уравнение:
Лап - Рф - Д/’г.у + 2/Пэап (&Х/дР) = 0, (130)
где Рф — усилие, передаваемое на подвижную половину
формы через залитый металл, фактически равное уси-
лию Рпод подпрессовки в форме, Рф=рПод2Гф (здесь
2Рф — сумма площадей проекций отливки, элементов
литниковой системы, промывников и пресс-остатка на
плоскость разъема формы); ДРГ.У — повышение усилия
при гидравлическом ударе, ДРг.у = Дрг.у2Рф> —
сумма масс подвижных частей запирающего механизма.
Интегрируя уравнение (130) с заменой Рф=рПод£Рф
и ДРг.у=Дрг.у2Рф, получим:
X = [Рэап ~ 2^ф (Рпод - Дрг-у)] /2/(2Szn3an) + CJ + Сл.
Определяя постоянные интегрирования из условия, что
при / = 0 х=хзаз (здесь х^з— допустимая ширина зазо-
ра между подвижной и неподвижной полуформами,
предусматриваемая для улучшения вентиляции формы),
а при / = /г.у (здесь /г.у — продолжительность достиже-
ния максимальной амплитуды гидравлического удара)
х=0:
— [-Рэап —2Fф (рпод 4- Дрг.у)] ^г.у/(22/Изап)
^заэ/^г.У» ^2 = ^заз»
и подставляя их в решение уравнения (130), имеем сле-
дующее уравнение перемещения подвижных частей за-
пирающего механизма:
х = [/’зап — ф (Рпод + ЛРг у)] /2/(22тзап) + {[Лап —
2Рф (рпОд 4- Дрг_у)] tT^l2'2itn
зап 4- ^заз/^г.у} 4“ ^заз*
Величина /г.у равна полупериоду колебаний гидравли-
ческого удара. Если за начало отсчета принять плос-
197
кость разъема подвижной полуформы, то усилие долж-
но достигать максимума при х=0 и t = 2tT_y, т. е. про-
должительности периода колебаний гидравлического
удара. Решая уравнение перемещения с учетом этих
значений, получим формулу для определения усилия
Рзап запирания при заданном допустимом зазоре Хзаз по
плоскости разъема:
Рзап = ф (Рпод 4" АРг.у) 2/n3anX3aSZ(3Zr.y). (131)
При наличии определенного парка машин требуется ре-
шение обратной задачи, т. е. расчет ширины зазора хзаз
по усилию запирания Рзап и заданным значениям 2Рф
И Рпод*
*заз = З^г.у ф (Рпод “I” ДРг.у) — РзапМ^^зап)* (132)
Значения /гу и Дргу, входящие в уравнения (131), (132)
определяют по осциллограмме p—t. Анализ этих урав-
нений показывает, что увеличение допустимой ширины
зазора значительно снижает требуемое усилие запира-
ния.
При литье под давлением с низкими скоростями
прессования и использованием двойного поршня, как,
например, при акурад-процессе, на стенках камеры прес-
сования и формы образуется корка металла, препятст-
вующая передаче гидравлического удара. Величина
ДРг.у в уравнениях (131), (132) становится равной нулю,
а значение требуемого усилия запирания уменьшается.
Использование акурад-процесса или подпрессовки двой-
ным поршнем позволяет изготовлять крупногабаритные
отливки при сравнительно небольших усилиях запира-
ния. Например, если к моменту достижения максималь-
ного давления в пресс-цилиндре затвердевает 80 % объе-
ма отливки, усилие запирания снижается на 20—30 %
[100].
Величину запирающего усилия при отсутствии гид-
равлического удара и влияния инерционных сил
Б. Ф. Ноговицин называет статическим усилием Р3ап<с)
запирания, определяя ее для рычажного механизма
(рис. 96, а) по формуле:
Раап(с) = (^„ХРфРц.пр/Рпр) (1 + ela), (133)
где /ik = 0,8-r-0,9 — коэффициент, учитывающий трение в
камере прессования и потери давления при передаче его
198
из камеры прессования в полость формы, по данным ис-
следований, проведенных на заводе «Сиблитмаш»;
Дтах=(1—1,2)рм (<?м, рис. 96,6); е — абсолютная вели-
чина несовпадения оси симметрии механизма запирания
и! линии действия усилия Рф раскрытия формы; а — рас-
стояние от оси симметрии механизма запирания до осей
Рис. 96. Рычажный механизм запирания (а) и осциллограмма
изменения давления (б)
рычагов. Из формулы (133) следует, что Р3ап(с) снижа-
ется при уменьшении значения е. Поэтому желательно
располагать отливку в форме таким образом, чтобы
направление усилия Рф раскрытия формы совпадало с
осью запирающего механизма.
Динамическое усилие Рзап(д) запирания зависит от
давления рг в момент остановки пресс-поршня и моду-
ля упругости заливаемого металла. При больших скоро-
стях прессования величина Рзап(д) может превышать зна-
чение Р3ап(с), подсчитываемое по формуле (133). На
рис. 97 даны осциллограммы скорости прессования (кри-
вые /), давления в поршневой полости пресс-цилиндра
(кривые 2) и пути подвижной полуформы (кривые 3),
полученные на машине 71111 завода «Сиблитмаш» для
отливки из сплава типа AlSil2[79]. Отход полуформы
(зазор) контролировался специальным датчиком, изго-
товленным на базе серийного датчика ДД-10.. Осцил-
лограмма а показывает отход полуформы на 0,3 мм при
W9
Рис. 97. Осциллограммы скорости (/), давления (2) и пути под-
вижной плиты машины (3)
скорости Vnp = 3,2 м/с и давлении 15 МПа. Из анализа
осциллограммы б видно, что при меньшей скорости
(^пр = 2,1 м/с) возможен отход подвижной полуформы на
0,5 мм, под действием высокого давления (19,8 МПа),
создающего в форме усилие, превышающее усилие запи-
рания машины, равное 800 тс.
Для определения допустимой площади Е^ф проек-
ций отливки и элементов литниковой системы на плос-
кость разъема формы рекомендуется для каждой маши-
ны строить номограммы, в которых значение связа-
но с величиной усилия РПр прессования и выбранного
диаметра ОПр камеры прессования зависящего от массы
G отливки (рис. 98). При выборе емкости камеры прес-
сования следует стремиться к уменьшению значения /)Пр,
так как при этом уменьшается объем пресс-остатка и
повышается давление на металл. В то же время значение
ВПр не должно быть меньше минимально допустимого
Dnp”, определяемого из условия раскрытия формы:
= (2/Ул)УКРпр2Гф/Рзап,
где К — динамический коэффициент, зависящий от зна-
чения скорости прессования в момент окончания запол-
нения формы:
спо, м/с............... 0,5 0,75 1 1,5 2 2,5
К...................... 1 1,2 1,6 1,95 2,35 2,75
200
Рис. 98. Номограмма определения РПр машины мод. OL 1000 фирмы
IDRA
Расчет усилий выталкивания и извлечения стержней»
При охлаждении и усадке сплава образуется плотное
соединение отливок и стержней. Стержни, расположен-
ные в направлении, не совпадающем с направлением вы-
талкивания отливки, извлекаются до выталкивания. Для
этого рассчитывают усилие Рст, требуемое для удаления
стержня (или нескольких стержней). По величине РСт
определяют параметры приводов выталкивающих и
стержневых механизмов машины.
Если не учитывать температурный перепад между
отливкой и стержнем, то усилие Рст можно рассчитать
по формуле
^ст = fтрРст^ст»
где /тр — коэффициент трения между отливкой и стерж- .
нем; Рст — давление отливки на стержень; РСт — пло-
щадь поверхности соприкосновения отливки со стерж-
нем (площадь обжатия).
201
Значения коэффициентов трения fTP и давления рСт
«а стержень для различных сплавов при толщине отлив-
ки 3 мм даны в табл. 25.
Таблица 25
Значения /тр и рст при извлечении стержня из отливки
Сплавы Уклон стерж- ня ^тр Рст. МПа
Цинковые 20' о,2а 15
Алюминиевые 40' 0,25 17,5
Магниевые 20' 0,15 9,5
Медные 1ч 0,35 30
П. И. Пушмашевым и А. М. Зубакиным предложен
метод расчета усилия Рст извлечения стержня с учетом
разности температур между металлом отливки и стерж-
ня, линейного расширения стержня, модуля упругости
сплава и наружных размеров контура отливки, охваты-
вающего стержень [63]. Рассмотрим задачу определе-
ния Рст с учетом этих факторов при извлечении стерж-
ня диаметром 2г, длиной L, с уклоном. 0 из отливки*с
наружным диаметром 2Р (рис. 99, а). Условие равнове-
сия сил, проектируемых по оси извлечения стержня,
можно записать в следующем виде:
Рст = FTp cos р — N sin ₽, (134)
Рис. 99. Схемы к расчету усилия извлечения стержня
j?Q2
где FTP — сила трения между отливкой и стержнем;
N — реакция нормального давления со стороны отливки.
; При охлаждении отливки от температуры 7"Кр кристал-
лизации до температуры Тгя удаления ее из формы про-
исходит изменение Д/ размера по длине кольца отливки,
равное Д/=л(^ + г)а(7'кр—Туд), здесь а — коэффициент
линейного расширения. Разделив отливку мысленно на
две части, заменим действие отброшенной части стяги-
вающими силами Q (рис. 99, б). Для такой схемы при
sin р=0 выражение (134) приобретает вид:
= 4jvx,EmL (R г) rfтр (Т кр 7*уд) cos0/(/? -f- г).
Для алюминиевых сплавов, подставляя значения Ем =
=7-104 МПа, а = 2,5-10-5, принимая для малых уклонов
cos р= 1, имеем:
Лт = 2£(/?-г)г/тр(Ткр-Туд)/(7? + г) (135)
или, поскольку R—Г=60ТЛ,
^ст = 2Ьботлг/тр (ТКр Туд)/(2г + ботл)2.
Зависимость усилия РСт извлечения стержня от ра-
диуса г стержня определяется частной производной
дР^дг, взятой в координатах г, ф (см. рис. 99, б):
ЗРст/дг = ЗГботл/тр кр — ^уд)/(2г + ^отл)2 > О,
которая при любом значении г положительна и с увели-
чением его ассимптотически приближается к нулю.
При извлечении крупных стержней и выталкивании
крупногабаритных отливок усилия Рст достигают значи-
тельной величины. Для быстрого удаления стержней из
таких отливок рекомендуют снабжать стержневые и вы-
талкивающие механизмы автономным гидравлическим
приводом, как это сделано, например, на машинах фир-
мы НРМ (США) с усилием запирания 27—30 МН, на
которых установлены автономные аккумуляторы [99].
2. КОНСТРУИРОВАНИЕ И РАСЧЕТ
ЛИТНИКОВО-ВЕНТИЛЯЦИОННОЙ СИСТЕМЫ
Литниково-вентиляционная система состоит из лит-
никовых, вентиляционных каналов и промывников. Раз-
меры и расположение элементов литниково-вентиляцион-
ной системы определяют условия заполнения и подпрес-
203
совки, осуществляя взаимосвязь между тепловыми и гид-
равлическими режимами формирования отливки.
Литниковая система в формах, предназначенных для
установки на машинах с холодной вертикальной каме-
рой прессования, состоит из следующих элементов: пресс-
остатка, литникового хода (конического литника), под-
водящего канала (коллектора) и питателя. В машинах
с холодной горизонтальной камерой прессования литни-
ковый ход отсутствует — подводящий канал выходит не-
посредственно из камеры прессования. Высота пресс-
остатка должна быть минимальной с целью экономии
металла, но она должна быть не меньше диаметра вход-
ного отверстия литникового хода в машинах с верти-
кальной камерой и не меньше входного отверстия в под-
водящий канал в формах для машин с горизонтальной
камерой прессования.
Вентиляционная система представляет собой сово-
купность каналов и резервуаров, через которые воздух
и газообразные продукты смазочного материала вытес-
няются из полости формы заливаемым металлом. Систе-
ма состоит из вентиляционных каналов и промывников.
Промывники служат дополнительными резервуарами, в
которые вытесняется металл, наиболее загрязненный
газовыми включениями. Вентиляционные каналы выпол-
няются в виде широких щелей, примыкающих к полости
формы или к промывнику. Толщина канала, соединяю-
щего промывник с полостью формы, не должна быть
меньше толщины стенки отливки для создания равно-
мерных тепловых условий ее затвердевания.
Основные принципы конструирования элементов лит-
никовой системы. Все литниковые системы в зависимо-
сти от расположения отливки к литниковому ходу или
пресс-остатку можно разделить на прямые, внутренние
и внешние.
В прямой литниковой системе отсутствует
подводящий канал: металл из литникового хода посту-
пает в полость формы. В машинах с вертикальной каме-
рой прессования площадь fmjT впуска соответствует пло-
щади поперечного сечения литникового хода (рис. 100,
а), а в машинах с горизонтальной камерой — площади
пресс-остатка (рис. 100, б). При наличии в отливке
центрального отверстия литниковый ход переходит в
кольцевой питатель, расположенный вокруг рассекателя
(рис. 100, в).
204
Внутренняя литниковая система приме-
няется в отливках, имеющих центральное или какое-либо
другое отверстие, размеры которого позволяют раз-
местить внутри подводящие каналы и питатели
(рис. 101, а, б). Внутренняя литниковая система дает
возможность уменьшить размеры формы. При установ-
ке специального рассекателя, препятствующего пред-
варительному затеканию металла в полость формы,
внутреннюю систему металла в полость формы, внут-
Рис. 101. Внутренняя литни-
ковая система
Рис. 102. Подача металла по
круговому питателю 1 через
специальный рассекатель 2
реннюю систему можно применять для круговой пода-
чи металла в отливку на машинах с горизонтальной
камерой прессования (рис. 102).
Внешняя литниковая система — единствен-
но возможный способ подвода металла к отливкам в
многогнездных формах (рис. 103, а). Для увеличения
числа отливок в одной форме применяется внешний
подвод от промежуточных каналов — коллекторов
205
(рис. 103, б, в). Коллекторы используют и в качестве
дополнительных теплоносителей при необходимости под->
держивания высокой температуры в питателе. В одно-
гнездных формах коллекторы используют для одновре-
менного подвода металла в различные участки офор-
мляющей полости.
Рис. 103. Внешняя литниковая система
При выборе литниковой системы того или иного ти-
па необходимо стремиться к созданию максимальной
направленности заполнения, которая зависит не только
от места подвода питателя, но и от отношения толщины
бт1Т питателя к толщине ботл стенки отливки в месте
подвода металла. Если отношение бпиТ/6отл> 1/2, то пос-
ле удара струи о преграду начинается заполнение поло-
сти формы сплошным или дисперсным (с последующим
превращением в дисперсно-турбулентный) потоком, ко-
торый движется в направлении, обратном направлению
металла в питателе, ухудшая качество отливки. При от-
ношении бпит/ботл<1/2, возможность создания направ-
ленного потока заполнения повышается. В случае под-
ведения металла в утолщенную часть неравностенной
отливки после удара струи может образоваться сплош-
ной или дисперсный поток, минующий тонкостенную по-
лость формы, которая в результате будет заполняться в
последнюю очередь (рис. 104, а) и более холодным ме-
таллом, при этом появятся поверхностные дефекты в ви-
де неслитин и холодных спаев. При заполнении последо-
вательным дисперсно-турбулентным потоком рекоменду-
ется подводить впускную струю по центру утолщенной
части (рис. 104, б). Для создания сплошного турбулент-
ного заполнения питатель присоединяют к тонкой части
отливки с применением промывника в конце утолщенной
части (рис. 104, в). В этом случае тонкое сечение запол-
206
няется в последнюю очередь и через него можно осу-
ществить подпрессовку всей отливки.
Место подвода питателя зависит от конфигурации
отливки. Для отливок типа пластин или крышек с невы-
соким буртиком металл следует подводить не в буртик»
Рис. 104. Подвод питателя к неравностенной отливке
а в основное тело отливки (рис. 105, а). Для коробча-
тых отливок с центральным отверстием лучше осущест-
влять прямой подвод металла (рис. 105, б). При внеш-
Рис. 105. Подвод питателя к отливкам (7, //, III— соответственно
плохо, лучше, хорошо)
нем подводе металла впускную струю направляют па-
раллельно стенке отливки (рис. 105, в). В цилиндричес-
ких отливках хороших результатов достигают при под-
воде металла в торцовую часть (рис. 105, г).
207
Неправильно Правильно неправильно Правильно •
Рис. 106. Расположение питателя в
отливках различной конфи-
гурации
Важный фактор конструирования литниковой систе-
мы— расположение питателя по ширине оформляющей
полости. На рис. 106 даны различные схемы подвода пи-
тателя, разработанные П. П. Москвиным и Ю. Ф. Игна-
тенко.
К прямоугольной пластине питатель должен подво-
диться с меньшей стороны (рис. 106, а), так как в про-
тивном случае сокращается время, необходимое для вы-
теснения газов, способствуя возникновению газовой по-
ристости. Ширина питателя близка к ширине отливки.
К отливкам типа рамки лучше подводить разветвленный
питатель (рис. 106, б), исключая лобовой удар впускной
208
струи о стержень, который может вызвать привар струи
и излишнюю дисперсность потока в начале заполне-
ния.
При разветвленном внешнем подводе металла к рам-
ке с узкими полостями (рис. 106, в) появляются порис-
тость и несплавлсние потоков как в дальнем сечении,
так и между разветвлениями питателя. Для устранения
этих дефектов лучше применить внутреннюю литниковую
систему с подводом питателя по касательной.
К плоским тонкостенным отливкам всегда лучше под-
водить один широкий питатель, чем несколько питате-
лей меньшей ширины (рис. 106, г), поскольку столкнове-
ние потоков металла в полости формы создает неравно-
мерные условия заполнения, при которых возникают га-
зовая пористость, неспаи и другие дефекты поверхности
отливки.
В круглой пластинчатой отливке нежелателен под-
вод металла по касательной (рис. 106, д). Лучшие ус-
ловия вытеснения воздуха и газообразных продуктов
смазочного материала создаются при радиальном под-
воде питателя, причем ширина его должна быть не ме-
нее 0,5 диаметра отливки. Наоборот, если круглая от-
ливка имеет центральное отверстие (рис. 106, е), то луч-
ше подводить питатель по касательной, избегая тем са-
мым раздвоенности потока заполнения и образования
внутренних дефектов в месте столкновения отдельных
струй. К коробчатым отливкам, высота Н которых зна-
чительно меньше диаметра D (рис. 106, ж), питатель
лучше подводить не в торцовую, а в донную часть. При
подводе в торец поток дважды меняет направление, те-
ряя кинетическую энергию, что приводит к плохой запол-
няемости донной части отливки и не дает возможности
осуществить ее качественную подпрессовку. И, наобо-
рот, если высота Н отливки превышает ее диаметр D
(рис. 106, з), лучше использовать торцевой подвод ме-
талла.
Один из главных принципов конструирования литни-
ковых систем — принцип сужения каналов от камеры
прессования к полости формы. Например, на машинах с
вертикальной камерой возможно нежелательное расши-
рение потока в коническом литниковом ходе. На маши-
нах с горизонтальной камерой прессования всегда мож-
но осуществить сужение литниковых каналов, способст-
вующее созданию установившегося движения в питате-
8 Зак. 30
209
ле. Обычно сечение питателя имеет прямоугольную кон-
фигурацию, а сечение подводящего канала — трапецие-
видную. Площадь /подв поперечного сечения подводяще-
го канала равна |подв= (1,2-т-1,5) |иит. Высоту ^подв под-
водящего канала Е. Брунгубер предлагает определять
по эмпирической формуле [87]:
Лподв = 0,77 "|//пит •
Кромки питателя и подводящего канала, выходящие на
плоскость разъема формы не должны иметь закругле-
ний. Радиусы остальных углов должны быть не менее
1 мм. С целью предотвращения отламывания питателей
от отливки при раскрытии формы рекомендуется делать
индивидуальные выталкиватели для них и подводящих
каналов.
Расчет питателей. Питатель — наиболее ответствен-
ный элемент литниковой системы. Площадь поперечного
сечения его определяет скорость впускного потока, тол-
щина — кинетику заполнения формы и возможность нод-
прессовки. Удельный объем металла в питателе, с одной
стороны, равен отношению объема Котл + Кпром отливки
с промывнпками к продолжительности /зап заполнения,
а с другой — произведению у*вп/пит (здесь /ипт —пло-
щадь поперечного сечения питателя в самом узком мес-
те).
О^отл + ^промУ^зап ^вп/пит-
Заменяя Уотл и У11ром отношениями масс тотд отливки
и /ипром промывников к плотности рм сплава, получим
расчетную формулу:
fпит ~ (тотл 4- /nnpoM)/(pMt>:n ^зап ). (136)
В целях упрощения расчета литниковой системы ре-
комендуется строить на основании теоретических расче-
тов для каждой группы однотипных отливок номограм-
мы, связывающие площадь froiT поперечного сечения пи-
тателя с объемом отливки У0Тл = тотл/рм (включая про-
мывники) и средней скоростью и*вп впуска. На рис. 107
дана номограмма, построенная Дж. Гербером для отли-
вок из эвтектического алюминиевого сплава с толщиной
стенок 3—3,5 мм, заполняемых сплошным турбулентным
или дисперсно-турбулентным потоком.
Наряду с аналитическими расчетами существует ряд
практических методов расчету питателей. Например,
210
Рис. 107. Номограмма для определения площади поперечного сече
ния питателя
Н. А. Шубин предложил рассчитывать для отливок с
толщиной стенки до 5 мм и массой до 0,5 кг по формуле
/ппт = (^отл 4" ^пром)/(^Рм),
где К — коэффициент, заменяющий произведение скоро-
сти впуска на продолжительность заполнения (табл.
26). Кроме того, в промышленности используется метод
расчета /пит, при котором значение коэффициента К вы-
Таблица 26
Значения коэффициента К в зависимости от конфигурации отливки
и сплава
Конфигурация отливки Сплавы
цинковые алюминие- вые магниевые медные
Простая 2,16 6,09 7,32 1,89
Сложная 1,87 5,25 6,05 1,63
Очень сложная 1,57 5,41 4,78 1,37
8*
211
бирается в зависимости от толщины 6ОТЛ стенки отлив-
ки и максимального давления рПр металла в камере
прессования (табл. 27).
Таблица 27
Значение коэффициента К для различных сплавов в зависимости от
величин 60ТЛ и рпр
рпр- мпа Сплавы
цинковые алюминиевые магниевые медные
6ОТЛ. мм
1-4 4-8 1—4 4-8 1-4 4-8 1—4 4—8
20—40 40—60 60—80 80—100 Св. 100 3,37 1,69 1,35 1,02 0,68 2,70 1,35 1,05 0,82 0,54 3,04 1,52 1,21 0,91 0,61 2,53 1,21 0,97 0,73 0,49 2,70 1,35 1,10 0,80 0,54 2,16 1,10 0,86 0,65 0,43 3,00 1,50 1,20 0,90 0,60 2,40 1,20 0,96 0,72 0,48
Дальнейшее совершенствование метода коэффициен-
тов основано на выборе среднего значения скорости
впуска, за которую принята скорость 15 м/с при средней
продолжительности заполнения 0,06 с. В соответствии с
этим методом значение г>*вп в формуле (136) представ-
лено в виде:,
Увп ~ IS/kjXg»
где — коэффициент конфигурации отливки; /С2 — ко-
эффициент давления.
Продолжительность /зап заполнения определяется вы-
ражением:
^зап ~
где К3— коэффициент, зависящий от сплава; — ко-
эффициент, учитывающий толщину стенки отливки.
Подставляя значения г>*вп и /зап в формулу (136),
получаем, мм2:
/пит ~ 1,12 (/Иотл + ^пром)/(^1^2^3^4Рм)* (137)
Ниже приведены значения коэффициентов Ль Л2, Лз и
/<4, полученные на основе экспериментальных и статис-
212
тических исследований для отливок объемом до 1000 см3
(при условии подстановки тотл и тПром в граммах, рм
в г/см3):
Тип отливки
Толстостенная простой кон-
фигурации..................0,75
Коробчатого сечения .... 1,00
Сложной конфигурации ... 1,50
Очень сложной конфигура-
ции с тонкими ребрами (0,5—
0,8 мм).....................2,00
Давление, МПа К2
До 20..............• . . 2,50
20—40 ................ 2,00
40—60 . ............... 1,75
60—80 ................. 1,50
80—100 .... - ... • . 1,25
Св. 100 ................1,00
Сплавы
Свинцово-оловянные . . 1,10
Цинковые..........1,00
Алюминиевые 0,90
Медные............0,75
Сталь и чугун ..... 0,60
Магниевые.........0,45
Средняя толщина стенки, мм
До 1.............. . . 0,50
1—2...................0,75
2—4....................1,00
4—6....................1,15
6—8............. 1,30
Св. 8 . . •............1,50
По формулам (136), (137) подсчитывается значение
/пит для одного гнезда формы. Для многогнездных форм
берется суммарное значение площади 2/пит всех пита-
телей и по уравнению неразрывности подсчитывается
значение средней скорости и*пр прессования:
^пр ~ ивп2/П11Т/(лОПр/4).
Расчет литниковой системы для крупногабаритных
отливок можно вести, разбив отливку на отдельные,
участки с индивидуальным питанием [114].
Для определения площади поперечного сечения пи-
тателя можно пользоваться номограммами. Например,
по номограммам Э. Брунгубера /пит определяют в зави-
симости от толщины и массы отливки, а также от ско-
рости прессования и давления [87]. На рис. 108 пред-
ставлена номограмма для определения /пит при заливке
алюминиевых и магниевых сплавов и показан пример
расчета по ней технологических параметров литья для
отливки с толщиной стенки 3 мм при значениях /)Пр=-
= 50 мм и Рц.пр=120 мм.
Основные принципы конструирования вентиляцион-
ных каналов. Вентиляционные каналы должны быть та-
кими, чтобы брызги и капли сплава при рассеянии струи
не могли бы их закупорить. Встречное движение потоков
металла и газов в полости формы недопустимо — газы,
213
Рис. 108. Номограмма для
определения параметров литья под давлением
и магниевых сплавов
алюминиевых
обладающие незначительной инерцией по сравнению с
металлом, не успеют выйти из формы. Расположение
вентиляционных каналов зависит от характера заполне-
ния. При заполнении сплошными потоками их устанав-
ливают в местах, наиболее удаленных от питателя или
места образования гидравлического подпора. При за-
полнении дисперсными или дисперсно-турбулентными по-
токами желательно иметь вентиляционные каналы на
всех участках заполнения.
Вентиляционные каналы чаще всего выполняют в
плоскости разъема формы. Они имеют вид прямоуголь-
ных протечек, толщина бв которых зависит от заливае-
мого сплава. В табл. 28 даны значения бв для различ-
ных сплавов, заливаемых в жидком состоянии (при за-
полнении формы жидко-твердыми сплавами значения бв
могут быть увеличены в 2—3 раза).
Т а б л и ц а 28
Толщина вентиляционных каналов, мм
Сплавы вв Ci Главы «в
Свинцово- сурьм я н ые Цинковые Алюминиевые 0,05—0,1 0,08—0,12 0,1—0,12 Магниевые Медные Сталь 0,1—0,15 0,15-0,2 0,2-0,3
Кроме плоскости разъема (рис. 109, а), вентиляционные
каналы могут располагаться в специальных вставках
(рис. 109, б) или выполняются в виде проточек на под-
вижных стержнях (рис. 109, в). Ширина вентиляцион-
ных каналов определяется делением суммарной их пло-
щади S/в на величину бв.
Для глубоких и узких полостей рекомендуют делать
индивидуальные вентиляционные каналы, проточенные в
элементах вкладышей, которые для этого делают состав-
ными (рис. ПО, а). Для уменьшения сопротивления при
входе газов в вентиляционный канал применяют проме-
жуточные трапецеидальные полости (рис. 110, б). Та-
кая система вентиляции снижает закупоривание каналов
дисперсными частицами расплава или нагара [78].
Для увеличения суммарной площади вентиляцион-
ных каналов рекомендуется устанавливать газовые
фильтры, изготовляемые из пористой металлокерамики
215
Рис. 109. Вентиляционные каналы в плоскости разъема (а), на
специальных вставках (б) и подвижных стержнях (в)
пли собранные из металлических игл. В отличие от про-
точек они могут быть установлены в любой части формы,
в том числе в глухих поднутрениях. Игольчатые фильт-
ры обладают в несколько раз большей пропускной спо-
собностью, чем фильтры, изготовляемые методом метал-
локерамики. Максимальный зазор между иглами при
плотной их упаковке составляет 0,35 диаметра иглы.
Диаметр игл не должен превышать 0,6 мм. Для спла-
вов с повышенной жидкотекучестью применяют иглы
диаметром 0,15 мм. При раскрытии формы необходимо
продуть фильтры сжатым воздухом, который очищает и
одновременно охлаждает их.
Рис. 110. Вентиляция узких глубоких полостей формы
5)
216
Промывники. Для уменьшения пористости отливок
рекомендуют применять перегонные резервуары — про-
мывники, в которые попадает металл вместе с газами,
захваченными высокотурбулентным или дисперсным по-
током. Промывники, кроме того, способствуют сохране-
нию оптимального теплового баланса формы, особенно
при изготовлении тонкостенных отливок из цинковых
или других сплавов с низкой температурой заливки. На-
пример, при уменьшении толщины стенки цинковой от-
ливки с 1,52— до 0,76 мм требуется двукратное увели-
чение объема промывников.
Толщина соединительных каналов между оформляю-
щей полостью и промывником должна быть не меньше
0,5—1 мм и зависит от назначения. Если промывник
предназначен для удаления загрязненного газами ме-
талла, то толщина соединительного канала составляет
0,7—0,8 толщины стенки отливки, а если его использу-
ют как теплоноситель, то меньше 0,4—0,5 60тл- Соедини-
тельные каналы к промывникам выполняют также роль
дополнительных вентиляционных каналов.
Место установки промывников зависит от расположе-
ния камеры прессования. Например, при отливке корпу-
са фотоаппарата на машине с горизонтальной камерой
прессования с внешним подводом питателя, промывник
расположен в противоположном от питателя конце по-
лости формы (рис. 111, а). При изготовлении той же от-
ливки на машине с вертикальной камерой прессования,
требующей применения внутренней литниковой системы,
промывники помещаются симметрично с обеих сторон
отливки (рис. 111, б). На рис. 112 показано принятое
В. М. Кайновым и В. В. Трудаевым расположение про-
мывников на крупногабаритной толстостенной отливке с
неравномерной толщиной стенки, заполняемой через пи-
татель толщиной 16 мм, расположенный по длине поло-
сти формы. В такой отливке отмечается падение меха-
нических свойств в зоне Л, соответствующей резкому
переходу и повышению гидравлического сопротивления
полости формы. Промывник толщиной 16 мм соединен
с более узкой полостью каналом толщиной 0,4—0,8 мм.
Толщина вентиляционных каналов, идущих от промывни-
ков, 0,2—0,25 мм.
В зависимости от назначения и места установки про-
мывники делятся на местные *и общие. Общие промывни-
ки предусматриваются при проектировании формы и мо-
217
Рис. 111. Расположение промывников при отливке корпуса фото-
аппарата на машине с горизонтальной (а) и вертикальной (б) ка-
мерами прессования
гут располагаться не только во вкладышах матриц и пу-
ансонов, но и в плитах полуформ. Суммарный объем об-
щих промывников, предназначенных для удаления ме-
Рис. 112. Промывники для
толстостенной, неравно-
стенной отливки
218
талло-газовой смеси, составляет 0,2—0,4 объема отливки,
а предназначенных для стабилизации теплового режи-
ма — можно менять от 0,5 до 1 объема отливки. Мест-
ные промывники устанавливаются в зоне слияния двух
или нескольких потоков расплава. Они имеют неболь-
шой объем (0,05—0,2 объема отливки) и предназначены,
как правило, для дополнительного разогрева формы в
местах образования таких дефектов, как неслитины и
неспаи. При изготовлении крупногабаритных отливок
расположение местных промывников определяется в
процессе освоения изделия на основе метода неполного
заполнения.
В многогнездных формах промывники выполняют од-
новременно роль приемников металло-газовой смеси и
теплоносителей, выравнивающих температурное поле
матриц и пуансонов. Следует учитывать, что использова-
ние промывников значительного объема в целях регули-
рования теплового баланса формы приводит к увеличе-
нию расхода переплавляемого металла и должно приме-
няться только в том случае, когда невозможно создать
направленное затвердевание отливок путем местного
охлаждения формы.
з. газосодержание отливок
Сплавы, используемые для литья под давлением, в
процессе приготовления и заливки контактируют с га-
зами, находящимися в атмосфере литейного цеха, прост-
ранстве над зеркалом расплава в тигле раздаточной пе-
чи, камере прессования машины и полости формы. Вза-
имодействие газов с металлом при литье под давлением
усиливается при повышении давления газа над поверх-
ностью расплава.
Дегазация сплавов. Борьба с неметаллическими
включениями начинается с предупреждения процесса ак-
тивированной адсорбции, которая определяет начало хи-
мического взаимодействия газа с металлом; Поэтому в
период плавки, транспортирования, перелива и нахожде-
ния жидкого сплава в раздаточной печи следует не до-
пускать соприкосновения металла и газов. Кроме того,
при приготовлении сплава нужно соблюдать следующие
условия:
обеспечивать максимальную чистоту шихтовых мате-
риалов;
219
защищать шихтовые материалы и жидкий металл от
водяных паров;
применять химически стойкие огнеупорные материа-
лы;
использовать защитное легирование, например вве-
дение в алюминиевые и магниевые сплавы в небольшом
количестве бериллия (тысячные доли процента);
защищать поверхность расплава флюсами и инерт-
ными газами;
применять рафинирование и дегазацию.
Все способы рафинирования и очистки сплавов
от неметаллических включений можно разделить на ад-
сорбционные и неадсорбционные. К первым относят фло-
тацию, обработку жидкого металла флюсами хлористых
и фтористых солей, гексахлорэтаном, нейтральными га-
зами и т. д. Адсорбенты, введенные в расплав, всплыва-
ют на поверхность и увлекают с собой пузырьки газов и
частички неметаллических твердых включений. Неад-
сорбционные способы дегазации основаны на быстром
изменении состояния равновесия системы металл—газ.
Такое воздействие оказывает на жидкий металл вакуум
или ультразвук. Дегазация и очистка сплавов от твер-
дых включений должны проводиться нс только в пла-
вильных, но и в раздаточных печах [74].
В реальных условиях плавки, транспортирования и
хранения цветных сплавов в жидком металле растворя-
ется главным образом атомарный водород, который об-
разуется в результате взаимодействия расплава с вла-
гой. Так как водород адсорбируется на твердых частич-
ках, процесс очистки (рафинирования) и дегазации
сплава является единым. На рис. 113 даны диаграммы
остаточного содержания водорода и оксида А120з в алю-
миниевом сплаве системы А1—Si, построенные по дан-
ным Ю. П. Пименова для различных способов рафини-
рования (/ — неочищенный сплав; 2— выстаивание при
973 К в течение 60 мин; 3 — фильтрация через стекло-
ткань; 4 — продувка азотом; 5 — вакуумирование; 6 —
обработка флюсом; 7 — обработка раскислителем; 8 —
обработка гексахлорэтаном; 9—продувка хлором). На-
иболее высокой степени дегазации достигают при при-
менении газообразного хлора. Однако в практике ли-
тейного производства от применения хлора как дегази-
рующего средства отказались, так как он весьма токси-
чен, а оборудование для его использования быстро вы-
220
ходит из строя. Хорошие результаты получают при при-
менении гексахлорэтана (С2СЦ), который добавляют в
расплав в виде порошка или таблеток, вводимых на дно
тигля (до 0,2 % массы сплава). Предельный эффект
дегазации алюминиевых сплавов гексахлорэтаном со-
ставляет 0,06 см3/100 г, при начальном содержании водо-
рода 0,14 см3/100 г [1].
Рис. 113. Диаграммы содержания Н2 и Д12О3 при различных спосо-
бах дегазации и рафинирования
Один из простых и недорогих способов рафинирова-
ния — использование порошкообразных или жидких
флюсов. Последние более экономичны, поскольку повы-
шают эффективность дегазации и очистки сплава от
твердых включений. Жидкий флюс добавляется в коли-
честве около 1 % массы сплава. Для алюминиевых спла-
вов применяют флюсы следующих составов, % : 1)
NaC125, Na3AlF615, NaF60; 2) NaC145, Na3AlF6 15,
NaF 40; 3) NaCl 50, KC110, Na3AlF610, NaF30.
221
Для приготовления магниевых сплавов используют
рафинирующие флюсы, состоящие из хлорсодержащих
компонентов, которые одновременно защищают сплав от
окисления и возгорания. Жидкая пленка MgCU, образу-
ющаяся на поверхности расплава, изолирует магний от
контакта с атмосферой цеха. Рафинирующие свойства
такого флюса зависят от способности либо растворять
мелкодисперсные частицы (пузырьки) неметаллических
включений, либо образовывать с ними химические сое-
динения, оседающие на дно тигля. Поэтому температу-
ра плавления флюса должна быть ниже температуры
плавления магниевого сплава, а плотность несколько
выше, чем плотность сплава. Этим свойствам отвечают
композиции из хлористых солей эвтектического или
близкого к нему состава, например флюсы № 2 и ВИ2
(табл. 29), приготовленные на основе карналлита. Для
Таблица [29
Состав флюсов, %, применяемых в цехах литья под давлением для
рафинирования магниевых сплавов
Марка флюса MgCl КС! ВаС12 CaF, MgO NaCI + +СаС1, Нераство- римый осадок
№ 2 40 40 9 1,5 8 1,5
ВИ2 38 35 6 10 1,5 8 1,5
При м е ч а н и е. Вл; зжность не более 2® /о- •
придания флюсу необходимой плотности, вязкости и по-
верхностной активности вводят хлористый барий и пла-
виковый шпат [52].
В цехах массового производства лучше использовать
не флюсы, а защитные среды типа сернистого ангидри-
да или шестифтористой серы. Сернистый ангидрид
успешно используют для защиты магниевых сплавов от
окисления па машинах с горячей камерой прессования
[35].
Наиболее распространен способ защиты магниевых
сплавов шестифтористой серой (SF6), которая реагиру-
ет с расплавом
4Mg;+SFe = 3MgF2 + MgS,
222
образуя плотную непроницаемую пленку на его поверх-
ности. Наряду с чистой 8Р'6 можно использовать газо-
вую смесь CO2 + SF6 [103].
Эффективный способ дегазации — продувка сплава
инертными газами — азотом или аргоном. В раздаточ-
ную печь на дно через керамическую трубку вводится
инертный газ, в поднимающиеся пузырьки которого диф-
фундирует водород, находящийся в расплаве. Переход
водорода из сплава в газовую инертную среду происхо-
дит до тех пор, пока его парциальное давление рнг и
концентрация [Н2] не будут соответствовать уравнению
Сивертса:
[HJ = £tVp^, (138)
где — коэффициент растворимости, являющийся
функцией температуры.
Для алюминиевых сплавов, содержащих магний, ре-
комендуют продувку аргоном. Для повышения эффек-
тивности продувки аргон подают через пористое кера-
мическое дно тигля [60]. Кроме того, широко применя-
ют фильтрацию через сетчатые фильтры из стекловолок-
на или через угольную, шамотную или магнезитовую
крошку.
Все способы адсорбционного рафинирования имеют
один общий недостаток — невозможность одновремен-
ной дегазации по всему объему расплава. Более актив-
ные — неадсорбционные — способы: вакуумирование и
ультразвук, основанные па нарушении равновесия сис-
темы металл — газ по всему объему обрабатываемого
сплава. Один из перспективных способов очистки жид-
ких сплавов — вакуумирование, которое особенно рента-
бельно в раздаточных печах в сочетании с вакуумиро-
ванием камеры прессования и формы. При этом методе
пузырьки водорода удаляются как путем диффузии, ко-
торая происходит вследствие разности парциальных
давлений водорода в металле и газовой среде над его
поверхностью, так и из-за всплытия газовых включений.
Условия выделения газообразного водорода в раздаточ-
ной печи определяются неравенством
Рн. > Рва к + £Рм#м + 2<rM/G
где Нм — расстояние от места зарождения пузырька во-
дорода до поверхности металла в тигле; пм — поверхно-
стное натяжение металла; г — радиус пузырька. Анализ
223
этого неравейства показывает, что эффект вакуумиро-
вания возрастает с уменьшением Нм и ом- Значение Нм
зависит от глубины раздаточной печи, а ом — от проч-
ности пленки окислов, которая снижается флюсами. По-
этому перед вакуумированием желательно обрабаты-
вать сплав раскисляющим флюсом. В табл. 30 приведе-
Таблица 30
Изменение пористости и механических свойств при рафинировании
флюсом и флюсом с последующим вакуумированием
Сплав Порис- тость, % %’ МПа 6. % /7В
Неочищенный 0,375 115 1 46
Обработанный хлористым марганцем (0,15 мае. % сплава) 0,210 137 1,2 50
Обработанный флюсом с дегазацией под вакуумом 0,112 1G2 1,8 52
ны данные о пористости и механических свойствах от-
ливок из алюминиевого сплава типа AlSi7MgO,3, отра-
жающие степень насыщения металла водородом при
различных способах дегазации, показывающие, что луч-
шее качество отливок обеспечивает рафинирование хло-
ристым марганцем с последующим вакуумированием.
Необходимая степень разрежения над поверхностью ме-
талла, по данным Е. Б. Глотова, составляет 7—14 кПа.
При продолжительности вакуумирования 15—25 мин
эффективность дегазации практически не зависит от на-
чального содержания водорода в сплаве.
Сущность ультразвукового рафинирования сплавов
заключается в том, что под влиянием промышленных
ультразвуковых частот (18—25 кГц) обрабатываемый
жидкий расплав находится в зоне переменного давле-
ния, которое, по данным Г. И. Эскина, для алюминиевых
сплавов достигает 50 МПа. Под действием его образу-
ются пульсирующие кавитационные пузырьки, адсорби-
рующиеся на неметаллических оксидных включениях, в
которые диффундирует водород. Затем под влиянием
процессов коагуляции мельчайшие газовые пузырьки
объединяются в более крупные и выходят на поверх-
ность. При длительности 10—13 мин эффективность
224
ультразвуковой обработки, так же как и при вакууми-
ровании, практически не зависит от начального содер-
жания газа. Этот метод, особенно в сочетании с ваку-
умированием, обеспечивает минимальное содержание во-
дорода в жидком металле, но требует значительных зат-
рат на оборудование. Поэтому его целесообразно при-
менять только при производстве отливок, к которым
предъявляются очень высокие требования по механи-
ческим свойствам, и при использовании литья под дав-
лением в вакууме или кислородного процесса.
Условия выделения газов из раствора. При затверде-
вании отливки газы, главным образом водород, выделя-
ясь из раствора, образуют газовую или газоусадочную
пористость. Кроме того, соединяясь с воздухом и газо-
образными продуктами смазочного материала, захвачен-
ными при заполнении, газы заполняют так называемую
каркасную пористость, возникающую при литье под дав-
лением вследствие опережения роста объемной кристал-
лизации по сравнению с фронтальной.
Растворимость водорода [Н] в металлах, ис образу-
ющих гидраты (цинк, алюминий, магний, медь и др.),
определяется уравнением:
lg([H]/V^7) =-А1Т + В,
где А и В — постоянные величины, определяемые экспе-
риментально, для некоторых алюминиевых сплавов, их
значения приведены в табл. 31.
Таблица 31
Значения постоянных А и В для условий растворения газообразного
водорода
А! A1+Cii2% AI+Si2% 4 Al-j-Si8% Al+Si 16%
А В А В А в А В А в
2760 2,79 2950 2,90 2800 2,79 3050 2,95 3150 3,00
В процессе затвердевания металла по мере увеличе-
ния твердой фазы концентрация водорода в жидкой час-
ти сплава и его равновесное парциальное давление рвл
возрастают. Если рнл превышает внешнее давление
225
рви, то создаются условия для зарождения пузырька во-
дорода в кристаллизующейся отливке, определяемые
неравенством:
Рвн Рус > Рф 4~ (139)
где рус — усадочные напряжения, определяемые темпе-
ратурным градиентом; рф — давление газов в форме.
Величина поверхностного натяжения ом в неравенстве
(139) зависит от химического состава сплава. Так, нап-
ример, в сплавах системы А1—Si ом возрастает в нес-
колько раз и соответственно выделение водорода из
раствора не так велико, как в сплавах, не содержащих
кремний. С уменьшением рф, как это происходит при ва-
куумировании, создаются условия для активного выде-
ления водорода.
Если парциальное давление водорода не превышает
значения внешнего давления, определяемого неравенст-
вом (139), то выделившийся из раствора водород начи-
нает скапливаться на границе раздела между твердой и
жидкой фазой, а при превышении значения рн, над
Рвн начинается образование газовой пористости. Пред-
положим, что к моменту образования первого пузырька
водорода затвердело п граммов металла (масса отлив-
ки принимается равной 100 г), а осталось 100—п грам-
мов жидкой фазы. Обозначая начальную концентрацию
водорода {II] пап в металле, можно составить уравнение
[H]UI4 = krBVp^n/100 -I- ^/^7(100 —п)/100
(здесь &тп — растворимость водорода в твердом сплаве
при температуре, близкой к Т(.ол и парциальном давле-
нии 0,1 МПа), откуда, введя обозначение ЛЛ = и/100,
представляющее собой долю металла, затвердевшего к
моменту образования первого пузырька, получаем:
N = [kJ(kM - kTB)] X П - [Н]Я:1Ч/(ЛЖ У^Г)]. (140)
Если АЛ = 1, т.* е. кристаллизация закончилась, то обра-
зование пузырьков водорода невозможно. Если Л^О,
то пористость максимальна. Величина &ж/(/гж—&Тв),
постоянная для каждого сплава и не зависящая от зна-
чений [II] „ач и рвп, характеризует предрасположенность
данного сплава к появлению газовой (водородной) по-
ристости. Чем меньше это отношение, тем меньше N и
тем вероятнее выделение водорода из раствора. Это от-
226
ношение равно 1,056 для алюминиевых сплавов, 1,54
для медных, 3,25 для магниевых. Анализ формулы
(140) показывает также, что значение W возрастает с
увеличением внешнего давления рвн. Поэтому в процес-
се подпрессовки, повышающей значение рвп, условия для
выделения газообразного водорода ухудшаются. Следо-
вательно, подпрессовка наиболее эффективна, когда
начало ее действия совпадает с началом выделения га-
зов, т. е. с началом затвердевания. Из этого можно сде-
лать вывод, что в условиях вакуумирования формы за-
ливка жидко-твердым сплавом не обеспечит максималь-
ного эффекта подпрессовки.
4. КАЧЕСТВО ОТЛИВОК
Оценка качества. Качество отливок, изготовленных
литьем под давлением оценивают в основном по точно-
сти размеров, шероховатости поверхности, пористости и
механическим свойствам. Точность размеров и шерохова-
тость поверхности можно определить обычными метро-
логическими способами. Кроме того, для отливок под
давлением, имеющих такие дефекты, как неслитины,
неспаи, следы оксидных пленок, следы соединения струй
и потоков и другие, широко используется оценка в бал-
лах. Например по четырехбалльной шкале:
балл 1 — поверхность неровная со следами струй, неслитин, неспаев
и оксидных пленок, выходящих на поверхность;
балл 2 — поверхность слегка шероховатая со следами струй и
потоков;
балл 3 — поверхность гладкая с очень слабыми следами струй
и потоков;
балл 4 — поверхность гладкая, явных дефектов нет.
Неровность поверхности в результате того или иного
дефекта не должна превышать 0,2—0,3 мм. При разра-
ботке чертежа отливки, предназначенной для литья под
давлением, допускается простановка на соответствую-
щих поверхностях обозначений шероховатости с указа-
нием технических условий на дефекты поверхности.
Хорошая поверхность в ряде случаев не может слу-
жить показателем внутреннего качества отливки. Если
для борьбы с пористостью нужно увеличивать продол-
жительность заполнения, что позволяет лучше вентили-
ровать полость формы, то для устранения дефектов по-
верхности, наоборот, следует сокращать продолжитель-
227
ность заполнения, повышая скорость потока, температу-
ру формы и темп работы машины. Поэтому выбор и
расчет технологических режимов зависит от требования,
предъявляемого к качеству поверхности. На рис. 114
показано изменение температуры Т по глубине h фор-
а) б) в)
Рис. 114. Изменение температуры формы в зависимости от толщины
отливки и продолжительности литейного цикла
мы для отливки из алюминиевого сплава толщиной 1,25
(а), 2,5 (б) и 5 мм (в) в зависимости от темпа работы,
выраженного продолжительностью одного литейного
цикла [3]. Температурное поле и влияние его на качест-
во поверхности отливок из алюминиевых сплавов иссле-
довалось на трех режимах: при продолжительности цик-
ла 30, 45 и 60 с (кривые /, 2 и 3 соответственно). Вид-
но, что увеличение продолжительности литейного цикла
значительно снижает температуру формы. Наилучшее
качество поверхности получают при температуре поверх-
ности формы перед заливкой 593 К, при температуре на
глубине 20 мм не менее 473 К.
Пористость отливок можно оценивать количественно
и качественно. Из различных методов качественной (от-
носительной) оценки пористости наиболее широко при-
меняется пятибалльная шкала ВИАМ, предложенная
М. Б. Альтманом и И. Ф. Колобневым на основе обра-
228
Т а б л п ц а 32
Оценка пористости по шкале ВИАМ
Балл порис- тости п, шт. d, мм N. % Балл го- ристости л, шт. d, мм ". %
1 5 0,1 0,2 90 10 4 20 0,5 1,0 70 30
2 10 0,1 0/2 80 20 5 25 0,6 1,0 1,5 60 30 10
3 15 0,3 0,5 80 20
ботки производственных данных (табл. 32). Каждому
баллу пористости соответствуют значения диаметра d
пор, общего количества п пор на 1 см2 и процентное со-
держание W пор различного диаметра. В ряде случаев
эти оценки не позволяют четко классифицировать иссле-
дуемую отливку. Например, как отмечает А. А. Хомиц-
кий, если из десяти пор девять имеют d = 0,l мм, а одна
0,2 мм, то по процентному соотношению пор (90 и
10%) отливка соответствует 1-му баллу, но по общему
количеству пор она должна быть отнесена ко 2-му бал-
лу [72]. В связи с этим А. А. Хомицкий предлагает за
основной показатель при определении балла пористости
отливки брать допустимую суммарную площадь Fz
всех пор, видимых на 1 см2 шлифа или рентгеноснимка.
В табл. 33 дана предлагаемая шкала пористости. Неза-
висимо от общего количества пор их для каждого
из пяти баллов ограничена определенным значением, в
Таблица 33 S
Оценка пористое ти'по^суммарной площади~Г2 пор
Балл порис- стости ^тах’ мм "max’ шт- F%, мм2 d-%, мм
1 0,2 1 0,051 0,255
2 0,2 2 0,126 0,4
3 0,5 3 1,44 1,35
4 1,0 6 7,46 3,08
5 1,5 3 13,25 4,1
229
соответствии с эквивалентным суммарным диаметром,
квадрат которого определяется по формуле
^2 = nfdi + ^2d2 + ... + ^max^max,
где пь п2, Ищах — количество пор соответственно ди-
аметром db d2, dmax.
Для количественной оценки пористости используется
метод гидростатического взвешивания, основанный на
том, что если принять плотность воды 1 г/см3, то раз-
ность масс отливки, взвешенной на воздухе и в
воде ш'Отл, равна объему вытесненной воды, а значит,
и объему отливки. Соответственно искомая плотность
ротл, г/см3, отливки равна:
Рот Л Мотл/Уотл = ^отл/(^отл -^отл).
Процентное содержание пористости /7ОТЛ в отливке оп-
ределяется сравнением с эталоном плотностью рэт, не
имеющим пористости:
[(Рэт Рот.1)/Рэт1 100*
В качестве эталона рекомендуется применять образцы,
отлитые в кокиль и прокованные на кузнечном прессе.
Можно теоретически рассчитать рэт по химическому ана-
лизу эталонного образца. Например, для сплава, хими-
ческий состав которого и плотность химических элемен-
тов, даны в табл. 34 объем Узт условного эталонного об-
разца массой 100 г составляет:
К* = Vai + nSi + VCu + VFe = 88,74/2,7 + 6,65/2,35 +
+ 4,3/8,94 + 0,31/7,86 = 36,209 см3,
а теоретическое значение плотности эталона рэт=
= 100/36,209 = 2,762 г/см3.
Таблица 34
Химический состав алюминиевого сплава эталонного образца
Элемент Содержание, мае. % Плот- ность, г/см* Элемент Содержа- ние, мае. % Плот- но сть г/см*
Алюминий Кремний 88,74 6,65 2,7 2,35 Медь Железо 4,3 0,31 8,94 7,86
230
В процессе плавки и раздачи алюминиевых сплавов
в металлическом тигле происходит насыщение распла-
ва железом, изменяющее массу и расчетную плотность
отливки. Для ликвидации погрешности следует при оп-
ределении пористости заменить значение рэт значением
р'эт, которое соответствует плотности образца, с содер-
жанием Fe, равным содержанию его в отливке. Подсчи-
тывается значение р'эт по формуле
= Рэт -1/(1 + 0,02 [Fe]) г/см3,
где [Fe] — разность между содержанием железа в ис-
следуемой отливке и эталонном образце, %.
Механические свойства отливок рекомендуют опре-
делять на образцах, отливаемых в форме вместе с от-
ливкой или отдельно от нее, имеющих толщину, равную
толщине стенки литой детали. Элементы отливки па-
нельного типа моделируют стандартными плоскими об-
разцами, предназначаемыми для испытания на разрыв,
металл подводится с одного торца с выходом в промыв-
ник у противоположного, который должен обязательно
соединяться с атмосферой вентиляционным каналом.
На рис. 115 показано расположение образцов, пригод-
ных для моделирования тонкостенных отливок [14].
Образцы в виде пластин предназначены для рентгено-
графических исследований. Л. Е. Гаевским и другими
Рис. 115. Размеры и расположение образцов в форме
231
установлено, что механические свойства в большой сте-
пени зависят от расположения образцов в форме —
значения ов для расположенных вблизи от питателя на
10—15 % выше, чем для максимально удаленных от
места впуска. Различие механических свойств образцов,
расположенных на различном расстоянии от места
впуска металла в форму, отмечено также С. П. Рожно-
вым при исследовании свойств отливок из жидкотвердых
Рис. 116. Образцы для механических испытаний
сплавов, причем значения сгв для образцов, заливаемых
жидко-твердым сплавом, изменяются тем сильнее, чем
больше содержание твердой фазы в сплаве: при увели-
чении содержания твердой фазы с 20 до 40 % умень-
шается на 25—30 %.
Для изучения механических свойств отливок часто
применяют образцы специального назначения, отливае-
мые вместе с отливкой (рис. 116) а — для оценки проч-
ностных свойств в диапазоне толщин отливки 0,5—
15 мм; б — для изучения влияния на механические свой-
ства числа поворотов потока (он имеет трапецеидаль-
ное сечение и восемь поворотов на 90°); в — имеет по-
вороты на 45° иг— то же на 180°. Образец <9 пред-
ставляет собой стандартные образцы круглого сечения
[55].
Тенденции изменения механических свойств в зави-
симости от типа сплава лучше всего выявляются на ос-
нове статистического анализа. Выполнив такой анализ
232
Таблица 35
Изменение статистических характеристик огв и 6 [62]
Тип сплава Пока- затель X S2 v*
A1SH2 Ов 6 43 40 21 19 38 38 65 24
AlSi7MgO,3 *в б 55 48 5 23 21 38 147 43
AlSiOCuMMgO.eMnO.S с to «о 48 35 16 29 29 47 59 12
для группы алюминиевых сплавов, П. И. Пушмашсв ус-
тановил, что наиболее сильное изменение средних ариф-
метических х значений ав и б наблюдается у сплава ти-
па AlSi7MgO,3 (табл. 35). Коэффициент вариации
составляет 147 % для <тв и 43 % для б. Установлено так-
же, что степень уменьшения среднего квадратического
отклонения S и дисперсии S2 у сплава типа A1S112 са-
мая меньшая, следовательно, он наиболее пригоден для
статистического анализа механических свойств.
Влияние смазочного материала на пористость отли-
вок. Газовая пористость отливок увеличивается за счет
газообразных продуктов, образующихся при испарении
и сгорании смазочного покрытия. Газотворная способ-
ность его очень велика — для различных типов, по дан-
ным В. Н. Зеленова и В. Н. Козлова, она меняется от 100
до 1000 см3/г (рис. 117, а). Степень влияния смазочного
материала на газовый режим формы В. Н. Зсленов
предлагает оценивать критерием Z, который представля-
ет собой отношение объема |/г газов, выделившихся при
испарении и сгорании материала, к объему VB воздуха,
находящегося в полости формы. Можно рассматривать
критерий Z как отношение удельного объема иг газа,
выделившегося с единицы площади поверхности полости
формы, к удельному объему ив воздуха, заключенного в
элементе полости [27]:
2 == Уг/Кв = = 2бсМрсМГ^/(6^), (141)
где бсм и р(М — соответственно толщина и плотность
смазочного покрытия; Ггм — газотворная способность
смазки в интервале температур Тф—Тм.
233
Рис. 117. Содержание газов в смазочных материалах различных
составов (а) и изменение критерия Z (б)
Значение Z увеличивается по мере увеличейия влия-
ния смазочного материала на газовый режим (рис. 117,
б). Область под кривой 27 = 0,1 характеризует несущест-
венное влияние смазочного материала па газовый режим
формы. Для литья под давлением с вакуумированием из
анализа формулы (141) следует, что уменьшение возду-
ха в полости формы требует пропорционального умень-
шения Гсм или бсм. Для равностенной отливки из алю-
миниевого сплава справедливо выражение:
Z ~ Ратм^см^*см/(Рост®отл ), (142)
где Рост — остаточное давление воздуха в полости фор-
мы.
Из выражения (142) следует, что вероятная область
критерия Z при уменьшении отношения б<«м/боТЛ пропор-
циональна повышению отношения РатмЛМст- Для умень-
шения значений Z требуется уменьшение Гсм или
Эти выводы справедливы и для кислородного процесса.
Следовательно, вакуумирование и кислородный процесс
будут эффективны и обеспечат получение отливок с ма-
лым содержанием пористости только при правильном
выборе режима нанесения смазочного покрытия и его
состава. На рис. 117, б видно, что лучшие смазочные
материалы те, газотворная способность которых Гсм не
превышает 200 см3/г.
234
Объем газов, образующихся в полости формы при
термодеструкции, должен учитываться при определении
параметров вентиляционной системы. Формулы для рас-
чета суммарной площади 2/п вентиляционных каналов,
приведенные в гл. IV, выведены для гидродинамических
и тепловых условий удаления из формы газовой смеси,
по составу подобной воздуху. Для такой смеси В. Н. Зе-
ленов предлагает рассчитывать значение удельного мас-
сового расхода qr газа по следующей формуле:
<h - [рхтотлТм/(РмТФ0] (1 + Z), (143)
где рг—усредненное значение суммы плотностей газо-
вой смеси в полости формы; t — продолжительность ис-
течения газов из формы, равная продолжительности за-
полнения,
Формула (143) выведена для модели отливки мас-
сой иготл, представляющей по конфигурации диск диа-
метром D и толщиной ботл, по всему периметру которо-
го в плоскости разъема имеется вентиляционный канал
толщиной бв. Необходимая суммарная площадь
см2, вентиляционных каналов, требующаяся для полно-
го удаления газов из полости формы, определяется вы-
ражением:
2fH = 6,41O-5(/n<WJ/0(l+Z).
Отношение площади Sfn реально возможных по кон-
струкции формы вентиляционных каналов к расчетно-
необходимой площади S/н является критерием вснтили-
руемости формы и обозначается индексом 13:
В^^в.
Критерий вентилируемости В характеризует ту долю га-
зовой смеси, которая может быть удалена через вентиля-
ционные каналы и фильтры в период заполнения формы.
Тот объем газа, который не может быть удален из поло-
сти формы, неизбежно захватывается потоком заполне-
ния и образует газовую пористость в отливке. Плот-
ность ротл отливки, допуская, что усадочные процессы
компенсируются подпиткой в период подпрсссовки,
можно определить по уравнению
Ротл == Рэт “ (Гм/Т ф) (1 + 2) (1 В) (Ркр/Рпод) (Рэт Рх)>
(144)
235
Где рэт—эталонная плотность материала отливки; ркр—
критическое давление истечения газов из формы; р's —
плотность газовой смеси, сжатой давлением подпрессов-
ки. Уравнение (144) позволяет определить плотность от-
ливки при известных значениях Z и В, а также при за-
данном значении давления рПоД подпрессовки. Величина
(Тм/Тф) (1+ Z) в уравнении (144) характеризует объем
газа, находящегося в полости формы в процессе заполне-
ния ее расплавом; величина (1—В)—долю газа, заме-
шанного в металл отливки; отношение — степень
уменьшения объема газовой смеси в отливке под давле<
пием подпрессовки.
Газы в камере прессования. При литье на машинах с
холодной горизонтальной камерой значительное влияние
на пористость отливок оказывает объем газов, находя-
щихся в камере прессования. Так, например, в отливке
блока цилиндров автомобильного двигателя, отлнваемо-
Т а б л-и ц а 36
Влияние газов камеры прессования и полости формы на
газосодержание отливки [30]
Источник газов Объем газов, см8 Содержа- ние газов в отливке, см8/ 100 г
содержа- щихся удаляемых при запол- нении оставших- ся в от- ливке
Камера прессования Полость формы 3500 6000 1800 5300 1700 700 10,5 4,5
Итого 9500 7100 2400 15,0
Объем газов, %
Камера прессования Полость формы 37 63 19 56 18 7 —
Итого 100 75 25 —
236
го из сплава типа AlSi8Cul,5MgO,4MnO,4, 2/3 газов по-
падают в металл из камеры прессования. Общий объем
газов в отливке массой 16,2 кг составляет 2400 см3. При
этом количество газов, захваченных в полости формы,
составляет лишь 700 см3 (табл. 36).
Захват газов в камере прессования объясняется воз-
никновением волны в металле при резком изменении
скорости перемещения пресс-поршня после перекрытия
заливочного окна. Например, при отливке блока автомо-
бильного двигателя на машине мод. DMKH-2000 фирмы
Wotan (ФРГ) скорость изменялась от 0,2 до 3 м/с. Ис-
следования показали, что опережающая волна металла,
возникающая при резком изменении скорости прессова-
ния (точка А на рис. 118, а), перекрывает вход в лит-
никовую систему, захватывая значительный объем газов
в металл, заполняющий форму. Для ликвидации захвата
газов в камере прессования фирмой Buhler (Швейца-
рия) применена новая система прессования, получившая
Рис. 118. Схема захвата воздуха в камере прессования машины
при обычной системе перемещения пресс-поршня (а) и при системе
«Парашот»
237
Название система «Парашот» (что означает «парабоЛО-
образный выстрел»), в которой за счет специального
клапана осуществляется перемещение пресс-поршня по
параболическому закону, ликвидирующему резкое по-
вышение скорости и образование волны в камере прес-
сования (рис. 118, б). В такой системе металл у входа в
литниковый канал поднимается в последнюю очередь, а
газы полностью вытесняются из камеры прессования
через полость формы и вентиляционные каналы до на-
чала заполнения. Применение системы «Парапют» поз-
воляет также ликвидировать неблагоприятные последст-
вия расширяющихся литниковых систем, которые рента-
бельны в многогнездных формах. В настоящее время
система «Парашот» используется во многих конструкци-
ях машин фирмы Buhler и других фирм.
Газосодержание и пористость отливок. При оценке
качества отливок по шкале ВИАМ или по суммарной
площади Fs пор можно устанавливать зависимость
между содержанием газов, плотностью и баллом порис-
тости. В табл. 37 для сплава типа AlSi9,5MnO,35MgO,3
показано пропорциональное повышение газосодержапия
и снижение плотности литого металла по мере измене-
ния балла пористости.
Таблиц а 37
Изменение газосодержания и плотности алюминиевого сплава по
баллам пористости [70]
Балл пористости Газосодержание, см8/100 г Плотность, г/см8
1 0,35—0,40 2,652—2,669
2 0,40—0,65 2,656—2,658
3 0,65—1,00 2,642—2,645
4 1—1,3 2,632—2,640
5 1,3—2,6 2,556—2,589
Для определения общего и процентного содержания
газов в отливках используют метод вакуумной экстрак-
ции, заключающийся в расплавлении исследуемого об-
разца с объемным анализом состава газов. Например, в
газоанализаторе конструкции Л. А. Гаспаряна приме-
нялся способ анализа газов на основе низкотемператур-
ной конденсации. Газоанализатор имеет муфель 1 (рис..
119), в который в кварцевой колбе 3 вводится фарфоро-
вая лодочка 2 с образцом. Колба связана с трубкой га-
238
зоанализатора через водоохлаждаемую муфту 4. После
включения вакуума при открытых кранах /(-2, К-3 и К-4
происходит прогрев образца до 393 К и нагрев до
1043 К в электропечи 13 кварцевого сосуда 5 с оксидом
меди, а в печи 10 нагрев в сосуде 7 активированного уг-
Рис. 119. Газоанализатор для цинковых н алюминиевых сплавов
ля до 623 К. Затем открываются краны К-5, К-6, К-7 и
кран К-8 масляного манометра 8. После расплавления
образца кран К-2 закрывается и дальнейшее вакуумиро-
вание осуществляется за счет охлаждения активирован-
ного угля. Для этого сосуд 7 помещен в дюар 9 с жид-
ким азотом. Водяные пары на изогнутом участке труб-
ки 6 конденсируются, так как трубка помещена в дюар
12, наполненный смесью сухого льда с ацетоном. Объем
водяных паров подсчитывается по падению давления.
При замене дюара 12 дюаром 11 с жидким азотом в
трубке 6 конденсируется уже не вода, а углекислый газ,
объем которого также определяется по падению давле-
ния в манометре 8. Водород и оксид углерода реагиру-
ют с оксидом меди в сосуде 5. Содержание азота опре-
деляется как разность между общим количеством газов
и количеством водяных паров, углекислого газа, водоро-
да и оксида углерода. По количеству азота подсчитыва-
ется объем воздуха, попавшего в отливку из полости
формы.
В табл. 38 приведены результаты анализа газов в
различных сечениях отливки из цинкового сплава типа
ZnA14Cul, получаемой в обычных условиях литья под
давлением и при вакуумировании до остаточного давле-
?39
Таблица 38
Содержание и состав газов в разных сечениях отливки
Сечение от- ливки Содержание, см8/100 г Состав, %
N, н, СО
При литье без вакуумирования
1 11,7 75 25
2 19,9 86 14 —
3 21,2 64 32 4
4 20,2 81 19 —
Кокильная отливка 3,41 31,7 45,7 22,6
При литье с : вакуумированием
1 12,2 21 62 17
2 13,2 23 68 9
3 12,3 6 53 41
4 10,0 32 68 —
ния в полости формы 70 кПа. Для сравнения дано газо-
содержание аналогичной отливки отлитой в кокиль. При
литье под давлением без вакуумирования газосодержа-
ние отливки примерно в 2 раза больше, чем при
вакуумировании, и зависит от места взятия пробы — око-
ло промывника (сечение 1) газов в 2 раза меньше, чем
вблизи от питателя (сечения 2—4). При вакуумирован-
ном литье среднее газосодержание отливки снижается
почти в 2 раза и распределение газовой пористости по
отливке становится равномерным, причем определяемые
газы представляют собой продукты сгорания смазочно-
го материала — это подтверждается данными табл. 38
(снижением содержания N2 и повышением содержа-
ния СО).
Влияние технологических режимов на плотность и
пористость отливок. Главными параметрами, влияющи-
ми на кинетику заполнения и тепловые условия, при пос-
тоянной температуре металла и формы являются ско-
рость впуска и скорость прессования, связанные между
собой уравнением неразрывности. Поэтому изменение
скорости прессования, часто используемое в практике
литья под давлением для получения оптимального теп-
лового режима, влечет за собой изменение скорости
240
впуска, нарушающее гидродинамический режим запол-
нения и вызывающее брак отливок. Изменение давления
металла в камере прессования за счет изменения диа-
метра камеры тоже может привести к повышению или
понижению скорости впуска вследствие изменения отно-
шения Fnp/fnuT, нарушая кинетику заполнения.
Рис. 120. Вкладыши формы для отливки образцов различной тол-
щины
Для отливок простой конфигурации допустимо иссле-
дование влияния режимов литья под давлением при
постоянных размерах питателя. Для изучения влияния
на пористость каждого технологического параметра в
отдельности, а также для установления оптимальной
взаимосвязи между ними следует применять формы с
переменным сечением питателя. Вкладыши формы для
такого исследования показаны на рис. 120: а — предназ-
начен для изготовления трех образцов толщиной 2, 4 и
6 мм, б — для трех образцов толщиной 6 мм и в — для
одного пластинчатого образца толщиной 10 мм. Форма
имеет сменные вставки для изменения площади по-
перечного сечения каждого питателя в пределах от 9 до
270 мм2 при изменении толщины бПит от 0,9 до 8 мм.
Имея перечисленный выше набор сменных вставок и
вкладышей, можно, изменяя скорость прессования в ди-
апазоне 0,25—1,15 м/с, проводить заполнение формы
при скоростях впуска 0,7—150 м/с (табл. 39).
С целью сохранения объемной скорости заполнения
полость каждого образца соединена с индивидуальным
промывником, причем сумма объема V06p образца и
объема Vn-p0M промывника постоянна для образцов раз-
9 Зак. 30 241
Таблица 39
Варианты сочетаний размеров питателей и образцов
Номер опыта Размеры питателя, мм2 Число одновременно отливаемых образцов i я X р X Размеры поперечного сечения образца, мм2 '’пр ивп
м/с
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 0,9X10 1 1 1 1 2 2 2 3 3 3 3 3 3 3 3 3 3 1 1 1 9 9 8 12 24 24 24 36 36 36 90 90 159 159 270 270 270 450 600 600 30; 60; 90 1,15 0,7 0,5 0,35 0,5 1 0,25 0,5 1 1,15 0,5 1,15 0,35 1 1 0,35 0,5 0,27 0,5 1 150 100 60 40 30 60 10 20 30 40 10 15 2,5 10 5 1,5 2,5 0,7 1 2,5
1,2X10
2,0X15
90
3,5x15
6,0X15
6,0x75
75x10
8,0x75
личной толщины. Соответственно продолжительность
/Обр заполнения каждого образца определяется выраже-
нием:
^обр = (И0бр + УпрОмУ^ДИТ^Вп)*
Таким образом, на основании рассмотренной методи-
ки исследования можно установить зависимость плотно-
сти отливок от скорости впуска при постоянном отноше-
нии бпит/ботл, и одной и той же продолжительности за-
полнения. Сохраняя неизменной скорость впуска можно
определить, как влияет продолжительность заполнения.
Аналогичные зависимости можно получить при различ-
ных режимах вакуумирования формы, а изменяя отно-
шение бпит/ботл, можно изучать влияние режимов под-
прессовки.
242
На рис. 121, а приведены кривые изменения плотно-
сти образцов в зависимости от скорости впуска в диа-
пазоне скоростей прессования 0,7—1,1 м/с, обеспечива-
ющих продолжительность заполнения 0,04—0,065 с.
При таких скоростях прессования возможна заливка со
скоростью впуска от 10 до 100 м/с. Видно, что с повы-
Рис. 121. Изменение плотности образцов толщиной 2 (кривая /),
4 (кривая 2) и 6 мм (кривая 3) в зависимости от скорости впуска
шением скорости впуска плотность возрастает и, следо-
вательно, снижается газовая пористость. Наиболее ин-
тенсивно плотность возрастает в интервале значений
15—50 м/с, так как в этом интервале происходит изме-
нение кинетики заполнения — сплошной турбулентный
поток сменяется дисперсным или дисперсно-турбулент-
ным. Чем толще стенка отливки и меньше отношение
бшгт/ботл. тем выше дисперсность потока заполнения. По-
этому плотность образцов толщиной 6 мм возрастает
менее интенсивно, чем образцов толщиной 2 и 4 мм.
В диапазоне изменения овп от 50 до 100 м/с плотность
почти не меняется. Следовательно, незачем применять
заливку со скоростью впуска свыше 50 м/с, тем более
что, чем выше скорость, тем быстрее смывается смазоч-
ное покрытие и сильнее привар сплава к форме. На
рис. 121, б показано изменение плотности образцов тол-
щиной 2, 4, и 6 мм в диапазоне небольших скоростей
прессования при продолжительности заполнения до 0,1 с
и скорости впуска 2,5—40 м/с. Наблюдается общее сни-
жение плотности и особенно в диапазоне значений ивп
20—25 м/с (т. е. при критических скоростях), которое
9* 243
объясняется ухудшением тепловых условий подпрессов-
ки, так как продолжительность заполнения образцов
превышает допустимое расчетное значение.
Изучение влияния степени вакуумирования на по-
ристость показывает, что вакуумирование рентабельно
для тонкостенных отливок. Например, при остаточном
давлении рОст:=25 кПа пористость образцов толщиной
2 мм составляет 0,2%, а образцов толщиной 10 мм —
0,6 %. В толстостенных отливках при этом методе наб-
людается выделение газов из раствора, усиливающее
газовую пористость. Поэтому оптимальная толщина стен-
ки для цинковых отливок 1—2, алюминиевых и магние-
вых 1,5—2,2, отливок из медных сплавов 2—3,5 мм.
ГЛАВА VII
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
1. ОПТИМИЗАЦИЯ ПАРАМЕТРОВ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Использование методов математической статистики
для оптимизации технологических режимов. Для выяв-
ления количественных данных о степени влияния тех
или иных переменных параметров (факторов) на качест-
во продукции литья под давлением используют матема-
тические методы планирования эксперимента. Сущест-
вует два пути оптимизации режимов. Первый — класси-
ческий регрессионный анализ, базирующийся на резуль-
татах пассивного эксперимента. Второй — дисперсион-
ный и регрессионный анализ, основанный на планирова-
нии эксперимента [36]. В первом случае предполагают,
что исследователь наблюдает за неуправляемым про-
цессом или ставит эксперимент, основываясь на удобст-
вах его проведения. Во втором — исследователь меняет
условия опыта в соответствии с математически обосно-
ванным прогнозом — активный эксперимент. Он позво-
ляет при минимально возможном числе опытов получить
максимальную информацию о качественном и количест-
венном влиянии параметров литья под давлением на по-
ристость, механические и другие свойства отливок.
Задача оптимизации технологических режимов решается путем
построения физической модели процесса, в которой каждая пере-
244
менная состояния выражается как функция переменных управления:
Х2, . . . , Хп), (145)
где Yj — переменная состояния, /=1, 2, ...» т; — переменная уп-
равления, i=l, 2, ..., п. Целевая функция F зависит от совокуп-
ности Yj и Хс
F-F(Yi, У2.........Ym-, Х2, Х2, . . . , Хп). (146)
Подстановкой уравнения (145) в уравнение (146) можно ис-
ключить значения Yj и получить целевую функцию G, выраженную
только через значения
G = G (Xl9 Х2, . . . , Хл).
Если решается задача изучения объекта, можно оптимизировать
несколько функций. Если же решается задача оптимизации техно-
логических параметров, оптимизировать можно только одну целевую
функцию. Число переменных параметров неограничен©, но увеличе-
ние их числа усложняет математическую обработку результатов
эксперимента. Очень важно соблюдать принцип независимости па-
раметров — они должны варьироваться в таких пределах, чтобы
не затрагивать других переменных факторов. Все переменные пара-
метры, так же как и показатели качества отливки, должны иметь
численное выражение (для показателей качества допустимо изме-
рение в баллах).
Ограничения на переменные состояния и управления записы-
ваются в виде уравнения:
Rp(Ylt Уа, . . . , Гт; Х2, . . . , Хп) =
= <2p(Xi, Х2, . . . , Хл),
где RP — функция ограничения, выраженная через Yj и р=
= 1, 2, ..., v QP — функция ограничения, выраженная только через
Xi. Таким образом, окончательная задача сводится к оптимизации
целевой функции G при ограничениях QP=0.
Оптимизация эксперимента по определению технологических
режимов. Рассмотрим пример оптимизации эксперимента по выбору
параметров литья под давлением группы однотипных отливок, от-
ливаемых на однотипном оборудовании. Назначаются показатели
качества отливки: У1— плотность, У2—шероховатость (баллы ка-
чества) поверхности, У3—ов, Y4—б (относительное удлинение);
У5—НВ. Выбираем основные переменные параметры процесса, от
которых зависит качество отливок: Xi — скорость выпуска; Х2 — дав-
ление металла в камере прессования, Х3— температура заливки
металла, Х4 — температура формы, Х5 — продолжительность вы-
держки отливки в форме. Определяем нижний и верхние пределы
независимых переменных.
В табл. 40 дана матрица планирования полного факторного эк-
сперимента с пятью независимыми переменными, варьируемыми на
двух уровнях. В таблице минимальному значению фактора соот-
ветствует (—), максимальному—( + ). Диапазоны переменных па-
раметров выбираются так, чтобы любое сочетание их могло быть
реализовано в данной форме и на данном оборудовании. Нижний
диапазон параметра Хг назначается из условия получения четкого
контура отливки, верхний — из условия приваривания впускной
245
Таблица 40
струи. Диапазон измерения параметра Х2 целесообразно брать та-
ким, чтобы исследовать возможность и эффективность подпрессов-
ки. Минимальная температура металла (Х3) выбирается из усло-
вий заполняемости, а максимальная ограничивается газонасыщен-
ностью сплава. Нижний предел температуры формы (Х4) ограничен
стойкостью материала вкладышей, а верхний — темпом работы ма-
шины. Минимальная продолжительность выдержки отливки (Х5)
определяется продолжительностью затвердевания пресс-остатка,
максимальная — горячеломкостью сплава.
Обработка результатов полного факторного эксперимента ме-
тодами математической статистики дает возможность вычислить
коэффициенты регрессии в уравнениях общего вида:
гЬ2.......5 = Во + Лх + в2х2 + В3Х3 + В4Х4 + В6Х5 +
+ Bj >2ХхХ2 + Bi 3ХхХз + 4ХГХ4 + t5XtX6 + В23Х2Х3 +
+ ^2,4*2*4 + ^2,5*2*5 + В3 4Х3Х4 + Bj 2^Х1Х2Х3 +
+ ^1,2,4*1*2*4 + ,2,5*1*2*» + Bj,3,4*1 *3*4 4” В2 ^5Х2Х4Х6 +
“I" *з,4,5*з*4*5 + Bj 2,3,4Х1Х2Х3Х4 + Bj ^ з ^ХхХгХзХз +
+ ,2,4,5*1*2*4*б + ,3,4,5^1^зХ4Хб + в2>3 з >5Х2ХзХ4Х6 +
+ #1,2......5*1,2......5-
246
Эта математическая модель пригодна для оптимизации режимов
литья, предусматривающих максимализацию одного из пяти по-
казателей качества отливки, например плотности или шерохова-
тости поверхности. Если к отливке предъявляются высокие требо-
вания и по плотности и шероховатости, т. е. по показателям с про-
тивоположным влиянием на них переменных факторов, то подби-
рается компромиссное решение.
Решение практических задач оптимизации режимов литья под
давлением на основе методов математического моделирования име-
ет смысл только в том случае, если обеспечивается необходимая
точность решения задачи. Точность математической модели, линей-
ной относительно коэффициентов регрессии, приведенной к виду
определяется точностью искомых коэф-
фициентов и может быть найдена по формуле [58]:
e = (!Pol+ IP1I + - • • + I Р*1)/(1В01 + |В11+ • • - + |В*1)>
где е — степень точности математической модели; ₽{(/я0, 1, ..., k)—
погрешность определения коэффициентов регрессии Bt(f«=O, 1, ...,
Z?).
Главной причиной низкой точности регрессионных моделей
является не ошибка в определении независимых переменных и
параметра У, а плохая обусловленность информационной матрицы.
Для повышения точности регрессионных моделей необходимо про-
водить предварительные эксперименты по уточнению коэффициен-
тов Bi и использовать математические методы адаптации для
периодического их уточнения.
Математические модели оптимизации технологических режимов.
Рассмотрим пример математического планирования эксперимента по
оптимизации технологических параметров крупногабаритной отливки
из сплава типа AlSi9 Мп 0,4 Mg 0,3. Исследовалось влияние скорости
впуска Xi, и газосодержания сплав'а Х2 на плотность отливки У
при постоянной температуре заливки Т3ал=973 К и постоянной тем-
пературе формы Тф=453 К. Для количественной связи переменных
Хь Х2 и У определялись коэффициенты парной корреляции (табл.
41).
Таблица 41
Коэффициенты корреляции между параметрами литья [21]
Натуральный параметр Кодиро- ванный параметр У Xi
Плотность отливки Скорость впуска Газосодержание сплава У 5'. 1 0,104 —0,783 1 0,244 1
Значение коэффициентов свидетельствуют об отсутствии линей-
ной связи между факторами Х\ и Х2, а также между У и Тесная
связь отмечается только между плотностью отливки У и содержа-
нием в ней газов Х2. Анализ корреляционных отношений показы-
вает, что факторы Xi и Х2 необходимо включать в уравнение ре-
грессии. Коэффициенты множественной корреляции и детерминации
247
свидетельствуют о том, чтом изменение плотности обусловлено на
70 % действием факторов Х\ и Хг и лишь на 30 % влиянием других
факторов. На основе данных табл. 41 установлена линейная связь
между показателем качества У, скоростью впуска и газосодержа-
нием:
Y = 2,663 + 0,0036%! + 0,0022Х21
из которой следует, что плотность отливки увеличивается при по-
вышении скорости впуска и уменьшается с повышением содержания
газов в металле. Повышение скорости впуска на 1 % приводит к
повышению плотности на 0,012 %, а повышение содержания газов
на 1 % снижает плотность на 0,04 %. Минимальные значения газо-
содержания находятся в пределах изменения скорости впуска 8—
12 м/с.
При исследовании многофакторного процесса литья под давле-
нием отливок из алюминиевых сплавов типа A1SH2, AlSi9MnO,4
Mg0,3 и AlSi8Cu l,5MgO,4MnO,4 Н. Ф. Мухаметжановым был
применен математический метод случайного баланса [48]. После
обработки результатов предварительных экспериментов было выяв-
лено, что на плотность отливок Y наиболее существенно влияют
давление подпрессовки Хь газосодержание сплава Х2, площадь по-
перечного сечения питателя Х3, толщина стенки отливки Х4 и ско-
рость прессования (продолжительность заполнения) Х5. Получен-
ное уравнение регрессии имеет следующий вид:
Y = 1,509 + 0,43Х4 — 0,364Х2 — 0,255Х3 + 0,67Х4 + 0,23Хб.
Адекватность уравнения проверена по критерию Фишера. Для кор-
ректировки коэффициента регрессии при значении переменной Х3
были определены поправочные коэффициенты: 0,8 для группы отли-
вок размером до 80 мм и 1,5 для отливок размером свыше 250 мм.
С. П. Рожнов и другие провели оптимизацию эксперимента по
литью под давлением жидко-твердого алюминиевого сплава. Был
проведен полный факторный эксперимент типа 24 при варьировании
факторов на двух уровнях. Изменялись содержание твердой фазы
Xi (10—40%), температура формы Х2 (333—393 К), скорость впус-
ка Х3 (6—10 м/с) и отношение толщины питателя к толщине отлив-
ки Х4 (0,5—1). Получены следующие уравнения регрессии для по-
казателей качества ав, ротл и П^п\
<ув (0,1 МПа) = 19,91 — 0,594%! — 1,43%4 + 0,644%4%4 +
+ 0,806%2%з + 0,544%2%4;
Ротл (103 г/см3) = 2689,63 — 7,61%i — II ,694%4 + 5,219%2%4;
/70ТЛ (%) =3,78 + 1,086%, — 0,364%2 — 0,772%1%2 — 0,829%2%4 +
+ 0,341 %3%4 — 0,356%1%2%з .
Анализ уравнений показал, что наиболее существенно на качество
отливок влияют содержащаяся в* заливаемом сплаве твердая фаза
и толщина питателя. Для выявления влияния скорости впуска на
ов и ротл был поставлен дополнительный факторный эксперимент
типа 25, в котором был расширен интервал варьирования скорости
впуска (6—40 м/с) и добавлены такие факторы, как давление в
камере прессования Х5 и режим смазывания формы Х$. Температу-
ра формы сохранялась постоянной и составляла 373 К. Нижний
уровень фактора Х5 был принят равным давлению аккумулятора
248
(30 МПа), верхний — мультипликации (80 МПа). В результате
было получено для значения ов следующее уравнение регрессии (в
безразмерных переменных):
ов= 19,55— 1,269Хх-J-0,516Х4 — 0,93Х6 — 1,16Хв,
из которого видна существенная роль смазочного материала при
заливке сплавом с различным содержанием твердой фазы. Сниже-
ние прочности при изменении давления в камере прессования
показало, что продолжительность срабатывания мультипликации
машины, используемой для эксперимента, превышает технологичес-
ки допустимое значение не обеспечивая действие под прессовки в
форме. В то же время влияние скорости впуска ивп в обоих экспе-
риментах оказалось незначимым. Поэтому для уточненияи влияния
ивп на ов отливки были поставлены дополнительные эксперименты,
в которых изменялись значения ивп от 20 до 60 м/с для трех видов
сплава: жидкого, с содержанием твердой фазы 20 и 40%. Оказа-
лось, что при наличии твердой фазы увеличение ивп до 40 м/с
почти не сказывается на величине ов, а при повышении ивп с 30 до
60 м/с при содержании твердой фазы 40 % наблюдается резкое
повышение значения ов с 200 до 240 МПа. Для жидкого сплава,
наоборот, прочность снижается с повышением скорости впуска.
Таким образом, уточнение коэффициентов регрессии путем допол-
нительных экспериментов позволяет установить оптимальные техно-
логические режимы при литье жидких и жидко-твердых сплавов.
Р. М. Калишем и другими на основании корреляционного ана-
лиза было установлено, что пористость отливок из алюминиевых
сплавов влияет на механические свойства образцов. Из расчетов,
сделанных ЭВМ для образцов толщиной 3 и 8 мм, следует что
влияние пористости на величину ов составляет для образцов тол-
щиной 3 мм — 46 %, а для образцов толщиной 8 мм — 32 %. Влия-
ние пористости на удлинение 6 для образцов толщиной 3 мм —
13 %, 8 мм — 39 %. Таким образом, оказалось, что пористость
влияет на механические свойства только на 13—46%. Влияние
остальных факторов зависит от расположения и размеров газовых
включений, а также от наличия оксидных и других неметаллических
включений.
При решении на ЭВМ задач оптимизации параметров процесса
литья под давлением, описываемых парными и многофакторными
взаимосвязями, для выбранной программы, позволяющей описать
исследуемый процесс полиномом 1-го порядка вида У=В0+В1Х14-
B2X2+...+BfeXft, помимо определения параметров полинома и про-
верки его достоверности по критерию Фишера определяется досто-
верность коэффициентов регрессии по критерию Стьюдента [61]. Рас-
считывается множественный коэффициент корреляции, детермина-
ции, эластичности, а для оценки выборки на закоррелированность
факторов рассчитывается матрица парных коэффициентов корреля-
ции. По этим критериям оценивается качество обрабатываемой ин-
формации, а также адекватность уравнения регрессии описывае-
мому процессу.
2. СТАБИЛИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Причины нестабильности процесса. Изготовление от-
ливок высокого и стабильного качества возможно толь-
ко при оптимальном сочетании переменных технологи-
249
ческих факторов литья под давлением таких факторов,
как скорость прессования, давление, температура метал-
ла, температура формы, режим смазывания формы и ка-
меры прессования. При вакуумировании, кислородном
процессе или каком-либо другом процессе замещения
воздуха в форме к перечисленным факторам добавля-
ются гидродинамические режимы удаления газов из по-
лости формы.
После определения оптимального сочетания
факторов на основе математически обоснованного
эксперимента встает вопрос о поддержании их в допус-
тимых пределах, так как практика литья под давлением
показывает, что даже при настройке оборудования на
оптимальный режим отливки не имеют стабильного ка-
чества.
ГД
О 1 2 3 4 S б
а)
Рис. 122. Нестабильность температуры металла в раздаточной печи
(а) и скорости прессования (б)
Рассмотрим некоторые причины нестабильности ка-
чества отливок на примере исследования, проведенного
В. А. Черновым и В. Я. Невзоровым для отливок из
цинковых и алюминиевых сплавов. На рис. 122, а при-
ведена кривая изменения температуры Тм цинкового
сплава в раздаточной печи в течение 6 ч одной рабочей
смены [77]. Температура замерялась через каждые
5 мин. Видно постепенное снижение температуры через
3 ч после начала смены, связанное с добавлением чушек
сплава. Затем температура сплава повышается на 30—
40° вследствие снижения интенсивности пополнения.
Нестабильность температуры в раздаточной печи вызва-
на также нарушением автоматического терморегулиро-
вания в связи с низкой стойкостью термопар погруже-
ний. На рис. 122, б приведена кривая плотности распре-
250
деления значений скорости пресс-поршня машины мод.
71107 Тираспольского завода литейных машин
им. С. М. Кирова. Кривая построена по результатам 70
замеров при неизменном положении вентиля расхода
рабочей жидкости. Видно, что скорость прессования
представляет собой случайную величину, колеблющую-
ся относительно некоторого среднего значения 1,35 м/с.
Вероятность того, что величина Опр окажется в пределах
1,3—1,4 м/с, равна 0,67. Но даже такие пределы не смо-
гут обеспечить стабильного качества отливок, так как,
во-первых, изменение Пщ, на 0,1 м/с может привести к
изменению скорости впуска на 2—3 м/с и соответствую-
щему изменению кинетики заполнения, во-вторйх, при
этом произойдет изменение продолжительности запол-
нения, нарушающее тепловые условия заполнения и под-
прессовки.
Кроме температуры металла и скорости прессования
на стабильность качества влияет температура формы,
которая зависит от стабильности темпа работы машины,
режимов охлаждения (или нагрева) и смазывания. Ис-
следования В. А. Чернова и В. Я- Невзорова показали,
что изменение температуры формы от цикла к циклу
имеет синусоидальный характер. При установившемся
тепловом режиме формы и равномерном темпе работы
машины изменение амплитуды колебаний температуры
формы будет постоянным, обеспечивая стабилизацию
качества отливок. Режимы смазывания влияют как на
тепловой баланс формы, так и на газосодержание и
пористость отливок. Наиболее стабильно качество отли-
вок при смазывании формы перед каждым циклом. Но
такой режим приводит к излишнему охлаждению по-
верхностных слоев формы, которое сопровождается ухуд-
шением качества поверхности отливок. При предвари-
тельном подогреве смазочного материала отмечается
уменьшение числа дефектов поверхности и стабилиза-
ция качества поверхности отливок. Рассмотренные при-
меры показывают, что для стабилизации технологичес-
кого процесса литья под давлением необходимо автома-
тическое регулирование случайных отклонений пара-
метров, основанное на их постоянном контроле.
Основные принципы стабилизации технологических
параметров. Определение закономерностей влияния ста-
бильности процесса на качество отливок — необходимое
условие разработки систем автоматического управления
251
технологическим процессом (АСУТП). Под стабильно-
стью какого-либо технологического параметра понима-
ется то, что он находится от цикла к циклу в заданном
интервале с принятой вероятностью [45]. Мера ста-
бильности параметра X,- в i-м цикле работы машины
определяется как отклонение параметра от заданного
(или от среднего) X значения, выраженное в процентах:
6f = [(X — Xt)/X] 100.
Рассмотрим пример исследования стабилизации технологических
параметров, выполненного А. А. Мандриком для группы корпусных
неравностенных деталей унифицированного компрессора (табл. 42).
Таблица 42
Характеристика исследуемых деталей и литниковых систем
Наименование
Масса,
кг
Габарит, мм
Картер низ
Картер верх
Блок цилиндров
Головка
5,5
4,2
5,35
3,25
314x270x159
314X265X119
302x265x115
295X277X67
825
705
480
460
12
14
15
12
НО 2,54
НО 2,54
80 1,44
80 2,54
• Минимальная толщина ботл стенки для всех отливок 5 мм.
Качество отливок оценивается по плотности рОтл, которая оп-
ределяется гидростатическим взвешиванием, и состоянию поверх-
ности по 3-м категориям: годные, брак с допущением и брак
(табл. 43).
Основное требование к исследуемым отливкам — герметич-
ность. Было установлено, что отливки, больше 50 % поверхности
которых поражен «морозом», спаями, имеющие раковины и тре-
щины, негерметичны. Поэтому они отнесены в брак. Отливки с не-
значительными недоливами и дефектами поверхности были при-
знаны годными по герметичности.
Статистическая обработка замеров средней скорости Ухо л
холостого хода и отклонения ее АуХол от среднего значения в за-
висимости от оборотов W регулятора скорости для машины мод.
ЛН 3404 завода «Сиблитмаш» показала, что мера стабильности
скорости б-хол находится в пределах 5—10 % и достигает мак-
симума по абсолютной величине при У=2 об. Изменение N от
252
Таблица 43
Характеристика состояния поверхности отливок
Поверхность Признаки Балл
Годная, удовлетворяет служебным требованиям Отсутствие поверхности дефек- тов 1
Незначительные поверхностные дефекты (мороз, спаи) на неответ- ственных участках (<25% поверх- ности отливки) 2
Поверхностные дефекты (мороз, спаи) на неответственных участках (до 50% поверхности) 3
Незначительные недо- ливы декоративных эле- ментов и дефекты на от- ветственных участках Поверхностные дефекты—<25% поверхности 4
Поверхностные дефекты — до 50% поверхности 5
Брак По поверхностным дефектам — >50% поверхности 6
По герметичности 7
2 до 10 об. почти не влияет на уХол- Поддержание стабильности
скорости при полном открытии вентиля достигается постоянством
давления _в аккумуляторе. На рис. 123, а приведена зависимость
0хол и Духол от давления рйк рабочей жидкости в аккумуляторе
при М=8 об., показывающая, что при изменении рйК на 16% (от
12 до 10 МПа) среднестатистическое значение скорости цХол холос-
того хода пресс-поршня изменяется на 22 % (от 1,4 до 1,1 м/с).
При заполнении формы металлом в результате гидравлических со-
противлений в камере прессования, литниковых каналах и полости
формы скорость перемещения пресс-поршня существенно снижа-
ется. При W=8 об. скорость уменьшается на 16 %, а при N=
0,5 об.—на 31 %. В период включения подпрессовки, которая на
машине мод. ЛН 3404 осуществляется сбросом противодавления из
штоковой—Полости цилиндра прессования, значение скорости прес-
сования цПр и отклонение ДиПр от этого значения определяются
положением переключателя клапана на шкале линейки L (рис.
122,6). Значение оПр меняется от 1,14 при отсутствии подпрессовки
(£=500 мм, /Под=2,5 с) до 1,19 м/с (£=200 мм, /Подв0,57 с).
253
Соответственно плотность рОтл отливок возрастает с 2,67 до
2,72 г/см3. Возрастает и качество поверхности. При отсутствии под-
прессовки все отливки бракуются по герметичности (6 и 7-й баллы
по табл. 43), а при максимальном действии подпрессовки все отлив-
ки оценены 2-м баллом качества поверхности. Анализ качества от-
Рис. 123. Изменение статистических характеристик значений иХОл (а)
и ипр (б)
ливок детали типа «Головка» при У=8 об. и /под = 0,57 с показал,
что оптимальной зоной работы является 1,13<иПр<1,21 м/с, т. е.
ба пр = ±3,42 %. Влияние температуры Тф формы на значение
ипр оказалось незначительным и описывается уравнением иПр =
=0,0001 Тф +1,158. Более значительно влияет на ипр температура
Тм заливаемого металла и продолжительность литейного цикла.
При жестких условиях стабилизации Тм=9354-948 К и__/ц=
= (166±11) с зону скоростей удается расширить до 0,87
<0,99 м/с, что соответствует бопр=±6,45 %. Таким образом, ужес-
точение уровней Тм и позволяет уменьшить влияние нестабиль-
ности скорости прессования и значительно уменьшить количество
дефектных отливок.
На плотность и‘качество поверхности отливок кроме рассмот-
ренных параметров влияет количество заливаемого металла. Это
влияние следует учитывать не как влияние массы заливаемого ме-
талла, а как влияние расположения его в камере прессования, оп-
ределяемое для каждой модели машины максимальным ходом
Snp пресс-поршня. На рис. 124 показано влияние 5Пр на рОтл
и качество поверхности отливки, выраженное в количестве п штук
того или иного балла качества. Оптимальный интервал значений
Snp, соответствующих количеству заливаемого металла, (384,5±
254
Рис. 124. Зависимость плотности и качества поверхности отливок
ОТ «$пр
±8,5) мм варьирует с точностью ±3 %. Следовательно, такую же
точность должен обеспечивать дозатор. При меньших значениях
Sup качество отливок ухудшается.
3. РАЗРАБОТКА АСУТП ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Математическое обеспечение АСУТП. В основу математичес-
кого обеспечения АСУТП положены методы распознавания образов
для выбора решений как в реальном масштабе, так и при подготов-
ке системы к работе на базе предварительного расчета или опти-
мизации переменных параметров процесса литья под давлением.
Примером детерминированной системы выбора решений может
служить алгоритм контроля усилия запирания по давлению в гид-
роцилиндре, который сводится к распознаванию одной или не-
скольких ситуаций — реализаций изменения давления в период за-
пирания формы [29].
На рис. 125 представлены три возможных варианта построе-
ния зависимости р—t. Если в полость формы попал облой (рис.
125, а) рычаги запирающего механизма машины не полностью
выпрямляются и подвижная плита останавливается раньше времени,
несмотря на увеличение до максимума давления в гидроцилиндре
(рис. 125,6). Когда запирание произошло, ЭВМ должна определить
является ли правильным усилие запирания, величина которого про-
порциональна ординате АВ (рис. 125, в).
Определяющие параметры процесса — скорость и давление
прессования. Недетерминированный характер связей между этими
параметрами и показателями качества отлив-ок обусловливает при-
менение статистических методов распознавания. Для выбора качест-
венных решений используется статистическое решающее правило
по максимуму апостериорной вероятности (формула Бейеса для
случая нескольких гипотез). Задача сводится к идентификации
.анализируемого параметра работы машины с эталоном заданного
255
Рис. 125. Изменение давления в гидроцилиндре механизма запи-
рания формы
множества. Расчет ведется по всем п признакам, по которым про-
исходит распознавание, и по т классам, т. е. возможным техно-
логическим решениям для данной операции контроля или регулиро-
вания:
т
Р (Ai/Bt) = Р (Я,) Р (B^At) / [ 2/ (4) Р (бх/ЛО].
I т Т
Р Ш, В2)] = Р (At/B^ Р (BjAt) / Р (At/B^ Р (BtlAt) I,
PlAf/tB^ Вг,..., By)] = Р [Лг/(Вх, В2> . . . , Ву_,)] X
ХР(В;/Лг) /(V Р[Лг/(Вп В2, . . . . В/-1)]Р(В;/Л,)|,
/ I lil J
Р[Лг/(В1( В2.......Вп)] = Р[Лг/(Вх, В2> . . . , Вп_!)]х
xP(Bn/At) I {Д P[A/(B„ В...........Вп-1)]Р(Вп/Лг)
Здесь P(AilBi), P[Ai/(Bit B2)l ..., Р[Лг/(Вь В2, ...» Вп] — последо-
вательно рассчитываемые апостериорные вероятности принадлеж-
ности отливки к i-му классу; P(Ai)—априорная вероятность t-ro
класса, которая согласно постулату Байеса может быть принята
равной для всех классов решений, т. е. Р(Аг-) = 1/т; P(Bj/Ai) — услов-
ная вероятность наличия конкретного /-го признака в классе т.
Простой характер расчета требует значительного машинного вре-
мени. Для его сокращения используются методы теории информа-
ции.
Качество распознающей системы АСУТП определяют объемом
и представительностью выборок, служащих для ее обучения. Эту
задачу решают с использованием оптимизированных технологичес-
ких данных о процессе литья под давлением. Очень важно, чтобы
математическая модель процесса автоматического регулирования
256
параметров работы машины устанавливала минимальное количествен
переменных, включаемых в уравнения регрессии.
По продолжительности возмущения и восстановления заданно-
го режима переменные параметры литья под давлением можно-
разделить на две группы. К первой группе относятся параметры,
требующие длительного восстановления (до нескольких десятков,
циклов): температура металла, температура камеры прессования,
температура формы и условия взаимодействия металла с поверх-
ностью камеры прессования и формы (теплофизические и смазыва-
ющие свойства смазочного покрытия, толщина и степень его рас-
пределения). Например, за время простоя 5 мин температура формы
снижается на 100°, вызывая резкое снижение качества поверхно-
сти отливок. Вторая группа переменных — скорость и давление
прессования, которые, в свою очередь, имеют переменные фазы в
пределах одного литейного цикла на стадиях перемещения металла
в камере прессования, заполнения и подпрессовки. Отклонения этих
параметров от цикла к циклу невелики и,, по данным А. С. Евсе-
ева и А. М. Баранова, составляют 6 % (20]. При условии работы в
установившемся тепловом режиме формы такие отклонения практи-
чески не сказываются на качестве отливок. Но при незначительных
отклонениях от теплового режима они приводят к появлению дефек-
тов в виде недоливов, неслитин и пористости. Расчеты на ЭВМ.
показали, что главными переменными, определяющими качество от-
ливок по пористости и внешнему виду, являются температура формы,
и скорость прессования. При понижении температуры формы ка-
чество отливки можно компенсировать повышением скорости прес-
сования. И наоборот, при отклонении температуры формы в сто-
рону повышения от установившегося режима знак корреляции
между скоростью прессования и качеством отливок изменяется на
обратный (отрицательный). Следовательно, для снижения вероят-
ности получения брака по пористости необходимо снизить скорость
прессования. Эта взаимосвязь переменных параметров может ис-
пользоваться при разработке АСУТП литья под давлением, осно-
ванных на компенсации температурных отклонений изменением ско-
рости прессования.
При построении более полной математической модели АСУТП
в основу ее могут быть положены уравнения регрессии, связывающие
параметры отливки, например массу и толщину стенки, с парамет-
рами формы и машины. При такой связи скорость прессования за-
меняется соответствующими ей значениями скорости впуска, а
тепловой режим формы — значениями температур металла и фор-
мы и продолжительностью охлаждения отливки до момента ее
удаления [61].
Техническое обеспечение АСУТП. Основное требование, предъ-
являемое к техническому оснащению процесса литья под давле-
нием, управляемого ЭВМ, — полная автоматизация всех операций
посредством элементов, связанных в единый комплекс с единой
системой управления. Можно выделить следующие элементы тако-
го комплекса: машина, раздаточная печь, дозатор, устройство для
термостатирования формы, манипуляторы для съема отливки, сма-
зывания и обдувки формы, транспортно-охлаждающее устройство
для передачи отливок на обрубочный пресс, пресс для обрубки лит-
ников и облоя. При разработке АСУТП указанный комплекс реко-
мендуется дооборудовать регуляторами важнейших параметров
процесса [29]. Регулятор разгона и запрессовки обеспечивает лами-
257'
парное движение металла в камере прессования, стабилизирует ско-
рость впуска и снижает гидравлический удар. Регулятор подпрес-
совки обеспечивает необходимую продолжительность нарастания
давления и его величину. Регулятор кристаллизации дает возмож-
ность менять продолжительность выдержки отливки в форме в
зависимости от температуры металла, температуры вкладышей и
параметров запрессовки. Регулятор усилия запирания обеспечивает
поэтапное стабильное и равномерное по колоннам запирание фор-
мы с учетом температурных расширений колонн, рычажной системы
и формы.
Выбор датчиков для информационного обеспечения АСУТП
зависит прежде всего от использования тех или иных регуляторов
параметров процесса. Комплекс датчиков должен фиксировать
температуру металла и формы, скорость прессования, давление ра-
бочей жидкости, интенсивность смазывания и обдувки формы на
протяжении каждого литейного цикла. Температура металла обычно
замеряется в раздаточной печи. Поскольку она отличается от тем-
пературы металла в момент начала заполнения на величину потерь
в ковше, камере прессования и литниковой системе, эти потери
должны учитываться с внесением поправки при автоматическом
контроле. Температура формы замеряется на ее поверхности или
•на расстоянии, соответствующем постоянному температурному фо-
ну. В крупногабаритных формах, предназначенных для неравно-
стенных отливок, контролируется температура в нескольких точ-
ках— каждая точка замера соответствует той или иной толщине
стенки отливки. Температура охлаждающей жидкости контролиру-
ется в термостатирующей системе формы. Скорость прессования
замеряется в период холостого хода пресс-поршня и в период
заполнения. Обычно выбирается какой-то один из параметров ско-
рости. Возможен контроль средней скорости перемещения пресс-
поршня на участке холостого или рабочего хода. Давление рабочей
жидкости контролируется в поршневой полости цилиндра прессова-
ния. Контроль давления рабочей жидкости является способом кос-
венного контроля давления металла в камере прессования, записы-
ваемого в технологическую карту отливки. При необходимости ка-
чественной подпрессовки отливок контролируется продолжитель-
ность нарастания давления мультипликации. Кроме того, контроли-
руется время выдержки отливки или продолжительность цикла.
Динамика изменения параметров служит в АСУТП не менее важ-
ной характеристикой информации, чем их значения.
Автоматическая система контроля, внедренная в цехе литья под
давлением объединения АвтоВАЗ, контролирует следующие техно-
логические параметры процесса и рабочие параметры машин: усилие
запирания, равномерность распределения усилия по колоннам, рабо-
чее давление насоса, давление в запирающем цилиндре, давление в
аккумуляторе, давление мультипликации, продолжительность сраба-
тывания мультипликатора, скорость движения пресс-поршня на
фазе заполнения, температуру металла и температуру формы в шес-
ти точках [5]. Контрольно-измерительная система имеет четыре при-
бора: «Telecator», блок измерения давлений, «Velocator» и блок ре-
гулирования температур.
«Telecator» — электронный прибор, предназначенный для изме-
рения напряжений в каждой из четырех колонн, воспринимающих
нагрузку при запирании формы. Сигналы, несущие информацию
о значении усилия натяжения колонн, поступают с тензометричес-
258
ких датчиков, наклеиваемых на поверхности колонн в диаметрально
противоположных точках, разнесенных на 90°. Четыре тензодатчика
одной колонны соединены в высокочувствительную мостовую схему,
подающую сигнал на усилитель. Каждый из четырех каналов изме-
рения имеет кроме усилителя два компаратора, сравнивающих те-
кущее значение измеряемой величины с заданными граничными зна-
чениями поля допуска, фиксируемых с помощью потенциометров на*
панели наблюдения. Выход из поля допуска и текущее значение из-
меряемых усилий фиксируют компаратором и данные подаются на
постпроцессор, а также на стрелочные приборы.
Блок измерения давлений основан на применении тензометри-
ческих датчиков* давления, помещенных внутрь корпуса, который под
действием давления деформируется вместе с ними. Схема измере-
ния для этих датчиков аналогична схеме прибора «Telecator».
«Velocator» — электронный измерительный прибор, предназна-
ченный для измерения скорости перемещения пресс-поршня (схему
и принцип действия см. в гл. IV).
Блок регулирования температур состоит из шести термопар,
подающих сигнал на компаратор, управляющий клапанами подачи
воды для охлаждения формы. Каждой точке регулирования тем-
пературы соответствует свой контур охлаждения. Аналогичную-
схему измерения и’сигнализации имеет блок контроля температуры,
металла.
В АСУТП автоматических комплексов используют системы адап-
тивного программного управления скоростью и давлением прессо-
вания, в которых задание технологических режимов может осу-
ществляться вводом в память микропроцессора без остановки*
машины [121]. Для АСУТП, обслуживающих одновременно несколь-
ко (до 20) машин, применяют комплект информационных прибо-
ров «Injectrol» [105].
Суммарный экономический эффект от АСУТП основан на сни-
жении трудоемкости и увеличении выпуска продукции. Первое
достигается уменьшением числа обслуживающего персонала, вто-
рое— оптимизацией технологии. Будущее литья под давлением свя-
зано с дальнейшим совершенствованием АСУТП, базирующемся
на полной автоматизации машины и околомашинных операций,
создании новых технологических процессов и машин, а также совер -
шенствовании организации работы литейных цехов.
СПИСОК ЛИТЕРАТУРЫ
1. Абрамов А. А., Зелов В. В., Шабалина Э. В. Влияние влаж-
ности атмосферы и различных методов дегазации на содержание
водорода в высокопрочных алюминиевых сплавах. — В кн.: Высо-
копрочные цветные сплавы и производство отливок из них. М.:
МДНТП, 1978, с. 13—17.
2. Артемьев А. А., Барбашин Н. Н., Белопухов А. К. Форма с
теплоизоляционным зазором. — Литейное производство, 1971, № 2,
с. 43.
3. Артемьев А. А., Барбашин Н. Н., Белопухов А. К. Факторы
качества поверхности тонкостенных корпусных отливок. — Литей-
ное производство, 1972, № 12, с. 3—4.
4. Баландин Г. Ф. Основы теории формирования отливки. Ч. 1.
М.: Машиностроение, 1976. 328 с.
5. Бекренев В. И., Евсеев Л. А., Прохоров И. И. Автоматичес-
кий контроль технологических параметров. — В кн.: Совершенст-
вование технологии и организации производства литья под давле-
нием. М.: МДНТП, 1980, с. 87—91.
6. Белов В. М. Литье черных металлов под давлением за ру-
бежом.— Литейное производство, 1972, № 4, с. 44—46.
7. Белов В. М. Литье стали и сплавов под давлением. — Литей-
ное производство, 1980, № 8, с. 8—И.
8. Белов В. М. Литье под давлением сплавов с высокой тем-
пературой плавления. — Литейное производство, 1983, № 2, с. 12—
13.
9. Белопухов А. К., Кириченко В. С. Подпрессовка как фактор
повышения плотности отливок при литье под давлением. — Литей-
ное производство, 1978, № 7, с. 29—30.
10. Болтенков А. Г., Болтенкова И. Ф., Ушман И. М. Техно-
логия литья тонкостенных крупногабаритных магниевых отливок. —
В кн.: Совершенствование технологии и организации производства
литья под давлением. М.: МДНТП, 1980, с. 56—61.
11. Болховитинов В. Н., Сирин В. А. Температурные условия
нанесения водно-эмульсионных смазок на формы литья под давле-
нием.— Литейное производство 1983, № 2, с. 30—33.
12. Вейник А. И. Теория особых видов литья. М.: Машгиз,
1958. 300 с.
13. Воробьев О. А., Рябов С. П., Терентьев М. В. Точность от-
.ливок из алюминиевых сплавов, изготовляемых литьем под давле-
нием и в кокиль. — Литейное производство 1980, № 9, с. 21—23.
14. Гаевский А. Е., Шур В. А., Никулин Л. В. Механические
свойства тонкостенных отливок из магниевых сплавов. — В кн.:
Литье и кристаллизация магниевых и алюминиевых сплавов.
Пермь: ППИ, 1980, с. 55
260
15. Галдин Н. М. Отливки в точном машиностроении. М.: Ма-
шиностроение, 1983. 176 с.
16. Гассель К. Н., Кремень А. И., Лехтерев В. С. Изготовление
тонкостенных деталей литьем под давлением. — Литейное произ-
водство, 1983, № 2, с. 8—9.
17. Горюнов И. И. Пресс-формы для литья под давлением:
Справочное пособие. Л.: Машиностроение (Ленингр. отд-е), 1973,
256 с.
18. Гуляев Б. Б. Литейные процессы. М. — Л.: Машгиз, 1960.
416 с.
19. Гухман А. А. Введение в теорию подобия. М.: Высшая
школа, 1973. 298 с.
20. Евсеев А. С., Баранов А. М. Значение и взаимосвязь пере-
менных при разработке АСУТП. — В кн.: Совершенствование тех-
нологии и организации производства литья под давлением. М.:
МДНТП, 1980, с. 99—103.
21. Ефимычев Ю. И., Прохоров И. И., Святкин Б. К. Корреля-
ционный анализ факторов плотности отливок под давлением.—
Литейное производство, 1971, № 3, с. 24—25.
22. Жужиков В. А. Фильтрование. Теория и практика разде-
ления суспензий. М.: Химия, 1976. 228 с.
23. Зарубин А. М., Зеленое В. Н., Степанов Ю. А. Смазка
форм литья под давлением в закрытом состоянии в цикле прессо-
вания.— Литейное производство, 1983, № 2, с. 15—16.
24. Заславский М. Л., Мышалов С. В., Ферштатор И. Б. Изме-
рение скорости прессования и давления при литье под давлением.—
Литейное производство, 1970, № 10, с. 36—39.
25. Зеленое В. Н. Влияние смазок на газовый режим форм при
литье под давлением. — Литейное производство, 1980, № 4, с. 20—
22.
26. Зеленое В. Н., Кисиленко Л. Е. Смазка пресс-форм. — В кн.:
Совершенствование технологии и организации производства литья
под давлением. М.: МДНТП 1980, с. 72—78.
27. Зеленое В. Н., Печенкин В. Л. Охлаждающая способность
смазок для форм литья под давлением. — Литейное производство,
1980, № 5, с. 19.
28. Злотин С. 3. Применение кислорода при литье под давле-
нием.— Литейное производство, 1971, № 11, с. 37—38.
29. Иванов С. В., Сосульников Ю. И., Крейцер А. А. Проблемы
создания АСУ ТП литья под давлением. — Литейное производство,
1983, № 2, с. 23—25.
30. Игнатенко Ю. Ф., Болховитин В. И., Жутаев А. И. Умень-
шение захвата газов в камере прессования при литье под давле-
нием.— Литейное производство, 1975, № 8, с. 25—26.
31. Кабаков Э. И. Литье сталей под давлением. — В кн.: Совер-
шенствование технологии и организации производства литья под
давлением. М.: МДНТП, 1980, с. 122—126.
32. Кайнов В. М., Трудаев В. В., Калабин Б. В. Литье под дав-
лением с локальной подпрессовкой. — Литейное производство, 1974,
№ 11, с. 38—39.
33. Кисиленко Л. Е., Зеленое В. Н. Исследование заполняемости
форм при литье под давлением частично затвердевших сплавов
<на основе алюминия. — Тр. МВТУ, 1980, № 330, с. 20.
261
34. Коздоба Л. А. Электрическое моделирование явлений тепло-
и массопереноса. М.: Энергия, 1972. 296 с.
35. Коротков Р. А., Вилков В. В., Рудник В. Л. Литье под
давлением магниевых сплавов в приборостроении. — Литейное про-
изводство, 1978, № 4, с. 33.
36. Ли Т., Адамс Г., Гейнз У. Управление процессами с по-
мощью вычислительных машин. Моделирование и оптимизация: Пер.
с англ. М.: Советское радио, 1972. 312 с.
37. Липчин Т. Н., Никулин Л. В. Влияние температуры формы
и заливки на свойства магниевых сплавов. — Литейное производст-
во, 1972, № 12, с. 31.
38. Литье под давлением. Проблемы подпрессовки/А. К. Бело-
пухов, Е. М. Родионов, М. Л. Заславский и др. М.: Машинострое-
ние, 1971. 168 с.
39. Литье под давлением/Под ред. А. К. Белопухова. — 2-е изд.
М.: Машиностроение, 1975. 400 с.
40. Литье под давлением приборных деталей из твердожидких
магниевых сплавов/Ю. Г. Петриченко, Н. Г. Иванов, А. Е. Гаев-
ский и др. — В кн.: Литье и кристаллизация магниевых и алюми-
ниевых сплавов. Пермь: ППИ, 1980, с. 59—63.
41. Литье под давлением сплавов в твердо-жидком состоянии/
Л. Е. Кисиленко, В. Н. Зеленое, В. П. Комаров, Б. Б. Зенков.—
Литейное производство, 1975, № 4, с. 28—29.
42. Литье тонкостенных конструкций/Ю. А. Степанов, Э. Ч. Гини,
Е. А. Соколов, Ю. П. Матвейко. М.: Машиностроение, 1966. 256 с.
43. Лукьянов А. М., Белов В. М., Харитонов А. В. Выбор ско-
рости впуска и скорости прессования при литье под давлением
алюминиевых сплавов. — Литейное производство, 1977, № 1, с. 21.
44. Макельский М. Ф., Гуляев Б. Б. Затвердевание отливки
при литье под давлением. — Литейное производство, 1966, № 11,
с. 26—30.
45. Мандрик А. А. Влияние стабильности технологических па-
раметров литья под давлением на качество отливок компрессора.—
Литейное производство, 1980, № 4, с. 22—24.
46. Машины для литья под давлением/В. А. Антонов, М. Д. Бе-
лостоцкий, В. Д. Берин и др. М.: Машиностроение, 1973. 288 с.
47. Мостовщиков Г. Я., Ноговицын Б. Ф. Определение скорости
прессования и запирания на машинах литья под давлением. — Ли-
тейное производство, 1975, № 5, с. 28—29.
48. Мухаметжанов Н. Ф. Технологические особенности литья под
давлением термоупрочняемых сплавов. — Литейное производство,
1979, № 2, с. 21—22.
49. Невзоров В. Я. Определение давления прессования при
литье под давлением на машинах с горячей камерой. — Изв. вузов.
Машиностроение, 1970, № 12, с. 140—144.
50. Невзоров В. Я., Родионов Е. М., Нефедов Ю. В. Методы и
средства контроля технологических параметров при литье под дав-
лением. М.: НИИмаш, 1975. 96 с. (Литейное машиностроение.
Сер. 4).
51. Никулин Л. В., Липчин Т. Н. Структура и свойства магни-
евых сплавов при литье под давлением.— Литейное производство,
1974, № 11, с. 28.
52. Никулин Л. В., Липчин Т. Н., Заславский М. Л. Литье под
давлением магниевых сплавов. М.: Машиностроение, 1978. 181 с.
262
53. Ноговицын Б. Ф. Механизм прессования гаммы машин для
литья под давлением. — Литейное произодство, 1979, № 9,
с. 27—28.
^54 . Ноговицын Б. Ф. Расчет усилия запирания форм машин
литья под давлением. — Литейное производство, 1980, № 6,
с. 24—25.
55. Образцы для определения свойств металла отливки при
литье под давлением/И. И. Прохоров, Л. И. Романов, А. Ф. Кири-
лов, В. И. Золотов — Литейное производство, 1978, № 10, с. 28.
56. Особенности литья под давлением деталей судовой армату-
ры/А. Ф. Кирилов, И. И. Прохоров, В. Д. Швецов, Ю. Н. Джигот-
та — В кн.: Высокопрочные цветные сплавы и производство отливок
из них. М.: МДНТП, 1978, с. 118—122.
57. Пархутик П. А., Очеретяный В. С. Литье под давлением
твердо-жидких алюминиевых сплавов. — Литейное производство,
1976, № 5, с. 25.
58. Пелых С. Г. Методы повышеия точности математические мо-
делей литейных процессов. — Литейное производство, 1981, № 8,
с. 3-5.
59. Пляцкий В. М. Литейные процессы с применением высоких
давлений. М.: Машгиз, 1954. 286 с.
60. Постников Н. С. Коррозионно-стойкие алюминиевые сплавы.
М.: Металлургия, 1976. 301 с.
61. Прохоров И. И. Математические модели для ЭВМ и номо-
граммы литья под давлением. — Литейное производство, 1983, № 2,
с. 7—8.
62. Пушмашев П. И. Статистический анализ механических
свойств алюминиевых сплавов при литье под давлением. — Литей-
ное производство, 1980, № 7, с. 17—19.
- 63. Пушмашев П. И., Зубакин А. М. Определение усилия из-
влечения стержня из отливки, полученной литьем под давлением.—
Литейное производство, 1975, № 12, с. 22—23.
64. Рывкис Я. М., Комиссаров В. А., Серебряков В. В. Направ-
ление совершенствования машин для литья под давлением. — Ли-
тейное производство, 1971, № 11, с. 26—27.
65. Рыжиков А. А., Злотин С. 3., Соколов А. П. Кислородный
способ литья под давлением. — Литейное производство, 1970, № 1,
с. 32—33.
66. Семенов Н. Я., Денисенко В. В. Современное оборудование
для литья под давлением. М.: НИИМАШ, 1973. 91 с.
67. Смазочно-охлаждающие жидкости и технологические смаз-
ки пресс-форм Н. И. Трофимов, В. Е. Бахтин, В. А. Водопьянова,
Ю. С. Копылов. — В кн.: Совершенствование технологии и организа-
ции производства литья под давлением. М.: МДНТП, 1980, с. 65—
72.
68. Совершенствование технологии и организации производст-
ва/А. К. Белопухов, М. Л. Заславский, Ю. Ф. Игнатенко, Р. А. Ко-
ротков.— В кн.: Совершенствование технологии и организации про-
изводства литья под давлением. М.: МДНТП, 1980, с. 3—9.
69. Структура и свойства магниево-литиевых сплавов при
литье под давлением/Л. В. Никулин, С. П. Новиков, А. Ф. Бочин
и др. — В кн.: Литье и кристаллизация магниевых и алюминиевых
сплавов. Пермь: ППИ, 1980, с. 28—31.
70. Сыромятникова М. А., Нефедова Л. П., Кашерининова Г. Э.
263
Зависимость пористости отливок из алюминиевых сплавов от со-
держания в них газов. — Литейное производство, 1974, № 3, с. 34.
71. Томсинская М. А., Попов С. Я. Исследование свойств маг-
ниево-литиевых сплавов при литье под давлением. — В кн.: Литье
и кристаллизация магниевых и алюминиевых сплавов. Пермь: ППИГ
1980, с. 28—31.
72. Хомицкий А. А. Об оценке пористости отливок. — Литейное
производство, 1983, № 2, с. 16—17.
73. Храмов С. С., Рыжиков А. А. О смываемости смазочных
покрытий форм литья под давлением. — Литейное производство,
1982, № 7, с. 26—27.
74. Храмченков А. И., Волков В. М. Методы дегазирования, ра-
финирования и модифицирования жидких алюминиевых сплавов.—
Автомобильная промышленность, 1973, № 7, с. 31—33.
75. Цыганенко Г. И. Литье под давлением сплава ЛК80-ЗЛ
с применением вакуума. — Литейное производство, 1975, № 11, с. 28.
76. Цыганенко Г. И. Влияние вакуумирования на качество
сплава АЛ2 и АЛ28 при литье под давлением. — Литейное произ-
водство, 1976, № 6, с. 22.
77. Чернов В. А., Невзоров В. Я. Исследование причин неста-
бильности качества отливок. — В кн.: Совершенствование техноло-
гии и организации производства литья под давлением. М.: МДНТП,
1980, с. 79—82.
78. Щеголев А. А. Вентиляция узких глубоких полостей форм
литья под давлением. — Литейное производство, 1976, № 6, с. 22.
79. Штамповка жидкого металла (литьем с кристаллизацией
под давлением)/Под ред. А. И. Батышева. М.: Машиностроение,
1980. 199 с.
* 80. Экспериментальное определение температурного режима
формы при литье стали под давлением/В. Ф. Алексеев, И. Н. Ба-
бурин, Ю. М. Береснев и др. — Литейное производство, 1978, № 10,
с. 26—27.
81. Barton Н. К. The Injection of Metal into Diecasting Die.—
Machinery, L., 1944, v. 64, N 1642, p. 850.
82. Barton H. K- Seventh International Diecasting Exhibition. —
Mach and Prod. Eng., 1976, v. 129, N 3324, p. 185—190.
83. Bennett F. C. Fachgerechtes Konstruieren von Druckgiefifor-
men zur Vermeidung von Anlaufschwierigkeit. — Gies. — Prax., 1968,
Bd 86, N 3, S. 154—158.
84. Bolsted Jan A. Magnesium diecasting nonstarter or hot tip?—
Brit. Foundryman, 1980, v. 73, N 5, p. 144—146.
85. Brandt W. Injection of Aluminium into Die Casting Dies.—
Machinery, L., 1938, v. 52, N 8, p. 204—208.
86. Brunhuber E. Der Fillvorgang in der Druckgiefiform. — Giefi-
-Prax., 1956, Bd 74, N 5, S. 84—86.
87. Brunhuber E. Moderne Druckguss—Fertigung. Berlin: 1971.
342 S.
88. Buckeley A. 31 Fahrestagung der International Magnesium
Association worn 16 bis 18 Juni 1974, in Paris. — Giesserei, 1974,
Bd 61, N 17, S. 535—536.
89. Chijiiwa K-, Shirahige K. Behavior of Molten Metal with Res-
pect to the Pressure in Gavity of Mold in Aluminium Diecasting.—
Y. Fac. Eng. Univ. Tokyo,1981, v. 36, N 1, p. 27—36.
90. Controlling Temperature in Die Casting Dies. — Die Cast.
Eng., 1972, v. 16, N 2,p. 40—42.
264
91. Die casting semi-solid copper alloys. — Mach, and Prod. Eng.,
1974, v. 125, N 3235, p. 594—597.
92. Einfahrbare Torm—spiichanlagen fiir Druckgiefimaschinen.—
Aluminium (BRD), 1979, Bd 55, N 10, S. 406.
93. Expendable cores for pressure diecasting. — Machinery, 1965,
v. 106, N 2737, p. 934—936.
94. Foerster G. Verbesserte Magnesium—DruckguBlegierungen.—
Gies. Prax, 1976, Bd 94, N 1—2, S. 15—20.
95. Frommer L. Der SpritzguB.— Werkstattstechnick, 1926,
Bd 6, N 2, S. 188—195.
96. Frommer L., Liby G. DruckgieB-Technick. Band I. Berlin —
Heidelberg — New York: Springer-Verlag, 1965. 576 S.
97. Gill D. G. Isolation problem areas in the die casting pro-
cess. — Precision Metal, 1972, N 10, p. 79.
98. Hong S., Backman D. G., Mehrablan R. Heat thransfer coef-
ficient in aluminium alloy die casting.—Met. Trans., 1979, v. 10,
N 2, p 299—301.
99. H. P. M. Introduces 3000 Ton machine. — Die Cast. Eng.,
1980, v. 24, N 4, p. 32—33
100. Impact in die casting. — Die Cast. Eng., 1979, v. 23, N 6,
p. 28, 29, 34.
101. Jenicek L. and oth. Design of aluminium-alloy die casting.—
Mach, and Prod. Eng., 1968, v. 119, N 6, p. 38.
102. Kaltkammer— DruckgeiBmaschine.— Aluminium (BRD),
1981, Bd 57, N 6, S. 245—246.
103. Kinner W. K. Magnesium: ready to grow-again. — Mater.
Eng. 1979, v. 90, N 3, p. 49—50.
104. Klein F. Mogliche Versuchsbedingungen beim Untersuchen
von GieBeinfliissen. — Maschinenmark, 1979, Bd 85, N 70, S. 1371 —
1373.
105. Koch P. Verbesserung der Reproduzierbarkeit Druckgieben
durch Steurung und Regulung der Wichtigsten Einfhibgrdben.—
Gies.-Prax., 1980, Bd 98, N 9, S. 115—120.
106. Koster W., Gohring K. Ober den Einstrom-und Fiillvorgang
bei SpritzguB an Hand. Kinematographischer Aufnahmen. — Die
Giessereiverbunden mit Giesserei-Zeitung, 1941, Bd 28, N 26,
S. 46—59.
107. Machonis A. A. Copper Alloys and the Die Casting Indust-
ry.— Die Gast. Eng., 1980, v. 24, N 6, p. 38—40.
108. Mickel E. Beanspruchungsprobleme der DruckgieB-formen in
Betrieb. — Z. Ver. Deutsch Ing., 1943, Bd 87, N 23—24. S. 341—345.
109. Nakashima W., Ebisawa M. Die-Gasting of major engine
components. — Proc. Inst. Meeh. Eng., 1980, v. 194. March,
p. 27—37.
110. Nelson C. W. Warmeiibergang an der Formwand beim Druck-
gieBen. — Gies.-Prax., 1972, Bd 90, N 19, S. 341—349.
111. Nuovo metodo sistematico di librificazione degli stampi di
pressofusione per ridurre gli scarti 1 abbassore i costi. — Founderia,
1970, N 2, p. 67—68.
112. Pore-free diecasting. — Diecast, and Met. Mould., 1972, N 5,
p. 6, 8, 10.
113. Pound for pound zinc gives you more energy savings.—
Automot. Eng., 1979, v. 87, N 6, p. 125.
114. Radtke S. F. Zinkdruckguss mit neuen Gesicht. — Metall,
1974, Bd 28, N 9, S. 915—918.
265
115. Robinson P. M., Davis A. J. Australian Research for the
Diecasting Industry, — Die Cast Eng., 1980, v. 24, N 6, p. 6, 14, 16,
18, 20, 24.
116. Ruegg W. Jahresubersicht Druckgufi (17. Folge). Teil 1.
Werkstoffe und Werkstoffeigenschaften — Giesserei 1980, Bd 67,
N 23, S. 743—750.
117. Shimuzu Kazushige. Low-impact shot system. — Die Gast
Eng., 1976, v. 20, N 1, p. 22—24, 28—29.
118. The Temperature Change in Metal injected in Die Casting./
Orii H., Ono A., Sumino K. and Sakui S. — Journal of the Japan
Inst, of Met., 1957, N 12, p. 87—115.
119. Toshiba’s selectrol injection systems. — Die Cast. Eng., 1980,
v. 24, N 4, p. 28, 30.
120. Trans. Amer. Foundrymen’s Soc. Proc. 79-th Annument,
1975. — Des Plaines, Ill., 1975, v. 83, p. 279—294.
121. Winship John. Diecasting’s new mold. Amer. Mach., 1981,
v. 125, N 7, p. 129—144.
122. Zabel D. The P—Q2 Diagram. Part 2 —The Pressure — Avai-
lable Line. — Die Cast Eng.. 1980, v. 24, N 6, p. 44—47.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Аккумуляторы 124—125, 140
—давление 132
— емкость полезная 145
— назначение 141
— расчет 144
— энергоемкость 145
Аку рад-процесс 138, 198
АСУТП обеспечение:
математическое 255
техническое 257
Баланс тепловой при нанесе-
нии смазочного материала 96
108—109
Бартона теория, см. Теория за-
полнения
Брандта теория см. Теория за-
полнения
Вакуумирование 155
Вентиляция формы, гидроди-
намические условия 152
Включения газовые 53—54
----.сжатие 172
Водоэмульсионные смазочные
материалы, см. Материалы сма-
зочные
Вуда сплав, см. Сплав Вуда
Выталкивание стержней, рас-
чет усилий 201
Газы:
в камере прессования 236
способы определения в от-
ливке 238
условия выделения из рас-
твора 225
Графитолы. см. Материалы
смазочные
Давления гидродинамическое
12
— в камере прессования 5
— в форме 5
—.контроль 122
— металла в процессе заполне-
ния 147
— прессования 162
— рабочей жидкости 141
Датчики:
водоохлаждаемые 123
—давления 148
индуктивные мембранные 123
магнитоэлктрические линей-
ные 116
угловые 117
тахогенераторные 118
температур 69
тензометрические 122
угловые перемещения 115
электросекундные 118
Движение дисперсное:
двухфазное 43
потока заполнения 43, 86
------, образование 58
— ламинарное в полости фор-
мы сложной конфигурации 52
— определение условий 45
— потока заполнения 43
— ламинарного потока ме-
талла уравнение, см. Урав-
нение Новье-Стокса
— пресс-поршня 130
----периоды 130—131
— свободной струи, см. Струя
свободная
— турбулентное сплошное 43
Дегазация сплавов 219
----вакуумированием 223
----продувка азотом 223
----аргоном 223
Жидкость моделирующая, см.
Сплав Вуда
— охлаждающая 104
Зазор прессующей пары 130,
167
Кавитация 40
Каналы вентиляционные 53,
151—153, 203
----, основные принципы конст-
руирования 213
----, размеры 153
— литниковые 79, 162, 203
67
----, принципы конструирова-
ния 204
— охлаждения, расчет 107
Киносъемки скоростной метод,
см. Метод скоростной кино-
съемки
Контроль давления 122
— скорости прессования 6
Конусность линейная 14
Кривые градуировочные 120—
122
Критерии:
Био 76
вентилируемости 235
Пекле 74
Прандтля 61, 74
Рейнольдса 74
степени влияния смазочного
материала 233
Фурье 45, 61, 74
Материалы смазочные 109
----водоэмульсионные 111
----на масляной основе 111
----, нанесение ПО, 113
Метод вакуумной экстракции
238
— аналогирования гидравли-
ческого 71
----электрического 71
— скоростной киносъемки 35—
37, 43
Моделирование тепловых ус-
ловий формирования отливок
70
Модель сетчатая см. Электро-
интегратор
Мультипликатор давления 163
Обогрев формы 104
Образование потока заполне-
ния 42
Образцы для механических ис-
пытаний 232
Описание математическое дис-
персного потока см. Поток
дисперсный
Определение условий ламинар-
ного движения см. Движение
ламинарное
Отливки:
газосодержание 236, 238—
240
герметичность 138
затвердевание 97
268
качество 9, 227
классификация 126—127
конструирование, основные
принципы 11
конфигурация общая 11
механические свойства 11
определение механических
свойств 231
оценка качества 227
охлаждение 97
плотность 5, 230, 236, 240—
244
поверхности шероховатость
11
пористость И, 238, 240—244
продолжительность затвер-
девания 99
равностенные 60
размеры 242
сложной конфигурации 62—
63
тепловые условия формиро-
вания 8, 86
толщина стенки 13
тонкостенные 116
—,изготовление 104
формирование, тепловой ре-
жим 5
формы 104
Параметры литниково-венти-
ляционных систем 5, 203
Переходы плавные 14
Питатели 98—100
—, размеры 242
—.расположение 208—210
—, расчет 210
Плотность отливки
----при подпрессовке 165
Подпор гидравлический 55, 148
Подпрессовка:
виды 174
время действия 170
давление см. Давление под-
прессовки
локальная 181
на машинах с горячей каме-
рой прессования 166
продолжительность 9, 171
с использованием питателей
переменной толщины 177
системы 187—194
скорость, см. Скорость под-
прессовки
усилий расчет 195
Поле температурное 67, 96
----.исследование 108
----, экспериментальные ме-
тоды 67
----, неравномерность в момент
окончания заполнения формы
101
----.формы 101
Пористость отливок
— воздушно-газовая 53
— .изменение 175
— , методы расчета 233
— , оценка качественная 229
— количественная 229
—, технологических режимов
влияние 227—229, 240—244
Потери гидравлические 132
Поток впускной 6
Поток:
дисперсный, математическое
описание 63
— заполнения, образование, см.
Образование потока заполне-
ния
— ламинарный металла:
распределение давления 50
— скоростей 50
уравнение движения 47
— неразрывности, уравнение
125
— тепловой удельный 109
— турбулентный:
математическое описание 63
образование 64
Прессолы. см. Материалы сма-
зочные водоэмульсионные
Пресс-поршня скорость пере-
мещения. см. Скорость пере-
мещения пресс-поршня
Принцип конструирования вен-
тиляционных каналов, см. Ка-
налы вентиляционные
----литниковых каналов, см.
Каналы литниковые
— максимального трения 137
— минимального трения 138
— стабилизации технологичес-
ких параметров 251
Продолжительность заполнения
171
Продувка азотом 223
— аргоном 223
Промывники 203, 217
— назначение 217
— расположение 217
— местные 217
— общие 217
Раковины кавитационные 40
Расчет:
гидравлического удара 14$
164
вентиляционных режимов
термодинамический 152
вакуумных систем, см. Сис-
темы вакуумные
каналов охлаждения 107
литниковых систем, см. Сис-
темы литниковые
продолжительность запол-
нения формы 9
— срабатывания подпрессо-
вочных устройств, см. Уст-
ройства подпрессовочные
усилий выталкивания стерж-
ней. см. Стержней выталки-
вание
— запирания формы 196
— подпрессовки, см. Подпрес-
совка
----прессования, см. Усилия,
прессования
Рафинирование адсорбционное-
223
— ультразвуковое 224
Режим охлаждения 5
— смазывания 5, ПО—113
— тепловой формирования от-
ливок 5, 8—9
Сжатие газовых включений*
см. Включения газовые
Система Парашот 237
Системы вакуумные 157
----.расчет 157—160
— литниковые 162, 204.
----внешние 205
----внутренние 205
----прямые 204
----, расчет 213
— литниково-вентиляционные
параметры, см. Параметры
Скорость впуска 6, 30, 42, 125
----.расчет 125—130
— заполнения критическая
125-126
----объемная 241
— перемещения пресс-поршня 5,
132
----.значение 127
269<
— подпрессовки 163—165
— прессования 6, 129, 130, 196
-----.контроль 114
— средняя 118
— распределения ламинарного
потока, см. Поток ламинарный
Случаи заполнения армирован-
ных отливок 91—93
Сопротивления гидравличес-
кие 133—137
Спай горячий 69
'Сплавы:
алюминиевые 19
дегазация 220
— условия. см. Дегазация
сплавов
магниевые 21, 222
медные 24
на основе олова 17
-----свинца 17
— рафинирование 220
способы защиты 222
титановые 27
условия приготовления 219
цинковые 18
Стадии заполнения 135
‘Стали углеродистые коррозион-
но-стойкие 26
Струя впускная свободная 38,
40
Температура заливаемого ме-
талла 5, 67—68, 77
— заливки 77, 97
— кристаллизации 84
— формы 5, 67—68, 81
Теория заполнения:
Бартона 33
Брандта 32
— трех фаз 34
Фроммера 29
Теплота кристаллизации 84
— перегрева 106
Технологичность конструкции
12
Удар гидравлический 143, 164
-----, расчет 143—144
-----в трубопроводах 143
-----в цилиндрах 141—143
Уравнение Бернулли 29
— движения ламинарного по-
тока, см. Поток ламинарный
----- металла 73
— критериальное теплопереда-
чи 73
— неразывности потока 125
— Новье-Стокса 47
— Ричардсона 39
— Сивертса 223
— Торичелли 34, 37
— Фурье-Кирхгофа 73
Уклоны литейные 14
Усилие запирания формы, рас-
чет. см. Расчет усилий запира-
ния формы
— подпрессовки, расчет, см.
Подпрессовка
— прессования, расчет 195
Условия выделения газов из
раствора, см. Газы
— гидравлические вентиляции
формы, см. Вентиляция формы
— движения свободной струи,
см. Струя свободная
— дегазации сплавов 219
— приготовления сплавов, см.
Сплавы, условия приготовления
— тепловые, взаимосвязь 98
----заполнения формы 81
---- формирования отливки 66
Устройства подпрессовочные,
продолжительность срабатыва-
ния 170, 183
Формы:
вентиляция, см. Вентиляция
формы
запирание, расчет усилий, см.
Расчет усилий
заполнение дисперсно-тур-
булентным потоком 62
— жидко-твердым сплавом
57
—, продолжительность 9
обогрев, см. Обогрев формы
•определение средней устано-
вившейся температуры 106
температура 6, 67—68, 81
температурное поле 67, 69
Фроммера теория, см. Теория
заполнения
Характер заполнения гидравли-
ческий 125
Цикличность температурных
напряжений 66
Электроинтегратор 71
.270
ОГЛАВЛЕНИЕ
Предисловие
3
Глава I. Технологический процесс литья под давлением . 5
1. Основные характеристики процесса ... 5
2. Качество отливок и область применения про-
цесса ......................................... 9
3. Сплавы......................................15
Глава II. Движение металла в полости формы .... 23
1. Развитие теории литья под давлением . . 23
2. Формирование потока при ударе струи о стен-
ку формы.................................37
3. Заполнение полости формы.............45
Глава III. Тепловые условия формирования отливки . 66
1. Исследование температурного поля системы
«отливка — форма»................................67
2. Теплообмен в процессе заполнения литниковой
системы и формы...................................77
3. Теплообмен между отливкой и формой после
окончания заполнения..............................94
4. Тепловой баланс формы........................101
Глава IV. Гидродинамические режимы заполнения 114
1. Методика измерения скорости прессования и
давления.........................................114
2. Изменение скорости прессования в процессе
заполнения.......................................125
3. Изменение давления в процессе заполнения . 141
4. Газовый режим формы..........................151
Глава V. Режимы подпрессовки................................162
1. Роль подпрессовки при литье под давлением 162
2. Виды подпрессовки............................174
3. Технологические принципы конструирования
прессово-подпрессовочных механизмов . . 183
Глава VI. Взаимосвязь режимов заполнения и подпрессовки.
Качество отливок......................................194
1. Расчет силовых параметров машины для литья
под давлением...................................194
2. Конструирование и расчет литниково-вентиля-
ционной системы.................................203
3. Газосодержание отливок......................219
4. Качество отливок............................227
Глава VII. Повышение эффективности технологического
процесса..................................244
1. Оптимизация параметров литья под давлением 244
2. Стабилизация технологического процесса . 249
3. Разработка АСУТП литья под давлением . 255.
Список литературы....................................260
Предметный указатель.................................267
Белопухов Андантин Константинович
ТЕХНОЛОГИЧЕСКИЕ РЕЖИМЫ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Редактор И. В. Доброгорский
Художественный редактор Е. А. Ильин
Переплет художника М. В. Ольшевского
Технический редактор Н. В. Тимофеенко
Корректоры Л. Л. Георгиевская, А. М. Усачева
ИБ № 4495
Сдано в набор 04.01.85. Подписано в печать 15.05.85. Т-08078.
Формат 84Х108’/з2. Бумага типографская № 1. Гарнитура
литературная. Печать высокая. Усл. печ. л. 14,28. Усл. кр.-отт. 14,28.
Уч.-изд. л. 14,39. Тираж 10 000 экз. Заказ 30. Цена 1 р. 20 к.
Ордена Трудового Красного Знамени издательство
«Машиностроение», 107076, Москва, Стромынский пер., 4
Московская типография № 6 Союзполиграфпрома при Государст-
венном комитете СССР по делам издательств, полиграфии и книж-
ной торговли,
109088, Москва, Ж-88, Южнопортовая ул., 24.