/




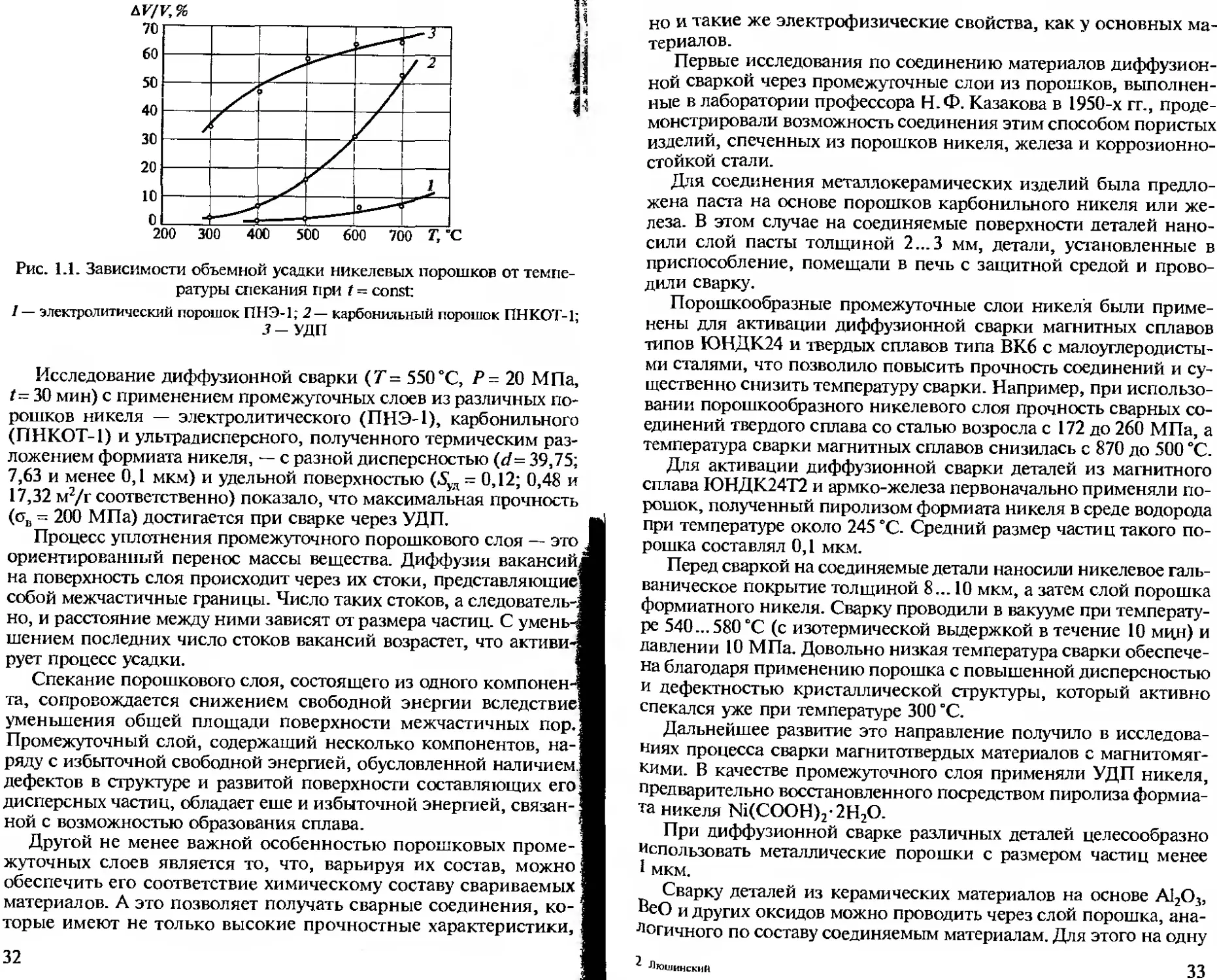

























Текст
СПИСОК ЛИТЕРАТУРЫ
1. Бачин В. А. Диффузионная сварка стекла и кремния с металлами /
В. А. Бачин. — М.: Машиностроение, 1986. — 184 с.
2. Гегузин Я.Е. Физика спекания / Я. Е. Гегузин. — М.: Наука, 1976 —
360 с.
3. Казаков И. Ф. Диффузионная сварка материалов / Н. Ф. Казаков. ~~
М. : Машиностроение, 1976. — 312 с.
4. Каракозов Э. С. Сварка металлов давлением / Э.С. Каракозов. — М.:
Машиностроение, 1986. — 280 с.
5. Каракозов Э. С. Соединение металлов в твердой фазе / Э.С. Карако-
зов. — М. : Металлургия, 1976. — 264 с.
6. Костржицкий А. И. Многокомпонентные вакуумные покрытия /
А. И. Костржицкий, О.В. Лебединский. — М.: Машиностроение, 1987. —
208 с.
7. Красулин Ю. Л. Взаимодействие металла с полупроводником в твер-
дой фазе / Ю.Л. Красулин. — М. : Наука, 1971. — 119 с.
8. Либенсон Г. А. Основы порошковой металлургии / Г. А. Либенсон. —
М.: Металлургия, 1987. — 207 с.
9. Мазур А. И. Процессы сварки и пайки в производстве полупровод-
никовых приборов / АН. Мазур, В.П. Алехин, М.Х.Шоршоров. — М. :
Радио и связь, 1981. — 224 с.
10. Морохов И.Д. Ультрадисперсные металлические среды / И. Д. Мо-
рохов, Л. И. Трусов, С.П. Чижик. — М. : Атомиздат, 1977. — 295 с.
11. Мусин Р.А. Диффузионная сварка жаропрочных сплавов / Р.А. Му-
син, В. Н. Анциферов, В. Ф. Квасницкий. — М. : Металлургия, 1979. —
208 с.
12. Мусин Р.А. Соединение металлов с керамическими материалами /
Р.А. Мусин, Г. В. Конюшков. — М. : Машиностроение, 1991. — 224 с.
13. Порошковая металлургия и напыленные покрытия / В. Н. Анцифе-
ров, Г. В. Бобров, Л. К. Дружинин и др. — М.: Металлургия, 1987. — 792 с.
14. Скороход В. В. Химические, диффузионные и реологические про-
цессы в технологии порошковых материалов / В. В. Скороход, К). М. Со-
лонин, И. В. Уварова. — Киев : Наукова думка, 1990. — 248 с.
15. Теория, технология и оборудование диффузионной сварки : учеб-
ник для вузов / В. А. Бачин, В. Ф. Квасницкий, Д. И. Котельников и др. —
М.: Машиностроение, 1991. — 352 с.
16. Шведков Е.Л. Словарь-справочник по порошковой металлургии /
Е.Л. Шведков, Э.Т. Денисенко, И. И. Ковенский. — Киев : Наукова дум-
ка, 1982. - 270 с.
ОГЛАВЛЕНИЕ
Введение.....................................................3
Глава 1. Направления развития диффузионной сварки............7
1.1. Теория диффузионного соединения. Методы
интенсификации процесса диффузионной сварки.........7
1.2. Диффузионная сварка через
промежуточные слои.................................23
1.3. Свойства промежуточных слоев..................28
1.4. Основы применения порошков в качестве
промежуточных слоев................................36
Глава 2. Получение высокоактивных порошковых промежуточных
слоев.......................................................43
2.1. Способы получения ультрадисперсных порошков
металлов и их смесей...............................43
2.2. Термическое разложение формиатов металлов.....48
2.3. Термическое разложение двойных смесей формиатов
металлов ..........................................52
2.4. Прокатка ультрадисперсных порошков металлов в
пористые ленты.....................................67
2.4.1. Прокатка ультрадисперсного порошка никеля.70
2.4.2. Прокатка двойных смесей ультрадисперсных
порошков.......................................74
Глава 3. Диффузионная сварка через порошковые промежуточные
слои........................................................78
3.1. -Сварка через порошки формиата никеля.........78
3.2. Сварка через восстановленный ультрадисперсный
порошок никеля.....................................81
3.3. Сварка через пористые никелевые ленты.........84
3.3.1. Кинетика спекания пористой порошковой
ленты..........................................84
3.3.2. Кинетика формирования сварного соединения.90
3.3.3. Массоперенос при диффузионной сварке через
ультрадисперсный порошок никеля................94
3.4. Сварка через смеси ультрадисперсных порошков
металлов.............................................99
3.4.1. Кинетика спекания пористых лент из смесей
ультрадисперсных порошков металлов.............100
3.4.2. Кинетика образования сварного соединения.... 110
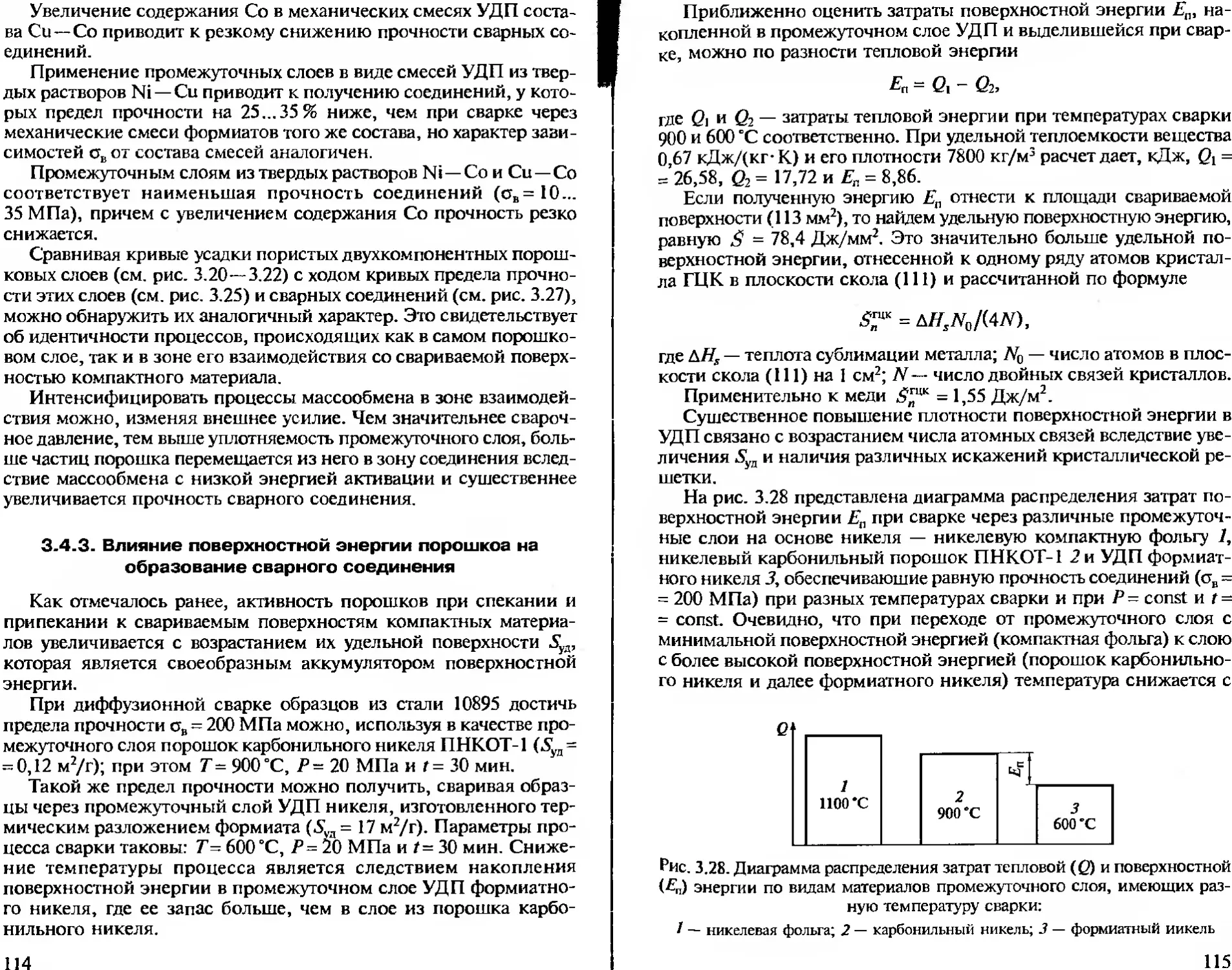
3.4.3. Влияние поверхностной энергии порошков на
образование сварного соединения...............114
203
Глава 4. Технологии и оборудование для диффузионной сварки..ц7
4.1. Сварка магнитных материалов.................117
4.2. Сварка твердых сплавов со сталями...........155
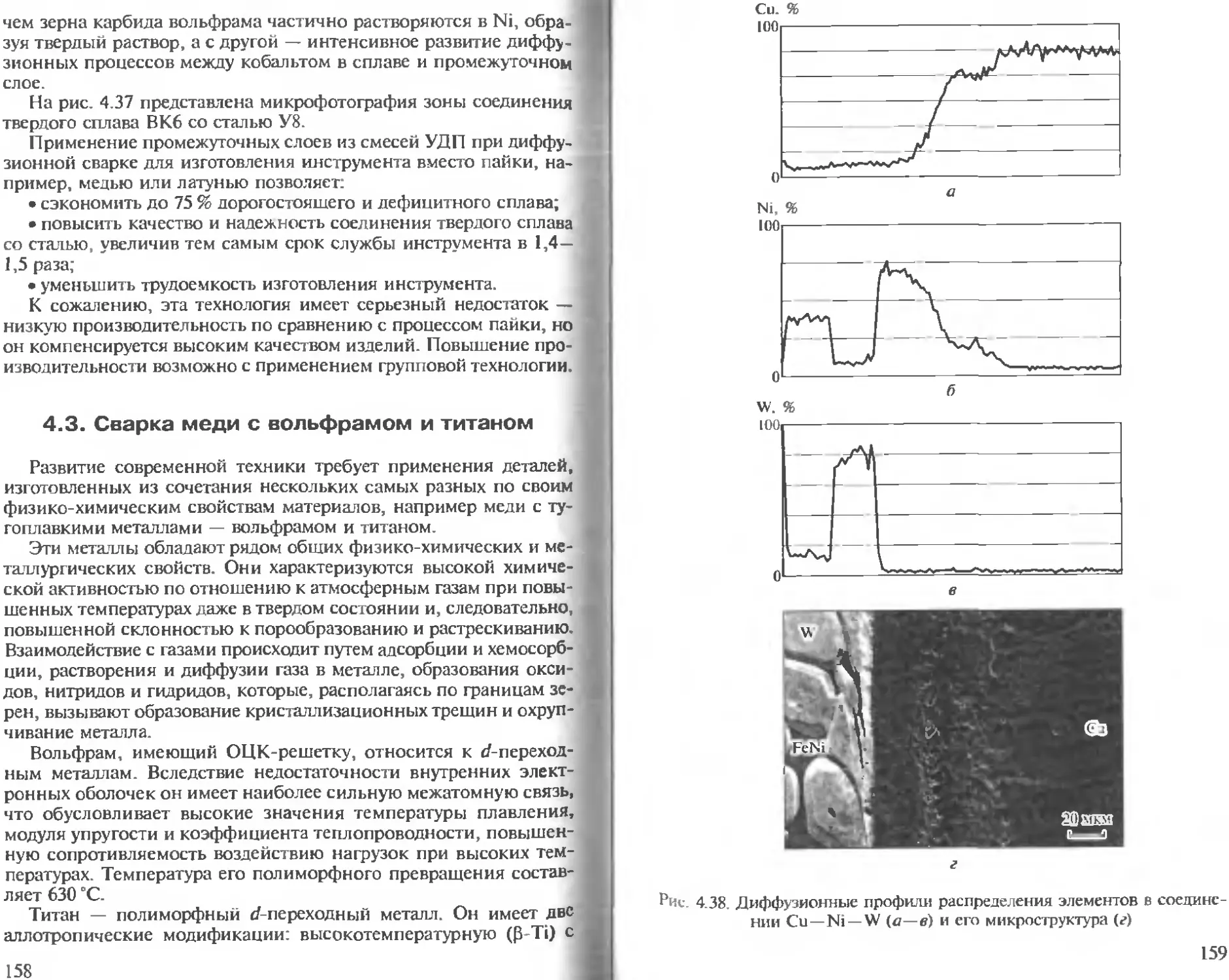
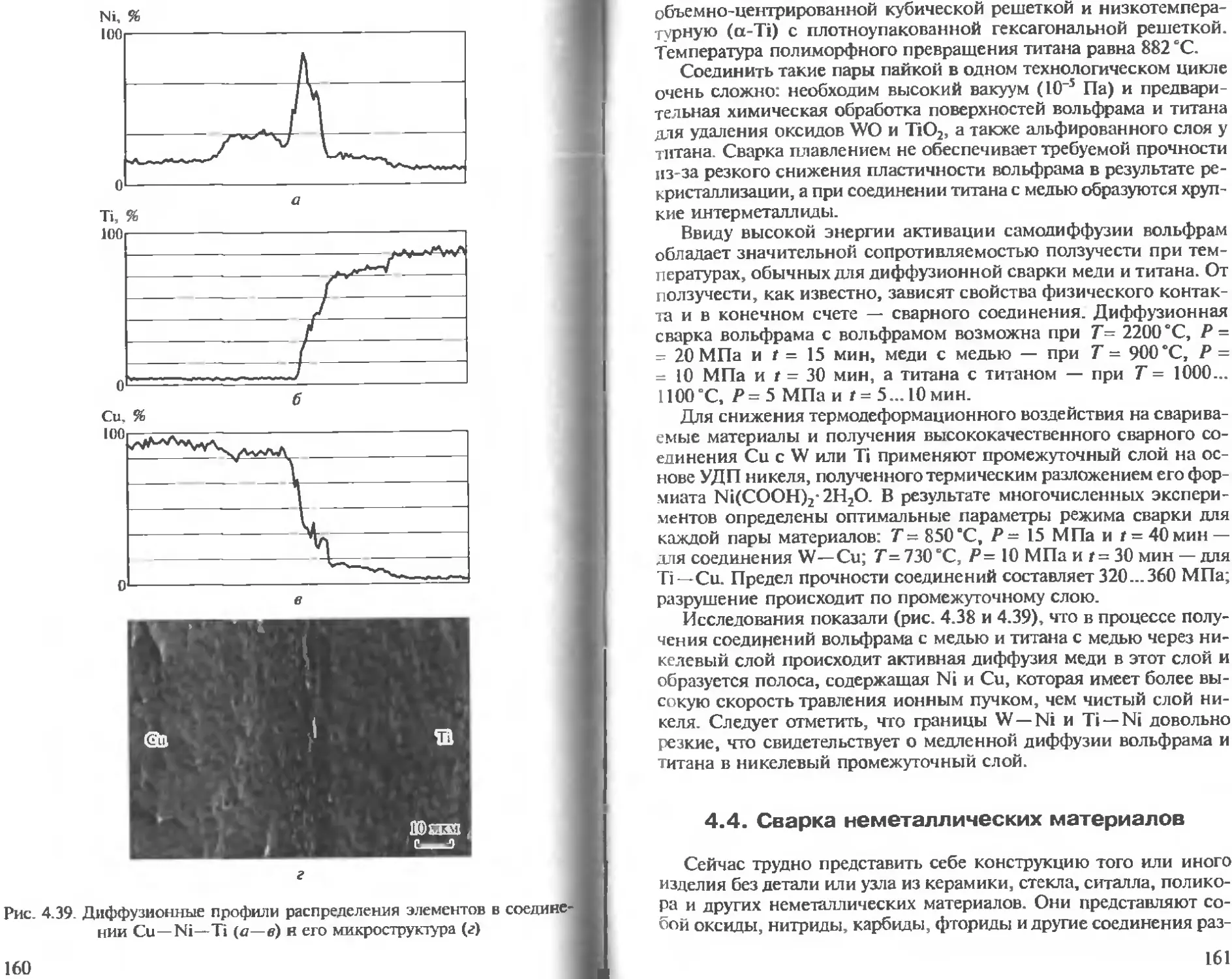
4.3. Сварка меди с вольфрамом и титаном..........158
4.4. Сварка неметаллических материалов...........161
4.5. Сварка жаропрочных сталей и сплавов.........172
4.6. Масштабный фактор при диффузионной сварке....177
4.7. Оборудование и технологическая оснастка.....178
4.8. Оптимизация процесса диффузионной сварки
с использованием статистического моделирования.....187
Заключение..................................................200
Список литературы...........................................202
УДК 621.791(075.8)
ББК 35.113я73
Л 969
Рецензенты:
зав. кафедрой МГТУ им. Н.Э. Баумана, д-р техн, наук, проф. В. А. Шахнов;
профессор кафедры «Материаловедение и технология обработки материалов»
РГТУ им. К.Э. Циолковского (МАТИ), канд. техн, наук И. А. Трифонова
Люшинский А. В.
Л969 Диффузионная сварка разнородных материалов: учеб, по-
собие для студ. высш. учеб, заведений / А. В. Люшинский. —
М. : Издательский центр «Академия», 2006. — 208 с.
ISBN 5-7695-2294-1
Рассмотрены направления развития технологии диффузионной сварки
металлических и неметаллических материалов. Изложены теоретические
основы взаимодействия разнородных материалов с промежуточными слоя-
ми из ультрадисперсных порошков металлов и их смесей. Приведено опи-
сание процесса получения высокоактивных энергонасыщенных слоев ме-
тодом термического разложения металлоорганических солей.
Рассмотрены технологии диффузионной сварки конкретных материа-
лов. Представлены сведения о современном сварочном оборудовании и
специализированной технологической оснастке.
Для студентов высших учебных заведений. Может быть полезно специ-
алистам сварочного производства.
УДК 621.791(075.8)
ББК 35.113я73
Оригинал-макет данного издания является собственностью
Издательского центра «Академия», и его воспроизведение любым способом
без согласия правообладателя запрещается
ISBN 5-7695-2294-1
© Люшинский А. В., 2006
© Образовательно-издательский центр «Академия», 2006
© Оформление. Издательский центр «Академия», 2006
ВВЕДЕНИЕ
Научно-технический прогресс XXI в. будет обусловлен не толь-
ко созданием новых материалов и наукоемких технологий их об-
работки, но и дальнейшим совершенствованием основополагаю-
щих технологических решений, предложенных ранее, и оборудо-
вания для их реализации.
Сварка относится к тем технологиям, которые применяются по-
чти во всех отраслях промышленности, и особенно широко при
изготовлении деталей, узлов и сборочных единиц в производстве
продукции машиностроения, авиации, космонавтики, энергети-
ки, ядерной техники, приборов различного назначения и т.д. Эта
технология позволяет изготавливать сложные узлы из деталей, по-
лученных литьем, прессованием, механической обработкой и дру-
гими способами. Благодаря сварке появилась возможность созда-
вать неразъемные соединения деталей из разнородных металлов и
сплавов, а в ряде случаев и неметаллических материалов, отлича-
ющихся друг от друга физико-химическими и механическими свой-
ствами.
Согласно принятой классификации все виды сварки подразде-
ляются на сварку плавлением, при осуществлении которой соеди-
няемые материалы разогревают до температуры плавления или
несколько более высокой температуры, и сварку в твердой фазе
(без расплавления соединяемых материалов).
В конце 1950-х гг. в СССР было выдано авторское свидетель-
ство на «способ соединения керамических и металлических дета-
лей, например режущих пластин с державками, отличающийся тем,
что его осуществляют в вакууме, обеспечивая взаимную диффузию
атомов и молекул соединяемых материалов». Этот способ — одна
из разновидностей сварки давлением — получил название диффу-
зионной сварки.
Автор нового способа соединения материалов в твердой фазе
профессор Н.Ф. Казаков впоследствии был награжден Ленинской
премией за его создание, разработку и широкое внедрение в про-
изводство.
Диффузионная сварка в вакууме внесла коренные изменения в
развитие науки и техники, позволяя соединять детали и узлы из
однородных и разнородных металлов, а также металлов и их спла-
вов с неметаллами при обеспечении комплекса свойств, которые
нельзя получить другими способами сварки, пайкой, склеиванием
и механическим креплением.
3
Данный способ сварки обладает следующими достоинствами:
• исключается расплавление соединяемых материалов;
• отсутствует необходимость в обязательном применении дра-
гоценных металлов в виде припоев;
• прочность соединений может изменяться в широком диапазо-
не в зависимости от требований к сварному узлу, превышая при
этом прочность клеевых и паяных соединений;
• возможно совмещение процессов сварки и термической обра-
ботки материалов с целью получения определенных свойств;
• соединение разнородных по физико-химическим свойствам
материалов исключает дополнительные промежуточные операции,
например вжигание паст, содержащих серебро;
• процесс диффузионной сварки легко поддается автоматиза-
ции.
Важным достоинством диффузионной сварки, как и других спо-
собов соединения в твердой фазе, является отсутствие плавления
соединяемых материалов. Это исключает проблемы, связанные с
ликвацией, растрескиванием и остаточными напряжениями. Ма-
териалы, упрочненные дисперсными частицами или волокнами,
можно подвергать сварке, не нарушая структуры упрочняющей фазы
и не снижая эффективности упрочнения, а также сохраняя струк-
туру зерен. Кроме того, данный способ сварки позволяет получать
соединения с большой площадью контактной поверхности.
В настоящее время отработана технология соединения свыше
800 видов пар различных материалов, в том числе металлов и спла-
вов, друг с другом и неметаллами — керамикой, стеклами и други-
ми материалами.
Диффузионная сварка, реализуемая при температурах, состав-
ляющих 0,7...0,8 температуры плавления Т^, позволяет получать
сварные конструкции законченных форм и размеров. При этом
можно исключить изменение свойств свариваемых материалов,
повысить качество и надежность изделий, увеличить срок их экс-
плуатации и оптимизировать технологический цикл изготовления
промышленной продукции.
За время, прошедшее после получения этим способом первого
сварного соединения, в России и за рубежом выполнено большое
число научно-исследовательских работ теоретического и приклад-
ного характера по диффузионной технологии. Данная технология
применяется почти во всех отраслях хозяйства, а в ряде случаев
именно благодаря наличию такого эффективного способа соеди-
нения материалов стало возможным создание принципиально но-
вой промышленной продукции.
Значительный вклад в развитие теории твердофазного соедине-
ния и разработку соответствующей технологии внесли выдающие-
ся ученые М.Х. Шоршоров, Ю.Л. Красулин, Э. С. Каракозов,
Р.А. Мусин, В. А. Бачин и др. Благодаря их усилиям это направле-
4
ние в сварочной науке и технике получило приоритетное разви-
тие.
Современное представление о процессах, протекающих при
диффузионной сварке, базируется на достижениях в области фи-
зики и химии твердого тела, а также смежных отраслей науки.
Несмотря на очевидные значительные успехи в развитии диф-
фузионной сварки, еще имеется множество нерешенных вопро-
сов, которые сложно, а в ряде случаев и невозможно решить в
рамках традиционных схем и подходов. Это относится, например,
к соединению магнитных и аморфных сплавов, пьезо- и оптокера-
мики, а также полупроводниковых структур, когда воздействие тем-
ператур выше 0,7 Тт и сварочных давлений свыше 0,8 предела те-
кучести от приводит к необратимым изменениям исходных свойств
свариваемых материалов или их разрушению. Поэтому основным
направлением исследований в области разработки технологий яв-
ляется поиск методов интенсификации процесса диффузионной
сварки, которые позволили бы получать высококачественные свар-
ные соединения при температурах (0,2... 0,3) и сварочных дав-
лениях, исключающих макропластическую деформацию прикон-
тактных областей.
В настоящем учебном пособии показана перспективность одного
из наиболее простых способов интенсификации процесса диффузи-
онной сварки, связанного с использованием промежуточных слоев
на основе высокоактивных энергонасыщенных металлических по-
рошков и их смесей. Благодаря таким слоям температура процесса не
превышает 530 °C, макропластическая деформация деталей отсутствует,
а прочность соединения не ниже, чем у соединяемых материалов.
Рассмотрены особенности получения материалов для промежу-
точных слоев, включая ультрадисперсные порошки (УДП) метал-
лов и их двойные смеси, а также способы размещения их между
свариваемыми поверхностями.
Представлена технология сварки через порошковые слои ме-
таллоорганических солей, восстановленные, свободно насыпанные
металлические слои и пористые прокатанные ленты. Изучена ки-
нетика образования соединения, в том числе спекания промежу-
точных порошковых слоев различного состава и их припекания к
поверхностям компактных материалов.
На примере соединения магнитотвердых материалов с магни-
томягкими, а также твердых сплавов со сталями показаны возмож-
ности, преимущества и перспективы диффузионной сварки через
УДП металлов.
Наряду с этим многолетняя практическая деятельность позво-
ляет автору представить данные по технологии диффузионной свар-
ки ряда материалов, используемых для создания промышленных
изделий, с применением традиционных промежуточных слоев —
гальванических покрытий и металлической фольги.
Рассмотрены специализированное оборудование и технологи-
ческая оснастка, необходимые для предварительной сборки дета-
лей и реализации разработанных процессов диффузионной свар-
ки, а также способы контроля качества сварных соединений.
Автор выражает искреннюю благодарность коллегам и руко-
водству ФНПЦ «Раменское приборостроительное конструкторское
бюро», где выполнен основной объем научно-исследовательской и
внедренческой работы. Автор признателен научным сотрудникам
МАТИ—РГГУ им. К. Э. Циолковского, МИСиС (ТУ), а также дру-
гих вузов и научно-исследовательских институтов за творческую
помощь и поддержку при проведении исследований, обработке
полученных данных и подготовке рукописи.
ГЛАВА 1
НАПРАВЛЕНИЯ РАЗВИТИЯ ДИФФУЗИОННОЙ
СВАРКИ
1.1. Теория диффузионного соединения. Методы
интенсификации процесса диффузионной сварки
На всем протяжении развития диффузионной сварки механиз-
му образования соединения в твердой фазе уделялось особое вни-
мание. Современный этап развития теоретических представлений
о соединении материалов характеризуется изучением физической
природы явлений, разработкой расчетных моделей и получением
аналитических зависимостей для определения оптимальных пара-
метров режима диффузионной сварки.
При всех способах сварки без расплавления соединение образует-
ся в результате деформационного воздействия на соединяемые мате-
риалы. В существующих гипотезах по-разному объясняется процесс
формирования соединения, в частности придается неодинаковое зна-
чение влиянию реальной структуры соединяемых поверхностей.
Ученые, развивавшие пленочную гипотезу холодной сварки, по-
лагали, что для образования соединения в процессе совместной
пластической деформации необходимо лишь сблизить соединяе-
мые поверхности, свободные от оксидных и жировых пленок, на
расстояние действия межатомных сил. Они считали, что сварива-
емость не является свойством металла, а зависит от условий на
поверхности и ею можно управлять, изменяя механические свой-
ства поверхностных пленок в желаемом направлении.
Такой подход к схватыванию металлов в твердой фазе исключа-
ет необходимость определения термодинамических характеристик
процесса образования межатомных связей и основывается на пред-
ставлении о том, что возрастание термодинамической вероятно-
сти схватывания обусловлено уменьшением свободной энергии си-
стемы при исчезновении двух свободных поверхностей. Этот под-
ход не учитывает также природу соединяемых материалов, роль
структурных дефектов, энергетическое состояние атомов в про-
цессе пластического деформирования и другие факторы.
Влияние природы соединяемых материалов на схватывание изу-
чалось в вакууме при остаточном давлении 10"9... 10~7 Па. Опыты
показали, что наиболее существенное влияние на схватывание
металлов оказывает различие в их атомных радиусах; различие толь-
ко в форме и строении кристаллических решеток не сказывается
на способности металлов к схватыванию.
7
В экспериментах с монокристаллами, кристаллические решет-
ки которых неодинаково ориентированы в плоскости контактиро-
вания, установлена также важная роль ориентации. Эти данные и
возможность соединения металлов с неметаллическими материа-
лами (керамика, поликор, стекло), когда понятие ювенильной по-
верхности теряет смысл, означают, что пленочная гипотеза не объяс-
няет всех экспериментально наблюдаемых явлений и, следователь-
но, не может быть главенствующей идеей при разработке теории
процесса.
Для интерпретации физических явлений, приводящих к схва-
тыванию при контактировании твердых тел, предложены четыре
модели, основанные на учете межфазного взаимодействия, раство-
рения, электростатического взаимодействия и хрупкого разруше-
ния.
Все указанные модели исходят из различных представлений о
межфазной границе, но не учитывают многообразия процессов в
зоне соединения при взаимодействии металлов в твердой фазе.
Модель межфазного взаимодействия, основанная на учете в энер-
гетическом балансе исчезновения свободных поверхностей твер-
дых тел, определяет лишь движущие силы процесса схватывания и
поэтому не может быть использована для количественных оценок
схватывания металлов даже с ювенильными поверхностями, ато-
мы которых имеют ненасыщенные связи.
Модель растворения построена на термодинамических критери-
ях смешения взаимодействующих фаз в соответствии с равновес-
ными диаграммами состояний. Она также не позволяет устано-
вить принципиальную возможность и температурную область схва-
тывания по следующей причине.
Известно, что процессы схватывания твердых тел происходят
при взаимодействии между тонкими приповерхностными слоями,
энергетические и структурные характеристики которых при лю-
бом состоянии поверхности (ювенильная, химически адсорбиро-
вавшая атомы другого вещества или покрытая слоем оксида) су-
щественно отличны от таковых в объеме твердого тела. В связи с
большим различием в электронном строении атомов, статических
и динамических параметрах решетки эти приповерхностные слои
на глубине дебаевского радиуса экранирования имеют принципи-
ально другие количественные соотношения, характеризующие спо-
собность к взаимной растворимости веществ и ее предельные ог-
раничения.
Многочисленные эксперименты показали, что схватывание воз-
можно между материалами с весьма большой разницей в атомных
радиусах, которая значительно превышает предельные значения
для объема в условиях равновесия.
Важен также учет химического состояния поверхности. В част-
пости, при взаимодействии металлических поверхностей, покры-
8
тых химически адсорбированным кислородом, для пары Си—Мо,
которая в соответствии с равновесной диаграммой состояния яв-
ляется несмешиваемой, с учетом изобарно-изотермических потен-
циалов комплексов хемосорбции на указанных металлах можно
сделать вывод о том, что образование металлических связей явля-
ется термодинамически разрешенным процессом. Эксперименталь-
ные исследования подтверждают возможность соединения меди с
молибденом в твердой фазе.
Согласно модели электростатического взаимодействия, основан-
ной на учете дисперсионных сил Ван-дер-Ваальса и электростати-
ческих сил, между атомами контактирующих поверхностей не про-
исходит обменных процессов электронного взаимодействия. Од-
нако такой подход нельзя считать правомерным, поскольку сла-
бые дисперсионные и электростатические силы не могут обеспе-
чить получение соединения, прочность которого сопоставима с
прочностью одного из соединяемых материалов.
Кроме того, в силу особенностей электронного строения ме-
таллов при контактировании ювенильных поверхностей невозмож-
но представить ситуацию, при которой не произойдет образова-
ния межатомных связей.
Очевидно, что только прочные химические связи обеспечивают
экспериментально наблюдаемые высокие коэффициенты адгезии
между материалами различной природы. Это подтверждается срав-
нением коэффициентов адгезии металлов в вакууме, в химически
и физически адсорбируемых газах. При испытаниях в среде хими-
чески адсорбируемых газов коэффициент адгезии резко падает.
Кроме того, без образования в зоне контакта прочных химических
связей невозможны дальнейшие процессы релаксационного харак-
тера, такие, как диффузия и связанные с ней рекристаллизация,
образование новых фаз и др.
Модель хрупкого разрушения, предназначенная для объяснения
явления схватывания, основана на учете энергии, необходимой для
распространения трещины через среду, имеющую самую низкую
поверхностную энергию.
Основное достоинство указанной модели в отличие от ранее рас-
смотренных состоит в том, что в ней прочность схватывания ассо-
циируется с энергией распространения трещины вдоль первона-
чальной плоскости контакта путем разрыва атомных связей, проис-
ходящего в результате концентрации напряжений на концах тре-
щины. Поэтому модель хрупкого разрушения является попыткой
подхода к явлению схватывания с позиций химической кинетики.
Основой рекристаллизационной гипотезы служит тот факт, что
при больших деформациях температура рекристаллизации метал-
лов может существенно снижаться.
Согласно этой гипотезе основным процессом, обусловливаю-
щим образование соединения при холодной сварке, является
9
рекристаллизация в зоне контакта (наиболее полно вопросы вли-
яния рекристаллизации на формирование структуры соединений
при сварке одноименных металлов в связи с изучением их проч-
ности и пластичности рассмотрены исследовательским коллекти-
вом, возглавляемым Л. Н. Лариковым).
। Однако прежде чем станет возможным образование общих зе-
рен в зоне соединения, должна сформироваться ориентированная
в плоскости контакта межзеренная граница, обладающая всеми
признаками, присущими границе зерна в объеме металла. Други-
ми словами, рекристаллизационная гипотеза рассматривает про
1цессы структурных изменений в зоне соединения после того, как
завершилось схватывание контактных поверхностей.
Основоположник процесса диффузионной сварки профессор
Н.Ф. Казаков [3] считал, что образование неразъемного соедине-
ния при температуре Т = (0,6... 0,8) Тт связано с процессами гетеро-
диффузии, протекающими в зоне контактирования соединяемых
| материалов. При этом предполагалось, что существует зона взаим-
ной диффузии минимальной ширины, обеспечивающей получе-
ние высококачественного соединения. Следуя этой точке зрения,
| можно заключить, что увеличение ширины зоны взаимной диф-
фузии должно сопровождаться улучшением механических свойств
соединений.
Практика соединения металлов в твердом состоянии, особенно
(разноименных, приводит к противоположному результату, что
опровергает представление о превалирующем значении гетеродиф-
фузии в процессе образования соединения.
Диффузионные процессы, происходящие при любом способе
сварки без расплавления материалов, естественно, оказывают вли-
яние на формирование соединения, однако являются сопутствую-
щими.
Основной недостаток рассматриваемой гипотезы состоит в том,
что активация и схватывание контактных поверхностей не рас-
сматриваются в ней в качестве возможных лимитирующих состав-
ляющих общего процесса образования высококачественного со-
единения, тогда как при низкоинтенсивных способах соединения
разноименных металлов, существенно отличающихся друг от дру-
га сопротивлением пластической деформации, именно процессы
। активации и схватывания контактных поверхностей являются ли-
митирующими.
Ясно, что диффузия между соединяемыми металлами может
происходить после схватывания контактных поверхностей хотя бы
на отдельных участках.
Согласно электронной гипотезе непосредственного контакта
соединяемых материалов, при котором расстояние между атомами
соединяемых поверхностей равно по порядку величины параметру
кристаллической решетки, еше не достаточно для проявления схьа-
10
тывания. Способность к схватыванию поликристаллических ме-
таллов отвечает их определенному состоянию. Для проявления схва-
тывания необходимо, чтобы энергия атомов, находящихся в кон-
тактирующих металлах, превысила определенный для каждого ме-
талла уровень, который можно назвать энергетическим порогом
схватывания. При этом между поверхностными слоями материа-
лов возникают металлические связи, и их поверхность раздела ис-
чезает.
В данной гипотезе, основанной на теории абсолютных скоро-
стей реакции, по существу, впервые предложено рассматривать про-
цесс образования соединения в энергетическом аспекте, пользуясь
понятиями активированного состояния и активного комплекса.
Важными для понимания природы формирования соединения
между материалами в твердой фазе стали исследования профессо-
ра Ю.Л. Красулина [7], показавшего, что процесс образования со-
единения при любом способе сварки без расплавления следует
рассматривать как топохимическую реакцию, в которой можно
выделить три основные стадии.
Первая — формирование физического контакта, т.е. сближе-
ние атомов соединяемых материалов вследствие пластической де-
формации на расстояние, при котором возникает либо физиче-
ское взаимодействие, обусловленное силами Ван-дер-Ваальса, либо
слабое химическое взаимодействие. Последний вариант реализу-
ется в случае, когда материалы имеют резко отличные свойства и
их сближение осуществляется за счет пластической деформации
хотя бы одного из них. При этом происходит активация контакт-
ной поверхности пластически деформированного материала за счет
выхода дислокаций, что создает условия для образования слабых
химических связей.
Характерная особенность всех способов сварки давлением —
образование физического контакта в результате микропластичес-
кой деформации контактных поверхностей. Очевидно, что в плас-
тическую деформацию вовлекаются также приконтактные объемы
и целиком свариваемое изделие.
Полный физический контакт не может образоваться только за
счет микропластической деформации, так как полости от впадин
между микровыступами на свариваемых поверхностях не исчезают
вследствие пластической деформации.
По мере образования физического контакта скорость микро-
пластической деформации уменьшается и может достигнуть ско-
рости пластической деформации, когда сформируется полный
физический контакт [4, 7].
Микропластическая деформация всегда намного больше фик-
сируемой пластической деформации свариваемых деталей.
Большие скорости микропластической и пластической дефор-
маций обусловливают значительное упрочнение прикоптактного
объема металла, которое может достигнуть столь высокого уровня, =
что физический контакт прекратит развиваться.
Из этого следует, что, во-первых, при грубой поверхностной
обработке свариваемой детали, когда микровыступы на контакт-
ной поверхности имеют большую высоту, указанный эффект де
формационного упрочнения приконтактного объема будет прояв-
ляться в большей степени.
Повышение шероховатости поверхности означает уменьшение
угла при вершине микровыступов. Сварочное давление, прило-
женное к деталям с такой поверхностью, обеспечивает более вы-
сокую скорость микропластической деформации по сравнению со
случаем, когда поверхность имеет микровыступы с большим углом
при вершине.
Таким образом, деформационное упрочнение микровыступов
при грубой обработке поверхности будет более значительным.
Помимо этого при наличии грубо обработанной поверхности, у
которой микровыступы характеризуются малыми углами при их
вершинах, ввиду высокой степени локализации пластического те-
чения по вершинам микровыступов происходит интенсивное де-
формационное упрочнение этих областей.
Процесс упрочнения сопровождается резким снижением ско-
рости деформации микровыступов и интенсивности формирова-
ния физического контакта.
По мере уменьшения шероховатости контактных поверхностей
и соответственно увеличения углов при вершинах микровыступов
в пластическое течение, ранее ограничивавшееся микровыступа-
ми, вовлекаются приконтактные объемы материала.
В условиях происходящего снижения степени локализации де-
формации физический контакт образуется с большей интенсивно- !
стью, чем при грубой обработке контактных поверхностей.
Во-вторых, поскольку упрочнение является структурно-чувстви- j
тельным процессом, выбор соответствующей исходной структуры :
позволит если не предотвратить, то хотя бы уменьшить деформа-
ционное упрочнение приконтактного объема.
Необходимо также отметить следующее. Пластическая дефор-
мация, обусловленная движением дислокаций, всегда приводит к
образованию на поверхности характерного рельефа — следов сколь-
жения как по границам зерен, так и в их объеме.
Геометрические параметры указанного рельефа определяются
механизмами деформации.
Физический контакт, образовавшийся в результате микроплас-
тической деформации, всегда имеет микронесплошности, запол-
нение которых веществом может происходить только за счет диф-
фузионных процессов.
Понятие физического контакта относится к двум соединяемым ;
поверхностям, находящимся на таком расстоянии друг от друга
12
при котором происходит валентное межатомное взаимодействие.
Наличие микронесплошностей даже атомного размера уменьшает
фактическую площадь физического контакта.
Увеличение площади физического контакта на начальных эта-
пах формирования соединения происходит при преимуществен-
ном действии пороговых механизмов пластической деформации.
Однако такая деформация ограниченна, так как приконтактный
объем материала упрочняется, а механическое напряжение в кон-
такте снижается.
После того как напряжение достигнет минимального значе-
ния и станет недостаточным для действия пороговых механизмов
деформации, зона соединения будет представлять собой структу-
ру, в которой дефекты находятся в плоскости первоначального
контакта.
При сварке однородных металлов такие дефекты расположены
вдоль границы, которая по своим свойствам аналогична больше-
угловой границе зерен. Если движущая сила миграции такой гра-
ницы достаточна для начала ее перемещения из плоскости кон-
такта, то полный физический контакт может образоваться за счет
растворения дефектов, расположенных внутри зерен.
Если же движущая сила миграции недостаточна для начала дви-
жения границы зерен, то формирование полного физического кон-
такта будет сопровождаться растворением указанных дефектов на
межзеренной границе [4].
При уменьшении шероховатости соединяемых поверхностей
заметное влияние на интенсивность развития физического кон-
такта может оказывать деформационный рельеф, образующийся
на контактных поверхностях в результате кристаллографического
скольжения внутри зерен при определенных условиях — вслед-
ствие проскальзывания по границам зерен.
Развитие деформационного рельефа положительно сказывается
на формировании физического контакта, поскольку при деформа-
ции микровыступов расширяются зоны контактирования.
По мере накопления микропластической деформации и при
уменьшении шага неровностей влияние деформационного релье-
фа на образование физического контакта возрастает, так как умень-
шающийся зазор между поверхностями на участках, содержащих
непровары, может полностью перекрываться выступами деформа-
ционного рельефа.
Интенсивность развития деформационного рельефа с повыше-
нием температуры увеличивается. Его влияние на формирование
соединения наиболее значительно, когда развитие рельефа и сбли-
жение контактных поверхностей происходят примерно с одинако-
вой интенсивностью.
Наличие у исходных поверхностей грубого деформационного
рельефа затрудняет образование физического контакта.
13
При интенсивном развитии деформационного рельефа и сбли-
жении контактных поверхностей создаются благоприятные усло-
вия для хорошего «прилегания» отдельных зерен и микрообъемов
в зоне физического контакта. В этих условиях облегчается процесс
формирования большеугловых границ зерен, ориентированных
вдоль первоначальной плоскости контактирования.
Благодаря вкладу развивающегося деформационного рельефа в
образование физического контакта можно существенно уменьшить
пластическую деформацию свариваемых изделий.
Экспериментальные исследования [4, 7] показали, что на раз-
витии и характере деформационного рельефа сказывается наличие
на свариваемых поверхностях слоя оксида: увеличение его толщи-
ны сдерживает развитие деформационного рельефа.
С ростом температуры процесса сварки, т.е. по мере увеличе-
ния скорости микропластической деформации, полный физичес-
кий контакт образуется при меньшей пластической деформации.
Повышение температуры сварки интенсифицирует термически
активируемый процесс микропластической деформации металла,
образование физического контакта и диффузию кислорода из при-
поверхностного слоя в глубь металла.
Благодаря диффузии уменьшается сопротивление пластической
деформации металла в зоне соединения, увеличивается скорость
микропластической деформации и создаются благоприятные ус-
ловия для развития деформационного рельефа. Поэтому при по-
вышении температуры сварки физический контакт образуется с
большей интенсивностью.
Сварочное давление также играет важную роль в развитии физи-
ческою контакта. Многочисленные экспериментальные исследова-
ния показали, что при изотермическом нагреве образцов без прило- ।
жения внешнего давления формирование физического контакта про- |
исходит в результате пластического течения металла под действием 1
сил поверхностного натяжения или диффузионного массообмена. !
Увеличение сварочного давления способствует микропластичес- !-
кой деформации микровыступов и развитию деформационного
рельефа.
Таким образом, образование физического контакта при диффу- :
зионной сварке связано с протеканием совокупности сложных (вза-
имосвязанных и конкурирующих друг с другом) процессов.
Вторая стадия — активация контактных поверхностей — обра-
зование активных центров. При сварке разнородных материалов
на этой стадии возникают активные центры на поверхности более
твердого из соединяемых материалов. Наличие этого периода и
его длительность определяются особенностями пластической де-
формации более твердого материала.
При сварке одноименных материалов первая и вторая стадии
практически сливаются в одну, так как активация обеих контакт-
14
Flbix поверхностей начинается уже в процессе их сближения при
смятии микровыступов вследствие совместной пластической де-
формации.
Если между соединяемыми поверхностями образовался физи-
ческий контакт, то активация контактных поверхностей — необ-
ходимое и достаточное условие образования сварного соединения
в твердой фазе.
В результате активации поверхностей происходит валентное
межатомное взаимодействие, при котором между атомами соеди-
няемых поверхностей образуются химические связи. Этот процесс
обычно называют схватыванием [7].
Схватывание — бездиффузионный процесс, в принципе проис-
ходящий при любых температурах, если возможна микропласти-
ческая деформация, что обусловлено не столько дислокационной
природой активных центров, сколько необходимостью образова-
ния физического контакта хотя бы на локальных участках.
Элементарные акты схватывания наблюдаются при резании
металлов, различных способах их обработки давлением, работе
подшипников скольжения и т.д. В этих случаях схватывание —
нежелательный процесс, и использование различных антифрик-
ционных смазочных материалов при наличии контактирующих
поверхностей позволяет предотвратить его.
При сварке давлением схватывание может быть необходимым,
а иногда и достаточным процессом для образования сварного со-
единения в зависимости от природы соединяемых материалов и
требований, предъявляемых к свойствам сварных соединений.
После схватывания могут развиваться процессы релаксацион-
ного гипа, степень и характер проявления которых связаны с тем-
пературно-скоростными условиями деформирования при сварке,
а также природой соединяемых металлов.
Известно [2], что для образования химической связи между ато-
мами двух металлов (а это и есть элементарный акт схватывания),
химические связи между атомами каждого из них и находящимися
на их поверхностях атомами кислорода должны быть разорваны.
На разрыв этих химических связей и направлена активация про-
цесса.
Существует несколько способов активации, приводящих к раз-
рыву химических связей между атомом металла и атомом кислоро-
да в условиях термодеформационного взаимодействия: термичес-
кий, энергетический, механический и химический [4].
Основные особенности активации контактных поверхностей при
соединении металлов в твердой фазе обусловлены тем, что каждая
из конденсированных фаз представляет собой систему, между ато-
мами которой существуют химические связи.
Схватывание происходит на активных центрах, которыми при
соединении материалов в реальных условиях (атомная и геометри-
1ческая неоднородности поверхности, наличие оксидных и хемо-
сорбированных слоев) являются участки поля упругих искажений
вокруг вышедших в зону физического контакта отдельных дисло-
I каций или их скоплений. На этих участках энергетическое состо-
яние атомов соответствует уровню, необходимому для разрыва ста-
рых и образования новых химических связей.
Кинетика процесса активации контактных поверхностей, обус-
ловливающая кинетику развития схватывания, должна находиться
в строгом соответствии с закономерностями развития пластичес-
кой деформации материалов в приконтактном объеме.
При анализе влияния параметров процесса диффузионной свар-
ки (температура, сварочное давление, время выдержки) на актива-
цию контактных поверхностей можно использовать представле-
ния и уравнения химической кинетики, основные положения ко-
торой разработаны для случая взаимодействия жидких или газооб-
разных фаз. При этом необходимо учитывать вклад всех видов
энергетической стимуляции процессов.
Ввиду важности такого параметра процесса сварки, как темпе-
ратура, проанализируем ее влияние на кинетику активации кон-
тактных поверхностей.
Повышение температуры процесса может вызвать следующие
эффекты:
• увеличится частота выхода дислокаций в зону физического
контакта;
• возрастет скорость движения дислокаций и, следовательно,
.количество энергии, вводимой в зону физического контакта каж-
дой из них;
• уменьшится модуль сдвига металла;
• снизится прочность связей между атомами кислорода и ме-
|талла в оксидном или хемосорбированном слое;
• уменьшится высота потенциального энергетического барьера,
(ограничивающего формирование химических связей;
• изменится число атомов, участвующих в химическом взаимо-
действии на одном активном центре, или, иначе говоря, изменит-
ся площадь активного центра.
Анализ вышеизложенного приводит к выводу о том, что в усло-
виях термодеформационного воздействия на металлы следует раз-
личать две энергетические характеристики процесса активации
[контактных поверхностей:
• энергию активации в макроскопическом масштабе, влияющую
.на частоту появления активных центров в зоне физического кон-
такта (поскольку активный центр представляет собой дислокацию
с полем упругих искажений, эта величина характеризует энергию
активации пластической деформации);
• энергетический барьер, определяющий энергию (зависящую
|от физико-химического состояния поверхности), при достижении
16
или превышении которой в пределах отдельного активного центра
осуществляется разрыв старых связей.
При анализе процесса активации контактных поверхностей не-
обходимо учитывать:
• количество энергии, вводимой каждой дислокацией в зону
физического контакта с учетом энергии, обусловленной ее движе-
нием;
• распределение энергии вокруг дислокации при выходе ее на
поверхность;
• частоту выхода дислокаций (сопровождающегося появлением
активных центров) в зону физического контакта;
• высоту потенциального энергетического барьера отдельного
активного центра.
Единственным критерием степени полноты процесса актива-
ции контактных поверхностей может служить прочность сварного
соединения, отражающая степень схватывания. Наибольшая проч-
ность сварного соединения достигается при наличии на поверхно-
сти максимально возможного числа активных центров (или при
их максимальной площади).
Третья стадия — объемное взаимодействие — наступает с мо-
мента образования активных центров на соединяемых поверхно-
стях. В течение этой стадии происходит развитие взаимодействия
соединяемых материалов как в плоскости контакта (с образовани-
ем прочных химических связей), так и в объеме зоны контакта.
Данный процесс протекает на активных центрах, представляю-
щих собой, в частности, дислокации с полем напряжений. В плос-
кости контакта он заканчивается слиянием дискретных очагов вза-
имодействия, а в объеме релаксацией напряжений. Олнако для
обеспечения требуемой прочности соединения часто необходимо
дальнейшее развитие релаксационных процессов типа рекристал-
лизации, а иногда и гетеродиффузии.
При сварке однородных металлов критерием окончания тре-
тьей стадии может служить рекристаллизация, приводящая к об-
разованию общих зерен в зоне контакта. При сварке разнородных
материалов необходимость развития или ограничения гетеродиф-
фузии зависит от свойств диффузионной зоны и образующихся в
ней фаз.
Такая трактовка природы образования соединения в твердой
фазе опирается, с одной стороны, на дискретность процесса обра-
зования очагов взаимодействия (активных центров), а с другой —
на наличие коллективного взаимодействия атомов в поле этих ак-
тивных центров.
Таким образом, процесс схватывания («сшивания» связей) на
контактных поверхностях является бездиффузионным. Потребность
в развитии диффузионных процессов, которые всегда сопутствуют
термодеформационным воздействиям, должна рассматриваться с
17
точки зрения упрочнения, разупрочнения или охрупчивания со-
единения.
Наличие взаимодействия с образованием прочных химичес-
ких связей между атомами соединяемых поверхностей, находя-
щимися на активных центрах, которыми являются дислокации с
полями упругих напряжений, выходящие в зону контакта, впер-
вые было установлено Ю.Л. Красулиным [7] на примере соеди-
нения алюминия с кремнием при исследовании структуры зоны
контакта на поверхности кремния и расчете напряжений вокруг
дислокаций.
В соответствии с представлениями о трехстадийном процессе
формирования соединения между металлами в твердой фазе при-
рода образования соединения едина независимо от характера и
интенсивности деформационного или термодеформационного воз-
действия. Различие заключается в кинетике отдельных стадий про-
цесса, на которую оказывают влияние температура, характер и ин-
тенсивность деформирования материалов, степень локализации де-
формаций и особенности развития релаксационных процессов в
зоне соединения.
Анализ процесса формирования соединения по стадиям открыл
широкие перспективы для кинетических исследований и построе-
ния моделей, предназначенных для энергетических оценок, а в
конечном итоге — для лучшего понимания природы процесса и
целенаправленного управления им путем обоснованного выбора
технологии сварки и параметров режима.
При использовании кинетического подхода важным вопросом
является определение вида зависимости скорости образования со-
единения от всех основных факторов, влияющих на нее. Только в
этом случае возможна объективная энергетическая оценка про-
цесса и выявление контролирующего его механизма.
Исходя из вышеизложенного можно сделать вывод о том, что
промежуточные слои при диффузионной сварке в ходе их спека-
ния и припекания к соединяемым поверхностям (а это процессы,
также протекающие в твердой фазе) оказывают влияние на ско-
рость образования соединения на той или иной стадии, но не ме-
няют характера происходящих процессов.
Для целенаправленной разработки методов интенсификации
диффузионной сварки было предложено использовать кинетиче-
скую схему [12], на которой систематизированы научные пред-
ставления о трехстадийном характере взаимодействия контакти-
рующих поверхностей при данном способе сварки. С помощью
этой схемы можно выбирать технологические воздействия, кото-
рые интенсифицируют те или иные физико-химические процессы
в контактной зоне на каждой стадии.
Образование физического контакта на первой стадии можно
интенсифицировать циклическим изменением сварочного давле-
18
ния. введением ультразвуковых колебаний в зону соединения, на-
ложением крутильных колебаний и другими способами.
Любое воздействие (физическое или химическое), обеспечива-
ющее разрыв и последующее восстановление связей поверхност-
ных атомов, интенсифицирует процессы на второй стадии.
Наложение электростатических и магнитных полей, облучение
материалов ионизирующими частицами высоких энергий и дру-
гие виды воздействия позволяют интенсифицировать массообмен
и релаксацию напряжений на третьей стадии процесса взаимо-
действия соединяемых поверхностей.
Хотя общие закономерности влияния основных параметров этого
процесса и свойств свариваемых материалов на прочность соеди-
нений до конца не изучены, некоторые тенденции очевидны:
• небольшие изменения температуры вызывают значительные
изменения кинетики образования соединения (температура — наи-
более сильно влияющий параметр, так как она определяет пласти-
ческое течение материалов и скорость диффузионного обмена меж-
ду увеличивающимися контактирующими поверхностями);
• возрастание времени выдержки t при заданных значениях тем-
пературы Т и сварочного давления Р повышает прочность соеди-
нения до некоторого предела, по достижении которого ее увели-
чение прекращается;
• возрастание давления Р приводит к повышению качества со-
единения при любых заданных значениях Та t, однако чрезмерно
большое давление может вызвать пластическую деформацию дета-
лей, изменение их формы и даже разрушение;
• для получения высококачественных соединений требуется
оптимальная шероховатость свариваемых поверхностей, обеспе-
чивающая деформацию микронеровностей и протекание массооб-
мена;
• из-за различия в значениях скорости диффузии двух разно-
родных материалов возможно образование пор, хрупких интерме-
таллических соединений и легкоплавких фаз (эти явления могут
быть сведены к минимуму путем подбора соответствующих усло-
вий сварки).
Наиболее простым способом интенсификации процесса обра-
зования физического контакта является циклическое изменение сва-
рочного давления по следующей схеме: сжатие с определенным уси-
лием Р{ и выдержка продолжительностью снятие давления Pt
на время /2; сжатие (Р, = Pb h = О; снятие давления Рг на время
t, = и т.д.
Такая схема приложения давления существенно увеличивает
степень пластической деформации металла в зоне контакта по срав-
нению со статическим воздействием нагрузки. При каждом новом
нагружении, направленном перпендикулярно плоскости контак-
та, наблюдается период активной деформации микровыступов и
19
неустановившейся ползучести, что связано с развитием процессов
возврата на этапах снятия нагрузки. Данный режим сварки позво-
ляет повысить прочность соединений и уменьшить температуру
процесса.
Другой метод интенсификации диффузионных процессов в зоне
контакта металлов основан на приложении к свариваемым деталям
(перпендикулярно действию сварочного давления) растягивающих
усилий, вызывающих упругую деформацию. Возникающие при этом
искажения кристаллической решетки не только ускоряют диффу-
зию, но и облегчают образование областей, содержащих вакансии,
что интенсифицирует взаимодействие соединяемых материалов.
Использование при диффузионной сварке вибрационных коле-
баний ультразвуковой частоты для ускорения развития физическо-
го контакта за счет увеличения скорости ползучести материала
предложено Н.Ф. Казаковым [3].
Ультразвуковые колебания вводят в зону соединения перпен-
дикулярно плоскости сварки. Переменные напряжения вызывают
генерирование новых источников дислокаций и увеличение под-
вижности последних, что интенсифицирует взаимную диффузию
металлов.
В ряде случаев для предотвращения возникновения в зоне кон-
такта хрупкого слоя интерметаллидов при сварке разнородных
металлов прибегают к сокращению продолжительности процесса
за счет приложения ударного сварочного давления.
Суть этого способа состоит в том, что на локально нагретые
зоны контакта детали подают одиночный импульс силы. В свари-
ваемых деталях под воздействием динамической нагрузки проис-
ходит локальная пластическая деформация в зоне контакта и об-
разование сварного соединения. Продолжительность процесса со-
ставляет 1... 10 мс.
Свариваемые детали нагревают до различных температур в раз-
веденном положении, что обеспечивает равномерную пластиче-
скую деформацию в зоне соединения.
В случае проведения сварки в вакууме при воздействии ударно-
го давления образуется вакуумно-плотное соединение с хорошими
механическими свойствами. Прочность сварного соединения срав-
нима с прочностью основного менее прочного металла.
Перспективное направление развития диффузионной сварки
связано с осуществлением контролируемого принудительного дефор-
мирования свариваемых деталей, т. е. с управлением скоростью рас-
пространения пластической деформации на всех этапах процесса
образования соединения (нагружение, формирование, последефор-
мационная выдержка, разгружение).
Диффузионную сварку с принудительным деформированием
(ДСПД) проводят при механических напряжениях, превышающих
предел текучести материалов. Скорость деформирования деталей
20
определяется приложенной нагрузкой и условиями, в которых она
действует: температурой и временем выдержки.
Преимуществом ДСПД является то, что контроль основных
параметров осуществляется непосредственно во время сварки по
диаграмме «деформирующая нагрузка — деформация» или «дефор-
мирующая нагрузка — время выдержки».
В ряде случаев, в частности при диффузионной сварке титано-
вых сплавов, используется эффект сверхпластичного формования
при повышенных температурах.
Наиболее эффективные технологические методы интенсифи-
кации массообмена при соединении металлов с металлами и осо-
бенно с неметаллами — наложение электрических и магнитных
полей, а также облучение свариваемых поверхностей ионизирую-
щим излучением.
Одним из перспективных методов соединения стекол и сапфи-
ра с полупроводниками и металлами при температурах, не превы-
шающих 450 °C, является сварка в сильном электростатическом поле.
Соединяемые детали приводят в контакт друг с другом, нагревают
любым известным способом до температуры, более низкой по срав-
нению с температурой размягчения диэлектрика, прикладывают
напряжение заданной величины и полярности и определенное
время выдерживают в этих условиях.
Под действием электростатического поля стекло поляризуется,
что приводит к уменьшению энергии в системе полупроводник —
кислород и повышению реакционной способности ионов кисло-
рода, которые вступают в химическое взаимодействие с атомами
соединяемого металла. Кроме того, поле ускоряет направленную
диффузию атомов.
Продолжительность процесса, зависящая от температуры, при-
ложенного электрического напряжения и вида соединяемых мате-
риалов, может составлять от нескольких минут до нескольких ча-
сов.
Этот технологический процесс обеспечивает соединение раз-
нородных материалов при относительно низких температурах без
предварительного окисления металлических деталей, сохранение
точных геометрических размеров и оптических свойств стекол, а
также уменьшение остаточных напряжений в сварных узлах.
Следует отметить, что качество соединения, полученного с по-
мощью этого метода, может быть повышено, а температура свар-
ки — в еще большей степени уменьшена при использовании раз-
личных дополнительных эффектов, например импульсного тока,
экзоэлектрического эффекта и др.
Воздействие ионизирующего излучения возможно реализовать по
следующим схемам:
• предварительное облучение с последующим воздействием тем-
пературы и давления;
21
• нагрев деталей ионизирующим излучением в процессе сварки.
Облучение поверхности свариваемых деталей нейтронами, 1
а-часгицами, у-лучами и электронами приводит к образованию 1
парных дефектов Френкеля, скоплению точечных дефектов, пе- |
тель дислокаций и других искажений кристаллической решетки.
Повышенная концентрация дефектов облегчает образование ак- '
тивных центров в условиях сварки, вызывает возрастание пара-
метров диффузии взаимодействующих материалов и интенсифи-
цирует другие физические процессы в контакте.
Согласно оценке изменений ряда параметров, обеспечиваю-
щих интенсификацию процессов диффузионной сварки под дей-
ствием ионизирующих излучений, при условии, что основным
механизмом активации поверхности является выход на нее избы-
точных вакансий, необходимую концентрацию таких вакансий
можно получить при облучении поверхности потоком электро-
нов энергией свыше 500 кэВ и интегральной плотностью более ||
10 см-2. Я
Сравнительные эксперименты показали, что образцы, предва- Я
рительно облученные потоком электронов в указанном режиме и Ц
сваренные при Т = 450 °C и t- 15 мин, имеют такую же прочность, Я
что и образцы, не подвергавшиеся облучению и сваренные при Т- Я
= 950 °C и t = 30 мин. Ч
Каждый из рассмотренных методов интенсификации процесса
диффузионной сварки обладает одним или несколькими преиму-
ществами перед другими, тем не менее они не позволяют решить
поставленную задачу в комплексе по ряду причин, а именно: при
снижении температуры процесса или уменьшении времени вы-
держки возникает необходимость увеличить пластическую дефор-
мацию свариваемых деталей, что не всегда допустимо; снизив тем-
пературу процесса, невозможно получить сварное соединение, рав-
нопрочное исходному материалу, и т. п. Кроме того, эти методы
требуют разработки технологий, создания высокоточного свароч-
ного и специализированного оборудования и прецизионной оснаст-
ки, а также значительных материальных затрат.
Выход может быть найден благодаря существованию еше одно-
го метода интенсификации процесса диффузионной сварки, обес-
печивающего решение комплекса задач и основанного на приме- ।
нении промежуточных слоев, которые при сварке могут выполнять !
самые разнообразные функции: '
• снижать химическую неоднородность в зоне соединения; -
• снимать остаточные напряжения и устранять влияние разли- |
чия в значениях коэффициента линейного теплового расширения 1
(КЛТР) свариваемых материалов; ’
• предотвращать их пластическую деформацию;
• существенно снижать основные параметры режима диффузи-
онной сварки (температура, сварочное давление, время выдержки)
22
при одновременном обеспечении высокой прочности соединений,
что имеет наиболее важное значение.
1.2. Диффузионная сварка через
промежуточные слои
Промежуточные слои могут быть расплавляющимися и нерас-
плавляющимися.
В качестве материалов для расплавляющихся промежуточных слоев
наиболее часто применяют припои разных марок и оксиды ще-
лочных металлов, взаимодействующие с оксидной пленкой на по-
верхности основного металла. Выбор химического состава слоя
зависит от вида свариваемых материалов и требований, предъяв-
ляемых к сварному соединению.
Сварку проводят при температурах, близких к температуре плав-
ления припоя, с учетом того, что необходимо обеспечить протека-
ние диффузионных процессов между свариваемыми материалами и
компонентами промежуточного слоя. Жидкая фаза способствует
отделению, диспергированию и растворению оксидных пленок, как
при сварке плавлением или пайке. В большинстве случаев проме-
жуточные слои обеспечивают очистку поверхностей и в процессе
образования соединения выдавливаются из зоны контактирования.
Основной недостаток таких слоев — низкое качество сварных
соединений, соответствующее по прочности паяным. Учитывая
сходство этой технологии с процессом пайки, в дальнейшем рас-
сматривать ее не будем.
Существует еше один способ создания соединения через жид-
кий промежуточный слой, образующийся при эвтектической тем-
пературе в результате сплавления материала, входящего в его со-
став, с при контактными объемами свариваемых материалов. По-
добно припою он смачивает соединяемые поверхности в течение
довольно короткого промежутка времени и при охлаждении фор-
мирует неразъемное соединение. Например, титан с никелем об-
разуют эвтектику при массовой доле Ni 7 % (что соответствует 5,8 %
атомов этого компонента) и Т- 765 °C.
Преимущество этого способа диффузионной сварки перед спо-
собом, основанным на использовании припоя, состоит в том, что
в системе основной материал — эвтектический промежуточный
слой — основной материал нет явной границы раздела и резкого
изменения физико-химических и механических свойств, характер-
ных для системы основной материал — припой — основной мате-
риал. Эвтектический сплав основного материала с промежуточ-
ным слоем обладает свойствами обоих материалов.
В качестве материалов для нерасплавляющихся промежуточных
слоев применяют, как правило, пластичные металлы (золото, се-
23
ребро, никель, медь, алюминий и др.) в виде фольги, проволоки,
порошков и пленок, наносимых на соединяемые поверхности галь-
ваническим методом или вакуумным напылением.
Учеными, исследовавшими сварные диффузионные соединения,
изучено множество сочетаний разнородных материалов.
Так, диффузионной сваркой не удается получить достаточно
прочное соединение непосредственно алюминия и его сплавов со
сталью в связи с образованием в зоне соединения интерметалли-
дов. Алюминиевый сплав АМц сваривают со сталью 15 через слой
никеля, нанесенный гальваническим методом на поверхность ста-
ли с предварительно осажденным тем же методом подслоем меди.
Сварку проводят на следующем режиме: температура 550 °C, сва-
рочное давление 14 МПа, время выдержки 2 мин. При механичес-
ких испытаниях сварных соединений на растяжение разрушение
происходит по алюминию.
Аналогичные результаты получают и при соединении алюми-
ния АДО со сталями 38ХМЮА и 12Х18Н10Т, имеющими слой галь-
ванического никеля.
Для повышения прочностных характеристик сварных соедине-
ний меди (и ее сплавов) с железом и сталями применяют проме-
жуточный слой никеля толщиной 20... 30 мкм, наносимый гальва-
ническим методом.
В этом слое образуется непрерывный ряд твердых растворов на
основе железа и меди (при Т = 900 и 950 °C), что имеет важное
значение для сварки.
Диффузионную сварку сплавов на основе ниобия и других ту-
гоплавких металлов осуществляют при температурах, более низ-
ких по сравнению с температурой рекристаллизации, что необхо-
димо для предотвращения насыщения их газами и роста зерен при
нагреве.
Интенсификацию диффузионных процессов обеспечивают про-
межуточные слои, наносимые на свариваемые поверхности напы-
лением в вакууме. Толщина напыленного слоя составляет от не-
скольких долей микрометра до десятков микрометров. Такие слои
имеют мелкозернистую структуру. Они растворяются в сваривае-
мых металлах и не оказывают существенного влияния на проч-
ность сварного соединения. При сварке вольфрамониобиевого
сплава ВН-3 в качестве материала для промежуточного слоя при-
меняют никель, обладающий малой растворимостью в ниобии. При
температуре 1100 °C коэффициент диффузии никеля в ниобии на
три порядка меньше, чем у ниобия в никеле. Параметры режима
сварки таковы: Т = 1000 QC, Р = 20 МПа и t = 30 мин. Предел
прочности соединения ов составляет 0,9 предела прочности основ-
ного свариваемого материала.
Соединения никелевого сплава ХН60В с ниобиевым ВН2АЭ,
равнопрочные сплаву ХН60В, получают с применением двойных
24
промежуточных слоев молибден—палладий или молибден—воль-
фрам, наносимых вакуумным напылением. Эти металлы образуют
твердые растворы друг с другом и обоими свариваемыми металла-
ми. Предел прочности соединения на отрыв с двойным слоем мо-
либден— палладий выше, чем у соединения со слоем молибден—
вольфрам, и составляет около 80 % ов сплава ВН2АЭ.
При изготовлении режущих биметаллических элементов штам-
пов основание из стали 5ХГСВ соединяют с твердым вольфрамо-
кобальтовым сплавом ВК20 через слой никеля, нанесенный на
свариваемые поверхности химическим методом, а также выпол-
ненный в виде фольги никеля или пермаллоя 50Н толщиной 0,2 мм.
Сварку проводят при Т = 1130... 1150°C, Р- 5 МПа и t- 12 мин.
Разрушение соединения происходит по твердому сплаву.
Высококачественные соединения безвольфрамового твердого
сплава КНТ16, в состав которого входят кобальт, никель и титан, со
сталью ШХ15 получают при Т = 1000... 1200°C, Р= 10... 15 МПа и
t= 15 ...60 мин с применением промежуточного никелевого слоя в
виде фольги Н2 толщиной 0,1 мм, который способствует более ин-
тенсивному протеканию диффузионных процессов в зоне соедине-
ния и компенсирует разницу в КЛТР свариваемых материалов.
Диффузионную сварку титановых сплавов ОТ-4 и ВТ-14 с ме-
дью М1 и бронзой БрХ08 проводят через слой молибдена или ни-
обия, напыленный в вакууме. С титаном указанные материалы об-
разуют непрерывный ряд твердых растворов, тогда как с медью
молибден практически не взаимодействует. Толщину слоя выби-
рают минимальной, исходя из возможностей технологического
оборудования, так как ее увеличение приводит к снижению проч-
ности сварного соединения.
Прочность соединений, полученных с применением промежу-
точных слоев, выше, чем при непосредственном соединении тита-
на с медью.
Для интенсификации процесса образования соединения жаро-
прочного сплава АНВ-300 на основе алюминия, никеля и вольф-
рама с конструкционной сталью 40Х в качестве промежуточного
слоя используют никелевую фольгу толщиной 10... 100 мкм. Свар-
ку проводят при Т - 1200 “С, Р= 30 МПа и 1 = 20 мин. При непо-
средственном соединении сплава АНВ-300 со сталью 40Х, у кото-
рой св = 310... 340 МПа, предел прочности сварного шва составля-
ет 30...35 % этой величины. Применение промежуточного слоя
позволяет повысить предел прочности сварного соединения до
680...700 МПа. Это объясняется тем, что слой никеля, будучи ба-
рьером для проникновения углерода из стали 40Х в аустенитный
сплав АНВ-300, предотвращает образование карбидов в зоне со-
единения.
В большинстве случаев при выполнении сварки разнородных
металлов и сплавов материалом промежуточного слоя служит ни-
25
кель, что обусловлено его благоприятными физико-химическими
свойствами и хорошей металлургической совместимостью с дру-
гими металлами.
Никель, относящийся к переходным d-металлам, обладает вы-
сокими прочностными характеристиками и пластичностью, кото-
рые сохраняются при низких температурах. С большинством при-
меняемых в промышленности металлов (Au, Со, Cr, Си, Fe, Мп,
Pd, Pt и др.) он образует непрерывный ряд твердых растворов или
упорядоченные стабильные фазы, что важно при сварке разнород-d
ных металлов. |
Ограниченная растворимость никеля в других металлах (Ag, BeJ
Bi, Са, Мо и Nb) и этих металлов в нем объясняется различием в их
атомных радиусах. При взаимной диффузии это различие служит
причиной заметного изменения периода кристаллической решетки
никеля, приводящего к формированию нестабильных промежуточ-
ных фаз. Тем не менее использование промежуточных слоев никеля
на вызывает образования в сварном шве зоны интерметаллидов,
обладающей чрезвычайно высокой хрупкостью и твердостью.
Особенности диффузионной сварки через промежуточные слои
никеля определяются также повышенными деформационной спо-
собностью и сопротивлением ползучести никеля по сравнению с
другими металлами.
Рассмотренные примеры свидетельствуют о той важной роли,
которую играют компактные промежуточные слои при диффузи-
онной сварке металлов. Еще в большей мере она возрастает при
сварке неметаллических материалов (керамика, стекло, сапфир,
поликор и т.п.) как друг с другом, так и с металлами.
Из работ профессора Н. Ф. Казакова и его коллег известно, что
с помощью диффузионной сварки можно получить высококаче-
ственные соединения металлов при температурах, составляющих
(0,7...0,9)Тпд этих материалов. Даного диапазона температур впол-
не достаточно для того, чтобы сформировался надежный физиче-
ский контакт соединяемых поверхностей, образовались активные
центры взаимодействия и начался процесс ускоренного диффузи-
онного обмена.
Условия и параметры диффузионной сварки металлов и неме-
таллических материалов существенно различаются. Несмотря на
то что процесс взаимодействия как металлов, так и неметаллов
является топохимической реакцией, протекающей на активных
центрах в три стадии, тип связей, возникающих в соединении,
определяется природой материалов. Поэтому в зависимости от их
физико-химических свойств могут изменяться некоторые параметры
сварки, в частности температура процесса.
Учитывая особенности аморфной структуры стекла, повышен-
ную активность стеклофазы в керамике по сравнению с кристал-
лической фазой, а также ограниченную деформационную способ-
26
ность всех неметаллических материалов, для получения прочного
соединения неметаллов их нагревают приблизительно до темпера-
туры размягчения. Вследствие этого образцы деформируются даже
без воздействия нагружающего усилия.
Для устранения этого недостатка было предложено осуществ-
лять ультразвуковую сварку керамических заготовок (ВК-94-1, -2
и т.п.) на воздухе с помощью нагретой проволоки, которая, пере-
мещаясь, последовательно контактирует со всеми участками по-
верхности свариваемых заготовок. В зоне контакта проволоки,
колеблющейся с ультразвуковой частотой, происходит локальное
расплавление материала, а при ее удалении от этого участка —
слияние свариваемых поверхностей, застывание и образование
сварного шва.
Однако этот способ соединения керамических заготовок, не обес-
печивающий воспроизводимости характеристик получаемых изде-
лий, неприемлем для серийного производства. Кроме того, его
невозможно применять для сварки стекол.
Разрешить проблему соединения неметаллических материалов
удалось с помощью металлических промежуточных слоев, анало-
гичных тем, которые используются при диффузионной сварке ме-
таллов.
Диффузионная сварка неметаллических материалов с металли-
ческими осуществляется при микропластических деформациях
промежуточного слоя либо металлической детали. Образование
надежной связи между неметаллом и металлом возможно благода-
ря взаимодействию между низшими оксидами металлов и оксид-
ной системой неметалла. Поэтому разработка технологии диффу-
зионного соединения неметалла с металлом сводится к выбору вида
металлического промежуточного слоя, на поверхности которого
имеется оксидный слой значительной толщины, и режима сварки.
Наиболее распространенными промежуточными материалами
лтя соединения неметаллов являются алюминий, медь, ковар 29НК,
ниобий и титан, применяемые в виде фольги толщиной не более
0,2 мм. При увеличении ее толщины металл выступает в роли са-
мостоятельного конструкционного материала.
С помощью диффузионной сварки можно получать довольно
прочные соединения различных марок керамики (ВК-94-1, -100-2,
ГБ-7, А-995, УФ-46 и др.), стекол (кварцевые, боросиликатные
и др.), поли кора и сапфира с использованием компактных метал-
лических промежуточных слоев. Режим сварки выбирают в зави-
симости от вида материала слоя и физико-химических свойств со-
единяемых материалов. Так, сварка через медную фольгу осуще-
ствляется при 7=900... 1030 °C, Р= 10...20 МПа и Г = 60... 120 мин.
Применение алюминиевых слоев обеспечивает при Т = 600... 640 °C,
Р = 5... 15 МПа и t = 30...40 мин получение вакуумно-плотных,
прочных и термостойких соединений.
27
Известно, что при диффузионной сварке без промежуточных
слоев физический контакт формируется в процессе пластической
деформации и ползучести микронеровностей на свариваемых по-
верхностях. Сварка через промежуточный слой позволяет избе-
жать макроскопической деформации приконтактной области блз
годаря деформированию промежуточного слоя, вид которого (фоль-
га, порошок, напыленное в вакууме или гальваническое покры-
тие) определяется не только технологическими возможностями
производства, но и физико-химическими и механическими свой-
ствами свариваемых материалов, параметрами режима сварки, ус-
ловиями эксплуатации полученных соединений и т.д.
Выбор оптимального промежуточного слоя, обеспечивающего
получение высококачественного соединения разнородных матери-
алов, диктуется следующими требованиями к его свойствам:
• хорошая свариваемость при радиационном или индукцион-
ном нагреве в вакууме или контролируемой среде;
• благоприятные теплофизические характеристики для осущест-
вления твердофазного соединения;
• отсутствие «диффузионного пробоя» в процессе формирова-
ния соединения;
• соответствие по КЛТР и модулю упругости основным матери-
алам;
• определенный уровень стабильности механических свойств.
Только такой подход обеспечит оптимальное термодеформаци-
онное воздействие на свариваемые материалы и, главное, полно-
стью раскроет преимущества диффузионной сварки перед други-
ми методами соединения.
При диффузионном соединении разнородных материалов, учи-
тывая их физико-химические свойства, условия эксплуатации свар-
ного узла, требования к его прочности, стабильности электрофи-
зических и специальных свойств материалов, допустимый уровень
пластической деформации деталей и необходимость проведения
последующей термомеханической обработки узла, следует выбрать
оптимальную технологию сварки (без промежуточного слоя или с
его применением) и установить максимально допустимые пара-
метры процесса.
Если необходим промежуточный слой, то нужно определить
его вид и метод нанесения.
1.3. Свойства промежуточных слоев
Фольга, полученная прокаткой расплавленного металла, по ак-
тивности поверхности почти не уступает компактным сваривае-
мым материалам. Поэтому она применяется в качестве промежу-
точного слоя в основном для предотвращения образования интер-
металлидов в зоне соединения. Толщина таких слоев составляет
0 05—1,0 мм. Их подготовка под сварку аналогична подготовке
соединяемых поверхностей деталей.
Примером, наиболее удачно характеризующим применение
промежуточного слоя в виде фольги, является диффузионная сварка
жаропрочных сталей и сплавов в двигателестроении. Наилучшие
результаты получены при соединении материалов через фольгу на
основе никеля. В ходе исследований установлено, что существен-
ное влияние на качество соединений оказывает ее толщина.
В соединениях с промежуточным слоем толщиной 0,5 мм, вы-
держиваемых в течение 8 ч при температуре 1210 °C, глубина диф-
фузии легирующих элементов жаропрочного материала в никеле-
вую фольгу не превышает 10% ее толщины. Если относительная
деформация такого промежуточного слоя составляет 50...60 %, то
разрушение соединения при механических испытаниях носит вяз-
кий характер и развивается на границе сплав — никелевая фольга.
Дополнительная термообработка приводит к разрушению по сере-
дине слоя, где содержание никеля максимально. Таким образом,
прочность всего соединения определяется прочностью фольги.
При сварке через промежуточный слой в виде никелевой фольги
толщиной 0,25 мм и последующей термообработке разрушение по
своему характеру становится в большей степени вязким, несмотря
на то что и в этом случае легирование происходит не на всю толщи-
ну слоя (содержание никеля в его середине составляет 100 %).
У промежуточных слоев толщиной 0,1 мм после диффузионной
сварки и термообработки повышается жаропрочность и преобла-
дает вязкое разрушение. Такие слои достаточно полно насыщают-
ся легирующими элементами из жаропрочных сплавов. В резуль-
тате термообработки степень химической, структурной и механи-
ческой неоднородности уменьшается настолько, что сварные со-
единения становятся более жаропрочными, чем при использова-
нии промежуточных слоев другой толщины.
Качество соединений, получаемых через гальванические или на-
пыленные покрытия, во многом зависит от их адгезии к основному
материалу. В свою очередь, уровень адгезии определяется каче-
ством подготовки поверхности под покрытие. Для обеспечения
необходимого сцепления важным является сходство структур ос-
новного и осаждаемого металлов. Более того, взаимная диффузия
металлов основы и покрытия способствует их надежному сцепле-
нию как при нанесении слоя, так и в процессе сварки, если диф-
фузия сопровождается образованием твердого раствора.
По электропроводности, твердости, наличию внутренних на-
пряжений, магнитным и другим свойствам гальванические покры-
тия отличаются от металлов, получаемых кристаллизацией из рас-
плавов. Слои, осажденные гальваническим методом, обычно име-
ют волокнистую, нитевидную или столбчатую структуру.
29
Покрытия из Pd, Сг, Со, Fe и Ag вносят растягивающие внут-
ренние напряжения, что приводит к растрескиванию, появлению
сколов, шелушению, повышенной усталостной прочности метал-
ла и разрушению деталей. Покрытия из Zn, Cd, Pb и Sn вызывают
сжимающие напряжения и вследствие этого могут отслаиваться.
Одним из факторов, обусловливающих возникновение внутрен-
них напряжений, является несовпадение межатомных расстояний
металлов осадка и подложки.
Твердость гальванических покрытий, как правило, выше, чем у
массивных образцов соответствующих металлов. Это обусловлено
осаждением из водных растворов нежелательных неметаллических
примесей разной природы (S, Р, С и др.), образующих включения,
а также наводороживанием пленок и связанным с ним искажени-
ем структуры вещества.
Мелкозернистые покрытия обладают более высокой твердостью
по сравнению с крупнозернистыми, что связано с увеличением
свободной энергии, характерным для более мелких кристаллитов.
Внешние слои гальванических покрытий, состоящие из более круп-
ных кристаллитов, обладают более низкой твердостью, чем распо-
ложенные ближе к подложке мелкокристаллические слои. Твер-
дость однозначно коррелирует с адгезией покрытия к основе. Низ-
кая адгезия при высокой твердости связана со склонностью плен-
ки к растрескиванию.
Для снижения твердости и повышения пластичности покрытия
его выдерживают при повышенных температурах, обеспечивая ус-
ловия для перестройки зернистой структуры. Например, для ни-
келевого покрытия температура рекристаллизации составляет
400... 600 °C, для медного — 150... 300 °C.
Пористость является основным неотъемлемым свойством галь-
ванических покрытий, в которых объемная доля пор может дости- .
гать 1 %.
Тонкие напыленные пленки имеют высокое отношение пло-
щади поверхности к объему, разную степень упорядочения струк-
туры, малую массу, а также несовершенную кристаллическую ре-
шетку, что приводит к новым эффектам и заметным отклонениям
от явлений, наблюдающихся в массивных образцах. '
Условия термодинамического равновесия в тонких пленках су-
щественно отличаются от условий в объеме: пленка образуется из i
многих дискретных зародышей при их сильной разориентации и ’
смещении относительно друг друга. Все это приводит к образова- '
нию дислокаций и сетки вакансий на поверхностях раздела соеди-
няющихся зародышей и возникновению упругих напряжений в
пленке.
Конденсация из молекулярного пучка тонкой металлической
пленки на холодной подложке представляет собой своеобразный
процесс «закалки», при котором в ней «замуровываются» различ-
30
ные точечные дефекты: атомы внедрения и замещения, избыточ-
ные вакансии и др. Относительная равновесная концентрация ва-
кансий, например, в меди и золоте при комнатной температуре
составляет 10"17 и 10“15 соответственно. С повышением температу-
ры она увеличивается и при приближении к температуре плавле-
ния достигает 10-4. Быстрым охлаждением можно сохранить высо-
кую концентрацию вакансий: избыточные вакансии не успевают
уйти в стоки (дислокации) и остаются в решетке.
Наиболее важные характеристики покрытий, получаемых ваку-
умным напылением, — адгезия, равномерность толщины, струк-
тура и механические свойства.
Прочность сцепления покрытия с подложкой очень высокая:
св достигает 350 МПа. Между покрытием и основой образуется
переходная область переменного состава не в результате обыч-
ной диффузии, а вследствие проникновения в глубь подложки
частиц и ионов с высокой кинетической энергией. Адгезия по-
крытий, полученных методом катодного распыления, выше, чем
у покрытий, нанесенных обычным вакуумным напылением. По-
крытия толщиной около 1 мкм, осажденные катодным распыле-
нием, имеют беспористую мелкозернистую структуру в отличие
от традиционных вакуумных покрытий, у которых преобладает
столбчатая структура со значительными напряжениями и сквоз-
ными порами.
Сравнение пористости покрытий из золота, полученных на од-
нотипных подложках гальваническим методом, вакуумным напы-
лением и катодным распылением, показывает, что плотность
пор, см-2, в гальваническом покрытии толщиной 2 мкм составля-
ет 10, обычном вакуумном толщиной 5 мкм — 19, а в покрытии,
нанесенном катодным распылением толщиной 1 мкм — 16.
Несовершенные по структуре тонкие пленки, содержащие пос-
ле напыления различные виды дефектов, обладают большей сво-
бодной энергией, чем фольга аналогичных металлов, что способ-
ствует активации процесса взаимной диффузии при сварке.
Из практики порошковой металлургии известно, что порошко-
вое тело нестабильно из-за избытка свободной энергии. Это свя-
зано прежде всего с наличием чрезвычайно развитой внутренней
межфазной поверхности раздела твердого тела с порами.
При повышении дисперсности металлических порошков уве-
личивается их объемная усадка в процессе спекания под давлени-
ем, снижается температура начала заметной усадки (рис. 1.1) и
возрастает их прочность. Более активными принято считать по-
рошки, которые при прочих равных условиях (температура, уси-
лие сжатия и др.) уплотняются с большей скоростью. Чем выше
дисперсность порошков, тем больше их удельная поверхность и
значительнее отклонение системы от термодинамического равно-
весия.
31
Рис. 1.1. Зависимости объемной усадки никелевых порошков от темпе-
ратуры спекания при t = const:
I— электролитический порошок ПНЭ-1; 2— карбонильный порошок ПН КОТ-1;
5-УДП
Исследование диффузионной сварки (Т= 550°C, Р= 20 МПа,
t~ 30 мин) с применением промежуточных слоев из различных по-
рошков никеля — электролитического (ПНЭ-1), карбонильного
(ПНКОТ-1) и ультрадисперсного, полученного термическим раз-
ложением формиата никеля, — с разной дисперсностью (d= 39,75;
7,63 и менее 0,1 мкм) и удельной поверхностью (5уд = 0,12; 0,48 и
17,32 м2/г соответственно) показало, что максимальная прочность
(ов = 200 МПа) достигается при сварке через УДП.
Процесс уплотнения промежуточного порошкового слоя — это
ориентированный перенос массы вещества. Диффузия вакансий
на поверхность слоя происходит через их стоки, представляющие
собой межчастичные границы. Число таких стоков, а следователь-
но, и расстояние между ними зависят от размера частиц. С умень-
шением последних число стоков вакансий возрастет, что активи-
рует процесс усадки.
Спекание порошкового слоя, состоящего из одного компонен-
та, сопровождается снижением свободной энергии вследствие
уменьшения общей площади поверхности межчастичных пор.
Промежуточный слой, содержащий несколько компонентов, на-
ряду с избыточной свободной энергией, обусловленной наличием
дефектов в структуре и развитой поверхности составляющих его
дисперсных частиц, обладает еше и избыточной энергией, связан-
ной с возможностью образования сплава.
Другой не менее важной особенностью порошковых проме-
жуточных слоев является то, что, варьируя их состав, можно
обеспечить его соответствие химическому составу свариваемых
материалов. А это позволяет получать сварные соединения, ко-
торые имеют не только высокие прочностные характеристики,
32
Но и такие же электрофизические свойства, как у основных ма-
териалов.
Первые исследования по соединению материалов диффузион-
ной сваркой через промежуточные слои из порошков, выполнен-
ные в лаборатории профессора Н.Ф. Казакова в 1950-х гг., проде-
монстрировали возможность соединения этим способом пористых
изделий, спеченных из порошков никеля, железа и коррозионно-
стойкой стали.
Для соединения металлокерамических изделий была предло-
жена паста на основе порошков карбонильного никеля или же-
леза. В этом случае на соединяемые поверхности деталей нано-
сили слой пасты толщиной 2...3 мм, детали, установленные в
приспособление, помещали в печь с защитной средой и прово-
дили сварку.
Порошкообразные промежуточные слои никеля были приме-
нены для активации диффузионной сварки магнитных сплавов
типов ЮНДК24 и твердых сплавов типа ВК6 с малоуглеродисты-
ми сталями, что позволило повысить прочность соединений и су-
щественно снизить температуру сварки. Например, при использо-
вании порошкообразного никелевого слоя прочность сварных со-
единений твердого сплава со сталью возросла с 172 до 260 МПа, а
температура сварки магнитных сплавов снизилась с 870 до 500 °C.
Для активации диффузионной сварки деталей из магнитного
сплава ЮНДК24Т2 и армко-железа первоначально применяли по-
рошок, полученный пиролизом формиата никеля в среде водорода
при температуре около 245 °C. Средний размер частиц такого по-
рошка составлял 0,1 мкм.
Перед сваркой на соединяемые детали наносили никелевое галь-
ваническое покрытие толщиной 8... 10 мкм, а затем слой порошка
формиатного никеля. Сварку проводили в вакууме при температу-
ре 540...580°C (с изотермической выдержкой в течение 10 мцн) и
давлении 10 МПа. Довольно низкая температура сварки обеспече-
на благодаря применению порошка с повышенной дисперсностью
и дефектностью кристаллической структуры, который активно
спекался уже при температуре 300 °C.
Дальнейшее развитие это направление получило в исследова-
ниях процесса сварки магнитотвердых материалов с магнитомяг-
кими. В качестве промежуточного слоя применяли УДП никеля,
предварительно восстановленного посредством пиролиза формиа-
та никеля Ni(COOH)2-2H2O.
При диффузионной сварке различных деталей целесообразно
Использовать металлические порошки с размером частиц менее
I мкм.
Сварку деталей из керамических материалов на основе А12О3,
ВеО и других оксидов можно проводить через слой порошка, ана-
логичного по составу соединяемым материалам. Для этого на одну
Люшинский 33
из соединяемых поверхностей наносят слой порошка толщиной
1,2 ...2,5 мм, затем детали соединяют, прикладывают давление
0,7 МПа, нагревают до температуры 1600 °C в среде водорода и
охлаждают. Для повышения прочности сварных соединений после
Iсварки проводят дополнительную изотермическую выдержку при
более высокой температуре уже без давления.
| Для сварки пористых никелевых пластан с компактной нике-
левой рамкой используют электролитический и оксалатный по-
рошки никеля, их смеси с порошком оксалатного серебра и смеси
I металлических порошков с формиатом никеля. По сравнению с
порошком электролитического никеля большей активностью при
сварке обладает порошок оксалатного никеля. Добавление к пос-
леднему порошков формиата никеля (массовая доля 20...40 %) и
серебра (10...20 %) позволяет снизить температуру, обеспечиваю-
щую получение высококачественных соединений, до 380 °C.
I Исследована возможность создания однородных сварных со-
единений никеля НП-1 и разнородных соединений титана ВТ1-0
|с медью Ml при использовании промежуточных слоев из порош-
ков никеля (ПНЭ-1, размер частиц 45...70 мкм), титана (ПТЭ-1,
63... 180 мкм) и меди (средний размер частиц 100 мкм) после пред-
I варительной токарной обработки и обезжиривания свариваемых
поверхностей. При диффузионной сварке никеля без промежуточ-
I ного слоя соединение, равнопрочное основному металлу, образу-
ется при Г= 1000 °C и Р = 15 МПа. Применение порошка ПНЭ-1
позволило снизить температуру сварки до 750... 900 °C и давление —
I до 10 МПа (в обоих случаях t = 10 мин).
Получение высококачественного соединения титана с медью
возможно при сварке только через порошки никеля (Т = 850 °C,
I Р= 10 МПа, t - 1 ч). В зоне такого соединения видимые дефекты
отсутствуют, а предел прочности сварного шва ов = 80 МПа. При
сварке на данном режиме без промежуточного слоя ов = 30 МПа, и
I лишь специальная обработка поверхности (дополнительное шли-
фование, полирование и травление) позволяет повысить предел
прочности до <ув = 98 МПа. Металлографическим анализом в при-
, контактной зоне выявлена грубоигольчатая мартенситоподобная
«'-фаза — результат структурного превращения вследствие плас-
I таческой деформации приповерхностной области титана.
Процесс формирования промежуточных слоев из порошков при
I диффузионной сварке аналогичен горячему прессованию пористых
материалов. Установлено, что при Т= 850... 950 °C, Р= 10... 20 МПа
и t < 30 мин пористость слоя никеля из порошка ПНЭ-1 уменыиа-
I ется с 40...45 до 15... 20 %, а предел прочности спеченного матери-
ала возрастает с 65 до 80 МПа.
Изучение диффузионной сварки титана, полученного холодным
прессованием (Р= 700 МПа) с последующим вакуумным спекани-
ем (Т = 1500 °C, t = 4 ч), показало, что наличия остаточной пори-
34
стости около 7 % достаточно для того, чтобы свойства соединений
не зависели от режима сварки (Т= 800... 1000 °C, Р= 2,0...3,5 МПа,
t < 30 мин). Непровары в зоне соединения, свидетельствующие о
неполном развитии физического контакта, лишь незначительно
увеличивают пористость по границе раздела. Предел прочности
образцов после сварки ов = 330...400 МПа.
Порошковые слои используют также при сварке в режиме сверх-
пластичности основного материала. Так, соединения из сверхпла-
стичной малоуглеродистой стали SS41, полученные сваркой через
порошки графита и железографитовой смеси (для создания вос-
становительной атмосферы и удаления оксидных пленок) при
р=(0,03..,0,10)0^ = 20 МПа и термоциклировании в диапазоне
600...950 °C, имеют ов = 452... 468 МПа, что превышает предел проч-
ности самой стали на 30...45 МПа.
Известны также способы диффузионной сварки через проме-
жуточные слои на основе химически активных веществ, в частно-
сти гидридов металлов: титана, железа, ванадия, тория, циркония
и др. Смесь порошка гидрида металла с сульфитоцел люпозным
шелоком в соотношении 1:1 наносят на свариваемые поверхности
в виде пасты.
Температура разложения гидридов, °C, более низкая по сравне-
нию с температурой сварки, составляет: для гидрида титана — 400...
450, гидрида ванадия — 450...600 и гидрида циркония — 600... 750.
При нагреве связующее вещество выгорает, гидрид разлагается,
образуются металл с высокой поглощательной способностью по
отношению к кислороду и водород, создающий восстановитель-
ную атмосферу, а также связывающий кислород. Процессы разло-
жения гидрида, формирования промежуточного слоя горячим прес-
сованием и сварки совмещают.
Интересные результаты получены при изучении соединения
(через порошки) твердых сплавов друг с другом и со сталями.
При диффузионной сварке в среде водорода твердого сплава
типа В К со сталями У8 и 45 через железный порошок ПЖ-2 (Г=
= 1150 °C, Р= 10 МПа, 5 мин) получены соединения с пределом
прочности на изгиб (после закалки с применением воды) оизг =
= 780...920 МПа при снижении пористости промежуточного слоя
в пределах 9—40%. С точки зрения релаксации термических на-
пряжений, возникающих в пористых слоях, оптимальное значе-
ние пористости составляет 12%. Изменение толщины слоя по-
рошка в пределах 1 ...4 мм не оказывает существенного влияния на
механические свойства соединения.
Аналогичные результаты получены при соединении сплава ВК15
со сталью У8 при Т- 1180 °C, Р=5..Л МПа и t = 10 мин. Макси-
мальный предел прочности на изгиб о1(зг = 700 МПа достигается
при сварке через смесь железного и никелевого порошков. При
сварке через никелевый порошок титанокобальтовых сплавов типа
35
iTK (T5K10, T15K6, T30K4) максимальное значение <тизг составляет
1850 МПа. В случае сварки через порошок железа в зоне соедине-
|Ния возникают значительные термические напряжения, и оизг =
|=300 МПа.
К сожалению, диффузионная сварка через порошковые проме-
жуточные слои обладает рядом недостатков, один из которых —
сложность и трудоемкость операции нанесения равномерного слоя
I порошка на соединяемые поверхности. Для этого используют раз-
личные приемы. Так, например, на одну из соединяемых поверх-
I ностей помещают сетку и в ее ячейки насыпают порошок. Специ-
альным скребком лишний порошок удаляют с поверхности сетки,
| а саму сетку убирают непосредственно перед сборкой деталей под
сварку.
Возможно также использование спиртового раствора поливи-
нилбутираля, с помощью которого готовят суспензию из УДП
никеля. После нанесения на поверхность детали жидкая масса рав-
номерно растекается, спирт испаряется на воздухе, и на сваривае-
мой поверхности остается равномерный слой УДП. В процессе
сварки при Т > 200 °C поливинилбутираль разлагается и полно-
стью испаряется из зоны соединения.
Материал, предназначенный для применения в качестве про-
межуточного пористого слоя, может быть получен путем прокатки
металлического порошка с последующим его спеканием при тем-
пературах 50...300°C в среде водорода.
Для соединения разнородных материалов, в частности магнит-
ных, автором предложено использовать промежуточный слой в виде
пористой ленты, изготавливаемой прокаткой УДП формиатного
никеля. Это значительно облегчает нанесение такого слоя на сва-
риваемые поверхности, особенно со сложной конфигурацией и
упрошает процесс получения сварного шва равномерной толщи-
ны и плотности.
1.4. Основы применения порошков в качестве
промежуточных слоев
При соединении материалов диффузионной сваркой через по
рошковые промежуточные слои происходит спекание под давле
нием частиц порошка друг с другом и с соединяемыми поверхно
стями.
Процессам спекания порошковых частиц и припекания их i
плоской поверхности посвяшены исследования [14] по порошко
вой металлургии. Основываясь на трудах Я. И. Френкеля и Б. Я. Пи
неса, авторы тщательно и всесторонне изучили процесс спекани
порошковых тел и показали, что уплотнение пористого тела обус
ловливается тенденцией к уменьшению свободной поверхностно!
36
энергии. При этом кинетика процесса определяется скоростью
вязкого течения среды. Данный процесс является непороговым и
осуществляется под влиянием капиллярного (лапласовского) дав-
ления, приложенного к участкам свободных поверхностей порис-
того тела.
Всю сложную последовательность процессов, происходящих при
спекании порошковых тел, Я.Е. Гегузин [2] условно разделил на
три стадии, положив в основу деления исключительно геометри-
ческий признак и оставив без внимания такую существенную ха-
рактеристику реального порошкового тела, как наличие искаже-
ний кристиллической решетки.
При спекании порошка под давлением его частицы в исходном
состоянии соприкасаются лишь на участках, площадь которых мала
по сравнению с площадью их сечения. Различные стадии процесса
спекания можно описать следующим образом.
На начальной стадии происходит взаимное припекание частиц
порошка, сопровождающееся увеличением площади контакта между
ними и сближением их центров. На этой стадии отдельные части-
цы сохраняют структурную индивидуальность, т.е. между ними
существует граница, и с ней сопряжено понятие контакта.
Рекристаллизационное смещение границы между отдельными
частицами на этой стадии энергетически нецелесообразно вслед-
ствие специфической, остроугольной формы области контакта.
Начальная стадия процесса спекания завершается тогда, когда при-
контактный угол увеличивается настолько, что рекристаллизаци-
онное смещение границы между частицами порошка становится
энергетически оправданным.
На второй стадии спекания пористое тело может быть пред-
ставлено в виде совокупности двух беспорядочно распределенных
фаз — вещества и пустот. На этой стадии замкнутые поры еще не
сформировались, контакты между частицами порошка трансфор-
мировались и границы между элементами структуры разориенти-
рованы.
На третьей стадии спекания в теле содержатся в основном замк-
нутые изолированные поры, а его уплотнение происходит вслед-
ствие уменьшения числа и общего объема изолированных друг от
Друга пор.
Эти стадии четко не разграничены: в реальных условиях замк-
нутые поры могут встретиться и на ранней стадии спекания, а
начальные контакты — на заключительной. Уплотнение порошка
в процессе спекания происходит одновременно с «залечиванием»
Дефектов его кристаллической решетки.
Исходное стояние пористого тела, которое представляет собой
систему, содержащую множество частиц порошка, существенно
Сличается от термодинамически равновесного одновременно по
Разным параметрам. Это обусловлено наличием развитой свобод-
37
|ной поверхности у отдельных частиц, точечных дефектов типа
(смещения атомов из узлов кристаллической решетки, неравновес-
ных дефектов, таких, как дислокации, избыточные вакансии и де-
фекты упаковки решетки, микрополостей внутри частиц и т.д.
(Отсутствие равновесия в системе смеси порошков разных метал-
I лов связано также с существованием градиентов концентраций их
атомов.
Поведение металлических порошков в процессе прессования
I и спекания зависит от их свойств, на которые оказывают влия-
| ние методы их получения. Металлические порошки характеризу-
ются химическим составом, физическими и технологическими
I свойствами.
Химический состав порошков обычно определяется содержани-
I ем основного металла, разных видов примесей и газов.
К физическим свойствам порошков относятся состояние крис-
таллической решетки частиц, их размеры и форма, удельная по-
I верхность и пикнометрическая плотность порошка.
Технологические свойства характеризуются насыпной массой,
। текучестью порошка и его прессуемостью.
Наибольшее влияние на интенсификацию процессов усадки и
спекания оказывают физические свойства металлических порош-
I ков. При уменьшении размеров частиц возрастает удельная поверх-
, ность порошка. С повышением дисперсности порошка снижается
температура начала его усадки, последняя же увеличивается, рав-
| но как и прочность спрессованных образцов.
При постоянном сварочном давлении, равном 20 МПа, карбо-
I нильный никелевый порошок ПНКОТ-1 (J< 10 мкм, 5уд = 0,48 м2/г)
спекается более интенсивно и при более низких температурах
(400... 500 °C), чем электролитический ПНЭ-1 (d=45... 70 мкм, =
I =0,12 м2/г). Никелевый порошок, полученный термическим раз-
, ложением формиата никеля Ni(COOH)2-2H2O, с размерами час-
тиц менее 0,1 мкм и удельной поверхностью 17 м2/г спекается с
еще большей скоростью при Т < 400 °C, чем порошок ПНКОТ-1
Тонкодисперсные порошки вольфрама, молибдена и цирконй
I с размерами частиц 10... 100 нм спекаются при температурах, по
I чти на 1000 °C более низких, чем порошки этих металлов с разме
рами частиц свыше 500 нм.
| Скорости процессов взаимного спекания частиц и приисками
| их к плоской поверхности увеличиваются с уменьшением линей
I ных размеров частиц и характеризуются соотношением
X/R = R~3I5f(t, Г),
I где X — минимальный радиус контактного перешейка; R — радиу
I частиц; T,t — температура и время спекания соответственно.
Для активации процесса спекания наряду с увеличением дис
I перенести и удельной поверхности порошка повышают дефект
38
ность кристаллической структуры его частиц. Для этого порошки
металлов получают в неравновесных условиях: при пониженной
температуре процесса и более высоких скоростях нагрева и охлаж-
дения. Например, медный порошок, полученный при температуре
250 СС, имеет повышенную плотность дефектов кристаллической
решетки (вакансии, дислокации и др.) и большую дисперсность
структуры и субструктуры, чем медные порошки, восстановлен-
ные при более высоких температурах. Объясняется это тем, что
диффузионные процессы при получении порошка при Т = 250 СС
значительно заторможены.
Таким образом, основной движущей силой процесса уплотне-
ния пористого тела при спекании является уменьшение свобод-
ной энергии, которая связана со свободной поверхностью порис-
того тела и дефектами его кристаллической структуры. Кроме того,
причиной увеличения активности порошка при спекании может
быть возрастание концентрации дислокаций, вдоль которых отме-
чается повышенная диффузионная подвижность атомов.
Плотность дислокаций, см-2, в металлах зависит от их состоя-
ния:
Особо чистые монокристаллы..................... 10
Обычные монокристаллы....................... 104... 106
Отожженный поликристаллический металл.... 107... 108
Порошок меди, восстановленный из
се оксида................................ 1,Г 10I0...6,3-1010
Спрессованный слой порошка меди,
восстановленной из ее оксида............ 8,8* 10ю... 1,6-10**
Следует иметь в виду, что различие в активности порошков в
процессе спекания уменьшается с ростом температуры. Структур-
но нестабильные состояния спекаемых тел (деформация решетки,
высокая концентрация точечных и линейных дефектов), опреде-
ляющие активность порошков, быстро релаксируют при темпера-
турах выше 0,47^. Иными словами, уплотнение порошка при спе-
кании происходит при непрерывном изменении механизма пере-
носа массы от механизмов, характеризующихся малой энергией
активации (активированное скольжение, граничная диффузия), до
объемной самодиффузии.
Для того чтобы тело при спекании оставалось активным, про-
Носс необходимо проводить в условиях непрерывного генерирова-
ния дефектов структуры. Это возможно при воздействии различ-
ных химических и физических факторов. На начальной стадии
опекания целесообразно осуществлять физическую активацию,
например, ультразвуковыми колебаниями, генерирующими линей-
НЫе Дефекты. На сталии диффузионной ползучести более эффек-
тивно химическое воздействие, влияющее на скорость объемной
Диффузии вакансий и образование структур с очень малыми раз-
39
мерами соединенных друг с другом областей, границы которых слу-
жат стоками для вакансий.
В присутствии примесей, взаимодействующих с зернами, без-
дефектная структура не может установиться вследствие непрерыв-
ного генерирования дефектов. Поэтому активность вещества, обус-
ловленная его химическим взаимодействием с примесями, может
существовать до высоких температур.
Весьма эффективным способом активации процесса спекания,
широко применяемым в порошковой металлургии, является вве-
дение в спекаемую смесь различных добавок в виде порошков дру-
гих металлов. Даже незначительное количество примеси в спекае-
мом порошке существенно влияет на кинетику уплотнения как в
начальный период, так и на стадии диффузионной ползучести.
Наиболее убедительные результаты получены при спекании воль-
фрама и железа с добавкой никеля, а также железа с добавкой
золота.
Активация процесса спекания связана с растворением и осаж-
дением основного компонента при его взаимодействии с материа-
лом добавки, образованием избыточных вакансий на поверхности
основных частиц и интенсификацией взаимодействия избыточных
вакансий с дислокационной сеткой в объеме частиц.
Введение добавок металлов в малом количестве позволяет ак-
тивировать процесс спекания тугоплавких соединений как в изо-
термическом режиме, так и при непрерывном нагреве.
Качество сварного соединения, получаемого через порошко-
вый промежуточный слой, определяется в равной степени про-
цессами, происходящими при спекании этого слоя и сопровож-
дающими его припекание к поверхности основного (компактно-
го) материала.
При нагреве и выдержке образца при повышенной температуре
на границе раздела промежуточного слоя и основного металла про-
текают процессы, влияющие на прочность их сцепления: восста-
новление оксидов и разложение химических соединений, релакса-
ция напряжений, образование контактов с химической связью,
перестройка структуры, диффузия, рекристаллизация, рост зерен,
формирование твердых растворов и химических соединений, pod
существующих и вновь возникающих контактов.
На ранней стадии припекания происходит уплотнение порош-
кового слоя и заполнение частицами неровностей поверхности
основного металла. Затем на участках соприкосновения частиц с
поверхностью протекает пластическая деформация с образовани-
ем активных центров и установлением между ними химическо{
связи.
Дальнейшее развитие процесса приводит к инициировании
диффузионно-вязкого течения по границам зерен, переходящего I
объемное диффузионно-вязкое течение в зоне соединения со сто-
40
роны порошкового слоя, и диффузии по границам зерен в компакт-
ном материале.
Припекание (схватывание) промежуточного слоя к основному
материалу зависит от их химического состава и параметров режи-
ма сварки. Компоненты слоя, усиливающие диффузию и снижаю-
щие температуру процесса, улучшают припекаемость, а компонен-
ты, образующие на поверхности трудновосстанавливаемые окси-
ды и ослабляющие диффузию, ухудшают ее.
Существенное влияние на припекание промежуточного слоя к
поверхности компактного материала оказывает величина прило-
женного сварочного давления. Установлено, что небольшое давле-
ние (до 3 МПа) активирует спекание порошка, причем с ростом
давления его усадка увеличивается, что может быть объяснено по-
вышением эффективного коэффициента диффузии. При прило-
жении небольшого давления (около 20 кПа) в процессе спекания
медного порошка температура начала его заметной усадки и схва-
тывания с поверхностью составляет 220 “С.
Ускоряющее влияние давления на кинетику спекания в облас-
ти различных давлений и температур обусловливается разными
механизмами деформирования вещества пористого тела. На на-
чальной стадии спекания повышение давления способствует уве-
личению скорости усадки, сопровождающейся «залечиванием» мел-
ких пор, причем суммарный объем пор уменьшается в основном
за счет исчезновения наиболее мелких из них, тогда как средний
размер пор при этом меняется незначительно.
На следующей стадии спекания повышение давления практи-
чески не способствует уплотнению порошка, а лишь приводит к
увеличению скорости процесса коалесценции. Пол влиянием внеш-
него давления ускоряется процесс собирательной рекристаллиза-
ции вследствие уменьшения общего числа пор, которые могут ока-
зывать тормозящее влияние на рекристаллизационное смешение
границ.
Процесс припекания промежуточного слоя к компактному ос-
нованию активируют теми же методами, которые применяют для
активации спекания этого слоя, а именно: воздействием вибра-
ции, введением в его состав активирующих добавок, увеличением
Дисперсности и удельной поверхности порошков.
По сравнению со спеканием однокомпонентных промежуто-
чных порошковых слоев кинетика твердофазного спекания двух-
компонентных смесей порошков существенно усложнена из-за
наличия побочных процессов, сопутствующих диффузионной го-
могенизации.
Избыточная свободная энергия порошковой смеси, обусловлен-
ная наличием градиентов концентраций компонентов, во многих
системах оказывается столь значительной, что их приближение к
Равновесию по данному параметру оказывается энергетически оп-
41
равданным и тогда, когда оно сопровождается временным увели-
чением их отклонения от равновесия по другому параметру (на-
пример, по развитости свободной поверхности), возникновением
। напряжений в диффузионной зоне и другими явлениями.
I
Контрольные вопросы
1. Какие теории образования сварного соединения в твердой фазе су-
ществовали до появления теории трехстадийности?
2. В чем заключается суть теории трехстадийности образования соеди-
| нения при диффузионной сварке?
3. Какова роль промежуточных слоев при диффузионной сварке?
। 4. Какие виды промежуточных слоев применяют при диффузионной
। сварке, чем они отличаются друг от друга?
5. В чем состоит преимущество порошковых промежуточных слоев пе-
ред компактными?
ГЛАВА 2
ПОЛУЧЕНИЕ ВЫСОКОАКТИВНЫХ ПОРОШКОВЫХ
ПРОМЕЖУТОЧНЫХ СЛОЕВ
2.1. Способы получения ультрадисперсных
порошков металлов и их смесей
Согласно принятой классификации ультрадисперсными называ-
ют порошки с размерами частиц менее 0,1 мкм. В структуре частиц
УДП реализуется особый тип дальнего порядка, при наличии кото-
рого существует определенная закономерность в изменении меж-
атомного расстояния при переходе от центра частицы к ее поверх-
ности. По данному признаку ультрадисперсное состояние отлича-
ется от других типов конденсированного состояния вещества.
Характерная особенность ультрадисперсного состояния заклю-
чается и в том, что в частицах малых размеров поверхностные слои
атомов создают избыточное давление, которое существенно иска-
жает кристаллическую решетку, влияет на энергию активации боль-
шинства процессов таким образом, что в итоге УДП обладает ком-
плексом новых уникальных свойств.
УДП металлов находят широкое применение в различных об-
ластях науки и техники. Они незаменимы в производстве многих
конструкционных материалов, химических и биологических пре-
паратов, изделий многоцелевого назначения и т. п.
Потребителями порошков становятся такие отрасли промыш-
ленности, как машиностроение, металлургия, химическая, оборон-
ная, радио- и электротехническая промышленность. Порошковые
материалы находят применение в технологических процессах, осу-
ществляемых в порошковой металлургии, при проведении катали-
тических реакций, в системах записи и передачи информации, при
сварке плавлением, а в настоящее время — и при получении свар-
ных соединений в твердой фазе.
Широкие возможности практического использования УДП обус-
ловлены их особыми свойствами, существенно отличающимися от
свойств массивного металла. При малом размере частиц УДП об-
ладают чрезвычайно развитой свободной поверхностью, что, по
существу, определяет основные физико-химические и механиче-
ские характеристики изготавливаемых из них изделий. Высокая
Дисперсность, значительная удельная поверхность порошков и
наличие кристаллической структуры предопределяют многие их
Необычные свойства, в частности повышенную активность при
прессовании и спекании.
43
Рост спроса на УДП металлов способствует более интенсивно-
му развитию способов их получения и, что особенно важно, при-
дания им специальных свойств.
Существующие способы получения порошковых материалов, в
том числе УДП, подразделяют на две группы: физико-механиче-
ские и физико-химические.
Физико-механические способы связаны с воздействием внешних
сил и отсутствием существенного изменения химического состава
материала. В результате же применения физико-химических спо-
собов получения металлических порошков достигается изменение
не только размеров частиц, но и химического состава исходного
материала, в частности может происходить рафинирование — очи-
стка металла от нежелательных примесей.
Любой металл в виде порошка можно получить одним из этих
способов. Выбор конкретного способа для практического примене-
ния диктуется необходимыми физико-химическими характеристи-
ками получаемого материала и экономическими соображениями.
Физико-механические способы получения порошков включа-
ют в себя:
• дробление и размол (Fe, Мп, Си, Сг, А1, латунь, сталь);
• гранулирование (Fe, Си, Zn, Pb и др.);
• плазменно-дуговой способ, осуществляемый в низкотемпературч
ной плазме дугового или высокочастотного разряда (порошки туго-1
плавких металлов и их соединений со сферической формой частиц)!
Эта группа способов обеспечивает получение частиц порошка
сферической или чечевичной формы с широким диапазоном раз-
меров.
Изготовление смеси порошков возможно только механическим
способом. Степень ее однородности зависит от формы и дисперс-
ности смешиваемых частиц. Порошки и их смеси, получаемые дан-
ными способами, не применяют для изготовления ответственных
деталей.
К физико-химическим способам получения порошков, наибо-
лее широко применяемым в промышленности, относятся:
• термическая диссоциация карбонилов;
• электролиз водных растворов и расплавов солей;
• осаждение из паровой фазы;
• плазмохимический способ;
• химическое восстановление металлов из растворов их соеди-
нений.
При получении порошков посредством термической диссоциа-
ции используют летучие карбонилы металлов. В основе карбонил-
процесса лежит химическая реакция
сМ + Z>CO Мо(СО)ь
где М — металл.
В первой фазе процесса (синтез) реакция протекает слева на-
право с образованием карбонила металла и всегда является экзо-
термической. Во второй фазе (термическое разложение) реакция,
происходящая в противоположном направлении с образованием
металла и оксида углерода, всегда эндотермична.
Характер и условия протекания этой реакции оказывают влия-
ние на специфические свойства получаемых карбонильных метал-
лических порошков. Как правило, в качестве примесей в них при-
сутствуют углерод, азот и кислород, суммарное содержание кото-
рых может составлять 1... 3 %.
Такое загрязнение ухудшает спекаемость карбонильных по-
рошков и прочностные свойства деталей. Поэтому непосредствен-
но перед прессованием и спеканием этих порошков их подверга-
ют отжигу в атмосфере водорода или вакууме при температурах
400... 600 °C для удаления примесей. Отжиг приводит к некоторо-
му увеличению размеров частиц, снижению концентрации де-
фектов структуры и сокращению свободной поверхности порош-
ков.
Электролиз водных растворов и расплавов солей основан на раз-
ложении металлических соединений при пропускании электри-
ческого тока через их растворы. На катоде осаждаются частицы
металла, источником ионов которого обычно служит анод.
Основным преимуществом электролиза перед карбонил-процес-
сом является возможность получения высокочистых металличе-
ских порошков в результате рафинирования, сопутствующего про-
цессу электролиза.
Электролитические порошки металлов обладают лучшими тех-
нологическими свойствами (текучесть, прессуемость) по сравне-
нию с порошками, получаемыми диссоциацией карбонилов. Это
вызвано тем, что частицы электролитического порошка имеют, как
правило, большие размеры (например, у карбонильного порошка
никеля ПН КОТ-1 они составляют менее 10 мкм, а у электролити-
ческого ПНЭ-1 — 45...70 мкм) и развитую поверхность (рис. 2.1):
У ПНКОТ-1 удельная поверхность равна 0,48 м2/г, а у ПНЭ-1 —
0,12 м2/г. Такое сочетание параметров обеспечивает хорошее сцеп-
ление между частицами в процессе прессования и спекания. Усад-
ка порошка ПНЭ-1 при одинаковых режимах спекания меньше,
чем у ПНКОТ-1 (см. рис. 1.1).
Осаждение из паровой фазы применяют главным образом для
получения порошков легкоплавких металлов, таких, как Cd, Zn и
Mg. Основой данного способа служат процессы испарения и кон-
денсации на охлаждаемой поверхности элементов, находящихся в
свободном состоянии в паровой фазе.
Эти процессы могут сопровождаться химическими реакциями
между газообразными компонентами, в результате которых обра-
зуются порошки новых веществ.
45
Рис 2.1. Микрофотографии частиц
различных порошков никеля:
а — электролитический порошок ПНЭ-1
(1000х); б — карбонильный порошок
ПН КОТ-1 (870х); в - УДП (360 )
Осаждение порошков из паровой фазы можно осуществлять в
вакууме, нейтральном газе или плазме.
Плазмохимический способ осаждения порошков условно
подразделяют на несколько этапов: образование активных частиц,
их возможное взаимодействие и выделение конечного продукта.
При рабочих температурах, не превышающих 1000 °C (низкотем-
пературная плазма), исходные продукты находятся в возбужден-
ном состоянии в газовой фазе. Допустимые реакции взаимодействия
протекают практически мгновенно (в течение 10-6... Ю 2 с), а быс-
трое охлаждение газовой смеси приводит к образованию ультра-
дисперсных металлических порошков с уникальными свойствами.
Данный способ применяют в основном для получения порошков
тугоплавких металлов с частицами сферической формы.
46
Химическим восстановлением металлов из растворов их соедине-
ний получают порошки Си, Ni, Со, Ag и их смеси. Восстановите-
лем служит водород или диоксид углерода. Исходное сырье — суль-
фатные водные или аммиачные растворы соответствующих метал-
лов. Например, смесь порошков Со и Ni можно получать методом
автоклавного водородного восстановления при температурах
90... 150°C и давлениях 30...50 МПа из водного сульфатного ра-
створа, содержащего ионы Со и Ni, а также аммиачного раствора
в присутствии небольшого количества восстановителя (0,45... 1,90 %
массы порошков Со и Ni), являющегося смесью гидридов и бори-
дов Na, К, Li и Са. Размер зерен образующегося порошка 5 мкм,
плотность свободно насыпанного порошка 0,5... 1,0 кг/м3, плот-
ность прессованных образцов 1,4... 1,8 кг/м3.
Данный способ получения порошков включает в себя и осаж-
дение металлов из сульфатных растворов. Чаще всего так получа-
ют Со, Ni и Си, вводя в сульфатный раствор тиосульфат кальция.
Раствор нагревают, выдерживают, перемешивая, при повышен-
ной температуре и отделяют от него сульфиды цветных металлов.
Тиосульфат вводят при температурах О...4О°С. Затем в сульфат-
ный раствор добавляют сульфат Na, поддерживая молекулярное
отношение сульфата Na к иону Са в тиосульфате 1:1,5. Получен-
ный продукт (металлический порошок) отделяют при температу-
рах 80 ...90 °C.
При получении композиционных материалов, представляющих
собой металлические частицы, покрытые другим металлом, напри-
мер Со, или порошков металлов и неметаллов, частицы которых
содержат ядро из исходного металла, например Си, промежуточ-
ный слой Ni и наружный слой Со, порошок исходного металла
вводят в аммиачный раствор одной из солей Ni. Через суспензию
пропускают газ-восстановитель при повышенных значениях тем-
пературы и давления. На частицах исходного металла осаждается
слой никеля толщиной около 2 мкм. Аналогично наносится Со.
Все перечисленные способы получения порошков металлов об-
ладают определенными достоинствами, что позволяет широко при-
менять их в порошковой металлургии общего назначения. Основ-
ная фракция изготавливаемых порошков не является ультрадис-
персной по размерам частиц (преимущественно сферической или
чечевичной формы). Порошки не обладают развитой поверхно-
стью и, следовательно, высокой поверхностной энергией, а глав-
ное, в большинстве своем содержат посторонние примеси (угле-
род, сера, фосфор и др.), которые отрицательно влияют на каче-
ство сварных соединений.
Наряду с этим необходимость использования специального круп-
ногабаритного оборудования, сложность, а в ряде случаев и невоз-
можность управления процессами получения порошковых систем
с требуемыми физико-химическими свойствами делают нецелесо-
47
| образным применение этих способов в специфических технологи-
ях производства изделий, в частности при диффузионной сварке.
Существует еще один способ приготовления порошковых мате-
риалов, привлекающий внимание отечественных и зарубежных
исследователей. Он связан с осуществлением пиролиза формиатов
I и оксалатов, т. е. процесса термического разложения органических
| солей муравьиной и щавелевой кислот. Реакция разложения легко
.управляема, что позволяет получать УДП металлов со строго за-
данными свойствами: дисперсностью, удельной поверхностью, сте-
пенью чистоты и т.д. Процесс не требует сложного технологиче-
I ского оборудования и капитальных затрат.
Процессы, протекающие при пиролизе формиатов и оксалатов,
идентичны. Рассмотрим их особенности на примере термического
I разложения формиатов металлов.
2.2. Термическое разложение формиатов
металлов
Превращение кристалла соли в порошок металла включает в
себя два этапа — химический и диффузионный. После химиче-
ской реакции с образованием атомов металлов происходит их диф-
фузионное перемещение, обеспечивающее переходы атомы -> кла-
стеры —> зародыши —> кристаллы сростки кристаллов.
Механизм процесса термического разложения формиатов од-
нотипен для разных металлов и соответствует уравнению хими-
ческой реакции:
М(СООН)2-2Н2О -> М + СО? + СО2? + ЗН2О?,
I где восстановленный металл находится в твердой фазе.
В исходном состоянии частицы формиатов металлов представ-
ляют собой кристаллы с правильной огранкой и гладкой поверх-
ностью.
По мере нагрева кристалла его поверхностный слой разрыхля-
ется, в нем возникают пустоты и поры, и наконец образуется ске-
летная структура. Одновременно с формированием рыхлого слоя
начинается процесс его частичного диспергирования, скалывания
|рыхлых участков с поверхности вследствие различия их коэффи-
циентов теплового расширения, а также под действием выделяю-
щихся газообразных продуктов разложения и напряжений, возни-
кающих в зоне перестройки кристаллической решетки в припо-
верхностном слое.
I В связи с низкой термостойкостью формиатов металлов их пол-
| ное разложение происходит с большой скоростью при невысоких
температурах. Нагрев формиатов до температур их разложения
I приводит к увеличению удельной поверхности образцов, которые
48
согласно дилатометрическим исследованиям наиболее интенсив77
но теряют массу в интервале температур 180...250°C.
Выделяющиеся из солей атомы металлов являются активными
и конденсируются с образованием активных зародышей, разви-
тие которых происходит за счет поверхностной диффузии. Одно-
временное появление и рост большого числа зародышей, а также
повышенная реакционная способность частиц металлов к спека-
нию могут приводить к образованию сплошного конгломерата
частиц.
Превращению соли в металл соответствует увеличение плотно-
сти компактной кристаллической фазы в 2—3 раза. При этом по-
является бифуркация в распределении вещества новой твердой фазы
в пространстве. Промежуточным состоянием вещества является
сильнопористая система мельчайших кристаллов металла, которая
в момент образования неустойчива и, стремясь к минимуму энер-
гии, претерпевает изменения.
Условия проведения процесса пиролиза определяют структуру
порошковой системы. Более компактные сростки образуются, если
обеспечивается постоянное и быстрое удаление газообразных про-
дуктов реакции (например, в вакууме). Пористая структура преоб-
ладает, когда разложение происходит в среде газообразных про-
дуктов реакции. Дисперсность новой фазы тем значительнее, чем
больше скорость образования зародышей по сравнению со скоро-
стью их роста.
При разложении кристалла соли одновременно образуется мно-
го мельчайших (размером 10... 100 нм) кристаллов металла. При их
соприкосновении друг с другом формируется неравновесная систе-
ма, в которой хаотически распределены очаги лапласовского давле-
ния, обусловленные наличием кривизны поверхности раздела фаз.
На рис. 2.2 представлены упрошенные дериватограммы терми-
ческого разложения формиатов никеля Ni(COOH)2-2H2O, меди
Си(СООН)2-2Н2О и кобальта Со(СООН)2*2Н2О, полученные на
комплексной установке «дериватограф—хроматограф» OD-103 в
потоке гелия.
Дериватограф фиксирует параметры процесса пиролиза — ско-
рость разложения материала образца (кривая DTA) и массу образ-
ца в процессе нагрева (кривая TG). Одновременно регистрируется
и температура.
Кривые DTA и TG, приведенные на рис. 2.2, а, иллюстрируют
кинетику процесса пиролиза формиата никеля. Сопоставление хода
этих кривых позволяет выявить следующие температурные интер-
валы фазовых переходов и химических превращений.
Вплоть до температуры, приблизительно равной 110 °C, проис-
ходит незначительное уменьшение массы исследуемого образца (на
16... 18 %), что связано с процессом дегидратации (удалением двух
молекул воды) порошка формиата.
49
Рис. 2.2. Упрощенные дериватограммы термического разложения форми-
атов никеля Ni(COOH)2-2H2O (а), меди Си(СООН)2-2Н2О (б) и кобальта
Со(СООН)2-2Н2О (в):
кривая TG — изменение массы образца во времени; кривая DTA — зависимость
скорости разложения материала от времени; числа около кривой — значения тем-
пературы, °C, процесса термического рахтожения
При приближении к температуре 200 °C отмечается довольно
резкое уменьшение массы образца, сопровождающееся значитель-
ным поглощением теплоты из среды (максимум у кривой DTA в
|эндотермической области). В это время происходит окончатель-
ное удаление влаги из формиата никеля и заканчивается инкуба-
ционный период разложения. При Т > 210 °C скорость пиролиза
[составляет 0,55 мг/мин.
Сопоставление кривых DTA и TG на рис. 2.2, б позволяет уста-
новить следующие температурные интервалы фазовых переходов и
химических превращений в термически разлагаемом формиате меди.
Начиная с комнатной температуры и до Т~ 109 °C наблюдает-
ся незначительная потеря массы образца, сопровождающаяся по-
рис. 2.3. Зависимости удельной поверхно-
сти УДП никеля от температуры процесса
разложения его формиата при скорости на-
грева 1...3 (7), 2... 5 (2) и 3...9°С/мин (3)
глошением теплоты из окружающей
среды (локальные максимумы в эндо-
термической области). По-видимому, в
этом интервале температур из формиа-
та удаляется влага, адсорбированная из
воздуха.
В интервале температур 109... 130°C
отмечаются уменьшение массы образ-
ца и новые максимумы в эндотерми-
ческой области. Это значит, что в дан-
ной области температур теплота затра-
чивается на удаление двух молекул кри-
сталлизационной воды из органической
соли.
При температуре 195 °C и выше происходит бурная экзотерми-
ческая реакция термического разложения формиата меди и отме-
чается потеря массы образца.
При термическом разложении формиата кобальта (рис. 2.2, в)
на кривой DTA наблюдаются два пика в эндотермической облас-
ти: один соответствует температуре 118 СС, при которой происхо-
дит дегидратация образца, другой — температуре 180 °C, при кото-
рой разлагается его основная масса. Процесс разложения заверша-
ется при температуре, приблизительно равной 240 °C.
Температуры разложения формиатов, по данным DTA и TG,
существенно зависят от природы металла и повышаются в ряду
Си—Ni—Со. Скорость разложения указанных металлов возраста-
ет в обратной последовательности: Со—Ni—Си.
Чем ниже температура процесса термического разложения и
выше скорости нагрева исходной соли и охлаждения полученных
продуктов разложения, тем больше удельная поверхность метал-
лического порошка (рис. 2.3).
Наблюдаемая закономерность связана с тем, что в условиях
кратковременного воздействия высокой температуры не происхо-
дит спекания частиц получаемой твердой фазы, а интенсивное
выделение газообразных продуктов пиролиза при большой скоро-
сти нагрева приводит к разрыхлению образующихся металличе-
ских частиц порошка.
Другими словами, чем короче промежуток времени, в течение
которого частица металлического порошка находится при повы-
шенной температуре, тем значительнее развита ее поверхность и
менее совершенна кристаллическая структура.
51
В противном случае (при длительном отжиге) поверхностные
выступы и неровности заравниваются и частицы стремятся при-
нять сферическую форму.
2.3. Термическое разложение двойных смесей
формиатов металлов
Двойные смеси порошков никеля и меди, никеля и кобальта, а
также меди и кобальта с массовым содержанием компонентов, %,
10 и 90, 25 и 75, 50 и 50, 75 и 25, 90 и 10 готовили двумя способами.
Первый из них связан с получением гетерогенной механиче-
ской смеси порошков формиатов, их гомогенизацией и термиче-
ским разложением; второй — с приготовлением формиата смеси
заданного состава и его пиролизом с образованием высокоактив-
ного ультрадисперсного металлического порошка твердого раствора.
Упрошенные дериватограммы термического разложения неко-
торых формиатов смесей и механических смесей формиатов при
их разных массовых соотношениях приведены на рис. 2.4 и 2.5.
Анализ показывает, что почти во всех рассматриваемых случаях
термическое разложение формиатов характеризуется тремя эндо-
термическими реакциями: дегидратацией и последовательным раз-
ложением компонентов, будь то механическая смесь формиатов
или формиаты смеси металлов. Состав порошковых смесей влияет
на кинетику процессов дегидратации и разложения, удельную по-
верхность частиц, их форму и размер.
Процесс дегидратации формиатов смесей Ni—Си разного со-
става (первый пик кривой DTA) происходит в при температурах
100... 175°C в течение 5...6 мин. Для формиатов смесей Ni—Со
температурный диапазон процесса дегидратации — 125...210°C,
причем при увеличении содержания Ni температура окончания
процесса повышается. Для дегидратации формиатов смесей Си—
Со необходимо их нагреть до температур 95... 180 °C, при этом чем
больше содержание Со, тем выше температура, при которой за-
канчивается процесс удаления кристаллизационной воды.
Для механических смесей формиатов Ni и Си процесс дегидра-
тации протекает примерно при тех же температурах и в течение
такого же промежутка времени, что и для формиатов смесей ме-
таллов аналогичного состава. У механических смесей формиатов
Ni и Со дегидратация начинается при Т = 110 “С и завершается
при Г- 210 °C, причем характер влияния содержания Ni на темпе-
ратуру окончания процесса остается таким же, как и у формиатов
смесей. Дегидратация механических смесей формиатов Со и Си
происходит в диапазоне Т = 95... 175 °C, при этом увеличение со-
держания Со приводит к повышению температуры, при которой
она заканчивается.
52
Рис. 2.4. Упрощенные деривагограммы термического разложения фор-
миатов смесей металлов:
а — 25% Ni(COOH)2-2H2O, 75% Cu(C0OH)2-2H2O; б - 75% Ni(COOH)2-2H2O,
25% Cu(COOH)2-2H2O; в - 10% Ni(COOH)2-2H2O, 90% Со(СООН)2-2Н20; г-
90% Ni(COOH)2-2H2O, 10% Со(СООН)2-2Н2О; д— 10% Со(СООН)2-2Н2О, 90%
Си(СООН)2-2Н2О; е — 90% Со(СООН)2-2Н2О, 10% Си(СООН)2-2Н2О
53
„ мг/мик
54
Рис. 2.5. Упрошенные дериватограммы термического разложения меха-
нических смесей формиатов:
а- 25% Ni (СООН)2-2Н2О, 75% Си(СООН)2-2НЮ; б — 75% Ni(COOH)2-2Н2О,
25% Си(СООН)2-2Н2О; в - 10% Ni(COOH)2-2H2O, 90% Со(СООН)2-2Н2О; г -
90% Ni(COOH)2-2H2O, 10% Со(СООН)2- 2Н2О; д - 10% Со(СООН)2-2Н2О, 90%
Си(СООН)2-2Н2О; е - 90% Со(СООН)2-2Н2О, 10% Си(СООН)2-2Н2О
Два следующих эндотермических пика кривой DTA соответ-
ствуют температурам термического разложения компонентов сме-
сей. Как для формиатов смесей металлов, так и для механических
смесей формиатов характерно то, что первоначально происходит
пиролиз формиата с низкой температурой разложения, а затем с
более высокой.
Для механических смесей формиатов Ni и Си характерны более
высокие (приблизительно на 10 °C) температуры разложения, чем
для формиатов смесей. У смесей остальных составов температуры
разложения почти одинаковы или отличаются на ±5 еС. Это связа-
но со взаимным влиянием компонентов в процессе пиролиза.
Количество газообразных продуктов и скорости их удаления
для всех рассмотренных составов двух типов смесей одинаковы.
Только при пиролизе механических смесей, содержащих формиат
Си, наблюдается металлизация частиц второго компонента и тиг-
ля медью вследствие образования ее летучей фазы при разложе-
нии формиата. При пиролизе формиатов смесей металлов летучая
фаза меди не образуется, так как медь находится в твердом раство-
ре со вторым компонентом.
Известно, что в некоторых порошковых системах, содержащих
компоненты с разной восстановительной способностью, термоди-
намически менее устойчивый компонент способствует ускорению
процесса восстановления второго компонента, будучи базовой по-
верхностью для формирования зародышей новой металлической
фазы. Это явление связано с каталитическим действием металла,
который восстанавливается из термодинамически менее устойчи-
вого компонента. Так, в системе Ni—Си формиат меди разлагает-
ся с образованием металла значительно быстрее, чем формиат ни-
келя, и в присутствии частиц меди разложение формиата никеля
происходит с большей скоростью.
Сравнение дериватограмм термического разложения смесей (см.
рис. 2.4 и 2.5) и каждого из исследуемых компонентов в отдель-
ности показывает, что скорости разложения чистых формиатов
выше. Так, Ni(COOH)2-2H2O (см. рис. 2.2, а) разлагается с мак-
симальной скоростью 16 %/мин, превосходящей скорости разло-
жения смесей (например, для смеси 50 % Ni(COOH)2- 2Н2О с 50 %
Си(СООН)2-2Н2О максимальная скорость разложения равна
14 %/мин), причем, у механических смесей формиатов эта ско-
рость больше.
55
Различие в скоростях пиролиза чистых формиатов металлов и
двух видов их смесей свидетельствует о том, что при термическом
разложении механических смесей каталитическое действие метал-
ла, полученного из термодинамически менее устойчивого компо-
нента, выражено более слабо, чем в случае термического разложе-
ния формиата смеси. Это связано, вероятно, с влиянием площади
контакта возникшего металлического зародыша со вторым компо-
нентом (у формиатов смесей эта площадь больше).
Анализ фазового состава УДП, получаемых из формиатов смесей,
на разных стадиях термического разложения свидетельствует о том,
что сначала образуются зародыши металлической фазы одного ком-
понента; по мере появления металлической фазы второго компонен-
та (на скорости зарождения и роста которой оказывают каталитиче-
ское влияние зародыши первого компонента) происходит взаимо-
действие между металлами с образованием твердого раствора.
В смесях Ni с Си, Ni с Со и Си с Со такое взаимодействие
начинается при температурах 200, 270... 280 и 220 “С соответствен-
но.
Для того чтобы диффузия между компонентами смеси произошла
при столь низких температурах, необходимо, чтобы взаимодей-
ствующие металлы находились в особых условиях, обеспечиваю-
щих их высокую диффузионную активность.
Выбор соответствующего метода приготовления формиата сме-
си и обеспечивает условия для интенсивной низкотемпературной
диффузии.
При термическом разложении формиатов смесей благодаря вы-
сокой дисперсности металлической фазы существенно возрастает
поверхность контактирования.
Фотографии микроструктуры металлических порошков, полу-
ченных термическим разложением различных смесей, приведены
на рис. 2.6 и 2.7. Все эти порошки содержат частицы неравновес-
ной формы со сложной развитой поверхностью.
При пиролизе формиатов смесей его продуктами являются твер-
дые растворы. После термического разложения механических сме-
сей формиатов образуются практически чистые компоненты (без
заметного взаимодействия между ними), отличающиеся друг от
друга структурой частиц.
На основании кривых DTA дериватограмм, представленных на
рис. 2.4 и 2.5, рассчитаны значения энергии активации Е процес-
сов термического разложения механических смесей формиатов и
формиатов смесей металлов разного состава.
Из всех известных методов расчета Е топохимических реакций,
к которым относится термическое разложение формиатов метал-
лов, наиболее точным и наименее трудоемким является неизотер-
мический метод определения Е по приведенной в графической
форме зависимости массы образца от температуры и продолжи-
56
Рис. 2.6. Микрофотографии структуры порошков, полученных термиче-
ским разложением формиатов смесей металлов:
а~ 75% Ni, 25% Си; б - 25% Ni. 75% Си; в - 90% Ni, 10% Со; г - 10% Ni,
90% Со; д - 90% Си, 10% Со; е - 10% Си, 90% Со
тельности нагрева. С помощью этого метода при необходимости
можно также рассчитать заранее неизвестный порядок реакции.
В основе данного метода лежит уравнение
Inln^^L
т - т,
£0
|де — исходная масса исследуемого образца; т — масса образна
при температуре Т; mt — масса образца по окончании эксперимен-
Рис. 2.7. Микрофотографии структуры порошков, полученных термиче-
ским разложением механических смесей формиатов:
а - 25% Ni(COOH)2 2Н>0. 75% Си(СООН)2 2Н2О (800*); tf-75% Ni(COOH)2
2Н,О, 25% Cu(COOH)2 2HjO (800х); в - 90% Ni(COOH)»-2H2O. 10 %
Со(СООН), 2Н,0 (800х); г - 50 % Ni(COOH)2 2Н3О, 50 % Со(СООН)2 2Н2О (2400х);
0 - 10% Си(СООН)2 2Н,О. 90% Со(СООН), 2Н,0 (400х); е — 25% Си(СООН)2
2НХ), 75% Со(СООН)2 2Н2О (1600х)
58
РИС. 2-8- Зависимость Ln In rn°— m'- = /(0) для
tn — m,
расчета энергии активации (1) и ее линей-
ное приближение (2)
та; 0 = Т — Ts\ Тх — температура, при
которой скорость процесса разложения
максимальна (соответствует точке мак-
симума кривой DTA); R — универсаль-
ная газовая постоянная.
По экспериментальной кривой DTA
дериватограммы (см. рис. 2.4) находят
значения m, mt и 0, а затем строят
график зависимости
1П1П
m-mf
представленный на рис. 2.8. По тангенсу угла наклона прямой,
являющейся линейным приближением этой зависимости, рассчи-
тывают энергию активации процесса
E = tgaRTsl.
В качестве примера в табл. 2.1 приведены значения парамет-
ров, используемые при расчете Е для второго пика кривой тер-
мического разложения механической смеси, содержащей 50%
Со(СООН)2-2Н2О и 50% Cu(COOH)2-2H2O {Ts = 230eC, т0 =
- 20,32 мг, mt = 7,7 мг).
Таблица 2.1
Значения параметров, необходимые для расчета энергии активации
процесса термического разложения механической смеси
формиатов Со и Си
Г. *С т, мг m - mt, мг 3? 1п1п',1° m-m/ ©
190 16,48 8,78 1,44 -1,01 -40
200 15,40 7.70 1,64 -0,71 -30
210 13,85 6,15 2,05 -0,33 -20
220 13,50 5.80 2,18 -0,25 -10
225 12,50 4,80 2,63 -0,03 -5
Результаты расчета энергии активации процесса термического
разложения формиатов приведены в табл. 2.2.
э"~~——-—1’
Исследуемый материал Массовые доли ком попентов смеси, % £, кДж/моль, в среде
1-Й ком- понент 2-й ком- понент гелия 1-я стадия [ 2-я стадия водорода 1-я стадия | 2-я стадия
Ni(COOH)2-2H2O Cu(COOH)2-2H,O Со(СООН)2-2Н2О — i 1 1 1 § 1 металлов 203,5 1701,1 3856,7 - 411,5 3724,9 4935,1 —
_ Механические смеси формиатов
N1(COOH)2 • 2Н2О - Cu(COOH)2 2Н2О 10 90 2284,40 4062,15
25 75 2335,20 4279,30 3418,2 4992,4
50 50 2476,95 6207,94
75 25 3051.40 6648.13 5367,7 8116,5
90 10 3984,73 7124,71
Ni(COOH)2- 2Н2О-Со(СООН)2- 2Н2О 10 90 13 948,23 17 627,70
25 75 9714,48 15 723,54 10856,19 14372,4
50 50 3575,99 14 266,49
75 25 2830,49 8343,70 3446.70 9147,8
— 90 10 2195,37 7112,96
/
Со(СООН)2-2Н2О-Cu(COOH),-2H2O 10 90 1394,74 1715,86 - 1 - \
50 50 1523,78 2904,70 —
90 10 2761,90 5913,10 — —
Формиаты смесей металлов
NiCu(COOH)2-2H2O 10 90 2019,6 5836,50 3315,5 5287,3
25 75 2177,3 6172,40 4396,7 5714,3
50 50 3906,2 6672,60 8463,9 6399,9
75 25 5378,4 7134,70 9342,5 7485,2
90 10 9155,5 7839,65 11814.7 11041,9
NiCo(COOH)2’2H2O 10 90 7125,70 12 653,60 9131,50 14 174,80
25 75 5007,30 11 450,80 6347,20 12117.84
50 50 4112,70 7407,56 5161,38 6199,62
75 25 3829,60 3015,20 4983,40 3147,78
90 10 2506,73 1199,45 1045,72 2817,19
CoCu(COOH)2-2H20 10 90 1922,13 2717,50 1932,42 4873,74
50 50 1487,46 4278.32 1633,70 8545,65
90 10 1013,04 7041,04 1075,25 13 187,30
Энергия активации процессов пиролиза механических смесей
формиатов Ni и Си повышается с увеличением содержания Ni.
Для смесей формиатов Ni и Со характерно уменьшение значе-
ний Е при повышении содержания Ni, а для смесей формиатов Со
.и Си — возрастание Е с увеличением содержания Со.
Экспериментальное исследование влияния состава атмосферы
’на процессы термического разложения смесей показало, что заме-
на инертней атмосферы (гелий) на восстановительную (водород)
।несущественно влияет на кинетику разложения, а значение Е при
пиролизе в водороде несколько выше, чем в гелии.
На рис. 2.9 приведены зависимости 5уд различных смесей ме-
таллических порошков от их состава и метода получения. Как видно,
|5уд порошков, полученных из формиатов смесей металлов, ниже,
чем у порошков из механических смесей формиатов. Несколько
иной характер зависимости наблюдается для смесей Ni—Со в сред-
ней части диапазона значений концентраций компонентов.
Известно, что из рассматриваемых УДП наибольшую удельную
поверхность имеет Со (до 70 м2/г), а наименьшую — Си (6 ...7 м2/г).
При учете этого обстоятельства становится понятно, почему у сме-
сей при повышении содержания Со 5уд возрастает, а увеличение
Iсодержания Си приводит к снижению данной величины (для ме-
|ханических смесей к этому эффекту добавляется влияние летучей
фазы меди).
В ряде случаев для снижения энергозатрат на получение смесей
|УДП и обеспечения их определенных характеристик в смеси фор-
миатов, разложение которых происходит с поглощением теплоты,
можно добавлять формиаты металлов, разлагающиеся с выделени-
Рис. 2.9. Зависимости удельной поверхности смесей порошков от их со-
става и метода получения:
Г — Ni—Со; 2, 2' — Ni—Си; 3, 3' — Си—Со (1—3 — механические смеси
формиатов; Г—3' — формиаты смесей металлов)
162
ем теплоты. При этом соотношение компонентов смеси устанав-
ливается из условия
Хлад
где AHh AHj — тепловые эффекты химических реакций, в которых
участвуют соответственно /-й и j-й компоненты, кДж/моль; Q, —
молярная масса, г/моль, /-го компонента, относящегося к п соеди-
нениям, разлагающимся по экзотермической реакции; Q — мо-
лярная масса, г/моль, j-го компонента из числа т соединений в
смеси, разлагающихся по эндотермической реакции.
Температура пиролиза смеси ограничивается температурой раз-
ложения формиата, для которого характерна экзотермическая ре-
акция с наименьшим тепловым эффектом. Продолжительность
процесса лимитируется скоростью протекания этой реакции.
Свойства некоторых УДП, полученных этим способом из сме-
сей формиатов, приведены в табл. 2.3.
При соотношении компонентов, составляющем менее единицы,
ускорения реакции и снижения температуры пиролиза смесей по-
рошков практически не наблюдается. В случае выбора соотноше-
ния компонентов в пределах 1—3 существенно снижается темпера-
тура и возрастает скорость пиролиза, причем чем выше содержание
компонентов, разложение которых сопровождается экзотермическим
эффектом, тем ниже температура пиролиза, больше скорость про-
текания реакции и количество выделяющейся теплоты.
Табли ца 2.3
Свойства УДП, полученных пиролизом смесей формиатов, реакции
разложения которых носят эндо- и экзотермический характер
Соотношение ком- понентов Температура пиро- лиза смеси, °C Дисперсность час- тиц смеси, нм Удельная по- верхность, м2/г
Mi(COOH)2- 2Н2О - Си(СООН)2- 2Н2О
0,5 240 60... 80 12
1,0 210 50... 80 16
2,0 200 40... 60 18
3,0 198 50... 80 18
4,0 195 60... 80 15
Со(СООН)2-2Н,0- Си(СООН)2-2Н2О
0,5 220 20... 40 20
1,0 200 10...30 24
2,0 180 10... 30 26
3,0 180 10... 30 27
4,0 180 20... 40 23
63
Рис. 2.10. Циклограмма процесса термическо-
го разложения органических солей металлов:
Ггир — температура пиролиза; fHJ /8, to — продол-
жительность нагрева, выдержки и охлаждения
Последний фактор может, однако, оказывать отрицательное
влияние на активность порошков, дисперсность частиц и их удель-
ную поверхность вследствие отжига тех структурных дефектов ме-
таллических частиц, которые образуются на начальных стадиях тер-
мического разложения. С учетом этих явлений, а также потерь
теплоты, связанных с нагревом устройства для термического раз-
ложения формиатов, верхний предел соотношения компонентов
не должен превышать значения, равного трем.
Для повышения дисперсности порошков и увеличения их удель-
ной поверхности выдержку при высокой температуре в процессе
пиролиза следует проводить при ее циклическом изменении в ин-
тервале (1...2)7^ир, а скорость охлаждения должна быть больше
скорости нагрева (рис. 2.10).
Высокая скорость нагрева в процессе термического разложения
обеспечивает быстрое протекание реакции и обильное газовыде-
ление, что в значительной мере способствует разрыхлению и дроб-
лению образующейся металлической фазы. Частицы металличе-
ского порошка имеют сильно развитую поверхность и не успевают
коагулировать. При скорости охлаждения, превышающей скорость
нагрева, дефекты строения частиц порошка, образовавшиеся при
нагреве, сохраняются, так как не происходит их отжига, а вслед-
ствие большого градиента температур в нем возникают дополни-
тельные внутренние напряжения, также способствующие повы-
шению дисперсности и дефектности.
Данная технология обеспечивает получение порошков метал-
лов с размером частиц менее 19 нм и сильно развитой поверхно-
стью (табл. 2.4).
Для полной и точной реализации этой технологии применяют
специальные устройства (рис. 2.11 и 2.12), которые обеспечивают
не только термоциклирование, но и постоянное движение и пере-
мешивание формиатов и образующейся металлической фазы в
процессе нагрева, термического разложения и охлаждения.
Устройство «Сфера» (см. рис. 2.11) для получения УДП метал-
лов и их смесей представляет собой емкость, состоящую из верх-
ней 7 и нижней 8 полусфер. Верхняя полусфера снабжена заглуш-
кой 4, шаровым шарниром 3, установленным в заглушке, и коль-
цеобразным козырьком 6. Патрубок 2для подвода газа установлен
64
Таблица 2.4
Свойства УДП после полного термического разложения формиатов
методом термоциклирования (температура охлажденного
инертного газа -50 °C)
Характеристики нагре- того инертного газа Подача охлаж- Свойства полученного УДП
Темпера- тура, °C Подача, л/мин денного инертно- го газа, л/мин Удельная поверх- ность, м2Д Дисперс- ность, нм
Ni(COOH)2-2H2O
300 2 4 15... 16 30 ...50
480 25... 28 8... 10
720 26...30 8... 10
800 20... 22 10...20
300 4 8 14... 16 30...50
480 25...28 8... 10
720 27...30 8... 10
800 20...22 10...20
300 2 8 13...15 50... 70
480 16... 17 30... 40
720 19 — 21 10...20
800 19 ...21 10...20
Cu(COOH)2-2H2O
250 2 4 14—15 8...10
400 22 ...24 5 ...8
600 21 ...24 5 ...8
700 14... 16 8... 10
250 4 8 14... 16 8... 10
400 22 ...25 4...8
600 22... 25 5 ...8
700 14... 16 8...10
250 2 8 13...14 10... 20
400 18...20 6...9
600 17... 20 6...9.
700 15...16 8...10
250 4 4 14...16 8...10
400 18...20 7...9
600 18... 20 7...9
|_700 14... 16 8... 10
на шаровом шарнире, а патрубки 5 для отвода газа выполнены со
спиралевидными концами, размещенными внутри верхней полу-
сферы. Кольцеобразный козырек, обеспечивающий быстрое воз-
вращение порошка в зону разложения, крепится к внутренней сто-
роне верхней полусферы.
Люшинский
65
Рис. 2.11. Устройство «Сфера» для получе-
ния УДП металлов и их смесей:
1 — вентили; 2 — патрубок для подвода газа; 3 —
шарнир; 4 — заглушка; 5 — патрубки для отвода
газа; 6 — козырек; 7 — верхняя полусфера; 8 —
нижняя полусфера; 9 — порошок формиата
Порошок 9 формиата металла или
смеси металлов засыпают на дно ниж-
ней полусферы. Через вентили 1 патруб-
ка в полость сферы подают инертный газ,
нагретый до температуры, превышающей
температуру пиролиза соответствующе-
го формиата. С помощью шарнира уп-
равляют потоком газа, придавая ему нуж-
ное направление, что обеспечивает непрерывное движение порошка
внутри сферы с постоянным самопроизвольным возвращением
вниз, в зону нагрева и разложения. Это позволяет избежать обра-
зования конгломератов и, следовательно, снизить степень отжига
получаемого УДП.
Для уменьшения температуры получаемого УДП начинают по-
давать охлажденный инертный газ,
одновременно
прекращая
по-
дачу нагретого газа. Резкая смена температур способствует ра
рыхлению металлического порошка и повышению его дефектн
сти, что увеличивает энергетический запас ультрадисперсной си
темы.
Устройство «Спираль» (см. рис. 2.12) для получения УДП м
таллов содержит источник 4 нагрева и кварцевую трубку /, од1
Рис. 2.12. Устройство «Спираль» для получения УДП металлов:
/ — кварцевая трубка; 2 — сопло; 3 — питатель; 4 — источник нагрева; 5
соединительная трубка; 6 — приемная камера; 7 — холодильник
66
конец которой снабжен соплом 2 с отверстиями, а другой — при-
емной камерой 6 и холодильником 7, необходимым для охлажде-
ния восстанавливаемого порошка и сбора паров воды, образую-
щихся в процессе термического разложения формиатов металлов.
Кварцевая трубка выполнена в виде плоской спирали. В сопле
выходные газовые отверстия расположены по окружности вокруг
отверстия, через которое поступает порошок; угол между осью
каждого отверстия и плоскостью среза сопла составляет 5°. В каче-
стве источника нагрева используется муфельная печь (допустимо
применение лазерного излучателя, но в этом случае устройство
становится более громоздким и дорогостоящим).
Порошок формиата металла засыпают в питатель 3, соединен-
ный трубкой 5 с соплом, к которому подводится инертный газ.
Полученный УДП попадает в приемную камеру (постоянно
продуваемую инертным газом для предотвращения окисления по-
рошка), в которой он окончательно охлаждается до комнатной
температуры.
Плоскую спираль помешают в муфельную печь, предваритель-
но нагретую до температуры, в 2 — 3 раза превышающей темпера-
туру разложения формиата, или в зону луча лазера непрерывного
действия. Подача формиата металла в зону разложения составляет
40...60 г/мин. Он поступает во вращающемся потоке инертного
газа, предварительно нагретого до температуры, составляющей 0,8—
0,9 температуры разложения.
2.4. Прокатка ультрадисперсных порошков
металлов в пористые ленты
Операция нанесения УДП на свариваемые поверхности нетех-
нологична, поскольку невозможно обеспечить равномерность на-
несенного слоя по толщине и массе. Эти особенности промежу-
точного слоя могут стать причиной нестабильности структуры и
свойств сварных соединений, а также их низкого качества. Наибо-
лее приемлемым видом такого слоя, лишенным указанных недо-
статков, является пористая лента, получаемая прокаткой УДП.
Автором впервые были проведены исследования влияния ре-
жима прокатки УДП на толщину, пористость и шероховатость
поверхности лент, а также на формирование соединения при диф-
фузионной сварке.
Сущность метода прокатки заключается в подаче порошка из
бункера в область зазора между двумя вращающимися с одинако-
вой скоростью, но в противоположном направлении валками, рас-
положенными горизонтально. Порошок под действием сил тре-
ния между его частицами и поверхностями валков увлекается в
Зазор и прессуется в ленту. Сила трения зависит от состояния по-
67
Рис. 2.13. Вибростенд для просеивания УДП:
1 — вибратор; 2 — диск; 3 — сито; 4 — просеива-
емый порошок; 5 — поддон; 6 — просеянный
порошок
верхности валков. Чем выше шерохова-
тость их поверхности, тем большей тол-
щины ленты можно достигнуть при за-
данной степени уплотнения. Для полу-
чения тонких лент (толщиной т = 20...
100 мкм) с высокой исходной пористо-
стью (0м = 20...80%), используемых в
дальнейшем в качестве промежуточных
слоев при диффузионной сварке, про-
катку УДП проводят на рабочих валках,
I поверхности которых после механической обработки и доводки
, имеют шероховатость Ra = 0,16 — 0,08 мкм.
Следует отметить, что увеличение шероховатости поверхности
валков приводит к большей шероховатости поверхности прока-
танной ленты, что положительно сказывается на ее активности в
процессе спекания с поверхностями компактных материалов.
Существенное влияние на свойства ленты оказывает также ско-
рость прокатки. Если ее значение ниже оптимального, то в ленте
образуются разрывы. Если скорость прокатки выше этого значе-
ния, наблюдается расслоение ленты, связанное с задержкой в по-
ступлении порошка в валки.
Перед прокаткой УДП в пористые ленты порошок просеивают
через сито 004 на специальном вибростенде (рис. 2.13), предна-
Рис. 2.14. Бункер прокатного стана
68
Рис. 2.15. Прокатный стан ЮД-2200
значением для разрушения частиц, спекшихся в процессе терми-
ческого разложения формиатов. Все работы по пересыпанию и
просеиванию УДП должны проводиться в универсальном боксе,
оборудованном приточно-вытяжной вентиляцией.
Просеянный порошок засыпают в бункер (рис. 2.14) специаль-
ного прокатного стана типа ЮД-2200 (рис. 2.15) с горизонталь-
ным расположением валков (рис. 2.16), имеющих диаметр рабочей
части 25 мм. Ширина ленты задается с помощью ограничительных
пазов определенной глубины и ширины, выполненных на рабочих
валках.
Бункер разбит на несколько рабочих зон вертикальными стен-
ками, входящими в ограничительные пазы. Таким образом, для
получения ленты определенной ширины необходимо засыпать
порошок не в весь бункер, а только в часть рабочей зоны, соответ-
ствующую требуемой ширине прокатанной ленты.
Рис. 2.16. Рабочие валки прокатного стана
69
I К бункеру крепится вибратор, обеспечивающий равномерное и
строго дозированное поступление порошка к рабочим валкам ста-
на (в зону прокатки). Непосредственно перед прокаткой рабочие
[валки и бункер с засыпанным порошком необходимо закрыть за-
щитным колпаком, предупреждающим попадание частиц УДП в
окружающее пространство.
Готовая лента, выходящая из рабочих валков прокатного стана,
свободно перемещаясь по приемному желобу, поступает на конт-
рольный стол, где после резки на части требуемой длины и изме-
рения характеристик ее упаковывают в специальную тару для хра-
нения и транспортирования.
2.4.1. Прокатка ультрадисперсного порошка никеля
На рис. 2.17 приведены зависимости исходной пористости 0
прокатанной ленты из УДП никеля от ее толщины т при разных
значениях скорости прокатки гпр. Видно, что с увеличением ско-
рости прокатки уменьшается толщина и возрастает пористость
ленты. Это объясняется тем, что в процессе прокатки порошка из
него выдавливается воздух, который, перемещаясь в направлении,
обратном прокатке, препятствует поступлению порошка в зону уп-
лотнения, что снижает интенсивность его захвата валками. При
меньшей скорости прокатки большее количество порошка посту-
пает в очаг деформации. При этом толщина ленты возрастает, но
увеличивается и промежуток времени, в течение которого части-
цы порошка находятся под воздействием сил сжатия между рабо-
чими валками. Пластическая деформация и уплотнение отдель-
Рис. 2.17. Зависимости исходной пористости ленты, полученной пр<
каткой УДП никеля при скорости процесса 190 (/), 470 (2), 790 (5)
1570 мм/мин (V), от ее толщины
70
ных частиц увеличиваются, что приводит к снижению пористости
прокатанной ленты и повышению ее прочности. Кроме того, на
свойства ленты влияет подвижность элементов конструкции про-
катного стана.
Исследование влияния толщины т и пористости 6И ленты, ис-
пользуемой в качестве промежуточного слоя при сварке, на свой-
ства полученных соединений позволило определить ее оптималь-
ные параметры.
УДП никеля прокатывали в ленту неодинаковой толщины при
Гпр = 190, 470, 790 и 1570 мм/мин.
Ленту разрезали на специальном универсальном штампе, смен-
ные пуансоны которого по форме и размерам соответствовали сва-
риваемым поверхностям.
Пористость ленты рассчитывали по формуле
®и = 1 — Тл/Ую
где ул, ук ~' плотность никелевой ленты и компактного никеля
соответственно.
Сварку проводили при Т = 500 °C, Р = 20 МПа и t = 30 мин.
Сварные соединения испытывали на статическое растяжение и
определяли их предел прочности ав. Анализ зависимостей ов(т)
(рис. 2.18) и ов(еи) (рис. 2.19) показал, что максимальные значения
<тв достигаются при следующих параметрах пористой прокатанной
ленты: т = 60...80 мкм и 0И = 50...65 %, причем с повышением
скорости прокатки значения св снижаются.
Рис. 2.18. Зависимости предела проч-
ности сварных соединений от тол-
щины ленты, полученной прокаткой
ХДП никеля при скорости 190 (7),
«о (2), 790 (J) и 1570 мм/мин (7)
Рис. 2.19. Зависимости предела
прочности сварных соединений от
исходной пористости ленты, полу-
ченной прокаткой УДП никеля при
скорости 190 (7), 470 (2), 790 (5) и
1570 мм/мин (4)
71
| Наблюдаемый характер указанных зависимостей связан с со-
вместным влиянием т и 0И прокатанных лент.
При толщинах т < 60 мкм и уменьшении исходной пористости 0.
Iпроисходит интенсивное деформационное упрочнение материал;
[промежуточного слоя в приконтактной зоне соединения, где де-
формация существенно больше, чем в основном объеме ленты
IТакое состояние поверхности ленты затрудняет образование фи-
зического контакта и развитие дальнейших стадий образованш
сварного соединения. Наблюдаются очаги схватывания между ма-
териалом промежуточного слоя и свариваемыми поверхностями,
I Прочность материала этого слоя превышает прочность зоны со-
единения, по которой и происходит разрушение.
| При толщинах т > 80 мкм и значительной пористости промежу-
точного слоя в результате его интенсивной пластической деформа-
ции образуется полный физический контакт между частицами по-
I рошка, и начинают развиваться процессы активации и схватыванш
| контактных поверхностей на границе промежуточный слой — сва-
риваемая поверхность. Прочность зоны соединения превышает проч-
I ность материала спеченной ленты, подтверждением чего являете*
I разрушение сварных соединений по ленте. Этому виду разрушения
способствует также образование множества закрытых пор в спечен-
I ной ленте, являющихся фактически областями концентрации на-
I пряжений при последующих механических испытаниях. В некото-
рых случаях такой вид разрушения возможен вследствие большю
термических напряжении, возникающих в сварном соединении.
Таким образом, прокатанная лента с выбранными значениями
т и 0И является оптимальной для сварки. Это позволило оптимизи-
ровать и скорость прокатки УДП (гпр = 190 мм/мин).
Вполне понятно, что наиболее энергетически активным проме-
жуточным слоем является свободно насыпанный УДП. Поэтом)
при создании более технологичного вида промежуточного слоя —
прокатанной ленты — необходимо выбрать такие параметры ре-
। жима прокатки порошка, при которых потери его активности были
бы минимальны.
Так, например, для ультрадисперсного порошка никеля с ис-
I ходной удельной поверхностью 15,3 м2/г, подвергаемого прокатке,
зависимость 5уд от гпр (рис. 2.20) имеет четко выраженный макси-
мум (5уд = 13,98 м2/г) при скорости прокатки 190 мм/мин. Умень-
I шение 5уд по сравнению с исходной удельной поверхностью со-
V М^Г
12
8
4
300
900 1500
1/пр, мм/мин
Рис. 2.20. Изменение удельной поверхност
образцов в зависимости от скорости прока!
ки УДП никеля
72
ставляет 8,6 %, что связано с образованием общих границ холод-
ного схватывания между частицами УДП под влиянием сил, дей-
ствующих в процессе прокатки. Данные результаты получены при
£-пр = 190 мм/мин. Этим подтверждается тот факт, что указанная
скорость является оптимальной для исследованных режимов. По-
этому дальнейшие эксперименты по сварке проводились с исполь-
зованием лент, полученных при этой скорости.
Следует отметить, что УДП меди легко прокатывается в ленты
при различных скоростях, в то время как УДП кобальта начинает
формироваться в ленту при скорости прокатки менее 20 мм/мин,
но и в этом случае она имеет дефекты (отсутствие сплошности),
что связано с деформационной способностью каждого конкретно-
го .материала.
При металлографическом исследовании видно (рис. 2.21), что
частицы ультрадисперсного порошка никеля значительно дефор-
мированы только на поверхности прокатанной ленты, причем в
направлении прокатки преимущественной деформации частиц,
характерной для крупнодисперсных металлических порошков, не
наблюдается. Особенности микроструктуры излома ленты свиде-
тельствуют о том, что пластическая деформация внутренних час-
тиц порошка при прокатке отсутствует. Схватывание этих частиц
происходит за счет развитости их поверхности. Этим и обусловле-
на значительная пористость прокатанной ленты.
Для получения прокатанных лент с заданной пористостью при-
меняется специальное устройство, схема которого представлена на
рис. 2.22.
Рис. 2.21. Микрофотография струк-
туры излома ленты, полученной
прокаткой УДП никеля (3000х)
Рис. 2.22. Схема устройства для по-
лучения прокатанных лент с пере-
менной пористостью:
/ — стенка бункера; 2 — виброэлемент;
— радиус валка; — радиус скруг-
ления виброэлсмснта
73
Это устройство содержит бункер и установленный в нем вибро-
элемент 2 с криволинейным профилем поперечного сечения рабо-
чего торца, набранный из пластин, которые могут перемешаться в
плоскости прокатки. Рабочий торец имеет профиль того же ради-
уса, что и радиус рабочих валков прокатного стана, а толщина
пластин виброэлемента и максимальный размер частиц прокаты-
ваемого порошка связаны соотношением 50:1.
Перемещение пластин в плоскости прокатки позволяет изме-
нять зазор между рабочими валками и виброэлементом, т.е. регу-
лировать количество поступающего в валки порошка и, следова-
тельно, пористость получаемой ленты, причем не только по всей
ее ширине, но и на отдельных участках, когда необходимо полу-
чить ленту со специфическими, строго заданными свойствами.
Рабочий тореи виброэлемента, повторяющий форму рабочих вал-
ков, обеспечивает равномерное давление прокатываемого порош-
ка на валки.
2.4.2. Прокатка двойных смесей ультрадисперсных
порошков
Особенности прокатки двойных смесей УДП никеля, меди и
кобальта отражены в табл. 2.5.
УДП из механических смесей Ni и Си прокатываются в ленты
при любом соотношении компонентов. Чем выше содержание Ni,
тем большую толщину имеет лента (при гпр = const).
При содержании УДП Со в его механической смеси с УДП Ni,
составляющем 50% и выше, не удается получить ленту ни при
каких значениях скорости прокатки. С уменьшением содержания
УДП Со смесь начинает прокатываться, причем по мере убывания
доли Со толщина ленты увеличивается. Наличие УДП Со в меха-
нической смеси с УДП Си оказывает аналогичное влияние на воз-
можность осуществления и характер прокатки: содержание УДП
Со свыше 75 % препятствует лентообразованию; при увеличении
доли УДП Си толщина ленты возрастает.
УДП, полученные из формиатов смесей металлов, практически
не прокатываются в ленты. Видимо, на процесс прокатки смесей
УДП оказывает влияние не только дисперсность частиц, но и их
структура, развитость поверхности, пластичность металлов или
сплава и т.д.
Следует подчеркнуть, что в конечном итоге осуществить про-
катку рассматриваемых смесей возможно, но для этого необходи-
мо либо применить пластификаторы, либо использовать рабочие
валки намного большего диаметра с разной шероховатостью по-
верхности. Однако в первом случае будем иметь загрязненную ленту,
которая не позволит получать высококачественные сварные со-
единения, а во втором требуется кардинальное изменение конст-
74
Таблица 2.5
Прокатка смесей УДП в пористые ленты
Массовые доли компонентов смеси УДП, % Толщина ленты, мкм (₽пр = 190 мм/мин)
1-й компонент 2-й компонент УДП из механических смесей формиатов УДП из формиатов смесей
Никель—медь
10 90 55 Не прокатывается
25 75 60 То же
50 50 70 60
75 25 72 80
90 10 75 90
Никель—кобальт
10 90 Не прокатывается Не прокатывается
25 75 То же То же
50 50 »
75 25 70 70
90 10 78 80
Медь—кобальт
10 90 Не прокатывается Не прокатывается
25 75 70 То же
50 50 60 »
75 25 56 »
90 10 52 »
рукции прокатного стана. Более того, такая лента по своим свой-
ствам (пористость, шероховатость поверхности и активность к спе-
канию) будет ближе к компактному материалу, что не соответ-
ствует решаемым задачам.
В процессе длительного хранения пористой прокатанной лен-
ты из-за высокой развитости поверхности порошковых частиц воз-
можна потеря ее активности вследствие адсорбции из окружаю-
щей среды пыли, паров влаги, масел и других вешеств, что скажет-
ся на качестве сварных соединений.
Существуют два способа предотвращения данного явления, а
именно:
• хранение прокатанной ленты в специальной таре, заполнен-
ной инертным газом (в этом случае активность лент, применяе-
мых в качестве промежуточных слоев, сохраняется в течение не-
скольких лет);
• нанесение на ленту специального тонкого защитного слоя,
который предохраняет ее от загрязнения и в то же время легко и
без снижения качества сварки удаляется из зоны соединения.
Разработаны технология нанесения защитного покрытия и уст-
ройство для ее реализации (рис. 2.23).
75
Рис. 2.23. Устройство для нанесения защитного покрытия на прокатан-
ную ленту:
ia — общая схема расположения рабочих и дополнительных валков; 6, в — вариан-
ты конструкции дополнительного валка; 1 — бункер прокатного стана; 2 — рабо-
I чие валки; 3 — дополнительные валки; 4 — поролон; 5 — пазы; 6 — каналы
В загрузочный бункер 1 засыпают УДП, который подают в за-
I зор между горизонтально расположенными рабочими валками 2.
В процессе прокатки лента из рабочих валков поступает в допол-
нительные валки 3, по всей длине которых выполнены каналы 6 и
поверхность покрыта поролоном 4. Сквозные каналы соединены
I через пазы 5 с наружной поверхностью валков и пористым покры-
тием. Защитный органический материал (например, поливинил-
бутираль) под давлением, вызывающим его вытекание, подается в
сквозные каналы, через пазы выходит на поверхность валков и
I равномерно пропитывает поролон, обеспечивая тем самым воз-
। можность нанесения защитного покрытия на поверхность ленты.
Толщина защитного слоя и прочность его сцепления с лентой ре-
гулируются скоростью вращения и усилием поджатия дополни-
| тельных валков, равным их весу. Под действием веса происходит
1 деформация поролона, в результате чего на поверхность ленты из
76
него выделяется материал защитного покрытия, который равно-
мерно распределяется по ширине ленты без отрицательного воз-
действия на нее саму.
При начальном зазоре между рабочими валками 40 мкм, их длине
90 мм и диаметре 25 мм, линейной скорости прокатки 190 мм/мин,
длине дополнительных валков 100 мм и их диаметре 25 мм, тол-
щине поролонового слоя 10 мм, диаметре сквозных каналов 3 мм,
размерах пазов Зх 10 мм и расстоянии между ними 1 мм можно
получить ленту шириной 90 мм, толшина которой зависит от со-
става прокатываемого УДП. Поверхность ленты имеет защитное
покрытие толщиной 10 мкм. В процессе сварки при температуре
около 200 °C покрытие разлагается и его составляющие испаряют-
ся из зоны соединения.
Контрольные вопросы
1. Назовите способы получения ультраднсперсных порошковых мате-
риалов. Каковы отличительные особенности высокоактивных энергона-
сыщенных порошков?
2. В чем состоит суть термического разложения металлоорганических
солей? Перечислите основные параметры процесса пиролиза, влияющие
на свойства порошков.
3. Какие параметры можно определить по дериватограмме при терми-
ческом разложении формиатов и оксалатов?
4. В чем заключается различие термического разложения одинарных
солей и их двойных смесей?
5. Каковы особенности процесса прокатки порошковых материалов?
Назовите основные параметры, влияющие на процесс прокатки.
6. Как влияет состав смеси порошков металлов на ее прокатку?
ГЛАВА 3
ДИФФУЗИОННАЯ СВАРКА ЧЕРЕЗ ПОРОШКОВЫЕ
ПРОМЕЖУТОЧНЫЕ СЛОИ
3.1. Сварка через порошки формиата никеля
Для получения при сварке в диапазоне температур 350... 750 СС
соединений, равнопрочных основному материалу, в качестве про-
межуточного слоя применяют порошок формиата никеля, в ис-
ходном состоянии не обладающий магнитными свойствами.
Важной особенностью этой технологии является возможность
совмещения процесса восстановления ультрадисперсного высоко-
активного порошка никеля с процессом сварки. Активность УДП
никеля, полученного термическим разложением его формиата не-
посредственно во время сварки, значительно выше, чем в случае
предварительного восстановления металла. Кроме того, отсутству-
ют проблемы, связанные с хранением заранее восстановленного
металлического порошка.
Промежуточный слой порошка формиата никеля можно нано-
сить на свариваемые поверхности образцов и в виде суспензии с
использованием поливинилбутираля.
Рис. 3.1. Влияние насыпной плот-
ности порошка формиата никеля
на предел прочности сварных со-
единений никеля НВК, получен-
ных при Т = 540 °C, Р = 10 МПа и
t - 30 мин
Рис. 3.2. Зависимости предела проч-
ности (Z) и относительного удли-
нения (2) соединений никеля НВК
от температуры сварки, осуществ-
ляемой через порошок формиата
никеля при Р= 10 МПа и /= 30 мин
78
Зависимость предела прочности сварных соединений никеля
НВК от насыпной плотности промежуточного слоя порошка фор-
миата никеля приведена на рис. 3.1. Максимальное значение ив,
соответствующее Т = 540 °C, Р=10МПаи/=30 мин, достигается
при плотности насыпной массы около 17 кг/м3. При времени сварки
t = 20 мин относительный предел прочности <ув достигает значения
0,8 и при дальнейшем увеличении t до 60 мин изменяется незна-
чительно.
Исследования влияния температуры сварки никеля НВК через
промежуточный слой формиата Ni на свойства соединений (рис. 3.2)
свидетельствуют о том, что при повышении Т с 400 до 700 °C их
предел прочности и относительное удлинение возрастают в 3—
4 раза. При Т> 700 ‘С и г > 45 мин их механические свойства оста-
ются постоянными или несколько ухудшаются вследствие наводо-
роживания и охрупчивания зоны соединения.
Исследование влияния сварочного давления на прочность свар-
ных соединений никеля НВК показывает (рис. 3.3), что наиболее
интенсивный рост прочности соединений наблюдается в интервале
Р= 5... 20 МПа. Дальнейшее увеличение Рприводит к незначитель-
ному повышению прочности соединений, что связано с уплотнени-
ем порошкового слоя и началом объемной деформации образцов.
При температурах сварки, превышающих 600 °C, относитель-
ная деформация образцов составляет 4—5% (Р = 25...70 МПа).
При 7'=540...570вСи Р= 12 МПа £< 0,1 %, а при 500...530°C
£= 0.
Фрактографическим и металлографическим анализом установ-
лено, что процесс взаимодействия частиц порошка никеля друг с
/фугом и поверхностью основного металла начинается при темпе-
ратуре сварки 350 °C, но соединение имеет низкие механические
характеристики (рис. 3.4).
При температуре сварки до 600 °C предел прочности на разрыв
<тв = 196 МПа, и разрушение происходит по границе раздела. При
температуре 650 °C и выше в течение
20... 30 мин завершаются процессы вза-
имодействия частиц порошка со свари-
ваемыми поверхностями, образуется со-
единение, равнопрочное основному ма-
териалу, по которому и происходит раз-
рушение (рис. 3.5).
Рис. 3.3. Зависимости предела прочности
сварных соединений никеля НВК от сваро-
чного давления при сварке через порошок
Формиата никеля при температурах 450 (/),
550 (2), 600 (5) и 700 °C (4) и продолжитель-
ности сварки 30 мин
Рис. 3.4. Фрактограмма (1300х) поверхности разрушения (а) и микрофо-1
тография (370х) структуры зоны соединения (б) никеля НВК при сварке
через порошок формиата никеля при Т = 350'С, Р= 10 МПа и 1 = 30 мин
Рис. 3.5. Фрактограмма (4500х) поверхности разрушения (о) и микрофо-
тография (170х) структуры зоны соединения (б) армко-железа при сварке^
через порошок формиата никеля при Т = 650 "С, Р= 10 МПа и 1 = 30 мия^
При совмещении процессов пиролиза и сварки в едином те?
нологическом цикле трудно обеспечить равномерное распредели
ние порошка соли на соединяемых поверхностях, особенно есл
они имеют сложную конфигурацию. По этой же причине труди
80
создавать сварные швы одинаковой толщины и плотности при
получении, например, многоэлементных соединений.
При изготовлении ответственных изделий небольших размеров
необходимо ciporo дозировать количество порошка, чтобы обес-
печить его равномерное распределение по поверхности.
Операция нанесения порошка формиата на свариваемые по-
верхности нетехнологична и трудно поддается механизации. По-
лученный таким способом промежуточный слой может стать при-
чиной нестабильности структуры, неоднородности характеристик
и низкого качества сварных соединений. Кроме того, в закрытых
порах спеченного порошкового слоя могут оставаться газообраз-
ные продукты распада формиата никеля, что недопустимо в про-
изводстве вакуумно-плотных сварных швов.
3.2. Свврка через восстановленный
ультрадисперсный порошок никеля
В качестве промежуточного слоя применяют УДП никеля, пред-
варительно получаемый термическим разложением формиата или
оксалата никеля.
Рассмотрим процесс сварки армко-железа и никеля НВК через
УДП формиатного никеля со средним размером частиц менее
0,1 мкм при относительной микродеформации решетки 1,33 10-3
и УДП оксалатного никеля, имеющий средний размер частиц ме-
нее 0,4 мкм и относительную микродеформацию решетки 1,1 -102.
Для получения на свариваемых поверхностях промежуточного
слоя, однородного по толщине и плотности, никель применяют
не в свободно насыпанном состоянии, а в виде суспензии. Для ее
приготовления используют жидкое органическое соединение — по-
ливинилбутираль, который добавляют в навеску порошка в коли-
честве, обеспечивающем получение вязкой кашеобразной массы.
С помощью пипетки суспензию наносят на торцы образцов из
армко-железа и никеля НВК, предварительно протертые бензи-
ном со спиртом. Поливинилбутираль, играющий роль связующего
вещества, препятствует осыпанию порошка по краям образцов.
В течение 5... 7 мин суспензию сушат при комнатной температуре.
После этого свариваемые образцы собирают в специальном при-
способлении и помещают в вакуумную камеру установки диффу-
зионной сварки.
Сравнение качества сварных соединений, изготовленных с при-
менением УДП формиатного и оксалатного никеля, а также про-
мышленного карбонильного порошка никеля ПНКОТ-1 при раз-
личных температурах, показывает (рис. 3.6), что оптимальным яв-
ляется промежуточный слой УДП формиатного никеля. Так, при
Т - 600 °C, Р- 10 МПа и / - 30 мин предел прочности соединений
81
Рис. 3.6. Зависимости предела проч-
ности сварных соединений армко-
железа (1—3) и никеля НВК (4) от
температуры сварки (Р= 10 МПа, г=
= 30 мии), осуществляемой через
промежуточные слои:
1 — порошок карбонильного никеля
ПНКОТ-1; 2 — УДП оксалатного ни-
келя; 3, 4 — УДП формиатного никеля
Рис. 3.7. Влияние времени сварки
на предел прочности сварных со-
единений армко-железа, получен-
ных через УДП формиатного ни-
келя при постоянном давлении
10 МПа и температурах 400 (/),
500 (2) и 600 (5) 'С
образцов никеля НВК, сваренных через формиатный никель, по-
чти вдвое выше, чем при использовании оксалатного никеля. Ана-
логичные результаты получены и в случае изменения сварочного
давления и времени сварки.
При увеличении времени сварки через УДП формиатного ни-
келя с 20 до 60 мин прочность соединений армко-железа, изготов-
ленных при температуре 400 °C, возрастает в 2,5 раза, при 500 “С —
в 1,5 раза, а при 600 °C — более чем на 15 % (рис. 3.7). Дальнейшее
увеличение Г во всех случаях приводит к незначительному (при-
близительно на 5%) повышению предела прочности.
Более высокая прочность соединений, полученных с использо-
ванием формиатного никеля, обусловлена меньшим разбросом
размеров частиц и большим искажением кристаллической решет-
ки. Устранение искажений при сварке является дополнительной
активацией процесса формирования сварного соединения.
Исследование зависимостей ов(Р) соединений армко-железа, по-
лученных через УДП формиатного никеля (рис. 3.8), показывает, что
в диапазоне сварочных давлений 10...40 МПа рост прочности суще-
ственно замедляется с понижением температуры сварки. При давле-
82
Рис. 3.8. Влияние сварочного давления на
предел прочности сварных соединений арм-
ко-железа, полученных через УДП форми-
атного никеля при времени сварки 30 мин и
температурах 400 (2), 500 (2) и 600 “С (5)
ниях 40 и 100 МПа пределы прочности
равны соответственно 100 и 200 МПа (Т-
= 400°C) и 270 и 370 МПа (Т= 600 вС).
Это объясняется тем, что с ростом Р не
только увеличивается пластическая дефор-
мация частиц порошка и уплотняется по-
рошковый слой, но и усиливается сцепление взаимодействующих друг
с другом частиц порошка. Однако одновременно пластически де-
формируется и основной металл. Так, при температуре 600 ”С его
относительная деформация е, %, увеличивается с 0,1... 0,5 (Р= 25 МПа)
до 2,5 (Р= 50 МПа) и 5 (Р= 100 МПа).
Фрактографический анализ изломов сварных соединений
(рис. 3.9, а) показывает, что спекание частиц порошка друг с дру-
б
Рис. 3.9. Фрактограмма (4000х) из-
лома сварного соединения, изготов-
ленного при Т= 550 “С, Р= 10 МПа
и / = 30 мин (а), характер разруше-
ния (б) и микрофотография (150х)
структуры зоны соединения (в)
83
гом и поверхностью основного металла начинается при Т = 350...
1400 °C. При Т = 400... 600 °C предел прочности достигает 255 МПа,
| соединение имеет крупнозернистый излом и участки плотно спек-
шихся частиц. Разрушение соединения происходит по основному
металлу (рис. 3.9, б). Металлографический анализ образцов, сва-
ренных на оптимальном режиме, свидетельствует о сплошности
материала в зоне соединения (рис. 3.9, в).
Использование в качестве промежуточного слоя УДП форми-
атного никеля позволяет получать высококачественные соедине-
| ния при пониженном термодеформационном воздействии. Одна-
ко реализация этой технологии связана с рядом трудностей, ха-
рактерных и для процесса сварки через порошки формиатов. Глав-
ная из них — невозможность достижения воспроизводимых ре-
зультатов по прочности соединений из-за проблем, связанных с
I дозировкой порошков, наносимых на свариваемые поверхности.
Кроме того, восстановленный УДП никеля обладает магнитными
I свойствами и при сварке магнитных материалов распределяется
по соединяемым поверхностям неравномерно, в соответствии с
направлением силовых линий магнитного поля.
3.3. Сварка через пористые никелевые ленты
Для устранения недостатков, свойственных ранее рассмотрен-
ным технологиям диффузионной сварки, в качестве промежуточ-
ного слоя предложено использовать пористую ленту, получаемую
прокаткой УДП формиатного никеля. Это позволяет значительно
упростить процесс сборки деталей под сварку, одновременно обес-
печив получение сварных швов, однородных по толщине и плот-
ности, и в то же время реализовать чрезвычайно большой запас
свободной энергии частиц порошка, из которых состоит лента.
3.3.1. Кинетика спекания пористой порошковой ленты
УДП формиатного никеля получают в условиях, которые обес-
печивают значительный запас в нем свободной энергии благодаря
сильно развитой поверхности. Степень дефектности кристалли-
ческой решетки порошка может возрастать при его прессовании и
прокатке. Следовательно, прокатанная лента, полученная из УДП
никеля, находится в термодинамически неравновесном состоянии
из-за наличия не только развитой свободной поверхности у от-
дельных частиц, но и избыточных вакансий, дефектов упаковки,
дислокаций и других дефектов структуры.
В процессе спекания пористой прокатанной ленты одновре-
менно протекают два процесса: собственно спекание, при кото-
ром уплотнение материала сопровождается снижением свободной
84
энергии вследствие уменьшения свободной поверхности, и «зале-
чивание» дефектов кристаллической решетки порошков. Спека-
ние, характеризуемое усадкой пористого тела, начинается с обра-
зования поверхности соприкосновения между частицами порош-
ка, после чего происходит заполнение пор.
В процессе спекания постоянно уменьшается общая поверх-
ность зерен и увеличивается поверхность их соприкосновения.
Однако сокращение общей поверхности приводит к уменьшению
поверхностной и общей свободной энергии системы. Иными сло-
вами, движущей силой процесса спекания дисперсных порошков
является снижение термодинамического потенциала системы. При
этом чем больше их начальная поверхностная энергия, тем значи-
тельнее движущая сила процесса спекания.
При изучении кинетики спекания прокатанной никелевой ленты
толщиной 80 мкм с исходной пористостью 60 % образцы нагревали с
постоянной скоростью в интервале температур 300 ...600 °C. По до-
стижении определенной температуры их сжимали под действием дав-
ления в диапазоне 5... 20 МПа. Длительность спекания при заданных
значениях температуры и давления варьировали от 5 до 30 мин.
На рис. 3.10 приведены зависимости объемной усадки &.V/V
образцов никелевой ленты с указанными исходными параметрами
от времени спекания. Видно, что с увеличением температуры про-
цесса и давления усадка возрастает, причем в наибольшей степе-
ни — на ранних стадиях спекания (/ = 5... 15 мин), когда ее ско-
рость может достигать 0,1 %/с, тогда как при / = 20...30 мин про-
цесс усадки замедляется.
На рис. 3.11 представлены временные зависимости пористости 0
образцов той же ленты при изменении параметров режима спека-
ния. Повышение Т и Р приводит к снижению пористости. Ско-
рость ее изменения возрастает с повышением температуры и сни-
жается при увеличении времени выдержки.
Данные, приведенные на рис. 3.10 и 3.11, хорошо согласуются с
результатами других исследований, в которых процесс уплотнения
порошковых тел при спекании под давлением рассматривается как
несколько последовательных стадий. Первоначально благодаря вы-
сокой исходной пористости ленты возможно практически неза-
торможенное граничное проскальзывание частиц порошка. По мере
«залечивания» дефектов решетки и рекристаллизации вещества мо-
жет развиться процесс коалесценции пор вследствие диффузии.
При этом уменьшение поверхности пор происходит при их неиз-
менном суммарном объеме.
На начальных стадиях спекания пористых образцов из УДП
никеля (Т> 200 °C) экспериментально обнаружен эффект низко-
температурной рекристаллизации, основное отличие которой от
классической состоит в том, что она протекает в условиях, когда
поверхностная энергия является основной составляющей общей
85
энергии системы. Кроме того, в данном случае не требуется обра-
зования зародышей рекристаллизации.
Другая особенность низкотемпературной рекристаллизации УДП
никеля связана с наличием равномерно распределенных в объеме
спрессованных образцов сверхмелких пор, последующее «рассасы-
вание» которых по вакансионному механизму приводит к дополни-
тельной генерации потока неравновесных вакансий в направлении
к более крупным порам и неподвижным границам зерен.
О 5 10 15 20 25 30 35 0 5 10 15 20 25 30 35
t, мин
в г
Рис. 3.10. Зависимости объемной усадки прокатанной никелевой ленты
голщиной 80 мкм с исходной пористостью 60 % от времени спекания при
температурах 300 (с), 400 (б), 500 (в) и 600 °C (г) и давлениях 5 (7), 10 (2),
15 (5) и 20 МПа (4)
86
Рис. 3.11. Зависимости пористости прокатанной никелевой ленты толщи-
ной 80 мкм с исходной пористостью 60 % от времени спекания при тем-
пературах 300 (о), 400 (б), 500 (в) и 600 °C (г) и давлениях 5 (/), 10 (2),
15 (5) и 20 МПа (4)
Экспериментальные оценки показывают, что в области рекри-
сталлизационных температур относительная концентрация избы-
точных вакансий может составлять более 10-4, что соответствует
верхнему пределу оценки концентрации вакансий в металлах, на-
ходящихся в состоянии, близком к плавлению. Это способствует
существенной активации диффузионного массообмена на ранних
стадиях спекания пористых лент из УДП никеля.
Помимо этого важной особенностью процессов объемной усад-
ки и изменения пористости лент при спекании является то, что со
временем скорость их протекания замедляется. Это свидетельствует
о том, что при спекании пористых тел с разной начальной порис-
тостью в одинаковых условиях концентрация дефектов изменяет-
ся во времени по одному и тому же закону, и в любой момент
скорость спекания одинакова во всех телах, т.е. скорость сокра-
щения объема и числа пор пропорциональна их объему.
R7
t, мин
Рис. 3.12. Зависимости динамической вяз-
кости УДП формиатного никеля от времени
спекания при давлении 10 МПа и темпера-
турах 300 (7), 400 (2), 500 (5) и 600 °C (4)
Экспериментально наблюдаемые осо-
бенности кинетики процесса уплотне-
ния пористых тел связаны с тем, что при
изотермическом спекании основной па-
раметр — динамическая вязкость веще-
ства порошка — непрерывно изменяет-
ся во времени по следующему закону:
Л = По + V,
где т)о— вязкость вешества спекаемого образца; у— коэффициент,
не зависящий от температуры; t — время спекания.
Используя уравнение
3аб(3-е)(1-е)!
П°= 4(1-26)/’
где а — поверхностное натяжение (для никеля оно равно 1,92 Дж/м2;
6 — пористость образца после спекания; г0 — средний размер час-
тиц; / — время спекания), определили связь между скоростью из-
менения пористости и вязкостью частиц порошка, составляю-
щих прокатанную ленту.
Как показано на рис. 3.12, с увеличением температуры и време-
ни спекания величина т]0 убывает. Кроме того, в этих данных от-
ражается то обстоятельство, что линейный размер L блоков моза-
ики, образующихся после рекристаллизации, увеличивается со
временем. Расчет значений коэффициента самодиффузии никеля
Du L проводили по формулам
D - 0,5ехр!
5800^
кТ. )
и
L2 = O,5Dt„„
где к — постоянная Больцмана; Та — абсолютная температура, К;
/и в — время изотермической выдержки.
Полученные результаты сведены в табл. 3.1.
Установлено, что с повышением температуры процесса спека-
ния на каждые 100 °C линейный размер блоков увеличивается по-
чти на порядок величины, а коэффициент самодиффузии нике-
ля — почти на 2—3 порядка. Это можно объяснить тем, что пере-
88
Таблица 3.1
Влияние режима спекания на коэффициент самодиффузии никеля
и размер блоков мозаики
Т, °C мин D, см2/с £, см
300 5 10 15 20 30 ю-22 1,2- Ю-10 1,7-IO’10 2,1-Ю’10 2,4- IO’10 3,0- ю-’0
400 5 10 15 20 30 10-19 3,9-10-’ 5,5-10-’ 6,7-10-’ 7,8 10-’ 9,5-10-’
500 5 10 15 20 30 КГ” 3,9-10-8 5,5-10-' 6,7-10-’ 7,8-10-’ 9,5-10-’
600 5 10 15 20 30 10'5 3,9-IO’7 5,5-10-’ 6,7-10-’ 7,8-10-’ 9,5-10-’
ход к более высокой температуре спекания вызывает появление
избыточных вакансий, а это приводит к существенному уменьше-
нию динамической вязкости системы, когда становится возмож-
ным скольжение частиц относительно друг друга. При этом, с од-
ной стороны, возрастает скорость усадки, а с другой, — значитель-
но укрупняются исходные частицы порошка.
Подтверждением вышеизложенного может служить сравнитель-
ный анализ структуры прокатанной никелевой ленты после спека-
ния на различных режимах (рис. 3.13). Средний размер частиц
ленты после 30 мин спекания при Р= 5 МПа и Т- 500 °C увеличи-
вается в 8—10 раз по сравнению с размером частиц ленты, спечен-
ной при Т = 300 °C и прочих равных условиях.
Для определения эффективной энергии активации Еа процесса
спекания пористой прокатанной ленты из УДП формиатного ни-
келя можно воспользоваться данными рис. 3-12, позволяющими
получить зависимость 1п/ от 1/Д при т]0 = I пПа-с. Она имеет вид
89
Рис. 3.13. Микрофотографии (12000*) структуры прокатанной никелевой
ленты после спекания при Р= 5 МПа, t - 30 мин и Т= 300 (а) и 500 СС (б)
прямой линии, тангенс угла наклона которой к оси 1/7^, умно-
женный на постоянную Больцмана к, дает значение Еа. Для вы-
бранных интервалов температур {Т- 300...600°C) и времени (f =
= 5...30 мин) Еа = ПО кДж/моль. Указанное значение близко к
значению энергии активации самодиффузии чистого никеля по
границам зерен. Это дает основание полагать, что данный процесс
сопутствует спеканию промежуточного порошкового слоя.
3.3.2. Кинетика формирования сварного соединения
Кинетику спекания пористой никелевой ленты с компактным
материалом исследовали на образцах армко-железа с покрытием
из гальванического никеля толщиной 9... 15 мкм при изменении
параметров режима сварки в следующих диапазонах: Т = 400...
600°C, Р=5...2О МПа и/= 5...30 мин.
На рис. 3.14 представлены зависимости dB(f), отражающие из-
менение относительного предела прочности сварных соединений
с гальваническим никелевым покрытием. Данные результаты по-
казывают. что при параметрах сварки Т - 500...600°C. Р = 15...
20 МПа и / = 20...30 мин ов приближается к значению 0,8.
При /< 15 мин сварное соединение формируется с существенно
большей скоростью, чем при t > 15 мин. Как отмечалось ранее,
спекание прокатанной пористой ленты сопровождается ее усад-
кой и изменением пористости. На начальных стадиях спекания
вследствие значительной активности ленты эти процессы проис-
ходят с высокой скоростью. В дальнейшем по мере повышения
компактности спекаемой ленты ее активность и интенсивность
указанных процессов снижаются.
При взаимодействии основного материала (в данном случае —
никелевое гальваническое покрытие) с промежуточным пористым
90
Рис. 3.14. Зависимости относи тельного предела прочности соединений армко-железа с гальваническим никелевым
покрытием от времени сварки при температурах 400(g), 500 (б) н 600 "С (в) и давлениях 5 (/), 10 (2), 15 (.?) и 20 МПа (4)
91
слоем на начальных этапах образования соединения происходит
наиболее интенсивное развитие физического контакта, что объяс-
няется высокой скоростью пластической деформации слоя. Этот
процесс сопровождается увеличением плотности движущихся дис-
локаций и частоты их выхода на поверхность, в зону образующе-
гося контакта.
Данные, приведенные на рис. 3.14, могут быть проиллюстриро-
ваны фрактограммами поверхностей изломов сварных соединений
(рис. 3.15). Их разрушение произошло по промежуточному по-
рошковому слою, причем при температуре сварки 400 °C характер
разрушения хрупкий (рис. 3.15, а), при Т - 500 °C — преимуще-
ственно хрупкий, но уже имеются зоны вязкого разрушения
(рис. 3.15, б). При Т = 600 °C разрушение вязкое, а глубокие ямки
на поверхности излома свидетельствуют о высокой пластичности
материала промежуточного слоя (рис. 3.15, в). Иными словами, с
повышением температуры при Р= const и r= const прочность свар-
ного соединения возрастает вследствие повышения пластичности
промежуточного порошкового слоя, что, в свою очередь, обуслов-
лено уменьшением его пористости и толщины. Кроме того, при-
веденные снимки еще раз подтверждают, что в процессе сварки
через порошки наблюдается укрупнение исходных частиц за счет
слияния пор.
При длительности сварки t = 5... 15 мин разрушение образцов
происходит по границе промежуточного слоя, что возможно при
неполном физическом контакте между соединяемыми поверхно-
стями.
а б в
Рис. 3.15. Фрактограммы (8000х) поверхностей излома сварных соеди-
нений, полученных при Р = 5 МПа, t = 30 мин и Т = 400 (а), 500 (б) и
600 °C (в)
92
рис. 3.16. Фракгограмма (8000х) поверхности
и пома (Т= 600 “С, Р = 5 МПа и t = 30 мин):
/ — поверхность промежуточного слоя; 2 — про-
межуточный слой; 3 — его остатки на сварном
образце
Сварные соединения, полученные
при t = 20...3U мин, разрушаются по
промежуточному слою, что свидетель-
ствует о завершении процесса схваты-
вания между поверхностями образца и
этого слоя и химического взаимодей-
ствия. Доказательство тому — особен-
ности структуры поверхности разруше-
ния образца, сваренного при Г= 600 °C, Р- 5 МПа и t = 30 мин
(рис. 3.16).
На фрактограмме можно выделить три зоны. При сравнении
зон / и 3 видно, что характер их поверхности (размеры и глубина
ямок) одинаков. Следовательно, зона 3 — это часть промежуточ-
ного слоя, по которому произошло разрушение.
Следует отметить, что механизм разрушения данного образца
обусловлен двумя процессами: слиянием микропор (зоны 1 и 3) и
скалыванием (зона 2). Разрушение распространялось в основном
между частицами (межзеренное разрушение). Это также подтвер-
ждается тем фактом, что процесс спекания порошковой прокатан-
ной ленты связан с проскальзыванием частиц по границам зерен.
На основе данных, представленных на рис. 3.14, для фиксиро-
ванных значений давления сварки (Р= 10 МПа) и относительного
предела прочности (ов = 0,6) по графику зависимости 1п/ от 1/Тъ
проведен термоактивационный анализ процесса формирования
сварного соединения. Его эффективная энергия активации состав-
шет 110 кДж/моль.
Таким образом, значения Ео процессов образования сварного
соединения и спекания промежуточного слоя равны. Кроме того,
они близки к соответствующему значению энергии активации для
компактного никеля. Это позволяет заключить, что процесс фор-
мирования сварного соединения через порошковый промежуто-
чный слой обусловлен процессом его спекания, в свою очередь,
связанным с самолиффузией по границам зерен.
Результаты металлографического исследования сварных соеди-
нений армко-железа с никелевым гальваническим покрытием
<рис. 3.17) показывают, каков характер изменения толщины про-
межуточного слоя в зависимости от режима диффузионной свар-
ки. Видно, что наиболее однородные по толщине пленки форми-
руются при Т= 500...600 °C, Р= 20 МПа и t= 30 мин. Они обеспе-
чивают максимальную прочность сварного соединения при отсут-
93
Рис. 3.17. Микрофотографии (125х) структуры зон сварных соединений
армко-железа с гальваническим никелевым покрытием, полученных при
7=400 (7), 500 (2) и 600 °C (J):
а — Р = 5 МПа, t = 5 мин: б — Р = 5 МПа, t 30 мин; в — Р = 20 МПа, l - 5 мин;
г — Р~ 20 МПа, t = 30 мин
ствии деформация свариваемых материалов, что является одним
из достоинств процесса диффузионной сварки.
3,3.3. Массопереиос при диффузионной сварке через
ультрадисперсный порошок никеля
Диффузионным процессам, происходящим при спекании дис-
персных систем, в том числе УДП, присущи очень высокие скоро-
94
стц. Коэффициент диффузии является структурно чувствительной
величиной, и его эффективное значение может значительно пре-
восходить равновесное при наличии макроскопических дефектов
и сетки границ раздела.
В качестве компактного материала использовали образцы из
меди Ml, а промежуточным слоем служила прокатанная пористая
лента из УДП никеля, полученного термическим разложением
Ni(COOH), 2Н2О.
Морфологию и дисперсность порошковых никелевых лент ана-
лизировали на растровом электронном микроскопе. Помимо это-
го изучали фрактограммы сварных соединений медь—промежуто-
чный слой—медь. Параметры режимов диффузионной сварки та-
ковы: Т= 480 ...500 еС, Р= 15 МПа, I-30 и 50 мин. Диффузионный
массообмен исследовали методом радиоактивных изотопов. Для
этого на одну из поверхностей медной пластины перед сваркой
электролитически наносили изотоп 63Ni, распределение которого
после сварки определяли средствами авторадиографии.
Распределение концентрации 63Ni в сварном соединении медь—
УДП никеля—медь приведено на рис. 3.18. Представлено распре-
деление диффузионной активности как в самом промежуточном
слое, так и в соединяемых медных пластинах. Видно, что изотоп
никеля, находящийся на контактной поверхности 7, во время сварки
диффундирует через всю толщину промежуточного слоя. Это со-
гласуется с особенностями диффузии в УДП, где малые концент-
рации диффундирующих веществ проникают на значительную глу-
бину вдоль поверхностей раздела (соответствующие кривые диф-
фузионного распределения характеризуются вытянутыми «хвоста-
ми», которые наблюдаются и в рассматриваемой сварной зоне).
Изотоп никеля, пройдя через толщу порошкового слоя, дости-
гает противоположной контактной поверхности и внедряется во
второй образец свариваемой меди на значительную глубину. В мас-
сивных материалах диффузионный перенос массы происходит за
аналогичное время при более высоких
температурах, равных 0,77^.
Использование УДП позволяет осу-
ществлять диффузионные процессы при
относительно низких температурах:
сварка компактной меди с УДП никеля
происходит при температурах (0,35...
°«) Ли.
Рис. 3.18. Распределение концентрации 63Ni
в сварном соединении Си—УДП Ni —Си:
1 — контактная поверхность; 2 — пик концент-
х, мкм
рации
95
При температуре 500 °C коэффициент самодиффузии никеля,
см2/с, в порошковом слое составляет 2,8 • 10-8, никеля порошково-
го слоя в массивной меди — 10-8, массивного никеля в массивной
меди — 2,3-10-16, порошковой мели в порошковом никеле — 10"11,
коэффициенты объемной и поверхностной самодиффузии в мас-
сивном никеле - соответственно 10-19 и ЮЛ
Прямые измерения показали, что внутри промежуточного слоя
скорость массообмена очень велика, и коэффициент самодиффу-
зии никеля составляет 10"8 см2/с, что на несколько порядков пре-
вышает коэффициенты объемной и граничной диффузии в никеле
и совпадает со скоростью поверхностной диффузии. Следователь-
но, миграция атомов никеля происходит непосредственно по раз-
ветвленной границе раздела поверхностей частиц порошка, минуя
их объем. При этом коэффициент диффузии выше при наличии
развитой сети поверхностей раздела, т.е. в порошковом слое.
Необычно велика скорость диффузии порошкового никеля в
окружающей меди. В случае массивного никеля он проникает в
медь на глубину, равную нескольким межатомным расстояниям,
тогда как для никеля из слоя УДП глубина проникновения состав-
ляет сотни микрометров.
Никель из промежуточного слоя движется в массивной меди со
столь же высокой скоростью, как и в самом порошке, — со скоро-
стью поверхностной диффузии, т. е. изотоп перемещается в объе-
ме меди по свободным поверхностям, что необычно для массив-
ного материала.
В качестве одной из причин большой скорости диффузии Ni в
Си можно указать значительный поток вакансий, направленный
во время сварки из порошкового слоя в компактную медь и созда-
ющий в приконтактных слоях их повышенную концентрацию.
Одной из причин высокой скорости массообмена в УДП являй
ется возникновение большой концентрации избыточных вакан!
сий в спекающемся порошке: диффузионная активность, как изЯ
вестно, зависит от уровня концентрации избыточных вакансий!
Ее резкое кратковременное повышение наблюдали при усадке УДП]
На некоторых этапах массообмен осуществляется за счет объем’
ной диффузии со скоростью, присущей веществу при предпла-'
вильных температурах, и для его описания можно использовать’
неравновесный коэффициент диффузии.
В нестабильной структуре диффузионный массообмен проис-’
ходит в условиях непрерывного перемещения границ раздела в
никелевом порошке. При его спекании размер частиц непрерывно
увеличивается, происходит собирательная рекристаллизация, обес-
печивающая уменьшение избыточной поверхностной энергии.
Именно движущиеся границы в ультрадисперсных системах могут
обусловливать большие скорости массообмена и интенсивную диф-
фузию при низких температурах.
96
Очевидно, что измеренный коэффициент диффузии характе-
ризует диффузионную подвижность атомов при разных структур-
ных состояниях промежуточного слоя в процессе сварки: от высо-
копористого, проницаемого, до хорошо спеченного. Поэтому из-
меренная скорость массообмена является суммарной для несколь-
ких значений скоростей.
Коэффициенты диффузии при всех исследованных режимах
сварки имеют близкие значения и характеризуют, очевидно, позд-
ние стадии процесса, когда структурное состояние порошковой
ленты относительно стабильно. Ее усадка практически прекраща-
ется, пористость остается неизменной, и, следовательно, скорости
массопереноса на этих стадиях одинаковы.
Известные механизмы массообмена не объясняют его высокую
скорость в ультрадисперсных системах. В никелевой порошковой
ленте она, несомненно, обусловлена тем, что массообмен проис-
ходит в условиях непрерывной усадки материала при одновремен-
ном воздействии температуры и деформации. Причем скорость
усадки порошковой ленты очень велика на ранних стадиях спека-
ния (t = 5... 15 мин) и существенно замедляется на поздних (1 =
= 2О...ЗО мин).
Высокие скорости массообмена в промежуточном слое обеспе-
чивают его быстрое спекание с контактными поверхностями и пред-
определяют качество сварного соединения на ранних стадиях.
Последующее быстрое проникновение никеля через контактную
поверхность в медь приводит к образованию переходного слоя в
виде твердых растворов.
На ранних стадиях уплотнение носит не диффузионный харак-
тер, а происходит вследствие перемещения и проскальзывания
частиц по границам между ними. В ультрадисперсных структурах
такое перемещение частиц — наиболее важный механизм пласти-
ческой деформации. В результате самосогласованного проскаль-
зывания, т.е. перемещения частиц без изменения их формы, с вза-
имной подстройкой контактной поверхности, происходит уплот-
нение порошка и одновременный рост пор. Проскальзывание раз-
вивается в высокопористом материале, где размеры пор близки к
размеру частиц или превышают его, как в данном случае.
Кривая распределения диффузионной активности имеет слож-
ную форму: она несимметрична и характеризуется двумя макси-
мумами. Концентрация 63Ni уменьшается не плавно, а скачкооб-
разно возрастает (см. рис. 3.18, пик 2) на некотором расстоянии от
Контактной поверхности. Это означает, что скорость перемеще-
ния изотопа никеля значительно возрастает после прохождения
Через промежуточный слой, в результате чего и возникает первый
максимум.
Второй максимум образуется возле противоположной сварива-
емой медной пластины, т.е. диффундирующий никель накаплива-
4 Люшинский 07
ется внутри промежуточного слоя вблизи края ленты При увели-
чении продолжительности сварки максимум перемешается на дру-
гую сторону контактной поверхности, в медную пластину.
Причины появления второго максимума неясны и требуют
дальнейших исследований. Одной из причин первоначального на-
копления изотопа близ контактной поверхности может быть то,
что его распространение ограничено толщиной ленты, а проник-
новение его в медь требует дополнительных энергетических за-
трат. Помимо этого поры удаляются из приповерхностных обла-
стей промежуточного слоя значительно быстрее, чем из его объе-
ма. Поэтому изотоп накапливается в плотных при контактных об-
ластях этого слоя, продолжая поступать из рыхлых глубинных
слоев.
При выбранных параметрах режима сварки в промежуточном
слое происходит высококачественное спекание порошка. Это вид-
но из фрактограмм, представленных на рис. 3.19.
В промежуточном слое интенсивно снижается пористость (ос-
новной показатель спекания), и к моменту окончания сварки она
не превышает 15 %. Это приводит к увеличению содержания твер-
дого тела в единице объема вещества. Частицы порошка становят-
ся неразличимыми уже на промежуточных стадиях сварки. Име-
ются хорошо спеченные участки, перемежающиеся с крупными
порами и разломами между ними.
Таким образом, в спекающемся промежуточном слое проявля-
ются типичные признаки неравномерной усадки — зонального обо-
собления (разрывы, укрупнения пор между группами уплотняю-
щихся частиц). Заметим, что разлом полученных соединений медь—
УДП никеля—медь всегда происходит по промежуточному слою,
что свидетельствует о прочном сцеплении частиц порошка с ком-
пактной медью.
Рис. 3.19. Фрактограммы (8500х) изломов сварных соединений Си—
Ni—Си при Р = 5 МПа, I = 20 мин и Т= 400 (а) и 500 °C (6)
98
Качественную оценку соединений между частицами промежу-
точного порошкового слоя можно провести с помощью фракто-
грамм изломов соединений Си—УДП Ni—Си (см. рис. 3.19). Ана-
лиз изломов, соответствующих температуре сварки 400 °C, свиде-
тельствует о том, что в промежуточном слое произошло вязкое
межчастичное разрушение и площадь, занятая межчастичными
перемычками, невелика.
В изломах соединений, полученных при 7- 500 °C, видны при-
знаки вязкого разрушения с ямочной морфологией, что типично
для малопористых материалов. Разрушение происходит вследствие
слияния пор, и его можно характеризовать как внутричастичное,
связанное с развитием деформаций частиц. К моменту окончания
сварки спекание промежуточного слоя завершается, и характер из-
лома ленты изменяется.
Механизм массообмена в процессе спекания пористых порош-
ковых лент не вполне ясен. Наблюдаемые чрезвычайно высокие
скорости массообмена свидетельствуют о том, что он не обуслов-
лен объемной диффузией.
По характеру изменения пористости никелевой ленты при спе-
кании можно заключить, что этот процесс сопровождается гра-
ничной диффузией.
Измеренный коэффициент диффузии в спекающейся ленте
превышает значение, характерное для границ зерен, т.е. он опре-
деляет одну из стадий процесса спекания. Следует подчеркнуть,
что в ультрадисперсных системах отсутствует различие между гра-
ничной и поверхностной энергией.
Таким образом, при диффузионной сварке медных образцов
через слой УДП никеля массообмен внутри промежуточного слоя
происходит вследствие поверхностной диффузии никеля, причем
по скорости массообмена этот процесс сравним с диффузией ни-
келя из поверхностного слоя в свариваемый материал.
3.4. Сварка через смеси ультрадисперсных
порошков металлов
Кинетика твердофазного спекания двойных смесей порошков в
отличие от однокомпонентных смесей существенно осложнена
процессами, сопутствующими диффузионной гомогенизации. Из-
быточная свободная энергия порошковой смеси, обусловленная
наличием градиентов концентраций компонентов, может оказать-
ся значительной. Энергетически это оправданно даже тогда, когда
система удалена от равновесного состояния по какому-либо дру-
гому параметру, например развитости свободной поверхности, ве-
личине напряжений в диффузионной зоне и др. Возникает новый
Механизм уплотнения, при реализации которого перемещение ча-
99
стмц разных материалов связано не только с их дисперсностыЛ
развитостью поверхности и деформацией, но и с содержанием коцИ
понентов. j
3.4.1. Кинетика спекания пористых лент из смесей 1
ультра дисперсных порошков металлов |
Двойные порошковые смеси никель—медь и никель—кобалЛ
относятся к системам с неограниченной взаимной растворимостыЛ
а смеси медь—кобальт — с ограниченной. Для двух первых систеЛ
при спекании характерно образование одной фазы — твердого рай
створа компонентов. У третьей системы в зависимости от конценй
трации компонентов формируются либо одна (в области полной
взаимной растворимости), либо две фазы (насыщенный твердый
раствор и избыточная фаза второго компонента). я
Кинетику спекания (сварки) под давлением изучали на обрай
цах пористых прокатанных лент из смесей УДП (полученных И
основном термическим разложением механических смесей фо й
миатов) и спрессованных лент из смесей УДП (изготовленных п< й
средством пиролиза формиатов смесей). Я
Образцы нагревали с постоянной скоростью в интервале темпЛ
ратур Т= 400...800°C. По достижении заданной температуры пр.й
кладывали давление сжатия Р- 5... 20 МПа. Длительность спеканий
при заданных значениях Ти Р варьировали в пределах 5...30 минй
В процессе спекания промежуточного слоя из одного комп Л
нента, например УДП никеля, сопровождающемся его объемной
усадкой, снижается свободная поверхностная энергия порошкЛ
вой системы вследствие уменьшения общей площади поверхностй
межчастичных пор. и
Промежуточный слой из смеси УДП двух металлов, способньЛ
взаимодействовать друг с другом, наряду с избыточной свободной
энергией, обусловленной развитой поверхностью составляющих Л
дисперсных частиц и наличием структурных дефектов, обладает иЛ
быточной энергией, связанной с возможностью образования силагЛ
Поэтому при спекании двухкомпонентных порошковых промежЛ
точных слоев — бинарных смесей УДП — должны протекать, в супЛ
ности, два процесса: их объемная усадка и формирование сплава, й
Оценить величину вклада в изменение свободной энергии си Л
темы, обусловленного сокращением площади поверхности, раздЛ
ляющей частицы порошка в образце, и смешением компонент;^
при образовании сплава, можно следующим образом.
Изменение свободной энергии образца при спекании
&Е = Eq - Е,
где EOt Е — поверхностная энергия образца соответственно до и
после спекания.
100
Изменение свободной энергии ДЕ происходит за счет вклада
свободной энергии поверхности образна и энергии образования
сплава:
Д£ = Ес, + £сп.
Свободная энергия поверхности
^св =
где сА, а с _ удельные поверхностные энергии чистых металлов;
SA, $с ~ суммарные площади поверхностей частиц компонентов в
образце до спекания.
Для упрощения расчета Есв не будем принимать во внимание
уменьшение свободной поверхности частиц УДП, обусловленное
образованием металлических контактов в результате прокатки сме-
сей УДП или холодного прессования.
Поскольку
где NA — число частиц порошка компонента А в смеси, NA -
= ГЛ — радиус этих частиц, rA = 6/(x<5M); Мл — масса
порошка компонента A; VA — объем одной частицы, VA = 4nrj/3;
gA — плотность чистого металла компонента Л; 5уя — удельная по-
верхность смеси УДП, то в результате преобразований получим
Еа = 0,5.5;„(слЛ/л + СсД?)-
Таким образом, вклад поверхностной энергии в процессе спе-
кания двойных систем зависит от удельной поверхности УДП и
концентрации компонентов в смеси, причем чем выше концент-
рация компонента с большей удельной поверхностной энергией,
тем выше значение £св.
Для расчета энергии образования сплава Е1:11 в двухкомпонент-
ной системе можно воспользоваться уравнением
£а,=д^-7;д5“,
где ДЯ°, Д5” — изменения энтальпии и энтропии системы в ре-
зультате смешения компонентов при температуре Тя.
Имеющиеся количественные оценки показывают, что энергия,
выделяемая двухкомпонентной системой при образовании сплава
в твердой фазе, на 2—3 порядка выше, чем энергия, которая выде-
ляется за счет устранения межчастичных пор. Поверхностная энер-
гия расходуется на снижение температуры рекристаллизации и
Увеличение скорости этого процесса.
Исследование зависимости объемной усадки промежуточных
слоев, представляющих собой двухкомпонентные смеси систем Ni—
Си, Ni —Со и Си—Со, полученных разными методами, от их со-
става показало следующее.
101
Небольшие добавки УДП никеля в УДП меди с образованием
их механической смеси способствуют уменьшению объемной усадки
(рис. 3.20, а). В выбранном диапазоне температур у всех кривых
имеется явно выраженная область концентраций, в которой усад-
ка не зависит от состава смеси порошков, причем чем ниже темпе-
ратура, тем шире эта область. Усадка смеси, содержащей 75... 90 %
меди, выше, чем усадка с 75 ...90 % никеля, что связано с более
высокой деформационной способностью меди по сравнению с ни-
келем.
В отличие от спекания смесей крупнодисперсных порошков
спекание под давлением смесей УДП системы Ni—Си характери-
зуется отсутствием области с отрицательной усадкой.
Явление снижения объемной усадки в данном случае обусловле-
но эффектом Френкеля. Поскольку коэффициенты диффузии Си и
Ni отличаются друг от друга, из-за преобладания притока атомов
меди над оттоком атомов никеля образуется диффузионная порис-
тость в частицах меди и увеличиваются размеры частиц никеля.
Зависимости объемной усадки смесей УДП системы Ni—Си,
полученных из формиатов смесей (рис. 3.20, б), от состава носят
тот же характер, что и в предыдущем случае. Однако величина
усадки этих образцов в два раза ниже, что можно объяснить следу-
ющим образом.
При спекании механических смесей УДП разной концентра-
ции из двух фаз исходных чистых металлов образуется новая
фаза — твердый раствор. При спекании же смесей УДП, полу-
ченных из формиатов смесей, мы уже имеем исходную фазу твер-
дого раствора компонентов, образовавшегося при термическом
разложении формиата смесей. Таким образом, в процессе спека-
ния данной смеси происходит взаимодействие частиц твердого
Рис. 3.20. Зависимости объемной усадки системы Ni—Си от содержания
Си в механической смеси формиатов (а) и формиатах смесей (б) при
= 20 МПа, / = 30 мин и Т= 400 (7), 500 (2), 600 (5), 700 (4) и 800 °C (5)
102
I
рис. 3.21. Зависимости объемной усадки системы Ni—Со от содержания
Со в механической смеси формиатов (а) и формиатах смесей (б) при Р=
= 20 МПа, t= 30 мин и Т= 400 (7), 500 (2), 600 (5), 700 (4) и 800°C (5)
Зависимости объемной усадки механических смесей формиа-
тов и формиатов смесей системы Ni—Со от состава представлены
на рис. 3.21, а и б соответственно. Видно, что с увеличением со-
держания кобальта в смеси усадка уменьшается и достигает мини-
мального значения приблизительно при 25 % Ni. Эту особенность
полученных зависимостей можно связать с тем, что коэффициен-
ты диффузии Со и Ni в сплавах уменьшаются с увеличением доли
Ni и становятся минимальными при его содержании 20... 25 %. Даль-
нейшее повышение его доли в твердом растворе приводит к возра-
станию коэффициентов диффузии как Со, так и Ni.
Для смесей системы Ni—Со очевидным является то, что усадка
УДП из формиатов смесей меньше, чем у УДП, представляющих
собой механические смеси.
Объемная усадка спекаемых образцов УДП системы Си —Со
(рис. 3.22), составы которых соответствуют области возможного
существования гомогенного твердого раствора, зависит от содер-
жания компонентов: по мере увеличения доли Со и степени насы-
щения твердого раствора усадка уменьшается, что можно объяс-
Рис. 3.22. Зависимости объемной усадки системы Си—Со от содержания
Со в механической смеси формиатов (а) и формиатах смесей (б) при Р -
= 20 МПа, I = 30 мин и Т= 400 (7), 500 (2), 600 (5), 700 (4) и 800°C (5)
103
нить стабилизацией структуры и повышением ее сопротивления
деформационным процессам под действием сил уплотнения. При
этом минимальная усадка характерна для предельного содержания
Со в сплаве, при котором еще сохраняется однофазная структура.
Усадка уменьшается и с понижением коэффициента диффузии
по мере повышения содержания меди в кобальте. При увеличении
доли меди в спекаемой смеси образуется вторая фаза — твердый
раствор на основе меди, обладающий более высокой деформаци-
онной способностью по сравнению с твердым раствором на осно-
ве кобальта. Наличие этой фазы и рост коэффициента диффузии
при повышении содержания меди в смеси приводят к увеличению
усадки.
Усадка образцов из УДП механических смесей больше, чем у
образцов из формиатов смесей. Существенное влияние на процесс
спекания оказывает величина усилия сжатия. На рис. 3.23 пред-
ставлены зависимости объемной усадки от сварочного давления
для систем на основе механических смесей формиатов и формиа-
тов смесей разного состава (Т- 800 °C, t = 30 мин).
Наряду с температурой процесса и временем выдержки прило-
женное давление является одним из основных параметров, влияю-
щих на усадку образцов. Если сравнить значения A V/Vв процессе
спекания смесей при отсутствии внешнего давления и Р=20 МПа,
то можно отметить, что объемная усадка всех смесей под действи-
ем давления увеличивается в 2—3 раза.
Рис. 3.23. Зависимости объемной усадки от сварочного давления для сис-
тем на основе механических смесей формиатов (сплошные линии) и фор-
миатов смесей (штриховые линии) при Т - 800 °C и I = 30 мин:
а — никель—медь: /, Г — 10 % Ni, 90 % Си; 2, 2' — 50 % Ni, 50 % Си; 3, 3'
90 % Ni, 10 % Си; б — никель—кобальт: 1, Г — 10 % Ni, 90% Со; 2, 2* — 50 % №
50 % Со; 3, З1 — 90 % Ni, 10 % Со; в — медь—кобальт: 1, Г — 10 % Си, 90 % Со;
2, 2' — 50% Си, 50 % Со; 3, 5' - 90% Си, 10% Со
104
Приложенное внешнее давление оказывает неодинаковое вли-
яние на процессы, происходящие в образцах на разных этапах спе-
кания. На начальном этапе сжимающее усилие способствует уве-
личению скорости усадки, поскольку благодаря высокой исход-
ной пористости образцов происходит (почти без торможения) гра-
ничное проскальзывание частиц УДП, сопровождающееся «зале-
чиванием» наиболее мелких пор. Суммарный объем пор уменьша-
ется в основном вследствие исчезновения мелких пор; средний
размер пор при этом меняется незначительно.
На следующем этапе действие давления практически не приво-
дит к уплотнению порошка, а лишь способствует протеканию про-
цесса коалесценции пор, при котором они растут без изменения
их суммарного объема в образце. Вследствие уменьшения общего
числа пор ускоряется процесс собирательной рекристаллизации.
На рис. 3.24 представлены зависимости объемной усадки меха-
нических смесей формиатов и формиатов смесей от времени их
спекания в диапазоне температур 400... 800 °C при давлении 20 МПа.
Для двухкомпонентных механических смесей системы Ni—Си
(рис. 3.24, а— в) характерна максимальная объемная усадка по срав-
нению с усадкой смесей других составов (рис. 3.24, г—и). Наи-
большую усадку претерпевает смесь, содержащая 10 % Ni и 90 % Си.
В этом случае скорость усадки может достигать 12 %/мин, и через
15...20 мин наступает насыщение процесса.
Характер кривых объемной усадки свидетельствует о том, что
при увеличении доли никеля в смеси скорость усадки остается
весьма значительной на протяжении всего процесса спекания.
Замедление насыщения процесса усадки в этом случае связано с
образованием дополнительной диффузионной пористости, по-
скольку действие эффекта Френкеля становится более ощутимым
с увеличением межфазной поверхности для составов с большим
содержанием никеля.
Объемная усадка образцов, полученных из формиатов смесей
состава Ni —Си, носит аналогичный характер, но абсолютные зна-
чения усадки ниже. Это вызвано, по-видимому, отличиями в струк-
туре частиц порошка и их деформационной способности.
Кривые усадки смесей системы Ni—Со (см. рис. 3.24, г—ё)
свидетельствуют о том, что увеличение доли Со в смеси приводит
к снижению A VIИ Смеси с повышенным содержанием Со имеют
более развитую поверхность, что способствует достижению значи-
тельных скоростей усадки в первые минуты процесса спекания и
быстрому насыщению процесса.
Вследствие высокого сопротивления деформации кобальта при-
меняемых усилий сжатия недостаточно для того, чтобы увеличить
Усадку. Этого достигают, повышая содержание никеля в смеси,
правда, в данном случае наблюдается замедление насыщения про-
цесса усадки.
105
Рис. 3.24. Зависимости объемной усадки механических смесей формиатов (сплошные линии) и формиатов смесей
(штриховые линии) при Р = 20МПа и 7= 400 (/, /'), 500 (2, 2'), 600 (3, 3'), 700 14, 4') и 800’С (5, 5') от времени их
спекания:
0-10% Ni, 90% Си; ff-50% Ni, 50 % Си; в- 90 % Ni, 10% Си; г - 10% Ni, 90 % Со; д - 50 % Ni, 50% Со; г-90 % Ni 10 % Со-
ж - 10 % Си, 90 % Со; з - 50 % Си, 50 % Со; и - 90 % Си, 10 % Со
о
Для смесей твердых растворов системы Ni—Со кинетика усад- I
ки носит тот же характер, что и для механических смесей, но с I
меньшими значениями ДР/V
Кривые объемной усадки смесей УДП системы Си—Со (см.
рис. 3.24, ж—и) показывают, что при высоком содержании Со в
смеси и, следовательно, значительной развитости поверхности его
частиц, а также малом количестве меди, обладающей большей де-
формационной способностью, достигаются высокие скорости усад-
ки в начале процесса спекания, а затем наступает его быстрое на-
сыщение. Это можно связать с наклепом пористого образца — I
возрастанием жесткости пористого каркаса при повышении плот-1
ности и деформационном упрочнении.
Однако для получения высококачественного сварного соедине-
ния с хорошими прочностными свойствами недостаточно обеспе- '
чить усадку порошкового промежуточного слоя при диффузионной j
сварке. Наличие значительной усадки не означает, что образовались I
совершенные диффузионные связи как между частицами порошка,
так и между промежуточным слоем и основным материалом.
Механические испытания образцов промежуточных слоев, спе-
ченных на режимах, характерных для диффузионной сварки, пока- ’
зывают, что их прочность на разрыв изменяется в широком диапа-
зоне значений и зависит от многих факторов, в частности от соста-
ва двойной смеси УДП и параметров режимов сварки. На рис. 3.25
представлены зависимости предела прочности промежуточных сло-
ев из механических смесей, спеченных при Т = 550 °C, Р= 20 МПа
и t= 30 мин, от их состава. Видно, что ход кривых прочности имеет I
характерные изменения при тех же составах, что и для кривых, при- (
веденных на рис. 3.20—3.22, особенно для систем Си—Со и Ni —
Си. С повышением температуры спекания на каждые 100 “С (при
Содержание первого компонента, %
Рис. 3.25. Зависимости предела прочности промежуточных слоев, спечен-
ных при Т= 550’С, Р= 20 МПа и { = 30 мин, от их состава:
1 -Ni-Си; 2 — Ni—Со; 3— Си-Со
108
Р= 20 МПа и 7= 30 мин) предел прочности образцов систем Ni—Си,
Ni—Со и Си—Со из механических смесей формиатов увеличивает-
ся соответственно на 20...40, 10... 20 и 20... 30 %. У образцов из сме-
сей твердых растворов прочность намного ниже, особенно у соста-
вов Ni—Со и Си—Со с содержанием Со свыше 25 %.
Фрактографические исследования изломов сварных соединений
показаны на рис. 3.26. Образец, содержащий 90 % Си и 10 % Со
д
Рис. 3.26. Фрактограммы (2000х) из-
ломов спеченных промежуточных
слоев следующего состава:
а - 90% Си, 10% Со; б - 75% Си,
25% Со; в - 10% Си, 90% Со; г -
50% Ni, 50% Си; д-75% N1, 25% Си
109
(рис. 3.26, а), имеет типичный признак вязкого разрушения — ча-
шечный излом, что свидетельствует об интенсивных диффузион-
ных процессах между частицами порошка. Глубокие ямки обус-
ловлены высокой пластичностью материала промежуточного слоя.
При содержании Со 25 % (рис. 3.26, б) излом носит чашечный
характер только на отдельных участках, где имеются скопления
частиц меди.
Если смесь содержит 90 % Со (рис. 3.26, в), то происходит хруп-
кое разрушение, причем в процессе спекания частицы порошка не
претерпевают значительных деформационных изменений.
Образцы, в состав которых входят 50 % Ni и 50 % Си, а так.-Jfl
75 % Ni и 25 % Си (рис. 3.26, г и д), имеют чашечный излом, чгИ
свидетельствует о высокой пластичности промежуточного слоЛ
С увеличением температуры спекания прочность образцов возра<И
тает вследствие повышения пластичности промежуточного сло.^И
что, в свою очередь, обусловлено укрупнением исходных частиИ
порошка за счет слияния пор. ffj
Для образцов промежуточных слоев системы Ni—Со, подве И
гавшихся механическим испытаниям на разрыв, характерно то, ч Н
при содержании в смеси 50...90% Со прочность слоя минималгИ
на. С увеличением содержания Ni в смеси до уровня, превыша • И
щего 50 %, предел прочности резко возрастает и у смеси, содержМ
щей 90 % Ni и 10 % Со, достигает 240 МПа. |Н
Результаты анализа объемной усадки и механические испытан.
спеченных образцов промежуточных слоев показывают, что на пр.^В
цесс спекания смесей УДП под давлением оказывают влияние iДВ
только дисперсность частиц порошка и развитость их поверхности, 1
ио и соотношение компонентов в смеси, а также их диффузия в 4
твердой фазе во всем исследованном диапазоне температур.
Ультрадисперсные порошки, состоящие из механических сме-
сей формиатов, отличаются повышенной интенсивностью спека-
ния, так как взаимодействие происходит между частицами, кото-
рые представляют собой отдельные компоненты смеси. Частицы
же порошка твердых растворов являются сплавом двух компонен-
тов, и их взаимодействие носит иной характер.
3.4.2. Кинетика образования сварного соединения М
Качество сварных соединений, получаемых диффузионной сварИ
кой через промежуточный слой из смеси УДП, определяется про Я
ностью как самого спеченного порошкового слоя, так и его соедлИ
нения с поверхностями свариваемых материалов. я
В связи с этим важное значение имеет исследование процессов,!
происходящих в зоне контакта промежуточного слоя со сваривае-I
мой поверхностью, и выявление механизмов массообмена, связан- j
ного с этими процессами. |
НО '
Кинетику припекания порошкового промежуточного слоя к
поверхности компактного материала изучали на образцах армко-
железа диаметром 8 мм и высотой 20 мм, торцы которых обраба-
тывали до достижения Ra = 2,5... 1,25 мкм, а затем покрывали сло-
ем гальванического никеля толщиной 9.-15 мкм. Сварку прово-
дили в вакууме при Т = 400...800°C, Р= 5...20 МПа и t = 30 мин.
При выборе параметров режима диффузионной сварки через
промежуточный слой в большинстве случаев не учитывают влия-
ния шероховатости поверхности этого слоя на формирование свар-
ного соединения, а учет влияния соотношения шероховатостей по-
верхностей промежуточного слоя и свариваемых материалов до пос-
леднего времени не проводился.
В соответствии с представлениями о трехстадийном процессе
формирования сварного соединения чем больше активных цент-
ров возникает на поверхностях, подлежащих сварке, тем быстрее
образуется соединение и выше его качество.
Процесс припекания промежуточного слоя к свариваемым по-
верхностям протекает наиболее интенсивно в том случае, когда в
качестве материала этого слоя используют УДП в свободно насы-
панном виде. Благодаря наличию дефектов, приобретенных в про-
цессе пиролиза формиата, и высокой развитости поверхности час-
тиц УДП обладает максимальной активностью при низкотемпера-
турном спекании частиц друг с другом и инициирует ускоренное
формирование активных центров на свариваемых поверхностях при
пониженных температурах.
Менее интенсивно эти процессы протекают при использова-
нии в качестве промежуточного слоя металлической фольги, ак-
тивность которой при образовании сварного соединения сравни-
ма с активностью поверхностей компактных металлов.
Интенсифицировать процесс низкотемпературной диффузион-
ной сварки через порошковую пористую ленту можно при следу-
ющем соотношении параметров шероховатости поверхностей про-
межуточного слоя Ranp и свариваемого материала 7taCB:
1 <^2. <100.
Как правило, RaCB изменяется в пределах от 0,02 ...0,01 до
1,25...0,5 мкм, в то время как Ranp составляет 2,5... 1,25 мкм.
При < 1 промежуточный слой обладает низкой поверхно-
стной активностью, и процесс формирования сварного соединения
замедлен. В плоскости контакта, представляющей собой границу
раздела, стабилизируется межзеренная граница. Для повышения
прочности соединения необходим дополнительный отжиг, обеспе-
111
чивающий миграцию границ раздела (аналогичный процесс прово-
дят при сварке компактных материалов). Кроме того, при таком
соотношении параметров шероховатости происходит растрескива-
ние промежуточного слоя при его деформировании значительными
микровыступами поверхностей компактных материалов.
При ^gfip < 100 вследствие значительной шероховатости про-
^сн
межуточного слоя его активность приближается к активности сво-
бодно насыпанного порошка. Частицы порошка заполняют все
несплошности поверхности компактного материала, увеличивая
плошадь физического контакта. На участках схватывания по мере
деформации частиц порошка обеспечивается требуемая механи-
ческая прочность.
При -^22-» 100 вследствие значительной шероховатости про-
межуточного слоя в зоне соединения остается множество несплош-
ностей, для устранения которых необходимо увеличить сварочное
давление и время выдержки при температуре сварки. Это снижает
интенсивность формирования соединения, хотя на участках схва-
тывания по мере деформации микровыступов обеспечивается тре-
буемая механическая прочность.
Таким образом, в случае применения сильно упрочненного плот-
ного промежуточного слоя с относительно гладкой поверхностью
полностью не используется активность частиц УДП при их припе-
кании к поверхности компактного материала, в то время как слабо
упрочненный шероховатый слой активно взаимодействует со сва-
риваемыми поверхностями.
На начальной стадии сварки происходит уплотнение порошко-
вого слоя и заполнение частицами порошка неровностей поверх-
ности свариваемого материала. Отдельные частицы порошка в
местах соприкосновения с выступами поверхности деформируют-
ся с образованием участков взаимодействия. Соединение форми-
руется в плоскости соприкосновения частиц порошкового слоя с
поверхностью компактного металла. Объемные процессы массо-
обмена в частицах порошка трансформируются в зоне соединения
в плоскостные и точечные.
Учет возможности образования градиента концентраций вакан-
сий, бивакансий и других дефектов в порошковом слое позволяет
предположить, что при развитии процесса соединения перенос
массы в зону взаимодействия осуществляется в основном посред-
ством дислокационного перемещения атомов по вакансиям.
Выход дислоцированных атомов на контактную поверхность ак-
тивирует их путем разрыва насыщенных связей. При наличии не-
совершенств в поверхностных слоях компактного металла возможно
112
Рис. 3.27. Зависимости предела
прочности сварных соединений, по-
лученных при Р = 20 МПа, г =
= 30 мин и Т = 400 (7), 500 (2),
600 (5), 700 (4) и 800 С (5), от со-
става промежуточных слоев из УДП
механических смесей формиатов:
а — Ni—Си; б — Ni-—Со; в — Со—Си
развитие микропдиетической деформации этих слоев с образова-
нием активных центров. Наличие активных центров на обеих со-
прикасающихся поверхностях облегчает формирование сварного
соединения.
На рис. 3.27 представлены зависимости предела прочности свар-
ных соединений, полученных при Р = 20 МПа, t = 30 мин и Т —
- 400... 800 °C, от состава промежуточных слоев из УДП механиче-
ских смесей формиатов.
Предел прочности соединений, полученных через промежуточ-
ный слой из механических смесей УДП Ni—Си при температуре
400 °C, изменяется в диапазоне 20... 50 МПа в зависимости от со-
отношения компонентов смеси. При механических испытаниях этих
образцов на контактной поверхности видны отдельные очаги схва-
тывания.
При повышении температуры сварки прочность соединений
возрастает и зависимость сгв от состава смеси приобретает волно-
образный характер: максимум прочности соответствует составу
25 % Ni — 75 % Си, а минимум — составу 75 % Ni — 25 % Си.
Излом у таких образцов, полученных при Т> 550 °C, носит чашеч-
ный характер.
У соединений, сваренных через промежуточные слои из меха-
нических смесей состава Ni—Со, прочность повышается с увели-
чением содержания УДП никеля в смеси.
113
Увеличение содержания Со в механических смесях УДП соста-
ва Си—Со приводит к резкому снижению прочности сварных со-
единений.
Применение промежуточных слоев в виде смесей УДП из твер-
дых растворов Ni —Си приводит к получению соединений, у кото-
рых предел прочности на 25...35 % ниже, чем при сварке через
механические смеси формиатов того же состава, но характер зави-
симостей сгв от состава смесей аналогичен.
Промежуточным слоям из твердых растворов Ni—Со и Си—Со
соответствует наименьшая прочность соединений (ов= 10...
35 МПа), причем с увеличением содержания Со прочность резко
снижается.
Сравнивая кривые усадки пористых двухкомпонентных порош-
ковых слоев (см. рис. 3.20—3.22) с ходом кривых предела прочно-
сти этих слоев (см. рис. 3.25) и сварных соединений (см. рис. 3.27),
можно обнаружить их аналогичный характер. Это свидетельствует
об идентичности процессов, происходящих как в самом порошко-
вом слое, так и в зоне его взаимодействия со свариваемой поверх-
ностью компактного материала.
Интенсифицировать процессы массообмена в зоне взаимодей-
ствия можно, изменяя внешнее усилие. Чем значительнее свароч-
ное давление, тем выше уплотняемость промежуточного слоя, боль-
ше частиц порошка перемещается из него в зону соединения вслед-
ствие массообмена с низкой энергией активации и существеннее
увеличивается прочность сварного соединения.
3.4.3. Влияние поверхностной энергии порошков на
образование сварного соединения
Как отмечалось ранее, активность порошков при спекании и
припекании к свариваемым поверхностям компактных материа-
лов увеличивается с возрастанием их удельной поверхности 5уд,
которая является своеобразным аккумулятором поверхностной
энергии.
При диффузионной сварке образцов из стали 10895 достичь
предела прочности сгв — 200 МПа можно, используя в качестве про-
межуточного слоя порошок карбонильного никеля ПНКОТ-1 (5уд =
= 0,12 м2/г); при этом Т = 900 °C, Р- 20 МПа и t = 30 мин.
Такой же предел прочности можно получить, сваривая образ-
цы через промежуточный слой УДП никеля, изготовленного тер-
мическим разложением формиата (5та = 17 м2/г). Параметры про-
цесса сварки таковы: Т- 600 °C, Р= 20 МПа и t- 30 мин. Сниже-
ние температуры процесса является следствием накопления
поверхностной энергии в промежуточном слое УДП формиатно-
го никеля, где ее запас больше, чем в слое из порошка карбо-
нильного никеля.
114
Приближенно оценить затраты поверхностной энергии Еп, на-
копленной в промежуточном слое УДП и выделившейся при свар-
ке, можно по разности тепловой энергии
где Qi и Q? — затраты тепловой энергии при температурах сварки
900 и 600 °C соответственно. При удельной теплоемкости вещества
0,67 кДж/(кг-К) и его плотности 7800 кг/м3 расчет дает, кДж, =
s 26,58, 02 = 17,72 и Еп = 8,86.
Если полученную энергию £п отнести к площади свариваемой
поверхности (113 мм2), то найдем удельную поверхностную энергию,
равную S - 78,4 Дж/мм2. Это значительно больше удельной по-
верхностной энергии, отнесенной к одному ряду атомов кристал-
ла ГЦК в плоскости скола (111) и рассчитанной по формуле
£„гцк = bHsNj(4N\
где EHS — теплота сублимации металла; No — число атомов в плос-
кости скола (II1) на 1 см2; N— число двойных связей кристаллов.
Применительно к меди = 1,55 Дж/м2.
Существенное повышение плотности поверхностной энергии в
УДП связано с возрастанием числа атомных связей вследствие уве-
личения 5уд и наличия различных искажений кристаллической ре-
шетки.
На рис. 3.28 представлена диаграмма распределения затрат по-
верхностной энергии Еп при сварке через различные промежуточ-
ные слои на основе никеля — никелевую компактную фольгу 1,
никелевый карбонильный порошок ПНКОТ-1 2 и УДП формиат-
ного никеля 5, обеспечивающие равную прочность соединений (ов =
= 200 МПа) при разных температурах сварки и при Р- const и t =
- const. Очевидно, что при переходе от промежуточного слоя с
минимальной поверхностной энергией (компактная фольга) к слою
с более высокой поверхностной энергией (порошок карбонильно-
го никеля и далее формиатного никеля) температура снижается с
Рис. 3.28. Диаграмма распределения затрат тепловой (С) и поверхностной
(£п) энергии по видам материалов промежуточного слоя, имеющих раз-
ную температуру сварки:
/ — никелевая фольга; 2 — карбонильный никель; 3 — формиатный никель
115
Рис. 3.29. Потери поверхностной энергии .
момента изготовления УДП до применен!
при диффузионной сварке:
£П1, £п2, Е„з — поверхностная энергия соотвс
ственно УДП, прокатанной ленты и ленты пос
хранения
1100 до 600 °C. Это свидетельствует о том, что при увеличении 5yj
возрастает величина £п.
В то же время чем выше £уд, тем в большей степени система
удалена от термодинамического равновесия. Поэтому вполне по-
нятно, что от момента получения высокоактивного УДП до егс
использования в качестве промежуточного слоя при сварке поро
шок поглощает из воздуха влагу, пыль, пары масел и даже можез
самовозгораться. Наибольшие потери 5уд наблюдаются после про-
катки УДП (рис. 3.29) в пористую ленту (8 %), затем при хранении
на воздухе в течение 6 мес (5 %) и при хранении в инертной атмо-
сфере в течение года (1 %).
Контрольные вопросы
1. Какие процессы протекают при диффузионной сварке через nopoi
ковые материалы?
2. Расскажите об особенностях спекания порошковых материалов.
3. Как протекает массообмен при диффузионной сварке компактных
материалов через порошки?
4. Как влияют добавки порошков металлов в двойных смесях на про-
цессы спекания промежуточных слоев и их припекание к компактным
материалам?
5. Какое влияние оказывает поверхностная энергия порошковых ма-
териалов на процесс образования сварного соединения?
ГЛАВА 4
ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ
ДЛЯ ДИФФУЗИОННОЙ СВАРКИ
4.1. Сварка магнитных материалов
В навигационном оборудовании летательных аппаратов, про-
мышленных диагностических комплексах в атомной энергетике,
показывающих системах в электротехнике и других изделиях мно-
гих отраслей промышленности широко применяют приборы и ус-
тройства, принцип действия которых основан на использовании
магнитных полей. Основным узлом таких приборов является маг-
нитная система, включающая в себя постоянный магнит, магни-
топровод и арматуру.
Для изготовления магнитных систем применяют материалы,
которые можно подразделить на две основные группы. К первой
относятся магнитотвердые материалы, которые трудно намагни-
чиваются, но при прекращении действия магнитного поля сохра-
няют остаточную намагниченность и обнаруживают определенную
устойчивость к внешнему размагничивающему воздействию.
Ко второй группе относятся магнитомягкие материалы, кото-
рые легко намагничиваются, но после снятия внешнего магнитно-
го поля происходит их частичное или полное размагничивание.
Магнитотвердые материалы — это сплавы и химические соеди-
нения, относящиеся к классу ферро- и ферримагнетиков и харак-
теризуемые большой коэрцитивной силой (условно свыше 4 кА/м)
и максимальной объемной плотностью энергии магнитного поля
(более 800 Дж/м3). К ним относятся сплавы и соединения на осно-
ве Fe—Со—V, Fe-Co- Cr, Fe—Ni—Al, Fe-Ni-Cu, Fe-Co-
Cu, Fe—Co—Ni—Al—Cu, Pt—Co, Mn—Al—C, Mn—Bi, Co—ред-
коземельные материалы (РЗМ), Co—Си—РЗМ, ферриты бария и
стронция, а также другие вещества, обладающие высокой остаточ-
ной намагниченностью.
Магнитотвердые материалы служат для изготовления постоян-
ных магнитов, используемых в качестве источников постоянного
магнитного поля (в некотором «рабочем» воздушном зазоре между
полюсами) или тел, при взаимодействии которых с внешним маг-
нитным полем развиваются большие силы отталкивания или при-
тяжения.
Одной из наиболее важных характеристик магнитотвердого ма-
териала является температура (точка) Кюри. От нее зависит на-
117
магниченность насыщения материала при комнатной температуре
и стабильность его характеристик при температурах эксплуатации.
При достижении температуры Кюри самопроизвольная намагни-
ченность исчезает, и магнитотвердый материал теряет свойства
постоянного магнита. Каждой марке магнитотвердого материала
соответствует своя температура Кюри.
Для магнитомягких материалов характерны высокая магнитная
проницаемость и низкая коэрцитивная сила, обусловливающие
узкую петлю гистерезиса.
Магнитомягкие материалы принято классифицировать по хи-
мическому составу, который в значительной мере определяет тех-
нологию их производства, свойства и области применения. Суще-
ствуют три вида этих материалов:
• технически чистое железо — низкоуглеродистая электротех-
ническая сталь;
• электротехнические (кремнистые) стали — твердые растворы
Si в Fe;
• пермаллои — сплавы Fe с Ni и Со, легированные Мо, Сг и
другими элементами.
Химический состав и физико-механические свойства некото-
рых магнитных материалов приведены в табл. 4.1.
При работе в магнитных полях изделия из магнитомягкого мате-
риала должны иметь минимально возможные потери магнитной про-
ницаемости, вызываемые влиянием температуры, радиации, механи-
ческих воздействий и других факторов. Так, относительная деформа-
ция сжатием армко-железа, составляющая 0,5... 1,0 %, вызывает сни-
жение максимальной магнитной проницаемости на 25...30%.
При изготовлении магнитных систем магнитотвердые материа-
лы соединяют с магнитомягкими разными способами:
• пайкой низкотемпературными припоями ПОС-61, ПСр-25,
ПОСК-50;
• склеиванием клеями марок КП-250, К-300, БФ-2, ВК-9;
• заливкой легкоплавкими сплавами алюминия, цинка, спла-
вом Вуда, различными пластмассами, в том числе эпоксидными
компаундами.
Помимо этого применяют крепления, выполненные с помо-
щью болтов, бандажей, заклепок, вальцовки и заливки стальных
вкладышей.
Основными недостатками указанных способов получения со-
единений являются их низкая динамическая прочность, особенно
при воздействии перепадов температуры, вибрации и радиации, а
также наличие воздушного зазора или слоя немагнитного матери-
ала (клей, припой и т. п.) между постоянным магнитом и магнито-
проводом, что приводит к повышению магнитного сопротивления
и является причиной неоднородности магнитного поля, ухудшаю-
щей рабочие характеристики магнитных систем.
118
Химический состав и физико-механические свойства магнитных материалов
qjW ‘и±зон -hodu ifaffadxj Магнитотвердые материалы — os г- 358 483 526 534 529
e_l ‘кинаш -1ЧЭЕН киплЛп -НИ КБШИШВМ 1 1 1 2,0 1,5 0,75 1,60 2,05
и/ул ‘Е1ГИЭ ьЕяаяхипйео^ 58,0 60,0 110,0 0,072 0,010 0,001 0,024 0,002
ifl ‘вип^ЛЯ -НИ КЕНД-ИНЛЕИ BEHhOlElOQ 1,30 1,10 0,75 1,00 1,50 2,15
!-Я ,01 ‘<ШО! 0'11 о'н о‘п 11,7 9,3 12,2 11,0 10,7 13,0
У ‘Hdor>{ ЕЛЫЦ, 1103 1103 1093 1043 773 703 1093 993
Химический состав, % 1 Н cnvsd 1 1 1 1 1
< — Os — со со со О § 3 1 1 1 1 1
о о 25,8 23,5 34,9 Б 1 3 1 5 3 1 36,2 27,2
Z 13,5 14,7 14,5 49,8 79,6 21,7 0,3
с S 1 1 1 0,2 0,65
£ Основа 1 » э S * ft -5 ft ft 3 э
о 1 1 1 1 1 । 1 S-1
о S 1 1 । 1 ।
О 1 1 и,иээ 0,03 0,30 ...0,35
Марка мате- риала ЮНДК25БА ЮНДК24Т2 ЮНДК35Т5 Сталь 10895 50Н 79 НМ 36КНМ 27 КХ Сталь 35
119
Соединение магнитных материалов посредством сварки плав-
лением (аргонно-дуговая, электронно-лучевая, лазерная) невозмож-
но вследствие нарушения их химического состава, связанного с
выгоранием некоторых компонентов и обильным газовыделени-
ем. Кроме того, расплавление соединяемых материалов приводит
к необратимой потере магнитных свойств.
Анализ особенностей работы магнитных приборов, требований
к технологии их изготовления и соединяемым материалам дока-
зывает, что технологический процесс соединения магнитных ма-
териалов должен быть:
• прецизионным (без накопления остаточной макроскопической
деформации);
• осуществляемым при невысоких температурах (ниже точки
Кюри) для предотвращения необратимого ухудшения магнитных
свойств;
• окончательным (без последующей механической или терми-
ческой обработки);
• обеспечивающим изготовление изделий высокого качества с
заданными свойствами.
Как показывают результаты испытаний магнитных систем в
промышленных масштабах, для решения данной задачи и разра-
ботки соответствующей технологии наиболее целесообразно и эко-
номически оправданно использование диффузионной сварки.
Однако для разработки научно обоснованной технологии изго-
товления магнитных систем сваркой в твердой фазе необходимо
определить принципиальные возможности обеспечения при этом
способе соединения материалов требуемой прочности и ударной
вязкости с учетом значений параметров процесса и накопленной
деформации, ограничение которых может быть связано с необхо-
димостью сохранения исходных электрофизических свойств маг-
нитотвердых и магнитомягких материалов.
Помимо этого, важно понять роль и преимущества примене-
ния различных промежуточных слоев при диффузионной сварке
магнитных материалов.
В процессе исследования возможностей диффузионной сварки
создавали однородные соединения армко-железа и никеля НВК, а
также соединения стали 30 со сталью 30X13. Выбор этих металлов
обусловлен следующими соображениями. Они относятся к наибо-
лее широко распространенным магнитомягким материалам. Кро-
ме того, железо и никель входят в состав магнитотвердых матери-
алов, поэтому изучение процесса формирования их однородных
соединений позволяет определить наиболее благоприятные режи-
мы сварки с точки зрения активации и схватывания контактных
поверхностей, миграции границ и возникновения общих зерен.
Очевидно, что необходимо проведение отдельных исследова-
ний ползучести, образования физического контакта, условий фор-
120
мирования общих зерен в зоне соединения и повышения прочно-
сти сварных соединений. Изучение широко применяемых магнит-
ных материалах позволит:
• получить экспериментальные зависимости их остаточной дефор-
мации от параметров сварки и для конкретных изделий оценить, при
какой ее величине возможно ухудшение магнитных свойств;
• обоснованно выбрать температуру сварки, поскольку при тем-
пературах выше точки Кюри происходит потеря магнитных свойств,
восстановление которых последующей термической обработкой
допустимо не для всех изделий;
• установить характер зависимости площади физического кон-
такта от параметров сварки при Т < 0,57^;
• определить нижний уровень параметров Т, Р и t, обеспечива-
ющий образование достаточно полного физического контакта, —
необходимое условие для формирования высококачественного со-
единения независимо от природы и механизма последующего про-
цесса активации контактных поверхностей;
• выявить технологические возможности диффузионной сварки
применительно к конкретному изделию с заданными свойствами;
• оценить возможную прочность и пластичность соединений при
использовании диффузионной сварки;
• установить целесообразность применения промежуточных сло-
ев с целью снижения значений параметров сварки, ограничения
или предотвращения пластической деформации магнитомягких ма-
териалов и интенсивного развития пластической деформации про-
межуточных слоев.
Для построения моделей образования физического контакта
необходимо знать вид зависимости скорости деформации от пара-
метров режима сварки (Т', Р, t).
При разработке расчетной модели формирования физического
контакта можно воспользоваться уравнением для скорости дефор-
мации ё на стадии неустановившейся ползучести при непрерывно
уменьшающихся механических напряжениях:
р - п Гя exn f
п р[“"лтг]’ (41)
где т) = vA0£p; v — частота колебаний атомов; Lo — путь дислока-
ций до барьера; b — модуль вектора Бюргерса; 0, п — постоянные
величины; £ — энергия активации процесса деформации; R — уни-
версальная газовая постоянная; Га — абсолютная температура.
Для довольно больших Г, при которых относительная площадь
физического контакта F—> 100%,
^ехр[-^], (4.2)
121
где х — коэффициент, учитывающий ту часть плошади физиче-
ского контакта, которая образуется в период его активного дефор-
мирования при действии низкоэнергетических механизмов плас-
тической деформации; Ек — энергия активации процесса форми-
рования физического контакта, причем Ек~ Е при Рк = Р.
Интегрируя уравнение (4.1), получим
(4.3)
Разделяя переменные Т„ и t в уравнении (4.3) и вводя безраз-
мерную величину ё, определяемую соотношением
£ е([-«)
п?-" ’
представим зависимость е( 7^) в виде
*=ехрН^]- <4-4>
Аналогично введением модифицированной функции F = —Ц—-
цГ
в уравнение (4.2) преобразуем зависимость F(T^) к виду
^схр[-^]. (4.5)
Если Ек « Е, то согласно формуле (4.5)
? = 6ехр[-^г]- <4б>|
Из сравнения выражений (4.4) и (4.6) следует, что И
? = 6ё\ (4.7)*
Соотношение (4.7) показывает, что если скорость ползучести
материалов описывается уравнением (4.1), то характер зависимо-
стей Ё(Га) и F(Ta) неодинаков. ц
Определим зависимость F(f), аппроксимируя скорость ползу- Ц
чести ё выражением вида Д
ё = B/’"exp|j-—(4.8)Я
где В, тп — постоянные величины; Ес — энергия активации объем- ™
ной самодиффузии.
122
Зависимость скорости изменения высоты микровыступа от
величины £ запишется как
dx
и F(f) можно описать следующим асимптотическим выражением
при t —>
F(t) - 6f~dt = б|еЛ.
n di o
(4.9)
Подставляя в формулу (4.9) выражение (4.8) и полагая, что Р =
= 7^/), a EJ(RTa) = const, получим
F(z) = 6Bexp[-A.ljP(zf*.
Для любой заданной программы нагружения Р = P(t) вычисле-
ние интеграла J P(t)mdt позволяет определить F(t).
(4.10)
В случае когда Р = а + bt (где а, b — постоянные величины,
определяемые при аппроксимации экспериментальных зависимо-
стей P(f), причем а > 0, а b < 0), для F(t) получим
(а + Ы)"*' -а"’*'
F(z) = 6£exp
Ь(т + \)
В результате интегрирования уравнения (4.8) находим:
(4-11)
E = pp'”(z)exp|
|<// = Бехр|—Д-
1 V Л'а.
P"{t)dt.
(4.12)
В выражении (4.12) функционал \Prn(t)dt обозначим через fl(f).
Тогда это выражение можно представить как произведение двух
функций, зависящих соответственно от температуры и времени:
е = /?ехр
(4.13)
Преобразуем уравнение (4.13), введя безразмерную переменную
- £
Е = модиФициРованнУю по времени:
Ё = ехр|—
Я71
(4.14)
123
Аналогично с учетом того, что
Q(r) = Jp-(r)dz,
о
представим уравнение (4.10) в виде
F(t) = 6В ехр
Вводя переменную F - gQ^yy модифицированную по време
ни, получим
F = 6 ехр
(4.15)
Соотношение (4.15) показывает, что если скорость ползучесп
материала описывается уравнением (4.8), то кривые £(/) и F(t
носят одинаковый характер и зависимость (4.15) получается из вы-
ражения (4.14) увеличением безразмерной ординаты в 6 раз. Ины-
ми словами, экспериментальные кривые z(f) и F(t) при справедли-
вости соотношения (4.8) для данного материала должны совме-
щаться при наложении. _
Определим зависимость F(t) при аппроксимации скорости пол-
зучести ё выражением
ё = ё0 ехр
[ £[£И]1
I Г
(4.16)
где ё0 - const, Е — энергия активации процесса пластической де-
формации, зависящая от Р. Тогда для отыскания зависимости F(t)
с помощью уравнения (4.16) получим
F (') = 6ес / exp dt.
о [ J
(4.17)
Рассмотрим асимптотическое приближение интеграла в урав
нении (4.17) при /—>«>. Если зависимость ПА/)] представить |
виде
E\P(t)]=Es-yP(t), _
где Е, и у — постоянные величины, то для F(t) справедливо урав-
нение
F(t) = 6еоехр
dt.
(4.18
124
Отметим, что зависимость (4.17), использованная при выводе
уравнения (4.18), фигурирует в кинетической теории прочности
твердого тела.
В случае пропорционального нагружения, когда P=a + bt, урав-
нение (4.18) преобразуется к следующему виду:
F(t} = 6е0 ехр(-1]|. (4.19)
Отметим также, что зависимости (4.11) и (4.19), выведенные
для законов ползучести (4.8) и (4.12), позволяют отыскать время,
необходимое для формирования контакта площадью F, или вели-
чину F при фиксированном значении Л
Рассмотрим важный для практики случай, связанный с опреде-
лением момента времени /*, при котором F = F*, где F* — зара-
нее заданное значение, например F* = 0,8. Из уравнения (4.11)
получим
Уравнение (4.19) является трансцендентным и решается чис-
ленными методами.
Далее необходимо проинтегрировать уравнение (4.16):
' f £ ГР (Г)11
Е = М ехр (----/r/ f л- (4.20)
Однако соотношение (4.20) нельзя представить в_виде е =
=/(0ф(Ра)- Аналогично не существует представления F в виде
Р = ф(0<р(Ра).
Обозначим функционал в выражениях (417) и (4.20) через
0(7^, г). Тогда для безразмерных переменных F и е получим
F = 6e.
Таким образом, зависимости (4.17) и (4.20) аналогичны, однако
их совмещение можно провести лишь в пространстве двух пере-
менных — Та и t.
Для оценки возможности использования ранее разработанных
моделей формирования физического контакта для расчета опти-
мальных параметров сварки и обеспечения требуемых механиче-
ских свойств соединений материалов, в том числе магнитных, дол-
жно быть установлено соответствие значений площади физиче-
125
ского контакта, рассчитанных с помощью уравнений (4.2), (4.10) и
(4.17) и полученных экспериментальным путем. Чтобы определить
коэффициенты, входящие в эти уравнения, необходимо распола-
гать данными о ползучести соединяемых материалов.
Рассмотрим сварку армко-железа. Кривые его относительной
деформации при Т= 6ОО...85ОСС, Р-5... 15 МПа и t = 1...30 мин
Рис. 4.1. Зависимости относительной деформации образцов из армко-
железа от времени сварки при сварочных давлениях 5 (а), 7,5 (б), 10 (в) и
15 МПа (г) и температурах 850(7), 800(2), 750(5), 700(4) и 600 °C (5)
126
л
Для данного материала зависимости 1g ё от Ig t при ряде значе-
ний Р и Т в указанных диапазонах линейны и имеют одинаковый
угол наклона к оси абсцисс (рис. 4.2). Следовательно, выполняет-
ся соотношение ё - Л,/-”, где А{ — постоянная величина. При
этом среднее значение п равно 0,4.
На рис. 4.3 представлены зависимости 1g Ё от \/Тй для несколь-
ких значений Put. Видно, что при Т = 600... 850 *С эти зависимо-
сти линейны и величина Ё экспоненциально зависит от 1/Та, т.е.
. , ( Е
справедливо соотношение е = Л2ехр ——— ,
v )
где А2 — постоянная
Рис. 4.2. Зависимости Igcor 1g г для армко-железа при сварочных давле-
ниях 5 (я), 7,5 (б), 10 (в) и 15 МПа (г) и температурах 850(7), 800(2),
750(5), 700(4) и 600 °C (5)
127
Рис. 4.3. Зависимости 1g ё от 1/ Та для армко-железа при сварочных дав-
лениях 5 (а), 7,5 (б), 10 (в) и 15 МПа (г) и времени сварки 5(7), 15 (2) и
25 мин (5)
На рис. 4.4 приведены зависимости 1g ё от Рпри разных темпе-
ратурах и фиксированном значении 7, равном 15 мин. Эти зависи-
мости в рассматриваемом диапазоне Т и Р линейны, и, кроме того,
угол наклона прямых к оси Р уменьшается с повышением темпе-
ратуры. Такой характер зависимостей 1g ё от Р позволяет считать,
. . f уР
что для армко-железа справедливо соотношение в = Л3 ехр —г ,
где А3 — постоянная величина; у/(РТ..) — тангенс угла наклона
прямых к оси Р.
128
Рис. 4.4. Зависимости 1g ё от Р при
времени сварки 15 мин и темпера-
турах 850 (7) и 700°C (2)
Рис. 4.5. Зависимость энергии ак-
тивации от сварочного давления для
армко-железа
Рис. 4.6. Фрагменты профилограмм контактных поверхностей армко-же-
леза при Р= 15 МПа и Т= 650°C в исходном состоянии (а) и при време-
ни сварки 4 (б), 12 (в), 18 (г) и 24 мин (д)
5 Люшинский
129
па рис. ч. представлена зависимость , которая носит ли-
нейный характер, причем с увеличением Рот 5 до 15 МПа £умень-
шается с 72 до 51 кДж/моль. Данные значения Е близки к значени-
ям энергии активации самодиффузии по границам зерен, составля-
ющим 69...73 кДж/моль. Поэтому можно предположить, что при
рассматриваемых температурах пластическая деформация материа- ...
ла обусловлена проскальзыванием его частиц по границам зерен.
Таким образом, для армко-железа зависимости Ё(Т, Р, /) и е(Т, S
Р, /) описываются уравнениями (4.1) и (4.3), позволяющими опре- Я
делить остаточныее деформации узла из армко-железа в конкрет-
ных условиях диффузионной сварки или, наоборот, по заданным
е*, Т*, Р* и t* найти значение t*, при котором е < е*. Расчеты
показывают, что при Т= 300...400 °C, Р~ 15 МПа и t= 20—30 мин
величина е составляет 2,0... 2,5 %.
Результаты профилографирования сминаемых микровыступов
при сварке армко-железа (рис. 4.6) и соответствующие кривые,
характеризующие развитие физического контакта во времени
(рис. 4.7 и 4.8), свидетельствуют о том, что образующиеся в начале
процесса контактные площадки имеют неодинаковые харакгерис-
Рис. 4.7. Зависимости относительной деформации (7—4) и относитель-
ной площади контакта {Г— 4') от времени диффузионной сварки арм-
ко-железа при давлениях 15 (д), 10 (б), 7,5 (е) и 5 МПа (г) и температу-
рах 850 (/, /'), 750 (2, 2'), 700 (3, 3') и 650 °C (4, 4')
130
1
Рис. 4.8. Зависимости относительной площади контакта от времени диф-
фузионной сварки армко-железа при давлении 10 МПа и температурах
650(7), 600(2), 550(3) и 500°C (4)
тики. Неоднородность параметров микрорельефа исходной поверх-
ности приводит к разной интенсивности его деформации в мо-
мент приложения нагрузки. Стечением времени протяженность
контактных площадок при заданных значениях температуры и дав-
ления увеличивается вследствие вовлечения в деформацию все
больших объемов микровыступов поверхности.
Представленные кривые роста контактных площадок на мик-
ровыступах свариваемых поверхностей армко-железа соответству-
ют классическим кривым ползучести при Т< 0,057^,, причем ско-
рость процесса к моменту окончания деформирования не превы-
шает 2,7-10-7 %/с для Т = 650 °C и Р = 10 МПа. Из анализа приве-
денных данных следует, что изменение температуры при Т< 0,5 Тт
и Р= const не оказывает значительного влияния на интенсивность
развития физического контакта, что имеет место при Т > 0,5
(см. рис. 4.1, 4.7 и 4.8). _
Известно, что если существует зависимость F(T, Р, I), то должна
существовать и зависимость F(T, Р, t). Значения F определяли по
данным рис. 4.7 методом графического дифференцирования. Ана-
лиз зависимостей lgF от 1g t (рис. 4.9) свидетельствует о том, что
при постоянных контактных давлениях Рк - P/F эти зависимос-
ти линейны, т.е. F = В^Г™, где В, — постоянная величина. В соот-
ветствии с данными, приведенными на рис. 4.10, можно записать
F = Aexpf—S*-|,
I RTJ
где B2 — постоянная величина.
Сравнение значений Ек и Е при F = 8,0 показывает, что Ек = %Е,
где = 0,91 (например, Ек = 47 кДж/моль при Р= 15 МПа и Т= 850 °C).
Коэффициент х учитывает непрерывное увеличение Ею от неболь-
131
Рис. 4.9. Зависимости 1g/ от Igf при фиксированных контактных давле-
ниях в процессе сварки армко-железа:
а - Р = 5 МПа; Рк= 12,5 (7), 16,5 (2) и 25,5 МПа (5); б- 7,5 МПа, Рк = 14,5
(7), 18,5 (2) и 25,5 МПа (3); в— Р= 10 МПа; Рк= 20 (7), 25,5 (2) и 32,5 МПа (J);
г - Р= 15 МПа; Рк= 18,5 (7), 25,5 (2) и 37 МПа (5)
ших значений, соответствующих низкоэнергетическим механизмам
пластической деформации, до максимальных, отвечающих энергии
активации ползучести при давлении Р, т.е. при F—> 100 % и Рк -> Р-
На рис. 4.11 представлены зависимости Igp от Р при разных
температурах и фиксированном давлении Р, равном 75 МПа. Вид-
но, что эти зависимости линейны и угол наклона прямых к оси Рк
- ( аР )
уменьшается с повышением Т Следовательно, F = В3 ехр ,
где В3 — постоянная величина; a/(RTJ — тангенс угла наклона
прямых к оси Рк.
Проведенные исследования кинетики развития физического
контакта и результаты анализа экспериментальных данных позво-.
132
1/Ta, 10-4K_1
Рис. 4.10. Зависимости 1g Г от 1/Га при фиксированных контактных
давлениях Рк в процессе сварки армко-железа:
а - Р = 5 МПа; Рк= 25,5 (7), 16.5 (2) и 12,5 МПа (3); б - Р = 7,5 МПа; Л = 25,5
(/), 18,5 (2) и 15,0 МПа (3); в-Р~ 10 МПа; Рк= 32,5 (7), 25,5 (2) и 20 МПа (3);
г — Р= 15 МПа; Рк= 37 (7), 25,5 (2) и 18,5 МПа (3)
Рис. 4.11. Зависимости lg F
°т Рк в процессе сварки
армко-железа при постоян-
ном давлении 7,5 МПа и
температурах 750 (7), 700
(2) и 650 “С (3)
133
ляют представить зависимость площади физического контакта от
Т и Рдля армко-железа с помощью уравнения (4.2). Расчеты, вы-
полненные согласно этому уравнению, показывают, что при t -
= 8 мин, Т = 750 и 850 °C величина нравна 90 и 72 %, а по данным
эксперимента — соответственно 80 и 65 %. Следовательно, в урав-
нение (4.2) необходимо ввести поправочный коэффициент = 0,89.
Тогда уравнение (4.2) примет вид
F = -V_n?-"exp _
1-л
яга J’
(4.21)
где ip(0) = 0, a у(°°) = 6. В соответствии с уравнением (4.21) при Т-
= 300...400 °C, Р= 15 МПа и t- 20... 30 мин расчетная величина F= 20 %.
134
Необходимым условием получения высококачественного свар-
ного соединения является формирование общих зерен на границе
раздела. Принципиально возможны два механизма их образова-
ния. При малых скоростях деформирования и высоких температу-
рах общие зерна образуются в результате миграции ориентирован-
ной межзеренной границы раздела. Повышение скорости дефор-
мирования может привести к таким условиям, при которых обра-
зование обших зерен будет происходить в результате процессов
рекристаллизации.
Для выявления процессов, обусловливающих формирование
структуры зоны соединения при диффузионной сварке армко-же-
35
О 5 10 15 20 25 30 0 5 10 15 20 25 30
ж I, МИН 3
Рис. 4.12. Изменение среднего размера зерен в объеме металла (а—г) и
зоне соединения (д— з) в процессе сварки армко-железа при Р~ 5 (а, д),
Ю (б, е) 15 (в, ж) и 20 МПа (г, з) и Г= 700 (/), 750 (2), 800 (3), 850 (4),
1050 (5) и 1150 °C (6)
135
леза, был использован метод статистического анализа распределе-
ния зерен по размерам. Изучение особенностей формирования
структуры сварного соединения проводили по результатам метал-
лографических исследований, а статистическую обработку данных —
по стандартной методике, оперирующей наиболее характерными
законами распределения случайных величин. Она позволяет полу-
чить информацию для построения вариационных радов и гисто-
грамм распределения, определить его числовые характеристики
(математическое ожидание, дисперсия и др.).
Оценкой для математического ожидания при ограниченном
эмпирическом материале служит среднее арифметическое наблю-
даемых значений случайной величины. При большом числе эмпи-
рических данных среднее арифметическое с большей вероятно-
стью приближается к математическому ожиданию.
С помощью гистограмм распределения зерен по размерам в
объеме металла и на границе раздела при Т- 700... 1150"С, Р =
= 5... 15 МПа и различной длительности процесса сварки и выпол-
нен анализ характера изменения средних размеров зерен в объеме
металла и зоне соединения (рис. 4.12). Установлено, что при уве-
личении времени сварки число малых зерен является постоянной
величиной или изменяется незначительно, тогда как число зерен
больших размеров, существенно превосходящих их максимальные
размеры в исходном состоянии, возрастает. Кривые распределе-
ния не меняют своего вида, а лишь смещаются в область больших
размеров, что характерно для процесса собирательной рекристал-
лизации и соответствует данным известных работ.
Результаты металлографических исследований (рис. 4.13, 4.14)
соединений армко-железа свидетельствуют о том, что при Т-
= 700...750°C, Р = 5... 15 МПа и t- 1 —15 мин в зоне соединения
имеется значительное число дефектов первого рода, а на границе
раздела соединяемых поверхностей происходит рекристаллизация»
причем граница, как правило, строго ориентирована. При после-
дующем увеличении времени сварки (15... 30 мин) число таких де-
фектов уменьшается, однако следов миграции ориентированной
границы раздела не наблюдается.
При повышении температуры сварки до 800...850°C происхо-
дит миграция ориентированной границы раздела с образованием
обших зерен. Заметен их значительный рост. Цепочка ориентиро-
ванных в плоскости контакта границ мигрирует при температурах,
близких к температуре фазового перехода а —> у в приграничных
объемах, обогащенных углеродом, что способствует повышенной
пластичности соединений из армко-железа. Вдоль границы разде- ।
ла и на участках схватывания присутствуют в основном дефекты
второго рода и небольшое число дефектов первого рода.
При Т= 950... 1150“С, Р=5... 15 МПа и /= 1 ...30 мин одновре-
менно с миграцией высокоугловых границ в зоне контакта иа-
136
Рис. 4.13. Микрофотографии (140х) структуры сварных зон соединений ар-
мко-железа, полученных при Р= 5 МПа, Т = 700“С (о); Р= 7,5 МПа, Т=
= 750 °C (б); Р= 10 МПа, 7= 700 °C (в); 15 МПа, Т= 750’С (г) и t= 1 (/),
5 (2). 10 (5), 15 20 (5) и 30 мин (6)
блюдается интенсивное образование обших зерен (рис. 4.15) и
прямой фронт мигрирующих границ. Высокая скорость мигра-
ции позволяет предположить, что образование общих зерен в зоне
соединения происходит при собирательной рекристаллизации.
Движущими силами миграции высокоугловых границ зерен яв-
ляется неоднородность межзеренной и внутризеренной дефор-
мации.
Выполненный анализ гистограмм распределения зерен по раз-
мерам и металлографические исследования свидетельствуют о том,
что формирование структуры зоны соединения при данных тер-
модеформационных условиях процесса диффузионной сварки свя-
зано с развитием собирательной рекристаллизации.
137
Рис. 4.14. Микрофотографии (140х) структуры зон сварных соединений
армко-железа, полученных при Р= 5 МПа, Т= 800 °C (а); Р= 5 МПа, Г=
= 850°C (б); Р= 10 МПа, Г 850°C (в); Р= 15 МПа, Т= 850°C (г) и / -
= 1 (У), 5 (2), 10 (J). 15 (4), 20 (5) и 30 мин (6)
На рис. 4.16 представлены временные зависимости предела проч-
ности сварных соединений армко-железа. Зависимости бв(0 (здесь
5В(Г) — отношение предела прочности соединения при данных
значениях Г, Р и t к ов армко-железа^ аналогичны зависимостям
F(t) при тех же Тк Р. По-видимому, F - ов,_и параметры процес-
са сварки, обеспечивающие соотношение F > 0,8, должны обес-
печивать и требуемую прочность соединения о > 0,8.
Иными словами, режимы диффузионной сварки, соответству-
ющие заданному значению е, могут быть определены из уравне-
ния (4.3). Однако достижение необходимой прочности соедине-|
ний не обеспечивает их высокой пластичности. В частности, для
получения ударной вязкости на уровне значений этой величины у
138
1 2 3 4 5 6
в
Рис. 4.15. Микрофотографии (140х) структуры зон сварных соединений
армко-железа, полученных при Р-5 МПа, 7= 950’С (а); Р= 15 МПа, Т=
= 950°C (б); 7= 5 МПа, 7= 1050"С (в)и/=1 (/), 5 (2), 10 (5), 15 (4),
20 (5) и 30 мин (6)
основного металла требуются более высокие значения температу-
ры, давления и накопленной деформации (рис. 4.17).
Ранее было показано (см. рис. 4.14), что при Т - 700 “С и Р =
- 10 МПа длительное (до 30 мин) статическое приложение нагрузки
в изотермических условиях приводит лишь к частичной миграции
границы раздела, ориентированной в плоскости контакта, с образо-
ванием общих зерен в зоне соединения. Сравнение этих результа-
тов с данными рис. 4.16 показывает, что при t = 15... 20 мин величи-
на б = 0,8, хотя в зоне соединения остается граница раздела и при-
сутствуют дефекты первого и второго рода. По-видимому, это свя-
зано с упрочнением приграничных объемов металла за счет барьер-
ного эффекта при развитии деформации у границ раздела. При мень-
ших значениях t в зоне соединения присутствуют дефекты первого
рода, и прочность таких соединений, естественно, низкая.
Выполненный анализ свидетельствует о том, что наиболее ин-
тенсивный рост прочности происходит в период активной дефор-
мации и на стадии неустановившейся ползучести. В дальнейшем
по мере накопления объемной деформации £ (при увеличении вре-
мени сварки) величины F(e) и о(е) и а(г) уменьшаются. Это пря-
139
мой результат, с одной стороны, дефор-
мационного упрочнения в зоне соеди-
нения, а с другой — непрерывного сни-
жения Рк до значений Р. Поэтому за-
медляются процессы образования фи-
зического контакта, активации контакт-
ных поверхностей и схватывания, фор-
мирования структуры и роста прочно-
сти сварных соединений.
Рис. 4.17. Зависимости ударной вязкости
соединений армко-железа от времени свар-
ки при давлении 15 МПа и температурах
85О(/), 800(2), 750(5) и 700 “С (4)
140
Рис. 4.18. Термоциклированис при диффузионной сварке армко-железа
Ранее было отмечено, что интенсифицировать пластическую де-
формацию в приконтактной зоне можно термоциклированием. На
рис. 4.18 приведена схема термического цикла сварки, а на
рис. 4.19 — данные о формировании структуры в зоне соединения.
Уже через 5 мин после начала сварки (см. рис. 4.19) образуются
обшие зерна, а через 10 мин в зоне соединения отсутствуют де-
фекты первого рода и у сварных соединении 5 = 0,8. В осноаном
металле в рассматриваемых условиях происходит полигонизация,
развивающаяся в «-области с ОЦК-решеткой.
Таким образом, металлографические исследования соединении
армко-железа подтверждают, что наиболее интенсивное развитие
физического контакта происходит на начальных этапах деформи-
рования. Это связано с высокой скоростью пластической дефор-
мации микронеровностей — следов обработки на соединяемых
поверхностях.
Рис. 4.19. Микрофотографии (140х) структуры зон соединений армко-же-
леза, полученных посредством диффузионной сварки с термоциклирова-
нием при Т= 650... 750 “С, Р = 10 МПа и времени сварки 5 (о), 10 (б),
15 (в), 20 (г), 25 (д) и 30 мин (е)
141
Снижение скорости пластической деформации армко-железа на
этапе установившейся ползучести приводит к тому, что интенсив-
ность развития физического контакта резко снижается. Увеличе-
ние длительности процесса деформирования приводит к незначи-
тельному росту плошади физического контакта вследствие суще-
ственного падения скорости смятия микровыступов соединяемых
материалов. Даже при максимальном времени процесса (30 мин)
полный физический контакт не устанавливается. Не наблюдается
также формирования зерен по всей поверхности взаимодействия,
и на многих участках существует ориентированная граница разде-
ла между соединяемыми поверхностями. Циклическое воздействие
температуры приводит к более интенсивному развитию процессов
образования физического контакта и миграции границы.
Сварка стали 30 со сталью 30X13 характеризуется следующими
особенностями. Зависимости е(0 для сталей данных марок в ин-
тервале температур Т = 800... 1000 °C при Р- 15 МПа и t < 30 мин
представлены на рис. 4.20. Как следует из этих данных, при Т >
> 900 °C сопротивление деформации обоих материалов резко умень-
шается, что приводит к значительному накопленнию деформации
при ползучести. При t= 28 мин, Т= 900 и 1000 ”С значения е равны
соответственно 0,4 и 1,7 % для стали 30, и 0,3 и 1,6 % — для стали
30X13.
Значительное увеличение скорости реакции может быть вызва-
но полиморфным превращением реагирующих твердых веществ
(эффект Хэдвелла). Поскольку для таких превращений необходи-
мы «разрыхление» и перегруппировка атомов кристаллической
Рис. 4.20. Зависимости относительной деформации сталей 30 и 30X13 от
времени сварки при сварочном давлении 15 МПа и температурах 1000
(Д Г), 950 (2, 2'), 900 (3, 3'), 850 (4, 4') и 800 °C (5, 5'):
-------сталь 30;-------сталь 30X13
142
решетки, то подвижность последних вблизи точки (температуры)
фазового перехода может быть довольно велика.
Анализ характера развития пластической деформации материа-
лов при Т = 800...900°C показывает, что в период нагружения от-
носительная деформация незначительна (0,02—0,1 %), а сравни-
тельно непродолжительный этап неустановившейся ползучести, ха-
рактеризующийся непрерывным уменьшением ее скорости, пере-
ходит в этап установившейся ползучести со скоростью, практичес-
ки равной нулю. При Т > 900 вС мгновенная деформация значи-
тельно увеличивается и достигает 0,22...0,34 %.
Расчеты показывают, что Ё - 1,6'10"1 и 7,5- 10"2%/с при /= 1 мин
в интервалах температур Т- 900... 1000 и 800... 900 °C соответствен-
но. При этом длительность периода активного деформирования и
стадии неустановившейся ползучести не превышает 4...6 мин. На
стадии установившейся ползучести значения ё составляют (2,9...
4,1)- 10-2%/с (7>900°C) и около 4,5- 10"3%/с (Г< 900°C).
Аналогичный характер кривых ползучести и близкие значения
накопленной деформации и скоростей ползучести для исследуе-
мых сталей дают основания предположить, что физический кон-
такт при смятии микровыступов на поверхностях обоих материа-
лов формируется вследствие их совместной пластической дефор-
г
Рнс, 4.21. Фрагменты профилограмм контактных поверхностей стали 30
при р = 15 МПа и Т = 950 °C в исходном состоянии (с) и при времени
сварки 4 (б), 20 (в) и 28 мин (г)
143
мации. Причем, если Т > 900 °C, развитие физического контакта
происходит в основном в процессе активного деформирования и
на этапе неустановившейся ползучести.
На рис. 4.21 приведены фрагменты профилограмм для дефор-
мированных поверхностей при Т = 950 °C и Р- 15 МПа в различ-
ные моменты времени процесса сварки, а на рис. 4.22 — зависи-
мости относительной деформации (смятия) микровыступов и от-
носительной площади контакта при различных Г и / (Р= 15 МПа).
Анализ этих результатов показывает, что микровыступы поверх-
ности образцов из стали 30 деформируются в соответствии с зако-
нами объемной ползучести материала.
На кривых пластической деформации и образования физиче-
ского контакта (см. рис. 4.22) можно выделить характерные участ-
ки. В течение периода активной деформации величина смятия мик-
ровыступов достигает 70 %. Интенсивная пластическая деформа-
ция микронеровностей в этот период обусловлена наличием зна-
чительных напряжений в зоне контакта (рис. 4.23) и действием
низкоэнергетических источников дислокаций.
В дальнейшем процесс характеризуется стадией неустановив-
шейся ползучести с непрерывно снижающейся скоростью смятия
микровыступов и уменьшающейся интенсивностью образования
физического контакта. Эта стадия постепенно переходит в стадию
установившейся ползучести с постоянной скоростью пластической
деформации.
Из ранее изложенного также следует, что длительность полно-
го сглаживания микровыступов и образования физического кон-
Рис. 4.22. Зависимости относительной деформации микровыступов (7—Л
и относительной площади контакта (7'—5') от времени сварки стали 30
при сварочном давлении 15 МПа и температурах 1000(7, 79. 950(2, 29»
900 (5, 59, 850 (4, 49 и 800 °C (5, 59
144
рис. 4.23. Зависимость контактного напря-
жения на площадках микровыступов в про-
цессе сварки стали 30 при давлении 15 МПа
и температурах 800(/) и 1000 °C (2)
такта существенно зависит от темпера-
туры сварки (при Р = const) и заканчи-
вается на различных этапах процесса
смятия микровыступов на свариваемых
поверхностях. При этом можно отметить
увеличение длительности стадии устано-
вившейся ползучести с понижением тем-
пературы и давления.
Выполненный анализ эксперимен-
тальных зависимостей е(Г) и F(f) при Р = 15 МПа для стали 30
показывает, что по своему характеру они не отличаются друг от
друга, поэтому процесс ползучести стали 30 можно описать урав-
нением (4.8), а соответствующие значения P[f) рассчитать с помо-
щью уравнения (4.10).
Сопоставление расчетных и экспериментальных зависимостей
е(Г), построенных при г= 12, 16 и 20 мин (рис. 4.24, см. также
рис. 4.20) показывает, что их взаимное соответствие наблюдается
при температуре около 900 °C. Значения F при 950 и 1000 °C, рас-
считанные по уравнению (4.10) при Р = 15 МПа и t = 20 мин,
равны 3,0 и 4,8, а полученные экспериментально — 90 и 100 соот-
ветственно (при этом оценки Е с помощью зависимостей 1g с от
1/Тя лают значение 240 кДж/моль).
Такое расхождение результатов расчета, по-видимому, связано
с погрешностями, возникающими при асимптотическом интегри-
Рис. 4.24. Расчетные (1—6) и экспериментальные (/'—5') зависимости
относительной деформации от температуры при времени сварки 20 (/, /' 4),
16 (2, 2', 5) и 12 мин (3, 3', 6):
1—3, Г-3' - Р = 15 МПа; 4-6 — Р = 10 МПа
-Яюшииский
145
ровании уравнений (4.2), (4.10) и (4.17). В частности, у = 6 при
(выполнении условия /—><«, однако при у —> <*= 7 —» 0. Таким обра-
зом, использование коэффициента у, изменяющегося от 0 до 6, на
ограниченных отрезках времени может приводить к искаженным
оценкам F.
Для стали 30 при Т = 1000 “С и t = 20 мин вместо уравнения
(4.10) можно записать
F = Vflexp^|/j Jp" (4.22)
Пусть заданным значениям Т* и /* соответствует некоторое зна-
чение F - F*. Тогда из уравнения (4.22) получим g
Гехр(-^) /?>ехр{^] !
в\ P"(t*)dt Bn*(t*) (4.23)
о
С учетом уравнения (4.12) поправочный коэффициент у для
уравнения (4.23) можно представить в виде
*
у =—7------г.
е*(т*,д (4-24)
Для ранее рассмотренного примера (см. рис. 4.24, кривая 2) сле-
дует, что ё = 4,16 %/с, а величина е* = ес_+еР = ё/* +ef = 98%.
В этих условиях экспериментальное значение F*=0,9 % (см. рис. 4.22,
кривая 2). Следовательно, согласно формуле (4.24) у* = 0,948. Под-
ставив полученное_значение у* в уравнение (4.22), определим рас-
четную величину F* при 7=12 мин: F* = 0,55 %._Согласно экспери-
ментальным данным в аналогичных условиях F = 0,70 % что под-
тверждает качественное соответствие полученных результатов.
Анализ кривых прочности сварных соединений стали 30 со ста-
лью 30X13 показывает (рис. 4.25, см. также рис. 4.22), что зависи-
мости о(0 и F(f) при различных Т находятся в хорошем соответ-
ствии друг с другом. Наиболее интенсивный рост прочности про-
исходит в период активного деформирования, когда скорость об-
разования физического контакта максимальна. Этот процесс со-
провождается увеличением плотности дислокаций и частоты их
выхода на поверхность в зоне образующегося контакта, что обес-
печивает высокий уровень активации соединяемых поверхностей
и интенсивности химического взаимодействия находящихся на них
атомов. Поэтому прочность соединения за период активной де-
формации при сварке достигает высоких значений (0,6...0,7)ов в
течение первых 4... 6 мин.
146
Рис. 4.25. Зависимости пределов прочности ов и ов соединений стали 30
со сталью 30X13 от времени сварки при давлении 15 МПа и температурах
1000 (7), 950(2), 900(5), 850(4) и 800 °C (5)
На этапе неустановившейся ползучести прочность возрастает,
но интенсивность этого процесса существенно замедляется, что
согласуется с характером деформации в приконтактной зоне (см.
рис. 4.22). К концу этого этапа (/= 10... 12 мин) значения ов дости-
гают максимума и на стадии установившейся ползучести практи-
чески не изменяются.
Сопоставление кинетики процессов развития пластической де-
формации микровыступов и контактных площадок с характером
роста прочности сталей 30 и 30X13 (материалов с близкой сопро-
тивляемостью пластическому деформированию и одинаковым ти-
пом кристаллической решетки) показывает, что они в определен-
ной мере согласуются качественно и количественно. Значения от-
носительного предела прочности соединения постоянно коррели-
руют с величиной относительной площади физического контакта.
При рассмотрении сварки никеля НВК не следует забывать о
том, что при диффузионной сварке магнитных материалов верх-
ний предел температуры процесса ограничен точкой Кюри. Кроме
того, в состав магнитных материалов входят химические элемен-
ты, которые при определенных условиях могут образовывать хруп-
кие интерметаллиды, способные ухудшить механические свойства
соединений. Поэтому параметры сварки должны быть такими, что-
бы объемное взаимодействие ограничивалось лишь формировани-
ем в зоне контакта межатомных связей и релаксацией напряжений
в той степени, в какой это необходимо для сохранения образовав-
шихся связей. Следовательно, при Т< 0,5 7^, когда интенсивность
Диффузионных процессов мала, кинетика роста прочности свар-
ных соединений будет отражать кинетику активации и схватыва-
ния контактных поверхностей.
147
Для определения энергетических характеристик схватывания
между металлами в твердой фазе после установления полного
физического контакта выполнены специальные исследования.
Соединяемые поверхности обрабатывали точением, подвергали
электролитической полировке (для снятия упрочненного слоя)
и очищали в ванне с наложением ультразвуковых колебаний.
Далее образцы соединяли при следующих параметрах режима
диффузионной сварки: Т- 650°C, Р - 25 МПа и t = 1 мин. Эти
значения Г, Р и t определены по известной методике путем ис-
следования изменения электросопротивления зоны контакта.
Считалось, что при данных параметрах контактное электросоп-
ротивление достигает минимального значения, в дальнейшем
не уменьшается и обеспечивается получение полного физичес-
кого контакта.
Результаты металлографических исследований образцов после
нагружения показали, что в зоне контактирования микропустот и
несплошностей не наблюдается. Предел прочности на разрыв свар-
ных образцов после отжига достигает 250 МПа, тогда как у образ-
цов никеля НВК после соответствующей процессу сварки термо-
[деформационной обработки он составляет 390 МПа.
На рис. 4.26 и 4.27 представлены зависимости е(Г) и ов(7) при
б
Рис. 4.26. Зависимости относитель-
ной деформации от времени свар-
ки никеля НВК при давлениях 5 (л),
7,5 {б) и 10 МПа (в) и температурах
650(7), 700(2) и 750 “С (5)
148
О 5 10 15 20 25 t, мин
в
Рис. 4.27. Зависимости относитель-
ного предела прочности соединений
никеля НВК от времени сварки при
давлениях 5 (а), 7,5 (б) и 10 МПа (в)
и температурах 650 (/), 700 (2) и
750 вС (3)
дует, что при Т = 700 °C уже через 2 мин обеспечивается равно-
прочность сварных соединений основному металлу. При этом ве-
личина накопленной макроскопической деформации не превы-
шает 0,04 %, что свидетельствует о высокой скорости образования
физического контакта и завершенности протекающих при этом
процессов. Следовательно, в данном случае можно предположить,
что кинетика роста прочности отражает кинетику насыщения хи-
мических связей на всей контактной поверхности.
На рис. 4.28 приведены зависимости 1g е от 1/7^, построенные по
данным рис. 4.26 методом графического
дифференцирования, а на рис. 4.29 — ли-
нейная зависимость Е(Р). В соответствии
с полученными результатами можно пред-
положить, что пластическая деформация
никеля НВК в объеме материала и зоне
соединения после образования полного
физического контакта обусловлена низко-
Рис. 4.28. Зависимости 1g е от 1/7^ для никеля
НВК при времени сварки 20 мин и свароч-
ных давлениях 7,5 (7), 10 (2) и 15 МПа (3)
1/7а, 1(Г4К_1
149
Рис. 4.29. Зависимость энергии активации
от сварочного давления для никеля НВК
энергетическими механизмами скольже-
ния частиц по границам зерен.
Оценим энергетические параметры
процесса схватывания по зависимостям,
изображенным на рис. 4.27.
Для определения энергетических ха-
рактеристик процесса активации кон-
тактных поверхностей рассмотрим вза-
имосвязь функции активации A(t) и
плотности активации a(f). Установлено,
что Л(7) и a{f) полностью характеризуют процесс активации, а зна-
чит, в некоторой степени и процесс схватывания. Если предполо-
жить, что a(t) - X, где X — частота образования активных центров,
то A(f) есть среднее число активных центров, образовавшихся за
время I. Таким образом, плотность активации д(Г) представляет
собой дифференциальную, а функция активации Л(г) — интеграль-
ную характеристику процесса активации.
При выполнении энергетических оценок любого процесса можно
пользоваться как скоростью процесса (т.е. дифференциальной ха-
рактеристикой), так и степенью полноты его протекания (т.е. ин-
тегральной характеристикой). В химической кинетике для опреде-
ления энергии активации используются обе характеристики. Од-
нако интегральные характеристики усредняют экспериментальные
показатели, тогда как дифференциальные, наоборот, подчеркива-
ют все флуктуации, содержащиеся в
этих показателях. Поэтому при прове-
дении энергетических оценок целесо-
образно использовать функцию актива-
ции Л(/), а не плотность активации a(t).
По экспериментальным данным по-
строены зависимости A(f) (рис. 4.30).
В предположении, что справедлива мо-
дель Фриделя с фиксированными барь-
ерами, получено соотношение
Х=-^. (4.25)
Рис. 4.30. Зависимости функции активации
от времени для никеля НВК при сварочном
давлении 5 МПа и температурах 750 (7),
700(2) и 650 °C (/)
150
На основании уравнения е = ту ” ехр —' и предположе-
L RT* J
ния, что Л(?) = X/, получим
я(т;,,)=Ал"ехр[-Ат]. (426)
Обозначим в уравнении (4.26) величину £К(Р), представляю-
щую собой энергию активации процесса образования активных
центров, через ЕА.
Для расчета ЁА можно непосредственно использовать зависи-
мость A(t, Е) и метод линий уровня. Заметим, что температурно-
временной параметр 0т для уравнения (4.26) имеет вид
б'^ехР^Д} (4.27)
Фиксируем теперь A(t, Та)=А0. Пусть значение A ~Aq достига-
ется при t - 1\ и Тъ - Та1, а также при t = t2 и Та - Та2н т.д., т.е.
А(1Ь Th) = A(t2, Га2)=Л0. (4.28)
Так как функция A(t, Е) взаимно однозначна относительно нуля,
во всяком случае при рассматриваемых значениях Тя и t, то из
уравнений (4.27) и (4.28) получим
(4.29)
Оценки Еа с помощью соотношения (4.29) справедливы, когда
физический контакт полностью образовался ранее, т. е. когда зна-
чение Р в уравнении (4.26) постоянно и равно сварочному давле-
нию. В то же время такое фиксированное сварочное давление Р
можно сопоставить с равным ему давлением в случае смятия двух
микровыступов в некотором процессе образования физического
контакта. Для данного процесса
рЙ?0 = (4.30)
где Р — переменное давление в контакте. При выполнении усло-
вия Р—» Ро оно убывает. Следовательно, энергия ЕА, равная ЕК(Р)
из уравнения (4.26), совпадает с ЕК(Р) из уравнения (4.30), если
Р- Ро. Поэтому Еа при разных значениях Р можно оценивать с
помощью ЕК(Р), пользуясь предельным соотношением (4.30).
Заметим, что множество значений ЕА совпадает хотя бы с час-
тью множества значений, определенных Э. С. Каракозовым [4J.
Найденное методом линий уровня значение ЕА по кривым A(t)
при р- 5 МПа составляет 87,9 кДж/моль, тогда как соответствую-
151
шее значение ЕА при том же давлении, но найденное с помощью
(4.30), равно 190,1 кДж/моль. Столь большое расхождение в зна-
чениях Еа можно объяснить тем, что величина £к определялась
непосредственно по экспериментальным данным, а Еа — по дан-
ным Л(0 Поэтому предельные значения £К(Р) в качестве оценок
для Еа представляются вполне разумными. Если исходить из верх-
ней границы области параметров, то соответствующие значения
Еа для Р- 5...20 МПа составляют 128... 190,1 кДж/моль.
Близкие значения энергий активации контактных поверхнос-
тей и пластической деформации никеля позволяют сделать вывод
о том, что схватывание происходит на активных центрах в местах
выхода дислокаций в зону физического контакта. Даже в услови-
ях, облегчающих образование физического контакта (предваритель-
ная чистовая обработка соединяемых поверхностей образцов из
никеля и электролитическая полировка), обеспечить схватывание
и равно прочность сварных соединений основному металлу можно
лишь при накоплении макропластической деформации (до уров-
ня, превышающего 0,5 %) при Т> 650 °C. Полученные значения Т
и £ можно считать нижними граничными, обеспечивающими рав-
нопрочность соединений исследуемых материалов. При более гру-
бой обработке поверхностей, подлежащих диффузионному соеди-
нению, обеспечить равнопрочность сварных соединений в одно-
родных сочетаниях можно при Т> 750 °C и е > 1,0%.
Одним из перспективных путей одновременного снижения тем-
пературы и давления сварки и получения высококачественных со-
единений магнитных материалов с требуемыми механическими
свойствами без изменения исходных электрофизических характе-
ристик является использование промежуточных слоев на основе
никеля, облегчающих образование физического контакта и фор-
мирование соединений.
Дальнейшие эксперименты по сварке магнитных материалов
выполняли через промежуточные слои в виде УДП никеля, его
органической соли и прокатанных лент
из этих порошков.
Эти исследования позволили осуще-
ствить сварку сплава ЮНДК35Т5 с арм-
ко-железом через порошок формиатно-
го никеля при Т = 530...550°C, Р ~
= 10 МПа, и 1 = 5...30 мин. Фрактогра-
фический анализ (рис. 4.31) изломов со-
единений показал, что спекание частиц
порошка друг с другом и поверхностью
Рис. 4.31. Фрактограмма (720х) излома свар-
ного соединения, полученного через УДП
никеля
152
основного металла начинается при Т - 350—400 °C. При Т -
= 400...600”С предел прочности достигает 255 МПа, соединение
имеет крупнозернистый излом, наблюдаются большие участки
плотно спекшихся частиц и разрушение происходит по границе
основной металл — порошковый слой. При 600... 700 °C проч-
ность повышается до 400 МПа, а разрушение происходит по ос-
новному металлу. Металлографический анализ образцов, сварен-
ных на оптимальном режиме, свидетельствует об отсутствии не-
сплошностей в зоне соединения.
Как указывалось ранее, реализация технологии сварки через
свободно насыпанные порошки в условиях серийного производ-
ства связана с трудностями равномерного нанесения УДП никеля
на свариваемые поверхности и получения сварных швов со ста-
бильной толщиной и плотностью. Проведенные эксперименты
позволили из всего многообразия возможных способов нанесения
промежуточного порошкового слоя на свариваемые поверхности
(предварительное прессование таблеток, предварительное спека-
ние УДП и др.) выбрать оптимальный — прокатку УДП никеля в
пористые ленты, обеспечивающую получение слоев со стабильны-
ми характеристиками по толщине и пористости ленты, а также
шероховатости ее поверхности.
Для повышения механической прочности соединений и улуч-
шения специальных свойств магнитных систем, а также снижения
гермодеформационного воздействия на свариваемые детали и со-
кращения технологического цикла диффузионной сварки разра-
ботаны и исследованы двухкомпонентные промежуточные слои на
основе наиболее перспективных смесей УДП никеля, меди и ко-
бальта различного состава.
Разработанный технологический процесс диффузионной свар-
ки магнитотвердых и магнитомягких материалов применяется в
производстве магнитных систем прецизионных приборов (рис. 4.32),
обеспечивая надежность соединений и работоспособность деталей
Рис. 4.32. Магнитные системы приборов
153
Рис. 4.33. Основные типы соединений магнитных материалов;
1 — постоянные магниты; 2 — магнитопровод
при вибрации в диапазоне частот 0,5...25 Гц, амплитуд ±(0... 2) мм
и ускорении до 49 м/с2. Магнитные параметры приборов имеют
стабильные показания в диапазоне температур --60...+ 400 °C.
На рис. 4.33 показаны основные типы соединений магнитных
материалов, образующих магнитные системы и состоящие из по-
стоянного магнита 1, соединенного с магнитопроводом 2. В этих
системах постоянный магнит выполнен из сплавов ЮНДК25БА,
ЮНДК35Т5, ЮНДК24Т2 и Fe—Nd —В. Для изготовления магни-
топроводов и арматуры применяются пермаллои 50Н и 79НМ,
армко-железо, сталь 30, сплавы 27КХ. 42НХТЮ и другие матери-
алы.
Параметры сварки варьируют в зависимости от габаритов деталей
и требований к узлу, но за основу принимают следующие: Т~ 530...
550°C, Р- 5...20 МПа и г= 30 мин. Скорость нагрева составляет
20,..30°С/мин, скорость охлаждения — не более 20°С/мин.
Металлографическими исследованиями установлено (рис. 4.34),
что после сварки промежуточный слой не содержит дефектов, а
его толщина, равномерная по всей зоне
соединения, составляет не более 20 мкм.
Прочность сварных соединений превы-
шает прочность магнитотвердых спла-
вов, поэтому разрушение происходит по
постоянному магниту (рис. 4.35).
Для повышения плотности промежу-
точного слоя и улучшения магнитньН
свойств соединений предложено ис-
Рис. 4.34. Микрофотография (100х) структур
ры сварного соединения
154
Рис. 4.35. Образец магнитной системы после механических испытаний
на разрыв
пользовать эффект низкотемпературной рекристаллизации УДП.
Собранные детали нагревают в вакууме до температуры Т =
= (0,6... 0,7) Тс свариваемых магнитотвердых сплавов, охлаждают до
250 °C и снова нагревают до прежней температуры. Многократное
повторение циклов позволяет достигнуть максимального уплотне-
ния слоя — 95... 97 %.
Благодаря циклическому изменению температуры в интервале
250°C...07Гс в промежуточном слое УДП возникают искажения
кристаллической решетки, обеспечиваюшие снижение ее порис-
тости. Нижний предел в этом интервале температур выбран исхо-
дя из того, что именно при 250 “С наблюдается эффект низкотем-
пературной рекристаллизации УДП и их смесей.
Кроме того, данная технология позволяет упростить конструк-
ции ряда магнитных систем, уменьшить материалоемкость и по-
высить коэффициент использования металлов. Наиболее харак-
терным примером решения такой задачи является усовершенство-
вание конструкции магнитной системы цилиндрической формы,
у которой магниты расположены на внешней поверхности (см.
рис. 4.33). После замены процесса высокотемпературной пайки
технологией диффузионной сварки, конструкцию магнитной сис-
темы удалось упростить, коэффициент использования материала
повысился в 5 раз, улучшились и стабилизировались рабочие маг-
нитные характеристики системы.
4.2. Сварка твердых сплавов со сталями
Интенсивно развивается производство особо точного инстру-
мента для прецизионной обработки и изготовления деталей: штам-
пов, сверл, фрез, резцов, уплотнителей и т. п. Хорошие эксплуата-
ционные показатели такого инструмента достигнуты за счет вы-
155
полнения режущих элементов из металлокерамических твердых
сплавов вольфрамокобальтовой группы.
Технико-экономический расчет показывает, что при создании
особо точного инструмента его целесообразно оснащать режущи-
ми деталями, изготовленными не полностью из твердого сплава, а
биметаллическими, которые состоят, например, из 25 % твердого
сплава ВК20 или ВК15 и 75 % термообрабатываемой стали 50ХНМ,
5ХНВ, 4Х5МФС и др.
Механическое крепление твердосплавных элементов в инстру-
менте предполагает дополнительный расход твердого сплава, кро-
ме того, оно недостаточно надежно при многократной заточке или
подгонке инструмента при его подготовке к работе.
Пайка низкотемпературными припоями в индукторах или га-
зовом пламени повышает надежность крепления, но прочность
самого соединения мала из-за наличия больших напряжений в
паяном шве вследствие разницы в КЛТР материалов. Кроме того,
неконтролируемые скорости нагрева и охлаждения в процессе
пайки приводят к появлению микротрешин на поверхности твер-
дого сплава, которые впоследствии вызывают разрушение инст-
румента.
Способы сварки плавлением практически не могут быть при-
менены для соединения твердых сплавов со сталями ввиду их ме-
таллургической несовместимости.
Как показали многочисленные исследования, соединение этих
материалов необходимо выполнять в таких условиях, когда между
деталью из твердого сплава и ответной деталью из стали отсутству-
ет жидкая фаза, приводящая к нарушению целостности поверхно-
сти и возникновению напряжений. Кроме того, важное значение
имеет возможность управления скоростями нагрева и охлаждения.
Этим требованиям отвечает диффузионная сварка.
Осуществить диффузионное соединение твердых сплавов друг
с другом или со сталями при температурах, не превышающих тем-
пературу их плавления, практически невозможно, так как их диф-
фузионная активность вплоть до температуры плавления мини-
мальна. Поэтому во всех случаях применяют промежуточные слои
из фольги, напыленных или химически осажденных металлов, ко-
торые активируют свариваемые поверхности и обеспечивают вы-
сококачественное соединение.
Твердые сплавы — гетерогенные материалы, представляющие
собой смесь карбидной составляющей (WC, TiC, ТаС) и связую-
щего (Ni, Со, Мо), изготавливают методами порошковой метал-
лургии при температурах, обеспечивающих образование жидкой
фазы. Они имеют высокий предел прочности при сжатии, облада-
ют высокой износостойкостью, твердостью и низкой пластичнос-
тью, что предопределяет ряд особенностей процесса диффузион-
ной сварки.
156
рис. 4.36. Изделие, полученное диф-
фузионной сваркой твердого спла-
ва ВК6 со сталью У8
11рочность сварного соедине-
ния твердого сплава со сталями
зависит от качества подготовки
соединяемых поверхностей, в
частности их шероховатости (не
более 1,25 мм) и отклонения от
параллельности (в пределах 0,02 мм). Поэтому их сварку выполня-
ют через пористые промежуточные слои, претерпевающие усадку
и нивелирующие отклонение размеров от требуемых. Исследована
возможность использования промежуточных порошковых слоев на
основе двойных смесей Ni—Со, Ni—Си и Си—Со с различным
содержанием компонентов. Наилучший результат получен с про-
межуточными слоями из УДП Ni—Со.
Диффузионную сварку твердого сплава В Кб (содержащего 94 %
WC и 6 % Со) со сталями 35 и У8 (рис. 4.36) проводят через проме-
жуточный слой из смеси 75 % УДП Ni с 25 % УДП Со (этот состав,
как показали эксперименты, является оптимальным для данной
пары материалов). Аналогичный состав используется при сварке
сплава ВК20, содержащего 80 % WC и 20 % Со. Параметры режима
таковы: Т- 850...900“С. Р = 10... 15 МПа и t = 30 мин. Предел
прочности соединения на разрыв 600...900 МПа; разрушение про-
исходит по твердому сплаву.
При сварке твердого сплава со сталями с применением проме
жуточных слоев из смесей порошков никеля и кобальта в резуль
тате взаимной диффузии соединяемых материалов образуется пе
Исходная зона, в формировании
которой принимают участие
практически все компоненты
этих материалов. Наибольшую
активность в данном процессе
проявляет никель, который спо-
собен диффундировать в сплав
на 25...30 мкм по границам зе-
рен. В результате, с одной сто-
роны, происходит замещение
кобальта в сплаве никелем, при-
Рис. 4.37. Микрофотография (350х)
структуры зоны соединения твердо-
г° сплава ВК6 (/) со сталью У8 (3)
через промежуточный слой (2)
157
чем зерна карбида вольфрама частично растворяются в Ni, обра-
зуя твердый раствор, а с другой — интенсивное развитие диффу-
зионных процессов между кобальтом в сплаве и промежуточном
слое.
На рис. 4.37 представлена микрофотография зоны соединения
твердого сплава ВК6 со сталью У8.
Применение промежуточных слоев из смесей УДП при диффу-
зионной сварке для изготовления инструмента вместо пайки, на-
пример, медью или латунью позволяет:
• сэкономить до 75 % дорогостоящего и дефицитного сплава;
• повысить качество и надежность соединения твердого сплава
со сталью, увеличив тем самым срок службы инструмента в 1,4—
1,5 раза;
• уменьшить трудоемкость изготовления инструмента.
К сожалению, эта технология имеет серьезный недостаток —
низкую производительность по сравнению с процессом пайки, но
он компенсируется высоким качеством изделий. Повышение про-
изводительности возможно с применением групповой технологии.
4.3. Сварка меди с вольфрамом и титаном
Развитие современной техники требует применения деталей,
изготовленных из сочетания нескольких самых разных по своим
физико-химическим свойствам материалов, например меди с ту-
гоплавкими металлами — вольфрамом и титаном.
Эти металлы обладают рядом общих физико-химических и ме-
таллургических свойств. Они характеризуются высокой химиче-
ской активностью по отношению к атмосферным газам при повы-
шенных температурах даже в твердом состоянии и, следовательно,
повышенной склонностью к порообразованию и растрескиванию.
Взаимодействие с газами происходит путем адсорбции и хемосорб-
ции, растворения и диффузии газа в металле, образования окси-
дов, нитридов и гидридов, которые, располагаясь по границам зе-
рен, вызывают образование кристаллизационных трещин и охруп-
чивание металла.
Вольфрам, имеющий ОЦК-решетку, относится к d-переход-
ным металлам. Вследствие недостаточности внутренних элект-
ронных оболочек он имеет наиболее сильную межатомную связь,
что обусловливает высокие значения температуры плавления,
модуля упругости и коэффициента теплопроводности, повышен-
ную сопротивляемость воздействию нагрузок при высоких тем-
пературах. Температура его полиморфного превращения состав-
ляет 630 °C.
Титан — полиморфный d-переходный металл. Он имеет две
аллотропические модификации: высокотемпературную (₽-Ti) с
158
Си. %
100
Рис. 4.38. Диффузионные профили распределения элементов в соедине-
нии Си—Ni—W (а—в) и его микроструктура (г)
159
100
в
г
Рис. 4.39. Диффузионные профили распределения элементов в соедине-
нии Си—Ni—Ti (а—в) н его микроструктура (г)
160
объемно-центрированной кубической решеткой и низкотемпера-
турную (a-Ti) с плотноупакованной гексагональной решеткой.
Температура полиморфного превращения титана равна 882 °C.
Соединить такие пары пайкой в одном технологическом цикле
очень сложно: необходим высокий вакуум (10“5 Па) и предвари-
тельная химическая обработка поверхностей вольфрама и титана
для удаления оксидов WO и TiO2, а также альфированного слоя у
титана. Сварка плавлением не обеспечивает требуемой прочности
из-за резкого снижения пластичности вольфрама в результате ре-
кристаллизации, а при соединении титана с медью образуются хруп-
кие интерметалл иды.
Ввиду высокой энергии активации самодиффузии вольфрам
обладает значительной сопротивляемостью ползучести при тем-
пературах, обычных для диффузионной сварки меди и титана. От
ползучести, как известно, зависят свойства физического контак-
та и в конечном счете — сварного соединения. Диффузионная
сварка вольфрама с вольфрамом возможна при 7= 2200 °C, 7 =
- 20 МПа и г = 15 мин, меди с медью — при Т - 900 °C, Р =
- 10 МПа и t = 30 мин, а титана с титаном — при Т = 1000...
1100°C, Р= 5 МПа и f = 5... 10 мин.
Для снижения термодеформационного воздействия на сварива-
емые материалы и получения высококачественного сварного со-
единения Си с W или Ti применяют промежуточный слой на ос-
нове УДП никеля, полученного термическим разложением его фор-
миата Ni(COOH)2-2Н2О. В результате многочисленных экспери-
ментов определены оптимальные параметры режима сварки для
каждой пары материалов: Т- 850 "С, Р- 15 МПа и t - 40 мин —
для соединения W—Си; 7= 730 “С, Р= 10 МПа и г =30 мин — для
Ti—Си. Предел прочности соединений составляет 320...360 МПа;
разрушение происходит по промежуточному слою.
Исследования показали (рис. 4.38 и 4.39), что в процессе полу-
чения соединений вольфрама с медью и титана с медью через ни-
келевый слой происходит активная диффузия меди в этот слой и
образуется полоса, содержащая Ni и Си, которая имеет более вы-
сокую скорость травления ионным пучком, чем чистый слой ни-
келя. Следует отметить, что границы W—Ni и Ti —Ni довольно
резкие, что свидетельствует о медленной диффузии вольфрама и
титана в никелевый промежуточный слой.
4.4. Сварка неметаллических материалов
Сейчас трудно представить себе конструкцию того или иного
изделия без детали или узла из керамики, стекла, ситалла, полико-
ра и других неметаллических материалов. Они представляют со-
бой оксиды, нитриды, карбиды, фториды и другие соединения раз-
161
личных химических элементов. Эти материалы, обладающие осо-
быми физико-химическими и механическими свойствами, в соче-
тании с металлами позволяют решать большинство конструктив-
ных и технологических проблем при создании новой техники. Тра-
диционно из неметаллических материалов изготавливают отдель-
ные детали, которые затем с помощью различных технологичес-
ких приемов (склеивание, пайка, сварка) соединяют в единый ра-
ботоспособный узел.
Клеевые соединения не обладают достаточной прочностью, осо-
бенно при термоциклировании и радиационном воздействии, вы-
деляют большое количество газообразных продуктов, что недопу-
стимо в большинстве точных узлов.
Процесс пайки предусматривает несколько обязательных про-
межуточных операций (вжигание паст, термообработка, нанесе-
ние припоя и др.), а главное — наличие жидкой фазы между со-
единяемыми поверхностями, которая при охлаждении вносит до-
полнительные механические напряжения в конструкцию. Их можно
исключить только длительной термической обработкой всего узла.
Сварка плавлением неприменима для соединения металлов с
неметаллами ввиду их металлургической несовместимости.
Только сварка в твердой фазе имеет реальную перспективу и;
пользования для получения металлокерамических узлов. Эта те
нология позволяет оптимизировать технологический цикл (исклг
чаются операции вжигания паст и термообработки), минимизир
вать напряжения в сварном шве, а также исключить применение
припоев на основе драгоценных металлов.
Характерные свойства керамических материалов — высокая твер-
дость и низкая пластичность — обусловливают ряд особенностей
технологии диффузионной сварки. В соответствии с современной
теорией образования неразъемного соединения неметаллических
материалов (например, керамики, стекол и т.п.) диффузионной
сваркой, оно формируется вследствие взаимодействия находящихся
на свариваемых поверхностях оксидов — А12О3, SiO2, ВаО и др.
Причем чем больше содержание, например, оксида А12О3, тем ин-
тенсивнее происходит формирование соединения.
Диффузионная сварка алюмооксидной керами-
к и. Керамика — многофазный материал, состоящий из кристал-
лической, аморфной и газовой фаз. Основа керамики — кристал-
лическая фаза, определяющая ее свойства. Количество аморфной
(стекловидной) фазы, которая связывает элементы кристалличес-
кой фазы, колеблется в пределах 8... 14 % по объему и определяет-
ся температурой обжига, степенью дисперсности и растворимо-
стью в расплаве исходного глиноземного сырья.
Принято считать, что наличие стеклофазы положительно ска-
зывается на свариваемости керамики с металлами. Газовая фаза,
образующаяся в керамике в процессе подготовки массы, формова-
162
ния изделия, его обжига и выделения летучих компонентов, вызы-
вает появление закрытых пор.
Разрушение керамических материалов под действием внешних
усилий носит хрупкий характер, без наличия пластической дефор-
мации. Так как в реальных керамических материалах имеется боль-
шое количество микро- и макродефектов, являющихся концент-
раторами напряжений, то их разрушение может происходить как
по стекловидной фазе, так и по кристаллиту.
На основе оксида алюминия разработаны различные керами-
ческие материалы (табл. 4.2—4.4).
Фазовый состав и структура керамики определяются химическим
составом массы, условиями ее приготовления, методом формования
и режимом обжига. Ее основой является а-А12О3, но в некоторых
Таблица 4.2
Химический состав алюмооксидной керамики
Керамика Химический состав, % по объему
Вид Марка А12О3 SiO2 MgO Другие состав- ляющие
Корундовая ВК100-1 99,8 — 0,2 —
ВК100-2 99,8 — 0,2 —
ВК99-1 98,8 — 0,3 0,9—Ва2О3,
ВК98-1 98,8 — 0,5 1,5—Ва2О3,
BK95-I 95,3 3,3 1,2 0,2-СаО,
ВК94-1 94,4 2,8 — 0,5—Сг2О;
ВК94-2 94,2 3,7 — 2,3-МпО, 2,1-СаО
Бромелитовая ВБ 100-1 — 0,5 — 99,5—ВеО,
ВБ97-1 1.2 0,9 — 0,9-СаО; 97,0-ВеО
Форстеритовая ВФ52.42-1 0,8 41,7 51,5 6,0-ВаО,
ВФ48.44-1 2,1 43,7 48,4 5,8—ВаО,
ВФ46.43-1 3,9 42,8 45,8 7,5—ВаО
Клиноэнстантитовая ВЮ132.63-1 2,6 62,8 31,6 2,1 —В2О3;
(стеатитовая) ВКл32.63-1 2,6 62,8 31,6 0,9—ВаО, 2,1—В2О3; 0,9-ВаО
Таблица 4.3
Фазовый состав алюмооксидной керамики, % по объему
Керамика Кристаллическая фаза Стекловидная фаза Поры
ВК94-1 95 10 5
ВК94-2 81...87 13... 19 4
ВК100-2 96 0 4
163
Таблица 4j
Физические свойства алюмооксидной керамики
Керамика КЛТР, Ю"7 К-1, в интервале температур, К Предел проч- ности при из- гибе, МПа Модуль упру гости, МПа
20 ...200 20... 500 20...900
ВФ52.42-1 83 98 109 147 —
ВФ46.43-1 80 — — 167 148... 152
ВКл32.63-1 92 91 88 118 84... 99
ВКл32.63-2 82 84 84 147 —
ВК100-1 57 — 75 84 370... 390
В К.100-2 60 70 79 314 380
ВК98-1 67 78 86 294 300... 400
ВК94-1 62 73 80 314 255
ВК94-2 61 69 80 294 190... 220
ВК95-1 62 73 82 304 300
ВК97-1 53 — 86 137 300...320
ВБ100-1 64 72...75 81... 88 196 260
керамиках содержатся добавки фазы |3-А12О3, образующейся в при
сутствии примесей щелочных или щелочно-земельных оксидов.
Соединение керамических деталей друг с другом или с мета
лами может осуществляться несколькими способами:
• через предварительную молибден-марганцевую металлизаци]
• с помощью пайки активными металлами;
• посредством пайки стеклообразными припоями и др.
Диффузионная сварка керамики с металлами проводится без
расплавления металлической детали при температурах, обеспечи-
вающих сохранение исходных свойств керамических материалов.
Известно, что свариваемые поверхности любых деталей, подле-
жащих сварке, должны быть обработаны спирто-бензиновой сме-
сью с целью удаления загрязнений.
Для металлов применяется дополнительная зачистка металли-
ческими щетками или наждачной бумагой для удаления, напри-
мер, следов коррозии. Самая надежная очистка металлических де-
талей перед сваркой обеспечивается токарной, фрезерной или
шлифовальной обработкой (шероховатость поверхности, подлежа-
щей сварке, не хуже Rz= 1,32 мкм).
Для керамики механическая обработка неприемлема, так как
после нее на поверхности остается тонкий слой дефектов в виде
сетки мелких трещин, которая является причиной низкого каче-
ства сварного соединения. Разрушение такого соединения, обла-
|дающего низкой прочностью на разрыв, происходит в виде отсло-
ения приваренного к металлической детали трещиноватого слоя
от основной массы керамической детали. Поэтому единственным
способом подготовки керамики под сварку является ее химичес-
1164
кая очистка, которая сводится к трем основным способам обра-
ботки: обезжириванию, удалению механических загрязнений и
травлению. Первые два применяют почти всегда, а третий — толь-
ко при необходимости изменения структуры поверхностного слоя.
Обезжиривание проводят в органических растворителях и ра-
створах солей, щелочей, поверхностно-активных веществ и т. п. При-
менение того или иного обезжиривающего раствора зависит от сте-
пени и состава загрязнения, а также структуры (пористости) кера-
мики. Интенсифицировать процесс очистки можно с применением
ультразвуковых ванн. Пористую керамику чаще всего обезжирива-
ют термообработкой в вакууме для удаления загрязнений из пор.
При травлении керамики происходит полирование поверхно-
сти и «залечивание» имеющихся дефектов.
Диффузионной сваркой соединяют небольшое количество ме-
таллов и сплавов с керамическими материалами. Объяснение это-
му дано профессором В. А. Бачиным. Им выработаны основные
требования [1], предъявляемые к металлическим материалам при
создании металлокерамических узлов:
• КЛТР металлической детали должен с достаточной точностью
совпадать с КЛТР керамической детали в широком диапазоне тем-
ператур. Надежность сварного соединения достигается в том слу-
чае, если рассогласование КЛТР в диапазоне температур от ком-
натной до температуры сварки не превышает 10 %;
• металлические летали, равно как и промежуточные слои, долж-
ны обладать малым пределом текучести, низким модулем упругости
и высокими значениями относительного удлинения, что позволяет
за счет пластической деформации снизить уровень остаточных на-
пряжений, возникающих в соединении при охлаждении деталей после
сварки (в качестве примера можно назвать такие металлы, применя-
емые в металлокерамических конструкциях, как медь, алюминий,
никель, имеющие намного большие значения КЛТР, чем керамика);
• необходимо, чтобы металлы имели хорошие вакуумные свой-
ства: были газонепроницаемыми при минимальных толщинах, ха-
рактеризовались малым газовыделением и низкой скоростью ис-
парения, а их пары обладали низкой упругостью;
• металлы должны быть технологичными в процессе изготовле-
ния узла и стойкими при эксплуатации.
Указанным требованиям в той или иной мере соответствуют спла-
вы на основе никеля (например, 29НК, 12Х18Н10Т), а также чистые
металлы: алюминий, медь, никель, титан, молибден и вольфрам.
Для диффузионного соединения деталей наиболее широко при-
меняются промежуточные слои из меди и алюминия. На поверх-
ности медной детали перед сваркой необходимо создать оксид
Низшей валентности Си2О, который обладает хорошим сцеплени-
ем с основой и КЛТР, более низким, чем у меди, но приближаю-
щимся к КЛТР керамики.
165
Окисление медных промежуточных слоев для получения Си2О
осуществляют по следующей технологии. Их нагревают в вакууме до
температуры 950 °C, выдерживают в течение 3...5 мин и охлаждают.
По достижении температуры 300... 400 °C в камеру напускают воздух.
Оксидная пленка, имеющая поверхность розового цвета, в этом слу-
чае очень прочная, мелкозернистая и плотная. Если напускать воздух
в диапазоне температур 400...500°C. то образуется слоистая пленка
оксида фиолетового цвета, легко удаляемая с поверхности меди.
Диффузионная сварка керамики с металлами имеет ряд особен-
ностей, зависящих от физико-химических и механических свойств
керамических материалов. В частности, основными параметрами
процесса диффузионной сварки являются температура, сварочное
давление, а также скорости нагрева и охлаждения деталей.
Так как ползучесть большинства керамических материалов на-
чинает проявляться при температурах размягчения (около 1100 °C),
то физический контакт на первом этапе формирования соедине-
ния происходит вследствие пластической деформации металли-
ческой детали. При этом сварочное усилие не должно превышать
предела прочности на сжатие керамики.
Характеристики керамических материалов очень чувствитель-
ны к скорости изменения температуры как в процессе нагрева, так
и при охлаждении по окончании диффузии. Процесс охлаждения
является более ответственным этапом, поскольку на формирова-
ние соединения оказывают влияние и напряжения, связанные с
раздичием КЛТР металла и керамики. Практика показывает, что
нагрев следует осуществлять со скоростью, не превышающей
15 "С/мин, а скорость охлаждения должна составлять 3...7 “С/мин.
Рис. 4.40. Микрофотография струк-
туры сварного соединения керами-
ки ВК-94 (7) со сталью (3), полу-
ченного через промежуточный слой
меди (2)
Рис. 4.41. Микрофотография струк-
туры соединения керамики ВК-94
(7) с медью (2)
166
На рис. 4.40 н 4.41 представлены микрофотографии структуры
соответственно сварного соединения керамики ВК-94 со сталью,
полученного через промежуточный слой меди, и соединения ке-
рамики с медью. Исходная толщина меди 0,5 мм, после сварки —
0,35 мм. При измерениях микротвердости получены следующие
результаты: керамика — 1647 HV, сталь — 187 HV, медь — 51 HV.
Поэлементный анализ зоны соединения (рис. 4.42) показывает,
каков характер диффузионного обмена между материалами. Наи-
более интенсивно происходит диффузия меди в керамику (глуби-
на ее проникновения составляет около 15 мкм). Алюминий диф-
фундирует в медь на глубину около 8 мкм.
При механических испытаниях сварных соединений установлено,
что сварной шов по прочности превосходит керамику. В условиях
эксплуатации такие соединения выдерживают термоциклирование в
диапазоне температур -60...+ 125 °C в течение 1 ч при числе циклов
свыше 50. Они устойчивы к воздействию вибрации и радиации.
Диффузионная сварка керамик на основе нит-
ридов и карб идо в. Общепринятый подход к сварке керамик,
содержащих 94...99 % А12О3 или SiO2, неприемлем для соединения
керамик на основе нитрида алюминия или карбида кремния, на
поверхности которых содержится незначительное количество ок-
сидов, а после механической обработки поверхностей, подлежа-
щих сварке, эти оксиды практически отсутствуют.
Для создания на поверхности керамики слоя оксидов вводят
дополнительную операцию — окисление на воздухе при темпера-
Рис. 4.42. Распределение элементов по зоне сварного соединения кера-
мика ВК-94—медь—сталь
167
турах 800... 1000 ’С, вследствие чего длительность технологическо-
го цикла изготовления изделий существенно возрастает, а сами
детали лишний раз подвергаются тепловому воздействию.
Во избежание этого, а также для повышения качества сварного
соединения предложено проводить подготовку поверхностей ке-
рамики под сварку, помещая ее в травитель — смесь азотной и
соляной кислот с соотношением компонентов 2:1.
Структурный анализ шлифованных поверхностей керамичес-
ких деталей свидетельствует о наличии свободных атомов алюми-
ния и кислорода в нитриде алюминия. Под воздействием окружа-
ющей атмосферы на поверхности образуется тончайшая непроч-
ная пленка оксида алюминия, которой недостаточно для форми-
рования высококачественного сварного соединения.
В результате обработки поверхности керамики травителем воз-
никают новые соединения, 90 % которых составляет А12О3. Благо-
даря проникающей способности смеси кислот образуется оксид-
ная пленка толщиной 2...3 мкм. Этой толщины достаточно для
формирования сварного соединения.
После получения оксидной пленки проводят диффузионную
сварку керамических материалов, помещая между свариваемыми
поверхностями промежуточный слой на основе ультрадисперсных
порошков (25 % Ni и 75 % Си), приготовленных термическим раз-
ложением механических смесей формиатов меди и никеля.
Параметры режима диффузионной сварки таковы: Т ~ 650 °C,
Р= 10 МПа и / — 30 мин. Предел прочности сварных соединений
на разрыв составляет 28..,32 МПа; разрушение происходит по ос-
новному материалу. Микрофотография структуры сварного соеди-
нения представлена на рис. 4.43.
Рис. 4.43. Микрофотография структуры сварного соединения образцов
нитрида алюминия (7, 3). полученного через промежуточный слой (Д
содержащий 25 % Ni и 75 % Си.
168
Рис. 4.44. Микрофотография структуры сварного соединения образцов
карбида кремния, полученного через промежуточный слой, содержащий
75 % Ni и 25 % Си:
а — общий вид; б — фрагмент структуры
Диффузионную сварку карбида кремния проводят при Т = 850 “С,
Р= 20 МПа и t=45 мин с применением порошкового промежуточ-
ного слоя, в состав которого входят 75 % Ni и 25 % Си. Предел
прочности соединения достигает 50 МПа; разрушение происходит
по зоне соединения промежуточного слоя со свариваемой поверх-
ностью. Микрофотография структуры такого сварного соедине-
ния приведена на рис. 4.44.
Расчет остаточных напряжений в соединениях
неметаллов с металлами. В узлах, сваренных из разнород-
ных материалов, имеются остаточные напряжения, вызванные не-
соответствием их КЛТР. Выбор метода оценки уровня напряже-
ний зависит от типа соединения.
Металлокерамические изделия в виде цилиндров (рис. 4.45)
широко применяются в блоках цилиндров керамических двигате-
лей, в качестве вкладышей в подшипни-
ках скольжения, в конструкциях изол я- у 2
торов, конденсаторов, резисторов. При
охлаждении таких изделий из-за несо-
Рис. 4.45. Соединение металла с керамикой 7 I
для расчета остаточных напряжений: l-XmI. — •/-----кК_я_
— металл; 2 — керамика; а, Ь, с — радиальные b
Размеры составного металлокерамического ци-
линдра L—£-------1
169
ответствия КЛТР металлического каркаса и керамического внеш-
него слоя возникают остаточные напряжения, зависящие не толь-
ко от разницы в КЛТР металла и керамики, но и от модулей упру-
гости этих материалов и толщины их слоев. Величина остаточных
напряжений определяет стойкость металлокерамических цилинд-
ров к разрушению и их долговечность.
В зависимости от соотношения толщины h стенки и ее радиуса
R задача определения напряженно-деформированного состояния
конструкции относится либо к тонкостенным (h/R < 0,1) либо к
толстостенным (hJR > 0,1) оболочкам. Граничное значение 0,1 в
значительной степени условно.
Определим окружные сг и осевые сг напряжения в составном
металлокерамическом цилиндре. Радиальными аг напряжениями
можно пренебречь, так как они примерно в 10 раз меньше oz. Счи-
таем, что напряжения с, распределены равномерно по толщине
металла и керамики.
Из условия равновесия половины кольца (рис. 4.46) следует:
о“йм+огкйк=0, (4.31)
где о;4, о* — окружные напряжения металлического и керамиче-
ского цилиндров; — толщина металлического цилиндра, йм =
= b- a; hK — толщина керамического цилиндра, hK = c- Ь.
Задача определения о}4 и of является статически неразреши-
мой, и поэтому к уравнению (4.31) необходимо добавить уравне-
ние в перемещениях. Полные окружные удлинения внутренней
(о”) и наружной (о*) стенок представляют собой суммы силовых
и тепловых удлинений:
к=Е“+а”ДЛ
Ц=Е‘+акДТ, (432)
где ам и ак — КЛТР металлического и керамического цилиндров;
А Г — изменение температуры.
Рис. 4.46. Распределение окружных (с) и осевых (6) напряжений в соеди-
нении металла с керамикой
170
Силовые удлинения е" и е“ связаны с напряжениями о“ и с}1
законом Гука:
о" = £ме“,
О/ = ЕЧ‘, <4-33)
где £м и Ек — модули упругости.
Решив систему уравнений (4.31—4.33), получим
1 + £к йк ’
£“
ам-ак)д7' [ (4.34)
1 + £к Л” ’
£к
Осевые напряжения распределены равномерно по толщине ме-
таллического и керамического цилиндров. Уравнение равновесия
для них записывается в виде
^(с2 - Ь2) + о^2 - а1) = 0. (4.35)
Поскольку задача определения осевых напряжений также ста-
тически неразрешима, к уравнению (4.35) добавим уравнение в
перемещениях
е* + акД.Т = е“ + амАТ. (4.36)
При использовании закона Гука (4.33) уравнения (4.35) и (4.36)
принимают следующий вид:
г"=(а”-ак)дГ/(1/£к) + 1/(£"х).
а“=-^7х. (437)
где х = (Ь2 - а2)/(с2 - Ь2).
Если внутренний цилиндр сплошной {а = 0), то окружные и
осевые напряжения в металле и керамике в первом приближении
могут быть определены по формулам (4.34) и (4.37).
Полученные уравнения имеют практическое значение, так как
позволяют рассчитать возникающие в металлическом и керами-
ческом слоях составного цилиндра остаточные окружные и осевые
напряжения, для того чтобы оценить стойкость и долговечность
металлокерамического изделия.
Для снижения остаточных окружных и осевых напряжений не-
обходимо обеспечить не только наименьшее различие в КЛТР ме-
талла и керамики, но и минимально возможные значения толщи-
171
ны металлического и керамического слоев, а также применение
материалов, имеющих невысокие значения модулей упругости.
4.5. Сварка жаропрочных сталей и сплавов
Жаропрочные стали и сплавы находят широкое применение в
авиационном двигателестроении. Они способны работать под на-
грузкой при температурах свыше 500 °C в течение длительного вре-
мени.
У жаропрочных материалов вследствие легирования и терми-
ческой обработки (закалка с последующим старением) формиру-
ется особая гетерогенная структура, состоящая из твердого раство-
ра и вкрапленных в него дисперсных карбидных и интерметаллид-
ных фаз. Нарушение такой структуры может привести к возник-
новению очагов усталостного разрушения.
По типу микроструктуры различают жаропрочные стали мартен-
ситного и аустенитного классов. Первые (например, 15Х12ВНМФ,
15Х16К5Н2МВФАБ-Ш) используются при температурах до 600 “С,
из них изготавливают детали газовых турбин и паросиловых устано-
вок. Вторые (09Х14Н16Б, 45Х14Н14В2М, 10Х11Н20ТЗРи др.) обла-
дают большей жаропрочностью: их рабочие температуры достигают
750 °C. Они отличаются пластичностью, хорошей свариваемостью и
применяются для изготовления трубопроводов силовых установок
I высокого давления, клапанов авиационных двигателей, камер сго-
рания, дисков и лопаток турбин.
Жаропрочные сплавы на железоникелевой основе, например
ХН62БМКТЮ-ИД, служат для изготовления турбинных лопаток
и дисков. При сварке плавлением в сварном шве, околошовной
зоне и основном металле нередко образуются горячие и холодные
трещины, изменяется структурное состояние и вследствие этого
ухудшаются механические свойства соединений.
Чем сложнее состав жаропрочных сплавов, тем труднее полу-
чить их соединения сваркой плавлением. В зоне шва нарушается
структура материала и происходит сегрегация легирующих элемен-
тов. Сварка плавлением приемлема в основном для жаропрочных
сплавов, подвергнутых легированию.
Для придания сварным изделиям необходимых свойств прово-
дят их термическую обработку. Однако полностью восстановить
свойства материалов в случае образования сегрегированной струк-
|туры, как правило, невозможно.
Сварка плавлением вообще неприменима для материалов, уп-
рочненных армирующей фазой или нерастворимыми дисперсны-
ми включениями тугоплавких соединений, так как при расплавле-
нии матрицы происходят необратимые процессы, связанные с на-
рушением распределения и коагуляцией упрочняющей фазы.
172
Таким образом, использование сварки плавлением для совре-
менных жаропрочных материалов ограничено. Поэтому предпри-
нимаются попытки применять другие способы соединения, в част-
ности сварку трением и диффузионную сварку.
Основной недостаток сварки трением состоит в том, что в ре-
зультате вытеснения металла соединяемых деталей в грат происхо-
дит изменение текстуры в зоне их пластического деформирова-
ния. В конечном итоге это приводит к разрушению узла.
В последние годы нашла распространение дифузионная сварка,
позволяющая избежать расплавления контактирующих поверхно-
стей, что обеспечивает получение высококачественных соедине-
ний различных жаропрочных материалов друг с другом и иными
материалами.
Существует несколько вариантов технологии диффузионной свар-
ки жаропрочных материалов: без промежуточных слоев, с нерас-
плавляющимися и расплавляющимися промежуточными слоями.
Анализ результатов, полученных при сварке жаропрочных ма-
териалов без промежуточных слоев, показывает, что обеспечить
жаропрочность и пластичность соединений затруднительно. Де-
формации, возникающие при сварке, оказываются значительно
меньше тех, при которых образуются жаропрочные соединения.
Поэтому температуру процесса нужно выбирать в соответствую-
щем интервале, который определяется по диаграммам технологи-
ческой пластичности. При этом необходимо принимать во внима-
ние и диаграммы рекристаллизации сплавов, чтобы предотвратить
явление разнозернистости металла в зоне стыка.
Многочисленные эксперименты показали, что температура свар-
ки жаропрочных материалов не должна превышать температуру
заметных структурных изменений гетерофазного сплава или роста
зерна и развития разнозернистости в однофазных сплавах, снижа-
ющих длительную пластичность металла.
Желательно, чтобы температура диффузионной сварки совпа-
дала с температурой стандартной термической обработки. Свароч-
ное давление обеспечивает определенную скорость деформации
(ползучести) сплава. В сочетании с длительностью процесса свар-
ки оно влияет на степень макропластической деформации. Имен-
но этот показатель при постоянном сварочном давлении является
мерой качества соединений.
Следует отметить, что одно и то же значение степени деформа-
ции может быть достигнуто при разных сочетаниях температуры,
сварочного давления и времени выдержки. При этом качество со-
единений также будет приблизительно одинаковым, но не иден-
тичным, поскольку на процесс формирования структуры в боль-
шей мере влияют температура и скорость развития деформации.
Наилучшие результаты могут быть получены при соединении
Жаропрочных материалов через промежуточные слои, в частности,
173
из никелевой фольги, толщина которых существенно сказывается
на качестве соединений.
В соединениях с промежуточным слоем из никелевой фольги
толщиной 0,5 мм при выдержке в течение 8 ч при темпера?™
1210 °C глубина диффузии легирующих элементов из жаропрочно-
го материала в фольгу составляет лишь небольшую часть ее тол-
щины. Если относительная деформация такого промежуточного
слоя равна 50... 60 %, то разрушение соединения при механичес-
ких испытаниях носит вязкий характер и развивается на границе
сплав — никелевая фольга. Дополнительная термообработка при-
водит к разрушению по середине слоя, где содержание никеля мак-
симальное, т.е. прочность всего соединения определяется прочно-
стью фольги.
При сварке через промежуточный слой толщиной 0,25 мм и
последующей термообработке вязкий характер разрушения усили-
вается несмотря на то, что и в данном случае легирование этого
слоя происходит не на всю толщину (содержание никеля в центре
слоя составляет 100 %).
Промежуточный слой толщиной 0,1 мм после диффузионной
сварки и термообработки обладает лучшими жаропрочными свой-
ствами и повышенной вязкостью. Такой слой достаточно полно
насыщается легирующими элементами из жаропрочного сплава
В результате термообработки степень химической, структурной и
механической неоднородности уменьшается настолько, что соеди-
нение становится более жаропрочным, чем при использовании
промежуточных слоев другой толщины.
После сварки образцов из сплава ВЖЛ- 12У и стали 13Х11Н2В2МФ
(ЭИ961) через никелевую фольгу НП-1 толщиной 0,5 и 0,1 мм
(рис. 4.47) при Т- 1140°C, Р= 20 МПа и / = 20 мин относительная
пластическая деформация образцов из 13X11Н2В2МФ составляла не
более 7 %, а образцы из ВЖЛ-12У не были
деформированы.
Сварные образцы жаропрочных ста-
лей подвергали термической обработке
при Т = 530 °C. а затем испытывали на
разрыв. Предел их прочности ов превы-
шал 670 МПа, и разрушение происхо-
дило по телу образца, а не по зоне со-
единения (рис. 4.48). При изучении
микроструктуры зоны сварки (рис. 4.49)
внутренние дефекты не выявлены.
Рис. 4.47. Образец сплава ВЖЛ-12У, соеди-
ненный диффузионной сваркой со сталью
13Х11Н2В2МФ через никелевую фольгу
НП-1
174
Рис. 4.48. Сварные образцы жаропрочных сталей после механических
испытаний на разрыв:
Z — разрушение; 2 — ВЖЛ-12У; 3 — сварной шов; 4 — 13Х11Н2В2МФ
Результатом этих исследований стала разработка технологии диф-
фузионной сварки вала с рабочими колесами турбин, изготовле-
ние опытной партии таких изделий и успешное их испытание, что
позволило, отказавшись от механических методов крепления и
сварки плавлением, увеличить выпуск продукции, отвечающей
самым высоким требованиям.
Диффузионной сварке подвергался также литейный никелевый
сплав ЖС6У Сварку образцов проводили при Т = 1150—1200°C,
Р=20 МПа и t = 15...30 мин через промежуточные слои из фольги
НП-2 (толщина 0,5 мм) и 50Н (0,1 мм). Как показали исследования
(рис. 4.50), при одинаковых параметрах
режима диффузионной сварки на процесс
образования соединения (диффузионный
обмен) между сплавом и промежуточным
слоем оказывает влияние их химический
состав. Это видно как по ширине диф-
фузионной зоны, так и по наличию или
отсутствию непроваров в зоне соедине-
ния даже при температуре 1150 °C.
Оис. 4.49. Микрофотография (400*) структу-
ры зоны сварки:
/ — ВЖЛ-12У; 2 — промежуточный слой; 3 —
13ХЦН2В2МФ
175
Рис. 4.50 Микрофотография (140*) структуры зоны соединения образцов
никелевого сплава ЖС6У через промежуточные слои из фольги НП-2 (о)
и 50Н (б)
С помощью рентгеноспектрального анализа выявлено повышен-
ное содержание титана и алюминия в промежуточном слое чисто-
го никеля НП-2, что связано со значительными диффузионными
потоками из сплава ЖС6У. В то же время диффузия кобальта про-
текает менее интенсивно, и его содержание в промежуточном слое
ниже, чем в сплаве. Это явление не наблюдается при использова-
нии промежуточного слоя из пермаллоя 50Н, так как диффузион-
ные потоки содержащихся в нем химических элементов существен-
но не отличаются друг от друга.
Микротвердость околошовной зоны при сварке через фольгу
50Н выше (514 HV), чем при сварке через фольгу НП-2 (346 HV) и
близка к микротвердости основного металла (449 HV), т.е. микро-
твердость околошовной зоны с использованием НП-2 ниже мик-
ротвердости основного металла в 1,3 раза.
Следует отметить, что при сварке на указанных режимах мак-
ропластическая деформация образцов сплава ЖС6У отсутствует.
Механические испытания на разрыв показали, что наибольшей *
прочностью (св - 993... 1060 МПа) обладают сварные образцы, по-
лученные через фольгу из сплава 50Н, причем их разрушение, бо-
лее вязкое, чем при сварке через никель НП-2, происходит по
промежуточному слою.
Оптимальный режим диффузионной сварки таков: Т= 1200 °C,
Р = 30...40 МПа и t - 30 мин. При более низких температурах |
пластичность сплава 50Н весьма мала, а сопротивление деформи-
рованию велико. Ползучесть сплава при температурах ниже 1200 "С
проявляется лишь при увеличении сварочного давления до уров-
ня, превышающего 50 МПа.
Обобщая результаты теоретических и экспериментальных ис- I
следований, можно сделать вывод о том, что для получения наи- I
лучших результатов диффузионную сварку жаропрочных материа- 1
176
лов нужно проводить с применением промежуточных слоев, не-
значительно отличающихся по составу от основного металла, но
находящихся в таком структурном состоянии, которое обеспечи-
вает меиьшее сопротивление деформированию, что способствует
интенсификации процесса их взаимодействия с поверхностями
деталей.
Промежуточные слои целесообразно изготавливать из много-
компонентных смесей ультрадисперсных порошков металлов, так
как одно- или двухкомпонентные слои на данном этапе исследо-
ваний не позволяют получить высокие результаты.
4.6. Масштабный фактор при диффузионной
сварке
Все рассмотренные ранее исследования, направленные на раз-
работку технологий диффузионной сварки, проводились автором
на образцах-имитаторах стандартных размеров: цилиндрических —
диаметром 12 мм и высотой 25 мм или плоских — диаметром до
25 мм и толщиной 0,5 ...3,0 мм. Эти технологии были внедрены в
производство, связанное с выпуском изделий, отличающихся от
имитаторов размерами не более чем на 10... 15 %. В случае же адап-
тации этих технологий к условиям производства крупногабарит-
ных изделий, например тяжелого машиностроения, потребуется
внести поправки в основные параметры режима сварки (Т, Ри f) с
учетом различия в габаритных размерах деталей.
Известно, что так называемый масштабный фактор играет важ-
ную роль во многих процессах, связанных с пластической или тер-
мической обработкой материалов. Например, при статических ис-
пытаниях на прочность хрупких и пластичных материалов и цик-
лических испытаниях образцов с концентратором напряжений ус-
тановлено, что с увеличением размеров образцов их механические
характеристики ухудшаются. Это обусловлено главным образом
наличием в образцах больших размеров неоднородных по ряду
свойств участков или особенностями распределения напряжений
в определенном сечении.
Масштабный фактор проявляется и при горячей ковке крупных
заготовок. В этом случае эффект, вызываемый изменением масшта-
ба может быть связан с нарушением подобия температурного поля
и разупрочнением металла во время пауз между обжатиями.
Установлено, что с увеличением размеров образцов снижаются
Скорость ползучести и интенсивность релаксации напряжений. При
ЭТОМ эффект изменения масштаба объясняется следующим образом:
• неодинаковое сопротивление ползучести в микрообъемах про-
является по-разному в зависимости от их числа в образцах различ-
ных размеров;
Лющинский
177
• при уменьшении поверхности образцов облегчается выход на
нее дислокаций;
• с увеличением поверхности образцов усиливается отрицатель-
ное влияние окисления и наклепа.
Масштабный фактор, естественно, должен проявляться и при
диффузионной сварке деталей из одного и того же материала, от-
личающихся размерами. Установлено, что при сварке образцов из
титана диаметром 10 мм высококачественное соединение образу-
ется в том случае, если приложено давление 2 МПа, а в случае
сварки крупногабаритных образцов — 10 МПа.
В ходе изучения влияния размеров и формы свариваемых дета-
лей на качество соединений установлено следующее.
Неодинаковая толщина исходных заготовок и разная структура
металла, например, отличающаяся средним размером зерен, ока-
зывает влияние на величину накопленной деформации и, следова-
тельно, на относительную ударную вязкость соединения.
При сварке цилиндрических образцов происходит объемная
деформация металла, сопровождающаяся уменьшением их высо-
ты и увеличением диаметра.
При тех же условиях у ребристых образцов сокращается высота
и возрастает толщина ребра при сравнительно малой деформации
в направлении его длины.
Снижение качества сварного соединения обусловлено ростом
сопротивления пластическому деформированию и как следствие
снижением величины накопленной деформации до уровня, недо-
статочного для формирования соединения, равнопрочного основ-
ному материалу. Увеличение длительности процесса не является
эффективным средством достижения необходимой величины на-
копленной деформации.
Таким образом, масштабный фактор при диффузионной сварке
проявляется в первую очередь в повышении сопротивления де-
формации ползучести деталей больших размеров, что приводит к
необходимости увеличения сварочного давления.
4.7. Оборудование и технологическая оснастка
При реализации разработанных технологических процессе
диффузионной сварки разнородных материалов качество получае
мых соединений во многом зависит от применяемого сварочног
оборудования, а точность сборки под сварку и возможность со
единения нескольких деталей за один цикл — от наличия специ
альной технологической оснастки.
Ранее выпускавшееся сварочное оборудование можно разделит:
на несколько групп, принимая во внимание следующие признаки
• тип источника нагрева — индукционное и радиационное; !
178
• состав сварочной среды — вакуумное и с контролируемой ат-
мосферой (инертный газ или водород).
Выбор той или иной установки зависит от физико-химических
и механических свойств свариваемых материалов, требований,
предъявляемых к сварному изделию, и возможностей конкретного
производства.
В ФНПЦ «Раменское приборостроительное конструкторское
бюро» разработано несколько типов установок для диффузионной
сварки металлических и неметаллических материалов в вакууме и
водороде.
Установка для диффузионной сварки в водороде горизонталь-
ного исполнения (рис. 4.51) состоит из источника нагрева 7, кор-
пуса 5 с тележкой 4, на которой размешен механизм нагружения,
камеры 2, систем охлаждения 3, подвода газов (водород, аргон), а
также управления и контроля 6 за работой механизма нагружения.
Общий вид механизма нагружения приведен на рис. 4.52. Сва-
рочное давление контролируют с помощью динамометрической
скобы ДС-3 6 и закрепленного на ней индикатора 2 часового типа;
точность поддержания давления составляет 1 МПа. Скоба распо-
ложена между нагружающим штоком 1 и сильфоном 3, к которому
крепится шток 4, проходящий в рабочую зону. На его конце име-
ется вставленный в обойму 5 шарнирный подвес, служащий для
устранения и равномерной передачи сжимающего усилия на сва-
риваемые детали.
Рис. 4.51. Установка для диффузионной сварки в водороде:
— источник нагрева; 2 — камера; 3 — система охлаждения; 4 — тележка; 5 —
корпус; 6 — система управления и контроля
179
Рис. 4.52. Механизм нагружения:
7 — нагружающий шток; 2 — индикатор часо-
вого типа; 3 — сильфон; 4 — шток, проходя-
щий в рабочую зону; 5 — обойма; 6 — дина-
мометрическая скоба
В качестве источника нагрева ис-
пользовали лабораторную муфельную
печь мощностью 3 кВт. Выбор источ-
ника, обеспечивающего радиацион-
ный нагрев, отвечает требованиям к
сварке материалов с регулируемыми
скоростями нагрева и охлаждения.
Для фиксации истинной температу-
ры в зоне сварки в соединяемые де-
тали устанавливали термопары.
Принципиальная схема механиз-
ма нагружения с программным управ-
лением представлена на рис. 4.53.
Этот механизм состоит из корпуса 16
и расположенного в нем привода для
передачи сварочного давления со
штоком 2, на одном конце которого находится стопор, а на дру-
гом — регулировочный упор Z2, позволяющий устанавливать не-
обходимое первоначальное сварочное давление.
I С помощью пальца на втором конце штока крепится крестови-
на 13 с двумя роликами 4 на ее концах. В процессе сварки послед-
ние взаимодействуют с рабочей поверхностью профилированного j
кулачка 3, которому через переходник передает вращение червяч-
|ное колесо 17. Использование профилированного кулачка позво-
ляет регулировать деформацию деталей или промежуточных слоев
в процессе сварки, программируя момент приложения максималь-
ного сварочного давления. Кроме того, регулируя скорость враще-
ния кулачка, управляют интенсивностью силового воздействия на
детали.
С помощью подшипника механизм вращения крепится на шпин-
деле /, который соединен с корпусом винтами. Вращение от дви-
гателя к червячному колесу и кулачку передается через червяк и
обеспечивается подшипниками.
Корпус размещен на монтажной плите 15 и через стойки 14
I крепится к опорной плите 11, которая, в свою очередь, через гер-
метизирующую прокладку Укрепится к камере с нагревательными
элементами.
На опорной плите расположен сильфон 6 с закрепленным в
нем штоком 10, передающим сварочное давление к соединяемым I
деталям 8. Детали собраны в приспособлении 9. Сильфон крепит-
180
Рис. 4.53. Принципиальная схема механизма нагружения:
1 — шпиндель; 2. 10 — штоки; 3 — кулачок; 4 — ролик; 5 — динамометрическая
«оба; 6 — сильфон: 7 — герметизирующая прокладка; 8 — соединяемые детали;
9 — сборочное приспособление; 11 - опорная плита; 12— регулировочный упор;
13— крестовина; 14— стойка; 15— монтажная плита; 16 — корпус; 17— червяч-
ное колесо
ся к опорной плите герметично, что позволяет поддерживать в
камере контролируемую атмосферу. Между регулировочным упо-
ром и сильфоном находится динамометрическая скоба 5, по пока-
заниям которой устанавливается, контролируется и регулируется
сварочное усилие, прикладываемое к деталям.
181
I Пуск механизма нагружения происходит от двигателя постоян-
ного тока типа СЛ-589.
Принципиальная схема установки для диффузионной сварки
вертикального исполнения представлена на рис. 4.54. Она состоит
из силовой рамы 6, внутри которой имеются две подвижные тра-
версы — верхняя 7 и нижняя 14— и неподвижная 17. На верхней
траверсе закреплена герметичная крышка 5, на которой крепится
механизм нагружения.
На верхней стороне крышки смонтированы стойки 3 с вин-
товой парой 7, динамометрической скобой 2 марки ДС-3 и за-
крепленным на ней индикатором часового типа, предназначен-
ным для контроля и регулирования сварочного давления, а так-
же сильфоном 4, из которого через отверстие в крышке выходит
шток 8.
К нижней стороне герметизирующей крышки приварены на-
правляющие 10, на противоположных концах которых неподвиж-
но закреплено основание 77. На нем устанавливают и собирают
детали 72 под сварку. По направляющим свободно перемещается
нажимная плита 9, связанная со штоком.
Рис. 4.54. Принципиальная схема установки для диффузионной сварки
вертикального исполнения:
1 — винтовая пара; 2 — динамометрическая скоба; 3 — стойка; 4 — сильфон; 5 —
герметичная крышка; 6 — силовая рама; 7 — верхняя подвижная траверса; 8 —
шток; 9 — нажимная плита; 10 — направляющая; 11 — основание; 12 — сварива-
емые детали; 13 — рабочая камера; 14 — нижняя подвижная траверса; 15 — водо-
охлаждаемая рубашка: 16 — керамическое ограничительное кольцо; 17 — непо-
движная траверса; 18 — нагреватель
182
На нижней подвижной траверсе закреплена рабочая камера 13,
выполненная в виде стакана. В верхней части камеры имеется во-
доохлаждаемая рубашка 15, не допускающая нагрева верхнего тор-
ца камеры.
На неподвижной траверсе находится нагреватель 18, который
по своей форме соответствует корпусу рабочей камеры. На торце
нагревателя расположено керамическое ограничительное кольцо 16.
Оно выполняет двойную функцию: предохраняет горловину от
механических повреждений при опускании-подъеме камеры и яв-
ляется теплоизолятором.
Свариваемые детали устанавливают на основание, собирают
в приспособлении и подключают термопару. Нажимную плиту
со штоком опускают на детали. Поворотом винта, связанного
через динамометрическую скобу и сильфон с нажимной пли-
той, устанавливают первоначальное сварочное давление. После
этого траверса 7 с помощью двигателя или ручного привода пе-
ремещается вниз и опускает механизм сжатия со свариваемыми
деталями в рабочую камеру до полного соприкосновения ниж-
ией стороны герметизирующей крышки с верхним торцом ка-
меры.
Крышка дополнительно поджимается к торцу камеры при-
жимами. Затем включением двигателей или ручным приводом
траверс 7 и 14 камеру опускают в нагреватель до полного сопри-
косновения водоохлаждаемой рубашки с ограничительным коль-
цом, после чего включают нагреватель и проводят диффузион-
ную сварку.
По завершении процесса сварки включением двигателей или
с помощью ручных приводов траверс рабочую камеру извлека-
ют из нагревателя и охлаждают, а нагреватель выключают. Если
режим требует или допускает ускоренное охлаждение, камеру
снабжают дополнительной водоохлаждаемой рубашкой (пока-
зана штриховыми линиями) и охлаждают до комнатной темпе-
ратуры. Когда охлаждение закончено, прижимы с крышки и
торца камеры снимают, включают двигатели или ручной привод
траверсы 17, и герметизирующая крышка механизма сжатия под-
нимается.
Для предотвращения повреждения деталей во время движения
между стенками камеры и основанием, а также под действием на-
жимной плиты при нагреве, они снабжены графитовыми кольца-
ми, установленными по периферии. На рабочих поверхностях ос-
нования и нажимной плиты выполнены центрирующие кольце-
вые канавки с шагом 1 ...2 мм для облегчения сборки деталей под
сварку и их центрирования относительно направления приложе-
ния сварочного давления.
В качестве нагревателя использована муфельная печь СНОЛ-
1,2.5/11. Выбор именно такого источника тепловой энергии обус-
183
ловлен тем, что только радиационный способ нагрева обеспечива-
ет постоянную скорость повышения температуры (5...20°/мин) и
ее стабильность при сварке и в процессе охлаждения деталей, вы-
полненных из материалов с низкой теплопроводностью и склон-
ностью к растрескиванию.
Установка для диффузионной сварки в вакууме СДВУ-100
(рис. 4.55) отличается от выпускавшихся советской промышлен-
ностью установок СДВУ-50 модульной схемой исполнения, обес-
печивающей возможность быстрой замены рабочих камер в соот-
ветствии с габаритами изделий. Кроме того, свариваемые детали
размешают не на днище камеры (в этом случае оно испытывает
приложенное сварочное давление), а на рабочем столе, который
расположен на вертикальном штоке, проходящем в камеру через
сильфонную развязку. Камера и ее дверцы охлаждаются проточ-
ной водой.
Вместимость рабочей камеры 0,1 м3; наибольшие габариты сва-
риваемых деталей — 220x220x320 мм; максимальная температура
нагрева деталей 1500 °C; остаточное давление в вакуумной камере
не выше Ю 5 Па; мощность установки 20 кВт.
Установка может быть снабжена компьютером или программа-
тором, который обеспечит задание, контроль и поддержание тре-
буемых параметров режима диффузионной сварки.
Основной проблемой при изготовлении деталей методом диф-
фузионной сварки является обеспечение точности их сборки под
сварку и сохранение габаритных размеров при ее осуществлении.
Рис. 4.55. Установка для диффузионной сварки СДВУ-100
184
Важное место в решении данной проблемы отводится разработке
специальной сварочной оснастки, которая обеспечивала бы плот-
ный контакт свариваемых поверхностей, точность взаимного рас-
положения элементов до и в процессе сварки, равномерную пере-
дачу давления и, кроме того, способствовала бы повышению про-
изводительности процесса (речь идет о многопозиционных при-
способлениях).
Для диффузионной сварки одной из магнитных систем разра-
ботано универсальное четырехпозиционное приспособление
(рис. 4.56), включающее в себя основание 4, упорные клинья 3,
призму 2 и тарировочные винты /. Свариваемые детали устанав-
ливают в приспособление, а затем с помощью клиньев, перемеща-
емых тарировочными винтами, им передается первоначальное сва-
рочное усилие (фиксация). Далее приспособление помещают в ме-
ханизм нагружения любой из ранее рассмотренных установок, где
сварочное давление передается от штоков на призму.
Все грани призмы расположены под углом 5—8' к вертикаль-
ной оси приспособления. Перемещаясь под действием штока вер-
тикально вниз, призма оказывает каждой своей гранью давление
на находящиеся в данном приспособлении четыре собранных узла.
Аналогичное приспособление может иметь и больше позиций
для свариваемых деталей. Важно, чтобы в процессе сварки усилие
сжатия и температура были распределены равномерно.
Универсальность данного приспособления заключается в том,
что его действие может быть основано и на разности коэффициен-
тов линейного теплового расширения.
Наиболее характерным примером решения задачи обеспечения
высокого качества и массового выпуска свариваемых узлов являет-
Рис. 4.56. Универсальное приспособление для диффузионной сварки:
/ — тарировочный винт; 2 — призма; 3 — упорный клин; 4 — основание
185
Рис. 4.57. Схема приспособления для диф-
фузионной сварки:
1 — рабочий столик; 2 — внутренняя оправка;
3 — наружная оправка; Р — приложенное давле-
ние; Н — ширина паза; аъ — углы скоса боко-
вых стенок оправок
ся конструкция приспособления для
сварки, представленная на рис. 4.57
(первоначальная конструкция узла, ко-
торый изготавливался пайкой, показа-
на на рис. 4.33).
Устройство содержит внутреннюю 2
и наружную 3 оправки конической фор-
мы, характеризуемые углами скоса бо-
ковых стенок 10...30’ и 15...35’ соответ-
ственно. Внутренняя оправка представ-
ляет собой разрезную цангу. Рабочая
часть лепестков цанги выполнена в виде
полуцилиндра, что позволяет при пере-
мещении цанги внутрь наружной оправ-
ки равномерно передавать давление на
свариваемые детали.
Число нажимных лепестков в цанге соответствует числу точек
приложения давления к деталям. Внутри разрезной цанги (на ее
внутреннем основании) симметрично относительно ее оси распо-
ложен рабочий столик /. На этом столике собирают детали пол
сварку, и с его помощью передают сварочное давление на цангу, в
результате чего она перемещается по внутреннему конусу наруж-
ной оправки.
Угол скоса стенки наружной оправки всегда меньше, чем у внут-
ренней, а ширина пазов Н между лепестками цанги определяется
по формуле
н=—,
п
где h — расстояние, на которое перемешается внутренняя оправ-
ка; п — число пазов между лепестками.
Детали, подлежащие сварке, помещают на столике. В зазоры
между деталями устанавливают пуансон для передачи им свароч-
ного давления от механизма нагружения. Сварочное давление че-
рез столик передается на внутреннюю оправку, которая благодаря
наличию наружного конуса начинает перемещаться по поверхно-
сти внутреннего конуса наружной оправки. При этом лепестки
цанги равномерно сжимаются, оказывая всестороннее давление на
свариваемые детали.
186
При определенном положении внутренней оправки относитель-
но наружной углы скоса их стенок становятся одинаковыми, вза-
имное перемещение оправок прекращается, и сварочное давление
на детали ограничивается заданной величиной. Выбирая опреде-
ленные значения этих углов, можно регулировать сварочное дав-
ление и скорость его нарастания, зависящую от скорости переме-
щения внутренней оправки относительно внешней.
В то же время ограничить величину сварочного давления мож-
но путем выбора заданной ширины паза Нмежду рабочими лепест-
ками. По мере перемещения цанги внутрь внешней оправки ее
лепестки сжимаются, и пазы между ними уменьшаются. При зара-
нее выбранном максимальном значении сварочного давления ши-
рина пазов между лепестками равна нулю, и дальнейшего нагру-
жения свариваемых деталей не происходит.
При указанных значениях углов скоса передача расчетного сва-
рочного давления обеспечивается с наименьшей погрешностью. Кроме
того, именно в этом диапазоне углов возможен обратный ход цанги в
случае необходимости уменьшить давление, что важно для регулиро-
вания и поддержания необходимого сварочного усилия.
Технология сборки деталей, изготовленных диффузионной свар-
кой в этом приспособлении, упростилась, стал возможным их мас-
совый выпуск, значительно снизилась металлоемкость и повысил-
ся коэффициент использования материалов, а эксплуатационная
надежность и рабочие характеристики возросли.
4.8. Оптимизация процесса диффузионной
сварки с использованием статистического
моделирования
Разнообразные процессы, связанные с обработкой материалов,
могут быть охарактеризованы с помощью математических моде-
лей. Такое моделирование положено в основу метода математи-
ческого планирования экспериментов. Применяя его, можно зна-
чительно сократить объем экспериментальных работ, необходи-
мых для оптимизации основных параметров процесса обработки и
Установления зависимости конечных свойств продукции от этих
параметров.
Диффузионная сварка представляет собой совокупность слож-
ных физико-химических процессов: взаимной диффузии большо-
го числа элементов свариваемых материалов, микро- и макропла-
стической деформации деталей, процессов массообмена между сва-
риваемыми материалами и промежуточными слоями, по-разному
протекающих при изменении параметров сварки (температура,
сварочное давление, время выдержки и др.).
187
Важным условием получения соединений с заданными свой-
ствами и обеспечения высокой работоспособности сварных кон-
струкций является оптимизация указанных процессов путем опре-
деления наиболее благоприятных сочетаний параметров рабочего
режима. Для этого необходимо количественное описание процес-
са сварки.
Однако влияние большого числа параметров на процесс сварки
не может быть учтено в аналитической форме. Например, механи-
ческие свойства сварного соединения (в частности, предел проч-
ности при растяжении и относительное удлинение) зависят от тем-
пературы сварки, приложенного давления, длительности выдерж-
ки, состава и свойств промежуточных слоев. В этих условиях труд-
но однозначно оценить воздействие каждого параметра и тем бо-
лее их совместное влияние на качество сварки.
При изучении влияния указанных параметров на процесс свар-
ки обычно рассматривают изменение лишь одного из них, тогда
как остальные должны быть постоянными. Однако при проведе-
нии экспериментов в большинстве случаев многие параметры не-
возможно сохранить без изменений, вследствие чего вносятся зна-
чительные погрешности в результаты исследований.
Метод математического моделирования был применен для ус-
тановления зависимостей механических свойств, во-первых, по-
рошковых промежуточных слоев от их состава и технологических
параметров обработки и, во-вторых, сварных соединений от со-
става и свойств промежуточных слоев и условий диффузионной
сварки.
Как указывалось ранее, порошковые промежуточные слои мо-
гут наноситься на свариваемые поверхности в трех видах: свобод-
но насыпанном (хотя использование такого порошка при диффу-
зионной сварке нетехнологично), в виде пористых таблеток, при-
готовленных прессованием по различным схемам, и пористых лент,
полученных прокаткой УДП металлов и их смесей.
Первоначально изучали закономерности формирования пори-
стых таблеток в условиях предварительного холодного прессова-
ния с постоянной или циклически изменяющейся скоростью спе-
кания, а также горячего прессования с циклическим принудитель-
ным деформированием (ЦПД), т.е. в условиях, аналогичных диф-
фузионной сварке с ЦПД.
Исследовали таблетки диаметром 8,0 мм и толщиной 0,2... 8,0 мм
из промышленного порошка электролитического никеля ПНЭ-1
фракции 0071-0040, полученные односторонним холодным прес-
сованием на воздухе при давлениях Рп = 100... 1700 МПа, скорос-
тях деформирования рп = 2... 100 мм/мин и числе циклов деформи-
рования N„ = 1—50 с последующим спеканием с вакууме при оста-
точном давлении 2 -10-2 Па и температурех Тс = 300... 700°C дли-
тельностью 5...30 мин.
188
Формирование никелевых пористых таблеток в процессе диф-
фузионной сварки (аналогично горячему прессованию) изучали
при давлениях 50... 150 МПа, температурах 300...900°C, скорос-
тях деформирования 0,4 ...20 мм/мин и числе циклов деформи-
рования 1 —50, осуществляемого в вакууме при остаточном дав-
лении 6,5-10-3 Па. Таблетки деформировали, помещая их между
образцами из керамики ВК94-1 с пределом прочности при сжа-
тии свыше 980 МПа в диапазоне температур 20... 900 °C.
В дальнейших экспериментах применяли пористые таблетки
после одного цикла предварительного холодного прессования при
Рп= 150 МПа и гп = 20 мм/мин, что обеспечивало их относитель-
ную плотность уп = 56 % и минимальную прочность, необходимую
для их транспортирования (относительное напряжение среза т"р =
- 7,5 %), без изменения конечных результатов, характерных для
случаев использования свободно насыпанного порошка.
После холодного прессования исследовали относительную де-
формацию (осадку) Ел, уп, Тср> работу необходимую для разруше-
ния спеченного материала на срез, и условный предел текучести
с?о\,ъ после спекания — относительную плотность ус и условный пре-
дел текучести после горячего прессования — относительную
плотность у, пластическую деформацию е и напряжение среза
Регрессионные модели, описывающие физико-механические
свойства пористых таблеток, полученных холодным прессованием
с ЦПД, имеют следующий вид:
1пеп = 3,1535 + 0,150921пРп + 0,0141птп 1п/Уп -
- 0,019 1пРп Inrn ln2Vn; (4.38)
lnyn = 3,1117 + 0,19601 1пРп - 0,0304 InA^ + 7,2- КН lrwn 1пРп +
+ 0,02 lnvn 1пЛл + 0,00571пРп 1пЛГп - 0,0031пгп InPn ln7Vn; (4.39)
1пт2Р = -2,7165 + 0,8774In/3,, + 0,0051пг-п1пРп + 0,06521 lrwn ln/Vn -
- ОдаЗЗШ^п/ипЛГп; (4.40)
-6,9285 + 1,18211пРп - 0,340 1пЛГп + 0,14541пгп 1пЛГп +
+ 0,04891пРп ln7Vn - 0,0187 1пРп lrwn 1п7Уп. (4.41)
Результаты расчетов приведены на рис. 4.58—4.60.
Установлено, что в исследованном диапазоне значений Рп, гп и
наибольшее влияние на механические свойства таблеток ока-
зывает давление прессования Рп. Относительная деформация Ел
(см. рис. 4.58) при Nn = 1 не зависит от гп и при изменении Рп от
^00 до 1700 МПа увеличивается с 46 до 72 %. Циклическое прессо-
вание на 4...5 % повышает £„ в областях низких Рп и высоких гп.
Однако по мере роста Рп влияние и„ и Nn снижается.
189
Рис. 4.58. Зависимости относительной пористости никелевых таблеток,
полученных холодным прессованием с ЦПД, от давления при скоростях
прессования 2 (а) и 100 мм/мин (б) и числе циклов 1 (/) и 50 (2)
Рис. 4.59. Зависимости относительного напряжения и работы среза от
давления для пористых никелевых таблеток, полученных холодным прес-
сованием с ЦПД:
------ Tcp(^n);-------^р(Рг); остальные обозначения см. на
рис. 4.58
Рис. 4.60. Зависимости уп(сп) и ^срОПЕп) (б) пористых никелевых
леток, полученных холодным прессованием с ЦПД:
J — NB= 1; 2— Д', = 50 (ц= 2,0 мм/мин); 3 — N„= 1; 4~ Д„=50(ц,= 100 мм/мин)
190
Параметры режима холодного прессования аналогично сказы-
ваются и на плотности пористых таблеток. При Рп = 100 МПа и
рп = 2,0 мм/мин величина = 56 % независима от 7Vn, а с увеличе-
нием ип до 100 мм/мин и изменением N„ от I до 50 уп возрастает с
56 до 62 %. Максимальные значения плотности, которые можно
получить изменением параметров режима в исследованном диапа-
зоне их значений, близки к плотности компактного никеля и со-
ставляют 95... 98 %.
Несколько в большей степени параметры режима циклическо-
го холодного прессования влияют на механические свойства по-
ристых таблеток (см. рис. 4.59). С увеличением Рп от 100 до
1700 МПа напряжения среза возрастают в 8 —10 раз. При этом по
мере роста т"р все большее влияние оказывают vn и Nn. Чем выше
циклически изменяющаяся скорость прессования, тем больше т"р.
При Рп = 1700 МПа с изменением Nn от 1 до 50 относительное
напряжение среза возрастает от 45...48% (рп = 2,0 мм/мин) до
53... 58 % (100 мм/мин).
Характерно, что рост т”р до 60 % (в абсолютных единицах —
около 150 МПа) не сопровождается сколько-нибудь значимым
возрастанием величины А^р. Ее наибольшие значения составляют
6...8 %. Следовательно, указанное увеличение т"р (до 150 МПа при
уп = 95 ...98 %) связано в основном с механическим сцеплением
друг с другом частиц порошка, имеющих дендритную форму, и их
деформационным упрочнением при минимальном развитии схва-
тывания.
Анализ уравнений регрессии (4.38—4.41) и соответствующие
расчеты показывают (см. рис. 4.60), что уп и т"р пористых таблеток
после холодного прессования с циклически изменяющейся скоро-
стью определяются и не зависят от режима прессования. Следо-
вательно, зная предельное или требуемое значение можно по
рис. 4.60 определить ожидаемые свойства пористых таблеток, а с
помощью уравнения (4.38) рассчитать оптимальный режим холод-
ного прессования. Возможно решение и обратной задачи: по тре-
буемым свойствам таблеток определить необходимую относитель-
ную деформацию еп, а далее с помощью уравнения (4.38) — пара-
метры режима холодного прессования.
При невысоких значениях Рп (100... 300 МПа) независимо от
и 7Vn в спрессованных образцах наблюдается значительная порис-
тость. Стабильные межчастичные границы фактически являются
микротрещинами, поэтому прочность таких таблеток низкая. С уве-
личением давления прессования пористость существенно снижа-
ется. Одновременное увеличение Рг, и Nn способствует форми-
рованию межзеренных границ и росту прочности, что особенно
заметно при рп = 100 мм/мин и Nn = 50. При кратковременном (до
30 мин) изотермическом спекании плотность таблеток ус сначала
снижается на 5... 16 %, а затем возрастает на 4...6 %, что связано с
191
[изменением отношения объема пор после спекания к их первона-
чальному объему.
Прочность и пластичность никелевых таблеток с увеличением
[значений параметров режима спекания приближаются к анало-
гичным характеристикам компактного никеля. При Тс = 600... 700°C
.хрупкого разрушения таблеток, полученных предварительным хо-
лодным прессованием при Рп > 300 МПа, не наблюдается. При
Тс~ 500...700°C в спекаемых таблетках развиваются рекристалли-
зационные процессы. Образование мелкого рекристаллизацион-
ного зерна приводит к увеличению протяженности межзеренных
границ (особенно с ростом гп и 7Vn), сопровождающемуся повыше-
|нием прочности при сжатии.
Можно предположить, что в формировании структуры и свойств
таблеток в процессе их усадки при кратковременном спекании
[определенную роль играет диффузия атомов по границам зерен, в
1 результате которой возможно увеличение прочности таблеток даже
без уменьшения относительного объема пор.
В указанных пределах длительности спекания при Тс > 500 °C,
когда происходит усадка, можно определить эффективную энер-
I гию активации Е процесса по уравнению Аррениуса:
Р
RT^
I где К — логарифмическая скорость уплотнения.
Как показало графическое дифференцирование зависимостей
| Yc(^c) ПРИ различных режимах предварительного холодного прессо-
1 вания и последующем спекании при Тс > 450 °C, скорость уплотне-
. ния в интервале значений Тс = 500...700°C и tc = 5...30 мин увели-
чивается приблизительно в 5 раз — от 0,33-10-3 до 1,67- 10”3%/с.
Зависимости 1пус( Тс) в интервале значений относительной плот-
ности при спекании 50...70 % изображаются прямыми линиями,
по тангенсу угла наклона которых можно оценить величину эф-
фективной энергии активации процесса уплотнения пористых таб-
леток при кратковременном спекании. В соответствии с расчета-
ми Е= 42,4... 50,8 кДж/моль, что для никеля соответствует энер-
гии активации поверхностной самодиффузии.
Регрессионные модели, описывающие физико-механические
свойства пористых таблеток, полученных горячим прессованием с
ЦПД, имеют следующий вид:
1пу = 3,6467 - 0,023591пг - 0,3251пР +
+ 0,02194 InTV + 0,0734 In Т,
Ine = -107,75 + 21,0321пР + 16,3971пГ+
+ 0,12851пА- 3,10251пЛпР,
192
(4.42)
(4.43)
into = -11,050 - 0,0657 Inp + 0,572 InP + i ,9422 In T-
- 0,532 InpInS + 0,0034 InAHnS + 0,0797 1пр1п5 InT. (4.44)
По уравнению (4.42) рассчитывали зависимости у(7) при раз-
личных значениях Р, v и N процесса. Установлено, что с увеличе-
нием температуры от 300 до 900 ’С плотность таблеток возрастает
на 20...30 %, достигая значений, близких к плотности компактно-
го никеля при Р = 100 МПа и р = 0,4 мм/мин.
Повышение скорости деформирования до 20 мм/мин приводит
к снижению плотности на 5... 10%. Приращение уплотнения ни-
келевых пористых таблеток при диффузионной сварке с ЦПД (N> I)
слабо зависит от температуры, давления и скорости деформирова-
ния и определяется числом циклов N.
В логарифмических координатах зависимость Iny, от In У имеет
вид прямой линии и может быть описана уравнением
у,- = у^0’023. (4.45)
В табл. 4.5 приведены значения у;, рассчитанные по формуле
(4.42). При N> 1 значение у,- можно найти с помощью уравнения
(4.45), предварительно вычислив уг по формуле (4.42).
При у < 60 % преобладает структурная деформация пористого
тела. При этом постоянная величина Р мало зависит от у.
Установлено, что в исследованном диапазоне изменения пара-
метров режима сварки Е- 15,6... 18,9 кДж/моль. Следовательно, на
начальных этапах формирования таблетки и соединения в целом
при диффузионной сварке с ЦПД происходит структурная дефор-
мация. Затем при у > 60 % в пластическую деформацию последова-
тельно вовлекаются частицы порошка и весь объем таблетки в це-
лом. Процесс сопровождается увеличением удельного давления.
Так как скорость течения материала порошка зависит от при-
ложенного напряжения и температуры процесса, то, пользуясь
распределением Больцмана, можно записать
г’=/!ехрШ’
где В — постоянная величина.
Таблица 4.5
Диффузионная сварка керамических материалов
Режим сварки {и = 0,4 мм/мин) у при числе циклов деформирования
Р, МПа Т, 'С 1 3 5 10 30 50
50 300 56,8 58,2 58,8 59,7 61,2 61,8
100 700 80,7 82,5 83,7 84,9 87,0 88,0
150 700 86,1 88,0 89,0 90,5 93,0 94,0
193
Рис. 4.61. Зависимости относительной дефор-
мации пористых никелевых таблеток от тем-
пературы при диффузионной сварке с ЦПД
при давлениях 50 (а), 100 (б) и 150 МПа (в) и
числе циклов I (7), 10 (2) и 50 (5)
Чтобы определить £, необходимо по
зависимостям 1п£(Г) при фиксирован-
ных у и v определить соответствие рт и Т
при 1пР = const.
Зависимости 1пг от 1/N графически
выражаются прямыми линиями, тангенс
угла наклона которых позволяет опре-
делить эффективную энергию активации
процесса уплотнения порошка. Она воз-
растает с увеличением плотности при
любых значениях у. Чем больше Р, тем ниже £. С ростом Р в пре-
делах 50... 150 МПа Е уменьшается со 150 до 105 кДж/моль, что
соответствует энергии активации самодиффузии по границам зе-
рен. Следовательно, при высоких значениях плотности пластичес-
кая деформация порошковой таблетки обеспечивается межзерен-
ным скольжением. Термоактивационный анализ показывает, что
при горячем прессовании (диффузионная сварка) с ЦПД механиз-
мы пластического течения являются доминирующими при незна-
чительной роли диффузионных механизмов течения. Интенсив-
ность уплотнения порошковой таблетки в процессе сварки умень-
шается.
В соответствии с уравнением (4.43) построены расчетные зави-
симости е(7) при различныхРкТ (рис. 4.61). Установлено, что в
областях невысоких значений Р(57... 70 МПа) и Т< 500 °C величи-
на е < 5% и не зависит от N. Зависимость e(7V) проявляется с
увеличением Т и Р. Относительная деформация таблеток достига-
ет максимальных значений (55...58 %) при N= 50. В логарифми-
ческих координатах зависимость In(£,-/£]) от InTV имеет вид прямой
линии и может быть описана уравнением
Е, = £iTV°’131.
(4.46)
Следовательно, определить относительную деформацию пори-
стой таблетки при диффузионной сварке с ЦПД можно, используя
более простое уравнение — (4.46). Для этого необходимо предва-
рительно вычислить £] при заданных Р и Г по формуле (4.43).
Из уравнения (4.44) следует, что прочность на срез пористых
таблеток сложным образом зависит от d и параметров режима свар-
ки. С ростом Т от 300 до 900 °C тср повышается в 5—6 раз и в
зависимости от других параметров режима сварки составляет
50... 100 % прочности компактного никеля (рис. 4.62).
1194
Рис. 4.62. Зависимости /ср(Т) пористых никелевых таблеток при диффузи-
онной сварке с ЦПД, осуществляемой при давлениях 50 {1—3), 100 {4—6)
и 150 МПа {7—9) и числе циклов, равном 1 (7, 4, 7), 10 (2, 5, 8) и 50
(Л б, 9):
а, б — 5 = 8,0 мм; в, г — 5 - 1,0 мм; а, в — и = 0,4 мм/мин; б, г — v = 20 мм/мин
В области низких температур (300 °C) тср изменяется в 2 раза,
при 900°C — на 12...25%.
Увеличение v в наибольшей степени сказывается на прочности
при высоких температурах: при 5 = 8,0 мм тср увеличивается с
10... 20 % при 300°C до 40 % при 900°C.
Толщина таблеток оказывает незначительное влияние на их
механические свойства в соединении.
Положительное воздействие на механические свойства цикли-
ческого изменения скорости принудительного деформирования в
наибольшей степени сказывается при d = 1,0 мм. Увеличение чис-
ла циклов от I до 30...50 позволяет, как правило, снизить темпе-
ратуру сварки на 100... 150 °C при тср = const и фиксированных зна-
чениях других параметров режима. С повышением тср влияние числа
циклов на механические свойства образцов возрастает. Совмест-
ное изменение параметров режима также позволяет значительно
снизить параметры сварки Ти Р.
Таким образом, прочность на срез и плотность пористых табле-
ток при предварительном холодном прессовании определяются
195
только степенью деформации (осадки). Относительное прираще-
ние степени деформации и плотности пористых таблеток при диф-
фузионной сварке с ЦПД зависит только от числа циклов дефор-
мирования: с их увеличением от 1 до 50 температура процесса
сварки может быть снижена на 100...200 °C при неизменной проч-
ности на срез пористой таблетки.
Результаты, полученные при использовании в качестве про-
межуточных слоев УДП металлов и их смесей, получаемых тер-
мическим разложением формиатов с последующей прокаткой в
пористые ленты, анализировали с помощью регрессионных мо-
делей, позволяющих оценить влияние следующих факторов:
• параметров процесса пиролиза на качество УДП;
• основных характеристик прокатанной ленты на качество свар-
ного соединения;
• параметров процесса диффузионной сварки на усадку проме-
жуточного слоя и формирование сварного соединения в целом.
На основании известных теоретических представлений и ре-
зультатов предварительных экспериментов была выбрана следую-
щая исходная математическая модель эксперимента:
+ ЕМ*/ + (4.47)
где Ym — математическое ожидание функции исследуемого откли-
ка (зависимой переменной); Ьо, Ь/ и т.д. — коэффициенты регрес-
сии; х,-, Xj и т.д. — независимые контролируемые переменные.
На основании экспериментальных данных определяли среднее
значение каждой из независимых контролируемых переменных.
Затем, учитывая высокий уровень доверительной вероятности, рав-
ной 0,9, исключали из постулируемой модели незначимые члены,
у которых этот уровень ниже. В результате было получено уравне-
ние регрессии (модель процесса) для конкретной зависимой пере-
менной и определены ее характеристики: объясняемая доля раз-
броса К2, среднеквадратичная ошибка значимость регрессии и
количественное сравнение значимости.
На их основании определяли вклад каждого независимого пе-
ременного члена модели и его влияние на величину зависимой
переменной. Исходя из полученных данных решали вопрос о воз-
можности использования уравнения регрессии для прогнозирова-
ния свойств УДП, изготавливаемых из них пористых лент и свар-
ных соединений.
Статистической обработкой экспериментальных данных по вли-
янию параметров режима термического разложения формиатов
металлов (ДТ, на дисперсность d и удельную поверх-
ность 5уд порошковых материалов получены следующие регрес-
сионные модели (количество наблюдений — 100, уровень дове-
рительной вероятности — 0,90; распределение ошибок — нор-
мальное):
196
d= 3,1535 + О,15О92ДГ+ 0,014ГОХЛ - 0,0019Гн, (4.48)
5^ = 3,1117 + 0Д96ДГ- 0,0304ГОХЛ + 0,72- 10"3Гн +
+ 0,02д 7^ + 0,0057 Иохл - 0,003 Ин. (4.49)
Характеристики полученных уравнений регрессии:
Уравнение Уравнение
(4.48) (4.49)
Объяснимая доля разброса R2, %.... 98,4 94,6
Среднеквадратичная ошибка
модели £............................ 0,025 0,0334
Отношение %....................... 0,6 0,8
Среднее значение вычетов..........-0,117-10-4 -0,579-КН
Дисперсия............................ 0,994 0,971
Анализ регрессионных моделей показал, что в исследованных
диапазонах изменения параметров ДГ, Гн и Гохл наибольшее влия-
ние на свойства получаемых ультрадисперсных металлических по-
рошков (d и 5уд) оказывает температура процесса пиролиза фор-
миатов, вернее, температурный интервал циклирования ДТ'. Из двух
скоростей — нагрева и охлаждения — наиболее важной является
скорость охлаждения.
На основании статистической обработки экспериментальных
данных по влиянию основных параметров прокатанной ленты
(т и 6И) и скорости прокатки Уп на прочность сварных соединений
получена следующая регрессионная модель (количество экспери-
ментов — 36, уровень доверительной вероятности — 0,90, распре-
деление ошибок — нормальное):
ов = 136,26 + 3,286т - 0,0351 Гп + 0,546и - 0,0201т2 +
+ 0,131 К2-0,01е2. (4.50)
Характеристики модели уравнения регрессии (4.50) таковы:
• объяснимая доля разброса 97,99 %;
• среднеквадратичная ошибка модели £,2,71;
• регрессия значима;
• вклад членов модели (количественное сравнение значимости):
т = 268,77; 6И = 81,135; Гп = 31,903;
т2 = 494,26; еи = 56,598; И = 47,283.
Из этих данных следует, что прочность сварных соединений
зависит в первую очередь от толщины, а затем от пористости про-
катанной ленты. Скорость прокатки оказывает косвенное влияние
на прочность посредством воздействия на толщину и пористость
ленты.
Исследование распределения ошибок прогноза при исходных
статистических данных показывает, что оно подчиняется нормаль-
197
ному закону со средним значением ошибки, равным 0,23-10-3, и
дисперсией 0,82366. Учитывая, что отношение ^/Yfp= 1,1 % и объяс-
нимая доля разброса равна 97,99 %, полученное уравнение регрес-
сии можно рекомендовать для прогнозирования предела прочнос-
ти сварных соединений при различных значениях толщины и по-
ристости прокатанной лены и скорости прокатки.
Статистической обработкой экспериментальных данных по вли-
янию параметров режима спекания ( Т, Р, г) прокатанной ленты из
смесей УДП и соотношения компонентов N в смесях на объемную
усадку А Г/И порошковых промежуточных слоев получена следую-
щая регрессионная модель (количество наблюдений — 600, уро-
вень доверительной вероятности — 0,99; распределение ошибок —
нормальное):
107,75 + 21,032Г+16,3977V+ 0.1285Р- 3,1025/. (4.51)
Уравнение регрессии (4.51) имеет следующие характеристики:
• объясняемая доля разброса 93,7 %;
• среднеквадратичная ошибка модели £ 0,0423;
• вектор средних значений отклика У?р 4,3025;
• отношение t,/Yfp 1,0;
• среднее значение вычетов 0,455-104;
• дисперсия 1,006.
Как следует из уравнения (4.51), усадка порошковых слоев из
смесей УДП зависит от температуры процесса и соотношения их
компонентов.
Уравнение регрессии, характеризующее изменение пористости
0с прокатанной ленты в зависимости от режима спекания, имеет
следующий вид:
ес = 84,3 - 0,03657- 0,369Р - 6,06871п/. (4.52)
Модель, описываемая уравнением (4.52), имеет следующие ха-
рактеристики:
• объяснимая доля разброса 96,98 %;
• среднеквадратичная ошибка модели 1,06;
• регрессия значима;
• вклад членов модели (количественное сравнение значимости):
Т= 1635,4; Р = 399,68; 1п/= 1293,7.
Основным фактором, влияющим на изменение пористости,
является температура процесса, менее значимый фактор — время
выдержки. Давление в процессе спекания прокатанной ленты ока-
зывает второстепенное влияние.
Распределение ошибок прогноза при исходных статистических
данных показывает, что оно подчиняется нормальному закону со
[средним значением 0,515- Ю-4 и дисперсией 0,9192.
198
Исследования влияния параметров режима диффузионной свар-
ки и соотношения компонентов в смесях УДП на физико-механи-
ческие свойства сварных соединений позволили получить следую-
щую регрессионную модель (количество наблюдений — 600, уро-
вень доверительной вероятности — 0,99, распределение ошибок —
нормальное):
<уБ = 11,80 - 2,0657 Т + 1.572N + 0,9422/ -
- 0,532Р + 0,0034 Т'2 + 0,0797/V2. (4.53)
Вклад членов модели (количественное сравнение значимости):
Т= 0,2732; N = 0,2566; Р= 0,048; г = 0,093;
Т2 =0,3883; /V2 =0,1475.
Механические свойства сварных соединений зависят от соот-
ношения компонентов в промежуточном слое и параметров режи-
ма диффузионной сварки.
Статистический анализ экспериментальных данных зависимос-
ти предела прочности сварного соединения от параметров режима
диффузионной сварки позволил получить следующее уравнение
регрессии (количество экспериментов — 72, уровень доверительной
вероятности — 0,9, распределение ошибок — нормальное):
ов = -0,61415 + 0,598- 10-3Т+ 0,74- 10"2Р +
+ 0,02133г - 0,315- ГОЛ2 + 0,1771пР. (4.54)
Характеристики данной модели таковы:
• объяснимая доля разброса 95,6 %;
• среднеквадратичная ошибка модели 0,03764;
• регрессия значима;
• вклад членов модели:
Т= 0,1716; Р= 0,0048; t= 0,0997; Г2= 0,0278; 1пР= 0,0240.
Видно, что температура процесса и время выдержки наиболее
существенно влияют на прочность сварных соединений. Среднее
значение распределения ошибки прогноза составляет -0,233-10-4
при дисперсии, равной 0,92077.
Контрольные вопросы
1. Какие свойства свариваемых материалов необходимо учитывать при
разработке технологии диффузионной сварки разнородных материалов?
2. Какова роль масштабного фактора в диффузионной сварке?
3. Каково значение технологической оснастки и специального обору-
дования для получения высококачественных сварных соединений?
4. Какие особенности технологии диффузионной сварки нужно учи-
тывать при соединении титановых сплавов, магнитных и жаропрочных
материалов?
ЗАКЛЮЧЕНИЕ
Анализ научно-технической и патентной информации свиде-
тельствует о том, что в России и за рубежом большое внимание
уделяется развитию технологии диффузионной сварки материа-
лов, отличающихся коэффициентами линейного теплового расши-
рения и температурами фазовых превращений. Создана основопо-
лагающая теория формирования твердофазного соединения, раз-
работаны методики выбора параметров режима диффузионной
сварки конкретных материалов в зависимости от их свойств, тре-
бований к сварным соединениям, габаритов и конфигурации из-
делий.
Многочисленные исследования показывают, что большинство
металлов и неметаллов образуют соединения только в случае раз-
мещения между ними третьего материала — промежуточного слоя
в виде металлической фольги, напыленного или гальванического
покрытия, а также порошков металлов. Этот слой выполняет раз-
нообразные функции, основная из которых — обеспечение метал-
лургической совместимости двух свариваемых поверхностей.
Установлены основные принципы и разработаны конкретные
технологии получения высокоактивных промежуточных слоев на
основе УДП металлов и их смесей. Показано, что единственный
метод изготовления энергонасыщенных УДП — термическое раз-
ложение формиатов и оксалатов металлов и их механических сме-
сей различного состава.
Обоснована и продемонстрирована целесообразность примене-
ния промежуточных слоев в виде пористых лент, получаемых про-
каткой УДП без потери активности частиц порошка, с требуемы-
ми свойствами (толщина, пористость и шероховатость поверхнос-
ти).
Проведенные исследования обеспечили базу для разработки
технологии диффузионной сварки изделий различного назначе-
ния из разнородных материалов.
Математическая обработка полученных результатов подтверди-
ла правильность выдвинутой гипотезы о роли поверхностной энер-
гии нанокристаллических материалов при их твердофазном спека-
нии с компактными металлическими и неметаллическими мате-
риалами.
Разработанное технологическое оборудование для диффузион-
ной сварки в вакууме и водороде, а также специализированная
технологическая оснастка обеспечивают получение высококаче-
200
ственных соединений разнородных материалов с воспроизводи-
мыми характеристиками и позволяют повысить производительность
процесса.
Несмотря на достигнутые обнадеживающие результаты, еще
существуют проблемы, требующие продолжения исследований.
В первую очередь необходимо снизить основные параметры диф-
фузионной сварки — температуру и сварочное давление — для
сокращения продолжительности технологического цикла и умень-
шения остаточных напряжений в сварных соединениях.
Следующий этап в развитии диффузионной сварки — создание
новых промежуточных слоев на основе многокомпонентных сме-
сей ультрадисперсных материалов, что расширит перечень свари-
ваемых материалов.