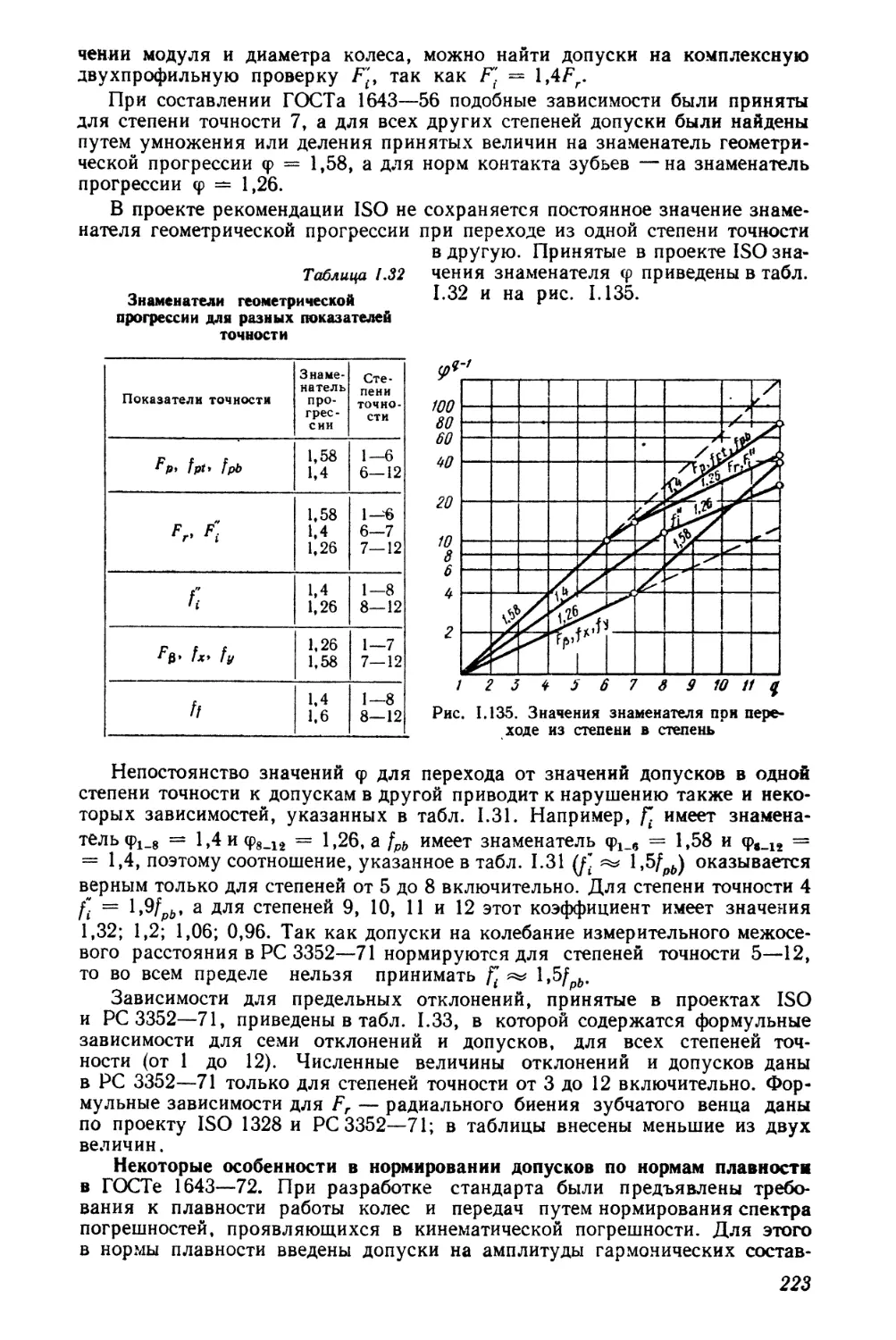
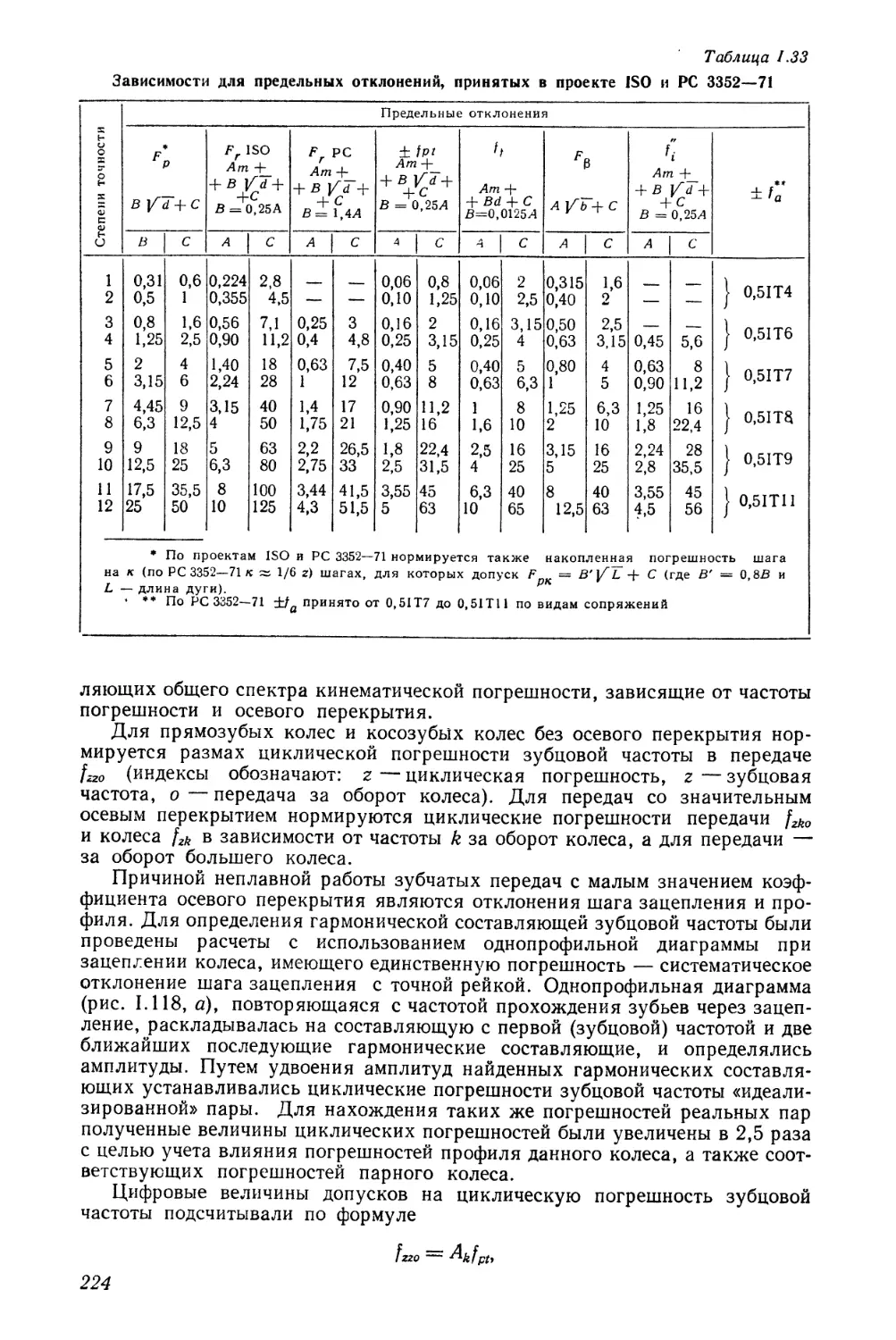
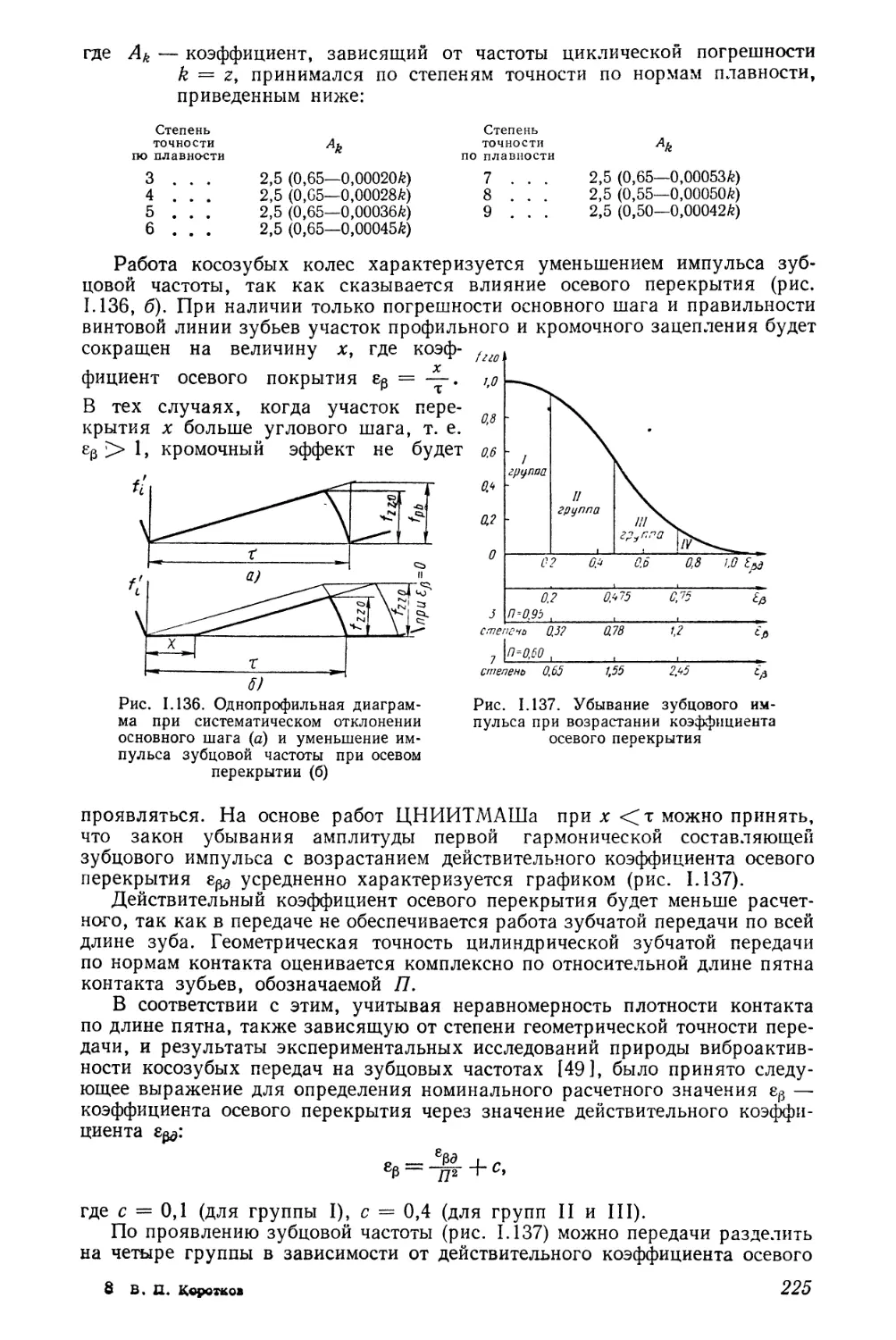
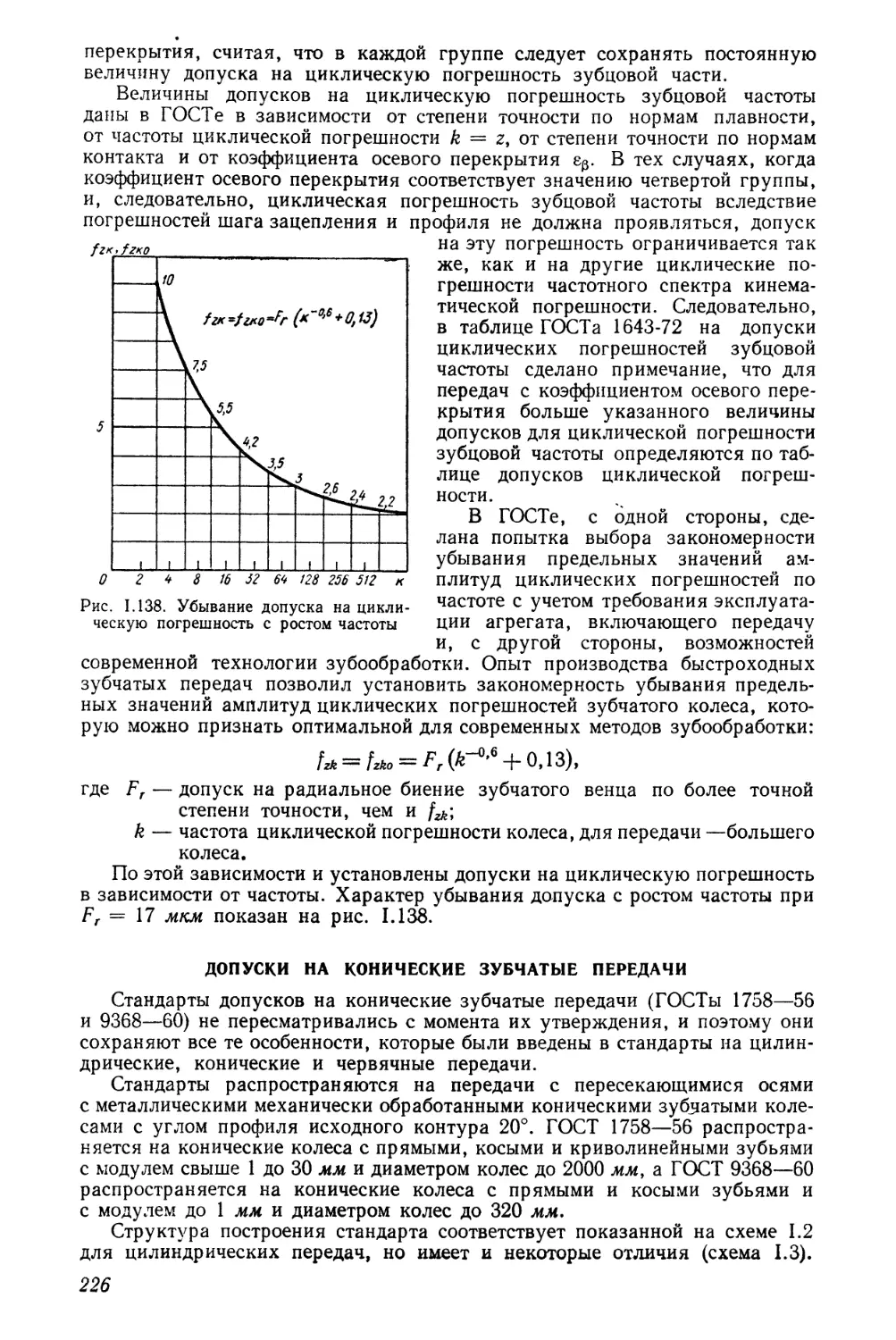
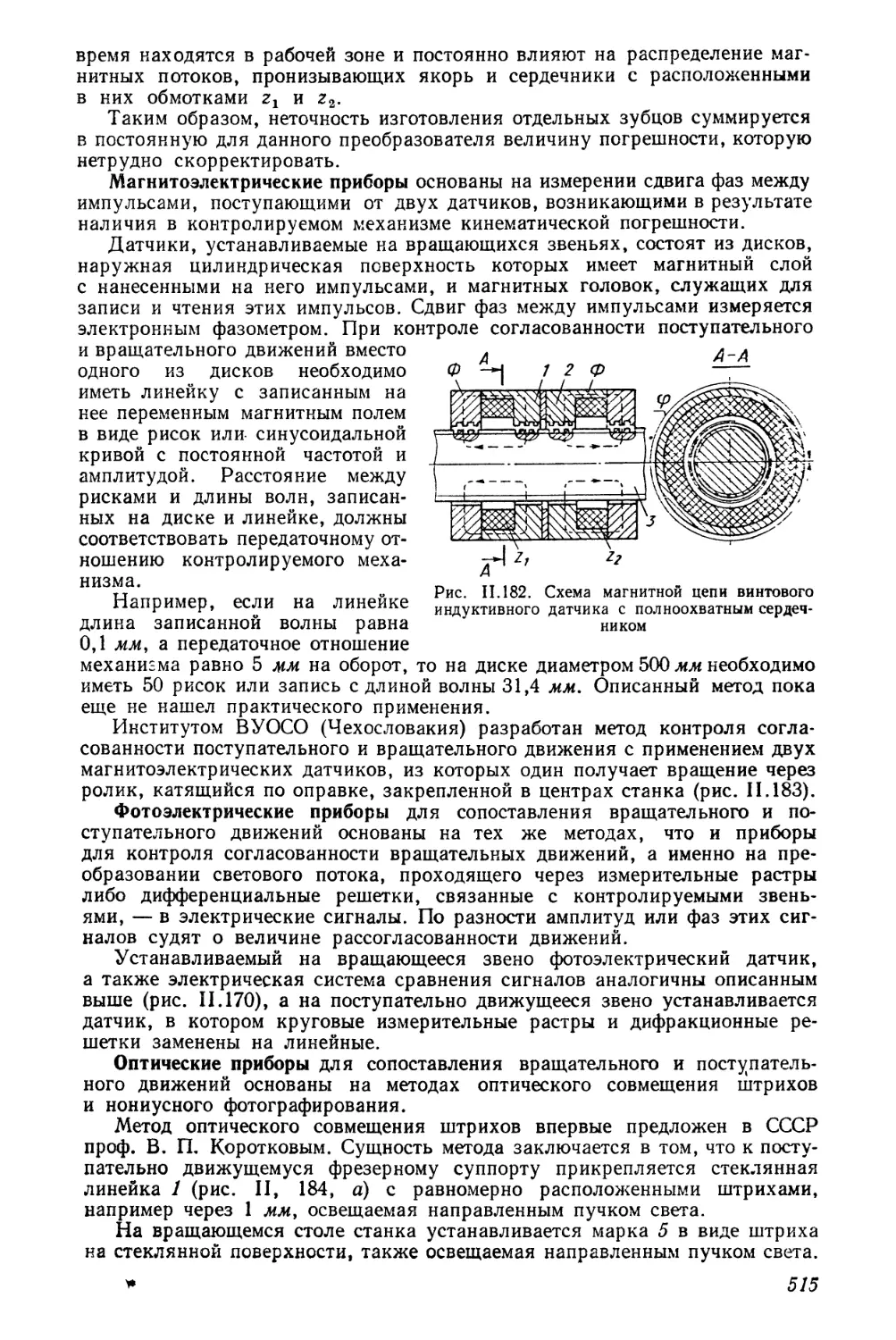
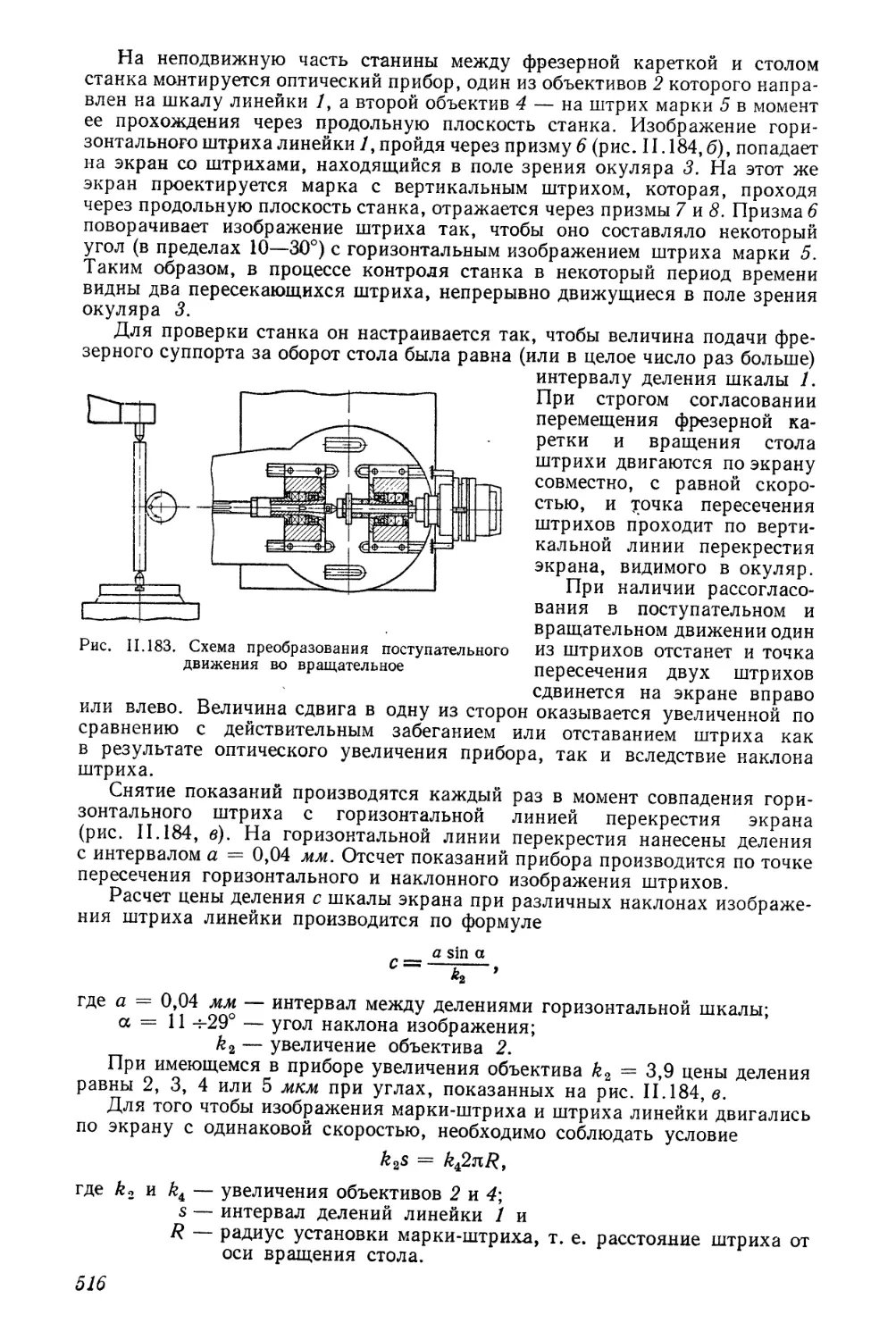
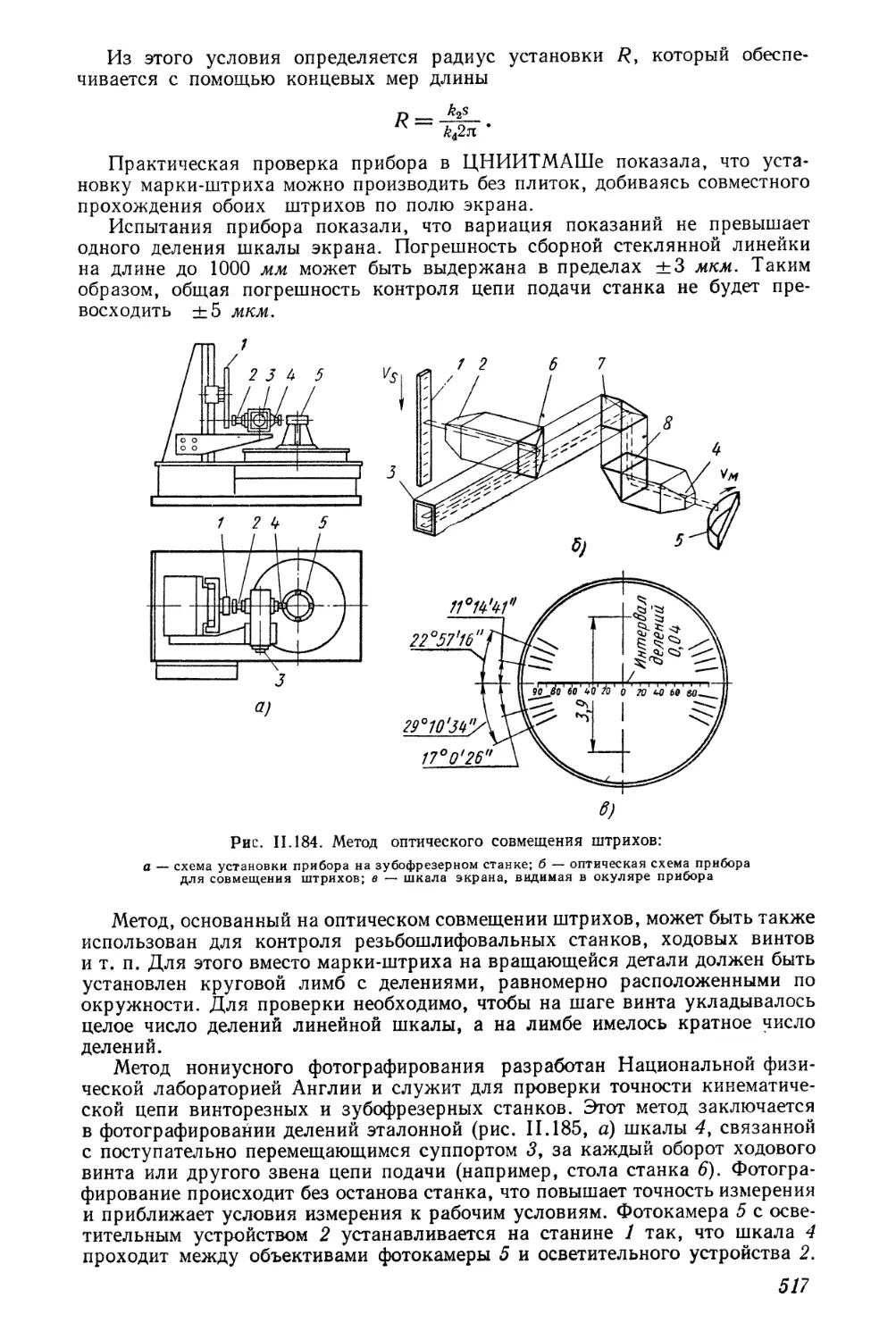
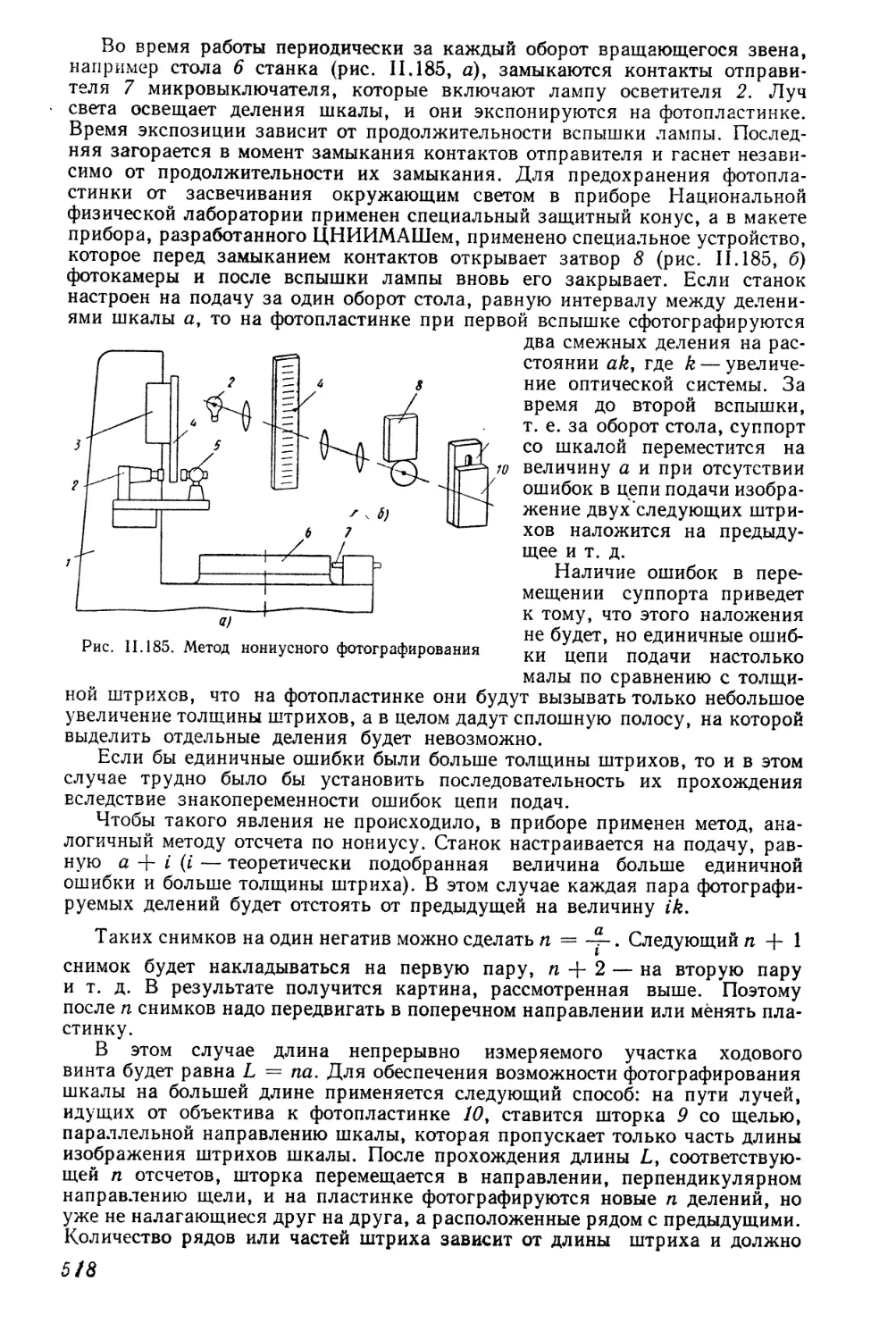
/






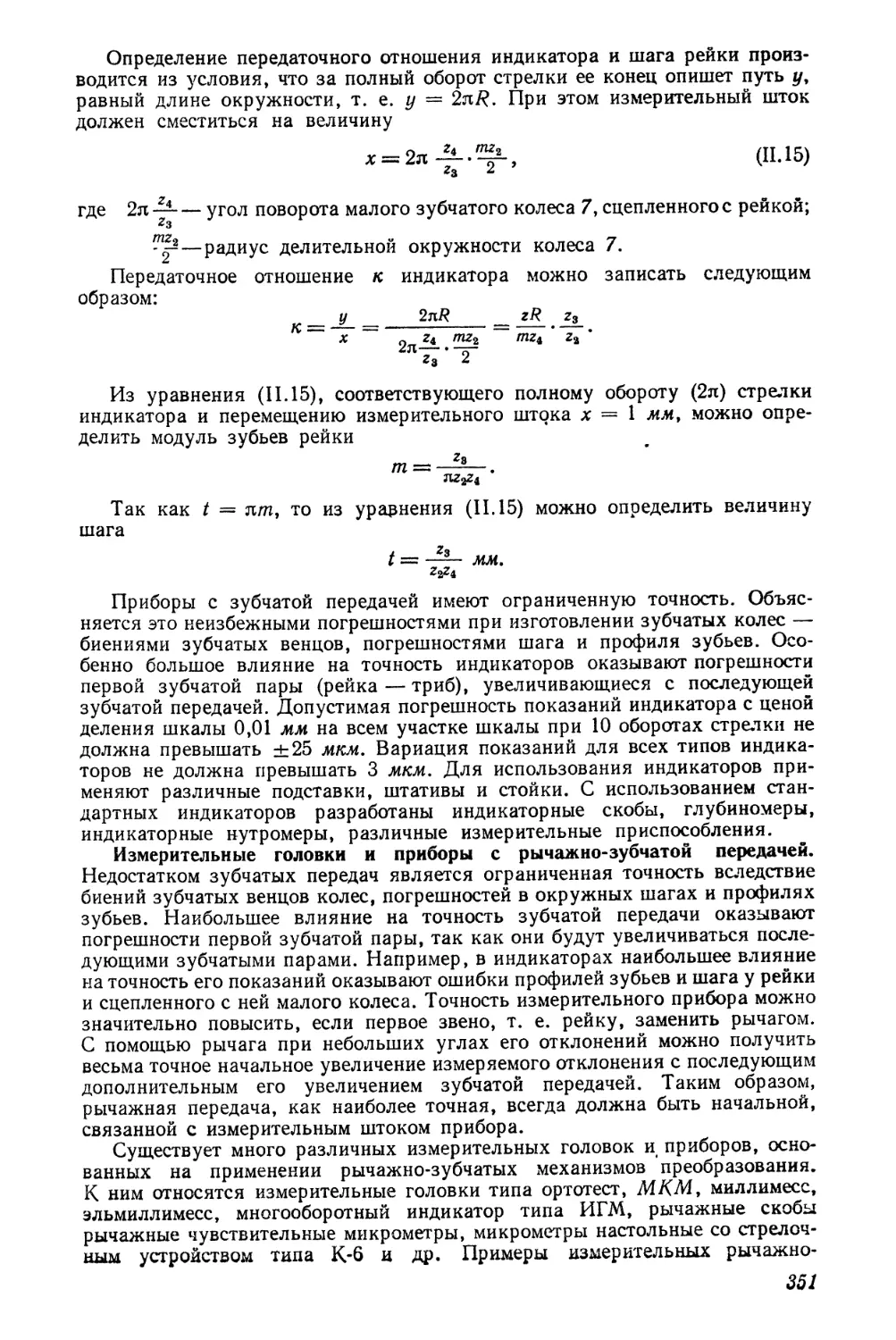


Автор: Коротков В.П.
Теги: инженерия машиностроение общее машиностроение технология машиностроения
Год: 1972



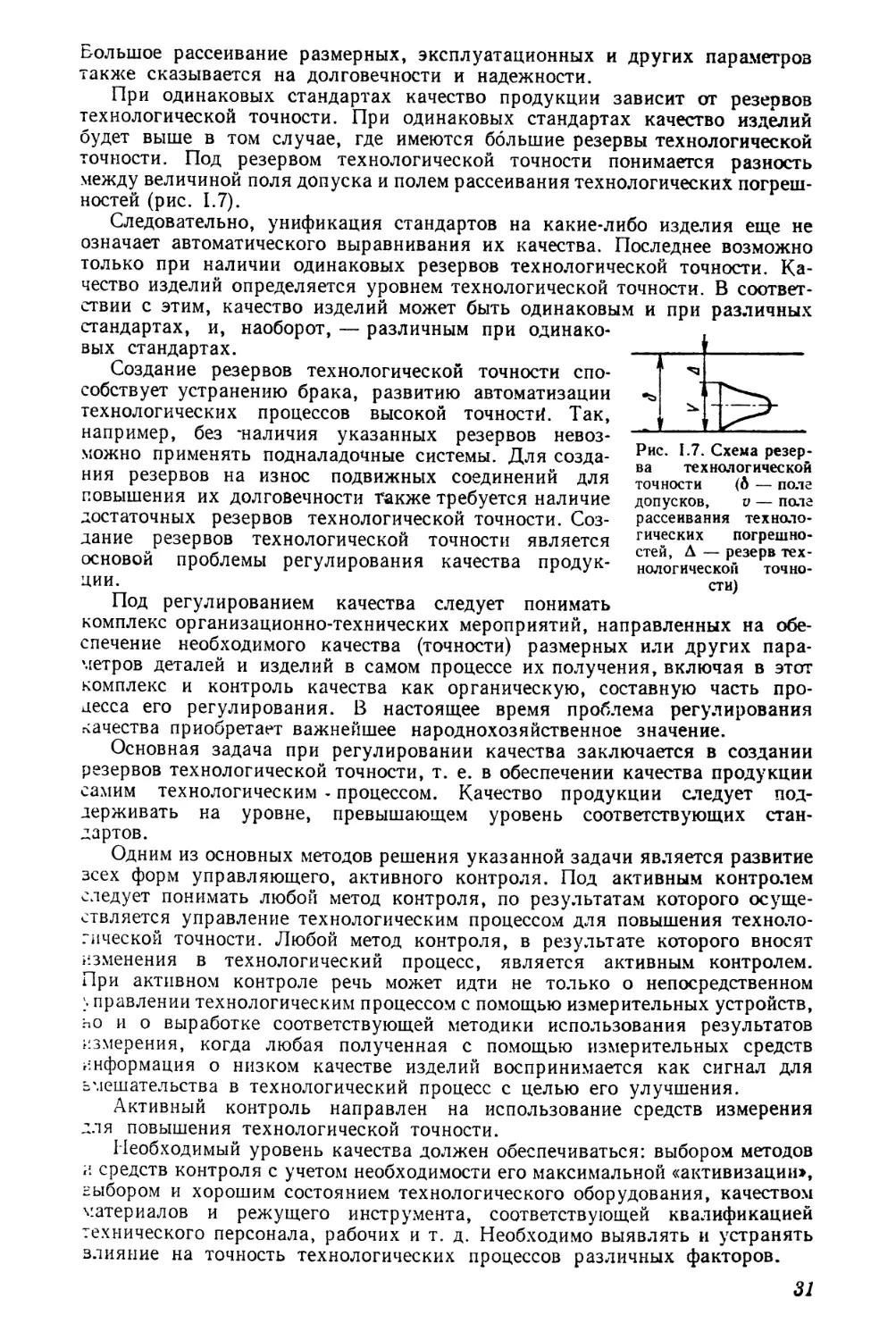
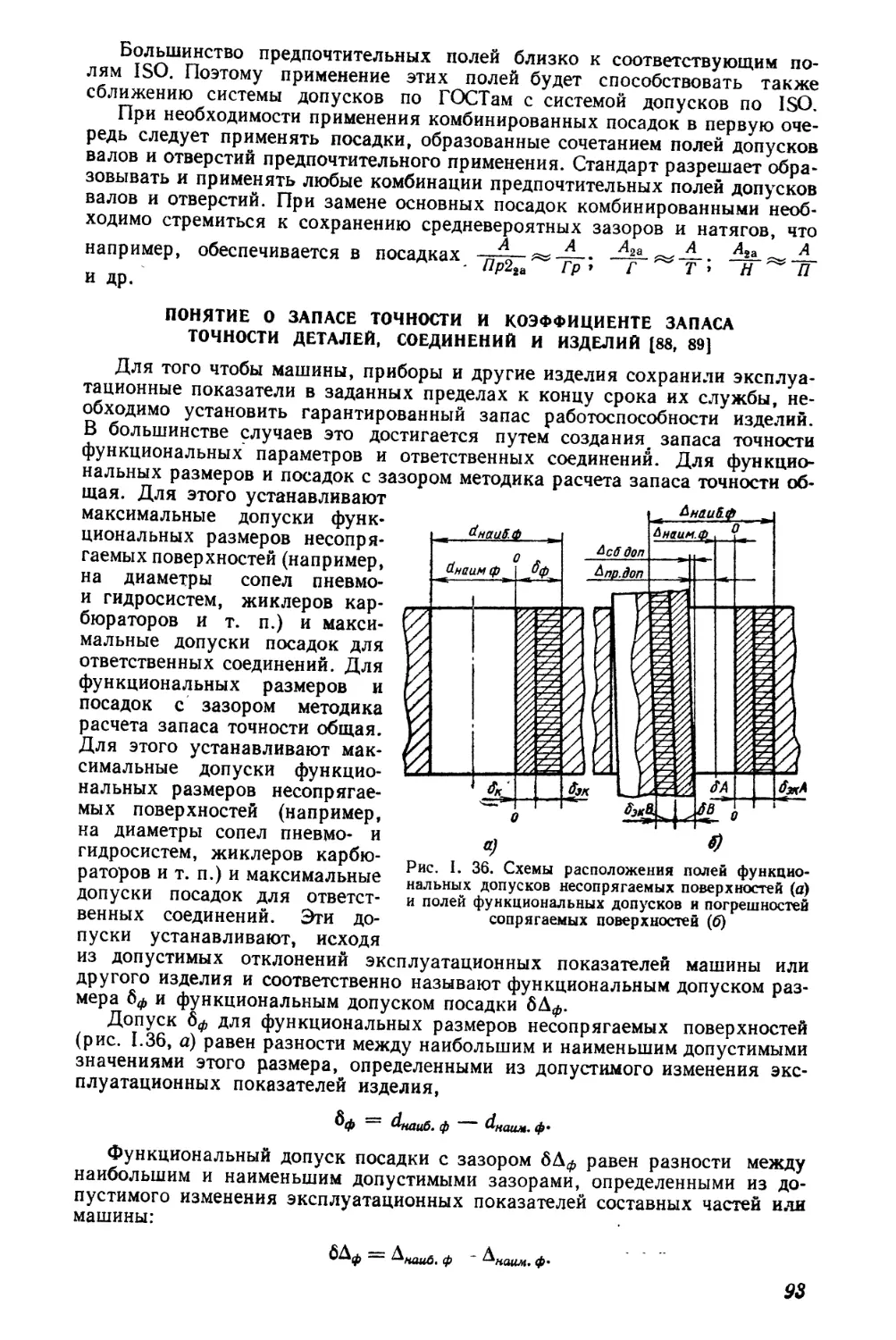
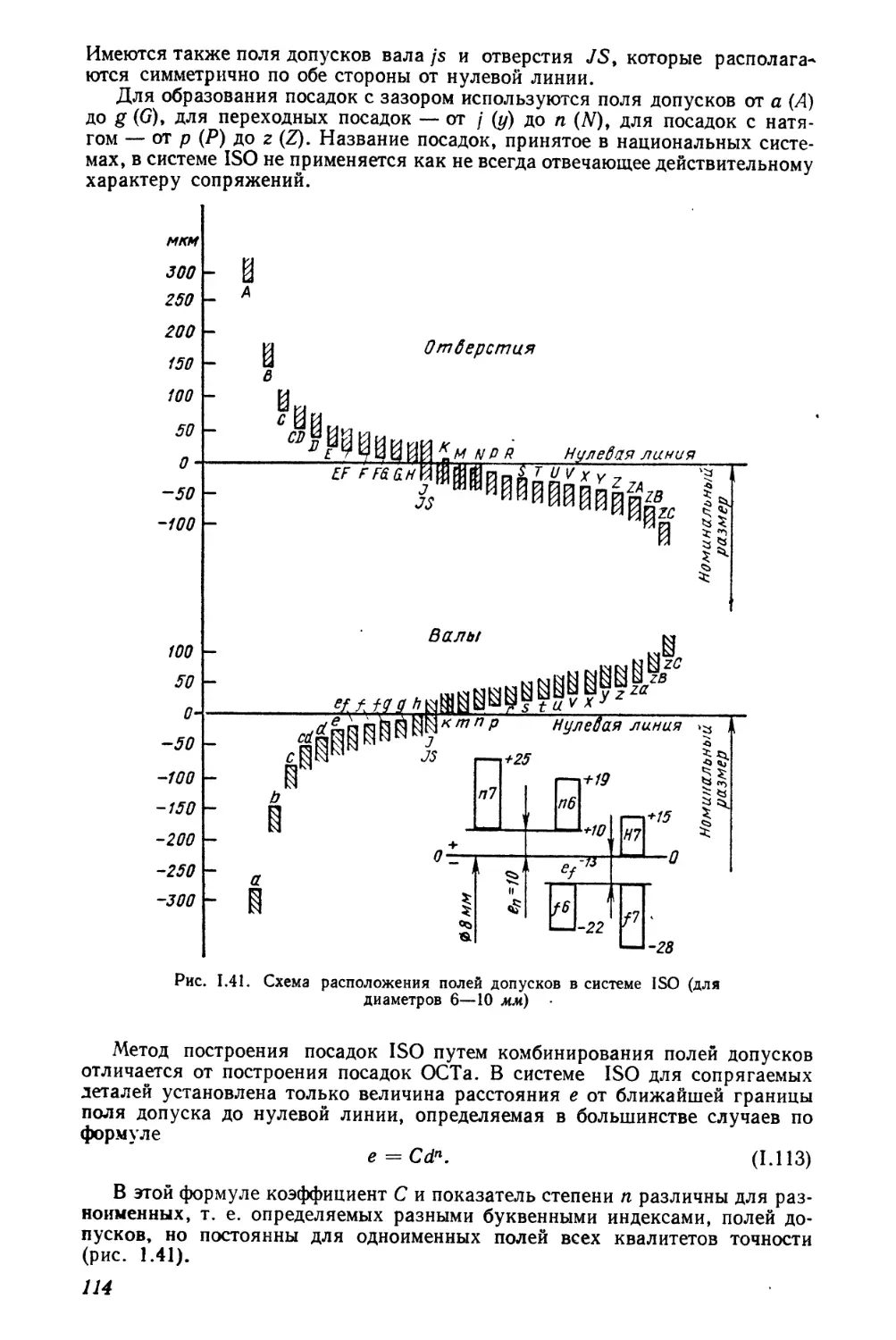
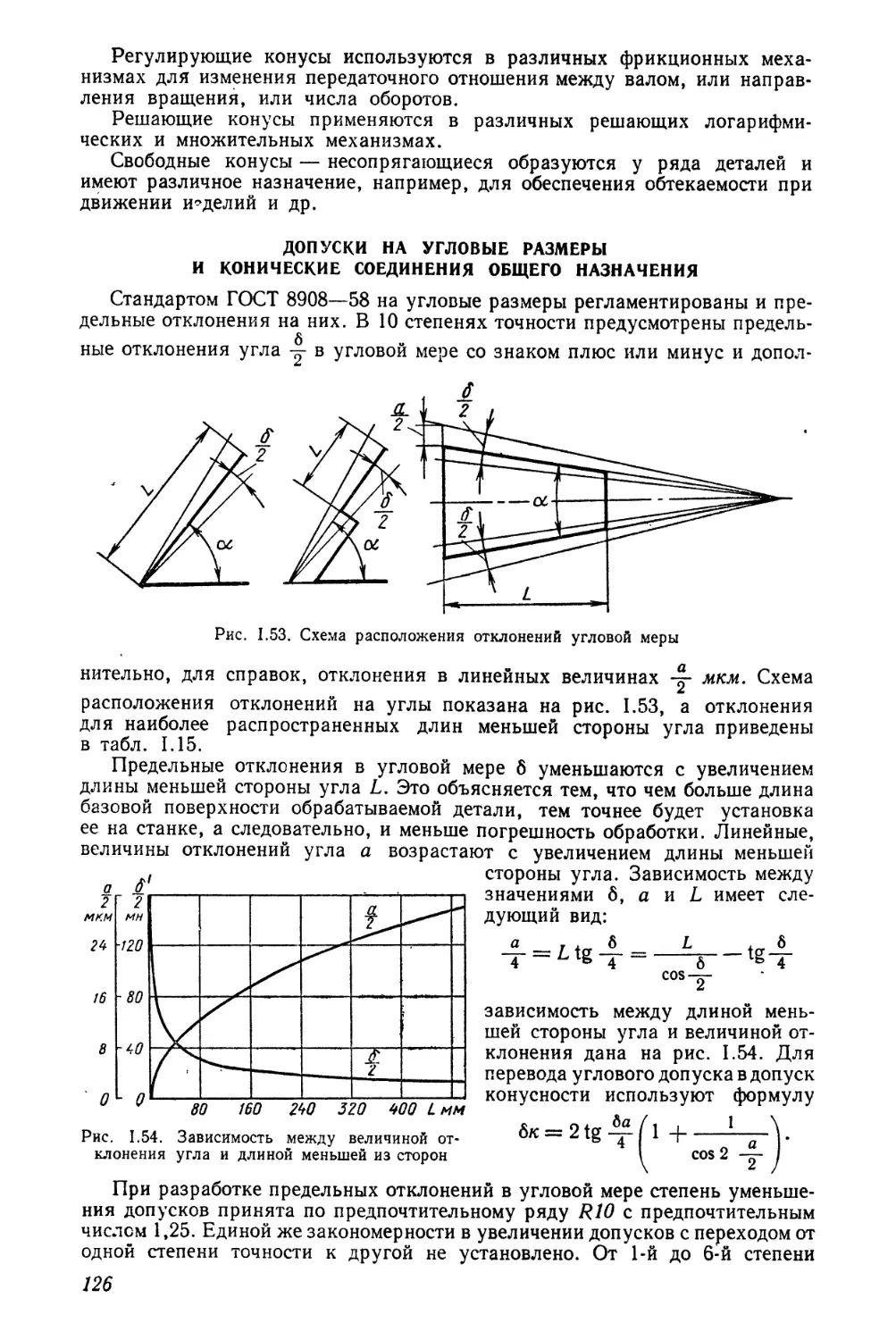
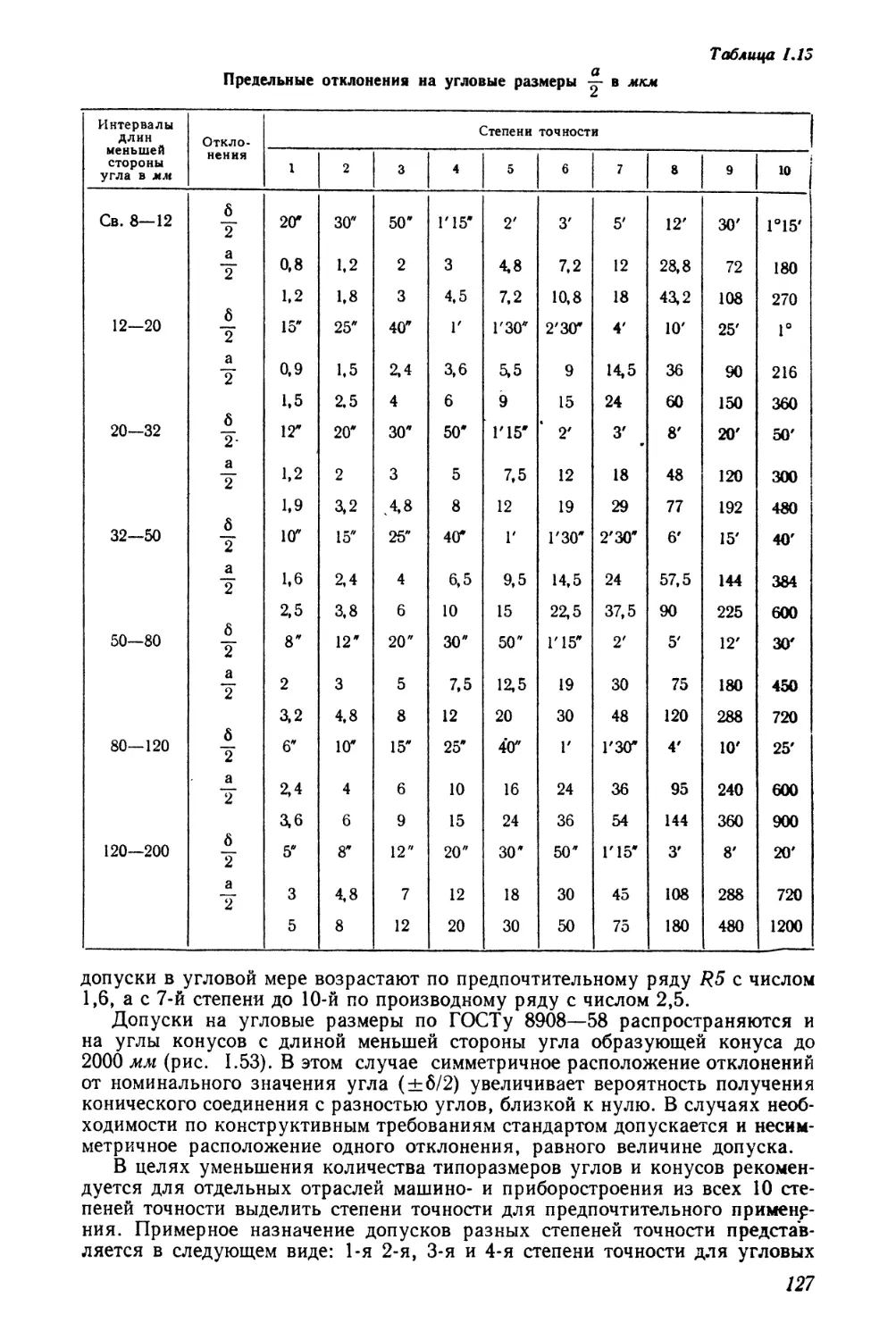
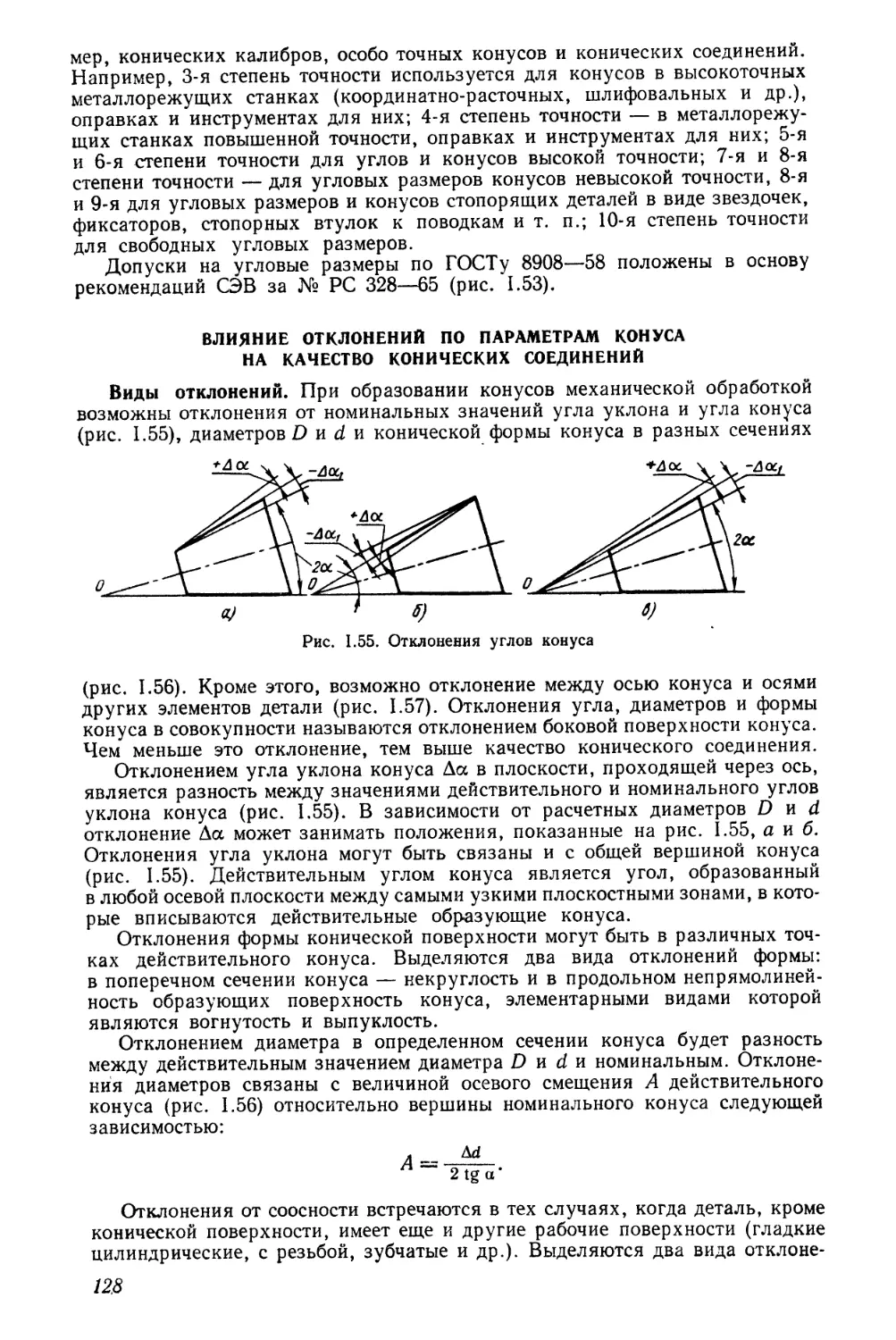
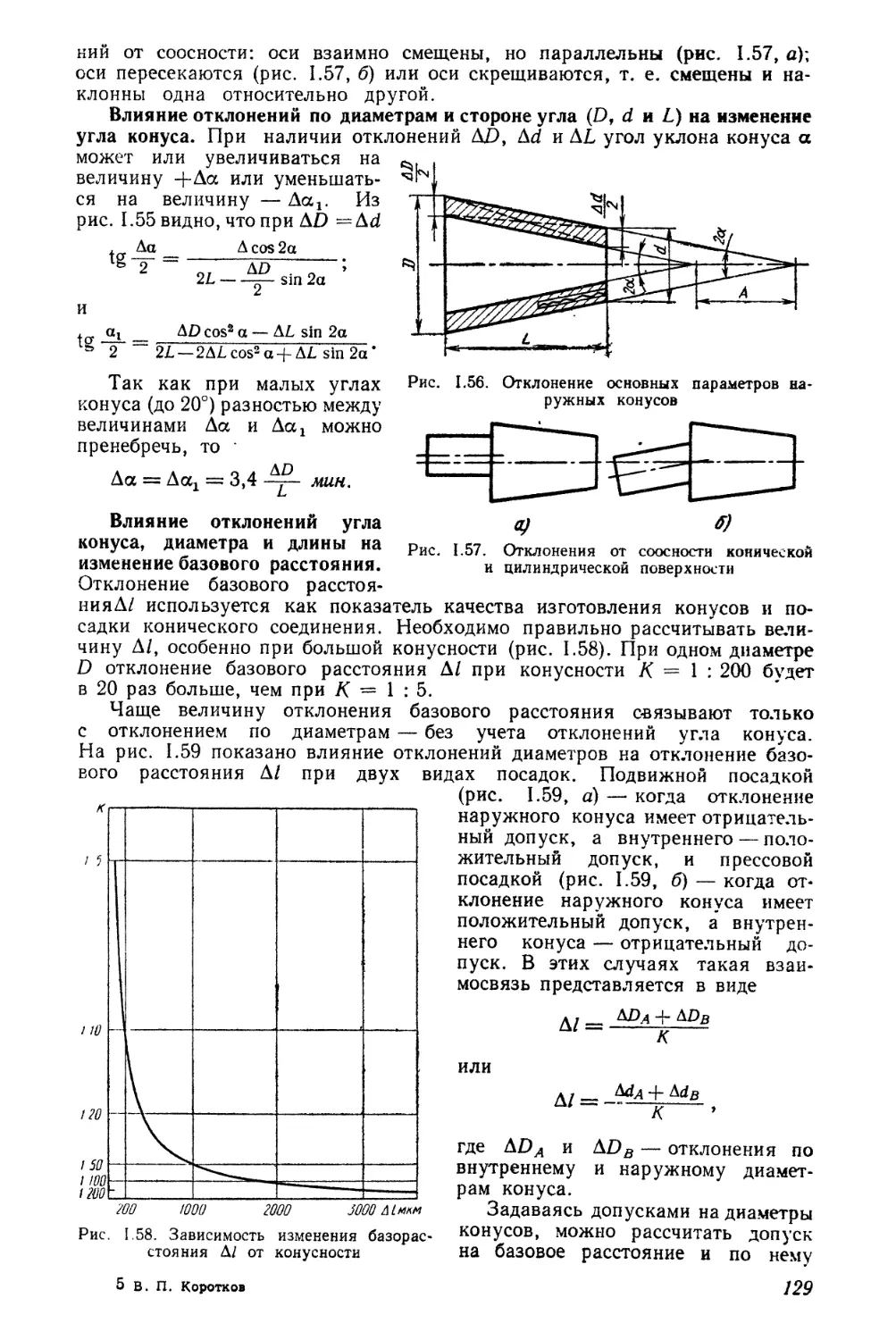
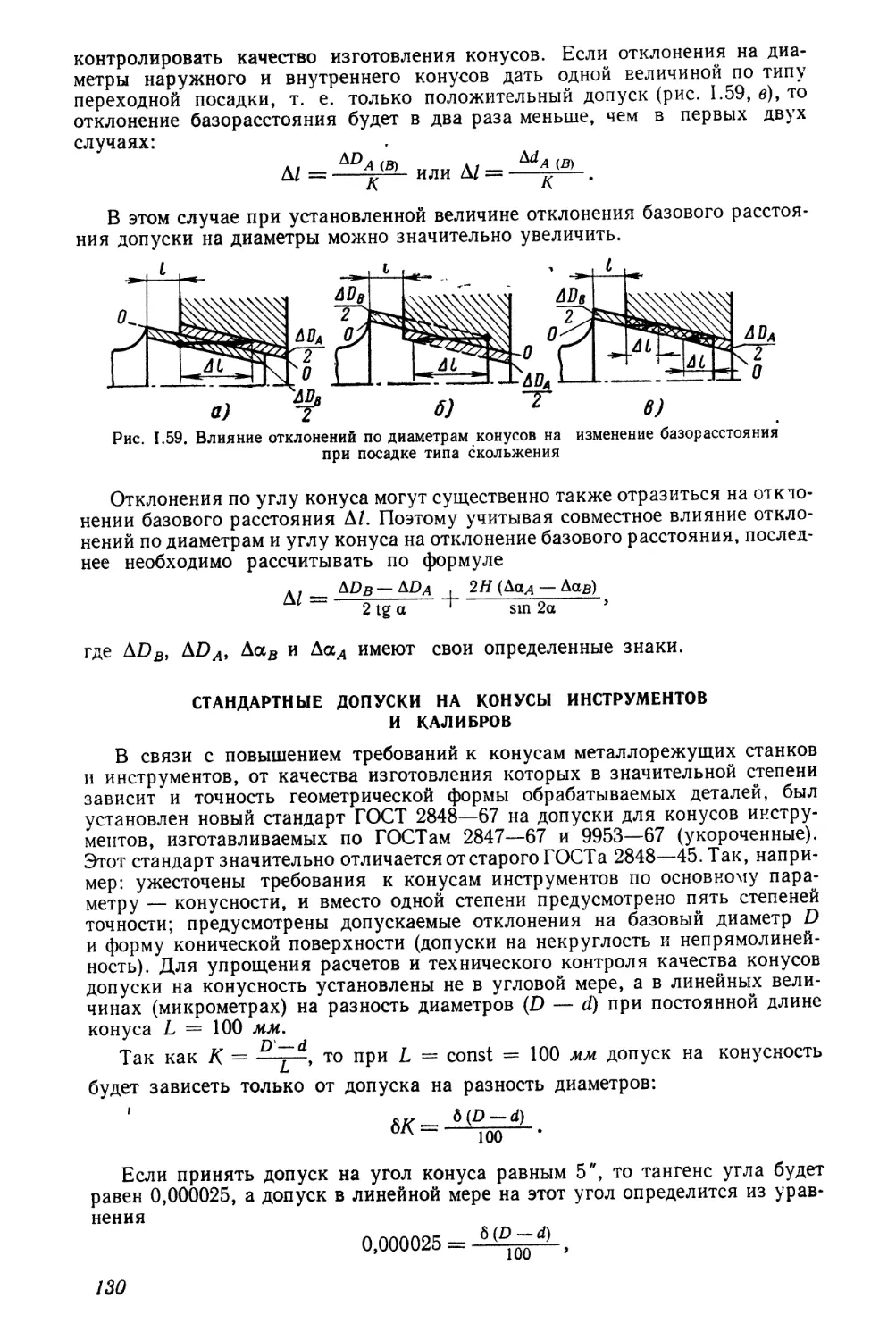
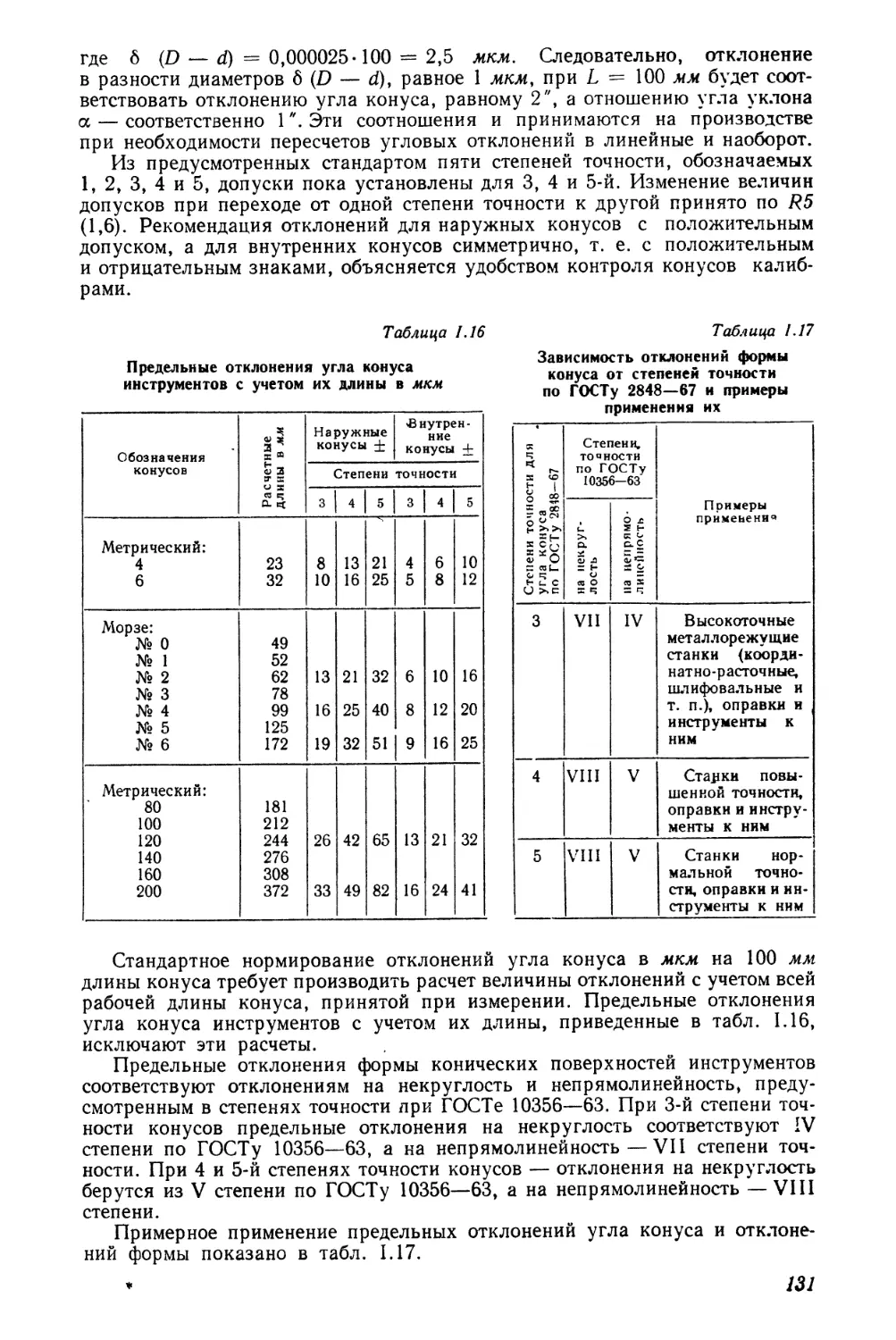
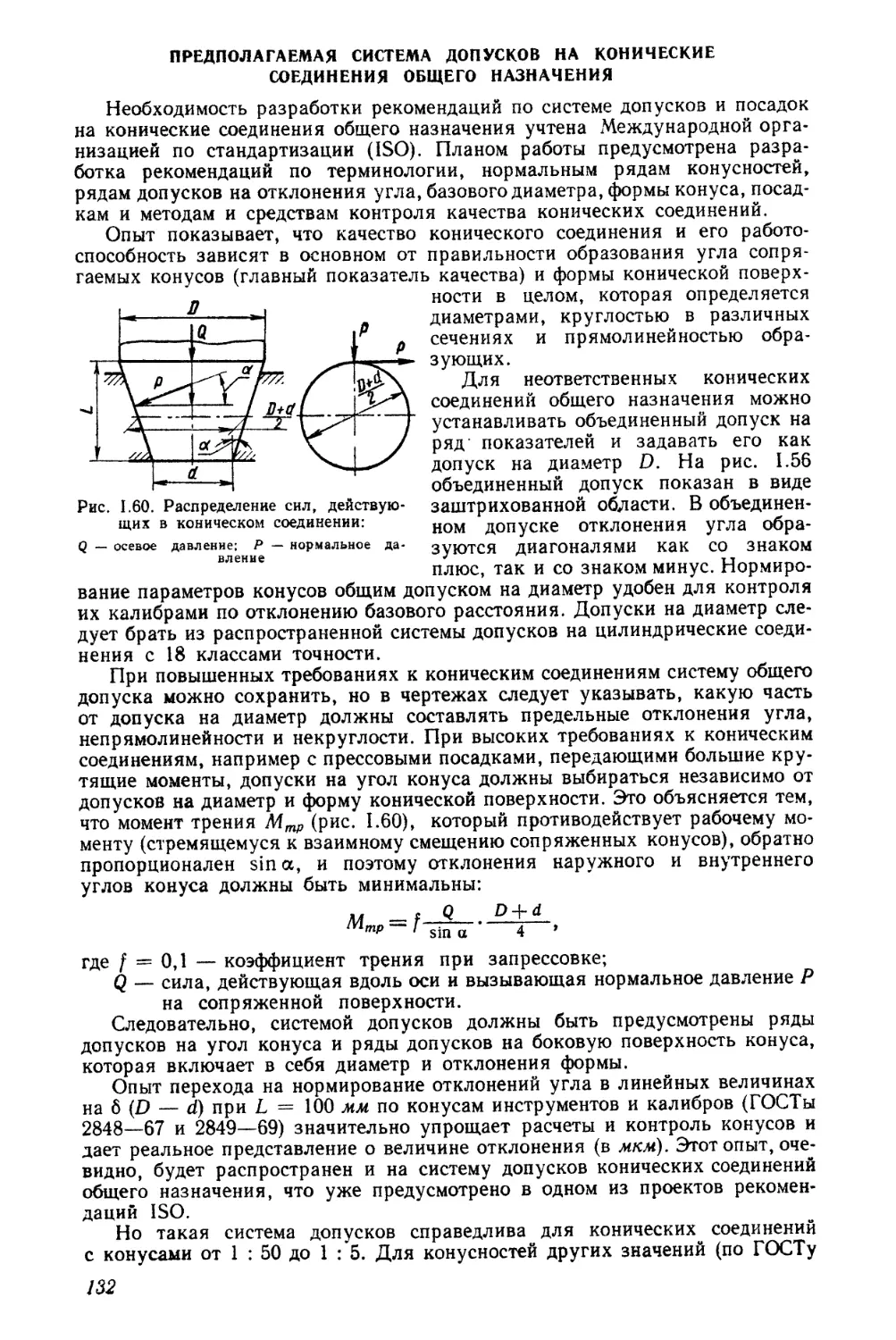
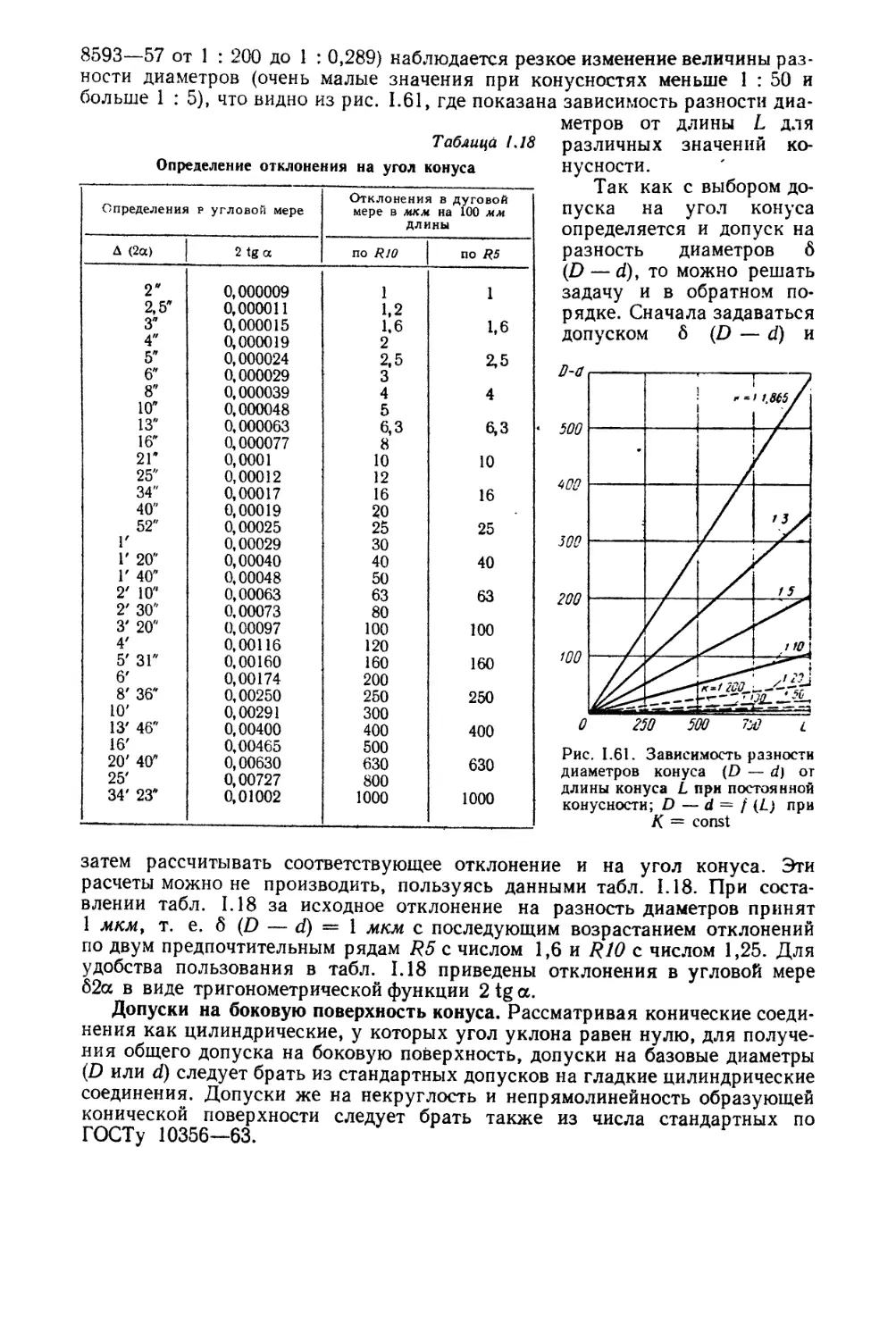
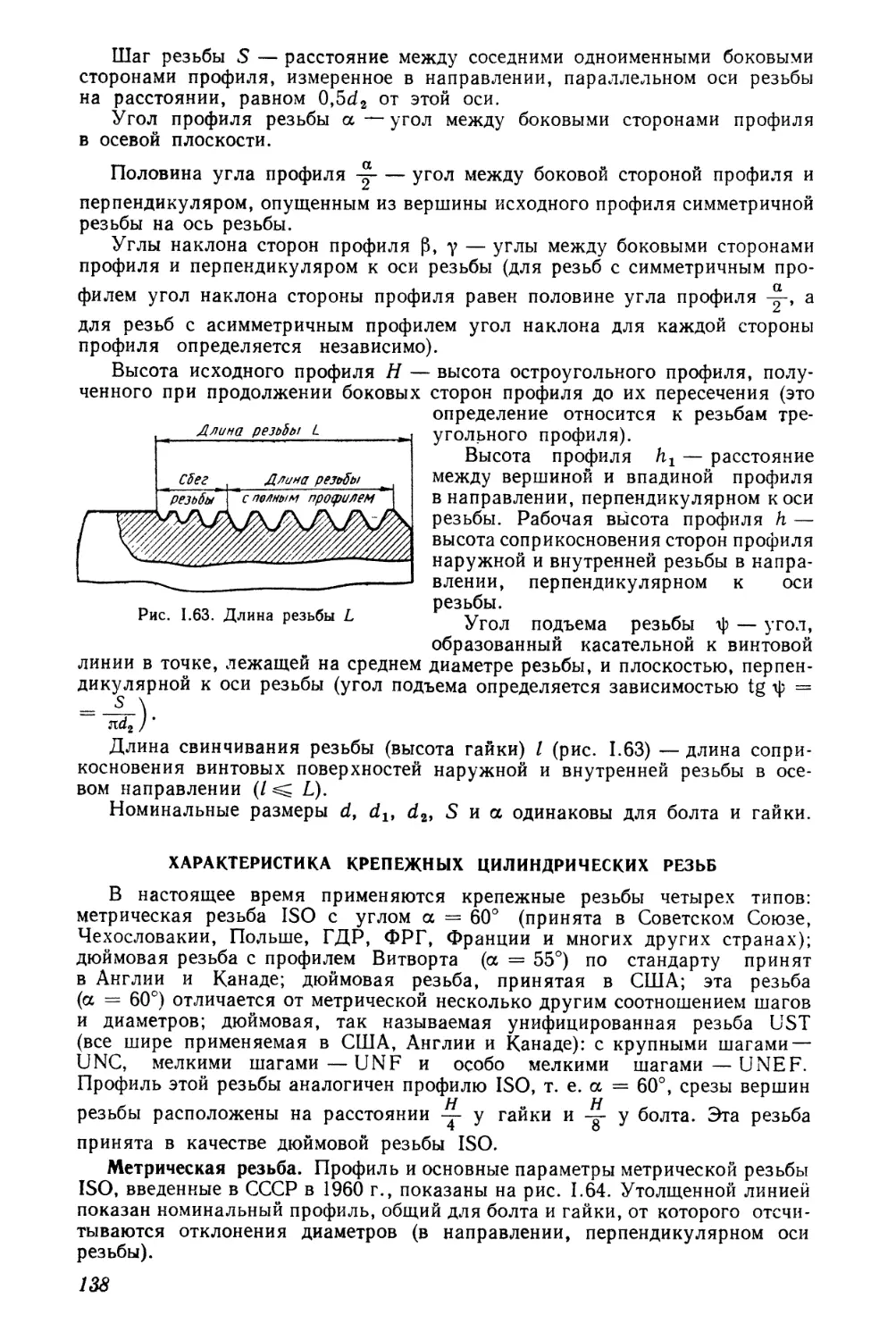
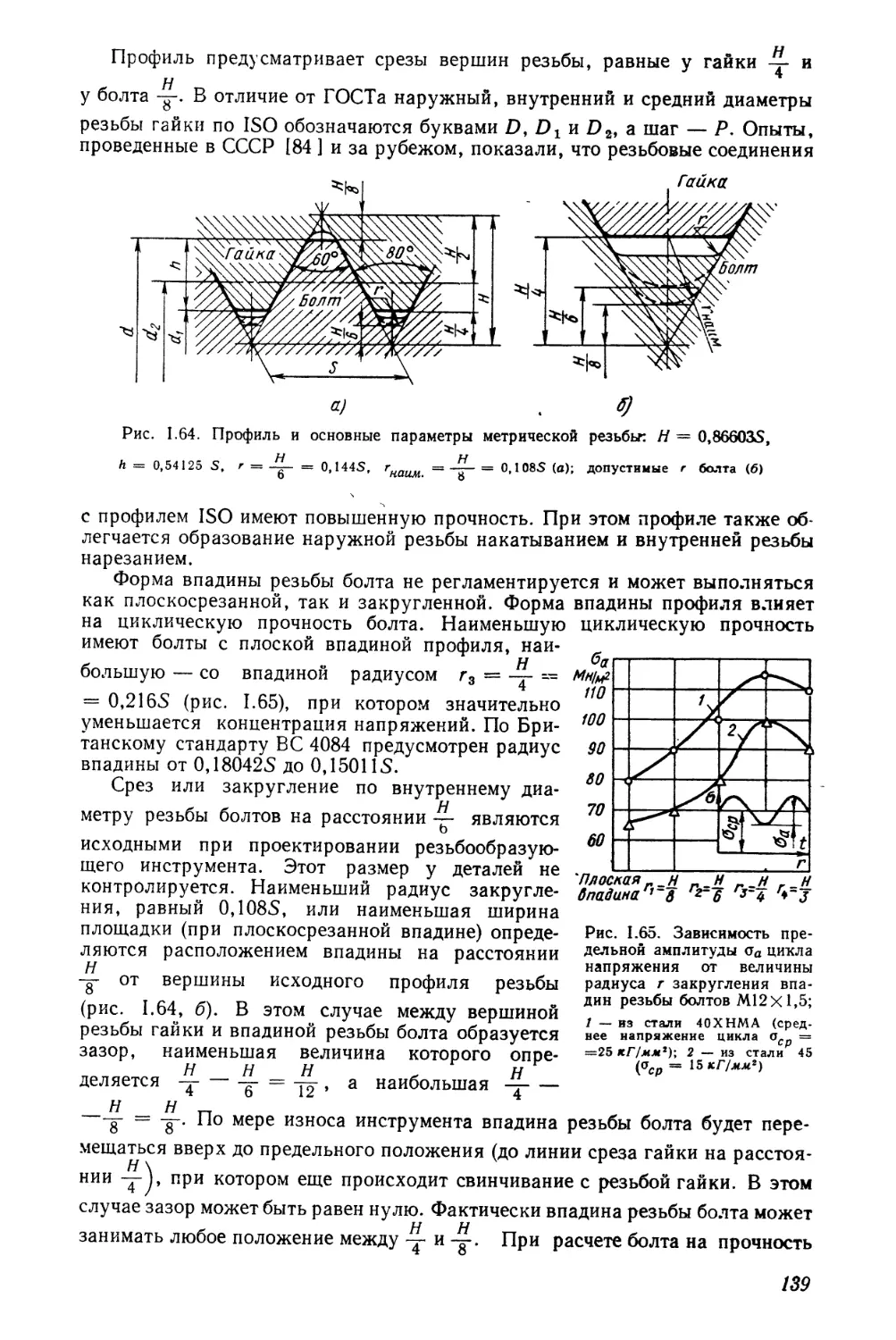
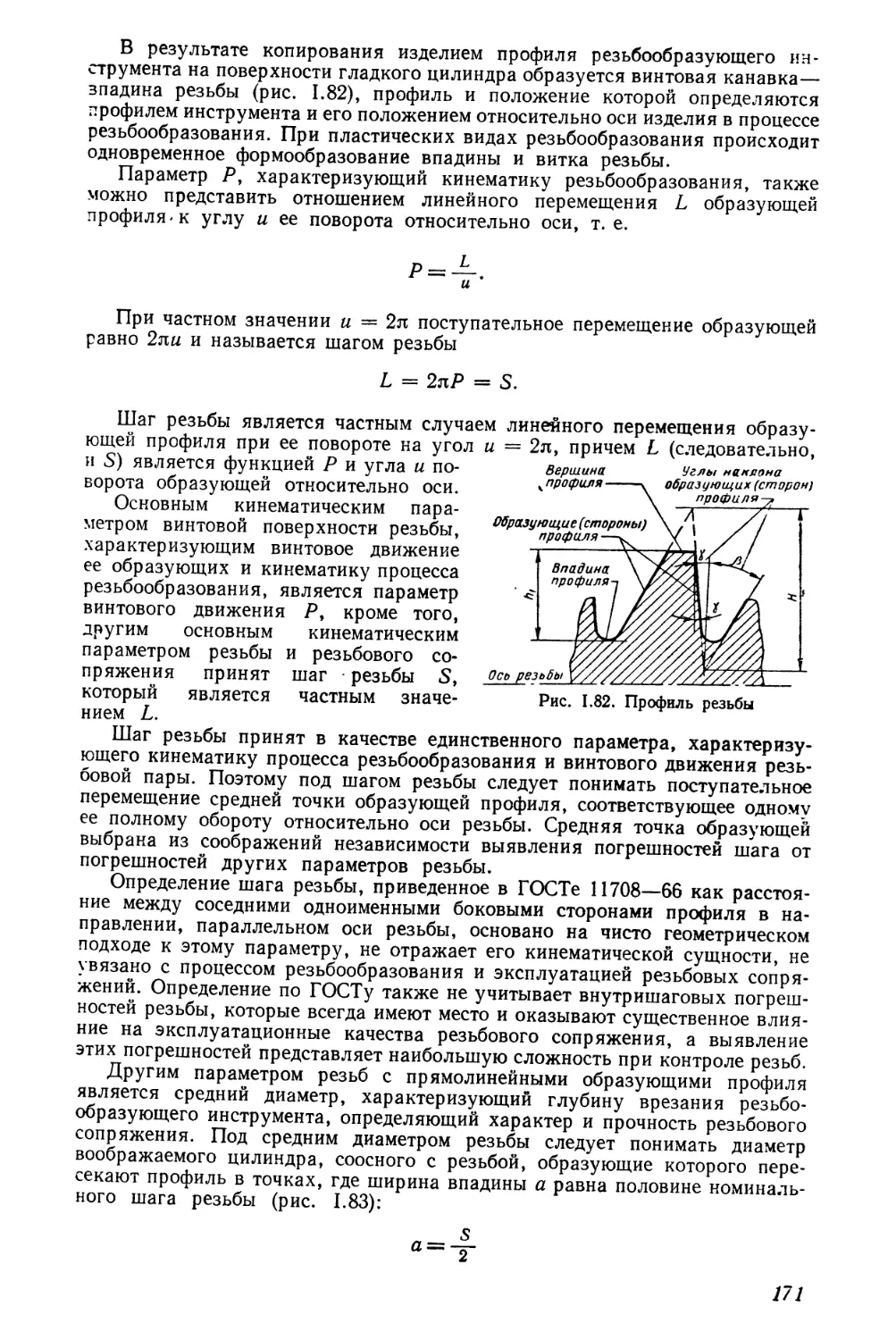
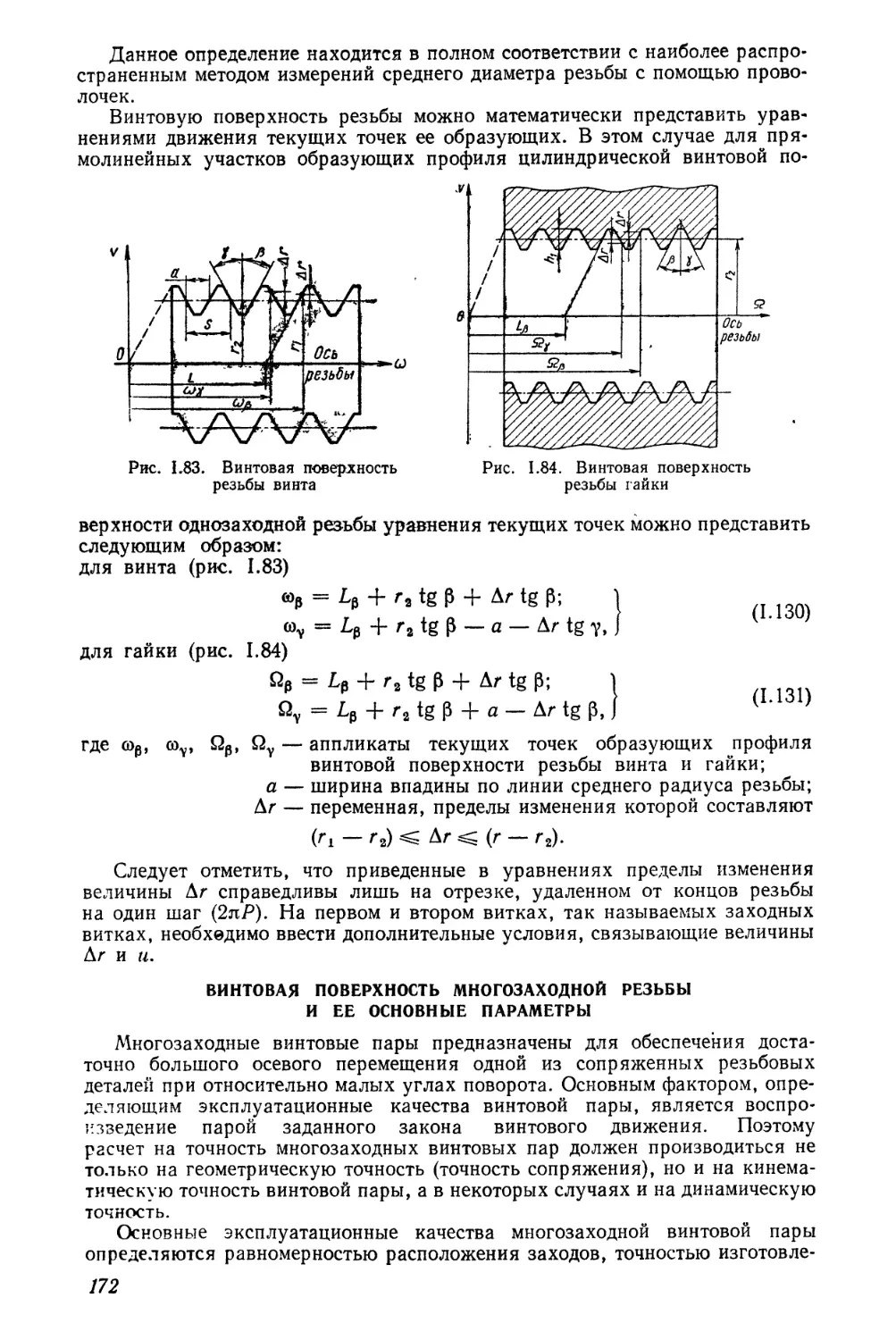
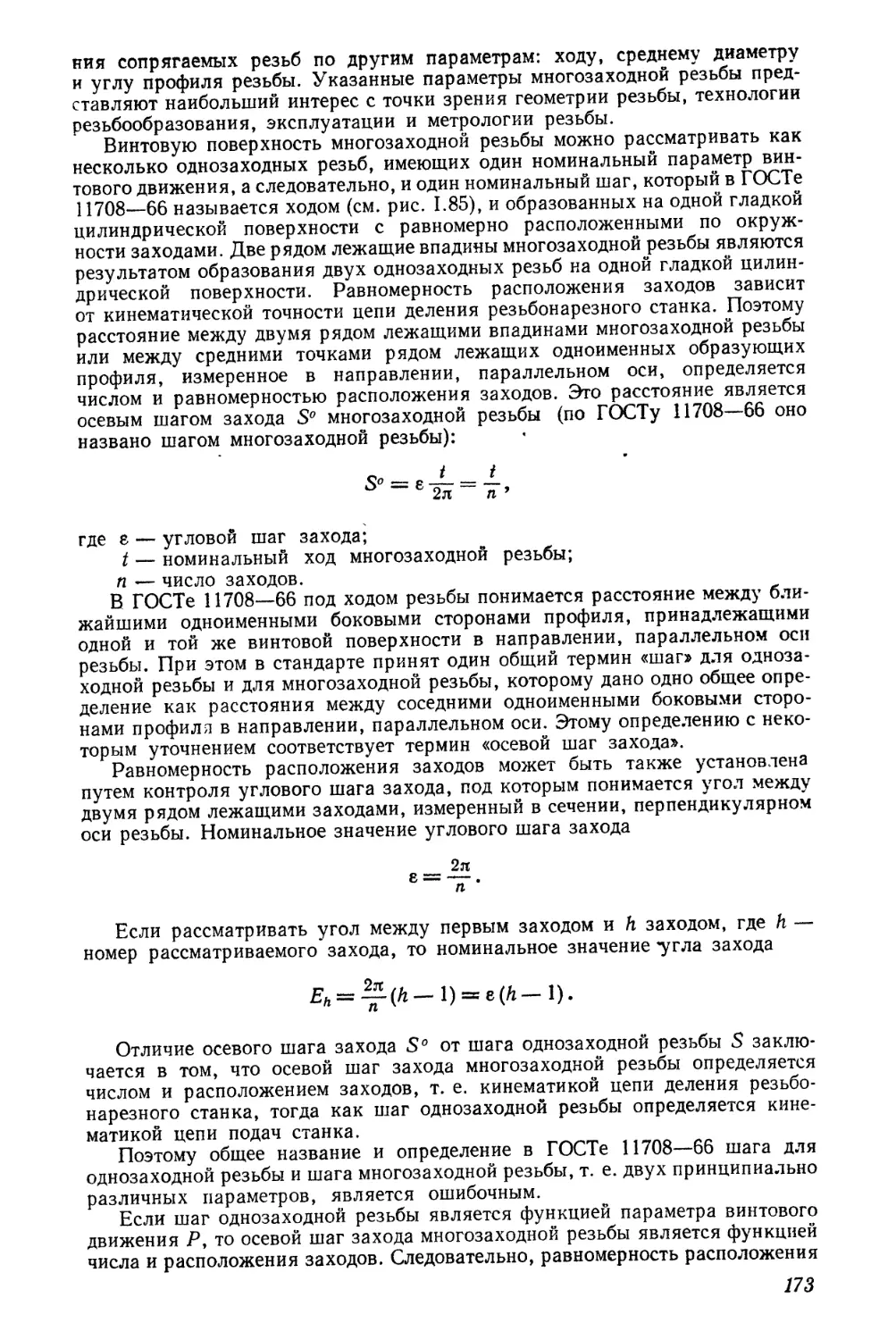
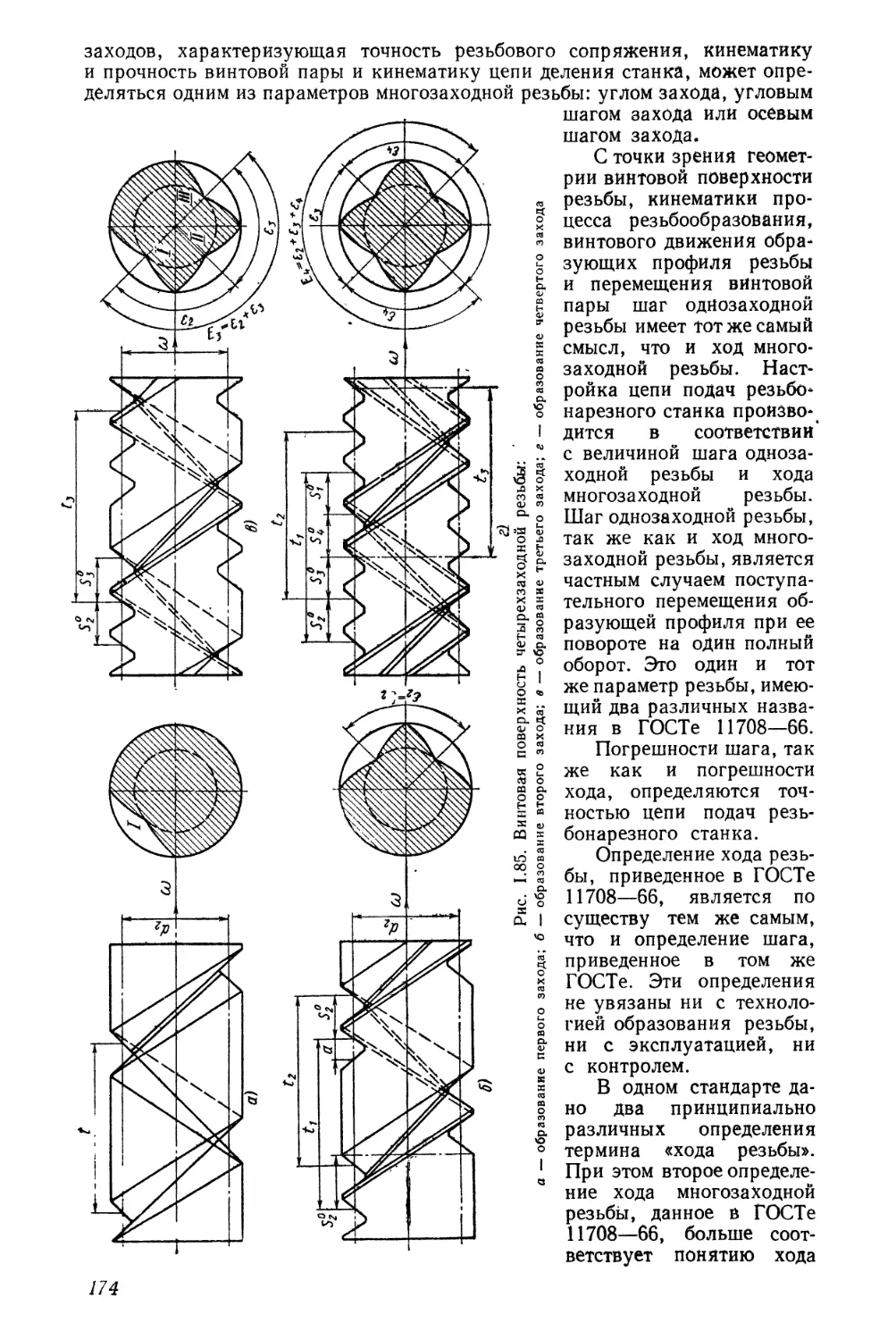
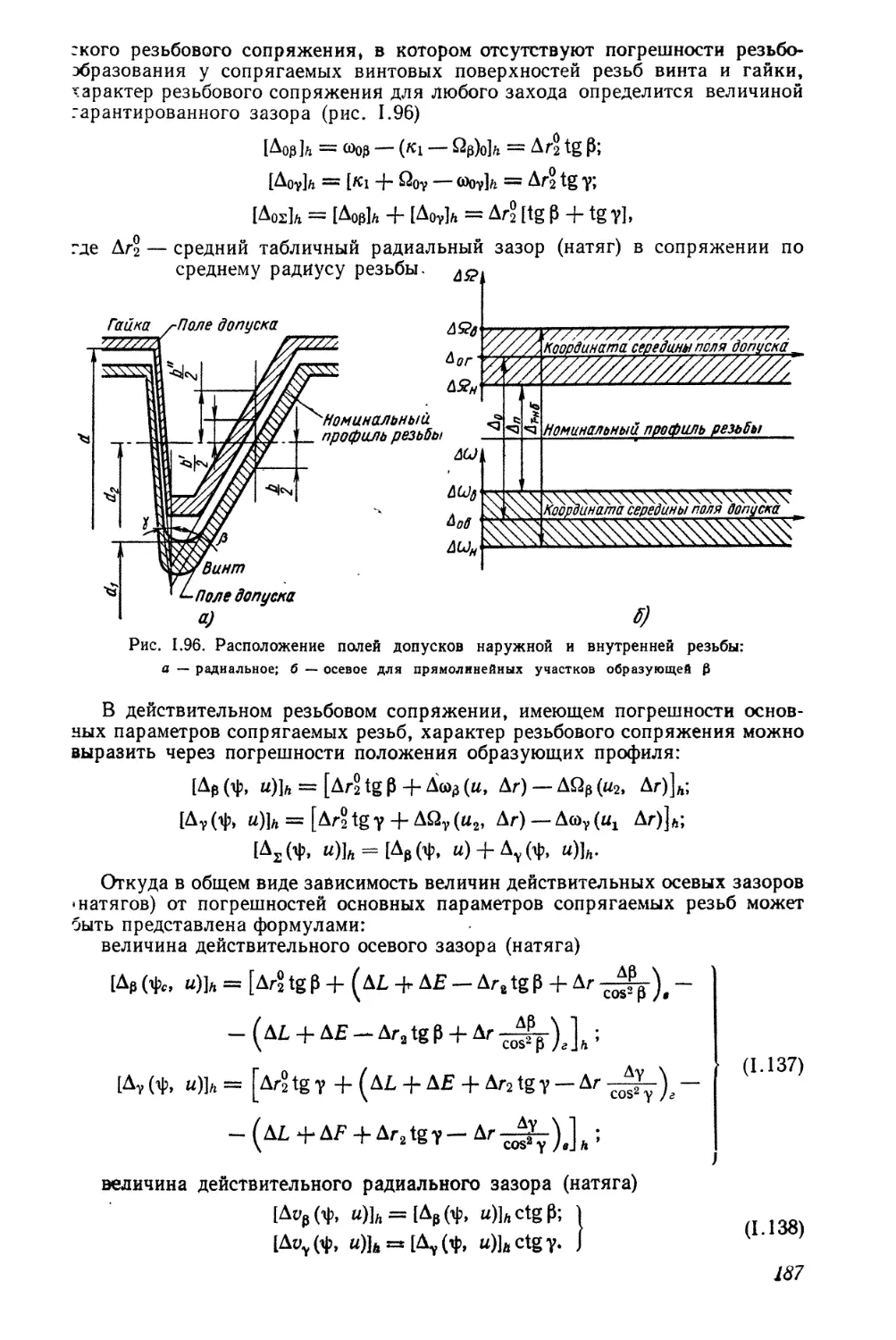
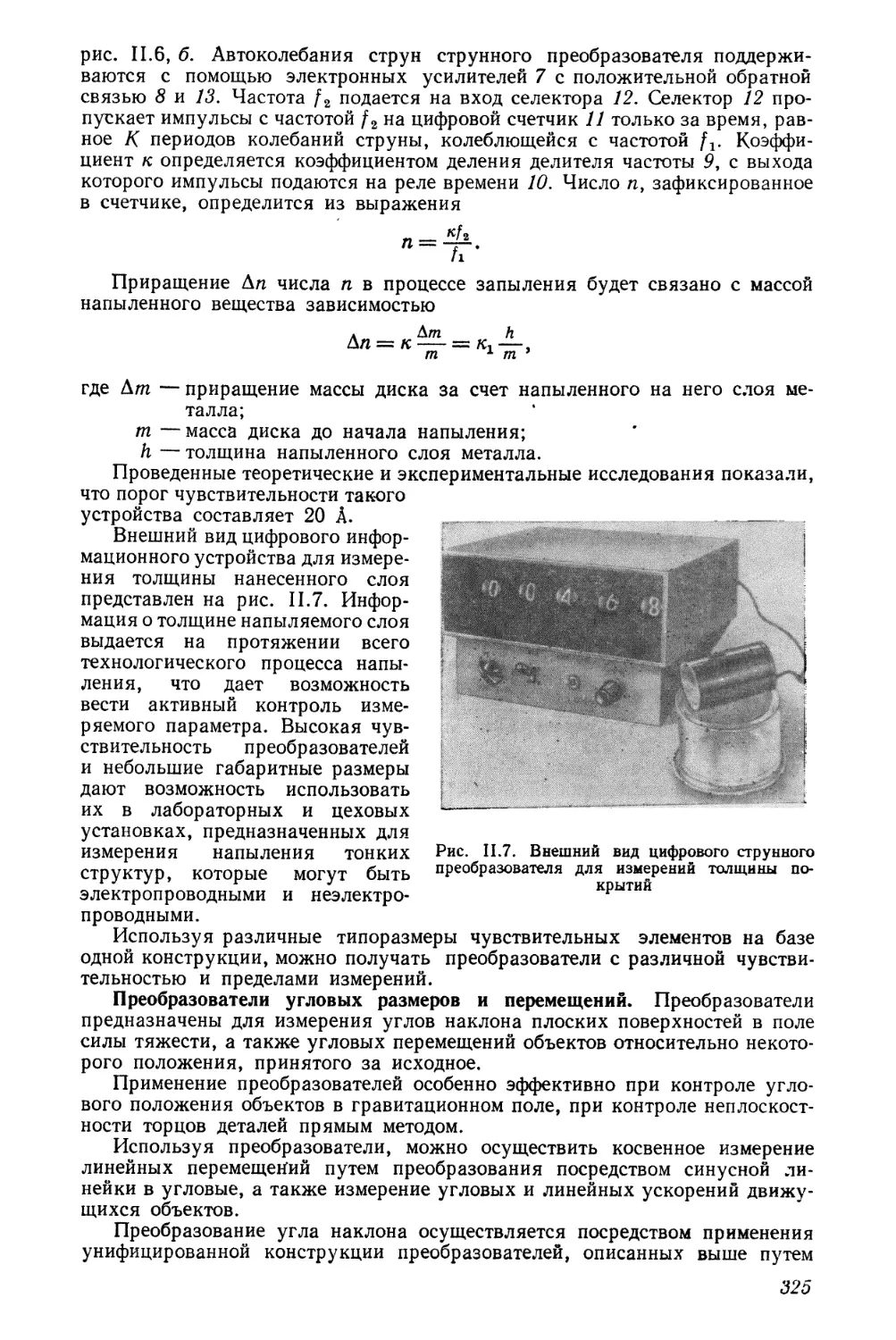
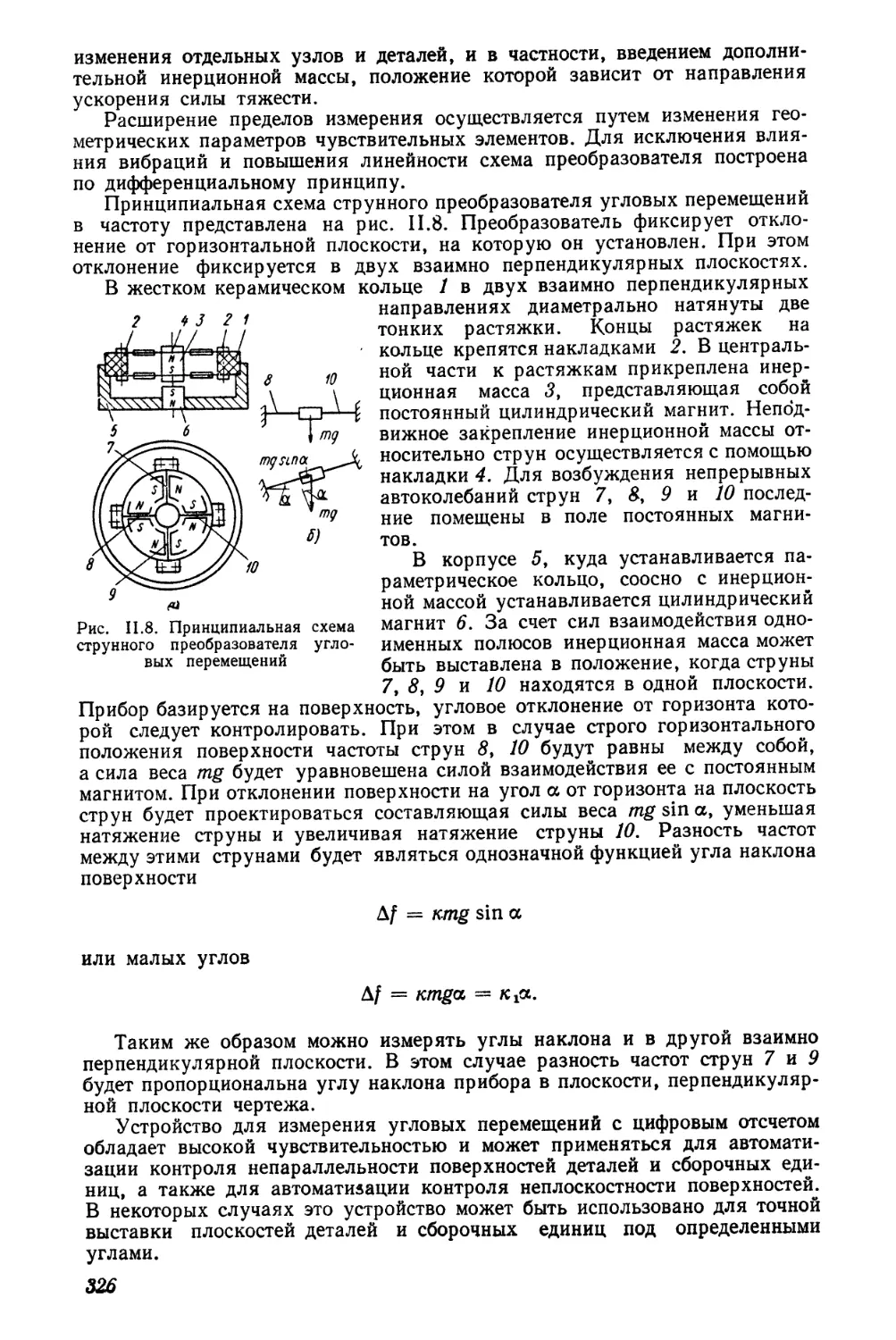
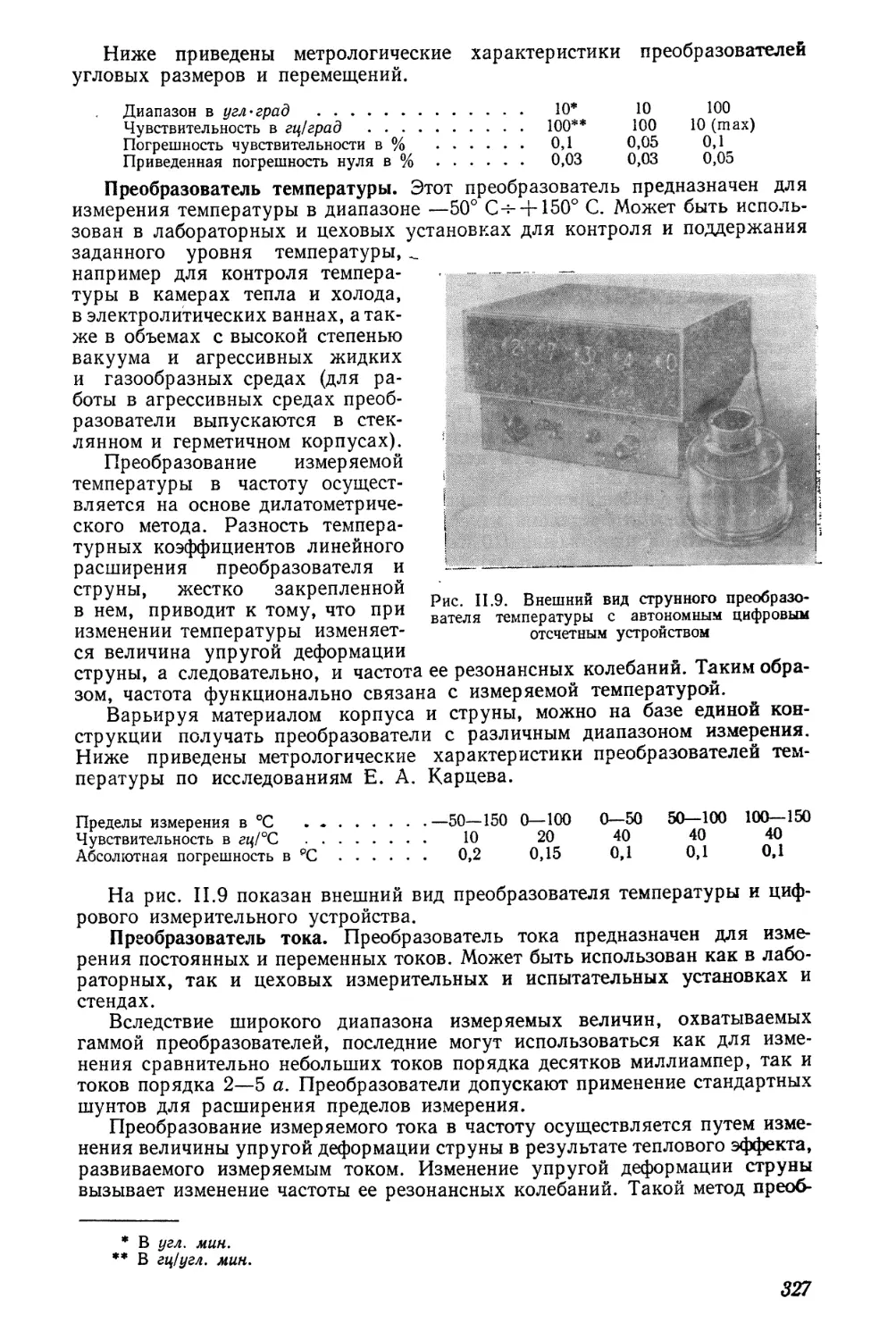
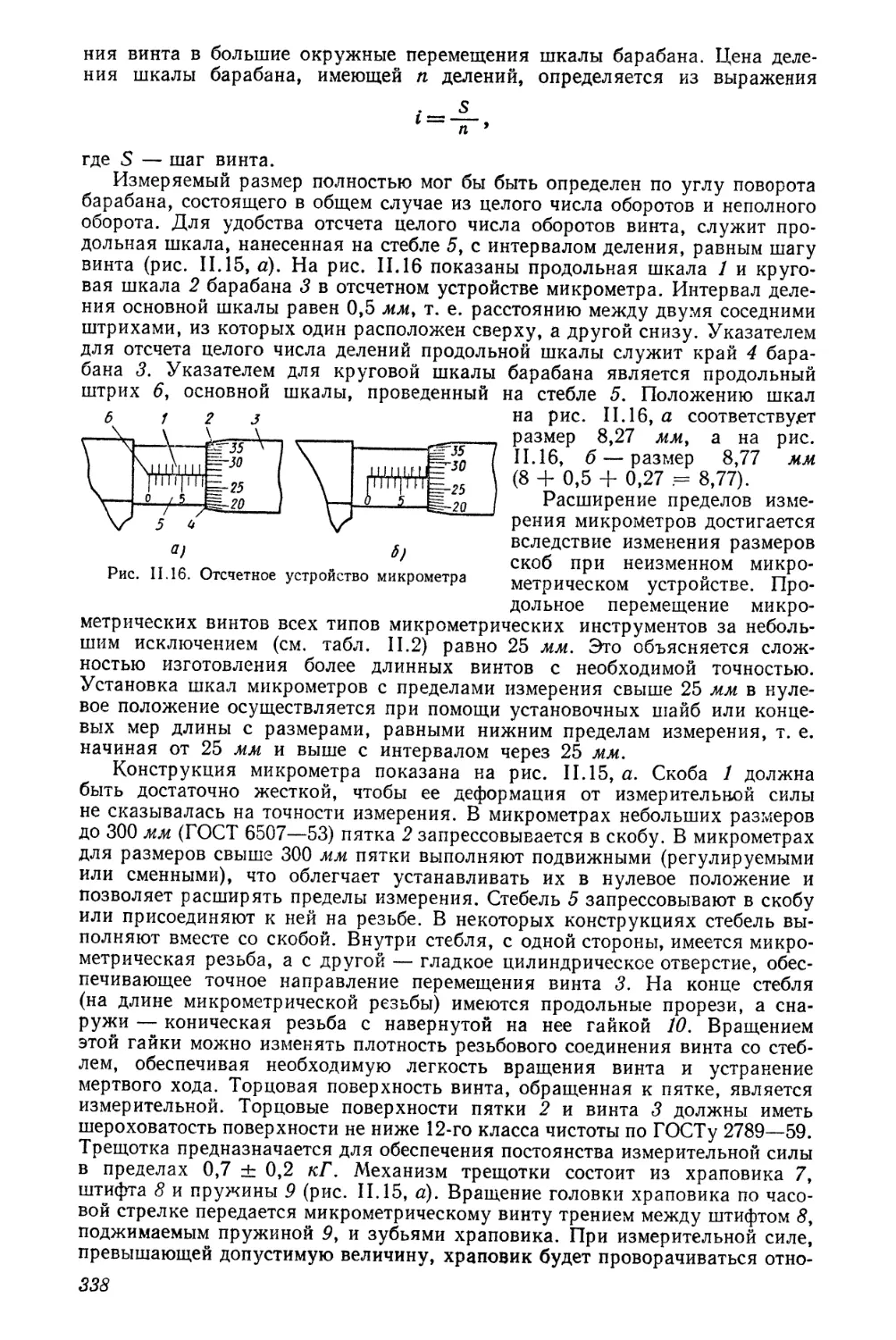
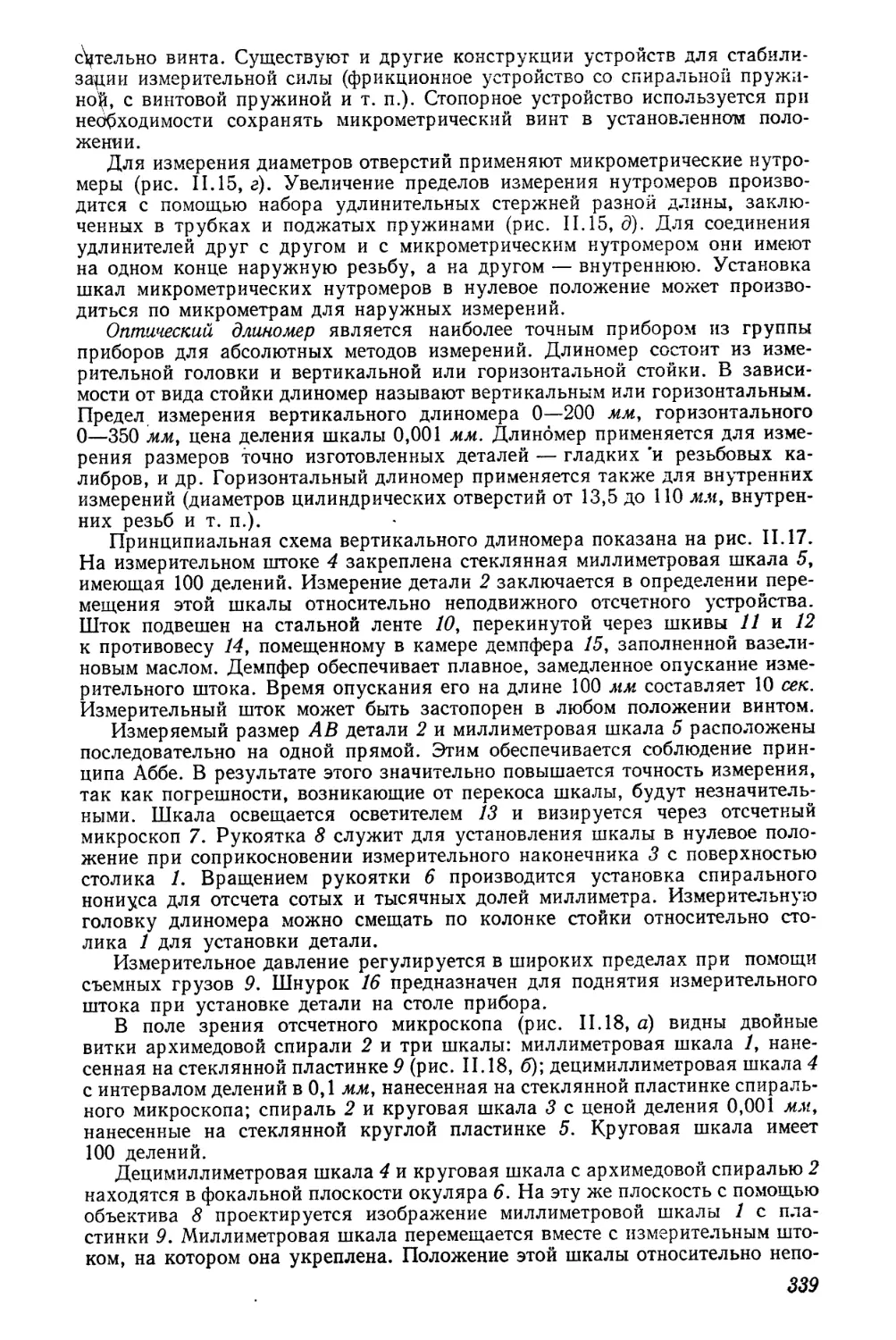
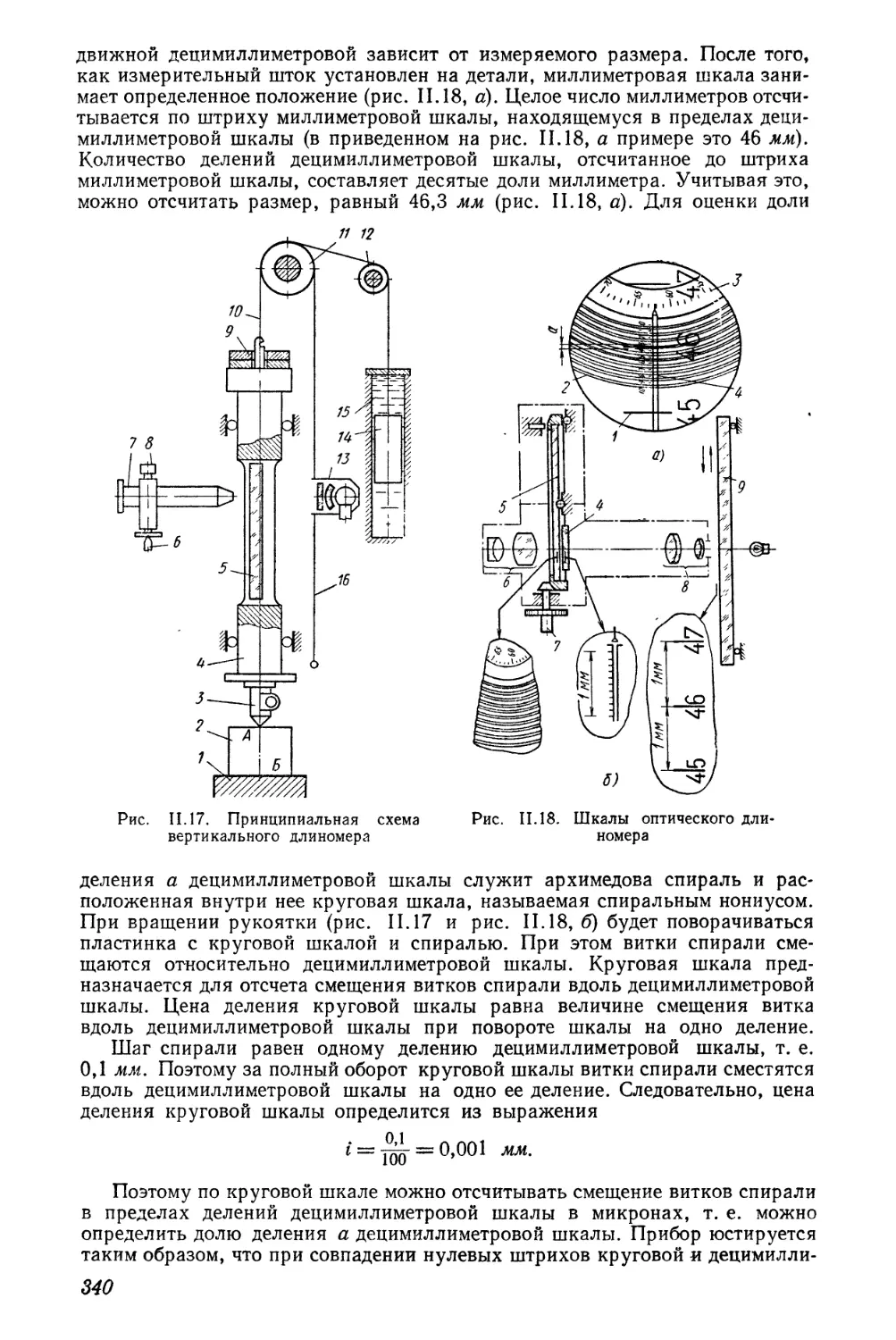
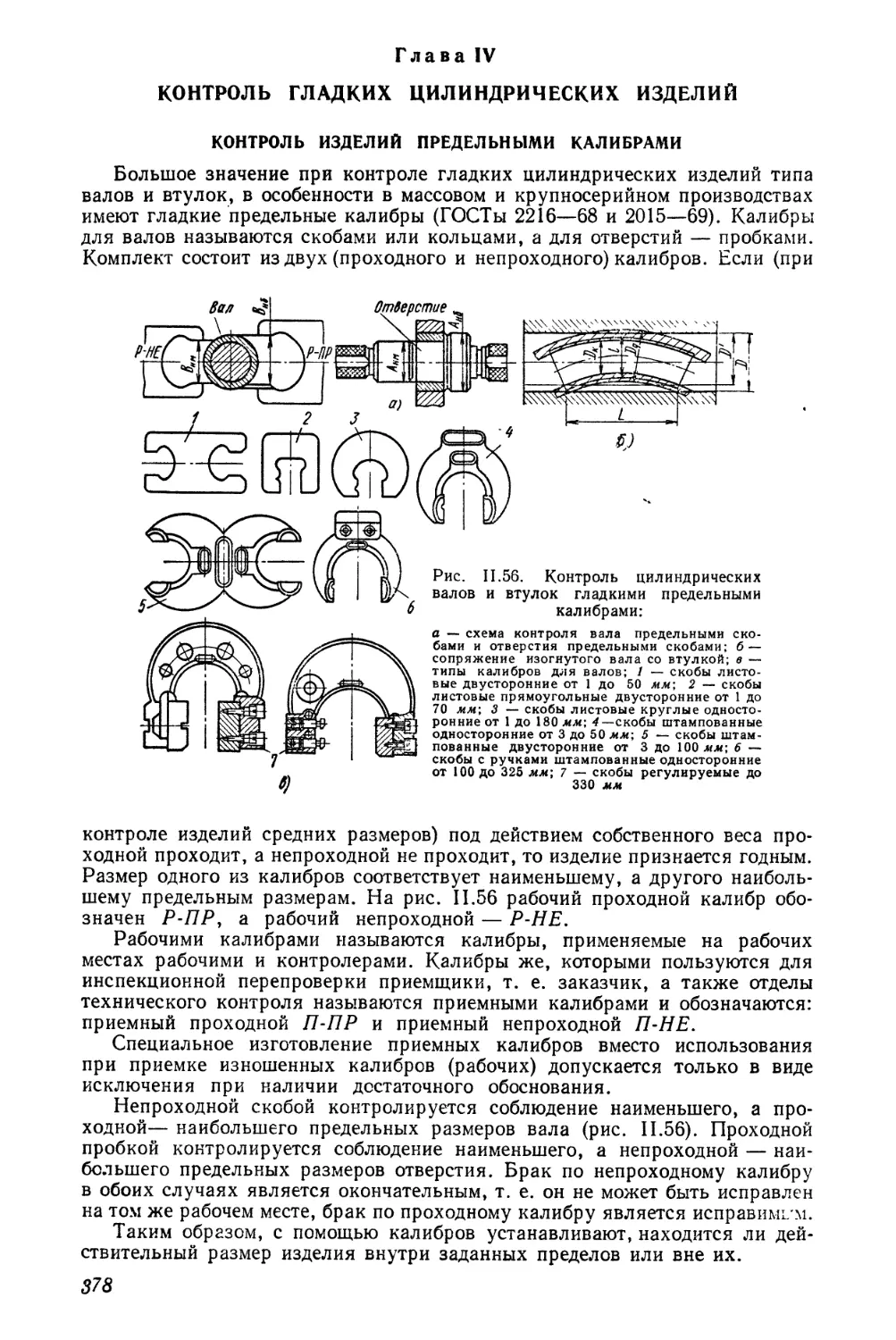
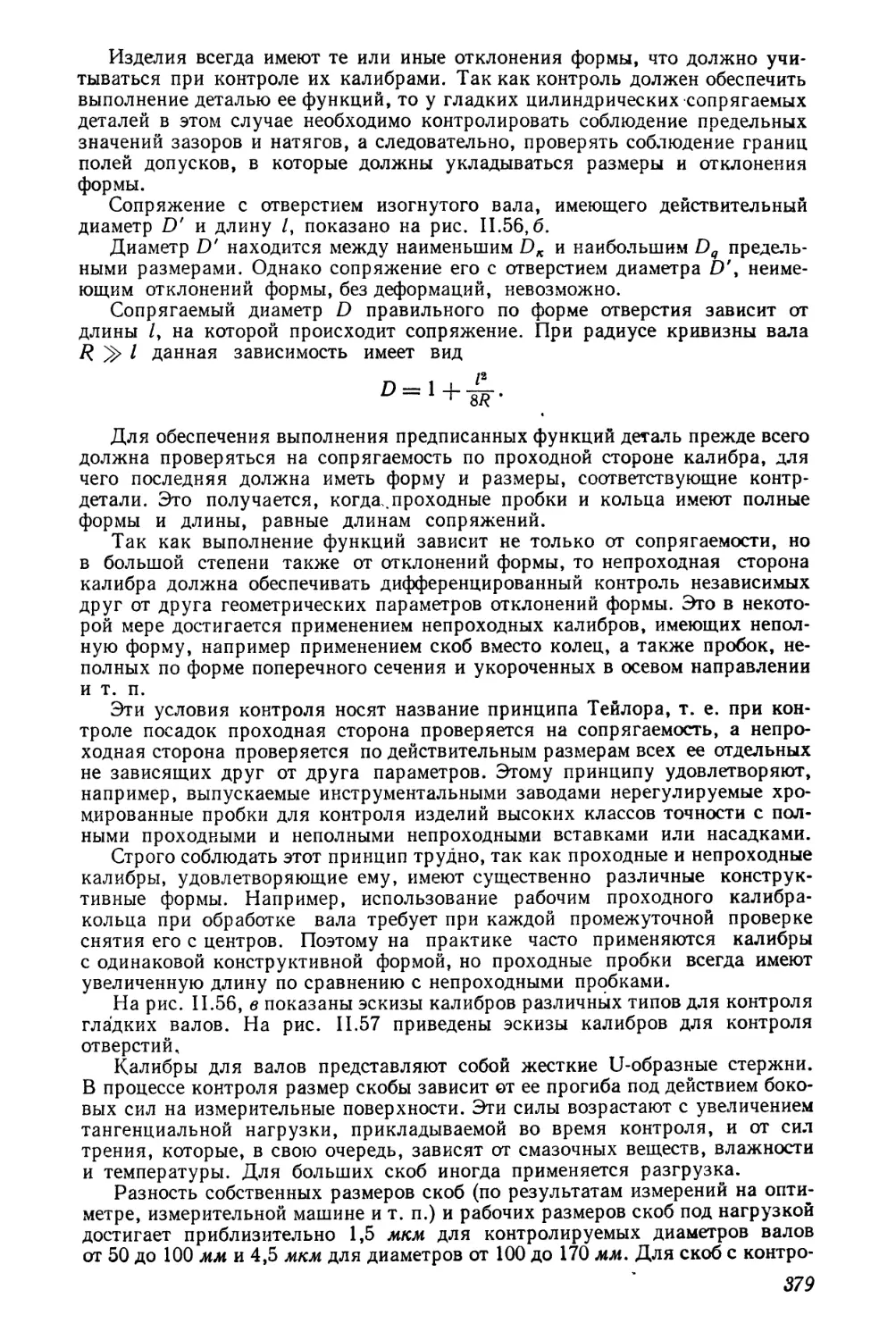
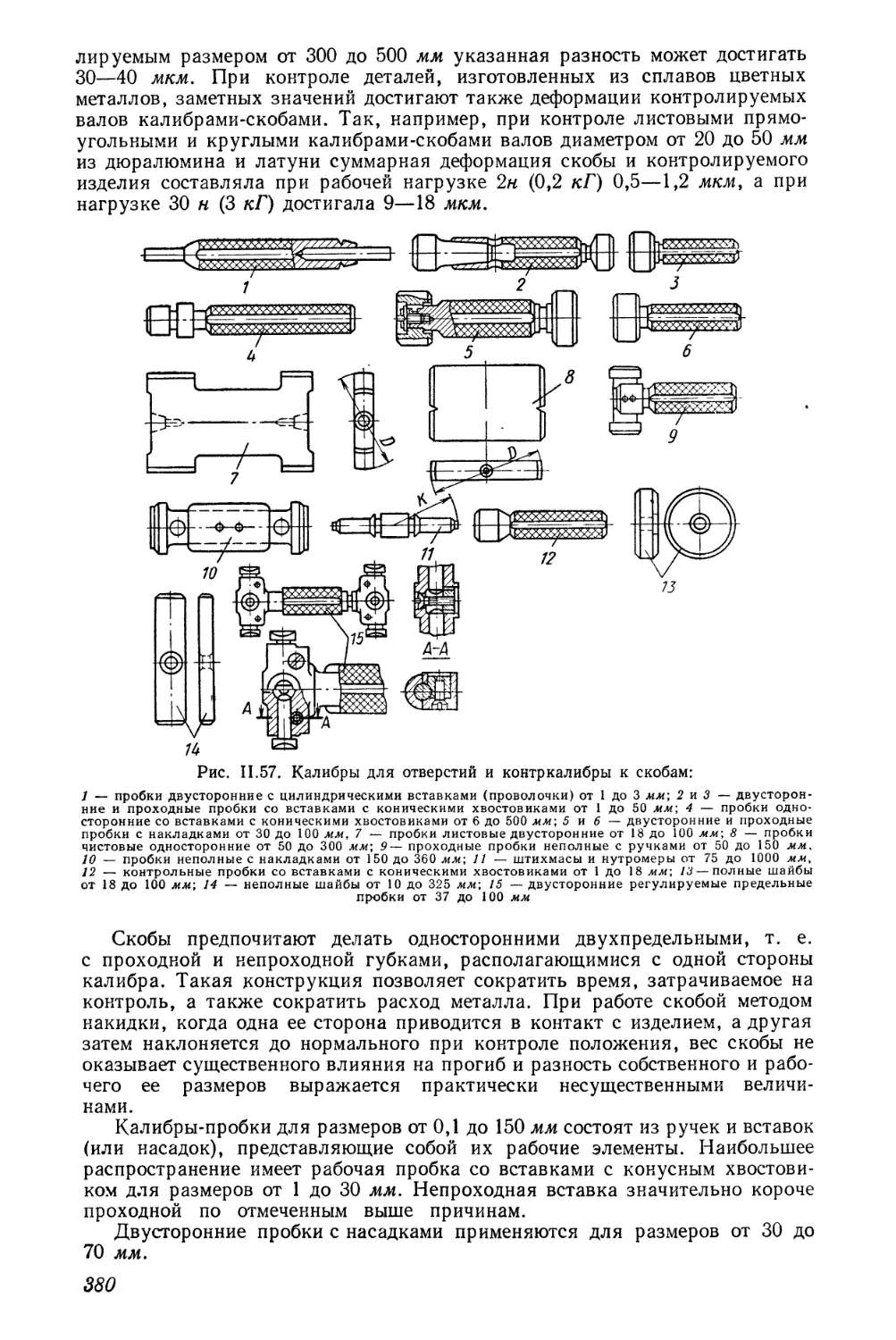
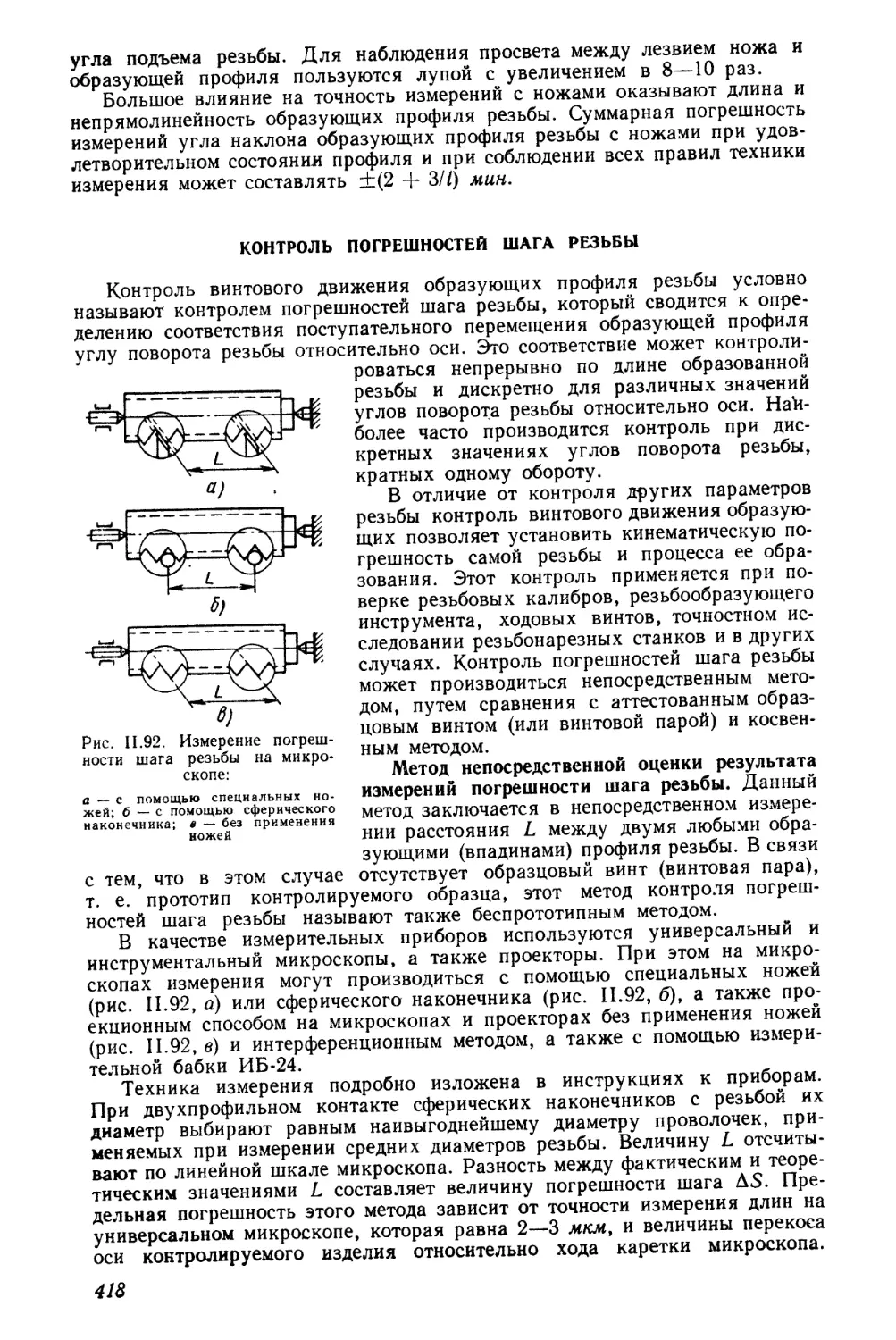
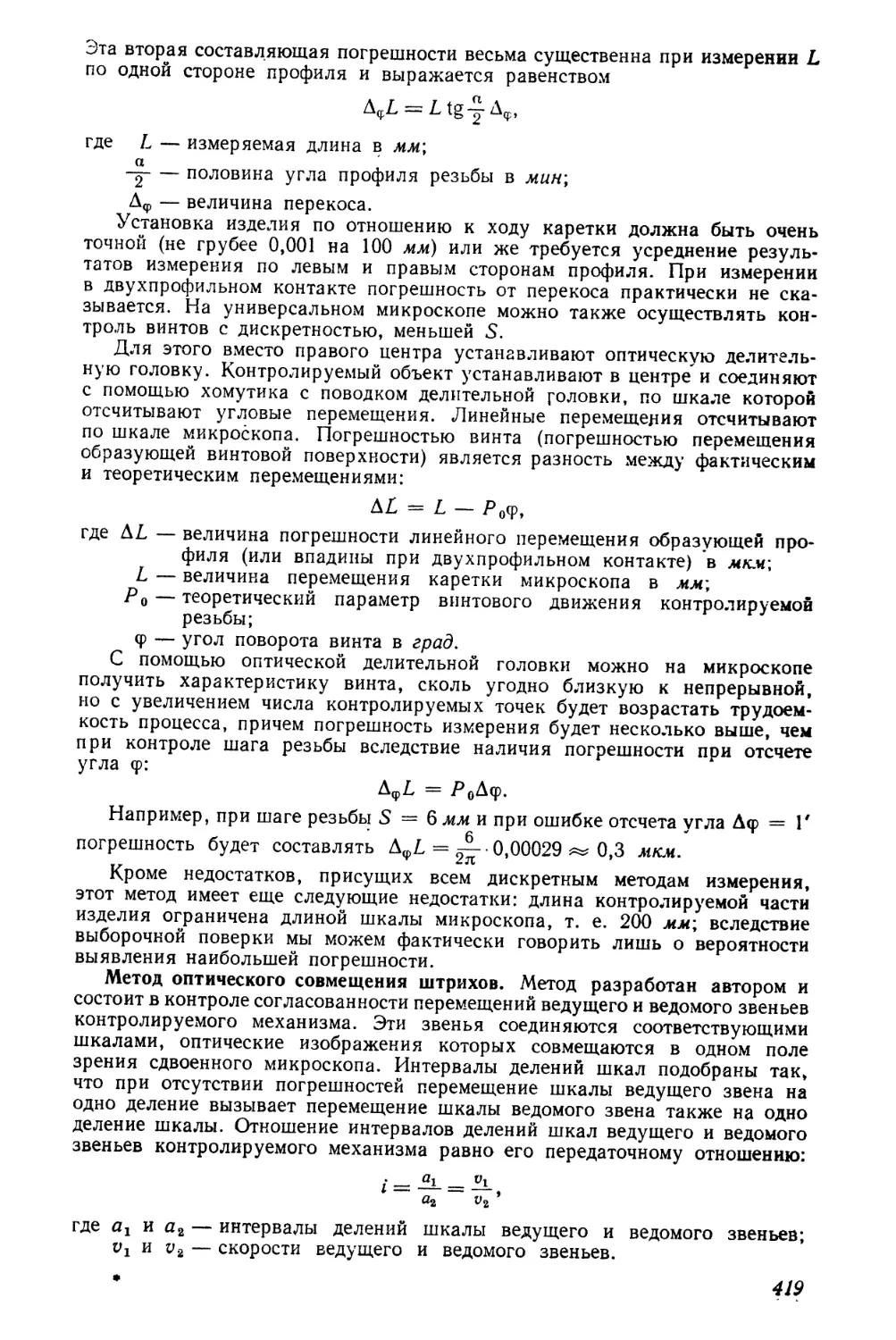
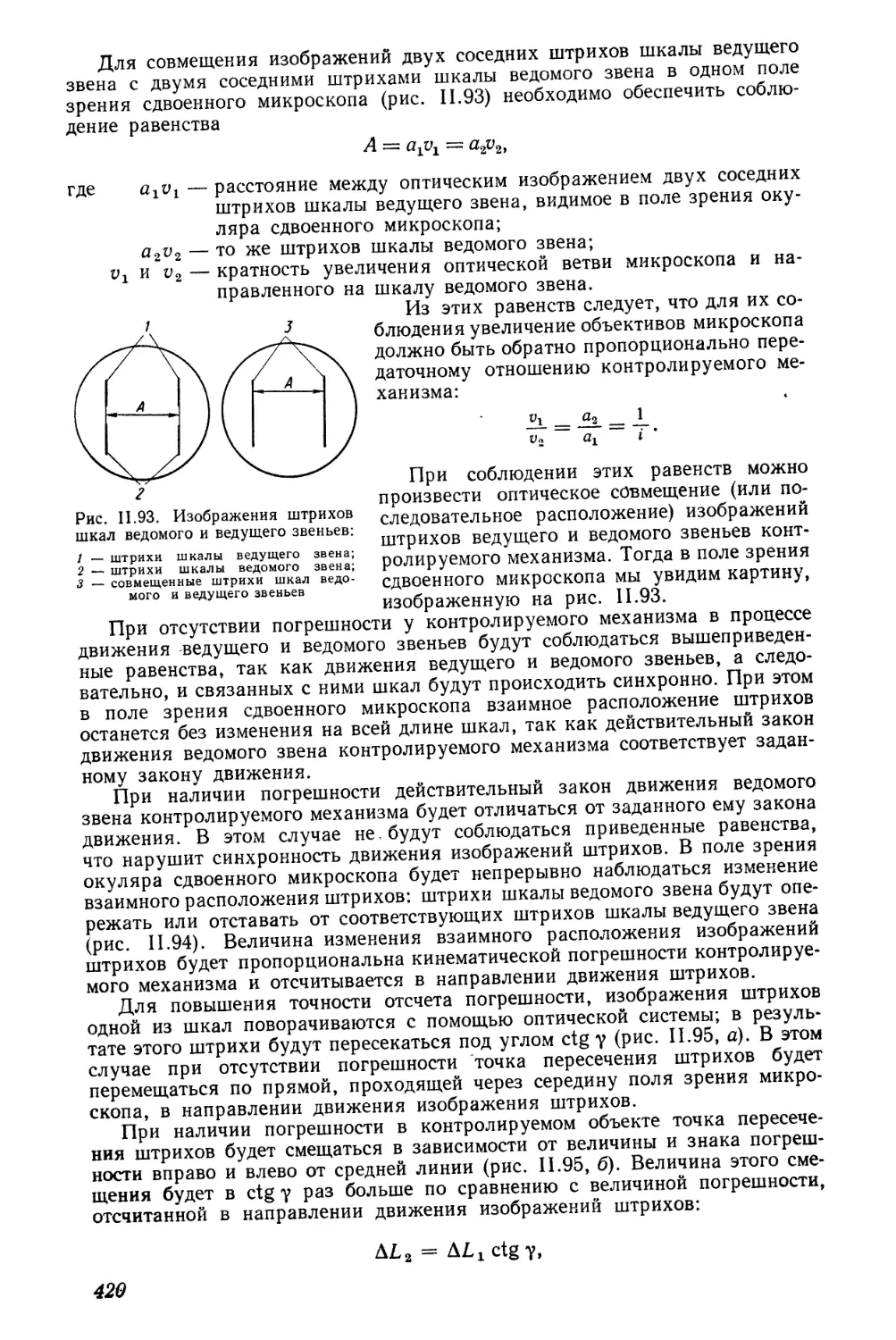
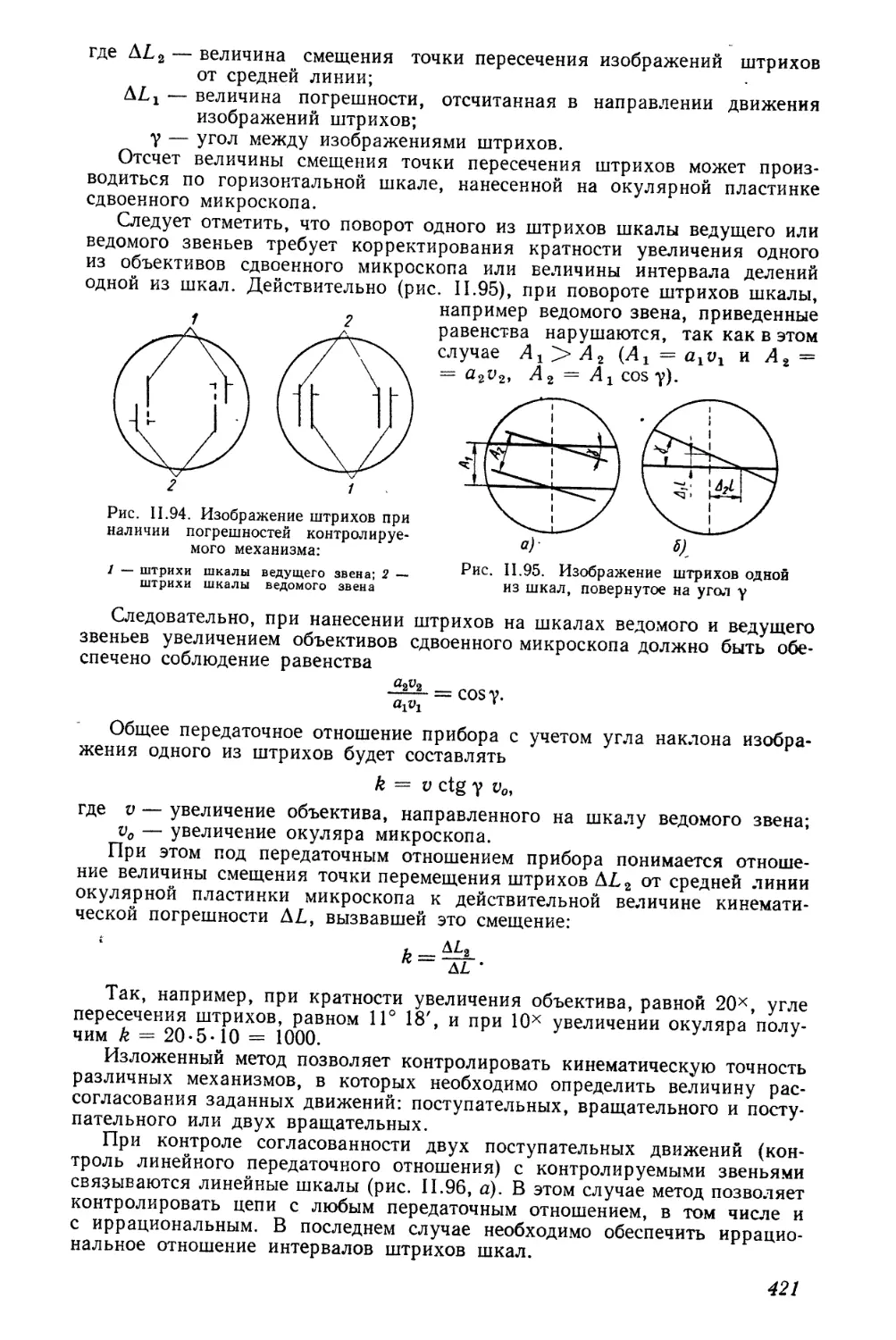
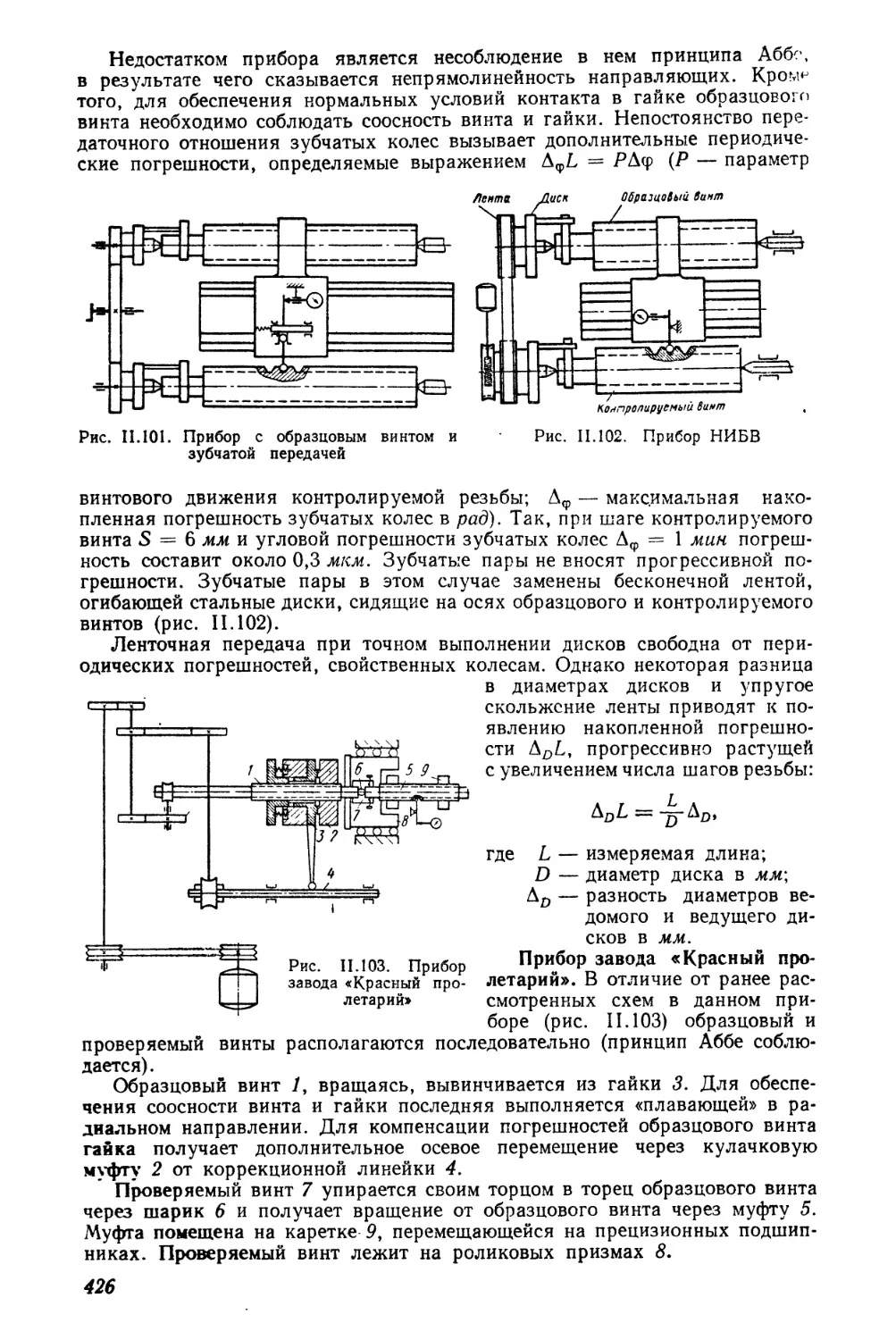
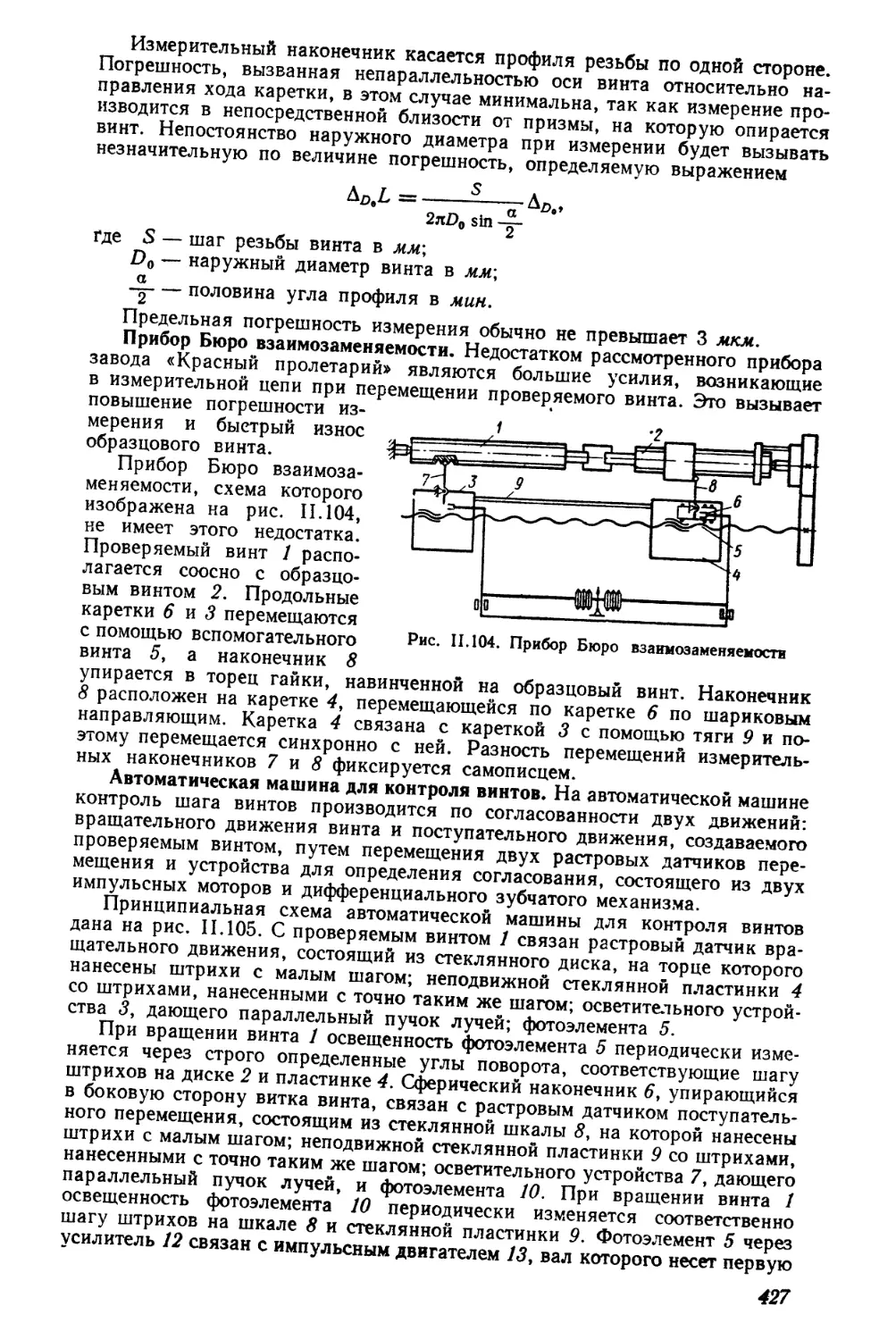
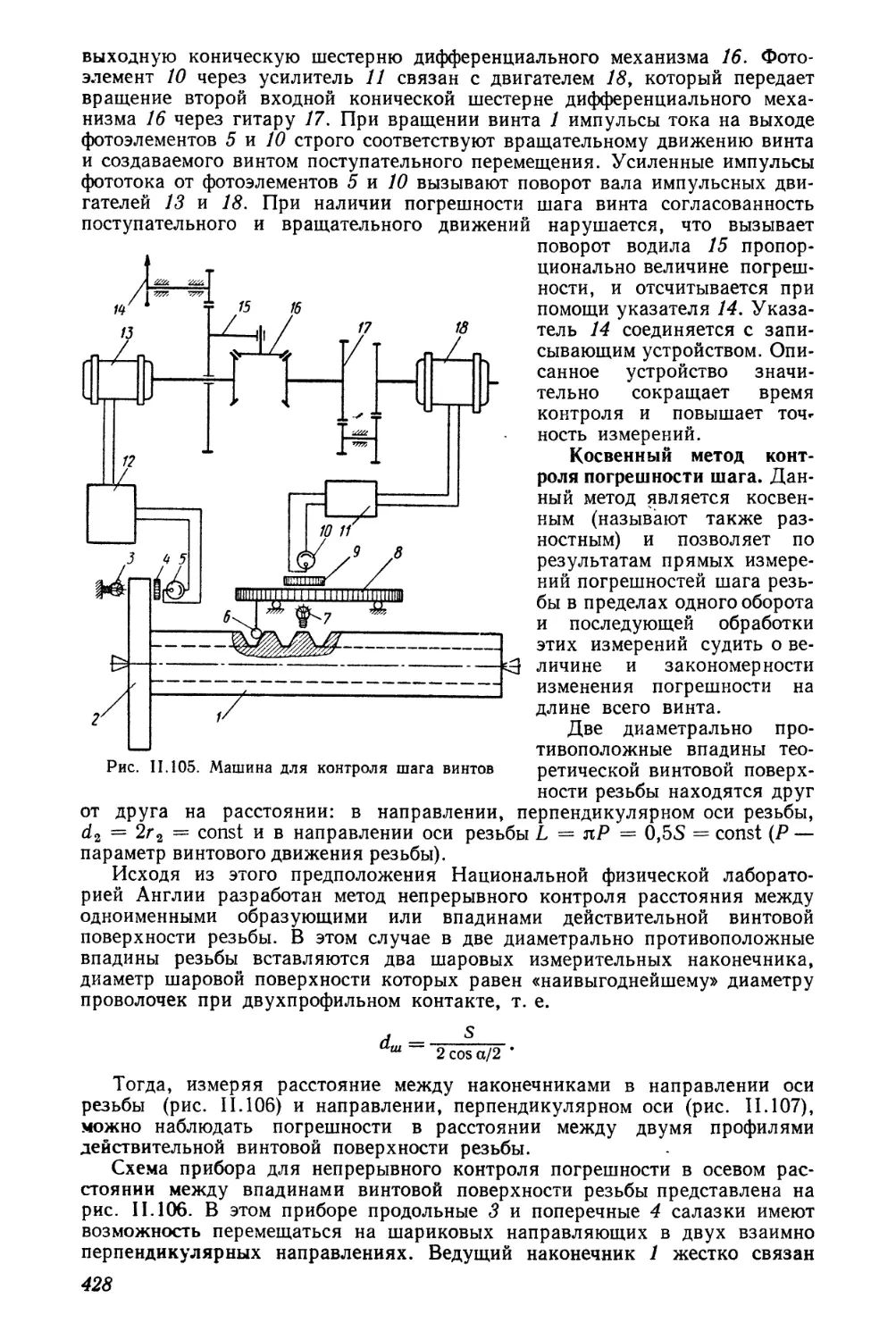
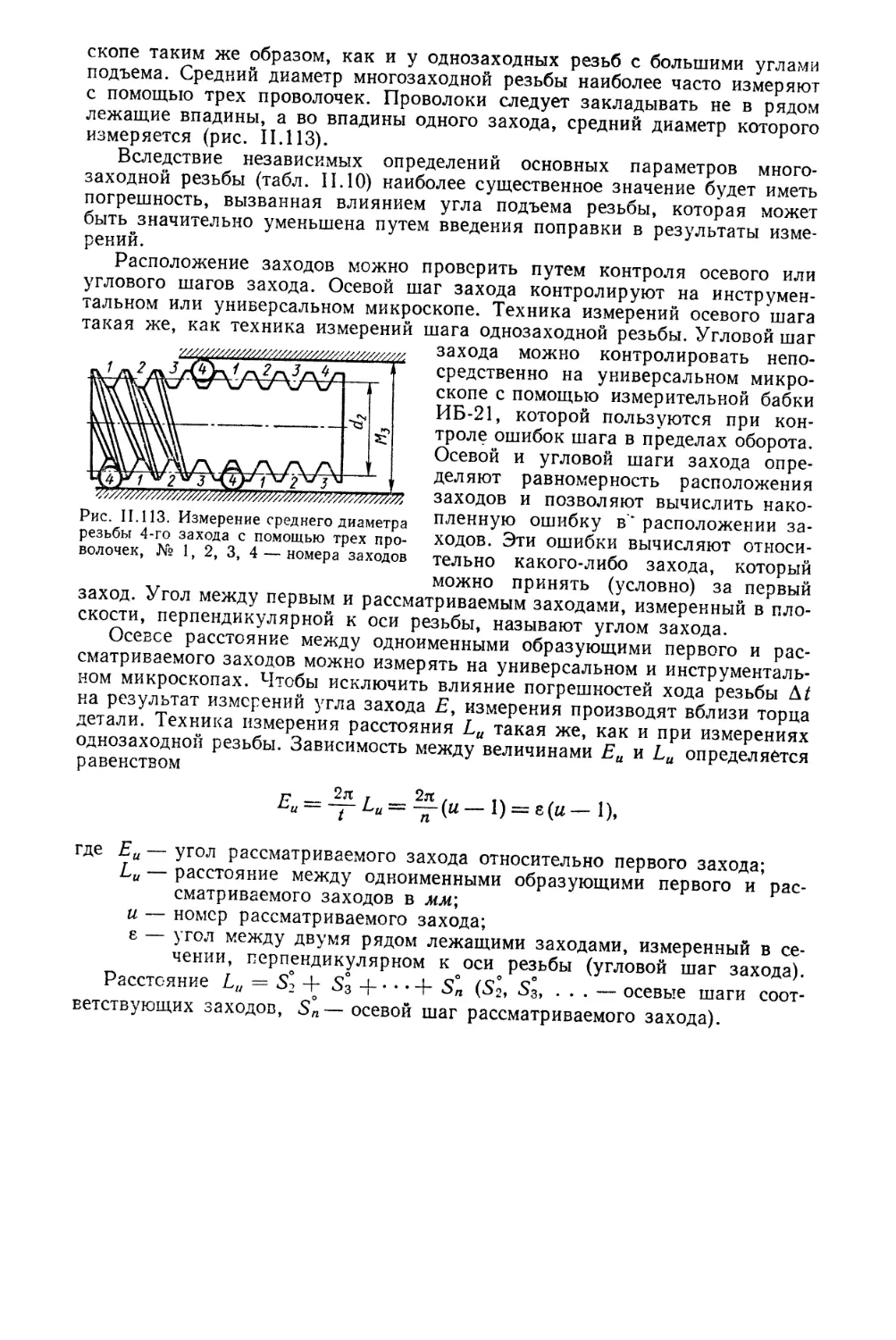
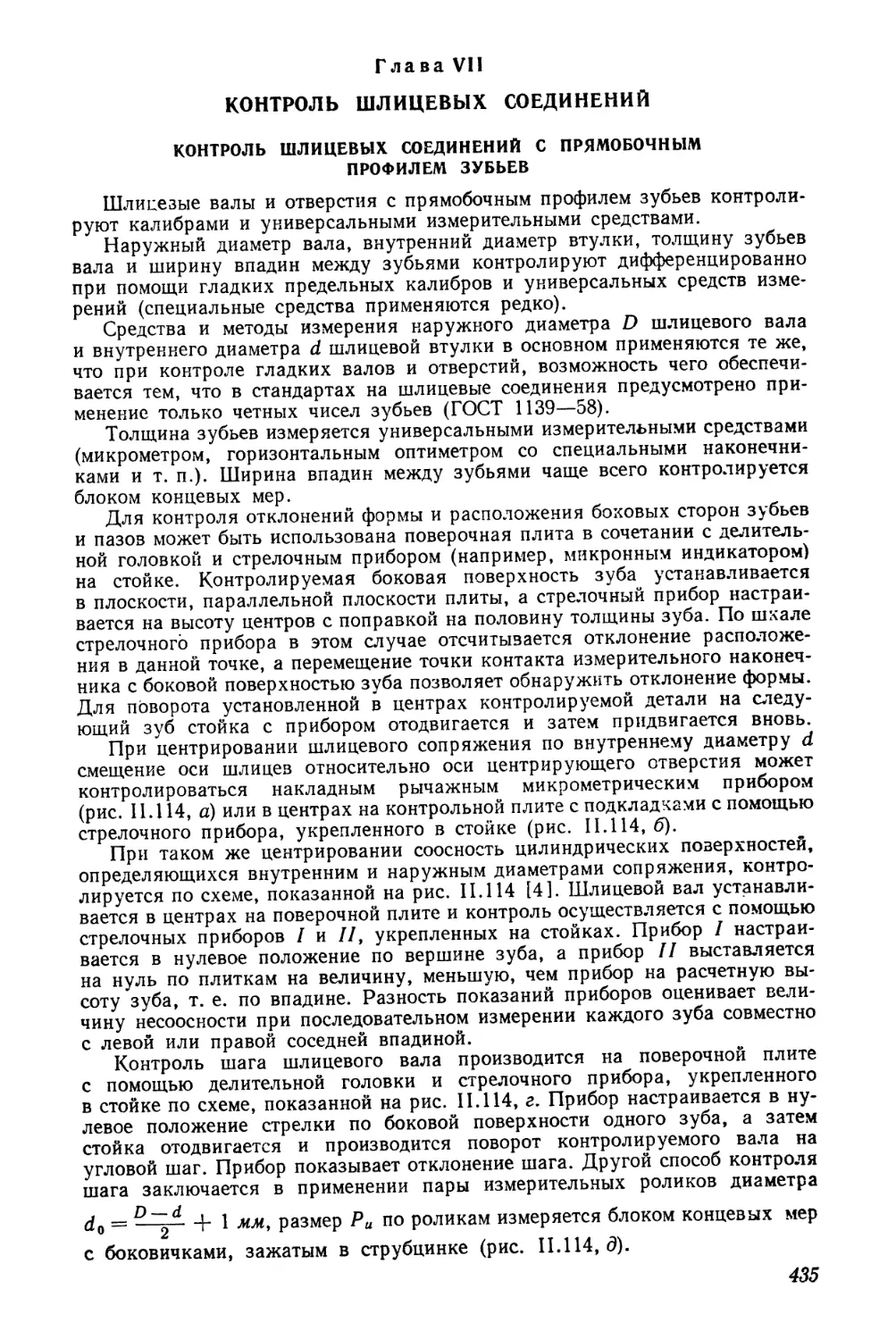
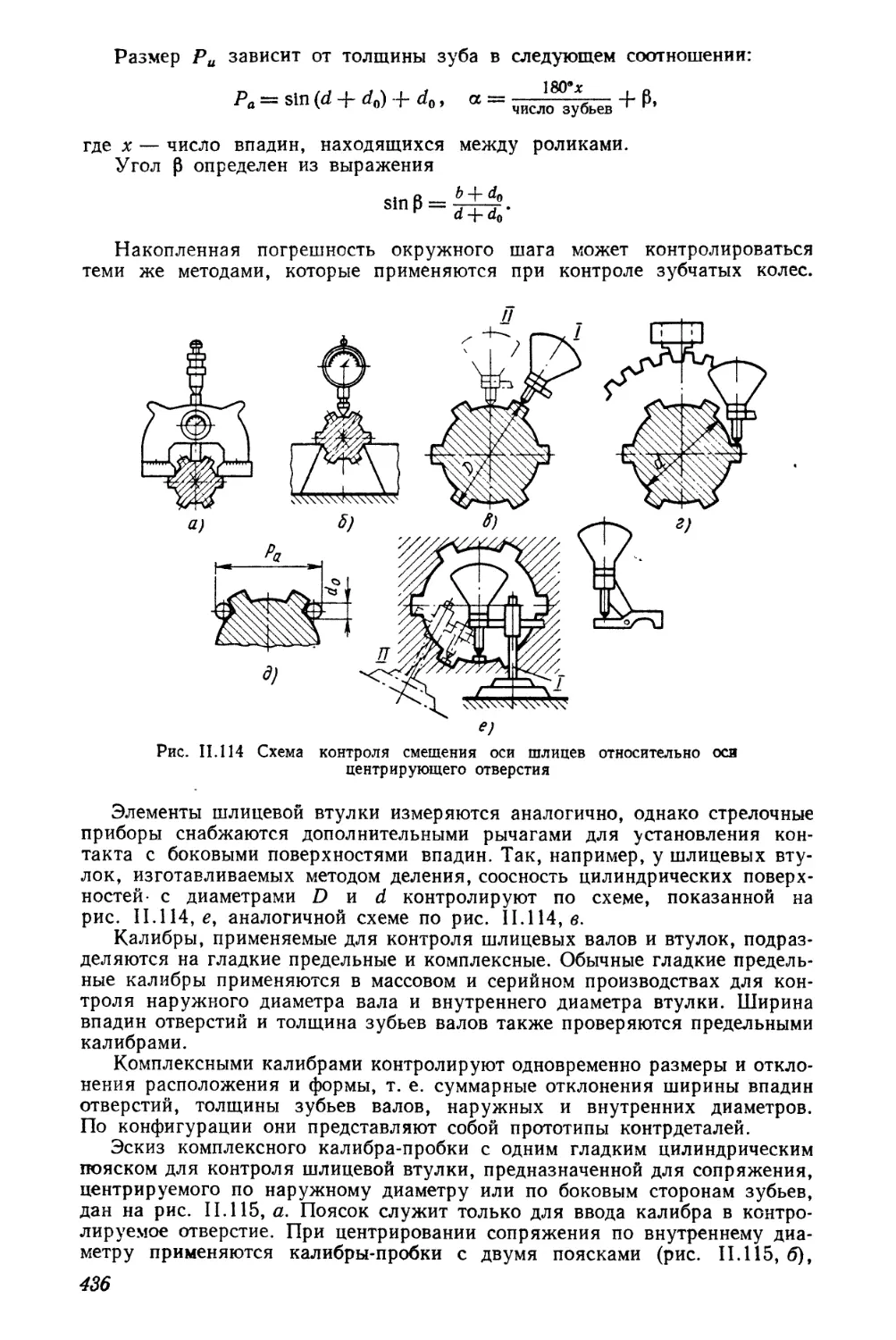
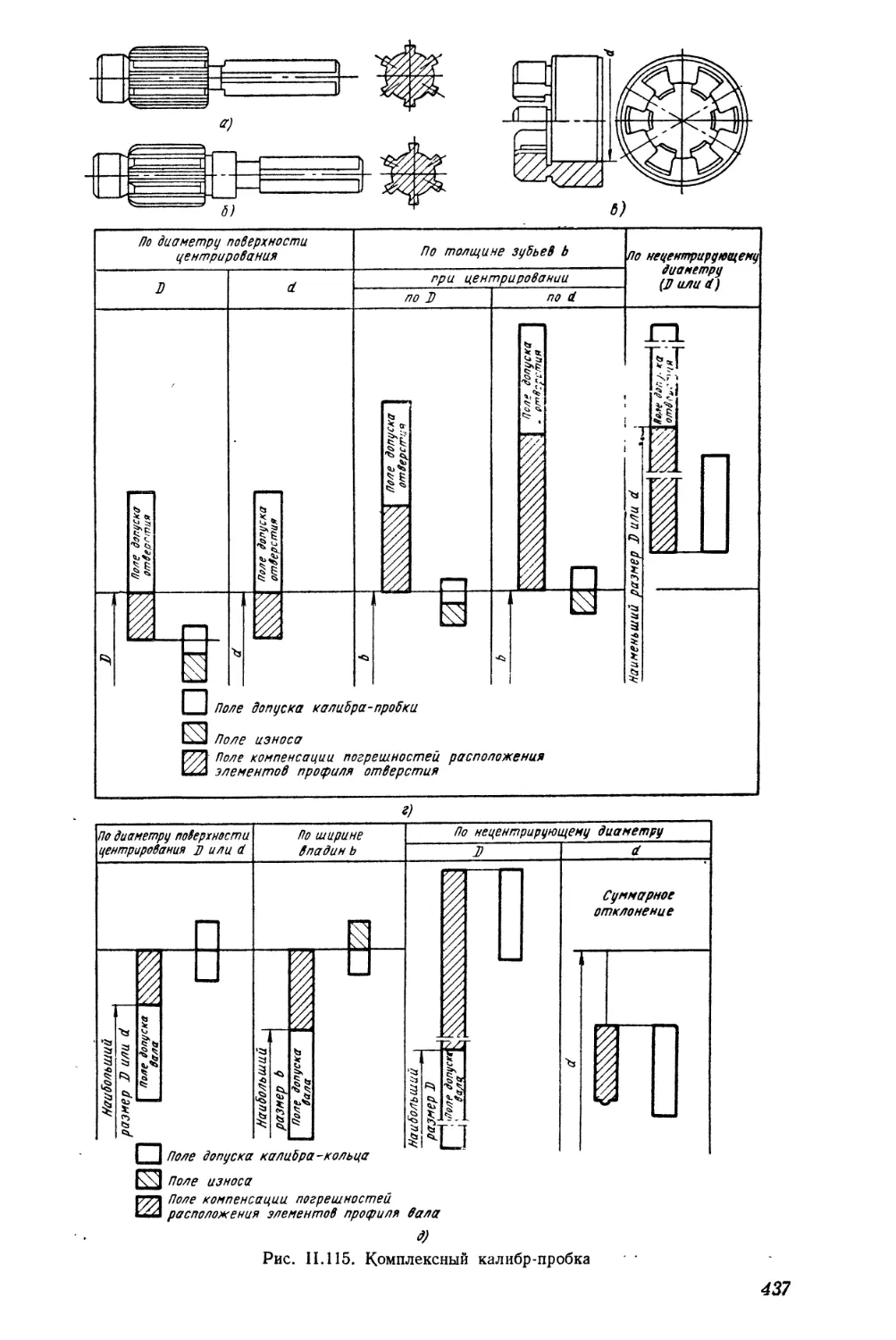
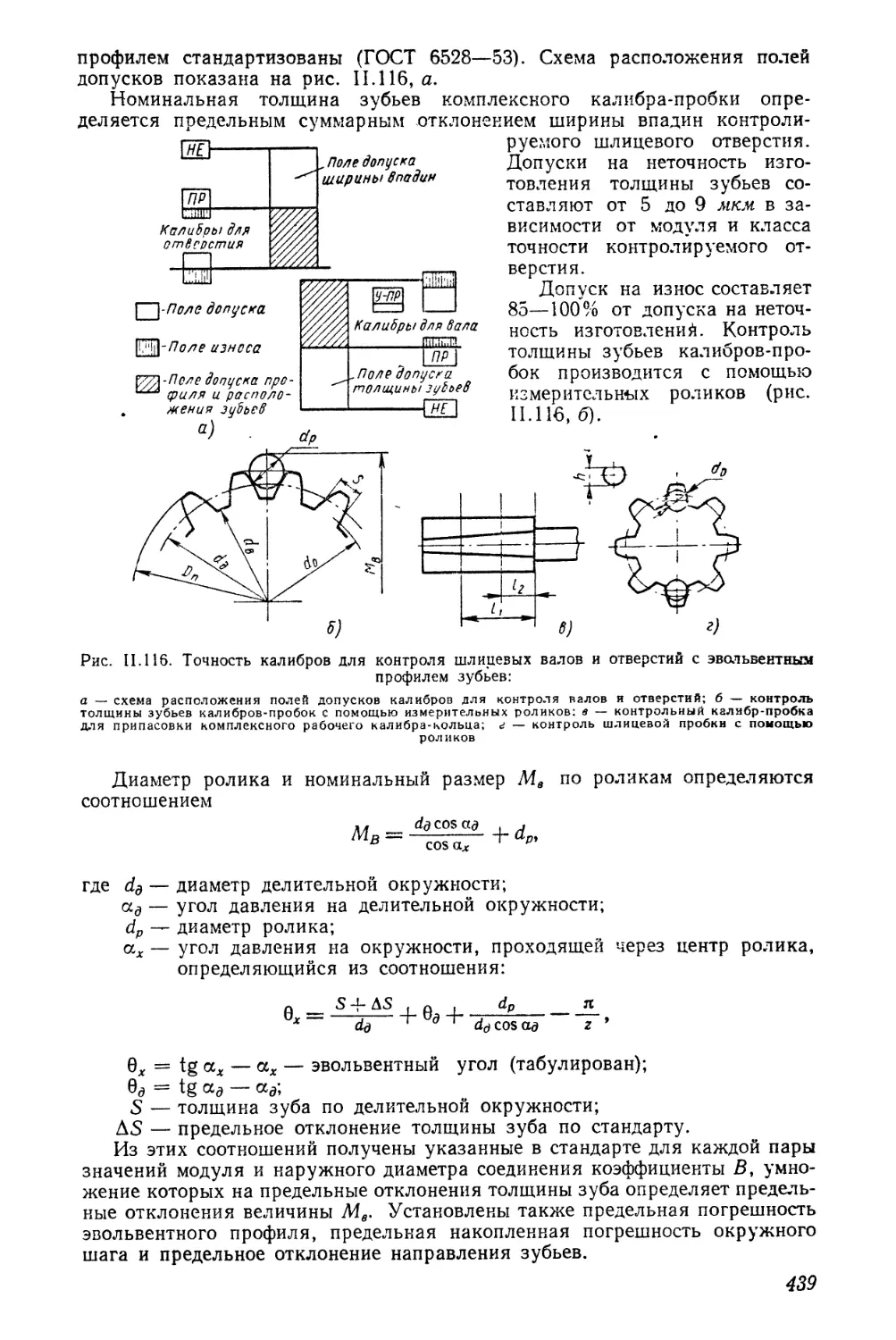
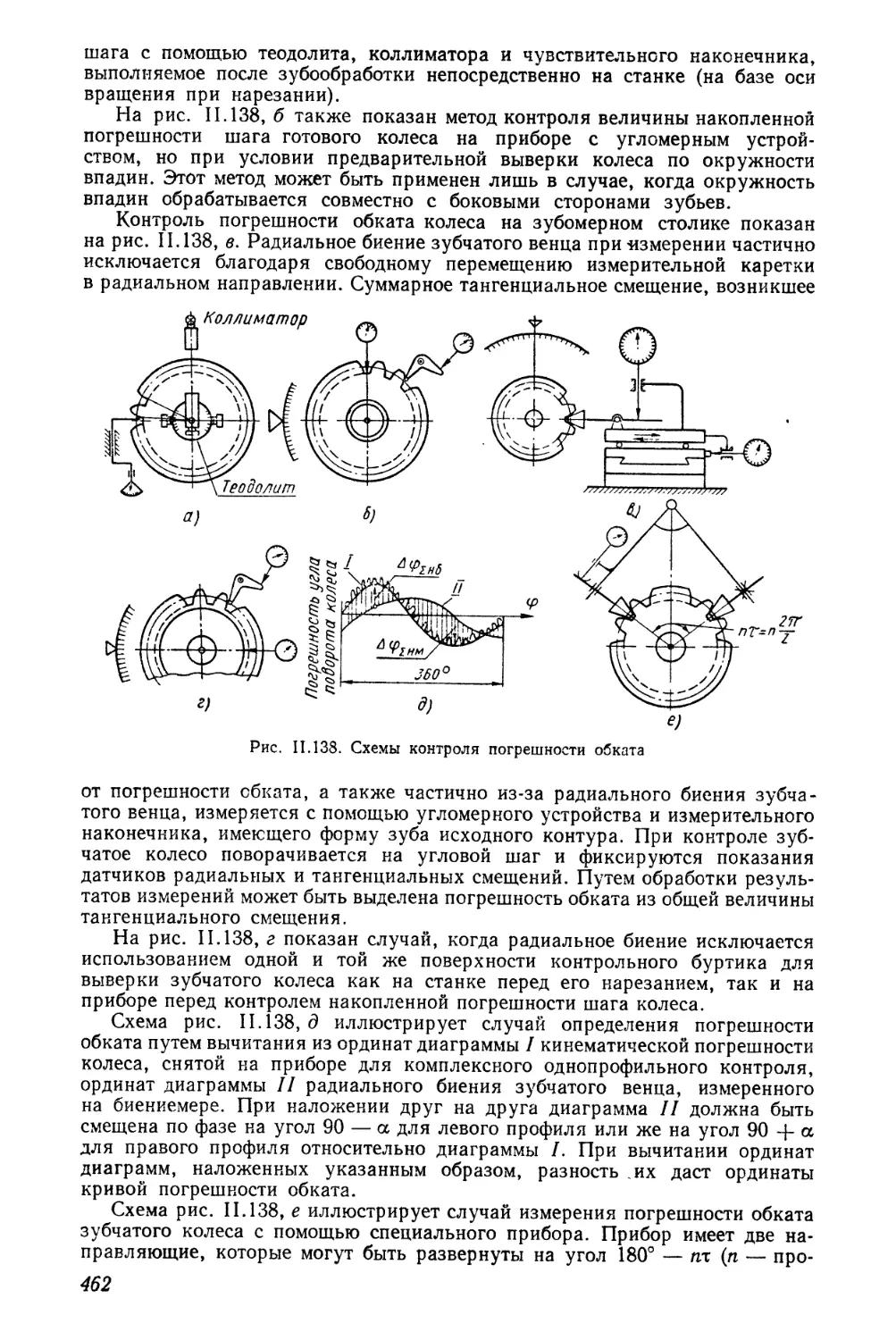
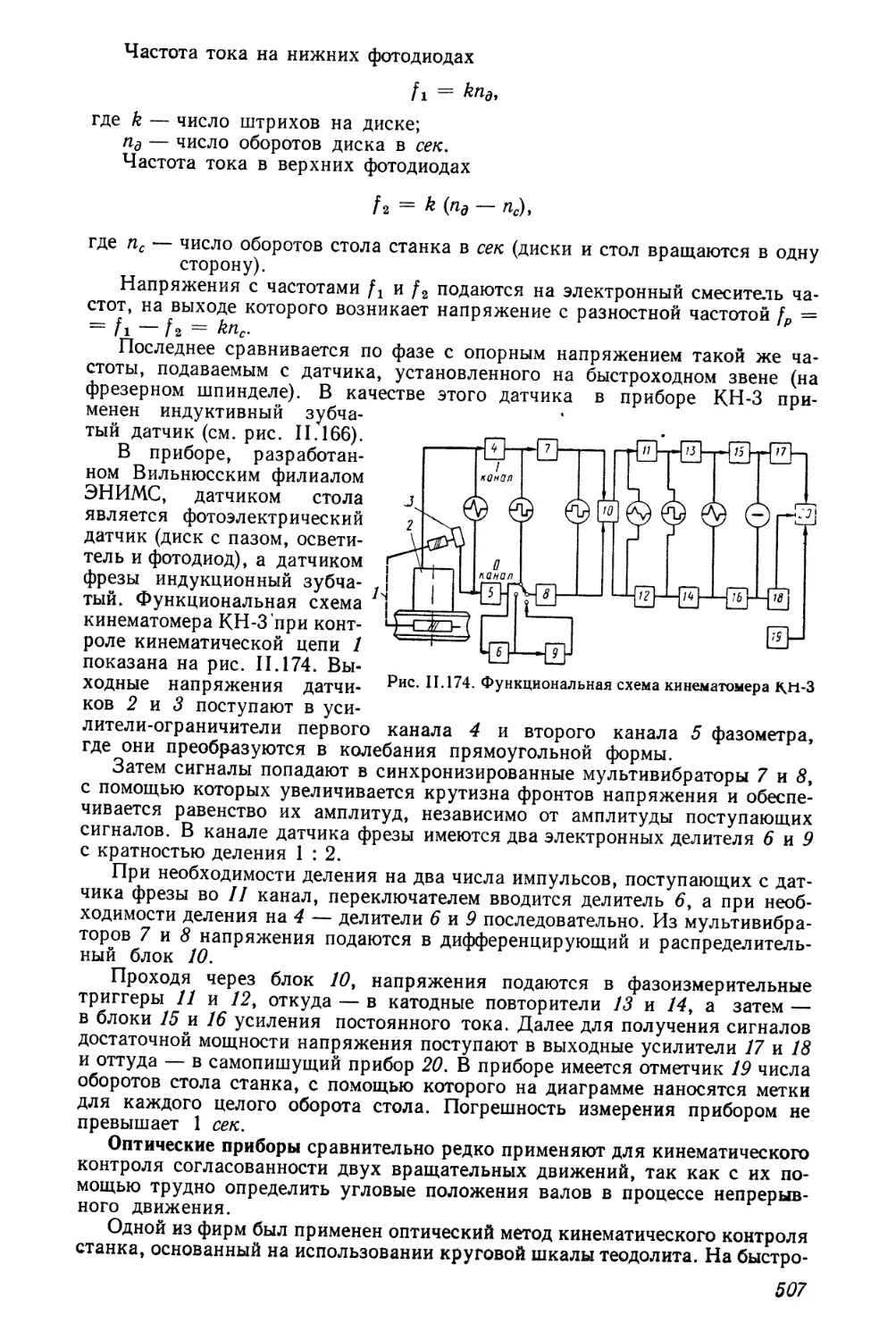
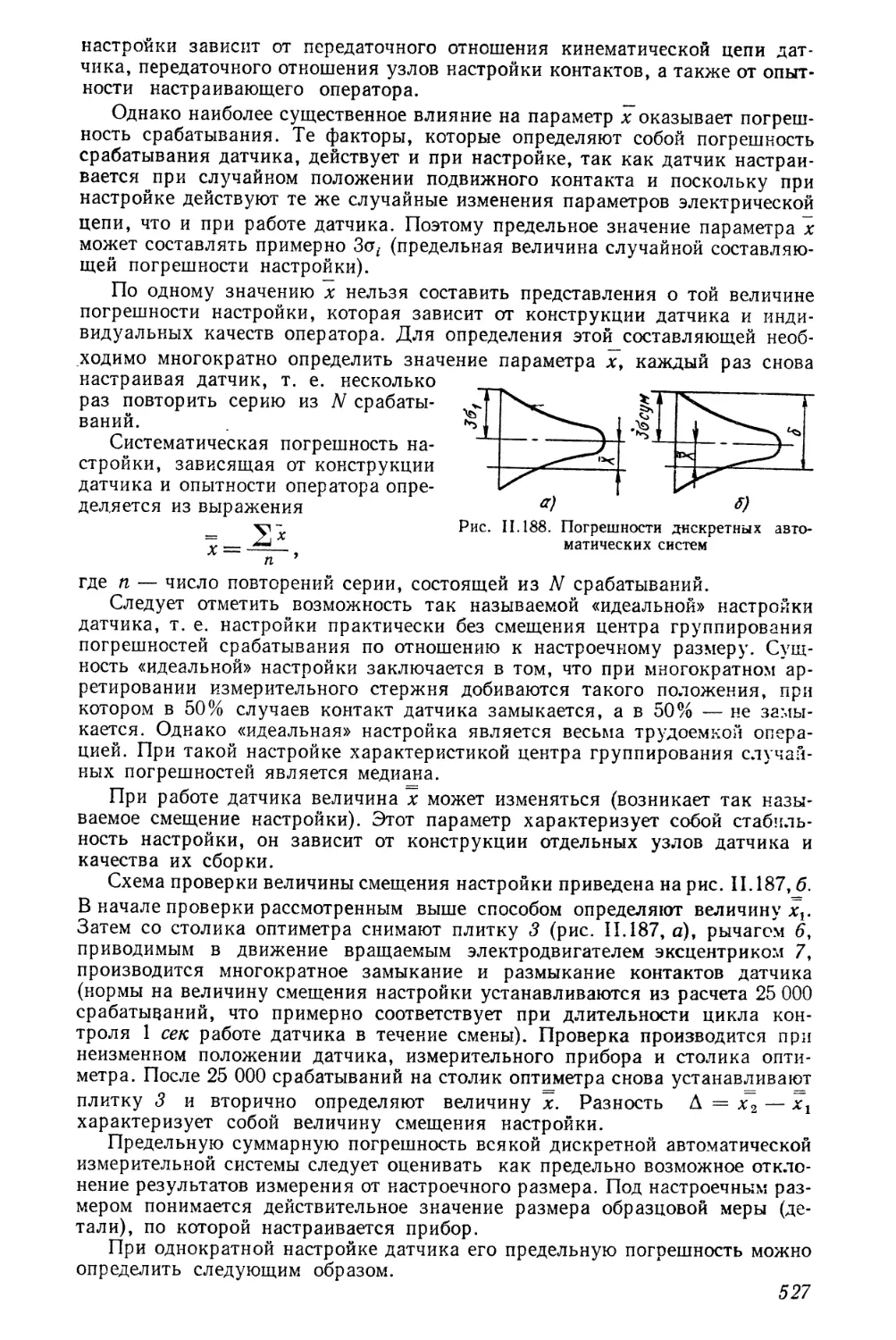
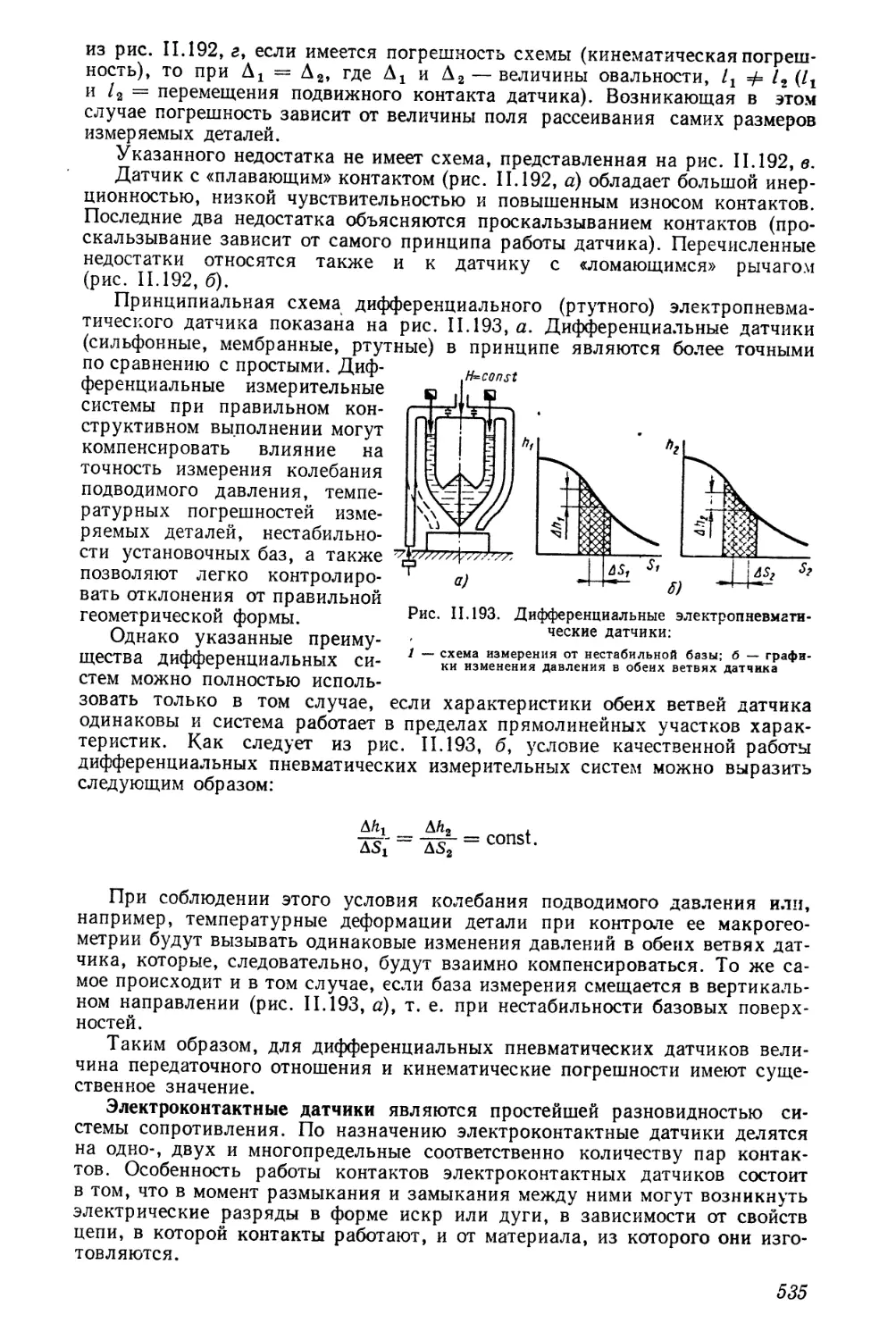
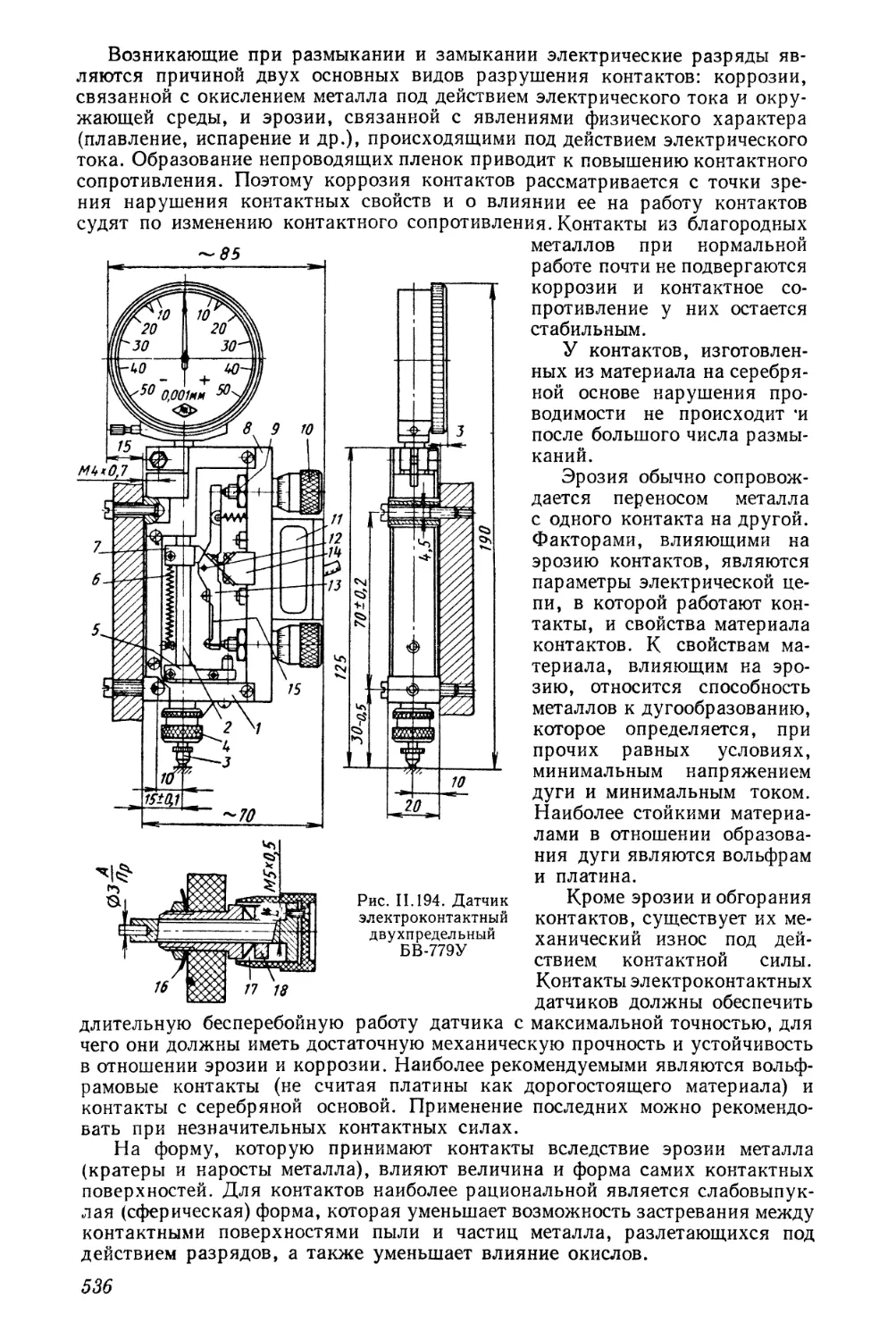
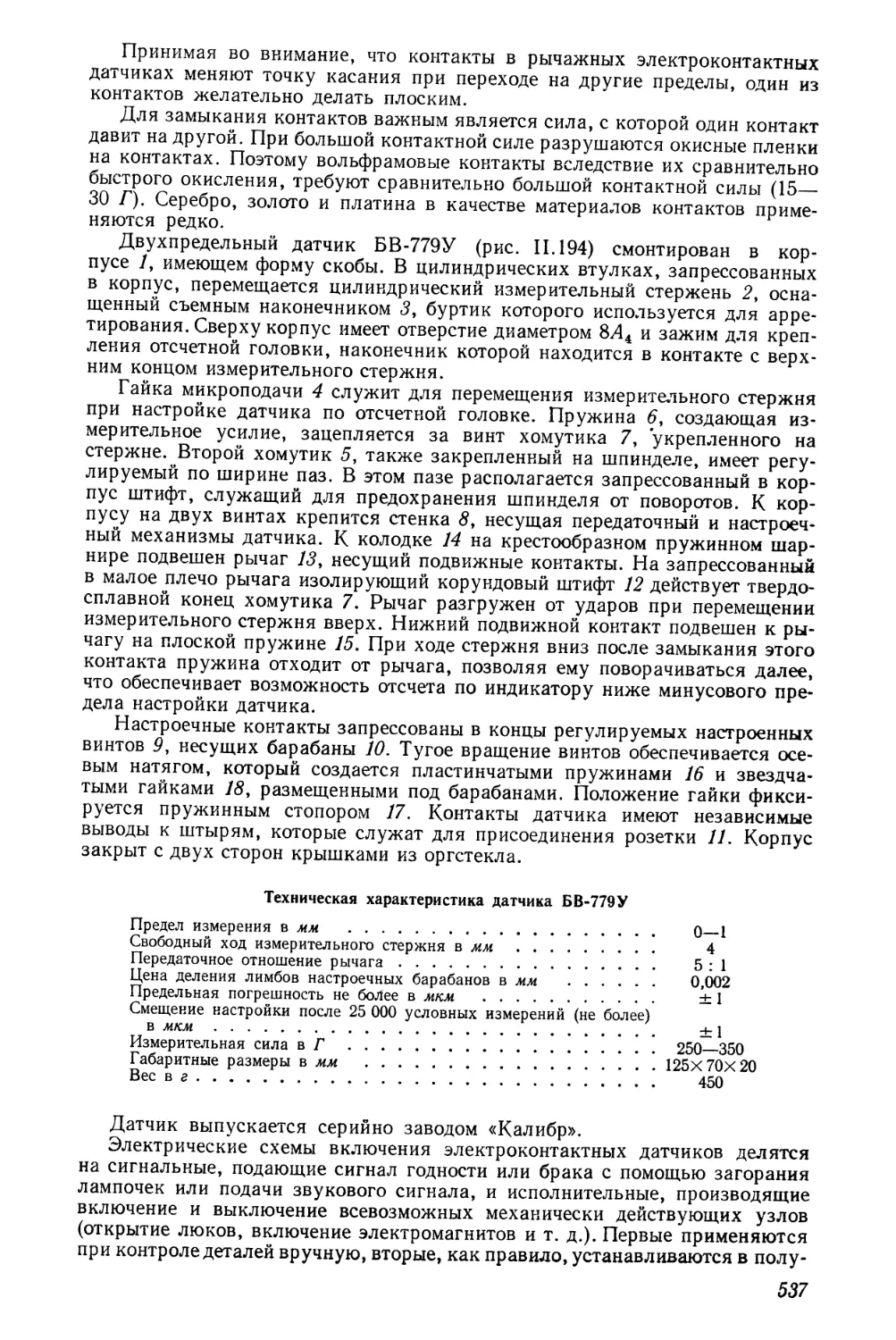
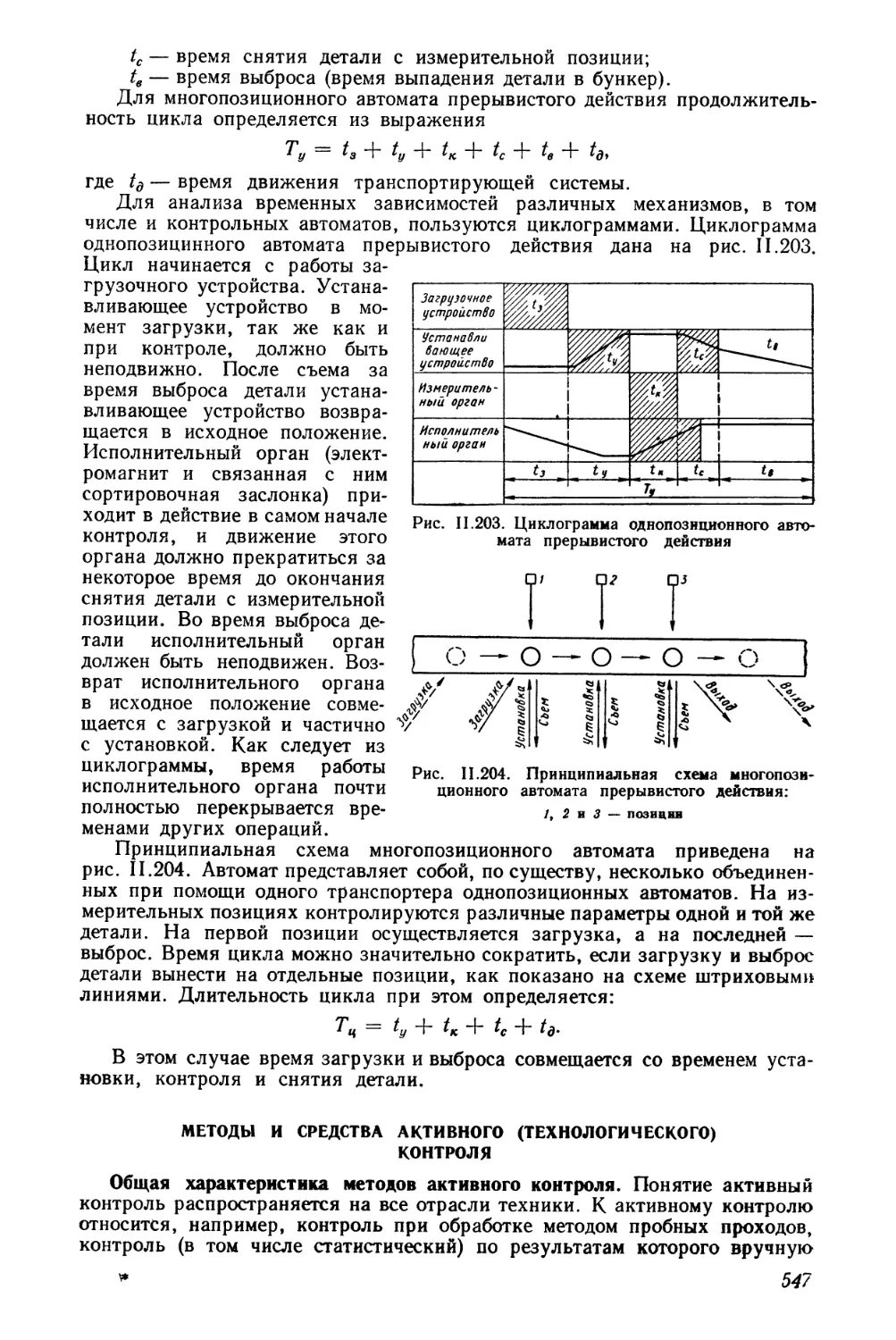
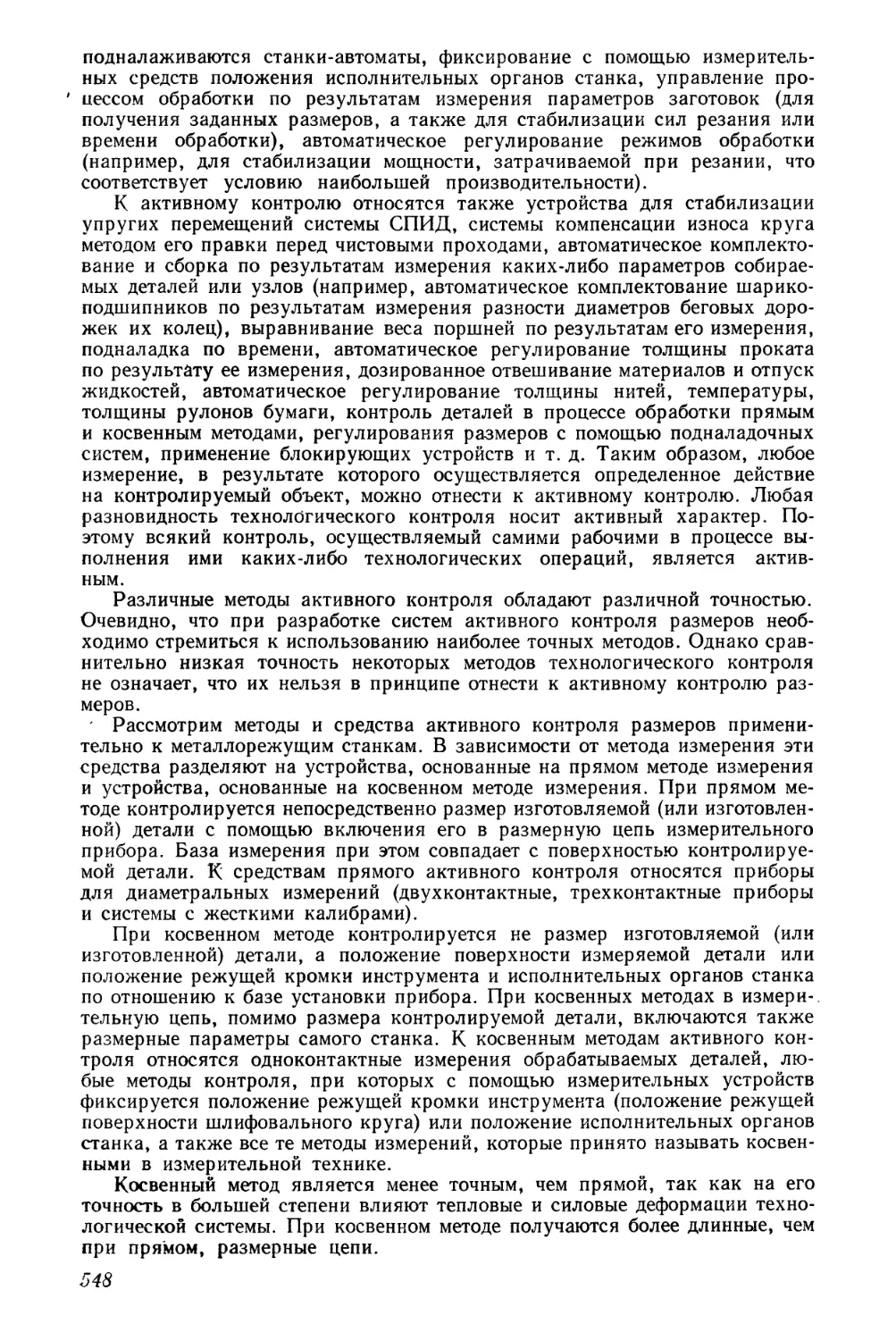
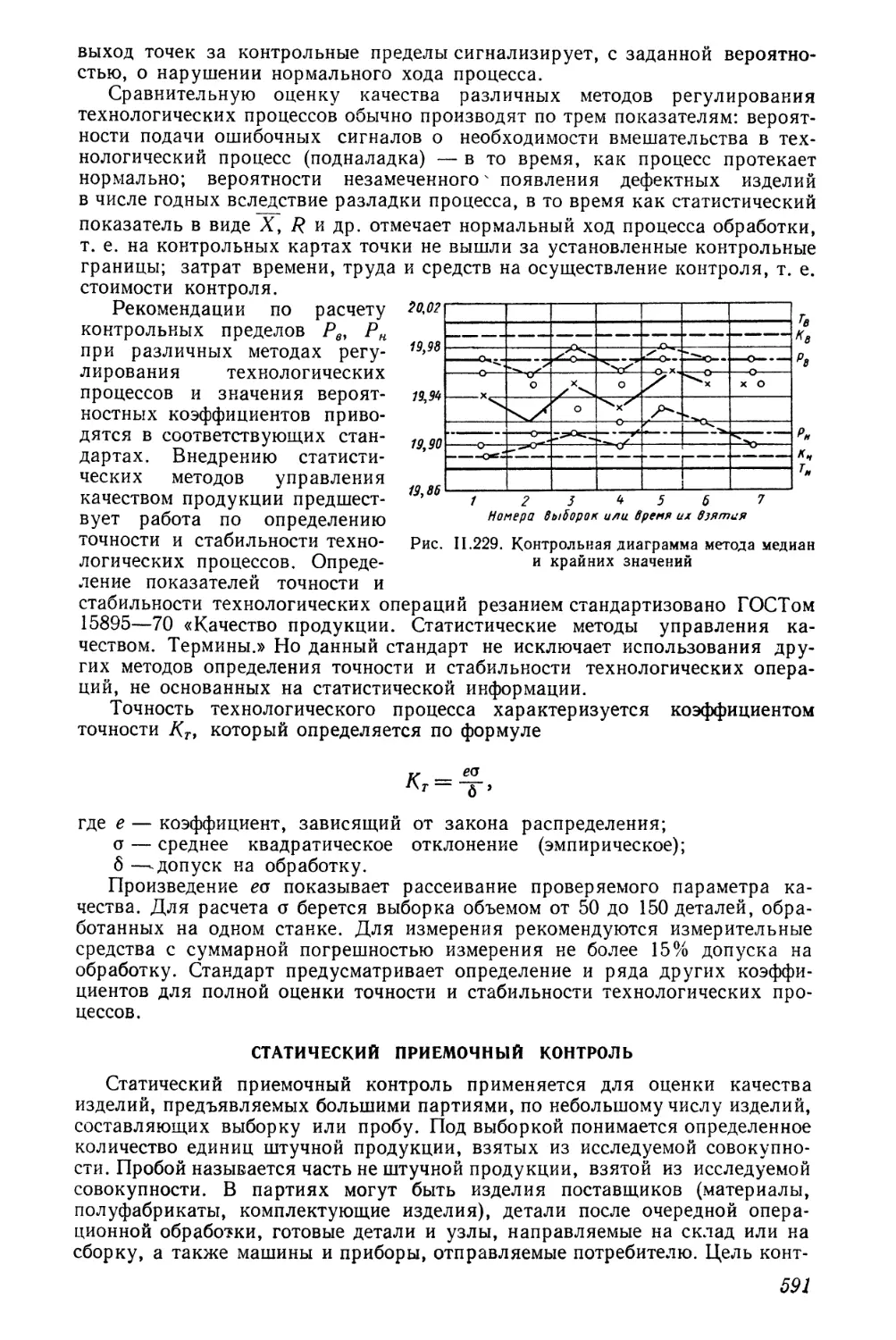
Текст
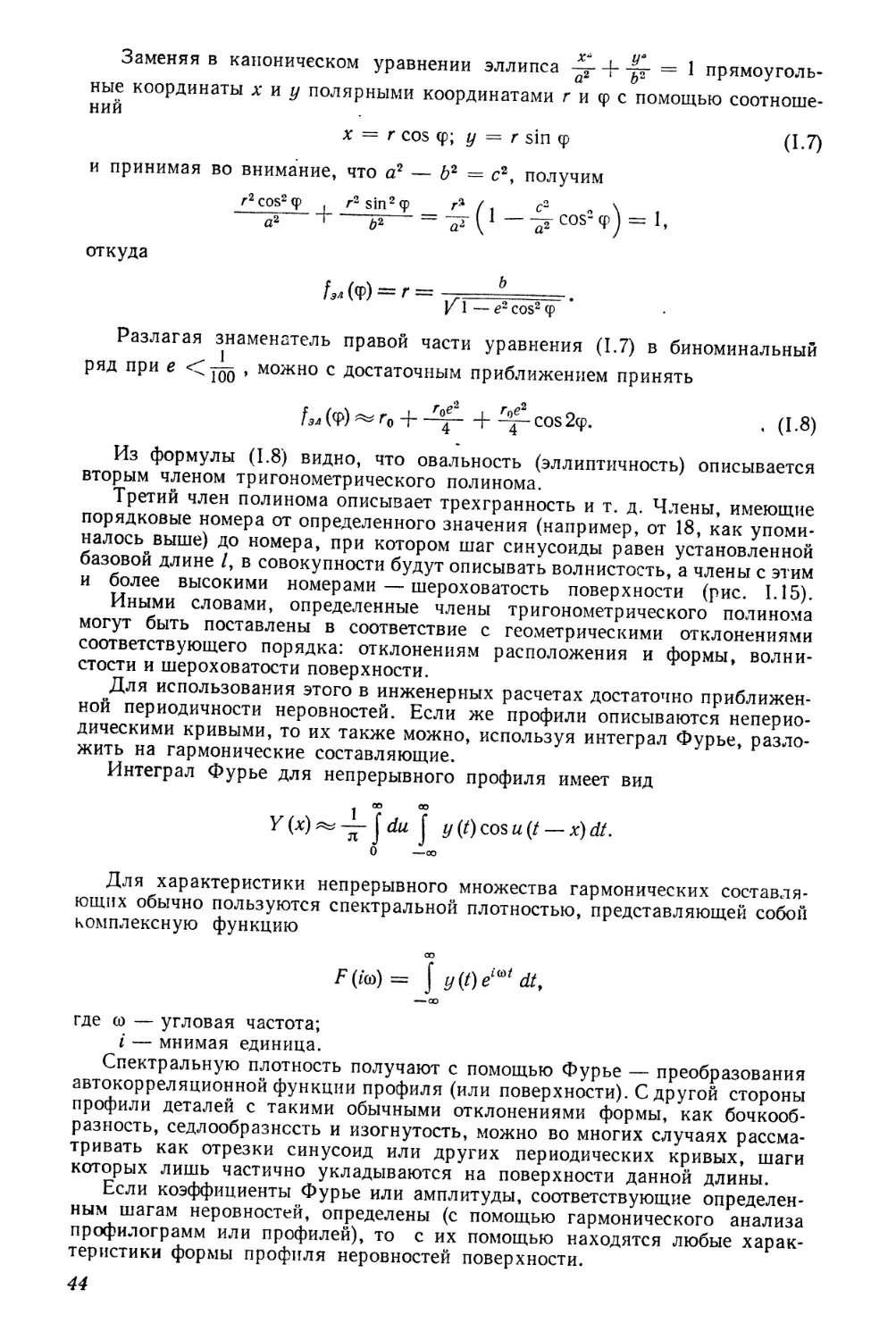
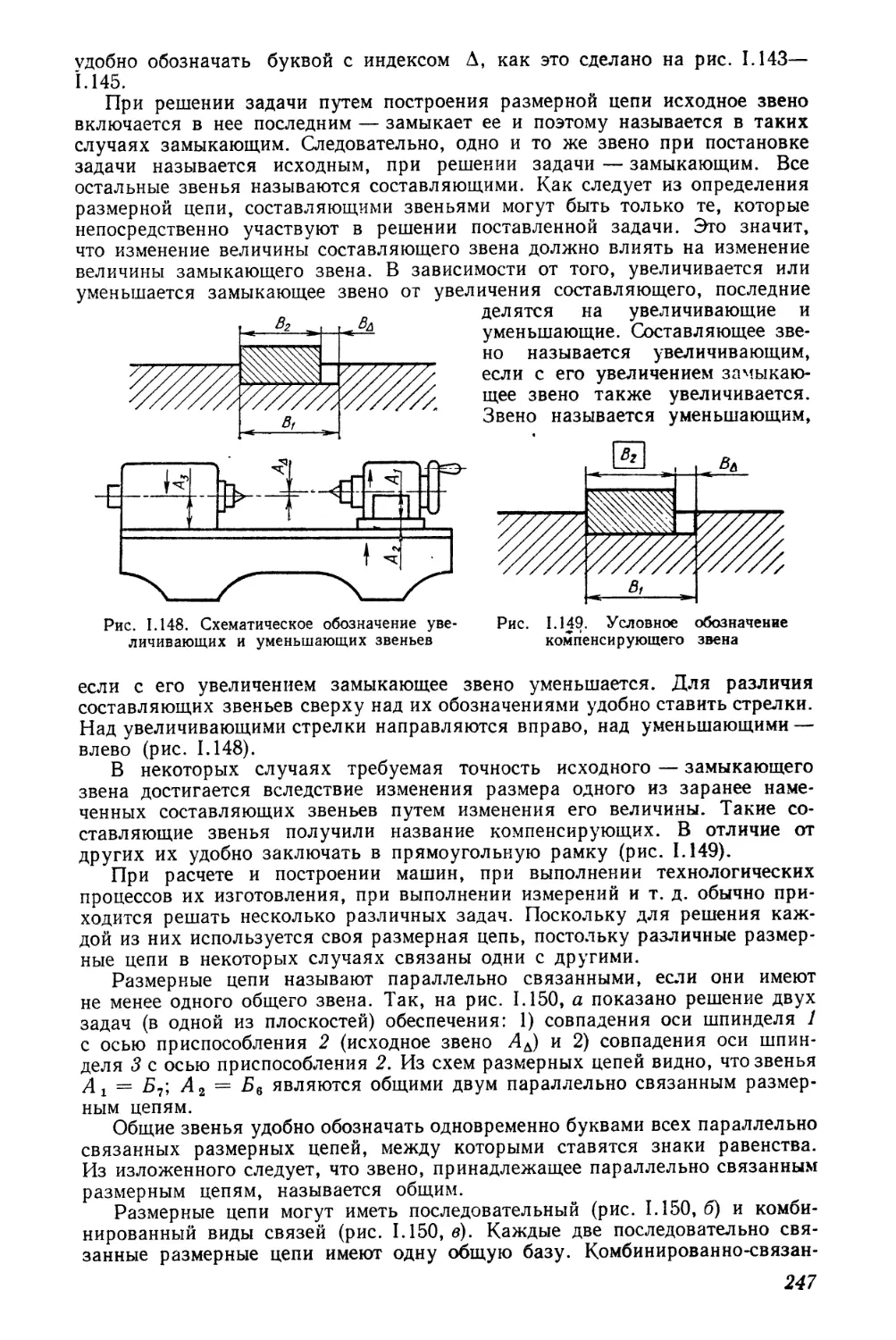
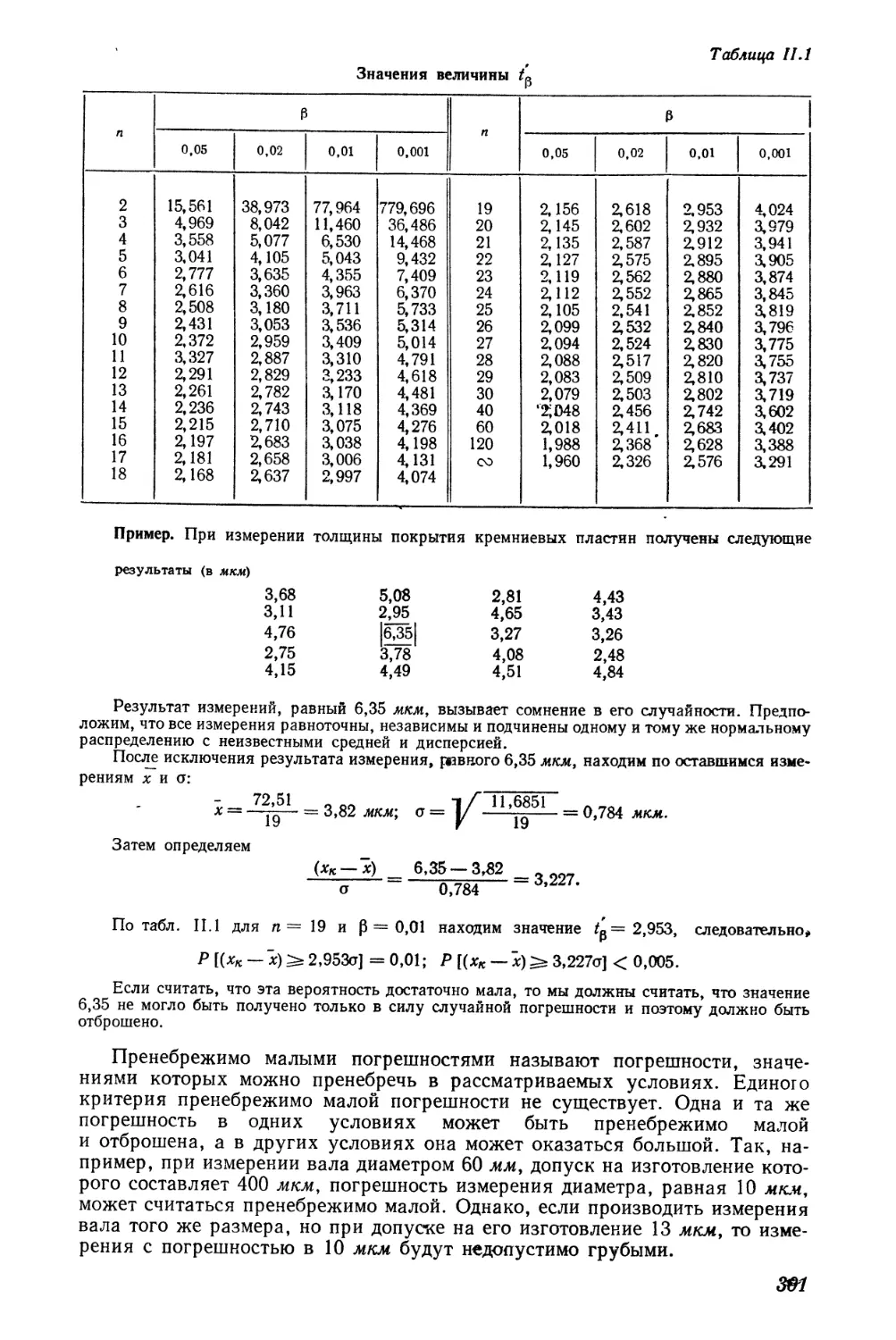
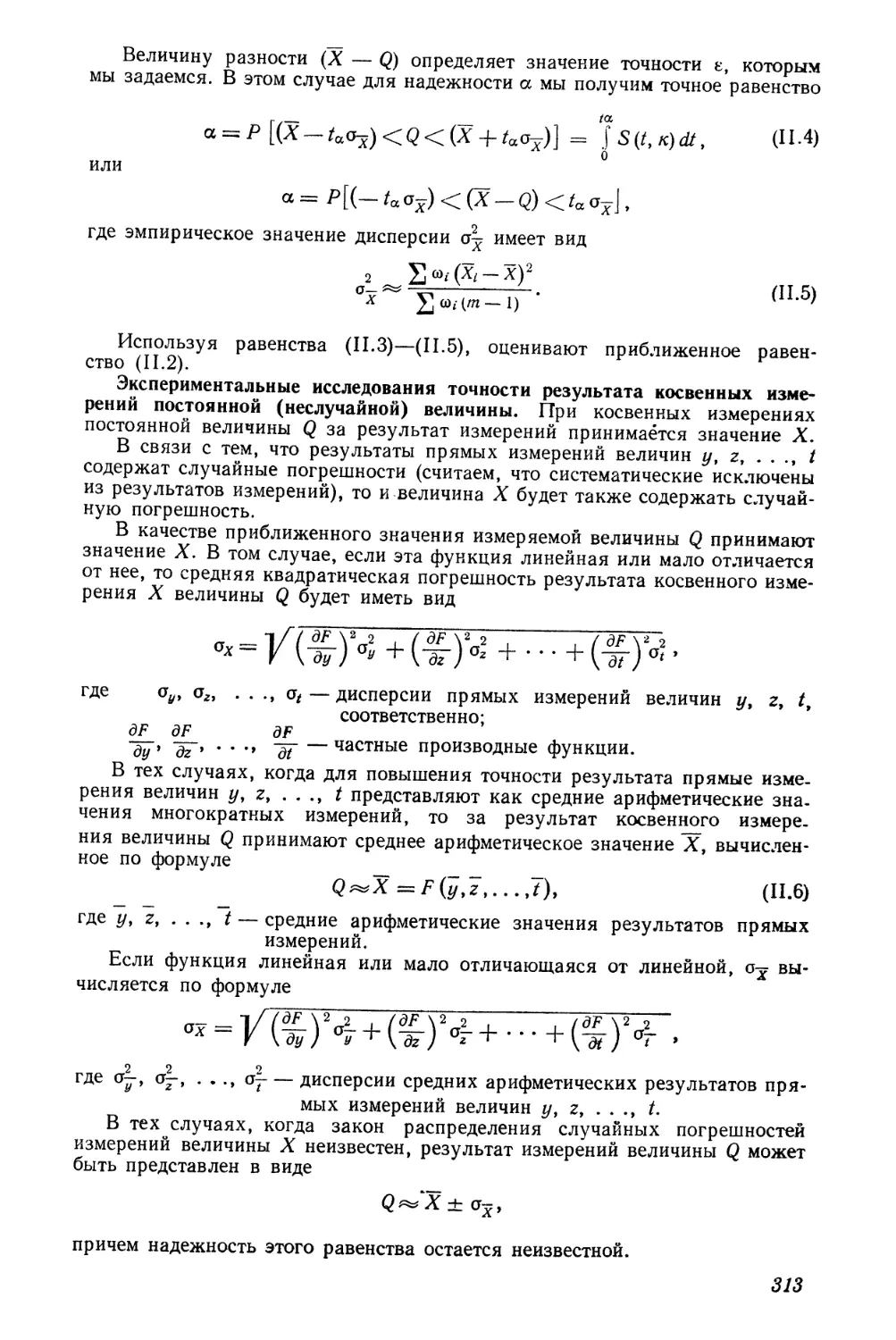
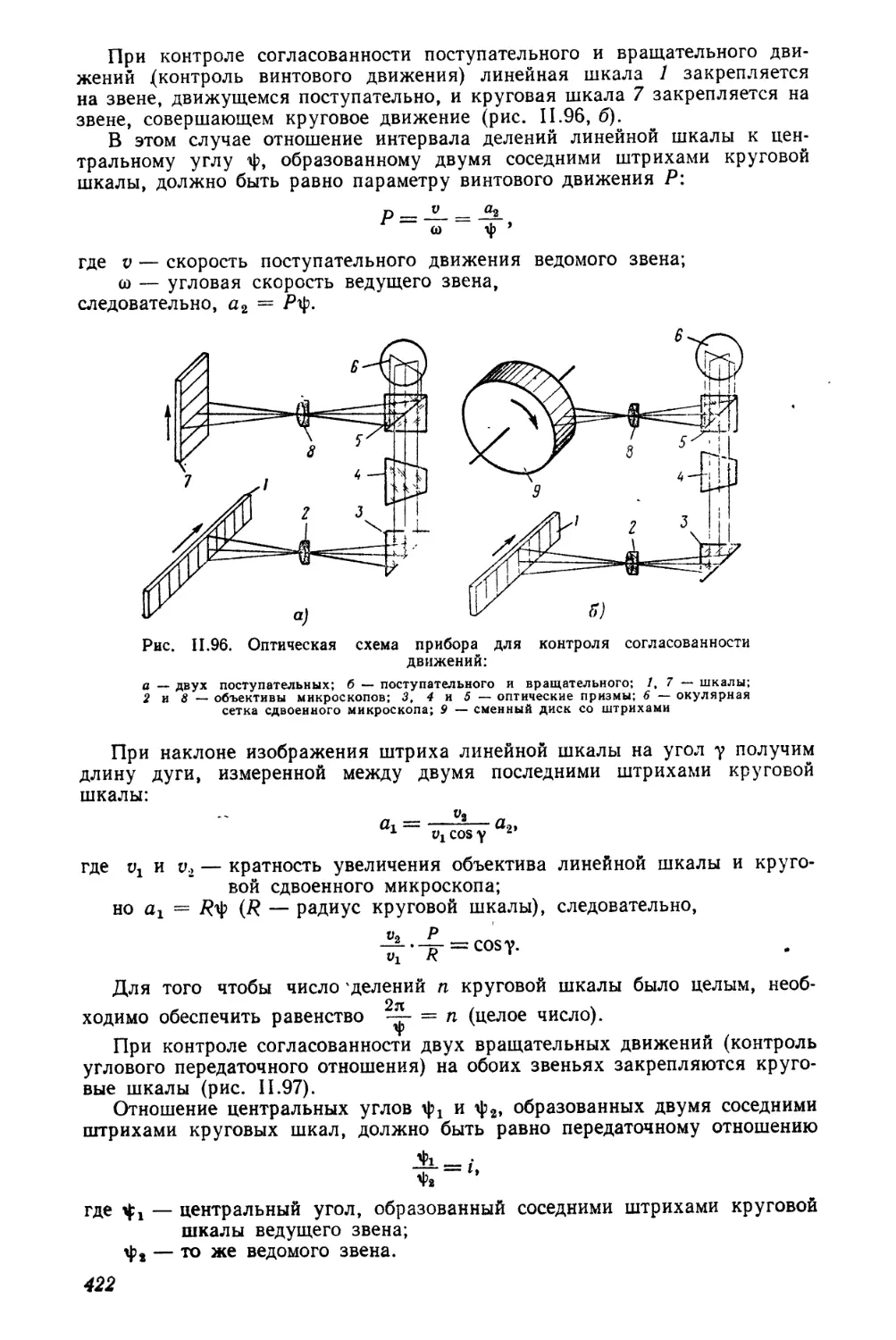
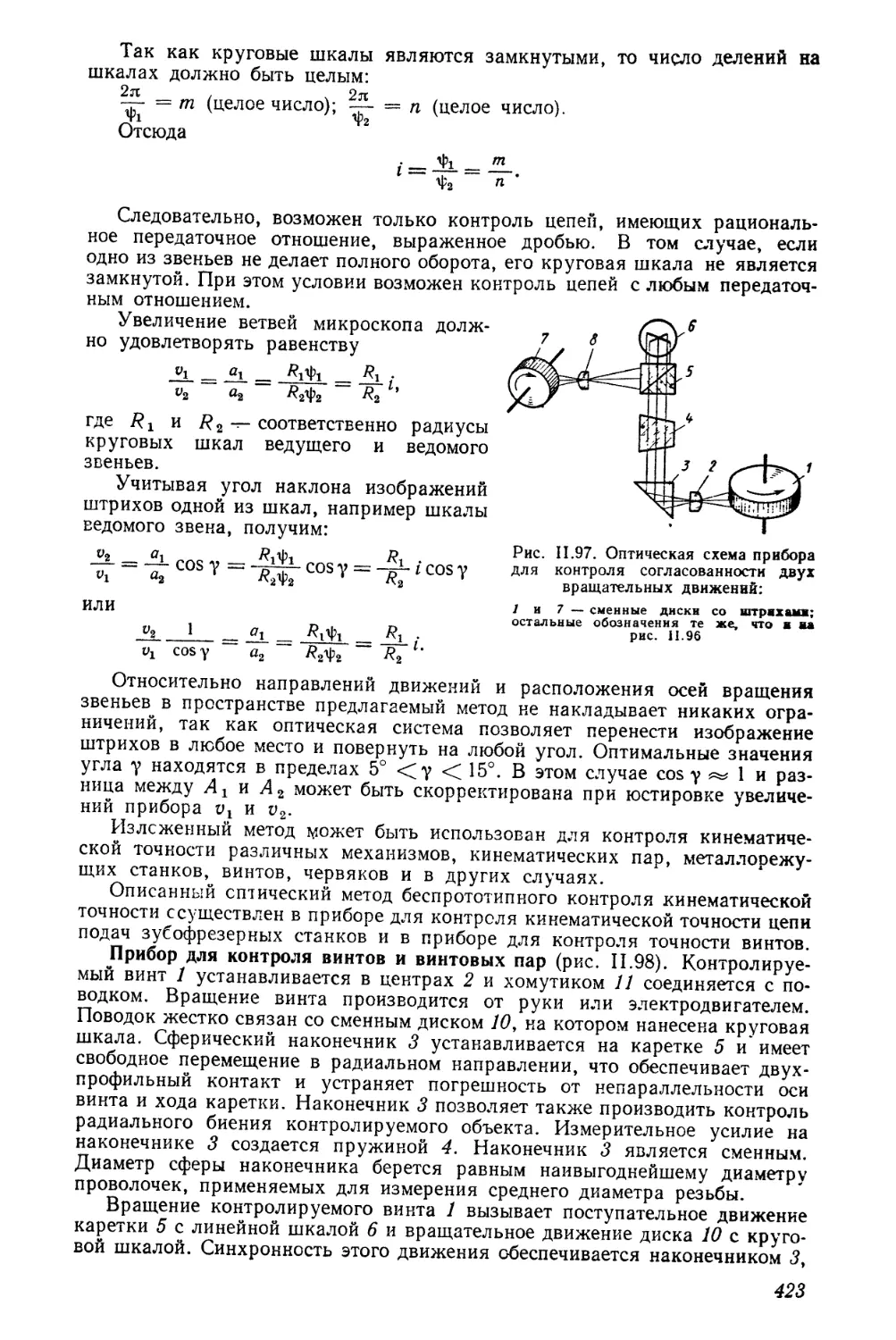
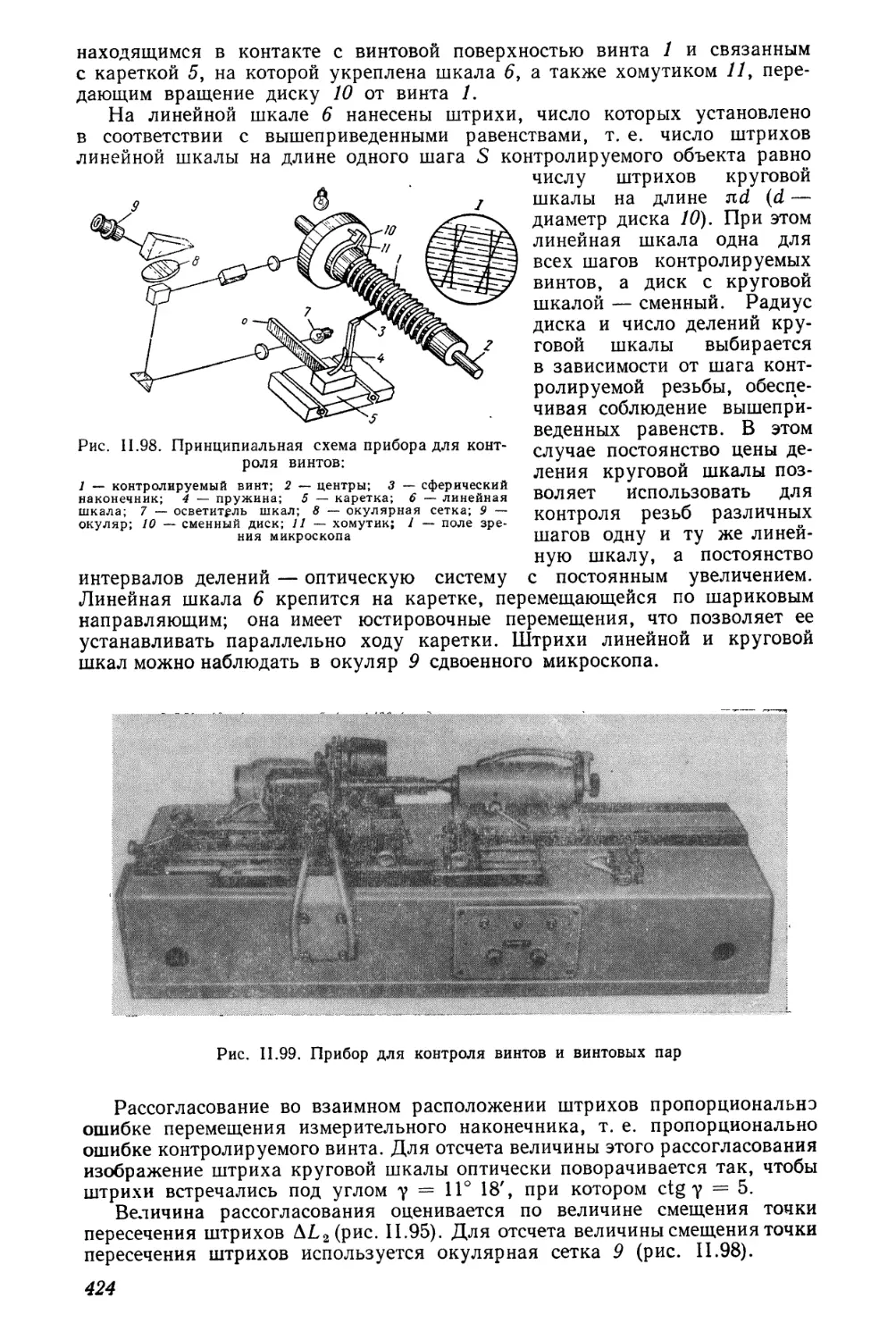
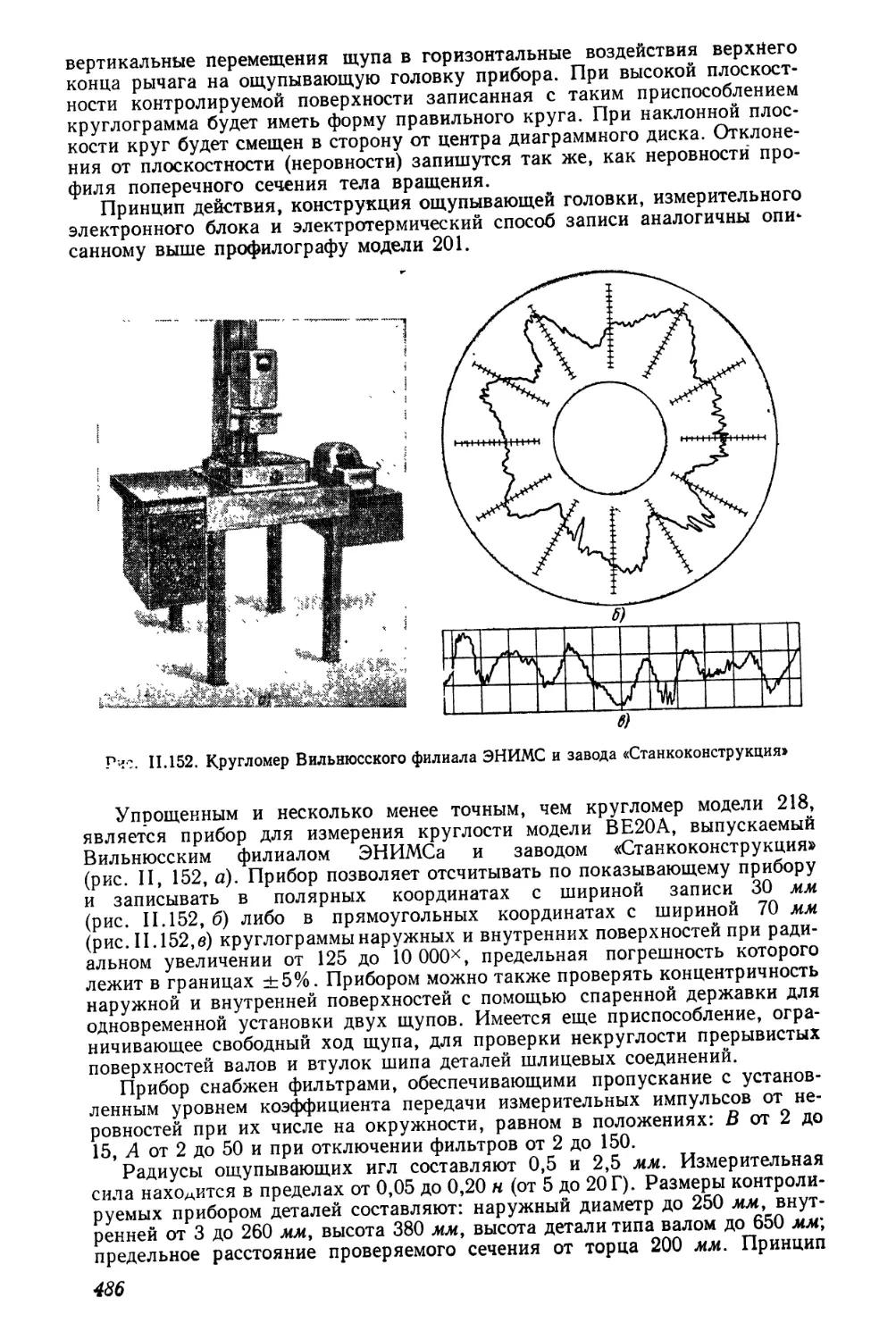
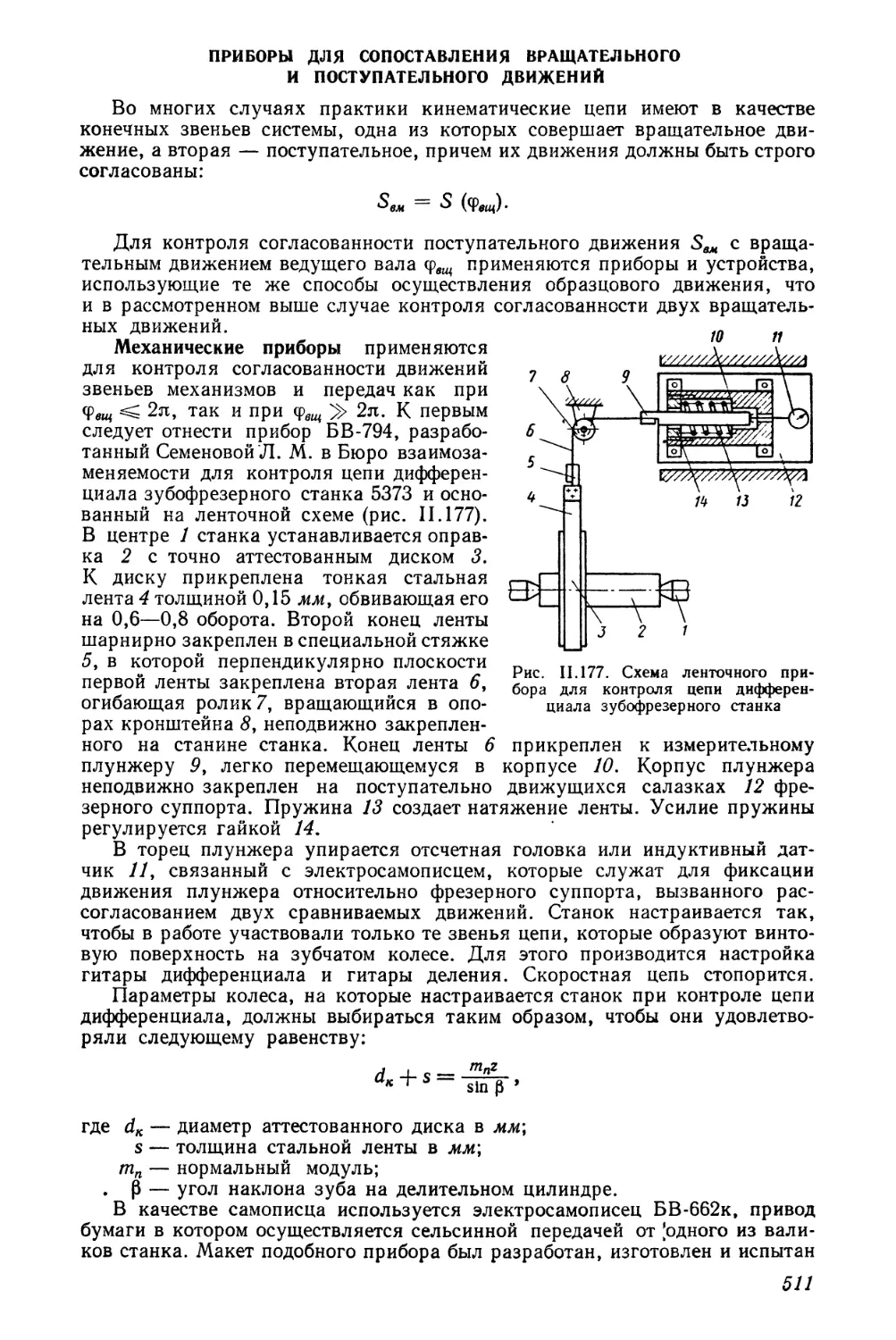
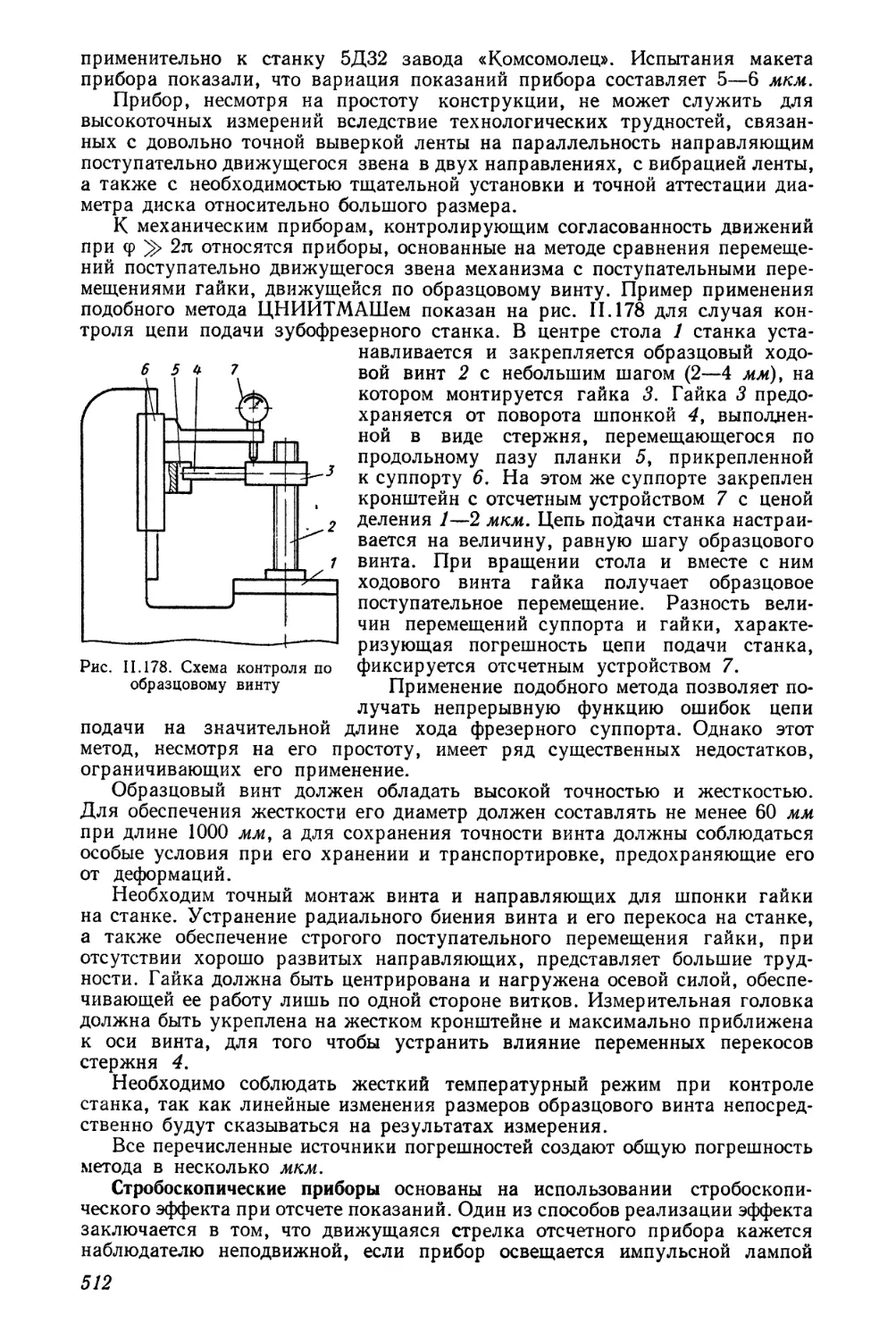
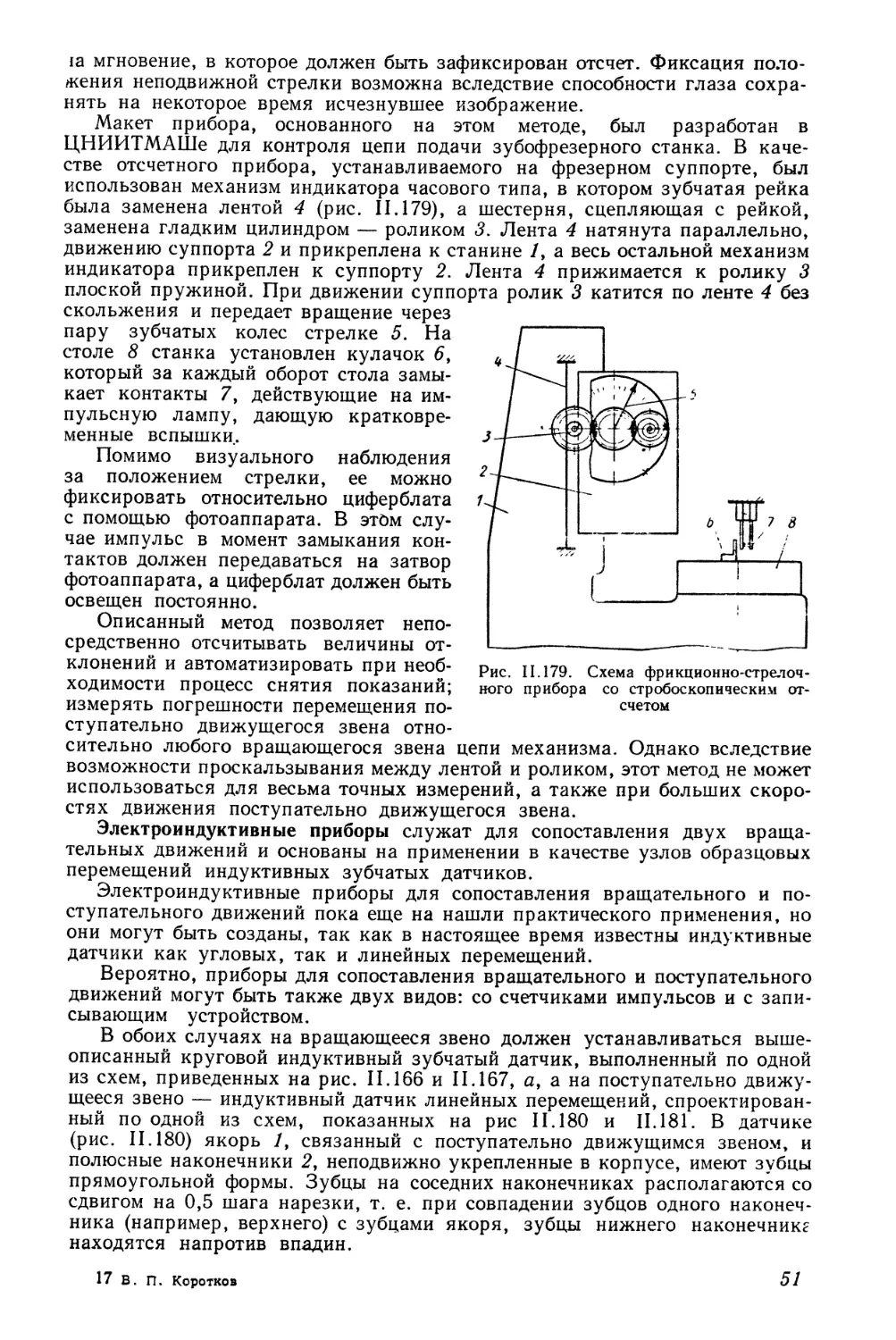
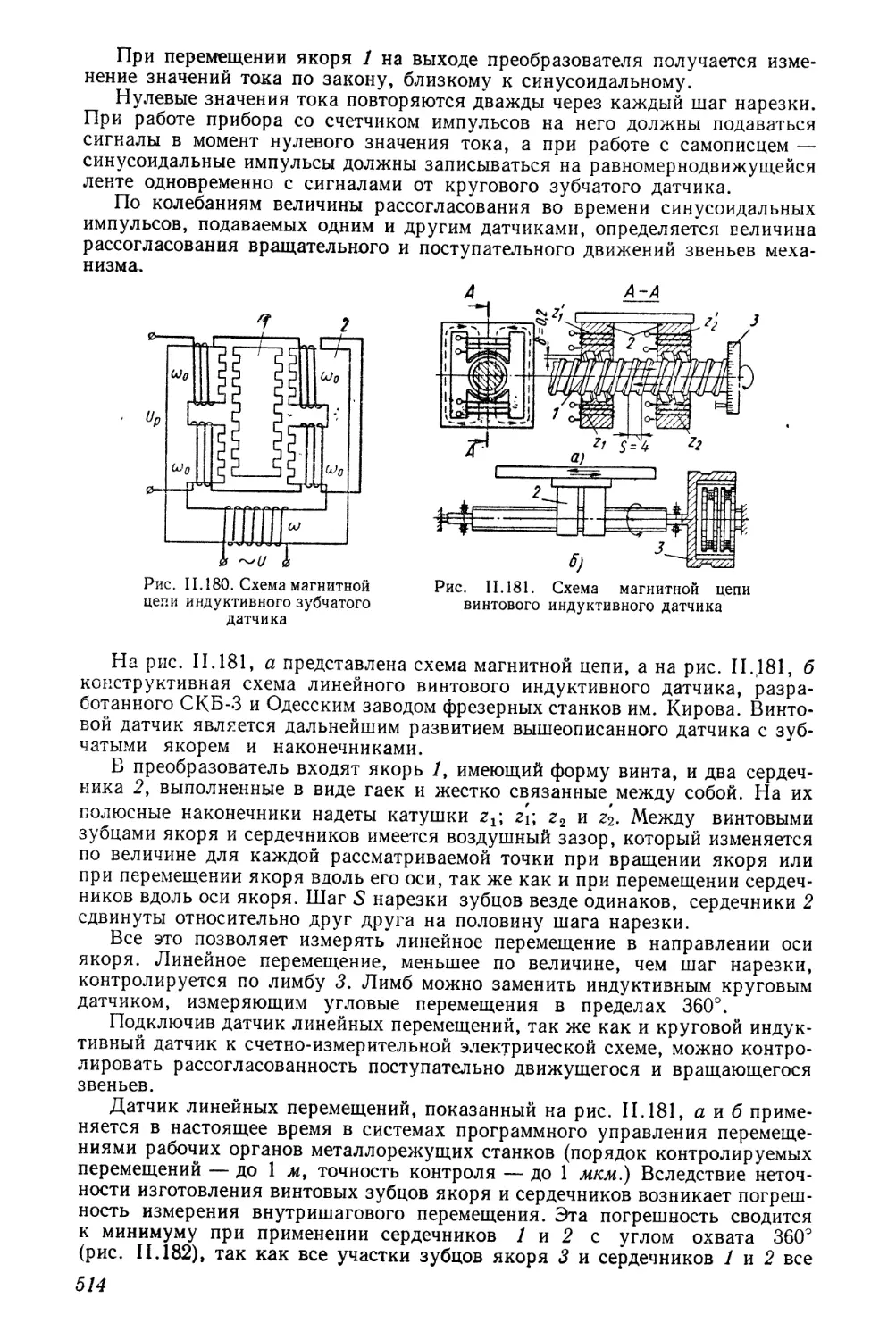
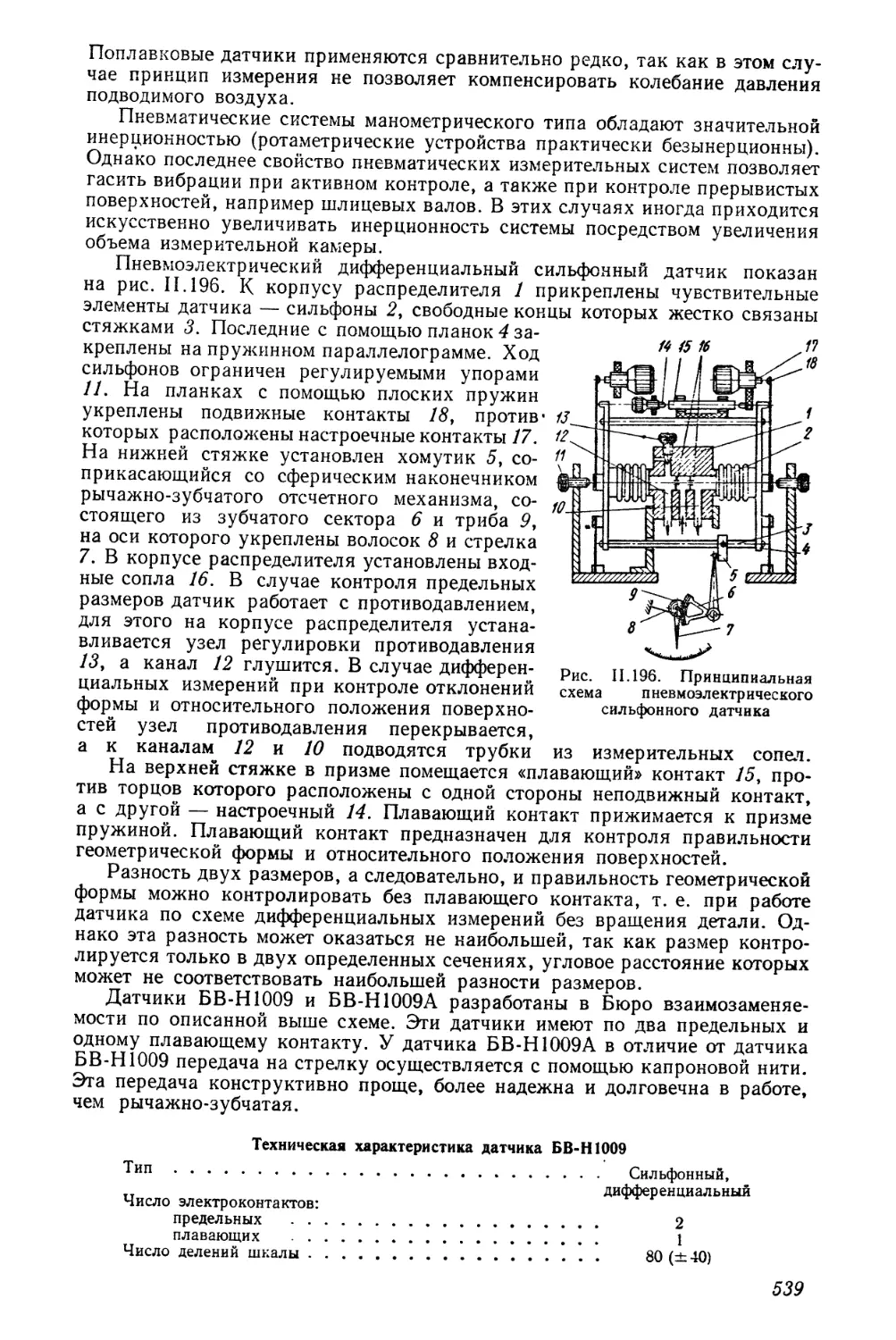
ВЗАИМОЗАМЕНЯЕМОСТЬ
И ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ
В МАШИНОСТРОЕНИИ
ВЗАИМОЗАМЕНЯЕМОСТЬ
И ТЕХНИЧЕСКИЕ
ИЗМЕРЕНИЯ
В МАШИНОСТРОЕНИИ
Москва
«МАШИНОСТРОЕНИЕ»
1972
Взаимозаменяемость и технические измерения в машинострое-
нии. Коллектив авторов. М., «Машиностроение», 1972, стр. 616.
Книга состоит из двух частей. В первой части рассмотрены
общие вопросы взаимозаменяемости, точность геометрических
параметров и ее показатели, технологические основы повышения
качества продукции, допуски на отклонения формы и шерохо-
ватость поверхности; даны расчеты допусков на гладкие цилин-
дрические поверхности, угловые размеры, гладкие конические
сопряжения, резьбовые соединения, винтовые пары, зубчатые
передачи и т. д.
Во второй части приведены основные метрологические пока-
затели точности измерений, методы контроля гладких цилин-
дрических изделий, углов, конусов, резьб, винтовых пар и т. п.
Описаны универсальные средства измерения длин и углов.
Освещены вопросы контроля кинематической точности, а также
методы и средства автоматического контроля размеров.
Монография предназначена для научных и инженерно-техни-
ческих работников.
Ид л. 399, табл. 55, список лит. 95 назв.
Авторы: лауреат Ленинской премии, заслуженный деятель
науки и техники РСФСР, д-р техн, наук проф. Б. С. Балак-
шин, д-р техн, наук проф. С. С. Волосов, д-р техн, наук
проф. И. В. Дунин-Барковский, проф. А. И. Журавлев, проф.
В. П. Коротков, д-р техн, наук проф. А. Я. Ростовых,
д-р техн, наук проф. Б. А. Тайц, д-р техн, наук проф.
О. Ф. Тищенко, д-р техн, наук проф. А. И. Якушев
Редактор проф. В. ГК Коротков
Рецензент канд. техн, наук В. В. Ткаченко
3-13-3
97—72
МЕЖДУНАРОДНЫЙ
ГОД КНИГИ
1972
ПРЕДИСЛОВИЕ
Непрерывное развитие промышленности, неуклонный рост объема вы-
пускаемой продукции, переход многих отраслей промышленности на массовое
поточное автоматизированное производство неразрывно связано с вопросами
повышения точности и надежности выпускаемой продукции.
В связи с этим, проблема правильного и обоснованного назначения до-
пусков на параметры кинематических пар и кинематических цепей стано-
вится особенно актуальной. Необходимость обеспечения высоких точностей
кинематических цепей металлорежущих станков, приборов, различных пере-
дач и следящих- систем тесно связаны с разработкой методов точностных рас-
четов функциональных связей кинематических пар и кинематических цепей
механизмов.
При этом точность изготовления и монтажа сопряженных элементов кине-
матических пар определяет точность всей кинематической цепи. Поэтому точ-
ностные исследования и обеспечение взаимозаменяемости деталей узлов и
механизмов машин и приборов невозможны без знания точности функцио-
нальных связей между звеньями кинематической цепи и механизма.
Вопросы взаимозаменяемости, точностных расчетов машин и механизмов,
назначения допусков на них и технические измерения получили свое развитие
в трудах ряда советских ученых. Была создана наука о точности, разработаны
методы инженерных расчетов точности машин, приборов и технологических
процессов и новые методы и средства технических измерений и контроля
качества продукции. Эти труды находят широкое применение при научных
исследованиях качества продукции, анализах точности изделий и их произ-
водства. Работы советских ученых обеспечили выпуск различных нормалей,
государственных стандартов и международных рекомендаций, связанных
с точностными расчетами, назначением допусков, метрологией и техниче-
скими измерениями. Внедрение этих работ в промышленность, их широкое
распространение внутри страны и за границей во многом определило развитие
взаимозаменяемости и технических измерений в Советском Союзе и за ру-
бежом. Утверждены государственные стандарты (ГОСТ 16319—70 и 16320—70)
на точностные расчеты размерных цепей, в основу которых положена теория
размерных цепей, разработанная заслуженным деятелем науки и техники
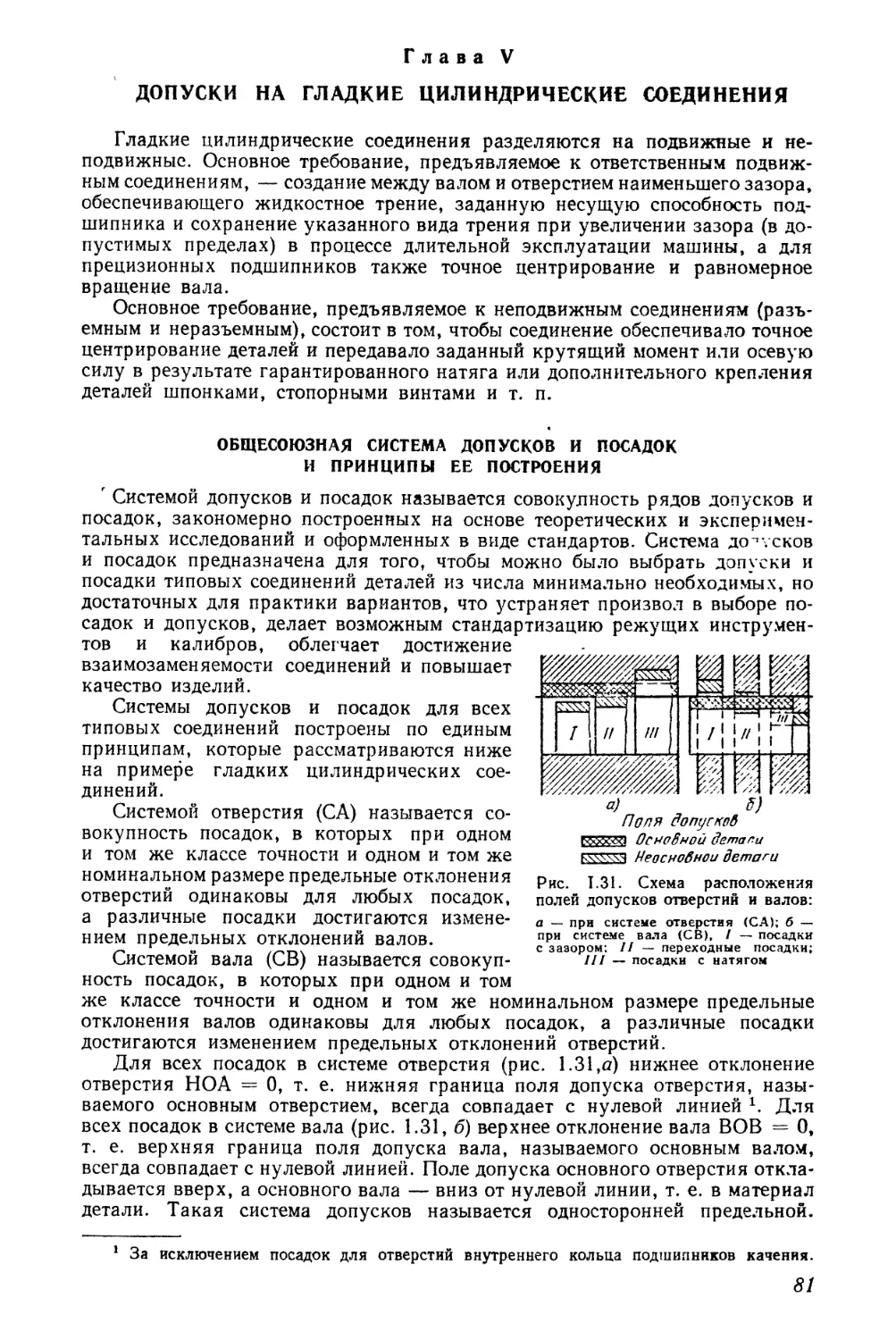
д-ром техн, наук проф. Б. С. Балакшиным, а также работы других ученых
и многолетний опыт практического применения этой теории в промышлен-
ности. В последние годы выпущен ряд новых государственных стандартов на
допуски и посадки различных сопряжений (гладких цилиндрических, кони-
ческих, резьбовых, зубчатых и других). Многие из этих стандартов соответ-
ствуют международным рекомендациям СЭВ и ISO. Так, например, государ-
ственные стандарты на допуски резьбовых и зубчатых сопряжений соответ-
ствуют рекомендациям, принятым международными организациями СЭВ
и ISO. В настоящее время ведется большая подготовительная работа в СССР
и в Международных организациях ISO и СЭВ по переводу допусков из си-
стемы ОСТ на гладкие цилиндрические соединения в систему ISO и наоборот.
♦ 3
Б первой части книги рассмотрены вопросы взаимозаменяемости и, где
всзмсжно, авторы высказали свои соображения по еще нерешенным про-
Слемам взаимозаменяемости в машиностроении.
Вторая часть книги посвящена вопросам технических измерений в ма-
шиностроении. Состояние метрологии и технических измерений в СССР
и за рубежом отражено в государственных стандартах и инструкциях Гос-
стандарта СМ СССР на международную систему единиц, принятую для при-
менения в СССР, метрологические термины и определения, средства и методы
измерений, а также в создании и внедрении в промышленность новых средств
и методов контроля изделий. При этом существенным фактором является
все более широкое применение в промышленности высокочастотных и высоко-
производительных средств активного и пассивного контроля качества изде-
лий; обращает на себя внимание стремление промышленности переходить
от простой разбраковки изделий к активному контролю, управлению ка-
чеством. Повышение требований к точности измерений способствует тому,
что точность производственных измерений становится соизмеримой с точно-
ностью воспроизведения эталонов. В связи с тем, что точность измерения
частоты значительно превышает точность измерения любой другой физиче-
ской величины, то метрологи стремятся свести измерения любой физической
величины к измерению частоты. Поэтому'наиболее перспективным направле-
нием в измерительной технике является измерение различных физических
величин путем преобразования их в частоту. При этом использование ча-
стоты при измерениях для получения информации в дискретной форме яв-
ляется еще одним важным моментом для современной измерительной, вы-
числительной и управляющей техники. Поэтому цифровые информационно-
измерительные устройства с частотными преобразователями находят все
более широкое практическое применение в промышленности.
В свете решений XXIV съезда КПСС, где обращается внимание на не-
обходимость увеличения выпуска измерительной аппаратуры и широкого
внедрения автоматизации на всех стадиях производства, потребность в ин-
формационных устройствах подобного типа будет неуклонно возрастать.
Кроме общих вопросов метрологии и технических измерений во второй
части книги авторы стремились осветить наиболее распространенные в про-
мышленности и перспективные методы и средства контроля различных дета-
лей, кинематических пар и кинематических цепей, а также высказать свои
соображения по вопросам дальнейшего развития технических измерений,
дать свои рекомендации по выбору средств измерений в условиях произ-
водства.
Часть I
ВЗАИМОЗАМЕНЯЕМОСТЬ В МАШИНОСТРОЕНИИ
Глава I
ОБЩИЕ ВОПРОСЫ ВЗАИМОЗАМЕНЯЕМОСТИ
КАЧЕСТВО МАШИН И ДРУГИХ« ИЗДЕЛИЙ
И ОСНОВНЫЕ ПОКАЗАТЕЛИ ЕГО
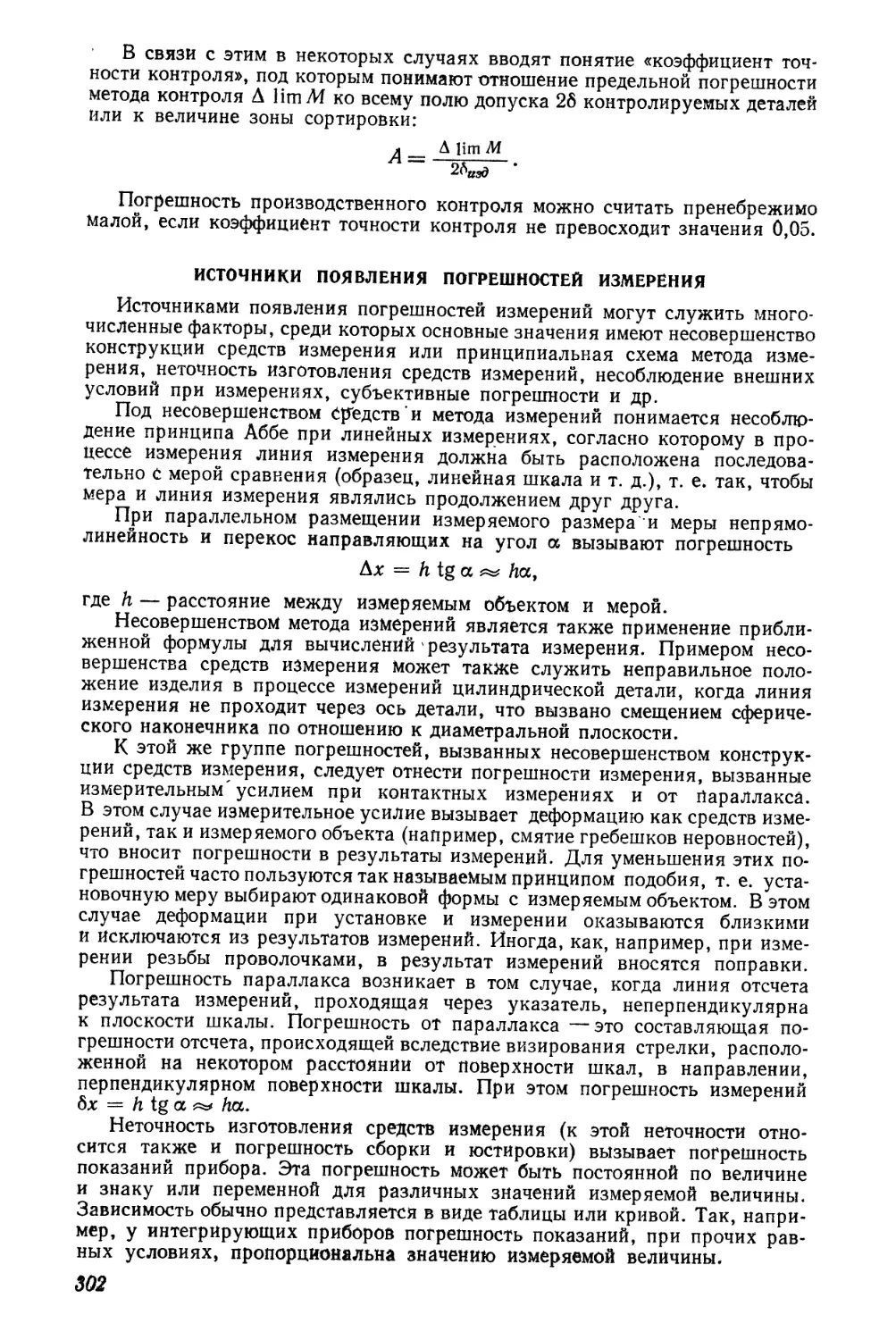
Под качеством машин, приборов и других изделий понимается совокуп-
ность свойств и показателей, определяющих их пригодность для удовлетво-
рения определенных потребностей в соответствии с назначением изделий.
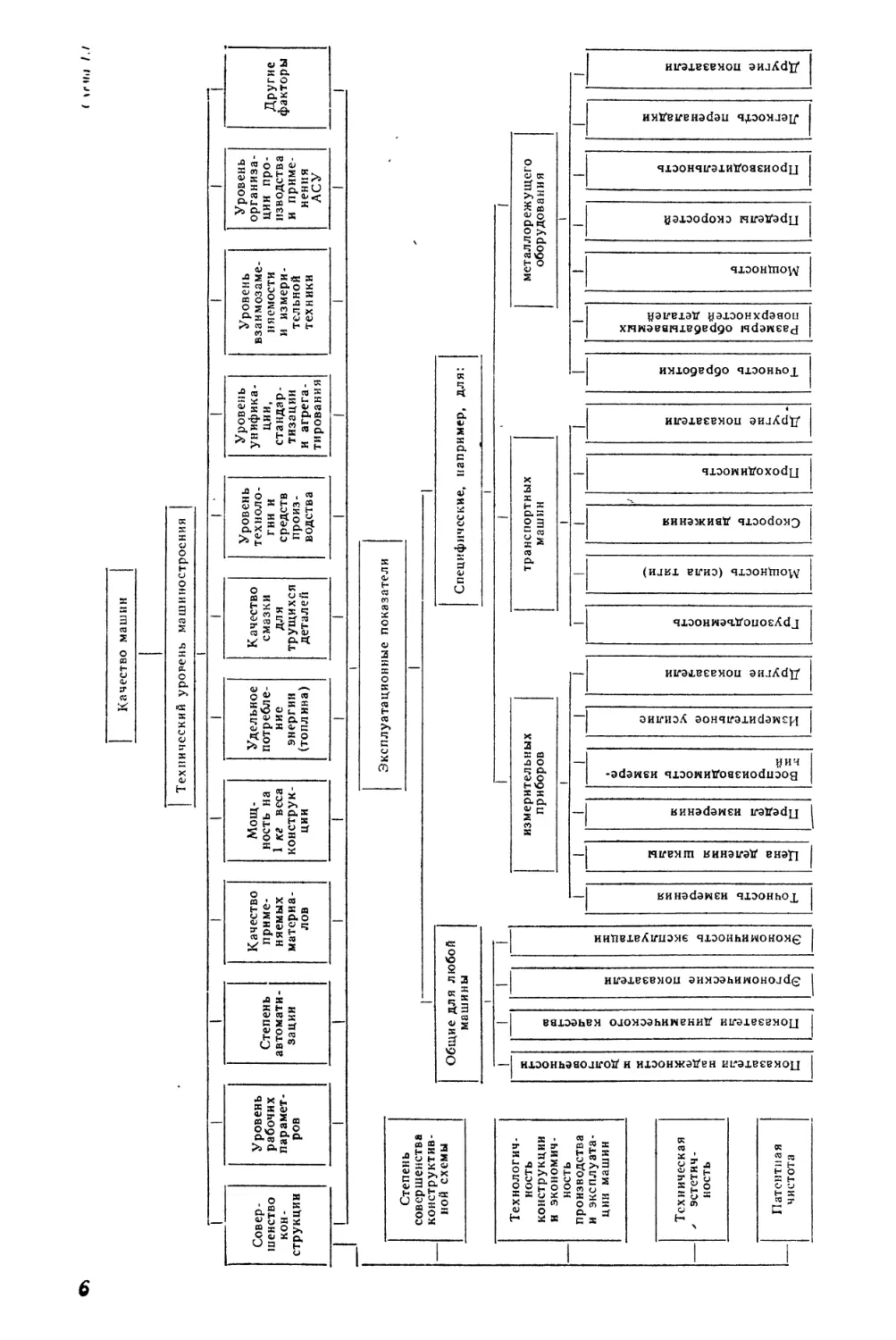
Качество машин определяется техническим уровнем машиностроения и его
отдельных отраслей: станкостроения, автомобилестроения и т. д. (схема 1.1).
От технического уровня зависят эксплуатационные показатели изделий,
которые характеризуют качество выполнения изделием заданных функций.
Основными эксплуатационными показателями, общими для всех изделий
длительного действия, являются показатели: надежности и долговечности,
динамического качества, эргономические и экономичности эксплуатации
изделий.
Под надежностью изделий понимается их свойство выполнить заданные
функции, сохраняя свои эксплуатационные показатели в заданных пределах
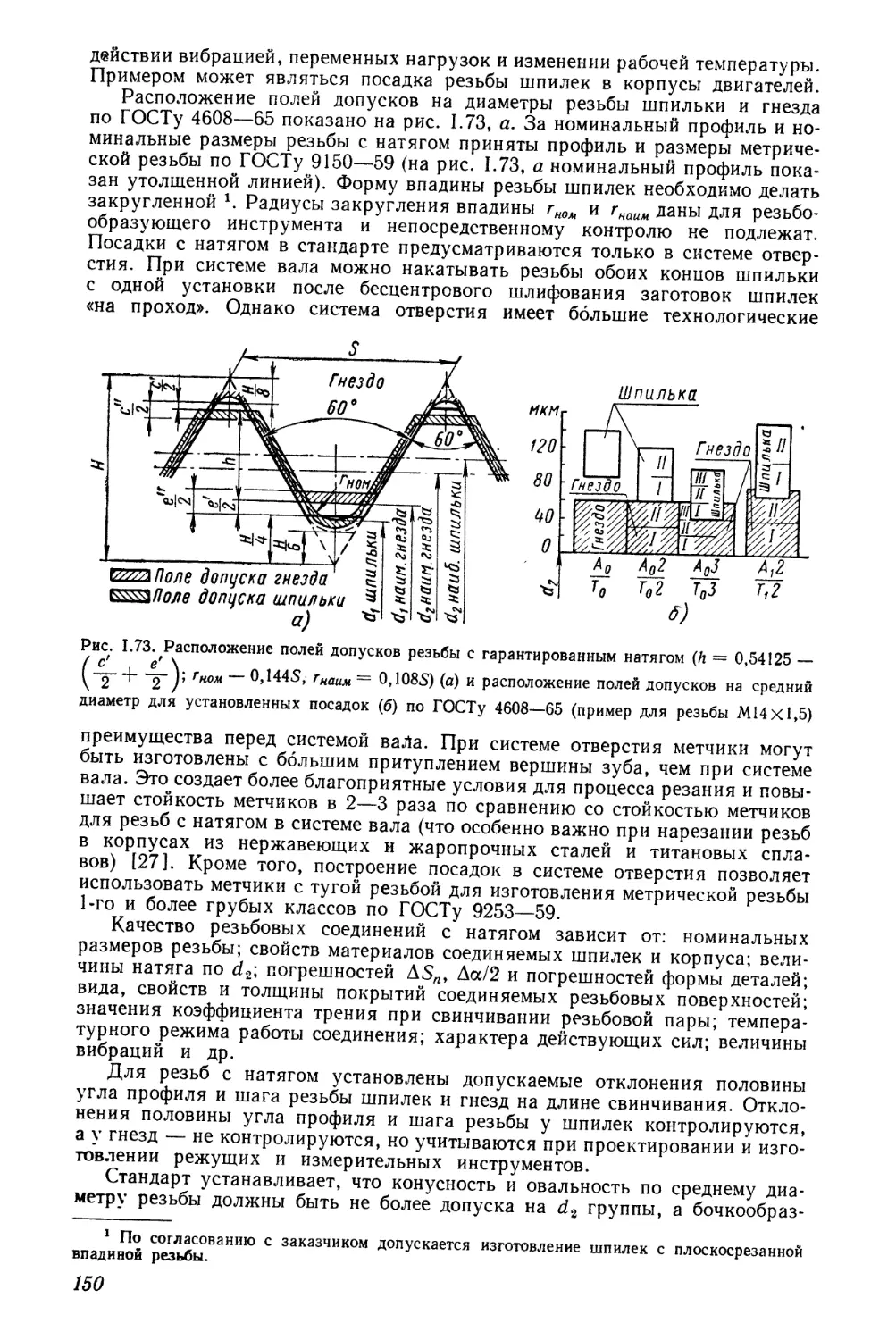
в течение требуемого промежутка времени. Свойство изделия сохранять ра-
ботоспособность до предельного состояния с необходимыми перерывами для
технического обслуживания и ремонтов называется долговечностью изделий.
Показателями надежности могут являться вероятность безотказной работы,
наработка на отказ и др. Показателями долговечности могут служить, на-
пример, ресурс или срок службы, определяемый календарной продолжи-
тельностью эксплуатации изделия до момента возникновения предельного
состояния.
Вследствие недостаточной жесткости и виброустойчивости конструкции,
наличия сил трения в подвижных соединениях элементов машины, наличия
дисбаланса и упругих деформаций, недостаточной точности изготовления
и других причин при холостом и рабочем режимах работы машины возникают
быстропротекающие колебательные процессы (вибрации). Эти колебания
уменьшают долговечность машин, а, например, в станках снижают точность
и чистоту обработки, в измерительных приборах — точность измерения.
Поэтому для каждого типа изделия необходимо устанавливать и контроли-
ровать показатели динамического качества в указанном (узком) понимании
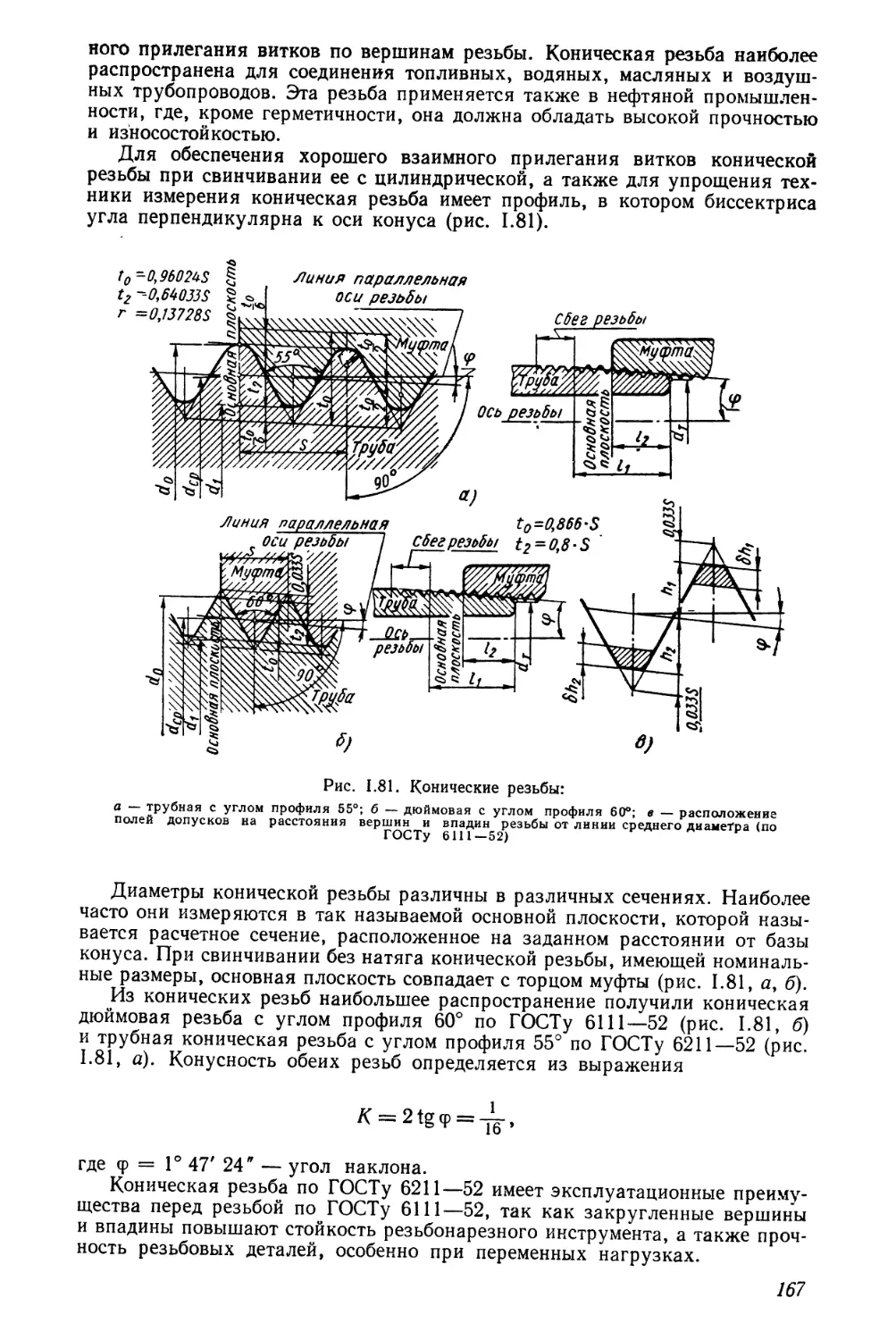
этой проблемы.
Эргономикой называется область науки, занимающаяся оптимизацией
взаимодействия человека с машиной и рабочей средой в трудовом процессе.
Основной задачей эргономики является создание оптимальных гигиениче-
ских, физиологических, психологических технических и организационных
условий для высокопроизводительного труда при высоких технических и
качественных показателях результатов труда. Важным показателем эрго-
номического качества любой машины является степень удобства расположе-
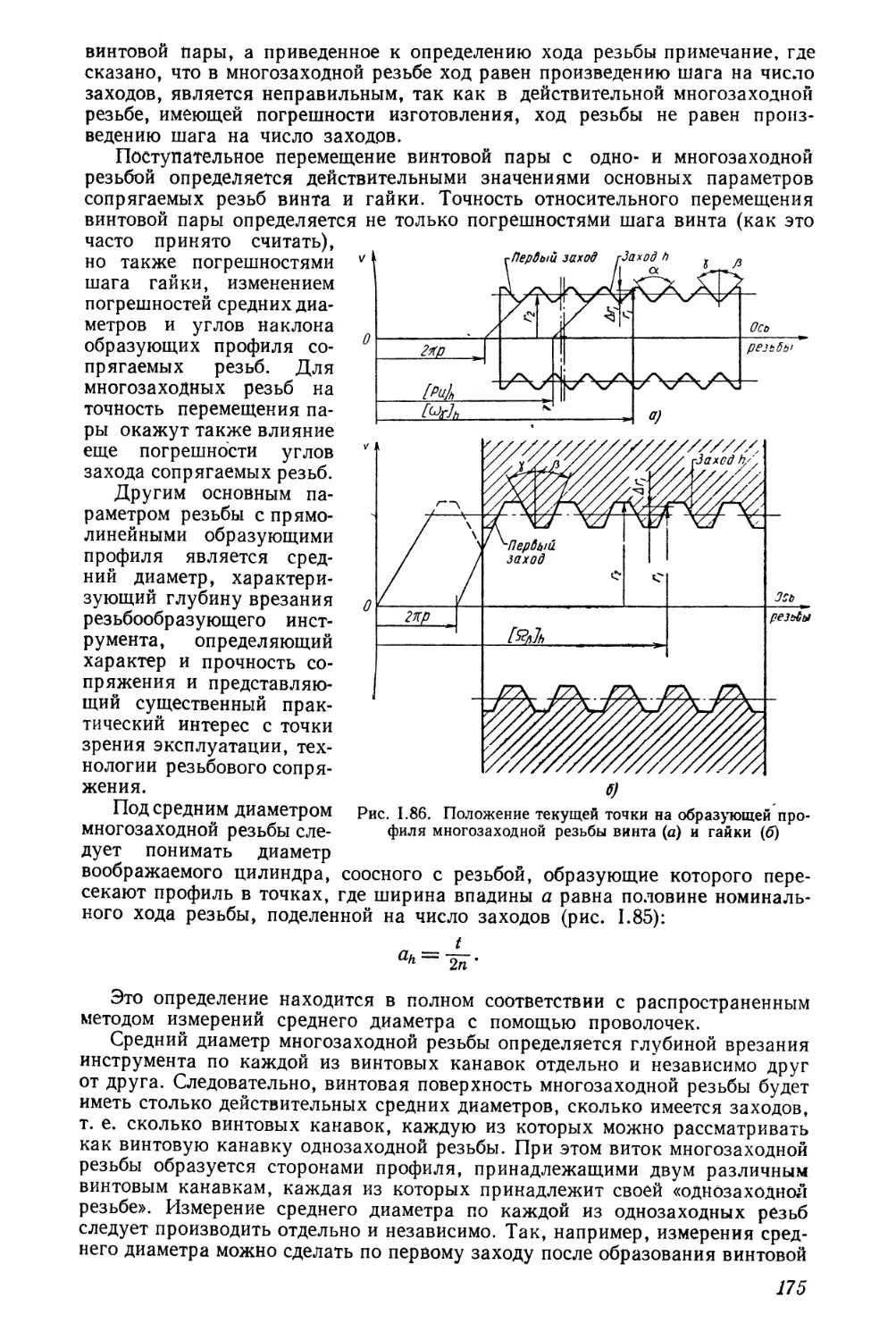
ния органов управления машиной и простоты ее эксплуатации, допустимый
5
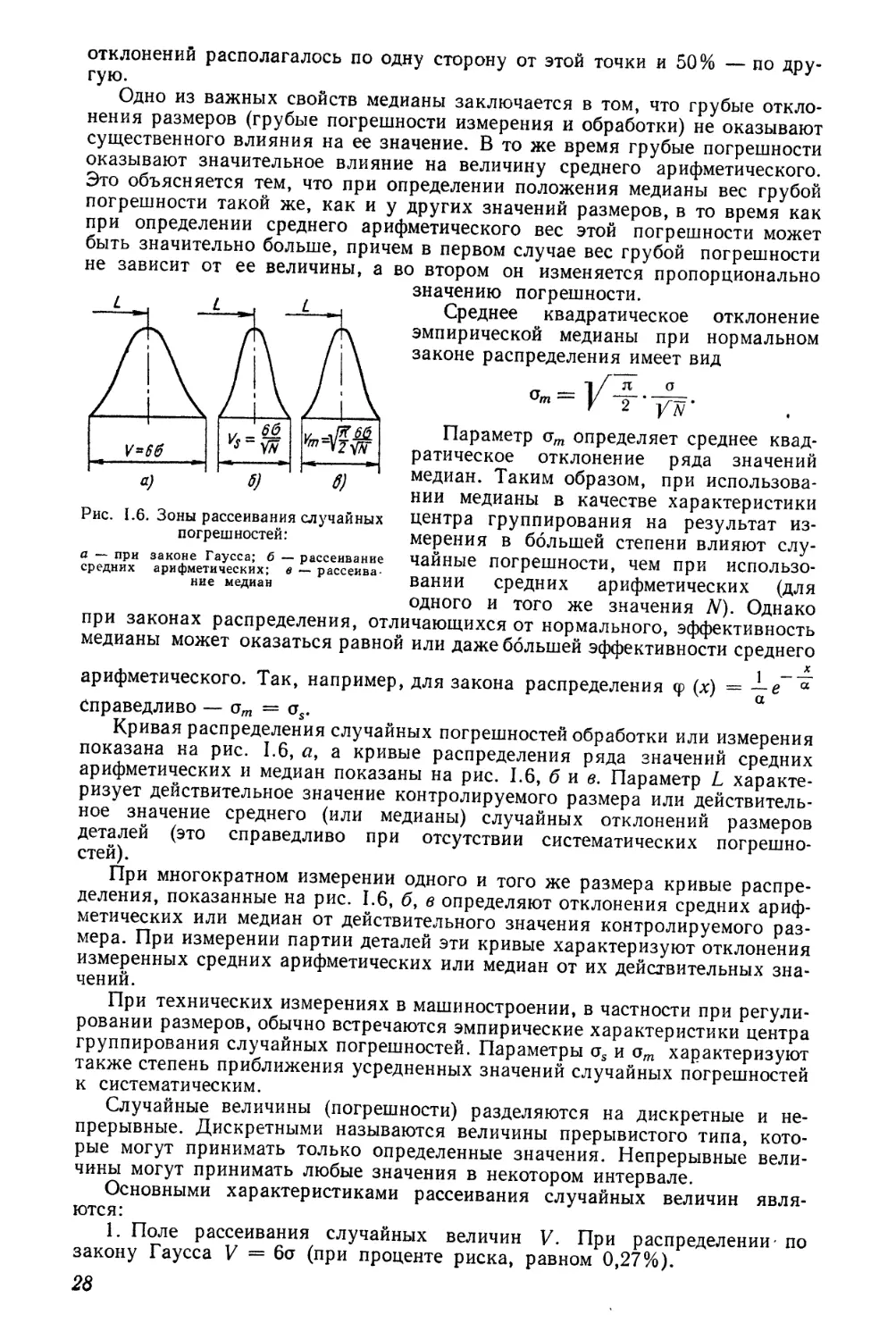
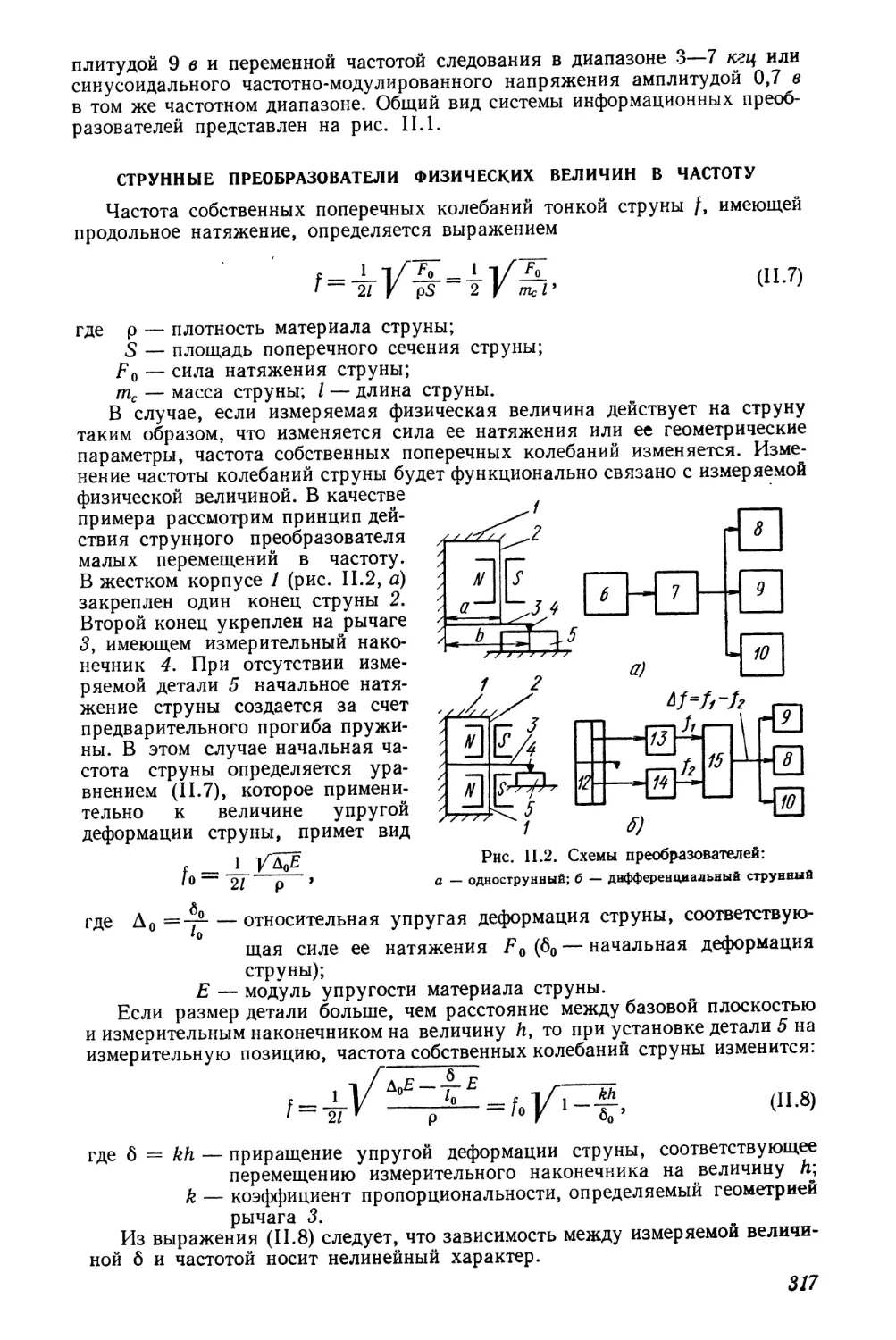
9
Показатели надежности и долговечности —
Показатели динамического качества
Эргономические показатели
Экономичность эксплуатации
Точность измерения
Цена деления шкалы - измерительных приборов
Предел измерения
Воспроизводимость измере- ний —
Измерительное усилие
Другие показатели —
Г рузоподъемность - -
транспортных машин
Мощность (сила тяги) -
| Скорость движения
Проходимость -
Другие показатели —
Точность обработки |
Размеры обрабатываемых поверхностей деталей — -
металлорежущего оборудования
Мощность -
Пределы скоростей -
Производительность —
Легкость переналадки
Другие показатели —
Я О и
Технический уровень машиностроения
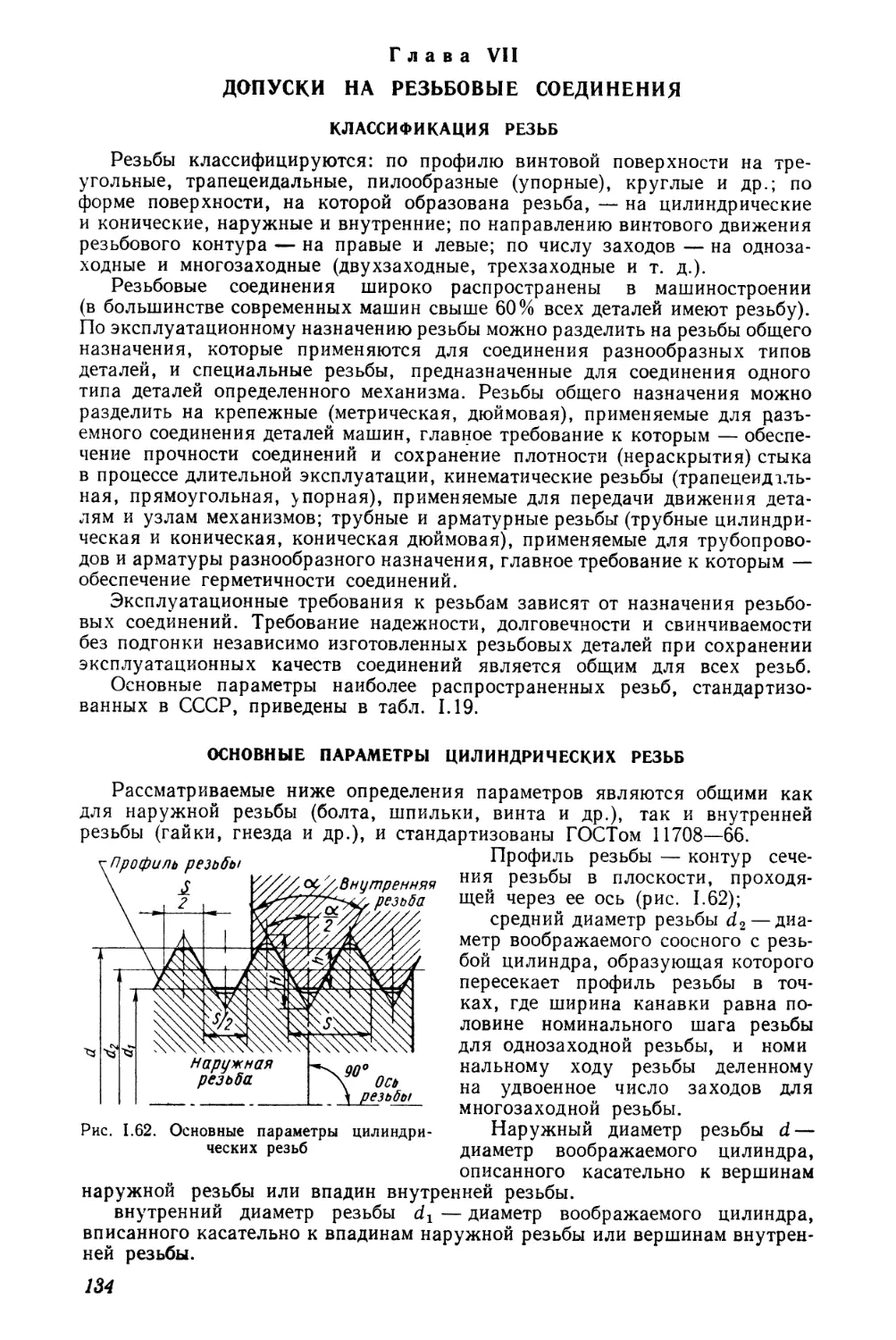
Рис. 1.1. Знак
t качества
уровень вибраций и шума; для измерительных приборов — качество от-
счетного устройства, определяющего точность и надежность отсчета значений
измеряемой величины и др.
В зависимости от заданных функций изделия должны обладать разнооб-
разными специальными эксплуатационными показателями. Так, для транс-
портных машин основными специальными эксплуатационными показателями
являются: грузоподъемность, мощность (или сила тяги), скорость движения,
проходимость, к. п. д. двигателя и др.; для металлообрабатывающего обору-
дования — точность обработки и сохранение начальной точности в процессе
длительной работы, размер обрабатываемых поверхностей деталей, произво-
дительность, пределы скоростей, мощность, легкость переналадки и др.;
для измерительных приборов — точность измерения, воспроизводимость
измерений, чувствительность прибора, цена деления
шкалы, пределы измерения и др.
Для оценки совокупности свойств той или иной
группы однородных изделий иногда применяют инте-
гральную технико-экономическую характеристику эф-
фективности их использования в народном хозяйстве,
определяемую на основе большого количества досто-
верных экспериментальных данных. Такой характери-
стикой для машин-орудий могут служить, например,
средние затраты на единицу продукции, создаваемой
машиной (или единицы работы, выполняемой маши-
ной) за весь срок ее службы.
Повышение качества продукции увеличивает эффективность обществен-
ного производства и экономичность использования материальных ресурсов,
повышает уровень удовлетворения потребностей общества в соответствующей
продукции, а также способствует расширению международных торговых
связей.
Для гарантии определенного качества изделий и стимулирования про-
изводства изделий высокого качества в нашей стране введена государственная
аттестация качества продукции. Для обозначения аттестованной продукции
введен Государственный Знак качества {рис. 1.1). Знак качества присваи-
вается такой продукции, показатели качества которой превышают требования
установленные стандартами, и соответствуют высшим показателям качества,
достигнутым в отечественной и зарубежной промышленности. Обязательным
условием аттестации является стабильность качества продукции, обеспечи-
ваемая строгим соблюдением технологической дисциплины и высокой куль-
турой производства.
Одновременно с проведением аттестации разрабатываются и утверж-
даются новые стандарты, в которых устанавливаются высшие показатели
качества, достигнутые при производстве аттестованной продукции, а также
особые или повышенные требования к качеству сырья, материалов и покуп-
ных изделий, необходимых для производства продукции, отмеченной Знаком
качества.
Государственный Знак качества присвоен паровым турбинам мощностью
100 тыс. кет, стационарным дизелям на 900 л. с,, плоскошлифовальным стан-
кам особо высокой точности мод. 3711 (чистота обработки соответствует
11-му классу, неплоскостность на длине 450 мм не более 2,5 мкм), электро-
двигателям, воздушным компрессорам, насосам, приборам автоматического
контроля и регулирования и другим изделиям,'выпускаемым промышлен-
ностью. Опыт показал, что экономия от повышения качества продукции
более чем в 1,5 раза превышает дополнительные затраты производства, свя-
занные с повышением качества.
Государственная аттестация и знаки качества введены в Болгарии,
ГДР, Польше, Франции, Англии, Японии, ФРГ и в других странах. Наи-
более распространенным критерием оценки качества продукции является
ее соответствие современным требованиям мирового рынка. Государственная
7
аттестация качества продукции, являясь одной из форм государственного
управления качеством продукции, обеспечивает государству расширение
экспорта национальной продукции, производителям — устойчивый объем
производства продукции и ее сбыт, а потребителям — уверенность в высоком
качестве товаров и изделий, отмеченных Государственным Знаком качества.
Для разработки теоретических основ и установления эффективной системы
государственного управления качеством продукции образованы междуна-
родные центры, например Европейская организация по контролю качества
продукции (ЕОКК).
Обеспечить высокое качество изделий можно только при проведении
большого комплекса работ, в которые входят все факторы, определяющие
технический уровень соответствующей отрасли промышленности.
ВЗАИМОЗАМЕНЯЕМОСТЬ И ЕЕ РОЛЬ В ПОВЫШЕНИИ КАЧЕСТВА
МАШИН, ПРИБОРОВ И ДРУГИХ ИЗДЕЛИЙ И ЭКОНОМИЧНОСТИ
ИХ ПРОИЗВОДСТВА
На современных машиностроительных заводах серийного и массового
производства детали изготовляют в одних цехах, а сборку машин, приборов
и других изделий производят в других цехах. При сборке используются
также нормализованные крепежные детали, детали из резины и пластмасс,
подшипники качения, электротехнические и другие покупные изделия, изго-
товляемые в разное время на специализированных предприятиях. Несмотря
на это, сборка машин и их частей (узлов) производится без пригонки деталей,
а собранные машины и их части удовлетворяют предъявляемым требованиям.
Такая организация производства машин и других изделий стала возможной
вследствие того, что детали и части изделий изготовляют взаимозаменяе-
мыми.
Взаимозаменяемость — это свойство независимо изготовленных с задан-
ной точностью деталей и составных частей машин, приборов и других изде-
лий обеспечивать возможность беспригонной сборки (или замены при ре-
монте) сопрягаемых деталей в составные части, а составных частей— в изде-
лия при соблюдении предъявляемых к составным частям и изделиям техни-
ческих требований.
Взаимозаменяемость деталей и составных частей возможна только
тогда, когда их количественные и качественные характеристики находятся
в заданных пределах.
Взаимозаменяемыми могут быть детали, составные части, агрегаты, ма-
шины, приборы и другие изделия. В первую очередь взаимозаменяемыми
должны быть те детали и составные части, от которых зависит надежность,
долговечность и другие показатели качеств изделий; взаимозаменяемыми
должны быть также запасные детали и составные части.
Для обеспечения взаимозаменяемости деталей, составных частей и машин
их конструирование и производство должно быть основано на следующем
комплексе научно-технических и организационных исходных положений,
объединяемых понятием — принцип взаимозаменяемости.
Исходные положения, используемые при конструировании. Точность гео-
метрических, механических, электрических и других параметров деталей
и составных частей машин должна определяться степенью влиянием этих
параметров на качество машин и других изделий. При конструировании
машин и других изделий необходимо использовать унифицированные и
стандартизованные материалы, детали, составные части машин и агрегатов
14, 53, 86].
Унификация и стандартизация по размерным и другим параметрам ма-
териалов, типовых деталей, типовых составных частей и машин устраняют
излишнее многообразие типов и типоразмеров деталей, составных частей
и машин одного и того же назначения. Это достигается путем приведения
S
близких по конструкции, назначению и размерам деталей, машин и их
частей (узлов, агрегатов) к единой типовой конструкции и установления
минимально необходимого количества типов и типоразмеров, обладающих
высокими показателями качества. Унификация и стандартизация в условиях
больших масштабов производства машин и других изделий создает пред-
посылки для специализации заводов и широкого отраслевого, межотрасле-
вого и международного кооперирования промышленности, повышения
серийности и применения более производительных методов и средств изго-
товления, что повышает экономичность производства машин.
Стандартизация типовых соединений деталей, допусков, посадок, калиб-
ров, различных норм точности, терминов и определений, относящихся
к взаимозаменяемости, также упрощает ее внедрение. Для повышения зна-
чения стандартизации в повышении качества продукции разрабатываются
комплексные государственные стандарты, регламентирующие не только
качество основных изделий и их частей, но и качество материалов, полу-
фабрикатов и комплектующих деталей и готовых изделий, применяемых
для основных изделий, а также средств измерения. Важное значение имеет
также установление в стандартах перспективного уровня качества по спе-
циальным эксплуатационным показателям, например по точности и долго-
вечности металлорежущих станков, измерительных приборов и других изде-
лий.
Необходимо шире применять метод агрегатирования — метод создания
машин, приборов и других изделий, состоящих из унифицированных, мно-
гократно используемых взаимозаменяемых составных частей. Опыт ряда
отраслей отечественной и зарубежной промышленности показывает, что
такой метод создания машин, приборов, технологического оборудования
и оснастки обеспечивает повышение производительности труда и снижение
себестоимости. Примером могут служить универсальные сборно-разборные
приспособления для обработки деталей (УСП) и для контроля их, а также
специальные агрегатные металлорежущие станки, состоящие из нормали-
зованных многократно используемых составных частей (агрегатов). Напри-
мер, завод «Калибр» выпускает профилограф-профилометр, состоящий из
отдельных унифицированных блоков, которые используются и в других
измерительных приборах. На Минском автозаводе на базе унифицированных
узлов создано семейство автомобилей МАЗ-500, насчитывающее 45 разно-
видностей и модификаций автомобилей и автопоездов. При таком количестве
типов на заводе производится всего 6 тыс. деталей, в то время как только
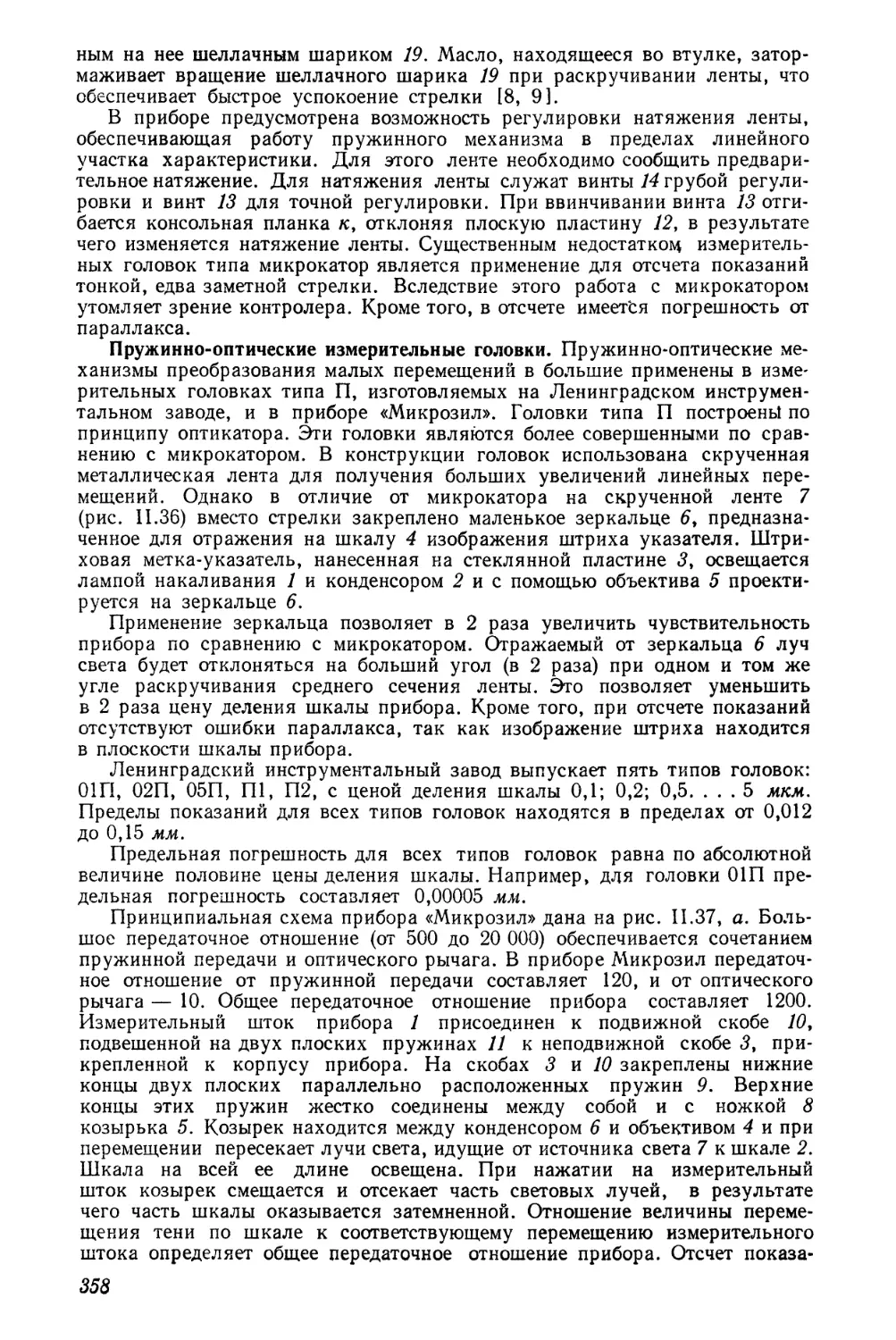
для автомобиля одного типа число деталей составляет около 5 тыс. По тех-
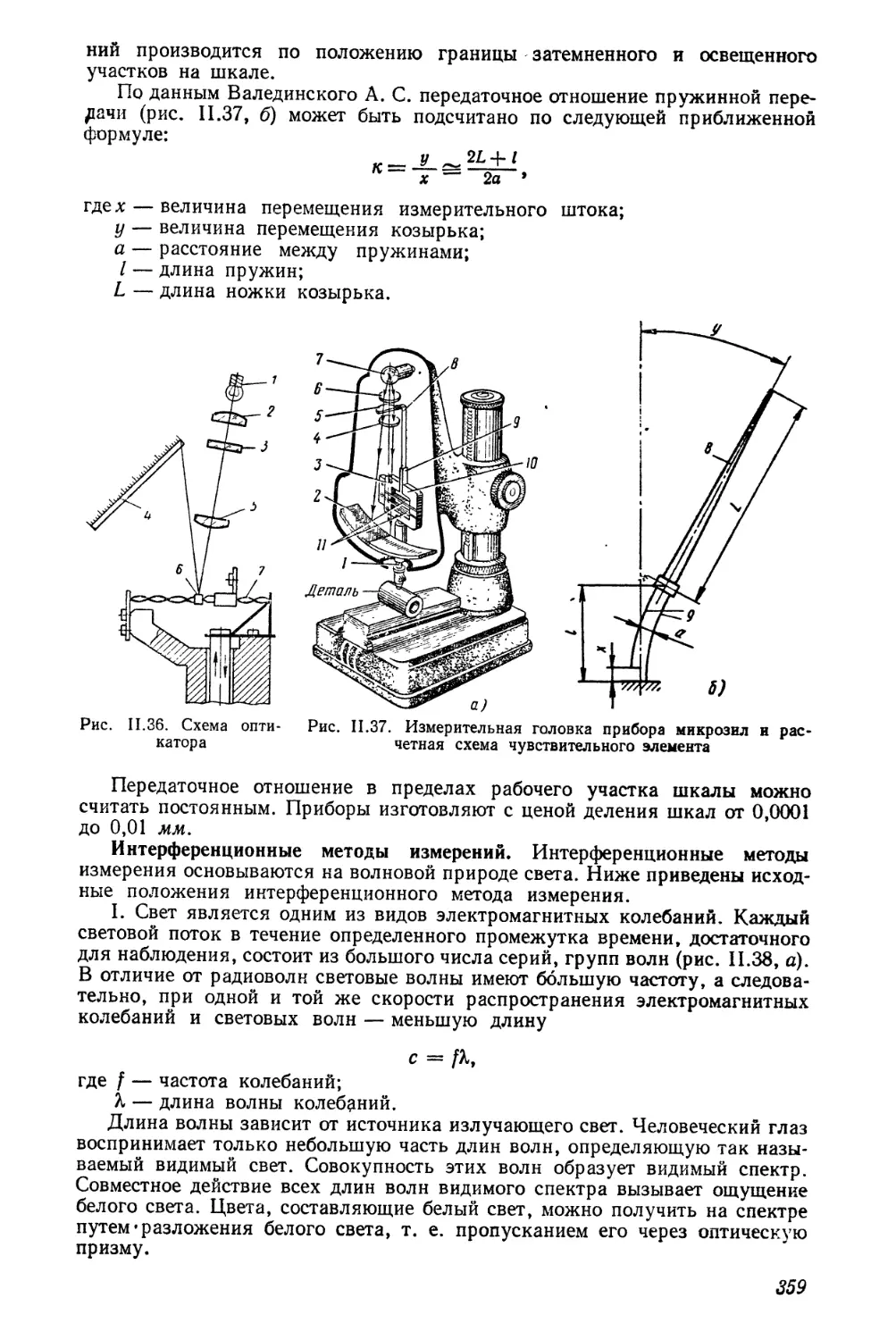
ническому уровню и основным показателям автомобили МАЗ-500 не усту-
пают лучшим зарубежным образцам данного класса, а по таким важным
показателям, как проходимость и скорость, даже их превосходят.
Однако метод агрегатирования у нас еще не имеет широкого распростра-
нения. В нашей стране имеются условия для широкого применения прин-
ципа агрегатирования. Например, значительное количество машин для
транспортных, погрузочно-разгрузочных работ в сельском хозяйстве, строи-
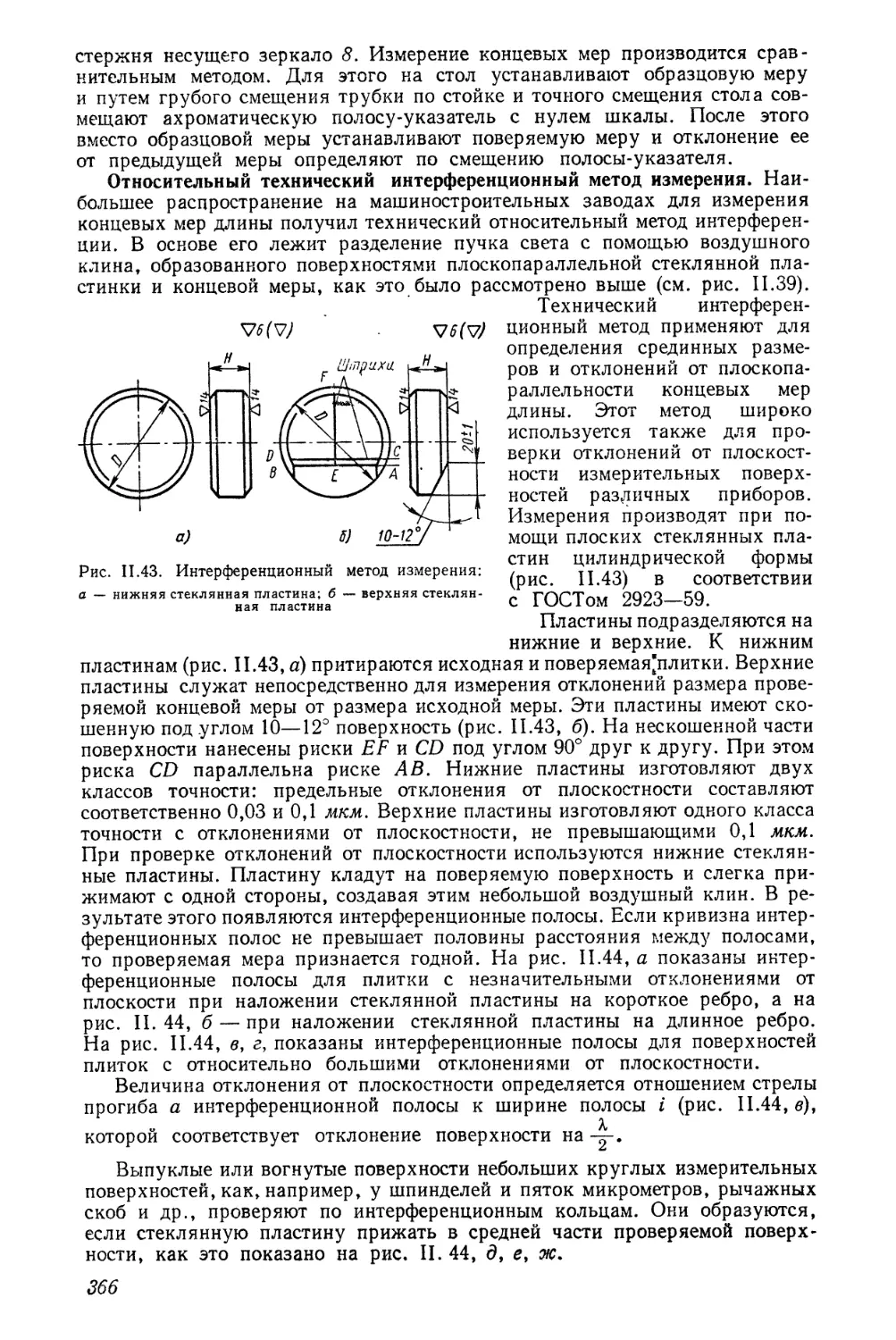
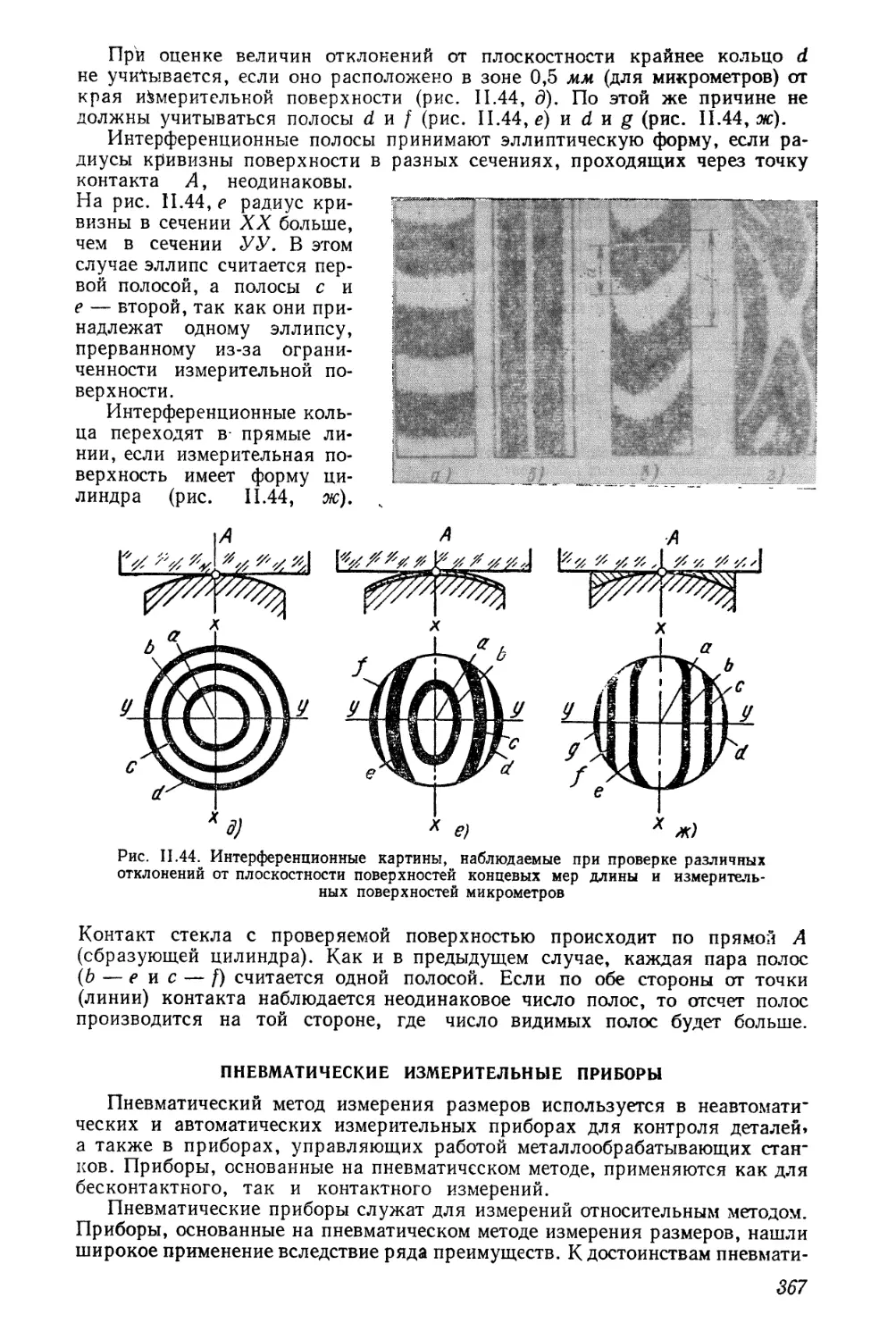
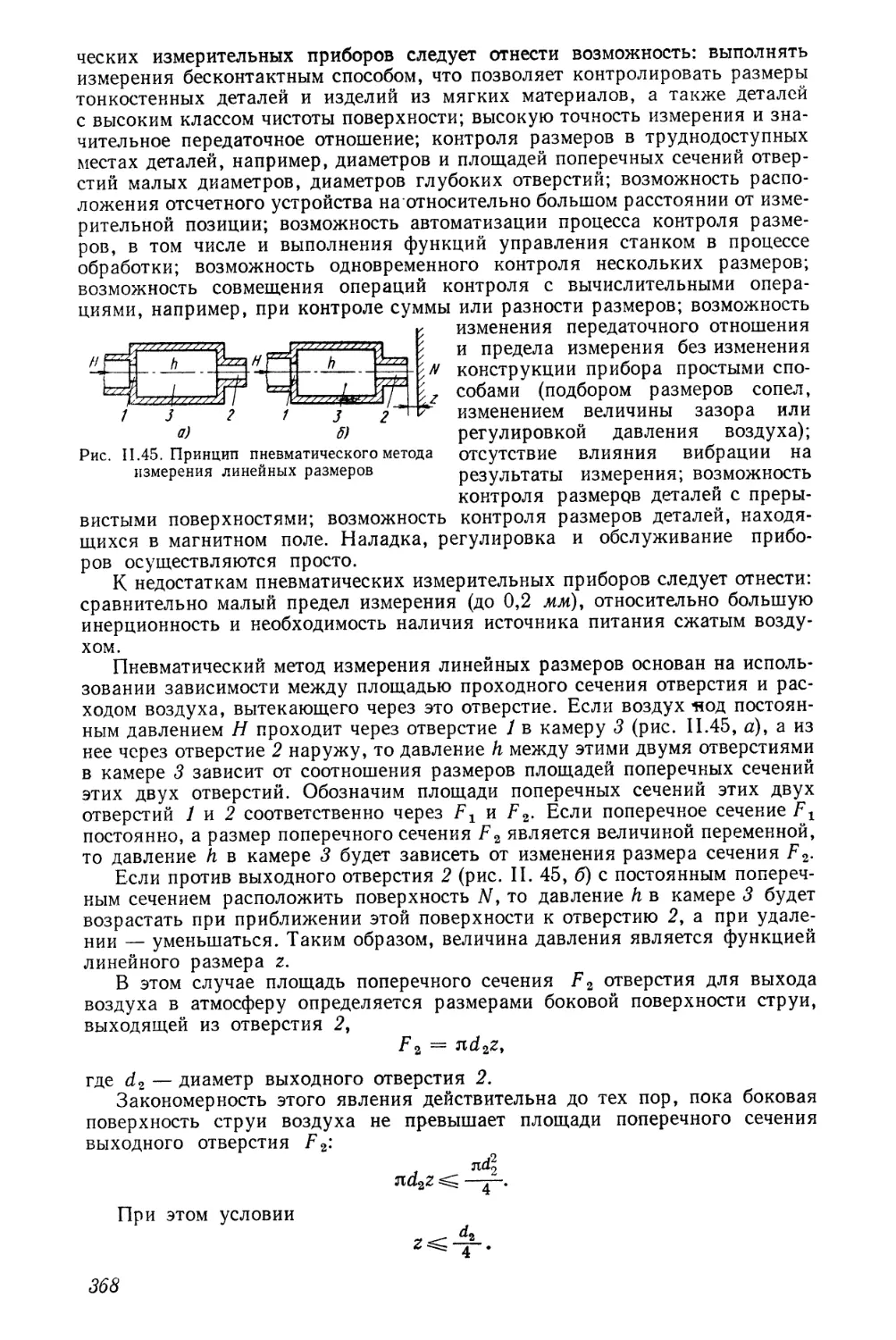
тельстве и на транспорте могут быть изготовлены на базе конструкции
тягача путем сборки их из агрегатных стандартных узлов (сменное рабочее
исполнительное оборудование, двигатели, трансмиссии, рамы и мосты с ко-
лесами).
Кроме того, метод агрегатирования во много раз сокращает сроки освое-
ния новых машин и делает их взаимозаменяемыми. Еще более благоприят-
ные условия для повышения серийности, специализации и кооперирования
производства создаются в том случае, когда взаимозаменяемые стандартные
детали, узлы и механизмы используют в нескольких отраслях промышлен-
ности.
При конструировании машин и других изделий необходимо учитывать
требования технологичности конструкций. Целесообразно также, чтобы
конструкция изделий давала возможность выбора для проверки точностных
9
параметров изделия и его составных частей такой схемы измерения, которая
не вносила бы дополнительных погрешностей и давала возможность приме-
нения простых и надежных универсальных или существующих специаль-
ных измерительных средств.
Следует иметь в виду, что вследствие неточности технологического обо-
рудования, погрешностей и износа инструмента и приспособлений, силовой
и температурной деформации системы станок—приспособление—инстру-
мент—деталь (СПИД), вследствие неоднородности физико-механических
свойств материала заготовок и остаточных напряжений в них, непостоян-
ства электрических и магнитных свойств материала, а также в результате
ошибок рабочего и других причин действительные значения геометрических,
механических и других параметров деталей и частей машин (узлов) могут
отличаться от расчетных. Поэтому следует различать нормированную точ-
ность деталей, частей (узлов) и машин, т. е. совокупность допускаемых
отклонений от расчетных значений геометрических и других параметров,
и действительную точность, определяемую как совокупность действительных
отклонений, установленных в результате измерения (с допустимой погреш-
ностью) изготовленных деталей, частей (узлов) и машин. Степень соответ-
ствия действительной точности нормированной зависит от качества мате-
риала и заготовок, технологичности конструкции изделий, точности их
изготовления и сборки, а также от ряда других факторов. Таким образом,
разработка чертежей и технических условий с указанием нормированной
точности размеров и других параметров деталей и составных частей (узлов)
машин, обеспечивающей их высокое качество, является первой составной
частью принципа взаимозаменяемости, выполняемой в процессе конструи-
рования изделий.
Исходные положения, используемые при производстве изделий. Для обес-
печения взаимозаменяемости необходимо, чтобы изготовление деталей и
сборка машин и других изделий производились независимо и с нормирован-
ной точностью их геометрических, электрических и других параметров и
такими методами, при которых создавалось бы требуемое качество деталей
и составных частей машин и обеспечивались бы заданные эксплуатационные
показатели машин. Соблюдение точностных требований к размерам и дру-
гим параметрам является обязательным условием взаимозаменяемости.
В этом заключается вторая составная часть принципа взаимозаменяемости,
выполняемая в процессе производства изделий и их частей. Для выполнения
этой составной части принципа взаимозаменяемости необходимо наличие
соответствующего по точности оборудования, приспособлений, инстру-
мента и средств контроля, а также соответствующая квалификация рабочих,
выполняющих производственные и контрольные операции.
Большое значение для взаимозаменяемости и качества имеет нормализа-
ция точности оборудования и технологической оснастки, а также разра-
ботка методов их профилактического контроля. Точность оборудования
и оснастки должна обеспечивать требуемую точность изготовляемых деталей
и частей (узлов) машин.
Для соблюдения взаимозаменяемости необходимо единство мер, т. е.
равенство во всех организациях страны мер, воспроизводящих единицы
измерения с заданной точностью. Это достигается государственной системой
испытания, аттестации новых и поверкой эксплуатируемых измерительных
средств.
Наконец, определение необходимого комплекса запасных частей с целью
быстрой замены в процессе эксплуатации износившихся или поломанных
деталей или частей (узлов) запасными без ухудшения качества изделий,
разработка чертежей запасных частей и их изготовление, а также контроль
деталей и отдельных частей, износ и ухудшение качества которых снижает
эксплуатационные показатели изделий в процессе их работы, является
третьей составной частью принципа взаимозаменяемости, обеспечивающего по-
вышения долговечности и экономичности изделий в процессе их эксплуатации.
Ю
Для практического осуществления принципа взаимозаменяемости изде-
лий необходима четкая система конструкторской, технологической, метроло-
гической и эксплуатационной документации.
Взаимозаменяемость имеет большое значение для дальнейшего техниче-
ского прогресса промышленности. Так, комплексная механизация и авто-
матизация производственных процессов и создание автоматических линий,
цехов и предприятий могут быть осуществлены только на основе взаимо-
заменяемого производства, обеспечивающего выпуск деталей, частей (узлов)
и изделий установленных размеров, формы и качества.
Взаимозаменяемость создает предпосылки для осуществления специали-
зации и кооперирования производства в масштабе ряда стран — членов СЭВ.
Взаимозаменяемость облегчает возможность повсеместного применения
системы бездефектного изготовления продукции и сдачи ее с первого предъ-
явления. Как известно, эта система дает большой экономический эффект
и обеспечивает повышение качества изделий.
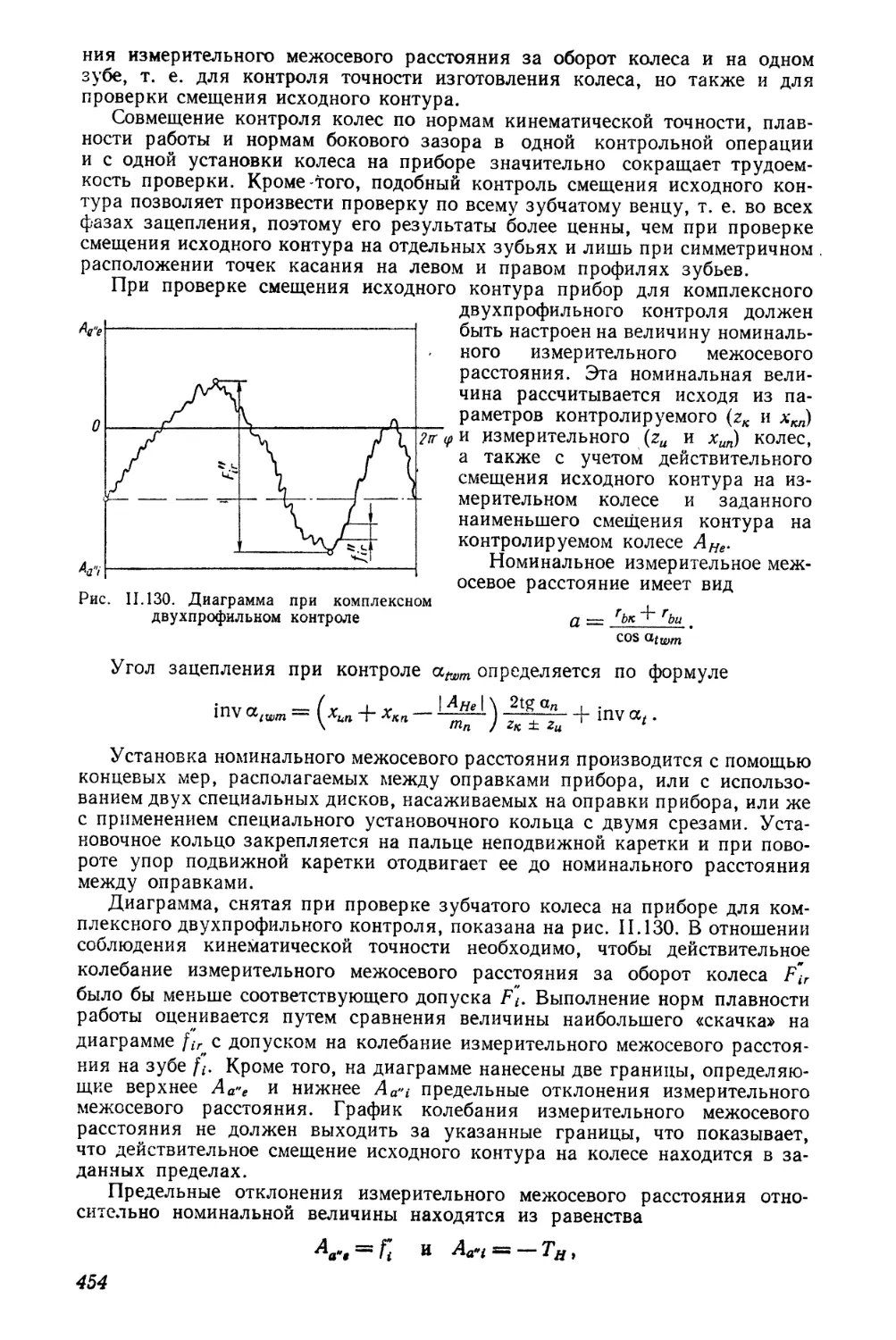
ВИДЫ ВЗАИМОЗАМЕНЯЕМОСТИ
Взаимозаменяемость может быть полной и неполной (ограниченной).
Полная взаимозаменяемость обеспечивается при выполнении геометрических,
механических, электрических и других параметров деталей с точностью,
позволяющей производить сборку (или замену при ремонте) любых сопря-
гаемых деталей и составных частей (узлов) без дополнительной их обработки,
пригонки, подбора или регулирования при обеспечении требуемого каче-
ства изделий. В этом случае точность сборки всех экземпляров одноименных
частей (блоков) будет находиться в допускаемых пределах.
При полной взаимозаменяемости упрощается сборка, которая сводится
к простому соединению деталей рабочими невысокой квалификации, сбороч-
ный процесс точно нормируется во времени, согласуется с темпом работы
конвейера, и создаются возможности организации производства поточным
методом, появляются условия для автоматизации процессов изготовления
и сборки изделий, возможно широкое кооперирование специализированных
заводов при изготовлении изделий, их частей (узлов) и деталей; упрощается
ремонт изделий, так как любая износившаяся или поломанная деталь или
часть (узел) могут быть заменены запасными.
Полную взаимозаменяемость экономически целесообразно применять
для деталей точностью не выше 1-го класса и для частей (узлов), состоящих
из небольшого количества деталей, например из двух, образующих то или
иное соединение, а также в тех случаях, когда несоблюдение заданных за-
зоров или натягов недопустимо даже у части изделий.
В ряде случаев эксплуатационные требования приводят к необходимости
изготовления деталей с малыми, экономически неприемлемыми или техно-
логически трудно выполнимыми допусками. В этих случаях применяют
неполную (ограниченную) взаимозаменяемость, которая может быть полу-
чена при групповом подборе деталей, изготовленных по расширенным до-
пускам, затем измеренных и рассортированных по размерам на группы для
сборки по одноименным группам (селективная сборка). Точность сборки
повышается во столько раз, на сколько групп сортировались детали. Этот
метод применяется для соединений, требующих высокую точность и состоя-
щих из небольшого количества деталей. Примером применения метода груп-
пового подбора является сборка подшипников качения. Возможен группо-
вой подбор упругих элементов по их упругой характеристике; катушек
и блоков приборов по электрическим характеристикам и т. д. Недостатком
метода подбора является увеличение трудоемкости сборки и незавершенного
производства, а также отсутствие полной взаимозаменяемости, так как взаи-
мозаменяемость ограничивается только внутри групп деталей.
Неполная взаимозаменяемость может быть обеспечена при достижении
требуемой точности сборки с помощью регулировочных устройств или ком-
11
пенсаторов (прокладок, колец, клиньев и др.), позволяющих уменьшить
при сборке погрешности изготовления деталей, а также компенсировать
в определенных пределах и износ подвижных деталей в процессе эксплуа-
тации изделий (метод регулирования). Этот метод применяется для сложных
и ответственных узлов измерительных приборов, металлорежущих станков
и других изделий.
Кроме того, неполная взаимозаменяемость может быть получена при
достижении требуемой точности сборки путем изменения одного из размеров
заранее намеченной детали соединения с помощью снятия с нее необходи-
мого слоя материала (метод пригонки), при совместной обработке сопрягае-
мых деталей в предварительно собранном виде или установленных в одном
приспособлении, а также при работе по формуляру, когда точность обра-
ботки второй детали соединения определяется после обработки первой де-
тали. Эти методы трудоемки, увеличивают продолжительность цикла сборки
и имеют другие недостатки и могут применяться только в индивидуальном
производстве.
Применение теоретико-вероятностного метода точностных расчетов
позволяет расширить допустимые погрешности изготовления деталей при
малом риске несоблюдения требуемой точности изделия в целом.
Различают также внешнюю и внутреннюю взаимозаменяемость. Внеш-
няя взаимозаменяемость — это взаимозаменяемость готовых изделий, мон-
тируемых в другие более сложные изделия, по эксплуатационным показа-
телям и взаимозаменяемость составных частей (узлов) и покупных изделий
по размерам и форме присоединительных поверхностей, т. е. тех поверхно-
стей, по которым они соединяются с другими совместно работающими ча-
стями и изделиями. Например, для электродвигателей внешней будет взаи-
мозаменяемость по числу оборотов вала и мощности, а также взаимозаме-
няемость по размерам присоединительных поверхностей; в подшипниках
качения внешняя взаимозаменяемость осуществляется по наружному диа-
метру наружного кольца и внутреннему диаметру внутреннего кольца,
а также по точности вращения подшипника.
Внутренняя взаимозаменяемость — это взаимозаменяемость отдельных
деталей, входящих в узел, или узлов и механизмов, входящих в изделие.
Например, в подшипнике качения осуществляется внутренняя взаимоза-
меняемость (групповая) тел качения и колец. Уровень взаимозаменяемости
производства может характеризоваться коэффициентом взаимозаменяе-
мости Kei равным отношению трудоемкости изготовления взаимозаменяемых
деталей и составных частей к общей трудоемкости изготовления изделия.
Значение этого коэффициента для различных производств может быть раз-
личным. Однако степень приближения Кв к единице является объективньш
показателем технической культуры производства.
ФУНКЦИОНАЛЬНАЯ ВЗАИМОЗАМЕНЯЕМОСТЬ
Для значительного повышения качества и экономичности производства
изделий должно развиваться направление функциональной взаимозаме-
няемости, при которой создаются в заданных пределах экономически опти-
мальные и стабильные во времени эксплуатационные показатели изделий
и их элементов, и обеспечивается взаимозаменяемость по этим показателям.
Функциональная взаимозаменяемость изделий или отдельных механизмов
может быть только полной. Такой эффект достигается при выполнении прин-
ципа функциональной взаимозаменяемости.
Для достижения функциональной взаимозаменяемости необходимо соблю-
дать взаимозаменяемость по геометрическим параметрам, по показателям
механических свойств материала деталей (особенно их поверхностного слоя),
а также (в зависимости от принципа действия изделия) по электромагнитным,
гидравлическим, оптическим, химическим и другим функциональным пара-
метрам. Функциональными названы геометрические, электрические, меха-
12
нические и другие параметры, влияющие на эксплуатационные показатели
изделий или служебные функции их деталей и узлов (блоков). Эти пара-
метры названы функциональными, чтобы подчеркнуть связь их со служеб-
ными функциями (функционированием) деталей, узлов (блоков) и изделий.
Связь же их с эксплуатационными показателями может быть функциональ-
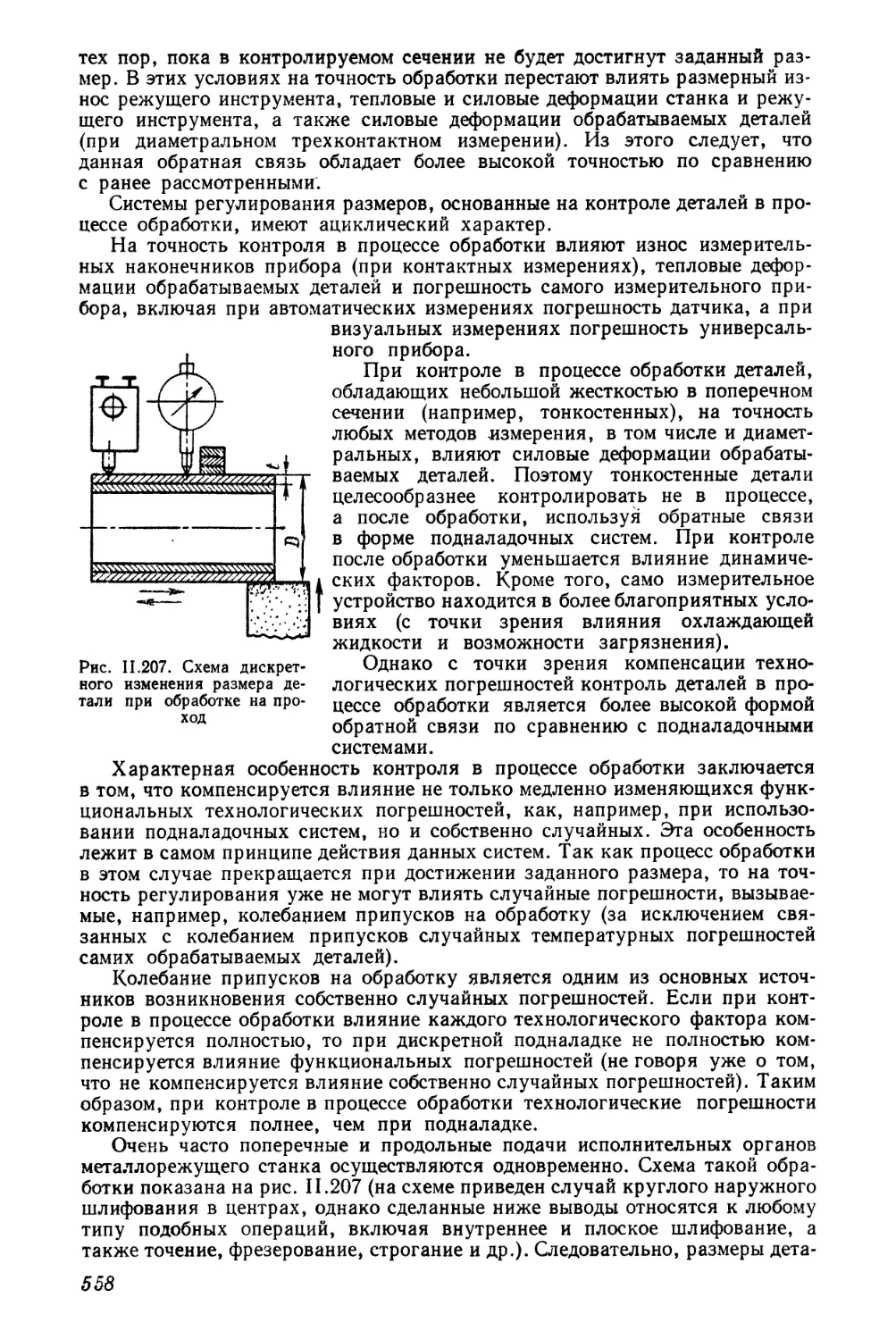
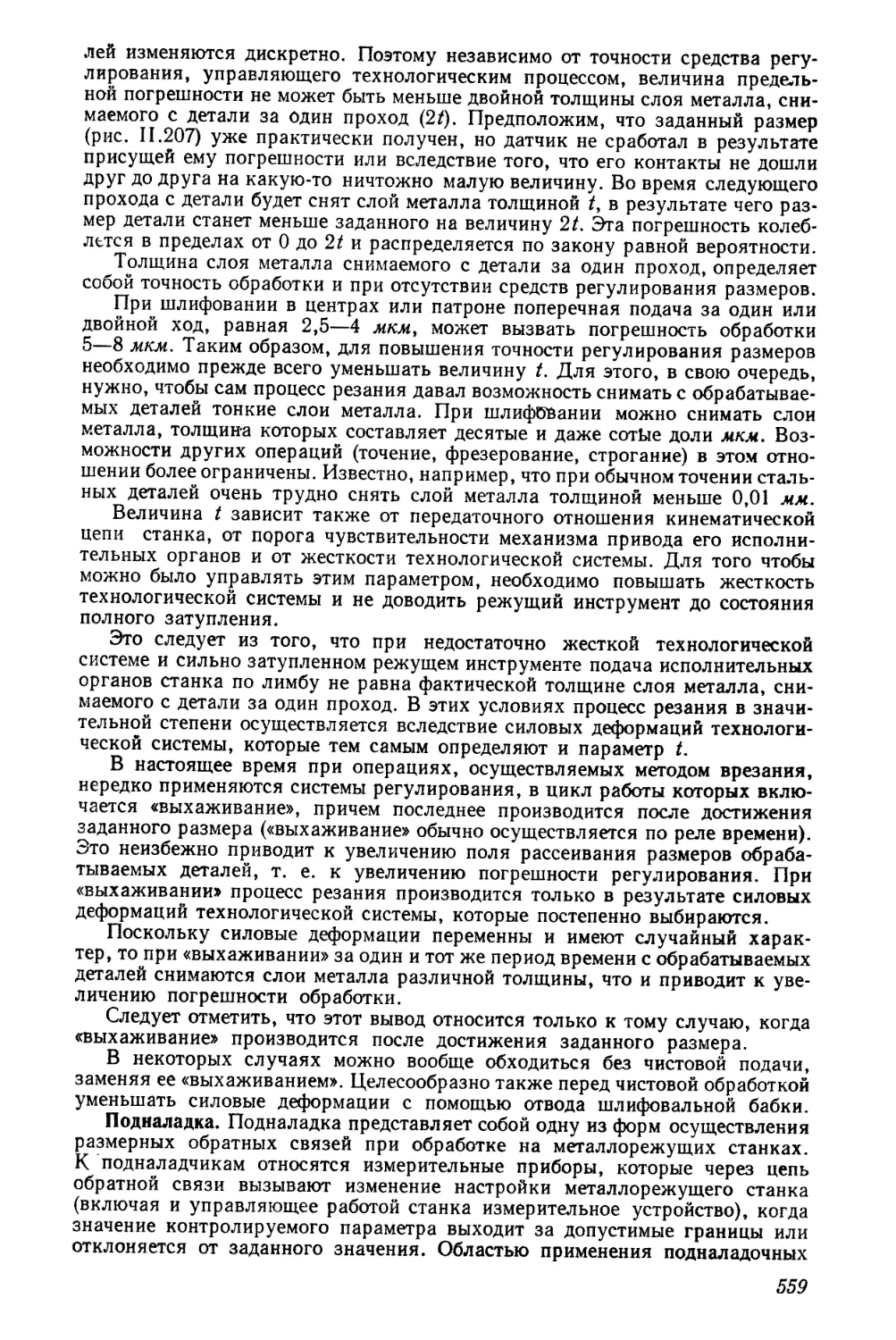
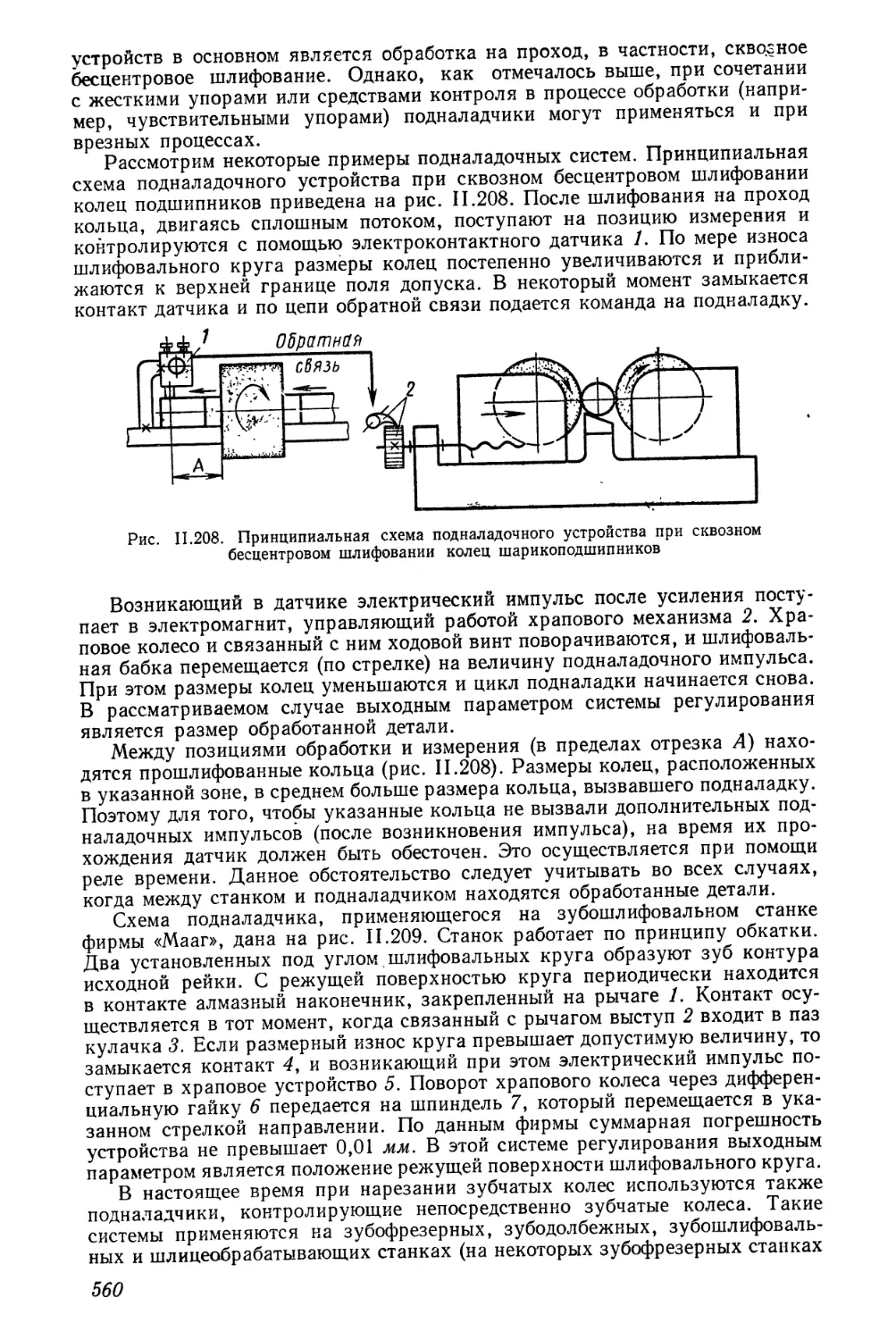
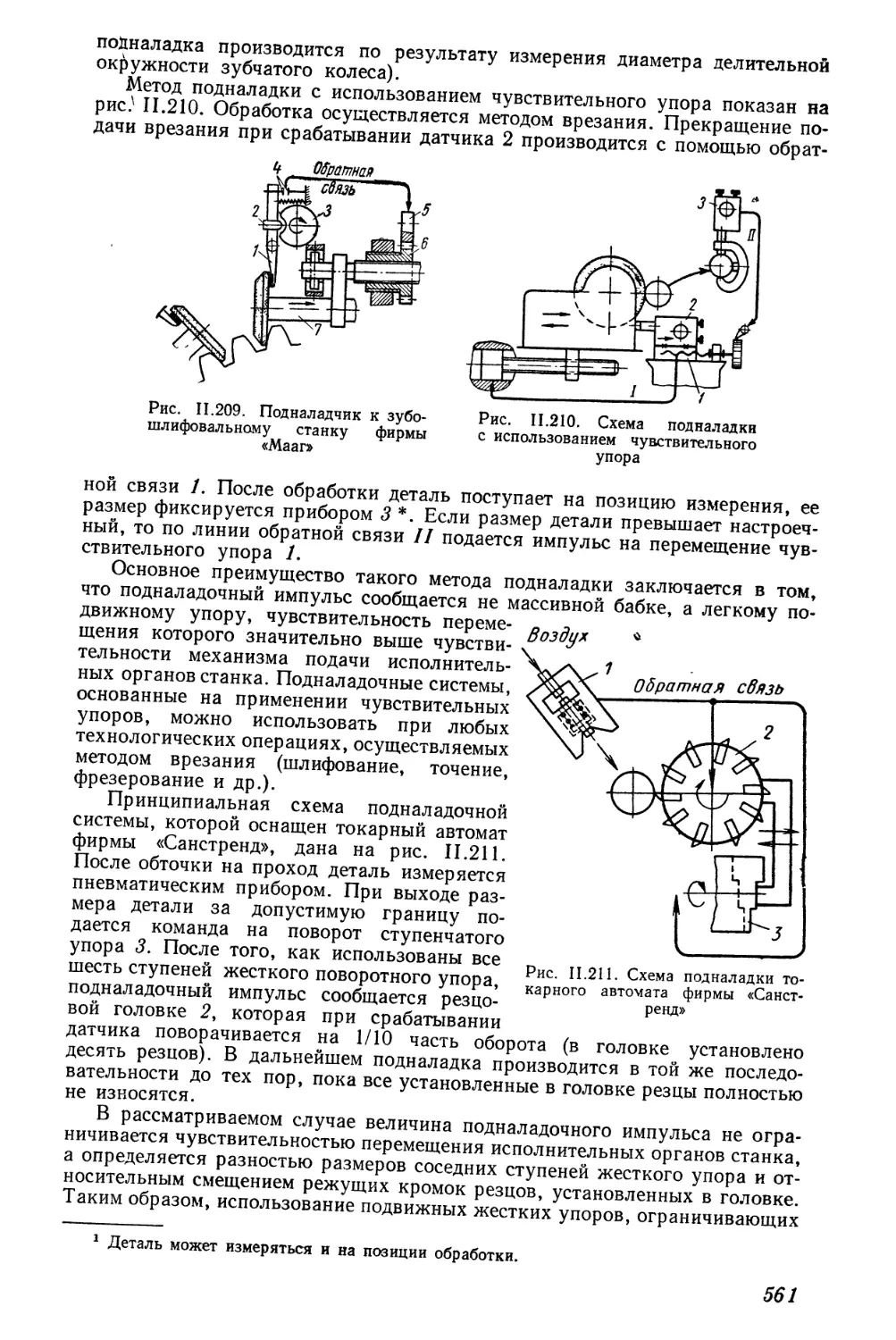
ной или вероятностной. Это замечание относится также и к термину функ-
циональная взаимозаменяемость.
От значений и колебания функциональных параметров зависят эксплуа-
тационные показатели изделий. Например, изменение величины зазора
между поршнем и цилиндром изменяет мощность двигателей, а в поршневых
компрессорах — весовую производительность. Воздействие погрешностей
функциональных параметров может проявляться независимо или в связи
с другими параметрами. Например, упругие свойства пружин и мембран
приборов зависят не только от физико-механических свойств материала про-
волоки или ленты, но и от непостоянства диаметра проволоки и толщины
мембраны. Точность станков обусловлена правильностью перемещения его
рабочих органов, что определяется как точностью геометрических парамет-
ров деталей и узлов станка, так и их жесткостью; виброустойчивостью, упру-
гими и пластическими деформациями (включая местные контактные дефор-
мации поверхностей), зависящими, в свою очередь, от сил резания, их коле-
бания, от собственной массы вращающихся частей, их уравновешенности,
механических свойств материала, химических и физико-механических
свойств смазки и т. д. Подобные примеры можно привести, анализируя
конструкцию любой машины, прибора или другого изделия.
Для функциональной взаимозаменяемости очень важно обеспечивать
взаимозаменяемость исходного сырья или материала, заготовок или полу-
фабрикатов (взаимозаменяемость для них означает однородность химиче-
ского состава, уровень и стабильность механических, физических и хими-
ческих свойств, а также точность и стабильность их размеров и формы).
Большое значение имеет также взаимозаменяемость заготовок по размерам
межоперационных посадочных поверхностей, предназначенных для фикса-
ции положения заготовки в приспособлении в процессе обработки.
Функциональная взаимозаменяемость должна создаваться, начиная со
стадии проектирования изделий. Для этого в первую очередь необходимо
уточнить номинальные значения эксплуатационных показателей исследуе-
мых изделий и определить, исходя из их назначения, требований к надеж-
ности и долговечности, допустимые отклонения эксплуатационных показа-
телей изделий, которые они будут иметь в конце установленного срока
работы. Эксплуатационные показатели изделий в начале и в конце срока
их службы (разность между которыми определяет допуски на них) могут
быть установлены на основе прочностного, теплового, газо-гидродинамиче-
ского и акустического и других расчетов, учитывающих износ и изменение
оункциональных параметров в процессе длительной работы изделий. Эти
показатели могут быть установлены также путем обобщения результатов
эксплуатации и проведения экспериментальных испытаний моделей, маке-
тов или опытных образцов изделий. Затем необходимо определить основные
-асти (узлы) и детали, от которых в первую очередь зависят эксплуатацион-
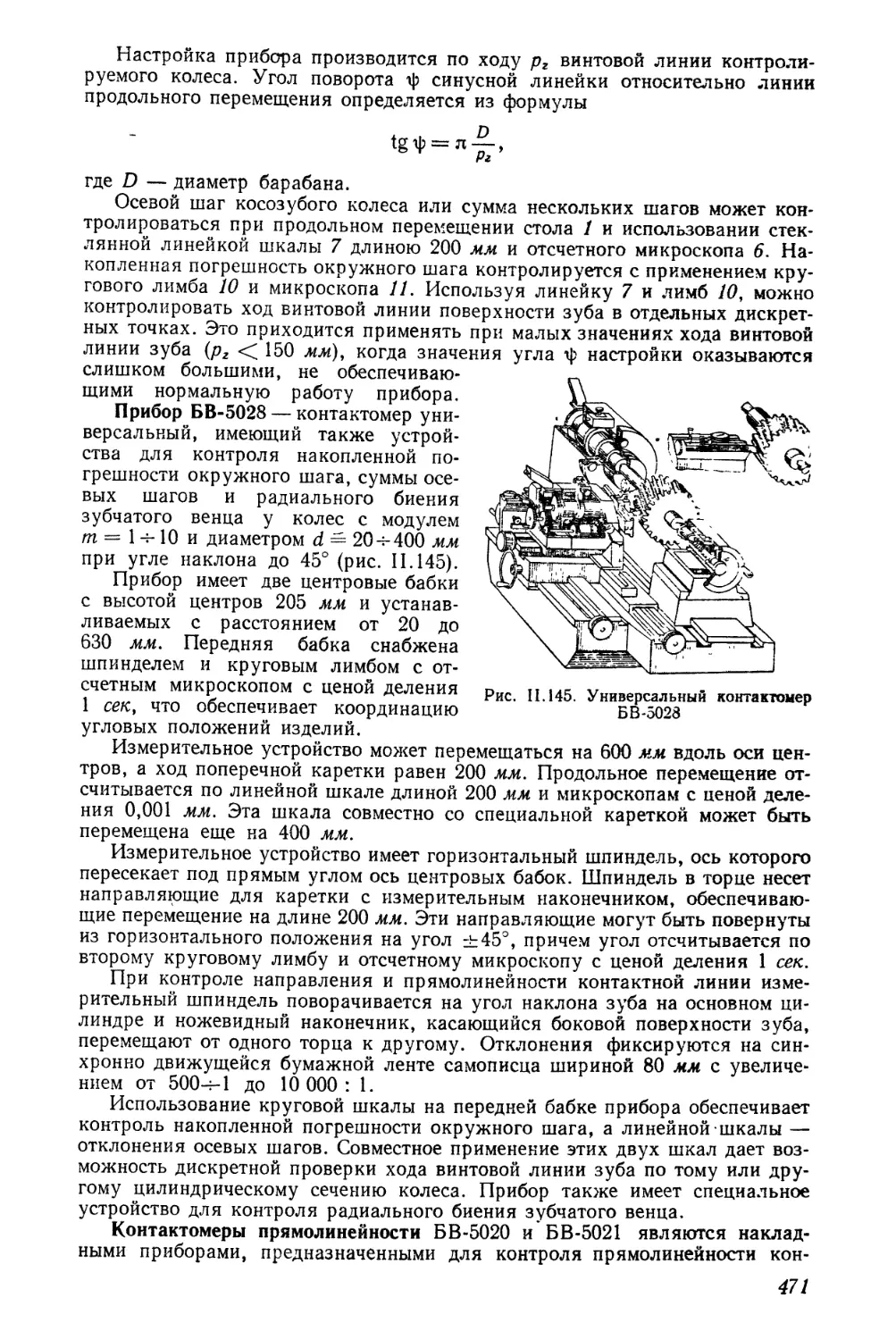
ные показатели изделий, а также установить перечень деталей и частей
tузлов), надежность которых определяют надежность и долговечность изде-
лия в целом. Для указанных частей и деталей применяют такие конструктив-
ные формы, материалы, технологию изготовления и устанавливают такое
н.ачество поверхности, при которых надежность, долговечность и другие
эксплуатационные показатели изделий будут оптимальными.
После этого выявляют функциональные параметры, определяющие зна-
чения эксплуатационных показателей изделия. Перечень этих параметров
определяется принципом действия и конструктивными особенностями изде-
лия и его частей. Аналитически или экспериментально на макетах, моделях
?ли опытных образцах следует устанавливать возможные изменения функ-
13
циональных параметров в процессе длительной эксплуатации изделия
(в результате износа, пластической деформации, термоциклических воздей-
ствий, изменения структуры и старения материала, коррозии, старения
электронных ламп и т. д.) и определять связь и степень влияния функцио-
нальных параметров и их отклонений на эксплуатационные показатели
нового изделия и в процессе его длительной эксплуатации.
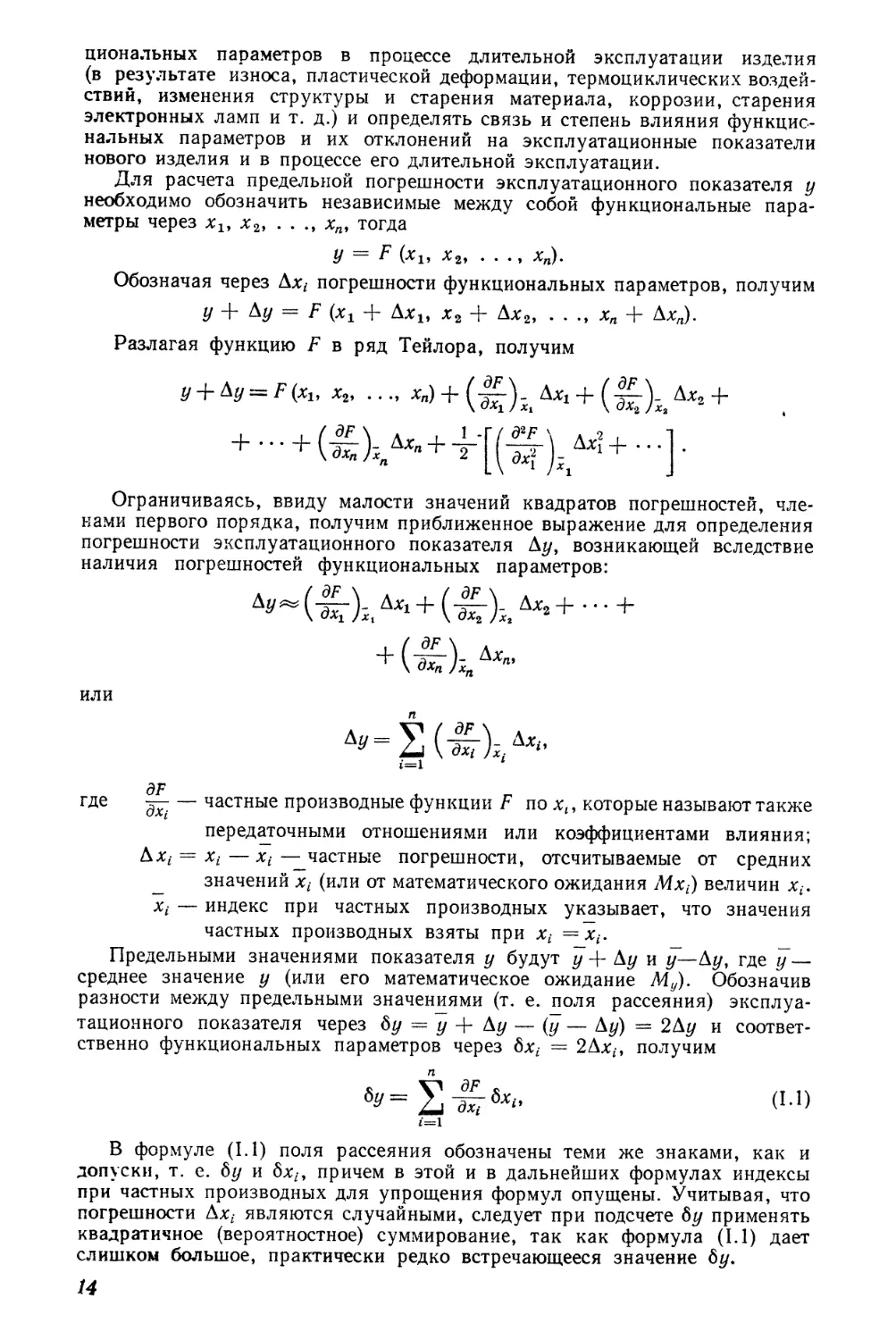
Для расчета предельной погрешности эксплуатационного показателя у
необходимо обозначить независимые между собой функциональные пара-
метры через х19 х2, . . хп, тогда
у = F (хх, х2, . . ., хд).
Обозначая через Дх/ погрешности функциональных параметров, получим
у + &у = F (хх + Дх1э х2 + Дх2, . . хп + Дхд).
Разлагая функцию F в ряд Тейлора, получим
Ограничиваясь, ввиду малости значений квадратов погрешностей, чле-
нами первого порядка, получим приближенное выражение для определения
погрешности эксплуатационного показателя Ду, возникающей вследствие
наличия погрешностей функциональных параметров:
А%1 + А^ + • • • +
+ (^kAXn’
ИЛИ
п
i=l 1
dF д. г
где — частные производные функции F по xf, которые называют также
передаточными отношениями или коэффициентами влияния;
Дх/ = Xi — Xi — частные погрешности, отсчитываемые от средних
значений xz (или от математического ожидания Afxz) величин xz.
Xi — индекс при частных производных указывает, что значения
частных производных взяты при xz = xz.
Предельными значениями показателя у будут у + Ду и у—\у. где у —
среднее значение у (или его математическое ожидание Му). Обозначив
разности между предельными значениями (т. е. поля рассеяния) эксплуа-
тационного показателя через Sy = у + Ду — (у — Ду) = 2Ду и соответ-
ственно функциональных параметров через 6xz = 2Дх^ получим
п
г=1
В формуле (1.1) поля рассеяния обозначены теми же знаками, как и
допуски, т. е. бу и 6xz, причем в этой и в дальнейших формулах индексы
при частных производных для упрощения формул опущены. Учитывая, что
погрешности Axz являются случайными, следует при подсчете бу применять
квадратичное (вероятностное) суммирование, так как формула (1.1) дает
слишком большое, практически редко встречающееся значение бу.
14
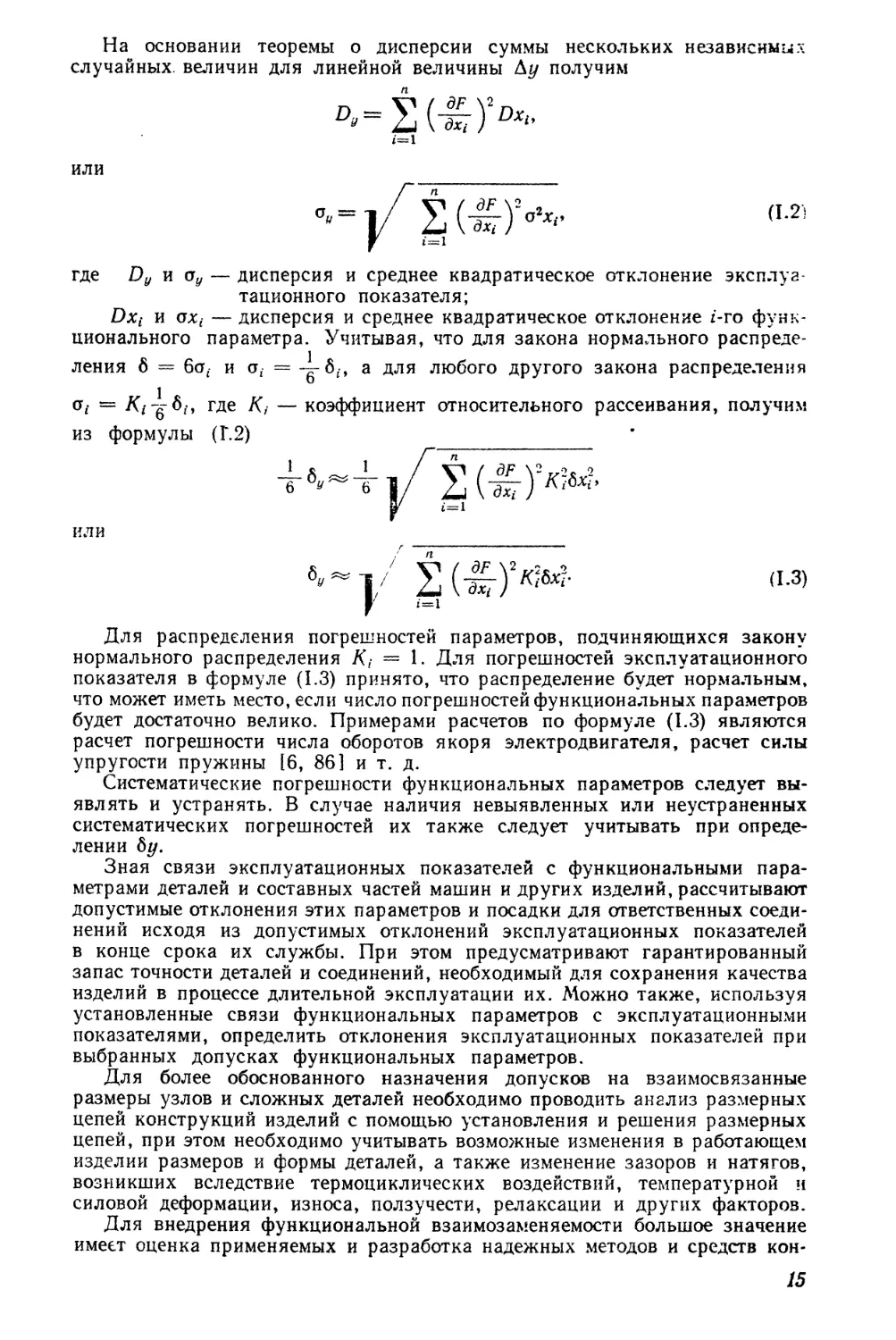
На основании теоремы о дисперсии суммы нескольких независимых
случайных, величин для линейной величины Az/ получим
п
или
где Dy и иу — дисперсия и среднее квадратическое отклонение эксплуа-
тационного показателя;
Dxi и UX{ — дисперсия и среднее квадратическое отклонение Лго функ-
ционального параметра. Учитывая, что для закона нормального распреде-
ления 6 = 6ог и Ui = а для любого другого закона распределения
ог- = где Kf — коэффициент относительного рассеивания, получим
из формулы (Г.2)
ИЛИ
»-3’
Для распределения погрешностей параметров, подчиняющихся закону
нормального распределения К{ = 1. Для погрешностей эксплуатационного
показателя в формуле (1.3) принято, что распределение будет нормальным,
что может иметь место, если число погрешностей функциональных параметров
будет достаточно велико. Примерами расчетов по формуле (1.3) являются
расчет погрешности числа оборотов якоря электродвигателя, расчет силы
упругости пружины [6, 86] и т. д.
Систематические погрешности функциональных параметров следует вы-
являть и устранять. В случае наличия невыявленных или неустраненных
систематических погрешностей их также следует учитывать при опреде-
лении бу.
Зная связи эксплуатационных показателей с функциональными пара-
метрами деталей и составных частей машин и других изделий, рассчитывают
допустимые отклонения этих параметров и посадки для ответственных соеди-
нений исходя из допустимых отклонений эксплуатационных показателей
в конце срока их службы. При этом предусматривают гарантированный
запас точности деталей и соединений, необходимый для сохранения качества
изделий в процессе длительной эксплуатации их. Можно также, используя
установленные связи функциональных параметров с эксплуатационными
показателями, определить отклонения эксплуатационных показателей при
выбранных допусках функциональных параметров.
Для более обоснованного назначения допусков на взаимосвязанные
размеры узлов и сложных деталей необходимо проводить анализ размерных
цепей конструкций изделий с помощью установления и решения размерных
цепей, при этом необходимо учитывать возможные изменения в работающем
изделии размеров и формы деталей, а также изменение зазоров и натягов,
возникших вследствие термоциклических воздействий, температурной и
силовой деформации, износа, ползучести, релаксации и других факторов.
Для внедрения функциональной взаимозаменяемости большое значение
имеет оценка применяемых и разработка надежных методов и средств кон-
75
троля деталей, узлов и изделий в целом (в том числе для контроля функцио-
нальных параметров и эксплуатационных показателей машин, приборов
и других изделий).
Рекомендуется опытная проверка разработанных мероприятий по обес-
печению функциональной взаимозаменяемости, включение их в техническую
документацию, а затем и в ГОСТы на машины, приборы и другие изделия.
Принцип функциональной взаимозаменяемости является одним из важ-
нейших принципов конструирования, производства, контроля и эксплуата-
ции изделий. Особенностью этого принципа является установление связей
эксплуатационных показателей изделий с
функциональными параметрами
их деталей и частей и независи-
мое изготовление последних по
этим параметрам с точностью,
определенной исходя из допу-
стимых отклонений эксплуата-
ционных показателей изделий
в конце срока их службы.
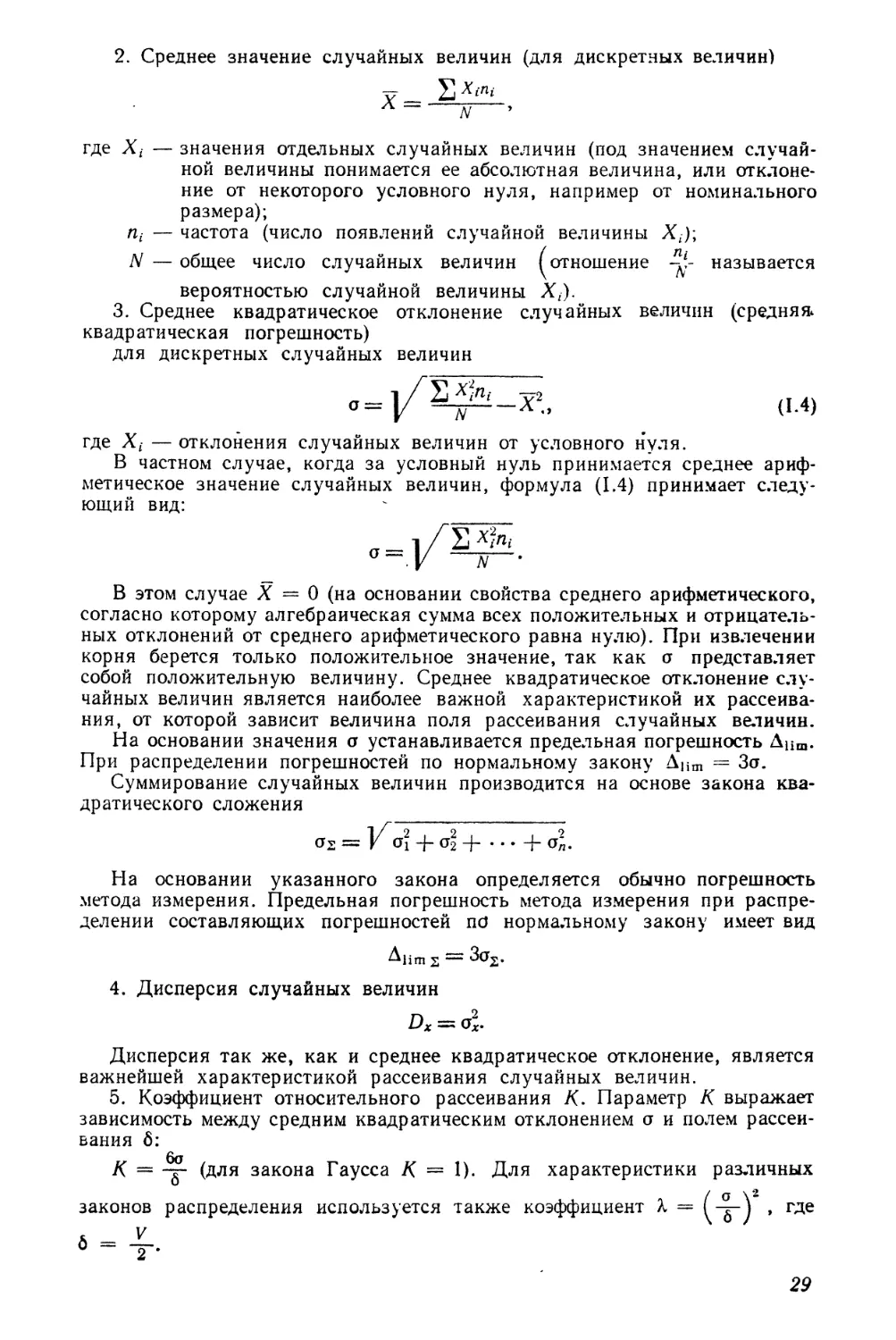
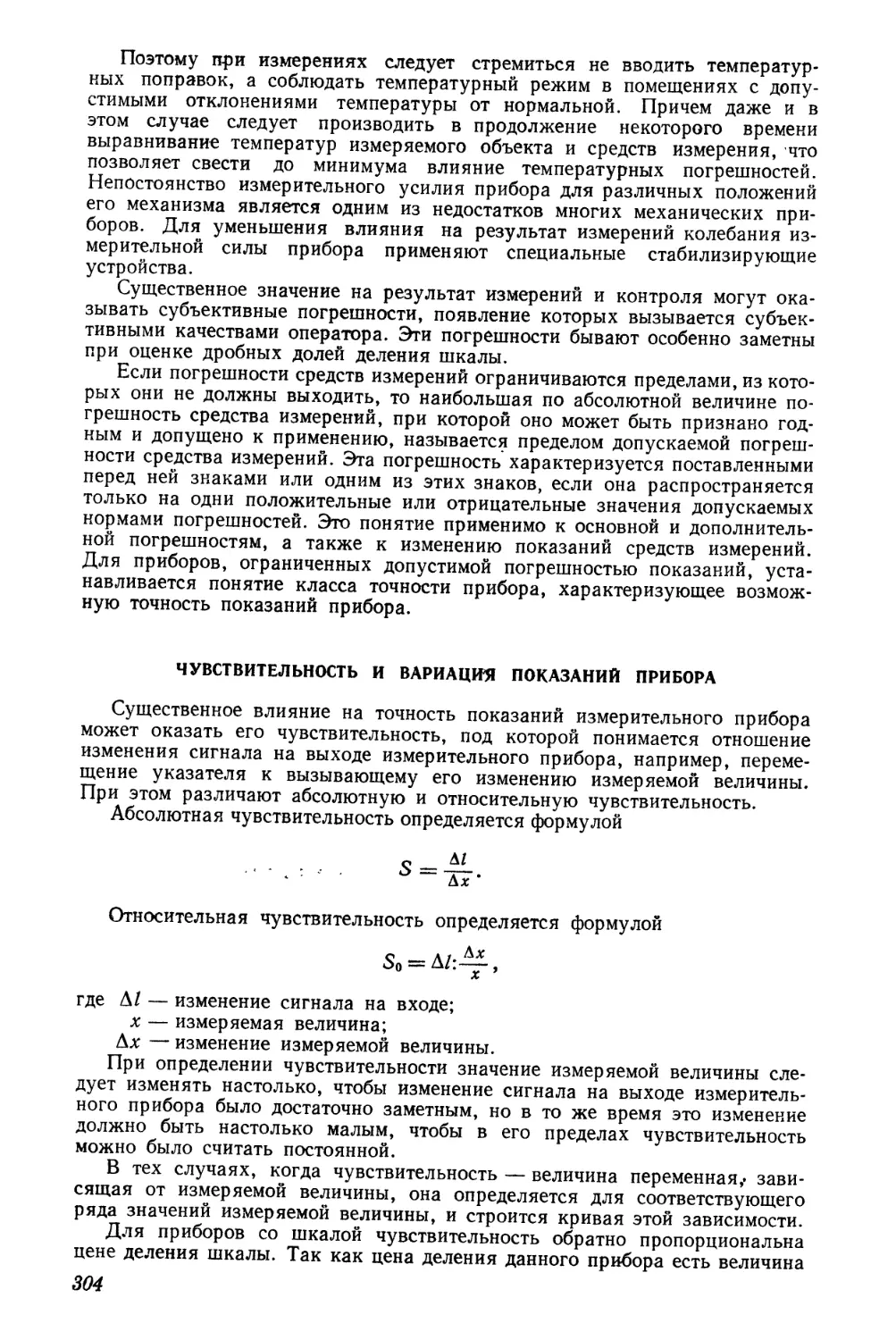
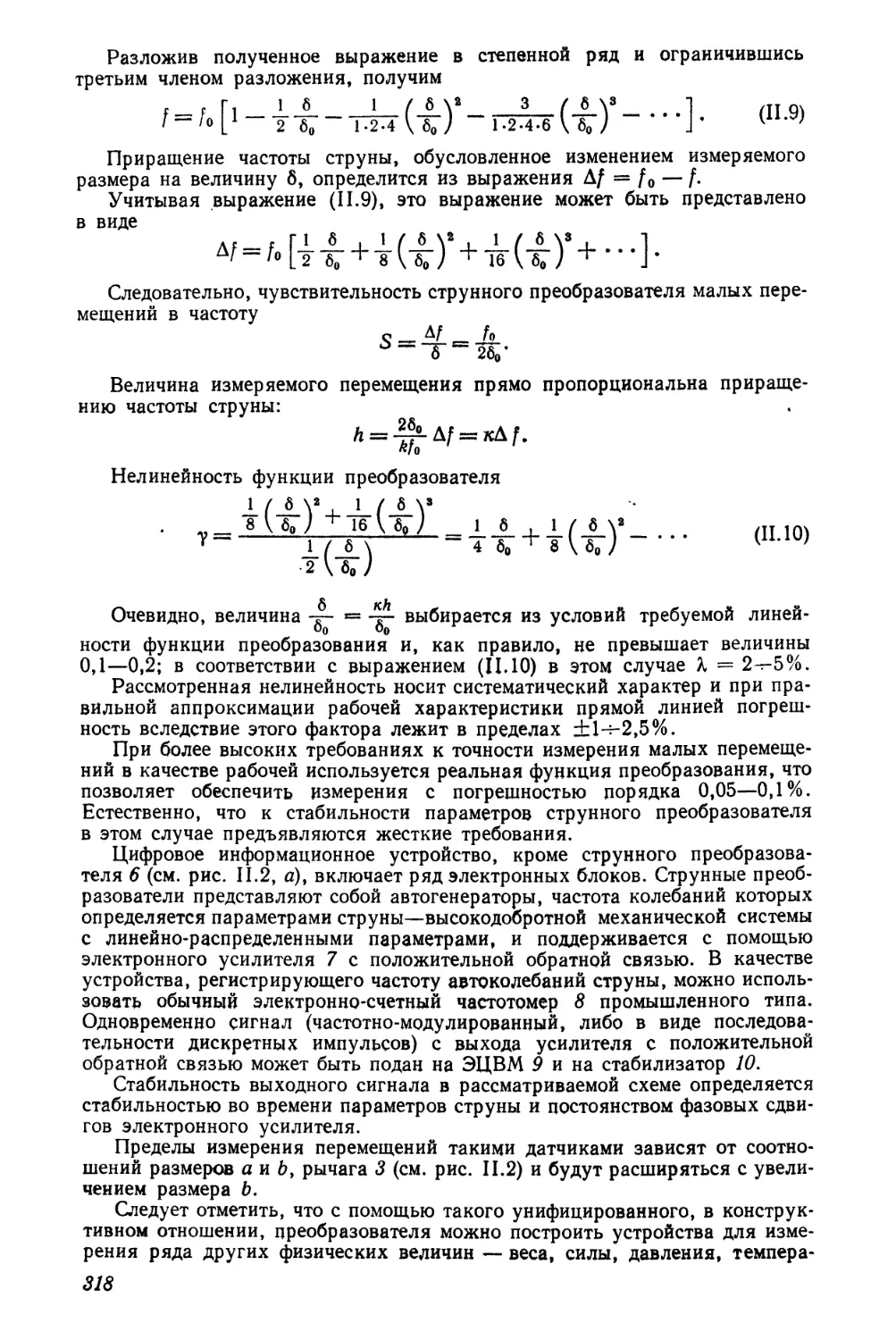
Рассмотрим, как пример,
определение допустимого откло-
нения угла конуса 2а в не-
подвижных конических соеди-
нениях, исходя из эксплуата-
ционных требований. Основное
эксплуатационное требование
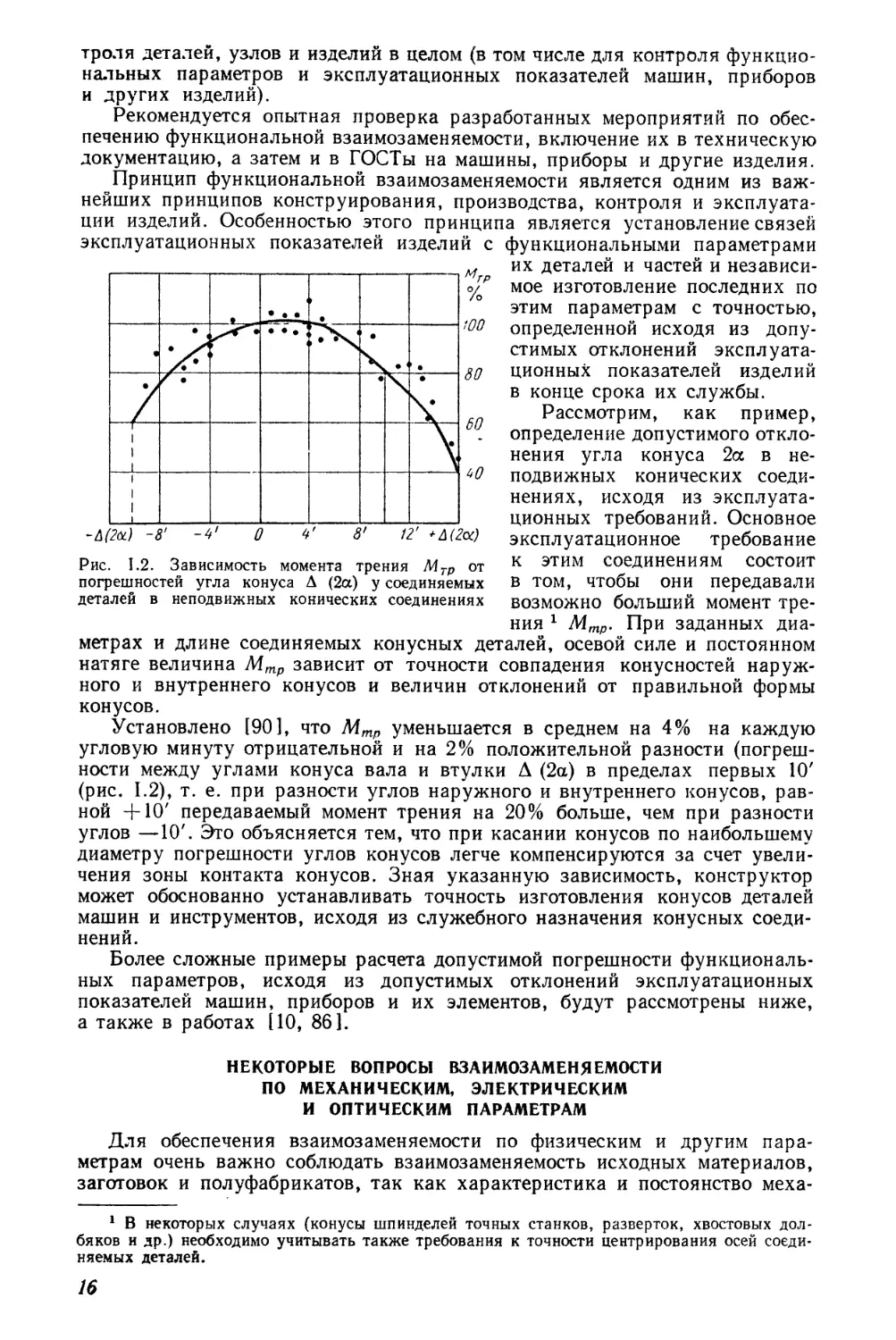
Рис. 1.2. Зависимость момента трения Мгр от к ЭТИМ соединениям СОСТОИТ
погрешностей угла конуса А (2а) у соединяемых В ТОМ, чтобы ОНИ передавали
деталей в неподвижных конических соединениях ВОЗМОЖНО больший момент тре-
ния 1 Мтр. При заданных диа-
метрах и длине соединяемых конусных деталей, осевой силе и постоянном
натяге величина Мтр зависит от точности совпадения конусностей наруж-
ного и внутреннего конусов и величин отклонений от правильной формы
конусов.
Установлено [90], что Мтр уменьшается в среднем на 4% на каждую
угловую минуту отрицательной и на 2% положительной разности (погреш-
ности между углами конуса вала и втулки А (2а) в пределах первых 10'
(рис. 1.2), т. е. при разности углов наружного и внутреннего конусов, рав-
ной + 10' передаваемый момент трения на 20% больше, чем при разности
углов —10'. Это объясняется тем, что при касании конусов по наибольшему
диаметру погрешности углов конусов легче компенсируются за счет увели-
чения зоны контакта конусов. Зная указанную зависимость, конструктор
может обоснованно устанавливать точность изготовления конусов деталей
машин и инструментов, исходя из служебного назначения конусных соеди-
нений.
Более сложные примеры расчета допустимой погрешности функциональ-
ных параметров, исходя из допустимых отклонений эксплуатационных
показателей машин, приборов и их элементов, будут рассмотрены ниже,
а также в работах [10, 86].
НЕКОТОРЫЕ ВОПРОСЫ ВЗАИМОЗАМЕНЯЕМОСТИ
ПО МЕХАНИЧЕСКИМ, ЭЛЕКТРИЧЕСКИМ
И ОПТИЧЕСКИМ ПАРАМЕТРАМ
Для обеспечения взаимозаменяемости по физическим и другим пара-
метрам очень важно соблюдать взаимозаменяемость исходных материалов,
заготовок и полуфабрикатов, так как характеристика и постоянство меха-
1 В некоторых случаях (конусы шпинделей точных станков, разверток, хвостовых дол-
бяков и др.) необходимо учитывать также требования к точности центрирования осей соеди-
няемых деталей.
/6
нических, физических и химических свойств материалов определяют ка-
чество деталей и частей электрических машин и приборов, а также их экс-
плуатационные показатели. Так, непостоянство физических свойств мате-
риала проволоки (особенно омического сопротивления) вызывает дополни-
тельные затраты на регулировочные операции при сборке приборов, имеющих
катушки, роторы, статоры и другие электрические узлы с токопроводящими
витками проволоки. В люминесцентных лампах и в электровакуумных при-
борах состав газа оказывает большое влияние на эксплуатационные показа-
тели этих приборов и т. д.
Взаимозаменяемость по механи-
ческим свойствам материала дета-
лей. Известно, что для получения
наилучших эксплуатационных ка-
честв деталей и инструмента уста-
навливают оптимальное значение
механических свойств материала, из
которого они изготовлены, и допуски
на отклонения этих свойств. Так,
резцы, фрезы и сверла из вольфрамо-
вых быстрорежущих сталей марок
Р18 и Р9 должны иметь твердость
HRC 62—65; развертки, метчики,
протяжки — твердость HRC 62—63.
Режущие инструменты из кобаль-
товой быстрорежущей стали марки
Р9К10, эффективно работающие при
тяжелых режимах резания с высокой
температурой в зоне резания, но
при отсутствии ударных нагрузок,
должны иметь твердость HRC 65—
66 и т. д.
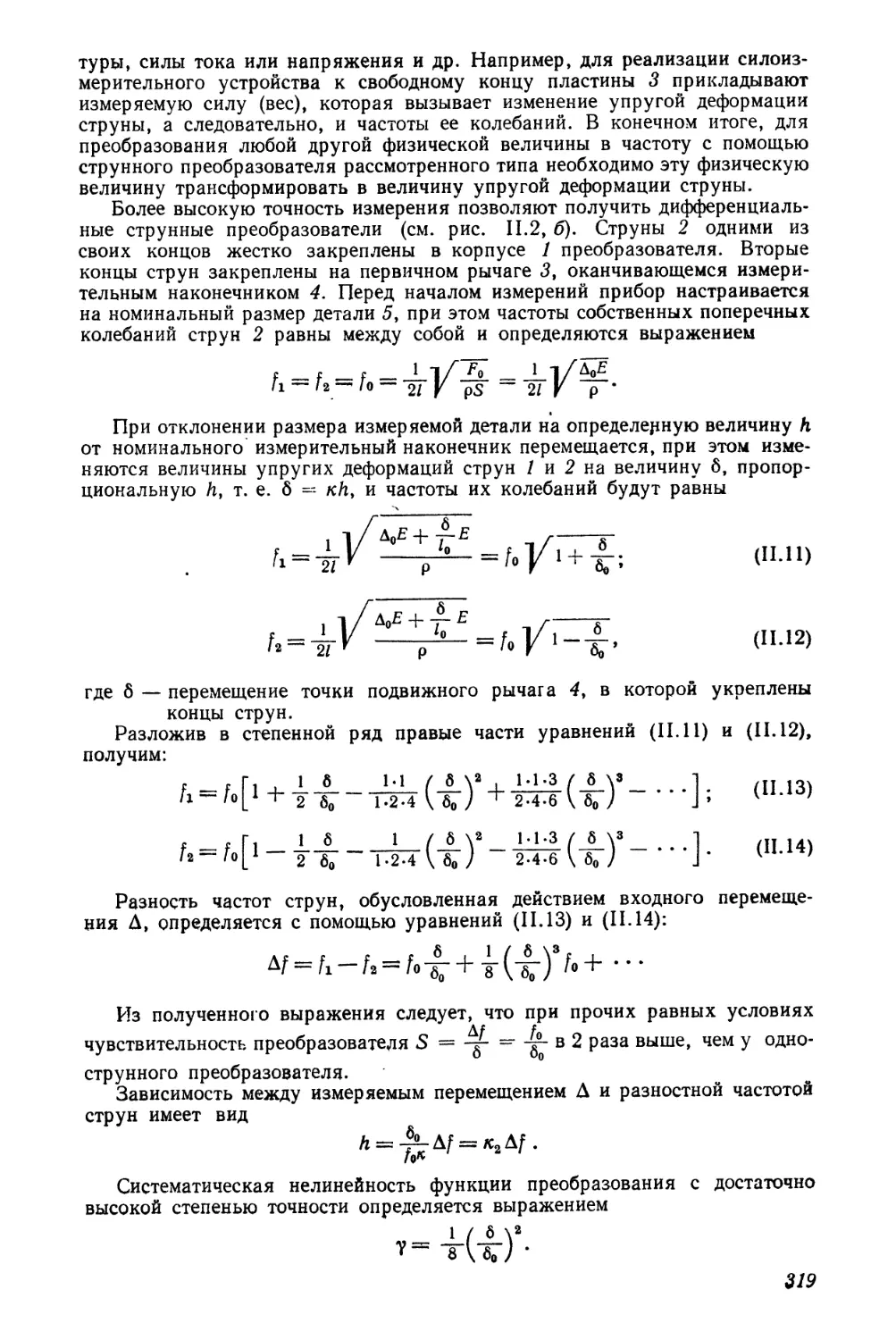
Оптимальные пределы прочно-
сти, пластичности, твердости и дру-
гих показателей механических
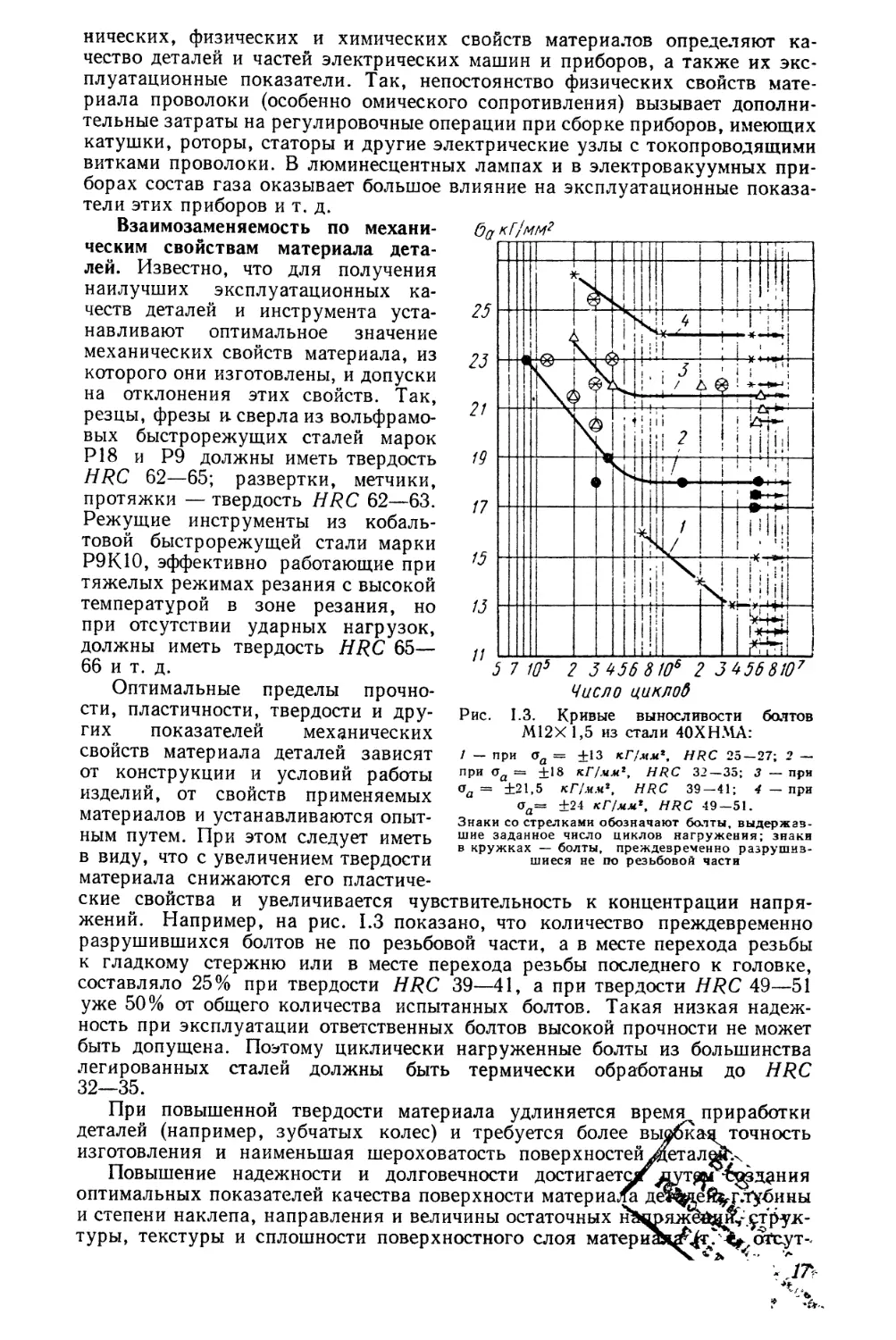
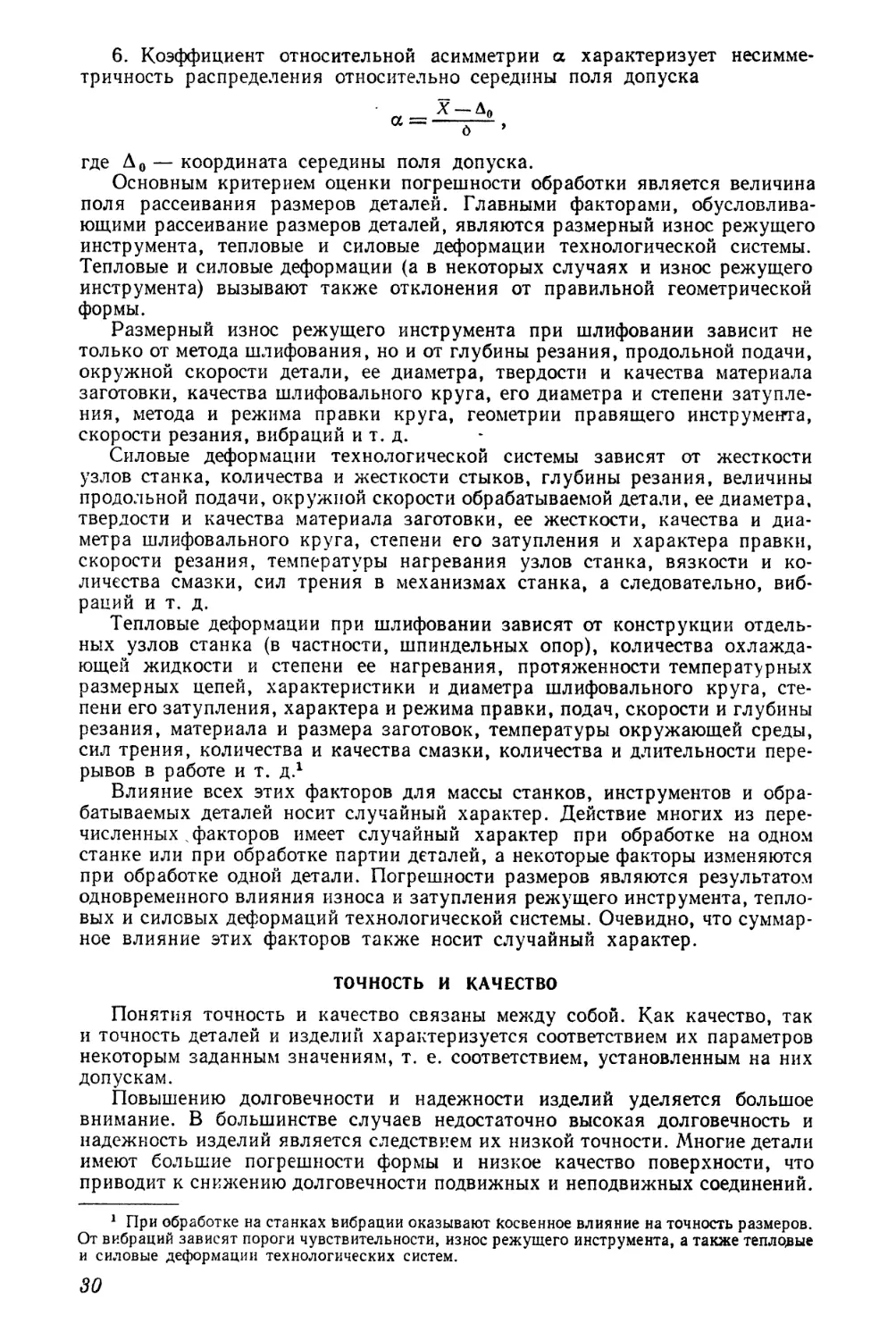
Рис. 1.3. Кривые выносливости болтов
М12Х1,5 из стали 40ХНМА:
1 — при (За = ±13 кГ/лм*, HRC 25—27; 2 —
при аа = ±18 кГ/лж2, HRC 32—35; 3 — при
(Ja = ±21,5 кГ/мм2, HRC 39-41; 4 — при
ад= ±24 HRC 49—51.
Знаки со стрелками обозначают болты, выдержав-
шие заданное число циклов нагружения; знаки
в кружках — болты, преждевременно разрушив-
шиеся не по резьбовой части
свойств материала деталей зависят
от конструкции и условий работы
изделий, от свойств применяемых
материалов и устанавливаются опыт-
ным путем. При этом следует иметь
в виду, что с увеличением твердости
материала снижаются его пластиче-
ские свойства и увеличивается чувствительность к концентрации напря-
жений. Например, на рис. 1.3 показано, что количество преждевременно
разрушившихся болтов не по резьбовой части, а в месте перехода резьбы
к гладкому стержню или в месте перехода резьбы последнего к головке,
составляло 25% при твердости HRC 39—41, а при твердости HRC 49—51
уже 50% от общего количества испытанных болтов. Такая низкая надеж-
ность при эксплуатации ответственных болтов высокой прочности не может
быть допущена. Поэтому циклически нагруженные болты из большинства
легированных сталей должны быть термически обработаны до HRC
32—35.
При повышенной твердости материала удлиняется время приработки
деталей (например, зубчатых колес) и требуется более вьюбкая точность
изготовления и наименьшая шероховатость поверхностей.Деталей4.^
Повышение надежности и долговечности достигаете/^-б^эдния
оптимальных показателей качества поверхности материала дез^ей^г.Тубины
и степени наклепа, направления и величины остаточных н?^цояже^Д;.^трук-
туры, текстуры и сплошности поверхностного слоя материаХ^^^^уОТсу7'
ствие микротрещин, раковин, посторонних включений), однородности хими-
ческого состава, а также оптимальной шероховатости.
Наклеп повышает циклическую прочность у таких деталей, которые
работают при температуре, близкой к нормальной, и при переменных на-
грузках. Так, усталостная прочность резьбовых соединений при правильно
выбранных режимах накатывания резьбы болтов из легированной стали
(при которых образуются значительный наклеп без отслаивания верхних
слоев металла, волокнистая текстура и напряжения сжатия) может быть
повышена в 2 раза и более по сравнению с прочностью соединений, у которых
резьба болтов шлифована и наклеп отсутствует [84]. При этом производи-
тельность накатки несколько понижается.
У стальных деталей, не имеющих значительных концентраторов напря-
жений и работающих при температуре, близкой к нормальной, наклеп
увеличивает предел выносливости в среднем, примерно на 30% [87]. Но
для деталей из жаропрочных сплавов, работающих при повышенной темпе-
ратуре, значительный и сквозной наклещ созданный растяжением, в 2—3
раза и более снижает длительную статическую прочность. Поэтому летали
из жаропрочных сплавов должны изготавливаться так, чтобы наклепа *не
было или чтобы он был незначительным, так как наличие в поверхностном
слое наклепа и искажений зерен металла вызывает ускоренное окисление
и выгорание легирующих элементов, рекристаллизацию сплава в поверх-
ностном слое, что приводит к снижению жаропрочных свойств и прежде-
временному разрушению деталей.
Глубину и интенсивность наклепанного слоя так же, как и знак остаточ-
ных напряжений, можно регулировать путем подбора режимов механиче-
ской обработки и сочетаний последней с различными видами термической
обработки деталей. Например, по данным [59], увеличение скорости реза-
ния, уменьшение глубины резания, применение более мягких шлифовальных
кругов и обильного охлаждения снижают величину и глубину распростра-
нения растягивающих остаточных напряжений. Применение отжига, сквоз-
ного нагрева с последующим быстрым охлаждением или виброконтактного
полирования, выравнивающего температуру в поверхностном слое, позво-
ляют получить в нем остаточные напряжения сжатия.
Наклеп и микроструктура металла влияют на электромагнитные и другие
физические свойства деталей. Так, наклеп пластин магнитопроводов умень-
шает их магнитную проницаемость; у крупнозернистой электротехнической
стали магнитная проницаемость выше, чем у мелкозернистой, и т. д. В на-
стоящее время созданы методы расчета точности пружин, мембран и других
упругих элементов, обеспечивающие их взаимозаменяемость по экс-
плуатационному показателю, выражающему зависимость перемещения (де-
формации) торца пружины или рабочего центра упругого элемента от осе-
вой силы.
Взаимозаменяемость по электрическим параметрам. Эксплуатационные
показатели электрических машин и приборов при постоянстве качества
материалов определяются функциональными геометрическими параметрами
этих изделий. Например, в электровакуумных приборах геометрические
параметры определяют длину волны и форму спектра генерируемых или
усиливаемых электромагнитных колебаний, их мощность, коэффициент
усиления, к. п. д. и др. Поэтому необходимо устанавливать связь эксплуа-
тационных показателей электрических машин и приборов с их геометриче-
скими параметрами и устанавливать допуски на функциональные геометри-
ческие параметры, исходя из допустимого изменения эксплуатационных
показателей этих изделий.
Для сложных электронных приборов и аппаратов большое значение
имеет взаимозаменяемость по присоединительным размерам. Например,
вследствие несоблюдения условий сопряжения ламп с панелями часто бра-
куются исправные лампы, так как этот фактор способствует искажению пара-
метров приборов и аппаратов, вызывает дополнительные шумы и т. п.
18
Существуют методы расчета точности резонаторных систем магнетронов
Эти методы основаны на обеспечении заданной длины волны электромагнит-
ных колебаний; фокусирующих и замедляющих систем, исходя из качества
фокусировки электронного потока; пролетных клистронов и других элемен-
тов электронных приборов. Разработаны также системы допусков на диа-
метры коаксиальных линий передач электромагнитной энергии, в зависи-
мости от допусков на волновое сопротивление, определяющего к. п. д.
линии, на детали и узлы приемно-усилительных ламп и др. [86]. Имеются
также работы по функциональной взаимозаменяемости некоторых типов
электрических машин и приборов. Несмотря на это, методы расчета
допусков для обеспечения функциональной взаимозаменяемости электриче-
ских и электронных элементов, блоков и изделий еще недостаточно система-
тизированы и проверены. Это объясняется большим объемом трудоемкости
регулировочных работ в общей трудоемкости изготовления приборов.
Взаимозаменяемость по оптическим параметрам. Методы расчета допускае-
мых отклонений размеров и характеристик оптических деталей и систем
еще не разработаны. В большинстве случаев пользуются статистическими
данными по допускаемым отклонениям радиуса линз и местным погрешно-
стям линз и призм, исчисляемым в интерференционных полосах (кольцах),
допускаемом несовпадении оптической и геометрической осей линз и другим
допускаемым погрешностям. Для нормирования допускаемых дефектов на
полированных поверхностях оптических деталях по ведомственным норма-
лям установлены классы.
Опыт компрессорной, электровакуумной и других отраслей промышлен-
ности показал, что при внедрении принципа функциональной взаимозаме-
няемости качество изделий значительно улучшается, брак сокращается
на 20—40%, долговечность машин и приборов повышается от 20% до 30%,
трудоемкость пригоночных и регулировочных работ сокращается на 30—
50%. Поэтому для дальнейшего повышения качества, в том числе надеж-
ности и долговечности машин, приборов и других изделий, необходимо,
чтобы их конструирование и производство было обосновано на принципе
функциональной взаимозаменяемости.
ПРИНЦИП ПРЕДПОЧТИТЕЛЬНОСТИ
И РЯДЫ НОРМАЛЬНЫХ ЛИНЕЙНЫХ РАЗМЕРОВ
Обычно типоразмеры нормальных деталей и типовых соединений, ряды
допусков, посадок и другие параметры стандартизируются одновременно
для многих отраслей промышленности. Поэтому в стандартах предусматри-
вается большой диапазон величин стандартизуемых параметров. Для повы-
шения уровня взаимозаменяемости и уменьшения номенклатуры изделий
и типоразмеров материалов, заготовок, размерного режущего инструмента,
оснастки и калибров, используемых в той или иной отрасли промышлен-
ности, а также в целях создания условий для кооперирования, повышения
эффективности специализации заводов и удешевления продукции, при уни-
фикации и разработке стандартов применяется принцип предпочтительности.
Согласно этому принципу устанавливается несколько рядов (например, три)
значений стандартизуемых параметров с тем, чтобы при выборе этих пара-
метров первый ряд предпочитать второму, второй — третьему. По такому
принципу построен ГОСТ 8724—58 на диаметры и шаги метрической резьбы,
ГОСТ 8908—58 на нормальные углы, стандарты на допуски и посадки для
гладких цилиндрических соединений и многие другие. Помимо этого, ре-
комендуется создавать отраслевые ограничительные нормали, сводящие
к необходимому минимуму количество допускаемых к применению величин
параметров, типов и типоразмеров изделий.
Согласно этому же принципу каждый размерный или параметрический
ряд (например, числа оборотов шпинделей станков, мощности электродви-
гателей, величины тока и напряжения в электровакуумных приборах и
19
т. д.) должен быть построен также по предпочтительному принципу. Это
достигается, если устанавливаемые ряды соответствуют рядам предпочти-
тельных чисел. По ГОСТу 8032—56 установлено четыре основных ряда
предпочтительных чисел. Они представляют собой десятичные ряды геоме-
трической прогрессии со знаменателями, равными
^10= 1,5849 «=! 1,6 для ряда R5;
’^10 = 1,2589 я« 1,25 для ряда /?10;
у/ 10= 1,1220 «=> 1,12 для ряда /?20;
^10= 1,0593^1,06 для ряда ₽40.
В отдельных технически обоснованных случаях разрешается применять
80_____________________________
дополнительный ряд R80 с <р = ]/Ю = 1,029 1,03.
Ряды предпочтительных чисел взаимно увязаны между собой и обеспе-
чивают одинаковую относительную разницу между любыми смежными
числами.
Допускается применение производных рядов, получаемых из основных
отбором каждого второго, третьего или какого-либо другого члена основного
ряда. Можно также из основных рядов составлять ряды, которые в различ-
ных частях ряда имеют неодинаковые знаменатели прогрессии.
Для выбора номинальных размеров деталей и установления размерных
рядов изделий и их частей установлены ряды нормальных линейных размеров
(ГОСТ 6636—69), основанных на рядах предпочтительных чисел, но с не-
которым округлением значений этих чисел. Ряды нормальных линейных
размеров обозначаются соответственно Ra5, RalO, Ra20, Ra40. При выборе
нормальных размеров предпочтение нужно отдавать размерам из рядов
с более крупной градацией (5-й ряд следует предпочитать 10-му, 10-й—20-му,
20-й — 40-му).
ГОСТ 6636—69 отличается от ГОСТа 6636—60, который действовал до
1970 г., тем, что в соответствии с рекомендациями ISO и СЭВ были произ-
ведены изменения некоторых нормальных размеров для большего прибли-
жения их к предпочтительным числам (например, были приняты размеры:
0,063; 0,63; 3,2; 3,6 и 63 взамен соответственно 0,060; 0,60; 3,0; 3,5; 6,0 и 60).
В стандарте редакции 1969 г. даны также значения промежуточных размеров
вместо перечисления их в примечании в ГОСТе 6636—60. Выбор размерного
или параметрического ряда должен производиться на базе конструктивного
подобия и анализа физических, механических, химических и других про-
цессов, характеризующих стандартизуемые изделия.
Ряды предпочтительных чисел должны применяться не только при стан-
дартизации, но и при выборе номинальных значений параметров в процессе
проектирования любых нестандартизованных машин, приборов и других
изделий и их частей. Только при такой единой закономерности построения
размерных параметров машин, приборов и других изделий можно согласо-
вать между собой размеры других связанных с ними комплектующих изде-
лий, а также полуфабрикатов и материалов.
ПОНЯТИЕ О ТИПОВЫХ СОЕДИНЕНИЯХ ДЕТАЛЕЙ,
ПРИМЕНЯЕМЫХ В МАШИНО- И ПРИБОРОСТРОЕНИИ
Разнообразные виды соединений деталей, применяемые в машино- и
приборостроении, классифицируют на группы. По форме сопрягаемых
поверхностей деталей различают: гладкие цилиндрические и конические
соединения, состоящие из охватывающей и охватываемой цилиндрических
или конических поверхностей; плоские соединения, состоящие из охваты-
вающей и охватываемой поверхностей, образованных плоскостями (напри-
20
мер, соединение поршневого кольца с поверхностями паза поршня, соеди-
нение шпонки с поверхностями пазов вала и втулки, соединения типа «ла-
сточкин хвост» и т. п.); резьбовые и винтовые соединения (цилиндрические,
конические), состоящие из охватывающей и охватываемых винтовых по-
верхностей с различным профилем: треугольным, трапецеидальным; зубча-
тые цилиндрические, конические, волновые, винтовые, червячные и гипоид-
ные передачи, имеющие различный профиль зуба: эвольвентный, циклои-
дальный или какой-либо другой профиль; шлицевые соединения, состоящие
из охватывающей и охватываемой поверхностей, имеющих продольные зако-
номерно расположенные по окружности шлицы прямобочного, эвольвент-
ного или другого профиля; сферические соединения, состоящие из двух по-
верхностей, из которых, по крайней мере, одна имеет сферическую или полу-
сферическую форму (шарнирные и керневые соединения, соединения шари-
ков с дорожками качения в подшипниках и т. п.).
По степени свободы взаимного перемещения деталей различаются:
неподвижные, неразъемные соединения, в которых одна сопрягаемая
деталь неподвижна относительно другой в течение всего времени работы
маханизма; соединения деталей сваркой, клепкой, клеем, соединения с га-
рантированным. натягом; разборка первых двух видов этих соединений не
производится, а третьего и четвертого может производиться только при не-
обходимости; неподвижные, разъемные соединения, отличающиеся от пре-
дыдущих тем, что в них возможно перемещение одной детали относительно
другой при регулировке и возможна разборка соединения при ремонте
(например, крепежные резьбовые, шлицевые, шпоночные, клиновые и штиф-
товые соединения);
подвижные соединения, в которых одна соединяемая деталь во время
работы механизма перемещается относительно другой в определенных
направлениях.
В каждую из групп входит много разновидностей соединений, имеющих
свои конструктивные особенности и свою область применения. Однако
эксплуатационные требования могут быть общими для соединения различ-
ных групп. Так, для передачи крутящих моментов применяются гладкие и
шлицевые соединения, основное требование к которым — обеспечение задан-
ной прочности. Для передачи движений от одной составной части механизма
к другой применяют кинематические пары: винтовые, зубчатые, червячные
и др. Для обеспечения герметичности применяются конические гладкие и
конические резьбовые соединения. Для центрирования деталей применяются
гладкие конические и шлицевые соединения, а для направления движения
деталей — шлицевые, гладкие и плоские соединения, основное требование
к которым — максимальная точность центрирования и направления дета-
лей, что достигается при высокой точности взаимного расположения поверх-
ностей и осей соединяемых деталей.
Глава II
ТОЧНОСТЬ РАЗМЕРНЫХ ПАРАМЕТРОВ
И ЕЕ ХАРАКТЕРИСТИКИ
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Под размером понимают числовое значение линейной величины (диа-
метр, длина и т. д.) в выбранных единицах измерения. Основной размер,
определенный в соответствии с функциональным назначением детали и
служащий началом отсчета отклонений, называется номинальным размером.
Номинальные размеры должны выбираться по ГОСТ 6636—60. Размер,
установленный измерением с допустимой погрешностью, называется дей-
ствительным.
Разность между действительным и расчетным (заданным) размерами
называется погрешностью размера. Допустимые для действительных разме-
ров наибольшее и наименьшее их значения называются наибольшим и наи-
меньшим предельными размерами.
Предельные размеры, как правило, задаются в виде отклонений от но-
минального размера. Под отклонением размера понимают алгебраическую
разность между рассматриваемым значением размера (действительным,
предельным и т. д.) и номинальным значением. Отклонения размеров откла-
дывают от линии, условно изображающей номинальное значение и называе-
мой нулевой линией. Положительное отклонение откладывается вверх от
нулевой линии, отрицательное — вниз.
Алгебраическая разность между действительным и номинальным раз-
мерами называется действительным отклонением. Алгебраическая разность
между наибольшим предельным и номинальным размерами называется верх-
ним предельным отклонением. Алгебраическая разность между наименьшим
предельным и номинальным размерами называется нижним предельным
отклонением. Разность между наибольшим и наименьшим предельными
размерами называется допуском размера.
Допуск всегда является величиной положительной. Отклонения могут
быть положительными, отрицательными и равными нулю, причем отклоне-
ния, равные нулю, при обозначении размера не проставляются.
Две или несколько деталей, соединяемые друг с другом, называют сопря-
гаемыми. Поверхности, по которым происходит сопряжение, называются
сопрягаемыми поверхностями. При этом в сопряжении одна поверхность
будет охватывающая, а другая — охватываемая. У цилиндрических соеди-
нений охватывающая поверхность называется отверстием, а охватываемая —
валом. Название отверстие и вал условно применяют также и к другим
охватывающим и охватываемым поверхностям. Общий номинальный размер
для отверстия и вала, составляющих соединение, называется номинальным
раз мер ом соеди нения.
Величина и расположение полей допусков деталей, образующих соеди-
нение, обусловливают характер соединения или посадку. Посадки могут
осуществляться с зазорами и натягами.
Зазором называется положительная разность между охватывающим и
охватываемым размерами детали, а натягом — положительная разность
между охватываемым и охватывающим размерами детали. Различают наи-
большие, наименьшие и средние зазоры и натяги.
Допуском посадки (соответственно допуском зазора или натяга) назы-
вается разность между наибольшим и наименьшим зазорами или натягами.
Допуск посадки равен сумме допусков охватывающего и охватываемого
размеров.
Существует три вида посадок: свободные или подвижные посадки, ко-
торые характеризуются наличием между сопрягаемыми поверхностями га-
рантированного (наименьшего) зазора, обеспечивающего возможность их
22
относительного перемещения (к этому же виду посадок относятся и сколь-
зящие посадки с наименьшим зазором, равным нулю); неподвижные или
прессовые посадки характеризуются наличием между сопрягаемыми поверх-
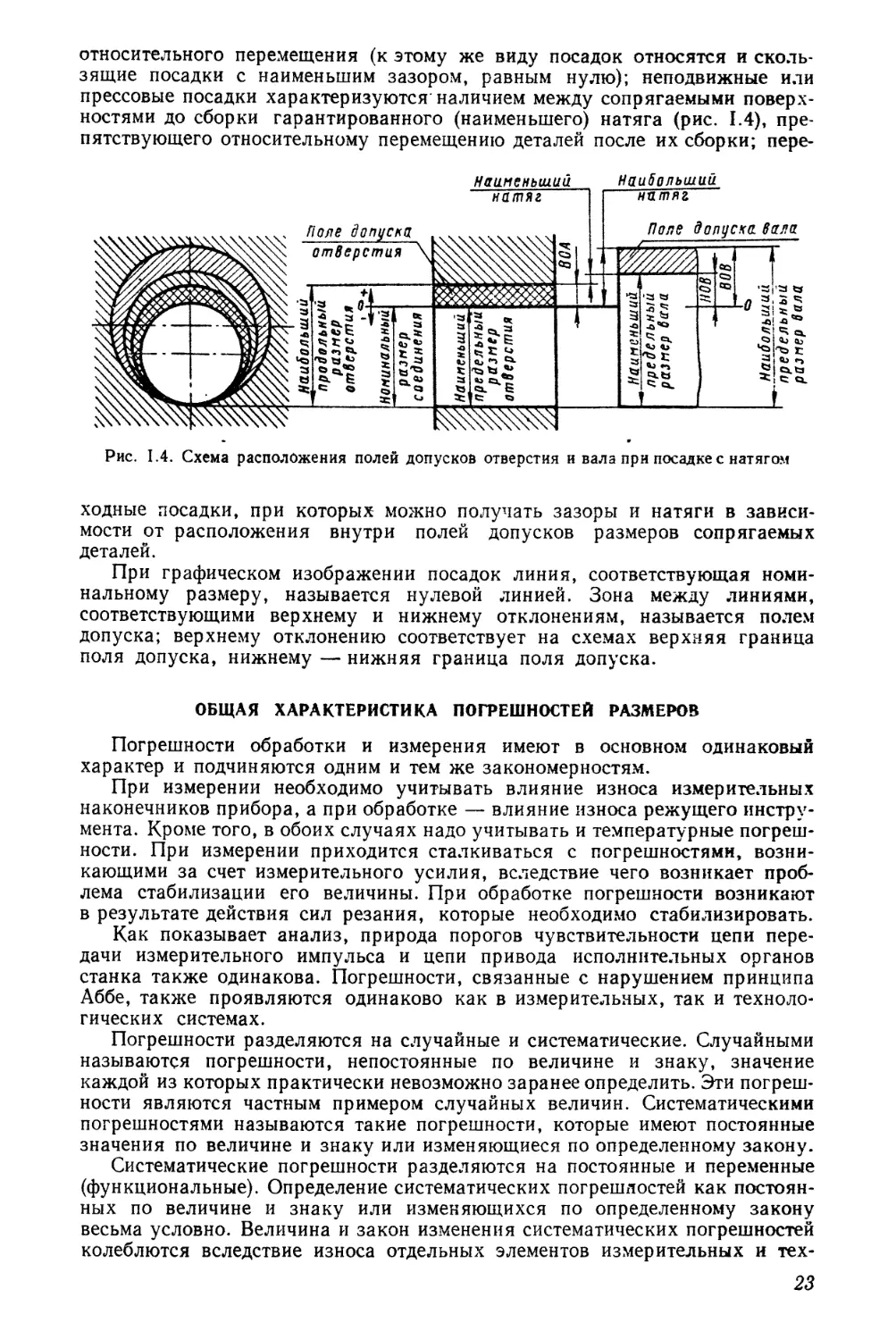
ностями до сборки гарантированного (наименьшего) натяга (рис. 1.4), пре-
пятствующего относительному перемещению деталей после их сборки; пере-
Наименьший
Наибольший
натяг
натяг.
Рис. 1.4. Схема расположения полей допусков отверстия и вала при посадке с натягом
ходные посадки, при которых можно получать зазоры и натяги в зависи-
мости от расположения внутри полей допусков размеров сопрягаемых
деталей.
При графическом изображении посадок линия, соответствующая номи-
нальному размеру, называется нулевой линией. Зона между линиями,
соответствующими верхнему и нижнему отклонениям, называется полем
допуска; верхнему отклонению соответствует на схемах верхняя граница
поля допуска, нижнему — нижняя граница поля допуска.
ОБЩАЯ ХАРАКТЕРИСТИКА ПОГРЕШНОСТЕЙ РАЗМЕРОВ
Погрешности обработки и измерения имеют в основном одинаковый
характер и подчиняются одним и тем же закономерностям.
При измерении необходимо учитывать влияние износа измерительных
наконечников прибора, а при обработке — влияние износа режущего инстру-
мента. Кроме того, в обоих случаях надо учитывать и температурные погреш-
ности. При измерении приходится сталкиваться с погрешностями, возни-
кающими за счет измерительного усилия, вследствие чего возникает проб-
лема стабилизации его величины. При обработке погрешности возникают
в результате действия сил резания, которые необходимо стабилизировать.
Как показывает анализ, природа порогов чувствительности цепи пере-
дачи измерительного импульса и цепи привода исполнительных органов
станка также одинакова. Погрешности, связанные с нарушением принципа
Аббе, также проявляются одинаково как в измерительных, так и техноло-
гических системах.
Погрешности разделяются на случайные и систематические. Случайными
называются погрешности, непостоянные по величине и знаку, значение
каждой из которых практически невозможно заранее определить. Эти погреш-
ности являются частным примером случайных величин. Систематическими
погрешностями называются такие погрешности, которые имеют постоянные
значения по величине и знаку или изменяющиеся по определенному закону.
Систематические погрешности разделяются на постоянные и переменные
(функциональные). Определение систематических погрешностей как постоян-
ных по величине и знаку или изменяющихся по определенному закону
весьма условно. Величина и закон изменения систематических погрешностей
колеблются вследствие износа отдельных элементов измерительных и тех-
23
нологических систем, или под влиянием изменения каких-либо других усло-
вий.
Следовательно, и систематические погрешности содержат элемент слу-
чайности, поэтому сведения о них могут быть недостаточно полны и досто-
верны.
Однако если нельзя заранее найти величину или знак каждой случайной
погрешности в отдельности, то всегда можно заранее оценить не только знак
или характер изменения систематической погрешности, но и ее величину,
хотя и не всегда достаточно точно. Именно поэтому систематические погреш-
ности легко поддаются компенсации.
Систематические погрешности повторяются при переходе от одного опыта
к другому или от одной серии опытов к другой. Возможность повторения
этих погрешностей позволяет рассматривать систематические погрешности
как закономерные. Вместе с тем, абсолютное повторение систематических
погрешностей является практически недостижимым.
Теоретически систематические погрешности следует рассматривать как
пределы, к которым стремятся математические ожидания случайных погреш-
ностей при увеличении числа экспериментов.
Практически систематическими погрешностями можно условно называть
погрешности, значение которых можно достаточно точно определить при
относительно постоянных условиях проведения экспериментов или при
достаточно большом числе наблюдений и приблизительно определить при
изменении этих условий или при недостаточно большом числе наблюдений.
Диалектическая связь между систематическими и случайными погрешно-
стями заключается в том, что закономерность пробивается через массу
случайностей. Несмотря на то, что подразделение погрешностей на система-
тические и случайные является основным, существующая классификация
погрешностей не отражает в полной мере сложной картины погрешностей
и их взаимосвязей, характерных для большинства процессов, которые, как
правило, являются случайными функциями. Так, например, на основе
принятой в настоящее время классификации погрешностей весьма трудно
классифицировать погрешности, вызываемые тепловыми и силовыми де-
формациями технологических систем, а также износом режущего инстру-
мента или износом измерительных наконечников приборов (по существу-
ющей классификации указанные погрешности должны относиться к кате-
гории случайно-систематических). Для характеристики подобных погреш-
ностей можно пользоваться термином «случайные функциональные погреш-
ности».
К случайным функциональным погрешностям относятся погрешности,
возникшие при обработке на станках, при активном и автоматическом по-
слеоперационном контроле, а также погрешности показаний универсаль-
ных приборов. Функциональными эти погрешности являются потому, что
они изменяются в зависимости от времени или какого-либо другого пара-
метра, случайными — потому, что при различных опытах или реализациях
случайной функции возникает не одна, а целый ряд кривых погреш-
ностей.
К случайным размерным функциям относятся погрешности, вызываемые
износом режущего инструмента или износом измерительных наконечников
прибора, погрешности, возникающие под влиянием тепловых и силовых
деформаций технологических или измерительных систем, погрешности кине-
матических схем измерительных приборов, кинематические и циклические
погрешности зубчатых колес, накопленные и периодические погрешности
шага винтовых поверхностей, биения подшипников качения, погрешности
шкал, микро- и макронеровности, а также волнистость поверхностей, опре-
деляющие собой значение так называемого «текущего» размера и т. д. Все
эти погрешности при нескольких экспериментах или для нескольких деталей,
составных частей приборов и механизмов носят характер случайных размер-
ных функций.
24
Для определения погрешностей размеров следует, очевидно, пользо-
ваться теорией случайных функций. Это позволяет учитывать динамику
погрешностей и их функциональный характер.
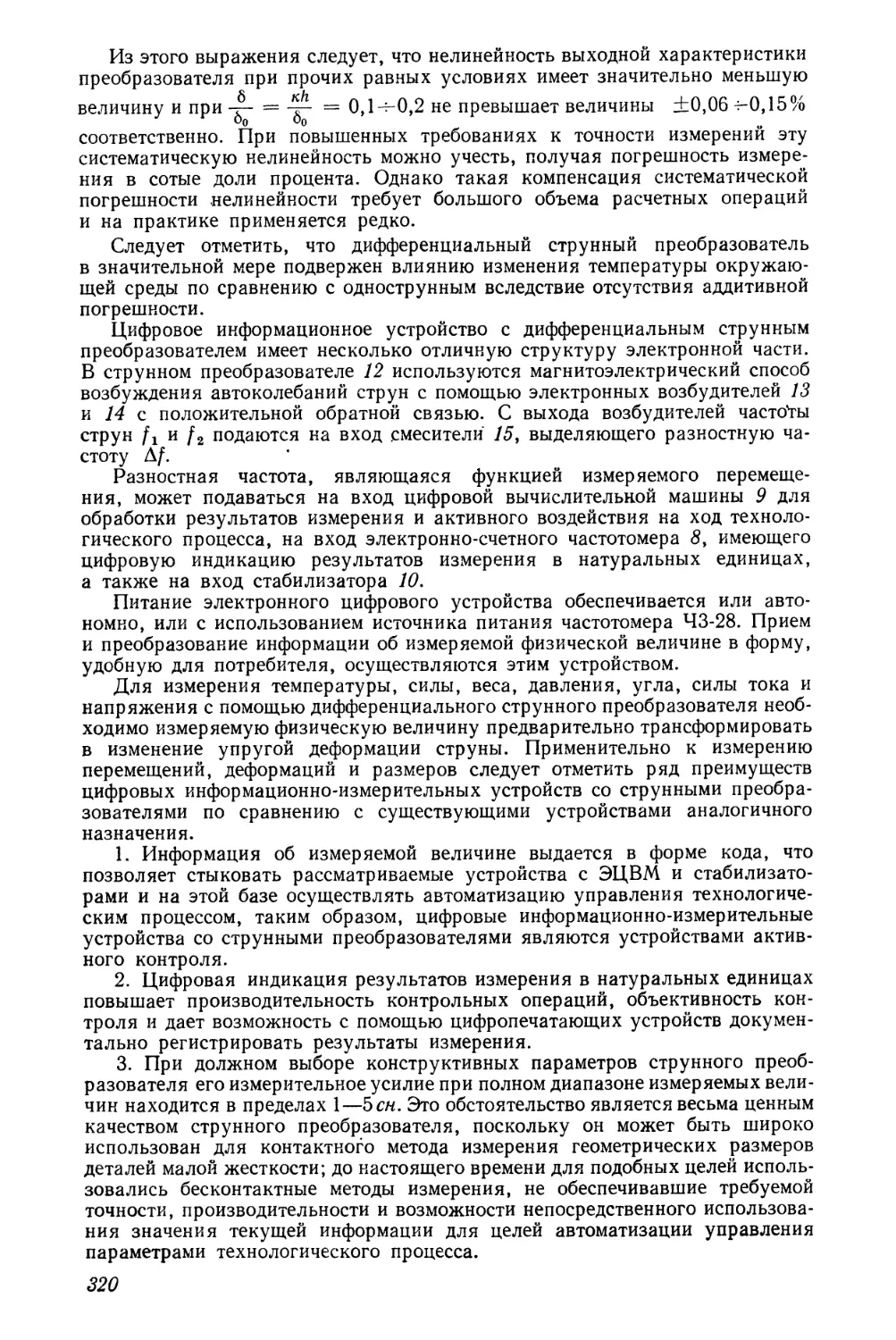
Случайный процесс представляет собой такую функцию времени, зна-
чение которой в каждый данный момент является случайной величиной.
Случайные погрешности являются составной частью случайных функ-
циональных погрешностей, которые можно рассматривать как совокупность
случайных погрешностей. Следовательно, понятие — случайные функцио-
нальные погрешности — является более общим по сравнению с понятием —
случайные погрешности, основу которых составляют случайные величины.
Связь между случайными функциональными и случайными погрешно-
стями можно рассмотреть на примере определения вероятностных характе-
ристик случайных функций. Случайные функции при различных опытах
могут принимать разные значения. Значение, которое принимает случайная
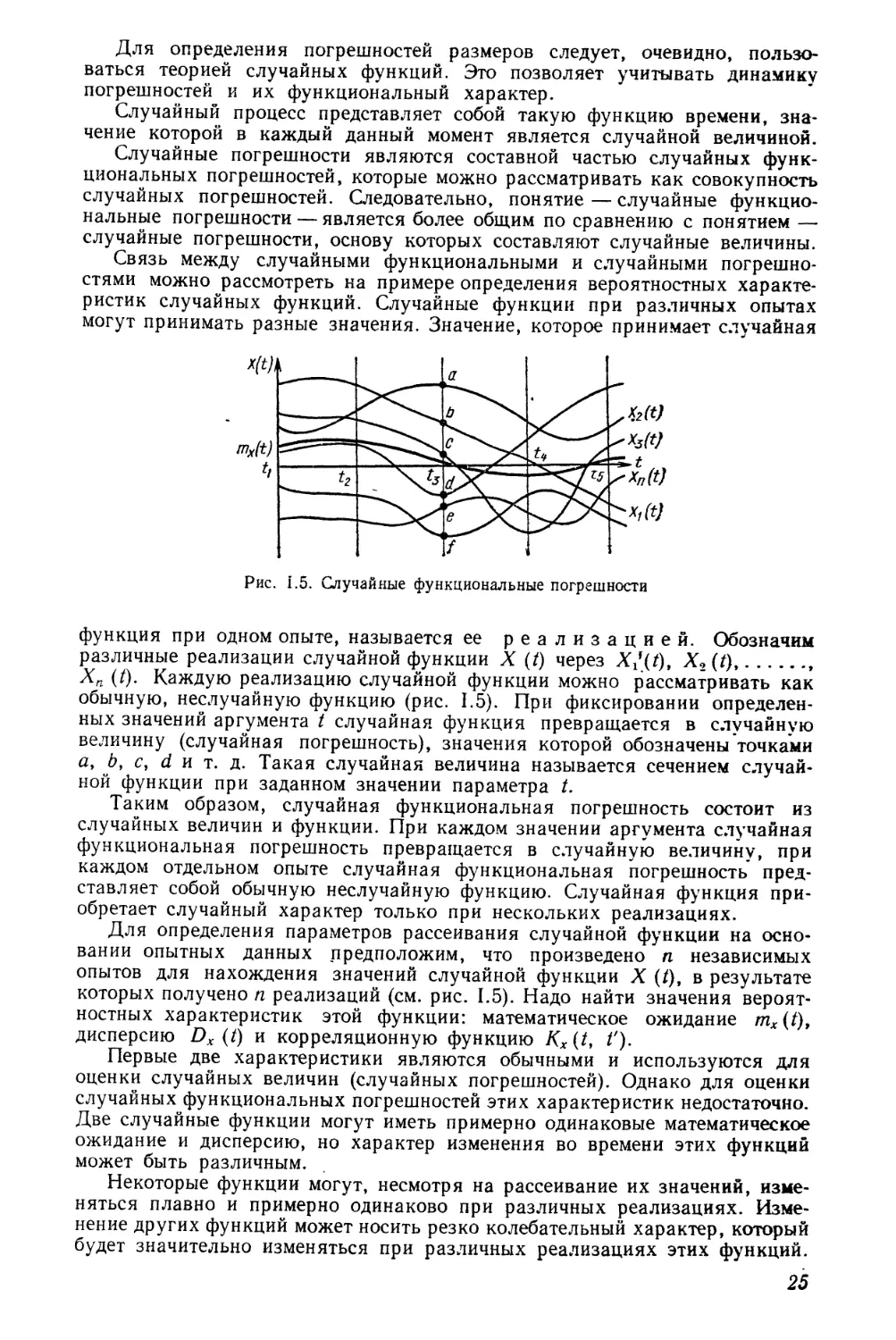
Рис. 1.5. Случайные функциональные погрешности
функция при одном опыте, называется ее реализацией. Обозначим
различные реализации случайной функции X (/) через Х/(/), (/),...
Хп (/). Каждую реализацию случайной функции можно рассматривать как
обычную, неслучайную функцию (рис. 1.5). При фиксировании определен-
ных значений аргумента t случайная функция превращается в случайную
величину (случайная погрешность), значения которой обозначены точками
а, 6, с, d и т. д. Такая случайная величина называется сечением случай-
ной функции при заданном значении параметра t.
Таким образом, случайная функциональная погрешность состоит из
случайных величин и функции. При каждом значении аргумента случайная
функциональная погрешность превращается в случайную величину, при
каждом отдельном опыте случайная функциональная погрешность пред-
ставляет собой обычную неслучайную функцию. Случайная функция при-
обретает случайный характер только при нескольких реализациях.
Для определения параметров рассеивания случайной функции на осно-
вании опытных данных предположим, что произведено и независимых
опытов для нахождения значений случайной функции X (/), в результате
которых получено п реализаций (см. рис. 1.5). Надо найти значения вероят-
ностных характеристик этой функции: математическое ожидание тх(1),
дисперсию Dx (/) и корреляционную функцию Kx{t, f).
Первые две характеристики являются обычными и используются для
оценки случайных величин (случайных погрешностей). Однако для оценки
случайных функциональных погрешностей этих характеристик недостаточно.
Две случайные функции могут иметь примерно одинаковые математическое
ожидание и дисперсию, но характер изменения во времени этих функций
может быть различным.
Некоторые функции могут, несмотря на рассеивание их значений, изме-
няться плавно и примерно одинаково при различных реализациях. Изме-
нение других функций может носить резко колебательный характер, который
будет значительно изменяться при различных реализациях этих функций.
25
Поэтому для полной характеристики случайных функциональных погреш-
ностей первые два параметра нужно дополнить значением корреляционной
функции, которая дает характеристику внутренней структуры случайной
функции. Корреляционная функция характеризует зависимость между
сечениями случайной функции, относящимися к различным значениям пара-
метра t.
Определим значения функции X (t), которые она принимает в моменты
времени tlt t2, . . ., tm, т. е. для различных сечений случайной функции.
Каждому из значений tlt t2, . . ., tm будет соответствовать п значений слу-
чайной величины. Величины интервалов между моментами времени tlt
t2, . . ., tm обычно задают одинаковыми и выбирают так, чтобы был оче-
виден основной характер изменения функции X (t). Зарегистрированные
значения функции X (0 записывают, каждая строка соответствует опреде-
ленной реализации, а число столбцов равно числу значений аргумента
(параметр t). Ниже приведены результаты п опытов над системой т случай-
ных величин Х2 (0, X ((2), . . ., X (tm):
X (0, • • • » Л>- • • •> 0» • • •» 4> - • •» th • • •> tm\
xt (0, .... х. (tj, x. (/2), ..., x2 (4), ..., X» (tt), ..x, (U;
X2 (0, . . ., X2 (/0, X2 (Z2).......X2 (0).......X2 («, . ., X2 (tm)-
Xl (0, . . ., X, (G), X,- (/2)...... X; (4).....Xt (ti)......Xi (tm)-,
Xn (0, . . ., Xn (G), Xn (/2)....... x„ (4)...... Xn (ti).....X„ (tm).
По полученным значениям определяют основные вероятностные харак-
теристики случайной функции:
математическое ожидание п
т* (4) = 1 п ;
дисперсию
(0) ~тх (/*)!«
.•_1
среднее квадратическое отклонение
корреляционную функцию
S (Xz (tk) - тх (/*)] (X,- (tt) - тх (Ц)]
хх (tk> ti) = .
Затем, используя ряд значений тх (0), тх (/2), . . ., тх (tm), строят
график изменения величины тх (0.
Можно также графически выразить изменение значений Dx (tk) и Кх (tk,
tt). При необходимости эти графики аппроксимируются какими-либо ана-
литическими выражениями, например по способу наименьших квадратов.
Применительно к классификации погрешностей обработки и измерения,
аппроксимированные некоторыми зависимостями, графики изменения зна-
чений тх (tk), Dx (t^) и К x(tk, ti) можно условно рассматривать как систе-
матические погрешности. Функция mk (tk) характеризует усредненные зна-
чения случайных погрешностей.
26
Параметр DK (tk) в общем случае является переменным, т. е. величина
рассеивания случайных погрешностей изменяется во времени’(или в функ-
ции какого-либо другого параметра). Вместе с тем, на практике встречаются
процессы, протекающие при постоянных значениях Dx (/) и тх (t). При
этом вероятностные характеристики случайной функции не зависят от зна-
чения t. Такие процессы изменения функции X (/) называются стационар-
ными случайными процессами. В этом случае величина поля рассеива-
ния случайных погрешностей является постоянной.
Если при каком-либо процессе тх (t) =/= const (при Dx (t) = const),
то этот процесс можно изучать как стационарный случайный. Корреля-
ционная функция стационарного случайного процесса является функ-
цией не двух, а одного параметра. Эргодическое свойство некоторых ста-
ционарных случайных функций заключается в том, что только по одной
реализации случайной функции можно получить все ее необходимые харак-
теристики, не прибегая к множеству опытов. Для эргодической стационар-
ной случайной функции одна реализация достаточно большой продолжи-
тельности практически эквивалентна множеству реализаций той же про-
должительности .
Случайные Погрешности размеров чаще всего подчиняются закону нор-
мального распределения (закону Гаусса). Условие?*! для действия закона
Гаусса является наличие достаточно большого числа случайно действующих
и незначительных по величине-факторов. Известно, что если число опреде-
ляющих факторов больше четырех и они примерно одинаковы по величине,
то результирующим практически будет закон Гаусса. Случайные погреш-
ности обработки и измерения возникают обычно под влиянием большого
количества определяющих факторов, вследствие чего они, как правило,
подчиняются закону Гаусса.
Влияние случайных погрешностей измерения можно свести к минимуму
многократным измерением одной и той же величины с последующим вычисле-
нием среднего арифметического из результатов измерения. Это обусловлено
тем, что с увеличением числа измерений алгебраическая сумма случайных
отклонений стремится к нулю, и, следовательно, среднее арифметическое
из результатов измерения приближается к действительному значению изме-
ряемой величины. Степень приближения характеризуется средней квадра-
тической погрешностью среднего арифметического
а
где а — средняя квадратическая погрешность измерения;
N — число измерений одной и той же величины (размера).
Понятие средняя квадратическая погрешность среднего арифметиче-
ского может относиться также и к партии измеряемых деталей.
С точки зрения регулирования одной из важных характеристик центра
группирования случайных погрешностей является медиана. Медианой назы-
вается такое значение случайной величины, при котором вероятности откло-
нений, лежащих по одну и по другую сторону от медианы, являются одина-
ковыми, т. е. одинаково вероятно, окажется ли случайная величина меньше
или больше медианы. Перпендикуляр к оси абсцисс, восстановленный
в точке, соответствующей медиане, делит площадь, ограниченную кривой
распределения, на две равные части. Таким образом, медиана представляет
собой квантиль, соответствующую значению Р —
У непрерывных случайных величин, кривые распределения которых
симметричны, медиана совпадает с математическим ожиданием. У асимме-
тричных кривых распределения и дискретных случайных величин указан-
ные параметры, как правило, не совпадают. Для приближенного определения
положения точки, соответствующей медиане, достаточно, чтобы 50% всех
27
Рис. 1.6. Зоны рассеивания случайных
погрешностей:
а — при законе Гаусса; б — рассеивание
средних арифметических; в — рассеива-
ние медиан
отклонений располагалось по одну сторону от этой точки и 50% — по дру-
гую.
Одно из важных свойств медианы заключается в том, что грубые откло-
нения размеров (грубые погрешности измерения и обработки) не оказывают
существенного влияния на ее значение. В то же время грубые погрешности
оказывают значительное влияние на величину среднего арифметического.
Это объясняется тем, что при определении положения медианы вес грубой
погрешности такой же, как и у других значений размеров, в то время как
при определении среднего арифметического вес этой погрешности может
быть значительно больше, причем в первом случае вес грубой погрешности
во втором он изменяется пропорционально
значению погрешности.
Среднее квадратическое отклонение
эмпирической медианы при нормальном
законе распределения имеет вид
1 f л а
От— |/
Параметр сгт определяет среднее квад-
ратическое отклонение ряда значений
медиан. Таким образом, при использова-
нии медианы в качестве характеристики
центра группирования на результат из-
мерения в большей степени влияют слу-
чайные погрешности, чем при использо-
вании средних арифметических (для
одного и того же значения N). Однако
при законах распределения, отличающихся от нормального, эффективность
медианы может оказаться равной или даже большей эффективности среднего
арифметического. Так, например, для закона распределения <р (%) = — е а
Справедливо — от = as.
Кривая распределения случайных погрешностей обработки или измерения
показана на рис. 1.6, а, а кривые распределения ряда значений средних
арифметических и медиан показаны на рис. 1.6, бив. Параметр L характе-
ризует действительное значение контролируемого размера или действитель-
ное значение среднего (или медианы) случайных отклонений размеров
деталей (это справедливо при отсутствии систематических погрешно-
стей).
При многократном измерении одного и того же размера кривые распре-
деления, показанные на рис. 1.6, б, в определяют отклонения средних ариф-
метических или медиан от действительного значения контролируемого раз-
мера. При измерении партии деталей эти кривые характеризуют отклонения
измеренных средних арифметических или медиан от их действительных зна-
чений.
При технических измерениях в машиностроении, в частности при регули-
ровании размеров, обычно встречаются эмпирические характеристики центра
группирования случайных погрешностей. Параметры as и от характеризуют
также степень приближения усредненных значений случайных погрешностей
к систематическим.
Случайные величины (погрешности) разделяются на дискретные и не-
прерывные. Дискретными называются величины прерывистого типа, кото-
рые могут принимать только определенные значения. Непрерывные вели-
чины могут принимать любые значения в некотором интервале.
Основными характеристиками рассеивания случайных величин явля-
ются:
1. Поле рассеивания случайных величин V. При распределении' по
закону Гаусса V = 6а (при проценте риска, равном 0,27%).
28
2. Среднее значение случайных величин (для дискретных величин)
2 Х<щ
где Xi — значения отдельных случайных величин (под значением случай-
ной величины понимается ее абсолютная величина, или отклоне-
ние от некоторого условного нуля, например от номинального
размера);
rii — частота (число появлений случайной величины XJ;
N — общее число случайных величин ^отношение называется
вероятностью случайной величины Xz).
3. Среднее квадратическое отклонение случайных величин (средняя
квадратическая погрешность)
для дискретных случайных величин
(1.4)
где Xi — отклонения случайных величин от условного нуля.
В частном случае, когда за условный нуль принимается среднее ариф-
метическое значение случайных величин, формула (1.4) принимает следу-
ющий вид:
В этом случае X = 0 (на основании свойства среднего арифметического,
согласно которому алгебраическая сумма всех положительных и отрицатель-
ных отклонений от среднего арифметического равна нулю). При извлечении
корня берется только положительное значение, так как о представляет
собой положительную величину. Среднее квадратическое отклонение слу-
чайных величин является наиболее важной характеристикой их рассеива-
ния, от которой зависит величина поля рассеивания случайных величин.
На основании значения а устанавливается предельная погрешность Дпш.
При распределении погрешностей по нормальному закону Дит = За.
Суммирование случайных величин производится на основе закона ква-
дратического сложения
Qv = О1 4“ 02 + • • • + &п-
На основании указанного закона определяется обычно погрешность
метода измерения. Предельная погрешность метода измерения при распре-
делении составляющих погрешностей по нормальному закону имеет вид
Alim 2 За2.
4. Дисперсия случайных величин
Dx == Ох-
Дисперсия так же, как и среднее квадратическое отклонение, является
важнейшей характеристикой рассеивания случайных величин.
5. Коэффициент относительного рассеивания X. Параметр К выражает
зависимость между средним квадратическим отклонением а и полем рассеи-
вания 6:
6о
К — -у (для закона Гаусса Л = 1). Для характеристики различных
законов распределения используется также коэффициент X = . где
29
6. Коэффициент относительной асимметрии а характеризует несимме-
тричность распределения относительно середины поля допуска
где До — координата середины поля допуска.
Основным критерием оценки погрешности обработки является величина
поля рассеивания размеров деталей. Главными факторами, обусловлива-
ющими рассеивание размеров деталей, являются размерный износ режущего
инструмента, тепловые и силовые деформации технологической системы.
Тепловые и силовые деформации (а в некоторых случаях и износ режущего
инструмента) вызывают также отклонения от правильной геометрической
формы.
Размерный износ режущего инструмента при шлифовании зависит не
только от метода шлифования, но и от глубины резания, продольной подачи,
окружной скорости детали, ее диаметра, твердости и качества материала
заготовки, качества шлифовального круга, его диаметра и степени затупле-
ния, метода и режима правки круга, геометрии правящего инструмента,
скорости резания, вибраций и т. д.
Силовые деформации технологической системы зависят от жесткости
узлов станка, количества и жесткости стыков, глубины резания, величины
продольной подачи, окружной скорости обрабатываемой детали, ее диаметра,
твердости и качества материала заготовки, ее жесткости, качества и диа-
метра шлифовального круга, степени его затупления и характера правки,
скорости резания, температуры нагревания узлов станка, вязкости и ко-
личества смазки, сил трения в механизмах станка» а следовательно, виб-
раций и т. д.
Тепловые деформации при шлифовании зависят от конструкции отдель-
ных узлов станка (в частности, шпиндельных опор), количества охлажда-
ющей жидкости и степени ее нагревания, протяженности температурных
размерных цепей, характеристики и диаметра шлифовального круга, сте-
пени его затупления, характера и режима правки, подач, скорости и глубины
резания, материала и размера заготовок, температуры окружающей среды,
сил трения, количества и качества смазки, количества и длительности пере-
рывов в работе и т. д.1
Влияние всех этих факторов для массы станков, инструментов и обра-
батываемых деталей носит случайный характер. Действие многих из пере-
численных .факторов имеет случайный характер при обработке на одном
станке или при обработке партии деталей, а некоторые факторы изменяются
при обработке одной детали. Погрешности размеров являются результатом
одновременного влияния износа и затупления режущего инструмента, тепло-
вых и силовых деформаций технологической системы. Очевидно, что суммар-
ное влияние этих факторов также носит случайный характер.
ТОЧНОСТЬ И КАЧЕСТВО
Понятия точность и качество связаны между собой. Как качество, так
и точность деталей и изделий характеризуется соответствием их параметров
некоторым заданным значениям, т. е. соответствием, установленным на них
допускам.
Повышению долговечности и надежности изделий уделяется большое
внимание. В большинстве случаев недостаточно высокая долговечность и
надежность изделий является следствием их низкой точности. Многие детали
имеют большие погрешности формы и низкое качество поверхности, что
приводит к снижению долговечности подвижных и неподвижных соединений.
1 При обработке на станках вибрации оказывают косвенное влияние на точность размеров.
От вибраций зависят пороги чувствительности, износ режущего инструмента, а также тепловые
и силовые деформации технологических систем.
30
Рис. 1.7. Схема резер-
ва технологической
точности (д — поле
допусков, v — пате
рассеивания технато-
гических погрешно-
стей, Д — резерв тех-
нологической точно-
сти)
Большое рассеивание размерных, эксплуатационных и других параметров
также сказывается на долговечности и надежности.
При одинаковых стандартах качество продукции зависит от резервов
технологической точности. При одинаковых стандартах качество изделий
будет выше в том случае, где имеются большие резервы технологической
точности. Под резервом технологической точности понимается разность
между величиной поля допуска и полем рассеивания технологических погреш-
ностей (рис. 1.7).
Следовательно, унификация стандартов на какие-либо изделия еще не
означает автоматического выравнивания их качества. Последнее возможно
только при наличии одинаковых резервов технологической точности. Ка-
чество изделий определяется уровнем технологической точности. В соответ-
ствии с этим, качество изделий может быть одинаковым и при различных
стандартах, и, наоборот, — различным при одинако-
вых стандартах.
Создание резервов технологической точности спо-
собствует устранению брака, развитию автоматизации
технологических процессов высокой точности. Так,
например, без -наличия указанных резервов невоз-
можно применять подналадочные системы. Для созда-
ния резервов на износ подвижных соединений для
повышения их долговечности также требуется наличие
достаточных резервов технологической точности. Соз-
дание резервов технологической точности является
основой проблемы регулирования качества продук-
ции.
Под регулированием качества следует понимать
комплекс организационно-технических мероприятий, направленных на обе-
спечение необходимого качества (точности) размерных или других пара-
метров деталей и изделий в самом процессе их получения, включая в этот
комплекс и контроль качества как органическую, составную часть про-
цесса его регулирования. В настоящее время проблема регулирования
качества приобретает важнейшее народнохозяйственное значение.
Основная задача при регулировании качества заключается в создании
резервов технологической точности, т. е. в обеспечении качества продукции
самим технологическим - процессом. Качество продукции следует под-
держивать на уровне, превышающем уровень соответствующих стан-
дартов.
Одним из основных методов решения указанной задачи является развитие
зсех форм управляющего, активного контроля. Под активным контролем
следует понимать любой метод контроля, по результатам которого осуще-
ствляется управление технологическим процессохм для повышения техноло-
гической точности. Любой метод контроля, в результате которого вносят
изменения в технологический процесс, является активным контролем.
При активном контроле речь может идти не только о непосредственном
> правлении технологическим процессом с помощью измерительных устройств,
но и о выработке соответствующей методики использования результатов
измерения, когда любая полученная с помощью измерительных средств
информация о низком качестве изделий воспринимается как сигнал для
вмешательства в технологический процесс с целью его улучшения.
Активный контроль направлен на использование средств измерения
для повышения технологической точности.
Необходимый уровень качества должен обеспечиваться: выбором методов
и средств контроля с учетом необходимости его максимальной «активизации^
выбором и хорошим состоянием технологического оборудования, качеством
материалов и режущего инструмента, соответствующей квалификацией
технического персонала, рабочих и т. д. Необходимо выявлять и устранять
влияние на точность технологических процессов различных факторов.
31
Качество продукции может обеспечиваться двумя методами: с помощью
разбраковки уже изготовленных деталей и изделий и путем повышения тех-
нологической точности. Первый метод обеспечивается с помощью после-
операционного контроля. Одним из эффективных способов повышения тех-
нологической точности является использование активного контроля.
Следует подчеркнуть, что оба метода (т. е. разбраковка и повышение
технологической точности) способны обеспечивать высокое качество продук-
ции. Однако преимущество второго метода, при котором качество продукции
обеспечивается самим технологическим процессом, очевидно. Основной
недостаток метода разбраковки заключается в том, что он не гарантирует
отсутствие брака и при его реализации требуется большое количество кон-
тролеров.
На первых этапах развития нашей промышленности, когда точность
технологических процессов была весьма невысокой, разбраковка являлась
основным методом достижения необходимого качества продукции. Такая
техническая политика была вынужденной; в этот период она была, ве-
роятно, единственно возможной. Вместе с тем, подобная политика неиз-
бежно приводила к большим потерям от брака и к необходимости иметь
большое количество контролеров.
Характерной чертой указанного периода являлось развитие послеопе-
рационного контроля, в частности контрольных автоматов.
В настоящее время наметился переход от описания явлений, т. е. их
фиксации, — к управлению явлениями, их регулированию. В прикладной
метрологии эта тенденция реализуется в виде развития активного контроля.
С точки зрения точности основной смысл применения активного (техно-
логического) контроля заключается в компенсации погрешностей обработки,
вызываемых износом режущего инструмента, тепловыми и силовыми дефор-
мациями технологической системы. Как уже отмечалось выше, указанные
погрешности носят характер случайных размерных функций. Поэтому их
влияние на точность размеров нельзя устранить методом предварительной
настройки станка, т. е. их трудно заранее запрограммировать. В этом за-
ключается основная трудность использования вычислительных машин для
управления высокоточными технологическими операциями.
Поэтому возникает необходимость в разработке таких методов измерений,
которые бы позволяли автоматически компенсировать влияние на точность
обработки указанных факторов, для этих целей и используется активный
контроль. Проблема «активизации» контроля должна решаться на основе
синтеза прикладной метрологии и технологии.
Глава III
ДОПУСКИ НА ОТКЛОНЕНИЯ РАСПОЛОЖЕНИЯ И ФОРМЫ
ВОЛНИСТОСТЬ И ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ
Геометрические параметры деталей машин и приборов включают в себя,
кроме размеров отклонения расположения и формы, волнистость и шерохо-
ватость поверхности.
Реальные
Непараллельность =А -В
теорети чес кая
плоскость осей
Л-неперпендикулярность
L-заданная длина
доданная
длина
базовая ось
7 вазовая г Несоосность
поверхность
8
9
Радиальное биение Атаке
Несоосность относительно
общей оси------------
такс
вазовая ось
Общая ось
10 ,
Непересечение осей
Ф
Несимметри чность
Смещение оси от номинального расположения
Рис. 1.8. Отклонения расположения:
: — непараллельность плоскостей; 2 — непараллельность прямых в плоскости; 3 — непараллельность
< перекос осей; 4 — непараллельность оси и плоскости; 5 — неперпендикулярность плоскостей н осей-
х — торцовое биение; 7 — несоосность относительно базы; 8 — несоосность относительно общей оси;
> — радиальное биение; 10 — непересечение осей; 11 — несимметричность; 12 — смещение оси
2 В. П. Коротков
33
Под отклонением расположения (рис. 1.8) понимается отклонение от
номинального расположения рассматриваемой поверхности, ее оси или
плоскости симметрии относительно баз или отклонение от номинального
взаимного расположения рассматриваемых поверхностей.
Отклонение формы (рис. 1.9) представляет собой отклонение формы
реальной поверхности (ограничивающей тело и отделяющей его от окружа-
ющей среды) или реального профиля (сечение реальной поверхности пло-
прилегающая
прямая
Заданная длина
4
г-Прилегающий
i цилиндр
\ Нецилцндричность
Реальная поверхность
Непрямолинейность
>77777^
^Реальный
профиль
Рис. 1.9. Отклонения формы:
1 — неплоскостность и непрямолинейность; 2 — вогнутость; 3 — выпуклость;
4 — нецилиндричность; 5 — некруглость; 6 — овальность; 7 — огранка; 8 —
отклонение профиля продольного сечения; 9 — конусообразность; 10 — бочко-
образность; 11 — седл©образность; 12 —- изогнутость
скостью) от формы геометрической поверхности (имеющей заданную геоме-
трическую форму без каких-либо отклонений) или геометрического профиля
(сечения геометрической поверхности плоскостью).
Волнистость поверхности понимается как повторяющиеся на рассма-
триваемой поверхности неровности с шагами, меньшими, чем шаги повторя-
ющихся отклонений формы (например, огранки), но большими, чем шаги
шероховатости поверхности (рис. 1.10).
Шероховатость поверхности представляет собой совокупность неров-
ностей с относительно малыми шагами, образующих рельеф поверхности
и рассматриваемых в пределах участка, длина которого выбирается в за-
висимости от характера поверхности и равна базовой длине I (рис. 1.10).
В СССР и за рубежом стандартизован ряд из шести значений базовой
длины /, включающий 0,08; 0,25; 0,8; 2,5; 8 и 25 мм. В СССР первое значение
34
рекомендуется для 13-го и 14-го классов чистоты (самых высоких), второе
для 9—12-го классов, третье для 6—8-го классов, четвертое для 4-го и 5-го
классов, пятое для 1—3-го классов и шестое остается вакантным. Однако
в случае необходимости, т. е. когда это диктуется конструкторско-эксплуа-
Рис. 1.10. Отклонения формы,
вол нистость и шероховатость
поверхности:
а — участок поверхности; б — про-
филь поверхности; в — шерохова-
тость поверхности; г — волнистость
поверхности; д — отклонения фор-
мы; е — средняя линия профиля и базовая длина; ж — обозначение классов чи-
стоты поверхности на чертежах; В — шаг шероховатости; Вв — шаг волнистости;
И — высота волнистости.
тационными соображениями, значение базовой длины при том или ином
классе чистоты поверхности может быть выбрано любое из шести, вклю-
ченных в стандартный ряд.
Между шероховатостью и волнистостью не существует естественной,
физической границы: для двух или нескольких одинаковых поверхностей
Рис. 1.11. Огранка и волнистость внутренней цилиндрической поверхности:
а — огранка; б — волнистость
могут быть установлены разные базовые длины в зависимости от выполняе-
мых ими эксплуатационных функций. Числовые значения параметров ше-
роховатости и волнистости будут различны: для поверхностей с малыми
базовыми длинами числовые значения параметров шероховатости будут
относительно малыми, а параметры волнистости — большими; для поверх-
• 35
ностей с большими базовыми длинами получатся обратные соотно-
шения.
Не существует естественной границы также между волнистостью поверх-
ности и повторяющимися отклонениями формы, например, такими, как
огранка, более того, не имеется даже наподобие базовой длины стандарти-
зованной границы между ними. Для неровностей, расположенных вдоль
направляющих цилиндрических поверхностей, т. е. по окружностям попереч-
ных сечений цилиндрических деталей, имеются только отдельные предло-
жения по разграничению волнистости и огранки (рис. 1.11). Причем, в отли-
чие от границы между шероховатостью и волнистостью за основу берется
число пн относимых к огранке неровностей на длине окружности. При за-
данном tin шаг волны В зависит и от радиуса г детали В =
пн
Граница между волнистостью и повторяющимися отклонениями формы
может быть установлена только в виде стандартного ряда числовых значений
(но не в виде одного универсального числа) для того, чтобы из этого ряда
для каждого конкретного случая выбиралось нужное значение путем экс-
плуатационно-конструкторского обоснования.
БАЗЫ ОТСЧЕТА И КОЛИЧЕСТВЕННЫЕ ПОКАЗАТЕЛИ
Величины отклонений и неровностей определяются по главному направ-
лению, нормальному базовой линии или поверхности, принимаемой за на-
чало отсчета. Такие величины (или их средние значения) неровностей яв-
ляются параметрами высоты, а величины, отсчитываемые вдоль баз — ша-
гами. Отсчет параметров высоты неровностей и отклонений производится от
различных баз отсчета (рис. 1.12). Одной из таких баз является положенная
в основу отечественного стандарта на отклонения формы и расположения
прилегающая поверхность (плоскость, цилиндр) и в сечениях — прилега-
ющая линия (прямая, окружность и т. п.).
Прилегающей плоскостью называется плоскость, соприкасающаяся
с реальной поверхностью вне материала детали и расположенная по отно-
шению к реальной поверхности так, чтобы расстояние от ее наиболее уда-
ленной точки до прилегающей плоскости было наименьшим.
Прилегающим цилиндром называется для отверстия цилиндр наиболь-
шего возможного диаметра, вписанный в реальную поверхность, а для
вала — цилиндр наименьшего возможного диаметра, описанный вокруг
реальной поверхности.
Прилегающей прямой называется прямая, соприкасающаяся с реальным
профилем вне материала детали и расположенная по отношению к реальному
профилю так, чтобы расстояние от его наиболее удаленной точки до приле-
гающей прямой было наименьшим.
Прилегающей окружностью называется для отверстия — окружность
наибольшего возможного диаметра, вписанная в реальный профиль, а для
вала — окружность наименьшего возможного диаметра, описанная вокруг
реального профиля.
Использование прилегающих поверхностей и линий в качестве баз отсчета
вызвано тем, что они соответствуют условиям сопряжения поверхностей при
посадках с нулевыми зазорами.
Во многих случаях (несопрягаемые поверхности, детали с линейным и
точечным контактами и т. п.) базой могла бы служить средняя поверхность,
проходящая между вершинами и впадинами неровностей реальной поверх-
ности, но ее использование ограничивается наличием соответствующих изме-
рительных средств [56 ].
На базе прилегающих поверхностей и линий во многих случаях невоз-
можно получить однозначный результат измерений для валов и отверстий:
установлено, что для совершенно одиЛковых форм сечений вала и отвер-
стия, например, некруглость оценивается значениями, отличающимися друг
36
от друга на 10—15% и более. Поэтому в Англии подготовлен стандарт на
методы определения отклонений от круглости, в котором за базу отсчета
(в любом сечении цилиндрической детали) принимается средняя окружность
(рис. 1.12, г), проведенная по принципу наименьших квадратов [93].
В отечественном стандарте на шероховатость поверхности за начало
отсчета параметров высоты неровностей принята средняя линия профиля
(см. рис. 1.10, г), представляющая собой линию, имеющую форму геометри-
Рис. 1.12. Базы отсчета отклонений и неровностей поверхности:
а — прилегающая плоскость; б — прилегающий цилиндр; в — прилегающая окружность; г — средняя
окружность, проведенная по принципу наименьших квадратов (ПНК), д — огибающая линяя: / —
реальная поверхность; 2 — касательная плоскость; 3 — прилегающая плоскость; 4 — геометрическая
поверхность; 5 — геометрический профиль; 6 — окружность, проведенная по принципу наименьших
квадратов; 7 — центр окружности, проведенный по принципу наименьших квадратов, 8 — траектория
центра окружности радиуса ге\ 9 — огибающая линия; 10 — средняя линия профиля; // — профиль-
ная кривая
ческого профиля и делящая измеренный профиль таким образом, что в пре-
делах базовой длины сумма квадратов расстояний’ точек профиля до этой
линии минимальна. При определении положения средней линии на профи-
лограмме допускается использовать следующее условие: средняя линия
должна иметь направление измеренного профиля и делить его таким образом,
чтобы в пределах базовой длины площади по обеим сторонам от этой линии
до линии профиля были равны между собой.
В стандартах ряда стран (ГДР, ФРГ, Швейцария и др.) за начало отсчета
предусматривается использование наряду со средней линией еще и огиба-
ющей линии, получаемой следующим образом. Сначала определяется траек-
тория центра окружности радиуса ге, обкатывающей профиль, а затем она
опускается на профильную кривую путем смещения на величину ге. Эта
опущенная на профиль траектория называется огибающей линией
(рис. 1.12, д). Она, как база, практически эквивалентна прилегающей линии,
составленной из дуг радиусом ге.
37
Для количественной оценки отклонений расположения используют
наибольшие значения отклонений (несоосность, несимметричность, смеще-
ние оси, неперпендикулярность) либо наименьшие их значения (непересе-
чение осей) или разность наибольшего и наименьшего значений (непарал-
лельность, торцовое биение, радиальное биение). Для оценки отклонений
формы используют наибольшие расстояния реальных поверхностей и про-
филей от начала отсчета (неплоскостность, непрямолинейность, нецилиндрич-
ность, некруглость, огранка, отклонение профиля продольного сечения,
изогнутость оси) или их удвоенные значения (овальность, конусообразность,
бочкообразность, седлообразность). Для количественной оценки волнистости
определенные параметры пока не стандартизованы, а на практике исполь-
зуют высоту волны и ее шаг.
В качестве параглетров высоты шероховатости поверхности в отечествен-
ном стандарте приняты среднее арифметическое отклонение профиля Ra
и высота неровностей 7?г. Параметр R2 представляет собой среднее значение
расстояний у точек измеренного профиля до его средней линии, причем
расстояния до средней линии суммируются без учета алгебраического знака
I i=n
О /=1
Параметр Rz является средним расстоянием между находящимися в пре-
делах базовой длины пятью высшими точками выступов и пятью низшими
точками впадин, измеренное нормально к средней линии профиля
п __ (^i 4" “Ь • * • 4- h9) — (h2 + hA 4- ... 4-
Rz - § ,
где h19 h3, . . ., h& — ординаты высших точек выступов;
й2» йю — ординаты низших точек впадин.
В работе [25] рекомендуется оценивать высоту волнистости поверхности
по параметру, эквивалентному Rz, т. е. по 10 точкам волнограммы.
При выборе баз для отсчета числовых значений отклонений расположения
и формы, и высот волнистости, и шероховатости поверхности, и самих пара-
метров для их количественной оценки следует учитывать эксплуатационную
роль и технологические факторы рассматриваемых геометрических харак-
теристик.
ЭКСПЛУАТАЦИОННАЯ РОЛЬ
Многочисленными исследованиями установлено, что рассматриваемые
виды геометрических погрешностей обработки оказывают большое влияние
на качество машин и приборов.
Отклонения расположения, такие, как непараллельность и перекос осей,
неперпендикулярность, несоосность, радиальное и торцовое биение, несим-
метричность ит. п., определяют возможность сборки изделия, если в нем
имеются детали, сопрягающиеся с контрдеталями одновременно по двум
или большему числу поверхностей. Взаимное радиальное биение шеек вала,
сопрягающихся с подшипниками, особенно с подшипниками качения, может
резко снизить долговечность, а радиальное биение зубчатых венцов отно-
сительно посадочных отверстий колес вызывает соответствующую кинема-
тическую погрешность зубчатой передачи.
Отклонения формы также являются важными факторами, определяющими
качество изделий машиностроения.
Наблюдениями установлено, что при средних овальностях четырех ци-
линдров блока двигателей двух автомобилей, равными 21 и 45 мкм, износ
после пробега 22 000 км составил соответственно 31 и 60 мкм, т. е. износ на
стадии приработки был прямо пропорциональным овальности с коэффициен-
том передачи 1,3—1,5. При этом оказалось, что с увеличением овальности
гильз цилиндров одноцилиндровых двигателей с 0,05 до 0,50 мм происходит
38
увеличение утечки газов в картер в 2 раза; газы разрушают масляную
пленку, и износ резко возрастает. Некруглость и нецилиндричность вызы-
вают схватывание в золотниковых парах гидроавтоматики станков.
Решение задачи об осесимметричном напряженном состоянии кругового
кольца в предположении, что компоненты напряжения описываются триго-
нометрическими функциями, приводит к следующим соотношениям между
допустимыми погрешностями формы и величиной эффективного натяга
(—Д)таб (в которой учтено смятие шероховатости) в неподвижных неразъем-
ных сопряжениях с гарантированными натягами [201:
[Овальность] = 0,0061 q (—Д)»^:
а I 1
а2 — 1
(1_И)(_д)таб
[Трехгранность] = г 1—2ц 1 1+ 16/а« — 1/а‘2 — 9'а4 — 9/а8'’
0-5+[0,2о 24(1— В) J 1 + 8/а6 — 3/а* — 6/а8
[Волнистость ПО окружности] =-----0 286 •,
3 —
пн
где а — отношение наружного диаметра втулки к посадочному диаметру;
q — допускаемое превышение напряжения в %;
пн — число волн по окружности.
Седлообразность цапфы и бочкообразность вкладыша подшипника сколь-
жения приводят к уменьшению зазора к торцам подшипника (где его несу-
щая способность минимальна), что может вызвать нарушение жидкостного
трения.
Некруглость и волнистость дорожек и тел качения в шарико- и ролико-
подшипниках приводит к увеличению момента трения, шума и к снижению
точности вращения и долговечности.
Во ВНИИППе [25] была-экспериментально обнаружена прямая зависи-
мость шума в подшипниках качения от высоты волнистости дорожек каче-
ния, интенсивность которой возрастала с повышением скорости вращения.
Испытания стальных шлифованных цилиндрических образцов на кон-
тактную усталость на машине МИД-4 при нагрузке 1500 н (150 кГ) и при
14 400 об!мин показали, что между стойкостью и высотой волнистости имеется
обратная зависимость: с увеличением высоты волн с 0,1—0,4 до 1—2,5 мкм,
т. е. приблизительно в 7 раз стойкость снизилась с 450 до 150 ч, т. е. в 3 раза.
По данным фирмы Кугельфишер [91 ], для подшипников качения
с посадочным диаметром от 6 до 12 мм допустимая амплитуда периоди-
ческих неровностей уменьшается с увеличением числа волн на окружности
с 1 мкм при двух волнах до 0,3 мкм при восьми волнах.
По данным английской литературы [93], комплект шариков диамет-
ром 5/1в” с отклонением от круглости 0,5 мкм вызывает в подшипнике ка-
чения шум на 15—20 дб больший, чем комплект шариков того же диаметра,
но с отклонением от круглости 0,125 мкм.
При одинаковой высоте волнистости за один и тот же отрезок времени
потеря веса баббитовых образцов была больше на 0,3 н (30 мГ) при работе
в паре со стальными образцами, имеющими высоту шероховатости =
= 3,5 мкм, чем при работе в паре с аналогичными образцами, имеющими
R2 “ 1,5 мкм. Установлено, что с увеличением высоты и шага волнистости
возрастает скорость изнашивания при трении скольжения.
При испытании на схватывание (при возвратно-поступательном движении)
стальных образцов в паре с такими же образцами при смазывании транс-
форматорным маслом на протяжении 120 мин не наступало схватывания
трущихся тел при высоте их волнистости до 8 мкм\ при высоте волнистости
39
10 и 25 мкм схватывание появлялось через 10 мин, а при 11 и 15 мкм оно
наблюдалось через 60 и 80 мин соответственно, что, однако, можно объяс-
нить рассеиванием результатов наблюдений.
При испытании на схватывание закаленных стальных плоских образцов
на вращающемся диске трения при давлении 14,7 •105 н/м2 (15 кГ/см2) было
установлено, что со смазкой образцы практически без волнистости работали
до схватывания 11 мин, а с волнистостью, имевшей высоту 10 мкм, 24 мин,
т. е. в 2 раза больше, но без смазки наблюдалось обратное: образцы без
волнистости работали 2 мин, а с волнистостью только 40 сек. Из этих данных
следует, что увеличение высоты волнистости повышает вероятность появле-
ния схватывания.
При испытании упорных подпятников на грузоподъемность было обна-
ружено, что максимальная грузоподъемность составляла: 54-Ю5 н/м2
(55 кГ/см2) при высоте волнистости 9 мкм и шаге 3 мм, 63,5-105 н/м2
(65 кГ/см2) при высоте 15 мкм и шаге 6 мм и 88-105 н/м2 (90 кГ/см2) при
высоте 30 мкм и шаге 12 мм. С увеличением высоты волнистости по сравне-
нию с указанными значениями грузоподъемность подпятников при тех же
шагах снижалась примерно до 24,5• 105 н/м2 (25 кГ/см2), т. е. более чем
в 2 раза. Таким образом, волнистость-оказывает влияние на несущую спо-
собность подпятников.
До последнего времени внимание исследователей привлекало главным
образом влияние высот неровностей на эксплуатационные свойства узлов
и изделий. Однако шаги неровностей, а также другие'геометрические пара-
метры (радиусы закругления впадин и выступов, углы наклона боковых
сторон профилей и т. д.) по-разному влияют на те или иные функциональные
свойства поверхностей. Так, например, коэффициент концентрации напря-
жений, вызываемый неровностями поверхности, по Г. Нейберу оценивается
соотношением
а„ = 1 + 2 /у ,
где у — безразмерный коэффициент, зависящий от отношения шага не-
ровностей к их высоте;
Нв — высота неровностей;
р — радиус кривизны на дне впадины.
Из этого соотношения видно, что при одинаковой высоте те неровности
будут вызывать большую концентрацию, у которых меньший радиус закруг-
ления впадин (при форме, близкой к синусоидальной, он находится в пря-
мой линейной зависимости от шага).
Интенсивность усталостного износа для пластического контакта без
учета микрорезания, по данным работ-И. В. Крагельского, приближенно
оценивается соотношением
т 1 1 /” V ^тпах / Ра \У 1 , Г 2 /*тах 1 Ч~ Kf *
“ 2v + 1 |/ 2 ’ RbW \НВ ) [ |/ Я ’ l — Kf J ’
г /1 -
где lh = -j-, h — высота изношенного слоя;
L — путь трения;
v и Ь — параметры опорной кривой шероховатости поверхности
изнашивающегося тела;
йтах — максимальная высота неровностей поверхности изнаши-
вающегося тела;
R — средний радиус закругления вершин неровностей;
— удельная нагрузка;
НВ — твердость по Бринеллю;
40
&р — разрушающая деформация при однократном приложе-
нии нагрузки;
К — коэффициент износа, характеризующий напряженное со-
стояние и зависящий от природы материала;
f — коэффициент трения (уравнение начального участка опор-
ной кривой имеет вид т] = fesv, где rj — относительная
площадь сечения выступов поверхности плоскостью,
параллельной основанию, по которой располагаются
выступы; 8 — относительное сближение секущей пло-
скости с поверхностью истирающего тела);
t — коэффициент, определяемый по наклону кривой уста-
лости в логарифмических координатах.
Из этого соотношения видно, что интенсивность износа возрастает с уве-
личением высоты неровностей Лтах и показателя степени v опорной кривой
и уменьшается с возрастанием радиуса закругления R и коэффициента Ь
опорной кривой. Приблизительный вид взаимодействия при упругом кон-
такте описывается соотношением (——) —я2— и при пластическом
\ К / 2
1-Н
контакте соотношением (-^) 2 , где ₽ = 2v + Г
а — исходный профиль; б — профиль после нагружения стальным
шариком; в —исходный профиль; г— ж — профили после нагружения
плоским пуансоном; з — профиль золотого покрытия; и — профиль
исходного медного образца
0} 125 мм
Физическая картина влияния неровностей поверхности на ее эксплуата-
ционные свойства и особенно изменения его во времени под действием раз-
личных факторов нуждается в существенном уточнении.
Приведенные соотношения указывают на важное значение формы не-
ровностей для оценки их влияния на эксплуатационные свойства, а также
на то, что форма во многих случаях оказывается устойчивее высоты неров-
ностей (рис. 1.13).
41
ОБОБЩЕННЫЕ КОЛИЧЕСТВЕННЫЕ ПРЕДСТАВЛЕНИЯ
При обеспечении функциональной взаимозаменяемости машин по рас-
положению, форме, волнистости и шероховатости поверхностей необходимо
учитывать влияние всех этих геометрических параметров деталей в совокуп-
ности.
Целесообразно ставить проблему геометрической параметризации деталей
для разработки комплексных методов инженерных расчетов и требований по
всем параметрам с учетом их совокупного влияния на эксплуатационные
свойства машин и приборов, в первую очередь на надежность их действия
и для расчетного обоснования выбора технологических факторов, опреде-
ляющих осуществление на производстве заданных значений параметров.
Рис. 1.14. Обобщенное представление геометрических погрешностей:
а — трехступенчатый вал со случайным радиусом и неслучайными его координатами, б —
эксцентриситет шейки вала относительно оси, проходящей через точку; в — эллиптичность
поперечного сечения вала
Работоспособность, долговечность и к. п. д. подшипника скольжения
в большей степени определяются величиной зазора между цапфой вала и
вкладышем. Зазор, в свою очередь, зависит от размеров последних. Однако
при одинаковых значениях зазоров подшипники с разными отклонениями
формы и разными неровностями поверхности работают по-разному. При
этом одинаковые неровности поверхности при разных величинах зазоров
оказывают различное влияние на работу сопряжения.
Прочность и стабильность прессовых соединений также зависят от сово-
купности всех геометрических параметров. Тоже можно сказать про плот-
ность контактов, долговечность подшипников качения и т. д.
В принципе проблема геометрической параметризации деталей (количе-
ственного описания их реальных поверхностей) может быть математически
решена путем представления реальной поверхности в виде суммы двух
функций, из которых одна — неслучайная, определяющаяся управляемыми
факторами, а другая — случайная функция двух неслучайных аргументов —
координат «текущего» размера детали. При этом текущий размер представ-
ляет случайную величину [23].
Рассматривая систематическую составляющую в сумме с математическим
ожиданием случайной функции, сведем описание реальной поверхности де-
тали к рассмотрению только упомянутой случайной функции. Так, например,
показанный на рис. 1.14, а вал с двумя цапфами на концах может быть задан
в цилиндрической системе координат уравнениями ступеней: г = г0 при
а z < — с; г = гг при < z /2; г = г2 при Z2 + d < z /3 — Ь.
При изготовлении таких валов каждой точке Q (<р, z), задаваемой коорди-
натным углом <р и координатой z, будет отвечать свое значение «текущего»
радиуса г. В совокупности изготовленных по данному чертежу валов радиус
в любой точке Qi (с координатами фо zj будет представлять одномерную
случайную величину Y (ф/, zz). Множество таких величин на поверхности
вала может рассматриваться как случайная функция Y (ф, z) двух неслу-
чайных аргументов ф и z.
42
В этом случае геометрическими параметрами деталей будут параметры
неслучайной функции, определяемой управляемыми факторами, параметры
математического ожидания случайной функции реальной поверхности, пред-
ставляющего также неслучайную функцию, и параметры случайной функции.
В большинстве случаев для решения инженерных задач можно ограничиться
рассмотрением профилей неровностей поверхности в определенных сечениях.
Вследствие периодичности действия важнейших формообразующих фак-
торов в процессе получения поверхностей деталей профили их неровностей
имеют практически периодический характер, позволяющий их описывать
тригонометрическими полиномами р-го порядка
__ п—п
У(х)^2Р(х)=г^+ S 4 sin (47* + ^)* 0-5)
п—1
где
Ап = Ап+У Ul + Vl' и ф„ = ф„ 4- arctg-^-;
Ап и фп — средние значения амплитуды и фазового угла п-й гармоники.
Значения U„ и Vn получают каноническим разложением случайной со-
ставляющей профиля; это некоррелированные случайные величины с мате-
матическими ожиданиями, равными нулю, и дисперсиями, одинаковыми
для каждой пары с одним и тем же индексом п.
Гармоническим составляющим профиля в большинстве случаев может
быть дано прямое физическое истолкование. Пусть одна из ступеней вала
(рис. 1.14, а) номинального радиуса г0 в некотором сечении, определяющимся
значением z = z0 осевой координаты, имеет эксцентриситет Е относительно
оси, выбранной за начало отсчета и проходящей через точку 0с (рис. 1.14, б}.
Из косоугольного треугольника 0с0аМ получаем описывающую эксцен-
триситет функцию
Л«(ф) = /' = '-о-^- = /'о(1/Л 1 —£2cos2<p 4-fsinqs),
где
7 = л — а — Р;
л:
«==-2’ — ф;
<р — полярный угол;
Е = ~~ — относительный эксцентриситет.
Разлагая у 1 — Е2 cos2 ф в биноминальный ряд и ограничиваясь чле-
нами, содержащими относительный эксцентриситет в степени не выше четвер-
той, получаем
1 — - -^7 4- Е sin ф — 4- j cos 2ф-----§- со$4ф .
Принимая во внимание, что относительный эксцентриситет только в ред-
ких случаях во взаимозаменяемых сопряжениях превышает , можно
с достаточным приближением принять
(ф) = г0 4- Е sin ф. (1.6)
Из формулы (1.6) видно, что влияние эксцентриситета на текущий размер
учитывается первым членом тригонометрического полинома.
Пусть теперь вал номинального радиуса г0 в сечении z = z0 имеет фор-
мулу эллипса с большой полуосью а, а малой полуосью b — rQ, расстоя-
нием 2с между фокусами F и F' и эксцентриситетом е — (рис. 1.14, ei.
43
Заменяя в каноническом уравнении эллипса ~ — 1 прямоуголь-
ные координаты хи у полярными координатами г и ф с помощью соотноше-
ний
х = г cos ф; у = г sin ф (1.7)
и принимая во внимание, что а2 — Ь2 = с2, получим
откуда
Лл (ф) = г = Г .
У 1 — е- cos2 ф
Разлагая знаменатель правой части уравнения (1.7) в биноминальный
ряд при е , можно с достаточным приближением принять
(Ф)Го + < + < COS 2ф. . (1.8)
Из формулы (1.8) видно, что овальность (эллиптичность) описывается
вторым членом тригонометрического полинома.
Третий член полинома описывает трехгранность и т. д. Члены, имеющие
порядковые номера от определенного значения (например, от 18, как упоми-
налось выше) до номера, при котором шаг синусоиды равен установленной
базовой длине /, в совокупности будут описывать волнистость, а члены с этим
и более высокими номерами — шероховатость поверхности (рис. 1.15).
Иными словами, определенные члены тригонометрического полинома
могут быть поставлены в соответствие с геометрическими отклонениями
соответствующего порядка: отклонениям расположения и формы, волни-
стости и шероховатости поверхности.
Для использования этого в инженерных расчетах достаточно приближен-
ной периодичности неровностей. Если же профили описываются неперио-
дическими кривыми, то их также можно, используя интеграл Фурье, разло-
жить на гармонические составляющие.
Интеграл Фурье для непрерывного профиля имеет вид
У (х) J du J у (t) cos u (t — x) dt.
0 -00
Для характеристики непрерывного множества гармонических составля-
ющих обычно пользуются спектральной плотностью, представляющей собой
комплексную функцию
оо
F(tco) = J y{t)eiat dt,
— оо
где со — угловая частота;
i — мнимая единица.
Спектральную плотность получают с помощью Фурье — преобразования
автокорреляционной функции профиля (или поверхности). С другой стороны
профили деталей с такими обычными отклонениями формы, как бочкооб-
разность, седлообразнссть и изогнутость, можно во многих случаях рассма-
тривать как отрезки синусоид или других периодических кривых, шаги
которых лишь частично укладываются на поверхности данной длины.
Если коэффициенты Фурье или амплитуды, соответствующие определен-
ным шагам неровностей, определены (с помощью гармонического анализа
профилограмм или профилей), то с их помощью находятся любые харак-
теристики формы профиля неровностей поверхности.
44
Среднее арифметическое отклонение Ra профиля неровностей поверхности
равно
= <L9)
где — коэффициент, определяемый для данного вида обработки теоре-
тически или экспериментально.
Рис. 1.15. Составляющие профиля шлифованной внутренней цилиндрической
поверхности на профилограммах при числе записываемых неровностей по
окружности:
а — от 1 до 450 (Vy — 4000*); б — от 1 до 15 {Vy — 4000*); в — от 1 до 45 (Vу = 4000*);
г — от 15 до 450 {Vy — 10 000*); д — полный профиль, записанный в осевом направле-
нии {V.. = 4000*, V„ = 400*)
if л
Среднее квадратическое отклонение профиля неровностей поверхности
от его средней линии на основании равенства Парсеваля—Ляпунова
Средняя высота неровностей определяется разностью
Rz = Sp(x = b) — Sp(x — a),
где а и b — абсциссы низшей и высшей точек профиля.
45
Радиус кривизны дна впадины (или выступа) синусоидальных неров-
ностей
Рс«« — 4Я2Д »
где А и В — амплитуда и шаг синусоидальной неровности, а в общем
случае тот же радиус определяется величиной
Р - W •
Приближенное значение коэффициента концентрации напряжений опре-
деляется соотношением
Ш , (1.Ю)
0 9 L tin, J max
где Сад — постоянный коэффициент, равный 0,02—0,03 при изгибе
и растяжении и 0,010—0,015 при сдвиге и кручении;
Гф-1 — наибольший член вариационного ряда отношений -ф-
L J max
в спектре профиля поверхности.
Средний тангенс угла наклона боковой стороны выступа составляет
ire ___ ^Р (Х “ (Х “ аТ^ Г 1
bT — aT
где ат и Ьт — абсциссы нижней и верхней точек боковой стороны выступа.
На основе частотного спектра может быть определен важный в ряде слу-
чаев показатель — коэффициент «искажения» («клирфактор»), определяемый
соотношением
и показывающий, насколько в спектре
велика
роль первой гармоники.
Нахождение параметров полинома (1.5) для различных участков поверх-
ности детали или (в случае необходимости) партии деталей позволяет оце-
нить дисперсию, оу = const стационарной случайной функции Y (х), что,
в свою очередь, дает возможность приближенно определить доверительную
область для формы неровностей поверхности.
Можно привести примеры получения дополнительных результатов с по-
мощью обобщенного количественного представления профилей поверхностей
деталей машин и приборов.
При испытании на усталость на вибростенде лопаток турбины газо-
турбинного двигателя корреляционный анализ позволил обнаружить зави-
симость долговечности от коэффициента концентрации напряжений, выра-
жаемого соотношением (1.10), т. е. через параметры спектра неровностей
поверхности. Были также найдены шаг «опасной» гармоники профиля (отно-
шение амплитуды к шагу которой является максимальным членом вариа-
ционного ряда таких отношений) и удельный вес полуквадрата ее амплитуды
в сумме полуквадратов амплитуд. При допустимом в отношении надежности
и долговечности лопаток значении аав с помощью формул (1.9) и (1.10) были
рассчитаны высота неровностей и базовая длина на участках пера, где начи-
нают образовываться усталостные трещины.
Определение связи между коэффициентом гидравлического сопротивле-
ния трения для полиэтиленовых труб и параметрами спектра неровностей
поверхности позволило обосновать выбор технологического процесса, обес-
печивающего минимальное трение при равной себестоимости.
Анализ связи спектра неровностей поверхности контактов узла клапана
с его эксплуатационными параметрами показал, что для плоских круглого
46
сечения контактных поверхностей кольцеобразное расположение штрихов
окончательной обработки наподобие «микролабиринтного» уплотнения при-
водит к уменьшению стравливания давления.
Исследование гладких цилиндрических разъемных неподвижных сопря-
жений показало, что для обеспечения заданных эксплуатационных показа-
телей необходимо ограничивать не только наибольший зазор, но также по-
грешность формы сопрягаемых деталей и неровности их поверхностей по
показателям высоты неровностей и характеристикам равномерности спектров
последних. С учетом погрешности формы и шероховатости расчетный до-
пустимый зазор в ряде случаев получается в несколько раз меньшим, чем
без их учета. Исследования позволили обнаружить существенное влияние
высоты и формы' неровностей лопаток компрессора турбореактивных дви-
гателей на силу тяги.
Из этих примеров видно, что обобщенное количественное представление
отклонений формы и расположения, волнистости и шероховатости поверх-
ности во многих случаях практики может дать полезный эффект.
ДОПУСКИ ОТКЛОНЕНИЙ РАСПОЛОЖЕНИЯ И ФОРМЫ
ПОВЕРХНОСТЕЙ
В количественном выражении в мкм допуски установлены на четыре
категории отклонений расположения и формы поверхностей в виде:
1) предельных отклонений от параллельности и перпендикулярности
и предельных значений торцового биения;
2) предельных значений радиального биения (предельные значения не-
соосности и несимметричности получаются уменьшением вдвое норм радиаль-
ного биения);
3) предельных отклонений от плоскостности и прямолинейности (однако
допускается нормирование плоскостности числом пятен на заданной пло-
щади при контроле «на краску»);
4) предельных отклонений формы цилиндрических поверхностей (не-
цилиндричности, некруглости, отклонений профиля продольного сечения,
огранки, изогнутости), причем для отклонений, определяемых по диаметру
(овальность, конусообразность, бочкообразность и седлообразность), таблич-
ные нормативы удваиваются.
При рассмотрении отклонений формы шероховатость поверхности исклю-
чается; следовательно, волнистость поверхности ограничивается вместе
с отклонениями формы. В обычных условиях допуски на отклонения рас-
положения и формы не устанавливаются, и отклонения расположения,
например отклонения от параллельности, ограничиваются полем допуска
на расстояние между поверхностями, их осями или плоскостями симметрии,
а отклонения формы ограничиваются полем допуска на размер.
Предусмотренные стандартом (ГОСТ 10356—63) допуски формы состав-
ляют от 10% допусков размеров по 1-му классу точности (подшипники ка-
чения, шпиндели прецизионных станков) до 50% допусков по 4-му классу.
Самостоятельные допуски на отклонения расположения и формы должны
назначаться не всегда, а именно, при наличии особых требований, выте-
кающих из условий работы, изготовления или измерения деталей.
Градация точности произведена по 10 степеням точности для всех кате-
горий отклонений, за исключением отклонений от параллельности и перпен-
дикулярности и значений торцового биения, для которых установлено 12 сте-
пеней точности. Степени точности составляют ряды, построенные по гео-
5____________________________________________
метрической прогрессии со знаменателем ]/10^ 1,6, соответствующим
ряду Ra5 предпочтительных чисел (ГОСТ 8032—56).
Количественные нормы по пунктам 1 и 3, т. е. для продольных откло-
нений, определены для номинальных размеров до 10 000 мм. а по пунктам
2 и 4 — для диаметральных отклонений до 2000 мм. По отклонениям от
47
Ъ25А3
$15а5
Несоосность
отверстий.
Ф15НФ25
0,05 тах
2отвФ52*°’ъ
4Р±о,г
я)
Рис. 1.16. Примеры зависимых допусков рас-
положения:
а — втулка со ступенчатым отверстием; б — планка
с двумя отверстиями
ляющая ее форму, является составной
параллельности и перпендикулярности под номинальными размерами пони-
маются длины, а по торцовому биению — диаметры, на которых они за-
даются. Границы диапазонов выбраны по часто применяющимся в машино-
строении максимальным размерам. Так, например, из диаметров к таким
размерам могут быть отнесены диаметры подшипников качения, достига-
ющие 1600 мм, диаметры бандажей колес тепловозов и электровозов, дохо-
дящие до 1850 мм и т. д. Диапазоны номинальных размеров подразделены
на девять интервалов, полученных (за исключением первого интервала)
для диаметральных отклонений (пункты 2 и 4) увеличением вдвое интервалов
диаметров, предусмотренных системой допусков на гладкие цилиндрические
сопряжения, а для продольных отклонений (пункты 1 и 3) — увеличением
вдвое ряда Ra5 нормальных ли-
нейных размеров.
Допуски на отклонения распо-
ложения и формы одной и той же
степени точности изменяются по
указанным интервалам пропор-
ционально кубическому корню’ из
‘номинальных размеров, т. е. так
же, как изменяются допуски для
гладких цилиндрических сопряже-
ний. Связь между допуском на
размер и допуском на форму де-
тали вытекает хотя бы из того,
что неодинаковость размеров де-
тали в разных ее точках, опреде-
частью рассеивания размеров сово-
купности деталей, ограничиваемого допуском размера. В эксплуатационном
отношении, как указывалось выше, погрешности формы связаны с зазорами
и натягами, допуски которых по-разному изменяются в зависимости от
номинальных размеров: в прессовых посадках — прямо пропорционально,
в переходных — пропорционально кубическому корню и в свободных —
пропорционально квадратному корню из номинального размера. Наименее
интенсивная из этих трех зависимостей выбрана для допусков формы дета-
лей и расположения их поверхностей.
Для деталей, которые сопрягаются с контрдеталями одновременно по
двум или нескольким поверхностям и для которых требования взаимозаме-
няемости сводятся к обеспечению сборки по всем поверхностям с заданными
минимальными величинами зазоров, могут назначаться зависимые допуски
расположения, т. е. допуски, связанные с зазорами между сопрягаемыми
поверхностями. Эти допуски задаются на чертежах в виде значений предель-
ных отклонений расположения, соответствующих минимальным зазорам,
получающимся при соответствующих предельных отклонениях размеров
(при нижних отклонениях внутренних размеров и верхних отклонениях
наружных размеров); заданные, таким образом, предельные отклонения
увеличиваются при контроле детали в зависимости от действительных откло-
нений ее размеров. Пересчеты зависимых допусков расположения не тре-
буются в случае применения проходных комплексных калибров.
Примеры. На рис. I 16 для ступенчатой втулки с диаметрами ступеней 25Л3 (4-0, 045)
и 15Л3 (4~0,035) задан зависимый допуск на несоосность 0,05 мм. Допуск определен для дей-
ствительных отклонений диаметров отверстий, равных их нижним отклонениям, каждое из
которых в данном случае равно нулю. Величина допуска на несоосность взята из нормативов «а>
в интервале от 18 до 50 мм по Х-й степени точности (120 мкм), причем числовое значение умень-
/120 сп \ *
шено вдвое ( — = 60 мкм \ и округлено до ближайшего предпочтительного числа, приведен-
ного в таблице стандарта (60 = 50 мкм — 0,05 мм).
Так как несоосность характеризуется разностью радиальных расстояний, а зазор А
в сопряжении данной втулки с контрдеталью (ступенчатым валиком) определяются по раз-
45
ности диаметров сопрягаемых деталей, то, очевидно, имеем Д = -, гдеЛ14-Д2—сум-
марный зазор в обеих ступенях втулки. При изготовлении втулки действительные отклонения
диаметров ступеней, как правило, будут больше нуля и на сумму этих величин увеличивается
суммарный зазор в ступенях, тогда величину Д, вычисленную по приведенному соотношению,
необходимо прибавить к допуску на несоосность.
Например, если действительные отклонения диаметров обеих ступеней будут равны их
верхним отклонениям, т. е. +0,045 и +0,035 мм, то Д = 9^9—= 0,04 мм, и допуск
на несоосность в этом случае надо будет считать равным 0,05 + 0,04=0,09 мм. На рис. 1.16,6
показана планка с двумя отверстиями, на расстоянии 40 мм между осями которых установлен
зависимый допуск ±0,2 мм. В этом случае допуск Д на расстояние между осями связан с зазо-
ром z в сопряжении планки с контрдеталью типа вилки соотношением Д = ±а.
Допуск ±0,2 мм установлен в предположении, что необходимый зазор в сопряжении
будет иметь место при нижних отклонениях обоих отверстий, каждое из которых равно нулю.
При выполнении отверстий в планке действительные отклонения их диаметров будут больше
нуля, и тогда зазоры соответственно возрастут, а зависимый допуск на расстояние между осями
увеличится по приведенному выше соотношению. Например, если действительные отклонения
диаметров отверстий будут равны их верхним отклонениям, то зависимый допуск на расстояние
между осями возрастет до величины Д= ±(0,2+ 0,3)= ±0,5 мм.
НОРМИРОВАНИЕ ВОЛНИСТОСТИ ПОВЕРХНОСТИ
Волнистость поверхности в настоящее время не стандартизована ни
в одной из стран мира. Имеются лишь отдельные проекты. В 1952 г. была
предложена градация волнистости только по высоте на девять классов в диа-
пазоне от 1 до 250 мкм, причем последний класс включал высоты от 250 мм
и выше.
В ряде отраслей промышленности в настоящее время задаются требова-
ния к волнистости поверхности изделий в форме числовых значений высоты
волн. Так, например, в технических требованиях на внутришлифовальные
автоматы для шлифования колец подшипников качения ВНИППом уста-
новлены нормы на высоту волн в мкм (табл. 1.1)
Таблица 1.1
Числовые значения высоты волн
Класс точности Размеры в мм
До 18 18—30 30-50 50—80 80—120
Посадочные поверх- ности: Н 0,5 0,6 0,8 1,0 1Л
С 0,2 0,3 0,4 0,5 0,6
Дорожки качения: Н 0,4 0,4 0,4 0,5 0,6
С 0,15 0,20 0,20 0,30 0,30
При этом требования к высоте неровностей Rz для тех же изделий на-
ходятся в пределах от 0,3 до 1,0 мкм. Нормы на волнистость составляют
по классу Н подшипников качения от 40 до 60% к нормам на шероховатость
поверхности, а по классу С от 24 до 50%. Данные требования не уклады-
ваются в приведенную выше градацию высот волн.
ДОПУСКИ НА ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Шероховатость поверхности по числовым значениям среднего арифме-
тического отклонения профиля Ra и высоты неровностей Rz, подсчитанным
по формулам, приведенным выше, подразделена на 14 классов чистоты по-
верхности (ГОСТ 2789—59). Эти значения составляют нормальные ряды
49
чисел Ra 10/3, построенные по геометрической прогрессии со знаменателем
ю
(]Л10)3^ 2. Отступление допущено только в ряде значений параметра R,
при переходе от 6-го к 7-му классу чистоты: в этом случае использован пере-
ходный коэффициент 1,6, в результате чего параметр Rz в 4 раза больше
параметра Ra в классах 1—6 и в 5 раз — в классах 7—14. Данное различие
было введено на основании экспериментальных данных.
Классы чистоты поверхности ограничивают максимальные числовые
значения Ra и Rz при измерениях этих параметров в направлении, которое
дает наибольшие значения, если не указано какое-нибудь определенное
направление измерений. Максимальные числовые значения параметров
шероховатости Ra находятся в пределах от 0,01 (14-й класс) до 80 мкм (1-й
класс) и Rz от 0,05 до 320 мкм. Эти числовые значения относятся к сечению,
нормальному геометрической поверхности.
Для классов 6—12 основной является шкала Ra, а для классов 1—5,
13, 14 — шкала RZt что связано с применяемыми для измерений приборами.
Классы 6—14 дополнительно подразделяются на три разряда (а, б и в).
От диапазона числовых значений параметров между двумя соседними клас-
сами 40% отнесено к интервалу между разрядами а (самый грубый) и б,
32% — между б и в и 28% —в и разрядом а следующего более высокого
класса.
При измерении шероховатости различные дефекты поверхности (цара-
пины, раковины и т. п.) не учитываются. Числовое значение шероховатости
поверхности, присвоенное тому или иному классу или разряду чистоты
поверхности, ограничивает только максимальную величину шероховатости
по параметру Ra и R2. Нижней границей являются нулевое значение, и,
следовательно, допуск на шероховатость равен установленному числовому
значению. Однако в необходимых случаях допускается ограничение как
максимальной, так и минимальной величины шероховатости одновременно
путем указания классов и разрядов, в пределах которых шероховатость
данной поверхности должна находиться. В этом случае допуск на шерохо-
ватость будет равен разности максимального и минимального значений.
Для обозначения требований к шероховатости поверхности на чертежах
используется равносторонний треугольник, рядом с которым проставляется
номер класса и буквенный символ разряда.
Следует отметить, что в стандартах зарубежных стран и международных
рекомендациях Р468 на шероховатость поверхности содержатся градации по
числовым значениям параметров высоты неровностей (Ra, Rz и др.), но от-
сутствует обозначение классификационных подразделений номерами классов
или символами разрядов и т. п. На чертежах указываются непосредственно
числовые значения максимальных (в необходимых случаях также и мини-
мальных) допустимых значений параметров.
Глава IV
ОСНОВЫ ТОЧНОСТИ ФУНКЦИОНАЛЬНЫХ СВЯЗЕЙ
СОПРЯЖЕНИЙ И КИНЕМАТИЧЕСКИХ ПАР
Точность отдельных звеньев механизма определяется точностью сопря-
жений и кинематических пар, а следовательно, точностью изготовления
и сборки деталей. Действующие стандарты на допуски различных сопря-
жений и передач (зубчатых, червячных, реечных и др.) ограничивают по-
грешности основных параметров сопрягаемых поверхностей, т. е. погреш-
ности элементов, а не сопряжений и кинематических пар в целом.
В теории поверхностей установлена аналитическая зависимость для
поверхностей и их сопряжений в предположении, что поверхности имеют
теоретические размеры и заданную геометрическую форму. Однако в усло-
виях производства процесс образования поверхностей связан с рядом фак-
торов, искажающих геометрию поверхности. В результате нарушается
заданный характер сопряжения и закономерность относительного переме-
щения реальной кинематической пары по сравнению с идеальной. Связать
погрешности сопрягаемых поверхностей с погрешностью перемещения ки-
нематической пары, определить действительный характер сопряжения,
действительную погрешность перемещения пары, определить действительное
распределение сил в сопряжении можно только при известной функциональ-
ной связи между этими погрешностями.
При точностных расчетах кинематических пар и установлении допусков
на них часто проводят экспериментальные исследования, с помощью которых
устанавливают эмпирические зависимости между погрешностями сопрягае-
мых поверхностей и погрешностью действительного перемещения пары.
Несмотря на трудоемкость, эмпирический метод позволяет сделать только
частные выводы, не устанавливая общих закономерностей связи даже для
одного вида сопряжений. Например, до сих пор существует неправильное
мнение, установленное на основании экспериментальных исследований,
о том, что точность винтовой пары всегда определяется только точностью
винта. Часто определение погрешности кинематической пары производят
путем квадратичного (или методом максимума—минимума) суммирования
погрешностей сопрягаемых деталей, рассматривая их как случайные вели-
чины, тогда как они являются случайными функциями. При этом отсутствие
функциональной связи между погрешностью пары и погрешностями сопря-
гаемых поверхностей оставляет неизвестными действительный характер
сопряжения, действительное распределение сил в сопряжении и действитель-
ную погрешность перемещения пары.
УРАВНЕНИЯ ПОВЕРХНОСТИ И ЕЕ ПОГРЕШНОСТЕЙ
Поверхности наиболее распространенных в машиностроении деталей
(винтов, гаек, червяков, зубчатых колес и др.) можно определить уравнением
движения текущей точки образующей поверхности
со = f (и, ц),
где к, v — криволинейные координаты точки на поверхности.
Текущая точка поверхности рассматривается как точка некоторой обра-
зующей, положение которой определяется координатой и. Положение те-
кущей точки на образующей определяется второй координатой v. При фик-
сированном значении v = vQ получим уравнение движения образующей
(текущей точки образующей) как функцию одного параметра
<0 = f (и, и0).
51
Кроме криволинейных координат, в уравнение поверхности войдут гео-
метрические параметры а, Ь9 . . ., определяющие размеры и форму поверх-
ности детали. Тогда уравнение поверхности детали будет иметь вид
со = f (и, v9 а, b9 . . .) (1.11)
Значения параметров о9 Ь9 . . . устанавливают в соответствии с геоме-
трией поверхности детали, ее назначения, условиями эксплуатации, техно-
логии образования поверхности, а также рядом других факторов, опреде-
ляющих эксплуатационные качества сопряжения. В условиях производства
процесс образования поверхности связан с рядом случайных факторов;
неточностью оборудования и инструмента, неоднородностью материала,
недостаточной жесткостью системы, станок—инструмент—изделие неравно-
мерностью припуска и др. Влияние этих, а также ряда других факторов
искажает геометрию образуемой поверхности.
Влияние различных факторов (случайных и систематических) может
меняться в процессе образования поверхности в функции времени, длины
или каких-либо других независимых переменных. В связи с этим действи-
тельные значения геометрических параметров поверхности, а следовательно,
и их погрешности будут переменными величинами, функционально зави-
симыми от независимых переменных и9 у:
. AQ-^(w, и). . (1.12)
где AQ — погрешность любого геометрического параметра уравнения (1.11).
В том случае, если переменная и связывает AQ с величиной перемещения
образующей, то переменная v связывает AQ с изменением формы самой
образующей поверхности. Таким образом, если переменная и определяет
закономерность движения самой образующей, то переменная v определяет
закономерность изменения формы образующей.
Погрешность формы самой образующей поверхности, вызванную различ-
ными динамическими эффектами, как правило, математически сложно вы-
разить в функции какой-либо переменной. Поэтому ее рассматривают как
случайную величину, несмотря на то, что она является случайной функцией
переменной и. При этом ее рассматривают как геометрическую (а не кине-
матическую) погрешность в виде предельных значений, в которые должны
укладываться все возможные значения случайной погрешности формы
образующей. В ряде случаев, как например, поверхности гладкого цилиндра,
конуса, некоторые плоские поверхности и другие, погрешности формы
образующих выражают математически в функции одной или двух незави-
симых переменных (протяженности поверхности, угла поворота образу-
ющей).
Погрешность, определяемую уравнением (1.12), будем называть кинема-
тической погрешностью. Кинематическая погрешность всей поверхности
может служить комплексным показателем ее качества, характеризующим
действительную геометрию поверхности и кинематику процесса ее образо-
вания. Под кинематической погрешностью поверхности детали следует
понимать погрешность воспроизведения образующей профиля поверхности
заданного закона движения при отсутствии внешних сил, искажающих
заданную закономерность движения.
Погрешности геометрических параметров деталей рассматривают так же,
как величины, не связанные функционально с переменными, например про-
тяженностью поверхности. В этом случае при контроле важно установить,
находится ли действительное значение контролируемого параметра в поле
допуска или. выходит из него, не интересуясь при этом закономерностью
изменения погрешности. Поэтому погрешность геометрического параметра,
которая рассматривается как величина, не связанная функционально с ка-
кой-либо переменной, называется геометрической погрешностью в отличие
от кинематической.
52
В зависимости от принятого начала отсчета кинематическая погрешность
Асо может быть представлена как погрешность положения или погрешность
перемещения образующей поверхности. В этом случае, используя опреде-
ление академика Н. Г. Бруевича [2] ошибок положения и перемещения
механизма, можно сформулировать эти определения применительно к по-
верхностям деталей.
Под погрешностью положения образующей поверхности Дсо (точнее
некоторой фиксированной точки) понимается разность положений обра-
зующих действительной и теоретической поверхностей, отсчитанная в на-
правлении одной из координат при одних и тех же значениях двух других
координат для действительной и теоретической поверхностей. В соответствии
с этим определением при отсчете погрешности в направлении координаты
текущей точки образующей действительной поверхности со получим
Асо = со — соо, (1.13)
где со0 — координата текущей точки образующей теоретической поверх-
ности.
Считая погрешности геометрических параметров поверхности независи-
мыми и несоизмеримо малыми по сравнению со значениями самих параметров,
согласно формуле (1.11), получим
А(о(«, v) = -^-Aa(u, v) + -^-\b(u, и)-}--. (1.14)
Уравнение (1.14) является уравнением погрешности положения образу-
ющей поверхности, а точнее, текущей точки образующей или уравнение
кинематической погрешности при отсчете ее от начала координат.
Рассмотрим теперь при фиксированном значении v = vQ разность коорди-
нат двух положений текущей точки i образующей поверхности: одно при
и = ик, а другое при и = ип. Назовем эту разность перемещением образу-
ющей в направлении координаты со. Для теоретической поверхности (все
погрешности равны нулю)
= (^л
где соп - (о (ип, vn); - со (ux, vK).
Для действительной поверхности (погрешность не равна нулю)
= (со„ — coj. (1.15)
Разность перемещений образующих действительной и теоретической
поверхностей, отсчитанную в направлении одной из координат при одних
и тех же значениях двух других координат для действительной и теорети-
ческой поверхностей, назовем погрешностью перемещения образующей
поверхности. В соответствии с этим определением при отсчете в направлении
координаты со имеем
п = («л — ®к) — (®л —
ИЛИ
Асок,я = (со — а^)п — (со — соо)к.
Но, согласно уравнению (1.13), получим
(со — со0)„ = Асол; (со — со0)к = Дсо*,
где Асоп и Асок — кинематические погрешности второго и первого соответ-
ственно положений образующей поверхности, отсчи-
танные от начала координат.
Следовательно, Асок л = Дсо„ — Асох,
где Асо„ = Асо (ип, рл); Асок = Асо (ик, vK).
Таким образом, погрешность перемещения образующей поверхности
Асок „ на участке от положения ак до со„ равна разности погрешностей
двух положений образующей на этих участках.
53
УРАВНЕНИЯ ХАРАКТЕРА СОПРЯЖЕНИЯ
И КИНЕМАТИЧЕСКОЙ ПОГРЕШНОСТИ ПАРЫ
Характер сопряжения определяется разностью действительных значений
геометрических параметров поверхностей сопряженных деталей, а следова-
тельно, погрешностями положений сопряженных образующих. Представим
сопрягаемые поверхности первой и второй деталей уравнениями
со = f (Uj, vt, а, Ь, . . .);
Й = F (u2i v2f А, В, . . .),
где и19 и2, v2 — криволинейные координаты соответствующих
поверхностей;
а, 6, . . ., Д, В,. . . — геометрические параметры поверхностей.
Связав между собой начало систем координат обеих поверхностей коэф-
фициентом Л, равным относительному смещению систем координат й, и2,
v2 и со, и19 vlt можно определить разность положений текущих точек сопря-
женных образующих.
Для этого расположим сопрягаемые поверхности одну относительно
другой таким образом, чтобы в теоретическом сопряжении величина зазора
(натяга) Л между любыми образующими на участке сопряжения в направле-
нии заданного перемещения была равна среднему табличному зазору (на-
тягу) До:
Д = (Й-со)о-К = До, (1.16)
где К — величина, связывающая координаты со, £2 сопряженных поверх-
ностей между собой;
Й — координата текущей точки образующей второй поверхности;
со — координата текущей точки образующей первой поверхности.
Под теоретическим сопряжением понимается такое, в котором отсутствуют
какие-либо погрешности геометрических параметров сопрягаемых поверх-
ностей: 4
ДЛ = ДВ = ... = . = о.
Взаимное положение сопряженных поверхностей, удовлетворяющее ра-
венству (1.16) на всем участке сопряжения, назовем исходным положением.
На геометрические параметры теоретических поверхностей находя-
щихся в исходном положении, наложим погрешности, что изменит величину
зазора на участке сопряжения. В этом случае величина действительного
зазора (натяга) в сопряжении будет равна:
Д = (Й — со) — Л; |
Й - Д + со + К. 1
(1.17)
Уравнения (1.17) устанавливают зависимость между координатами те-
кущих точек сопряженных поверхностей и величиной действительного
характера сопряжения зазора (натяга) в этих точках, причем уравнения
(1.17) можно представить в виде
Йо = Д + соо + (Дсо — ДЙ) + К,
где координаты текущей точки первой поверхности связаны с координатами
сопряженной точки второй поверхности действительным зазором (натягом) Д
и погрешностями положения образующих Дсо и ДЙ в этих точках.
Согласно уравнениям (1.16) и (1.17), получим
й0 соо — До 4- /С;
Д — До = ДЙ — Дсо.
54
Для действительной поверхности, имеющей погрешности геометрических
параметров, величина Д будет отличной от До и не будет постоянной для
всего участка сопряжения. Действительный характер сопряжения опреде-
ляется равенствами (1.17), которые с учетом погрешности можно предста-
вить (рис. 1.17) в виде
Д = До + (Д£2 — Дю).
(1.18)
Если известны действительные значения геометрических параметров
сопрягаемых поверхностей (а следовательно, и их погрешности), равенства
(1.17) и (1.18) позволяют определить действительный зазор (натяг) по всему
•а-----------i г
Рис. 1.17. Характер сопряжения поверхностей:
I — верхнее табличное отклонение теоретического профиля
первой поверхности; II — нижнее табличное отклонение
теоретического профиля первой поверхности; III — теорети-
ческий профиль; IV — верхнее табличное отклонение теоре-
тического профиля второй поверхности; V — нижнее таб-
личное отклонение теоретического профиля второй поверх-
ности;
Рис. 1.18. График изменения
характера сопряжения при фик-
сированном положении кинема-
тической пары:
1 — А (ф) для 2 — А (ф) для
участку сопряжения и являются уравнениями характера сопряжения, кото-
рый для фиксированного положения сопряженных поверхностей, т. е. при
п = ик (рис. 1.18) будет случайной функцией переменной ф, определяющей
ее сечение Д (ф, ик). При этом граничными значениями переменной ф будут
О ф фс, где фс — протяженность сопряжения, которая в общем случае
может и не быть постоянной.
В общем случае, исследуя функцию
Д = Д («, Дсо, Д2) (1.19)
на участке сопряжения, найдем для нее все точки экстремума, причем наи-
большее и наименьшее значения этой функции будет определять соответ-
ствующие значения зазоров (натягов) между образующими сопряженных
поверхностей (рис. 1.18).
Погрешности Дсо, ДЙ рассматриваются в области определения [0, фс]
функции (1.19).
В дальнейшем для простоты записи опустим символы Дсо и Д2 в выра-
жении (1.15), оставив переменную и. При этом наибольшее и наименьшее
значения этой функции будут определять соответствующие значения зазо-
ров (натягов) между образующими сопряженных поверхностей.
Под кинематической погрешностью пары понимается погрешность вос-
произведения заданного закона движения пары при условии отсутствия
каких-либо внешних сил, искажающих этот закон.
55
Относительное перемещение кинематической пары обеспечивается гаран-
тированным зазором Дп, который ограничивает на участке сопряжения наи-
меньшее значение функции (1.19). В реальном сопряжении наименьший
зазор между образующими может быть больше гарантированного зазора.
При этом характерной особенностью образующих (вернее точек принад-
лежащих этим образующим), между которыми имеется наименьший зазор
в сопряжении, является то, что именно в этих точках образующих
будет происходить кинематическое замыкание сопряженных поверхностей.
Поэтому в принятой системе отсчета их относительного перемещения для
фиксированного положения кинематической пары и = ик получим (см.
рис. 1.19, 1.20)
Д {Цк)нм ~ &нм (^х)> (1.20)
т. е. наименьшее значение функции (1.19) будет являться наименьшим за-
зором в сопряжении. Уравнение (1.20) является уравнением точек кинема-
тического замыкания сопряженных поверхностей.
Если рассматривать зазор Д в направлении возможного относительного
движения кинематической пары, то величина \нм будет являться величиной
мертвого хода, выбрав который получим кинематическое замыкание между
образующими, на рис. 1.21 (см. стр. 64) поверхность II показано штриховой
линией, где имеет место наименьший зазор \нм В этом случае для то-
чек контакта е будет справедливо равенство
“ ^нм ‘ (1-21)
где Дб (ик) — наименьший зазор в сопряжении между текущими точками,
обеспечивающими кинематическое замыкание при положении
ведомой (второй) поверхности относительно исходного (на-
чального) положения (и = 0), характеризуемого величиной ик.
Зафиксировав на поверхности II какую-либо точку /, переместим ее
до контакта. Тогда точка 1 поверхности II переместится в положение /',
т. е. из положения ик в положение [ик + Aw3f(uJ], и этим самым будет
обеспечено кинематическое замыкание в точках е.
Дадим поверхности II некоторое заданное относительное перемещение
Тогда поверхность II изменит свое начальное положение ик +
+ Д„ж (ик) в принятой системе отсчета и точка 1 займет новое положение 1”.
При этом прежние образующие поверхностей могут выйти из сопряжения,
а новые образующие войти в сопряжение. Если при ик + ДНЛ< (ик) сопря-
женных поверхностей имели выражения (1.20) и (1.21), то в положении ит
сопряженные поверхности будут удовлетворять, в частности, равенству
Д (^т)нл1 ^нм fain) •
В общем случае
&нм fax) ^нм fam)*
Действительное перемещение икт второй поверхности из положения
ик + Дял< (ик) в положение ит + &нм по направлению заданного дви-
жения равно отрезку икт. Очевидно, что
^кт Щл + Д«л< (^т) ^нм fait)* (1.22)
НО
следовательно,
^кт fam) ^нм
По определению кинематической погрешности Д^хт имеем
^Ktn 1 о ~
Из выражений (1.21) и (1.22) получим уравнение аналитического метода
точностного расчета кинематической пары
~ ^НМ (^/п) Д«Л< (W/c)-
56
Приведенные формулы позволяют аналитически и графо-аналитически
проводить точностные расчеты сопряженных поверхностей кинематических
пар. Если известны погрешности сопрягаемых поверхностей, можно с по-
мощью приведенных формул установить действительный характер сопря-
жения, действительное распределение сил на участке сопряжения и погреш-
ность относительного перемещения сопряженных поверхностей. При этом,
исходя из точностных показателей сопряжения (кинематической пары),
можно установить точностные показатели на основные параметры сопря-
гаемых поверхностей и наоборот.
Функции со, Q, Дсо и Дй могут иметь как непрерывно изменяющийся
аргумент (например, угол поворота образующей профиля винтовой поверх-
ности), так и дискретный аргумент (например, шаг рейки). При этом на
практике исходные данные по погрешностям сопрягаемых поверхностей
наиболее часто задают и получают из результатов измерений в виде таблиц
или графиков для дискретных значений независимых перемещений на ко-
нечном множестве точек.
В этом случае функции погрешности До) и ДИ можно представить как
решетчатые функции, заданные на конечном множестве точек. Для анализа
кинематической^погрешности пары в интервале [О, N], выключающем точки
определения функций, введем единичные функции:
Tro / nQ1_f 0 при Qa<(n-l)S0;
1 [Qo (п 1)SO]-| j при Qo53(n__ i)so;
Г[ , 1чС, / 0 при (оо<(п—1)SO;
1 соо-—(и—1)SO] = { t . Q
v (1 при co0^(n—1)SO
и представим функции Дсо и ДЙ соответствующими ступенчатыми функциями,
имеющими конечное число точек разрыва:
JVi _ /V2 _
Дсо = S Л (п) 1 [соо - (п- 1)5 AQ = 2 f.2(п) 1 [Qo - (п - 1 )S0J,
п=1 п—1
где fi (п) = Дсо,, п,
f 2 (п) = ДЙ5Л— дискретная кинематическая погрешность на участке
поверхности протяженностью в один шаг S от шага
(п — 1) до п соответственно для первой и второй
поверхностей;
со0, Йо — номинальные значения параметров функции нату-
рального аргумента /д (п) и /2 (и) могут быть заданы
аналитически или таблично как результат контроля
погрешностей Дсо5>л, ДЙ$л для каждой из сопря-
гаемых поверхностей. При этом одному и тому же
значению п должны соответствовать образующие,
сопряженные в процессе работы пары.
Тогда, согласно выражению (1.18), получим ступенчатую функцию дей-
ствительного зазора
Д(и) = до+ s Л (я)1 [о>о —(я — !)5о1 —
1.72=1 )
n2
S f2(n) l[Q0-(n-l)S0]
n=l
Вычислив наименьшее значение этой функции на отрезке, соответствую-
щем положению участка рабочего сопряжения, можно определить кинема-
тическую погрешность пары.
57
ТОЧНОСТЬ И ЕЕ ПОКАЗАТЕЛИ
Точностные показатели характера сопряжения и его кинематики будут
определяться соответствующими точностными показателями сопрягаемых
поверхностей. Под точностью того или иного параметра качества понимается
степень приближения его действительного значения к заданному ему зна-
чению. При этом точность геометрических параметров можно характери-
зовать возможной величиной как геометрической, так и кинематической
погрешностью. В соответствии с этим точность подразделяют на геометри-
ческую и кинематическую.
Под геометрической точностью понимают точность геометрического пара-
метра, функционально не связанную с какими-либо независимыми перемен-
ными и установленную при отсутствии влияния каких-либо внешних сил,
искажающих геометрию поверхности. Геометрическая точность ограничивает
только предельные значения рассматриваемых параметров вне их функцио-
нальной связи с какими-либо независимыми переменными. Такому опреде-
лению геометрической точности отвечает система допусков на различные
виды соединений: гладкие цилиндрические, резьбовые и другие, не являю-
щиеся кинематическими парами. В этих соединениях ограничиваются пре-
дельные величины зазоров и натягов и‘не интересует закономерность их
изменения по длине сопряжения. При этом контроль соединяемых деталей
обычно производят с помощью калибров, являющихся прототипами сопря-
гаемой детали и контролирующих соблюдение продольных контуров (раз-
меров) на длине сопряжения.
При расчетах на геометрическую точность погрешности массы аналогич-
ных деталей рассматривают как случайные величины, которые характе-
ризуют при принятых законах их распределения соответствующими число-
выми характеристиками. Поэтому любой показатель ег геометрической точ-
ности будет величиной постоянной для всей поверхности рассматриваемой
массы аналогичных деталей и независимой от какой-либо переменной, т. е.
ег == const.
Понятие кинематической точности основано на общем определении кине-
матической погрешности. Поэтому под кинематической точностью следует
понимать точность воспроизведения заданной функциональной связи между
рассматриваемым параметром и какими-либо независимыми переменными
величинами при отсутствии внешних сил, искажающих закономерность
связи. Понятие кинематической точности полнее характеризует геометрию
поверхности по сравнению с геометрической точностью.
При расчетах на кинематическую точность погрешности массы аналогич-
ных деталей следует рассматривать уже не как случайные величины, а как
случайные функции тех же переменных, что для каждой конкретной поверх-
ности, погрешность которой является реализацией случайной функции.
Поэтому показатель кинематической точности гк будет величиной перемен-
ной, функционально связанной с какими-либо независимыми переменными
(или одной из них), определяющими закономерность его изменений, т. е.
согласно функции (1.19), имеем
гк = <р (и, v). (1.23)
В соответствии с принятым способом назначения допусков погрешности
отдельных параметров и комплексные погрешности могут рассматриваться
как геометрические или кинематические погрешности. Погрешности поло-
жения и перемещения образующих поверхностей различных деталей кине-
матических пар должны рассматриваться только как кинематические по-
грешности в функции одной независимой переменной координаты и, опре-
деляющей перемещение образующей. В отношении второй переменной —
координаты о, как было уже сказано, иногда целесообразнее рассматри-
вать погрешность формы как геометрическую погрешность, не интересуясь
58
закономерностью ее изменения и ограничивая ее предельными значениями
как случайную величину. Эти рассуждения соответствуют принятому спо-
собу назначения допусков на погрешность профиля резьбы, погрешность
профиля зубчатого колеса и др.
Следовательно, рассматривая погрешность положения образующей про-
филя, выраженной формулой (1.15) конкретной поверхности как система-
тическую погрешность в функции переменной и, можно видеть, что при изу-
чении массы деталей эта погрешность будет случайной функцией Дсо (и)
этой же независимой переменной. Вследствие периодичности образования
большинства поверхностей, получивших распространение в машиностроении,
их погрешности положения образующих во многих случаях будут также
иметь периодический характер. При этом параметры такой периодической
случайной функции будут определяться принятым технологическим про-
цессом образования поверхности.
При точностных расчетах машин и механизмов и установлении допусков
на них необходимо решать две задачи:
1) согласно заданному допуску или другим точностным показателям на
сопряжение (кинематическую пару), назначить .допуски на основные пара-
метры сопрягаемых поверхностей;
2) согласно допускам основных параметров сопрягаемых поверхностей,
определить допустимую погрешность сопряжения (относительного переме-
щения кинематической пары).
Решение каждой из этих задач встречается при различных способах
назначения точностных показателей: назначением комплексного (суммарного)
показателя точности, включающего в себя погрешности всех основных пара-
метров одновременно; назначением точностных показателей, дифференци-
рованных по каждому из параметров отдельно; сочетанием первого способа
для одних геометрических параметров и второго для других параметров
поверхности.
При этом решение любой из задач требует знания связи между погреш-
ностями сопрягаемых поверхностей и погрешностью сопряжения.
В зависимости от характера погрешностей параметров поверхности и
их связи с комплексным параметром поверхности, а также целей точност-
ного расчета и других факторов в обеих задачах возможны различные слу-
чаи: входные параметры являются случайными и независимыми величинами;
функциями случайных аргументов; случайными, но зависимыми величинами
и случайными функциями какой-либо независимой переменной величины.
Возможна также задача, в которой будут одновременно действовать
все три приведенные случая. При этом исходные данные для выполнения
расчетов не всегда бывают известны, поэтому приходится, исходя из опыта
и условия производства, задаваться этими данными. Так, например, часто
бывают неизвестны законы распределения случайных величин, но известны
их числовые характеристики, или неизвестно ни то, ни другое, или частично
известны законы распределения и числовые характеристики. Аналогичное
положение может быть при точностных расчетах для случайных функций.
Если все аргументы функции (1.15) случайные величины, то и выходные
параметры следует считать случайной величиной. Однако, если все аргу-
менты (или хотя бы один аргумент) функции (1.15) будет случайной функцией
каких-либо переменных (или одной из них), то и выходной параметр будет
случайной функцией этих переменных.
Практически при точностных расчетах и назначении допусков встре-
чаются задачи, где представляют интерес только предельные значения по-
грешности того или иного параметра качества, несмотря на то, что погреш-
ность является случайной функцией какой-либо независимой переменной.
В этих задачах, не интересуясь закономерностью изменения погрешности,
рассматривают ее как случайную величину, а не случайную функцию.
Зависимость между комплексным параметром кинематической точности
поверхности Дсо (и), ДЙ (и) и точностными показателями отдельных ее
59
параметров можно установить путем сложения вероятностных характеристик
случайных величин и случайных функций независимых погрешностей Да (а),
ДЬ (а) отдельных геометрических параметров [9], используя при этом фор-
мулу (1.15). В этом случае:
математическое ожидание случайной функции погрешности Дсо (и)
М [Дсо (н)] — М [Да (и)] 4-
4- -%-М [ДЬ (и)] 4- • • • 4- -g- М (ДА) 4- ... 4- -g-M (Да),
где М [Да (и)],
М [Дй (и)] — математические ожидания независимых случайных функ-
ций погрешностей параметров соответственно Да (а),
Дй (а);
М (Дй) — математическое ожидание случайной погрешности Дй,
являющейся случайной величиной, не зависимой от
параметра и\
М (Да) — математическое ожидание случайной погрешности формы
профиля.
Дисперсия случайной функции погрешности Дсо (и)
о1 |Ло>(и)] = 1Ла(и)1 +
+ (тИ °*|Л6+• + ( 4 У
где о2 [Да (а)],
о2 [Дй (и)]—дисперсии случайных функций погрешностей Да (а),
Дй (и);
а2 (Дй) — дисперсия случайной погрешности Дй, являющейся слу-
чайной величиной, не зависимой от переменной а;
а2 (Да) — дисперсия случайной погрешности формы профиля.
Корреляционная функция случайной функции погрешности Дсо (и)
К [Дсо (ак, щ)] = К [Да (ик, ui)] +
+ К [Дй (аю az)] +• . .+ о2 (Дй) + а2 (До),
где К [Да (ак, wz))],
К [Дй (uKi uz)j, ... — корреляционные функции случайных функций
погрешностей Да (а), Дй (а), ...
а2 (Дй), . . ., о2 (Да) — дисперсии случайных погрешностей Дй, ..., Да.
Математическое ожидание и дисперсия случайной функции являются точ-
ностными показателями погрешностей рассматриваемого параметра для
любого участка поверхности в функции переменной и. Обычно при извест-
ных законах распределения погрешностей этого бывает вполне достаточно
для сравнений действительных показателей точности рассматриваемого
параметра с аналогичными нормируемыми показателями точности. При
этом заметим, что нормируется не допустимое среднее квадратическое зна-
чение, а предельное отклонение, которое выражается в долях о и может ме-
няться в функции и. В этом случае для рассматриваемого участка поверх-
ности годной детали должны соблюдаться условия:
[до<3 (u) - (Ы)о] {Л4 [Д(? («)] - Длое (и)}; (1.24)
{M [AQ («)] + Д„₽С («)} [До<2 (и) 4- Д„Р<2 (и)о1, (1-25)
где A0Q (а) — координата середины поля допуска на рассматриваемый
параметр Q поверхности;
60
M [AQ (zy)] — математическое ожидание погрешности AQ (и), установ-
ленное на основании опытных данных;
&npQ («)о — допустимое предельное отклонение геометрического пара-
метра относительно A0Q (и);
^npQ. (w) — практически предельное отклонение параметра Q относи-
тельно М [AQ (//)], установленное на основании опытных
данных.
В формулах (1.24) и (1.25) под параметром Q и его погрешностью пони-
мается любой из параметров а, Ь, . . ., со и погрешностей Ая; Ад, . . .; Асо
аналогичной и для второй поверхности.
При необходимости выявления внутренней структуры случайной функ-
ции, что может быть связано с точностными исследованиями технологиче-
ского процесса и в других случаях используют корреляционную функцию,
которая позволяет установить степень зависимости между сечениями слу-
чайной функции, относящимися к различным значениям переменной и.
При ик = Ui корреляционная функция К [AQ (ик, щ)] обращается в дис-
персию случайной функции о2 [AQ (щ) ].
Способы вычисления вышеперечисленных вероятностных характеристик
погрешностей, являющихся случайными величинами или случайными функ-
циями, изложены в работе [9].
Точностные показатели характера сопряжения и его кинематической
точности определяются соответствующими показателями геометрических
параметров сопрягаемых поверхностей. В этом случае, считая случайные
функции Асо (Ui) и AQ взаимно некоррелированными и используя фор-
мулу (1.21) путем сложения вероятностных характеристик случайных функ-
ций погрешностей положения образующих Асо (ut), AQ (w;) [9], можно
определить вероятностные характеристики характера сопряжения (зазоров
и натягов).
Математическое ожидание характера сопряжения А (£/*)• При (/=£/*
математическое ожидание зазора (натяга) на участке сопряжения О ф
согласно выражению (1.21), будет иметь вид
М [A (t/J] - А + М [AQ (u2)J — М [Асо (wx)], (1.26)
где М [AQ (и2)] — математическое ожидание случайной функции погреш-
ности AQ (и2) положения текущей точки образующей
второй поверхности, сопряженной с текущей точкой
образующей первой поверхности;
М [Асо («J] —математическое ожидание случайной функции погреш-
ности положения текущей точки образующей первой
поверхности, сопряженной со второй поверхностью.
Дисперсия характера сопряжения A (£/х). При U = UK дисперсия зазора
(натяга) на участке сопряжения 0 ф фе, согласно функции (1.19),
будет иметь вид
а2 [А (ф, UK)] = а2 [AQ (п2)1 + а2 [Асо (ujl, (1.27)
где а2 [AQ (и2)] — дисперсия случайной функции погрешности положения
текущей точки образующей второй поверхности, со-
пряженной с текущей точкой первой поверхности;
о2 [Асо (их)] —дисперсия случайной функции погрешности для теку-
щей точки первой поверхности, сопряженной с теку-
щей точкой второй поверхности.
Корреляционная функция характера сопряжения действительного за-
зора (натяга) на участке сопряжения
К [А (фх, ф6)] = К [AQ (u2x, u2Z)] +
+ К [Асо (ы1х, uiz)], (1.28)
61
где К [AQ (и2к, w2z)l — корреляционная функция случайной функции
ДЙ (t/2), рассматриваемой между точками к и I
второй поверхности на участке сопряжения по-
верхностей;
К (Дсо (и1х, ии)] — корреляционная функция случайной функции для
первой поверхности.
При ограничении зазоров (натягов) в сопряжении нормируются их пре-
дельные значения. В этом случае при фиксированном U для годного сопря-
жения в пределах рассматриваемого участка от ф = 0 до фс должны соблю-
даться условия:
[До (U) - Дяр (Uo) 1 \М [Д ((/) - Дяр (U)]}; (1.29)
|Л1 [Д (U) + Д„р (£/)!} < [До (U) + Д„Р ((/)!, (1-30)
где Д „ (U) — табличное значение среднего зазора (натяга) в сопряжении;
Дяр((/0)— табличное предельное отклонение зазора (натяга) отно-
сительно До ((7);
М. |Д (U)] — математическое ожидание зазора (натяга) в сопряжении,
установленное на основании опытных данных;
&пр (^) — практически предельное отклонение зазора (натяга) отно-
сительно М [Д (U)], установленное на основании опыт-
ных данных.
ПОКАЗАТЕЛИ КИНЕМАТИЧЕСКОЙ ТОЧНОСТИ
При фиксированном положении сопряженных поверхностей величина
действительного зазора в сопряжении определится формулой (1.18), а его
точностные показатели формулами (1.26) — (1.30). Полагая технологический
процесс образования поверхностей устойчивым настолько, что дисперсии
Рис. 1.19. График изменения наи-
меньшего зазора для различных
положений кинематической пары
погрешностей сопрягаемых поверхностей
можно считать постоянными в пределах лю-
бого участка сопряжения, т. е. а2 IДсо (и)] =
= const, а2 [ДЙ (и)] — const, найдем точно-
стные характеристики наименьшего зазора
для фиксированного положения сопряжен-
ных поверхностей.
В этом случае в пределах фиксированного
участка сопряжения, т. е. при U = UK, наи-
меньший зазор будет случайной величиной,
точностные характеристики которого будут
следующими (рис. 1.19):
математическое ожидание Д^ (UK)
м [Д^ ({/«)] = {М [Д ((/«)]}«« =
= {До + М [ДЙ (ик)]—М [AcoG/JlU; (1.31)
дисперсия Д^ (UK)
а2 1Д«ж < о2 1АЙ + о2 1Д® («Л- (1-32)
Рассматривая ДЯА1 как случайную величину при различных значениях
переменной U, можно представить точностные показатели наименьшего
зазора как случайную функцию этой переменной (рис. 1.20). Тогда, в общем
случае будем иметь математическое ожидание Д^ (U) при U = var:
М [Д^ (U)] = {До + М [ДЙ («2)] — М [Дсо (t/i)]} = var. (1.33)
Для большинства поверхностей погрешности носят периодический ха-
рактер, что дает основание принять о2 [Д^, ((7)] < о2 [Д ((7)1, т. е. ди-
62
сперсия наименьшего зазора на всем участке сопряжения фс будет меньше
дисперсии всего зазора на этом участке.
Обычно точность кинематической пары ограничивается погрешностью
перемещения ведомой детали пары, отсчитанной от ее начального положения,
т. е. погрешностью положения ведомой детали относительно исходного и по-
грешностью перемещения ведомой детали пары, отсчитанной от какого-
либо ее промежуточного положения, т. е. погрешностью перемещения на
заданном участке.
При этом под погрешностью положения кинематической пары будем по-
нимать разность положения второй поверхности (ведомой детали) для дей-
ствительного и теоретического сопряжения, отсчитанную
от одного исходного положения и при одних и тех же
положениях первой поверхности (ведущей детали) для
действительной и теоретической кинематических пар.
В этом случае погрешность положения кинематической
пары равна разности наименьших зазоров для рассмат-
риваемого и исходного положений кинематической пары.
Рассматривая разность наименьших зазоров в функции
переменной и, можно с помощью выражения (Г.23) найти в
точностные показатели положения кинематической пары ’
(рис. 1.21).
Основньш показателем точности различных кинемати-
ческих пар является их кинематическая точность, кото-
рая определяет эксплуатационные качества пары. Так,
например, для винтовых пар это будет точность относи-
тельного перемещения гайки (винта), для зубчато-рееч-
ной пары кинематическая точность будет характеризо-
вать точность относительного перемещения рейки; для
зубчатой передачи кинематическая точность будет опре-
деляться точностью угла поворота ведомого зубчатого
колеса. Устанавливая нормы точности на кинематические
пары следует учитывать не только влияние кинема-
тических погрешностей сопрягаемых деталей пары,
и протяженность сопряжения, которая может быть пере-
менной, а также влияние передаточного отношения кине-
матической пары.
В связи с тем, что погрешность положения кинематической пары можно
рассматривать как погрешность ее перемещения из исходного положения
(и = 0) в какое-либо другое положение (UK), то порядок вычисления погреш-
ности положения будет таким же каки при вычислении точностных показате-
лей перемещения кинематической пары. При этом будем исходить из сделан-
ного предположения об устойчивости процесса образования поверхностей и
постоянства дисперсии их погрешностей в пределах любого участка сопря-
жения.
Влияние передаточного отношения и протяженности сопряжения на точ-
ность кинематической пары применительно к зубчатым и зубчато-реечным
передачам рассмотрено ниже и представлено на графиках 1.28, 1.30.
Рассматривая положения кинематической пары фиксированного относи-
тельно какого-либо положения (U — UK), можно найти показатели точности
перемещения пары из положения UK в t7z.
Математическое ожидание погрешности перемещения кинематической
пары из положения UK в положение L/z примет вид
м (Д й) = м (A(7z) — м (Дйк) = м (д^ ((7Z)] - м [д^ (t/ji, (1.34)
Рис. 1.20. График
изменения зазора
по длине сопряже-
ния на различных
участках кинема-
тической пары:
1 — A (t) для и*.
2 — А (ф) для ие
где М. (&Ui) — математическое ожидание погрешности положения вто-
рой поверхности (ведомой детали) в положении U = Uf,
63
M. (AUк) — математическое ожидание погрешности положения вто-
рой поверхности (ведомой детали) положении U =
= UK относительно исходного (U = 0);
М [Дн<м (UK)]—наименьшее значение математического ожидания за-
зора для положения второй поверхности (ведомой де-
тали) в положении U = UK;
М (t/z)] — наименьшее значение математического ожидания за-
зора для положения второй поверхности (ведомой де-
тали) в положении U =
а)
б)
Рис. 1.21. Погрешность перемещения кинематической пары:
а — UK — первое относительное положение поверхностей; б — U т~- второе относительное положение по-
верхностей; в — кинематическая погрешность пары; / — неподвижная поверхность; II — подвижная
поверхность; 1 — точка на поверхности 11, по которой фиксируется положение UK и Uт поверхности II
(начальное — 1, после выбора зазора — после перемещения поверхности II — Г')\ е — точка ки-
нематического замыкания в 1 положении UK, f — точка кинематического замыкания во II отно-
сительном положении Um\ д — погрешность перемещения пары
Дисперсия погрешности перемещения кинематической пары из положе-
ния Uк в положение Ut имеет следующий вид:
о2 (Д{7) - а2 (ДС7Л) + а2 (ДЗД, (1.35)
где о2 (Д(/Л), о2 (AUt) — дисперсия погрешности положения второй поверх-
ности (ведомой детали) пары в положении U= UK
и в положении U =
Корреляционная функция кинематической погрешности К [AU (Ui, U
должна рассматриваться на участке перемещения пары, характеризуемом
координатами UK и Ut. В этом случае вычисление корреляционной функции
может быть выполнено с помощью формулы (1.28) при условии, что погреш-
ности положения образующих сопряженных поверхностей Дсо (их) и Дй (и2)
будут рассматриваться в точках, обеспечивающих наименьшие зазоры на
участке перемещения пары, т. е. для первой поверхности это будут погреш-
ности Дсо (wlx) и Дй (wiz), для второй поверхности Ай (и2к) и Дй (и^).
64
Тогда корреляционная функция кинематической погрешности опреде-
лится следующим образом: при Диж (UK, Ui)
К = [Д (UK, £/z)l - К [ДО (uiK, и21)] + к [Дсо (и1к, «„)],
где К [Дсо (м1к, мп)];
К (ДЙ (и2к> ы2/)1 — корреляционные функции погрешностей положе-
ния образующих первой и второй поверхностей
для текущих точек, определяющих кинематиче-
ское замыкание поверхности в положении UK и Ut.
При нормировании кинематической точности пары ограничивают пре-
дельные погрешности перемещения пары относительно начального—исход-
ного положения пары и отдельно на различных участках. В этом случае
действительная погрешность положения ведомой детали относительно ис-
ходного положения для кинематической пары должна находиться в следую-
щих пределах:
[До (£/) - Длр <£7)0] {М [Д (I/) - Д^ <47)]}; (1.36)
[Л1 ,[Д (I/) + Длр [До ([/) + Длр ((7)0.1, (1.37)
где До ((/) — координата середины поля допуска на погрешность поло-
жения второй поверхности (ведомой детали) относительно
ее исходного положения;
&пр (U)o — предельное табличное отклонение Д (U) относительно
До ((/);
М [Д ((/) 1 — математическое ожидание кинематической погрешности
Д ((/), установленное на основании опытных данных;
Дпр (^) — практически предельное отклонение относительно М [ Д ((/)),
установленное по опытным данным.
ПОГРЕШНОСТЬ ФУНКЦИОНАЛЬНОЙ СВЯЗИ ЗУБЧАТОЙ ПАРЫ
Уравнение поверхности зубчатого колеса и его погрешностей. Из теории
зацепления зубчатых цилиндрических колес с эвольвентным профилем из-
вестно, что для сечения, перпендикулярного оси колеса, положение теку-
щей точки i, j эвольвенты может быть определено углом развернутости <р
и радиусом кривизны р в этой точке:
для левого профиля зуба (рис. 1.22, а)
Pi == ''оФо (1-38)
для правого профиля зуба (рис. 1.22, б)
Р/ == ''оФл (1.39)
Положение текущих точек эвольвент левого и правого профилей любого
зуба можно установить, рассматривая прямозубое колесо в системе цилин-
дрических координат г, и и V, совместив при этом ось г с осью колеса. В этом
случае угловое положение текущих точек i, j первого зуба левого и правого
профилей определяется равенствами (рис. 1.23).
для левого профиля
[«Ji = [фЛ; (1-40)
для правого профиля
[«/11 = ф — <Р/, (1.41)
где' ф — центральный угол между точками пересечения левого и правого
профилей с основной окружностью колеса.
3 в. П. Коротко*
65
Угловые положения текущих точек i, j любого зуба х, у колеса можно пред-
ставить равенствами (рис. 1.24):
для левого профиля '
(1.42)
для правого профиля
Л-1 -
Мл = ф —Ф/+2Ух
L х=1 _|Л
(1.43)
где у — угловой шаг колеса;
h — номер рассматриваемого зуба.
Для сечения, перпендикулярного оси колеса, формулы (1.42) и (1.43)
определяют угловые положения текущих точек эвольвентного профиля лю-
Рис. 1.22. Положение текущих точек эвольвенты:
а — для левого профиля зуба; б — для правого профиля зуба
Рис. 1.23. Координаты текущих
точек эвольвенты профиля зуба:
1 — окружность выступов; 2 — де-
лительная окружность; 3 — основная
окружность; 4 — окружность впадин
бого зуба колеса в функции основных параметров, определяющих эволь-
вентное зацепление.
Неточность процесса зубообразования вызывает появление погрешностей
параметров зубчатого колеса, с учетом которых, а также выражений (1.13) —
(1.15), (1.42) и (1.43) получим уравнения погрешностей углового положения
текущих точек эвольвенты любого зуба для какого-либо сечения, перпенди-
кулярного оси колеса:
для левого профиля зуба h
[Д«1л =
Л—1
Д<₽ + 2 Дух
X—1
(1-44)
h ’
для правого профиля зуба h
[Д«1л =
(1-45)
где Д<р — погрешность угла развернутости текущей точки профиля
колеса;
Л-1
2 Дух — суммарная (накопленная) погрешность углового шага, измерен-
х=1
ная на участке от первого зуба до зуба h между текущими точ-
ками профилей колеса и равная алгебраической сумме по-
грешностей единичных шагов Ду на участке от первого зуба до
зуба Л;
Дф — угловое отклонение толщины зуба, вызванное смещением
исходного контура зуба.
66
Отклонения центрального угла Дф можно рассматривать как угловое
отклонение толщины зуба колеса, вызванное смещением исходного контура АЛ,
стандартизованного по ГОСТу 1643—56 на допуски зубчатых передач.
По этому стандарту величина смещения исходного контура ограничивается
допуском, который устанавливается в тело колеса в зависимости от характера
сопряжения (величины бокового зазора).
Рассматривая отклонения центрального
угла Агр по каждому профилю зуба отдельно
как половину общего отклонения централь-
ного угла вместо выражений (1.44) и (1.45)
для обоих профилей будем иметь
[Ди]Л =
’ - л-1
± Дф+ S дух
. 1 J л.
(1.46)
где знак ПЛЮС принимается при вычисле- рйс. Е24. Угловое положение те-
нии погрешности левого профиля и знак кущих точек эвольвенты различ-
минус — при вычислении погрешности пра- них зубьев колеса
вого профиля.
Формулы, определяющие погрешности углового перемещения текущих
точек образующих профиля колеса на участке от зуба h до зуба п, можно
получить из выражения (1.46) с учетом выражения (1.15):
1 '
п = -9- AH’ ± Дф + S ДЪ
L z й=1
h, п
(1-47)
где Аф — колебания углового отклонения толщины зуба, вызванное
колебанием смещения исходного контура;
Аф — разность погрешностей углов развернутости колеса, т. е.
колебания углов развернутости на участке от зуба h до зуба п\
п
S Аух — суммарная погрешность собственно углового шага колеса
h=i
на участке от зуба h до зуба п.
Характер сопряжения зубчатой пары. В качестве исходного положения
зубчатой пары с числом зубьев (ведущее колесо) и z2 (ведомое колесо)
для сечения, перпендикулярного осям колес, примем положение, удовлетво-
ряющее условию (1.16) при выполнении следующих требований для теорети-
ческого сопряжения: погрешности всех параметров сопрягаемых колес и их
монтажа отсутствуют; расстояние А между осями колес обеспечивает двух-
профильный средний табличный боковой зазор До между сопряженными
профилями.
По линии зацепления средний табличный боковой зазор Ао по каждой
паре сопряженных профилей определяется из следующего выражения
(рис. 1.25):
д0 = л:-(а/ + <й/)0 = 4-(Дп + д«б). (1.48)
где К — расстояние между началами координат сопряженных ко-
лес;
(й/ + — координаты точек пересечения эвольвентных профилей
теоретических колес 2 и 1 соответственно с линией за-
цепления (индекс «нуль» означает, что рассматриваются
теоретические колеса);
Ад — гарантированный боковой зазор по ГОСТу 1643—56;
Дн6 = Ал + (6/ц + 6Л2 + АД) 2 sin ад — наибольший боковой
зазор; 6h1 и 6Л2 — допуски на смещение исходного контура
сопряженных колес; ад — угол профиля исходного кон-
тура.
* 67
При этом положения точек пересечения эвольвентных профилей с ли-
нией зацепления рассматриваются для каждого из колес относительно своего
начала координат. Неточность процесса зубообразования вызовет появление
погрешностей основных параметров зубчатых колес, причем в дальнейших
рассуждениях не будем учитывать влияния погрешности радиусов основ-
Рис. 1.25. Характер сопряжения зубчатой пары:
I ~ верхнее табличное отклонение от теоретического профиля
для ведомого колеса; II — нижнее табличное отклонение от
теоретического профиля; III — теоретический профиль; IV —
верхнее табличное отклонение от теоретического профиля для
ведущего колеса; V — нижнее табличное отклонение от теоре-
тического профиля для ведущего колеса; 1 и 2 — действитель-
ные погрешности AQ и Дш соответственно
ных окружностей и по-
грешностей формы эволь-
вентных профилей колес
на изменения угла зацеп-
ления зубчатой передачи.
Принятые допущения по-
зволяют утверждать, что
положение каждого колеса
может быть взаимно одно-
значно определено поло-
жением конечного числа
точек пересечения эволь-
вент профилей с линией
зацепления (рис. 1.2б).
При этом будем считать,
что линия зацепления при
движении колес неподвиж-
на в системе координат,
связанной с осями колес.
Наличие погрешностей
изготовления зубчатых
колес вызовет изменения
бокового зазора, который
уже не будет постоянным
на линии зацепления. В качестве участка сопряжения колес будем рас-
сматривать активный участок зацепления [2]:
L^. — /02 — Кг Sin 4- У Га — di — sin а0, (1.49)
где Ro — радиус окружности выступов
колеса I;
га — радиус окружности выступов
колеса II;
R2 — радиус делительной окружно-
сти при сборке для колеса //;
Rx — радиус делительной окружно-
сти при сборке колеса /;
а0 — угол зацепления при сборке.
Действительная разность положений
Д (назовем зазором) между текущими
точками эвольвент сопряженных про-
филей, измеренная по линии зацепле-
ния колес, имеет вид (рис. 1.26)
Д = К - (Qm + a>J, (1.50)
где — координаты точек т, к
пересечения эвольвент-
ных профилей действи-
тельных колес II и / со-
ответственно с линией
зацепления.
Рис. 1.26. Пересечение эвольвент профи-
лей зубьев с линией зацепления
68
При принятых допущениях и в пределах LaKm выражение (1.50) с уче-
том формулы (1.13) можно представить в виде
Д = Л — 1(йот + <ок)0 + (ДЙт + ДсоЛ) I,
или
Д = До — (ДЙИ + Дсок), (1.51)
где Дйт и Дсок — погрешности линейного положения текущих точек пере-
сечения действительных эвольвентных профилей зубьев т, к колес II и I
с линией зацепления, причем каждая из этих погрешностей отсчитывается
от своего начала координат при рассматриваемом положении колес. Линей-
ное положение точек пересечения эвольвент с линией зацепления опреде-
лится равенствами:
т?02- J
(1-52)
Так как зависимость между угловым шагом у и шагом t, измеренным по
дуге окружности радиуса г, определяется соотношением у = , то из вы-
ражения (1.52) с учетом выражения (1.44) получим:
для левых профилей колес
/ /г-1 \ / k-l \
С0« = UKr01 ~ I ф2 4- 2 Ух 1 Г01 — I Гоф S ;
\ х=1 } \ х=1 /1
/ т—1 \ / т—1 \
= итгог = ф2 + S Уу И02 = I+ S ;
\ у=\ I X «=1 /2
для правых профилей колес
/ \ / /г“1 \
aK = uKr01— (ф — <р+ £ ух I г01 = ( фг0 — Фго + S *ох ) ;
\ х—1 / \ х-=1 / 1
(т—1 \ / т—1 \
ф —<р+ 2 Ту г02= (фг0 — фго + .
*/—1 / \ У=1 /2
(1.53)
(1.54)
Для обоих колес углы <рх и <р2 являются углами развернутости точек
пересечения эвольвент с линией зацепления начальных (исходных) зубьев
(условно первый зуб), относительно которых отсчитываются угловые шаги.
В тех случаях, когда рассматривается характер сопряжения этих началь-
ных зубьев, вторые слагаемые исключаются. Согласно уравнениям (1.53)
и (1.54), а также учитывая выражение (1.46), получим выражения погреш-
ностей положения точек пересечения действительных эвольвентных профилей
с линией зацепления по каждому из колес:
1
-у (г0Дф + фДг0) ± фДг0 ± г0Дф -f- Ед^ох
Z Х=1
. т~1
Д®К
дйт= |4-(ro^+^д^о) ± фДг0 ± гвд<₽ + s д^о»
L у=1
(1-55)
_ 2
где Дюк; Дйт;
Дф; Дф; Дг0 — погрешности соответствующих параметров зубчатых ко-
лес;
Ыох — погрешность основного шага колеса зуба х.
Погрешность основного шага колеса можно представить следующим
образом:
Д/о = (г0Ду + уД^о).
(1.56)
где Ду — погрешность углового шага колеса.
69
В уравнениях (1.55) знак плюс принимается при вычислении погрешности
по левым профилям, а знак минус — при вычислении погрешности по пра-
вым профилям. Погрешности перемещения текущих точек действительных
эвольвентных профилей по линии зацепления или местные кинематические
погрешности колес, согласно выражениям (1.16) и (1.55), могут быть пред-
ставлены в следующем виде:
для колеса / на участке от зуба g до зуба к
Acog к = (Дсок — A(og) =
-о-(r0 At + Ф Ar0) ± Ф дг0 ± го ДФ + S А/сх’4>4; (1.57)
x=g
для колеса II на участке от зуба h до зуба т
А^/i, т “ (А^т — А^/г) =
= 4'(гоДф + <рДго> ± Фдг0±г0Аф + SA/(J, , (1.58)
y—h J h, m
где Дсо/, Дсо/,
Айл; AQm — комплексные погрешности положения текущих точек
эвольвентных профилей, отсчитанные по линии за-
цепления колес на участках от первого зуба до зуба g,
к колеса /, и от первого зуба до зуба й, т — колеса //;
Асо^к; ДЙЛ) т — комплексные погрешности перемещения текущих то-
чек эвольвентных профилей, отсчитанные по линии
зацепления колес на участке от зуба g до к — для
колеса I и от зуба h до т — для колеса П\
Дф — колебания центрального угла ф, вызванные колеба-
ниями смещения исходного контура на рассматривае-
мом участке колеса;
Дг0 — колебания погрешности радиуса основной окружности
на рассматриваемом участке колеса;
Дф — колебания угла развернутости текущей точки профиля
на рассматриваемом участке колеса;
Д/о — колебания основного шага на рассматриваемом уча-
стке колеса.
.. В формулах (1.57) и (1.58) знаки принимаются аналогично формулам
(1.55) и (1.56). Согласно формулам (1.55) и (1.56), выражение (1.51), опреде-
ляющее величину действительного зазора Д, будет иметь вид
А = [Ао — (AwK + ДЙт)] = |А0— -£-(г0Д1р + -ф Дг0) ± <рАг0 ± г0 Д<р +
+ SA/ox — -2-(г0Дг|> + фДг0) ± <рДг0±г0Дф + S A/Oi/
х=1 Jl L Z У~ 1 J2
(1.59)
где До — средний табличный зазор в сопряжении.
Кинематическую погрешность Д?7 зубчатой передачи можно представить
как погрешность линейного перемещения колеса II (ведомого), отсчитанную
по линии зацепления. Тогда, согласно выражению (1.23), получим
А^х, i ^*02 А^2 A2WJk А1нл. (1.60)
С учетом выражений (1.51), (1.58) и (1.59) будем иметь
Дцк>/ = (Дсо + ДЙ)Л./, (1.61)
где ДшЛ1Ь ДЙЖ,/ — погрешности перемещения эвольвентных профилей зуб-
чатых колес, соответствующие разности наименьших
зазоров на участке сопряжения в первом и втором поло-
жениях зубчатой пары при повороте колеса /, причем
отсчет каждой из погрешностей производится от своего
начала координат;
70
Дп2 — погрешность угла поворота колеса из положения /
в положение //.
Рассматривая зубчатое зацепление, следует подчеркнуть отличие харак-
тера сопряжения зубчатой и винтовой пары.
В случае однопрофильного зацепления винтового сопряжения имеем
совокупности двух поверхностей, заданных непрерывными функциями:
поверхности винта и поверхности гайки. В случае однопрофильного зубча-
того зацепления имеем совокупность + г2 поверхностей, последовательно
входящих в сопряжения и z2 — число зубьев обоих колес). При этом,
вследствие периодичности процесса зацепления, достаточно рассмотреть
кинематическую погрешность между последовательными зацеплениями од-
ной и той же пары зубьев колес / и //.
При принятых допущениях для зубчатого зацепления погрешность
положения эвольвент профилей зубьев на линии зацепления может быть
представлена в виде непрерывной или ступенчатой функций расстояний то-
чек пересечения образующих профилей с линией зацепления.
При вращении зубчатой пары точки пересечения эвольвенты с линией
зацепления будут перемещаться вдоль линии зацепления, последовательно
проходя участок рабочей линии зацепления. Если имеется зубчатая пара
с передаточным отношением f = — , при z2 >> z1? то за один оборот колеса //
zi
колесо / сделает i оборотов и на каждый зуб колеса / придется i разных зу-
бьев колеса //. При этом количество совокупностей эвольвент колеса //,
находящихся в сопряжении с каждым зубом колеса Л будет оставаться по-
стоянным во время работы зубчатой пары. В связи с этим достаточно иссле-
довать кинематическую точность зубчатой пары на линии зацепления, вклю-
чающей число шагов, равное наименьшему общему кратному чисел зубьев Z2
и Zp Так как на рабочий участок линии зацепления последовательно входят
разные пары сопряженных образующих профиля, то вследствие погрешно-
стей положения образующих на зубчатых колесах передаточное отношение
зубчатой пары будет меняться в процессе работы.
В реальном зубчатом зацеплении точки начала кинематического замы-
кания колес могут находиться и вне линии зацепления [51]. Однако кинемати-
ческая погрешность, обусловленная погрешностью положения контакти-
руемых профилей, будет иметь наибольшее значение только после выхода
точки контакта на линию зацепления. Это положение учитывается в рассмо-
тренном методе при вычислении зазоров и кинематической точности зубча-
той пары.
Показатели точности зубчатых колес и их связь с основными формулами
Составляющими комплексных погрешностей положения точек пересечения
эвольвентных профилей с линией зацепления являются:
1. Погрешность (рис. 1.27, а) положения точки пересечения эвольвенты
с линией зацепления, вызванная влиянием погрешности центрального
угла ф, т. е. смещением исходного контура колеса Ah, нормируемого по
ГОСТу 1643—56 связана с погрешностью г0Дф и будет иметь вид
г0Дф = 2Ah sin а. (1.62)
2. Погрешность (рис. 1.27, б) положения точки пересечения эвольвенты
с линией зацепления фДг0, вызванная влиянием погрешности радиуса ос-
новной окружности колеса на изменение положения точки пересечения ос-
новной окружности с эвольвентой, что приводит к изменению длины дуги
центрального угла ф, т. е. толщины зуба по дуге основной окружности. По-
грешность фДг0 связана со смещением исходного контура колеса следующим
образом:
фДг0 = 2Ah sin а, (1.63)
где Ah — смещение исходного контура колеса.
71
3. Погрешность (рис. 1.27, б) положения точки пересечения эвольвенты
с линией зацепления <рДг0, вызванная влиянием погрешности радиуса ос-
новной окружности г0 колеса на изменение угла развернутости и отсчитан-
ная по линии зацепления. Эта погрешность входит составляющей в погреш-
ность формы профиля, и по кривой, характеризующей погрешность профиля,
можно определить погрешность радиуса основной окружности колеса (75].
Погрешность радиуса основной окружности колеса Дг0 по ГОСТу 1643—56
отдельно не нормируется. Влияние этой погрешности в формуле (1.47) оп-
ределяется двумя рассмотренными членами Дф и Дг0. В связи с тем, что ос-
новная окружность является окружностью, развертка которой служит для
образования профилей зубьев, погрешность Дг0 приводит погрешности
образования профиля и изменение точки пересечения основной окружности
с эвольвентой.
Рис. 1.27. Погрешность положения точки пересечения эвольвенты с ли-
нией зацепления, вызванная:
а —' влиянием погрешности центрального угла и влиянием погрешности радиуса
основной окружности колеса Дг0; б — влиянием погрешности радиуса основной
окружности колеса Дг0 на изменение угла в — влиянием погрешности угла раз-
вернутости Дф
4. Погрешность (рис. 1.27, в) положения точки пересечения эвольвенты
с линией зацепления г0Д<р, вызванная влиянием погрешности угла развер-
нутости, входит основной составляющей в погрешность профиля зуба Д/,
нормируемого по ГОСТу 1643—56.
Согласно вышеизложенному, погрешность профиля Д/, нормируемого
по ГОСТу 1643—56, можно представить равенством
Д/ = г0Д<р + <рДг0. (1.64)
Л-1
Погрешность 2]Д/0 равна алгебраической сумме погрешностей единич-
1
ных основных шагов, вычисленная для участка от первого зуба до рассма-
триваемого зуба h.
Так как
Д/0 = Д/соза, (1-65)
то
к—Л Л-1
S Д (/<>,) = cos а, £Д/„ (1.66)
Х=1 Х=1
где t — шаг, измеренный по окружности радиуса г; а — угол давления.
При этом погрешностью Aaf пренебрегаем.
72
Учитывая выражения (1.62) — (1.66), формулы (1.57) и (1.58) представим
в следующем виде:
/ k-i \
Дю,- — I ДА sin а ± Af -j- cos а S •
\ Х=1 /1*
/ h~l \
Д£2т = I ДА sin а ± Д/ + cos а 2&ty ) .
\ У—г /2
(1-67)
(1.68)
В соответствии с уравнениями (1.67) и (1.68) формулы (1.57) и (1.58)
погрешностей перемещения текущих точек действительных эвольвентных
профилей по линии зацепления колес будут иметь вид:
/ k—г \
Д®г, к == I ДА sin а ± Д/+ cos a S Д^х ) ; (1.69)
\ x=g /1*
/ m—1 \
I Aftsina ± Д/4-cosa 2Д/р| , (1.70)
\ y^h /2
где Aft — колебания смещений исходного контура по одному
из профилей зуба на рассматриваемом участке ко-
леса;
А/ — колебания погрешности профиля зуба на рассматри-
ваемом участке колеса;
*-1 , т-1
JjAfx; S А4 — алгебраическая сумма погрешностей окружного ша-
y=h
га колеса, измеренная по окружности радиусов
г/ на рассматриваемом участке колеса.
Используя выражения (1.67) и (1.68) вместо выражения (1.51), опреде-
ляющего величину действительного зазора Д, получим
Д — [До (Д^ AQm)] — \ Д|
1 X
ДЛ sin а ± А/ + cos a S A/z I 4-
x=< J i
/ m—1 \ “
4- f Д/г sin a ± Д/ + cos a £ &y I
\ У—k / 2,
(1.71)
В соответствии с выражениями (1.61), (1.69) и (1.70) погрешность ли-
нейного перемещения текущей точки образующей колеса 7/, отпечатанная
по линии зацепления, можно представить выражением
Д(/ (Д2ЯЛ< Ахклс) — (До 4" AQ) —
гл—1
ДА sin а ± Д/ + cosa S 4~
х=Л Ji
+
m—1
Aft sin a ± Af 4- cosa 2 &ty
y=n
2[
Jh, m
(1-72)
Одним из основных показателей точности зубчатого колеса является его
кинематическая погрешность ДР2, под которой, согласно ГОСТу 1643—56,
понимается наибольшая погрешность угла поворота зубчатого колеса в пре-
делах одного оборота при однопрофильном зацеплении с точным колесом,
т. е. согласно уравнению (1.57) имеем
Л77si = (Д®и=2я)кб; |
дг22 = (Дйа==2„и J (
Обычно при точностных расчетах зубчатых передач методом максимума—
минимума кинематическую погрешность зубчатой пары вычисляют путем
арифметического суммирования наибольших погрешностей (1.73) сопряжен-
ных колес (AFS1, ДГ22):
&FS = Д521 4- AFj,.
(1-74)
73
Формула (1.74) не учитывает длины сопряжения колес, их передаточного
отношения и разности начальных фаз периодических функций, которыми
описываются кинематические погрешности зубчатых колес.
Рассмотрим влияние передаточного отношения зубчатой пары и началь-
ных фаз — фазовую компенсацию погрешностей на кинематическую погреш-
ность зубчатой передачи. При этом под кинематической погрешностью зуб-
чатого колеса будем понимать погрешность (не только наибольшую) угла
поворота колеса в пределах одного оборота в однопрофильном зацеплении
с точным колесом. Принятое определение находится в полном соответствии
с формулами (1.57) и (1.58). Рассматривая погрешности перемещений теку-
щих точек эвольвентных профилей колес Асо и АЙ, соответствующие раз-
ности наименьших зазоров на участке сопряжения в первом и втором поло-
жениях зубчатой пары, получим
At/ = (Асо + Ай).
Тогда, согласно этому выражению,
At/ = a sin (ux + Ф1) + A sin (uti + ср2), (1.75)
где а, А —амплитуды кинематических погрешностей колес / и I/
соответственно;
uri = u2 — углы поворота каждого из колес (0 u2 = uri 2л);
i = — — передаточные отношения зубчатой пары;
Ф1, Фз — начальные фазы периодических погрешностей каждого
из колес.
Из выражения (1.75) следует, что кинематическая погрешность зубчатой
пары определяется начальными фазами периодических погрешностей колес
и их передаточным отношением. При этом кинематические погрешности ко-
лес Асо и Ай соответствуют разностям наименьших зазоров на участках со-
пряжения в первом и втором положениях зубчатой передачи, а следовательно,
зависят и от протяженности со-
пряжения фс.
Таким образом,
At/ — Ф (u, z, Аср,
Асо, Ай), (1.76)
где Аср = <рх — ср2.
Следовательно, вычисление
даже наибольшего из возмож-
ных значений кинематической
погрешности зубчатой передачи
путем простого суммирования
наибольших возможных кине-
матических погрешностей каж-
дого из колес по формуле (1.74)
может привести к завышенной
Рис. 1.28. График зависимости наибольших воз-
можных погрешностей зубчатой передачи при
различных i
погрешности зубчатой передачи по сравнению с ее наибольшей возможной
погрешностью, так как при этом не учитывается влияние независимых пере-
менных /, Аср и области определения Д^, границы которой зависят от
Исследуя выражение (1.75), можно найти зависимость At/ от перемен-
ных i и Аср, причем влияние i и Аср на участке от 0 до 2л будет тем меньше,
чем больше Z, и при i 10 переменные i и Аср не будут практически оказы-
вать влияние на кинематическую точность зубчатой передачи, так как в этом
случае &Uh6 == 2 (а + А). При i < 10 &Uh6 <2 (а + А), причем для чет-
ных передаточных отношений влияние i всегда будет более существенно,
чем для нечетных передаточных отношений, а влияние Аср, наоборот, будет
более существенно для нечетных i. На рис. 1.28 приведены графики зависи-
мостей наибольших возможных кинематических погрешностей передач,
74
вычисленные для различных дискретных значений переменных t, Дф,
в пределах оборота большого колеса. Рассуждения велись исходя из на-
ибольших возможных кинематических погрешностей зубчатых колес, ве-
роятность совместного появления которых мала. При этом предполагалось,
что наибольшее из колес сделает полный оборот.
В тех случаях, когда зубчатая передача не делает полного оборота (на-
пример, колесо заменено зубчатым сектором), наибольшая возможная кине-
матическая погрешность передачи будет тем меньше, чем меньше угол по-
ворота ведомого колеса (зубчатого сектора), что не учитывается в выражении
(1.74).
Следовательно, принимать наибольшую кинематическую погрешность
зубчатой пары, равной арифметической сумме предельных кинематических
погрешностей сопрягаемых колес без учета передаточного отношения и раз-
ности фаз, нельзя даже при самых неблагоприятных сочетаниях погрешностей.
ПОГРЕШНОСТЬ ФУНКЦИОНАЛЬНОЙ связи
ЗУБЧАТО-РЕЕЧНОЙ ПЕРЕДАЧИ
Поверхность .рейки в системе прямоугольных координат X, У, Z, где
плоскость XOY перпендикулярна боковой поверхности (плоскости зубьев
рейки), а ось Z параллельна боковой поверхности зубьев, можно предста-
вить положением текущей точки i образующих профиля зубьев (рис. 1.29):
для левой образующей профиля любого зуба
PGL = Н tg а4 + ДУ; tg а4 + % Ц d-77)
i=l
для правой образующей профиля любого зуба
л—1
[Х;]п = - Н tg а„ + В + S h - ДУ; tg ая, (1.78)
4 = 1
для [Xi ]л и [XJrt — абсциссы текущей точки i образующих левого
и правого профиля зуба;
Н — расстояние от базовой поверхности рейки до
делительной линии;
ал и ап — углы наклона левой и правой образующих
рейки;
ДУ = (Xi — Н), Уi — ордината текущей точки i зуба рейки;
ti — шаг рейки до делительной линии;
В — номинальная толщина зуба рейки;
k — номер рассматриваемого зуба рейки;
i — положение текущей точки на рассматриваемом
зубе к.
Неточность процесса зубообразования рейки вызывает появление по-
грешности ее основных параметров.
В соответствии с выражениями (1.13) и (1.15) комплексная погрешность
положения [ДХ,]Л и [Axjn текущей точки i образующей профиля рейки
составляет:
для левой образующей профиля
[ДХ4]Л = - ДН tg а + ДУ; + Д(2; (1.79)
для правой образующей профиля
[ДХЛя = ДШёа-ДУ-^- + Д(2, (1.80)
где ДН — утоняющее смещение зуба рейки;
Да — погрешность угла наклона образующей профиля рейки;
Д/ — погрешность одного шага рейки;
75
A/z = У A/t- — накопленная погрешность шага рейки на участке от
1—1
первого зуба до зуба к.
Согласно выражению (1.15) погрешность перемещения текущей точки
образующей профиля рейки будет составлять:
для левого профиля зуба
|ДХЛ,я = [ДХя}л-[ДХя]л = [-ДЯ1еа + ДУ-^-4-Д^1 ; (1.81)
СОо (* J /С, п 7
для правого профиля зуба
[ДХ„]Х. я = Гдя tga - ду + ad ,
L сиэ U J к, п
(1-82)
где ДЯ — погрешность перемещения текущей точки i, вызван-
ная колебанием утоняющего смещения зуба;
Да — погрешность перемещения текущей точки i, вызван-
ная непостоянством угла наклона образующей про-
филя рейки;
/1—1
Д^х — S Д^ — накопленная погрешность шага рейки на отрезке
i=K
от зуба к до зуба п.
По ГОСТу 10242—62 нормируется пятно контакта и погрешность направ-
ления зуба рейки. Из определения ГОСТа 10242—62 погрешности направ-
ления зуба следует, что она равна разности погрешностей перемещений те-
кущих точек образующих левого ДХЛ и правого ДХЯ профилей (см. рис. 1.29),
рассмотренных в направлении оси г (т. е. при г = var) посередине высоты
Рис. 1.29. Однопрофильный характер
сопряжения зубчато-реечной пары
зуба (Я = const; ДУ = 0). Следова-
тельно, из выражений (1.79) и (1.80)
получим погрешность направления зуба
ДВ0 = [ДХЛ - ДХ„]ду»о, (1.83)
где ДХЛ и ДХЯ — погрешности пере-
мещения текущих
точек образующих
левого и правого
профилей, рассмат-
риваемые в направ-
лении оси z посере-
дине высоты зуба
(ДУ = 0).
Сопоставляя показатели точности по ГОСТу 10242—62 с формулой
(1.83), можно видеть, что они учитывают все нормируемые погрешности.
При этом стандартом устанавливается комплексная погрешность профиля
Д/, которая включает в себя погрешность угла наклона образующей
и непрямолинейность профиля. Обозначив комплексную погрешность про-
филя через Д/ =ДУ , получим
ДХ = ± ДЯ tg а + Д/2 + А/.
В этом выражении знак минус принимается при вычислении погрешности
для левой образующей (стороны) профиля рейки, а знак плюс — для пра-
вой образующей рейки.
В качестве исходного положения зубчато-реечной пары с числом зубьев
рейки Zj и колеса Z2 для сечения, перпендикулярного оси колеса, примем
положение, удовлетворяющее условию (1.18) при выполнении следующих
требований для теоретического сопряжения: погрешности всех параметров
сопрягаемых рейки и колеса и их монтажа отсутствуют; расстояние между
осью колеса и базовой поверхностью рейки, равное Е, обеспечивает двух-
76
профильный средний табличный боковой зазор между сопряженными профи-
лями, равный Ао (рис. 1.30, а)\ по линии зацепления средний табличный
боковой зазор по каждой паре сопряженных профилей равен (рис. 1.30,6)
А = К — (со* + QJo = = const,
где К = р'р" — расстояние между началами координат рейки и колеса;
(сок)о, (QJ0 — координаты точек пересечения теоретических профилей
рейки и колеса соответственно с линией зацепления
(индекс «нуль» означает, что рассматриваем теоретиче-
ские колесо и рейку).
При этом положения точек пересечения профилей с линией зацепления
рассматриваются относительно общего начала координат.
Неточность процесса зубообразования вызовет появление погрешностей
основных параметров рейки и зубчатого колеса. Предположим, что зубча-
тое колесо и рейка, находящиеся в исход-
ном положении, имеют погрешности.
Исследованиями В. А. Вышлова, про-
веденными под руководством автора, было
установлено влияние переменных z, фс и
Аф на погрешность зубчатой и зубчато-
реечных передач. Эти зависимости приве-
дены на рис. 1.28, 1.30, бив.
Положение рейки и колеса может быть
взаимно однозначно определено положе-
нием конечного числа точек пересечения
профилей рейки и колеса с линией за-
цепления (рис. 1.30), При этом будем
считать, что линия зацепления при дви-
Рис. 1.30. Система координат сопряженной зубчато-реечной пары:
I — верхнее табличное отклонение от теоретического профиля для колеса; // — нижнее табличное
отклонение от теоретического профиля для колеса; III — теоретический профиль; IV — верхнее
табличное отклонение от теоретического профиля для рейки; V — нижнее табличное отклонение от
теоретического профиля для рейки
жении рейки и колеса неподвижна в принятой системе координат.
Наличие погрешностей изготовления рейки и зубчатого колеса вызовет
изменения бокового зазора, который уже не будет постоянным на линии
зацепления.
Действительная разность положений А (условно назовем зазором) между
текущими точками эвольвент сопряженных профилей или продолжений до
пересечения с линией зацепления, измеренная по линии зацепления рейки
и колеса, имеет вид (рис. 1.30)
А = К - (®, + £2»). ' (1-84)
77
Рассматривая формулу (1.84) при принятых допущениях и в пределах Ьактп,
можно, учитывая выражения (1.19) и (1.21), аналогично выражению (1.83)
получить:
А — /С — [((о© До) 4" (й0 )1
или
А - Ао — (Асо + AQ),
(1.85)
где Асо, Ай — погрешности положения точек пересечения действительных
профилей зуба колеса и рейки с линией зацепления, при-
том каждая из погрешностей отсчитывается от своего на-
чала координат при рассматриваемом положении сопря-
жения.
Отклонение монтажного расстояния АЕ учитывается в формуле (1.85)
Из рис. (1.30, б) следует
ЙЛ = Хк cos а,
(1.86)
где Хк — координата текущей точки зуба к рейки по делительной линии
рейки.
Линейное положение точек пересечения эвольвент (или их продолжений)
с линией зацепления определяется равенствами:
/ к—1 \
(Ок = I Н tg а + В — АУ tg а + S ) cos а.
\ i=l /
(L87)
В тех случаях, когда рассматривается характер сопряжения начальных
зубьев, слагаемые St в выражениях (1.79) и (1.80) исключаются.
Следовательно, с учетом сделанных допущений, можно получить из фор-
мул (1.67), (1.79) и (1.80) выражения погрешностей положения точек пере-
сечения действительных эвольвент (или их продолжений) с линией зацеп-
ления для колеса и рейки:
т—1
ДЙОТ == Д/i sin а + А/+ cos a S Д/;; Дю* = (± ДЯ tg а-f-A/s + Af) cos а, (1.88)
/=г
откуда из выражений (1.81) и (1.82) получим
А = Д0-
’ ‘ ' ftt—1 \
фАг0 + г0 Аф 4- S А/у I 4- (—АЕ tg а 4- A/s 4- A/) cos а
/
(1.89)
где Аф — погрешность угла развернутости эвольвенты первого зуба колеса;
А// — погрешность основного шага колеса;
Ал — утоняющее смещение зуба рейки;
Д/2 — накопленная погрешность шага рейки, вызванная только по-
грешностью цепи деления станка.
Уравнение (1.89) определяет характер сопряжения на линии зацепления.
Это уравнение является уравнением геометрической точности, под которой
понимается точность сопряжения одноименных образующих профилей на
всей линии зацепления реечно-зубчатой пары, находящейся в статическом
состоянии при практическом отсутствии сил, искажающих действительный
характер сопряжения. Наибольшие и наименьшие значения функции (1.89)
будут определять предельные значения зазоров на линии зацепления. Под
погрешностью функциональной связи реечно-зубчатой передачи будем по-
нимать погрешность воспроизведения заданного закона движения переда-
чей, т. е. кинематическую погрешность реечно-зубчатой пары, которую можно
представить как погрешность перемещения А(7 рейки при заданном угле
поворота ф зубчатого колеса. Согласно выражению (1.23), с учетом направ-
ления отсчета погрешностей получим
“ (Ай) 4- А£2)&, т> (1.90)
78
где А1НЛ, ^2нм — наименьшее значение зазоров вдоль прямой за-
цепления реечно-зубчатой пары при различных
положениях сопряженных деталей пары;
[Дсо]к<т; [ДЙ]К>/Л— погрешности перемещения образующих профиля
рейки [Дсот и колеса [АЙна участке от
зуба к до зуба т, соответствующие разности наи-
меньших зазоров на участке сопряжения в пер-
вом и втором положениях реечно-зубчатой пары.
Как уже отмечалось, обычно при точностных расчетах зубчатых передач,
а также и реечно-зубчатых передач методом максимума-минимума наиболь-
шую кинематическую погрешность передачи вычисляют путем арифмети-
ческого суммирования наибольших кинематических погрешностей колеса
и рейки:
AFS = A/s + AFk2, (1.91)
где AFS — наибольшая кинематическая погрешность передачи;
Д/2 — наибольшая накопленная погрешность шага рейки;
&FKZ — кинематическая погрешность колеса.
В результате периодичности кинематической погрешности колеса фор-
мула (1.91) может быть представлена для реечно-зубчатой передачи в виде
АС/ = (Асо + АЙ) = А/2 +
+ a sin (и± + ф) = u±i + a sin + ф), (L92)
где их — угол поворота колеса в рад\
и2 — поступательное перемещение рейки;
i• = — передаточное отношение реечно-зубчатой пары;
а — амплитуда кинематической погрешности колеса;
Ф — начальная фаза погрешности колеса.
Длина перемещения рейки и2 будет меняться в пределах 0 и2 1Р —
рабочая длина рейки, и связана с углом поворота колеса ut зависимостью
и2 = иг19 откуда с учетом выражения (1.91)
AFS = Awh6 = A/s + 2а,
(1.93)
Из выражения (1.92) следует, что кинематическая погрешность реечно-
зубчатой передачи при заданных погрешностях ДЙ, Асо (т. е. Д/2 и а)
определяется передаточным отношением Z, начальной фазой ф. При этом
кинематические погрешности рейки и колеса соответствуют разностям наи-
меньших зазоров на участках сопряжения, а следовательно, зависят от
протяженности сопряжения
Таким образом,
Аи = Ф (и, i, ф, Асо, Ай).
Следовательно, аналогично зубчатой передаче вычисление даже наиболь-
шего из возможных значений кинематической погрешности реечно-зубчатой
передачи путем простого суммирования наибольших возможных кинемати-
ческих погрешностей колеса и рейки по формуле (1.91) приведет к завышен-
ной погрешности передачи, по сравнению с ее наибольшей возможной по-
грешностью, так как при этом не учитывается влияние независимых г, ф,
а также протяженности сопряжения фс.
Исследуя уравнение (1.92), можно найти зависимость Дг/ от переменных 19
Ф на участке от = 0 до иг — 2л. На рис. 1.30 приведено отношение по-
грешности, вычисленное по формулам (1.91) и по (1.92) с учетом i, ф, из ко-
торого следует, что при i 5 кинематическая погрешность передачи, вы-
численная по формуле (1.91), всегда будет больше наибольшей возможной
погрешности реечной передачи. Следует также отметить, что все рассужде-
ния велись исходя из наибольших возможных кинематических погрешностей
79
колеса и рейки, вероятность совместного появления которых весьма мала.
При этом предполагалось, что колесо сделает полный оборот. В тех случаях,
когда зубчатое колесо не делает полного оборота (например, колесо заме-
нено зубчатым сектором), наибольшая возможная кинематическая погреш-
ность будет тем меньше, чем меньше угол поворота колеса (зубчатого сек-
тора), что не учитывает формула (1.91).
Следовательно, принимать наибольшую кинематическую погрешность
реечно-зубчатых передач равной арифметической сумме предельных кине-
матических погрешностей рейки и колеса без учета передаточного отноше-
ния и смещения по фазе нельзя даже при самых неблагоприятных сочета-
ниях погрешностей.
Глава V
ДОПУСКИ НА ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ
Гладкие цилиндрические соединения разделяются на подвижные и не-
подвижные. Основное требование, предъявляемое к ответственным подвиж-
ным соединениям, — создание между валом и отверстием наименьшего зазора,
обеспечивающего жидкостное трение, заданную несущую способность под-
шипника и сохранение указанного вида трения при увеличении зазора (в до-
пустимых пределах) в процессе длительной эксплуатации машины, а для
прецизионных подшипников также точное центрирование и равномерное
вращение вала.
Основное требование, предъявляемое к неподвижным соединениям (разъ-
емным и неразъемным), состоит в том, чтобы соединение обеспечивало точное
центрирование деталей и передавало заданный крутящий момент или осевую
силу в результате гарантированного натяга или дополнительного крепления
деталей шпонками, стопорными винтами и т. п.
ОБЩЕСОЮЗНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
И ПРИНЦИПЫ ЕЕ ПОСТРОЕНИЯ
г Системой допусков и посадок называется совокупность рядов допусков и
посадок, закономерно построенных на основе теоретических и эксперимен-
тальных исследований и оформленных в виде стандартов. Система допусков
и посадок предназначена для того, чтобы можно было выбрать допуски и
посадки типовых соединений деталей из числа минимально необходимых, но
достаточных для практики вариантов, что устраняет произвол в выборе по-
садок и допусков, делает возможным стандартизацию режущих инструмен-
тов и калибров, облегчает достижение
взаимозаменяемости соединений и повышает
качество изделий.
Системы допусков и посадок для всех
типовых соединений построены по единым
принципам, которые рассматриваются ниже
на примере гладких цилиндрических сое-
динений.
Системой отверстия (СА) называется со-
вокупность посадок, в которых при одном
и том же классе точности и одном и том же
Неосновной дета г и
Рис. 1.31. Схема расположения
полей допусков отверстий и валов:
а — при системе отверстия (СА); б —
при системе вала (СВ), / — посадки
с зазором: // — переходные посадки;
/// — посадки с натягом
номинальном размере предельные отклонения
отверстий одинаковы для любых посадок,
а различные посадки достигаются измене-
нием предельных отклонений валов.
Системой вала (СВ) называется совокуп-
ность посадок, в которых при одном и том
же классе точности и одном и том же номинальном размере предельные
отклонения валов одинаковы для любых посадок, а различные посадки
достигаются изменением предельных отклонений отверстий.
Для всех посадок в системе отверстия (рис. 1.31,а) нижнее отклонение
отверстия НОА = 0, т. е. нижняя граница поля допуска отверстия, назы-
ваемого основным отверстием, всегда совпадает с нулевой линией Ч Для
всех посадок в системе вала (рис. 1.31, б) верхнее отклонение вала ВОВ = О,
т. е. верхняя граница поля допуска вала, называемого основным валом,
всегда совпадает с нулевой линией. Поле допуска основного отверстия откла-
дывается вверх, а основного вала — вниз от нулевой линии, т. е. в материал
детали. Такая система допусков называется односторонней предельной.
1 За исключением посадок для отверстий внутреннего кольца подшипников качения.
81
По этому же принципу построена и международная система допусков ISO.
Характер одноименных посадок, т. е. предельные величины зазоров и натя-
гов в той и другой системе, примерно одинаковы.
Выбор системы (СА или СВ) для той или иной посадки определяется кон-
структивными, технологическими и экономическими особенностями.
Для обработки точных отверстий применяют дорогостоящий режущий
инструмент (зенкеры, развертки, протяжки и т. п.). Эти инструменты при-
меняют для обработки отверстия только одного размера с определенным полем
допуска; валы же, независимо от размера, обрабатывают одним и тем же рез-
цом или шлифовальным кругом.
При СА различных по предельным размерам отверстий будет меньше, чем
при системе вала, а следовательно, будет меньше и номенклатура режущего
инструмента, необходимого для обработки отверстий. В связи с этим преиму-
щественное распространение получила система отверстия. Уменьшение но-
менклатуры режущего инструмента приводит к увеличению количества
Рис. 1.32. Шарнирное соединение вилки с тягой:
а — сборочная единица; б — поля допусков при системе отверстия; в — поля
допусков при системе вала
каждого изготовляемого типоразмера инструмента, что позволяет уменьшить
затраты на его изготовление и эксплуатацию. Однако в некоторых случаях
вследствие конструктивных особенностей приходится применять систему
вала, например, когда требуется чередовать соединения нескольких отвер-
стий одинакового номинального размера, но с различными посадками на
одном валу. Рассмотрим в качестве примера шарнирное соединение вилки
с тягой (рис. 1.32), которое целесообразно выполнять в системе вала. В соеди-
нении должна быть обеспечена подвижная посадка валика с тягой и неподвиж-
ная посадка его с вилкой. Если выполнить это соединение в системе отвер-
стия (рис. 1.32, б), то валик необходимо изготовить ступенчатым, причем
крайние ступени должны иметь больший диаметр, чем средняя. Сборка та-
кого соединения затруднена (валик, проходя утолщенной ступенью через
отверстие в вилке, повредит поверхность отверстия). При выборе системы
посадок надо учитывать также допуски на стандартные детали и составные
части (узлы). Так, например, вал для соединения с внутренним кольцом под-
шипника качения должен всегда изготовляться по СА, а гнездо в корпусе
для установки подшипника по СВ и т. п.
На основании исследований и систематизации опыта механической обра-
ботки цилиндрических металлических деталей было установлено, что погреш-
ность А их изготовления в одинаковых технологических условиях изменяется
в зависимости от диаметра d деталей:
k = CVd.
В этой формуле х — 2,5н-3,5; для шлифовальных валов коэффициент
С 0,005, а для отверстий С 0,008. При разработке стандарта на допуски
было принято, что указанные значения коэффициента С и значение х = 3
соответствуют обработке деталей по 2-му классу точности. Эту погрешность
82
и приняли за допуск этого класса точности. Тогда, например, допуск вала
по 2-му классу точности может быть определен по формуле
б = (о,005 Yd) мм. (1.94)
3 _
Для вала, например, диаметром 8 мм допуск 6 = 0,005]/8 = 0,01 мм.
Из формулы (1.94) видно, что допуск цилиндрических деталей изменяется
3 _
пропорционально Уd. Для определения допуска любого класса точности
необходимо формулу (1.94) преобразовать следующим образом:
б = (о,5 а = ш, (1.95)
где dcp — среднее значение диаметра для какого-либо интервала диаметров
в мм\
а — коэффициент, равный числу единиц допуска (для валов 2-го класса
точности а = 10).
В этой формуле выражение, взятое в скобки,.называют единицей допуска
з _
цилиндрических деталей диаметром от 1 до 500 мм, т. е. I = 0,5Уd^ мкм.
По формуле (1.95) допуск вала диаметром 8 мм 2-го класса точности
также равен 0,01 мм.
Единица допуска i характеризует влияние технологических, конструктив-
ных и метрологических факторов, выражает зависимость допуска от номи-
нального значения параметра, ограничиваемого допусками, кроме того,
является мерой точности. Эта мера позволила при разработке систем допусков
определять величину допуска для широкого диапазона значений нормируе-
мого параметра. Единица допуска должна учитывать также функциональную
роль параметра, ограничиваемого допусками. Для диаметров от 0,1 до 1 мм
(исключительно) единица допуска определяется формулой
Z = 0,45j/d^-f- dcp+ 0,1 • <1,96)
Влияние второго члена в формуле (1.96) особенно заметно для диаметров
от 0,1 до 0,3 мм, для которых единица допуска увеличивается на 13% (это
необходимо в связи с усложнением изготовления деталей таких небольших
размеров).
Для диаметров от 1 до 500 мм
з
/ = 0,5У^.
Если интервал диаметров от 500 до 10 000 мм включительно, то единица
допуска определяется выражением
з___
i = 0,45 VdTp + 0,00 \dcp. (1.97)
Второй член в выражении (1.97) учитывает погрешности измерения, воз-
растающие с увеличением диаметра и возникающие вследствие температур-
ной и упругой деформации измерительных средств в момент контроля.
Для размеров свыше 10 000 до 31 500 мм
i = 0,45dcp.
В формулах (1.96) и (1.97) и в других выражениях для единиц допуска d^
в мм, a i — в мкм. Допуски установлены для размеров от 0,01 до 31 500 мм
и разбиты на пять диапазонов. Для построения рядов допусков каждый из
этих диапазонов разделен на несколько интервалов и величины допусков
приняты одинаковыми для ряда смежных размеров, объединенных в один
83
интервал, потому что назначать допуск для каждого номинального размера
нецелесообразно, так как таблицы допусков в этом случае были бы очень
громоздкими, а сами допуски для смежных размеров отличались друг от друга
только на незначительную величину. Например, весь диапазон диаметров
от 1 до 500 мм разбит на 12 интервалов (от 1 до 3, свыше 3 до 6 мм и т. д.)
для всех посадок, кроме прессовых (17—19 интервалов) и теплоходовой (20 ин-
тервалов) посадок.
Увеличение числа интервалов для прессовых и теплоходовой посадок
объясняется повышенной чувствительностью прессовых посадок к колеба-
ниям величин натягов, а теплоходовой — к колебаниям величин зазоров.
.Допуски для всех размеров интервала подсчитаны примерно по среднему
арифметическому значению размеров данного интервала:
А — &наиб “Ь
Оср-------2 •
Практически в стандартах допуски для большинства интервалов приняты
несколько меньшими по сравнению с допусками, подсчитанными для средних
диаметров. Распределение диаметров по интервалам было проведено таким
образом, чтобы допуски, подсчитанные по крайним значениям в каждом ин-
тервале, отличались от допусков, подсчитанных по среднеарифметическому
значению диаметра в том же интервале, не более чем на 5—8%.
В каждом изделии детали различного назначения изготовляют с различ-
ной точностью. Для нормирования этих уровней точности были установлены
классы (степени) точности изготовления деталей. Для каждого класса точ-
ности имеется закономерно построенный ряд полей допусков, в котором раз-
личные размеры однотипных поверхностей деталей имеют одну и ту же отно-
сительную точность, определяемую примерно одним и тем же значением коэф-
фициента а. Количество классов точности определялось потребностью отрас-
лей промышленности, перспективами повышения точности изделий, а также
технологическими факторами и принятым значением <р — знаменателя гео-
метрической прогрессии, по которой изменяется величина допуска при пере-
ходе от одного класса точности к другому. Для гладких цилиндрических
соединений ф 1,6.
Для получения необходимых классов точности значение коэффициента а
(количество единиц допуска) для одного из классов принимают за исходное;
для определения допусков более грубых классов точности исходное значение
этого коэффициента умножают, а для более высоких классов — делят на при-
нятое значение ф. Класс точности определяет величину допуска на изготовле-
ние, а следовательно, и соответствующие методы, средства и режимы изготов-
ления деталей и составных частей машины (табл. 1.2).
Таблица 1.2
Классы точности гладких цилиндрических соединений
Интервал диаметров в мм Класс точности гост
Менее 0,01 до 0,1 искл. 08; 09; 1; 2а; 3; За; 4; 5 ГОСТ 8809—71
От 0,1 до 1 искл. 03; 04; 05; 06; 07; 08; 09; 1; 2; 2а; 3; За; 4; 6; 7 ГОСТ 3047—66
в 1 до 500 вкл. 02; 03; 04; 05; 06; 07; 08; 09; 1; 2; 2а; 3; За; 4; 5; 7; 8; 9; 10 * ГОСТ 11472—69
Св. 500 до 10 000 вкл. > 10 000 » 31 500 1; 2; 2а; 3; За; 4; 5; 7; 8; 9; 10; 11 3; За; 4; 5; 7; 8; 9; 10; 11 ГОСТ 2689-54
• Допуски класса 09 не распространяются на валя, так как они равны допускам 1-го класса тотности по ОСТ НКМ-1011.
84
Классы точности 2а и За были введены после установления 1—5-го клас-
сов и поэтому получили промежуточные номера. Посадки установлены в клас-
сах точности 1—5 для размеров 0,1—500 мм и в классах 2—5 для размеров
свыше 500 до 10 000 мм.
Число а единиц допуска в классах точности для размеров от 1 до 500 мм
следующее х:
Класс точности 1 2 2а 3 За 4 5
Величина а для допусков отвер- стий1 2 10(9) 16 (15) 25 (23) 30 64 (60) 100 200
Величина а для допусков валов3 7 (6,5) 10 16 (15) 30 64 (60) 100 200
Из этих данных видно, что допуск отверстий для диаметров 1—500 мм
(а также и для диаметров свыше 500 до 10 000 мм} классов 1, 2 и 2а примерно
в 1,5 раза больше допуска вала.
Объясняется это худшими условиями отвода тепла, недостаточной жест-
костью, повышенным износом и сложностью направления режущего инстру-
мента при обработке отверстий по сравнению с обработкой валов, вследствие
чего точное отверстие получить труднее, чем точный вал. Увеличение допуска
отверстия при сохранении допуска посадки повышает срок службы разверток
и протяжек, так как при этом допускается больший их износ по диаметру.
При малых диаметрах иногда технологически труднее обработать точный
вал, чем точное отверстие, поэтому для размеров менее 1 мм допуск вала
равен допуску отверстия в любом классе точности.
Допуски классов точности 02—09 были введены для удовлетворения
потребностей машино- и приборостроения в связи с повышением требуемой
точности, надежности, долговечности и других показателей качества машин,
приборов и других изделий. Допуски по классу точности 03 близки к допускам
по 01 квалитету ISO, а допуски по классу 02 меньше (точнее) допусков са-
мого точного IT01 квалитета ISO.
Поля допусков валов классов точности с 02 до 06 и отверстий классов 02—
07 могут располагаться относительно номинального размера односторонне
(в плюс и для отверстий в минус для валов) и обозначаться соответственно
буквой А или В с индексом, указывающим класс точности) или симметрично.
Например, для диаметра 100 мм при допуске по классу 06, равном 0,004 ллс,
могут быть случаи 1ОО+0,004 ; ЮО_0004 и 100±0,02. Также могут распола-
гаться поля допусков для размеров от 0,01 до 0,1 мм (исключительно).
Ряды допусков и посадок. Зная единицу допуска 4, значение коэффициента а
для каждого из классов (степеней) точности и интервалы диаметров, были
построены ряды допусков для всех размеров, охватываемых данной системой
допусков с разделением их по принятым классам точности.
Каждый класс точности содержит определенный ряд (рис. 1.33 и 1.34)
полей допусков (посадок), применение которых целесообразно именно в дан-
ном классе точности. Наибольшее число посадок предусмотрено во 2-м классе.
Переходные посадки имеются только в 1-м, 2-м и 2а классах точности. По-
садки с натягом предусмотрены в 1-м, 2-м и 2а классах точности, а в системе
отверстия также и в 3-м классе точности; подвижные посадки имеются в 1 —
5-м классах точности. Классы точности на чертежах указываются соответ-
ствующей цифрой, проставляемой индексом рядом с буквенным обозначе-
нием поля допуска, например ^ит. п.; для полей допусков
/1 ’ А * “2а* ^3
2-го класса точности, как наиболее распространенного, цифра 2 не пишется.
1 В скобках указано наиболее распространенное (фактическое) значение а.
2 Кроме отверстий ГркХ (а =20); Л (а—25);Ш (а — 30); Х3 (а — 40) и Ш3 (а = 50).
8 Кроме валов Гр И X (а = 16); Л (а =20); Ш, Пр2га и Лла(а = 25); Ха(а = 40);
Ш3 (а = 50).
85
Поля допусков валов в скользящих посадках по СА совпадают с полями до-
пусков основных валов в одних и тех же классах точности, т. е. С\ = Вг;
С = В; С2а = В2а и т. п. Аналогично Сх = Af, С = Л; = А2а
и т. п.
Предельные отклонения размеров указывают на чертежах условными
(буквенными) обозначениями полей допусков или числовыми величинами,
Рис. 1.33. Схема расположения полей допусков отверстий и валов для основных
посадок в системе отверстия
а также буквенными обозначениями полей допусков с одновременным ука-
занием справа в скобках их числовых величин (рис. 1.35, а, б). Посадки
и предельные отклонения размеров деталей, изображенных на чертеже
в сборе, указывают: в виде дроби, в числителе которой — буквенное обозна-
чение поля допуска отверстия, а в знаменателе — буквенное обозначение
поля допуска вала (рис. 1.35, д); числовыми величинами предельных откло-
86
нений отверстия (в числителе) и вала (в знаменателе) (рис. 1.35, г, е); в виде
записи, в которой указывают предельные отклонения только одной из сопря-
гаемых деталей (рис. 1.35, ж). (Под размером для справок понимается размер,
Рис. 1.34. Схема расположения полей допусков валов и отверстий для основных
посадок в системе вала
по которому деталь по данному чертежу не обрабатывается). При указании
предельных отклонений условными обозначениями в следующих случаях
обязательно указывать и их числовое значение: для размеров, не включенных
в ряды нормальных линейных размеров,, например 41,5Д<+0,027); для раз-
57
меров шпоночных соединений (рис. 1.35, з); подшипников и предельных от-
клонений, установленных стандартами на другие виды изделий и их эле-
менты; при назначении предельных отклонений отверстий в системе вала,
а также для размеров уступов с несимметричным полем допуска.
Предельные отклонения угловых размеров указывают только числовыми
величинами (рис. 1.35, и).
На чертежах деталей, изготавливаемых с помощью отливки, штамповки,
ковки или прокатки с последующей механической обработкой части поверх-
ностей детали указывают размеры, связывающие механически обработанные
поверхности с необрабатываемыми поверхностями (рис. 1.35, к).
* Размер для справок
*) з)
Ю е)
Рис. 1.35. Примеры простановки
полей допусков и посадок на чер-
тежах
На чертежах деталей, изготовляемых с помощью штамповки, вырубки,
прессованием и т. п. из легкодеформируемых материалов, у размеров, кон-
троль которых технически затруднен, наносят знак <*> с надписью в тех-
нических требованиях <gC*. Размеры для инструмента или С*. Размеры,
обеспечиваемые технологией ^>.
Предельные отклонения размеров по ГОСТу 2307—68 должны назна-
чаться для всех размеров, проставленных на рабочих чертежах, не исключая
и несопрягаемые неответственные размеры. Если предельные отклонения
для размера не назначены, то это может привести к лишним затратам (когда
стремятся получить этот размер более точным, чем нужно) или к увеличению
массы детали и перерасходу металла (когда допускают грубые отклонения
от номинального размера).
Допускается не указывать предельные отклонения для размеров, опре-
деляющих зоны различной шероховатости, термообработки, покрытий и от-
делки одной и той же поверхности (у таких размеров наносится знак г»),
а также для размеров деталей изделий индивидуального производства, зада-
ваемого с припуском на пригонку.
88
Отклонения неответственных многократно повторяющихся на чертеже
размеров низкой точности указываются в технических требованиях (на поле
чертежа) надписью, например: «Неуказанные предельные отклонения диа-
метров по Л7, В7, остальных размеров — по Cms>.
Точность изготовления деталей по ответственным размерам должна кон-
тролироваться измерительными средствами, тогда как точность неответ-
ственных размеров может не проверяться (или проверяться выборочно),
если она обеспечивается технологически (например, технологией получения
заготовки детали).
Для нормирования точности неответственных размеров применяется
7, 8, 9 и 10-й классы, а иногда и 5-й класс точности. Поля допусков для раз-
меров отверстий (охватывающих размеров, внутренних размеров) рекомен-
дуется располагать в плюс от нулевой линии (Л7, Л8, А*, Л10), для размеров
валов (охватываемых размеров, наружных размеров) —в минус от нулевой
линии (В7, Вв, В9, В10). Для размеров поверхностей, не относящихся к от-
верстиям и валам и не образующих соединения, рекомендуется симметричное
расположение поля допуска (Слг7, Сле8, Сл^, См10), т. е. указывать половину
допуска со знаком ±. В технически обоснованных случаях допускается иное
расположение полей допусков.
Допуски и отклонения указаны в таблицах стандартов для деталей, раз-
меры которых определены нормальной при температуре, которая принята
равной 20° С (ГОСТ 9249—59). Температура 20° С обычно соответствует
температуре рабочих помещений машиностроительных и приборостроитель-
ных заводов.
Градуировка и аттестация всех линейных и угловых мер и измерительных
приборов, а также точные измерения должны производиться при темпера-
туре 20° С. Отклонения от этой температуры не должны превышать допусти-
мых значений.
Поэто^ необходимо, чтобы температура детали и измерительного сред-
ства в момент контроля была по возможности одинаковой. В целях выравни-
вания температур детали и измерительного средства рекомендуется их сов-
местная выдержка на одной и той же плите или столе прибора. Кроме того,
погрешность измерения возникает также и от местного нагрева. Например,
при согревании рукой в течение 15 мин скобы для проверки валов диаметром
175 мм размер скобы изменяется на 8 мкм, а скобы для проверки валов диа-
метром 280 мм — на 11 мкм. Поэтому необходимо применять тепловую изо-
ляцию (термоизолирующие накладки и ручки у скоб и штихмасов или кон-
тролер должен работать в термоизолирующих перчатках).
Погрешность измерения, вызванная отклонением от температуры 20° С
и разностью коэффициентов линейного расширения материалов детали и из-
мерительного средства, может быть учтена введением поправки, равной по-
грешности, взятой с обратным знаком. Величина температурной погрешности
приближенно определяется по формуле
М I (axA/i — а2Д/2), (1.98)
где I — измеряемый размер;
ах и а2 — коэффициенты линейного расширения материалов де-
тали и измерительного средства;
Д/1 = — 20° — разность между температурой детали /х и нормальной
температурой;
Д/2 ~ — 20° — разность между температурой измерительного сред-
ства и нормальной температурой.
Пример. В цехе температура воздуха, а следовательно, и температура штангенциркуля,
которым производится измерение, равна 25Q С; деталь размером 500 мм после обработки имеет
температуру 40е С. Для стали, из которой сделана деталь, ai = 13,5-10“ для стали, из кото-
рой сделана штанга штангенциркуля, а2 — 10,5-10" 6. Поправка на температурную погреш-
ность измерения может составить — Л/=—500-10"6 (13,5-20—10,5-5) =—0,109 мм =
= —109 мкм\ для алюминиевых деталей (ai = 24-10“6) при том же измерительном инстру-
менте — Д/ = —500- 10*в (24-20 — 10,5-5) — —214 мкм.
89
При полном выравнивании температуры, если она не равна 20° С, также
неизбежны ошибки вследствие разности коэффициентов линейного расшире-
ния детали и измерительного средства. В этом случае, т. е. при = Д/2 =
= Д£, величина погрешности определяется по формуле
Д/ = /Д/(ах—а2). (1.99)
Если температуры воздуха в цехе, детали и измерительного средства
выравнены и равны 20° С, то температурная погрешность измерения отсут-
ствует при любой разности коэффициента линейного расширения, так как
при Д^ = Д^2 == 0 и Д/ = 0.
Формулы (1.98) и (1.99) являются приближенными, так как из-за слож-
ности конфигурации деталей изменение их размеров при изменении темпера-
туры не подчиняется линейному закону. Поэтому для устранения темпера-
турных погрешностей необходимо соблюдать нормальный температурный
режим в помещениях измерительных лабораторий, инструментальных,
механических и сборочных цехах, вводя в них кондиционирование
воздуха.
Действительная форма деталей в большей или меньшей степени отличается
от заданной. Погрешности формы, а для сложных деталей и отклонения в рас-
положении их поверхностей могут нарушить взаимозаменяемость. Для обес-
печения взаимозаменяемости необходимо установить наименьший и наиболь-
ший предельные контуры, за которые не должен выходить действительный
контур годных деталей даже при наличии погрешностей формы и располо-
жения. Эти контуры определяются полями допусков, при установлении ко-
торых учитывают взаимосвязь между отклонениями отдельных элементов
профиля. Соблюдение предельных контуров наиболее строго проверяется при
комплексном контроле деталей предельными калибрами. Рассмотренные прин-
ципы установления единицы допуска, классов точности и рядов допусков
аналогичны для всех типовых деталей машин и приборов.
Посадки, образованные сочетанием полей допусков неосновных валов или
отверстий с полем допуска соответственно основного отверстия или основ-
ного вала одного и того же класса точности, называются основными. Пере-
чень основных посадок приведен в табл. 1.3 и 1.4. Для получения основных
посадок при размерах 1—500 мм имеется 77 полей допусков, в том числе 43
для валов и 34 для отверстий.
Кроме основных, применяются еще так называемые комбинированные по-
садки, т. е. посадки, образованные сочетанием поля допуска детали одного
класса точности с полем допуска детали другого класса точности одной си-
стемы или сочетание полей допусков валов и отверстий, взятых не только
А А X
из разных классов, но и из разных систем, например
Для дальнейшей унификации и сокращения номенклатуры централизо-
ванно изготовляемых калибров и режущих инструментов из общего количе-
ства 77 полей допусков отверстий и валов выделено 33 поля допусков для пред-
почтительного применения. Предпочтительные поля допусков разделены на
два ряда (табл. 1.5). В первую очередь должны применяться поля допусков
первого ряда, затем поля допусков второго ряда и только в случаях крайней
необходимости могут применяться остальные поля допусков.
Поля допусков предпочтительного применения введены и для размеров
менее 1 мм. Широкое применение предпочтительных полей допусков создает
благоприятные условия для организации централизованного производства
нормализованного инструмента на специализированных предприятиях (про-
дукция которых в 3—5 раз дешевле продукции инструментальных цехов
машиностроительных заводов) и будет способствовать развитию коопериро-
вания промышленности. Номенклатура нормализованного инструмента, из-
готовляемого централизованно специализированными инструментальными за-
водами, определяется только рядами предпочтительных полей допусков.
90
Таблица 1.3
Наименование посадок Классы точности посадок
1-й Z-й 2а 3-й за I 4-й б-й
Обозначение полей допусков отверстий
жж шшш
Обозначение полей допусков валов и номера стандартов
Прессовая 3-я Прз3 1
Прессовая 2-я Пр2, ОСТ НК И 10 W ОСТ НКМ 1016 Пр2з
Прессовая 1-я Пр1, Пр13
Горячая Гр ОСТ 1024
Прессовая ОСТ 1043
Легкопрессовая ПЛ ОСТ юш
Глухая Л ОСТ НКМ 1011 ОСТ 1012 Гга ОСТ НКМ 1016 \
Тугая Т, Т Гга
Напряжённая И, Нга
Плотная п. » Пга
Скользящая О ОСТ 1013 С3а ОСТ НКМ 1011 ОСТ 1014 11 ОСТ 1015
Движения А, Я
Ходовая *i » Хга ОСТ НКМ 1016 •
Легкоходовая /и//// л^
Широкоходовая • ш шч
Тепловая ходовая тх
/7^/? допусков предпочтительного применении 1-го ряда
и э о ' * Предпочтительны только для диаметров 1 80 мм.
У////Л Поля допусков предпочтительного применения Z-го ряда
Таблица 1,4
Классы точности посадок
1-й 2-й 2а 3-й За 4-й | 5-й
Обозначение полей допусков вала
В за И я
Обозначение полей допусков отверстий и номера стандартов
Прессовая ЯРга ОСТ НКм 1025
Горячая ОСТ 1142
Прессовая Пр ОСТ 1143
Глухая Г, OCT HKM 1021 '’В Ига ОСТ НКМ 1026
Тугая 11 Т Ъа
Напряженная в 7//1 Нго
Плотная 0 W/ ОСТ 1022 Пга
Скользящая Hi р ОСТ 1023 ’77, остнкм 1027 0 6701 100 \ ОСТ 1025
Движения Ai А
Ходовая Ki ь *s
Легкоходовая л л
Широкоходовая ш ш3
Поля допусков предпочтительного применения 1-го ряда
V///ZA Поля допусков предпочтительного применения 2-го ряда
Таблица 1.5
Классы точности Поля допусков
валов отверстий
1 2 1 2
1-й '///////л ^1^7,
2-й Жл'р \н,с=В,х; (г,л*д,£ ж!//,
2а ^/7/7//^ (С^а-Вга' рЬ
3-й « W/77 13 я
За (/. '////7
4-й 1Ц № 7/7/7
5-й ж В1
* Предназначены, в основном, для посадок подшипников качения **Поле допуска Пр является предпочти- тельным для применения только в интер- вале диаметров 1~80мм Поля допусков предпочтительного применения 1-го ряда Х/7///А ноля допусков предпочтительного Ш///Л применения 2-го ряда
Большинство предпочтительных полей близко к соответствующим по-
лям ISO. Поэтому применение этих полей будет способствовать также
сближению системы допусков по ГОСТам с системой допусков по ISO.
При необходимости применения комбинированных посадок в первую оче-
редь следует применять посадки, образованные сочетанием полей допусков
валов и отверстий предпочтительного применения. Стандарт разрешает обра-
зовывать и применять любые комбинации предпочтительных полей допусков
валов и отверстий. При замене основных посадок комбинированными необ-
ходимо стремиться к сохранению средневероятных зазоров и натягов, что
например, обеспечивается в посадках тД ^-4--
1 р > i 1 * П L1
и др.
ПОНЯТИЕ О ЗАПАСЕ ТОЧНОСТИ И КОЭФФИЦИЕНТЕ ЗАПАСА
ТОЧНОСТИ ДЕТАЛЕЙ, СОЕДИНЕНИЙ И ИЗДЕЛИЙ [88, 89]
Лнаим.ф^
йнаиб.Ф
Дн&иб-ф
О
о
О-наим ф
&сб доп
Ьпп.доп
Рис.
нальных допусков несопрягаемых поверхностей (а)
и полей функциональных допусков и погрешностей
сопрягаемых поверхностей (б)
а) $
I. 36. Схемы расположения полей функцио-
Для того чтобы машины, приборы и другие изделия сохранили эксплуа-
тационные показатели в заданных пределах к концу срока их службы, не-
обходимо установить гарантированный запас работоспособности изделий.
В большинстве случаев это достигается путем создания запаса точности
функциональных параметров и ответственных соединений. Для функцио-
нальных размеров и посадок с зазором методика расчета запаса точности об-
щая. Для этого устанавливают
максимальные допуски функ-
циональных размеров несопря-
гаемых поверхностей (например,
на диаметры сопел пневмо-
и гидросистем, жиклеров кар-
бюраторов и т. п.) и макси-
мальные допуски посадок для
ответственных соединений. Для
функциональных размеров и
посадок с зазором методика
расчета запаса точности общая.
Для этого устанавливают мак-
симальные допуски функцио-
нальных размеров несопрягае-
мых поверхностей (например,
на диаметры сопел пневмо- и
гидросистем, жиклеров карбю-
раторов и т. п.) и максимальные
допуски посадок для ответст-
венных соединений. Эти до-
пуски устанавливают, исходя
из допустимых отклонений эксплуатационных показателей машины или
другого изделия и соответственно называют функциональным допуском раз-
мера и функциональным допуском посадки бДф.
Допуск бф для функциональных размеров несопрягаемых поверхностей
(рис. 1.36, а) равен разности между наибольшим и наименьшим допустимыми
значениями этого размера, определенными из допустимого изменения экс-
плуатационных показателей изделия,
ф dHauM. ф»
Функциональный допуск посадки с зазором SA# равен разности между
наибольшим и наименьшим допустимыми зазорами, определенными из до-
пустимого изменения эксплуатационных показателей составных частей или
машины:
— ^наиб. ф ^наим. ф'
93
Функциональные допуски 8Ф и бДф должны быть наибольшими, но та-
кими, при которых изделие еще будет работать с допустимыми эксплуата-
ционными показателями. Допуск функциональных размеров 8Ф несопрягае-
мых поверхностей и функциональный допуск посадки бД^ необходимо де-
лить на две части. Первая часть 8Ф и 8АФ предназначается для создания за-
паса точности (например, запаса на износ сопел и на износ деталей в тру-
щихся парах), необходимого для сохранения требуемого уровня эксплуата-
ционных показателей изделия в процессе его длительной эксплуатации. На-
зовем эту часть эксплуатационным допуском бэх и 6Д5Х. Эксплуатационный
допуск посадки 6ДЭХ, в свою очередь, делится на эксплуатационный допуск
отверстия бЭкЛ и эксплуатационный допуск вала 8ЭКВ. При этом учитывают
скорость потери точности отверстием и валом и трудности восстановления
их точности при ремонте.
Вторая часть допуска функционального размера несопрягаемых поверх-
ностей идет на компенсацию погрешностей изготовления Дизг и прочих по-
грешностей Длр. Вторая часть функционального допуска посадки 8&ф
(рис. 1.36, б) в общем случае идет на компенсацию погрешностей изготовле-
ния деталей Дма2, погрешности сборки изделия в целом и его регулировку Д^,
а также на компенсацию прочих погрешностей Длр. Эту часть 8ф и бДф
назовем конструктивным допуском бх и Дбх. Из приведенных определений
следует:
для функциональных размеров несопрягаемых поверхностей
бф == 8ЭК -f- 8К, бх = ^изг. доп 4" Д«р. доп\
для функционального допуска посадки с зазором
бДф = 6ДЭХ 4" 6ДХ, 6ДЭХ = бэхЛ 4- 8ЭКВ\
6ДХ = Дыаг. доп 4- Дсб, доп 4“ ^пр. дот
где ^доп — допустимая величина погрешностей.
К прочим погрешностям (факторам) &пр.доп в общем случае относятся
изменения размеров под влиянием силовых Дсб и температурных ДШ(? дефор-
маций, старения Дст, влагопог лощения Дал и других погрешностей Ддр,
возникающих при работе механизма или при его хранении.
Силовые и температурные деформации, возникающие в процессе изготов-
ления деталей или сборки составных частей, входят соответственно в погреш-
ности изготовления Длаг или Дб.
Перечень и допустимая величина указанных погрешностей определяются
особенностями конструкции изделия и условиями, в которых оно работает.
Расположение допустимых полей погрешностей &сд.доп и &пР. доп на
рис. 1.36, б показано условно. При расчете посадок учитывают суммарное
влияние погрешностей сборки Дсб и прочих погрешностей Длр вала и отвер-
стий на величину зазора &РисЧ9 так как знаки погрешностей у соединяемых
деталей могут быть различными. После определения допустимых величин
составляющих погрешностей, для компенсации которых предназначен до-
пуск 6ДХ, устанавливают посадку и допуски на изготовление каждой из со-
единяемых деталей (т. е. 6Л и 6В). После изготовления деталей и сборки
соединений установленный эксплуатационный допуск посадки 8\Эк должен
сохраниться для обеспечения запаса точности соединения. В настоящее
время допуск на изготовление б (или 6Л и 8В) предназначается для компен-
сации погрешностей изготовления Дмэг, включая и погрешности измере-
ния Длал. В некоторых случаях^ особенно при установлении допусков на
физические функциональные параметры сложных приборов, из допуска б
выделяют часть допуска на компенсацию погрешностей измерения Диале,
что оговаривается в чертеже.
Для обеспечения взаимозаменяемости машин по эксплуатационным пока-
зателям, кроме допуска б, целесообразно при необходимости назначать также
94
допуски 6ф и 6Эк для функциональных размеров несопрягаемых поверхностей
и бДф 6ДЭЛ для ответственных посадок с зазором.
В инструкциях по эксплуатации изделий для ответственных деталей,
имеющих функциональные размеры сопрягаемых и несопрягаемых поверх-
ностей, целесообразно также указывать* наибольшие и наименьшие допусти-
мые значения этих размеров для периодического контроля их в процессе
эксплуатации. Такой контроль позволяет сохранять эксплуатационные пока-
затели изделий, предупреждать о необходимости замены запасной деталью
или ремонте в результате быстрого износа поверхностей трущихся деталей и
своевременно заменять износившиеся детали.
Запас точности целесообразно характеризовать коэффициентом запаса
точности Кт, определяемым отношением допускаемой погрешности детали,
соединения, составной части машины или прибора в конце срока их эксплуа-
тации к погрешности новых машин или приборов, составных частей, соедине-
ний и деталей. Например, если радиальное биение шпинделя нового шлифо-
вального станка равно 0,005 мм, а допускаемое биение в конце срока эксплуа-
тации (до ремонта) станка данного класса точности равно 0,01 мм, тогда
1Z _ 0,01 __ Q <
Лг ~ 0,005 ”
Для деталей, имеющих функциональные несопрягаемые поверхности,
определяется отношением функционального допуска размера этой поверх-
ности к конструктивному допуску (см. рис. 1.36, а),
К ==—$
Лг Ъ •
Например, если для обеспечения экономичной работы двигателя внутрен-
него сгорания отклонения диаметра жиклера карбюратора 1 не должны пре-
вышать 10 мкм (6^ = 10 мкм), а из них 5 мкм используются для компенса-
ции всех погрешностей, в том числе и погрешностей изготовления (бЛ =
= 5 мкм), то
__ Ю __о
Для подвижных соединений Кт равен отношению максимального допуска
посадки бДф к конструктивному допуску посадки 6ДЛ, который исполь-
зуется для компенсации всех погрешностей, в том числе и погрешностей
изготовления, сборки и измерения (см. рис. 1.36, 6). Для частного случая,
когда Дсб и Д„р равны нулю,
iz _ &наиб. ф &наим. ф
М 4- 6В
Величина коэффициента запаса точности Кт зависит от эксплуатационного
назначения изделия и допустимого снижения его начальной точности, от на-
мечаемого срока службы и характера изменения функциональных параметров
и эксплуатационных показателей в процессе работы изделия и других фак-
торов.
Запас точности должен устанавливаться для всех машин, приборов и
других изделий длительного действия. Запас точности должен создаваться
по каждому функциональному параметру, влияющему на эксплуатационные
показатели изделия. Например, для поршневых компрессоров должен быть
запас точности зазора в сопряжении поршень —цилиндр, так как этот за-
зор влияет на производительность и мощность компрессора. В тех случаях,
когда функциональный размер является одновременно исходным (или замы-
кающим), точность его определяется точностью составляющих размеров, вхо-
дящих в соответствующую размерную цепь. В этом случае необходимо созда-
1 При заданных диаметре и длине жиклера, вязкости жидкости, величине напора, под
которым происходит истечение жидкости, и постоянстве других факторов
95
вать запас точности для составляющих размеров, величина которых изме-
няется в процессе эксплуатации. Запас точности должен устанавливаться
также для каждого точностного параметра, который является эксплуатацион-
ным показателем изделия. Это очень важно для металлорежущих станков и
измерительных приборов. Если допустимая погрешность измерения опти-
метра, при определенных условиях измерения, равна 0,6 мкм, то действитель-
ная погрешность измерения должна быть меньше допустимой. Например, при
действительной погрешности нового оптиметра, равной 0,4 мкм, создается
запас точности, характеризуемый Кт = 1,5.
При разработке норм точности, по которым производится окончательная
приемка изделий, целесообразно устанавливать значение допускаемой по-
грешности нормируемого параметра для нового изделия и для изделия в конце
срока его эксплуатации (до ремонта или до новой юстировки). Запас точности
следует создавать не только по геометрическим параметрам, но и по электро-
магнитным, упругим и другим функциональным параметрам. Например, сле-
дует создавать запас точности упругой характеристики чувствительных эле-
ментов приборов, запас точности длины волны резонансных электромагнит-
ных колебаний в резонаторных системах электровакуумных приборов и т. д.
ХАРАКТЕРИСТИКА, РАСЧЕТ И ВЫБОР ПОСАДОК
И КЛАССОВ ТОЧНОСТИ
Посадки с зазором (подвижные посадки) характеризуются наименьшим
(гарантированным) зазором, который для основных посадок определен по
формулам:
мкм\ (1.100)
3___
&наим dCp мкм, (1.101)
где 0 — коэффициент подвижности, зависящий от посадки и класса точ-
ности, dcp — диаметр детали в мм.
Например, для посадок Д/Д; Д/Х; Д3Х2 А/Л-, А/Ш; А3/Ш3 Р соответст-
венно равен 1,5; 4; 5; 8; 12; 12.
Формулу (1.100) используют для посадок 2-го и 3-го классов точности,
для которых !^Наим определен исходя из обеспечения жидкостного трения
в соединениях быстровращающихся валов с подшипниками скольжения; фор-
мулу (1.101) применяют для посадок 4-го и 5-го классов точности. Зависи-
мость &наим в посадках A^Xf, Х1/В1 и А%а/Х2а (&наим = 5,5d0’41) близка
к зависимости (1.100), а в посадках А^Д^ и Д1!В1 (Днаим = 2,5d0’34) —
к зависимости (1.101).
Посадки движения 1-го класса точности применяются преимущественно
для пар с поступательным движением; в 4-м и 5-м классах допуски доста-
точно велики, что создает большой средневероятный зазор, и поэтому нет
надобности выбирать ту же закономерность, что и для 2-го и 3-го классов,
дающую интенсивное увеличение зазора с увеличением диаметра. Поэтому
для посадок движения 1-го класса и подвижных посадок в 4-м и 5-м классах
точности принято более медленное увеличение наименьших зазоров в зависи-
мости от увеличения диаметра, подчиненное той же закономерности, по ко-
з _
торой изменяется и величина допуска, т. е. пропорционально ]/d-
Для обеспечения повышенной долговечности изделий ответственные соеди-
нения с зазором должны работать в условиях, при которых износ деталей
наименьший. Это достигается, например, при жидкостном трении, когда смазка
полностью отделяет цапфу вала от вкладыша подшипника, что устраняет
трение между металлическими поверхностями. Жидкостное трение создается
тогда, когда при данных конструктивных и эксплуатационных факторах сма-
зочное масло увлекается вращающейся цапфой в постепенно суживающийся
(клиновой) зазор между цапфой и вкладышем подшипника и возникает гидро- 56
56
динамическое давление, уравновешивающее внешнюю нагрузку и стремя-
щееся расклинить поверхности цапфы и вкладыша. При этом цапфа вала
смещается по направлению вращения в нагруженной зоне и диаметральный
зазор по линии центров вала и отверстия А = D — d (получающийся в со-
стоянии покоя) разделится на две неравные части: hHauM — зазор (толщина
масляного слоя) в месте наибольшего сближения поверхностей цапфы и
вкладыша подшипника и зазор А — hHauM — на диаметрально противопо-
ложной стороне (рис. 1.37). Положение цапфы в подшипнике будет харак-
теризоваться абсолютным эксцентриситетом е и относительным эксцентри-
Рис. 1.37. Схема положений цапфы вала (о) и зависимость диаметрального зазора Л
от толщины масляного слоя h (б)
ситетом х = • Наименьшая толщина масляного слоя связана с х завися-
• мостью
й«йил=4-е==4-^-=-г*1-*)- (1102>
Из гидродинамической теории смазки известно, что радиальная нагрузка R
на подшипник при неразрывности слоя смазки определяется по уравне-
нию 180]
R = ^-ldCR н,
(1.103)
где р— динамическая вязкость смазки в н-сек!м2;
пп
со = ----угловая скорость в рад!сек\
I — длина подшипника в м\
d — диаметр цапфы в м\
С& — безразмерный коэффициент нагруженности подшипника, за-
висящий от относительного эксцентриситета х и Ud (значе-
ния C# приведены в табл. 1.6);
ф = A/d — относительный зазор.
Уравнение (1.103) можно заменить следующим выражением:
R WJtTWdCj? кгс^ (J J 04)
где р — динамическая вязкость смазки в спз при температуре, определен-
ной из теплового баланса в работающем подшипнике;
п — число оборотов вала в мин.
Из уравнений (1.103) и (1.104) следует, что несущая способность подшип-
ника при постоянной рабочей температуре увеличивается пропорционально
вязкости смазки, числу оборотов вала и размерам подшипника и уменьшается
с увеличением зазора.
4 В. П. Коротков
97
Таблица 1.6
Коэффициент нагруженности C# для подшипника с углом охвата 180е [43]
l/d X
0,3 0,4 0,5 0,6 0,65 0,7 0,75 0,8 0,85 0,9 0,925 0,95 0,975 0,99
0,3 0,0522 0,0826 0,128 0,203 0,259 0,347 0,475 0,699 1,122 2,074 3,352 5,730 15,15 50, f 2
0,4 0,0893 0,141 0,216 0,339 0,431 0,573 0,776 1,079 1,775 3,195 5,055 8,393 21,00 65,26
0,5 0,133 0,209 0,317 0,493 0,622 0,819 1,098 1,572 2,428 4,261 6,615 10,706 25,62 75,86
0,6 0,182 0,283 0,427 0,665 0,819 1,070 1,418 2,001 3,036 5,214 '7,956 12,64 29,17 83,21
0,7 0,234 0,361 0,538 0,816 1,014 1,312 1,720 2,399 3,580 6,029 ’9,072 14,14 31,88 88,90
0,8 0,287 0,439 0,617 0,972, 1,199 1,538 1,965 2,754 4,053 6,721 9,992 15,37 33,99 92,89
0,9 0,339 0,515 0,754 1,118 1,371 1,745 2,248 3,067 4,459 7,294 10,753 16,37 35,66 96,35
1,0 0,391 0,589 0,853 1,253 1,528 1,929 2,469 3,372 4,808 7,772 11,38 17,18 37,00 98,95
1Д 0,440 0,658 0,947 1,377 1,669 2,097 2,661 3,580 5,106 8,186 11,91 17,86 38,12 101,15
1,2 0,487 0,723 1,033 1,489 1,796 2,247 2,838 3,787 5,364 8,533 12,35 18,43 39,04 102,90
1,3 0,529 0,784 1,111 1,590 1,912 2,379 2,990 3,968 5,586 8,831 12,73 18,91 39,81 104,42
1.5 0,610 0,891 1,248 1,763 2,099 2,600 3,242 4,266 5,947 9,304 13,34 19,68 41,07 106,84
2,0 '0,763 1,091 1,483 2,070 2,446 2,981 3,671 4,778 6,545 10,091 14,34 20,97 43,11 110,79
Коэффициент нагруженности подшипника может быть определен по фор-
муле
= (1.105)
где кит — постоянные коэффициенты для данного значения l/d.
Значения этих коэффициентов приведены ниже:
l/d . . 0,4 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2
К . . . . . . 0,426 0,553 0,656 0,74 0,807 0,861 0,905 0,943 0,968
т . , . . . . 0,785 0,955 1,05 1,09 1,1 1,083 1,052 1,015 0,955
Заменяя в уравнении (1.103) R = pld, найдем
= (1-106)
R
где р — ---среднее давление, приходящееся на единицу проекции опор-
ной поверхности подшипника.
На основании уравнений (1.105) и (1.106) составим уравнение
__ рф2
рсо '
к
--------т
X
Заменяя в этом уравнении Ф = ~~
нения (1.102), получим
И 1 — X — взятом
Л д >
из урав-
___ рДа
picod2 ‘
кД
-%.------т
^пнаим
Решая полученное уравнение относительно Л, найдем:
Л _ “Н,^2 — V(к^Ы2)2 — \Ър^аШ1рц^>&
^наим-ф- 4рНншм
_ КЦ2Ы2 + V(kp2W2)2 — 16pA2aujKmp2wd2
ф —
(1.107)
(1.108)
4phnauM
В уравнениях (1.107) и (1.108) необходимо подставлять те значения дина-
мической вязкости масла р, и р2, которые соответствуют средним темпера-
турам смазочного слоя соответственно при ^паим.ф и
98
Жидкостное трение сохраняется, если слой смазки в месте наибольшего
сближения цапфы с вкладышем в процессе работы подшипника не имеет раз-
рывов. Для этого необходимо, чтобы наименьшая толщина слоя смазки
(см. рис. 1.37) была не меньше 1гж. Ti определяемой по уравнению
Ьнаим 2^ ^ж. т 2^ гВ 4* Rza 4е ф + hn. р + hu3a 4“ 0* 109)
где RzB, RzA — высота неровностей поверхностей цапфы и вкладыша;
Нп.ф — величина, учитывающая влияние погрешностей формы
цапфы и вкладыша;
hntp — величина, учитывающая влияние погрешностей в распо-
ложении их поверхностей;
hU3£ — величина, учитывающая изгиб вала;
hd — добавка, учитывающая отклонения режима работы под-
шипника от расчетного и механические включения в масле.
В целях упрощения расчета формулу (1.109) иногда заменяют следующей:
Ь-наим 2^ h-ж. Т 2^ K(RzB + RzA + hd\ (1.110)
где К 2 — коэффициент запаса надежности по толщине масляного слоя.
Погрешности формы и расположения, деформация деталей зависят от
масштабного фактора, поэтому коэффициент К с увеличением диаметра
подшипника должен увеличиваться.
Исходя из изложенного величина hHauM в формулах (1.107) и (1.108)
должна быть заменена величиной 1гж.т.
Следует указать, что несущая способность масляного клина, создавае-
мая при вращении элементов пары, значительно уменьшается при наличии
погрешностей в расположении цапфы и вкладыша подшипника и погреш-
ностей их формы в поперечном и продольном сечениях.
Для выбора оптимальных посадок необходимо знать зависимость толщины
масляного слоя в месте наибольшего сближения цапфы и вкладыша подшип-
ника от величины зазора Д. Теоретические и экспериментальные исследова-
ния А. К. Дьячкова, В. М. Коровчинского, С. А. Чернавского, И. Н. Поздова
и других показали, что при различных значениях характеристики режима
работы подшипника К = -у и l/d зависимость Л^^от Д имеет один и тот же
вид (рис. 1.37, б). Жидкостное трение создается только в определенной об-
ласти диаметральных зазоров Д, ограниченной наименьшим функциональным
зазором Анаим.ф и наибольшим функциональным зазором Д^б. ф- Если после
сборки, диаметральный зазор в соединении равен то после прира-
ботки и некоторого времени работы механизма этот зазор достигнет величины,
соответствующей Долт. При дальнейшем износе трущихся деталей зазор
увеличивается, и когда он будет близок или равен Д^б.ф, эксплуатация
механизма должна быть прекращена.
По существующим методам расчета посадок с зазором определяется
только оптимальный зазор Допт, обеспечивающий жидкостное трение и
наибольшее значение толщины слоя смазки по этому зазору подби-
рают ближайшую стандартную посадку. Затем проверяют наличие запаса
надежности по толщине масляного слоя hHauM при выбранной посадке.
Однако в соответствии с принципами, изложенными выше, указанного
расчета недостаточно. Для повышения долговечности необходимо создавать
гарантированный запас на износ. Для этого следует определить наименьший
зазор &наим, ф, при котором обеспечивается жидкостное трение (/iWUJIt. =
= Ижту, по кнаим, ф выбрать посадку и затем определить наибольший зазор
&наиб. ф, при котором еще сохраняется жидкостное трение и работоспособ-
ность подшипника. Запас на износ равен ЬЭКА + &ЭКВ. Зная величину запаса
на износ и скорость изнашивания сопрягаемых деталей, можно определить
время надежной работы соединения.
Рассмотрим сущность обоих методов расчета посадок на примере.
99
Пример. Подобрать посадку для подшипника d — 150 мм, I ~ 180 мм, работающего при
п = 600 об/мин, под нагрузкой R = 58,8 кн (6000 кГ), цапфа стальная, закаленная с поверх-
ностью 9-го класса чистоты (RzB = 1,6 мкм), вкладыш из цинкового сплава ЦАМ 10-5 с поверх-
ностью 8-го класса чистоты (RzA = 3,2 мкм). Применяется масло индустриальное 20 (при
tPa6~ 50QC динамическая вязкость и — 17 спз); прогиб цапфы незначителен; имеют место
частые остановки и пуск машины. Окружная скорость цапфы
ndn
60-1000 “
л-150-600
60-1000
4,7 м/сек.
Существующий метод расчета. Определяют относительный зазор в подшипнике по эмпи-
рической формуле
4___ 4___
t|)==0,8-10-3/y* = 0,8-10-3 /4,7 =«0,0012.
Затем определяют диаметральный зазор
Д = ф4 = 0,0012-150 = 0,18 мм.
Далее находят коэффициент нагруженности подшипника по формуле, полученной из
формулы (1.104):
г Яф2 _ 6000-(0,0012)2 _
* 1,07- 10'9pnld ““ l,07-10~4 s-17-600-18-15 ’
Определяют относительный эксцентриситет % при e/d = 1,2 и = 2,93. По табл. 1.6
находят х = 0,76.
По уравнению (1.102) определяют наименьшую толщину масляного слоя при найденном
диаметральном зазоре:
hHauM == -у- (1 — X) = —0,76) ~ 0,0216 мм = 21,6 мкм.
Для обеспечения жидкостного трения необходимо выполнить условие (1.110) неразрыв-
ности масляного слоя. Принимая К = 2 и h$ = 2 мкм, получают
h^. т = 2 (1,6 + 3,2 + 2) = 13,6 мкм,
т. е. hHauM Т‘
Определяют запас надежности по толщине масляного слоя
1Z__ ^наим___________ 21,6 ~ Q О S 9
Ям + Rzb + hd 1,6 + 3,2 + 2 ~
т. е. запас достаточный.
Приведенный расчет показывает, что при Долт == 0,18 мм подшипник будет работать
в условиях жидкостного трения. Указанному зазору наиболее близко соответствует посадка
диаметром 150 -щ с зазорами Дкоиж = 130 мкм, &ср = 200 мкм и&наиб~250 мкм (рис. 1.38, а).
Новый метод расчета посадок с зазором. В первом варианте этого метода задаемся наи-
меньшим диаметральным зазором, &Наим>^Ьж, т, по которому выбираем ближайшую посадку.
В данном примере ^наим — 4-13,6 =54,4 мкм. Ближайшей посадкой будет посадка диаметром
150-—. Затем проверяем обеспечивается ли при наименьшем предельном зазоре этой посадки
А
&наим — 0,05 мм (рис. 1.38) жидкостное трение. Для этого по формуле, полученной из урав-
Л 0 05
нения (1.104), определяем коэффициент нагруженности подшипника при ф = — = -~д =
а 1OU
= 0,00033.
Яф8 _ 6000.(0,00033)2
* l,07-10“»pn/d 1,07-10-».17-600-18-15
Экстраполируя данные табл. 1.6, найдем, что при = 1,2 и Сд = 0,222; х 0,2. При наи-
более вероятном начальном зазоре Дср = 0,09 мм; Cr~ 0,733, а х = 0,41.
Следует отметить, что при малых значениях относительного эксцентриситета (х<0,33)
центр цапфы вала находится около центра вкладыша, что создает возможность появления
неустойчивого режима работы подшипника.
В рассматриваемом примере для наихудшего (маловероятного) случая, когда будут соче-
таться валы с наибольшим, а отверстия с наименьшими предельными размерами, зазор в соеди-
нении (в результате приработки деталей при обкатке и в начальный период работы изделия)
увеличится и значение х практически будет больше 0,33.
4 _
♦ Для подшипников прецизионных машин ф снижают до 0,8-10“v.
100
Определяем наименьшую толщину масляного слоя
hHauM == (1 — X) = (1 — 0,2) ~ 0,02 мм 20 мкм.
Определяем запас надежности по толщине масляного слоя
20
1,6 4-3,2 + 2
2,94 > 2.
Расчет показывает, что посадка по наименьшему зазору выбрана правильно, так как
при Анаим ~ 0,05 жидкостное трение обеспечивается и создается достаточный запас надеж-
ности по толщине масляного слоя, который быстро увеличивается в связи с начальной при-
работкой детали. Следовательно, указанный &наим можно принять за Анаим. Ф-
Определяем наибольший диаметральный зазор Дкдйб ф- В уравнении (1.104) заменим
. Д 1,04Д
•ф = —т- и Сд = “------приближенным эмпирическим равенством, полученным для под-
“ ^наим
шипников без торцового истечения в пределах % = 0,5-^0,95 [65]. После преобразований полу-
чим следующее уравнение для оп-
ределения наибольшего функцио-
нального диаметрального зазора,
при котором подшипник будет
воспринимать заданную нагрузку
без разрушения масляного слоя:
_ 0,5564-lO-^n/d3
^наиб. ф-------нт .
кдлс. т
Примем минимальное допусти-
мое значение коэффициента запаса
надежности по толщине масляного
слоя К = 2, при котором
h-ж. Т “2 (RZB + RzA + 2) ==
= 2 (1,6 + 3,2 + 2) = 13,6 мкм.
Тогда
^наиб. ф ~
_ 0,5564-10’9.17-600.18-153_
6000-0,00136 ~
0,04 см 400 мкм.
Рис. 1.38. Схемы полей допусков к расчету подвиж-
ных посадок
При больших диаметральных зазорах погрешности формы и расположения поверхностей
деталей, а также недостаточная жесткость конструкции вала меньше влияют на работу под-
шипника. Однако результаты исследований показали, что по мере увеличения зазора умень-
шается несущая способность подшипника, снижается точность вращения вала. Поэтому воз-
можность увеличения наибольшего допустимого зазора Дкаыб. ф свыше 400 мкм должна быть
проверена экспериментально. Для уменьшения отрицательного влияния большого диаметраль-
ного зазора на точность вращения, например, шпинделя прецизионного металлорежущего
станка, смонтированного на подшипниках скольжения, целесообразно начинать процесс реза-
ния только после установившейся скорости вращения шпинделя.
Во втором варианте нового метода расчет начинаем с определения предельных зазоров
и посадки для рассматриваемого примера, используя уравнения (1.107) и (1.108).
Для этого определим среднее давление
R.
Id
58,8-Ю"3
0,18-0,15
= 2,18-Ю6 н/м2.
Угловая скорость со = = 63 рад/сек. Принимаем для наименьшего
зазора t = 70° С и р, = 0,0092 н-сек/м2. Подставляя в формулу (1.107)
значения соответствующих параметров, получим
0,968-0,0092-63 • 0,152 — / (0,968-0,0092-63-0,152)2 — *
Л _ * — 16-2,18-106-(13,6М0-12)-0,955-0,0092-63-0,152
наим-Ф 4-2,18-10«-13,6-10"в
0,0000313 л«»31,3 мкм.
101
^4
Ближайшей посадкой будет посадка диаметром 150 при которой
^паим — 0,05 мм, т. е. получена та же посадка, что и по первому варианту
нового метода расчета. Выше было показано, что при ^наим.ф — 0,05 мм
жидкостное трение обеспечивается.
Для наибольшего зазора принимаем t = 50° С и р. — 0,017 м-сек!мг.
Подставляя в формулу (1.108) значение соответствующих параметров, найдем,
ЧТО Диаиб.ф — 364 мкм.
Проверим, обеспечивается ли при таком зазоре жидкостное трение. Отно-
сительный зазор ф = -в’Ц4- = 0,00243. Коэффициент нагруженности под-
шипника по формуле (1.106)
2,18-10е (~+
г _ РФ* _ \ 15
R~ щю ~ 0,017-63
==11,98.
По табл. 1.6 находим относительный эксцентриситет % = 0,91. По уравне-
нию (1.102) определяем
= — х) = — 0,91) =16,4 мкм.
При этом запас надежности по толщине масляного слоя
% ~ ' 1,6+ 3,2 4-2 = 2,4 > 2'
Таким образом, при &наиб.ф = 364 мкм обеспечивается жидкостное тре-
ние.
Сравним результаты расчета посадки по существующему и новому мето-
дам. При изготовлении деталей для получения посадки диаметром 150-^
действительные размеры части вкладыша будут соответствовать наибольшим,
а части цапф — наименьшим предельным размерам. Детали, имеющие ука-
занные размеры, будут иметь наибольший запас на износ, равный 57 мкм.
(рис. 1.38, а). Коэффициент запаса точности соединений при этой посадке
V ._ &наиб. ф &наим. Ф *^54 150___ q ।
Лг—’ М + дВ ~ 40 + 60 ~ ’
После обкатки и приработки деталей запас на износ еще больше умень-
д
шится, т. е. при посадке часть вкладышей и цапф могут иметь размеры
уже износившихся деталей.
д
При посадке диаметром 150-^- запас на износ каждой трущейся детали
увеличится от 57 до 117 мкм (рис. 1.38, а). Коэффициент запаса точности уве-
личится от 2,1 до 3,93:
JTT __ 364-50 Л QQ
лт — 40 + 40 — '3,у<5,
При годовом износе деталей, равном 60 мкм, долговечность соединений
234-114 ОА
увеличится на —gg— = 2,0 года.
Распределение допуска посадки и величины запаса металла на износ
между отверстием и валом зависит от скорости изнашивания каждой из этих
деталей, назначения и технологических трудностей при их изготовлении.
Существующий метод расчета подвижных посадок, не обеспечивающий гаран-
тированного запаса на износ деталей, допустим только для непрерывно ра-
ботающих машин при установившемся рабочем режиме (например, гидро-
турбин электростанций).
102
Новый метод расчета ответственных посадок эффективен для нерегули-
руемых подшипников машин, работающих с частыми остановками (напри-
мер, для большинства технологических, энергетических, транспортных
и других машин). Большое значение этот метод имеет для строительных,
дорожных и других машин, в составных частях которых встречается абра-
зивный износ.
При определении зазоров не учитывалась температурная и силовая де-
формации вала и вкладыша, которые влияют на величину действительных
зазоров. Поэтому при практических расчетах зазоров в подшипниках сколь-
жения необходимо расчетным путем определять температурную и силовчю
деформации цапфы и вкладыша и учитывать другие конструктивные и экс-
плуатационные факторы.
Для подтверждения правильности теоретических выводов о влиянии
величины зазора на толщину масляного слоя в подшипнике скольжения,
были проведены экспериментальные исследования (автор И. Н. Поздов) по
измерению толщины масляного слоя в диапазоне диаметральных зазоров
0,03 -т-0,55 мм между цапфой диаметром 56 мм и вкладышем при различных
значениях параметров и Установлено,, что характер зависимости
толщины масляного слоя от величины зазора между трущимися поверхно-
стями аналогичен зависимости, показанной на рис. 1.37, б. Расхождение
между экспериментальными и расчетными значениями толщины масляного
слоя не превышало 13—16%. Экспериментально установлено, что при наи-
меньших зазорах, равных рекомендуемым ф и в соответствующих
эксплуатационных условиях создается достаточная для жидкостного трения
толщина масляного слоя и повышается долговечность соединений.
При уменьшении зазора с Допт до &наим, ф потери на трение в начальный
период работы соединения увеличиваются на 2—8%. Например, при замене
А А
посадки диаметром 150 посадкой диаметром 150-^- момент трения уве-
личится на 7,5%.
Рассмотрим на примере методику расчета подвижных посадок при воз-
вратно-поступательном движении соединяемых деталей, исходя из допуска
на эксплуатационные показатели машины и обеспечения наибольшего срока
надежной работы механизма [30].
Необходимо рассчитать посадку для соединения чугунного цилиндра и
поршня компрессора диаметром D, равным 80 и 150 мм. Разность рабочей
температуры поршня и цилиндра равна 60° С. Коэффициент линейного рас-
ширения материала деталей а = 10,4-10"6. При установлении минималь-
ного зазора учитывались конструктивные и эксплуатационные особенности
машины. В первую очередь необходим гарантированный зазор Дж. Т9 опре-
деленный исходя из обеспечения жидкостного трения.
Для рассматриваемых компрессоров [30] принимаем Дж.г = 2,43 hHaUMtdOni
где hHauM,don — наименьшая толщина масляного слоя, определяемая по фор-
муле (1.110). Поршень и цилиндр изготовляют с шероховатостью сопрягае-
мых поверхностей соответственно RzA = 3, 2 мкм (8-й класс чистоты) и
Rzb = 4,3 мкм (7-й класс чистоты). Тогда Дж.г = 2,43-2 (3,2 + 4,3 + 2)
28 мкм = 0,028 мм.
При работе в результате разности температур диаметр поршня увеличи-
вается больше, чем диаметр цилиндра. Поэтому минимальный зазор при
сборке &н(Шм.ф Должен быть увеличен на величину, необходимую для ком-
пенсации уменьшения зазора, вследствие разных температур поршня и ци-
линдра. Под влиянием нагрузок возникают силовые деформации поршня и
цилиндра, которые также необходимо учитывать при определении минималь-
ного зазора. Необходимо также учитывать необратимое увеличение объема
чугуна при его нагреве (так называемый «рост чугуна»). Поэтому минималь-
ный зазор
^наим. ф ~ у 4~ D [ал (tn Zq) ОСц (/ц /о) ] CfD, (1.111 )
юз
где ап, — коэффициенты линейного расширения материала поршня и
цилиндра;
1ц — рабочая температура поршня и цилиндра;
/0 — нормальная температура (20° С);
qD — коэффициент, учитывающий силовую деформацию поршня и
цилиндра и «рост чугуна».
При обычных условиях эксплуатации рассматриваемых компрессоров
с чугунными цилиндрами и поршнями q = 0,0002. Для случая, когда мате-
риалы цилиндра и поршня одинаковы, формула (1.111) принимает вид
Днлил. ф Т + Da (1.112)
По формуле (1.112) находим минимальный зазор, который должен быть
обеспечен при сборке поршня с цилиндром.
Для компрессора при диаметре поршня D — 80 мм &наим ф — 0,028 +
+ 80-10,4-10-6-60 + 0,0002-80 = 0,094 мм = 94 мкм.
Для компрессора при D — 150 мм Ьиаим.ф — 0,028 + 150• 10,4-10“e х
X 60 + 0,0002-150 = 0,152 мм — 152 мкм.
Указанные минимальные зазоры могут быть получены при комбиниро-
ванной посадке -^, дающей ДН1Ц4И = 95 мкм при D — 80 мм и =
— 150 мкм при D = 150 мм, что соответствует расчетным минимальным за-
зорам и технологически выполнимо.
Для определения ^наив.ф были проведены исследования влияния зазора
между поршнем и цилиндром на эксплуатационные показатели компрессора
модели 2АВ-8 (при D = 80 мм).
Результаты исследований показали, что в соответствии с допустимым
уменьшением производительности компрессора и индикаторной мощности
его на 2—5%, максимальный зазор в сопряжении цилиндр — поршень диа-
метром до 300 мм может быть принят равным 0.008D (табл. 1.7). Для компрес-
сора с D = 80 мм этот зазор может быть равен 0,7 мм, а для компрессора
cD = 150 мм зазор равен 1,2 мм. Допускать большой зазор (износ цилиндра
и поршня), вследствие ухудшения эксплуатационных показателей компрес-
соров, нецелесообразно. Несколько повышенный расход масла при зазоре
0.008D допустим, так как отработанное масло марки ХА улавливается масло-
отделителем и регенерируется.
Минимальный слой металла на износ цилиндра и поршня для компрес-
сора D — 80 мм составит 0,334 + 0,175 — 0,509 мм (рис. 1.38, б), а для ком-
прессора D = 150 мм составит 0,927 мм.
Коэффициенты запаса точности соответственно будут равны:
^т~ 46 4-50 ~Ь>3 и 63 4-60 °’5'
Опытами [30] установлено, что цилиндр и поршень изнашиваются (ци-
линдр более интенсивно) по диаметру в течение 4500 ч работы (за один год)
примерно на 0,08—0,12 мм, Следовательно, при установленном максимально
допустимом зазоре компрессоры могут работать до капитального ремонта
(до смены гильзы цилиндра) 5—6 и 8—10 лет вместо соответственно 3—4 и
5—6 лет для старых моделей, когда не применяется новый метод расчета по-
садок с зазором.
Из рассмотренных примеров видно, что одновременно с расчетом посадок
определяется и класс точности соединяемых деталей.
Ниже излагаются краткие рекомендации для предварительного выбора
посадок с зазором (на примере посадок в системе отверстия). Посадки сколь-
жения применяются преимущественно для пар с точным центрированием и
точным направлением, в которых допускается проворачивание и продольное
перемещение деталей при регулировке, а иногда и при работе. Эти посадки
часто применяются вместо переходных, в том числе для сменных частей. Для
104
Таблица 1.7
Влияние зазора в сопряжении поршень — цилиндр на эксплуатационные
показатели компрессора модели 2АВ-8 [30]
Эксплуатационный показатель компрессора или появляющийся дефект Величина зазора в мм Ч исло оборотов коленчатого вала в минуту Изменение эксплуатационного показателя
Удельная весовая производительность 0,1 480—960 Принята за 100%
0,7 480 Уменьшилась на 10%
960 То же на 3—5%
1,1 480 То же на 20—25%
720 То же на 10—12%
Индикаторная мощ- ность 0,1 480—960 Принята за 100%
0,7 480—960 Уменьшилась на 2—3%
1,1 480—960 То же на 10—15%
Расход масла мар- ки ХА 0,1 720 Расход масла составил 35 г!ч
0,7 720 Увеличился до 170 г/ч
0.9 720 То же до 190 г/ч
Стук поршней о зер- кало цилиндра 0.1 480—960 Стук поршней не наблюдался
0,7 480—720 Появление стука
0,9—1,1 480—960 Значительный стук и ускоренный износ цилиндра
вращающихся деталей эти посадки применяются только при малых скоростях
и нагрузках.
^4
Посадка применяется для точного центрирования (например, пиноли
в корпусе задней бабки токарного станка, измерительных зубчатых колес
на шпинделях зубоизмерительных приборов). Посадка применяется при
менее жестких требованиях к точности центрирования (например, для смен-
ных зубчатых колес в станках, корпусов под подшипники качения в станках,
автомобилях и других машинах, поршня в цилиндре пневматической дрели
и т. п.). Посадка применяется для центрирующих поверхностей в тех
случаях, когда можно увеличить допуски на изготовление при несколько по-
105
A
ниженных требованиях к соосности. Посадка 7Д применяется для неподвиж-
ных соединений при низких требованиях к точности центрирования (напри-
мер, для посадки шкивов, зубчатых колес и других деталей на вал с крепле-
нием шпонкой при передаче вращательного движения, при невысоких тре-
бованиях к точности механизма в целом и при небольших нагрузках.
(А А \
и применяются для ответственных подвиж-
ных соединений, требующих гарантированного, но небольшого зазора для
обеспечения точного центрирования (например, золотник в пневматической
сверлильной машине, шпиндель в опорах делительной головки, и т. п.).
Ходовые посадки нашли наибольшее применение из всех подвижных по-
садок. Ходовая посадка применяется при повышенной точности центри-
рования (например, в золотниковых парах гидропередач легковых автомо-
билей и в других случаях, когда необходим малый допуск зазора). Ходовая
посадка -у применяется для валов в подшипниках скольжения небольших
и средних по мощности электродвигателей, поршневых компрессорах, в ко-
робках скоростей, в центробежных насосах. Ходовая посадка может
Л2а
применяться взамен посадки для увеличения запаса на износ.
А 3
Ходовая посадка применяется для крупных подшипников в тяжелом
машиностроении, для свободно вращающихся на валах зубчатых колес и
других деталей, включаемых муфтами сцепления, для поршней в цилиндрах
паровых машин, для центрирования крышек цилиндров. Для увеличения
долговечности и надежности машин посадка А3/Х3 должна заменяться ана-
логичной посадкой 2а класса, а иногда и 2-го класса.
А А А А
Легкоходовая посадка и широкоходовые посадки • -тг и при-
Л Ш ’ U1 з Ш 4
меняются сравнительно редко, когда допускаются большие А^б (напри-
мер, посадка-^- применяется при больших скоростях вращения и относи-
тельно малых давлениях в крупных подшипниках, а также для сопряжений
поршень — цилиндр в компрессорах, а посадка ~ применяется при невы-
сокой точности механизмов).
д
Теплоходовая посадка применяется для сопряжений деталей,
работающих при высоких рабочих температурах (паровые турбины, двига-
тели, турбокомпрессоры, турбовозы и другие машины, у которых в рабочем
состоянии зазоры значительно уменьшаются). Это уменьшение зазора яв-
ляется следствием того, что вал нагревается и расширяется больше, чем вкла-
дыш подшипника. Эта посадка может применяться также при соединении
деталей с неодинаковым коэффициентом линейного расширения, работаю-
щих при высокой температуре, а также в сопряжениях с большим зазором,
д
требующих высокой точности (с малым допуском посадки). Посадка уу соот-
Н7
ветствует посадке ISO. Наименьший зазор определен по формуле
Ачаил = 52d0>2 при d 40 мм и Анаиле = 95 + 0,8d при d > 40 мм.
Расчетный зазор в посадке, определенный при нормальной температуре,
должен быть увеличен на А/ для компенсации температурной деформации
деталей соединения при работе механизма:
Д< = b (ajA^x —a2A/2) d,
где Ь = 0,7 ч-l — коэффициент, учитывающий влияние на величину зазора
конструкции подшипника и условия охлаждения;
106
«j и а2 — коэффициенты линейного расширения материала вала и
вкладыша подшипника;
и Д/2 — разности между действительной (рабочей) температурой
вала и вкладыша и нормальной температурой;
d — номинальный диаметр соединения в мм.
При выборе посадок необходимо учитывать отношение длины соедине-
ния I к диаметру d\ с уменьшением этого отношения наименьший зазор может
быть уменьшен.
Переходные посадки используют для центрирования деталей в неподвиж-
ных разъемных соединениях, где они могут периодически передвигаться
вдоль вала или быть сменными. Для гарантии неподвижности одной детали
относительно другой они дополнительно крепятся шпонками, стопорными
винтами и другими крепежными средствами. Эти посадки характеризуются
относительно малыми зазорами и натягами, что позволяет собирать детали,
затрачивая при этом небольшие силы (от руки или с помощью молотка).
Сочетать высокую точность центрирования с относительной легкостью
сборки и разборки соединения при постоянстве небольших сил можно только
при небольших натягах и зазорах. Вследствие эФого переходные посадки пре-
дусмотрены только в 1-м, 2-м и 2а классах, а для размеров менее 1 мм и
в 3-м классе точности.
В переходных посадках (см. рис. 1.33 и рис. 1.34) при сочетании наиболь-
шего предельного размера вала и наименьшего предельного размера отвер-
стия всегда получается наибольший натяг, при сочетании наибольшего пре-
дельного размера отверстия и наименьшего предельного размера вала —
наибольший зазор (за исключением глухой посадки 1-го класса). При сред-
них размерах отверстия и вала в глухой и тугой посадках будет натяг,
а в напряженной и плотной — зазор (за исключением напряженной по-
садки 1-го класса точности).
Выбор переходных посадок определяется требуемыми точностью центри-
рования и легкостью сборки и разборки соединения. Точность центрирова-
ния определяется величиной £0 радиального биения втулки на валу, возни-
кающего при зазоре и одностороннем смещении вала в отверстии. Погреш-
ности формы и расположения поверхностей сопрягаемых деталей, смятие
неровностей, а также износ подшипников вала будут увеличивать радиальное
биение втулки. Поэтому для компенсации указанных погрешностей, а также
для создания запаса точности необходимо наибольший зазор в соедине-
нии &наиб определять по формуле
д ____
^наиб — к? ’
где Кт = 2 -т-5 — коэффициент запаса точности.
Степень легкости сборки и разборки соединений с переходными посад-
ками, так же как и характер этих посадок определяются вероятностью полу-
чения в них зазоров и натягов (рис. 1.39, а). Рассмотрим методику подсчета
соединений с зазорами и натягами в этих посадках, где дано соединение диа-
метром 60 ~ (рис. 1.39). Натяг может быть в пределах от 0 до 30 мкм, а зазор
от 0 до 20 мкм. Допуск посадки, равный сумме допусков вала и отверстия,
составляет 50 мкм. Будем считать, что рассеивание размеров отверстий и ва-
лов, а также зазоров (натягов) подчиняются закону нормального распределе-
ния и допуск деталей равен величине диапазона рассеивания, т. е. 6 = 6о.
Такой расчет является приближенным, так как не учитывает влияния сме-
щения центра группирования относительно середины поля допуска. Учиты-
вая принятые условия, получим о0т) = -§~ = 5 мкм; авала — -g- = 3,3 мкм.
Среднее квадратическое отклонение суммарной совокупности опреде-
ляется по формуле
о = 1/ а? 4- о?
сум ' 1 2 •
/07
где о j и ст 2 — средние квадратические отклонения размеров отверстий и
валов.
Для данного примера cscyM = Vст^ + ст£^ = ]/52 + 3,32 6 мкм.
При средних значениях размеров отверстия и вала получается натяг
5 мкм (рис. 1.39, б). Это значение соответствует центру рассеивания. Заштри-
хованная площадь характеризует вероятность получения соединений с на-
тягом. Вычислим вероятность значений натяга в пределах от 0 до 5 мкм,
т. е. найдем площадь, ограниченную линией симметрии кривой и ординатой,
расположенной на расстоянии 5 мкм от линии симметрии. Для данного слу-
у 5
чая х = 5 мкм, аг —-------- — 0,83.
С сум Ь
Пользуясь таблицей значений функции Ф (г), находим, что вероятность
натяга в пределах от 0 до 5 мкм составляет Ф (г) — 0,2967. Вероятность
получения натягов в соединении равна 0,5 + 0,2967 = 0,7967, или 79,67%.
Рис. 1.39. Кривые вероятности натягов и зазоров:
a — в переходных посадках 2-го класса точности (для интервала диаметров 50—
у!
80 мм); б — в соединении диаметром 60 —-
Вероятность получения зазоров (незаштрихованная площадь под кривой
распределения) равна 1—0,7967 = 0,2033, или 20,33%. Практические пре-
дельные величины зазоров будут Засум — 5 = 3-6—5 = 13 мкм, а натягов
Зя*ум + 5 = 3-6 + 5 = 23 мкм. При выборе переходных посадок' необ-
ходимо учитывать опыт применения этих посадок в проверенных длительной
работой аналогичных машин, работающих в тех же условиях, что и проекти-
руемый узел.
При высоких требованиях к точности центрирования, а также при боль-
ших, особенно ударных, нагрузках и вибрациях назначают посадки с боль-
шим средним натягом, т. е. глухую или тугую. Чем чаще требуется разборка
(сборка) узла, чем она менее удобна и чем больше опасность повреждения
других деталей соединения (особенно подшипников качения), тем с меньшим
натягом следует применять переходные посадки, т. е. применять напряжен-
ную или плотную посадку.
Глухие посадки и характеризуются наибольшими средними
I 1 * 1 2d
натягами из всех переходных посадок. Эти посадки применяют при передаче
значительных сил, при наличии ударов и вибраций, а также для тонкостен-
ных втулок, не позволяющих применять крепежные детали. Соединения соби-
рают под прессом. Глухие посадки применяют преимущественно для соедине-
ний, разбираемых только при капитальном ремонте изделия.
т Д, Д Дз<х
Тугие посадки -у и создают меньшие средние натяги, чем глу-
хие, однако разъем соединений все же осуществляется со значительными уси-
лиями. Поэтому эти посадки применяются при значительных статических или
небольших динамических нагрузках, когда разборка—сборка соединения про-
изводится редко. При длине сопряжения, превышающей 1,5 диаметра, тугая
108
посадка может заменить глухую. Поле допуска Т непредпочтитетьно. По-
А А А
этому посадку -у- следует заменять посадками -у- и или —
Напряженные посадкиидают средние натяги, близкие
к нулю; это упрощает процессы сборки и разборки (которые производятся
вручную или с помощью деревянного молотка) и обеспечивает хорошее цен-
трирование. Поэтому эти посадки применяются чаще других переходных по-
садок (например, для посадки на шпонках шкивов, шестерен, муфт).
Плотные посадки -ф-; -4" и дают в соединении преимущественно
//1 11 П2а
зазор и применяются для деталей часто разбираемых узлов, а также в тех
случаях, когда сборка затруднена. При повышенных требованиях к точ-
ности центрирования эти посадки следует заменять напряженными.
Посадки с натягом предназначены для получения неподвижных неразъ-
емных соединений, наиболее часто без дополнительного крепления деталей.
Относительная неподвижность деталей обеспечивается за счет сил сцепле-
ния (трения), возникающих на контактирующих поверхностях, вследствие
их деформации,-создаваемой натягом при сборке соединения. Эти посадки
являются напряженными и применяются во всех отраслях машиностроения.
Например, при сборке осей с колесами железнодорожного транспорта, венцов
со ступицами червячных колес, втулок с валами, составных коленчатых ва-
лов, вкладышей подшипников скольжения и т. д.
Надежность посадок с натягом зависит от механических свойств мате-
риалов соединяемых деталей, геометрических параметров деталей, кон-
структивных и технологических факторов, условий эксплуатации и т. д.
Многие из указанных факторов трудно нормализовать и они не могут быть
учтены при расчете. Поэтому рекомендуется выбранную посадку проверять
экспериментально. Посадка является годной, если при наименьшем натяге
гарантируется неподвижность соединения, а при наибольшем натяге —
прочность соединяемых деталей. При этих условиях соединение будет пере-
давать заданный крутящий момент или осевую силу, а детали будут выдер-
живать без разрушения напряжения, вызванные натягом и другими фак-
торами.
Расчет посадок с натягом приведен в работах [10, 85]. Посадка выби-
рается по натягу рассчитанному по воспринимаемой соединением, осе-
вой силе (или крутящему моменту) с учетом поправок: и — учитывающей
смятие неровностей контактных поверхностей соединяемых деталей; щ —
учитывающей различие рабочей и нормальной температур и коэффициентов
линейного расширения материала деталей; иц — учитывающей деформацию
деталей от действия центробежных сил их — учитывающей неравномерность
давления на контактных поверхностях и другие поправки. Принимая най-
денный натяг Арасч за наименьший, подбирают ближайшую посадку по таб-
лицам ОСТ. Затем проверяют прочность соединяемых деталей при наибольшем
табличном натяге. Создающийся при этом методе расчета запас прочности со-
единяемых деталей в дальнейшем не используется, что и является основным
его недостатком.
Для повышения долговечности и надежности соединений с гарантирован-
ным натягом целесообразно применять новый метод расчета посадок, который
применим для большинства неподвижных соединений с гарантированным
натягом, кроме, например, колец подшипников качения. Посадки необхо-
димо выбирать не по расчетному натягу &PaCti, определенному по восприни-
маемой соединением осевой силе или крутящему моменту, а по наибольшему
допустимому натягу &доп. ф, определенному исходя из условия прочности
соединяемых деталей.
При новом методе, который изложен в работе [10, 85), создается действи-
тельный запас прочности соединения при эксплуатации и технологический
запас прочности деталей (запас прочности при сборке).
109
Как было сказано выше, классы точности размеров сопрягаемых поверх-
ностей определяются одновременно с расчетом посадок, исходя из величин
требуемых зазоров и натягов и необходимости установления запаса точности.
В дополнение к указанному можно дать следующие общие рекомендации по
применению классов точности.
Для высокоточных ответственных соединений, влияющих на эксплуата-
ционные показатели изделий, требования к которым не позволяют установить
большой запас точности (например, посадка поршневого пальца в бобышках
поршня двигателей, посадка подшипников качения на шпинделях точных
станков и т. п.) применяется 1-й класс точности.
Для ответственных соединений, от которых зависит качество изделий,
применяется 2-й класс точности. Этот класс является наиболее распростра-
ненным (например, подшипники скольжения, соединение поршня с цилин-
дром в двигателях и т. п.). Класс точности 2а применяется в тех же случаях,
как и 2-й класс, но тогда, когда может быть установлен больший запас точ-
ности, например соединение поршня с цилиндром в компрессорах.
Для малоответственных соединений, точность которых мало изменяется
в процессе эксплуатации и не влияет на качество изделий (например, посадка
поршневых колец в канавках поршня и т. п.)', применяется 3-й класс точности.
Классы точности За и 4-й применяются для неответственных соединений, где
требуются большие зазоры, колебание которых не влияет на качество изделий.
Учитывая необходимость повышения точности, надежности, долговеч-
ности и других показателей качества изделий, применение для размеров
сопрягаемых поверхностей классов точности За и 4-го и особенно 5-го должно
быть ограничено и технически обосновано. Наибольшее применение должны
иметь классы 2-й, 2а и 3-й. При выборе классов точности следует иметь в виду,
что изготовление деталей по 2-му классу на современных отечественных стан-
ках не представляет большой трудности.
ДОПУСКИ И ПОСАДКИ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
При установлении допусков и посадок для деталей из пластмасс [14]
учитывались специфические физико-механические свойства пластмасс
(в 5—10 раз больший, чем у стали коэффициент линейного расширения,
в 10—100 раз меньший модуль упругости, способность к водо- и маслопогло-
щению и изменению размеров при эксплуатации в зависимости от среды и
времени и другие факторы). Поэтому для соединения пластмассовых деталей,
кроме полей допусков и посадок по ГОСТу 7713—62, установлены дополни-
тельные поля допусков, обеспечивающие посадки с большей величиной за-
зоров и натягов (на рис. 1.40 эти поля имеют перекрестную штриховку).
Получающиеся в деталях из пластмасс уклоны должны располагаться в поле
допуска. Точность размеров деталей из пластмасс зависит от колебания
усадки материала при формообразовании, от конструкции деталей и поло-
жения отдельных ее поверхностей при изготовлении в прессформе, от техно-
логических условий изготовления деталей и может соответствовать классам
За—5 и грубее. А^етодика определения точности деталей и расчет посадок
для деталей из пластмасс приведены в работах [14, 70]. Для получения точ-
ности размеров и надежных посадок классов точности 2а и За необходимы
тщательный отбор исходных пластмассовых материалов по наименьшему
колебанию усадки, стабильный технологический процесс прессования или
литья и определенные условия эксплуатации узлов машин с деталями из
пластмасс. Обработкой резанием деталей из пластмасс можно получить точ-
ность в пределах 2а — 5 классов, в зависимости от методов и режимов об-
работки.
Допуски на неответственные размеры деталей из пластмасс должны на-
значаться по 7, 8, 9 и 10-му классам точности по ОСТу 1010. Кроме односто-
роннего (в плюс или в минус), предусмотрено и симметричное расположение
поля допуска неответственных размеров (См19 См8, См9 и Слс10).
ПО
Предельные отклонения и допуски, установленные стандартом, относятся
к деталям из пластмасс, размеры которых определены при нормальной тем-
пературе (20° С) и относительной влажности воздуха 40—70%.
Детали из пластмасс, изготовленные литьем под давлением или прессова-
нием, должны контролироваться после определенной выдержки (например,
детали 3—За классов точности должны контролироваться после выдержки
Допуски и посадки для деталей из пластмасс диаметром 1—500 мм, со-
прягаемых с металлическими или пластмассовыми деталями, регламентиро-
ваны рекомендуемым ГОСТом 11710—66. В 1971 г. утвержден новый
ГОСТ 11710—71. В этот новый стандарт включены поля допусков, которые
соответствуют полям допусков ISO (см. табл. 1.8).
го
мкм класс
*600 -
3 класс
За класс
4 класс
5 класс
*400-
*200
t~> fiza
"з А,
-200 - xza
-400-
LUj
0р2за Jlpha
С за
А*
•600-
-800-
-1000.
Ш2*
№&Ц-Поля do пуска в, устанавливаемые ГОСТам 11710-66
Рис. 1.40. Схема расположения полей допусков отверстий и валов в системе
отверстия, применяемых для деталей из пластмасс (для диаметров 30—
40 мм)
Таблица 1.8
Поля допусков деталей из пластмасс
Поля допусков по ГОСТу 11710—66 Обозначение полей допусков по Формулы
Обозна- чение Формулы ГОСТу 11710-71 ISO
Из Н. О. — 0 Н3 к9 H. О. = 0
Пр2ъ3 &ср = 2dcp-\- 30 мкм Пр2^ zlO H. О. = 1T7 4- 2,54n
Пр^за &ср — dcp+ 30 мкм npl^B хЮ H. O. = IT7 + l,60cp
//за Н. О. = 0 Яза кЮ H. O. = 0
/7р24 &СР — %dCp+ 60 мкм Z7p24 sell H. O. = IT10- 8dcp
^СР — ^dCp+ 30 мкм ПрЦ zcl 1 H. O. = IT10 + bdcp
в. о. = -100 Шп* all B. 0. == -q
ШЦ в. о. = -160 ^4- dcp ШЦ azll B. O. = —1,84
Ш24 В. О. : ~ 250 -j/*dcp + 2dcp UI2i avl 1 в. 0. = —3,24
-— — С4а Zzl2 B. O. = 0
— — «^4а 612 В. О. ~ —(140+ 0,85d)
для d 160;
B. O. « — l,8d
для d > 160
— — Се A13 B. 0. = 0
Примечание. В. О. — верхнее отклонение в мкм; Н. О. — нижнее отклонение в мкм;
Дср — средний натяг в мкм; q — 265 -|- l,3rfcp (для d < 120 мм); q = 3,5dcp (для d > 120 мм);
IT = а (о,45у+^ + 0,001 dc^ — допуск по ISO; а — количество единиц допуска; для 7, 8, 9,
10 и 11-го квалитетов ISO и соответственно равно: 16, 25, 40, 64 и 100; — средний диаметр
из крайних значений интервалов диаметров в мм
111
МЕЖДУНАРОДНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК ДЛЯ ГЛАДКИХ
ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ ДИАМЕТРОМ ДО 500 мм
Система ISO создана для возможной унификации систем допусков и по-
садок с целью облегчения международных технических связей в металло-
промышленности. Эта система принята в стандартах .Венгрии, ГДР, Поль-
ши, Чехословакии, Франции, Италии, ФРГ, Японии, США, Англии и
других стран. Включение международных рекомендаций ISO в стандарты
создает условия для обеспечения взаимозаменяемости продукции не только
внутри данной страны, но и взаимозаменяемости однотипных деталей и узлов,
изготовленных в разных странах.
Система ISO так же, как и система ОСТ, является односторонней пре-
дельной, допускающей применение как системы отверстия, так и системы
вала. Нормальная температура измерения установлена равной 20° С. Еди-
ница допуска по ISO для квалитетов от 5 до 16-го определяется из выра-
жения
з___
i = 0,45dcp + 0,00\dcp мкм.
Второй член учитывает погрешности измерения, возрастающие с увели-
чением dcp.
Градация интервалов в системах ISO и ОСТ одинакова, за исключением
размеров менее 1 мм (в ISO размеры до 3 мм не разделены на интервалы и
для них даны одни и те же допуски) и размеров 180—500 мм, для которых
ОСТ устанавливает три интервала (180—260, 260—360 и 360—500 мм),
а по ISO четыре интервала (180—250,250—315,315—400 и 400—500 мм).
Расхождение в градации интервалов диаметров вызывает различие в допусках
и отклонениях до 10%.
В системе ISO установлено 18 квалитетов точности, обозначаемых от
IT01, ITO, IT1 и до IT 16. Иногда применяют квалитеты УТ 17 и УТ 18. Для
размеров менее 1 мм допуски по квалитетам 14—18 не назначаются. Число
единиц допуска при переходе от одного квалитета к другому, начиная
с 5-го, изменяется приблизительно по геометрической прогрессии (7; 10;
5 __
16; 25; 40; 64 и т. д.) со знаменателем ]/10 1,6.
Система ISO устанавливает большой ряд допусков размеров, который
может быть использован при нормировании точности, начиная от самых точ-
ных концевых мер до самых грубых неответственных размеров, тогда как
по ОСТу допуски калибров и концевых мер устанавливаются особыми стан-
дартами.
Сравнение классов точности ОСТ с квалитетами ISO и их назначение при-
ведено в табл. 1.9. Наиболее существенное расхождение между допусками
по ОСТу и по ISO состоит в отсутствии в системе ISO рядов, соответствующих
допускам 3 и 5-го классов точности ОСТа, которые занимают промежуточное
положение между соответственно 8 и 9, 12 и 13 квалитетам ISO.
Ряд полей допусков (в том числе поля допусков предпочтительного при-
менения) и классов точности (2а, За, 4, 7, 8 и 10-й) в нашей системе идентичен
с системой ISO.
Допуски точнее 1-го класса точности в основном также соответствуют
допускам ISO.
Система ISO устанавливает 21 поле допусков валов и отверстий. Валы
обозначаются строчными буквами латинского алфавита, отверстия — про-
писными буквами. Основное отверстие обозначается буквой Н, а основной
вал — буквой h (табл. 1.10). Кроме того, дополнительно введено по три про-
межуточных поля допусков валов и отверстий для подвижных посадок (cd,
ef, fg и CD, EF и FG) и по три промежуточных поля для посадок с натягом
(za, ze, zc и ZA, ZB, ZC), обозначаемых двумя буквами. Промежуточные поля
допусков применяются в точной механике для деталей диаметром до 10 мм.
112
Сравнение квалитетов ISO и классов точности ОСТ
Таблица 1.9
Назначение допусков Для концевых мер длины Для калибров и особо точных изделий Для размеров сопрягаемых деталей (для образования посадок) Для свободных неответствен- ных размеров
Число единиц допу- ска а — — — — — — 7 10 16 25 40 64 10Q 160 250 400 640 1000 1600 2500
Квалитет ISO 01 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Классы точности ОСТ и ГОСТ Основное отверстие 03 04 05 06 07 08 09 1 2 1 1 2а | 3 | 1 1 За 4 ! 5 1 1 й 1 1 1 7 8 9 10 11
Основной вал 03 04 05 06 07 08 1 2 2а hi 1 1 За 4 1 1 i *1 1 1 7 8 9 10 11
Таблица 1.10
Обозначение валов и отверстий в системе
Валы а b с cd d e ef f fs g h i k m n P г s t и V X У г za zb zc
Отвер- стия А ° с CD D E EF F FG G H J К /V P R S T U V X Y Z ZA ZB zc
Группы посадок Посадки с зазором Переходные посадки Посадки с натягом
Посадки с тепловым зазором Увеличение зазоров Увеличение натягов
Имеются также поля допусков вала js и отверстия JS, которые располага-
ются симметрично по обе стороны от нулевой линии.
Для образования посадок с зазором используются поля допусков от а (А)
до g (G), для переходных посадок — от / (у) до п (W), для посадок с натя-
гом — от р (Р) до г (Z). Название посадок, принятое в национальных систе-
мах, в системе ISO не применяется как не всегда отвечающее действительному
характеру сопряжений.
мкм
300 -
250 - А
g Отверстия
100 -
50 -
Z7--
—50 -
-100 -
-150 -
-200 -
-250 -
-300 -
Рис. 1.41. Схема расположения полей допусков в системе ISO (для
диаметров 6—10 мм) •
Метод построения посадок ISO путем комбинирования полей допусков
отличается от построения посадок ОСТа. В системе ISO для сопрягаемых
деталей установлена только величина расстояния е от ближайшей границы
поля допуска до нулевой линии, определяемая в большинстве случаев по
формуле
е = Cdn. (1.113)
В этой формуле коэффициент С и показатель степени я различны для раз-
ноименных, т. е. определяемых разными буквенными индексами, полей до-
пусков, но постоянны для одноименных полей всех квалитетов точности
(рис. 1.41).
114
Таким образом, величина е для любого поля не зависит от квалитета.
Верхнее отклонение (если поле допуска расположено выше нулевой линии)
или нижнее отклонение (если поле допуска расположено ниже нулевой ли-
нии) определяется, исходя из соответствующей величины е и допуска для
выбранного квалитета. Например, для вала диаметром 8и6 величина еп =
— 10 мкм, допуск для 6-го квалитета IT6 = 9 мкм, следовательно, НОВ =
== +10 мкм, а ВОВ = +19 мкм. Если допуск вала взять не по 6-му, а по
7-му квалитету, то НОВ не изменится, а ВОВ = еп + IT7 = 10 4-15 =
= +25 мкм (рис. 1.41). Отклонения, соответствующие полям допусков, при-
меняемых для посадок с зазором, т. е. верхние для валов (от а до g) и нижние
для отверстий (от А до G) приняты одинаковыми по абсолютной величине и
определяются по формуле (1.113). Следовательно, зазоры в одноименных
посадках в СА и СВ будут также одинаковы.
Поля допусков для посадок с натягом в системе ISO построены таким об-
разом, что верхние отклонения валов в системе отверстия и нижние отклоне-
ния отверстий в системе вала, соответствующие тем же буквам алфавита,
одинаковы по абсолютной величине, а следовательно, наибольшие натяги
в СА и СВ одинаковы, так как допуски валов и отверстий в обеих системах
одинаковы.
Посадки в системе ISO могут быть образованы сочетанием любых полей
допусков отверстия и вала одного или разных квалитетов. Но с целью созда-
ния условий для унификации применяемых в разных странах посадок в ISO
рекомендованы предпочтительные поля допусков.
Рекомендация по стандартизации СЭВ PC 508—66 устанавливает следую-
щие поля допусков для предпочтительного применения: для валов /i5*,
g6, h&, jb*, k8, пб, r6**, fl, hl, si, e8, h8, u8, d9, f9, dll, /ill, &12,
/112; для отверстий J6*, /<6*, H7, Л*, K7, #7, F8, H8, F9, #10, Dll,
#11, #12.
Поля допусков, отмеченные знаком*, предпочтительны в основном для
подшипников качения; поля допусков, отмеченные знаками ♦*, предпочти-
тельны для диаметров 80 мм.
Обозначение допусков и посадок на чертежах по ISO аналогично обозна-
чению, принятому в системе ОСТ. Например, 0 50 (#6/г5, #6—г5)
обозначение посадки, соответствующей в системе ОСТа прессовой посадке
диаметром бО-у—р- Обозначения на чертежах деталей будут: диаметром
50/76 — для отверстия и диаметром 50г5 — для вала. Отличие только в обоз-
начении скользящих посадок. Например, посадка диаметром 60 в системе
Н7
ISO обозначается 0 60 Отличие в том, что в нашей системе есть специ-
йб ’
альное поле С, тогда как в ISO скользящие посадки обозначаются сочетанием
основного отверстия с основным валом.
Имеется проект рекомендаций ISO по допускам и посадкам для размеров
свыше 500 до 3150 мм.
ДОПУСКИ И ПОСАДКИ ПОДШИПНИКОВ КАЧЕНИЯ
Классы точности подшипников качения. Подшипники качения являются
наиболее распространенными стандартными узлами, изготавливаемыми на
специализированных заводах. Подшипники обладают полной внешней взаи-
мозаменяемостью по присоединительным поверхностям, определяемым на-
ружным диаметром D наружного и внутренним диаметром d внутреннего
колец и неполной внутренней взаимозаменяемостью между телами качения
и кольцами. Вследствие малых допусков зазоров тела качения и кольца под-
шипников подбираются селективным методом. Полная взаимозаменяемость
по присоединительным поверхностям позволяет быстро монтировать и заме-
нять изношенные подшипники качения.
115
Качество подшипника, при прочих равных условиях, определяется точ-
ностью изготовления его деталей и точностью сборки. Основными показа-
телями точности подшипников и их деталей являются: точность размеров
присоединительных поверхностей; точность формы и расположения поверх-
ностей колец (радиальное и торцовое биения, непараллельность торцов колец)
и шероховатость их поверхностей (особенно дорожек качения);точность формы
и размеров тел качения в одном подшипнике и шероховатость их поверх-
ности; величина бокового биения по дорожкам качения внутреннего и наруж-
ного колец (в сферических и радиальных роликоподшипниках не контроли-
руется).
Наибольшее значение имеют показатели точности, определяющие равно-
мерность распределения нагрузки на тела качения, точность вращения и
в значительной степени срок службы подшипника.
В зависимости от указанных показателей точности и точности сборки
ГОСТом 520—71 установлены основные классы точности подшипников:
нормальный Н, повышенный П, высокий В, особо высокий А, сверхвысокий С
и промежуточные классы точности ВП, АВ и СА. В промежуточных классах
первая буква указывает класс точности внутреннего, а вторая — класс’
точности наружного колец. Для иллюстрации различий в требованиях к точ-
ности подшипников указанных классов приведем один из параметров под-
шипников диаметром 80—120 мм.
Класс точности.................. Н П ВП В АВ А СА С
Максимальное радиальное биение вну-
тренних колец в мкм........... 25 20 14 14 7 7 5 5
Класс точности подшипника условно обозначается одной или двумя бук-
вами впереди номера подшипника. Например, А-205 — подшипник № 205,
класса точности А; СА-36208 — класса точности СА. Для подшипников
нормальной точности буква Н не проставляется. Класс точности подшипника
выбирается, исходя из требований, предъявляемых к точности вращения,
и условий работы механизма. Подшипники особо высокого и сверхвысокого
классов точности применяются при больших числах оборотов и в тех случаях,
когда требуется высокая точность при вращении вала (например, для шпин-
делей шлифовальных и других прецизионных станков, для авиационных дви-
гателей и приборов и т. п.).
Для гироскопических и других прецизионных приборов и машин приме-
няются специальные подшипники более высокой точности, чем по классу С.
Повышение точности подшипников достигается более точным изготовлением,
а иногда и повторной сборкой и доводкой их.
Допуски и посадки подшипников качения. Подшипник качения — это
стандартная сборочная единица, поэтому для сокращения номенклатуры
подшипников размеры внутреннего и наружного диаметров его изготовляются
с отклонениями, не зависящими от посадки, по которой он будет монтиро-
ваться в машину или прибор. Таким образом, диаметры наружного кольца D
и внутреннего кольца d приняты соответственно за диаметры основного вала
и основного отверстия, а следовательно, посадки наружного кольца с корпу-
сом осуществляются по системе вала, а посадки внутреннего кольца с валом —
по системе отверстия. Поле допуска на диаметр отверстия внутреннего кольца
расположено в отрицательную сторону от номинального размера, а не в по-
ложительную сторону, как у основного отверстия, т. е. не «в тело» кольца,
а вниз от нулевой линии (рис. 1.42).
При таком перевернутом расположении поля допуска отверстия внут-
реннего кольца для получения соединений колец с валами с небольшим натя-
гом не нужно прибегать к специальным посадкам, а можно получать их,
используя для валов допусков Г, Т, //, П или Г1У Тъ Нх и П1. Например,
соединение вала, имеющего поле допуска //, с внутренним кольцом подшип-
ника даст посадку с гарантированным натягом (типа Пл). Стандартные по-
116
садки с натягом не применяются из-за большого допуска натяга с малой тол-
щины колец подшипников.
Допускаемые отклонения от правильной геометрической формы посадоч-
ных поверхностей валов и корпусов не должны превышать по овальности или
конусности: V2 допуска на диаметр для посадочных мест под подшипники
классов Н, П и В и1/* допуска на диаметр для посадочных мест под подшип-
ники классов А и С. Допускаемая овальность кольца подшипника в свобод-
ном состоянии может быть несколько больше допуска на размер диаметра,
но при сборке и монтаже подшипника кольца значительно выправляются.
Рис. 1.42. Схема расположения полей допусков колец подшипников качения, валов и отверстий
в корпусах (для диаметра d — 50ч-80 мм)
Вследствие овальности, конусности и других отклонений при измерении
могут быть получены различные значения величины диаметра колец подшип-
ника в одном или разных сечениях.
В связи с этим стандартом установлены отклонения среднего, наибольшего
и наименьшего значений диаметра колец. Например, для радиального шари-
коподшипника с номинальным диаметром внутреннего кольца d = 100 мм
класса точности Н, П, В или ВП (ГОСТ 520—71) отклонения будут: для сред-
него значения dc — верхнее нуль, нижнее — минус 0,02 мм\ для наиболь-
шего значения dHau6 — верхнее плюс 0,005 мм и для dnaUM — нижнее минус
0,025 мм.
Если при измерении подшипника в различных сечениях оказалось, что
^наиб = 99,998 мм и d^uM = 99,976 мм, то такой подшипник считается
99 998 -L 99 976
годным, так как величина dc = — —-— = 99,987 мм, т. е. не выхо-
дит за пределы нормированных значений (100,000—99,980 мм); dHan6 меньше
его наибольшего предельного значения 100,005 мм, a dua„4 больше его на-
именьшего значения 99,975 мм.
Если же при измерении подшипника оказалось, что dHau6 — 100,004 мм
и d-наим = 99,998 мм, то такой подшипник считается негодным, так как
117
dc = ^°°4 ilffi,.9?? = 100,001 мм, т. e. больше наибольшего предельного
значения dc = 100,00 мм, несмотря на то, что dHau6 меньше наибольшего
предельного значения 100,005 мм, a больше наименьшего предельного
значения 99,975 мм.
Шероховатость посадочных поверхностей колец подшипников установ-
лена в пределах 6—8-го классов чистоты для подшипников классов точ-
ности Н и П и в пределах 7—9-го классов чистоты для подшипников клас-
сов В, А и С.
Шероховатость посадочных поверхностей валов и отверстий корпусов
должна быть в пределах 6—7-го классов для посадки подшипников классов
Н и П и 7—9-го классов для посадки подшипников классов В, А и С.
Рис. 1.43. Обозначение посадок подшипников качения на
сборочных чертежах, полей допусков и предельных откло-
нений — на детальных чертежах
Учитывая особые требования к точности формы валов и корпусов, к шеро-
ховатости посадочных поверхностей, особый характер расположения полей
допусков относительно нулевой линии, на сборочных чертежах рядом с бук-
вой, обозначающей поле допуска вала или отверстия в корпусе, соединяемых
с подшипником, ставится индекс п. В этом случае посадка обозначается од-
ним полем; например, Гп — глухая подшипниковая, Пп — плотная под-
шипниковая. Пример простановки полей допусков и предельных отклоне-
ний на размеры деталей подшипникового узла показаны на рис. 1.43.
Выбор посадок подшипников качения на валы и в корпусы. Посадка под-
шипника качения на вал и в корпус выбирается в зависимости от конструк-
ции подшипника, условий его эксплуатации, величины и характера дей-
ствующих на подшипник нагрузок и вида нагружения колец. Различают
три основных вида нагружения колец: местное, циркуляционное и колеба-
тельное.
При местном нагружении кольцо воспринимает постоянную по направ-
лению результирующую радиальную нагрузку R (например, натяжение
приводного ремня, сила тяжести конструкции) только ограниченным участ-
ком окружности дорожки качения и передает ее соответствующему ограни-
ченному участку посадочной поверхности вала или корпуса, это встречается
тогда, например, когда кольцо не вращается относительно нагрузки (внут-
реннее кольцо на рис. 1.44, а, наружное кольцо на рис. 1.44, б).
118
При циркуляционном нагружении кольцо воспринимает радиальную
нагрузку последовательно всей окружностью дорожки качения и передает
ее также последовательно всей посадочной поверхности вала или корпуса.
Такое нагружение возникает, когда нагрузка вращается, а кольцо непод-
вижно (или наоборот), а также, когда кольцо и нагрузка вращаются с раз-
ными скоростями (внутреннее кольцо на рис. 1.44, а, 1.44, б, наружное
кольцо на рис. 1.44, а).
При колебательном нагружении невращающееся кольцо воспринимает
равнодействующую нагрузку Рр двух радиальных нагрузок (одна Рп —
постоянная по направлению, а другая Рв, меньшая по величине, вращается)
Рис. 1.44. Схемы нагружения колец подшипников качения
ограниченным участком окружности дорожки качения и передает ее соответ-
ствующему ограниченному участку посадочной поверхности вала или кор-
пуса. Равнодействующая нагрузка Рр не совершает полного оборота, а ко-
леблется между точками А и В (рис. 1.44, и) (наружное кольцо — на
рис. 1.44, в; внутреннее кольцо — на рис. 1.44, г).
В случае, если нагрузка Рп, имеющая постоянное направление, меньше
вращающейся Рв, то кольца будут иметь местное нагружение, или цир-
куляционное нагружение, в зависимости от места приложения сил (на
рис. 1.44, д показано местное нагружение на внутреннем кольце, циркуля-
ционное нагружение на наружном кольце; на рис. 1.44, е показано циркуля-
ционное нагружение на внутреннем кольце, местное нагружение — на наруж-
ном кольце). Эпюры местного, циркуляционного и колебательного нагруже-
ний показаны на рис. 1.44, ж, з, и.
Посадки для радиальных шарико- и роликоподшипников в зависимости
от вида нагружения колец подшипника показаны в табл. 1.11.
Для подшипников классов А и С применяют посадки только по 1-му
классу точности. При вращающемся вале необходимо обеспечить неподвиж-
119
ное соединение внутреннего кольца с валом; наружное кольцо целесообразно
соединять с корпусом подвижно (с небольшим зазором).
При неподвижном вале внутреннее кольцо должно иметь посадку на валу
с небольшим зазором, а наружное кольцо — неподвижную в корпусе.
Подшипник собирают с валами и корпусами с зазором по тому кольцу,
которое испытывает местное нагружение. При такой посадке устраняется
заклинивание шариков, а кольцо под действием толчков и вибраций посте-
пенно поворачивается по посадочной поверхности, благодаря чему износ
беговой дорожки происходит равномерно по всей окружности кольца. Срок
д-0
д>0
Рис. 1.45. Эпюры сжимающих
напряжений, испытываемых ша-
риками подшипника при разной
величине рабочего зазора
Таблица 1.11
Посадки колец радиальных шарико-
и роликоподшипников на вал
и в корпус в зависимости от вида нагружения
ВиД нагружения Посадки
внутреннего кольца на вал наружного кольца в корпус
Местное Циркуля- ционное Колеба- тельное е ёе её - .с 5 t а t; Э V t; с , е О £- е е е о С) й: .Ь: ё ё t: и ле: * е
службы подшипников при такой посадке колец с местным нагружением по-
вышается. В подшипнике важен рабочий зазор — зазор между телами каче-
ния и дорожками качения при установившемся рабочем режиме и темпера-
туре. Этот зазор не должен быть большим, так как чем меньше зазор, тем
равномернее и на большее число тел качения распределяется нагрузка.
При значительном рабочем зазоре (рис. 1.45) нагрузка воспринимается
ограниченным числом шариков. При рабочем зазоре, близком к нулю, на-
грузка распределяется на наибольшее число шариков, поэтому подшипник
в этом случае будет обладать большей долговечностью.
Монтаж подшипника с натягом производится преимущественно по тому
кольцу, которое испытывает циркуляционное нагружение. Натяг исключает
возможность обкатки и проскальзывания кольца по посадочной поверхности
• Таблица 1.12
Допускаемые интенсивности нагрузок на посадочной
поверхности вала и корпуса
Диаметр отверстия внутреннего d и наруж- ного D кольца подшипника в мм Допускаемые значения P# в кГ/см
Посадки на вал
Свыше До Пп ”п тп Гп
18 80 До 300 300—1350 1350—1600 1600—3000
80 180 » 550- 550—2000 2000—2500 2500—4000 —
180 360 > 700 700—3000 3000—3500 3500—6000 —
360 630 » 900 900—3400 3400—4500 4500—8000 —
Посадки в корпус
50 180 — До 800 800—1000 1000—1300 1300—2500
180 360 — » 1000 1000—1500 1500—2000 2000—3300
360 630 — » 1200 1200—2000 2000—2600 2600—4000
630 1600 — » 1600 1600—2500 2500—3500 3500—5500
120
вала или отверстия корпуса в процессе работы под нагрузкой. Наличие зазора
между циркуляционно-нагруженным кольцом и посадочной поверхностью
детали может привести к развальцовыванию и истиранию металла сопряжен-
ной детали, что недопустимо.
При циркуляционном нагружении колец подшипников посадки навал
и в корпусы выбирают по величине PR — интенсивности радиальной на-
грузки на посадочной поверхности. Допускаемые значения PR, подсчитанные
Таблица 1.13
Значение коэффициента F
или DD <2 КОрП Значения коэффициента F
Для вала при D[d Для корпуса
Свыше До <1,5 >1,54-2 >2-г-3 Для всех подшип- ников
0,4 0,7 0,8 0,4 0,7 0,8 • 1 1,2 1,5 2 1 1,4 1,7 2,3 1 1,6 2 3 1 1,1 1,4 1,8
Примечание, d и D — соответственно диаметры отверстия и наружной поверхности подшипника; — диаметр отверстия полого вала; &корп — диа- метр наружной поверхности тонкостенного корпуса.
по средним значениям поса-
дочных натягов, приведены
в табл. 1.12. Интенсивность
нагрузки подсчитывается по
формуле
PR = -^KnFFA, (1.114)
Рис. 1.46. Эскиз к определению
приведенных диаметров колец под-
шипников
где R — радиальная нагрузка опоры на подшипник в кГ\
b — рабочая ширина посадочного места в см (Ь = В — 2г, рис. 1.46);
Кп — динамический коэффициент посадки, зависящий от характера
нагрузки (при перегрузке до 150, умеренных толчках и вибрации
Кп = 1; при перегрузке до 300%, сильных ударах и вибрации
Кп = 1,8);
F— коэффициент (табл. 1.13), учитывающий степень ослабления поса-
дочного натяга при полом вале или тонкостенном корпусе (при
сплошном вале F = 1);
Fa — коэффициент неравномерности распределения радиальной нагрузки
R между рядами роликов в двухрядных конических роликопод-
шипниках или между сдвоенными шарикоподшипниками при на-
личии осевой нагрузки А на опору.
Значения коэффициента FA приведены ниже:
При -д- ctg Р * свыше.......
А
Д
При ctg р до................
Fa .........................
— 0,2 0,4 0,6 1
0,2 0,4 0,6 1 —
1 1,2 1,4 1,6 2
Для радиальных и радиально-упорных подшипников с одним наружным
или внутренним кольцом FA ~ 1.
Из формулы (1.114) видно, что с увеличением радиальной нагрузки растет
интенсивность нагрузки PR, а с увеличением последней увеличивается
натяг в посадках (см. табл. 1.11).
Пример. Выбрать посадку циркуляционно-нагруженного внутреннего кольца радиального
однорядного подшипника № 308 класса точности Н (d = 40 мм\ D = 90 мм\ b == 23 — 2-2,5 =
= 18 мм) на вращающийся сплошной вал. Расчетная радиальная нагрузка опоры Ri = Rz =
—R — 4200 н (420 кГ); нагрузка ударная, перегрузка 300%, осевой нагрузки на опору нет.
* А — осевая сила; |3 — угол контакта тел качения с дорожкой качения наружного кольца,
зависящий от конструкции подшипника.
121
Находим интенсивность нагрузки по формуле (1.114);
420
Pr = -г-й- 1,8-Ы = 420 кГ/см = 4200 кн/м.
1,0
Заданным условиям соответствует напряженная подшипниковая посадка Нп (табл. 1.11).
При этой посадке, согласно ГОСТу 3325—55, наименьший натяг равен 3, наибольший 32,
а средний 17 мкм (при dc = 40_0>012).
В тех случаях, когда динамический коэффициент Кп найти точно трудно,
посадку можно определить по минимальному натягу между циркуляционно
нагруженным кольцом и поверхностью сопрягаемой с ним детали. Минималь-
ный натяг определяется приближенно по формуле
л 13/W
*наи* 105 (B-2r) ’
где N = —rrv ;
i — (— ।
' ' D*'
В, d, г — размеры подшипника в мм (рис. 1.46);
Ds — приведенный наружный диаметр внутреннего кольца в мм,
т. е. диаметр кольца с прямоугольным профилем сечения,
площадь которого (D3xB) равновелика действительной
площади сечения кольца (рис. 1.46);
R — радиальная нагрузка (для легкой серии подшипников
N — 2,8, для средней серии N = 2,3 и для тяжелой
серии W — 2,0).
По найденной величине выбирают ближайшую посадку. Во избе-
жание разрыва колец подшипника наибольший натяг посадки не должен
превышать величину допускаемого натяга
(2N___2) 10® ММ> (1.116)
где — допускаемое напряжение на растяжение (для подшипниковой
стали оа = 40 кПмм2 = 400 Мн/м2).
Пример. Выбрать посадку по ДяОил| для случая, рассмотренного в предыдущем примере.
По формуле (1.115) определим наименьший натяг
л _ 13лл/ _ 13-420-2.3 л„_
наим 106 (В — 2г) 105(23 — 2-2,5) ~ °’007 ММ'
По таблицам ГОСТа 3325—55 выбираем как самый ближайший по вал Тп, при
котором ^наим — 0,009 мм, &наиб — 0,039 мм и — 0,024 мм.
Проверяем допустимость посадки из условия прочности внутреннего кольца подшипника
на разрыв по формуле (1.116):
А 11,4.40.2.3-40 Л1С4
^доп. (2-2 3 2) • 10® О’ &наиб*
Как видно из примеров, расчет по формуле (1.114) обеспечивает выбор
посадок с меньшим натягом по сравнению с расчетом по формуле (1.116).
При назначении значительных натягов необходимо проверять, чтобы после
сборки подшипникового узла радиальные зазоры не выходили из допустимых
пределов.
При расчете посадок подшипников, работающих в условиях повышенных
температур, необходимо учитывать неравномерный нагрев внутреннего
кольца подшипника и вала и выбирать посадку тем с большим натягом, чем
выше рабочая температура подшипника.
Качество подшипников контролируется по правилам, установленным
ГОСТом 520—55.
Глава VI
ДОПУСКИ НА УГЛОВЫЕ РАЗМЕРЫ И ГЛАДКИЕ
КОНИЧЕСКИЕ СОЕДИНЕНИЯ
НОРМАЛЬНЫЕ И СПЕЦИАЛЬНЫЕ УГЛЫ И КОНУСНОСТИ
При конструировании изделий относительно сложной формы широко
используются угловые размеры. Для уменьшения количества номинальных
значений применяемых углов ГОСТом 8908—58 предусмотрены три ряда
так называемых нормальных углов общего назначения. При выборе значе-
ний углов первый ряд предпочтителен второму, второй — третьему. В первый
ряд входят углы: 0; 5; 15; 30; 45; 60; 90 и 120°. Второй ряд содержит все
углы первого ряда и дополнительно: 30'; 1; 2; 3; 8; 10; 20 и 75°. В третий ряд
входят углы первого и второго ряда и дополнительно: 15'; 45'; 1°30'; 2°30';
4; 6; 7; 9; 12; 18; 22; 25; 35; 40; 50; 55; 65; 70; 80; 85; 100; НО; 135; 150; 180;
270 и 360°.
а) 6)
Рис. 1.47. Основные параметры наружного конуса
В рекомендациях СЭВ (PC 169—64) предусмотрены также три ряда нор-
мальных углов, взятых из ГОСТа 8908—58, и дополнительно следующие углы;
в первом ряду 180 и 360°; во втором ряду — 150; 180 и 360° и в третьем
ряду 165°.
Кроме углов общего назначения, в технике применяются и другие нор-
мальные углы, предназначенные для стандартизованных деталей (например,
штифты, инструментальные конусы, арматура и т. п.) и специальные углы.
Последние допускаются, когда их значения связаны расчетными зависи-
мостями с другими принятыми размерами и их нельзя округлить до ближай-
шего значения нормального угла.
Усеченный конус рис. 1.47, а к б имеет четыре основных параметра:
D — большой диаметр; d — малый диаметр; L — длина конуса и 2а — угол
конуса. Параметры конуса составляют замкнутую цепь и связаны следующей
зависимостью:
-^- = 2tga = K
ИЛИ
D — d .
2L — a — *»
где a — угол уклона, т. е. угол между образующей и осью конуса;
К — 1 : L — конусность (К = 1 : 20 означает, что при длине конуса 20 мм
разность диаметров D — d = 1 мм).
При расчетах конических соединений (рис. 1.48) исходным параметром
является конусность /< или угол конуса 2a, т. е. угол между образующими
конуса в основном сечении, но иногда в технологических расчетах принимают
123
угол уклона а, который при значениях меньше 10° определяется без исполь-
зования тригонометрических таблиц по формуле
В конических соединениях выделяются еще следующие параметры: базы
наружного и внутренних конусов и расстояние между базами I. Это расстоя-
ние изменяется при осевом перемещении одной конической поверхности
(наружной или внутренней) относительно другой.
Для уменьшения количества, типоразмеров ГОСТом 8593—57 установ-
лены нормальные конусности общего назначения, в которых исходными
базы
Рис. 1.48. Конические соединения
взяты значения углов с точностью
до 1", а расчетные значения длин L —
с точностью 1 мкм. В рекомендациях
СЭВ (PC 163—64), в отличие от данных
стандарта (ГОСТ 8593—57), пред-
усмотрены дополнительно еще две
конусности (1 : 12 и 1 : 6) и все зна-
чения конусностей разбиты на два ряда.
В первый — предпочтительный ряд
отобраны конусности: 1 : 50; 1 : 30;
1 : 20; 1 : 10; 1:5; 1 : 1,866 (2а = 30°);
1 : 1,207 (2а - 45°); 1 : 0,866 (2а =
= 60°); 1 : 0,50 (2а = 90°) и 1 : 0,289
(2а - 120е).
Кроме нормальных конусностей общего назначения, стандартизованы спе-
циальные конусности для отдельных видов изделий, из которых наиболее
распространены инструментальные (табл. 1.14) и др.
Таблица 1.14
Конусности Морзе (ОСТ ИЗ)
Обозначе- ния Конусность К = 2 tg а Угол конуса 2а Угол уклона а Диаметр D в мм
№ 0 1 : 19,212 = 0,05205 2° 58' 54" 1° 29' 47" 9,045
№ 1 1 : 20,047 = 0,04988 2° 51' 26" 1° 25' 43" 12,065
Ко 2 1 : 20,020 = 0,04995 2° 51' 41" 1° 25' 50" 17,780
№ 3 1 : 19,922 = 0,05020 2° 52' 32" 1°26' 16" 23,825
№ 4 1 : 19,254 = 0,05194 2е 58° 31" 1° 29' 15" 31,267
№ 5 1 : 19,002 = 0,05263 3° 00' 53" 1° 30' 26" 44,399
№ 6 1 : 19,180 = 0,05214 2° 59' 12" 1° 29' 36" 63,348
ПРИМЕНЕНИЕ КОНУСОВ И КОНИЧЕСКИХ СОЕДИНЕНИЙ
Конические поверхности деталей машин, приборов и механизмов имеют
различное назначение, от которого зависят и требования к обработке кону-
сов. Конические соединения обеспечивают высокую точность центрирования
и обладают способностью самоцентрирования, при неподвижных посадках
(типа прессовых) гарантируют передачу больших крутящих моментов с воз-
можностью частой и легкой сборки и разборки сборочной единицы, при плот-
ной посадке обеспечивают газо-водо-маслонепроницаемость, при любых
посадках путем относительного смещения конических деталей можно полу-
чить заданный характер соединения (зазор или натяг), за счет использования
сменных конических втулок можно обеспечить долговечность дорогостоящих
сложных деталей, приводят к малогабаритным и экономичным конструкциям
сборочных единиц (например, вместо шлицевых соединений).
Обладая рядом преимуществ в сравнении с цилиндрическими конические
соединения, в отдельных случаях, являются и единственно возможными
124
(передача крутящих моментов при частой и легкой разборке сборочной еди-
ницы и без дополнительных устройств, герметичность соединений и др.}.
По назначению конусы разделяют на неподвижные, подвижные, контроль-
ные, фрикционные, регулирующие и свободные.
К неподвижным конусам относятся: силовые, которые предназначены для
передачи крутящих моментов, например при обработке деталей режущими
инструментами с коническими хвостовиками для соединения с переходными
втулками и шпинделями станков; центрирующие, служащие для обеспече-
ния высокой точности центрирования при соединении тяжелонагруженных
Рис. 1.49. Коническое Рис. 1.50. Уплотнительная ко-
центрирующее соединение нус-пробка
зубчатого колеса с валом
редуктора
Рис. 1.51. Соединение спе-
циального трубопровода:
1 — ниппель; 2 — гайка; 3 —
трубопровод
Рис. 1.52. Коническое соеди-
нение подшипника жидкост-
ного трения
деталей (на рис. 1.49 показано шлицевое соединение зубчатого колеса 1
с валом редуктора 2, точность центрирования которого обеспечивается двумя
центрирующими конусами 3 и 4); уплотнительные, предназначенные для
плотного прижима сопрягаемых поверхностей разных деталей (на рис. 1.5(1
показана коническая пробка /, которая запрессовывается в отверстие шатун-
ной шейки 4 и плотно прижимает ее наружную поверхность к поверхности
бронзовой втулки 3, развальцованную в отверстии коленчатого вала 2);
закрепительные (штифты, шкворни, болты), которые служат как поперечные
клинья для закрепления соединяемых деталей
в заданных положениях или для стягивания де-
талей и правильной установки; герметичные, обе- -
спечивающие газо-водо-маслонепроницаемость при >
плотной посадке кранов, штуцеров (рис. 1.51), ]
клапанов и т. п. и предохранительные — под- ।
шипниковые, служащие для предохранения от
износа и повышения долговечности дорогостоя-
щих деталей (на рис. 1.52 показана предохра-
нительная коническая втулка, в которой цапфа
/, запрессована на конический хвостовик валка 2
прокатного стана).
К подвижным конусам относятся: центровые конуса (центра), применяе-
мые для подвижных соединений при относительно небольших нагрузках и
обеспечивающие высокую точность центрирования и долговечность, так как
износ рабочих поверхностей регламентируется осевым смещением сопряжен-
ных деталей; конуса в подшипниках трения скольжения с гарантированным
регулируемым зазором по всей длине или по длине облегченной конической
поверхности; конусы режущей части инструментов, например разверток,
сверл и др., для образования конических отверстий в различных деталях;
конические ролики подшипников трения качения с особым видом посадки
по наружному и внутреннему конусам колец подшипников.
К контрольным конусам относятся конические калибры (пробки, втулки)
для контроля качества изготовления конусов деталей. Фрикционные конусы
применяются в различных тормозах и муфтах сцепления и в фрикционных
передачах, которые в ряде случаев заменяют более сложные зубчатые пере-
дачи.
125
Регулирующие конусы используются в различных фрикционных меха-
низмах для изменения передаточного отношения между валом, или направ-
ления вращения, или числа оборотов.
Решающие конусы применяются в различных решающих логарифми-
ческих и множительных механизмах.
Свободные конусы — несопрягающиеся образуются у ряда деталей и
имеют различное назначение, например, для обеспечения обтекаемости при
движении изделий и др.
ДОПУСКИ НА УГЛОВЫЕ РАЗМЕРЫ
И КОНИЧЕСКИЕ СОЕДИНЕНИЯ ОБЩЕГО НАЗНАЧЕНИЯ
Стандартом ГОСТ 8908—58 на угловые размеры регламентированы и пре-
дельные отклонения на них. В 10 степенях точности предусмотрены предель-
6 м
ные отклонения угла у в угловой мере со знаком плюс или минус и допол-
Рис. 1.53. Схема расположения отклонений угловой меры
нительно, для справок, отклонения в линейных величинах -у мкм. Схема
расположения отклонений на углы показана на рис. 1.53, а отклонения
для наиболее распространенных длин меньшей стороны угла приведены
в табл. 1.15.
Предельные отклонения в угловой мере б уменьшаются с увеличением
длины меньшей стороны угла L, Это объясняется тем, что чем больше длина
базовой поверхности обрабатываемой детали, тем точнее будет установка
ее на станке, а следовательно, и меньше погрешность обработки. Линейные,
величины отклонений угла а возрастают с увеличением длины меньшей
клонения угла и длиной меньшей из сторон
стороны угла. Зависимость между
значениями 6, а и L имеет сле-
дующий вид:
а т . 6 L .6
-T = Ltg-T =-----5----tg-4-
cos-2~
зависимость между длиной мень-
шей стороны угла и величиной от-
клонения дана на рис. 1.54. Для
перевода углового допуска в допуск
конусности используют формулу
6« = 2tg4A
1
cos 2 -у
При разработке предельных отклонений в угловой мере степень уменьше-
ния допусков принята по предпочтительному ряду R10 с предпочтительным
числом 1,25. Единой же закономерности в увеличении допусков с переходом от
одной степени точности к другой не установлено. От 1-й до 6-й степени
126
Таблица 1,13
Предельные отклонения на угловые размеры у в мкм
Интервалы длин меньшей стороны угла в мм Откло- Степени точности
нения 1 2 3 4 5 6 7 8 9 10
Св. 8—12 £ 2 20* 30* 50* 1'15* 2' 3' 5' 12' 30' 1°15'
а 2 0,8 1,2 2 3 4,8 7,2 12 28,8 72 180
_6 2 1,2 1,8 3 4,5 7,2 10,8 18 43,2 108 270
12—20 15* 25* 40* 1' 1'30* 2'30* 4' 10' 25' 1°
а “2 0,9 1,5 2,4 3,6 5,5 9 14,5 36 90 216
1,5 2,5 4 6 9 15 24 60 150 360
20—32 6 “2 12* 20* 30* 50* 1'15* 2' 3' 8' 20' 50'
а Т 1,2 2 3 5 7,5 12 18 48 120 300
6 2 1,9 3,2 Д8 8 12 19 29 77 192 480
32—50 10* 15* 25* 40* 1' 1'30* 2'30* 6' 15' 40'
а ~2 1,6 2,4 4 6,5 9,5 14,5 24 57,5 144 384
2,5 3,8 6 10 15 22,5 37,5 90 225 600
50—80 д 2" 8* 12* 20* 30* 50* 1'15* 2' 5' 12' 30'
а Т 2 3 5 7,5 12,5 19 30 75 180 450
3,2 4,8 8 12 20 30 48 120 288 720
80—120 6 ~2 6* 10* 15* 25* 40" 1' 1'30" 4' 10' 25'
а У 2,4 4 6 10 16 24 36 95 240 600
120—200 tc| Ос 3,6 5* 6 8* 9 12" 15 20* 24 30* 36 50* 54 1'15* 144 3' 360 8' 900 20'
а ~2 3 4,8 7 12 18 30 45 108 288 720
5 8 12 20 30 50 75 180 480 1200
допуски в угловой мере возрастают по предпочтительному ряду R5 с числом
1,6, ас 7-й степени до 10-й по производному ряду с числом 2,5.
Допуски на угловые размеры по ГОСТу 8908—58 распространяются и
на углы конусов с длиной меньшей стороны угла образующей конуса до
2000 мм (рис. 1.53). В этом случае симметричное расположение отклонений
от номинального значения угла (±6/2) увеличивает вероятность получения
конического соединения с разностью углов, близкой к нулю. В случаях необ-
ходимости по конструктивным требованиям стандартом допускается и несим-
метричное расположение одного отклонения, равного величине допуска.
В целях уменьшения количества типоразмеров углов и конусов рекомен-
дуется для отдельных отраслей машино- и приборостроения из всех 10 сте-
пеней точности выделить степени точности для предпочтительного примене-
ния. Примерное назначение допусков разных степеней точности представ-
ляется в следующем виде: 1-я 2-я, 3-я и 4-я степени точности для угловых
127
мер, конических калибров, особо точных конусов и конических соединений.
Например, 3-я степень точности используется для конусов в высокоточных
металлорежущих станках (координатно-расточных, шлифовальных и др.),
оправках и инструментах для них; 4-я степень точности — в металлорежу-
щих станках повышенной точности, оправках и инструментах для них; 5-я
и 6-я степени точности для углов и конусов высокой точности; 7-я и 8-я
степени точности — для угловых размеров конусов невысокой точности, 8-я
и 9-я для угловых размеров и конусов стопорящих деталей в виде звездочек,
фиксаторов, стопорных втулок к поводкам и т. п.; 10-я степень точности
для свободных угловых размеров.
Допуски на угловые размеры по ГОСТу 8908—58 положены в основу
рекомендаций СЭВ за № PC 328—65 (рис. 1.53).
ВЛИЯНИЕ ОТКЛОНЕНИЙ ПО ПАРАМЕТРАМ КОНУСА
НА КАЧЕСТВО КОНИЧЕСКИХ СОЕДИНЕНИЙ
Виды отклонений. При образовании конусов механической обработкой
возможны отклонения от номинальных значений угла уклона и угла конуса
(рис. 1.55), диаметров/) и d и конической формы конуса в разных сечениях
Рис. 1.55. Отклонения углов конуса
(рис. 1.56). Кроме этого, возможно отклонение между осью конуса и осями
других элементов детали (рис. 1.57). Отклонения угла, диаметров и формы
конуса в совокупности называются отклонением боковой поверхности конуса.
Чем меньше это отклонение, тем выше качество конического соединения.
Отклонением угла уклона конуса Да в плоскости, проходящей через ось,
является разность между значениями действительного и номинального углов
уклона конуса (рис. 1.55). В зависимости от расчетных диаметров D и d
отклонение Да может занимать положения, показанные на рис. 1.55, а и б.
Отклонения угла уклона могут быть связаны и с общей вершиной конуса
(рис. 1.55). Действительным углом конуса является угол, образованный
в любой осевой плоскости между самыми узкими плоскостными зонами, в кото-
рые вписываются действительные образующие конуса.
Отклонения формы конической поверхности могут быть в различных точ-
ках действительного конуса. Выделяются два вида отклонений формы:
в поперечном сечении конуса — некруглость и в продольном непрямоликей-
ность образующих поверхность конуса, элементарными видами которой
являются вогнутость и выпуклость.
Отклонением диаметра в определенном сечении конуса будет разность
между действительным значением диаметра D и d и номинальным. Отклоне-
ния диаметров связаны с величиной осевого смещения А действительного
конуса (рис. 1.56) относительно вершины номинального конуса следующей
зависимостью:
2 tg а*
Отклонения от соосности встречаются в тех случаях, когда деталь, кроме
конической поверхности, имеет еще и другие рабочие поверхности (гладкие
цилиндрические, с резьбой, зубчатые и др.). Выделяются два вида отклоне-
128
ний от соосности: оси взаимно смещены, но параллельны (рис. 1.57, а);
оси пересекаются (рис. 1.57, 6) или оси скрещиваются, т. е. смещены и на-
клонны одна относительно другой.
Влияние отклонений по диаметрам и стороне угла (D, d и L) на изменение
угла конуса. При наличии отклонений ДО, Ad и ДД угол уклона конуса а
может или увеличиваться на
величину 4-Да или уменьшать-
ся на величину — Доц. Из
рис. 1.55 видно, что при ДО = Ad
tg-T=
A cos 2а
2L-----sin 2a
И
AD cos2 a — AL sin 2a
2L—2AL cos2 a 4- AL sin 2a *
Так как при малых углах
конуса (до 20°) разностью между
величинами Да и Да2 можно
пренебречь, то •
Да = Дах =: 3,4 ~~ мин.
Рис. 1.56. Отклонение основных параметров на-
ружных конусов
Влияние отклонений угла
конуса, диаметра И длины на рис j 57 Отклонения от соосности конической
изменение базового расстояния. и цилиндрической поверхности
Отклонение базового расстоя-
нияД/ используется как показатель качества изготовления конусов и по-
садки конического соединения. Необходимо правильно рассчитывать вели-
чину Д/, особенно при большой конусности (рис. 1.58). При одном диаметре
О отклонение базового расстояния Д/ при конусности К = 1 : 200 будет
в 20 раз больше, чем при К — 1 : 5.
Чаще величину отклонения базового расстояния связывают только
с отклонением по диаметрам — без учета отклонений угла конуса.
На рис. 1.59 показано влияние отклонений диаметров на отклонение базо-
вого расстояния Д/ при двух видах посадок. Подвижной посадкой
Рис. 1.58. Зависимость изменения базорас-
стояния А/ от конусности
5 В. П. Коротков
(рис. 1.59, а) — когда отклонение
наружного конуса имеет отрицатель-
ный допуск, а внутреннего — поло-
жительный допуск, и прессовой
посадкой (рис. 1.59, б) — когда от-
клонение наружного конуса имеет
положительный допуск, а внутрен-
него конуса — отрицательный до-
пуск. В этих случаях такая взаи-
мосвязь представляется в виде
а / _ AD.4 4- ADb
ш К
или
д /_ + А^в
я
где ДРЛ и ДРВ — отклонения по
внутреннему и наружному диамет-
рам конуса.
Задаваясь допусками на диаметры
конусов, можно рассчитать допуск
на базовое расстояние и по нему
129
контролировать качество изготовления конусов. Если отклонения на диа-
метры наружного и внутреннего конусов дать одной величиной по типу
переходной посадки, т. е. только положительный допуск (рис. 1.59, в), то
отклонение базорасстояния будет в два раза меньше, чем в первых двух
случаях:
д/==^®_или ы =
1\ 1\
В этом случае при установленной величине отклонения базового расстоя-
ния допуски на диаметры можно значительно увеличить.
Рис. 1.59. Влияние отклонений по диаметрам конусов на изменение базорасстояния
при посадке типа скольжения
Отклонения по углу конуса могут существенно также отразиться на откло-
нении базового расстояния А/. Поэтому учитывая совместное влияние откло-
нений по диаметрам и углу конуса на отклонение базового расстояния, послед-
нее необходимо рассчитывать по формуле
д/ = ~~ । 2Я (Аал — Дав)
2 tg а ‘ sin 2а ’
где ДОВ, ДРЛ, Дав и Дал имеют свои определенные знаки.
СТАНДАРТНЫЕ ДОПУСКИ НА КОНУСЫ ИНСТРУМЕНТОВ
И КАЛИБРОВ
В связи с повышением требований к конусам металлорежущих станков
и инструментов, от качества изготовления которых в значительной степени
зависит и точность геометрической формы обрабатываемых деталей, был
установлен новый стандарт ГОСТ 2848—67 на допуски для конусов инстру-
ментов, изготавливаемых по ГОСТам 2847—67 и 9953—67 (укороченные).
Этот стандарт значительно отличается от старого ГОСТа 2848—45. Так, напри-
мер: ужесточены требования к конусам инструментов по основному пара-
метру — конусности, и вместо одной степени предусмотрено пять степеней
точности; предусмотрены допускаемые отклонения на базовый диаметр D
и форму конической поверхности (допуски на некруглость и непрямолиней-
ность). Для упрощения расчетов и технического контроля качества конусов
допуски на конусность установлены не в угловой мере, а в линейных вели-
чинах (микрометрах) на разность диаметров (D — d) при постоянной длине
конуса L = 100 мм.
Так как /С = — то при L = const = 100 мм допуск на конусность
будет зависеть только от допуска на разность диаметров:
Л 100
Если принять допуск на угол конуса равным 5", то тангенс угла будет
равен 0,000025, а допуск в линейной мере на этот угол определится из урав-
нения
0,000025 = -^=^-,
130
где 6 (D — d) = 0,000025-100 = 2,5 мкм. Следовательно, отклонение
в разности диаметров 6 (D — d), равное 1 мкм, при L = 100 мм будет соот-
ветствовать отклонению угла конуса, равному 2", а отношению угла уклона
а — соответственно 1". Эти соотношения и принимаются на производстве
при необходимости пересчетов угловых отклонений в линейные и наоборот.
Из предусмотренных стандартом пяти степеней точности, обозначаемых
1, 2, 3, 4 и 5, допуски пока установлены для 3, 4 и 5-й. Изменение величин
допусков при переходе от одной степени точности к другой принято по R5
(1,6). Рекомендация отклонений для наружных конусов с положительным
допуском, а для внутренних конусов симметрично, т. е. с положительным
и отрицательным знаками, объясняется удобством контроля конусов калиб-
рами.
Таблица 1.16
Предельные отклонения угла конуса
инструментов с учетом их длины в мкм
Обозначения конусов Расчетные длины в мм Наружные конусы ± Внутрен- ние конусы +
Степени точности
3 1 ы 15 3 1 4 5
Метрический: 4 6 23 32 8 10 13 16 21 25 4 5 6 8 10 12
Морзе: № 0 № 1 № 2 № 3 № 4 № 5 № 6 49 52 62 78 99 125 172 13 16 19 21 25 32 32 40 51 6 8 9 10 12 16 16 20 25
Метрический: 80 100 120 140 160 200 181 212 244 276 308 372 26 33 42 49 65 82 13 16 21 24 32 41
Таблица 1.17
Зависимость отклонений формы
конуса от степеней точности
по ГОСТу 2848—67 и примеры
применения их
Степени точности для угла конуса по ГОСТу 2848-67 Степени, точности по ГОСТу 10356—63 Примеры применение
на некруг- лость па непрямо- линейность
3 VII IV Высокоточные металлорежущие станки (коорди- натно-расточные, шлифовальные и т. п.), оправки и инструменты к ним
4 VIII V Ставки повы- шенной точности, оправки и инстру- менты к ним
5 VIII V Станки нор- мальной точно- сти, оправки и ин- струменты к ним
Стандартное нормирование отклонений угла конуса в мкм на 100 мм
длины конуса требует производить расчет величины отклонений с учетом всей
рабочей длины конуса, принятой при измерении. Предельные отклонения
угла конуса инструментов с учетом их длины, приведенные в табл. 1.16,
исключают эти расчеты.
Предельные отклонения формы конических поверхностей инструментов
соответствуют отклонениям на некруглость и непрямолинейность, преду-
смотренным в степенях точности при ГОСТе 10356—63. При 3-й степени точ-
ности конусов предельные отклонения на некруглость соответствуют IV
степени по ГОСТу 10356—63, а на непрямолинейность—VII степени точ-
ности. При 4 и 5-й степенях точности конусов — отклонения на некруглость
берутся из V степени по ГОСТу 10356—63, а на непрямолинейность — VIII
степени.
Примерное применение предельных отклонений угла конуса и отклоне-
ний формы показано в табл. 1.17.
131
ПРЕДПОЛАГАЕМАЯ СИСТЕМА ДОПУСКОВ НА КОНИЧЕСКИЕ
СОЕДИНЕНИЯ ОБЩЕГО НАЗНАЧЕНИЯ
Необходимость разработки рекомендаций по системе допусков и посадок
на конические соединения общего назначения учтена Международной орга-
низацией по стандартизации (ISO). Планом работы предусмотрена разра-
ботка рекомендаций по терминологии, нормальным рядам конусностей,
рядам допусков на отклонения угла, базового диаметра, формы конуса, посад-
кам и методам и средствам контроля качества конических соединений.
Опыт показывает, что качество конического соединения и его работо-
способность зависят в основном от правильности образования угла сопря-
гаемых конусов (главный показатель качества) и формы конической поверх-
Рис. 1.60. Распределение сил, действую-
щих в коническом соединении:
Q — осевое давление; Р — нормальное да-
вление
ности в целом, которая определяется
диаметрами, круглостью в различных
сечениях и прямолинейностью обра-
зующих.
Для неответственных конических
соединений общего назначения можно
устанавливать объединенный допуск на
ряд показателей и задавать его как
допуск на диаметр £). На рис. 1.56
объединенный допуск показан в виде
заштрихованной области. В объединен-
ном допуске отклонения угла обра-
зуются диагоналями как со знаком
плюс, так и со знаком минус. Нормиро-
вание параметров конусов общим допуском на диаметр удобен для контроля
их калибрами по отклонению базового расстояния. Допуски на диаметр сле-
дует брать из распространенной системы допусков на цилиндрические соеди-
нения с 18 классами точности.
При повышенных требованиях к коническим соединениям систему общего
допуска можно сохранить, но в чертежах следует указывать, какую часть
от допуска на диаметр должны составлять предельные отклонения угла,
непрямолинейности и некруглости. При высоких требованиях к коническим
соединениям, например с прессовыми посадками, передающими большие кру-
тящие моменты, допуски на угол конуса должны выбираться независимо от
допусков на диаметр и форму конической поверхности. Это объясняется тем,
что момент трения Мтр (рис. 1.60), который противодействует рабочему мо-
менту (стремящемуся к взаимному смещению сопряженных конусов), обратно
пропорционален sin а, и поэтому отклонения наружного и внутреннего
углов конуса должны быть минимальны:
тр 1 sin а
D -J- d
4 ’
где f — 0,1 — коэффициент трения при запрессовке;
Q — сила, действующая вдоль оси и вызывающая нормальное давление Р
на сопряженной поверхности.
Следовательно, системой допусков должны быть предусмотрены ряды
допусков на угол конуса и ряды допусков на боковую поверхность конуса,
которая включает в себя диаметр и отклонения формы.
Опыт перехода на нормирование отклонений угла в линейных величинах
на 6 (D — d) при L = 100 мм по конусам инструментов и калибров (ГОСТы
2848—67 и 2849—69) значительно упрощает расчеты и контроль конусов и
дает реальное представление о величине отклонения (в мкм). Этот опыт, оче-
видно, будет распространен и на систему допусков конических соединений
общего назначения, что уже предусмотрено в одном из проектов рекомен-
даций ISO.
Но такая система допусков справедлива для конических соединений
с конусами от 1 : 50 до 1 : 5. Для конусностей других значений (по ГОСТу
132
8593—57 от 1 : 200 до 1 : 0,289) наблюдается резкое изменение величины раз-
ности диаметров (очень малые значения при конусностях меньше 1 : 50 и
больше 1 : 5), что видно из рис. 1.61, где показана зависимость разности диа-
метров от длины L для
Таблица L18 различных значений ко-
нусности.
Так как с выбором до-
пуска на угол конуса
определяется и допуск на
разность диаметров 6
(D— d), то можно решать
задачу и в обратном по-
Оп ре деление отклонения на угол конуса
Определения р угловой мере Отклонения в дуговой мере в мкм на 100 мм длины
Д (2a) | 2 tg a по R10 | по R5
2* 0,000009 1 1
2,5* 0,000011 1,2
3" 0,000015 1,6 1,6
4" 0,000019 2
5" 0,000024 2,5 2,5
6* 0,000029 3
8" 0,000039 4 4
10* 0,000048 5
13* 0,000063 6,3 6,3
16* 0,000077 8
21* 0,0001 10 10
25* 0,00012 12
34* 0,00017 16 16
40* 0,00019 20
52* 0,00025 25 25
Г 0,00029 30
Г 20* 0,00040 40 40
1' 40* 0,00048 50
2' 10* 0,00063 63 63
2' 30* 0,00073 80
У 20* 0,00097 100 100
4' 0,00116 120
5' 31* 0,00160 160 160
6' 0,00174 200
8' 36* 0,00250 250 250
10' 0,00291 300
13' 46* 0,00400 400 400
16' 0,00465 500
20' 40* 0,00630 630 630
25' 0,00727 800
34' 23* 0,01002 1000 1000
Рис. 1.61. Зависимость разности
диаметров конуса (D — d} от
длины конуса L при постоянной
конусности; D — d = f (L) при
К = const
затем рассчитывать соответствующее отклонение и на угол конуса. Эти
расчеты можно не производить, пользуясь данными табл. 1.18. При соста-
влении табл. 1.18 за исходное отклонение на разность диаметров принят
1 мкм, т. е. 6 (D — d) = 1 мкм с последующим возрастанием отклонений
по двум предпочтительным рядам R5 с числом 1,6 и R10 с числом 1,25. Для
удобства пользования в табл. 1.18 приведены отклонения в угловой мере
62а в виде тригонометрической функции 2tga.
Допуски на боковую поверхность конуса. Рассматривая конические соеди-
нения как цилиндрические, у которых угол уклона равен нулю, для получе-
ния общего допуска на боковую поверхность, допуски на базовые диаметры
(D или d) следует брать из стандартных допусков на гладкие цилиндрические
соединения. Допуски же на некруглость и непрямолинейность образующей
конической поверхности следует брать также из числа стандартных по
ГОСТу 10356—63.
Глава VII
ДОПУСКИ НА РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
КЛАССИФИКАЦИЯ РЕЗЬБ
Резьбы классифицируются: по профилю винтовой поверхности на тре-
угольные, трапецеидальные, пилообразные (упорные), круглые и др.; по
форме поверхности, на которой образована резьба, — на цилиндрические
и конические, наружные и внутренние; по направлению винтового движения
резьбового контура — на правые и левые; по числу заходов — на одноза-
ходные и многозаходные (двухзаходные, трехзаходные и т. д.).
Резьбовые соединения широко распространены в машиностроении
(в большинстве современных машин свыше 60% всех деталей имеют резьбу).
По эксплуатационному назначению резьбы можно разделить на резьбы общего
назначения, которые применяются для соединения разнообразных типов
деталей, и специальные резьбы, предназначенные для соединения одного
типа деталей определенного механизма. Резьбы общего назначения можно
разделить на крепежные (метрическая, дюймовая), применяемые для разъ-
емного соединения деталей машин, главное требование к которым — обеспе-
чение прочности соединений и сохранение плотности (нераскрытия) стыка
в процессе длительной эксплуатации, кинематические резьбы (трапецеидаль-
ная, прямоугольная, упорная), применяемые для передачи движения дета-
лям и узлам механизмов; трубные и арматурные резьбы (трубные цилиндри-
ческая и коническая, коническая дюймовая), применяемые для трубопрово-
дов и арматуры разнообразного назначения, главное требование к которым —
обеспечение герметичности соединений.
Эксплуатационные требования к резьбам зависят от назначения резьбо-
вых соединений. Требование надежности, долговечности и свинчиваемости
без подгонки независимо изготовленных резьбовых деталей при сохранении
эксплуатационных качеств соединений является общим для всех резьб.
Основные параметры наиболее распространенных резьб, стандартизо-
ванных в СССР, приведены в табл. 1.19.
ОСНОВНЫЕ ПАРАМЕТРЫ ЦИЛИНДРИЧЕСКИХ РЕЗЬБ
Рассматриваемые ниже определения параметров являются общими как
для наружной резьбы (болта, шпильки, винта и др.), так и внутренней
резьбы (гайки, гнезда и др.), и стандартизованы ГОСТом 11708—66.
Рис. 1.62. Основные параметры цилиндри-
ческих резьб
Профиль резьбы — контур сече-
ния резьбы в плоскости, проходя-
щей через ее ось (рис. 1.62);
средний диаметр резьбы d2 — диа-
метр воображаемого соосного с резь-
бой цилиндра, образующая которого
пересекает профиль резьбы в точ-
ках, где ширина канавки равна по-
ловине номинального шага резьбы
для однозаходной резьбы, и коми
нальному ходу резьбы деленному
на удвоенное число заходов для
многозаходной резьбы.
Наружный диаметр резьбы d —
диаметр воображаемого цилиндра,
описанного касательно к вершинам
наружной резьбы или впадин внутренней резьбы.
внутренний диаметр резьбы dT — диаметр воображаемого цилиндра,
вписанного касательно к впадинам наружной резьбы или вершинам внутрен-
ней резьбы.
134
Стандартизованные резьбы в СССР, их основные параметры и примеры обозначения
Табгица / 19
Наименование резьбы Стандарты на основные размеры резьбы Интервалы в мм Стандарты на гопуски резьбы Классы точности Примеры обозначения доп усков
диаметров шагов
Резьбы общего применения
Метрическая для диа- метров от 0,25 до 0.9 мм ГОСТ 9000-59 0,25—0,9 0,075—0.225 ГОСТ 9000—59 1 МО, 5
Метрическая для диа- метров от 1 до 600 мм ГОСТ 9150—59 1-600 0,2—6 ГОСТ 16093—70 1, 2, 2а, 3 с 4 по 8 степень точности М64 кл. 2 М64 X 2 кл. 3 М64—6H/6g
Метрическая с зазо- рами ГОСТ 9150-59 1—180 0,25-6 ГОСТ 16093—70 2а, 26, 3, За (кл. 26 только для d болта) М8 кл. 2а Д ГОСТ 10191-62 М20Х 1,5 кл. ЗЛ ГОСТ 10191—62
Метрическая с натя- гами ГОСТ 9150-59 5—48 0,8—3 ГОСТ 4608—65 А, То ; т„2 А(,3 А, 2 Т„3 i Т,2 М18Х1.5 4Ф
Метрическая для де- талей из пластмасс ГОСТ 11709-71 1-120 0,2-6 ГОСТ 11709-71 2а, 3 и 4 М18Х 1,5 кл. 3
Дюймовая ОСТ НКТП 1260 3/16—4" 24-3 нитки ня 1" ОСТ НКТП 1261 ОСТ НКТП 1262 2, 3 1/2" кл. 2
Продолжение табл. 1.19
Наименование резьбы Стандарты на основные размеры резьбы Интервалы в мм Ста нда рты на допуски резьбы Классы точности Примеры обозначения допусков
диаметров тагов
Трапецеидальная од- ноходовая ГОСТ 9484-60 10—640 2—48 ГОСТ 95G2—60 1, 2, 3. ЗХ Трап. 36X6 кл. 1; трап. 36X6 кл. 3; трап. 36X6 кл. ЗХ
Упорная ГОСТ 10177—62 10—600 2—48 ГОСТ 10177-62 I. 2 Уп. 80Х 16 кл. 1; уп. 80Х 16 кл. 2
Трубная цилиндриче- ская ГОСТ 6357—52 1/8—6* 28—11 ниток на Г ГОСТ 6357-52 2, 3 Труб. 2я кл. 2
Коническая дюймо- вая с углом профи- ля 60е ГОСТ 6111—52 1/16—2 я 27—11 1/2 ниток на Г ГОСТ 6111—52 1 К 3/4" ГОСТ 6111—52
Трубная коническая с углом профиля 55° ГОСТ 6211—69 1/8—& 28—11 ниток на 1* ГОСТ 6211-69 1 К 3/4 труб. ГОСТ 6211 -69
Резьбы специального назначения
Резьба труб геолого- разведочного бурения ГОСТ 6238—52 34—219 4 ' ГОСТ 6238-52 1 —
Окулярная для опти- ческих приборов ГОСТ 5359—50 10—38 40—80 1,5 и 2,0; 3 число заходов 1—20 — 1 OK 20Х (4х 1,5) ГОСТ 5359-50
Продолжение табч. 1.19
Наименование резьбы Стандарты на основные размеры резьбы Интервалы в мм Стандарты на допуски резьбы Классы точности Примеры обозначения допусков
днаметроз шагов
Для объективов мик- роскопов ГОСТ 3469—46 4/5" 0,705 мм при 36 нитках на длине 25,4 мм ГОСТ 3469—46 1 ОБ 4/5* X 1/36"
Круглая для цоколей и патронов электриче- ских ламп ГОСТ 6042-71 10—40 1,814—6,35 при 14—4 нитках на длине 25,4 мм ГОСТ 6042—71 1 Ц 27 ГОСТ 6042—71
Замковая для труб геологоразведочного бурения ГОСТ 7918—64 42-63,5 4,233 ГОСТ 7918—64 1 —
Замковая для буриль- ных труб ГОСТ 5286-58 62—189 5,08 и 6,35 мм соответственно при 5 и 4 нитках на длине 25,4 мм ГОСТ 5286—58 1 3—62, 3—189
Для насосно-компрес- сорных* труб и муфт к ним ГОСТ 633-63 1—4* 2,54 и 3,175 мм соответственно при 10 и 8 нитках на длине 25,4 мм ГОСТ 633-63 1 —
Для обсадных труб и муфт к ним ГОСТ 632-64 114-426 3,175 и 4,233 мм соответственно при 8 и 6 нитках на длине 25,4 мм ГОСТ 632-64 1 —
Для бурильных труб и муфт к ним ГОСТ 631-63 60 -166 3,175 при 8 нитках на длине 25,4 мм ГОСТ 631-63 1 —
Шаг резьбы S — расстояние между соседними одноименными боковыми
сторонами профиля, измеренное в направлении, параллельном оси резьбы
на расстоянии, равном 0,5d2 от этой оси.
Угол профиля резьбы а — угол между боковыми сторонами профиля
в осевой плоскости.
Половина угла профиля -2---угол между боковой стороной профиля и
перпендикуляром, опущенным из вершины исходного профиля симметричной
резьбы на ось резьбы.
Углы наклона сторон профиля р, у — углы между боковыми сторонами
профиля и перпендикуляром к оси резьбы (для резьб с симметричным про-
филем угол наклона стороны профиля равен половине угла профиля а
для резьб с асимметричным профилем угол наклона для каждой стороны
профиля определяется независимо).
Высота исходного профиля Н — высота остроугольного профиля, полу-
ченного при продолжении боковых сторон профиля до их пересечения (это
определение относится к резьбам тре-
угольного профиля).
Высота профиля hr — расстояние
между вершиной и впадиной профиля
в направлении, перпендикулярном коси
резьбы. Рабочая высота профиля h —
высота соприкосновения сторон профиля
наружной и внутренней резьбы в напра-
влении, перпендикулярном к оси
резьбы.
Угол подъема резьбы ф — угол,
образованный касательной к винтовой
линии в точке, лежащей на среднем диаметре резьбы, и плоскостью, перпен-
дикулярной к оси резьбы (угол подъема определяется зависимостью tg ф =
Длина резьЬы L
Рис. 1.63. Длина резьбы L
Длина свинчивания резьбы (высота гайки) I (рис. 1.63) —длина сопри-
косновения винтовых поверхностей наружной и внутренней резьбы в осе-
вом направлении (/ L).
Номинальные размеры d, dlt d2, S и а одинаковы для болта и гайки.
ХАРАКТЕРИСТИКА КРЕПЕЖНЫХ ЦИЛИНДРИЧЕСКИХ РЕЗЬБ
В настоящее время применяются крепежные резьбы четырех типов:
метрическая резьба ISO с углом a = 60° (принята в Советском Союзе,
Чехословакии, Польше, ГДР, ФРГ, Франции и многих других странах);
дюймовая резьба с профилем Витворта (а = 55°) по стандарту принят
в Англии и Канаде; дюймовая резьба, принятая в США; эта резьба
(а = 60°) отличается от метрической несколько другим соотношением шагов
и диаметров; дюймовая, так называемая унифицированная резьба UST
(все шире применяемая в США, Англии и Канаде): с крупными шагами —
UNC, мелкими шагами—UNF и особо мелкими шагами—UNEF.
Профиль этой резьбы аналогичен профилю ISO, т. е. a = 60°, срезы вершин
резьбы расположены на расстоянии у гайки и у болта. Эта резьба
принята в качестве дюймовой резьбы ISO.
Метрическая резьба. Профиль и основные параметры метрической резьбы
ISO, введенные в СССР в 1960 г., показаны на рис. 1.64. Утолщенной линией
показан номинальный профиль, общий для болта и гайки, от которого отсчи-
тываются отклонения диаметров (в направлении, перпендикулярном оси
резьбы).
/35
Профиль предусматривает срезы вершин резьбы, равные у гайки и
у болта В отличие от ГОСТа наружный, внутренний и средний диаметры
резьбы гайки по ISO обозначаются буквами D, Dx и D2, а шаг — Р, Опыты,
проведенные в СССР [84 1 и за рубежом, показали, что резьбовые соединения
с профилем ISO имеют повышенную прочность. При этом профиле также об-
легчается образование наружной резьбы накатыванием и внутренней резьбы
нарезанием.
Форма впадины резьбы болта не регламентируется и может выполняться
как плоскосрезанкой, так и закругленной. Форма впадины профиля влияет
на циклическую прочность болта. Наименьшую
имеют болты с плоской впадиной профиля, наи-
большую — со впадинои радиусом г3 = — =
= 0,2165 (рис. 1.65), при котором значительно
уменьшается концентрация напряжений. По Бри-
танскому стандарту ВС 4084 предусмотрен радиус
впадины от 0,180425 до 0,150115.
Срез или закругление по внутреннему диа-
метру резьбы болтов на расстоянии являются
исходными при проектировании резьбообразую-
щего инструмента. Этот размер у деталей не
контролируется. Наименьший радиус закругле-
ния, равный 0,1085, или наименьшая ширина
площадки (при плоскосрезанной впадине) опреде-
ляются расположением впадины на расстоянии
-g- от вершины исходного профиля резьбы
(рис. 1.64, б). В этом случае между вершиной
резьбы гайки и впадиной резьбы болта образуется
зазор, наименьшая величина которого опре-
н н н л н
деляется -у- — = -пт , а наибольшая -------
4 о 12 4
циклическую прочность
Рис. 1.65. Зависимость пре-
дельной амплитуды (за цикла
напряжения от величины
радиуса г закругления впа-
дин резьбы болтов М12Х1,5;
1 — из стали 40ХНМА (сред-
нее напряжение цикла оср =
—25 жГ/млс2); 2 — из стали 45
(0ср = 15 кГ!мм‘)
—-у = -g~. По мере износа инструмента впадина резьбы болта будет пере-
мещаться вверх до предельного положения (до линии среза гайки на расстоя-
нии -j-), при котором еще происходит свинчивание с резьбой гайки. В этом
случае зазор может быть равен нулю. Фактически впадина резьбы болта может
занимать любое положение между и При расчете болта на прочность
139
и при построении профиля резьбообразующих инструментов номинальный
внутренний диаметр резьбы болта может быть определен по формуле
^ = d-2ft-2(4-4) =
= d— (2/1 4-4) =d— 1.2269S. (1.117)
Наименьший возможный внутренний диаметр резьбы болта может быть
определен по формуле
dm = d-2h-2 =
= d—(2/i + 4)=d—1.299S. (1.118)
Метрическая резьба делится на резьбу с крупными шагами и резьбу
с мелкими шагами. Установлено три ряда диаметров метрической резьбы и
каждому диаметру присвоены крупный и мелкие шаги с тем, чтобы прй вы-
боре резьб первый ряд предпочитать второму, второй — третьему. У резьбы
с крупным шагом каждому наружному диаметру соответствует шаг, опреде-
ляемый из зависимости
d=^6S’’3. ' (1.119)
У резьбы с мелкими шагами (которая включает с 1-й до 4-й ранее суще-
ствовавшие мелкие резьбы) одному и тому же наружному диаметру могут
соответствовать разные шаги.
Метрическая резьба с мелкими шагами применяется при соединении тон-
костенных деталей, ограниченной длине свинчивания, а также в тех случаях,
когда требуется повышенная прочность соединения, особенно при переменных
нагрузках.
Для приборов точной механики (в том числе для приборов времени)
метрическая резьба стандартизована для диаметров от 0,25 до 0,9 мм
(ГОСТ 9000—59). Профиль этой резьбы аналогичен профилю резьбы для
диаметров свыше 1 мм. Для этой резьбы установлен один класс точности.
Дюймовая резьба. У дюймовой резьбы (а = 55°), в отличие от метрической
как по внутреннему, так и по наружному диаметрам предусмотрен гаранти-
рованный зазор (см. табл. 1.19). Для унификации резьбы одного и того же
назначения применение дюймовой резьбы в новых конструкциях в нашей
стране запрещено. Эта резьба (имеет два класса точности) используется при
ремонте машин, в которых ранее была предусмотрена дюймовая резьба.
ОБЩИЕ ПРИНЦИПЫ ОБЕСПЕЧЕНИЯ ВЗАИМОЗАМЕНЯЕМОСТИ
ЦИЛИНДРИЧЕСКИХ РЕЗЬБ (1, 10]
Система допусков, обеспечивающая взаимозаменяемость метрической,
трапецеидальной, упорной, трубной и других цилиндрических резьб с пря-
молинейными боковыми сторонами профиля, учитывает особенности конструк-
ции резьбовых деталей и наличие взаимосвязи погрешностей отдельных пара-
метров резьбы.
Предельные контуры резьбы. На длине свинчивания резьбовых деталей
расположено несколько витков резьбы, образующих резьбовой контур.
На рис. 1.66 жирной линией показан номинальный контур резьбы со сколь-
зящей посадкой, определяющий наибольший предельный контур резьбы
болта и наименьший гайки. От номинального контура в направлении к оси
резьбы отложены поля допусков диаметров резьбы болта, в противополож-
ную сторону — поля допусков диаметров резьбы гайки, определяющие наи-
меньший предельный контур для болта и наибольший для гайки.
140
При изготовлении резьбовых деталей неизбежны погрешности профиля
резьбы и ее размеров, возможна неконцентричность диаметральных сече-
ний и другие погрешности, которые могут нарушить свинчиваемость и ухуд-
шить качество соединений. Для обеспечения свинчиваемости и качества
соединений действительные значения диаметров, угла и шага резьбы, не
должны выходить за предельные контуры на всей длине свинчивания. Соб-
людение предельных контуров резьбы лучше всего проверяется калибрами
или с помощью контроля резьбы на проекторах.
Отклонения шага и угла профиля резьбы и их диаметральная компенсация.
У всех цилиндрических резьб с прямолинейными боковыми сторонами про-
филя отклонения шага и угла профиля для обеспечения свинчивания могут
быть скомпенсированы соответствующим изменением среднего диаметра
резьбы.
Рис. 1.66. Предельные контуры резьбового соединения с метрической резьбой
Отклонением шага резьбы ASn называется разность между действитель-
ным и номинальным расстоянием в осевом направлении между двумя точками
любых одноименных боковых сторон профиля (расположенными на линии
пересечения боковых поверхностей резьбы с цилиндром среднего диаметра)
в пределах длины свинчивания или заданной длины. Отклонение шага скла-
дывается из прогрессивных погрешностей шага, возрастающих пропорцио-
нально количеству витков резьбы п на длине свинчивания /, периодических,
т. е. изменяющихся по периодическому закону, и местных погрешностей, не
зависящих от количества витков резьбы на длине свинчивания. Соотношение
этих составляющих отклонения шага зависит от технологии изготовления
резьбы, точности оборудования и резьбообразующего инструмента и других
факторов. Обычно прогрессивные погрешности шага превышают местные.
Они возникают вследствие кинематической погрешности станка и неточности
шага его ходового винта, износа по всей длине резьбы этого винта, темпера-
турных и силовых деформаций винта станка и обрабатываемых деталей и
т. д. Местные погрешности шага являются следствием местного износа резьбы
ходовых винтов, местных погрешностей шага многопрофильных инструмен-
тов, неоднородности материала заготовки и других причин.
141
Наложим на осевое сечение резьбы гайг и, имеющей номинальные профиль
и размеры, осевое сечение резьбы болта, у которого шаг увеличен на длине
свинчивания на AS„. При равенстве диаметров резьбы болта и гайки эти
детали не свинтятся. Если условно совместить левые боковые стороны АВ
профилей резьбы болта и гайки, то свинчивание будет невозможным вслед-
ствие перекрытия правых сторон профилей резьбы. В этом случае правые
боковые стороны EF профиля резьбы болта и CD профиля резьбы гайки не
совместятся. Свинчивание резьбовых деталей, имеющих погрешность шага
резьбы, возможно только при наличии разности fs их средних диаметров,
полученной или в результате уменьшения среднего диаметра резьбы болта
или увеличения среднего диаметра резьбы гайки. При уменьшении среднего
диаметра резьбы болта на fs профиль его резьбы сместится к оси в верхней
Рис. 1.67. Зависимость между отклонением шага и диаметральной компенсацией fs
части резьбы на 0,5Д (рис. 1.67) и в нижней части резьбы (на рис. 1.67 не
изображено) также на 0,5Д. Новое положение профиля резьбы болта показано
тонкой линией. Боковая сторона профиля EF резьбы болта будет занимать
положение Е'F'. Кроме того, весь болт может быть смещен влево на вели-
чину ab. Следовательно, при ab = a'b' = боковая сторона EF про-
филя резьбы болта может быть совмещена с боковой стороной CD профиля
резьбы гайки, т. е. свинчивание станет возможным.
Из треугольников abc и а'Ь'с', в которых be = b'cf = 0,5Д, найдем
4 = ctgT или Д5л-
Величину fs называют диаметральной компенсацией погрешностей шага
резьбы и определяют по формулам:
для метрической резьбы (а = 60°)
fs - l,732ASrt;
для дюймовой и трубной резьб (а = 55°)
fs = 1,921 AS„.
Диаметральную компенсацию погрешностей шага необходимо опреде-
лять, исходя из абсолютной величины наибольшего отклонения ASn (накоп-
ленной или местной погрешности шага), которая может быть как положи-
тельной, так и отрицательной.
Отклонением половины угла профиля резьбы А болта или гайки (для
резьб с симметричным профилем) называется разность между действитель-
ными и номинальными значениями Эта погрешность может быть вызвана
погрешностью полного угла профиля (при равенстве половин угла), погреш-
ностью в положении профиля относительно оси детали (когда биссектриса
угла симметричного профиля не перпендикулярна оси резьбы) и сочетанием
обоих факторов. Погрешность половины угла профиля может явиться след-
742
ствием ошибок профиля резьбообразующего инструмента и неточности уста-
новки его, перекоса оси детали и т. п.
Согласно ГОСТам 9253—59 и 1623—61, величина при симметричном
профиле резьбы определяется как среднее арифметическое из абсолютных
величин отклонений обеих половин
угла профиля:
I А ° I . I А ° I
а I 2 А 9
д ____ I z \пр | £ 1лед
“ 2
(1.120)
На рис. 1.68, а изображено сече-
ние резьбы гайки с номинальным
профилем, на который наложено
сечение резьбы ’болта, имеющего
погрешность половины угла профиля
Д —. При равенстве диаметров резь'
бы болта и гайки эти детали не
свинтятся вследствие перекрытия
профилей резьбы (перекрытые участ-
ки заштрихованы). Свинчивание
резьбовых деталей, имеющих по-
А а
грешность Д у, так же как и имею-
щих погрешность шага, возможно
только при наличии диаметральной
компенсации fa этой погрешности по
а)
Рис. 1.68. Зависимость между отклонением
половины угла профиля Да/2 и диаметраль-
ной компенсацией
среднему диаметру резьбы, которая
может быть осуществлена или вследствие уменьшенного среднего диаметра
резьбы болта или увеличенного среднего диаметра резьбы гайки.
Величина /а может быть определена из треугольника DEF (рис. 1.68, о),
Применяя теорему синусов, получим
• А а
sin Д-у-
EF
ED Г
r sin 180е
где EF = 0,5fa; ED = .
COST
Угол Д™ является относительно малой величиной, поэтому можно при-
нять sin Г180°—( Д- + Д 4-)I =& sin Д-, a sinA-^- — равным значению угла
(1-121)
Д — в рад.
Тогда уравнение (1.121) принимает вид
пкх а А а
0,5/а COS у- Д —
0,5/г а ’
smy-
после преобразования этого уравнения получим
2* Д у
f ~
/а sin а
где Ду в рад, a h и fa в мм.
143
Если А ~ выразить не в рад, а в угловых минутах, а в мкм, то получим
f ______2 2л «0,582/t д а ф
а ~~ sin а 360 -60 1 sin а ~2 4
(1.122)
Подставляя в формулу (1.122) значение h, выраженное через шаг (у мет-
рической резьбы h 0,545), и значение sin а, получим:
для метрической резьбы
^О.ЗбЗД-^;
для дюймовой и трубной резьб
^0,355Д|-,
где /а в мкм', S — в мм и Д-^- — в угловых минутах;
Приведенный средний диаметр резьбы. Свинчиваемость будет обеспечена
только в том случае, если разность средних диаметров резьб болта и гайки
будет не меньше суммы диаметральных компенсаций отклонений шага
и половины угла профиля обеих деталей. Для упрощения контроля резьб
и расчета допусков на них введено понятие приведенного среднего диаметра
резьбы, учитывающего влияние на свинчиваемость величин d2, fs, fa-
Средний диаметр резьбы, увеличенный у болта и уменьшенный у гайки
на суммарную диаметральную компенсацию отклонений шага и половины
угла профиля, называется приведенным средним диаметром D2.
Приведенный средний диаметр наружной резьбы
O2 = d2 + fs + fa- (1-123)
Приведенный средний диаметр внутренней резьбы
D2 = d2 — (fs 4- fa)- (1.124)
При точном определении значения D2 необходимо учитывать отклонения
формы боковых поверхностей и другие погрешности резьбы. Приведенный
средний диаметр можно представить как средний диаметр теоретической
резьбы, не имеющей отклонений шага, угла профиля и других отклонений
формы, которая свинчивается с действительной резьбой без зазора и без
натяга.
Пример, Определить приведенный средний диаметрдля резьбы болта М24 (5 = 3 мм)
2-го класса точности, у которой действительный размер d2 — 21,9 мм; AS = —40 мкм;
А (4) =-30'; =-70'.
\ * /пр \ 4 /лее
Определяем отклонение половины угла профиля по формуле (1.117):
Определяем приведенный средний диаметр
Dt = d, + fs + fa = 21,9 4- 1,732 AS + 0.36SA -?- == 21,9 + 1,7.3Дх- 4
, 0,36.3-50 OOAOO
"I---innn ...= 22,023 мкм.
144
Для свинчивания болта с гайкой необходима диаметральная компенса-
ция как положительных, так и отрицательных погрешностей шага и поло-
вины угла профиля резьбы гайки и болта. Поэтому в формуле (1.124) зна-
чения fs и /а всегда имеют минус, а в формуле (1.123) — плюс.
При наличии погрешностей шага и половины угла профиля резьбы у обеих
деталей получаемый в соединении зазор (натяг) определяется с учетом как
величин, так и знака этих отклонений [1].
Характер резьбового соединения, т. е. посадка, определяется взаимным
положением контуров резьбы свинчиваемых деталей. Как в отечественной
системе допусков, так и в рекомендации ISO посадка резьбового соединения
определяется посадкой резьбы по среднему диаметру, в зависимости от
которой резьбы разделяются на резьбы со скользящей посадкой, с зазором,
с натягом и с переходными посадками (плотные). Объясняется это тем,
что соединение внутренних и наружных резьб общего назначения и боль-
шинства специальных резьб происходит по боковым сторонам профиля,
т. е. по среднему диаметру резьбы. Возможность контакта по вершинам
и впадинам резьбы исключена соответствующим расположением полей
допусков на d и dr.
Однако действительный характер взаимного контакта боковых сторон
профиля резьбы на длине свинчивания, т. е. посадку, определяют не только
действительные значения d2, но и отклонения шага и половины угла профиля
резьбы соединяемых деталей. Поэтому действительный характер резьбового
соединения определяется зазорами или натягами, полученными вычи-
танием действительного значения приведенного среднего диаметра резьбы
болта из действительного значения приведенного среднего диаметра
гайки.
Суммарный допуск среднего диаметра резьбы.Средний диаметр, шаг и угол
профиля резьбы являются основными параметрами не только потому, что
они определяют характер резьбового соединения, но и потому, что они влияют
на прочность, точность поступательного перемещения и другие эксплуата-
ционные качества резьбовых соединений. Однако вследствие взаимосвязи
между отклонениями шага, угла профиля и собственно среднего диаметра
допускаемые отклонения этих параметров раздельно не нормируются (за
исключением резьб с натягом). Устанавливается только суммарный допуск
на средний диаметр, который включает допустимое отклонение собственно
среднего диаметра и диаметральные компенсации погрешности шага
и угла профиля, т. е.
b - bd2 + fs + fa.
Величину допуска b следует определять как допустимую разность между
&2наиб и d2HauM болта, а внутренней резьбы — как допустимую разность
между d^aud И D^nauM гайки.
Разность Ь — (Д + /а) представляет ту часть суммарного допуска
среднего диаметра, которая может быть использована как допуск соб-
ственно среднего диаметра при наличии отклонений шага и угла про-
филя.
При раздельной проверке шага, угла профиля и среднего диаметра дей-
ствительные отклонения среднего диаметра болта и гайки должны быть
по абсолютной величине не менее требующихся для компенсации отклонений
шага и угла профиля и иметь соответствующие знаки. Удельный вес отдель-
ных составляющих Ad2, fs и /а не является постоянным; он зависит от типа
и размера резьбы и технологии ее изготовления.
Исходя из изложенного, в основу классификации резьб по точности
и посадкам приняты допуск по среднему диаметру и характер сопряжения
по боковым сторонам профиля.
145
ДОПУСКИ И ПОСАДКИ МЕТРИЧЕСКИХ РЕЗЬБ
d номин.
d'найм гайки
d наиб болта
d2 номин_______
di найм гайки
d2 наиб, болта
d2 найм, болта
di номин,_______
d\ найм, гайки
d1 наиб. болта
dj наиб, гайки
d} наиб гайки
d найм. болта~
60'
Рис. 1.69. Расположение полей допусков метриче-
ской резьбы со скользящей посадкой
Скользящие посадки. Эти посадки являются наиболее распространенными.
Номинально скользящая посадка принята не только по среднему, но и по
наружному и внутреннему диаметрам. Это дает возможность так расположить
поля допусков наружного и внутреннего диаметров, чтобы исключить натяг
по вершинам и впадинам резьбы (рис. 1.69). В действительности же по этим
диаметрам в большинстве случаев создаются зазоры.
Верхнее отклонение наружного диаметра резьбы гайки и нижнее откло-
нение внутреннего диаметра резьбы болта не нормируются и не проверяются.
Для гаек, испытывающих напряжения сжатия, такая система допусков не
вызывает сомнений, так как увеличение ее наружного диаметра незначи-
тельно снижает прочность гаек. Но у болтов при такой системе допусков
на внутренний диаметр резьбы
возможно чрезмерное уменьше-
ние сечения болта и появление
большой концентрации напря-
жений во впадинах резьбы
(вследствие малого радиуса
закругления), что может зна-
чительно понизить их проч-
ность, особенно при переменных
нагрузках. -Поэтому для повы-
шения прочности болтов, а так-
же увеличения, срока службы
резьбообразующего инструмен-
та внутренний диаметр резьбы
болта при изготовлении новым
инструментом должен нахо-
диться между размерами, опре-
деленными по формулам (1.117
и 1.118). Класс точности резьбы
определяется величиной суммар-
ного допуска среднего диаметра.
Для метрической резьбы с крупным шагом, у которой имеется определен-
ная связь между шагом и диаметром [формула (1.119)], а также между диа-
метром и нормальной длиной свинчивания, на которой в большинстве слу-
чаев имеется семь-восемь витков резьбы, величины допусков среднего диа-
метра могут быть выражены функцией только шага резьбы. Установлено,
что погрешность изготовления метрической резьбы с крупным шагом при-
близительно пропорциональна корню квадратному из шага резьбы. В соот-
ветствии с этим и установлена резьбовая единица допуска
РЕд - 67 V~S,
где S — в мм, а РЕд — в мкм.
Для метрической резьбы с крупным шагом установлено три класса
точности:
1-й класс Ь = 0,95РЕд = 64J/S; 2-й класс, Ь== \,ЪРЕд = 101 ]/S;
3-й класс, b — 2,5РЕд = 167]/S.
У метрической резьбы с мелкими шагами число витков п на нормальной
длине свинчивания в зависимости от шага резьбы может колебаться от 6
до 50. Для этих резьб прогрессивная ошибка шага на длине свинчивания
будет увеличиваться с увеличением п (т. е. с уменьшением шага) и поэтому
суммарный допуск среднего диаметра был определен по формуле
Ь — К ^25 + 1,5п \S 43 мкм, (1.125)
где S и d в мм-, К 0,64 для 1-го класса; К 1 — для 2-го класса; К >=&
1,25 для 2а класса; К «=< 1,6 для 3-го класса.
пнаир
146
В правой части выражения (1.125) первый член учитывает погрешность
собственно среднего диаметра; второй — диаметральную компенсацию про-
грессивных и периодических погрешностей шага; третий — диаметральную
компенсацию половины угла профиля и местные погрешности шага.
Учитывая возможность некоторого колебания величины допуска Ь,
а также для упрощения системы допусков для резьб с мелкими шагами были
приняты те же классы точности, что и для резьб с крупным шагом, т. е.
1, 2 и 3-й; допуск b был определен для этих классов точности при постоянном
значении п. Кроме того, специально для резьб с мелкими шагами введен
класс 2а. Классы точности резьб с мелкими шагами в настоящее время при-
меняются вне зависимости от п, исходя лишь из необходимости иметь тот
или иной допуск b при любом п на длине свинчивания.
Допуски с наружного диаметра резьбы болта и допуск е внутреннего
диаметра резьбы гайки определяют наименьшую рабочую высоту профиля
резьбы hHauM (см. рис. 1.69).
На наружный диаметр резьбы болта установлено два ряда допусков:
первый ряд нормальной точности для резьб 1, 2 и 2а классов точности и
второй ряд пониженной точности (с большими допусками) для резьб 3-го
класса точности,
Допуски внутреннего диаметра резьбы гайки одинаковы для всех четырех
классов точности и изменяются только в зависимости от шага резьбы. При ука-
занных допусках отношение к h для резьб с шагом S 0,8 мм нахо-
дится в пределах 0,80—0,65 дЛя резьб 1,2 и 2а классов точности и в пре-
делах 0,76—0,58 для резьб 3-го класса точности. На практике для ответ-
ственных резьбовых соединений указанное отношение стремятся получить
наибольшим.
Как показали исследования, это справедливо только для резьбовых
соединений, испытывающих большие статические нагрузки и при прочности
материала болта, меньшей, чем прочность материала гайки. Для резьбовых
соединений, испытывающих циклические нагрузки, рабочая высота про-
филя h может быть принята минимально допустимой по 2-му и даже 3-му
классу точности, особенно если уменьшение h происходит при увеличении
гайки.
Для облегчения изготовления резьбы необходимо, чтобы по наружному
диаметру резьбы болта была достаточная площадка. В этом случае резьбо-
образующий инструмент менее нагружен, что увеличивает срок его службы.
Это требование будет выполнено (рис. 1.70), если — 4- > 0 или
2^8’
При соблюдении действующих ГОСТов образование площадки по вну-
треннему диаметру резьбы гайки гарантируется. Необходимо стремиться,
чтобы по внутреннему диаметру резьбового соединения был создан гаранти-
рованный зазор путем увеличения внутреннего диаметра резьбы гайки,
который позволяет увеличить сечение болта и сделать впадину его резьбы
закругленной формы, что повышает прочность резьбовых соединений, осо-
бенно при переменных нагрузках.
Этот зазор увеличивает возможность накатывания резьбы и позволяет
увеличить срок службы резьбообразующего инструмента для болта. Болты
с увеличенным (вследствие износа инструмента) внутренним диаметром
резьбы считаются годными, если величина их внутреннего диаметра
не больше наименьшего внутреннего диаметра резьбы гайки (линия а—а
на рис. 1.69).
Зазор позволяет также повысить стойкость метчиков (при увеличенном
внутреннем диаметре гайки метчик поверхностью внутреннего диаметра
резьбы не участвует в резании металла). Это особенно важно при нарезании
резьбы в деталях из жаропрочных материалов.
Допуски резьб с крупным и мелким шагами обозначаются числовым
значением класса точности, например: М24 кл.2, М24х2 кл. 2а и т. п. На сбо-
147
рочных чертежах класс точности резьбы обозначается в виде дроби, числи-
тель которой указывает класс точности гайки, а знаменатель — болта,
например: М64хЗ кл. 3/кл. 2. Если класс точности гайки и болта одинаков,
то его указывают только один раз, например: М64Хкл. 3.
Посадки с зазором [ 16].
Рис. 1.70. Профиль резьбы болта
с площадкой по вершинам
Резьбовые соединения, имеющие гарантированные
зазоры по диаметрам резьбы, применяются:
когда на резьбовые детали наносят антикор-
розионные покрытия; резьбовые детали рабо-
тают при высокой температуре; необходима
быстрая и легкая свинчиваемость резьбовых
деталей даже при наличии небольшого за-
грязненияили повреждения резьбы и когда
необходима повышенная циклическая проч-
ность резьбовых соединений.
Допуск Ь среднего диаметра (ГОСТ 10191 —
62) резьбы является суммарным допуском.
Для создания зазоров предусматриваются
верхние отклонения с', b', г от номиналь-
ного профиля со знаком «минус» соответ-
ственно для наружного, среднего и внут-
реннего диаметров резьбы болта и нижние
отклонения г, bf, е’ со знаком «плюс» для диаметров резьбы гайки
(рис. 1.72). Эти отклонения по абсолютной величине ддинаковы для сред-
него, наружного и внутреннего диаметров резьбы болта и соответственно
для резьбы гайки, что создает возможность использования тех же резьбовых
фрез и резьбонакатных роликов, которые применяются для резьб со
скользящей посадкой.
Для получения зазоров вследствие
уменьшения диаметров резьбы болта
устанавливаются три нормы отрица-
тельных верхних отклонений, обозна-
Гайки
Рис. 1.71. Расположение полей
допусков резьбы болта (а) и
гайки (б) в посадках с гаранти-
рованными зазорами (утолщен-
ной линией показан номиналь-
ный профиль резьбы, общий для
болта и гайки)
чаемых буквами Д (движение); Л (легкоходовая), Ш (широкоходовая).
Для получения зазоров вследствие увеличения диаметров резьбы гайки
(рис. 1.71) устанавливается одна норма положительных нижних отклонений,
обозначаемая буквой X (ходовая).
Верхнее отклонение нормы Л, в результате которого создается диамет-
ральный зазор, путем уменьшения размеров резьбы болта равно допуску
на средний диаметр 1-го класса точности по ГОСТу 9253—59; отклонение
нормы Д составляет половину отклонения нормы Л; отклонение нормы Ш
равно допуску среднего диаметра 2-го класса точности по ГОСТу 9253—59.
Отклонение нормы X равно 0,75 отклонения нормы Л.
Нижние отклонения Ь* и с" диаметров резьбы болта и верхние откло-
нения Ь” и е” диаметров резьбы гайки (см. рис. 1.71) принимаются по клас-
сам 2а; 26; 3 и За, причем классы 2а (для резьбы болтов с крупным шагом),
148
26 и За установлены специально для резьбы с зазорами. Класс 26 приме-
няется только для нормирования нижнего отклонения с" наружного диа-
метра резьбы болта. Нормы отклонений и классы точности наружного и
внутреннего диаметров резьбы должны быть такими же, как и для среднего
диаметра. Исключение составляет класс 2а по среднему диаметру резьбы
болта, при котором для его наружного диаметра следует принимать допуски
класса 26.
Гарантированный зазор в резьбовом соединении может быть получен
как путем различных сочетаний норм Д, Л, Ш болта с нормой X гайки, так
и с гайками по ГОСТу 9253—59. Для резьбовых соединений с защитными
покрытиями рекомендуются сочетания болтов, изготовленных по нормам Л
или Ш ГОСТа 10191—62, с гайками — по ГОСТу 9253—59. Для резьбовых
соединений, работающих при высоких температурах, можно применять соче-
Рис. 1.72. Поля допусков резьбы болта и гайки для соединений с гарантиро-
ванным зазором
такие болтов, изготовленных по норме Ш, с гайками, изготовленными по
ГОСТу 9253—59, или сочетание болтов, изготовленных по норме Л, с гай-
ками, изготовленными по норме X. Для этих соединений желательно приме-
нять графитовую или другую консистентную смазку.
Класс точности За, поле допуска которого для резьб с крупным шагом
выходит за пределы 3-го класса по ГОСТу 9253—59 примерно на 0,5 резьбо-
вой единицы допуска, целесообразно применять для малонагруженных резь-
бовых деталей.
Для резьбы с зазорами за критерий отнесения болта или гайки к тому
или иному классу принята не величина поля допуска, а граница нижнего
отклонения Ь” для болта и верхнего отклонения для гайки.
Например, по ГОСТу 10191—62 для резьбы болта М36 кл. ЗЛ верхняя
граница поля допуска на по норме Л равна 128 мкм, что соответствует
нижней границе поля допуска 1-го класса по ГОСТу 9253—-59. Нижняя же
граница поля допуска d2 равна 335 мкм, что соответствует нижней границе
поля допуска d2 болта 3-го класса по ГОСТу 9253—59. Поэтому эта резьба
отнесена к 3-му классу точности, хотя допуск на изготовление резьбы М36
кл. ЗЛ по d2 равен 207 мкм, что соответствует 2-му классу точности по ГОСТу
9253—59.
При использовании резьб с гарантированными зазорами для нанесения
защитных покрытий годность резьбы до покрытия проверяется специальными
калибрами, а годность резьбы с покрытием проверяется калибрами, предна-
значенными для резьбы по ГОСТу 9253—59. Готовая резьба после покрытий
должна полностью соответствовать ГОСТу 9253—59.
Посадки с натягом [27]. Посадки с натягом по d2 резьбы разделяются на
посадки с гарантированным натягом (так называемые тугие резьбы) и плот-
ные посадки (в соединении возможен как натяг, так и зазор). Посадки с натя-
гом используются в тех случаях, когда конструкция составной части машины
не допускает применения резьбового соединения типа болт—гайка вследствие
возможного нарушения герметичности и самоотвинчивания шпилек при
149
действии вибрацией, переменных нагрузок и изменении рабочей температуры.
Примером может являться посадка резьбы шпилек в корпусы двигателей.
Расположение полей допусков на диаметры резьбы шпильки и гнезда
по ГОСТу 4608—65 показано на рис. 1.73, а. За номинальный профиль и но-
минальные размеры резьбы с натягом приняты профиль и размеры метриче-
ской резьбы по ГОСТу 9150—59 (на рис. 1.73, а номинальный профиль пока-
зан утолщенной линией). Форму впадины резьбы шпилек необходимо делать
закругленной Ч Радиусы закругления впадины гном и гнаим даны для резьбо-
образующего инструмента и непосредственному контролю не подлежат.
Посадки с натягом в стандарте предусматриваются только в системе отвер-
стия. При системе вала можно накатывать резьбы обоих концов шпильки
с одной установки после бесцентрового шлифования заготовок шпилек
«на проход». Однако система отверстия имеет большие технологические
Рис. 1.73. Расположение полей допусков резьбы с гарантированным натягом (h = 0,54125 —-
Гном — 0,1443, гНаим — 0,1083) (а) и расположение полей допусков на средний
диаметр для установленных посадок (б) по ГОСТу 4608—65 (пример для резьбы М14х1,5)
преимущества перед системой вала. При системе отверстия метчики могут
быть изготовлены с большим притуплением вершины зуба, чем при системе
вала. Это создает более благоприятные условия для процесса резания и повы-
шает стойкость метчиков в 2—3 раза по сравнению со стойкостью метчиков
для резьб с натягом в системе вала (что особенно важно при нарезании резьб
в корпусах из нержавеющих и жаропрочных сталей и титановых спла-
вов) [27]. Кроме того, построение посадок в системе отверстия позволяет
использовать метчики с тугой резьбой для изготовления метрической резьбы
1-го и более грубых классов по ГОСТу 9253—59.
Качество резьбовых соединений с натягом зависит от: номинальных
размеров резьбы; свойств материалов соединяемых шпилек и корпуса; вели-
чины натяга по d2; погрешностей ASrt, Аа/2 и погрешностей формы деталей;
вида, свойств и толщины покрытий соединяемых резьбовых поверхностей;
значения коэффициента трения при свинчивании резьбовой пары; темпера-
турного режима работы соединения; характера действующих сил; величины
вибраций и др.
Для резьб с натягом установлены допускаемые отклонения половины
угла профиля и шага резьбы шпилек и гнезд на длине свинчивания. Откло-
нения половины угла профиля и шага резьбы у шпилек контролируются,
а у гнезд — не контролируются, но учитываются при проектировании и изго-
товлении режущих и измерительных инструментов.
Стандарт устанавливает, что конусность и овальность по среднему диа-
метру резьбы должны быть не более допуска на d2 группы, а бочкообраз-
1 По согласованию с заказчиком допускается изготовление шпилек с плоскосрезанной
впадиной резьбы.
150
ность и седлообразность не более половины допуска на d2 группы. Обрат-
ная конусность (т. е. увеличение диаметра от торца шпильки к середине
ее длины) не допускается.
При прочих равных условиях значение крутящего момента зависит от
метода определения величины натяга: когда натяг определяется как разность
средних диаметров резьбы шпильки и гнезда крутящий момент примерно
в 1,5 раза больше (при одинаковой величине натяга) крутящего момента,
определенного как разность приведенных средних диаметров резьбы. По-
этому в основу классификации точности резьбы с гарантированным натягом
положена величина допуска по средним диаметрам резьбы соединяемых
деталей. В ГОСТе 4608—65 даны предельные отклонения средних диаметров
резьбы гнезда и шпильки, которые используются при их сортировке на
группы для селективной сборки. Одновременно для устранения возможности
выхода действительного значения d2 резьбы за установленные размеры
вследствие отклонений формы шпильки и гнезда и обеспечения большей
надежности соединений в стандарте указано, что нижнее предельное откло-
нение резьбы гнезда и верхнее предельное отклонение резьбы шпильки огра-
ничивают приведенные средние диаметры резьбы гнезда и шпильки. Это
указание обязывает контролировать резьбы шпилек и гнезд после их изго-
товления (до сортировки) производить предельными калибрами или измери-
тельными приборами, но по приведенному диаметру. Установлены следую-
щие четыре посадки (сочетание полей допусков резьбового гнезда А
с полем допуска шпильки Т): и (рис. 1.73, б).
Индекс (0 или 1) у букв А и Т обозначает класс точности резьбы, а цифра 2
или 3 — количество групп сортировки.
Посадки с гарантированным натягом требуют установления весьма малых
величин допусков по среднему диаметру. При больших допусках сочетание
размеров, создающее наименьший натяг, не гарантировало бы от проворачи-
вания шпильки, а при наибольшем натяге могли бы разрушиться шпильки
или срезаться резьба гнезд. Поэтому для тугих резьб допуск на средний диа-
метр резьбы (без сортировки) гнезд Ло; Л02; Л03 и шпилек 7%2; Т03 состав-
ляет 75%, а допуск шпилек То примерно 60% от суммарного допуска среднего
диаметра резьбы 1-го класса точности по ГОСТу 9253—59; допуск гнезд Л г2
и шпилек 7\2 одинаков с допуском 1-го класса точности по ГОСТу 9253—59.
Для обеспечения более однородного натяга, с целью повышения прочности
V Ло2 Л03 А.2
соединении, шпильки и резьбовые гнезда для посадок уу и уу
необходимо сортировать по размерам d2 резьбы на группы и затеям собирать
их селективным методом (рис. 1.73, б).
Для устранения заклинивания при свинчивании тугой резьбы по диаме-
трам d и dx предусмотрены гарантированные зазоры. При этом учитывалось,
что после свинчивания резьбовой пары, вследствие остаточной пластической
деформации витков, наружный диаметр резьбы шпильки увеличивается,
а внутренний диаметр резьбы гнезда уменьшается пропорционально увели-
чению натяга.
Вследствие этого действительные зазоры по d и dl значительно
меньше нормированных. Для повышения циклической прочности шпилек
необходимо, чтобы по внутреннему диаметру резьбы был обеспечен зазор и
после свинчивания деталей. По наружному диаметру зазор после свинчива-
ния деталей может быть равен нулю.
Рекомендуемые области преимущественного использования посадок:
~~—для стальных шпилек, сопрягаемых с гнездами в деталях из
/ Оо
стали и титановых сплавов при I = (1ч-1,25) d;
Ло2
— для стальных шпилек, сопрягаемых с гнездами в деталях из
/ oz
алюминиевых и магниевых сплавов при I — (1,54-2) d;
151
— — для стальных шпилек, сопрягаемых без сортировки с гнездами
в деталях из алюминиевых сплавов при I = (1,5-н2) d и чугуна при I ~
- (1,25—-1,5) d\
А 2
уу — для стальных шпилек, сопрягаемых с гнездами в деталях из
чугуна при I = (1,25->1,5) d.
Обозначения резьб с гарантированным натягом ясны из следующего
А 9
примера: М14 — обозначение посадки; Л4/4Л02 — обозначение резьбы
гнезда; МЫТ02 — обозначение резьбы шпильки.
Допуски резьбовых соединений с натягом унифицированы, для всех
стран — членов СЭВ.
Переходные посадки для резьбы применяются редко, только в тех слу-
чаях, когда детали должны свинчиваться без ключа и в то же время иметь
возможно меньший зазор. Такие требования предъявляются к резьбовым
соединениям, подвергающимся действиям вибраций и ударов, вследствие
которых может произойти самоотвинчивание, а также в тех случаях, когда
необходимо точно центрировать детали по резьбе.
Рекомендация ISO по допускам и посадкам метрических резьб. Рекомен-
дацией ISO установлены следующие степени точности (градации допусков):
Средний диаметр резьбы гайки D2
Средний диаметр резьбы болта d2 . .
Внутренний диаметр резьбы гайки
Наружный диаметр резьбы болта d .
Степени точности
— 4 5 6 7 8
. 3 4 5 6 7 8 9
- 4 5 6 7 8 —
—— 4 — 6 — 8 —
Установлены следующие положения полей допусков: Н и G для резьбы
гайки, h, g и е для резьбы болта, причем поле допуска е может применяться
только для резьбы болтов с шагом от 0,5 мм и более. На рис. 1.74 видно,
что сочетание полей допусков Н и h образует скользящую посадку. Соеди-
нения с зазором образуются путем смещения профиля резьбы гайки вверх
от номинального профиля (поле G) и профиля резьбы болта вниз от номиналь-
ного профиля (поля g и е). Величины зазоров установлены, исходя из различ-
ных толщин антикоррозионных покрытий и требований легкой сборки соеди-
нений.
Основные отклонения для резьб с зазорами определялись по следующим
формулам:
нижнее отклонение для поля G EIq ~ +(15+ ПР);
верхнее отклонение для поля g es6— —(15+ HP);
верхнее отклонение для поля е est — —(50 + 1 IP),
(1.126)
где отклонение Е и е в мкм, Р — шаг резьбы в мм.
Для выбора степени точности в зависимости от длины свинчивания резьбы
и требований к точности соединений установлено три группы длин свинчи-
вания: короткие резьбы (обозначение S), нормальной длины (обозначение N)
и резьбы увеличенной длины (обозначение L).
В целях уменьшения номенклатуры резьбовых калибров и резьбообра-
зующего инструмента рекомендуется предпочтительно применять степени
точности и поля допусков, указанные в табл. 1.20.
Степени точности в зависимости от длины свинчивания объединены
в классы точности. Точный класс рекомендуется для ответственных резьб,
когда требуются малые колебания характера посадки; средний класс реко-
мендуется для общего применения и грубый — при нарезании резьбы на
горяченакатанных заготовках, в длинных глухих отверстиях и т. п.
Допускается комбинирование любых степеней точности и полей допусков
предпочтительного применения для гаек с предпочтительными степенями
точности и полями допусков для болтов.
152
<л
У
Основное отклонение О
Основное отклонение G
Рис. 1.74. Расположение полей допусков болтов (а),
гаек (6) и допустимые отклонения профиля впадины
резьбы болта (в):
J — номинальный профиль; 2 — зона, в которой реко-
мендуется располагать впадину болта; 3 — верхний
предельный профиль; 4 — нижний предельный профиль
но рекомендации ISO
Допуски среднего диаметра резьбы болта 6-й степени точности опреде-
ляются по формуле
б^б^ЭОР0’4^1 мкм, (1.127)
где Р — шаг резьбы в мм.
Допуски 6d2 для остальных степеней точности получаются путем умноже-
ния величины Sd2 6-й степени точности на следующие коэффициенты:
Степени точности...... 3 4 5 7 8 9
Коэффициент........... 0,5 0,63 0,8 1,25 1,6 2,0
Таблица 1.20
Рекомендация ISO по выбору допусков метрической резьбы
Длина свин- чива- ния Класс точности Поля допусков гаек | Поля допусков болтов
Отклонение
н G h £ e
S Точный Средний Грубый 4Н м (50) (ЗЛ4Л) (5Л6Л) (5g6g) —
(V Точный Средний Грубый - |6Я| * ~7Н (60) (70) 4Л 6Л .. |6g|* tig 1 Ijd1
L Точный Средний Грубый |7Я| (7G) (80) (5Л4Л) (7Л6Й) (7g6g) (9g8g) (7e6e)
□ — поля допусков предпочтительного применения; ( ) — поля допусков, применение которых рекомендуется ограничить; • — поля допусков, рекомендуемые для торговых крепежных деталей.
Допуски среднего диаметра резьбы гаек SD2 всех степеней точности полу-
чаются путем умножения величины Sd8 6-й степени точности на следующие
коэффициенты:
Степени точности............. 4 5 6 7 8
Коэффициент.................. 0,85 1,06 1,32 1,7 2,12
Сравнение коэффициентов для получения допусков на средний диаметр
показывает, что бЬ2 гайки примерно на г/3 больше 6d2 болта.
Допуски на наружный диаметр резьбы болта 6-й степени точности опре-
деляются по формуле
6d = 180 vGP5 — мкм. (1.128)
Допуски для 4 и 8-й степеней получались путем умножения величины 6d
соответственно на коэффициенты 0,63 и 1,6.
Допуски на внутренний диаметр резьбы гайки (с шагом 1 мм и более)
для 6-й степени точности определяются по формуле
6Di = 230Р0-7 мкм', (1.129)
для резьб с шагом 0,2—0,8 мм
(6) = 433 — 190Р1-22. (1.130)
Допуски 6D, остальных степеней точности получаются путем умноже-
ния 60j 6-й степени точности на следующие коэффициенты:
Степени точности.................. 4 5 7 8
Коэффициент....................... 0,63 0,8 1,25 1,6
154
Обозначение допусков резьбовых деталей по ISO включает степень точ-
ности и положения поля допуска среднего диаметра, степень точности наруж-
ного (для болтов) или внутреннего диаметров (для гайки) и положение поля
допуска этого диаметра. Например, Мб — 5g6g — обозначение резьбы болта
5-й степени точности по среднему и 6-й по наружному диаметрам с полем
допуска g; М20Х2 — 6Н — обозначение резьбы гайки, когда допуски среднего
и внутреннего диаметров одинаковы.
Новый стандарт на допуски метрической резьбы. Утвержден ГОСТ
16093—70 на допуски и посадки метрической резьбы взамен ГОСТов
9253—59 и 10191—62. Новый стандарт основан на рекомендации ISO Р965
и соответствует рекомендации СЭВ по стандартизации PC 2272—69. Стан-
дарт устанавливает поля допусков и предельные отклонения размеров
резьб в посадках скользящих и с зазором.
Расположение полей допусков резьбы определяется основным отклоне-
нием — верхним для болта и нижним — для гайки (рис. 1.74). Отклонения
отсчитываются от номинального профиля резьбы, показанного на рис.
1.74, а, б утолщенной линией, в направлении, перпендикулярном оси резьбы.
Установлены следующие ряды основных отклонений, обозначаемые буквами
латинского алфавита (строчной для резьбы болтов Л, g, е, d и прописной
для резьбы гайки Н, G).
Указанные отклонения определяют по формулам (1.126). Верхнее откло-
нение d для поля ed = —(80 + 1 IS), что соответствует предварительным
предложениям ISO/TK1.
Установлены следующие степени точности, определяющие допуски диа-
метров резьбы:
Степени точности
Наружный диаметр резьбы болта ............. 4 — 6 — 8
Средний диаметр резьбы болта............... 4 — 6 7 8
Внутренний диаметр резьбы гайки ............— 5 6 7 —
Средний диаметр резьбы гайки .............. 4 5 6 7 —
В соответствии со сложившейся практикой поля допусков условно сгруп-
пированы в трех классах точности: точном, среднем и грубом (табл. 1.20),
которые примерно соответствуют 1, 2 и 3-му классам точности по ГОСТу
9253—59. Однако на чертежах и в другой технической документации указы-
вают не классы, а степени точности.
Принятые поля допусков в различных классах точности приведены
в табл. 1.21. Значения полей допусков, заключенные в рамки, рекомендуются
для предпочтительного применения. Но допускаются любые сочетания полей
допусков резьбы болтов и гаек, указанных в табл. 1.21. В некоторых случаях
разрешается применять поля допусков, которые образованы сочетанием
поля допуска среднего диаметра и поля допуска наружного диаметра болта
или внутреннего диаметра гайки, взятых из разных классов точности.
Для учета влияния на допуски резьбы длины свинчивания установлены
три группы длин свинчивания: N — нормальные, S — малые (меньше N)
и L — большие (больше N). К нормальной относятся длины свинчивания
Таблица 1.21
Поля допусков резьб по ГОСТу 16093—70
Класс точности Поля допусков резьбы Дополнительные поля допусков для длин свинчивания группы L
болтов гаек болты гайки
Точный 4Л 4Н5Н —— 5Н6Н
Средний 6Л; |бг|; бе; Ы ЬНЪН\ [ёя|; 6G 7h$h\ 7g6g; 7е6е 7Н\ 7G
Грубый »h-. Щ ; G — —
155
от 2,245d°-’ до 6,7Sd°-2. Допуски резьбы, если нет особых оговорок, отно-
сятся к наибольшей нормальной длине свинчивания или ко всей длине резьбы,
если она меньше наибольшей нормальной длины свинчивания. Длина свин-
чивания, если она относится к группе L или к группе S, но меньше чем вся
длина резьбы, должна оговариваться в технических требованиях или указы-
ваться в обозначении резьбы. При длинах свинчивания, относящихся
к группе L, допускается применение дополнительных полей допусков, ука-
занных в табл. 1.21.
Допуски среднего диаметра резьбы являются суммарными и ограничи-
вают сумму отклонений собственно среднего диаметра, шага и половины
угла профиля. Допуски диаметров резьбы 6-й степени точности, которая
является основной, определены по формулам (1.127)—(1.130). Допуски диа--
метров резьбы остальных степеней точности определены путем умножения
допуска соответствующего диаметра резьбы 6-й степени на коэффициенты,
указанные в формулах (1.127)—(1.130). Следует отметить, что допуски сред-
него диаметра резьбы гаек примерно на Vs больше допусков на средний диа-
метр резьбы болтов.
Верхнее отклонение внутреннего диаметра резьбы болта контролируют
проходным резьбовым калибром-кольцом с плоским срезом профиля резьбы
на расстоянии ///4 от вершины остроугольного профиля. Нижнее отклонение
внутреннего диаметра болта не устанавливается, но косвенно ограничивается
формой впадины болта (рис. 1.74, в). При неоговоренной форме впадины
резьбы болта рекомендуется, чтобы впадина не выходила за линию плоского
среза на расстоянии Н/8 от вершины остроугольного профиля. При оговорен-
ной закругленной впадине резьбы болта радиус впадины ни в одной из точек
не должен быть менее 0,15 (рис. 1.74, в).
Нижнее отклонение наружного диаметра резьбы гайки контролируют
проходным резьбовым калибром-пробкой с плоским срезом профиля резьбы
на расстоянии Н/8 от вершины остроугольного профиля. Верхнее отклонение
наружного диаметра гайки не устанавливается.
Предельные отклонения резьб до нанесения защитного покрытия должны
соответствовать настоящему стандарту, если применяемые толщины покры-
тий не требуют больших величин основных отклонений. Если заданы пре-
дельные отклонения размеров резьб до нанесения покрытия и не сделано
других оговорок, то размеры резьбы после нанесения покрытия не должны
выходить за пределы, определяемые номинальным профилем резьбы и соот-
ветствующими основными отклонениями Л; Н.
Обозначение допусков резьбы (соответствует рекомендациям ISO). Поле
допуска диаметра резьбы образуется сочетанием основного отклонения и
допуска, определяемого степенью точности. Поэтому поля допуска диаметра
резьбы обозначают цифрой, показывающей степень точности, и буквой,
обозначающей основное отклонение (например, 6h, 6g, 6Н). Поля допуска
резьбы (т. е. сочетание поля допуска по среднему диаметру и поля допуска
по d или Di) обозначают значением поля допуска среднего диаметра и затем
ставят значение поля допуска наружного диаметра для болтовни внутрен-
него — для гаек (например, 7h6h; 5Н6Н). Если обозначение поля допуска
наружного диаметра болта и поля допуска внутреннего диаметра резьбы
гайки совпадают с обозначением поля допуска среднего диаметра, то они
в обозначении поля допуска резьбы не повторяются (например, 6h, 6Н).
Обозначение поля допуска резьбы следует за обозначением размера резьбы
(обозначение резьбы с крупным шагом — болта М12—6g; гайки М12—6Н;
резьбы с мелким шагом — болта Л4/2Х1—6g; гайки М12х1—6Н; болта
с обязательным закруглением впадины — М12—6g—R.
Посадки резьбовых деталей обозначаются дробью, в числителе которой
указывают обозначение поля допуска гайки, а в знаменателе — обозначение
-оля допуска болта (например, М.12—6H/6g, M12x\—6H/6g). Обозначение
:тзьбы с длиной свинчивания, отличающейся от нормальной, М12—7g6g—30,
где цифра 30 — длина соединения в мм.
1ж
Таблица 1.22
Рекомендуемая замена допусков резьб по действующим и новому стандартам
Болты Гайки ;
Поле допуска по ранее действовавшим стандартам Поле допуска по ГОСТу 16093—70 Поле допуска по ранее действовавшим стандартам Поле допуска по ГОСТу 16093-70
1 Кл. 1 ч Кл^ 2а ГОСТ 9253~59 Кл. 3 J 4й 6g 6g 8g Кл. 1 । Кл 2а f Г0СТ 9253“59 Кл* 3 J 4Н5Н 6Н 6Н 7Н
Кл ЗЛД } Г0СТ 10191~62 6g бе Кл. ЗХ ГОСТ 10191—62 6G
Таблица 1.23
Сопоставление допусков резьб болтов по ГОСТам 9253—59 и 15093—70
Класс точности резьбы болтов по ГОСТу 9263-59 Поле допуска по ГОСТу 16093-70 Соотношение между отклонениями (ВО по ГОСТу 9253—59 равно нулю) Соотношение между допусками Соотношение между ’ отклонениями и допусками при других заменах
по среднему диаметру по наружному диаметру
Кл. 1 4/z Верхние отклонения совпадают (равны нулю) Допуски при- близительно одинаковые 1 Допуски по ГОСТу 16093—70 на 30—40% меньше, чем по ГОСТу 9253—59 —
Кл. 2 6g Верхнее отклонение по ГОСТу 16093—70 равно 20—30% от допуска 6g То же Допуски при- близительно одинаковые 1 Если увеличение за- зора, вызванное заме- ной кл. 2 на поле до- пуска 6g нежелатель- но, то следует приме- нять поле 6h
1 Кл. 2а 1 6g То же Допуски по ГОСТу 16093—70 в среднем на 25% меньше, чем по ГОСТу 9253—59 (нижние от- клонения при- близительно одинаковые) То же При длинах свин- чивания L возможна замена кл. 2а на поле допуска 7g и 6g или 7Л6Л1
Кл. 3 i 8g Верхнее отклонение по ГОСТу 16093—70 равно 10—20% от допуска 8g Допуски при- близительно одинаковые 1 Допуски по ГОСТу 16093—70 на 10—20% больше, чем по ГОСТу 9253—59 Если увеличение зазора, при поле до- пуска 8g нежелатель- но, то следует приме- нять поле 8h
1 Разница в доходит до ±20° с крупным шагом сопоставляемых допусках находится в пределах ±10% и в отдельных случаях 0 Как правило, допуски по ГОСТу 16093 — 70 несколько больше для резьб и несколько меньше для некоторых резьб с мелким шагом.
157
Таблица /.24
Сопоставление допусков резьбы гаек по ГОСТам 9253—59 и 16093—70
Класс точности резьбы гаек по ГОСТу 9253-59 Поле допуска по ГОСТу 16093-70 Соотношение между отклоне- ниями Соотношение между допусками Соотношение между отклонениями и допусками при других заменах
по среднему диаметру по внутреннему диаметру
Кл. 1 4/75/7 Нижние отклонения совпадают (равны нулю) Допуски по ГОСТу 16093—70 на 25—55% боль- ше допусков по ГОСТу 9253—59 При шагах до S 0,8 мм допу- ски по ГОСТу 16093—70 мень- ше допусков по ГОСТу 9253—59 примерно на 20%. При шагах S > >0,8 мм допу- ски отличаются на ± 10% —
Кл. 2 6/7 То же Допуски по ГОСТу 16093—70 на 25—50% боль- ше допусков по ГОСТу 9253—59 При шагах S ^0,8 мм допу- ски приблизи- тельно одинако- вые1. При ша- гах S < 0,8 мм допуски по ГОСТу 16093—70 на 20—30% боль- ше допусков по ГОСТу 9253—59 Если увеличе- ние зазора, вы- званное заменой кл. 2 на поле допу- ска 6Н, нежела- тельно, то следует применять поле 5Н6Н1
Кл. 2а 6/7 То же Допуски при- близительно оди- наковые 1 То же При длинах свинчивания L воз- можна замена кл. 2а на поле до- пуска 7/7. При этом TD2 увели- чивается на 25— 50%, TDy — на 25% для S 0,8 мм и на 45—70% для S > 0,8 мм
Кл. 3 7Н Нижние отклонения совпадают (равны нулю) Допуски при- близительно оди- наковые 1 Допуски по ГОСТу 16093—70 больше допусков по ГОСТу 9253—59: при ша- гах S 0,8 мм приблизительно на 25%, при ша- гах S > 0,8 мм на 45—70% —
1 Допуски по ГОСТу 16093—70, как правило, больше на 5—20% (в отдельных случаях до 25%). Для некоторых резьбе мелкими шагами допуски по ГОСТу 16093 —70 меньше на 5 — 10% (в отдельных случаях до 15%).
158
Таблица 1.25
Сопоставление* допусков резьб болтов по ГОСТам 10191—62 и 16093—70
Поле допуска резьбы болтов по ГОСТ у 10191—62 Поле допуска по ГОСТу 16093—70 Соотношение между отклонениями Соотношение между допусками
по среднему диаметру по наружному диаметру
Кл. 2аД 6g Допуски прибли- зительно одинако- вые 1 Допуски по ГОСТу 16093—70 больше допу- сков по ГОСТу 10191—62 на 10% (в отдельных случаях на 15%)
Кл. ЗД 6g Для шагов S = = 0,35; 5 мм верхние отклонения по ГОСТу 16093—70 меньше, чем по ГОСТ 10191—62 на 5—25% для резьб с крупными шагами и на 15—40% для резьб с мелким шагом Допуски по ГОСТ 16093—70 в среднем на 25% меньше, чем по ГОСТ 9253—59 (нижние отклонения приблизительно оди- наковые) При S < 0,8 мм допу- ски по ГОСТу 16093—70 больше допусков по ГОСТу 10191—62 на 15-5-20% (в отдельных случаях на значения до 50%). При S ^0,8 мм допуски по ГОСТу 16093—70 на 10—25% меньше
Кл. ЗаД 6g Допуски прибли- зительно одинако- вые Допуски по ГОСТу 16093—70 больше допу- сков по ГОСТу 10191—62 на 10—40%
Кл. ЗЛ бе Верхние отклонения по ГОСТ 16093—70 меньше, чем по ГОСТу 10191—62 на 5—25% для резьб с крупным шагом и на 15—45% для резьб с мелким шагом Допуски прибли- зительно одинако- вые 1 Допуски приблизи- тельно одинаковые
Кл. ЗЛ 6d Для S = 1 -ь 1,75 мм разница верхних откло- нений находится в преде- лах + 354-25% •. При S 2 мм отклонения по ГОСТу 16093—70 со- впадают с отклонения- ми по ГОСТу 10191—62 или меньше их на 5— 25% Допуски прибли- зительно одинако- вые 1 Допуски приблизи- тельно одинаковые 1
1 Разница в сопоставляемых допусках находится в пределах ±10% (в отдельных случаях доходит до ±20%). Как правило, допуски по ГОСТу 16093—70 несколько больше для резьб с крупным шагом и несколько меньше для некоторых резьб с мелким шагом.
159
Таблица 1.26
Сопоставление допусков резьбы гаек по ГОСТам 10191—62 и 16093—70
Поле допуска резьбы гаек по ГОСТу 10191—62 Поле допуска по ГОСТу 16093—70 Соотношение между отклонениями Соотношение между допусками
по среднему диаметру по внутреннему диаметру
Кл. ЗХ 6G Нижние отклоне- ния по ГОСТу 16093—70 меньше отклонений по ГОСТу 10191—62 на 20—70% Допуски по ГОСТу 16093—70 больше допу- сков по ГОСТу 10191—62 на 10—20% (в отдельных случаях до 30%) Допуски по ГОСТу 16093—70 больше допу- сков по ГОСТу 10191—62 на 30—70% (в отдель- ных случаях до 90%)
Кл. ЗаХ 70 То же Допуски по ГОСТу 16093—70 до 30% боль- ше допусков по ГОСТу 10191—62 Допуски по ГОСТу 16093—70 больше допу- сков по ГОСТу 10191—62 на 45—80%
Переход на новые допуски резьб обеспечивает международную унифи-
кацию метрических резьб (профиль и основные размеры этих резьб были уни-
фицированы ранее), что будет содействовать экономическому сотрудничеству
и международной торговле в области машиностроения и приборостроения.
Созданы предпосылки для унификации резьбовых крепежных деталей,
резьбообразующих инструментов, резьбовых калибров и т. д.
Замена допусков резьб по ГОСТам 9253—59 и 10191—62 и их сопоставление
с допусками по ГОСТу 16093—70. Замену допусков резьб в ранее разработанных
чертежах и другой технической документации рекомендуется производить
в соответствии с табл. 1.22. При заменах обозначения допусков резьб по
ГОСТам 9253—59 и 10191—62 могут быть сохранены в технической докумен-
тации без изменений до очередного переиздания документации или допол-
нены обозначениями по новому стандарту.
В тех случаях, когда для ранее установленных допусков резьб требуются
замены, отличающиеся от указанных в табл. 1.22, в технической докумен-
тации должны быть приведены обозначения соответствующих полей допу-
сков по ГОСТу 16093—70.
Сопоставление допусков приведено в табл. 1.23; 1.24; 1.25 и 1.26.
ДОПУСКИ МЕТРИЧЕСКОЙ РЕЗЬБЫ ДЛЯ ДЕТАЛЕЙ
ИЗ ПЛАСТМАСС [58]
В настоящее время метрическая резьба применяется как для ненагру-
женных, так и нагруженных пластмассовых деталей. Размеры и допуски
метрической резьбы диаметром от 1 до 120 мм пластмассовых деталей регла-
ментируются ГОСТом 11709—66.
Диаметры, шаги и размеры метрической резьбы для деталей из пластмасс
приняты по ГОСТам 8724—58 и 9150—59, за исключением: для диаметров
от 3 до 8 мм дополнительно введены особо крупные шаги, обеспечивающие
необходимую прочность резьбовых соединений; не включены резьбы с шагом
0,5; 0,75 и 1 мм для диаметров соответственно свыше 16, 18 и 36 мм. Послед-
нее вызвано тем, что величина погрешностей изготовления деталей из пласт-
масс многих марок была бы для резьб с малыми шагами близка к высоте
профиля резьбы.
Профиль резьбы отличается от стандартного только наличием допускае-
мых закруглений кромок вершин резьбы болта и гайки радиусом не более
ri — — 0.054S (рис. 1.75), что вызвано необходимостью повышения
160
прочности витков резьбы пластмассовых деталей. Для обеспечения взаимо-
заменяемости резьб деталей из пластмасс с резьбами деталей из металла
система допусков была принята единой (по ГОСТу 9253—59).
Для резьб деталей из пластмасс установлены следующие три класса
точности, определяемые суммарным допуском среднего диаметра: 2а класс,
? = 2 Р. Ед; 3-й класс, b = 2,5 Р. Ед и 4-й класс, b = 4 Р. Ед.
Классы точности 2а и 3-й соответствуют ГОСТу 9253—59; нижнее откло-
нение болтов класса точности 2а для резьб с крупным шагом соответствует
ГОСТу 10191—62; 4-й класс введен специально для резьбовых деталей из
пластмасс.
Свинчиваемость резьбовых деталей из пластмасс, получаемых литьем или
прессованием, обеспечивается при правильном (сделанном с учетом колеба-
ния усадки пластмассы) выборе длины свинчивания.
Класс точности выбирается с учетом эксплуатационных требований,
предъявляемых к резьбовому соединению, колебания расчетной усадки,
механических свойств пластмассы и технологии изготовления деталей. Допу-
скается сочетание гаек и болтов
разных классов точности. .
Класс 2а предназначается для
деталей повышенной точности, к кото-
рым предъявляются требования по
герметичности (с применением спе-
циальных паст).
3-й класс рекомендуется для на-
груженных резьбовых соединений,
з которых одна или обе детали
пластмассовые. Не рекомендуется со-
Рис. 1.75. Профиль метрической резьбы для
деталей из пластмасс
прягать детали из хрупких и упру-
гопластичных материалов, так как прочность соединения при этом снижается
з 3—5 раз.
4-й класс рекомендуется для слабонагруженных резьбовых соединений
деталей из пластмассы и соединений металлической детали с пластмас-
совой.
Для получения необходимой точности резьбы пластмассовых деталей,
особенно классов 2а и 3, необходим строгий подбор марок и контроль каче-
ства пластмасс по колебанию усадки, обоснованное корректирование разме-
ров литьевых и прессовых форм и применение оптимальных технологических
условий изготовления резьбовых пластмассовых деталей [581. Резьбы
деталей из пластмасс должны контролироваться при нормальной темпера-
туре (20° С), относительной влажности 40—70% и не ранее чем через 6 ч
после извлечения детали из прессформы.
В 1971 г. взамен ГОСТ 11709—66 разработан ГОСТ 11709—71, в основу
которого положены рекомендации СЭВ и ГОСТ 16093—70. В новом стандарте,
который должен быть введен с 1.1.1974 г. диапазон диаметров расширен
до 180 мм; предусмотрены поля допусков в трех классах точности: в сред-
нем— 6й, 6g-, 6Н и 6G; в грубом — 8/г, 8g, 7И и 7G и в очень грубом —
PJh8h и 9Н8В.
ВЛИЯНИЕ ОТКЛОНЕНИЙ ПАРАМЕТРОВ РЕЗЬБЫ
НА ПРОЧНОСТЬ РЕЗЬБОВЫХ СОЕДИНЕНИЙ.
ВЫБОР КЛАССОВ ТОЧНОСТИ МЕТРИЧЕСКОЙ РЕЗЬБЫ
Влияние отклонений диаметров, шага и угла профиля метрической
тезьбы на прочность резьбовых соединений зависит от характера нагрузки,
чеханических свойств материала и соотношения этих свойств болта и гайки,
1 также от конструктивных и технологических факторов. В настоящее время
еще не созданы методы расчета допускаемых отклонений параметров резьбы
-а прочность резьбовых соединений. Поэтому руководствуются эксперимен-
тальными данными [3, 84].
6. В, П, Коротко»
161
Влияние отклонений диаметров резьбы. Циклическая прочность резьбовых
соединений, при прочих равных условиях, зависит от концентрации напря-
жений, возникающих во впадинах резьбы болтов, а также от величины зазора
по внутреннему диаметру резьбы. Циклически нагруженные резьбовые соеди-
нения разрушаются по первой или второй нагруженным впадинам резьбы
болта. Разрушению предшествует появление усталостной трещины. В воз-
никновении усталостной трещины большую роль играют касательные напря-
жения, величина которых во многом зависит от зазора по внутреннему диа-
метру резьбы. При достаточно большом зазоре (рис. 1.76, б) максимальные
касательные напряжения
определяются по формуле
т ___gi ~~ аз
vmax 2 ’
где <?! и о3 — наибольшее
и наименьшее главные на-
пряжения.
При отсутствии ука-
занного зазора или малой
его величине болт по впа-
дине резьбы воспринимает
дополнительное давление
со стороны вершины вит-
ка резьбы гайки, что
уменьшает величину ра-
диального напряжения о3
или меняет его знак: из
Рис. 1.76. Главные напряжения во впадинах резьбы болта
с малым зазором (а); то же с большим зазором (б); к оп-
ределению площадки среза витков (а)
напряжения растяжения оно переходит в напряжение сжатия (рис. 1.76, а).
В этом случае максимальные касательные напряжения значительно воз-
растают:
_ _/gi — (—<^з) _ gl + g3
1шах — л — q
Увеличение ттах приводит к ускорению усталостного разрушения болта,
поэтому создание в результате увеличения резьбы гайки достаточно большего
зазора по внутреннему диаметру будет увеличивать циклическую прочность
резьбовых соединений. Циклическая прочность резьбовых соединений зави-
сит также от характера распределения нагрузки между витками резьбы
(чем это распределение равномернее, тем выше циклическая прочность).
В резьбовом соединении без зазора с максимальной рабочей высотой
профиля резьбы h (что достигается при изготовлении болта и гайки по 1-му
классу точности или с более высокой точностью) поверхности витков резьбы
плотно соприкасаются между собой, образуя жесткое соединение. Распреде-
ление нагрузки по виткам резьбы в этом случае будет неравномерным, а ци-
клическая прочность резьбовых сопряжений понизится.
При наличии зазоров по среднему диаметру уменьшается сечение витков,
увеличивается их податливость.
При зазорах по диаметрам d2, d и d± устраняется заклинивание витков,
уменьшается трение между ними, появляется возможность компенсации
перекосов резьбы и увеличивается податливость витков, что способствует
более равномерному распределению нагрузки между ними и снижает нагрузку
на первый и второй рабочие витки болтов. Циклическая прочность таких
соединений значительно повышается.
Экспериментальные исследования [3, 84] показали, что циклическая
прочность резьбовых соединений, имеющих гарантированные максимальные
для 2—3-го классов точности зазоры по всем трем диаметрам резьбы, может
повышаться до 10% для резьб с шагом 1 мм и до 50% для резьб с шагом 1,5
и 2 мм.
162
Для повышения циклической прочности очень важно создавать зазор
по внутреннему диаметру резьбы путем некоторого уменьшения высоты про-
филя резьбы гайки и изготовлять наружную резьбу со впадиной, радиу-
сом Это позволяет на 30—60% поднять допускаемые напряжения для
резьбовых соединений при циклических нагрузках.
При оценке статической прочности резьбовых соединений необходимо
учитывать прочность материала болта и гайки. Если прочность материала
болта выше прочности материала гайки (что должно быть правилом), то менее
прочной является резьба гайки, хотя площадь сечения ее витков в месте
разрушения больше площади сечения витков резьбы болта. В таких соеди-
нениях с высотой гайки меньше критической 1 срезается резьба гайки, а не
резьба болта.
Срез резьбы гайки происходит по цилиндрической поверхности, диаметр
которой равен наружному диаметру резьбы болта d (рис. 1.76, в).
Площадь среза витков резьбы гайки
F
где Н — высота гайки;
Рх — коэффициент уменьшения поверхности среза за счет впадин резьбы
гайки.
Уменьшение диаметра болта, вызывающее уменьшение рабочей высоты
профиля резьбы Л, снижает силу, потребную для среза резьбы гайки, и, сле-
довательно, статическую прочность резьбовых соединений. При уменьшении
высоты профиля резьбы вследствие увеличения внутреннего диаметра резьбы
гайки наружный диаметр резьбы болта, а следовательно, и площадь среза
витков резьбы гайки остаются постоянными, сила среза витков в этом случае
не изменится.
В резьбовых соединениях с одинаковыми механическими свойствами
материала обеих деталей при высоте гайки меньше критической наиболее
часто происходит смятие резьбы болта и гайки. Уменьшение рабочей высоты
профиля h в этом случае снижает усилие, потребное для смятия резьбы болта
и гайки, и поэтому уменьшает также статическую прочность резьбовых
соединений. Зазоры по среднему диаметру резьбы уменьшают площадь сече-
ния витков в плоскости их среза или в месте смятия, при статических
нагрузках это вызывает уменьшение прочности витков резьбы 2 и увеличе-
ние критической высоты гайки Нкр.
Установлено, что при максимальных зазорах одновременно по всем трем
диаметрам для резьбы 3-го класса точности с шагом от 1 до 3 мм происходит
снижение сопротивления срезу резьбы до 38% и увеличение Нкр гайки до
30%. Примерно такое же уменьшение статической прочности резьбовых соеди-
нений может быть при применении резьбы с гарантированными зазорами
класса За. Следует иметь в виду, что в действительности получение макси-
мальных зазоров по диаметрам резьбы мало вероятно. Кроме того, уменьше-
ние прочности витков резьбы при наличии зазоров по ее диаметрам может
быть компенсировано соответствующим увеличением высоты гайки [84].
Влияние отклонения шага и половины угла профиля резьбы. При про-
грессивной ошибке шага, достигающей ±0,025 мм, и при отклонении поло-
вины угла профиля до ±2,5° сопротивление срезу резьбы снижается до 20%.
Это объясняется уменьшением сечения витков резьбы, вызываемым значи-
тельными зазорами по среднему диаметру (зазоры необходимы для диаме-
тральной компенсации отклонений шага и половины угла профиля). Обычные
в производстве отклонения шага в пределах ±0,01 мм и половины угла про-
1 Критической высотой гайки Нкр будем называть такую высоту гайки, при которой проч-
ность витков резьбы на срез или смятие равна или несколько больше прочности стержня
болта на разрыв.
2 Прочность витков резьбы характеризуется усилием Рср их среза (или смятия) при опре-
деленной высоте гайки.
к*
163
фи л я в пределах ±1°на статическую прочность резьбовых соединений влияют
незначительно.
Как положительные, так и отрицательные отклонения шага увеличивают
неравномерность деформаций болта и гайки, а следовательно, увеличивают
неравномерность распределения нагрузки по виткам резьбы, что понижает
циклическую прочность резьбовых сопряжений.
Теоретически можно определить необходимое уменьшение шага резьбы
болта или увеличение шага резьбы гайки, при которых разность величины
деформации тела болта и гайки, находящихся под нагрузкой, не будет пере-
даваться на витки их резьбы. В этом случае распределение силы будет более
равномерным.
Для резьбовых соединений из углеродистых сталей это достигается при
ДЗ = 0,0013, где ДЗ — положительная разность шагов резьбы болта и
гайки [3]. Требуемая разность шагов весьма мала (при S — 1 мм, например,
ДЗ = 1 мкм)\ практически получить соединение с такой разностью шагов
нельзя (обычно ДЗ = ±0,01 мм). При зазоре по среднему диаметру, равному
максимальному для резьб 2—3-го классов точности, отрицательное влияние
на циклическую прочность отклонений шага уменьшается (особенно,, если
зазор получается в результате увеличения диаметра d2 гайки). В этих слу-
чаях допустимое отклонение шага может быть увеличено до ±0,015 мм.
Отклонения половины угла профиля резьбы не снижают циклической
прочности. Эксперименты показали, что в резьбовых соединениях, у которых
угол профиля резьбы гайки уменьшен до 55° при угле профиля резьбы
болта 60°, циклическая прочность увеличилась на 15% (это же явление наблю-
далось в резьбовых соединениях с углом профиля резьбы болта 65 и 55°
при угле профиля резьбы гайки 60°).
Указанная зависимость циклической прочности резьбовых соединений
от отклонений диаметров, шага, половины угла профиля и радиуса закругле-
ния впадины резьбы болтов справедлива для резьбовых соединений из леги-
рованных и углеродистых сталей 6,8 Мн1м2 (68 кПсм2) ] с оптимальной
предварительной затяжкой.
Необходимо, чтобы материал болтов (шпилек) был прочнее материала
гаек. Твердость материалов болтов (шпилек) должна быть выше твердости
материала гаек, как правило, не менее чем HRC 5—10.
Необходимо также не допускать больших перекосов опорных поверхно-
стей соединяемых деталей. Циклическая прочность при перекосах опорных
поверхностей на величину а 5*2° снижается до 50%, а при перекосах на
величину а 30' — на 12% и больше.
Выбор классов точности метрической резьбы. Из приведенных данных
следует, что метрическая резьба, предназначенная для скрепления деталей,
должна изготовляться по 3-му классу точности и только при больших
статических нагрузках по 2-му классу. При длинах свинчивания, значи-
тельно больших нормальной (большие 0,8d), точность внутренней резьбы
может быть принята по 3-му классу, а наружной резьбы — по 2-му или
2а классу точности. Метрическая резьба 1-го класса точности применяется
только для резьб, передающих расчетные перемещения, в случае необхо-
димости центрирования деталей по резьбовой поверхности, а также для
резьбы с гарантированным натягом и резьбы с r>0,144S.
Для повышения циклической прочности резьбовых соединений целе-
сообразно создавать гарантированные зазоры по диаметрам резьбы и обеспе-
чивать шероховатость впадин резьбы болта в пределах 9—10-го классов.
характеристика и допуски трубной и наиболее распространенных
СПЕЦИАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ РЕЗЬБ
Трубная цилиндрическая резьба (рис. 1.77, а) применяется для соединения
труб, арматуры трубопроводов и фитингов. Номинальный диаметр трубной
резьбы условно отнесен к внутреннему диаметру трубы. Наружный диаметр
резьбы больше номинального на удвоенную толщину стенки трубы.
164
Зазоры по наружному и внутреннему диаметрам в трубной резьбе, необ-
ходимые для размещения уплотнителей (например, пеньки, обмотанной
вокруг резьбы трубы), обеспечиваются соответствующим расположением
полей допусков на эти диаметры (рис. L77, б). Допуск среднего диаметра
резьбы, одинаковый по величине для трубы и муфты, является суммарным
допуском. Для трубы и муфты установлены 2-й и 3-й классы точности.
Рис. 1.77. Профиль (а) и расположение
полей допусков (б) трубной цилиндриче-
ской резьбы (/0 = 0,96049S; t2 — 0,64035;
г = 0.13733S)
Допуски на наружный и внутренний диаметры муфты и трубы устанавли-
ваются путем регламентирования допусков на расстояния и /i2 вершин
и впадин от линии среднего диаметра. Допуски на размеры и /г2 являются
исходными для проектирования резьбообразующих инструментов и необяза-
тельными при приемке изделий. Рабочая высота профиля t'i = 0,4915,
где S — шаг резьбы (рис. 1.77, в). Трубная резьба принята в качестве обще-
европейского стандарта для труб и трубных соединений.
а)
Рис. 1.78. Профиль (а) и расположение полей допусков (б) резьбы тру б для
геологоразведочного бурения
Резьба для бурильных обсадных и колонковых труб геологоразведочного
бурения (рис. 1.78) по профилю (а = 10°) занимает промежуточное положе-
ние между прямоугольной и трапецеидальной резьбами. Угол а = 10° был
принят для обеспечения возможности фрезерования и нарезания резьбы резь-
бонарезными головками при сохранении хорошей сопротивляемости резьбы
«выскальзыванию», т. е. саморазъединению резьбовой пары (без поврежде-
ния резьбы) при значительных растягивающих напряжениях. Сопряжение
165
резьбовой пары производится по впадинам наружной и вершинам внутрен-
ней резьбы, что вызвано малой толщиной стенок труб.
Вследствие малого угла профиля средний диаметр резьбы не устанавли-
вается. Для обеспечения легкости свинчивания в условиях загрязнения и при
наличии перекосов предусмотрены гарантированные зазоры (рис. 1.78, б)
а) 6)
Рис. 1.79. Профиль (а) и расположение полей допусков (б) резьбы для объективов микро-
скопов
по наружному диаметру и боковым сторонам профиля резьбы. Резьба деталей
сопрягается по внутреннему диаметру по скользящей посадке .
Резьба для объективов микроскопов (рис. 1.79) применяется в соедине-
ниях объективов с тубусами биологических микроскопов. В резьбовом соеди-
нении предусматривается зазор z—0,05 мм (рис. 1.79, б). Допуск среднего диа-
метра является суммарным до-
пуском. Однако ГОСТ 3469—46
устанавливает величины пре-
дельных отклонений шага и по-
ловины угла профиля, которые
рекомендуется не превышать.
Величины диаметральных ком-
пенсаций Д и /д подсчитывают
по вышеприведенным формулам.
К круглым резьбам отно-
сятся резьбы, профиль которых
образован сопряженными дуга-
патрон
Цоколь
Рис. 1.80. Резьба круглая для цоколей и патронов
электрических ламп
ми окружностей или резьбы, имеющие прямолинейные участки, соединяю-
щие дуги окружностей по вершинам и впадинам. Круглые резьбы применя-
ются для изделий из металла, стекла, пластмассы и других материалов.
Для изделий из металла эти резьбы применяются тогда, когда требуется
легкое и частое свинчивание в условиях загрязнения резьбы, например для
разливочной арматуры, для тяговых крюков и тормозных тяг локомотивов,
для электротехнической арматуры и т. д.
Круглая резьба для цоколей и патронов электрических ламп (рис. 1.80)
получается накатыванием на полых тонкостенных изделиях. Резьба не имеет
прямолинейных участков. В резьбовом соединении имеется гарантированный
зазор, равный 0,08—0,1 мм в зависимости от размеров резьбы. Проверка
годности резьбы производится резьбовыми и гладкими калибрами-пробками.
ХАРАКТЕРИСТИКА И ДОПУСКИ НАИБОЛЕЕ РАСПРОСТРАНЕННЫХ
КОНИЧЕСКИХ РЕЗЬБ [1]
Преимущество конической резьбы по сравнению с цилиндрической
заключается в том, что она обеспечивает необходимую герметичность (не-
проницаемость) соединения без каких-либо уплотнителей вследствие плот-
/66
ного прилегания витков по вершинам резьбы. Коническая резьба наиболее
распространена для соединения топливных, водяных, масляных и воздуш-
ных трубопроводов. Эта резьба применяется также в нефтяной промышлен-
ности, где, кроме герметичности, она должна обладать высокой прочностью
и износостойкостью.
Для обеспечения хорошего взаимного прилегания витков конической
резьбы при свинчивании ее с цилиндрической, а также для упрощения тех-
ники измерения коническая резьба имеет профиль, в котором биссектриса
угла перпендикулярна к оси конуса (рис. 1.81).
Го^0,96024S |
Линия параллельная
Рис. 1.81. Конические резьбы:
а — трубная с углом профиля 55°; б — дюймовая с углом профиля 60°; в — расположение
полей допусков на расстояния вершин и впадин резьбы от линии среднего диаметра (по
ГОСТу 6111-52)
Диаметры конической резьбы различны в различных сечениях. Наиболее
часто они измеряются в так называемой основной плоскости, которой назы-
вается расчетное сечение, расположенное на заданном расстоянии от базы
конуса. При свинчивании без натяга конической резьбы, имеющей номиналь-
ные размеры, основная плоскость совпадает с торцом муфты (рис. 1.81, а, б).
Из конических резьб наибольшее распространение получили коническая
дюймовая резьба с углом профиля 60° по ГОСТу 6111—52 (рис. 1.81, б)
и трубная коническая резьба с углом профиля 55° по ГОСТу 6211—52 (рис.
1.81, а). Конусность обеих резьб определяется из выражения
K = 2tB4. = -jL,
где <р = 1° 47' 24' — угол наклона.
Коническая резьба по ГОСТу 6211—52 имеет эксплуатационные преиму-
щества перед резьбой по ГОСТу 6111—52, так как закругленные вершины
и впадины повышают стойкость резьбонарезного инструмента, а также проч-
ность резьбовых деталей, особенно при переменных нагрузках.
167
В отличие от цилиндрических в конических резьбах допуск среднего
диаметра dcp не устанавливается. Отклонения среднего диаметра конической
резьбы ограничиваются косвенно предельными отклонениями +б/2 базо-
расстояния /2- Кроме того, для конической резьбы установлен допуск на
высоту профиля резьбы в виде предельных отклонений расстояний б/ц и бй2
вершин и впадин резьбы от линии среднего диаметра и допуски на половину
угла профиля б-^-, угол наклона бф и шаг резьбы 6S (рис. 1.81, в), которые
являются исходными для проектирования и контроля износа резьбообразу-
ющего инструмента и факультативными при приемке деталей.
Глава VIII
ТОЧНОСТЬ ФУНКЦИОНАЛЬНЫХ СВЯЗЕЙ
И ДОПУСКИ НА РЕЗЬБУ ВИНТОВЫХ ПАР
Винтовые пары используют для передачи движения от одной сборочной
единицы механизма к другой, которая связана с расчетными перемещениями
заданной точности, значительными осевыми силами и т. д. Из числа стандар-
тизованных в СССР одно- и многозаходных резьб находят применение тра-
пецеидальные, упорные, метрические резьбы и окулярная многозаходная
резьба (табл. 1.27).
Таблица 1.2 7
Геометрические зависимости основных параметров и допусков на них для
резьб винтовых пар
Наименование резьбы Номинальный профиль Основные размеры и геометрические зависимости
Нормальный диаметр в мм Высота профиля и диаметры в мм Шаг в мм
Трапецеидаль- ная одноза- ходная, ГОСТ 9484—60 (см. рис. 1.87) 10—640 Н — 1,866s hx — 0,5s+z h = 0,5s d2 — d — 0,5s dt = d — 2/ij d' = d+ 2г d{ — d—s От 2 до 48
Резьба упор- ная ГОСТ 10177—62 (см. рис. 1.90) 10—600 H = 1,5878s h = 0,75s do = d—0,75s dr = d — 2hA d\ = d—2h = 0,86777s От 2 до 48 J
Резьба упор- ная усилен- ная 45°, ГОСТ 13535—68 (см. рис. 1.93, а) 80—2000 H = 0,9502s h = 0,5s /ц = 0,590s . . 19 —s Dr =- d — s До 40
То же (профиль ВНИИМЕТМАШ) (рис. 1.76) 80—2000 H — s = 0,5753s H2 = 0,4247s h = 0,25s = 0,4058s — s От 10 до 80
Окулярная для оптиче- ских приборов с числом за- ходов 1, 2, 4, 6, 8, 12, 16, 20, ГОСТ 5359—50 (см. рис. 1.94) 10—80 t0 = 0,868s /1= t{ = 0,6 и 0,75 /2 = 0,36s 1,5 и 2 число за- ходов равно 4. 6, 8, 12, 16, 20
169
Продолжение табл. 1.27
Наименование резьбы Допуски на резьбу Диаметральная компен- сация погрешности
гост Схема рас- положения полей допусков Система допусков Характер сопряже- ния (посадка) по d2 Класс или степень точности по d2 шага и хода в мм половины угла профиля в мм
Трапецеидаль- ная одноза- ход на я, ГОСТ 9484—60 9562—60 (см. рис. 1.89) Система отвер- стия (см. рис. 1.88) С гаран- * тиро- ванным зазором а Для винтов 1, 2, 3, ЗХ для гаек 1, 2, 3 3,732AS 0.582S X X Да/2
Резьба упор- ная ГОСТ 10177—62 Ю177—62 (см. рис. 1.92) Система вала (см. рис. 1.91) То же Для винтов кл. 1 и 2, для гаек один класс 3,175AS 0,46 S (Д ₽ + 0,75 Д7)
Резьба упор- ная усилен- ная 45°. ГОСТ 13535—68 13535—68 (см. рис. 1.93, б) То же То же 1 класс ДЛЯ винтов и гаек 1,9AS 0,196S X Х(0,70А₽Х + 1,412Ау)
То же (профиль ВНИИМЕТМАШ) 13535—68 То же То же То же 2AS 0,103S X Х(0,707А£+ + 1,41 Ау)
Окулярная для оптиче- ских приборов с числом за- ходов 1, 2, 4, 6, 8, 12, 16, 20, ГОСТ 5359—50 (см. рис. 1.94) Скользящая 1,732AS 0,24S X X SAa/2
ВИНТОВАЯ ПОВЕРХНОСТЬ ОДНОЗАХОДНОЙ РЕЗЬБЫ
И ЕЕ ОСНОВНЫЕ ПАРАМЕТРЫ
Основные параметры резьбы, определяющие ее геометрию, приведены
в табл. 1.28, где указана также связь каждого из параметров с эксплуатацией,
технологией и метрологией резьбовых сопряжений. Особый интерес пред-
ставляют шаг и ход резьбы, винтовой пары, угол захода (или осевой шаг
захода), углы наклона образующих (сторон) профиля, а также наружный,
средний и внутренний диаметры резьбы. Погрешности этих параметров
определяют действительный характер сопряжения, прочность и распределе-
ние сил в резьбовом сопряжении, точность перемещения винтовой пары
и другие эксплуатационные показатели качества.
Винтовая поверхность однозаходной цилиндрической резьбы образуется
при двух относительных движениях обрабатываемого изделия и инструмента:
вращательного вокруг оси изделия и поступательного параллельно оси. При
этом в процессе резьбообразования отношение скоростей поступательного v
и вращательного со движений называется параметром винтового движения Р,
должно быть постоянным, т. е. — = Р = const
по
В результате копирования изделием профиля резьбообразующего ин-
струмента на поверхности гладкого цилиндра образуется винтовая канавка—
зпадина резьбы (рис. 1.82), профиль и положение которой определяются
профилем инструмента и его положением относительно оси изделия в процессе
резьбообразования. При пластических видах резьбообразования происходит
одновременное формообразование впадины и витка резьбы.
Параметр Р, характеризующий кинематику резьбообразования, также
можно представить отношением линейного перемещения L образующей
профиля* к углу и ее поворота относительно оси, т. е.
При частном значении и = 2л поступательное перемещение образующей
равно 2пи и называется шагом резьбы
L = 2лР = S.
Шаг резьбы является частным случаем линейного перемещения образу-
ющей профиля при ее повороте на угол
и S) является функцией Р и угла и по-
ворота образующей относительно оси.
Основным кинематическим пара-
метром винтовой поверхности резьбы,
характеризующим винтовое движение
ее образующих и кинематику процесса
резьбообразования, является параметр
винтового движения Р, кроме того,
другим основным кинематическим
параметром резьбы и резьбового со-
пряжения принят шаг резьбы S,
который является частным значе-
нием L.
и = 2л, причем L (следовательно,
Рис. 1.82. Профиль резьбы
Шаг резьбы принят в качестве единственного параметра, характеризу-
ющего кинематику процесса резьбообразования и винтового движения резь-
бовой пары. Поэтому под шагом резьбы следует понимать поступательное
перемещение средней точки образующей профиля, соответствующее одному
ее полному обороту относительно оси резьбы. Средняя точка образующей
выбрана из соображений независимости выявления погрешностей шага от
погрешностей других параметров резьбы.
Определение шага резьбы, приведенное в ГОСТе 11708—66 как расстоя-
ние между соседними одноименными боковыми сторонами профиля в на-
правлении, параллельном оси резьбы, основано на чисто геометрическом
подходе к этому параметру, не отражает его кинематической сущности, не
увязано с процессом резьбообразования и эксплуатацией резьбовых сопря-
жений. Определение по ГОСТу также не учитывает внутришаговых погреш-
ностей резьбы, которые всегда имеют место и оказывают существенное влия-
ние на эксплуатационные качества резьбового сопряжения, а выявление
этих погрешностей представляет наибольшую сложность при контроле резьб.
Другим параметром резьб с прямолинейными образующими профиля
является средний диаметр, характеризующий глубину врезания резьбо-
образующего инструмента, определяющий характер и прочность резьбового
сопряжения. Под средним диаметром резьбы следует понимать диаметр
воображаемого цилиндра, соосного с резьбой, образующие которого пере-
секают профиль в точках, где ширина впадины а равна половине номиналь-
ного шага резьбы (рис. 1.83):
171
Данное определение находится в полном соответствии с наиболее распро-
страненным методом измерений среднего диаметра резьбы с помощью прово-
лочек.
Винтовую поверхность резьбы можно математически представить урав-
нениями движения текущих точек ее образующих. В этом случае для пря-
молинейных участков образующих профиля цилиндрической винтовой по-
Рис. L83. Винтовая поверхность
резьбы винта
Рис. L84. Винтовая поверхность
резьбы гайки
(1.130)
(1.131)
верхности однозаходной резьбы уравнения текущих точек можно представить
следующим образом:
для винта (рис. 1.83)
tg Р + Дг tg р;
cov = + r2 tg р — а — Дг tg у,
для гайки (рис. 1.84)
= Ьр + r2 tg р + Дг tg Р;
Qy = + r2 tg p + a — Дг tg p,
где Op, o>Y, Qp, Qy — аппликаты текущих точек образующих профиля
винтовой поверхности резьбы винта и гайки;
а — ширина впадины по линии среднего радиуса резьбы;
Дг — переменная, пределы изменения которой составляют
(^ — г2) Дг (г — г2).
Следует отметить, что приведенные в уравнениях пределы изменения
величины Дг справедливы лишь на отрезке, удаленном от концов резьбы
на один шаг (2лР). На первом и втором витках, так называемых заходных
витках, необходимо ввести дополнительные условия, связывающие величины
Дг и и.
ВИНТОВАЯ ПОВЕРХНОСТЬ МНОГОЗАХОДНОЙ РЕЗЬБЫ
И ЕЕ ОСНОВНЫЕ ПАРАМЕТРЫ
Многозаходные винтовые пары предназначены для обеспечения доста-
точно большого осевого перемещения одной из сопряженных резьбовых
деталей при относительно малых углах поворота. Основным фактором, опре-
деляющим эксплуатационные качества винтовой пары, является воспро-
изведение парой заданного закона винтового движения. Поэтому
расчет на точность многозаходных винтовых пар должен производиться не
только на геометрическую точность (точность сопряжения), но и на кинема-
тическую точность винтовой пары, а в некоторых случаях и на динамическую
точность.
Основные эксплуатационные качества многозаходной винтовой пары
определяются равномерностью расположения заходов, точностью изготовле-
172
ния сопрягаемых резьб по другим параметрам: ходу, среднему диаметру
и углу профиля резьбы. Указанные параметры многозаходной резьбы пред-
ставляют наибольший интерес с точки зрения геометрии резьбы, технологии
резьбообразования, эксплуатации и метрологии резьбы.
Винтовую поверхность многозаходной резьбы можно рассматривать как
несколько однозаходных резьб, имеющих один номинальный параметр вин-
тового движения, а следовательно, и один номинальный шаг, который в ГОСТе
11708—66 называется ходом (см. рис. 1.85), и образованных на одной гладкой
цилиндрической поверхности с равномерно расположенными по окруж-
ности заходами. Две рядом лежащие впадины многозаходной резьбы являются
результатом образования двух однозаходных резьб на одной гладкой цилин-
дрической поверхности. Равномерность расположения заходов зависит
от кинематической точности цепи деления резьбонарезного станка. Поэтому
расстояние между двумя рядом лежащими впадинами многозаходной резьбы
или между средними точками рядом лежащих одноименных образующих
профиля, измеренное в направлении, параллельном оси, определяется
числом и равномерностью расположения заходов. Это расстояние является
осевым шагом захода S0 многозаходной резьбы (по ГОСТу 11708—66 оно
названо шагом многозаходной резьбы):
где е — угловой шаг захода;
t — номинальный ход многозаходной резьбы;
п — число заходов.
В ГОСТе 11708—66 под ходом резьбы понимается расстояние между бли-
жайшими одноименными боковыми сторонами профиля, принадлежащими
одной и той же винтовой поверхности в направлении, параллельном оси
резьбы. При этом в стандарте принят один общий термин «шаг» для одноза-
ходной резьбы и для многозаходной резьбы, которому дано одно общее опре-
деление как расстояния между соседними одноименными боковыми сторо-
нами профиля в направлении, параллельном оси. Этому определению с неко-
торым уточнением соответствует термин «осевой шаг захода».
Равномерность расположения заходов может быть также установлена
путем контроля углового шага захода, под которым понимается угол между
двумя рядом лежащими заходами, измеренный в сечении, перпендикулярном
оси резьбы. Номинальное значение углового шага захода
2я
Если рассматривать угол между первым заходом и h заходом, где h —
номер рассматриваемого захода, то номинальное значение угла захода
Отличие осевого шага захода S° от шага однозаходной резьбы S заклю-
чается в том, что осевой шаг захода многозаходной резьбы определяется
числом и расположением заходов, т. е. кинематикой цепи деления резьбо-
нарезного станка, тогда как шаг однозаходной резьбы определяется кине-
матикой цепи подач станка.
Поэтому общее название и определение в ГОСТе 11708—66 шага для
однозаходной резьбы и шага многозаходной резьбы, т. е. двух принципиально
различных параметров, является ошибочным.
Если шаг однозаходной резьбы является функцией параметра винтового
движения Р, то осевой шаг захода многозаходной резьбы является функцией
числа и расположения заходов. Следовательно, равномерность расположения
173
заходов, характеризующая точность резьбового сопряжения, кинематику
и прочность винтовой пары и кинематику цепи деления станка, может опре-
деляться одним из параметров многозаходной резьбы: углом захода, угловым
шагом захода или осевым
шагом захода.
С точки зрения геомет-
рии винтовой поверхности
резьбы, кинематики про-
цесса резьбообразования,
винтового движения обра-
зующих профиля резьбы
и перемещения винтовой
пары шаг однозаходной
резьбы имеет тот же самый
смысл, что и ход много-
заходной резьбы. Наст-
ройка цепи подач резьбо-
нарезного станка произво-
дится в соответствии’
с величиной шага одноза-
ходной резьбы и хода
многозаходной резьбы.
Шаг однозаходной резьбы,
так же как и ход много-
заходной резьбы, является
частным случаем поступа-
тельного перемещения об-
разующей профиля при ее
повороте на один полный
оборот. Это один и тот
же параметр резьбы, имею-
щий два различных назва-
ния в ГОСТе 11708—66.
Погрешности шага, так
же как и погрешности
хода, определяются точ-
ностью цепи подач резь-
бонарезного станка.
Определение хода резь-
бы, приведенное в ГОСТе
11708—66, является по
существу тем же самым,
что и определение шага,
приведенное в том же
ГОСТе. Эти определения
не увязаны ни с техноло-
гией образования резьбы,
ни с эксплуатацией, ни
с контролем.
В одном стандарте да-
но два принципиально
различных определения
термина «хода резьбы».
При этом второе определе-
ние хода многозаходной
резьбы, данное в ГОСТе
11708—66, больше соот-
ветствует понятию хода
174
винтовой пары, а приведенное к определению хода резьбы примечание, где
сказано, что в многозаходной резьбе ход равен произведению шага на число
заходов, является неправильным, так как в действительной многозаходной
резьбе, имеющей погрешности изготовления, ход резьбы не равен произ-
ведению шага на число заходов.
Поступательное перемещение винтовой пары с одно- и многозаходной
резьбой определяется действительными значениями основных параметров
сопрягаемых резьб винта и гайки. Точность относительного перемещения
винтовой пары определяется не только погрешностями шага винта (как это
часто принято считать),
но также погрешностями
шага гайки, изменением
погрешностей средних диа-
метров и углов наклона
образующих профиля со-
прягаемых резьб. Для
многозаходных резьб на
точность перемещения па-
ры окажут также влияние
еще погрешности углов
захода сопрягаемых резьб.
Другим основным па-
раметром резьбы с прямо-
линейными образующими
профиля является сред-
ний диаметр, характери-
зующий глубину врезания
резьбообразующего инст-
румента, оп р еде л яющи й
характер и прочность со-
пряжения и представляю-
щий существенный прак-
тический интерес с точки
зрения эксплуатации, тех-
нологии резьбового сопря-
Рис. 1.86. Положение текущей точки на образующей про-
филя многозаходной резьбы винта (а) и гайки (б)
жения.
Под средним диаметром
многозаходной резьбы сле-
дует понимать диаметр
воображаемого цилиндра, соосного с резьбой, образующие которого пере-
секают профиль в точках, где ширина впадины а равна половине номиналь-
ного хода резьбы, поделенной на число заходов (рис. 1.85):
t
ah~~ 2п ’
Это определение находится в полном соответствии с распространенным
методом измерений среднего диаметра с помощью проволочек.
Средний диаметр многозаходной резьбы определяется глубиной врезания
инструмента по каждой из винтовых канавок отдельно и независимо друг
от друга. Следовательно, винтовая поверхность многозаходной резьбы будет
иметь столько действительных средних диаметров, сколько имеется заходов,
т. е. сколько винтовых канавок, каждую из которых можно рассматривать
как винтовую канавку однозаходной резьбы. При этом виток многозаходной
резьбы образуется сторонами профиля, принадлежащими двум различным
винтовым канавкам, каждая из которых принадлежит своей «однозаходной
резьбе». Измерение среднего диаметра по каждой из однозаходных резьб
следует производить отдельно и независимо. Так, например, измерения сред-
него диаметра можно сделать по первому заходу после образования винтовой
175
Таблица L28
Основные параметры винтовой поверхности резьбы и их связь с эксплуатацией
резьбового сопряжения, технологией, резьбообразования и метрологией резьбы
Наименование параметра Связь с эксплуатацион- ными качествами резь- бового сопряжения Связь с технологией резьбообразования Примечание
Параметр винто- вого движения об- разующих профиля резьбы Р Характеризует прочностные свой- ства резьбового со- пряжения и кинема- тику винтового дви- жения сопряженной пары Характеризует ки- нематику цепи по- дач процесса резь- бообразования Не нормируется и не контролируется
Шаг винтовой по- верхности одноза- ходной резьбы S То же То же Нормируется и контролируется на заданной длине меж- ду одноименными образующими про- филя резьбы
Ход многозаход- ной резьбы То же, причем кон- тролируется по каж- дому заходу отдель- но'
Осевой шаг захо- да многозаходной резьбы S® Характеризует прочностные свой- ства резьбового со- пряжения Характеризует ки- нематику цепи де- ления процесса резь- бообразования Нормируется и контролируется как расстояние между одноименными сосед- ними образующими профиля резьбы
Угловой шаг за- хода многозаходной резьбы Характеризует прочностные свой- ства резьбового со- пряжения Характеризует ки- нематику цепи де- ления процесса резь- бообразования Косвенно кон- тролируется путем измерения S0
Угол захода мно- гозаходной резьбы То же То же То же
Наружный диа- метр резьбы d » Определяет диа- метр заготовки, на которой образуется резьба Нормируется и контролируется
Средний диаметр резьбы d2 Характеризует прочностные свой- ства резьбового со- пряжения Определяет глу- бину врезания резь- бообразующего ин- струмента То же
Внутренний диа- метр резьбы dj^ То же Определяет поло- жение вершины резь- бообразующего ин- струмента
Углы наклона об- разующих профиля То же Определяют про- филь резьбообразу- ющего инструмента
176
канавки первого захода, когда еще нет винтовой канавки второго захода,
у второго захода измерение среднего диаметра можно выполнить, когда еще
не образована резьба третьего захода, и т. д. (рис. 1.85). Определения сред-
него диаметра многозаходной резьбы должны быть сформулированы незави-
симо по каждому заходу. Так как ширина винтовой канавки многозаходной
резьбы определяется ее ходом и числом заходов, то формулировка определе-
ния среднего диаметра должна быть основана на этих двух параметрах, что
соответствует вышеприведенному определению, т. е. на ходе и числе захо-
дов. Нельзя, как, например, в ГОСТе 11708—66, строить определение сред-
него диаметра многозаходной резьбы только на осевом шаге захода, кото-
рый является величиной, зависимой от величины хода и числа заходов
резьбы.
Рассматривая винтовую поверхность многозаходной резьбы как несколько
однозаходных винтовых поверхностей, образованных на одной гладкой
цилиндрической поверхности, связанных между собой углами захода и общим
началом координат, согласно уравнениям (1.130) и (1.131), ее уравнения
в общем виде:
для винта (рис. 1.86, а)
+ РЕ + r2 tg ₽ + \r tg ₽1А;
(1.132)
= [Lp + РЕ + r2tg ₽ — а — Дг tg у]А;
для гайки (рис. 1.86, б)
Ф₽1л = [£₽ + РЕ + r2 tg Р -f- Ar tg р]А; )
(1.133)
[Qv]h = [£p + P£ + r2tgp + a —Artgy]A. J
В этом случае угол поворота образующей какого-либо захода h (uh)
связан с углом поворота образующей первого захода (их) равенством
«л = + Eh.
ПОГРЕШНОСТИ ВИНТОВОЙ ПОВЕРХНОСТИ РЕЗЬБЫ
В условиях производства процесс резьбообразования связан с неточностью
резьбонарезного станка и резьбообразующего инструмента, недостаточной
жесткостью системы станок—инструмент—деталь, которая приводит к воз-
никновению отжимов, меняющихся по величине при изменении оси нареза-
ния, зависящих и от неоднородности материалов, непостоянства припусков
и т. д.
Все эти факторы искажают геометрию винтовой поверхности резьбы,
вызывая появление погрешностей ее основных параметров. В табл. 1.29
приведены основные источники возникновения погрешностей в процессе
резьбообразования и возможная закономерность их изменения. Следует
отметить, что именно эти погрешности определяют действительную геометрию
резьбы, характер и кинематику резьбового сопряжения, действительное
распределение сил в резьбовом сопряжении, а также характеризуют точность
процесса резьбообразования и представляют наибольший интерес при кон-
троле резьб.
Комплексными показателями погрешностей винтовой поверхности резьбы,
характеризующими ее геометрию, характер и кинематику сопряжения,
а также неточность процесса резьбообразования будет кинематическая по-
грешность, в качестве которой могут быть приняты погрешности положения
и перемещения образующих профиля.
177
Таблица 1,29
Погрешности основных параметров винтовой поверхности резьбы
Наименование погрешности Основные причины возникновения Возможная законо- мерность изменения Влияние на эксплуата- ционные параметры качества сопряжения
Погрешность па- раметра винтового движения образую- щих профиля резь- бы ДР Неточность кинема- тики процесса резьбо- образования, вызванная погрешностями цепи подач резьбонарезного станка, влияние дина- мических эффектов при резьбообразовании Закономерность изменения рас- сматривается в функции длины перемещения уг- ла поворота об- разующей профи- ля резьбы Нарушает задан- ный характер сопря- жения, изменяет распределение уси- лий по виткам, изме- няет прочность резь- бового сопряжения, кинематику движе- ния винтовой пары
Погрешность ша- га однозаходной резьбы Д5 То же То же То же
Погрешность хода многозаходной резь- бы Д/ » »
Погрешность осе- вого шага захо- да Д5° Неточность процесса резьбообразования, вы- званная погрешностью цепи деления резьбо- нарезного станка Периодическая, местная >
Погрешность уг- лового шага захо- да Де То же То же »
Погрешность угла захода Д£ > > »
Погрешность сред- него диаметра резь- бы Д d2 Неточность установки инструмента относитель- но изделия, непарал- лельность перемещения инструмента относи- тельно оси изделия, влияние динамических эффектов и другие фак-, торы Линейная, пе- риодическая, мест- ная
Погрешность на- ружного диаметра резьбы Ad То же, а также по- грешность размера за- готовки Изменяет проч- ность резьбового со- пряжения
Погрешность вну- треннего диаметра резьбы Д(/] То же, а также по- грешность размера за- готовки » Изменяет проч- ность резьбового сопряжения
Погрешность угла наклона образующей » грофиля Арх, Ду 1 Неточность профили- рования и установки инструмента, влияние динамических эффек- тов при резьбообразо- вании Постоянная, местная (пере- менная по длине резьбы) То же
178
Рассматривая погрешности основных параметров одно- и многозаходных
гезьб в функции переменных и, v и связывая их с погрешностями положения
л перемещения образующих профиля получим:
для винта погрешность осевого положения образующей
[Дюр], = (AL + - Дгг tg р + Дг А); ;
[Acov]ft = (Дй 4- Р Д£ — Дг2 tg т — Дг ;
погрешность радиального положения образующей
[Дпр]л = (Дш3(Ы1, Ar)]ActgP; |
[Дир]А = [Деву («ъ Ar)]*ctgy; J
где ДА, ДЕ, Дг2, Др, Ду — погрешности соответствующих параметров '
винтовой поверхности захода h резьбы, отсчи-
танные от начала координат (и = 0);
погрешность осевого перемещения образующих
[(Дшр)*]*, „ = [(Д£ + РДЕ-ДМ8р + Дг -^р-)А]я '
[(До>Лк „ = [(ДА + р Д£ + Дг2 tg у - Дг Д-) J к п,
где AL, АЕ, Дг2, Ар, Ду — погрешности соответствующих параметров вин-
< ' товой поверхности захода h резьбы на участке
от ик до ип.
В этих формулах переменная Аг может принимать те же значения, что
и в уравнениях (1.132) и (1.133). Аналогичные формулы будут и для гайки.
Возможная закономерность изменения погрешностей основных пара-
метров резьбы. Погрешность шага резьбы AS может быть представлена
суммой трех составляющих погрешностей: прогрессивной, периодической
и местной. Прогрессивная погрешность шага AjS — закономерность ее изме-
нения определяется уравнением
где AS(W==2ji) — постоянная составляющая погрешности шага резьбы, соот-
ветствующая углу и = 2л (длине L = S) и измеренная
на любом участке винтовой поверхности резьбы по линии
среднего радиуса.
Причинами появления этой погрешности являются прогрессивные погреш-
ности цепи подач резьбонарезного станка, постоянная погрешность переда-
точного отношения в коробке скоростей резьбонарезного станка, темпера-
турные деформации обрабатываемого изделия, ходового винта станка и др.
Периодическая погрешность шага A2S изменяется по периодическому
закону
h
A2S = S ак sin 4- <рк),
к=1
где ак — амплитуда к-й гармоники периодической погрешности;
к — коэффициент (частота), определяющий период Т к-й гармоники
периодической погрешности шага;
* В приведенной формуле погрешности осевого положения образующей профиля винтовой
поверхности резьбы винта погрешность среднего радиуса резьбы Дга принята со знаком минус,
тогда как в формуле (1.132) средний радиус резьбы винта г г имеет знак плюс. Изменение знака
на обратный связано с удобством отсчета погрешности Дгз. При положительном значении
погрешности Дгг ширина впадины будет меньше номинальной, что соответствует технологии
резьбообразования, и образующая «р» уйдет влево (к началу координат), а при отрицательной
погрешности Дгз — наоборот, что и отражает формулы погрешности осевого положения обра-
зующих профиля резьбы винта. Аналогично будет и для резьбы гайки.
—угол поворота образующей профиля поверхности винта;
<рк — сдвиг фазы я-й гармоники от начальной точки отсчета.
Величина к может принимать различные значения: при к = 1, Т = 2л,
при К = 2, Т — л, при К = V2, Т = 4л и т. д.
Как показали исследования автора, а также исследования канд. техн,
наук А. С. Гликина, эта погрешность представляет собой сумму нескольких
гармоник с различными периодами. Основными источниками возникнове-
ния этой погрешности являются аналогичные погрешности ходового винта
резьбонарезного станка, осевое биение ходового винта и шпинделя резьбо-
нарезного станка.
Местная погрешность шага Д35, появление которой обусловлено дей-
ствием большого числа различных случайных факторов в процессе резьбо-
образования, влиянием непостоянства отжимов, вызываемых неоднород-
ностью обрабатываемого материала изделия и др. В связи с тем, что данную
погрешность представить в функции длины перемещения образующей и
какой-либо другой переменной не удается, ее рассматривают как случайную
величину.
Результирующая погрешность шага
AS
&S ==-2T(u=2it) U + 81П (KM1 + Фк) +
Погрешность среднего радиуса резьбы Дг2. Появление этой погрешности
обусловлено действием тех же факторов в процессе резьбообразования, что
и при обработке гладкого цилиндрического изделия. Это обстоятельство
дает основание считать, что величина и закономерность изменения резуль-
тирующей погрешности среднего радиуса резьбы определяются в основном
теми же составляющими, что и результирующая погрешность для гладкого
цилиндрического изделия.
Аналитическое выражение результирующей погрешности и ее составля-
ющих для гладкого цилиндрического изделия известно [50] и может быть
использовано применительно к резьбе. Так, например, при наличии наиболее
часто встречающихся погрешностей постоянной составляющей погрешности
размера, овальности и конусности по среднему диаметру резьбы, а также
эксцентриситета среднего диаметра относительно оси вращения винтовой
поверхности резьбы аналитическое выражение результирующей погреш-
ности Дг2 будет иметь следующий вид:
Дг2 = а0 + а2 sin (ux + Фк) + а3 sin (2ux + фк) b2Llt
где а0 — постоянная погрешность среднего радиуса резьбы;
а2, аз — амплитуды периодических погрешностей, обусловленные экс-
центриситетом и овальностью соответственно среднего диа-
метра резьбы;
b2 — тангенс угла наклона линейной погрешности, обусловленной
конусностью по среднему радиусу резьбы.
Погрешности углов наклона образующих профиля Д₽, Дг Результирую-
щая погрешность угла наклона образующей профиля состоит из постоянной
величины и переменной по длине образованной резьбы величины:
Ар = Alp + Ajp. Ду = Д1у + Дгу>
где Д)Р, Alv— погрешности постоянные по длине образованной резьбы,
т. е. Независимые от ц;
Д2р, Д2у — погрешности переменные, величина которых меняется по
длине образования резьбы.
Появление погрешностей Д]₽ и Д1у обусловлено неточностью профилиро-
вания и установки резьбообрабатывающего инструмента, что приводит к по-
стоянным погрешностям углов наклона образующих профиля по длине
образованной резьбы. Источником возникновения погрешностей Д2р и Д^
180
являются в основном динамические эффекты, действующие в процессе резь-
бообрабатывания и обуславливающие появление случайных погрешностей.
Приведенные формулы определяют величину и закономерность изменения
кинематических погрешностей положения и перемещения текущих точек
образующих профиля винтовой поверхности одно- и многозаходной резьбы
по каждому заходу в функции двух независимых переменных и и и.
Очевидно, в стандартах на кинематические резьбы целесообразно по ана-
логии с зубчатыми колесами ввести нормы точности на кинематические
погрешности, что будет отражать эксплуатационные и технологические осо-
бенности этих резьб.
Полагая образующие профиля прямолинейными, можно представить
погрешности образующих в функции только одной переменной и для двух
крайних значений Дг. Тогда, исследуя функции на максимум и минимум
при крайних значениях Дгкб и по каждому из заходов можно найти
наибольшее и наименьшее значения из всех максимумов и минимумов этих
функций, которые будут определять предельные значения погрешностей
текущих точек образующих профиля в исследуемом промежутке по каждому
заходу.
Считая образующую винтовой поверхности прямолинейной, мы упрощаем
задачу нахождения экстремума, так как в этом случае у резьб с прямоли-
нейными образующими профиля замыкание может происходить по наруж-
ному Дгнб или по внутреннему диаметру Дг^ и оказывается достаточным
вместо исследований функции двух переменных ограничиться исследованием
по каждому заходу функции одного переменного при фиксированных зна-
чениях Дг.
ДОПУСКИ РЕЗЬБ ОБЩЕГО НАЗНАЧЕНИЯ
Допуски трапецеидальных резьб» Трапецеидальную резьбу применяют
в деталях, предназначенных для передачи движения (ходовые винты, винты
суппортов, штурвальные винты и т. п.). Для таких резьб большое значение
имеет работа сил трения, которая при прочих равных условиях (шерохо-
ватость поверхности, род смазки,
материал деталей, угол подъема
резьбы) уменьшается с уменьшением
угла профиля резьбы. ГОСТом
9484—60 стандартизован диапазон
диаметров, шагов и профиль резьб
(рис. 1.87). Допуски трапецеидальных
резьб регламентированы ГОСТом
9562—60, в котором установлено
три класса точности для гаек (1,2 и 3)
и четыре класса точности для вин-
тов (1, 2, 3 и ЗХ) (рис. 1.88). 1-й
класс точности, допуски которого
на 25% меньше допусков 2-го класса,
предназначен для особо точных вин-
товых пар. Резьбовые сопряжения 1-го класса образуют скользящую посадку,
2-го и 3-го классов — посадку движения, а сопряжения гайки 3-го класса
и винта ЗХ дают ходовую посадку. В обычных винтовых парах применяют
винты и гайки одинаковых классов точности, однако в случае необходимости
допускаются сочетания винтов и гаек различных классов точности. При этом
2-й и 3-й классы для гаек соответствуют степеням точности М и N ОСТ а
ВКС 7714, а 2-й, 3-й и ЗХ классы для винтов соответствуют степеням точ-
ности т, п и р. Это обеспечивает полную взаимозаменяемость резьб, изготов-
ленных по старому и действующим стандартам, а также дает возможность
использовать режущий инструмент и резьбовые калибры без каких-либо пе-
ределок при изготовлении и контроле резьбы по новому стандарту, кроме
введенного вновь 1-го класса точности.
Рис. 1.87. Профиль трапецеидальной резьбы
181
В связи с тем, что резьбы с диаметрами свыше 300 мм встречаются довольно
редко, допуски установлены только для резьб с диаметрами до 300 мм.
На резьбы с диаметрами свыше 300 мм должны устанавливаться специаль-
ные допуски исходя из назначения резьбы, конкретных условий эксплуатации
резьбового сопряжения и т. д.
мкм
~оии
Рис. 1.88. Схема допусков винта
и гайки трапецеидальной резьбы
различных классов точности
Рис. 1.89. Схема расположения полей допу-
сков трапецеидальной резьбы
Схема расположения полей допусков для трапецеидальных резьб при-
ведена на рис. 1.89. Различные посадки в резьбовом сопряжении получают
смещением поля допуска среднего диаметра винтов (например, классы 3 и ЗХ),
в то время как нижнее отклонение среднего диаметра гайки для всех классов
точности равно нулю.
Допуски упорных резьб. Упорная резьба имеет два профиля по ГОСТу
10177—62 (рис. 1.90, а) и по ГОСТу 13535—68 (рис. 1.90, б). Резьба упорная
Рис. 1.90. Профиль упорной резьбы по ГОСТам 10177—62 и 13535—68
(ГОСТ 10177—62) для диаметров от 10 до 600 мм. «Основные размеры и до-
пуски» все диаметры разделены на три ряда в порядке предпочтительности
применения, причем по стандарту установлено: один класс для гаек и два
класса точности для винтов — 1-й и 2-й классы (рис. 1.91). Класс точности
определяется величиной полного допуска среднего диаметра d.
По ГОСТу 13535—68 «Резьба упорная усиленная 45° для диаметров
от 80 до 2000 мм. Профиль, основные размеры, допуски» все диаметры также
разделены на три ряда в порядке предпочтительности применения. Схема
расположения полей допусков приведена на рис. 1.92, причем резьба винта
и гайки имеет один класс точности.
182
Во ВНИИМетМаш разработан также профиль упорной усиленной резьбы
с углом наклона образующей у = О (вместо 3°) для тех же диаметров,
рекомендуемых для опытного применения при больших знакопеременных
нагрузках и отличающихся повышенной усталостной прочностью. Этот про-
филь резьбы приведен в ГОСТе 13535—68 в качестве приложения, где также
дано три ряда диаметров в порядке предпочтительности применения.
мкм
^1000 -
+800 -
+600 -
^00 -
+200 -
-т— О—
. -200-
-400-
Гайка *
' Винты
Рис. 1.92. Схема расположения полей допусков
упорной резьбы по ГОСТам 10177—62 и 13535—63
Рис. 1.91. Схема допусков
винта и гайки упорной резь-
бы для двух классов точности
Профиль резьбы и схема расположения полей допусков приведены на
эис. 1.93. Для всех упорных резьб отклонения шага и углов наклона обра-
зующих профиля отдельно не устанавливаются, а являются частью полного
допуска на средний диаметр резьбы.
Выбор класса точности производится в зависимости от назначения резь-
бового сопряжения и стандартом не регламентируется. Стандартом регла-
ментированы длины свинчивания резьб, с учетом которых должны устанав-
Рис. 1.93. Профиль упорной резьбы ВНИИМетМаш по ГОСТу 13535—68 (а)
и схема расположения полей допусков (б)
тиваться длины резьбовых калибров. В этом случае гарантируется свинчи-
заемость резьбовых деталей.
Для шага резьбы и угла профиля, предельные отклонения по каждому
»з элементов в отдельности не устанавливаются. Для винтовых пар с задан-
ной точностью расчетных перемещений (например, ходовых винтов станков
? механизмов) дополнительные требования в отношении точности устанавли-
ваются техническими условиями и нормалями точности соответствующих
панков, механизмов и приборов.
Допуски винтовых пар с многозаходной резьбой. Многозаходные винтовые
пары предназначены для обеспечения достаточно большого осевого переме-
щения одной из сопряженных резьбовых деталей при относительно малых
/&3
60°
to=O,866S
t.2=0,365
Рис. 1.94. Профиль окулярной резьбы по ГОСТу
5359—50
углах поворота. Многозаходные винтовые пары находят применение в раз-
личных приборах, как, например, в окулярах и объективах оптических при-
боров и т. д.
Из многозаходных резьб в СССР стандартизована резьба окулярная для
оптических приборов (ГОСТ 5359—50). Указанный стандарт устанавливает
размеры, форму профиля и
число заходов. Данная резьба
рекомендуется стандартом для
трубчатых тонкостенных дета-
лей, требующих значительного
осевого перемещения при огра-
ниченном угле поворота (менее
360°) главным образом в оку-
лярах оптических приборов.
На рис. 1.94 приведен про-
филь резьбы по ГОСТу 5359—
50 для диаметров от 10 до
80 мм, шагов S = 1,5 и 2 мм
и числа заходов 1, 2, 4, 6, 8,
12, 16, 20. По ГОСТу 5359—
50 предусмотрена скользящая
посадка по среднему диаметру.
ХАРАКТЕР РЕЗЬБОВОГО СОПРЯЖЕНИЯ
Характер резьбового сопряжения (посадка) определяется величиной
зазора (натяга) между образующими профиля, действительное значение
которого зависит от точности изготовления сопрягаемых резьб. Особенностью
винтовых пар является наличие гарантированного зазора между сопрягае-
мыми поверхностями по всему профилю, который необходим для размещения
смазки, компенсаций различных деформаций резьбы и т. д. Зазор создает
свободу относительного перемещения сопрягаемых резьб винта и гайки,
обеспечивая однопрофильный контакт в резьбовом сопряжении. Стандар-
тами на резьбы установлены длины свинчивания, при которых гарантируется
свинчиваемость деталей; при значительном увеличении длин резьб следует
назначать специальные допуски или использовать калибры с увеличенной
длиной.
При длинах свинчивания, значительно превышающих длину проходного
калибра, могут быть случаи несвинчиваемости резьб, хотя по результатам
проверки резьбы калибрами она будет признана годной. Это происходит
вследствие того, что накопленная ошибка шага на больших длинах свинчи-
вания превосходит допустимые величины, но не обнаруживается проходными
калибрами. В ГОСТах на допуски резьб приведены стандартные длины
свинчивания, гарантирующие 100%-ную свинчиваемость при проверке резь-
бовыми калибрами.
В винтовых парах общего назначения точность относительного переме-
щения не имеет значения и основными факторами, определяющими эксплуа-
тационные качества винтовой пары, являются характер резьбового сопряже-
ния (посадка) и его прочность. В этом случае важно обеспечить свинчивае-
мость резьбовых изделий, для чего необходимо, чтобы действительная гео-
метрия сопрягаемых резьб не выходила из Полей допусков на любом участке,
равном длине свинчивания. При этом важно, чтобы сумма всех погрешностей
основных параметров резьбы находилась в поле допуска. При этом для
обеспечения свинчиваемости сопрягаемых резьб погрешности шага (хода),
угла профиля и угла захода резьбы могут компенсироваться соответствен-
ным уменьшением среднего диаметра наружной резьбы или увеличением
среднего диаметра внутренней резьбы. Величины диаметральных компенса-
ций определяются удвоенной погрешностью радиального положения обра-
184
зующей профиля, причем все погрешности основных параметров резьбы
з этом случае следует рассматривать на длине свинчивания.
Поэтому в резьбовых сопряжениях, не предназначенных для передачи
перемещений заданной точности, отклонения каждого из основных пара-
метров резьбы отдельно не нормируются, а устанавливается суммарный
«комплексный) допуск, который ограничивает предельные контуры резьбы
на длине свинчивания. Этот допуск называют полным допуском на сред-
ний диаметр резьб, величина которого для многозаходной резьбы опреде-
ляется следующим образом:
[&]Л = (6d2 + ft + fs + fa)]h,
где 6d2 — отклонение собственно среднего диаметра резьбы в мкм;
ft — диаметральная компенсация погрешности хода многозаходной
резьбы в мкм;
fs — диаметральная компенсация погрешности шага однозаходной
резьбы или погрешность осевого шага захода многозаходной
резьбы в мкм;
fa — диаметральная компенсация погрешности угла профиля резьбы
в мкм;
h — номер захода.
Величина полного допуска на средний диаметр резьбы определяется
классом точности резьбового сопряжения. Разность lb — (ft + fs + fa^h
представляет ту часть полного допуска Ь, которая может быть использована
как допуск только по собственно среднему диаметру при наличии погреш-
ностей по ходу, шагу и углам наклона образующих профиля.
При раздельной проверке этих параметров резьбы действительное откло-
нение по собственно среднему диаметру резьбы не должно быть менее откло-
нения (отрицательного для винта и положительного для гайки),требующегося
для компенсации всех погрешностей основных параметров.
Полный допуск на средний диаметр называют также допуском на приве-
денный средний диаметр резьбы. Приведенный средний диаметр многоза-
ходной наружной резьбы
[£>в]Л = [d2 -f- (ft + fs 4“ faflh*
внутренней резьбы
[Z>r]/2 = [dz — (ft + fs + Лх)]а»
где d2 — действительный средний диаметр резьбы.
Для свинчиваемости болта и гайки без натяга необходимо, чтобы Dr > Db.
С точки зрения свинчивания резьбы следует учитывать не погрешность
положения 6L, отсчитанную от начала координат винтовой поверхности
резьбы, а погрешность перемещения образующей на заданном участке резьбы,
т. е. погрешность в расстоянии между двумя любыми (а не только рядом ле-
жащими) одноименными образующими профиля на длине свинчивания.
Поэтому в стандартах на допуски резьбовых изделий, инструмента и
калибров под погрешностью шага 6S понимают абсолютную величину по-
грешности в расстоянии между двумя любыми одноименными образующими
профиля в пределах длины свинчивания, т. е. погрешность перемещения обра-
зующей, измеренную по линии среднего радиуса резьбы.
Так, например, если каждую из погрешностей двух одноименных обра-
зующих профиля однозаходной резьбы 6SX и 6S2 отсчитывать от начала коор-
динат винтовой поверхности резьбы, то между ними и погрешностью шага
будет справедливо равенство
SS = |SS2 — SSJ.
В табл. 1.27 приведены основные геометрические зависимости и указаны
диаметральные компенсации погрешностей основных параметров одно- и
многозаходных винтовых пар из числа резьб стандартизованных и получив-
ших наиболее широкое распространение и применение в СССР.
185
Чтобы установить действительный характер резьбового сопряжения и
связать его с погрешностями основных параметров резьбы, совместим оси
резьбы винта и гайки. В качестве исходного положения резьбового сопряже-
ния, на всей длине свинчивания фс для любого захода h примем (рис. 1.95):
А (ф. и)л = [<0 («, М — □ («2, Дг)]л = До;
Ах (ф» и)л = |Ар + Av]ft;
к1 = соо(«1, Аг)! — До,
(1.134)
А (ф, и)ь — осевой зазор (натяг) между текущими точками
сопряженных образующих резьб винта и гайки
захода h;
и — угол поворота гайки относительно винта (в ис-
ходном положении и — 0);
со (и, Дг) — координата текущей точки образующей захода ft
резьбы винта, отсчитанная от своего начала
координат;
— расстояние от начала координат винтовой по-
верхности первого захода резьбы винта, со-
пряженного с гайкой, до начала координат
первого захода резьбы гайки;
Q (и2, Ar) ft — координата текущей точки образующей захода
h резьбы гайки, отсчитанная- от своего начала
координат;
А2 — суммарный (двухпрофильный) осевой зазор
(натяг) в резьбовом сопряжении;
До = — (Дп + ДГяб) — средний табличный осевой зазор (натяг) между
текущими точками сопряженных образующих
(Дл = b’ ctg р — гарантированный осевой
1
зазор между образующими Р; Дгнб = -^(Ь" +
+&') ctg р — наибольший табличный зазор
между образующими р.
Рис. 1.95. Резьбовое сопряжение:
а — многозаходной винтовой пары; б — однозаходной винтовой пары
Действительный характер резьбового сопряжения нарушит условия
(1.34) на длине свинчивания и в общем случае будем иметь:
А (Фо u)h=[a(u1, Дг) — — Q (u2, Дг)]Л + До; 1
Ах (Ф«» “)л = [Ар + Ау]л =/= [Лор + АОу1л- /
С учетом принятой системы отсчета погрешностей получим
А (Ф, «)л = {До ± [Л® («1, Ar) — AQ (и2, Аг)]л}. (1.136)
В этом выражении знак плюс принимается при вычислении зазора (на-
тяга) по образующим р и знак минус — по образующим у. Для теоретиче-
186
гкого резьбового сопряжения, в котором отсутствуют погрешности резьбо-
эбразования у сопрягаемых винтовых поверхностей резьб винта и гайки,
характер резьбового сопряжения для любого захода определится величиной
гарантированного зазора (рис. 1.96)
[Лор ]н = «*ор — («1 — &р)о]л = Лгг tg Р;
[Лоу]й = [К14- — Дг° tg у;
[Дох]л = [Лор1л 4~ [Ло-Ял = Дг° [tg Р + tg yj,
где Дг° — средний табличный радиальный зазор (натяг) в сопряжении по
среднему радиусу резьбы.
Рис. 1.96. Расположение полей допусков наружной и внутренней резьбы:
а — радиальное; б — осевое для прямолинейных участков образующей 3
В действительном резьбовом сопряжении, имеющем погрешности основ-
ных параметров сопрягаемых резьб, характер резьбового сопряжения можно
выразить через погрешности положения образующих профиля:
[Др (ф, и)]л — [Дг“ tg р 4- Дшз (и, &г) — ДО₽ («2, Дг)]А;
[Дт(ф, и)]А = [Ar°tgT 4- ДЦ>(«2, Дг)— Д<М“1 Дг)]л;
[Д2(ф, u)JA = [Др(ф, и) + Д^(ф, и)]А.
Откуда в общем виде зависимость величин действительных осевых зазоров
• натягов) от погрешностей основных параметров сопрягаемых резьб может
быть представлена формулами:
величина действительного осевого зазора (натяга)
[Др (фе, и)]А = [Дг° tg р 4- ( ДЕ 4г ДЕ — Дгг tg Р 4- Дг —
гг>/ Av \ I (1-137)
[Д? (ф, «)]л = [Дгг tg 7 4- (ДЕ 4- ДЕ 4- Дг2 tg 7 — Дг —
- (ДЕ + ДЕ + Ar2tgy- Л''-^Д]А ".
величина действительного радиального зазора (натяга)
[Дор(ф, и)]А = [Д₽(ф, u)]ftctgp; 1 я 138)
[До?(ф, и)]А = [Ду(ф, u)Jactg7. J
187
Представив выражения (1.137) и (1.138) в общем виде, получим
Д — Ф (и, фс, Дг, Дсо, Д£2), (1.139)
где
(Г1 — г2) «S Дг «S (г — г2).
Исследуя функцию (1.139) на максимум и минимум, найдем для нее все
точки экстремума, причем наибольший из максимумов и наименьший из
минимумов, вычисленных по всем заходам на длине свинчивания фс, будут
определять соответствующие величины зазоров и натягов в сопряжении:
&нм = Ф («, Фо Д“, ДЙ)«ж,
где Дщ, — наименьший зазор (натяг), вычисленный по всем заходам на длине
сопряжения.
КИНЕМАТИЧЕСКАЯ ПОГРЕШНОСТЬ ВИНТОВОЙ ПАРЫ
В резьбовых сопряжениях, предназначенных для передачи движений,
как и в других кинематических парах, всегда обеспечивается зазор межДу
сопряженными образующими профиля винта и гайки. В этом случае
Up]ft > 0; lAv)h>0; (Д2 ]й > 0.
Под кинематической погрешностью винтовой пары понимается погреш-
ность воспроизведения парой заданного закона винтового движения при прак-
тическом отсутствии каких-либо внешних сил. Кинематическая погрешность
винтовой пары обычно характеризуется величиной и закономерностью изме-
нения погрешности поступательного перемещения одной из сопряженных
резьбовых деталей винтовой пары при их относительном движении.
Величина и закономерность изменения погрешности поступательного
перемещения Д£ винтовой пары определится действительной разностью ми-
нимальных зазоров в резьбовом сопряжении на длине свинчивания, вычис-
ленной для свободной (не натяженной) гайки до и после поворота гайки (или
винта) на какой-либо угол:
Д/, = [Д2Нлс1й [Д1нл]^> (1.140)
где 1Д2„л,1Л и [Д1КЛ19— наименьший из всех зазоров на участке свинчи-
вания резьбового сопряжения, вычисленных по всем заходам до поворота
и после поворота гайки (винта).
Индексы q и h означают номера заходов, где имеют место наименьшие
зазоры до (заход Л) и после (заход q) поворота гайки (винта). Длина пере-
мещения гайки действительной винтовой пары имеет вид
Lc —
где Рс — параметр винтового движения действительной винтовой пары.
Под параметром винтового движения винтовой пары понимается отноше-
ние поступательного перемещения Lc одной из сопряженных резьбовых де-
талей к углу ее поворота и в их относительном движении:
D __
* С Р ’
НО
РС = РО = ДР^ и = +
где ДРС — погрешность параметра винтового движения винтовой пары;
Д£с — погрешность поступательного перемещения винтовой пары, откуда
188
Эта формула связывает величину погрешности поступательного переме-
щения одной из сопряженных резьбовых деталей в относительном винтовом
движении с погрешностями параметров сопряженных винтовых поверхностей
резьбы. При этом под погрешностью поступательного перемещения натяжен-
ной гайки понимается разность ее перемещений в действительной и теорети-
ческой винтовой паре, отсчитанная в направлении оси резьбы.
На винтовые поверхности сопряжения, удовлетворяющие условию (1.134),
наложим погрешности. В этом случае действительный зазор между текущими
точками сопряженных образующих определяется формулами (1.135) и (1.136).
Гайка имеет осевое натяжение, обеспечивающее выбор зазора до кинема-
тического замыкания с сопряженными образующими 0. В этом случае гайка
переместится в направлении от начала координат винта на величину &1НМ.
Причем начало координат натяженной гайки будет находиться от начала
координат 1-го захода винта на расстоянии, отличном от того, которое было
з исходном положении гайки:
UU= Ч- ДщлЬ
При этом зазор между образующими 0 уменьшается на величину Д1ЯЛ,
а между образующими у увеличивается на величину Д^, причем между со-
пряженными образующими 0 в точках е, где имел место" наименьший (из
тсех заходов) зазор ДЯЛ, будет контакт, и для этих точек получим
[Д«]А — (Д1Ял1 = О,
откуда
[®elh = Ki 4* [Qe]ft + Д1ИЖ-
В этом случае действительный характер сопряжения (например, по обра-
зующим 0) по любому из заходов на длине свинчивания определится из
условия
[Ар]? = {Д« 4" (А®/ — — Дра«} 0.
Расстояние текущей точки / гайки от начала координат винта:
для свободной ненатяженной гайки
(1.141)
для натяженной гайки
4" Д1НЖ- (1.142)
Повернув гайку (винт) на угол и, обеспечим ее поступательное переме-
щение из начального исходного положения на величину L — Рс и.
После поворота гайки текущие точки ее образующих придут в сопряже-
ние с новыми точками образующих винта, причем для любых сопряженных
точек / образующих 0 действительный характер сопряжения по любому
из заходов S определится действительным зазором
[ДрЬ = {И - (Кх + Q,)], - Д1Ял) 1
[Apis = {[До 4“ A®/ A^fls Д1«л«}. I
Для точек контакта f имеем
[Д,], = 0. (1.143)
После перемещения гайки расстояние ее точки f (точки контакта с винтом)
от начала координат определится из выражения
l^Hfhsz= [^«zbsi 4~ L, (1.144)
и [йя/ ]6s1 — расстояние текущей точки f образующей 0 натя-
женной гайки захода S от начала координат винта
до перемещения гайки и после перемещения гайки
на величину L.
189
В соответствии с выражениями (1.143) и (1.144) для точек контакта имеем
[ A/ls = [®f]s — l^wflftsr-
Откуда
Is = l^Hfhsr = l^Hfbsl + L
или
L — <af — l^«f]bsi-
Учитывая выражения (1.141) и (1.142), получим
L = [<b^]s [QK^]^{ [A|KJK]^
при
£ = [d)f]s— [Kj 4- Qf]s 4- [А1Ял<] q,
HO
L = L0±AL; [A<Of]s 4-[®ofls = l®Hs;
[fl/]s = [Йо/L 4- [A^L;
£0 = [<oo; — (/<! 4- Orf 4~ A0)]s.
Следовательно,
Д£ = [Дсо/ АЙ/ 4- A0]s [Аши]^,
HO
A# 4- [Acty A&4s ~ 1А2МЛ1]5.
Из этого выражения получим величину и закономерность изменения
погрешности поступательного перемещения Д£ винтовой пары [уравнение
(1.140)].
АНАЛИЗ ВЛИЯНИЯ ПОГРЕШНОСТЕЙ РЕЗЬБЫ НА ТОЧНОСТЬ
ВИНТОВОЙ ПАРЫ
1. Винт и гайка имеют только прогрессивные погрешности шага, другие
погрешности отсутствуют, т. е. Дга = Др = Ду = 0. В этом случае будем
иметь
Aw = AjUe‘,
AQ = 4ru£.; 0^ыг^-у-,
(1.145)
где Le и Le — длина резьбы соответственно винта и гайки.
Согласно уравнению (1.140), имеем уравнение функции зазора А (для
образующих р знак плюс)
А = Ао±(Асо — Ай).
Учитывая выражение (1.145) для образующих р, получим
А = До 4- (A6Ug — AgUg) = До 4~ [Ав (иг 4~ °) — Агиг], (1.146)
где ив = иг 4- и;
и — угол поворота гайки при движении относительно винта.
Областью определения функции (1.146) будет отрезок ^0, -y-J, а пределы
изменения относительного угла поворота и £о, ] • Найдем наимень-
шее значение этой функции зазора при любом и в заданных пределах. Так
как функция (1.146) экстремальных точек не имеет (первая производная ее
Д' = (Аг — Ag) =/= 0 при Аа =/= Аг в общем случае), то наименьшее значение
этой функции следует искать на границах области ее определения, т. е.
при иг = 0 или иг —~р--
190
В этом случае
А(О) = До + ЛвМ; д(^) = Д04-(4-Лв)-^ + Лви. (1.147)
Рис. 1.97. Кинематическая погреш-
ность винтовой пары при наличии
только прогрессивных погрешностей
винта и гайки
1 • 10 “3 тг- и мм коэффициент
Если величина гарантированного осевого зазора между образующими
винта и гайки выбрана такой, что в сопряжении отсутствует натяг, т. е. вы-
полняется условие Дг>Лби, то наименьшее значение зазора будет у правого
торца гайки при Аг <Лв и у левого торца гайки при Аг > Ав. Значение
наименьшего зазора зависит от величины параметра и, т. е. Д (0) или
можно рассматривать как функции относительного угла поворота и. По
определению кинематической погрешности для винтовой пары разность
между последующим и предыдущим значе-
ниями функции наименьшего зазора при
изменении и является функцией кинема-
тической погрешности. Подставив выраже-
ние [1.147) в уравнение (1.140), получим
уравнение кинематической погрешности
винтовой пары при наличии только про-
грессивных погрешностей шага гайки и
винта (рис. 1.97)
Д1 = -ЛвЫ; Д1кб=_Лв^^.
Из этого выражения следует, что ки-
нематическая погрешность винтовой пары
с учетом указанных в выражении (1.146)
погрешностей винта и гайки определяется
только погрешностью винта и возрастает
по модулю с увеличением диапазона отно-
сительного перемещения гайки (винта).
Так, например, при Le = 500 мм,
Ьг = 50 мм, шаге винтовой поверх-
ности S — 3 мм, погрешности До» = ДХ =
Ав = 1,59-10“4 мм!рад.
Максимальная кинематическая погрешность винтовой пары составит
Д£«б == —Аинб = —0,15 мм.
Кинематическую погрешность при обработке длинных винтов можно
уменьшить двухоперационной чистовой обработкой поверхности винта.
При первой операции обрабатывается одна половина винта, затем винт пово-
рачивается на 180° так, чтобы правый и левый торцы его поменялись местами,
и обрабатывается другая его половина.
При этом уравнение погрешности винта будет иметь вид
Дсо =
Авив, 0 ив 2р ;
Кинематическая погрешность при Аг < Ав для такого вида погрешности
винта будет максимальна в точке, соответствующей середине _винта, и по
модулю в 2 раза меньше, чем в рассмотренном выше случае (рис. 1.98):
[~Asu,
Д£= L L L
\-Ав^ + А^, ± =
ЬЬ^-А^.
191
2. Винт и гайка имеют только периодические погрешности шага с постоян-
ной амплитудой Ав и Ае. В этом случае уравнение погрешностей винта и
гайки будет иметь вид:
Асо г= Ав sin KeUe, 0^ыв^-у-;
AQ — Д, sin
Предположим, что на участке, соответствующем полной рабочей длине
гайки, укладывается более одного периода функции погрешностей винта.
В этом случае справедливо условие
(1.148)
Согласно уравнению (1.140) выражение для функции зазора в системе
координат, связанной с гайкой, имеет вид
А = Ао — Ав sin К, (цг + и) + Аг sin (1.149)
Область определения функции (1.149) та же, что и для случая 1. Нахожде-
ние экстремальных значений функции зазора аналитически представляет
Рис. 1.98. Кинематическая погреш-
ность винтовой пары (при Lc ~ Lc<ZLe)
при двухоперационной чистовой об-
работке винта
для различных значений Кв и Кг суще-
ственные трудности, так как сводится
к самостоятельной задаче определения
корней тригонометрического уравнения
вида
cos Кгиг — а2 cos Квиг = 0,
где а19 а2 — коэффициенты, зависящие от
Исследуем выражение для функции
зазора (1.148). При изменении параметра
и, соответствующего перемещению гайки
относительно винта, функция зазора будет
периодически повторяться с периодом
2jt
Т а для периодической функции
будет периодическим и ее наименьшее
значение. Поэтому кинематическую по-
грешность достаточно исследовать при
изменении параметра и в пределах участ-
2л
ка, равного
Изменение функции наименьшего зазора не может по модулю превышать
суммы амплитуд кинематических погрешностей гайки и винта, т. е.
I АД |кб | Л „ -f- Аг |.
При выполнении условия (1.148) наибольшая кинематическая погреш-
ность не превышает величины удвоенной амплитуды для погрешности того
звена пары, для которого амплитуда погрешности меньше, т. е. справедливо
равенство
2 (Лв1Лг)ил,
где (Л„, Ае)нм — наименьшее из значений Л, и Лг. Наибольшее колебание
наименьших значений функции зазора при выполнении условия (1.148) будет
составлять не более чем 2 (Лв, Лг)т|п, так как (Ат|п)нй при Ае > Ав и будет
192
достигаться только при том значении, при котором вершины графика по-
грешности гайки будут находиться напротив впадин графика погрешности
винта. Величина (Ат1п)нб будет достигаться только при том значении и,
при котором впадины графика погрешностей гайки будут находиться напро-
тив вершин графика погрешностей винта и, следовательно,
— [(Amin)rt6 (Атщ)нл(] 2Ав.
(1.150)
При Ае < Ав аналогичные рассуждения приведут к условию
— l(Amin)«6 (Amin)wnJ 2Аг.
Случай ALrt6 = 2 (Дг, Ав)нм возможен только при Кв = Кг (этот случай
рассмотрен ниже). При невыполнении условия (1.148), т. е. при более ко-
роткой гайке, величина кинематической погрешности ограничена неравен-
ством (1.150).
Определение кинематической погрешности пары винт—гайка графическим
методом при принятых закономерностях погрешностей при Кв + Кг при-
Рис. 1.99. Кинематическая погреш-
ность винтовой пары при наличии
периодических погрешностей винта и
гайки с разными частотами
Рис. 1.100. Кинематическая погрешность
винтовой пары при наличии только перио-
дических погрешностей винта и гайки
ные «заострения». В частности, при Аг > Ав и Аг < Ав (амплитуда перио-
дической погрешности гайки меньше амплитуды периодической погрешности
винта) функция кинематической погрешности не имеет непрерывной произ-
водной в некоторых точках. Аналитическая зависимость такого рода функ-
ции представляет собой громоздкое выражение.
Физический смысл наличия «заострений» функций кинематической по-
грешности винтовой пары заключается в том, что при относительном движе-
нии гайки в моменты, соответствующие точкам «заострения» точка контакта
поверхностей становится неопределенной, а затем «скачком» смещается по
сопряженным поверхностям в новое положение.
Перемещение гайки относительно винта, сопровождающееся резким
изменением положения точки контакта, является причиной возникновения
ударов и больших динамических перегрузок в кинематической паре. Рас-
смотренный случай, соответствующий наличию в уравнении погрешностей
7* В. П. Коротков 193
винта и гайки периодических слагаемых, позволяет наиболее ясно предста-
вить влияние погрешностей гайки на кинематическую погрешность пары.
Если в случае 1 погрешность гайки не влияет на кинематическую точ-
ность пары, то в случае 2 использование гайки с постоянной погрешностью
Аг = const (при иг больше, чем при Т ==* -р*) существенно изменяет харак-
тер кинематической погрешности.
Полагая ДЙ = Аг = const, получим
Д = До + Аг — As sin Кв (иг + и). (1.151)
Исследуя полученную функцию на экстремум, определим угол поворота
образующей профиля гайки, которому соответствует наименьший зазор
в сопряжении:
Д' = — АвКв cos Кв (иг + и) = О,
так как Ав О, Кв + 0;
cos Кв (иг -f- и) = 0, 0 с и* —;
1/1 , \ Л 1
иг = дН “2" я + лп] —и, п = 0,1.. .
(1.152)
(1.153)
Будем считать, что на границах области определения функция (1.152)
не достигает своего наименьшего значения при данном и. Количество значе-
10 -
ний п, не удовлетворяющих этому ограниче-
нию вследствие периодичности функции зазора,
конечно.
Из функции (1.152) следует, что из экстре-
мальных точек выражений (1.153) точками ми-
нимума будут только те, для которых выпол-
няется условие
2 лп< Кв (иг + и) < (2n J- 1 )л;
п = 0,1... (1.154)
Этому условию соответствуют значения п
в выражении (1.154), равные 0, 2, 4 и т. д.
Подставив в выражение (1.151) значения иг
из выражения (1.153) при п = 0, 2, 4,. . .,
получим
5 -
&Нм == До 4- Д, — А = const,
т. е. функция наименьшего зазора является
постоянной.
Геометрическая интерпретация (рис. 1.101)
постоянства наименьшего зазора заключается
в том, что при смещении графика погрешно-
стей гайки относительно винта наименьшее
значение зазора будет там, где находятся
Рис. 1.101. Кинематическая по-
грешность винтовой пары при
наличии у винта только перио-
дической, а у гайки — только
постоянной погрешности
вершины графика периодической функции погрешностей винта. Но если
отрезок, на котором задан график погрешностей гайки, больше, чем расстоя-
ние между двумя вершинами графика погрешностей винта, т. е. , то
в положении графика погрешностей гайки на заданном отрезке всегда на-
ходится точка, соответствующая вершине графика винта. Таким образом,
наименьшее значение будет постоянным во всем диапазоне изменения и.
Так как наименьший зазор на длине сопряжения постоянен при любом отно-
сительном положении гайки и винта, то кинематическая погрешность пары
194
равна нулю. Следовательно, используя винт с большой амплитудой периоди-
ческой погрешности шага, можно значительно снизить периодическую со-
ставляющую кинематической погрешности винтовой пары повышением точ-
ности изготовления гайки и, наоборот, пренебрегая точностью изготовления
гайки, можно существенно увеличить периодическую составляющую кине-
матической погрешности.
Условие, предъявляемое к длине гайки в этом случае Le > ,
позволяет вследствие наименьшей частоты /Cemin циклической погрешности
шага винта определить наименьшую длину гайки
Эта длина необходима для компенсации периодических составляющих
кинематической погрешности.
Для случая «идеального» винта Аг =£ 0, Ав = 0 из выражения (1.150)
следует, что ДЛ„б = 0 при Le > Ц.
Наиболее часто встречается случай, когда периодические погрешности по-
верхностей винта и гайки с одинаковыми частотами получаются при одина-
ковых режимах резания и обработки на одном и том станке. Уравнение ха-
рактера сопряжения (1.149) можно представить следующим образом:
Д = До + Аг sin Квиг — Ав sin (К^иг + К6и). (1.156)
Используя свойства синусоидальных величин, преобразуем периоди-
ческие слагаемые
Аг sin Квиг — Ав sin (Квиг + Кви) = A sin (KeUe + ф). (1.157)
При А = J/Аг + Л«— 2АеАв cos
(1.158)
Zig г CuS i\QU
Необходимое условие экстремума для функции (1.157)
AKt cos (Ktue 4- ф) = 0.
Отсюда при А =/= 0, Ка + 0
К,иг 4- ф — -2- 4- пт, л = 0,1... (1.159)
Точками минимума функции (1.156) будут те точки, в которых вторая
производная этой функции положительна, т. е.
—Л/^51п(-у 4-лп)>0. (1.160)
Условие (1.160) справедливо при нечетном п, т. е. п = 2г 4* 1, где г —
= 0,1. . . Но при п = 2г + 1; sin (-2- 4- 2гл 4- л) — —1, и из выраже-
ний (1.156), (1.157), (1.158) и (1.159) будем иметь
\нм — Д — 4* Ае — 2АгАесоз/(ви . (1.161)
Наименьшее и наибольшее значения этой функции при изменении и будут
характеризовать наибольший размах кинематической погрешности.
Из выражения (1.161) следует, что наименьшее значение наименьшего
зазора будет при
и= "<У>, , = 0.1....
Ае
если Аг и Ав имеют один и тот же знак.
• /95
Если Ае и Ав имеют разные знаки, то
Рис. 1.102. Кинематическая погреш-
ность винтовой пары при наличии
только периодических погрешностей
у винта и гайки с одинаковыми ча-
стотами
При этом наименьшее значение наименьшего зазора в сопряжении
А«л< = Ао-(Лг + Л). (1-162)
Наибольшее значение наименьшего зазора в сопряжении будет при
и = г = 0,1..., (1.163)
если Аг и Ав будут иметь один знак.
Если Аг и Ав имеют разные знаки, то
u = ^-(2r+ 1), r = 0, 1. . .
При Ав будет наибольшее значе-
ние наименьшего зазора в сопряжении:
. = (1.1*64)
и при Ав > Аг
(А нм) max = А + (А — А)- (I • 165)
При As > А9 наибольший размах АА^
кинематической погрешности из выраже-
ний (1.162) и (1.164)
Ы-нб = {^нб)тах (^нл«)т1п =
При Аг <Лв, учитывая выражения
(1.162) и (1.163), будем иметь
^^нб 2А-
Таким образом, при одинаковых ча-
стотах периодических погрешностей винта
и гайки наибольший размах кинематиче-
ской погрешности определяется той по-
верхностью, амплитуда периодической по-
грешности которой меньше. Для уменьше-
ния кинематической погрешности винтовой
пары достаточно уменьшить циклическую погрешность одного из звеньев
путем тщательной обработки винтовой поверхности.
При этом в отличие от случая различных частот циклических погрешно-
стей график функции кинематической погрешности (рис. 1.102) при /Q = Кв
имеет непрерывную производную во всех точках, т. е. в отношении плавности
хода передачи сочетание пар с одинаковыми частотами циклических погреш-
ностей шага предпочтительнее, чем сочетание пар с различными частотами.
3. Когда винт имеет только прогрессивную погрешность, гайка имеет
погрешность в виде произвольной непрерывной в замкнутом интервале
функции f (и). Уравнение погрешности винта можно представить в виде вы-
ражения (1.145). Уравнение погрешности гайки
ДЙ=/(иг)
Уравнение характера сопряжения (функция зазора) имеет вид
А = Ао + f (иг) - Ав (иг + u). (1.166)
Для нахождения наименьшего значения зазора необходимо найти первую
производную для выражения (1.166) и решить уравнение
А' = /(иг)-Д = 0, (1.167)
196
Это уравнение решается относительно иг и при этом учитываются значе-
ния иг, при которых первая производная Д' не существует.
Так как решение уравнения (1.167) не зависит от и, то и уравнение наи-
меньшего зазора будет линейной функцией от и вида
Д = Д -)- f — А и' — А и\ 1
нм ° г * (1.168)
А0 + f (Ыг) — Аси'г = COnst > I
где и'г — некоторое фиксированное значение иг, определенное из уравнения
(1.167) или из граничных точек области определения функции по-
грешностей гайки или тех значений, при которых первая произ-
водная /' (иг) не существует.
При этом выбор иг производится так, чтобы выражение f (u') — Апри-
нимало наименьшее значение. Для функций (1.166) уравнение кинематиче-
ской точности выразится уравнением (1.168).
Таким образом, при предъявляемых ограничениях на погрешность винта
кинематическая погрешность пары не зависит от погрешностей гайки.
4. Погрешность винта представляется непрерывной периодической функ-
цией с периодом Тв, погрешность гайки — линейной функцией, это соответ-
ствует случаю наличия погрешностей гайки только в виде прогрессивной
погрешности и погрешности вследствие конусности среднего диаметра.
Уравнение погрешности винта
Д© = /,(«,),
причем
Ш + Тв) = ииг), (1.169)
Уравнение погрешности гайки
ДЙ = Агиг, О иг -у-.
Уравнение функции зазора при условии ив = иг + и
д = До + Агиг - fe(us + u), (1.170)
при этом
fe (иг + ~ fe (иг + и + Т’в)-
Для исследования функции (1.170) на экстремум необходимо найти
ГЛ L.
корни уравнения на участке 0 иг
А' = 4-Ш + «) = о, (1.171)
а также те значения иг, при которых Д' не существует.
В силу периодичности функции fe (иг + и) достаточно найти решения
уравнения (1.171) при 0 и Тв.
При Аг >>0 (рис. 1.103) высоту гайки выбирают такой, чтобы соблюдалось
это условие > Тв.
Выбрав из экстремальных точек точки минимума, обозначим их через
ип1, ип<>> ипк; ип1 ип2 ипк [к — количество точек минимума
функции (1.170) на участке области определения функции погрешностей
гайки ^0, при данном фиксированном значении .
Рассмотрим функцию зазора при таком значении ип1, при котором ип = 0.
Для этого достаточно решить уравнение и = 0 относительно и, полученное
как решение уравнения (1.171) при 0 и Тв. Геометрически это озна-
197
чает, что начало системы координат ДЙ, 0, иг, расположено напротив пер-
вого (если считать слева направо) значения функции погрешностей винта,
которому соответствует минимум функции зазора Д4. Наименьшее значение
функции зазора будет при ип1 = 0, если Д4 (0) — наименьшее из значений
Д (un2); Д (и„3), . . ., Д (ипк). Геометрически это означает, что прямые
1—7, проведенные через точку lfe (urtl), (ич)] в любую из точек [fe (ипк),
ипк] для значения и удовлетворяющего условию, имеют меньший наклон
к оси иг, чем наклон прямой ДЙ = Агиг,
Рис. 1.103. Кинематическая погреш-
ность винтовой пары при наличии
прогрессивной погрешности гайки и
периодической погрешности винта
т. е. выполняется условие
fe (ипк) /в (Q) (I 172)
ипк
Если условие (1.171) при соблюдении
условия (1.172) не выполняется, то будем
изменять и так, чтобы последовательно
выполнялись условия ип.2 = 0, = 0,
...» ^ПК
Процесс изменения и закончим, как
только начнет выполняться условие (1.172).
Таким образом, всегда можно выбрать
такое значение, при котором были бы
справедливы условия (1.171) и (1.172).
Из условия (1.171) найдем первое зна-
чение и, а из уравнения (1.172) при иг —
= 0 — наименьшие значения функции за-
зора, необходимые при определении ана-
литической зависимости для кинематиче-
кой погрешности винтовой пары.
При увеличении и наименьшее значение
функции зазора будет при иг = 0:
~ ^0 fe
до значения ит1, при котором прямая 2—2 параллельна прямой ДЙ = Агиг,
ограничена слева графиком погрешностей винта и не касается в точке ит
графика погрешностей винта.
Значение может быть определено из условия
fe (Цик) f« (0) Д
ипк г
При дальнейшем изменении и наименьшее значение функции Д4 будет
достигаться при иг = ипк, полученном из условия (1.171).
Из условия (1.140) следует, что и = 0
ипк + и =
где и’пк — координата экстремальной точки функции Д4 в системе координат,
связанной с винтом, но ипк = const, т. е. ипк + и — D = const.
В результате выражение для наименьшего значения функции зазора
С4кЛ на участке изменения и от ит1 до ик будет иметь вид
= Л» + АР — — fe (?) = D0 — Аги,
где Do = До + Aft — f, (D) = const.
Таким образом, при ыл1 и ит1 график кинематической погрешности
будет представлять собой прямую линию, наклон к оси и которой равен
arctg Аг. Зависимость кинематической погрешности при и > ит1 можно
получить аналогичным образом. Полный график кинематической погрешности
будет представлять собой чередование отрезков кривых / (и) и прямых
с постоянным наклоном.
198
Случай Аг <0 (рис. 1.104) может быть рассмотрен аналогично случаю
Аг > 0, если исследование характера графика кинематической погрешности
начинать от значений и — последовательно уменьшая их до и = 0,
т. е. сдвигая график гайки относительно графика винта влево.
При этом нумерацию точек минимума функции зазора Д4, отвечающих
условию (1.181), следует осуществлять так, чтобы
U71 ^«2 2^ * * ’ UnK.
В качестве ип1 следует выбирать значение и, исходя из условия ип1 —
= -~-9 которому геометрически соответствует расположение крайней точки
графика функции погрешностей гайки напротив первого (если считать справа
налево) значения функции погрешностей винта,
минимум функции зазора Д4.
При этом за ип1 следует выбрать то зна-
чение ипк9 для которого выполняется усло-
вие
fe (ипк)
которому соответствует
Рис. 1.104. Кинематическая по-
грешность винтовой пары при на-
личии отрицательной прогрессив-
ной погрешности гайки и периоди-
ческой погрешности винта
исследование кинематической
1г*
Ls
Ппк---
График кинематической погрешности для
случая Аг <0 (рис. 1.104) По характеру
представляет собой чередование участков
кривой вида f6 (и) и прямых с постоянным
наклоном.
При -у- < То, где Тв — период функции
погрешностей винта, кинематическая по-
грешность возрастает и ее функция в общем
случае будет иметь точки «заострения» ана-
логично рассмотренному ранее случаю
(рис. 1.105).
5. Погрешности винта и гайки предста-
вляются функцией, включающей как про-
грессивные, так и циклические погрешности
шага, является комбинацией рассмотренных
выше случаев 1—4, причем аналитическое
погрешности может быть проведено качественно (рис. 1.106).
Влияние эксцентриситета, овальности, огранки и других периодических
составляющих погрешности среднего диаметра винта и гайки. При наличии
постоянного по длине винта и гайки эксцентриситета, овальности, огранки
в выражение функции зазора войдут дополнительные слагаемые в виде перио-
дических функций. В результате функция зазора будет представлять собой
также периодическую функцию. В этом случае функцию кинематической
погрешности достаточно исследовать на участке и, равном периоду функции
погрешностей винта, методом наложения.
Функцию кинематической погрешности целесообразнее находить графи-
ческим методолм (рис. 1.107).
Влияние конусности среднего диаметра винта и гайки. Как следует из
общего выражения для функции зазора (уравнения характера сопряжения),
конусность по среднему диаметру входит в выражение (1.135) как линейная
составляющая, аналогичная прогрессивной погрешности шага. Выражение
погрешностей поверхностей винта и гайки при наличии как прогрессивной
погрешности шага, так и конусности имеет один и тот же вид, поэтому можно
компенсировать прогрессивную погрешность шага при резьбообразовании
путем изменения конусности по среднему диаметру [31, 391. Если длина
винта значительно больше, чем высота гайки, кинематическая погрешность
199
&L при наличии только прогрессивной погрешности шага винта и произволь-
ной погрешности поверхности гайки имеет вид
ALS =—Ави,
где А3 = (AS — погрешность шага S — номинальное значение шага).
О
Рис. 1.105. Кинематическая погреш-
ность винтовой пары в случае умень-
шенной длины гайки с прогрессивной
погрешностью
Рис. 1.106. Кинематическая по-
грешность винтовой пары при
наличии прогрессивной и перио-
дической погрешности как у вин-
та, так и у гайки
При наличии только конусности по среднему диаметру винта и произ-
вольной погрешности поверхности гайки кинематическую погрешность вин-
товой передачи можно представить в виде
_ (d2- d') tgp
— 2Дв2л
где d2 — средний диаметр правого конца винта;
d'2 — средний диаметр левого конца винта,
Р — угол наклона образующей профиля резьбы.
Суммарная кинематическая погрешность винтовой пары при условии
ALS + Д£х = 0 равна нулю. Поэтому выражение для разности средних диа-
метров на длине Le при известной погрешности шага AS имеет вид
d2~d2 AS . ft
2La ~ S
Это условие является условием компенсации погрешности шага за счет
конусности по среднему диаметру винта. В частности, при длине винта
Le = 500 мм, погрешности шага AS = 1 • 103 мм для резьбы Трап 10x3x3
необходимо средний диаметр правого конца винта сделать больше среднего
диаметра левого конца на 0,3 мм путем сдвига задней бабки станка. При
этом кинематическая погрешность винтовой пары будет снижена на 0,056 мм.
Влияние погрешностей углов наклона образующих профиля. При постоян-
ных погрешностях углов наклона образующих профиля по длине винтовой
поверхности соответствующие слагаемые в уравнении характера сопряжения
(геометрической точности) будут постоянными, влияющими лишь на вели-
чину зазора между сопряженными поверхностями.
200
В этом случае характер кинематической погрешности винтовой пары
остается таким же, как и при отсутствии погрешностей углов наклона обра-
зующих профиля.
Погрешности сопряженных поверхностей винта и гайки представляются
непрерывными функциями, заданными на конечном промежутке. Выше было
рассмотрено влияние различных видов погрешностей сопряженных поверх-
ностей на кинематическую точность винтовой пары. При этом предполага-
лось, что коэффициенты каждого из слагаемых, входящих в уравнение гео-
метрической точности, постоянны, что практически соответствует случаю,
когда длина винта не превышает пяти диаметров. Если же отношение длины
винта к его диаметру значительно больше пяти диаметров, то при обработке
вследствие малой жесткости обрабатываемой детали возникают отжимы,
вызывающие погрешности в виде изогну-
тости, бочкообразности и другие погрешно-
сти винта.
Для исследования влияния изогнутости
на кинематическую точность винтовой пары
необходимо ввести в уравнение геометриче-
ской точности .слагаемое, соответствующее
эксцентриситету, с коэффициентом, завися-
щим от независимой переменной и. Если
изогнутость оси винта проявляется в виде
функции, описывающей прогиб цилиндриче-
ского стержня под действием нескольких
сосредоточенных сил, то (с достаточной для
практических расчетов точностью) уравнение
изогнутости оси может быть представлено
рядом Фурье.
Непрерывную функцию, заданную в замк-
нутом промежутке, который определяется
длиной винта, всегда можно разложить в ряд
по синусам:
оо
f(«,) = S ЬП sin пив (п = 0, 1, . . •).
п=1
Рис. 1.107. Кинематическая по-
грешность винтовой пары при на-
личии периодических погрешностей
по среднему диаметру винта и
гайки
Практически достаточно рассмотреть первые два—четыре члена разложе-
ния, так как коэффициенты Ьп с увеличением номера п быстро уменьшаются
по модулю и влияние их на погрешность поверхности весьма мало. В част-
ности, для наиболее распространенного случая, когда ось винта имеет в сред-
нем сечении прогиб величиной Ло, уравнение оси можно представить в виде
f(ue) — Ло sin
При этом погрешность среднего диаметра войдет в уравнение геометри-
ческой точности в виде погрешности от эксцентриситета с переменным коэф-
фициентом вида f (ue):
Лгг = Ло sin ив sin ив.
Для винтов длиной более 400 мм величина изогнутости, характеризуемая
прогибом среднего сечения, может достигать 0,4 мм. что при отсутствии спе-
циальных мер вызывает кинематическую погрешность 0,1—0,2 мм. Кинема-
тическую погрешность целесообразно уменьшать путем увеличения рабочей
длины гайки, так как необходимо иметь высоту гайки, соизмеримую с дли-
ной винта.
Кроме того, во избежание заклинивания передачи необходимо для ком-
пенсации погрешности, вызванной большим эксцентриситетом вследствие
изогнутости оси, существенно увеличивать величину у гарантированного
201
осевого зазора. В реверсивных винтовых передачах для компенсации такого
увеличеннрго осевого зазора требуются специальные устройства для выборки
зазора, что усложняет конструкцию винтовой передачи и снижает ее надеж-
ность.
Наиболее целесообразно для компенсации погрешностей вследствие изо-
гнутости оси использовать «плавающую» гайку, которая как бы «отслежи-
вает» смещение оси винта, подключая тем самым смещение обоймы, в которой
подвижно закреплена гайка. При этом гарантированный осевой зазор, а сле-
довательно, и зазор могут быть существенно уменьшены.
Винт с соотношениехМ длины рабочей части к диаметру свыше 50 мм, кроме
изогнутости оси, может иметь бочкообразность, возникающую вследствие
отжима обрабатываемого вала при малой поперечной жесткости винта.
Аналитическое выражение погрешности среднего диаметра вследствие
бочкообразности имеет вид
Дгг = Ло sin-4^-
где А 0 — половина погрешности среднего диаметра в сечении, соответствую-
Le
щем ив = 2^--;
К — номер гармоники, зависящий от количества люнетов, устанавливае-
мых при обработке поверхности винта.
При обработке без люнетов К — 1.
Для использования результатов, полученных при дифференцированном
рассмотрении влияния основных погрешностей винтовой поверхности, если
уравнение (1.150) имеет вид произведения двух периодических функций,
то следует представить произведение синусоидальных величин как сумму
двух слагаемых:
ЛО51П-^-uesinu, = -4-Л0соз^-^у-— ---|~Л°С°5
и дальнейший расчет кинематической точности проводить вышеуказанными
методами.
Влияние постоянной составляющей погрешностей винта и гайки. Постоян-
ная составляющая погрешностей среднего диаметра и угла профиля резьбы
•влияет только на величину осевого зазора между винтом и гайкой, не влияя
на характер изменения наименьшего значения функции зазора и на харак-
тер кинематической погрешности.
Глава IX
ДОПУСКИ НА ЗУБЧАТЫЕ, РЕЕЧНЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
В современном приборостроении и машиностроении широкое применение
имеют зубчатые передачи. В зависимости от условия применения они должны
обеспечивать строгую согласованность вращений валов или же создавать
спокойную бесшумную работу быстроходных зубчатых передач, а для тяже-
лонагруженных тихоходных передач — обеспечивать полное прилегание по
всей боковой поверхности зубьев. Зубчатые передачи должны обладать боль-
шой долговечностью (5—10 тыс. ч работы и более).
Качество работы зубчатых передач, определяется по кинематической
точности, плавности работы и по распределению нагрузки на боковых по-
верхностях зубьев, а также такими показателями как шум, создаваемый
передачей, и ее к. п. д.
ТИПИЧНЫЕ ПОГРЕШНОСТИ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС
Многочисленные погрешности при изготовлении зубчатых колес целе-
сообразно делить на четыре вида (рис. 1.108): тангенциальные, радиальные,
осевые и погрешности производящей поверхности инструмента.
Неточности, возникающие на зубчатых колесах, лучше всего отсчитывать
как избыточные перемещения точных профилей рейки, находящейся в за-
цеплении с семействами левых и правых профилей колеса.
На рис. 1.109 показаны направления отсчета избыточных перемещений
по левой линии зацепления и по правой линии зацепления F'.#. Причем,
в ряде случаев, перемещения по левой и правой линиям могут отличаться
по величине и направлению. Приращения по обеим
линиям зацепления вызывают радиальные смещения
рейки Д/7 и тангенциальные смещения АТ.
Радиальные смещения рейки ДЯ и тангенциаль-
ные ДТ определяются из следующих выражений.
Рис. 1.108. Виды погреш-
ностей изготовления зуб-
чатых колес:
/ — тангенциальные; 2 —
радиальные: 3 — осевые;
4 — производящей поверх-
ности
АТ — FiL FiR
2 cos а ’
где а — угол профиля.
Обусловив некоторые основные понятия, можно
перейти к рассмотрению отдельных типичных по-
грешностей обработки зубчатых колес.
Одной из наиболее часто встречающейся погреш-
ностью обработки зубчатых колес является ра-
диальное биение, которое вызывается неточным со-
вмещением монтажной оси колеса с осью при его обработке. Примем, что ez
есть величина геометрического биения, а ~ — величина вектора эксцен-
триситета. Вектор эксцентриситета вращается вместе с колесом и его про-
екции на линии зацепления, как показано на рис. 1.110, а, равны избыточным
перемещениям по каждой линии в данном положении колеса. Эти избыточные
перемещения F'. изменяются по зависимости
F't = ± -у- sin (<р ± а).
где верхние знаки относятся к левой линии зацепления, а нижние к правой
линии.
203
Рис. 1.109. Направления
отсчета избыточных пере-
мещений
Графики избыточных перемещений по одной и другой линиям зацепления
показаны на рис. 1.110,6, где максимумы смещены на угол 180° — 2а.
Если у такого колеса измерять радиальные смещения одиночного зуба рейки,
как это показано на рис. 1.111, а, то показания
прибора будут изменяться по зависимости
&гН = -|-cos<p.
Эта зависимость получается путем подстановки
в формулу для Д// выражений для F'.L и F'.R по
левой и правой линиям зацепления.
Если в колесе, имеющем радиальное биение, из-
мерять на разных зубьях длину общей нормали
(рис. 1.111,6), то эта длина окажется постоянной,
так как погрешности по левой и правой линиям
зацепления F'.L и F'.R на измеряемых зубьях равны
между собой и обратны по знаку. Этот результат
получается также, если сложить приращения F'iL
и F'.r по левой и правой линиям с учетом-угла для измеряемой точки левого
профиля ср = ср' — а и угла для точки правого профиля <р = ф' + а.
Другой причиной, вызывающей в обрабатываемом колесе погрешность
с периодом, равным обороту колеса, является биение делительного колеса
или делительного диска зубообрабатывающего станка.
На рис. 1.112 дана иллюстрация для случая фрезерования колеса чер-
вячной фрезой. Инструмент имеет постоянную скорость перемещения, изо-
браженную векторами v09 оканчивающимися на вертикальной линии. Окруж-
ные скорости точек колеса из-
меняются по закону линии,
наклоненной под углом со. Точ-
ка пересечения этих линий
определяет радиальное положе-
а) У
Рис. 1.110. Геометрический эксцентриситет и его
проявление:
а — приращения по линиям действия; б — диаграмма
кинематических погрешностей
Рис. 1.111. Измерение радиального
смещения и колебания длины общей
нормали
ние полюса Рг при нарезании. Из этого рисунка видны также мгновенный
радиус основной окружности гЬ1 и генерируемый профиль /, изображенный
сплошной линией.
Если вследствие биения делительного червячного колеса станка угловая
и окружная скорости нарезания другого участка этого же колеса несколько
уменьшаются на До), как показано наклонной линией 2, то точка пересе-
чения с вертикальной прямой смещается. При этом полюс зацепления пере-
местится в точку Р2, а мгновенный радиус основной окружности г&2 возрастет
и форма профиля изменится, как показано штриховой линией 2.
Рассматриваемая погрешность вызвана биением (или другой первой гар-
монической погрешностью) делительного червячного колеса станка, которое
примем равным ек и будем называть кинематическим биением. Нарезаемое
колесо не имеет радиального биения, так как оно установлено соосно гео-
204
метрической оси станка и инструмент при нарезании находился на постоян-
ном расстоянии от оси колеса, т. е. А// = 0, но полюс зацепления при наре-
зании плавал.
Избыточные перемещения от кинематического эксцентриситета АТ по
обеим линиям зацепления в каждый момент равны между собой, но обратны
по знаку (рис. 1.113, а). На рис. 1.113, б показаны графики изменения при-
ращений F'iL и F'.R по каждой линии зацепления от кинематического экс-
центриситета. Приращения имеют следующие выражения:
f"t = ± 4г sin (<р + Ф)
где ф — угол сдвига фаз влияния кинематического и геометрического экс-
центриситетов.
В этом случае точки максимума для приращений по левым и правым
профилям смещены на угол 180°. У такого колеса при измерении не будет
обнаружено радиальное смещение одиночного зуба рейки, так как
^кН = Tsi’n п ’ “IF [Sln (ф + Ф) ~ (Ф — ФИ = 0
4* о 111 (Л &
внутри колеса, так как при-
и в каждый момент приращения по обеим линиям равны и противоположны.
Если же в колесе на разных группах зубьев измерять длину общей норма-
ли, то длина общей нормали будет изменяться
ращения по каждой линии зацепления не
будут одинаковыми с учетом того, что для
Рис. 1.113. Кинематический
эксцентриситет:
а — приращения по линиям дей-
ствия; б — диаграмма кинематиче-
ских погрешностей
ночном зацеплении вследствие кинема-
тического эксцентриситета:
1 — образование профиля при <о; 2 — об-
разование профиля При (1)-Л(1)
Наибольшая разность длин общей нормали в колесе определится из вы-
ражения
Vw = 2 sin а + 2 -у- sin а = ек 2 sin а.
Величина кинематического биения колеса ек может быть рассчитана,
если известна кинематическая погрешность зуборезного станка <рх, тогда
^кГЬк.
ек - «КМ,
где гЬк — радиус основной окружности нарезаемого колеса в мм.
205
Из изложенного следует, радиальные погрешности обработки не обна-
руживаются при двухпрофильном тангенциальном измерении (при измерении
колебания длины общей нормали), тангенциальные погрешности обработки
не проявляются при двухпрофильном радиальном измерении, радиальные
погрешности обработки вызывают колебание бокового зазора в передаче,
тангенциальные погрешности обработки не создают колебания бокового
зазора в передаче. Обычно в колесе имеются как один, так и другой вид
погрешностей.
Рассмотрим случай перехода радиальной погрешности обработки, име-
ющейся в колесе, в тангенциальную.
Шевингованию подвергаются предварительно нарезанные зубчатые ко-
леса, имеющие какую-либо величину радиального биения зубчатого венца.
Процесс шевингования происходит при свободном обкате между колесом и
б)
Рис. 1.114. Переход геометрического
эксцентриситета в кинематический при
шевинговании колеса:
а — дя&грамма. кинематических погреш-
ностей; б — центры колеса геометрической
(Ог) и при шевинговании (О )
Рис. 1.115. Проявление биения дели-
тельного диска шпинделя станка:
а — оба профиля шлифованы при одном
угловом положении; 6 — то же при разных
положениях
шевером, поэтому снятие металла, определяется равенством сил по одной и
другой стороне зубьев шевера. Если принять условия (рис. 1.114, а), что
в каждый момент с обеих сторон зубьев колеса снимаются стружки vL и v$
одинаковой глубины и в конце обработки полностью устраняется радиаль-
ное биение колеса, то такое колесо будет иметь нулевые показания при ком-
плексной двухпрофильной проверке. Но такое колесо не будет кинематически
точным, так как предварительно имевшееся в нем радиальное биение будет
переведено в кинематическое биение. Наличие после шевингования кинема-
тического биения колеса можно определить контролем комплексной одно-
профильной погрешности или накопленной погрешности шага или же по
колебанию длины общей нормали [74].
Если 0г центр точного колеса, а шевингование производится вокруг
центра 0ш, то радиальное биение требует устранения металла по левым про-
филям на профилях, показанных справа, и наращивания металла по правым
профилям (рис. 1.114, б). Так как условия обработки при свободном обкате
не обеспечивают выполнения этого требования, то и результаты обработки
=е вызывают полного исправления колеса. Следовательно, перед шевингова-
нием колесо не должно иметь чрезмерно большого биения.
Тангенциальные погрешности обработки могут возникать при раздель-
ном нилифовании плоским кругом зубчатых колес на инструментальных оте-
чественных станках мод. 5891, 5892, 5893 и фирм Сайкс, Нейшенал-Тул,
Фарелл, Хурт, Лоренц, работающих, с делительным диском.
206
' Биение делительного диска шпинделя станка целиком переносится на
шлифуемое колесо (рис. 1.115). В этом случае важно обратить внимание как
происходит перестановка колеса после окончания шлифования зубьев по
одной из сторон. Если после шлифования одной стороны зубьев колесо сни-
мают и, перевернув, сажают его на шпиндель так, что шлифование другой
стороны зубьев начинается с последнего шлифованного зуба (как показано
на рис. 1.115, а), то колесо не будет иметь радиального биения (ЛЯ = 0).
Если же после шлифования одной стороны зубьев колесо перевертывают
так, чтобы шлифование начиналось с зуба, диаметрально противоположного
последнему, то при проверке колеса обнаружится большое радиальное
биение колеса (рис. 1.115,6). Следовательно, первый способ перестановки
колеса более выгоден при шлифовании измерительных колес для двухпро-
фильного контроля. Кроме того, колеса, шлифуемые с двух установок,
необходимо измерять по комплексной однопрофильной погрешности или
накопленной погрешности шага, так как
они могут иметь только тангенциальные Г^~
погрешности обработки.
Рис. 1.116. Проявление биения делительного
диска на впадинах и зубьях колеса:
а — погрешность зубьев; б — контроль по впадинам;
в — контроль по зубьям
Рис. 1.117. Постоянство углово-
го положения колеса при шли-
фовании двух профилей в точ-
ках, лежащих на одной нормали
На станках отечественных мод. 5851, 586, 5А860, 5861 и фирм Мааг,
Кольб, Пратт-Витней, Оркутт, Гир-Грайдинг биение делительного диска
вызывает кинематическую неточность колеса и накопленную погрешность
окружного шага (рис. 1.116, а). При проверке биения по впадинам между
зубьями колеса, а также с помощью измерительного наконечника в виде
зуба рейки, шарика, ролика, биение диска не будет обнаруживаться
(рис. 1.116,6). Если же проверка будет выполняться седлообразным нако-
нечником по зубьям колеса, то биение диска будет полностью выявляться
(рис. 1.116, в).
При шлифовании зубчатых колес на станках Найльс и отечественных
мод. 5831 и 584М кинематическое биение делительного червячного колеса
станка целиком переносится на изделие (рис. 1.117). В этом случае погреш-
ности делительного колеса не оказывают влияние на биение зубчатого колеса
и на отклонения шага зацепления изделия, так как точки А' и 5' или Л*
нВ" двух профилей, лежащие на одной нормали, шлифуются в разное время,
но при одном и том же угловом положении делительного червячного колеса.
Таким образом, влияние делительной червячной пары в этих станках со-
вершенно аналогично с проявлением ее неточностей в зубофрезерных стан-
ках, работающих червячными фрезами.
Все рассмотренные выше причины возникновения погрешностей обра-
ботки создавали на зубчатых колесах первую гармоническую составляющую,
так как период изменения погрешности совпадал с оборотом колеса. Если
при контроле реального колеса снять диаграмму комплексной однопро-
207
фильной погрешности, то будет получена кривая, для которой характерно
наличие первой гармонической составляющей /4, а кроме того, циклических
погрешностей /7 со значительно большей частотой (рис. 1.118).
Циклические погрешности колеса могут возникать вследствие многих
причин.
При зубофрезеровании больших и точных косозубых колес турбинных
передач (рис. 1.119, а) на поверхности зубьев возникают полосы, направлен-
ные параллельно оси колеса, причем число
видимых полос на колесе равно числу
зубьев делительного червячного колеса. Эти
циклические погрешности на колесе возни-
кают в результате осевого биения червяка
делительной передачи, несоответствия про-
филя витков червяка профилю зубьев чер-
вячного колеса, неправильной установки
червяка в радиальном и осевом направле-
Один оборот колеса.
Рис. 1.118. Циклические погреш-
ности на диаграмме кинематиче-
ских неточностей колеса
ниях относительно червячного колеса.
Величина циклической погрешности, появляющейся на колесе, зависит*
как от величины этой погрешности в зубофрезерном станке, так и от числа
зубьев гдк на делительном червячном колесе станка. При увеличении числа
зубьев делительного колеса уменьшается наибольшая возможная погреш-
ность, которая может появиться на нарезаемом колесе [74]. Так, если угол
поворота колеса за один оборот червяка <рг = то наибольшая воз-
гдк
можная циклическая погрешность на
колесе будет равна величине fzl
(рис. 1.119,6). Если же число зубьев
делительного червячного колеса будет
увеличено вдвое и угол поворота коле-
са за один оборот червяка уменьшится
Рис. 1.119. Полосчатость на зубофрезерованных
колесах:
а — нарезание колеса; б — влияние периода по-
грешности; в — поверхность зуба колеса
Рис. 1.120. Зависимость наибольшей цик-
лической погрешности колеса от числа
зубьев делительного колеса станка
в 2 раза (ф2 = О^ф^, то возможная циклическая погрешность уменьшится
до величины fZ2. Зависимость наибольшей циклической погрешности от
числа зубьев делительного червячного колеса показана на рис. 1.120. Так, при
числе зубьев делительного колеса zdK =100 наибольшая возможная погреш-
ность на нарезаемом колесе f2K = 12", а при числе зубьев гдк = 400 только
= 1,2".
В соответствии с этим в Британском стандарте BSS 1498—54 на зубо-
фрезерные станки для нарезания турбинных колес [74], предъявляются
требования к минимально допустимому числу зубьев делительных колес.
208
Во-первых, диаметр делительного червячного колеса ddK должен быть не
менее чем 0,8 от наибольшего диаметра dK нарезаемого колеса, и во-вторых,
число зубьев делительного колеса должно быть не менее получаемого из
формул для станков с вертикальной zdK 380 ]/ ddK и горизонтальной
2дк 285 ]/ ddK осями (ddK — диаметр делительного колеса в м). Так, напри-
мер, для станка с диаметром обрабатываемой поверхности dK = 5 м дели-
тельное колесо должно иметь диаметр не менее ddK = 4 м и число зубьев
(для станков с вертикальной осью) не менее 760, zdK 380 ]/4. Даже станок
с диаметром обрабатываемой поверхности dK = 1,25 м должен иметь дели-
дельное колесо с числом зубьев
zdK = 380. Обычные станки имели
всегда меньшее число зубьев.
Рис. 1.121. Два вида волнистости на по-
верхности зубьев:
а — волнистость при биении червяка; б — вол-
нистость при биении винта
Профиль
Рис. 1.122. Волнистость при биении
фрезы:
а — биение фрезы; б — перекос фрезы
—s Р
Контактная
линия
?)
Циклическая ошибка червяка делительной передачи станка приводит
к волнистости на поверхности зубьев нарезаемого косозубого колеса или
погрешности профиля у прямозубого колеса.
Погрешности червяка делительной передачи станка не являются
единственным источником возникновения волнистости на боковой поверх-
ности зубьев. Существует ряд других причин, вызывающих волнистость
зубьев фрезеруемых косозубых колес. Наиболее значительными причинами
являются осевое биение винта подачи и биение червячной фрезы.
На рис. 1.121 показаны два вида расположения вершин волн: в случае,
когда волнистость вызвана биением ец червяка стола (рис. 1.121, а), и если
биение вызвано периодической ошибкой еч винта подачи (рис. 1.121, б).
При биении червяка делительной передачи вершины волн располагаются
на линиях, параллельных оси колеса, и количество таких полос равно
числу зубьев делительного червячного колеса станка, а шаг волны равен 1Ч.
При биении винта подачи вершины волн располагаются в плоскостях, пер-
пендикулярных оси колеса, и осевое расстояние между этими плоскостями
обычно равно одному, а иногда и двум осевым шагам винта. Шаг волны
равен 1в.
Волнистость боковой поверхности зубьев возникает также от биения
(рис. 1.122, а) или перекоса фрезы (рис. 1.122, б) на фрезерной оправке
станка. Биение и перекос фрезы вызывают характерную погрешность про-
филя (рис. 1.122, в) зубчатых колес, а у косозубык колес также и волни-
стость контактной линии (рис. 1.122, г). Эти погрешности возникают на
каждом зубе колеса и вызывают неравномерность вращения прямозубого
колеса и нарушение контакта по высоте зубьев у прямозубых и косозубых
колес.
209
Погрешности червяка, винта и червячной фрезы проявляются по-раз-
ному. Периодические погрешности червяка и винта станка вызывают вол-
нистость винтовой линии боковой поверхности зубьев колеса с шагов волны
1Ч и 1в (см. рис. 1.121), но при атом контактная линия сохраняет свою прямо-
линейность (рис. 1.123, а). Периодические же ошибки фрезы (рис. 1.123, б)
создают волнистость с шагом 1и по контактным линиям, но винтовая линия
при этом не нарушается. Что же касается
профилей прямозубых колес, то они полу-
чают искажения как от погрешностей
червяка станка, так и от неточностей
червячной фрезы.
Картина постепенного генерирования
профиля зубьев колеса показана на
рис. 1.124. Режущий контур 1 оставляет
прямолинейный след на нарезаемом зубе,
причем при последующем резании след
Рис. 1.123. Различие проявления по-
грешностей червяка, винта и фрезы
на поверхности зуба:
а — волнистость винтовой линии; б —
волнистость контактной линии
удаляется, за исключением участка у го-
ловки зуба, заключенного между сторо-
нами kikz угла ф. При однозаходной
фрезе ф = (zK— число зубьев колеса,
a k — число канавок на фрезе).
Режущий контур 2 окончательно оставляет на зубе также маленький
прямолинейный участок, расположенный несколько ниже во второй коль-
цевой зоне.
Окончательно сформированный профиль зуба колеса имеет ряд прямо-
линейных участков и = &yk (eY — коэффициент перекрытия между фрезой
и колесом, т. е. число участков равно 15—20 и более).
Рис. 1.124. Генерирование профиля при фрезеровании червячной фрезой:
/, 2, 3. . . режущие грани фрезы
„ Кольцевые зоны будут общими для всех левых профилей колеса и дру-
гими, но общими для всех правых профилей. Следовательно, участки всех
одноименных профилей зубьев, лежащие на одной окружности колеса,
образованы одной и той же режущей гранью фрезы.
В результате того, что процесс резания является прерывистым, то при
обработке колес червячной фрезой на поверхности зубьев образуются гре-
бешки высотой у (см. рис. 1.125, а), причем они имеют наибольшую высоту
у головки зубьев. При нарезании колес (рис. 1.125, б) с малым числом зубьев
с помощью фрезы с небольшим числом канавок k резко возрастают величины
гребешков. Например, при числе зубьев колеса zK = 15 и числе кана-
вок 6 = 9 высота гребешка равна 1,28 /и, т. е. при модуле т = 5 высота
у = 6,4 мкм.
Погрешность профиля при фрезеровании существенно зависит от пра-
вильности заточки червячной фрезы. Особенно сильно сказываются ошибки
210
окружного шага между канавками фрезы. Если ошибка окружного шага
на фрезе равна kt0KP, то возникнет погрешность расположения режущей
грани (рис. 1.126)
ktфр = kt0KP cos X tg ДХ cos а,
т. е. ошибка примерно в 10 раз меньше. Так, при накопленной погрешности
окружного шага канавок фрезы 60 мкм на профиле зуба колеса погрешность
будет около 6 мкм. На рис. 1.127 показано, что рассматриваемая ошибка
червячной фрезы вызывает на колесе только ошибку профиля, в то время
как окружной шаг колеса остается
неизменным, так как он измеряется
в одной кольцевой зоне.
Понятие о кольцевых зонах на-
резки остается справедливым и для
случая обработки зубчатых колес
с помощью зуборезных гребенок
Рис. 1.125. Огранка на профиле зуба:
а — к выводу формулы; б — диаграмма зависи-
мости величины огранки у головки зуба
Рис. 1.126. Ошибка окружного шага стру-
жечных канавок фрезы
(рис. 1.128). В этом случае кольцевых зон будет не 15—20, а только три
(при а = 20°), если при нарезании, как обычно, пересопряжение произ-
водится через один зуб. В этом случае участок профиля АВ будет обра-
ботан режущей кромкой 1 рейки, участок ВС — режущей кромкой 2 и
участок CD — кромкой 3.
При неточности шага между режущими кромками 1 и 2 или 2 и 3 гре-
бенки на поверхностях зубьев колеса будут регулярно повторяться пере-
ломы. Регулярность повторения переломов поверхности зуба указывает,
что причина их появления связана с неточностью шага, а не со случайной
погрешностью станка.
При обработке колеса с помощью гребенок иногда возникает несимме-
тричность зуба (рис. 1.129), если средняя линия 2 гребенки будет составлять
некоторый угол с линией обката 1. Эта погрешность может возникнуть как
в результате неточностей при изготовлении гребенки, так и при неправиль-
ной установке гребенки на зубострогальном станке.
При обработке зубчатых колес долбяками имеются свои характерные
погрешности, связанные с неточностью инструмента и его установки на
станке. Для зубодолбления характерна погрешность, возникшая в резуль-
тате накопленной погрешности шага зубчатого долбяка и биения долбяка
относительно оси штосселя станка (рис. 1.130). Эта погрешность особенно
сильно проявляется, когда число зубьев инструмента г («) отличается от
211
числа зубьев zK нарезаемого колеса и если эти числа зубьев отвечают
зависимости
2 — __А_
где п = 0; 1; 2. . .
При этом в месте окончания обработки колеса (точка В', рис. 1.130, ау
в «зоне смыкания», могут возникнуть ошибки окружного шага и профиля)
Рис. 1.127. Ошибка профиля зуба
колеса при выпадении режущей грани
фрезы
НИИ
равные величине биения долбяка еи (рис. 1.130, б). Следовательно, если
колесо первоначально обрабатывали участком А долбяка, то при ги =
после полного оборота долбяка обрабатывали зубья колеса, отстоящие
на 120° от начала нарезания. В конце нарезания зубья колеса будут обра-
ботаны зубьями долбяка участка В, Таким образом, соседние зубья колеса
в секторе конца нарезания оказались обработанными участками А к В
долбяка. В результате этого в зоне смыкания может возникнуть большая
Рис. 1.129. Несимметричность зуба
при зубострогании
Рис. 1.130. Погрешность в зоне смы-
кания при зубодолблении:
а — положения долбяка в процессе на-
резания; б — кинематическая погрешность
колеса
ошибка окружного шага и профиля, вызывающая характерный при работе
зубодолбленных колес стук на одном зубе.
Погрешности шага зацепления и профиля в прямозубых колесах и в широ-
ких косозубых колесах проявляются по-разному. Если рассматривать прямо-
зубые колеса или узкие косозубые колеса (рис. 1.131), у которых ширина
венца меньше осевого шага, то плавность хода их будет зависеть от пра-
вильности зацепления в торцовой плоскости.
Для широких косозубых колес с шириной венца больше осевого шага,
т. е. b > плавность работы может быть обеспечена только в резуль-
тате точности винтовой линии зубьев при отсутствии правильности зацепле-
ния в торцовой плоскости колеса. Таким образом, погрешности шага
212
зацепления и профиля нарушают прилегание зубьев по высоте и не прояв-
ляются в плавности работы передачи. Как было указано выше, волнистость
винтовой линии боковой поверхности зуба колеса вызывается неточностью
станка, а не инструмента. Прилегание по длине зубьев важно как с точки
зрения долговечности зубчатых колес, так и в отношении кинематической
точности работы передачи.
Рис. 1.131. Передача
движения сопряжен-
ной винтовой линией
в колесах с осевым
перекрытием
Рис. 1.132. Пятно контакта
при торцевом биении:
а — блуждание пятна от тор-
ца к торцу; б — диаграмма
кинематической погрешности
Рис. 1.133. Наклон направляющих
инструментальной каретки станка:
а — в радиальной плоскости; б —
в тангенциальной плоскости
Одной из причин, нарушающих прилегание по длине зубьев, является
торцовое биение заготовки, т. е. перекос оси колеса при обработке относи-
тельно оси его вращения в передаче. Не останавливаясь на известных причи-
нах, вызывающих торцовое биение, необходимо отметить, что эта неточ-
ность вызывает периодическое перемещение пятна контакта от одного торца
к другому торцу (рис. 1.132, а). Проявление кинематической погрешности
при работе колеса будет характеризоваться второй гармонической состав-
ляющей, т. е. за оборот колеса кинематиче-
ская погрешность совершит два цикла
(рис. 1.132, б).
Нарушение прилегания зубьев по длине
возникает также при наклонах направляю-
щих инструментальной каретки станка
в радиальной и тангенциальной плоскостях.
Наклон направляющей в радиальной пло-
скости (рис. 1.133, а) вызывает конусность
зубьев, т. е. переменную толщину зубьев по
одному и тому же цилиндру колеса. На-
клон направляющей в тангенциальной пло-
Рис. 1.134. Влияние неточности
цепи дифференциала зубофрезерно-
го станка на направление зуба
скости (рис. 1.133, б) создает погрешность в направлении зуба, в то время
как толщина зубьев колеса остается постоянной.
Причина, вызывающая неправильность направления зубьев косозубых
колес и нарушение прилегания по длине зубьев, связана с неточностью
настройки цепи дифференциала зубофрезерного станка. При настройке
гитары дифференциала станка обычно не удается абсолютно точно осуще-
ствить необходимое передаточное отношение. Между передаточным отно-
шением осуществляемой настройки и требующимся отношением имеется
небольшая разность АЛ Эта разность Аг вызывает отклонение в угле наклона
зуба колеса Ар (рис. 1.134) и в направлении зубьев Fp, измеренном в тор-
цовом сечении или в отклонении осевых шагов Fpx, измеренном в осевом
направлении.
213
Ниже приведена зависимость между отклонением угла наклона зуба Д0
и разностью в передаточном отношении настройки Ai:
при
₽ = 10° АВ = 200 000 Ai —сек:,
н к ятпгк
при
6 — 30° АВ = 240 000 Ai —сек;
г г лтпгк
где сд — постоянная станка в формуле настройки цепи дифференциала.
Отклонение направления зубьев в торцовом сечении возникшее в ре-
зультате погрешности Д£
= 20S-cos2pd мкм'
Схема 1.2
• Для передач с модулем от 1 мм.
•• Для передач с модулем от 1 мм со степенью осевого перекрытия свыше 1,25.
Для передач с модулем менее 1 мм виды сопряжений обозначаются буквами Н, G, F, Е, D.
214
а отклонение осевых шагов по нормали
Ррхп = А.8 “20б cos р МКМ.
Так, например, при £ = 30°, тп = 5, b = 200 мм для станка с постоян-
ной настройкой цепи дифференциала сд = ~ погрешность Д/ = 0,00001
дает Д£ = 15 сек и Fpxn = 16 мкм, что соответствует допуску 5-й степени
точности.
Особенно сильно эта погрешность проявляется, когда шестерня и колесо
зубчатой передачи обрабатываются на двух станках с разными постоянными
настройки цепи дифференциала.
На основании изложенных причин, вызывающих погрешности при зубо-
обработке, можно сделать заключение, что при нормировании точности зуб-
чатых колес следует ограничивать допусками комплексные погрешности,
характеризующие нарушение эксплуатационных показателей колеса]. При
нормировании поэлементных отклонений необходимо учитывать типич-
ные погрешности, присущие данному способу обработки.
ДОПУСКИ НА ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
В СССР действуют стандарты допусков на все виды зубчатых передач —
цилиндрические, конические, червячные и реечные как с мелкими, так и со
средними и большими модулями. Стандартами охватываются цилиндрические
эвольвентные передачи с модулями от 0,2 до 56 мм, а все остальные пере-
дачи от модуля 0,2 до 30 мм, и только реечные передачи от модуля св. 1
до 30 мм. Все эти стандарты имеют ряд отличительных особенностей.
Стандарты допусков на цилиндрические зубчатые передачи (ГОСТы
1643—72 и 9178—59) охватывают колеса и передачи с прямыми, косыми
и шевронными зубьями, внешнего и внутреннего зацепления с профильным
углом исходного контура 20° и диаметрами колес до 6300 мм. ГОСТ 1643—72
базируется и излагаются сведения о рекомендации Совета Экономической
Взаимопомощи PC 3352—71.
Требования стандартов относятся к окончательно изготовленным зубча-
тым колесам и передачам и определяют точность колес и передач при их сдаче
поставщиком и при приемке потребителем. Поэтому стандарты не включают
требований к поверхностям заготовки, таким как наружный цилиндр и торец
колеса, и к расточкам корпусов. В отношении точности колес содержатся
нормы на комплексы или элементы, отклонения которых влияют на качество
работы зубчатых колес в передаче. Кроме того, имеются в стандартах тре-
бования к расположению осей в собранной передаче, т. е. к межосевому рас-
стоянию, к непараллельности и к перекосу осей колес.
' Структура построения стандарта показана на схеме 1.2. Особенности
стандарта заключаются в следующем: точность изготовления зубчатых
колес характеризуется кинематической точностью, плавностью работы
колеса и контактом зубьев, на которые имеются нормы; для каждой из трех
норм предусматриваются степени точности; для каждой нормы точности
имеются несколько комплексов контроля, но изготовитель использует
только по одному в каждой норме; независимо от точности изготовления
выбирается один из шести видов сопряжения, определяющий гарантирован-
ный (наименьший возможный) боковой зазор между профилями в передаче.
Степени точности колес и передач. По точности изготовления зубчатые
колеса и передачи разделяются на 12 степеней точности, причем для наиболее
точных степеней (1, 2 и 3 для мелкомодульчых и 1 и 2 для среднемодульных)
допуски в настоящее время не предусматриваются.
Наиболее точные степени 3, 4 и 5 применяются при изготовлении измери-
тельных зубчатых колес (ГОСТ 6512—58), используемых для комплексного
215
контроля колес, для колес редукторов паровых и газовых турбин (ГОСТ
8889—58), для зуборезных долбяков (ГОСТ 9323—60) и шеверов (ГОСТ
8570—57) и др.
Наиболее широкое применение в машиностроении имеют колеса степени
точности 7, работающие при окружных скоростях от 6 до 10 м!сек. К ним
относятся зубчатые колеса металлорежущих станков, грузовых автомобилей,
тракторов, точных редукторов и др.
Колеса, имеющие 7-ю степень точности, не подвергаемые закалке, могут
быть непосредственно нарезаны на точных станках способом обката. Каленые
колеса этой степени точности получаются после отделочной операции зубо-
хонингования, шлифования или же шевингования перед термической обра-
боткой.
Степень точности для кинематических передач может быть определена
расчетным путем.
Линейная погрешность AS6M на радиусе гвм ведомого выходного звена
может быть определена путем суммирования кинематических погрешностей
на всех промежуточных звеньях цепи (формула записана для случая сум-
мирования по максимуму):
= У F'inin мкм,
ЛяявА ’ п
п
где F'in — кинематическая погрешность звена п в мкм>\
in — передаточное отношение от звена п до выходного, in = -п^м •
гп — радиус звена п в мм.
Угловая погрешность на выходном звене находится по формуле
Дфв.« = F’inin — сек.
п
Анализируя рассмотренные формулы, можно сделать следующие выводы
[74]: редукция в конце цепи у тихоходного звена должна быть наибольшей,
тогда при сохранении для всей цепи 10бщ в меньшей мере будут сказываться
погрешности быстроходной части цепи; тихоходное звено следует выполнять
с наивысшей точностью, так как его погрешности (или боковой зазор) имеют
наибольшее передаточное отношение 4 = 1; линейные погрешности зацепля-
ющейся пары зубчатых колес одинаково проявляются на выходном звене;
угловые погрешности колес, имеющих равные угловые скорости, проявляются
на выходном звене одинаково.
При определении погрешности выходного звена следует учитывать фазо-
вую компенсацию, а также случайный характер суммируемых кинематиче-
ских погрешностей звеньев.
Нормы точности, определяющие эксплуатационные свойства колес.
В каждой степени точности установлены три нормы: кинематической точ-
ности колеса и передачи, плавности работы колеса и передачи, контакта
зубьев. Каждая из этих норм определяет основной эксплуатационный пока-
затель зубчатого колеса и передачи.
Кинематическая точность колеса определяет согласованность его пово-
ротов при зацеплении с точным колесом или рейкой. Плавность работы харак-
теризует равномерность хода колеса; обычно нарушение плавности прояв-
ляется многократно за оборот колеса в виде циклической погрешности с той
или другой частотой. Нормы контакта определяют точность прилегания
боковых поверхностей зубьев сопряженных колес в передаче.
Эти три нормы могут в колесах и передаче выполняться не по одной сте-
пени точности, а по разным степеням, т. е. допускается взаимное комбини-
рование норм кинематической точности, плавности работы колеса и контакта
зубьев из разных степеней точности. Возможность комбинирования степеней
точности для разных норм точности позволяет конструктору наилучшим
216
образом назначать требования к точности изготовления передачи. Так,
в делительных передачах необходимо повысить требования к кинематиче-
ской точности и одновременно могут быть немного увеличены допуски по нор-
мам плавности. В высокоскоростных нагруженных передачах основными
являются требования к плавности работы колеса и к контакту зубьев, в то
время как кинематическая точность может быть выполнена по более грубой
степени точности. Следует обратить внимание, что в тихоходных нагружен-
ных передачах основным является требование к контакту зубьев при допу-
стимости расширения допусков на нормы кинематической точности и плав-
ности работы колеса.
Указанное комбинирование норм из разных степеней точности весьма
существенно и с точки зрения технологической, так как каждая отделочная
операция улучшает качество колеса только в отношении показателей одной
нормы, а не всех трех норм точности. Например, шлифование колеса улуч-
шает кинематическую точность, шевингование и зубохонингование — плав-
ность работы колеса, а притирка — контакт между зубьями. В результате
комбинирования норм из разных степеней точности улучшаются эксплуата-
ционные качества изготовления колеса.
Комбинирование разных степеней точности нашло широкое применение
в промышленности, например, тракторные шестерни изготовляют по сте-
пеням 7—6—6—X или 8—7—7—X, а тяговые передачи для электропод-
вижного состава и тепловозов по степеням 7—6—6—Ш (в обозначении пер-
вая цифра указывает степень по нормам кинематической точности, вторая—
по нормам плавности и третья по нормам контакта, буква — вид сопря-
жения).
Разные нормы точности имеют взаимную связь и влияние, поэтому можно
допускать, чтобы степень по нормам плавности была бы на две степени точ-
нее или на одну грубее степени по нормам кинематической точности, а сте-
пень по нормам контакта не более чем на одну грубее степени по нормам
плавности работы колеса. Если колесо работает только правыми или же
левыми профилями, то более высокие требования должны предъявляться
к точности рабочей стороны зубьев, а к нерабочей стороне могут предъяв-
ляться сниженные требования к точности.
Нормы бокового зазора. Независимо от точности изготовления передач
должны назначаться требования к боковому зазору между нерабочими про-
филями в собранной передаче. Гарантированный (наименьший) боковой зазор
в передаче должен обеспечивать нормальное действие передачи при нагреве
ее в процессе работы, а также небольшой зазор, необходимый для сохранения
смазки между зубьями.
Величина части гарантированного бокового зазора, необходимая для
компенсации различия температуры зубчатых колес t\ и температуры корпуса
передачи /°, может быть подсчитана по формуле
/Л1 = а (а1 Д/° — а2 Д/°) 2 sin а,
где а — межосевое расстояние передачи;
и а2 — коэффициенты линейного расширения материала колес и
корпуса;
Д/° = t\ — 20° и Д/° = t°2 — 20° —отклонения температур колес
и корпуса от 20° С.
Величина части гарантированного бокового зазора, требующаяся для
обеспечения нормальных условий смазки, определяется из выражения
jnz = (Ю-^-30) тп мкм,
где значение 10тп относится к тихоходным зубчатым передачам.
Конструктор должен выбрать из стандарта один из видов сопряжений,
имеющих гарантированный зазор jninin больше суммы jnl + frt2, т. е.
tn min 1 /л2*
217
Таким образом, в стандарте должно быть предусмотрено несколько
видов сопряжений с различными гарантированными зазорами.
В ГОСТе 1643—56 предусмотрено четыре вида сопряжений с гарантиро-
ванными зазорами, рассчитанными по следующим формулам: для сопряже-
ния С — зазор равен нулю, для сопряжения Д (с уменьшенным гарантиро-
ванным зазором) jn == 6 Vау для сопряжения X с нормальным гарантирован-
ным зазором jn == 12)/а и для сопряжения с увеличенным гарантированным
зазором jn = 24 Vа. Для мелкомодульных колес предусмотрено также
четыре сопряжения, причем одно с нулевым гарантированным зазором и
остальные с гарантированными зазорами 2 >/«, 4 -/"а и 8 Yа (а — в мм>
а величины зазоров в мкм).
В ГОСТе 1643—72 принято шесть рядов гарантированных боковых зазоров,
также не зависящие от степени точности изготовления колес и принимаемые
по таблицам международных допусков в зависимости от величины меж-
осевого расстояния передачи. Эти сопряжения имеют обозначения и вы-
бираются по квалитетам. Величины гарантированного бокового зазора при-
ведены ниже:
Обозначение сопряжения ...............НЕ D С В А
Величина гарантированного зазора jnmin по ква-
литету ISO для гладких сопряжений ... О IT7 IT8 IT9 IT10 IT11
Для обеспечения гарантированного зазора в передаче необходимо умень-
шить размеры зубьев на величину, большую, чем /\ так как следует учесть
погрешности изготовления и монтажа передачи, которые уменьшают боковой
зазор между зубьями в передаче. Величина компенсации погрешностей изго-
товления колес и монтажа их в передаче, отсчитанная по нормали к профи-
лям определяется из выражения
k = У (2fa sin а)2 4- 2fpb 4- 2F| 4- (fx sin а)2 4- (fv cos a)2,
или, с большей точностью, по формуле
k' = fa2 sin a 4
где
k" == У2fpil 4- 2Fl 4- (fx sin a)2 4- (A,cosa)2.
Тогда необходимое наименьшее смещение исходного контура АНе на
обоих колесах пары для создания гарантированного бокового зазора опреде-
ляется следующим образом:
Если принять, что наименьшие смещения исходного контура на шестерне
и колесе должны только в некоторой мере зависеть от их диаметров, то можно
приближенно записать
АНе = 1,46 (/„ + k’) 0,5.
В проекте стандарта предельные отклонения межосевого расстояния
передачи приняты равными половине величины международного допуска
того же квалитета, что и величина гарантированного зазора. Ниже приведены
отклонения межосевого расстояния сопряжений:
Обозначение сопряжения ........... Н Е D С В А
Отклонение межосевого расстояния ±fa . . 0,5IT7 0.5IT7 0.5IT8 0.5IT9 0.5IT10 0.5IT11
Так как для каждого сопряжения гарантированный боковой зазор jnmln =
= ITq и /а — ±0,5ITq, где q — квалитет, принятый для сопряжения, то
Аце = 0,73/Т^ 4- 0,5-0,5/Т<7 4- 0.73А", откуда АНе = 0,987Т<? 4- 0.73Г.
218
Практически может быть принято АНе = ITq для передач от 3-й до 6-й
степени точности, т. е. наименьшее смещение исходного контура также
должно быть взято по соответствующему квалитету ISO, но исходя из диа-
метра колеса. Для передач от 7-й степени точности и грубее значения наи-
меньшего смещения исходного контура, взятые по соответствующему квали-
тету, должны быть увеличены на 10% для ^-й степени, 20% для 8-й степени
и т. д. (табл. 1.30).
Таблица 1.30
Наименьшие смещения исходного контура по видам сопряжений
। Смещения Степень точности Виды сопряжений
Н Е D с в А
। Наименьшее Ане 3—4 По 0,41Т7 квалип IT7 гету IT8 IT9 IT10 IT11
I Увеличение АИ6 (для более грубых 7 10 — 10 10 10 10
1 степеней точности) в % 8 — — 20 20 20 20
9 —- — — 30 30 30
10 — — — < — 40 40
1 11 — — — —- 50
12 — — — — — 60
Вследствие радиального биения колеса толщины зубьев не остаются
постоянными, поэтому для получения в передаче зазоров, не меньших, чем
гарантированные, нужно соблюдать требование, чтобы толщина любого зуба
колеса, измеренная на базе рабочей оси колеса, соответствовала заданным
допускам.
Поэтому допуск на смещение исходного контура Тн должен быть во
всех сопряжениях больше допуска на радиальное биение зубчатого венца Fr.
В ГОСТе 1643—72 для определения допуска на смещение по сопряже-
ниям Н и Е принята формула Тн = 1,1 + 20, а для всех последу-
ющих сопряжений допуск на смещение исходного контура возрастает со
знаменателем прогрессии ср = 1,26;
Разрешается принимать допуск Тн, не отвечающий сопряжению, в этом
случае в обозначении указываются две буквы, например Ва или Вс,
Обозначение сопряжения НиЕ D С В А
Допуск на смещение Тн 1,1/> + 20 1,4/> + 25 1,8/> + 30 2t2Fr -г 40 2,8Fr + 50
для z: 4- 63; для у: 4Fr + 80; для х: 5Fr + 100
При измерении зубьев от наружного цилиндра колеса стандарт требует
сокращать наименьшее смещение и допуск на смещение, учитывая отклоне-
ния промежуточной базы — допуск на размер диаметра наружного цилиндра
и допуск на его биение относительно рабочей оси колеса. Эти отклонения
и допуски определяются по формулам:
И». I + 0.35F.;
r„ = T„-^f-0,7F.,
где Fa—допуск на радиальное биение окружности выступов;
Та — допуск на диаметр окружности выступов.
В проекте стандарта также приводятся отклонения и допуск средней
длины общей нормали. Эти значения найдены из следующих зависимостей:
отклонение средней длины общей нормали
Awme — 0»68 (АНе 0.35F
допуск на среднюю длину общей нормали
Tvm = ^(TH — 0,7Fr).
219
Для нахождения отклонения по постоянной хорде могут быть использо-
ваны соотношения: отклонение толщины зуба А'се = 0,73Д^е, допуск на тол-
щину зуба Тс = 0,73Тн.
Комплексы контроля. В практике изготовления колес используется
много различных методов и средств контроля, поэтому в стандарте преду-
смотрены отклонения или допуски для наиболее часто контролируемых неточ-
ностей зубчатых колес.
Выбор тех или других контролируемых параметров и соответствующих
им измерительных приборов в значительной мере зависит от требуемой точ-
ности колес, их размеров (модуля, диаметра), объема производства, цели
контроля (оценка качества продукции или наблюдение за ходом технологи-
ческого процесса), вида финишной операции и других особенностей произ-
водства. В стандарте предусмотрено шесть комплексов контроля (табл. 11.12).
Выполнение требований каждой нормы может быть проверено использо-
ванием одного из нескольких комплексов контроля. Так, нормы кинемати-
ческой точности могут быть проверены по одному из следующих комплексов,
включающих: F'i — кинематическую погрешность колеса или передачи F-o;
Fp — накопленную погрешность шага; Fr — радиальное биение зуб-
чатого венца и —колебание длины общей нормали; Fr — радиальное
биение и Fc — погрешность обката; F', — колебание измерительного меж-
осевого расстояния за оборот и Vw — колебание длины общей нормали;
F'. — колебание измерительного межосевого расстояния за оборот и Fc —
погрешность обката.
Нормы плавности работы могут быть проверены по одному из следующих
пяти комплексов: fzk — циклическая погрешность колеса или передачи
(1гко и f2z0); ft —местной кинематической погрешности; fpb —отклонения
шага зацепления и погрешности профиля; fpb — отклонения шага зацепле-
ния и fpt —отклонения окружного шага; — колебания измерительного
межосевого расстояния на одном зубе.
Последние три комплекса (3—5) относятся к прямозубым и косозубым
колесам с коэффициентом осевого перекрытия до 1,25.
В нормах контакта для колес со степенью осевого перекрытия менее
1,25 задается допуск на погрешность направления зуба F$ или Fk.
Для косозубых колес со степенью осевого перекрытия более 1,25
в стандарте предусмотрены два комплекса, один — включающий тре-
бования к предельному отклонению осевых шагов Fpxn и к допуску на погреш-
ность формы и расположения контактной линии Fk и второй — состоящий из
требований к предельному отклонению осевых шагов Fpxn и предельным
отклонениям шага зацепления fpb.
Взаимосвязь между допусками различных показателей точности в одной
степени точности. Все перечисленные требования в пределах каждой нормы
должны быть установлены так, чтобы результаты контроля колеса по одному
из комплексов не противоречили бы результатам проверки того же колеса
по другому комплексу. Например, если колесо по нормам кинематической
точности признано годным по комплексу 3, включающему контроль радиаль-
ного биения зубчатого венца и колебания длины общей нормали, то оно не
должно быть забраковано при повторном контроле по одному из комплек-
сов 1, 2, 4, 5 или 6. Следовательно, величины допусков должны быть между
собой взаимосвязаны. В стандартах СССР были приняты соответствующие
формульные зависимости, которые в основном удовлетворяли поставленному
выше условию.
Взаимозависимости между допусками в одной степени точности, прини-
мавшиеся при разработке ГОСТа 1643—56 и принятыетв проекте ISO, а также
в PC 3352—74, даны в табл. 1.31.
Взаимозаменяемости между погрешностями носят статистический харак-
тер, и поэтому наиболее существенно не формульное различие между ними,
а соотношение между численными величинами. Как показало сопоставление
220
Таблица 1.31
Взаимозависимости между допусками в одной степени точности
Формулы зависимости
Нормы Показатели точности по ГОСТу 1643—56 По проекту ISO и ГОСТ 1643—72
Кинематической точности Допуск на кинемати- ческую погрешность: косозубых колес прямозубых колес Допуск на накоплен- ную погрешность шага Допуск на радиальное биение зубчатого венца Допуск на колебание длины общей нормали Допуск на колебание измерительного межосе- вого расстояния за оборот колеса Допуск на погреш- ность обката =? * ч ~ 1 х и g о* ° + II + [Ц О t 1 * Щ ?? М О в 11 Sq ..UM'—' Q о. # Ий || II £ <6, И О о ->о 'О P^pp+h Fp Fr Vw * F] = 1.4F, Fc = Vw ♦
Плавности Допуск на местную кинематическую по- грешность Допуск на цикличе- скую погрешность зуб- цовой частоты Допуск на цикличе- скую погрешность коле- са и передачи Допуск на колебание измерительного межосе- вого расстояния на од- ном зубе Допуск на разность угловых шагов Предельное отклоне- ние шага зацепления Допуск на погреш- ность профиля 26£я = 2Д/0*’ дуа = 2,756Fn dt Д/о = df= 1,256/ Х^ * ч co # 5 п * * в + II I * <4^ «X ТГ О<о _ о 7 । лх д 1 л, 4 "7Д
<33 о ГОС! удвое Допуск на направле- ние зуба Допуск на параллель- ность осей Допуск на перекос осей Предельное отклоне- ние осевого шага Допуск на погреш- ность формы и располо- жения контактной линии Допуск на непрямо- линейность контактной линии * Показатели не норми Г 1643—72 ** Местная кинематически :нной циклической погрешнс *** Значения А& см. ниже. **** Формула не содержите 6В0 дх = дВ0 Ъу = дВ0 6*0 дьп = о.вб&о, руются по проекту ISO, но 1Я погрешность по ГОСТу 1643 — )сти прямозубого колеса я в проекте ISO. /x = F₽ fy = 0,5F р р * г рхп ’ Fk* введены в PC 3352—71 и в -56 допускалась до величины
221
численных величин допусков, зависимости, принятые в ISO между допусками
различных показателей в одной степени точности, не входят в противоречие
с соотношениями, использовавшимися ранее в ГОСТе 1643—56. Наиболее
существенное различие имеется для допуска на колебание измерительного
межосевого расстояния на зубе. В отечественной литературе [52 ] уже
отмечалось, что величина колебания на зубе 8уа не должна превосходить
1,46Д/0» поэтому принятое в ISO соотношение l>5fpb вполне отвечает
практике отечественного машиностроения. Следует также указать, что
в ISO нормируются предельные отклонения шага ± fph а в PC 3352—71
дается указание, что если нормируется наибольшая разность любых окруж-
ных шагов колеса, то она не должна превышать величины 1,6/рЛ
Затруднения в выполнении условия совпадения результатов оценки год-
ности колеса при применении разных методов измерения его погрешностей
могут возникнуть при сравнении комплексного однопрофильного метода
контроля и поэлементного контроля, например радиального биения зубча-
того венца и колебания длины общей нормали.
Это объясняется тем, что допуск на общую погрешность колеса разде-
ляется в стандарте на два допуска составляющих элементов, а действитель-
ное разделение погрешностей в колесе по технологическим причинам может
оказаться другим, чем предполагаемое. Поэтому стандарт разрешает,
чтобы отдельные погрешности превосходили нормы по стандарту, если
суммарное их влияние не будет больше, чем допуск на комплексную одно-
профильную погрешность. Так, например, результаты измерения Fr и Vw
могут отличаться от указанных в таблицах стандарта, если удовлетворяется
условие Fr + Vw [/\] (в квадратной. скобке указан допуск по таблицам,
а в левой части неравенства — измеренные на колесе отклонения).
В ГОСТе 1643—72 установлен также допуск на кинематическую погреш-
ность передачи, равный сумме допусков на кинематическую погрешность
входящих в нее колес. Для передач, составленных из колес с взаимно крат-
ными числами зубьев, не превышающих трех, при селективной сборке
допуск на кинематическую погрешность передачи может быть сокращен
на 25% или более, исходя из расчета.
Зависимости для предельных отклонений и допусков от параметров колес.
Многие отклонения и допуски в пределах одной степени точности являются
взаимозависимыми между собой (табл. 1.31). Для установления формул,
определяющих возрастание отклонений и допусков в зависимости от модуля
и диаметра в одной и той же степени необходимо иметь достаточное число
опытных данных для некоторых независимых показателей точности колес
и передач.
В ГОСТе 1643—56 к числу независимых были отнесены следующие пока-
затели: е0, До Д^о, ДЛ ДВо, сп и ДА.
Анализируя проект рекомендации ISO, можно считать, что в нем приняты
следующие семь независимых показателей: F„ Fp, fpt, ft, F^y jn и fa.
Принятый в проекте рекомендаций ISO показатель Fp не связан непо-
средственно с величинами Fc или т. е. в ISO не нормируют отдельно
погрешность обката, которая по соотношениям, принятым в стандарте,
совместно с радиальным биением входит в накопленную погрешность окруж-
кого шага. Поэтому в ГОСТе 1643—56 в качестве независимого показателя
выбрано Д0А, а не Fpi являющаяся комплексным отклонением.
Отсутствие в проекте ISO взаимосвязи между радиальным биением зуб-
чатого венца Fr и двумя погрешностями — кинематической погрешностью Ft
и накопленной погрешностью Fp приводит к тому, что для колес малых диа-
метров оказывается Fr > F'i или Fr > Fp. Это несоответствие устранено
в PC 3352—71 и ГОСТ 1643—72 уменьшением F/для колес с малым диаметром.
На основе формул возрастания независимых показателей можно найти
аналитические зависимости для других показателей, используя формулы
взаимосвязи между отклонениями. Так, например, зная, как для одной сте-
пени точности возрастает радиальное биение зубчатого венца Fr при увели-
222
чении модуля и диаметра колеса, можно наити допуски на комплексную
двухпрофильную проверку F'., так как F". == 1,4/у
При составлении ГОСТа 1643—56 подобные зависимости были приняты
для степени точности 7, а для всех других степеней допуски были найдены
путем умножения или деления принятых величин на знаменатель геометри-
ческой прогрессии ф = 1,58, а для норм контакта зубьев —на знаменатель
прогрессии ф — 1,26.
В проекте рекомендации ISO не сохраняется постоянное значение знаме-
нателя геометрической прогрессии при переходе из одной степени точности
в другую. Принятые в проекте 150зна-
Таблица 1.32 чения знаменателя ф приведены в табл.
Знаменатели геометрической И на рис. 1.135.
прогрессии для разных показателей
точности
Показатели точности Знаме- натель про- грес- сии Сте- пени точно- сти
?Р> fpti fpb 1,58 1,4 1—6 6—12
1,58 1,4 1,26 1—6 6—7 7—12
f, 1,4 1,26 1—8 8—12
F». f*. fy 1,26 1,58 1—7 7—12
ft 1,4 1.6 оо — s00
Рис. 1.135. Значения знаменателя при пере-
ходе из степени в степень
Непостоянство значений ф для перехода от значений допусков в одной
степени точности к допускам в другой приводит к нарушению также и неко-
торых зависимостей, указанных в табл. 1.31. Например, /ч имеет знамена-
тель фх-8 — 1,4иф8_12 = 1,26, a fpb имеет знаменатель ф^ = 1,58 и фв_12 =
= 1,4, поэтому соотношение, указанное в табл. 1.31 \ оказывается
верным только для степеней от 5 до 8 включительно. Для степени точности 4
f. = l,9fpb, а для степеней 9, 10, 11 и 12 этот коэффициент имеет значения
1,32; 1,2; 1,06; 0,96. Так как допуски на колебание измерительного межосе-
вого расстояния в PC 3352—71 нормируются для степеней точности 5—12,
то во всем пределе нельзя принимать ^fpb-
Зависимости для предельных отклонений, принятые в проектах ISO
и PC 3352—71, приведены в табл. 1.33, в которой содержатся формульные
зависимости для семи отклонений и допусков, для всех степеней точ-
ности (от 1 до 12). Численные величины отклонений и допусков даны
в PC 3352—71 только для степеней точности от 3 до 12 включительно. Фор-
мульные зависимости для Fr — радиального биения зубчатого венца даны
по проекту ISO 1328 и PC 3352—71; в таблицы внесены меньшие из двух
величин.
Некоторые особенности в нормировании допусков по нормам плавности
в ГОСТе 1643—72. При разработке стандарта были предъявлены требо-
вания к плавности работы колес и передач путем нормирования спектра
погрешностей, проявляющихся в кинематической погрешности. Для этого
в норхмы плавности введены допуски на амплитуды гармонических состав-
223
Таблица 1.33
Зависимости для предельных отклонений, принятых в проекте ISO и PC 3352—71
Степени точности Предельные отклонения
Р'р В V"d + C Fr ISO Am + + B /d + 4-C В = 0,25A Fr PC Am 4~ 4- C B = 1.4Л ± fpt Am 4- В = 0,25A h Ат 4- 4- Bd 4- С В=0,0125А А уг+ С Ат 4- 4- В + с В = 0,25А ±fa
В С A C A C 4 С 4 | С А С А С
1 2 3 4 5 6 7 8 9 10 11 12 на L 0,31 0,5 0,8 1,25 2 3,15 4,45 6,3 9 12,5 17,5 25 * к (по — дли „ ** 0,6 1 1,6 2,5 4 6 9 12,5 18 25 35,5 50 По п{ PC 33i на ду| По PC 0,224 0,355 0,56 0,90 1,40 2,24 3,15 4 5 6,3 8 10 юекта 52—71 j и). Z 3352- 2,8 4,5 7,1 H,2 18 28 40 50 63 80 100 125 м ISO -c 1/ -71 ±f 0,25 0,4 0,63 1 1,4 1,75 2,2 2,75 3,44 4,3 и PC 6 Z) Ш a nPHI 3 4,8 7,5 12 17 21 26,5 33 41,5 51,5 3352— агах, 1ЯТО O' 0,06 0,10 0,16 0,25 0,40 0,63 0,90 1,25 1,8 2,5 3,55 5 71 нор для к г 0,5Г 0,8 1,25 2 3,15 5 8 Н,2 16 22,4 31,5 45 63 мируе1 оторы: Г7 до 0,06 0,10 0,16 0,25 0,40 0,63 1 1,6 2,5 4 6,3 10 гея та X ДОП} 0.5IT1 2 2,5 3,15 4 5 6,3 8 10 16 25 40 65 кже •ек F 1 ПО Е 0,315 0,40 0,50 0,63 0,80 1 1,25 2 3,15 5 8 12,5 накоп ж = Е >идам 1,6 2 2,5 3,15 4 5 6,3 10 16 25 40 63 ленна V]/"L сопря; 0,45 0,63 0,90 1,25 1,8 2,24 2,8 3,55 4,5 я пог -1- С ( кений 5,6 8 Н,2 16 22,4 28 35,5 45 56 'решнс где В1 | 0,51Т4 | 0,51Т6 | 0,51Т7 | 0,51Т8 } 0.5IT9 | 0,51Т11 )сть шага = 0,8В и
ляющих общего спектра кинематической погрешности, зависящие от частоты
погрешности и осевого перекрытия.
Для прямозубых колес и косозубых колес без осевого перекрытия нор-
мируется размах циклической погрешности зубцовой частоты в передаче
fzz0 (индексы обозначают: z — циклическая погрешность, z — зубцовая
частота, о — передача за оборот колеса). Для передач со значительным
осевым перекрытием нормируются циклические погрешности передачи fzk0
и колеса fzk в зависимости от частоты k за оборот колеса, а для передачи —
за оборот большего колеса.
Причиной неплавной работы зубчатых передач с малым значением коэф-
фициента осевого перекрытия являются отклонения шага зацепления и про-
филя. Для определения гармонической составляющей зубцовой частоты были
проведены расчеты с использованием однопрофильной диаграммы при
зацеплении колеса, имеющего единственную погрешность — систематическое
отклонение шага зацепления с точной рейкой. Однопрофильная диаграмма
(рис. 1.118, «), повторяющаяся с частотой прохождения зубьев через зацеп-
ление, раскладывалась на составляющую с первой (зубцовой) частотой и две
ближайших последующие гармонические составляющие, и определялись
амплитуды. Путем удвоения амплитуд найденных гармонических составля-
ющих устанавливались циклические погрешности зубцовой частоты «идеали-
зированной» пары. Для нахождения таких же погрешностей реальных пар
полученные величины циклических погрешностей были увеличены в 2,5 раза
с целью учета влияния погрешностей профиля данного колеса, а также соот-
ветствующих погрешностей парного колеса.
Цифровые величины допусков на циклическую погрешность зубцовой
частоты подсчитывали по формуле
fzzo ^kfpt>
224
где Ak — коэффициент, зависящий от частоты циклической погрешности
k = z, принимался по степеням точности по нормам плавности,
приведенным ниже:
Степень
точности Аи
по плавности
3 . . . 2,5 (0,65—0,000206)
4 . . . 2,5 (0,65—0,000286)
5 . . . 2,5 (0,65—0,000366)
6 . . . 2,5 (0,65—0,000456)
Степень
точности Afc
по плавности
7 . . . 2,5 (0,65—0,000536)
8 . . . 2,5 (0,55—0,000506)
9 . . . 2,5 (0,50—0,000426)
Работа косозубых колес характеризуется уменьшением импульса зуб-
цовой частоты, так как сказывается влияние осевого перекрытия (рис.
1.136, б). При наличии только погрешности основного шага и правильности
винтовой линии зубьев участок профильного и кромочного зацепления будет
сокращен на величину х, где коэф-
фициент осевого покрытия е^ =
В тех случаях, когда участок пере-
крытия х больше углового шага, т. е.
Ер :> 1, кромочный эффект не будет
Рис. 1.137. Убывание зубцового им-
пульса при возрастании коэффициента
осевого перекрытия
Рис. 1.136. Однопрофильная диаграм-
ма при систематическом отклонении
основного шага (а) и уменьшение им-
пульса зубцовой частоты при осевом
перекрытии (б)
проявляться. На основе работ ЦНИИТМАШа при х можно принять,
что закон убывания амплитуды первой гармонической составляющей
зубцового импульса с возрастанием действительного коэффициента осевого
перекрытия е^ усредненно характеризуется графиком (рис. 1.137).
Действительный коэффициент осевого перекрытия будет меньше расчет-
ного, так как в передаче не обеспечивается работа зубчатой передачи по всей
длине зуба. Геометрическая точность цилиндрической зубчатой передачи
по нормам контакта оценивается комплексно по относительной длине пятна
контакта зубьев, обозначаемой П.
В соответствии с этим, учитывая неравномерность плотности контакта
по длине пятна, также зависящую от степени геометрической точности пере-
дачи, и результаты экспериментальных исследований природы виброактив-
ности косозубых передач на зубцовых частотах [49], было принято следу-
ющее выражение для определения номинального расчетного значения е(3 —
коэффициента осевого перекрытия через значение действительного коэффи-
циента е^:
где с — 0,1 (для группы I), с = 0,4 (для групп II и III).
По проявлению зубцовой частоты (рис. 1.137) можно передачи разделить
на четыре группы в зависимости от действительного коэффициента осевого
8 в. п. Коротков 225
перекрытия, считая, что в каждой группе следует сохранять постоянную
величину допуска на циклическую погрешность зубцовой части.
Величины допусков на циклическую погрешность зубцовой частоты
даны в ГОСТе в зависимости от степени точности по нормам плавности,
от частоты циклической погрешности k = zt от степени точности по нормам
контакта и от коэффициента осевого перекрытия 8^. В тех случаях, когда
коэффициент осевого перекрытия соответствует значению четвертой группы,
и, следовательно, циклическая погрешность зубцовой частоты вследствие
погрешностей шага зацепления и профиля не должна проявляться, допуск
на эту погрешность ограничивается так
же, как и на другие циклические по-
грешности частотного спектра кинема-
тической погрешности. Следовательно,
в таблице ГОСТа 1643-72 на допуски
циклических погрешностей зубцовой
частоты сделано примечание, что для
передач с коэффициентом осевого пере-
крытия больше указанного величины
допусков для циклической погрешности
зубцовой частоты определяются по таб-
лице допусков циклической погреш-
ности.
В ГОСТе, с одной стороны, сде-
лана попытка выбора закономерности
убывания предельных значений ам-
плитуд циклических погрешностей по
частоте с учетом требования эксплуата-
Рис. 1.138. Убывание допуска на цикли-
ческую погрешность с ростом частоты ции агрегата, включающего передачу
и, с другой стороны, возможностей
современной технологии зубообработки. Опыт производства быстроходных
зубчатых передач позволил установить закономерность убывания предель-
ных значений амплитуд циклических погрешностей зубчатого колеса, кото-
рую можно признать оптимальной для современных методов зубообработки:
^ = и = Л(^’6 + о,13),
где Fr — допуск на радиальное биение зубчатого венца по более точной
степени точности, чем и /^;
k — частота циклической погрешности колеса, для передачи —большего
колеса.
По этой зависимости и установлены допуски на циклическую погрешность
в зависимости от частоты. Характер убывания допуска с ростом частоты при
Fr = 17 мкм показан на рис. 1.138.
ДОПУСКИ НА КОНИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
Стандарты допусков на конические зубчатые передачи (ГОСТы 1758—56
и 9368—60) не пересматривались с момента их утверждения, и поэтому они
сохраняют все те особенности, которые были введены в стандарты на цилин-
дрические, конические и червячные передачи.
Стандарты распространяются на передачи с пересекающимися осями
с металлическими механически обработанными коническими зубчатыми коле-
сами с углом профиля исходного контура 20°. ГОСТ 1758—56 распростра-
няется на конические колеса с прямыми, косыми и криволинейными зубьями
с модулем свыше 1 до 30 мм и диаметром колес до 2000 мм, а ГОСТ 9368—60
распространяется на конические колеса с прямыми и косыми зубьями и
с модулем до 1 мм и диаметром колес до 320 мм.
Структура построения стандарта соответствует показанной на схеме 1.2
для цилиндрических передач, но имеет и некоторые отличия (схема 1.3).
226
Схема 1.3
Для передач с модулем свыше 1 мм.
Для передач с модулем до 1 jmc.
Так, численные значения допусков приведены только для степени точности
5—И для среднемодульных передач и для степеней 5—10 для мелкомодуль-
ных, а в нормах бокового зазора предусмотрены четыре вида сопряжения
(С, Д, X, Ш).
Наиболее широкое применение имеет степень точности 7, так как к этой
степени относятся все передачи, колеса которых могут быть обработаны
на станках нормальной точности и при отсутствии термообработки могут не
подвергаться шлифованию или притирке.
Стандартами допускается взаимное комбинирование норм кинематиче-
ской точности колеса, плавность работы колеса и контакта зубьев разных
степеней точности. Например, для скоростной нагруженной передачи целе-
сообразно принять кинематическую точность колеса на одну степень грубее,
чем степень по нормам плавности и контакта зубьев, особенно если колесо
насадное и имеет тарельчатую форму, т. е. трудно центрируется.
227
Для конических передач также имеется ограничение в отношении комби-
нирования по степеням точности. Допускается, чтобы нормы плавности
работы колеса не были более чем на одну степень точнее или грубее степени
кинематической точности, а нормы контакта зубьев не должны быть грубее
степени плавности колес. Точность выполнения конических колес по каждой
из трех норм может нормироваться допуском на комплексный показатель
или же на комплекс из двух элементных показателей. Так, для норм кине-
матической точности в стандарте установлены следующие показатели или
комплексы показателей, образующие контрольные комплексы: кинемати-
ческая погрешность колеса ДТ7^; накопленная погрешность окружного
шага Д/Е; биение зубчатого венца eQ и погрешность обката Дф2; колебание
измерительного бокового зазора Дос« и погрешность обката Дф2 (только
для среднемодульных зубчатых колес); колебание измерительного межосе-
вого угла за оборот колеса Доф« и погрешность обката Дср2 (только для пря-
мозубых колес).
В последних трех комплексах контроля варьируется метод определения
радиальной составляющей общей погрешности обработки колеса, в то время
как тангенциальная составляющая общей погрешности во всех трех ком-
плексах определяется по величине погрешности обката.
Нормы плавности работы колеса характеризуются одним из следующих
комплексов: циклической погрешностью Д/7; отклонением окружного шага Д tc
и погрешностью профиля Д/ (Д/—только для мелкомодульных колес);
разностью окружных шагов Д£ и погрешностью профиля Д/ (Д/ — только
для мелкомодульных колес); колебанием измерительного угла на одном
зубе AY(pw (только для прямозубых колес).
Циклическая погрешность, нормируемая в стандартах 1956 и 1960 гг.,
понимается как составляющая кинематической погрешности колеса, периоди-
чески многократно повторяющаяся за его оборот, и определяется по дели-
тельной окружности у большего основания делительного конуса, как средняя
величина размаха колебаний кинематической погрешности колеса, взятая
по всем циклам за оборот колеса. Допуск на циклическую погрешность наз-
начается независимо от частоты повторений этой погрешности.
Показателем контакта зубьев в передаче является пятно контакта, а для
мелкомодульных колес предусмотрены также и нормы на погрешность на-
правления зуба ДВ0. Пятно контакта регламентируется по высоте зуба отно-
шением высоты h пятна прилегания в средней ее части по длине зуба к соот-
ветствующей рабочей высоте зуба h3 и по длине зуба отношением расстоя-
ния а между крайними точками следов прилегания к полной длине
зуба В.
Для обеспечения контакта зубьев в передаче задаются величина предель-
ного непересечения осей Да и смещение вершины делительного конуса ДЛ
вдоль оси при монтаже в передаче. Это смещение задается относительно поло-
жения колеса на контрольно-обкатном станке, соответствующего наилучшим
условиям его зацепления с парным колесом.
В нормы, определяющие боковой зазор в передаче, входят утонение тол-
щины зубьев шестерни и колеса (A6S и 6S) или отклонения измерительного
межосевого угла:
верхнее Дбфи и нижнее Д„фм (только для прямозубых колес), а также
предельная погрешность межосевого угла передачи Дфл в мкм на длине
образующей делительного конуса.
Нормируемые отклонения в стандарте приводятся для участков колеса,
примыкающих к большему основанию делительного конуса, и только для
окружных шагов они даются для участков, лежащих посередине длины зуба.
Все нормы, относящиеся к одной стороне зубьев, например равномерность
окружного шага, могут по правым и левым профилям назначаться из разных
степеней точности. Это условие не ухудшает качества зубчатой передачи,
но облегчает ее изготовление, так как в некоторых технологических процес-
сах трудно обеспечить одинаковую точность по обеим сторонам зуба.
228
Рис. 1.139. Торцевые базовые поверхно-
сти конической передачи:
1 и 2 — внутренний и внешний дополнитель-
ные конусы
При изготовлении конических колес с целью улучшения их плавности
работы и устранения концентрации нагрузки по длине зуба необходимо
зубьям придавать бочкообразную форму. В этом случае стандарт предусма-
тривает, что допуск на непересечение осей передачи и предельное смещение
вершины делительного конуса могут быть расширены и назначены из следую-
щей более грубой степени точности норм контакта зубьев в передаче.
Для выявления действующей погрешности, вызываемой биением зубча-
того венца, ставится условие определения биения с помощью наконечника,
соответствующего по форме одиночному элементу исходного контура. Если
используется наконечник другой формы, то он должен касаться боковых
поверхностей зубьев или впадин в тех же точках, что и при измерительном
наконечнике, выполненно1и по исход-
ному контуру.
При контроле колес в плотном (без-
зазорном) ‘зацеплении размеры изме-
рительного колеса должны обеспечить
номинальный измерительный межосе-
вой угол, так как конические переда-
чи чувствительны к смещению колес
вдоль осей или перпендикулярно к пе-
ресекающимся осям (номинальным на-
зывается межосевой угол при плотном
сопряжении идеально точного колеса
с измеряемым зубчатым колесом, имею-
щим наименьшее утонение зубьев).
Номинальный межосевой угол при из-
мерении равен этому углу в передаче
при выполнении точного колеса по
номинальным размерам колеса, парного
к контролируемому, но с увеличенной
толщиной зуба на величину, равную
наименьшему утонению зубьев контро-
лируемого колеса.
Так как в практике мало распространен метод проверки зубчатых колес
в плотном зацеплении по колебанию или отклонению измерительного меж-
осевого угла, то предусмотрена возможность определения величины коле-
бания или отклонения соответствующего значения осевого перемещения
одного из колес в плотном зацеплении. Смещение в направлении оси колеса
можно рассчитать по изменению межосевого угла Дф„ по формуле
&аи —
Дфц
COS фх ’
где фх — половина угла при вершине делительного конуса шестерни.
Величина бокового зазора, необходимая для компенсации нагрева во
время работы передачи, зависит от расположения торцовых базовых поверх-
ностей у шестерни и колеса, которыми они базируются на корпус передачи.
На рис. 1.139 схематически изображена коническая передача и две тор-
цовые базовые поверхности, удаленные на расстояние Н± и Н2 от основания
делительных конусов. Необходимый боковой зазор для температурной ком-
пенсации определяется из формулы
сп1 === [(£ sin фх + Н2) cos фх + (L cos фх + Ях) sin фх] X
X (ai /Vi — а2Д/2) 2 sin ал,
где фх — половина угла при вершине делительного конуса шестерни;
ах и а2 — коэффициенты линейного расширения для материала ко-
лес (ах) и корпуса (сс^);
229
ДЛ и Д^2 — отклонения температуры колес $) и температуры корпуса
(t°2) от 20° С.
Часть бокового зазора, необходимая для обеспечения нормальных усло-
вий смазки поверхностей зубьев, определяется так же, как и для цилиндри-
ческих зубчатых передач, т. е. сп2 = (104-30) тп мкм, где тп — в мм.
Численные величины допусков для некоторых отклонений принимались
одинаковыми в стандартах допусков на цилиндрические передачи (ГОСТ
1643—56) и на конические передачи (ГОСТ 1758—56); полностью совпадали
допуски на накопленную погрешность окружного шага 6/2, на. радиальное
биение зубчатого венца Ео, погрешность обката 6ф2, разность любых окруж-
ных шагов 6/, требования к длине пятна контакта.
ДОПУСКИ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
В машиностроении применяют червячные передачи с цилиндрическим
червяком или с глобоидным червяком.
Стандарты допусков (ГОСТы 3675—56 и 9774—61) распространяются на
червячные передачи с металлическими механическими колесами, сопрягае-
мыми с цилиндрическими червяками, имеющими любой номинальный про-
филь витков в заданном сечении (например, Архимедовы, эвольвентные,
конволютные и другие червяки). Допуски глобоидных червячных содержатся
в ГОСТе 16502-70.
В стандарты допусков на червячные передачи с цилиндрическим червя-
ком входят: силовые с осевым модулем свыше 1 до 30 мм, с диаметрами дели-
тельных окружностей колес до 2000 мм, с диаметрами делительных цилиндров
червяков до 400 мм при любом числе заходов (ГОСТ 3675—56); кинемати-
ческие — с регулируемым положением червяка, с осевым модулем свыше 1
до 16 мм, с диаметрами делительных окружностей колес до 5000 мм (ГОСТ
3675—56); мелкомодульные — с осевым модулем до 1 мм, с диаметрами
делительных окружностей червячных колес до 320 мм, с диаметрами дели-
тельных цилиндров червяков до 50 мм при любом числе заходов (ГОСТ
9774—61).
Стандартами устанавливаются 12 степеней точности, но в таблицах
стандартов приведены численные значения допусков и отклонений для сте-
пеней: 3—6 для кинематических передач с регулируемым взаимным располо-
жением червяка и колеса; 5—9 для силовых передач с нерегулируемым
взаимным расположением червяка и колеса и 4—10 для мелкомодульных
зубчатых передач.
Степени более точные, чем 3-я для кинематических передач и 5-я для
силовых, применяются только в исключительных случаях, и нормирование
для них допусков было признано преждевременным. Регулируемое взаимное
расположение червяка и колеса для наиболее точных степеней является
вынужденной мерой, так как технологически трудно обеспечить нужное
расположение червяка и колеса без регулирования.
Области применения червячных передач различной точности могут быть
охарактеризованы следующим образом: передачи 6-й степени точности при-
меняются в качестве конечных делительных пар станков средней точности,
передачи регуляторов двигателей, особо точных передач отсчетных устройств,
передач, работающих при повышенных числах оборотов червяка или при
окружных скоростях колеса свыше 5 м!сек\ передачи 7-й степени точности
применяются в качестве транспортных и промышленных силовых червячных
передач, средних скоростей, при оборотах червяка свыше 2000 в минуту или
при скоростях колеса до 7,5 м!сек\ они используются также в отсчетных меха-
низмах средней точности.
Передачи 8-й степени точности применяются для неответственных пере-
дач с малыми окружными скоростями (до 3 м!сек) и передач с кратко-
временной ежесуточной работой.
230
Каждая степень точности кинематических передач включает нормы
точности червяков, червячных колес и точности работы кинематических
червячных передач. Требование к точности работы передачи, а не к располо-
жению ее осей в данном случае выдвигается в качестве основной нормы, так
как в конструкции этих передач предусмотрено регулирование: межосевого
расстояния между червяком и колесом, положения оси червяка относительно
средней плоскости колеса и угла перекрещивания осей.
При сборке червячных передач необходимо обеспечить взаимное располо-
жение червяка и червячного колеса, строго идентичное расположению чер-
вячной фрезы относительно колеса на станке при обработке зубьев послед-
него. Всякое нарушение этого условия вызывает резкое повышение цикличе-
ской погрешности зубцовой частоты, проявляющейся при работе передачи,
а также ухудшение пятна контакта между витками червяка и поверхностями
зубьев колеса. В некоторых случаях регулирование взаимного расположения
червяка и колеса производят по пятну контакта. Для кинематически точных
передач, как показали работы ЭНИМСа [26], регулирование по пятну кон-
такта оказывается очень грубым и недостаточно чувствительным, вследствие
этого необходимо при сборке передачи производить регулирование, стремясь
достигнуть минимальную величину циклической погрешности зубцовой
частоты.
Для силовых червячных передач при сборке не применяется регулирова-
ние расположения червяка и колеса по критерию наименьшей циклической
погрешности вследствие ее трудоемкости. Поэтому каждая степень точности
силовых передач включает нормы точности червяков, червячных колес и
монтажа червячных передач.
Для червяков 3-й и 4-й степеней точности устанавливается комплекс,
включающий два показателя точности: отклонение винтовой линии червяка
в пределах оборота Д te и на длине червяка Дпричем второй допуск в 2 раза
больше допуска на отклонение в пределах оборота.
Для червяков от 5-й до 9-й степеней точности устанавливается комплекс,
включающий четыре показателя точности: отклонение осевого шага Д?,
накопленную погрешность осевого шага Д/2, погрешность профиля чер-
вяка Д/ и радиальное биение витков червяка ев.
Для червячных колес 3-й и 4-й степеней точности устанавливаются два
комплекса контролируемых элементов: кинематическая погрешность обра-
ботки Дф2, циклическая погрешность обработки Дф, радиальное биение
зубчатого венца Е и погрешность производящей поверхности инструмента Др
или накопленная погрешность окружного шага Д/х и входящие в первый
комплекс Дф и Др.
Для червячных колес нерегулируемых передач 5—9-й степеней точности
устанавливаются также два комплекса контролируемых элементов: разность
соседних окружных шагов колеса &ct, накопленная погрешность окружного
шага Д/2, отклонение межосевого расстояния в обработке ДЛ0 и смещение
средней плоскости колеса в обработке &g0 или радиальное биение зубчатого
венца е и входящие в первый комплекс Дс/, ДЛ0 и Ag0. Кроме того, для колес
8-й и 9-й степеней точности предусмотрен еще один комплекс, в который
входят: колебание измерительного межосевого расстояния за оборот ко-
леса ДоЛ и на одном зубе Дуа, а также ДЛ0 и Д^о. Для регулируемых пере-
дач во всех трех комплексах исключается требование к ДЛ0 и Д^о.
Отклонение межосевого расстояния при обработке от номинального рас-
стояния между осями колеса и червяка, так же как и смещение средней
плоскости при обработке, не может быть проконтролировано после снятия
колеса с зубообрабатывающего станка. Допуски на эти величины должны
использоваться для установления требований, предъявляемых к точности
составляющих технологического процесса, влияющих на эти погрешности,
и обеспечиваться построением всего процесса.
Нормы точности кинематических регулируемых передач включают до-
пуски на пятно контакта, кинематическую погрешность передачи и цикли-
23/
ческую погрешность передачи. Сопоставление численных величин допусков
на червячные передачи и на циклические колеса показывает их полное совпа-
дение, но со сдвигом на одну степень в сторону более грубых для червячных
передач, т. е. допуски одинаковы для червячных передач 3-й степени точности
и цилиндрических колес 4-й степени точности и т. д. Это вызвано тем, что
получение 4-й степени точности передачи может быть обеспечено при изготов-
лении червячного колеса по более жесткому допуску, т. е. по допуску 3-й сте-
пени точности.
Допуски для цилиндрических и червячных колес одной и той же степени
точности по некоторым показателям полностью совпадают. Так, нет отличия
в допусках на накопленную погрешность окружного шага, колеса
кинематическую-погрешность обработки 6ср2 и радиальное биение зубчатого
венца Е.
Нормы точности- монтажа силовых нерегулируемых червячных передач
включают требования к пятну контакта, к предельному отклонению межосе-
вого расстояния передачи АвД и АКД, к предельному смещению средней
плоскости колеса Aeg и AHg и к допуску на перекос осей 8у. Требования,
предъявляемые к межосевому расстоянию передачи, не относятся к конструк-
циям передач, в которых межосевое расстояние регулируется. То же следует
указать и о смещении средней плоскости колеса, если колесо регулируется
при сборке. В конструкциях, не предусматривающих осевой установки колеса
по отношению к оси червяка, выполнение требований, предъявляемых к допу-
стимому смещению средней плоскости колеса, должно быть обеспечено до-
пусками на составляющие размеры размерной цепи, определяющей распо-
ложение средней плоскости колеса относительно оси червяка.
В зависимости от условий работы червячной передачи конструктор выби-
рает величину гарантированного бокового зазора между витками червяка
и боковыми поверхностями зубьев червячного колеса. Выбор вида сопряже-
ния, определяющего гарантированный боковой зазор и величину возможного
наибольшего зазора, производится в соответствии с учетом температурного
режима работы передачи: допускаемым утонением зубьев инструмента,
нарезающего колесо, связанного с его переточками; способом смазки пере-
дачи и окружной скорости червячного колеса и влиянием бокового зазора
между витками червяка и зубьями колеса на эксплуатационные качества
передачи.
Величина гарантированного бокового зазора, соответствующая темпе-
ратурной компенсации расширения элементов передачи, нагревающихся
в процессе работы, определяется из соотношения
:= Sin Ot^COS % [ "4“ 1 — 20 ) — ^корп — 20 ММ,
где ак, ач, акорп — коэффициенты линейного расширения колеса, червяка
и корпуса соответственно;
и ^корп — рабочая температура передачи и корпуса;
X — угол подъема винтовой линии на делительном цилиндре.
Значения рабочих температур получаются из термического расчета чер-
вячной передачи. При ориентировочном расчете температурной компенсации
в силовых передачах принимают обычно следующие значения: для передач
6-й и 9-й степеней точности t[ = 55° С и t°Kopn — 40° С, а для передач 7-й
и 8-й степеней = 80° С и fKopn = 50° С. *
При нарезании червячных колес червячная фреза должна занимать отно-
сительно колеса то же положение, что и червяк в собранной передаче. Поэтому
при нарезании червячных колес недопустимо сближать фрезу и колесо в ста-
ночном зацеплении против номинального межосевого расстояния в передаче
с целью утонения зубьев колеса. Вместе с тем, в результате переточек фрезы
утоняются ее зубья, что вызывает увеличение толщины зубьев колеса и тем
самым уменьшение бокового зазора.
232
В кинематических передачах, требующих минимальных значений гаран-
тированного бокового зазора, устанавливают «скользящий номинал» для
толщины витка червяка. В этом случае номинальные размеры толщины витка
каждого червяка (или партии) устанавливают с учетом действительных раз-
меров зуба фрезы, используемой при нарезании данного колеса (или партии).
В передачах, допускающих увеличение бокового зазора, при расчете
необходимого гарантированного боко ого зазора дополнительно учитывают
возможное уменьшение толщины зуба зубообрабатывающего инструмента,
получающееся при его переточках. Для этого к значениям наименьшего
утонения витка червяка, указанным в стандарте, добавляют величину воз-
можного утонения зубьев червячной фрезы при всех ее переточках. В этом
случае при использовании новой червячной фрезы зазоры в передаче будут
получаться весьма большими, а по мере переточки червячной фрезы они будут
приближаться к гарантируемой величине.
Величина уменьшения толщины зуба фрезы при ее переточках зависит
от конструкции и геометрических параметров червяка и фрезы. Ориентиро-
вочно можно принимать для цельных фрез, что разность между номинальной
и действительной толщиной зуба инструмента, используемого для оконча-
тельной обработки колеса, находится в пределах: при нарезании колес
6-й степени до величины (6m + 20) и для колес 7-й и 8-й- степеней до 30m,
где модуль в мм, а результат в мкм. Если толщина зубьев фрезы имеет боль-
шие отклонения, чем принятые при расчете наименьшего отклонения толщины
витка червяка, то для сохранения величин боковых зазоров в передаче при-
ходится производить «развалку» впадин зубьев колеса, т. е. обрабатывать
фрезой раздельно правые и левые стороны зубьев колеса.
При нарезании колес 9-й степени стандартом допускается производить
радиальное сближение оси инструмента с осью колеса в станочном зацеплении
для достижения заданной толщины зуба колеса. Поэтому при назначении
наименьшего утонения витков червяка влияние переточки фрезы можно
не учитывать.
Боковой зазор в передаче создает возможность свободного углового
поворота червяка на угол Д<р* (в градусах) при неподвижном колесе:
Д<р° = —:—в’----5--- град.
smKqmcosan к
Этот же зазор может быть обнаружен по углу свободного поворота колеса
(в сек) при неподвижном червяке; его величина определяется по формуле
где сп — боковой зазор в мкм;
т — модуль в мм.
Ряды значений гарантированного бокового зазора в червячных передачах
были приняты по тем же зависимостям, что и для цилиндрических зубчатых
передач: для мелкомодульных передач по зависимостям сп = 0; 2 У~А;
4^А; 8 УА и для среднемодульных передач (ГОСТ 1643—56) сп = 0;
6 У А; VI У А и 24 )Л4, где А — в мм, а сп — в мкм.
ДОПУСКИ РЕЕЧНЫХ ПЕРЕДАЧ
Реечные передачи состоят из рейки и цилиндрического зубчатого колеса
с прямым или косым зубом; они имеют широкое применение в различных
кинематических цепях, в которых ведомое звено совершает возвратно-
поступательное движение. В настоящее время действует ГОСТ 10242—62,
регламентирующий допуски на металлические механически обработанные
зубчатые реечные передачи с прямыми и косыми зубьями и модулями свыше 1
233
до 30 мм. Для мелкомодульных реечных передач действует стандарт на до-
пуски ГОСТ 13506-68.
Точность цилиндрических зубчатых колес, входящих в реечные передачи,
устанавливается стандартами на допуски цилиндрических зубчатых передач.
Степень точности колес реечных передач не должна быть грубее степени точ-
ности реек.
Наиболее распространенным методом нарезания реек является метод
деления. Рейки нарезаются дисковыми модульными или пальцевыми фрезами
на универсально-фрезерных или горизонтально-фрезерных станках и только
иногда шлифуются. Учитывая ограниченность технологических вариантов
изготовления реек, стандарт устанавливает допуски для шести степеней
точности от 5 до 10 включительно.
Степени точности 5 и 6 предусмотрены как с учетом возможности дальней-
шего совершенствования технологии изготовления реек, так и с учетом при-
менения их в качестве измерительных и инструментальных реек. В машино-
строении наиболее точными являются рееч-
ные передачи 7-й степени точности.
Требования к точности реечных передач
включены в нормы кинематической точности
и плавности работы рейки и в нормы, опре-
деляющие контакт зубьев в реечной пере-
даче. Кроме того, независимо от степеней
точности колес, реек и передач в стандарте
имеются нормы бокового зазора. При назна-
чении норм точности на рейки не преду-
сматривается комбинирование норм из раз-
ных степеней точности.
Рис. 1.140. Базовые поверхности Показателями кинематической точности
рейки и плавности работы рейки являются: пре-
дельные накопленные погрешности шага Д^2
и ’(для 5—7-й степеней); предельные отклонения шага Дв£ и Д„/ (для
5—7-й степеней); допуск на профиль б/ (для 5—7-й степеней); допуск на
, колебание утоняющего смещения зуба 80Н (для 8—10-й степеней).
Показателями, определяющими контакт зубьев в реечной передаче,
являются пятно контакта по длине и высоте зуба или для рейки допуск на
направление зуба ДВ0 и для передачи — непараллельность бх и перекос
осей 8у колеса относительно базовой поверхности рейки (рис. 1.140). Базо-
। выми поверхностями рейки называются поверхности, относительно которых
конструктором задается положение делительной линии и направление зуба
рейки.
Нормы бокового зазора реечной передачи включают величину гарантиро-
ванного бокового зазора сп, отклонение и допуск утоняющего смещения зуба
Ди/¥ и 6Я и отклонение монтажного расстояния ДЕ для передач, у которых
это расстояние не регулируется.
Предельные накопленные погрешности шага рейки приняты примерно
равными ±0,5б/2, где б/2 — допуск на накопленную погрешность шага
колеса с диаметром, равным длине рейки. Допуск относится к любому участку
рейки, охватывающему до 50 зубьев.
Предельные отклонения шага Д/ составляют от 0,44 до 0,5 от предельных
накопленных погрешностей шага рейки [Д/ = (0,44-^-0,5) Д/2]. На погреш-
ность профиля установлен допуск 8f = 1,25ДЛ
В число нормируемых элементов, как указывалось выше, введены
допуски на колебание утоняющего смещения зуба. Эта погрешность является
специфической для зубчатых реек и она только в некоторой степени соответ-
ствует радиальному биению зубчатого венца колес. Колебание утоняющего
смещения зуба оказывает влияние на плавность работы передачи и отчасти
па контакт зубьев. Величина колебания должна быть меньше допуска на
утоняющее смещение зуба. В стандарт^ приняты величины, соответствующие
234
зависимостям для средних значений модулей в каждом диапазоне (для моду-
лей от 1 до 25):
Степень точности .................. 8 9 10
60Я в мкм......................4m + 55 5m + 65 6m 4- 85
Требования, предъявляемые к нормам контакта зубьев такие же, что
и для цилиндрических зубчатых передач по ГОСТу 1643—56 (пятно контакта,
6В0, 6х, 8у).
В нормах бокового зазора значения гарантированного бокового зазора сп
и отклонения монтажного расстояния Д£ приняты непосредственно рав-
ными сп и ДЛ для цилиндрических зубчатых передач (ГОСТ 1643—56).
Наименьшее утоняющее смещение зуба для соответствующих сопряжений
принято то же, что и в цилиндрических передачах, но независимо от степени
точности, так как изменения этих величин при переходе от одной степени точ-
ности , к другой оказываются незначительными. Значения допуска на утоня-
ющее смещение зуба рейки приняты также по данным ГОСТа 1643—56 для
случая колеса с числом зубьев z = 35.
В приложении к стандарту 10242—62 приведены значения отклонения
толщины зуба A^s по делительной линии и допуск на толщину зуба 6s, кото-
рые подсчитаны по формулам
A^s - 0,73АЛЯ и 6s = 0,736Я.
Глава X
ДОПУСКИ НА ШПОНОЧНЫЕ
И ШЛИЦЕВЫЕ СОПРЯЖЕНИЯ
ТИПЫ ШПОНОЧНЫХ СОЕДИНЕНИЙ, ИХ допуски и посадки
Шпоночные соединения валов со втулками, передающие крутящие мо-
менты, имеют широкое распространение в машиностроении. Стандартизо-
ваны размеры сечений шпонок и пазов, а также теоретические веса шпонок:
призматических, клиновых, сег-
ментных, тангенциальных нор-
мальных и тангенциальных уси-
ленных (ГОСТы 8785—58 и
8797—58).
Допуски и посадки установ-
лены для призматических и сег-
ментных шпоночных соединений
(ГОСТ 7227—58). Эти ГОСТы, не
-распространяются на шпоночные
посадки с пригонкой или с подбо-
ром шпонок, а также на специаль-
ные посадки (ходовые валики,
сердечники электромашин и т. п.).
Обозначения размеров шпонок и
пазов призматических шпоноч-
ных соединений показаны на
рис. 1.141, а, а сегментных на
рис. 1.141, б.
Поля допусков следующих
размеров шпонок и шпоночных
пазов установлены по системе ОСТ
для гладких цилиндрических сое-
динений: а) для высоты шпонки h
по В4; б) для глубины паза вала t
и втулки tx по Д5; в) для длины
призматической шпонки I по В7;
г) для длины паза вала под приз-
матическую шпонку по Л8; д) для
диаметра сегментной шпонки d по
В5; е) для диаметра паза вала под
сегментную шпонку с отклонением
в плюс от номинала не более 8%
от диаметра шпонки.
L _J Поле допуска на ширину шпонки
ЕШЗ Поле допуска на ширину паза бала
V777X Поле допуска на ширину паза Втулки
Рис. 1.141. Допуски и посадки шпоночных со-
единений:
а — размеры призматических шпонок и пазов для
них; б — размеры сегментных шпонок и пазов для
них, в — схема расположения полей допусков сопря-
жений призматических и сегментных шпонок с паза-
ми валов и втулок
Для наружных размеров, т. е.
для размеров шпонок, использо-
ваны поля допусков для основных
валов 4—7-го классов в системе вала, а для внутренних размеров, т. е. для
размеров пазов — поля допусков для основных отверстий 5—8-го классов
в системе отверстия, предусмотренные стандартами на посадки гладких
цилиндрических поверхностей. Зазор в соединениях в радиальном по отно-
шению к валу направлении гарантируется номинальными размерами,
а именно: сумма номинальных размеров t + больше h на 0,1 мм при
диаметрах вала до 75 мм и на 0,2 мм при диаметрах свыше 75 мм, что
необходимо для обеспечения правильного сопряжения валов со втулками
по цилиндрическим поверхностям.
Основным посадочным размером является ширина &, по которой шпонка
сопрягается с одной стороны с пазом вала с посадкой типа переходной,
236
Применение посадок
। Вид соединения Поля допусков на ширину Назначение посадок
шпонки паза вала паза втулки
Неподвижное напря- женное по валу, сколь- зящее во втулке В3 ПШ ^3 Для индивидуально- го и серийного произ- водства (общее машино- строение)
Неподвижное напря- женное по валу, ходо- вое во втулке ППЦ Для массового про- изводства (автострое- ние и т. п.)
Неподвижное плот- ное по валу, ходовое во втулке Хз 43 Для направляющих шпонок
а также с другой стороны с пазом втулки с посадками скользящей или с гаран-
тированным зазором.
Применение посадок, установленных в стандарте, приведены в табл. 1.34.
Поле допуска ПШ ширины паза вала соответствовало бы приблизительно
полю допуска отверстия в системе вала при напряженной посадке, если бы
она была примерно в 4-м классе точности. Поле допуска ПШТ ширины паза
втулки соответствует приблизительно полю допуска отверстия при ходовой
посадке примерно 4-го класса точности в системе вала.
Схема расположения полей допусков по ширине шпонки и пазов при этих
трех комбинациях посадок показана на рис. 1.141, в.
В сопряжении шпонки с пазом вала предусматривается напряженная
или плотная посадка, при которой возможен натяг или зазор. Если необ-
ходимо прочное соединение призматической шпонки с валом (например,
направляющей шпонки), то применяют шпонки с креплением на валу винтами
(ГОСТ 8790—58).
Сопряжение шпонки с пазом вала имеет скользящую или ходовую посадку,
одно из назначений которой заключается в компенсации отклонений формы
и расположения.
ДОПУСКИ И ПОСАДКИ ПРЯМОБОЧНЫХ ШЛИЦЕВЫХ
(ЗУБЧАТЫХ) СОЕДИНЕНИЙ
При увеличенных нагрузках и повышенных требованиях, предъявляемых
к центрированию, когда втулка должна перемещаться вдоль вала (коробки
скоростей, сцепные муфты и т. п.) и когда такого перемещения не требуется,
применяются шлицевые соединения втулок с валами. В шлицевых соедине-
ниях нагрузка на вал и втулку распределяется равномернее, чем в шпоноч-
ных соединениях, причем наблюдается меньшая концентрация напряжений
и обеспечивается лучшее центрирование и направление втулки на валу.
По форме зубьев (шлицев) шлицевые соединения подразделяют на прямобоч-
ные, эвольвентные и треугольные. В прямобочных шлицевых соединениях
регламентировано четное число зубьев: в легкой и средней сериях 6, 8 и 10
и в тяжелой серии 10, 16 и 20 (ГОСТ 1139—58).
Существует три способа центрирования шлицевых соединений с прямо-
бочными зубьями: по внутреннему диаметру d, по наружному диаметру D
и по боковым поверхностям зубьев (шлицев) как показано на рис. 1.142, а.
Первый способ центрирования (по диаметру d) обычно используют,
когда втулка имеет высокую твердость и ее нельзя обработать чистовой про-
237
тяжкой, вследствие чего отверстие во втулке приходится шлифовать, или
когда могут возникнуть существенные искривления вала после обработки.
Второй способ центрирования (по диаметру D) применяют, когда втулку
можно протягивать или калибровать, вал фрезеровать до окончательных
-
40 -
80'0твер- |
мкм
40г
а)
Поля допусков размера D
Валы
С га
Поля допусков размера I
Валы
~т~0
мкм
40
ио
яп\Отеер-\
ои ' стия |
120 L
Поля допусков размера b
~ц3 Г] । Толщина зудъев вала
мкм
40
-г-О
во -
стия
120 -
Поля допусков размера b
Ширина впадин
отверстия
мкм
80
Толщина зудъев бала
40
-г-0
иг
S2 S'C &
0 га $,х п W
VX
S2X S2fi S3/l
£
40
120^
мкм
-и.
sfn
s,n
40
-г-0
40 -
Центрирование '
по 5
в)
Поля допусков размера b
Толщина зувъев вала
40- ’• U U
- [23-Поле допуска
во - ТЯЗгПоле компенсации по грет-
. 223-Поле допуска
ностей расположения зле
ментов профиля
5)
Центрирование noD
е)
~ <4
Рис. 1.142. Допуски и посадки шлицевых (зубчатых) соединений с прямобочным и эволь-
вентным профилем зубьев:
а — три способа центрирования прямобочных шлицевых соединений; б — схема расположения полей
допусков в прямобочном шлицевом соединении при центрировании по внутреннему диаметру; в — то же
при центрировании по наружному диаметру; г — то же при центрировании по боковым сторонам про-
филя зубьев; е — форма зубьев эвольвентного шлицевого соединения при центрировании по эвольвент-
ным профилям зубьев и при центрировании по наружному диаметру соединения
размеров зубьев с последующим шлифованием по наружному диаметру.
Этот способ отличается сравнительной простотой и экономичностью. Третий
способ применяется при передаче знакопеременных нагрузок, когда тре-
буются минимальные зазоры между зубьями и впадинами. В этом случае
точность центрирования пониженная.
238
Посадки по центрирующему диаметру (d или D) назначаются из числа
посадок в системе отверстия по' соответствующим стандартам на посадки
гладких цилиндрических поверхностей 2-го и 2а класса точности из числа
/Л4\ ( А А А А А^ Л2в \
переходных -й) или подвижных -д-, -д-, по-
садок.
Отклонения размеров профиля отверстия и вала отсчитываются от номи-
нальных размеров d, D или ft.
Для диаметров, ширины впадин и толщины зубьев установлены предель-
ное суммарное отклонение (нижнее — для размеров отверстия и верхнее —
для размеров вала), определяющее соответствующий номинальный размер
комплексного калибра (пробки или кольца) и предельные отклонения (верх-
нее и нижнее) одного только диаметра центрирующей поверхности, ширины
впадин отверстия и толщины зубьев вала. По этим размерам установлены
поле допуска на неточность изготовления детали по соответствующему
параметру и поле компенсации погрешности расположения элементов про-
филя зубьев, а также эксцентриситета поверхности центрирования относи-
тельно шлицев. * i-
Посадки по боковым сторонам зубьев установлены по системе отверстия,
причем с нулевой линией совмещается суммарное отклонение ширины впадин
отверстия. Поля допусков ширины впадин отверстия обозначаются через U19
U2, U3 и t/4. Первые два поля применяются при центрировании по d, третье
и четвертое — при центрировании по D или fe.
Поля допусков толщины зубьев вала обозначаются через Sj/7, SjC,
SiX, S2C, S2X, 32Л, S2/7, ЗзЛ.
Первые шесть полей используются при центрировании по d (рис. 1.142, б).
При центрировании по D применяются все 8 полей (рис. 1.142, в), а при цен-
трировании по b поля 8^, SiX, S2/7 и S2X (рис. 1.142, г).
При обозначении прямобочных втулок и валов и их соединений на
чертежах указываются поверхность центрирования (буквой), число зубьев,
значения номинальных диаметров d и D в мм. поля допусков по центри-
рующему диаметру и поля допусков по боковым сторонам зубьев. Так,
например, 06x23x26 обозначает шлицевое соединение, центри-
рующееся по поверхности диаметра D, с числом зубьев, равным 6, при
d = 23 мм и D = 26 мм. с посадкой по наружному диаметру и по бо-
ковым сторонам зубьев . На рабочем чертеже шлицевого вала этого
соединения должно быть проставлено обозначение D6XX23X26C.
ДОПУСКИ НА ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ ЗУБЬЕВ
Для повышения выносливости, улучшения центрирования, упрощения
фрезерования (метод обката одной червячной фрезой при различных
диаметрах и числах зубьев) иногда зубья шлицевых соединений выпол-
няют с эвольвентным профилем. Однако при закалке вала и втулки шлифо-
вание зубьев с таким профилем экономически не выгодно. Кроме того, за-
траты на изготовление эвольвентных протяжек больше затрат на изготовле-
ние прямобочных.
Стандартизованы (ГОСТ 6031—51) шлицевые соединения диаметром
от 12 до 400 мм с эвольвентным профилем зубьев, расположенных парал-
лельно оси соединения, с модулем от 1 до 10 мм и центрированием по эволь-
вентным профилям зубьев S или по наружному диаметру соединения D
(рис. 1.142, д. е).
Параметры эвольвентного шлицевого соединёния определяются обычными
для зубчатых колес соотношениями: диаметр делительной окружности dd =
= mz (т — модуль, z — число зубьев) и смещение исходного контура рейки
239
х = ,D (p — номинальный наружный диаметр соединения); шаг
(по дуге делительной окружности) t = лт; номинальная толщина зуба вала
и ширина впадины отверстия по делительной окружности S = +
+ 2х tg ад, где (ад — угол давления на делительной окружности (профильный
угол исходного контура рейки); внутренний диаметр вала при плоской впа-
дине d6 = D — 2Дт\ внутренний диаметр при закругленной впадине dR =
= D — 2,Пт\ внутренний диаметр отверстия dA = D — 2т.
Аналогично прямобочным шлицевым соединениям эвольвекткые соеди-
нения имеют три предельных отклонения ширины впадин отверстия и тол-
щины зубьев вала: предельное суммарное отклонение (нижнее для ширины
впадин отверстия и верхнее для толщины зубьев вала), определяющее соот-
ветственно толщину зубьев или ширину впадин комплексных калибров
(пробки и кольца); предельные отклонения (верхнее и нижнее) одного только
размера ширины впадин (для отверстия) или толщины зубьев (для вала).
Отклонения ширины впадин отверстия и толщины зубьев вала отсчиты-
ваются от общего номинального размера, определяемого из выражения для
определения номинальной толщины зуба вала и ширины впадины отверстия
по делительной окружности.
Посадки по S и D осуществляются по системе отверстия. Установлены
три поля допусков ширины впадины S3, S3a и S4 и семь полей допусков тол-
щины зубьев вала S3H, S3C, S3X, S3aH, S3aC, S3aX, SJU.
При центрировании по диаметру D предельные отклонения наружного
диаметра вала и отверстия назначаются по стандартам на посадки гладких
цилиндрических поверхностей в системе отверстия. Рекомендуются следу-
Л Л Я Л Лод Л«д Л«д Лод
ющие посадки: -ту, -рг, -тт, —причем в этом слу-
1 11 G Ls 1 G £✓ zL
чае посадки по S рекомендуются -с 3° и с .
ОЗдА О4Ш
Обозначения эвольвентных шлицевых валов и отверстий на чертежах
должны содержать: буквы ЭВ, номинальный диаметр соединения, модуль,
число зубьев и обозначения полей допусков размеров D и S при центриро-
вании по D или размера S при центрировании по S.
Например, при центрировании по D обозначение будет Иметь вид ЭВ50Х
Х2,5Х 18 4- -/3°~, а при центрировании по S вид ЭВ50х2,5х 18 -^3°,-.
11 о3дА оздА
Стандартов на шлицевые соединения с треугольным профилем не имеется.
Такие шлицевые соединения применяются для повышения прочности вместо
прессовых соединений, в соединениях валов с относительно тонкостенными
втулками и т. п.
Допуски и посадки треугольных шлицевых соединений имеются только
в некоторых нормалях, например, в нормалях 105 МТ—44 для угла про-
филя 72° и Н-484—48 для угла профиля 90° при скользящей посадке в пер-
вом случае и при глухой, напряженной и ходовой — во втором случае.
Глава XI
ДОПУСКИ НА РАЗМЕРЫ ДЕТАЛЕЙ,
ПОЛУЧАЕМЫХ ПРИ РАЗНЫХ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССАХ
ДОПУСКИ отливок
Особенность изготовления деталей методом литья заключается в том,
что все размеры детали получают непосредственно в процессе ее формирова-
ния. При этом рабочая полость пресс-формы соответствует очертаниям тре-
буемой детали. Однако не все размеры детали равнозначны в отношении их
точности.
По условиям получения детали (технологический признак) размеры
детали разделяются на размеры, находящиеся в одной части пресс-формы,
получаемые наиболее точно; в двух частях пресс-формы вдоль оси прессо-
вания; в двух частях пресс-формы и связанные с подвижными элементами
пресс-формы (поперек оси прессования); в одной части пресс-формы, но зави-
сящие от точности положения отдельных элементов пресс-формы (например,
расстояние между осями отверстий).
Кроме того, размеры детали могут подразделяться на размеры, зависящие
от износа пресс-формы и не зависящие от износа пресс-формы.
При назначении допусков учитывают приведенную классификацию раз-
меров, обеспечивая при этом выполнение неравенства
б Д2,
где б — допуск на размер;
Д2 — суммарная погрешность размера.
Источниками появления суммарной погрешности являются: погрешность
изготовления пресс-формы Дь износ пресс-формы Д2, колебания усадки
материала Д3, колебания коэффициента линейного расширения материала
пресс-формы Д4, колебания рабочей температуры пресс-формы Д5, непостоян-
ство температуры детали в момент извлечения ее из пресс-формы Д6, погреш-
ность контроля Д7 и ряд других факторов.
Допуски на размеры отливок из цветных металлов. На размеры отливок
из цветных металлов установлены девять групп точности. Функциональная
зависимость между суммарной погрешностью и размерами, выраженная
через единицу допуска, установлена следующая: для размеров 1—500 мм
i = 0,1 (]/ L + 0,03L + 2) мкм\ для размеров свыше 500 мм i = (0.004L +
+ 1,9) мкм, где L — номинальный размер в мм. Допуски установлены на раз-
меры до 2000 мм, получаемые методом литья из цветных металлов и сплавов.
Если кет специальных указаний в чертежах или технических условиях,
то отклонения от заданной геометрической формы, взаимного расположения
поверхностей (неплоскостность, непараллельность, овальность и т. д.) и
местные отклонения размеров отливки не должны выходить за пределы
установленных допусков. Формовочные уклоны в отливках величинами
допусков не учитываются. При конструировании литых деталей необходимо
учитывать, что вследствие формовочных уклонов размеры отливок могут уве-
личиваться или уменьшаться на величину этих уклонов.
Если отдельные размеры детали являются посадочными, а величина
формовочных уклонов превышает поле допуска, то соблюдение установленных
в чертежах допусков должно обеспечиваться дополнительной обработкой,
и допуски должны быть проставлены непосредственно у размеров. Если
допуск не проставлен непосредственно у размера, то изменение размера отли-
вок вследствие формовочных уклонов не является браком.
В зависимости от метода литья, габаритных размеров отливок и требуемой
точности установлено 9 групп точности (табл. 1.35). Величины допусков для
групп I и II, как наивысшие, не регламентируют (являются перспективными).
241
Таблица 1.35
Группы точности отливок
Метод литья Наибольший габа- ритный размер отливки в мм Группы точности
Повышенная точность Нормальная точность
Литье под давлением До 50 IV V
Св. 50 V VI
Литье в кокиль и оболочковые формы До 120 VI VII
Св. 120 VII VIII
Литье центробежное До 80 VI VII
Св. 80 VII VIII
Литье в песчаные формы (в землю) . . До 500 VII VIII
Св. 500 VIII IX
Допуски для группы III являются высокими, и эту группу применяют в осо-
бых случаях. Нормальную точность на размеры обычно применяют для
сложных отливок. Повышенную точность применяют для отливок простой
формы, цинковых сплавов при литье под давлением, литья.ц формах, изготов-
ляемых на формовочных машинах по металлическим моделям и т. п.
Расположение поля допуска на размеры отливок устанавливается сим-
метричным для всех размеров при литье в песчаные формы (в землю), а также
на следующие размеры деталей, получаемых другими видами литья; расстоя-
ние между центрами, расстояние от поверхности до оси, толщина стенок,
ребер, фланцев, глубины впадин и радиусы галтелей. На все другие размеры
отливок, кроме литья в песчаные формы, расположение поля допуска уста-
навливается односторонне (в тело). Но расположение поля допуска относи-
тельно номинального размера можно изменять в соответствии с техническими
требованиями, когда допускаемые отклонения проставляют непосредственно
у размера.
Допуски на отливки из чугуна и стали. Допускаемые отклонения по
размерам до 10 000 мм для отливок из серого чугуна установлены ГОСТом
1855—55. Стандарт устанавливает три класса точности изготовления отливок
из серого (в том числе и модифицированного) чугуна.
Допускаемые отклонения по размерам для фасонных стальных отливок
установлены ГОСТом 2009—55. Допускаемые отклонения по размерам отли-
вок до 500 мм как изменяемым, так и не изменяемым механической обработ-
кой в указанных стандартах одинаковые.
ДОПУСКИ НА РАЗМЕРЫ, ПОЛУЧЕННЫЕ
ЭЛЕКТРОФИЗИЧЕСКИМИ И ЭЛЕКТРОХИМИЧЕСКИМИ МЕТОДАМИ
ОБРАБОТКИ МАТЕРИАЛОВ
К электрофизическим и электрохимическим методам обработки материа-
лов относят: электрохимические, электрохимикомеханические (анодно-ме-
ханические), электроэрозионные, электроннолучевые и др. Эти методы обра-
ботки, в которых разрушение и удаление материала, его перенос, изменение
формы и другие происходят в результате ввода электрической энергии
непосредственно в зону обработки без промежуточных предварительных
превращений этой энергии в другие виды (например, в механическую).
При этом обеспечивается высокая точность размерной обработки и хорошее
качество обработанных поверхностей. Точностные характеристики различ-
ных технологических процессов и получаемые при этом классы чистоты по-
верхностей приведены в табл. 1.36.
242
Таблица 1.36
Классы точности и чистоты поверхности для разных технологических
процессов, выполняемых с помощью электрофизических и электрохимических
способов обработки [91]
Операция Класс точности Класс чистоты (ГОСТ 2789—59)
Подготовка под Полирование и глянцевание металлических поверхностей: электрополирование металлов и сплавов черных, цветных легких электрохимико-механическое химическое Шлифование черновое и чь Шлифование обдирочное: электроконтактная обдирка слитков, очист- ка литья Шлифование черновое плоское и круглое, на- ружное и внутреннее: анодно-механическое черновое электроконтактное черновое электрохимическое электроискровое Шлифование чистовое — плоское и круглое, на- ружное и внутреннее: электроконтактное сглаживание анодно-механическое чистовое . . . электроискровое химико-механическое электрохимическое Сверхчистовое шлифование (суперфиниширо- вание), доводка и притирка: анодно-механическая притирка, электро- абразивное шлифование анодно-механическое отделочное шлифова- ние (доводка) электрохимико-механическая доводка . . электр©алмазное шлифование химико-механическая доводка анодно-механическая доводка электрохимическая доводка Разрезание и вьц Прямолинейное разрушение листового, про- фильного материала и профильного проката: анодно-механическая диском анодно-механическая лентой электроискровая диском электроискровая лентой электроконтактная диском химико-механическая ультразвуковое прецизионное электроискровое резание и прорезание пазов, щелей, канавок . . покрытие 2—3 1—2 3^5 icmoeoe, доводка 4—5 2—3 2—4 2—4 ±0,08 мм 1—2 1—2’ 1—3 1—2 1—3 1—2 1—2 1—2 0,01 на 100 мм 1—2 1—2 2—3 зезание 3—4 3—4 3—4 3—4 4—5 2—3 2—3 0,002—0,004 мм Примерно на 2 класса выше исходной 10—12 4—10 1—2 6—7 3—7 8—10 8—10 2—8 8—11 5—8 9—12 10—12 10—12 10—11 9—12 8—10 На 2 выше ис- ходной 2—4 2—3 1 1—2 2—3 5—7 3—6 8—11
243
Продолжение табл. 1.36
Операция Класс точности Класс чистоты (ГОСТ 2789-59)
Вырезание по контуру плоских фасонных дета- лей: анодно-механическое лентой или проволо- кой электроискровое прошиванием электроискровое лентой ультразвуковое химическое фрезерование (контурное тра- вление) Прорезание пазов, шлицев, канавок прямых и профильных: анодно-механическое долбление электроконтактное электроискровое ультразвуковое электроимпульсное прорезание щелей . . Вырезание объемных фаа Обтачивание деталей сложного профиля: электроискровое вырезание прецизионная электроискровая обработка электроимпульсное вырезание или про- филирование анодно-механическое профилирование . . электромеханическое точение электроконтактное профилирование . . . электрохимическое профилирование . . . Нарезание резьб: электроискровое анодно-механическое ультразвуковое Получение полостей и Получение отверстий малых диаметров (до 0,1—0,15 мм)\ электроискровое прошивание электроимпульсное прошивание Получение полостей, отверстий глухих и сквоз- ных различной формы (сверление, долбление, про- шивание): электрохимическое электроконтактное электроимпульсное электрозвуковое электроискровое прошивание электроискровое профилирование .... электроннолучевое прошивание Получение отверстий с криволинейной осью: Электроискровое п[ Изготовление сеток или одновременное проши- вание большого числа отверстий: электроискровое прецизионное электроискровое прошива- ние сеток электрохимическое травление химическое фрезерование ультразвуковое прошивание анодно-механическое долбление 2—3 2—4 2—3 2—4 2—4 2—4 2—4 2—3 2—4 знных деталей 2—4 3-5 1—2 2—3 2—4 2—4 2—3 : отверстий 1—3 2—4 2—3 2—4 2—3 (0,01 мм) 3—5 3—4 юшивание 2—4 0,002 мм 2—3 2—3 2—4 2—4 2—4 2—3 1—2 3—6 2—5 4—6 1—3 2—10 3—6 2—4 2—5 8—11 3—5 6—8 5—8 1—3 3—8 2—6 5—7 6—7 3—4 5—7 1—3 2—4 3—6 (8—9) 3—6 4—6 9—12 4—11 2—4 4—7 4—6
Примечание Классы точности- 1 по ОСТ НКМ 1011, 2 по ОСТ НКМ 1012. 3 по ОСТ НКМ 1013, 4 по ОСТ НКМ 1014, 5 по ОСТ НКМ 1015, классы точности по ГОСТу 9253—59
244
Глава XII
РАЗМЕРНЫЕ ЦЕПИ
При выполнении любого процесса один объект производства или потреб-
ления должен перемещаться или занять требуемое положение относительно
другого или других в пространстве и во времени. В соответствии с этим
между рассматриваемыми объектами возникают связи. В первом случае —
размерные, во втором — временные. Например, для обработки деталей
в виде валиков необходимо осуществлять с требуемой точностью относитель-
ное движение резца и обрабатываемой детали.
При сборке изделий необходимо, чтобы составляющие их детали заняли
одни относительно других положение, требуемое их служебным назначе-
нием в изделии. Аналогичная картина имеет место и при установке деталей
на станках для обработки.
В процессе измерения возникает необходимость расположить с требуе-
мой точностью измеряемый объект относительно измерительного инструмента
или, наоборот, измерительный инструмент относительно измеряемого объекта.
Размерные и временные связи существуют* в природе объективно и не-
зависимо от нас, подчиняясь определенным законам. Знание этих законов
позволяет человеку управлять процессами с целью оптимального решения
самых различных задач, возникающих перед ним в процессе производства
и потребления.
Для решения задач, связанных с расчетами относительных движений,
совершаемых исполнительными поверхностями объектов производства, их
сборочных единиц и деталей, размерный вид связей принято называть кине-
матическими цепями, изображенными в виде кинематических схем.
Исследованию и расчетам кинематических цепей посвящено большое ко-
личество исследований, поэтому этот вопрос в данной главе не рассматри-
вается.
Для решения задач, связанных с расчетами относительного положения
объектов производства и потребления их сборочных единиц, деталей и по-
верхностей последних, размерные виды связей принято называть размер-
ными цепями, схематически изображаемыми в виде схем. Закономерности,
которым подчиняются размерные связи, получили название теории размер-
ных цепей.
Для решения задач, связанных с расчетом временных связей, в которых
промежутки времени изображаются в виде отрезков прямых линий, может
быть использована теория временных цепей, в основной своей части бази-
рующаяся на основных положениях теории размерных цепей.
ТЕОРИЯ РАЗМЕРНЫХ ЦЕПЕЙ
Размерной цепью называются все независимые размеры, образующие
замкнутый контур и непосредственно участвующие в решении поставленной
задачи. Все независимые размеры каждой размерной цепи удобно обозна-
чать одной буквой с указанием порядкового номера.
Так, например, задача совпадения оси центра задней бабки с осью вра-
щения шпинделя решается с помощью размерной цепи (рис. 1.143).
Ад — — ^2 + Аз = 0.
Задача получения в результате обработки диаметра валика, как удвоен-
ной величины радиуса, решается (в горизонтальной плоскости) с помощью
размерной цепи (рис. 1.144)
+ 4 — А2 — А3 — Л4 + А5 + Аб — А7 + А8 = 0.
245
Задача измерения размера детали 1 с помощью микрометра решается
с помощью размерной цепи (рис. 1.145)
Лд + — Л2 — Л3 + Л4 == 0.
Из определения размерной цепи и рассмотренных примеров видно, что
решение каждой задачи осуществляется с помощью своей размерной цепи.
Следовательно, должен соблюдаться принцип — для решения каждой
новой задачи должна строиться своя раз-
мерная цепь.
Звеном размерной цепи называется раз-
мер, определяющий расстояние или поворот
Рис. 1.144. Размерная цепь для
решения задачи получения диамет-
рального размера валика
Рис. 1.143. Размерная цепь для решения задачи полу-
чения совпадения оси заднего центра с осью перед-
него
(угол) одной поверхности или оси относительно другой. Звенья, обозначаю-
щие расстояния между поверхностями или размеры, принято обозначать
двусторонними стрелками (рис. 1.143, 1.144 и 1.145).
Звенья, обозначающие углы между поверхностями или осями или их
относительные повороты удобно обозначать односторонними стрелками
с двумя параллельными черточками на втором конце (рис. 1.146). Располо-
жение односторонней стрелки должно быть таким, чтобы стрелка показы-
Рис. 1.145. Размерная цепь для
решения задачи измерения раз-
мера детали
Рис. 1.147. Условное
обозначение размера,
показывающего базовую
поверхность и условное
обозначение параллель-
ности осей 1 и 2
Рис. 1.146. Обозначение раз-
мера, показывающего пово-
рот одной поверхности дета-
ли относительно другой
вала базирующую поверхность или ось, относительно которой вторая (около
которой располагаются две параллельные черточки) должна занять требуе-
мое угловое расположение.
Так, на рис. 1.147, а стрелка указывает, что поверхность А должна быть
параллельна поверхности Б, на рис. 1.147, б, наоборот, поверхность Б
должна быть параллельна поверхности Д. На рис. 1.147, в стрелка указы-
вает, что ось / должна быть параллельна оси II.
При постановке любой задачи прежде всего необходимо знать исходное
звено, под которым понимается размер, непосредственно связывающий
поверхности или оси, расстояния или относительный поворот (угол) между
которыми необходимо обеспечить поставленной задачей. Исходные звенья
246
удобно обозначать буквой с индексом А, как это сделано на рис. 1.143—
1.145.
При решении задачи путем построения размерной цепи исходное звено
включается в нее последним — замыкает ее и поэтому называется в таких
случаях замыкающим. Следовательно, одно и то же звено при постановке
задачи называется исходным, при решении задачи — замыкающим. Все
остальные звенья называются составляющими. Как следует из определения
размерной цепи, составляющими звеньями могут быть только те, которые
непосредственно участвуют в решении поставленной задачи. Это значит,
что изменение величины составляющего звена должно влиять на изменение
величины замыкающего звена. В зависимости от того, увеличивается или
уменьшается замыкающее звено от увеличения составляющего, последние
делятся на увеличивающие и
уменьшающие. Составляющее зве-
но называется увеличивающим,
если с его увеличением замыкаю-
щее звено также увеличивается.
Звено называется уменьшающим,
Рис. 1.148. Схематическое обозначение уве-
личивающих и уменьшающих звеньев
Рис. 1.149. Условное обозначение
компенсирующего звена
если с его увеличением замыкающее звено уменьшается. Для различия
составляющих звеньев сверху над их обозначениями удобно ставить стрелки.
Над увеличивающими стрелки направляются вправо, над уменьшающими —
влево (рис. 1.148).
В некоторых случаях требуемая точность исходного — замыкающего
звена достигается вследствие изменения размера одного из заранее наме-
ченных составляющих звеньев путем изменения его величины. Такие со-
ставляющие звенья получили название компенсирующих. В отличие от
других их удобно заключать в прямоугольную рамку (рис. 1.149).
При расчете и построении машин, при выполнении технологических
процессов их изготовления, при выполнении измерений и т. д. обычно при-
ходится решать несколько различных задач. Поскольку для решения каж-
дой из них используется своя размерная цепь, постольку различные размер-
ные цепи в некоторых случаях связаны одни с другими.
Размерные цепи называют параллельно связанными, если они имеют
не менее одного общего звена. Так, на рис. 1.150, а показано решение двух
задач (в одной из плоскостей) обеспечения: 1) совпадения оси шпинделя 1
с осью приспособления 2 (исходное звено Дд) и 2) совпадения оси шпин-
деля 3 с осью приспособления 2. Из схем размерных цепей видно, что звенья
А! = Б7; А 2 = Б6 являются общими двум параллельно связанньш размер-
ным цепям.
Общие звенья удобно обозначать одновременно буквами всех параллельно
связанных размерных цепей, между которыми ставятся знаки равенства.
Из изложенного следует, что звено, принадлежащее параллельно связанным
размерным цепям, называется общим.
Размерные цепи могут иметь последовательный (рис. 1.150, б) и комби-
нированный виды связей (рис. 1.150, в). Каждые две последовательно свя-
занные размерные цепи имеют одну общую базу. Комбинированно-связан-
247
ные размерные цепи имеют одновременно оба вида связей — параллельный
и последовательный, т. е. в них имеются как общие звенья, так и общие базы.
Размерную цепь называют основной, если все ее звенья непосредственно
участвуют в решении поставленной задачи. Так, например, основной
(рис. 1.151, а) является размерная цепь, с помощью которой обеспечивается
зазор между опорным кольцом и кольцом, несущим пружины, создаю-
щие натяг в шпинделе внутришлифовального станка.
Рис. 1.150. Схема параллельно, последовательно и комбинированно связанных
размерных цепей
Среди звеньев размерной цепи имеется звено Л2, величину которого не-
посредственно трудно измерить. В таких случаях прибегают к постановке
новой задачи и, следовательно, к построению новой размерной цепи, исход-
ным звеном Вд = А 2 которой является одно из составляющих звеньев ос-
новной размерной цепи. Такую размерную цепь принято называть производ-
ной (рис. 1.151, б).
Как показывает опыт, правильная постановка задачи и особенно по-
строение надлежащей размерной цепи, с помощью которой ока должна ре-
шаться, является достаточно сложным событием. Довольно часто в размер-
Рис. 1.151. Схема основной и производной размерной цепи
ную цепь включаются звенья, непосредственно не участвующие в решении
поставленной задачи. Каждая неправильно построенная размерная цепь
называется псевдоцепью.
Размерные цепи называют плоскими, если все их звенья без их изме-
нения можно спроектировать на одну плоскость. Если этого условия вы-
полнить нельзя, размерную цепь называют пространственной.
Размерная цепь называется линейной, если с ее помощью определяются
расстояния между поверхностями или осями. В тех случаях, когда с по-
мощью размерной цепи определяются повороты (углы, в том числе и углы
0° и 180°) между поверхностями или осями, ее называют угловой.
При параллельном расположении всех звеньев размерная цепь назы-
вается параллельно-звеньевой. В зависимости от задач, которые решаются
с помощью размерных цепей, их делят на конструкторские, технологиче-
ские, измерительные, сборочные и т. д.
При решении самых различных задач приходится иметь дело с тремя
понятиями размера: номинального или расчетного, получаемого в резуль-
248
тате расчета; действительного — получаемого в результате выполнения
процесса и измеренного — получаемого в результате изхмерения действи-
тельного.
В соответствии с изложенным необходимо различать поле допуска б
как величину расчетную, за пределы которой не должны выходить откло-
нения размеров, получаемых в результате выполнения процесса.
Поле рассеяния со как величину,
в пределах которой фактически нахо-
дятся все отклонения размеров, полу-
ченных в результате выполнения
процесса. Поля допуска б, так же
как и поле рассеяния со, могут рас-
полагаться относительно конца но-
минального (расчетного) размера
в различных положениях. Для опре-
деления этого положения служат
координаты середины поля допуска
Дол и поля рассеяния Д<йЛ(рис. 1.152).
Рис. 1.152. Схематическое изображение коор-
динат средин поля допуска и поля рассеяния
ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ ТЕОРИИ РАЗМЕРНЫХ ЦЕПЕЙ
Первой закономерностью, вытекающей из взаимосвязи явлений природы,
является замкнутость размерной цепи. Следовательно, при решении лю-
бой задачи с помощью размерной цепи последнюю необходимо строить, на-
чиная от одного конца исходного звена, создавая замкнутый контур, закан-
чивающийся у противоположного конца
исходного звена.
Второй закономерностью, вытекаю-
щей из первой, является равенство
номинального размера исходного звена
алгебраической сумме номинальных раз-
меров всех составляющих звеньев х:
Рис. 1.153. Размерная цепь, содержащая
звенья, расположенные под углами к вы-
бранному направлению
т—1
Л = S V • м
i=l
где i — порядковый номер составляю-
щего звена;
т — общее количество всех звеньев
размерной цепи.
При наличии в размерной цепи
звеньев, расположенных под углом
к выбранному направлению, номиналь-
ная величина исходного — замыкаю-
щего звена равна алгебраической сум-
ме всех параллельно расположенных
звеньев и проекций всех звеньев, рас-
положенных под углом к выбранному
направлению:
п т—1
4 = Е А+ S A cosay.
1 = 1 M-J-1
На рис. 1.153, а показана размерная цепь, при помощи которой решается
задача достижения требуемой точности зацепления зубчатых колес, из ко-
торых одно расположено в фартуке, второе в каретке.
1 Здесь и дальше, если не оговаривается, имеется в виду плоская размерная цепь с парал*
дельными звеньями.
249
Величина бокового зазора между рабочими поверхностями зубьев колес,
измеряемая по линии, проходящей через оси центров, определяется из выра-
жения (1.153, б)
Лд = — Ai — А2 4" Л3 -f- Л4 — Л5 4“ ^6 —
где Л2 = Л2 cos ai ... Л£ = Лб cos р и т. д.
Для удобства расчета пространственные размерные цепи, содержащие
звенья, расположенные под углами к выбранному направлению, обычно
приводят к плоским с параллельно расположенными звеньями, выбирая
в качестве направлений три перпенди-
кулярные оси.
Для приведения используются сле-
дующие равенства:
Aix = Л/Cosa/;
Aiy = ЛхСО8Рь >
Л= Ai cosy,;,
где 7
Aixt А1у и Aiz — проекции Л /-го звена
на координатные оси;
а, р, у — углы между Л z-м зве-
ном и соответствую-
щими координатными
осями.
Поскольку после приведения про-
странственная размерная цепь приво-
дится к трем плоским, постольку в каж-
дой из них действуют приведенные
выше зависимости.
Рис. 1.154. Схема замены нескольких со-
ставляющих звеньев одним
В каждой размерной цепи ряд последовательно расположенных звеньев
может быть заменен их алгебраической суммой или обратно — каждое со-
ставляющее звено размерной цепи может быть заменено рядом последова-
тельно расположенных составляющих его звеньев, алгебраическая сумма
которых должна быть равна его номинальной величине.
Замена семи звеньев размерной цепи одним с соблюдением указанного
выше условия (Л х = Л2 4- Л3 4- Л4 4- Л5 4- Лв 4- Л7 4- Л8) показана на
рис. 1.154, или, наоборот, одного звена Аг восемью его составляющими.
Рассмотренное свойство размерной цепи создает существенные упроще-
ния при решении ряда задач, связанных с расчетом размеров, допусков,
погрешностей и т. д.
Так как координаты середины поля допуска До и поля рассеяния
являются величинами, имеющими не только величину, но и направление,
они подчиняются тем же закономерностям, что и номинальные размеры.
Координата средины поля допуска исходного звена размерной цепи равна
алгебраической сумме координат средин полей допусков всех составляющих
ее звеньев:
т—1
2 Дор
t=i
Координата средины поля рассеяния замыкающего звена плоской раз-
мерной цепи равна алгебраической сумме координат средин полей рассея-
ния всех составляющих ее звеньев:
m—1
Асод =
i=i
Третьей закономерностью теории размерных цепей является равенство
в каждый данный момент времени погрешности замыкающего звена алгебраи-
250
ческой сумме погрешностей всех составляющих его звеньев. Эта закономер-
ность используется обычно при сборке изделий» во время которой погреш-
ности размеров соединяемых деталей, как составляющих звеньев размерной
цепи, алгебраически суммируясь, образуют погрешность замыкающего
звена. При определении погрешности замыкающего звена размерной цепи
у партии изготовляемых деталей или при многократно повторяющемся
процессе или явлении правильнее говорить не о погрешности, а о поле
рассеяния замыкающего звена, так как приходится суммировать поля рас-
сеяния составляющих звеньев.
Для нахождения зависимости между величинами полей рассеяния со-
ставляющих звеньев размерной цепи и ее замыкающего звена можно вос-
пользоваться тем, что малое приращение функции (с точностью до второго
порядка малости) определяется ее полным дифференциалом.
Действительно, так как величина замыкающего звена размерной цепи
является функцией нескольких независимых переменных величин, представ-
ляющих размеры ее составляющих звеньев, т. е.
~ f (^1» • • •’>
то, написав полный дифференциал функции, получим
л дА. дАк л дЛА
dA* = ~MTdAl + ~длГ дАЛ Ь ^«-1»
и, заменив в этом выражении дифференциалы малыми конечными прира-
щениями, представляющими в данном случае величины полей рассеяния,
получим
- I - I I м I ^4. I
й)Лд = |“ЭлГ (оЛ1 + |'длг|шЛг_|-+| дАт^ |<вЛ'п-1
или поле рассеяния замыкающего звена
m—1
шд=SIwR (L173)
где т — общее количество звеньев в размерной цепи;
— размер замыкающего звена размерной цепи;
Лх — составляющее z-ое звено;
<МЛ
---представляет собой численные выражения частных производных
(называемых передаточными отношениями или коэффициентами
приведения), показывающие влияние величины поля рассеяния
каждого из составляющих звеньев на величину поля рассеяния
замыкающего звена;
со, — поле рассеяния /-го составляющего звена.
Формула (1.173) является приближенной, однако она дает достаточную
точность (до величины второго порядка малости). Для плоских размерных
цепей с параллельными звеньями формула (1.173), упрощается, так как ве-
личина каждого из частных производных равна единице. После преобразо-
вания формулы (1.173) получаем
т—1
®A=S(,)i- (I-174)
i=l
Из формулы (1.174) следует, что при изготовлении партии изделий или
выполнении нескольких процессов или явлений величина поля рассеяния
замыкающего звена плоской размерной цепи с параллельными звеньями
равна сумме абсолютных значений величин полей рассеяния всех составляю-
щих ее звеньев.
251
Из анализа формулы (1.173) следует, что для повышения точности замы-
кающего звена размерной цепи (или уменьшения поля его рассеяния) мо-
гут быть использованы три пути: сокращение поля рассеяния со, каждого
из составляющих звеньев или, иначе, увеличение точности составляющих
звеньев; сокращение количества т звеньев в размерной цепи и уменьшение
алЛ
величины передаточного отношения составляющих звеньев. Одновре-
менное использование всех трех путей дает наибольший эффект.
Для плоских размерных цепей с параллельными звеньями, как это сле-
дует из формулы (1.174), остается два пути повышения точности замыкающего
звена: увеличение точности каждого из составляющих звеньев и сокращение
количества звеньев в размерной цепи.
До недавнего времени считалось, что повысить точность замыкающего
звена размерной цепи можно только
путем увеличения точности составляю-
щих ее звеньев. Начиная с тридца-
тых годов, когда были четко сфор-
мулированы два последних пути,
они постепенно начали получать все
более широкое распространение. Вто-
рой путь получил название прин-
ципа наикратчайшего пути. Сущ-
ность его заключается в том, что
наиболее высокая точность (при всех
прочих равных условиях) замыкаю-
щего звена размерной цепи может
быть достигнута с помощью размер-
ных и кинематических цепей, содер-
жащих наименьшее количество
звеньев. Этот путь дает эту возмож-
Рис. 1.155. Использование принципа наи- НОСТЬ И При ЭТОМ, как правило,
кратчайшего пути для увеличения точности С наименьшими затратами.
обработки В качестве примера на рис. 1.155
показано использование принципа
наикратчайшего пути для повышения точности обработки деталей вслед-
ствие сокращения количества звеньев в размерной цепи системы СПИД,
осуществляемого путем использования приспособления.
При обработке деталей на станке без приспособления (рис. 1.155, а)
задача получения точности на размере детали Лд = £д решается с по-
мощью многозвенной размерной цепи. Введение приспособления (рис. 1.155,6)
сокращает количество звеньев размерной цепи и в результате этого суще-
ственно повышает точность обработки. Этому способствует и точность изго-
товления приспособления.
Использование принципа наикратчайшего пути при разработке кон-
струкции механизмов точных перемещений стола координатно-расточного
станка позволило в результате сокращения количества звеньев в кинемати-
ческой цепи привода и уменьшения длин валиков повысить крутильную же-
сткость звеньев кинематической цепи, сократить количество зазоров и сты-
ков и тем самым значительно повысить точность перемещений стола.
За последнее время использование принципа наикратчайшего пути нашло
широкое использование при обработке деталей на станках и особенно на
обрабатывающих центрах. При многооперационной обработке деталь при-
ходится переставлять со станка на станок. Каждая новая установка свя-
зана с появлением погрешности на размерах и относительных поворотах
поверхностей детали. Для сокращения влияния погрешностей установок
стремятся сократить их количество. Поэтому возник принцип единства баз
и координатный метод достижения точности, при которых стремятся
все поверхности детали обработать от одних и тех же баз на всех опера-
циях.
252
При обработке деталей на обрабатывающих центрах, как известно, де-
таль стараются обработать с одной установки, сведя тем самым количество
перестановок к абсолютно необходимому, т. е. используя основные преи-
мущества принципа наикратчайшего пути.
Рассмотрев основные закономерности теории размерных цепей, можно
перейти к вопросам их использования для достижения требуемой точности
изделий, выполнения процессов и т. д.
С помощью теории размерных цепей могут решаться две задачи: прямая
(основная), заключающаяся в расчете размеров, координат средин полей
допусков, величин допусков и предельных отклонений всех составляющих
размерную цепь звеньев, исходя из надлежащих данных исходного звена,
и обратная (вспомогательная), заключающаяся в расчете размера, коорди-
наты средины поля допуска, величины допуска и предельных отклонений
исходного или замыкающего звена, исходя из надлежащих данных всех
составляющих размерную цепь звеньев.
К обратной задаче относится и расчет размера, координаты средины поля
рассеяния величины поля рассеяния, возможных предельных отклонений
и других характеристик замыкающего звена ‘размерной цепи, исходя из
надлежащих фактических данных всех составляющих звеньев.
Для расчета номинальных размеров и координат середин полей допусков
и полей рассеяния используется алгебраическое или векторное суммиро-
вание при использовании всех известных методов достижения точности.
РАЗЛИЧНЫЕ МЕТОДЫ ДОСТИЖЕНИЯ ТОЧНОСТИ
ЗАМЫКАЮЩЕГО ЗВЕНА
Метод полной взаимозаменяемости заключается в том, что требуемая
точность исходного — замыкающего звена размерной цепи достигается при
включении в нее или замены в ней любого звена без выбора, подбора или
изменения их величин.
Рис. 1.156. Схема размерной цепи, используемой для реше-
ния задачи достижения требуемой точности зазора
В качестве примера рассмотрим задачу достижения требуемой служеб-
ным назначением механизма точности зазора Ад между торцом зубчатого
колеса и втулкой корпуса. Допуски на зазор 6До = ±0,05 мм (рис. 1.156).
Если размеры, звеньев А1 и Л2 будут у всей партии деталей в пределах
допусков, удовлетворяющих равенству (1.174), в котором вместо полей рас-
сеяния поставить поля допусков, то при сборке у всех изделий партии будет
обеспечена требуемая точность замыкающего звена (рис. 1.156).
Для использования метода полной взаимозаменяемости необходимо со-
блюдение следующих условий:
1. Произвести расчет и установить допуски всех составляющих звеньев
в соответствии с известным допуском 6Д исходного звена. Так как для рас-
253
чета многих неизвестных существует одно уравнение бл = S бо то вна-
чале, используя принцип равных влияний, определяется средняя величина
допуска составляющих звеньев
«« = 7,Л‘Т- (1.175)
Затем эта величина корректируется при установлении допуска на каж-
дое составляющее звено в зависимости от трудностей его получения в про-
цессе изготовления детали. Иногда для этой цели на каждое из звеньев уста-
навливается количество единиц допуска и в соответствии с этим составляется
надлежащее количество равенства, из которых и определяются величины
допусков.
Рис. 1.157. Схема, иллюстрирующая до-
стижение точности методом неполной
взаимозаменяемости
Рис. 1.158. Схема, иллюстрирующая сущность
метода неполной взаимозаменяемости
2. Необходимо выдержать отклонения на всех составляющих звеньях
при их получении в пределах установленных допусков. Без соблюдения этого
условия не может быть и речи о достижении требуемой точности метода пол-
ной взаимозависимости.
Метод неполной (частичной) взаимозависимости заключается в том, что
требуемая точность замыкающего звена размерной цепи достигается не во
всех размерных цепях, а у подавляющего их большинства, когда в каждую
из них включают составляющие звенья вновь или заменяют их без выбора,
подбора или изменения их величин.
На рис. 1.157 схематически показано решение рассмотренной выше за-
дачи достижения требуемой точности зазора Ад между торцом зубчатого
колеса и втулкой корпуса (рис. 1.156). Из т компонентов собранных узлов
у одного отклонение замыкающего звена А+0,07 мм вышло за пределы уста-
новленного допуска.
В основе рассматриваемого метода лежит одно из известных положений
теории вероятностей, по которому возможные сочетания крайних значений
отклонений всех составляющих звеньев размерной цепи встречаются реже,
чем средних значений, вследствие этого возможный процент размерных це-
пей, имеющих отклонения замыкающего звена, выходящие за пределы тре-
буемой величины допуска, обычно крайне мал.
Изложенное выше показано на примере достижения требуемой точности
замыкающего звена Ад трехзвенной размерной цепи Ад — Ах — А2 = 0.
Для упрощения допуски на составляющие звенья взяты равными, т. е.
бЛ1 = бЛ, и для обоих составляющих звеньев принят закон нормального
рассеяния размеров и Д2> ПРИ этом условии отклонения замыкающего
254
звена тоже будут иметь закон нормального рассеяния. Если для достижения
требуемой точности исходного звена Дд использовать метод полной взаимо-
с о
заменяемости, то сЬ = од, =------, как это схематически показано на
1 2 т— 1
рис. 1.158, а где бЛд = бЛ1 + 6л2-
При решении той же задачи методом частичной взаимозаменяемости на
составляющие звенья устанавливаются более широкие допуски бЛ1 > бЛ1
и 6Лз > бд2 (рис. 1.158,6) в соответствии с этим и на замыкающем звене мо-
гут оказаться отклонения на крайних значениях, укладывающиеся уже в до-
пуск 6лх + бл2 = блд, при этом блд > блд.
Это обстоятельство может вызвать появление некоторого количества раз-
мерных цепей, у которых отклонения замыкающего звена могут выйти за
пределы допуска 6Лд, установленного на исходное звено.
Количество таких размерных цепей определяется обычно в % от общего
количества размерных цепей и находится отношением суммы двух заштри-
хованных площадок по всей площади кривой рассеяния замыкающего звена:
Р% = 200 -: f е~ 2^dx, ' (I-176)
ОО
где а — среднеквадратическое отклонение размеоов замыкающего звена;
х = -----------величина половины допуска исходного звена.
Значение интеграла обусловливается отношением ~ = 1. Во избежание
сложных вычислений в каждом отдельном случае значения интеграла, оп-
ределяемого из выражения (1.176), в зависимости от величины t находятся
по кривой, изображенной на рис. 1.159, или из следующих данных:
Риск в % .................... 32 10 4,5 1,0 0,27 0,10 0,01
Значение /==—.................. 1,00 1,65 2,00 2,57 3,00 3,29 3,89
а
Если заменить отношение через /, то х = at, dx = odt, и подставить
эти значения в выражение (1.176), получится формула
t 1
Ф (х) = —-1 е 2 dt.
' /2л J
о
Последний интеграл отличается от выражения (1.176) пределами интегри-
рования. Как видно из выражения (1.176), этот интеграл представляет со-
бой незаштрихованную площадь кривой нормального рассеяния, выражен-
ную в долях всей площади кривой. В соответствии с этим пределы интегри-
рования будут изменяться от 0 до t. Найдя величину t = из вышепри-
веденных данных определим значение Ф (х), а если необходимо, и величину
Р = [1 — Ф (х)], или в процентах Р — 100 [1 — Ф (х)].
Для использования метода неполной взаимозаменяемости необходимо
соблюдение следующих условий:
1. Величина допусков составляющих звеньев должна рассчитываться
по формуле
т—Л
(1.177)
1=1
255
где 6Д — допуск исходного звена, требуемый поставленной задачей;
— коэффициент риска, характеризующий процент выхода размеров
замыкающего звена за пределы установленного допуска 6Д;
Xi — коэффициент, характеризующий выбираемый теоретический за-
кон рассеяния г-го составляющего звена.
Сначала рассчитывается средняя величина допуска составляющих звеньев,
для этого формулу (1.177) переписывают в следующем виде:
$ср —
КЧр(« —о
Зная величины 6Д и tn и задаваясь величиной процента допустимого
риска, определяют коэффициент риска /А.
В зависимости от предполагаемых условий протекания процесса полу-
чения каждого составляющего звена выбирают теоретический закон рас-
Рис. 1.159. Кривая для определения ве-
личины t в зависимости от процента
риска
сеяния и в соответствии с этим значе-
ние Xf.
Для большинства практических за-
дач можно обойтись тремя значениями
Xi = % в тех случах, когда выби-
рается закон рассеяния равной вероят-
ности, или о законе рассеяния ничего
неизвестно; Xz = % если выбирается
закон рассеяния, близкий треуголь-
нику или закону Симпсона; Х£ = г/э
при выборе закона рассеяния, близкого
к закону Гаусса.
При более точных расчетах коэффи-
циент Xi может быть найден неравенства
если величину риска принять равной 0,27% (/ = 3) и для замыкающего
звена закон Гаусса, то Xt- =
Для определения Xi по формуле можно воспользоваться значениями коэф-
фициента /Q, приведенными в сводной таблице, разработанной д-ром техн,
наук проф. Н. А. Бородачевым для различных законов рассеяния.
При использовании метода неполной взаимозаменяемости для одновре-
менного достижения требуемой точности на замыкающих звеньях нескольких
размерных цепей одного изделия или процесса общий процент риска может
быть больше любого из частных, принятых для расчета допусков в каждой
размерной цепи отдельно.
2. Отклонения всех составляющих звеньев размерной цепи не должны
выходить за установленные границы допусков.
3. При включении в каждую размерную цепь составляющих звеньев
необходимо обеспечить случайность их попадания. Выбор или подбор со-
ставляющих звеньев недопустим, так как в этом случае нарушается исходное
положение теории вероятностей.
Метод групповой взаимозаменяемости заключается в том, что требуемая
точность замыкающего звена достигается путем включения в размерную цепь
составляющих звеньев, принадлежащих к одной из групп, на которые они
предварительно рассортированы (рис. 1.160). Требуемая точность замыкаю-
щего звена достигается только сборкой деталей соответствующих групп, и
эта точность замыкающего звена не получается, если детали из одной группы
попадут в другую.
256
Для использования метода группо-
вой взаимозаменяемости необходимо
соблюдать следующие условия.
1. Расчет и установление допусков
осуществляется следующим образом.
По формуле (1.175), как и для метода
полной взаимозаменяемости, рассчиты-
вается средняя величина допуска. За-
тем она увеличивается в п раз, для
получения экономически приемлемой
в данных производственных условиях
величины, т. е.
8ср = 8срп. (1.178)
При этом допуски на все остальные
показатели точности (поворот, форму,
шероховатость) рассчитывают так же,
как и для метода полной взаимоза-
меняемости.
После этого б'ср корректируется при
установлении допуска на каждое из
составляющих звеньев в зависимости
от трудностей получения надлежащего
звена. На одно звено допуск увеличи-
вается, на другое уменьшается, чтобы
сохранить равенство
т—1
= S
1=1
По установленным допускам про-
изводится получение составляющих
звеньев. Полученные звенья сортируют-
ся на п групп. Звенья, принадлежащие
к каждой из групп, включают в одну
размерную цепь, достигают требуемую
задачей точность ее замыкающего звена.
Следовательно, взаимозаменяемость со-
ставляющих звеньев возможна только
в пределах каждой из групп, к кото-
рым они принадлежат.
При установлении допусков на со-
ставляющие звенья необходимо, чтобы
сохранялось равенство
К -* т~1 4-
2^=2
i=l к4~1
где к — количество увеличивающих
звеньев,
т — общее количество звеньев
размерной цепи.
Из равенства следует, что сумма
допусков всех увеличивающих звеньев
должна быть равна сумме допусков
всех уменьшающих звеньев.
Изложенное схематически показано
на рис. 1.161 для трехзвенной размер-
ной цепи. Из схемы видно, что при
257
& В. П. Коротков
соблюдении условий приведенного равенства, т. е. при равенстве б0 = бб
средняя величина зазора в соединении остается одинаковой во всех группах
При несоблюдении этого равенства средняя величина зазора по мере воз-
растания порядкового номера группы возрастает, если б0 > бв. В против-
ном случае, т. е. если б0 < бв, — убывает.
Равенство 1.178 при 6ср = const представляет собой равностороннюю
гиперболу. Это значит, что точность замыкающего звена по мере увеличения
числа групп п вначале возрастает быстро, а затем замедляется. Следовательно,
чтобы метод групповой взаимозаменяемости дал наибольший технико-
экономический эффект, необходимо увеличивать допуск 6ср до минимальной
экономически оправданной в данных производственных условиях величины бср.
2. Отклонения всех составляющих
звеньев размерной цепи не должны
выходить за пределы установленных
допусков.
3. Все составляющие звенья должны
быть замерены с достаточно высокой
точностью, рассортированы на п групп
и не должны быть перепутаны вплоть
до включения в размерную цепь.
Метод пригонки заключается в том,
ЛЛл
&Kl
\AjiQ,05
№0,05
№005
что требуемая точность исходного за-
мыкающего звена достигается в резуль-
тате изменения величины одного из
заранее намеченных составляющих
звеньев путем снятия с него необхо-
Рис. 1.162. Схема, показывающая дости-
жение точности методом пригонки
димого слоя материала.
Изложенное схематически показано
(рис. 1.162) на примере решения ранее поставленной задачи достижения
требуемой точности зазора между торцом зубчатого колеса и втулкой кор-
пуса. Из схемы, видно, что размер ступицы каждого зубчатого колеса
уменьшается на различные величины для достижения требуемой точности
зазора Лд.
Для использования метода пригонки необходимо соблюдать следующие
условия.
1. Установить величины допусков (6Ь 62, . . бл) на все составляющие
звенья, экономичные для данных производственных условий. В связи с этим
на исходном звене могут появляться отклонения, укладывающиеся в пре-
делах допуска 6Д = Si + • • • + 6/и-ь Поэтому необходимо рассчитать ве-
личину наибольших возможных отклонений бЛ по сравнению с заданной ре-
шаемой задачей бд на исходном звене;
S/c = бд — бд,
где бд — величина допуска исходного звена при установленных допусках
б1---бп_1 на все составляющие звенья;
бд — величина допуска исходного звена, требуемая поставленной задачей.
Излишнее возможное отклонение 6*. принято называть наибольшей воз-
можной величиной компенсации.
Удаление излишнего отклонения из каждой размерной цепи осуществ-
ляется вследствие изменения величины заранее выбранного составляющего
звена, называемого в этом случае компенсирующим. Правильный выбор
компенсирующего звена имеет большее технико-экономическое значение.
В качестве компенсирующего звена рекомендуется выбирать составляю-
щее звено, не принадлежащее одновременно нескольким размерным цепям,
т. е. не выбирать общее звено. В противном случае возникают так называе-
мые «блуждающие» погрешности, переходящие из одних параллельно свя-
258
занных размерных цепей в другие, что вызывает излишние затраты на про-
верку и дополнительные пригоночные работы или потерю требуемой точ-
ности в параллельно связанных размерных цепях.
Для достижения требуемой точности исходного — замыкающего звена
методом пригонки необходимо в координату средины поля допуска компен-
сирующего звена внести поправку Дх, подсчитываемую с помощью равен-
ства
Ак = у-4-Ад — Ад,
где бх — наибольшая возможная величина компенсации;
Дд — координата средины поля допуска исходного звена при установ-
лении на все составляющие звенья экономически приемлемых
допусков (Si; 62; . . Sm-i);
Дд — координата средины поля допуска исходного звена, требуемого
поставленной задачей.
Невыполнение этого требования может привести к тому, что у компен-
сирующего звена не будет слоя материала, необходимого ддя осуществления
пригонки. Это обстоятельство может выз-
вать замену компенсирующего звена
и появление «блуждающей» погреш-
ности.
Достижение требуемой точности за-
зора между поверхностями шпонки
и паза методом пригонки показано
на рис. 1.163. Допуск на зазор Лд,
требуемый служебным назначением,
блд = 0,015 мм и ДЛд = 0,005
(рис. 1.163, а). Устанавливаем на со-
ставляющие звенья экономически при-
емлемые допуски на ширину шпонки
6Ai = 0,01 и ширину паза 6л2 = 0,02.
Располагаем поля допусков составляю-
щих звеньев асимметрично, что дает
Ад, = — 0,005 и Дл2 = 0,01 (рис.
1.163, б). Определяем наибольшую воз-
можную величину компенсации
5/с = 6л д — 6.4д =
Рис. 1.163. Схема достижения требуемой
точности зазора методом пригонки
= 0,03 —0,01 =0,02 мм.
Подсчитываем величину поправки Дх, которую необходимо ввести в ко-
ординату средины поля допуска компенсирующего звена. В качестве ком-
пенсирующего звена выбираем размер ширины шпонки А х:
Дх - -у- + ДЛд — АЛд — -у + (дЛ14- Дл2 — Алд) =
= ^ + (—0,005 + 0,010 — 0,005) = 0,01 + 0,01 = 0,02.
Следовательно, новая координата середины поля допуска компенсирую-
щего звена Ai
AAl = АЛ1 + А« = —0,005 4- 0,02 = 0,015 мм. (рис. I. 163).
259
1
Рис. 1.164. Схема, по-
казывающая достижение
точности методом регу-
лировки
лишнюю погрешность
непрерывно, вручную
2. При получении всех составляющих звеньев необходимо выдержать
отклонения на них в пределах установленных допусков (61, . .
3. При установлении экономически приемлемых для данных производ-
ственных условий допусков не следует увлекаться их чрезмерной величиной,
так как с ее возрастанием увеличивается наибольшая возможная величина
компенсации бЛ, а это, в свою очередь, увеличивает трудоемкость пригоноч-
ных р’абот и отклонения времени пригонки, затрачиваемого при достижении
точности в каждой из размерных цепей.
Метод регулировки заключается в том, что требуемая точность исход-
ного—замыкающего звена размерной цепи достигается путем изменения
величины заранее выбранного компенсирующего звена без снятия с него слоя
материала. Изложенное схематически показано на рис. 1.164 на примере до-
стижения требуемой точности зазора между торцом
зубчатого колеса и втулки корпуса.
Требуемая точность зазора достигается путем
вставки между торцом зубчатого колеса и втулки
корпуса поставочного кольца 1 требуемой ширины
(рис. 1.164, а). Такого типа дополнительно вводимые
в размерную цепь детали получили название непо-
движных компенсаторов 2.
На рис. 1.164, б решение той же задачи осущест-
вляется путем перемещения втулки а до тех пор,
пока не будет достигнута требуемая точность зазора.
После этого положение втулки фиксируется с по-
мощью стопорного винта 3. Такого рода дополни-
тельные подвижные детали или целые устройства
получили название подвижных компенсаторов 4.
Подвижные компенсаторы могут компенсировать из-
замыкающего звена размерной цепи дискретно или
или автоматически. Автоматически непрерывно дей-
ствующие подвижные компенсаторы используются на некоторых станках и
других машинах для поддержания требуемой точности положения или
закона относительного движения исполнительных поверхностей машины или
ее механизмов.
К таким автоматически действующим компенсаторам относятся различ-
ного рода корригирующие устройства прецизионных токарных, координатно-
расточных, зуборезных и других станков, центробежные регуляторы дви-
гателей и т. д.
Изделия, в которых для достижения требуемой точности используется
метод регулировки, приобретают новые свойства: возможность достижения
любой степени точности и возможность непрерывного сохранения или перио-
дического восстановления требуемой точности путем компенсации погреш-
ностей, возникающих вследствие износа, изменения температуры и по ряду
других причин.
Для использования метода регулировки необходимо соблюдение следую-
щих условий: установления на все составляющие звенья размерной цепи
величин допусков, экономичных для данных производственных условий;
правильного выбора компенсирующего звена (не следует выбирать общее
звено); расчета наибольшей величины компенсации 8К и добавления к ней,
если необходимо, некоторой добавочной величины для компенсации износа;
определения величины поправки Дк, которую необходимо внести в коорди-
нату средины поля допуска компенсирующего звена (конструктивное офор-
мление подвижного компенсатора, могущего перемещаться на установлен-
ную величину 6К = + 8т, где 8т — допуск для компенсации износа);
расчета количества ступеней N неподвижных компенсаторов
в тех случаях, когда необходимо обеспечить требуемую точность бд замы-
260
кающего звена у всех размерных цепей (N' = -х——I, где 6КОЛ1 — допуск
на изготовление неподвижного компенсатора и расчет количества размеров
неподвижных компенсаторов (Р = N + 1); выдерживание отклонений всех
составляющих звеньев размерной цепи при их получении в пределах уста-
новленных допусков.
При конструировании изделий, их изготовлении, разработке и выполне-
нии технологических процессов и т. д. приходится одновременно иметь дело
с несколькими задачами, из которых каждая решается с помощью своей раз-
мерной цепи. Следовательно, приходится иметь дело с параллельно связан-
ными размерными цепями, требуемая точность в каждой из которых дости-
гается одним из рассмотренных выше методов. В таких случаях на общие
звенья должны устанавливаться наименьшие по величине допуски, полу-
ченные в результате расчета допусков в каждой из размерных цепей.
Вопрос о выборе метода достижения точности в каждой из размерных
цепей решается на основе технико-экономических расчетов или сообра-
жений. Экономичной областью использования метода полной взаимозаме-
няемости обычно являются размерные цепи, содержащие небольшое ко-
личество звеньев т при относительно невысокой точности бд,исходного звена.
Метод неполной (частичной) взаимозаменяемости находит экономичное
использование при высоких требованиях, предъявляемых к точности бд
исходного звена и значительном количестве звеньев в размерной цепи.
Метод групповой взаимозаменяемости обычно экономично используется
для достижения наиболее высокой требуемой точности бд исходного звена
в размерных цепях, содержащих небольшое количество звеньев.
Метод пригонки экономично используется при высоких требованиях
к точности 6Д исходного звена при большом количестве звеньев в размерной
цепи.
Метод регулировки экономично используется главным образом для до-
стижения высокой точности исходного звена в размерных цепях, имеющих
изнашивающиеся составляющие звенья или звенья, изменение которых
необходимо в довольно широких пределах при решении различных задач.
МЕТОДИКА ПОСТРОЕНИЯ РАЗМЕРНЫХ ЦЕПЕЙ
F Как показывает опыт, самым трудным вопросом при использовании тео-
рии размерных цепей является правильная, четкая постановка и формули-
ровка задачи, а также построение размерной цепи, при помощи которой она
должна решаться. Например, ставится задача — получить в результате
обработки корпусной детали на расточном станке расстояние от оси отвер-
стия до плоскости основания h = 200 мм с допуском = 0,02 в вертикаль-
ной плоскости.
Для решения задачи прежде всего необходимо найти исходное звено и
исполнительные поверхности системы СПИД, ограничивающие его. Исход-
ным звеном будет являться требуемое расстояние Дд между исполнитель-
ными поверхностями системы СПИД. Одной из них является рабочая плос-
кость стола расточного станка, второй — ось вращения режущего инстру-
мента (рис. 1.165). После нахождения исходного звена необходимо найти
размерную цепь, образующую это звено. Используя принцип наи-кратчай-
шего пути, в нее необходимо включить только те размеры, которые непо-
средственно участвуют в образовании исходного звена. Для этого, начиная
от одной из исполнительных поверхностей, ограничивающих исходное
звено, находят все расположенные по замкнутому контуру составляющие
звенья, дойдя до второй исполнительной поверхности, ограничивающей
исходное звено.
В рассматриваемой задаче к таким звеньям относятся: расстояние от ра-
бочей плоскости стола до его направляющих (звено Дх), расстояние от со-
пряженных направляющих каретки до ее направляющих (звено Д2), ко-
261
торыми она сопрягается с направляющими станины. Так как размер станины
(ее высота) не оказывает никакого влияния на образование или изменение
величины исходного звена, его в размерную цепь включать нельзя. По-
этому, перемещаясь мысленно по направляющим станины, доходят до ме-
ханизма вращения винта, служащего для перемещения шпиндельной бабки.
Следовательно, следующим звеном, участвующим в решении задачи, яв-
ляется расстояние от опорного подшипника винта до направляющих
(звено Л3). Затем необходимо в раз-
мерную цепь включить размер винта
от опорного торца, упирающегося
в опорный шарикоподшипник до
средины гайки, закрепленной на
шпиндельной бабке (звено Л4). Сле-
дующим, с ним связанным звеном
является расстояние от средины
гайки до оси вращения шпинделя
(звено Лб), ограничивающей исход-
ное звено. Таким образом, размерцая
цепь замкнулась, и легко проверить,
что она построена правильно, так
как изменение каждого из соста-
вляющих ее звеньев немедленно ска-
изменении величины исходного размера. Аналогичным образом
размерная цепь, с помощью которой решается такая же задача
Рис. 1.165. Схема размерной цепи для реше-
ния задачи
обеспечения точности размера
А д детали
Рис. 1.166. Схема раз-
мерной цепи для реше-
ния задачи получения
параллельности рабочей
плоскости стола оси
вращения шпинделя.
жется на
находится
в другой координатной плоскости.
В другом примере необходимо обеспечить параллельность рабочей плос-
кости стола горизонтально-фрезерного станка оси вращения шпинделя.
Исходным звеном в этом случае является требуемая параллельность,
схематически показанная в виде односторонней стрелки с обозначением ад
(рис. 1.166). Начиная от одной из поверхностей, ограничивающих исходное
звено, находим первое составляющее звено. Им
является параллельность рабочей плоскости стола
его направляющим (звено aj. Непосредственно
с ним связано следующее звено, представляющее
параллельность верхних направляющих каретки
к ее нижним направляющим (звено а2). Затем на-
ходим следующее звено, которое представляет па-
раллельность верхних направляющих салазок к ниж-
ним направляющим (звено а3). Следующим звеном
является перпендикулярность направляющих кон-
соли, с которыми сопрягаются направляющие сала-
зок, к ее вторым направляющим, которыми она со-
прягается с направляющими станины.
К направляющим станины восставляем теоретиче-
ский перпендикуляр аа. Тогда звено, показывающее
перпендикулярность направляющих консоли, изо-
бразится односторонней стрелкой, связывающей на-
правляющие консоли с перпендикуляром (звено а4). Наконец, чтобы замк-
нуть размерную цепь, в нее необходимо внести звено, связывающее ось
шпинделя и перпендикуляр, проведенный к направляющим станины, так
как ось вращения шпинделя должна быть перпендикулярна к направляю-
щим станины (звено а5). Размерная цепь замкнулась на исходном звене.
В отличие от построения размерных цепей, с помощью которых достигается
точность расстояний, точность относительных поворотов поверхностей
деталей, как видно из рассмотренного примера, строятся несколько иначе.
При нахождении каждого составляющего звена приходится каждый раз
решать вопрос, какая из ограничивающих его поверхностей или осей
является базирующей и какая базируемой, чтобы правильно направить
262
стрелку звена, указывающую базирующую поверхность. Это обстоятель-
ство имеет большое значение для понимания физической сущности проис-
ходящего явления как в процессе работы изделия, так и в процессе его
изготовления, контроля и т. д.
Выше указывалось, что с помощью теории размерных цепей решаются
различные задачи, возникающие: при проектировании изделий, расчете
размеров, координат средин полей допусков, величин допусков, правильной
простановке размеров; при разработке технологических процессов изго-
товления изделий, расчета и выбора технологических и измерительных баз,
расчета межпереходных размеров и припусков, расчете и проектировании
технологической оснастки, разработке технологии сборки, настройке тех-
нологических систем СПИД на требуемую точность обработки и т. д., при
разработке методов измерения и выборе средств измерения и при решении
ряда задач, возникающих при эксплуатации изделий.
Поскольку промежутки времени, затрачиваемые на выполнение отдель-
ных переходов, операций и т. д., можно изобразить графически в виде отрез-
ков прямых, постольку по аналогии с размерами можно строить временные
цепи и использовать изложенные выше положения теории размерных цепей
к временным цепям.
В настоящее время используется только та часть теории временных цепей,
которая связана с расчетом номинальных величин звеньев. Необходимо ис-
пользовать и вторую часть теории для расчета допусков на промежутки вре-
мени, затрачиваемые на выполйение переходов и операций. Это позволит
существенно улучшить планирование производства и эксплуатации разных
машин, как это было сделано, когда машиностроение перешло на расчеты
и установление не только номинальных размеров, но и допусков на них.
В настоящее время расчеты плоских размерных цепей регламентиро-
ваны действующими стандартами ГОСТ 16319—70 «Цепи размерные. Тер-
мины, определения и обозначения» и ГОСТ 16320—70 «Цепи размерные.
Методы расчета плоских цепей», в которых приводятся различные число-
вые примеры по расчетам плоских размерных цепей.
Глава XIII
ОСНОВЫ ТОЧНОСТИ ФУНКЦИОНАЛЬНЫХ
СВЯЗЕЙ КИНЕМАТИЧЕСКИХ ЦЕПЕЙ
Точность выходного параметра механизма машины или прибора опреде-
ляется точностью изготовления и сборки отдельных его звеньев и устанавли-
вается как величина, функционально зависимая от какой-либо независимой
переменной: длины перемещения каретки, угла поворота стрелки прибора
и т. д. Следовательно, для того чтобы вычислить кинематическую точность
любого механизма, необходимо знать функциональную зависимость между
точностью его отдельных звеньев и точностью выходного параметра меха-
низма.
Обычно при исследовании точности кинематических, метрологических
и других цепей рассматриваются дискретные значения погрешностей звеньев
составляющих цепь. При этом в качестве основной характеристики звена
используется понятие коэффициента влияния (передаточного отношения),
номинальные значения которого являются постоянными. Такой подход
при точностных расчетах целесообразен * только при наличии линейных
звеньев. Однако в точностных расчетах цепей часто встречаются нелинейные
звенья, как, например, кулачковая пара, кривошипно-шатунная пара, ко-
ноидная пара и др.
Рассматривая не дискретные значения погрешностей звеньев составляю-
щих ту или иную цепь, а их функции и используя понятие функции преоб-
разования цепи, можно провести точностные исследования цепей при на-
личии в них нелинейных звеньев.
ФУНКЦИЯ ПРЕОБРАЗОВАНИЯ ВХОДНОГО СИГНАЛА ЦЕПИ
В дальнейшем будем называть перемещения (сигналы) входных и вы-
ходных звеньев обобщенными перемещениями (сигналами). Кинематической
цепью называется связанная система звеньев образующих между собой ки-
нематические пары. Кинематической парой называется соединение двух
соприкасающихся звеньев, допускающее движение одного звена относительно
другого.
Отношение обобщенного мгновенного сигнала — перемещения выход-
ного увых (ведомого) звена к соответствующему обобщенному сигналу—
перемещению входного (ведущего) звена србх (кинематической, метрологи-
ческой и др.) цепи будем называть передаточным отношением цепи
; У вых
Чех *
Каждое звено цепи преобразует перемещение входного звена в переме-
щение выходного звена, причем для цепи с последовательным расположе-
нием звеньев выходное ^перемещение предыдущего звена будет являться
входным перемещением последующего звена (рис. 1.167):
Ф = w ; ф = ф : ф = ф •
^вхп ^вых*
Преобразованию, осуществляемому звеном входного сигнала <рвх в вы-
ходное <рвых соответствует вполне определенная функциональная зависимость
между перемещениями (сигналами) звеньев:
фвых, — Ф1 (фвх,)>
фвмх, = 02 (фм>);
~ &п (^л).
264
где Фк (фв* ) — функция преобразования входного сигнала к-го (к =
= 1, 2, . . .,) звена цепи.
В связи с тем, что кинематические пары цепи связаны последовательно,
функциядфвых, будет являться входным аргументом фвХ2. Для кинемати-
Рис. 1.167. Структурная схема кинематической цепи из п звеньев
ческой пары 2, осуществляющей преобразование входного перемещения
по закону Фг(фвх2), функция преобразования будет иметь вид
Ф,«Х, = Ф2(<Р«,)=Ф2(Ф««1),
Проводя аналогичные рассуждения относительно последующих теорети-
ческих пар, получим соотношения:
tyeuxi — Ф1 (фех) >
фвых2 = Ф2 (фвыхЗ = Ф2 (Ф? (фех))>
vU = ('Р-#
*!«.,) = ф;(фЦф?(ф!(ф.,))));
(1.179)
= Ф5-, «„.J = ф’._. (ф«—2 (• • -ф? (ф! (т.,))---);
(<&.,.,) = ф!(ф;~1 (• -ф“(ф!(?.,)))
пскобок
где индекс 0 означает, что рассматриваемая функция для теоретической цепи,
пары и т. д.
УРАВНЕНИЯ ПОГРЕШНОСТИ КИНЕМАТИЧЕСКОЙ ЦЕПИ
ОБЩЕГО ВИДА
Под погрешностью цепи понимается погрешность воспроизведения ее
выходным звеном фвыХ заданного ему закона при заданном законе входному
звену. Погрешность цепи можно рассматривать как функцию какой-либо
независимой переменной, в качестве которой принимается заданный закон
входному звену. Погрешность всей цепи в целом определяется точностью
изготовления и монтажа отдельных его звеньев. В свою очередь, погрешность
отдельного’звена — погрешность преобразования звеном заданного ему за-
кона, т. е. является величиной функционально зависимой.
Следовательно, под погрешностью функциональной связи к-го звена &ФК
будем понимать разность между функцией преобразования ф5Х действитель-
ным к-м звеном и функцией преобразования ф°х теоретическим (идеальным)
к-м звеном, т. е.
(ф«) = фк (Ф«) - Ф® (ф«); (К = 1, 2, ..., п), (1.180)
где п — число звеньев, входящих в рассматриваемую цепь.
Погрешность ЛФК (фбх) является следствием наличия погрешностей
звеньев, составляющих кинематическую цепь (погрешности сопряжений,
кинематических пар и др.).
265
Зависимость между погрешностью функции преобразования всей цепи
и погрешностями каждого из звеньев, согласно выражению (1.180):
<р* — ср»* = Дф* = АФ1<ф V
'вы*! teblXi 'вЫХ! 1 \ • eXi/9
Ф* —ф°* = Аф* =АФ.^ф )•
X вых2 '0ЬН2 2 \твх2/>
<pU - 4>2U = ACXs = Лф3 (Фвх,);
.........................................} (1.181)
- С,„_, =
- <««., = 4,г~.„., = АФ->
<Р^п - Фв«х„ t = ДСхя = АФп (%)•
В связи с тем, что аргументом функции преобразования последующего
звена цепи является функция преобразования предыдущего звена, с учетом
выражений (1.179) и (1.180), из выражений (1.181) получим:
Чвых, = Ф1 (фвх) +• ДФ1 (фвх)’,
фвых2 == Ф° (фв&гх,) + ДФ2 (фвыхх) =* ^2 (Ф? (фвх) 4" ДФ1 (фвх)) +
4“ ДФ2 (Ф? (фвх) + ЛФ1 (фвх)) 5
фв«Х3 Фз (фвЬ4Х2) 4“ АФз (фвьи2) ~
= Фз(Ф2 (ф? (фвх) + ДФ1 (фвх)) 4“ АФ2 (ф? (фвх) + АФ1(фвг))) 4"
4* АФз (Ф2 (ф? (фвх) + Ф1 (фвх))) + ЛФ2 (ф? (фвх) + АФ1 (фвх))))
фвыхл1 == Фн-1 (фвЫХ^) + ДФл-1 (ф^*п_2) =
— Фл—1 (Фд-2 (Фд—3’ • • (ф? (фвх) + АФ1 (фвх)) •••)+
+ ДФ2(- • •))) + ДФз(- • •)))) + • • • +
4" ДФл—2 (фд—3 (• • • (ф? (фвх) + ДФ1 (фвх))) • • •) +
п—1 скобка
-j- ДФл—1 (Фп-2 (Фп-з (• • • (Фх (фвх) 4~ ДФ1 (фвх) + ДФ2 (* ' *))) 4"
А
4" ДФз(• • •)))) 4~ • • • 4- ДФп—2 (Фп—з* • • (Ф1 (фвх) 4“ ДФ1 (фвх)) * • •)>
и—1 скобка
ФвЬ4хд = Фд (фв&£Хд t) 4“ ДФд (tyebixn_^) = Фд [фд—1 (фд—2* • • (Ф1 (фвх) “Ь ДФ1 (фвх)) +
4“ ДФ2 (Ф? (фвх) 4" ДФ1 (фвх)) 4” ДФз (Ф2 (Ф1 (фвх) + ДФ1 (фвх)) 4"
4- ДФ2 (Ф? (фвх) + ДФ1 (фвх))) 4“ • • • 4~
4- ДФд—1 (фд—2 (Фд—3 ( • • ‘Ф1 (фвх) 4* ДФ1 (фвх))) • • * ] 4“
д скобок
4- ДФп [ф°-1 (Ф°-2 • • • (Ф? (фвх) 4- АФ1 (фвх) 4“ д<^2 (Ф? (фвх) 4* ДФ1 (фвх)) 4*
4- АФз (Ф° (ф? (фвх) 4- АФ1 (ф„) 4- АФз (Ф? (фвх) 4- АФ1 (фвх))) 4-
4-------И ДФП_Х (Ф®_2 (ф“-з (• • -Ф? (фвх) 4- ДФ1 (ф«4))/: 4 (1 -182)
д скобок
Выражения (1.812) позволяют определить функцию действительного
обобщенного перемещения ф«ыхл на выходе кинематической цепи, состоя-
266
щей из п последовательных кинематических пар при любом законе входного
обобщенного перемещения фбх и известных функций преобразования кине-
матических пар Фк (ср) и их погрешностях \ФК (ф). В большинстве случаев
требуется определить не функцию фЛ6Ш а погрешность Афвмх кинематиче-
ской цепи.
Используя выражения (1.179) и (1.182), найдем связь между погрешностью
кинематической цепи и погрешностями кинематических пар:
AqW = А0! (<рбХ);
Афвых2 ~ фвмх2 — фвых2 ^2 (Ф1 (фвх) 4“ АФ1 (фвх) 4”
4“ АФ2 (ф? (фвх) + АФ1 (фвх)) — 02 (ф? (фвх))>
Афвыхз = фвых3 --фвых3 = 03 (Фг (Ф? (фвх) + АФ1 (фвх)) +
4” А02 (Ф? (фвх) + АФ1 (фвх))) 4* АФ3 (02 (01 (фвх) 4*
4” АФ1 (фвх)) 4“ А02 (Ф? (фвх) 4" ДФ1 (ф«х))) 4- Фз (Фг (0? (фвх)))»
Аср = ср — ср0 ±=
т ewxft l т выхп_х т ВЫХп_ J
= Фп-1 [Л] + АФ^! [Л] - Ф^ (Ф°_2 (Ф^з- • ‘ (ф? (фвх))—);
д—1 скобок
Афвыхл = Фп [Фп-1 (0П—2 • • • (ф? (фвх) 4“ ДФ1 (фвх)) 4~
4“ А02 (Ф? (фвх) 4* АФ1 (фвх)) 4” АФз (Ф2 (Ф? (фвх) 4“
4“ ДФ2 (Ф? (фвх) 4е АФ1 (фвх))) 4“ • • • 4“
4“ АФП__1 (Фд—2 (Фд—з (• • *Ф? (фвх) 4“ АФ1 (фвх))) 4"
п скобок
4- АФП [Фд-1 (Фд_2- • • (Ф? (фвх) 4“ АФ1 (фвх) 4" А02 (Ф? (фвх) 4" АФ1 (фвх)) 4-
4- АФз (Ф2 (Ф? (фвх) 4" АФ1 (фвх) 4- АФ2 (Ф? (фвх) + АФ1 (фвх))) 4~
4~ • • • 4~ АФЛ_1 (Фд_2 (Фд—з (• • *Ф1 (фвх) 4" АФ1 (фвх))) - • • ] —
п скобок
п скобок
Будем рассматривать только те малые погрешности АФ* (ф) (к = 0-^-4),
при разложении которых функции фвых к (к = 0-^4) в ряд по степеням
АФК (ф) можно ограничить членами, содержащими АФК (ф) только в ну-
левой и первой степени. Такое ограничение правомерно, так как функция
кинематической погрешности имеет наибольшее значение по величине, но
много меньшее наибольшего значения функции преобразования. При этом
будем полагать, что рассматриваемые функции преобразования и функции
погрешностей преобразования непрерывны и дифференцируемы в области
их определения:
Афвых! = АФ1 (фвх);
Д<Ь«Х2 = дф1 ДФ1 (фвх) + дф1 ДФ1 (Фвх) 4- ЛФ2 (Ф1 (фвх));
Афвыхз — Фз
(дФ^ \
Фг (Ф? (фвх)) + (Фвх) I +
д ДФ2 4
— АФ1 (ф5х) 4-
дФх
267
4- АФ2 (Ф1 (фех)
_фО(фО(ф?(<рвх))) + ДФз
‘ дФ°„
АФ1 (Фех) +
4“ Ф2 (Ф1 (фех)) 4----^5— АФ1 (фех) 4" АФг (Ф1 (фех)) —
дф0 й АФ: (Фех) + АФ1 (ф.) + ДФ2 (Ф? Н +
дф2 (ф1(?ех)) L дФ\ дФг J
дЬФ%
' дф2 , <ЭДФ2 .
" »?«(<₽„)) Ы 01 (<р“) + 1 (’’“) +
+ ДФ2 (Ф? (ф«)) + АФз (ф£ (Ф? (фех))) •
(1.183)
Проводя аналогичные преобразования, получим выражение для погреш-
ности цепи, состоящей из любого количества кинематических пар.
Рассмотрим физический смысл слагаемых в полученных выражениях,
например для кинематической цепи, состоящей из трех кинематических пар:
дФ? дФ°2
1. —2------АФХ (фвх) — погрешность первой кинематической пары,
дФ% дФ{
преобразованная в
2. ДФ2 (Ф?
дФи2
погрешность выходного звена
(фех)) — погрешность второй
преобразованная в погрешность выходного звена
3. АФз (Ф2 (Ф? (ф^))) — погрешность третьей
цепи;
кинематической
цепи;
кинематической
пары,
цепи,
преобразованная в погрешность выходного звена;
аФ? д &ф9
4. —2------ДФХ (<pdA;) — погрешность первой кинематической пары,
дФ2 аФ|
трансформированная через погрешность второй кинематической пары;
к <э дфО <?ф!>
5. ——------ДФХ (ф^) — погрешность первой
третьей
ДФ2 (ф? (фвх)) — погрешность второй
третьей
погрешность первой кинематической
“‘3
трансформированная через погрешность
дДФ°
трансформированная через погрешность
„ дЬФ~^, \
7' ^№Г-^»Г4Ф‘('Ф“’
кинематической
кинематической
кинематической
кинематической
пары,
пары;
пары,
пары;
пары,
трансформированная через погрешности второй и третьей кинематических
пар.
Из приведенных выражений следует, что в большинстве случаев основ-
ная погрешность кинематической цепи обусловлена составляющими 1—3;
слагаемые 4—6 имеют второй порядок малости по сравнению с предыдущими
слагаемыми; слагаемое 7третьего порядка малости по сравнению с первыми.
Из выражения (1.179) следует, что погрешность кинематической цепи
зависит как от вида функции преобразования каждой из кинематических пар,
так и от вида функции погрешности преобразования каждой из кинематиче-
ских пар.
УРАВНЕНИЯ ПОГРЕШНОСТИ ОБЩЕГО ВИДА
ДЛЯ КИНЕМАТИЧЕСКОЙ ЦЕПИ С ЛИНЕЙНОЙ
ФУНКЦИОНАЛЬНОЙ связью
Рассмотрим кинематическую цепь, состоящую из кинематических пар
с линейными функциями преобразования и функциями погрешностей общего
вида.
268
В случае, если функции преобразования кинематических пар всей цепи
представляют собой линейные функции, что наиболее часто встречается в це-
пях металлообрабатывающих станков, координатных столов, многоступен-
чатых зубчатых редукторах, механизмов зубчатых приборов и других,
выражение (1.179) будет иметь вид:
о -о
фв6£Х1 ИфвХ?
о ______. О -0/) .
фвых2 ^2фвьгх! — ИИФвх»
О -0 0 -0 -0 -0 -0
фвыхд_х — ^п— 1фвыхд_2 — ИИ* ’ • ^п—2^п— 1фвх?
фвЫХд НфвЫХД-1 = И И • • • И—1ИфвХ — фвХ И’ (I- 184)
где $ — передаточное отношение теоретической к-й (к = 1, 2, . . п)
кинематической пары.
Выражения для действительного перемещения фвЬ£ХК на выходе к-й
кинематической пары при наличии погрешностей функции преобразования
Дн (фвмх), согласно выражению (1.181), можно представить как:
Ч>вЫХ1 *1фвх 4” ДН (фвх)?
фвых2 == *2фвых! 4" ДИ (фвыХ1) = ^2 01фвх + ДН (фвх)) + ДИ 01фвх 4“ ДЙ (фвх))?
фвых8 = Ифвых2 4” Д^З (фвых2) = Й [(Й (Йфвх + ДН (фвх)) 4“
4“ Д*2 (Йфвх + ДИ (фвх))] 4" Д^’з [0*2 (Йфвх + Д^. (фвх)) +
4" Ди (ифвх 4" Ди(фвх))]?
фвыхд_! ~ ^п—1 0*п—2 Оп-3 • • • (Йфвх 4“ Дн (фвх)) 4~
4~ Ди О?фвх 4- Ди (фвх)) 4* Ди (й (%х 4” Ди (фвх)) 4"
4- Ди Огфвх 4“ Ди (фвх))) 4" • • • 4" Дг*п—2 0п—з* • • 01фвх 4" Ди (фвх) - • •)] 4-
п—1 скобок
4- Д^п—10*п—2 • • • 0?фвх 4" Дн (фвх)) 4“ Ди 0?фвх 4“ Д* (фвх)) 4“
4- ... 4« д/д_2 [/°д_3. .. (Йф^х Дг* (фвх)) • • • ]>
п— 1 скобка
фпвых ~ йфп—1 вых 4“ Д^п (фп-1 вых) = И О’п-1 On—2 е • * 01фвх 4“ ДИ (фвх)) 4"
4- Ди О*?фвх 4" Ди (фвх)) 4“ Ди (^2 0?фвх 4" Ди (Фвх)) 4-
4~ Ди 0’?фвх 4” Ди (фвх))) 4" • • • 4" Д^п—1 (и—2 (^1фвх 4~ Ди (фвх)) • • •)] 4*
п скобок
4~ Дн [^п—1 On—2- • • 0?Фвх 4" Ди (фвх)) 4" Ди (ифвх 4~ Ди (фвх)) +
+ Дн ^2 0?фвх 4~ Ди (фвх)) 4” Ди (ифвх + Ди (фвх))) 4“
4~ • • • 4~ Д^п—10п—2- • • 0?фвх 4“ Ди(фвх)) •••)]• (1-185)
п скобок
Используя выражения (1.184) и (1.185), найдем связь между погреш-
ностью кинематической цепи и погрешностями кинематических пар:
Дфв&/х1 ==: Дифвх?
Лфоы*, = *2 (ii<Pex + Ай (фвх)) + Ai2 0’1фвх + Ail (фвх)) — i°i°T«;
Афвых. == is [(is 0'1фвх Ч- Aii(фвх)) Ч- Ai2 (йфвх Н- Ati (фвх)))] ”Ь
269
+ Аг’з [(1'2 (t'i<Pex 4~ Aii (фвх)) 4~ At2 (ифвх 4“ Aii(фвх))] — ^з^гйфвх
Дфвь^,, = й-i [in-2 (in-з • • • (йфвх + Ai (фвх)) + Ai2 (йфвх + Aii (фвх) 4-
+ Ar3 (t2 (1крвл. + Ml (<рвА.)) -J- Дг2 (iiq>ex Mi (фвх))) 4"
4~ • • • + Ai„_2 (й-з- • -(йфвх + Аг (фвх)) - ••)] 4*
п—1 скобок
4“ Дй—1 [in-2* • • (йфвх 4“ (фвх)) 4“ Дй (йфвх 4“ & (Двх)) 4"
4~ . . . 4~ Дй—2 (in-3’ • ’(Йфвх 4“ Д^* (фвх)) * * * ] (in— lin—2* • ’ЙЙ)фвх>
п— 1 скобок
Дфвыхд = in [й-i Cn-2- • ’(ифвх 4- Дй (фвх)) 4- Дй (ифвх + Дй (фвх)) 4-
4~ Дй (й (йфвх 4“ Дй (фвх) 4~ Дй (йфвх 4“ Дй (фвх))) +
4- ... 4- Д^п__1 (in—2* • • (йфвх 4“ Дй(фвх))• • •)] 4"
п — скобок
4- Мп [in-i (in-2- • • (йфвх 4- Ail(фвх)) + А/’г (йфвх + Аг’г (фвх)) 4-
4* Агз Оз (йфвх 4~ Aii (фвх)) 4* Аг2 (г’1фвх 4~ Aii (фвх))) 4*
4-------f-Ai„_i(in_2---(йфвх4-Ай(фвх)- ••) — (inin- 1Й-2 • • • й) фвх- (1.186)
п скобок
Рассматривая функции погрешностей цепи Дц. (ф) (к = 1, 2,................ п)
такие, что их значения при любом ф много меньше значения функции преоб-
разования при тех же значениях ф будем использовать разложение функции
в выражениях (1.186) в степенной ряд, ограничившись членами, содержащими
Дфк только в нулевой и первой степени.
Яри этом, как и выше, будем полагать, что рассматриваемые функции
преобразования непрерывны и дифференцируемы в области их определения.
Исходя из равенства (1.183), будем иметь:
ДфвМХ! Дйфвх»
Дфб^ = (ф^ + д(ЙФвх) М (ф^ +
4- Ai2 (Фвхй) = i2 Ai\ (фвх) 4- -^-Л(фУ' Дй (г'1Фвх)
° VlTex)
Лт — дй (й'гФвх) Г (йФвх) * • , \ , 5 Д/2 (г^фвх) д - , \ ,
- ^(г2 (Цфвх) [-дй%Г~Д{1(ч)“)+ <Мвх ДМфвх)4-
4- Ai2(йфвх)] + Гдй(ЙФвх) д• ( j +
т- 2\iTex/j~r а (1г(1фвх) L д (г2фвх) nwT
+-^йфУ Дг‘» +Аг’2 +Дгз =
= i3i2 ML (фвх) 4- is д Дй + 1з Д/а <йф«) +
и \lv¥ex)
4- г, дДЙ(ЙЙФвх) д • ( ) + д_ЛЙ (»2ЙФвх). дД/2(г\Фвх) д • ( >
~ - дцО^вх) nWT д(2(1хфвх) д(гхфвх) iWex/T
4- д-^гпГГ Дг'2 <г'1ф«) + Дг’3
012 ЦгРвх)
270
Функция кинематической погрешности для цепи, включающей большое
число кинематических пар, может быть получена путем последовательного
преобразования выражений:
Дфвых4^ • • • »
В полученном выражении каждый из членов имеет следующую физиче-
скую интерпретацию:
1. ГзЧДн (ф^) — погрешность цепи, обусловленная погрешностью пер-
вой кинематической пары;
2. i3ki2 (iitfex) — погрешность цепи, обусловленная погрешностью вто-
рой кинематической пары;
3. Ai3 (г2 (4фвх)) — погрешность цепи, обусловленная погрешностью тре-
тьей кинематической пары;
4. (<р5Х) — погрешность цепи, обусловленная погреш-
ностью первой кинематической пары, трансформированной через погреш-
ность второй кинематической пары;
5. i2- д/х (фвх) — погрешность, обусловленная погрешностью
ел 2 UiTex)
первой кинематической пары, трансформированной через погрешность
третьей кинематической пары;
6. — ~3 ('a'lTgx) д(-2 (/ ф ) погрешность, обусловленная погрешностью
^2 VVPex)
второй кинематической пары, трансформированной через погрешность
третьей кинематической пары;
7. д^з ОгЧФбх) Д(х (ф4Х) — погрешность, обусловленная по-
грешностью первой кинематической пары, трансформированной через
погрешности второй и третьей кинематических пар.
Практически в большинстве случаев основной вес в суммарной погреш-
ности цепи имеют слагаемые 1, 2, и 3. Однако при некоторых видах функций
погрешностей звеньев вес отдельных составляющих может быть сравним
с весом слагаемых 1, 2, 3.
УРАВНЕНИЯ ПОГРЕШНОСТЕЙ КИНЕМАТИЧЕСКОЙ ЦЕПИ
С ЛИНЕЙНОЙ ФУНКЦИЕЙ ПРЕОБРАЗОВАНИЯ
И С ЛИНЕЙНЫМИ ФУНКЦИЯМИ ПОГРЕШНОСТЕЙ
ПРЕОБРАЗОВАНИЯ
Рассмотрим наиболее простой случай кинематической цепи, состоящей
из кинематических пар, имеющих линейную функцию преобразования и
линейные функции погрешностей преобразования.
В этом случае функции преобразования будут выражены уравне-
нием (1.184).
Выражения для погрешностей функций преобразования для каждой из
кинематических пар могут быть представлены в виде:
(ф1 — Ф1 )$ых = Афб^Х1 ДФ1 (qwj = ^Хфв*! ~1~
(ф2 ф2 )вых Дфвых8 = А02 (фех,) = #2фвх, 4“ fe
(фз — фз*)вых = Аф^ых. = АФз (фех,) = «зфвх, + Ьз;
(фп—2 фп—2)вых — А(рвЫхп_2 — АФП—2 (фвхп_2) — &п~2фвх„_2 4" Ьп—21
(фп—1 фл—1)вых = Афвыхп_1 — ^Фп—1 (фвхп__1) ~~ О,п—1фвхп_1 4“ &п— 1'
(ф:-фП вых ------ А<РвыХп — &Фп (фвхп) — ЯпфвХд 4“ ^П- (I. 187)
271
Функции действительного обобщенного перемещения для кинематических
цепей, состоящих из одной, двух, трех и т. д. кинематических пар, согласно
равенствам (1.185) и (1.187), запишется в виде:
фвыл^ == Ифвх Ч" 01фвх Ч" Фшх2 == Ифвыхт Ч~ ^2^вых1 + &2
— ^хфвх Ч" ^2^1Фвх Ч” ^*2^1 4“ 02ЧФвх Ч" ^2^1Фвх Ч~ 02^Х Ч~ &2»
фвых3 = г*ЗфвЬ4Х2 Ч~ Язфвых2 + &3 = *3 [И (Ифвх 4“ #1фвх 4“ ^1) Ч"
Ч- 02 (АФвх Ч- Я1Фвх Ч” ^i) 4“ ^2)1 Ч" 03 lh (ЧФвх Ч~ #1Фвх + &i) Ч~
4“ 02 (НФвх 4“ ^1Фвх Ч~ ^х) 4“ ^2)1 4“ ~ ^3 [(н^1фвх 4“ ^*2^1Фвх Ч"
ч- ЧЬ1 + 02*хФ<и ч- л^Фвх ч- aJh ч- &2)] Ч- 03 [(НЧФвх ч- ^ЯхФгх ч- hh +
Ч~ 02НФбх 4“ 0102Фвх Ч" 02&х Ч" &2)] Ч~ Ь3 = г’зЦЧФвх + ^з^*201Фвх ч~
4“ ^зЧ^х 4“ ^зН.02Фвх Ч" ^з0102Фвх Ч" ^302^х Ч~ ^*з^2 4“ ^гЧ^зФвх 4“ ^*20х0зФвх 4“
ч- ^03\ ч- Ч020зФвх Ч- 020з&1 ч- 03^2 + Ь3,
фвых4 = Нфвьгх3 Ч" 04фвых3 Ч~ &4 = Н^зИИфвх Ч" НИИ01фвх 4“
Ч~ НЦ^*2^1 Ч” Н/з^102Фвх Ч~ ^*30102фбх Ч" ^4^302^1 4“ П/з^2 4“ Н/2^10зФвх 4“
Ч- ^20102ФвХ Ч- НЧ0361 Ч- ^4Н0302ФвХ + Ч01020зФ^Х + Н0203^1 Ч- Ч0362 + Й&3 Ч-
Ч- 04^3^2ПФвХ Ч- 04*3*201ФвХ Ч- 04^2^1 Ч- 04^зН02Фвх + 04*3010*ФвХ + 04^302\ Ч-
Ч~ 04^'з^2 4“ 04^2^10зФвх Ч” 04^*2010зФвх 4“ 04^*203^1 4“ 04020зЧ.Фвх 4“
Ч- 04010203Фвх Ч- 040203&i Ч- 0403Ь2 Ч- «Л Ч- ^4;
фвыхпЛ = ^п_1Фвыхл-2 Ч” 0/г-1Фвмхлг_2 Ч" ^n-v
феыхп ^п^выхп^г Ч" ап^выхп4“ (1.88)
*
Из вида функции действительного обобщенного перемещения увыХК для
кинематической цепи, состоящей из к кинематических пар с линейными функ-
циями преобразования и линейными функциями погрешностей преобразо-
вания, «следует, что увыХК является также линейной функцией входного
обобщенного перемещения.
Для компенсации кинематической погрешности всей цепи достаточно
ввести дополнительное устройство, обеспечивающее абсолютную коррек-
цию выходного обобщенного перемещения.
Выражения для погрешности кинематической цепи получим из выраже-
ния (1.188):
АфвЫХ! 01фвХ Ч” ^1>
Лфвых2 = *201фвх Ч- hb\ Ч- 02*1фвх + 0201фвх Ч- 02&1 Ч- &2J
Афвыхз = ^‘201фвх 4“ ЫгЬ\ Ч” ^*102фвх 4“ *30102фвх 4“
Ч" ^*302^1 Ч~ ^2^*3 Ч" ^2^103Фвх 4“ ^*20103Фвх 4“ ^203^1 4“
Ч- Ч0203фвх Ч- 01020зФвХ Ч- 0203&1 Ч- 03^2 Ч- Ьз\
^Рвыхп_1 — 1п—1фвыхП—2 4“ 0п—1фвь/хп_2 “Ь Ьп—1 — (in—lin—2 • • • И)фвх*,
АфвЫХ/г ^фбЫХп_1 0«фвмхп__1 "Ь* Ьп--- (inln-l • • » Л) фвх«
Определение максимальной погрешности цепи производится путем на-
хождения наибольшего значения функции выходного сигнала, являющейся
сложной функцией от функции преобразования звеньев и их погрешностей.
С этой целью необходимо найти значение функции выходного сигнала в эк-
стремальных точках и на границах области определения и из найденных зна-
чений выбрать наибольшее.
272
В качестве примера для определения функции преобразования кинема-
тической цепи, состоящей из четырех кинематических пар, рассмотрим ме-
ханизм перемещения зеркала сканирующего устройства (рис. 1.168). Функ-
ции преобразования для каждой из кинематических пар этого механизма
можно получить следующим образом (табл. 1.37).
1. Для первой — кулачковой пары с эксцентриком связь между углом
поворота кулачка срвХ1 и перемещением толкателя:
Фв«х, = фах2 = Ф1 (фвХ1) = <рвх,«1 = a cos фвХ1 + У г2 — a2 sin2 ф,х>.
2. Для второй — зубчато-реечной пары связь между перемещением рейки
фвх, = А/ и углом поворота зубчатого колеса
фвмх2 Фвх3 = ^2 (ф*х2) = фвх/*2 == А/Й,
где AZ = срвХ2 — поступательное перемещение толкателя—рейки.
Рис. 1.168. Кинематическая схема механизма перемещения
зеркала сканирующего устройства
3. Для третьей — кривошипно-ползунной пары связь между углом
поворота кривошипа ф*Хз и перемещением ползуна увыХз:
Чвых, = Фах< = Фз (фех,) = фвх31з = 1ш (A COS фах, — У1 — A2 sin2 фвх,).
4. Для четвертой — тангенсной пары связь между перемещением пол-
зуна-толкателя фбХ4 и углом поворота зеркала фбыХ4:
Фех
фвых4 ==: фех J*4 ^4 (фвх4) arctg ,
где b — расстояние от центра вращения поводка с зеркалом до продольной
оси толкателя.
В соответствии с выражением (1.179) можно определить функцию пре-
образования всей кинематической цепи:
Фа«х2 = Флс/2 = (a cos фах, + Кг2 —a2 sin2 фах,) i2;
фвых3 = фах,1‘з = 1Ш {Acos [(a cos фах, + ]А2 — <22 51П2 фвх,) 12] —
— ]/" 1 — № sin2 [(a cos фех, + У г2 —a2 sin2 фвх,) «2|;
фамх. = фах?4 = arctg [A.COS [(а COS фах, + Vr2 — a2 Sin2 фах,) 12] —
— К1 — %2 sin2 [ (a cos фах, + У г2 — a2 sin2 фвХ1) i2|.
Полученное выражение является искомой функцией преобразования
всей кинематической цепи. Погрешность угла поворота зеркала определится
из следующего выражения:
АфвЫХ4 = Ф$ЫХ4 -фвых4«
Используя два последних уравнения, можно провести исследования всей
кинематической цепи и оценить влияние погрешности каждой из кинемати-
ческих пар на погрешность обобщенного выходного перемещения АфвыХ4
всей цепи, но эта задача рассмотрена ниже.
273
<\Э
Таблица 1.37
Тип кинематической пары
Зубчатая пара
Функциональные связи различных кинематических пар
Вид функции
Передаточно'
отношение
Тип кинематической пары
Вид функции
Передаточное
отношение
ФвЫХ----- Фвх
я
znt — число зубьев
/ и // колес
Ч 4
= —— — const
*1
Фвых — Л.Фвх
Рс — параметр
винтового
движения
пары
Фбых = — перемещение
гайки
— поворот вин-
та
рс = —
= -7Г- Const
2л
Фоых — cos алв1ф„
а — угол зацепления
roi — радиус основной
окружности
увх — перемещение ко-
леса
Фвы? — перемещение
рейки
-
i = cos r01 = const
Чербячная пара
Фвых----Фвх
я
?2 — число зубьев чер-
вячного колеса
Zj — число заходов чер-
вяка
Фвых — угол поворота
червячного колеса
Фвх — угол поворота
червяка
— = const
Z|
Продолжение табл. 1.37
Тип кинематической пары Вид 4ункции Передаточное отношение Тип кинематической пары Вид функции Передаточное отношение
Кулачковая парасэкс- ... центриком т 1% ЯМ \ 4%^ / Ча i у 4Wt = «cosq>ex + + У г2 — a2 sin2 фвх Фвыл — перемещение тол- кателя / Фех — угловое переме- щение кулачка 2 acos<pax Фех + У г2—а2 X * р ~>Xsin2<pax_ Фех = var Тангенсная пара А т 9««x = arctg^ Фвых — перемещение по- водка Фех — перемещение тол- кателя С — расстояние между осью вращения по- водка и толкателя aretg^i — = var Фех
Кривошипно-ползунная пара ^"Lui \м^"1 <Pto, _pL Феых ~ cos Фех — /1 — Л2 sin2 <рвх) Фвых — перемещение пол- зуиа С Фех — угловое [переме- щение кривошипа АВ (Л СО5ф„х — тех —/1—Л2Х * xsin2<pM) = == var Синусная пара • Флл Фаих = arc sin Фвых — перемещение по- водка Фех — перемещение тол- кателя С — длина поводка • Фех aresm — = var Фех
ОПРЕДЕЛЕНИЕ ПОГРЕШНОСТИ КИНЕМАТИЧЕСКОЙ ЦЕПИ
С ЛИНЕЙНЫМИ ФУНКЦИЯМИ ПРЕОБРАЗОВАНИЯ
Погрешности кинематических пар являются линейными функциями,
В качестве примера рассмотрим определение кинематической погрешности
механизма перемещения рабочего столика.
Перемещение рабочего столика осуществляется следующим образом:
угловое перемещение червяка, соединенного
б)
Рис. 1.169. Расчетная и структурная схемы кинема-
тической цепи механизма перемещения столика
с валом шагового двигателя,
через червячное колесо пере-
дается на зубчатую пару,
приводящую в движение хо-
довой винт. Перемещение
рабочего столика осущест-
вляется жестко связанной
с ним гайкой ходового винта.
Необходимость расчета
кинематической погрешности
такого механизма обусловле-
на высокими требованиями
к точности перемещения ра-
бочего столика.
Схема расчета кинемати-
ческой цепи приведена на рис. 1.169, а. Структурная схема кинематиче-
ской цепи дана на рис. 1.169, б.
Для каждой кинематической пары запишем функции преобразования
в соответствии с выражением (1.184) и табл. 1.37:
для
червячной пары
Z2
Ф*Ы*1 ---- --- "Т“фвХр
для
зубчатой пары
фвИХ2 ----- ^2фв6/Х! ---- "^“фвб^хр
ДЛЯ
винтовой пары
фвмх3 — *зф(?&х2 — -Рсфеых2 — “2^ф(?ЫХ2>
где Рс — параметр винтового движения (винтовой пары);
Sc — шаг винтовой пары.
Функции погрешностей представим в линейной форме, согласно выра-
жению (1.187):
ДФ1 (фв^) = «1ф5Х1 + bi, ДФ2 (фв*2) == ОДЦ + 62; ДФз (фвх3) = йзф^з + Ь3.
В соответствии с выражениями (1.183) и двумя последними, кинемати-
ческая погрешность всей цепи может быть записана в виде
Aqw, — • - J- a^eXt + А. A- fcj 4- А. А. д2фвХ14-
+ ё + Ь2 4- - «зфвх, 4-
+ ~~ Ят^зфв*! + &3&1 + ^2^3фвХ! + Я1&2&ЗФ6Х! +
+ а2аз&1 + бг362 -f- b3-<рвХ1.
Zj ZJT
Зададимся числовыми параметрами функций преобразования и функций
ошибок:
276
для червячной пары
г, = 1; гх = 100; ах — 10-6; bt = 0;
для зубчатой пары
z2 = 20; гх = 100; а2-— 2 • 10~5; b2 - 10'5 рад\
для винтовой пары
Рс = Й = Й мм,Рад'
а3 = —— мм/рад, Ь3 = 0.
Подставляя числовые значения в последнее выражение, получим
Дфвых, = 2Я • 100 • 10 6фех1 + 2л ’ Too '0 2л” Тоб”2 ’ Ю 5Ф«!
- 4т ’0- .2 10-ф„. - 4 2 • 10- • 0 + 4- • 10- + X
_ 5-10-5 , 20 1Л_6 5-10-5 20 5-10-5 _ 1 _
Х л "Г ЮО ’ ° ' л + ЮО ‘ л ° 100 2 Х
X 10~5 -5'10'5 <рвХ1 — 10~в• 2-10-5. .Л'10-5 _ 2. Ю-s .И0-5 о +
Л JT л
। 5-10-5 1 20 1 1 /1А_,
+ я Ю +0 100 • 100 • 2л .<peX1 — — (10 <peXl 10 фвх,
- Ю-иф.х, + 5-10-» + 10-’фвх, + 10-Ифвх, - Ю-Чфвх, - Ю-^фвх, +
4- 5-10"10 — 10-3фвх.) = 4- [(IO’7 — 10"11 — 10-15 — Ю"8) фвх. + 5 х
X (IO’8 4- 10'11)].
Пренебрегая членами более высоких порядков малости, чем 10~7, полу-
чим функцию кинематической погрешности цепи
Афвых, = 4г <10’’ - 10'3) + 5- 10'6Ь
Максимальная кинематическая погрешность цепи (ДфвЫх3)нб в пределах
одного оборота червячного колеса при (фвх.)нб = 200л рад будет равна
(Дфв«х,)«б = 4" [200л-(КГ7— 10-3)4-5.10-в]^(2,2-10-5 — 0,2) мм.
Погрешности кинематических пар являются нелинейными функциями.
В приведенном выше примере рассматривались кинематические пары с ли-
нейной функцией преобразования и линейной функцией погрешности. Од-
нако реально в таких кинематических парах, как зубчатые и червячные,
основная погрешность обусловлена наличием периодических составляющих.
Рассмотрим пример определения кинематической погрешности цепи в слу-
чае, когда кинематическая погрешность отдельных пар выражается нели-
нейной функцией.
Предположим, что функции погрешностей кинематических пар имеют вид:
ДФ1 ) = >li sin (фвХ1 + ф1) + Bf,
(Ф^2) = >1г sin (фвХ2 + ф2) +
&Ф (фвх3) == >1з sin (фбХз 4- фз) 4- 53 4- С3фбХз,
где 41, Ф1 — амплитуда и фаза периодической погрешности первой
кинематической пары;
4 2, ф2 — амплитуда и фаза периодической погрешности второй
кинематической пары;
277
Л3, Фз— амплитуда и фаза периодической погрешности третьей
кинематической пары;
В19 В3 — постоянные составляющие погрешностей соответственно
первой, второй и третьей кинематической пар;
С3 — коэффициент линейной составляющей погрешности тре-
тьей кинематической пары.
В соответствии с выражением (1.186) кинематические погрешности всей
цепи может быть записана в виде:
Афвыхх = Ai sin (фвХ1 4- ф1) + Bi;
Аф«ых2 *= ~ (Р*х2 + А% sin (ф^2 + фг) + В2 —
—"г"*= [Т*’ s*n1 “Ь
ч 2i г1 L г1 J
+ А% sin <рвХ1 + Ai sin (фвЖ1 + ф1) -f- В\ фг] 4- 52 —
г1 zi
М«ых.в 4г {-у- [4 Ф«, 4- Л1 sin (<р«,4- ФО 4- 511 4-
, + А2 sin Ф.лг, + -<4i sin (<psx, 4- ФО 4* 5i 4* яраJ 4" 52 j 4“ Лз sin X
х 114 |4 + Aisln (*Р«< + ti) 4- 511 + А2 Sin X
L ч *1 L J
х I + Ai sin (фбХ1 4- Ф1) 4“ Bi 4~ фг] 4- В?\ 4" Фз + Вз + Сз х
L J )
х 1-~- Г-2- фв^ + Л1 sin (фвХ1 4" ФО 4" ^1] 4~ A sin фвХ1 4- Л X
\ Ч L *1 J L Z1
х sin (<psx, 4- ф1) 4- Bi 4- Фз] 4- 52| —”^7 ’ ~^Г '?«*•
Зададимся числовыми параметрами функций погрешностей при тех же
значениях параметров функций преобразования, что и в предыдущем при-
мере.
Для червячной пары: Л-, = 4-10“e; — 0; = 0; для зубчатой пары:
Ла = —5-10“5; В2 = 0; ф2 = -у-; для винтовой пары: Ай = 2-10"3 мм;
В3 = 0; фд = 0; С3 = —мм!рад.
Подставляя числовые значения в выражение (1.188), получим:
Aqw, — {^- [-jJo 4- 4 • 10“« sin q>4 — 5 • 10“8 sin х
х [4о +4 • I0’e sin +4]}+2 •10-8 sin {ж [ж ч5**+
4- 4- 10-еsin q>4 — 5 • 10*5 Sin ф„ + 4* 1О‘в 81Пфвж 4- 4]) +
. 5-Ю"5 ( 20 Г 1 . 1Л_б , 1 с ln_R / 1
+ ~Г~ Поо|ж^4-4.10 8Шф«]-5.10 8sin ф„4-
4-4-10 $1пфвх4-^-д йю * Ж- ‘ ~2я У'*'
278
Периодическими слагаемыми под знаком периодических функций можно
пренебречь в силу их малости по сравнению с остальными членами.
Тогда выражение примет вид
Дфв«ж„ = [-^у фвж + 4• 10'6 sin ф«| — 5 • 10-8 sin <рах + -у-)} +
+ 2-10 3sin{доёГ• ~[оо Ф« — 5-10 8sin^-]QQ фвх 4- -j-jj 4- — X
х Ю 6 {юо ’ Too ^вх 5'Ю 6 s’n (too + т)) Too х
X ТбТ’ЪГ [10“3-Ф«+ 4-10-’5!пфи — -|--10-8cos 10~гф„] 4-
4- 2 • 1 СТ3 sin [2• IO"3 -ф„ — 5 1СГ5 cos lO’^J 4--1- [ 1О'тфвх — 2,5• I0~10 x
X cos 10-2фах] — 10"3фах = -b [10~7<pet 4- 4-10~7 sin<p„ —
— 2,5-10-8 cos Ю-2фвЛ.] 4- 2.10"3 sin [2- 10-3фах — 5- IO-5 cos
Из последнего выражения следует, что функция кинематической погреш-
ности возрастает с ростом фах. "Следовательно, максимальное значение функ-
ции будет находиться около максимального значения фах.
Исходя из максимального диапазона перемещения столика и известных
функций преобразования, нетрудно определить, что ф«тах = 5- 104л рад‘.
Д<рвыХз (5• 104л) = -L (IO’7 • 5• 104л 4- 4• IO'7 sin) (5 • 104л) — 2,5• IO’8cos X
X (10‘2 • 5 • 10*4л) 4~ 2 • 10-3 siп [2 • 10‘3 • 5 • 104л — 5 • 10-8 cos (1 О*2 • 5 • 1 04л)| =
= 5.10-3 —— 2,5.10“8 = 5-IO’3 мм.
л
При приближении фвх к фвХтах выражение Дфв6(Хз можно представить
в виде
Дфвых, = 4" + 2’ 10-3 sin 2> 1 ^'Ра-
спределим экстремальные токи
(Дфе«ха)' = -4~ 4- 4 • 10’8 cos 2 • 10-3<рах = 0.
Откуда
cos 2 • 10"3ф5Х =* - “ * ТТОл ~ - °’008
И
। 2/Гтт
— arccos (0,008) 4- _ 2 ‘
Фех — ± 2-10-» 2-Ю'3
Значения функции в точках экстремума
Дфвыха = 2-16-» = ~~П~ (т "I" 2^л) 2-10'3 4- 2-10 3 X
X sin (-J- 4- 2Лл) = -4-10-4 (4- + ж) 4- 2- Ю-3.
279
Из полученных экстремальных значений Дср,?^ и значения функции на
границе области определения следует, что наибольшее значение кинемати-
ческой погрешности цепи соответствует значению
Тех— 2-10"3 9
(Дф*ыхв)«б = 6,925-10'3 мм при К = 49.
ОПРЕДЕЛЕНИЕ ПОГРЕШНОСТИ КИНЕМАТИЧЕСКОЙ ЦЕПИ
С НЕЛИНЕЙНЫМИ ФУНКЦИЯМИ ПРЕОБРАЗОВАНИЯ
Рассмотрим пример определения функции кинематической погрешности
механизма, состоящего из кулачкового механизма с эксцентриком и тангенс-
ного механизма (рис. 1.170).
В соответствии с выражениями, приведенными в табл. 1.17, функция
преобразования для первой кинематической пары будет иметь вид
Рис. 1.170. Кинематическая
схема кулачкового и тангенс-
ного механизмов
фвых, = a cos + У г'2 + a2 sin2 <рвХ1,
а для второй пары
Ф°«х2 = arctg-^.
На основании выражения (1.179) для
последовательной цепи из вышеперечислен-
ных кинематических пар будем иметь функ-
цию преобразования для всей кинематиче-
ской цепи:
= (ф»,)“
Йcosт + jA2 с- sin3ф
—— о Т rf _________________- г
Предположим, что функции погрешностей кинематических пар имеют вид:
для первой кинематической пары
АФ1 (<рвх,) = «тх, 4- &i;
для второй кинематической пары
АФ2 (фвх,) = О2фвхг 4~ &2,
где и а2 — крутизна линейной функции погрешностей первой и второй
кинематических пар;
и Ь2 — постоянные составляющие погрешностей для первой и вто-
рой кинематических пар соответственно.
Тогда кинематическая погрешность всей цепи запишется в виде
Дфвь/х2 = [Ф? (ф^) + ДФ1 (фвХ1)] + Д^2 [Ф? (Taxi) +
+ АФ1 (фвх,)] — 02 [ф? (фвх,)] = arctg-y- («COSфвх, +
4~ ~УГ — а sin Фвх, «1Фвх, 4~ ^1) 4- а2 (fl cos фвх, 4~
4- V г2 + a2 sin2 фвх, 4- сйфвх, 4- &i) 4-
4- &2 — arctg -1- (a cos фвх, 4- Кг2 — а2з1п2фвх,)-
280
В том случае, если функции преобразования и функции погрешности
непрерывны и дифференцируемы и функции кинематической погрешности
имеют наибольшее значение по величине много меньшее, чем наименьшее
значение функции преобразования в области задаваемых значений <рвХ1,
справедливо равенство
Аф‘“Х2 = A01(<₽“l) + ^7^JA01(cp"l) +
где
+ ДФ2 [Ф? (фехх) ]>
£Г_____________1___________‘
ь , (а cos + ]А2 —a2.sin2(peXi)2
1 + 62
ДФ1 (Фехх) = Я1фехх +
, ДФ1 (фвх,) = а2 (Я1фвх, + 61);
(7Ф1 уФеХ1у
ДФ2 [Ф? (фвхх)] = а2Ф1 (ф.хх) + ь2 = а2 X
X (асо5ф*Х1 + У г2 + a2 sin2 <рбХ1 + Ь2);
ДФвых2 —
_________________1_____________________
(a cos qeXt + У г2 —a2 sin2(p6Xi)2
b2
(^1фвХг + ^1) +
+ а2 (агфвхх + ^i) + а2 (а cos фбХ1 + У г2 — a2 sin2 фвХ1) + Ь2.
Зададимся числовыми параметрами функций преобразования и функций
погрешностей кинематических пар: для кулачковой пары г = 40 мм, а =
= 10 мм, а± = 0,02 мм!рад, Ь± = 0,0244 мм\ для тангенсного механизма
Ь = 20 мм, а2 = 10“3 рад!мм, Ь2 = 0,01 рад.
Подставляя числовые значения в последнее выражение, получим
Дфв«х2
1
(10cos<peXi + /402 ~ 102 sin2(p,Xi)2
4- 202
-1-(0,02фвХ1+0,0244) +
+ 10-3(0,02<рвХ1 +0,0244) + 10-3(10cos<peX1 + K402— 102sin2q>„t) -j-0,01.
Для определения точек экстремума получим
(Дфвых2У —
___________________—1______________________
[1 + (a cos <peXi + у г2 —a2 sin2 фвХ1)2]2
X а (— sin <рвХ1)
(-Д251Пф9Х1)СО5ф9Ж1
|Лг2 — a2 sin2 ч>вх
2 (cos фвх + У г2 — a2 sin2 фвх,)
4- + Ь‘> + — (ДС03Ф„|+у^-^5|.-Ф„,)/' Т 01 +
+ а2«1 + «2 — a sin фвх,
(~«2СО8фвх, 5}ПфеХ1)-
|/Л2_в2 5Ш2фвхС1
281
Последнее уравнение является трансцендентным и аналитически его
решение в общем случае определить невозможно.
Для нахождения приближенного решения этого уравнения следует
использовать численные Методы.
КИНЕМАТИЧЕСКАЯ ПОГРЕШНОСТЬ ЦЕПИ, СОСТОЯЩЕЙ
ИЗ КИНЕМАТИЧЕСКИХ ПАР С НЕЛИНЕЙНЫМИ ФУНКЦИЯМИ
ПРЕОБРАЗОВАНИЯ И НЕЛИНЕЙНЫМИ ФУНКЦИЯМИ ПОГРЕШНОСТЕЙ
Рассмотрим пример определения функции кинематической погрешности
механизма, состоящего из кривошипно-ползунной кинематической пары и
синусного механизма рис. 1.171.
В соответствии с выражениями, приведенными в табл. 1.37, функция
преобразования для первой кинематической пары имеет вид
фвых, == Ф1 (фвх,) = COS фвх, "j/” 1 — Sin фвх,^,
г>_ для второй пары
^1ыХ f = ^tXs
t-S Y1*. fl-K/7 ф?*х: = (ф«*«) = arcsin •
“// На основании выражения
a, // (1.179) для последовательной
-aQY/N цепи из вышеперечисленных ки-
я тс/ нематических пар будем иметь
Рис. 1.171. Кинематическая схема кривошипно- функцию преобразования ДЛЯ
ползунного и синусного механизмов всей кинематической цепи
О _ гЛ° ГгЛ° М — a,.„cIn (Х cos ~ К1 -X2sin2<Pex,)
фвых2 — Фа [Фх \Фвл jJ *— arcsin - •
Предположим, что функции погрешностей кинематических пар имеют вид:
для первой кинематической пары
ДФ1 (фвх,) = 01фм, 4- Мех, + Ci;
для второй кинематической пары
ДФ2 (фвх,) = а2 cos (фвх, + ф2),
где аи bi, Ci — некоторые числовые параметры функции погрешности пер-
вой кинематической пары;
а2, ф2 — числовые параметры функции погрешности второй кине-
матической пары.
Тогда кинематическая погрешность всей цепи запишется в виде
Дфвых, = Ф2 [Ф1 (фвх,) 4* Дф(фвх,)] 4~ ДФг[Ф1 (фвх,) 4” ДФ1 (фвх,)] —
— Фг [Ф1 (фвх,)] = arcsin -у- [/ш (Zcos ф,х, — ]/1 — Х251п2ф,х,) 4-
4- Wx, 4- Ьхфвх, 4- ci] 4- а2 cos] [lM (X cos ф»х, — j/" 1 — А2з1п2фвх,) 4-
4“ ахфвх, 4~ Мех, 4- ci] 4~ ф2| —
/ш (X COS <pw — j/l — Х2 sin 2 феХ1) 1
с
— arcsin
В том случае, если функции преобразования и функции погрешностей
непрерывны и дифференцируемы и функции кинематической погрешности
имеют наибольшее значение по величине много меньшее, чем наибольшее
282
значение функций преобразования в области задаваемых значений qp^,
справедливы равенства:
. ЭФ? , ч д&Ф* / v гп/ \ л
Д<рвьиг = ) Дф1 (ф«1) + ДФ1 (<РвХ’) + ДФ2 =
|/ 1 _ 1ш cos ~ V1 ~ v sin2 %*, 2
X (ai<p2Xl + bw,Xl + сх) — а2 sin [lM (X cos <р„, —
— У 1 — X2 sin2 фв*,) 4- фг] (в1ф,,, + Ь1ф«х, + й) 4-
+ a2cos (Xcos фвх, — ]/T — X2 sin2 ф,Х1) -f- фг].
Используя полученное выражение, можно определить значения, соот-
ветствующие наибольшему и наименьшему значениям погрешностей кине-
матической цепи. Определение таких значений в рассмотренном конкретном
примере целесообразно проводить, применяя численные методы решения урав-
нений.
Для рассмотренного механизма со следующими параметрами функций
преобразования и функций погрешностей кинематических пар:
1Ш = 100 мм, X — с = 100 мм, а2 = л/103, фг = л/10, аг =
= 10~2 мм/радг, Ьх = 0, сх = 0,1 мм, а2 = 10-3 л рад-, ф8 = 10-1 л рад.
Функция кинематической погрешности будет иметь вид
1 —
X (10-2ф«, 4-0,1)— 10“3sin [100(4-COST,,- 4-
+ 4- 0,1) 4- 10-®ncos [100-Lcost„,-
Рассмотренный аналитический метод определения кинематической по-
грешности последовательных цепей позволяет получить погрешность цепи
в виде функции. В связи с этим появляется возможность аналитическим пу-
тем исследовать закономерности изменения погрешностей и их максимальных
значений для любого входного обобщенного перемещения. Кроме того, рас-
смотренный метод определения кинематической погрешности дает действи-
тельно максимальное значение кинематической погрешности, которое всегда
будет отличаться от значения погрешности, определенной методом квадра-
тичного суммирования максимальных приведенных погрешностей отдельных
кинематических пар, рассматриваемых как независимые величины.
Часть II
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ
В МАШИНОСТРОЕНИИ
Глава I
ОБЩИЕ СВЕДЕНИЯ ИЗ МЕТРОЛОГИИ
ПОНЯТИЯ ОБ ИЗМЕРЕНИИ И ЕДИНИЦАХ ИЗМЕРЕНИЙ
Всякое измерение связано с определением числовых значений физиче-
ских величин, с помощью которых раскрываются физические закономер-
ности исследуемых явлений. Понятие физических величин, например, массы,
длины и т. д., это отображение объективно .присущих материальным объек-
там свойств инертности протяженности и т. д. Свойства эти существуют вне
и независимо от нашего сознания, независимо от наблюдателя, независимо
от качества средств и методов, использованных при измерениях. Физические
величины, характеризующие материальный объект в данных условиях,
не создаются измерениями, а только обнаруживаются с помощью измерений.
Вопросы измерений входят в метрологию, которая является учением
о единицах измерений, средствах и методах измерений, обеспечения их
единства и способах достижения требуемой точности. Метрология в переводе
с греческого языка означает учение о мерах. Современная метрология охва-
тывает большой комплекс вопросов, в число которых входят: установление
и воспроизведение единиц измерений в виде эталонов; разработка средств
и методов измерений; изучение точности средств и методов измерений; раз-
работка методов повышения точности измерений; разработка способов
передачи размера единицы измерений от эталона до изделия, и др.
Для соблюдения единства измерений метрологические организации осу-
ществляют государственный надзор за состоянием измерительного хозяйства.
Измерить какую-либо величину — это значит установить ее численное соот-
ношение с некоторой другой однородной величиной, принятой за единицу
измерения. Согласно ГОСТу 16263—70 «Государственная система обеспече-
ния единства измерений. Метрология (термйны и определения)» измерением
мы называем нахождение значения физической величины опытным путем
с помощью специальных технических средств. Обозначив через Q измеряе-
мую величину, через [Q]—единицу ее измерения, а через q — числовое
значение измеряемой величины в принятой единице измерения, получим
Q = ^7 [Q1.
Это уравнение является основным уравнением измерения, правая часть
которого называется результатом измерения.
Совокупность основных и производных единиц, относящаяся к неко-
торой системе величин и образованная в соответствии с принятыми прин-
ципами, называется системой единиц физических величин.
Основной единицей называется единица, выбранная произвольно при
построении системы единиц. В качестве примеров основных единиц можно
привести: метр, секунду и др. Производной называется единица, образуемая
по определяющему эту единицу уравнению из других единиц данной
системы. Примером производной единицы может служить единица ско-
рости м/сек.
Под внесистемными единицами понимают такие, которые не входят
в какую-либо систему единиц: их применение связано с широким распро-
284
странением в практике. Примерами таких единиц могут быть ангстрем,
центнер, литр, калория и др.
Понятие кратных и дольных единиц введено для удобства практического
применения единиц. Кратная единица — единица, в целое число раз боль-
шая системной или внесистемной единицы, образуется путем умножения
основной или производной единицы на степень числа 10. Дольная единица —
единица, в целое число раз меньшая системной или внесистемной единицы.
Образуется путем деления основной или производной единицы на степень
числа 10.
Наименование кратных и дольных единиц образуют прибавлением при-
ставок к наименованиям основных и производных единиц. Кратные и доль-
ные единицы времени и углов образуются по стандартам для этих единиц.
При образовании кратных и дольных единиц необходимо помнить, что
если основная или производная единица включает в себя приставку (на-
пример, килограмм), то к кратной и дольной единицам приставки добав-
ляются к простому наименованию, т. е. к грамматической основе наимено-
вания, взятому без приставки. В этом случае присоединение приставок
для образования кратных и дольных единиц не допускается, например,
килотонна, миллимикрометр. Из всех систем единиц наибольшее распро-
странение во всем мире получила метрическая система мер, которая
представляет совокупность связанных между собой единиц измерения
длины, площади, объема и массы, а базой ее являются две основные едини-
цы — метр и килограмм.
Первое определение метра было принято в 1791 г. при установлении
метрической системы мер. Метр был определен как одна десятимиллионная
часть четверти Парижского меридиана. В 1799 г. на основе измерений частиц
дуги Парижского меридиана был изготовлен эталон метра в виде платиновой
концевой меры, переданной на хранение в Национальный Архив Франции,
и получивший название «метра Архива».
В 1875 г. Международной дипломатической конференцией по метру, где
была подписана Метрическая конвенция. Тогда были изготовлены из наиболее
стойкого в то время сплава платины с иридием 30 шт. штриховых эталонов
метра. Из них метр № 6 оказался при 0° С, равным метру Архива и был
утвержден в 1889 г. Первой Генеральной конференцией по метрам и весам
в качестве международного прототипа метра.
В это же время была установлена и единица массы — килограмм, равная
массе 1,000028 дм3 дистиллированной воды при ее наибольшей плотности
(+4° С), определенная взвешиванием. В качестве эталона массы были изго-
товлены образцы, одновременно с образцами метра и из того же сплава, в виде
цилиндра, высота которого равна его диаметру, равному 39 мм.
Единицы измерений, допущенные к применению в СССР. В Советском
Союзе до последнего времени государственными стандартами на единицы
измерений для преимущественного применения были приняты следующие
системы:
МКС для измерения механических и акустических величин (ГОСТы
7664—61 и 8849—58) с основными единицами: метр, килограмм, секунда
и 22 производными единицами (16 для механических и 6 акустических изме-
рений); МКСА для измерения электрических и магнитных величин
(ГОСТ 8033—61) с основными единицами: метр, килограмм, секунда, ампер
и 17 производными единицами; МКГС для измерения тепловых величин
(ГОСТ 8550—61) с основными единицами: метр, килограмм, секунда, градус
Кельвина и 12 производными единицами; МСС для измерения световых
величин (ГОСТ 7932—56) с основными единицами: метр, секунда, свеча
и семью производными единицами.
Кроме систем преимущественного применения, действующими стандар-
тами на единицы измерений допускается также применение системы СГС
для измерения механических и акустических величин и СГСС — для элек-
трических и магнитных величин (ГОСТы 7664—61, 8849—58 и 8033—56)
285
с основными единицами: сантиметр, грамм, секунда и соответствующими
производными единицами; системы МКГСС для измерения механических
величин (ГОСТ 7664—61) с основными единицами: метр, килограмм-сила,
секунда и соответствующими производными единицами; ряда внесистемных
единиц для измерения механических, акустических, тепловых и электри-
ческих величин.
Единицы систем СГС, МКГСС и внесистемные допущены к применению
в связи с тем, что они получили широкое применение в практике, хотя для
преимущественного применения стандартами рекомендованы единицы систем
МКС, МКСА, МКСГ и МСС.
Наличие ряда систем единиц для измерения различных физических
величин, а также большого числа распространенных внесистемных единиц
вызывает значительные трудности и неудобства, связанные с переводом
значений измеряемых величин из одной системы в другие.
В настоящее время в СССР действует восемь Государственных стандар-
тов на единицы измерений физических величин, которыми допущено к при-
менению 10 основных единиц, две дополнительных, 110 производных единиц,
более 47 внесистемных единиц. Кроме того, допускается образование крат-
ных и дольных единиц, а также находят применение более 80 внесистемных
единиц, предусмотренных другими стандартами и документами (миля, не-
деля, МОЛЬ, ПРЯМОЙ УГОЛ, КМ1Ч, КвГП'Ч и др.).
Наличие большого числа метрических и неметрических систем единиц,
и внесистемных единиц со сложными, разнообразными и" труднозапоминае-
мыми соотношениями между единицами однородных величин сильно затруд-
няет их практическое применение, вызывает значительные трудности и не-
удобства, связанные с переводом числовых значений, величин физических
констант и эмпирических формул из одной системы единиц в другую и с вве-
дением большого числа переводных коэффициентов. Создалось положение,
при котором только в Европе и Северной Америке для измерения длин
пользуются 18 различными единицами. Аналогичное положение для изме-
рения массы, давления и других физических величин.
МЕЖДУНАРОДНАЯ СИСТЕМА ЕДИНИЦ (СИ)
В 1960 г. Одиннадцатая Генеральная конференция по мерам и весам
приняла резолюцию, утверждающую решения Международного комитета
мер и весов об установлении Международной системы единиц, ее наимено-
вание и сокращенное обозначение, список основных, дополнительных и про-
изводных единиц системы и способ образования кратных и дольных единиц
с помощью приставок.
В СССР в 1961 г. утвержден ГОСТ 9867—61 «Международная система
единиц». Этот стандарт введен в действие с 1 января 1963 г. и устанавли-
вает предпочтительное применение этой системы во всех областях науки,
техники и народного хозяйства, а также при преподавании.
Международная система единиц (СИ) имеет ряд преимуществ: унифика-
ция единиц физических величин для различных видов измерения, что позво-
ляет иметь для каждой физической величины, встречающейся в различных
областях техники, одну общую для них единицу, например джоуль для всех
видов работы и количества теплоты вместо применяемых в настоящее время
разных единиц для этой величины (килограмм-сила-метр, эрг, калория,
ватт-час и др.); единицы системы СИ охватывают многие отрасли науки,
техники и народного хозяйства, значительно уменьшая необходимость при-
менения каких-либо других единиц, и в целом представляет собой единую
систему, общую для большинства областей измерений; связность (когерент-
ность) системы во всех физических уравнениях, определяющих производные
единицы измерения, коэффициент пропорциональности, — всегда безраз-
мерная величина, равная единице; кроме того, связность системы значительно
облегчает изучение физических закономерностей.
286
Система СИ позволяет значительно упростить операции по решению
уравнений, расчетов и составлению графиков и номограмм, так как отпа-
дает необходимость применения значительного количества переводных коэф-
фициентов. Принципы построения системы СИ обеспечивают возможность
образования по мере надобности новых производных единиц.
В 1965 г. Комитет стандартов, мер и измерительных приборов при СМ
СССР принял решение о развертывании мероприятий по переходу от пред-
почтительного применения единиц СИ к их обязательному применению.
В новом стандарте приводится перечень основных, дополнительных
и важнейших производных единиц СИ, причем ко всем единицам даны их
определения. Стандарт допускает образование других производных единиц
по правилам образования когерентных (согласованных) единиц. Следует
отметить, что электрические и магнитные единицы СИ образованы в соот-
ветствии с рационализованной формой уравнений электромагнитного поля.
Необходимо учесть, что полный переход на единицы СИ требует времени,
что исключает возможность немедленного изъятия из применения единиц,
не входящих в СИ. Поэтому стандарт допускает временное применение
физических величин, не вошедших в международную систему единиц, но
получивших практическое применение. В связи с тем, что. некоторые еди-
ницы, не входящие в СИ, но применение которых укоренилось в отдельных
отраслях науки и техники или получило широкое применение в быту и на-
родном хозяйстве, не могут быть изъяты из употребления, новый стандарт
допускает их применение наряду с единицами СИ.
В теоретических разделах физики и в астрономии получили широкое
применение единицы системы СГС и другие единицы, в связи с чем стан-
дарт допускает их применение наравне с единицами СИ в этих отраслях
науки. Кроме производных единиц, стандарт допускает использование
кратных и дольных единиц от основных, дополнительных и производных
единиц. Кратные и дольные единицы образуются умножением исходных
единиц на число 10, возведенное в степень.
ЭТАЛОНЫ ОСНОВНЫХ ЕДИНИЦ СИ
Основной задачей метрологии является поддержание единства измерений
в стране, т. е. состояния измерительных средств во всех областях народ-
ного хозяйства, при котором результаты измерений одинаковых величин,
полученные в различных местах, были бы сопоставимы на уровне требуемой
точности. Это возможно только при условии, что существует высшее эталон-
ное звено, от которого можно через последующие звенья передавать размеры
единиц. Таким образом, самым существенным средством поддержания един-
ства измерений является воспроизведение и хранение единиц измерения
с помощью эталонов.
Эталон единицы — средство измерений (или комплекс средств измере-
ний), обеспечивающее воспроизведение и хранение единицы с целью пере-
дачи ее размера нижестоящим по поверочной схеме средствам измерений,
выполненное по особой спецификации и официально утвержденное в уста-
новленном порядке в качестве эталона. Эталон воспроизводится с наивыс-
шей метрологической точностью, достижимой при данном состоянии науки
и техники.
Поверочная схема — утвержденный в установленном порядке документ,
устанавливающий средства, методы и точность передачи размера единицы
от эталона или исходного образцового средства измерений рабочим сред-
ствам измерений.
В СССР единство измерений и правильность мер и измерительных при-
боров, применяемых во всех областях народного хозяйства, обеспечивается
Государственным Комитетом стандартов СССР, в ведении которого нахо-
дятся метрологические и научно-исследовательские институты и много-
численные государственные контрольные лабораторий. По государственным
287
эталонам в определенные сроки проверяют рабочие эталоны, имеющиеся
в институтах Ленинграда, Москвы, Харькова и Новосибирска.
Единица длины — метр, длина, равная 1 650 763, 73 длин волк в вакууме
излучения, соответствующего переходу между уровнями 2р10 и 5d5 атома
криптона 86 (ГОСТы 7664—61 и 9867—61).
Единица массы — килограмм представлен массой международного про-
тотипа килограмма (ГОСТы 7664—61 и 9867—61).
Единица времени — секунда—9 192 631 770 периодов излучения, соответ-
ствующего переходу между двумя сверхтонкими уровнями основного состоя-
ния атома цезия-133. Это определение секунды принято в 1967 г. и осно-
вано на использовании атомных эталонов частоты в качестве физических мер
времени.
Единица силы электрического тока — ампер — сила неизменяющегося
тока, который, проходя по двум параллельным прямолинейным проводни-
кам бесконечной длины и ничтожно малого кругового сечения, располо-
женным на расстоянии 1 м один от другого в вакууме, вызвал бы между
этими проводниками силу, равную 2-10"7 Н на каждый метр длины. Эта-
лонное воспроизведение силы тока осуществляется с помощью токовых
весов.
Единица температуры — кальвин — единица термодинамической темпе-
ратуры — 1/273,16 часть термодинамической температуры тройной точки
воды. В соответствии с рекомендацией Международной организации по стан-
дартизации (ISO) при измерениях температуры допускается применение
двух температурных шкал: термодинамической шкалы и Международной
практической температурной шкалы. Температуры по каждой из этих шкал
могут быть выражены и в градусах Кельвина и в градусах Цельсия, в зави-
симости от начала отсчета (положения нуля) по шкале.
Единица силы света — кандела — сила света, испускаемого с площади
1/600 000 м2 сечения полного излучателя, в перпендикулярном этому сече-
нию направлении, при температуре излучателя, равной температуре затвер-
девания платины при давлении 101 325 Па.
КЛАССИФИКАЦИЯ МЕТОДОВ И СРЕДСТВ ИЗМЕРЕНИЙ И КОНТРОЛЯ
При принятой единице измерения числовое значение измеряемой вели-
чины будет определяться ее состоянием в процессе измерения; причем изме-
ряемая величина может быть постоянной или переменной величиной, слу-
чайной или неслучайной, зависимой или независимой' Измеряемая величина
может также находиться в состоянии покоя в момент измерения или в состоя-
нии движения. При этом в том и другом случае измеряемая величина может
в момент измерения быть или под нагрузкой, искажающей ее размеры, или
при отсутствии каких-либо нагрузок. Средства и методы измерений и кон-
троля должны выбираться с учетом всех этих факторов.
Все измерения (контроль) рассматривают, исходя из совокупности ряда
признаков, характеризующих условия, при которых происходит процесс
измерения. Такими признаками являются: физические принципы, исполь-
зуемые при измерении, конструкция и метрологические характеристики
средств измерения, способ получения результата измерения и т. д.
Рассматривая согласно ГОСТу 16263—70 метод измерения как совокуп-
ность приемов использования, принципов и средств измерений, при которых
происходит процесс измерений, можно видеть, что результат измерений X
будет функцией ряда факторов, определяемых выбранным методом измерений:
X - Ф (А, В, С, . . .),
где А, В, С, . . ., — численное значение каких-либо факторов, дифферен-
цированно характеризующих назначение, область и условия применения,
возможности и другие свойства метода измерений.
288
По способу получения результата измерения подразделяют на прямые
и косвенные. Прямые или непосредственные измерения встречаются реже
косвенных. Непосредственно измерить мы можем очень немногие физиче-
ские величины, такие измерения встречаются только в простейших случаях.
Измерения, при которых искомое значение измеряемой величины (или от-
клонения от нее) определяются путем непосредственного ее сравнения с ме-
рами или с помощью прибора, проградуированного в принятых единицах
измерений, называют непосредственными или прямыми измерениями. В этом
случае значение измеряемой величины Q равно значению X, непосредственно
полученному в результате измерения,
Q^X.
При прямом измерении в расчет не принимается простота или сложность
процесса измерений. Прямое измерение может состоять только в приведе-
нии измерительного прибора в действие и получении отсчета. Существенный
признак прямого измерения заключается в том, что его результат выра-
жается непосредственно в тех же единицах, что и измеряемая величинам
Большинство физических величин мы не измеряем , непосредственно,
а определяем при помощи вычислений, пользуясь различными математи-
ческими соотношениями, выведенными на основании физических законов.
Это связано с тем, что прямые измерения многих физических величин в боль-
шинстве случаев не могут быть выполнены вообще или не дают достаточно
точных и надежных результатов.
В тех случаях, когда значение измеряемой величины вычисляется по
результатам прямых измерений одной или нескольких других величин, свя-
занных с искомой величиной, определенной функциональной зависимостью,
измерение называют косвенным. В этом случае числовое значение изме-
ряемой величины определяется из выражения
X - F (у, г, . . ., /),
где X — искомое значение измеряемой величины Q;
у, z, . . ., t — значения величин, измеряемых прямым методом.
Процесс измерений может заключаться в определении всего значения
измеряемой величины или отклонения ее от известного значения меры.
В первом случае метод измерения называют непосредственным методом
оценки, а во втором — дифференциальным методом измерений. Дифферен-
циальный метод измерений позволяет получать более точные результаты из-
мерений, если известно действительное значение меры или погрешность
ее пренебрежимо мала.
По способу осуществления связи между измеряемым объектом и изме-
рительным наконечником методы измерения (контроля) подразделяют на
контактные и бесконтактные. При контактных измерениях измерительный
наконечник соприкасается с поверхностью измеряемой детали, причем харак-
тер контакта может быть точечным, линейным и поверхностным. При бескон-
тактных (пневматических, оптических и др.) — измеряемый объект опреде-
ляется без механического контакта между измерительным наконечником
и измеряемой деталью.
В зависимости от связи результатов контроля с технологическим про-
цессом, его подразделяют на активный и пассивный. Активным называют
такой вид контроля, результаты которого вызывают изменение параметров
технологического процесса и влияют на качество выпускаемой продукции.
Активный контроль может принимать различные формы, в связи с чем
меняется «степень влияния» результатов контроля на характер протекания
технологического процесса. Наиболее характерным видом активного кон-
троля является контроль детали в процессе обработки и управление про-
цессом по результатам контроля. Этот вид активного контроля широко при-
меняется при обработке деталей на шлифовальных станках, где измеритель-
ное устройство имеет органическую связь с рабочими органами станка и про-
10 В П. Коротков 289
изводит с помощью промежуточных устройств управление этими органами
(например, изменение величины подачи, прекращение подачи, отвод режу-
щего инструмента и т. п.). Другим характерным видом активного контроля
является подналадка, когда по результатам контроля устраняется нараста-
ние систематической погрешности. К средствам активного контроля отно-
сятся также устройства для дозированного отвешивания материалов, мер-
ного отпуска жидкостей и т. п.
В отличие от активного пассивный контроль позволяет судить только
о физических качествах контролируемого объекта. В этом случае кон-
тролируемый объект не изменяет своих физических качеств. Пассивный
контроль позволяет судить о том, находятся ли в заданных пределах физи-
ческие качества (например, размеры) контролируемого объекта. Контроль
может сводиться к независимой проверке каждого в отдельности элемента
контролируемого объекта и одновременной проверке комплекса элементов,
определяющих качество контролируемого объекта. Независимый контроль
каждого в отдельности элемента называют элементным контролем.
Одновременный контроль комплекса элементов, определяющих эксплуа-
тационные качества контролируемого объекта, называют комплексным
контролем. Комплексный контроль заключается в проверке суммарной
погрешности, которую при необходимости разделяют на составляющие
погрешности отдельных элементов. Для наиболее распространенных в ма-
шиностроении сопряжений (гладких, шлицевых, резьбовых и др.) комплекс-
ный контроль ограничивает предельные контуры, определяемые величинами,
полей допусков на отдельные элементы контролируемого объекта.
При комплексном контроле, наиболее надежном с точки зрения обеспе-
чения взаимозаменяемости, отклонения всех составляющих элементов огра-
ничиваются полем суммарного допуска. Этому виду контроля соответствует
контроль с помощью калибров, а также контроль изделий на проекторах,
если контролируемый объект полностью проектируется на экран, где с по-
мощью заранее вычерченного в увеличенном масштабе чертежа определяется,
вписывается ли действительный контур в поле допуска на всей длине сопря-
жения.
Элементный контроль заключается в независимом контроле каждого
элемента в отдельности. Такой контроль не дает уверенности в соблюде-
нии предельных контуров контролируемых изделий. Для этой цели резуль-
таты измерений каждого элемента должны быть суммированы и сопоста-
влены с нормированными предельными размерами проверяемого объекта. Так,
например, при проверке отдельно среднего диаметра, шага и половины угла
профиля крепежной рёзьбы необходимо путем суммирования результатов
измерений этих элементов убедиться в том, что приведенный средний диаметр
резьбы, включающий диаметральные компенсации отклонений шага и поло-
вины угла профиля, находится в пределах допуска.
В некоторых случаях комплексный контроль применяется наряду с эле-
ментным контролем; элементный контроль необходим для анализа точности
технологических процессов и выявления причин брака.
Стандарт «Качество продукции. Контроль и испытания. Термины и опреде-
ления». (ГОСТ 16504—70) распространяется на изделия, выпускаемые различ-
ными отраслями народного хозяйства и устанавливает основные термины и оп-
ределения в области контроля и испытаний качества продукции. Согласно
этому стандарту под контролем изделий понимается соответствие показателей
качества и свойств изделия требованиям технической документации. Контроль
осуществляется осмотром, измерением и испытанием изделия, обработкой
их результатов и сопоставлением этих результатов с требованиями техни-
ческой документации.
Контроль может быть сплошной и выборочный. Под сплошным пони-
мается контроль, при котором решение о контролируемой партии принимается
по результатам проверки каждого изделия этой партии. Под выборочным —
контроль, при котором решение о контролируемой партии принимается по
290
результатам проверки одной или нескольких выборок из нее. Контроль,
при котором определение годности или дефектности изделий осуществляется
с помощью специальных устройств без участия человека, называется авто-
матическим контролем.
Контроль подразделяют также в зависимости от назначения на входной,
приемочный и технологический. Под входным понимают контроль потре-
бителем комплектующих изделий или партий изделий, поступивших к по-
требителю от других предприятий. Контроль же изделий или партий изделий,
при котором принимается решение о их пригодности к поставке, называют
приемочным контролем.
Под контролем технологического процесса понимают проверку соот-
ветствия выполняемых технологических операций требованиям технологи-
ческой документации. Совокупность контрольных мероприятий, включаю-
щих контроль и регулирование технологического процесса, контроль гото-
вых изделий и проводимых с целью обеспечения соответствия продукции
требованиям технологической документации на нее определяется одним
общим термином — контроль качества продукции.
В зависимости от использованного физического принципа или ряда прин-
ципов средства измерения подразделяют на механические,, электрические,
оптические, пневматические, фотоэлектрические и др.
Средства измерений, при помощи которых осуществляется процесс изме-
рений, подразделяют на меры, измерительные приборы и измерительные
преобразователи. Их совокупность объединяется в одном понятии средства
измерений, под которым понимают техническое средство, используемое при
измерениях и имеющее нормированные метрологические свойства. Мерой
называют средство измерений, предназначенное для воспроизведения физи-
ческой величины заданного размера.
К измерительным приборам относят средства измерения, предназначенные
для выработки сигнала измерительной информации в форме, доступной для
непосредственного восприятия наблюдателем. К измерительным преобразо-
вателям (нерекомендуемое название «датчик») относят средства измерений,
предназначенные для выработки сигнала измерительной информации в форме,
удобной для передачи, дальнейшего преобразования, обработки и (или) хра-
нения, но не поддающейся непосредственному восприятию наблюдателем.
Стандарт (ГОСТ 16263—70) допускает также применение термина «измери-
тельные устройства» для категории средств измерения, охватывающей изме-
рительные приборы и измерительные преобразователи.
В определение мер входят однозначные меры, многозначные меры и на-
боры мер.
Под однозначными мерами понимаются меры, воспроизводящие физиче-
скую величину одного размера. Таковы, например, гири, концевые меры
длины, угловые плитки и т. п. Из этих мер образуются наборы мер, пред-
ставляющие специально подобранный комплект мер, применяемых не только
по отдельности, но и в сочетаниях для воспроизведения ряда одноименных
величин различного размера.
Многозначная мера — мера, воспроизводящая ряд одноименных величин
различного размера (например, масштабные линейки).
Под калибрами понимаются однозначные меры, т. е. бесшкальные изме-
рительные инструменты, служащие для проверки правильности размеров
или формы изделия, или взаимного расположения его поверхностей.
В зависимости от формы показаний измерительные приборы подразде-
ляют на аналоговые и цифровые. Под аналоговыми понимают измерительные
приборы, показания которых являются непрерывной функцией изменений
измеряемой величины, тогда как цифровой измерительный прибор — прибор,
автоматически вырабатывающий дискретные сигналы измерительной инфор-
мации, показания которого представлены в цифровой форме. При этом изме-
рительный прибор, допускающий только отсчитывание показаний, назы-
вается показывающим измерительным прибором, тогда как измерительный
291
прибор, в котором предусмотрена регистрация показаний, называется
регистрирующим измерительным прибором. Если регистрирующий измери-
тельный прибор предусматривает запись показаний в форме диаграммы,
то его называют самопишущим прибором. Если в нем предусмотрено печа-
тание показаний в цифровой форме, — печатающий прибор.
Совокупность функционально объединенных средств измерений (мер, из-
мерительных приборов, измерительных преобразователей) и вспомогатель-
ных устройств, предназначенная для выработки сигналов измерительной
информации в форме, удобной для непосредственного восприятия наблюда-
телем, и расположенная в одном месте, называется измерительной уста-
новкой.
По своему назначению средства измерений делятся на образцовые и ра-
бочие меры. Образцовыми средствами измерения называют меры, измери-
тельные приборы или измерительные преобразователи, служащие для про-
верки других средств измерений и утвержденные в качестве образцов. Разряд
образцовых мер (измерительных приборов) — категория образцовых мер (из-
мерительных приборов), отнесенная к одной и той же ступени поверочной
схемы. Разряды нумеруются цифрами: 1, 2, 3 и т. д.
Рабочими средствами измерений называются средства измерений, пред-
назначенные для практических целей измерений.
Отсчетные устройства средств измерений — часть конструкций средств
измерений, предназначены для отсчитывания значений измеряемой вели-
чины. Отсчет — число, отсчитанное при измерении по отсчетному устройству
средств измерений или полученное счетом последовательных отметок сигнала.
Отсчет — число отвлеченное, т. е. несвязанное с единицей измерения.
Переход от отсчета к показаниям прибора осуществляется при помощи по-
стоянной прибора, цены деления, шкалы или градуировочной кривой.
Постоянная прибора есть число единиц измерений, на которое умно-
жается отсчет. Под показанием прибора всегда подразумевается именован-
ное число, а под отсчетом — число отвлеченное, т. е. несвязанное с единицей
измерения. В частном случае, когда постоянная прибора равна единице изме-
рения, показание прибора и отсчет численно совпадают, что имеет место,
например, для масштабных линеек, термометров и других средств изме-
рения.
Таким образом, под показанием средств измерения понимается значение
величины, определяемое по отсчетному устройству и выраженное в приня-
тых единицах этой величины. Для производства отсчета показаний средств
измерений используются отсчетные устройства, среди которых наибольшим
распространением пользуются шкалы и указатель.
Шкала является частью отсчетного устройства, представляющая сово-
купность отметок и проставленных у некоторых из них чисел отсчета или
других символов, соответствующих ряду последовательных значений ве-
личины.
Шкалы могут быть равномерными и неравномерными. Равномерные шкалы
имеют постоянные интервалы деления шкалы по ее длине и с постоянной
ценой деления. Неравномерные шкалы имеют непостоянные интервалы
деления, а в некоторых случаях с непостоянной ценой деления.
Отметки шкалы представляют собой знаки (штрих, точка и др.), соот-
ветствующие отдельным значениям измеряемой величины. Промежуток между
(осями или центрами) двумя соединенными отметками шкалы называется
делением шкалы. Разность значений величин, соответствующих двум сосед-
ним отметкам, называется ценой деления шкалы. Цена деления шкалы
может быть выражена в единицах измеряемой величины и условных еди-
ницах. В последнем случае показания прибора умножаются на переводные
множители шкал.
Отметка, соответствующая нулевому значению чисел, изображаемых
шкалой (нулевому значению измеряемой величины), называется нулем шкалы.
Шкала, не имеющая нуля, называется безнулевой шкалой; шкала, имеющая
292
нуль, называется односторонней шкалой, если нуль служит началом или
концом шкалы, и двусторонней, если отметки расположены по обе стороны
от нуля. Отметка, обозначенная цифрами, указывающими число делений
от нуля шкалы или непосредственно число отсчета, называется числовой
отметкой. Отметка, соответствующая наименьшему значению измеряемой
величины, определяемой по данной шкале, называется началом шкалы.
Отметка, соответствующая наибольшему значению измеряемой величины,
называется концом шкалы. Значение измеряемой величины, соответствую-
щее началу шкалы, определяет нижний предел показаний прибора, а зна-
чение величины, соответствующее концу шкалы, — верхний предел его по-
казаний. Пределы ограничивают область показаний прибора. Область пока-
заний не характеризует полностью практических свойств шкалы. Часто
у начала шкалы отсчет менее точен, чем в середине, а у конца шкалы прибор
иногда бывает настолько перегружен, что его показания становятся нена-
дежными. В этом случае выделяется рабочая часть шкалы, в пределах ко-
торой погрешности показаний прибора не превышают величин, установлен-
ных нормами.
Рабочая часть шкалы (рабочий диапазон преобразований) — часть шкалы
для которой пределы допускаемых погрешностей установлены в соответствии
с требованиями ГОСТа 13600—68.
Указатель — часть отсчетного устройства, положение которого отно-
сительно отметок шкалы определяет показание средств измерений. У боль-
шинства приборов указатель представляет собой тонкую стрелку, лезвие
или нить, перемещающиеся вдоль шкалы; иногда указателем служит све-
товой луч, дающий на шкале изображение в виде светлой или темной полосы;
в жидкостных термометрах указателем служит конец столбика жидкости,
передвигающийся вдоль шкалы; у штангенциркуля указателями служат
штрихи нониуса. Иногда указатель остается неподвижным, а движется
шкала или ее изображение, например в поле зрения окуляра оптиметра пере-
мещается * изображение шкалы, отражающееся от подвижного зеркальца
прибора.
Глава II
ОСНОВНЫЕ МЕТРОЛОГИЧЕСКИЕ ПОКАЗАТЕЛИ
ТОЧНОСТИ РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ И КОНТРОЛЯ
ПОГРЕШНОСТИ РЕЗУЛЬТАТА ИЗМЕРЕНИЙ И ИХ КЛАССИФИКАЦИЯ
Всякий процесс измерений, независимо от условий, в которых он про-
изводится, сопряжен с погрешностями, искажающими представление о дей-
ствительном значении измеряемой величины.
Расширение диапазона измеряемых величин и повышение точности изме-
рений — основное условие развития современной науки. В зависимости от
степени совершенства знаний, средств познания и условий, в которых про-
исходит измерение, получают различную степень приближения результата
измерения к истинному значению измеряемой величины. Под истинным зна-
чением физической величины следует понимать такое значение физической
величины, которое идеальным образом отражало бы в качественном и коли-
чественном отношениях соответствующее свойство объекта (ГОСТ 16263—70).
Вследствие ограниченных возможностей измерений практически истин-
ное значение физической величины обычно остается неизвестным и на прак-
тике вместо него используется понятие действительного значения физиче-
ской величины, под которым понимается значение физической величины,
найденное экспериментальным путем и настолько приближающееся к истин-
ному значению, что для данной цели может быть использовано вместо него.
Результат всякого измерения является функцией двух независимых
величин, одной из которых является истинное (действительное) значение
измеряемой величины, а другой — погрешность ее измерения. Если истин-
ное значение величины обозначить через Q, погрешность ее измерения
через Д, то результат измерения можно представить следующим равенством:
у = Q 4- Д, откуда Д = у — Q.
Следовательно, под погрешностью измерения величины следует понимать
разность между результатом измерений и .истинным (действительным) зна-
чением измеряемой величины. Так, например, если по результатам измере-
ния мы считаем размер, равным 20,1 мм, а действительный размер равен
20 мм, то погрешность нашего измерения составляет
Д = 20,1 — 20 = +0,1 мм.
Для определения действительного значения величины (например, для
исправления ошибочного результата измерения) необходимо из результата
измерений алгебраически вычесть погрешность, т. е. внести поправку в ре-
зультаты измерений. Погрешность измерения, взятую с обратным знаком,
называют поправкой. Если поправку обозначить зерез Д</, то получим
А? = Q — У
или
Дд = —Д.
Так, если в рассматриваемом примере надо исключить погрешность из-
мерения, то в результат измерения необходимо внести поправку Д</ =
— —0,1 мм. В этом случае Q = 20,1 — 0,1 = 20 мм.
Возможная погрешность результата измерений является основным пока-
зателем точности измерений, под которой понимается степень приближения
результата измерений к истинному значению измеряемой величины. Чем
меньше погрешность измерений, тем выше точность измерений, а следова-
тельно, тем меньше разница между истинным значением измеряе?,юй вели-
чины и результатом ее измерений. С увеличением погрешности измерений
понижается точность измерений. В целях повышения точности часто за ре-
254
зультат измерений принимают не единичное измерение, а среднее арифме-
тическое значение из ряда равноточных измерений.
Наиболее часто погрешности измерений различают в зависимости от
формы числового выражения, закономерности появления и их величины.
В зависимости от формы числового выражения погрешности подразделяются
на абсолютные и относительные. Абсолютная погрешность выражается в еди-
ницах измеряемой величины и является именованным числом (миллиметры,
микрометры, градусы и т. д.).
Понятие «абсолютная погрешность» не следует путать с понятием «абсо-
лютная величина погрешности» или «абсолютное значение погрешности»;
«абсолютная погрешность» является алгебраической величиной, т. е. имеет
знак, а «абсолютная величина погрешности» или «абсолютное значение по-
грешности»—арифметической. Абсолютная погрешность не всегда определяет
точность измерения. Для определения точности измерения необходимо
знать измеряемую величину.
Достоинство результата часто характеризуют также величиной относи-
тельной погрешности, которая представляет собой отношение абсолютной
погрешности к самому значению величины. Относительная погрешность вы-
ражается в долях или процентах от значения измеряемой величины, меры
или верхнего предела измерений прибора. Чем меньше относительная по-
грешность, тем больше точность, с которой измерена величина. Относитель-
ную погрешность можно рассматривать как величину погрешности, прихо-
дящуюся на единицу измеряемой величины. Поэтому относительную погреш-
ность принимают в известных случаях за меру точности измерений.
Суждение о’ точности измерений производится на основании сравнения
погрешностей результатов измерений. Поэтому погрешности измерений вы-
ражают в такой форме, чтобы для оценки точности достаточно было сопо-
ставить только одни погрешности результатов, не сравнивая при этом раз-
меров измеряемых объектов или зная эти размеры весьма приближенно.
Из практики известно, что величина абсолютной погрешности измерения
угла не зависит от величины угла, а величина абсолютной погрешности изме-
рения длины зависит от длины: чем больше длина, тем при данном методе
и условиях измерения величина абсолютной погрешности будет больше.
Следовательно, по величине абсолютной погрешности результата о точности
измерения угла судить можно, а о точности измерения длины судить нельзя.
Выражение погрешности в относительной форме позволяет сравнивать
в известных случаях точность угловых и линейных измерений.
В зависимости от закономерности появления погрешности подразделяют
на случайные и систематические. Причинами появления случайных погреш-
ностей являются неконтролируемые непрерывные изменения всех факторов
(условий), влияющих на результаты измерений, а именно, такие изменения,
воздействие на которые или учет которых всегда бывает возможен только
до известных пределов в данном процессе. Поэтому результаты измерений
одной и той же величины неизбежно различаются друг от друга на малые
величины. Пределы, в которых заключаются расхождения результатов изме-
рений, а следовательно, и величины случайных погрешностей, зависят от
точности прибора, опытности наблюдателя, точности учета внешних усло-
вий и т. д.
Возникновение случайных погрешностей неизбежно, поэтому в про-
цессе измерений необходимо стремиться получать минимальные погреш-
ности. Основной задачей теории точности измерений является установление
общих правил расчетов и оценки точности измерений.
Случайные погрешности не могут быть исключены из результата изме-
рений, но их влияние может быть уменьшено путем обработки результатов
измерений.
Нестабильность показаний всякого прибора является источником появ-
ления случайных погрешностей измерения. Так, например, в механических
приборах появление случайных погрешностей вызывается наличием зазоров
295
в звеньях кинематической цепи механизма прибора, наличия слоя смазки
и т. д. В этом случае имеется: отсутствие определенной закономерности,
выражающей величину погрешности в зависимости от угла поворота стрелки
или какой-либо другой независимой переменкой; наличие закономерности,
определяемой законами теории вероятностей, выражающими вероятность
появления той или иной погрешности в зависимости от ее величины, причем
эта величина не может выйти за определенные пределы, установленные для
данного механизма прибора и т. д.; отсутствие и наличие определенной зако-
номерности является справедливым как для единичного образца механизма,
прибора и т. д., так и для массы приборов, имеющих одну техническую
характеристику. Появление этих погрешностей определяется только качест-
вом изготовления прибора, внешними условиями и т. д. и не зависит от
структуры механизма прибора, т. е. не зависит от теоретических факторов.
Влияние погрешности может быть значительно уменьшено повышением крат-
ности измерений и вычислением среднего арифметического значения из
многократных измерений, кроме того, вероятность появления погрешности
какой-либо величины находится в пределах от 0 до 1 как для единичного
образца прибора, так и для массы таких приборов. Числовое значение какой-
либо погрешности нельзя заранее установить, но можно установить вероят-
ность появления каких-либо значений, зная закон распределения случай-
ных погрешностей.
Известно также, что систематические погрешности процесса измерений,
связанного с использованием конкретного измерительного прибора, пере-
ходят в разряд случайных, если будет рассматриваться масса таких прибо-
ров. В зависимости от условий эти погрешности относят к случайным или
систематическим. Например, неправильная градуировка шкалы прибора
вызовет систематическую погрешность в каждом конкретном приборе и слу-
чайную в массе аналогичных приборов.
В тех случаях, когда систематическая погрешность конкретного экзем-
пляра прибора, результата измерений является функцией какой-либо неза-
висимой, то при рассмотрении массы аналогичных приборов, результатов
измерений и т. д. эта погрешность переходит в разряд случайных погреш-
ностей, которые будут уже не случайными величинами, а случайными функ-
циями этой независимой переменной величины.
Систематическими погрешностями называют погрешности, постоянные
по величине и знаку или закономерно изменяющиеся при повторных изме-
рениях одной и той же величины по какому-либо определенному закону,
выражающему величину погрешности в зависимости от времени или иной
независимой переменной.
Если появление погрешности обусловлено только несовершенством ме-
тода измерений или формулой, по которой производится вычисление резуль-
тата, и другими аналогичными факторами и не зависит от качества изготов-
ления применяемых средств измерения, то такие систематические погреш-
ности называют методическими погрешностями. Величина и характер
измерения этих погрешностей обычно могут быть аналитически установлены
до изготовления прибора, не требуют опытных наблюдений и исключаются
путем введения поправок.
Если появление погрешностей вызвано неточностью изготовления деталей
и узлов прибора, т. е. случайными факторами, то такие погрешности будут
систематическими только в конкретном экземпляре прибора, используемого
при измерениях. Величина и характер изменения этих погрешностей могут
быть установлены только опытным путем.
Систематическая погрешность измерения или измерительного прибора
может иметь несколько составляющих одновременно: постоянную, прогрес-
сивную, периодическую и др. Выявление отдельных составляющих общей
систематической погрешности и их анализ представляет существенный ин-
терес при метрологических исследованиях результатов измерений или изме-
рительного прибора.
296
КЛАССЫ ТОЧНОСТИ И ДОПУСКАЕМЫЕ ПОГРЕШНОСТИ СРЕДСТВ
ИЗМЕРЕНИЙ
С 1 января 1969 г. введен в действие ГОСТ 13600—68 «Государственная
система обеспечения единства измерений. Средства измерений. Классы точ-
ности. Общие требования». Этот стандарт распространяется на меры, изме-
рительные приборы и измерительные преобразователи Государственной
системы обеспечения единства измерений и устанавливает классы точности
указанных средств измерений и их обозначения. Стандарт не распростра-
няется на приборы, предназначенные для измерений только с многократным
отсчетом показаний и определением результата измерений как среднего
арифметического из ряда наблюдений.
Согласно ГОСТу 13600—68 класс точности средств измерений — обоб-
щенная характеристика средств измерений, определяемая пределами допу-
скаемых основной и дополнительных погрешностей, а также другими свой-
ствами средств измерения, влияющими на их точность, значения которых
устанавливаются в стандартах на отдельные виды средств измерений. Классы
точности средств измерений характеризуют их свойства, но не являются
непосредственным показателем точности измерений, выполняемых с помощью
этих средств. Так, например, класс точности концевых Мер длины харак-
теризует степень приближения их размера к номинальному, допускаемое
отклонение от плоскопараллелькости, а также притираемость и нестабиль-
ность. Класс точности нормальных элементов характеризует пределы, в кото-
рых должны находиться действительные значения их э. д. с., стабильность
во времени и т. п. Класс точности вольтметра переменного тока характе-
ризует его наибольшую допускаемую основную погрешность, допускаемые
изменения показаний, вызываемые отклонением от нормальных значений
температуры, частоты переменного тока, внешним магнитным полем и дру-
гими влияющими величинами.
В зависимости от класса точности средств измерений стандарт устанав-
ливает различные пределы допускаемых основных и дополнительных погреш-
ностей средств измерений в виде абсолютных приведенных или относитель-
ных погрешностей или в виде определенного числа делений. При этом под
основной погрешностью понимается погрешность, свойственная средству
измерений, находящемуся в нормальных условиях применения.
Наибольшая основная погрешность средства измерений, при которой
средство измерений по техническим требованиям может быть допущено
к применению, называется пределом допускаемой основной погрешности.
ГОСТ 13600—68 вводит также понятие дополнительной погрешности средства
измерений (для измерительных приборов она называется изменением пока-
заний), под которой понимается изменение действительного значения меры,
показания прибора или сигнала на выходе преобразователя, возникающее
при отклонении одной из влияющих величин за пределы, установленные
для нормального значения или для нормальной области значений. При этом
согласно стандарту наибольшая дополнительная погрешность (изменение
показаний), вызываемая изменением влияющей величины в пределах расши-
ренной области, при которой средство измерений по техническим требова-
ниям может быть допущено к применению, называется пределом допускаемой
дополнительной погрешности (изменение показаний).
Важными факторами, определяющими точность средств измерений,
являются условия их применения, которые могут изменяться, вызывая
появление дополнительных погрешностей. В стандарте введено понятие
нормальных условий применения средств измерения. Это те условия, когда
влияющие величины имеют нормальные значения или находятся в пределах
нормальной области значений. При этом нормальное значение влияющей
величины — значение влияющей величины (с нормированными отклоне-
ниями), устанавливаемое в стандартах или технических условиях на средства
измерений данного вида, при котором значение погрешности не должно
297
превышать установленных пределов. Под нормальной областью значений
влияющей величины понимается область значений влияющей величины,
устанавливаемая в стандартах или технических условиях на средства изме-
рений данного вида, в пределах которой основная погрешность не должна
превышать установленных пределов.
Для нормирования дополнительных погрешностей введено понятие рас-
ширенной рбласти — области значений влияющей величины, устанавли-
ваемой в стандартах или технических условиях на средства измерений,
в пределах которой значение дополнительной погрешности (изменение пока-
заний) не должно превышать установленных пределов.
В соответствии с ГОСТом 13600—68 пределы, допускаемые для основной
и дополнительной погрешностей средств измерений каждого из классов точ-
ности, должны устанавливаться в виде абсолютной, приведенной или отно-
сительной погрешностей, или в виде определенного числа делений. При этом
абсолютная погрешность должна быть выражена одним значением А = ±а,
(А — предел допускаемой абсолютной погрешности, а — постоянная вели-
чина); в виде зависимости предела допускаемой погрешности от
кого значения, показания или сигнала х, выраженной формулой
А = ± (а + 6х),
где b — постоянная величина, а значение х принимается без учета
в виде таблицы пределов допускаемых погрешностей для разных
ных значений, показаний или сигналов.
Относительная погрешность 6, согласно ГОСТу 13600—68, должна быть
выражена с помощью одной из следующих формул:
л 100Д
6 = ± —— — ± с;
номиналь-
знака или
номиналь-
100Д
х
где с, d — постоянные числа;
хк — конечное значение диапазона измерений или диапазона значений
сигнала на входе преобразователя.
Допускается также применение формулы
где х0 — значение измеряемой прибором величины или сигнала на входе
преобразователя, при котором предел допускаемой погрешности
имеет минимальное значение.
Значения х и х0 в приведенных формулах принимаются без учета знака.
Стандарт допускает также применение приведенной погрешности, кото-
рая определяется формулой
100Д
т=±-1—,
XN
где xN — нормирующее значение — значение величины, к которой относят
абсолютную погрешность средств измерений при вычислении при-
веденной погрешности.
При установлении приведенной погрешности нормирующее значение
принимается равным: для средств измерений с равномерной или степенной
шкалой, если нулевая отметка находится на краю или вне шкалы, — конеч-
ному значению рабочей части шкалы; для средств измерений с равномерной
или степенной шкалой, если нулевая отметка находится внутри рабочей
части шкалы, — арифметической сумме конечных значений рабочей части
шкалы (без учета знака); для средств измерений, предназначенных для
298
измерения величин, для которых установлено номинальное значение, —
этому номинальному значению; для средств измерений с логарифмичес-
кой или гиперболической шкалой — всей длины шкалы; для всех других
средств измерений нормирующее значение устанавливается в стандартах
на отдельные виды средств измерений.
ЧИСЛОВЫЕ ХАРАКТЕРИСТИКИ ПОГРЕШНОСТЕЙ
Числовыми характеристиками погрешностей результата измерений яв-
ляются: среднее арифметическое, среднее квадратическое о и предельное
6 lim значения случайной погрешности, грубые и пренебрежимо малые
погрешности.
Среднее квадратическое значение погрешности является мерой рассеива-
ния случайных погрешностей относительно центра группирования:
где х, — результат единичного измерения;
х — среднее арифметическое значение, вычисленное, для ряда равно-
точных измерений;
п — число измерений.
Вероятность появления погрешности, равной о, определяется законом
распределения случайных погрешностей. Другой мерой рассеивания случай-
ных погрешностей является практически предельная погрешность измере-
ний, которая выражается в долях о. В зависимости от закона распределения
случайных погрешностей и вероятности ее появления будет меняться и вели-
чина этой погрешности. Так, например, для нормального закона распреде-
ления за практически предельную погрешность принимают величину, рав-
ную ±3о, причем вероятность, что любая погрешность результата измерений
будет находиться в этих пределах, равна 0,9973.
Если погрешности результатов измерений ограничиваются интервалами,
верхняя и нижняя границы которых с заданной вероятностью включают
погрешность результата измерений, то эти погрешности называются дове-
рительными погрешностями. Доверительные погрешности характеризуются
поставленными перед ними знаками или одним из этих знаков, если знаки
распространяются только на одни положительные или отрицательные зна-
чения погрешностей.
В зависимости от величины погрешности подразделяют на грубые (про-
мах) и пренебрежимо малые. Под грубыми понимают погрешности, приво-
дящие к явному искажению результата. Примерами грубых погрешностей
могут служить неправильные отсчеты по шкале прибора, неверная запись
отсчета и т. п. Наличие грубых погрешностей определяет качество прове-
денных измерений. Существует несколько критериев грубых погрешностей.
Критерий Зег. В этом случае должны быть отброшены все результаты
измерений, величина отклонений которых от среднего арифметического
превышает Зо0, причем суждение о дисперсии генеральной совокупности
делают по оставшимся результатам измерений.
Пусть хъ х2, . . ., хк, хп — ряд результатов измерений, где хк — резуль-
тат измерений, в котором предполагают наличие грубой погрешности. Допу-
стим, что дисперсия результатов измерений вычисляется по формулам:
п—1
, П-1 S х‘п‘
= N — 2 — Х)2; Х = N—1 ’
где xt—среднее арифметическое значение результатов ряда измерений (nz—
число одинаковых результатов измерений, = N — общее число резуль-
татов измерений).
299
При этом х и о вычисляются по вышеприведенным формулам, в кото-
рые не входит значение хк. Поэтому число всех измерений равно (п — 1).
Результат измерений хк должен быть отброшен, если (хк— х)>3о0.
Действительно, если(хк — х) > За0, то это значит, что вероятность того,
что оно является следствием случайных причин, не превышает 0,0027.
По принципу практической невозможности появления маловероятных собы-
тий его следует отбросить. Однако, если ряд измерений содержит весьма
большое число измерений (например, 1000), то вероятность 0,0027 уже
нельзя считать малой и следует появление расхождения в Зет признать
маловероятными, но возможными.
Критерий Шовине. Все результаты измерений считаются грубыми, вели-
чина отклонений которых от х превышает zo0, т. е.
(хл — х) > го0.
Рассмотренные критерии требуют знания дисперсии генеральной сово-
купности и поэтому могут дать удовлетворительные результаты при п > 20,
когда эмпирическая дисперсия весьма близка к генеральной. Для мень’
шего числа измерений следует воспользоваться критерием Романовского.
Критерий Романовского. Если в ряде измерений хх, х2, . . хл, . . ., хп
результат измерения хк является грубым, то следует найти среднее арифме-
тическое значение х и среднее квадратическое значение о для группы (п — 1)
ряда измерений.
Затем, обозначив
Хк ~~~’~Х
где од* —дисперсия разности (хк — х), равная сумме дисперсий случай-
кых величин хк и х,
°Дл = ]/о2 + = О]/
где -i- а®—дисперсия среднего арифметического ряда измерений [см. фор-
мулу (П.1)].
'Величина t будет подчинена распределению Стюдента с параметром
к = п — 1. Это позволяет найти вероятность случайного расхождения
(хк — х) е:
8
00 °Дх
Р[(хк — х)^е] = 2 J S(t, к) dt = 1 — 2 J S(t,K)dt,
8 0
а л
Дх
где S (Z, к) — гамма-функция.
Для упрощения практических расчетов можно использовать значения
величин /р = приведенные в табл. II. 1, для вероятности р слу-
чайного расхождения р (хк — х) е.
Пользуясь этой таблицей, можно найти такие значения в = =
= /рО, для которых _
Р [(хк — х) е] = р,
т. е. задаваясь вероятностью р, обеспечивающей практическую невозмож-
ность события, можно найти величину интервала е, являющуюся критерием
грубой погрешности.
390
Таблица II.1
Значения величины
п 3 п 3
0,05 0,02 0,01 0,001 0,05 0,02 0,01 0,001
2 15,561 38,973 77,964 779,696 19 2,156 2,618 2.953 4,024
3 4,969 8,042 11,460 36,486 20 2,145 2,602 2,932 3,979
4 3,558 5,077 6,530 14,468 21 2,135 2,587 2.912 3,941
5 3,041 4,105 5,043 9,432 22 2,127 2,575 2.895 3,905
6 2,777 3,635 4,355 7,409 23 2,119 2,562 2,880 3,874
7 2,616 3,360 3,963 6,370 24 2,112 2,552 2,865 3,845
8 2,508 3,180 3,711 5,733 25 2,105 2,541 2,852 3,819
9 2,431 3,053 3,536 5,314 26 2,099 2,532 2,840 3,796
10 2,372 2,959 3,409 5,014 27 2,094 2,524 2,830 3,775
11 3,327 2,887 3,310 4,791 28 2,088 2,517 2,820 3,755
12 2,291 2,829 3,233 4,618 29 2,083 2,509 2,810 3,737
13 2,261 2,782 3,170 4,481 30 2,079 2,503 2,802 3,719
14 2,236 2,743 3,118 4,369 40 *2; 048 2,456 2,742 3,602
15 2,215 2,710 3,075 4,276 60 2,018 2,411 2,683 3,402
16 2,197 2,683 3,038 4,198 120 1,988 2,368' 2,628 3,388
17 2,181 2,658 3,006 4,131 оо 1,960 2,326 2,576 3,291
18 2,168 2,637 2,997 4,074
Пример. При измерении толщины покрытия кремниевых
пластин получены следующие
результаты (в мкм)
3,68 5,08 2,81 4,43
3,11 2,95 4,65 3,43
4,76 |б,35| 3,27 3,26
2,75 3,78 4,08 2,48
4,15 4,49 4,51 4,84
Результат измерений, равный 6,35 мкм, вызывает сомнение в его случайности. Предпо-
ложим, что все измерения равноточны, независимы и подчинены одному и тому же нормальному
распределению с неизвестными средней и дисперсией.
После исключения результата измерения, равного 6,35 мкм, находим по оставшимся изме-
рениям х и о:
х==-^р- = 3,82 мкм; <т = ~|Л—_’^51 . = о(784 мкм.
Затем определяем
(х/с — х) _ 6,35— 3,82 __ ___
о ~ 0,784 3’227,
По табл. II. 1 для п — 19 и 0 = 0,01 находим значение t$ = 2,953, следовательно*
Р [(хк — х) >> 2,953а] = 0,01; Р [(хк — х) 3,227а] < 0,005.
Если считать, что эта вероятность достаточно мала, то мы должны считать, что значение
6,35 не могло быть получено только в силу случайной погрешности и поэтому должно быть
отброшено.
Пренебрежимо малыми погрешностями называют погрешности, значе-
ниями которых можно пренебречь в рассматриваемых условиях. Единого
критерия пренебрежимо малой погрешности не существует. Одна и та же
погрешность в одних условиях может быть пренебрежимо малой
и отброшена, а в других условиях ока может оказаться большой. Так, на-
пример, при измерении вала диаметром 60 мм, допуск на изготовление кото-
рого составляет 400 мкм, погрешность измерения диаметра, равная 10 мкм,
может считаться пренебрежимо малой. Однако, если производить измерения
вала того же размера, но при допуске на его изготовление 13 мкм, то изме-
рения с погрешностью в 10 мкм будут недопустимо грубыми.
В связи с этим в некоторых случаях вводят понятие «коэффициент точ-
ности контроля», под которым понимают отношение предельной погрешности
метода контроля A limAf ко всему полю допуска 26 контролируемых деталей
или к величине зоны сортировки:
j__ Д lim М
Погрешность производственного контроля можно считать пренебрежимо
Малой, если коэффициент точности контроля не превосходит значения 0,05.
ИСТОЧНИКИ ПОЯВЛЕНИЯ ПОГРЕШНОСТЕЙ ИЗМЕРЕНИЯ
Источниками появления погрешностей измерений могут служить много-
численные факторы, среди которых основные значения имеют несовершенство
конструкции средств измерения или принципиальная схема метода изме-
рения, неточность изготовления средств измерений, несоблюдение внешних
условий при измерениях, субъективные погрешности и др.
Под несовершенством Средств и метода измерений понимается несоблю-
дение принципа Аббе при линейных измерениях, согласно которому в про-
цессе измерения линия измерения должна быть расположена последова-
тельно с мерой сравнения (образец, линейная шкала и т. д.), т. е. так, чтобы
мера и линия измерения являлись продолжением друг друга.
При параллельном размещении измеряемого размера и меры непрямо-
линейность и перекос направляющих на угол а вызывают погрешность
Ах = h tg а ha,
где h — расстояние между измеряемым объектом и мерой.
Несовершенством метода измерений является также применение прибли-
женной формулы для вычислений' результата измерения. Примером несо-
вершенства средств измерения Может также служить неправильное поло-
жение изделия в процессе измерений цилиндрической детали, когда линия
измерения не проходит через ось детали, что вызвано смещением сфериче-
ского наконечника по отношению к диаметральной плоскости.
К этой же группе погрешностей, вызванных несовершенством конструк-
ции средств измерения, следует отнести погрешности измерения, вызванные
измерительнымх усилием при контактных измерениях и от Параллакса.
В этом случае измерительное усилие вызывает деформацию как средств изме-
рений, так и измеряемого объекта (например, смятие гребешков неровностей),
что вносит погрешности в результаты измерений. Для уменьшения этих по-
грешностей часто пользуются так называемым принципом подобия, т. е. уста-
новочную меру выбирают одинаковой формы с измеряемым объектом. В этом
случае деформации при установке и измерении оказываются близкими
и исключаются из результатов измерений. Иногда, как, например, при изме-
рении резьбы проволочками, в результат измерений вносятся поправки.
Погрешность параллакса возникает в том случае, когда линия отсчета
результата измерений, проходящая через указатель, неперпендикулярна
к плоскости шкалы. Погрешность от параллакса —это составляющая по-
грешности отсчета, происходящей вследствие визирования стрелки, располо-
женной на некотором расстоянии от поверхности шкал, в направлении,
перпендикулярном поверхности шкалы. При этом погрешность измерений
6х = h tg а ha.
Неточность изготовления средств измерения (к этой неточности отно-
сится также и погрешность сборки и юстировки) вызывает погрешность
показаний прибора. Эта погрешность может быть постоянной по величине
и знаку или переменной для различных значений измеряемой величины.
Зависимость обычно представляется в виде таблицы или кривой. Так, напри-
мер, у интегрирующих приборов погрешность показаний, при прочих рав-
ных условиях, пропорциональна значению измеряемой величины.
302
Под погрешностью показаний прибора Дх„ понимается разность между
показанием прибора хп и истинным (действительным) значением измеряемой
величины Q:
Лхп — хп Q.
Погрешность показаний средств измерения является характеристикой
его точности, под которой понимается степень приближения показаний
средств измерений к истинному (действительному) значению измеряемой
этим средством величины.
Под показанием средств измерения понимается значение величины,
определяемое по отсчетному устройству и выраженное в принятых единицах
этой величины. Показание прибора выводится из отсчета, т. е. числа, про-
читанного при данном измерении по отсчетному устройству (шкале, диа-
грамме самопишущего прибора, счетному механизму и т. п.) или получен-
ного путем счета последовательных отметок или сигналов (при отсутствии
отсчетного приспособления). Переход от отсчета к показаниям осущест-
вляется при помощи постоянной прибора, цены деления шкалы или градуи-
ровочной кривой (постоянная прибора — это лшсло единиц измерений, на
которое умножается отсчет).
Под показанием прибора всегда подразумевается именованное число,
а под отсчетом — число отвлеченное, т. е. несвязанное с единицей изме-
рения. В частном случае, когда постоянная прибора равна единице измере-
ния, показание прибора и отсчет численно совпадают, что имеет место, на-
пример, для масштабных линеек, термометров и других средств измерения.
Погрешность показаний прибора может быть также вызвана неточностью
меры, по которой градуируют шкалу прибора, производят настройку при-
бора или используют меру для сравнения с ней размера измеряемого объекта.
При этом погрешностью значения меры называется разница между действи-
тельным значением меры QM и ее номинальным значением Q:
&Qm = Qm Q>
Под действительным значением меры понимают действительное значение
величины, воспроизводимое мерой. Степень приближения истинного значе-
ния меры к ее номинальному значению является точностью меры. Следова-
тельно, чем выше точность меры, тем меньше погрешность ее изготовления.
Под номинальным значением меры понимают значение величины, ука-
занное на мере или приписанное ей. Так, например, номинальным значе-
нием концевой меры длины служит то число миллиметров, которое на ней
обозначено. У мер с переменным значением, снабженных отсчетными шка-
лами, номинальные значения определяются знаками шкал. Так, например,
на масштабной линейке номинальные значения определяются штрихами
ее шкалы.
Под соблюдением внешних условий понимают обеспечение заданной тем-
пературы, влажности, освещенности, давления и т. д. в помещении в про-
цессе измерения. Согласно ГОСТу 9038—59 для мер и измерительных при-
боров установлена однообразная температура, равная 20° С, которая названа
нормальной. Отклонение температуры окружающей среды от нормальной
вызовет погрешность измерений Дх/ для линейных измерений
Дх/ = Q (ai Д/1 — 04Д/2),
где Q — измеряемый размер;
04 и а2 — коэффициенты линейного расширения соответственно из-
меряемого объекта и средств измерения;
Д/i и Д^2—отклонения температуры соответственно измеряемого
объекта и средств измерений от нормальной (20° С).
Следует отметить, что приведенная формула является приближенной,
так как сложность конфигурации измеряемого объекта и изменения его
размеров не подчиняются линейному закону.
303
Поэтому при измерениях следует стремиться не вводить температур-
ных поправок, а соблюдать температурный режим в помещениях с допу-
стимыми отклонениями температуры от нормальной. Причем даже и в
этом случае следует производить в продолжение некоторого времени
выравнивание температур измеряемого объекта и средств измерения, что
позволяет свести до минимума влияние температурных погрешностей.
Непостоянство измерительного усилия прибора для различных положений
его механизма является одним из недостатков многих механических при-
боров. Для уменьшения влияния на результат измерений колебания из-
мерительной силы прибора применяют специальные стабилизирующие
устройства.
Существенное значение на результат измерений и контроля могут ока-
зывать субъективные погрешности, появление которых вызывается субъек-
тивными качествами оператора. Эти погрешности бывают особенно заметны
при оценке дробных долей деления шкалы.
Если погрешности средств измерений ограничиваются пределами, из кото-
рых они не должны выходить, то наибольшая по абсолютной величине по-
грешность средства измерений, при которой оно может быть признано год-
ным и допущено к применению, называется пределом допускаемой погреш-
ности средства измерений. Эта погрешность характеризуется поставленными
перед ней знаками или одним из этих знаков, если она распространяется
только на одни положительные или отрицательные значения допускаемых
нормами погрешностей. Это понятие применимо к основной и дополнитель-
ной погрешностям, а также к изменению показаний средств измерений.
Для приборов, ограниченных допустимой погрешностью показаний, уста-
навливается понятие класса точности прибора, характеризующее возмож-
ную точность показаний прибора.
ЧУВСТВИТЕЛЬНОСТЬ И ВАРИАЦИЯ ПОКАЗАНИЙ ПРИБОРА
Существенное влияние на точность показаний измерительного прибора
может оказать его чувствительность, под которой понимается отношение
изменения сигнала на выходе измерительного прибора, например, переме-
щение указателя к вызывающему его изменению измеряемой величины.
При этом различают абсолютную и относительную чувствительность.
Абсолютная чувствительность определяется формулой
* Ах
Относительная чувствительность определяется формулой
где Д/ — изменение сигнала на входе;
х — измеряемая величина;
Дх — изменение измеряемой величины.
При определении чувствительности значение измеряемой величины сле-
дует изменять настолько, чтобы изменение сигнала на выходе измеритель-
ного прибора было достаточно заметным, но в то же время это изменение
должно быть настолько малым, чтобы в его пределах чувствительность
можно было считать постоянной.
В тех случаях, когда чувствительность — величина переменная,» зави-
сящая от измеряемой величины, она определяется для соответствующего
ряда значений измеряемой величины, и строится кривая этой зависимости.
Для приборов со шкалой чувствительность обратно пропорциональна
цене деления шкалы. Так как цена деления данного прибора есть величина
304
пдстоянная, то шкала будет неравномерной, если чувствительность — вели-
чина переменная. Если при определении чувствительности постоянно умень-
шать изменение измеряемой величины, то может случиться, что конечное
изменение измеряемой величины не вызовет никакого перемещения указа-
теля. Это происходит в приборах, подвижная часть которых, связанная
с указателем, обладает трением или мертвым ходом. Чувствительность, опре-
деленная по приведенной выше формуле, имеет свое значение и теряет свой
смысл. В связи с этим появляется новый признак, характеризующий изме-
рительные приборы, а именно, порог чувствительности.
Под порогом чувствительности измерительного прибора понимается
наименьшее изменение значения измеряемой величины, способное вызвать
малейшее изменение в показаниях прибора. Для определения порога чувстви-
тельности значение измеряемой величины повышается незначительно и затем
немного понижается. Вызванное этим изменение в показаниях прибора
и служит мерой порога чувствительности.
Чувствительность прибора должна находиться в полном соответствии
с его точностью. При слишком низкой чувствительности прибор не может
быть использован в полной мере. Но и очень высокая чувствительность
приводит к ошибочной оценке точности прибора и может также уменьшить
его действительную точность.
Весьма важным фактором является стабильность средств измерений —
качество средств измерений, отражающее неизменность во времени его метро-
логических свойств. Стабильность характеризуется главным образом вариа-
цией в показаниях измерительного прибора.
Вариацией называется наибольшая, полученная экспериментально, раз-
ность между многократными показаниями измерительного прибора, соот-
ветствующими одному и тому же действительному значению измеряемой
величины при неизменных внешних условиях. Таким образом, вариация
представляет область, внутри которой могут находиться показания прибора
при каждом данном значении измеряемой величины, если устранены все
причины колебаний, кроме присущих самому прибору. У работающих при-
боров вариацию можно обнаружить, если произвести ряд наблюдений,
изменяя действительное значение измеряемой величины от наименьшего до
наибольшего, а затем в обратном порядке, и отмечая соответствующие этим
значениям показания прибора. Как правило, при таком испытании прояв-
ляется погрешность, несколько меньшая, чем вариация. Эту погрешность
называют погрешностью обратного хода.
Причиной вариации являются трение и мертвый ход подвижных частей
механизма прибора, неполная упругость пружин и других деталей, подвер-
женных действию сил, изменяющих их форму или размер, а также совмест-
ное действие всех этих и других факторов.
Особый вид вариации представляют явления, вызываемые остаточными
напряжениями, возникающими в материале прибора под действием чрез-
мерной нагрузки, или явления, происходящие от необратимого теплового
расширения, задержки притока тепла через оболочки, изменения темпера-
турного режима при прохождении электрического тока, стекания жидкости
со стенок бюреток и пипеток; сюда же можно отнести старение материалов,
что наблюдается, например, у стеклянных приборов и постоянных маг-
нитов.
Погрешности, вызываемые нестабильностью, могут значительно ограни-
чить полезную область применения прибора, и потому следует предварительно
установить степень их влияния на результаты измерений. Величина неста-
бильности должна быть в полком соответствии с чувствительностью средств
измерения, а также с градуировкой шкалы. Так, например, не имеет смысла
делить шкалу индикатора на микроны, если нестабильность достигает сотой
доли миллиметра.
305
ИСКЛЮЧЕНИЕ СИСТЕМАТИЧЕСКИХ ПОГРЕШНОСТЕЙ
ИЗ РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ
Для того чтобы исключить систематические погрешности при измерении,
необходимо произвести анализ всей совокупности опытных данных. По-
скольку приемы измерения различных величин разнообразны, постольку
отличны и приемы исключения систематических погрешностей* Дать исчер-
пывающие правила для отыскания и исключения систематических погреш-
ностей невозможно.
Случайные погрешности изучают статистическими методами, рассматривая
их совокупности и совершенно не касаясь отдельных погрешностей; роль
эксперимента сказывается главным образом при увеличении числа повтор-
ных измерений, а также при более тщательном выполнении наблюдений.
Изучают систематические погрешности в каждом случае индивидуально,
отводя эксперименту решающую роль.
Рассмотрим наиболее распространенные способы исключения системати-
ческих погрешностей из результатов измерений.
Способ введения поправок. Способ основан на знании величины и зако-
номерности изменения систематической погрешности. В этом случае в ре-
зультат измерения, содержащий систематические погрешности, или в показа-
ния прибора вносятся поправки, равные этим погрешностям, но с обратным
знаком. При этом необходимо помнить, что как сами источники, так и усло-
вия возникновения систематических погрешностей неизбежно в той или иной
мере изменяются. Поэтому постоянство значений всякой систематической
погрешности при повторении измерений будет соблюдаться только до из-
вестного предела в той мере, в какой возможно сохранить при этом неиз-
менность всех факторов, определяющих величину погрешности. За этим
пределом значения систематической погрешности будут иметь различные
отклонения, носящие случайный характер. Если систематическую погреш-
ность исключить, например, введением поправки, то случайные отклонения
величин погрешности от величин поправки останутся не исключенными. Это
случайное по характеру различие значений систематической погрешности при
повторении измерения, которое невозможно исключить, называют остаточ-
ным действием систематической погрешности.
Исключение систематической погрешности путем введения поправки
в результат измерений находит очень широкое применение. Так, например,
к линейным шкалам универсального микроскопа прилагается аттестат,
в котором указывается величина и знак поправки для каждого деления
шкалы. Внося в результат измерений поправку (взятую из аттестата) на
шкалу, мы исключаем из результата измерений систематическую погреш-
ность шкалы.
Способ сравнения с образцом. В этом случае исследуемый объект и образец,
имеющий ту же геометрическую форму и размер, а также другие физические
качества, измеряют одним и тем же методом, с помощью одних средств
измерения, при одинаковых внешних условиях. При этом образец предва-
рительно аттестован с достаточно высокой точностью по сравнению с точ-
ностью наших измерений. Тогда, если нет большой разницы в исследуемых
величинах измеряемого объекта и образца, систематическая погрешность
исключается из результатов измерений, так как производится измерение
не всей физической величины, а только ее отклонения от аналогичной вели-
чины образца. Так, например, чтобы исключить влияние деформации изме-
ряемого объекта и измерительных наконечников, вызванное измерительной
силой или температурными изменениями, производят установку прибора
по предварительно аттестованному образцу того же размера, формы и изго-
товленного из того же материала. В этом случае систематическая погреш-
ность, вызванная деформацией, практически исключается, так как произ-
водится сравнение измеряемой величины с аналогичной величиной образца,
т. е. измеряется разность этих двух величин. Чем меньше разность,
306
тем меньше влияние систематической погрешности на результат изме-
рений.
Способ замещения. Этот прием отличается от предыдущего тем, что
разность между аттестованным образцом и измеряемым объектом стремятся
сделать равной нулю, добиваясь одинаковых показаний прибора при изме-
рении аттестованного образца и измеряемого объекта путем подбора образца
соответствующего размера. Такой прием исключает систематическую погреш-
ность, остаточная величина которой будет равна неточности аттестации
образца.
Компенсация погрешности по знаку. Этот прием заключается в том, что
измерения нужно проводить таким образом, чтобы погрешность в резуль-
татах измерений была один раз с одним знаком, другой раз — с обратным
знаком.
Примером может служить измерение расстояния между одноименными
образующими профиля резьбы винта на универсальном микроскопе. В этом
случае при наличии непараллельности оси резьбы линии измерения зави-
симость между углом перекоса и погрешностью измерений определяется
равенством:
при измерении по правым образующим профиля
при измерении по левым образующим профиля
Если за результат измерений принять среднеарифметическое из изме-
рений по правым и левым образующим L = L1 , то величина погреш-
ности &L = -у- (ALt + Д£2) практически равна нулю.
В тех случаях, когда систематическая погрешность имеет характер
прогрессивной погрешности, изменяющейся по линейному закону, например
пропорционально времени или длине, одним из приемов ее исключения
является метод симметричных наблюдений. В этом случае средние арифме-
тические каждой пары значений прогрессивной погрешности, симметричных
относительно некоторого момента, равны между собой
Д1 + Дв + ^5_______Аз 4"
2 ~ 2 . ” 2
ИЛИ
Ah А« А»+А -= д4.
Поэтому, если наблюдения можно расположить так, чтобы в результате
измерений сравнивались между собой средние арифметические симметрично
расположенных наблюдений, то прогрессивная погрешность будет исклю-
чена. Во многих случаях это достигается повторением наблюдений в обрат-
ном порядке, заканчивая их той же операцией, с которой они были начаты.
Приемом симметричных наблюдений рекомендуется пользоваться при
точных измерениях во всех случаях, когда он применим. Этим путем можно
исключить все возможные прогрессивные погрешности, оставшиеся по своей
малости или каким-либо другим причинам вне поля зрения наблюдателя,
по крайней мере, в такой степени, в какой допустимо предполагать их изме-
нение пропорциональным времени или длине. Кроме того, этот прием позво-
ляет убедиться в том, что во время работы не произошло изменений в самих
307
приборах или во внешней обстановке, могущих оказать влияние на их пока-
зания.
В случае периодических погрешностей действенным приемом исключе-
ния является метод наблюдений четное число раз через полупериоды, ре-
комендуемый М. Ф. Маликовым.
Периодическая погрешность изменяется по закону
Д = A sin ф,
где Т — период изменения погрешности;
ф — величина, от которой зависит погрешность (время, угол поворота
стрелки прибора и т. п.).
2 jt
Пусть при ф = фо значение погрешности До = A sin-у- ф0.
Найдем значение этой погрешности для ф = ф0 + т, где интервал т
такой, что
Ат = A sin (^-фо + л) = —A sin ~ ф0 = —Лп.
Определим значение интервала т. По условию для интервала т имеем
(Фо + т) = Ф° + я>
откуда
2л Т
= л и т==~2-.
В этом случае
До + Ат _ До — До _л
2 ~ 2 ~
Следовательно, периодическая погрешность исключается, если взять
среднее из двух наблюдений, произведенных одно за другим через интервал,
равный полупериоду величины ф, определяющей значение периодической
погрешности. То же будет и для нескольких пар подобного рода наблюдений.
Этот прием используют для исключения периодической погрешности
от эксцентриситета в угломерных приборах, снабжая последние одной или
несколькими парами нониусов, расположенных так, что отсчет каждой
пары производится в диаметрально противоположных точках круговой
шкалы.
Указанными выше приемами не исчерпываются все возможные случаи
исключения систематических погрешностей.
СУММАРНАЯ ПОГРЕШНОСТЬ МЕТОДА ИЗМЕРЕНИЙ (КОНТРОЛЯ)
Суммарная погрешность метода (или погрешность результата) измерений
(контроля) будет определяться совокупностью отклонений действительных
показателей всех факторов, характеризующих процесс измерений от теоре-
тически принятых при разработке метода измерений.
Считая погрешности параметров Л, В, С, . . . метода измерений незави-
симыми и несоизмеримо малыми по сравнению со значениями самих пара-
метров, уравнение погрешности измерений можно представить в следующем
виде:
Дх = >ДЛ + ^ДВ+...+4-ЛС,
дФ дФ дФ .
где ~дА' ~дв9 * ’ ’* ~дС — частнь1е производные функции по независимым
переменным Л, В, С, . . ., определяющие степень влияния (передаточное
отношение) каждого из параметров на погрешность результата измерений
308
постоянной (неслучайной) величины Q. Эта формула выражает связь между
погрешностями отдельных составляющих и общей погрешностью метода изме-
рений, что позволяет определить комплексную (суммарную) погрешность ме-
тода измерений (контроля), если известны ее составляющие, и наоборот. При
этом в зависимости от физической сущности измеряемого параметра, условий,
в которых протекает процесс измерения, погрешности всех или некоторых
составляющих метода измерений могут быть систематическими и случай-
ными величинами.
Если все аргументы указанной выше функции — случайные величины,
то и результат измерений величины Q, а следовательно, и его погрешности
будут случайными величинами. Однако, если все аргументы (или хотя бы
один аргумент) этой функции будут случайными функциями каких-либо
переменных (или одной из них), то результат измерений и выходной параметр
будут случайной функцией этих переменных.
Погрешность метода может быть случайной функцией, но в данном слу-
чае интерес представляют ее предельные значения. Тогда функцию рассмат-
ривают как случайную величину и не интересуются закономерностью ее
изменения.
Погрешность метода можно определять аналитически — путем вычисле-
ния и суммирования отдельных составляющих погрешностей и эксперимен-
тально — путем сравнения примененного метода измерения с другим ме-
тодом, погрешность которого известна, или путем обработки результатов
многократных измерений. При сравнении двух методов измерения средняя
квадратическая погрешность рассматриваемого метода ох определяется
из равенства
ах = V + а|,
где Hi — средняя квадратическая погрешность образцового метода;
о2 — средняя квадратическая погрешность сравнения.
Точностные расчеты метода измерений связаны с решением одной из двух
принципиально различных задач: определение суммарной погрешности
метода измерений при известных точностных показателях всех составляю-
щих погрешностей метода измерений и установление точностных показате-
лей (или просто погрешностей) на входные параметры метода измерений,
исходя из заданных точностных показателей (или просто погрешностей)
выходного параметра метода измерений в целом.
При решении обеих задач необходимо стремиться к определению опти-
мальных значений точностных показателей. В зависимости от характера
точностных показателей входных параметров составляющих погрешностей
метода измерений и их связи с выходными параметрами показателей качества
(суммарной погрешностью) метода в целом, а также целей точностного рас-
чета и других факторов в обеих задачах возможны различные случаи, когда
составляющие погрешности метода измерений являются: случайными и неза-
висимыми величинами; функциями случайных аргументов; случайными, но
зависимыми величинами; случайными функциями какой-либо одной (или
нескольких) независимой переменной величины.
Возможна также задача, в которой будет встречаться одновременно
действие двух, трех или даже всех четырех приведенных случаев. При этом
исходные данные для выполнения расчетов не всегда бывают известны и
приходится, исходя из опыта, условий, в которых проводятся измерения,
и других данных, ими задаваться. Так, например, часто бывают неизвестны
законы распределения случайных погрешностей отдельных составляющих
(входных параметров) метода измерений, но известны их числовые характе-
ристики, или неизвестно ни то, ни другое, или частично известны законы
распределения и числовые характеристики. Аналогичное положение может
иметь место при точностных расчетах для случайных функций.
Экспериментальные исследования точности результата прямых измерений
постоянной (неслучайной) величины. За результат единичного измерения
309
постоянной (неслучайной) величины, действительное значение которой Q
остается неизвестным, мы принимаем величину X, полагая при этом, что
X Q.
Это равенство является приближенным, причем точность его прибли-
жения определяется вероятностью того, что действительное значение вели-
чины Q находится в пределах X + е, т. е.
Р [(X — е) < Q <(Х + 8)1 =а.
При этом предполагается, что все измерения не имеют систематических
погрешностей или они исключены из результатов измерений и встречаются
только случайные погрешности, которые следуют нормальному закону рас-
пределения со средней Хо и дисперсной оо- В этом случае вероятность того,
что погрешность измерения ДХ = (X — Q) находится в пределах —s <5
< ДХ << + 8, может быть найдена по формуле
Р [(X - е) < Q < (X + 8)] = Р (-8 < ДХ < +е) = f <р (ДХ) d (ДХ) =
О
= 2ф(г = 4Л = а,
где ф(ДХ)—дифференциальный закон распределения плотностей вероят-
ностей ДХ.
Пользуясь таблицей функции Лапласа, можно найти значения надеж-
ности а для заданной точности е и наоборот. Для повышения точности и на-
дежности результата часто производят многократные измерения величины Q,
которые могут быть равноточными и неравноточными.
Оценка точности и надежности результата ряда прямых равноточных
измерений. Равноточными называют измерения, которые проводятся одним
и тем же прибором в одинаковых условиях, одним исследователем и т. д.,
т. е. все измерения имеют одинаковую точность и нельзя отдать предпочтение
какому-либо одному измерению перед остальными измерениями ряда, так
как все измерения имеют одно среднее квадратическое значение результата.
В этом случае за результат измерений постоянной (неслучайной) вели-
чины Q, действительное значение которой остается неизвестным, принимают
среднее арифметическое X из ряда равноточных измерений этой величины:
X Q,
где
1 п
x = J-Sxz
«;=1 ‘
(и — число измерений; Х( — результат единичного измерения).
Для оценки точности приближенного равенства используют теорию выбо-
рочного среднего, считая генеральной совокупностью все возможные ре-
зультаты, а выборкой из нее полученные при измерениях значения Х(.
В связи с отсутствием систематических погрешностей в результатах
измерений справедливо равенство
Хо = Q,
где Хо — среднее арифметическое значение, вычисленное для всей генераль-
ной совокупности.
При этом в общем случае X =£ Хо.
Рассматривая не одну, а серию т выборок одного объема, можно уста-
новить, что величины средних арифметических отдельных выборок X/ будут
распределены в окрестности Хо, причем, если генеральная совокупность
имеет нормальный закон распределения, то распределение средних ариф-
310
метических X/ различных выборок будет также следовать нормальному
закону со средней Хо и дисперсией:
_2
2 а0
СГ-7 = --,
* П ’
(П.1)
где п — объем выборки.
Из последнего равенства следует, что точность X в корень из п выше
точности единичного измерения Xt.
В этом случае при заданной точности е надежность приближенного ра-
венства X Q будет иметь вид
а = Р[(Х — е) <Q<(X + е)] = P(-s <АХ < +е) = 2j' <p(AX)d(AX) =
= 2ф(г = — V
где ДХ = (X — Q)» а значения а находят по таблицам функции Лапласа»
исходя из заданной точности в.
Как следует из равенства (IL 1), для определения Оу необходимо знать
дисперсию генеральной совокупности, которая может быть известна из сум-
марной погрешности метода измерений или неизвестна и о ней приходится
судить по результатам многократных измерений.
В последнем случае находят дисперсию выборки а2, т. е. эмпирическую
дисперсию а2 из равенства
<>2=<т
При числе измерений п > 20 эмпирическая дисперсия о2 мало отли-
чается от дисперсии генеральной совокупности По, что позволяет считать
их равными и, пользуясь равенством (II. 1), находить о^. При числе изме-
рений и <20 нельзя эмпирическую дисперсию о2 приравнивать дисперсии
генеральной совокупности, что исключает возможность пользования табли-
цами Лапласа для нахождения а. В этом случае, обозначив через t вели-
чину
°х
пользуются для отыскания а распределением Стьюдента, в котором вели-
чина t имеет дифференциальный закон распределения вероятностей, выра-
жаемый функцией
где к = п — 1.
Неравенство (X — е) < Q < (X + в) равновначно неравенству — <
<^Х ~~ < + Надежность приближенного равенства (X ^=> Q) мо-
X X
жет быть вычислена с помощью интеграла
+^-
. . ах
а = Р(+ = j S(t,K)dt,
' % __ е
зп
что и является оценкой надежности неравенства (X — е) < Q < (X + е).
Для вычисления этого интеграла существует таблица Стьюдента—Фишера,
где приведены значения /а, удовлетворяющие заданной надежности а:
а = 2 j S(t, K)dt.
о
С помощью этих таблиц по заданным а и е можно найти методом подбора
число измерений п.
Оценка точности и надежности результата ряда прямых неравноточных
измерений. Неравноточными называют измерения, выполненные с различной
точностью, что может быть обусловлено применением различных приборов,
производством измерений в различных условиях, различными исследовате-
лями и т. д.
В случае неравноточных измерений постоянной (неслучайной) величины
для характеристики точности отдельных измерений и сопоставления их
между собой вводят понятие веса измерений coz, под которым понимают число,
характеризующее степень доверия к полученному результату.
Допустим, что мы имеем т серий независимых измерений постоянной
величины Q, причем измерения каждой серии производятся в различных
условиях (различными приборами, исследователями, при различных внеш-
них условиях и т. д.), что дает основания считать измерения в различных
сериях неравноточными. При этом можно считать, что каждая серия измере-
ний имеет свои числовые характеристики закона распределения случайных
погрешностей, который является нормальным.
Математическим ожиданием для всех серий будет всегда измеряемая
величина Q, которая остается неизвестной, причем предполагается, что все
измерения не имеют систематических погрешностей или они исключены
из результатов измерений.
Вследствие неравноточности серий их дисперсии о? будут меняться
от серии к серии. Дисперсия среднего арифметического каждой серии
будет иметь вид
„2
2 __
xz щ ’
где oz — дисперсия ряда измерений серии £;
nL — число измерений ряда серий Z.
В качестве веса значения XL каждой серии примем число, равное
В качестве приближенного значения измеряемой величины примем
= (II.2)
У,
На том основании, что математическим ожиданием величины X будет Q.
Точно оценить равенство (II.2) трудно. Однако, если известны веса <о£ от-
дельных серий измерений, т. е. при данных объемах серий п известны дис-
2
Персии Gi отдельных серии, то величина
V 2>(х,-х)2 (IL3)
имеет распределение S (t, к), причем к = т — 1.
312
Величину разности (X — Q) определяет значение точности е, которым
мы задаемся. В этом случае для надежности а мы получим точное равенство
а = Р [(X-/a<^)<Q<(X-HaOy)] = $S(t,K)dt,
ИЛИ
а = Р[(— /ао^) < (X —Q) < Ах Оу],
где эмпирическое значение дисперсии имеет вид
2 _£<ot (X;-X)2
°* £<М«—1)
(II-4)
(П.5)
Используя равенства (И.З)—(II.5), оценивают приближенное равен-
ство (II.2).
Экспериментальные исследования точности результата косвенных изме-
рений постоянной (неслучайной) величины. При косвенных измерениях
постоянной величины Q за результат измерений принимается значение X.
В связи с тем, что результаты прямых измерений величин yt zt . . i
содержат случайные погрешности (считаем, что систематические исключены
из результатов измерений), то и величина X будет также содержать случай-
ную погрешность.
В качестве приближенного значения измеряемой величины Q принимают
значение X. В том случае, если эта функция линейная или мало отличается
от нее, то средняя квадратическая погрешность результата косвенного изме-
рения X величины Q будет иметь вид
°х - V w) у + 2 +-----н ‘ ’
где Gyy gz, . . ., Gt—дисперсии прямых измерений величин у, z, t,
соответственно;
dF dF dF
~ду9 ~dz~' • • •’ ~dt-частные производные функции.
В тех случаях, когда для повышения точности результата прямые изме-
рения величин у, z, . . ., t представляют как средние арифметические зна-
чения многократных измерений, то за результат косвенного измере-
ния величины Q принимают среднее арифметическое значение X, вычислен-
ное по формуле
Q^X=F(yJ,...J), (II.6)
где у, z, . . t — средние арифметические значения результатов прямых
измерений.
Если функция линейная или мало отличающаяся от линейной, оу вы-
числяется по формуле
2 2
где оД-, о|-, . • а|-дисперсии средних арифметических результатов пря-
мых измерений величин у, z, . . ., t.
В тех случаях, когда закон распределения случайных погрешностей
измерений величины X неизвестен, результат измерений величины Q может
быть представлен в виде
Q X ± ,
причем надежность этого равенства остается неизвестной.
313
Пример 1. По результатам девятикратных измерений двух углов шаблона необходимо
найти третий угол у, связанный с углами аир зависимостью у = 180° — (а + р).
При этом среднее значение непосредственно измеряемых углов аср = 37° 16'; рср = 86°35'.
Среднее квадратическое значение ошибки единичного измерения углов аир составляет
оа — 45" и об = 60".
Средние квадратические ошибки определения средних арифметических углов а и п опре-
деляются:
a<zcp
-^=15-
/9
ай
Рср
^ = 20’
/9
В соответствии с выражением (П.6) среднее значение искомой величины угла у, действи-
тельное значение которого остается неизвестным, определится из следующего выражения:
уср = 180° — (аср + рср) =» 180° — (37° 16' + 86° 35') = 56° 9' .
Среднее квадратическое значение ошибки среднего арифметического уср, принимаемого
за действительное значение угла у, равно
а., =1/4 +о2а = У 225’ + 400" = 25’ .
>ср г «'ср Рср
В этом случае за действительное значение угла у с точностью, равной вуср, может быть
принята величина угла, равная у = 56®9' ± 25".
Пример 2. Необходимо определить объем цилиндра по результатам 16 измерений его
диаметра d основания и высоты h. Зависимость между объемом цилиндра, его диаметром и
высотой определяется по формуле
V = 4- Л d»h.
4
По результатам измерений величин d и h установлено: среднее значение диаметра цилиндра
dCp— 9,12 мм, среднее значение высоты цилиндра hcp = 16,22 мм, средние квадратические
значения ошибок единичных измерений диаметра и высоты цилиндра = 0,008 мм, вь =
0,012 мм. Средние квадратические ошибки определения средних арифметических значений
диаметра d и высоты h цилиндра:
ad == ^^ = 0,002 жж •
4Ч> /16 4 • ’
а. _ 0.012
Й=Р /16 4
0,003 мм.
В соответствии с равенством (II.6) за действительное значение объема цилиндра надо
принять величину
V&±sid2cp Аср =±3,14.83,17.16,22 = 1055,22 жж8.
Среднее квадратическое значение ошибки вычисления объема определится следующим
образом:
=Тя^Р K4^cpaU + <i^a*cp = 0,49 ***'
Следовательно, за действительный объем цилиндра можно принять с точностью, равной
о/, величину V = 1055,23 (±0,49) мм9. При этом не учитывалась погрешность округления
числа л.
ИЗМЕРЕНИЯ РАЗЛИЧНЫХ ФИЗИЧЕСКИХ ВЕЛИЧИН
С ПРЕОБРАЗОВАНИЕМ В ЧАСТОТУ
Повышение производительности с одновременным повышением качества
выпускаемой продукции до уровня лучших мировых стандартов является
одной из важнейших народнохозяйственных задач. Решение этой задачи тре-
бует широкого внедрения автоматизации на всех этапах технологического
процесса, в том числе и автоматизации контрольных операций.
314
Задача автоматизации процесса контроля параметров технологического
процесса и управления ими может быть успешно решена только при исполь-
зовании электронных цифровых измерительных машин. Однако их рацио-
нальное применение для целей автоматизированного управления невозможно
без наличия датчиков для измерения физических величин, имеющих выход-
ной сигнал в форме, легко преобразуемой в дискретную или частотную без
потери точности.
Преимущества дискретных измерительных систем по сравнению с ана-
логовыми измерительными системами заключается в следующем: объектив-
ность и точность отсчета в связи с возможностью сравнительно просто реали-
зовать цифровую индикацию результатов измерения; большая помехо-
устойчивость и помехозащищенность; возможность дистанционной передачи
выходного сигнала устройства на значительные расстояния; возможность
ввода выходного сигнала устройства непосредственно в ЭЦВМ для реги-
страции результатов измерения и их машинной обработки; возможность
использования в цифровых автоматизированных системах управления,
а также в автоматизированных системах статистического контроля.
На современном этапе развития техники требования к точности измере-
ний непрерывно возрастают. В настоящее время на практике часто возни-
кают задачи изготовления изделий и измерения их параметров с точностями,
соизмеримыми с точностью воспроизведения эталонов измеряемых физиче-
ских величин.
Точность измерения любой физической величины в конечном счете опре-
деляется точностью воспроизведения соответствующего эталона.
Измерение различных физических величин с предварительным их преоб-
разованием в частоту получает все более широкое применение в измеритель-
ной технике. В качестве примера можно привести разнообразные измери-
тельные устройства, основанные на использовании эффекта Мессбауэра,
Допплера и др. При этом следует иметь в виду, что обязательным условием
реализации высокоточных измерений в системах такого типа является нали-
чие преобразователя измеряемой величины в частоту, обладающего высо-
кими метрологическими качествами.
При автоматизации технологических процессов возникла необходимость
передать информацию с высокой степенью надежности к исполнительным
устройствам и устройствам контроля.
Если требуется высокая степень измерения какого-либо параметра —
размер детали, температура, давление и др., то, как правило, выход-
ной аналоговый сигнал с чувствительного элемента весьма мал. Пере-
дать же на расстояние без искажения слабые сигналы, модулированные
по амплитуде, значительно труднее, чем сигналы, модулированные по
частоте, вследствие лучшей помехозащищенности дискретного сигнала.
Примером может служить передача эталонного значения частоты с высокой
степенью точности на значительное расстояние для поверки частотно-изме-
рительных устройств.
Современная техника измерения неэлектрических величин электриче-
скими методами достигла высокого уровня развития. Различные по своей
физической природе величины, поступая на вход специальных устройств,
преобразуются ими в напряжение переменного или постоянного тока, а также
в частоту, фазу или период электрических колебаний. В результате работы,
проведенной за последние годы в ряде научно-исследовательских организа-
ций, созданы и разрабатываются частотные датчики для измерения различ-
ных физических величин.
Современный уровень развития техники предъявляет повышенные тре-
бования к приборам контроля и регулирования, в частности к надежности
отсчетов показаний. С развитием дискретных методов измерения развивается
тенденция перехода от стрелочно-показывающих приборов к приборам
с цифровым отсчетом, имеющим ряд преимуществ: высокую точность при
больших скоростях измерений; возможность «самоконтроля» при наличии
315
в кодированном сигнале, помимо основных элементов, необходимых для
изображения цифр, дополнительных элементов контроля, образующих
с основными элементами определенную комбинацию; возможность автома-
тического хранения (запоминания) результатов измерений.
Использование для этих целей контроля приборов с цифровым отсчетом
существенно снижает утомляемость контролера, а следовательно, при
массовых измерениях повышает производительность измерительных опе-
раций.
|
Рис. II. 1. Информационно-измерительный струнный преобразователь для измерений раз-
личных физических величин с унифицированным электронным устройством
Информация об измеряемом параметре в дискретной форме может быть
получена преобразованием аналоговой величины в дискретную, что осу-
ществляется, например, в цифровых вольтметрах. Однако в этом случае
возрастают погрешности измерения, связанные с дополнительным преобра-
зованием выходного сигнала; увеличивается вес, габаритные размеры и
затраты на изготовление приборов.
Более перспективным и рациональным направлением является создание
частотных датчиков, обеспечивающих получение выходной информации
в дискретной форме, так как частота легко преобразуется в дискретную
форму без внесения погрешностей. Основой структуры всех частотных дат-
чиков является наличие автогенератора. Измеряемая величина действует
на параметры механического или электрического колебательного контура,
изменяя частоту его собственных колебаний. В результате частота выход-
ных электрических импульсов датчика является функцией измеряемой вели-
чины. В качестве частотно-зависимой цепи могут быть использованы пара-
метрические датчики активного, индуктивного или емкостного сопротивле-
ний или получившие в последнее время большое распространение струнные
датчики.
В результате работ, проводимых Е. А. Карцевым и Ю. В. Скачко
созданы различные типы частотных датчиков для измерения физических
величин.
Система информационных преобразователей может быть использована
самостоятельно без цифрового устройства, обеспечивая при этом выходной
сигнал от каждого преобразователя в виде прямоугольных импульсов с ам-
316
плитудой 9 в и переменной частотой следования в диапазоне 3—7 кгц или
синусоидального частотно-модулированного напряжения амплитудой 0,7 в
в том же частотном диапазоне. Общий вид системы информационных преоб-
разователей представлен на рис. II. 1.
СТРУННЫЕ ПРЕОБРАЗОВАТЕЛИ ФИЗИЧЕСКИХ ВЕЛИЧИН В ЧАСТОТУ
Частота собственных поперечных колебаний тонкой струны /, имеющей
продольное натяжение, определяется выражением
где р — плотность материала струны;
S — площадь поперечного сечения струны;
Fo — сила натяжения струны;
тс — масса струны; I — длина струны.
В случае, если измеряемая физическая величина действует на струну
таким образом, что изменяется сила ее натяжения или ее геометрические
параметры, частота собственных поперечных колебаний изменяется. Изме-
нение частоты колебаний струны будет функционально связано с измеряемой
физической величиной. В качестве
примера рассмотрим принцип дей-
ствия струнного преобразователя
малых перемещений в частоту.
В жестком корпусе 1 (рис. IL2, а)
закреплен один конец струны 2.
Второй конец укреплен на рычаге
3, имеющем измерительный нако-
нечник 4. При отсутствии изме-
ряемой детали 5 начальное натя-
жение струны создается за счет
предварительного прогиба пружи-
ны. В этом случае начальная ча-
стота струны определяется ура-
внением (II.7), которое примени-
тельно к величине упругой
деформации струны, примет вид
Рис. II.2. Схемы преобразователей:
а — однострунный; б — дифференциальный струнный
f 1 У
21 р
где До =-т2- — относительная упругая деформация струны, соответствую-
*0
щая силе ее натяжения Fo (60 — начальная деформация
струны);
Е — модуль упругости материала струны.
Если размер детали больше, чем расстояние между базовой плоскостью
и измерительным наконечником на величину /г, то при установке детали 5 на
измерительную позицию, частота собственных колебаний струны изменится:
f - 4-/- f. <”-8>
где 6 = kh — приращение упругой деформации струны, соответствующее
перемещению измерительного наконечника на величину й;
k — коэффициент пропорциональности, определяемый геометрией
рычага <3.
Из выражения (II.8) следует, что зависимость между измеряемой величи-
ной 6 и частотой носит нелинейный характер.
317
Разложив полученное выражение в степенной ряд и ограничившись
третьим членом разложения, получим
<119>
Приращение частоты струны, обусловленное изменением измеряемого
размера на величину 6, определится из выражения Д/ = /0 — А
Учитывая выражение (П.9), это выражение может быть представлено
в виде
^=ЧЯ+Ж)’+тНЯ+-]-
Следовательно, чувствительность струнного преобразователя малых пере-
мещений в частоту
с _ Л/ = f,
“б" 26?
Величина измеряемого перемещения прямо пропорциональна прираще-
нию частоты струны:
Нелинейность функции преобразователя
. +тИ~у) = 1 е , 1 / а у________ (П10)
2 \6j
Очевидно, величина -г- = -тг- выбирается из условий требуемой линей-
Оо Оо
ности функции преобразования и, как правило, не превышает величины
0,1—0,2; в соответствии с выражением (11.10) в этом случае Л = 2-г-5%.
Рассмотренная нелинейность носит систематический характер и при пра-
вильной аппроксимации рабочей характеристики прямой линией погреш-
ность вследствие этого фактора лежит в пределах +1-т-2,5%.
При более высоких требованиях к точности измерения малых перемеще-
ний в качестве рабочей используется реальная функция преобразования, что
позволяет обеспечить измерения с погрешностью порядка 0,05—0,1%.
Естественно, что к стабильности параметров струнного преобразователя
в этом случае предъявляются жесткие требования.
Цифровое информационное устройство, кроме струнного преобразова-
теля 6 (см. рис. II.2, а), включает ряд электронных блоков. Струнные преоб-
разователи представляют собой автогенераторы, частота колебаний которых
определяется параметрами струны—высокодобротной механической системы
с линейно-распределенными параметрами, и поддерживается с помощью
электронного усилителя 7 с положительной обратной связью. В качестве
устройства, регистрирующего частоту автоколебаний струны, можно исполь-
зовать обычный электронно-счетный частотомер 8 промышленного типа.
Одновременно сигнал (частотно-модулированный, либо в виде последова-
тельности дискретных импульсов) с выхода усилителя с положительной
обратной связью может быть подан на ЭЦВМ 9 и на стабилизатор 10.
Стабильность выходного сигнала в рассматриваемой схеме определяется
стабильностью во времени параметров струны и постоянством фазовых сдви-
гов электронного усилителя.
Пределы измерения перемещений такими датчиками зависят от соотно-
шений размеров а и Ь, рычага 3 (см. рис. II.2) и будут расширяться с увели-
чением размера Ь.
Следует отметить, что с помощью такого унифицированного, в конструк-
тивном отношении, преобразователя можно построить устройства для изме-
рения ряда других физических величин — веса, силы, давления, темпера-
318
туры, силы тока или напряжения и др. Например, для реализации силоиз-
мерительного устройства к свободному концу пластины 3 прикладывают
измеряемую силу (вес), которая вызывает изменение упругой деформации
струны, а следовательно, и частоты ее колебаний. В конечном итоге, для
преобразования любой другой физической величины в частоту с помощью
струнного преобразователя рассмотренного типа необходимо эту физическую
величину трансформировать в величину упругой деформации струны.
Более высокую точность измерения позволяют получить дифференциаль-
ные струнные преобразователи (см. рис. II.2, б). Струны 2 одними из
своих концов жестко закреплены в корпусе 1 преобразователя. Вторые
концы струн закреплены на первичном рычаге 3, оканчивающемся измери-
тельным наконечником 4. Перед началом измерений прибор настраивается
на номинальный размер детали 5, при этом частоты собственных поперечных
колебаний струн 2 равны между собой и определяются выражением
При отклонении размера измеряемой детали на определенную величину h
от номинального измерительный наконечник перемещается, при этом изме-
няются величины упругих деформаций струн / и 2 на величину S, пропор-
циональную Л, т. е. 6 -- Kh, и частоты их колебаний будут равны
1 1/ До£ + — Е г--------------г-
где 6 — перемещение точки подвижного рычага 4, в которой укреплены
концы струн.
Разложив в степенной ряд правые части уравнений (11.11) и (11.12),
получим:
. Г1 , 1 6 Ы ( 5 \2 I Ы-3 / 6 \3
“L1 + 2 8» 1-2-4 к б0 ) ' 2-4-6 к бо )
(11-13)
Разность частот струн, обусловленная действием входного перемеще-
ния Д, определяется с помощью уравнений (П.13) и (П.14):
Af = fi — fz = fo-^+ + ’*
Из полученного выражения следует, что при прочих равных условиях
чувствительность преобразователя S = -у- — в 2 раза выше, чем у одно-
струнного преобразователя.
Зависимость между измеряемым перемещением Д и разностной частотой
струн имеет вид
'‘ = £а' = '-4Ь
Систематическая нелинейность функции преобразования с достаточно
высокой степенью точности определяется выражением
1 / 6 \2
v= тЫ •
319
Из этого выражения следует, что нелинейность выходной характеристики
преобразователя при прочих равных условиях имеет значительно меньшую
величину и при -у- = -у- = 0,1 -4-0,2 не превышает величины ±0,06 4-0,15 %
соответственно. При повышенных требованиях к точности измерений эту
систематическую нелинейность можно учесть, получая погрешность измере-
ния в сотые доли процента. Однако такая компенсация систематической
погрешности нелинейности требует большого объема расчетных операций
и на практике применяется редко.
Следует отметить, что дифференциальный струнный преобразователь
в значительной мере подвержен влиянию изменения температуры окружаю-
щей среды по сравнению с однострунным вследствие отсутствия аддитивной
погрешности.
Цифровое информационное устройство с дифференциальным струнным
преобразователем имеет несколько отличную структуру электронной части.
В струнном преобразователе 12 используются магнитоэлектрический способ
возбуждения автоколебаний струн с помощью электронных возбудителей 13
и 14 с положительной обратной связью. С выхода возбудителей частоты
струн и f2 подаются на вход .смесители 15, выделяющего разностную ча-
стоту Д/.
Разностная частота, являющаяся функцией измеряемого перемеще-
ния, может подаваться на вход цифровой вычислительной машины 9 для
обработки результатов измерения и активного воздействия на ход техноло-
гического процесса, на вход электронно-счетного частотомера 8, имеющего
цифровую индикацию результатов измерения в натуральных единицах,
а также на вход стабилизатора 10.
Питание электронного цифрового устройства обеспечивается или авто-
номно, или с использованием источника питания частотомера 43-28. Прием
и преобразование информации об измеряемой физической величине в форму,
удобную для потребителя, осуществляются этим устройством.
Для измерения температуры, силы, веса, давления, угла, силы тока и
напряжения с помощью дифференциального струнного преобразователя необ-
ходимо измеряемую физическую величину предварительно трансформировать
в изменение упругой деформации струны. Применительно к измерению
перемещений, деформаций и размеров следует отметить ряд преимуществ
цифровых информационно-измерительных устройств со струнными преобра-
зователями по сравнению с существующими устройствами аналогичного
назначения.
1. Информация об измеряемой величине выдается в форме кода, что
позволяет стыковать рассматриваемые устройства с ЭЦВМ и стабилизато-
рами и на этой базе осуществлять автоматизацию управления технологиче-
ским процессом, таким образом, цифровые информационно-измерительные
устройства со струнными преобразователями являются устройствами актив-
ного контроля.
2. Цифровая индикация результатов измерения в натуральных единицах
повышает производительность контрольных операций, объективность кон-
троля и дает возможность с помощью цифропечатающих устройств докумен-
тально регистрировать результаты измерения.
3. При должном выборе конструктивных параметров струнного преоб-
разователя его измерительное усилие при полном диапазоне измеряемых вели-
чин находится в пределах 1—5 си. Это обстоятельство является весьма ценным
качеством струнного преобразователя, поскольку он может быть широко
использован для контактного метода измерения геометрических размеров
деталей малой жесткости; до настоящего времени для подобных целей исполь-
зовались бесконтактные методы измерения, не обеспечивавшие требуемой
точности, производительности и возможности непосредственного использова-
ния значения текущей информации для целей автоматизации управления
параметрами технологического процесса.
320
4. Высокое быстродействие системы и возможность поверки метроло-
гических характеристик устройства с использованием образцового элек-
тронно-счетного частотомера, являющегося в настоящее время широкорас-
простракенным и доступным прибором. (
5. Полученная в форме кода информация об измеряемой физической
величине практически без искажений может передаваться на значительные
расстояния, т. е. описываемое устройство может применяться для целей
телеизмерения и телеуправления, обеспечивая при этом высокие метроло-
гические показатели.
6. Большой динамический диапазон струнного преобразователя; практи-
чески достижимое значение динамического диапазона находится в преде-
лах 104—105.
Для повышения точности преобразования можно учитывать систематиче-
скую составляющую общей погрешности измерения и вводить соответствую-
щую поправку в полученный результат. Однако такой метод повышения точ-
ности измерений требует значительных
затрат времени и может быть рекомендован
только для лабораторных исследований.
Более удобным, но зато и более слож-
ным является устройство со струнным
дифференциальным преобразователем,
в котором в процессе измерения суммар-
ная частота струн непрерывно поддержи-
вается постоянной с помощью специаль-
ной системы автоподстройки. Устройства Рис п 3 структурная схема элект-
такого типа могут иметь суммарную по- ронного устройства с автоподстрой-
грешность, обусловленную влиянием ряда кой
факторов, порядка 0,01%, 0,001%.
Структурная схема измерительного устройства с автоподстройкой сум-
марной частоты представлена на рис. П.З. Струны дифференциального преоб-
разователя перемещений совместно с электронными возбудителями 2 и 3
образуют автогенераторы частоты и /2, которые подаются на смеситель 4.
С одного выхода смесителя снимается разность частот струн Af = /х — f2i
пропорциональная измеряемому перемещению. Со второго выхода смеси-
теля получают сигнал, частота которого пропорциональна сумме частот
струн. На элемент сравнения 9 подается сигнал, частота которого равна
сумме частот струн, и сигнал эталонной частоты /э, равный сумме начальных
частот струн при нулевом значении измеряемого перемещения. Источником
эталонного сигнала, как правило, является кварцевый автогенератор с высо-
кой стабильностью. На выходе элемента сравнения 9 выделяется электриче-
ский сигнал (ток или напряжение), пропорциональный разности частот
S f — 1э или разности фаз этих частот. Ток или напряжения действуют на
исполнительный орган 10, помещенный в преобразователь. Исполнительный
орган изменяет силу начального натяжения струн до тех пор, пока разность
частот S f — f3 не станет равной нулю.
Измерительные устройства, построенные по такой схеме, принципиально
могут иметь высокие метрологические показатели. Суммарная погрешность
вследствие нелинейности статической характеристики и ряда других факто-
ров может быть снижена до значений 0,001—0,01%.
Преобразователи линейных размеров и перемещений. Преобразователи,
предназначены для измерения геометрических параметров — линейных раз-
меров и перемещений в цеховых условиях. Перемещения, размеры и деформа-
ции измеряются с помощью конструктивной реализации схем, приведенных
на рис. II.2. Изменяя соотношение плеч а и б, можно в широком диапазоне
изменять предел измерения преобразователя. Применение преобразователей
особенно эффективно при контроле размеров, деформаций, погрешностей
расположения поверхностей деталей и узлов — параллельности торцов
11 В. П. Коротков
321
перпендикулярности торцов к оси тонкостенных цилиндрических деталей,
погрешностей формы деталей малой жесткости — овальности, конусности,
несферичности, неплоскостности.
Используя указанные преобразователи, можно осуществлять контроль
геометрических параметров при производстве интегральных схем — тол-
щины нанесенного на подложку слоя или линейных координат положения
стола фотоштампа. Преобразование перемещений осуществляется путем
изменения деформаций двух тонких колеблющихся струн, при этом частота
поперечных колебаний одной струны уменьшается, а другой — увеличи-
вается. Разность частот струн является функцией измеряемого перемещения.
Измерительный наконечник преобразователей закреплен на упругих
опорах вращения, что позволяет путем изменения длины измерительного
наконечника существенно расширить диапазон измерения, повысить надеж-
ность и долговечность работы.
Геометрические размеры струн и их взаимное расположение обеспечивают
небольшую измерительную силу при контактном методе измерения линей-
ных размеров.
По сравнению с другими существующими преобразователями данные
преобразователи отличаются малой температурной погрешностью, что до-
стигается путем использования в конструкции высокостабильных материа-
лов, подбираемых специальным методом по температурным коэффициентам
-линейного расширения, и особым расположением поверхностей сопряжения
деталей и сборочных единиц относительно осей струн.
Преобразователи перемещения представляют собой гамму датчиков.
Ниже приведены метрологические характеристики преобразователей линей-
ных размеров и перемещений исследованные Ю. В. Скачко.
Диапазон в мкм . . . 0—2 0—10 0—100 0—2000 0—5000
Чувствительность в гц/мкм .... . . . 2000 2000 10 2 0,4
Приведенная погрешность в % . . . 0,03 0,03 0,03 0,05 0,1
Измерительное усилие в сн . . . 50 5 0,5 1 0,5
Преобразователи обеспечивают измерение как в обычных условиях, так
и в условиях глубокого вакуума и в диапазоне температур —50-г-100° С.
Внешний вид гаммы преобразователей с автономным цифровым отсчет-
ным устройством представлен на рис. II.4, где показан в рабочем положении
один из преобразователей перемещения, укрепленный на универсальной
стойке.
Преобразователи силы и веса. Применение преобразователей наиболее
эффективно для измерения веса вещества, различных сил, при измерении
толщины напыляемого покрытия весовым методом. Преобразование сил
осуществляется применением преобразователей перемещений (описанных
выше) путем изменения геометрии измерительного наконечника и струн.
Преобразователи силы и веса представляют собой гамму датчиков.
Ниже приведены метрологические характеристики преобразователей
силы и веса.
Диапазон в и . . 0—0,0001 0—0,001 0—0,01 0,1 0—2
Чувствительность в гц!н 5-10» 2-10* 3-103 3-10* 2
Приведенная погрешность в % . . 0,1 0,03 0,02 0,03 0,1
Преобразователи для измерения толщины напыленного слоя. Одним
из наиболее важных этапов современной технологии изготовления полупро-
водниковых приборов и интегральных схем является вакуумное напыление
металлических и неметаллических пленок. Обычно напыляются слои от 100
322
до 10 мкм. В связи с тем, что толщина напыляемого слоя мала, возникает
проблема достаточно точного измерения его толщины. В настоящее время
существует достаточно много методов измерения толщины покрытий, кото-
рые можно подразделить на методы разрушающего и неразрушающего кон-
троля. Наиболее предпочтитель-
ными являются методы нераз- „ ~
рушающего .контроля, обеспе- *
чивающие выгодную информа- j
цию в виде, удобном для реа-
лизации активного контроля !
толщины. С этой точки зрения
из всего многообразия методов
наибольший практический ин-
терес представляют методы: кон-
троля прозрачности или отра-
жающей способности нарастаю-
щего слоя; взвешивания с по- *
мещением весов в вакуумную
камеру; измерения электричес- *
кого сопротивления напыляе- [
мого слоя; основанный на изме- .
нении параметров электромеха- . |
нического автогенератора под j
действием осажденного слоя ме- |
талла.
Первые три метода дают \
большую погрешность измере- \
ния, часто недопустимую по
условиям производства. Кроме
ТОГО, в ЭТОМ случае „ сигнал рис ц 4 Внешний вид преобразователя с авто-
с измерительных устройств по- номным цифровым отсчетным устройством
лучается только в аналоговой
форме, что затрудняет передачу
информации в ЭЦВМ при автоматизации процесса напыления, не говоря
уже о влиянии индустриальных помех на точность измерений. При напы-
лении неметаллических пленок первый и третий методы вообще не применимы.
С точки зрения автоматизации процессов напыления особый интерес
представляет метод, основанный на измерении параметров электромеханиче-
ского автогенератора.
С использованием струнных
Рис. П.5. Принципиальная схема из-
мерений толщины покрытия весовым
методом
преобразователей этот метод может быть
реализован двумя различными способами.
На рис. II.5 приведена схема измерения,
в основе которой лежит весовой метод.
Неподвижный конец струн 1 и 2 жестко
закреплен в корпусе 4 прибора. Вторые
концы струн закреплены на коромысле 6,
имеющем возможность поворачиваться
под действием силы Р на упругом
шарнире 5. К коромыслу жестко при-
креплен стержень 7 с цилиндрическим
диском 8 на конце. Струны помещены
в поле постоянных магнитов 3 для воз-
буждения незатухающих колебаний.
Преобразователь помещается в подколпачное устройство вакуумной
установки таким образом, чтобы плоскость диска 8 лежала на одном
уровне с подложкой. Перед началом напыления фиксируется разностная
частота струн. В процессе напыления на диске 8 будет осаждаться
слой наносимого материала 9, вследствие чего его масса изменится.
323
В соответствии с изменением массы диска на величину Д/n изменится
сила натяжения струн, а следовательно, и их разностная частота. По при-
ращению разностной частоты можно судить о толщине наносимого слоя
материала, поскольку конструктивные размеры диска известны. В этом слу-
чае будет справедливо равенство
Го
где Д/ — приращение разностной частоты струн;
А — постоянная, определяемая параметрами преобразователя;
h — толщина напыленного слоя материала;
Fo — сила начального натяжения струны, соответствующая случаю
fl ” f2 ~ /о’>
к— обобщенный коэффициент.
Теоретические расчеты и результаты экспериментальных исследований
показали, что возможна реализация
измерительного устройства с порогом
чувствительности около 20 А. Струк-
турная схема такого устройства ана-
логична приведенной на рис. II.2, б.
В процессе эксплуатации в этом
случае по мере накопления слоя на-
пыленного вещества диск заменяется
на другой (перестройки преобразо-
вателя или его дополнительной ка-
либровки не требуется).
Второй способ реализации уст-
ройства для измерения толщины на-
несенного слоя материала сснован
на явлении изменения частоты струн-
Рис. II.6. Принципиальная и структурные ного автогенератора при изменении
схемы контроля толщины покрытия путем массы частотозадающего элемента,
измерений масс колеблющейся струны т< е массы колеблющейся струны.
Принцип работы струнного преобра-
зователя показан на рис. II.6, а. В корпусе 1 натянуты струны 2 и 4.
Струны разделены между собой массивным центром 3, укрепленным на пло-
ской пружине 6, имеющей весьма малую жесткость на изгиб. В идеальном
случае частоты собственных поперечных колебаний струн равны. При поме-
щении датчика внутри вакуумной камеры таким образом, чтобы ось струн
находилась на том же расстоянии от испарителя, что и реальная подложка,
на струну 2 через окно 5 в корпусе преобразователя будет осаждаться нано-
симый материал. Частота автоколебаний струны при этом будет изменяться
вследствие изменения массы струны, так как
где тс — масса струны до осаждения на нее слоя материала;
: — -L]/ _ Ь___
2 2 У (тс+ Д/n) I ’
где Д/п — изменение массы струны в результате нанесенного слоя материала.
Для устранения погрешностей прибора вследствие изменения темпера-
туры его упругих элементов более рационально использовать схему цифро-
вой индикации, построенную В. С. Жильцовым на отношении частот струн.
Структурная схема измерения для этого случая представлена на
324
рис. II.6, б. Автоколебания струн струнного преобразователя поддержи-
ваются с помощью электронных усилителей 7 с положительной обратной
связью 8 и 13. Частота /2 подается на вход селектора 12. Селектор 12 про-
пускает импульсы с частотой /2 на цифровой счетчик 11 только за время, рав-
ное К периодов колебаний струны, колеблющейся с частотой flt Коэффи-
циент к определяется коэффициентом деления делителя частоты 9, с выхода
которого импульсы подаются на реле времени 10. Число п, зафиксированное
в счетчике, определится из выражения
п = ^-.
h
Приращение Ди числа п в процессе запыления будет связано с массой
напыленного вещества зависимостью
А Д/и h
к — = к,--------,
т 1 т ’
где Am — приращение массы диска за счет напыленного на него слоя ме-
талла;
т — масса диска до начала напыления;
h — толщина напыленного слоя металла.
Проведенные теоретические и экспериментальные исследования показали,
что порог чувствительности такого
устройства составляет 20 А. ;
Внешний вид цифрового инфор- *
мационного устройства для измере- I
ния толщины нанесенного слоя
представлен на рис. II.7. Инфор-
мация о толщине напыляемого слоя г
выдается на протяжении всего
технологического процесса напы-
ления, что дает возможность 1 Ду J 1
вести активный контроль изме- — I
ряемого параметра. Высокая чув-
ствительность преобразователей
и небольшие габаритные размеры '
дают возможность использовать
их в лабораторных и цеховых «—-------------
установках, предназначенных для
измерения напыления ТОНКИХ Рис. II.7. Внешний вид цифрового струнного
структур, которые могут быть преобразователя для измерений толщины по-
электропроводными и неэлектро- крытин
проводными.
Используя различные типоразмеры чувствительных элементов на базе
одной конструкции, можно получать преобразователи с различной чувстви-
тельностью и пределами измерений.
Преобразователи угловых размеров и перемещений. Преобразователи
предназначены для измерения углов наклона плоских поверхностей в поле
силы тяжести, а также угловых перемещений объектов относительно некото-
рого положения, принятого за исходное.
Применение преобразователей особенно эффективно при контроле угло-
вого положения объектов в гравитационном поле, при контроле неплоскост-
ности торцов деталей прямым методом.
Используя преобразователи, можно осуществить косвенное измерение
линейных перемещений путем преобразования посредством синусной ли-
нейки в угловые, а также измерение угловых и линейных ускорений движу-
щихся объектов.
Преобразование угла наклона осуществляется посредством применения
унифицированной конструкции преобразователей, описанных выше путем
325
изменения отдельных узлов и деталей, и в частности, введением дополни-
тельной инерционной массы, положение которой зависит от направления
ускорения силы тяжести.
Расширение пределов измерения осуществляется путем изменения гео-
метрических параметров чувствительных элементов. Для исключения влия-
ния вибраций и повышения линейности схема преобразователя построена
по дифференциальному принципу.
Принципиальная схема струнного преобразователя угловых перемещений
в частоту представлена на рис. II.8. Преобразователь фиксирует откло-
нение от горизонтальной плоскости, на которую он установлен. При этом
отклонение фиксируется в двух взаимно перпендикулярных плоскостях.
В жестком керамическом кольце 1 в двух взаимно перпендикулярных
направлениях диаметрально натянуты две
тонких растяжки. Концы растяжек на
кольце крепятся накладками 2. В централь-
ной части к растяжкам прикреплена инер-
ционная масса 3, представляющая собой
постоянный цилиндрический магнит. Непод-
вижное закрепление инерционной массы от-
носительно струн осуществляется с помощью
накладки 4. Для возбуждения непрерывных
автоколебаний струн 7, 8, 9 и 10 послед-
ние помещены в поле постоянных магни-
тов.
В корпусе 5, куда устанавливается па-
раметрическое кольцо, соосно с инерцион-
ной массой устанавливается цилиндрический
магнит 6. За счет сил взаимодействия одно-
именных полюсов инерционная масса может
быть выставлена в положение, когда струны
7, 8, 9 и 10 находятся в одной плоскости.
Рис. II.8. Принципиальная схема
струнного преобразователя угло-
вых перемещений
Прибор базируется на поверхность, угловое отклонение от горизонта кото-
рой следует контролировать. При этом в случае строго горизонтального
положения поверхности частоты струн 8, 10 будут равны между собой,
а сила веса mg будет уравновешена силой взаимодействия ее с постоянным
магнитом. При отклонении поверхности на угол а от горизонта на плоскость
струн будет проектироваться составляющая силы веса mg sin а, уменьшая
натяжение струны и увеличивая натяжение струны 10. Разность частот
между этими струнами будет являться однозначной функцией угла наклона
поверхности
Д/ = Kmg sin а
или малых углов
Д/ = Ktnga — Kia.
Таким же образом можно измерять углы наклона и в другой взаимно
перпендикулярной плоскости. В этом случае разность частот струн 7 и 9
будет пропорциональна углу наклона прибора в плоскости, перпендикуляр-
ной плоскости чертежа.
Устройство для измерения угловых перемещений с цифровым отсчетом
обладает высокой чувствительностью и может применяться для автомати-
зации контроля непараллельности поверхностей деталей и сборочных еди-
ниц, а также для автоматизации контроля неплоскостности поверхностей.
В некоторых случаях это устройство может быть использовано для точной
выставки плоскостей деталей и сборочных единиц под определенными
углами.
326
Ниже приведены метрологические характеристики преобразователей
угловых размеров и перемещений.
Диапазон в угл-град ..........................
Чувствительность в гц!град ...................
Погрешность чувствительности в % .............
Приведенная погрешность нуля в % .............
10* 10 100
100** 100 10 (шах)
0,1 0,05 0,1
0,03 0,03 0,05
Преобразователь температуры. Этот преобразователь предназначен для
измерения температуры в диапазоне —50° С 4-+ 150° С. Может быть исполь-
зован в лабораторных и цеховых установках для контроля и поддержания
заданного уровня температуры, _
например для контроля темпера-
туры в камерах тепла и холода,
в электролитических ваннах, а так-
же в объемах с высокой степенью
вакуума и агрессивных жидких
и газообразных средах (для ра-
боты в агрессивных средах преоб-
разователи выпускаются в стек-
лянном и герметичном корпусах).
Преобразование измеряемой
температуры в частоту осущест-
вляется на основе дилатометриче-
ского метода. Разность темпера-
турных коэффициентов линейного
расширения преобразователя и
струны, жестко закрепленной
в нем, приводит к тому, что при
изменении температуры изменяет-
ся величина упругой деформации
струны, а следовательно, и частота
зом, частота функционально связана с измеряемой температурой.
Варьируя материалом корпуса и струны, можно на базе единой кон-
Рис. II.9. Внешний вид струнного преобразо-
вателя температуры с автономным цифровым
отсчетным устройством
ее резонансных колебаний. Таким обра-
струкции получать преобразователи с различным диапазоном измерения.
Ниже приведены метрологические характеристики преобразователей тем-
пературы по исследованиям Е. А. Карцева.
Пределы измерения в °C
Чувствительность в гц/°С
Абсолютная погрешность в 9С
...........—50—150 0—100
............. 10 20
............ 0,2 0,15
0—50 50—100 100—150
40 40 40
0,1 0,1 0,1
На рис. И.9 показан внешний вид преобразователя температуры и циф-
рового измерительного устройства.
Преобразователь тока. Преобразователь тока предназначен для изме-
рения постоянных и переменных токов. Может быть использован как в лабо-
раторных, так и цеховых измерительных и испытательных установках и
стендах.
Вследствие широкого диапазона измеряемых величин, охватываемых
гаммой преобразователей, последние могут использоваться как для изме-
нения сравнительно небольших токов порядка десятков миллиампер, так и
токов порядка 2—5 а. Преобразователи допускают применение стандартных
шунтов для расширения пределов измерения.
Преобразование измеряемого тока в частоту осуществляется путем изме-
нения величины упругой деформации струны в результате теплового эффекта,
развиваемого измеряемым током. Изменение упругой деформации струны
вызывает изменение частоты ее резонансных колебаний. Такой метод преоб-
* В угл. мин,
** В гц/угл. мин.
327
разования позволяет производить измерения как на постоянном, так и на
переменном токе. Варьируя геометрическими размерами струн и материалом,
из которого они изготовлены, можно изменять чувствительность преобразо-
вателя и соответственно диапазон измерения.
Преобразователи имеют стабильные характеристики и высокую надеж-
ность, что позволяет использовать их в автоматизированных и автоматиче-
ских контрольных установках. Преобразователи тока выпускаются в раз-
личных модификациях.
Ниже приведены метрологические характеристики преобразователей
тока.
Диапазон измерения в а 0—30* 0—100 * 0—500 * 0—1 0—2 0—5
Чувствительность в гц/ма Приведенная погреш- 70 20 4 2 1 0,4
ность в % Частота измеряемого то- 0,05 0,05 0,05 0,05 0,05 0,05
ка в кгц 0—100 0—100 0—100 0—100 0—100 0—100
Преобразователь напряжения. Преобразователь напряжения предназна-
чен для измерения напряжений постоянного тока. Может быть использован
как в лабораторных, так и в цеховых измерительных и испытательных
установках и стендах.
На основе унифицированной конструкции создана гамма преобразовате-
лей с различными пределами измерений. Высокое входное сопротивление
преобразователя напряжения (1ОЛ1ол0 обусловливает универсальность его
применения. Преобразователь может применяться не только при обычных
измерениях, но и для контроля режима работы радиотехнических схем, где
входное сопротивление и потребляемая мощность измерительного прибора
часто имеет существенное значение.
Преобразование измеряемого напряжения в частоту осуществляется
путем изменения величины упругой деформации струны вследствие исполь-
зования промежуточного преобразователя напряжения в механическое
перемещение. Изменение упругой деформации струны вызывает изменение
частоты ее резонансных колебаний.
Используя различные типоразмеры струн и предварительного преобра-
зователя, можно получать преобразователи с различным диапазоном изме-
рения.
Ниже приведены метрологические характеристики преобразователей.
Диапазон измерения в в ..............
Чувствительность в гц/в .............
Приведенная погрешность в % . . . .
0—30 0—100 0—200 0—300
30 20 10 5
0,5 0,5 0,5 0,5
Приведенные примеры использования цифровых информационно-изме-
рительных устройств для измерения геометрических размеров и погрешно-
стей в форме деталей далеко не исчерпывают их возможные области приме-
нения. Следует отметить, что все преобразователи построены на базе одной
унифицированной конструкции, что существенно упрощает процесс их произ-
водства, настройки, поверки и эксплуатации.
Некоторые из рассмотренных устройств успешно прошли испытания
в производственных условиях и получили высокую оценку специалистов.
По-видимому, в ближайшее время такие цифровые информационно-измери-
тельные устройства в некоторых отраслях промышленности заменят измери-
тельные приборы типа оптиметра, оптикатора и других аналогичных при-
боров.
* Диапазон измерения в ма.
328
Цифровые информационно-измерительные устройства со струнными пре-
образователями могут применяться для решения одной из основных задач,
т. е. широкой автоматизации на всех этапах производства, так как они обес-
печивают высокое качество работы в системах дистанционного измерения.
Все эти устройства являются устройствами активного контроля.
В настоящее время следует проводить работы в области стандартизации
цифровых информационно-измерительных устройств со струнными преобра-
зователями, что будет способствовать более быстрому внедрению автомати-
зированных систем управления и даст экономию значительных средств,
связанных с их параллельной разработкой в смежных отраслях промыш-
ленности.
Глава III
УНИВЕРСАЛЬНЫЕ СРЕДСТВА ИЗМЕРЕНИЙ ДЛИН
И УГЛОВ
ШТРИХОВЫЕ И КОНЦЕВЫЕ МЕРЫ ДЛИНЫ
Штриховые меры. Штриховые меры представляют собой линейки, на
плоскостях которых нанесены штрихи, расстояния между которыми соответ-
ствуют установленным единицам длин. Штриховые меры подразделяются
на меры с постоянным значением и с переменным. Меры с постоянным зна-
чением воспроизводят одно значение единицы длины. Примером может слу-
жить штриховой метр. Однако наибольшее распространение получили
штриховые меры с переменным значением. Они служат для воспроизведения
ряда значений единицы измерения либо ее дробных или кратных значений
в определенном интервале. Штриховые меры подразделяются на образцовые
и рабочие.
Концевые меры длины. Концевые меры длины служат для воспроизве-
дения определенного одного значения единицы длины. Концевые меры под-
разделяются на образцовые (разрядные) меры и рабочие меры. Образцовые
меры служат для передачи единицы измерения длины от эталона — длины
световой волны до рабочих мер, инструментов и приборов. Концевые меры
длины представляют собой стальные прямоугольные плитки или цилиндри-
ческие стержни, имеющие две параллельные зеркально отполированные
поверхности (рис. 11.10, а и 6), между которыми находится ее номинальный
размер, маркируемый на одной из ее сторон. Каждая плитка воспроизводит
только один размер, например: 20; 3,5; 1,27 или 1,007 мм. Точность изго-
товления концевых мер и точность аттестации значительно выше точности
изготовления штриховых мер, что обусловило широкое распространение
их в промышленности.
Концевые меры обладают свойством сцепляемости (притираемости) по из-
мерительным плоскостям (рис. 11.10, виг). Исследованиями установлено,
что сцепляемость (прилипание) плиток происходит при наличии тончайшей
жировой пленки. Сила сцепления оказывается наибольшей при толщине
этой пленки 0,02 мкм. При соединении нескольких плиток в один блок
погрешность суммарного размера в результате наличия жировых пленок
330
между их измерительными плоскостями будет очень мала и ею можно пре-
небречь.
Свойство притираемости широко используется для воспроизведения
с помощью концевых мер любых размеров в требуемых пределах. Плитки
комплектуют в наборы с десятичной градацией. Стандартом ГОСТа 9038—59
предусмотрено пятнадцать наборов концевых мер. Так, например, набор № 1
содержит 87 концевых мер.
Рис. 11.11. Набор принадлежностей к плоскопараллельным концевым мерам длины:
а — державка, верхние пределы измерений: 60, 110, 210 и 330 мм, Н — 12 + 0,005 мм; б — осно-
вание Н — 25 4-30 мм; в — стяжки для крепления блоков, включающих концевые меры размером более
100 мм (показаны штрих-пунктирной линией); г — сухарь для крепления стяжками блоков с бокови-
ками; д — плоскопараллельный; е — радиусный h = R — 2 мм; ж — радиусный h = R — 5 мм;
з — радиусный г = R — 10; 15 или 20 мм; Н = h + 0,5; и — центровой; к — чертильный
В наборе содержатся также защитные плитки номинального размера
1 мм (2 шт.) и номинального размера 1,5 или 2 мм (2 шт.). В наборах от № 4
до 7, содержащих по 10 мер, даны концевые меры с градацией номинальных
размеров через 1 мкм и т. д.
При составлении блока требуемого размера из концевых мер длины необ-
ходимо руководствоваться следующим правилом. Блок заданного размера
необходимо составлять из возможно меньшего числа плиток. Вначале сле-
дует выбирать меры, позволяющие получить тысячные доли миллиметра,
331
затем сотые, десятые и, наконец, целые миллиметры. Так, например, для
получения размера 24,372 мм при использовании наборов № 1 и 6 необхо-
димо взять концевые меры в следующей последовательности: 1,002 + 1,37 +
+ 2 + 20 = 24,372 мм.
Из приведенного примера видно, что с помощью набора концевых мер
можно получить большой ряд размеров через 0,001 мм, начиная с 1 мм.
Для получения такого же ряда при помощи штриховой меры надо было бы
на линейке нанести штрихи с интервалами через 0,001 мм, что практически
неосуществимо.
Рис. II. 12. Примеры применения приспособлений к концевым мерам:
а — собранная скоба и неполная пробка; б — циркуль для разметки окружности радиу-
сом г; в — рейсмас; 1 — державка; 2 — концевая мера; 3 — боковики; 4 — проверяе-
мый валик; 5 — проверяемое отверстие
Концевые меры являются основным средством сохранения единства мер
в машиностроении и служат для передачи размера от длины основной све-
товой волны до изделия. Наряду с этим они непосредственно используются
при проверке калибров-скоб, при сборке и наладке станков и приборов.
Особое значение приобретают концевые меры при поверке правильности
показаний различных измерительных приборов.
Точность плоскопараллельных концевых мер длины оценивается величи-
ной отклонения срединной длины и отклонением от плоскопараллельности.
При изготовлении концевых мер неизбежны отклонения от параллельности
и плоскостности измерительных поверхностей. В связи с этим вводится поня-
тие, уточняющее размер плитки, — «срединная длина». Срединная длина
плитки Lcp равна длине перпендикуляра, опущенного из середины верхней
измерительной поверхности на плоскость стола измерительного устройства,
к которому она притерта (рис. 11.10, д).
Отклонение от плоскопараллельности определяется величиной наиболь-
шей разности между длиной меры в любой точке и ее срединной длиной.
По ГОСТу 9038—59 плоскопараллельные концевые меры длины в зависи-
мости от точности изготовления подразделяются на четыре класса: 0, 1,
2 и 3. Для мер, находящихся в эксплуатации, дополнительно установлены
четвертый и пятый классы точности.
По инструкции 100—60 Комитета стандартов мер и измерительных при-
боров концевые меры в зависимости от точности их аттестации подразде-
ляются на пять разрядов. С учетом первых четырех классов точности кон-
цевых мер для номинальных размеров от 0,5 до 2000 мм допускаемые откло-
332
нения срединной длины находятся в пределах от ОД до 60 мкм, а допускае-
мые отклонения от плоскопараллельности составляют соответственно от 0,07
до 2,4 мкм. Аналогично, учитывая все разряды концевых мер, для тех же
пределов их номинальных размеров, допускаемые предельные погрешности
действительного значения срединной длины находятся в пределах от 0,05
до 12 мкм, а допускаемые отклонения от плоскопараллельности — в преде-
лах от 0,07 до 2,4 мкм.
При использовании концевых мер по разрядам можно по соответствую-
щему аттестату установить действительный размер каждой концевой меры
набора с соответствующей точностью и этим значительно повысить точность
измерения или поверки измерительного прибора.
Специальные плитки с рисками, служащие для сличения концевых мер
длины со штриховыми мерами, показаны на рис. 11.10, е.
Плоскопараллельные концевые меры следует применять только в тех
случаях, когда требуется высокая точность измерения и отсутствует воз-
можность применения обычных измерительных приборов. Наиболее широко
используются концевые меры при проверке шкал измерительных инстру-
ментов и приборов, при установке регулируемых^калибров на размер и при
установке на нуль шкал приборов для относительного метода измерения.
Концевые меры находят широкое применение непосредственно в производ-
ственных условиях, когда требуется точное воспроизведение размеров, как
например, при установке приспособлений, для разметки деталей
и т. п.
Область применения концевых мер значительно расширяется использо-
ванием различных стандартных приспособлений. По ГОСТу 4119—66 преду-
смотрены следующие наборы таких приспособлений: измерительный полный,
измерительный малый, дополнительный разметочный и набор для мер с от-
верстиями. Стандартные приспособления, входящие в эти наборы, показаны
на рис. II. 11, а примеры использования этих приспособлений даны на
рис. 11.12.
ИНСТРУМЕНТЫ И ПРИБОРЫ ДЛЯ АБСОЛЮТНЫХ ИЗМЕРЕНИЙ
Инструменты и приборы для абсолютных измерений предназначаются для
непосредственного определения всего значения измеряемой величины. Отли-
чительным признаком измерительных средств для абсолютных измерений
является наличие у них штриховых мер (линейных или угловых шкал),
с которыми сравнивается измеряемая линейная или угловая величина.
Повышение точности отсчета, связанное с оценкой доли деления шкалы,
производится при помощи специальных устройств, называемых нониусами.
Точность измерительных средств для абсолютных измерений ограничена
точностью изготовления штриховых мер. В лабораторных измерениях для
повышения точности результата измерения, учитываются погрешности нане-
сения штрихов шкал приборов, которые в виде поправок указываются в их
аттестатах. Наиболее распространенными измерительными средствами для
абсолютных измерений являются штриховые линейки, штангенинструменты,
угломеры и различного типа оптические приборы — измерительные микро-
скопы, длиномеры, измерительные машины, делительные головки.
К простейшим инструментам относятся измерительные линейки, рулетки,
кронциркули и нутромеры, которые применяются для измерений наружных
и внутренних размеров деталей невысокой точности.
Самыми распространенными измерительными инструментами являются
штриховые линейки, складные метры и рулетки. Линейки изготовляют
жесткими, складными и упругими. Жесткие линейки имеют пределы измере-
ния от 100 до 1000 мм, упругие от 150 до 5000 мм. Интервал делений линеек
равен 1 мм или 0,5 мм. Точность линеек определяется ГОСТом 427—56.
По этому стандарту, например, погрешности миллиметровых делений не
должны превышать ±0,05 мм, а сантиметровых* ±0,1 мм.
333
Торцовая грань большинства линеек совпадает с нулевым штрихом и
является базовой при измерениях. Измерение производится непосредствен-
ным наложением линейки на проверяемую деталь.
В тех случаях, когда непосредственное измерение размеров деталей при
помощи линеек затруднено или невозможно (например, измерение диаметров
отверстий и валов на некотором расстоянии от торца), применяют кронцир-
кули и нутромеры в сочетании с линейками.
К штангенинстр у ментам относятся штангенциркули, штангенглубино-
меры, штангенрейсмасы, штангензубомеры и др. (рис. 11.13). Все эти инстру-
менты предназначаются для абсолютного метода измерений линейных раз-
<2)30,2
в) г)
Рис. 11.13. Штангенинструменты:
а — штангенциркуль с пределами измерения 0—125 мм и с величиной отсчета по нониусу 0,1 мм,
по ГОСТу 166—63; б — штангенциркуль с пределами измерения 0—125, 0—200, 0—300 мм, с величи-
нами отсчета по нониусу 0,05 и 0,1 мм по ГОСТу 166—63; в — штангенглубиномер по ГОСТу 162—64;
а — штангенрейсмас по ГОСТу 164—64; 1 — штанга; 2 — губка штанги; 3 — губка рамки; 4 — нониус;
5 — зажим рамки; 6 — рамка; 7 — линейка глубиномера; 8 — микрометрическая подача; 9 — осно-
вание; 10 — ножка измерительная; 11 — ножка разметочная; 12 — основание
меров, а также для воспроизведения размеров при разметке деталей. Отли-
чительным признаком штангенинстр у ментов является наличие в них двух
штриховых шкал — основной и дополнительной. Основная шкала служит
непосредственно для измерения. С этой шкалой производится сравнение изме-
ряемого размера. Дополнительная шкала, называемая нониусом, служит
для повышения точности отсчета по основной шкале. При помощи шкалы-
нониуса можно более точно, чем на глаз, оценить долю деления основной
шкалы.
В основе отсчета по нониусу лежит способность человеческого глаза
более точно определять совпадение или несовпадение штрихов двух сомкну-
тых шкал, чем оценивать долю деления Да шкалы на глаз (рис. 11.14, а).
Принцип построения нониуса показан на рис. 11.14, б, на котором пока-
заны основная миллиметровая шкала 1 и шкала 2 нониуса с величиной от-
счета 0,1 мм. Для получения шкалы нониуса, отрезок основной шкалы,
равный 9 мм, делят на 10 равных частей. В этом случае интервал деления
шкалы нониуса равен 0,9 мм. Если нулевой штрих шкалы нониуса будет,
например, совпадать со штрихом 10 основной шкалы, то следующий первый
334
построения нониуса:
а _ . . ________,
нониус с величиной отсчета 0,1 мм, отсчет 10,0 мм я
отсчет А = 10,3 мм; в — схемы и условные обозна-
чения к расчету нониуса; 1 — основная шкала; 2 —
шкала нониуса; 3 — штанга; 4 — нониус при у = 1;
Рис. 11.14. Принцип
— шкала с нониусом и с простым указателем; б —
штрих не дойдет до соответствующего штриха основной шкалы на 0,1 лас,
второй штрих на 0,2 мм. а последний десятый штрих на 1 мм.
В положении шкал на рис. 11.14, б размер А = 10 мм. Размер будет
на 0,1 мм больше, т. е. 10,1 мм. если с соответствующим штрихом основной
шкалы будет совпадать первый штрих шкалы нониуса. На рис. 11.14, б,
внизу, показано совладание третьего штриха шкалы нониуса, что соответ-
ствует размеру А + 0,3, т. е. 10,3 мм. Таким образом, для отсчета по но-
ниусу необходимо определить, какой его штрих совпадает с соответствующим
штрихом основной шкалы, т. е.
является его продолжением.
Для расчета нониуса необхо-
димо ввести следующие обозна-
чения (рис. 11.14, в): i — величина
отсчета по нониусу; а — интервал
деления основной шкалы; а' — ин-
тервал деления шкалы нониуса;
п — число делений шкалы нониу-
са; I — длина шкалы нониуса; у —
модуль нониуса.
Модуль нониуса показывает,
сколько делений основной шкалы
соответствует одному делению
шкалы нониуса. Так, для у =
= 1 (рис. 11.14, б) интервал деле-
ния шкалы нониуса а' = 0,9 мм
меньше интервала деления основ-
ной шкалы а = 1 мм на величину
отсчета i = 0,1 мм. Это можно
записать в следующем виде (рис.
11.14, в):
а' = уа — I.
Чем больше модуль у, тем
больше интервал деления шкалы
нониуса и длиннее сама шкала.
Величина отсчета по нониусу
определяется по формуле
.______________ а
I — ~~п~' 5 — нониус при у = 2
Следовательно, по этой формуле можно определить число делений шкалы
нониуса п.
Пример. Если 1=0,1 мм, а= 1 мм, у = 2, то 10; следовательно,
а' = уа — 1=2-1 — 0,1 = 1,9 мм и I = а'п = 1,9 • 10 = 19 мм.
Штангенинструменты изготовляют с величиной отсчета по нониусу 0,1;
0,05 и, реже, 0,02 мм. Основные шкалы имеют интервал между штрихами
1 или 0,5 мм.
Штангенциркуль, изображенный на рис. 11.13, а, имеет предел измерений
до 125 мм и величину отсчета по нониусу 0,1 мм. На рисунке показано
использование штангенциркуля для измерения диаметра отверстия, диа-
метра вала, расстояния между отверстиями и глубины паза, при условии,
что они имеют один и тот же размер 30,2 мм. Штангенциркуль состоит
из штанги 1, с нанесенной на нее основной миллиметровой шкалой, и пере-
мещаемой от руки рамки 6 со шкалой 4 нониуса. На штанге и рамке имеются
нижние губки для наружных измерений и верхние — для внутренних изме-
рений. Для измерения высотных размеров используется линейка глубино-
мера 7. Для закрепления рамки на штанге служит винт 5.
335
Штангенциркуль, представленный на рис. 11.13, б, выпускается с вели-
чиной отсчета по нониусу 0,05 мм. Микрометрическая подача 8 способствует
плавному перемещению рамки 4 по штанге 1. Закрепление рамки 4 на
штанге 1 производится винтом 5. Наружные измерения можно производить
верхними и нижними губками. Для разметки служат только верхние губки.
Концы губок шлифуют под острым углом. Для внутренних измерений пред-
назначаются нижние губки, у которых внешние измерительные поверхности
имеют цилиндрическую форму. При сдвинутых губках их общая ширина Ь
Микрометры:
а — гладкий МК; б — настольный горизонтальный (МГ) по ГОСТу 11195—65; в — глубиномер по
ГОСТу 7470—55; г — нутромер; д — удлинитель к нутромеру; 1 — скоба; 2 — пятка; 3 — микроме-
трический винт; 4 — стопор; 5 — стебель; 6 — барабан; 7 — трещотка; 8 — штифт; 9 — пружина;
10 — гайка с конической резьбой; И — предметный столик; 12 — основание; 13 — измерительные
наконечники
составляет 10 мм, В связи с этим, при внутренних измерениях к размеру,
отсчитанному по шкале, необходимо прибавлять размер губок, который
выгравирован на их поверхности. Размер по шкале относится к расстоянию
между внутренними измерительными поверхностями губок.
Для измерения линейных размеров, как, например, расстояний между
параллельными поверхностями уступов, расточек, глубины отверстий, кана-
вок и т. п., служит штангенглубиномер (рис. 11.13, в).
Штангенглубиномер состоит из основания 12, которое является базой
при измерении, штанги 1 с основной шкалой и микрометрической подачи 8,
Штанга 1 закреплена в рамке винтом 5, Рабочими поверхностями являются
торцовая поверхность штанги и нижняя поверхность основания.
Допустимые погрешности штангенглубиномеров (ГОСТ 162—64) при-
нимаются равными величинам отсчетов по нониусу. Так, например, при
величине отсчета 0,1 мм допустимая погрешность равна ±0,1 мм,
Штангенрейсмас (по ГОСТу 164—64) является основным измерительным
инструментом в машиностроении для разметки деталей (рис. 11.13, г). Штан-
генрейсмас применяется также для измерения высотных размеров деталей,
устанавливаемых для этого на плиту.
336
Таблица 11.2
Основные типы микрометрических инструментов (цена деления 0,01 мм)
\ Наименование гост Пределы измерения в мм Измеритель- ное пере- мещение микрометри- ческого винта в мм Назначение
Микрометры: гладкие (МК) 6507—60 0—15 (по согла- шению сторон) 0—25; 25—50; 50—75; 75—100; 100—125; 125— 150; 150—175; 175—200 200—225; 225— 250; 250—275; 275—300; 300— 400; 400—500; 500—600 25 Для измерения на- ружных размеров де- талей
листовые с ци- 6507—60 0—5; 0—10; 0—25 5 Для, измерения тол-
ферблатом (МЛ) 0—10 0—25 10 25 щины листов и лент
трубные (МТ) 6507—60 0—10 (по требо- ванию заказчика) 0—25 10 25 Для измерения тол- щины стенок труб
зубомерные (М3) 6507—60 0—25; 25—50; 50—75; 75—100 25 Для измерения длины общей нормали зубча- тых колес
настольные гори- зонтальные (МГ) 11195—65 0—20 10 Для измерения не- больших деталей и де-
настольные вер- тикальные (МВ) 11195—65 0—10 10 талей приборов
Глубиномеры микрометрические 7470—67 0—25; 25—50; 50—75; 75—100 25 Для измерения глуби- ны пазов, отверстий и высот уступов
Нутромеры микрометрические 10—58 50—75; 75—175; 75—600; 150— 1250; 800—2500; 1250—4000; 2500—6000; 4000—10 000 25 Для измерения вну- тренних размеров от 50 до 10 000 мм. Нутро- меры с пределами изме- рения 1250—4000 мм и более должны поста- вляться с микрометри- ческой и индикаторной головками
Конструкция штангенрейсмаса аналогична конструкции штангенглуби-
номера и штангенциркуля.
Микрометрические инструменты являются наиболее распространенными
средствами измерения линейных размеров. В настоящее время имеется много
типов стандартизованных микрометрических инструментов, отличающихся
назначением, конструктивным выполнением и пределами измерения
(рис. 11.15). Все стандартизованные микрометрические инструменты имеют
цену деления шкалы 0,01 мм. В табл. 11.2 представлены основные типы уни-
версальных микрометрических инструментов, их пределы измерений, изме-
рительные перемещения микрометрических винтов и назначение.
ч Измерительным устройством любого микрометрического инструмента
является точно изготовленная микрометрическая пара с определенной вели-
чиной шага, обычно равного 0,5 мм. Винтовая пара используется как уве-
личивающее устройство, преобразующее небольшие продольные перемеще-
337
ния винта в большие окружные перемещения шкалы барабана. Цена деле-
ния шкалы барабана, имеющей п делений, определяется из выражения
где S — шаг винта.
Измеряемый размер полностью мог бы быть определен по углу поворота
барабана, состоящего в общем случае из целого числа оборотов и неполного
оборота. Для удобства отсчета целого числа оборотов винта, служит про-
дольная шкала, нанесенная на стебле 5, с интервалом деления, равным шагу
винта (рис. 11.15, а). На рис. 11-16 показаны продольная шкала 1 и круго-
вая шкала 2 барабана 3 в отсчетном устройстве микрометра. Интервал деле-
ния основной шкалы равен 0,5 мм, т. е. расстоянию между двумя соседними
штрихами, из которых один расположен сверху, а другой снизу. Указателем
для отсчета целого числа делений продольной шкалы служит край 4 бара-
бана 5. Указателем для круговой шкалы барабана является продольный
штрих 6, основной шкалы, проведенный на стебле 5. Положению шкал
на рис. 11.16, а соответствует
размер 8,27 мм, а на рис.
11.16, б — размер 8,77 мм
(8 + 0,5 + 0,27 = 8,77).
Расширение пределов изме-
рения микрометров достигается
вследствие изменения размеров
скоб при неизменном микро-
метрическом устройстве. Про-
6 12 3
V 6)
Рис. 11.16. Отсчетное устройство микрометра
дольное перемещение микро-
метрических винтов всех типов микрометрических инструментов за неболь-
шим исключением (см. табл. II.2) равно 25 мм. Это объясняется слож-
ностью изготовления более длинных винтов с необходимой точностью.
Установка шкал микрометров с пределами измерения свыше 25 мм в нуле-
вое положение осуществляется при помощи установочных шайб или конце-
вых мер длины с размерами, равными нижним пределам измерения, т. е.
начиная от 25 мм и выше с интервалом через 25 мм.
Конструкция микрометра показана на рис. 11.15, а. Скоба 1 должна
быть достаточно жесткой, чтобы ее деформация от измерительной силы
не сказывалась на точности измерения. В микрометрах небольших размеров
до 300 мм (ГОСТ 6507—53) пятка 2 запрессовывается в скобу. В микрометрах
для размеров свыше 300 мм пятки выполняют подвижными (регулируемыми
или сменными), что облегчает устанавливать их в нулевое положение и
позволяет расширять пределы измерения. Стебель 5 запрессовывают в скобу
или присоединяют к ней на резьбе. В некоторых конструкциях стебель вы-
полняют вместе со скобой. Внутри стебля, с одной стороны, имеется микро-
метрическая резьба, а с другой — гладкое цилиндрическое отверстие, обес-
печивающее точное направление перемещения винта 3. На конце стебля
(на длине микрометрической резьбы) имеются продольные прорези, а сна-
ружи — коническая резьба с навернутой на нее гайкой 10. Вращением
этой гайки можно изменять плотность резьбового соединения винта со стеб-
лем, обеспечивая необходимую легкость вращения винта и устранение
мертвого хода. Торцовая поверхность винта, обращенная к пятке, является
измерительной. Торцовые поверхности пятки 2 и винта 3 должны иметь
шероховатость поверхности не ниже 12-го класса чистоты по ГОСТу 2789—59.
Трещотка предназначается для обеспечения постоянства измерительной силы
в пределах 0,7 ± 0,2 кГ. Механизм трещотки состоит из храповика 7,
штифта 8 и пружины 9 (рис. 11.15, а). Вращение головки храповика по часо-
вой стрелке передается микрометрическому винту трением между штифтом 8,
поджимаемым пружиной 9, и зубьями храповика. При измерительной силе,
превышающей допустимую величину, храповик будет проворачиваться отно-
338
сдельно винта. Существуют и другие конструкции устройств для стабили-
зации измерительной силы (фрикционное устройство со спиральной пружи-
но'^, с винтовой пружиной и т. п.). Стопорное устройство используется при
необходимости сохранять микрометрический винт в установленном поло-
жении.
Для измерения диаметров отверстий применяют микрометрические нутро-
меры (рис. 11.15, г). Увеличение пределов измерения нутромеров произво-
дится с помощью набора удлинительных стержней разной длины, заклю-
ченных в трубках и поджатых пружинами (рис. 11.15, д'). Для соединения
удлинителей друг с другом и с микрометрическим нутромером они имеют
на одном конце наружную резьбу, а на другом — внутреннюю. Установка
шкал микрометрических нутромеров в нулевое положение может произво-
диться по микрометрам для наружных измерений.
Оптический длиномер является наиболее точным прибором из группы
приборов для абсолютных методов измерений. Длиномер состоит из изме-
рительной головки и вертикальной или горизонтальной стойки. В зависи-
мости от вида стойки длиномер называют вертикальным или горизонтальным.
Предел измерения вертикального длиномера 0—200 мм. горизонтального
0—350 мм. цена деления шкалы 0,001 мм. Длиномер применяется для изме-
рения размеров точно изготовленных деталей — гладких 'и резьбовых ка-
либров, и др. Горизонтальный длиномер применяется также для внутренних
измерений (диаметров цилиндрических отверстий от 13,5 до НО мм. внутрен-
них резьб и т. п.).
Принципиальная схема вертикального длиномера показана на рис. 11.17.
На измерительном штоке 4 закреплена стеклянная миллиметровая шкала 5.
имеющая 100 делений. Измерение детали 2 заключается в определении пере-
мещения этой шкалы относительно неподвижного отсчетного устройства.
Шток подвешен на стальной ленте 10. перекинутой через шкивы 11 и 12
к противовесу 14. помещенному в камере демпфера 15. заполненной вазели-
новым маслом. Демпфер обеспечивает плавное, замедленное опускание изме-
рительного штока. Время опускания его на длине 100 мм составляет 10 сек.
Измерительный шток может быть застопорен в любом положении винтом.
Измеряемый размер АВ детали 2 и миллиметровая шкала 5 расположены
последовательно на одной прямой. Этим обеспечивается соблюдение прин-
ципа Аббе. В результате этого значительно повышается точность измерения,
так как погрешности, возникающие от перекоса шкалы, будут незначитель-
ными. Шкала освещается осветителем 13 и визируется через отсчетный
микроскоп 7. Рукоятка 8 служит для установления шкалы в нулевое поло-
жение при соприкосновении измерительного наконечника 3 с поверхностью
столика 1. Вращением рукоятки 6 производится установка спирального
нониуса для отсчета сотых и тысячных долей миллиметра. Измерительную
головку длиномера можно смещать по колонке стойки относительно сто-
лика 1 для установки детали.
Измерительное давление регулируется в широких пределах при помощи
съемных грузов 9. Шнурок 16 предназначен для поднятия измерительного
штока при установке детали на столе прибора.
В поле зрения отсчетного микроскопа (рис. 11.18, а) видны двойные
витки архимедовой спирали 2 и три шкалы: миллиметровая шкала 1. нане-
сенная на стеклянной пластинке 9 (рис. 11.18, б); децимиллиметровая шкала 4
с интервалом делений в 0,1 мм. нанесенная на стеклянной пластинке спираль-
ного микроскопа; спираль 2 и круговая шкала 3 с ценой деления 0,001 мм.
нанесенные на стеклянной круглой пластинке 5. Круговая шкала имеет
100 делений.
Децимиллиметровая шкала 4 и круговая шкала с архимедовой спиралью 2
находятся в фокальной плоскости окуляра 6. На эту же плоскость с помощью
объектива 8 проектируется изображение миллиметровой шкалы 1 с пла-
стинки 9. Миллиметровая шкала перемещается вместе с измерительным што-
ком, на котором она укреплена. Положение этой шкалы относительно непо-
339
движной децимиллиметровой зависит от измеряемого размера. После того,
как измерительный шток установлен на детали, миллиметровая шкала зани-
мает определенное положение (рис. 11.18, а). Целое число миллиметров отсчи-
тывается по штриху миллиметровой шкалы, находящемуся в пределах деци-
миллиметровой шкалы (в приведенном на рис. 11.18, а примере это 46 мм).
Количество делений децимиллиметровой шкалы, отсчитанное до штриха
миллиметровой шкалы, составляет десятые доли миллиметра. Учитывая это,
можно отсчитать размер, равный 46,3 мм (рис. 11.18, а). Для оценки доли
Рис. 11.17. Принципиальная схема
вертикального длиномера
Рис. 11.18. Шкалы оптического дли-
номера
деления а децимиллиметровой шкалы служит архимедова спираль и рас-
положенная внутри нее круговая шкала, называемая спиральным нониусом.
При вращении рукоятки (рис. 11.17 и рис. II. 18, б) будет поворачиваться
пластинка с круговой шкалой и спиралью. При этом витки спирали сме-
щаются относительно децимиллиметровой шкалы. Круговая шкала пред-
назначается для отсчета смещения витков спирали вдоль децимиллиметровой
шкалы. Цена деления круговой шкалы равна величине смещения витка
вдоль децимиллиметровой шкалы при повороте шкалы на одно деление.
Шаг спирали равен одному делению децимиллиметровой шкалы, т. е.
0,1 мм. Поэтому за полный оборот круговой шкалы витки спирали сместятся
вдоль децимиллиметровой шкалы на одно ее деление. Следовательно, цена
деления круговой шкалы определится из выражения
f = = 0,001 мм.
Поэтому по круговой шкале можно отсчитывать смещение витков спирали
в пределах делений децимиллиметровой шкалы в микронах, т. е. можно
определить долю деления а децимиллиметровой шкалы. Прибор юстируется
таким образом, что при совпадении нулевых штрихов круговой и децимилли-
340
метровой шкал деления децимиллиметровой шкалы располагаются между
двойными витками спирали. Витки спирали выполнены двойными с расстоя-
нием между ними 0,012 мм, которое увеличивается объективом до 0,7 мм,
В этом случае значительно повышается точность отсчета положения милли-
метрового штриха, так как можно точнее установить штрих между двумя
близко расположенными витками (биссектор).
Для определения доли деления децимиллиметровой шкалы, уточняющей
отсчет измеряемого размера, необходимо повернуть пластину с круговой
шкалой и спиралью в положение, при котором миллиметровый штрих будет
располагаться между двумя витками спирали, как это показано на
рис. 11.18, а. После этого производится отсчет: целое число миллиметров
показывает штрих миллиметровой шкалы (46 мм), десятые доли определяются
по децимиллиметровой шкале (0,3 мм), а по круговой шкале определяются
Рис. 11.19. Микроскопы инструментальные по ГОСТу 8074—56:
а — малый инструментальный микроскоп (тип ММИ); б — большой инструментальный микроскоп
(тип БМИ); 1 — основание; 2 — микрометрические винты для отсчета перемещений стола; 3 — стол;
4 — осветитель; 5 — ось наклона колонки; 6 — фиксатор кронштейна; 7 — колонка; 8 — механизм
грубой фокусировки; 9 — окуляр основного микроскопа; 10 — отсчетный микроскоп окулярной угло-
мерной головки; 11 — кронштейн; 12 — накатанное кольцо точной фокусировки. 13—объектив смен-
ный основного микроскопа; 14 — маховичок поворота стола
сотые, тысячные и десятитысячные доли миллиметра (0,0622 мм), содержа-
щиеся в измеряемом размере. Положению шкал на рис. 11.18, а соответ-
ствует отсчет 46,3622 мм. (Четвертый знак после запятой определен на глаз.)
Наряду со спиральным окулярным микрометром получили распространение
клиновые и винтовые окулярные микрометры, а также шкалы поперечного
масштаба.
Инструментальные микроскопы предназначаются для измерения углов
и длин у различных деталей сложной формы, резьбового режущего инстру-
мента, червячных фрез, лекал, кулачков, резьбовых калибров и др.
Отечественная оптико-механическая промышленность изготовляет ин-
струментальные микроскопы малой (ММИ) и большой (БМИ) моделей с микро-
метрическими отсчетными устройствами (рис. 11.19) и универсальные микро-
скопы нескольких модификаций, в которых взамен микрометрических изме-
рителей применены миллиметровые шкалы с отсчетными спиральными
микроскопами. Несмотря на конструктивное различие, принципиальная
схема измерения на всех микроскопах является общей: производится визи-
рование различных точек деталей, перемещаемых для этого по взаимно
перпендикулярным направлениям с измерением этих перемещений с помощью
отсчетных устройств. Для обеспечения лучшего визирования микроскопы
снабжаются объективами различной степени увеличения. Для измерения
углов применяется угломерная окулярная головка. Наряду с угломерной
применяется револьверная окулярная головка и головка двойного изобра-
жения. Для всех микроскопов предусмотрены стандартные проекционные
341
устройства, фотоприставки и приспособления для установки и закрепления
измеряемых деталей.
Большой инструментальный микроскоп модели БМИ (рис. 11.19, б) имеет
повышенную точность измерения линейных размеров и увеличенные пределы
измерения по сравнению с микроскопом малой модели. Помимо этого, стол
микроскопа большой модели выполнен поворотным на 360°, вследствие
этого можно производить измерения не только в прямоугольных, но и в по-
лярных координатах.
На массивном чугунном основании 1 в продольном и поперечном направ-
лениях перемещается на шариковых направляющих стол 5* Перемещение
стола 3 осуществляется микрометрическими винтами 2. Величина этого
перемещения равна 25 мм. Стол может быть отведен от микрометрических
винтов, к которым он прижат пружинами, и между ними на выдвижных опо-
Рис. II 20. Угломерная окулярная головка
рах могут быть установлены кон-
цевые меры длины. Наибольший
размер плитки для продольного сме-
Рис. 11.21. Револьверная головка
щения стола равен 125 мм, а для поперечного — 25 мм. Таким образом,
предел измерения линейных размеров в продольном направлении достигает
150 мм и в поперечном — 50 мм.
Для отсчета перемещений на гильзе, скрепленной с микрометрической
гайкой, имеется миллиметровая шкала, а на барабане, связанном с микро-
метрическим винтом, — круговая шкала с 200 делениями. Так как шаг винта
равен 1 мм, то цена деления шкалы барабана равна 0,005 мм. Замедление
движения стола осуществляется амортизаторами в виде часовых зубчатых
механизмов. Стол микроскопа может быть повернут на любой угол при
помощи маховичка 14. Для отсчета угла поворота стола служит градусная
шкала с 360 делениями, нанесенными на его ободе, и шкала нониуса с вели-
чиной отсчета 3'. На основании прибора установлена колонка 7 с кронштей-
ном 11, на котором закреплен тубус микроскопа. Микроскопы с угломер-
ной окулярной головкой показаны на рис. II. 19. В случае необходимости
вместо угломерной головки может быть использована револьверная головка
или головка двойного изображения. Кронштейн 11 можно смещать по высоте
вращением рукоятки 8 реечной передачи и закреплять в требуемом положе-
нии фиксатором 6. Точная фокусировка детали производится поворотом
накатанного кольца 12 держателя объектива 13. В верхней части стола
имеются Т-образные пазы для закрепления различных приспособлений,
на которые ставятся измеряемые детали. На рис. II.20 показана отдельно
угломерная окулярная головка. Визирование деталей производится на сетке,
видимой в окуляр 1. Обычно применяют простую сетку 8 или сетку 6 с допол-
нительными штриховыми линиями, проведенными на расстояниях 0,9 и
2,7 мм от центра. Простая сетка применяется для визирования деталей при
измерениях линейных размеров и углов. Сетка с дополнительными пунктир-
ными линиями помимо этого общего случая может применяться также для
измерения элементов профиля резьбы с использованием измерительных
ножей.
Угломерная головка имеет градусную шкалу 3, наблюдаемую в окуляр
отсчетного микроскопа 2. Освещение шкалы производится отраженным
342
от зеркала 5 светом. Градусная шкала 3 смещается относительно неподвиж-
ной минутной шкалы 4 при повороте сетки около оптической оси. Для пово-
рота сетки служит маховичок 7. Измерение углов производится совмещением
одной из центровых штриховых линий со сторонами измеряемого угла.
При показании 0° 00' угломерной шкалы центральные штриховые линии
должны быть параллельны направлениям перемещения продольных и попе-
речных салазок.
Револьверная головка, показанная на рис. 11.21, применяется для кон-
троля сложных профилей путем сравнения их изображений с профилями,
нанесенными на сетке головки. На рис. 11.21 показана сетка с различными
профилями метрической резьбы, видимыми в окуляр 1 головки. Поворотом
накатанного обода 2 профили резьб, нанесенных на сетке, смещаются в поле
зрения. Приведенные против каждого профиля линии 1; 1,25; 1,5 . . .соот-
ветствуют средним диаметрам резьб. При совмещении такой линии с нуле-
Рис. 11.22. Головка двойного изображения
вым значением неподвижной шкалы 3 соответствующий профиль займет
номинальное положение для проверяемой резьбы. Отклонение профиля
на сетке от номинального положения при совмещении его с проверяемым
профилем может быть отсчитано по шкале 3.
Головка двойного изображения применяется для быстрого приведения
проверяемого отверстия в положение, при котором его ось будет совмещена
с осью центрального микроскопа (рис. П.22, а). Эта головка позволяет
быстро измерять расстояния между центрами отверстий. При несовпадении
оси отверстия с осью микроскопа изображение отверстия в поле зрения оку-
ляра получится раздвоенным. При смещении отверстия в положение, соос-
ное с микроскопом, оба изображения отверстия сольются в одно (рис. 11.22, б).
Раздвоенность изображения детали получается вследствие применения слож-
ной призмы, показанной на рис. П.22, в. Луч света от визируемой точки А,
смещенной относительно оптической оси, в точке В внутренней грани призмы,
раздваивается по направлениям — BCDEFAt и BGHKA2. В результате
этого в поле зрения окуляра получаются два изображения точки Л (A i и Л2).
То же самое получится, если вместо точки А будет находиться небольшое
отверстие. В поле зрения будут видны два изображения этого отверстия,
как это показано на рис. П.22, б. Два изображения сольются в одно, когда
ось визируемого отверстия будет совпадать с оптической осью микроскопа.
Оптическая схема большого инструментального микроскопа представ-
лена на рис. 11.23, а. По этой же схеме построены инструментальные микро-
скопы других моделей и универсальный микроскоп.
Свет от лампы /, пройдя конденсор 2, светофильтр 3, ирисовую диа-
фрагму 4 и тубус нижнего освещения (отклоняющее зеркало 5 и линзу 6),
освещает снизу деталь Д и попадает в объектив 7 микроскопа. Лучи, идущие
343
от объектива, проходят через оборачивающую призму S, защитные стекла 9
и 10, расположенные соответственно в тубусе микроскопа и в окулярной
головке, и попадают на сетку 11 окуляра 12, образуя на ней изображение
детали. Освещение отсчетного микроскопа производится от лампочки 13
приставного осветителя или от постороннего источника света, лучи света
от которого направляются в микроскоп зеркальцем 14. Эти лучи проходят
светофильтр 15, освещают градусную шкалу 16 и затем через объектив 17
воспроизводят изображение в плоскости минутной шкалы 18. Отсчет пока-
заний градусной шкалы ведется через окуляр 19.
Оптическая схема револьверной головки показана на рис. 11.23, б.
Эта схема состоит из защитного стекла 9, пластины 21, с нанесенными на
ней профилями резьбы, градусной пластины 20 и окуляра 12.
Оптическая схема головки двойного изображения (рис. 11.23, в) состоит
из защитного стекла 9, сложной призмы 23 и окуляра 22. На рис. 11.23, г
приведена оптическая схема проекционного приспособления, устанавливае-
мого в окуляр угломерной головки взамен глазной линзы. Оптическая схема
состоит из проекционных линз 27, призмы 26 с линзой, зеркала 24 и экрана 25
диаметром 225 мм.
К микроскопам прилагаются четыре сменных объектива с увеличениями Iх,
1,5х, 3х и 5х. Увеличение окуляра головки равно 10х. Таким образом,
общее увеличение прибора составляет 10х; 15х; 30х и 50х при поле зрения
соответственно 21; 14; 7 и 4,2 мм. Степень увеличения микроскопа выби-
рается в зависимости от размеров проверяемых деталей, а также (в случае
использования револьверной головки) в соответствии с тем теоретическим
профилем на ее сетке, с которым производится сравнение изображения
проверяемой резьбы.
Универсальный микроскоп показан на рис. 11.24. Прибор состоит из
основания 20, отсчетных спиральных микроскопов 3 и 5, продольных сала-
344
зок 7, поперечных 12, колонки 6, центрального микроскопа 10, осветителя 26,
предметного столика 17 и центровой бабки 2.
Основание 20 прибора представляет собой массивную чугунную станину,
которая устанавливается в горизонтальное положение по уровню при по-
мощи трех регулируемых опорных винтов 27. По основанию, во взаимно
перпендикулярных направлениях, перемещаются на шарикоподшипниках
продольные 1 и поперечные 12 салазки. Точность перемещения и взаимного
положения салазок в горизонтальной плоскости обеспечивается направляю-
щими угольниками 13, 16 и 18 с доведенными плоскостями. На салазках
закреплены оправы 4 и 25 с точными миллиметровыми шкалами. Отсчет
перемещений салазок производится по этим шкалам при помощи спираль-
ных отсчетных микроскопов 3 и 5, которые установлены на станине. Шкала
на продольных салазках имеет длину 200 мм, а на поперечных 100 мм.
Рис. 11.24. Общий вид универсального измерительного микроскопа УИМ-21
Грубая установка салазок производится от руки при ослабленных вин-
тах 14 и 19 тормозных устройств. Для точной установки салазок служат
микрометрические винты 15 и 21.
На продольных салазках предусмотрены цилиндрические направляю-
щие 22, по которым перемещаются центровые бабки 2 с центрами для уста-
новки деталей, имеющих центровые отверстия, например, резьбовых калиб-
ров, метчиков, червячных фрез и др.
Детали цилиндрической формы, не имеющие центровых отверстий, могут
быть установлены на V-образных призмах или в специальном приспособле-
нии. Плоские детали устанавливают непосредственно на столике 17 со стек-
лянной плитой и при необходимости их закрепляют зажимами. На приборе
можно измерять (в нормальных центрах) детали длиной до 750 мм и диаме-
тром до 100 мм. Наибольшая высота плоских деталей, устанавливаемых на
предметный столик, составляет 160 мм.
На поперечных салазках установлена колонка 6 с кронштейном 8 и цен-
тральным микроскопом 10, который рукояткой 7 устанавливается на необ-
ходимом расстоянии от измеряемой детали и закрепляется фиксатором 24.
Точная фокусировка производится поворотом кольца 11 с накаткой.
На тубусе центрального микроскопа расположена угломерная окуляр-
ная головка 9. В случае необходимости, вместо нее может быть использо-
вана револьверная головка или головка двойного изображения. При изме-
рении резьбы колонка с центральным микроскопом рукояткой 23 накло-
няется на угол подъема витков. При этом весь контур профиля резьбы будет
виден одинаково резко.
Взамен основного микроскопа на универсальном микроскопе может быть
установлен специальный длиномер ИЗВ-21 (рис. II.25). С помощью этого
микроскопа можно измерять разнообразные детали с криволинейными и
ступенчатыми поверхностями (кулачки, эксцентрики, штампы и др.).
345
Проекторы предназначаются для контроля деталей со сложными фасон-
ными поверхностями, как, например, кулачков, резьбовых калибров, мелкомо-
дульных зубчатых колес, часовых резьб, шаблонов, червячных и дисковых
фрез и др. Имеется много различных типов отечественных и зарубежных
проекторов, используемых в машиностроении и в приборостроении. Принцип
действия почти всех типов проекторов мало чем отличается один от другого
и заключается в том, что контролируемая деталь или часть ее проектируется
в увеличенном виде на экран. На светлом фоне экрана получается теневое
изображение детали. На экран может помещаться чертеж, выполненный
на стекле или кальке, с одним или двумя предельными контурами детали,
в масштабе, равном увеличению проектора. Такой чертеж называется проек-
Рис. 11.25. Специальный длиномер к уни-
версальному микроскопу:
1 — кронштейн; 2 — измерительная головка;
3 — спиральный окулярный микрометр; 4 —
осветитель; 5 — центровочный микроскоп
Рис. 11.26. Большой проектор
торным. Деталь считается годной, если действительный контур ее изображе-
ния на экране располагается между предельными контурами проекторного
чертежа. Определение размеров на проекторах производится непосредствен-
ным измерением увеличенного изображения детали на экране, или по пока-
заниям отсчетных устройств, фиксирующих перемещение стола с измеряемой
деталью.
Большой проектор БП (рис. 11.26) является наиболее распространенным.
Проектор состоит из станины 7, на которой смонтированы измерительный
стол 3, осветитель /, проекционное устройство 4, главное зеркало 5 и экран 6.
Измерительный стол не отличается от стола большого инструментального
микроскопа. На ссновании инструментального стола смонтированы продоль-
ная и поперечная каретки, перемещаемые по взаимно перпендикулярным
направлениям микрометрическими винтами 2, и круглый поворотный стол.
Стол можно смещать и по высоте с помощью махового колеса 9 и фиксировать
рукояткой 8. Пределы перемещения стола в продольном направлении 150 мм,
в поперечном 50 мм и по высоте 100 мм. Пределы измерения с помощью
микрометрических винтов 0—25 мм. Для измерения длин, превышающих
25 мм, следует применять концевые меры длины. Цена деления шкал на
барабанах микрометрических винтов равна 0,005 мм. На столе имеются Т-об-
разные пазы для закрепления различных приспособлений (бабки с центрами,
У-образные направляющие, линейки со струбцинками и др.). На проекторе
346
можно получить увеличения 10х, 20х и 50х при поле зрения 1 60, 30 и
12 мм соответственно. Увеличения 20х и 50х получают путем установки
сменных объективов.
Оптическая схема проектора при работе в проходящем свете представ-
лена на рис. 11.27, а. Свет от лампы 7, находящейся в стеклянном цилиндре,
пройдя через линзы 2 и 3 постоянного конденсора, теплоизолирующее
стекло 4. линзы 5, 6 и 7 сменного конденсора, поступает к зеркалу 8.
Отразившись от зеркала 3, свет попадает снизу на предметное стекло 9 изме-
рительного стола, на котором установлена проверяемая деталь d. Затем
световой пучок, отразившись от зеркала 10. и пройдя через объектив 11 и
призму 12. попадает на главное зеркало /3 и от него на экран 14, воспроиз-
водя на нем теневое изображение детали.
Сменный оЬъектиб 50х
Рис. 11.27. Оптическая схема большого проектора
Оптическая схема при работе в проходящем сбоку свете показана на
рис. 11.27, б. В этом случае осветитель устанавливается в вертикальное
положение, а зеркало 10 убирается.
На рис. 11.27, в показана схема работы в отраженном свете (например,
при измерении по поверхности детали). В этом случае вместо зеркала 10
помещается полупрозрачное зеркало 15. над которым закрепляется лампа 1
с линзами 2 и 3 постоянного конденсора и теплоизолирующее стекло 4.
Пучок света от осветителя проходит через полупрозрачное зеркало 15 и
попадает на деталь d. установленную на измерительном столе 9. Отразившись
от поверхности детали и частично от зеркала 15. пучок света проходит объ-
ектив 11. призму 12 и отразившись от главного зеркала 13. воспроизводит
на экране 14 увеличенное изображение проверяемой освещенной поверх-
ности. При увеличениях 20х и 50х применяются конденсоры 17 и 73.
Представленная на рис. 11.27, г схема используется при работе в про-
ходящем снизу свете для получения больших увеличений (до 400х) изобра-
жений на вспомогательном вертикальном экране 16. расположенном от
проектора на расстоянии до 3000 мм. В этом случае призма 12 рис. 11.27, а
отводится в сторону.
ПРИБОРЫ ДЛЯ ОТНОСИТЕЛЬНЫХ ИЗМЕРЕНИЙ
Схема прибора для относительных измерений дана на рис. 11.28. Прибор
состоит из измерительной головки и стойки. Стойка прибора имеет основа-
ние 1. измерительный столик 2 для установки деталей, или концевых мер
1 Поле зрения — диаметр круга в плоскости измерительного стола, который воспроиз-
водится на экране.
347
длины, колонку 3 и кронштейн 4. В кронштейне закрепляется измерительная
головка 6. Установка измерительной головки по высоте осуществляется
смещением кронштейна 4 и закреплением его в требуемом положении сто-
порным устройством 5.
Приборы для относительных измерений предназначаются для определе-
ния малых линейных размеров, оцениваемых пределами показаний по
шкале измерительной головки. Примером может служить определение
отклонения Дх искомого размера от известного размера А меры или образ-
цовой детали (рис. 11.28). Размер А может быть воспроизведен, например,
при помощи блока 10 из концевых мер длины. Блок из концевых мер длины
устанавливается на измерительный столик и по нему определяется нулевое
показание измерительной головки. Для этого вначале кронштейн 4 смещают
в положение, при котором измеритель-
ный наконечник штока 9 головки будет
касаться поверхности верхней плитки
блока концевых мер, а затем плавным
смещением измерительного стола 2
с помощью маховичка 12 добиваются
установки указателя 8 прибора против
нулевого штриха шкалы 7. Заменив
блок 10 измеряемой деталью 11, опре-
деляют по шкале измерительной головки
искомое отклонение Дх.
Для получения всего размера х не-
обходимо к размеру А прибавить или
отнять, в зависимости от направления
смещения стрелки от нулевого штриха,
отсчитанное по шкале отклонение, т. е.
х = А ± Дх.
В современных конструкциях стоек
измерительные столики выполняют не-
подвижными. Устройства для оконча-
тельной установки нулевого положе-
ния указателя содержатся в самой измерительной головке (приборы типа
Шеффилд, Микрозил и др.) или в кронштейне стойки [77]. Наряду с верти-
кальными применяют горизонтальные стойки, а также различные подставки,
приспособления и устройства для закрепления измерительных головок
и установки измеряемых деталей.
Отличительным признакохМ измерительной головки является увеличиваю-
щее устройство, преобразующее малое перемещение измерительного штока 9,
вызываемое отклонением Дх детали, в значительно большее перемещение
указателя S, отсчитываемое по шкале 7. Шкалы этих приборов, в отличие
от приборов для абсолютных измерений, не являются штриховыми мерами.
В связи с этим для этих приборов вводится понятие «цена деления» шкалы,
определение которого дано выше. Приборы для относительных измерений
получили широкое распространение после практического освоения и рас-
пространения плоскопараллельных концевых мер длины и интерференцион-
ных методов их измерений. Эти приборы значительно повысили точность
измерений по сравнению с инструментами и приборами для абсолютных
измерений. С помощью концевых мер длины практически можно составлять
блоки любых применяемых в машиностроении размеров через 0,001 мм.
Следовательно, можно подобрать блок такого размера А, чтобы неизвестное
отклонение Дх сделать весьма малым. Это позволяет использовать прибор
с большим увеличением, тем самым повышая точность измерения. Раз-
меры концевых мер длины и блоки из них с помощью интерференцион-
ных методов измерений можно аттестовать с точностью до сотых долей
микрона.
348
Приборы для относительных измерений могут быть использованы для
абсолютных измерений малых размеров, если последние не превышают
пределов показаний прибора по шкале.
Приборы для относительных измерений строятся на различных прин-
ципах преобразования (увеличения) малых величин в большие — механи-
ческих, оптических, пневматических, электрических, магнитных и др.
Во многих приборах используется сочетание различных способов преобра-
зования, как, например, оптико-механические, электропневматические и др.
Существует много разнообразных механических увеличивающих
устройств, используемых в измерительных головках. К ним относятся рычаж-
ные, зубчатые, рычажно-зубчатые, рычажно-винтовые, пружинные и др.
Рис. 11.29. Рычажная передача:
а — синусный механизм; б — оптический рычаг; в — зависимость угла поворота ф рычага от
смещения измерительного стержня х
К наиболее распространенным измерительным головкам с рычажной
передачей относятся миниметры. Рычажная передача широко используется
в сочетании с винтовыми, зубчатыми и другими передачами. Построенные
на таких комбинированных передачах измерительные головки (ортотест,
миллимесс и др.) являются более совершенными по сравнению с миниметрами.
Основным и решающим требованием к проектированию измерительных
головок является получение линейной характеристики преобразующего
механизма на возможно большем перемещении измерительного штока.
Это необходимо для получения равномерных шкал отсчетных устройств,
при которых значительно упрощается эксплуатация приборов. В общем
случае характеристики преобразующих устройств не являются линейными.
Преобразующие устройства в этом случае рассчитываются из условия, чтобы
зависимость перемещения указателя от перемещения измерительного штока
отличалась от линейной на величины, не превышающие предельных погреш-
ностей, определяемых техническими условиями. Характерным примером
может служить синусный рычажный механизм миниметра (рис. 11.29, а).
Зависимость между углом ф поворота стрелки и смещением х измерительного
штока выражается следующем равенством х = a sin <р. Как видно, зави-
симость — нелинейная. Используя методику наилучшего приближения функ-
ций, разработанную выдающимся русским математиком П. Л. Чебышевым,
можно рассчитать такое значение малого плеча а, при котором отклонения
характеристики рычажного механизма от линейной зависимости (прямая ВВ
на рис. 11.29, в) будут наименьшими в пределах наибольшего отклонения
стрелки фк. Расчет показывает, что в этом случае плечо а должно соответ-
ствовать мгновенному передаточному отношению механизма в положении
при угле фх = 0,87фк. Эту величину плеча устанавливают с помощью регу-
лировки механизма при сборке. Аналогичньш путем производится расчет
тангенсного рычажного механизма и различных других механизмов преоб-
разования.
349
Для повышения чувствительности и точности отсчета во многих изме-
рительных головках применяют так называемый «оптический рычаг»* В обыч-
ном однозвенном рычажном механизме (рис. 11.29, а) большим механическим
плечом является стрелка. Для получения оптического рычага вместо стрелки
устанавливается зеркальце 3 (рис. 11.29, б). Отраженный от зеркальца луч
света 2 от некоторого источника света S называется оптическим рычагом.
В этом случае при отклонении малого плеча 1 на угол <р (рис. 11.29, б),
оптический рычаг (луч света) 2 повернется на угол 2<р, что повышает чув-
ствительность (передаточное отношение) в 2 раза по сравнению с механи-
ческой рычажной системой. Таким образом, применение оптического рычага
позволяет при одних и тех же габаритных размерах: повысить чувствитель-
ность передаточного механизма вдвое; повысить точность отсчета показаний
вследствие отсутствия погрешностей от паралакса, так как проектируемый
оптическим лучом штрих-указатель нахо-
дится в плоскости шкалы. Оптический
луч безынерционен.
Измерительные головки с зубчатой
передачей. Наиболее распространенными
приборами с зубчатой передачей являются
индикаторы часового типа. Отечественной
промышленностью выпускаются индика-
торы нормальные и малогабаритные (ГОСТ
577—68). Нормальные индикаторы имеют
пределы измерения 0—5 и 0—10 мм, мало-
габаритные 0—2 и 0—3 мм. Цена деления
Рис. II.30. Зубчатая передача инди- шкалы 0,01 и 0,002 мм. Зубчатая передача
катора часового типа по ГОСТу служит для преобразования малых пере-
577—60 мещений измерительного стержня 9 в боль-
шие перемещения стрелки 2 рис. 11.30.
На рис. 11.30 представлена принципиальная схема механизма инди-
катора с ценой деления шкалы 0,01 мм. На измерительном штоке 9 нарезана
зубчатая рейка с шагом /, находящаяся в зацеплении с малым колесом 7,
имеющим число зубьев z2 = 16. На оси колеса 7 закреплено колесо 6 (z3 —
= 100), которое сцеплено с малым колесом 5 (z4 = 10), несущим на оси
стрелку 2 длиной R = 25 мм. Полный оборот стрелки 2 соответствует пере-
мещению измерительного штока 9 на 1 мм. Шкала разделена на 100 делений.
Следовательно, цена деления шкалы * == тях = 0,01 мм.
Для отсчета числа полных оборотов стрелка 2, т. е. количества целых
миллиметров, служит малая стрелка /, установленная на оси колеса 7,
и малая шкала с ценой деления 1 мм.
Вслосок 4, находящийся на оси дополнительного большого зубчатого
колеса 3, служит для устранения мертвого хода, который влиял бы на устой-
чивость показаний стрелки 2 при возвратно-поступательных движениях изме-
рительного штока. Волосок нельзя установить непосредственно на оси зуб-
чатого колеса 5, так как при большом числе оборотов оси он будет поврежден.
Измерительная сила индикатора не должна выходить за пределы 80—
200 Г (80 Г — при начальном и 200 Г — при конечном положениях изме-
рительного штока).
Измерительная сила создается предварительно растянутой винтовой
пружиной 8. В индикаторах измерительный шток перемещается на срав-
нительно большую величину, достигающую 10 мм (предел измерения).
На эту же величину дополнительно растягивается и пружина 8. Известно,
что усилие пружины находится в прямой зависимости от ее растяжения —
чем больше растяжение, тем больше усилие. В измерительных приборах
колебание измерительной силы влияет на точность показаний. Для стаби-
лизации измерительной силы в индикаторах применяют длинные пружины
или специальные стабилизаторы [9].
350
Определение передаточного отношения индикатора и шага рейки произ-
водится из условия, что за полный оборот стрелки ее конец опишет путь у,
равный длине окружности, т. е. у = 2л/?. При этом измерительный шток
должен сместиться на величину
х = (11.15)
где 2л —— угол поворота малого зубчатого колеса 7, сцепленного с рейкой;
mzn и ^7
— радиус делительной окружности колеса 7.
Передаточное отношение к индикатора можно записать следующим
образом:
у 2nR zR z3
Zv *' ——. ' г~ ' • .
x () mz2 mzt za
z3' 2
Из уравнения (11.15), соответствующего полному обороту (2л) стрелки
индикатора и перемещению измерительного штока х = 1 мм, можно опре-
делить модуль зубьев рейки
/n = —.
TCZ2Z4
Так как t = пт, то из уравнения (11.15) можно определить величину
шага
Приборы с зубчатой передачей имеют ограниченную точность. Объяс-
няется это неизбежными погрешностями при изготовлении зубчатых колес —
биениями зубчатых венцов, погрешностями шага и профиля зубьев. Осо-
бенно большое влияние на точность индикаторов оказывают погрешности
первой зубчатой пары (рейка — триб), увеличивающиеся с последующей
зубчатой передачей. Допустимая погрешность показаний индикатора с ценой
деления шкалы 0,01 мм на всем участке шкалы при 10 оборотах стрелки не
должна превышать ±25 мкм. Вариация показаний для всех типов индика-
торов не должна превышать 3 мкм. Для использования индикаторов при-
меняют различные подставки, штативы и стойки. С использованием стан-
дартных индикаторов разработаны индикаторные скобы, глубиномеры,
индикаторные нутромеры, различные измерительные приспособления.
Измерительные головки и приборы с рычажно-зубчатой передачей.
Недостатком зубчатых передач является ограниченная точность вследствие
биений зубчатых венцов колес, погрешностей в окружных шагах и профилях
зубьев. Наибольшее влияние на точность зубчатой передачи оказывают
погрешности первой зубчатой пары, так как они будут увеличиваться после-
дующими зубчатыми парами. Например, в индикаторах наибольшее влияние
на точность его показаний оказывают ошибки профилей зубьев и шага у рейки
и сцепленного с ней малого колеса. Точность измерительного прибора можно
значительно повысить, если первое звено, т. е. рейку, заменить рычагом.
С помощью рычага при небольших углах его отклонений можно получить
весьма точное начальное увеличение измеряемого отклонения с последующим
дополнительным его увеличением зубчатой передачей. Таким образом,
рычажная передача, как наиболее точная, всегда должна быть начальной,
связанной с измерительным штоком прибора.
Существует много различных измерительных головок и приборов, осно-
ванных на применении рычажно-зубчатых механизмов преобразования.
К ним относятся измерительные головки типа ортотест, МКМ, миллимесс,
эльмиллимесс, многооборотный индикатор типа ИГМ, рычажные скобы
рычажные чувствительные микрометры, микрометры настольные со стрелоч-
ным устройством типа К-6 и др. Примеры измерительных рычажно-
351
зубчатых передач даны на рис. 11.31. Рычажно-зубчатые измерительные
головки по сравнению с зубчатыми индикаторами имеют более высокую
точность, позволяющую изготовлять их с ценой деления шкалы 1—2 мкм.
Пределы показаний по шкалам таких головок составляют от ±30 до ± IOOjwol
Наиболее простой является рычажно-зубчатая передача ортотеста
(рис. 11.31, а).
Цена деления шкалы прибора 1 мкм, предел показаний по шкале
±100 мкм. Измерительная сила 50 г. Выпускаются также приборы с ценой
деления шкалы 0,5 мкм. Смещение измерительного стержня 1 с помощью
углового рычага 2 с зубчатым сектором и трибки 3 вызывает поворот
стрелки 4. Измерительная сила создается пружиной 7; для устранения
мертвого хода служит волосок 5. Пружина 6 обеспечивает неразрывный
контакт рычага с измерительным стержнем.
1^50
40
50
60
6)
а)
Рис. 11.31. Схемы рычажно-зубчатых измерительных передач:
а — ортотеста; б — рычажного микрометра; в — головки ИГМ; 1 — измери-
тельный стержень (нижняя пятка — у микрометра); 2 — рычаг; 3 — трибка;
4 — стрелка; 5 — волосок; 6 и 7 — пружины; гх; г2, . . . г7 — зубчатые
колеса и трибы
$=100
Отличительной особенностью конструкции этой измерительной головки
является то, что измерительный стержень опирается сверху на конец малого
плеча зубчатого рычага 2. Такая конструкция предохраняет механизм от
ударов при резком подъеме измерительного стержня.
Передаточное отношение механизма можно определить следующим обра-
зом. Допустим при смещении измерительного стержня на величину х стрелка
отклонилась на угол <р, а ее конец на величину у.
Тогда у = Zq>, х = ф г, а передаточное отношение выразится следую-
щим образом:
У _ _ RI
ty, ' — ' —— ' •
Х Ф > г
У ортотестов с ценой деления i = 0,001 м, R = 100 мм, г = 5 мм, гд =
1 1 кп 100-50 1ЛАЛ
= 1 мм и I = 50 мм, к = —ё~т- = Ю00.
’ 5-1
Предельная погрешность показаний с учетом всего участка шкалы со-
ставляет 0,3 мкм при i = 0,5 мкм и 1 мкм при i = 1 мкм. Аналогичным
образом можно рассчитать передаточное отношение и для других типов
рычажно-зубчатых головок.
Рычажные микрометры типа ИМ (ГОСТ 4381—68), настольные микро-
метры типа К-6 (ГОСТ 10388—63) построены на сочетании измерительных
головок с микрометрами. В микрометре ИМ (рис. 11.31, б) применена та-
352
кая же измерительная головка, как и в рычажной скобе типа ПС, и обычный
микрометр с пределами измерения 0—25 или 25—50 мм. В микрометре К-6
применяется универсальная микронная головка с ценой деления шкалы
0,001 мм и пределами показаний ±30 мкм и микрометрическая головка
часового микрометра.
Измерительные головки с рычажно-оптической передачей. К этой группе
приборов относятся оптиметры, микролюксы и др. В механизмах преобра-
зования этих приборов применяется оптический рычаг. Наиболее распро-
страненным прибором является оптиметр. Цена деления шкалы прибора
0,001 мм, предел измерений по шкале ±0,1 мм.
а — горизонтальный; б — вертикальный; 1 — основание; 2 — направляющий валик; 3 — кронштейн;
4 — трубка оптиметра; 5 — измерительный стол; 6 — головка эксцентрика; 7 — пиноль; 8 — фикса-
тор; 9 — микрометрический винт; 10 — маховик вертикальной подачи стола; И и 14 -— держатели:
12 — стопорные винты; 13 — измерительные дуги; 15 — рычаг арретира; 16 — колонка; 17 — винт
крепления трубки оптиметра в хомутике кронштейна; 18 — зажимной винт; 19 — кольцо для пере-
мещения измерительного стола по высоте; / — поле зрения трубки оптиметра при нулевой уста-
новке шкалы
Оптиметр применяется для измерения относительным методом концевых
мер длины, калибров, тел качения подшипников — шариков, роликов и
других деталей высокой точности. Технические условия на оптиметры
определены в ГОСТе 5405—64.
Оптиметр состоит из измерительной головки (трубка оптиметра) и вер-
тикальной или горизонтальной стойки. В зависимости от вида стойки опти-
метр называют вертикальным или горизонтальным.
Вертикальный оптиметр предназначается для наружных измерений,
а горизонтальный — как для наружных, так и для внутренних. Предел
измерений вертикального оптиметра равен 0—180 мм, горизонтального:
0—350 мм для наружных измерений и 13,5—150 мм для внутренних.
Погрешность показаний вертикального оптиметра не должна превышать
± 0,0002 мм на участке шкалы в 0,06 мм и ±0,0003 мм — на участке свыше
0,06 мм.
Погрешность показаний горизонтального оптиметра при наружных
измерениях ±0,0003 мм, при внутренних ±0 001 мм. Горизонтальный
и вертикальный оптиметры представлены на рис. 11.32, а и б. Установка
прибора (рис. 11.32, а) в горизонтальной плоскости производится по уровню
с помощью трех регулировочных винтов.
Кронштейны 3 перемещаются по направляющему валику 2 и закрепляются
в требуемом положении зажимными винтами. Для предотвращения поворота
кронштейнов в них установлены шпонки, скользящие по канавке направ-
ляющего валика 2.
12 В. П Коротков
353
В левом кронштейне закрепляется пиноль 7, а в правом — трубка
оптиметра.
Для поворота стола вокруг горизонтальной оси служит головка 6 эк
центрика со стопором. Этот поворот необходим для нахождения правильно!
положения стола в вертикальной плоскости.
Пиноль 7 представляет собой стальную трубку, в которой от микрометри
ческого винта 9 перемещается стержень с присоединенным к нему измери-
тельным штифтом, на котором ставится сменный наконечник. Закрепление
стержня производится фиксатором 8.
Рис. 11.33. Схема трубки оптиметра
Приспособление для внутренних измерений состоит из измерительных
дуг 13, подвешенных на осях к держателям И и 14 и закрепленных стопор-
ными винтами 12, Левый держатель надевается на трубку пиноли, правый —
на трубку оптиметра. Оба держателя устанавливаются до упора в регули-
руемые резьбовые кольца, завинченные в держатели. Поворотом этих колец
можно изменять положение держателей относительно измерительных нако-
нечников пиноли и трубки оптиметра.
Измерительные дуги 13 с помощью винтовых пружин прижаты запрес-
сованными в них шариками к измерительным наконечникам пиноли и трубки
оптиметра. Отвод правой дуги от проверяемой детали или образцового
кольца при их установке или съеме производится рычагом-арретиром 15,
Измерительные дуги изготовляют малыми и большими. Малые предназна-
чаются для измерения отверстий диаметрами от 13,5 до 26,5 мм, большие —
для отверстий диаметрами свыше 26,5 мм,
К приспособлению прилагается установочный калибр-ключ, которым
регулируется положение упорных резьбовых колец в держателях 11 и 14.
354
з
Рис. 11.34. Оптическая схема труб-
ки оптиметра
К оптиметру предусмотрено проекционное устройство, позволяющее наблю-
дать показания шкалы оптиметра на экране.
Принцип действия и оптическая схема трубки оптиметра. Принцип
действия трубки оптиметра основывается на преобразовании малого линей-
ного перемещения измерительного стержня в значительно большее переме-
щение видимой в окуляр шкалы относительно указателя. Смещение шкалы
на одно деление соответствует перемещению измерительного штока на
0,С01 мм. Такое увеличение достигается сочетанием автоколлимациокного
устройства с рычажно-оптической передачей. Принцип действия трубки
оптиметра поясняет рис. II.33, а. На некотором расстоянии от объектива /,
перпендикулярно оптической оси, расположено плоское зеркало 2. Допу-
стим, что в фокальной плоскости объектива на расстоянии b от главной опти-
ческой оси MN расположена светящаяся точка So. Лучи света от этой точки,
пройдя объектив и отразившись от зеркала,
дадут в фокальной плоскости симметрично
расположенное ее изображение So.
При смещении измерительного штока 3
(рис. 11.33, б) зеркало повернется на некото-
рый угол а. Отражаемые его поверхностью
лучи при этом отклоняются на угол 2а в на-
правлении поворота зеркала. В результате
этого изображение светящейся^ точки So
сместится вниз и займет положение So. Вели-
чину этого смещения Н можно определить
по формуле Н — Ftg2a (F — фокусное рас-
стояние объектива).
В трубке оптиметра (рис. 11.34) место
светящейся точки занимает неподвижная
шкала 3. Шкала освещается светом от по-
стороннего источника, направляемым на нее
зеркалом 5 через призму полного внутрен-
него отражения 4. В окуляре 2 оптиметра
видно изображение этой шкалы, которое
будет смещаться вверх или вниз относи-
тельно указателя 1 при малейшем отклонении зеркала 7, вызываемого пере-
мещением измерительного штока 8. На конце штока установлен измеритель-
ный наконечник 9. В оптиметре между шкалой и объективом установлена
призма 6, изменяющая направление лучей на 90°, что делает конструкцию
трубки оптиметра более удобной при эксплуатации.
Шкала трубки оптиметра имеет ± 100 делений с интервалом с = 0,08 мм.
При перемещении измерительного наконечника на величину h изображение
шкалы сместится на величину Н (см. рис. 11.33, б).
Передаточное отношение (чувствительность) к определится из выражения
Н _Ftg2a
h atga ’
Так как угол а очень мал, то можно принять
(11.16)
Так как у оптиметра F = 200 мм, а = 5 мм и с = 0,08 мм, то в соот-
ветствии с формулой (11.16) к = 80.
Отсюда следует, что при перемещении измерительного наконечника
на 1 мкм изображение шкалы переместится на 80 мкм. Отсчет по шкале
производится через окуляре 12-кратным увеличением. Следовательно, общее
увеличение трубки оптиметра составит к = 80-12 = 960.
Наблюдаемый через окуляр интервал деления шкалы с = 0,08-12 =
= 0,96 мм.
355
Следовательно, цена деления шкалы i = = 0,001 мм.
Измерительные головки и приборы с пружинной передачей. Пружинные
механизмы преобразования малых линейных перемещений в большие харак-
теризуются высокой стабильностью и надежностью. Эти механизмы отли-
чаются простотой конструкции и обеспечивают высокую точность вследствие
отсутствия погрешностей от мертвых ходов, трения и износа.
Применение плоских пружин и мембран взамен обычных опор скольжения
и вращения обеспечивает их надежную работу в условиях, где много пыли
и большая влажность. В пружинных передачах приборов для преобразования
малых перемещений измерительного наконечника в значительно большие
перемещения указателя используются плоские, прямые, изогнутые или
скрученные упругие металлические ленты.
В настоящее время отечественной промышленностью выпускаются го-
ловки измерительные пружинные (тип ИГП), пружинно-оптические (тип П),
пружинные малогабаритные (тип ИПМ), индикаторы пружинные рычажные
(тип ИРГ) и пружинные приборы для определения шероховатости поверх-
ности (тип ИПШ).
Пружинная измерительная головка ИГП по принципу действия подобна
микрокатору. Эта головка предназначается для точных относительных
измерений длин и отклонений геометрической формы деталей. Для измери-
тельных головок могут быть использованы стандартные стойки с посадочными
отверстиями в кронштейне диаметром 28 мм. В конструкции головки преду-
смотрен поворот шкалы для окончательной установки нулевого показания
и передвижные указатели поля допуска.
В табл. II.3 приведены основные метрологические характеристики
головок.
Таблица 11.3
Метрологические характеристики измерительных головок
Параметры Измерительные головки
01ИГП 02ИГП 05ИГП шгп 2ИГП 5ИГП 10ИГП
Цена деления шкалы в мм 0,0001 0,0002 0,0005 0,001 0,002 0,005 0,01
Пределы изме- рения в мм ... ±0,004 ±0,006 ±0,015 ±0,03 ±0,06 ±0,15 ±0,20
Предельная по- грешность пока- заний в мм . . . ±0,000Г ±0,0002 ±0,0003 ±0,0005 ±0,001 ±0,0025 ±0,003
Измерительная сила в Г .... 150 150 150 200 300 300 350
Принцип действия измерительной головки ИГП (рис. II.35) основан на
зависимости между растяжением тонкой скрученной металлической ленты
и поворотом ее среднего сечения относительно продольной оси.
В некоторых типах измерительных головок применяют цилиндрические
пружины с противоположной по направлению навивкой от средней части.
Толщина лент берется в пределах 0,003—0,008 мм, а ширина 0,15—0,3 мм.
Наиболее подходящим по прочности и упругим свойствам материалом для
изготовления лент с такими размерами является бериллиевая бронза.
Зависимость угла поворота ф среднего сечения скрученной ленты от
продольного перемещения Д/ ее конца определяется формулой
___гЕ 1 М
Ф — * о >
UA 1+0,35^- 2
Л
356
где г — угол закручивания ленты на единицу длины в сво-
бодном состоянии, т. е. без осевого растяжения;
Е — модуль упругости;
G — модуль сдвига;
к = (— V—относительная толщина (а и б — большая и малая
\ а )
полуоси эллипса, приближенно характеризующего
форму поперечного сечения ленты после прокатки).
Зависимость угла раскручивания ср среднего сечения от величины растя-
жения Д/ для ленты, изготовленной из бериллиевой бронзы с размерами
Рис. 11.35. Конструктивная схема микрокатора
сечения 0,005/0,12 мм, на
участке от 100 до 200 мкм
мало отличается от прямой
линии.
Устройство микрокатора
дано на рис. 11.35. Весь
механизм прибора смонтиро-
ван в стальной втулке 1 и
на литом каркасе <3. Пру-
жинный механизм закрыт
передней крышкой 4 со стек-
лом для обозрения шкалы,
и задней крышкой 7, кото-
рые скреплены винтами 6.
Измерительный стержень 2
нижним концом закреплен
на плоской пружине 11.
Устройство, состоящее из
винтовой пружины 8 и хо-
мутика 9, закрепленного на
измерительном штоке при
помощи винта 10, служит
для создания измерительной
силы, равной примерно
180—250 Г. Измерительное
усилие можно регулировать
в широких пределах пере-
становкой хомутика 9 на из-
мерительном стержне. Скру-
ченная лента 5 (рис. 11.35, б)
одним концом закреплена на
неподвижной упругой пла-
стинке 12, а другим — на
упругом треугольнике 21 в точке В. Крепление концов ленты производится
штифтами с заливкой мест крепления шеллачным лаком. Упругий треуголь-
ник посредством винта 20 присоединен к верхнему концу измерительного
стержня 2 и винтом 22 к каркасу 3.
В середине скрученной ленты 5 прикреплена легкая стеклянная стрелка 17
толщиной от 0,05 до 0,08 мм. Упругая пластинка 12 закреплена между
двух планок 15 и 16, прикрепленных к кронштейну корпуса двумя винтами 14.
Винты 14 и винт 13 предназначаются для регулирования натяжения скру-
ченной ленты.
Подлежащее измерению перемещение измерительного стержня 2, с по-
мощью устройства, состоящего из плоских пружин 21, преобразуется в пе-
ремещение ленты 5, в результате чего стрелка 17 отклоняется в сторону и
по шкале можно произвести отсчет показаний.
Для успокоения стрелки применен масляный демпфер, выполненный
в виде втулки 18, через которую проходит скрученная лента 5 с наплавлен-
357
ным на нее шеллачным шариком 19. Масло, находящееся во втулке, затор-
маживает вращение шеллачного шарика 19 при раскручивании ленты, что
обеспечивает быстрое успокоение стрелки [8, 9].
В приборе предусмотрена возможность регулировки натяжения ленты,
обеспечивающая работу пружинного механизма в пределах линейного
участка характеристики. Для этого ленте необходимо сообщить предвари-
тельное натяжение. Для натяжения ленты служат винты 14 грубой регули-
ровки и винт 13 для точной регулировки. При ввинчивании винта 13 отги-
бается консольная планка к, отклоняя плоскую пластину 12, в результате
чего изменяется натяжение ленты. Существенным недостатком измеритель-
ных головок типа микрокатор является применение для отсчета показаний
тонкой, едва заметной стрелки. Вследствие этого работа с микрокатором
утомляет зрение контролера. Кроме того, в отсчете имеется погрешность от
параллакса.
Пружинно-оптические измерительные головки. Пружинно-оптические ме-
ханизмы преобразования малых перемещений в большие применены в изме-
рительных головках типа П, изготовляемых на Ленинградском инструмен-
тальном заводе, и в приборе «Микрозил». Головки типа П построены по
принципу оптикатора. Эти головки являются более совершенными по срав-
нению с микрокатором. В конструкции головок использована скрученная
металлическая лента для получения больших увеличений линейных пере-
мещений. Однако в отличие от микрокатора на скрученной ленте 7
(рис. 11.36) вместо стрелки закреплено маленькое зеркальце 6, предназна-
ченное для отражения на шкалу 4 изображения штриха указателя. Штри-
ховая метка-указатель, нанесенная на стеклянной пластине 3, освещается
лампой накаливания 1 и конденсором Рис помощью объектива 5 проекти-
руется на зеркальце 6.
Применение зеркальца позволяет в 2 раза увеличить чувствительность
прибора по сравнению с микрокатором. Отражаемый от зеркальца 6 луч
света будет отклоняться на больший угол (в 2 раза) при одном и том же
угле раскручивания среднего сечения ленты. Это позволяет уменьшить
в 2 раза цену деления шкалы прибора. Кроме того, при отсчете показаний
отсутствуют ошибки параллакса, так как изображение штриха находится
в плоскости шкалы прибора.
Ленинградский инструментальный завод выпускает пять типов головок:
01П, 02П, 05П, П1, П2, с ценой деления шкалы 0,1; 0,2; 0,5. ... 5 мкм.
Пределы показаний для всех типов головок находятся в пределах от 0,012
до 0,15 мм.
Предельная погрешность для всех типов головок равна по абсолютной
величине половике цены деления шкалы. Например, для головки 01П пре-
дельная погрешность составляет 0,00005 мм.
Принципиальная схема прибора «Микрозил» дана на рис. 11.37, а. Боль-
шое передаточное отношение (от 500 до 20 000) обеспечивается сочетанием
пружинной передачи и оптического рычага. В приборе А^икрозил передаточ-
ное отношение от пружинной передачи составляет 120, и от оптического
рычага — 10. Общее передаточное отношение прибора составляет 1200.
Измерительный шток прибора 1 присоединен к подвижной скобе 10,
подвешенной на двух плоских пружинах 11 к неподвижной скобе 3, при-
крепленной к корпусу прибора. На скобах 3 и 10 закреплены нижние
концы двух плоских параллельно расположенных пружин 9. Верхние
концы этих пружин жестко соединены между собой и с ножкой 8
козырька 5. Козырек находится между конденсором 6 и объективом 4 и при
перемещении пересекает лучи света, идущие от источника света 7 к шкале 2.
Шкала на всей ее длине освещена. При нажатии на измерительный
шток козырек смещается и отсекает часть световых лучей, в результате
чего часть шкалы оказывается затемненной. Отношение величины переме-
щения тени по шкале к соответствующему перемещению измерительного
штока определяет общее передаточное отношение прибора. Отсчет показа-
353
ний производится по положению границы затемненного и освещенного
участков на шкале.
По данным Валединского А. С. передаточное отношение пружинной пере-
дачи (рис. 11.37, б) может быть подсчитано по следующей приближенной
формуле:
гдех — величина перемещения измерительного штока;
у — величина перемещения козырька;
а — расстояние между пружинами;
I — длина пружин;
L — длина ножки козырька.
Рис. 11.36. Схема опти-
катора
Рис. 11.37. Измерительная головка прибора микрозил и рас-
четная схема чувствительного элемента
Передаточное отношение в пределах рабочего участка шкалы можно
считать постоянным. Приборы изготовляют с ценой деления шкал от 0,0001
до 0,01 мм.
Интерференционные методы измерений* Интерференционные методы
измерения основываются на волновой природе света. Ниже приведены исход-
ные положения интерференционного метода измерения.
I. Свет является одним из видов электромагнитных колебаний. Каждый
световой поток в течение определенного промежутка времени, достаточного
для наблюдения, состоит из большого числа серий, групп волн (рис. 11.38, а).
В отличие от радиоволн световые волны имеют большую частоту, а следова-
тельно, при одной и той же скорости распространения электромагнитных
колебаний и световых волн — меньшую длину
с = /X,
где f — частота колебаний;
X — длина волны колебаний.
Длина волны зависит от источника излучающего свет. Человеческий глаз
воспринимает только небольшую часть длин волн, определяющую так назы-
ваемый видимый свет. Совокупность этих волн образует видимый спектр.
Совместное действие всех длин волн видимого спектра вызывает ощущение
белого света. Цвета, составляющие белый свет, можно получить на спектре
путем’разложения белого света, т. е. пропусканием его через оптическую
призму.
359
Существуют источники, излучающие свет с волнами всех длин (непрерыв-
ный спектр), и источники, излучающие определенные длины волн, т. е.
воспроизводящие только отдельные линии спектра (линейчатый спектр).
Примером источника света с линейчатым спектром является ртутная
лампа, применяемая в оптических измерительных приборах. Наличие раз-
личных длин волн в световом потоке зависит от температуры источника излу-
чения. При относительно низких температурах в излучении преобладают
длинные волны и свет кажется красноватым или красновато-желтым. С повы-
шением температуры расширяется коротковолновая часть излучения и ок-
раска света становится желто-белой, белой и сине-белой.
Длины волн видимого света незначительны и находятся в пределах от 0,38
до 0,78 мкм. Для средних светлых линий спектра с желтой и зеленой окрас-
кой длина волны составляет примерно
0,0005 мм, т. е. 0,5 мкм.
II. Каждый световой поток в тече-
ние определенного промежутка вре-
мени, достаточного для наблюдения,
состоит из большого числа серий груш!
волн (рис. 11.38, а), которые относи-
тельно начала и конца беспорядочно
перемещены.
Интерференция света представляет
собой усиление или ослабление света
в результате сложения двух или не-
скольких световых волн, имеющих си-
нусоидальную форму. На рис. 11.38, б
показано усиление света Д' при сло-
жении световых волн с амплитудами
Лх и А 2, а на рис. 11.38, в — ослабле-
ние света.
Для получения интерференции необ-
ходимы источники света, обладающие
постоянной во времени разностью фаз.
У независимых источников света это
условие не выполняется. Для полу-
чения интерференции необходимо, что-
бы свет обладал когерентностью, т. е.
световые пучки, подлежащие интерференции, выходили из одной и той же
точки источника света и в одном и том же направлении. Чтобы обеспечить
это условие, пучок света от одного источника разделяют на два, которые
после объединения интерферируют, при этом картина интерференции (усиле-
ние или ослабление света) зависит от разности пути, пройденного каждым
из лучей после их разделения. Кроме того, разность хода обоих пучков
с момента их разделения и до объединения не должна превышать длины
серии волн данного света (рис. 11.38, г). Удаленные части пучков не интер-
ферируют (рис. 11.38, 5); вероятность интерференции уменьшается при уве-
личении разности хода пучков. Если разность хода R равна нечетному
числу (2n + 1) половин длин волн (рис. 11.38, в) R = -^- + n,k=-^- +
Л Л
—2n-g-= (2п + 1) -j-, то при равных величинах амплитуд (Лх = Л2)
волн наступает погашение света. Если разность хода равна нулю или чет-
ному числу половин длин волн (рис. 11.38, б) = 0 + nX = 2n-g-, то
наступает усиление света, так как величина амплитуды удваивается (А х —
= Л\).
Для измерения линейных размеров и отклонений от плоскостности е высо-
кой точностью используется .интерференция в плоскопараллельных и клино-
360
Рис. 11.39. Схема для определения
зависимости интерференции света
от толщины воздушного клина
образных пластинах. Интерференция равной толщины возникает при про-
хождении света через клиновидную стеклянную пластинку в воздухе или при
прохождении света через воздушный клин, образованный стеклянными пла-
стинками или одной стеклянной пластинкой и отполированной металличе-
ской поверхностью.
В этом случае интерференционные полосы имеют форму прямолинейных
полос, расположенных параллельно ребру клина. Наиболее контрастные
полосы наблюдаются у вершины клина. Возникновение интерференции схе-
матично показано на рис. 11.39. Луч света S,
падающий на стеклянную пластинку под
углом а, будет в точке А разделен на два
луча S' и S". Луч S', находящийся в опти-
чески более плотной среде, отразившись от
границы с оптически менее плотной средой,
начнет отставать на полволны. После выхода
из стеклянной пластины лучи S' и S" будут
интерферировать. Усиление или ослабление
света при интерференции будет зависеть от
разности хода лучей S' и S", т. е. какому
числу длин полуволн она будет соответство-
вать — четному или нечетному. Разность
хода полностью будет определяться толщи-
ной d клина в месте разложения луча S.
Разность хода лучей S' и S" опреде-
лится из выражения (рис. 11.39)
R = AD + DE-BC + А. (п.17)
В равенстве (11.17) является уменьшением пройденного пути лучом S'
в результате потери полфазы (полволны) при отражении в точке А. Учиты-
вая, что при малом угле воздушного клина AD = DE, получим
R = 2AD — ВС + -^.
Из Д ADE следует, что
Величину ВС найдем из
BF = АЕ = 2d tg а, то
треугольника BCF; ВС = BF sin а, так как
BC = 2d^^-
cos а
Подставляя найденные значения для AD и ВС в равенство (II. 17), полу-
чим
₽ = —— 2d^^- + -b,
cos a cos а * 2
откуда
R= 2d cos а + (11.18)
В том случае, когда световой луч падает перпендикулярно к поверхности,
т. е. когда а = 0, выражение II. 18 принимает вид
R = 2d + ^-.
361
Выражая разность хода интерферирующих лучей в длинах полуволн,
X
т. е. принимая, что — к-^~, для случая а = 0 имеем
к = (П.19)
Т
Из уравнения (11.19) следует, что погашение света, т. е. образование тем-
ных полос, будет иметь место при толщинах воздушного клина d = 0; у;
X X
2 -g-; 3 -у-, что соответствует нечетному значению к (рис. 11.40, а), следова-
тельно, расстояние между соседними темными полосами будет соответствовать
X
изменению толщины клина на -у. Первая темная полоса всегда распола-
гается вдоль ребра клина.
Рис. 11.40. Интерференция в воздушном клине
Из уравнения (11.19) следует, что светлые полосы будут образовываться
в тех местах клина, для которых величина к будет выражаться четным числом
длин полуволн. Этим значениям будут соответствовать толщины клина
d = 0,5 А; 1,5-^-; 2,5 А • . •
Рассмотренная интерференция относится к монохроматическому свету,
обладающему вполне определенной длиной волны X. При прохождении
белого света через воздушный клин происходит его разложение. Интерферен-
ционная картина в этом случае состоит из полос разного цвета. За ширину i
полосы принимается расстояние между серединами двух соседних полос
одинакового цвета. Интерференционная картина белого света возникает
при толщинах клина не более 2 мкм, что соответствует 6—7 полосам при
X 0,3 мкм. Последующие полосы будут трудно различимы.
При уменьшении угла клина а (рис. 11.40, б) расстояние между интерфе-
ренционными полосами, т. е. ширина полосы i, будет увеличиваться и полосы
будут отодвигаться от ребра клина. При увеличении угла клина а ширина
интерференционной полосы уменьшается и они сдвигаются к ребру клина
(рис. 11.40, в). В месте прохождения каждой полосы толщина клина остается
X X
постоянной и равной соответственноу; 2у и т. д. Если не изменяя угла
клина поступательно смещать одну из пластин, например, нижнюю
(рис. 11.40), то полосы будут сдвигаться при неизменной ширине интерфе-
ренционных полос. При этом малым перемещениям х подвижной пластины
будут соответствовать относительно большие перемещения у интерферен-
ционных полос. Так, например, если смещение х = у, то смещение полос у
362
будет равно шагу Л Отсюда можно подсчитать чувствительность такого
преобразования
к =
у_
х
i 21
2
(11.20)
Шаг интерференционных полос можно изменять, увеличивая или уменьшая
X X
угол клина а. При этом -у = i tga или i = 2-— - . Подставляя значение i
2
в выражение (11.20), получим к —
Таким образом, изменяя угол а, можно изменять чувствительность.
Рассмотренные два положения (поступательное смещение горизонталь-
ной пластины-зеркала и изменение угла клина) используются в контактном
интерферометре Уверского.
Для измерения концевых мер длины применяют бесконтактные абсолют-
ный и относительный интерференционные методы измерений с помощью
интерференционных компараторов, контактный относительный интерферен-
ционный метод измерения (на интерферометре Уверского). В практике широ-
кое распространение получил относительный технический интерференцион-
ный метод измерения, с помощью стеклянных пластин.
Интерференционный компаратор Кестерса. Схема интерференционного
компаратора Кестерса для абсолютных и относительных измерений средин-
Рис. 11.41. Интерференционный компаратор Кестерса
ной длины и отклонений от плоскопараллельности рабочих поверхностей
концевых мер длины дана на рис. 11.41. Прибор состоит из монохроматора,
интерферометра и зрительной трубки. Монохроматор предназначен для излу-
чения монохроматического света определенной длины волны. Он состоит из:
газоразрядной трубки 1 (гелиевой, криптоновой, водородной и т. д.), слу-
жащей источником света; конденсора 2, необходимого для равномерного
освещения щели 3; зеркала 5; объектива 7 и призмы 9 постоянного откло-
363
нения. Щель 3 находится в фокусе объектива 7. Для излучения белого света
служит лампочка накаливания 4. В этом случае интерференционная картина
состоит из полос различных цветов. Интерферометр, построенный по схеме
Майкельсона, состоит из полупрозрачной разделительной пластинки 10,
компенсационной пластины S, неподвижного основного зеркала 6, предмет-
ного столика 15 (кварцевый или стальной). К предметному столику прити-
рается подлежащая измерению концевая мера 14. Зрительная трубка пред-
назначена для наблюдения интерференционной картины, возникающей
в плоскости пластины 10 интерферометра. Трубка состоит из объектива 13,
окуляра 12 и щели И.
Рукоятка 19 служит для быстрого перемещения предметного стола 15
по высоте. Отсчет величины перемещения производится по шкале 18. Для
точной установки столика по высоте служит рукоятка 17. Рукоятка 16
предназначается для изменения наклона столика в двух взаимно перпенди-
кулярных направлениях.
Луч света от газоразрядной трубки 1 проходит конденсор 2, отражается
зеркалом 5 и, пройдя щель 3, попадает в объектив 7. Выйдя из объектива
и пройдя призму 9, пучок света попадает на разделительную пластину 10
с полупосеребренной поверхностью, обладающую свойством часть лучей
пропускать, а часть — отражать. Таким образом, эта пластина разделяет
пучок света на два пучка.
Отраженный от верхней поверхности пластины 10 пучок лучей проходит
через компенсационную пластину 3, падает на зеркало 6 и, отразившись
от него, возвращается обратно.
Прошедший через пластину 10 пучок лучей падает на верхние поверх-
ности стола 15 и концевой меры 14 и, отразившись от них, также возвра-
щается обратно. Вернувшиеся к пластине 10 оба рассмотренных пучка лучей
интерферируют. Интерференционная картина проектируется объективом 13
зрительной трубки в плоскость выходкой щели 11 и наблюдается через
окуляр 12. Разность хода лучей будет равна нулю, если расстояние от верх-
ней поверхности разделительной пластины 10 до отражающих поверхностей
зеркала 6 и предметного стола 15 будет одинаково. В этом случае, при условии
что отражающие поверхности зеркала и столика перпендикулярны к лучам
света, интерференционная картина появляться не будет. Если же стол 15
немного наклонить с помощью рукоятки 16, то между его поверхностью и по-
верхностью зеркала 6 как бы образуется воздушный клин. В результате
этого появится интерференция равной толщины, при которой расстояния
между полосами будут соответствовать изменению толщины воздушного
X
клина на
Контактный интерферометр. Контактные интерференционные компа-
раторы, разработанные И. Г. Уверским, предназначаются для измерения
концевых мер длины сравнительным методом. По ГОСТу 8290—57 преду-
смотрены два типа интерферометров — вертикальные ИКПВ (рис. 11.42, а)
и горизонтальные ИКПГ. Основным узлом обоих типов интерферометров
является трубка интерферометра. Отличительным преимуществом контакт-
ного интерферометра является устройство для изменения цены деления
шкалы в пределах от 0,05 до 0,2 мкм. Предельная погрешность Д показаний
интерферометра на любом участке шкалы рассчитывается по формуле
(ГОСТ 8290—57)
А = ± (0,03 + l,5ni -^) мкм,
где п — число делений шкалы от нулевого штриха;
i — цена деления шкалы в мкм*,
Кк — погрешность длины волны в мкм (берется по аттестату);
% — длина волны в мкм, пропускаемая светофильтром.
364
Разность показаний при измерениях одной и той же величины с исполь-
зованием положительной и отрицательной частей шкалы не должна превы-
шать 0,02 мкм.
Оптическая схема интерферометра дана на рис. 11.42, б. Свет от источ-
ника 1 проходит конденсор 2, щель 3 и далее либо непосредственно, либо
через светофильтр 4 попадает на разделительную полупосеребренную пло-
скопараллельную пластику 6. Часть пучка, отраженного верхней поверх-
ностью пластины 6, попадает на поворотное основное зеркало 5 и, отразив-
шись от него, направляется в обратном направлении. Другая часть пучка
света, пройдя через пластику 6 и компенсатор 7, попадает на подвижное
зеркало 8, закрепленное на измерительном стержне 9 и, отразившись от него,
также возвращается обратно. Компенсатор 7 обеспечивает одинаковый путь
Рис. 11.42. Контактный интерференционный компаратор
разделенных пучков света в стекле. Для этого обе пластины 6 и 7 изгото-
вляют одинаковой толщины и из одной и той же марки оптического стекла.
Отраженные от основного зеркала 5 и от подвижного зеркала 8 лучи встре-
чаются и интерферируют в верхней плоскости разделительной пластины 6.
С помощью объектива 10 интерференционная картина проектируется
в плоскость сетки 11, наблюдаемой через окуляр 12. Основное зеркало 5 слу-
жит для создания мнимого воздушного клина относительно поверхности
подвижного зеркала 8. Изменяя угол поворота этого зеркала, можно изме-
нять ширину интерференционных полос, а следовательно, и число их на
определенном участке шкалы. В соответствии с этим будет изменяться чув-
ствительность, а следовательно, и цена деления шкалы прибора. Установка
цены деления шкалы производится в монохроматическом (зеленом) свете.
При этом на всем участке шкалы одинаково ярко видны интерференционные
темнозеленые и светлозеленые полосы. При установке цены деления шкалы
зеркало 5 поворачивают таким образом, чтобы на участке в п делений шкалы
разместилось к интерференционных полос.
Число полос к рассчитывается по формуле
При i = 0,2 мкм и X = 0,550 и приняв, например, п — 40, получаем к=29
полос. Измерение производится при белом свете. В этом случаев центре интер-
ференционной картины располагается черная ахроматическая полоса и не-
сколько бледных цветных полос. Ахроматическая полоса используется в каче-
стве указателя. Она смещается при небольших перемещениях измерительного
365
стержня несущего зеркало S. Измерение концевых мер производится срав-
нительным методом. Для этого на стол устанавливают образцовую меру
и путем грубого смещения трубки по стойке и точного смещения стола сов-
мещают ахроматическую полосу-указатель с нулем шкалы. После этого
вместо образцовой меры устанавливают поверяемую меру и отклонение ее
от предыдущей меры определяют по смещению полосы-указателя.
Относительный технический интерференционный метод измерения. Наи-
большее распространение на машиностроительных заводах для измерения
концевых мер длины получил технический относительный метод интерферен-
ции. В основе его лежит разделение пучка света с помощью воздушного
клина, образованного поверхностями плоскопараллельной стеклянной пла-
стинки и концевой меры, как это было рассмотрено выше (см. рис. 11.39).
Рис. 11.43. Интерференционный метод измерения:
а — нижняя стеклянная пластина; б — верхняя стеклян-
ная пластина
Технический интерферен-
ционный метод применяют для
определения срединных разме-
ров и отклонений от плоскопа-
раллельности концевых мер
длины. Этот метод широко
используется также для про-
верки отклонений от плоскост-
ности измерительных поверх-
ностей различных приборов.
Измерения производят при по-
мощи плоских стеклянных пла-
стин цилиндрической формы
(рис. 11.43) в соответствии
с ГОСТом 2923—59.
Пластины подразделяются на
нижние и верхние. К нижним
пластинам (рис. 11.43, а) притираются исходная и поверяемая’плитки. Верхние
пластины служат непосредственно для измерения отклонений размера прове-
ряемой концевой меры от размера исходной меры. Эти пластины имеют ско-
шенную под углом 10—12° поверхность (рис. 11.43, б). На нескошенной части
поверхности нанесены риски EF и CD под углом 90° друг к другу. При этом
риска CD параллельна риске АВ. Нижние пластины изготовляют двух
классов точности: предельные отклонения от плоскостности составляют
соответственно 0,03 и 0,1 мкм. Верхние пластины изготовляют одного класса
точности с отклонениями от плоскостности, не превышающими 0,1 мкм.
При проверке отклонений от плоскостности используются нижние стеклян-
ные пластины. Пластину кладут на поверяемую поверхность и слегка при-
жимают с одной стороны, создавая этим небольшой воздушный клин. В ре-
зультате этого появляются интерференционные полосы. Если кривизна интер-
ференционных полос не превышает половины расстояния между полосами,
то проверяемая мера признается годной. На рис. 11.44, а показаны интер-
ференционные полосы для плитки с незначительными отклонениями от
плоскости при наложении стеклянной пластины на короткое ребро, а на
рис. II. 44, б — при наложении стеклянной пластины на длинное ребро.
На рис. 11.44, в, г, показаны интерференционные полосы для поверхностей
плиток с относительно большими отклонениями от плоскостности.
Величина отклонения от плоскостности определяется отношением стрелы
прогиба а интерференционной полосы к ширине полосы i (рис. 11.44, в),
» X
которой соответствует отклонение поверхности на
Выпуклые или вогнутые поверхности небольших круглых измерительных
поверхностей, как, например, у шпинделей и пяток микрометров, рычажных
скоб и др., проверяют по интерференционным кольцам. Они образуются,
если стеклянную пластину прижать в средней части проверяемой поверх-
ности, как это показано на рис. II. 44, д, е, ж.
366
При оценке величин отклонений от плоскостности крайнее кольцо d
не учитывается, если оно расположено в зоне 0,5 мм (для микрометров) от
края измерительной поверхности (рис. 11.44, <Э). По этой же причине не
должны учитываться полосы d и f (рис. 11.44, е) и d и g (рис. 11.44, ж).
Интерференционные полосы принимают эллиптическую форму, если ра-
диусы кривизны поверхности в разных сечениях, проходящих через точку
контакта Л, неодинаковы.
На рис. 11.44, е радиус кри- -~=—- —
визны в сечении XX больше,
чем в сечении УУ. В этом
случае эллипс считается пер-
вой полосой, а полосы с и
е — второй, так как они при-
надлежат одному эллипсу, ! ? Л
прерванному из-за ограни-
ченности измерительной по- I-
верхности.
Интерференционные коль-
ца переходят в- прямые ли- х <
нии, если измерительная по- I
верхность имеет форму ци- ...._____________________
линдра (рис. 11.44, ж). ч
Рис. 11.44. Интерференционные картины, наблюдаемые при проверке различных
отклонений от плоскостности поверхностей концевых мер длины и измеритель-
ных поверхностей микрометров
Контакт стекла с проверяемой поверхностью происходит по прямой А
(образующей цилиндра). Как и в предыдущем случае, каждая пара полос
(Ь — е и с — f) считается одной полосой. Если по обе стороны от точки
(линии) контакта наблюдается неодинаковое число полос, то отсчет полос
производится на той стороне, где число видимых полос будет больше.
ПНЕВМАТИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
Пневматический метод измерения размеров используется в неавтомати-
ческих и автоматических измерительных приборах для контроля деталей»
а также в приборах, управляющих работой металлообрабатывающих стан-
ков. Приборы, основанные на пневматическом методе, применяются как для
бесконтактного, так и контактного измерений.
Пневматические приборы служат для измерений относительным методом.
Приборы, основанные на пневматическом методе измерения размеров, нашли
широкое применение вследствие ряда преимуществ. К достоинствам пневмати-
367
ческих измерительных приборов следует отнести возможность: выполнять
измерения бесконтактным способом, что позволяет контролировать размеры
тонкостенных деталей и изделий из мягких материалов, а также деталей
с высоким классом чистоты поверхности; высокую точность измерения и зна-
чительное передаточное отношение; контроля размеров в труднодоступных
местах деталей, например, диаметров и площадей поперечных сечений отвер-
стий малых диаметров, диаметров глубоких отверстий; возможность распо-
ложения отсчетного устройства на относительно большом расстоянии от изме-
рительной позиции; возможность автоматизации процесса контроля разме-
ров, в том числе и выполнения функций управления станком в процессе
обработки; возможность одновременного контроля нескольких размеров;
возможность совмещения операций контроля с вычислительными опера-
циями, например, при контроле суммы или разности размеров; возможность
изменения передаточного отношения
и предела измерения без изменения
конструкции прибора простыми спо-
собами (подбором размеров сопел,
изменением величины зазора или
регулировкой давления воздуха);
отсутствие влияния вибрации на
результаты измерения; возможность
контроля размеров деталей с преры-
контроля размеров деталей, находя-
а) 6)
Рис. 11.45. Принцип пневматического метода
измерения линейных размеров
вистыми поверхностями; возможность
щихся в магнитном поле. Наладка, регулировка и обслуживание прибо-
ров осуществляются просто.
К недостаткам пневматических измерительных приборов следует отнести:
сравнительно малый предел измерения (до 0,2 мм), относительно большую
инерционность и необходимость наличия источника питания сжатым возду-
хом.
Пневматический метод измерения линейных размеров основан на исполь-
зовании зависимости между площадью проходного сечения отверстия и рас-
ходом воздуха, вытекающего через это отверстие. Если воздух код постоян-
ным давлением Н проходит через отверстие 1 в камеру 3 (рис. 11.45, а), а из
нее через отверстие 2 наружу, то давление h между этими двумя отверстиями
в камере 3 зависит от соотношения размеров площадей поперечных сечений
этих двух отверстий. Обозначим площади поперечных сечений этих двух
отверстий 7 и 2 соответственно через Fr и 7%. Если поперечное сечение Fr
постоянно, а размер поперечного сечения F2 является величиной переменной,
то давление h в камере 3 будет зависеть от изменения размера сечения F2.
Если против выходного отверстия 2 (рис. II. 45, б) с постоянным попереч-
ным сечением расположить поверхность Af, то давление h в камере 3 будет
возрастать при приближении этой поверхности к отверстию 2, а при удале-
нии — уменьшаться. Таким образом, величина давления является функцией
линейного размера г.
В этом случае площадь поперечного сечения F2 отверстия для выхода
воздуха в атмосферу определяется размерами боковой поверхности струи,
выходящей из отверстия 2,
F 2 — «Пб/
не превышает площади поперечного сечения
где d2 — диаметр выходного отверстия 2.
Закономерность этого явления действительна до тех пор, пока боковая
поверхность струи воздуха
выходного отверстия F2:
При этом условии
^2
Т’-
368
Калиброванное отверстие 1 называют входным соплом, второе калибро-
ванное\ отверстие 2 — измерительным соплом.
Для теоретического обоснования пневматического метода измерения раз-
меров используется формула Сен-Венана-Вантцеля, принятая для адиабати-
ческого истечения воздуха из сопла. В результате ряда преобразований
зависимость между постоянным давлением Н, измерительным давлением Л,
размерами поперечных сечений входного сопла Fr и измерительного F2
выражается формулой
Р-2^2 На + h _ Г И — h
М7! V V h ’
где Pjl и р2 — коэффициенты расхода входного и измерительного сопел;
На — атмосферное давление.
Применять эту формулу трудно вследствие сложности определения зна-
чений коэффициентов расхода и их непостоянства.
Для определения зависимости между величиной зазора г, площадями
поперечных сечений входного и измерительного сопел Fr и F2 и давлениями
воздуха Н и h в камере 3 пользуются формулой упрощенного вида
Л “ V h ’
откуда
Подставляя значения для F± и F2, получаем
Применение упрощенной формулы позволяет приближенно установить
зависимость между избыточным давлением воздуха h за входным соплом,
площадью поперечного сечения этого сопла Fr и расстоянием z от торца
измерительного сопла до поверхности измеряемой детали.
При выводе упрощенной расчетной формулы отношение коэффициентов
истечения сопел — было принято равным единице.
Hi
Зависимость h — f (г), называемая характеристикой пневматического
измерительного прибора, дана на рис. 11.46. Рабочий участок шкалы выби-
рается в пределах прямолинейного отрезка, величина его не превышает
0,2 мм. Тангенс угла наклона К = характеризует передаточное отно-
шение прибора, являющееся наибольшим и практически постоянным.
Для выбора параметров пневматических измерительных устройств поль-
зуются экспериментальными графиками, получаемыми на основе усреднен-
ных значений многократных измерений. Применение экспериментальных
графиков особенно удобно при отладке и регулировке измерительных уста-
новок. В этих случаях величины зазоров и размеры отверстий измеритель-
ных сопел оставляют без изменений, а регулировку передаточного отно-
шения и измерительного давления осуществляют подбором диаметра отвер-
стия входного сопла, а также изменением величины рабочего давления.
Все пневматические измерительные устройства основаны на том, что при
изменении площади проходного сечения отверстия изменяется расход воз-
духа.
369
По способу наблюдения за изменением расхода воздуха пневматические
измерительные приборы делят на две основные группы.
Первая группа приборов работает по схеме, показанной на рис. 11.45, а, б.
Воздух поступает в камеру 3 при постоянном избыточном давлении Н через
входное отверстие 1 и гыходит через зазор, образуемый между торцом выход-
ного отверстия 2 и поверхностью У, расположенной от последнего на рас-
стоянии z. С изменением, зазора z изменяются расход воздуха и давление Л,
величину которого можно измерить манометром. Таким образом, давление А
в камере 3 является функцией линейного размера z и измерение последнего
может быть заменено измерением давления /г. Следовательно, в приборе,
работающем по данной схеме, отсчетным органом является манометр.
Рис. 11.46. Характеристика
пневматического измеритель-
ного прибора
Рис. 11.47. Ротаметр Рис. 11.48. Схема устройства при-
бора с водяным стабилизатором да-
вления воздуха и водяным маномет-
ром
В приборах, работающих по второй основной схеме, воздух под постоян-
ным давлением проходит в измерительную головку через ротаметр. Ротаметр
представляет собой вертикальную прозрачную трубку 1 (рис. 11.47) с кони-
ческим, расширяющимся кверху отверстием, в котором находится попла-
вок 2. Напор проходящего снизу вверх потока воздуха поддерживает этот
поплавок во взвешенном состоянии. С увеличением расхода воздуха увеличи-
вается скорость его прохождения. Вследствие этого поплавок поднимается
по трубке, создавая для прохождения воздуха большее кольцевое сечение.
Таким образом, высота подъема поплавка в трубке определяет расход воз-
духа, проходящего через трубку ротаметра. Следовательно, высота подъема
в трубке 1 поплавка 2 является функцией зазора г.
Пневматические измерительные устройства состоят из фильтра, стаби-
лизатора давления воздуха, отсчетного устройства и измерительной головки.
Источником воздуха, питающим пневматический измерительный прибор,
могут быть компрессор с ресивером, или заводская пневматическая сеть,
или баллон со сжатым воздухом.
Принципиальная схема устройства прибора с водяным стабилизатором
давления воздуха и водяным манометром показана на рис. 11.48. Эти изме-
рительные устройства обычно называют приборами «Солеке». В приборах
этого типа постоянство давления воздуха обеспечивается водяным стабили-
затором давления. Воздух поступает в прибор через трубку 5, затем в верх-
нюю часть более широкой трубы 2, помещенной в баллоне 7, наполненном
водой и имеющем вверху сообщение с атмосферой. Труба 2 погружена в воду
на глубину Н. Сжатый воздух вытесняет воду из трубы 2, избыток воздуха
выходит через воду пузырьками в атмосферу. Таким образом, давление воз-
духа в трубе 3 будет постоянным, равным высоте водяного столба Н. Через
входное отверстие 5 воздух попадает под постоянным давлением в камеру 6
и выходит из нее через измерительное отверстие 5. Давление в камере 6,
370
обусловленное величиной зазора z между торцом отверстия 8 и контроли-
руемой деталью 9, определяется по разнице h уровней воды в баллоне 1
и в стеклянной трубке 7, сообщающейся своей нижней частью с баллоном 1
и служащей манометром.
Изменение высоты водяного столба в стеклянной трубке 7 практически
не оказывает влияния на высоту уровня воды в баллоне /, так как баллон
выбирают с достаточно большим поперечным сечением по сравнению с попе-
речным Сечением стеклянной трубки 7.
Манометрическая трубка прибора имеет две шкалы. Одна из них предна-
значена для настройки прибора, т. е. определения передаточного отношения,
выбора цены деления и рабочего участка шкалы. Эта шкала является постоян-
ной и называется условной, ее длина 500 мм, с равномерными интервалами
делений в 2 мм. Вторая шкала, являющаяся отсчетной и сменной, градуи-
руется в микрометрах или долях микрометра (неравномерна).
Величина давления воздуха после стабилизатора называется рабочим
давлением Н. Пространство между входным соплом 5 и измерительным 8
называется измерительной камерой, а давление h в этой камере — измери-
тельным давлением. Интенсивное поступление воздуха в баллон 1 вызывает
сильное бурление воды в нем, вследствие чего уровень воды в стеклянной
трубке колеблется, а это затрудняет отсчет уровня в ней. В выпускавшихся
ранее конструкциях приборов «Солеке» в верхней части широкой трубы 2
помещается набор из пяти, установленных последовательно еопел 4, огра-
ничивающих поступление воздуха в прибор. Размеры отверстий этих пяти
сопел, предназначенных для дросселирования давления поступающего в бал-
лон воздуха, выбираются в зависимости от величины давления в воздухо-
проводе, к которому присоединен прибор.
В приборах новых конструкций для создания нормальных условий работы
прибора перед ним устанавливается пружинно-мембранный стабилизатор
давления упрощенной конструкции. Для лучшей очистки воздуха, поступа-
ющего в прибор типа «Солеке», рекомендуется перед ним устанавливать
фильтр.
Конструктивно приборы с водяным стабилизатором давления воздуха
различаются высотой баллонов и глубиной погружения в воду внутренней
трубы, чем обусловливаются различные значения избыточного давления Н
перед входным соплом. Большее или меньшее давление Н при прочих равных
параметрах определяет соответственно большее или меньшее передаточное
отношение прибора. Наибольшее распространение получили приборы с Н =
= 500 мм вод. ст. Обычно в приборах при Н = 500 мм вод. ст. передаточное
отношение составляет от 600 до 10 000.
Конструкция прибора допускает возможность увеличения передаточного
отношения до еще больших значений. Соответствующим подбором размеров
входного и измерительного сопел можно достичь требуемого условиями изме-
рения передаточного отношения. Поэтому измерительные головки (пробки,
скобы, кольца) снабжаются соплами, размеры которых выбирают в зависи-
мости от требуемой точности измерения. Пределы измерения обратно про-
порциональны передаточному отношению.
При измерениях следует использовать участок шкалы в пределах от ~ Н
з
до Н, так как эта часть шкалы является более равномерной.
Изменение атмосферного давления практически не оказывает влияния
на работу приборов с Н = 500 мм вод. ст., но на работу приборов с большим
значением Н изменение атмосферного давления влияет весьма ощутимо. При
условии равенства температур контррлируемой детали, измерительной
головки и установочных калибров, температура воды в баллоне и окружаю-
щего воздуха не оказывает влияния на результаты измерения.
Приборы с водяным стабилизатором давления воздуха могут быть при-
способлены для одновременного контроля нескольких размеров. В этом слу-
371
чае число водяных манометров должно быть равно числу контролируемых
размеров.
Приборы с водяным стабилизатором давления воздуха и водяным мано-
метром имеют существенные недостатки: испарение воды; влияние парал-
лакса и загрязнение трубки водяного манометра, затрудняющие отсчет пока-
заний; плохая видимость мениска воды (при подкрашенной же воде трубка
сильно загрязняется); коррозия де-
талей прибора; вследствие низкого
давления воздуха измеряемые детали
требуют тщательной очистки и суш-
ки; неравномерность шкалы; инер-
ционность прибора. Испарение воды
сказывается на величине передаточ-
ного отношения, поэтому необхо-
димо постоянно следить за уровнем
воды в баллоне
Основные технические требова-
ния к пневматическим измеритель-
ным приборам с водяным маномет-
ром регламентированы ГОСТом
11198—65.
Заводом «Калибр» выпускаются
пневматические измерительные при-
Рис. 11.49. Схема прибора с отсчетным уст-
ройством
Таблица II.4
Метрологические параметры приборов с
водяным стабилизатором давления воздуха
Параметры отсчетной сменной шкалы Оснащение прибора
контакт- ной го- ловкой с соплом Калибром- пробкой
Цена деления шка- 0,5; 1; 2; 5
лы в мкм 1; 2; 5
Интервал деления 4 8
шкалы, (не менее) в мм
Диапазон измере- ния при цене деления в мкм: 0,5 20
1 40 20
2 80 40
5 200 80
При цене деления шкалы погрешность показаний (не более) в мкм: 0,5 0,5
1 1 1
2 2 2
5 3 3
При цене деления шкалы число деле- ний шкалы: 0,5 40
1 40 40
2 40 40
5 32 32
боры с водяным стабилизатором давления воздуха и водяным манометром
с Н = 500 мм вод. ст. Эти приборы снабжены двумя водяными маномет-
рами для одновременного измерения двух размеров.
Характеристика основных метрологических параметров приборов с водя-
ным стабилизатором давления воздуха, выпускаемых заводом «Калибр»,
дана в табл. II.4.
Принципиальная схема устройства одной из конструкций прибора с от-
счетным устройством в виде манометра с трубчатой пружиной Бурдона дана
на рис. 11.49.
Конструктивной особенностью приборов этого типа является наличие
регулировочного вентиля с конической запорной иглой, регулирующей пло-
щадь поперечного сечения отверстия, выполняющего роль входного сопла.
Воздух под давлением 0,3—0,7 Мн!м2 (З-г-7 кГ!см2) поступает для очистки
от пыли, влаги и масла в отстойник-влагоотделитель и фильтр. Далее воздух
проходит пружинно-мембранный стабилизатор давления воздуха. Величина
372
рабочего давления воздуха после выхода из стабилизатора зависит от кон-
тролируемого размера детали, размера выходного отверстия и требуемого
расхода воздуха. Обычно рабочее давление воздуха после редуцирования
выбирается равным 0,2 Мн/м2 (2 кГ/см2). За стабилизатором расположен
пружинный манометр /, с помощью которого определяется величина рабо-
чего давления в измерительной системе. Шкала этого манометра градуирована
в единицах давления. Далее воздух поступает в регулировочный вентиль 3
и затем в измерительную головку 4. Величина отклонения размера контро-
лируемой детали 5 определяется по шкале пружинного манометра 2, градуи-
рованной в линейных величинах. Для ускорения контроля размеров деталей
на ободке манометра 3 имеются переставные указатели предельных раз-
меров.
Настройку прибора и периодический контроль за правильностью показа-
ний отсчетного манометра 2 производят по установочным калибрам или атте-
стованным деталям. Приборы с пружинным отсчетным манометром обычно
бывают с передаточным отношением от 400 до 50. Повышенное измерительное
давление воздуха делает эти приборы удобными для применения в цехах,
так как струя воздуха удаляет масло, охлаждающую жидкость и грязь
с поверхностей .контролируемых деталей. Приборы этого, типа бывают ста-
ционарными, переносными, а также приспособленными для контроля разме-
ров деталей, находящихся на станке в процессе обработки.
Конструкция приборов с пружинным манометром определяется конфигу-
рацией и размерами контролируемых деталей, а также числом одновременно
проверяемых размеров.
Дифференциальные пневматические измерительные приборы исполь-
зуются при неавтоматическом и автоматическом контроле деталей, а также
в измерительных устройствах, управляющих работой металлорежущих
станков.
Принципиальная схема устройства такого прибора показана на рис. 11.50.
Воздух поступает в пневматическую сеть прибора через отверстие / и затем
идет по двум направлениям. Одна ветвь воздухопровода направляет воздух
через входное сопло 2 в измерительную головку 6. По второц ветви пневма-
тической сети воздух проходит через входное сопло 10 в сопло S, рабочее
отверстие которого регулируется винтом 7 с коническим концом (вентиль
противодавления). Сечения обоих входных сопел 2 и 10 имеют одинаковые
размеры. Обе ветви воздухопровода прибора в своей средней части соеди-
няются с камерой 3, в которой помещен чувствительный орган (мембрана) 5.
При равенстве давлений воздуха в обеих ветвях воздухопровода мембрана
находится в среднем положении. При изменении зазора z давление в правой
ветви уменьшится или увеличится, вследствие чего мембрана 5 прогибается
в ту или другую сторону. Прогиб мембраны сопровождается замыканием
контактов 9 или 4. Для визуального контроля за работой прибора в конструк-
ции предусматривается сигнальное или отсчетное устройство. Приборы
дифференциального типа менее чувствительны к колебаниям рабочего давле-
ния по сравнению со всеми другими типами пневматических измерительных
устройств.
Пневматические приборы, основанные на дифференциальной схеме изме-
рения, применяющиеся в контрольных автоматах и устройствах, управляю-
щих работой металлорежущих станков, по характеру выполняемых функций
являются датчиками.
Принципиальная схема устройства пневматического измерительного при-
бора для линейных измерений с ротаметром показана на рис. 11.51. Воздух
под давлением от 0,3 до 0,6 Мн/м2 (3—6 кес/см2), пройдя очистку от пыли,
влаги и масла, поступает в стабилизатор давления. Далее воздух проходит
в прозрачную коническую трубку 19 из которой поступает в измерительную
головку 7. Внутри трубки 1 находится поплавок 2, устанавливающийся
в проходящем потоке воздуха на большей или меньшей высоте в зависимости
от величины расхода воздуха.
373
В пневматических измерительных приборах с ротаметром при изменении
зазора г изменяется величина отверстия для выхода воздуха, а следовательно,
изменяется и расход воздуха. Таким образом, высота подъема в трубке 1
поплавка 2 является функцией зазора г. Следовательно, положение поплавка
в трубке определяется величиной зазора между торцами измерительных сопел
калибра 7 и поверхностью контролируемой детали 6. Прибор имеет две
шкалы: условную 3 длиной 250 мм с интервалами 2 мм каждый и отсчетную
сменную шкалу 5, градуируемую при тарировке в измеряемых величинах
(микрометрах или долях микрометра в зависимости от передаточного отно-
шения). Для установки поплавка в требуемое положение и для изменения
передаточного отношения прибора в кон-
струкции прибора имеются два регулиро-
вочных вентиля 4 и 8.
Рис. 11.50. Схема дифференциаль- Рис. 11.51. Схема пневматического измери-
ного пневматического измеритель- тельного прибора для линейных измерений
ного прибора с ротаметром
Передаточные отношения приборов с ротаметром составляют обычно
от 2000 до 10 000. Приборы могут быть выполнены с большими передаточ-
5
ными отношениями. Погрешности показаний прибора не превышают + -у мм
(К — передаточное отношение).
Конусность трубок обычно составляет 1 : 400 и 1 : 1000; при этих значе-
ниях конусности пределы измерений соответственно составляют 0,100 и
0,035 мм. Длина шкалы 250 мм, рабочее давление воздуха до 0,2 Мн!м2
(2 кгс/см?).
К каждому из отсчетных устройств прилагается по два поплавка: легкий
и тяжелый. Замена поплавка расширяет возможности настройки прибора
(при тяжелом поплавке расширяются пределы измерения).
Методы и средства поверки приборов с ротаметром изложены в ГОСТе
13009—67. •
Завод «Калибр» выпускает приборы с ротаметром нескольких разновид-
ностей: для контроля одного размера и одновременного контроля двух, трех,
пяти, восьми и десяти размеров.
Основные метрологические параметры приборов с ротаметром, выпускае-
мых заводом «Калибр», даны в табл. II.5.
Для обеспечения исправной работы пневматического измерительного
устройства необходимо, чтобы питающий воздух был тщательно очищен от
влаги, масла и пыли. Для этой цели применяются отстойник-влагоотдели-
тель и фильтр. Для достижения необходимой степени фильтрации воздух
предварительно очищается от влаги и крупных механических примесей
в отстойкике-влагоотделителе. Затем поступающий в фильтр воздух проходит
последовательно слои грубого и тонкого стекловолокна, а затем фильтрую-
щую ткань ФПП. Эта ткань предназначена для тщательной очистки воздуха
от мельчайших механических частиц. Эффективность очистки воздуха в таком
фильтре достигает 99,95%.
374
Метрологические параметры приборов с ротаметром
Таблица
Параметры отсчет-
ной сменной шкалы
Конусность
трубки
ротаметра
Конусность трубка ротаметра
Параметры отсчет-
ной сменной шкалы
1 : 400 1 :1000
1 : 1000
1 : 400
Цена деления
шкалы, мкм
Интервал деле-
ния шкалы при
цене деления (не
менее) в мкм:
0,5
1
2
5
При цене деле-
ния шкалы по-
грешность пока-
заний (не более)
в мкм:
0,5
1
2
5
Оснащение прибора
контакт-
ной
головкой
с соплом
калибром-
пробкой
контакт-
ной
головкой
с соплом
калибром-
пробкой
1,5
2/5
0,5 а 8
0,8 1,2
При цене деления
шкалы диапазон
измерения в мкм:
0,5
1
2
5
60
100
20
35
При цене деле-
ния шкалы число
делений шкалы:
- 0,5
1
2
5
40
35
5
6
В нижней части фильтра имеется спускной кран для слива накопивше-
гося конденсата. Пропускная способность фильтра обязательно должна
превышать максимальный расход воздуха в единицу времени, потребляемый
пневматическим измерительным прибором при его
работе. Устройство отстойника-влагоотделителя по-
добно устройству фильтра с той лишь разницей, что
в отстойнике-влагоотделителе вместо фильтрующих
слоев стекловолокна и ткани применяется метал-
локерамический фильтр.
Давление питающего прибор воздуха непостоянно
как вследствие колебания давления в воздушной сети,
так и в результате изменения расхода воздуха при
измерении. Постоянство давления воздуха, подавае-
мого в измерительный пневматический прибор,
обеспечивается пружинно-мембранными стабилиза-
торами, работа которых основана на автоматическом
изменении проходного сечения для потока воздуха
при изменении давления. Принципиальная схема
устройства простейшего мембранно-пружинного ста-
билизатора давления воздуха представлена на
рис. 11.52. Очищенный в отстойнике—влагоотделителе рис п 52 Схема мем
и фильтре воздух проходит в камеру /, далее через бранно-пружинного ста-
отверстие седла 3, которое под действием пружины 9 билизатора давления воз-
может закрываться золотником 2. Воздух может прой- духа
ти в камеру 4 и далее через отверстие 8 к выходу
только после перемещения вниз золотника 2. Величина давления воздуха в ка-
мере 4 зависит от того, насколько открыто отверстие. Открытие отверстия
седла регулируется при настройке стабилизатора на заданную величину да-
вления воздуха при помощи винтовой пружины сжатия 6. При заворачивании
винта 5 пружина 6 прогибает вниз резиновую мембрану 7, которая отводит
золотник 2 от отверстия 3. Таким образом, в камере 4 устанавливается опреде-
ленное давление воздуха. Малейшее понижение давления воздуха в камере 4
375
влечет за собой прогиб резиновой мембраны 7 вниз под действием пружины 6.
Вследствие этого происходит дополнительный впуск воздуха через отверстие 3
в камеру 4, давление в которой восстанавливается до прежней величины.
При увеличении давления воздуха в камере 4 резиновая мебрана 7 проги-
бается вверх, и золотник 2, находящийся под действием пружины Р, умень-
шит отверстие для прохода воздуха. Вследствие этого давление воздуха
за стабилизатором снижается.
Для более точной стабилизации давления воздуха в узких пределах
допустимого колебания давления применяются более сложные мембранно-
пружинные стабилизаторы. Такие стабилизаторы выпускаются серийно
заводом «Калибр». В целях придания большей компактности заводом изго-
товляются также блоки, состоящие из фильтра и стабилизатора давления
воздуха.
Рис. 11.53. Устройство
калибра-пробки с изме-
рительными соплами
Рис. 11.54. Измеритель-
ные головки для кон-
тактного контроля
Рис. 11.55. Эжекторное сопло, расши-
ряющее пределы измерения
Падение давления питающего воздуха ниже допустимого предела влечет
за собой искажение результатов измерения при использовании пневматиче-
ских измерительных приборов. Поэтому в автоматических или многомерных
пневматических измерительных устройствах рекомендуется применять реле
давления, которое подает сигнал или выключает измерительную систему
при падении давления воздуха. Реле давления устанавливается сразу же
за влагоотделителем-отстойником.
Пневматические измерительные приборы применяются при контроле:
сквозных и глухих отверстий; диаметров деталей цилиндрической формы;
высоты уступов, конусов и конусностей; площадей поперечных сечений
отверстий малых диаметров; отклонений от правильной геометрической
формы; взаимного расположения поверхностей (огранки, соосности, биения,
овальности и проч.); расстояний между осями отверстий; глубины канавок;
сфер; расстояний между плоскопараллельными поверхностями; деталей
и изделий из мягких и легкодеформируемых материалов (пленки, резины,
фольги и др.); шероховатости обработанных поверхностей деталей.
Устройство калибра-пробки с измерительными соплами показано на
рис. 11.53. Пробка имеет цилиндрическую форму, диаметр пробки должен
быть несколько меньше диаметра контролируемого отверстия. В пробке два
одинаковых диаметрально расположенных измерительных сопла 1. Воздух
в сопла подводится через канал 2, имеющийся внутри пробки и соединяю-
щийся с измерительным прибором гибким шлангом.
Существуют несколько разновидностей измерительных головок для кон-
тактного контроля: типа сопло-заслонка (рис. 11.54, а), типа конус — сопло
(рис. 11.54, б), параболический клапан-сопло (рис. 11.54, в), шарик-сопло
(рис. II.54, г) и др. Все эти контактные измерительные головки основаны
на изменении площади проходного сечения измерительного сопла в зависи-
мости от величины отклонения измеряемого размера.
376
В ряде случаев при автоматическом контроле размеров в процессе обра-
ботки появляется необходимость в более широких пределах измерения, чем
достигаемых обычными пневматическими измерительными системами. Схема,
позволяющая получать более широкие, чем обычно, пределы измерения,
дана на рис. 11.55. Воздух под постоянным давлением проходит сопла 3 и 4
и через зазор z, образуемый между торцом сопла 4 и поверхностью контро-
лируемой детали 5, в атмосферу. В измерительную камеру 2 поступает только
часть воздуха, проходящего через сопло 3. При определенных зазорах г
струя воздуха, вытекающего из сопла 3, отсасывает воздух из камеры 2.
Давление h в этой камере 2, измеряемое манометром /, определяет размер
контролируемой детали 5.
Данная схема измерения характеризуется значительно более широким
прямолинейным участком (примерно в 4 раза), определяющим пределы
измерения размеров.
Глава IV
КОНТРОЛЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ
КОНТРОЛЬ ИЗДЕЛИЙ ПРЕДЕЛЬНЫМИ КАЛИБРАМИ
Большое значение при контроле гладких цилиндрических изделий типа
валов и втулок, в особенности в массовом и крупносерийном производствах
имеют гладкие предельные калибры (ГОСТы 2216—68 и 2015—69). Калибры
для валов называются скобами или кольцами, а для отверстий — пробками.
Комплект состоит из двух (проходного и непроходного) калибров. Если (при
а — схема контроля вала предельными ско-
бами и отверстия предельными скобами; б —
сопряжение изогнутого вала со втулкой; в —
типы калибров для валов; 1 — скобы листо-
вые двусторонние от 1 до 50 мм; 2 — скобы
листовые прямоугольные двусторонние от 1 до
70 мм; 3 — скобы листовые круглые односто-
ронние от 1 до 180 мм; 4—скобы штампованные
односторонние от 3 до 50 мм; 5 — скобы штам-
пованные двусторонние от 3 до 100 мм; 6 —
скобы с ручками штампованные односторонние
от 100 до 325 мм; 7 — скобы регулируемые до
330 мм
контроле изделий средних размеров) под действием собственного веса про-
ходной проходит, а непроходной не проходит, то изделие признается годным.
Размер одного из калибров соответствует наименьшему, а другого наиболь-
шему предельным размерам. На рис. 11.56 рабочий проходной калибр обо-
значен Р-ПР, а рабочий непроходной — Р-НЕ.
Рабочими калибрами называются калибры, применяемые на рабочих
местах рабочими и контролерами. Калибры же, которыми пользуются для
инспекционной перепроверки приемщики, т. е. заказчик, а также отделы
технического контроля называются приемными калибрами и обозначаются:
приемный проходной П-ПР и приемный непроходной П-НЕ.
Специальное изготовление приемных калибров вместо использования
при приемке изношенных калибров (рабочих) допускается только в виде
исключения при наличии достаточного обоснования.
Непроходной скобой контролируется соблюдение наименьшего, а про-
ходной— наибольшего предельных размеров вала (рис. 11.56). Проходной
пробкой контролируется соблюдение наименьшего, а непроходной — наи-
большего предельных размеров отверстия. Брак по непроходному калибру
в обоих случаях является окончательным, т. е. он не может быть исправлен
на том же рабочем месте, брак по проходному калибру является исправимом.
Таким образом, с помощью калибров устанавливают, находится ли дей-
ствительный размер изделия внутри заданных пределов или вне их.
378
Изделия всегда имеют те или иные отклонения формы, что должно учи-
тываться при контроле их калибрами. Так как контроль должен обеспечить
выполнение деталью ее функций, то у гладких цилиндрических сопрягаемых
деталей в этом случае необходимо контролировать соблюдение предельных
значений зазоров и натягов, а следовательно, проверять соблюдение границ
полей допусков, в которые должны укладываться размеры и отклонения
формы.
Сопряжение с отверстием изогнутого вала, имеющего действительный
диаметр D' и длину /, показано на рис. 11.56, б.
Диаметр D' находится между наименьшим DK и наибольшим Dq предель-
ными размерами. Однако сопряжение его с отверстием диаметра D', неиме-
ющим отклонений формы, без деформаций, невозможно.
Сопрягаемый диаметр D правильного по форме отверстия зависит от
длины /, на которой происходит сопряжение. При радиусе кривизны вала
7? > I данная зависимость имеет вид
Для обеспечения выполнения предписанных функций деталь прежде всего
должна проверяться на сопрягаемость по проходной стороне калибра, для
чего последняя должна иметь форму и размеры, соответствующие контр-
детали. Это получается, когда.проходные пробки и кольца имеют полные
формы и длины, равные длинам сопряжений.
Так как выполнение функций зависит не только от сопрягаемости, но
в большой степени также от отклонений формы, то непроходная сторона
калибра должна обеспечивать дифференцированный контроль независимых
друг от друга геометрических параметров отклонений формы. Это в некото-
рой мере достигается применением непроходных калибров, имеющих непол-
ную форму, например применением скоб вместо колец, а также пробок, не-
полных по форме поперечного сечения и укороченных в осевом направлении
и т. п.
Эти условия контроля носят название принципа Тейлора, т. е. при кон-
троле посадок проходная сторона проверяется на сопрягаемость, а непро-
ходная сторона проверяется по действительным размерам всех ее отдельных
не зависящих друг от друга параметров. Этому принципу удовлетворяют,
например, выпускаемые инструментальными заводами нерегулируемые хро-
мированные пробки для контроля изделий высоких классов точности с пол-
ными проходными и неполными непроходными вставками или насадками.
Строго соблюдать этот принцип трудно, так как проходные и непроходные
калибры, удовлетворяющие ему, имеют существенно различные конструк-
тивные формы. Например, использование рабочим проходного калибра-
кольца при обработке вала требует при каждой промежуточной проверке
снятия его с центров. Поэтому на практике часто применяются калибры
с одинаковой конструктивной формой, но проходные пробки всегда имеют
увеличенную длину по сравнению с непроходными пробками.
На рис. 11.56, в показаны эскизы калибров различных типов для контроля
гладких валов. На рис. 11.57 приведены эскизы калибров для контроля
отверстий.
Калибры для валов представляют собой жесткие U-образные стержни.
В процессе контроля размер скобы зависит от ее прогиба под действием боко-
вых сил на измерительные поверхности. Эти силы возрастают с увеличением
тангенциальной нагрузки, прикладываемой во время контроля, и от сил
трения, которые, в свою очередь, зависят от смазочных веществ, влажности
и температуры. Для больших скоб иногда применяется разгрузка.
Разность собственных размеров скоб (по результатам измерений на опти-
метре, измерительной машине и т. п.) и рабочих размеров скоб под нагрузкой
достигает приблизительно 1,5 мкм для контролируемых диаметров валов
от 50 до 100 мм и 4,5 мкм для диаметров от 100 до 170 мм. Для скоб с контро-
379
лируемым размером от 300 до 500 мм указанная разность может достигать
30—40 мкм. При контроле деталей, изготовленных из сплавов цветных
металлов, заметных значений достигают также деформации контролируемых
валов калибрами-скобами. Так, например, при контроле листовыми прямо-
угольными и круглыми калибрами-скобами валов диаметром от 20 до 50 мм
из дюралюмина и латуни суммарная деформация скобы и контролируемого
изделия составляла при рабочей нагрузке 2н (0,2 кГ) 0,5—1,2 мкм, а при
нагрузке 30 н (3 кГ) достигала 9—18 мкм.
Рис. 11.57. Калибры для отверстий и коктркалибры к скобам:
1 — пробки двусторонние с цилиндрическими вставками (проволочки) от 1 до 3 мм; 2 и 3 — двусторон-
ние и проходные пробки со вставками с коническими хвостовиками от 1 до 50 мм; 4 — пробки одно-
сторонние со вставками с коническими хвостовиками от 6 до 500 мм; 5 и 6 — двусторонние и проходные
пробки с накладками от 30 до 100 мм, 7 — пробки листовые двусторонние от 18 до 100 мм; 8 — пробки
чистовые односторонние от 50 до 300 мм; 9— проходные пробки неполные с ручками от 50 до 150 мм,
10 — пробки неполные с накладками от 150 до 360 мм; И — штихмасы и нутромеры от 75 до 1000 мм,
12 — контрольные пробки со вставками с коническими хвостовиками от 1 до 18 мм; 13 — полные шайбы
от 18 до 100 мм; 14 — неполные шайбы от 10 до 325 мм; 15 — двусторонние регулируемые предельные
пробки от 37 до 100 мм
Скобы предпочитают делать односторонними двухпредельными, т. е.
с проходкой и кепроходкой губками, располагающимися с одной стороны
калибра. Такая конструкция позволяет сократить время, затрачиваемое на
контроль, а также сократить расход металла. При работе скобой методом
накидки, когда одна ее сторона приводится в контакт с изделием, а другая
затем наклоняется до нормального при контроле положения, вес скобы не
оказывает существенного влияния на прогиб и разность собственного и рабо-
чего ее размеров выражается практически несущественными величи-
нами.
Калибры-пробки для размеров от 0,1 до 150 мм состоят из ручек и вставок
(или насадок), представляющие собой их рабочие элементы. Наибольшее
распространение имеет рабочая пробка со вставками с конусным хвостови-
ком для размеров от 1 до 30 мм. Непроходная вставка значительно короче
проходной по отмеченным выше причинам.
Двусторонние пробки с насадками применяются для размеров от 30 до
70 мм.
380
корпусе вставок при помощи
Неполные пробки с ручками используются для размеров от 70 до 150 мм.
Ручки изготавливают отдельно от рабочих элементов, что позволяет их
использовать многократно после износа вставок или насадок. Это также отно-
сится и к жестким калибрам, т. е. к таким, каждый комплект которых пред-
назначен для контроля одного размера с фиксированными предельными от-
клонениями.
В условиях серийного производства иногда бывает целесообразно приме-
нять регулируемые скобы. Такую скобу можно настраивать на нужный раз-
мер для перехода от контроля одного изделия к другому или компенсации
износа путем соответствующей перестановки в
установочных винтов. При этом устанавли-
ваются в новое положение втулки при по-
мощи затяжных винтов.
В качестве материала калибров приме-
няется закаленная, часто хромистая сталь.
Хромирование применяется при восстанов-
лении изношенных измерительных поверх-
ностей, что повышает износостойкость при-
мерно в 4 раза по сравнению с закаленной
сталью. Оснащение калибров твердыми спла-
вами в 40 раз повышает их износостой-
кость.
Полноценный контроль гладких цилинд-
рических изделий калибрами может быть
обеспечен только при соответствующей точ-
ности их изготовления. Для калибров уста-
навливаются допуски на неточность изгото-
вления и на износ проходной стороны. В слу-
чае необходимости допуски на износ могут
быть также установлены для непроходных
калибров заводскими и ведомственными нор-
малями.
Допуски на неточность изготовления про-
ставляются на рабочих чертежах калибров и
относятся к новым калибрам. По ним про-
изводится контроль калибров, изготовляе-
мых в инструментальных цехах. Допусками
на износ руководствуются при проверке со-
стояния калибров, находящихся в эксплуа-
тации. Износу в большей мере подвержены
проходные калибры, причем происходящие при этом изменения размеров
оказывают непосредственное влияние на картину распределения зазоров и
натягов в сопряжениях контролируемых калибрами деталей. Поэтому допуски
на износ регламентированы только на проходные калибры.
Взаимное расположение полей допусков проходных 6Л и непроходных 6Н
калибров и полей допусков вала и отверстия 6А влияет, с одной стороны,
на величины наименьшего и наибольшего Днб зазоров в сопряжении
вала с отверстиями и, с другой стороны, на величину поля, в которое должны
быть уложены погрешности изготовления, т. е. на величину 8пр так называе-
мого производственного допуска (рис. П.58).
Когда поля допусков калибров находятся целиком внутри полей допусков
изделий, занимая в них крайние положения (схема I), то наименьший воз-
можный при контроле калибрами зазор остается равным ДНЛ4, т. е. таким,
которые соответствуют проставленным в чертеже предельным отклонениям
вала и отверстия; ок получается в сопряжениях втулок, имеющих действи-
тельные размеры, соответствующие нижней границе поля допуска на износ
проходной пробки, с валами, имеющими размеры по верхней границе поля
допуска на износ проходной скобы.
Рис. 11.58. Две возможные схемы
взаимного расположения полей до-
пусков калибров и изделий:
I — с полным перекрытием полей до-
пусков калибров и изделий; II —
с полным выходом полей допусков ка-
либров за границы полей допусков из-
делий
381
Вероятность получения такого зазора очень мала, так как для этого
требуется, чтобы при сборке втулка и вал были с размерами, разности кото-
рых имеют указанную величину, вероятность этого мала, а попасть втулка
и вал на сборку могут только в случае, если контроль деталей производился
калибрами с такими же размерами, вероятность чего также мала. Следова-
тельно, искомая вероятность будет определяться произведением малых ве-
роятностей и будет второго порядка малости.
Рис. 11.59. Схемы расположения полей допусков калибров и контр калибров:
а — калибры и контркалибры для валов и отверстий 1—За классов; б — калибры и контркалибры для
валов и отверстий 4-го класса; в — калибры и контркалибры для валов и отверстий 5-го класса; г —
к примеру расчета исполнительных размеров калибров
Если принять во внимание, что для изделий высокой точности отноше-
ние допуска калибра к допуску изделия с учетом допуска на износ достигает
47,5%, а без его учета 25%, то использование первой схемы означало бы
возможность получения реального производственного допуска на уровне
27,5% от чертежного значения допуска. Это в большей степени осложнило бы
производство изделий. Принятие второй схемы означает возможное расши-
рение полей допусков изделий на сумму допусков предельных калибров,
т. е. создает возможность существенного снижения точности сопряжения и,
следовательно, в большинстве случаев, понижение его эксплуатационных
качеств.
Поэтому в стандартах всех стран приняты промежуточные схемы: поля
допусков калибров только частично перекрываются с полями допусков изде-
лий (рис. 11.59). У изделий высоких классов точности, имеющих малые до-
пуски, перекрытие выбрано наименьшим и, следовательно, поля допусков
в большей мере, чем у изделий низких классов точности, переходят за гра-
ницы чертежных полей допусков, так как всякое дальнейшее уменьшение
допуска по сравнению с чертежным вызывает прогрессивно возрастающие
382
производственные трудности. У изделий низких классов точности при боль-
ших допусках, большое перекрытие мало ощутимо на производстве.
Допуски на неточность изготовления калибров взяты из системы ISO.
Для проходных и непроходных калибров допуски на неточность изготовле-
ния одинаковы.
По второму квалитету назначены допуски для изделий 1-го класса точ-
ности, по третьему квалитету — для 2-го класса, по четвертому — для 2а
класса, по пятому — для 3-го класса, по шестому — для 4-го класса и т. д.
(ОСТы 1219—1221). Наибольший возможный зазор в этом случае будет также
равен наибольшему зазору по чертежу, а вероятность его получения по ана-
логичным причинам будет очень малой. Производственный допуск при этом
будет, как правило, меньше чертежного значения. Наименьшая его величина
получается при изготовлении по наибольшему предельному значению ка-
либра, контролирующего нижнюю границу изделия, и в тоже время при изго-
товлении калибра, контролирующего верхнюю границу того же изделия,
по наименьшему предельному размеру. Подобное совпадение имеет доста-
точно малую вероятность. В этом случае наименьший производственный
допуск определяется из выражения
*пР = S - (6„ + 6J.
Когда поля допусков калибров выходят целиком за границы полей допу-
сков изделий (рис. 11.58, схема II), то наименьший возможный зазор Дмж
оказывается меньше чертежного на сумму допусков проходных пробки 6^
и скобы бсл, т. е.
^нм ~ (ficn 4” бЛП).
Наибольший возможный зазор (Дяб), наоборот, возрастает на сумму
допусков непроходных пробки (8пн) и скобы (бсн), т. е.
Д«б (бен бпн).
При этом у каждой детали (вала и втулки) наименьший производственный
допуск равен чертежному допуску. При этом допуски на неточность изгото-
вления калибров составляют от 2,4 (9-й класс точности) до 25 % (2-й класс
точности) от допусков основных валов и отверстий. С учетом допусков на
износ эти соотношения равны соответственно 6,1 и 47,5%. В среднем по 1—
4-му классам точности это соотношение составляет без учета допусков на
износ для отверстий 14,2 и для валов 16,3%, а с учетом допусков на износ
для отверстий 28 и для валов 31,5%. Большие значения соотношений для
валов оправдываются большей трудностью выполнения точных внутренних
размеров скоб и колец по сравнению с наружными размерами пробок, но их
трудно оправдать в эксплуатационном отношении, так как скобы деформи-
руются под действием боковых сил.
Допуски на износ составляют от 75 до 150% от допусков изделий. По клас-
сам точности 1—3 это отношение близко к 100%, а по более грубым классам
достигает 135—150%.
Для контроля точности калибров применяются контрольные калибры,
представляющие собой контркалибры, т. е., например, пробки для контроля
скоб. Контрольные калибры для пробок на практике, как правило, не при-
меняются вследствие того, что внутренние размеры контролировать универ-
сальными измерительными средствами сложнее, чем наружные; в то же время
контрольные калибры должны быть точнее, чем те калибры, которые ими
контролируются.
Допуски контрольных калибров соответствуют второму — пятому ква-
литетам международной системы допусков и посадок. К контрольным кали-
брам относятся: контркалибры для контроля новых проходных калибров
(К-ПР)\ калибры для контроля новых непроходных калибров (К-НЕ); контр-
калибры для контроля износа в процессе эксплуатации рабочих проходных
383
калибров (К-И)', контркалибры для отбора приемных проходных калибров
из числа частично изношенных рабочих проходных калибров (К-П).
Калибры К'ПР, К-НЕ и К-П являются проходными по отношению к кон-
тролируемым ими калибрам, а калибр К-И непроходкой. Калибр К-/7 стан-
дартом на калибры для валов и отверстий 1—За классов точности не пре-
дусмотрен. Допуски контрольных калибров не только должны быть меньше
допусков контролируемых ими калибров, но расположение их полей должно
быть увязано с расположением полей допусков рабочих и приемных кали-
бров, а также изделий (рис. 11.59).
Контркалибры К-И для скоб размерами до 100 мм допускается изгото-
влять и применять только в тех случаях, когда в условиях эксплуатации
затруднителен контроль плоскопараллельными концевыми мерами. Взамен
контркалибров допускается пользоваться аттестованными образцами изде-
лий.
При конструировании калибров на рабочих чертежах приходится про-
ставлять их исполнительные размеры обычно с таким расчетом, чтобы ими
было наиболее удобно пользоваться рабочим-инструментальщикам. Опыт
показал, что вероятность получения брака уменьшается, если исполнитель-
ные размеры проставлять так, чтобы весь допуск в форме предельного откло-
нения откладывался от соответствующего предельного размера в тело
калибра, т. е. по принципу экономии металла так, как это предусмотрено
системой допусков и посадок для основных деталей сопряжений. Иначе
говоря, за номинальный размер у пробки принимается ее наибольший пре-
дельный размер, а у скобы — ее наименьший предельный размер. Такие номи-
нальные размеры чаще всего выражаются дробными числами миллиметров.
Исполнительный размер пробки имеет только одно отрицательное нижнее
отклонение, а исполнительный размер скобы имеет только одно положи-
тельное верхнее отклонение.
Пример. Требуется подсчитать исполнительные размеры рабочих калибров для вала
и отверстия сопряжения 36
* 2а
По ОСТу, НКМ 1016 находим отклонения калибров: для отверстия Р — ПР + 9,5 +
+ 2,5 и изношенного — 5 мкм; Р — НЕ + 3,5 и —3,5; для вала Р — ПР + 9,5 + 2,5 и изно-
шенного 5 — мкм; Р — НЕ + 3,5 и—3,5; для вала Р — ПР— 1,5 — 5,5 и изношен-
ного +3 мкм, Р — НЕ + 2 и —2 мкм.
За номинальные размеры в мм примем: пробки Р — ПР 36 + 0,0095 = 35,0095; пробки
Р — НЕ 36,039 + 0,0035 = 36,0425; скобы Р — ПР 36,034 — 0,0055 = 36,0285; скобы
Р — НЕ 36,009 — 0,002 = 36,007.
Тогда исполнительные размеры в мм будут: пробки Р — ПР 36,0095 — 0,007; пробки
Р — НЕ 36,0425 — 0,007; скобы Р — ПР 36,0285 + 0,004; скобы Р — НЕ 36,007+ 0,004.
Поля допусков этих калибров вместе с полями допусков контролируемых ими изделий
и контролирующих их контркалибров показаны на рис. 11.59, г.
Наряду с калибрами для контроля цилиндрических изделий широко
применяются универсальные измерительные приборы и инструменты.
МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ ИЗДЕЛИЙ МАЛЫХ РАЗМЕРОВ
Контроль малых наружных размеров гладких цилиндрических изделий
может осуществляться обычными средствами измерения линейных размеров.
Особенности при этом заключаются в том, что допуски во многих случаях
малы (например, по классу точности 01 для размеров до 0,01 мм допуск
составляет 0,3 мкм, а для размеров свыше 0,06 до 0,1 мм — 1,2 мкм), а жест-
кость низкая (вследствие этого нежелательно применение приборов с измери-
тельной силой более 1 н, т. е. больше 100 Г). В связи с этим возникают вопросы
о высокой точности средств измерений и об уменьшенной измерительной
силе контактных приборов.
Контроль малых внутренних размеров гладких цилиндрических отверстий
специфичен в том смысле, что диапазон измерений обычных универсальных
измерительных средств, как правило, не включает размеры до 3 мм. При кон-
троле изделий малых размеров наряду с обычными плоскопараллельными
384
концевыми мерами длины применяют меры с диапазонами размеров от 0,1
до 0,3 мм и от 0,3 до 0,7 мм.
Для контроля малых наружных диаметров применяются рычажно-зуб-
чатые индикаторы типа РЗИ с ценой деления 2 и 5 мкм, пределами измере-
ния 1 и 3 мм и измерительной силой 1 ± 0,25 н (100 ± 25 Г); рычажно-зуб-
чатые микрометры типа ММ с ценой деления 0,5 и 1 мкм, пределами измере-
ния ±0,015 и ±0,030 мм и измерительными силами 0,3 ± 0,1 и 1 ± 0,25 н
(30 ± 10 и 100 ± 25 Г); малогабаритные пружинные головки НМП с ценой
деления 1 и 0,5 мкм и с измерительной силой до 0,4 н (до 40 Г); пружинные
рычажные индикаторы НРП с ценой деления 1 и 2 мкм и измерительной силой
0,3 и 0,15 я (30 и 15 Г); электроконтактные измерительные головки с ценой
деления 1 мкм и измерительной силой до 0,5 н (50 Г), а также другие механи-
ческие, оптические и электроконтактные
приборы, в том числе долемикронные при-
боры с измерительным усилием 0,3—0,5 я
(30—50 Г).
В массовом производстве для контроля
цилиндрических изделий малых размеров
применяют электроконтактные и рычажно-
зубчатые головки, контактно-проекцион-
ные и проекционные устройства.
При точных измерениях малых наруж-
ных диаметров, но при относительно высо-
кой жесткости деталей могут быть исполь-
зованы вертикальный и горизонтальный
оптиметры, ультраоптиметр и вертикаль-
ный и горизонтальный контактные интер-
ферометры. Измерительная сила оптимет-
ров и ультраоптиметра находится в пре-
делах от 1,2 до 2,2 я (120—220 Г),
а контактных интерферометров оно регу-
лируется в пределах от 0,10 до 2,75 я
(10—275 Г).
При контроле диаметров малых от-
Рис. 11.60. Оптический нутромер
верстий применяются аттестованные про-
волочки диаметром от 0,5 до 3 мм, пневматические приборы высокого
и низкого давления с пропусканием воздуха непосредственно через отверстия
при диаметрах до 0,5 мм, оптические нутромеры для диаметров отверстий
от 2 мм. Принципиальная схема оптического нутромера показана на
рис. 11.60. Качающийся измерительный стержень 5 со сферическим наконеч-
ником поворачивает наклонное зеркало 4 в фокальной плоскости объектива 3,
смещая изображение штриха 10, нанесенного на пластине 9, освещаемой
через конденсор 8. Смещение штриха, наблюдаемое через окуляр 1, изме-
ряют при помощи спирального нониуса 2. Контролируемая втулка 6
располагается на предметном столе 7. Цена деления прибора / =
= 1 мкм и его предельная погрешность показаний не превышает цены
деления.
Для измерения отверстий диаметром от 0,05 до 2 мм используется кон-
тактно-оптический микроскоп с увеличением 75х, ценой деления окулярного
микрометра 1 мкм и измерительной силой 0,01 я (1 Г).
Основными приборами для измерения отверстий диаметром до 1 мм
являются измерительные микроскопы, перфолектометры и проекторы, причем
увеличение микроскопов доходит до 500х а цена деления их окулярных
микрометров доводится до долей мкм. Предельная погрешность измерения
составляет 0,3—0,4 мкм.
Отверстия диаметром от 0,2 мм могут измеряться на современных моделях
универсальных микроскопов с предельной погрешностью метода измерения
до 0,3 мкм. При измерении отверстий диаметром от 0,1 до 2 мм на микропер-
13 В. П. Коротков
385
флектометрах, имеющих увеличение 506х, предельная погрешность метода
измерения доходит до 0,1 мкм.
Микропроекторы для измерения отверстий малых диаметров имеют увели-
чение 230х и 500х, рабочее поле зрения 0,9 и 0,4 лип. Проекторы для изме-
рений деталей малых размеров выпускаются с экранами от 200 X 150 и
560 X 480 и более с увеличениями от 200х до 500х (и даже до 1000х).
МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ ИЗДЕЛИЙ БОЛЬШИХ РАЗМЕРОВ
При контроле гладких цилиндрических изделий больших размеров исполь-
зуют наряду с обычными плоскопараллельными концевыми мерами еще
наборы с диапазонами от 5 до 100 и от 50 до 1000 мм. Для больших размеров
выпускаются облегченные конструкции универсальных измерительных ин-
струментов. К ним принадлежат штангенциркули с величиной отсчета по
нониусу 0,1 мм и с пределами измерения 0—500, 250—710, 320—1000, 500—
1400, 800—2000, 1500—3000 и 2000—4000 мм. Выпускаются также разметоч-
ные устройства к штангенциркулям с пределами измерений 0—1000, 500—
2000 и 1500—4000 мм. Для проверки положения центров предназначены,
штангенрейсмассы в нормальном исполнении, и оснащенные твердым сплавом
с величиной отсчета по нониусу 0,05 и 0,1 мм и диапазонами измерения 0—
250, 40—400, 60—630, 100—1000, 600—1600 и 1500—2500 мм.
Для контроля наружных диаметров от 300 до 600 мм и от 1000 до 2000 мм
выпускаются микрометры с интервалом через 200 мм в нормальном испол-
нении и оснащенные твердым сплавом, а для контроля внутренних диаме-
тров — микрометрические нутромеры, оснащенные твердым сплавом, с пре-
делами измерения от 50—75 до 2500—6000 мм.
Для контроля наружных диаметров 300—400, 400—600 и 600—1000 мм
применяются рычажные микрометры, оснащенные твердым сплавом, с ценой
деления 0,01 мм, а также индикаторные скобы (с пределами 200—1000 мм)
ценой деления 0,01 мм.
Для контроля наружных диаметров 300—800 и 800—1500 мм применяют
седлообразные индикаторные приборы, используемые по схеме, показанной
на рис. 11.61, б. Из этого рисунка следует, что
D
2 , а
D---= SinT И
+ (iZ + 6y)'
следовательно
я D
где о—отклонение радиуса измеряемого изделия от размера, по кото-
рому показывающий прибор настроен в нулевое положение;
8у — измеряемое приращение размера.
Для контроля диаметров отверстий 250—450, 450—700 и 700—1000 мм
применяются индикаторные нутромеры сценой деления 0,01 мм, в том числе
оснащенные твердым сплавом.
При контроле изделий больших размеров находят применение различ-
ные косвенные методы. Так, например, при контроле наружных диаметров
методом опоясывания используют рулетки, имеющие стальную ленту длиной
10—50 ж, а также специальные измерительные стальные ленты, к концам
которых приварены ушки для натяжения (рис. 11.61, в); зазор а в стыке
концов ленты проверяют щупом. Для натяжения ленты и обеспечения ее
полного прилегания применяются грузы или различные натяжные приспо-
собления. В некоторых случаях измерения приходится выполнять по хорде,
386
причем определяется высота сегмента h и хорда I по схеме, показанной на
рис. 11.61, г и тогда диаметр определяется соотношением £>= -^-+ ft-
Вторым примером может служить метод центрированного образца
(рис. 11.61, д). Теодолитом, установленным в фиксированной точке, произво-
дятся измерения угла 2а0> образованного касательными к поверхности
контролируемого вала, и угла 20 0, образованного касательными к поверх-
ности аттестованного образца, который предварительно центрируется отно-
сительно детали. По данным о применении этого метода для контроля диа-
а — седлообразный индикаторный прибор для контроля диаметров валов; б — схема
использования седлообразного прибора; в — измерительные ленты для контроля диа-
метров валов; г — контроль диаметров валов по хорде и высоте сегмента; о — схема
применения метода центрированного образца
метра вала 4200 мм на станке погрешность метода измерения не превышала
0,16 мм, причем теодолит устанавливался на расстоянии около 7,5 м от
станка, а образец помещался на суппорте.
Диаметр детали при этом методе определяется по формуле
л _ d tg а0
tg0o ’
где d — диаметр образца.
При измерении больших размеров предельные погрешности измерения
возрастают примерно следующим образом. Если при измерении размера
до 1000 мм предельная погрешность метода измерения равна приблизительно
цене деления шкалы отсчетного прибора, то при измерении размера до 2000 мм
она будет составлять примерно удвоенную цену деления при измерении раз-
мера до 3000 — примерно утроенную и т. д.
Это объясняется возрастанием удельного веса дополнительных погреш-
ностей, в частности температурной погрешности, а также погрешностей,
вызванных деформациями.
Глава V
КОНТРОЛЬ УГЛОВ И КОНУСОВ
КЛАССИФИКАЦИЯ СРЕДСТВ КОНТРОЛЯ УГЛОВ
И ПОВЕРОЧНАЯ СХЕМА
Все известные средства контроля углов относятся или к прямому методу
контроля или косвенному. При прямом методе определяется значение угла
или непосредственно по показаниям прибора (абсолютный метод), или по
отклонениям от установочной меры-образца (относительный метод), или
определяется положение искомого угла в заданных пределах.
При косвенном методе значение искомого угла определяется расчетом
на основе линейных измерений других величин, связанных с углом опре-
Рис. 11.62. Угловые меры
деленной зависимостью. По виду используемой функции для определения
искомого угла косвенные методы делятся на три группы: синусные, тангенс-
ные и косинусные.
Исходным в поверочной схеме для угловых измерений является эталон-
ный комплекс средств измерений, воспроизводящий единицу плоского угла
калибровкой рабочих эталонов в виде многогранных призм и лимбов абсо-
лютным методом. Рабочие эталоны в виде многогранных призм и лимбов
служат для абсолютных измерений угла и для поверки образцовых мер
и угломерных приборов. По допускаемым предельным погрешностям метода
поверки образцовые меры и измерительные приборы подразделяются на
четыре разряда: для первого разряда допускается погрешность ±(0,3 4-
0,5"), для второго ±(1-4-3"), для третьего ±3" и для четвертого ±6".
Значительная роль в хранении и передаче единицы плоского угла на
производственные измерения отводится угловым мерам. Требования к угло-
вым мерам, предназначенным для поверки и градуировки угломерных при-
боров и угловых шаблонов, а также и для непосредственного измерения
хглов, предусмотрены в ГОСТе 2875—62.
Стандартом предусмотрен выпуск угловых мер пяти типов (I, II, III,
IV, V) и трех классов точности (0,1 и 2). Наибольшее распространение
имеют угловые меры типов II и III (рис. 11.62). Ко второму типу относятся
остроугольные плитки с рабочим углом и пределами: 10—79° с градацией
через Г; 15° 10'4-75° 50' с градацией через 15° 10'; 154-16° с градацией
через 10'; 154-15° 10'; с градацией через Г; и 15°4-15° Г с градацией через
388
15". К типу III относятся угловые плитки с четырьмя рабочими углами а,
Р, v и б. Во всех девяти плитках набора предусмотрено, что каждая сумма
углов (а + Р) и (v + б) равна 180°.
Угловые меры типов II и III можно составлять в блоки, скрепление
плиток в которых обеспечивается или применением струбцин, или клиньев,
вставляемых в отверстия на плитках.
Угловые меры типов IV и V представляют собой шести-, восьми- и две-
надцатигранные призмы с равномерным угловым шагом. К угловым мерам
типа I относятся плитки с одним рабочим углом а и срезанной вер-
шиной.
Значения допускаемых отклонений по параметрам угловых мер при-
ведены в табл. II.6.
Таблица 11.6
Допускаемые отклонения угловых мер
Наименование отклонений
Рабочих углов в сек для
типов:
I. II, III.........
IV, V .............
Неплоскостность рабо-
чих поверхностей в мкм
Неперпендикулярность
рабочих поверхностей к
нижнему основанию меры
в сек....................
Классы угловых мер
3
5
0,1
30
10
10
0,15
30
30
0,30
60 120
Рис. 11.63. Эталонная установка
для воспроизведения единицы пло-
ского угла
О 1 2
Воспроизведение единицы плоского угла обеспечивается калибровкой
многогранных призм и лимбов абсолютным методом на эталонной установке
по схеме, показанной на рис. 11.63. Два высокоточных автоколлиматора 1
и 2 расположены так, что их оптические оси перпендикулярны к отражаю-
щим граням призмы 3, установленной на столике 4, а угол между осями
автоколлиматоров равен примерно номинальному значению центральных
углов многогранников. Цена деления шкалы 0,01".
СРЕДСТВА ИЗМЕРЕНИЙ УГЛОВ НАРУЖНЫХ КОНУСОВ
Угломеры. Для прямых абсолютных измерений углов выпускаются
оптические угломеры с ценой деления 10' и пределами измерения 0-*-180°
и угломеры с нониусом для наружных и внутренних углов — типов УТ
и УН с ценой деления 2'.
Непосредственное измерение угла оптическим угломером показано на
рис. 11.64, а, а на рис. 11.64, б показано определение угла оптическим угло-
мером косвенным методом. В этом случае за базу принят торец конуса и
угломером измеряются последовательно углы рх и р2- На основе получен-
ных значений рх и р2 подсчитывают угол конуса 2а : 2а = 180° — (Pi + р2)«
Синусные линейки. Синусные линейки выпускаются с центрами и в нор-
мальном исполнении по ГОСТу 4046—61. При измерении на синусной ли-
нейке (рис. 11.65) конус 1 располагают на предметный столик линейки 2,
а затем под один из роликов 3 подкладывают блок из плоскопараллельных
концевых мер 4, размер которого определяется по формуле
h = L sin 2а,
где 2а — номинальное значение измеряемого угла;
L — расстояние между роликами.
389
По разности показаний Д£ измерительной головки 5 в двух положениях I
и II на измеряемой длине Z определяется отклонение измеряемого угла 2а
от номинального по формуле
Д2а = ^—2-105 сек.
Если подобрать такой размер блока плиток й, при котором показания
измерительной головки будут одинаковыми на всей измеряемой длине, то
можно определить sin 2а, а затем и действительную величину угла 2а:
sin 2а = у--
Синусные линейки имеют наиболее широкое применение по сравнению
с другими средствами измерения углов, но только до 45°. При измерении
углов свыше 45° резко возрастают погрешности измерений (рис. 11.66).
Типовые конусомеры. Основные параметры и нормы точности конусо-
меров двух типов (предложенных Ф. В. Партикевичем) предусмотрены
в ГОСТе 12070—66. Схема измерения угла 5
Рис. 11.64. Измерение оптическим угломером:
а — прямым методом; б — косвенным методом
Рис. 11.65. Синусная линейка
Основной частью конусомера (рис. 11.67, а) является специальная кониче-
ская мера, которая с одной стороны имеет плоскую поверхность, а с дру-
гой — цилиндрическую. Номинальный угол конической меры соответствует
углу проверяемого конуса 2а. Коническую меру 2 накладывают цилиндриче-
ской стороной на образующую поверхность проверяемого конуса 5, фикси-
руют в нужном положении упором 1 и опорными боковичками 4 центрирую-
щего устройства 5 и затем измеряют размер М измерительным приспособ-
лением 6. При правильно изготовленном конусе размер М должен быть
одинаковым по всей длине конической поверхности. Угол измеряемого ко-
нуса определяется по формулам
М М
cos а = п-7.или cos a = ,
и ф п а + п
где h и Н — высота малой и большой поперечной грани конической меры.
Коническая мера на измеряемом конусе удерживается постоянными
магнитами, которые встроены в центрирующее устройство. В конусах вто-
рого типа (рис. П.67, б), выпускаемых с различной длиной L, основной
частью являются полуцилиндры 7, устанавливаемые в державках 8. Раз-
мер .И определяется по измерительному приспособлению 9.
Накладные приборы. Контроль углов наружных конусов (и внутренних)
осуществляется с помощью накладных приборов (типа Круппа). Схема
измерения угла наружного конуса накладным прибором приведена на
рис. П.68. Прибор состоит из корпуса 1 с двумя базирующими призмами 3,
двух измерительных головок 4 и упора 2. Метод измерения относительный
(сравнительный). Перед измерением прибор накладывается на аттестованный
390
конический калибр (пробку) так, чтобы торец у малого диаметра был прижат
к выдвинутому упору. В этом положении обе измерительных головки уста-
навливаются на нуль. Затем прибор накладывается на проверяемый конус
так, чтобы показание левой измерительной головки было нулевым. При таком
положении правая головка пока-
жет отклонение от размеров атте-
стованного калибра. Главным не-
достатком является то, что для
Рис. 11.67. Наружные конусомеры
Рис. 11.66. Увеличение погреш-
ности измерения Да с возра-
станием измеряемых углов на
синусной линейке
каждого типа размера конуса нужно изготовлять образцовый конус для
настройки прибора.
Универсальный микроскоп и вертикальный длиномер. Измерение угла
конуса на универсальном микроскопе (УИМ21 или УИМ22) производится
с помощью четырех прямых ножей (рис. 11.69). Измеряются диаметры Dud
на заданной длине L, а затем определяется tga по формулам:
D d q . /ii —J— hn
— или 2 tg а = —.
2tg
Рис. 11.68. Накладной прибор
Рис. 11.69. Схема измерения
угла конуса на универсальном
микроскопе с ножами
Более точно можно измерить угол конуса на вертикальном длиномере
типа ИЗВ-21, укрепив его на колонке универсального микроскопа вместо
тубуса. Проверяемый конус ставят в центре микроскопа, а на измерительном
стержне длиномера закрепляют наконечник с малым или большим ножом.
Наблюдая в окуляр длиномера, приводят измерительный наконечник в кон-
такт с поверхностью измеряемого конуса, а затем, вращая микрометрический
винт, перемещают поперечную каретку до тех пор, пока отсчет по спираль-
ному микроскопу длиномера станет наибольшим. Произведя в этом поло-
391
жении трехкратное арретирование, снимают отсчет h19 а затем, переместив
продольную каретку к другому концу конуса на длину L, также производят
трехкратное арретирование и снимают отсчет й2. Половина угла конуса
определяется по формуле
л ____hx — h<2,
tga =
где — й2 — разность отсчетов по длинномеру в мм.
Чтобы исключить влияние несоосности центровых отверстий конуса,
нужно повторить измерения по другой стороне образующей конуса, вращая
его в центрах на 180° и также определяя значение половины угла конуса а2.
В этом случае за угол уклона конуса а принимают среднее значение
а_5Н±^2.
2
По точности измерений данный метод применим для аттестации калибров
пробок.
СРЕДСТВА ИЗМЕРЕНИЙ УГЛОВ ВНУТРЕННИХ КОНУСОВ
Для измерения углов внутренних конусов имеется значительно меньшее
количество измерительных средств, чем для наружных конусов. Поэтому
в практике уделяется большое внимание контролю качества внутренних
конусов калибрами-пробками по базорасстоянию или по краске.
Синусные линейки. Измерение конуса производится по схеме, показан-
ной на рис. 11.70. Изделие с внутренним конусом закрепляется на столике
синусной линейки и под ролик подкладывается блок плиток с таким раз-
мером, чтобы нижняя или верхняя образующие конуса были параллельны
опорной поверхности. Параллельность поверхностей определяют по пока-
заниям измерительной головки. Определив угол [3 из выражения sin (3 ,
синусную линейку с конусом поворачивают на 180°, или блок плиток выни-
мают из-под левого ролика ли-
нейки и подкладывают под пра-
вый — ив такой же последо-
вательности определяют угол
у2. Действительное значение
угла конуса будет
2a = р + у.
Для измерения внутреннего
конуса синусную линейку мож-
Рис. 11.70. Схема измерения угла внутреннего ко ИСПОЛЬЗОВать ТОЛЬКО В слу-
конуса на синусной линейке чаях, когда изделие имеет
наружную форму цилиндра,
который можно принять за базу. Если же наружный диаметр изделия с про-
веряемым внутренним конусом не может служить базой, например у калиб-
ров-втулок конусов Морзе имеется по наружному диаметру накатка, то угол
конуса можно определить по диаметрам конуса. В этом случае изделие с про-
веряемым внутренним конусом, так же как и в первом случае, устанавли-
вается на синусной линейке, и после приведения верхней образующей конуса
параллельно опорной поверхности измеряется размер Lx (рис. 11.70, а).
Затем нижняя образующая конуса устанавливается параллельно опорной
поверхности (рис. 11.70, б) и измеряется размер L2. Зная длину конуса L,
размеры L19 L2, радиус опорного ролика линейки размеры блоков кон-
а^аьах мер h± и /г2, по известной зависимости подсчитываются диаметры D
и d а определяется угол конуса
2tga
D — d
L ‘
392
Типовые конусомеры (ГОСТ 12070—66). Схема измерения внутреннего
конуса аналогична измерению наружного конуса, показанного на рис. 11.67.
Коническую меру с центрирующим устройством и опорными боковичками
кладут на поверхность внутреннего конуса так, чтобы
ее рабочая поверхность была параллельна образующей
внутреннего конуса.
Значение размера М определяется измерительным
приспособлением, а угол уклона конуса по формулам
М м
cosa^-p.—и или cosa = -j—?•
D — Н d — h
Способ двух шариков. Схема измерения угла ко-
нуса с помощью двух аттестованных шариков пока-
зана на рис. 11.71.
_______ D — d___________Рис. П.71. Измерение
Sin а — 2 (/у____________(п_* угла внутреннего ко-
нуса с помощью двух
гг ‘ « аттестованных шари-
Точность измерения зависит от погрешностей из- , ков
мерения диаметров шариков и длины / и способа
опускания шариков во втулку. Наименьшая погрешность получается,
когда конус находится в вертикальном положении, а шарик бросается сверху
от торца втулки и без ударов о стенки втулки.
ПОГРЕШНОСТИ КОСВЕННЫХ ИЗМЕРЕНИЙ УГЛОВ КОНУСОВ
Уравнение результата косвенного измерения угла в общем виде имеет вид:
а = / (xj, х2, . . х„),
а с учетом погрешностей измерений
а ± Да = / (%! ± Дхх, х2 ± Дх2, . . хп ± Дхп),
где а — значение искомого угла, полученного измерением;
f — знак функциональной зависимости;
х19 х2. . . — результаты прямых измерений величин, связанных
с искомым углом определенной зависимостью;
Да — погрешность искомого угла;
Дхт, Дх2. . . — погрешности результатов прямых измерений величин
х2 и т. д.
Как известно, абсолютную величину погрешности измерения искомого
угла Да можно определить расчетом с применением квадрата полного диф-
ференциала функции в виде
В ряде случаев, сначала определяется расчетом относительная погреш-
ность угла Доа с применением дифференциала натурального логарифма
в виде
ДсД == ±d [In f (хп х2, . . ., xrt)].
Что значительно проще в сравнении с использованием квадрата полного
дифференциала. Такой прием расчета применяют, когда искомый угол
определяется по относительно сложной формуле с применением действий
деления, умножения, возведения в степень и др. Определив относительную
погрешность косвенного измерения угла Доа, затем рассчитывают и абсо-
лютную погрешность Да;
393
Таблица ПЛ
Формулы для определения погрешностей измерения углов конусов
Измерительные средства Формулы косвен- ных измерений угла конуса Абсолютная погрешность Да в рад
Для наружного конуса
Синусная ли- нейка . о h sin 2а = 1 , „ Г 1 АЛ 1 1 AL 1 1 ±-2-tg2aLl~l + l~IJ
Аттестованные ролики М — т tga~ 2L 1 . п Г | ДМ 4- Am 1 , 1 AL 11 2 L 1 Л1 — m | 1 | L | J
Аттестованные кольца D — d tga~2(L-/) 1 . „ Г 1 AD 4- Ad 1 , 1 AL 4- А/ 11 ± 2 sm2a[| D_d | + | L_( |]
Универсальный микроскоп с ножа- ми о * D — d 2tga L 1 . o Г 1 AD 4- Ad 1 , 1 AL 11 ± 2 S!n2a Li D— d | + | L | J
Универсальный микроскоп с дли- номером ИЗВ-21 hi h<t L - 1 , „ Г I ДЙ! 4- Afta I . 1 AL 11 * 2 Sin2a[| K-h, l+l L |J
Конусомер по ГОСТу 12070—66 M cos a = -=r—— Db+ h M cos a = -y——ry dB + H Г I ДМ I , I AD -J- Mi И ctg a —ту- + -y;—ft- L 1 M 1 | Db 4- h 1 J Г1 ДЛ1 1 , IAdB4-AH|l + ctga ll^rl + l dB+H IJ
Для внутреннего конуса
Два аттестован- ных шарика II ND ? м S' 11 II о «• : а. Г 1 AD 4- Arf 1 , ±tga LI D~~~j~r , | 2 (AH 4-AL) 4-(AD 4-11 + 1 2 (H — ft) — (D — d) | J
Шарик и атте- стованные прово- лочки sm a 2 (И — h) . Г I Am I 1 A# + &h 1 1 ±tga Ll^rrl н-h IJ
Аттестованные ролики 1 К = 2 tg a — м2-мх ^Н1^^Ы4та*|]
Конусомер по ГОСТ '12070—66 M cosa Da — H или M cos a = —: — dA — h или
394
Расчеты погрешностей косвенных методов измерений на производстве
можно значительно упростить, если по типовые распространенным методам
измерения углов конусов заранее решить уравнение с применением диффе-
ренцирования и для практического пользования составить упрощенные
формулы. Для большинства применяемых методов контроля конусов упро-
щенные формулы приведены в табл. II.7.
Пример. Внутренний конус измерялся с помощью двух утопающих шариков. В данном
и ч __ D d /ГЛ «
случае искомый угол определяется по формуле sin а = --ун------т-т---у?----тг- (Dud диа-
i 11 ~ ~~ ilj ~ **/
метры шариков, измеренные микрометром, а Н и h — глубина залегания шариков, измеряемая
штангенциркулем с отсчетом 0,05 мм.). Допустим, что результат измерений получился в сле-
дующем виде: D — 17,45 мм с погрешностью AD = ±0,006 мм; d — 15,85 мм с погрешностью
Ad = ±0,006 мм; Н = 35,2 мм с погрешностью А// = ±0,05>их; h = 2,25 мм с погрешностью
АЛ = ±0,05 мм. Подставляя в формулу значения D, d, Н и А и используя таблицу триго-
нометрических функций получим значение угла конуса 2а = 2° 51' 6".
Допуская самые неблагоприятные условия для прямых измерений, когда погрешности
оказались AD и А/7 со знаком плюс (+0,006 и +0,05 мм), a Ad и АЛ со знаком минус
(—0,006 и —0,05 мм), по формуле, приведенной в табл. 11.7, определяем
Г I A D + A d I I 2 (А 77 + А71Г+(A D + A d}
Да = ± tg a [J ..b.^-d | + | _
подставляя значения D, d, 77, Л, AD, Ad, А77 и АЛ находим, что
Да = 0,0248906 ( = 0,000115 рад
\ 1,0 о4,о /
или 23".
Соответственно погрешность определения всего угла конуса 2а = 46", а окончательный
результат определения угла конуса 2а = 2° 5Г 6" ± 46".
КОНТРОЛЬ КОНУСОВ КАЛИБРАМИ
Стандартные конические калибры по ГОСТу 2849—69 предусмотрены для
контроля конусов инструментов. Конические калибры по ГОСТу 2849—69
могут широко применяться
предъявляемые требования
к ним соответствуют тре-
бованиям на угол конуса,
предусмотренным в ГОСТе
2848—67.
Калибры в виде пробок
и втулок предусмотрены
двух типов: без лапок
рис. 11.72, а и с лапками —
рис. 11.72, б. У калибров-
пробок размер D отсчиты-
вается по переднему краю
риски, обращенному к тор-
цу втулки. Размер h бе-
рется между передними
краями двух рисок. У вту-
лок типа II размер h от-
считывается от торца
втулки до переднего края
риски.
Размер h равен допу-
стимому отклонению базо-
и для контроля конусов других изделий, если
Рис. 11.72. Стандартные конические калибры
расстояния, по которому путем осевого перемещения калибра относительно
проверяемого конуса изделия определяется годность последнего. Изгото-
вленный конус считается годным, если торец детали находится между
рисками или уступами на калибре.
395
Допуски на конусность калибров предусмотрены в линейных величинах,
т. е. в мкм в виде 6 (D — d) на 100 мм длины конуса (L = 100 мм). Следо-
вательно, допуск на конусность какого-либо конкретного калибра будет
зависеть от рабочей длины конуса. Стандартом предусмотрены три степени
точности для калибров пробок (3, 4 и 5) и две степени точности для калибров
втулок (4 и 5). Учитывая технологические и метрологические трудности изго-
Рис. 11.73. Схема расположения полей допусков на
конусность изделий и калибров
товления калибров-втулок
с малой длиной конуса, до-
пуски для них не установле-
ны: в 4-й степени точности
для конусов Морзе 0, 1 и 2,
всех укороченных и метри-
ческих № 4 и 6; в 5-й степе-
ни точности для укорочен-
ных конусов 0fl, 1а, 1б, 2а и
2б и метрических № 4 и 6.
Если калибры-втулки из-
готовляются методом припа;
совки к контркалибру по
краске, то отклонения на
конусность не учитываются.
Кроме допусков на ко-
нусность калибров, стан-
дартом предусмотрены еще
допуски на: непрямолинейность и некруглость конической поверхности;
большой диаметр D\ расстояние h между рисками или по ширине уступа
(рис. 11.72); толщину слоя краски при контроле калибров-втулок припа-
совкой к контрольным калибрам по окраске и шероховатость поверхностей.
Допуски на угол конуса калибров-пробок по 5-й степени точности соот-
ветствуют 1-й степени на угловые размеры по ГОСТу 8908—59. Допуски,
предусмотренные в степенях точности 3 и 4, не имеют подобных допусков
в ГОСТе 8908—59, величины
почтительного ряда R5, кото-
рый был принят для построе-
ния первых десяти рядов
точности ГОСТа 8908—59.
Допуски на угол конуса ка-
либров в мкм составляют
около 30% от допуска на угол
конуса инструментальных ко-
нусов (ГОСТ 2848—67).
Схема расположения по-
лей допусков на угол конуса
отклонений подсчитывались на основе пред-
Рис. 11.74. Эталон интенсивности окраски поверхно-
стей
инструмента и калибров при-
ведена на рис. 11.73. Как видно из схемы, калибр-втулка не может
припасовываться с рабочим калибром-пробкой, так как они имеют разные
номинальные размеры. Для контроля калибра-втулки предусмотрен кон-
трольный калибр-пробка, с которым калибр-втулка припасовывается и по-
ставляется в паре. Прилегание конических поверхностей калибра-втулки
и контрольного калибра-пробки должно быть не менее 90%, при контакте
по d. Допуск на контрольный калибр-пробку равен половине допуска пре-
дусмотренного для рабочих калибров-втулок (отклонение со знаком +)•
Контроль конусов калибрами по краске. Данный комплексный метод
контроля качества конусов находит широкое применение на производстве.
На коническую поверхность калибра накосят тонкий слой краски и сопря-
гают с проверяемым конусом. Поворачивая калибр примерно на 3/4 оборота,
по натирам и пяткам краски судят о точности изготовления конуса. Точность
и надежность такого метода контроля конусов зависит от толщины слоя
396
краски (чем меньше слой краски, тем выше точность контроля), вида и со-
става краски и способа нанесения ее на коническую поверхность. Прове-
денные А. Н. Журавлевым и Р. В. Медведевой исследования, показали, что
из 30 наименований красок, применяемых на заводах, наиболее точную при-
пасовку и минимальную толщину слоя показали берлинская лазурь и типо-
графская краска № 219, которая не сливается с цветом металла деталей,
особенно при искусственном освещении. Более равномерный и тонкий слой
краски наносится марлевым тампоном, обернутым плотной и ворсистой
тканью. Краска закладывается внутрь тампона, а сверху на тампон капают
несколько капель машинного масла. Нанесенная на коническую поверхность
краска растирается по всей поверхности замшей.
Для визуального определения толщины слоя краски рекомендуется
составление образца интенсивности окраски, состоящего (рис. 11.74) из
набора концевых мер с размерами через 1 мкм. Концевые меры 1 притираются
к рабочей поверхности плиты 2, а по краям устанавливаются блоки 3 с раз-
мером 1,01 мм. После нанесения краски на поверхность плиток счищают
краску лекальной линейкой, опираясь на крайние блоки. В результате этих
операций на поверхности первой плитки слой краски будет составлять 1 мкм,
на второй 2 мкм и на последней 10-й плитке толщина слоя краски будет
10 мкм. Разная толщина слоя краски на плитках характеризуется интен-
сивностью окраски их поверхностей. Сопоставляя эту окраску с окраской
проверяемых конических поверхностей, можно, при некотором навыке,
различать толщину слоя красок с точностью до 1 мкм [27].
АВТОМАТИЗАЦИЯ КОНТРОЛЯ КОНУСОВ
При массовом производстве деталей с конусами применяют контрольные
автоматы. В подшипниковой промышленности один из автоматов исполь-
зуется для контроля и сортировки конических роликов по углу конуса и
диаметру на 12 и 22 группы. Прин-
цип контроля на автомате основан
на геометрической зависимости из-
менения диаметров конуса от места
диаметрального сечения его. Схема
контроля приведена на рис. 11.75.
Для определения величины отклоне-
ния от номинального значения конус-
ности ролик 1 вводится в непо-
движное аттестованное кольцо 2
(рис. II.75, а) и затем на ролик вхо-
дит второе аттестованное кольцо 3.
При правильном изготовлении
конуса подвижное кольцо должно
расположиться на расстоянии от
неподвижного кольца. Если подвижное кольцо окажется на расстоянии Z2,
то по разности Zx—Z2 можно определить величину отклонения конусности.
Так как
г _/ ~ f D —Atga
1 2 ~ 2tga tgot! ’
то относительная погрешность конусности будет
Atga 2 tg a — IJ
tg a, D — d 9
где a — номинальное значение угла уклона конуса ролика;
— фактический угол уклона ролика, а Atga погрешность угла
наклона.
397
Величина
является постоянной для данного типа
роликов.
Кон-
троль и сортировка роликов по диаметру D осуществляются по схеме, пока-
занной на рис. 11.75, б. В аттестованное кольцо с размером Z), несколько
меньшим номинального, вводится аттестованный ролик, торец которого
удален от правого торца кольца на расстояние /ц. Если затем ввести в кольцо
проверяемый ролик с другим значением диаметра, например D + AD,
то его торец расположится от торца кольца на расстоянии Л2 и будет высту-
пать над кольцом на величину
< < D
ha ----- hl —— +“ —,
2 1 — 2 tg а 9
где а — половина угла конуса ролика — величина переменная в пределах
допуска.
В автомате измерительные кольца связаны с многоконтактными электри-
ческими датчиками, которые подают импульсы электрического тока, соот-
ветствующие разным размерам конуса, и вызывают срабатывание реле
и подачу сигналов электромагнитам сортировочного устройства.
Глава VI
КОНТРОЛЬ РЕЗЬБОВЫХ ДЕТАЛЕЙ
И ВИНТОВЫХ ПАР
КОНТРОЛЬ РЕЗЬБЫ КАЛИБРАМИ
Контролировать резьбу можно поэлементно — измерением каждого пара-
метра отдельно и комплексно — измерением ряда параметров одновре-
менно.
Комплексный контроль обеспечивает соблюдение предельных размеров
контролируемой резьбы на длине свинчивания. Для годной резьбы гаран-
тируется, что ее действительная геометрия не выходит из полей допусков
на любом участке, равном длине свинчивания. В этом случае величина
каждой из погрешностей основных параметров резьбы, взятая в отдельности,
остается неизвестной, а только устанавливается, что их сумма находится
в поле допуска на любом участке, равном длине свинчивания. Комплексный
метод контроля обеспечивает заданный xapaSfep резьбового сопряжения,
гарантируя соблюдение суммарного (полного) допуска на средний диаметр
резьбы на длине свинчивания. При этом обеспечивается контроль комплекс-
ной погрешности диаметрального положения образующих профиля, которую
называют погрешностью приведенного среднего диаметра резьбы. Приведен-
ный средний диаметр включает в себя диаметральные компенсации отклоне-
ний шага и половины угла профиля. Комплексный контроль находит при-
менение в основном при проверке резьбовых деталей, предназначенных для
неподвижных соединений изделий (крепежные, соединительные и другие
резьбы).
Резьбовые калибры предназначены для комплексного контроля резьбовых
изделий. При этом обеспечивается соблюдение предельных контуров сопря-
гаемых резьб на длине их свинчивания. Проходным калибром контролируется
приведенный средний диаметр резьбы, включающий диаметральные компен-
сации погрешностей шага и угла профиля, причем калибр должен иметь
полный профиль резьбы и длину, равную длине свинчивания.
Непроходным калибром контролируется средний диаметр резьбы, поэтому
он должен иметь укороченную (неполную) высоту профиля и сокращенное
число витков с тем, чтобы уменьшить влияние погрешностей угла профиля
и шага на результат контроля собственно среднего диаметра.
В зависимости от назначения калибры подразделяют на рабочие Р, при-
емные П и контрольные К. В табл. П.8 указано назначение калибров и их
характеристики. Свинчиваемость проходных рабочих калибров с изделием
означает, что приведенный средний диаметр резьбы не выходит за установлен-
ный предельный размер, а имеющиеся погрешности шага и половины угла
профиля скомпенсированы соответствующим изменением среднего диаметра.
Контроль резьбы этими калибрами гарантирует, что наружный диаметр
гайки не меньше наружного диаметра болта, а внутренний диаметр болта
не больше внутреннего диаметра гайки. Несчинчиваемость непроходных
резьбовых калибров с гайками гарантирует, что собственно средний диаметр
резьбы гайки не больше, а болта — не меньше установленного предельного
размера.
Наружный диаметр резьбы болтов и внутренний диаметр резьбы гаек
контролируются гладкими предельными скобами и пробками. Рабочие,
приемные и контрольные резьбовые пробки проверяются универсальными
измерительными средствами.
Регулируемые рабочие резьбовые кольца и скобы устанавливаются по
контрольным пробкам У-ПР (для установки проходных колец и скоб ПР)
и У-НЕ (для установки непроходных колец и скоб НЕ). Контркалибры
У-ПР и У-НЕ, имеющие полный профиль резьбы, применяются также для
припасовки по ним нерегулируемых рабочих колец.
399
Таблица II.8
Калибры для контроля резьбы
Наименование и назначение Обозначе- ние Профиль резьбы Признак правиль- ности проверяемых размеров
Калибры
Для гаек (внутренней резьбы). Пробки Резьбовые: проход- ные ПР и П-ПР Полный Свинчивае- мость с гайкой
непро- ходные НЕ Укоро- ченный Несвинчивае- мость с гайкой (ниппелем)
СП-НЕ Полный
Гладкие по ОСТу 1220 и ГОСТу 5939—51 (износ до номинала): проход- ные ПР — Проходят
непро- ходные НЕ Не проходят
Для болтов (наружной резьбы) Регулируемые резьбовые кольца. Нерегулируемые резьбовые кольца. Регули- руемые резьбовые скобы: проход- ные ПР Полный Свинчиваемость колец с болтом; скобы проходят
ПР и П-ПР
ПР и П-ПР
непро- ходные НЕ Укоро- ченный Несвинчивае- мость колец с бол- том (трубой); ско- бы не проходят
СП-НЕ Полный
Гладкие скобы по ОСТу 1220 (износ до номинала): проход- ные ПР — Проходят
непро- ходные НЕ Не проходят
Непроходные скобы для проверки внутреннего диаметра (ГОСТ 10071—62) НЕ Не проходят
Специальные скобы для проверки внутреннего диа- метра (ГОСТ 10278—62): проход- ные ПР Проходят
непро- ходные НЕ Не проходят
Контр калибры
! | Резьбовая пробка для регулиров- ей (установки) колец и скоб; слу- жит также и для припасовки нере- гулируемых колец У-ПР Полный Свинчивае- мость с кольцом ПР; скобы ПР проходят
400
Продолжение табл. П.8
Наименование и назначение Обозначе- ние Профиль резьбы Признак правиль- ности проверяемых размеров
Для болтов (наружной резьбы) Резьбовая пробка для отбора приемных колец и скоб К-П Укоро- ченный Свинчивае- мость с кольцом П-ПР\ скобы П-ПР проходят
Резьбовая пробка для проверки износа колец и скоб к-и Несвинчивае- мость с кольцами ПР и П-ПР\ ско- бы ПР и П-ПР не проходят
Резьбовая пробка для регулиров- ки (установки) колец и скоб и для припасовки нерегулируемых колец У-НЕ Полный Свинчивае- мость с кольцом НЕ\ скобы НЕ проходят
Резьбовая пробка для проверки износа колец и скоб КИ-НЕ Несвинчивае- мость с кольцом НЕ\ скобы НЕ не проходят
По ОСТу 1220 на калибры для валов 4-го класса К-П и К-ПР К-НЕ
Плоскопараллельные концевые меры 5-го разряда — — —
В случае сомнения в точности припасовки нерегулируемые проходные
кольца дополнительно проверяют вторым контркалибром К-ПР, а непро-
ходные нерегулируемые кольца — контркалибром К-НЕ. Контркалибры
К-ПР (укороченный профиль резьбы) и К-НЕ (полный профиль резьбы)
не должны свинчиваться с проверяемыми по ним кольцами; они могут свин-
чиваться частично, но резьба контркалибра не должна выходить с противо-
положной ввинчиванию стороны проверяемого кольца.
Приемные проходные калибры П-ПР отбирают из частично изношенных
рабочих проходных калибров. Отбирать приемные кольца из числа частично
изношенных рабочих колец и устанавливать на размер калибры П-ПР
регулируемых колец и скоб 2-го и 3-го классов рекомендуется по контр-
калибру К-П. При сборке приемных колец контркалибр К-П, имеющий
укороченный профиль, должен свинчиваться с частично изношенными
кольцами ПР. Приемные пробки отбирают из числа частично изношенных
рабочих пробок при помощи универсальных измерительных средств.
Износ рабочих калибров, которые не используются в качестве приемных,
можно допускать в пределах полной величины поля допуска на износ по
стандартам. В исключительных случаях можно не допускать износа рабочих
калибров в пределах полного поля допуска на износ, если по условиям при-
емки может оказаться затруднительной замена приемных калибров или их
проверка при расхождении результатов приемки по приемным и рабочим
калибрам.
Износ рабочих и приемных проходных колец и скоб при полном исполь-
зовании поля допуска на износ проверяют контркалибром К-И, имеющим
401
укороченный профиль. Этот калибр не должен свинчиваться с проверяемым
ем кольцом; допускается частичное свинчивание, но резьба контркалибра
не должна выходить с противоположной стороны кольца.
Износ непроходных колец и скоб проверяют контркалибром КИ-НЕ,
который имеет полный профиль резьбы. Контркалибр КИ-НЕ не должен
свинчиваться с проверяемым кольцом, допускается частичное свинчивание,
но резьба контркалибра не должна выходить с противоположной стороны
кольца. Контркалибром КИ НЕ можно пользоваться вместо пробок К-НЕ
при изготовлении нерегулируемых колец, допуская свинчивание пробок
КИ-НЕ с новыми кольцами не более чем на один оборот.
Калибры для резьб труб геологоразведочного бурения отличаются от
калибров других резьб. Проходным резьбовым кольцом ПР проверяют выход
внутреннего диаметра и толщины витка резьбы за верхнюю границу, а непро-
ходным НЕ — толщины витка резьбы за нижнюю границу поля допуска.
Резьбовым кольцом СП-HE контролируют выход внутреннего диаметра
резьбы за нижнюю границу поля допуска. Кольцо СП-HE не должно навин-
чиваться на резьбу изделия; вместо колец СП-HE допускается применять
специальные скобы того же назначения.
Проходной резьбовой пробкой ПР проверяют выход наружного диаметра
и ширины впадины резьбы за нижнюю границу, а непроходкой резьбовой
пробкой НЕ — ширины впадины резьбы за верхнюю границу поля допуска.
Резьбовой пробкой СП-HE, которая не должна ввинчиваться в резьбу изде-
лия, проверяют выход наружного диаметра резьбы за верхнюю границу поля
допуска.
В отличие от резьбовых изделий допуски на резьбовые калибры уста-
наливают раздельно на каждый параметр резьбы. Отклонения среднего
диаметра резьбы калибров отсчитываются от предельных размеров болтов
(винтов), гаек и муфт, установленных стандартом.
Для проходных рабочих калибров и контркалибров к ним отклонения
отсчитываются от наибольшего предельного среднего диаметра резьбы
болтов (винтов) и труб и наименьшего предельного среднего диаметра резьбы
гаек и муфт.
Для непроходных рабочих калибров и ^онтркалибров к ним отклонения
отсчитываются от наименьшего предельного размера разьбы болтов (винтов)
и труб и наибольшего предельного размера резьбы гаек и муфт.
Средний диаметр резьбовых колец и скоб определяется средними диа-
метрами контрольных калибров-пробок, по которым кольца и скобы про-
веряются, регулируются или припасовываются. Для резьбовых калибров
допустимые отклонения по шагу относятся как к расстоянию между сосед-
ними витками, так и к расстоянию, между любыми витками на длине калибра.
В отношении резьбовых колец указанные в стандартах допуски по шагу
и допуски половины угла профиля служат для контроля резьбообразующего
инструмента. Непосредственная проверка шага и угла у колец производится
по соглашению с заказчиком и в зависимости от наличия средств измерения.
Отклонения наружного диаметра резьбовых калибров отсчитываются
от наибольшего предельного размера наружного диаметра резьбы болта
(винта) или трубы, отклонения внутреннего диаметра (от наименьшего пре-
дельного размера внутреннего диаметра резьбы гайки или муфты).
Поэлементный контроль основных параметров (средний диаметр, угол
“тофиля, шаг и ход резьбы) позволяет установить их действительные зна-
-<еэ:ия. величину и закономерность изменения погрешностей, источники
ъсзникновения погрешностей при резьбообразовании и другие факторы.
Сэезства и методы контроля должны обеспечивать независимость измерений
алж1ого из контролируемых параметров, т. е. результат измерений контро-
ле?емого параметра резьбы не должен зависеть от погрешностей других
пар азсетрое.
Кзмеренве^основных параметров наружной резьбы (поэлементный кон-
тролы применяют при контроле резьбовых калибров, резьбообразующего
402
инструмента, микрометрических и ходовых винтов, а также резьбовых
изделий высокой точности. Поэлементный контроль внутренней резьбы
вследствие сложности производят только в лабораторных условиях, при
точностных исследованиях технологических процессов и в случаях, когда
необходимо установить величину и закономерность изменения погрешности
независимо по каждому из основных параметров внутренней резьбы.
приборами для измерений среднего
Рис. 11.76. Расположение резьбовых вста-
вок в резьбе при измерениях среднего диа-
метра
и пятке имеются гнезда, куда поме-
КОНТРОЛЬ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ
Средний диаметр резьбы контролируют резьбовыми вставками, с помощью
проволочек и проекционными методами.
Контроль с помощью резьбовых вставок. Резьбовые вставки используют
в производственных условиях в сочетании с микрометрами, микрометриче-
скими штихмассами и индикаторными
диаметра наружной и внутренней
резьб различных изделий. Кониче-
ская вставка входит во впадину
резьбы, а противолежащий этой впа-
дине виток входит в призматическую
вставку (рис. 11.76).
Микрометры с резьбовыми встав-
ками применяют для измерений сред-
него диаметра наружных резьб (мет-
рических, дюймовых, трапецеидаль-
ных) и отличаются от обычного ми-
крометра тем, что в его шпинделе
щаются специальные вставки.
Для измерения метрических резьб набор вставок состоит из семи пар
применительно к интервалам шагов и для дюймовых резьб — из шести пар
применительно к интервалам чисел ниток на 1 дюйм. Вставки для измерения
трапецеидальных резьб изготовляют парами для каждого шага резьбы
отдельно.
Погрешности микрометров со вставками для метрических и дюймовых
резьб при проверке их по аттестованным резьбовым калибрам не должны
превышать величин, указанных в ГОСТе 4380—63.
Метод контроля среднего диаметра с помощью резьбовых вставок основан
на определении среднего диаметра резьбы как расстояние между боковыми
сторонами профиля, измеренное перпендикулярно к оси резьбы. В этом
случае действительный средний диаметр будет величиной, зависимой от
погрешности шага АЗ и угла профиля резьбы Да. Зависимость ежду по-
грешностью измерений собственно среднего диаметра резьб Ad2 и погреш-
ностями шага AS и угла профиля Да будет следующей (рис. 11.77):
Ad2 = AS (ctg ₽ + ctg т) + Аг (А* “ Чйт) ’
где AS — погрешность шага резьбы в мм;
₽, V — углы наклона образующих профиля резьбы в мин;
Др, Ау — погрешности углов наклона образующих профиля резьбы
в рад:
— расстояние от точки пересечения линии измерения с образую-
щей профиля до линии действительного среднего диаметра
резьбы.
Данный метод измерения среднего диаметра резьбы, как и его определе-
ние, совершенно не пригодны для несимметричных резьб. Кроме этого, на
результат измерений окажут также влияние погрешности угла профиля
резьбовых вставок.
В зависимости от величин погрешностей вставок и резьбы погрешность
измерения среднего диаметра наружной резьбы может находиться в пределах
403
Рис. 11.77. Влияние погрешностей
шага и угла профиля резьбы на
результат измерений среднего диа-
метра
от 0,025 до 0,2 мм. Точность измерений может быть повышена установкой
микрометра по резьбовому образцу, у которого погрешности шага и угла
близки к нулю. Однако и при этом методе погрешности измерений могут
достигать 0,1 мм для резьбовых изделий. Значительного повышения точ-
ности резьбового микрометра можно добиться укорочением рабочих поверх-
ностей вставок, но укороченные вставки
быстро изнашиваются.
Индикаторным приборам с резьбовыми
вставками присущи погрешности резьбо-
вого микрометра, причем погрешности
измерений нельзя существенно изменить
повышением точности самого прибора.
В этом случае подобные приборы могут быть
использованы для проверки резьбонарез-
ного инструмента грубых степеней точ-
ности.
Для измерения среднего диаметра
внутренней резьбы используют микромет-.
рические щтихмасы с резьбовыми встав-
ками, причем штихмас устанавливают по
аттестованному резьбовому калибру-коль-
цу. Точность измерений среднего диаметра
внутренних резьб с помощью резьбового
штихмаса определяется в основном теми же факторами, что и для наружной
резьбы, и будет несколько ниже, чем при измерении среднего диаметра резь-
бовым микрометром, установленным по аттестованному резьбовому калибру.
Измерения с помощью проволочек. Метод измерений среднего диаметра
с помощью проволочек полностью отвечает определению среднего диаметра
как диаметра воображаемого цилиндра, соосного с резьбой, образующие
Рис. 11.78. Схемы измерений среднего диаметра наружной резьбы с помощью:
а — трех проволочек; б — двух проволочек; в — одной проволочки
которой пересекают профиль резьбы в точках, где ширина впадины а равна
половине номинального шага однозаходной резьбы. Это определение является
независимым от погрешностей других параметров резьбы. Для проведения
измерений проволочки закладывают во впадины резьбы и, пользуясь контакт-
ным прибором (микрометром, рычажной скобой, оптиметром и др.), изме-
ряют размер М с помощью трех, двух или одной проволочки (рис. 11.78).
Измерения среднего диаметра с помощью трех проволочек находят наиболее
широкое применение (рис. 11.79). В этом случае зависимость между средним
диаметром резьбы и результатом измерения размера М3 с помощью прово-
лочек вычисляют по формулам:
для симметричной резьбы
M3 = d2 + d( 1 + —-- 4-Sctg-J,
\ SiH 2- J
404
для несимметричной резьбы
Л43 — d2 + d 1 +
(₽¥=?#= -2~)
cos-i-(₽— у)
sin -Ь (0 + y)
S cos p cos у
sin (P 4- Y) ’
Рекомендуемые диаметры d проволочек и роликов, которые называют
наивыгоднейшими, так как в этом случае касание проволочек с резьбой
происходит близко к точкам, где ширина впадины равна половине номиналь-
ного шага резьбы, даны в ГОСТе 2475—62. Наибольшую точность измерений
среднего диаметра с помощью трех проволочек можно получить на горизон-
тальном оптиметре (рис. 11.80). Для
Рис. 11.79. Измерения среднего диаметра Рис. И.80. Измерения среднего диаметра
резьбы с помощью проволочек: наружной резьбы на оптиметре:
а — кладким микрометром; б — рычажной скобой; а — горизонтальное расположение измеряемо-
в — рычажным микрометром го объекта; б — вертикальное расположение
измеряемого объекта
По теоретическим значениям d2, d, S, fJ и у вычисляют размер Ms
и по нему подбирают блок концевых мер. Установив прибор на нуль по блоку,
последний снимают и устанавливают измеряемый объект с проволочками-
Разность между показаниями прибора, установленного по блоку концевых
мер и при измерении резьбы, принимают за погрешность среднего диаметра
резьбы.
При контроле резьб на оптиметре диаметром менее 60 мм объект укреп-
ляют непосредственно на столике оптиметра в специальной призме таким
образом, чтобы ось резьбы располагалась горизонтально (рис. 11.80, а).
Проволочки подвешивают на кронштейне, укрепленном на пинольной трубке
оптиметра. Поднимая и опуская столик, следят за показаниями по шкале
и прекращают движение при наибольшем показании. Затем, поворачивая
столик в горизонтальной плоскости, находят наименьшее показание. Эти два
показания должны совпадать, что будет соответствовать размеру Л13.
При измерении пробок диаметром более 60 мм пробку устанавливают
и закрепляют на столике так, чтобы ось резьбы располагалась вертикально
(рис. 11.80, б). В этом случае наибольшее показание по шкале находят,
перемещая столик в направлении, перпендикулярном к линии измерения;
405
наименьшее показание находят при покачивании столика эксцентриком.
Эти два показания должны совпадать.
Для выявления отклонений от правильной геометрической формы по
среднему диаметру резьбы измерения производят на различных участках
контролируемого объекта по длине резьбы, При малой длине резьбы (резь-
бовые калибры НЕ. К-И и др.) измерения по среднему диаметру с помощью
трех проволочек не удаются, и их производят с помощью двух проволочек
на горизонтальном оптиметре. Размер М2 вычисляют по формулам:
для симметричных резьб = у =
M2 = d2 + d(l + а \ — у Sctgy + ;
V sinT /
для несимметричных резьб =£у =£ -y^
cosy Ф — Y)
sin у (₽ + Y)
q cos pcos у . S2
— d sin (P + у) + 8(Л4а —d) ’
— d2 4“ d 1 +
Оптиметр устанавливают на нуль по блоку концевых мер размером М2.
Измеряемый объект ставят на столик так, чтобы его ось была'горизонтальна.
Проволочки закладывают во впадину одного витка, как показано на
рис. 11.78, в, и измеряют размер Л12, т- е. наибольшее расстояние между
плоскостями наконечников, касающимися проволочек. Столик вместе с укреп-
ленным на нем объектом перемещают в вертикальном направлении до тех
пор, пока показание по шкале не достигнет наибольшего значения. Затем
поворачивают столик в горизонтальной плоскости, определяют наибольшее
показание по шкале. Эти показания должны совпадать, тогда они будут
соответствовать размеру Л12.
Средний диаметр резьб свыше 100 мм можно измерять с помощью одной
проволочки и вертикального оптиметра или другого показывающего прибора
(рис. 11.78, в). Размер Л4Г подсчитывают с помощью формул:
для симметричных резьб (р = у = -у)
м, + м; = d2 + d(i + —L-\ _ |sctg| + d0;
\ sin т )
для несимметричных резьб ^p + У ¥= -у)
м । лл' я । । C0ST \ Scos ₽cosy । j
+ Afi = d2 + d 1 + f • “ sin (p + y) + ’
\ sm у (0 + y) J H ’
где Af, — результат измерений в первом положении в мм\
— результат измерений во втором положнии в мм (после поворота
измеряемого объекта на 180°).
Чтобы исключить на результат измерений влияние эксцентричности
тзчеряемого объекта по наружному и среднему диаметрам, размер М.г
:-?-=деляют дважды, поворачивая объект на 180°.
Наружный диаметр резьбы должен быть измерен с той же точностью,
тт т азмер Afr.
= 11.9 приведены формулы для вычисления основных составляющих
г погрешности измерений среднего диаметра с помощью проволо-
чи». исходя из независимых определений основных параметров резьбы.
4С6
Таблица П.9
Основные погрешности измерений среднего диаметра однозаходной резьбы с помощью
одной, двух и трех проволочек
Наиме- нова- ние Обоз- наче- ние Величина погрешности измерений в мкм
Погрешность показаний прибора ДЯ Определяется точностными показателями прибора и условиями его применения
Погрешность угла профиля резьбы Ар ) Ду Да = „др+ + Ду Для несимметричной резьбы: А . 0,291 cos у Д₽^= — S-’-X 2 sin2 у \ 2COS J2 ) . . 0,291 cos 6 ЬуЪ = „ X 2 sin3 у x/'d — S C0Sfi Л Ду 2cos2y J . . К J , К J 0.291 2 sin2 у X [d (Др cosy + Aycos Р) — S 1 '(др C0S2 У 4- Ду COS2 Р) 2cos2y' J Для симметричной резьбы: / 2d coss\ Да</, = 0,291 Д 4 \ 2 sin2 у 7 2 а = Р + у Ду = у[|Др|+|ДуЦ Для упорной резьбы (р = 30°; у = 3°) Да^2 = (l,8d — — 0,9575) Др AYd2 = (l,54d — — 0,7375) Ду Да^з = (1>8 Др 4~ 4- 1,54 Ду) d— — (0,957Др 4- 4- 0,737Ду) 5 Для метрической резьбы (р = у==30°) Да^==(1,008а — — 0,5825) Д Для упорной усиленной резьбы (Р = 45°; у = 3°) Да^з = (0,8798d — — 0,52615) Др A yd2 = (0,623d — — 0,4235) Ду Да^=(0,8798 Др^ 4-0,623 Ay)d — — S (0,5261 Др -Н 4-0,423 Ду) Для трапецеи- дальной резьбы (Р = у = 15°) Д^ = (4,188d — -2,175) Д 4
Погрешность размера проволочек \d Для несимметричной резьбы: / Р — Y \ / C0S 9 \ Arfdjj — ll-р lAd \ sin у Для упорной резьбы (Р = 30°; у = 3°) Да4з = 4,424 М Для упорной усиленной резьбы (Р = 45°; у =3°) Aad2 = 3,295 Ad
407
Продолжение табл. II.9
Наи- мено- вание Обоз- наче- ние Величина погрешности измерений в мкм
Погрешность размера проволочек Для симметричной резьбы: A^d2 — I 1 Я — \ sin т J где Ad = ~ Adj + у (Ad2 4- Ad3) Дб4 — погрешность размера прово- лочки, работающей отдельно; Ad2 и Ad3 — погрешность размера прово- лочек, работающих в паре Для метрической резьбы (р = У = у = = 30°) A^d2 == 3Ad Для трапецеи- дальной резьбы (Р-у-15°) Aad2 — 4,86 Aa
Для метрических резьб (однозаходных): t а а S d cos ctg -g- 52d л я — z . Ad— -° a 0 076
Л Л __ чА~ 2ЯЦ ’ Ma- ^0.076 Для трапецеидальных резьб: о а х « SM " COS 2 Ctg 2 d 1 а гпо т Я _L V •
гз ю S — 2л2/п2 । d т S2 dn2 а ’ rsmT 0,182 а 2 2 , sm ~2 где т = d2 -J- Q,259 _ 1,8685
05 S си т2 1- -0,259—’ tn
шяние угла по/ Ф Для у ПО] A<pd2 = X где т = эной резьбы S2dn2 cos р ( 2л2/п2 sin (Р cos р + Y) (Р = 30°; у = 3°) А Л — S2d X/ ^2 X 0,0697п2 х й", 1 L 2т где т = d2 + + 3,42d — 0,08S Для упорной усиленной резьбы (Р = 45°; у = 34 а S2d Аф^2 — -^2 X х 0,67 In2 1 —0,707 — т где m = d2-|- 4- 3,861d — 1,868S
CQ 1 ~ Sin р т cos Р 2 sin 2—- _ Q C0S Р C0S V sin (р + у) -Y ► by ~~
где п — число заходов
Влияние отклонений образующих профиля резьбы от прямолинейности,
влияние отклонений от правильной цилиндрической формы проволочек
(огранка, овальность и т. д.), а также влияние деформаций проволочек,
резьбы и измерительных поверхностей наконечников на результат измере-
ний среднего диаметра резьб в формулах не учитываются.
Диаметр проволочек следует выбирать в соответствии с ГОСТом 2475—62,
где для большинства резьб указаны наивыгоднейшие диаметры проволочек
408
и роликов. Для резьб с симметричным профилем наивыгоднейший диаметр
проволочек определится из выражения
. S
Л =-------мм,
2cosT
Применение проволочек наивыгоднейшего диаметра исключает влияние
погрешности половины угла профиля резьбы на точность измерений среднего
диаметра резьб с симметричным профилем.
Иногда применение проволочек наивыгоднейшего диаметра для измерений
трапецеидальной резьбы невозможно, так как проволочки настолько утопают
во впадинах резьбы, что их контакт с измерительным наконечником прибора
исключается (размер М меньше наружного диаметра разьбы). Во избежание
этого по ГОСТу 2475—62 предусмотрено применение проволочек (для изме-
рений проходных калибров и метчиков с трапецеидальной резьбой), диаметры
которых больше наивыгоднейшего, т. е.
2cosy
Диаметр проволочек выбирают так, чтобы размер М был всегда больше
наружного диаметра резьбы не менее чем на 0,06 мм. При этом необходимо
учитывать влияние отклонений угла профиля на результат измерений.
Для упорной резьбы не существует такого диаметра проволочек, при
котором исключалось бы влияние отклонений угла профиля резьбы на
результат измерений среднего диаметра. Поэтому при измерениях упорных
резьб необходимо учитывать влияние этих отклонений на результат измере-
ний среднего диаметра.
В табл. 11.10 приведены формулы для вычисления размера М при изме-
рениях с помощью трех, двух и одной проволочек различных резьб.
Измерения среднего диаметра внутренней резьбы с помощью шаровых
наконечников. В этом случае вместо проволочек во впадины резьбы закла-
дывают шаровые наконечники. Наивыгоднейший диаметр шаровой поверх-
ности наконечника определяют в зависимости от шага контролируемой
резьбы таким же образом, как и диаметр проволочек. Шаровые наконечники
находят применение в сочетании с микрометрическими штихмасами, инди-
каторными приборами и горизонтальными оптиметрами со специальным
приспособлением.
При измерении микрометрическим штихмасом в него вставляют шаровые
наконечники и по аттестованному резьбовому калибру-кольцу или образцу,
имеющему средний диаметр резьбы, близкий к контролируемому объекту,
штихмас устанавливают на нуль. Затем измеряют средний диаметр контро-
лируемого объекта т. е. определяют разность между средними диаметрами
контролируемого объекта и образца (резьбового кольца). Индикаторные
приборы находят более широкое применение по сравнению с микрометриче-
скими штихмасами ввиду большей точности и производительности.
Конструкция индикаторного прибора для измерения среднего диаметра
внутренней резьбы показана на рис. II.81. В корпусе прибора 3 монтируется
направляющая резьбовая пробка /, коническая игла 5 и индикатор 4, за-
крепляемый гайкой 2. Резьбовая пробка имеет сферические вставки, раз-
двигаемые конической иглой после ввертывания резьбовой пробки в кон-
тролируемую резьбу.
Измерение среднего диаметра внутренней резьбы размером более 18 мм
можно производить на горизонтальном оптиметре с помощью специального
приспособления, состоящего из круглого столика, устанавливаемого на
основной стол прибора, специальных боковичков (рис. 11.82), набора шари-
ковых наконечников и державки для крепления боковичков. Боковички
имеют V-образные вырезы с углом при вершине, равным углу профиля
измеряемой резьбы.
409
Таблица П.10
Зависимость между средним диаметром многозаходной резьбы и результатом измерения
размера М с помощью проволочек и шариков
Метод измерения Схема измерения Для несимметричной резьбы Для симметричной резьбы
С ПОМОЩЬЮ трех про- волочек См. рис. 11.113 — d d^ — — COS 4* (Р — Y) 1 + 1 sin у (P + Y) _ fcos Pcos у __ "г n sin (p + у) ф + d2 5=8 Л1д — d [ 1 \ -j- I ' a \ Sto-2j . 1 t a . . + ~2‘~Zlg~2
С помощью двух про- волочек См. рис. 11.78, б 43 1 S* 1 + £ n 1 1 о о — -k ХО “Г I -k о <л 2 1 co *-• О || >7± ° 7 II 00 X© I 1 1 “l Cl “1 : 1 + ) + “1- , =i' I crq x" a. I ~ M > a +11 1. ~ ~ _ a “ “ 1 I * 1
С помощью одной про- волочки См. рис. П.78, в — d “ Л4 j —- cos ~ (p —Y) 1+ 1 siny(P-f-Y)_ t cos 6 cos y . i sm (P -f- y) ф + f2 Ol + > JJ «1- 4 5 ~ S 1 + “ 8|cm _ M II ' 1 £ О» 1 +
С помощью шаровых наконечни- ков на ми- кроскопе — — d d2 = M — cos— (P — Y) 2 1 _ sin у (P + y) — COS P COS Y n _____ cos (P + Y) — 1 "I d |сч ~ s у СЛ st 1 J- 1 i 1 «
Примечание, d2 — средний диаметр резьбы в мм; Mi — результат измерений в пер-
вом положении в мм; Мj — результат измерений во втором положении (после поворота кон-
тролируемого объекта на 180°) в мм; t — ход резьбы в ллс; 0 и у — углы наклона образующих
профиля; -у половина угла профиля; d = р + у — полный угол профиля; —- по-
правка на угол подъема резьбы в мм; d — диаметр проволочки; п — число заходов резьбы
Перед измерением на обычный столик горизонтального оптиметра уста-
навливают круглый столик с квадратным основанием. В измерительные дуги
вместо обычных наконечников вставляют специальные шариковые наконеч-
ники. Затем в специальную струбцину закладывают боковички с блоком
концевых мер, причем под один из боковичков подкладывают концевую меру
размером, равным половине шага резьбы (рис. П.82). Размер блока конце-
вых мер длины М определяют по формуле
М = da + Н — (а + Ь),
410
где d2 — теоретический средний диаметр резьбы в мм\
Н — теоретическая высота резьбы в мм;
ап b — постоянные боковичков (выгравированы на боковичках)
в мм.
Закрепляют струбцину с боковичками на круглом столике оптиметра
и надевают скобы с шариковыми наконечниками. Затем шариковые наконеч-
ники вводят в V-образные вырезы боковичков и оптиметр устанавливают
на нуль. После этого, сняв струбцину с боковичками, на столик оптиметра
ставят измеряемое кольцо так, чтобы ось его была перпендикулярна линии
измерения (т. е. ставят не на торец, а на образующую), вводят скобы внутрь
кольца и находят величину отклонения среднего диаметра измеряемой резьбы
от установленного размера. Значительно
удобнее устанавливать оптиметр не по
боковичкам, а по аттестованному резьбо-
вому образцу, однако точность измерений
при этом несколько понижается.
Рис. 11.81. Индикаторный
прибор для измерения
среднего диаметра резьбы
b
Рис. 11.82. Боковички для измерений
среднего диаметра внутренней резьбы
Диаметры шариков выбирают таким же образом, как и наивыгоднейшие
диаметры проволочек при измерениях наружной резьбы. Если диаметр
шарика не равен наивыгоднейшему диаметру, то в результате измерений
надо вносить поправку на погрешность угла профиля.
Измерение среднего диаметра наружной резьбы проекционным методом.
Применение этого метода производится на универсальном или инструмен-
тальном микроскопах с помощью ножей или шарового наконечника. При этом
контролируемый объект устанавливают на предметном столике прибора
в центрах или призмах.
Вследствие больших искажений изображения профиля резьбы, вызван-
ных влиянием угла подъема, измерять средний диаметр без ножей или
шарового наконечника не следует. Результат измерений среднего диаметра
резьбы с помощью ножей с номинально симметричным профилем будет
величиной, зависимой от погрешностей шага и углов наклона образующих
профиля. В этом случае зависимость между погрешностью измерений сред-
него диаметра Ad2, погрешностью шага AS и погрешностями углов наклона
образующих профиля A(J и А? будет следующей:
± -^-(Ду-ДР)Дг,
где — 0,5Л Дг sg 0,5Л (Л — высота профиля резьбы).
Влияние погрешностей углов наклона образующих профиля практически
исключается, если в процессе измерений величину Дг сделать примерно
411
равной нулю. Для этого измерения должны производиться между средними
точками образующих профиля.
Влияние погрешностей шага также может быть значительно уменьшено,
если за результат измерений среднего диаметра d2 принимать среднее ариф-
метическое из двух измерений по правым и левым образующим профиля
(со стороны наблюдателя). При этом практически исключается также влия-
ние на результат измерений неперпендикулярности оси резьбы линии из-
мерения.
При измерениях на инструментальном микроскопе, установив угловую
шкалу отсчетного микроскопа на нуль, предварительно выверяют ход стола
по пунктирной линии окулярной сетки с помощью специального цилиндри-
ческого валика, укрепленного в центрах. Оптическое изображение перекре-
стия валика должно совпадать с центральной пунктирной линией пластинки,
наблюдаемой в окуляр микроскопа при перемещении стола из одного край-
него положения в другое.
Рис. 11.83. Резьбовые ножи для измерений среднего диаметра
наружной резьбы
Средний диаметр резьб с шагом более 0,5 мм измеряют с помощью ножей
(рис. 11.83). Ножи исключают влияние искажений контурного изображения
резьбы. Рабочая высота ножа рассчитана таким образом, что при установке
его на каретке микроскопа лезвие приходится на уровне осевого сечения
резьбы. На верхней доведенной поверхности ножа параллельно лезвию
нанесена тонкая риска — штрих.
Ширина штриха 0,003+0’001 мм, угол у для нормальных ножей 8° ± 30'
(при угле подъема резьбы до 7° 30').
При измерении резьб с шагом до 1,5 мм расстояние от лезвия до риски
равно 0,3 мм. Это расстояние называется рабочим размером ножа и рас-
считано так, чтобы при совмещении штриховой линии окулярной сетки
(рис. 11.84 и рис. 11.85) с изображением риски ножа изображение лезвия
ножа строго совпадало с центральной штриховой линией ab (рис. 11.84).
При измерении резьб с шагом свыше 1,5 мм применяют ножи, рабочий
размер которых равен 0,9 мм, что соответствует расстоянию между цен-
тральной пунктирной линией ab окулярной сетки и линией ef (рис. П.84).
Техника измерений среднего диаметра сводится к следующему. Откры-
вают полностью диаграмму микроскопа, и на его объектив надевают специаль-
ный осветитель с полупрозрачной стеклянной пластиной. Затем наклоняют
тубус микроскопа на средний угол подъема <рср резьбы (tg .
Приспособление для крепления ножей устанавливают на опорные плос-
кости продольной каретки.
Ножи подводят к образующим профиля вплотную, чтобы между лезвиями
и образующей профиля не было заметного просвета. Соответствующую
штриховую линию окулярной сетки совмещают с риской ножа так, чтобы
точка перекрестия штриховой линии приходилась примерно на середине
образующей профиля резьбы^рис. 11.83). Затем делают отсчет по спираль-
412
ному нониусу поперечного микроскопа при измерениях на универсальном
микроскопе или по барабану поперечного микровинта при измерениях на
инструментальном микроскопе. В процессе измерения риска ножа рассма-
тривается как соответствующая образующая профиля резьбы.
Затем перемещают поперечную каретку и таким же образом устанавливают
штриховые линии окулярной сетки микроскопа по риске ножа на
диаметрально противоположной образующей профиля и производят второй
отсчет. За результат измерений среднего диаметра резьбы принимается
разность двух отсчетов по спиральному нониусу поперечного микроскопа
(для инструментального микроскопа по барабану поперечного микровинта)
для двух диаметрально противоположных образующих профиля.
Погрешность расстояния между лезвием ножа и риской вызывает погреш-
ность измерений среднего диаметра резьбы, которую при применении одного
ножа для одноименных образующих профиля вычисляют по формуле
6d2
2 . а ’
sin т
где 6Z — погрешность рабочего размера ножа в мм\
а — угол профиля резьбы.
Средний диаметр трапецеидальной и упорной резьб можно измерять на
универсальном микроскопе с помощью шаровых наконечников. Диаметр
шарика должен быть возможно ближе к наивыгоднейшему диаметру про-
волочек для резьб соответствующего шага. Зависимости между результатом
измерений размера и средним диаметротл однозаходной резьбы определя-
ются формулами:
для несимметричных резьб =£ у
d2 = М — d
cos 4- (Р — Y)
_2------------------1
sin у (₽ + у)
S cos p cos у
cos(p-rY) ’
для симметричных резьб = у =
d2 = M — d( —-----Л —4-Sctg4-
2 а I 2 2
\sin2’ 7
Диаграмма микроскопа должна быть установлена так, чтобы диаметр
шарика, измеренный на микроскопе проекционным методом, не отличался
более чем на 0,002 мм от размера, полученного при измерении контактным
методом.
Оптический метод, измерение основных параметров внутренней резьбы.
Оптический метод может быть использован для измерений среднего диаметра,
шага и угла профиля резьб с номинальным диаметром от 18 мм и выше.
Применение данного метода связано с использованием резьбового микро-
скопа ИЗ К-59, оптическая схема которого основана на схеме двойного
микроскопа акад. В. П. Линника.
Резьбовой микроскоп ИЗК-59 является приспособлением к универсаль-
ным измерительным микроскопам УИМ-21 и УИМ-22 и состоит из измери-
тельной головки 1 (рис. 11.85), окулярной головки 2 и центрирующего за-
жима 3. Призменная головка 5 при измерении вводится внутрь контроли-
руемого резьбового кольца 4. Головка работает по принципу двойного
микроскопа. Внутри измерительной головки находится основная часть
оптических деталей и щель. Измерительная головка 1 ввинчивается вместо
объектива в тубус универсального микроскопа. При этом одна и та же про-
странственная щель используется для измерений как метрической, так и
дюймовой резьбы с углом профиля 55°. Освещение щелей осуществляется
413
осветительной системой микроскопов УИМ-21 или УИМ-22. Окулярная
головка 2 содержит секторный лимб с пределами ±4° и окулярную марку
(рис. 11.86) и служит для измерения видимого в окуляр изображения угла
профиля резьбы. Окулярную головку закрепляют в верхней части тубуса
универсального микроскопа. Центрирующий зажим 3 служит для закрепле-
ния и центровки в нем контролируемого объекта и устанавливается в желобе
микроскопа УИМ-21 или на столе микроскопа УИМ-22. При измерении
резьбы в поле зрения окуляра наблюдается тонкое светлое изображение
профиля на темном фоне (рис. II.87) и светлое изображение окулярной
марки (рис. П.86).
При помощи резьбового микроскопа ИЗ К-59 можно измерять резьбу
с шагом от 0,25 до 2 мм и средним диаметром от 18 до 98 мм.
Рис. 11.87. Изображе-
Рис. 11.85. Резьбовой микро- Рис. 11.86. Окулярная марка ние профиля в окуляре
скоп ИЗК-59 микроскопа
Верхний предел измерения среднего диаметра может быть увеличен
почти до двойной величины поперечной шкалы УИМ-21, т. е. до 190 мм
путем смещения центрирующего зажима относительно стола в направлении
от наблюдателя. Для измерения шага и среднего диаметра используют отсчет-
ные устройства микроскопов УИМ-21 и УИМ-22.
Принципиальная оптическая схема резьбового микроскопа ИЗК-59
приведена на рис. 11.88. Из этой схемы видно, что источник света 1 через
конденсатор 2 освещает щелевое отверстие 3, которое может быть в виде
пространственной щели по форме профиля резьбы, плоской щели или све-
товой точки. Пространственная V-образная щель (рис. 11.89) предназначена
для измерений крупных резьб, когда освещение профиля резьбы через
плоскую щель не может обеспечить достаточной резкости изображения
профиля. Плоская щель применяется только для резьб малого шага, а све-
товая точка — для измерений только собственного диаметра резьбы. Пучок
света, пройдя линзы 4, призму 5 и линзу 6, попадает в двойную призму 7.
Призменная головка, в которой размещены призмы 7, вводится внутрь
контролируемой резьбы. Поэтому свет, отразившись от поверхности изме-
ряемой резьбы, попадает во вторую призму 7. Оптические оси призм 7 пере-
секаются под углом 90°. Из второй призмы свет через оптическую систему S,
9, 10 и 11 попадает на секторный лимб 12, предназначенный для отсчета
углов профиля резьбы дополнительным устройством 15 и 17 с подсветкой 16
и 18. От лимба через окулярную систему 13 и 14 изображение попадает в глаз
наблюдателя.
Измерение среднего диаметра резьбы с помощью световой точки произ-
водят путем проектирования на поверхность резьбы параллельного пучка
световых лучей. Этот пучок, пройдя диаграмму 1 и объектив 2 (рис. 11.90),
попадает на поверхность измеряемой резьбы в точку 3. Перемещением опти-
414
ческой системы в направлении, перпендикулярном к оси резьбы, добиваются
такого положения, при котором изображение световой точки, спроектиро-
ванной на поверхность измеряемой резьбы, попадает через объектив 4 в пере-
крестие окулярной сетки 5.
При смещении оптической системы в направлении, перпендикулярном
к оси резьбы, на величину 1—Г изображение световой точки, проходя объек-
тив 2', попадает в точку 3', откуда через новое положение объектива 4' попа-
дает на окулярную сетку в положение 5'. Таким образом, оптическая система
резьбового микроскопа позволяет зафиксировать его положение относительно
оси резьбы.
Рис. 11.88. Оптическая схема резьбового микроскопа Рис. 11.90. Ход световых
ИЗК-59 лучей
Установив оптическую систему по оси резьбы и перемещая ее до совме-
щения изображения точки, спроектированной на поверхность измеряемой
резьбы, с перекрестием окулярной сетки, снимают отсчет. Действительный
размер среднего диаметра резьбы подсчитывают по формуле
d2 = 2 (qz b ± а),
где b — перемещение оптической системы от положения соосности до совме-
щения изображения точки с перекрестием окулярной сетки в мм\
а — расстояние от оси тубуса до точки отражения светового потока от
поверхности резьбы при его попадании в перекрестие окулярной
сетки в мм.
Знак в формуле выбирают в зависимости от того, насколько больше или
меньше размера а величина половины среднего диаметра измеряемой резьбы.
Если нет уверенности в том, что ось оптической системы точно установлена
по оси резьбы, и если установка оптической оси системы не может быть
обеспечена с достаточной для измерений точностью, то для определения
среднего диаметра измеряемой резьбы делают два измерения при повороте
резьбы на 180°, т. е. в двух взаимно перпендикулярных направлениях.
Подсчитывают действительный размер среднего диаметра резьбы по формуле
= bi + &2 — 2аь
где Ь1 и b — перемещение оси оптической системы от положения соос-
ности с измеряемой резьбой до положения совпадения изобра-
жения световой точки с перекрестием окулярной сетки в мм.
415
Рис. 11.91. Изме-
рение шага внут-
ренней резьбы на
микроскопе
ИЗК-59
Угол профиля измеряют путем проектирования пространственной щели
на поверхность резьбы. Изображение щели накладывают на изображение
профиля контролируемой резьбы. В окуляре микроскопа изображение
пространственной щели наблюдается в виде светового треугольника, угол
при вершине которого составляет 45—56° для метрической
резьбы. Разность углов светового треугольника и профиля
резьбы учитывается пересчетом по специальным таблицам.
В процессе измерений угла профиля резьбы по окулярной
сетке, на которой нанесены две пары рисок, наклоненных
друг к другу под углом 45°, совмещают визирные риски при-
бора со световой полоской. Измеренный угол аи = 45° + Да„.
Зная величину искажения прибором действительного
угла профиля, по результату измерений угла аи и по спе-
циальным таблицам подсчитывают действительный угол про-
филя а = f (aj.
Шаг между одноименными образующими профиля изме-
ряют путем перемещения визирующих рисок на заданное
расстояние (рис. 11.91).
КОНТРОЛЬ УГЛОВ НАКЛОНА ОБРАЗУЮЩИХ ПРОФИЛЯ
НАРУЖНОЙ РЕЗЬБЫ
Половину угла профиля измеряют в осевом сечении резьбы большей
частью проекционным методом, при котором используют инструментальный
или универсальный микроскоп и проекторы. Контролируемый объект уста-
навливают на предметном столике в центрах или на призмах. В зависимости
от требуемой точности измерения производят с ножами или без ножей (без
ножей можно измерить резьбы с углом подъема меньше 7°).
При работе на инструментальном микроскопе и проекторе необходимо
перед измерением выверить продольный ход стола с помощью специального
валика, укрепленного в центрах.
При измерениях без ножей центральную штриховую линию экрана
(окулярной сетки микроскопа) совмещают с изображением профиля резьбы
и по угловой шкале отсчитывают угол наклона образующей профиля резьбы.
Точность измерений зависит от ряда факторов, основными из них являются:
1. Погрешность показаний угловой шкалы прибора, предельное значение
которой можно принять равным цене деления угловой шкалы.
2. Перекос оси резьбы относительно центров в горизонтальной плоскости.
В этом случае систематическая погрешность исключается измерением угла
наклона образующих профиля в одном осевом сечении, но с двух диаметрально
противоположных сторон (см. рис. 11.83). При этом действительные значения
угла наклона образующей профиля подсчитывают по формулам
₽=4(Pi + 02); Т = у(Т! + Ъ).
3. Проекционное изображение профиля не является точным изображением
осевого сечения резьбы, так как наличие в резьбе угла подъема искажает
изображение осевого сечения резьбы, для которого установлен допуск.
Для устранения этих искажений в современных проекционных приборах
(проекторах, микроскопах) предусмотрены приспособления, позволяющие
направить пучок света параллельно направлению винтовой линии резьбы.
В микроскопах тубус наклоняют на угол подъема резьбы. Однако это пол-
ностью не исключает искажений проекционного изображения профиля
резьбы. Для повышения точности необходимо результат измерений разде-
лить на косинус угла подъема резьбы.
4. При измерении половины угла профиля резьбы диаметр отверстия
диафрагмы должен быть равен рекомендуемому заводом-изготовителем
прибора. Этот диаметр установлен в зависимости от размеров резьбы и угла
416
профиля. Рекомендуемые диаметры отверстия диафрагмы приводятся в спе-
циальной таблице, помещенной в описании прибора. Однако и в этом случае
искажения проекции профиля резьбы полностью не исключаются, так как
обычно рекомендуемый диаметр отверстия диафрагм действителен только
для среднего диаметра резьбы, а не для внутреннего и наружного (для наруж-
ного диаметра резьбы диаметр диафрагм должен быть меньше, а для внутрен-
него — больше). Вызванная этим погрешность измерений для полного
угла профиля определится из выражения
Да == (к2 + d) ctg ~ мин,
где d — рекомендуемый диаметр отверстия диафрагмы в мм\
и к2 — коэффициенты, зависящие от параметров оптической системы
прибора.
Для инструментального микроскопа большой модели к1=9,1Х10“3
и к2 = 2,2х10~3; для универсального микроскопа кг = 6,7х10“3 и к2 =
— 2,5х10“3.
5. Неточность совмещения изображения профиля со штриховой линией
экрана (или окулярной пластины) при измерении угла наклона образующей
профиля резьбы зависит от кратности увеличения, от угла подъема и шага
резьбы, качества ее поверхностей т. д. Для повышения точности результата
каждую половину угла профиля резьбы измеряют несколько раз и за вели-
чину половины угла профиля принимают среднее арифметическое из резуль.
татов всех измерений. Рекомендуемое число измерений приведено в табл. 11.11
Рекомендуемое число измерений
Таблица П.11
Параметры При измерениях без ножей При измерениях с ножами
Длина образующей 1 про- филя резьбы в мм .... 0,5 (бо- лее) 0,5— 1 1—3 2—3 3 (бо- лее) 0,5— 1 1—2 2—3 3 (бо- лее)
Число измерений . . . 8—10 6—8 4—6 3—5 2—4 5—7 4—6 3—5 2—4
При выполнении всех указанных выше рекомендаций суммарная погреш-
ность проекционного метода измерений (без ножей) половин угла профиля
шлифованной резьбы на универсальном и инструментальном микроскопах
при / < 0,5 мм равна ±^3 + у-) мин, при I > 0,5 равна ± (з + у^ мин.
Для проекторов при / <0,5 мм предельная погрешность ±^4+ -р) лшк,
/ 5 \
при I > 0,5 мм равна ± ( 4 + — ] мин.
Значительно повышает точность измерений применение ножей при работе
на инструментальных и универсальных микроскопах. Однако это возможно
только для резьб с шагом не более 0,5 мм, так как при меньшем шаге не обес-
печивается надежность контакта между лезвием ножа и образующей профиля
из-за малой длины ее. При измерениях резьб с углом подъема ф 7° при-
меняют нормальные ножи, а для резьб с углом ф > 7° — один нормальный
и второй специально заточенный нож.
Нормальные ножи применяются обычным образом. При установке спе-
циально заточенного ножа не удается получить резкого изображения линии
касания лезвия ножа с образующей профиля резьб вследствие большого
14 В. П. Коротков 417
угла подъема резьбы. Для наблюдения просвета между лезвием ножа и
образующей профиля пользуются лупой с увеличением в 8—10 раз.
Большое влияние на точность измерений с ножами оказывают длина и
непрямолинейность образующих профиля резьбы. Суммарная погрешность
измерений угла наклона образующих профиля резьбы с ножами при удов-
летворительном состоянии профиля и при соблюдении всех правил техники
измерения может составлять ±(2 + З/Z) мин.
КОНТРОЛЬ ПОГРЕШНОСТЕЙ ШАГА РЕЗЬБЫ
Контроль винтового движения образующих профиля резьбы условно
называют контролем погрешностей шага резьбы, который сводится к опре-
делению соответствия поступательного перемещения образующей профиля
углу поворота резьбы относительно оси. Это соответствие может контроли-
роваться непрерывно по длине образованной
резьбы и дискретно для различных значений
углов поворота резьбы относительно оси. Наи-
более часто производится контроль при дис-
кретных значениях углов поворота резьбы,
кратных одному обороту.
В отличие от контроля других параметров
резьбы контроль винтового движения образую-
щих позволяет установить кинематическую по-
грешность самой резьбы и процесса ее обра-
зования. Этот контроль применяется при по-
верке резьбовых калибров, резьбообразующего
Рис. 11.92. Измерение погреш-
ности шага резьбы на микро-
скопе:
а — с помощью специальных но-
жей; б — с помощью сферического
наконечника; в — без применения
ножей
с тем, что в этом случае
инструмента, ходовых винтов, точностном ис-
следовании резьбонарезных станков и в других
случаях. Контроль погрешностей шага резьбы
может производиться непосредственным мето-
дом, путем сравнения с аттестованным образ-
цовым винтом (или винтовой парой) и косвен-
ным методом.
Метод непосредственной оценки результата
измерений погрешности шага резьбы. Данный
метод заключается в непосредственном измере-
нии расстояния L между двумя любыми обра-
зующими (впадинами) профиля резьбы. В связи
отсутствует образцовый винт (винтовая пара),
т. е. прототип контролируемого образца, этот метод контроля погреш-
ностей шага резьбы называют также беспрототипным методом.
В качестве измерительных приборов используются универсальный и
инструментальный микроскопы, а также проекторы. При этом на микро-
скопах измерения могут производиться с помощью специальных ножей
(рис. 11.92, а) или сферического наконечника (рис. 11.92, б), а также про-
екционным способом на микроскопах и проекторах без применения ножей
(рис. 11.92, в) и интерференционным методом, а также с помощью измери-
тельной бабки ИБ-24.
Техника измерения подробно изложена в инструкциях к приборам.
При двухпрофильном контакте сферических наконечников с резьбой их
диаметр выбирают равным наивыгоднейшему диаметру проволочек, при-
меняемых при измерении средних диаметров резьбы. Величину L отсчиты-
вают по линейной шкале микроскопа. Разность между фактическим и теоре-
тическим значениями L составляет величину погрешности шага AS. Пре-
дельная погрешность этого метода зависит от точности измерения длин на
универсальном микроскопе, которая равна 2—3 мкм, и величины перекоса
оси контролируемого изделия относительно хода каретки микроскопа.
418
Эта вторая составляющая погрешности весьма существенна при измерении L
по одной стороне профиля и выражается равенством
A^L-Ltg-A^
где L — измеряемая длина в мм;
-----половина угла профиля резьбы в мин;
Дф — величина перекоса.
Установка изделия по отношению к ходу каретки должна быть очень
точной (не грубее 0,001 на 100 мм) или же требуется усреднение резуль-
татов измерения по левым и правым сторонам профиля. При измерении
в двухпрофильном контакте погрешность от перекоса практически не ска-
зывается. На универсального микроскопе можно также осуществлять кон-
троль винтов с дискретностью, меньшей S.
Для этого вместо правого центра устанавливают оптическую делитель-
ную головку. Контролируемый объект устанавливают в центре и соединяют
с помощью хомутика с поводком делительной головки, по шкале которой
отсчитывают угловые перемещения. Линейные перемещения отсчитывают
по шкале микроскопа. Погрешностью винта (погрешностью перемещения
образующей винтовой поверхности) является разность между фактическим
и теоретическим перемещениями:
А£ = L — Роср,
где AL — величина погрешности линейного перемещения образующей про-
филя (или впадины при двухпрофильном контакте) в мкм;
L — величина перемещения каретки микроскопа в мм;
PQ — теоретический параметр винтового движения контролируемой
резьбы;
— угол поворота винта в град.
С помощью оптической делительной головки можно на микроскопе
получить характеристику винта, сколь угодно близкую к непрерывной,
но с увеличением числа контролируемых точек будет возрастать трудоем-
кость процесса, причем погрешность измерения будет несколько выше, чем
при контроле шага резьбы вследствие наличия погрешности при отсчете
угла <р:
ДфА — Р о А ср.
Например, при шаге резьбы S = 6 мм и при ошибке отсчета угла Дер = Г
погрешность будет составлять ДФА = 0,00029 0,3 мкм.
Кроме недостатков, присущих всем дискретным методам измерения,
этот метод имеет еще следующие недостатки: длина контролируемой части
изделия ограничена длиной шкалы микроскопа, т. е. 200 мм; вследствие
выборочной поверки мы можем фактически говорить лишь о вероятности
выявления наибольшей погрешности.
Метод оптического совмещения штрихов. Метод разработан автором и
состоит в контроле согласованности перемещений ведущего и ведомого звеньев
контролируемого механизма. Эти звенья соединяются соответствующими
шкалами, оптические изображения которых совмещаются в одном поле
зрения сдвоенного микроскопа. Интервалы делений шкал подобраны так,
что при отсутствии погрешностей перемещение шкалы ведущего звена на
одно деление вызывает перемещение шкалы ведомого звена также на одно
деление шкалы. Отношение интервалов делений шкал ведущего и ведомого
звеньев контролируемого механизма равно его передаточному отношению:
. «1 __ U1
L —— — *
$2 ^2
где аг и а2 — интервалы делений шкалы ведущего и ведомого звеньев;
Ui и — скорости ведущего и ведомого звеньев.
* 419
Для совмещения изображений двух соседних штрихов шкалы ведущего
звена с двумя соседними штрихами шкалы ведомого звена в одном поле
зрения сдвоенного микроскопа (рис. 11.93) необходимо обеспечить соблю-
дение равенства
А == = a2v2,
где a1vl — расстояние между оптическим изображением двух соседних
штрихов шкалы ведущего звена, видимое в поле зрения оку-
ляра сдвоенного микроскопа;
a2v2 — то же штрихов шкалы ведомого звена;
Vi и v2 — кратность увеличения оптической ветви микроскопа и на-
правленного на шкалу ведомого звена.
Рис. 11.93. Изображения штрихов
шкал ведомого и ведущего звеньев:
1 — штрихи шкалы ведущего звена;
2 — штрихи шкалы ведомого звена;
3 — совмещенные штрихи шкал ведо-
мого и ведущего звеньев
Из этих равенств следует, что для их со-
блюдения увеличение объективов микроскопа
должно быть обратно пропорционально пере-
даточному отношению контролируемого ме-
ханизма:
Vi _ а2 _
v2 ai 1
При соблюдении этих равенств можно
произвести оптическое совмещение (или по-
следовательное расположение) изображений
штрихов ведущего и ведомого звеньев конт-
ролируемого механизма. Тогда в поле зрения
сдвоенного микроскопа мы увидим картину,
изображенную на рис. 11.93.
При отсутствии погрешности у контролируемого механизма в процессе
движения ведущего и ведомого звеньев будут соблюдаться вышеприведен-
ные равенства, так как движения ведущего и ведомого звеньев, а следо-
вательно, и связанных с ними шкал будут происходить синхронно. При этом
в поле зрения сдвоенного микроскопа взаимное расположение штрихов
останется без изменения на всей длине шкал, так как действительный закон
движения ведомого звена контролируемого механизма соответствует задан-
ному закону движения.
При наличии погрешности действительный закон движения ведомого
звена контролируемого механизма будет отличаться от заданного ему закона
движения. В этом случае не . будут соблюдаться приведенные равенства,
что нарушит синхронность движения изображений штрихов. В поле зрения
окуляра сдвоенного микроскопа будет непрерывно наблюдаться изменение
взаимного расположения штрихов: штрихи шкалы ведомого звена будут опе-
режать или отставать от соответствующих штрихов шкалы ведущего звена
(рис. 11.94). Величина изменения взаимного расположения изображений
штрихов будет пропорциональна кинематической погрешности контролируе-
мого механизма и отсчитывается в направлении движения штрихов.
Для повышения точности отсчета погрешности, изображения штрихов
одной из шкал поворачиваются с помощью оптической системы; в резуль-
тате этого штрихи будут пересекаться под углом ctg у (рис. II.95, а). В этом
случае при отсутствии погрешности точка пересечения штрихов будет
перемещаться по прямой, проходящей через середину поля зрения микро-
скопа, в направлении движения изображения штрихов.
При наличии погрешности в контролируемом объекте точка пересече-
ния штрихов будет смещаться в зависимости от величины и знака погреш-
ности вправо и влево от средней линии (рис. 11.95, б). Величина этого сме-
щения будет в ctg у раз больше по сравнению с величиной погрешности,
отсчитанной в направлении движения изображений штрихов:
М2 = Д£х ctg у,
420
где Д£2 — величина смещения точки пересечения изображений штрихов
от средней линии;
Д£х — величина погрешности, отсчитанная в направлении движения
изображений штрихов;
у — угол между изображениями штрихов.
Отсчет величины смещения точки пересечения штрихов может произ-
водиться по горизонтальной шкале, нанесенной на окулярной пластинке
сдвоенного микроскопа.
Следует отметить, что поворот одного из штрихов шкалы ведущего или
ведомого звеньев требует корректирования кратности увеличения одного
из объективов сдвоенного микроскопа или величины интервала делений
одной из шкал. Действительно
Рис. 11.94. Изображение штрихов при
наличии погрешностей контролируе-
мого механизма:
1 — штрихи шкалы ведущего звена; 2 ~
штрихи шкалы ведомого звена
(рис. 11.95), при повороте штрихов шкалы,
например ведомого звена, приведенные
равенства нарушаются, так как в этом
случае ЛХ>Л2 (Лх = aYvx и Л2 =
= а2v2, А 2 = j cos у).
Рис. 11.95. Изображение штрихов одной
из шкал, повернутое на угол у
Следовательно, при нанесении штрихов на шкалах ведомого и ведущего
звеньев увеличением объективов сдвоенного микроскопа должно быть обе-
спечено соблюдение равенства
ir=cosT-
Общее передаточное отношение прибора с учетом угла наклона изобра-
жения одного из штрихов будет составлять
k = V ctg у Vo.
где v — увеличение объектива, направленного на шкалу ведомого звена;
v0 — увеличение окуляра микроскопа.
При этом под передаточным отношением прибора понимается отноше-
ние величины смещения точки перемещения штрихов ДЛ2 от средней линии
окулярной пластинки микроскопа к действительной величине кинемати-
ческой погрешности Д£, вызвавшей это смещение:
Так, например, при кратности увеличения объектива, равной 20х, угле
пересечения штрихов, равном 11° 18', и при 10х увеличении окуляра полу-
чим k = 20-5-10 = 1000.
Изложенный метод позволяет контролировать кинематическую точность
различных механизмов, в которых необходимо определить величину рас-
согласования заданных движений: поступательных, вращательного и посту-
пательного или двух вращательных.
При контроле согласованности двух поступательных движений (кон-
троль линейного передаточного отношения) с контролируемыми звеньями
связываются линейные шкалы (рис. 11.96, а). В этом случае метод позволяет
контролировать цепи с любым передаточным отношением, в том числе и
с иррациональным. В последнем случае необходимо обеспечить иррацио-
нальное отношение интервалов штрихов шкал.
421
При контроле согласованности поступательного и вращательного дви-
жений {контроль винтового движения) линейная шкала 1 закрепляется
на звене, движущемся поступательно, и круговая шкала 7 закрепляется на
звене, совершающем круговое движение (рис. 11.96, б).
В этом случае отношение интервала делений линейной шкалы к цен-
тральному углу г|>, образованному двумя соседними штрихами круговой
шкалы, должно быть равно параметру винтового движения Р:
Р___
со ’
где и — скорость поступательного движения ведомого звена;
со — угловая скорость ведущего звена,
следовательно, а2 ==
Рис. 11.96. Оптическая схема прибора для контроля согласованности
движений:
с — двух поступательных; б — поступательного и вращательного; /, 7 - шкалы;
2 и 8 — объективы микроскопов; 3, 4 и 5 — оптические призмы; 6 — окулярная
сетка сдвоенного микроскопа; 9 — сменный диск со штрихами
При наклоне изображения штриха линейной шкалы на угол у получим
длину дуги, измеренной между двумя последними штрихами круговой
шкалы:
= ——— а2,
1 Vi cos у 1
где Vi и v., — кратность увеличения объектива линейной шкалы и круго-
вой сдвоенного микроскопа;
но (R — радиус круговой шкалы), следовательно,
t>2 Р
^-^ = cosY.
Для того чтобы число 'делений п круговой шкалы было целым, необ-
ходимо обеспечить равенство — п (целое число).
При контроле согласованности двух вращательных движений (контроль
углового передаточного отношения) на обоих звеньях закрепляются круго-
вые шкалы (рис. П.97).
Отношение центральных углов и i|s2, образованных двумя соседними
штрихами круговых шкал, должно быть равно передаточному отношению
Фх.
Фа
где фу — центральный угол, образованный соседними штрихами круговой
шкалы ведущего звена;
ф, — то же ведомого звена.
422
Так как круговые шкалы являются замкнутыми,
шкалах должно быть целым:
то число делений на
— = т (целое число);
Отсюда
2 тг
— = п (целое число).
Y2
А Л.
п '
Следовательно, возможен только контроль цепей, имеющих рациональ-
ное передаточное отношение, выраженное дробью. В том случае, если
одно из звеньев не делает полного оборота, его круговая шкала не является
замкнутой. При этом условии возможен контроль цепей с любым передаточ-
ным отношением.
Увеличение ветвей микроскопа долж-
но удовлетворять равенству
vi „ ai „ __
и2 а2 ^2^2 #2 ’
где и 7?2 — соответственно радиусы
круговых шкал ведущего и ведомого
звеньев.
Учитывая угол наклона изображений
штрихов одной из шкал, например шкалы
ведомого звена, получим:
— = — cos Т = COST = I cosy
или
v2 1 __ __ __ ;
Vj cos у a2 R2ty2 T?2
Рис. 11.97. Оптическая схема прибора
для контроля согласованности двух
вращательных движений:
1 и 7 — сменные диски со штрихами;
остальные обозначения те же, что в яа
рис. 11.96
Относительно направлений движений и расположения осей вращения
звеньев в пространстве предлагаемый метод не накладывает никаких огра-
ничений, так как оптическая система позволяет перенести изображение
штрихов в любое место и повернуть на любой угол. Оптимальные значения
угла у находятся в пределах 5° < у < 15°. В этом случае cos у 1 и раз-
ница между и А 2 может быть скорректирована при юстировке увеличе-
ний прибора Vj и v2.
Изложенный метод может быть использован для контроля кинематиче-
ской точности различных механизмов, кинематических пар, металлорежу-
щих станков, винтов, червяков и в других случаях.
Описанный оптический метод беспрототипкого контроля кинематической
точности осуществлен в приборе для контроля кинематической точности цепи
подач зубофрезерных станков и в приборе для контроля точности винтов.
Прибор для контроля винтов и винтовых пар (рис. 11.98). Контролируе-
мый винт / устанавливается в центрах 2 и хомутиком 11 соединяется с по-
водком. Вращение винта производится от руки или электродвигателем.
Поводок жестко связан со сменным диском 10, на котором нанесена круговая
шкала. Сферический наконечник 3 устанавливается на каретке 5 и имеет
свободное перемещение в радиальном направлении, что обеспечивает двух-
профильный контакт и устраняет погрешность от непараллельное™ оси
винта и хода каретки. Наконечник 3 позволяет также производить контроль
радиального биения контролируемого объекта. Измерительное усилие на
наконечнике 3 создается пружиной 4. Наконечник 3 является сменным.
Диаметр сферы наконечника берется равным наивыгоднейшему диаметру
проволочек, применяемых для измерения среднего диаметра резьбы.
Вращение контролируемого винта 1 вызывает поступательное движение
каретки 5 с линейной шкалой 6 и вращательное движение диска 10 с круго-
вой шкалой. Синхронность этого движения обеспечивается наконечником 3,
423
находящимся в контакте с винтовой поверхностью винта 1 и связанным
с кареткой 5, на которой укреплена шкала 6, а также хомутиком 11, пере-
дающим вращение диску 10 от винта 1.
На линейной шкале 6 нанесены штрихи, число которых установлено
в соответствии с вышеприведенными равенствами, т. е. число штрихов
линейной шкалы на длине одного шага S контролируемого объекта равно
Рис. 11.98. Принципиальная схема прибора для конт-
роля винтов:
1 — контролируемый винт; 2 — центры; 3 — сферический
наконечник; 4 — пружина; 5 — каретка; 6 — линейная
шкала; 7 — осветитель шкал; 8 — окулярная сетка; 9 —
окуляр; 10 — сменный диск; 11 — хомутик; 1 — поле зре-
ния микроскопа
числу штрихов круговой
шкалы на длине red (d —
диаметр диска 10). При этом
линейная шкала одна для
всех шагов контролируемых
винтов, а диск с круговой
шкалой — сменный. Радиус
диска и число делений кру-
говой шкалы выбирается
в зависимости от шага конт-
ролируемой резьбы, обеспе-
чивая соблюдение вышепри-
веденных равенств. В этом
случае постоянство цены де-
ления круговой шкалы поз-
воляет использовать для
контроля резьб различных
шагов одну и ту же линей-
ную шкалу, а постоянство
интервалов делений — оптическую систему с постоянным увеличением.
Линейная шкала 6 крепится на каретке, перемещающейся по шариковым
направляющим; она имеет юстировочные перемещения, что позволяет ее
устанавливать параллельно ходу каретки. Штрихи линейной и круговой
шкал можно наблюдать в окуляр 9 сдвоенного микроскопа.
Рис. 11.99. Прибор для контроля винтов и винтовых пар
Рассогласование во взаимном расположении штрихов пропорционально
ошибке перемещения измерительного наконечника, т. е. пропорционально
ошибке контролируемого винта. Для отсчета величины этого рассогласования
изображение штриха круговой шкалы оптически поворачивается так, чтобы
штрихи встречались под углом у = 11° 18', при котором etg у = 5.
Величина рассогласования оценивается по величине смещения точки
пересечения штрихов ДЬ2(рис. 11.95). Для отсчета величины смещения точки
пересечения штрихов используется окулярная сетка 9 (рис. 11.98).
424
Прибор (рис. 11.99) предназначен для контроля винтов с различными
шагами. Перенастройка прибора, как указывалось ранее, производится
за счет смены круговых шкал. Прибор позволяет контролировать винты
с длиной нарезанной части до 400 мм. В связи с тем, что шкала прибора
имеет длину 200 мм, на каретке (рис. 11.100), несущей шкалу, установлены
два измерительных наконечника, расстояние между которыми равно длине
шкалы — 200 мм. После измерения первых 200 мм нарезанной части нако-
нечник 1 выводится из впадины резьбы, каретка возвращается в исходное
положение и вводится в ту же впадину измерительный наконечник 2, кото-
рый позволяет измерить следующие 200 мм.
Линейная шкала этого прибора является основным узлом, определяющим
точность прибора. На оптическом стекле нанесены штрихи через 0,1 мм,
с помощью которых отсчитываются линейные перемещения каретки. Макси-
мальная погрешность между двумя любыми штрихами не должна превы-
шать 1—2 мкм. Штрихи защищены от
клом. Вся шкала установлена в оправу
и имеет юстировочные перемещения для
установки параллельно ходу каретки.
На левой бабке 6 размещается привод
вращения детали, сменные круговые
шкалы и осветители линейной и круго-
вой шкал. Изображение штрихов ли-
нейной и круговой шкал рассматри-
вается при помощи отсчетного микро-
скопа 3. В микроскопе вследствие
оптического и геометрического увели-
чений достигается необходимое переда-
точное отношение к = 1000.
пыли и повреждений защитным сте-
Рис. 11.100. Измерительная каретка с на-
конечниками:
1 — каретка; 2 — шкала; 3 — наконечник
№ 1; 4 — наконечник № 2
В зависимости от изменения действительной погрешности среднего диа-
метра контролируемых винтов измерительная каретка может перемещаться
в радиальном направлении. Правая бабка 2 прибора имеет центр и является
второй опорой контролируемой детали. Она имеет возможность перемещаться
по плоскости станины. Освещение круговой и линейной шкал производится
осветителями. Круговая шкала освещается двумя лампочками, расположен-
ными выше и ниже оптической оси микроскопа. Линейная шкала освещена
более интенсивно. Лучи, идущие от источника света, проходят через конден-
сор и светофильтр.
Для производства измерений высокой точности необходимо точное вза-
имное расположение узлов и деталей прибора. Для этого в конструкции
прибора предусмотрены компенсационные элементы и устройства для регу-
лировочных перемещений, с помощью которых производится сборка и юсти-
ровка прибора.
Контроль сравнением с образцовым винтом. Данный метод основан на
сравнении винтового движения образующих поверяемого и образцового
винтов. В качестве примера реализации этого метода можно привести при-
бор для непрерывного контроля винта, в котором поверяемый и образцовый
винты (рис. 11.101) расположены параллельно и вращаются с помощью
промежуточного зубчатого колеса.
Разница в кинематике винтовых движений поверяемого и образцового
винтов отсчитывается непрерывно по индикатору, связанному с измеритель-
ным наконечником. Измерительный наконечник имеет шаровую поверхность,
диаметр которой выбирают с условием постоянного двухпрофильного кон-
такта по линии среднего диаметра. В целях компенсации непостоянства
среднего диаметра резьбы измерительный наконечник имеет возможность
в процессе измерения перемещаться в радиальном направлении. Винты
устанавливают в неподвижные центра, что исключает появление пери-
одических погрешностей шага, вызванных биением вращающихся цент-
ров.
425
Недостатком прибора является несоблюдение в нем принципа Аббе,
в результате чего сказывается непрямолинейность направляющих. Кром^
того, для обеспечения нормальных условий контакта в гайке образцового
винта необходимо соблюдать соосность винта и гайки. Непостоянство пере-
даточного отношения зубчатых колес вызывает дополнительные периодиче-
ские погрешности, определяемые выражением ДФЛ = РЛ<р (Р — параметр
Рис. II. 101. Прибор с образцовым винтом и
зубчатой передачей
Рис. 11.102. Прибор НИБВ
винтового движения контролируемой резьбы; Дф — максимальная нако-
пленная погрешность зубчатых колес в рад). Так, при шаге контролируемого
винта 5 = 6 мм и угловой погрешности зубчатых колес Дф = 1 мин погреш-
ность составит около 0,3 мкм. Зубчатые пары не вносят прогрессивной по-
грешности. Зубчатые пары в этом случае заменены бесконечной лентой,
огибающей стальные диски, сидящие на осях образцового и контролируемого
винтов (рис. 11.102).
Ленточная передача при точном выполнении дисков свободна от пери-
одических погрешностей, свойственных колесам. Однако некоторая разница
в диаметрах дисков и упругое
скольжение ленты приводят к по-
явлению накопленной погрешно-
сти Д^Л, прогрессивно растущей
с увеличением числа шагов резьбы:
где L — измеряемая длина;
D — диаметр диска в мм;
— разность диаметров ве-
домого и ведущего ди-
сков в мм.
Прибор завода «Красный про-
летарий». В отличие от ранее рас-
смотренных схем в данном при-
боре (рис. 11.103) образцовый и
проверяемый винты располагаются последовательно (принцип Аббе соблю-
дается).
Образцовый винт /, вращаясь, вывинчивается из гайки 3. Для обеспе-
чения соосности винта и гайки последняя выполняется «плавающей» в ра-
диальном направлении. Для компенсации погрешностей образцового винта
гайка получает дополнительное осевое перемещение через кулачковую
муфту 2 от коррекционной линейки 4.
Проверяемый винт 7 упирается своим торцом в торец образцового винта
через шарик 6 и получает вращение от образцового винта через муфту 5.
Муфта помещена на каретке 9, перемещающейся на прецизионных подшип-
никах. Проверяемый винт лежит на роликовых призмах 8.
426
Измерительный наконечник касается профиля резьбы по одной стороне.
Погрешность, вызванная непараллельностью оси винта относительно на-
правления хода каретки, в этом случае минимальна, так как измерение про-
изводится в непосредственной близости от призмы, на которую опирается
винт. Непостоянство наружного диаметра при измерении будет вызывать
незначительную по величине погрешность, определяемую выражением
w- =——
2nD0 sin -у-
где S — шаг резьбы винта в мм;
Do — наружный диаметр винта в мм;
---половина угла профиля в мин.
Предельная погрешность измерения обычно не превышает 3 мкм.
Прибор Бюро взаимозаменяемости. Недостатком рассмотренного прибора
завода «Красный пролетарий» являются большие усилия, возникающие
в измерительной цепи при перемещении проверяемого винта. Это вызывает
повышение погрешности из-
мерения и
образцового
Прибор
меняемое™,
изображена
не имеет этого недостатка.
Проверяемый винт / распо-
лагается соосно с образцо-
вым винтом 2. Продольные
каретки 6 и 3 перемещаются
с помощью вспомогательного
быстрый износ
винта. \
Бюро взаимоза-
схема которого
на рис. 11.104,
7
6
5
О
Рис. 11.104. Прибор Бюро взаимозаменяемости
винта 5, а наконечник 8
упирается в торец гайки, навинченной на образцовый винт. Наконечник
8 расположен на каретке 4, перемещающейся по каретке 6 по шариковым
направляющим. Каретка 4 связана с кареткой 3 с помощью тяги 9 и по-
этому перемещается синхронно с ней. Разность перемещений измеритель-
ных наконечников 7 и 8 фиксируется самописцем.
Автоматическая машина для контроля винтов. На автоматической машине
контроль шага винтов производится по согласованности двух движений:
вращательного движения винта и поступательного движения, создаваемого
проверяемым винтом, путем перемещения двух растровых датчиков пере-
мещения и устройства для определения согласования, состоящего из двух
импульсных моторов и дифференциального зубчатого механизма.
Принципиальная схема автоматической машины для контроля винтов
дана на рис. II. 105. С проверяемым винтом 1 связан растровый датчик вра-
щательного движения, состоящий из стеклянного диска, на торце которого
нанесены штрихи с малым шагом; неподвижной стеклянной пластинки 4
со штрихами, нанесенными с точно таким же шагом; осветительного устрой-
ства 3, дающего параллельный пучок лучей; фотоэлемента 5.
При вращении винта 1 освещенность фотоэлемента 5 периодически изме-
няется через строго определенные углы поворота, соответствующие шагу
штрихов на диске 2 и пластинке 4. Сферический наконечник 6, упирающийся
в боковую сторону витка винта, связан с растровым датчиком поступатель-
ного перемещения, состоящим из стеклянной шкалы S, на которой нанесены
штрихи с малым шагом; неподвижной стеклянной пластинки 9 со штрихами,
нанесенными с точно таким же шагом; осветительного устройства 7, дающего
параллельный пучок лучей, и фотоэлемента 10. При вращении винта 1
освещенность фотоэлемента 10 периодически изменяется соответственно
шагу штрихов на шкале 8 и стеклянной пластинки 9. Фотоэлемент 5 через
усилитель 12 связан с импульсным двигателем 13, вал которого несет первую
427
выходную коническую шестерню дифференциального механизма 16, Фото-
элемент 10 через усилитель 11 связан с двигателем 18, который передает
вращение второй входной конической шестерне дифференциального меха-
низма 16 через гитару 17, При вращении винта 1 импульсы тока на выходе
фотоэлементов 5 и 10 строго соответствуют вращательному движению винта
и создаваемого винтом поступательного перемещения. Усиленные импульсы
фототока от фотоэлементов 5 и 10 вызывают поворот вала импульсных дви-
гателей 13 и 18, При наличии погрешности шага винта согласованность
поступательного и вращательного движений нарушается, что вызывает
поворот водила 15 пропор-
ционально величине погреш-
ности, и отсчитывается при
помощи указателя 14, Указа-
тель 14 соединяется с запи-
сывающим устройством. Опи-
санное устройство значи-
тельно сокращает время
контроля и повышает точ-
ность измерений.
Косвенный метод конт-
роля погрешности шага. Дан-
ный метод является косвен-
ным (называют также раз-
ностным) и позволяет по
результатам прямых измере-
ний погрешностей шага резь-
бы в пределах одного оборота
и последующей обработки
этих измерений судить о ве-
личине и закономерности
изменения погрешности на
длине всего винта.
Две диаметрально про-
тивоположные впадины тео-
Рис. 11.105. Машина для контроля шага винтов ретической винтовой поверх-
ности резьбы находятся друг
от друга на расстоянии: в направлении, перпендикулярном оси резьбы,
d2 = 2г2 = const и в направлении оси резьбы L = тсР = 0,5S = const (Р —
параметр винтового движения резьбы).
Исходя из этого предположения Национальной физической лаборато-
рией Англии разработан метод непрерывного контроля расстояния между
одноименными образующими или впадинами действительной винтовой
поверхности резьбы. В этом случае в две диаметрально противоположные
впадины резьбы вставляются два шаровых измерительных наконечника,
диаметр шаровой поверхности которых равен «наивыгоднейшему» диаметру
проволочек при двухпрофильном контакте, т. е.
ш 2cosa/2 *
Тогда, измеряя расстояние между наконечниками в направлении оси
резьбы (рис. 11.106) и направлении, перпендикулярном оси (рис. 11.107),
можно наблюдать погрешности в расстоянии между двумя профилями
действительной винтовой поверхности резьбы.
Схема прибора для непрерывного контроля погрешности в осевом рас-
стоянии между впадинами винтовой поверхности резьбы представлена на
рис. 11.106. В этом приборе продольные 3 и поперечные 4 салазки имеют
возможность перемещаться на шариковых направляющих в двух взаимно
перпендикулярных направлениях. Ведущий наконечник 1 жестко связан
428
с салазками 4, на которых смонтированы также отсчетные устройства с изме-
рительным наконечником 2. Расстояние между ведущим и измерительным
наконечниками устанавливается по образцу, у которого расстояния между
диаметрально противоположными впадинами винтовой поверхности резьбы
Рис. 11.106. Прибор для контроля рас-
стояния, равного половине шага резьбы
Рис. 11.107. Прибор для контроля
расстояния d2 между двумя проти-
воположными впадинами
равны: в направлении оси — положение шага теоретической винтовой по-
верхности резьбы; в направлении, перпендикулярном оси — среднему диа-
метру теоретической винтовой поверхности резьбы.
Измерительный наконечник 2 имеет свободу перемещения относительно
ведущего наконечника 1 в двух взаимно перпендикулярных направлениях.
Перемещения измерительного наконечника соответствуют величинам по-
грешностей винтовой поверхности
влении, перпендикулярном оси
резьбы.
Связав измерительный нако-
нечник с отсчетным устройством,
можно непрерывно фиксировать
величины этих погрешностей. За-
висимость между показаниями
прибора и действительной вели-
чиной погрешности, определяется
рядом факторов.
При повороте винта на угол и
ведущий наконечник переместит
продольные салазки вместе с из-
мерительным наконечником на
расстояние
L = Ри = и.
резьбы в направлении оси и напра-
Рис. 11.108. Положение наконечников в резьбе
при наличии периодических погрешностей шага
Если положение ведущего наконечника определяется углом и, то поло-
жение измерительного наконечника определяется углом и + (Ди —
угол между наконечниками).
Если погрешность в расстоянии между двумя диаметрально противо-
положными впадинами в направлении оси составляет AL, то
L = Рои + ДРи = Lo + ДЬ.
При этом предполагается, что установка прибора производилась по
образцу, для которого погрешность пренебрежимо мала.
429
При наличии погрешностей в кинематике процесса резьбообразования
синусоидального характера с периодом, равным 2л (рис. 11.108), расстояние
между наконечниками будет изменяться в зависимости от угла поворота
винтовой поверхности по следующей зависимости:
L = Р Au + 2А sin cos ( и + ,
где А — амплитуда погрешности.
Изменение расстояния между наконечниками может произойти только
вследствие погрешности резьбы, которая в направлении оси резьбы фик-
сируется отсчетным устройством прибора, причем показания прибора будут
равны
AL = 2Л sin-^- cos^u +
Следовательно, при наличии в резьбе погрешностей синусоидального
характера с периодом, равным 2л, и расположении наконечников под
углом и = 180° показания прибора будут в 2 раза больше действительного
значения погрешности:
AL = 2Д5.
Для контроля погрешностей шага резьбы этот метод может быть исполь-
зован в том случае, если известна закономерность изменения погрешностей
по длине винтовой поверхности резьбы с последующей обработкой резуль-
татов измерений, а также для непрерывного контроля среднего диаметра
резьбы.
Измерение погрешностей шага ходовых винтов на измерительной машине
Малый ход микроскопов (200 мм) и небольшая длина измерительного
стола не позволяют производить измерение внутришаговой погрешности
винтов длиной более 300—400 мм. При измерении шага ходовых винтов
длиной до 1000 мм они устанавливаются на призмах, что исключает возмож-
ность измерения внутришаговой погрешности, а измерение от шага к шагу
производится через каждые 200 мм.
Что касается ходовых винтов с длиной резьбы 1500—2000 мм и выше,
то практически измерение их погрешностей шага на универсальных микро-
скопах не представляется возможным. Следует также иметь в виду, что
визирование витков по штриховой головке микроскопа с использованием
измерительных ножей — операция утомительная и малопроизводительная.
Способ измерения шага ходовых винтов на измерительных машинах
типа ИЗМ-10, ИЗМ-11 и др. может найти применение в лабораторных усло-
виях и индивидуальном производстве ходовых винтов. В этом случае
(рис. 11.109) измеряемый винт 7 устанавливается втулками 2 на роликовые
призмы люнетов 3 и вертикальным перемещением этих призм при помощи
измерительной бабки 1 и пинольной бабки 14 выставляется на линию изме-
рения. Предварительно в оба центровых углубления вставляются шарики
(установку винта можно также производить индикатором по базовым шей-
кам). Затем отводят пинольную бабку 14 на 200 мм, установив ее на бли-
жайшее деление дециметровой шкалы. Опускают шаровой фиксатор 6,
установленный в отверстии вертикальной стойки 5 предметного стола 4
до соприкосновения с профилем резьбы. Для прижима фиксатора к одной
стороне профиля служит натяжное устройство, состоящее из захвата 11,
ролика 12 и груза с тросом 13.
При измерении небольших винтов вместо натяжного устройства можно
использовать пружинный буфер плавающей площадки 19 стола 4, для чего
вводят в противоположную сторону резьбы упор 18, жестко закрепленный
на площадке 19. На опорной шейке ходового винта устанавливают делитель-
ное устройство, состоящее из хомута 8 с укрепленным на нем уровнем 9,
крестовины /7, узла микроподачи 15 (в случае необходимости проверки вну-
430
тришаговой ошибки в пределах менее V2 шага вместо уровня 13 устанавли-
вают оптический квадрант типа КО-10).
Для измерения устанавливают измерительную бабку 1 в начале сто-
миллиметровой стеклянной шкалы машины. При помощи винтов узла
микроподачи 15 устанавливают уровень 9 делительного устройства на нуль.
Подводят наконечник измерительной бабки 1 к шарику 16, установленному
в правом центровом углублении измеряемого винта, производят отсчет и
отводят бабку вправо. Затем поворачивают винт при помощи делительного
устройства на какую-либо долю оборота и производят измерение линейного
перемещения винта, соответствующего этой доле оборота. После того как
измерительная бабка 1 переместится в крайнее правое положение (на 100 жле),
78 79
Рис. 11.109. Измерения погрешностей шага ходовых винтов на измеритель-
ной машине
устанавливают измеряемый ходовой винт вместе с предметным столиком (не
вынимая фиксатора из профиля резьбы) в исходное положение; затем по-
вторяют измерение на следующих 100 мм и т. д. При измерении при помощи
уровня х/2 шага для отсчета используется зеркало, которое устанавливают
на станине под уровнем. Для обеспечения необходимой точности достаточно
применять уровень с ценой деления 0,05 мм на 1 м. При необходимости
определения суммарной погрешности пары винт—гайка последнюю уста-
навливают на предметном столе 8 и используют при измерении вместо фик-
сатора 6.
Предельная погрешность предлагаемого метода не превышает +12 мкм
на длине 1000 мм.
Измерительные устройства ОКБ-1263 для контроля шага ходовых вин-
тов. В ОКБ Министерства станкостроительной и инструментальной про-
мышленности спроектирован и изготовлен комплект измерительных
устройств ОКБ-1263 к прецизионному токарно-винторезному станку
мод. 1622 завода «Красный пролетарий», используемый при изготовлении
ходовых винтов высших классов.
Эти устройства описаны в работах А. С. Гликина и предназначены
для контроля погрешностей шага ходовых винтов высших классов.
Измерительные устройства ОКБ-1263 предназначены для контроля по-
грешностей шага ходовых винтов как непосредственно на станке, не снимая
их с технологических баз, так и вне станка, на котором винт обраба-
тывался. В этом случае обеспечивается запись самописце!* результатов
431
Рис. 11.110. Расположение прибора на станке 1622
при измерении внутришаговых накоплений по-
грешности
измерений. Имеется также возможность контроля винтов в процессе их
обработки. Диапазон диаметров измеряемых ходовых винтов составляет
20—85 мм с соответствующими шагами по ГОСТу и длиной до 2500 мм.
В приборах применены два индуктивных датчика с самописцем от профило-
графа-профилометра блочной конструкции мод. 226 завода «Калибр» с неко-
торыми изменениями. Самописец снабжен двумя датчиками и фиксирует
результаты измерений каждым датчиком в отдельности или алгебраическую
разность результатов измерений двумя датчиками. Погрешность записи
при работе одним датчиком находится в пределах ±5-10“4 мм. а при работе
двумя датчиками — в преде-
лах ±8-10’4 мм. Кроме конт-
роля погрешностей шага резь-
бы, измерительные устройства
позволяют контролировать на
всей длине винта его погреш-
ности по наружному и сред-
нему диаметрам.
Результаты измерений фик-
сируются стрелочным отсчетным
устройством и одновременно
непрерывно записываются. Рас-
положение устройств на станке
1622 показано на рис. 11.110.
Накладной шагомер для
контроля ходовых винтов
ОКБ-1263. Данный шагомер
подробно описан в работах
А. С. Гликина. В ОКБ Министер-
ства станкостроительной и ин-
струментальной промышленно-
сти спроектирован и изготовлен
накладной шагомер модели
ОКБ-1263 для непрерывного контроля погрешностей шага ходовых винтов,
причем результаты измерений записываются самописцем на ленту.
Накладной шагомер (рис. 11.111) базируется по наружному диаметру
контролируемого изделия 1 двумя опорными призмами 2. Ведущий ножевой
наконечник 3 входит во впадину резьбы и при вращении изделия перемещает
шагомер вдоль оси винта, причем опора 4 удерживает шагомер от поворота.
Ножевой наконечник имеет возможность перемещения в вертикальном
и горизонтальном направлениях, которые используются при установке
шагомера по аттестованному винту, а также для выведения измерительных
головок из контакта с резьбой для автоматического перемещения шагомера
в исходное положение, — например, при необходимости проведения повтор-
ных измерений.
Измерительные головки позволяют устанавливать наконечники 5 и 6
на заданное расстояние между ними. В процессе измерения отклонения от
заданного взаимного расположения наконечников фиксируются пневмати-
ческим самописцем 7, с помощью подвижного пера S, причем для определе-
ния координат кривой погрешностей, неподвижное перо 10 вычерчивает
прямую линию. Пневмодатчики, записывающее устройство и лентопротяж-
ный механизм размещены в корпусе самописца. При выключении ленто-
протяжного механизма и при креплении ленты самописца к суппорту станка
горизонтальный масштаб записи становится равным единице. Для полу-
чения нескольких записей в пределах ширины ленты рукояткой //ее пере-
матывают в обратном направлении.
Пневмоблок 9 очищает воздух, поступающий из заводской сети в измери-
тельное устройство; в нем вмонтирована также электрическая часть устрой-
ства.
432
На передней панели пневмоблока, расположенного в поле зрения опе-
ратора, смонтированы манометры, показывающие давление в пневматиче-
ской сети и после стабилизатора; рукоятка включения воздуха; тумблер,
подключающий систему к электросети; красная сигнальная лампочка,
которая загорается, когда давление воздуха понижается сверх допустимого.
Конструкция накладного шагомера показана на рис. П.112. Этот при-
бор имеет высокую производительность контроля и стабильность записей.
После настройки взаимного расположения наконечников прибора на задан-
ное расстояние между ними результаты автоматического контроля внутри-
шаговых погрешностей на всей длине
измерения могут записываться со ско-
ростью 200 мм длины измеряемого изде-
лия за 1 мин. Перенастройка взаимного
расположения измерительных наконечни-
ков накладного шагомера происходит
в течение 5—10 мин.
Накладные шагомеры с непрерывкой
фиксацией алгебраической разницы ре- ‘
зультатов контроля двумя подвижными
измерительными наконечниками обла-
дают высокой стабильностью записи
(±0,0007 мм) при сравнительной простоте
конструкции и поэтому смогут найти ши-
рокое применение в первую очередь для
контроля внутришаговых циклических по-
грешностей ходовых винтов.
215
При контроле внутришаговых погреш- Рис. 11.112. Конструкция накладного
ностей необходимо сначала по характеру шагомера
записи определить частоту проявления
внутришаговой погрешности за один оборот винта, а затем выбрать взаим-
ное расположение наконечниками и соответствующий коэффициент пропор-
циональности записи самописца. Особенно эффективно накладной шагомер
может быть использован при контроле циклических и накопленных погреш-
ностей шага ходовых винтов большой длины.
Контроль многозаходной цилиндрической резьбы. Контроль многозаход-
ной резьбы производится по каждому шагу отдельно. Угол профиля и шаг
резьбы контролируются на универсальном или инструментальном микро-
433
скопе таким же образом, как и у однозаходных резьб с большими углами
подъема. Средний диаметр многозаходной резьбы наиболее часто измеряют
с помощью трех проволочек. Проволоки следует закладывать не в рядом
лежащие впадины, а во впадины одного захода, средний диаметр которого
измеряется (рис. 11.113).
Вследствие независимых определений основных параметров много-
заходной резьбы (табл. 11.10) наиболее существенное значение будет иметь
погрешность, вызванная влиянием угла подъема резьбы, которая может
быть значительно уменьшена путем введения поправки в результаты изме-
рений.
Расположение заходов можно проверить путем контроля осевого или
углового шагов захода. Осевой шаг захода контролируют на инструмен-
тальном или универсальном микроскопе. Техника измерений осевого шага
такая же, как техника измерений шага однозаходной резьбы. Угловой шаг
захода можно контролировать непо-
средственно на универсальном микро-
скопе с помощью измерительной бабки
ИБ-21, которой пользуются при кон-
троле ошибок шага в пределах оборота.
Осевой и угловой шаги захода опре-
деляют равномерность расположения
заходов и позволяют вычислить нако-
Рис. 11.113. Измерение среднего диаметра
резьбы 4-го захода с помощью трех про-
волочек, № 1, 2, 3, 4 — номера заходов
пленную ошибку в‘ расположении за-
ходов. Эти ошибки вычисляют относи-
тельно какого-либо захода, который
можно принять (условно) за первый
заход. Угол между первым и рассматриваемым заходами, измеренный в пло-
скости, перпендикулярной к оси резьбы, называют углом захода.
Осевое расстояние между одноименными образующими первого и рас-
сматриваемого заходов можно измерять на универсальном и инструменталь-
ном микроскопах. Чтобы исключить влияние погрешностей хода резьбы А/
на результат измерений угла захода Е, измерения производят вблизи торца
детали. Техника измерения расстояния Lu такая же, как и при измерениях
однозаходной резьбы. Зависимость между величинами Еи и Lu определяется
равенством
Lu = ^-(и - 1) - 8(и - 1),
где Еи — угол рассматриваемого захода относительно первого захода;
Lu — расстояние между одноименными образующими первого и рас-
сматриваемого заходов в мм;
и — номер рассматриваемого захода;
е — угол между двумя рядом лежащими заходами, измеренный в се-
чении, перпендикулярном к оси резьбы (угловой шаг захода).
Расстояние Lu — S2 + S3 + * * • + (So, S3, ... — осевые шаги соот-
ветствующих заходов, Sn— осевой шаг рассматриваемого захода).
Глава VII
КОНТРОЛЬ ШЛИЦЕВЫХ СОЕДИНЕНИЙ
КОНТРОЛЬ ШЛИЦЕВЫХ СОЕДИНЕНИЙ С ПРЯМОБОЧНЫМ
ПРОФИЛЕМ ЗУБЬЕВ
Шлицезые валы и отверстия с прямобочным профилем зубьев контроли-
руют калибрами и универсальными измерительными средствами.
Наружный диаметр вала, внутренний диаметр втулки, толщину зубьев
вала и ширину впадин между зубьями контролируют дифференцированно
при помощи гладких предельных калибров и универсальных средств изме-
рений (специальные средства применяются редко).
Средства и методы измерения наружного диаметра D шлицевого вала
и внутреннего диаметра d шлицевой втулки в основном применяются те же,
что при контроле гладких валов и отверстий, возможность чего обеспечи-
вается тем, что в стандартах на шлицевые соединения предусмотрено при-
менение только четных чисел зубьев (ГОСТ 1139—58).
Толщина зубьев измеряется универсальными измерительными средствами
(микрометром, горизонтальным оптиметром со специальными наконечни-
ками и т. п.). Ширина впадин между зубьями чаще всего контролируется
блоком концевых мер.
Для контроля отклонений формы и расположения боковых сторон зубьев
и пазов может быть использована поверочная плита в сочетании с делитель-
ной головкой и стрелочным прибором (например, микронным индикатором)
на стойке. Контролируемая боковая поверхность зуба устанавливается
в плоскости, параллельной плоскости плиты, а стрелочный прибор настраи-
вается на высоту центров с поправкой на половину толщины зуба. По шкале
стрелочного прибора в этом случае отсчитывается отклонение расположе-
ния в данной точке, а перемещение точки контакта измерительного наконеч-
ника с боковой поверхностью зуба позволяет обнаружить отклонение формы.
Для поворота установленной в центрах контролируемой детали на следу-
ющий зуб стойка с прибором отодвигается и затем придвигается вновь.
При центрировании шлицевого сопряжения по внутреннему диаметру d
смещение оси шлицев относительно оси центрирующего отверстия может
контролироваться накладным рычажным микрометрическим прибором
(рис. 11.114, а) или в центрах на контрольной плите с подкладками с помощью
стрелочного прибора, укрепленного в стойке (рис. 11.114, б).
При таком же центрировании соосность цилиндрических поверхностей,
определяющихся внутренним и наружным диаметрами сопряжения, контро-
лируется по схеме, показанной на рис. 11.114 [4]. Шлицевой вал устанавли-
вается в центрах на поверочной плите и контроль осуществляется с помощью
стрелочных приборов I и /7, укрепленных на стойках. Прибор I настраи-
вается в нулевое положение по вершине зуба, а прибор II выставляется
на нуль по плиткам на величину, меньшую, чем прибор на расчетную вы-
соту зуба, т. е. по впадине. Разность показаний приборов оценивает вели-
чину несооскости при последовательном измерении каждого зуба совместно
с левой или правой соседней впадиной.
Контроль шага шлицевого вала производится на поверочной плите
с помощью делительной головки и стрелочного прибора, укрепленного
в стойке по схеме, показанной на рис. II. 114, г. Прибор настраивается в ну-
левое положение стрелки по боковой поверхности одного зуба, а затем
стойка отодвигается и производится поворот контролируемого вала на
угловой шаг. Прибор показывает отклонение шага. Другой способ контроля
шага заключается в применении пары измерительных роликов диаметра
d0 = —"г! + 1 мм, размер Ри по роликам измеряется блоком концевых мер
с боковичками, зажатым в струбцинке (рис. II.114, д).
435
Размер Ри зависит от толщины зуба в следующем соотношении:
Ра = sin (d + d0) + d0, a —------------F ₽,
a k ‘ 0/1 0 ’ число зубьев 1 r
где x — число впадин, находящихся между роликами.
Угол ₽ определен из выражения
Накопленная погрешность окружного шага может контролироваться
теми же методами, которые применяются при контроле зубчатых колес.
Рис. 11.114 Схема контроля смещения оси шлицев относительно оси
центрирующего отверстия
Элементы шлицевой втулки измеряются аналогично, однако стрелочные
приборы снабжаются дополнительными рычагами для установления кон-
такта с боковыми поверхностями впадин. Так, например, у шлицевых вту-
лок, изготавливаемых методом деления, соосность цилиндрических поверх-
ностей- с диаметрами D и d контролируют по схеме, показанной на
рис. 11.114, е, аналогичной схеме по рис. 11.114, в.
Калибры, применяемые для контроля шлицевых валов и втулок, подраз-
деляются на гладкие предельные и комплексные. Обычные гладкие предель-
ные калибры применяются в массовом и серийном производствах для кон-
троля наружного диаметра вала и внутреннего диаметра втулки. Ширина
впадин отверстий и толщина зубьев валов также проверяются предельными
калибрами.
Комплексными калибрами контролируют одновременно размеры и откло-
нения расположения и формы, т. е. суммарные отклонения ширины впадин
отверстий, толщины зубьев валов, наружных и внутренних диаметров.
По конфигурации они представляют собой прототипы контрдеталей.
Эскиз комплексного калибра-пробки с одним гладким цилиндрическим
пояском для контроля шлицевой втулки, предназначенной для сопряжения,
центрируемого по наружному диаметру или по боковым сторонам зубьев,
дан на рис. 11.115, а. Поясок служит только для ввода калибра в контро-
лируемое отверстие. При центрировании сопряжения по внутреннему диа-
метру применяются калибры-пробки с двумя поясками (рис. 11.115, б),
436
По диаметру поверхности
центрирования
по d
□ Поле допуска калибра-пробки
б)
По толщине зубьев b
при центрировании
По нецентрирующемц
диаметру
(D или d)
Поле износа
Т77\ Поле компенсации погрешностей расположения
элементов профиля отверстия
Р7Я Поле компенсации погрешностей
иД расположения элементов профиля
вала
0
Рис. 11.115. Комплексный калибр-пробка
437
являющимися прототипами контр детали к центрирующей поверхности.
Эскиз комплексного кольца для шлицевого вала показан на рис. 11.115, в.
На размеры калибров для контроля шлицевых соединений с прямобочным
профилем зубьев установлены допуски (ГОСТ 7951—59). Отклонения наруж-
ного диаметра, внутреннего диаметра и толщины зубьев шлицевых калибров-
пробок отсчитываются от размеров наименьшего предельного контура отвер-
стия, определяемого предельными суммарными отклонениями, установлен-
ными стандартом на допуски шлицевых соединений (ГОСТ 1139—58).
Схема расположения полей допусков калибров-пробок показана на
рис. 11.115, г. Поле допуска калибра-пробки на неточность выполнения
наружного диаметра D и толщины зуба при центрировании по D распо-
лагаются приблизительно симметрично относительно суммарного откло-
нения. Поле допуска по нецентрирующему диаметру целиком перекрывается
с полем комплексации погрешностей расположения элементов профиля
отверстия.
Схема расположения полей допусков комплексных калибров-колец
приведена на рис. II. 115, д. По центрирующим диаметрам, толщине зубьев
и ширине впадин предусматриваются допуски на износ, составляющие при-
мерно от 100 до 150% от допусков на неточность изготовления. Для калибров
установлены также предельные значения накопленной погрешности окруж-
ного шага и погрешности направления зубьев.
Допуски и отклонения предельных поэлементных калибров для наруж-
ного и внутреннего диаметров определяются по стандартам на допуски глад-
ких калибров в соответствии с допусками диаметров. Допуски и отклонения
предельных калибров для проверки ширины впадины отверстий и толщины
зубьев валов устанавливаются по стандарту на допуски гладких калибров
при полях их и Sj как для валов и отверстий А3 и В3, а при полях U2i S2
и S3 как для валов и отверстий Х3 и Ш3.
КОНТРОЛЬ ШЛИЦЕВЫХ СОЕДИНЕНИЙ С ЭВОЛЬВЕНТНЫМ
И ТРЕУГОЛЬНЫМ ПРОФИЛЯМИ ЗУБЬЕВ
Шлицевые валы и отверстия с эвольвентным и треугольным профилями
зубьев, так же как и с прямобочным профилем, контролируют калибрами
и универсальными измерительными средствами. Профиль боковых сторон
зубьев с эвольвентным профилем контролируют так же, как у зубчатых
колес, эвольвентомерами, а при треугольном профиле так же, как при пря-
мобочном профиле.
Толщину зубьев валов и ширину впадин отверстий с эвольвентным и
треугольным профилями зубьев контролируют с помощью измерительных
роликов так же, как у зубчатых колес: ролики закладываются во впадины
между зубьями и измеряется размер между противолежащими роликами.
Размеры роликов стандартизованы (ГОСТ 6528—53).
Направление зубьев проверяется теми же методами, что и у зубчатых
колес. Детали шлицевых сопряжений с эвольвентным профилем контроли-
руют также комплексными шлицевыми калибрами предназначенными для
контроля суммарных отклонений толщины зубьев валов и ширины впадин
отверстий, т. е. суммы действительных отклонений и отклонений в резуль-
тате влияния погрешностей профиля и расположения зубьев.
Для контроля толщины отдельных зубьев и ширины отдельных впадин
допускается наряду с контролем роликами применение предельных кали-
бров, размеры измерительных поверхностей которых соответствуют разме-
рам измерительных роликов.
Наружный и внутренний диаметры шлицевых валов и отверстий про-
веряются предельными калибрами, допуски которых устанавливаются по
стандартам на допуски калибров для гладких валов и отверстий в соот-
ветствии с номинальными размерами и допусками проверяемых диаметров.
Допуски на комплексные калибры для валов и отверстий с эвольвентным
438
профилем стандартизованы (ГОСТ 6528—53). Схема расположения полей
допусков показана на рис. 11.116, а.
Номинальная толщина зубьев комплексного калибра-пробки опре-
деляется предельным суммарным отклонением ширины впадин контроли-
1MWH1UI
„ Поле допуска
ширины впадин
\^уполе допуска
Калидры для
отверстия
Калидры для дала
ипнпй»
\ПР |
.Полр допуска
толщины зуЬьев
------—ГпТ\
руемого шлицевого отверстия.
Допуски на неточность изго-
товления толщины зубьев со-
ставляют от 5 до 9 мкм в за-
висимости от модуля и класса
точности контролируемого от-
верстия.
Допуск на износ составляет
85—100% от допуска на неточ-
ность изготовлений. Контроль
толщины зубьев калибров-про-
бок производится с помощью
измерительных роликов (рис.
11.116, б).
BJ -Поле износа
^77^ -Поле допуска про-
ср ал я и располо-
жения зудьед
Рис. 11.116. Точность калибров для контроля шлицевых валов и отверстий с эвольвентным
профилем зубьев:
а — схема расположения полей допусков калибров для контроля валов и отверстий; б — контроль
толщины зубьев калибров-пробок с помощью измерительных роликов: в — контрольный калибр-пробка
для припасовки комплексного рабочего калибра-кольца; г — контроль шлицевой пробки с помощью
роликов
Диаметр ролика и номинальный размер Мв по роликам определяются
соотношением
М
а cos ах 1 р
где dd — диаметр делительной окружности;
ад — угол давления на делительной окружности;
dp —- диаметр ролика;
ах — угол давления на окружности, проходящей через центр ролика,
определяющийся из соотношения:
А+А? + еа + -рАе------
dd 1 dd cos ад z
0Х = tg ах — ах — эвольвентный угол (табулирован);
0<Э = tg ад — ад;
S — толщина зуба по делительной окружности;
AS — предельное отклонение толщины зуба по стандарту.
Из этих соотношений получены указанные в стандарте для каждой пары
значений модуля и наружного диаметра соединения коэффициенты В, умно-
жение которых на предельные отклонения толщины зуба определяет предель-
ные отклонения величины Мв. Установлены также предельная погрешность
эвольвентного профиля, предельная накопленная погрешность окружного
шага и предельное отклонение направления зубьев.
439
Комплексные калибры-кольца для шлицевых валов припасовываются
к контрольному калибру-пробке У-ПР с клиновидной формой зубьев
(рис. П.116, в). При этом регламентированы предельные значения и 1г
расстояния между торцом кольца и торцом пробки. Номинальный размер
толщины зубьев пробки У-ПР на расстоянии /2, определяющем наименьший
запас на износ калибра-кольца, задается предельным суммарным отклоне-
нием толщины зубьев шлицевого вала, проверяемого калибром-кольцом.
Номинальной ширине впадин шлицевого отверстия при измерении с по-
мощью роликов соответствует размер по роликам МА (рис. 11.116, г), приво-
димый в стандарте и аналогичный размеру Afe.
Глава VIII
КОНТРОЛЬ ЗУБЧАТЫХ ПЕРЕДАЧ
И ЗУБОРЕЗНОГО ИНСТРУМЕНТА
Большое разнообразие требований к точности зубчатых колес в зависи-
мости от условий эксплуатации, различие в габаритных размерах колес
(диаметры от 1—2 мм до 5000 мм и более), в технологических приемах их
изготовления и объемах производства создают необходимость применения
различных методов и средств контроля и не позволяют установить единый,
унифицированный способ контроля всех видов колес.
При назначении точностных требований к зубчатым колесам и выборе
методов и средств контроля исходят из положения, что контроль всех пара-
метров зубчатого колеса не является обязательным, если вся система кон-
троля в процессе производства обеспечивает выполнение заданных норм
точности. Это указывает на необходимость применения не только окончатель-
ного контроля готового зубчатого колеса, но и. на использование других
видов контроля: профилактического контроля, технологического контроля
и активного контроля.
КОНТРОЛЬНЫЕ КОМПЛЕКСЫ ПРИ ПРИЕМОЧНОМ КОНТРОЛЕ
Целью приемочного контроля является оценка соответствия точности
изделия требованиям, определяемым его назначением, и сортировка изделий
на годные и бракованные.
Существующие в СССР стандарты на допуски зубчатых передач устана-
вливают три нормы точности цилиндрических и конических колес и передач
и нормы бокового зазора и предусматривают для цилиндрических колес
шесть возможных комплексов контроля, перечисленных в табл. 11.12.
Таблица 11.12
Комплексы контроля цилиндрических зубчатых колес
Нормы Номера комплексов контроля колес
1 1 2 1 3 1 4 1 5 * 1 6
Показатели, нормируемые в комплексе
Кинемати- ческой точности Fp и ^рк F" и Vw P'i и Fc Fr и Vw Fr и Fc
Плавности h или fzzo fzk И fzko fpb и ff или fpb и fpt fi fi fpb и ff или fpb И fpt fpb И ff или fpb И fpt
Контакта Пятно контакта Fp или FK (Fpxn и ?k или Fpxn и fpb)
Боковых зазоров и Тн или Awme И T\Vm Ар"е и Arfi Ане и Гн или Aw те И Twm
Первый комплекс предназначен для контроля точных кинематических
передач от 3 до 8-й степени точности; он предусматривает применение
комплексного однопрофильного контроля для оценки кинематической точ-
ности Fi и плавности ft колеса, контроль пятна контакта или направления
зубьев (F₽ или FK для передач без осевого перекрытия), характеризующих точ-
ность колеса по нормам контакта и проверку смещения исходного контура АНе
441
или отклонение длины общей нормали AWme для оценки требований по нор-
мам бокового зазора.
Второй контрольный комплекс также в основном предназначен для
контроля кинематически точных зубчатых колес 3—6-й степеней точности.
Этим комплексом предусматривается проверка накопленной погрешности
шага Fp и Fpk для оценки кинематической точности колеса и контроль
отклонений шага зацепления fpb и профиля fr или же отклонений шага
зацепления и разности любых шагов Vp для норм плавности. По нормам
контакта и боковых зазоров предусматриваются те же проверки, что
и в первом контрольном комплексе.
Третий и четвертый комплексы предназначены для условий крупносерий-
ного или массового производства зубчатых колес 5—12-й степеней точности.
Эти комплексы включают в себя комплексную двухпрофильную проверку:
колебания за оборот колеса Ft и на одном зубе fr и предельных отклонений
измерительного межосевого расстояний и Aa"i, а также один из
показателей, характеризующий кинематическую неточность используемого
станка, — колебание длины общей нормали Vw в пределах одного колеса
или же погрешность обката Fc, Кроме того, контролю подлежит пятно кон-
такта или направления зуба, как это предусмотрено по нормам контакта
в предыдущих комплексах.
Пятый и шестой комплексы предназначены для контроля колес 3—
12-й степеней точности при индивидуальном или мелкосерийном условиях
их производства. Эти контрольные комплексы отличаются от второго ком-
плекса тем, что кинематическая погрешность колеса выясняется по резуль-
татам проверок радиального биения зубчатого венца Fr и одного из двух
показателей: колебания длины общей нормали Vw в пределах колеса или же
погрешности обката Fc. Таким образом, если во втором комплексе выпол-
нение норм кинематической точности оценивается по накопленной погреш-
ности шага, то в комплексах с третьего по шестой оценка производится по
двум показателям, суммарно воздействующим на кинематическую погреш-
ность за оборот колеса.
Каждый установленный комплекс показателей точности, применяемый
при приемке колес и передач, является равноправным. Однако следует
подчеркнуть, что эти комплексы далеко неравноценны.
Комплексы показателей, подвергаемых контролю, устанавливаются изго-
товителями зубчатых колес в зависимости от применяемой технологии изго-
товления, объема производства, размеров колес, требуемой точности и при-
нятой общей системы контроля всего производства колес. Заказчик или его
представитель — приемщик колес, не в праве требовать контроля, продук-
ции методами, не предусмотренными в нормалях изготовителя. При выборе
комплексов контроля необходимо учитывать следующие указания:
1. Предпочтительными являются комплексные показатели точности зуб-
чатого колеса, так как они ограничивают суммарную погрешность колеса,
а не отклонения отдельных элементов, которые, взаимодействуя между собой,
могут как складываться» так и компенсироваться.
2. Желательно использовать методы контроля, осуществляющие непре-
рывное измерение контролируемого параметра по всему колесу, а не контроль
в отдельных положениях колеса, например, контроль кинематической
погрешности колеса предпочтительнее контроля накопленной погрешности
шага, или контроль колебания измерительного межосевого расстояния за
оборот взамен радиального биения или контроль погрешности обката, а не
колебания длины общей нормали.
3. Следует отдавать предпочтение методам, выявляющим погрешность
зубчатого колеса в условиях касания измерительного наконечника с про-
филем, аналогичным тем, которые будут иметься при эксплуатации колеса.
4. Для оценки колеса как элемента будущей передачи необходимо при
окончательном контроле производить измерения от рабочей (монтажной)
442
базы. Использование другой измерительной базы вносит дополнительные
погрешности, связанные с неточностью расположения измерительной базы
относительно рабочей или монтажной, что требует сокращения стандартного
допуска. При технологическом контроле база измерения должна совмещаться
с базой, использованной на данной технологической операции.
5. Во всех случаях желательно пользоваться прямыми методами кон-
троля, результаты которых не требуют пересчета, а могут непосредственно
сравниваться с допустимыми отклонениями по стандарту, например из-
мерение накопленной погрешности шага с помощью прибора с угло-
мерным устройством лучше, чем определение накопления по результатам
измерения неравномерности окружного шага или контроль смещения исход-
ного контура предпочтительнее контроля размера хорды зуба на заданной
высоте.
6. Обычно комплексный контроль зубчатого колеса производится путем
его обкатывания с измерительным зубчатым колесом, выполненным по сте-
пени точности на две-три степени более точной, чем степень контролируемого
колеса. Так как точность измерительных колес не превосходит требований
степени точности 3, то комплексный контроль с измерительным колесом может
применяться для. колес 5-й и более грубых степеней точности.
Таблица П.13
Примерные комплексы контроля цилиндрических зубчатых колес, применяемые /
в различных отраслях машиностроения
Параметры Прямозубые и узкие косозу >ые колеса с < 1,25 Широкие косозубые колеса с £3 > 1,25
Измери- тельные, дели- тельные отсчетные Авиационные, авто- мобильные, ста- ночные, тяговые Тракторные, крановые, сельхозмашин Турбин- ные Редук- торные Прокат- ные, ме- таллур- гические, подъемные
Степени точности 3—5 4—6 00 1 СО 7 со 9—12 3—5 6—8 8—10
Нормы ки- нематиче- ской точ- ности б (fp) < (г?) и Vw (Fr и vw) Fr Fr и Fc Fr и Fc Fr и Vw
Нормы плавности работы f'i {fpb и ft) fpb И ff f"i h (fpt) 'pt f'i f'i (fpt) fpt
Нормы контакта зубьев пятно ПЯТНО ПЯТНО р £ рхп (пятно) И fpb Fk и fpb Пятно
Нормы бо- кового за- зора Ан (AM) Ан (Ам) Аа" (Awm) Аа” (Awm) (Awm) Ан Ан (Awm) Ан (Awm)
В табл. 11.13 указаны комплексы контроля, которые обычно находят
применение при окончательной приемке зубчатых колес в различных отрас-
лях машиностроительного производства. В табл. 11.13 наряду с основными
указаны в скобках вторые варианты принятых комплексов контроля [74].
Приемочному контролю подвергаются все зубчатые колеса, если
система контроля в процессе производства не гарантирует выполнения
заданных норм в результате применения профилактических видов контроля,
технологического и активного видов контроля.
443
ПРОФИЛАКТИЧЕСКИЙ КОНТРОЛЬ ПРИ ПРОИЗВОДСТВЕ
ЗУБЧАТЫХ КОЛЕС
Профилактический контроль состоит из проверки средств производства
(станка, инструмента, приспособления и заготовки) до выполнения техно-
логической операции для определения пригодности их к использованию
в производстве в целях обеспечения нормального течения производственного
процесса. Профилактический контроль при производстве зубчатых колес
состоит из контроля: геометрической и кинематической точности зуборез-
ного станка, точности зуборезного инструмента как нового, так и после
каждой заточки, точности базирующих приспособлений, наладки и настройки
станка, заготовки по размерным параметрам и по твердости материала.
Методы контроля геометрической точности станков, базирующих при-
способлений и размерных параметров базирующих поверхностей заготовок
(шеек, отверстий, наружных цилиндров и торцов), не обладают какими-либо
специфическими особенностями и поэтому в этой главе не рассматриваются.
Регулярное наблюдение за кинематической точностью зубообразующих
станков позволяет отказаться от сложных методов комплексного однопро-
фильного контроля колес, а также от контроля колебания длины общей
нормали в колесе или погрешности обката колеса и ограничивать окончатель-
ный контроль по нормам кинематической точности проверкой в двухпро-
фильном зацеплении или проверкой радиального биения зубчатого венца.
Значительные трудности представляет контроль нового зуборезного
инструмента. Режущий инструмент в виде зуборезных долбяков, шеверов,
притирочных колес, зубчатых хонов и т. д. имеет форму, близкую к цилин-
дрическим косозубым зубчатым колесам. Вследствие этого такие виды зубо-
резного инструмента контролируются на наиболее точных приборах, пред-
назначенных для контроля цилиндрических зубчатых колес.
Наибольшие сложности встречаются при контроле зуборезного инстру-
мента, выполненного по форме основного червяка, т. е. червячных зуборез-
ных фрез и насеченных червячных фрез. При современных высоких требо-
ваниях к точности зубчатых колес, а следовательно, и к точности червячных
фрез они должны контролироваться комплексными методами, которые сво-
дятся к проверке выпадения режущих граней фрезы из общей винтовой по-
верхности основного червяка. Такая проверка требует, чтобы измеритель-
ный наконечник прибора двигался относительно фрезы, описывая эволь-
вентную винтовую поверхность.
Кроме контроля новых червячных фрез, важно также контролировать
фрезы после каждой их заточки. Для этих целей выпускаются специальные
приборы, более простые по конструкции, чем для новых фрез, так как они
предназначены только для проверки стружечных канавок фрезы: равномер-
ности расположения канавок по окружности, хода винтовой линии этих
канавок, а также прямолинейности их профиля.
Тщательный контроль используемого зуборезного инструмента как
нового, так и после каждой заточки позволяет отказаться от проверки про-
филя и шага зацепления на всех зубчатых колесах и тем самым упростить
окончательный контроль по нормам плавности работы колеса. Обычно,
в хорошо налаженном производстве, ограничиваются только проверкой пер-
вых зубчатых колес, нарезанных после смены инструмента или же проверяют
колебание измерительного межосевого расстояния на зубе, т. е. исполь-
зуют, так же как и для норм кинематической точности, комплексную двух-
профильную проверку.
ТЕХНОЛОГИЧЕСКИЙ КОНТРОЛЬ ЗУБЧАТЫХ КОЛЕС
Технологический контроль зубчатого колеса отличается от окончатель-
ного контроля тем, что этот вид контроля имеет другую цель, а именно, на
основе результатов контроля детали проверить правильность наладки данной
технологической операции и при необходимости позволить произвести под-
444
наладку процесса. В связи с этим, технологический контроль'производится
не на монтажной базе колеса, а на технологической. Для его выполнения
применяются значительно более точные приборы, так как их погрешность
непосредственно влияет на качество наладки технологической операции.
Приборы для технологического контроля обладают меньшей произво-
дительностью, т. е. требуют значительно большего времени для выполнения
контрольной операции. Кроме того, для технологического контроля пред-
почтительнее применение приборов для элементного контроля, так как полу-
чаемые результаты проверки колеса могут быть легче использованы для
анализа и выявления причин нарушения хода технологической операции
и непосредственно использованы для подналадки данной операции.
Во многих случаях для технологического контроля применяются при-
боры, снабженные не только показывающими отсчетными устройствами,
но также и записывающими. Использование самопишущих устройств поз-
воляет при контроле определить величину обнаруженного отклонения
контролируемого элемента и характер изменения этой неточности по какому-
либо аргументу (углу поворота колеса, длине зуба и т. д.). Определение
закономерности изменения неточности элемента *во многом облегчает уста-
новление технологической причины возникновения данной погрешности.
В качестве примера можно указать, что, например, двухгорбая диаграмма
погрешности профиля у фрезерованного колеса указывает на наличие бие-
ния червячной фрезы, или волнистость на диаграмме погрешностей винтовой
линии косозубого колеса, в зависимости от шага волны, может быть вызвана
циклической погрешностью делительной червячной передачи зубообрабаты-
вающего станка или же осевым биением винта подачи станка.
Часто для технологического контроля применяют эвольвентомеры,
шагомеры, биениемеры, ходомеры и контактомеры.
МЕТОДЫ И ПРИБОРЫ АКТИВНОГО КОНТРОЛЯ
Некоторое применение при производстве зубчатых колес получают актив-
ные методы контроля. При активном контроле зубчатое колесо измеряется
во время выполнения технологической операции и по результатам измерения
производится регулирование
процесса его обработки.
В других случаях активного
контроля колесо измеряют
после окончания зубообра-
ботки на данной операции
и результаты измерения ис-
пользуются для подналадки
процесса обработки после-
дующего изделия.
Приборы активного конт-
роля непосредственно связы-
ваются с зубообрабатываю-
щим станком, так как про-
цесс контроля происходит во
Рис. 11.117. Прибор БВ-5014 для контроля осевого
шага
время выполнения техноло-
гической операции, обычно с использованием производственного базирова-
ния. Результаты контроля вызывают автоматическое воздействие на
процесс обработки или же они визуально отсчитываются по отсчетному
устройству и управление или подналадка процесса производится вручную.
Челябинский завод мерительных инструментов изготовил приборы
модели БВ-5014 (рис. II. 117) для контроля осевого шага косозубых цилин-
дрических колес в процессе шевингования. Прибор 2 укрепляется на суп-
порте зубошевинговального станка модели 5706 при помощи кронштейна 1.
Для отсчета перемещения измерительного наконечника на величину осевого
445
шага на приборе установлена стеклянная линейка 3 с микроскопом 4 (цена
деления 0,001 мм). Прибор обеспечивает контроль колес с модулем 2—12 и
шириной до 250 мм. Отклонение осевого шага колеса от номинальной вели-
чины фиксируется измерительным наконечником, плоскость качания кото-
рого может устанавливаться нормально к винтовой поверхности зуба колеса.
Использование подобного прибора на зубошевинговальном станке позво-
ляет значительно повысить точность колес в отношении направления зубьев.
При зубофрезеровании зубчатых колес зубья червячной фрезы в различ-
ной мере нагружены и их износ оказывается весьма неравномерным. Для уве-
личения стойкости червячной фрезы при крупносерийном производстве
Радиальное
Рис. 11.118. Прибор БВ-4011 для контроля
колес на зубофрезерном станке
фрезу передвигают в осевом напра-
влении, смещая наиболее нагружен-
ные зубья в зону меньших нагрузок,
и тем самым распределяют более
равномерно износ вдоль длины
фрезы.
Как показали исследования доц.
Л. М. Семеновой, наиболее целесо-
образным объектом для наблюдения
за технологическим процессом зубо-
фрезерования является измерение
переходной кривой нарезаемых зуб-
чатых колес. Контроль этой кривой
может быть использован для инфор-
мации о предельном износе зубьев
фрезы, а кроме того, обеспечить пра-
вильность зацепления нарезанной
заготовки с шевером и отсутствие
кромочного зацепления с переходной
кривой колеса при работе в передаче.
По результатам контроля переходной
кривой производится передвижение
по оси фрезы. Одновременно необ-
ходимо контролировать положение
исходного контура на колесе, так
как оно связано с износом червячных
фрез по задней боковой поверхности
и по результатам контроля может подаваться команда на радиальную под-
наладку положения фрезы.
На рис. 11.118 показан экспериментальный прибор БВ-4011, разработан-
ный доц. Л. М. Семеновой, предназначенный для контроля переходной
кривой и положения исходного контура (припуска под шевингование) непо-
средственно на зубофрезерном станке 5312 конструкции ЭНИМС, часто
применяемом в автоматических линиях. Прибор крепится на невращающейся
части стола станка и производит контроль по окончании нарезания зубьев
во время отхода червячной фрезы 10 от неподвижного колеса.
Как только червячная фреза 10 начинает отдаляться от обрабатываемого
колеса, срабатывает микропереключатель 9 и включается электромагнит
гидравлического золотника, воздействующего на штоки цилиндров 5 и 6.
Вследствие этого производится поворот всей платформы 4 по часовой стрелке
до попадания фиксатора 1 во впадину между зубьями и воздействия на шток
цилиндра 5. После остановки платформы два измерительных наконечника 2
и 8 входят в соответствующие впадины и по истечении времени выдержки
включаются датчики. Затем наконечники отводятся, а платформа возвра-
щается в исходное положение и подается команда на съем нарезанного колеса
с справки.
По результатам контроля подаются команды на подналадку зубофрезер-
ного станка: от датчика 3, проверяющего переходную кривую, — на пере-
446
движку червячной фрезы в осевом направлении, а от датчика 7, проверяющего
смещение исходного контура, — на заглубление фрезы в радиальном на-
правлении (в экспериментальном образце радиальный сдвиг выполнялся
вручную по сигналу от прибора). Цикл работы прибора составляет 4—5 сек.
и не превышает времени, затрачиваемого на отвод фрезы от обрабатываемого
колеса. Прибор обеспечивает управление процессом зубофрезерования,
не требует дополнительной площади и времени на измерение, обеспечивает
контроль от технологической базы.
МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ КИНЕМАТИЧЕСКОЙ ТОЧНОСТИ
ЗУБЧАТЫХ КОЛЕС
Кинематическая точность колеса определяется величиной погрешности
углового положения колеса при его зацеплении с ведущим точным колесом.
Таким образом, согласно приведенному
что точное ведущее колесо приводит в
и фиксируются неточности в угловых
положениях ведомого колеса по срав-
нению с теми угловыми положениями,
которое бы оно занимало при отсут-
ствии каких-либо погрешностей. По-
грешность может измеряться в линей-
ной мере на заданном радиусе? Наи-
больший размах изменения кривой
погрешности углового положения на
заданном радиусе (рис. II. 119) характе-
ризует кинематическую погрешность
колеса, а разность погрешностей угло-
определекию, следует представить,
движение рассматриваемое колесо
Рис. 11.119. Погрешнссть углового по-
ложения
вого положения на рассматриваемом угле определяет кинематическую
погрешность F'ik на этом угле.
Кинематическая погрешность колеса возникает в результате радиальных
и тангенциальных погрешностей обработки. Радиальные погрешности вызы-
ваются непостоянством радиального расстояния между осью заготовки и зубо-
образующего инструмента вследствие неточностей базирования заготовки
на станке, биения зуборезного долбяка и т. д. Тангенциальные погрешности
при зубообработке создаются при нарушении процесса взаимного обкаты-
вания заготовки и зуборезного инструмента, т. е. в результате погрешностей
цепей обката зуборезного станка.
Кинематическая точность колеса, как это показано в табл. 11.12, может
быть проверена непосредственно по величине кинегиатической погрешности
колеса или по накопленной погрешности шага колеса или же раздельной
проверкой радиальных и тангенциальных составляющих. В стандарте
на допуски цилиндрических зубчатых колес даны нормы для двух радиаль-
ных составляющих — радиального биения зубчатого венца Fr и колебания
измерительного межосевого расстояния за оборот F^
Для тангенциальных погрешностей также даются нормы для двух состав-
ляющих — погрешности обката Fc и колебания длины общей нормали Vw.
3—6-й комплексы контроля включают только одну радиальную и одну
тангенциальную составляющие. Таким образом, в соответствии с третьим
комплексом достаточно проверять колебание измерительного межосевого
расстояния за оборот колеса Fi и колебание длины общей нормали
или же, согласно требованиям других комплексов, контролировать другое
сочетание радиальной и тангенциальной составляющих.
Контролем этих двух составляющих выясняется полная кинематическая
погрешность колеса, и обычно, сточки зрения эксплуатационных требований,
вполне допустимо, чтобы одна из погрешностей превосходила допускаемую
величину, если суммарное проявление обеих составляющих не превосходит
заданной нормы. Поэтому стандартом разрешается перераспределение вели-
447
чин отклонений между этими двумя составляющими, т. е. компенсация одной
погрешности за счет другой. Указанное обстоятельство позволяет несколько
снижать требования к точности центрирования заготовки при зубообработке,
если используется станок повышенной точности по сравнению с заданными
нормами. Допустимо также использование кинематически более грубого
станка при условии повышения точности центрирования заготовки при
обработке. Известны также и специальные способы компенсации одной
погрешности с учетом величины и направления второй [74].
Для контроля кинематической точности зубчатых колес применяется
большое разнообразие зубоизмерительных приборов.
Приборы для комплексного однопрофильного контроля. Кинематическая
погрешность колеса контролируется путем сравнения вращения ведомых
валов зубчатой передачи, состоящей из измерительного и контролируемого
колес и точной передачи, встроенной в прибор, при одинаковых вращениях
ведущих валов этих передач.
Рис. 11.120. Принципиальная схема
прибора для комплексного одно-
профильного контроля
Таким образом, принципиальную схему при-
боров для комплексного однопрофильного
контроля можно представить так, как. это
показано на рис. 11.120. Условно показано,
что две передачи — контролируемая КП и
точная ТП получают одинаковое вращение
на входе и сравниваются вращения на выходе
каждой передачи. Очевидно, что запись рас-
согласования этих движений и даст график
погрешности углового положения колеса по
углу поворота.
Подобный вид контроля назван однопро-
фильным, так как зацепление между зубьями контролируемого и точного
колес происходит только по одной системе профилей или по правым про-
филям или же по левым профилям последовательно всех зубьев, в то время
как по противоположным профилям касания не будет, т. е. будет иметься
боковой зазор.
При комплексном однопрофильном контроле стремятся обеспечить зацеп-
ление контролируемого колеса с измерительным в пределах всего рабочего
участка профиля, используемого в эксплуатации. Это условие может быть
обеспечено весьма просто, если измерительное колесо тождественно с парным
колесом, зацепляющимся в эксплуатации с контролируемым колесом. В этом
случае, оказывается достаточным установить на приборе межосевое расстоя-
ние между контролируемым и измерительным колесом, равным номиналь-
ному расстоянию в передаче. В тех случаях, когда измерительное колесо
отличается от парного колеса, контроль в пределах всего рабочего профиля
обеспечивается установкой специально рассчитываемого межосевого рас-
стояния. Необходимое межосевое расстояние может быть определено из
соотношения
п Раи + PfK
sin а ’
где раи и — радиусы кривизны у окружности головки измерительного
колеса и в начальной контактной точке контролируемого
колеса.
Угол зацепления при контроле определяется из формулы
tg а — + PfK
rbu + гЬк ’
где rbu и гЬк — радиусы основных окружностей измерительного и контро-
лируемого колес.
448
Радиусы кривизны определяются из выражений:
Pf/c — Рак ' &aPbt>
где Еа — степень перекрытия в рабочей передаче.
Две диаграммы, снятые при контроле одного и того же колеса, но при
зацеплении в одном случае по левым и в другом по правым профилям зубьев,
показаны на рис. 11.121. Эти диаграммы получаются при вращении колеса
на приборе по часовой стрелке и затем в противоположном направлении.
В конце обката контролируемого колеса на приборе движение реверсируется
и в этот момент выбирается боковой
зазор /ЛО между зубьями контроли-
руемого и измерительного колес.
При этом на диаграмме прочерчи-
вается вертикальная линия и после
выборки зазора начинается запись
диаграммы однопрофильной погреш-
ности по обратной стороне зубьев.
Зазор в любой другой фазе за-
цепления колес равен расстоянию
между диаграммами однопрофильных
погрешностей по левым и правым
профилям:
/п = /по — (Ль +
Рис. 11.121. Диаграммы однопрофильного
контроля по левым и правым профилям
зубьев
где FiL и Fm — текущие значения однопрофильных погрешностей по ле-
вым и правым профилям.
При наличии в контролируемом колесе только радиального биения
зубчатого венца диаграммы однопрофильных погрешностей по левым и
правым профилям зубьев будут иметь вид, показанный на рис. 11.122, а.
Кривая погрешностей по правым профилям в этой диаграмме перевернута
вокруг горизонтальной прямой, проходящей через начальные точки. Подоб-
ная запись диаграмм обычно встречается при контроле колес на приборах,
так как положительная погрешность по левым профилям записывается
вверх, а по правым вниз. Если изобразить в виде отдельной диаграммы
расстояния между кривыми F'il и Л^, то получится диаграмма измерения
боковых зазоров между зубьями, показанная на рис. 11.122, 6.
Эта диаграмма содержит постоянную величину в виде наименьшего
бокового зазора /л0 и синусоидально изменяющуюся величину зазора,
вызванную радиальным биением зубчатого венца контролируемого колеса.
Приборы для комплексного однопрофильного контроля зубчатых колес
отличаются схемой механизма, используемого в приборе для осуществления
точной передачи между ведущим и ведомым валами.
Известно большое число схем приборов для комплексного однопрофиль-
ного контроля, использующих в качестве точных передач фрикционные,
ленточные, тросовые, рычажные, зубчатые и другие или же угломерные
устройства. Челябинским заводом мерительных инструментов для комплекс-
ного однопрофильного контроля цилиндрических зубчатых колес выпу-
скаются приборы БВ-5033, БВ-608, БВ-936, УКМ-3, УКМ-5, БВ-5053.
Прибор БВ-5033 предназначен для комплексного однопрофильного
контроля мелкомодульных колес с модулем от 0,15 до 1 мм. В этом приборе
контролируемое колесо зацепляется с измерительной зубчатой рейкой соот-
ветствующего модуля (рис. 11.123). Контролируемое колесо 1 устанавли-
вается между центрами соосно со шкивом 2 и вводится в однопрофильное
зацепление с измерительной рейкой 3, подвижно закрепленной на попереч-
ной каретке 4. Перемещения рейки 3 относительно каретки 4 фиксируются
15 В. П Коротков
449
индикатором 5. Шкив 2 охватывается непрерывной лентой 6, натягиваемой
шкивом 7.
Вращением винта 8 приводится в движение продольная каретка 9, кото-
рая скреплена с лентой 6. На продольной каретке 9 расположена поворот-
ная линейка 10, настраиваемая по принципу синусной линейки на угол ф
с помощью блока концевых мер 11. Клиновая линейка 10 вызывает переме-
щение каретки 4.
Рис. 11.122. Диаграммы однопрофиль- Рис. 11.124. Схема прибора БВ-608 с про-
ного контроля при наличии только межуточным колесом
радиального биения
Настройку синусной линейки осуществляют с использованием формулы
sin где tg<p = -p^-.
Таким образом, прибор позволяет сравнивать движение ведомых звеньев
каретки 4 точного механизма и рейки 3 при одинаковых движениях ведущих
звеньев проверяемого и точного механизмов.
Прибор БВ-608 (рис. 11.124) используется для контроля кинематической
погрешности цилиндрических колес средних модулей с модулем т = \ + 10 при
межосевом расстоянии а = 100-ь400 мм (прибор выпускался заводом МИЗ).
Контролируемое колесо 1 и измерительное колесо 2 сажают на два соосных
шпинделя и вводят в зацепление с промежуточным колесом 6 по левым или же
по правым профилям. При работе моторного привода 5 оба колеса 1 и 2
получают одинаковое вращение от промежуточного колеса 6. При наличии
погрешностей в колесе 1 оно будет поворачиваться относительно колеса 2
и это будет фиксироваться индуктивными датчиками 3 и 4 и самописцем.
Эта схема может обеспечить точную и надежную работу автоматического
прибора для однопрофильного контроля в условиях массового производства.
В этой схеме измерительное колесо 2 должно иметь те же параметры, что
и контролируемое 1. Для массового производства это несложное требование,
так как для контроля каждого вида зубчатых деталей применяется индиви-
дуальное измерительное колесо. Все радиальные погрешности промежуточ-
но
кого колеса не оказывают влияния на результаты контроля. Необходимо
только, чтобы погрешности были постоянны вдоль образующей зуба про-
межуточного колеса.
Прибор ВБ-936 предназначен для контроля кинематической погрешности
цилиндрических колес средних модулей (т = 14-10) и диаметров 40—300 мм,
имеет универсальную рычажно-ленточную схему (рис. 11.125). Универсаль-
ной она считается потому, что имеет возможность настройки на любое пере-
даточнсе отношение в пределах от 3:1 до 1!3.
Кинематическая схема прибора состоит из шкива /, опоясываемого
стальной бесконечной лентой 2 и натягиваемой шкивом 12. Вращение дви-
гателя через червячную передачу
и она тянет продольную каретку
3. Каретка действует на плечо А
рычага 4, а плечо В вызывает
движение поперечной каретки 5,
с одной частью индуктивного дат-
чика 6. Соосно шкивам 1 и 11
в центрах устанавливается пара
передается на ленточную передачу 2,
Рис. 11.126. Прибор УКМ-3 для однопрофиль-
ного контроля с измерительным колесом
Рис. 11.125. Схема прибора БВ-936 уни-
версального для однопрофильного конт-
роля
зубчатых колес (контролируемое и измерительное), которая вызывает дви-
жение ленты 7 со второй частью индуктивного датчика. При отсутствии
погрешностей колес показания датчика остаются неизменными.
Настройка прибора на заданное передаточное отношение зубчатой пары
производится изменением длины плеча В с помощью перемещения каретки 10.
Длина плеча отсчитывается по стеклянной шкале 8 и микроскопу 9.
Прибор УКМ-3 служит для комплексного однопрофильного контроля
цилиндрических зубчатых колес средних модулей с т = 1 н-10 и диаметром
от 20 до 400 мм, производит проверку при зацеплении контролируемого
и измерительного колеса; он сснован на применении магнитно-электрических
дисков. Прибор схематически показан на рис. 11.126.
Контролируемые зубчатые колеса 1 и 3 устанавливаются между двумя
парами центров. Левый шпиндель имеет привод 4 от двигателя и на нем внизу
смонтирован двухдорожечный диск 5 для записи электромагнитных рисок;
в корпусе размещены соответствующие головки. Правый шпиндель имеет
двухдорожечный диск 2 и головки расположенные сверху. Если на обоих
дисках имеются риски, количество которых находится в отношении чисел
зубьев колес 1 и 3, то, снимая сигналы с обоих дисков, можно с помощью
фазометра контролировать кинематическую погрешность колеса абсолют-
ным методом. Эталонная запись на дисках может быть получена методом
последовательной коррекции при переписи сигналов с одной дорожки на
другую и последовательном включении магнитных головок. Прибор может
* 451
также производить контроль разностным методом. Результаты контроля
фиксируются электросамописцем.
Для прерывистой проверки кинематической погрешности колеса ЧЗМИ
выпускает прибор БВ-5030, построенный на базе эвольвентомера БВ-5032,
но снабженный также и угломерным лимбом наподобие прибора БВ-5015.
Приборы для комплексного двухпрофильного контроля. Эти приборы
предназначены для контроля колебания измерительного межосевого рас-
стояния при двухпрофильном, т. е. беззазорном зацеплении контролируемого
и измерительного колес. Как показано на рис. 11.127, отличие в условиях
зацепления при контроле заключается в том, что при однопрофильном
контроле (рис. 11.127, а) зацепление между контролируемым и измеритель-
ным колесами происходит только по одной стороне зубьев, а по другой сто-
роне имеется боковой зазор. При двухпрофильном же контроле (рис. 11.127, б)
зацепление происходит одновременно по обеим сторонам зубьев и боковой
зазор между профилями отсутствует.
Неточности изготовления контролируемого колеса вызывают изменение
межосевого расстояния между обкатываемыми колесами, что обеспечивается
размещением одной из осей на легкоподвижной каретке прибора. Эта каретка
под действием пружины создает беззазорное зацепление между профилями
зубьев колес.
При двухпрофильном контроле выявляются радиальное биение зубча-
того венца, биение зубообразующего инструмента, а также погрешности
шага зацепления и профиля зубьев колеса. Тангенциальные погрешности
обработки, такие, как кинематическая погрешность делительной передачи
станка, совершенно не выявляются при двухпрофильном комплексном
контроле, так как эти погрешности не создают изменения радиального рас-
стояния между изделием и инструментом в процессе зубообработки и поэтому
не вызывают изменения межосевого расстояния при двухпрофильном кон-
троле. Учитывая это обстоятельство, в комплексах контроля 3 и 4 (табл. 11.12),
кроме двухпрофилького контроля, предусмотрен контроль тангенциальной
составляющей общей кинематической погрешности колеса либо по колебанию
длины общей нормали или же по погрешности обката.
При наличии в контролируемом колесе циклической ошибки, возникшей
вследствие погрешности червяка зуборезного станка, результаты контроля
зубчатых колес сильно зависят от угла зацепления в паре—контролируемое
и измерительное колеса [74]. Так, если угол зацепления при двухпрофильном
контроле будет равен углу зацепления при нарезании a^0, то циклическая
погрешность, создаваемая червяком делительной передачи станка, не будет
проявляться при двухпрофильном контроле и межосевое расстояние на при-
боре будет оставаться постоянным (рис. 11.128, а). Если же каким-либо
образом изменить угол зацепления при контроле, увеличив или уменьшив
его по сравнению с углом зацепления при нарезании на угол, равный чет-
верти углового шага делительного колеса,
Да = 4- — >
4 гдк
452
где zdK — число зубьев червячного делительного колеса, зацепляющегося
с однозаходным червяком.
В этом случае циклическая погрешность колеса будет создавать заметное
колебание измерительного межосевого расстояния (рис. 11.128, б). При ра-
венстве углов (xtwrn и а/ггЮ возникают только тангенциальные смещения, так
как точки зацепления при контроле и нарезании совпадают.
При изменении же угла atwm при контроле точки зацепления по обеим сто-
ронам профилей меняются, и тогда тангенциальные смещения обработки
вызывают радиальные колебания при контроле (рис. II. 128, б).
На рис. 11.129 показаны две диаграммы двухпрофильного контроля,
снятые с одного и того же колеса. На колесо с числом зубьев z = 36 при
изготовлении была преднамеренно наложена циклическая погрешность в виде
24-й гармонической составляющей. При двухпрофильном контроле с углом
Рис. 11.128. Проявление в зависимо- Рис.
сти от угла зацепления при двухпро-
фильном контроле циклической по-
грешности колеса, создаваемой чер-
11.129. Диаграммы двухпрофильного конт-
роля
вяком станка
зацепления, равным а^—а/йУ0^20°, была получена диаграмма (рис. II.129, а)
с небольшими скачками на каждом зубе. Изменив угол зацепления при
, * 1 360 оо
двухпрофильном контроле на Да = = 3 45 , получили диаграмму
(рис. 11.129, б) с 24-ю большими скачками.
Изменение угла зацепления при двухпрофильном контроле может быть
создано путем утонения контролируемого или измерительного колеса.
Преднамеренное изменение угла зацепления при контроле может быть также
обеспечено применением измерительных колес с регулируемой толщиной
зубьев [75]. В этих колесах, состоящих из трех соосных зубчатых дисков,
два крайних диска могут совместно поворачиваться и закрепляться отно-
сительно среднего диска, создавая при зацеплении необходимую эффектив-
ную толщину зубьев. Величина требующейся толщины зуба измерительного
колеса устанавливается по смещению исходного контура, определяемому
с помощью тангенциального зубомера. Эта величина определяется из формулы
д __ m (inva<tmi — invato0)(zx + ?u) , . л .
— тп------------------------г лНек — хкп тп,
zig
где afdym — требующийся угол зацепления при двухпрофильном контроле;
а/£2;0 и алйУ0 — углы зацепления при обработке колеса в торцовом и нор-
мальном сечениях;
АНек— наименьшее смещение исходного контура для контролируе-
мого колеса;
хкп — коэффициент коррекции для контролируемого колеса.
Приборы для комплексного двухпрофильного контроля используются
в массовом и крупносерийном производстве не только для контроля колеба-
453
ния измерительного межосевого расстояния за оборот колеса и на одном
зубе, т. е. для контроля точности изготовления колеса, но также и для
проверки смещения исходного контура.
Совмещение контроля колес по нормам кинематической точности, плав-
ности работы и нормам бокового зазора в одной контрольной операции
и с одной установки колеса на приборе значительно сокращает трудоем-
кость проверки. Кроме того, подобный контроль смещения исходного кон-
тура позволяет произвести проверку по всему зубчатому венцу, т. е. во всех
фазах зацепления, поэтому его результаты более ценны, чем при проверке
смещения исходного контура на отдельных зубьях и лишь при симметричном
расположении точек касания на левом и правом профилях зубьев.
При проверке смещения исходного контура прибор для комплексного
двухпрофильного контроля должен
быть настроен на величину номиналь-
ного измерительного межосевого
расстояния. Эта номинальная вели-
чина рассчитывается исходя из па-
раметров контролируемого (гк и х^)
ТР^и измерительного (zu и хип) колес,
а также с учетом действительного
смещения исходного контура на из-
мерительном колесе и заданного
наименьшего смещения контура на
контролируемом колесе АНе.
Номинальное измерительное меж-
осевое расстояние имеет вид
Рис. 11.130. Диаграмма при комплексном .
двухпрофильном контроле а = Гьк ' Гъи .
COS
Угол зацепления при контроле а^т определяется по формуле
inv &lwm — ( 4“ %кп
тп ) Zk± Zu
inv ос/.
Установка номинального межосевого расстояния производится с помощью
концевых мер, располагаемых между оправками прибора, или с использо-
ванием двух специальных дисков, насаживаемых на оправки прибора, или же
с применением специального установочного кольца с двумя срезами. Уста-
новочное кольцо закрепляется на пальце неподвижной каретки и при пово-
роте упор подвижной каретки отодвигает ее до номинального расстояния
между оправками.
Диаграмма, снятая при проверке зубчатого колеса на приборе для ком-
плексного двухпрофильного контроля, показана на рис. 11.130. В отношении
соблюдения кинематической точности необходимо, чтобы действительное
колебание измерительного межосевого расстояния за оборот колеса F~r
было бы меньше соответствующего допуска У7/. Выполнение норм плавности
работы оценивается путем сравнения величины наибольшего «скачка» на
диаграмме fir с допуском на колебание измерительного межосевого расстоя-
ния на зубе fi. Кроме того, на диаграмме нанесены две границы, определяю-
щие верхнее Аа"е и нижнее Aa"i предельные отклонения измерительного
межосевого расстояния. График колебания измерительного межосевого
расстояния не должен выходить за указанные границы, что показывает,
что действительное смещение исходного контура на колесе находится в за-
данных пределах.
Предельные отклонения измерительного межосевого расстояния отно-
сительно номинальной величины находятся из равенства
== f. и Aa"i = — Тн ,
454
где fi — допуск на колебание измерительного межосевого расстояния
на одном зубе;
Тн — допуск на смещение исходного контура.
В связи с простотой устройства приборы для комплексного двухпрофиль-
ного контроля получили широкое применение в промышленности. На пред-
приятиях применяются разнообразные упрощенные контрольные приспособ-
ления для двухпрофильного контроля, которые обычно создаются для кон-
кретного типа зубчатого колеса и учитывают его конструктивные формы.
Инструментальная промышленность выпускает четыре типа приборов
для комплексного двухпрофильного контроля, обладающих универсаль-
ностью в отношении возможности контроля колес'разных размеров, насад-
ных и валковых и снабженных приспособлениями для проверки передач
с параллельными, пересекающимися и перекрещивающимися осями, т. е.
цилиндрических передач внешнего и внутреннего зацепления, конических
передач и червячных передач.
Выпускаются приборы со следующими техническими характеристиками:
Модель ..............МЦМ-160 МЦМ-320 МЦМ-400С МЦМ-600С
(КДП-400С) (БВ-5029)
Межосееое расстоя-
ние в мм ... . 25—160 50—320 40—400 ' 150—600
Все зти приборы имеют самописец, а прибор МЦМ—320 и БВ—5029 —
мотопривод.
Принципиальная схема всех указанных приборов одинакова, хотя кон-
структивно они отличаются; ниже приводится описание лишь только одного
прибора.
Прибор 5029 состоит из станины и двух кареток. Установочная каретка
отодвигается в зависимости от величины межосевого расстояния, кроме того,
она является колеблющейся и поджимаемой в направлении к первой с по-
мощью пружины. На колеблющейся каретке устанавливаются сменные изме-
рительные узлы для контроля колес наружного зацепления, колес внутрен-
него зацепления, для конических колес и для червячных колес. К прибору
также придается кронштейн с верхним центром для установки изделия
между центрами при длине оправки до 800 мм.
Колебания измерительной каретки могут записываться электросамопис-
цем с увеличением от 500 до 10.000х или отсчитываться по шкале измери-
тельной головки с ценой деления 0,002 мм. Прибор имеет ручной и механи-
ческий привод от электродвигателя мощностью 0,08 кет, обеспечивающий
скорость вращения стола 0,5; 1 или 2 об!мин.
В автоматических линиях по производству зубчатых колес применяют
автоматы для двухпрофильного комплексного контроля зубчатых колес.
Московский завод «Калибр» выпускает три модели контрольных автоматов
для колес с модулем т = 1-^-6 и диаметром d = 80-ь320 мм, производитель-
ностью 100 колес в час: БВ-8010А — предназначенный для окончательного
контроля одновенцовых зубчатых колес; БВ-8010В — служащий для одно-
временного окончательного контроля двухвенцовых зубчатых колес и
БВ-8010Б — используемый для контроля зубчатых колес после зубофрезе-
рования по двум показателям: при зацеплении колеса с измерительным
колесом, выполненным с учетом размеров шевера, и на второй измеритель-
ной каретке — по расположению галтели, характеризующей износ зубьев
червячной фрезы.
Кинематическая схема автомата БВ-8010Б дана на рис. II. 131. При двух-
профильной обкатке со специальным измерительным колесом, повторяющим
условия зацепления с шевером, вращающимся на оси каретки 5 контро-
лируются предельное межосевое расстояние и колебание этого расстояния
за оборот колеса. Контроль производится с помощью датчиков: предельного
БВ-779 и амплитудного БВ-634.
Контроль галтели производится специальным наконечником, который
закрепляется на каретке 7 и базируется во впадине колеса (рис. II.132)
455
для исключения влияния радиального биения зубчатого венца на резуль-
таты измерения. Установка проверяемого колеса на платформу автомата
и снятие колеса с нее по окончании проверки производятся общим транспорт-
ным устройством, спроектированным СКБ-8 (г. Минск) для всей автомати-
ческой линии. Надевание колеса на оправку автомата (рис. 11.133) осуще-
ствляется гидравлическим запрессовщиком /, который опускает колесо
на платформу до торца оправки. Дальнейшее движение платформы происходит
за счет нижнего гидравлического цилиндра 2 и используется для радиального
раздвига штифтов и за-
жима проверяемого колеса t
на оправке.
Рис. 11.131. Схема контрольного автомата БВ-8010:
1 — электродвигатель; 2 — редуктор; 3 — распределительный
вал; 4 — цилиндр каретки; 5 — первая каретка; 6 — цилиндр
доворотчика; 7 — вторая каретка; 8 — цилиндр каретки; 9 —
вал командоаппарата; 10 — кулачки золотников; 11 — проме-
жуточный вал; 12 — жесткий доворотчик
Рис. 11.132. Специальный на-
конечник для контроля гал-
тели
В автомате предусмотрены доворотчики: жесткий для измерительного
колеса и гидравлический для проверяемого. Последовательность работы
всех узлов автомата обеспечивается распределительным валом, совершающим
один оборот за цикл. На распределительном валу установлены кулачки,
управляющие золотниками гидропривода, а на валу командаппарата —
кулачки, управляющие схемой автомата. Оба вала приводятся в движение
от двигателя.
Приборы для контроля накопленной погрешности и неравномерности
шага. Зубчатые колеса, работающие в точных кинематических цепях раз-
личных систем, должны подвергаться комплексному однопрофильному
контролю для выявления их кинематической погрешности. При невозмож-
ности выполнения однопрофильного контроля у таких колес производится
проверка накопленной погрешности шага.
Под накопленной погрешностью шага практически понимается наиболь-
шая разность действительного и номинального расстояний между любыми
двумя одноименными профилями зубьев колеса, измеренного по дуге окруж-
ности, близкой к делительной. Более строго под накопленной погрешностью
шага следует понимать кинематическую погрешность колеса при номиналь-
ном его повороте на к целых угловых шагов, где к — целое число от 2 до
0,5 z.
В производственной практике применяются три метода контроля накоп-
ленной погрешности окружного шага: абсолютный, сравнительный на 180°
и относительный. При абсолютном методе контроля определяется отклонение
456
в угловом положении всех зубьев колеса по сравнению с номинальным
угловым положением, создаваемым с помощью угломерного устройства
прибора. При подобном контроле соосно с проверяемым зубчатым колесом
располагается угломерный лимб, с помощью кото-
рого колесо поворачивается на угловой шаг т =
“ (рис. 11.134). Измерительная каретка с чувстви-
тельным наконечником вводится во впадину между
зубьями до постоянного радиального расстояния и
отсчитывается смещение профиля зуба в тангенциаль-
ном направлении.
Построенная по результатам контроля диаграмма
характеризует изменение тангенциальных смещений
каждого зуба колеса относительно номинального по-
ложения. Размах величин смещений принимается рав-
ным накопленной погрешности шага.
При наложении диаграммы накопленной погреш-
ности шага колеса на диаграмму комплексного одно-
профильного контроля они будут совпадать ’ в точ-
ках, соответствующих ординатам диаграммы накоплен-
ных погрешностей (рис. 11.135). Следовательно, накоп-
ленная погрешность всегда меньше однопрофильной
погрешности, так как первая дает дискретные значе-
ния непрерывной кривой однопрофильной погреш-
ности.
Для контроля накопленной погрешности шага
колеса применяется сравнительный метод контроля,
который состоит в сравнении дуговых расстояний
между одноименными профилями зубьев колеса, номи-
нально отстоящих на полуокружности (180°) —
рис. 11.136. При этом методе измерения зубчатое колесо базируется между
центрами и профиль одного зуба колеса доворачивается до жесткого упора
/, а одноименный профиль диаметрально противоположного зуба воздейст-
вует в тангенциальном направлении на измерительный наконечник 2. После
Рис. 11.133. Схема
запрессовщика
Рис. 11.134. Схема контроля накоплен-
ной погрешности шага абсолютным ме-
тодом
Рис. 11.135. Диаграммы однопрофильной
и накопленной погрешностей
снятия отсчета упор и наконечник отводятся в радиальном направлении,
и после поворота колеса на один зуб они вновь возвращаются в исходное
радиальное положение, и производится следующий отсчет. Обычно прини-
мают, что наибольшая разность показаний при контроле всего колеса равна
удвоенной накопленной погрешности шага. Это соответствует действитель-
ности только в том случае, когда наибольшая накопленная погрешность
имеется в колесе между зубьями, отстоящими друг от друга на 180'.
Если наибольшая накопленная погрешность в колесе существует между
зубьями, отстоящими на угле, отличающемся от 180°, то принятая оценка
457
колеса. В этом
Рис. 11.136. Схема
контроля накоп-
ленной погрешно-
сти через 180°
накопленной погрешности шага даст занижение действительной неточности,
имеющейся в колесе.
В некоторых случаях накопленная погрешность окружного шага опре-
деляется по результатам измерения неравномерности окружных шагов
случае шагомер имеет жесткий (координирующий) и чув-
ствительный (измерительный) наконечники. Шагомер на-
страивается на ноль по произвольной паре смежных
одноименных профилей, а затем поочередно переставляет-
ся на последующие профили, и в таблицу записываются
результаты измерения по всем шагам (табл. 11.14).
Для нахождения накопленной погрешности шага
подсчитывается сумма всех показаний 2 Vptt и она Де"
лится на число зубьев, т. е. находится отклонение первого
шага от среднего:
^х = +г“’
Найденная величина fptl вычитается из каждого запи-
санного в таблице показания прибора и эти разности
записываются fpti; они соответствуют величине отклоне-
ния каждого шага колеса от среднего шага.
В следующей графе таблицы приведены значения
сумм, получаемых при последовательном суммировании
величин отклонений каждого шага. Величина накоп-
ленной погрешности равна наибольшей алгебраической разности показаний.
При измерении неравномерности окружных шагов шагомером с двумя
измерительными наконечниками более удобным и наглядным является гра-
фическое нахождение поддиаграмме значения накопленной погрешности шага.
При предложенном нами методе построения исключается неизвестное откло-
нение первого шага, по которому настраивается прибор от средней величины.
Обработка результатов измерения окружного шага
Таблица П.14
№ шагов Показа- ния при- бора V pt i Отклоне- ния шага от сред- него f pH Последо- вательные суммы S три № шагов Показа- ния при- бора vpti Отклоне- ния шага от сред- него pt i Последо- вательные суммы fpti 1
1 0 —1,5 -1.5 16 —4 —5,5 —36,0
2 +3 + 1,5 0 17 —2 -3,5 | — 39,5|
3 + 4 + 2,5 +2,5 18 +3 + 1,5 —38,0
4 +6 +4,5 +7,0 19 + 4 +2,5 —35,5
5 + 5 +3,5 + 10,5 20 + 7 + 5,5 —30,0
6 + 7 +5,5 + 16,0 21 +4 + 2,5 —27,5
7 + 4 + 2,5 + 18,5 22 +5 +3,5 —24,0
8 +2 +0,5 1+19,01 23 +8 +6,5 —17,5
9 —1 —2,5 + 16,5 24 + 7 +5,5 — 12,0
i 10 —3 —4,5 + 12,0 25 +5 +3,5 —8,5
‘ 11 —8 —9,5 +2,5 26 +3 + 1,5 —7,0
12 —6 —7,5 —5,0 27 +2 +0,5 -6,5
13 —7 —8,5 — 13,5 28 +4 + 2,5 —4,0
14 —9 —10,5 —24,0 29 +4 +2,5 — 1,5
15 —5 —6,5 —30,5 30 +3 + 1,5 0
1 S + 45 0 —
Fp= 19,0-( —39,5) = 58,5
458
В табл. 11.15 и на графике рис. 11.137 показан пример такого построения.
После записи результатов измерения каждого шага (V^-) производится
последовательное определение суммы значений относительных отклонений
окружного шага на каждом
зубе и эти суммы записываются Таблица П.15
(Л, \ Обработка результатов измерения
В следующей графе I Zj Урц I . окружного шага при построении
\ 1 / графика
Величина суммарного значения -----------------------:------------------
полученного у последнего зуба g £
откладывается на графике к х н3
с обратным знаком. Полученная ; у г “is. 1^ -
ордината соединяется с нача- | h М =1
лом координат наклонной ли-
нией, и эта прямая принимает- ---------------------------------—-------
ся в качестве новой оси, от j о 0 16 —4 —12
которой откладываются подсчи- 2+3 +з 17 —2 —14
тайные суммарные значения 3 J-4 + 7 18 +3
относительных отклонений на 5 + 8 ‘+J3 ~7
каждом зубе. Полученный та- g ц-7 +25 21' -1-4 -М
ким образом график характе- 7 +4 +29 22 +5 +9
ризует изменение накоплен- 8 +2 +31 23 +8 +17
ной погрешности шага зубча^ 25 Т5 ^29
того колеса относительно п __g +19 26 +3 +32
первоначальной (горизонталь- 12 —6 +13 27 +2 +34
ной) оси абсцисс. По этой диа- 13 —7 —3 28 +4 +38
грамме определяется величина Zg зо ±3 +г
накопленной погрешности ша- 1______________________I. J_____________°
га Fp.
Метод контроля накопленной погрешности шага колеса по результа-
Таблица П.15
Обработка результатов измерения
окружного шага при построении
графика
5
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
те о
о
га 3
О «в
ЕГ *
8S
S .2
ей 3
е S
Я?
0
+3
+ 4
+ 6
+ 5
+ 4
+ 2
—1
—3
—8
—6
—7
—9
—5
0
+ 3
.+ 13
+ 18
+25
+ 29
+ 31
+ 30
+ 27
+ 19
+ 13
—3
—3
—8
16
17
18
19
20
21'
22
23
24
25
26
27
28
29
30
—4
—2
+ 5
+ 8
+ 7
+ 5
+ 3
+ 2
— 12
—14
— 11
—7
0
+9
+ 17
— 24
+ 29
+ 38
+ 42
+45
там измерения неравномерности окружного шага имеет много недостатков.
1. При использовании данного метода накапливаются погрешности
каждого измерения. Это об-
стоятельство оказывается осо-
бенно существенным, если по-
грешность каждого последую-
щего измерения возрастает на
незначительную величину Д6
например в результате нагрева
прибора, т. е. является систе-
матически изменяющейся по
определенному закону. Тогда
погрешность для i-ro измерения
будет /Дь а накопленная по-
грешность будет примерно рав-
на 0,5 /Д/, при i = 0,5z, Д2 =
= 0,125г2-Д/. Например, если
погрешность каждого измере-
ния возрастает на Д, =
= 0,01 мкм, то при измерении
колеса с числом зубьев z =
= 200 накопленная погреш-
ность измерения дойдет до ве-
личины Д2 = 50 мкм, в то
Рис. 11.137. График накопленной погрешности по
данным табл. 11.15
время как погрешность измерения двухсотого зуба = 200-0,01 = 2 мкм
и может быть совершенно не замечена.
Этот недостаток оказывает несущественное влияние на результат оценки
величины накопленной погрешности шага при малом числе зубьев на кон-
459
тролируемом колесе. Так, например, при числе зубьев колеса z == 20 и сохра-
нении остальных условий примера накопленная погрешность измерения
составит только Д2 = 0,5 т. е. будет незначительной.
2. Разность соседних окружных шагов сильно зависит от соотношения
между числом зубьев zK контролируемого колеса и числом гдк зубьев дели-
тельного колеса станка. Если гк = (где п = 1, 2 . . .), то циклическая
погрешность станка не будет проявляться при контроле колеса, хотя она
и имеется в нем. Если же число зубьев контролируемого колеса удовлетворяет
зависимости zK = ~~^qg- (где п = 0, 1, 2 . . .), то на разных окружностях
измерения могут получаться сильно отличающиеся результаты; на одной
окружности измерения колеса разность соседних окружных шагов может
быть равна двойному осевому биению делительного червяка станка, а на
другой окружности измерения этого же колеса разность соседних окружных
шагов может оказаться равной нулю. Различие результатов измерения
нередко объясняют недостатками конструкции шагомера, в то время как
от прибора они совершенно не зависят.
3. На результаты определения величины накопленной погрешности
шагов колеса заметное влияние оказывает расположение обоих наконеч-
ников шагомера не на одной окружности измерения. При таком располо-
жении наконечников, после перестановки шагомера на следующий шаг,
один из наконечников касается профиля зубьев не в той точке, в которой
касался второй наконечник, и, следовательно, не имеет место непрерывной
последовательности измеряемых участков. Вследствие этого результаты
контроля либо превышают действительную величину накопленной по-
грешности шага, или занижают ее. Во всех выпускаемых приборах как
станковых, так и накладных, установка двух наконечников на одну окруж-
ность измерения производится визуально, что не обеспечивает требуемой
точности определения накопленной погрешности шага.
4. При определении величины накопленной погрешности шага по резуль-
татам измерения неравномерности окружных шагов с помощью накладного
шагомера, который базируется на окружность выступов колеса, вносится
погрешность из-за биения этой окружности относительно оси колеса. Вно-
симая погрешность равна величине биения измерительной базы.
Следовательно, недопустимо применять метод определения величины на-
копленной погрешности шага, особенно у колес с большим числом зубьев,
по результатам измерения неравномерности отдельных окружных шагов.
Оценивая метод контроля неравномерности окружного шага, в случае когда
он применяется только для выявления наибольшей разности любых окруж-
ных шагов, следует отметить, что в этом случае проявляются только два
из четырех отмеченных недостатка: влияние соотношения чисел зубьев
контролируемого колеса и делительного колеса зубообрабатывающего станка
и погрешность, вносимая измерительной базой при использовании наклад-
ных шагомеров.
Погрешность, вносимая биением еа базы измерения при определении
по результатам измерения:
отклонения шага от среднего
б (fpt) = sin ~ •
cos а 2 ’
разности соседних шагов
6 (4) = -^ sin2 4-
cos а 2 >
разности любых шагов
460
Так, например, при z = 20 множители при величине биения еа S (fpt ):
: еа = 0,166; б (fu) : еа = 0,052 и б (Vpt) : еа = 0,332, а при z = 100 эти же
множители уменьшаются до величин 0,033, 0,002 и 0,066. Из этих численных
величин видно, что биение базы измерения наиболее сильно влияет на ре-
зультаты оценки отклонения шага от среднего значения и разности любых
окружных шагов в случае контроля колес с малым числом зубьев.
Нашей инструментальной промышленностью выпускаются угловые стан-
ковые шагомеры типов БВ-5035 (взамен БВ-966) и БВ-5015 (взамен БВ-584),
приборы для сравнительного контроля на угле 180° (ШМ-1 и ШМ-2) и для
контроля неравномерности окружного шага — станковый прибор БВ-5050,
а также два накладных шагомера для контроля шага зацепления типов
БВ-5043 для т = 24-16 и БВ-5044 для т = 104-28.
Прибор БВ-5035 предназначен для контроля колес с модулем т = 0,15-ь
-т-1,25 и диаметрами 5—160 мм при наружном и 15—120 мм при внутреннем
зацеплении. С помощью этого прибора можно контролировать конические
зубчатые колеса в плоскости, перпендикулярной образующей делительного
конуса. На приборе могут быть проконтролированы следующие элементы:
угловое расположение зубьев, шаг зацепления, длина общей нормали, радиаль-
ное биение зубчатого венца и колебание измерительного межосевого расстоя-
ния. Прибор БВ-5015 может контролировать те же элементы, за исключением
колебания измерительного межосевого расстояния у колес с модулем т =
= 1-ь16 и диаметром 40—400 мм.
Приборы снабжены вертикальным шпинделем с центром и верхним под-
держивающим кронштейном с центром, между которыми устанавливается
оправка с контролируемым колесом. На оси шпинделя посажен угломерный
лимб, позволяющий производить отсчеты углового положения шпинделя
по микроскопу (величина отсчета 1"). В поле зрения микроскопа совме-
щаются два диаметрально противоположных штриха лимба, благодаря
чему устраняется влияние несоосности лимба оси поворота шпинделя.
В плоскости, перпендикулярной оси центров, располагается измеритель-
ная каретка, которую можно установить по высоте и в радиальном направле-
нии относительно колеса. При переходе от зуба к зубу каретку можно также
отводить в радиальном направлении и возвращать в исходное положение.
Сменные измерительные наконечники действуют на отсчетные устройства
с ценой деления 0,001 мм.
ЧИЗом выпускаются механизированные приборы для контроля накоплен-
ной погрешности на 180°, осуществляющие метод контроля по рис. 11.136.
Прибор типа ШМ-2 предназначен для контроля колес с модулем т =
= 0,3-ь1,5 и диаметром 5—160мм. Прибор типа ШМ-1 рассчитан для сред-
немодульных колес с модулем т = 14-10 и диаметром 20—320 мм. Оба при-
бора имеют привод от электродвигателя.
Методы и средства контроля погрешности обката. Под погрешностью
обката понимается составляющая кинематической погрешности колеса,
найденная при исключении радиального биения зубчатого венца и погреш-
ности шага зацепления колеса. Погрешность обката возникает вследствие
неточностей делительной передачи станка и в результате этого она не выяв-
ляется при радиальных измерениях колеса. Погрешность обката может воз-
никнуть также на операции шевинговании, поскольку при методах обработки
со свободным обкатом имевшееся до шевингования радиальное биение зуб-
чатого венца переводится в погрешность обката [74].
Погрешность обката на колесе может быть проконтролирована путем
проверки кинематической погрешности колеса, при совмещении измеритель-
ной базы с технологической, т. е. с исключением радиального биения зуб-
чатого венца, или же эта погрешность выявляется косвенно по колебанию
длины общей нормали.
На рис. 11.138 показаны схемы методов контроля погрешности обката
на колесе с исключением радиального биения зубчатого венца. На
рис. 11.138, а показано измерение величины накопленной погрешности
461
шага с помощью теодолита, коллиматора и чувствительного наконечника,
выполняемое после зубообработки непосредственно на станке (на базе оси
вращения при нарезании).
На рис. 11.138, б также показан метод контроля величины накопленной
погрешности шага готового колеса на приборе с угломерным устрой-
ством, но при условии предварительной выверки колеса по окружности
впадин. Этот метод может быть применен лишь в случае, когда окружность
впадин обрабатывается совместно с боковыми сторонами зубьев.
Контроль погрешности обката колеса на зубомерном столике показан
на рис. 11.138, в. Радиальное биение зубчатого венца при измерении частично
исключается благодаря свободному перемещению измерительной каретки
в радиальном направлении. Суммарное тангенциальное смещение, возникшее
Рис. 11.138. Схемы контроля погрешности обката
от погрешности обката, а также частично из-за радиального биения зубча-
того венца, измеряется с помощью угломерного устройства и измерительного
наконечника, имеющего форму зуба исходного контура. При контроле зуб-
чатое колесо поворачивается на угловой шаг и фиксируются показания
датчиков радиальных и тангенциальных смещений. Путем обработки резуль-
татов измерений может быть выделена погрешность обката из общей величины
тангенциального смещения.
На рис. II. 138, г показан случай, когда радиальное биение исключается
использованием одной и той же поверхности контрольного буртика для
выверки зубчатого колеса как на станке перед его нарезанием, так и на
приборе перед контролем накопленной погрешности шага колеса.
Схема рис. 11.138, д иллюстрирует случай определения погрешности
обката путем вычитания из ординат диаграммы / кинематической погрешности
колеса, снятой на приборе для комплексного однопрофильного контроля,
ординат диаграммы II радиального биения зубчатого венца, измеренного
на биениемере. При наложении друг на друга диаграмма II должна быть
смещена по фазе на угол 90 — а для левого профиля или же на угол 90 4- а
для правого профиля относительно диаграммы /. При вычитании ординат
диаграмм, наложенных указанным образом, разность их даст ординаты
кривой погрешности обката.
Схема рис. II. 138, е иллюстрирует случай измерения погрешности обката
зубчатого колеса с помощью специального прибора. Прибор имеет две на-
правляющие, которые могут быть развернуты на угол 180° — пх (п — про-
462
извольное целое число, т — угловой шаг). На правой направляющей закреп-
ляется один из наконечников, выполненный по форме зуба исходного кон-
тура. На том же расстоянии от вершины угла, на левой направляющей,
устанавливается каретка, несущая второй подобный, но подвижный нако-
нечник. Устанавливая прибор в различных впадинах колеса и фиксируя
тангенциальные смещения левого наконечника, возможно посредством
обработки полученных результатов определить величину погрешности
обката. При использовании подобного прибора автоматически исключается
радиальное биение зубчатого венца.
В случаях, когда погрешность обката, возникшая на колесе в процессе
зубообработки на станке, не изменяется в- результате последующей обработки
колеса, например при отсутствии термической обработки, целесообразно
применять профилактический метод конт-
роля, т. е. проверять погрешность обката
путем контроля кинематической погреш-
ности цепи обката зуборезного станка.
Приборы для контроля колебания дли-
ны общей нормали. Погрешность обката
может быть также выявлена косвенным
путем по результатам измерения колеба-
ния длины общей нормали на одном и том
же колесе. Нарушение законов обката при
обработке зубчатых колес вызывает при-
ращения линий действия по обеим систе-
мам профилей и отражается на изменение
длины общей нормали, которая ограни-
чивается точками разноименных профилей
разделенным углом обката, равным углу
между линиями действия, т. е. углом 2а
(а — угол станочного зацепления).
Рис. 11.139. Кинематическая погреш-
ность колеса из-за погрешности обката
Погрешность обката вызывает синусоидально изменяющуюся кинема-
тическую погрешность колеса со сдвигом фаз по левым и правым профилям
на угол 180° (рис. 11.139, а). Обработка колеса в этом случае одновременно
происходит по точкам А и В, а измерение длины общей нормали производится
по точкам А' и В', причем каждая из них обрабатывалась раньше или позже
точек А и В на время, соответствующее повороту колеса на угол а. Таким
образом, при измерении длины общей нормали в положении колеса, когда
<р = л, в измеряемый размер войдут приращения линий действия, равные
в сумме ек sin а. При измерении колеса на участке, где ф = 0 или 2л, изме-
ряемый размер длины общей нормали будет меньше средней длины на ту же
величину e^sina. Так как рассмотренные отклонения являются наиболь-
шими из получаемых на разных участках колеса, то можно записать, что
колебание длины общей нормали в колесе определится из выражения
— VWmax — V^mln — ек2 sin a.
По измеренной величине колебания длины общей нормали Vw может
быть найдена величина кинематического эксцентриситета колеса -у-:
ек ___ Vw
2 2. 2 sin а,
По этой величине могут быть определены кинематический эксцентриситет
делительного колеса зубообрабатывающего станка 0,5^ или погрешность
обката FcdK (в угловых секундах):
едк = ек^
гЬк
/^ = 2-^206,
гЬк
463
где ек и едк в мкм, а гЬк и гдк — радиусы контролируемого колеса и дели-
тельного колеса станка в мм.
Контроль колебания длины общей нормали производится на станковых
приборах, имеющих специальные приспособления, или накладными —
нормалемерами и микрометрическими скобами для зубчатых колес.
Микрометры зубомерные, предназначенные для контроля колес степени
точности 7 и более грубых, выпускаются заводом «Красный инструменталь-
щик» (КРИН) четырех типоразмеров:
Тип ...........................МЗ-К-25’ МЗ-К-50 МЗ-К-75 МЗ-К-100
Пределы измерения в мм.........О—25 25—50 50—75 75—100
В целях повышения точности эти микрометры снабжаются теплоизоля-
ционными накладками.
Ленинградский инструментальный завод выпускает мелкомодульные нор-
малемеры двух типоразмеров: БВ-5047-25 с пределами 0—25 мм и БВ-5047-50
с пределами 25—50 мм. Эти мелкомодульные нормалемеры отличаются по-
ступательным перемещением обоих наконечников и наличием микрометри-
ческих винтов, позволяющих производить абсолютное измерение длины
общей нормали.
Кроме того, ЛИЗ выпускает три типа индикаторных нормалемеров для
контроля длины общей нормали колес с внешним зацеплением:
Тип .........................БВ-5045 БВ-5046 2221-К
Пределы измерения в мм ..... 0—120 50—300 150—700
Эти приборы отличаются от ранее выпускавшихся нормалемеров типа
1КНБ и 2КНБ наличием осевого стержня, позволяющих производить непо-
средственно отсчет длины, а не как ранее через рычаг.
Для цилиндрических зубчатых колес внутреннего зацепления ЛИЗ
изготовляет по заказам нормалемер типа КВН с пределами длины общей
нормали 0—160 мм. Для грубой ориентировки можно принимать, что длина
общей нормали примерно в 3 раза меньше диаметра зубчатого колеса.
Приборы для контроля радиального биения зубчатого венца. Под радиаль-
ным биением зубчатого венца понимается наибольшая разность радиальных
расстояний от рабочей оси колеса до средней линии элемента исходного кон-
тура, условно наложенного на профили зубьев колеса. Эта погрешность
непосредственно связана с непостоянством радиального расстояния между
зубчатым колесом и формирующим его инструментом вследствие несовпадения
технологической базы с осью колеса при его работе, а также измерении.
Полную величину радиального биения зубчатого венца принимают рав-
ной разности радиальных положений измерительного наконечника, выпол-
ненного по форме зуба или впадины исходной рейки, при установке наконеч-
ника на все зубья колеса или ввода его во все впадины между зубьями.
Радиальное биение зубчатого венца, возникающее вследствие геометри-
ческого биения при установке заготовки на зубообрабатывающий станок,
имеет синусоидальную закономерность изменения. Ряд других причин,
вызывающих периодически изменяющиеся радиальные смещения -инстру-
мента, с периодом, отличным от оборота колеса, так же как и случайные
погрешности искажают основную синусоидальную закономерность для
величин радиального смещения наконечника. Двойная амплитуда первой
гармонической составляющей равна 0,6—0,9 всей величины биения колеса;
этот коэффициент возрастает по мере улучшения качества изготовления.
Для контроля радиального биения зубчатого венца мелкомодульных
и среднемодульных зубчатых колес во всех советских приборах применяются
конусные наконечники, имеющие форму зуба исходного контура, т. е. общий
угол при вершине 2а = 40°. Такие наконечники автоматически обеспечивают
их касание с профилями в точках, обрабатываемых при одном и том же угло-
вом положении колеса и непосредственно определяющих изменение бокового
464
зазора в передаче. Применение наконечников других форм (шаровой, капле-
образной, цилиндрической и др.), как это принято в приборах иностранных
фирм, не может обеспечить касания с профилями зубьев по точкам постоян-
ных хорд впадин из-за имеющегося различного утонения зубьев на каждом
колесе, а также из-за корригирования зацепления.
Контроль одного и того же колеса конусными и шаровыми или другими
наконечниками может давать неодинаковые результаты, причем во втором
случае непосредственно не связанные с колебанием величины бокового
зазора [74], так как точки возможного касания профилей разобщены в пере-
даче некоторым углом поворота и на результаты контроля будут влиять
отчасти погрешности обката. Указанное влияние тангенциальных погреш-
ностей обработки на результаты измерения радиального биения зубчатого
венца при использовании шаровых и др. наконечников особенно заметно
при проверке колес, обработанных инструментом реечного типа (гребенкой,
червячной фрезой, червячным абразивным кругом и т. д.). В этом случае
местные ошибки профиля и шага колеса не могут изменять длины постоянной
хорды впадины (или зуба), поскольку точки, стягиваемые ею, одновременно
обрабатываются одним и тем же зубом инструмента. Поэтому такие погреш-
ности не будут выявляться конусным наконечником.
Вместе с тем ошибки профиля и шага могут встречаться на колесе по каж-
дой из систем профилей вследствие тангенциальных погрешностей обработки,
сочетаясь так, чтобы не вызывать изменения длины постоянной хорды впа-
дины, а при измерении биения с помощью шаровых наконечников они будут
создавать колебание их положения в радиальном направлении.
Инструментальная промышленность выпускает биениемеры 25 002 и
Б-10М (табл. 11.16) для контроля колес цилиндрических внешнего и внутрен-
него зацепления и конических колес со следующими модулями и диаметрами:
Таблица 11.16
Характеристика биенимеров
Гип биениемера Модуль и диаметр Параметры контролируемых колес в мм
внешнего зацепления внутреннего зацепления конические
25002 (ЛИЗ) т 0,3—2 0,3—1 0,3—1 i
d 5—180 15—140 20—160
Б-ЮМ (ЧИЗ) tn 1—10 1—10 1—8
d 20—400 60—400 20—320
Кроме того, многие станковые приборы, предназначенные в основном
для контроля равномерности окружных шагов или других параметров, обычно
снабжаются приспособлением, позволяющим контролировать также и ра-
диальное биение зубчатого венца.
МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ ПЛАВНОСТИ РАБОТЫ КОЛЕС
Нарушение плавности работы колес в передаче проявляется на диаграмме
кинематической погрешности многократно изменяющимися колебаниями,
придающими волнообразный характер кривой погрешности. При контроле
прямозубых колес частота этих колебаний равна частоте входа в зацепление
зубьев колес, поэтому эту частоту называют зубцовой. Источниками колеба-
ний зубцовой частоты являются погрешности шага зацепления и неточность
профиля сопрягаемых колес. Указанные две погрешности могут также кон-
тролироваться по колебанию измерительного межосевого расстояния при
двухпрофильном зацеплении пары зубчатых колес или контролируемого и
измерительного колеса или же по неравномерности окружных шагов кон-
тролируемого колеса.
У косозубых колес с большим осевым перекрытием торцовые погрешности
шага зацепления и профиля почти совершенно не проявляются, и нарушение
465
плавности работы такой передачи связано с волнистостью винтовой поверх-
ности зуба. Колеса с большим осевым перекрытием осуществляют передачу
вращения аналогично зубчатой передаче, выполненной с зацеплением
М. Л. Новикова. У зубчатой передачи профили зубьев в торцовом сечении
не являются взаимно сопряженными, т. е. не обкатываются один по другому.
Поэтому для колес с большим осевым перекрытием нормируются цикличе-
ские погрешности различных частот, которые могут определяться по вол-
нистости винтовой линии зуба.
При рассмотрении методов и средств контроля кинематической точности
зубчатых колес были описаны способы проверки ряда показателей, характе-
ризующих нарушение плавности работы. Так, при комплексном однопрофиль-
ном контроле в диаграмме погрешностей может быть выделена циклическая
погрешность зубцовой частоты fzzo, как среднее значение размахов колебаний
кинематической погрешности, повторяющихся с числом раз, равным числу
зубьев колеса, а также выделена наибольшая местная кинематическая
погрешность ft, имеющаяся на малом угле поворота колеса.
При комплексном двухпрофильном контроле выделяют колебание из-
мерительного межосевого расстояния на зубе ft в виде местного изменения
кривой двухпрофильной погрешности, имеющегося на угле поворота колеса,
равном угловому шагу.
При описании методов и приборов для контроля окружных и угловых
шагов колеса указывалось на возможности нахождения разности любых
окружных шагов в пределах колеса.
Необходимо рассмотреть контроль трех показателей плавности работы
колес — отклонение основного шага (зацепления), погрешности профиля
и волнистости винтовой линии, которые не были рассмотрены ранее.
Шагомеры для контроля шага зацепления. Для оценки нарушения плав-
ности работы зубчатых колес необходимо выявлять действующую погреш-
ность шага зацепления, которую можно определить, как разность между
действительным и расчетным расстоянием между двумя параллельными пря-
мыми, касательными к двум смежным одноименным профилям, рассматри-
ваемую на всем угле перекрытия профилей. Это определение отличается от
понятия, вкладываемого в теории зацепления, где под основным шагом
подразумевается окружной шаг по дуге основной окружности. При отсут-
ствии погрешностей эти понятия дают определения для равновеликих ве-
личин, но их нельзя отождествлять для реальных зубчатых колес. При
работе колеса, очевидно, будет проявляться погрешность в расстоянии между
двумя параллельными касательными к профилям прямыми, которыми с до-
статочным приближением можно заменить криволинейные профили сопря-
женного колеса. Расстояние по контактной нормали в эвольвентном зацеп-
лении по ГОСТ 16531—70 названо шагом зацепления.
Для выявления действующей погрешности шага зацепления, отечест-
венные приборы для контроля шага имеют тангенциальные наконечники,
один из которых выполнен в виде плоскости, а другой имеет ножевидную
форму с ребром, параллельным плоскости.
Накладные шагомеры настраиваются по номинальному значению основ-
ного шага, при котором расстояние между измерительными наконечниками
равно этому значению и отсчетное устройство показывает нуль. При нало-
жении прибора на колесо и обкатывании его в пределах угла перекрытия
профилей показания прибора характеризуют величину изменения основного
шага на геем участке перекрытия. За пределами участка перекрытия имеет
место кромочный контакт кромки зуба колес с наконечником или кромки
наконечника с ножкой зуба, поэтому при отсутствии погрешностей основ-
ного шага показания прибора будут соответствовать кривой, показанной
на рис. 11.140 пунктирной линией. Для выделения при измерении участка
перекрытия измерительный наконечник выполняется на 0,5—0,7 мм длин-
нее неподвижного координирующего наконечника. В этом случае пока-
466
зания прибора будут изменяться в соответствии со сплошной кривой на
рис. 11.140.
Ленинградский инструментальный завод выпускает четыре типа наклад-
ных шагомеров для основного шага, которые приведены ниже:
Тип шагомера Диапазон измерения по мо- 21 501 21 601 21 701 БВ-5001М *
дулю 1,75—10 8—16 16—40 1—10
Класс точности прибора А и В А и В В А и В
Ряд станковых приборов для контроля равномерности окружного шага
обычно снабжают приспособлениями для проверки основного шага(БВ-5035,
БВ-5015 и др.).
Эвольвентомеры — это приборы, контролирующие отклонение профиля
торцового сечения зуба цилиндрического колеса от эвольвенты (развертки
круга) заданного радиуса.
Отклонения профиля зуба от эвольвент- Ьь
ны должны контролироваться в пределах
рабочего участка профиля. Рабочий участок
ограничивается у ножки зуба колеса началь-
ной контактной точкой, а у головки зуба
колеса — точкой пересечения профиля с ок-
ружностью выступов; при наличии же пред-
намеренного среза у головки зуба — расчет-
ной точкой начала среза.
При назначении норм на погрешность
профиля обычно указывается радиус кри-
визны в начальной контактной точке. Этот
Рис. II. 140. Изменение показаний
при контроле шага зацепления
радиус р; зависит от межосе-
вого расстояния передачи а, угла зацепления передачи atw и от параметров
парного колеса—радиуса основной окружности rb2 и радиуса окружности
головок га2;
рг = a sin atw — V r2a2 — di-
Учитывая возможное отклонение межосевое расстояние передачи в сто-
рону уменьшения по сравнению с номинальным значением, контроль профиля
производят от точки с несколько меньшим радиусом, чем значение, рассчи-
танное по формуле, например на 0,5 мм. По используемой в приборе схеме
эвольвентомеры делятся на индивидуально-дисковые и универсальные.
Челябинский инструментальный завод выпускает индивидуально-диско-
вый эвольвектомер БВ-1089 для колес диаметром d = 20—600 мм (валковых
400 мм) и модулем tn — 1ч-16. Прибор совмещает в себе также ходо-
мер, т. е. позволяет контролировать ход винтовой линии. Прибор снабжен
мотоприводом и самописцем.
При контроле профиля колеса на индивидуально-дисковом эвольвенто-
мере используется сменный диск с диаметром, равным диаметру основной
окружности проверяемого колеса:
db = mz cos а.
Этот диск должен бьйъ выполнен с высокой точностью по размеру с до-
пуском 0,003—0,005 мм, так как погрешность измерения профиля состав-
ляет примерно 0,25Д<4 (\db — отклонение диаметра диска). Этот диск
должен быть точен также по форме и по положению относительно отверстия.
Необходимость иметь для измерения каждого колеса свой диск значи-
тельно затрудняет применение индивидуально-дисковых эвольвентомеров.
С другой стороны, это обстоятельство значительно упрощает кинематическую
схему прибора и создает возможность выпускать эвольвентомеры класса А,
предназначенные для контроля колес от 3-й степени точности, что весьма
трудно осуществимо на приборах с более длинной кинематической цепью.
* Для основного и окружного шага колес внутреннего зацепления.
467
Челябинский инструментальный завод выпускает также ^ва типа уни-
версальных эвольвентомеров: КЭУ-С класса В для колес с модулем т =
= 1-5-10 и диаметром d — 40-ь300 мм, снабженные самописцем, и БВ-5032
класса А для колес с модулем tn = 0,5-ь 10 и диаметром d = 20-ь400 мм
при внешнем зацеплении с модулем т = 1 -ь 10 и диаметром d = 60-ь250 мм
при внутреннем зацеплении, снабженные самописцем.
Настройка универсальных эвольвентомеров на радиус основной окруж-
ности проверяемого колеса производится по концевым мерам или же по стек-
лянным шкалам с оптическим нониусом.
Кинематическая схема ленточно-рычажного прибора БВ-5032 показана
на рис. 11.141. Как видно из схемы, вращательное движение диска 2 и ра-
бочего шпинделя 1 преобразуется с помощью лент 3 в поступательное дви-
жение линейки 4. Установочная каретка 5 при настройке прибора по шкале
и микроскопу 7 отодвигается
Рис. 11.141. Кинематическая схема
ленточно-рычажного эвольвентоме-
ра БВ-5032
от центра шпинделя на расстояние, равное
основной окружности колеса, и получает
благодаря рычажной системе 6 поступатель-
ное перемещение, соответствующее длине
развертывания заданной основной окруж-
ности. Перемещения измерительного нако-
нечника 8 относительно установочной ка-
ретки 5 характеризуют погрешности профиля
и фиксируются записывающим устройством.
Измеренная погрешность равна расстоянию
между двумя линиями, соответствующими
номинальной форме профиля, между кото-
рыми может быть заключена действительная
форма контролируемого профиля.
Рассмотренные приборы осуществляют кинематический метод контроля
профиля. При контроле мелкомодульных зубчатых колес осуществляется
профильный метод контроля или же метод проверки профиля по отдельным
точкам. Профильный метод контроля выполняется обычно на проекторах
и заключается в сопоставлении профиля колеса с увеличенным в 50—100 раз
изображением номинального профиля колеса. Проверка профиля по отдель-
ным точкам может осуществляться на измерительном микроскопе, позволяю-
щем производить отсчеты в системе прямоугольных или полярных коорди-
нат.
Волномеры — это накладные приборы, контролирующие волнистость
винтовой линии, лежащей на боковой поверхности зубьев косозубых зуб-
чатых колес.
Выпускаемые Челябинским инструментальным заводом волномеры типа
БВ-5024 с отсчетным устройством и БВ-5024 с электрописцем (рис. 11.142)
предназначены для контроля колес с т = 1,5-ь 10 от 3-й степени точности
и более грубых колес.
Волномеры имеют два сменных опорных сферических наконечника /,
которые располагаются во впадине между зубьями. Расстояние между на-
конечниками может регулироваться в широких пределах (для приборов
БВ-5024 в пределах от 28 до 125 мм). Посередине между опорными наконеч-
никами расположен чувствительный сферический наконечник 3 с тем же
диаметром сферы, но имеющий срез, вследствие чего он касается одного про-
филя впадины на той же высоте, что и опорные наконечники. Кроме того,
к корпусу прибора прикреплена третья регулируемая опора 2, обеспечи-
вающая устойчивое положение прибора. Эта опора располагается на наруж-
ном цилиндре колеса, на головке зуба, удаленного от контролируемой впа-
дины на 2—3 зуба.
При перемещении волномера, опирающегося на три опорных наконеч-
ника, вдоль впадины будет возникать колебание чувствительного наконеч-
ника вследствие волнистости боковой поверхности зуба. Эти колебания пере-
даются рычажной системой с отношением плеч 1 : 1 на отсчетное устройство
468
с ценой деления 0,001 мм или же на индуктивный датчик 4 модели 226 за-
вода «Калибр» и фиксируются электросамописцем. Прибор имеет приставку,
обеспечивающую синхронную протяжку бумаги с перемещением волномера
вдоль впадины между зубьями.
Показания волномера существенно зависят от соотношения расстояния
между двумя шаровыми опорными наконечниками L и длиной измеряемой
волны I волнистости поверхности зуба. Наибольшие показания согласно
рис. 11.143, а будут в случае, когда это отношение равно целому нечетному’
числу (1, 3, . . .). В случае, когда расстояние между наконечниками равно
четному числу длин волн, показания прибора могут быть равны нулю, не-
смотря на наличие волнистости измеряемой поверхности зуба (рис. 11.143, б).
Рис. 11.142. Волномер типа БВ-5024
При расстоянии между ша-
ровыми опорными наконечни-
ками, равном нечетному числу
длин волн, показания прибора
будут в 2 раза больше, чем раз-
мах волнистости, т. е. будут
Рис. 11.143. Зависимость показаний
прибора от соотношения между рас-
стоянием измерительных наконечников
и длиной волны
равны учетверенной величине амплитуды волнистости (рис. 11.143, в). Так
как обычно нормируется волнистость поверхности зуба, то для сравнения
необходимо размах показаний прибора делить пополам.
Если длина волны измеряемой волнистости поверхности неизвестна,
то ее можно определить практически. Для этого производят, например, три
записи волнистости при разных настройках прибора на расстояние L между
опорными наконечниками и из анализа диаграмм, с учетом технологически
ожидаемых причин волнистости, уточняют величину длины волны I.
МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ КОНТАКТА ПОВЕРХНОСТЕЙ
ЗУБЬЕВ КОЛЕС
Для избежания концентрации нагрузки на отдельных участках боковых
поверхностей зубьев, что необходимо как с точки зрения прочности, так и
долговечности зубчатых передач, предъявляются требования к контакту
поверхностей зубьев в процессе зацепления.
В некоторых случаях предъявляются требования к комплексному пока-
зателю, характеризующему полноту прилегания поверхностей зубьев, в ка-
честве которого принимают пятно контакта. В этом случае контролируют
следы прилегания, остающиеся на зубьях одного из колес после вращения
с легким торможением собранной передачи. Отдельно оценивается длина
469
прилегания в виде отношения расстояния а между крайними точками сле-
дов прилегания, за вычетом разрывов с, превосходящих величину модуля
в мм, к полной длине зуба Ь, т. е. ^-=^100%, а также прилегание по высоте
зуба. Высота пятна оценивается отношением средней величины пятна при-
легания по всей длине зуба к рабочей высоте зуба (hm : hp) 100%.
Метод проверки пятна контакта не обладает объективностью, так как
оценка действительных значений а, с, hm производится на глаз.
Для проверки направления зуба применяются приборы, описанные
ниже.
Прибор БВ-986 предназначен для контроля направления зуба прямозубых
цилиндрических колес с модулем т = 1,54-6 и диаметром d = 60-4-250 мм.
Прибор имеет две центровые бабки, между центрами которых закрепляется
оправка с контролируемым прямозубым колесом. Измерительная каретка,
несущая измерительный наконечник и отсчетное устройство с ценой деле-
ния 0,005 мм, перемещается
Рис. 11.144. Схематический вид ходомера БВ-5034
по направляющим парал-
лельно оси центров. Измери-
тельный наконечник находит-
ся в осевой горизонтальной
плоскости и касается боко-
вой поверхности зуба. От-
клонения поверхности зуба
вызывают смещения наконеч-
ника в плоскости, касатель-
ной к цилиндру, соосному
колесу, и фиксируются от-
счетным устройством. При-
бор БВ-986 подлежит замене
прибором БВ-5055, который
позволяет также контроли-
ровать отклонения контакт-
ной линии косозубых колес
с d = 20-ь320 мм и т = 14-8.
Ходомер БВ-5034 предназначен для контроля погрешности хода винтовой
линии косозубых цилиндрических колес с модулем т = 14-10 и диаметром
d = 20^-400 мм. Прибор также имеет устройства, позволяющие контроли-
ровать накопленную погрешность окружного шага, неравномерность окруж-
ных шагов и отклонение осевых шагов (на длине до 200 мм).
Схема прибора показана на рис. II. 144. Прибор имеет продольный стол 1,
перемещающийся по станине на шариковых направляющих. Стол несет
переднюю бабку со шпинделем и барабаном 3, а также поперечную каретку 2
и заднюю бабку 5. Контролируемое зубчатое косозубое колесо 4 устанавли-
вается между центрами передней и задней бабок, на оправке длиной до 630 мм
и с помощью поводкового устройства связывается со шпинделем.
На станине прибора расположена клиновая линейка, которая с помощью
лимба 9 и микроскопа 8 может быть повернута на заданный угол. При про-
дольном перемещении стола по линейке скользит упор поперечной каретки 2,
вызывая движение этой каретки. Поперечное движение каретки с помощью
лент преобразуется во вращение барабана 3 и шпинделя с изделием. Таким
образом, изделие имеет поступательное движение вдоль оси и вращательное
вокруг оси центров. Измерительное устройство устанавливается неподвижно
на станине прибора и измерительный наконечник соприкасается с боковой
поверхностью зуба колеса. Отклонения винтовой линии поверхности зуба
от линии, создаваемой в приборе описанными движениями, фиксируются либо
отсчетным прибором с ценой деления 0,001 мм, или же самописцем БВ-6062,
снабженным сельсином для синхронной протяжки бумаги и индуктивным
датчиком БВ-6012.
470
угла ф настройки оказываются
Рис. 11.145. Универсальный контактомер
БВ-5028
Настройка прибора производится по ходу рг винтовой линии контроли-
руемого колеса. Угол поворота гр синусной линейки относительно линии
продольного перемещения определяется из формулы
где D — диаметр барабана.
Осевой шаг косозубого колеса или сумма нескольких шагов может кон-
тролироваться при продольном перемещении стола 1 и использовании стек-
лянной линейкой шкалы 7 длиною 200 мм и отсчетного микроскопа 6. На-
копленная погрешность окружного шага контролируется с применением кру-
гового лимба 10 и микроскопа 11. Используя линейку 7 и лимб 10, можно
контролировать ход винтовой линии поверхности зуба в отдельных дискрет-
ных точках. Это приходится применять при малых значениях хода винтовой
линии зуба (р2 < 150 мм), когда значе
слишком большими, не обеспечиваю-
щими нормальную работу прибора.
Прибор БВ-5028 — контактомер уни-
версальный, имеющий также устрой-
ства для контроля накопленной по-
грешности окружного шага, суммы осе-
вых шагов и радиального биения
зубчатого венца у колес с модулем
т = 1 ч- 10 и диаметром d = 204-400 мм
при угле наклона до 45° (рис. 11.145).
Прибор имеет две центровые бабки
с высотой центров 205 мм и устанав-
ливаемых с расстоянием от 20 до
630 мм. Передняя бабка снабжена
шпинделем и круговым лимбом с от-
счетным микроскопом с ценой деления
1 сек, что обеспечивает координацию
угловых положений изделий.
Измерительное устройство может перемещаться на 600 мм вдоль оси цен-
тров, а ход поперечной каретки равен 200 мм. Продольное перемещение от-
считывается по линейной шкале длиной 200 мм и микроскопам с ценой деле-
ния 0,001 мм. Эта шкала совместно со специальной кареткой может быть
перемещена еще на 400 мм.
Измерительное устройство имеет горизонтальный шпиндель, ось которого
пересекает под прямым углом ось центровых бабок. Шпиндель в торце несет
направляющие для каретки с измерительным наконечником, обеспечиваю-
щие перемещение на длине 200 мм. Эти направляющие могут быть повернуты
из горизонтального положения на угол ±45°, причем угол отсчитывается по
второму круговому лимбу и отсчетному микроскопу с ценой деления 1 сек.
При контроле направления и прямолинейности контактной линии изме-
рительный шпиндель поворачивается на угол наклона зуба на основном ци-
линдре и ножевидный наконечник, касающийся боковой поверхности зуба,
перемещают от одного торца к другому. Отклонения фиксируются на син-
хронно движущейся бумажной ленте самописца шириной 80 мм с увеличе-
нием от 500ч-1 до 10 000: 1.
Использование круговой шкалы на передней бабке прибора обеспечивает
контроль накопленной погрешности окружного шага, а линейной шкалы —
отклонения осевых шагов. Совместное применение этих двух шкал дает воз-
можность дискретной проверки хода винтовой линии зуба по тому или дру-
гому цилиндрическому сечению колеса. Прибор также имеет специальное
устройство для контроля радиального биения зубчатого венца.
Контактомеры прямолинейности БВ-5020 и БВ-5021 являются наклад-
ными приборами, предназначенными для контроля прямолинейности кон-
47/
тактной линии косозубых колес с т == 2 ч-10 и длиной контактной линии
от 10 до 80 мм (БВ-5020) и от 80 до 160 мм (БВ-5021). Прямолинейность кон-
тактной линии проверяют только в том случае, если она является следом
нескольких режущих кромок инструмента, как, например, у зубчатых ко-
лес, образованных зубофрезерованием червячными фрезами. В этом случае
проверка прямолинейности контактной линии выявляет погрешности, свя-
занные с неточностью инструмента, так же как и при контроле отклонений
профиля торцового сечения.
При зубострогакии зуборезными гребенками контактная линия по всей
длине своей образуется одной режущей кромкой за один ход гребенки, и
проверять ее непрямолинейность не имеет смысла.
Коктактомер прямолинейности базируется по впадине между зубьями
колеса так, что два установочных наконечника, расставленные на длину
чуть меньше контактной линии, опираются в точках близ начала и конца
контактной линии. Чувствительный наконечник, лежащий в той же плос-
кости, что и грани установочных наконечников, при движении вдоль при-
бора касается контактной линии к отклоняется в случае ее непрямолиней-
кости.
Длина контактной линии может быть найдена по формуле
I — ^тп
cos ~ sin aj sin ’
tga/==Srp а sln₽& = sin₽cosan;
где b — ширина зубчатого венца, на котором располагается контакт-
ная линия;
ап и at — угол исходного контура в нормальном и торцовом сечениях;
Р и — угол наклона зуба на делительном и основном цилиндрах.
МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ СМЕЩЕНИЯ ИСХОДНОГО КОНТУРА
Существует пять практически применяемых методов контроля размеров
зубьев, определяющих боковой зазор в передаче, схематически показанных
на рис. II. 146. На схеме I показан контроль размеров зуба при комплексном
контроле с измерительным колесом. Схема II иллюстрирует контроль ра-
диального смещения Ан исходного контура относительно рабочей оси ко-
леса или цилиндра выступов. На схеме III изображено измерение толщины
зуба по хорде, расположенной на заданном расстоянии от окружности вы-
ступов. Схема IV воспроизводит случай измерения длины общей нормали,
размер которой зависит от толщины зуба. Схема V соответствует случаю
измерения размеров зубчатого колеса с применением двух проволочек или
роликов.
Наиболее полные результаты получаются в случае применения первой
схемы измерения, так как при контроле сохраняются те же условия зацеп-
ления, что и при работе в передаче. Используемые при проверке приборы
для комплексного двухпрофильного контроля были описаны выше (МЦМ-160,
320, 400Б и БВ-5029), так же как и формулы для расчета номинального из-
мерительного расстояния, на которое настраивается прибор.
Этот метод контроля предусмотрен в третьем и четвертом контрольном
комплексах, применяемых в условиях крупносерийного и массового произ-
водства зубчатых колес для 5-й и более грубых степеней точности.
Схема II контроля может быть вполне положительно оценена в том слу-
чае, когда контроль смещения исходного контура осуществляется от оси
зубчатого колеса. При этом совмещается контроль радиального биения зуб-
чатого колеса и измерение смещения исходного контура на описанных ранее
биениемерах БВ—25002 и Б-10М. Биекиемер настраивается по расстоянию
средней прямой исходного контура от оси колеса.
472
Схема II контроля смещения исходного контура в случае осуществления
ее накладными тангенциальными зубомерами (2301 для т = 24-10, 2311
для т = 84-40 и 2321 для т = 28-4-60, выпускаемыми ЛИЗом) менее благо-
Рис. 11.146. Схемы контроля размеров
зубьев
приятна, так как измерение ведется не от оси колеса, а от наружного ци-
линдра и погрешности его размера, формы и концентричности рабочей оси
влияют на получаемый результат. Положительным в этой схеме контроля
является автоматическое касание измерительных губок прибора с профилями
колеса в точках, которые одновременно обрабатываются (не разделены уг-
лом обката) и определяют величину боко-
вого зазора в передаче.
Накладные тангенциальные зубомеры
настраиваются по роликам, диаметр кото-
рых определяется по формуле
ycos а — 2 sin а
dp = т----;---:----.
р 1 — sin а
Значительно ниже надо оценить метод
контроля толщины зубьев по хорде, по-
тому что контроль выполняется не от оси
колеса, измерение кромками не соответ-
ствует условиям зацепления зубьев в
передаче и, кроме того, результаты кон-
троля зависят от того, какая хорда из-
меряется.
Колебания толщины зубьев по посто-
янной хорде зависят от радиального
биения Fr колеса Ас = 0,728Fr. Эта величина, умноженная на косинус
угла зацепления, равна изменению бокового зазора в передаче (/я = 0,684Fr).
Колебания толщины зуба по хорде делительной окружности в одном ко-
лесе зависят от числа зубьев колеса и равны As = (0,8764-0,735) Fr при
числе зубьев z = 204-360, т. е. в 1,2 раза больше, чем колебания постоянной
хорды. Важно отметить, что колебания
Таблица 11,17 величины хорды по делительной окруж-
ности зависят также и от кинематиче-
ского биения, а оно не влияет на изме-
нение боковых зазоров в передаче. В за-
висимости от числа зубьев влияние
кинематического биения на результаты
измерения хорды по делительной окруж-
ности характеризуется коэффициентом
(0,184-0,008) ек для z = 204-360. Таким
образом, колебание размера хорды по де-
лительной окружности может оказаться
в 1,45 раза больше, чем колебания по по-
стоянной хорде. Поэтому во всех случаях
рекомендуется производить измерение по
постоянной хорде зуба.
Типы кромочных зубомеров приведены
в табл. II. 17.
Схема IV, показанная на рис. 11.146,
иллюстрирует измерение длины общей
нормали. В отношении этого метода ко-
Кромочные зубомеры
Модель Особенности кромочного зубомера Пределы модулей
Штанген- зубомер Штанген- зубомер ЗИМ-16 ЗИМ-32 БВ-5016К БВ-5017К ’ С двумя микроме- трами и ин- дикатором С индикато- ром для ко- лес с вну- тренним за- цеплением 1— 8 5—36 1 — 16 16—32 1—10 и d> 105 мм 8—16 и 115 AfAt
свенного контроля смещения исходного
контура нужно отметить, наряду с простотой контроля, также и его
недостатки: измерение производится независимо от оси колеса, поэтому
по результатам измерения не могут быть непосредственно оценены величины
наибольшего и наименьшего зазоров в передаче, которые зависят также и
473
от радиального биения зубчатого венца, а можно только определить средний
зазор; кроме того, на боковой зазор влияет средняя в колесе длина общей
нормали, а не ее наибольшая или наименьшая величина, изменяющаяся
в пределах колеса. Вследствие последнего обстоятельства необходимо из-
мерить длину общей нормали в нескольких участках колеса и по средней
рассчитанной величине судить о боковом зазоре в передаче.
Для измерения длины общей нормали используются те же приборы, что
и для контроля колебания этой длины. К этим приборам относятся микро-
метры зубомерные, мелкомодульные нормалемеры, индикаторные норма-
лемеры, а также специальные приспособления к ряду станковых приборов,
например БВ-5035 и БВ-5015.
Для контроля длины общей нормали более грубых колес применяют же-
сткие двусторонние скобы, которые наряду с простотой конструкции обла-
дают и недостатком, связанным с требованием, чтобы средняя длина общей
нормали по колесу укладывалась в заданный допуск, в то время как зна-
чения ее на отдельных участках могут выходить за пределы допуска на сред-
нюю длину.
Метод косвенного контроля смещения исходного контура (схема V) харак-
теризуется измерением размера по двум роликам или проволочкам, помещен-
ным при четном числе зубьев в диаметрально-противоположные впадины или
же при нечетном числе зубьев—во впадины, близлежащие к диаметрально про-
тивоположным точкам зубчатого колеса. Метод контроля с двумя роликами
обладает высокой точностью измерения, но величины наибольшего и наи-
меньшего зазоров не могут быть определены непосредственно, так как из-
мерение производится независимо от оси проверяемого зубчатого колеса,
вследствие чего исключается из результатов измерения биение зубчатого
венда относительно его рабочей оси и может быть определена только средняя
величина зазора.
Размер по роликам для колес с прямыми зубьями определяется из формул:
при четном числе зубьев
M = *-±2гР;
при нечетном числе зубьев
.cos а 90°, о
M=dl^QS—,±2r'>’
где inv ар = ± + inv а ± (все значения без индексов
относятся к делительной окружности, а с индексом р — к ролику или к его
центру).
Соотношение в изменении размера по роликам Ам и смещении исходного
контура Ан определится из выражений:
при четном z
__ 2 .sin q .
Ац sin ар >
при нечетном z
Ли =221n_lCos90Q.
AH sin ap
При определении верхнего отклонения и допуска на размер по роликам
учитывается отсутствие в результатах измерения влияния радиального бие-
ния зубчатого венца. Верхнее отклонение размера определяется по формуле
Л^=(|Лд, + 0,35Л)2-^-,
474
а допуск на размер по роликам —
Т'м = (Тц — 0,7Fr)24^-.
' п * rf sm ар
Расчет размера по роликам для косозубых колес был предложен И. П. Не-
жу р иным \
ПРИБОРЫ ДЛЯ КОНТРОЛЯ ЧЕРВЯЧНЫХ ФРЕЗ
Рис. 11.147. Кинематическая схема прибора
БВ-5005
Многие зубообрабатывающие инструменты имеют форму зубчатого ко-
леса, часть их снабжена затыловкой или канавками для образования режу-
щих поверхностей (долбяки, круглые шеверы, круглые хоны, притиры).
Все эти виды инструментов контролируются на тех же приборах, что и наи-
более точные зубчатые колеса.
Зубообразующие инструмен-
ты, имеющие форму червяка,
контролируются на специаль-
ных приборах, выпускаемых
ЧИЗом для контроля червяч-
ных фрез.
Для комплексного контроля
червячных фрез путем непре-
рывной проверки расположения -
режущих поверхностей на об-
щей винтовой линии выпуска-
ются два прибора: БВ-1025 для
фрез m = 0,3 ч-2,5 и d = 20 ч-
ч-100 мм\ БВ-5005 для фрез
m = 1,5 4-20 и d = 40 4-250 мм.
В приборе БВ-1025 винто-
вое движение контролируемой
фрезы относительно неподвиж-
ной Измерительной каретки осуществляется фрикционным роликом, ось
которого можно установить по оптической системе под заданным углом
скрещивания с осью цилиндра, посаженного на шпиндель прибора. Цилиндр
и шпиндель прибора могут совершать одновременно вращение вокруг оси
и поступательное движение вдоль оси; оба движения они получают от
ролика, приводимого электродвигателем. Если ось ролика параллельна оси
цилиндра, то последний получит только вращательное движение, что соот-
ветствует нулевому ходу винтовой линии.
Прибор также имеет измерительное устройство со сменными дисками
для контроля комплексной погрешности окружного шага стружечных ка-
навок, при их числе на фрезе равном k = 8, 9, 10, 12, 14 и 16.
В приборе БВ-5005, кинематическая схема которого показана на
рис. 11.147, винтовое движение измерительного наконечника относительно
фрезы, закрепленной в центрах стойки <?, .создается при движении стола 6
за счет вращения фрикционного ролика 5 и поступательного движения из-
мерительной каретки 2, параллельно линии центров. Согласованный подъем
или опускание каретки 2 осуществляется клиновой линейкой 4, настраивае-
мой на необходимый угол с помощью блока концевых мер. При повороте
направляющих 1 на угол зацепления можно осуществлять проверку фрезы
по линии зацепления. Привод прибора 7 может быть ручным или от электро-
двигателя. На приборе могут также производиться большинство поэлемент-
ных проверок червячных фрез.
ЧИЗ также выпускает универсальный прибор для поэлементного кон-
троля червячных фрез типа 19295. На этом приборе может контролиро-
1НежуринИ. П. Упрощенный расчет размера по роликам косозубых эвольвентных
колес с нечетным числом зубьев. «Вестник машиностроения», 1963, № 10.
475
ваться: накопленная погрешность окружного шага стружечных канавок,
погрешность шага винтовых стружечных канавок, погрешность шага фрезы,
накопленная погрешность на длине любых трех соседних шагов, нерадиаль-
ность передней поверхности и погрешность профиля. Прибор имеет высоту
центров 140 мм, наибольшее расстояние между центрами 750 мм и позво-
ляет контролировать фрезы с модулем от 1 до 20 мм и диаметром от 40 до
250 мм. Прибор имеет продольную и поперечную синусные линейки, пово-
рачивающиеся в пределах угла ±30°.
ЧИЗ выпускает прибор для контроля заточки червячных фрез типа 19 295,
(исполнение II) предназначенный для проверки накопленной погрешности
окружного шага, нерадиальности и шага винтовых стружечных канавок
фрез с модулем т = 1 ч-20 и d = 40 -г-250 мм. Контроль червячных фрез
по этим элементам необходимо производить после каждой переточки чер-
вячной фрезы, так как такая профилактическая проверка обычно ведет
к значительному снижению брака после операции зубофрезерования.
Глава IX
КОНТРОЛЬ ШЕРОХОВАТОСТИ, ВОЛНИСТОСТИ,
ОТКЛОНЕНИЙ ФОРМЫ И РАСПОЛОЖЕНИЕ
ПОВЕРХНОСТЕЙ
КОНТРОЛЬ ШЕРОХОВАТОСТИ, ВОЛНИСТОСТИ И НЕКРУГЛОСТИ
ПОВЕРХНОСТЕЙ
Современные электромеханические приборы для измерения шерохова
тости и некруглости поверхности (в том числе огранки) позволяют вместе
с тем измерять и волнистость. Между этими видами повторяющихся неров-
ностей не существует естественных границ. По этим причинам контроль ше-
роховатости, волнистости и некруглости поверхностей целесообразно рас-
сматривать совместно.
Для суждения об эксплуатационных свойствах детали неровности пред-
почтительно контролировать по поверхности (площади), однако задача ко-
личественной оценки параметров их пространственной геометрической формы
до настоящего времени не решена. За полувековую историю развития ме-
трологии качества поверхностей предлагались и были проверены разнооб-
разные косвенные методы интегральной пространственной оценки неров-
ностей. В 10—20-х годах текущего столетия были испробованы методы ми-
кроскопического анализа: изучение под микроскопом поперечных шлифов
электролитической поверхности, измерение под микроскопом неровностей
поверхности по оттискам, полученным с помощью растворов желатина.
Предпринимались также попытки косвенной оценки неровностей поверх-
ности: по потерям энергии специального маятника при торможении его не-
ровностей поверхности во время качания, по разности'размеров детали до
и после доводки, по предельному углу регулярного отражения света, по
теневой картине поверхности на экране с увеличенными изображениями
поверхностных дефектов, по расходу воздуха через участок контакта сопла
с испытуемой поверхностью, по четкости изображения растра на испытуемой
поверхности или на экране после отражения от нее света, по емкости кон-
денсатора, образованного испытуемой поверхностью и наложенной на нее
обкладкой из серебра, нанесенного на диэлектрике, по нагрузке на стальной
сферический икдентер, вызывающей определенное его сближение с испытуе-
мой поверхностью, по изображению мест плотного соприкосновения призмы
с неровностями поверхности и т. д. С середины 20-х годов опробовались
методы исследования рельефа поверхности, в частности, с помощью приме-
няемых в картографии стереофотограмм и сереокомпаратора.
Только отдельные из этих методов получили ограниченное применение
для специфических целей, например спектрофотометрические методы на-
ходят применение при оценке шероховатости оптического стекла.
Получила широкое распространение пространственная оценка неровно-
стей поверхности пока только органолептическими методами (по зритель-
ному и осязательному ощущениям) с помощью рабочих образцов шерохо-
ватости поверхности или так называемых образцов сравнения. Эти образцы
ГОСТ 9378—60 изготовляют для различных видов обработки (точения, ра-
стачивания, фрезерования, строгания, шлифования и т. д.) из стали, чугуна
или металлизованных пластмассовых материалов (позитивные реплики).
Применение их на практике может иметь успех лишь при определенных ус-
ловиях (хорошее освещение, одинаковость обработки, близость материалов,
одинаковость геометрической формы и т. д.).
Органолептический метод позволяет только давать заключение о соот-
ветствии или несоответствии контролируемой поверхности установленному
образцу. Как показывают производственный опыт и лабораторные наблюде-
ния, подобные заключения оказываются в большинстве случаев правильными,
если к оценке предъявляются сравнительно грубые требования: например,
477
требуется установить, что по высоте неровностей поверхности отличаются
не более чем в 2 раза, иными словами рассортировка деталей по шерохова-
тости поверхности с помощью рабочих образцов сравнения может произво-
диться по классам чистоты поверхности (но не по разрядам). При этом у ра-
бочего или контролера, производящего оценку, предполагается достаточно
хороший навык. В противном случае оценка становится еще более грубой
и вероятность ошибочных заключений возрастает.
Объективная аппаратурная оценка величин неровностей поверхности
в настоящее время производится профильными контактными и бесконтакт-
ными методами. Профильные ме-
” ~; тоды заключаются в обследовании
Э с воспроизведением (записью или
фотографированием) или без вос-
произведения, но с измерением
параметров, профилей поверхно-
сти в нормальных к ней сече-
ниях. На профильном методе осно-
| ваны электромеханические кон-
;________। тактные (щуповые) профилометры,
профилографы и кругломеры, а также оптические бесконтактные приборы
(микроинтерферометры, двойные микроскопы и приборы теневого сечения).
Электромеханические приборы последовательно, по мере перемещения
щупа по поверхности, преобразуют измеряемый профиль в электрическое
напряжение для записи или измерения нужного параметра, а оптические
приборы для того же назначения одновременно преобразуют участок про-
филя в интерференционную картину, световое или теневое «сечение».
Отечественным прибором этого вида является профилограф профило-
метр, выпущенный заводом «Калибр» в нескольких модификациях (монолит-
ная модель «Калибр-ВЭИ», модель 201, модель 202 и др.).
Профилограф-профилометр завода «Калибр» модель 201 позволяет про-
изводить запись (рис. 11.148, бив) профиля плоской, цилиндрической вдоль
образующих или прямолинейного участка какой-либо другой поверхности
478
на длине до 40 мм (в отверстиях диаметром от 8 до 20 мм на глубине до 10 мм,
диаметром 20—45 мм — на глубине 100 мм и диаметром от 45$юи — на глу-
бине 125 мм) в прямоугольной системе координат с вертикальным увели-
чением от 1000 до 200 000х (8 ступеней) и с горизонтальным увеличением
от 2 до 4000х (18 ступеней) при максимальной ширине записи 80 мм
(рис. 11.148, б). Погрешность вертикального увеличения находится в пре-
делах ±4%.
На таких же участках поверхностей с помощью прибора можно измерять
параметр Ra шероховатости поверхности с погрешностью ±10%. Радиус
закругления ощупывающей иглы может быть от 2 до 4 мкм или от 10 до 12 мкм,
а сила, с которой она действует на измеряемую поверхность, не превышает
0,001 н (0,1 гс). Это вместе с обычной относительной пологостью измеряемого
профиля создает возможность записи без существенных искажений неров-
ностей поверхности высотой от 0,03 до 20 мкм (поверхностей от 5 до 14-го
класса чистоты).
Скорость перемещения ощупывающей головки изменяется тремя ступе-
нями: 0,2; 1 и 10 мм/мин, вследствие чего на запись профиля длиной 40 мм
затрачивается от 4 до 200 мин.
Измерения (без записи) среднего арифметического отклонения профиля Ra
производятся в диапазоне 0,04 —5 мкм (на поверхностях от 5 до 12-го класса
чистоты) при базовых длинах 0,08; 0,25; 0,8 и 2,5 мм, причем длина участка
измерения при первых двух значениях составляет 1,6 мм, а при последующих
соответственно 3,2 и 6 мм. Скорость перемещения головки при измерениях
составляет 42 мм/мин, в соответствии с чем на одно измерение затрачивается
от 2,5 до 8,5 сек.
К прибору прилагается приспособление для записи волнистости отдельно
от шероховатости. В этом случае игла с испытуемой поверхностью непосред-
ственно не контактирует, а опирается на доведенную поверхность подвешен-
ного на головку штифта, противоположная сторона которого представляет
собой щуп с радиусом закругления, равным 2 мм.
Рассматриваемый прибор состоит из шести отдельных блоков
(рис. 11.148, а): основания со стойкой 5, координатного предметного сто-
лика 2, ощупывающей головки 3, моторного привода 4, измерительного
блока 1 и записывающего устройства 6. Поэтому саму модель иногда назы-
вают «блочной».
Измеряемая деталь устанавливается на столике 2 непосредственно или
на подставках (призма, наклонная плита и т. п.), головка 3 выдвигается
вперед к детали, опускается вместе с мотоприводом 4 по стойке 5 вниз до
соприкосновения иглы и детали, после чего включается движение головки
назад, при котором и происходит ощупывание иглой измеряемой поверх-
ности.
Во время работы прибора головка поддерживается одной из сменных
опор, скользящей по измеряемой поверхности, служащей тем самым базой
для измерения высот неровностей. Обычная опора датчика имеет контакти-
рующую поверхность в форме тора (поверхность двойной кривизны, закруг-
ленную в осевом и поперечном направлениях). Для проверки шероховатости
с большим шагом предназначается опора с плоской контактирующей поверх-
ностью. Для проверки малых деталей применяется опора с винтом, опираю-
щимся на самостоятельную поверхность, например, на поверхность концевой
меры длины.
Движение щупа по неровностям, его подъем на выступы и опускание во
впадины вызывают соответствующее перемещение якоря в индуктивной
головке (рис. 11.149), а вместе с тем изменение воздушных зазоров между
якорем и двумя расположенными с обеих его сторон катушками.
Таким образом, поперечное перемещение щупа преобразуется в измене-
ние электрического напряжения переменного тока несущей частоты (5000 гц)
на вторичной обмотке дифференциального трансформатора, первичная об-
мотка которого вместе с кадушками головки образует мост.
479
Напряжение ин небаланса измерительного моста связано с поперечным
перемещением*/! щупа следующим соотношением:
• ___ *0 (г -ь /со!) lin h
Н /2 *0Л* ’
4 (г + /ю£)2 (fi, - l>,h) +
*b lb"
где co — круговая частота напряжения питания;
kQ = 4nlO“9I^2S (W — число витков катушки; S — сечение сердечника
и воздушного зазора в м)\
г — активная составляющая комплексного сопротивления каждой ка-
тушки;
L — индуктивность каждой катушки;
ип — напряжение питания моста;
h — изменение воздушного зазора, отвечающее высоте неровностей в м\
1Ь — длина средней магнитной линии в воздушном зазоре в м.
Условиями приближения зависимости ин от h к линейному виду являются:
достаточная малость г по сравнению с coL, lbh по сравнению с /*, * по
сравнению с 2L и стабильность несущей частоты и амплитуды напряжения
питания.
Рис. II. 149. Принципиальные схемы электромеханических профилографов и профилометров:
а — индукционных; б — индуктивных; в — электронных; г — пьезоэлектрических; 1 — испытуемая
поверхность; 2 — щуп; 3 — подвесы; 4 — катушки; 5 — постоянный магнит; 6 — якорь, 7 — сердеч-
ник; 8 — генератор звуковой частоты; 9 — дифференциальный трансформатор; 10 — вязкая связь;
11 — анод; 12 — катод; 13 — сетка; 14 — гибкая диафрагма; 15 — пьезоэлемент
Эти условия в данной модели прибора выполняются. Напряжение, сни-
маемое с вторичной обмотки трансформатора, усиливается, выпрямляется
и подается на фильтры, служащие для отфильтровывания несущей частоты.
После дополнительного усиления напряжение может быть подано в два ка-
нала, канал записывающего прибора и канал показывающего прибора. При
записи профиля записывающее устройство подключается к котодам катод-
ных повторителей.
Это устройство представляет собой самопишущий магнитоэлектрический
миллиамперметр постоянного тока. Запись производится электротермичес-
ким способом на соответствующей диаграммной бумаге. Вертикальное уве-
личение изменяется путем изменения отрицательной обратной связи, охва-
480
тывающей основной усилитель, делитель и напряжение питания моста.
Горизонтальное увеличение изменяется сочетанием шести скоростей переме-
щения бумажной ленты (от 20 до 800 мм/мин), с тремя скоростями переме-
щения ощупывающей головки.
С помощью показывающего прибора измеряется среднее арифметическое
отклонение Ra профиля от его средней линии. Составляющие напряжения,
соответствующие неровностям с шагами, превышающими выбранную базо-
вую длину, отфильтровываются ламповым фильтром. С выхода фильтра на-
пряжение подается на дополнительный усилитель, затем через выпрямитель
на электронный интегратор и далее на магнитоэлектрический микроампер-
метр (типа М24), служащий выходным прибором профилометра.
Длины измерения регулируются величиной выдвижения ощупывающей
головки из моторного привода перед включением ее обратного рабочего
хода. При измерении Ra длина
измерения составляет часть ве- 5 ------ - -----
личины выдвижения головки
вследствие того, что при дви-
жении головки на начальном и
конечном участках трассы ощу-
пывания измерительная систе-
ма отключается для устранения
помех. Измерительная часть
прибора представляет собой'
профилометр с постоянной дли-
ной трассы ощупывания, в ко- :
тором длина, используемая при ,
интегрировании, имеет фикси- '
рованное начало и конец; при- ~~
бор показывает и удерживает Рис. 11.150. Профилометр цехового типа модели 240
значение измеряемого парамет-
ра, полученное в конце постоянной трассы ощупывания, используемой при
измерении.
В первоначальной модели данного прибора, известной под названием
профилографа-профилометра «Калибр-ВЭИ», запись профиля производится
шириной 120 мм чернилами на бумажной ленте с вертикальным увеличением
от 2000 до 120 000х (семь ступеней) и горизонтальным увеличением от 116,7
до 4200х (десять ступеней). Длина записываемого за один ход профиля со-
ставляет 5 мм (рис. 11.148, в).
Скорость продольного перемещения ощупывающей головки изменяется
двумя ступенями: 0,1 и 0,4 мм!мин, вследствие чего на запись профиля дли-
ной 5 мм затрачивается от 12,5 до 50 мин.
Прибор в оригинальном исполнении позволял также измерять среднее
квадратическое отклонение профиля Нск. После введения в СССР параметра
Ra приборы, находящиеся в эксплуатации, в большинстве случаев были
переделаны для измерения последнего параметра. Прибор выполнен моно-
литным, массивным и жестким. По остальным показателям и принципу Дей-
ствия он соответствует модели 201.
Модель 202 профилографа-профилометра снабжается некоторыми при-
способлениями, расширяющими область его применения, в том числе приспо-
соблениями, позволяющими записывать профиль и измерять параметр Ra
на криволинейных участках поверхностей, например, на сферах, направляю-
щих цилиндрических поверхностей и т. п.
Примером более простого прибора для контроля шероховатости может
служить профилометр цехового типа модели 240 (рис. 11.150). Этот прибор
предназначен для измерения с постоянной трассой интегрирования пара-
метра Ra шероховатости поверхности в пределах от 0,04 до 5 мкм (6—12-го
классов чистоты), причем базовая длина составляет 0,25 мм для 9—12-го
классов и 0,8 мм для 6—8-го классов чистоты. Длина трассы измерения
16 В. П. Коротков
постоянна и равна 3,2 мм. Погрешность показаний находится в пределах
± 16%. Радиус закругления иглы равен 10 мкм. Скорость перемещения щупа
составляет 1 мм/сек. Принцип действия прибора тот же, что и у рассмотрен-
ных выше моделей завода «Калибр». В ощупывающую головку встроен при-
вод перемещения иглы, что в случае надобности позволяет контролировать
крупные детали с закреплением датчика в регулируемой стойке или даже при
поддерживании его руками. Опора измерительного механизма выполнена
раздвоенной (в продольном направлении), причем игла пропущена сквозь
отверстие в средней части во впадине опоры.
Ранее выпускавшиеся и находящиеся в эксплуатации отечественные про-
филометры. КВ-7, ПЧ-2 и ДБ-1 предназначены для измерения среднего ква-
дратического отклонения профиля от его средней линии Нск на скользящей
трассе интегрирования; отрезок длины, используемый в них для интегри-
рования и измерения, определяется постоянной времени прибора и переме-
щается вдоль поверхности вместе с ощупывающей головкой.
В профилометрах КВ-7 и ПЧ-2 применены индукционные электромеха-
нические преобразователи (рис. 149, а), причем у первого э. д. с. электро-
магнитной индукции создается перемещением связанной с ощупывающей
иглой катушки в магнитном поле, а у второго э. д. с. создается изменением
воздушного зазора между связанным с иглой датчика якорем и сердечником
катушки.
В профилометре ДБ-1 использован пьезоэлектрический преобразователь
(см. рис. 11.149, г). Эти приборы имеют только одну отсечку шага, а их точ-
ность находится примерно на уровне точности профилометра модели 240.
К зарубежным наиболее распространенным профилографам-профиломет-
рам принадлежит прибор «Талисерф», выпускаемый фирмой «Ранк Тейлор-
Гобсон» (Англия) в нескольких модификациях (например, «Талисерф 3»,
«Талисерф 4» и др.) Этот прибор с индуктивной головкой имеет много общего
с профилометрами-профилографами моделей 201 и 202 завода «Калибр».
Прсфилограф-профилометр «Талисерф 4» позволяет производить записи
профилей прямолинейных участков поверхностей на длине 100 мм (в отвер-
стиях диаметром от 8 до 32 мм на глубине 12,7 мм и диаметром от 32 мм —
на глубине 152 мм) в прямоугольной системе координат с вертикальным уве-
личением от 500 до 100 000х (восемь ступеней) и с горизонтальным увеличе-
нием 20 и 100х при максимальной ширине записи 80 мм. По данных фирмы,
погрешность вертикального увеличения составляет ±3%.
На таких участках поверхности с помощью прибора можно измерять
параметр Ra шероховатости поверхности на постоянной трассе интегрирова-
ния с погрешностью ±3%, которая, однако, не учитывает весьма существен-
ную составляющую погрешности показаний, зависящую от несовершенства
характеристики фильтра, применяемого для получения результата измере-
ний с заданной базовой длиной.
Радиус закругления ощупывающей алмазной иглы составляет 2,5 мкм,
а сила, с которой она действует на поверхность, не превышает 0,001 н
(0,1 гс).
К прибору поставляются дополнительные устройства, расширяющие его
область применения: базовое устройство, предназначенное для записи и из-
мерений выпуклых и вогнутых (по радиусам от4лш) участков наружных по-
верхностей цилиндров, продольных и поперечных профилей дорожек каче-
ния шарикоподшипников, эвольвентных поверхностей зубьев шестерен и
т. д., причем ощупывание производится от внешней криволинейной базы,
представляющей собой стержень со сферическими наконечниками; профило-
метр максимальных величин неровностей, представляющий собой электрон-
ный блок с тремя показывающими приборами для измерения расстояния
между линией, проходящей через вершину наибольшего выступа, и средней
линией (глубина сглаживания) наибольшей глубины впадины от средней
линии; общего расстояния от дна впадины до наибольшего выступа (макси-
мальная высота неровностей Rt)\ шаровое устройство для записи профиля и
482
измерения параметра Ra шаров диаметром от 1 до 25 мм, причем контроли-
руемый шар приводится во вращение фрикционным диском; рычаг отсечки
шага 0,08 мм, уменьшающий длину хода иглы в 3 раза и предназначенный
для контроля коротких поверхностей; датчик для контроля поверхности от-
верстий диаметром от 2 мм при глубине 5 мм и диаметром от 2,5 мм при глу-
бине 11 мм; привод 500-кратного горизонтального увеличения; поворотный
«Талисерф»; предназначенный для записи поперечного профиля и измерений
параметра Ra по окружности наружных и внутренних цилиндрических по-
верхностей, сферических поверхностей, проволоки диаметром от 0,5 мм и
т. п., причем датчик приводится во вращение, концентричное по отношению
к радиусу контролируемой детали, и поворачивающейся на угол до 200°
шпиндель является базой, от которой измеряются отклонения ощупывающей
иглы.
Кроме этого, прибор может быть снабжен устройством для записи волни-
стости поверхности (отдельно от шероховатости), аналогичным тому, которое
дается к прибору завода «Калибр» модели 201.
Фирма Соляртрон выпускает устройство LY 1474, преобразующее не-
прерывные величины напряжения на выходе прибора «Талисерф» в дискрет-
ные с записью в требуемом коде на перфоленту для последующего анализа
с помощью цифровой вычислительной машины.
Другим зарубежным профилографом-профилометром является индук-
тивный прибор Перт-о-метр—Перт-о-граф фирмы Пертен (ФРГ), выпускае-
мый в виде ряда модификаций и снабжаемый разнообразными дополнитель-
ными устройствами. Так, например, Перт-о-метр Универсал 54В совместно
с Перт-о-графом профиль-анализатором DWR-L, DWR-LW и DWR-LP
позволяет записывать профилограммы прямолинейных участков поверх-
ности в прямолинейных координатах на длине от 2 до 25 мм (с бесступенча-
тым регулированием) с вертикальным увеличением до 100 000 и с горизон-
тальным увеличением до 20 000, причем может записываться как совместно,
так и раздельно шероховатость и волнистость поверхности. На тех же участ-
ках с помощью прибора можно измерять при постоянной трассе интегриро-
вания общую высоту неровностей Rz (в других обозначениях Rt, или Rv,
или Н), глубину сглаживания Rp, расстояние от вершин выступов до сред-
ней линии, среднее арифметическое отклонение Ra (в других обозначениях
CLA или ги или АА) и среднее квадратическое отклонение Нск (в других
обозначениях Rs или RMS) при базовых длинах 0,25; 0,75; 2,5 и 5 мм, а
также несущую часть профиля tpc в процентах от длины его на расстоянии С
от наибольших выступов (С = 0,1; 0,25; 0,6 мкм). Модель профилометра
S/Е позволяет измерять параметры шероховатости по системе Е. Наряду
с этим можно измерять высоту волнистости W и глубину формы Ft (при ощу-
пывании щупом большого радиуса, исключающим шероховатость и отчасти
высоту волнистости).
К дополнительным устройствам прибора Перт-о-метр относятся: качаю-
щаяся (маятниковая) система TR, позволяющая записывать и измерять шеро-
ховатость и волнистость поверхности на криволинейных поверхностях,
в том числе в цилиндрических отверстиях диаметром от 12 мм; система для
измерения от исходной плоскости FT К, представляющей собой базу для из-
мерения отклонений профиля, и ратационное приспособление R-URV
для записи и измерения профилей по окружности, приводящие во
вращение контролируемую деталь при неподвижной ощупывающей го-
ловке.
Большими возможностями обладает также комплект индуктивных при-
боров профилограф «Профикордер» и «Профилометр» фирмы Бендикс (США)
«Профикордер» позволяет записывать в прямоугольных и полярных коорди-
натах профили наружных и внутренних тел вращения в осевом направлении
и по окружности, а также на плоских поверхностях, уступах и т. п. с верти-
кальным увеличением от 250 до 50 000х (пять ступеней) и горизонтальным
увеличением от 10 до 500 (шесть ступеней); при этом может записываться
483
общий профиль, только шероховатость или волнистость отдельно от шеро-
ховатости.
Точность системы, по данным фирмы, обеспечивается в пределах 0,075 мкм.
Длина контролируемого участка поверхности регулируется в пределах от
1,5 до 100 мм. Могут записываться профили по окружности диаметром от
1 мм для внутренних поверхностей и до 375 мм для наружных поверхностей.
Ширина записи составляет 100 мм. С помощь «Профилометра» с датчиками
и приводами различных типов можно измерять на тех же поверхностях па-
раметры шероховатости Ra (Л4) и Нск (PMS) с отсечками шага 0,08; 0,25;
0,8 и 2,5 мм. «Профилометр» со счетчиком пиков позволяет измерять пара-
метры Ra и подсчитывать число пиков на 1 дюйм на выбранном уровне.
Многие зарубежные приборы основаны на использовании пьезоэлектри-
ческих преобразователей, обладающих компактностью, слабой чувствитель-
ностью к внешним магнитным полям
Рис. 11.151. Кругломер завода «Калибр»:
а — общий вид прибора модели 218; б — круглограмма, полученная на приборе модели 218
В профилометре «Брюэль и Квер» (Дания) использован керамический
пьезоэлемент из титана циркония, свойства которого стабильны в диапазоне
температур от —20 до +60° С. Профилометр предназначен для измерения
параметра Ra при трех значениях базовой длины (0,08; 0,25 и 0,8 мм). По-
грешность измерения, по данным фирмы, не превышает 10%. Радиус закруг-
ления щупа составляет 12 мкм. Измерительная сила не превышает 0,01 (1 гс).
Скорость ощупывания составляет 0,6 мм/сек при ходе головки 0,2 до 9 мм
и 3 мм!сек при ходе от 1 до 38 мм. Пьезопрофилометр «Тейлор-Гобсон» пред-
назначен для измерения с постоянной трассой 4,3 мм параметра Ra при базо-
вой длине 0,8 мм. Пьезопрофилометр имеет радиус закругления щупа 5 мкм
и измерительную силу 0,003/7 (0,3 гс).
На базе электромеханических профилографов в последнее время стали
создаваться приборы (кругломеры) для контроля некруглости, т. е. для
контроля отклонений профиля тела вращения в плоскости, перпендикуляр-
ной его оси.
Элементарными видами некруглости являются овальность и огранка,
а так как между огранкой и волнистостью естественной границы не сущест-
вует, то в некруглость включается и волнистость поверхности в поперечном
сечении детали.
Отечественным кругломером является выпускаемый заводом «Калибр»
прибор для определения погрешности формы тел вращения модели 218
(рис. 11.151, а).
484
Прибор позволяет записывать диаграммы неровностей поперечного се-
чен ия детали в полярных координатах (круглограммы) с шириной поля
30 мм и увеличениями от 125 до 10 000х (13 ступеней). Отклонение действи-
тельного увеличения от номинального значения находится в пределах 4%
при коротком щупе и 8% при среднем и длинном щупах (рис. 11.151, б).
Радиусы закругления составяют 0,5 и 1,5 лш, что исключает нанесение на
круглограмму неровностей с малыми шагами, т. е. шероховатости поверх-
ности; наибольшее число неровностей на длине окружности, регистрируе-
мое прибором, равно 240.
С помощью двухзвенного RC-фильтра верхних и нижних частот, разде-
ленного катодными повторителями, можно регулировать частотную харак-
теристику прибора четырьмя ступенями, соответствующими четырем поло-
жениям переключателя. В первом положении фильтры отключаются и частот-
ная характеристика прибора ограничивается по высоким частотам измери-
тельной системой записывающего устройства. Во втором положении вклю-
чается фильтр нижних частот: при частоте, соответствующей семи неровно-
стям на окружности, сигнал ослабляется в 1,4 раза. В третьем положении
включается фильтр нижних частот, причем ослабление 1,4 раза происходит
при частоте, соответствующей 14 неровностям на длине окружности. В чет-
вертом положении включается фильтр верхних частот, частотная характе-
ристика которого ограничена по низкой частоте: сигнал ослабляется в 1,4
раза при частоте, соответствующей 14 неровностям на длине окружности.
Наиболее ответственным узлом прибора является шпиндель датчика,
расположенный в верхней части прибора. Вращение шпинделя при непо-
движно установленной внизу на предметном столе детали определяет точность
записи круглограммы. Точность вращения шпинделя составляет 0,1 мкм,
т. е. при максимальном увеличении в круглограмму может быть внесена при-
бором погрешность, не превышающая 1 мм. Измерительная сила не прево-
сходит 0,12 н (12 Г).
По габаритным размерам станины, предметного стола и форме щупа при-
бор пригоден для контроля некруглости деталей с наружным диаметром до
300 мм, внутренним диаметром от 3 до 300 м и длиной до 350 мм.
Скорость вращения шпинделя при записи равна 1,5 об!мин. Таким обра-
зом, круглограмма записывается за 40 сек, но гораздо большее время затра-
чивается на настройку прибора, в частности на центрирование измеряемой
детали относительно оси вращения шпинделя. Для уменьшения этого вре-
мени при последовательном контроле некруглости нескольких близких по
диаметру деталей к прибору прилагается приспособление для автоматичес-
кого центрирования, снабженное центрирующими плоским и призматичес-
ким упорами, разводимыми с помощью самотормозящегося рычага.
Можно контролировать с помощью прибора концентричности наружной
и внутренней поверхностей деталей типа втулок с помощью «двойной опоры»,
несущей два направленных навстречу друг другу щупа. Один из них подво-
дится к наружной (или внутренней) поверхности детали, записывается кру-
глограмма профиля, а потом при том же центрировании к противоположной
поверхности подводится второй щуп и производится вторая запись профиля
на том же диаграммном диске. Концентричность двух записанных профилей
служит мерилом концентричности наружной и внутренней поверхности де-
тали.
Контролировать на приборе можно и прерывистые тела вращения типа
шлицевых валов и втулок, а также деталей с пазами под шпонки. Для этой
цели используется специальное приспособление, представляющее собой огра-
ничитель смещения щупа в сторону имеющегося на поверхности паза. На диа-
граммном диске получается запись профилей выступающих частей контро-
лируемой поверхности и отметки мест впадин.
Кроме того, можно производить контроль на приборе неплоскостности
поверхности детали и непараллельности ее по отношению к базовой поверх-
ности с помощью приспособления с Г-образным рычагом, преобразующим
485
вертикальные перемещения щупа в горизонтальные воздействия верхнего
конца рычага на ощупывающую головку прибора. При высокой плоскост-
ности контролируемой поверхности записанная с таким приспособлением
круглограмма будет иметь форму правильного круга. При наклонной плос-
кости круг будет смещен в сторону от центра диаграммного диска. Отклоне-
ния от плоскостности (неровности) запишутся так же, как неровности про-
филя поперечного сечения тела вращения.
Принцип действия, конструкция ощупывающей головки, измерительного
электронного блока и электротермический способ записи аналогичны опи*
санному выше профилографу модели 201.
Рис. 11.152. Кругломер Вильнюсского филиала ЭНИМС и завода «Станкоконструкция»
Упрощенным и несколько менее точным, чем кругломер модели 218,
является прибор для измерения круглости модели ВЕ20А, выпускаемый
Вильнюсским филиалом ЭНИМСа и заводом «Станкоконструкция»
(рис. II, 152, а). Прибор позволяет отсчитывать по показывающему прибору
и записывать в полярных координатах с шириной записи 30 мм
(рис. 11.152, б) либо в прямоугольных координатах с шириной 70 мм
(рис. II.152,в) круглограммынаружных и внутренних поверхностей при ради-
альном увеличении от 125 до 10 000х, предельная погрешность которого
лежит в границах ±5%. Прибором можно также проверять концентричность
наружной и внутренней поверхностей с помощью спаренной державки для
одновременной установки двух щупов. Имеется еще приспособление, огра-
ничивающее свободный ход щупа, для проверки некруглости прерывистых
поверхностей валов и втулок шипа деталей шлицевых соединений.
Прибор снабжен фильтрами, обеспечивающими пропускание с установ-
леннььм уровнем коэффициента передачи измерительных импульсов от не-
ровностей при их числе на окружности, равном в положениях: В от 2 до
15, А от 2 до 50 и при отключении фильтров от 2 до 150.
Радиусы ощупывающих игл составляют 0,5 и 2,5 мм. Измерительная
сила нахоАится в пределах от 0,05 до 0,20 н (от 5 до 20 Г). Размеры контроли-
руемых прибором деталей составляют: наружный диаметр до 250 мм, внут-
ренней от 3 до 260 мм, высота 380 мм, высота детали типа валом до 650 мм\
предельное расстояние проверяемого сечения от торца 200 мм. Принцип
486
действия, ощупывающая головка, измерительный блок и способ записи такие
же, как у кругломера, модель 218.
Одним из наиболее известных зарубежных кругломеров является «Тели-
ронд», выпущенный в нескольких моделях (модель 2, модель 51 и др.) фир-
мой «Рэнк Тейлор Гобсон» (Англия).
Прибор (рис. 11.153, а) позволяет записывать круглограммы на диаграм-
мных дисках в полярных координатах с шириной поля 30 мм и с увеличением
от 50 до 10 000х (рис. 11.153, б). По данным фирмы, при проверке совершенно
круглого образца в 95% случаев максимальное отклонение записи от пра-
вильной окружности не превышает 0,025 мкм.
На этом приборе можно контролировать неплоскостность, непараллель-
ность по отношению к базовой поверхности, неконцентричность наружной
внутренней поверхностей, а также контролировать прерывистые поверх-
ности.
Рис. П.153. Кругломер — Телиронд фирмы «Рэнк Тейлор Гобсон» (Англия)
К прибору поставляется вычислительная приставка, позволяющая нане-
сти на диаграммный диск базовую окружность или эллипс, вычисленные по
методу наименьших квадратов. Имеется также ряд других дополнительных
устройств, расширяющих область применения прибора. К этим устройствам
относятся: механизм подъема шпинделя, механизирующий вертикальный
подъем шпинделя на длине 100 мм, облегчающий проверку оси контролируе-
мого изделия относительно направления вертикального перемещения шпин-
деля и позволяющий фиксировать осевые координаты проверяемых попереч-
ных сечений с погрешностью не более 1,25 мкм (по заказу поставляется пере-
ключатель, позволяющий записывать некруглость в прямоугольных коор-
динатах с помощью самописца профилографа-профилометра «Талисерф»);
регулируемый предварительный усилитель для изменения радиального
увеличения от 0,5 до 2х, что расширяет диапазон увеличений до значений
от 25 до 20 000х.
Кроме того, прибор снабжен фильтрами, обеспечивающими пропуска-
ние измерительных импульсов от неровностей при их числе на окружности
в положениях: В от 1 до 15, А от 1 до 45, С от 15 до 450 и при отключении
фильтра от 1 до 450. Щуп имеет два радиуса закругления: продольный и попе-
речный по отношению к направлению записи. Контролируемые прибором
детали могут иметь наружные и внутренние диаметры до 350 мм и высоту от
поверхности стола до 700 мм.
Кругломеры «Формтестеры» фирмы «Пертен» с прибором для записи откло-
нений формы «Макрограф» (рис. 11.154) позволяют записывать круглограммы
с шириной поля 40 мм.
487
Особенность этих приборов состоит в том, что при записи круглограммы не
требуется точно центрировать деталь на предметном столе, так как эксцен-
триситет исключается из записи самим прибором электрическим способом.
Например, с помощью кругломера модели «Индри-рон» фирмы «Бендикс»
можно записывать круглограммы в полярных координатах с увеличением от
400 до 50 000х на диаграммных дисках с шириной поля 50 мм. Точность вра-
щения шпинделя, по данным фирмы, характеризуется погрешностью, рав-
ной приблизительно 0,04 мкм. С помощью прибора можно также контроли-
ровать концентричность и соосность наружных и внутренних поверхностей,
плоскостность, непараллельность, неперпендикулярность и т. п. Скорость
вращения шпинделя изменяется в пределах от 0,4 до 12 об/мин. С помощью
фильтров можно регулировать частотную характеристику прибора четырьмя
ступенями так, что на круглограмме регистрируются с уменьшением не более
Рис. П.154. Кругл омер «Формтестер»
с «Макрографом» фирмы «Пертен» (ФРГ)
Рис. 11.155. Круглограмма, получен-
ная на кругломере «Ронди-гейдж»
фирмы «Бендикс» (США)
заданного уровня неровности, число которых на окружности не превышает
соответственно 15, 45, 150 и 450. Прибор позволяет использовать две ощу-
пывающие головки последовательно или одновременно.
«Ронди-гейдж» позволяет записывать круглограммы с увеличением от
400 до 2000х без снятия контролируемой детали со станка (рис. 11.155).
«Продакт-о-рон» представляет собой модификацию «Инди-рона», предназ-
наченную для использования в цехе. Погрешность вращения шпинделя состав-
ляет 0,06 мкм.
Наряду с электромеханическими профилометрами и профилографами
для контроля шероховатости поверхности применяются еще оптические при-
боры (двойные микроскопы, приборы теневого сечения и микроинтерферо-
метры).
Двойной микроскоп МИС-П предназначен для измерения шероховатости
поверхности профильным методом. Прибор одновременно преобразует
весь профиль исследуемой поверхности, давая так называемое «световое
сечение» поверхности. Прибор имеет четыре комплекта спаренных объектов,
обеспечивающих увеличение от 90х до 500х при апертурах от 0,13 до 0,50 и
поле зрения от 0,3 до 2 мм. На этих приборах можно контролировать поверх-
ности, получаемые при механической обработке деталей практически из
любого материала (диапазон измеряемых неровностей от 1,6 до 80 мкм).
Конструкция осветительного и наблюдательного микроскопов и обеспе-
чивает достаточно высокую освещенность изображения при его хорошем
качестве. При смене объекта не возникает необходимости в дополнительной
юстировке. Внешний вид дан на рис. 11.156, а. Микроскоп состоит из осве-
тительного и визуального тубусов, расположенных под углом 2а = 90°
друг к другу и под углом 45° к испытуемой поверхности. Пучок лучей,
испускаемый нитью накала осветительной лампочки, проходит защитное
488
стекло, двухлинзовый коллектор и диафрагмированную щель шириной около
0,1 мм. Изображение щели проектируется на контролируемую поверхность
через линзы и сменный микрообъектив, парный с объективом визуального
тубуса и искривляется при наличии на поверхности, неровностей, образуя
их световое сечение.
Высоту неровностей (величину искривления изображения щели) Н можно
определить по схеме, показанной на рис. 11.156, б (Р — испытуемая поверх-
ность и Oj — изображение щели на ней). Величина искривления щели Н,
пропорциональная высоте h неровностей, определится следующим образом.
При смещении испытуемой поверхности Р с изображением на ней щели Ог
на малый отрезок h, т. е. в положение Р±, центр изображения щели пере-
местится в точку О2, а наблюдаемое
смещение изображения щели будет
равно отрезку О^, спроектирован-
; ; ному на плоскость, перпендикуляр-
ную оси микроскопа, т. е. будет
равно отрезку О2О3, откуда
Н' = 01 О2 sin (л — 2а) =
— --— sin (л — 2а) = 2Н sin а.
cos а х
Рис. 11.156. Двойной микроскоп
При а = 45° получим Hf = Н ]/2 = 2hN (N — увеличение микро-
объектива). Величина Н измеряется с помощью винтового окулярного микро-
метра МОВ-1х15°.
В настоящее время выпущена модернизированная модель прибора МСС,
в которой облегчена настройка прибора и, кроме того, он более удобен
при измерении.
Прибор теневого сечения ПТС-1 по принципу действия аналогичен двой-
ному микроскопу и предназначен для измерения микронеровностей в диапа-
зоне от 80 до320лпои. Прибор выполнен накладным, что позволяет контроли-
ровать детали без снятия их со станка. Применение окуляра со специальной
сеткой позволяет производить оценку неровностей поверхности путем их
сравнения с сеткой, а применение окулярного микрометра — производить
измерения, достаточная точность которых обеспечивается оптимальными
оптическими характеристиками прибора: увеличением 30х, полем зрения
9 мкм, апертурой 0,03. Внешний вид прибора показан на рис. 11.157.
Так как щуповые профилометры, как правило, обеспечивают надежное
измерение шероховатости поверхности со значениями Ra только выше 0,02—
0,08 мкм, то в настоящее время одним из основных средств для исследования
чистых поверхностей являются микроинтерферометры.
Микроинтерферометр МИИ-4 (рис. 11.158) имеет высокие эксплуатацион-
ные качества. Оптическая схема прибора соответствует предложению
В. П. Линника. Оптическая характеристика прибора дает возможность при-
менять его для оценки шероховатости чистых поверхностей по системе М
489
(поле зрения прибора, равное 0,32 мм, примерно соответствует базовой
длине, обычно используемой при контроле этих поверхностей). Большая
апертура объективов (А = 0,65) при достаточном увеличении прибора
(Г — 500^) обеспечивает и точное измерение микрорельефа самых чистых
поверхностей.
Два сменных светофильтра обеспечивают получение интерференцион-
ной картины в монохроматическом свете.
Недостаток прибора МИИ-4, заключающийся в сравнительно низком
контрасте интерференционной картины при больших апертурах полностью
устранен в другой модели двухлучевого микроинтерферометра, предназна-
ченного для тех же целей, что и МИИ-4, — однообъективном микроинтер-
ферометре МИИ-9. В микроинтерферометре МИИ-9 применен интерферен-
ционный объектив, предложенный А. Н. Захарьевским.
1
Рис. 11.157. Прибор теневого
сечения ПТС-1
Рис. 1Г.Т58. Двухлучевой микроинтерферо-
метр МИИ-4
Упрощение оптической схемы прибора в результате применения этого
объектива при наличии только плоских деталей в интерференционном узле
позволяет получить достаточно контрастную интерференционную картину
при больших апертурах. Технические и эксплуатационные характеристики
прибора аналогичны МИИ-4.
Микроинтерферометр МИИ-10 в одной оптической схеме объединяет два
различных микроинтерферометра: обычный двухлучевой микроинтерферо-
метр типа МИИ-4 и микроинтерферометр, позволяющий реализовать иммер-
сионно-репликовый метод исследования микрорельефа поверхности, пред-
ложенный Цеендором. Особая конструкция узла референтного зеркала и при-
менение двух раздельных осветительных систем позволяют совместить два
прибора. Иммерсионно-репликовым методом прибор позволяет измерить
неровности высотой от 1 до 10 мкм, и обычным методом от 0,05 до 1 мкм.
Технические характеристики прибора аналогичны прибору МИИ-4.
При исследовании микрорельефа поверхностей, имеющих ступенчато-
образную форму, часто бывает необходимо производить измерения с боль-
шой точностью. В этом случае перспективным является многолучевой микро-
интерферометр МИИ-11. В приборе использован принцип получения много-
лучевой интерференционной картины в клине. При достаточно высоком коэф-
фициенте отражения исследуемой детали можно измерять неровности сту-
пенчатообразной формы высотой 0,003—0,006 мкм (верхний предел 1 мкм).
Увеличение прибора 50х, поле зрения 3 мм и апертура 0,1 выбраны с рас-
четом получения высококачественной интерференционной картины с одно-
временным обеспечением достаточно точного измерения. Квадратная интер-
490
ференционная пластинка обеспечивает в отличие от круглой получение интер-
ференционных полос, практически не имеющих изгибов, что также обуслов-
ливает высокую точность измерений. Внешний вид прибора представлен
на рис. 11.159.
Разработан еще микропрофилометр по схеме, предложенной В. П. Лин-
ником (рис. 11.160), позволяющий исследовать интерференционным методом
внутреннюю поверхность цилиндра и чистые поверхности с ненаправленными
следами обработки.
Рис. 11.159. Многолучевой микроинтерферометр Рис. 11.160. Микропрофилометр
МИИ-11
КОНТРОЛЬ ОТКЛОНЕНИЙ ФОРМЫ
При контроле отклонений формы цилиндрических деталей, в частности
овальности, огранки и некруглости, как указывалось выше, могут быть
использованы кругломеры. При обработке круглограмм, записанных в поляр-
ных координатах, влияние эксцентриситета и на измеряемые отклонения от
круглости устраняется нанесением прилегающих окружностей: описанной
при контроле наружных поверхностей и вписанной при контроле внутрен-
них поверхностей; если круглограмма записана в прямоугольных коорди-
натах, для аналогичных целей используется прилегающая (соответственно
сверху или снизу) синусоида.
Нецилиндричность (ГОСТ 10356—63) при отсутствии огранки с нечет-
ным числом граней и изогнутости определяется как полуразность между
наибольшим и наименьшим диаметрами поверхности, измеренными двух-
контактным прибором по схеме, показанной на рис. II.161.Огранка с четным
числом граней и изогнутость (измеренные отдельно) арифметически сумми-
руются с указанной полуразностью, и сумма принимается за результат
косвенного определения нецилиндричности.
Овальность определяется с помощью универсальных приборов измере-
нием наибольшей разности диаметров в двух взаимно перпендикулярных
направлениях.
Огранка измеряется в кольце и на призме. При измерении в кольце его
диаметр должен быть равен диаметру прилегающей окружности, и потому
требуется набор колец, содержащий тем большее их число, чем большая
точность измерений требуется (рис. 11.161, б). При измерении на призме
(рис. II.161, в) величина огранки определяется пересчетом показания от-
счетной головки с учетом числа граней и угла призмы по формуле
А ___
^огр — к >
491
где tyKa3 — показание отсчетной головки;
К = г (1 + Сх)2 + С% — коэффициент воспроизведения огранки,
cos а
cosn а« sin
cos а
cos п a sin р cos п
Зл
Т
о . / Зл
sm па cos |3sin(
sin п а cos
sin а
о (
sin а
где п — число граней;
а — половина угла между радиусами детали в точках ее контакта с боко-
выми сторонами призмы;
Р — угол между осью измерительного стержня и перпендикуляром к бис-
сектрисе угла призмы.
S)
4-
е)
з)
Рис. 11.161. Контроль отклоне-
ний формы детали:
а —- нецилиндричности двухкон-
тактным прибором; б — огранки и
некруглости в кольце; в — огранки
на призме; г — изогнутости на но-
жевых опорах; д — неплоскостно-
сти; е — неплоскостности с помо-
щью индикаторного устройства;
ж — непрямолинейности; з — не-
прямолинейности линии пересечения двух плоскостей; 1 — деталь; 2 — опоры; 3 —
подкладки; 4 — поверочная плита; 5 — направляющий упор
2
*)
а
2
Отклонение профиля продольного сечения может быть определено с помо-
щью двухконтактного прибора как полуразность между наибольшим и наи-
меньшим диаметрами, если при этом отсутствует изогнутость.
Конусообразность определяется измерением диаметров по краям продоль-
ного сечения, а бочкообразность и седлообразность — по краям и в середине
продольного сечения с помощью универсальных приборов.
Изогнутость определяется при вращении детали, базирующейся на двух
разнесенных ножевых опорах, под наконечником измерительной головки
(рис. И. 161, г). При этом размах колебаний показаний головки равен удво-
енной величине изогнутости.
Неплоскостность может определяться на поверочной плите с помощью
измерительной головки, укрепленной на стойке (рис. 11.161, 5). Деталь
измеряется на плите так, чтобы три точки, не лежащие на одной прямой и
по возможности наиболее удаленные друг от друга, находились на одина-
ковом расстоянии от поверочной плиты. Считается, что при этом прилегающая
плоскость будет параллельна плоскости поверочной плиты. За неплоскост-
492
несть принимается наибольшая разность показаний измерительной головки
в различных точках контролируемой поверхности.
При контроле неплоскосткости (вогнутости) небольших поверхностей
может быть использовано индикаторное устройство (рис. 11.161, е); неплос-
косткость торцов может контролироваться на современных кругломерах,
как указывалось выше.
Непрямолинейность определяется с помощью профилографа путем
записи прсфилограммы в заданнОхМ сечении. На профилограмме проводится
прилегающая прямая, от которой отсчитываются отклонения; наибольшее
из отклонений определяет непрямолинейность.
Упрощенный контроль непрямолинейкости производится на поверочной
плите с помощью укрепленной на стойке измерительной головки
(рис. 11.161, е). Деталь выверяется на плите так, чтобы две точки проверяе-
мого отрезка, по возможности наиболее удаленные друг от друга, находи-
лись на одинаковом расстоянии от плоскости поверочной плиты. Считается,
что при этом прилегающая прямая будет параллельна плоскости поверочной
плиты. Определяется разность между наибольшим и наименьшим показа-
ниями измерительной головки. Если необходимо определить непрямоли-
нейность линии пересечения двух плоскостей, то плоскость измерения должна
проходить через биссектрису угла между этими плоскостями (рис. II. 161, ж).
КОНТРОЛЬ ОТКЛОНЕНИЙ РАСПОЛОЖЕНИЯ
Непараллельность (ГОСТ 10356—63) плоскостей контролируется на пове-
рочной плите с помощью измерительной головки, укрепленной на стойке
(рис. 11.162, а). Деталь устанавливается базовой поверхностью на плите,
имитирующей прилегающую плоскость, а непараллельность определяется
изменением показаний головки в разных точках свободной поверхности. При
такой схеме в результат измерения непараллельное™ войдет погрешность
метода измерений — кеплоскостность. Для исключения последней могут
быть использованы контрольная линейка или пластинка с параллельными
гранями.
Непараллельность и перекос осей могут быть определены на поверочной
плите с помощью индикаторного прибора, укрепленного на стойке
(рис. 11.162, б). Деталь устанавливается на призмах и выверяется
так, чтобы ось /—/ была параллельна плоскости поверочной плиты,
причем расположение оси цилиндрической прилегающей поверхности при
измерении обычно определяется по соответствующей образующей этой
поверхности.
Непараллельность оси и плоскости определяется также на поверочной
плите с помощью отсчетной головки (рис. 11.162, в). Непараллельность оце-
нивается по разности показаний головки на заданной длине L. В данном
случае непрямолинейность проверяемой поверхности войдет в результат
измерений непараллельности как составная часть погрешности метода изме-
рений. Непараллельность оси отверстия и плоскости определяется анало-
гичным образом по пригнанной к отверстию оправке (рис. 11.162, г).
Неперпендикулярность определяется на поверочной плите с помощью
измерительной головки, укрепленной на стойке, позволяющей перемещать
головку перпендикулярно к плоскости плиты (рис. 11.162, 5). За непер-
пендикулярность принимается разность показаний головки на заданном
перемещении.
Торцовое биение определяется на призме с помощью измерительной
головки (рис. 11.162, ё). Деталь устанавливается базовой поверхностью и
фиксируется в осевом направлении. За торцовое биение принимается раз-
ность между наибольшим и наименьшим показаниями головки, полученными
при вращении детали.
Несоосность относительно базовой поверхности определяется обычно
измерением радиального биения проверяемой поверхности в заданном сече-
493
нии или в крайних сечениях при вращении детали вокруг оси базовой поверх-
ности.
Несоосность шеек вала определяется на ножевых опорах, находящихся
в средних сечениях шеек, с помощью измерительной головки (рис. 11.162, ж)
при вращении вала. При независимых допусках несоосность целесообразно
проверять с помощью ступенчатых калибров (рис. 11.162, з).
Рис. 11.162. Контроль отклонений расположения поверхностей детали:
а — непараллельности; б — непараллельное™ и перекоса осей; в — непараллельное™ оси и плоскости;
г — непараллельности оси отверстия и плоскости; д — неперпендикулярности; е — торцового биения;
ж — несоосности шеек вала; з — несоосности при независимом допуске; и — радиального биения;
к — несимметричности; л — непересечения осей; м — предельного смещения осей или плоскостей сим-
метрии от номинального расположения; I и II -— оси; 1 — деталь; 2 — поверочная плита; 3 — призма-
тическая подкладка; 4 — упор; 5 — призма; 6 — ножевые опоры; 7 — калибр
Радиальное биение проверяется на призмах с помощью измерительной
головки (рис. 11.162, и). За радиальное биение принимается разность экс-
тремальных показаний головки за полный оборот детали.
Несимметричность проверяется на плите в центрах с помощью измери-
тельной головки (рис. 11.162, к). Несимметричность определяется как полу-
разность расстояний А и В при повороте детали на 180°. При зависимых
допусках несимметричность целесообразно контролировать калибрами.
Непересечение осей проверяется на поверочной плите с помощью измери-
тельной головки и оправок (рис. 11.162, л). Измеряется высота образующей
494
соответствующей оправки над базовой поверхностью в точке пересечения
осей (положения А и В). Определяется разность показаний головки с учетом
диаметров применяемых оправок.
Предельное смещение осей или плоскостей симметрии от номинального
расположения контролируется калибром, измерительные поверхности кото-
рого имеют размеры, определенные с учетом предельного смещения, и рас-
положение, совпадающее с номинальнььм расположениемс контролируемых
поверхностей (рис. 11.162. л). Если смещение от номинального расположе-
ния задано относительно баз, калибр должен иметь соответствующие базо-
вые поверхности.
Глава X
КОНТРОЛЬ КИНЕМАТИЧЕСКОЙ ТОЧНОСТИ
ПРИНЦИП КИНЕМАТИЧЕСКИХ ИЗМЕРЕНИЙ И КЛАССИФИКАЦИЯ
ПРИБОРОВ
В различных областях машиностроения применяются механизмы и пере-
дачи, к которым предъявляются жесткие требования в отношении их кине-
матической точности. Под кинематической точностью механизма или пере-
дачи понимается строгая согласованность движений ведущего и ведомого
звеньев кинематической цепи. В одних механизмах такими движениями
являются угловые повороты, в других — линейные перемещения. Требова-
ния к кинематической точности механизмов прецизионных станков, следя-
щих систем, приборов управления и др. значительно возросли, и в отдельных
случаях требуется, чтобы величина рассогласования на тихоходном валу
не превышала долей секунды или единиц микрометров.
Для контроля согласованности движений применяют приборы, основан-
ные на кинематическом принципе измерения.
В отличие от приборов для статических измерений, с помощью которых
производится определение расстояния между двумя поверхностями при
неподвижной линии измерения или даже при движении измеряемой детали,
при кинематических измерениях измерительное устройство с помощью отно-
сительных перемещений по отношению к изделию по заданному закону вос-
производит контролируемую кривую или поверхность или согласованные
перемещения на входе и выходе.
Кинематический принцип измерения применяется не только для контроля
точности кинематических цепей, но и для проверки сложных плоских и про-
странственных кривых и поверхностей: кулачков, коноидов, ходовых винтов,
зубчатых колес, червяков, сложного режущего инструмента и др.
Однако если кинематический контроль кривых и поверхностей произ-
водится путем воспроизведения заданной кривой или поверхности при отно-
сительном движении детали, то контроль кинематических цепей осущест-
вляется или сравнением перемещений ведомого (выходного) звена контроли-
руемой системы с заданным точным перемещением, осуществляемым измери-
тельным прибором, при одинаковых перемещениях их ведущих (входных)
звеньев (рис. 11.163), или измерением движения ведомой системы за постоян-
ные величины перемещений ведущей системы.
Классификация приборов основана на кинематическом принципе измере-
ния. Основными признаками, служащими для характеристики прибора,
являются: вид контролируемых движений, форма регистрации отклонений
и способ осуществления образцовых перемещений.
По виду контролируемых движений приборы делятся на две группы: для
сопоставления двух вращательных движений и для сопоставления враща-
тельного и поступательного движений. В свою очередь, каждая из этих групп
подразделяется на две подгруппы в зависимости от угла поворота вращаю-
щихся звеньев.
Приборы для сопоставления двух вращательных движений делятся на
подгруппы: с углом поворота быстроходного звена срб = 1—3 оборота и
тихоходного <рт до 1 оборота (в основном относятся приборы для контроля
кинематической точности зубчатых колес); с углом поворота <рб > 2л (при-
боры для контроля точности кинематических цепей механизмов и передач).
Приборы для сопоставления поступательного и вращательного движений
также делятся на две подгруппы: с углом поворота <р 2л, которые исполь-
зуются для контроля кривых (эвольвенты, винтовой линии, архимедовой
спирали и др.) и для контроля кинематических цепей; при угле поворота
<р > 2л — для проверки винтовой линии на нескольких оборотах, а также
для контроля кинематических цепей. Взаимное расположение осей вращаю-
496
щихся звеньев, а также расположение оси вращающегося звена по отношению
к поступательно перемещающемуся вызывают различное конструктивное
исполнение приборов.
По форме регистрации контролируемых отклонений приборы делятся
также на группы: с непрерывной (аналоговой) регистрацией и с прерывной
(дискретной) регистрацией. При кинематических измерениях предпочтение
следует отдавать приборам с непрерывной регистрацией, так как они позво-
ляют с помощью записывающего устройства получать полное представление
о погрешностях измеряемого объекта. Однако для контроля кинематической
точности механизмов очень часто применяется прерывная (дискретная) реги-
страция, т. е. регистрация контро-
лируемых отклонений с помощью
записывающего или отсчетного
устройств в различных положе-
ниях механизма. Но и в этом
случае контроль отклонений про-
изводится при непрерывном дви-
жении узлов механизма для ис-
Рис. 11.163. Принципиальные схемы метода
контроля кинематической точности механизма:
ГМ — точный механизм; КМ контролируемый ме-
ханизм; БН — блок настройки; Б С — блок срав-
нения; БР — блок регистрации; Двщ ““ Датчик
ведущего вала; Двм — датчик ведомого вала; ф —
углы поворота
ключения из результатов измере-
ния влияния зазоров в передаче,
нежесткости цепи, колебания сил
трения и приближения условий
измерения к рабочим условиям.
По способу осуществления образцового движения, с которым сопостав-
ляется контролируемое движение, приборы делятся на: механические,
стробоскопические, электроиндуктивные, магнитоэлектрические, фотоэлек-
трические, оптические, сейсмические, динамические.
В современных условиях для контроля наиболее точных устройств тре-
буются приборы, обладающие высокой точностью и разрешающей способ-
ностью. При контроле двух вращательных движений наибольшая допусти-
мая погрешность не должна превосходить 1—1,5" в пределах 360° и 0,3—
0,5" в пределах —1°. Для датчиков поступательных перемещений погреш-
ность не должна быть больше 2—3 мкм на 1000 мм длины и 0,4—0,6 мкм
на 125 мм.
При дискретной регистрации число контролируемых точек за оборот
тихоходного звена должно быть не менее: 2400 точек/оборот для малых меха-
низмов, 3600 — для средних и 7200 для крупных.
ПРИБОРЫ ДЛЯ СОПОСТАВЛЕНИЯ ДВУХ ВРАЩАТЕЛЬНЫХ ДВИЖЕНИЙ
Механические приборы служат для осуществления с помощью фрик
ционных, ленточно-фрикционных и зубчатых передач образцового движения.
Наибольший интерес среди этой группы приборов представляет ленточно-
фрикционный прибор завода «Комсомолец», который служит для проверки
согласованности вращения двух звеньев кинематических цепей, особенно
в условиях сборки и регулировки сборочных единиц точного станка. Схема
этого прибора для случая согласованности вращения стола и фрезерной
оправки зубофрезерного станка показана на рис. II. 164.
Вращение от фрезерной оправки 14 с помощью шкива /, натяжных роли-
ков и стальной ленты передается на входную ось 2 прибора. Далее вращение
передается через ряд постоянных и сменных фрикционных роликов 3—7 и 9
на выходную ось 8 прибора. На этой же оси свободно посажен диск 11, который
получает вращение, с помощью стальной ленты, от диска 13, жестко закреп-
ленного на столе станка. Контролируемая погрешность кинематической цепи
станка на участке от фрезерной оправки до стола станка определяется по
величине относительного поворота диска 9 и оси 8 по отношению к диску 11.
Эти смещения действуют на датчик 10 и регистрируются электроиндуктив-
ным самопишущим прибором. Этот прибор позволяет с высокой точностью
497
и весьма наглядно регистрировать циклические погрешности станка. Что же
касается накопленных погрешностей червячного колеса станка, то они
выявляются значительно менее точно, так как во фрикционных передачах
возможно проскальзывание и величина накопленной погрешности прибора
может достигать нескольких секунд.
Стробоскопические приборы основаны на стробоскопическом эффекте,
т. е. способности глаза сохранять на некоторое время исчезнувшее изобра-
жение. Одним из наиболее распространенных приборов такого типа является
кинематомер ЦНИИТМАШа (авторы Архангельский Л. А. и Ткачев-
ский Г. И.), который служит для контроля согласованности вращательных
движений у прецизионных зубофрезерных станков. Кинематомер (рис. 11.165)
состоит из датчика, индикатора и электроусилителя. Датчик выполняют
в виде диска с четным числом пазов, равномерно расположенных по окруж-
ности. В пазах диска закреплены цилиндрические ролики, выступающие над
его торцовой плоскостью (рис. 11.165).
Рис. 11.164. Ленточно-фрикцион-
ный прибор завода «Комсомолец»
Рис. П.165. Кинематомер
ЦНИИТМАШа
Диск с роликами концентрично устанавливают и закрепляют на столе
зубофрезерного станка, а над ним в соосном неподвижном кронштейне
закрепляют рамку с цилиндром, поворачивающимся в горизонтальных цен-
трах. На концах цилиндра укреплено по ножу 4, лезвия которых лежат на
одной линии, параллельной оси цилиндра. Ножи между собой электрически
разомкнуты.
При вращении стола станка с закрепленным диском сначала один из но-
жей коснется ролика 1, Контакт поддерживается пружиной, поворачиваю-
щей цилиндр с обоими ножами. После некоторого поворота стола наступает
момент, когда оба кожа 4 коснутся двух роликов 2, что вызовет замыкание
электрически разобщенных ножей через систему диска и подачу сигнала
через усилитель в индикатор. Момент замыкания ножей будет очень кратко-
временным, так как вследствие непрерывного вращения диска второй нож
будет отодвигаться роликом 3. После этого срабатывает механизм, который
поворачивает цилиндр с ножами 4 и пропускает под ними по одному ролику.
Далее работа ножей повторяется в описанном порядке.
Для работы диска характерна нечувствительность его к эксцентриситету
изготовления и установки. Несоосность оси вращения стола станка и оси
диска не вызывает изменения момента подачи сигнала, так как замыкание
происходит в положении, когда оба ролика приходят на одну линию и сме-
щение их вдоль этой линии или перпендикулярно к ней не связано с угловым
поворотом диска.
Индикатор (рис. 11.165, б) устанавливают рядом с фрезерной оправкой
станка и соединяют с ней двухшарнирным валом. Цепь деления станка на-
страивается на число зубьев z, равное z = zdn, где zd — число пазов диска;
п — любое целое число (например, 1, 2, 3, . . ., 10).
498
Индикатор представляет собой цилиндр 7 с винтовой прорезью. Цилиндр 7
приводится во вращение фрезерной оправкой и вращается в неподвижном
корпусе индикатора 6, имеющем щель вдоль образующей цилиндра. Внутри
вращающегося цилиндра помещена безынерционная газосветовая лампа 5,
зажигающаяся в момент замыкания ножей роликами и диском. При этом
появляется световое пятно в месте просвечивания двух щелей — винтовой
и идущей вдоль образующей цилиндра корпуса. Если световой сигнал воз-
никает точно после целого числа оборотов цилиндра, то световое пятно на-
блюдается в одном и том же месте. Если же сигнал подается несколько
раньше или позже, то благодаря повороту цилиндра с винтовой щелью све-
товое пятно оказывается переместившимся по неподвижной щели. Рядом
с неподвижной щелью расположена шкала, имеющая равномерные деления.
Цена деления шкалы прибора определяется по формуле
360.3600 а
с =-----ут---сек на одно деление,
где а — интервал деления шкалы;
z — число зубьев, на которое настраивается проверяемый станок;
i — передаточное отношение от оси фрезерной оправки до оси индика-
тора;
Н — ход винтовой прорези в цилиндре индикатора. В существующих
приборах а = 5 мм\ i = 5; Н = 1080 мм.
Тогда формула для определения цены деления принимает вид
1200
с = —— сек на одно деление.
При использовании кинематомера на крупных станках цена деления
может быть равна 2 и даже 1 сек. Погрешность метода не превосходит полу-
тора делений.
Вследствие того, что число зубьев делительного колеса станка не кратно
числу пазов в диске, то в момент подачи сигнала червяк делительной передачи
оказывается в различных угловых положениях. Это создает возможность
определять суммарную точность делительной передачи, а при необходимости
также выделять и погрешности колеса и червяка. Для этого применяются
методы гармонического анализа результатов контроля. Если датчик-отпра-
витель имеет 40 или 42 ролика, то могут быть рассчитаны амплитуды и фазы
19—20 гармоник, по которым может быть настроено коррекционное устрой-
ство к станку.
Более высокие гармоники выявляются совместно с более низкими. Так,
при гд = 40 совместно выявляются гармоники, находящиеся в одном верти-
кальном столбце:
1 2 3 4 ... 18 19
39 38 37 36 ... 22 21
41 42 43 44 ... 58 59
... 62 61
Фиксируемый по результатам измерений характер кривой при fв > -у
не соответствует действительным гармоническим составляющим. Так, при
наличии низкой частоты fH = 1 и высокой частоты fe = 84 и числе точек
измерения zd = 40 на записанной кривой будут видны изменения с часто-
той кн = 1 и кв = 84—2-40 = 4, т. е. кроме биения, на кривой будет видна
«четырехгорбая кривая». Число кв определяется из соотношений
Кв= +fe±nzd и ftI/С,|<
где п — 0, 1, 2. . .
499
Т ак, при fH = 1 и fe = 101 и гд = 40 получается кв = 19.
Для более точного выяснения высшей гармонической составляющей
необходимо увеличивать число точек измерения. Число точек измерения
находится из соотношения т = Kmfe, где кт — коэффициент, зависящий от
допускаемой погрешности q % определения амплитуды, a fe — номер наи-
высшей гармонической составляющей. С некоторым приближением, для пре-
делов <7=1 —20% справедлива зависимость
кт — — + 5*
Так, для выяснения амплитуды гармоники fe = 84 с погрешностью не
более q ~ 8% необходимо иметь число точек измерения на всем периоде
Рис. 11.166. Схема кру-
гового индуктивного зуб-
чатого датчика
^==•^- + 5^7 и tn = 7-84 = 588 точек.
Недостатками прибора является необходимость
проведения гармонического анализа для выявления
амплитуд различных гармоник, а также требование
тщательной фиксации места появления светового
пятна.
Электроиндуктивные приборы основаны на при-
менении в качестве узлов образцовых перемещений
индуктивных зубчатых датчиков.
Электроиндуктивные приборы можно разделить
на приборы со счетчиком импульсов (счетно-импульс-
ные) и приборы с записывающим устройством.
К первой группе приборов следует отнести
электроиндуктивный кинематомер, конструкции
ЦНИИТМАШа, служащий для контроля кинематической точности зубо-
фрезерных станков и состоящий из датчика-отправителя, устанавливаемого
на стол зубофрезерного станка, индуктивного зубчатого датчика, связан-
ного с фрезерной оправкой или каким либо другим быстровращающимся
звеном станка, и счетчика импульсов.
Конструкция датчика-отправителя аналогична описанной выше
(рис. 11.165, а и б) и представляет собой диск с роликами, над которым под-
вешен цилиндр с ножами. При касании роликов с ножами подается сигнал
начала на один из двух счетчиков импульсов, т. е. фиксируется момент
начального положения стола станка. С этого момента один из счетчиков на-
чинает считать сигналы от индуктивного зубчатого датчика, связанного
с фрезерной оправкой с помощью зубчатой передачи.
Схема индуктивного зубчатого датчика показана на рис. 11.166.
На втулке /, связанной с вращающимся валом, закреплен зубчатый ве-
нец 2 с наружным зацеплением, а в корпусе 5, связанном со станиной
станка, — зубчатый венец 3 с внутренним зацеплением. Зубчатые венцы
имеют одинаковое число зубьев. Между вершинами зубьев имеется радиаль-
ный зазор. В корпусе 5 размещена обмотка 4, подключаемая к источнику
переменного тока. Ток обмотки возбуждает магнитный поток, который про-
ходит по обеим венцам, корпусу 5 и воздушному зазору между зубьями.
При вращении зубчатого венца 2 относительно венца 3 изменяется величина
воздушного зазора и, следовательно, магнитное сопротивление магнитной
цепи датчика. В результате этого изменяется индуктивное и полное сопро-
тивление обмотки.
Величина полного сопротивления Z
Z = у + X2,
где R — активное сопротивление;
х — реактивное сопротивление.
500
В момент, когда вершины зубьев 2 находятся против зубьев венца 5,
полное сопротивление катушки будет наибольшим, а ток в цепи преобразо-
вателя при данном постоянном напряжении — наименьшим. В этот момент
снимается сигнал с датчика фрезы.
После поворота стола станка на угловой шаг между роликами происходит
касание следующей пары роликов с ножами и повторная подача сигнала.
Этот сигнал вновь используется для начала счета импульсов с датчика фрезы
на втором счетчике и для прекращения работы первого. Оператор должен
за время работы второго счетчика записать показания первого счетчика и
затем сбросить его показания, подготовив его к новому счету. Таким образом,
замыкания ножей роликами поочередно включают один из счетчиков и вы-
ключают второй.
Показания, записанные за полный оборот стола станка, обрабатывают
для получения ординат кривой кинематической погрешности станка. Обычно
из всех значений вычитается наименьшее из полученных и тем самым на-
ходятся ординаты кривой, в этом случае кривая имеет только положитель-
ные значения ординат.
Цена деления прибора определяется из формулы
360-3600
с —--------
ztzd 9
где z — число зубьев, на которое настраивается станок (за один оборот стола
фрезерная оправка сделает z оборотов);
i — передаточное отношение зубчатой передачи, связывающей фрезер-
ную оправку с валом (ротором) датчика;
zd — число зубьев датчика.
При i = 5 и гд = 240
1080
Как видно из приведенной формулы, при настройке станка на z = 108
зубьев цена деления с = 10 сек!имп, т. е. точность отсчета такого датчика
невысока. Для получения высокой цены деления надо настраивать станок
на большое число зубьев.
Более точным прибором, также использующим индуктивный принцип
работы датчика является установка для автоматического контроля кинема-
тической точности прецизионных зубофрезерных станков, спроектированная
ОКБ МС и ИП. Эта установка относится ко второй группе электроиндуктив-
ных приборов. В ней на оба вала, вращение которых сопоставляется, уста-
навливают индуктивные зубчатые датчики. На стол зубофрезерного станка
устанавливают датчик, диаметр венцов которого равен 1000 мм и число
зубьев гд1 = 1000, а на фрезерный шпиндель — датчик с диаметром венцов
75 мм и числом зубьев zd2 = 50.
В каждом датчике на вращающемся валу (рис. 11.167) закреплены два
зубчатых венца наружного зацепления 5 и S, а в неподвижном корпусе 2 —
два венца внутреннего зацепления 3 и 4. Зубчатые венцы наружного и
внутреннего зацепления имеют одинаковое число зубьев. В неподвижные
венцы 3 и 4 вложены катушки 6 и 7, включенные в дифференциальную схему.
Между вершинами зубьев неподвижных и подвижных венцов имеется ра-
диальный зазор. Венцы 5 и 8 расположены со сдвигом на половину шага,
поэтому при вращении вала относительно корпуса в тот момент, когда вер-
шины зубьев венца 5 приходятся против вершин зубьев венца 4, вершины
зубьев венца 8 расположены против впадин венца 3. В этот момент полное
сопротивление Z будет максимальным у катушки 6 и будет минимальным
у катушки 7.
При дальнейшем вращении вала 1 происходит увеличение полного сопро-
тивления катушки 7 и уменьшение его в катушке 6, Разность величин полных
501
сопротивлений катушек индуктивного зубчатого датчика определяют
с помощью высокочувствительной дифференциальной схемы (рис. 11.167, б).
В этой схеме: 1В и 2В — выпрямительные мостики; И — измерительный
прибор, в качестве которого может использоваться магнитоэлектрический
микроамперметр с нулем посередине шкалы и записывающее устройство;
иг = U2 — напряжения питания.
При нарушении равенства индуктивных сопротивлений катушек 6 и 7
появляется разбаланс схемы (/х =£ /2; Г\ =h /2) и через измеритель проте-
кает ток, величина и направление которого определяются разностью I г и /2.
Разность токов в зависимости от угла поворота вала изменяется по синусо-
идальному закону с периодом (zd — число зубьев венцов датчика).
Очевидно, что число нулевых значений разности токов на катушках за один
оборот вала будет 2zd. Однако для повышения точности отсчета используются
лишь zd нулевых значений, снимаемые при повторяющихся взаимных поло-
жениях зубьев венцов.
Рис. 11.167. Индуктивный зубчатый датчик ОКБ МС и ИП:
а — устройство датчика; б — электрическая схема датчика
Настройка контролируемой цепи на передаточное отношение z должна
обеспечивать целое число п, определяемое из соотношения
При zd2 — 1000, zdl = 50 величина z должна быть кратна 20, тогда
каждый импульс тихоходного датчика будет совпадать с n-м импульсом
быстроходного датчика.
Электрические импульсы, автоматически подаваемые датчиками, отсчи-
тываются по фазометрическому прибору или записываются на равномерную
движущуюся ленту1. По колебаниям величины рассогласования во времени
синусоидальных импульсов, подаваемых одним и другим датчиками, опре-
деляется величина кинематической погрешности станка.
1 При отсчете по фазометрическому прибору его цена деления оказывается равной
360-3600 1-296000 .
Сф — ——— = ——-------------сек)дел. фаз,
где — число делений шкалы фазометра, соответствующее полному сдвигу фазы рисок,
равному 360 электрических градусов.
72
При Чщх = 360 делениям Сф = — сек/дел.
502
В кинематомере К1М ЭНИМСа имеются два импульсных мелкозубых
датчика быстроходный с zdl = 900 или 1800, диаметром 100 или 150 мм
и тихоходный с zd2 = 3600, диаметром 260 мм. Имеющийся блок настройки
позволяет настраивать прибор на любое передаточное отношение от 1 : 1
до 1 : 999 и на фазометр поступают сигналы с равной частотой. Погреш-
ность измерения 0,8—1,2 сек.
В магнитоэлектрических приборах сопоставление двух вращательных
движений контролируемого механизма КМ осуществляется с помощью двух
датчиков импульсов и электронно-измерительного устройства. Датчики
импульсов МЭК-А и МЭК-Б состоят из дисков А и Б (рис. 168), наружная
цилиндрическая поверхность которых покрыта магнитньгм (никелево-ко-
бальтовым) слоем с записанными на нем магнитными «рисками» или же сину-
соидальным сигналом с определенным целым число волн по окружности и
магнитных головок МГ-А и МГ-Б, служащих для записи импульсов на дисках.
Электронно-измерительное устройство ЭИУ (рис. 11.168, а) представляет
собой электронный фазометр, измеряющий сдвиг фаз между импульсами
датчиков, установленных соот-
ветственно на входном и выход-
ном валах контролируемого ме-
ханизма. Чувствительность фа-
зометра зависит от количества
магнитных импульсов на диске А
или Б и передаточного числа
контролируемого механизма.
Магнитоэлектрические кинема-
томеры могут работать абсолют-
ным или разностным методом.
При абсолютном методе на
дисках А к Б предвари-
тельно записаны магнитные им-
--- КМ
/ положение
золовки МГ 6
/7 положение
головки МГ- Ь 5/
Рис. 11.168. Схема
МГ-А
I _________
ЗИУ
контроля прибором
мэк
пульсы, точность нанесения которых принимается эталонной. Отношение
количества импульсов на дисках А и Б должно соответствовать передаточ-
ному числу контролируемого механизма. Это необходимо для обеспечения
равенства числа импульсов, проходящих под магнитными головками за
один оборот выходного звена.
В случае контроля реального механизма фазовый угол между импуль-
сами изменяется по закону измеряемой кинематической погрешности. Этот
метод не получил большого распространения, так как он требует нанесения
образцовых импульсов на обоих дисках и количество этих импульсов зави-
сит от передаточного отношения механизма.
Требования к точности нанесения импульсов на одном из дисков исклю-
чаются вовсе, если используется разностный метод контроля. В этом случае
импульсы предварительно записываются только на одном из дисков, напри-
мер, диске А датчика МЭК-А. Диск Б не имеет записанных импульсов при
установке его на контролируемый механизм.
При работе механизма импульсы с датчика А считываются магнитной
головкой МГ-А (рис. 11.168) и через усилитель электронно-измерительного
устройства (ЭИУ) записываются магнитной головкой МГ-Б на диск Б. При
этом необходимо, чтобы передаточное число механизма было целым.
Импульсы на диске Б в результате наличия погрешностей в механизме
оказываются записанными неравномерно. Неравномерность записи соответ-
ствует закону изменения кинематической погрешности контролируемого
механизма. Однако при включении фазометра последний, несмотря на нали-
чие кинематической погрешности, будет показывать только незначительные
колебания фазы, которые могут вызываться нестабильностью работы кон-
тролируемого механизма и погрешностью самого кинематомера.
Для определения кинематической погрешности механизма магнитная
головка МГ-Б (или диск Б) повертывается на некоторый угол (рис. 11.168, б),
503
в результате чего кинематическая погрешность механизма перестает совпа
дать по фазе с записью этой погрешности на диске Б, При сочетании импуль-
сов с дисков А и Б появляется колебание фазового угла между ними. Колеба-
ния фазового угла между импульсами, фиксируемые фазометром электронно-
измерительного устройства, представляют собой разностную функцию,
которая характеризует кинематическую погрешность механизма.
Цена деления прибора (фазометра) определяется по формуле
1296 000
с ~ -----сек на одно деление,
ШмЯшк
где пА — число рисок на диске Л;
— передаточное число механизма;
дшк — число делений шкалы прибора, соответствующее полному сдвигу
фазы магнитных рисок, равному 360 электрическим градусам.
Кроме описанного разностного метода, осуществляемого с помощью
магнитоэлектрического кинематомера, выпускаемого серийно Челябинским
о инструментальным заводом, существует
Рис. П.169. Схема контроля прибором
IMO-S
разностно-двухдорожечный метод, схе-
ма которого показана на рис. 11.169.
Примером этого метода является при-
бор IMO-S, разработанный инж. К. Ште-
панеком и изготовляемый в Чехослова-
кии. В этом приборе датчик выходного
(тихоходного) звена // имеет две до-
рожки и две магнитные головки МГ-Б/
и МГ-Б2.
Перед контролем двухдорожечный
диск Б, свободно сидящий на выход-
ном валу контролируемого механизма
КМ, неподвижно с ним соединяется.
Импульсы диска А через неподвижно
установленную головку МГ-Б1 запи-
сываются на дорожку с погрешностями
механизма. Затем диск Б освобождает-
ся от выходного звена и соединяется
с корпусом контролируемого механизма, т. е. становится неподвижным.
Импульсы с диска А поступают через магнитную головку МГ-Б2, закреп-
ленную на выходном звене, на вторую дорожку, также осуществляют на ней
запись с погрешностями механизма, причем направление записей проти-
воположно. Затем осуществляют контроль, для этого диску Б, сво-
бодно сидящему на выходном валу, при помощи двигателя ЭД сообщается
относительно выходного звена дополнительное вращение с числом оборо-
тов п, превышающим число оборотов выходного звена механизма примерно
в 1000 раз. Во время контроля магнитная головка МГ-Б1 неподвижна, а
головка МГ-Б2 вращается вместе с выходным звеном.
В результате за один оборот выходного звена с головки МГ-Б1 погреш-
ность механизма поступает п раз, с головки МГ-Б2 (п—1) раз, если направ-
ление скоростей диска Б и выходного звена совпадают, или (п + О раз, если
направление скоростей не совпадает.
Частоты, снимаемые головками МГ-Б1 и МГ-Б2, пропускаются через
фазовый дискриминатор Д, в результате этого создается третье синусоидаль-
ное напряжение, частота которого соответствует разности частот двух исход-
ных напряжений и зависит только от вращения выходного звена. Рассогла-
сование фаз этого напряжения и напряжения, индуцируемого в головке
МГ-А, фиксируется фазометром Ф и передается на регистрирующий прибор.
С помощью фильтра, стоящего между фазометром и регистрирующим при-
бором, отсеиваются высокие частоты, связанные с вращением диска Б, и
тем самым устраняются ошибки на диске Б, внесенные при записи импульсов.
504
Погрешность измерения не превышает 0,5". Точно фиксируются как на-
копленная погрешность передачи, так и имеющие более высокую частоту
циклические погрешности.
Фотоэлектрические приборы основаны на преобразовании световых
потоков, проходящих через оптические меры, связанные с вращающимися
звеньями, в электрические сигналы, по разности амплитуд или фаз которых
определяют величину рассогласования сопоставляемых движений. В каче-
стве оптических мер могут применяться измерительные растры, дифракцион-
ные решетки, штриховые меры, кодовые решетки, шкалы длин волн и т. п.,
исследованные в работе А. В. Мироненко. В приборах для сопоставления двух
вращательных движений наибольшие применения получили радиальные
измерительные растры и дифракционные решетки.
Измерительные растры состоят из стеклянных диска и сектора, на кото-
г
Рис. 11.170. Схема фотоэлект-
рического датчика с радиаль-
ными измерительными растрами
рых нанесены темные непрозрачные штрихи с равномерным угловым шагом,
причем угловые шаги на диске и секторе равны.
Измерительный растровый диск 1 (рис. 11.170)
устанавливают на вращающееся звено, а инди-
каторный растровый сектор 2, осветитель 3
и фотоприемник.4 закрепляют на корпусе при-
бора. При повороте диска вместе с вращающим-
ся звеном суммарная прозрачность, а следова-
тельно, и освещенность поля за растровым
сопротивлением периодически изменяется. Све-
товой сигнал с помощью фотодиодов преоб-
разуется в фототок.
По разности величин фототоков, поступаю-
щих с фотодиодов с обоих вращающихся
звеньев, контролируют рассогласованность вращательных движений. При
использовании в качестве устройств образцовых перемещений дифракцион-
ных решеток — стеклянных пластин с выступами и впадинами с малым
шагом, сравниваемым с длиной волны света, может быть получена частота
изменения пропускания света в 2—6 раз больше, чем частота решетки [68].
Разрез дифракционной пропускающей решетки показан на рис. 11.171.
Световые волны, проходя через выступы и впадины решетки, сдвигаются
по фазе. Сдвиг фаз световых волн определяется по формуле
x = ^(»-D,
где d — высота выступов;
Хо — длина волны в пустоте;
п — показатель преломления.
Датчик, состоящий из двух фазовых дифракционных решеток, имеющих
прямоугольный профиль осветителя и фотодиода, дан на рис. 11.172. Пло-
ский волновой фронт Фх (рис. 11.172, б) преобразуется решеткой Рг в сту-
пенчатый фронт Ф2. Если высоту рельефа решетки d и коэффициент прелом-
ления и стекла заготовки подобрать с таким расчетом, чтобы волновой фронт
решетки имел выступы величиной то при взаимодействии решетокРг и Р2
фазы волнового фронта складываются или вычитаются. Волновой фронт,
проходящий через обе решетки, при совпадении выступов одной решетки
со впадинами другой спрямляется, а при совпадении выступов с выступами
деформируются на величину X. В обоих случаях пропускание максимальное.
В случае положения решеток, когда выступы перекрывают впадины на
величину q/4 (q — шаг решетки), волна имеет ступенчатый фронт. Тогда при
дифракции нулевого порядка (при прямом прохождении света) в результате
интерференции света получается минимальная освещенность. Таким обра-
зом, частота изменения коэффициента пропускания звена с дифракционными
решетками равна удвоенной частоте решеток, что позволяет значительно
повысить точность отсчета рассогласования.
505
Известны несколько конструкций приборов, основанных на вышеописан-
ных методах. Научно-исследовательский и проектно-технологический ин-
ститут (НИИПТМАШ, г. Краматорск) разработал приборы типа КН-3 и КН-6
для измерения кинематической точности зубофрезерных и зубошлифоваль-
ных станков.
Рис. П.171. Дифракционная
измерительная решетка
в разрезе
Рис. 11.172. Схема фотоэлектрического датчика с дифрак-
ционными решетками:
а — схема датчика;' б — схема преобразования световой волны,
проходящей через дифракционные решетки
Схема фотоэлектрического датчика кинематомера КН-3, устанавливае-
мого на столе зубофрезерного станка (тихоходном зйене), показана на
рис. 11.173. К вращающемуся столу станка крепится плита /, на которой
расположен фланец 2 с центрирующим
конусом. Осевое и радиальное положе-
, \...................ние конуса регулируется с помощью
Рис. 11.173. Фотоэлектрический датчик
кинематомера КН-3, устанавливаемый на
тихоходном звене:
а — схема датчика; б — рычажная система
крепления датчика
специальных винтов, ввернутых во
фланец и упирающихся в плиту /. На
центрирующий конус насажен и за-
креплен с помощью винта 4 шпиндель
3, в верхней своей части несущий тра-
версу с фотодиодами 10 и осветите-
лями 15,
На шпинделе при помощи подшип-
ников качения установлен стакан 16
с двумя стеклянными дисками 8 и 14,
на которых нанесено по 5040 радиаль-
ных штрихов. Между фотодиодами 10
и осветителями 15 размещены решетки
с 40—60 штрихами, согласованными
со штрихами, нанесенными на диске.
На стакане 16 также с помощью под-
шипников качения подвешена плита 5,
несущая фотодиоды 6 и осветители 9.
Плита 5 фиксируется в положении,
соосном оси стола, с помощью шарнир-
ного устройства 7, два рычага которого
установлены на планке, жестко связан-
ной со стойкой станка (рис. 11.173,6).
При работе прибора верхние освети-
тели и фотодиоды вращаются вместе
со шпинделем, а нижние — неподвиж-
ны. Диски 8 и 14 приводятся во вра-
щение ременной передачей от электродвигателя 17. При этом в фотодиодах
возникает ток, меняющийся примерно по синусоидальному закону. Запись
показаний производится с помощью самописца 11 и 12. Один период измене-
ния тока соответствует повороту диска на один шаг штрихов.
506
Частота тока на нижних фотодиодах
/1 = knd,
где k — число штрихов на диске;
пд — число оборотов диска в сек.
Частота тока в верхних фотодиодах
fi = k (па — пс),
где пс — число оборотов стола станка в сек (диски и стол вращаются в одну
сторону).
Напряжения с частотами и /2 подаются на электронный смеситель ча-
стот, на выходе которого возникает напряжение с разностной частотой fp =
= fl— f 2 = ktlc.
Последнее сравнивается по фазе с опорным напряжением такой же ча-
стоты, подаваемым с датчика, установленного на быстроходном звене (на
фрезерном шпинделе). В качестве этого датчика в приборе КН-3 при-
менен индуктивный зубча-
тый датчик (см. рис. 11.166).
В приборе, разработан-
ном Вильнюсским филиалом
ЭНИМС, датчиком стола
является фотоэлектрический
датчик (диск с пазом, освети-
тель и фотодиод), а датчиком
фрезы индукционный зубча-
тый. Функциональная схема
кинематомера КН-3 при конт-
роле кинематической цепи 1
показана на рис. II.174. Вы-
ходные напряжения датчи-
ков 2 и 3 поступают в уси-
Рис. 11.174. Функциональная схема кинематомера КН-3
лители-ограничители первого канала 4 и второго канала 5 фазометра,
где они преобразуются в колебания прямоугольной формы.
Затем сигналы попадают в синхронизированные мультивибраторы 7 и 8,
с помощью которых увеличивается крутизна фронтов напряжения и обеспе-
чивается равенство их амплитуд, независимо от амплитуды поступающих
сигналов. В канале датчика фрезы имеются два электронных делителя 6 и 9
с кратностью деления 1 : 2.
При необходимости деления на два числа импульсов, поступающих с дат-
чика фрезы во II канал, переключателем вводится делитель 6, а при необ-
ходимости деления на 4 — делители 6 и 9 последовательно. Из мультивибра-
торов 7 и 8 напряжения подаются в дифференцирующий и распределитель-
ный блок 10.
Проходя через блок 10, напряжения подаются в фазоизмерительные
триггеры 11 и 12, откуда — в катодные повторители 13 и 14, а затем —
в блоки 15 и 16 усиления постоянного тока. Далее для получения сигналов
достаточной мощности напряжения поступают в выходные усилители 17 и 18
и оттуда — в самопишущий прибор 20. В приборе имеется отметчик 19 числа
оборотов стола станка, с помощью которого на диаграмме наносятся метки
для каждого целого оборота стола. Погрешность измерения прибором не
превышает 1 сек.
Оптические приборы сравнительно редко применяют для кинематического
контроля согласованности двух вращательных движений, так как с их по-
мощью трудно определить угловые положения валов в процессе непрерыв-
ного движения.
Одной из фирм был применен оптический метод кинематического контроля
станка, основанный на использовании круговой шкалы теодолита. На быстро-
го
Рис. 11.175. Схема контроля методом
фотографирования шкалы теодолита:
1 — быстроходный вал; 2 — тихоходный вал;
3 — микроскоп нониуса угловой шкалы
ходной оси станка устанавливали контактное кольцо, которое создавало
8—12 замыканий за оборот этого вала (рис. П.175).
На столе тйхоходного вала закрепляют штатив теодолита, а поворотную
алидаду с трубой закрепляют неподвижно относительно станины станка.
На отсчетном микроскопе нониуса угловой шкалы закрепляют кинокамеру,
которая может фиксировать шкалу нониуса и отсчетный индекс. Использо-
ванный в теодолите нониус не требует
каких-либо перемещений или совмеще-
ний для выполнения отсчета. Замыка-
ния контакта на быстроходном валу
вызывают кратковременную вспышку
безынерционной лампы, освещающей
нониусную шкалу, фотографируемую
на один кадр кинопленки. До второго
замыкания контакта происходит смена
кадра в киноаппаратуре и подготовка
его к следующей съемке.
После отснятия всех кадров, число
которых равно (8—12) г, где г — пере-
даточное число, на которое настраи-
вается контролируемый станок, пленка
проявляется, и для каждого углового
положения стола станка рассчитывают разность показаний и номинального
угла поворота.
Погрешность измерения зависит от величины отсчета по нониусу, непо-
стоянства угловых поворотов быстроходного вала между замыканиями и от
других случайных погрешностей. Общая погрешность составляет несколько
угловых секунд.
Сейсмические приборы служат для измерения неравномерности вращения
отдельных звеньев механизма, а также для сопоставления двух вращатель-
ных движений. При измерении неравномерности вращения одного из звеньев
Рис. 11.176. Контроль с помощью двух сейсмических датчиков:
а — схема контроля; б — индукционный преобразователь; в — индуктивный преобразователь; 1 и 3 —
сейсмические датчики; 2 и 4 — валы, движение которых сопоставляется; 5 и 10 — усилители несущей
частоты; 6 — смеситель; 7 и 9 — регистраторы при контроле неравномерности вращения отдельных
валов; 8 — регистратор разности
в комплект прибора входят сейсмический (торсиометрический) датчик,
устанавливаемый на контролируемом звене, усилитель несущей частоты и ре-
гистратор, а при контроле согласованности вращения — соответственно два
датчика, устанавливаемые на сопоставляемых звеньях (рис. 11.176, а),
два усилителя, смеситель, служащий для получения разности сигналов, и
регистратор. Конструкция сейсмических датчиков основана на использова-
нии свойства инерции тела.
Если внутри жесткого корпуса находится некоторая масса М, подвешен-
ная таким образом, чтобы она могла свободно вращаться вокруг вертикаль-
508
ной оси, и корпус приводится в состояние равномерного вращательного дви-
жения вокруг вертикальной оси, то после некоторого периода разгона,
в результате которого движение приобретает установившийся характер,
корпус и масса будут вращаться с одинаковой угловой скоростью. В этих
условиях масса М находится в состоянии покоя относительно корпуса все
время, пока угловая скорость вращения корпуса остается неизменной.
При нарушении равномерности вращения корпуса масса М выйдет из
состояния покоя относительно корпуса и повернется вокруг вертикальной
оси на угол, величина которого зависит от величины ускорения. Амплитуда
смещения массы М относительно корпуса пропорциональна амплитуде
колебаний его угловой скорости. Если эти колебания будут происходить
с определенной частотой, равной собственной частоте колебаний массы или
превышающей ее, то и колебания массы М будут происходить с той же ча-
стотой.
Перемещения массы М преобразуются в электрический сигнал и после
усиления подаются при измерении неравномерности отдельных звеньев
механизма на показывающий либо записывающий прибор, а при контроле
согласованности двух вращений — в смеситель,‘а из него в регистратор.
В последнем случае оба датчика должны иметь одинаковую частототу соб-
ственных колебаний масс и одинаковое демпфирование.
Точность измерения относительных перемещений зависит от правильности
настройки обоих датчиков (при настройке учитываются размеры приборов,
передаточное отношение между проверяемыми звеньями и др.) и от точности
регулировки электронной аппаратуры, особенно усилителей несущей ча-
стоты. Сейсмические приборы разрабатываются в СССР, ФРГ, Японии.
В Советском Союзе подобная аппаратура впервые была разработана
Московским институтом электронного машиностроения (МИЭМ) совместно
с Коломенским заводом тяжелого станкостроения для контроля зубофрезер-
ных станков (разработка производилась доц. С. И. Цейтлиным при участии
автора).
Аппаратура выполнена в двух вариантах: индукционная торсиометри-
ческая и индуктивная торсиометрическая.
Индукционная торсиометрическая аппаратура состоит из низкочастот-
ного торсиометрического датчика угловых колебаний (рис. 11.176, б) с индук-
ционным преобразователем, электронного усилителя прямого усиления и
регистратора. Эта аппаратура измеряет непосредственно скорость угловых
колебаний. При необходимости измерить собственно угловые колебания
последовательно с усилителем включается схема однократного интегрирова-
ния.
Конструктивно датчик выполнен в виде сбалансированного относительно
оси маятника, который соединен с основанием трехпружинным плоским шар-
ниром. Маятник представляет собой коромысло, на концах которого укреп-
лены два массивных постоянных магнита цилиндрической формы. Полюса
магнитов располагаются внутри катушек, установленных неподвижно
в магнитопроводах из мягкой стали, замыкающих магнитный поток. Четыре
многовитковые катушки, намотанные тонким изолированным медным про-
водом, включены в схему таким образом, что напряжения, индуцируемые
при поворотах маятника, суммируются, а напряжения от поступательных
перемещений маятника, которые могут возникнуть вследствие недостаточной
жесткости или виброустойчивости пружинного шарнира, взаимно вычи-
таются.
Трехпружинный плоский шарнир представляет собой три плоские пру-
жины, перекрещивающиеся под 120° друг к другу. Внешние концы пружин
заделаны в неподвижной обойме, установленной в корпусе, а внутренние —
в подвижной обойме, в которой укреплена ось коромысла. Такая конструк-
ция обеспечивает неподвижность оси вращения при полном отсутствии тре-
ния в опорах, а также создает силу, необходимую для поддержания ста-
бильности частоты собственных колебаний массы. Однако трехпружинный
509
шарнир в отличие от широко распространенного двухпружинного кресто-
образного шарнира требует более тщательной сборки, для достижения пере-
сечения трех пружин по одной прямой. Собственная частота маятника
в индукционном датчике МИЭМ равна 0,35 гц. Демпфирование маятника
осуществляется вследствие вихревых токов, индуцируемых в латунных кар-
касах катушек.
Индуктивная торсиометрическая аппаратура состоит из низкочастотного
индуктивного торсиометрического датчика, усилителя несущей частоты,
детектора и регистратора. Индуктивные катушки датчика включены в мосто-
вую схему. Сигнал моста с помощью делителя подается на усилитель несущей
частоты, затем на детектор и далее на регистратор.
В макетном образце аппаратуры МИЭМ индуктивный преобразователь
был установлен в том же датчике, что и индукционный, что давало определен-
ные преимущества при сравнительных испытаниях обеих схем.
В датчике симметрично относительно оси коромысла размещены две
катушки с Ш-образным сердечником (рис. 11.176, в), набранным из трансфор-
маторной стали. В воздушном промежутке датчика располагается якорь,
прикрепленный жестко к коромыслу. Для повышения чувствительности
датчика якорь выполнен составным из двух пластинок, железной и медной.
Катушки питаются переменным током. Вхождение железной пластинки
в зазор приводит к увеличению коэффициента самоиндукции катушки и,
следовательно, ее индуктивного сопротивления. Медная же пластинка,
наоборот, экранирует переменное магнитное поле и тем’ самым при вхожде-
нии в зазор уменьшает коэффициент самоиндукции и индуктивное сопро-
тивление катушки. Таким образом, составной якорь обеспечивает как бы
суммирование чувствительностей датчиков с железным и медным яко-
рями.
Помимо индуктивных плеч, мост содержит омические плечи в виде
переменного сопротивления, которое служит для начальной баланси-
ровки.
Вследствие асимметрии моста в результате паразитных емкостей в обмот-
ках питающего трансформатора и кабельной линии полная балансировка
не может быть достигнута регулировкой одних только омических плеч, а
потому в схему включены дополнительные подстроечные конденсаторы.
Питание моста осуществляется переменным током частотой 500 гц от RC-
генератора.
Двухламповая схема задающего генератора отличается от обычных схем
этого типа включением нелинейно отрицательной обратной связи, особен-
ность которой состоит в том, что в результате включения в цепь неоновой
лампы эта цепь разомкнута при малых сигналах и не препятствует раскачке
генератора. Когда же напряжение достигает заданного уровня, неоновая
лампа зажигается и цепь отрицательной обратной связи оказывается замкну-
той, чем достигается стабилизация напряжения сигнала задающего генера-
тора. Модулированный сигнал моста поступает на двухкаскадный усилитель
с реостатно-емкостной связью.
Демодуляция осуществляется фазочувствительным кольцевым детекто-
ром. Выходной сигнал детектора, воспроизводящий измеряемые угловые
колебания, подается на вход регистратора. В качестве регистратора был
использован двухперьевой чернилопишущий кардиограф типа ЭЛКАР-3
Ленинградского завода «Красногвардеец», модернизированный в соответ-
ствии с конкретными особенностями торсиометрической измерительной
схемы.
Рабочие диапазоны действующего макета аппаратуры: частотный 0,7—
80 гц\ амплитуда угловых колебаний 0,05"—2,5"; амплитуда угловых ско-
ростей 0,035—2,5 угл. мин/сек. Погрешность измерения амплитуды до 10%
от диапазона. Чувствительность регистратора угловых колебаний составляет
20 мм!угл, сек.
510
ПРИБОРЫ ДЛЯ СОПОСТАВЛЕНИЯ ВРАЩАТЕЛЬНОГО
И ПОСТУПАТЕЛЬНОГО ДВИЖЕНИЙ
Во многих случаях практики кинематические цепи имеют в качестве
конечных звеньев системы, одна из которых совершает вращательное дви-
жение, а вторая — поступательное, причем их движения должны быть строго
согласованы:
$вм ” (флц)*
Для контроля согласованности поступательного движения с враща-
тельным движением ведущего вала срвщ применяются приборы и устройства,
использующие те же способы осуществления образцового движения, что
и в рассмотренном выше случае контроля согласованности двух вращатель-
ных движений.
Механические приборы применяются
для контроля согласованности движений
звеньев механизмов и передач как при
Фви4 2л, так и при срвщ > 2л. К первым
следует отнести прибор БВ-794, разрабо-
танный Семеновой Л. М. в Бюро взаимоза-
меняемости для контроля цепи дифферен-
циала зубофрезерного станка 5373 и осно-
ванный на ленточной схеме (рис. 11.177).
В центре 1 станка устанавливается оправ-
ка 2 с точно аттестованным диском 5.
К диску прикреплена тонкая стальная
лента 4 толщиной 0,15 мм, обвивающая его
на 0,6—0,8 оборота. Второй конец ленты
шарнирно закреплен в специальной стяжке
5, в которой перпендикулярно плоскости
первой ленты закреплена вторая лента 6,
огибающая ролик 7, вращающийся в опо-
рах кронштейна S, неподвижно закреплен-
ного на станине станка. Конец ленты 6
плунжеру 9, легко перемещающемуся в
Рис. 11.177. Схема ленточного при-
бора для контроля цепи дифферен-
циала зубофрезерного станка
прикреплен к измерительному
корпусе 10. Корпус плунжера
неподвижно закреплен на поступательно движущихся салазках 12 фре-
зерного суппорта. Пружина 13 создает натяжение ленты. Усилие пружины
регулируется гайкой 14.
В торец плунжера упирается отсчетная головка или индуктивный дат-
чик 11, связанный с электросамописцем, которые служат для фиксации
движения плунжера относительно фрезерного суппорта, вызванного рас-
согласованием двух сравниваемых движений. Станок настраивается так,
чтобы в работе участвовали только те звенья цепи, которые образуют винто-
вую поверхность на зубчатом колесе. Для этого производится настройка
гитары дифференциала и гитары деления. Скоростная цепь стопорится.
Параметры колеса, на которые настраивается станок при контроле цепи
дифференциала, должны выбираться таким образом, чтобы они удовлетво-
ряли следующему равенству:
dK + s —
mnz
sin р ’
где dK — диаметр аттестованного диска в мм\
s — толщина стальной ленты в мм\
тп — нормальный модуль;
. Р — угол наклона зуба на делительном цилиндре.
В качестве самописца используется электросамописец БВ-662к, привод
бумаги в котором осуществляется сельсинной передачей от родного из вали-
ков станка. Макет подобного прибора был разработан, изготовлен и испытан
511
применительно к станку 5Д32 завода «Комсомолец». Испытания макета
прибора показали, что вариация показаний прибора составляет 5—6 мкм.
Прибор, несмотря на простоту конструкции, не может служить для
высокоточных измерений вследствие технологических трудностей, связан-
ных с довольно точной выверкой ленты на параллельность направляющим
поступательно движущегося звена в двух направлениях, с вибрацией ленты,
а также с необходимостью тщательной установки и точной аттестации диа-
метра диска относительно большого размера.
К механическим приборам, контролирующим согласованность движений
при <р > 2л относятся приборы, основанные на методе сравнения перемеще-
ний поступательно движущегося звена механизма с поступательными пере-
мещениями гайки, движущейся по образцовому винту. Пример применения
подобного метода ЦНИИТМАШем показан на рис. 11.178 для случая кон-
троля цепи подачи зубофрезерного станка. В центре стола 1 станка уста-
навливается и закрепляется образцовый ходо-
вой винт 2 с небольшим шагом (2—4 мм), на
котором монтируется гайка 3. Гайка 3 предо-
храняется от поворота шпонкой 4, выполнен-
ной в виде стержня, перемещающегося по
продольному пазу планки 5, прикрепленной
к суппорту 6. На этом же суппорте закреплен
кронштейн с отсчетным устройством 7 с ценой
деления 1—2 мкм. Цепь поДачи станка настраи-
вается на величину, равную шагу образцового
винта. При вращении стола и вместе с ним
ходового винта гайка получает образцовое
поступательное перемещение. Разность вели-
чин перемещений суппорта и гайки, характе-
ризующая погрешность цепи подачи станка,
фиксируется отсчетным устройством 7.
Применение подобного метода позволяет по-
лучать непрерывную функцию ошибок цепи
длине хода фрезерного суппорта. Однако этот
6 5 4 7
Рис. 11.178. Схема контроля по
образцовому винту
подачи на значительной
^2
1
метод, несмотря на его простоту, имеет ряд существенных недостатков,
ограничивающих его применение.
Образцовый винт должен обладать высокой точностью и жесткостью.
Для обеспечения жесткости его диаметр должен составлять не менее 60 мм
при длине 1000 мм, а для сохранения точности винта должны соблюдаться
особые условия при его хранении и транспортировке, предохраняющие его
от деформаций.
Необходим точный монтаж винта и направляющих для шпонки гайки
на станке. Устранение радиального биения винта и его перекоса на станке,
а также обеспечение строгого поступательного перемещения гайки, при
отсутствии хорошо развитых направляющих, представляет большие труд-
ности. Гайка должна быть центрирована и нагружена осевой силой, обеспе-
чивающей ее работу лишь по одной стороне витков. Измерительная головка
должна быть укреплена на жестком кронштейне и максимально приближена
к оси винта, для того чтобы устранить влияние переменных перекосов
стержня 4.
Необходимо соблюдать жесткий температурный режим при контроле
станка, так как линейные изменения размеров образцового винта непосред-
ственно будут сказываться на результатах измерения.
Все перечисленные источники погрешностей создают общую погрешность
метода в несколько мкм.
Стробоскопические приборы основаны на использовании стробоскопи-
ческого эффекта при отсчете показаний. Один из способов реализации эффекта
заключается в том, что движущаяся стрелка отсчетного прибора кажется
наблюдателю неподвижной, если прибор освещается импульсной лампой
512
га мгновение, в которое должен быть зафиксирован отсчет. Фиксация поло-
жения неподвижной стрелки возможна вследствие способности глаза сохра-
нять на некоторое время исчезнувшее изображение.
Макет прибора, основанного на этом методе, был разработан в
ЦНИИТМАШе для контроля цепи подачи зубофрезерного станка. В каче-
стве отсчетного прибора, устанавливаемого на фрезерном суппорте, был
использован механизм индикатора часового типа, в котором зубчатая рейка
была заменена лентой 4 (рис. 11.179), а шестерня, сцепляющая с рейкой,
заменена гладким цилиндром — роликом 3. Лента 4 натянута параллельно,
движению суппорта 2 и прикреплена к станине 7, а весь остальной механизм
индикатора прикреплен к суппорту 2. Лента 4 прижимается к ролику 3
плоской пружиной. При движении суппорта ролик 3 катится по ленте 4 без
скольжения и передает вращение через
пару зубчатых колес стрелке 5. На
столе 8 станка установлен кулачок 6,
который за каждый оборот стола замы-
кает контакты 7, действующие на им-
пульсную лампу, дающую кратковре-
менные вспышки.
Помимо визуального наблюдения
за положением стрелки, ее можно
фиксировать относительно циферблата
с помощью фотоаппарата. В этом слу-
чае импульс в момент замыкания кон-
тактов должен передаваться на затвор
фотоаппарата, а циферблат должен быть
освещен постоянно.
Описанный метод позволяет непо-
средственно отсчитывать величины от-
клонений и автоматизировать при необ-
ходимости процесс снятия показаний;
измерять погрешности перемещения по-
Рис. 11.179. Схема фрикционно-стрелоч-
ного прибора со стробоскопическим от-
счетом
ступательно движущегося звена отно-
сительно любого вращающегося звена цепи механизма. Однако вследствие
возможности проскальзывания между лентой и роликом, этот метод не может
использоваться для весьма точных измерений, а также при больших скоро-
стях движения поступательно движущегося звена.
Электроиндуктивные приборы служат для сопоставления двух враща-
тельных движений и основаны на применении в качестве узлов образцовых
перемещений индуктивных зубчатых датчиков.
Электроиндуктивные приборы для сопоставления вращательного и по-
ступательного движений пока еще на нашли практического применения, но
они могут быть созданы, так как в настоящее время известны индуктивные
датчики как угловых, так и линейных перемещений.
Вероятно, приборы для сопоставления вращательного и поступательного
движений могут быть также двух видов: со счетчиками импульсов и с запи-
сывающим устройством.
В обоих случаях на вращающееся звено должен устанавливаться выше-
описанный круговой индуктивный зубчатый датчик, выполненный по одной
из схем, приведенных на рис. 11.166 и 11.167, а, а на поступательно движу-
щееся звено — индуктивный датчик линейных перемещений, спроектирован-
ный по одной из схем, показанных на рис 11.180 и 11.181. В датчике
(рис. 11.180) якорь 7, связанный с поступательно движущимся звеном, и
полюсные наконечники 2, неподвижно укрепленные в корпусе, имеют зубцы
прямоугольной формы. Зубцы на соседних наконечниках располагаются со
сдвигом на 0,5 шага нарезки, т. е. при совпадении зубцов одного наконеч-
ника (например, верхнего) с зубцами якоря, зубцы нижнего наконечник?
находятся напротив впадин.
17 В. П. Коротко»
51
При перемещении якоря 1 на выходе преобразователя получается изме-
нение значений тока по закону, близкому к синусоидальному.
Нулевые значения тока повторяются дважды через каждый шаг нарезки.
При работе прибора со счетчиком импульсов на него должны подаваться
сигналы в момент нулевого значения тока, а при работе с самописцем —
синусоидальные импульсы должны записываться на равномернодвижущейся
ленте одновременно с сигналами от кругового зубчатого датчика.
По колебаниям величины рассогласования во времени синусоидальных
импульсов, подаваемых одним и другим датчиками, определяется величина
рассогласования вращательного и поступательного движений звеньев меха-
низма.
Рис. 11.180. Схема магнитной
цепи индуктивного зубчатого
* датчика
Рис. 11.181. Схема магнитной цепи
винтового индуктивного датчика
На рис. 11.181, а представлена схема магнитной цепи, а на рис. II. 181, б
конструктивная схема линейного винтового индуктивного датчика, разра-
ботанного СКБ-3 и Одесским заводом фрезерных станков им. Кирова. Винто-
вой датчик является дальнейшим развитием вышеописанного датчика с зуб-
чатыми якорем и наконечниками.
В преобразователь входят якорь /, имеющий форму винта, и два сердеч-
ника 2, выполненные в виде гаек и жестко связанные между собой. На их
полюсные наконечники надеты катушки zx\ zf, z2 и z^. Между винтовыми
зубцами якоря и сердечников имеется воздушный зазор, который изменяется
по величине для каждой рассматриваемой точки при вращении якоря или
при перемещении якоря вдоль его оси, так же как и при перемещении сердеч-
ников вдоль оси якоря. Шаг S нарезки зубцов везде одинаков, сердечники 2
сдвинуты относительно друг друга на половину шага нарезки.
Все это позволяет измерять линейное перемещение в направлении оси
якоря. Линейное перемещение, меньшее по величине, чем шаг нарезки,
контролируется по лимбу <3. Лимб можно заменить индуктивным круговым
датчиком, измеряющим угловые перемещения в пределах 360°.
Подключив датчик линейных перемещений, так же как и круговой индук-
тивный датчик к счетно-измерительной электрической схеме, можно контро-
лировать рассогласованность поступательно движущегося и вращающегося
звеньев.
Датчик линейных перемещений, показанный на рис. 11.181, а и б приме-
няется в настоящее время в системах программного управления перемеще-
ниями рабочих органов металлорежущих станков (порядок контролируемых
перемещений — до 1 м, точность контроля — до 1 мкм.) Вследствие неточ-
ности изготовления винтовых зубцов якоря и сердечников возникает погреш-
ность измерения внутришагового перемещения. Эта погрешность сводится
к минимуму при применении сердечников 1 и 2 с углом охвата 360°
(рис. П.182), так как все участки зубцов якоря 3 и сердечников 1 и 2 все
514
Рис. 11.182. Схема магнитной цепи винтового
индуктивного датчика с полноохватным сердеч-
ником
время находятся в рабочей зоне и постоянно влияют на распределение маг-
нитных потоков, пронизывающих якорь и сердечники с расположенными
в них обмотками zx и z2.
Таким образом, неточность изготовления отдельных зубцов суммируется
в постоянную для данного преобразователя величину погрешности, которую
нетрудно скорректировать.
Магнитоэлектрические приборы основаны на измерении сдвига фаз между
импульсами, поступающими от двух датчиков, возникающими в результате
наличия в контролируемом механизме кинематической погрешности.
Датчики, устанавливаемые на вращающихся звеньях, состоят из дисков,
наружная цилиндрическая поверхность которых имеет магнитный слой
с нанесенными на него импульсами, и магнитных головок, служащих для
записи и чтения этих импульсов. Сдвиг фаз между импульсами измеряется
электронным фазометром. При контроле согласованности поступательного
и вращательного движений вместо
одного из дисков необходимо
иметь линейку с записанным на
нее переменным магнитным полем
в виде рисок или- синусоидальной
кривой с постоянной частотой и
амплитудой. Расстояние между
рисками и длины волн, записан-
ных на диске и линейке, должны
соответствовать передаточному от-
ношению контролируемого меха-
низма.
Например, если на линейке
длина записанной волны равна
0,1 л/л<, а передаточное отношение
механизма равно 5 мм на оборот, то на диске диаметром 500 мм необходимо
иметь 50 рисок или запись с длиной волны 31,4 мм. Описанный метод пока
еще не нашел практического применения.
Институтом ВУОСО (Чехословакия) разработан метод контроля согла-
сованности поступательного и вращательного движения с применением двух
магнитоэлектрических датчиков, из которых один получает вращение через
ролик, катящийся по оправке, закрепленной в центрах станка (рис. П.183).
Фотоэлектрические приборы для сопоставления вращательного и по-
ступательного движений основаны на тех же методах, что и приборы
для контроля согласованности вращательных движений, а именно на пре-
образовании светового потока, проходящего через измерительные растры
либо дифференциальные решетки, связанные с контролируемыми звень-
ями, — в электрические сигналы. По разности амплитуд или фаз этих сиг-
налов судят о величине рассогласованности движений.
Устанавливаемый на вращающееся звено фотоэлектрический датчик,
а также электрическая система сравнения сигналов аналогичны описанным
выше (рис. II. 170), а на поступательно движущееся звено устанавливается
датчик, в котором круговые измерительные растры и дифракционные ре-
шетки заменены на линейные.
Оптические приборы для сопоставления вращательного и поступатель-
ного движений основаны на методах оптического совмещения штрихов
и нониусного фотографирования.
Метод оптического совмещения штрихов впервые предложен в СССР
проф. В. П. Коротковым. Сущность метода заключается в том, что к посту-
пательно движущемуся фрезерному суппорту прикрепляется стеклянная
линейка 1 (рис. II, 184, а) с равномерно расположенными штрихами,
например через 1 мм, освещаемая направленным пучком света.
На вращающемся столе станка устанавливается марка 5 в виде штриха
на стеклянной поверхности, также освещаемая направленным пучком света.
515
На неподвижную часть станины между фрезерной кареткой и столом
станка монтируется оптический прибор, один из объективов 2 которого напра-
влен на шкалу линейки /, а второй объектив 4 — на штрих марки 5 в момент
ее прохождения через продольную плоскость станка. Изображение гори-
зонтального штриха линейки /,пройдя через призму 6 (рис. II. 184, б), попадает
на экран со штрихами, находящийся в поле зрения окуляра 3. На этот же
экран проектируется марка с вертикальным штрихом, которая, проходя
через продольную плоскость станка, отражается через призмы 7 и 8. Призма 6
поворачивает изображение штриха так, чтобы оно составляло некоторый
угол (в пределах 10—30°) с горизонтальным изображением штриха марки 5.
Таким образом, в процессе контроля станка в некоторый период времени
видны два пересекающихся штриха, непрерывно движущиеся в поле зрения
окуляра 3.
Для проверки станка он настраивается так, чтобы величина подачи фре-
зерного суппорта за оборот стола была равна (или в целое число раз больше)
Рис. 11.183. Схема преобразования поступательного
движения во вращательное
интервалу деления шкалы 1.
При строгом согласовании
перемещения фрезерной ка-
ретки и вращения стола
штрихи двигаются по экрану
совместно, с равной скоро-
стью, и точка пересечения
штрихов проходит по верти-
кальной линии перекрестия
экрана, видимого в окуляр.
При наличии рассогласо-
вания в поступательном и
вращательном движении один
из штрихов отстанет и точка
пересечения двух штрихов
сдвинется на экране вправо
или влево. Величина сдвига в одну из сторон оказывается увеличенной по
сравнению с действительным забеганием или отставанием штриха как
в результате оптического увеличения прибора, так и вследствие наклона
штриха.
Снятие показаний производятся каждый раз в момент совпадения гори-
зонтального штриха с горизонтальной линией перекрестия экрана
(рис. II. 184, в). На горизонтальной линии перекрестия нанесены деления
с интервалом а — 0,04 мм. Отсчет показаний прибора производится по точке
пересечения горизонтального и наклонного изображения штрихов.
Расчет цены деления с шкалы экрана при различных наклонах изображе-
ния штриха линейки производится по формуле
где а = 0,04 мм — интервал между делениями горизонтальной шкалы;
а = И 4-29° — угол наклона изображения;
k2 — увеличение объектива 2.
При имеющемся в приборе увеличения объектива k2 = 3,9 цены деления
равны 2, 3, 4 или 5 мкм при углах, показанных на рис. 11.184, в.
Для того чтобы изображения марки-штриха и штриха линейки двигались
по экрану с одинаковой скоростью, необходимо соблюдать условие
k2s = £42л/?,
где k2 и k4 — увеличения объективов 2 и 4;
s — интервал делений линейки 1 и
7? — радиус установки марки-штриха, т. е. расстояние штриха от
оси вращения стола.
516
Из этого условия определяется радиус установки /?, который обеспе-
чивается с помощью концевых мер длины
Г) .
к £42л •
Практическая проверка прибора в ЦНИИТМАШе показала, что уста-
новку марки-штриха можно производить без плиток, добиваясь совместного
прохождения обоих штрихов по полю экрана.
Испытания прибора показали, что вариация показаний не превышает
одного деления шкалы экрана. Погрешность сборной стеклянной линейки
на длине до 1000 мм может быть выдержана в пределах ±3 мкм. Таким
образом, общая погрешность контроля цепи подачи станка не будет пре-
восходить ±5 мкм.
Рис. 11.184. Метод оптического совмещения штрихов:
а — схема установки прибора на зубофрезерном станке; б — оптическая схема прибора
для совмещения штрихов; в — шкала экрана, видимая в окуляре прибора
Метод, основанный на оптическом совмещении штрихов, может быть также
использован для контроля резьбошлифовальных станков, ходовых винтов
и т. п. Для этого вместо марки-штриха на вращающейся детали должен быть
установлен круговой лимб с делениями, равномерно расположенными по
окружности. Для проверки необходимо, чтобы на шаге винта укладывалось
целое число делений линейной шкалы, а на лимбе имелось кратное число
делений.
Метод нониусного фотографирования разработан Национальной физи-
ческой лабораторией Англии и служит для проверки точности кинематиче-
ской цепи винторезных и зубофрезерных станков. Этот метод заключается
в фотографировании делений эталонной (рис. 11.185, а) шкалы 4, связанной
с поступательно перемещающимся суппортом 3, за каждый оборот ходового
винта или другого звена цепи подачи (например, стола станка 6). Фотогра-
фирование происходит без останова станка, что повышает точность измерения
и приближает условия измерения к рабочим условиям. Фотокамера 5 с осве-
тительным устройством 2 устанавливается на станине 1 так, что шкала 4
проходит между объективами фотокамеры 5 и осветительного устройства 2.
517
Во время работы периодически за каждый оборот вращающегося звена,
например стола 6 станка (рис. 11.185, а), замыкаются контакты отправи-
теля 7 микровыключателя, которые включают лампу осветителя 2, Луч
света освещает деления шкалы, и они экспонируются на фотопластинке.
Время экспозиции зависит от продолжительности вспышки лампы. Послед-
няя загорается в момент замыкания контактов отправителя и гаснет незави-
симо от продолжительности их замыкания. Для предохранения фотопла-
стинки от засвечивания окружающим светом в приборе Национальной
физической лаборатории применен специальный защитный конус, а в макете
прибора, разработанного ЦНИИМАШем, применено специальное устройство,
которое перед замыканием контактов открывает затвор 8 (рис. 11.185, б)
фотокамеры и после вспышки лампы вновь его закрывает. Если станок
настроен на подачу за один оборот стола, равную интервалу между делени-
ями шкалы а, то на фотопластинке при первой вспышке сфотографируются
два смежных деления на рас-
стоянии ak, где k — увеличе-
ние оптической системы. За
время до второй вспышки,
т. е. за оборот стола, суппорт
со шкалой переместится на
го величину а и при отсутствии
ошибок в цепи подачи изобра-
жение двух следующих штри-
хов наложится на предыду-
щее и т. д.
Наличие ошибок в пере-
мещении суппорта приведет
к тому, что этого наложения
не будет, но единичные ошиб-
ки цепи подачи настолько
малы по сравнению с толщи-
ной штрихов, что на фотопластинке они будут вызывать только небольшое
увеличение толщины штрихов, а в целом дадут сплошную полосу, на которой
выделить отдельные деления будет невозможно.
Если бы единичные ошибки были больше толщины штрихов, то и в этом
случае трудно было бы установить последовательность их прохождения
вследствие знакопеременности ошибок цепи подач.
Чтобы такого явления не происходило, в приборе применен метод, ана-
логичный методу отсчета по нониусу. Станок настраивается на подачу, рав-
ную а + i (i — теоретически подобранная величина больше единичной
ошибки и больше толщины штриха). В этом случае каждая пара фотографи-
руемых делений будет отстоять от предыдущей на величину ik.
Таких снимков на один негатив можно сделать п == -Д-. Следующий п + 1
снимок будет накладываться на первую пару, п + 2 — на вторую пару
и т. д. В результате получится картина, рассмотренная выше. Поэтому
после п снимков надо передвигать в поперечном направлении или менять пла-
стинку.
В этом случае длина непрерывно измеряемого участка ходового
винта будет равна L = па. Для обеспечения возможности фотографирования
шкалы на большей длине применяется следующий способ: на пути лучей,
идущих от объектива к фотопластинке 10, ставится шторка 9 со щелью,
параллельной направлению шкалы, которая пропускает только часть длины
изображения штрихов шкалы. После прохождения длины L, соответствую-
щей п отсчетов, шторка перемещается в направлении, перпендикулярном
направлению щели, и на пластинке фотографируются новые п делений, но
уже не налагающиеся друг на друга, а расположенные рядом с предыдущими.
Количество рядов или частей штриха зависит от длины штриха и должно
5/8
длина шкалы N
быть равно отношению ~~ ~ № — число делении на всей
шкале). Шкала представляет собой стеклянную линейку, покрытую с одной
стороны слоем окиси алюминия. Ширина штрихов 5—10 мкм, а длина ли-
нейки 500 мм. Интервал между делениями а = 2,5 мм и i = 0,05 мм.
Фотокамера — обычный фотоаппарат, дающий увеличение 10х. Основное
требование, предъявляемое к камере, — абсолютная жесткость положения
объектива относительно фотопластинки. Смена фотопластинки не должна
вызывать нарушения фокусировки.
Габаритные размеры прибора определяются из соотношений:
51 = /'-^ и s2=f(a+l),
где Sj — расстояние от шкалы до объектива;
/' — фокусное расстояние объектива;
a — увеличение;
S2 — расстояние от объектива до фотопластинки.
Осветительное устройство представляет собой газосветную безынерцион-
ную лампу с рефлектором и оптической системой, позволяющее увеличивать
интенсивность освещения соответствующего участка шкалы. Объектив осве-
тительного устройства должен быть подвижным для фокусировки лучей.
Расстояние объектива до шкалы — 50 мм. Диаметр луча на шкале не менее
10 мм.
Несмотря на существенное преимущество метода нониусного фотографи-
рования, а именно, возможность применения его для сопоставления посту-
пательного и вращательного движений звеньев при различном их располо-
жении в пространстве, применение его ограничено необходимостью после-
дующих измерений расстояний между рисками на универсальном микро-
скопе, снижающих точность особенно при фотографировании на фотопленку;
необходимостью обработки фотоматериалов при определенных температур-
ных условиях, усложняющих процесс контроля, и невозможностью непо-
средственного наблюдения за результатами измерения в процессе контроля,
что может привести к необходимости повторных измерений.
Сейсмические приборы используют для контроля рассогласования в по-
ступательном и вращательном движениях конечных звеньев. Применяются
два датчика, из которых один — датчик для измерения вибраций — реги-
стрирует неравномерность поступательного движения, а другой"—датчик
торсионного типа — фиксирует неравномерность вращательного движения.
Сигналы от обоих датчиков поступают через усилитель на сравнивающий
элемент, с помощью которого и выясняются мгновенные рассогласования
в этих двух движениях. Датчик торсионного Типа, а также электрическая
система сравнения сигналов аналогичны описанным выше.
Глава XI
АВТОМАТИЧЕСКИЙ КОНТРОЛЬ РАЗМЕРОВ
Автоматизация контроля является одним из наиболее сложных вопросов
комплексной автоматизации технологических процессов. Автоматизация
контрольных операций может осуществляться по двум принципиально раз-
личным направлениям: путем автоматизации операций, осуществляющих
послеоперационный («пассивный») контроль, и путем автоматизации актив-
ного (технологического) контроля, т. е. путем автоматизации самого про-
цесса получения размеров.
Вопрос о применении контрольных автоматов следует решать, исходя
из точности и стабильности технологического процесса. Контрольные авто-
маты повышают объективность контроля и значительно повышают произ-
водительность контрольных операций. Поэтому методы активного контроля
размеров и автоматическую разбраковку не следует противопоставлять.
Активный контроль представляет собой процесс получения размеров.
Всякий же процесс получения размеров должен заканчиваться их контро-
лем (выборочным или стопроцентным). Наиболее целесообразно комплексное
применение методов активного и послеоперационного контроля размеров
(например, передача контрольным автоматам функций управления техно-
логическими процессами). По мере повышения точности и стабильности тех-
нологических процессов применение автоматической разбраковки будет
постепенно сокращаться.
При разработке селекционного метода, иногда неправильно перекла-
дывают всю тяжесть этой операции на сортировочные автоматы, что приводит
к неоправданно большим диапазонам сортировки и, как следствие, к чрез-
мерно большому количеству сортировочных групп. Таким образом, для
повышения эффективности метода селективной сборки необходимо повы-
шать точность технологических процессов.
Под активным контролем следует понимать любой метод контроля, по
результатам которого вручную или автоматически управляют технологиче-
ским процессом с целью повышения его точности. Активный контроль раз-
меров в основном соответствует понятию «регулирование размеров». В том
и другом случае при помощи чувствительных элементов (измерительных
приборов) значения некоторых параметров сравниваются с их заданными
значениями. В том и другом случаях имеются обратные связи (при активном
контроле размеров речь идет о размерных обратных связях). Однако понятие
«активный контроль» имеет более широкий смысл. Любая разновидность
технологического контроля (за исключением автоматической разбраковки
или сортировки с помощью автоматов, встроенных в автоматические линии)
носит активный характер, но далеко не всякую разновидность технологи-
ческого контроля можно отнести к регулированию.
Различие между понятиями «активный контроль» и «автоматическое
регулирование» заключается в следующем: активный контроль может быть
без обратных связей, в то время как системы автоматического регулирования
всегда замкнуты; при активном контроле управлять процессом можно как
автоматически, так и вручную, кроме того, процессы контроля и управле-
ния могут происходить не одновременно; системы автоматического регули-
рования приходят в действие при рассогласовании текущего значения кон-
тролируемого параметра с его заданным значением, в то время как боль-
шинство существующих средств активного контроля срабатывает при согла-
совании значения контролируемого параметра с заданным, однако средства
активного контроля могут носить и характер адаптивных (самоприспосаб-
ливающихся) систем; точность систем автоматического регулирования
в основном определяется динамическими погрешностями и силами трения.
Точность систем активного контроля во многом зависит от влияния техно-
логических факторов (точность систем активного контроля в значительной
520
степени обусловливается некомпенсируемыми ими технологическими по-
грешностями).
Компенсационные возможности существующих систем активного кон-
троля достаточно высоки. Следует отметить, что средства активного контроля
осуществляют комплексную компенсацию технологических погрешностей,
так как они одновременно позволяют компенсировать влияние износа режу-
щего инструмента, а также тепловых и силовых деформаций технологической
системы. В настоящее время при обработке на станках устройства автома-
тического регулирования наиболее успешно используются для компенсации
силовых деформаций технологической системы. Указанные системы позво-
ляют компенсировать как систематические, так и случайные погрешности,
вызываемые силовыми деформациями. Однако для полкой компенсации
технологических погрешностей данные системы следует дополнять обычными
средствами активного контроля.
В отличие от систем активного контроля, осуществляющих комплексную
компенсацию технологических погрешностей, системы автоматического регу-
лирования компенсируют погрешности по частям. Следовательно, при их
использовании для полной компенсации погрешностей обработки требуется
сложная многоконтурная система автоматического регулирования.
Следует подчеркнуть, что системы автоматического регулирования также
должны быть отнесены к средствам активного контроля.
МЕТРОЛОГИЧЕСКИЕ ОСНОВЫ АВТОМАТИЧЕСКОГО КОНТРОЛЯ
Метрологический анализ точности средств автоматического контроля
размеров. Регулирование и автоматический контроль размеров имеют свои
специфические особенности, которые отличают их от контроля с помощью
универсальных приборов. В отличие от контроля универсальными сред-
ствами измерения, имеющего непрерывный характер, автоматический кон-
троль в большинстве случаев является дискретным.
Непрерывность контроля с помощью универсальных приборов обуслов-
лена тем, что эти приборы предназначены для определения числовых зна-
чений измеряемых величин. Шкальные приборы должны фиксировать любые
размеры в пределах их шкалы, так как при измерении указатель прибора
может остановиться в любой ее точке.
Дискретность автоматического контроля заключается в том, что при
таком контроле обычно фиксируются предельные размеры контролируемых
деталей (или сортировочных групп) или подаются какие-либо прерывистые
команды (например, команда на переключение с черновой подачи на чисто-
вую или команда на прекращение процесса обработки). Средства автома-
тического контроля не предназначены для определения числового значения
измеряемой величины.
Дискретность автоматического контроля в значительной степени обу-
словливает его точностные особенности, а также особенности конструкций
средств автоматического регулирования и контроля размеров. Многие при-
боры автоматического контроля на первый взгляд кажутся грубыми, скон-
струированными без соблюдения основных метрологических правил. Однако,
как будет показано ниже, это впечатление часто бывает ошибочным.
Вследствие дискретности на точность автоматического регулирования
и контроля размеров в большинстве случаев не влияют кинематические и
технологические погрешности приборов, а также погрешности, вызванные
функциональным изменением измерительной силы.
Принципиальная схема рычажного электрококтакткого датчика при-
ведена на рис. II. 186,а. Датчик срабатывает при замыкании или размыкании
контактов, которые заранее настраиваются на заданные размеры по образ-
цовым деталям. Кинематическая погрешность рычажных приборов, которая
в данном случае характеризуется отсутствием прямой пропорциональности
521
Рис. 11.186. Влияние кинематических и технологиче-
ских погрешностей при автоматическом контроле
между линейным перемещением измерительного стержня датчика и углом
поворота его центрального рычага, не влияет на точность работы датчика,
так как электрические импульсы возникают только при определенных углах
поворота рычага.
Датчик срабатывает только при двух положениях рычага. Таким обра-
зом, датчик фиксирует лишь дискретные значения контролируемых пара-
метров. То обстоятельство, что в промежутке между контактами отсутствует
линейная зависимость между перемещением измерительного стержня и углом
поворота рычага, не оказывает влияния на точность срабатывания датчика.
Конструкции рычажных датчиков в большинстве случаев имеют значи-
тельные кинематические погрешности. У изображенного на рис. 11.186, а
электроконтактного датчика ось поворота центрального рычага выполнена
в виде изогнутой плоской пружины 1. Такая конструкция имеет значи-
тельную кинематическую по-
грешность, но на точность
работы датчика она не
влияет.
Схема измерения детали
в процессе обработки пока-
зана на рис. 11.186, б. Де-
таль контролируется с по-
мощью универсального при-
бора. Станком управляют
вручную, т. е. при достиже-
нии заданного размера, на
который настроен прибор,
оператор вручную отводит
шлифовальную бабку от де-
тали. Так как контроль осу-
ществляется с помощью ры-
чажного универсального при-
бора, то кинематические
погрешности самого прибора
и промежуточной рычажной
передачи влияют на точность
показаний средства активно-
го контроля.
Однако эти погрешности сказываются только на точности оценки вели-
чины снимаемого припуска. На точность же фиксирования окончательного
(заданного) размера данные погрешности практически не влияют, так как
на этот размер прибор был настроен по образцовой детали. Таким образом,
на конечный результат регулирования размеров кинематическая погреш-
ность практически не влияет даже в том случае, когда измерение произ-
водится с помощью шкального прибора. Это также объясняется дискрет-
ностью самого процесса регулирования, при котором фиксируются только
определенные значения размеров.
На рис. 11.186, е показана схема трехточечного контроля детали. Как из-
вестно, подобный контроль, осуществляемый с помощью универсальных
приборов, сопровождается появлением кинематической погрешности
h = (sec у — 1
где 67? — отклонение радиуса от его настроечного значения.
При автоматическом контроле (если на заданный размер прибор настраи-
вают по образцовой детали) данная погрешность отсутствует. При этом
измерять можно не только в плоскости I—I, но и в плоскости II—II.
Автоматический, контроль не требует, чтобы измерение осуществлялось
строго в диаметральной плоскости. Можно измерять по хорде, но при усло-
522
вии, что и датчик настраивают на заданный размер также по хорде. Все это
объясняется тем, что в этом случае условия настройки по образцовым деталям
совпадают с условиями срабатывания датчиков.
Кинематические погрешности приборов сказываются на точности авто-
матического контроля в том случае, когда на заданный размер приборы
настраивают не по образцовым деталям, а при помощи шкальных устройств,
или когда универсальные приборы используются для многодиапазокной
сортировки (при условии, что каждая сортировочная группа не настраи-
вается отдельно по образцовой детали).
Кинематические погрешности влияют также на точность некоторых
амплитудных датчиков. Кроме того, кинематические погрешности датчиков
влияют на точность измерительных систем, обладающих плавной характе-
ристикой. Так, например, кинематические погрешности индуктивных или
емкостных датчиков могут существенно влиять на точность измерения, если
в цепь датчиков включены шкальные приборы. Кинематические погрешности
могут также оказывать некоторое влияние на точность средств активного и
автоматического послеоперационного контроля при сочетании этих погреш-
ностей с погрешностями, вызванными тепловыми и силовыми деформациями
технологической, системы (или при сочетании с зазорами в цепи передачи
прибора).
На точность дискретных систем автоматического контроля, настраивае-
мых на заданный размер по образцовым деталям не влияет колебание вели-
чины измерительной силы.
Погрешность в результате нестабильности измерительной силы является
только следствием неодинаковой твердости и шероховатости поверхностей
образцовой и контролируемой деталей, т. е. следствием неодинаковых вели-
чин местных силовых деформаций при настройке и измерении. Вместе с тем,
если контакты датчика настраивают не по образцовым деталям, а при помощи
встроенного в датчик шкального прибора, то нестабильность измерительной
силы датчика влияет на точность измерения.
Во многих рычажно-механических датчиках используются пружинные
передачи (например, в датчиках типа «Шеффилд»), несмотря на то, что они
обладают значительным перепадом измерительной силы и существенными
кинематическими погрешностями.
Технологические погрешности измерительных приборов в результате
тех же причин, что и кинематические погрешности, в большинстве случаев
не влияют на точность дискретных систем регулирования и автоматического
контроля размеров, однако бывают случаи, когда и при дискретных изме-
рительных процессах указанные погрешности влияют на точность изме-
рения.
Это происходит обычно, когда технологические погрешности сочетаются
с изменением каких-либо других параметров измерительных или техноло-
гических систем (чаще всего при сочетании технологических погрешностей
с зазорами в подвижных звеньях приборов). В этом случае условия на-
стройки могут не совпадать с условиями работы датчика.
На рис. П.186,г приведена схема измерения, при которой измеритель-
ная поверхность стержня прибора неперпендикулярна к его оси. В этом
случае может возникнуть погрешность измерения под влиянием смещения
или поворота измерительного стержня, вызванного наличием зазоров в на-
правляющих. Поэтому положение измерительного стержня должно быть
строго фиксированным. Если же измерительный стержень прибора подвешен
на плоских пружинах (рис. 11.186, д), то указанная технологическая погреш-
ность не влияет на точность измерения.
Сочетание местных технологических погрешностей отдельных звеньев"
цепи передачи прибора с зазорами вызывает увеличение вариации показа-
ний универсальных приборов и погрешностей срабатывания датчиков.
Таким образом, в дискретных измерительных системах следует различать
компенсируемые и некомпенсируемые технологические погрешности.
523
В тех случаях, когда средства автоматического регулирования и контроля
размеров настраивают с помощью шкальных устройств, на точность измере-
ния могут влиять их погрешности.
Средства дискретного автоматического контроля, в частности датчики,
в большинстве случаев относятся к бесшкальным приборам. У них отсутст-
вуют такие характеристики, как цена деления, интервал деления и погреш-
ность отсчета. Вследствие этого передаточные отношения бесшкальных при-
боров в принципе могут быть гораздо меньше, чем передаточные отношения
универсальных приборов.
Применение в конструкциях универсальных приборов больших переда-
точных отношений вызвано необходимостью получения достаточно большой
величины интервала делений шкалы (с = 14-2,5мм), т. е. повышение точ-
ности отсчета. Поэтому для большинства рычажных универсальных прибо-
ров с ценой деления i = 0,001 мм передаточное отношение к 1000. Пере-
даточное отношение электроконтактных датчиков обычно /с 5-ь6. У без-
рычажных датчиков (электроконтактные, индуктивные и др.) к = 1.
При автоматическом контроле необязательно знать действительное зна-
чение передаточного отнощ^рия. Поэтому нет необходимости использовать
подвижные компенсаторы, предназначенные в универсальных приборах для
регулирования передаточных отношений.
Увеличение передаточных отношений в механических приборах автомати-
ческого контроля, как правило, приводит к увеличению их инерционности
и снижению надежности в работе. Увеличение передаточных отношений
электроконтактных датчиков при одной и той же величине контактной силы
вызывает необходимость значительного увеличения измерительной силы,
что также может явиться источником возникновения дополнительных по-
грешностей.
Вместе с тем, увеличение передаточных отношений приводит к уменьше-
нию погрешностей срабатывания и настройки средств автоматического кон-
троля. Точность рычажных датчиков выше точности безрычажных. Увели-
чение передаточного отношения способствует также лучшему формированию
электрического импульса, так как в этом случае величина перемещения под-
вижных контактов датчика в большей степени превышает величину измери-
тельного импульса, и, следовательно, небольшое изменение контролируе-
мого размера вызывает четкое срабатывание датчика.
Большие передаточные отношения нужны при многодиапазонной сорти-
ровке, например, когда в измерительных системах используются комму-
таторы (погрешность коммутации равна частному от деления расстояния
между осями соседних контактов на передаточное отношение между переме-
щением щетки и изменением контролируемого размера, соответствующего
этому перемещению).
Использование шкальных устройств значительно облегчает настройку
средств автоматического контроля и определение параметров их точности,
а также наблюдение за процессами измерения или получения размеров.
Однако в ряде случаев для этого целесообразно использовать не системы
с большими передаточными отношениями, а обычные датчики с встроенными
в них универсальными приборами.
Если кинематические, а в некоторых случаях и технологические погреш-
ности измерительных приборов не имеют существенного значения для точ-
ности измерения, то влияние остальных погрешностей остается. К таким
погрешностям относятся пороги чувствительности, погрешности базирования,
погрешности, вызываемые силовыми и тепловыми деформациями, некомпен-
сируемые технологические погрешности, погрешности аттестации установоч-
ных мер, погрешности,возникающие под влиянием зазоров в подвижных соеди-
нениях цепи передачи приборов.
Погрешности, возникшие в результате наличия зазоров, как и для уни-
версальных приборов, в значительной степени зависят от того, выдержи-
вается ли в конструкции принцип Аббе и какие схемы используются в ры-
524
чажных передачах — синусные или тангенсные. В схеме датчика,
(рис. 11.186, а) принцип Аббе не соблюдается (линия измерения и точка
контакта малого плеча рычага с измерительным стержнем расположены не
на одной прямой). Схема датчика с соблюдением принципа Аббе приведена
на рис. 11.186, е. Несмотря на то, что оба датчика выполнены по синусной
схеме (в том и другом случае шариковая опора связана с малым плечом ры-
чага), с точки зрения влияния зазоров на точность измерения наиболее ка-
чественной является вторая схема. Величина измерительной силы при ре-
гулировании и автоматическом контроле размеров определяется передаточ-
ным откошекиехМ измерительных систем, величиной контактной силы (для
электрококтактных систем), а также динамическими факторами.
Одной из характерных особенностей измерительных устройств, контроли-
рующих детали в процессе обработки, является их подверженность воздей-
ствию различного рода колебательных процессов.
Влияние колебаний на точность средств регулирования размеров зависит
от конструкции этих устройств, наиболее сильно око сказывается на точ-
ности одноконтактных приборов. Для правильной регистрации размера
обрабатываемой детали измерительный наконечник прибора не должен отры-
ваться от поверхности контролируемой детали. Поэтому необходимо, чтобы
частота собственных колебаний измерительного стержня превышала ча-
стоту колебаний возмущающих влияний, т. е. была больше угловой скорости
контролируемой детали. Период собственных колебаний Т подвижной си-
стемы выражается следующим образом:
Т=2л]/^7
где m — масса подвижной системы;
К — жесткость пружины, действующей на подвижную систему.
Для плоской пружины
„ _ 24£/
— р >
где Е — модуль упругости первого рода в гс/см2*,
I — момент инерции сечения пружины в мм4;
/ — длина пружины в мм.
Для спиральной пружины
~~ 16/?3Л ’
где G — модуль упругости второго рода в гс!мм?\
г — радиус проволоки в мм\
R — радиус пружины в мм*,
п — число витков.
Чтобы повысить частоту собственных колебаний подвижной системы,
необходимо уменьшать ее массу и увеличивать жесткость пружины, т. е.
применять более легкие измерительные стержни и увеличивать измеритель-
ную силу.
Критерии оценки точности дискретных средств автоматического контроля.
Одним из основных критериев точности дискретных (релейных) измеритель-
ных систем является погрешность срабатывания.
Эта характеристика соответствует вариации показаний универсальных
приборов. Она определяет величину поля рассеивания случайных погреш-
ностей измерения. Погрешность срабатывания является следствием зазоров
в кинематической цепи датчика и изменения характеристики сил трения
этой цепи, а также следствием случайного изменения параметров электри-
ческой цепи, в которую включен датчик, случайных температурных погреш-
ностей, некомпексируемых технологических погрешностей и др. При опре-
делении погрешности срабатывания с помощью универсальных измеритель-
525
ных устройств к указанным составляющим добавляются случайные погреш-
ности этих устройств и погрешности, зависящие от оператора.
Кроме погрешности срабатывания, необходимо также учитывать погреш-
ность настройки и суммарную погрешность.
Электроконтактные датчики являются дискретными измерительными
системами. Погрешности электроконтактных датчиков обычно оценивают
на инструментальном микроскопе. Для увеличения передаточного отноше-
ния измерительной цепи (для уменьшения цены деления отсчетных устройств)
применяют клин, который устанавливают на предметном столике микроскопа.
Погрешности измеряют в горизонтальной плоскости, чтобы исключить влия-
ние непрямолинейности направляющих стола в вертикальной плоскости
(при обычном использовании микроскопа эта погрешность не имеет суще-
ственного значения). Контакты
датчика подключают к сигналь-
ному устройству.
Погрешности датчиков можно
определять также с помощью
стойки оптиметра (рис. II. 187),
на которую вместе с проверяемым
датчиком устанавливают любой
точный универсальный прибор 2
(рис. II. 187, а) с ценой деления,
не превышающей 0,001 мм.
Погрешность срабатывания ха-
Рис. 11.187. Проверка электроконтактных дат-
чиков на оптиметре
рактеризуется рассеиванием по-
ложений измерительного стержня датчика при многократных срабатыва-
ниях.
Измерение производят следующим образом. При неподвижном столике 4
оптиметра поворачивают винт настройки контакта датчика I до тех пор,
пока не возникнет сигнал срабатывания. Показание прибора, при котором
было получено это срабатывание, принимается в дальнейшем за условный
нуль, от которого отсчитываются показания при всех последующих срабаты-
ваниях датчика. Последние осуществляются перемещением столика опти-
метра с помощью маховичка 5. При каждом срабатывании фиксируют откло-
нение указателя прибора от условного нуля. Полученный ряд отсчетов обра-
батывают с помощью методов теории вероятностей. Сначала определяют сред-
нюю квадратическую погрешность срабатывания датчика
При этом
S хш
* =—~
где xL — отклонения отдельных результатов измерения от условного нуля;
nL — частота отклонений;
N — общее число срабатываний.
Затем, принимая, что погрешность срабатывания подчиняется закону
Гаусса, по формуле бнт = 3az, определяют предельную погрешность сраба-
тывания. Величину о; находят раздельно для обоих контактов датчика.
Погрешность настройки характеризуется смещением центра группиро-
вания случайных погрешностей датчика (погрешностей срабатывания) по
отношению к настроечному размеру, т. е. величиной параметра х
(рис. II. 188, а).
Эта погрешность возникает в результате некоторого запаздывания ре-
акции оператора на сигнал срабатывания, вследствие чего винт настройки
контактов оказывается повернутым на несколько больший угол по сравнению
с тем положением, при котором возникает сигнал срабатывания. Погрешность
526
настройки зависит от передаточного отношения кинематической цепи дат-
чика, передаточного отношения узлов настройки контактов, а также от опыт-
ности настраивающего оператора.
Однако наиболее существенное влияние на параметр х оказывает погреш-
ность срабатывания. Те факторы, которые определяют собой погрешность
срабатывания датчика, действует и при настройке, так как датчик настраи-
вается при случайном положении подвижного контакта и поскольку при
настройке действуют те же случайные изменения параметров электрической
цепи, что и при работе датчика. Поэтому предельное значение параметра х
может составлять примерно 3ot- (предельная величина случайной составляю-
щей погрешности настройки).
По одному значению х нельзя составить представления о той величине
погрешности настройки, которая зависит от конструкции датчика и инди-
видуальных качеств оператора. Для определения этой составляющей необ-
ходимо многократно определить значение параметра х, каждый раз снова
настраивая датчик, т. е. несколько
раз повторить серию из N срабаты-
ваний.
Систематическая погрешность на-
стройки, зависящая от конструкции
датчика и опытности оператора опре-
деляется из выражения
= 2*
п 1
Рис. 11.188. Погрешности дискретных авто-
матических систем
где п — число повторений серии, состоящей из N срабатываний.
Следует отметить возможность так называемой «идеальной» настройки
датчика, т. е. настройки практически без смещения центра группирования
погрешностей срабатывания по отношению к настроечному размеру. Сущ-
ность «идеальной» настройки заключается в том, что при многократном ар-
ретировании измерительного стержня добиваются такого положения, при
котором в 50% случаев контакт датчика замыкается, а в 50% — не замы-
кается. Однако «идеальная» настройка является весьма трудоемкой опера-
цией. При такой настройке характеристикой центра группирования случай-
ных погрешностей является медиана.
При работе датчика величина х может изменяться (возникает так назы-
ваемое смещение настройки). Этот параметр характеризует собой стабиль-
ность настройки, он зависит от конструкции отдельных узлов датчика и
качества их сборки.
Схема проверки величины смещения настройки приведена на рис. 11.187,
В начале проверки рассмотренным выше способом определяют величину хР
Затем со столика оптиметра снимают плитку 3 (рис. II.187, а), рычагом 6,
приводимым в движение вращаемым электродвигателем эксцентриком 7,
производится многократное замыкание и размыкание контактов датчика
(кормы на величину смещения настройки устанавливаются из расчета 25 000
срабатываний, что примерно соответствует при длительности цикла кон-
троля 1 сек работе датчика в течение смены). Проверка производится при
неизменном положении датчика, измерительного прибора и столика опти-
метра. После 25 000 срабатываний на столик оптиметра снова устанавливают
плитку 3 и вторично определяют величину х. Разность А = х2 —
характеризует собой величину смещения настройки.
Предельную суммарную погрешность всякой дискретной автоматической
измерительной системы следует оценивать как предельно возможное откло-
нение результатов измерения от настроечного размера. Под настроечным раз-
мером понимается действительное значение размера образцовой меры (де-
тали), по которой настраивается прибор.
При однократной настройке датчика его предельную погрешность можно
определить следующим образом.
527
Средняя квадратическая погрешность настройки определяется из выра-
жения
По правилу суммирования независимых случайных величин можно опре-
делить суммарное среднее квадратическое отклонение случайных погреш-
ностей:
°сум ~~ “F 9 $Цт сум = ^сум*
Тогда, как следует из рис. 11.188, б, предельная начальная погрешность
датчика определится следующим образом:
® = % 4“ З^сум*
С учетом смещения настройки (величиной х можно пренебречь) предель-
ная погрешность датчика определится
S = Д +
При «идеальной» настройке величина предельной начальной погрешности
датчика составляет
S — ±3о^,
а с учетом смещения настройки
6 = Д + 3oz.
Во всех случаях общий знак предельных погрешностей определяется зна-
ком систематических погрешностей. Принимая во внимание, что az ^07, то
S = х + 3]/~2crt.;
S = Д + 3j/~2oz.
При многократных настройках датчика его предельные погрешности
соответственно равны: _
S = х + 6az;
6 = Д + бор
Рассмотренные основные точностные характеристики электроконтактных
датчиков по существу относятся к любым дискретным автоматическим из-
мерительным системам. Как уже отмечалось, погрешность срабатывания
является одной из основных точностных характеристик дискретных (релей-
ных) автоматических измерительных систем. В общем случае под погреш-
ностью срабатывания следует понимать рассеивание значений измеряемой
величины, возникающее при срабатываниях измерительной системы в прак-
тически одинаковых условиях и за относительно короткий отрезок времени.
Однако, если для электроконтактных и электропневматических, т. е.
дискретных, измерительных систем понятие «погрешность срабатывания»
имеет вполне определенный смысл, то для систем, обладающих плавкой ха-
рактеристикой (например, индуктивных или емкостных), это понятие нужно
несколько уточнить. Известно, что для получения необходимой при автома-
тическом контроле дискретной характеристики в цепи датчиков, обладающих
плавной характеристикой, включают соответствующие реле. Таким образом,
к перечисленным выше факторам, от которых зависит величина погрешности
срабатывания дискретных автоматических измерительных систем, добав-
ляется погрешность срабатывания указанных реле. Влияние этой погреш-
ности можно учесть следующим образом:
6 = или § _ АУсраб
528
где 6 — погрешность срабатывания реле, приведенная к оси
измерения;
&исраб и ^УСраб — рассеивание значений соответственно напряжения
и тока, при которых происходит срабатывание
реле;
Кобщ — общее передаточное отношение измерительной си-
стемы.
Погрешность срабатывания автоматических измерительных устройств
зависит также от влияния динамических факторов. Во избежание этого влия-
ния не следует допускать разрывов цепей передачи измерительного импульса
как в самом измерительном устройстве, так и в датчике. Необходимо, чтобы
процесс измерения начинался только после успокоения подвижных эле-
ментов цепи передачи измерительного импульса, т. е. после того, как измери-
тельная система придет в установившееся состояние. Это осуществляется
некоторой задержкой подачи тока в измерительную систему по отношению
к моменту установки контролируемой детали на позицию измерения.
Рис. II. 189. Устранение влияния вибраций на точность измерения
Для уменьшения влияния на точность подналадочных систем случайных
толчков и ударов, т. е. для повышения достоверности импульса на подна-
ладку, целесообразно вводить в электрическую схему подналадчика соот-
ветствующее реле. При наличии указанного реле для возникновения под-
наладочного импульса требуется некоторый промежуток времени, в течение
которого контакт датчика должен быть замкнут (или, наоборот, разомкнут).
Для уменьшения влияния вибраций следует надежно демпфировать подвиж-
ные элементы измерительных систем.
Принципиальные схемы подналадчиков при бесцентровом шлифовании
колец шарикоподшипников показаны на рис. 11.189, а. С точки зрения влия-
ния вибрации на точность измерения предпочтительнее вторая схема, так
как в этом случае датчик не связан непосредственно с корпусом прибора,
как в первой схеме, а смонтирован на «плавающей» пружинной подвеске.
Схемы измерительных позиций подналадчиков при установке измеряемых
деталей в призме показаны на рис. II. 189, б. Регулируемым параметром
является диаметр деталей. Преимуществом второй схемы, как и в предыду-
щем случае, является «плавающая» конструкция измерительного устрой-
ства и диаметральный принцип измерения, вследствие чего уменьшается влия-
ние вибраций и устраняется влияние огранки.
Для уменьшения влияния на точность подналадчиков вибраций целесо-
образно использовать схему измерения, изображенную на рис. 11.189, в.
Как видно из схемы, наконечник датчика вступает в контакт с контролируе-
мой деталью только в момент возникновения импульса на подналадку.
Данная конструкция обладает и другими достоинствами: меньшим износом
измерительных наконечников и базовой призмы прибора, а также меньшим
сопротивлением движению деталей, что при сквозном бесцентровом шлифо-
вании имеет весьма существенное значение х. Для уменьшения влияния ди-
намических факторов целесообразно также применять безрычажные детчики.
1 Конструкция предложена канд. техн, наук А. Н. Лузиновым.
529
Рассмотрим методику определения предельных погрешностей дискрет-
ных автоматических измерительных систем. Так же, как и для электрокон-
тактных датчиков, предельные погрешности любой дискретной автоматиче-
ской измерительной системы определяются по формуле:
6 = + Зисум,
где — алгебраическая сумма систематических погрешностей;
— суммарное среднее квадратическое отклонение случайных по-
грешностей.
В состав входят погрешности срабатывания датчиков (с учетом влия-
ния динамических факторов), случайные погрешности настройки, погреш-
ности, вызываемые зазорами, порогами чувствительности, некомпенсируе-
мыми технологическими и другими случайными погрешностями измеритель-
ных устройств (за исключением случайных погрешностей датчика, которые
входят в состав погрешности срабатывания), погрешности аттестации образ-
цовых деталей, случайные погрешности базирования, вызываемые переко-
сами детали на измерительной позиции в результате, например, зазоров
в гнездах устанавливающих устройств, случайные температурные погреш-
ности. При оценке влияния зазоров необходимо учитывать соблюдается ли
в конструкции принцип Аббе и какие используются схемы (синусные или
тангенсные).
В состав SM в основном входят систематические температурные погреш-
ности, вызываемые неполным выравниванием температур и различием коэф-
фициентов линейного расширения контролируемых деталей и средств из-
мерения, а также погрешности настройки (в частности, смещение настройки )х.
Прогнозная оценка температурных погрешностей при автоматическом
контроле оказывается в некоторых случаях вполне возможной (разумеется,
данная погрешность должна быть уточнена при работе прибора). Вместе
с тем следует иметь в виду, что такие составляющие величины как тем-
пературная погрешность и смещение настройки, можно скомпенсировать
соответствующей поднастройкой измерительного устройства. Случайную
составляющую погрешности настройки можно устранить с помощью «идеаль-
ной» настройки.
Величина наибольшей предельной погрешности любой дискретной авто-
матической измерительной системы определяется из выражений:
при однократной настройке
S = Д + ДГ + Зо^;
при многократной настройке
6 = А + АГ + 6ас,л,
где Д/° — систематическая температурная погрешность.
При полной компенсации систематических погрешностей (температурной
и смещения настройки) и при «идеальной» настройке величина предельной
погрешности составляет
Это выражение характеризует величину наименьшей предельной погреш-
ности средств автоматического контроля с дискретной характеристикой.
Анализ точности систем автоматического контроля подтверждает не-
обходимость дифференцированного подхода к отдельным составляющим сум-
марных погрешностей.
Точностные (метрологические), конструктивные и эксплуатационные
характеристики датчиков. В зависимости от конструкции передаточного
1 Систематические погрешности базирования относятся к компенсируемым. Они могут
влиять на точность только при сочетании с другими погрешностями, причем это влияние носит
случайный характер.
530
механизма датчики разделяются на рычажные (рис. 11.190, бу в и г) и без-
рычажные (рис. 11.190, а и д'). У рычажных датчиков передаточное отноше-
ние больше единицы, а у безрычажных равно или меньше единицы.
Кинематическая цепь двухпредельного рычажного электроконтактного
датчика дана на рис. 11.190, б. Обозначим величиной б погрешность, которая
возникает в контактах датчика в результате эрозии, коррозии или механи-
ческого повреждения. В состав б входит также погрешность настройки. Не-
трудно заметить, что если погрешность б привести к линии измерения,
то она будет составлять £- ( Км — ---передаточное отношение механи-
ческой цепи датчика^. Таким образом, возникающая в контактах датчика
погрешность б вызывает в Км раз меньшую величину изменения положения
измерительного стержня, т. е. в Км раз меньшую погрешность датчика.
Рис. 11.190. Схемы датчиков
Для уменьшения влияния на точность электроконтактных датчиков эро-
зии и коррозии контактов последние обычно включаются в цепь сетки элек-
тронной лампы. Однако при достаточно большом передаточном отношении
(примерно Км >25) схема «сеточного контакта» не является обязательной.
В этих случаях датчики можно включать в электрическую сеть через пони-
жающий трансформатор. Вместе с тем значительное увеличение передаточ-
ного отношения Км приводит к повышению инерционности датчика и увели-
чению измерительной силы. Величина измерительной силы должна быть
не менее
Ри~РККм>
где Рк — контактная сила х.
При контроле в процессе обработки (в начальной стадии) следует ориен-
тироваться на следующую величину измерительной силы:
Рпр = 2 (Сх + С2) РкКМ9
где Рпр — сила натяжения пружины, создающей измерительную силу;
Сх — коэффициент, учитывающий дополнительную деформацию пру-
жины 1 (см. рис. 11.186, а), осуществляющей силовое замыкание
правого контакта датчика (С\ > 1);
С2 — коэффициент, учитывающий деформацию пружины, создающей
измерительную силу (см. рис. 11.186, а)1 2.
1 Такую величину должна иметь измерительная сила непосредственно перед замыканием
левого контакта датчика (см. рис. 186, а).
2 Значения коэффициентов Ci и Сг зависят от расстояния между неподвижными кон-
тактами и от величины припуска на обработку.
531
Известно, что при активном контроле контактная сила Рк для вольф-
рамовых контактов должна быть довольно значительной (30 гс). Это необ-
ходимо для того, чтоб^ы уменьшить влияние на точность датчика пленок окис-
лов, образующихся ьГа поверхности контактов. Поэтому при значительном
передаточном отношении величина Ри становится недопустимо большой.
Вместе с тем при включении датчика в цепь сетки электронной лампы «при-
горание» контактов практически не влияет на точность датчика. В этих
условиях использование механической цепи с большим передаточным отно-
шением утрачивает практический смысл.
Погрешность настройки зависит не только от передаточного отношения
кинематической цепи датчика, но и от передаточного отношения цепи на-
стройки его контактов. Таким образом, и с точки зрения погрешности на-
стройки также нет необходимости в больших передаточных отношениях кине-
матической цепи датчика.
При размыкании и замыкании контактов возникают резкие перепады из-
мерительной силы. Так, например, при размыкании правого контакта датчика
(см. рис. 11.186, а) измерительная сила изменяется на величину РкКм.
Этот перепад может явиться причиной возникновения систематической по-
грешности
* РкКм
О— к ,
где К — жесткость измерительной цепи.
Передаточное отношение индуктивной (или емкостной) измерительной
системы в общем случае можно выразить следующим образом:
Кобщ = КМЛ,
где Кг = ~------передаточное отношение механической цепи датчика;
/С2 = — передаточное отношение цепи электрического преобразо-
вания измерительного импульса в самом датчике;
К3 = — передаточное отношение мостовой схемы (чувствитель-
ность моста по току);
„ dYy
л4 яи — передаточное отношение усилителя, включенного в диа-
гон аль моста;
da
Кь ~ jp-----передаточное отношение выходного прибора, включенного
в цепь усилителя.
Как следует из приведенной формулы, общее передаточное отношение Кобщ
индуктивной измерительной системы зависит от передаточных отношений
нескольких составляющих цепи преобразования измерительного импульса.
С помощью различных сочетаний этих составляющих всегда можно получить
нужное значение КОбЩ-
Так, например, чем грубее гальванометр, включенный в диагональ моста,
тем больше можно сделать передаточные отношения /С2, /<3 и /С4. Передаточ-
ное отношение К2 емкостного датчика можно повысить увеличением числа
пластин. В этих условиях величина передаточного отношения его механи-
ческой цепи, не имеет большого значения.
Очевидно, что для высокоточных измерений можно использовать и без-
рычажные датчики, обладающие к тому же меньшей инерционностью. Вместе
с тем для повышения точности дискретных индуктивных или емкостных ав-
томатических измерительных систем нужно увеличить Кобщ. Однако бощее
передаточное отношение нужно увеличивать не за счет увеличения числа его
составляющих, так как каждая составляющая обладает некоторой погреш-
ностью. Поэтому, чем больше число составляющих, тем больше погрешность
измерительной системы в целом. При достаточной чувствительности выход-
ных приборов нет необходимости в использовании усилителей.
532
«заеданиям» и нечувствительны к засоре-
Рис. 11.191. Конструктивные схемы узлов датчи-
ков:
а — без соблюдения принципа Аббе; б — с соблюдением
принципа Аббе; в — с «разгрузкой»; г — узла настройки
контактов; д — узла «выбора» зазоров в резьбе настроеч-
ных винтов; е — герметизация измерительного стержня
На рис. 11.190, в показана принципиальная схема рычажного датчика
с пружинной передачей. Основными достоинствами пружинных передач яв-
ляются высокая чувствительность, надежность в работе и возможность осу-
ществления относительно больших передаточных отношений при небольших
габаритах приборов.
Высокая чувствительность приборов с пружинными связями обусловли-
вается отсутствием в цепи передачи внешнего трения и зазоров. Вследствие
этого вариация показаний универсальных приборов, основанных только на
использовании пружинных передач, сводится, по существу, к погрешности
отсчета.
Надежность и стабильность работы пружинных передач объясняется тем,
что эти передачи не подвержены
ниям, что обусловлено отсутст-
вием подвижных соединений.
Именно в результате этого
пружинные передачи получили
такое большое распространение
при автоматическом, в частности
при активном контроле (изме-
рительные приборы работают
в наиболее тяжелых условиях).
Что касается кинематиче-
ских погрешностей пружинных
передач и свойственного им
значительного перепада измери-
тельной силы, то, как было уже
установлено, для дискретных
измерительных процессов они
не имеют существенного значе-
ния.
Если не учитывать прогиба
пружин, то передаточное отно-
шение датчика можно вывести
следующим образом.
Из рис. 11.190, в находим Км=^ . Треугольники АВС и FDE примерно
подобны, поэтому можно написать, что Км -у. Так как толщина пружин
весьма мала (примерно 0,06—0,1 мм), то и размер а можно сделать очень не-
большим. При а — 1 мм передаточное отношение L. Следовательно,
пружинные передачи позволяют получать большие передаточные отношения
при весьма небольших габаритных размерах датчиков.
Небольшие габаритные размеры датчиков с пружинными связями —
это одно из важных эксплуатационных преимуществ, особенно для средств
активного контроля размеров, встроенных в металлорежущие станки.
Две конструкции связи между измерительным стержнем датчика и его
центральным рачагом даны на рис. 11.191, а и б. Первая конструкция вы-
полнена без соблюдения принципа Аббе, во второй конструкции указанный
принцип выдержан. В результате несоблюдения принципа Аббе могут воз-
никать существенные погрешности от перекоса и поворота измерительного
стержня.
Обе конструкции выполнены по синусной схеме, при которой, как отме-
чалось выше, зазоры в направляющих измерительного стержня в меньшей
степени влияют на величину малого плеча центрального рычага. Силовое
замыкание правого контакта датчика, которое должно быть обязательно
предусмотрено в его конструкции, осуществляется пружинами / и 2. Обе
конструкции выполнены с «разгрузкой», которая, как известно, имеет важ-
ное значение и для универсальных приборов.
533
Разгрузка имеет существенное значение для средств автоматического
контроля, особенно для средств активного контроля размеров. Весьма важна
она также для датчиков с малыми пределами измерения. Несоблюдение прин-
ципа разгрузки может привести к поломке датчиков. Разгрузка должна быть
предусмотрена конструкцией самого датчика. В противном случае она должна
осуществляться с помощью специальной промежуточной рычажной передачи
(рис. 11.191, в).
Как уже отмечалось, погрешность настройки зависит не только от пере-
даточного отношения рабочей цепи датчика, но и от передаточного отноше-
ния цепи настройки его контактов. Поэтому необходимо, чтобы шаг резьбы
настроечных винтов имел минимальную величину. Кроме того, между на-
строечным винтом и контактами датчика целесообразно встраивать рычаж-
ную передачу (рис. 11.191, г). Необходимо также предусматривать возмож-
Рис. 11.192. Амплитудные датчики:
а — с «плавающим» контактом; б — с «ломающимся» рычагом; в — с фрикционным секто-
ром; г — схема возникновения кинематической погрешности
ность выбора зазоров в резьбе настроечных контактов. Это обычно осуществ-
ляется с помощью разрезных втулок 3 (рис. 11.191, г) или с помощью кон-
струкции, показанной на рис. 11.191, д.
Датчики, расположенные непосредственно в зоне обработки или вблизи
нее, во избежание интенсивного окисления контактов нужно герметизиро-
вать. Для этого в неподвижных соединениях необходимо устанавливать ре-
зиновые или хлорвиниловые прокладки. В подвижных соединениях целесо-
образно использовать резиновые «чулки» (рис. 11.191, е). Для улучшения
герметизации крышку датчика необходимо делать достаточно толстой (не
менее 3—4 мм) и применять больше крепежных винтов. Все стационарные
винты, отверстия под которые проходят внутрь корпуса прибора, следует
заливать нитролаком и т. д. Во избежание окисления контактов для
пайки пружинок и проводов следует использовать в качестве флюса кани-
фоль. Кислотные флюсы (фосфорная кислота и хлористый цинк) применять
нельзя, так как они вызывают недопустимую коррозию контактов.
Выше было установлено, что при дискретных процессах кинематические
погрешности измерительных приборов и передаточные отношения не имеют
значения с точки зрения точности контрольных операций. Рассмотрим не-
которые исключения из этого общего правила.
Принципиальные схемы различных амплитудных датчиков показаны
на рис. 11.192. Амплитудные датчики предназначены для измерения разности
размеров, независимо от абсолютной величины самих размеров. Эти
датчики используются обычно для контроля овальности, огранки, биений
и т. д.
Сравнивая приведенные схемы, можно заметить, что у датчиков, изобра-
женных на рис. 11.192, а, б угол поворота центрального рычага изменяется
в зависимости от абсолютной величины измеряемого размера. В этом случае
появляется погрешность вследствие нелинейной зависимости между переме-
щением измерительного стержня и углом поворота рычага. Как следует
534
Рис. 11.193. Дифференциальные электропневмати-
ческие датчики:
1 — схема измерения от нестабильной базы; б — графи-
ки изменения давления в обеих ветвях датчика
если характеристики обеих ветвей датчика
из рис. 11.192, а, если имеется погрешность схемы (кинематическая погреш-
ность), то при Ах == А2, где Ах и Д2 — величины овальности, /х =/= /2 (/х
и /2 == перемещения подвижного контакта датчика). Возникающая в этом
случае погрешность зависит от величины поля рассеивания самих размеров
измеряемых деталей.
Указанного недостатка не имеет схема, представленная на рис. 11.192, в.
Датчик с «плавающим» контактом (рис. 11.192, а) обладает большой инер-
ционностью, низкой чувствительностью и повышенным износом контактов.
Последние два недостатка объясняются проскальзыванием контактов (про-
скальзывание зависит от самого принципа работы датчика). Перечисленные
недостатки относятся также и к датчику с «ломающимся» рычагом
(рис. 11.192, б).
Принципиальная схема дифференциального (ртутного) электропневма-
тического датчика показана на рис. 11.193, а. Дифференциальные датчики
(сильфонные, мембранные, ртутные) в принципе являются более точными
по сравнению с простыми. Диф-
ференциальные измерительные
системы при правильном кон-
структивном выполнении могут
компенсировать влияние на
точность измерения колебания
подводимого давления, темпе-
ратурных погрешностей изме-
ряемых деталей, нестабильно-
сти установочных баз, а также
позволяют легко контролиро-
вать отклонения от правильной
геометрической формы.
Однако указанные преиму-
щества дифференциальных си-
стем можно полностью исполь-
зовать только в том случае,
одинаковы и система работает в пределах прямолинейных участков харак-
теристик. Как следует из рис. II. 193, б, условие качественной работы
дифференциальных пневматических измерительных систем можно выразить
следующим образом:
Д/гг
~ -7-7Г- = const.
При соблюдении этого условия колебания подводимого давления или,
например, температурные деформации детали при контроле ее макрогео-
метрии будут вызывать одинаковые изменения давлений в обеих ветвях дат-
чика, которые, следовательно, будут взаимно компенсироваться. То же са-
мое происходит и в том случае, если база измерения смещается в вертикаль-
ном направлении (рис. II. 193, а), т. е. при нестабильности базовых поверх-
ностей.
Таким образом, для дифференциальных пневматических датчиков вели-
чина передаточного отношения и кинематические погрешности имеют суще-
ственное значение.
Электроконтактные датчики являются простейшей разновидностью си-
стемы сопротивления. По назначению электроконтактные датчики делятся
на одно-, двух и многопредельные соответственно количеству пар контак-
тов. Особенность работы контактов электроконтактных датчиков состоит
в том, что в момент размыкания и замыкания между ними могут возникнуть
электрические разряды в форме искр или дуги, в зависимости от свойств
цепи, в которой контакты работают, и от материала, из которого они изго-
товляются.
535
Возникающие при размыкании и замыкании электрические разряды яв-
ляются причиной двух основных видов разрушения контактов: коррозии,
связанной с окислением металла под действием электрического тока и окру-
жающей среды, и эрозии, связанной с явлениями физического характера
(плавление, испарение и др.), происходящими под действием электрического
тока. Образование непроводящих пленок приводит к повышению контактного
сопротивления. Поэтому коррозия контактов рассматривается с точки зре-
ния нарушения контактных свойств и о влиянии ее на работу контактов
судят по изменению контактного сопротивления. Контакты из благородных
Рис. 11.194. Датчик
электроконтактный
двухпредельный
БВ-779У
длительную бесперебойную
металлов при нормальной
работе почти не подвергаются
коррозии и контактное со-
противление у них остается
стабильным.
У контактов, изготовлен-
ных из материала на серебря-
ной основе нарушения про-
водимости не происходит *и
после большого числа размы-
каний.
Эрозия обычно сопровож-
дается перекосом металла
с одного контакта на другой.
Факторами, влияющими на
эрозию контактов, являются
параметры электрической це-
пи, в которой работают кон-
такты, и свойства материала
контактов. К свойствам ма-
териала, влияющим на эро-
зию, относится способность
металлов к дугообразованию,
которое определяется, при
прочих равных условиях,
минимальным напряжением
дуги и минимальным током.
Наиболее стойкими материа-
лами в отношении образова-
ния дуги являются вольфрам
и платина.
Кроме эрозии и обгорания
контактов, существует их ме-
ханический износ под дей-
ствием контактной силы.
Контакты электроконтактных
датчиков должны обеспечить
работу датчика с максимальной точностью, для
чего они должны иметь достаточную механическую прочность и устойчивость
в отношении эрозии и коррозии. Наиболее рекомендуемыми являются вольф-
рамовые контакты (не считая платины как дорогостоящего материала) и
контакты с серебряной основой. Применение последних можно рекомендо-
вать при незначительных контактных силах.
На форму, которую принимают контакты вследствие эрозии металла
(кратеры и наросты металла), влияют величина и форма самих контактных
поверхностей. Для контактов наиболее рациональной является слабовыпук-
лая (сферическая) форма, которая уменьшает возможность застревания между
контактными поверхностями пыли и частиц металла, разлетающихся под
действием разрядов, а также уменьшает влияние окислов.
536
Принимая во внимание, что контакты в рычажных электроконтактных
датчиках меняют точку касания при переходе на другие пределы, один из
контактов желательно делать плоским.
Для замыкания контактов важным является сила, с которой один контакт
давит на другой. При большой контактной силе разрушаются окисные пленки
на контактах. Поэтому вольфрамовые контакты вследствие их сравнительно
быстрого окисления, требуют сравнительно большой контактной силы (15—
30 Г). Серебро, золото и платина в качестве материалов контактов приме-
няются редко.
Двухпредельный датчик БВ-779У (рис. 11.194) смонтирован в кор-
пусе 7, имеющем форму скобы. В цилиндрических втулках, запрессованных
в корпус, перемещается цилиндрический измерительный стержень 2, осна-
щенный съемным наконечником 5, буртик которого используется для арре-
тирования. Сверху корпус имеет отверстие диаметром 8Д4 и зажим для креп-
ления отсчетной головки, наконечник которой находится в контакте с верх-
ним концом измерительного стержня.
Гайка микроподачи 4 служит для перемещения измерительного стержня
при настройке датчика по отсчетной головке. Пружина 6. создающая из-
мерительное усилие, зацепляется за винт хомутика 7, укрепленного на
стержне. Второй хомутик 5, также закрепленный на шпинделе, имеет регу-
лируемый по ширине паз. В этом пазе располагается запрессованный в кор-
пус штифт, служащий для предохранения шпинделя от поворотов. К кор-
пусу на двух винтах крепится стенка 8. несущая передаточный и настроеч-
ный механизмы датчика. К колодке 14 на крестообразном пружинном шар-
нире подвешен рычаг 13. несущий подвижные контакты. На запрессованный
в малое плечо рычага изолирующий корундовый штифт 12 действует твердо-
сплавной конец хомутика 7. Рычаг разгружен от ударов при перемещении
измерительного стержня вверх. Нижний подвижной контакт подвешен к ры-
чагу на плоской пружине 15. При ходе стержня вниз после замыкания этого
контакта пружина отходит от рычага, позволяя ему поворачиваться далее,
что обеспечивает возможность отсчета по индикатору ниже минусового пре-
дела настройки датчика.
Настроечные контакты запрессованы в концы регулируемых настроенных
винтов 9. несущих барабаны 10. Тугое вращение винтов обеспечивается осе-
вым натягом, который создается пластинчатыми пружинами 16 и звездча-
тыми гайками 18. размещенными под барабанами. Положение гайки фикси-
руется пружинным стопором 17. Контакты датчика имеют независимые
выводы к штырям, которые служат для присоединения розетки 11. Корпус
закрыт с двух сторон крышками из оргстекла.
Техническая характеристика датчика БВ-779У
Предел измерения в мм ................... 0—1
Свободный ход измерительного стержня в мм .......... 4
Передаточное отношение рычага......................... 5:1
Цена деления лимбов настроечных барабанов в мм ..... 0,002
Предельная погрешность не боЛее в мкм ................. ±1
Смещение настройки после 25 000 условных измерений (не более)
в мкм................................................ ±1
Измерительная сила в Г ............................. 250—350
Габаритные размеры в мм ............................ 125X70X20
Вес в г................................................ 450
Датчик выпускается серийно заводом «Калибр».
Электрические схемы включения электроконтактных датчиков делятся
на сигнальные, подающие сигнал годности или брака с помощью загорания
лампочек или подачи звукового сигнала, и исполнительные, производящие
включение и выключение всевозможных механически действующих узлов
(открытие люков, включение электромагнитов и т. д.). Первые применяются
при контроле деталей вручную, вторые, как правило, устанавливаются в полу-
537
Рис. 11.195. Электронное реле БВ-Н220
автоматических и автоматических контрольных приборах. Каждый из этих
видов может быть выполнен по схеме «с силовым контактом» или по схеме
с «сеточным контактом».
По установившейся терминологии схемой «с силовым контактом» назы-
вают такое включение электроконтактного датчика в исполнительную схему,
при котором измерительные контакты включают непосредственно исполни-
тельные реле, сигнальные лампы и т. д. В схемах «с сеточным контактом»
электроконтактный датчик включается в цепь сетки электронной или газо-
наполненной лампы, а исполнительный орган (реле) — в анодную цепь лампы.
Разделение цепей измерительных контактов и контактов исполнительного
органа дает возможность подбирать параметры этих цепей таким образом,
чтобы получить наивыгоднейший режим
работы как контактов датчика, так и
контактов исполнительного органа.
Распространение получило элект-
ронное реле БВ-Н220, разработанное
в Бюро взаимозаменяемости и ис-
пользуемое в различных модификациях.
Электронное реле БВ-Н220 на две ко-
манды (рис. 11.195) представляет собой
два однокаскадных усилителя, пред-
назначенных для управления исполни-
тельными электроустройствами. Отри-
цательное смещение в 50 в, снимаемое
со специальной сеточной обмотки транс-
форматора, «запирает» лампы. При
замыкании контактов датчика ЭКД по-
тенциалы сетки и катода соответствую-
щей лампы уравниваются, что приводит к скачкообразному «отпиранию»
лампы, а следовательно, и к срабатыванию электромагнитного реле, являю-
щемуся анодной нагрузкой лампы. В описываемом блоке применяются реле
станочного типа РП-0 или МКУ-48 (на схеме 1Р и 2Р), для которых необхо-
димы значительные токи срабатывания, что требует применения мощных
ламп, например 6ПЗ. Для управления лампой такого типа, в свою очередь,
нужны значительные сеточные потенциалы, в результате чего на контакты
датчика подается напряжение в 50 в, а ток, проходящий через контакты,
достигает 0,2 ма.
Техническая характеристика реле БВ-Н220
Число команд......................................... 2
Напряжейие на контактах датчика в в.................. 50
Ток, проходящий через контакты датчика в ма.......... 0,2
Напряжение в в ...... ............................... 127/220
Допустимый режим на выходных контактах ................ 380e х 2а
Габаритные размеры в мм.....................,.......... 235Х 140Х 180
Блок рекомендуется применять в контрольных автоматах, предназначен-
ных для контроля деталей, имеющих допуск более 0,005 мм. Реле БВ-Н220
просто по устройству и стабильно в работе. Оно выпускается серийно Ле-
нинградским инструментальным заводом (ЛИЗ).
Электропневматические датчики по принципу действия делятся на простые
и дифференциальные. По конструктивным признакам различают жидкостные,
мембранные и сильфонные датчики. Кроме того, имеются также поплавко-
вые датчики, основанные на принципе ротаметра.
Наибольшее распространение в настоящее время получили сильфонные
датчики, которые в значительной степени заменяют мембранные. Сильфонные
датчики обладают большей чувствительностью, чем мембранные (сильфон-
ный датчик можно рассматривать как многослойный мембранный датчик)
и в отличие от последних обладают практически линейной характеристикой.
538
которых жестко связаны
Рис. 11.196. Принципиальная
схема п невмоэлектрического
сильфонного датчика
из измерительных сопел.
Поплавковые датчики применяются сравнительно редко, так как в этом слу-
чае принцип измерения не позволяет компенсировать колебание давления
подводимого воздуха.
Пневматические системы манометрического типа обладают значительной
инерционностью (ротаметрические устройства практически безынерционны).
Однако последнее свойство пневматических измерительных систем позволяет
гасить вибрации при активном контроле, а также при контроле прерывистых
поверхностей, например шлицевых валов. В этих случаях иногда приходится
искусственно увеличивать инерционность системы посредством увеличения
объема измерительной камеры.
Пневмоэлектрический дифференциальный сильфонный датчик показан
на рис. 11.196. К корпусу распределителя 1 прикреплены чувствительные
элементы датчика — сильфоны 2, свободные ког
стяжками 3. Последние с помощью планок 4 за-
креплены на пружинном параллелограмме. Ход
сильфонов ограничен регулируемыми упорами
11. На планках с помощью плоских пружин
укреплены подвижные контакты 18, против
которых расположены настроечные контакты 17.
На нижней стяжке установлен хомутик 5, со-
прикасающийся со сферическим наконечником
рычажно-зубчатого отсчетного механизма, со-
стоящего из зубчатого сектора 6 и триба 9,
на оси которого укреплены волосок 8 и стрелка
7. В корпусе распределителя установлены вход-
ные сопла 16. В случае контроля предельных
размеров датчик работает с противодавлением,
для этого на корпусе распределителя устана-
вливается узел регулировки противодавления
13, а канал 12 глушится. В случае дифферен-
циальных измерений при контроле отклонений
формы и относительного положения поверхно-
стей узел противодавления перекрывается,
а к каналам 12 и 10 подводятся трубки
На верхней стяжке в призме помещается «плавающий» контакт 15, про-
тив торцов которого расположены с одной стороны неподвижный контакт,
а с другой — настроечный 14. Плавающий контакт прижимается к призме
пружиной. Плавающий контакт предназначен для контроля правильности
геометрической формы и относительного положения поверхностей.
Разность двух размеров, а следовательно, и правильность геометрической
формы можно контролировать без плавающего контакта, т. е. при работе
датчика по схеме дифференциальных измерений без вращения детали. Од-
нако эта разность может оказаться не наибольшей, так как размер контро-
лируется только в двух определенных сечениях, угловое расстояние которых
может не соответствовать наибольшей разности размеров.
Датчики БВ-Н1009 и БВ-Н1009А разработаны в Бюро взаимозаменяе-
мости по описанной выше схеме. Эти датчики имеют по два предельных и
одному плавающему контакту. У датчика БВ-Н1009А в отличие от датчика
БВ-Н1009 передача на стрелку осуществляется с помощью капроновой нити.
Эта передача конструктивно проще, более надежна и долговечна в работе,
чем рычажно-зубчатая.
Техническая характеристика датчика Б В-Н1009
Сильфонный,
дифференциальный
2
1
80 (±40)
Тип....................................................
Число электроконтактов:
предельных ...........................................
плавающих .......................................
Число делений шкалы....................................
539
Интервал деления в мм ....................
Цена деления (устанавливается при наладке) в мм . . . .
Отношение цены деления настроечных винтов и шкалы
Рабочий ход сильфонов (от нейтрального положения) в мм
Рабочее давление (устанавливается при наладке) в кПсм2,
Давление сети в кПсм2,....................
Погрешность в мм'вод. ст..................
Габаритные размеры в мм ..................
Вес в кг ........................
1
0,0002—0,001
1 : 1
±2
1—2
4—6
Не более ± 10
128Х 100X88
1,55
Контроль размеров методом индуктивности основан на том, что с изме-
нением размера контролируемого объекта изменяется индуктивность дат-
чика. Индуктивный метод контроля может быть как контактным, так и бес-
контактным. При бесконтактном методе возможен
контроль только ферромагнитных изделий, которые
помещаются в непосредственной близости от катушки
индуктивности датчика и сами образуют участок
магнитопровода, влияя тем самым на индуктивность
всей системы. Этот метод находит ограниченное при-
менение.
В основном применяется контактный метод изме-
рения, при котором положение измерительного
стержня датчика определяет относительное положе-
ние якоря датчика и катушек, т„ е. индуктивность
системы. Чаще других применяются дифференциаль-
ные датчики, имеющие две катушки, между кото-
рыми помещен якорь датчика. При смещении якоря
из нейтрального положения индуктивность одной
катушки возрастает, а другой — на ту же величину
убывает. Такая конструкция датчика увеличивает
его чувствительность вдвое по сравнению с однока-
тушечкым, применяемым для менее точных работ.
Катушки датчика включаются в преобразующую
электросхему, большей частью представляющую со-
бой уравновешенный или неуравновешенный мост.
Питание индуктивного датчика осуществляется
переменным током с частотой от 50 гц до десятка
тысяч. Питание моста током повышенной частоты
увеличивает чувствительность прибора, но необ-
Ф28С2а
Рис. 11.197. Индуктивный
датчик БВ-844
ходимость использования дополнительного источ-
ника питания усложняет систему. По этой причине предпочитают питать
мост током промышленной частоты.
Индуктивный метод измерения имеет ряд преимуществ: датчики просты
по устройству и надежны в работе, по точности индуктивный метод может
конкурировать с оптическими измерениями. Индуктивные приборы обеспечи-
вают дистанционное измерение. Метод допускает измерение непрерывно
меняющегося размера и фиксацию его в виде диаграммы, что очень удобно
при контроле зубчатых колес, перемещения кареток, кинематики станков
и т. д.
К недостаткам метода следует отнести сравнительную сложность электри-
ческих схем, а также невозможность подсоединения любого индуктивного
датчика к любому электроблоку, обслуживающему индуктивные дат-
чики.
Индуктивные датчики конструкции Бюро взаимозаменяемости предназна-
чены для универсальных измерений и разработаны применительно к элек-
трическому самописцу БВ-662. • •
Индуктивный датчик БВ-844 (рис. 11.197) смонтирован в цилиндрическом
корпусе 7, являющемся одновременно и защитой от внешних наводок. В кор-
пусе помещены две катушки индуктивности 2. На измерительном стержне
датчика 3, подвешенном на пружинах мембранного типа, помещены два диска-4,
540
которые при смещении измерительного стержня из среднего положения ме-
няют зазоры в магнитных цепях катушек, тем самым меняя их индуктивность,
что ведет к разбалансу моста.
Техническая характеристика
Предел измерения в мм ...................................... О—0,4
Свободный ход измерительного стержня в мм .................. 2
Предельная погрешность датчика в мкм........................... ±0,5
Измерительная сила в Г ......................................... 200
Габаритные размеры в мм .....................................28С2аХ117
Вес в г......................................................... 350
Присоединительный размер ...................................... SSCga
У индуктивных датчиков начальный зазор между сердечником и якорем
устанавливается обычно равным 0,15—0,5 мм. Чем меньше начальный за-
зор, тем чувствительнее датчик. Линейность характеристики у датчиков,
изготовленных по дифференциальной схеме, сохра-
няется при изменении начального зазора на х/з его
величины.
Схема датчика с большим ходом, у которого
характеристика является практически линейной
почти на всем диапазоне измерения, дана на
рис. II. 198. Датчик, состоящий из индуктивных
катушек, внутри которых соответственно изменению
контролируемого размера перемещается железный
сердечник, имеет рабочий ход, достигающий 10 мм.
Рис. ИД98. Схема индук-
тивного датчика с боль-
шим ходом
Емкостные датчики. Как известно, емкость плоского конденсатора
определяется из выражения
c~e~&d>
где 8 — диэлектрическая постоянная;
S — площадь обкладок конденсатора;
d — расстояние между обкладками.
Емкостные датчики обычно представляют собой плоские конденсаторы,
емкость которых изменяется в зависимости от изменения параметров d
или S. При работе датчика с переменным расстоянием между обкладками
его характеристика является практически линейной, если изменение рас-
стояния d не превышает -4- его начального значения у простого датчика
□
и на у у дифференциального. Начальный зазор у емкостных датчиков со-
ставляет 0,1—0,5 мм. Чем меньше начальный зазор и больше площадь обкла-
док, тем чувствительнее датчик. При работе датчика с переменной площадью
обкладок S зависимость между перемещением пластин и емкостью является
линейной. Однако чувствительность такого датчика ниже его чувствитель-
ности при работе с переменным расстоянием d.
Емкостные датчики обычно питаются токами высокой частоты, так как
емкостное сопротивление обратно пропорционально частоте питающего
тока. Для уменьшения влияния утечек необходимо, чтобы сопротивление
датчика было значительно меньше сопротивления изоляции.
При частоте питающего тока 1—10 кгц погрешность емкостного датчика
не превышает 0,5 мкм. Как известно, для маломощных датчиков помехи и
утечки особенно опасны на участке цепи от датчика до первой лампы кас-
када усиления. Таким образом, если первую усилительную лампу макси-
мально приблизить к датчику, то можно в значительной степени уменьшить
влияние помех и утечек.
Принципиальные схемы емкостных датчиков изображены на рис. II. 199.
Схема (рис. 199, а) работает по принципу изменения площади обкладок
конденсатора S, а на рис. ИД99, б показана схема датчика, работающего
541
по принципу изменения расстояния d между обкладками. Большим недостат-
ком емкостных датчиков является влияние на их точность колебания тем-
пературы окружающей среды.
Для автоматического контроля в принципе целесообразно применять
электроконтактные датчики, которые обладают дискретной характеристикой,
отличаются простотой конструкции и малой стоимостью. Индуктивные и
емкостные датчики являются более сложными и дорогими устройствами
(особенно емкостные), к тому же они обладают плавной характеристикой.
Для получения дискретной характеристики требуется дополнительное ус-
ложнение электрической схемы этих устройств. Однако при автоматическом
• -контроле важнейшее значение приобретает
Рис. 11.199. Схемы емкостных датчи-
ков
надежность работы контрольных уст-
ройств. Нестабильность автоматических
устройств может свести на нет все пре-
имущества автоматизации.
Наиболее надежно работающими си-
стемами являются индуктивные и элект-
ропневматические, которые более надежны
по сравнению с электроконтактными,
емкостными и фотоэлектрическими систе-
мами. Индуктивные и пневматические
системы являются бесконтактными. Вслед-
ствие их значительной инерционности на
точность этих систем почти не влияют вибрации. Обе системы позволяют
осуществлять дистанционную настройку. При контроле в процессе обра-
ботки электропневматический датчик может быть вынесен за пределы опас-
ной зоны.
Применять индуктивные и емкостные системы целесообразно в том слу-
чае, когда осуществляется непрерывное регулирование технологического
процесса или непрерывный отсчет показаний по шкальному электрическому
прибору. В этом случае, наоборот, необходимо, чтобы датчики имели плав-
ные характеристики.
СРЕДСТВА ПОСЛЕОПЕРАЦИОННОГО АВТОМАТИЧЕСКОГО КОНТРОЛЯ
В зависимости от степени автоматизации, все существующие автоматизи-
рованные измерительные устройства, осуществляющие послеоперационный
контроль, можно разбить на три группы: измерительные устройства с авто-
матическим сигналом, полуавтоматы и автоматы.
В измерительных устройствах с автоматическим сигналом применяется
автоматический сигнал (световой или звуковой), который подается в тот
момент, когда контролируемый размер не отвечает некоторым заданным на-
перед условиям. Автоматический сигнал повышает объективность контроля.
Контрольным полуавтоматом называется устройство, у которого конт-
трольная операция, а также действие исполнительного органа автоматиза-
рованы, но установка детали на измерительную позицию осуществляется
вручную. В контрольном автомате автоматизированы все элементы процесса
контроля, начиная от загрузки и кончая работой исполнительного органа.
Контрольные автоматы разделяются на автоматы, осуществляющие раз-
браковку, и сортировочные автоматы. Автоматы могут быть однопозицион-
ными и многопозиционными (в зависимости от числа контролируемых пара-
метров).
Кроме перечисленных автоматизированных устройств, существует также
большая группа механизированных измерительных устройств, у которых
некоторые вспомогательные операции механизированы (например, установка
детали на измерительную позицию), но результаты измерения оператор ви-
зуально оценивает по шкальным приборам или по ощущению (в случае при-
менения калибров).
542
В зависимости от числа контролируемых параметров все механизирован-
ные и автоматизированные устройства делятся на одномерные и многомерные.
Многомерные устройства, в свою очередь, разделяются на комплексные и
групповые. У комплексных приборов на одной измерительной позиции одно-
временно контролируется несколько параметров, у групповых — на каждой
измерительной позиции контролируется только один параметр. Таким об-
разом, групповые приспособления представляют собой несколько объеди-
ненных на одном стенде измерительных позиций.
Контрольно-сортировочный автомат может включать в себя следующие
устройства: загрузочные, транспортирующие, устанавливающие, измери-
тельные органы, усилители, устройства для запасания кратковременных
измерительных импульсов, поворотные, исполнительные органы и распреде-
лительный вал.
В качестве загрузочных устройств используют обычно устройства бункер-
ного или магазинного типа.
Транспортирующие системы используются в многопозиционных автома-
тах, предназначенных, например, для контроля нескольких параметров
одной и той же детали. В однопозиционных автоматах роль транспортирую-
щей системы играет устанавливающее устройство (неявная транспортирую-
щая система). Транспортирующие системы могут быть с прерывистым и не-
прерывистым движением с движением по окружности, по прямолинейной
и сложной траекториям.
От работы устанавливающих устройств, переносящих детали на измери-
тельную позицию, во многом зависит точность базирования деталей при из-
мерении. Существует мнение, что при автоматическом контроле деталь не
так трудно измерить, как установить на позицию измерения. Очень важно,
чтобы скорость движения детали непосредственно в момент ее установки на
измерительную позицию была минимальной. Целесообразно использование
различного рода амортизаторов и «плавающих» систем. Поверхность кон-
такта толкателя с деталью должна быть минимальной.
Измерительный орган имеет датчик. Возникающий в датчике электриче-
ский импульс поступает в усилитель. При контроле овальности и огранки
или при контроле деталей в процессе обработки длительность измеритель-
ного импульса может быть ничтожно малой. Кратковременные импульсы
возникают, например, также в сортировочных автоматах, основанных на
принципе динамической компенсации. В этих случаях для запасания кратко-
временных импульсов используются обычно телефонные или кодовые реле
с блок-контактами, конденсаторы и тиратроны.
При контроле овальности и огранки детали должны вращаться на измери-
тельной позиции. Для этих целей используются различные поворотные уст-
ройства: электромагниты, вращающиеся центры, устройства, основанные
на фрикционном методе или методе прокатывания.
Исполнительные электромагниты автоматов могут работать на притяже-
ние и на отпускание. Преимущество систем, работающих на отпускание,
заключается в их большем быстродействии, а также в том, что при случай-
ном незамеченном обрыве электрической цепи бракованные детали не могут
попасть в бункер годных деталей. Некоторая сложность указанных систем
вызывается необходимостью принудительного возврата сортировочных за-
слонок в исходное положение.
Исполнительные (выходные) органы автоматических измерительных
устройств могут быть силовыми, направляющими, маркирующими и сигналь-
ными. Согласование различных элементов цикла работы контрольного авто-
мата обеспечивается распределительным валом. В качестве исполнительных
органов станка и автомата обычно используются электромагниты, управляю-
щие в первом случае золотниковыми или храповыми механизмами подачи
станка, во втором — сортировочными заслонками автомата.
Для того чтобы измерительные устройства могли действовать на электро-
магниты исполнительных механизмов, измерительный импульс, т. е. изме-
543
некие размера контролируемой детали, необходимо преобразовать в измене-
ние какого-либо параметра электрической цепи. Для этих цепей в конструк-
цию автоматического измерительного устройства включается электрический
преобразователь измерительного импульса — датчик. Датчики могут быть
с непосредственным преобразованием измерительного импульса (электро-
контактные, индуктивные, емкостные) и с промежуточным преобразованием
(фотоэлектрические и пневмоэлектрические).
Так как датчики, как правило, питаются слабыми токами, то между дат-
чиком и исполнительным электромагнитом включается усилитель — обычно
электронного типа.
Таким образом, структура автоматического контроля является одинако-
вой как при послеоперационном, так и при технологическом методах кон-
троля. Общими для всех приборов автоматического контроля (независимо
от целевого назначения) и в то же время наиболее важными их элементами
являются датчики. В зависи-
мости от метода преобразо-
вания измерительного им-
пульса средства автомати-
ческого контроля можно
разделить на механические,
электроконтактные, индук-
тивные, „ пневмоэлектриче-
ские, емкостные, фотоэлект-
рические и др.
Принципиальная схема
электроконтактного автомата
для контроля цилиндриче-
ских деталей показана на
рис. 11.200. Исполнительные
электромагниты автомата ра-
ботают на отпускание. Пре-
рыватель 6 обеспечивает
Рис. 11.200. Принципиальная схема электроконтакт-
ного автомата
подачу тока в датчик только в тот момент, когда деталь установлена на из-
мерительную позицию. Принцип действия автомата заключается в следую-
щем. При помощи толкателя 1 контролируемая деталь подается на позицию
измерения. Если деталь годная, то оба контакта электроконтактного датчика
разомкнуты. В этом случае потенциалы сеток электронных ламп равны по-
тенциалам их катодов и, следовательно, лампы отперты. В анодные цепи ламп
включены исполнительные электромагниты 4, которые при прохождении
через них электрического тока удерживают якори 3 в притянутом положении.
С якорями жестко связаны сортировочные заслонки 2.
После контроля детали толкателем 1 выталкиваются на наклонную плос-
кость, по которой они скатываются в бункер годных деталей. Если при кон-
троле один из контактов датчика окажется замкнутым, то одна из ламп
запирается, так как потенциал точки е делителя напряжения выше потен-
циала точки d, с которой закорочена сетка. Вследствие этого один из элек-
тромагнитов окажется обесточенным и его якорь вместе с заслонкой под дей-
ствием пружины повернется по часовой стрелке. В этом случае деталь, ска-
тываясь после контроля по наклонной плоскости, попадает в бункер брако-
ванных деталей. В исходное положение заслонки возвращаются при помощи
кулачков 5,
Индуктивные и емкостные датчики включаются обычно в мостовые схемы.
Измерение при помощи мостовых схем можно осуществлять, применяя си-
стемы абсолютного измерения или компенсационные системы. В первом слу-
чае результат измерения фиксируется при неравновесном состоянии моста,
во втором — при равновесном. Второй метод измерения называется также
нулевым. Компенсационные системы, которые делятся на системы динами-
ческой компенсации и автобалансные, являются более точными, хотя и более
544
сложными. На точность этих систем не влияет колебание подводимого на-
пряжения и изменение параметров усилителя. Такие системы могут работать
без применения стабилизаторов напряжения.
Принципиальная схема сортировочного автомата с емкостным датчиком,
основанная на принципе динамической компенсации, показана на
рис. 11.201, а. Автомат предназначается для сортировки цилиндрических
деталей. Ламповый генератор звуковой частоты питает мост, в одно из плеч
которого включен измерительный конденсатор С19 в другое — компарирую-
щий конденсатор С2. Подвижные пластины последнего непрерывно вращаются
вокруг оси 00 при помощи двигателя (на схеме он не показан). Напряжение
в диагонали моста AZ7 после прохождения
п
а)
Рис. И.201. Схемы компенсационных
методов измерений
через фазовый детектор 2 подается в триг-
гер <?, который настроен на срабатывание
при равновесном состоянии моста.
На одной оси с подвижными пласти-
нами конденсатора С2 смонтирована щет-
ка /, скользящая по контактам коммута-
тора, к которым подключены телефонные
реле р19 р2, . . ., р, связанные с соответ-
ствующими сортировочными заслонками.
Для повышения быстродействия системы
обмотки исполнительных реле шунтиро-
ваны емкостями С', С', . . ., С'п. Положение
щетки коммутатора в момент срабатыва-
ния триггера будет являться функцией
размера контролируемой детали. Погреш-
ность самой схемы измерения, не превы-
шающая 1 мкм, складывается из погреш-
ностей емкостного датчика, фазового
детектора, срабатывания триггера и ком-
мутации. Последняя погрешность равна
расстоянию между осями контактов ком-
мутатора, деленному на передаточное
отношение между щеткой и контролируе-
мой деталью. Суммарная погрешность автомата составляет 1,5—2 мкм. Это
объясняется влиянием ряда механических факторов, таких, например, как
вибрации, износ измерительных наконечников прибора, изменение характе-
ристики сил трения в системе и т. п.
Схема индуктивного автомата, основанного на автобалансном принципе,
показана на рис. 11.201, б. Автомат предназначен для сортировки цилиндри-
ческих деталей. Исполнительный орган автомата может быть выполнен в виде
сортировочного лотка, стрелки отсчетного устройства (как показано на
схеме) или щетки, скользящей по контактам коммутатора. В зависимости
от величины в диагонали моста возникает напряжение Д(/, которое после
прохождения через фазовый детектор 2 поступает в обмотку реверсивного
двигателя 6. Работа двигателя, вызывающая изменение положения якоря 4
компарирующей индуктивности, а вместе с тем и жестко связанной с яко-
рем стрелки 5, будет происходить до тех пор, пока не наступит равновесное
состояние моста. Положение исполнительного органа при равновесном со-
стоянии моста является функцией размера контролируемой детали. Серпо-
образный якорь может быть, очевидно, заменен якорем обычного индуктив-
ного датчика, приводимым в движение от соответствующего кулачка.
Разновидностью автобалансных систем являются потенциометрические
системы. В этом случае возникающий в диагонали моста при его разбалансе
ток приводит в движение реверсивный электродвигатель, при вращении ко-
торого перемещается движок потенциометра. Перемещение движка проис-
ходит до тех пор, пока мост не придет в положение баланса. С движком по-
тенциометра связано отсчетное устройство.
18 В. П. Коротков 54!>
Сравнивая системы динамической компенсации с автобалансными, сле-
дует отметить, что последние обладают несколько меньшей точностью и мень-
шим быстродействием. Для автобалансных систем характерна работа с оста-
новками. При движении с остановками изменяется характеристика сил тре-
ния, что сказывается на чувствительности, а следовательно, и на точности
системы. Кроме того, возможно также «качание» системы около положения
баланса, что снижает быстродействие этих системы.
у Схема электропневматического автомата для комплектования шарико-
подшипников показанана рис. 11.202. Принцип действия автомата заключается
в том, что измеряется разность диаметров беговых дорожек колец подшипников
и по результатам измерения на стенд сборки подаются шарики нужного раз-
мера, которые заранее рассортированы и уложены в соответствующие бункеры.
К беговым дорожкам наружного 1 и внутреннего 2 колец подшипника на
измерительной позиции подводятся сопла пневматической измерительной
системы (до определенного упора).
Воздух, давление которого пропор-
ционально разности диаметров бего-
вых дорожек колец, поступает в пра-
вую полость мембранного датчика 3.
Одновременно с этим от распредели-
тельного вала приводится в движе-
ние клин 4, что вызывает постепен-
ное увеличение’ противодавления
воздуха, подаваемого в левую по-
лость мембранного датчика (к клину,
подводятся два сопла, для того что-
бы устранить влияние непрямоли-
Рис. 11.202. Схема автомата для комнлек- нейности его направляющих).
тования шарикоподшипников В определенный момент времени
замыкается контакт 5 мембранного
датчика. В это время щетка 6 находится на контакте коммутатора 7, связан-
ном с тем бункером, в котором лежат шарики с размером, соответствующим
измеренной разности средних диаметров беговых дорожек колец подшип-
ника. Срабатывает соответствующее реле Р, и на стенд сборки поступает оп-
ределенное количество шариков требуемого размера. Далее производится
сборка шарикоподшипника (также автоматически).
Рассмотренная система относится к активному контролю, так как в дан-
ном случае по результату измерения осуществляется управление процессом
комплектования шарикоподшипников. Вместе с тем эта система не имеет
обратной связи и, следовательно, не может относиться к системам регулиро-
вания.
Рабочий цикл контрольных автоматов. Циклом работы автомата назы-
вается время, в течение которого производятся все связанные с контролем
операции. Цикл включает в себя время самого измерения и время ряда вспо-
могательных операций. С величиной цикла непосредственно связана произво-
дительность автомата
Q = шт/мин,
где р — число деталей, контролируемых в течение одного цикла;
Тц — продолжительность цикла в сек.
Для однопозиционного автомата прерывистого действия длительность
цикла определяется следующим образом:
= + 4»
где t3 — время загрузки;
ty — время установки;
tK — время непосредственно самого контроля;
546
tc — время снятия детали с измерительной позиции;
te — время выброса (время выпадения детали в бункер).
Для многопозиционного автомата прерывистого действия продолжитель-
ность цикла определяется из выражения
Ту = t3 + ty + iK + tc + te +
Измеритель -
ный орган
Загрузочное
устройство
Исполнитель
ныи орган
Устанавли
бающее
устройство
£2
Рис. 11.203. Циклограмма однопозиционного авто-
мата прерывистого действия
где td — время движения транспортирующей системы.
Для анализа временных зависимостей различных механизмов, в том
числе и контрольных автоматов, пользуются циклограммами. Циклограмма
однопозицинного автомата прерывистого действия дана на рис. 11.203.
Цикл начинается с работы за-
грузочного устройства. Устана-
вливающее устройство в мо-
мент загрузки, так же как и
при контроле, должно быть
неподвижно. После съема за
время выброса детали устана-
вливающее устройство возвра-
щается в исходное положение.
Исполнительный орган (элект-
ромагнит и связанная с ним
сортировочная заслонка) при-
ходит в действие в самом начале
контроля, и движение этого
органа должно прекратиться за
некоторое время до окончания
снятия детали с измерительной
позиции. Во время выброса де-
тали исполнительный орган
должен быть неподвижен. Воз-
врат исполнительного органа
в исходное положение совме-
щается с загрузкой и частично
с установкой. Как следует из
циклограммы, Время работы рис п.204. Принципиальная схема многопози-
исполнительного органа почти ционного автомата прерывистого действия:
полностью перекрывается вре- /, 2 и j - позиция
менами других операций.
Принципиальная схема многопозиционного автомата приведена на
рис. 11.204. Автомат представляет собой, по существу, несколько объединен-
ных при помощи одного транспортера однопозиционных автоматов. На из-
мерительных позициях контролируются различные параметры одной и той же
детали. На первой позиции осуществляется загрузка, а на последней —
выброс. Время цикла можно значительно сократить, если загрузку и выброс
детали вынести на отдельные позиции, как показано на схеме штриховыми
линиями. Длительность цикла при этом определяется:
□ /
□ 2
□з
Тц = ty + tK + tc + td.
В этом случае время загрузки и выброса совмещается со временем уста-
новки, контроля и снятия детали.
МЕТОДЫ И СРЕДСТВА АКТИВНОГО (ТЕХНОЛОГИЧЕСКОГО)
КОНТРОЛЯ
Общая характеристика методов активного контроля. Понятие активный
контроль распространяется на все отрасли техники. К активному контролю
относится, например, контроль при обработке методом пробных проходов,
контроль (в том числе статистический) по результатам которого вручную
547
подналаживаются станки-автоматы, фиксирование с помощью измеритель-
ных средств положения исполнительных органов станка, управление про-
' пессом обработки по результатам измерения параметров заготовок (для
получения заданных размеров, а также для стабилизации сил резания или
времени обработки), автоматическое регулирование режимов обработки
(например, для стабилизации мощности, затрачиваемой при резании, что
соответствует условию наибольшей производительности).
К активному контролю относятся также устройства для стабилизации
упругих перемещений системы СПИД, системы компенсации износа круга
методом его правки перед чистовыми проходами, автоматическое комплекто-
вание и сборка по результатам измерения каких-либо параметров собирае-
мых деталей или узлов (например, автоматическое комплектование шарико-
подшипников по результатам измерения разности диаметров беговых доро-
жек их колец), выравнивание веса поршней по результатам его измерения,
подналадка по времени, автоматическое регулирование толщины проката
по результату ее измерения, дозированное отвешивание материалов и отпуск
жидкостей, автоматическое регулирование толщины нитей, температуры,
толщины рулонов бумаги, контроль деталей в процессе обработки прямым
и косвенным методами, регулирования размеров с помощью подналадочных
систем, применение блокирующих устройств и т. д. Таким образом, любое
измерение, в результате которого осуществляется определенное действие
на контролируемый объект, можно отнести к активному контролю. Любая
разновидность технологического контроля носит активный характер. По-
этому всякий контроль, осуществляемый самими рабочими в процессе вы-
полнения ими каких-либо технологических операций, является актив-
ным.
Различные методы активного контроля обладают различной точностью.
Очевидно, что при разработке систем активного контроля размеров необ-
ходимо стремиться к использованию наиболее точных методов. Однако срав-
нительно низкая точность некоторых методов технологического контроля
не означает, что их нельзя в принципе отнести к активному контролю раз-
меров.
' Рассмотрим методы и средства активного контроля размеров примени-
тельно к металлорежущим станкам. В зависимости от метода измерения эти
средства разделяют на устройства, основанные на прямом методе измерения
и устройства, основанные на косвенном методе измерения. При прямом ме-
тоде контролируется непосредственно размер изготовляемой (или изготовлен-
ной) детали с помощью включения его в размерную цепь измерительного
прибора. База измерения при этом совпадает с поверхностью контролируе-
мой детали. К средствам прямого активного контроля относятся приборы
для диаметральных измерений (двухконтактные, трехконтактные приборы
и системы с жесткими калибрами).
При косвенном методе контролируется не размер изготовляемой (или
изготовленной) детали, а положение поверхности измеряемой детали или
положение режущей кромки инструмента и исполнительных органов станка
по отношению к базе установки прибора. При косвенных методах в измери-.
тельную цепь, помимо размера контролируемой детали, включаются также
размерные параметры самого станка. К косвенным методам активного кон-
троля относятся одноконтактные измерения обрабатываемых деталей, лю-
бые методы контроля, при которых с помощью измерительных устройств
фиксируется положение режущей кромки инструмента (положение режущей
поверхности шлифовального круга) или положение исполнительных органов
станка, а также все те методы измерений, которые принято называть косвен-
ными в измерительной технике.
Косвенный метод является менее точным, чем прямой, так как на его
точность в большей степени влияют тепловые и силовые деформации техно-
логической системы. При косвенном методе получаются более длинные, чем
при прямом, размерные цепи.
548
По выполняемым ими функциям средства активного контроля размеров
могут быть разделены на четыре группы: устройства, контролирующие детали
непосредственно в процессе их обработки; подналадчики; блокирующие уст-
ройства (измерительные «заслоны»); устройства, осуществляющие контроль
до процесса обработки.
К устройствам,осуществляющим контроль размеров в процессе обработки,
относятся приборы, контролирующие (фиксирующие) размеры деталей,
положение режущей кромки инструмента или положение исполнительных
органов станка непосредственно в процессе обработки детали и через цепь
обратной связи подающие команду на прекращение обработки при достиже-
нии заданных значений контролируемых параметров. Эти устройства управ-
ляют циклом работы металлорежущих станков. Областью их применения
являются операции, выполняемые методом врезания.
К подналадчикам относятся измерительные приборы, которые через
цепь обратной связи изменяют настройку металлорежущего станка или из-
мерительного устройства, управляющего его работой, когда значение кон-
тролируемого параметра выходит за допустимые пределы или отклоняется
от его заданного значения. Эти приборы используют в основном при обра-
ботке на проход. Однако их можно применять и при обработке методом
врезания. В этом случае они должны применяться в сочетании с жесткими
упорами или со средствами активного контроля, измеряющими обрабаты-
ваемые детали или положение режущей кромки инструмента и испол-
нительных органов станка.
Подналадчики могут контролировать обработанную деталь или положе-
ние режущей кромки инструмента (положение режущей поверхности шлифо-
вального круга). Они могут контролировать в процессе обработки (например,
при контроле положения режущей поверхности шлифовального круга) и
после обработки (контроль обработанных деталей). Вместе с тем подналадоч-
ные системы всегда осуществляют контроль в процессе обработки партии
деталей, т. е. их применять можно только при обработке партии дета-
лей.
Подналадчики полностью не определяют размера изготовляемой детали
в отличие от устройств, контролирующих детали в процессе обработки
и управляющих циклом получения размеров. Они только поддерживают
с большей или меньшей точностью размеры деталей, полученные
в результате соответствующей настройки станка. Отсюда термины «подна-
ладчик» и «поднастройка».
Подналадка является менее точной формой обратной связи, чем конт-
роль в процессе обработки, так как она позволяет компенсировать только
сравнительно медленно изменяющиеся функциональные погрешности и не
компенсируют собственно случайные, тогда как при контроле в процессе
обработки компенсируется влияние тех и других погрешностей.
Подналадчики могут действовать на бабку или суппорт, несущие режущий
инструмент, на бабку изделия или заднюю бабку станка, на стол станка, на
подвижный чувствительный (или жесткий) упор или на какой-либо настро-
ечный орган измерительного устройства, контролирующего в процессе
обработки. При токарной обработке подналадка может осуществляться также
поворотом многорезцовой головки, в результате чего поле затупления одного
резца в действие вводятся другие.
Сущность подналадки по времени заключается в том, что команда на под-
наладку подается после обработки некоторого, заранее установленного
числа деталей. Число циклов, по истечении которого производится под-
наладка, зависит от интенсивности изменения во времени размеров деталей
и от величины подналадочного импульса.
Так как погрешности обработки носят случайный характер, то всегда
может быть рассогласование между заданным законом компенсации этих
погрешностей и фактическим законом их изменения. Это является основ-
ным недостатком данного метода.
18 1450
Блокировка является простейшей формой активного контроля. К блоки-
рующим устройствам относятся устройства, разбраковывающие заготовки
или контролирующие детали после обработки с подачей команды на прекра-
щение процессов обработки, когда значения контролируемых параметров
выходят за допустимые пределы. Блокировка может осуществляться и в про-
цессе обработки (например, остановка станка или движения подачи при пре-
вышении допустимых значений силы или мощности резания).
Защитно-блокирующие устройства получили широкое распространение
на шлифовальных, токарных, расточных и сверлильных станках. В автома-
тических линиях блокирующие устройства устанавливают между станками
токарной и шлифовальной группы, чтобы на шлифовальные станки не попа-
дали заготовки с завышенными припусками или заготовки, не обработанные
на предварительных операциях. Целесообразно использовать блокировку
и перед подналадочными системами (для устранения влияния на точность
подналадки грубых погрешностей обработки).
Блокирующие устройства могут применяться также для правильного
базирования деталей при обработке или измерении. Сущность подобной
блокировки заключается в том, что до тех пор, пока деталь правильно* не
установлена, процесс обработки или измерения не может начаться. При
сложных автоматических процессах получения или измерения размеров бло-
кирующие конечные выключатели должны обеспечивать необходимую после-
довательность отдельных элементов цикла обработки или измерения, без
чего невозможна нормальная и безаварийная работа автоматических
систем.
При контроле в процессе обработки необходимо применять блокирующие
конечные выключатели, которые должны подавать ток в датчик только в тот
момент, когда скоба прибора надета на контролируемую деталь.
Устройства, контролирующие детали до процесса обработки, можно раз-
делить на устройства, контролирующие параметры заготовок, и устройства,
фиксирующие момент соприкосновения режущей поверхности шлифоваль-
ного круга с заготовкой (в общем случае момент встречи режущего инстру-
мента с заготовкой).
Принцип работы устройств первой группы заключается в том, что по
результатам измерения параметров заготовок осуществляется или стабили-
зация сил резания, или поддерживается постоянной длительность цикла обра-
ботки1. Контроль величины припуска на обработку, а также других пара-
метров заготовок в сочетании с измерением сил резания (например, с по-
мощью индуктивного динамометра) можно использовать и для управления
размерами обрабатываемых деталей2.
При шлифовании методом врезания осуществляются три вида перемеще-
ний шлифовальной бабки: холостое (ускоренное) перемещение, рабочая
черновая подача и рабочая чистовая подача. Очень важно, чтобы переклю-
чение с холостого перемещения шлифовальной бабки на черновую подачу
происходило в момент прикосновения шлифовального круга к заготовке.
Если это переключение произойдет раньше, то круг не сразу начнет шлифо-
вать деталь, что приведет к снижению производительности обработки. Запо-
здалое переключение может привести к повреждению детали и шлифоваль-
ного круга.
Момент соприкосновения круга с заготовкой фиксируется при помощи
реле мощности или тока, включенного в цепь электродвигателя привода круга.
При соприкосновении круга с заготовкой увеличивается мощность посту-
пающего из сети тока, что приводит к срабатыванию реле и к переключению
бабки с ускоренного перемещения на черновую рабочую подачу.
1 Такое устройство разработано в Московском автомеханическом институте (МАМИ).
Его действие основано на том, что с увеличением припуска на обработку черновая подача авто-
матически увеличивается, а с уменьшением припуска — уменьшается.
2 Данный метод, как и метод стабилизации сил резания, разработан на кафедре «Техно-
логия машиностроения» Московского станкоинструментального института.
550
Это позволяет также осуществлять операции, при которых с деталей не-
обходимо снимать слои металла одинаковой толщины.
Устройства активного контроля размеров могут относиться к системам
регулирования и к системам управления, т. е. могут обладать или не обладать
размерными обратными связями. К системам активного контроля с размер-
ными обратными связями (т. е. к системам автоматического регулирования)
относятся, например, устройства стабилизации упругих перемещений си-
стемы СПИД, а также системы автоматического регулирования толщины
проката по результату ее измерения. К разомкнутым системам (т. е. к систе-
мам автоматического управления) относятся система автоматического
комплектования шарикоподшипников по результату измерения разности
диаметров беговых дорожек их колец, а также система подгонки поршней
по весу.
Как уже отмечалось, всякому процессу регулирования размеров свой-
ственны размерные обратные связи, т. е. действие выходных параметров
системы на входные. Применительно к системам регулирования размеров
выходным параметром может быть непосредственно размер обрабатываемой
детали, измеряемый прямым или косвенным методами, положение режущей
кромки инструмента (режущей поверхности шлифовального круга) или поло-
жение исполнительных органов станка (бабок, суппортов, ходовых винтов
и т. д.). Таким образом, при регулировании размеров выходным параметром
технологической системы может являться или непосредственно регулируе-
мый размерный параметр или какой-либо другой параметр, связанный
с ним некоторой зависимостью.
Входными параметрами систем регулирования размеров являются при-
водные органы станка, от действия которых зависит значение регулируемых
размерных параметров: двигатель привода исполнительных органов, элек-
тромагнит, действующий на храповое или золотниковое устройство меха-
низма подач, поршень системы гидравлического привода и т. д.
Различные виды обратных связей обладают различной точностью, т. е.
способностью к компенсации технологических погрешностей. Задача компен-
сации технологических погрешностей решается наиболее полно в том слу-
чае, когда выходным параметром технологической системы является непо-
средственно регулируемый размерный параметр. Такая компенсация носит
комплексный характер, поскольку в этом случае одновременно устраняется
влияние износа режущего инструмента, тепловых и силовых деформаций
технологической системы.
В том случае, когда выходным параметром является положение режущей
кромки инструмента, технологические погрешности компенсируются только
частично. Такие системы в основном устраняют влияние износа режущего
инструмента. В некоторых случаях они могут компенсировать также влия-
ние тепловых и силовых деформаций металлорежущего станка. К менее
точным относятся системы, у которых выходным параметром является
положение исполнительных органов станка. В этом случае можно компенси-
ровать только тепловые и силовые деформации цепи привода режущего инст-
румента, но нельзя устранить влияние его износа, а также тепловых и си-
ловых деформаций обрабатываемых деталей.
Таким образом, применение в технологической системе обратных связей
не во всех случаях позволяет получить высокую точность обработки. Точ-
ность различных обратных связей зависит ст протяженности звеньев размер-
ных цепей, в состав которых входит регулируемый параметр, и от погреш-
ностей размеров указанных звеньев.
Технологические системы, в которых используются устройства, осущест-
вляющие контроль в процессе обработки, или подналадчики, относятся
к ациклическим, т. е, к системам с непостоянной длительностью цикла
обработки или подналадки. При активном контроле не следует доводить ре-
жущий инструмент до сильного затупления. Помимо недопустимого при
контроле в процессе обработки увеличения цикла получения размеров, это
551
приводит к резкому увеличению тепловых и силовых деформаций обраба-
тываемых деталей. Поэтому в случае использования активного контроля
на шлифовальных операциях целесообразно использовать более мягкие и по-
ристые круги. Твердые шлифовальные круги необходимо чаще править.
Активный контроль непосредственно самих деталей целесообразно до-
полнять контролем положения режущей кромки инструмента. Эго позво-
ляет избежать чрезмерного износа и затупления режущей кромки инстру-
мента и в то же время способствует наиболее полному использованию его
режущих свойств. Кроме того, такой контроль осуществляет блокировку
процесса обработки в случае аварийного выхода из строя режущего инстру-
мента.
Подобный метод является более совершенным, чем принудительная перио-
дическая заточка или смена режущего инструмента, которая может произво-
диться тогда, когда еще не полностью использована режущая способность
инструмента или, наоборот, когда последний чрезмерно затупился или даже
полностью вышел из строя. Известно, что в настоящее время рассеивание
значений режущей стойкости инструментов весьма велико.
Заточку или смену инструмента можно также производить по результа-
там измерения длительности цикла обработки, потребляемой мощности, а
также по результатам измерения сил резания.
Вопросы повышения качества продукции наиболее полно решаются при
сочетании методов получения и измерения размеров, а также при комбина-
ции различных методов регулирования размеров или методов регулирования
и методов управления. Целесообразно комбинировать подналадку с разбра-
ковкой путем, например, придания контрольным автоматам функций управ-
ления технологическим процессом, т. е. функций подналадчиков.
В ряде случаев активный контроль обрабатываемых деталей следует
дополнять контролем положения режущей кромки инструмента. Принци-
пиально возможны также комбинированные устройства, одновременно кон-
тролирующие положение обрабатываемой поверхности и режущей поверх-
ности шлифовального круга. Развитие комбинированных методов, предназ-
наченных для комплексного решения вопросов точности является наиболее
прогрессивным направлением развития технического контроля в машино-
строении.
Средства активного контроля размеров управляют работой металлорежу-
щих станков, поэтому их нужно рассматривать как часть технологической
системы. При активном контроле процесс измерения не является самоцелью,
как при послеоперационном контроле, а направлен на получение размеров и
необходимой точности обработки.
Основная задача, которая ставится при активном контроле размеров,
заключается в том, чтобы поле рассеивания размеров деталей по возможности
с большим запасом вписывалось в пределы поля допуска на обработку. Сле-
довательно, при регулировании или активном контроле размеров решаются
такие же точностные задачи, как и при всяком процессе обработки деталей.
Поэтому и погрешности размеров, возникающие при активном контроле,
нужно нормировать так же, как и погрешности обработки, т. е. оценивать,
как поле рассеивания размеров деталей, обработанных на металлорежущем
станке с участием средств активного контроля.
Известно, что погрешности обработки могут приближаться к величине
поля допуска на обработку. Следовательно, и суммарная погрешность актив-
ного контроля может приближаться к величине поля допуска. Этим актив-
ный контроль принципиально отличается от послеоперационного, при кото-
ром предельная погрешность измерения должна составлять только неболь-
шую долю от величины поля допуска на обработку (при распределении по
закону Гаусса ДИт = 10% от величины поля допуска, для того чтобы не
вводить производственных допусков).
Таким образом, хотя при активном контроле размеров действует большее
число факторов, определяющих их точность, и, следовательно, сами погреш-
552
ности имеют большую величину, чем при обычном контроле, однако и ре-
зервы точности в этом случае большие.
Так, например, при величине поля допуска на обработку 10 мкм предель-
ная погрешность измерения ДИт должна составлять 1 мкм, в то время как
предельная погрешность активного контроля размеров может достигать
4—6 мкм, причем такой процесс можно считать достаточно точным.
Различие методов оценки и нормирования погрешностей при обработке
и измерении обусловлено различием точностных задач, которые ставятся в том
и другом случае. Нормирование погрешностей регулирования в виде погреш-
ностей обработки является комплексным, так как учитывает влияние всех
элементов технологической системы: станка; режущего инструмента, обра-
батываемых деталей и их заготовок, а также измерительного прибора. Такой
метод нормирования погрешностей является прогрессивным, так как позво-
ляет решать вопросы точности регулирования размеров комплексными мето-
дами.
Основная задача, которая ставится при активном контроле размеров,
носит технологический характер. Вместе с тем решение общей технологи-
ческой задачи во многом зависит от решения частных точностных задач,
к числу которых относятся и задачи метрологического характера.
Погрешности самих измерительных приборов являются одной из состав-
ляющих суммарной погрешности регулирования. При активном контроле
измерительное устройство фиксирует отклонения размеров деталей от настро-
ечного. В этом смысле средства активного контроля принципиально не от-
личаются от средств послеоперационного автоматического контроля. Поэтому
нормировать погрешности самих измерительных приборов при активном
контроле можно так же, как и при обычных методах измерения.
Контроль в процессе обработки. Схемы измерительных устройств, осно-
ванных на прямом методе контроля даны на рис. 11.205. При контроле в про-
цессе обработки к таким устройствам относятся двухконтактные и трехкон-
тактные приборы, осуществляющие диаметральные измерения, а также
системы с жесткими калибрами. Данные устройства можно подразделить на
приборы с «плавающими» корпусами и приборы, у которых корпус является
неподвижным, а перемещаются только измерительные стержни и рычаги.
553
С точки зрения влияния на точность вибраций предпочтительнее приборы
с «плавающими» корпусами.
Схема двухконтактного «плавающего» прибора приведена на
рис. 11.205, а. База измерения прибора (измерительный наконечник Д)
совпадает с поверхностью обрабатываемой детали. В процессе обработки
положение базы измерения непрерывно изменяется в результате изменения
размера детали и ее силовой деформации. В этих условиях прибор должен
иметь одну степень свободы. Трехконтактные «плавающие» приборы, пока-
занные на рис. 11.205, б, должны обладать двумя степенями свободы, т. е.
должны иметь возможность перемещаться в двух направлениях. Необходи-
мость этого также вызывается изменением при обработке положения баз
измерения, которыми в данном случае являются измерительные наконеч-
ники Д и В.
Трехконтактные приборы обладают несколько большей точностью, чем
двухконтактные. На точность двухконтактных устройств могут частично
влиять силовые деформации обрабатываемых деталей (рис. 11.205, е). Сило-
вая деформация оси детали, равная величине а, может вызвать при точечном
контакте погрешность.:
б = 2 (7? — ]/7?2 — а2).
Так, например, при а = 0,1 мм и 7? = 5 мм величина 6 0,002 мм.
Возникновение погрешности 6 объясняется тем, что при двухконтактных
измерениях условия настройки прибора не могут полностью совпадать с усло-
виями работы, так как прибор настраивают по образцовой детали, которая
не подвергается силовым деформациям.
Погрешность 6 нельзя полностью компенсировать внесением корректи-
ровки в настройку прибора, потому что силовые деформации носят случай-
ный характер и колеблются в значительных пределах. Наибольшая идентич-
ность условий настройки и работы прибора возможна только при трехкон-
тактных измерениях, поэтому на точность этих методов не влияют силовые
деформации обрабатываемых деталей (за исключением силовых деформаций,
вызывающих изменение геометрической формы детали в плоскости, перпен-
дикулярной к ее оси). Погрешность 6 возникает и при одноконтактных изме-
рениях. Указанная погрешность в значительной степени зависит от формы
контактной поверхности измерительных наконечников приборов.
Для устранения влияния на точность двухконтактных приборов силовых
деформаций обрабатываемых деталей необходимо, чтобы измерительные нако-
нечники приборов имели плоскую форму и были параллельны друг другу.
Вместе с тем следует отметить, что какую бы начальную форму не придавали
измерительным наконечникам, с течением времени они принимают под влия-
нием износа неопределенную форму. При двухконтактных измерениях при-
бор перемещается обычно до некоторого упора. Для уменьшения влияния на
точность обработки тепловых деформаций самих приборов упор должен
располагаться как можно ближе к оси измеряемой детали.
На точность трехконтактных «плавающих» приборов в меньшей мере
влияют вибрации, потому что две степени свободы предохраняют от влияния
вибраций в двух направлениях, а не в одном, как при двух контактных изме-
рениях. С точки зрения уменьшения влияния вибраций наиболее целесооб-
разными являются схемы измерения, представленные на рис. 11.205, б. Трех-
контактные приборы в большей степени, чем двухконтактные, обладают
способностью «гасить» вибрации обрабатываемых деталей. При наружном
шлифовании суммарная погрешность трехконтактных устройств составляет
0,004—0,006 мм1.
1 Это относится к измерительным устройствам, снабженным электроконтактными датчи-
ками. Данная погрешность характеризует собой вариацию размеров деталей, обработанных
на станке с участием средств активного контроля.
554
чувствительного элемента подналадочной системы. Можно ли в принципе
складывать при активном контроле погрешности обработки и измерения,
очевидно, можно, так как при активном контроле погрешности самих измери-
тельных приборов (например, погрешности срабатывания датчиков)приводят,
в конечном счете, к увеличению полей рассеивания размеров деталей, т. е.
к увеличению суммарных погрешностей активного контроля. Другой вопрос,
как должны складываться погрешности обработки и измерения. Для подна-
ладочных систем погрешность самого измерительного прибора Е должна
учитываться величиной параметра В. Однако, учитывая небольшой удельный
вес погрешности самого измерительного прибора в общем объеме погрешности
подналадки (обычно не более 4—10%) и невозможность при прогнозной оценке
величины б учета влияния всех определяющих факторов, при большом коли-
честве подналадок величину Е можно складывать с другими составляющими
арифметически. При этом наиболее полно и наглядно выявляется структура
погрешности подналадочных систем. Таким образом, при большом числе под-
наладок величина предельной погрешности размеров в первом приближении
определится из выражения
б^Л + 6о+В + £.
Данная формула справедлива и в том случае, когда между станками и под-
наладчиками находятся несколько обработанных деталей.
При небольшом числе подналадочных импульсов и при интенсивно изме-
няющихся функциональных погрешностях (при большой значении пара-
метра а) величина суммарной погрешности подналадки может быть опреде-
лена по формуле
6 А + ]/18ст2 + В2 + Ег.
При небольшом числе подналадок и при малом значении параметра а
величину суммарной погрешности размеров можно определять по формуле
6 А 4- Cocj/л = А 4* 6 ]/”У] = А 4- 6 J/^2 4* 4" (-g“) ,
где л = ( -у- \ , б = -у (у — поле рассеивания случайных погрешностей).
Эти формулы справедливы и для выборочного контроля, при котором из-
меряется не каждая последующая, а n-я деталь. В этом случае значение пара-
метра В следует определять, исходя из величины а' ~ а (п — 1).
Выбирая метод суммирования составляющих погрешностей, на практике
обычно исходят из общего количества составляющих: при их большом коли-
честве используют квадратическое сложение, а при малом — арифметическое.
Следует также иметь в виду, что при квадратическом суммировании всегда
имеется элемент риска. Поэтому при небольшом количестве составляющих,
особенно, когда учитываются не все определяющие факторы, предпочтение
в некоторых случаях следует отдавать арифметическому сложению.
При проектировании подналадочных систем необходимо, чтобы число
деталей, расположенных между позициями обработки и измерения, было
минимальным.
Подналадчики не компенсируют собственно случайные погрешности в от-
личие от контроля в процессе обработки, при котором компенсируются как
функциональные, так и случайные погрешности. Основное условие примене-
ния подналадочных систем заключается в том, чтобы поле рассеивания раз-
меров деталей, характеризующееся величиной 6 *, вписывалось в пределы
поля допуска на обработку.
Решающее значение при этом имеют некомпенсируемые, т. е. собственно
случайные погрешности. Совершенно очевидно, что в тех случаях, когда поле
* При оценке величины б в качестве Е можно брать погрешность срабатывания датчика,
равную 2Aiimcp.
566
Схема прибора С. А. Мазина с суммирующим рычагом дана на рис.
II.205, в. При соотношении плеч рычагов
ЛС £F 2 1___, BD EF _ 3 1 _ .
CF ’ EG ~ 1 * 2 И DE ' FG ~~ 1 ’ 3 “ 1
перемещение точки G равно сумме перемещений точек А и В, т. е. равно изме-
нению величины диаметра контролируемых деталей. Для уменьшения износа
в подвижных соединениях цепи передачи прибора и его порога чувствитель-
ности, а также для устранения кинематических погрешностей точки G, В,
Ff D и С должны располагаться на одной прямой.
Схема прибора БВ—4051 дана на рис. 11.205, а. Прибор управляет про-
цессом внутреннего шлифования желобов на бесцентрово-шлифовальном
автомате. При обработке кольцо базируется на роликах 1 и 2 (рис. 11.205, ё).
Вследствие этого положение оси кольца определяется величиной диаметра
его наружной базовой поверхности. В этих условиях только метод прямого
контроля, т. е. диаметральное измерение, может обеспечить необходимую
точность обработки.
Как следует из приведенных схем, приборы, изображенные на рис. II. 205,
в и г относятся к приборам с неподвижными корпусами, что является
недостатком этих конструкций с точки зрения влияния вибраций.
При внутреннем шлифовании широкое распространение получили системы
с жесткими калибрами (рис. 11.205, 5). Так как детали обрабатываются на
проход, точность таких систем в значительной степени зависит от толщины
слоя металла, снимаемого с детали за каждый проход. Кроме того, на точ-
ность систем с жесткими калибрами влияют попадание между калибром и
объектом измерения стружки и абразивной пыли, непостоянство величины
измерительной силы, износ калибров и их биение, перекос калибров в резуль-
тате несоосности контролируемого отверстия и калибра, износ правящего
алмаза, а также качество направляющих фасок калибра и обрабатываемой
детали.
Для уменьшения возможности попадания между калибром и деталью
стружки и абразивной пыли необходимо применять обильное и соответствую-
щим образом направленное охлаждение. Непостоянство измерительной силы
является следствием изменения характеристики сил трения в системе при-
вода калибров, поэтому необходимо стремиться к повышению ее чувствитель-
ности.
Одним из крупных недостатков систем с жесткими калибрами является
невозможность регулирования их размеров при износе измерительных поверх-
ностей. Для уменьшения износа калибры армируются твердым сплавом.
Небольшой износ калибров можно скомпенсировать регулированием натя-
жения пружины, создающей измерительную силу.
Износ алмаза, при помощи которого правится круг, оказывает на точ-
ность обработки косвенное влияние: увеличиваются силовые деформации
системы, а следовательно, и толщина слоя металла, снимаемого с детали
за один проход. Износ может достичь такой величины, при которой
алмаз вообще перестанет править круг. Поэтому износ необходимо ком-
пенсировать, периодически подавая алмаз в направлении шлифовального,
круга.
По данным иностранных фирм погрешность систем с жесткими калиб-
рами составляет величину порядка 0,01 лш. Положительная особенность дан-
ных систем заключается в возможности преобразования незначительных
изменений контролируемой величины в значительные перемещения ка-
либра, что позволяет в качестве органов управления использовать обычные
конечные выключатели (в этих условиях погрешность срабатывания не
имеет значения). Системы с жесткими калибрами нечувствительны к виб-
рациям и позволяют наиболее просто контролировать прерывистые по-
верхности.
555
Принципиальная схема круглошлифовального станка, работающего мето-
дом врезания,дана на рис. 11.206, а. Привод шлифовальной бабки осущест-
вляется с помощью гидравлической системы (условно показаны различные
виды обратных связей). При работе до жесткого упора размерная подача
происходит до тех пор, пока торец винта 6 не придет в контакт с упором 7.
Размерная цепь, в состав которой входит регулируемый параметр, харак-
теризуется зависимостями:
г L — — 7?; d = 2 (L — Z, — 7?);
6d = 2 (6L — 6ZX — dR).
Точность такой системы зависит от тепловых и силовых деформаций
звеньев L, и 7?, а также от размерного износа режущего инструмента, кото-
рый вызывает дополнительное
а)
Рис. П',206. Влияние различных форм. обратных
связей при операциях, осуществляемых методом
врезания
изменение звена 7?.
Тепловая деформация вся-
кого нагреваемого тела осуще-
ствляется по отношению к ме-
сту его закрепления. В данном
случае местом закрепления
шлифовальной бабки является
гайка 5. Следовательно, для
того чтобы повысить точность
обработки, гайку механизма
привода нужно расположить
как можно ближе к оси шпин-
деля шлифовального круга.
Влияние на точность раз-
меров силовых деформаций тех-
нологической системы умень-
шается с увеличением времени
контакта винта с упором («выхаживание»). Однако при затуплении шлифо-
вального круга время, необходимое для практического выравнивания сило-
вых деформаций, становится недопустимо большим. Влияние тепловой де-
формации шлифовального круга сравнительно невелико, поскольку коэф-
фициент линейного расширения керамики гораздо меньше, чем стали. Рас-
сматриваемая система обладает весьма низкой точностью. По существу,
она компенсирует лишь влияние тепловой и силовой деформаций звена /5.
При наличии обратной связи // с помощью датчика 7* ** или жесткого
упора 8 фиксируется положение шлифовальной бабки.
Размерная цепь, определяющая точность такой системы регулирования,
характеризуется выражением
з ^2 — R,
откуда
d = 2 (Z3 + Ц - 7?).
Переходя к усредненным погрешностям, получаем
8d = 2 (6Z3 + 6Z2 — 67?).
Таким образом, в данном случае протяженность звеньев размерной
цепи, в состав которой входит регулируемый параметр, меньше, чем при
использовании обратной связи /, вследствие чего и точность такой обрат-
ной связи несколько больше.
Точность регулирования в рассматриваемом случае зависит от тепловых
и силовых деформаций звеньев Z3, Z2, 7? и от размерного износа режущего
* Вместо датчика можно использовать также универсальный прибор.
** Размеры /3 и /4 берутся от оси обрабатываемой детали.
556
инструмента. Кроме того, на точность влияют также тепловые деформации
обрабатываемых деталей. Погрешность датчика 1 (или универсального при-
бора) вызывает дополнительную погрешность звена Z3.
На точность методов фиксирования положений исполнительных органов
станка во всех случаях влияет размерный износ режущего инструмента,
а также тепловые и силовые деформации обрабатываемых деталей и режущего
инструмента. Кроме того, в некоторых случаях частично влияют тепловые и
силовые деформации цепи привода режущего инструмента, а также самих
бабок или суппортов.
Использование таких обратных связей в лучшем случае позволяет ком-
пенсировать влияние тепловых и силовых деформаций цепи привода режущего
инструмента и самих исполнительных органов (бабок или суппортов). Поэ-
тому с точки зрения точности регулирования размеров методы фиксирования
положения исполнительных органов станка следует отнести к низшим фор-
мам обратных связей. Следует учитывать, что при переходе к диаметру
обрабатываемой детали погрешности всех звеньев рассмотренных выше раз-
мерных цепей удваиваются.
При использовании обратной связи III с помЬщью датчика 2 (или универ-
сального прибора) фиксируется положение режущей поверхности шлифоваль-
ного круга (если лезвийный инструмент, то положение его режущей кромки).
Измерительная цепь в этом случае характеризуется равенством
г = Z4 - С,
откуда при переходе к усредненным погрешностям
6d = 2(6Z4 — 6С).
Погрешность звена Z4 зависит от его силовых деформаций, от износа изме-
рительных наконечников прибора, а также от погрешности самого прибора.
Переменная погрешность 8С вызывается тем, что измерение производится не
по линии, соединяющей оси детали и круга, а на некотором расстоянии от
нее. При наличии в системе регулирования обраткой связи III на точность
обработки не влияет размерный износ режущего инструмента, а при обра-
ботке методом врезания не влияют тепловые и силовые деформации станка и
инструмента (за исключением местных силовых деформаций шлифовального
круга). На точность регулирования в основном влияют тепловые и силовые
деформации обрабатываемых деталей. Таким образом, данная форма обрат-
кой связи точнее, чем предыдущие.
Контроль положения режущей кромки инструмента применяется при
обработке деталей сложной формы, так как измерение самой детали в этом
случае затруднительно.
При использовании обратной связи IV контролируется непосредственно
размер обрабатываемой детали: его включают в размерную цепь измеритель-
ного прибора. Прибор оснащен электрококтактным датчиком 3, Средства
активного контроля могут быть оснащены датчиками и других типов (индук-
тивными, электропневматическими, емкостными, виброконтактными и т. д.).
Однако принцип управления станком и компенсации технологических погреш-
ностей остается таким же, как и при использовании электроконтактных
датчиков.
Цикл обработки состоит из следующих элементов. При размыкании кон-
такта 9 (рис. II.206, б) происходит переключение станка с черновой подачи
на чистовую. При замыкании контакта 10, который настроен по образцовой
детали на заданный размер, подается команда на прекращение процесса
обработки (возникающий при замыкании этого контакта электрический
импульс после усиления поступает в электромагнит, связанный с золотнико-
вым устройством; при срабатывании электромагнита золотник переключается,
и поршень 4 (рис. II.206, а) начинает двигаться в обратном направлении).
Таким образом, при этой форме обратной связи процесс обработки неза-
висимо от влияния различных технологических факторов продолжается до
557
тех пор, пока в контролируемом сечении не будет достигнут заданный раз-
мер. В этих условиях на точность обработки перестают влиять размерный из-
нос режущего инструмента, тепловые и силовые деформации станка и режу-
щего инструмента, а также силовые деформации обрабатываемых деталей
(при диаметральном трехконтактном измерении). Из этого следует, что
данная обратная связь обладает более высокой точностью по сравнению
с ранее рассмотренными.
Системы регулирования размеров, основанные на контроле деталей в про-
цессе обработки, имеют ациклический характер.
На точность контроля в процессе обработки влияют износ измеритель-
ных наконечников прибора (при контактных измерениях), тепловые дефор-
мации обрабатываемых деталей и погрешность самого измерительного при-
бора, включая при автоматических измерениях погрешность датчика, а при
визуальных измерениях погрешность универсаль-
ного прибора.
При контроле в процессе обработки деталей,
обладающих небольшой жесткостью в поперечном
сечении (например, тонкостенных), на точность
любых методов измерения, в том числе и диамет-
ральных, влияют силовые деформации обрабаты-
ваемых деталей. Поэтому тонкостенные детали
целесообразнее контролировать не в процессе,
а после обработки, используя обратные связи
в форме подналадочных систем. При контроле
после обработки уменьшается влияние динамиче-
ских факторов. Кроме того, само измерительное
устройство находится в более благоприятных усло-
виях (с точки зрения влияния охлаждающей
жидкости и возможности загрязнения).
Однако с точки зрения компенсации техно-
логических погрешностей контроль деталей в про-
цессе обработки является более высокой формой
обратной связи по сравнению с подналадочными
системами.
Рис. II.207. Схема дискрет-
ного изменения размера де-
тали при обработке на про-
ход
Характерная особенность контроля в процессе обработки заключается
в том, что компенсируется влияние не только медленно изменяющихся функ-
циональных технологических погрешностей, как, например, при использо-
вании подналадочных систем, но и собственно случайных. Эта особенность
лежит в самом принципе действия данных систем. Так как процесс обработки
в этом случае прекращается при достижении заданного размера, то на точ-
ность регулирования уже не могут влиять случайные погрешности, вызывае-
мые, например, колебанием припусков на обработку (за исключением свя-
занных с колебанием припусков случайных температурных погрешностей
самих обрабатываемых деталей).
Колебание припусков на обработку является одним из основных источ-
ников возникновения собственно случайных погрешностей. Если при конт-
роле в процессе обработки влияние каждого технологического фактора ком-
пенсируется полностью, то при дискретной подналадке не полностью ком-
пенсируется влияние функциональных погрешностей (не говоря уже о том,
что не компенсируется влияние собственно случайных погрешностей). Таким
образом, при контроле в процессе обработки технологические погрешности
компенсируются полнее, чем при подналадке.
Очень часто поперечные и продольные подачи исполнительных органов
металлорежущего станка осуществляются одновременно. Схема такой обра-
ботки показана на рис. 11.207 (на схеме приведен случай круглого наружного
шлифования в центрах, однако сделанные ниже выводы относятся к любому
типу подобных операций, включая внутреннее и плоское шлифование, а
также точение, фрезерование, строгание и др.). Следовательно, размеры дета-
558
лей изменяются дискретно. Поэтому независимо от точности средства регу-
лирования, управляющего технологическим процессом, величина предель-
ной погрешности не может быть меньше двойной толщины слоя металла, сни-
маемого с детали за один проход (2/). Предположим, что заданный размер
(рис. 11.207) уже практически получен, но датчик не сработал в результате
присущей ему погрешности или вследствие того, что его контакты не дошли
друг до друга на какую-то ничтожно малую величину. Во время следующего
прохода с детали будет снят слой металла толщиной /, в результате чего раз-
мер детали станет меньше заданного на величину 2Л Эта погрешность колеб-
лется в пределах от 0 до 2/ и распределяется по закону равной вероятности.
Толщина слоя металла снимаемого с детали за один проход, определяет
собой точность обработки и при отсутствии средств регулирования размеров.
При шлифовании в центрах или патроне поперечная подача за один или
двойной ход, равная 2,5—4 мкм, может вызвать погрешность обработки
5—8 мкм. Таким образом, для повышения точности регулирования размеров
необходимо прежде всего уменьшать величину t. Для этого, в свою очередь,
нужно, чтобы сам процесс резания давал возможность снимать с обрабатывае-
мых деталей тонкие слои металла. При шлифовании можно снимать слои
металла, толщина которых составляет десятые и даже corbie доли мкм. Воз-
можности других операций (точение, фрезерование, строгание) в этом отно-
шении более ограничены. Известно, например, что при обычном точении сталь-
ных деталей очень трудно снять слой металла толщиной меньше 0,01 мм.
Величина t зависит также от передаточного отношения кинематической
цепи станка, от порога чувствительности механизма привода его исполни-
тельных органов и от жесткости технологической системы. Для того чтобы
можно было управлять этим параметром, необходимо повышать жесткость
технологической системы и не доводить режущий инструмент до состояния
полного затупления.
Это следует из того, что при недостаточно жесткой технологической
системе и сильно затупленном режущем инструменте подача исполнительных
органов станка по лимбу не равна фактической толщине слоя металла, сни-
маемого с детали за один проход. В этих условиях процесс резания в значи-
тельной степени осуществляется вследствие силовых деформаций технологи-
ческой системы, которые тем самым определяют и параметр t.
В настоящее время при операциях, осуществляемых методом врезания,
нередко применяются системы регулирования, в цикл работы которых вклю-
чается «выхаживание», причем последнее производится после достижения
заданного размера («выхаживание» обычно осуществляется по реле времени).
Это неизбежно приводит к увеличению поля рассеивания размеров обраба-
тываемых деталей, т. е. к увеличению погрешности регулирования. При
«выхаживании» процесс резания производится только в результате силовых
деформаций технологической системы, которые постепенно выбираются.
Поскольку силовые деформации переменны и имеют случайный харак-
тер, то при «выхаживании» за один и тот же период времени с обрабатываемых
деталей снимаются слои металла различной толщины, что и приводит к уве-
личению погрешности обработки.
Следует отметить, что этот вывод относится только к тому случаю, когда
«выхаживание» производится после достижения заданного размера.
В некоторых случаях можно вообще обходиться без чистовой подачи,
заменяя ее «выхаживанием». Целесообразно также перед чистовой обработкой
уменьшать силовые деформации с помощью отвода шлифовальной бабки.
Подналадка. Подналадка представляет собой одну из форм осуществления
размерных обратных связей при обработке на металлорежущих станках.
К подналадчикам относятся измерительные приборы, которые через цепь
обратной связи вызывают изменение настройки металлорежущего станка
(включая и управляющее работой станка измерительное устройство), когда
значение контролируемого параметра выходит за допустимые границы или
отклоняется от заданного значения. Областью применения подналадочных
559
устройств в основном является обработка на проход, в частности, сквозное
бесцентровое шлифование. Однако, как отмечалось выше, при сочетании
с жесткими упорами или средствами контроля в процессе обработки (напри-
мер, чувствительными упорами) подналадчики могут применяться и при
врезных процессах.
Рассмотрим некоторые примеры подналадочных систем. Принципиальная
схема подналадочного устройства при сквозном бесцентровом шлифовании
колец подшипников приведена на рис. 11.208. После шлифования на проход
кольца, двигаясь сплошным потоком, поступают на позицию измерения и
контролируются с помощью электроконтактного датчика 1. По мере износа
шлифовального круга размеры колец постепенно увеличиваются и прибли-
жаются к верхней границе поля допуска. В некоторый момент замыкается
контакт датчика и по цепи обратной связи подается команда на подналадку.
Рис. 11.208. Принципиальная схема подналадочного устройства при сквозном
бесцентровом шлифовании колец шарикоподшипников
Возникающий в датчике электрический импульс после усиления посту-
пает в электромагнит, управляющий работой храпового механизма 2. Хра-
повое колесо и связанный с ним ходовой винт поворачиваются, и шлифоваль-
ная бабка перемещается (по стрелке) на величину подналадочного импульса.
При этом размеры колец уменьшаются и цикл подналадки начинается снова.
В рассматриваемом случае выходным параметром системы регулирования
является размер обработанной детали.
Между позициями обработки и измерения (в пределах отрезка А) нахо-
дятся прошлифованные кольца (рис. 11.208). Размеры колец, расположенных
в указанной зоне, в среднем больше размера кольца, вызвавшего подналадку.
Поэтому для того, чтобы указанные кольца не вызвали дополнительных под-
наладочных импульсов (после возникновения импульса), на время их про-
хождения датчик должен быть обесточен. Это осуществляется при помощи
реле времени. Данное обстоятельство следует учитывать во всех случаях,
когда между станком и подналадчиком находятся обработанные детали.
Схема подналадчика, применяющегося на зубошлифовальком станке
фирмы «Мааг», дана на рис. 11.209. Станок работает по принципу обкатки.
Два установленных под углом шлифовальных круга образуют зуб контура
исходной рейки. С режущей поверхностью круга периодически находится
в контакте алмазный наконечник, закрепленный на рычаге 1. Контакт осу-
ществляется в тот момент, когда связанный с рычагом выступ 2 входит в паз
кулачка 3. Если размерный износ круга превышает допустимую величину, то
замыкается контакт 4, и возникающий при этом электрический импульс по-
ступает в храповое устройство 5. Поворот храпового колеса через дифферен-
циальную гайку 6 передается на шпиндель 7, который перемещается в ука-
занном стрелкой направлении. По данным фирмы суммарная погрешность
устройства не превышает 0,01 мм. В этой системе регулирования выходным
параметром является положение режущей поверхности шлифовального круга.
В настоящее время при нарезании зубчатых колес используются также
подналадчики, контролирующие непосредственно зубчатые колеса. Такие
системы применяются на зубофрезерных, зубодолбежных, зубошлифоваль-
ных и шлицеобрабатывающих станках (на некоторых зубофрезерных станках
560
подналадка производится по результату измерения диаметра делительной
окружности зубчатого колеса).
Метод подналадки с использованием чувствительного упора показан на
рис? 11.210. Обработка осуществляется методом врезания. Прекращение по-
дачи врезания при срабатывании датчика 2 производится с помощью обрат-
Рис. 11.209. Подналадчик к зубо-
шлифовальному станку фирмы
«Мааг»
Рис. 11.210. Схема подналадки
с использованием чувствительного
упора
ной связи 1. После обработки деталь поступает на позицию измерения, ее
размер фиксируется прибором 3 *. Если размер детали превышает настроеч-
ный, то по линии обратной связи // подается импульс на перемещение чув-
ствительного упора 1.
Основное преимущество такого метода подналадки заключается в том,
что подналадочный импульс сообщается не массивной бабке, а легкому по-
движному упору, чувствительность переме-
щения которого значительно выше чувстви-
тельности механизма подачи исполнитель-
ных органов станка. Подналадочные системы,
основанные на применении чувствительных
упоров, можно использовать при любых
технологических операциях, осуществляемых
методом врезания (шлифование, точение,
фрезерование и др.).
Принципиальная схема подналадочной
системы, которой оснащен токарный автомат
фирмы «Санстренд», дана на рис. 11.211.
После обточки на проход деталь измеряется
пневматическим прибором. При выходе раз-
мера детали за допустимую границу по-
дается команда на поворот ступенчатого
упора 3. После того, как использованы все
шесть ступеней жесткого поворотного упора,
подналадочный импульс сообщается резцо-
вой головке 2, которая при срабатывании
Рис. 11.211. Схема подналадки то-
карного автомата фирмы «Санст-
ренд»
датчика поворачивается на 1/10 часть оборота (в головке установлено
десять резцов). В дальнейшем подналадка производится в той же последо-
вательности до тех пор, пока все установленные в головке резцы полностью
не износятся.
В рассматриваемом случае величина подналадочного импульса не огра-
ничивается чувствительностью перемещения исполнительных органов станка,
а определяется разностью размеров соседних ступеней жесткого упора и от-
носительным смещением режущих кромок резцов, установленных в головке.
Таким образом, использование подвижных жестких упоров, ограничивающих
1 Деталь может измеряться и на позиции обработки.
561
на подналадку
Рис. П.212. Схема комбинированной
(двухступенчатой) системы активного
контроля размеров фирмы «Федераль»
перемещение бабок и суппортов станка, позволяет устранить влияние на
точность подналадки порога чувствительности механизма привода исполни-
тельных органов. В этом заключается характерная точностная особенность
данных систем.
На рис. 11.212 показана схема двухступенчатого, самонастраивающегося
устройства круглошлифовального станка фирмы Федераль. На этом станке
применяется скоба 2 с датчиком 3, управляющим механизмом 1 остановки
станка. При работе станка происходит нагревание скобы прибора, а его на-
конечники подвергаются износу. Это приводит к изменению размеров обра-
ботанных деталей и не может быть зафиксировано прибором, расположенным
в зоне обработки. Для компенсации указанных погрешностей на станке пре-
дусмотрено второе измерительное устройство 4 с датчиком 5, в которое авто-
матически устанавливаются обработан-
ные детали. По результатам контроля
этих деталей датчик 5 управляет при
помощи усилителя 10 подналадкой
датчика 3, установленного в скобе 2,
смещая его настройку. Изменение наг
стройки датчика 3 производится либо
на определенную часть поля допуска
обрабатываемой детали, либо пропор-
ционально величине отклонений, из-
меренных устройством 4. Кроме того,
датчик 5 управляет механизмом 6,
разделяющим обработанные детали на
годные и бракованные путем отвода
их по лоткам 9 (брак «—»), 7 (брак
«+») и 8 (годные). При появлении трех
бракованных деталей станок автомати-
чески останавливается.
Двухступенчатое регулирование размеров используется также на станках
фирмы Лендис, Шеффильд и др. К системам активного контроля с двухступен-
чатым регулированием относится также рассмотренная выше система под-
наладки с использованием чувствительного упора.
Двухступенчатые, комбинированные или самонастраивающиеся системы
представляют собой сочетание контроля в процессе обработки с подналад-
кой.
Подналадочные системы, как и системы контроля в процессе обработки,
относятся к ациклическим. В данном случае ацикличность проявляется
в том, что период времени между двумя соседними подналадочными импуль-
сами является величиной переменной.
С точки зрения точности и принципа действия подналадочные системы
можно классифицировать следующим образом: подналадка по одной детали;
по повторным импульсам; по положению режущей кромки инструмента или
режущей поверхности шлифовального круга; по одному и двум настроечным
(предельным) размерам; по положению центра группирования собственно
случайных погрешностей (по среднему арифметическому и медиане) следящие
подналадочные системы.
Несмотря на многообразие форм подналадки, структура погрешностей
всех подналадочных систем примерно одинакова. Для выявления этой струк-
туры особенно эффективен метод «скользящей» средней, являющейся одной
из характеристик случайных функций.
Точность подналадочных систем анализируется главным образом приме-
нительно к шлифовальным операциям. Однако основные теоретические вы-
воды в равной степени относятся и к другим операциям (токарным, фрезер-
ным и т. д.).
Подналадка по одной детали. Графики изменения размеров при подна-
ладке по одной детали (в общем случае при любых дискретных подналадоч-
562
йых процессах) даны на рис. 11.213. Б качестве примера рассматривается под-
наладка при наружной обработке, например сквозном бесцентровом шлифо-
вании (см. рис. 11.208).
\На графике (рис. 11.213, а) детали расположены в хронологической после-
довательности, т. е. в той последовательности, в которой они обрабатываются
на ётанке, что является основной предпосылкой возможности использования
метода «скользящей» средней.
При построении графика условно принято, что функциональные погреш-
ности обработки изменяются линейно и, следовательно, распределяются по
закону равной вероятности.
Изменение усредненных
функциональных погрешно-
стей (линия 2—2) характе-
ризует собой суммарное из-
менение во времени средних
значений размерного износа
режущего инструмента, теп-
ловых и силовых деформа-
ций технологической систе-
мы. Данный график отражает
общую тенденцию изменения
размеров. Отклонения (флюк-
туации) размеров деталей от
средней линии определяют
собой собственно случайные
погрешности обработки. Эти
отклонения являются след-
ствием изменения от одной
детали к другой тепловых и
силовых деформаций техно-
логической системы, а также
износа режущего инструмен-
та под влиянием непостоян-
ства величин припусков на
обработку, неодинаковости
материала и термической об-
работки заготовок, случай-
ных колебаний режима ре-
зания (в частности, величин
подач) и других случайных
факторов.
Собственно случайные по-
грешности обработки, как
Рис. 11.213. Схема подналадки по одной детали:
а — график изменения размеров; б — схема смещения во
времени центра группирования; 1 — 1 — линия настройки
подналадчика, характеризующая размер образцовой детали,
по которой настраивается датчик; 2— 2 — средняя линия
совокупности размеров, или линия функционального изме-
нения размеров; a, b, с, d, е и т. д. — ряд размеров по-
следовательно обрабатываемых деталей; А — величина
подналадочного импульса; 5 — условная суммарная кривая
распределения размеров деталей, обработанных между двумя
подналадками; Do6 — диаметр образцовой детали, по кото-
рой настраивается измерительный прибор; о — среднее
квадратическое отклонение собственно случайных погреш-
ностей обработки; /, 2, 3. . . л — номера последовательно
изготовляемых деталей; а — величина изменения усреднен-
ных функциональных погрешностей, приходящаяся на одну
деталь; S — общая площадь кривой Гаусса; S , .S2> £3, . .
Sn — участки площади кривой Гаусса, характеризующие
вероятность появления активных размеров, т. е. размеров,
способных вызвать подналадку; В — интервал, в пределах
которого практически находится центр группирования соб-
ственно случайных погрешностей в момент подналадки; д и
и — дифференциальная и интегральная кривые распределе-
ния положений центра группирования в пределах интер-
вала В
правило, подчиняются за-
кону нормального распределения. Однако, если рассеивание погрешностей
не подчиняется закону Гаусса, это не может отразиться ни на методике вывода
основных точностных зависимостей, ни на структуре погрешности поднала-
дочных систем.
Суммарная кривая распределения погрешностей размеров представляет
собой композицию законов Гаусса и равной вероятности.
Процесс подналадки осуществляется следующим образом. Под влиянием
изменения во времени функциональных погрешностей центр группирова-
ния случайных погрешностей перемещается по линии 2—2, приближаясь
к линии настройки 1—1. При переходе размера какой-либо детали за линию
настройки датчик срабатывает и возникает подналадочный импульс, в резуль-
тате которого исполнительный орган станка перемещается (по стрелке)
на величину А. Вследствие этого центр группирования смещается вниз
также на величину А. Затем процесс перемещения центра группирования
563
по направлению к линии настройки повторяется снова и происходит до
тех пор, пока опять не появится деталь с активным размером, при котором
датчик срабатывает, и т. д.
Таким образом, технологические погрешности компенсируются перио-
дически, что придает процессу подналадки дискретный характер.
Так как погрешность подналадки следует оценивать как поле рассеива-
ния размеров деталей, обработанных на станке с участием подналадчика,
т. е. как погрешность обработки, то на основании графика можно сделать вы-
вод, что в состав погрешности подналадки входят величины А и 6о.
Эти величины являются основными составляющими погрешности любой
дискретной подналадочной системы. Из графика также следует, что состав-
ляющая А, равная величине подналадочного импульса, представляет собой
величину изменения функциональных погрешностей за период между двумя
подналадками, т. е. величину некомпенсируемых функциональных погреш-
ностей. Параметр А в первом приближении можно рассматривать как систе-
матическую составляющую погрешности подналадки. От него зависит частота
возникновения подналадочных импульсов: с увеличением А подналадочные
импульсы возникают реже, с уменьшением — чаще. Величина бег предстар-
ляет собой случайную составляющую погрешности подналадки.
Однако в состав погрешности подналадки входят не только величины А
и 6о. Одной из составляющих погрешностей, характерной для многих спо-
собов подналадки, является параметр В. Он имеет важное значение в теории
точности подналадочных систем, так как помимо того, что Представляет собой
одну из наиболее характерных составляющих погрешности подналадки,опре-
деляет также построение схем настройки подналадочных систем. Суммарные
погрешности различных методов подналадки в основном отличаются друг
от друга величиной параметра В.
При возникновении подналадочного импульса центр группирования прак-
тически находится в пределах интервала В. Для определения величины В
необходимо установить два предельных положения центра группирования:
положение, при котором практически возникает вероятность подналадки, и
положение, при котором вероятность подналадки практически равна еди-
нице. Можно принять, что вероятность подналадки возникает в точке 1
(рис. II.213, б), отстоящей от линии настройки на величину Зо (пренебрегая
вероятностью подналадки, меньшей 0,135%). Таким образом, первое предель-
ное положение центра группирования, соответствующее появлению вероят-
ности подналадки, установлено.
Определим второе предельное положение центра группирования. Вероят-
ность неподналадки в точке 1
Вероятности неподналадок в точках 2, 3, . . ., п можно определить как
вероятности сложных событий, исходя из закона умножения вероятностей.
Следовательно, вероятность неподналадки в точке п можно выразить следую-
щим образом:
Точка п соответствует числу деталей, обработанных за время изменения
функциональной погрешности на величину В. Поскольку неподналадка и под-
наладка являются событиями противоположными, то вероятность последней
определится из выражения
Как следует из этого выражения, вероятность неподналадки qn при уве-
личении п может достичь очень малой величины. Следовательно, определив
число п, начиная с которого вероятность неподналадки практически равна
564
единиц, поэтому для определения вели-
Рис. 11.214. Графическое изображение составляю-
щих погрешности подналадки
йулю (пренебрегая вероятностью неподналадки, меньшей 0,135%), а вероят-
ность подналадки равна единице, можно установить второе предельное по-
ложение центра группирования, а вместе с тем и величину параметра В.
Значение п можно определить по таблице функции Лапласа. Для нахожде-
ний п необходимо знать изменение функциональной погрешности обработки,
приходящееся на одну деталь а. При известных значениях а и п величина В
определяется по формуле
' В - а (п — 1).
Интегральная и и дифференциальная d кривые распределения функции рп
изображены на рис. 11.213, б. Распределение подналадочных импульсов в пре-
делах интервала В примерно соответствует закону Гаусса. Определение ве-
личины В является весьма громоздким, особенно когда при малом значении а
число п составляет несколько с ~
чины В целесообразно пользо-
ваться приближенным (интер-
поляционным) способом, кото-
рый при прогнозной оценке
погрешностей вполне допустим.
При небольших значениях а
величину параметров В можно
определить по формуле
В = 6(У0’75 а0»25.
Для доказательства того,
что составляющие суммарной
погрешности размеров при под-
наладке Д, 6а и В можно при
определенных условиях скла-
дывать арифметически и что они не перекрывают друг друга, рассмотрим
схему, изображенную на рис. 11.214. Точка 1 характеризует собой положение
центра группирования в момент появления вероятности подналадки, а точка
п — положение центра группирования, при котором вероятность подналадки
практически равна единице.
При обработке большой партии деталей погрешности должны опреде-
ляться за большое число подналадочных импульсов. При достаточно боль-
шом числе подналадок среди них могут появляться и такие, при которых
центр группирования в момент возникновения импульса находится в точке 1
или п.
При большом количестве подналадочных импульсов, величина предель-
ной погрешности размеров б, оцениваемая как поле рассеивания размеров
деталей, обработанных на станке с участием подналадчика, будет составлять
(рис. 11.214)
б А + 6а + В.
На основании закона больших чисел, достоверность этого выражения по-
вышается с увеличением количества подналадочных импульсов. При боль-
шом числе подналадок все составляющие по существу представляют собой
систематические погрешности, которые должны складываться алгебраически
(в данном случае арифметически). Составляющие данного выражения пред-
ставляют собой некомпенсируемые подналадочной системой технологические
погрешности. Приведенную выше формулу можно считать наиболее подхо-
дящей для прогнозной, ориентировочной оценки суммарных погрешностей
при подналадке большими импульсами. Она характеризует собой структуру
погрешностей большинства существующих в настоящее время подналадоч-
ных систем.
Вместе с тем, очевидно, что точность подналадки должка зависеть и от
точности того измерительного прибора, который используется в качестве
565
рассеивания собственно случайных погрешностей не укладывается в пределы
поля допуска на обработку, применение подналадчиков при данном уровне
точности технологических операций невозможно. Поэтому разработке под-
на^адочных систем должен предшествовать анализ точности управляемых
технологических процессов. Таким образом, повышение точности и культуры
техйологических процессов является важной предпосылкой применения
подналадочных систем, т. е. предпосылкой комплексной автоматизации
технологических процессов.
Для повышения точности подналадочных систем необходимо в первую
очередь уменьшать значения А, 6а и В,
Возможность уменьшения параметра А ограничивается несколькими фак-
торами, в том числе и порогом чувствительности механизма подачи испол-
нительных органов станка. Величину порога чувствительности можно умень-
шить различными способами. Основным методом борьбы со скачкообразным
движением является уменьшение разности сил статического и кинетического
трения. Это можно осуществить заменой направляющих трения скольжения,
направляющими трения качения, разгрузкой направляющих, использова-
нием соответствующих смазок, применением качающихся бабок, использо-
ванием принудительных вибраций, сообщением подналадочного импульса
не массивным бабкам и суппортам, а легким подвижным упорам.
Для повышения точности перемещений целесообразно применять жесткие
подвижные упоры. Уменьшение порога чувствительности достигается также
повышением жесткости привода. Существенное влияние на точность пере-
мещений оказывают зазоры в подвижных стыках цепи привода. Уменьшить
это влияние можно с помощью предварительного натяга в цепи привода. Для
осуществления малых перемещений целесообразно использовать привод с са-
моторможением, а также термодинамический, магнитострикционный и упруго-
силовой приводы 1 (пороги чувствительности в этом случае имеют такое же
значение, как и при использовании всякого другого привода).
Основными рекомбинациями по уменьшению составляющих погрешности
подналадки, зависящих от величины а (В и 6о), являются: уменьшение рас-
сеивания величины припусков на обработку, применение заготовок с неболь-
шими колебаниями параметров материала и термической обработки, обеспе-
чение постоянства режимов резания (в частности, величин подач), повышение
жесткости технологической системы. Так как параметр В зависит от вели-
чины а, необходимо повышать размерную стойкость и стабилизировать ре-
жущие свойства инструмента. Необходимо также уменьшать тепловые и
силовые деформации технологической системы.
Отдельные составляющие суммарной погрешности подналадки позволяют
предъявлять определенные требования как к точности самих измерительных
приборов, так и к точности всего технологического процесса, включая станок.
Таким образом, аналитически доказано, что точность активного контроля
размеров можно повысить только комплексным методом, повышая точность
всех элементов технологической системы. В этом заключается принципиаль-
ное значение полученных зависимостей.
В случае подналадки по одной детали при уменьшении величины подна-
ладочного импульса линия настройки после подналадки может оставаться
в пределах зоны рассеивания случайных погрешностей обработки. Как сле-
дует из рис. 11.213, б это возникает тогда, когда величина А становится
меньше параметра В. В самом деле, предположим, что подналадочный им-
пульс возник в тот момент, когда центр группирования находится в крайнем
верхнем положении, т. е. в точке п. Если А < В, то после того как в резуль-
тате подналадки центр группирования опустится вниз на величину Д, часть
поля рассеивания случайных погрешностей обработки расположится выше
линии настройки 1—1. При этом в случае длительной работы системы вслед-
1 Рекомендации по повышению чувствительности привода исполнительных органов станка
подробно рассмотрены в работах В. А. Пуша.
567
ствие повторных подналадок может существенно увеличиваться значение
параметра В.
Таким образом, неравенство Л <?В характеризует собой качественно но-
вое состояние системы регулирования, при котором могут возникать повтор-
ные подналадочные импульсы, следующие один за другим. Это неравенство
выражает условие подналадки малыми импульсами, в отличие от условия
A t> В, характеризующего подналадку большими импульсами. При усло-
вии A <Z В целесообразно использовать усредненные подналадки или под-
наладки по повторным импульсам. Применение последних уменьшает также
влияние грубых погрешностей.
Глава XII
\
ОСНОВНЫЕ ПРИНЦИПЫ ВЫБОРА ТОЧНОСТИ
СРЕДСТВ ИЗМЕРЕНИЯ И КОНТРОЛЯ
ВЛИЯНИЕ ПОГРЕШНОСТИ ИЗМЕРЕНИЯ НА РЕЗУЛЬТАТЫ КОНТРОЛЯ
При выполнении операции измерения или контроля получаемые резуль-
таты зависят от погрешности измерения, которая суммируется из составляю-
щих: погрешностей присущих схеме измерения, неточностей, вызываемых
условиями проведения измерения и настройки, и погрешностей измеритель-
ного прибора.
Выбор точностных характеристик средств измерения зависит от вида
контроля, в котором применяется измерительное средство. При этом необ-
ходимо различать контроль пассивный, когда по результатам контроля про-
изводится разбраковка изделий на годные и бракованные, или они рассорти-
ровываются на селективные группы, и активный, когда по результатам из-
мерения производится изготовление деталей, а также подналадка хода техно-
логической операции.
В первом случае погрешность измерения приводит к прйемке части изде-
лий, оцениваемых как лежащие в предписанном допуске, но по действитель-
ным отклонениям, выходящим за его границы и, с другой стороны, к ошибоч-
ной забраковке некоторого количества изделий, действительные размеры
которых лежат в допуске, но близко к его границам. Неправильную приемку
негодных изделий иногда называют ошибкой второго рода или обозначают
буквами БГ, что расшифровывается как «брак в годных»; ошибочную забра-
ковку годных изделий называют ошибкой первого рода или же обозначают
ГБ, т. е. «годные в браке».
Во избежание ошибки второго рода необходимо ввести суженный допуск
на сортировку, называемый иногда производственным допуском, в результате
чего будет полностью устранена опасность попадания к потребителю
изделий с размерами, выходящими за границы предписанного допуска.
Вместе с тем, производственный допуск значительно увеличит ошибку пер-
вого рода, т. е. повысит трудность изготовления, так как определенная доля
годной продукции будет ошибочно признана негодной.
В ряде случаев по условиям эксплуатации допустим незначительный
переход некоторого количества изделий за границы предписанного допуска,
что приводит к наличию ошибок как первого, так и второго рода. Во всех
этих случаях пассивного контроля выбор точности измерительных средств
производится на основе оценки того и другого видов ошибок, а также
величины выхода размеров принятых изделий за сортировочную границу.
При активном контроле погрешность измерения оказывает непосредственное
влияние на размеры создаваемых деталей, что приводит к рассеиванию раз-
меров относительно границ допуска и к появлению доли брака в изготов-
ленной продукции.
ДОПУСК ИЗДЕЛИЯ и ПРИЕМОЧНЫЙ ДОПУСК
Возможны различные варианты соотношения между приемочным допу-
ском, по которому отсортировывается негодная продукция, и допуском,
предписанным для изделия. Шесть возможных вариантов назначения прие-
мочного допуска показаны на рис. 11.215. [41]. Три схемы относятся к случаю
возможного выхода размеров деталей как за верхнюю, так и за нижнюю гра-
ницы поля допуска, а вторые три — к случаю возможности выхода размеров
только за верхнюю границу поля допуска, что характерно для существенно
положительных величин (биение, погрешность формы, несоосность и т. д.).
На схеме рис. II. 215, а и б показано, что приемочный допуск сокращен по
отношению к предписанному допуску изделия с обеих сторон или с одной
569
Рис. 11.215. Возможные варианты
назначения приемочного допуска
стороны на всю величину практически предельной погрешности измерения
±6^m. В этом случае имеется полная уверенность, что к потребителю не
сможет попасть изделие с отклонениями, превосходящими допустимые, т. е.
риск потребителя равен нулю.
Более экономичными и технически оправданными являются случаи
(рис. 11.215, в и а), в которых показано, что предписанные допуски сокра-
щаются на величину 2с' или с', учитываю-
щую возможные выходы размеров деталей
за границы приемочного допуска при при-
емке неточными измерительными средствами.
В этом случае практически ошибка второго
рода также равна нулю, а ошибка первого
рода значительно меньше, чем при работе
по схемам рис. 11.215, а и б.
На схемах рис. 11.215, д и е показаны
случаи, когда границы приемочного допуска
совпадают с предписанными границами до-
пуска изделия, т. е. не вводится сужение
приемочного допуска. Подобное положение
может быть принято изготовителем по со-
гласованию с конструктором изделия, если
последний на основе оценки величины воз-
можных выходов с размеров ошибочно при-
нятых деталей убедится в полной работо-
способности этих экземпляров.
Во всех рассмотренных случаях на осно-
ве вероятностных расчетов определяются:
ринятых деталей в долях или в процейтах
от общего числа проверенных, количество п неправильно забракованных
деталей в долях или в процентах также от общего числа деталей и ве-
личину с выхода размеров принятых деталей за границу предписанного до-
пуска.
количество т неправильно
ВЛИЯНИЕ ПОГРЕШНОСТЕЙ ИЗМЕРЕНИЯ НА РЕЗУЛЬТАТЫ
РАЗБРАКОВКИ (ПАССИВНЫЙ КОНТРОЛЬ)
Для выяснения влияния погрешностей измерения на результаты разбра-
ковки контролируемой продукции примем, что априорно известны законы
рассеивания отклонений контролируемых элементов деталей и законы
распределения погрешностей измерения. Для вывода [41 ] примем, что закон
технологического рассеивания контролируемых элементов является нормаль-
ным с практической зоной рассеивания 26^ и соответственно с средним
квадратическим отклонением owx (рис. 11.216). Поле допуска изделия огра-
ничено значением 28изд, причем середина поля допуска совпадает с центром
группирования технологического рассеивания и величина 6^ < б^х, т. е.
имеется симметричный выход отклонений деталей за обе границы поля до-
пуска. При рассмотрении примем также, что при этом погрешность измерения
не имеет систематической составляющей, подчиняется закону нормального
распределения и характеризуется практически предельной величиной ±блет
и Кроме того, используем понятие о коэффициенте точности метода
под которым будем понимать отношение практически предельной погрешности
измерения 6мет ко всему допуску изделия 26^:
А
™мет.
&мет
2&изд
При контроле изделия отсортировываются детали, размеры которых по
результатам измерения укладываются в границы допуска. Все детали, раз-
меры которых не укладываются в поле допуска, отбраковываются.
570
Рис. 11.216. Кривая распределения
действительных размеров деталей при
приемке их неточными средствами
контроля: Б Г — принятые негодные
детали; ГБ — непринятые годные
детали
Очевидно, что результаты измерения неточно отражают действительную
величину контролируемого размера и в нашем случае представляет интерес
лишь выяснение различия в приемке деталей при применении метода измере-
ния, обладающего погрешностью измерения и абсолютно точного метода из-
мерения.
Неточность измерения деталей примыкающих к границам вызовет при-
емку части деталей, которые лежат за обеими границами допуска (БГ), и
забраковку части деталей, размеры кото-
рых лежат в допуске (ГБ). Вследствие
этого, если при отбраковке деталей абсо-
лютно точными средствами кривая рас-
сеивания действительных размеров год-
ных деталей выражалась бы нормальной
кривой, резко обрывающейся на границах
поля допуска, то вследствие неточных
измерений эта кривая получит некоторое
изменение у каждой границы допуска,
практически не изменяясь в средней части
допуска.
Для точностной оценки рассматривае-
мого метода измерения необходимо найти
зависимость между коэффициентом точно-
сти метода величиной возможного
перехода размеров принятых деталей за
каждую границу допуска с и вероятно-
стью этого перехода за обе границы поля допуска т, а также вероятностью
неправильной забраковки деталей около обоих границ поля допуска л.
Определение требуемых показателей результатов разбраковки следует
рассматривать как сложное событие, состоящее из двух простых. Для этого
следует установить вероятность появления контролируемых деталей в опре-
деленных зонах распределения, примыкающих к границе допуска, и вероят-
ность погрешностей измерения (с обратным знаком), равных или превосхо-
дящих отклонения размеров относительно
границы допуска.
Вероятность появления деталей, лежа-
щих в границах допуска, т. е. таких,
которые будут приняты абсолютно точ-
ными измерительными средствами, выра-
жается величиной 2Ф (г), где г = —ы-а—.
Вероятность появления бракованных де-
талей в зоне для обеих границ опре-
делится из выражения
2[Ф(г') — Ф(г)],
где
- ЬцздЛ~ ^мет
При приемке деталей измерительны-
ми средствами, имеющими погрешность
±6^т, будут приняты не все детали, имеющиеся в этой зоне, а только
некоторая часть их т. Это произойдет вследствие того, что на участках дмет
будет действовать сложный закон распределения, определяющийся как за-
коном рассеивания размеров деталей на этом участке, так и законом распре-
деления случайных погрешностей измерения.
При проверке этих бракованных деталей каждое отклонение (рис. 11.217),
выходящее за границу допуска, будет признано по результатам измерения,
571
Рис. П.217. Законы технологического
распределения деталей, размеров и
распределения погрешностей измере-
ния
находящимся в допуске, если случайная погрешность измерения будет равна
или больше по абсолютной величине этого отклонения и будет иметь противо-
положный знак.
Вероятность таких отклонений будет выражаться через произведение
из плотности вероятности 1<р (х) ] на вероятность погрешности измерения
больше, чем —х, т. е
J Ф (У) dy > тогда
—X
ф(«) =ф(х) 5 ф (y)dy,
— 00
где
ф (X) =------Ц= в тех
О тех
_____х9
Ф (у) —-------е 2°*
Омет V
Полная вероятность приемки деталей, выходящих за обе границы до-
пуска, будет равна интегралу от <р (и), т. е.
(б«зэ+*)2
X—00 ----------
/п = 2Ф(и)=2 [ -------2"m“ X
I Ътех /2л
1
-------— е
О мет V 2л
2oLm Дх
Полная вероятность приемки этих же деталей, но отнесенная только
к принятым экземплярам, будет несколько больше и может быть определена
через нормирующий множитель-^1, , где Ф (г) дано выше.
В рассмотренном случае теоретическое значение величины выхода раз-
меров деталей за границы поля допуска принято равным бесконечности. Прак-
тическая же величина выхода размеров деталей с за каждую границу допуска
может быть выяснена при принятии какого-либо практического значения
вероятности 2Ф (и)пр, меньшего, чем полная вероятность 2Ф (м), т. е. при
отбрасывании случаев, имеющих исчезающе малую вероятность.
Непосредственное вычисление по полученному выражению т = 2Ф (и)пр
вероятности неправильной приемки деталей, размеры которых находятся за
границами допуска, представляет большие трудности. Значительно проще
значения тис находить методом численного интегрирования, используя
таблицы функции Ф (г).
Аналогичным образом может быть написано выражение для вероятности п
неправильной забраковки деталей, лежащих в допуске.
ПАССИВНЫЙ КОНТРОЛЬ РАЗМЕРОВ, РАСПРЕДЕЛЕННЫХ
ПО НОРМАЛЬНОМУ ЗАКОНУ
На базе изложенных положений были рассчитаны значения и построены
графики для т, п и с в случае, когда технологическое рассеивание измеряе-
мых размеров подчиняется закону нормального распределения и погрешность
измерения также соответствует закону нормального распределения [41 ].
В дальнейшем графики были рассчитаны Н. Н. Марковым и П. А. Сацердо-
товым, так же для случая,когда распределение отклонений контролируе-
572
мых размеров следует нормальному закону, а распределение погрешностей
измерения — закону равной вероятности [4].
При исследовании Н. Н. Марковым величин т, п и с в случаях,
когда погрешность измерения подчиняется закону нормального распределе-
Рис. 11.218. Количество (в %) неправильно принятых деталей при законе нор-
мального распределения контролируемых параметров
ния и закону равной вероятности, т. е. практически двум крайним законам,
охватывающим все возможные случаи для случайных погрешностей измере-
ния, было установлено, что при равных значениях отношений резуль-
таты разбраковки будут весьма близки независимо от закона распределения
погрешности измерения. Следовательно, погрешность измерения целесооб-
разнее оценивать не по предельной величине, а по среднему квадратическому
отклонению погрешности измерения. Влияние погрешностей измерения де-
573
талей на значения т, п и с будут почти одинаковы при условии, что оя<т. трм =
— вмет. рае и расхождение не будет превышать 10—15% определяемой ве-
личины.
Отсюда следует вывод, что при контроле с помощью автоматических
средств, когда погрешность измерения подчиняется закону равной вероят-
ности (8мет = 1,730^), предельная погрешность измерения должна быть
примерно в 2 раза меньше, чем при ручном контроле, с погрешностью подчи-
няющейся нормальному закону рас-
пределения (<5жт = ЗСТдат) ДЛЯ ПОЛуче-
ния тех же значений.
Рис. 11.220. Величина выхода размеров
принятых деталей за границу поля до-
пуска при законе нормального распреде-
ления контролируемых параметров
Рис. П.219. Количество (в %) неправильно
забракованных деталей при законе нормаль-
ного распределения контролируемых пара-
метров
На рис. 11.218,II.219и П.220приведеныграфикидляопределениявеличин
т, п и с для случая технологического распределения, подчиняющегося закону
нормального распределения в зависимости от соотношения допуска изделий
^изд—^изд к среднему квадратическому технологического рассеивания ошех
и для различных значений (о) = -?мет .
Уизд
При каждом значении Амет (о) показан некоторый интервал значений т,
п и с, в котором сплошная линия соответствует распределению погрешностей
измерения по закону нормального распределения, а штриховая линия по
закону равной вероятности.
Графики построены при значениях равных 1,6; 3; 5;
8; 10; 12 и 16%. Если пересчитать эти значения на величины коэффициента
точности метода, равного Длгт — , то получатся значения, приведен-
ные в табл. 11.18 для 8мет = 3a^m; 2амет и 1,73^.
Графики для определения т, п и с рассчитаны из условия совмещения
центра группирования технологического рассеивания и середины поля до-
пуска и отсутствия систематических погрешностей измерения. Значения т
574
Таблица П.18
Коэффициент точности метода АЛ1ет в зависимости от Амет^
Погрешность метода Амет (о) в %
1.6 1 3 1 5 1 8 1 10 1 12 16
А мет в %
± $мет ~ ^мепг 5 9 15 24 30 36 43
± §м&п ~ 2cryU3zn 3 6 10 16 20 24 32
± ^мет 1 №&мет 3 5 9 14 17 20 28
и п вычислены по отношению к общему числу проверенных деталей, а не
принятых. Величины тис определялись при принятом проценте риска 0,27,
что обычно условно принимается для закона нормального распределения,
когда практическая зона рассеивания ограничивается значением Зо. Для дру-
гих законов распределения или других границ нормального закона это усло-
вие взято лишь по аналогии.
Для графика т при другом проценте риска следует сместить точку нуля.
График величин с при изменении процента риска должен быть рассчитан
снова, так как его изменение вызывает не только смещение оси абсцисс,
но и искажение кривых.
В связи с полученными графиками целесообразно остановиться на основ-
ных случаях выбора точности измерения при пассивном контроле, когда
распределение размеров деталей подчиняется нормальному закону распре-
деления.
Случай А. Центр группирования совпадает с серединой поля допуска.
Для рассматриваемого случая можно непосредственно воспользоваться гра-
фиками. При этом должна быть известна: характеристика технологи-
ческого рассеивания контролируемых размеров, распределяющихся по'за-
кону нормального рассеивания; случайная составляющая погрешности из-
мерения, характеризующаяся величиной среднего квадратического откло-
нения и законом распределения. По этим показателям из графика
рис. 11.218 находится т — вероятность приемки негодных деталей; из
рис. 11.219 определяется п — вероятность забраковки годных деталей и из
рис. 11.220 — величины --------выхода размеров неправильно принятых
деталей за каждую границу поля допуска в долях от всего допуска.
Пример.
Если = 4отех, коэффициент точности метода измерения Л^^д =
&изд
при законе нормального распределения погрешностей измерения — 0,05,
= 0,15, т. е.
то т = 0,4%, п = 1,1% и с = 0,028 AW3^.
Как видно из рис. 11.218—11.220, все кривые имеют экстремальные значения, поэтому
если при предварительных расчетах неизвестно соотношение между допуском изделия и харак-
теристикой технологического рассеивания u3d—t то можно значения mt п и с определить по
° тех
наибольшему возможному значению —— при данном
®тех
Для рассмотренного примера получим, что наибольшие возможные значения при коэф-
фициенте точности измерения Амет (а) — 0,05 будут равны: тнб = 1,5%, пЛб=2,1% и
Снб 0,0o8Aw3^.
Из анализа графиков можно принять следующие примерные соотношения для предельных
значений /и, л, и с при законе нормального распределения размеров деталей и законе нор-
мального распределения погрешностей измерения: т 0,ЗЛлегп (а); п 0,45 Л (а) ис^
^0,5Диет или с \$Амет (а>; при законе равной вероятности распределения погрешностей
измерения т ЗЪАмет (о); п 0,48Л*тг (о) и с 0,75 Амет с 1,3 А мет (а).
575
Случай Б. Центр группирования технологического рассеивания смещен
относительно середины поля допуска. В случае, когда технологическое рас-
сеивание подчиняется закону нормального распределения, ко центр груп-
пирования смещен относительно середины поля допуска, либо преднамеренно
при настройке производственного процесса, или же вследствие влияния си-
стематических погрешностей при обработке, то значения т, п и с могут быть
также найдены из графиков (рис. 11.218—11.220), но с учетом имеющегося
смещения. При этом следует учесть, что наличие смещения центра группиро-
вания относительно середины поля допуска приводит к неравенству величин
возможного выхода за каждую границу допуска. Поэтому неточности раз-
браковки определяются отдельно по каждой границе поля допуска.
Рассмотрим, случай, когда центр группирования смещен к верхней гра-
нице поля допуска на величину X, т. е. X > 0. Для определения относитель-
ного количества неправильно принятых деталей с размерами больше допу-
стимых тв, относительного количества неправильно забракованных деталей,
отнесенных в брак плюс пв, и величин выхода неправильно принятых дета-
лей за верхнюю границу допуска св находят величины tn, п и с из графиков
&изд—2Х . т п
при значениях по оси абсцисс ---------и принимают т6 = -5-, пв = ~к~
и тех * £
и св = с. Таким же образом находятся значения т, п и с из графиков для
« * &изд + 2Х т
нижнеи границы при абсциссе ---------- и также принимают тн = -у-,
®тех z
= и Сн = с" Общее значение тип соответственно для обеих границ
равно:
т = тв + тн\ п = пв + пн.
Случай В. Вводится уменьшенный допуск на приемку из условия т = 0.
Если по условиям работы деталей назначенный на их изготовление допуск
должен быть гарантированным, т. е. практически не допускается, чтобы
в числе годных встречались детали, имеющие размеры, выходящие, хотя бы
и незначительно, за границы поля допуска, то приемочные границы необхо-
димо сместить на величину с'. Эту величину можно определить методом по-
степенных приближений по графику, показанному на рис. 11.220. Для этого
по известному соотношению при заданной величине коэффициента
точности контроля А
чение
делия
2сг
°тех
жп или Амет(О) находят по графику (рис. 11.220) зна-
, которое обозначим Затем предполагаем, что допуск из-
&изд &изд
составляет величину Да5й (1 — По соотношению — (1 —
\ &изд / Gmex \
л—) и Л(а» вновь находят значениекоторое обозначим
^изд / Аизд &изд
После этого повторно определяют —— (1 — и снова по графику
®тех \ &изд /
находят величину Если незначительно отличается от -т^-, то
можно окончательно принять величину приемочного допуска =
= Аизд --------X'3dJ)y где с' сз— величина смещения приемочной гра-
ницы относительно границы допуска изделия.
Полную величину пс неправильно забракованных деталей определяют
(в %) из соотношения
"<=200 И^)~ф(^;)]
где пит — находятся по графикам (рис. 11.218 и 11.219) по значению
^изд ( | \
°тех \ &изд)
576
Пример. Поданным предыдущего примера (Амз^ тех Амет = 0,15 или Амет (о) = 0,05,
при законе нормального рассеивания погрешностей измерения) найти величину с' смещения
каждой границы приемочного допуска относительно допуска изделий и вероятность пс непра-
вильной забраковки годных деталей.
По рис. II.220 определяем = 0,028, откуда по величине (1 — — 3,776
&изд ° тех \ ^изд/
находим по графику = 0,03. Далее по значению
&изд
( j = 4-0,94 = 3,76;
°тех \ ^изд /
определяем по графику — 0,0305. Поскольку с2 и с3 отличаются несущественно, то можно
&изд
с
принять -— == 0,0305 и величину приемочного допуска равной
Лпр == ^изд (1 — 0,061) = 0,939ДИЗ(?.
При значении 0,939 = 3,756 по графикам (рис.* П.219) п = 1,25% и (рис.
®тех •
П.218) т = 0,52%. По таблицам находят Ф (/ = 2) = 0,477 и Ф (t = 1,878) = 0,470.
Откуда пс — 200 (0,477 — 0,470) 4- 1,25 — 0,52 = 2,13%. При приемке деталей по приемоч-
ному допуску величина тс = 0.
Случай Г. Контролируемые детали имеют отклонения с рассеиванием по
известным о^, центр группирования
Ои
Ос
Допуск изделия
$изд
закону нормального распределения и
совпадает с серединой поля допуска,
известны характеристики закона рас-
пределения случайных погрешностей
измерения, но имеет место систе-
матическая погрешность измерения.
В этом случае возможны два ва-
рианта: систематическая погреш-
ность измерения Х^т больше или
равна предельной случайной погреш-
ности и в этом случае задача может
быть решена с использованием при-
веденных графиков, и систематиче-
ская погрешность меньше случай-
ной погрешности измерения, тогда
следует использовать метод числен-
ного интегрирования, который упо-
минался ранее в связи с расчетом
графиков.
Первый вариант, при котором систематическая погрешность измерения
больше слузййной, решается с использованием формулы, аналогичной при-
веденной в случае В. Если погрешность измерения имеет систематическую
величину Хшт со знаком плюс у обеих границ поля допуска (рис. 11.221), то
для определения величин тип можно использовать формулы:
Рис. 11.221. Разбраковка при систематиче-
ской погрешности измерения:
1 — распределение контролируемых размеров;
2 — распределение погрешности измерения
т == 200 Гф (4- ^-) — Ф (I +
L \2Omex Gmex / \ ^тех / J
мет) мет)
2 2
Детали с размерами больше допустимых приняты не будут, так как ве-
личина систематической погрешности измерения больше, чем предельная
случайная погрешность.
577
Количество неправильно забракованных деталей (в %), которые имеются
только у верхней границы допуска,определится из выражения
п — 200 [фЛЙ2^ — ф(=М- — +
L \2&тех/ \^Qmex Gmex / J
। (^изд^* мет)(^изд~~^хмет)
'2 2 ’
где Ф ( ) — значения интегральной функции при номинальных и смещен-
ных границах допуска;
т^изд+^мету т^изд-^мапу п^изд+2хмету П(дИза-2^)“ПрОЦеНТ не'
правильно принятых и неправильно забракованных при смещенных гра-
ницах поля допуска.
Величины выхода размеров за границу поля допуска у неправильно при-
нятых деталей равны сумме величин выхода, соответствующих смещенным
границам поля допуска и систематической погрешности измерения:
С = С(д«за+2^) + Хмет'
Указанные зависимости для т, п и с даны только для одной границы поля
допуска.
ПАССИВНЫЙ КОНТРОЛЬ РАЗМЕРОВ, РАСПРЕДЕЛЕННЫХ
ПО ЗАКОНУ СУЩЕСТВЕННО ПОЛОЖИТЕЛЬНЫХ ВЕЛИЧИН
Рис. 11.222. Распределение технологи-
ческих погрешностей по закону су-
щественно положительных величин
В практике контроля продукции машиностроения часто встречаются слу-
чаи, когда сортировку на годные и бракованные детали производят по вели-
чине отклонений, которые по своему существу не могут иметь отрицательных
модули всех векторных величин, например
биение поверхности относительно оси или
другой поверхности, а также погрешно-
сти формы и взаимного положения, если
отклонения рассматриваются по абсолют-
ной величине. В качестве примеров можно
привести погрешность профиля, непрямо-
линейность и т. д., понимаемые как от-
клонения от прилегающей линии или как
расстояние между двумя профилями но-
минальной формы, в пределах которых
располагается действительный профиль.
Такие показатели, как непараллельность,
неперпендикулярности, несоосность и дру-
гие также являются существенно положи-
тельными величинами.
В связи с вопросом о выборе точно-
сти измерительных средств можно считать, что эти отклонения для партии
бесконечного объема имеют распределение по закону Релея или Максвелла,
характерному для существенно положительных величин.
Как показано на рис. 11.222, для закона существенно положительных ве-
личин принимается, что нижняя граница технологического рассеивания сов-
мещается с нижней границей поля допуска, т. е. с нулем, и выход отклонений
на величину с в результате погрешностей измерительных средств может
встречаться только у верхней границы поля допуска. Следовательно, если
допуск на биение составляет 25 мкм, то это значит, что годные детали должны
иметь величину биения от 0 до 25 мкм, а неправильная приемка может свес-
тись к принятию деталей с биением, превосходящим 25 мкм.
Различие с законом нормального распределения в данном случае сводится
к тому, что при распределении деталей по закону существенно положитель-
578
579
Рис. П.224. Количество (в %) неправильно забрако-
ванных деталей при распределении контролируемых
параметров по закону существенно положительных
величин
Рис. 11.225. Величина выхода отклонения
принятых деталей за границу поля допуска
при распределении контролируемых пара-
метров по закону существенно положитель-
ных величин
Рис. П.223. Количество (в %) неправильно
принятых деталей при распределении контроли-
руемых параметров по закону существенно
положительных величин
ных величин максимальный выход отклонений за границу поля допуска для
любой детали и для всей партии деталей не может превышать величины с и
вероятность этого выхода т, а также вероятность п забраковки годных дета-
лей относятся только к верхней границе поля допуска.
При расчете и построении графиков [3] для т, п и с (рис. 11.223—11.225)
Н. Н. Марковым принималось, что зона технологического рассеивания для
закона существенно положительных величин равна 5,25о^х, в то время
как для закона нормального распределения эта зона принималась равной
6от^х. В остальном методика численного расчета аналогична для обоих за-
конов распределения производственных погрешностей. Для сохранения оди-
наковых условий при расчете количества неправильно признанных годными
деталей также не учитывалась вероятность 0,27% случаев.
Пример. Сопоставим результаты, полученные для закона распределения существенно
положительных величин и для закона нормального распределения.
Если принять так же, как и в ранее рассмотренном примере, что допуск изделия составляет
2
2/з зоны технологического рассеивания, т. е. — -у 5,25omex= 3,5 отех и коэффициент
точности метода измерения Амет ~ 0,15, то для закона существенно положительных величин
по графикам (рис. 11.223—11.225) найдем т = 0,4%, п~ 0,85% и с~ О,ОЗДм3^. Подобные
значения, найденные для закона нормального распределения, были равны: т = 0,4%; п =
== 1,1% и с = 0,028Диз<э при этом следует учесть, что т и п в последнем случае дают сум-
марные вероятности сразу по обеим границам допуска.
Рис. 11.226. Кривая распределения
действительных размеров деталей при
активном контроле неточными сред-
ствами
АКТИВНЫЙ КОНТРОЛЬ РАЗМЕРОВ ПРИ ИЗГОТОВЛЕНИИ ПО МЕТОДУ
ПРОБНЫХ ПРОХОДОВ
При приемочном контроле измерительные средства, обладающие по-
грешностями измерения, производят разбраковку партии изготовленных
деталей и, следовательно, неточности измерения сказываются только на
результатах оценки изделия в смысле признания его годным или негодным.
/ При активном контроле неточности средств измерения непосредственно
сказываются на размере изготавливаемой детали, так как ее обработка за-
канчивается только после достижения раз-
мера, находящегося по результатам изме-
рения в поле допуска. В связи с этим,
при изготовлении деталей по методу проб-
ных проходов, вопрос о выборе точности
метода активного контроля имеет свои
особенности.
Отличие в выборе точности контроля
вызвано своеобразием технологического
распределения размеров деталей по зако-
ну, характерному для метода пробных
проходов.
Ввиду трудности получения точного
и всеобъемлющего решения этого вопроса
было принято, что в процессе изготовле-
ния размеры деталей распределяются по
закону нормального распределения, имеющему технологическую зону
рассеивания, большую, чем допуск на изготовление. Вследствие этого
при измерениях в стадии обработки будут наблюдаться размеры как
лежащие в поле допуска, так и выходящие из него со стороны исправимых
размеров (рис. 11.226). В тех случаях, когда по результатам контроля раз-
мер оказался лежащим в поле допуска, операция обработки на этом закан-
чивается. Если же размер оказался вне поля допуска, то производится допол-
нительная обработка детали до получения требующегося размера. В послед-
нем случае, при использовании методов контроля с пренебрежимо малой по-
грешностью, кривая распределения размеров получит некоторое видоизмене-
ние за счет деталей, введенных в поле допуска после дополнительной обра-
580
ботки. Это изменение кривой распределения в поле допуска показано на
рис. 11.226 штриховой линией.
При применении методов измерения с ощутимой погрешностью, так же
как и при приемке, у границы проходной стороны произойдет некоторое
дополнительное искажение кривой распределения действительных размеров
деталей. Это изменение кривой распределения будет вызвано прекращением
обработки некоторых деталей, действительные размеры которых выходят
за поле допуска, но по результатам измерения оцениваемых как годные.
Вместе с тем, это искажение будет создаваться вследствие излишней допол-
нительной обработки деталей, действительные размеры которых лежат в поле
допуска, но оцениваемых как подлежащие дальнейшей обработке из-за по-
грешностей контроля.
В результате этих ошибок второго и первого рода кривая действитель-
ных размеров будет соответствовать изображенной на рис. 11.226.
Для оценки соответствующих значений т — процента деталей принятых,
которые должны были быть подвергнуты дальнейшей обработке, п — про-
цента деталей годных, но не принятых и повторно обрабатываемых в резуль-
тате погрешностей измерений, не — величины выхода размеров принятых
деталей за границу поля допуска, можно воспользоваться графиками
(рис. 11.218—11.220). Использовать эти графики можно только при условии
некоторой неточности, связанной с игнорированием видоизменения первона-
чальной кривой распределения, вызванной повторной обработкой деталей
взамен их окончательной отбраковки, что характерно для пассивного кон-
троля. Кроме того, следует учесть, что графики построены для случая совме-
щения центра технологического рассеивания с серединой поля допуска, т. е.
симметричного выхода части деталей за обе границы поля допуска. При актив-
ном контроле, как предположили, имеется односторонний выход кривой нор-
мального распределения за одну границу поля допуска, причем безразлично
за какую, верхнюю или нижнюю. Учитывая это, на графиках (рис. 11.218—
11.220) нанесена вторая шкала ~изд- для активного контроля.
° тех
При пользовании графиками следует принимать во внимание значения
и процентов выхода деталей и неправильной забраковки деталей, а не
т и п, как это имело место, при пассивном контроле.
Рассмотрим несколько примеров.
Случай А. Соотношения между допуском и технологическим рассеиванием характери-
зуется величиной —— = 5,2. Погрешности измерения подчиняется нормальному закону
° тех
распределения.
Определить коэффициент точности метода, при котором т = 0 и с = 0. Для пассивного
контроля находим при —— ~ 5,2 по графику (рис. 11.218), что т = 0 (теоретически т ~ 0,27)
' ®тех
для Амет (а) = 0,08. Для активного контроля т = 0 при Амет (а) = 0,028. В обоих случаях
с — 0.
Случай Б. При —— ~ 5,2 найти Амет (а) и с, если в обоих случаях контроля практический
®тех
процент выхода деталей может составлять 0,1%, и погрешность измерения подчиняется нор-
мальному закону распределения.
Для пассивного контроля по рис. П.218 при tn = 0,1 находим Амет (а) = 0,16 и по
рис. 11.220 с = 0,025&w3d.
Для активного контроля по рис. 11.218 при т = 0,2 = 0,1 величина Амет (а) = 0,05
и по рис. 11.220 с~ 0,018ДИзд-
Как видно из рассмотренных примеров, те же значения вероятности вы-
хода принятых деталей за границу допуска при пассивном контроле полу-
чаются в случае, когда Амет (а) примерно в 3 раза больше, чем при активном
контроле.
581
Таким образом, наглядно видно, что при контроле в процессе изготовле-
ния необходимо применять методы контроля значительно более точные, т. е.
имеющие меньшую, относительно к допуску, погрешность.
АВТОМАТИЧЕСКИЙ КОНТРОЛЬ РАЗМЕРОВ
Для выбора точности автоматических средств контроля применимы рас-
смотренные выше положения для пассивного контроля при технологическом
распределении отклонений, подчиняющемся закону нормального распреде-
ления или закону существенно положительных величин.
Однако для контроля с помощью контрольных автоматов имеются и не-
которые специфические особенности, рассмотренные М. И. Качановым. Эти
Рис. 11.227. Кривые распре-
деления действительных раз-
меров, попадающих в одну
сортировочную группу: к —
количество (в %) деталей
с размерами, выходящими
за границу сортировочной
группы
особенности связаны с возможностью при ручном
контроле повторной проверки изделия в сомни-
тельных случаях, в совмещении проверки на конт-
рольном автомате нескольких размеров на соот-
ветствующих позициях и приемки деталей, годных
по всем результатам, и в повторном пропускании
через автомат забракованных изделий.
При ручном контроле оператор имеет возмож-
ность в сомнительных случаях проверить изделие
повторно более тщательно с минимальными до-
полнительными затратами времени и во многих
случаях сразу же принять решение о годности
изделия, даже если результаты контроля показы-
вают, что оно несколько выходит за границу
допуска. При разбраковке изделия на автоматах
результаты измерения не подвергаются анализу
и для автомата нет «сомнительных» случаев,
в связи с чем, при прочих равных условиях,
величина п оказывается большей.
При одновременном контроле на автомате
нескольких размеров деталей общая вероятность
неправильной приемки деталей, так же как и
общая вероятность неправильной забраковки, не
равна суммам тъ т2 и т3 или иь и2 и и3 при контроле трех размеров,
а будет меньше этих сумм с учетом возможности сочетания двух аналогич-
ных погрешностей в одном изделии.
Общая вероятность М неправильной приемки определится из выражения
М=1- П(1-тД
t=i
где т, — вероятности неправильной приемки по размеру г,
к — количество контролируемых параметров.
При постоянных значениях mL = т и малых их величинах можно при-
нять
М тк.
Общая вероятность N неправильной забраковки деталей находится ана-
логично.
Так как в некоторых случаях объем неправильно забракованных деталей
может оказаться значительным, особенно при сокращенном производственном
допуске, то для повышения эффективности работы контрольных автома-
тов применяют повторную проверку забракованных изделий на том же авто-
мате.
Многократная перепроверка забракованных изделий без повышения точ-
ности измерения основана на использовании положения, что поскольку
приемочный допуск сокращен по сравнению с гарантированным на величину с'
582
у каждой границы, то негодные детали не смогут попасть в число принятых,
а годные детали, забракованные при одном значении случайной погрешности
измерения, будут приняты при другом значении случайной погрешности
в процессе повторного измерения.
Эффективность разбраковки изделий резко убывает с увеличением коли-
чества повторных пропусканий забракованных изделий через автомат. По-
этому, даже в массовом производстве, где повторная проверка не вызывает
значительных затруднений, более чем трех-, четырехкратная перепроверка
оказывается нецелесообразной.
При использовании контрольных автоматов для сортировки деталей на
несколько размерных групп, что имеет место в случаях применения селектив-
ной сборки, обычно принимают, что размеры изделий в пределах каждой
группы распределяются по закону равной вероятности независимо от закона
распределения размеров изделий по общему полю допуска на изготовление.
На рис. II.227 показаны кривые распределения действительных размеров
изделий, попадающих в одну сортировочную группу, а также указано отно-
сительное количество изделий, ошибочно отнесенных к данной группе. Для
погрешностей контроля принят закон нормального распределения. Как
видно из значений, приведенных на рис. 11.227 количество деталей с разме-
рами, выходящими за пределы сортировочной группы, но ошибочно относи-
мых к данной группе, возрастает в указанных пределах почти прямо пропор-
ционально отношению , где В — величина допуска сортировочной
группы. Вследствие этого к точности сортировочных автоматов предъяв-
ляются особо повышенные требования.
ПРАКТИЧЕСКИ ПРИМЕНЯЕМЫЕ ЗНАЧЕНИЯ КОЭФФИЦИЕНТА
ТОЧНОСТИ КОНТРОЛЯ
Выше указывалось, что вопросы соотношения между производственным
и предписанным допусками, так же как величины допустимой погрешно-
сти измерения в зависимости от допуска, не регламентируются стандартами.1
В ГОСТе 7713—63 «Допуски и посадки. Основные определения» в § 4
имеется определение: «действительным размером называется размер, полу-
ченный в результате измерения с допустимой погрешностью». Этим опреде-
лением признается факт влияния погрешности измерения на получаемый ре-
зультат, а также необходимость нормирования величины допустимой погреш-
ности. Нормирование погрешностей контрольных средств встречается только
в системе допусков на изготовление и износ калибров для контроля гладких
изделий, а также в виде регламентации предельной погрешности аттестации
концевых мер длины.
На рис. 11.228 приведены соотношения между допусками на изготовление
и полный износ калибров, а также средневероятным износом и допуском
изделия, предусмотренные у калибров для гладких изделий по ОСТ и ISO.
Допуски калибров не определяют полностью погрешности измерения, так
как вносимые неточности зависят также от температурных условий при из-
мерении и, в частности, от нагрева калибра теплом рук контролера, а также
от силы, с которой сопрягается калибр с изделием.
Очевидно, что для неточностей изготовления деталей должны существо-
вать ступени точности (классы, квалитеты, степени точности), содержащие
рационально построенные ряды допусков, возрастающие по мере роста диа-
метра и выбираемые конструктором исходя из эксплуатационных требований
к машине с учетом технологических возможностей производства деталей.
К этим ступеням точности и рядам допусков целесообразно привязать опре-
деленные нормы, устанавливающие долю погрешности измерения по отно-
шению ко всей величине допуска. Подобная попытка сделана в нормативных
1 В настоящее время такой стандарт разрабатывается.
583
материалах, разработанных Бюро взаимозаменяемости и вошедших в з до-
водящий технический материал Госкомитета по машиностроению и Мини-
стерства станкостроительной и инструментальной промышленности [51. Зна-
чения предельной погрешности метода измерения Ьмет в долях от допуска
контролируемого изделия 26w3d, т. е. показаны на рис. 11.228 (кри-
вая 5). Они составляют по квалитетам точности изделия следующие величины:
Квалитеты ........................ 2—5 6—7 8—9 10—16
Коэффициенты точности метода в % 35 30 25 20
Как видно из приведенных значений коэффициента точности метода, от-
носительная погрешность измерения уменьшается по мере перехода к более
грубым допускам, т. е. более грубые
отклонения измеряются относитель-
но точнее, чем весьма малые откло-
нения. Это кажущееся противоречие
становится оправданным, если
учесть, что абсолютные погрешности
измерения возрастают менее интен-
сивно, чем абсолютные величины
погрешностей измерения.
Вышеуказанные значения коэф-
фициента точности метода измерения
являются предельными и могут быть
уменьшены. Их выбор должен опре-
деляться как техническими, так
и экономическими соображениями.
В руководящем материале ОМТРМ
0466—001—68 содержатся данные
о предельных погрешностях измере-
Рис. 11.228. Соотношения между допусками
на изготовление и износ калибров и допуском
изделия по ОСТ и ИСА:
1 — по ОСТу при полном износе калибров; 2 —
по ИСА при полном износе калибров; 3 — по
ОСТу при средневероятном износе калибров; 4 —
по ИСА при средневероятном износе калибров;
5 — принятое в РТМ
ния наружных и внутренних разме-
ров и геометрической формы раз-
личными измерительными средства-
ми в зависимости от диапазонов
измеряемых размеров. В таблицах
приводятся предельные погрешности
измерения при использовании всей
номенклатуры универсальных изме-
рительных средств, выпускаемых отечественной инструментальной и оптико-
механической промышленностью.
Для всех измерительных средств указан температурный режим при их
использовании. При этом под понятием температурный режим подразуме-
ваются все условия, которые влияют на температурные деформации. Темпера-
турный режим включает источники погрешности, связанные с деформациями,
возникающими от разности температур объекта измерения, прибора или на-
строечной меры, коэффициентов их линейного расширения, колебания тем-
пературы помещения в процессе измерения и отклонений температуры от 20° С.
Приведенные величины погрешностей измерения были исследованы в
Бюро взаимозаменяемости при разработке руководящих материалов как на
основе экспериментов и производственных наблюдений, так и расчетным
путем.
При выборе соответствующего измерительного средства должно быть
соблюдено условие, что предельная погрешность измерения не должна пре-
восходить допускаемую погрешность:
1 А
мет изд у
где Д^ — допуск на изготовление контролируемого размера.
Глава XIII
ОРГАНИЗАЦИЯ И ФОРМЫ ТЕХНИЧЕСКОГО КОНТРОЛЯ
КАЧЕСТВА
СТРУКТУРА ОТДЕЛА ТЕХНИЧЕСКОГО КОНТРОЛЯ (ОТК)
НА ПРОИЗВОДСТВЕ
ОТК является контролирующей организацией, призванной охранять
общественные и государственные интересы на предприятии и преграждать
выпуск предприятием продукции, не соответствующей требованиям Государ-
ственных стандартов и технической документации. ОТК дано право прекра-
щать приемку и отгрузку готовой продукции, а также ее изготовление на
отдельных участках производства — с немедленным извещением об этом ди-
ректора предприятия. Но одновременно с этим ОТК несет ответственность
за необоснованную остановку производства, за неправильную оценку ка-
чества продукции и за невыполнение приказов соответствующего министер-
ства (ведомства) и директора предприятия по вопросам качества продукции.
ОТК возглавляется главным контролером качества продукции или началь-
ником ОТК, который подчиняется на заводе — директору завода, в опытно-
когструкторском бюро — главному конструктору, а в научно-исследователь-
ском институте — начальнику института. Но назначение на должность глав-
ного контролера (начальника ОТК) и освобождение от нее, а также поощре-
ния и взыскания в отношении главного контролера производятся руководи-
телем министерства или ведомства, которому подчинено данное преприятие.
Приостанавливая приемку или отгрузку готовой продукции предприятия,
а также ее изготовление на отдельных участках производства, главный кон-
тролер должен немедленно известить об этом директора предприятия. Реше-
ние главного контролера может быть отменено руководителем предприятия
только письменным распоряжением. Одновременно с выполнением данного
распоряжения главный контролер обязан сообщить о своем несогласии в ин-
спекцию качества министерства или ведомства, которому подчинено данное
предприятие.
В состав ОТК входят: Бюро технического контроля (БТК) внешней при-
емки материалов и изделий заводов-поставщиков; Бюро технического кон-
троля (БТК) во всех цехах основного производства и испытательном, цен-
тральная измерительная лаборатория (ЦИЛ), Техническое бюро и инспек-
торская группа.
Бюро технического контроля внешней приемки осуществляет техническую
приемку поступающих и необходимых для основного производства материа-
лов, полуфабрикатов и готовых изделий с предприятий-поставщиков, состав-
ляет рекламационные акты на недоброкачественную продукцию к производит
инспекторский контроль за соблюдением правил хранения и выдачи в про-
изводство продукции поставщиков.
Бюро технического контроля (БТК) в производственных и испытательных
цехах является основным органом, призванным осуществлять непосредствен-
ный контроль качестве готовой продукции данного цеха и контролировать
выполнение цехами мероприятий по ликвидации брака и дефектов продукции
и проверять в порядке инспектирования состояние технической оснастки
в эксплуатации.
Техническое бюро рассматривает и подготавливает предложения по рекла-
мациям, исследует и обобщает причины брака и дефектов продукции и состав-
ляет отчетность по ним, контролирует выполнение мероприятий по улучше-
нию качества продукции, подбирает и выдает техническую документацию для
контроля.
Инспекторская группа осуществляет инспекционную проверку. качества
продукции в цехах, где снят постоянный контроль ОТК.
19 1450
В состав центральной измерительной лаборатории (ЦИЛ) входят: лабо-
ратории или отделы линейных и угловых измерений, электрических, магнит-
ных, теплотехнических, механических и других видов измерений (согласно
профилю завода) и контрольно-поверочные пункты (КПП) по обслуживанию
основных цехов завода. ЦИЛ осуществляет следующие виды работ: этало-
нирование, т. е. разработку и внедрение поверочных схем, наблюдение за
состоянием и эксплуатацией основных мер и приборов и представление их на
поверку в государственные органы, отбор и хранение образцов заводских
изделий; научно-исследовательские работы по созданию новых способов по-
верки измерительных средств, изучению причин погрешностей измерений и
составлению инструкций по эксплуатации, поверке и хранению измеритель-
ных средств; оперативные измерения по заказам цехов и работников БТК и по
периодической перепроверке на выборку принятой продукции в целях про-
верки надежности технического контроля в цехах; ремонт и юстировка из-
мерительных средств и наблюдение за правильной эксплуатацией их.
Контрольно-поверочные пункты (КПП) предназначены для обязательной
поверки новых и находящихся в эксплуатации измерительных средств —
строго в установленные сроки. Главному контролеру дано также право тре-
бовать от начальников других лабораторий завода проведения необходимых
анализов и испытаний качества продукции. В этих случаях, когда необхо-
димые испытания не могут быть проведены на своем предприятии, требовать
проведения таких испытаний на других предприятиях.
Комитетом стандартов, мер и измерительных приборов Совета Мини-
стров СССР рекомендуется организация на предприятиях Центральных лабо-
раторий измерительной техники под названием (ЦЛИТ), которые должны
охватывать все виды измерений на предприятии, а именно: линейные и угло-
вые, электрические и магнитные, теплотехнические, радиотехнические, аку-
стические, физико-химических свойств материалов, механических свойств
материалов, скорости и ускорений и промежутков времени.
ОБЪЕКТЫ КОНТРОЛЯ ИСХОДНЫХ МАТЕРИАЛОВ
И СРЕДСТВ ПРОИЗВОДСТВА
Исходные материалы и все изделия, поступающие с заводов-поставщиков,
подвергаются контролю на этих заводах в соответствии с требованиями стан-
дартов, ведомственных нормалей, различных технических документов на
поставку и др. Поэтому организовывать повторный полный контроль на за-
воде-потребителе нецелесообразно, за исключением случаев, когда продук-
ция поставщиков является вновь поставляемой или особо ответственной.
Контроль исходных (для производства изделий) материалов и полуфабри-
катов начинают с проверки наличия и состояния всех технических докумен-
тов поставщиков (сертификаты или их копии, акты приемки на заводе постав-
щика, результаты химического анализа, механических и других испытаний,
если последние предусмотрены техническими условиями на поставку), после
чего выявляют дефекты в результате небрежной упаковки, транспортировки
и т. п.
К комплектующим изделиям обычно прилагают паспорта или аттестаты,
формуляры, протоколы испытаний, комплектовочные листы, инструкции,
техническое описание. Все забракованные материалы полуфабрикаты и го-
товые изделия, полученные от поставщика, маркируют и хранят на специаль-
ных складах-изоляторах, а рекламационные акты пересылают заводам-по-
ставщикам. Принятая продукция поставщиков поступает на склады завода
или цеха, где осуществляется контроль за соблюдением правил хранения и
выдачи ее в производство.
Инструментальное производство. При изготовлении инструментов и
приспособлений в специальном цехе завода осуществляется контроль соот-
ветствия марок поступивших материалов (по маркировке, накладным и чер-
тежам изделий); пооперационный и окончательный контроль изготовляемых
586
приспособлений, штампов, кондукторов, режущих и измерительных инстру-
ментов; контроль состояния производственного оборудования и технологи-
ческой оснастки. Отдельные изделия окончательно принимают после опроби-
рования их в работе.
Технологическую оснастку, как правило, перед эксплуатацией испыты-
вают в действии на соответствие ее техническим условиям на обработку дета-
лей; проверяют ее удобство в эксплуатации, действии зажимов и т. п. На
всю поступившую в эксплуатацию оснастку составляют паспорта, в которые
записывают сведения о способах, сроках и результатах проверки. Для учета
состояния оснастки рекомендуется трехкартотечная система, в первой карто-
теке хранят паспорта на технологическую оснастку, принятую, но еще не
испытанную; во второй — паспорта на оснастку, находящуюся в эксплуа-
тации; в третьей — паспорта на оснастку, отправленную в ремонт. Подобный
учет с периодическим контролем в процессе эксплуатации целесообразно
применять и для точных и ответственных режущих инструментов.
Средства измерений. Точность и надежность всех технических измерений
на заводах обеспечивается наличием единых образцовых мер-эталонов (длин,
углов, веса и т. п.) и правильной последовательной передачей значений этих
эталонов до измерительных средств, применяемых в производстве.
В СССР установлена обязательная поверка мер и измерительных прибо-
ров, используемых в народном хозяйстве. Каждое предприятие составляет
поверочную схему, в которой предусматривают методы, средства и сроки
поверки всех применяемых измерительных средств. Эту схему утверждает
представитель Государственного комитета стандартов мер и измерительных
приборов СССР. При смене объектов производства обычно бывают изменения
в характере и составе измерительных средств на заводе, поэтому и повероч-
ные схемы пересматривают и снова утверждают. Как правило, на все сред-
ства измерений составляют паспорта (они необязательны только для калиб-
ров и штангенинструментов с отсчетом 0,1 мм) и поверку их производят по
графику квалифицированные контролеры, аттестованные упомянутым коми-
тетом, или непосредственно в его лабораториях.
Такие средства контроля деталей, как калибры, шаблоны, подвергают
проверке ежедневно после работы. Если они еще годные, то их парафини-
руют, что показывает на возможность дальнейшей их эксплуатации. Над-
зор за соблюдением правил, графиков поверки и состоянием измерительных
средств на рабочих местах периодически осуществляют представители Госу-
дарственного Комитета стандартов, мер и измерительных приборов.
КЛАССИФИКАЦИЯ СУЩЕСТВУЮЩИХ ФОРМ И МЕТОДОВ
КОНТРОЛЯ КАЧЕСТВА
Применяемые на заводах разнообразные формы и методы технического
контроля классифицируются по следующим основным признакам: назначе-
нию, подчиненности, положению в производственном процессе, виду прове-
ряемых параметров качества, применяемым средствам контроля, способу
определения параметров качества, степени технической оснащенности и
охвату проверяемых изделий.
По назначению различают контроль: исходных материалов, полуфабри-
катов и готовых изделий заводов-поставщков, операционный — на всех
стадиях производства, окончательный — готовых изделий обрабатывающих
цехов, готовых изделий завода с испытанием их, эксплуатационный — наблю-
дение за работой изделий по рекламациям потребителей, профилактичес-
кий — за наблюдением установленных технологических процессов, профи-
лактический статистический — проверка технологического процесса, состоя-
ния производственного оборудования и технологической оснастки, средств
измерений, надежности технического контроля — так называемый «супер-
контроль», заключающийся в периодической повторной перепроверке на
складе принятых деталей.
587
По подчиненности контроль подразделяется на централизованный и де-
централизованный. Первый осуществляется на всех этапах производства
Отделом технического контроля завода с подчинением ему контролеров на
всех участках производства, а второй — непосредственными исполнителями
работ и контролерами, подчиняющимися руководителям производственных
подразделений (начальникам цехов, главным металлургам, технологу, меха-
нику и энергетику завода).
По положению в производственном процессе различают контроль: пер-
вых деталей при настройке оборудования, пооперационный, по контрольным
точкам с проверкой обрабатываемых изделий после выполнения ряда опера-
ций, летучий, скользящий — кольцевой, инспекционный, центральный,
т. е. контроль качества готовой продукции цеха.
По виду проверяемых параметров качества применяются следующие ме-
тоды контроля: визуальный (внешний осмотр), геометрический (контроль
размеров и форм изделий), качественный (качество металлов и материалов),
химический, физический и др.
По виду применяемых измерительных средств различают следующие
методы контроля: механический, пневматический, электрический, оптичес-
кий, проекционный, интерференционный, рентгеноскопический, магнитный,
вихревых токов, радиоизотопный, ультразвуковой и др.
По способу определения качества изделий методы контроля бывают
поэлементные и комплексные (например, контроль резьбы калибрами), абсо-
лютные и относительные, прямые и косвенные, контактные и бесконтактные.
По степени технической оснащенности различают методы контроля:
ручной, механизированный, полуавтоматизированный; автоматизирован-
ный (с сортировкой массовых деталей по размерам или форме на группы)
для селекционной сборки; автоматизированный для сплошного контроля гото-
вых деталей по ответственным параметрам качества; автоматизированный
активный — для контроля изделий в процессе их обработки и для регули-
рования производственного процесса.
По охвату проверяемых изделий контроль может быть сплошным (сто-
процентным) или выборочным.
СТАТИСТИЧЕСКИЕ МЕТОДЫ УПРАВЛЕНИЯ КАЧЕСТВОМ ПРОДУКЦИИ
Современной прогрессивной формой контроля на производстве является
статистический контроль, который подразделяется на два вида: статисти-
ческое регулирование технологических процессов и статистический приемоч-
ный (выборочный) контроль изделий законченных в обработке. В совокуп-
ности оба метода контроля отвечают требованиям современного производства,
заключающимся в том, чтобы при наименьших затратах на технический конт-
роль обеспечивать выпуск продукции высокого качества при минимальном
проценте брака.
По статистическим методам управления качеством продукции в СССР
разрабатывается система стандартов. Первым из этой серии стандартов
является ГОСТ 15895—70 «Качество продукции. Статистические методы
управления качеством. Термины».
Статистическое регулирование технологических процессов. Данный метод
контроля применяется для постоянного наблюдения за состоянием протекае-
мых технологических процессов и производственного оборудования, чтобы
своевременно обнаружить появление причин, приводящих к разладке про-
цессов, и путем необходимой подналадки их не допустить появление массо-
вого брака и обеспечить выпуск продукции требуемого качества. Как сред-
ство управления качеством изделий и регулирования ходом технологических
процессов он применим к механической и термической обработкам, литей-
ному и металлургическому процессам, окраске и др.
Контроль основан на теории вероятностей и математической статистике
и успешное внедрение его на производстве возможно после того, как будет
588
установлено соответствие между требованиями к проверяемым параметрам
качества (допускам по чертежу) и точностью разработанных технологических
процессов. В данном случае под точностью технологических процессов пони-
мается свойство их обеспечивать обработку изделий с заданными парамет-
рами.
В машиностроении при протекании различных технологических про-
цессов значения параметров качества изделий (размеров, формы, упругости
и др.) подвержены изменениям, которые вызываются разнообразными при-
чинами как случайного, так и систематического характера.
Случайные причины многочисленны, и если каждая из них может вызвать
незначительное по величине отклонение по заданным параметрам качества,
то в совокупности они могут привести к существенным отклонениям и выз-
вать полную разладку технологического процесса. При механической обра-
ботке деталей они могут быть следствием: неизбежных изменений упругих
напряжений цепи станок—приспособление—инструмент—обрабатываемый
материал, которые происходят не мгновенно, а с запозданием, так как обра-
батываемый материал обладает некоторой вязкрстью и упругостью; измене-
ния размеров режущих инструментов вследствие износа; неоднородности
обрабатываемого материала по твердости, размерам, форме, механическим
свойствам; нагрева отдельных частей станка, инструмента, обрабатываемых
деталей; субъективных влияний, зависящих от опыта и навыков рабочих
и наладчиков и ряда других причин.
Суммарное влияние всех случайных причин, возникающих при ходе
технологических процессов, вызывает рассеивание параметров качества
обрабатываемых изделий, а величина этого рассеивания характеризует точ-
ность процесса. Систематические причины, вызывающие при обработке замет-
ные отклонения по проверяемым параметрам изделий и с определенным зна-
ком (с плюсом или с минусом), как правило, выявляются и устраняются и
поэтому в оценку точности технологического процесса не входят.
Предполагая, что при протекании технологического процесса появляется
большое количество случайных причин и что ни одна из них не доминирует
над остальными, для рассеяния размеров деталей при обработке принимают,
с некоторым приближением, закон нормального распределения, который вы-
ражен кривой Гаусса.
Рассеяние отклонений формы и расположения поверхностей, которые
чаще всего выявляются контролем на биение (торцовое или радиальное),
принимают по закону существенно положительных величин, который выражен
кривой Максвелла. Так, например, существенно положительной величиной
является отклонение от прямого угла между двумя поверхностями детали
(неперпендикулярность); будет ли это отклонение в сторону уменьшения или
в сторону увеличения угла — все равно это дефект изготовления, который
окажет отрицательное влияние на работу узла машины.
Статистическое регулирование хода технологического процесса и конт-
роль качества обрабатываемых изделий осуществляется путем взятия, в раз-
ное время рабочей смены, проб из только что обработанной продукции или
в процессе выполнения технологических операций. Контролируемыми пара-
метрами качества могут быть: размеры, геометрическая форма изделий,
твердость, химический состав металла, механические свойства материалов
деталей, толщина различных покрытий, степень окрашенности поверхностей,
качество сборки и др. В литейных цехах контролируемыми параметрами
качества могут быть плотность набивки форм, влажность, газопроницаемость,
температура, прочность и др.
Если контролируется механическая обработка по размерам или форме
деталей, то в пробу берутся последние обработанные детали и затем у них
измеряются заданные размеры или отклонения формы. Оценка степени
налаженности процесса осуществляется по полученному среднему арифме-
тическому значению X, а оценка общего состояния протекаемого процесса
589
и производственного оборудования осуществляется по среднему квадрати-
ческому отклонению о.
Если значения Лио, полученные в результате измерения деталей, взя-
тых в пробу, не выходят за установленные вероятностные пределы, то ход
процесса признается ^нормальным и обработанная продукция принимается
как годная и удаляется с рабочего места. Если же будет установлено, что
значения х или о вышли из контрольных границ, то дается сигнал о необхо-
димости вмешательства в протекаемый процесс и подналадки его.
Для анализа состояния протекаемых технологических процессов вместо
основных вероятностных характеристик (X и о), вычисление которых отно-
сительно сложно, применяются другие характеристики. Так, например,
вместо среднего арифметического значения X используется медиана X, вместо
среднего квадратического отклонения о используются два крайних значения
измеряемых параметров качества — наибольшее Хнб, и наименьшее Хнм
или разность между ними, называемая размахом варьирования /?(/? =
= Хнб — Хнм) и др. В зависимости от вероятностных характеристик,
принятых для оценки состояния протекаемых технологических процессов и
способов определения их, различают и статистические методы текущего
контроля. Известны методы: средних арифметических X и размахов
медиан X и крайних значений Хнб и Хнм\ индивидуальных значений Xz;
группировки размеров с помощью специальных калибров-или универсаль-
ных измерительных средств; метод балловых оценок; метод пяти групп
качества, метод упорядоченных проб и др. Ряд методов стандарти-
зован.
Так как на производстве выполнение операций по обработке деталей
осуществляется в большинстве случаев по 3-му классу точности и грубее, то
наибольшее распространение может получить типовой статистический конт-
роль по методу медиан и индивидуальных значений (ГОСТ 15893—70).
При этом методе регулирование технологического процесса осуществляется,
по таким простым характеристикам, как медиана и крайние значения прове-
ряемого параметра (наибольшее Xw6 и наименьшее Х^, которые не тре-
буют вычислений.
Медианой X называется срединное значение в ряде чисел, больше и меньше
которого имеется одинаковое количество чисел. Если значения размеров пяти
деталей пробы расположить в возрастающем порядке: 25,011; 25,013; 25,015;
25,02 и 25,022 мм, то медианой будет третье число, т. е. 25,015, больше и
меньше которого имеются по два числа.
Взяв очередную пробу, оператор определяет измерением значения прове-
ряемого параметра качества и точками накосит их на контрольную карту
(рис. 11.229). Медиана отмечается крестиком, если ее значение не выходит
за верхний и нижний контрольные пределы (Рн и Рв), следовательно, нала-
женность процесса не нарушена. Крайние точки на диаграмме, представляю-
щие наибольшее Хнб и наименьшее Хнм значения проверяемого параметра,
характеризуют меру рассеяния параметров качества и заменяют среднее
квадратическое отклонение. Для них рассчитаны особые контрольные пре-
делы Кв и Хн.
Если при взятии очередной пробы обнаружится выход за контрольные
пределы медианы или одного из крайних значений, то контролер предупреж-
дает рабочего и наладчика о необходимости подналадки технологического
процесса, а все изделия, обработанные до взятия пробы, подвергают про-
верке. Если же значения медианы и крайних значений не вышли за контроль-
ные пределы Рн и Рв, например для медиан, Кв и Кн для крайних значений
(рис. 11.229), то все обработанные изделия принимаются без проверки и
удаляются с рабочего места.
Положения контрольных пределов на карте относительно границ допуска
Тв и Тн определяются расчетом на основе теории вероятностей и поэтому
590
выход точек за контрольные пределы сигнализирует, с заданной вероятно-
стью, о нарушении нормального хода процесса.
Сравнительную оценку качества различных методов регулирования
технологических процессов обычно производят по трем показателям: вероят-
ности подачи ошибочных сигналов о необходимости вмешательства в тех-
нологический процесс (подналадка) — в то время, как процесс протекает
нормально; вероятности незамеченного4 появления дефектных изделий
в числе годных вследствие разладки процесса, в то время как статистический
показатель в виде X, и др. отмечает нормальный ход процесса обработки,
т. е. на контрольных картах точки не вышли за установленные контрольные
границы; затрат времени, труда и средств на осуществление контроля, т. е.
стоимости контроля.
Рекомендации по расчету
контрольных пределов Рв9 Рн
при различных методах регу-
лирования технологических
процессов и значения вероят-
ностных коэффициентов приво-
дятся в соответствующих стан-
дартах. Внедрению статисти-
ческих методов управления
качеством продукции предшест-
вует работа по определению
точности и стабильности техно-
логических процессов. Опреде-
ление показателей точности и
Рис. 11.229. Контрольная диаграмма метода медиан
и крайних значений
стабильности технологических операций резанием стандартизовано ГОСТом
15895—70 «Качество продукции. Статистические методы управления ка-
чеством. Термины.» Но данный стандарт не исключает использования дру-
гих методов определения точности и стабильности технологических опера-
ций, не основанных на статистической информации.
Точность технологического процесса характеризуется коэффициентом
точности Кт, который определяется по формуле
iz _
6 >
где е — коэффициент, зависящий от закона распределения;
о — среднее квадратическое отклонение (эмпирическое);
6 —-допуск на обработку.
Произведение еа показывает рассеивание проверяемого параметра ка-
чества. Для расчета о берется выборка объемом от 50 до 150 деталей, обра-
ботанных на одном станке. Для измерения рекомендуются измерительные
средства с суммарной погрешностью измерения не более 15% допуска на
обработку. Стандарт предусматривает определение и ряда других коэффи-
циентов для полной оценки точности и стабильности технологических про-
цессов.
СТАТИЧЕСКИЙ ПРИЕМОЧНЫЙ КОНТРОЛЬ
Статический приемочный контроль применяется для оценки качества
изделий, предъявляемых большими партиями, по небольшому числу изделий,
составляющих выборку или пробу. Под выборкой понимается определенное
количество единиц штучной продукции, взятых из исследуемой совокупно-
сти. Пробой называется часть не штучной продукции, взятой из исследуемой
совокупности. В партиях могут быть изделия поставщиков (материалы,
полуфабрикаты, комплектующие изделия), детали после очередной опера-
ционной обработки, готовые детали и узлы, направляемые на склад или на
сборку, а также машины и приборы, отправляемые потребителю. Цель конт-
ор/
роля — при малой затрате времени определить с заданной вероятностью
отвечают ли изделия данной партии предъявляемым требованиям по про-
веряемым параметрам качества или нет.
Статистический приемочный контроль использует статистические методы
для обоснования плана контроля или корректировки этого плана по накоп-
ленной информации. Под планом контроля понимается совокупность данных
о виде контроля, объеме контролируемой партии продукции, выборок или
проб, контрольных нормативах и решающих правилах.
Известны три вида приемочного контроля качества: с разбраковкой, без
разбраковки и с отсроченным решением. Контроль с разбраковкой преду-
сматривает разбраковку непринятой партии продукции. Контроль без раз-
браковки предусматривает, что все единицы продукции непринятой партии
подлежат возврату поставщику. При контроле с отсроченным решением
приемка контролируемой партии продукции откладывается до получения
результатов проверки некоторого числа последующих партий.
Решение принять партию изделий или забраковать принимается по коли-
честву дефектных изделий, обнаруженных в выборке, или по величине так
называемой доли дефектности q, которая подсчитывается по формуле
где п — количество изделий, взятых в выборку (объем выборки);
пд — количество дефектных изделий, обнаруженных в выборке.
Допустимая доля дефектных изделий устанавливается или по обоюдному
согласию поставщика и заказчика перед введением статистического конт-
роля, или доля дефектных изделий определяется из опыта оценки ранее при-
нятых партий изделий с последующим сплошным контролем всех изделий,
или определяется расчетом — зная точностные характеристики технологи-
ческого процесса.
Статистический приемочный контроль заключается в следующем: от пар-
тии на выборку берутся изделия в определенном количестве и проверяются
у них значения установленных параметров качества, например размеров.
Обнаруженное количество дефектных изделий делят на количество изделий
в выборке и получают так называемую долю дефектности. Если эта доля
дефектности q не превышает допустимой величины в виде установленного
числа с, то партия принимается (q с), а если значение q превышает число с
(q > с), то или партию бракуют и возвращают поставщику на разбраковку,
или берут вторую выборку и судят о качестве предъявляемой партии по доле
дефектности, полученной по результатам второй или двух выборок в сово-
купности. Этот прием приводит к делению статистического контроля на
одноступенчатый, двухступенчатый и многоступенчатый, когда берется более
двух выборок. При двух и многоступенчатом контроле объем и порядок отбора
последующей выборки зависит от результатов проверки предыдущих.
При одноступенчатом плане контроля сопоставляется доля дефектности q
или количество дефектных изделий в выборке пдс установленным приемочным
числом с. Партия принимается, когда q < с, и бракуется, если q > с.
Для наиболее ответственных параметров качества число с может быть
установлено равным нулю: с = 0.
В этом случае в выборке установленного объема не должно быть ни
одного дефектного изделия. Если обнаружено, хотя бы одно дефектное
изделие, то партия не принимается.
При двухступенчатом плане контроля устанавливают две выборки
объемом и п2 и два приемочных числа сг и с2. Сначала берется одна вы-
борка, и если q <5 сь то партия принимается, если же q > сг — партия бра-
куется. Но если будет установлено сх <» q с2, то берется вторая выборка
объемом п2. В этом случае партию бракуют, когда окажется, что п1д +
+ п,2д > с2, и принимают, если п1д + с2.
592
При статистическом методе приемочного контроля нужно считаться
с двумя вероятностными рисками. Риск потребителя, когда принята партия
изделий, засоренная дефектными в большем количестве, чем допускается.
Риск поставщика, когда забракована партия изделий, в которой количество
дефектных изделий допустимо, но большинство из них случайно попало
в выборку. Величину приемочного числа с берут из таблиц (с = 0; 0,1; 0,2
й т. д.) на основе принятых значений вероятности, связанных с риском потре-
бителя и поставщика.
Важным моментом при внедрении статистического приемочного контроля
является установление объема выборки. При установлении объема выборки
должны учитываться как доля допустимых дефектных изделий, так и точ-
ность и стабильность технологических процессов обработки, т. е. его свой-
ство сохранять точность во времени.
Кроме табличного статистического приемочного контроля, когда прини-
мается решение о приеме партии по табличному значению с, известен еще
диаграммный метод контроля.
Допустимое число дефектных изделий (доля дефектности) не должно
рассматриваться как планирование брака и тем более, как стабильное закреп-
ление последнего. Наоборот, диаграмма может использоваться как одно из
средств наглядного наблюдения за динамикой качества и путем пересчета
контрольных пределов в сторону уменьшения нужно стремиться к неуклон-
ному снижению доли дефектности — практически доводя до нуля.
Статистический приемочный контроль стандартизирован в различных
странах.
В СССР разрабатывается несколько стандартов по статистическому
приемочному контролю качества. Один из проектов стандарта называется
«Контроль качества статистический приемочный. Гарантия недопустимости
дефектных изделий в партии». В стандарте предусмотрены четыре раздела,
содержащие порядок проведения статистического приемочного контроля;
методику выбора плана контроля с приемочным числом, равным нулю; метод
проверки среднего выходного качества, под которым принимается средняя
доля дефектности изделий в ряде партий, поступивших на контроль; методику
вычисления последующих оценок. Кроме этого, проект стандарта содержит
таблицы значений различных коэффициентов и других величин, связанных
с выбором планов контроля. Другой стандарт ГОСТ 16470—70 «Приемочный
статистический контроль качества с учетом процента принятых партий
с первого предъявления». Этот стандарт предназначается для предприятий
с массовым и серийным выпуском продукции при высокой стабильности тех-
нологических процессов. Приемочное число с устанавливается равным нулю.
Особенно эффективно применение статистического регулирования техноло-
гических процессов и методов статистического приемочного контроля в соче-
тании с Саратовской системой организации бездефектного труда и сдачи
результатов его с первого предъявления.
ТЕХНОЛОГИЯ КОНТРОЛЯ КАЧЕСТВА ДЕТАЛЕЙ В ЦЕХАХ
Контрольная операция по проверке качества деталей на различных ста-
диях обработки и окончательно готовых является неотъемлемой частью
технологического процесса. Поэтому методику пооперационного контроля,
предусматривающую средства и„ способы контроля качества выполненной
операции, как правило, отражают в картах технологического процесса.
В серийном производстве для контроля готовых изделий или отдельных узлов,
а также после обработки сложных по конфигурации деталей, когда прихо-
дится осуществлять несколько контрольных операций или переходов,
методику и технику контроля целесообразно отражать в отдельных инструк-
ционных картах контроля. Подобные, но типовые карты целесообразно со-
ставлять для контроля малых однотипных деталей, предъявляемых в большом
количестве (разнообразные детали трубопроводов и крепежа, штифты,
593
шпильки и т. п.), а также однотипных деталей средних размеров, как, напри-
мер, корпуса, фланцы, втулки, вкладыши, зубчатые колеса и др. Особую
ценность эти карты контроля имеют при освоении производства новых изде-
лий, а также при использовании недостаточно опытных контролеров.
В картах контроля рекомендуется отражать параметры качества, кото-
рые должны быть проверены на 100% или выборочно; последовательность
выполнения контрольных операций; наименования и условные обозначения
измерительных средств, применяемые для проверки изделия; метод контроля,
т. е. указания о том, как осуществлять контрольные приемы и операции; тех-
нические условия на проверяемые параметры качества (допуски и др.),
место и способ клеймения. При стопроцентном контроле окончательно гото-
вых деталей и узлов, как правило, проверяют важнейшие параметры каче-
ства, которые влияют на надежность и долговечность изделий, а так же и те
параметры, которые не проверялись при операционном контроле. Выбороч-
ная проверка отдельных параметров должна осуществляться на основе ста-
тистического приемочного контроля.
Правильно составленные карты контроля вводят определенный порядок
в работу контролера и облегчают ее. На основе данных карт легко опреде-
ляется номенклатура и количество потребных измерительных инструментов
или приборов и время, необходимое для выполнения контрольных операций
в отдельности и в целом на проверку готовых изделий и их узлов. Карты ука-
зывают также рациональную последовательность выполнения контрольных
переходов и операций, что ускоряет процесс контроля, уменьшает субьек-
тивные влияния на оценку качества изделий и устраняет разногласия между
контролерами и производственниками в определении качества продукции.
Картами контроля, составленными в полной увязке с требованиями чертежа,
дополнительными техническими условиями и технологическим процессом,
обеспечивается единство и постоянство методов контроля качества на раз-,
личных участках производства различными контролерами и в разное время.
Опыт работы показывает, что неувязки в методах и способах контроля,
например проверка деталей инструментами различной точности, или взятие
разных баз при проверке отдельных параметров качества (например, опре-
деление отклонения от правильной геометрической формы в виде биения по
индикатору) и др. являются основной причиной расхождений на производ-
стве в суждениях о годности изделий и степени качества их.
В целях уменьшения объема контрольных работ и повышения надежности
контроля рекомендуется следующая последовательность контрольных опера-
ций (переходов) при проверке деталей.
1. Наружный осмотр на предмет проверки законченности всех операций
соответствующего процесса и отсутствия заусенцев, мелкой стружки или
загрязненности. Установив даже беглым осмотром, что предъявленная пар-
тия деталей плохо промыта или имеет заусенцы, контролер возвращает детали
на производственный участок, не проверяя другие элементы у данных дета-
лей.
2. Проверка качества отделки поверхностей, т. е. их шероховатости, кото-
рая в большинстве случаев в цехах осуществяется визуальным сравнением
с установленными образцами или образцовыми деталями. Одновременно
выявляют возможные и видимые дефекты материала или механические повре-
ждения (трещины, пористость, раковины, шлаковые включения, забоины;
вмятины, риски и т. п.).
Контроль перечисленных дефектов материала не производят, если дан-
ная деталь подлежит специальной проверке методом магнитоскопии, рент-
гена и т. п. В этом случае контроль качества материала обычно выделяют
в отдельную контрольную операцию.
3. Проверка наиболее ответственных параметров качества деталей (по
размерам, форме), изготовленных с высокой степенью точности. Как правило,
при обнаружении отклонений от допусков по ответственным параметрам
качества деталь бракуют. Поэтому подобные контрольные операции надо
594
выполнять перед более трудоемкими контрольными операциями, чтобы не
затрачивать лишнего времени на дальнейшую проверку дефектных деталей
по другим параметрам.
4. Выявление отклонений формы и расположения поверхностей и осей
в виде некруглости, неперпендикулярности, непараллельности, нецилин-
дричности и др. Проверку отклонений в расположении поверхностей или
осей рекомендуется выполнять после контроля ответственных размеров,
потому что эти контрольные операции обычно более трудоемки, так как осу-
ществляются с помощью специальных контрольных приспособлений пли
приборов.
5. Проверка неответственных элементов деталей, например несопрягаемых
размеров, имеющих сравнительно большие допуски на обработку. Ее осу-
ществляют в последнюю очередь по тем соображениям, что обнаружение
отклонений от технических условий по неответственным элементам часто не
является причиной их окончательного забракования.
На установление последовательности контрольных переходов в значитель-
ной мере также влияет точность и стабильность технологического процесса
обработки, степень механизации и автоматизации контроля, возможность
концентрации контрольных операций для выполнения их на специальных
автоматах, полуавтоматах или при помощи контрольных приспособлений;
конструктивная сложность деталей, например, различных корпусов с боль-
шим качеством проверяемых размеров.
В этом случае предусмотренная в карте последовательность контроля
должна гарантировать, что ни один параметр качества не будет пропущен
контролером.
ПРИЛОЖЕНИЕ
Важнейшие производные единицы Международной системы (СИ)
Величина Единицы
Наименование Размерность Наименова- ние Обозначение Определение
русское между- народное
Производные единицы пространства и времени
Площадь L2 квадратный метр м2 ПТ2 Квадратный метр — пло- щадь квадрата с длиной стороны, равной 1 м.
Объем, вме- стимость L3 кубический метр м3 т3 Кубический метр — объ- ем куба с длиной ребра, рав- ной 1 м.
Скорость LT-1 метр в секунду м/с m/s Метр в секунду — ско- рость прямолинейно и рав- номерно движущейся точ- ки, при которой она за время 1 с проходит путь длиной 1 м.
Ускорение LT'2 метр на секунду в квадрате м/с2 m/s2 Метр на секунду в ква- драте — ускорение прямо- линейно и равноускоренно движущейся точки, при ко- тором за время 1 с скорость точки изменяется на 1 м/с
Частота г-1 герц Гц Hz Герц — частота, при ко- торой за время 1 с происхо- дит один цикл периодиче- ского процесса
Частота вра- щения секунда в минус пер- вой сте- пени с"1 s"1 Секунда в минус первой степени — частота равно- мерного вращения, при ко- торой за время 1 с совер- шается один оборот тела
Угловая скорость т-1 радиан в секунду рад/с 1 rad/s Радиан в секунду — уг- ловая скорость равномерно вращающегося тела, при которой за время 1 с со- вершается поворот тела от- носительно оси на угол 1 рад.
596
Продолжение
Величина Единицы
Наименование Размерность Наименова- ние Обозначение Определение
русское между- народное
Угловое ускорение 'р- 2 радиан на секунду в квадрате рад/С2 rad/s2 Радиан на секунду в квадрате — угловое уско- рение равноускоренно вра- щающегося тела, при ко- тором за время 1 с угловая скорость тела изменяется на 1 рад/с
Волновое число L"1 метр в ми- нус первой степени м~г гл-1 Метр в минус первой сте- пени — волновое число ко- лебаний с длиной волны 1 м
Коэффициент затухания т-1 секунда в минус пер- вой сте- пени с~г S’1 Секунда в минус первой степени — коэффициент за- тухания, при котором за время 1 с амплитуда коле- баний уменьшается в е раз, где е — основание нату- ральных логарифмов
Коэффициент ослабления L"1 метр в ми- нус первой степени м"1 т"1 Метр в минус первой сте- пени — коэффициент ос- лабления, при котором на пути длиной 1 м амплитуда колебаний уменьшается в е раз, где е — основание натуральных логарифмов
Производные единицы механических величин
Плотность L~3M килограмм на кубиче- ский метр кг/м3 kg/m3 Килограмм на кубиче- ский метр — плотность од- нородного тела, имеющего при объеме 1 м3 массу 1 кг
Удельный объем L3M^ кубический метр на килограмм м3/кг m3/kg Кубический метр на ки- лограмм — удельный объем однородного тела, при мас- се 1 кг занимающего объем 1 м3
Момент инер- ции (динами- ческий момент инерции) L2M килограмм- метр в квадрате кг*м2 kg-m Килограмм-метр в ква- драте — момент инерции материальной точки массой 1 кг, находящейся на рас- стоянии 1 м от оси инерции
Момент инер- ции (второй момент) пло- щади плоской фигуры, осе- вой и метр в четвертой степени м* т4 Метр в четвертой степе- ни — осевой момент инер- ции площади прямоуголь- ника длиной 12 м и шири- ной 1 м относительно оси, параллельной длинной сте- роне и проходящей через центр тяжести
597
Продолжение
Величина Единицы |
Наименование Размерность Наименова- ние Обозначение i Определение
русское между- народное
Момент инер- ции площади плоской фи- гуры, поляр- ный £4 метр в четвертой степени м* Ш4 —
Момент инер- ции площади плоской фи- гуры, центро- бежный —
Момент со- противления плоской фигуры L3 метр в третьей степени м3 ГЛ3 Метр в третьей степени — момент сопротивления пло- ской фигуры с осевым мо- ментом инерции 1 л<4, име- ющей наиболее удаленную от оси инерции точку на расстоянии 1 м
Количество движения (импульс) LMT'1 килограмм- метр в секунду кг • м/с kg • m/s Килограмм-метр в секун- ду — количество движения тела массой 1 кг, движу- щегося со скоростью 1 м/с
Момент коли- чества движе- ния (момент импульса) LPMT'1 килограмм- метр в квадрате в секунду кг • м2!с kg • m2/s Килограмм-метр в ква- драте в секунду — момент количества движения тела с моментом инерции 1 кг X X м2, вращающегося с уг- ловой скоростью 1 padlc
Сила Сила тяжести (вес) LMT'2 ньютон Н N Ньютон — сила, сооб- щающая телу массой 1 кг ускорение 1 м/с2 в напра- влении действия силы
Момент силы, момент пары сил L2MT'2 ньютон- метр Н-м N-m Ньютон-метр — момент силы, равной 1 Н, относи- тельно точки, расположен- ной на расстоянии 1 м от линии действия силы
Импульс силы LMT'1 ньютон- секунда Н-с N-s Ньютон-секунда — им- пульс силы, равной 1 Н и действующей в течение 1 с
Давление Напряжение (механическое) L~lMT'2 паскаль * Па Pa Паскаль — давление, вы- зываемое силой 1 Н, равно- мерно распределенной по поверхности площадью 1 м2
* Наименование «паскаль» принято Международным комитетом мер и весов в октябре 1969 г.
598
Продолжение
Величина Единицы
Наименование Размерность Наименова- ние Обозначение Определение
русское между- народное
Модуль про- дольной уп- ругости Модуль сдвига Модуль объ- емного сжатия L“WT"2 паскаль Па Ра Паскаль — модуль про- дольной упругости тела, испытывающего удлинение на первоначальную длину при нормальном напряже- нии 1 Па
Поверхност- ное натяжение МТ~2 ньютон на метр Н/м N/m Ньютон на метр — по- верхностное натяжение, создаваемое силой 1 И, приложенной к участку контура свободной поверх- ности длиной 1 м и дей- ствующей нормально к контуру и по касательной к поверхности
Работа Энергия L2MT~2 джоуль Дж J Джоуль — работа силы 1 Н при перемещении ею тела на расстояние 1 м в направлении действия силы
Мощность L2MT~3 ван Вт W Ватт — мощность, при которой работа 1 Дж совер- шается за время 1 с
Динамическая вязкость L~1MT~1 паскаль- секунда Па-с Pa-s Паскаль — секунда — динамическая вязкость среды, при ламинарном те- чении которой в слоях, на- ходящихся на расстоянии 1 м, в направлении, пер- пендикулярном течению, под действием давления сдвига 1 Па возникает раз- ность скоростей течения 1 м/с
Кинематиче- ская вязкость L2T~T квадратный метр на секунду м21с m2/s Квадратный метр на се- кунду — кинематическая вязкость среды плотностью 1 кг/м3, динамическая вяз- кость которой равна 1 Па-с
Массовый расход мт-1 килограмм в секунду кг! с kg/s Килограмм в секунду — массовый расход, при ко- тором через определенное сечение за время 1 с равно- мерно перемещается ве- щество массой 1 кг ।
599
Продолжение
Величина Единицы
Наименование Размерность Наименова- ние Обозначение Определение
русское между- народное
Объемный расход £3Г-1 кубический метр в секунду М3/с m3/s Кубический метр в се- кунду — объемный расход, при котором через опреде- ленное сечение за время 1 с равномерно перемещается вещество объемом 1 м3
Производные единицы электрических и магнитных величин
Плотность электрическо- го тока L-4 ампер на квадратный метр А/м2 A/m2 Ампер на квадратный метр — плотность равно- мерно распределенного по поперечному сечению пло- щадью 1 м2 электрического тока силой 1 А
Линейная плотность электрическо- го тока L-4 ампер на метр А/м А/m Ампер на метр — линей- ная плотность электриче- ского тока, при равномер- ном распределении которо- го на ширину 1 м тонкого листового проводника при- ходится сила тока 1 А
Количество электричества; электрический заряд Т1 кулон Кл С Кулон — количество электричества, проходящее через поперечное сечение при токе силой 1 А за время 1 с
Объемная плотность электрическо- го заряда L~3T1 кулон на кубический метр Кл/м3 C/m3 Кулон на кубический метр — объемная плот- ность электрического заря- да, при которой в объеме 1 м3' равномерно распреде- лен заряд 1 Кл
Поверхност- ная плот- ность элек- трического заряда Поляризация L~2T1 кулон на квадратный метр Кл/м2 C/m2 Кулон на квадратный метр — поверхностная плотность электрического заряда, При которой на поверхности площадью 1 м2 равномерно распределен заряд 1 Кл
Момент элек- трического диполя LT1 кулон-метр Кл-м C-m Кулон-метр — момент электрического диполя, заряды которого, равные каждый 1 Кл, расположе- ны на расстоянии 1 м один от другого
600
Продолжение
Величина j Единицы
Наименование Размерность Наименова- ние Обозначение 1 между- русское j народное 1 Определение
Поток элек- трического смещения TI кулон Кл С Кулон — поток электри- ческого смещения сквозь замкнутую поверхность, внутри которой содержится свободный заряд 1 Кл
Электрическое смещение L~2TI кулон на квадратный метр Кл/м2 С/т2 Кулон на квадратный метр — электрическое сме- щение, при котором поток электрического смещения сквозь поперечное сечение площадью 1 м2 равен 1 Кл
Электрическое напряжение Электрический потенциал Разность электрических потенциалов Электродви- жущая сила L^MT'^T'1 вольт В V Вольт — электрическое напряжение, вызывающее в электрической цепи по- стоянный ток силой 1 А при мощности 1 Вт
Напряжен- ность электри- ческого поля LMT'4"1 вольт на метр В/м V/m Вольт на метр — напря- женность однородного электрического поля, при которой между точками, находящимися на расстоя- нии 1 м вдоль линии на- пряженности поля, создает- ся разность потенциалов 1 В
Электрическая емкость фарада Ф F Фарада — емкость кон- денсатора, между обклад- ками которого при заряде 1 Кл возникает напряже- ние 1 В
Абсолютная диэлектриче- ская прони- цаемость Электрическая постоянная Ь-»М-гТ*Р фарада на метр Ф/м F/m Фарада на метр — абсо- лютная диэлектрическая проницаемость среды, в ко- торой при напряженности электрического поля \В/м возникает электрическое смещение 1 Кл!м2
Электрическое сопротивление L2MT'al'2 ом Ом Q Ом — сопротивление проводника, между конца- ми которого при силе тока 1 А возникает напряжение 1 В
601
Продолжение
Величина Единицы - -
Наименование Размерность Наименова- ние Обозначение Определение
русское между- народное
Удельное электрическое сопротивление £3МГ-з/-2 ом-метр Ом *м Й-т Ом-метр — удельное электрическое сопротивле- ние, при котором цилин- дрический прямолинейный проводник площадью попе- речного сечения 1 м2 и дли- ной 1 м имеет сопротивле- ние 1 Ом
Электрическая проводимость L^M’1?3/2 сименс См S Сименс — электрическая проводимость проводника сопротивлением 1 Ом
Удельная электрическая проводимость £-ЗД1-173/2 сименс на метр См/м S/m Сименс на метр — удель- ная электрическая прово- димость, при которой ци- линдрический прямоли- нейный проводник пло- щадью поперечного сече- ния 1 м2 и длиной 1 м имеет электрическую проводи- мость 1 См
Магнитный поток 1_2Д4Г-2/-1 вебер Вб Wb Вебер — магнитный по- ток, при убывании которого до нуля в сцепленном с ним контуре сопротивлением 1 Ом проходит количество электричества 1 Кл
Магнитная индукция МТ’2/-1 тесла т Т Тесла — магнитная ин- дукция, при которой ма- гнитный поток сквозь попе- речное сечение площадью 1 м2 равен 1 Вб
Магнитодви- жущая сила Разность ма- гнитных по- тенциалов / ампер А А Ампер — магнитодви- жущая сила вдоль замкну- того контура,сцепленного с контуром постоянного то- ка силой 1 А
Напряжен- ность магнит- ного поля L-4 ампер на метр А/м А/т Ампер на метр — напря- женность магнитного поля в центре длинного соленои- да с и витками на каждый метр длины, по которым « 1 Л проходит ток СИЛОН — А 1
602
Продолжение
Вгличква J Единицы 1
Наименование Размерность Наименова- ние •>бсзьаче«че межтч- русскэе народное Определение
Индуктив- ность Взаимная ин- дуктивность £2МГ-2/-2 генри Г Н Генри — индуктивность контура, с которым при силе постоянного тока в нем 1 А сцепляется магнит- ный поток 1В6
Абсолютная магнитная проницаемость Магнитная постоянная генри на метр Пм Н/ш Генри на метр — абсо- лютная магнитная прони- цаемость среды, в которой при напряженности магнит- ного Поля 1 А1м создается магнитная индукция 1 Т
Магнитный момент элек- трического тока Магнитный момент диполя L21 ампер- квадратный метр А -м2 А-т2 Ампер — квадратный метр — магнитный момент электрического тока силой 1 А, проходящего по плос- кому контуру площадью 1 м2
Намагничен- ность (интен- сивность на- магничивания) L-Ч ампер на метр А 1м А/т Ампер на метр — нама- гниченность, при которой вещество объемом 1 м2 име- ет магнитный момент 1 А *м2
Магнитная восприимчи- вость 1 — — — Безразмерная единица
Магнитное со- противление ампер на вебер А/Вб A'Wb Ампер на вебер — ма- гнитное сопротивление ма- гнитной цепи, в которой магнитный поток 1 Вб со- здается при намагничива- ющей силе 1 А
Магнитная проводимость L2MT-4-2 вебер на ампер Вб/А Wb/A Вебер на ампер — ма- гнитная проводимость ма- гнитной цепи с магнитным сопротивлением 1 А/Вб
Электрома- гнитная энергия L2MT~2 джоуль Дж J Джоуль — электрома- гнитная энергия, эквива- лентная механической ра- боте 1 Дж
603
Продолжение
Величина Единицы
Наименование Размерность Наименова- ние Обозначение Определение
русское между- народное
Активная мощность электрической цепи /ЛИТ”3 ватт Вт W Ватт — активная мощ- ность электрической цепи, эквивалентная механиче- ской мощности 1 Вт
Реактивная мощность электрической цепи LW“8 вар вар var Вар — реактивная мощ- ность электрической цепи с синусоидальным пере- менным током при sin ф = — 1 и действующих значе- , ниях: напряжения 1 В и силы тока 1 А
Полная мощ- ность электри- ческой цепи L2MT~3 вольт- ампер В-А V-A Волычампер — полная мощность электрической цепи при действующих зна- чениях: напряжения 1 В и силы тока 1 А
Производные единицы тепловых величин
Разность температур 6 кельвин К К Кельвин — единица тер- модинамической темпера- туры—1/273,16 часть тер- модинамической темпера- туры тройной точки воды
Кол-во Тепло- ты, термодина- мический потен- циал (внутрен- няя энергия, энтальпия, сво- бодная энергия, свободная эн- тальпия); теп- лота фазового превращения, теплота химиче- ской реакции L2AfT'2 джоуль Дж J Джоуль — количество теплоты, эквивалентное ме- ханической работе 1 Дж
Удельное коли- чество теплоты, удельный термо- динамический потенциал: удельная тепло- та фазового пре- вращения, удельная тепло- та химической реакции L2T~2 джоуль на килограмм Дж! кг J/kg Джоуль на килограмм — удельное количество тепло- ты процесса, в котором ве- ществу массой 1 кг сооб- щается (или отбирается от него) количество теплоты 1 Дж
Теплоемкость системы джоуль на кельвин Дж/К J/K Джоуль на кельвин — теплоемкость тела, повы- шающего температуру на 1 К при подведении к нему количества теплоты 1 Дж
604
Продолжение
Величина Единицы
Наименование Размерность Наименова- ние Обозначение Определение
русское между- народное
Энтропия системы л2л<т-ае-1 джоуль на кельвин Дж/К J/K Джоуль на кельвин — изменение энтропии тела в процессе, в котором при средней температуре п К ему сообщается количество теплоты п Дж, где п — по- ложительное число
Удельная теплоемкость £2^- 20-1 джоуль на килограмм- кельвин Дж/(кг X X К) J/(kg X х К) Джоуль на килограмм- кельвин — удельная тепло- емкость вещества, имеюще- го при массе 1 кг теплоем- кость 1 Дж! К
Удельная энтропия £27-20-1 джоуль на килограмм- кельвин Дж! (кг X X К) J/(kg X X К) Джоуль на килограмм— кельвин — изменение удельной энтропии веще- ства, в котором при массе 1 кг изменение энтропии со- ставляет 1 Дж!К
Удельная газовая постоянная £2Г- 20-1 джоуль на килограмм- кельвин Дж!(кг X X К) J/(kg X X К) Джоуль на килограмм — кельвин — удельная газо- вая постоянная идеального газа массой 1 кг, соверша- ющего при повышении тем- пературы на 1 К и при по- стоянном давлении работу 1 Дж
Тепловой поток L2MT’3 ватт Вт W Ватт — тепловой поток, эквивалентный механиче-• ской мощности 1 Вт
Поверхност- ная плотность теплового потока мт-3 ватт на квадратный метр Вт/м2 W/ms Ватт на квадратный метр — поверхностная плотность теплового потока 1 Вт, равномерно распре- деленного по поверхности площадью 1 м2
Коэффициент теплообмена (теплоотдачи) Коэффициент теплопередачи МТ-Ъ-1 ватт на квадратный метр- кельвин Вт (м2х X К) W/(m2 х К) Ватт на квадратный метр — кельвин — коэф- фициент теплообмена, со- ответствующий поверх- ностной плотности тепло- вого потока 1 Вт/м2 при разности температур 1 К
605
Продолжение
Величина Единица
Наименование Размерность Наимено- вание Обозначение Определение
русское между- народное
Температур- ный градиент £-10 кельвин на метр К/м К/т Кельвин на метр — тем- пературный градиент од- нородного поля, в кото- ром на участке длиной 1 м в направлении градиента температура изменяется на 1К
Теплопровод- ность ватт на метр кельвин Вт/(мХ ХК) W/(mX ХК) Ватт на метр — кель- вин — теплопроводность вещества, в котором при* стационарном режиме с по- верхностной плотностью теплового потока 1 Вт/м? устанавливается темпера- турный градиент 1 К/м
Температуро- проводность £2Г-1 квадрат- ный метр на секунду м2/с m2S Квадратный метр на се- кунду — температуропро- водность вещества с тепло- проводностью 1 Вт(м-К), удельной теплоемкостью (при постоянном давлении) 1 Дж/ (кг-К) и плотно- стью 1 кг/м*
Температур- ный коэффи- циент в-1 кельвин в минус первой степени к-1 К"1 Кельвин в минус первой степени — температурный коэффициент относительно- го изменения физической величины, при котором из- менение температуры на 1 К от принятой за началь- ную вызывает относитель- ное изменение этой вели- чины, равное единице
ЛИТЕРАТУРА
1. Апарин Г. А. и Городецкий И. Е. Допуски и технические измерения.
М., Машгиз, 1956.
2. А р т о б о л е в с к и й И. И. Теория механизмов. М., Физматгиз, 1965.
3. Б и р г е р И. А. Расчет резьбовых соединений. М., Оборонгиз, 1959.
4. Б о й ц о в В. В. О роли стандартизации в улучшении качества продукции и подъ-
еме экономики страны. М., изд-во «Стандартов», 1964.
5. Б р у е в и ч Н. Г. О надежности и точности автоматического производства. В сб.
«Вопросы точности и надежности в машиностроении». М., изд-во АН СССР, 1962.
6. Буловский П. И. Основы построения технологического процесса сборки при-
боров. М., Оборонгиз, 1959.
7. Бурдун Г. Д. и Волосов С. С. Проблема повышения качества и активный
контроль в машиностроении. «Стандарты и качество», 1968, № 10.
8. В е н т ц е л ь Е. С. Теория вероятностей. М., изд-во «Наука», 1964.
9. Вероман В. Ю. Электрофизические и электрохимические методы размерной
обработки материалов. М., Машгиз, 1966.
10. Взаимозаменяемость в машиностроении, коллектив авторов. Под ред. А. И. Якушева.
М., изд-во стандартов, 1970.
*>11. В и х м а н В. С. Электроавтоматика технического контроля изделий машинострое-
ния. М., Машгиз, 1957.
12. Волосов С. С. Основы точности активного контроля размеров. М., изд-во «Маши-
ностроение», 1969.
13. В о р о н ц о в Л. Н. Расчет и проектирование автоматических устройств для кон-
троля линейных величин. М., Машгиз, 1961.
14. Воробьев Ю. А., Бежелукова С. Ф. Допуски и посадки деталей из пласт-
масс. М., изд-во «Машиностроение», 1964.
15. В о р о н о в а А. П. Зубчатые реечные передачи. «Стандартизация», 1963, № 1.
16. Г о б е р м а н П. Н. Справочник по производственному контролю в машиностроении,
под ред. Кутай А. К., М.—Л., «Машиностроение», 1964.
17. Г о л о в и н с к и й В. В. Статический контроль качества за рубежом. М., Машгиз,
1957.
18. Г у т к и н Б. Г. Электроконтактная обработка металлов. М., Машгиз, 1960.
19. Датчики и измерительные головки. Прогрессивные средства контроля размеров
в машиностроении. М., Машгиз, 1960.
20. Д м и т р и е в А. М. Допуски геометрической формы деталей в прессовых соеди-
нениях. В сб. «Взаимозаменяемость и технические измерения в машиностроении, № 4. М.,
изд-во «Машиностроение», 1964.
21. Д о б р ы н и н Е. М. Приборы автоматического контроля размеров в машинострое-
нии. М., Машгиз, 1960.
22. Дунин-Барковский И. В. Основы взаимозаменяемости и технические
изделия. М., изд-во «Машиностроение», 1964.
23. Дунин-Барковский И. В. Применение теории вероятностей и спектраль-
ной теории неровностей поверхности для расчета допустимых значений геометрических пара-
метров при функциональной взаимозаменяемости. В сб. «Взаимозаменяемость и технические
измерения в машиностроении», № 4. М., изд-во «Машиностроение», 1964.
24. Дунин-Барковский И. В. и Смирнов Н. В. Теория вероятностей
н математическая статистика в технике. М., Гостехтеоретиздат, 1955.
25. Дьяченко П. Е., Ванштейн В. Э., Грозинская 3. П. Методы кон-
троля и стандартизации волнистости поверхности. М., Стандартгиз, 1962.
26. Ж е д ь В. П. Экспериментальное исследование кинематических погрешностей,
действующих в цепях зубообрабатывающих станков. «Станки и инструмент», 1957, № 11.
27. Журавлев А. Н. и др. Конические соединения. Справочное пособие. М. «Машино-
строение», 1968.
28. Ж у р а в л е в А. Н. Допуски и технические измерения. М. «Высшая школа»9 1969.
29. Захаров С. Н. Функциональная взаимозаменяемость тугих резьбовых соединений.
В сб. «Взаимозаменяемость и технические измерения в машиностроении, № 4. М., изд-во «Маши-
ностроение», 1964.
30. И в а н о в А. Г. и др. Измерительные приборы в машиностроении. М., изд-во «Маши-
ностроение», 1964.
31. Калашников Н. А. Точность в машиностроении и ее закон. М., Машгиз, 1950.
32. К а л и т е н к о В. Г. Точностные расчеты при проектировании поршневых компрес-
соров. М., «Машиностроение», 1965.
33. К о з л о в М. П. Зубчатые передачи точного приборостроения. «Машиностроение», 1969
34. К а л у ж н и к о в А. Н. Анализ зацепления зубчатых передач и новый метод корри-
гирования. М., Машгиз, 1960.
35. К а р ц е в Е. А., Коротков В. П. и др. Кинематическая точность винтовых
передач. Под ред. проф. В. П. Короткова. М., ЦНИИТЭ Легпищпром, 1970.
36. К о р о т кю в В. П. Аналитический метод точностного расчета сопряженных поверх-
ностей. «Стандарты и качество», 1968, № 6.
37. К о р о т к о в В. П. Кинематическая точность винтовых пар. В сб. № 2, «Взаимо-
заменяемость и технические измерения в машиностроении», № 2. М., Машгиз, 1960.
38. Коротков В. П. Точность винтовых пар с многозаходной резьбой. В сб. «Взаимо-
заменяемость и технические измерения в машиностроении», № 3. М., Машгиз, 1961.
39. Коротков В. П., Кустарев Б. Г. и др. Взаимозаменяемость резьбовых
сопряжений (справочник). М., изд-во «Машиностроение», 1968.
40. Коротков В. П., Карцев Е. А. и др. Кинематическая погрешность зубчато-
реечной пары. «Стандарты и качество», 1969, № 10.
41. Коротков В. П. и Тайц Б. А. Основы метрологии и точности механизмов
приборов. М., Машгиз, 1961.
42. Коротков В. П. и С к а ч к о Ю. В. Аналитический метод расчета относительного
перемещения сопряженных поверхностей зубчатой пары. «Стандарты и качество», 1969, № 6.
43. Коровчинский М. В. Теоретические основы работы подшипников скольже-
ния. М., Машгиз, 1959.
44. К о с м а ч е в И. Г. Обработка металлов анодно-механическим способом. М., Маш-
гиз, 1960,
ч 45. К о ч е н о в М. И. и др. Контрольно-измерительные автоматы и приборы для авто-
матических линий. М., Машгиз, 1965.
46. Лазаренко Б. Р. Перспективы внедрения электрических методов обработки
металлов в машиностроении и приборостроении. М., Машгиз, 1960.
4 47. Л а з а р е н к о Б. Р. Электрические методы обработки металлов и сплавов. М.,
Машгиз, 1961.
48. Л е в а ш о в А. В. Основы расчета точности кинематических цепей металлорежущих
станков. М., изд-во «Машиностроение», 1966.
49. Л и в ш и ц Г. А. Погрешность зубчатого зацепления быстроходного редуктора и
некоторые вопросы динамики агрегата. В сб. «Взаимозаменяемость и технические измерения
в машиностроении». М., Машгиз, 1961.
50. Л я н д о н Ю. И. Основы взаимозаменяемости в машиностроении. М., изд-во «Маши-
ностроение», 1951.
51. Ляндон Ю. И. Функциональная взаимозаменяемость в машиностроении. М.,
изд-во «Машиностроение», 1967.
52. Марков Н. Н. Проявление элементарных погрешностей цилиндрических зубча-
тых колес при комплексном контроле. В сб. «Взаимозаменяемость и технические измерения
в машиностроении». М., Машгиз, 1961.
608
53. Методика и практика стандартизации. Под ред. канд. техн, наук В. В. Ткаченко.
Изд-во стандартов, 1967.
54. Н и к и ф о р о в А. Д. Точность и технология изготовления метрических резьб.
М., изд-во «Высшая школа», 1963.
55. О б о л е н ц е в Ф. Д. Качество и ультразвуковая обработка. М., Машгиз, 1960.
56. П а л е й М. А. Функциональные требования я развитие стандартов на допуски и
посадки цилиндрических соединений. В сб. «Взаимозаменяемость и технические измерения
в машиностроении». М., Машгиз, 1964.
57. П а н д р и н а Т. Н. Электрохимическая обработка металлов. М., Машгиз, 1961.
58. П л у т о в В. Н. Стандартизация метрической резьбы пластмассовых деталей. «Стан-
дарты и качество», 1966, № 5.
59. Подзей А. В. и Серебренников Г. 3. Регулирование остаточных напря-
жений сквозным нагревом деталей с последующим быстрым охлаждением. Сборник трудов
МАИ, № 40. М., Оборонгиз, 1961.
60. Подшипники качения. Справочное пособие. Под ред. Н. А. Спицина и А. И. Спришев-
ского. М., Машгиз, 1961.
61. Поздов И. Н. Новое в расчете подвижных посадок. «Известия вузов. Машино-
строение», 1969, № 10.
62. Поп ил ов Л. Я. Справочник по электрическим и ультразвуковым методам обра-
ботки материалов. М., Машгиз, 1963.
63. П о п и л о в Л. Я. Электрическая и ультразвуковая обработка. М., Машгиз, 1960.
64. Проблемы развития технологии машиностроения. Под ред. Э. А. Сатель. М., изд-во
«Машиностроение», 1968.
65. Р е ш е т о в Д. Н. Детали машин. М., изд-во «Машиностроение», 1964.
66. С а в е р и н М. М. Соединения с гарантированным натягом. Справочник «Детали
машин». Под ред. Н. С. Ачеркана, том I. М., изд-во «Машиностроение», 1968.
67. С е м е н ч е н к о Д. И. Пути повышения точности червячных фрез. «Станки и ин-
струмент», 1957, № 4.
68. С е м и б р а т о в М. Н. Оптические детали, материалы и инструмент. Справочник
технолога-приборостроителя. М., Машгиз, 1962.
69. С м и р н о в А. С. Допуски и чистота поверхностей литых деталей. М., Машгиз, 1956.
70. Справочник контролера машиностроительных - заводов. М., /Машгиз, 1963.
71. Стандартизация в народном хозяйстве СССР. Под ред. проф. В. В. Бойцова. М., изд-во
стандартов, 1967.
72. Т а й ц Б. А. Основные- направления совершенствования стандартов на допуски
зубчатых передач. «Стандарты и качество», 1967, № 9.
73. Т а й ц Б. А. и Коротких Н. А. Анализ проекта рекомендации ИСО на допуски
зубчатых передач. «Стандарты и качество», 1969, № 11.
74. Т а й ц Б. А. Анализ погрешностей различных мегодов зубообработки. В сб. «Взаимо*-
заменяемость и технические измерения в машиностроении», № 2. М., Машгиз, 1960.
75. Тайц Б. А. и Марков Н.Н. Нормы точности и контроль зубчатых колес. М.,
Машгиз, 1962.
76. Т а й ц Б. А. и Наумов Ю. А. Национальные стандарты на допуски цилиндри-
ческих зубчатых колес. «Стандарты и качество», 1967,. № 2.
77. Т и щ е н к о О. Ф. Контрольно-измерительные приборы в машиностроении. М.,
Машгиз, 1960.
78. Ф р и д л е н д е р И. Г. Методика поверочного расчета допусков для пера рабочих
лопаток турбин. Труды института машиноведения, вып. 14. АН СССР, 1960.
79. Ф р о л о в Г. Н. Точность изготовления упругих элементов. М., изд-во «Машино-
строение», 1966.
80. Ч е р и а в с к и й С. А. Подшипники скольжения. Справочник «Детали машин»,
том I. Под ред. Ачеркана Н. С. М., изд-во «Машиностроение», 1968.
81. Шишков В. А. Влияние неточностей сборки на плавность зацепления червячных
пар. «Станки и инструмент», 1959, № 10.
82. Щ е р б ю к Н. Д. Резьбовые соединения турбобуров и электробуров. М., ГОСИНТИ,
1958.
4 83. Электроимпульсный и электроконтактный способы обработки металлов. Под ред.
А. П. Владзиевского. М., Машгиз, 1962.
609
84. Я к у ш е в А. И. Влияние технологии изготовления и основных параметров резьбы
на прочность резьбовых соединений. М., Оборонгиз, 1956.
85. Я к у ш е в А. И. Основы взаимозаменяемости и технические измерения. М., изд-во
«Машиностроение», 1968.
86. Я к у ш е в А. И., Дунин-Барковский И. В. и др. Взаимозаменяемость
и качество машин и приборов. М., изд-во «Стандартов», 1967.
87. Якушев А. И. Задачи развития взаимозаменяемости в машино- и приборостроении.
М., «Стандартизация», 1962, № 7.
88. Якушева А. И. Резервы повышения качества машин. «Вестник машиностроения»,
1964, № 10.
89. Якушев А. И. О запасе точности машин. «Вестник машиностроения», 1966, № 10,
90. В е г г у G. The influence of dimensional accuracy on the noise and vibration of baB
bearings NIL Ministry of Technology, National Engineering Laboratory. Report N 50, 1962 v.
91. К a 1 u za Untersuchungen an Kegeligen prebpassungen Werkstattstechnik, 1960 v. 50,
№ 11.
92. К о г r e n n H. Neuzeitliche Methoden Zur Form- und Funktionspriifund von
Welslagern «Das Industrieblatt», 1962, N 4.
93. R e a s о n R. E. Report on the measurement of roundness Rank Taylor Hobson, Eng-
land.
94. W a 1 h e г A. V. A new approach to the assessment of departures from roundness, BSJ
news, March, 1968 v.
95. W i 1 1 i a m s о n J. В. P. and Hunt R. T. Relocations prolilometry, Journal of
Scientific Instruments, 1968, N 7.
ОГЛАВЛЕНИЕ
Предисловие ..................................................................... 3
Часть /
ВЗАИМОЗАМЕНЯЕМОСТЬ В МАШИНОСТРОЕНИИ
Глава I. Общие вопросы взаимозаменяемости (д-р техн. наук. проф. А. И. Якушез) 5
Качество машин и других изделий и основные показатели его.................. 5
Взаимозаменяемость и ее роль в повышении качества машин, приборов и дру-
гих изделий и экономичности их производства......................... 8
Виды взаимозаменяемости.................................................... 11
Функциональная взаимозаменяемость.......................................... 12
Некоторые вопросы взаимозаменяемости по механическим, электрическим и
оптическим параметрам.................................................. 16
Принцип предпочтительности и ряды нормальных линейных размеров .... 19
Понятие о типовых соединениях деталей, применяемых в машино- и приборо-
строении .............................................................. 20
Глава II. Точность размерных параметров и ее характеристики (д-р техн, наук
проф. С. С. Волосов)............................................................ 22
Основные понятия и определения............................................ 22
Общая характеристика погрешностей размеров................................ 23
Точность и качество ...................................................... 30
Глава III. Допуски на отклонения расположения и формы, волнистость и шеро-
ховатость поверхности (д-р техн, наук проф. И. В. Дунин-Барковский) 33
Основные определения ..................................................... 33
Базы отсчета и количественные показатели ................................. 36
Эксплуатационная роль.................................................... 38
Обобщенные количественные представления .................................. 42
Допуски отклонений расположения и формы поверхностей ..................... 47
Нормирование волнистости поверхности...................................... 49
Допуски на шероховатость поверхности ..................................... 49
Глава IV. Основы точности функциональных связей сопряжений и кинематических
пар (проф. В. П. Коротков) ..................................................... 51
Уравнения поверхности и ее погрешностей .................................. 51
Уравнения характера сопряжения и кинематической погрешности пары ... 54
Точность и ее показатели.................................................. 58
Показатели кинематической точности ....................................... 62
Погрешность функциональной связи зубчатой пары ........................... 65
Погрешность функциональной связи зубчато-реечной передачи ................ 75
611
Глава V. Допуски на гладкие цилиндрические соединения (д-р. техн, наук проф.
А. И. Якушев) ................................................................ 81
Общесоюзная система допусков и посадок и принципы ее построения .... 81
Понятие о запасе точности и коэффициенте запаса точности деталей, соедине-
ний и изделий......................................................... 93
Характеристика, расчет и выбор посадок и классов точности............... 96
Допуски й посадки деталей и’з пластмасс..............‘ ’............. 110
Международная система допусков и посадок для гладких цилиндрических
соединений диаметром до 500 мм ...................................... 112
Допуски и посадки подшипников качения............•..................... 115
Гл а в а VI. Допуски на угловые размеры и гладкие конические соединения (проф.
А. М. Журавлев) ............................................................. 123
Нормальные и специальные углы и конусности ............................ 123
Применение конусов и конических соединений .......................... 124
Допуски на угловые размеры и конические соединения общего назначения . . 126
Влияние отклонений по параметрам конуса на качество конических соединений 128
Стандартные допуски на конусы инструментов и калибров ................. 130
Предполагаемая система допусков на конические соединения общего назначения 132
Глава VII. Допуски на резьбовые соединения (д-р техн наук проф. А. И. Якушев) 134
Классификация резьб................................................... 134
Основные параметры цилиндрических резьб ............................... 134
Характеристика крепежных цилиндрических резьб.......................... 138
Общие принципы обеспечения взаимозаменяемости цилиндрических резьб . . . 140
Допуски и посадки метрических резьб.................................... 146
Допуски метрической резьбы для деталей из пластмасс.................... 160
Влияние отклонений параметров резьбы на прочность резьбовых соединений.
Выбор классов точности метрической резьбы........................... 161
Характеристика и допуски трубной и наиболее распространенных специальных
цилиндрических резьб . . . . •....................................... 164
Характеристика и допуски наиболее распространенных конических резьб ... 166
Глава VIII. Точность функциональных связей и допуски, на резьбу винтовых пар
(проф. В. П. Коротков) . . . .............................................. 169
Винтовая поверхность однозаходной резьбы и ее основные параметры...... 170
Винтовая поверхность многозаходной резьбы и ее основные параметры .... 172
Погрешности винтовой поверхности резьбы ............................... 177
Допуски резьб общего назначения ....................................... 181
Характер резьбового сопряжения ........................................ 184
Кинематическая погрешность винтовой пары.............-................. 188
Анализ влияния погрешностей резьбы на точность винтовой пары........... 190
Глава IX. Допуски на зубчатые, реечные и червячные передачи (д-р техн, наук
проф Б. А. Тайц) ........................................................... 203
Типичные погрешности обработки зубчатых колес1......................... 203
Допуски на цилиндрические зубчатые передачи ...................... . . 215
Допуски на конические зубчатые передачи ............................... 226
Допуски червячных передач ............................................. 230
Допуски реечных передач................................................ 233
Глава X. Допуски на шпоночные и шлицевые соединения (д-р* техн.- наук проф.
И. В. Дунин-Барковский) ................................................... 236
Типы шпоночных соединений, их допуски и посадки ............ 236
Допуски и посадки прямобочных шлицевых (зубчатых) соединений.......... 237
Допуски на шлицевые соединения с эвольвентным профилем зубьев . . . . 239
612
Глава XI. Допуски на размеры детален, получаемых при разных технологических
процессах (проф. В. П. Коротков) ............................................. 241
Допуски отливок.......................................................... 241
Допуски на размеры, полученные злектрофйзи-.гскимм и электрохимическими
методами обработки материалов........................................... 242
Глава XII. Размерные цепи (заслуженный деятель науки и техники РСФСР
д-р техн, наук проф. Б. С. Балаыкин)........................... 245
Теория размерных цепей .................................................. 245
Основные закономерности теории размерных цепей........................... 249
Различные методы достижения точности замыкающего звена................... 253
Методика построения размерных • цепей ................................... 261
Глава XIII. Основы точности функциональных связей кинематических цепей
(проф. В. П. Коротков)......................................................... 264
Функция преобразования входного сигнала цепи............................. 264
Уравнения погрешности кинематической цепи общего вида.................... 265
Уравнения погрешности общего вида для кинематичёской цепи с линейной функ-
циональной связью...................................................... 268
Уравнения погрешностей кинематической цепи с линейной функцией преобразо-
вания и с линейными функциями погрешностей преобразования............... 271
Определение погрешности кинематической цепи с линейными функциями пре-
образования ............................................................ 276
Определение погрешности кинематической цепи с нелинейными функциями
преобразования.......................................................... 280
Кинематическая погрешность цепи, состоящей из кинематических пар с нели-
нейными функциями преобразования и нелинейными функциями погреш-
ностей ................................................................. 282
Часть II
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
Глава I. Общие сведения из метрологии (проф. В. П. Коротков)................... 284
Понятие об измерении и единицах измерений................................ 284
Международная система единиц (СИ) ..................................... 286
Эталоны основных единиц СИ ....... ...................................... 287
Классификация методов и средств измерений и контроля..................... 288
Глава II. Основные метрологические показатели точности результатов измерений
и контроля (проф. В. П. Коротков) ............................................ 294
Погрешности результата измерений и их классификация...................... 294
Классы точности и допускаемые погрешности средств измерений.............. 297
Числовые характеристики погрешностей..................................... 299
Источники появления погрешностей измерения............................... 302
Чувствительность и вариация показаний прибора ........................... 304
Исключение систематических погрешностей из результатов измерений .... 306
Суммарная погрешность метода измерений (контроля) ....................... 308
Измерения различных физических величин с преобразованием в частоту . . * . 314
Струнные преобразователи физических величин в частоту.................... 317
Глава Ш. Универсальные средства измерений длин и углов......................... 330
Штриховые-и-концевые меры длины (д-р техн, наук проф. О. Ф. Тишрнко) . • . 330
Инструменты и приборы для абсолютных измерений (д-р техн, наук проф.
О. Ф. Тищенко) ...................................................... 333
Приборы для относительных измерений (д-р техн, наук проф. О. Ф. Тищенко) 347
Пневматические.измерительные приборы (д-р техн, наук проф. А. Я• Ростовых) 367
618
Глава IV. Контроль гладких цилиндрических изделий (д-р техн, наук проф.
И. В. Дунин-Барковский)............................................ 378
Контроль изделий предельными калибрами ................................... 378
Методы и средства контроля изделий малых размеров ........................ 381
Методы и средства контродд изделий больших размеров ...................... 386
Глава V. Контроль углов и конусов (проф. А. Н. Журавлев)........................ 388
Классификация средств контроля углов и поверочная схема................... 388
Средства измерений углов наружных конусов ................................ 389
Средства измерений углов внутренних конусов ...............................392
Погрешности косвенных измерений углов конусов ............................ 393
Контроль конусов калибрами ............................................... 395
Автоматизация контроля конусов ........................................... 397
Глава VI. Контроль резьбовых деталей и винтовых пар (проф. В. П. Коротков) 399
Контроль резьбы калибрами ................................................ 399
Контроль среднего диаметра резьбы......................................... 403
Контроль углов наклона образующих профиля наружной резьбы................. 416
Контроль погрешностей шага резьбы ........................................ 41S
Глава VII. Контроль шлицевых соединений (д-р техн, наук проф. И. В. Дунин-
Барковский) .................................................................... 435
Контроль шлицевых соединений с прямобочным профилем зубьев................ 435
Контроль шлицевых соединений с эвольвентным и треугольным профилями
зубьев..................................................................... 438
Глава VIII. Контроль зубчатых передач и зуборезного инструмента (д-р техн,
наук проф. Б. А. Тайц) .................................. 441
Контрольные комплексы при приемочном контроле ............................ 441
Профилактический контроль при производстве зубчатых колес ................ 444
Технологический контроль зубчатых колес.................................. 444
Методы и приборы активного контроля ................................... 445
Методы и средства контроля кинематической точности зубчатых колес .... 447
Методы и средства контроля плавности работы колес....................... 465
Методы и средства контроля контакта поверхностей зубьев колес........... 469
Методы и средства контроля смещения исходного контура................... 472
Приборы для контроля червячных фрез....................................... 475
Глава IX. Контроль шероховатости, волнистости, отклонений формы и распо-
ложения поверхностей (д-р техн, наук проф. И. В. Дунин-Барковский) 477
Контроль шероховатости, волнистости и некруглости поверхностей............ 477
Контроль отклонений формы ................................................ 491
Контроль отклонений расположения.......................................... 493
Глава X. Контроль кинематической точности (д-р техн, наук проф. Б. А. Тайц) 496
Принцип кинематических измерений и классификация приборов................. 496
Приборы для сопоставления двух вращательных движений...................... 497
Приборы для сопоставления вращательного и поступательного движений ... 511
Глава XI. Автоматический контроль размеров (д-р техн, наук проф. С. С. Во-
лосов) ......................................................................... 520
Метрологические основы автоматического контроля........................... 521
Средства послеоперационного автоматического контроля ..................... 542
Методы и средства активного (технологического) контроля................... 547
Глава XII. Основные принципы выбора точности средств измерения и контроля
z (д-р техн, наук проф. Б. А. Тайц) .......................... 569
Влияние погрешности измерения на результаты контроля...................... 569
Допуск изделия и приемочный допуск ....................................... 569
Влияние погрешностей измерения на результаты разбраковки (пассивный кон-
троль) ................................................................. 570
614
Пассивный контроль размеров, распределенных по нормальному закону .... 572
Пассивный контроль размеров, распределенных по закону существенно положи-
тельных величин..................................................... 578
Активный контроль размеров при изготовлении по методу пробных проходов . . 580
Автоматический контроль размеров ...................................... 582
Практически применяемые значения коэффициентов точности контроля .... 583
Глава XIII. Организация и формы технического контроля качества (проф.
А. Н. Журавлев).............................................................. 585
Структура отдела технического контроля (ОТК) на производстве........... 585
Объекты контроля исходных материалов и средств производства............ 586
Классификация существующих форм и методов контроля качества ........... 587
. Статистические методы управления качеством продукции................... 588
Статический приемочный контроль ....................................... 591
Технология контроля качества деталей в цехах........................... 593
Приложение............................................................ 596
Литература .................................................................. 607
Борис Сергеевич Балакшин,
Сергей Сергеевич Волосов,
Игорь Валерьянович Дунин - Барковский,
Алексей Никитович Журавлев,
Владимир Петрович Коротков,
Александр Яковлевич Ростовых,
Борис Аркадьевич Тайц,
Олег Федорович Тищенко,
Александр Иванович Якушев
ВЗАИМОЗАМЕНЯЕМОСТЬ И ТЕХНИЧЕСКИЕ
ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
Редактор В. В. Г ле бова-Авилова
Технический редактор А. Ф. Уварова
Корректор А. А. Стастина
Переплет художника Е. В. Бекетова
Сдано в набор 23/XI 1971 г. Подп. в печ. 6/VII 1972 г.
Т-11367. Формат 70х108*/1в. Бум. № 1. Усл. печ. л. 53,9
Уч.-изд. л 53,25. Тираж 25 000. Заказ 1450. Цена 3 р. 73 к.
Издательство «Машиностроение»
Москва, 1-й Басманный пер., 3
Ленинградская типография № 6
Главполиграфпрома Комитета по печати
при Совете Министров СССР
193144, Ленинград, ул. Моисеенко, 10