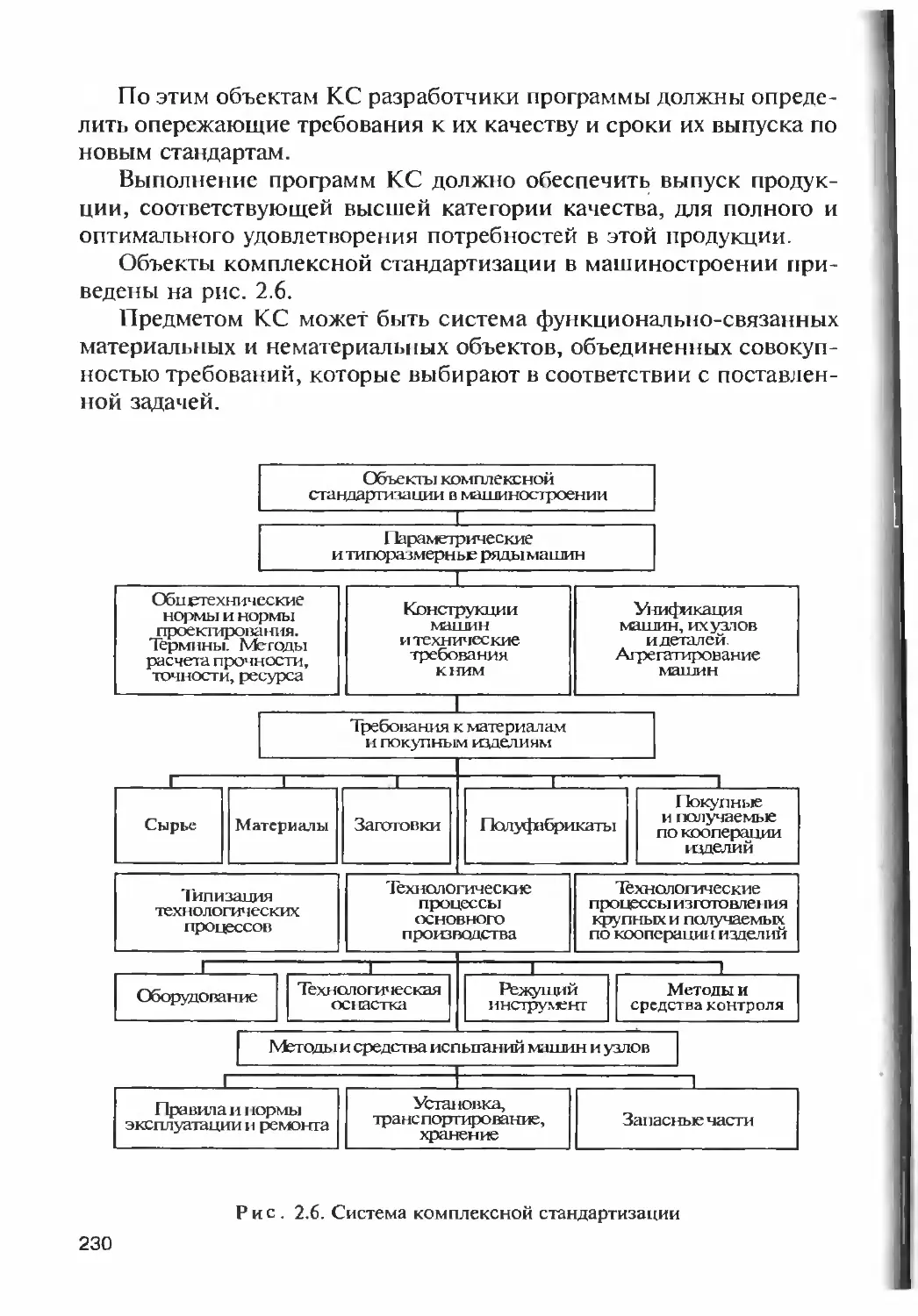
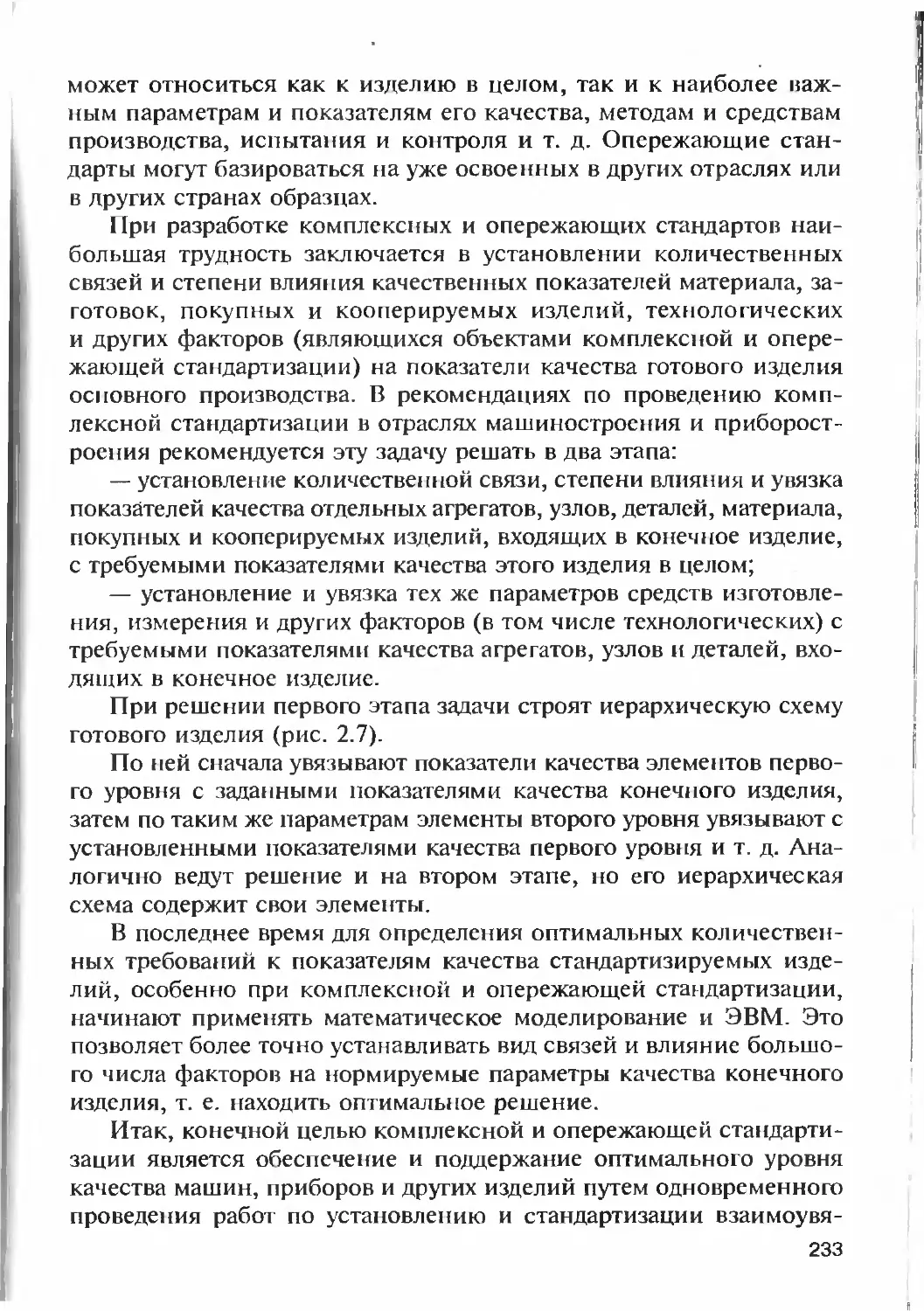
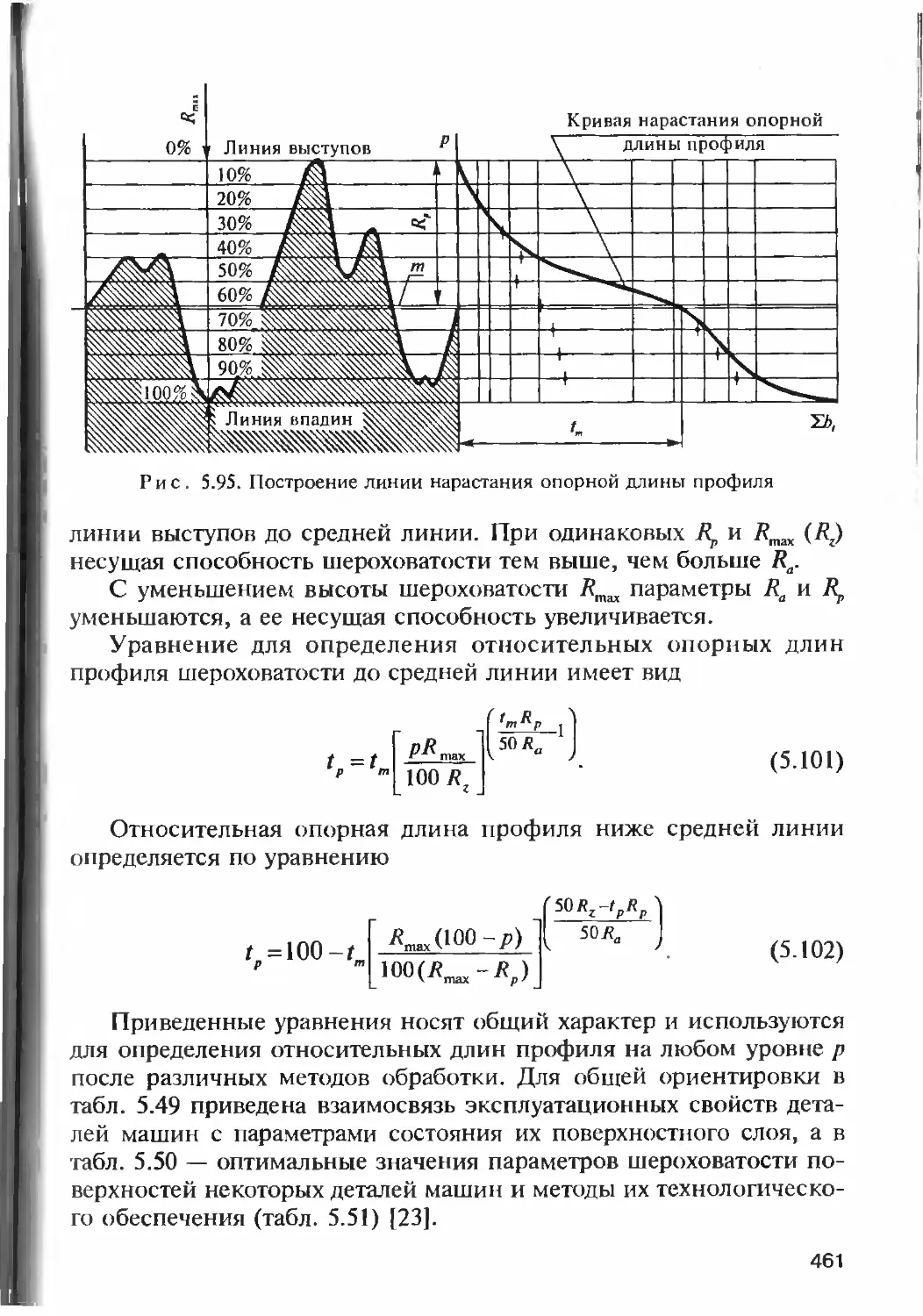
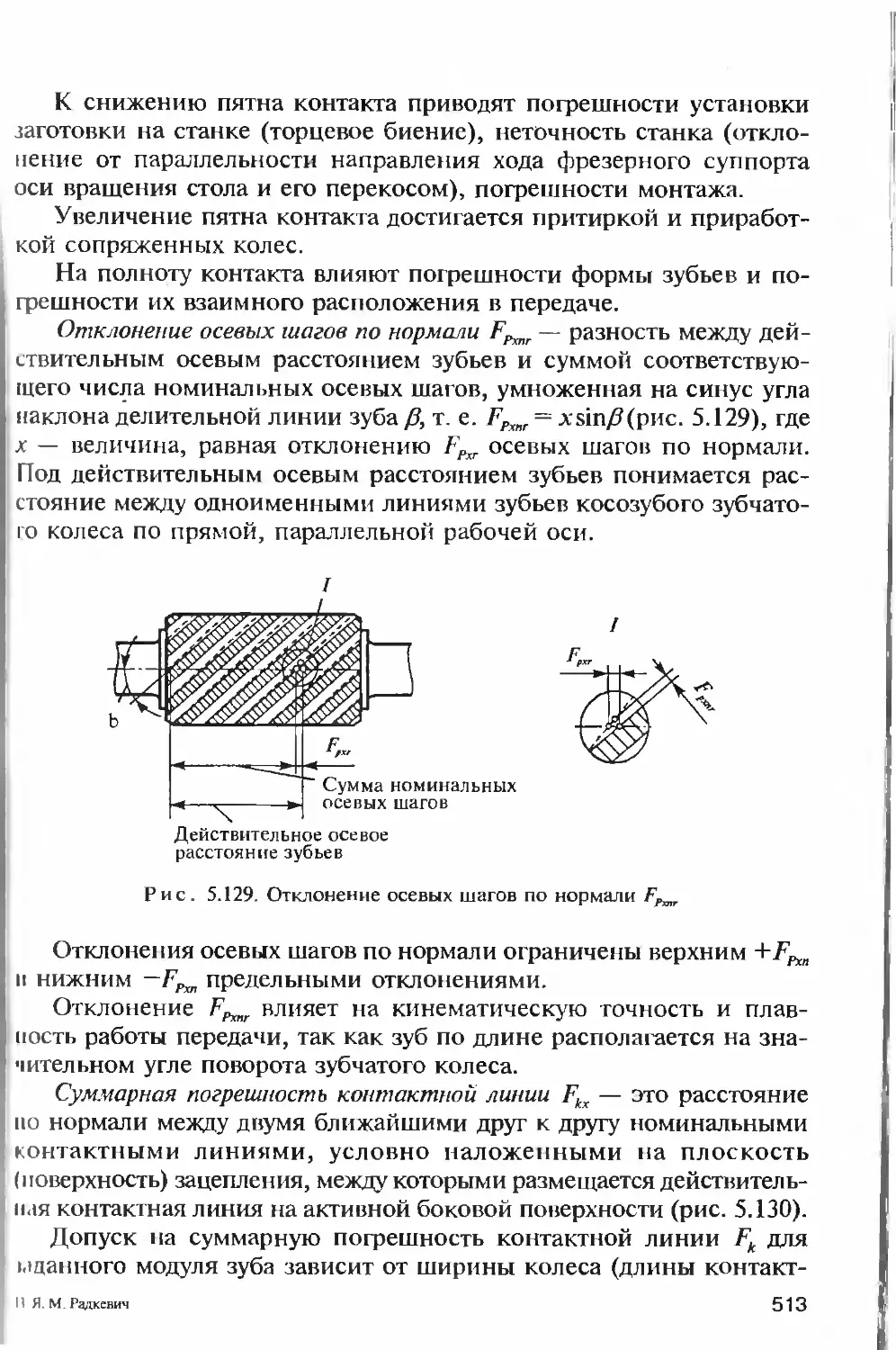
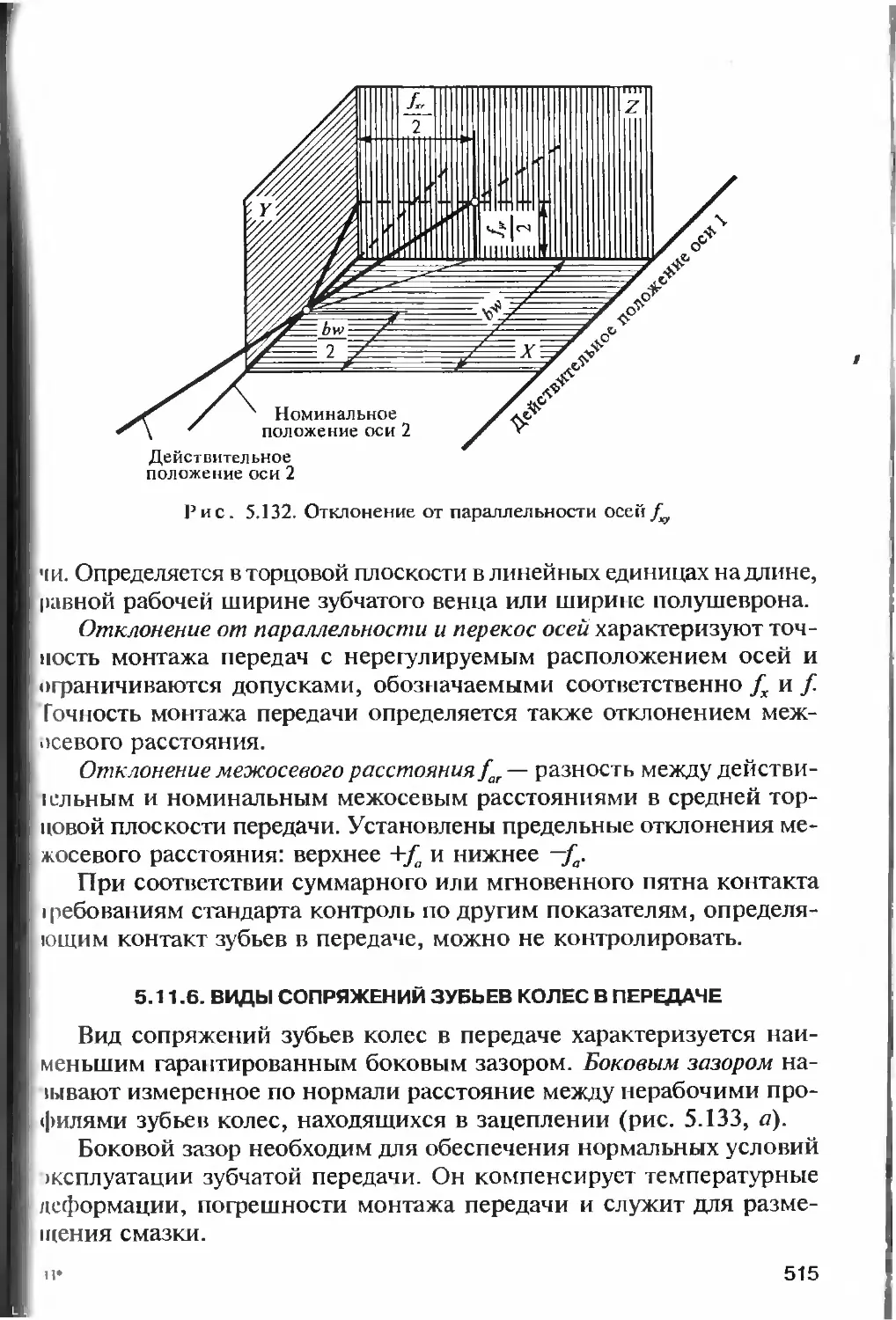
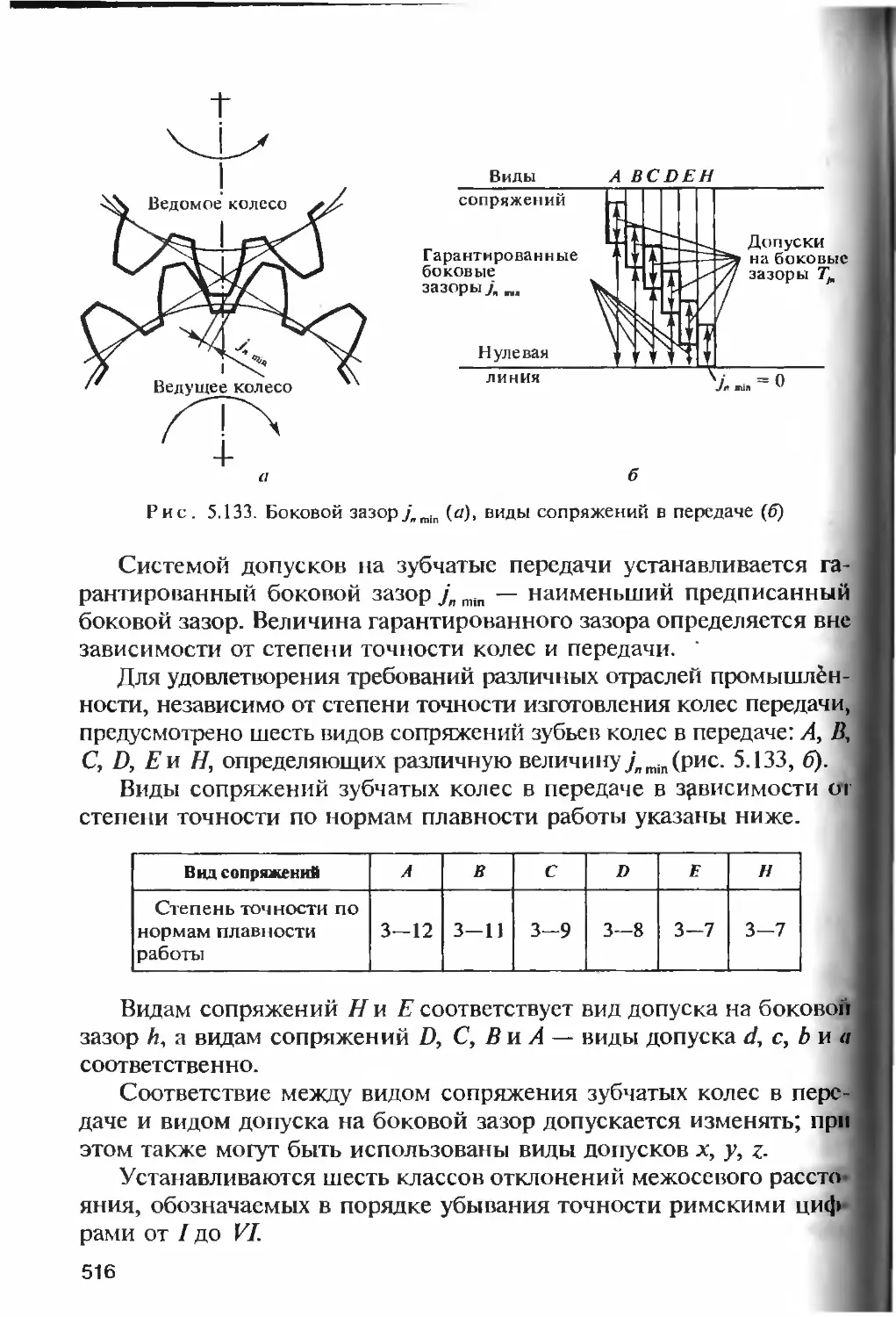
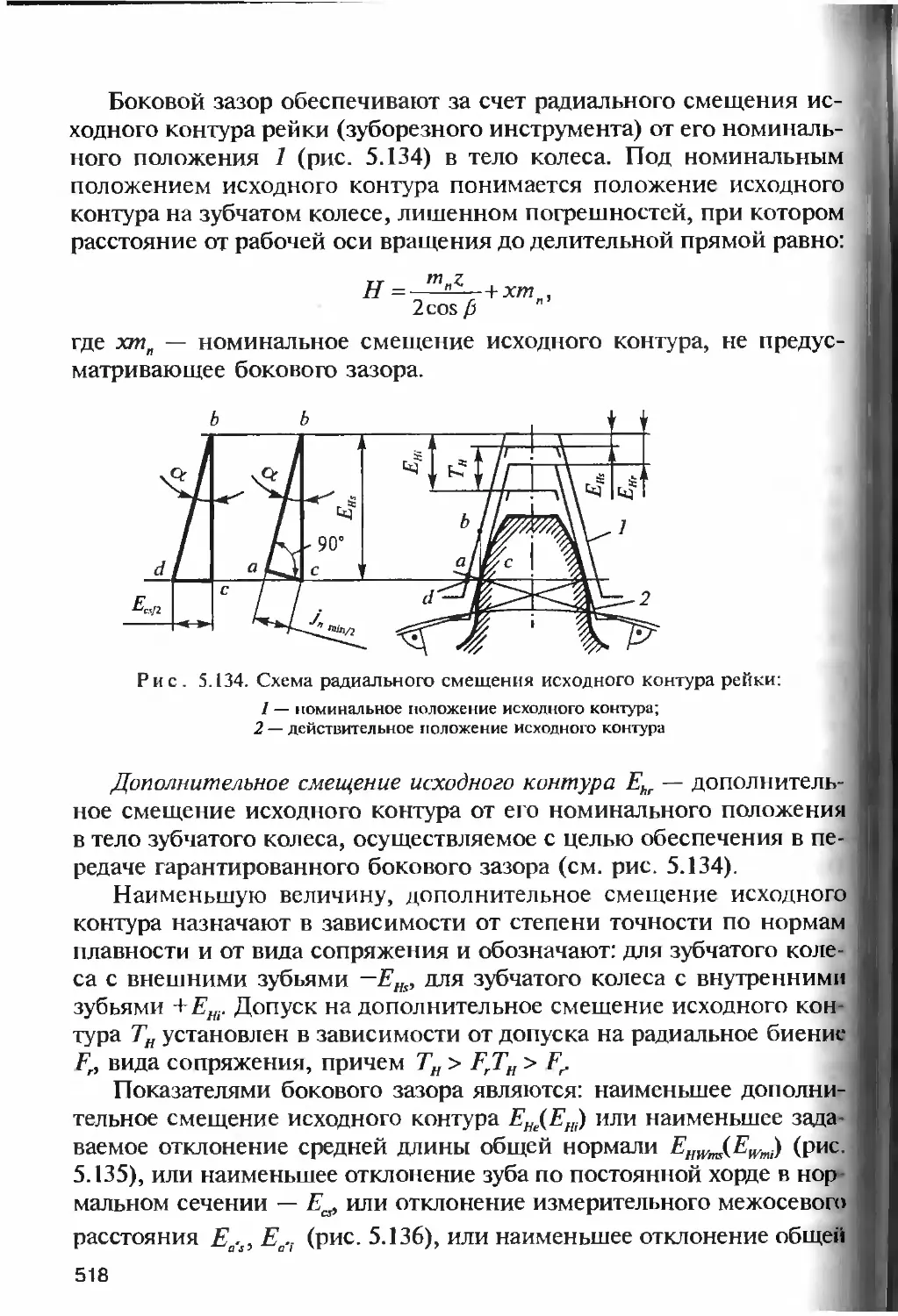
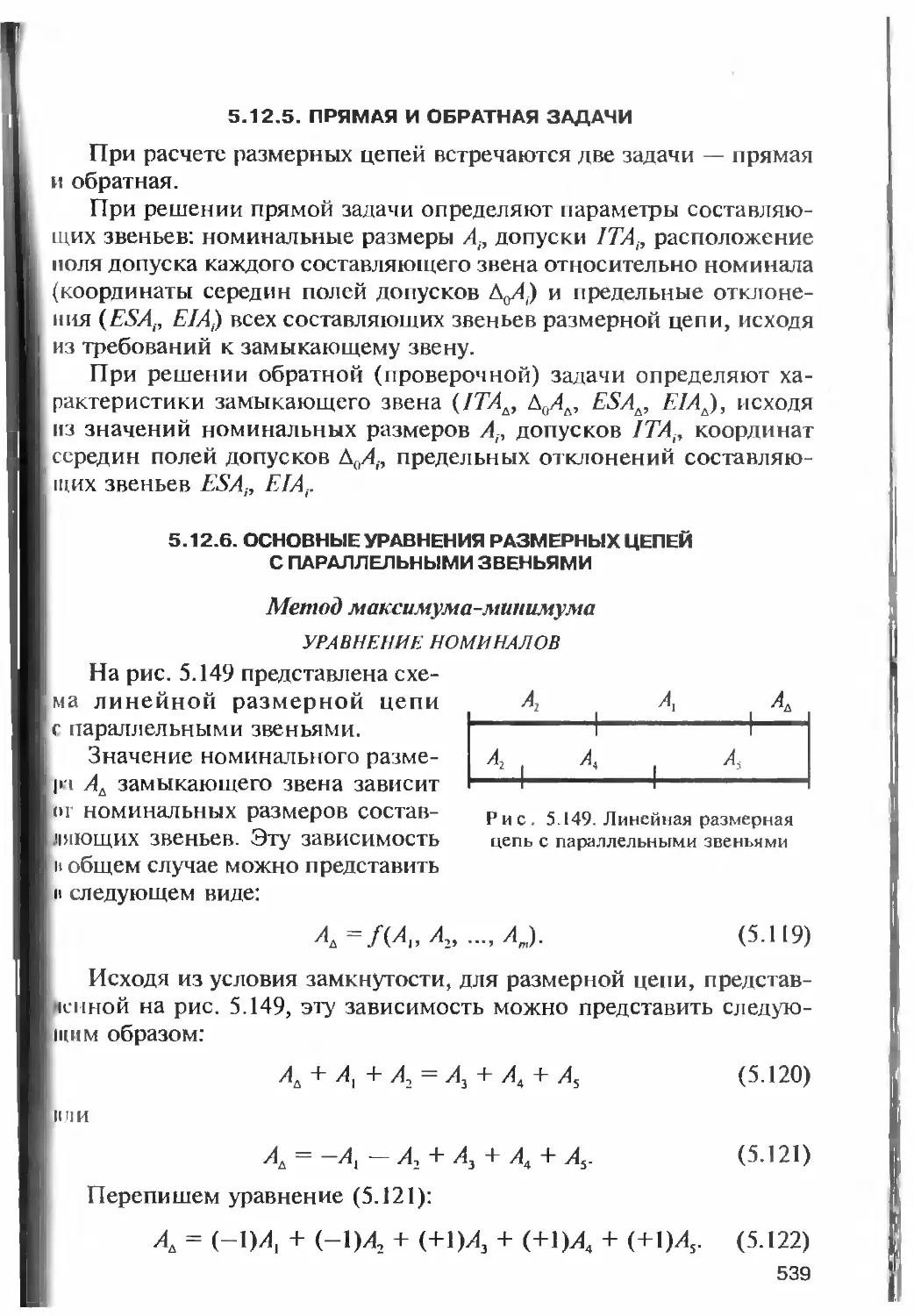
/
























































































































































































































































































Теги: стандартизация продукции, процессов, мер, весов и времени стандарты технические требования нормы и правила рекомендации метрология техника измерений стандартизация
ISBN: 5-06-004325-8
Год: 2006




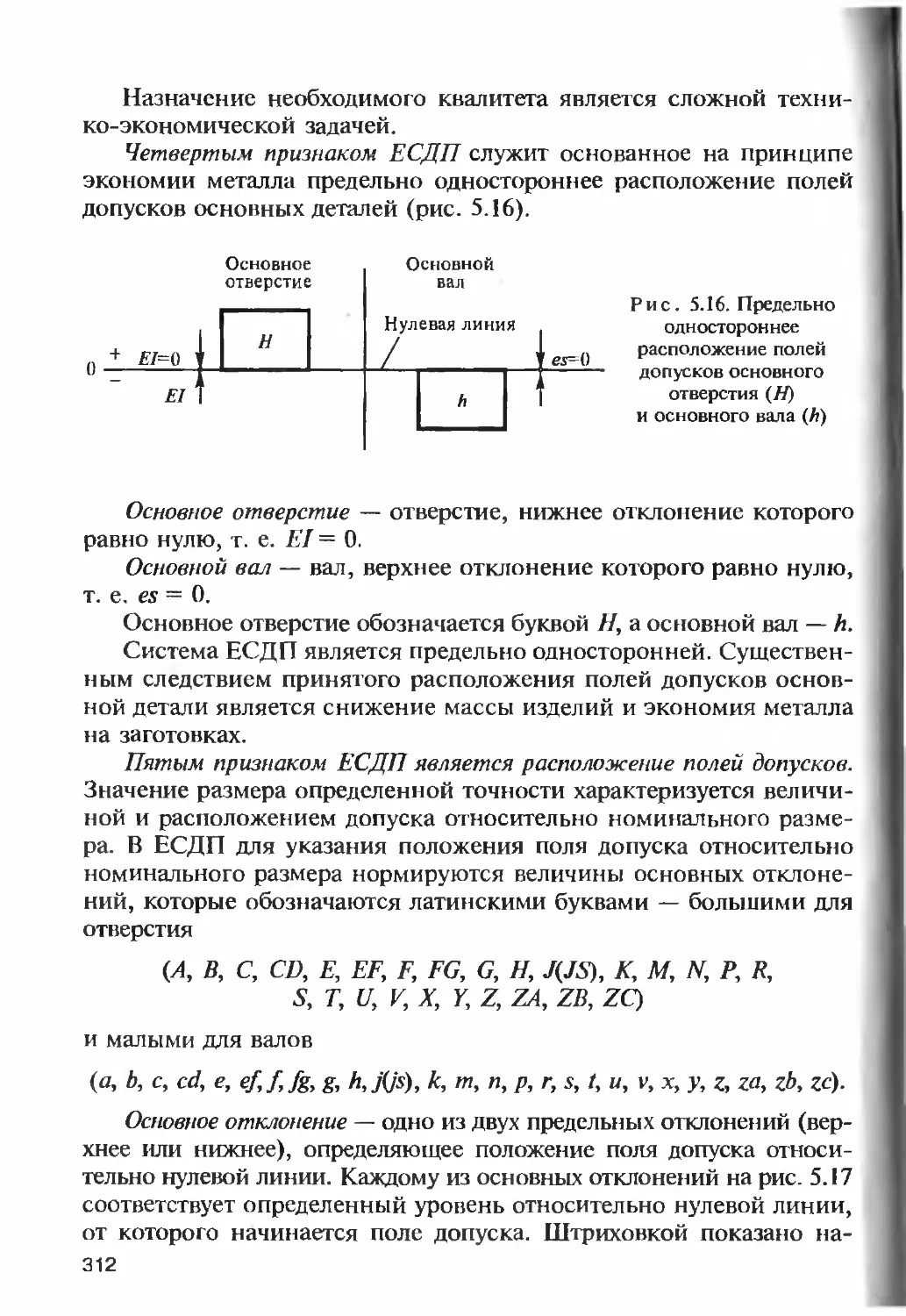
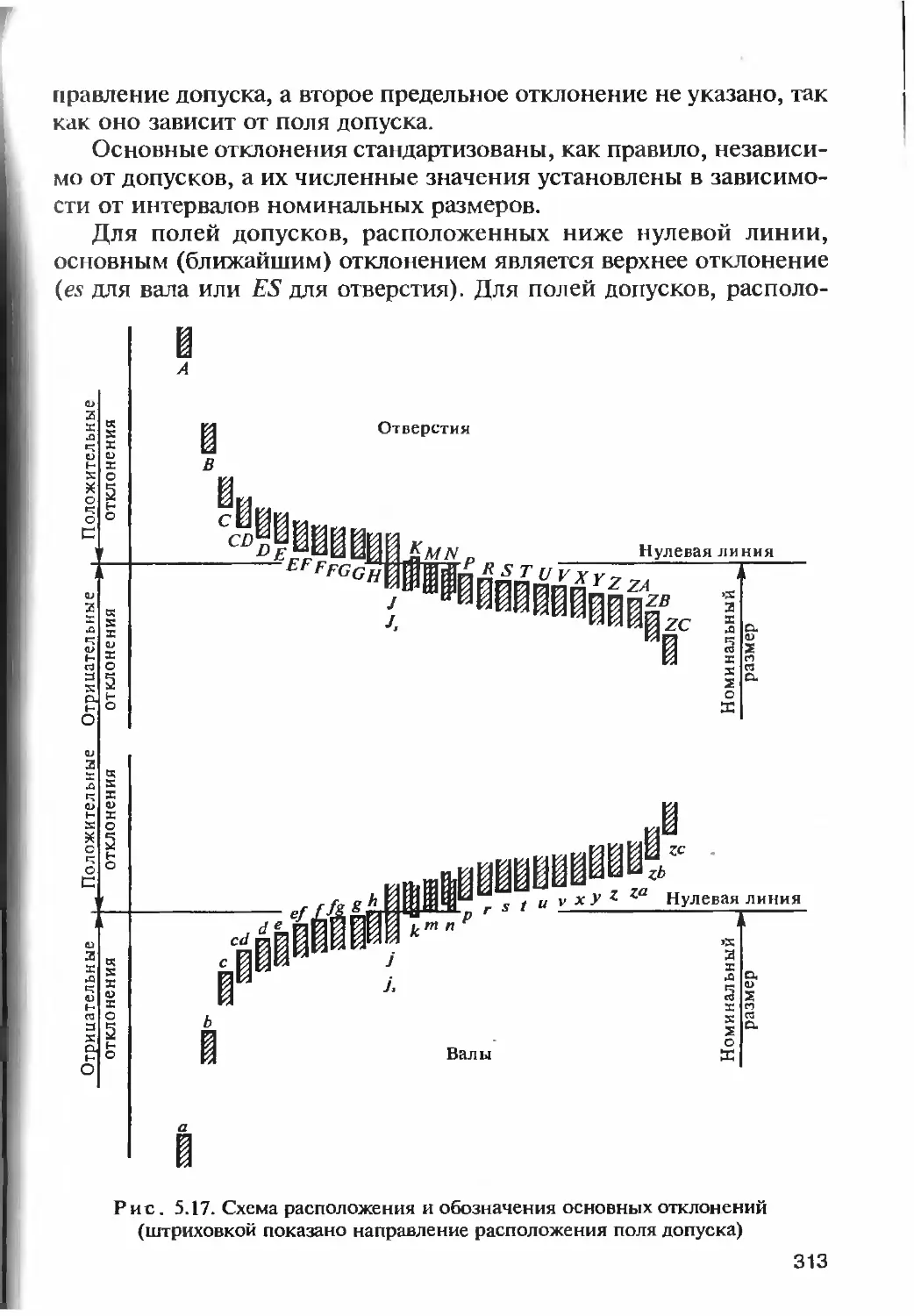
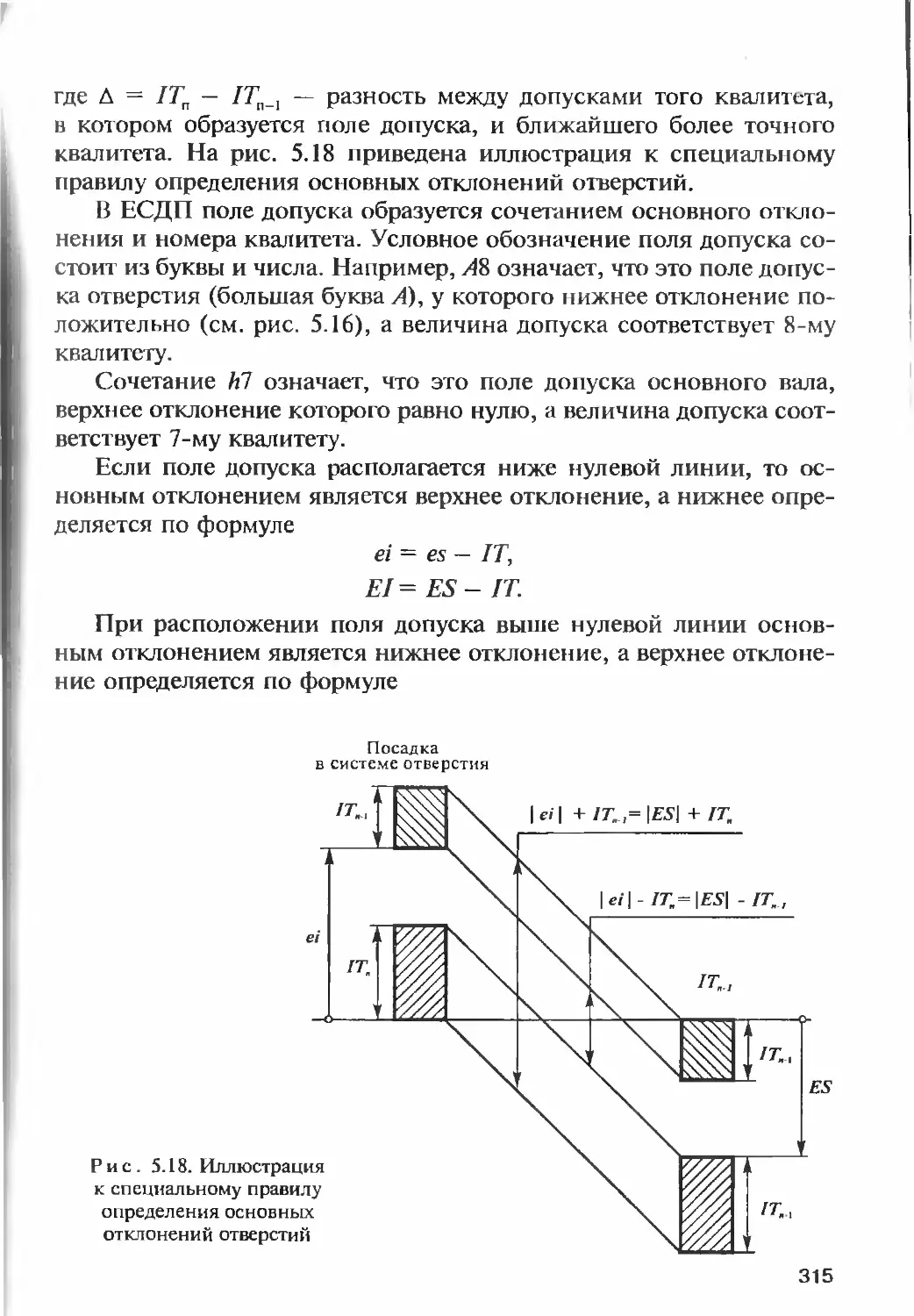
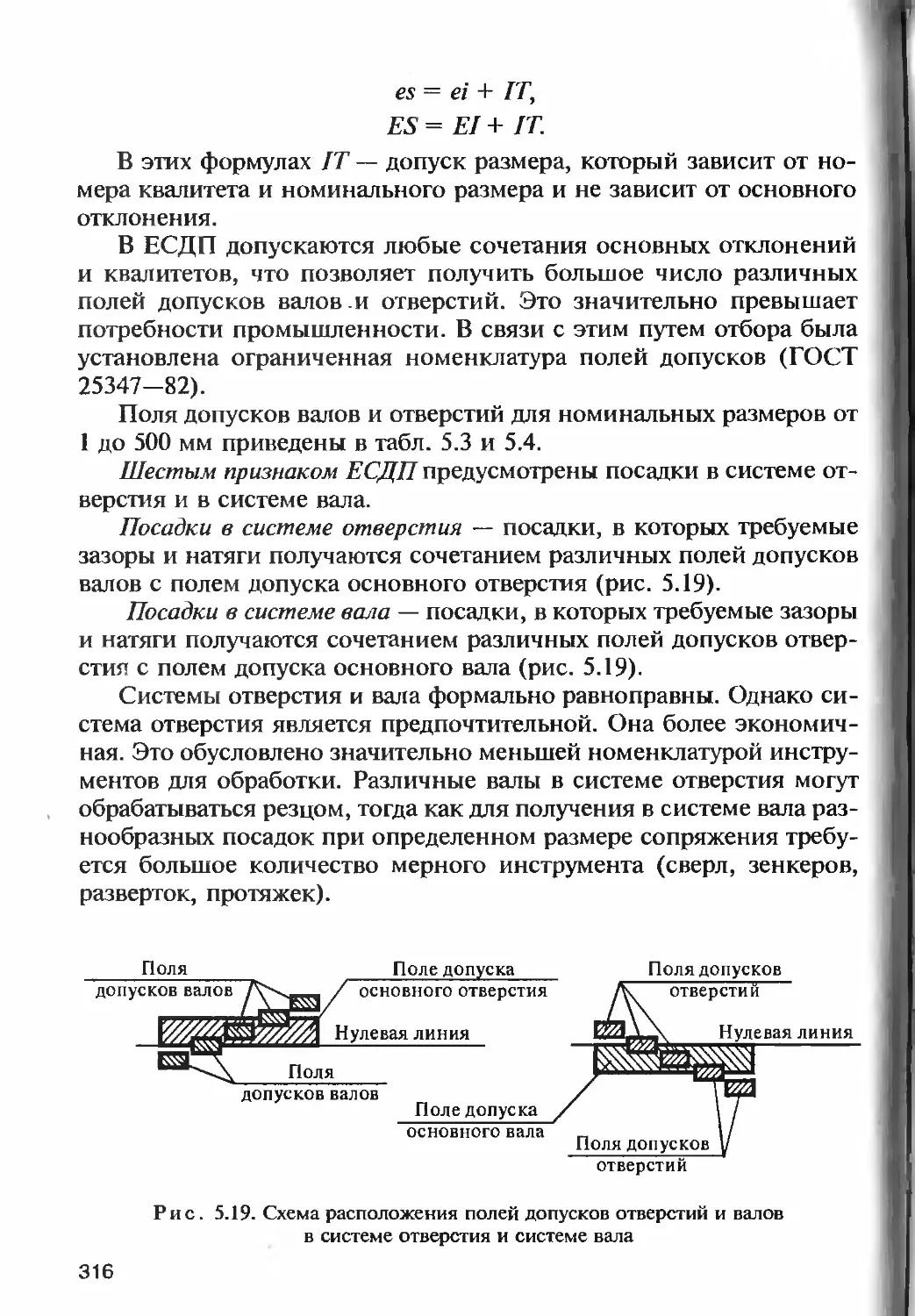
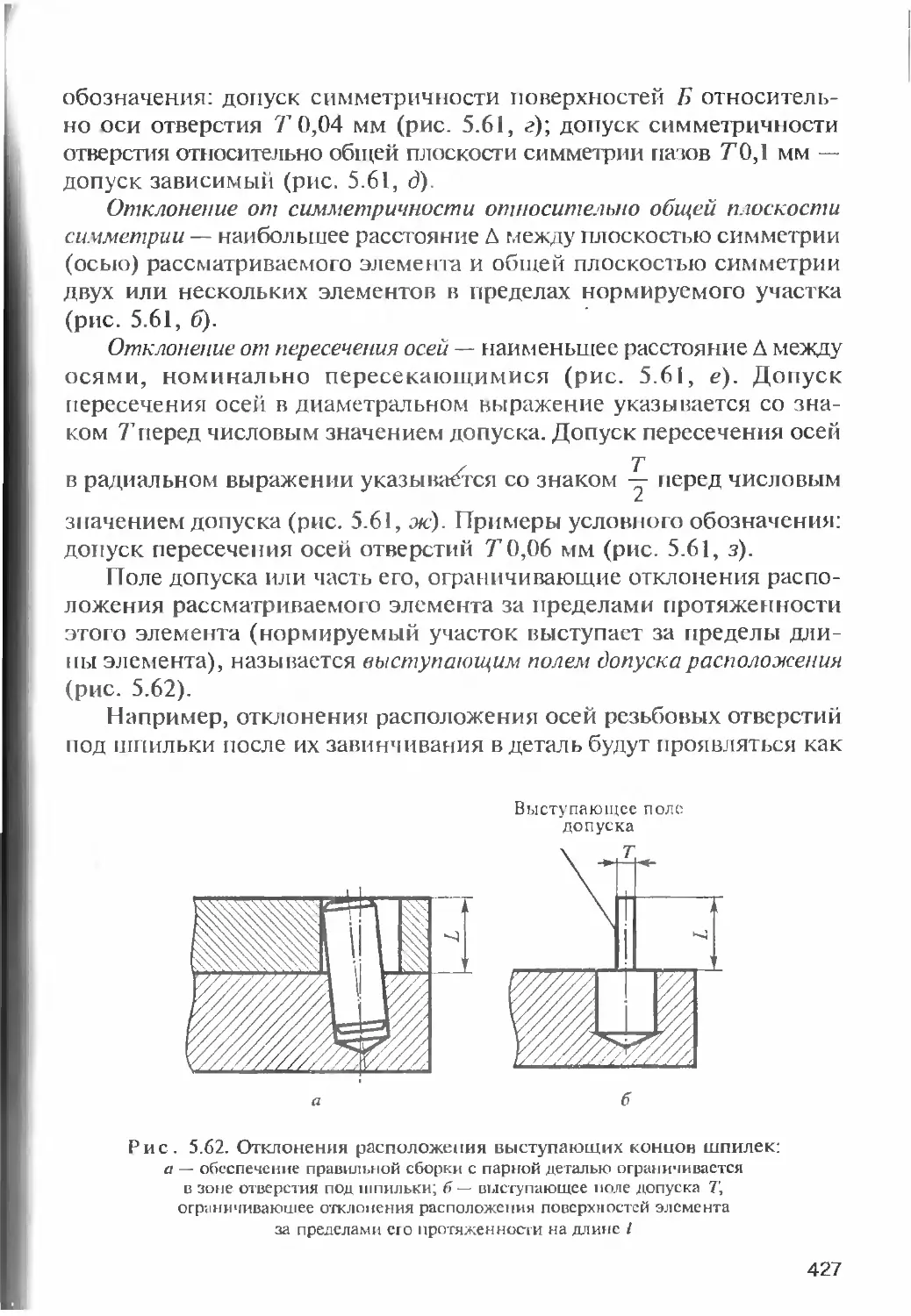
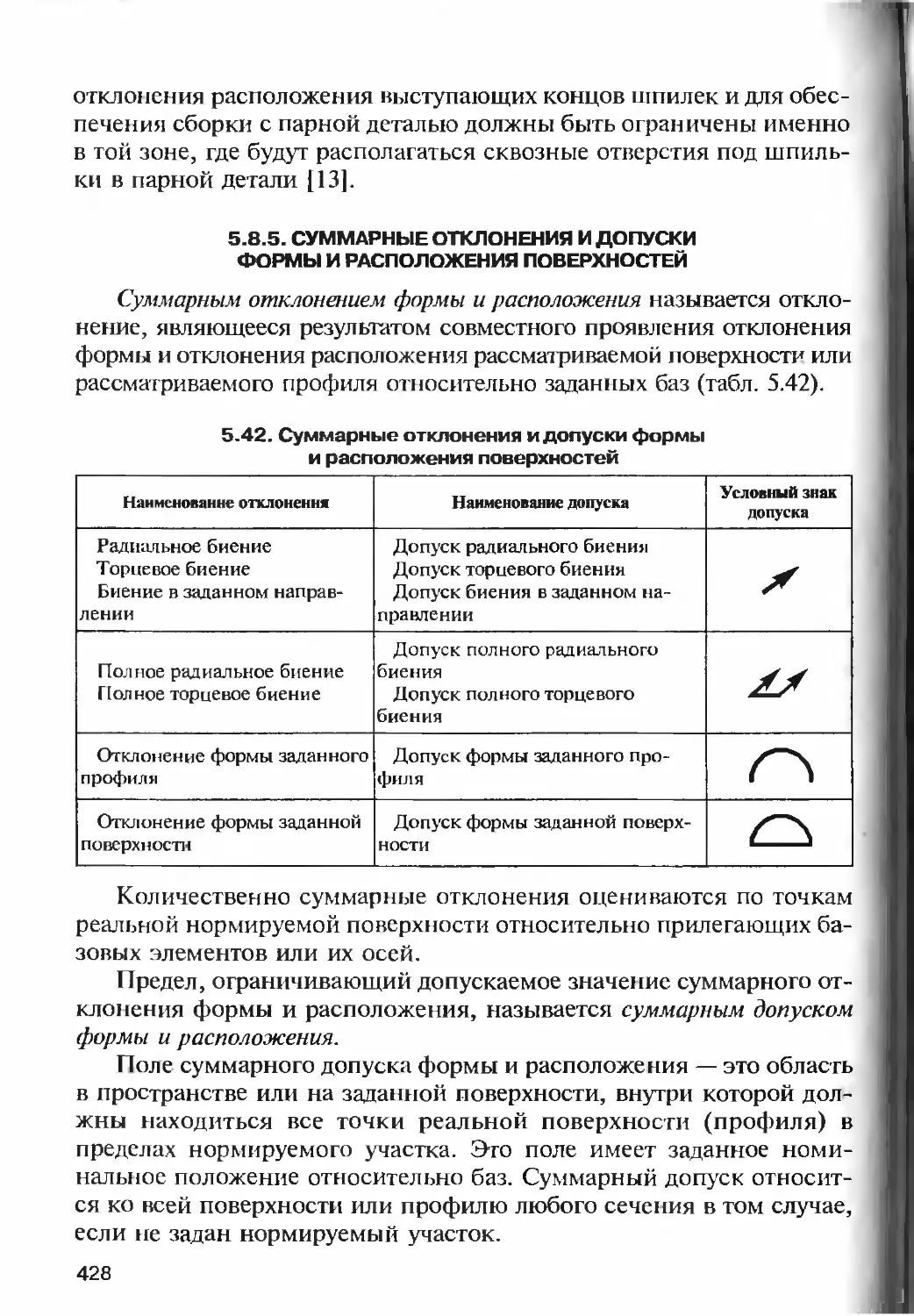
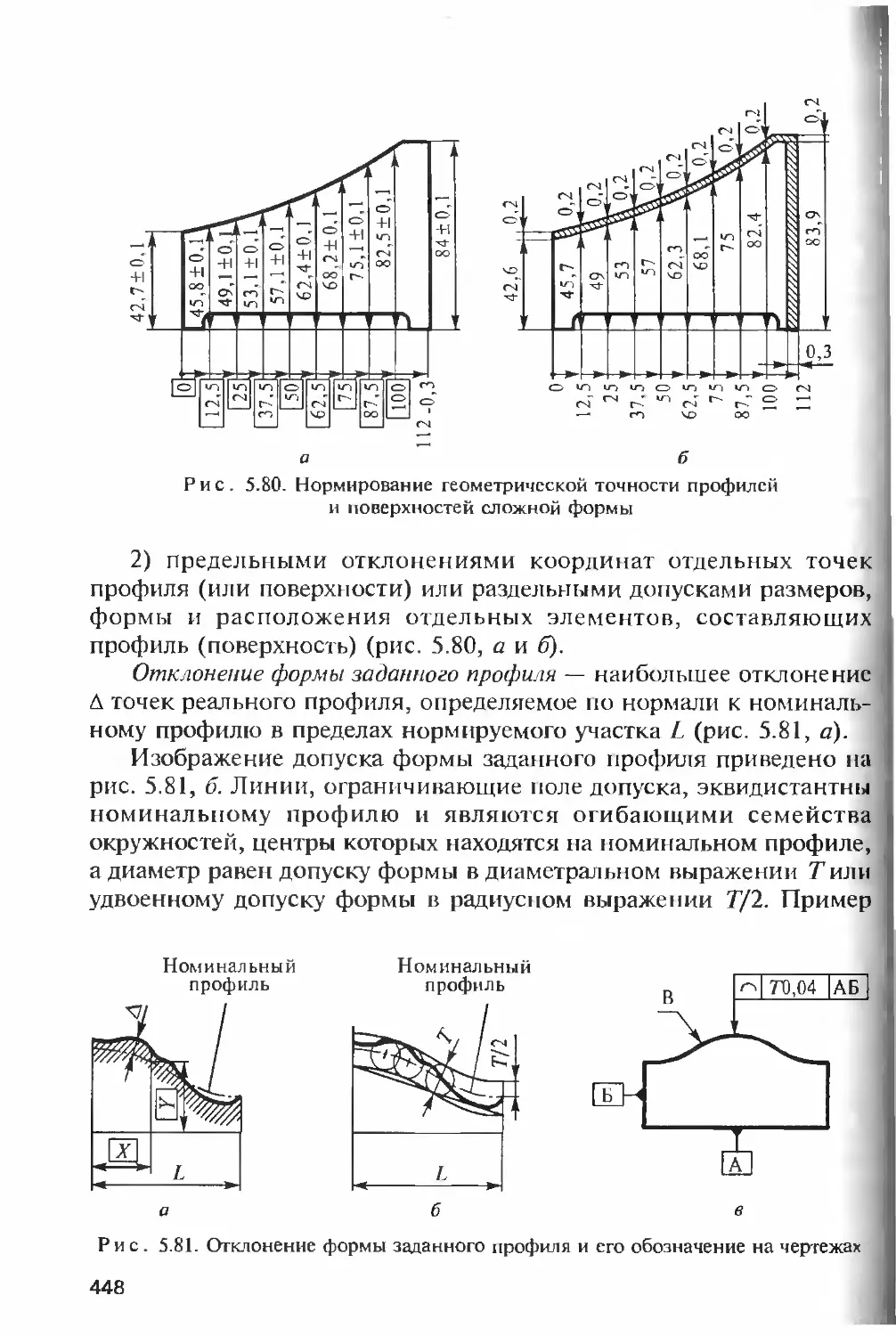
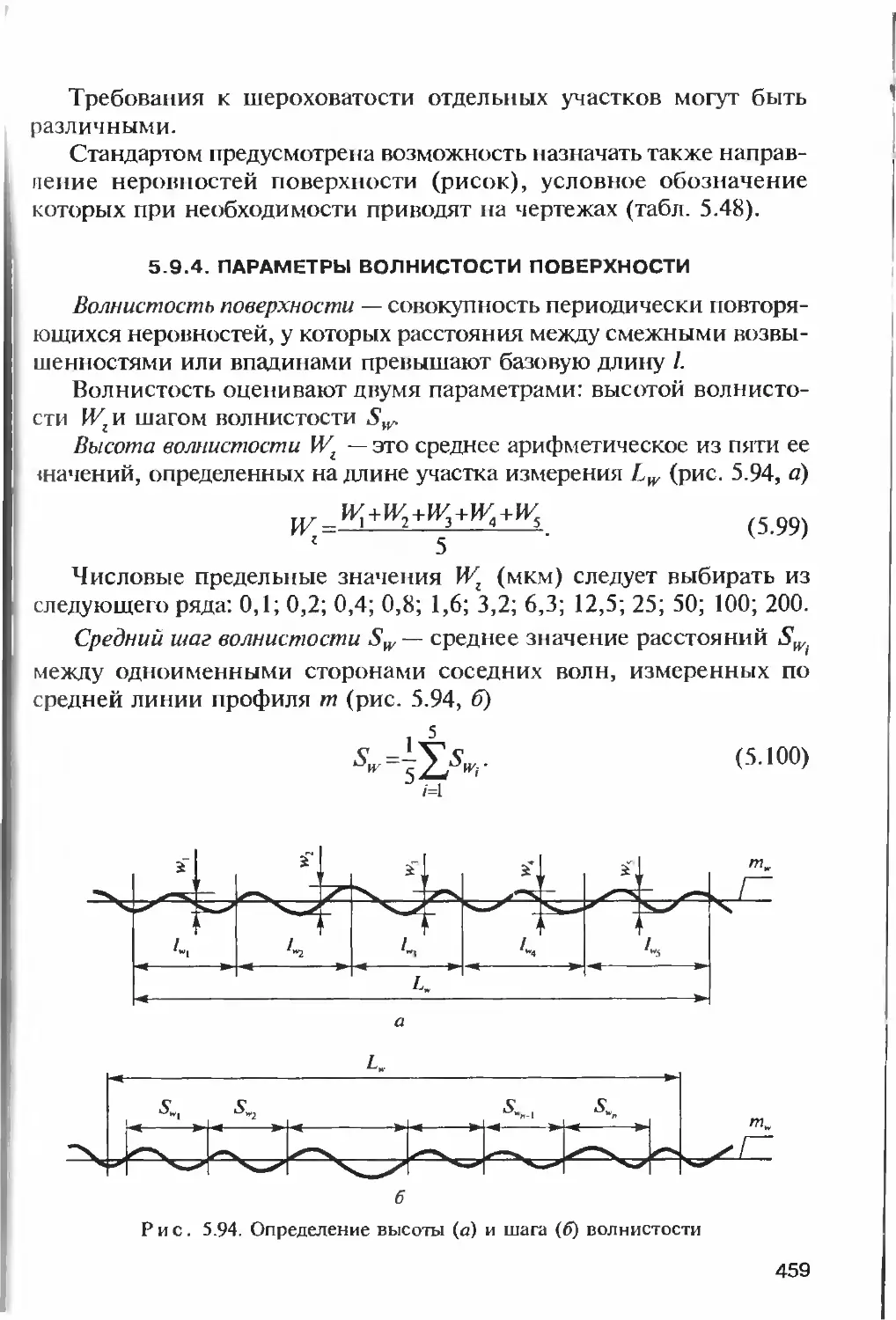
Текст
Метрология, стандартизация и сертификация
технология] оборудование
и автоматизация
машипострои тепь нь /х про из в одств
Л.М. Радкевич, А.Г. Схиртладзе, В.И. Лактионов
Щетрология,
стандартизация
и сертификация
Л*1
Я.М. Радкевич
А.Г. Схиртпадзе
Б.И. Лактионов
Метрология,
стандартизация
и сертификация
Издание второе, дополненное
Допущено Министерством образования
Российской Федерации в качестве учебника
для студентов высших учебных заведений,
обучающихся по направлениям подготовки бакалавров
и магистров “Технология, оборудование и автоматизация
машиностроительных производств”
и по направлениям подготовки дипломированных
специалистов “Конструкторско-технологическое обеспечение
машиностроительных производств” и “Автоматизированные
технологии и производства”
МОСКВА
«ВЫСШАЯ ШКОЛА»
2006
I
УДК 006
ББК 30.10
Р 15
Рецензенты:
д-р техн. наук, проф. В.В. Алексеев (зав. кафедрой
«Механизация и автоматизация горных и геологоразведочных работ*
Московской государственной геологоразведочной академии);
д-р техн. наук, проф. В.И. Телешевский (зав. кафедрой «Измерительные
информационные системы и технологии» МГТУ «Станкин»)
Радкевич, Я.М.
Р15 Метрология, стандартизация и сертификация: Учеб. для вузов /
Я.М. Радкевич, А.Г. Схиртладзе, Б.И. Лактионов. — 2-е изд.,доп. —
М.: Высш. шк., 2006. — 800 с.: ил.
ISBN 5-06-004325-8
Рассмотрены вопросы метрологии как науки об измерениях, методах
и срелствах обеспечения их единства и способах достижения требуемой точности.
Приведены важнейшие сведения о физических величинах и единицах их измере¬
ния; математических методах обработки результатов измерения, положения Госу¬
дарственной системы стандартизации, унификации и агрегатирования, комплекс¬
ной и опережающей стандартизации, основные понятия в области оценки качества
продукции. Изложены основные понятия и определения в области стандартиза¬
ции основных норм взаимозаменяемости; рассмотрены принципы построения
системы допусков и посадок, основные нормы взаимозаменяемости типовых со¬
единений деталей машин. Приведены методы обоснования требований к точнос¬
ти основных сопряжений, стандартизации геометрических параметров деталей,
организационные, научно-технические и нормативно-методические основы сер¬
тификации продукции и услуг.
Для студентов высших технических учебных заведений. Может быть полезен
для широкого круга предпринимателей и специалистов. У К 0 6
ББК 30.10
Учебное издание
Радкевич Яков Михайлович, Схиртладзе Александр Георгиевич, Лактионов Борис Иванович
МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ
Редактор в-А. Козлов
Художественный редактор А. Ю. Вошпкевич
Технический редактор Л.А. Овчинникова
Корректоры В.М. Ракитина, В.В. Кожуткипа
Компьютерная верстка II.А Попова
Лицензия ИД № 06236 от 09.11.01.
Изд. № РЕНТ-10. Сдано в набор 01.08.05. Подп. в печать 26.09.05.
Формат 60x88У*. Бум. газетная. Гарнитура «Ньютон». Печать офсетная.
Объем 49,0 уел. печ. л., 49,13 уел.-кр. отт.
Тираж 3000 экз. Зак. № 5563.
ФГУП «Издательство «Высшая школа», 127994, Москва, ГСП-4, Неглинная ул., д. 29/14.
Тел.: (095) 200-04-56. http://www.vshkola.ru E-mail: info_vshkola@mail.ru
Отдел реализации: (095) 200-07-69, 200-31-47, факс: (095) 200-34-86.
E-mail: sales_vshkola@>mail.ru
Отпечатано на ФГУП ордена «Знак Почета» Смоленская областная типография
им. В.И. Смирнова. 214000, г. Смоленск, пр-т им. Ю. Гагарина, 2.
ISBN 5-06-004325-8 © ФГУП «Издательство «Высшая школа», 2006
Оригинал-макет данного издания является собственностью издательства «Высшая
школа», и его репродуцирование (воспроизведение) любым способом без согласия изда¬
тельства запрешается.
ПРЕДИСЛОВИЕ
В Российской Федерации осуществляется переход к рыночной
экономике с присущей ей конкуренцией, что влечет за собой новые
условия для деятельности предприятий и организаций как на внут¬
реннем, так и на внешнем рынках. Перед производителями возни¬
кает необходимость борьбы за доверие потребителя, что, в свою
очередь, требует более широкого использования методов и правил
метрологии, стандартизации и сертификации в своей практической
деятельности.
Метрология, стандартизация и сертификация становятся теми
инструментами, использование которых позволяет производителю
обеспечить качество выпускаемой продукции, работ и услуг, конку¬
рентоспособность и эффективность производства.
Целью изучения дисциплины «Метрология, стандартизация и сер¬
тификация» является формирование у студентов знаний, умений
и навыков в указанных областях деятельности с целью обеспечения
более высокой эффективности работы. Знания в области метроло¬
гии, стандартизации и сертификации в одинаковой степени важны
как для специалистов, производящих продукцию, так и для специ¬
алистов по реализации продукции и менеджеров.
Учебник состоит из трех разделов.
В первом разделе «Метрология» рассмотрены законодательные
основы метрологической деятельности, измерения как объект мет¬
рологии, роль и значение достижения единства измерений, понятия
о физических величинах и единицах их измерения, виды и методы
измерений, погрешности измерений, методы обработки измерений
с однократными наблюдениями, прямых многократных равноточ¬
ных измерений, нахождение доверительных интервалов для средней
квадратичной погрешности, обработка результатов неравноточных
измерений, косвенных измерений, совокупных и совместных изме¬
рений, средства измерений, Государственная метрологическая служба
в Российской Федерации, Российская система калибровки.
Во втором разделе «Стандартизация» рассмотрены Государствен-
ная система стандартизации, основные принципы стандартизации,
нормативные документы по стандартизации и их применение, Го¬
сударственный контроль и надзор за соблюдением требований госу¬
дарственных стандартов, международное сотрудничество в области
стандартизации, методы стандартизации, основные сведения о ка¬
честве продукции и методах его оценки, сведения о международных
организациях по стандартизации и качеству продукции. Подробно
рассмотрены основные понятия в области взаимозаменяемости,
принципы построения систем допусков и посадок типовых соеди¬
нений, основные сведения об отклонениях формы и расположения
поверхностей, методы расчета размерных цепей различными мето¬
дами и способами.
В третьем разделе «Сертификация» анализируются организа¬
ционно-методические и правовые принципы сертификации в Рос¬
сии и в зарубежных странах, а также деятельности международных
и региональных организаций в этой области, вопросы аккредитации,
относящиеся и к органам по сертификации, и к испытательным
лабораториям.
Метрология, стандартизация и сертификация неразрывно связаны меж¬
ду собой, поэтому изучение их в одном учебном курсе дает более полное
представление о важности каждого из этих направлений деятельности и
их совокупности для становления рыночной экономики в стране.
В декабре 2002 г. Государственной Думой принят закон Россий¬
ской Федерации «О техническом регулировании», одобренный
Советом Федерации.
В соответствии с Законом РФ «О техническом регулировании»
в России будут действовать общие и специальные технические регла¬
менты. В общих технических регламентах будут содержаться требова¬
ния, обязательные для применения и соблюдения в отношении лю¬
бых видов выпускаемой продукции, процессов (методов) производ¬
ства, эксплуатации и утилизации, в частности по вопросам пожарной
безопасности, санитарно-эпидемиологической безопасности, эколо¬
гической безопасности и др. В специальных технических регламен¬
тах будут содержаться требования, учитывающие технические и иные
особенности отдельных видов деятельности или продукции.
Закон состоит из 10 глав и 48 статей и определяет права и обя¬
занности участников, регулируемых настоящим законом отноше¬
ний, возникающих при:
— разработке, принятии, применении и исполнении обязатель¬
ных требований к продукции, процессам производства, эксплуата¬
ции, хранения, перевозки, реализации и утилизации;
— разработке, принятии, применении и исполнении на добро¬
вольной основе требований к продукции, процессам производства,
эксплуатации, хранения, перевозки, реализации и утилизации, вы¬
полнению работ или оказанию услуг,
— оценке соответствия.
Действие федерального закона не распространяется на государствен¬
ные образовательные стандарты, положения (стандарты) о бухгалтерс¬
ком учете и правила (стандарты) аудиторской деятельности, стандарты
эмиссии ценных бумаг и проспектов эмиссии ценных бумаг.
Для устранения разночтений в ст. 2 даны основные понятия, тер¬
мины и определения, которые используются в настоящем законе.
Особенности технического регулирования в соответствии с на¬
стоящим законом даны в ст. 3—5. Отдельно оговариваются особые
условия в соответствии с регламентом особенности технического
регулирования в отношении оборонной продукции (работ, услуг)
и продукции (работ, услуг), сведения о которой составляют госу¬
дарственную тайну.
В гл. 2 закона даются содержание и требования к техническому
регламенту (ТР), определяются виды технических регламентов, указы¬
вается круг вопросов по их применению и дается порядок их разработ¬
ки, изменения и отмены. Закон разрешает использовать полностью или
частично международные стандарты в качестве основы для разработки
проектов технических регламентов. Особо акцентируются требования к
ТР в вопросах, связанных с содержанием требований к продукции, при¬
чиняющей вред жизни или здоровью граждан, накапливаемый при дли¬
тельном использовании этой продукции и зависящий от других факто¬
ров, не позволяющих определить степень допустимого риска.
К общим ТР отнесены регламенты, применяемые по вопросам:
— безопасной эксплуатации и утилизации машин и оборудования;
— безопасной эксплуатации зданий, строений, сооружений
и безопасного использования прилегающих к ним территорий;
— пожарной безопасности;
— биологической безопасности;
— электромагнитной совместимости;
— экологической безопасности;
— ядерной и радиационной безопасности.
Специальные технические регламенты устанавливают требования
только к тем отдельным видам продукции, процессам производства,
эксплуатации, хранения, перевозки, реализации и утилизации, сте¬
пень риска причинения вреда которыми выше степени риска причи¬
нения вреда, учтенной общим техническим регламентом.
В Законе уделено важное внимание стандартизации. Впервые
за основу национального стандарта допускается применение меж¬
дународных стандартов, за исключением случаев, если такое при¬
менение признано невозможным вследствие несоответствия требо¬
ваний международных стандартов климатическим и географичес¬
ким особенностям Российской Федерации, техническим и (или) тех¬
нологическим особенностям или по иным основаниям либо если
Российская Федерация в соответствии с установленными процеду¬
рами выступала против принятия международного стандарта или
отдельного его положения. В качестве разработчика новых нацио¬
нальных стандартов теперь может выступать любое лицо, как юри¬
дическое, так и физическое. Отныне к документам в области стан¬
дартизации, используемым на территории Российской Федерации,
относятся:
— национальные стандарты (добровольное применение);
— правила стандартизации, нормы и рекомендации в области
стандартизации;
— применяемые в установленном порядке классификации,
общероссийские классификаторы технико-экономической и соци¬
альной информации (обязательны к применению);
— стандарты организаций (применяются равным образом и в
равной мере).
В ст. 16 даны правила разработки и утверждения стандартов,
подлежащих к применению на территории РФ.
Вопросы сертификации (как добровольной, так и обязательной)
отражены в гл. 4 «Подтверждение соответствия». Соответствие под¬
тверждается в целях удостоверения соответствия продукции, процес¬
сов производства, эксплуатации, хранения, перевозки, реализации
и утилизации, работ, услуг или иных объектов техническим регла¬
ментам, стандартам, условиям договоров; содействия приобретате¬
лям в компетентном выборе продукции, работ, услуг; повышения кон¬
курентоспособности продукции, работ, услуг на российском и меж¬
дународном рынках; создания условий для обеспечения свободного
перемещения товаров по территории Российской Федерации, а так¬
же для осуществления международного экономического, научно-тех-
нического сотрудничества и международной торговли. Основным
принципом подтверждения соответствия является доступность ин¬
формации о порядке осуществления подтверждения соответствия за¬
интересованным лицам.
Гл. 5 устанавливает порядок аккредитации органов по сертифи¬
кации и испытательных лабораторий (центров).
В гл. 6 определяются цели и задачи органов государственного
контроля за соблюдением требований ТР. В ней определяются объек¬
ты госконтроля, их права, полномочия, обязанности; порядок отзы¬
ва продукции (работ, услуг) в случае нанесения ими вреда потреби¬
телям или по предотвращению таковых.
Главным требованием к информации по документам в области
стандартизации в соответствии с Законом должна стать их всеобщая
доступность. Доступность должна осуществляться посредством офи¬
циального опубликования. Порядок опубликования должен опре¬
деляться правительством РФ.
Со дня вступления в силу Закона признаны утратившими силу:
— закон Российской Федерации от 10 июня 1993 г. «О сертифи¬
кации продукции и услуг»;
— закон Российской Федерации от 10 июня 1993 г. «О стандар¬
тизации» и отдельные статьи других законодательных актов.
Авторы
Раздел I
Метрология
1. МЕТРОЛОГИЯ И ЕЕ ЗНАЧЕНИЕ
В НАУЧНО-ТЕХНИЧЕСКОМ ПРОГРЕССЕ
Метрология возникла как наука о различных мерах и соотноше¬
ниях между ними. Слово метрология образовано из двух греческих
слов: цетроу— мера и Аоуо£ — учение, что буквально можно переве¬
сти как «учение о мерах».
Измерения являются одним из важнейших путей познания при¬
роды, дают количественную характеристику окружающего нас мира,
помогают раскрыть действующие в природе закономерности.
Д. И. Менделеев, подчеркивая значение измерений для науки, пи¬
сал, что «наука начинается с тех пор, как начинают измерять...
точная наука немыслима без меры».
Измерения имеют большое значение в современном обществе.
Они дают возможность обеспечить взаимозаменяемость узлов и де¬
талей, совершенствовать технологию, безопасность труда и других
видов человеческой деятельности, качество продукции.
Круг величин, подлежащих измерению, определяется разнообра¬
зием явлений, с которыми приходится сталкиваться человеку. На¬
пример, необходимость измерения длины, площади, объема, веса,
механических, тепловых, электрических, световых и других величин.
Сравнение опытным путем измеряемой величины с другой, по¬
добной ей, принятой за единицу, составляет общую основу любых
измерений.
Разделом науки, изучающей измерения, является метрология.
Метрология — паука об измерениях, методах и средствах обеспе¬
чения их единства и способах достижения требуемой точности.
В метрологии решаются следующие основные задачи: разработ¬
ка общей теории измерений единиц физических величин и их сис¬
тем, разработка методов и средств измерений, методов определения
точности измерений, основ обеспечения единства и единообразия
средств измерений, эталонов и образцовых средств измерений,
методов передачи размеров единиц от эталонов и образцовых средств
измерений к рабочим средствам измерений.
Решение многих задач метрологии является важной государствен¬
ной задачей. Например, во многих странах мира мероприятия по
обеспечению единства и требуемой точности измерений установле¬
ны законодательно; узаконены единицы измерений; регламентиро¬
вано проведение регулярной поверки мер и измерительных прибо¬
ров, находящихся в эксплуатации; порядок испытаний и аттестации
вновь выпускаемых средств измерений.
2. ФИЗИЧЕСКИЕ ВЕЛИЧИНЫ
И ЕДИНИЦЫ ИХ ИЗМЕРЕНИЯ
2.1. Физические величины
Технологическая деятельность человека связана с измерением
различных физических величин.
Физическая величина — это характеристика одного из свойств фи¬
зического объекта (явления или процесса), общая в качественном
отношении многим физическим объектам, но в количественном от¬
ношении индивидуальная для каждого объекта.
Значение физической величины — это оценка ее величины в виде
некоторого числа принятых для нее единиц или числа по приня¬
той для нее шкале: Например, 120 мм — значение линейной вели¬
чины; 75 кг — значение массы тела, НВ190 — число твердости по
Бринеллю.
.Измерением 4>изич£СКой величины называют совокупность опера¬
ций, выполняемых с помощью технического средства, хранящего
единицу, или воспроизводящую шкалу физической величины, зак¬
лючающихся в сравнении (* -шшвм шш неявном виде) измеряемой
величины с ее единицей или шкалой с целью получения значения
этой величины в форме, наиболее удобной для использования.
В теории измерений принято, в основном, пять типов шкал: наи¬
менования, порядка, интервалов, отношений и абсолютная.
Шкалы наименований характеризуются только отношением экви¬
валентности. По своей сути она является качественной, не содер¬
жит нуля и единицы измерения. Примером такой шкалы является
оценка цвета по наименованиям (атласы цветов). Так как каждый
цвет имеет множество вариаций, то такое сравнение может выпол¬
нить только опытный эксперт, обладающий соответствующими зри¬
тельными возможностями.
Шкалы порядка характеризуются отношением эквивалентности
и порядка* Для практического использования такой шкалы необхо¬
димо установить ряд эталонов. Классификация объектов осуществ¬
ляется сравнением интенсивности оцениваемого свойства с его эта¬
лонным значением. К шкалам порядка относятся, например, шкала
землетрясений, шкала силы ветра, шкала твердости тел и т. п.
Шкала разностей отличается от шкалы порядка тем, что кроме
отношений эквивалентности и порядка добавляется эквивалентность
интервалов (разностей) между различными количественными про¬
явлениями свойства. Она имеет условные нулевые значения, а ве¬
личина интервалов устанавливается по согласованию. Характерным
примером такой шкалы является шкала интервалов времени» Ин¬
тервалы времени можно суммировать (вычитать).
Шкалы отношений описывают свойства, к которым применимы
оптошения эквивалентности, порядка и суммирования, а, следова¬
тельно, вычитания и умножения. Эти шкалы имеют естественное
нулевое значение, а единицы измерений устанавливаются по согла¬
сованию. Для шкалы отношений достаточно одного эталона, чтобы
распределить все исследуемые объекты по интенсивности измеряе¬
мого свойства. Примером шкалы отношений является шкала мас¬
сы. Масса двух объектов равна сумме масс каждого из них.
Абсолютные шкалы обладают всеми признаками шкал отношений,
но дополнительно в них существует естественное однозначное опреде¬
ление единицы измерения. Такие шкалы соответствуют относительным
величинам (отношениякт одноименных физических величин, описыва¬
емых шкалами отношений). Среди абсолютных шкал выделяются абсо¬
лютные шкалы, значения которых находятся в пределах от 0 до 1. Такой
величиной является, например, коэффициент полезного действия.
Большинство свойств, которые рассматривают в метрологии,
описывается одномерными шкалами. Однако имеются свойства,
описание которых может быть выполнено только с применением
многомерных шкал. Например, трехмерные шкалы цвета в коло¬
риметрии.
Практическая реализация шкал конкретных свойств достигается
путем стандартизации единиц измерений, шкал и (или) способов
и условий их однозначного воспроизведения. Понятие неизменной
для любых точек шкалы единицы измерений имеет смысл только для
шкал отношений и интервалов (разностей). В шкалах порядка можно
говорить только о числах, приписанных конкретным проявлениям
свойства. Говорить о том, что такие числа отличаются в такое-то чис¬
ло раз или на столько-то процентов, нельзя. Для шкал отношений и
разностей иногда недостаточно установить только единицу измере¬
ний. Так, даже для таких величин, как время, температура, сила света
(и другие световые величины), которым в Международной системе
единиц (51) соответствуют основные единицы — секунда, Кельвин и
кандела, практические системы измерений опираются также на спе¬
циальные шкалы. Кроме того, сами единицы Б1 в ряде случаев бази¬
руются на фундаментальных физических константах.
В этой связи можно выделить три вида физических величин,
измерение которых осуществляется по различным правилам.
К первому виду физических величин относятся величины, на
множестве размеров которых определены лишь отношения порядка
и эквивалентности. Это отношения типа «мягче», «тверже», «теп¬
лее», «холоднее» и т. д.
К величинам такого рода относятся, например, твердость, определя¬
емая как способность тела оказывать сопротивление проникновению
в него другого тела; температура как степень нагретости тела и т. п.
Существование таких отношений устанавливается теоретически
или экспериментально с помощью специальных средств сравнения,
а также на основе наблюдений за результатами воздействия физи¬
ческой величины на какие-либо объекты.
Для второго вида физических величин отношение порядка и эк¬
вивалентности имеет место как между размерами, так и между разно¬
стями в парах их размеров. Так, разности интервалов времени счита¬
ются равными, если расстояния между соответствующими отметками
равны.
Третий вид составляют аддитивные физические величины.
Аддитивными физическими величинами называются величины, на
множестве размеров которых определены не только отношения по¬
рядка и эквивалентности, но операции сложения и вычитания,
К таким величинам относятся длина, масса, сила тока и т. п.
Их можно измерять по частям, а также воспроизводить с помощью
многозначной меры, основанной на суммировании отдельных мер.
Например, сумма масс двух тел — это масса такого тела, которое
уравновешивает на равноплечих весах первые два.
2.2. Понятие о системе
физических величин
Множество физических величин представляют собой некоторую
систему, в которой отдельные величины связаны между собой сис¬
темой уравнений.
Система физических величин — это совокупность взаимосвязанных
физических величин, образованная в соответствии с принятыми
принципами, когда одни величины принимаются за независимые, а
другие являются функциями независимых величин. Система физи¬
ческих величин содержит основные физические величины, условно
принятые в качестве независимых от других величин этой системы,
и производные физические величины, определяемые через основ¬
ные величины этой системы.
Основная физическая величина — это физическая величина, вхо¬
дящая в систему единиц и условно принятая в качестве независи¬
мой от других величин этой системы.
Производная единица системы единиц — единица производной фи¬
зической величины системы единиц, образованная в соответствии
с уравнением, связывающим ее с основными единицами.
Производная единица называется когерентной, если в этом урав¬
нении числовой коэффициент принят равным единице. Соответ¬
ственно, система единиц, состоящая из основных единиц и коге¬
рентных производных, называется когерентной системой единиц
физических величин.
Для каждой физической величины должна быть установлена еди¬
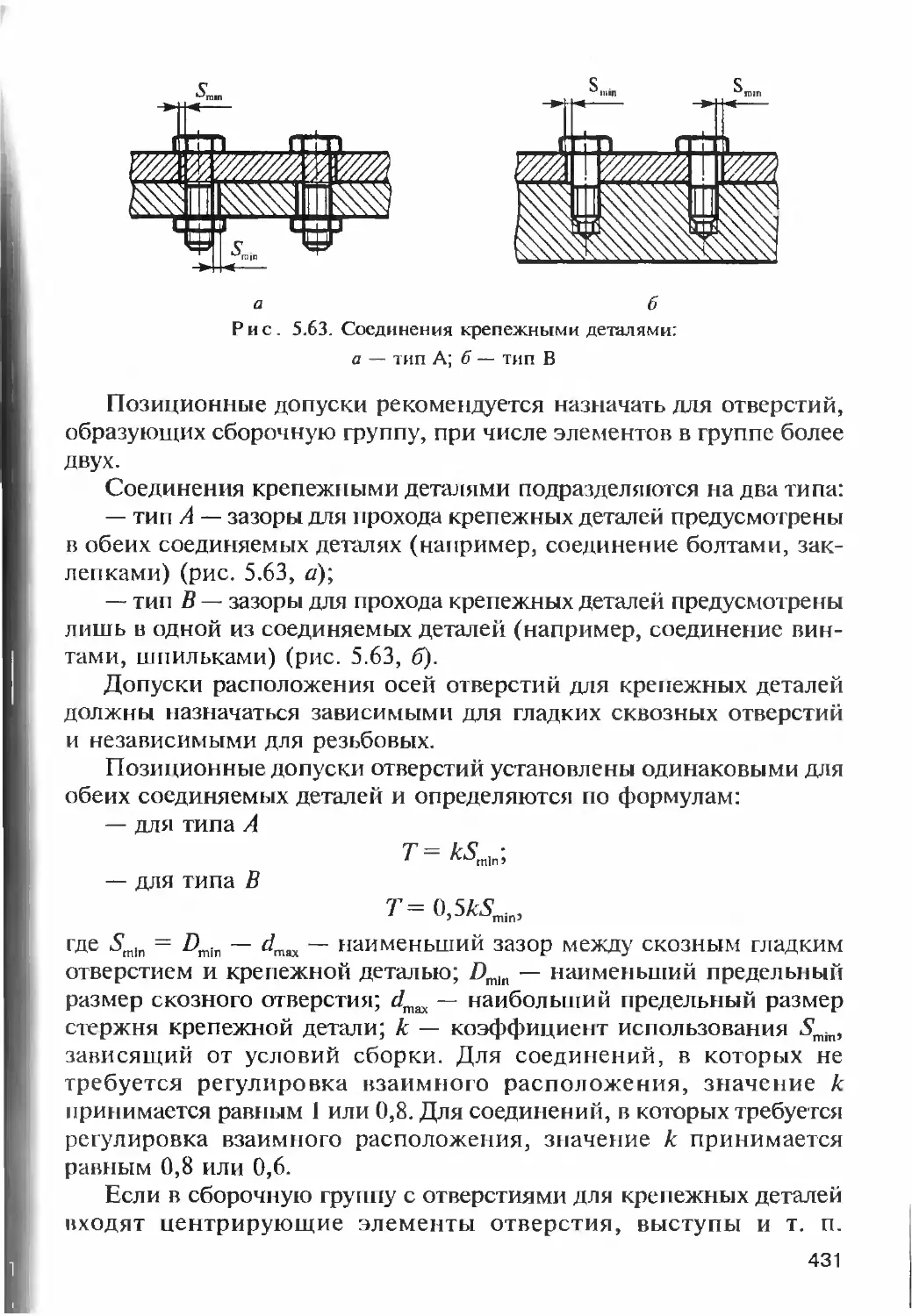
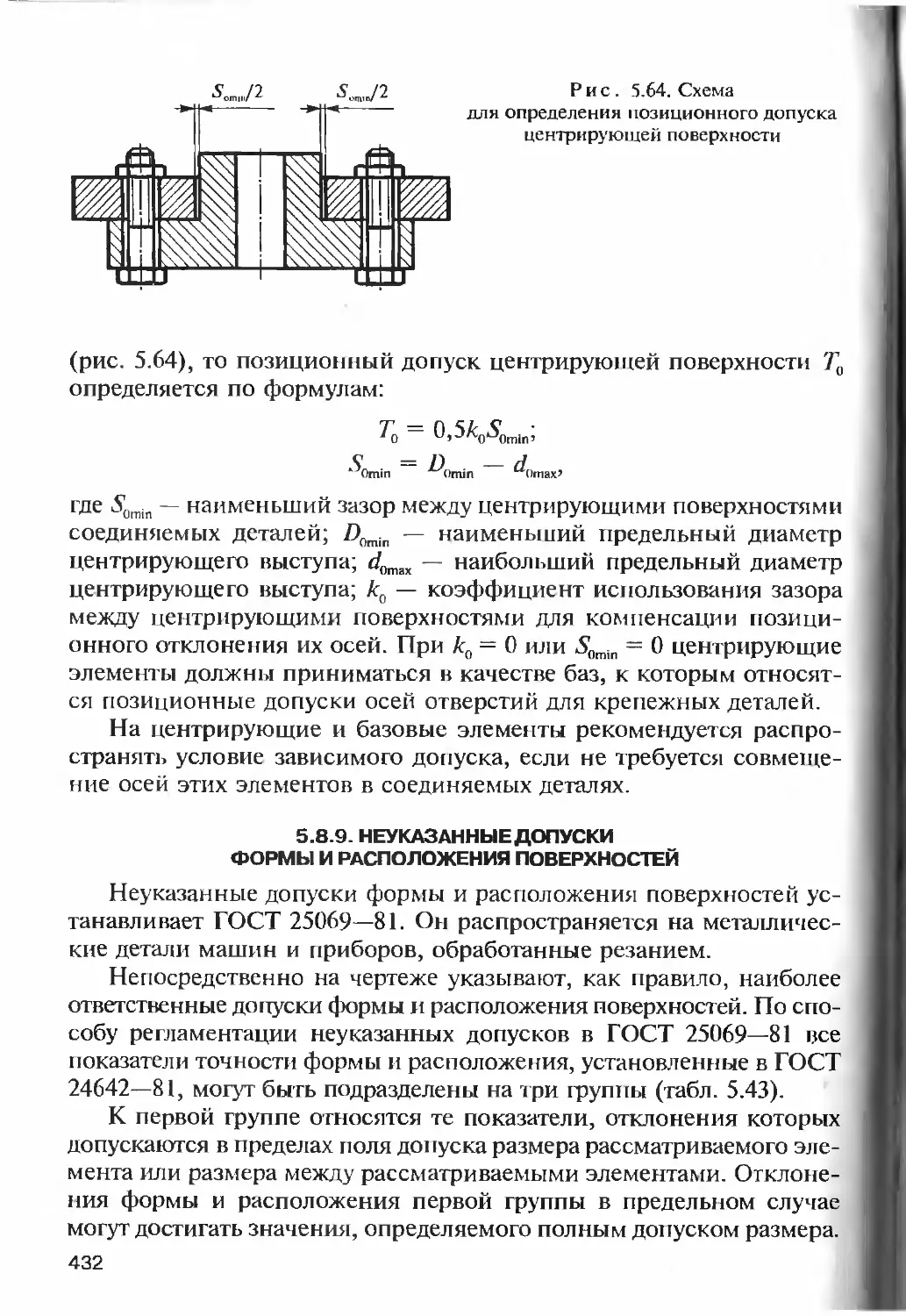
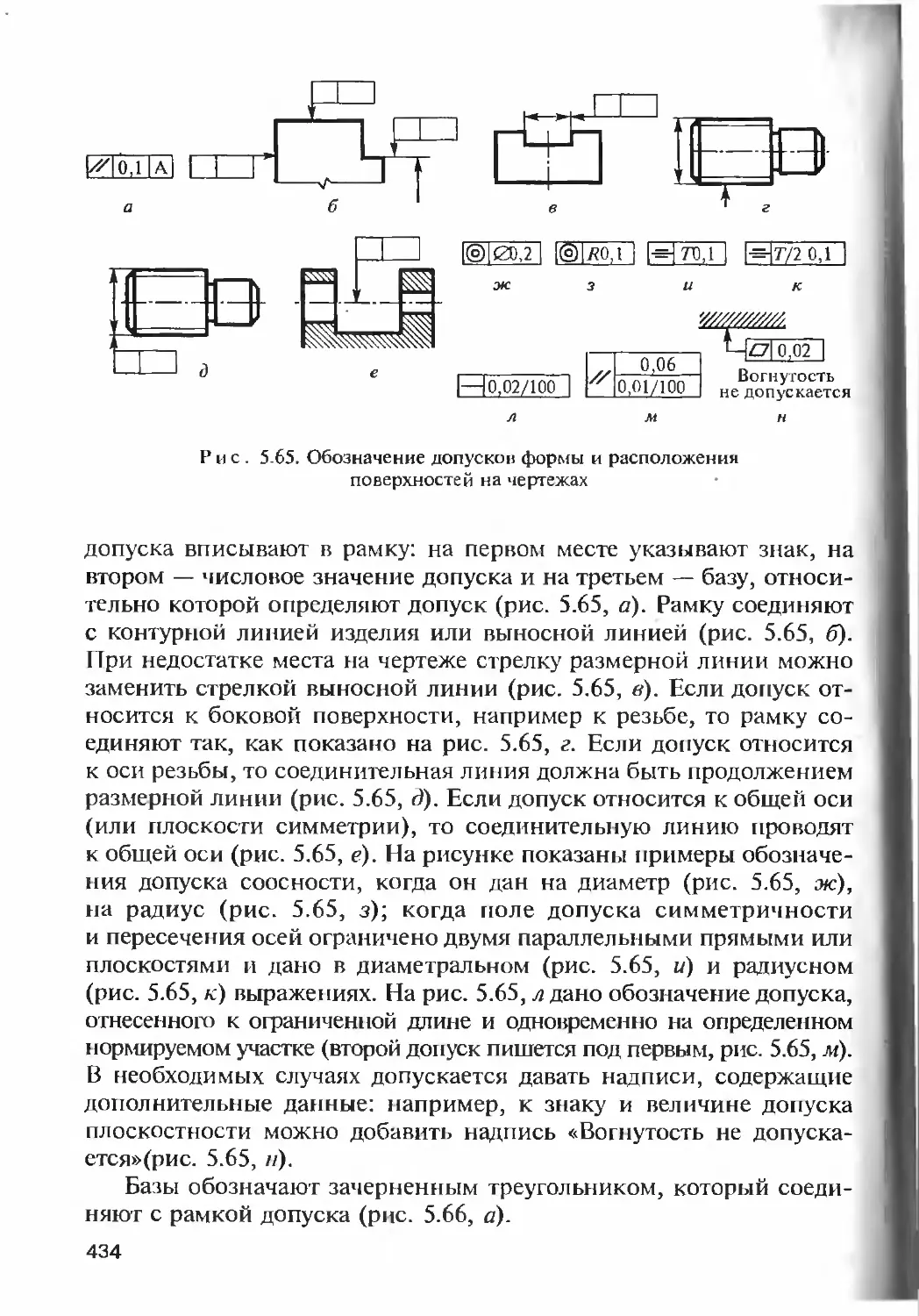
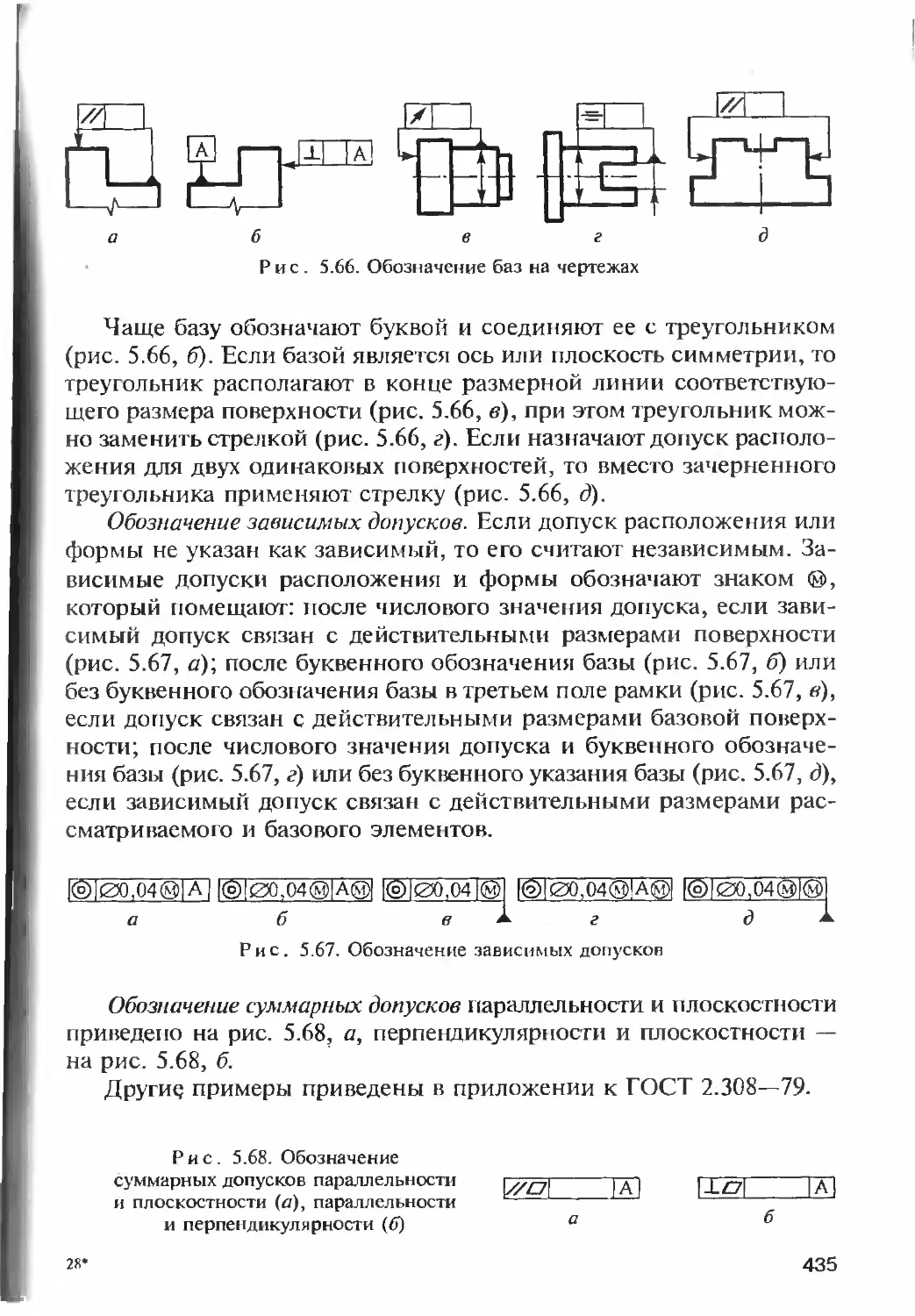
ница измерения.
Единица физической величины — физическая величина фиксиро¬
ванного размера, которой условно присвоено значение, равное еди¬
нице, и применяемая для количественного выражения однородных
физических величин.
Кроме основных и производных физических величин различа¬
ют кратные, дольные, когерентные, системные и внесистемные еди¬
ницы.
Число независимо установленных величин равно разности чис¬
ла величин, входящих в систему, и числа независимых уравнений
связи между величинами.
Например, если скорость тела определяется по формуле V =—,
то независимо можно установить только две величины, а третью
выразить через них.
Размерность физической величины — выражение в форме степен¬
ного одночлена, составленного из произведений символов основ¬
ных физических величин в различных степенях и отражающее связь
данной величины с физическими величинами, принятыми в данной
системе величин за основные, и с коэффициентом пропорциональ¬
ности, равным единице.
12
Степени символов основных величин, входящих в одночлен, мо¬
гут быть целыми, дробными, положительными и отрицательными.
Размерность величин обозначают знаком dim. В системе LMT
размерность величин X будет:
dim X = L'MmT',
где L, М, Т — символы величин, принятые за основные (соответ¬
ственно, длины, массы, времени); /, m, t — целые или дробные,
положительные или отрицательные вещественные числа, которые
являются показателями размерности.
Размерность физической величины является более общей харак¬
теристикой, чем определяющее величину уравнение, так как одна и
та же размерность может быть присуща величинам, имеющим раз¬
личную качественную сторону.
Например, работа силы F определяется уравнением А = FI; ки¬
нетическая энергия движущегося тела — уравнением Ек= mV2/2,
а размерности первой и второй — одинаковы.
Над размерностями можно производить различные действия:
умножения, деления, возведения в степень и извлечение корня.
Показатель размерности физической величины — показатель сте¬
пени, в которую возведена размерность основной физической вели¬
чины, входящая в размерность производной физической величины.
Размерности широко используют при образовании производных
единиц и проверки однородности уравнений. Если все показатели
степени размерности равны нулю, то такая физическая величина
называется безразмерной. Все относительные величины (отноше¬
ние одноименных величин) являются безразмерными.
2.3. Принципы построения
Международной системы единиц
Первая система единиц физических величин, хотя она и не яв¬
лялась еще системой единиц в современном понимании, была при¬
нята Национальным собранием Франции в 1791 г. Она включала в
себя единицы длины, площади, объема, вместимости и массы, ос¬
новными из которых были две единицы: метр и килограмм.
Систему единиц как совокупности основных и производных
единиц впервые в 1832 г. предложил немецкий ученый К. Гаусс.
Он построил систему единиц, где за основу принял единицы длины
(миллиметр), массы (миллиграмм) и времени (секунда), и назвал ее
абсолютной системой.
С развитием физики и техники появились другие системы еди¬
ниц физических величин, базирующиеся на метрической основе.
Все они были построены по принципу, разработанному Гауссом.
Эти системы нашли применение в разных отраслях науки и техни¬
ки. Разработанные в то время измерительные средства градуирова¬
ны в соответствующих единицах, находят применение и в настоя¬
щее время.
Многообразие единиц измерения физических величин и систем
единиц осложняло их применение. Одни и те же уравнения между
величинами имели различные коэффициенты пропорциональнос¬
ти. Свойства материалов, процессов выражались различными чис¬
ловыми значениями. Международный комитет по мерам и весам
выдел ил из своего состава комиссию по разработке единой Между¬
народной системы единиц. Комиссия разработала проект Междуна¬
родной системы единиц, который был утвержден XI Генеральной
конференцией по мерам и весам в 1960 г. Принятая система была
названа Международной системой единиц, сокращенно СИ (SI —
начальные буквы наименования System International).
Учитывая необходимость охвата Международной системой еди¬
ниц всех областей науки и техники, в ней в качестве основных
выбраны семь единиц. В механике такими являются единицы дли¬
ны, массы и времени, в электричестве добавляется единица силы
электрического тока, в теплоте — единица термодинамической тем¬
пературы, в оптике — единица силы света, в молекулярной физике,
термодинамике и химии — единица количества вещества. Эти семь
единиц соответственно: метр, килограмм, секунда, ампер, Кельвин,
кандела и моль — и выбраны в качестве основных единиц СИ
(табл. 2.1).
Единица длины (метр) — длина пути, проходимого светом в ваку¬
уме за 1/299 792 458 долю секунды.
Единица массы (килограмм) — масса, равная массе международ¬
ного прототипа килограмма.
Единица времени (секунда) — продолжительность 9192631770 пе¬
риодов излучения, соответствующего переходу между двумя сверх¬
тонкими уровнями основного состояния атома цезия-133.
Единица силы электрического тока (ампер) — сила неизменяю-
щегося тока, который, проходя по двум нормальным прямолиней¬
ным проводникам бесконечной длины и ничтожно малой площади
круглого поперечного сечения, расположенным на расстоянии 1 м
один от другого в вакууме, вызывает между проводниками силу вза¬
имодействия, равную 2 - 10_7 Н на каждый метр длины.
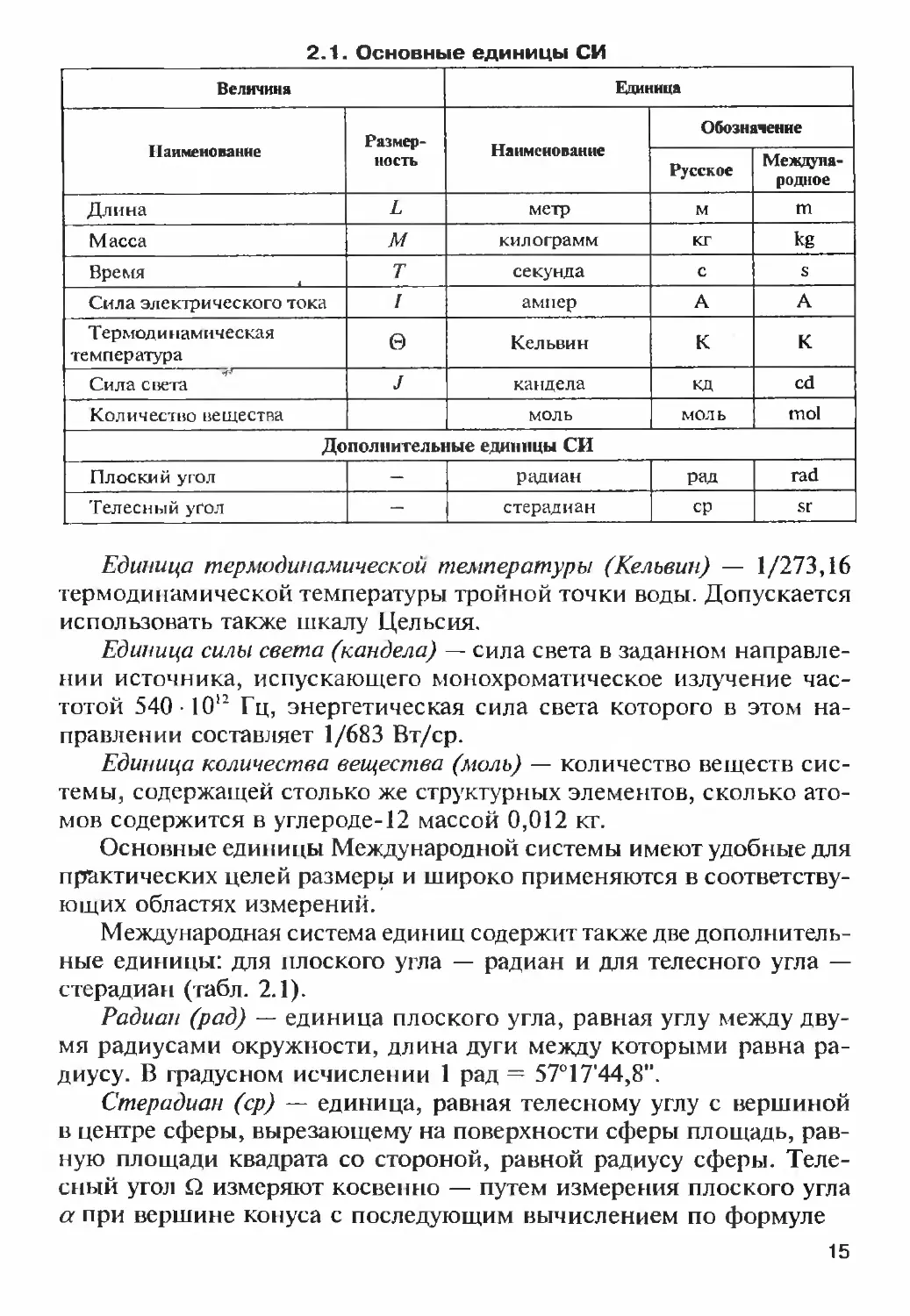
2.1. Основные единицы СИ
Величина
Единица
Наименование
Размер¬
ность
Наименование
Обозначение
Русское
Междуна¬
родное
Длина
ь
метр
м
ш
Масса
м
килограмм
кг
Время
Т
секунда
с
Б
Сила электрического тока
I
ампер
А
А
Термодинамическая
температура
©
Кельвин
К
К
Сила спета
У
кандела
КД
оА
Количестио вещества
моль
моль
то!
Дополнительные единицы СИ
Плоский угол
-
радиан
рад
гас1
Телесный угол
-
стерадиан
ср
вг
Единица термодинамической температуры (Кельвин) — 1/273,16
термодинамической температуры тройной точки воды. Допускается
использовать также шкалу Цельсия.
Единица силы света (кандела) — сила света в заданном направле¬
нии источника, испускающего монохроматическое излучение час¬
тотой 540 ■ 1012 Гц, энергетическая сила света которого в этом на¬
правлении составляет 1/683 Вт/ср.
Единица количества вещества (моль) — количество веществ сис¬
темы, содержащей столько же структурных элементов, сколько ато¬
мов содержится в углероде-12 массой 0,012 кг.
Основные единицы Международной системы имеют удобные для
практических целей размеры и широко применяются в соответству¬
ющих областях измерений.
Международная система единиц содержит также две дополнитель¬
ные единицы: для плоского угла — радиан и для телесного угла —
стерадиан (табл. 2.1).
Радиан (рад) — единица плоского угла, равная углу между дву¬
мя радиусами окружности, длина дуги между которыми равна ра¬
диусу. В градусном исчислении 1 рад = 57°17'44,8".
Стерадиан (ср) — единица, равная телесному углу с вершиной
в центре сферы, вырезающему на поверхности сферы площадь, рав¬
ную площади квадрата со стороной, равной радиусу сферы. Теле¬
сный угол О. измеряют косвенно — путем измерения плоского угла
а при вершине конуса с последующим вычислением по формуле
£1 = 2 п
1 ос
1 -сое —
Телесному углу в 1 ср соответствует плоский угол, равный 65°32',
углу 7гср — плоский угол 120°, углу 2л ср — плоский угол 180°.
Дополнительные единицы используются только для теоретических
расчетов и образования производных единиц, например угловой ско¬
рости, углового ускорения! Для измерения углов применяют угло¬
вые градусы, минуты и секунды. Приборов для измерения углов
в радианах нет.
Угловые единицы не могут быть введены в число основных, так
как это вызвало бы затруднение в трактовке размерностей величин,
связанных с вращением (дуги окружности, площади круга, работы
пары сил и т. д.). Вместе с тем угловые единицы нельзя считать
и производными, так как они не зависят от выбора основных еди¬
ниц. Действительно, при любых единицах длины размеры радиана
и стерадиана остаются неизменными.
Из семи основных единиц и двух дополнительных в качестве
производных выводят единицы для измерений физических величин
во всех областях науки и техники.
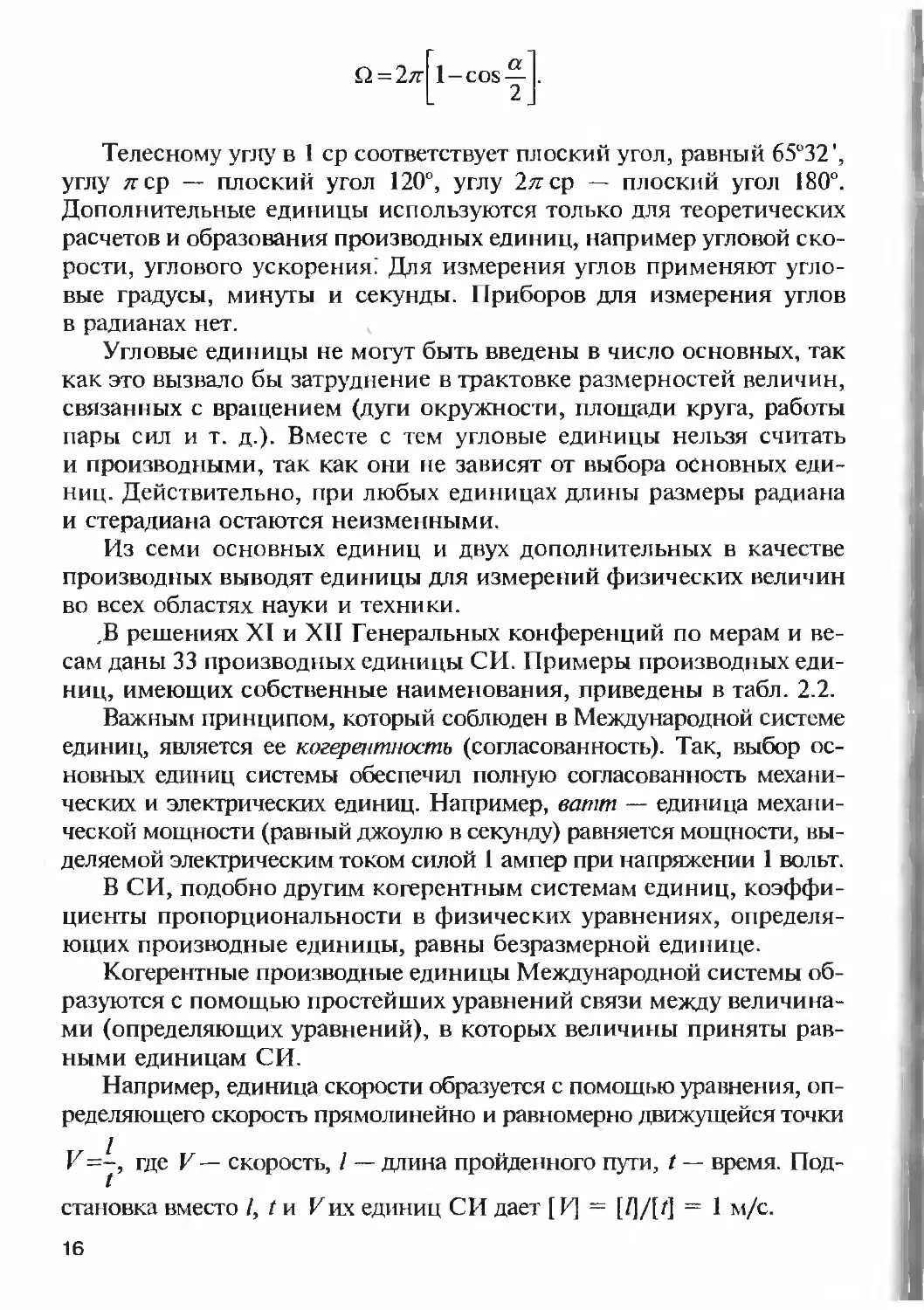
,В решениях XI и XII Генеральных конференций по мерам и ве¬
сам даны 33 производных единицы СИ. Примеры производных еди¬
ниц, имеющих собственные наименования, приведены в табл. 2.2.
Важным принципом, который соблюден в Международной системе
единиц, является ее когерентность (согласованность). Так, выбор ос¬
новных единиц системы обеспечил полную согласованность механи¬
ческих и электрических единиц. Например, ватт — единица механи¬
ческой мощности (равный джоулю в секунду) равняется мощности, вы¬
деляемой электрическим током силой 1 ампер при напряжении 1 вольт.
В СИ, подобно другим когерентным системам единиц, коэффи¬
циенты пропорциональности в физических уравнениях, определя¬
ющих производные единицы, равны безразмерной единице.
Когерентные производные единицы Международной системы об¬
разуются с помощью простейших уравнений связи между величина¬
ми (определяющих уравнений), в которых величины приняты рав¬
ными единицам СИ.
Например, единица скорости образуется с помощью уравнения, оп¬
ределяющего скорость прямолинейно и равномерно движущейся точки
V=у, где V — скорость, / — длина пройденного пути, / — время. Под¬
становка вместо I, t ч Vих единиц СИ дает [ У\ = [/]/[/] = 1 м/с.
16
2.2. Производные единицы СИ,
имеющие собственное наименование
Единица
Выражение производной
единицы
Величина
Наименование
Обозна¬
чение
Через дру¬
гие еди¬
ницы си
Через основные
единицы СП
Частота
герц
Гц
-
с-1
Сила
ньютон
Н
-
м КГ - С"2
Давление
паскаль
Па
Н/м2
м 1■кгс 2
Энергия, работа, количество
теплоты
джоуль
Дж
Нм
м2 • КГ С'2
Мощность, поток энергии
ватт
Вт
Дж/с
м1 ■ кг с 3
количество электричества,
электрический заряд
кулон
Кл
Ас
с-А
Электрическое напряжение,
электрический потенциал
вольт
В
Вт/А
м2-кг-с~3-А~1
Электрическая емкость
фарада
ф
Кл/В
м~2 • кг~‘ ■ с4 - А2
Электрическое сопротивление
ом
Ом
В/А
м2 • кг с 3 ■ А-2
Электрическая проводимость
сименс
См
А/В
м-2 • кг1 - с3 - А2
Поток магнитной индукции
вебер
Вб
В-с
м2 ■ кг ■ с 2 ■ А “1
Магнитная индукция
тесла
т
Вб/м2
кгс 2■А '
Индуктивность
генри
Гн
Вб/А
м2 ■ кг с~2 ■ А“2
Световой поток
люмен
лм
КД-ср
Освещенность
люкс
лк
М'2 - КД ■ ср
Активность нуклида
беккерель
Бк
вч
с-1
Доля излучения
грей
Гй
Сту
м2 ■ с-1
Следовательно, единицей скорости СИ является метр в секунду. Он
равен скорости прямолинейно и равномерно движущейся точки, при
которой эта точка за время /1с перемещается на расстояние 1 м.
Например, для образования единицы энергии используется урав¬
нение Т — тУ2, где Т — кинетическая энергия; т — масса тела;
V— скорость движения точки, то когерентная единица энергии СИ
образуется следующим образом:
I =
С 21т] т 2 Ї
2 кг
2
2
1 —=1 Н м = 1 Дж.
2. Я. М. Радкевич
17
То есть единицей энергии в СИ является джоуль (равный нью¬
тон-метру). Он равен кинетической энергии тела массой 2 кг, дви¬
жущегося со скоростью I м/с.
В Международной системе единиц, как и в других системах еди¬
ниц физических величин, важную роль играет размерность.
Размерностью называют символическое (буквенное) обозначение
зависимости производных величин (или единиц) от основных.
Например, если какая-либо физическая величина X выражается
через длину L, массу М и время Г (являющихся основными величи¬
нами в системе единиц типа LMT) формулой X = f(L, М, 7), то
можно показать, что результаты измерений будут независимы от
выбора единиц в том случае, если функция/будет однородной фун¬
кцией длины, массы и времени. Пусть X = I.FMqTr. Размерность
величины X выражается формулой diniA' = LrMqTr, где dim — сокра¬
щение от слова dimension — размерность.
Данная формула показывает, как производная величина связана
с основными величинами, и называется формулой размерности.
Так как всякая величина может быть представлена как произве¬
дение ее числового значения {А) на единицу [Л] X = {Х\[Х\, ее мож¬
но представить в виде {ЛЦЛ] = {1},’{Л/},{7)Т/.1'’|Л/|,[71Г.
Равенство величин в этой формуле распадается на два равенства:
равенство числовых значений
{Х\ = WW{7y
и равенство единиц
[х\ = imrnm-
Размерность служит качественной характеристикой величины
и выражается произведением степеней основных величин, через кото¬
рые может быть определена.
Размерность не полностью отражает все качественные особен¬
ности величин. Встречаются различные величины, имеющие оди¬
наковую размерность. Например, работа и момент силы, сила тока
и магнитодвижущая сила и др.
Размерность играет важную роль при проверке правильности слож¬
ных расчетных формул в теории подобия и теории размерностей.
2.4. Преимущества
Международной системы единиц
Основными преимуществами Международной системы единиц
являются:
18
— унификация единиц физических величин на базе СИ. Для
каждой физической величины устанавливается одна единица и сис¬
тема образования кратных и дольных единиц от нее с помощью
множителей (табл. 2.3);
— система СИ является универсальной системой. Она охватыва¬
ет все области науки, техники и отрасли экономики;
— основные и большинство производных единиц СИ имеют удоб¬
ные для практического применения размеры. В системе разграни¬
чены единицы массы (килограмм) и силы (ньютон);
— упрощается запись уравнений и формул в различных областях
науки и техники. В СИ для всех видов энергии (механической, тепло¬
вой, электрической и др.) установлена одна, общая единица — джоуль.
2.3. Множители и приставки
для образования десятичных кратных и дольных единиц
и их обозначение
Множи¬
тель
При¬
ставка
Обозначение приставок
Множи¬
тель
При¬
ставка
Обозначение приставок
Между¬
народное
Русское
Между¬
народное
Русское
10'«
экса
Е
Э
10 1
деци
СІ
д
10'5
пета
Р
П
10-2
санти
с
с
10‘2
тера
Т
т
І0-1
МИЛЛИ
т
м
109
гига
С
г
1о-6
микро
1-і
мк
106
мега
М
м
і о-9
нано
п
н
103
кило
к
к
ю-'2
пико
Р
П
102
Гекто
Ь
г
10-15
фемто
Ґ
ф
10'
дека
да
да
10-'8
атто
а
а
3. ВИДЫ И МЕТОДЫ ИЗМЕРЕНИЙ.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
3.1. Виды измерений
Для измерения физической величины необходимо создать ряд усло¬
вий: возможность выделения измеряемой величины среди других вели¬
чин; возможность установления единицы, необходимой для измерения
выделенной величины; возможность материализации (воспроизведения
и хранения) установленной единицы техническими средствами; возмож-
2*
19
ность сохранения неизменным размера единицы (в пределах установ¬
ленной точности) как минимум на срок, необходимый для измерений.
Измерения могут быть классифицированы следующим образом:
Признак классификации
Вид измерений
по характеристике точности
равноточные, неравноточные
по числу измерений в ряду измерений
однократные, многократные
по отношению к изменению измеряемой
величины
статические, динамические
по метрологическому назначению
технические, метроло¬
гические
по выражению результата
абсолютные, относительные
по общим приемам получения результатов
измерений
прямые, косвенные,
совместные, совокупные
Равноточные измерения — это ряд измерений фнчщгсгкпй вели-
чТОТБГ, выполненных одинаковыми по точности средствами измере¬
ний и в одних и тех же условиях.
Неравноточные измерения — это ряд измерений, выполненных
различными по точности средствами измерений № {или} вТге^коль-
ктт ротных условиях.
Неравноточные измерения обрабатывают с целью получения ре¬
зультата измерений только в том случае, когда невозможно полу¬
чить ряд равноточных измерений.
Однократное измерение — это измерение, выполненное только
один раз.
Многократное измерение — это измерение одного и того же раз¬
мера физической величины, результат которого получен из несколь¬
ких следующих друг за другом измерений, т. е. состоящее из ряда
однократных измерений.' При четырех измерениях и более, входя¬
щих в ряд, измерение можно считать многократным. За результат
многократного измерения обычно применяют среднее арифмети¬
ческое значение из отдельных измерений.
Статическое измерение — это измерение физической величины,
принимаемой в соответствии с конкретной измерительной задачей
за неизменную на протяжении времени измерения. Например, из¬
мерение диаметра детали при нормальной температуре.
Динамическое измерение — это измерение изменяющейся по разме¬
ру физической величины и, если необходимо, ее изменения во време¬
ни. Например, измерение переменного напряжения электрического
тока.
20
'Технические измерения — это измерения с помощью рабочих средств
измерений. Применяются с целью контроля и управления. Напри¬
мер, измерения диаметра деталей в ходе технологического процесса.
Метрологические измерения — это измерения с помощью этало¬
нов и образцовых средств измерений с целью воспроизведения еди¬
ниц физических величин для передачи их размера рабочим сред¬
ствам измерений.
Абсолютное измерение — это измерение, основанное на прямых
измерениях одной или нескольких основных величин и (или) ис¬
пользовании значений физических констант. Например, измерение
силы F основано на измерении основной величины — массы (т)
и использования физической постоянной g (в точке измерения массы).
Относительное измерение — это измерение отношения величины к од¬
ноименной величине, играющей роль единицы, или изменения величины
гю отношению к одноименной величине, принимаемой за исходную.
Прямые измерения — это измерения, проводимые прямым мето¬
дом, при котором искомое значение величины получают непосред¬
ственно. Например, измерение длины штангенциркулем или мик¬
рометром, угла — угломером и т. п.
Косвенные изменения — это измерения, проводимые косвенным
методом, арн котором Искомое значение физической величины оп¬
ределяется на основании результатов прямых измерений других фи¬
зических величин, функционально связанных с искомой величи¬
ной. Например, определение объема прямоугольного параллелепи¬
педа по значениям его ширины В, длины L и высоты Я. Как известно,
эти величины связаны между собой уравнением V = BLH.
Совокупные измерения — это проводимые одновременно измере¬
ния нескольких одноименных величин, при которых искомые зна¬
чения величин определяют путем решения системы уравнений, по¬
лучаемых при измерениях различных сочетаний этих величин.
Например, необходимо определить размеры физических вели¬
чии А„ Л, и А3, но не имеется средств, которые дали бы возможность
измерить непосредственно эти величины, а имеются средства, по¬
зволяющие определить суммы любых двух из указанных величин.
Тогда, измеряя различные сочетания величин, получим:
А, + А2 = а; А, + А3 = Ь; Аг + А3 = с,
где а, Лис — результаты измерения соответствующих пар размеров
величины. Решив эту систему уравнений, можно определить
величины^,, А, и А3.
Совместные измерения — это проводимые одновременно измере¬
ния двух или нескольких неодноименных величин для определения
зависимости между ними^Например, на основании ряда одновре¬
менных измерений приращения длины образца в зависимости от
изменений его температуры (полученных в результате измерений)
определяют коэффициент линейного расширения образца.
По своей сути, совместные измерения ничем не отличаются от
косвенных измерений.
3.2. Методы измерений
Метод измерений — прием или совокупность приемов сравнения
измеряемой физической величины с ее единицей в соответствии
с реализованным принципом измерений.
Здесь под принципом измерений понимается физическое явление
или эффект, положенные в основу измерения тем или иным типом
средств измерений. Например, применение эффекта Доплера для изме¬
рения скорости, силы тяжести при измерении массы взвешиванием.
Метод измерений обычно обусловлен устройством средств измерений.
Различают следующие основные методы измерений: непосред¬
ственной оценки, сравнения с мерой, дифференциальный, нулевой,
контактный и бесконтактный.
Непосредственный метод — метод измерений, в котором значение
величины определяют непосредственно по отсчетному устройству изме¬
рительного прибора. Например, измерение размера с помощью штанген¬
циркуля или микрометра, силы электрического тока амперметром и т. п.
Метод сравнения с мерой — метод измерений, в котором измеря¬
емую величину сравнивают с величиной, воспроизводимой мерой.
Например, измерение массы на рычажных весах с уравновешивани¬
ем гирями (мерами массы с известными значениями).
Нулевой метод измерений—метод сравнения с мерой, в кагором результи¬
рующий эффект воздействия измеряемой величины и меры довод ят до нуля.
Например, измерение сопротивления с помощью моста сопротивлений.
Метод измерения замещением — метод сравнения с мерой, в кото¬
ром измеряемую величину замещают известной величиной, воспро¬
изводимой мерой. Например, на чашку весов, предназначенную для
взвешивания массы, устанавливают полный комплект гирь и уравно¬
вешивают весы произвольным грузом. Затем на чашку с гирями по¬
мещают взвешиваемую массу и снимают часть гирь для восстановле¬
ния равновесия. Суммарное значение массы снятых гирь соответ¬
ствует значению взвешиваемой массы (способ Д.И. Менделеева).
Метод измерений дополнением — метод сравнения с мерой, в ко¬
тором значение измеряемой величины дополняется мерой этой же
величины с таким расчетом, чтобы на прибор воздействовала сум¬
ма, равная заранее заданному значению.
Дифференциальный метод измерений — метод измерений, при ко¬
тором измеряемая величина сравнивается с однородной величиной,
имеющей известное значение, незначительно отличающееся от из¬
меряемой величины, при котором измеряется разность между эти¬
ми двумя значениями. В этом случае относительная погрешность Ах
измеряемой величины х будет равна
где Дм — относительная (отнесенная к номинальному значению меры хм)
погрешность калибровки меры; Ди — инструментальная погрешность
прибора (а = х — хм).
При малых а влияние Д,, на точность результата измерений может быть
сведена к нулю. Этот метод нашел широкое распространение в поверке.
Контактный метод измерений — метод, основанный на том, что
чувствительный элемент прибора приводится в контакт с объектом
измерения. Например, контроль температуры термометром.
Бесконтактный метод измерения — метод, основанный на том,
что чувствительный элемент прибора не приводится в контакт
с объектом измерения. Например, измерение температуры пирометром.
Выбор того или иного метода измерений определяется назначе¬
нием их результатов и требованиями к точности.
3.3. Понятие о точности измерений
Точность результата измерения — характеристика качества из¬
мерения, отражающая близость к нулю погрешности его результата.
Эти погрешности являются следствием многих причин: несовершен¬
ства средств измерений, метода измерений, опыта оператора, недо¬
статочной тщательности проведения измерения, воздействия вне¬
шних условий и т. д. Для уменьшения погрешностей необходимо
устранить или уменьшить влияние каждой из причин их появления.
Точность измерений обычно характеризуется погрешностью изме¬
рения. Считается, что чем меньше погрешность измерения, тем боль¬
ше его точность.
Каждый результат содержит погрешность, величину которой мож¬
но представить в следующем виде:
ДКизм^изм-^,
23
где Дхгам — погрешность измерения; хизм — результат измерения;
хл — действительное (истинное) значение измеряемой величины.
Так как истинное значение физической величины хл неизвест¬
но, то для определения погрешности измерения вместо него прини¬
мают действительное значение физической величины хг, определяе¬
мое с точностью, достаточной для оценки погрешности измерения.
Тогда погрешность измерения можно оценить разностью между ре¬
зультатом измерения X и действительным размером х;.
*4™ = Х-Хг.
Для оценки степени приближения результатов измерения к ис¬
тинному значению измеряемой величины используются методы те¬
ории вероятностей и математической статистики. Использование
методов, разработанных в рамках теории вероятностей и математи¬
ческой статистики, позволяет с определенной достоверностью оце¬
нить границы погрешностей, за пределы которых они не выходят.
Это дает возможность для каждого конкретного случая выбрать сред¬
ства и методы измерения, обеспечивающие получение результата,
погрешности которого не превышают заданных границ с требуемой
степенью доверия к результатам измерений (достоверностью).
3.4. Основы обеспечения
единства измерений
Специализация и кооперирование производства в масштабе стра¬
ны, основанные на принципах взаимозаменяемости, требуют обес¬
печения и сохранения единства измерений.
В 1993 г. был принят «Закон Российской Федерации об обеспе¬
чении единства измерений», который устанавливает правовые ос¬
новы обеспечения единства измерений в Российской Федерации.
Закон регулирует отношения государственных органов управления
Российской Федерации с юридическими и физическими лицами
по вопросам изготовления, выпуска, эксплуатации, ремонта, про¬
дажи и импорта средств измерений и направлен на защиту прав
и законных интересов граждан, установленного правопорядка
и экономики Российской Федерации от отрицательных послед¬
ствий недостоверных результатов измерений.
Закон «Об обеспечении единства измерений» состоит из семи
разделов: общие положения; единицы величин, средства и методи¬
ки выполнения измерений; метрологические службы; государствен¬
ный метрологический контроль и надзор; калибровка и сертифика¬
ция средств измерений; ответственность за нарушение закона
и финансирование работ по обеспечению единства измерений.
В первом разделе Закон «Об обеспечении единства измерений»
устанавливает и законодательно закрепляет основные понятия, при¬
нимаемые для целей Закона: единство измерений, средство измере¬
ний, государственный эталон единицы величины, нормативные до¬
кументы по обеспечению единства измерений, метрологическая служ¬
ба, метрологический контроль и надзор, поверка и калибровка средств
измерений, сертификат об утверждении типа средств измерений,
аккредитация на право поверки средств измерений и сертификат
о калибровке (определения этих понятий приводятся в соответствую¬
щих главах учебника).
В первой статье закона дается следующее определение понятия
«единство измерений».
Единство измерений — состояние измерений, при котором их резуль¬
таты выражены в узаконенных единицах величин и погрешности измере¬
ний не выходят за установленные границы с заданной вероятностью.
Понятие «единство измерений» охватывает важнейшие задачи
метрологии: унификацию единиц, разработку систем воспроизведе¬
ния единиц и передачи их размеров рабочим средствам измерений
с установленной точностью, проведение измерений с погрешнос¬
тью, не превышающей установленные пределы, и др. Единство из¬
мерений должно выдерживаться при любой точности измерений,
необходимой отрасли экономики.
Обеспечение единства измерений является задачей метрологических служб.
Метрологическая служба — совокупность субъектов деятельности
и видов работ, направленных на обеспечение единства измерений.
Закон определяет, что Государственная метрологическая служба
находится в ведении Госстандарта России и включает: государствен¬
ные научные метрологические центры; органы Государственной мет¬
рологической службы на территории республик в составе Россий¬
ской Федерации, автономной области, автономных округов, краев,
областей, городов Москвы и Санкт-Петербурга.
Госстандарт России осуществляет руководство Государственной
службой времени и частоты и определения параметров вращения Зем¬
ли (ГСВЧ), Государственной службой стандартных образцов состава
и свойств веществ и материалов (ГССО) и Государственной службой
стандартных справочных данных о физических константах и свойствах
веществ и материалов (ГСССД) и координацию их деятельности.
Государственные научные метрологические центры несут ответ¬
ственность за создание, совершенствование, хранение и применение
государственных эталонов единиц величин, а также за разработку нор¬
мативных документов по обеспечению единства измерений.
Органы Государственной метрологической службы осуществляют го¬
сударственный метрологический контроль и надзор на территориях рес¬
публик в составе Российской Федерации, автономной области, авто¬
номных округов, краев, областей, городов Москвы и Санкт-Петербурга.
Государственная служба времени и частоты и определения пара¬
метров вращения Земли осуществляет межрегиональную и межот¬
раслевую координацию работ по обеспечению единства измерений
времени, частоты и определения параметров вращения Земли.
Государственная служба стандартных образцов состава и свойств
веществ и материалов осуществляет межрегиональную и межотрас¬
левую координацию работ по разработке и внедрению стандартных
образцов состава и свойств веществ и материалов в отраслях народ¬
ного хозяйства в целях обеспечения единства измерений на основе
их применения.
Государственная служба стандартных справочных данных о фи¬
зических константах и свойствах веществ и материалов осуществля¬
ет межрегиональную и межотраслевую координацию работ по раз¬
работке и внедрению стандартных справочных данных о физичес¬
ких константах и свойствах веществ и материалов в науке и технике
в целях обеспечения единства измерений на основе их применения.
3.5. Эталоны единиц физических величин
Средство измерений или комплекс средств измерений, предназ¬
наченные для воспроизведения и хранения единицы и передачи ее
размера нижестоящим по поверочной схеме средствам измерений и
утвержденные в качестве эталона в установленном порядке, являет¬
ся эталоном единицы физической величины.
Конструкция эталона, его физические свойства и способ вос¬
произведения определяются природой физической величины (еди¬
ница которой воспроизводится) и уровнем развития измерительной
техники в данной области измерений.
Эталон должен обладать следующими существенными призна¬
ками: неизменностью, воспроизводимостью и сличаемостью.
Неизменность эталона — свойство эталона удерживать неизмен¬
ным размер воспроизводимой им единицы в течение длительного
периода времени, а все изменения, зависящие от внешних условий
(температура, влажность, давление и т. п.), должны быть строго оп¬
ределенными функциями величин, доступных точному измерению.
Воспроизводимость эталона — возможность воспроизведения еди¬
ницы физической величины с наименьшей погрешностью для дан¬
ного уровня развития измерительной техники.
Сличаемость эталона — возможность обеспечения сличения
с эталоном других средств измерений, нижестоящих по повероч¬
ной схеме, с наивысшей точностью для данного уровня развития
техники измерений.
Различают следующие виды эталонов: первичный; специальный;
государственный; вторичный; эталон-свидетель; эталон-копия;
эталон-сравнения; рабочий эталон; международный эталон и др.
Под первичным эталоном понимается эталон, обеспечивающий
воспроизведение единицы с наивысшей в стране (по сравнению
с другими эталонами той же величины) точностью.
Первичные эталоны представляют собой уникальные средства
измерений, часто представляющие собой сложнейшие измеритель¬
ные комплексы. Они составляют основу государственной системы
обеспечения единства измерений. Многие первичные эталоны ут¬
верждаются в качестве государственных эталонов.
В качестве специального эталона используется эталон, обеспечи¬
вающий воспроизведение единицы в особых условиях и служащий
для этих условий первичным эталоном.
Государственный эталон единицы величины — эталон единицы вели¬
чины, признанный решением уполномоченного на то государственно¬
го органа в качестве исходного на территории Российской Федерации.
Для того чтобы обеспечить воспроизведение единиц с макси¬
мально возможной точностью, государственные эталоны постоянно
совершенствуются. Для обеспечения единства измерений физичес¬
ких величин в международном масштабе важную роль играют меж¬
дународные сличения национальных государственных эталонов. Эти
сличения помогают выявить систематические погрешности воспро¬
изведения единицы национальными эталонами, выявить, насколь¬
ко национальные эталоны соответствуют международному уровню,
и наметить пути совершенствования национальных (государствен¬
ных) эталонов.
Например, по решению I Генеральной конференции по мерам
и весам, России из 42 экземпляров прототипов килограмма были
переданы № 12 и № 26, причем № 12 утвержден в качестве государ¬
ственного эталона массы. Прототип № 26 использовался как вто¬
ричный эталон.
Национальный (государственный) эталон массы хранится в НПО
«ВНИИМ им. Д.И. Менделеева» в г. Санкт-Петербурге на кварцевой
подставке под двумя стеклянными колпаками в стальном сейфе, темпе¬
ратура воздуха поддерживается в пределах 20 + 3 °С, относительная влаж¬
ность 65 %. Один раз в 10 лет с ним сличаются два вторичных эталона.
При сличении с международным эталоном наш национальный эталон
массы получил значение 1,0000000877 кг. Для передачи размера едини¬
цы массы от прототипа № 12 вторичным эталонам используются специ¬
альные весы № 1 и № 2 с дистанционным управлением на I кг; весы № I
изготовлены фирмой «Рупрехг», а № 2 — НПО «ВНИИМ им. Д.И. Мен¬
делеева». Погрешность воспроизведения килограмма составляет 2 • 10 9.
Отклонения массы эталонов, определяемые при международных сли¬
чениях, показывают достаточную степень ее стабильности (табл. 3.1).
3.1. Результаты международных сличений эталона массы
Страна
Номер эталона
Отклонение массы эталона, мг
Разность массы
эталонов
Первое
сличение
Второе
сличение
Международ¬
ный эталон
31
0,162
0,128
-0,034
Франция
35
0,191
0,183
—0,008
Россия
12
0,068
0,085
0,017
США
20
-0,039
-0,019
0,020
Япония
6
0,169
0,170
0,001
Италия
5
0,018
0,018
0,000
Швейцария
38
0,183
0,214
0,031
Совокупность первичных эталонов составляет эталонную базу
страны и является основой обеспечения единства измерений. Чис¬
ло эталонов не является постоянным, а изменяется в зависимости
от потребностей народного хозяйства страны. Обычно прослежива¬
ется увеличение их числа во времени, что обусловлено постоянным
развитием рабочих средств измерений.
В качестве вторичного эталона используется эталон, получаю¬
щий размер единицы путем сличений с первичным эталоном рас¬
сматриваемой единицы.
Вторичный эталон является подчиненным по отношению к пер¬
вичному эталону.
Эталон-свидетель — вторичный эталон, предназначенный для
поверки сохранности и неизменности государственного эталона
и для замены его в случае порчи или утраты. В настоящее время
только эталон килограмма имеет эталон-свидетель.
Основное назначение эталона-свидетеля усилить уверенность
в постоянстве основного эталона. По существу, с помощью эталона-
свидетеля можно лишь констатировать постоянство или изменение от¬
ношения между единицами, воспроизводимыми эталоном-свидетелем
и первичным эталоном. Можно также с определенной степенью досто¬
верности утверждать, что в случае постоянства этих отношений размеры
единиц, воспроизводимых эталонами, остаются неизменными.
Эталон-копия — это вторичный эталон, предназначенный для пе¬
редачи размера единицы рабочим эталонам. Такие эталоны создают¬
ся в случае большого числа поверочных работ с целью предохране¬
ния первичного или специального эталона от преждевременного из¬
носа. Эталон-копия представляет собой копию государственного
эталона только по метрологическому назначению и может не всегда
являться физической копией государственного эталона. При необхо¬
димости эталон-копия может заменить государственный эталон.
Эталон-сравнения — это вторичный эталон, который применя¬
ется для сличений эталонов, которые по тем или иным причинам
не могут быть непосредственно сличаемы друг с другом.
Рабочий эталон — это вторичный эталон, применяемый для пе¬
редачи размера единицы образцовым средствам измерений высшей
точности, и в отдельных случаях — наиболее точным рабочим сред¬
ствам измерений. Рабочие эталоны являются наиболее распростра¬
ненными вторичными эталонами.
Международный эталон — это эталон, принятый по международ¬
ному соглашению в качестве первичного международного эталона
и служащий для согласования с ним размеров единиц, воспроизво¬
димых и хранимых национальными эталонами.
4. ПОГРЕШНОСТИ ИЗМЕРЕНИЙ
4.1. Понятие о погрешности измерений
Всякий процесс измерения независимо от условий, в которых
его проводят, сопряжен с погрешностями, которые искажают пред¬
ставление о действительном значении измеряемой величины.
Источниками появления погрешностей при измерениях могут
служить различные факторы, основными из которых являются не¬
совершенство конструкции средств измерений или принципиаль¬
ной схемы метода измерения, неточность изготовления средств из¬
мерений, несоблюдение внешних условий при измерениях, субъек¬
тивные погрешности и т. п.
29
Под несовершенством средств измерений понимается, напри¬
мер, несоблюдение принципа Аббе при линейных измерениях,
согласно которому в процессе измерения объект измерения должен
быть расположен последовательно с мерой сравнения, т. е. так, что¬
бы мера и линия измерения являлись продолжением друг друга.
К группе погрешностей, вызванных несовершенством конструк¬
ции средств измерения, можно отнести погрешности измерения,
вызванные измерительным усилием при контактных измерениях.
4.2. Классификация
погрешностей измерения
Погрешностью средств измерений называется отклонение его по¬
казания (выходного сигнала) от воздействующей на его вход изме¬
ряемой величины (входного сигнала).
Погрешности, возникающие в процессе измерений, можно раз¬
делить на систематические и случайные. Кроме этого, в процессе
измерения могут появиться грубые (очень большие) погрешности,
а также могут быть допущены промахи.
К систематическим погрешностям относят составляющую погреш¬
ности измерений, которая остается постоянной или закономерно
изменяется при повторных измерениях одной и той же величины.
Как правило, систематические погрешности могут быть в большин¬
стве случаев изучены до начала измерений, а результат измерения
может быть уточнен за счет внесения поправок, если их числовые
значения определены, или за счет использования таких способов
измерений, которые дают возможность исключить влияние систе¬
матических погрешностей без их определения.
К случайным погрешностям измерения относят составляющие по¬
грешности измерений, которые изменяются случайным образом при
повторных измерениях одной и той же величины.
В отличие от систематических погрешностей случайные погреш¬
ности нельзя устранить заранее. Однако уточнить результат измере¬
ния можно за счет проведения повторных измерений, т. е. найти
значение измеряемой величины, более близкое к истинному, чем
результат одного измерения. Эти погрешности являются следстви¬
ем, например, изменений внешних условий измерений случайного
характера, вследствие изменений показания измерительного при¬
бора, погрешности округления при снятии отсчета и т. п.
Промахами и грубыми погрешностями называют погрешности из¬
мерения, которые значительно превышают ожидаемые при данных
условиях измерений систематические или случайные погрешности.
Если результаты измерений используются в расчетах, то перед этим
необходимо устранить измерения, содержащие грубые погрешности.
Основными причинами этих погрешностей являются: ошибки экс¬
периментатора; резкое и неожиданное изменение условий измере¬
ния; неисправность прибора и т. п. Для выявления грубых погреш¬
ностей используются методы математической статистки.
4.3. Систематические погрешности
4.3.1. ОБЩИЕ СВЕДЕНИЯ
О СИСТЕМАТИЧЕСКИХ ПОГРЕШНОСТЯХ
Систематические погрешности при повторных измерениях ос¬
таются постоянными или изменяются по определенному закону. Эти
погрешности в некоторых случаях можно определить эксперимен¬
тально, а, следовательно, полученный результат измерения может
быть уточнен путем введения поправки.
Известен ряд способов исключения систематических погрешнос¬
тей, которые условно можно разделить на четыре основные группы:
— устранение источников погрешностей до начала измерений;
— исключение погрешностей в процессе измерения способами
замещения, компенсации погрешностей по знаку, противопостав¬
ления, симметричных наблюдений;
— внесение известных поправок в результат измерения (исклю¬
чение погрешностей вычислением);
— оценка границ систематических погрешностей, если их нельзя
исключить.
По характеру проявления систематические погрешности подраз¬
деляются на постоянные, прогрессивные и периодические.
Постоянные систематические погрешности — погрешности, ко¬
торые в течение всего времени измерений сохраняют свое значение.
Например, если для измерения некоторой величины используется
шкала прибора, в градуировке которой имеется погрешность, то та¬
кая погрешность переносится на все результаты измерения. Это от¬
носится к погрешности концевых мер длины, гирь и т. п.
Прогрессивные погрешности — погрешности, которые в процессе
измерений возрастают или убывают. К таким погрешностям можно
отнести, например, погрешности^ "возникающие вследствие износа
контактирующих деталей средств измерения, постепенное падение
напряжения источника тока, питающего измерительную цепь, и т. п.
Периодические погрешности — погрешности, значения которых
являются периодической функцией времени или функцией переме¬
щения указателя измерительного прибора. Такие погрешности встре¬
чаются в индикаторах часового типа (приборах с круговой шкалой
и стрелкой). Например, если ось стрелки индикатора смещена от¬
носительно центра шкалы на некоторую величину, то погрешность
Д(р изменяется по синусоидальному закону Д<р = е 51П <р, где е —
эксцентриситет (смещение центра шкалы); (р — угол поворота стрел¬
ки в процессе измерения, отсчитываемый от прямой, проходящей
через центр шкалы и ось поворота стрелки.
Систематические погрешности мо1ут изменяться также по слож¬
ному закону за счет совместного действия нескольких систематичес¬
ких погрешностей. Например, такой погрешностью является погреш¬
ность меры длины, которая возникает при отклонении температуры,
при которой выполняются измерения от нормальной температуры.
Величина этой погрешности определяется по формуле
Д/, = («ДГ+ /Ш2)/Н,
где Д/, — погрешность меры длины, возникающая при изменении
температуры на Д/, °С; 1Н — длина меры при нормальной температуре;
Д/ = /и— tн — отклонение температуры от нормальной; /н — нормаль¬
ная температура; /н — температура при применении меры длины;
а и /?— постоянные коэффициенты, определяемые опытным путем.
В группу систематических погрешностей можно отнести: инст¬
рументальные погрешности; погрешности из-за неправильной ус¬
тановки измерительного устройства; погрешности, возникающие
вследствие внешних влияний; погрешности метода измерения (тео¬
ретические погрешности); субъективные погрешности.
Инструментальными погрешностями называют погрешности, при¬
чина которых заключается в свойствах применяемых средств изме¬
рений. [Например, равноплечие весы не могут быть идеально равно¬
плечими. Причиной инструментальных погрешностей является также
трение в сочленениях подвижных деталей приборов.
Средствам измерений, имеющим шкалу, присущи погрешности,
возникающие в неточности нанесенных отметок шкалы (погрешнос¬
ти градуировки). Инструментальные погрешности могут появляться
вследствие износа (размер концевой меры длины уменьшается).
Величина износа зависит от интенсивности использования.
Правильность показаний ряда средств измерений может зависеть
также от положения их подвижных частей по отношению к непод¬
вижным. К таким средствам относятся, например, равноплечие весы,
средства, в конструкцию которых входит маятник или другие подве¬
шенные подвижные части (гальванометры). Отклонение такого сред¬
ства от правильного положения может привести к погрешности ре¬
зультата. Для уменьшения погрешности измерения в таких средствах
используются устройства для установки их в правильном положении
(уровни, отвесы и т. п.). Окружающая температура, магнитные и элек¬
трические поля, атмосферное давление, влажность воздуха относятся
к внешним условиям, приводящим к возникновению погрешностей
вследствие их изменения. Если значения отдельных факторов выхо¬
дят за пределы установленных границ, то это может оказаться причи¬
ной появления дополнительных погрешностей.
Если между измеряемым явлением или свойством и принципом
действия средства измерений нет теоретически доказанной зависи¬
мости, то это может стать причиной возникновения погрешностей
метода измерения (теоретических погрешностей).
Погрешности метода измерения являются следствием упроще¬
ний или допущений, применения эмпирических формул и зависи¬
мостей. Примером таких измерений является измерение твердости
металлов различными методами (Роквелла, Бринелля, Викерса и др.).
В каждом из этих методов твердость измеряется в своих условных
единицах, а перевод результатов из одной шкалы в дру[ую произво¬
дится приближенно.
Индивидуальные свойства человека, которые обусловлены осо¬
бенностями его организма или укоренившимися неправильными
навыками, приводят к субъективным систематическим погрешностям.
Например, скорость реакции на сигнал различна у разных лиц
(на звуковой сигнал скорость реакции человека колеблется в преде¬
лах 0,082—0,195 с, а на световой сигнал — 0,15—0,225 с).
4.3.2. ИСКЛЮЧЕНИЕ СИСТЕМАТИЧЕСКИХ ПОГРЕШНОСТЕЙ
Рассмотрим способы устранения систематических погрешностей.
Устранение источников погрешностей до начала измерения. Этот
способ следует считать наиболее рациональным, так как он осво¬
бождает от необходимости устранять погрешности в процессе изме¬
рения или вычислять результат с учетом поправок. Так, для устра¬
нения температурной погрешности необходимо обеспечить требуе¬
мую температуру окружающей среды с допускаемыми колебаниями.
Колебание температуры в заданных пределах может быть обеспе¬
чено на уровне цеха (термоконстантные цеха), лаборатории, средств
измерений в целом или их отдельных частей. При измерении с
3. Я- М. Радкевич
33
помощью электронных измерительных устройств их рекомендует¬
ся прогревать.
Для устранения влияния на точность измерений внешних маг¬
нитных и электрических полей используются различные экраны.
Влияние вредных вибраций на точность измерений может быть
устранено за счет использования различного рода амортизаторов.
Влияние влажности и давления на точность измерений может
быть исключено, если для измерений использовать, например, спе¬
циальные камеры.
Для исключения систематических погрешностей в процессе из¬
мерения существуют различные способы и приемы без использова¬
ния специальных установок.
Способ введения поправок основан на знании систематической
погрешности и закономерности ее изменения. В этом случае в
результат измерения, содержащий систематические погрешнос¬
ти, вносят поправки, равные этим погрешностям, но с обратным
знаком.
Так, к линейным шкалам универсального микроскопа прилага¬
ется аттестат, в котором указаны значения и знак поправки для каж¬
дого деления шкалы. Однако необходимо отметить, что как сами
источники, так и условия возникновения систематических погреш¬
ностей в той или иной мере изменяются. Поэтому постоянство зна¬
чений всякой систематической погрешности при повторных изме¬
рениях будет соблюдаться в определенных пределах, за которыми
будут иметь место отклонения, носящие случайный характер. Если,
например, систематическую погрешность исключить введением по¬
правки, то случайные отклонения значений погрешности от значе¬
ний поправки останутся не исключенными.
Способ замещения заключается в том, что измеряемый объект за¬
меняют известной мерой, находящейся при этом в тех же условиях,
в каких находился он сам. Например, на чашку весов, предназна¬
ченную для взвешивания массы, устанавливают полный комплект
гирь и уравновешивают весы произвольным грузом. Затем на чашку
с гирями помещают взвешиваемую массу и снимают часть гирь для
восстановления равновесия. Суммарное значение массы снятых гирь
соответствует значению взвешиваемой массы (способ Д. И. Менделе¬
ева). Такой способ не только устраняет погрешность, но и сохраня¬
ет чувствительность при взвешивании различных масс.
Способ замещения используется при измерении электрических
параметров — сопротивления, емкости, индуктивности. Объект из¬
мерения ставят в ту или иную измерительную цепь. Уравновешива¬
ют цепь (мост). Не изменяя схемы, заменяют измеряемый объект,
включая в цепь меру переменного значения. Снова уравновешива¬
ют цепь. Определяют значение измеряемой величины.
Способ компенсации погрешности по знаку заключается в том, что
измерение производят дважды так, чтобы неизвестная по размеру
погрешность входила в результаты с противоположными знаками.
Например, с целью исключения погрешности измерения угла кону¬
са на инструментальном микроскопе, связанную со смещения оси
центров, в которых устанавливается конус, производят измерение
угла сначала по одной образующей (совмещая горизонтальную ли¬
нию штриховой измерительной головки с образующей конуса),
а затем с другой стороны. Пусть а, и а2 — результаты двух измере¬
ний; А — систематическая погрешность (смещение оси центров),
значение которой неизвестно; ад — значение угла конуса, свободное
от данной погрешности. Тогда, например, а, = ад + А, а а2 — ад — А.
Способ противопоставления имеет большое сходство со спосо¬
бом компенсации по знаку. Он заключается в том, что измерения
проводят два раза, причем так, чтобы причина, вызывающая по¬
грешность, при первом измерении оказывала противоположное дей¬
ствие на результат второго. Например, при взвешивании на равно¬
плечих весах для исключения погрешности от остаточной нерав-
ноплечести при первом взвешивании массу х помещают на одну
чашку весов, уравновешивают гирями с общей массой /и„ помещен-
шение плеч.
Затем взвешиваемую массу перемещают на ту чашку, где нахо¬
дились гири, а гири — на ту, где находилась масса. Так как отноше-
Разделив первое равенство на второе, получим х = ^тхтг или,
Способ применяется в тех случаях, когда сравнивается измеряе¬
мая величина с мерой примерно равного значения.
Среднее значение угла ар = а, + а
_ («а + А>(«а-Д)
2
ние плеч Ь. не точно равно единице, равновесие достигается при
А
использовании гирь общей массой т2: т2 = —~х.
* 1
т. +т0
если /я, и т2 отличаются друг от друга незначительно, х = —*——-
3*
35
5. СЛУЧАЙНЫЕ ПОГРЕШНОСТИ
Случайные погрешности представляют собой погрешности, в по¬
явлении каждой из которых не наблюдается какой-либо закономер¬
ности. Случайные погрешности неизбежны и неустранимы и всегда
присутствуют в результате измерения. Они вызывают рассеяние ре¬
зультатов при многократном и достаточно точном измерении одной
и той же величины при неизменных условиях, вызывая различие их
в последних значащих цифрах (результаты многократных измере¬
ний одной и той же постоянной величины в одних и тех же услови¬
ях с помощью одного и того же измерительного устройства одним
и тем же оператором могут отличаться друг от друга).
Каждая случайная погрешность возникает в результате воздей¬
ствия многих факторов, каждый из которых сам по себе не оказыва¬
ет значительного влияния на результат.
Так как случайные погрешности не поддаются исключению из
результатов измерений, то при рассмотрении их влияния на резуль¬
тат измерений задача сводится к изучению свойств совокупностей
результатов отдельных наблюдений.
Природа и физическая сущность случайных и систематических со¬
ставляющих погрешности измерений различна. Однако оценки неис-
ключенных остатков систематических погрешностей и случайных по¬
грешностей осуществляются на основе обработки статистического ма¬
териала, представляющего собой совокупность результатов измерений.
Для изучения случайных погрешностей используются методы те¬
ории вероятностей и математической статистики. Эти методы при¬
менимы и для неисключенных систематических составляющих.
5.1. Распределения случайных величин
Дискретные и непрерывные случайные величины. По своей физи¬
ческой природе измеряемые величины могут быть детерминирован¬
ными и случайными.
Дискретной (прерывной) называют случайную величину, отдель¬
ные значения которой можно перенумеровать.
Примерами дискретных случайных величин являются число из¬
делий, отказавших в процессе испытаний, количество бракованных
деталей в партии и т. д.
Непрерывной называют случайную величину, возможные значения
которой непрерывно заполняют некоторый промежуток. Примеры не¬
прерывных случайных величин: отклонение размера изготовленной
детали от номинала, погрешность измерения, величина отклонения
формы детали, высота микронеровностей в данной точке поверхнос¬
ти и т. д.
Случайная величина не может характеризоваться каким-то одним
значением. Для нее необходимо обязательно указать множество воз¬
можных значений и вероятностные характеристики, заданные на этом
множестве.
Дискретные случайные величины полностью характеризуются ве¬
роятностями своих отдельных значений
рк = Р(Х = хк)-к = 1, 2, ..., п. (5.1)
Равенство X = хк является случайным событием.
Так кгк равенства X = хк образуют полную группу событий, то
П
5>*=1- (5-2)
/=1
Вероятностным описанием случайной величины является закон
ее распределения.
Законом распределения случайной величины называют соотношение,
устанавливающее связь между возможными значениями случайной
величины и соответствующими им вероятностями. Закон распреде¬
ления может быть задан в различной форме. Простейшей формой
задания закона распределения является таблица, в которой перечис¬
лены в порядке возрастания все возможные значения дискретной слу¬
чайной величины и соответствующие им вероятности, например:
Такую таблицу называют рядом распределения. Графическое
изображение ряда распределения называют полигоном распределе¬
ния случайной величины (рис. 5.1).
Задание функции распределения является общей формой закона
распределения как для дискретных, так и для непрерывных случай¬
ных величин. Функцию распределения можно задать в виде интег¬
рального закона распределения (функция распределения) и в виде
дифференциального закона распределения (плотность вероятности).
Функцией распределения случайной величины X называют ве¬
роятность выполнения неравенства X < х
Р(х) = Р(Х<х), (5.3)
где х — неслучайный аргумент.
37
Рис. 5.1. График распределения
вероятностей дискретной случайной величины
Функция распределения F(x) должна быть неубывающей функ¬
цией своего аргумента, т. е. F(—°°) = 0 и /'’(+«>) = 1.
На рис. 5.2 приведены графики функции распределения F (х)
для дискретной (5.2, а) и непрерывной (5.2, 6) случайных величин.
а б
Рис. 5.2. Функции распределения дискретной (а)
и непрерывной (б) случайных величин
Плотностью вероятности непрерывной случайной величины на¬
зывают производную функцию распределения
<р(х) - F\x) = lim[.F(x + Дх) - -F(x)] / Ах.
(5.4)
Плотность вероятности <р(х) обладает следующими свойствами:
<р(х) > 0 — неотрицательна;
-1-00
jtp(x)dx =1.
(5.5)
38
Функция распределения F(x) выражается через плотность веро¬
ятности (Р (X)
X
F(x) = j <p(x)dx. <5-6)
—оо
Функция распределения F(x), как и вероятность, есть величина
безразмерная, а плотность вероятности имеет размерность, обрат¬
ную размерности случайной величины.
Вероятность попадания непрерывной случайной величины на
заданный интервал (а, Ь) определяется выражением
ь
Р(а < X < b) = F(b) - F(a) = | (p(x)dx. (5.7)
a
Геометрически эта вероятность равна площади криволинейной
трапеции, ограниченной кривой распределения, осью абсцисс
и прямыми х = а и х = b (рис. 5.3).
а б
Рис. 5.3. Одно- (а) и двухмодальное (б) распределение вероятности
случайной величины х
М1(х) М2(х) х
5.2. Числовые характеристики
случайных величин
Для изучения распределения случайных величин пользуются ря¬
дом числовых характеристик: мер положения и мер рассеивания.
К характеристикам положения относятся: математическое ожи¬
дание, мода, медиана. Математическое ожидание случайной вели¬
чины называют также средним значением случайной величины.
Математическим ожиданием М (х) дискретной случайной величи¬
ны X называется сумма произведений возможных значений ее на
соответствующие вероятности:
М(х) = '£ х,./>(х,.)5
/=1
(5.8)
где п — число возможных значений случайной величины.
Математическим ожиданием М (х) непрерывной случайной величи¬
ны X называется определенный интеграл от произведения плотнос¬
ти вероятности (р{х) на действительное переменное х, взятый в пре¬
делах от —со до +со;
Модой Мо(х) называют значение случайной величины, имею¬
щее у дискретной величины наибольшую вероятность, а у непре¬
рывной — наибольшую плотность вероятности. Если кривая рас¬
пределения имеет один максимум, то мода равна значению случай¬
ной величины, соответствующей этому максимуму. Такая кривая
называется унимодальной (одномодальной) (рис. 5.3, а). Если кри¬
вая распределения имеет два или несколько случайной величины
одинаковых максимумов, то она соответственно называется двух¬
модальной, или многомодальной (рис. 5.3, б).
Медианой случайной величины X называют такое ее значение
Ме(х), для которого функция распределения равна 0,5. Это означа¬
ет, что вероятность случайной величины принять значение меньше
медианы в точности равна вероятности этой величины принять зна¬
чение, большее медианы.
Для непрерывной случайной величины медиана определяется из
соотношения
Геометрически медиана представляет собой абсциссу точки, ко¬
торая делит площадь, ограниченную кривой распределения, попо¬
лам (рис. 5.3, б).
Для дискретной случайной величины х необходимо расположить
ее значения в порядке возрастания и в качестве медианы принять
такое срединное значение х между хт_, и хт, чтобы удовлетворить
условие
(5.9)
г
(5.10)
Ме
т-1
п
(5.11)
40
Наряду с характеристиками положения используются числовые
характеристики, по которым судят о рассеивании случайной вели¬
чины. К ним, в частности, относят дисперсию и среднеквадратичес¬
кое отклонение.
Дисперсией Б(х) дискрет!юй случайной величины Xназывается сумма
квадратов отклонений случайной величины х от ее математического
ожидания, умноженная на соответствующие вероятности:
D(x) = '£|(xi-M(x)y-p(xi). (5.12)
/=1
Для непрерывной случайной величины дисперсия определяется
по формуле
+°о
Щх)= Г (х-М(х)У<р(х)с1х. (5.13)
Среднеквадратическим отклонением случайной величины назы¬
вают положительное значение квадратного корня из дисперсии:
а(х) = ах=Л[Щх). (5.14)
Среднеквадратическое отклонение измеряется в тех же едини¬
цах, что и сама величина X и ее среднее значение, тог да как диспер¬
сия выражается в квадратах соответствующей единицы измерения.
5.3. Моменты случайных величин
Для исследования распределений случайных величин в матема¬
тической статистике пользуются моментами. Моменты представля¬
ют собой систему численных характеристик распределения, вклю¬
чающую среднюю арифметическую и дисперсию.
Моментом ряда распределения (или просто моментом) относитель¬
но начального значения х — а называется сумма произведений откло¬
нений значений х, отав степени г на соответствующую частоту:
тг=-У\ /Хх-ау. (5.15)
п м
Давая показателю степени г различные значения (г= 0, 1, 2, 3 и т. д.),
получим моменты нулевого, первого, второго и т. д. порядка отно¬
сительно начала а.
41
Различают начальные и центральные моменты г -го порядка
Если а = 0, то момент называется начальным. Обозначим на¬
чальный момент г -го порядка через уг, тогда
<516>
/=1
Если а = X , то момент называется центральным. Обозначим его
через /л, тогда центральный момент г -го порядка
(5-17)
1=1
Обычно для практических целей ограничиваются вычислением
моментов не выше четвертого порядка.
Среднее арифметическое значение случайной величины X пред¬
ставляет собой начальный момент первого порядка:
(5-18)
/-1
Центральные моменты выражаются через начальные моменты
следующим образом:
Ро = У, (519)
//, = 0; (5.20)
Ц2=у2-**-, (5.21)
^, = у3-3^,+ 2^; (5.22)
«, = уа-4у}у1 +6у2у?-Зу?. (5.23)
Центральный момент второго порядка представляет собой дис¬
персию случайной величины X:
Щх)=оЛ=ъ=£/Хх1-ХУ. (5.24)
1=1
Для распределений дискретных случайных величин:
уг=^р(Х')хГ; (5.25)
Ы1
42
= £>(*,)(*,-*)'• (5-26)
i=i
Для распределения непрерывных случайных величин:
+оо
f x'<p{x)dx-, (5.27)
4 -со
+ оо
Mr = \ (х - xy <p(x)dx. (5.28)
5.4. Асимметрия и эксцесс
Кроме рассмотренных числовых характеристик применяется и
ряд других вероятностных характеристик, каждая из которых опи¬
сывает определенное свойство распределения.
Так, третий центральный момент характеризует степень асим¬
метрии кривой распределения относительно математического
ожидания, но для удобства за характеристику асимметрии прини¬
мают безразмерную величину, называемую коэффициентом асим¬
метрии ог:
(5.29)
При одномодальном распределении асимметрия положительна
(ог>0), если мода Мо(х) находится влево от среднего значения М(х),
п отрицательная (ог<0), если мода Мо(х) находится вправо от сред¬
него значения М(х) (рис. 5.4). При симметричном распределении
а =0.
Рис. 5.4. Распределение плотности вероятности
при различных значениях коэффициента асимметрии
43
Четвертый центральный момент цА определяет свойство остро¬
вершинности кривой распределения. За характеристику этого свой¬
ства принимают безразмерную величину т, называемую коэффици¬
ентом эксцесса
г = з. (5.30)
/Ч
При симметричном одномодальном распределении эксцесс обычно
положителен (т> 0), если кривая распределения островершинна,
и отрицателен (т<0), если кривая распределения плосковершинна.
По величине коэффициентов асимметрии и эксцесса можно сде¬
лать допущение, например, о нормальности распределения изучае¬
мой случайной величины, хотя это требует более строгой проверки.
Для нормального распределения коэффициенты асимметрии и экс¬
цесса равны нулю (рис. 5.5).
Рис. 5.5. Распределение плотности вероятности
с различными коэффициентами эксцесса
5.5. Примеры законов
распределения случайных величин
5.5.1. ЗАКОН НОРМАЛЬНОГО РАСПРЕДЕЛЕНИЯ
Закон нормального распределения находит большое примене¬
ние в различных отраслях техники. Этому закону подчиняются мно¬
гие непрерывные случайные величины, встречающиеся в технике,
например ошибки измерения, высота микронеровностей обработан¬
ной поверхности и многие другие. Широкое применение закона нор¬
мального распределения объясняется центральной предельной
теоремой. Из этой теоремы следует, что если случайная величина X
44
представляет сумму очень большого числа взаимно независимых
случайных величин х„ х,, х„, влияние каждой из которых на всю
сумму незначительно, то независимо от того, каким законам рас¬
пределения подчиняются слагаемые х,, х2, хи, сама величина X
будет иметь распределение вероятностей, близкое к нормальному, и
тем точнее, чем больше число слагаемых.
Этот вывод имеет большое практическое значение.
Теорема Ляпунова дает теоретическое объяснение и тому факту,
что при устойчивом процессе обработки деталей на настроенных
станках и при отсутствии изменяющихся во времени систематичес¬
ких погрешностей действительные размеры деталей часто подчиня¬
ются закону нормального распределения, так как результирующую
погрешность обработки можно представить как сумму большого числа
погрешностей, зависящих от станка, приспособления, инструмента
и заготовки.
Плотность вероятности или дифференциальная функция распре¬
деления случайной величины непрерывного типа, подчиняющейся
закону нормального распределения, имеет следующий вид:
(х-Х)2
<р(х) = —г=е 2^ , (5.30')
о-л/2 л
где х — переменная случайная величина; <р(х) — плотность вероят¬
ности; а — среднее квадратичное отклонение случайной величины
х от X ;Х — среднее значение (математическое ожидание) величин х;
е — основание натуральных логарифмов, е = 2,71828.
Дифференциальная функция нормального распределения графи¬
чески выражается в виде кривой колоколообразного типа (рис. 5.6).
Из вида кривой нормального распределения следует, что она сим¬
метрична относительно ординаты точки х = X . Меньшие отклоне-
Рис. 5.6. Теоретическая кривая
нормального распределения
X
X
а
б
Рис. 5.7. Влияние среднего арифметического X
и среднего квадратичного а значений
на положение и форму кривой нормального распределения
ния отХ более вероятны, чем большие. Большие отклонения от
центра группирования маловероятны.
Положение кривой относительно начала координат и ее форма
определяются двумя параметрами X и ст. С изменением X форма
кривой не изменяется, но изменяется ее положение относительно
начала координат (рис. 5.7, а). С изменением о положение кривой
не изменяется, но изменяется ее форма. С уменьшением о кривая
становится более вытянутой, а ветви ее сближаются; с увеличением
а, наоборот, кривая становится более приплюснутой, а ветви ее
раздвигаются шире (рис. 5.7, б).
Интегральный закон нормального распределения выражается сле¬
дующим уравнением:
Вид интегральной кривой нормального распределения представ¬
лен на рис. 5.8.
Если случайная величина следует нормальному закону и может
принимать любые численные значения в пределах (—«, +«»), то
(х-Х )2
е dx.
(5.31)
dx =1.
(5.32)
46
Рис. 5.8. Кривая
интегральной функции
нормального распределения
Вероятность Р(—оо<х< +оо) = 1 представляет собой площадь под
дифференциальной кривой нормального распределения.
Вероятность значений х в любом другом интервале (х,, х2)
(см. рис. 5.6) меньше единицы и будет равна
(Хі-ху
Р(х1<х<х2) = —1а2
(7^2л •>
(5.33)
Произведем замену переменной х на / путем подстановки
х-Х
— = Л-
(5.34)
Учитывая, что х = ю + Х\ с1х = о А, получим
Р(х,<х<х2) = -І=|
2 /
(5.35)
х -X х — X
Новые пределы интегрирования Г, =—5 и /2 = ? заменили
О о
пределы х, и х,. Правую часть уравнения (5.35) можно представить
в виде суммы двух интегралов:
Р(х <х<х)=
0
1 е 2 Ж+ \ е 2 Л
1
и -,г ,2
/ е 2 А+ / е 2 Ж
о о
(5.36)
Знак плюс в уравнении (5.36) изменился на минус вследствие
изменения пределов интегрирования с - 0 на 0 -
47
Интеграл
—Г
>/2~п ■>
I I-
е 2Л = Ф(Г)
(5.37)
носит название нормированной функции Лапласа, а его значения
х-Х
для различных ( = -
табулированы. Значение нормированной
функции Лапласа Ф(1) с погрешностью менее 10 5 можно опреде¬
лить по формуле
Т = 1—Д=*Г'2/2 (0,43618360« - 0,1201676м2 + 0,937298м3), (5.38)
л] 2л
где и
1
1 + 0,23164 |/|
Если / > 0, Ф(0 = Т, а если / < 0, то Ф(/) = 1 — Т1.
Функция Лапласа нечетная, т. е.
Ф(-0 = -Ф(0- (5.39)
Для отрицательных значений 7 табличные данные берутся со зна¬
ком минус.
Вероятность того, что случайная величина, подчиняющаяся за¬
кону нормального распределения, при измерениях примет значе¬
ние в пределах (х„ х2), можно записать через Ф(0 следующим об¬
разом:
Р(х{ <х<х2) = Ф(72)-Ф(71) = Ф
ф
' х2-Х'
-Ф
'х,-Х'
а
а
(5.40)
У теоретической кривой нормального распределения ветви ее
асимптотически приближаются к оси абсцисс, т. е. зона рассеи¬
вания случайной величины х лежит в пределах ±«>. Практически
зона рассеивания случайной величины х ограничена конечными
пределами.
Например, вероятность того, что случайная величина будет на¬
ходиться в пределах (х, =Х -Зет; х2 = Х + 3<т), близка к единице.
Из уравнения 5.40 следует
Р(х,<х<х2)=Ф
\-Х'
-Ф
1*
1
к“
Ч-
=ф
( Х+3 (т-х'
-фГ
а
а
а
1 J
Р(х, < х < х2) = Ф (3)+ Ф (3)= 2Ф (3)= 0,9973 .
48
Таким образом, вероятность появления случайной величины
вне указанного интервала не превосходит <7 = 1 — Р = — 0,9973 = 0,0027,
т. е. очень мала. Следовательно, в качестве практически пре¬
дельного поля рассеивания (о для закона нормального распределе¬
ния можно принять интервал в ба, т. е. со — бет.
Если X=0, т. е. совпадает с началом координат, то уравнение
(5.31) примет вид
^(х)=—/е 2°2 еЬс. (5.41)
а\2л
X
Введем замену — = t, получим
о
1 I
Р(х) = —^= \е 2Л=—[е 2Ж + [е 2 сИ
л!2л 1 л/2 л 1 1
! I
(5.42)
но
—оо 0
поэтому можно записать
^(х) = 1+Ф( О. (5.43)
Закон нормального распределения является симметричным от¬
носительно ординаты точки х = X.
Как уже отмечалось, для оценки отклонений эмпирического
распределения от нормального используются безразмерные ха¬
рактеристики: коэффициент асимметрии а и коэффициент экс¬
цесса т.
Мера асимметрии вычисляется по формуле (5.29) или по формуле
а = —з , (5.44)
ПС
где п — объем совокупности.
Мера эксцесса распределения вычисляется по формуле (5.30) или
по формуле
4. Я. М. Радкевич 49
1(х,-ху
т--
ПСУ 4
— 3.
(5.45)
5.5.2. РАВНОМЕРНОЕ РАСПРЕДЕЛЕНИЕ
Равномерным распределением называют такое распределение слу¬
чайной величины, когда она с одинаковой вероятностью может при¬
нимать любое значение в заданных пределах.
Равномерное распределение случайной величины показано на
рис. 5.9.
Рис. 5.9. Плотность вероятности
(дифференциальная функция)
равномерного распределения
Плотность вероятности равномерного распределения имеет вид:
О при х < а;
при а < х < Ь; (5.46)
(р(х) =
1
Ь - а
О при х >b
где а н Ь — параметры закона, определяющие пределы изменения
случайной величины X.
Закону равномерного распределения подчиняются, в частности,
погрешности от трения в опорах приборов, неисключенные остатки
систематических погрешностей, погрешности дискретности в циф¬
ровых приборах, погрешности размеров в пределах одной группы
сортировки при селективной сборке, погрешности параметров из¬
делий, отобранных в более узких пределах, по сравнению с техно¬
логическим допуском, суммарная погрешность обработки, вызван-
пая линейным изменением во времени доминирующего фактора
(износ режущего инструмента, температурная деформация и т. д.),
погрешности, возникающие за счет округления величин, получен¬
ных при измерении на приборах, и др.
Функция распределения Дх) равномерного распределения (ин¬
тегральная функция распределения) выражается следующим урав¬
нением для (а < х < Ъ):
Г(х) =
О при х < я;
с1х
Г <р{х)с1х - Г = Ц-—— при а < х < Ь; (5.47)
* 1 о - а о -о
а а
О при х > Ь.
Вид функции распределения показан на рис. 5.10.
Математическое ожидание М(х), дисперсия 1)(х) и среднее квад¬
ратичное отклонение (а) случайной величины, подчиняющейся рав¬
номерному распределению, соответственно равны:
М(х) =
а + Ь
[>х =
2
(Ь-аУ
а =
12
(Ь-а)
2л/3
(5.48)
Практически предельное поле рассеивания (о при равномер¬
ном распределении равно Ь — а или с учетом (5.48), т. е.
(о - Ь-а = 2у/3ст .
Рис. 5.10. График
интегральной функции
равномерного распределения
4*
51
Рис. 5.11 Плотность вероятности
закона Симпсона
5.5.3. ЗАКОН СИМПСОНА
Вид кривой треугольного распределения показан на рис. 5.11.
Плотность вероятности имеет вид:
<р(х)
О
х - а + I
Т
I - х + а
Т
О
при х < а - I;
при а - I < х < а;
при а < х < а + /;
при х > а + I.
(5.49)
По этому закону распределены, например, погрешности суммы
(разности) двух равномерно распределенных величин. Если, напри¬
мер, отклонения размеров отверстия и вала распределены в преде¬
лах полей допусков равномерно, а допуски вала и отверстия при¬
мерно одинаковые, то зазоры в пределах допуска зазора будут рас¬
пределены по закону треугольника. Плотность вероятности зазоров
при этом будет иметь следующий вид:
Ф) =
О
4(5-5 )
' ПИП '
1Т51
4(5 - 5)
^ тах
1Т52
О
при
5 < 5т.п;
при
5 < 5 < 5 ;
Ш1Г *1 *
при
5 < 5 < 5 ;
ш тах 7
при
5 > 5та>,
(5.50)
52
где S^, Smax — соответственно минимальное и максимальное значе-
S +S
ния зазора в соединении; Sm = -max^ min
среднее значение зазора
в соединении; ITS = 5max — — допуск зазора; s — текущее значе¬
ние зазора.
Функция распределения закона Симпсона имеет вид:
F(x) =
О
[х-(а-1)У
2Г-
[(а + /) - хр
2/г
при
х < а-1;
при
а-1 < х < а;
при
а < х<а + 1\
при
х > а+ 1.
(5.51)
Графическое представление интегральной функции распределе¬
ния приведено на рис. 5.12.
Математическое ожидание, дисперсия и среднее квадратичное
отклонение случайной величины, подчиняющейся закону Симпсо¬
на, соответственно равны:
М(х) - а;
12
D(x) = —\
<r = -i=; / = £т>/б.
Я
(5.52)
Практически предельное поле рассеивания со при распреде¬
лении случайной величины по закону Симпсона равно 21, т. е.
со = 21 = 2о л/бГ-
5.6. Точечные оценки
параметров распределения
случайных величин и отклонений
Вероятностные характеристики погрешностей измерения определя¬
ются, как правило, на основании экспериментальных данных методами
математической статистики. Иногда для этого проводят специальные
эксперименты с целью аттестации средств измерения, иногда они со¬
вмещены с измерениями контролируемого параметра. При этом оцени¬
ваются математическое ожидание и среднее квадратичное отклонение.
Оценка вероятностной характеристики погрешностей измерения
называется точечной, если она выражена одним числом. Любая то¬
чечная оценка, вычисленная на основании опытных данных, явля¬
ется случайной величиной. При этом функция ее распределения
зависит от распределения случайной величины и числа опытов п.
Точечная оценка называется несмещенной, если ее математическое
ожидание совпадает с истинным значением оцениваемого параметра.
Точечная оценка называется состоятельной, если при увеличе¬
нии количества наблюдений (объема выборки) ее отличие от оцени¬
ваемого параметра может быть сколь угодно малым.
Точечная оценка называется эффективной, если ее дисперсия
меньше дисперсии любой другой оценки данного параметра.
Каждое из этих понятий характеризует качество точечных оце¬
нок. При прочих равных условиях лучшей будет та оценка, которая
имеет, например, наименьшее смещение. Среди всех нормально рас¬
пределенных оценок наипучшей будет несмещенная эффективная
оценка.
Теоретическим обоснованием возможности экспериментального
определения вероятностных характеристик является закон боль¬
ших чисел, который для случайных величин формулируется следу¬
ющим образом.
Пусть проведена серия и одинаковых независимых экспери¬
ментов по наблюдению за случайной величиной X, имеющей ко¬
нечные М(х) и Б(х).
Обозначим через X среднее арифметическое результатов наблю¬
дений
В соответствии с законом больших чисел для любых сколь угод¬
но малых е и а всегда найдется такое л„ при котором в случае п >п1
54
(5.53)
Р^-М(х)|>е|
<а.
(5.54)
Среднее арифметическое результатов наблюдений является не¬
смещенной оценкой математического ожидания случайной вели¬
чины, а, следовательно, ее истинное значение совпадает с матема¬
тическим ожиданием случайной величины:
М
м
1ух, =1ум(х>^М=М(х). (5.55)
л ■— и п
(=1 /=1
Так как среднее арифметическое результатов измерений получе-
х..
но в результате сложения случайных величин —ц то оно также явля-
п
ется случайной величиной с дисперсией Б(х). Значение дисперсии
среднего значения можно определить следующим образом:
о[у]=с
ІУх, =Д-У (5.56)
п Г*і п “ п п
/=1 /=1
(5.57)
Из выражения (5.56) следует, что точность результата измерения
можно повысить при увеличении числа измерений. Дисперсия сред¬
него арифметического из п наблюдений в п раз меньше дисперсии
результата однократного наблюдения.
Среднее квадратичное отклонение среднего арифметического оп¬
ределяется по формуле
V«
При и —> со с-х стремится к нулю. Эго означает, что среднее ариф¬
метическое ряда измерений сходится по вероятности к математи¬
ческому ожиданию и является его состоятельной оценкой.
Среднее арифметическое значение является также и эффектив¬
ной оценкой математического ожидания, т. е. имеет минимальную
дисперсию, равную
П
Рассмотрим пример определения среднего арифметического на
основании изменяющегося числа наблюдений.
На рис. 5.13 представлен график зависимости результатов на¬
блюдений (ряд 1 — отклонения размера в /-ом опыте, ряд 2 — сред¬
нее арифметическое результатов последовательных измерений. Зна¬
чения этого рада получаются следующим образом. Первое значение
55
Порядковый номер
Рис. 5.13. Зависимость результатов наблюдений
от числа наблюдений
равно первому значению из ряда 1, второе значение равно сумме
первою и второго значений ряда 1, деленное на 2, третье значение
равно сумме первого, второго и третьего значений первого ряда де-
1 "
ленное на 3, и т. д. Последнее значение второго ряда равно —V х .
Г / = 1
В данном примере п = 20.
Среднее из 20 наблюдений^ =1,75 мкм служит точечной оцен¬
кой истинного отклонения измеряемой величины.
Результаты отдельных измерений, как это следует из графика,
имеют достаточно большой разброс относительно среднего ариф¬
метического (ряд 1), а разброс отдельных средних арифметических
значительно меньше (ряд 2). Он уменьшается по мере увеличения
числа измерений.
В качестве точечной оценки дисперсии выбирают среднее зна¬
чение квадрата отклонения случайной величины от среднего зна¬
чения
(5-58)
п /=]
Эта оценка является состоятельной, но смещенной, так как ее
математическое ожидание равно
М{сг\)=^ст1. (5.59)
56
В связи с этим точечную оценку дисперсии принято определять
по формуле:
(5.60)
где л2 — эмпирическая дисперсия.
Точечная оценка среднего квадратичного отклонения определя¬
ется из выражения
Величина 5, характеризует разброс отдельных результатов изме¬
рения относительно среднего арифметического значения X.
В литературе величину ох называют средним квадратичным, или
стандартным отклонением генеральной совокупности, а 5Х— выбо¬
рочным средним квадратичным отклонением.
Среднее арифметическое X имеет дисперсию, в п раз меньшую,
чем дисперсия случайной погрешности (5.57). В связи с этим в ка¬
честве точечной оценки дисперсии среднего арифметического при¬
нимается выражение
Оценка среднего квадратичного отклонения среднего арифмети¬
ческого соответственно равна
С помощью полученных оценокЛ' и ^результат измерения, на-
нример длины, записывается следующим образом:
что позволяет сделать соответствующие выводы относительно точ¬
ности измерения: число измерений п характеризует надежность оп¬
ределения 5Л, а величина характеризует близость^ к истинному
шачению Ь.
(5.61)
(5.62)
(5.63)
Ь=Х ; 5Л= ..., п = ...,
(5.64)
57
5.7. Интервальные оценки
числовых характеристик
Интервал значений случайной величины, внутри которого с за¬
данной вероятностью находится истинное значение погрешности
результата измерения, называется доверительным интервалом погреш¬
ности результата измерения, а соответствующую ему вероятность —
доверительной вероятностью Р.
Нижнюю и верхнюю границы доверительного интервала назы¬
вают доверительными границами.
Доверительный интервал характеризует степень воспроизводи¬
мости результатов измерения.
Как следует из определения, для характеристики случайной по¬
грешности необходимо иметь две характеризующие ее величины —
доверительный интервал и доверительную вероятность.
Обозначим через е точность приближенного равенства Х0~Х.
Тогда определение точности вычисления генеральной средней по
данным выборки сведется к определению вероятности того, что ис¬
тинное значение^ находится в пределах Х±е, где о 0, т. е.
Для определения вероятности а можно воспользоваться распре-
Из статистики известно, что если генеральная совокупность имеет
нормальное распределение, то величина / при любом п следует зако¬
ну Стьюдента, который имеет следующее выражение:
где к = п — 1 — число степеней свободы; Г (к) — гамма-функция
Оценка точности вычисления
генеральной средней Х0
(5.65)
\х-х0
(5.66)
(интеграл Эйлера; Г(к) = 1е ’Л).
Как следует из (5.66), значение зависит только от перемен¬
ной / и числа степеней свободы к. Поэтому если задана вероятность
а, то из (5.67) можно найти такое положительное число 1а, которое
будет зависеть только от а и и:
'а
сс=Р{-(а<1<0= (5.67)
\X-XJ
Так как /=-! то выражение (5.67) можно переписать в сле-
°X
дующем виде:
а=Р
1</
у V «
=Р[?-1и<тх<Х{1<Х+1аох)=2\Бк{{)сІі. (5.68)
Значения приводятся в справочной литературе по статистике.
С достаточной для практических целей точностью значение (и мож¬
но определить по следующим уравнениям, полученным в результате
аппроксимации табличных значений для наиболее употребительных
значений а= 0,9; 0,95; 0,99:
Г,„ =1,640575836+ 0.644822988^ р_8Щ79149. (5 ед
-1,938097113-н^3233299-°^Я1848 + М70«6311. (, щ
к к к
шпи«! , 3,623001823 , 21,81293438 34,8629238 , 70,47492516
0,99, а к к2 к3 4 1сА
(5.71)
Пример. По выборке из п = 20 найдено А' = 19 ,235 и 5 = 0,08. Определить зна
чение генеральной средней Хв.
Решение. Генеральная средняя определяется доверительным интервалом
Х-*а°х<Х0<Х +‘а°х-
Задаваясь вероятностью а, например, равной 0,95, из уравнения (5.70), опреде¬
лим /00951. Число степеней свободы Аг = 20 — 1 = 19
1тти„, 2,953233299 0,6521848 8,470266311
'о95* = 1,938097113 +— 5 +— = =2,0929.
’’ 19 19 19
(Точное табличное значение равно 2,09.)
59
Учитывая, что <тх=-=-, будем иметь
V"
Следовательно, с вероятностью 95 % генеральная средняя будет находиться в
интервале 19,198 <А'0< 19,272.
Задача сводится к определению вероятности а приближенного
равенства сг0 = 5, точность которого равна е. Здесь 5— среднее квад¬
ратичное отклонение выборки из объема п.
Если известно, что случайная величина х в генеральной сово¬
купности подчинена нормальному закону, то величина
имеет распределение у}, дифференциальная функция которого име¬
ет вид
Преобразуем неравенство в скобках следующим образом, пола¬
гая, что 5 — £->0:
Оценка точности вычисления
среднего квадратичного отклонения
генеральной совокупности по данным выборки
(5.73)
Определим вероятность а приближенного равенства сг0 = 5
а=Р{$-£ <СТ0<5+£)
(5.74)
(5.75)
Умножим все члены неравенства на положительное число
получим
—-4к <—л[к <-?—л[к
Обозначим —Откуда є = 5^ и
60
л[к yfk к к
<Х<7— или — „-^<^'<7, ;\2*
1+9S 1 ~Я, О +Я.У (1-9,)
Вероятность этого неравенства равна интегралу
к
к г к
—*<х <-—
(Ws)2
= l<Pix2)dx2-L(qs,k). (5.76)
(1+9.1)
Левая часть этого уравнения есть преобразованное выражение
вероятности а = P(s — е < сг0< s + е). С учетом этого окончательно
можно записать
P(s-qss<o0<s+qss)=L(qs,k). (5.77)
Значения интеграла L(qjc) приведены в табл. 5.1.
При числе степеней свободы к > 30 оценка может быть упроще-
|сг — сг i
на, так как величина/—Ц гдесг =-jJ==-= подчиняется нор-
a, V2/j v2/i
мальному закону распределения и, следовательно,
P(-ta<1<t«hP(?-*a°,<°o<s+ta°)=20{.ta). (5.78)
Полагая tua = е., получим P(s — е< а0< s + е) = а.
Следовательно,
a = 2Ф(/о). (5.79)
Пример. По выборке из п = 20 найдено 5 = 0,8. Определить вероятность а прибли¬
женного равенства х при е — 0,2.
Решение. Количество степеней свободы Л: = « — 1 = 20 — 1 = 19-
Значение д определим из выражения £ = ; <7 = — = = 0,25.
1 * 0,8
По табл. 5.1 находим значение а. При к = 18 и д = 0,25 а = 0,849, а при к =20
и ^ = 0,25 а = 0,868. Значение а для к = 19 находим как среднее значение
0,849+0,868
= 0,8585, т. е. Р(0,8 — 0,2 < <т„< 0,8 + 0,2) = 0,8585 или, окончательно,
2
Р{0,6 < сг„< 1) = 0,8585.
61
5.1. Таблица вероятностей L(q,k) = P(s-e <а <s + e)
О
о
CD
го
0,999
1,000 |
2,500
0,998
1,000 |
О
8
ci
0,995
0,999 |
I
о
0,982
0,998
0,999l
О
О
CD
о
о
0,987
0,996
0,999 I
0
8
о
in
Г4
0,978
0,991
0,997 I
0,999 I
0,999 I
000‘ I
О
8
0,959
0,981
0,991 I
0,996
0,998
0
OS
OS
o'
0,999
0
0
0
006‘0
00
■'t
04
o'
0,974 I
0,986 I
0,993
0,996
0,998
1 0,999
0,999
|
8
00
О
0,933
0,963|
0,979 I
0,988 I
0,993
0,996
0,998 I
0,999 I
1,000
8
О
0,913
0,948 I
0,968 I
0,980 I
0,988 I
0,992
0,996 I
0,997
0,999 I
000‘ I
0,600
0,886
0,926 I
0,961
0,968
0,978
0,985
0,990
0,993
0,997
0,999
0,999
|
oos'o
0,849
0,895
0,925
0,946
0,960
0,971
0,980
0,984
0,992
0,9961
0,997
0,999
0,999
0,999
О
О
О
8
't
о
0,791
0,845 I
ГЧ
00
00
d
0,900
0,9,29
0,944
0,955
0,964
0,979
0,988
0,990
0,994
0,996
0,998
0,999
1,000
0,300
0,681
0,748 I
0,797
0,833
0,862
0,885
0,903
00
os
d
0,944
0,962
0,969
0,978
0,984
0,993
0,996
0,998
0,999
0,999
[ 000* 1
О
1Л
(N
О
0,599
0,669 I
0,722
0,764
0,798
0,826
0,849
00
VO
00
d
0,905
0,930
0,944
0,957
0,967
0,974
0,984
0,990
0,994
0,996
0,997
0
0
0
8
СЧ
о
0,501
0,567 I
0,620
0,664
0,701
0,733
0,760
0,784
0,832
0,867
0,893
0,913
0,929
0,942
0,960
0,972
0,980
0,986
0,990
0,998
1,000
О
О
О
О
О
000‘I
о
«Л
o'
0,388
0,444 I
0,491
0,532
0,567
0,599
0,627
0,652
0,706
0,749
0,787
0,815
0,840
0,860
0,893
0,917
0,935
0,949
0,959
0,986
0,995
0,998
О
8
000‘t
0,100 I
0,264
0,305 I
0,340
0,371
0,399
0,425
0,448
0,470
0,518
0,559
0,597
0,628
0,657
0,682
0,726
0,762
0,792
00
»-H
00
d
0,840
0,914
0,951
0,972
0,988
1,000
VO
00
О
<N
VO
00
20
25
30
35
40
VI
Tj-
50
09 |
70
О
00
06 I
001 I
150
200
250
500
1000
Доверительные интервалы
для оценки генеральной средней
Статистическая оценка параметра, вычисленная по данным вы¬
борки, является приближенной. Такая оценка будет иметь смысл, если
указан интервал, внутри которого будет находиться истинное значе-
— ^s — — ^s ^
ние параметра с заданной вероятностью Р X—^=<Х0<Х+-т= \~а.
л!п л/« ;
Значение / можно определить по таблицам или можно восполь¬
зоваться следующей аппроксимацией:
, = . ^Ьх+сх^-Лс3 _ (5 8())
\+ех+/х7 +Их‘ ’
где с = -6,163127-10 5, 6 = 1,255452, с = -2,3107156, с1= 1,0572091,
е = -1,833726,/= 0,56556408, я = 0,4592514, А = -0,19052311.
Например, для а = 0,95 и // = 100 значение 1 определим из уравнения
{ _ - 6,163127 • 1 (Г5 +1,255452* - 2,3107156х2 +1,0572091х3 _ { ?59848
1-1,833726*+0,56556408л:2 + 0,4592514х3 -0,19105231 Ьс4
(Табличное значение ! при а = 0,95 равно 1,96).
Следовательно, доверительный интервал для генеральной средней будет
Х~ —1,96 —т====*< Х0 < Х + 1,96 -у^=, X- 0,196 я < Х0 < X + 0,196 5.
■уЮО -/100
Внутри этого интервала будет находиться неизвестное среднее с вероятностью 0,95.
Значения X ± 0,196л являются доверительными границами для среднего значения
при уровне значимости 9 = 1 — а = 1 — 0,95 = 0,05 (5 %-й уровень значимости).
Для выборок, объем которых меньше 25—30, величина ( имеет
распределение Стьюдента. В этом случае величина I определяется из
таблиц распределения Стьюдента или вычисляется по формулам
(5.69) — (5.71) для принятой вероятности а и заданного числа п.
Например, для а = 0,95 и п = 10 (к = п — 1 = 10 — 1=9) значение 1 определим из
уравнения
, „го, 2,4534 2,0794 4,7592 , 2,4534 2,0794 4,7593 _ _
'о95* = 1,9581+— + -■’ , -+— - - = 1,9581+— +—-т—+— V— = 2,2629.
’ ’ к к~ к3 9 9 9
(Табличное значение 7 при а = 0,95 равно 2,26).
Следовательно, доверительный интервал для генеральной средней будет
X-2,263 -А=< Х0 < X + 2,263 -А=, X-0,7156 х< Х0 < X + 0,7156 я. Внутри этого ин-
\п \п
тервала будет находиться неизвестное среднее с вероятностью 0,95.
Значения X ± 0,7156 5 являются доверительными границами для среднего значе¬
ния при уровне значимости д = 1 — а= 1 — 0,95 = 0,05 (5 % уровень значимости).
Доверительные границы для оценки ег0
Если генеральная совокупность имеет нормальное распределе-
/152 2
ние, то величина —имеет %-распределение с числом степеней
свободы к = п — 1.
Задавшись вероятностью а, определяют уровень значимости <7 = 1 — а,
а затем два значения %2: одно для вероятности Р = 1 - у, а другое
для вероятности Р=^. Первое из этих значений обозначим через
X2, а другое — Тогда вероятность того, что величина^- будет
находиться в границах от^,2 до %\, будет равна
= «. (5.81)
С вероятностью а будет выполняться следующее неравенство:
(5.82)
х\ х.
Значения %г Для различных значений а можно определить по
следующим зависимостям:
0,11936588 - 0,21149752А: + 0,07012306А:2 .
*0.99,*- 1 + 0,097658558*: - 0,00013916058А:2 ’ )
0,03662694- 0,18727392*: + 0,08296176%2 .. _
у1 — — • /*) От-)
'98,‘ 1 + 0,11288416£ - 0,00016669067А:2
_ -0,20159686-0,076356839^ + 0,097747127£2 . _
*о,95,*- 1 + 0,12505735*: - 0,00014367585А:2
-0,3503315 + 0,023608006*: + 0,12147839/с2 .
1 + 0,1489288/с - 0,000159220653£2
(5.86)
_ -1,179189 + 0,65833303Л: + 0,011920637/с2 .
1 +0,0055971779*: +9,4955285-Ю'5*2 ’ (■ )
64
-1,0668984 + 0,79670434 к
У 2 — I ■
ол'‘ 1 - 0,0059568415 к + 8,3025456 ■ 10 5Л:2 ’
(5.88)
2 -0,66486727 + 1,0043181*
Хахк ~ 1 + 0,0003962217 2к - 6,763122510 ~6к2 ’
1,9053774 + 1,5613755 к от
у2 — ■ (Ь.Уи)
° ' * 1 + 0,10967173 к - 0,0001326321 кг ’
2 3,0805103 +1,7309239А: (5 91)
~ 1 + 0,012959503А: - 0,00014814023/^ ’
2 _ 4,3971082 + 2,1749407А: + 0,043703463£2 . (5 92)
Хатм - 1 + 0,045065692*:- 8,9615208 -10*5 к2 ’
2 6,5734755 + 0,58712964 1п к (5.93)
*о.°и - 1 _ 0 з7276298 1п к + 0,037712635 (1п к)2 '
Пример. Определить доверительные границы для 0% при а = 0,96, п = 20.
Решение. Число степеней свободы (к = 77 — 1 = 20 — 1 = 19), значение
Я = 1 — а = 1 — 0,96 = 0,04. Вероятность Р1 = 1 - -^-= 0,98. Значение^ )
определим из выражения (5.84), подставляя значение к = 19:
0,057105383А:2 -0,084775197к-0,058539896
1 + 0,045331993 к + 0,0013815143 к2 - 2,2931471 ■ ИГ5 к3
Ц 2 2
Вероятность Р2 = — = 0,02, а значение;£ ( ш ) определим из выражения (5.92)
О 0,043703463*2 +2,1749407^ + 4,3971082 ,
Х1 = =33,718.
1+0,045065692*-8,9615208-10 к
Доверительные границы в соответствии с выражением (5.83) будут равны
20 х2 , 20 52 2 2 2
-<<т0< или 0,593 5 < <7о < 2,325 5 .
33,718 8,601
Доверительный интервал для <70 с той же доверительной вероятностью
д/о,593 х2 < <т0 < д/2,325 52 или 0,77 5 < о 0 < 1,525 х.
Для больших выборок (п > 30) можно использовать неравенство
Р(^-е <сг0<$ + е)=а,
5. Я М. Радкевич „
65
которое после заменые =
~п
1-
уі2п
примет вид
-а.
Из уравнения (5.80) определим значение і.
Например, для а = 95 и й = 100 значение 1 определим из уравнения
-6,163127■ 10 5 + 1,255452.x-2,3107156х2 + 1,0572091.x3 ,
/= : = : 5 г = 1,959848.
1 - 1,833726л: + 0,56556408* + 0,4592514х-0,191052311х
(Табличное значение 7 при а = 0,95 равно 1,96).
Подставляя значение 1 в уравнение (5.91), получим
1,9598 , 1,9598
1 --^=5 < бт0 < 1 +-г=.
\2 100 у 2 -100
Доверительные границы с вероятностью а = 0,95 будут следующими:
0,861 5 < о0 < 1,139 х.
6. ГРУБЫЕ ПОГРЕШНОСТИ И ПРОМАХИ
Источниками промахов нередко бывают ошибки, допущенные
оператором при измерении. Наиболее характерными из них явля¬
ются: неправильный отсчет по шкале измерительного устройства,
неправильная запись результата наблюдения (описка), неправиль¬
ная запись значений отдельных мер использованного набора и т. п.,
ошибки при действиях с приборами, если они повторяются при из¬
мерениях.
Причинами грубых погрешностей моїут быть внезапные или крат¬
ковременные изменения условий измерения или незамеченные не¬
исправности в аппаратуре.
6.1. Обнаружение и исключение
грубых погрешностей
Оценка наличия грубых погрешностей решается методами мате¬
матической статистики — статистической проверкой гипотез. Суть
метода сводится к следующему. Выдвигается нулевая гипотеза отно¬
сительно результата измерения, который вызывает некоторое сомне-
66
ние и рассматривается как грубый промах в связи с большим откло¬
нением от других результатов измерения. При этом нулевая гипотеза
заключается в утверждении, что «сомнительный» результат в действи¬
тельности принадлежит к возможной совокупности полученных
в данных условиях результатов измерений, и получение такого ре¬
зультата вероятно.
Пользуясь определенными статистическими критериями, пыта¬
ются опровергнуть нулевую гипотезу, т. е. пытаются доказать ее прак¬
тическую невероятность. Если это удается, то промах исключают,
если нет — то результат измерения оставляют.
Выбор того или иного критерия основан на принципе практи¬
ческой уверенности. Для этого задаются достаточно малой вероят¬
ностью <7 того, что сомнительный результат действительно мог бы
иметь место. Вероятность <7 называется уровнем значимости и обычно
выбирается из ряда: 0,10; 0,05; 0,01 и т. д.
Для данного ц определяют критическую область значений кри¬
терия проверки нулевой гипотезы. Если значение критерия попада¬
ет в эту область, то гипотеза отвергается.
6.2. Критерии грубых погрешностей
Известен ряд критериев, которые позволяют исключить грубые
промахи. К ним, в частности, можно отнести критерий Греббса
(Смирнова), Шарлье, Шовене, Диксона и др. Эти критерии основа¬
ны на статистических оценках параметров распределения, так как в
большинстве случаев действительные значения параметров распре¬
деления неизвестны.
6.2.1. КРИТЕРИЙ ГРЕББСА (СМИРНОВА)
* (6Л)
где хс — результат измерения, вызывающий сомнение; х — среднее
арифметическое значение ряда измерений; ах — среднее квадратич¬
ное отклонение результатов измерения.
Критическая область значений этого критерия определяется как
Р(Кг>гд) = д. (6.2)
67
Значение Z^ „ для случая нормального закона распределения ре¬
зультатов измерения в зависимости от уровня значимости д и коли¬
чества наблюдений можно вычислить по формулам
-1,96469507+6,5102139351п/г ,
^0,|,п ~ 1+2,6584261331пи-0,2009152(1п/г)2 ’ ( ' '
-2,18688363+2,509273187» ,
г°л5-п ~ 1+0,930764861и-0,00322042л2 ’ ^ ^
_-0,44820697+2,3300664091пп. .ч
г°025-" 1+0,4503752191пи ’ ^ ' '
-1,36768808 +1,616550466 и
(6.6)
1+0,491072314 «-0,00089515 п2
(для 3 < п < 25).
Если при выбранном уровне значимости д и числе неблюдений
п критерий Кг> Z^, то результат отбрасывают как содержащий гру¬
бую погрешность.
Порядок обнаружения и исключения грубых погрешностей и промахов
с использованием критерия Греббса (Смирнова) сводится к следующему:
— определяется среднее значение результатов измерения
Х--'-±Х, ;
/=1
— определяется оценка среднего квадратичного отклонения 5(х)
ПО формуле 5(х) = (х:-^)2 |
\И-1Ы
— принимается уровень значимости из рада: 0,001; 0,025; 0,05; 0,1;
— определяется расчетное(критическое) значение критерия Греб¬
бса (Смирнова) по одному из уравнений (6.3) — (6.6) для принятого
уровня значимости д — Z? п;
— определяется критерий Греббса (Смирнова) по формуле (6.1)
|г -х\
К='-
-<х)
— сравниваются значения Кг и Z^:
если Кг > Z^, то результат отбрасывают как содержащий гру¬
бую погрешность;
если Кг < Zï, то результат не содержит грубой ошибки с при¬
нятой вероятностью Р = 1 — д.
68
6.2.2. КРИТЕРИЙ ШАРЛЬЕ
Критерий Шарлье целесообразно применять лишь для рядов из¬
мерений, в котором п > 20. Если число результатов измерения
п > 20, то по теореме Бернулли число результатов, превышающих по
абсолютному значению Кшах, будет равно и[1 — Ф(ЛГШ)Ь где
Ф(КШ) — значение нормированной функции Лапласа для Z = Кш.
Если сомнительным в ряду наблюдений является один результат, то
«[1-Ф(*ш)] = Ь (6.7)
Отсюда Ф(Кш)=—•
п
Критические значения критерия Шарлье можно определить по
формуле
к 0,212204493+0,8971585451ш; (6 8)
ш 1+0,181570415 In и -0,00715123(1п «)2
(для 5 <п< 100, Р = 0,95.)
Пользуясь критерием Шарлье, отбрасывают результат, значение
которого превосходит ПО модулю КШ(7Х.
Порядок обнаружения и исключения грубых погрешностей
и промахов с использованием критерия Шарлье сводится к сле¬
дующему:
— определяется среднее значение результатов измерения
нр
1-Л
— определяется оценка среднего квадратичного отклонения s(x)
по
формуле 5(х)= —i—;
V м
— определяется расчетное (критическое) значение критерия Шар¬
лье по уравнению (6.8);
— определяется абсолютное значение разности сомнительного
результата, т. е. |хсомн-Щ;
— сравниваются значения |хсомн -А"| и 5(х)*Кш:
если |хсом„ - А'] > 5(х) Кш, то результат отбрасывают как содер¬
жащий грубую погрешность;
если |хсомн -А"|< ь(х)Кш, то результат не содержит грубой ошибки.
6.2.3. КРИТЕРИЙ ШОВЕНЭ
Критерий Шовенэ основан на тех же предпосылках, что и кри¬
терий Шарлье. Его можно использовать, если количество результа¬
тов измерения меньше 20.
Критическая область для этого критерия определяется неравенством
(6.9)
Результаты, значения которых в ряду из п наблюдений превосхо¬
дят по модулю значение Zшax, отбрасываются как промахи. Исключе¬
ние результатов выполняют в такой последовательности.
Сначала отбрасывают один результат с наибольшим по модулю
отклонением от х и снова подсчитывают ах. Если и в этом случае
критерий Шовенэ нарушается, то исключают следующий с наиболь¬
шим отклонением и т. д.
Критическое значение критерия Шовенэ можно определить по
формуле
0,716209889+0,7631173821пи
гш_ 1+0,1138787071пи * '
(для 2<п< 20).
Порядок обнаружения и исключения грубых ошибок и промахов с
использованием критерия Шовенэ аналогичен проверке по крите¬
рию Шарлье.
Если |хсом>|-*|>5(*)^„„ то результат отбрасывают как содержа¬
щий грубую погрешность;
<я(х)Кш, то результат не содержит грубой ошибки.
если
*сом„-^
6.2.4. КРИТЕРИЙ ДИКСОНА
Критерий Диксона (Ка) — удобный и достаточно мощный кри¬
терий. Для использования критерия Диксона результаты измерений
располагают в вариационный возрастающий ряд х, <х,<... < хп.
Критерий Диксона определяется по формуле
Ка=^±. (6.11)
Х„-Х,
Критическая область для этого критерия
(6.12)
70
Значения ^икс(?, п) вычисляются по формулам
Z (01 и)=01378999051 2,731461931 10’928449 , 55,51985625 83,1882989.
" 7,2 7,3 ”4(6.13)
Z и^0,05,я)=0Д7770063^2’605803926-3’58Т35+^--10Д11421511;
п " п ”(6.14)
^дикс (0,02,и)=0,243630851 -0,00044725 и + 2,434305177 ; (6-15)
^Дикс(0>01,и) = 0.306748373 -0,001661215 и + 2,387196209 (6.16)
(где 4 < п < 30).
Порядок обнаружения и исключения грубых погрешностей и про¬
махов с использованием критерия Диксона сводится к следующему:
— значения результатов измерений сортируются в порядке воз¬
растания;
— определяется расчетное (критическое) значение критерия Дик¬
сона по формулам (6.13) — (6.16) для принятого уровня значимости
ч «);
— определяется значение критерия Диксона (Ад) по формуле (6.11);
— сравниваются значения Кп и ^шкс(<7, и):
если Кп> ^,икс(#, и), то результат отбрасывают как содержащий
грубую ошибку;
если Кп< и), то результат не содержит грубой погреш¬
ности (промаха) с вероятностью Р= \ — д.
Если есть основание предполагать, что два наибольших (или два
наименьших) результата являются «промахами», то можно восполь¬
зоваться методом, основанным на оценке максимальных различий
полученных результатов измерения.
Для этого необходимо расположить результаты в порядке возра¬
стания. Минимальное значение в ряду наблюдений будет у„ а мак¬
симальное — уп, где п — количество результатов измерений;
— если сомнительным результатом является у„, то вычисляют
отношение
к (6.17)
У.-У,
— если сомнительным результатом является у3, то вычисляют
отношение
Кф=^^~. (6.18)
Ф Уп-У1
Критическое значение критерия определяется по формуле,
которая одновременно учитывает количество наблюдений п и уро¬
вень значимости q = 0,05(Р = 0,95), q = 0,01(Р = 0,99):
К (х у)~ 0,5452 + 0,0974 х+ 0,1008 у ,
Д ,У) 1-0,7454 х +0,4293х2-0,0435 х3 +0,0981 у’ 1 ' }
где х = Inп, у = \nq.
Применение перечисленных выше критериев требует учета ус¬
ловий измерений. В сомнительных случаях следует стремиться вы¬
полнить дополнительные измерения (если это возможно), а затем
использовать тот или иной критерий.
6.3. Критерии для исключения
систематических погрешностей
Наличие переменной составляющей систематической погреш¬
ности (погрешности, изменяющейся по какому-либо закону) иска¬
жает оценки характеристик случайной погрешности.
Систематическая погрешность может быть выявлена средствами
статистического анализа.
Постоянные систематические погрешности могут быть обнару¬
жены лишь путем сравнения результатов измерений с другими, по¬
лученными с помощью более точных методов и средств.
Существует много различных методов обнаружения системати¬
ческих погрешностей в результатах измерения. Рассмотрим лишь
некоторые из них.
6.3.1. МЕТОД ПОСЛЕДОВАТЕЛЬНЫХ РАЗНОСТЕЙ
(КРИТЕРИЙ АББЕ)
Способ используется для обнаружения изменяющейся во време¬
ни систематической погрешности. Для обнаружения такой погреш¬
ности определяют несмещенную оценку дисперсии D(x) результа¬
тов измерения обычным способом по формуле
X <*■ - *>2
D(x) = (6.20)
и - I
и способом вычисления суммы Q(x) квадратов последователь¬
ных (в порядке последовательности измерений) разностей (xi+1 — х)
0(х)=^(Х-и' Х,)2. (6.21)
2(и-1)
Если в процессе измерений происходило смещение центра груп¬
пирования результатов наблюдений, то В(х) даст завышенную оценку
дисперсии результатов наблюдения. Это объясняется тем, что на В(х)
влияют вариации X. В то же время изменения центра группирования^
мало влияют на последовательные разности (х,+| — х), и смещение^
почти не отражается на значении 0(х). Вследствие этого отношение
А=0&- (6.22)
В(х)
является критерием для обнаружения систематических смещений
центра группирования (критерий Аббе).
Критическая область этого критерия определяется как
Р(А<А,)=д. (6.23)
Если полученное значение критерия Аббе меньше Ая (при при¬
нятом уровне значимости д и числе измерений п), то нулевая гипо¬
теза постоянства центра группирования результатов измерений (X)
отвергается, т. е. имеет место систематическая составляющая.
Критические значения критерия Аббе при различных значениях д
н п определяются по следующим аппроксимирующим уравнениям:
А =0 786160081 7'06909515 | 41,85569806 146,757431 | 247,8015024.
п ”2 7,3 7,4 (6.24)
А -0 867561198 5>94495279 | 37,40106356 137,710475 { 210,6458956
°'05'" ’ и и2 и3 И4 (6 25)
Пример. Выполнено 16 измерений некоторой величины через равные промежут¬
ки. В результате обработки получены следующие значения Б{х) = 1,66247-10 4 (фор¬
мула (6.20)) и 0.(х) = 7,667145-10-5 (формула (6.21)).
Решение. Определим значение критерия Аббе по формуле (6.22)
. 7,667145-10“5 „
А=- -т-=0,4б12.
1,66247 10
Определим критические значения критерия Аббе по формулам (6.24) и (6.25):
а л 7,06909515 41,85569806 146,757431 247,8015024
01 „ =0,786460084 + = =0,4745;
16 162 163 І64
5,94495279 37,40106356 137,710475 210,6458956
Лі<к„ = 0,867561498 —: +—1 = , + —2 =0,598.
’ 5’ 16 162 163 164
Так как при принятых уровнях значимости (0,01; 0,05) факти¬
ческое значение критерия Аббе меньше расчетных, то можно сде¬
лать вывод о наличии систематической составляющей в погрешно¬
стях измерений.
6.3.2. КОМБИНАТОРНЫЕ КРИТЕРИИ
Эти критерии позволяют установить наличие систематической
погрешности в ряду измерений только в зависимости от порядка
появления результатов наблюдений.
Для этого все результаты наблюдений разбиваются на два вида:
А — результаты с положительным отклонением от среднего значе¬
ния; В — с отрицательным отклонением от среднего значения. За¬
тем рассматривается ряд из п последовательных результатов наблю¬
дений, состоящий из и, результатов А ип2 результатов В (и, + п2 = п).
Каждый отрезок последовательности результатов наблюдений од¬
ного и того же вида называется серией.
За критерий случайности погрешности измерений может быть
принято число серий в ряду наблюдений.
Для полученного п и заданной вероятности Р = 1 — q существует
интервал, накрывающий определенное число серий
Р=Р(Ъ п^<Ятах). (6-26)
Предположение о случайном характере распределения серий от¬
вергается, т. е. предполагается наличие систематической погрешно¬
сти, если полученное значение числа серий (табл. 6.1)
R<Rmi„ или R>R . (6.27)
mm шах ' '
Пример. Проверить гипотезу о наличии систематической составляющей в ре¬
зультатах измерений.
Решение. После определения среднего значения результатов измерения
и их разбивки на два вида получен следующий результат: АААВААВВВЛАААА.
В приведенном ряде из 14 результатов имеется 5 серий длиной 3 — (ААА),
1 — (В), 2 — (АЛ), 3 — (ВВВ) и 5 — (ААААЛ). В данном примере «, = 9, пг = 4,
(9 + 4 = 13). Количество серий Л = 5. Так какр = Р{3 < 5 < 10), то систематическая
составляющая в результатах измерений отсутствует.
74
6.1. Значения Лт1„ и Лт„ для Р = 0,9
пг
Я1
4
б
8
10
12
4
2—8
3—9
3—10
3—10
4—10
6
-
3—1 1
4—12
5—12
5—13
8
-
-
5—13
6—14
6—15
10
-
-
—
6-16
7—17
12
—
—
-
8—18
Примечание. Первая цифра относится к значению Ц . , вторая — Лт,ч
6.4. Исключение систематической погрешности
Рассмотренные выше критерии позволяют сделать вывод о на¬
личии или отсутствии систематической составляющей в результатах
измерений. Для определения закономерности изменения система¬
тической составляющей погрешности можно использовать метод наи¬
меньших квадратов.
Наиболее наглядным методом выявления систематической по¬
грешности является графический метод. Суть метода сводится к сле¬
дующему. На график в координатах У (результат измерения), X (по¬
рядковый номер измерения) наносятся полученные результаты из¬
мерений. Для наглядности полученные точки соединяют прямыми
линиями. По расположению точек на графике судят о наличии си¬
стематической погрешности. Если тенденция в изменении резуль¬
татов наблюдается, то систематическая погрешность существует и
се следует исключить. В противном случае констатируют, что систе¬
матическая погрешность отсутствует (или несущественна).
На рис. 6.1 приведена графическая интерпретация результатов
измерений. Проверка по критерию Аббе показала, что в результатах
измерений имеется систематическая погрешность.
Расположение точек на графике подтверждает наличие системати¬
ческой погрешности. Более того, можно утверждать, что системати¬
ческая погрешность увеличивается примерно по линейному закону.
Зада;».:, таким образом, сводится к определению параметров этой
(ависимости. Естественно, что параметры зависимости должны быть
определены таким образом, чтобы разность между фактическими
шачениями измерений и их расчетными значениями была мини¬
мальной. Для решения такого рода задач находит широкое приме¬
нение метод наименьших квадратов (МНК).
75
Рис. 6.1. Графическое представление результатов измерений
При использовании МНК параметры определяют из условия:
сумма квадратов (^5) отклонений фактических (у,) значений от
рассчитанных (у) по выбранной зависимости была бы минималь¬
ной, т. е.
п
ББ = У/у, - у)7 -» тт (6.28)
/=1
Например, если систематическая погрешность изменяется по ли¬
нейному закону, то можно записать
у = аа+а,х„ (6.29)
где с0, я, — неизвестные параметры линейной зависимости, подле¬
жащие определению по результатам измерений.
Подставляя (6.29) в (6.28), получим
ДЯ = £ (^ - а0 - а,х,) -» гтп (6.30)
/=1
Для определения минимума функции (6.30) найдем частные про¬
изводные по неизвестным параметрам а0 и а,:
э сс п
"э =2Х (У|-°0-О1Х|)(-|) = °>
д °° Та
Ьда - (6-31)
-Д = (у,-и0-о,х,)(-*,) = °.
Система (6.31) после упрощения примет вид
76
(6.32)
п п
воИ + о,Хх.- = Ху'.
/=1 ы
Л _Л Л
1=1 1=1 1=1
Решая систему (6.32) относительно неизвестных я0 и о„ получим
- X*
/=1
л л
/=1 /=1
"I"
;=1 Ы
« 1-,
/=1
Xх. Xх-2
/=1 ;=1
”Хх'2“(Хх')2
(6.33)
1=1
1=1
Значение а0 определим из первого уравнения системы (6.32).
Имеем
2> Xх-
/7 ГГ /7
и0
(6.34)
Как следует из уравнений (6.33) и (6.34) для определения неизве¬
стных коэффициентов ав и а, необходимо знать следующие суммы:
Xх-’ Ъу» Xх.2 и Х^л-
(6.35)
1=1 1=1
1=1
1=1
Вычисления (без применения ЭВМ) удобно выполнять в соот¬
ветствии с табл. 6.2.
После определения коэффициентов аь и ах операция исключе¬
ния систематической составляющей сводится к вычитанию расчет¬
ного значения (у) из результата измерения в /-м опыте (у), т. е.
У ~ У г
77
6.2. Вычисления без применения ЭВМ
Х1
У!
2
X,
*,У,
У != а0 + а\х!
У1-У-,
£ц-*1>2
1
2
3
4
5
6
7
1
2
п
Е
£
I
Е
I
7. ОБРАБОТКА РЕЗУЛЬТАТОВ НАБЛЮДЕНИЙ
И ОЦЕНКА ПОГРЕШНОСТЕЙ ИЗМЕРЕНИЙ
7.1. Измерения с однократными наблюдениями
Большинство измерений является однократными. В обычных ус¬
ловиях их точность вполне приемлема. Результат однократного из¬
мерения записывается следующим образом:
С,■ = *, + ©,.
где X\ — значение /-го показания; 0, — поправка.
Необходимым условием проведения однократного измерения слу¬
жит наличие априорной информации. К ней относится, например,
информация о виде закона распределения вероятности показания
и мере его рассеивания, полученная из опыта предшествующих из¬
мерений. Такой информацией может служить, например, класс точ¬
ности средства измерения.
Оценку погрешности результата измерения выполняют при раз¬
работке методики выполнения измерений. Источниками погреш¬
ностей являются модель объекта измерения, метод измерения, сред¬
ство измерения, оператор, влияющие факторы условий измерений,
алгоритм обработки результатов измерений. Как правило, погреш¬
ность результата измерения оценивается при доверительной вероят¬
ности Р = 0,95.
При выборе доверительной вероятности Р учитывается степень
важности результата измерений. Например, если результат измере¬
ния связан с безопасностью жизнедеятельности человека, то значе¬
ние доверительной вероятности Р должно быть увеличено.
За результат измерения в этом случае принимают результат од¬
нократного наблюдения х (с введением поправки, если она имеет¬
ся), используя предварительно полученные (например, при разра¬
ботке методики выполнения измерений) данные об источниках, со¬
ставляющих погрешность.
Доверительные границы неисключенного остатка систематичес¬
кой погрешности результата измерения &(Р) вычисляют по формуле
в(Р) = к(Р)^р^, (7.1)
где /с(Р) — коэффициент, определяемый принятой Р и числом т
составляющих неисключенного остатка систематической погреш¬
ности; ©( — найденные нестатистическими методами границы /-Й
составляющей неисключенного остатка систематической погреш¬
ности. При Р= 0,9 к(Р)= 0,95, при Р= 0,95 к(Р)= 1,1 при любом
числе слагаемых т. При Р = 0,99 значения к(Р) определяются
т
*5
4
3
2
к(Р)
1,45
1,40
1,30
1,20
Если составляющие неисключенного остатка систематической
погрешности распределены равномерно и заданы доверительными
границами ©,(Р,)> то доверительную границу результата измерения
вычисляют по формуле
в(Р)=кЩЩр±, (7.2)
где к и к, — те же, что и в предыдущем случае, коэффициенты,
соответствующие доверительной вероятности Р и Р„ соответствен¬
но; т — число составляющих неисключенного остатка системати¬
ческой погрешности.
Среднее квадратичное отклонение результата измерения с одно¬
кратным наблюдением вычисляют одним из следующих способов:
— если в технической документации на средство измерения или
в методике выполнения измерения указаны нормально распреде¬
ленные составляющие случайной погрешности результата наблюде¬
ния (инструментальная, методическая, из-за влияющих факторов, опе¬
ратора и т. д.), то среднее квадратичное отклонение определяют по
формуле:
5(х) = ^£5;г(х), (7.3)
где п — число составляющих случайной погрешности; 5, — значе¬
ния среднего квадратичного отклонения этих составляющих.
Доверительную границу случайной погрешности результата из¬
мерения е(Р) в этом случае вычисляют по формуле
£ (Р)=гр/2Б(х), (7.4)
где Z^,/2 - значение нормированной функции Лапласа в точке Р/2 при
доверительной вероятности Р(0,90 < Р< 0,99) определяется по формуле
7 0,490593052 -0,48122493Р . ^ 5)
р/2~1-1,75082783Р+0,753815248Р2’
— если в тех же документах случайные составляющие погрешно¬
сти результата наблюдения представлены доверительными граница¬
ми е(Р) при одной и той же доверительной вероятности Р, то дове¬
рительную границу случайной погрешности результата измерения
с однократным наблюдением при доверительной вероятности Р вы¬
числяют по формуле
£ (Р)=^Х£ 1(Р); (7 6)
— если случайные составляющие погрешности результата на¬
блюдения определяют предварительно в реальных рабочих условиях
экспериментальными методами при числе наблюдений п< 30, то
е(Р)=Г
£5?(х), (7.7)
/=1
где г — коэффициент Стьюдента, соответствующий наименьшему
числу наблюдений п из всех и,; 5, (х) — оценки средних квадратич¬
ных отклонений случайных составляющих погрешности результата
наблюдения, определяемых по формуле
5(х)=
£(х-х)7(«-1). (7.8)
/=1
Если в эксперименте невозможно или нецелесообразно опреде¬
лять среднее квадратичное отклонение составляющих случайной по-
грешности, а определено сразу суммарное среднее квадратичное от¬
клонение, то в формуле (7.7) и=1;
— если случайные составляющие погрешности результата на¬
блюдений представлены доверительными границами е(Р,), соответ¬
ствующими разным вероятностям Рк то сначала определяют среднее
квадратичное отклонение результата измерения с однократным на¬
блюдением по формуле
S{x)=
(7.9)
где zPi/2 — значения функции Лапласа. Затем вычисляют е(Р) по
формуле (7.4).
Для суммирования систематической и случайной составляющих
погрешностей рекомендуется следующий способ.
Если —- —- <0,8, то неисключенным остатком систематической
Six)
погрешности ©(/*) пренебрегают и окончательно принимают е(Р) за
погрешность результата измерения Д(Р) при доверительной вероят¬
ности Р.
Если j > 8, то пренебрегают случайной погрешностью и при¬
нимают Д (Р) = в(Р).
Если 0,8< Q(f ) <g; то доверительную границу погрешности ре-
^(х)
зультата измерений вычисляют по формуле
Jl + r2
где КЛу) = - ; у = ■ г-
У 1 + > Jik(P)S(x)
Д (Р) = ^[©(Z5) + е(Р)\,
©(/>)
(7.10)
(7.11)
По вычисленному значению находят значения K^ÿ).
Y
0
0,3
0,5
0,7
1,0
1,5
2
3
4
5
оо
UŸ)
1,00
0,80
0,75
0,72
0,71
0,72
0,75
0,79
0,82
0,85
1,00
7.2. Обработка прямых многократных
равноточных измерений
Проверка гипотезы о равноточности результатов измерений рас¬
смотрена в 7.3.
6. Я. М. Раакевич 81
Многократные измерения проводятся, как правило, для умень¬
шения влияния случайных погрешностей. Результат каждого изме¬
рения при этом дает оценку измеряемой величины.
Результат наблюдения отличается от истинного значения изме¬
ряемой величины из-за наличия случайной Д и систематической Дс
составляющих погрешности
Если систематическая погрешность результата измерений извест¬
на, то вводят поправки
Таким образом, задача сводится к установлению оценки х =/(х).
Если результаты измерений подчиняются нормальному закону рас¬
пределения, то, как уже отмечалось, оптимальной оценкой распре¬
деления Xявляется среднее арифметическое результатов измерений:
В общем случае алгоритм обработки результатов измерений сво¬
дится к следующему.
1. Исключают из результатов наблюдений известные системати¬
ческие погрешности. Если известно, что все результаты наблюде¬
ний имеют одинаковую систематическую погрешность, ее исключа¬
ют из результата измерений.
2. Если есть подозрение о наличии грубых погрешностей, то их исклю¬
чают из результатов измерения, используя критерии, приведенные в 6.2.
3. Вычисляют среднее арифметическое X исправленных резуль¬
татов наблюдений.
4. Вычисляют оценку среднего квадратичного отклонения ре¬
зультата измерений по формуле
5. Рассчитывают оценку среднего квадратичного отклонения сред¬
него арифметического значения по формуле
х —.Аг + Дс+Д.
(7.12)
«1 = -Дс.
Подставив (7.12) в (7.13), получим
х = X + Д.
(7.13)
(7.14)
п
о
°*—Г-
‘ЯП
6. Определяют принадлежность результатов измерений нормаль¬
ному распределению.
При числе результатов измерений п > 50 для проверки этой ги¬
потезы используют критерии ОУ ИЛИ Х~-
Если 15 < п < 50, то используют составной критерий (ГОСТ 8.207—
76).
При п < 15 гипотеза о нормальности распределения не проверяет¬
ся. В этом случае предполагается, что вид закона распределения изве¬
стен заранее. Обработка результатов измерения при п < 15 (см. п. 6.5).
6.1. Проверка гипотезы с помощью критерия^2.
6.1.1. Определяют наименьшее xmin и наибольшее хтах значе¬
ния результатов измерений.
6.1.2. Определяют размах варьирования R (7 15)
6.1.3. Определяют количество интервалов, на которое следует раз¬
бивать совокупность результатов измерений по формуле
(7.16)
г = int (3,32 log п )f 1,
где int( ) обозначает целую часть числа (округление
осуществляется в большую сторону).
6.1.4. Определяется цена деления интервала с (7 17)
с = R/r.
Цена деления с должна быть больше цены деления при¬
бора, с помощью которого производились измерения.
6.1.5. Данные измерений группируют по интервалам и под-
7.1. Вычисления без применения ЭВМ
Номер
интервала,
/
Середина
интервала,
Xі
Частота
интервала,
т,
Плотность
нормаль¬
ного распре¬
деления,
Р«г)
Теорети¬
ческая
частота,
Критерий
2 ("*. -"О
х, "
*1
sx
1
2
I
£
о*
83
считывают частоты тЕсли в некоторые интервалы
попадает меньше пяти наблюдений, то такие интерва¬
лы объединяют с соседними интервалами.
6.1.6. Для каждого интервала определяется вспомогательная
величина 7, по формуле
6.1.7. Определяется плотность нормированного распределе¬
ния по формуле
?(',) =-Д=ех р
л/2 Л
[41
2
или по таблицам нормированного нормального рас¬
пределения.
6.1.8. Определяют теоретическую частоту шт, в середине каж¬
дого интервала по формуле
«сад <718>
6.1.9. Для каждого интервала определяют значение %2 по формуле
* к-",-)’ * (719)
<у у — ' I т/ /
(Если интервалы объединялись, то т, и тт, берется для
объединенного интервала.)
6.1.10. Определяется значение критерия х1 суммированием
значений у2
(7.20)
2
X =1Хг
1=1
При обработке результатов измерений без применений
ЭВМ расчеты удобно вести в соответствии с табл. 7.1.
6.1.11. Определяется число степеней свободы к = г — 3. Если
интервалы объединялись, то число степеней свободы
уменьшается. Под г в таком случае понимается коли¬
чество интервалов с учетом объединения.
6.1.12. Задаются уровнем значимости а = 0,05; 0,1; 0,2 и т. д.,
определяют табличные значения у2 и х1 „ ■ Если вы-
к,- к,\—
2 2
полняется условие
Х\а<Х2<Х\ла> (7-21)
~2 к'Ч
то распределение результатов измерений считают нор¬
мальным.
6.2. Проверка гипотезы с помощью составного критерия.
6.2.1. Определяется отношение (1:
ХМ
й=* „ ■■■ (7.22)
"Я*
6.2.2. Выбирают уровень значимости критерия (обычно
0,02 < < 0,1 или в % 2 < <7, < 10).
6.2.3. Определяют теоретические значения критерия ^ и с1 ^
Т 1~2
по следующим формулам:
для ^=0,01
й, =0,828947791 + (7.23)
|у, и П2 «3
„ =0,761106099 +0,000285516и-1,4553 10“6и2-
(7.24)
0,46816419 , 2,346065907 .
• т 1
п
для ^-=0,05
А
</ =0,82006805 +^>46423899 _11.7275535 + 45,89795165. (? 25)
П ГГ п
2
0,690817475+0,002664875« -4,2945■ 10-6 п2+2,77441-10"7 и3;
(7.26)
для ^-=0,1
£? =0,865918409-0,00105608« + 7,81398 Ю 6п2 + °’297075609 + 0,926160028,
у,Я « И
(7.27)
d 0 =0,735411585+0,000367873/1-1,0371-10-«и2-b2^07-266+ij0l45Z538
i~,n n rr
(7.28)
формулы справедливы для (11 < n < 50).
6.2.4. Гипотеза о нормальности по критерию d принимается,
если d < d < d q . В противном случае отвергается.
1_Т Т
6.3. Критерий 2 введен дополнительно для проверки «концов
распределения». Считается, что результаты наблюдений соответству¬
ют нормальному распределению, если не более m разностей |х,.-Zj
превзойдет значение tP/2Sx, где tf/2 — квантиль распределения норми¬
рованной функции Лапласа, отвечающий вероятности Р/2. Вероят¬
ность Р определяется по п и q как корень уравнения
m
\-^Ск„{\- РУР" к =д.
1=1
Для нахождения Р по заданным и и q составлена табл. 7.2.
При 10 < п < 20 следует принимать m = 1, а при 20 < п < 50 следует
принимать m = 2.
6.3.1. Гипотеза о нормальности принимается, если число раз¬
ностей \х-Х\, больших tppSx, не превышает т.
7.2. Значение Р из уравнения
1 ZdUPyP"* = д
л
т
Уровень значимости q
0,01
0,02
0,03
10
1
0,98
0,98
0,96
11-14
1
0,99
0,98
0,97
15-20
1
0,99
0,99
0,98
21-22
2
0,98
0,97
0,96
23
2
0,98
0,98
0,96
24-27
2
0,98
0,98
0,97
28—32
2
0,99
0,98
0,97
33-35
2
0,99
0,98
0.98
36-49
2
0,99
0,99
0,98
86
Например, q = 0,02; п = 16; Р = 0,99; Sx = 0,206.
По формуле (7.5) определим 1Рп Zp/г
0,490593052 - 0,48122493 Р
Z р п г- — 2,5807.
' 1-1,75082783 .Р +0,753815248 Р
Тогда tp/2Sx= 2,5807 0,206 = 0,5316.
При д = 0,02 и и = 16 из табл. 7.2 находим т (т = 1). Если ни одно (т = 1) из
значений |*, - X | ряда измерений не превышает 0,5316, то гипотеза о нормальности
распределения принимается.
6.4. Гипотеза о нормальности принимается, если для проверяе¬
мой группы измерений выполняются оба критерия.
Уровень значимости составного критерия q = + q2, где
<7, — уровень значимости для критерия 1 (J-критерия); q2 — то же,
для критерия 2.
6.5. Проверка гипотезы о законе распределения при малом чис¬
ле измерений (10 < п < 15).
При малом числе наблюдений для оценки нормальности пользу¬
ются статистической функцией распределения результатов наблю¬
дений. Для ее построения, полученные в ходе измерения результа¬
ты группируют в вариационный ряд, т. е. располагают члены ряда
в порядке возрастания:
х, < хг < ... < х„.
Статистическую функцию распределения F(xt) определяют
по формуле
п+1
График функции F(xi) представляет собой ступенчатую линию,
скачки которой соответствуют значениям вариационного ряда. Каж¬
дый скачок равен ^у, если все п членов ряда различны. Если же
для некоторого х, + хМ1 = ... = х1+к, то F(xf) в точке х = х, возрастает
/с
на , где к — число равных между собой членов ряда.
Для проверки нормальности распределения результатов наблю¬
дений находят значения tn соответствующие значениям F(x,) стати¬
стической функции распределения F(t,), т. е. F(xf) =
{ _-3,291-1981). +1064,91/)/ -1870,41^ +1241,ОЗ^ -234,37bf
1+121,21Z>.-157,536;2-550,16&3 +1020,336?-435,1 \bf ’
где b, = F(x,).
87
200,182 200,230 200,277 200,325 200,372 х,
Рис . 7.1. Графическая проверка гипотезы о законе распределения
Но переменная / может быть определена через результаты на-
х ~Х
блюдений как/ =—! и, если по точкам с координатами х,.и /, по-
строить график, то при нормальном распределении точки распола¬
гаются практически на одной прямой линии (рис. 7.1). Если же
в результате построения графика точки существенно отклоняются
от прямой линии, то гипотезу о нормальности распределения от¬
вергают, как противоречащую опытным данным.
7. Находят доверительную погрешность результата измерений
и доверительный интервал для среднего квадратичного отклонений.
7.1. Нахождение доверительных интервалов при известной точ¬
ности измерений. Если заранее известна средняя квадратичная по¬
грешность х*, то доверительный интервал имеет вид
(7.29)
Значение I = (р определяется по заданной доверительной вероят¬
ности Р из условия 2 Ф(0 = Р.
7.2. Нахождение доверительного интервала при неизвестной точ¬
ности измерений. В этом случае используют распределение Стью-
дента. Доверительный интервал принимает вид
I (7.30)
1 л/и
где к = п— 1, а множитель 1Р(к) зависит от доверительной вероятно¬
сти Р и числа измерений п. Уровень значимости ц = \ — Р.
Значение множителя можно определить по формулам (5.69) — (5.71).
88
Пример. В результате 10 измерений получены следующие результаты: X = 36,06 ,
среднее квадратичное отклонение = 0,25. Вычислить доверительные границы ин-
|срвала, в котором находится действительное значение величины х с доверительной
вероятностью Р= 0,99.
Решение. Число степеней свободы к = и — I = 10 — 1 = 9.
По формуле (5.71) определим множитель /ДА:). В данном случае — г0994:
3,623001823 21,81293438 34,8629238 70,47492516
/0 99,- =2,611993239+— +——х =3,2467.
у 52 с)’
Тогда
|х,.-36,06|<-3’24^0,25 -0,2706.
Значение величины х будет находиться в диапазоне
36,06 - 0,2706 < х < 36,06 + 0,2706, т. е. 35,789 < х < 36,331.
7.3. Нахождение доверительных интервалов для средней квадра¬
тичной погрешности.
Для нахождения доверительных интервалов для средней квадратич¬
ной погрешности используют распределение ^(уравнения (5.83) — (5.93)).
7.3.1. Определяют Рв и Рн по формулам:
1 + Р 1 - Р
Л—-, (7.31)
7.3.2. Определяют число степеней свободы по формуле к = п— 1.
7.3.3. Для полученных значений Рв и Рн по уравнениям
(5.83) — (5.93) находят соответственно значения^2 и .
7.3.4. Определяют доверительный интервал для среднеквад¬
ратичного отклонения
«7<^,. <7-32>
хн х.
Пример. В результате 10 измерений получено значение = 1,3. Требуется опре¬
делить доверительный интервал для 5^с вероятностью 0,90.
~ 1 + ^ 1 + 0,90 „ „ I-Р 1-0,9
Решение. Определим = = =0,95 и =0,05.
в 2 2 2 2
Число степеней свободы к = п — 1 = 10 — 1=9.
По уравнению (5.85) находим х 2
В
2 2 -0,20159686 - 0,076356839 к + 0,097747127 к1
Хв — *0 95 к ~ т — 3,325,
1 + 0,12505735 к - 0,0001436758 5к2
89
а по уравнению'(5.91) находим %
В
3,0805103+1,7309239*
тогда
1,3 , т. е. истинное значение 4 с вероятностью 0,90 будет
находиться в интервале [0,9489 < < 2,1388].
8. Определяют границы 0 неисключенной систематической по¬
грешности. Если известно, что погрешность результата измерений
определяется рядом составляющих неисюпоченных систематичес¬
ких погрешностей, каждая из которых имеет свои доверительные
границы, то при неизвестных законах распределения их границы
суммарной погрешности находят по формуле
где т — число неисюпоченных систематических составляющих по¬
грешностей результата измерения; к — коэффициент, принимаемый
равным 1,1 при доверительной вероятности Р= 0,95 и зависящий от
числа составляющих неисключенных систематических погрешностей.
9. Определяют соотношение —.
0
Если —< 0,8, то неисключенными погрешностями пренебрега-
ют и в качестве границы погрешности результата измерения прини-
Если —> 8, то пренебрегают случайной погрешностью и счита-
ют, что Д = ©.
Если 0,8 <— < 8, то при определении погрешности Д необходи-
мо учитывать и случайную и систематическую составляющую.
10. Определяют границу погрешности результата измерений по
формуле
(7.33)
мают Д = ±
'/>(*)£*
^ '
©
Д = ±кБ
(7.34)
(7.36)
(7.37)
11. Представляют результат измерения и погрешности для слу¬
чая симметричных доверительных границ в форме X ± А.
С целью сокращения времени на обработку результатов измере¬
ний используется программа 8ГЛТ_МТК.ВЛ8.
12. Определение доверительных интервалов, если гипотеза о со¬
ответствии нормальному закону распределения отвергается.
Если гипотезу о нормальности распределения отвергают или число
измерений п < 15, то проводят проверку симметричности распреде¬
ления по критерию Вилкоксона в следующем порядке.
12.1. Ряд наблюдений упорядочивают в порядке возрастания
12.3. Из каждого члена ряда (7.38) вычитают медиану и образуют
упорядоченный ряд из разностей
12.4. Отбрасывают разности у, = 0 и упорядочивают оставшиеся
т разностей у, по абсолютным значениям с присвоением им ран¬
гов. Наименьшее значение получает ранг 1, наибольшее — т\ раз¬
ностям, равным по значениям, присваивают средний для них ранг.
У каждого ранга отмечают знак (положительный или отрицатель¬
ный), соответствующий знаку разности у
12.5. Определяют суммы положительных и отрицательных ран¬
гов R+ и R i\ проверяют правильность их вычисления с помощью
формулы
12.6. В качестве статистики /{для проверки симметричности ис¬
пользуют меньшую из сумм рангов Л+ или т. е.
х, <х2<... < х„.
(7.38)
12.2. Определяют медиану хм по формуле
— (и-четное),
2 4 '
х , (п - нечетное).
п+1 ' '
2
X.
(7.39)
У, = х,-хы.
(7.40)
r++\r- - т(т~1)
I 2
(7.41)
91
/? = тт(^/?+,|Л-Ц (7-42)
12.7. Гипотезу о симметричности отвергают, если вычисленное
значение Л равно или меньше критического значения Л^т). Для
т < 25 критические значения Я ^(т) вычисляют по формуле
Я (т)=-24,8114681-0,03744255^+0,206012931т2-Д32,5142255 -—68’-'8772-,
р т т
(7.43)
а для /и > 25 их вычисляют по формуле
Д („,) = _ |,28'Н” + ‘><2т + (7.44)
4 ’ -у 24
12.8. Если гипотезу о симметричности распределения принима¬
ют, то производят следующие действия.
12.8.1. Из членов ряда (7.38) образуют все возможные полу¬
суммы вида
(7.45)
где /'=1,2, ..., п\ у = 1, 2, п; к = 1, 2, ..., ТУ;
дг _ п(п +1)
2
12.8.2. Ряд Z^t упорядочивают по возрастанию
^<^<... <7Ы. (7.46)
12.8.3. В качестве оценки результатов измерения принимают
медиану ряда (7.46)
ЛГ+1
2
(и - нечетное ).
12.8.4. В качестве погрешности результата измерения при¬
нимается полуширина доверительного интервала для
медианы ряда по формуле
д *('>-*(*>, (7.48)
Л 2
где 5 и Л — порядковые номера членов из ряда (7.46). Числовые
значения 5и Л определяются по формулам (для Р = 0,95)
92
R = int [(0,452767V — 1,82123)*];
S= int [(0,5491 Ш+ 1,603)-].
12.9. Если гипотезу о симметричности распределения отверга¬
ют, то производят следующие действия.
12.9.1. В качестве оценки результатов измерения принимают
медиану ряда (7.39)
+ *л+1
— — («-четное),
2 v '
Хх+1 (п - нечетное).
~г
12.9.2. В качестве погрешности результата измерения при¬
нимается полуширина доверительного интервала для
медианы ряда по формуле
Л _ x(s)-x(R)
ах 2 ’
где 5 и й - порядковые номера членов из ряда (7.39). Числовые
значения 5 и Я определяются из табл. 7.3.
7.3. Номера членов упорядоченного ряда
для определения границ доверительного интервала
для медианы при доверительной вероятности (Р = 0,95)
n
К
5
n
R
5
л
й
S
6
1
6
11
2
10
16
4
13
7
1
7
12
3
10
17
5
13
8
1
8
13
3
11
18
5
14
9
2
8
14
3
12
19
5
15
10
2
9
15
4
12
20
6
15
Пример. В результате измерений получен следующий ряд:
10,416; 10,482; 10,511; 10,782; 10,414; 10,498; 10,564; 10,534; 10,712; 10,401; 10,535; 10,637.
Решение. Упорядочим ряд по возрастанию значений:
10,401; 10,414; 10,416; 10,482; 10,498; 10,511; 10,534; 10,535; 10,564; 10,637; 10,712; 10,782.
Определим медиану (и — четное)
*12 +*12
2 2
10,511+10,534
93
Из каждого члена упорядоченного ряда вычтем медиану, получим:
-0,1215; -0,1085; -0,1065; -0,0405; -0,0245; -0,0115; 0,0115; 0;0125; 0,0415; 0,1145;
0,1895; 0,2595.
Упорядочим разности в порядке возрастания по абсолютной величине:
0,0115; 0,0115; 0,0125; 0,0245; 0,0405; 0,0415; 0,1065; 0,1085; 0,1145; 0,1215; 0,1895; 0,2595.
Присвоим разностям ранги
0,0115 (1); 0,0115 (2); 0,0125 (3); 0,0245 (4); 0,0405 (5); 0,0415 (6); 0,1065 (7); 0,1085
(8); 0,1145 (9); 0,1215 (10); 0,1895 (11); 0,2595 (12).
Так как первое и второе значения равны, то им присваивается средний ранг
= 1,5. С учетом знаков разностей ранги будут соответственно равны:
2
-1,5; 1,5; 3; -4; -5; 6; -7; -8; 9; -10; 11; 12.
Сумма отрицательных рангов Рг =—1,5 — 4 — 5 — 7 — 8 — 10 = —35,5.
Сумма положительных рангов /Г = 1,5+ 3 + 6 + 9+ 11 + 12 = 42,5.
Статистика R = min (л+,|л_| )= min( 42,5,|- 35,5|) = 35,5.
Критическое значение критерия
332,5142255 1568,18772
Л (12) = -24,8114681 - 0,0374425512 + 0,206012931 • 122 + 1 1 = 45,01 •
^ 12 122
Так как Л> У?№(12) (45,01 > 35,5), то гипотезу о симметричности ряда измерений
следует принять.
7.3. Обработка результатов
неравноточных измерений
Если обработке подлежат ряды измерений, выполненные в раз¬
ных условиях или разными операторами или в разное время, то для
оценки действительного значения измеряемой величины необходи¬
мо проверить их на равноточность.
Для проверки гипотезы равноточности двух рядов, состоящих
из и, и п2 результатов измерений, вычисляют эмпирические диспер-
Затем находят дисперсионное отношение Б = 5 \/Б которое
составляется так, чтобы 5, > Я2.
Измерения считаются неравноточными, если Б попадает в кри¬
тическую область, т. е. Б > 7^.
Значение для различных уровней значимости д и степеней
свободы к{ = л, — 1 и к2 = п2 — 1 берутся из таблицы критерия
Фишера или вычисляются по аппроксимирующим уравнениям.
94
где
Для проверки равноточности результатов измерений применя¬
ется также критерий Романовского Я. Для этого определяют отно¬
шение
<7-49>
0 ’ 1^т% ■ 1(2»■- (7 50)
Результаты наблюдений считаются равноточными, если Я < 3.
Обработка неравноточных измерений сводится к определению
достоверного значения измеряемой величины и оценке воспроиз¬
водимости измерений.
Пусть некоторая величина X была измерена многократно раз¬
личными операторами и в разных условиях. В процессе измерений
получены следующие результаты х„ х,, ..., хп со средними квадра¬
тичными отклонениями ж,, ..., хя, то наиболее вероятное значе¬
ние^ может быть найдено по формуле
п у.
I
1=15?
* =-ТТ~- (751>
, у 1
■ I 2
/ = 1 5/
2
Для удобства вычислений по этой формуле вводят веса />,.=——,
.У"
где /г — некоторый коэффициент, выбранный таким образом, что-
2
бы отношение было близким к единице.
С учетом этого формулу (7.51) можно переписать следующим образом:
П
Х(Д х.)
■ (7.52)
Среднее квадратичное отклонение результатов измерений вы¬
числяется по формуле
(7 53>
95
а для оценки среднего квадратичного отклонения весового сред¬
него Хр используется формула
■Ч <7-54>
В*
Если значения не вычислялись, а известны лишь средние зна¬
чения измеряемой величины в каждой /'-й серии (х,.) и количество
наблюдений /1,, то весовое среднее вычисляется по формуле
2>Л
(7.55)
/=1
Пример. Выполнено шесть серий измерений значения размера и получены сле¬
дующие результаты: значение ргізмера в серии 20,617; 20,666; 20,643; 20,635; 20,629 и
20,654; среднее квадратичное отклонение размера в /-й серии 32; 24; 18; 20; 16; 16.
Решение.
1. Выберем значение ц1 равным, например, 24 (значение среднего квадратично¬
го отклонения во второй серии — 52).
2
ц
2. Вычислим веса р1 по формуле р. =—— . Получим соответственно: 0,5625; 1;
*1
1,778; 1,44; 2,25 и.2,25.
3. Вычислим весовое среднее
=7 20,617 0,5625 + 20,666 1 + 20,643 1,778+20,635 ■ 1,44 + 20,629 2,25+20,654 2,25
X = —=20,649 •
р 0,5625 + 1 + 1,778 + 1,44 + 2,25 + 2,25
4. Вычислим среднее квадратичное результатов измерений 5
5
(20,617 - 20,6419 )Г 0,5625 + ... + (20,654 - 20,6419 У
0,5625 + 1,778 +1,44 + 2,25 + 2,25
1,846 10 2 .
5. Вычислим среднее квадратичное отклонение^ весового среднего по формуле
І 1,846-10 -2
1 = 6,06 10-3.
1,846 ■ 10-2 /(0,565 + 1 + 1,178 + 1,44 + 2,25 + 2,25)0-5
Г? *'8
ІІҐ'
96
6. Результат представим в виде
А'р = 20,6419± 6,06 • 10“3, мм.
7.4. Обработка результатов
косвенных измерений
При косвенных измерениях значение искомой величины нахо¬
дят на основании известной зависимости, связывающей ее с други¬
ми величинами, полученными прямыми измерениями.
Рассмотрим простейший случай, когда косвенно измеряемая ве¬
личина является суммой или разностью величин, определяемых пря¬
мыми измерениями, т. е.
г=Х+¥ (7.56)
Так как результаты прямых измерений величин X и У (после
исключения систематических погрешностей) включают в себя не¬
которые случайные погрешности, то формулу косвенного измере¬
ния суммы можно переписать в виде
г+Аг^Х+АХ+У+АУ, (7.57)
гдеX, У — средние арифметические (или средние взвешенные), по¬
лученные при обработке результатов прямых измерений величин X
и У\ АХ, А У — случайные погрешности средних значений величин X
и У\2 и Д2Г — оценка истинного значения косвенно измеряемой
величины и его случайная погрешность.
Таким образом, из уравнения (7.57) следует, что Z будет равна
сумме оценок X и У, а случайные погрешности АХ и Л У в сумме
дадут случайную погрешность А2\
2= Х+У; ДZ = АХ+ АУ (7.58)
Математическое ожидание оценю^ равно, очевидно, истинно¬
му значению искомой величины:
М{2) = М (Х+У) = М(Х) + М(У) = (7.59)
и ее дисперсия соответственно равна:
!)(?) = И (Д£) = И (ДЛЧ-Д У) = М[( АХ+А У)2] = М(АХ2 + 2АХА У+А Г2) =
= М(АХ2) + М(АУ2) + 2М(АЛАУ) = і)(Х) + 0(АУ) + 2М(АЛАУ). (7.60)
7. Я. М. Радкевигч 97
Из (7.60) следует, что дисперсия суммы двух слагаемых величин
кроме суммы дисперсий этих величин включает еще удвоенное ма¬
тематическое ожидание произведения погрешностей, которое назы¬
вают корреляционным моментом. Корреляционный момент опре¬
деляет степень тесноты «линейной» связи между погрешностями.
Через корреляционный момент выражается безразмерная величина,
получившая название коэффициента корреляции гху\
ЩА ХАУ) (?61)
аха у
С учетом формулы (7.61) уравнение (7.60) примет вид
о1=а1+а}+2гхгохаг. (7.62)
Если косвенно измеряемая величина является разностью вели¬
чин, определяемых прямыми измерениями, т. е. Z = X — У, то
°\ -ах +аг ~^-ГХУа2°2- (7-63)
Если погрешности измерения величин Л" и У не коррелированы, то
°1-°х+0г■ (7.64)
Теоретические дисперсии распределения прямых результатов из¬
мерений случайных величин Хи У, как правило, неизвестны. В этом
случае оценка дисперсии результата косвенных измерений опреде¬
ляется через оценки дисперсий 5].,
5} = Я2х + ££ ± 2(7.65)
В формуле (7.65) знак плюс соответствует условию Z — X + У
а знак минус условию Z= X — У
Оценки коэффициента корреляции вычисляют на основании ре¬
зультатов наблюдений исходных величин:
Гхг=— ^' <7'66)
* У
Значения коэффициента корреляции лежат в интервале —1 < гхг< 1.
Чем ближе значение коэффициента корреляции к единице, тем тес¬
нее связь между величинами А" и У.
Если гху > 0, то имеет место положительная корреляция, т. е.
величины X и У изменяются согласованно в одном направлении —
увеличение одной величины влечет за собой увеличение другой.
Если гху < 0, то имеет место отрицательная корреляция — увели¬
чение одной величины сопровождается уменьшением другой.
Если гху = 0, то величины Хи Унекоррелированы.
Если требуется оценить истинное значение величины г, которая
связана со многими величинами х, (/ = 1, 2, т), измеряемыми
прямым способом
2 =/(х„ *2, Хт) (7.67)
(в общем случае — нелинейным), то поступают следующим образом.
Рассматривая г как функцию т переменных х,., запишем ее пол¬
ный дифференциал
йг +-^—сЬс1 + ... + -^—сЬст. (7.68)
3х1 дх1 дхт
Каждая из величин х измерена с некоторой погрешностью Ахг
Полагая, что погрешности Ах, малы, можем заменить (Ьс, на Дх,.:
аг = У Дх . (7.69)
В выражении (7.69) каждое слагаемое -^-Дх,. представляет собой
дх1
частную погрешность результата косвенного измерения, вызванную по¬
грешностью Дх, определения величины х,. Частные производные но¬
сят названия коэффициентов влияния соответствующих погрешностей.
Формула (7.69) является приближенной, так как учитывает только
линейную часть приращения функции, однако в большинстве прак¬
тических случаев она обеспечивает удовлетворительную точность
оценки погрешностей результатов косвенных измерений.
Систематические погрешности Д^х,, если они определены или
известны, используются для определения систематической погреш¬
ности Д^ с учетом их знаков подстановкой в (7.69).
Эта же формула используется и для определения предельной по¬
грешности косвенно измеряемой величины по предельным погреш¬
ностям аргументов.
Рассмотрим оценки случайных погрешностей результатов кос¬
венных измерений. Предположим, что величины х, измерены со слу¬
чайными погрешностями Дх, , имеющими нулевые математические
ожидания М(Дх,.) = 0 и дисперсии ■ Найдем выражения для ма¬
тематического ожидания М(Аг) и дисперсии <г(Дг) погрешности Аг,
принимая во внимание (7.69).
т Л Р
М(Д2-) = У |^Л/(Дх,Н0;
Ъ дх>
(7.70)
(7.71)
где гп — коэффициенты корреляции погрешностей всех испытаний
у и /, кроме /' = у.
Если погрешности Ах1 некоррелированы, то
В качестве оценки косвенно измеряемой величины принимается
величина Z, значение которой определяется по следующей формуле:
Дисперсия этой оценки определяется по формуле (7.71).
Коэффициенты влияния, приведенные в формулах, в случае нели¬
нейной функции/зависят от значений величин хг Коэффициенты вли¬
яния определяются подстановкой в выражение частных производных
оценок соответствующих параметров, что является дополнительным
источником погрешности. При экспериментальном определении коэф¬
фициентов влияния также возникает погрешность их определения.
Пример. Определить момент инерции круглой платформы, связанный формулой
со следующими величинами, измеряемыми прямыми способами:
Я = (11,50 ± 0,05) 10“2 м — радиус платформы;
г = (10,00 ± 0,05) 10~2 м — радиус верхнего диска подвеса;
I = (233,0 ± 0,2) 10-2 м — длина нитей подвеса;
т = (125,7 + 0,1) 10~3 кг — масса платформы;
Т = (2,81 ± 0,01) с — период малых колебаний платформы;
#= 9,81 м-с 2 — ускорение свободного падения;
тт= 3,14.
Результаты приведены со средними квадратичными отклонениями
Решение. Подставляя в исходную формулу средние арифметические значе¬
ния измеряемых прямыми способами величин и округленные значения постоянных,
получим оценку истинного значения моментов инерции платформы:
(7.72)
(7.73)
4 - 3,142 -233
так как результат должен быть округлен до трех значащих цифр.
100
Для оценки точности полученного результата вычислим частные производные и
частные погрешности косвенных измерений:
(<?/]„ / 1,22-10
Ек =— %=—£» =
I Э Я Я Ц50
■ 0,05=0,0053 1(Г3 кг-м2;
Ег=\— & = -1’22 10
\Э г Я 10,00
■ 0,05 = 0,0061-10-3 кг-м2;
£,=
д I
V У
Г 1,22 • 10"3
К =-5, = - 0,2 = -0,0010-10-3 кг-м2;
г / 23Д.0
д I
д т
I 1 22 10-3
|^ =-■£,= ’ 0,1 = 0,0010- КГ3 кг-м2;
т ПЬ.1
д Т
V
I 1 22 10_3
= 2-5? = 2 —— 0,01 = 0,0087 10'3 кг-м2.
Т 2,81
Таким образом, среднее квадратичное отклонение косвенного измерения мо¬
мента инерции платформы составит
5, = т]Егк + Е) + е! + Е1 + Е2т = 0,01 -10 3 кг м2.
Окончательно результат косвенного измерения записывается в виде
/=(1,22-0,01) 103 кг-м2.
7.5. Критерий ничтожных погрешностей
При измерениях, выполняемых с большой точностью, погреш¬
ность обычно округляют до двух значащих цифр.
Считается, что если погрешность округления не превышает 5 %,
то такой погрешностью можно пренебречь.
При определении суммарной погрешности случайных погреш¬
ностей результат выражается формулой
1 = ЖЕг (7-74)
! м
Если в этом равенстве, например, к-я погрешность такая, что
(7.75)
то этой погрешностью можно пренебречь, так как полученное
различие при округлении теряется (число 1,05 принимается рав¬
ным 1).
Возведем обе части неравенства (7.75) в квадрат и принимая во
внимание, что £2 = 5’}-£2, получим <1,1025(Б^-Ек). Отсюда
&
г2 „ 0,1025 с2.
следует, ЧТО частными погрешностями, меньшимидк < | |
Ек < 0,306 Яможно пренебречь. Округлив последнее неравенство,
получим
Эта формула в метрологии называется критерием ничтожных по¬
грешностей, а сами погрешности, отвечающие условию (7.76), называ¬
ются ничтожными или ничтожно малыми.
Формула (7.76) справедлива и для нескольких погрешностей, если
Использование критерия ничтожных погрешностей при анализе
частных погрешностей косвенных измерений позволяет выделить те
величины, которыми существенно влияют на погрешность резуль¬
тата. Повышение точности измерения этих величин позволит умень¬
шить суммарную погрешность.
7.6. Совокупные и совместные измерения
При совокупных и совместных измерениях искомые значения
физических величин х„ х2, ..., хт и полученные в 1-М опыте в резуль¬
тате прямых или косвенных измерений значения физических вели¬
чин xj, у] связаны между собой уравнениями вида
т
(7.76)
(7.77)
/(х„ х2, ..., хт, у„ у2, ..., ут) = 0;
/= 1, 2, ..., п.
(7.78)
Здесь п — число опытов.
102
После подстановки в каждое уравнение определенных экспери¬
ментальных значений х„ х2, ..., хт получаем уравнение
Ш, Уя) = 0. (7.79)
В уравнении (7.79) знак равенства имеет условный характер, так
как полученные в результате эксперимента коэффициенты содержат
погрешности. Поэтому уравнения вида (7.79) называют условными.
Если уравнения (7.79) составлены из одноименных величин, то
измерения называют совокупными; если физические величины, вхо¬
дящие в уравнения, имеют разные размерности, измерения называ¬
ют совместными.
Для того чтобы рассчитать значения искомых величин, доста¬
точно иметь т уравнений, т. е. столько, сколько имеется неизвест¬
ных. В этом случае результаты измерений и доверительные границы
их погрешностей можно найти методами обработки результатов кос¬
венных измерений. Практически для уменьшения погрешностей
результатов делается значительно больше измерений, чем необхо¬
димо для определения т неизвестных (и > т).
Из-за ограниченной точности определения коэффициентов
условные уравнения (7.79) одновременно не обращаются в тожде¬
ства ни при каких значениях искомых величин. Так как истинные
значения искомых величин определить нельзя, то задача сводится к
нахождению их оценок У:, представляющих собой наилучшие при¬
ближения к истинным значениям.
Введем в каждое из уравнений (7.79) такие дополнительные сла¬
гаемые Д,, которые превращали бы их в тождества.
Значения Д, называют невязками, или остаточными погрешнос¬
тями уравнений. Тогда уравнения (7.79) можно записать следую¬
щим образом:
У„ У* •••> Ут) + А, = 0. (7.80)
Одним из наиболее общих способов отыскания оценок истин¬
ных значений измеряемых величин является метод наименьших квад¬
ратов.
Согласно этому методу наилучшие оценки величин У, будут по¬
лучены тогда, когда сумма квадратов невязок (остаточных погреш¬
ностей) условных уравнений будет минимальна:
55*=У. А, => шш. (7.81)
1=1
Функция нескольких переменных / достигает минимума в точ¬
ке, где частные производные равны нулю.
103
Рассмотрим последовательность обработки экспериментальных
данных совокупных или совместных измерений для случая, когда
в систему уравнений входят только линейные независимые урав¬
нения:
X, = «„у, + аауг + .
~ + а,„У„',
*1 = + апУг + •
- + а1туг,',
(7.82)
. * = а.,У, + а.,У> +
■■ + о„Ут,
где х. — результаты наблюдений измеряемых величин (/' = 1, 2, я);
ау — известные коэффициенты; у, — искомые физические величи¬
ны (у=1, 2, т).
Систему можно переписать в следующем виде:
2> п) (7-83)
Так как результаты наблюдений х1 содержат погрешность, то по
аналогии с (7.80) для системы (7.83) можно написать:
т
*, = £^У+Л, (7-84)
7=1
Для каждой у-й погрешности Д, из (7.84) имеем
т
-V V. X <785>
7=1
Тогда для суммы квадратов остаточных погрешностей будем иметь
п п т
ББ=]£ Д* =2^(х,=> шш. (7.86)
/=1 /=1 /=1
Для определения у,, удовлетворяющих условию (7.86), опреде¬
лим частные производные функции ББ по у,, т. е.
аду
*У,
П 1П
= ~^,аиУ/)аи = 0 О = Ь 2, ..., /я) (7.87)
7=1 7=1
или
у=1 7=1
104
Систему (7.88) называют системой нормальных уравнений. Она
является линейной относительно искомых величин у,.. Число урав¬
нений равно числу неизвестных величин у
Пользуясь обозначениями, введенными Гауссом, перепишем си¬
стему (7.88) следующим образом:
[адЬ, + [а,аг]у2 + - + [«1 ат\ут = К]х;
[ага,\у, + [а1а2\у1 + ... + [а2ат\ут = [а2]х;
.[ота1\У1 +Ка2]Л + - + К ат\ут = [ат\х.
В системе (7.89) приняты следующие обозначения:
(7.89)
п
1=1
2а'У0"=К°/) (/= 1, 2, от); (7.90)
/=1
(7-91)
Решение системы (7.89) находят, например, с помощью опре¬
делителей:
Я,
£>’
где 2) — определитель системы; Ц — определитель, полученный из оп¬
ределителя системы заменой у-го столбца столбцом свободньгх членов.
В настоящее время для обработки результатов эксперимента ши¬
роко применяют ЭВМ. Нахождение оценок способом наименьших
квадратов на ЭВМ дает возможность обработки больших массивов
экспериментальных данных, в результате точность нахождения оце¬
нок может быть значительно повышена путем увеличения числа ус¬
ловных уравнений и, следовательно, числа наблюдений до несколь¬
ких десятков и даже сотен.
Оценку среднеквадратичного отклонения результата измерения
величины у] определяют по формуле
Б(у
(7.92)
105
где Бу — алгебраическое дополнение определителя /); 5 — оценка
среднеквадратичного отклонения уравнений:
Доверительные интервалы для истинных значений всех измеря¬
емых величин получают на основе распределения Стьюдента при
числе степеней свободы, равном п — т.
Под средством измерений понимается техническое средство (или их
комплекс), предназначенное для измерений, имеющее нормирован¬
ные метрологические характеристики, воспроизводящие и(или) хра¬
нящие единицу физической величины, размер которой принимает¬
ся неизменным (в пределах установленной погрешности) в течение
известного интервала времени.
8.1. Классификация средств измерений
Средства измерений можно классифицировать по следующим
основным признакам: тип, вид и метрологическое назначение.
Тип — это совокупность средств измерений, имеющих принци¬
пиальную одинаковую схему, конструкцию и изготавливаемых по
одним и тем же техническим условиям.
Вид — это совокупность типов средств измерений, предназна¬
ченных для измерений какой-либо одной физической величины.
По метрологическому назначению средства измерений подразде¬
ляются на рабочие средства измерений, предназначенные для изме¬
рений физических величин; метрологические средства измерений,
предназначенные для обеспечения единства измерений.
По конструктивному исполнению средства измерений подразде¬
ляются на: меры; измерительные приборы; измерительные установки;
измерительные системы; измерительные комплексы.
По уровню автоматизации — на неавтоматизированные средства
измерений; автоматизированные средства измерений; автоматичес¬
кие средства измерений.
П
т
(7.93)
8. СРЕДСТВА ИЗМЕРЕНИЙ
106
По уровню стандартизации: стандартизованные средства измере¬
ний; нестандартизованные средства измерений.
По отношению к измеряемой физической величине', основные сред¬
ства измерений; вспомогательные средства измерений.
Мера — средство измерений, предназначенное для воспроизве¬
дения заданного размера физической величины. Например, набор
плоскопараллельных концевых мер длины.
Различают меры однозначные и многозначные.
Однозначная мера воспроизводит физическую величину одного
размера (например, концевые меры длины, калибры и т. п.).
Многозначная мера — мера, воспроизводящая физическую вели¬
чину разных размеров. Например, линейка.
Комплект мер разного размера одной и той же физической ве¬
личины, необходимый для применения на практике, как в отдель¬
ности, так и в различных сочетаниях называется набором мер.
Измерительный прибор — средство измерений, предназначенное
для получения значений измеряемой физической величины в уста¬
новленном диапазоне. Измерительный прибор, как правило, содер¬
жит устройство для преобразования измеряемой величины в сигнал
измерительной информации и его индикации в форме, наиболее
доступной для восприятия. Например, в качестве устройства для
индикации используются шкала и стрелка и т. п.
Различают следующие измерительные приборы: показывающий,
аналоговый, цифровой, регистрирующий, самопишущий, печатаю¬
щий, суммирующий, интегрирующий, сравнения.
Показывающий измерительный прибор допускает только отсчи-
тывание показаний измеряемой величины (штангенциркуль, мик¬
рометр, вольтметр и т. п.). В аналоговом измерительном приборе
показания или выходной сигнал являются непрерывной функцией
измеряемой величины (ртутный термометр).
Цифровой измерительный прибор — измерительный прибор, по¬
казания которого представлены в цифровой форме (штангенцир¬
куль с числовым отсчетом).
Регистрирующий измерительный прибор — измерительный при¬
бор, в котором предусмотрена регистрация показаний. Регистрация
может быть как в аналоговой, так и числовой форме. Делятся на
самопишущие и печатающие измерительные приборы.
Самопишущий измерительный прибор — регистрирующий прибор,
в котором предусмотрена запись показаний в форме диаграммы.
Печатающий прибор — прибор, в котором предусмотрено печа¬
тание показаний в цифровой форме.
Суммирующий измерительный прибор — измерительный прибор,
показания которого функционально связаны с суммой двух или не¬
скольких величин, подводимых к нему по различным каналам (на¬
пример, ваттметр).
Интегрирующий измерительный прибор — измерительный при¬
бор, в котором значение измеряемой величины определяется путем
ее интегрирования по другой величине (счетчик электроэнергии).
Измерительный прибор сравнения — измерительный прибор, пред¬
назначенный для непосредственного сравнения измеряемой вели¬
чины с величиной, значение которой известно (равноплечие весы,
потенциометр и т. п.).
Измерительная установка — совокупность функционально объе¬
диненных мер, измерительных приборов и других устройств, пред¬
назначенных для измерений одной или нескольких физических ве¬
личин и расположенная в одном месте.
Измерительной системой называется совокупность функционально
объединенных мер, измерительных приборов, ЭВМ и других техни¬
ческих средств, размещенных в разных точках контролируемого про¬
странства (объекта) с целью измерений одной или нескольких фи¬
зических величин, свойственных этому пространству (объекту).
Все средства измерений делятся на универсальные средства
и средства специального назначения.
Универсальным называется средство измерений, предназначенное
для измерений длин, углов в определенном диапазоне размеров из¬
делий с разнообразной конфигурацией. Например, один и тот же
прибор с дополнительными приспособлениями (стойки, штативы и
т. п.) может быть использован для измерения различных размеров.
Эта особенность универсальных средств измерений способствует их
широкому применению.
Специальным называется средство измерений, предназначенное
для измерений специальных элементов у деталей определенной фор¬
мы (например, калибры, приборы для измерения углов, параметров
зубчатых колес и т. п.) или специальных параметров у деталей вне
зависимости от ее геометрической формы (приборы для измерения
шероховатости, отклонений формы и т. п.).
Средства измерений длин и углов в зависимости от физического
принципа, положенного в основу построения измерительного преоб¬
разователя прибора, подразделяют на следующие группы: штриховые
(имеют линейную или угловую шкалу и нониус — штангенинстру-
менты, угломеры); микрометрические (основаны на использовании
винтовой пары — микрометры); рычажно-механические (индикаторы
часового типа, рычажные скобы и т. п.); рычажно-оптические (опти¬
метры); оптико-механические (проекторы, инструментальные микроскопы
и т. п.); пневматические (основаны на применении сжатого воздуха);
гидравлические', электрические и электронные', комбинированные (осно¬
ваны на использовании различных принципов) и др.
Средства измерений специального назначения подразделяют на
следующие группы: измерение формы и расположения поверхностей;
измерения параметров шероховатости поверхности; измерения пара¬
метров резьбы; измерения параметров углов и конусов; измерений па¬
раметров зубчатых колес.
8.2. Основные метрологические характеристики
средств измерений
ГОСТ 8.009—84 устанавливает номенклатуру нормируемых харак¬
теристик средств измерений, которые независимо от вида измеряе¬
мых величин и принципов действия средств измерений необходимы
для обоснованной оценки погрешности измерения, проводимые
в конкретных условиях как в статическом, так и в динамическом
режимах, а также способы нормирования и формы их представления.
Метрологическая характеристика средств измерений — характе¬
ристика одного из свойств измерений, влияющих на результат из¬
мерений или его погрешность.
Нормируемые метрологические характеристики — это метрологи¬
ческие характеристики, установленные нормативно-техническими
документами.
Действительные метрологические характеристики — это харак¬
теристики средств измерений, полученные экспериментально,
Стандарт предусматривает следующую номенклатуру метрологи¬
ческих характеристик: характеристики, предназначенные для опре¬
деления результата измерений; характеристики погрешностей средств
измерений (суммарная погрешность; систематическая и случайная
составляющая погрешности; погрешности вследствие гистерезиса);
характеристики чувствительности средств измерений к влияющим
величинам (функция влияния; характеристики изменения метроло¬
гической характеристики под воздействием влияющих величин); ди¬
намические характеристики — характеристики динамических средств
измерений, отражающих зависимость выходного сигнала от изме¬
няющегося во времени входного сигнала (переходная, импульсная,
амплитудно-частотная и фазовая характеристики; частные характе¬
ристики — время установления показания прибора, время реакции
и т. д.); характеристики свойств средств измерений, влияющих на
погрешность из-за взаимодействия средств измерений.
В стандарте для каждой характеристики установлены способы
нормирования и формы представления, приведены рекомендации
по выбору комплексов метрологических характеристик.
Основными метрологическими характеристиками являются диа¬
пазон измерений (или показаний) и различные составляющие по¬
грешности средства измерений.
Для каждого типа средств измерений устанавливают свои метро¬
логические характеристики.
Диапазон показаний — область значений шкалы, ограниченная
конечным и началБиым значениями, т. е. наименьшим и наиболь¬
шим значениями измеряемой величины.
Шкала — это часть устройства, представляющая собой совокуп¬
ность отметок и проставленных у некоторых из них чисел отсчетов
или других символов, соответствующих ряду последовательных зна¬
чений величины.
Отметка шкалы — это знак (штрих, точка и т. п.) на шкале, соответ¬
ствующий некоторому отдельному значению измеряемой величины.
Промежуток между двумя соседними отметками шкалы называ¬
ется делением шкалы.
Цена деления шкалы — разность значений величин, соответству¬
ющих двум соседним отметкам шкалы.
Диапазон измерений — область значений измеряемой величины,
для которой нормированы допускаемые пределы погрешности сред¬
ства измерений.
Чувствительность измерительного прибора — отношение измене¬
ния сигнала на выходе измерительного прибора к вызывающему его
изменению измеряемой величины.
Различают абсолютную и относительную чувствительность.
Абсолютная чувствительность определяется по формуле
Относительная чувствительность определяется по формуле
Ах/х
где А/ — изменение сигнала на выходе; х — измеряемая величина;
Дх — изменение измеряемой величины.
Неизменность во времени метрологических характеристик из¬
мерительного прибора определяет его стабильность.
Стабильность средств измерений определяется как наибольшая
разность между повторными показаниями измерительного прибора
(наибольший разброс показаний) при многократном измерении од¬
ной и той же величины при неизменных внешних условиях. Этот
показатель является конструктивной характеристикой и отражает
качество изготовления прибора.
8.3. Погрешности средств измерений
В результате воздействия большого числа случайных и детерми¬
нированных факторов, возникающих в процессе изготовления, хра¬
нения и эксплуатации измерительных средств, номинальные значе¬
ния мер и показания измерительных приборов отличаются от истин¬
ных значений измеряемых величин. Эти отклонения характеризуют
погрешности измерительных средств.
Под абсолютной погрешностью Ах меры понимается алгебраическая
разность между ее номинальным хн и действительным хд значениями.
Под абсолютной погрешностью Ах измерительного прибора пони¬
мается алгебраическая разность между показанием хП прибора и дей¬
ствительным значением хд измеряемой величины.
Погрешность меры определяется по формуле Ах = хн — хд ,
а погрешность измерительного прибора из аналогичного выра¬
жения Дх = хп — хд.
Степени точности средства измерений характеризует относитель¬
ная погрешность, т. е. выраженное в процентах отношение абсо¬
лютной погрешности к действительному значению измеряемой или
воспроизводимой данным средством измерений величины:
с 100 Дх
о = .
*д
В эту формулу вместо хд можно подставить номинальное значе¬
ние меры или показание измерительного прибора (3 <С 1).
Если диапазон измерения прибора включает и нулевое значение
измеряемой величины, то относительная погрешность обращается
в бесконечность в нулевой точке шкалы. В этом случае пользуются
понятием приведенной погрешности, равной отношению абсолютной
погрешности измерения измерительного прибора к некоторому нор¬
мирующему значению Хд,:
ЮОЛх
У= •
хы
В качестве нормирующего значения применяется значение, ха¬
рактерное для данного вида измерительного прибора. Это может
111
быть, например, диапазон измерений, верхний предел измерений,
длина шкалы и т. п.
Важной характеристикой измерительного прибора является по¬
рог реагирования (чувствительности).
Под порогом реагирования понимается изменение измеряемой ве¬
личины, вызывающее наименьшее изменение показаний измеритель¬
ного прибора, которое еще может быть обнаружено наблюдателем при
нормальном для данного прибора способе отсчета показаний.
При измерении переменных во времени величин большое зна¬
чение приобретает анализ динамических погрешностей, которые ис¬
кажают частотный спектр измеряемой функции.
8.4. Нормирование
погрешностей средств измерений
Государственными стандартами на отдельные виды средств из¬
мерений устанавливаются нормы на значения их суммарных по¬
грешностей и отдельных составляющих, таких, как вариация пока¬
заний, непостоянство показаний, погрешность обратного хода и др.
Значения суммарных погрешностей устанавливаются отдельно
для нормальных условий применения средств измерений и для слу¬
чая отклонения влияющих величин от значений, имеющих место
в нормальных условиях.
Под нормальными условиями понимаются такие условия при¬
менения средств измерения, при которых влияющие на процесс из¬
мерения величины (температура, влажность, частота и напряжение
питания, внешние магнитные поля, положение средств измерения
в пространстве и т. д.) имеют нормальные значения или находятся
в нормальной области значений. Нормальные значения влияющих
величин указываются в стандартах или технических условиях на сред¬
ства измерений данного вида в форме номиналов с нормированны¬
ми отклонениями, например температура должна составлять 20 ± 2°С,
напряжение питания 220 ± 10 %. Иногда вместо нормальных значе¬
ний влияющих величин указывают нормальную область их значе¬
ний (влажность 30—80 %).
Погрешность, свойственная средству измерений, находящемуся
в нормальных условиях применения, называется основной погрешно¬
стью. Основная погрешность средств измерений нормируется пу¬
тем задания пределов допускаемой основной погрешности.
Только в том случае, когда основная погрешность находится
в этих пределах, средства измерения допускаются к применению.
Пределы допускаемой основной погрешности мер задаются в виде
абсолютных, приведенных или относительных погрешностей.
Основная погрешность отдельных однозначных мер задается одно¬
членной формулой, определяющей пределы допускаемой абсолютной
Д = ±а,
или относительной основной погрешности
^ . юо д
д =± ,
*„
где Д — предел допускаемой основной абсолютной погрешности;
8 — предел допускаемой относительной основной погрешности;
хи — номинальное значение меры.
Для тех мер, которые не имеют номинального значения, норми¬
руется не основная погрешность, а допустимый диапазон действи¬
тельных значений мер.
Основная погрешность отдельных многозначных мер выражается так¬
же одночленной формулой, определяющей приведенную погрешность:
где Д — диапазон значений воспроизводимой многозначной мерой
величины.
Для нормирования пределов допускаемой основной погрешнос¬
ти наборов и магазинов мер одночленные формулы не применяют¬
ся, поскольку они не отражают имеющей место зависимости абсо¬
лютной или относительной погрешности меры от номинального
значения воспроизводимой величины. Поэтому для них использу¬
ются двучленные формулы:
— для абсолютной погрешности
А = (а ± Ьх),
— для относительной основной погрешности
8 = ±
с + е!
(х Л
к |
X
V У
где а, Ь, с, с/ — постоянные числа; хк — наибольшее значение вос¬
производимой данным набором или магазином величины.
При х = хк предел допускаемой относительной основной по¬
грешности достигает значения 8 = ± с, а при х < хк остается всюду
больше этой величины. Допускается также использование формулы
8. Я- М. Радаевич
113
s=±
c +
x-\
где х' — значение воспроизводимой набором или магазином вели¬
чины, при котором предел допускаемой основной погрешности до¬
стигает наименьшего значения.
Если зависимость основной погрешности от номинальных зна¬
чений мер оказывается более сложной, то основная погрешность
задается в виде таблицы пределов допускаемой абсолютной основ¬
ной погрешности для различных номинальных значений мер (на¬
пример, для мер массы — гирь).
Способ задания пределов допускаемой основной погрешности
измерительных преобразователей и приборов определяется главным
образом зависимостью погрешности от измеряемой или соответствен¬
но входной величины.
8.5. Классы точности средств измерений
Классы точности средств измерений — обобщенная характерис¬
тика средств измерений, определяемая пределами допускаемых ос¬
новных и дополнительных погрешностей, а также другими свой¬
ствами средств измерений, влияющими на точность, значения ко¬
торых устанавливаются в стандартах на отдельные виды средств
измерений.
Класс точности средства измерений характеризует их свойства
в отношении точности, но не является непосредственным показате¬
лем точности измерений, выполненных с помощью этих средств.
Например, класс точности концевых мер длины характеризует бли¬
зость их размера к номинальному размеру, допускаемое отклонение
от плоскопараллельности, притираемость и стабильность.
Классы точности устанавливаются стандартами, содержащими техни¬
ческие требования к средствам измерений, подразделяемым по точности.
Средства измерений должны удовлетворять требованиям к метро¬
логическим характеристикам, установленным для присвоенного им
класса точности как при выпуске их из производства, так и в процессе
эксплуатации.
Метрологические характеристики, определяемые классами точ¬
ности, нормируют следующим образом.
Пределы допускаемых значений основной и дополнительных по¬
грешностей можно выражать в форме приведенных, относительных
114
или абсолютных погрешностей. Это зависит от характера измене¬
ния погрешностей в пределах диапазона измерений, а также от ус¬
ловий применения и назначения средств измерения конкретного
вида.
Пределы допускаемых погрешностей выражаю! в зависимости
от характера изменения границ абсолютных погрешностей средств
измерений конкретного вида. Эти границы оценивают на основа¬
нии принципа действия средств измерений, а также их назначений.
Например, пределы допускаемых погрешностей мер массы или
длины выражают в форме абсолютных погрешностей, так как по¬
грешности результатов измерений массы или длины принято выра¬
жать в единицах массы или длины.
Пределы допускаемой абсолютной погрешности устанавливают
по формулам: А = ±/= р или А = ±(я + Ьх), где А — пределы допус¬
каемой абсолютной погрешности, выраженной в единицах измеря¬
емой величины на входе (выходе) или условно, в делениях шкалы;
X — значение измеряемой величины на входе (выходе) средств из¬
мерений или число делений, отсчитанных по шкале; а и Ь — поло¬
жительные числа, не зависящие от х.
Пределы допускаемой приведенной основной погрешности оп¬
ределяются по формуле у=—=±р, где у — предел допускаемой
основной погрешности, %; А — пределы допускаемой абсолют¬
ной погрешности, устанавливаемые по формуле А = ±{а +Ьх);
х„ — нормирующее значение, выраженное в тех единицах, что и А;
р — отвлеченное положительное число, выбираемое из ряда: 110";
1,5-10"; 1,6-10"; 2-10"; 2,5-10"; 3-10"; 410"; 510"; 6-10" (п = 1; 0; -1; -2)
И т. д.
Пределы допускаемой относительной погрешности определяют
по формуле 5=—= ±д, если А принята по формуле А = ±/= р или по
формуле А = ±{а + Ьх); 5 - Л
х
С + (1
где 6 — пределы до¬
пускаемой относительной основной погрешности, %; ^ — отвлечен¬
ное положительное число, выбираемое из ряда, аналогичного ряду для
р; хк — больший по модулю из пределов измерений: с= Ь + (1, с1 =
\хк |
Правила построения и примеры обозначения классов точности
в документации и на средства измерений приведены в табл. 8.1.
8*
115
8.1. Нормирование точности средств измерений
Формулы для
определения пределов
допускаемой
погрешности
Примеры пределов
допускаемой основной
погрешности
Обозначение класса точности
на средствах
измерения
в нормативной документации
д = +/= р
м
Класс точности М
Д = ±(о + Ьх)
Класс точности С
Г= = ±р
Г=± 1,5
у= ±0,5
1,5
0,5
Класс точности 1,5
Класс точности 0,5
ё=- = ±д
<5= ±0,5
0,5
Класс точности 0,5
С+СІ
х-1
0,02+0,01
х — 1
0,02
0,01
Класс точности
0,02
0,01
8.6. Нормируемые метрологические
характеристики средств измерений
Нормируемые метрологические характеристики средств измере¬
ний — наиболее рациональная совокупность метрологических ха¬
рактеристик конкретного типа средства измерения, устанавливае¬
мая нормативно-техническими документами на средства измерений.
Нормируемые метрологические характеристики средств измере¬
ний установлены ГОСТ 8.009—94, который предусматривает два ком¬
плекса погрешностей средств измерений:
в первый комплекс
/
Л.=
включаются: сис-
тематическая составляющая основной погрешности средства измере¬
ний — Аос; случайная составляющая основной погрешности средства
измерений — А0; случайная составляющая основной погрешности,
обусловленная гистерезисом — Аон; сумма дополнительных погреш¬
ностей Д, средства измерений, возникновение которых обусловлено
действием влияющих величин
116
Г/1
2>.;
динамическая погрешность
/=1
средства измерений, появление которой обусловлено изменением
входного измерительного сигнала — Дд;
во второй комплекс
1=1
включаются: основная
погрешность измерений без разделения на составляющие — Д„; сум¬
ма дополнительных погрешностей Д,- средства измерений, возник-
т
новение которых обусловлено действием влияющих величин — ^ Д;.
1=1
Второй комплекс применяют для средств измерений, у которых
случайная составляющая основной погрешности пренебрежимо мала.
В зависимости от свойств средства измерений и условий его примене¬
ния отдельные составляющие комплексов 1 и 2 могут отсутствовать.
9. ГОСУДАРСТВЕННАЯ
МЕТРОЛОГИЧЕСКАЯ СЛУЖБА
В РОССИЙСКОЙ ФЕДЕРАЦИИ
9.1. Организационные основы
Государственной метрологической службы
Государственная метрологическая служба Российской Федера¬
ции (ГМС) представляет собой совокупность государственных мет¬
рологических органов и создана для управления деятельностью по
обеспечению единства измерений.
Различают следующие метрологические службы: Государствен¬
ная метрологическая служба; Государственная служба времени
и частоты и определения параметров вращения Земли; Государствен¬
ная служба стандартных образцов состава и свойств веществ и ма¬
териалов; Государственная служба стандартных справочных данных
о физических константах и свойствах веществ и материалов; метро¬
логические службы государственных органов управления Российс¬
кой Федерации; метрологические службы юридических лиц.
Общее руководство перечисленными службами осуществляет Го¬
сударственный комитет Российской Федерации по стандартизации
и метрологии (Госстандарт России), который является федераль¬
ным органом исполнительной власти, осуществляющим межотрас¬
левую координацию, а также функциональное регулирование в обла¬
117
сти стандартизации, метрологии и сертификации (Положение
о Госстандарте РФ от 1999 г.).
В своей деятельности Госстандарт России руководствуется Кон¬
ституцией Российской Федерации, федеральными конституционны¬
ми законами, федеральными законами, указами и распоряжениями
Президента Российской Федерации, постановлениями и распоряже¬
ниями Правительства Российской Федерации, Положением о Гос¬
стандарте РФ.
Свою деятельность Госстандарт России осуществляет непосред¬
ственно и через находящиеся в его ведении центры стандартизации,
метрологии и сертификации, а также государственных инспекторов
по надзору за государственными стандартами и обеспечением един¬
ства измерений.
На Госстандарт РФ, в соответствии с Законом «Об обеспечении
единства измерений», возложены следующие функции:
— межрегиональная и межотраслевая координация деятельнос¬
ти по обеспечению единства измерений;
— представление Правительству РФ предложений по единицам
величин, допускаемым к применению;
— установление правил создания, утверждения, хранения и при¬
менения эталонов единиц величин;
— определение общих метрологических требований к средствам,
методам и результатам измерений;
— государственный метрологический контроль и надзор;
— контроль за соблюдением условий международных договоров РФ
о признании результатов испытаний и поверки средств измерений;
— руководство деятельностью Государственной метрологичес¬
кой службы и иных государственных служб обеспечения един¬
ства измерений;
— участие в деятельности международных организаций по воп¬
росам обеспечения единства измерений;
— утверждение нормативных документов по обеспечению един¬
ства измерений;
— утверждение государственных эталонов;
— установление межповерочных интервалов средств измерений;
— отнесение технических устройств к средствам измерений;
— установление порядка разработки и аттестации методик вы¬
полнения измерений;
— ведение и координация деятельности Государственных науч¬
ных метрологических центров (ГНМЦ), Государственной метроло¬
гической службы, Государственной службы времени и частоты
(ГСВЧ), Государственной службы стандартных образцов (ГССО),
Государственной службы стандартных справочных данных (ГСССД);
— аккредитация государственных центров испытаний средств
измерений;
— утверждение типа средств измерения;
— ведение Государственного реестра средств измерений;
— аккредитация метрологических служб юридических лиц на
право поверки средств измерений;
— утверждение перечней средств измерений, подлежащих
поверке;
— установление порядка лицензирования деятельности юриди¬
ческих и физических лиц по изготовлению, ремонту, продаже и про¬
кату средств измерений;
— организация и координация деятельности государственных ин¬
спекторов по обеспечению единства измерений;
— организация деятельности и аккредитация метрологических
служб юридических лиц на право проведения калибровочных работ;
— планирование и организация выполнения метрологических
работ.
При решении этих задач Госстандарт России:
— устанавливает с участием заинтересованных федеральных ор¬
ганов исполнительной власти правила проведения работ по стан¬
дартизации, метрологии, сертификации и аккредитации, государ¬
ственному контролю и надзору в области стандартизации и серти¬
фикации, государственному метрологическому контролю и надзору,
осуществляет методическое руководство этими работами;
— организует проведение работ по межведомственной унифика¬
ции продукции на основе стандартизации общепромышленных норм
и конструкций, а также методов контроля, испытаний и испыта¬
тельного оборудования;
— устанавливает правила применения в Российской Федерации
международных (региональных) стандартов, национальных стандар¬
тов, правил, норм и рекомендаций по стандартизации, метрологии,
сертификации, аккредитации и качеству зарубежных стран, если иное
не установлено международными договорами Российской Федерации;
— осуществляет государственную регистрацию нормативных доку¬
ментов по стандартизации, метрологии, сертификации и аккредитации;
— устанавливает правила создания, утверждения, хранения и при¬
менения эталонов единиц величин;
— утверждает государственные эталоны единиц величин и обес¬
печивает их хранение, развивает государственную эталонную базу,
совместно С Министерством обороны Р0С9ИЙСК0Й Федерации опре¬
деляет порядок использования военных эталонов единиц величин
в качестве резерва государственных эталонов;
— утверждает перечни групп средств измерений, подлежащих
поверке, принимает решение об отнесении технического устрой¬
ства к средствам измерения, устанавливает правила представления
средств измерений на поверку и испытания, а также интервалы между
поверками, проводит поверку и испытания, утверждает типы средств
измерений, ведет Государственный реестр средств измерений, до¬
пущенных к применению на территории Российской Федерации,
осуществляет публикацию официальной информации об утвержде¬
нии типа средств измерений;
— устанавливает правила выполнения поверочных и калибро¬
вочных работ, аккредитации метрологических служб юридических
лиц на право выполнения этих работ и выдачи сертификатов утвер¬
ждения типа средств измерений, о калибровке или о нанесении ка¬
либровочного знака;
— готовит в установленном порядке предложения о присоедине¬
нии к международным (региональным) системам стандартизации
и обеспечения единства измерений, международным (региональным)
системам сертификации и аккредитации, а также заключает в уста¬
новленном порядке соглашения с соответствующими организациями
зарубежных стран о взаимном признании результатов сертификации;
— участвует в работе международных (региональных) организа¬
ций, комиссий, занимающихся вопросами стандартизации, метро¬
логии, сертификации, аккредитации и качества, сотрудничает с за¬
рубежными национальными органами по стандартизации, метроло¬
гии, сертификации, аккредитации и качеству;
— в качестве национального органа Российской Федерации по
стандартизации, метрологии, сертификации и аккредитации осуще¬
ствляет в установленном порядке членство в международных (реги¬
ональных) организациях и координирует работу федеральных орга¬
нов исполнительной власти по проведению согласованной полити¬
ки в этих организациях;
— устанавливает порядок осуществления государственного над¬
зора за соблюдением обязательных требований государственных стан¬
дартов, правил обязательной сертификации, государственного мет¬
рологического контроля и надзора, а также организует проведение
указанного контроля и надзора;
— обеспечивает создание, актуализацию и использование баз
и банков данных нормативных документов, общероссийских клас-
120
сификаторов, научно-технической терминологии, каталогизации про¬
дукции и информации в области стандартизации, метрологии, сер¬
тификации, аккредитации, государственного контроля и надзора,
являющихся федеральными информационными ресурсами;
— осуществляет в установленном порядке официальное опуб¬
ликование и распространение государственных стандартов Рос¬
сийской Федерации, стандартных справочных данных о составе и
свойствах веществ и материалов, нормативных документов по стан¬
дартизации, метрологии, сертификации, аккредитации, а также
указателей стандартов, перечней допущенных к применению
средств измерений, стандартов и рекомендаций международных
(региональных) организаций, национальных стандартов зарубеж¬
ных стран, используемых в Российской Федерации в соответствии
с международными договорами;
— устанавливает правила аккредитации и выдачи разрешений
(лицензий) на проведение определенных видов работ по обязатель¬
ной сертификации (лицензий на применение знака соответствия),
выдает и аннулирует разрешения (лицензии) на проведение опреде¬
ленных видов работ по обязательной сертификации аккредитован¬
ным им органам по сертификации и испытательным лабораториям
(центрам); осуществляет полномочия по лицензированию деятель¬
ности центров обязательной сертификации и испытательных лабо¬
раторий (центров) в области обязательной сертификации;
— устанавливает порядок лицензирования деятельности юриди¬
ческих и физических лиц, осуществляющих предпринимательскую
деятельность, по изготовлению, ремонту, продаже и прокату средств
измерений;
— устанавливает порядок маркирования знаком соответствия го¬
сударственным стандартам продукции и услуг, а также порядок вы¬
дачи лицензий на деятельность по маркированию этим знаком про¬
дукции и услуг, ведет Государственный реестр продукции и услуг,
маркированных знаком соответствия государственным стандартам;
— выполняет в соответствии с законодательством Российской Фе¬
дерации функции федерального ведомственного органа управления
образованием по вопросам стандартизации, метрологии, сертифика¬
ции и аккредитации, осуществляет методическое руководство обуче¬
нием в этих областях, определяет требования к уровню квалифика¬
ции и компетентности персонала, осуществляющего работы по стан¬
дартизации, метрологии, сертификации, аккредитации и испытаниям;
— организует подготовку, переподготовку и повышение квали¬
фикации специалистов по вопросам стандартизации, метрологии,
сертификации, аккредитации, систем качества, испытаний, государ¬
ственного контроля и надзора;
— обеспечивает деятельность Государственной метрологической
службы, Государственной службы времени и частоты и определе¬
ния параметров вращения Земли, Государственной службы стан¬
дартных образцов состава и свойств веществ и материалов, Государ¬
ственной службы стандартных справочных данных о физических
константах и свойствах веществ и материалов;
— создает в установленном порядке территориальные органы для
осуществления своих полномочий.
Государственная метрологическая служба включает:
— государственные научные метрологические центры (ГНМЦ);
— органы ГМС в субъектах РФ (на территории республик, авто¬
номных областей, автономных округов, краев, областей), а также
городов Москвы и Санкт-Петербурга.
Государственные научные метрологические центры представ¬
лены такими институтами, как ВНИИ метрологической службы
(ВНИИМС, г. Москва), ВНИИ метрологии им. Д.И. Менделеева
(ВНИИМ, г. Санкт-Петербург); НПО «ВНИИ физико-техничес¬
ких и радиотехнических измерений» (ВНИИФТРИ, пос. Менделее¬
ве Московской обл.); Уральский НИИ метрологии (УНИИМ,
г. Екатеринбург) и др. Указанные научные центры занимаются не
только исследованиями по теории измерений, принципам и мето¬
дам высокоточных измерений, разработкой научно-методических
основ совершенствования российской системы измерений, но
и являются держателями государственных эталонов.
В состав ГМС входят центры государственных эталонов, которые
специализируются на различных единицах физических величин. Так,
НПО «ВНИИМ им. Д.И. Менделеева» специализируется на величи¬
нах длины и массы, а также механических, теплофизических, электри¬
ческих, магнитных величинах, ионизирующих излучениях, давлении,
физико-химическом составе и свойствах веществ.
НПО «ВНИИФТРИ» занимается эталонами радиотехнических
и магнитных величин, времени и частоты, акустических и гидро¬
акустических величин, а также низких температур, твердости и др.
НПО «ВНИИ оптико-физических измерений» (ВНИИОФИ,
Москва) — это центр по оптическим и оптико-физическим величи¬
нам, акустико-оптической спектрорадиометрии, измерениям в ме¬
дицине, а также единицам измерения параметров лазеров.
УНИИМ руководит исследованиями по стандартным образцам
состава и свойств веществ и материалов.
122
Радиотехническими, электрическими и магнитными величина¬
ми занимается также СНИИМ.
ВНИИМС специализируется на геометрических и электрических
величинах, давлении, параметрах электромагнитной совместимости.
Центрами эталонов являются также ВНИИ расходометрии
(Казань), специализация которого — расход и объем веществ; НПО
«Эталон» (Иркутск), область деятельности которого — региональные
эталоны времени и частоты, а также электрических величин; НПО
«Дальстандарт» (Хабаровск), специализирующееся на региональных
эталонах времени и частоты, а также теплофизических величинах.
Наряду с Государственной метрологической службой вопросами
обеспечения единства измерений занимаются: Государственная служ¬
ба времени, частоты и определения параметров вращения Земли
(ГСВЧ); Государственная служба стандартных образцов состава
и свойств веществ и материалов (ГССО); Государственная служба
стандартных справочных данных о физических константах и свой¬
ствах веществ и материалов (ГСССД).
ГСВЧ осуществляет межрегиональную и межотраслевую координа¬
цию работ по обеспечению единства измерений времени, частоты
и определения параметров вращения Земли. Потребителями измеритель¬
ной информации ГСВЧ являются службы навигации и управления само¬
летами, судами и спутниками, Единая энергетическая система и пр.
ГССО обеспечивает создание и применение системы стандарт¬
ных (эталонных) образцов состава и свойств веществ и материалов —
металлов и сплавов, нефтепродуктов, медицинских препаратов,
образцов почв, образцов твердости различных материалов, образ¬
цов газов и газовых смесей и др., обеспечивает разработку средств
сопоставления характеристик стандартных образцов с характерис¬
тиками веществ и материалов, которые производятся промышлен¬
ными, сельскохозяйственными и другими предприятиями, для их
идентификации или контроля.
ГСССД обеспечивает разработку достоверных данных о физи¬
ческих константах, о свойствах веществ и материалов, в том числе
конструкционных материалов, минерального сырья, нефти, газа и др.
Потребителями информации ГСССД являются организации, про¬
ектирующие изделия техники, к точности характеристик которой
предъявляются особо жесткие требования. Публикации справочных
данных появляются после утверждения их международными метро¬
логическими организациями или ИСО.
Во многих государственных органах управления создаются мет¬
рологические службы, которые функционируют в соответствии
с Положением о метрологической службе, подлежащим согласова¬
нию с Госстандартом РФ.
Метрологические службы федеральных органов исполнительной вла¬
сти и юридических лиц могут создаваться в министерствах (ведом¬
ствах), организациях, на предприятиях и в учреждениях, являющихся
юридическими лицами, для выполнения работ по обеспечению един¬
ства и требуемой точности измерений, осуществления метрологи¬
ческого контроля и надзора.
При выполнении работ в сферах, предусмотренных Законом
«Об обеспечении единства измерений», создание метрологических
служб обязательно в сферах: здравоохранения, ветеринарии, охраны
окружающей среды, обеспечения безопасности труда, торговых опе¬
раций, взаимных расчетов между покупателем и продавцом, государ¬
ственных учетных операций, обеспечения обороны страны, геодези¬
ческих и гидрометеорологических работ; банковских, налоговых,
таможенных и почтовых операций; производства продукции, постав¬
ляемой по контрактам для государственных нужд; испытаний и кон¬
троля качества продукции в целях определения соответствия обяза¬
тельным требованиям государственных стандартов; обязательной сер¬
тификации; измерений, проводимых по поручению судебных органов,
прокуратуры и арбитражного суда, а также государственных органов
Российской Федерации.
Такие службы созданы в Минздраве, Минатоме, Минприроде,
Миноборонпроме и других федеральных органах исполнительной
власти. Метрологические службы созданы и функционируют в РАО
ЕЭС России, РАО «Газпром», НК ЮКОС, НК «Лукойл». Права
и обязанности МС определяются положениями о них, утверждае¬
мыми руководителями органов управления или юридических лиц.
На небольших предприятиях, в соответствии с рекомендациями
Госстандарта РФ, назначаются лица, ответственные за обеспечение
единства измерений. Для них утверждается должностная инструк¬
ция, в которой устанавливаются их функции, права, обязанности
и ответственность.
Основные задачи, права и обязанности таких служб государ¬
ственных органов управления и юридических лиц независимо от
формы собственности определены в Правилах по метрологии ПР
50-732—93. «ГСИ. Типовое положение о метрологической службе
государственных органов управления и юридических лиц».
Метрологические службы государственных органов управления
и юридических лиц организуют свою деятельность на основе положе¬
ний Законов «Об обеспечении единства измерений», «О стандартиза¬
ции», «О сертификации продукции и услуг», а также постановлений
Правительства РФ, административных актов субъектов федерации, об¬
ластей и городов, нормативных документов Государственной системы
обеспечения единства измерений и постановлений Госстандарта РФ.
9.2. Нормативная база метрологии
Положения теоретической и практической метрологии направле¬
ны на обеспечение единства измерений и единообразие средств изме¬
рений (СИ), требуют регламентации и контроля со стороны государ¬
ства. К таким положениям, в частности, относятся: выбор основных
физических величин; установление размеров основных единиц и пра¬
вила образования производных единиц; способ воспроизведения и пе¬
редачи информации о размере единиц; выбор нормируемых метроло¬
гических характеристик СИ; установление норм точности СИ и огра¬
ничение точности измерений; выбор методик измерений; деятельность
метрологических служб; организация государственного метрологичес¬
кого контроля.
В Российской Федерации общие правила и требования в области
метрологии изложены в Законе «Об обеспечении единства измерений».
На основании требований этого Закона разработаны конкрет¬
ные положения в области законодательной метрологии, которые рег¬
ламентируются нормативными документами, такими, как стандар¬
ты, правила, рекомендации и др.
Комплекс нормативных документов, устанавливающих правила,
нормы, требования, направленные на достижение и поддержание
единства измерений в стране при требуемой точности, составляет
государственную систему обеспечения единства измерений (ГСИ).
Нормативную базу метрологии составляют:
— Закон РФ «Об обеспечении единства измерений»;
— государственные стандарты (ГОСТ, ГОСТ Р) системы ГСИ;
— правила (ПР) системы ГСИ, утверждаемые Госстандартом;
— рекомендации (МИ) системы ГСИ, утверждаемыми руковод¬
ством государственных метрологических научных центров.
В целом ГСИ насчитывает более 2400 НД (стандартов, правил, ре¬
комендаций). 75% от всей нормативной базы составляют МИ. Широ¬
кое распространение МИ объясняется возможностью их разработки в
более короткие сроки и при меньшей стоимости, чем стандартов.
В 1999 г. разработан базовый основополагающий стандарт ГОСТ
Р 8.000 ГСИ. Основные положения.
125
9.3. Государственный
метрологический контроль
за средствами измерений
Статья 12 Закона РФ «Об обеспечении единства измерений» устанав¬
ливает следующие виды государственного метрологического контроля:
— утверждение типа средств измерений;
— поверку средств измерений, в том числе эталонов;
— лицензирование деятельности юридических и физических лиц
по изготовлению, ремонту, продаже и прокату средств измерений;
и государственного метрологического надзора:
— за выпуском, состоянием и применением средств измерений,
аттестованными методиками выполнения измерений, эталонами еди¬
ниц величин, соблюдением метрологических правил и норм;
— за количеством товаров, отчуждаемых при совершении торго¬
вых операций;
— за количеством фасованных товаров в упаковках любого вида
при их расфасовке и продаже, которые осуществляются Государ¬
ственной метрологической службой Госстандарта России.
Государственный метрологический контроль и надзор распрост¬
раняются на (статья 13):
— здравоохранение, ветеринарию, охрану окружающей среды,
обеспечение безопасности труда;
— торговые операции и взаимные расчеты между покупателем
и продавцом, в том числе на операции с применением игровых ав¬
томатов и устройств;
— государственные учетные операции;
— обеспечение обороны государства;
— геодезические и гидрометеорологические работы;
— банковские, налоговые, таможенные и почтовые операции;
— производство продукции, поставляемой по контрактам для
государственных нужд в соответствии с законодательством Россий¬
ской Федерации;
— испытания и контроль качества продукции в целях определе¬
ния соответствия обязательным требованиям государственных стан¬
дартов Российской Федерации;
— обязательную сертификацию продукции и услуг;
— измерения, проводимые по поручению органов суда, проку¬
ратуры, арбитражного суда, государственных органов управления
Российской Федерации;
— регистрацию национальных и международных спортивных рекордов.
Нормативными актами республик в составе Российской Феде¬
рации, автономной области, автономных округов, краев, областей,
городов Москвы и Санкт-Петербурга государственный метрологи¬
ческий контроль и надзор могут быть распространены и на другие
сферы деятельности.
Порядок осуществления государственного метрологического
надзора за выпуском, состоянием и применением средств измере¬
ний, аттестованными методиками выполнения измерений, этало¬
нами и соблюдением метрологических правил и норм регламенти¬
руется ПР 50.2.002—94 «Правила по метрологии. Государственная
система обеспечения единства измерений. Порядок осуществле¬
ния государственного метрологического надзора за выпуском, со¬
стоянием и применением средств измерений, аттестованными ме¬
тодиками выполнения измерений, эталонами и соблюдением мет¬
рологических правил и норм».
Правила направлены на защиту прав и законных интересов граж¬
дан, установленного правопорядка и экономики Российской Феде¬
рации от отрицательных последствий недостоверных результатов из¬
мерений, и предназначены для органов государственной метроло¬
гической службы и государственных инспекторов по обеспечению
единства измерений, а также для проверяемых предприятий.
Государственный метрологический надзор осуществляется в объе¬
динениях, на предприятиях, в организациях и учреждениях незави¬
симо от их подчиненности и форм собственности в виде проверок
выпуска, состояния и применения средств измерений, эталонов
и соблюдения иных метрологических правил и норм.
Государственный метрологический контроль включает:
— утверждение типа средств измерений;
— поверку средств измерений, в том числе эталонов;
— лицензирование деятельности юридических и физических лиц
по изготовлению, ремонту, продаже и прокату средств измерений.
9.3.1. ПОРЯДОК ПРОВЕДЕНИЯ ИСПЫТАНИЙ
И УТВЕРЖДЕНИЯ ТИПА СРЕДСТВ ИЗМЕРЕНИЙ
Утверждение типа средств измерений проводится в целях обес¬
печения единства измерений в стране, постановки на производство
и выпуск в обращение средств измерений, соответствующих требо¬
ваниям, установленным в нормативных документах.
Утверждение типа СИ необходимо для новых марок (типов) СИ,
предназначенных для выпуска с производства или ввоза по импор¬
ту. Указанная процедура предусматривает обязательные испытания
127
СИ, принятие решения об утверждении типа, его государственную
регистрацию, выдачу сертификата об утверждении типа.
Испытания СИ проводятся государственными научными метро¬
логическими центрами, аккредитованными в качестве государствен¬
ных центров испытаний СИ (ГЦИ СИ). Решением Госстандарта
в качестве ГЦИ СИ могут быть аккредитованы специализированные
организации вне системы Госстандарта. Например, ряд СИ меди¬
цинского назначения проходят в ГЦИ системы Минздрава РФ. Ис¬
пытания проводят по утвержденной программе, которая может пре¬
дусматривать определение метрологических характеристик конкрет¬
ных образцов СИ и экспериментальную апробацию методики поверки.
Госстандартом РФ установлен порядок проведения испытаний
и утверждения типа средств измерений, который распространяется на
средства измерений, в том числе измерительные системы (комплек¬
сы), подлежащие применению в сферах распространения государствен¬
ного метрологического контроля и надзора, установленных в Законе
Российской Федерации «Об обеспечении единства измерений».
Порядок проведения испытаний и утверждения типа средств из¬
мерений включает:
— испытания средств измерений для целей утверждения их типа;
— принятие решения об утверждении типа, его государственную
регистрацию и выдачу сертификата об утверждении типа;
— испытания средств измерений на соответствие утвержденному
типу при контроле соответствия средств измерений утвержденному типу;
— признание утверждения типа или результатов испытаний типа
средств измерений, проведенных компетентными организациями за¬
рубежных стран;
— информационное обслуживание потребителей измерительной
техники.
Решение об утверждении типа принимается Госстандартом Рос¬
сии по результатам обязательных испытаний средств измерений для
целей утверждения их типа.
Заявки на проведение испытаний средств измерений для целей
утверждения типа направляются в Управление Госстандарта России
по установленной форме.
Проведение испытаний средств измерений для целей утвержде¬
ния их типа осуществляют государственные центры испытаний
средств измерений (ГЦИ СИ) по поручению Госстандарта России.
Аккредитованные ГЦИ СИ регистрируются в Государственном
реестре средств измерений в разделе «Государственные центры ис¬
пытаний средств измерений».
При испытаниях средств измерений для целей утверждения их
типа проверяют соответствие технической документации и техни¬
ческих характеристик средств измерений требованиям техничес¬
кого задания, технических условий и распространяющихся на них
нормативных и эксплуатационных документов, включающих ме¬
тодики поверки средств измерений. Положительные результаты
испытаний являются основанием для принятия Госстандартом
России решения об утверждении типа средств измерений. Реше¬
ние удостоверяется сертификатом об утверждении их типа. Срок
действия сертификата устанавливает Госстандарт России при его
выдаче.
Средства измерений, на которые выданы сертификаты об утвер¬
ждении типа, подлежат регистрации в Государственном реестре
в разделе «Средства измерений утвержденных типов».
В соответствии с международными соглашениями, заключенными
Россией с другими странами, Госстандартом России может быть приня¬
то решение о признании результатов испытаний или утверждения типа,
что является основанием для внесения типа импортируемых средств
измерений в Государственный реестр и их применения в Российской
Федерации.
Испытания средств измерений для целей утверждения их типа про¬
водятся по типовой программе, в которую могут быть внесены из¬
менения или дополнения. На испытания заявитель представляет:
— образец (образцы) средств измерений;
— программу испытаний типа, утвержденную ГЦИ СИ;
— технические условия (если предусмотрена их разработка), под¬
писанные руководителем организации-разработчика;
— эксплуатационные документы, а для средств измерений, под¬
лежащих импорту,
— комплект документации фирмы-изготовителя, прилагаемый к
поставляемому средству измерений, с переводом на русский язык;
— нормативный документ по поверке при отсутствии раздела
«Методика поверки» в эксплуатационной документации;
— описание типа с фотографиями общего вида 13 х 18 или 18 х 24 —
3 экз.;
— документ организации-разработчика о допустимости опубли¬
кования описания типа в открытой печати.
При положительных результатах проведенных испытаний ГЦИ
СИ утверждает (согласовывает) методику поверки, согласовывает
описание типа и составляет акт испытаний средств измерений для
целей утверждения их типа.
9.Я.М. Радкевич 129
После утверждения акта испытаний средств измерений ГЦИ
СИ, проводивший испытания, направляет во ВНИИМС акт ис¬
пытаний, а также заключение о возможности утверждения типа.
ВНИИМС осуществляет поверку представленных в его адрес мате¬
риалов испытаний и готовит проект решения Госстандарта России
по результатам испытаний средств измерений для целей утвержде¬
ния их типа. После рассмотрения Госстандартом России представ¬
ленных документов принимается решение об утверждении типа
средств измерений, осуществляется его регистрация и формируется
дело в Государственном реестре.
Госстандарт России или по его поручению ВНИИМС направля¬
ет сертификат об утверждении типа заявителю, представившему сред¬
ства измерений на испытания.
9.3.2. ПОВЕРКА СРЕДСТВ ИЗМЕРЕНИЙ
Поверка средств измерений, которые подлежат ГМКиН, под¬
вергаются поверке органами ГМК при выпуске из производства или
ремонта, при ввозе по импорту и эксплуатации. В отличие от про¬
цедуры утверждения типа, в которой участвует типовой представи¬
тель СИ, поверке подлежит каждый экземпляр СИ.
Порядок проведения поверки средств измерений регламентиру¬
ется Правилами*. Правила распространяются на средства измере¬
ний, подлежащие применению в сферах распространения государ¬
ственного метрологического контроля и надзора, в соответствии с
Законом Российской Федерации «Об обеспечении единства изме¬
рений» и устанавливают требования к организации и порядку про¬
ведения поверки средств измерений.
Порядок разработан с учетом документа Международной орга¬
низации законодательной метрологии № 20 «Первичная и последу¬
ющая поверка средств измерений и измерительных процессов».
Поверка средств измерений — совокупность операций, выполня¬
емых органами Государственной метрологической службы (другими
уполномоченными органами, организациями) с целью определения
и подтверждения соответствия средств измерений установленным
техническим требованиям.
Средства измерений, подлежащие государственному метрологи¬
ческому контролю и надзору, подвергаются поверке органами Госу¬
* ПР 50.2.006—94. «Правила по метрологии. Государственная система обеспече¬
ния единства измерений. Порядок проведения поверки средств измерений».
130
дарственной метрологической службы при выпуске из производства
или ремонта, при ввозе по импорту и эксплуатации.
Эталоны органов Государственной метрологической служ¬
бы, а также средства измерений, ими не поверяемые, подверга¬
ются поверке государственными научными метрологическими
центрами.
По решению Госстандарта России право поверки средств из¬
мерений может быть предоставлено аккредитованным метроло¬
гическим службам юридических лиц, деятельность которых осу¬
ществляется в соответствии с действующим законодательством и
нормативными документами по обеспечению единства измере¬
ний Госстандарта России.
Поверочная деятельность, осуществляемая аккредитованными
метрологическими службами юридических лиц, контролируется орга¬
нами Государственной метрологической службы по месту располо¬
жения этих юридических лиц.
Поверка средств измерений осуществляется физическим лицом,
аттестованным в качестве поверителя в порядке, устанавливаемом
Госстандартом России.
Поверка производится в соответствии с нормативными докумен¬
тами, утверждаемыми по результатам испытаний по утверждению
типа средства измерений.
Результатом поверки является подтверждение пригодности сред¬
ства измерений к применению или признание средства измерений
непригодным к применению. Если средство измерений по резуль¬
татам поверки признано пригодным к применению, то на него или
техническую документацию наносится оттиск поверительного клейма
или выдается «Свидетельство о поверке». Если средство измерений
по результатам поверки признано непригодным к применению, от¬
тиск поверительного клейма гасится, «Свидетельство о поверке» ан¬
нулируется, выписывается «Извещение о непригодности» или дела¬
ется соответствующая запись в технической документации.
Ответственность за выполнение поверочных работ и соблюде¬
ние требований нормативных документов несет орган Государствен¬
ной метрологической службы или юридическое лицо, метрологи¬
ческой службой которого выполнены поверочные работы.
Средства измерений подвергают первичной, периодической, вне¬
очередной и инспекционной поверке.
Первичной поверке подлежат средства измерений утвержден¬
ных типов при выпуске из производства и ремонта, при ввозе по
импорту.
Первичной поверке могут не подвергаться средства измерений
при ввозе по импорту на основании заключенных международных
соглашений (договоров) о признании результатов поверки, произ¬
веденной в зарубежных странах.
Первичной поверке подлежит, как правило, каждый экземпляр
средств измерений. Допускается выборочная поверка.
Первичную поверку органы ГМС могут производить на конт¬
рольно-поверочных пунктах, организуемых юридическими лицами,
выпускающими и ремонтирующими средства измерений.
Периодической поверке подлежат средства измерений, находящи¬
еся в эксплуатации или на хранении, через определенные межпове-
рочные интервалы.
Конкретные перечни средств измерений, подлежащих повер¬
ке, составляют юридические и физические лица — владельцы
средств измерений.
Перечни средств измерений, подлежащих поверке, направляют
в органы Государственной метрологической службы.
Органы ГМС в процессе осуществления государственного над¬
зора за соблюдением метрологических правил и норм контроли¬
руют правильность составления перечней средств измерений, под¬
лежащих поверке.
Периодическую поверку должен проходить каждый экземпляр
средств измерений. Периодической поверке могут не подвергаться
средства измерений, находящиеся на длительном хранении. Ре¬
зультаты периодической поверки действительны в течение межпо-
верочного интервала.
Первый межповерочный интервал устанавливается при ут¬
верждении типа. Органы Государственной метрологической служ¬
бы и юридические лица обязаны вести учет результатов перио¬
дических поверок и разрабатывать рекомендации по корректи¬
ровке межповерочных интервалов с учетом специфики их
применения.
Корректировка межповерочных интервалов проводится органом
Государственной метрологической службы по согласованию с мет¬
рологической службой юридического лица.
Периодическая поверка может производиться на территории
пользователя, органа Государственной метрологической службы или
юридического лица, аккредитованного на право поверки. Место
поверки выбирает пользователь средств измерений, исходя из эко¬
номических факторов и возможности транспортировки поверяемых
средств измерений и эталонов.
Средства измерений должны представляться на поверку по тре¬
бованию органа Государственной метрологической службы раскон¬
сервированными, вместе с техническим описанием, инструкцией
по эксплуатации, методикой поверки, паспортом или свидетель¬
ством о последней поверке, а также необходимыми комплектую¬
щими устройствами.
Внеочередную поверку производят при эксплуатации (хранении)
средств измерений при:
— повреждении знака поверительного клейма, а также в случае
утраты свидетельства о поверке;
— вводе в эксплуатацию средств измерений после длительного
хранения (более одного межповерочного интервала);
— проведении повторной юстировки или настройки, известном
или предполагаемом ударном воздействии на средство измерений
или неудовлетворительной работе прибора.
Инспекционную поверку производят для выявления пригодности
к применению средств измерений при осуществлении государствен¬
ного метрологического надзора.
Инспекционную поверку производят в присутствии представи¬
теля проверяемого юридического или физического лица. Результа¬
ты инспекционной поверки отражают в акте проверки.
Поверка в рамках метрологической экспертизы, производимой
по поручению органов суда, прокуратуры, арбитражного суда и фе¬
деральных органов исполнительной власти, проводится по их пись¬
менному требованию. Юридические и физические лица, выпускаю¬
щие средства измерений из производства или ремонта, ввозящие
средства измерений и использующие их в целях эксплуатации, про¬
ката или продажи, обязаны своевременно представлять средства из¬
мерений на поверку.
Органы Государственной метрологической службы осуществля¬
ют поверку средств измерений на основании графиков поверки, со¬
ставляемых юридическими и физическими лицами.
Графики поверки составляются по видам измерений на срок,
устанавливаемый владельцами средств измерений.
Сроки представления графиков поверки устанавливают органы
Государственной метрологической службы. Графики поверки могуг
быть скорректированы в зависимости от изменения номенклатуры
и количества средств измерений.
При согласовании [рафиков поверки проверяют полноту инфор¬
мации о средствах измерений, представляемых на поверку, уточня¬
ют место, сроки, объем поверки, а также оплату.
Если средство измерения признано пригодным, то на него или
на техническую документацию наносится оттиск поверительного
клейма*.
Поверительные клейма — технические устройства, предназначен¬
ные для нанесения оттиска клейма на средства измерений, допол¬
нительные устройства или техническую документацию в целях:
— удостоверения, что средства измерений имеют метрологи¬
ческие характеристики, соответствующие установленным техничес¬
ким требованиям;
— исключения при необходимости доступа к регулировочным
(юстировочным) устройствам средств измерений;
— опечатывания непригодных к применению средств измерений;
аннулирования существующего клейма (аннулирующие клейма).
Способы нанесения поверительных клейм могут быть следующими:
— ударный;
— давление на пломбу или нанесение специальной мастики;
— наклейка клейма в виде деколей;
— электрографический;
— электрохимический;
— другие способы.
Поверительные клейма используются органами Государственной
мЪтрологической службы, а также метрологическими службами юриди¬
ческих лиц, аккредитованными на право поверки средств измерений.
Поверительные клейма содержат следующую информацию:
— знак Федерального органа по метрологии Российской Феде¬
рации — Госстандарта России;
— условный шифр органа Государственной метрологической
службы или метрологических служб юридических лиц, аккредито¬
ванных на право поверки средств измерений;
— две последние цифры года применения поверительного клейма;
— индивидуальный знак поверителя.
В случаях необходимости в поле клейма может быть размещена
дополнительная информация, например квартал или месяц года,
в котором проводилась поверка средства измерений.
Форму и размеры доверительных клейм для органов Государствен¬
ной метрологической службы устанавливает Госстандарт России.
* ПР 50.2.007—94. «Государственная система обеспечения единства измерений.
Поверительные клейма». Правила разработаны с учетом Международной рекомен¬
дации МОЗМ №42 «Металлические клейма для поверителей».
134
Форма поверительных клейм юридических лиц, аккредитованных на
право поверки средств измерений, устанавливается: для средств измере¬
ний, выпускаемых из производства, — прямоугольная; для средств изме¬
рений, находящихся в эксплуатации и после ремонта, — квадратная.
Примеры рисунков поверительных клейм ддя органов Государствен¬
ной метрологической службы и их размеры приведены в табл. 9.1.
9.1. Поверительные клейма
для метрологической службы
135
Условный шифр обозначается для органов Государственной мет¬
рологической службы двумя буквами основного шрифта русского
прописного алфавита (АБ; АВ; АГ и т. д.), а для метрологических
служб юридических лиц, аккредитованных на право поверки средств
измерений, — тремя буквами основного шрифта русского пропис¬
ного алфавита (ААБ; ААВ; ААГ и т. д.).
Индивидуальный знак поверителя обозначается одной из букв,
взятых из русского, латинского и греческого алфавитов.
Квартал года обозначается арабскими цифрами (1,2,3,4).
Юридические и физические лица, виновные в нарушении тре¬
бований ПР 50.2.007—94, несут в соответствии с действующим за¬
конодательством уголовную, административную либо гражданско-
правовую ответственность.
По истечении года применения поверительных клейм или при прекра¬
щении производства средств измерений, подлежащих клеймению, повери-
тельные клейма подлежат гашению (уничтожению на них рисунков).
Для гашения поверительных клейм приказом по юридическому лицу
назначается комиссия во главе с председателем. По результатам гаше¬
ния составляется акт. Гашение поверительных клейм, применяемых
органами Государственной метрологической службы, осуществляется
в централизованном порядке на предприятии-изготовителе.
9.3.3. ПОРЯДОК ЛИЦЕНЗИРОВАНИЯ ДЕЯТЕЛЬНОСТИ
ПО ИЗГОТОВЛЕНИЮ, РЕМОНТУ, ПРОДАЖЕ И ПРОКАТУ
СРЕДСТВ ИЗМЕРЕНИЙ
Лицензия на изготовление, ремонт, продажу и прокат средств
измерений выдается юридическим и физическим лицам органом Го¬
сударственной метрологической службы и действительна на всей
территории Российской Федерации. (Лицензия — документ, удосто¬
веряющий право заниматься указанными видами деятельности.)
Основанием для выдачи юридическому или физическому лицу
лицензии является:
— заявление юридического или физического лица (заявителя)
на осуществление лицензируемого вида деятельности;
— положительные результаты проверки органом Государствен¬
ной метрологической службы условий осуществления лицензируе¬
мого вида деятельности на их соответствие требованиям норматив¬
ных документов по обеспечению единства измерений и требовани¬
ям, устанавливаемым настоящим документом.
Заявитель, претендующий на получение лицензии на изготовле¬
ние средства измерений, должен:
— иметь комплект конструкторско-технологической документа¬
ции на изготовление средства измерений, имеющего Сертификат
об утверждении типа средства измерений;
— обеспечить условия для изготовления средств измерений
в соответствии с конструкторско-технологической документацией;
— обеспечить условия для проведения органом Государственной
метрологической службы по месту расположения заявителя испы¬
таний средства измерений на соответствие утвержденному типу;
— иметь аттестат аккредитации на право поверки средств изме¬
рений данного типа или договор на проведение поверки данных
средств измерений с организацией, обладающей этим правом.
Лицензия на изготовление средств измерений дает владельцу ли¬
цензии право на их продажу, ремонт и прокат.
Заявители, претендующие на получение лицензии на ремонт
средств измерений для сторонних организаций, должны иметь:
— рабочие помещения, соответствующие требованиям к организации
ремонта средств измерений и условиям хранения средств измерений;
— необходимое технологическое оборудование, средства изме¬
рений, ремонтную документацию;
— квалифицированные кадры, выполняющие работы по ремон¬
ту, юстировке, наладке средств измерений;
— аттестат аккредитации на право поверки средств измерений
данного типа или договор на проведение поверки данных средств
измерений с организацией, обладающей этим правом.
В выдаче лицензии Заявителю может быть отказано в случаях,
если:
— в представленных документах содержатся недостоверные сведения;
— условия осуществления лицензируемой деятельности не соот¬
ветствуют требованиям правил и нормативных документов по обес¬
печению единства измерений.
Лицензия выдается на срок не более 5 лет. Повторное лицензи¬
рование на основании заявления Заявителя может быть осуществ¬
лено по сокращенной или полной программе по решению органа
Государственной метрологической службы.
Лицензия на право изготовления средств измерений выдается на
срок действия сертификата об утверждении типа средств измерений.
Перерегистрация лицензии производится в случае реорганиза¬
ции Заявителя.
Контроль за соблюдением условий осуществления лицензируе¬
мой деятельности проводит орган Государственной метрологичес¬
кой службы, выдавший лицензию.
137
Если при проверке обнаружены нарушения в соблюдении усло¬
вий осуществления лицензируемой деятельности, орган, осуществ¬
лявший лицензирование, может:
— приостановить действие лицензии на срок до устранения на¬
рушений, что отражается в акте проверки;
— прекратить действие лицензии путем ее аннулирования, что
также отражается в акте проверки.
В этом случае соответствующая информация публикуется в офи¬
циальных изданиях Госстандарта России или в средствах массовой
информации.
Лицензирование деятельности по изготовлению, ремонту, про¬
даже и прокату средств измерений оплачивается заинтересованны¬
ми лицами на условиях, предусмотренных заключенными договора¬
ми в соответствии с действующим законодательством. В оплату за
выдачу лицензий включаются затраты по проверке у Заявителя ус¬
ловий осуществления лицензируемой деятельности, а также по офор¬
млению лицензии и проведению контроля за соблюдением условий
осуществления лицензируемой деятельности.
9.4. Виды государственного
метрологического надзора
Государственный метрологический надзор осуществляется:
— за выпуском, состоянием и применением средств измерений,
аттестованными методиками выполнения измерений, эталонами еди¬
ниц величин, соблюдением метрологических правил и норм*;
— за количеством товаров, отчуждаемых при совершении торго¬
вых операций**;
— за количеством фасованных товаров в упаковках любого вида
при их расфасовке и продаже***.
* ПР50.2.002—94. «Государственная система обеспечения единства измерений.
Порядок осущестаиения Государственного метрологического надзора за выпуском,
состоянием и применением средств измерений, аттестованными методиками вы¬
полнения измерений, эталонами и соблюдением метрологических правил и норм».
** ПР50.2.003—94. «Государственная система обеспечения единства измерений.
Порядок осуществления государственного метрологического надзора за количеством
товаров, отчуждаемых при совершении торговых операций».
*** ПР50.2.004—94. «Государственная система обеспечения единства измерений.
Порядок осуществления Государственного метрологического надзора за количеством
фасованных товаров в упаковках любого вида при их расфасовке и продаже».
138
Государственный метрологический надзор осуществляется на
предприятиях, в организациях и учреждениях независимо от их под¬
чиненности и форм собственности в виде проверок соблюдения мет¬
рологических правил и норм в соответствии с Законом РФ «Об обес¬
печении единства измерений» и действующими НД, главным обра¬
зом Правил по метрологии.
Функции ГМН возложены на органы Государственной метроло¬
гической службы. Для их реализации необходимо наличие норма¬
тивной базы, материально-технического обеспечения и квалифи¬
цированных и ответственных кадров. К настоящему времени дей¬
ствуют три нормативных документа, которые регламентируют
проведение ГМН.
В соответствии ПР50.2.002—94 орган ГМС, осуществляющий про¬
верку не позднее чем за 5 дней до ее начала, информирует предпри¬
ятие о календарных сроках ее проведения проверки, а также при¬
глашает в случае необходимости представителей других контрольно¬
надзорных органов. Госинспекторы проверяют:
— наличие и полноту перечня СИ, подлежащих ГМКиН;
— соответствие состояния СИ и условий их эксплуатации уста¬
новленным техническим требованиям;
— наличие сертификата об утверждении типа СИ;
— наличие поверительного клейма или свидетельства о поверке,
а также соблюдение межповерочного интервала;
— наличие документов, подтверждающих аттестацию методик
выполнения измерений;
— наличие лицензии на изготовление, ремонт, продажу и прокат
СИ предприятием, занимающимся указанными видами деятельности;
— наличие документа, подтверждающего право проведения по¬
верки СИ силами МС данного юридического лица;
— наличие документов, подтверждающих органами ГМС аттес¬
тацию лиц, осуществляющих поверку СИ, в качестве поверителей;
— правильность хранения и применения эталонов, используе¬
мых для поверки СИ в соответствии с НД.
ПР 50.2.003—94 определяют порядок осуществления государственно¬
го метрологического надзора за количеством товаров, отчуждаемых* при
совершении торговых операций. Количество осуждаемого товара опре¬
деляется в результате процедуры измерений, а стоимость фиксируется.
* Отчуждение — означает операции, при которых товары переходят из соб¬
ственности одного юридического или физического лица (продавца) в собственность
другого юридического или физического лица (покупателя).
139
Нарушениями метрологических правил и норм считаются:
— отчуждение меньшего количества товара по сравнению с за¬
явленным для продажи (обмер, обвес). Расхождение между заяв¬
ленным количеством, полученным при контрольном измерении,
не должно превышать норм, установленных правилами торговли.
При отсутствии этих норм расхождение не должно превышать сум¬
мы абсолютных пределов допускаемых погрешностей СИ, приме¬
няемых продавцом и госинспектором;
— отчуждение меньшего количества товара, чем то, которое со¬
ответствует заплаченной цене (обсчет).
Рассматриваемый вид надзора осуществляется в основном в виде
контрольной покупки. Проверка правильности отпуска товаров и про¬
изведенных расчетов проводится после получения продавцом кас¬
сового чека или кассиром наличных денег и после передачи товаров
покупателю, а в магазине самообслуживания — после получения
денег кассиром-контролером и выдачи чека и покупки.
Товары, приобретенные госинспектором и объявленные конт¬
рольной покупкой, должны оставаться на прилавке или в узле рас¬
чета до вызова представителя администрации. В необходимых слу¬
чаях при перевешивании они могут быть перенесены в другое место
в присутствии продавца и представителя администрации.
Контрольные измерения производятся на исправных, поверен¬
ных СИ совместно с лицами, отпустившими товары. При составле¬
нии акта в нем указываются все реквизиты используемого СИ.
ГМН за количеством товаров может преследовать и другие цели:
проверку состояния СИ, контроль, за правильностью выполненных
измерений. В этом случае нарушениями метрологических правил
и норм также считается использование СИ, не соответствующих
типу, неповеренных, с нарушенным клеймом, дающих неправиль¬
ные показания.
ПР50.2.004—94 устанавливают порядок Государственного мет¬
рологического надзор за количеством фасованных товаров в упа¬
ковках любого вида при их расфасовке и продаже. Фасованные*
товары как объект надзора представляют собой товары, которые
в отсутствие покупателя запаковываются и запечатываются, при этом
количество содержимого (масса, объем и др.) в упаковке не может
меняться без ее вскрытия или деформации.
* Фасованные товары в упаковках — упакованные товары с указанием на упа¬
ковке их количества, которое не может быть изменено без вскрытия или поврежде¬
ния упаковки.
140
ГМН за количеством фасованных товаров в упаковках любого
вида осуществляется путем контроля за соблюдением метрологи¬
ческих требований к содержимому нетто* в упаковках.
Такой надзор основан на методах статистического контроля ка¬
чества с использованием таких понятий, как выборка, среднее ариф¬
метическое значение, среднее квадратичное отклонение и т. д.
Основное требование, предъявляемое к партии фасованных то¬
варов в упаковках: среднее содержимое партии фасованных товаров
в упаковках не должно быть меньше номинального количества,
указанного на упаковке. Если в одной упаковке имеет место недо¬
вложение, то в другой должно быть «перевложение», а в среднем
партия должна соответствовать номинальному количеству, указан¬
ному на упаковке. Это важное требование, которое защищает не
каждого конкретного потребителя, а потребителя как обществен¬
ную категорию от материального ущерба, который может нанести
производитель или расфасовщик фасованных товаров.
Количество потребительского товара, содержащегося в упаков¬
ке, должно отвечать следующим требованиям.
Отклонение содержимого нетто каждой индивидуальной упаков¬
ки от номинального количества (количества, указанного на упаков¬
ке) не должно превышать значение предела допускаемых отклоне¬
ний (Т), регламентированного в НД. Если нет специальных указаний
в НД, упаковки с фасованным товаром считаются бракованными, когда
отклонение содержимого негто индивидуальной упаковки от номи¬
нального количества превышает значение Т, указанного в таблице
Правил по метрологии (ПР 50.2.004—94). Например, для номиналь¬
ного количества нетто (М) от 5 до 50 г Т равно 9% от М, а от 15000 до
25000 г - 1%.
Продавец несет ответственность за соответствие количества
товара в упаковке номинальному количеству. Если недовложе¬
ние товара превышает допустимое значение, то упаковка счита¬
ется бракованной и подлежит реализации только после опреде¬
ления действительного значения количества фасованного това¬
ра в упаковке.
Объектом надзора являются не только индивидуальные упаков¬
ки товара, но и партии фасованных товаров, имеющих одно и то же
номинальное количество, один и тот же вид упаковки, расфасован¬
ные одним и тем же юридическим лицом. Среднее содержание нет¬
* Нетто — масса товара с упаковкой.
141
то для любой партии фасованных товаров должно быть не меньше
номинального количества.
Измерение значения содержания нетто фасованного товара в каж¬
дой упаковке при осуществлении ГМН должно выполняться с по¬
грешностью, в большинстве случаев не превышающей 0,2 предела
допускаемых отклонений (Т).
9.5. Применение юридических санкций
за нарушение Метрологических правил и норм
Органы Государственной метрологической службы и государ¬
ственные инспекторы применяют юридические санкции, установ¬
ленные законодательством Российской Федерации при осуществле¬
нии государственного метрологического контроля и надзора. Эти
санкции направлены на предупреждение, пресечение и устранение
нарушений метрологических правил и норм, направленных на за¬
щиту прав и законных интересов граждан, установленного правопо¬
рядка и экономики Российской Федерации от отрицательных по¬
следствий недостоверных результатов измерений, а также в целях
привлечения к ответственности непосредственных виновников.
Органы Государственной метрологической службы и государ¬
ственные инспекторы обеспечивают:
— своевременное и обоснованное применение к нарушителям
метрологических правил и норм юридических санкций, установлен¬
ных в отношении юридических лиц и граждан;
— своевременное представление вышестоящему должностному
лицу (органу Государственной метрологической службы) материалов
для применения юридических санкций, отнесенных к компетенции
этого лица;
— контроль за реализацией предписаний и указаний, сделанных
как в целях устранения, так и предупреждения нарушений;
— своевременное направление материалов в правоохранительные
и контрольно-надзорные органы по принадлежности, а также в вышесто¬
ящие органы по подчиненности подконтрольного субъекта деятельности;
— учет применения юридических санкций, анализ и обобщение
практики их применения.
Юридические санкции применяются государственными инспек¬
торами по результатам проверок, проводимых в порядке государ¬
ственного метрологического контроля и надзора.
Разграничение компетенции по применению установленных сан¬
кций между органами Государственной метрологической службы,
а также между государственными инспекторами различного уровня
осуществляется Госстандартом России в соответствии с законода¬
тельством Российской Федерации.
Основанием для применения юридических санкций является акт
проверки соблюдения метрологических правил и норм, установлен¬
ных актами законодательства Российской Федерации, подзаконными
актами, нормативными документами Госстандарта России, или про¬
токол об административном правонарушении, составленный в соот¬
ветствии со статьями 234—237 Кодекса РСФСР об административных
правонарушениях.
Применяются следующие виды юридических санкций:
Предписание о запрете выпуска средств измерений неутвержден-
ных типов или не соответствующих утвержденному типу.
Предписание выдается в случаях:
— изготовления средств измерений, типы которых не про¬
шли установленные испытания и не утверждены Госстандартом
России;
— выпуска средств измерений, не соответствующих утвержден¬
ному типу;
— изготовления средств измерений, типы которых исключены
из Государственного реестра средств измерений в связи со снятием
их с производства;
— изготовления средств измерений без лицензии на право про¬
изводства данного типа средств измерений;
— выпуска средств измерений без их обязательной поверки,
а также неисправных.
Предписание о приостановке (запрете) применения средств изме¬
рений неутвержденных типов, не соответствующих утвержденному
типу или неповерениых.
Предписание выдается в случаях:
— выявления применения средств измерений, типы которых не
прошли испытания и не утверждены Госстандартом России;
— выявления применения средств измерений, не соответствую¬
щих утвержденному типу;
— выявления применения неповеренных средств измерений или
средств измерений, срок поверки которых истек;
— отрицательных результатов поверки применяемых средств
измерений;
— выявления неисправных средств измерений.
Гашение поверительного клейма или аннулирование свидетельства
о поверке производится в случаях:
— выявления средств измерений, которые дают неправильные
показания;
— выявления случаев просрочки межповерочных интервалов.
Предписание об изъятии из эксплуатации средств измерений, типы
которых не прошли испытания и не утверждены Госстандартом Рос¬
сии, не соответствуют утвержденному типу или неповерены.
По решению государственного инспектора допускается также не¬
посредственное изъятие средств измерений из эксплуатации.
Во всех случаях непосредственное изъятие средств измерений
в обязательном порядке отмечается в акте проверки.
Представление предложений об аннулировании лицензии на право
изготовления, ремонта, продажи и проката средств измерений или
аннулирование лицензии,
Аннулирование лицензии применяется в случаях:
— выявления нарушений порядка выдачи и приобретения лицензий;
— изготовления, ремонта, продажи и проката средств измере¬
ний, осуществляемой с нарушением установленных требований
к этим видам деятельности (например, требований к помещениям,
условиям содержания средств измерений, их поверке и др.);
— выявления нарушений условий лицензирования, в частности,
использования лицензии, срок действия которой истек.
Предписание об устранении нарушений в указанный срок.
Предписание может быть выдано при любых нарушениях мет¬
рологических правил и норм с установлением сроков, соответству¬
ющих характеру и тяжести нарушения.
Наложение административного взыскания в виде штрафа на
виновных должностных лиц и граждан в соответствии со ста¬
тьями 170 и 224 Кодекса РСФСР об административных право¬
нарушениях.
Материальный ущерб, причиненный юридическому или физи¬
ческому лицу вследствие нарушения метрологических правил и норм,
является основанием для заявления пострадавшим липом иска в суде
в общем порядке.
Административное взыскание в виде штрафа налагается за нару¬
шение требований нормативных документов по обеспечению един¬
ства измерений, утверждаемых Госстандартом России. В зависимос¬
ти от размера налагаемого штрафа предусмотрены три группы нару¬
шений метрологических правил и норм, влекуших административную
ответственность.
Штраф в размере от пяти до ста минимальных размеров оплаты
труда налагается за нарушение:
— правил поверки средств измерений и применение неповерен-
ных средств измерений;
— аттестованных методик выполнения измерений;
— требований к состоянию эталонов;
— метрологических правил и норм в торговле;
— требований к выпуску, продаже, прокату средств измерений,
типы которых не утверждены.
Штраф в размере от тридцати до ста минимальных размеров оп¬
латы труда налагается за осуществление деятельности по изготов¬
лению, ремонту, продаже и прокату средств измерений без соответ¬
ствующей лицензии.
Штраф в размере от пятидесяти до ста минимальных размеров оп¬
латы труда налагается за неисполнение в срок должностными лица¬
ми или гражданами, зарегистрированными в качестве предпринима¬
телей, предписаний государственных инспекторов по надзору за го¬
сударственными стандартами и обеспечением единства измерений.
Должностные лица и граждане, зарегистрированные в качестве
индивидуальных предпринимателей, мо1ут быть привлечены к ад¬
министративной ответственности, установленной статьей 170 Ко¬
декса РСФСР об административных правонарушениях, если допу¬
щенное правонарушение явилось результатом виновного (умышлен¬
ного или неосторожного) действия либо бездействия этих лиц.
Дела о нарушениях требований нормативных документов Гос¬
стандарта России, влекущих административную ответственность по
статье 170 Кодекса РСФСР об административных правонарушени¬
ях, рассматривают органы Госстандарта России или от его имени:
— главный государственный инспектор Российской Федерации
по надзору за государственными стандартами и обеспечению един¬
ства измерений;
— главные государственные инспектора республик в составе Рос¬
сийской Федерации, краев, областей, автономной области, автоном¬
ных округов, городов по надзору за государственными стандартами
и единством измерений.
Административное взыскание (штраф) за допущенное наруше¬
ние метрологических правил и норм налагается в пределах, уста¬
новленных статьей 170 Кодекса РСФСР об административных пра¬
вонарушениях.
При определении размера штрафа учитываются характер совер¬
шенного правонарушения, личность нарушителя, степень его вины,
имущественное положение, обстоятельства, смягчающие и отягча¬
ющие ответственность.
10. Я- М. Радкевич ^ 45
10. РОССИЙСКАЯ СИСТЕМА КАЛИБРОВКИ
10.1. Положение
о Российской системе калибровки (РСК)
Положение о Российской системе калибровки (РСК) регламен¬
тируется документом «Правила по метрологии. Государственная
система обеспечения единства измерений. Положение о Россий¬
ской системе калибровки».
Положение устанавливает основные положения по организации,
структуре, функциям Российской системы калибровки, правах и обя¬
занностях, входящих в нее юридических лиц независимо от форм соб¬
ственности и распространяется на метрологические службы юриди¬
ческих лиц, аккредитованные в Российской системе калибровки, на
аккредитующие органы в Российской системе калибровки и на другие
органы и организации, входящие в Российскую систему калибровки.
Под системой калибровки понимается совоку пность субъектов де¬
ятельности и калибровочных работ, направленных на обеспечение
единства измерений в сферах, не подлежащих государственному мет¬
рологическому контролю и надзору и действующих на основе уста¬
новленных требований к организации и проведению калибровоч¬
ных работ.
Основным предметом деятельности Российской системы калиб¬
ровки (РСК) являются:
— регистрация аккредитующих органов (аккредитующий орган —
орган, осуществляющий аккредитацию метрологических служб юри¬
дических лиц на право проведения калибровочных работ);
— аккредитация метрологических служб юридических лип (далее —
метрологических служб) на право проведения калибровочных работ;
— калибровка средств измерений;
— установление основных принципов и правил РСК, организа¬
ционное, методическое и информационное обеспечение деятельно¬
сти РСК;
— инспекционный контроль за соблюдением аккредитованны¬
ми метрологическими службами требований к проведению калиб¬
ровочных работ.
Российскую систему калибровки образуют: Госстандарт России,
государственные научные метрологические центры, органы Госу¬
дарственной метрологической службы, метрологические службы го¬
сударственных органов управления, аккредитованные метрологичес¬
кие службы юридических лиц.
146
Рис. 10.1. Российская система калибровки
В организационную структуру РСК (рис. 10.1) входят: Централь¬
ный орган РСК, Совет РСК, Научно-методический центр РСК,
аккредитующие органы РСК, метрологические службы юридических
лиц, аккредитованные на право проведения калибровочных работ.
Центральный орган РСК и Научно-методический центр РСК
назначаются Госстандартом России.
Государственные научные метрологические центры и органы Госу¬
дарственной метрологической службы регистрируются в Российской си¬
стеме калибровки в качестве аккредитующих органов РСК по их заявкам.
Центральный орган образует Совет РСК.
Совет РСК формируется из числа руководителей метрологичес¬
ких служб государственных органов управления, руководителей ак¬
кредитующих органов, руководителей аккредитованных метрологи¬
ческих служб юридических лиц, представителей отраслей народно¬
го хозяйства и предприятий, научно-исследовательских институтов
и объединений, государственных научных метрологических цент¬
ров, органов Государственной метрологической службы, а также
других заинтересованных в РСК обществ и объединений.
Центральный орган РСК осуществляет следующие функции: уста¬
навливает основные принципы и правила РСК; принимает решения
о регистрации аккредитующих органов; осуществляет контроль за дея¬
тельностью аккредитующих органов; рассматривает апелляции по резуль¬
татам аккредитации; взаимодействует с калибровочными службами дру¬
гих стран и с международными калибровочными союзами, принимает
решения о присоединении к международным калибровочным союзам и
соглашениям по калибровке; организовывает ведение Реестра РСК.
В функции Совета РСК входят: формирование предложения по
основным принципам и правилам функционирования РСК; разра¬
ботка рекомендаций по совершенствованию деятельности РСК; рас¬
смотрение проектов законодательных и нормативных актов в об¬
ласти калибровки, подготовка предложений об утверждении или
внесении изменений и дополнений в нормативные документы, ре¬
гламентирующие деятельность РСК; определение основных направ¬
лений в проведении исследований в области калибровки; рассмот¬
рение и определение направления международного сотрудничества
в области калибровки; рассмотрение экономических и финансо¬
вых аспектов в работе РСК.
К основным функциям Научно-методического центра РСК отно¬
сятся: разработка нормативных документов, регламентирующих ка¬
либровочную деятельность в стране; регистрация и ведение Реестра
РСК; участие в работе комиссий по регистрации аккредитующих ор¬
ганов РСК; подготовка и представление на утверждение в централь¬
ный орган РСК материалов по регистрации аккредитующих органов
РСК; организация и координация разработки, метрологической экс¬
пертизы и аттестации методик калибровки средств измерений; учас¬
тие в проведении проверок выполнения требований, предъявляемых
к аккредитующим органам РСК и к метрологическим службам на
право калибровки средств измерений; создание банка данных и бан¬
ка нормативных документов по калибровочной деятельности, изда¬
ние информационных материалов о деятельности РСК, справочни¬
ков об аккредитованных метрологических службах; пропаганда и рас¬
пространение научно-технических знаний в области метрологии,
организация обмена опытом специалистов-метрологов, занимающихся
калибровочной деятельностью; осуществление консультационной де¬
ятельности по вопросам РСК; установление контактов с национальны¬
ми и международными калибровочными службами и союзами (объе¬
динениями); проведение мероприятий по подготовке и повышению
квалификации кадров в области калибровочной деятельности; осу¬
ществление сбора и анализа информации о калибровочной деятель¬
ности в стране и за рубежом; разработка предложений по дальнейше¬
му развитию и совершенствованию РСК.
К основным функциям аккредитующего органа относятся: аккре¬
дитация метрологических служб в соответствии со своей специализа¬
цией и осуществление инспекционного контроля за соблюдением тре¬
бований к проведению калибровочных работ; обеспечение передачи
размеров единиц аккредитованным метрологическим службам от го¬
сударственных или международных эталонов; разработка, формиро¬
вание (комплектация) и актуализация фонда нормативных докумен¬
тов по калибровочной деятельности данной специализации; оформ¬
ление и выдача аттестата аккредитации метрологическим службам на
право калибровки средств измерений, представление материалов для
внесения в Реестр РСК аккредитованных метрологических служб; при¬
нятие решения о признании зарубежных сертификатов о калибровке
или калибровочных знаков и доведение принятых решений до сведе¬
ния заинтересованных юридических лиц; отмена или приостановле¬
ние действия выданных от имени данного аккредитующего органа
сертификатов о калибровке средств измерений; ведение перечня ак¬
кредитованных метрологических служб и подготовка для опублико¬
вания информации по результатам аккредитации; организация по¬
вышения квалификации и аттестации персонала; проведение метро¬
логической экспертизы нормативных документов по калибровке
средств измерений; калибровка средств измерений, оформление ре¬
зультатов калибровки.
К основным функциям аккредитованных метрологических служб
относятся:
— калибровка средств измерений, в том числе для сторонних
организаций;
— обеспечение надлежащего состояния калибровочного обору¬
дования и помещений;
— подготовка и переподготовка кадров;
— разработка методик калибровки средств измерений;
— соблюдение правил, устанавливаемых настоящим документом
и другими документами в области калибровочной деятельности.
Центральный орган РСК рассматривает и в случае положитель¬
ного решения утверждает документы по калибровочной деятельно¬
сти; принимает решения о регистрации аккредитующих органов РСК;
рассматривает и принимает решения по апелляциям субъектов РСК;
информирует субъектов РСК об изменениях в организации и дея¬
тельности РСК; оказывает аккредитованным метрологическим служ¬
бам юридических лиц необходимую помощь в организации калиб¬
ровочной деятельности; принимает необходимые меры для разви¬
тия и совершенствования калибровочной деятельности в стране.
Центральный орган РСК имеет право: утверждать решения Совета
РСК; проводить контроль деятельности аккредитующих органов РСК
и при отрицательных результатах аннулировать сертификат аккреди¬
тующего органа РСК; аннулировать «Аттестаты аккредитации на пра¬
во проведения калибровочных работ» у метрологических служб юри¬
дических лиц; получать от аккредитующих органов РСК информацию
о результатах аккредитаций метрологических служб юридических лиц;
заключать от имени РСК соглашения, договора, контракты с нацио¬
нальными и международными калибровочными службами.
Центральный орган РСК несет ответственность за внедрением
нормативных документов в РСК; правильностью организации кон¬
троля деятельности аккредитующего органа РСК; своевременным
информированием субъектов РСК об изменениях в организации
и деятельности РСК; развитием и совершенствованием РСК.
Члены Совета РСК содействуют реализации функций Совета
РСК; присутствуют на заседаниях Совета РСК, активно участвуют
в ее работе; выполняют решения Совета РСК.
Члены Совета РСК могут участвовать в комиссиях по аккреди¬
тации метрологических служб юридических лиц на право проведе¬
ния калибровочных работ; участвовать в установлении контактов
с национальными и международными калибровочными службами
и союзами от имени РСК; проводить экспертизу нормативных до¬
кументов, регламентирующих калибровочную деятельность; полу¬
чать информацию от Центрального органа РСК, Научно-методи¬
ческого центра РСК, аккредитующих органов РСК, необходимую
для проведения анализа функционирования РСК и выработки пред¬
ложений по ее совершенствованию и развитию.
Научно-методический центр (НМЦ) РСК оказывает метрологи¬
ческим службам необходимую помощь в организации калибровоч¬
ной деятельности; предоставляет субъектам РСК необходимую ин¬
формацию в области калибровочной деятельности; регулярно осу¬
ществляет анализ калибровочной деятельности в стране, по
результатам которого вносит изменения в нормативные документы,
регламентирующие калибровочную деятельность с целью ее разви¬
тия и совершенствования; сохраняет конфиденциальность сведений,
составляющих коммерческую тайну предприятий — субъектов РСК.
Научно-методический центр РСК имеет право представлять на
утверждение в Центральный орган РСК проекты решений, норма¬
тивных, а также других документов, подготавливаемых НМЦ РСК
150
в соответствии с настоящим документом; участвовать в проведении
контроля деятельности субъектов РСК; получать от субъектов РСК
всю необходимую информацию для осуществления анализа и коор¬
динации калибровочной деятельности в стране; выходить с предло¬
жениями в Центральный орган РСК о внесении изменений в нор¬
мативные документы, регламентирующие калибровочную деятель¬
ность в стране, с целью ее развития и совершенствования; участвовать
от имени РСК в обсуждении международных соглашений в области
калибровки средств измерений и организации калибровочных служб,
установлении контактов с национальными и международными ка¬
либровочными службами и союзами, заключении договоров о вза¬
имном признания национальных систем аккредитации калибровоч¬
ных лабораторий.
Научно-методический центр РСК несет ответственность за пол¬
ноту и правильность разработки комплекта нормативных докумен¬
тов, регламентирующих организацию и порядок осуществления ка¬
либровочной деятельности в стране; своевременное выполнение
анализа калибровочной деятельности; качество информационного
обслуживания субъектов РСК; разглашение конфиденциальной ин¬
формации о субъектах РСК.
Аккредитующий орган РСК осуществляет инспекционный кон¬
троль за соблюдением аккредитованными метрологическими служ¬
бами требований к проведению калибровочных работ; оказывает мет¬
рологическим службам необходимую помощь в организации калиб¬
ровочной деятельности; предоставляет субъектам РСК необходимую
информацию в области калибровочной деятельности.
Аккредитующий орган РСК имеет право беспрепятственно посе¬
щать аккредитованные им метрологические службы юридических лиц
для осуществления контроля деятельности и качества калибровоч¬
ных работ: аннулировать или приостанавливать действие «Аттестатов
аккредитации на право калибровки средства измерений» при отрица¬
тельных результатах контроля выполнения требований, предъявляе¬
мых к аккредитованным метрологическим службам; в пределах своей
компетенции проводить экспертизу методик калибровки средств из¬
мерений, а также других нормативных документов и давать предло¬
жения о внесении изменений в них в случае необходимости.
Аккредитующий орган РСК несет ответственность за обеспече¬
ние передачи размеров единиц от государственных эталонов этало¬
нам, принадлежащим аккредитованным метрологическим службам;
своевременную аккредитацию метрологических служб но их заяв¬
кам в соответствии с договорами; своевременный инспекционный
контроль за соблюдением аккредитованными метрологическими
службами требований к проведению калибровочных работ; своевре¬
менное информационное и методическое обслуживание аккредито¬
ванных метрологических служб; своевременное принятие мер, обес¬
печивающих выполнение требований, предъявляемых к метрологи¬
ческим службам, аккредитованным на право калибровки средств
измерений.
Аккредитованная метрологическая служба обязана соблюдать тре¬
бования к выполнению калибровочных работ; соответствовать тре¬
бованиям аккредитации; обеспечивать качество выполняемых ка¬
либровочных работ; проводить калибровку только по тем областям
измерений, которые входят в область аккредитации; вести учет всех
предъявляемых претензий к качеству проведенной калибровки; не
использовать права аккредитованной метрологической службы по
истечении срока действия аттестата аккредитации; своевременно оп¬
лачивать расходы, связанные с проведением контроля: обеспечи¬
вать уполномоченным представителям аккредитующего органа дос¬
туп в соответствующие помещения для проверки соответствия тре¬
бованиям аккредитации и (или) для наблюдения за проведением
работ по калибровке средств измерений; предоставлять возможность
ознакомления с результатами внутрилабораторных проверок систе¬
мы обеспечения качества работ по калибровке средств измерений и
проверок качества калибровок; принимать участие (при необходи¬
мости) в межпабораторных сличениях; уведомлять в течение месяца
аккредитующий орган об изменениях в статусе, структуре, техни¬
ческой оснащенности, которые могут повлиять на качество калиб¬
ровки или на область деятельности метрологической службы, при¬
знанной при аккредитации; соблюдать установленные и (или) со¬
гласованные сроки проведения калибровки; поверять свои эталоны
в установленные сроки.
Метрологическая служба имеет право калибровать средства из¬
мерений, в том числе для сторонних организаций; выдавать серти¬
фикаты о калибровке и ставить калибровочные знаки от имени ак¬
кредитующего органа, аккредитовавшего данную метрологическую
службу; пользоваться услугами аккредитующего органа в соответ¬
ствии с заключенным договором; указывать в рекламных материа¬
лах и различных документах, что метрологическая служба аккреди¬
тована аккредитующим органом; аннулировать сертификаты о ка¬
либровке средств измерений, гасить оттиски калибровочного клейма
в случае несоответствия действительных значений метрологических
характеристик нормированным или обнаружения неисправностей
152
средств измерений, делающих их эксплуатацию невозможной, а также
в других случаях, предусмотренных нормативной документацией;
изменять сроки калибровки средств измерений с учетом их эксплу¬
атационных свойств и (или) условий эксплуатации; проводить кон¬
троль состояния средств измерений и давать необходимые предпи¬
сания, исключающие возможность эксплуатации неисправных
средств измерений; беспрепятственно посещать все подразделения
предприятия, эксплуатирующие или хранящие средства измерений,
подлежащие калибровке, в соответствии с режимом, установлен¬
ным на предприятии; получать от должностных лиц предприятия
необходимую информацию о наличии, состоянии и условиях эксп¬
луатации средств измерений.
Руководство предприятия на свое усмотрение может предоста¬
вить метрологической службе дополнительные права.
Метрологическая служба несет ответственность за состояние средств
измерений на предприятии, подлежащих калибровке; качество выпол¬
няемых калибровочных работ; состояние эталонов, принадлежащих
предприятию; правильность установления сроков калибровки.
Субъекты РСК осуществляют свою деятельность на принципах
самоокупаемости. Работы и услуги, оказываемые субъектами РСК:
калибровка средств измерений, разработка и экспертиза норматив¬
ных документов, информационное и методическое обслуживание,
регистрация аккредитующих органов РСК, аккредитация метроло¬
гических служб юридических лиц на право проведения калибровоч¬
ных работ, внесение субъектов РСК в Реестр РСК, другие услуги
оплачиваются заинтересованными лицами в соответствии с услови¬
ями заключаемых договоров.
Российская система калибровки имеет свой знак, форма и раз¬
меры которого приведены на рис. 10.2. Номинальные размеры вы¬
соты знака выбираются из ряда: 2,2:4; 6; 10; 16,25; 40; 100 мм.
Начертание и способ построения знака высотой 100 мм должны
соответствовать размерам, указанным на рис. 10.2.
Знак РСК наносится на бланки, штампы РСК, а также на другие
документы РСК. Место и порядок нанесения (применения) знака
РСК устанавливает Центральный орган РСК.
Требования к выполнению калибровочных работ установлены Пра¬
вилами по метрологии ПР 50.2.016—94 «Правила по метрологии.
Государственная система обеспечения единства измерений. Требо¬
вания к выполнению калибровочных работ».
Под калибровкой средств измерений понимается совокупность опе¬
раций, выполняемых с целью определения и подтверждения дей¬
Рис . 10.2. Знак Российской системы калибровки
ствительных значений метрологических характеристик и (или) при¬
годности к применению средства измерений, не подлежащего госу¬
дарственному метрологическому контролю и надзору.
К средствам калибровки относятся эталоны, установки и другие
средства измерений, применяемые при калибровке в соответствии
с установленными правилами.
Под качеством калибровки средств измерений понимается сово¬
купность характеристик калибровки, обусловливающих соответствие
методов, средств и условий предъявляемым требованиям, установ¬
ленным в нормативных документах по калибровке.
Требования к выполнению калибровочных работ устанавливают¬
ся «Руководством по качеству организации и выполнения калибро¬
вочных работ», в котором предусматриваются следующие разделы:
политика в области качества и ее цель, организация, ресурсы,
область деятельности, средства калибровки, документация на калиб¬
ровку, персонал, помещения, порядок приема и регистрации средств
измерений на калибровку, оформление результатов калибровки.
Главной целью политики в области качества является обеспечение
выполнения требований к качеству калибровки средств измерений.
Для достижения этой цели используются следующие ресурсы:
— средства калибровки, обеспечивающие передачу размеров еди¬
ниц калибруемым средствам измерений от государственных эталонов;
— нормативные документы, регламентирующие организацию
и проведение калибровочных работ;
— помещения, отвечающие соответствующим требованиям;
— персонал.
Область деятельности метрологической службы по проведению
калибровочных работ должна соответствовать области аккредита¬
ции, заявленной для получения аттестата аккредитации на право
проведения калибровочных работ.
Метрологическая служба должна иметь средства калибровки,
отвечающие требованиям нормативных документов по калибровке
и соответствующие области аккредитации.
Средства калибровки должны обеспечивать передачу размеров
единиц средствам измерений от соответствующих государственных
эталонов. Средства калибровки должны иметь действующие свиде¬
тельства о поверке.
Ответственные за состояние средств калибровки назначаются ру¬
ководителем метрологической службы. Они составляют и контро¬
лируют выполнение графиков профилактического осмотра, техни¬
ческого обслуживания и ремонта средств калибровки; ведут журна¬
лы учета средств калибровки; хранят и выдают персоналу инструкции
по эксплуатации и техническому обслуживанию средств калибров¬
ки; составляют и контролируют выполнение графиков поверки
средств калибровки; осуществляют поверку или представляют в дру¬
гие организации (предприятия), имеющие право поверки соответ¬
ствующих средств калибровки.
Метрологическая служба должна иметь актуализированную до¬
кументацию, включающую: документы, устанавливающие техничес¬
кие требования к средствам калибровки и средствам измерений, от¬
носящимся к области аккредитации; нормативные документы на
калибровку; эксплуатационную документацию на применяемые сред¬
ства калибровки; документы, определяющие порядок учета и хране¬
ния информации и результатов калибровки (протоколы, рабочие
журналы, отчеты и т. п.); сведения о ресурсах метрологической служ¬
бы; документ, определяющий область аккредитации.
Специалисты метрологической службы должны иметь профес¬
сиональную подготовку и опыт калибровки (поверки) средств из¬
мерений в заявленной области аккредитации. Для каждого спе¬
циалиста должны устанавливаться функции, обязанности, права
и ответственность, требования к образованию, техническим зна¬
ниям и опыту работы.
Помещения должны Соответствовать по производственной пло¬
щади, состоянию и обеспечиваемым в них условиях (температура,
влажность, чистота воздуха, освещенность, звуко- и виброизоля¬
ция, защита от излучений магнитного, электрического и других
физических полей, снабжение электроэнергией, водой, воздухом,
теплом, хладагентом и т. п.) требованиям применяемых норматив¬
ных документов по калибровке, санитарным нормам и правилам,
требованиям безопасности труда и охраны окружающей среды
и общим требования ГОСТ 8.395—80. «ГСИ. Нормальные условия
измерений при поверке. Общие требования».
Средства измерений принимаются метрологической службой из
подразделений предприятия на калибровку в сроки, установленные
графиками калибровки.
Средства измерений, принадлежащие другим юридическим или
физическим лицам, принимаются на калибровку в сроки, указан¬
ные в договоре на проведение калибровочных работ.
Регистрация принятых на калибровку средств измерений произ¬
водится в специальном журнале лицами, назначенными руководи¬
телем метрологической службы.
Представление средств измерений на калибровку в органы Госу¬
дарственной метрологической службы, государственные научные мет¬
рологические центры или в другие организации производится в со¬
ответствии с условиями заключенного договора.
Результаты калибровки средств измерений удостоверяются калиб¬
ровочным знаком, наносимым на средства измерений, или сертифи¬
катом о калибровке, а также записью в эксплуатационных документах.
10.2. Аккредитация метрологических служб
на право проведения калибровочных работ
Порядок аккредитации метрологических служб юридических лиц
на право проведения калибровочных работ регламентируется
ПР 50.2.018—95. «Правила по метрологии. Государственная система
156
обеспечения единства измерений. Порядок аккредитации метроло¬
гических служб юридических лиц на право проведения калибровоч¬
ных работ».
Аккредитация* метрологических служб на право проведения калиб¬
ровочных работ производится для подтверждения условий, необхо¬
димых для обеспечения единства измерений в сферах, не подлежа¬
щих государственному метрологическому контролю и надзору.
Аккредитацию осуществляют государственные научные метрологи¬
ческие центры или органы Государственной метрологической службы.
Эти правила распространяются на государственные научные мет¬
рологические центры и органы Государственной метрологической
службы Госстандарта России, а также на метрологические службы
юридических лиц, добровольно подавших заявки на аккредитацию
на право проведения калибровочных работ.
В общих положениях этого документа отмечается, что калиб¬
ровке могут подвергаться средства измерений, которые не подлежат
поверке при выпуске из производства или ремонта, при ввозе по
импорту, при эксплуатации, прокате и продаже.
Калибровка средств измерений производится с использованием
эталонов, соподчиненных государственным эталонам единиц вели¬
чин, а результаты калибровки удостоверяются калибровочным зна¬
ком, наносимым на средство измерений, или сертификатом
о калибровке, а также записью в эксплуатационных документах.
Сертификат о калибровке средства измерений — это документ,
удостоверяющий факт и результаты калибровки средства измерений,
который выдается организацией, осуществляющей калибровку.
Калибровочный знак — знак, указывающий, что данное средство
измерений соответствует конкретному стандарту.
Аккредитация аккредитующим органом на право проведения
калибровочных работ метрологической службой производится по
ее заявке, независимо от ее отраслевой принадлежности и формы
собственности. При этом заинтересованные в аккредитации мет¬
рологические службы должны иметь в своем составе либо подраз¬
деления, проводящие только калибровочные работы, либо подраз¬
деления, совмещающие проведение калибровочных и поверочных
работ.
* Аккредитация метрологической службы на право проведения калибровочных
работ — официальное признание уполномоченным на то государственным органом
того, что метрологическая служба юридического лица правомочна проводить калиб¬
ровочные работы
157
Оплата расходов, связанных с проведением аккредитации, произво¬
дится в соответствии с условиями договора, заключаемого между метро¬
логической службой юридического лица и исполнителем этих работ.
Аккредитация метрологической службы юридического лица на право
проведения калибровочных работ осуществляется в следующем порядке.
Заявитель подает заявку об аккредитации на право проведения
калибровочных работ по установленной форме в аккредитующий
орган по месту расположения заявителя, либо в другой аккредитую¬
щий орган с соответствующей компетенцией. К заявке прилагаются
область аккредитации и руководство по качеству.
Аккредитующий орган рассматривает заявку; осуществляет экс¬
пертизу представленных документов; проверяет соответствие заяв¬
ленных условий проведения калибровочных работ требованиям, ус¬
тановленным в «Требованиях к выполнению калибровочных работ»;
принимает решение об аккредитации по результатам экспертизы
и проверки; готовит материалы по аккредитации и направляет их во
ВНИИМС.
ВНИИМС оформляет аттестат аккредитации; присваивает атте¬
стату аккредитации регистрационный номер; присваивает шифр ка¬
либровочного клейма; заносит их в Реестр; выписывает и направля¬
ет аккредитующему органу счет за оформление аттестата аккредита¬
ции и регистрацию Заявителя. После оплаты счета направляет
в аккредитующий орган аттестат аккредитации.
Аккредитующий орган, получив аттестат аккредитации, подпи¬
сывает его, ставит оттиск круглой гербовой печати, снимает копию
и выдает оригинал Заявителю. Копия аттестата аккредитации хра¬
нится в аккредитующем органе, проводившем аккредитацию.
Аттестат аккредитации действителен на срок, установленный ак¬
кредитующим органом, проводившим аккредитацию, но не более
5 лет.
Инспекционный контроль за соблюдением требований к прове¬
дению калибровочных работ осуществляется в соответствии с усло¬
виями договора на аккредитацию, заключаемого между Заявителем
и аккредитующим органом.
Существующие методы поверки (калибровки) средства измере¬
ний могут быть классифицированы следующим образом:
— методом непосредственного сличения поверяемого средства
измерений с образцовым средством измерений того же вида, т. е.
без использования компаратора (прибора сравнения);
— сличением поверяемого средства измерений с образцовым сред¬
ством измерений того же вида с помощью компаратора;
158
— прямым измерением, поверяемым измерительным прибором
величины, воспроизводимой образцовой мерой;
— прямым измерением образцовым измерительным прибором
величины, воспроизводимой подвергаемой поверке мерой;
— косвенным измерением величины, воспроизводимой мерой
или измеряемой прибором, подвергаемым поверке;
— путем независимой (автономной) поверки.
Перечисленные методы поверки (калибровки) могут иметь свои
разновидности.
Метод непосредственного сличения двух средств измерений без при¬
менения компаратора или какого-либо другого промежуточного при¬
бора нашел широкое применение при поверке (калибровке) раз¬
личных средств измерений. Например, в области электрических и
магнитных измерений этот метод применяют при определении метро¬
логических характеристик измерительных приборов непосредственной
оценки, предназначенных для измерения тока, напряжения, часто¬
ты и т. д.; в области измерения механических величин, в частности,
давления. Основой метода служит одновременное измерение одного и
того же значения физических величин аналогичными по роду измеря¬
емой величины поверяемым и образцовым приборами.
При поверке данным методом устанавливают требуемое значе¬
ние х, затем сравнивают показания поверяемого прибора хп с по¬
казаниями х0 образцового и определяют разность А = хп — хо. Раз¬
ность А равна абсолютной погрешности поверяемого прибора, ко¬
торую приводят к нормированному значению хп для получения
приведенной погрешности:
у = 100 — %■
Этот метод может быть реализован двумя способами:
— регистрацией совмещений; при этом указатель поверяемого при¬
бора путем изменения входного сигнала совмещают с проверяемой
отметкой шкалы, а погрешность определяют расчетным путем как
разность между показанием поверяемого прибора и действительным
значением, определяемым по показаниям образцового прибора;
— отсчитыванием погрешности по шкале поверяемого прибора; при
этом номинальное для поверяемой отметки шкалы значение разме¬
ра физической величины устанавливают по образцовому прибору,
а погрешность определяют по расстоянию между проверяемой от¬
меткой поверяемого прибора и его указателем.
Первый способ удобен тем, что дает возможность точно опреде¬
лить погрешность по образцовому прибору, шкала которого обычно
имеет большее число делений, а отсчетное устройство практически
исключает появление погрешности отсчета вследствие параллакса.
Второй способ удобен при автоматической поверке, так как по¬
зволяет поверять одновременно несколько приборов с помощью
одного образцового. Недостатки этого способа — нелинейность шкал
аналоговых поверяемых приборов и неточность нанесения проме¬
жуточных делений. Но это не относится к цифровым приборам с
несвойственной им погрешностью отсчета. При их поверке второй
способ дает такую же точность, как и первый. Достоинства метода
непосредственных сличений: простота, отсутствие необходимости
применения сложного оборудования и др.
Метод сличения поверяемого средства измерений с образцовым сред¬
ством измерений того же вида с помощью компаратора (прибора срав¬
нения) заключается в том, что в ряде случаев невозможно сравнить
показания двух вольтметров, если один из них пригоден для изме¬
рений только в цепях постоянного тока, а другой — переменного;
нельзя непосредственно сравнить размеры мер магнитных и элект¬
рических величин. Измерение этих величин выполняют путем вве¬
дения в схему поверки некоторого промежуточного звена-компара¬
тора, позволяющего косвенно сравнивать две однородные или раз¬
нородные физические величины. Компаратором может быть любое
средство измерений, одинаково реагирующее на сигнал образцово¬
го и поверяемого средства измерений.
При сличении мер сопротивления, индуктивности, емкости
в качестве компараторов используют мосты постоянного или пе¬
ременного тока, а при сличении мер сопротивления и ЭДС—
потенциометры.
Сличение мер с помощью компараторов осуществляют метода¬
ми противопоставления или замещения. Общим для этих методов
поверки средств измерений является выработка сигнала о наличии
разности размеров сравниваемых величин. Если этот сигнал путем
подбора, например, образцовой меры или путем принудительного
измерения ее размера будет сведен к нулю, то этот метод получает
наименование нулевой метод. Если же на вход компаратора при од¬
новременном воздействии размеров сличаемых мер измерительный
сигнал указывает на наличие разности сравниваемых размеров, то
это дифференциальный метод.
Применение в ходе поверки метода противопоставления позво¬
ляет уменьшить воздействие на результаты поверки влияющих ве¬
личин ввиду того, что они практически одинаково искажают сигна¬
лы, подаваемые на входы компаратора.
Достоинства метода замещения заключаются в последователь¬
ном во времени сравнении двух величин. То, что эти величины вклю¬
чаются последовательно в одну и ту же часть компаратора, точность
измерений повышается по сравнению с другими разновидностями
метода сравнения, где несимметрия цепей, в которые включаются
сравниваемые величины, приводит к возникновению систематичес¬
кой погрешности. Недостаток нулевого метола замещения — необ¬
ходимость иметь средство измерений, позволяющее воспроизводить
любое значение известной величины без существенного понижения
точности. Метод обеспечивает возможность получения достоверных
результатов сличения двух средств измерений даже при примене¬
нии сравнительно грубых средств для измерения разности. Вместе с
тем реализация этого метода требует наличия образцовой высоко¬
точной меры с номинальным значением, близким к номинальному
значению сличаемой меры.
Практическая реализация методов прямого измерения предъявля¬
ется к мерам, используемым в качестве образцовых средств измере¬
ний. Наиболее характерными из них являются: возможность вос¬
произведения мерой той физической величины, в единицах кото¬
рой градуировано поверяемое средство измерений; достаточный для
перекрытия всего диапазона измерений поверяемого средства изме¬
рений диапазон физических величин, воспроизводимых мерой; со¬
ответствие точности меры, а в ряде случаев ее типа и плавности
изменения размера требованиям, оговариваемым в технической до¬
кументации на методы и средства поверки средств измерений дан¬
ного вида.
Как и при поверке методом непосредственного сличения, опре¬
деление основной погрешности поверяемого средства измерений про¬
водят двумя способами:
— изменением размера меры до совмещения указателя поверяе¬
мого средства измерений с поверяемой отметкой, т. е. методом не¬
посредственной оценки, или до достижения равновесия схемы, т. е.
поверкой приборов сравнения с последующим определением абсо¬
лютной погрешности А как разности межцу показанием средства
измерений хп и действительным значением меры х0;
— предварительной установкой размера меры х0, равного номи¬
нальному для данного показания поверяемого средства измерений
и последующим отсчетным показания хп по его отсчетному устрой¬
ству и определением погрешности А как разности хп — х0.
Реализация первого способа, обладающего рядом преимуществ,
может быть осуществлена только при наличии магазина мер, по-
11. Я. М. Рацкевич 161
зволяющего плавно изменять воспроизводимую или физическую
величину. В ряде случаев непосредственно измерить размер меры
поверяемым средством измерений невозможно. В этом случае из¬
меряют поверяемым средством измерений некоторую промежуточ¬
ную величину, которую в свою очередь непосредственно сопостав¬
ляют со значением образцовой меры. Например, поверка вольт¬
метров путем сличения их показаний с мерой ЭДС с помощью
потенциометра постоянного тока.
Широкое применение метод прямых измерений находит при по¬
верке мер электрических и магнитных величин. Особенно он эф¬
фективен при поверке мер ограниченной точности.
В поверочной деятельности широко применяют метод косвен¬
ных измерений величины, воспроизводимой мерой или измеряемой при¬
бором. При реализации этого метода о действительном размере меры
и измеряемой поверяемым прибором величины судят на основа¬
нии прямых измерений нескольких величин, связанных с искомой
величиной определенной зависимостью. Метод применяется тог¬
да, когда действительные значения величин, воспроизводимые или
поверяемые поверяемым средством измерений, невозможно опре¬
делить прямым измерением или когда косвенные измерения более
просты или более точны по сравнению с прямыми. На основании
прямых измерений и по их данным выполняют расчет. Только пу¬
тем расчета, основанного на определенных зависимостях между
искомой величиной и результатами прямых измерений, определя¬
ют значение величины, т. е. находят результат косвенного измере¬
ния. Например, определяют систематическую составляющую от¬
носительной погрешности электрического счетчика активной энер¬
гии с помощью ваттметра и секундомера. Погрешность поверяемого
счетчика, %, находят по формуле
где Жп — значение электрической энергии по показаниям поверяе¬
мого счетчика. Для определения Жп необходимо знать постоянную
счетчика С, которая обычно не указывается. Но на счетчике указа¬
но число оборотов диска А соответствующее энергии I кВт ч. По-
^ 3600 1000 Вт с
стояннаяС= - , —а энергия, измеренная поверяемым
счетчиком, = С -АТ; — действительное значение электричес¬
кой энергии по показаниям образцовых приборов.
162
Независимая (автономная) поверка, т. е. поверка без применения
образцовых средств измерений, возникла при разработке особо точ¬
ных средств измерений, которые не могут быть поверены ни одним
из рассмотренных методов ввиду отсутствия еще более точных средств
измерений с соответствующими пределами измерения. Сущность
метода независимой (автономной) поверки, наиболее часто реали¬
зуемого при поверке приборов сравнения, заключается в сравнении
величин, воспроизводимых отдельными элементами схем поверяе¬
мого средства измерений с величиной, выбранной в качестве опор¬
ной и конструктивно воспроизводимой в самом поверяемом сред¬
стве измерений.
Реализация методов поверки осуществляется путем комплект¬
ной или поэлементной поверки.
При комплексной поверке средство измерений поверяют в пол¬
ном комплекте его составных частей, без нарушения взаимосвязи
между ними. Погрешности, которые при этом определяют, рас¬
сматривают как погрешности, свойственные поверяемому сред¬
ству измерений как единому целому. При этом средство измере¬
ний находится в условиях, максимально приближенных к реаль¬
ным условиям эксплуатации, что позволяет в ходе поверки попутно
выявить многие, присущие поверяемому средству измерений не¬
достатки: дефекты внутреннего монтажа, неисправности переклю¬
чающих устройств и т. п. С учетом простоты и достоверности
результатов комплексной поверке отдают предпочтение всегда,
когда это возможно.
В случае невозможности реализации комплектной поверки, вви¬
ду отсутствия образцовых средств измерений, несоответствия их
требованиям точности или пределам измерений применяют поэле¬
ментную поверку. Поэлементная поверка средства измерений — это
поверка, при которой его погрешности определяют по погрешно¬
стям отдельных частей. Затем по полученным данным расчетным
путем определяют погрешности, свойственные поверяемому сред¬
ству измерений как единому целому. При этом предполагают, что
закономерности взаимодействия отдельных частей средства из¬
мерений точно известны, а возможности посторонних влияний
на его показания исключены или поддаются точному учету. Во
многих случаях поэлементная поверка оказывается единственно
возможной.
Недостатком поэлементной поверки является ее трудоемкость
и сложность реализации по сравнению с комплектной поверкой.
10.3. Порядок составления графиков поверки
(калибровки) средств измерений
График составляется в соответствии с требованиями ГОСТ 8.513—84.
Межповерочные интервалы средств измерений, не вошедших
в перечни к ГОСТ 8.002—86, определяются предприятием в зависи¬
мости от условий и интенсивности их эксплуатации с учетом их
постоянной годности.
По предприятию составляется график по всем видам измере¬
ний, в графике указываются также средства измерений, не обеспе¬
ченные поверкой или поверяемые другими организациями Госстан¬
дарта (табл. 10.1).
10.1. Шифр видов измерений
Шифр вида
измерений
Вид измерения
Шифр вица
измерений
Вид измерения
01
Измерения геометри¬
ческих величин
10
Температурные и тепло¬
физические измерения
02
Измерение массы
11
Оптические и оптико¬
физические измерения
03
Измерение силы и
твердости
12
Акустические измерения
04
Измерение давлений
13
Электрические измерения
05
Измерение вакуума
14
Магнитные измерения
06
Измерения параметров
движения
15
Измерения времени и
частоты
07
Измерение расхода и ко¬
личества жидкостей и газов
16
Радиотехнические
измерения
08
Измерение плотности и
вязкости
17
Измерения ионизирую¬
щих излучений
09
Физико-химические
измерения
-
—
В настоящее время практически нет методик калибровки, не ус¬
тановлены межкалибровочные интервалы для конкретных групп при¬
боров. Калибровка средств измерений базируется на хорошо разра¬
ботанной нормативной базе метрологической аттестации и поверки.
По аналогии с понятием межповерочного интервала межкалиб-
ровочным интервалом называют календарный промежуток времени,
по истечении которого средство измерения должно быть направле¬
но на калибровку независимо от его технического состояния.
164
Различают три вида м еж кал ибровоч н ых (межповерочных) интервалов:
— единый для всех средств измерений данного типа интервал, ус¬
танавливаемый на основе нормативных документов на этот вид средств
измерений. В этом случае межповерочный (межкалибровочный) ин¬
тервал определяется Госстандартом РФ при утверждении типа сред¬
ства измерения по результатам испытаний. Величина интервала учи¬
тывает показатели метрологической безотказности и среднее значение
времени использования средств измерений в нормальных условиях;
— интервал, установленный в соответствии с конкретными ус¬
ловиями эксплуатации средств измерений данного типа в организа¬
циях и на предприятиях. Если назначенный интервал не совпадает
с указанным в нормативных документах на данный тип средств из¬
мерений, то его величину следует согласовать с Госстандартом или
с аккредитированной им ведомственной метрологической службой.
Для средств измерений, которые не подлежат госнадзору, межка¬
либровочный интервал определяется по решению метрологической
службы юридического лица;
— межповерочные (межкалибровочные) интервалы для средств
измерений, предназначенных для ответственных измерительных опе¬
раций, например измерений, связанных с безаварийной работой.
Индивидуальные интервалы предусмотрены также для вторичных и
разрядных эталонов. Этот вид интервалов связан с учетом кален¬
дарного времени эксплуатации средств измерений, так как из-за
старения их деталей и узлов возрастают погрешности, что обусло¬
вило сокращение межповерочных интервалов. Общим для всех ви¬
дов межповерочных (межкалибровочных) интервалов является учет
показателей метрологической безотказности средств измерений.
Показатели безотказности могут быть определены в процессе испы¬
таний средства измерения.
10.4. Поверочные схемы
Для обеспечения правильной передачи размеров единиц изме¬
рения от эталонов к рабочим средствам измерения составляют по¬
верочные схемы, которые устанавливают метрологическое соподчи¬
нение эталонов и рабочих средств измерения.
Под передачей размера единицы понимается приведение размера
единицы физической величины, хранимой поверяемым средством
измерений, к размеру единицы, воспроизводимой или хранимой эта¬
лоном (или образцовым средством измерения), осуществляемое при
их сличении (поверке).
165
Обычно при сличениях измеряют одну и ту же физическую вели¬
чину поверяемым и вышестоящим по поверочной схеме средствами
измерений с целью установления разности в их показаниях и введе¬
ния поправки (в показание поверяемого средства измерений).
Рабочие средства измерений периодически сличают с образцо¬
выми средствами. Образцовые средства измерений — с вторичными
эталонами, сличаемыми с первичным эталоном. В результате раз¬
мер единицы передается «сверху вниз» в соответствии с числом сту¬
пеней передачи, установленным поверочной схемой.
Поверочная схема — это нормативно — технический или техни¬
ческий документ, устанавливающий соподчинение средств измере¬
ний, участвующих в передаче размера единицы от эталона или ис¬
ходного образцового средства измерений рабочим средствам измере¬
ний с указанием методов и погрешности при передаче, утвержденный
в установленном порядке.
Разработка и реализация поверочных схем является одной из ос¬
новных функций метрологической службы, руководящий принцип
организации и управления деятельностью метрологической службы.
Создание и реализацию поверочных схем регламентирует ГОСТ 8.061—80.
Поверочные схемы разделяют на государственные и локальные
поверочные схемы.
Государственная поверочная схема распространяется на все сред¬
ства измерений данной физической величины, имеющихся в стране.
Разработка государственных поверочных схем для средств изме¬
рений физической величины осуществляет главный центр государ¬
ственных эталонов, являющийся хранителем государственного эта¬
лона единицы этой величины. При отсутствии государственного
эталона разработку осуществляет центр, головной в данной области
измерений. К разработке схемы в качестве соисполнителей могут
привлекаться головные (базовые) организации метрологической
службы ведомств.
В ходе разработки государственной поверочной схемы обосно¬
вывается оптимальность ее структуры (виды вторичных эталонов,
число разрядов образцовых средств измерений и т. д.) с учетом: оп¬
тимальных соотношений погрешностей поверяемого и образцового
средств измерений; вероятности признания годным неисправного
средства измерений; допускаемого отношения числа исправных, но
забракованных средств к общему числу исправных средств и т. д.
Государственную поверочную схему разрабатывают в качестве
государственного стандарта, и она не должна противоречить между¬
народным поверочным схемам, принятым в России.
Локальные поверочные схемы предназначены для метрологичес¬
ких органов министерств. Они распространяются также на средства
измерений подчиненных предприятий.
Локальные поверочные схемы разрабатываются подразделением
метрологической службы предприятия, проводящим поверку и рас¬
пространяются на средства измерений, поверяемые в данном органе
государственной или ведомственной метрологической службы. Ло¬
кальные поверочные схемы не должны противоречить государствен¬
ным поверочным схемам для средств измерений тех же физических
величин. Они также могут быть составлены и при отсутствии госу¬
дарственных поверочных схем. В локальных поверочных схемах можно
указывать конкретные типы (экземпляры) средств измерений.
Поверочные схемы оформляются в виде чертежа, который до¬
полняется текстовой частью. На чертеже указывают наименование
средств измерений и методов поверки, номинальные значения или
диапазоны значений физических величин, средств измерений и ме¬
тодов поверки.
На поверочной схеме также указывают один из методов поверки
средств измерений: непосредственного сличения или сличения при
помощи компаратора или других средств сравнения; прямых или
косвенных измерений. В случае проведения градуировки средств из¬
мерений во время поверки делают ссылку в тексте.
На чертеже поверочной схемы наименование государственного эта¬
лона заключают в прямоугольник, образованный двойной линией, а
вторичные эталоны, образцовые и рабочие средства измерений — в пря¬
моугольники, образованные одинарной линией. Наименование мето¬
дов поверки помещают в горизонтальные овалы между наименования¬
ми поверяемого и образцового средств измерений. Форма чертежей по¬
верочной схемы должна соответствовать требованиям ГОСТ 2.301—68.
Методы поверки, указываемые на поверочной схеме (рис. 10.3), дол¬
жны отражать специфику поверки данного вида средств измерений.
10.5. Стандартные образцы состава
и свойств веществ и материалов
Обеспечение стандартных свойств веществ и материалов, из кото¬
рых изготавливается то или иное изделие, является основой для вы¬
пуска продукции высокого качества. Существующий уровень развития
средств измерений химического состава и свойств веществ и материа¬
лов не обеспечивает требуемой достоверности измерений, если исполь-
Рис. 10.3. Поверочная схема:
1 — государственный эталон; 2 — метод передачи размера единиц;
3 — эталон-копия; 4 — эталон-свидетель; 5 — рабочий эталон;
б, 7, 8 — образцовые средства измерений соответствующих разрядов;
9 — образцовые средства измерений, заимствованные из других
поверочных схем; 10 — рабочие средства измерений
зуются традиционные способы поверки. Это определяется тем, что о со¬
ставе и технических свойствах судят по результатам измерения некоторых
физических величин, характеризующих их вторичные свойства, а связь
состава и свойств веществ и материалов с непосредственно измеряемыми
величинами часто зависит от конкретных условий измерении. Возника¬
ющие при этом методические погрешности измерения не устраняются
повышением точности средств измерений, и необходим переход к вос¬
произведению измеряемых свойств с помощью специальных средств из¬
мерения — стандартных образцов состава и свойств веществ и материа¬
лов. Стандартный образец — это средство измерений в виде вещества
(материала), состав или свойство которого установлены при аттестации.
Стандартные образцы предназначены для обеспечения единства и требу¬
емой точности измерений. Их применяют для измерения состава и свойств
веществ и материалов методом сравнения с данным стандартным образ¬
цом; градуировки, аттестации и поверки средств измерений, используе¬
мых для измерения соответствующих свойств и состава веществ и мате¬
риалов; аттестации методик выполнения измерений состава и свойств;
контроля правильности результатов измерений.
При использовании стандартного образца конкретные внешние
условия одновременно и одинаково действуют как на стандартные
образцы, так и на испытуемый объект, и тем самым устраняются
методические погрешности измерения. В этой связи стандартный
образец должен быть по своим химическим и физическим свой¬
ствам как можно ближе к аттестуемому объекту. Стандартный обра¬
зец как бы моделирует объект, и, например, при определении со¬
держания алюминия в легированной стали и в цветном сплаве не¬
обходимо применять различные стандартные образцы. Таким
образом, номенклатура стандартных образцов должна быть доста¬
точно большой. В предельном случае для каждого объекта должен
быть свой стандартный образец.
В зависимости от аттестуемой физической величины все стан¬
дартные образцы разделяют на стандартные образцы состава и стан¬
дартные образцы свойств. В свою очередь, стандартные образцы
состава подразделяют в зависимости от вещества (материала), а стан¬
дартные образцы свойств — в зависимости от физической величи¬
ны, которую они воспроизводят. Стандартные образцы свойств ве¬
ществ и материалов по своему назначению выполняют роль мер.
В зависимости от установленного уровня утверждения и приме¬
нения все стандартные образцы разбивают на три категории:
— государственные стандартные образцы (ГСО), утвержденные
Госстандартом и зарегистрированные в Государственном реестре
средств измерений, прошедших государственные испытания, при¬
меняемые при выполнении измерений Государственной метроло¬
гической службой, для выполнения особо точных измерений;
— отраслевые стандартные образцы (ОСО), утвержденные и за¬
регистрированные в порядке, установленном министерством, и при¬
меняемые для контроля правильности результатов измерений, вы¬
полняемых по отраслевым методикам для разработки стандартных
образцов предприятий;
— стандартные образцы предприятий (СОП), утвержденные
и зарегистрированные в порядке, утвержденном руководителем пред¬
приятия и применяемые для градуировки средств измерений, для
контроля правильности результатов измерений состава и свойств
методом сравнения на предприятии.
Основными метрологическими характеристиками стандартного
образца являются значение аттестуемой характеристики (значение
физической величины, воспроизводимой стандартным образцом) и
значение его погрешности, т. е. разности между значением аттесту¬
емой характеристики, установленным при аттестации, и истинным
значением, воспроизводимым при использовании конкретного эк¬
земпляра стандартного образца или его части (пробы).
Важными требованиями являются однородность (постоянство
воспроизводимых образцом значений физической величины во всех
экземплярах образца или его частях) и стабильность (постоянство
воспроизводимых образцом значений физической величины в тече¬
ние срока действия образца).
Все стандартные образцы подлежат аттестации, при которой ус¬
танавливаются их метрологические характеристики.
Стандартные образцы предприятии аттестуются по отраслевым
или непосредственно по государственным стандартным образцам. Ат¬
тестация государственных стандартных образцов производится путем
их исследования с применением эталонов, образцовых средств изме¬
рений, с использованием методик, прошедших аттестацию по ГОСТ
8.010—72. Значение аттестуемой характеристики — это установлен¬
ное при аттестации стандартного образца значение воспроизводимой
им физической величины, характеризующей его состав и свойства.
Стандартный образец может иметь несколько аттестованных значе¬
ний по числу воспроизводимых им физических величин. Каждый стан¬
дартный образец (или партия) снабжается свидетельством, в котором
должны быть указаны значение аттестуемой характеристики, ее по¬
грешность, срок действия образца, условия применения, хранения,
транспортирования и т. п.
Для координации работ по разработке и внедрению стандарт¬
ных образцов в стране действует Государственная служба стандарт¬
ных образцов состава и свойств веществ и материалов (ГССО).
10.6. Стандартные справочные данные
о физических константах и свойствах веществ
и материалов
При проектировании и изготовлении различных изделий необ¬
ходимы сведения о свойствах веществ и материалов. Такие сведе¬
ния черпались из справочников или другой нормативно-техничес¬
кой документации, которые быстро устаревают.
Для обеспечения достоверности данных, используемых при про¬
ектировании, была создана и функционирует Государственная сис¬
тема стандартных справочных данных (ГСССД).
Основными задачами этой службы являются:
— установление точных значений физических констант;
— разработка достоверных данных о свойствах веществ и ма¬
териалов;
— оценка достоверности, аттестация и стандартизация данных;
— координация работ по получению достоверных данных;
— унификация применения данных и форм их представления;
— разработка единых принципов условных обозначений, терми¬
нологии и кодирования названий веществ, материалов и свойств;
— создание автоматизированной системы научно-технической
информации о физических константах и свойствах веществ и ма¬
териалов;
— информационное обслуживание народного хозяйства страны
достоверными данными путем публикаций и с помощью автомати¬
зированных систем.
Данные о свойствах веществ и материалов подразделяются на
три категории:
— стандартные справочные данные (ССД) — достоверные данные
о физических константах и свойствах важнейших веществ и материалов,
обладающие наивысшей точностью и утвержденные Госстандартом;
— рекомендуемые справочные данные (РСД) — аттестованные
органами ГСССД достоверные данные о свойствах веществ и ма¬
териалов, точность которых удовлетворяет требованиям народного
хозяйства;
— справочные (информационные) данные (СД) — данные о свой¬
ствах веществ и материалов, представленные в числовом, графичес¬
ком или аналитическом виде, достоверность которых не оценена
органами ГСССД.
ССД и РСД предназначены для применения в нормативно¬
технической документации всех видов, в научных исследованиях,
а также при расчетах параметров, определяющих производитель¬
ность, эффективность, надежность и эксплуатационные характе¬
ристики аппаратов, сооружений, конструкций, технологических
процессов и др.
Справочные данные используются для разработки ССД и РСД,
а также могут применяться во всех видах народного хозяйства при
отсутствии соответствующих ССД и РСД.
Основой стандартных справочных данных являются данные, ко¬
торые получаются отдельными авторами и публикуются обычно
в виде статей. Задача ГСССД — обобщение этой информации,
определение ее достоверности и затем перевод ее из категории СД
в категории РСД и ССД. Стандартные и рекомендуемые справоч¬
ные данные представляют в виде «Таблиц ССД и РСД» — специаль¬
ных документов, утверждаемых Госстандартом или Всесоюзным на-
учно-исследовательским центром Государственной службы стандар¬
тных справочных данных (ВНИЦ ГСССД).
Вся эта работа координируется Госстандартом и является одним
из важных условий метрологического обеспечения.
Раздел II
Стандартизация
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
ФЕДЕРАЛЬНОГО ЗАКОНА
«О ТЕХНИЧЕСКОМ РЕГУЛИРОВАНИИ»
В ОБЛАСТИ СТАНДАРТИЗАЦИИ
В настоящее время работы по стандартизации в нашей стране
осуществляются на основе принятого в 2003 г. Федерального закона
«О техническом регулировании».
В этом законе дается новое определение термина «стандартиза¬
ция» как деятельности по установлению правил и характеристик в
целях их добровольного многократного использования, на достиже¬
ние упорядоченности в сферах производства и обращения продук¬
ции и повышение конкурентоспособности продукции, работ или
услуг. Из этого следует, что стандарты перестают быть обязательны¬
ми для использования хозяйствующими объектами, даже если они
являются государственными.
1.1. Цели стандартизации
В соответствии с этим законом стандартизация осуществляется
в целях (Статья 11):
— повышения уровня безопасности жизни или здоровья граж¬
дан, имущества физических или юридических лиц, государственно¬
го или муниципального имущества, экологической безопасности,
безопасности жизни или здоровья животных и растений и содей¬
ствия соблюдению требований технических регламентов;
— повышения уровня безопасности объектов с учетом риска воз¬
никновения чрезвычайных ситуаций природного и техногенного
характера;
— обеспечения научно-технического прогресса;
— повышения конкурентоспособности продукции, работ, услуг;
— рационального использования ресурсов;
— технической и информационной совместимости;
— сопоставимости результатов исследований (испытаний) и из¬
мерений, технических и экономико-статистических данных;
— взаимозаменяемости продукции.
1.2. Принципы стандартизации
Стандартизация осуществляется в соответствии со следующими
принципами (Статья 12):
— добровольного применения стандартов;
— максимального учета при разработке стандартов законных
интересов заинтересованных лиц;
— применения международного стандарта как основы разработ¬
ки национального стандарта, за исключением случаев, если такое
применение признано невозможным.
1.3. Нормативные документы
по стандартизации. Виды стандартов
К документам в области стандартизации, используемым на тер¬
ритории Российской Федерации, относятся (Статья 13): национальные
стандарты; правила стандартизации, нормы и рекомендации в облас¬
ти стандартизации; применяемые в установленном порядке класси¬
фикации, общероссийские классификаторы технико-экономической
и социальной информации; стандарты организаций.
Национальный стандарт — стандарт, утвержденный национальным
органом Российской Федерации по стандартизации (Статья 2). На¬
циональные стандарты, так же как стандарты организаций, применя¬
ются на добровольной основе. Применение национального стандар¬
та подтверждается знаком соответствия национальному стандарту
(ст. 15 п.2).
В Российской Федерации (со дня вступления в силу Федераль¬
ного закона «О техническом регулировании») национальными стан¬
дартами признаются действующие государственные и межгосудар¬
ственные стандарты, введенные в действие до 1 июля 2003 г.
Было признано целесообразным до вступления в силу вновь раз¬
работанных соответствующих правил, норм и рекомендаций по стан¬
дартизации сохранить для действующих государственных и межго¬
сударственных стандартов и разрабатываемых национальных стан¬
дартов условные обозначения «ГОСТ» и «ГОСТ Р», предусмот¬
ренные ГОСТ 1.5—2001 «Межгосударственная система стандар¬
тов. Стандарты межгосударственные, правила и рекомендации по
межгосударственной стандартизации. Общие требования к пост¬
роению, изложению, оформлению и содержанию стандартов» и
ГОСТ Р 1.5—92 «Государственная система стандартизации Российс¬
кой Федерации. Общие требования к построению, изложению, офор¬
млению и содержанию стандартов».
1.4. Национальный орган по стандартизации
Национальный орган Российской Федерации по стандартиза¬
ции (далее — национальный орган по стандартизации):
— утверждает национальные стандарты; принимает программу раз¬
работки национальных стандартов; организует экспертизу проектов
национальных стандартов; обеспечивает соответствие национальной
системы стандартизации интересам национальной экономики, со¬
стоянию материально-технической базы и научно-техническому про¬
грессу; осуществляет учет национальных стандартов, правил стан¬
дартизации, норм и рекомендаций в этой области и обеспечивает их
доступность заинтересованным лицам; создает технические комите¬
ты по стандартизации и координирует их деятельность; организует
опубликование национальных стандартов и их распространение; уча¬
ствует в соответствии с уставами международных организаций в раз¬
работке международных стандартов и обеспечивает учет интересов
Российской Федерации при их принятии; утверждает изображение
знака соответствия национальным стандартам; представляет Россий¬
скую Федерацию в международных организациях, осуществляющих
деятельность в области стандартизации (статья 14).
Правительство Российской Федерации определяет орган, упол¬
номоченный на исполнение функций национального органа по стан¬
дартизации. В состав технических комитетов по стандартизации на
паритетных началах и добровольной основе могут включаться пред¬
ставители федеральных органов исполнительной власти, научных
организаций, саморегулируемых организаций, общественных объе¬
динений предпринимателей и потребителей.
Порядок создания и деятельности технических комитетов по стан¬
дартизации утверждается национальным органом по стандартиза¬
ции. Заседания технических комитетов по стандартизации являют¬
ся открытыми.
Национальные стандарты и общероссийские классификаторы
технико-экономической и социальной информации, в том числе
правила их разработки и применения, представляют собой нацио¬
нальную систему стандартизации.
Национальные стандарты разрабатываются в порядке, установ¬
ленном настоящим Федеральным законом. Национальные стандар¬
ты утверждаются национальным органом по стандартизации в соот¬
ветствии с правилами стандартизации, нормами и рекомендациями
в этой области.
Национальный стандарт применяется на добровольной основе
равным образом и в равной мере независимо от страны и (или)
места происхождения продукции, осуществления процессов произ¬
водства, эксплуатации, хранения, перевозки, реализации и утилиза¬
ции, выполнения работ и оказания услуг, видов или особенностей
сделок и (или) лиц, являющихся изготовителями, исполнителями,
продавцами, приобретателями.
Применение национального стандарта подтверждается знаком
соответствия национальному стандарту.
Общероссийские классификаторы технико-экономической и
социальной информации (далее — общероссийские классифика¬
торы) — нормативные документы, распределяющие технико-эко-
номическую и социальную информацию в соответствии с ее клас¬
сификацией (классами, группами, видами и др.) и являющиеся
обязательными для применения при создании государственных ин¬
формационных систем и информационных ресурсов и межведом¬
ственном обмене информацией.
Порядок разработки, принятия, введения в действие, ведения и
применения общероссийских классификаторов в социально-эконо¬
мической области (в том числе в области прогнозирования, статис¬
тического учета, банковской деятельности, налогообложения, при
межведомственном информационном обмене, создании информа¬
ционных систем и информационных ресурсов) устанавливается
Правительством Российской Федерации.
1.5. Правила разработки и утверждения
национальных стандартов
Национальный орган по стандартизации разрабатывает и утвер¬
ждает программу разработки национальных стандартов. Нацио¬
нальный орган по стандартизации должен обеспечить доступность
программы разработки национальных стандартов заинтересованным
лицам для ознакомления.
176
Разработчиком национального стандарта может быть любое лицо.
Уведомление о разработке национального стандарта направля¬
ется в национальный орган по стандартизации и публикуется в ин¬
формационной системе общего пользования в электронно-цифро-
вой форме и в печатном издании федерального органа исполни¬
тельной власти по техническому регулированию. Уведомление о
разработке национального стандарта должно содержать информа¬
цию об имеющихся в проекте национального стандарта положени¬
ях, которые отличаются от положений соответствующих междуна¬
родных стандартов.
Разработчик национального стандарта должен обеспечить дос¬
тупность проекта национального стандарта заинтересованным ли¬
цам для ознакомления. Разработчик обязан по требованию заинте¬
ресованного лица предоставить ему копию проекта национального
стандарта. Плата, взимаемая разработчиком за предоставление ука¬
занной копии, не может превышать затраты на ее изготовление.
В случае если разработчиком национального стандарта является
федеральный орган исполнительной власти, плата за предоставление
копии проекта национального стандарта вносится в федеральный
бюджет. Разработчик дорабатывает проект национального стандарта
с учетом полученных в письменной форме замечаний заинтересо¬
ванных лиц, проводит публичное обсуждение проекта националь¬
ного стандарта и составляет перечень полученных в письменной
форме замечаний заинтересованных лиц с кратким изложением со¬
держания данных замечаний и результатов их обсуждения.
Разработчик обязан сохранять полученные в письменной форме
замечания заинтересованных лиц до утверждения национального
стандарта и представлять их в национальный орган по стандартиза¬
ции и технические комитеты по стандартизации по их запросам.
Срок публичного обсуждения проекта национального стандарта
со дня опубликования уведомления о разработке проекта нацио¬
нального стандарта до дня опубликования уведомления о заверше¬
нии публичного обсуждения не может быть менее чем два месяца.
Уведомление о завершении публичного обсуждения проекта на¬
ционального стандарта должно быть опубликовано в печатном из¬
дании федерального органа исполнительной власти но техническо¬
му регулированию и в информационной системе общего пользова¬
ния в электронно-цифровой форме.
Со дня опубликования уведомления о завершении публичного
обсуждения проекта национального стандарта доработанный про¬
ект национального стандарта и перечень полученных в письменной
форме замечаний заинтересованных лиц должны быть доступны
заинтересованным лицам для ознакомления.
12. Я. М. Радкевич
177
Порядок опубликования уведомления о разработке проекта на¬
ционального стандарта и уведомления о завершении публичного об¬
суждения проекта национального стандарта и размер платы за их
опубликование устанавливаются Правительством Российской Фе¬
дерации.
Проект национального стандарта одновременно с перечнем по¬
лученных в письменной форме замечаний заинтересованных лиц
представляется разработчиком в технический комитет по стандарти¬
зации, который организует проведение экспертизы данного проекта.
Национальный орган по стандартизации на основании докумен¬
тов, представленных техническим комитетом по стандартизации, при¬
нимает решение об утверждении или отклонении национального
стандарта.
Уведомление об утверждении национального стандарта подлежит
опубликованию в печатном издании федерального органа исполни¬
тельной власти по техническому регулированию и в информационной
системе общего пользования в электронно-цифровой форме в течение
тридцати дней со дня утверждения национального стандарта.
Национальный орган по стандартизации утверждает и опубли¬
ковывает в печатном издании федерального органа исполнительной
власти по техническому регулированию и в информационной сис¬
теме общего пользования в электронно-цифровой форме перечень
национальных стандартов, которые могут на добровольной основе
применяться для соблюдения требований технических регламентов.
Стандарты организаций, в том числе коммерческих, обществен¬
ных, научных организаций, саморегулируемых организаций, объе¬
динений юридических лиц могут разрабатываться и утверждаться
ими самостоятельно исходя из необходимости применения этих стан¬
дартов для целей, указанных в статье 11 Федерального закона, для
совершенствования производства и обеспечения качества продук¬
ции, выполнения работ, оказания услуг, а также для распростране¬
ния и использования полученных в различных областях знаний ре¬
зультатов исследований (испытаний), измерений и разработок.
Порядок разработки, утверждения, учета, изменения и отмены
стандартов организаций устанавливается ими самостоятельно с уче¬
том положений статьи 12 Федерального закона.
Проект стандарта организации может представляться разработ¬
чиком в технический комитет по стандартизации, который органи¬
зует проведение экспертизы данного проекта. На основании резуль¬
татов экспертизы данного проекта технический комитет по стан¬
дартизации готовит заключение, которое направляет разработчику
проекта стандарта.
Стандарты организаций применяются равным образом и в рав¬
ной мере независимо от страны и (или) места происхождения про¬
дукции, осуществления процессов производства, эксплуатации, хра¬
нения, перевозки, реализации и утилизации, выполнения работ и
оказания услуг, видов или особенностей сделок и (или) лиц, кото¬
рые являются изготовителями, исполнителями, продавцами, при¬
обретателями.
1.6. Структура и характеристика
стандартов ГСС
Вопросы организации и практической деятельности в области
стандартизации в России регламентированы в следующих осново¬
полагающих документах комплекса Государственной системы стан¬
дартизации РФ (ГСС).
ГОСТ Р 1.0—92 «ГСС РФ. Основные положения» — стандарт
определяет цели и задачи стандартизации, основные принципы и
организацию работ по стандартизации в Российской Федерации,
категории нормативных документов по стандартизации, виды стан¬
дартов, основные положения по международному сотрудничеству в
области стандартизации, по применению стандартов и технических
условий, по государственному надзору за соблюдением стандартов.
ГОСТ Р 1.2—92 «ГСС РФ. Порядок разработки государственных
стандартов» — стандарт устанавливает требования к разработке, со¬
гласованию, утверждению, государственной регистрации, изданию,
обновлению (изменению, пересмотру) и отмене государственных
стандартов РФ.
ГОСТ Р 1.4—93 «ГСС РФ. Стандарты отраслей, стандарты пред¬
приятий, стандарты научно-технических, инженерных обществ и
других общественных объединений. Общие положения» — стандарт
устанавливает общие положения по разработке, принятию, учетной
регистрации, изданию, применению, контролю за соблюдением обя¬
зательных требований, изменению и отмене стандартов отраслей, а
также объекты стандартизации и общие правила разработки и при¬
менения стандартов предприятий, научно-технических и инженер¬
ных обществ и других общественных объединений.
ГОСТ Р 1.5—2002 «ГСС РФ. Стандарты. Общие требования к
построению, изложению, оформлению, содержанию и обозначе¬
нию» — стандарт устанавливает требования к стандартам, действу¬
ющим только на федеральном уровне, а в отношении стандартов,
разрабатываемых на более низких уровнях, было признано целесо-
12- 179
образным регламентировать общие правила только в части обозна¬
чения стандартов. Остальные положения (ГОСТ Р 1.5—2002) могут
быть самостоятельно выбраны и применены при разработке этих
стандартов. Таким образом, это универсальный стандарт, который
может быть использован в России при разработке стандартов разно¬
го уровня стандартизации.
ГОСТ Р 1.8—2002 «ГСС РФ. Стандарты межгосударственные.
Правила разработки, применения, обновления и прекращения при¬
менения в части работ, осуществляемых в Российской Федерации» —
стандарт устанавливает порядок разработки проектов межгосудар¬
ственных стандартов, ведение секретариатов, порядок рассмотре¬
ния в РФ проектов межгосударственных стандартов, порядок при¬
нятия таких стандартов, внесение изменений в действующие меж¬
государственные стандарты, а также порядок прекращения их
применения в РФ.
ГОСТ Р 1.9—95 «ГСС РФ. Порядок маркирования продукции и
услуг знаком соответствия государственным стандартам» — стандарт
устанавливает общие требования к этой процедуре, а также порядок
выдачи лицензий на маркирование продукции и услуг этим знаком.
ГОСТ Р 1.10—95 «ГСС РФ. Порядок разработки, принятия, ре¬
гистрации правил и рекомендаций по стандартизации, метрологии,
сертификации, аккредитации и информации о них» — стандарт ус¬
танавливает требования к разработке, согласованию, принятию, ре¬
гистрации, изданию, обеспечению, изменению и отмене правил
рекомендаций по стандартизации, метрологии, сертификации, ак¬
кредитации, к информации о правилах и рекомендациях, а также
требования к их изложению и содержанию.
ГОСТ Р 1.11—99 «ГСС РФ. Метрологическая экспертиза проек¬
тов государственных стандартов». Стандарт устанавливает порядок
и правила проведения метрологической экспертизы проектов госу¬
дарственных стандартов.
ГОСТ Р 1.12—99 «ГСС РФ. Стандартизация И смежные области
деятельности. Термины и определения».
ПР 50.1.002—94. Правила по стандартизации. «Порядок пред¬
ставления в Госстандарт России информации о принятых стандар¬
тах отраслей, стандартах научно-технических, инженерных обществ
и других общественных объединений».
ПР 50.1.008—95. Правила по стандартизации. «Организация и
проведение работ по международной стандартизации в РФ».
ПР 50.74—94. Правила по стандартизации. «Подготовка проек¬
тов государственных стандартов РФ и проектов изменений к ним
для принятия, государственной регистрации и издания».
ГТР 50—688—92. Правила по стандартизации. «Временные типо-
иые положения о техническом комитете по стандартизации».
ПР 50—718—99. Правила по стандартизации. «Правила заполне¬
ния и представления каталожных листов продукции».
ПР 50—734—93. Правила по стандартизации. «Порядок разра¬
ботки общероссийских классификаторов технико-экономической и
социальной информации».
1.7. Категории стандартов
В зависимости от объекта стандартизации и уровня принятия
различают следующие категории стандартов:
Государственный стандарт Российской Федерации (ГОСТ Р) при¬
нимается Госстандартом России или Государственным комитетом
Российской Федерации по вопросам архитектуры и строительства
(Госстрой России). К объектам ГОСТ Р относятся продукция, рабо¬
ты и услуги, имеющие межотраслевое значение.
Стандарт отрааги (ОСТ) — разрабатывается и применятся госу¬
дарственными органами в пределах их компетенции применитель¬
но к продукции, работам и услугам отраслевого значения.
Здесь под отраслью понимается совокупность субъектов хозяй¬
ственной деятельности независимо от их ведомственной принадлеж¬
ности и форм собственности, разрабатывающих и(или) производя¬
щих продукцию (выполняющих работы и оказывающих услуги) оп¬
ределенных видов, которые имею! однородное потребительное или
функциональное назначение. Стандарты отраслей не должны нару¬
шать обязательные требования государственных стандартов, а также
правила и нормы безопасности, установленные государственными над¬
зорными органами по вопросам, отнесенным к их компетенции.
Ответственность за соответствие требований стандартов отрас¬
лей обязательным требованиям государственных стандартов несут
принявшие их государственные органы управления.
Стандарт предприятия (СТП) — стандарт, утвержденный пред¬
приятием. Эти стандарты разрабатываются и принимаются самим
предприятием. Объектами стандартизации СТП являются состав¬
ляющие организации и управления производством, направлен¬
ные на повышение его эффективности, продукция, производи¬
мая этим предприятием, методы расчета, технологические нормы
и требования, типовые процессы изготовления, оснастка, инст¬
румент и т. п. Требования стандартов предприятий подлежат обя¬
зательному соблюдению другими субъектами хозяйственной де-
ятелыюсти, если в договоре на разработку, производство и по¬
ставку продукции, на выполнение работ и оказание услуг сделана
ссылка на эти стандарты.
Стандарт научно-технического, инженерного общества (СТО) —
стандарт, принятый научно-техническим, инженерным обществом
или другим общественным объединением. Объектами СТО являют¬
ся, как правило, новые оригинальные виды продукции и услуг, тех¬
нология, новые принципы управления производством, методы ис¬
пытаний и т. п.
Необходимость применения этих стандартов субъекты хозяй¬
ственной деятельности определяют самостоятельно. Порядок раз¬
работки, утверждения, учета, изменения и отмены стандартов субъек¬
тов хозяйственной деятельности устанавливается ими самостоятельно.
СТО также не должны нарушать обязательные требования госу¬
дарственных стандартов, а также правила и нормы безопасности,
установленные государственными надзорными органами по вопро¬
сам, отнесенным к их компетенции.
Международный стандарт — стандарт, принятый международ¬
ной организацией по стандартизации. В частности, ИСО, МЭК.
Такие стандарты носят рекомендательный, добровольный характер.
Региональный стандарт — стандарт, принятый региональной орга¬
низацией по стандартизации.
Межгосударственный стандарт (ГОСТ) — стандарт, принятый госу¬
дарствами, присоединившимися к соглашению о проведении согласован¬
ной политики в области стандартизации, метрологии и сертификации.
Национальный стандарт — стандарт, принятый национальным
органом по стандартизации.
В перечень нормативных документов включен технический регламент.
Под регламентом понимается документ, в котором содержатся
обязательные правовые нормы. Такой документ принимается орга¬
ном власти и подлежит обязательному исполнению.
Технический регламент содержит технические т ребования к объек¬
ту стандартизации. Эти требования могут содержаться непосредствен¬
но в самом этом документе либо имеется ссылка на другой норма¬
тивный документ (стандарт, документ технических условий, свод
правил). В отдельных случаях в технический регламент полностью
включается нормативный документ.
К техническим регламентам относятся законодательные акты
и постановления Правительства РФ, содержащие в себе требования,
нормы и правила технического характера; государственные стандар¬
ты в части устанавливаемых в них обязательных требований; нормы
и правила федеральных органов исполнительной власти.
К нормативным документам относятся также общероссийские
классификаторы технико-экономической информации (ОКТЭИ).
Общероссийский классификатор технико-экономической и социаль¬
ной информации — официальный документ, в котором представлены
систематизированные своды наименований и кодов классификаци¬
онных группировок и (или) объектов классификации в области тех¬
нико-экономической и социальной информации. Разрабатывают¬
ся на продукцию, услуги, производственные процессы, имеющие
общегосударственное применение. Например, Общероссийский
классификатор продукции (ОКП), предприятий и организаций —
ОКПО и др.
Правила по стандартизации (ПР) — нормативный документ
по стандартизации, принимаемый Госстандартом или Госстроем
России.
ПР разрабатываются на конкретные производственные процес¬
сы и их элементы, связанные с решением задач организации
и управления работами по стандартизации, метрологии, сертифика¬
ции, аккредитации, лицензированию, государственному контролю
и надзору за соблюдением обязательных требований технических
регламентов, государственных и межгосударственных стандартов.
Если ПР прошли регистрацию в Министерстве юстиции России, то
требования, содержащиеся в них, являются обязательными.
Норма — нормативный документ, содержащий положения, устанав¬
ливающие количественные меры или качественные критерии, которые
должны быть удовлетворены в процессе производства или работы.
Рекомендации (Р) — нормативный документ, содержащий добро¬
вольные для применения организационно-технические и(или) об¬
щетехнические положения, правила, методы выполнения работ.
ПР и Р разрабатываются, как правило, организациями, подве¬
домственными Госстандарту РФ или Госстрою РФ. Утверждаются и
издаются этими комитетами после обсуждения с заинтересованными
сторонами.
1.8. Информация о нормативных документах
по стандартизации, их издание и реализация
Для обеспечения доступности для пользователей, в том числе за¬
рубежных, информации о разрабатываемых и принятых государствен¬
ных стандартах, общероссийских классификаторах технико-эконо¬
мической информации, а также самих этих документов Госстандарт
России публикует официальную информацию об этих документах;
создает и ведет федеральный фонд государственных стандартов и об¬
щероссийских классификаторов технико-экономической информа¬
ции, а также международных, региональных стандартов, правил; норм
и рекомендаций по стандартизации, национальных стандартов зару¬
бежных стран.
Государственные органы управления, принявшие в пределах своей
компетенции нормативные документы по стандартизации, субъек¬
ты хозяйственной деятельности, утвердившие нормативные доку¬
менты по стандартизации, формируют и ведут информационные
фонды этих документов, а также обеспечивают пользователей ин¬
формацией о них и самими документами на договорной основе.
Право официального опубликования нормативных документов
по стандартизации принадлежит государственным органам управ¬
ления, которые приняли эти документы.
Право официального опубликования сведений, содержащихся
в Общероссийском каталоге продукции и услуг, внесенных в Государ¬
ственный реестр продукции и услуг, маркированных знаком соответ¬
ствия государственным стандартам, принадлежит Госстандарту России.
Издание национальных стандартов других стран организует и
осуществляет Госстандарт России или Госстрой России в соответ¬
ствии с договорами и соглашениями с этими странами.
Издание и переиздание стандартов отраслей, стандартов науч¬
но-технических, инженерных обществ и других общественных объе¬
динений осуществляют принявшие их органы.
1.9. Порядок разработки
государственных стандартов
Требования к разработке, согласованию, принятию, государствен¬
ной регистрации, изданию, обновлению (изменению, пересмотру)
и отмене государственных стандартов Российской Федерации уста¬
навливает ГОСТ 1.2—92.
В целях обеспечения организационного единства и создания усло¬
вий для своевременной подготовки к применению стандартов предус¬
матривают, как правило, следующий порядок разработки стандарта:
1 -я стадия — организация разработки стандарта;
2-я стадия — разработка проекта стандарта (первая редакция);
3-я стадия — разработка проекта стандарта (окончательная ре¬
дакция) и представление его для принятия;
4-я стадия — принятие и государственная регистрация стандарта;
5-я стадия — издание стандарта.
Допускается совмещение стадий разработки стандарта, что от¬
ражается в договоре на его разработку.
Организация разработки стандарта. Разработке стандартов пред¬
шествуют, как правило, подготовка и представление заявок на раз¬
работку стандартов в Технический комитет (ТК) по закрепленным
га ними объектам стандартизации. В заявке приводят обоснование
необходимости разработки стандарта. Заявки могут представлять ТК,
научно-технические, инженерные общества и другие общественные
объединения, государственные органы управления Российской Фе¬
дерации, предприятия и предприниматели.
ТК организует разработку проекта стандарта: определяет подко¬
митет (ПК), в котором будут разрабатывать стандарт; определяет
рабочую группу или предприятие для разработки проекта стандар¬
та; устанавливает сроки выполнения работ по стадиям разработки
стандарта в соответствии со сроками, установленными договором.
ТК направляет информацию о начале разработки стандарта
(с краткой аннотацией) для опубликования в специализированном
издании Госстандарта России (Госстроя России) для получения от
шинтересованных предприятий заявок на направление им на отзыв
проекта стандарта (первой редакции).
Разработка проекта стандарта (первая редакция). Рабочая группа
(предприятие) готовит проект стандарта и пояснительную записку
к нему.
В пояснительной записке к проекту стандарта в общем случае
приводят:
— основание для разработки стандарта с указанием соответству¬
ющего документа;
— краткую характеристику объекта стандартизации;
— сведения о соответствии проекта стандарта законодательству
РФ, международным, региональным стандартам, правилам, нормам
и рекомендациям по стандартизации (их проектам), а также про¬
грессивным национальным стандартам других стран;
— сведения о патентной чистоте проекта стандарта;
— сведения о взаимосвязи проекта стандарта с другими норма¬
тивными документами по стандартизации и предложения по их пе¬
ресмотру, изменению или отмене;
— сведения о рассылке на отзыв и опубликовании аннотации
о проекте стандарта, а также краткую обобщенную характеристику
принципиальных замечаний и предложений (для окончательной
редакции);
— сведения о согласовании, если оно проводилось;
— источники информации.
После проверки ТК (ПК) проекта стандарта на соответствие ус¬
ловиям договора на разработ ку стандарта, требованиям законодатель¬
ства и стандартов государственной системы стандартизации Россий¬
ской Федерации направляет его с пояснительной запиской членам
ТК (ПК).
Члены ТК (ПК) рассматривают проект стандарта и подготавлива¬
ют свои предложения по нему. С учетом полученных предложений ТК
(ПК) подготавливает проект стандарта в качестве первой редакции.
ТК (ПК) направляет первую редакцию проекта стандарта с по¬
яснительной запиской заказчику разработки стандарта и в соответ¬
ствующую научно-исследовательскую организацию Госстандарта
России (Госстроя России), если она не является членом ТК.
С учетом полученных заявок на проект стандарта рассылает его
на отзыв.
После получения проекта стандарта на отзыв заинтересованные
предприятия и специалисты составляют отзывы на проект стандар¬
та и направляют их ТК (ПК).
Замечания и предложения по проекту стандарта излагаются
в последовательности: по проекту в целом; по разделам, подразде¬
лам, пунктам, подпунктам, перечислениям, приложениям в поряд¬
ке изложения стандарта.
Разработка проекта стандарта (окончательная редакция) и пред¬
ставление его для принятия. С учетом поступивших отзывов ТК (ПК)
готовит окончательную редакцию проекта стандарта.
Проект окончательной редакции стандарта с пояснительной за¬
пиской ТК (ПК) направляет: членам ТК (ПК); органам государ¬
ственного контроля и надзора, если они не являются членами ТК
(ПК) и если это необходимо; в научно-исследовательскую органи¬
зацию.
Члены ТК (ПК) рассматривают проект стандарта в порядке и в
сроки, установленные ТК (ПК).
Органы государственного контроля и надзора, которые не явля¬
ются членами ТК (ПК), согласовывают этот проект или дают по
нему заключение с обоснованными предложениями по требовани¬
ям проекта стандарта, относящимся к их компетенции.
Научно-исследовательская организация готовит заключение на
проект стандарта, обеспечивает его издательское редактирование.
ТК (ПК) с учетом предложений членов ТК (ПК), согласования
с органами государственного контроля и надзора, заключения науч¬
но-исследовательской организации и результатов издательского ре¬
дактирования дорабатывает проект стандарта.
186
При наличии разногласий по проекту стандарта ТК (ПК) орга¬
низует рассмотрение и снятие этих разногласий.
ТК (ПК) на заседании рассматривает проект стандарта и прово¬
дит по нему голосование.
Решение заседания оформляют протоколом.
ТК (ПК) одобряет проект стандарта, рекомендует его для при¬
нятия Госстандартом России (Госстроем России) и направляет в Гос¬
стандарт России (Госстрой России), если с этим проектом согласны
не менее двух третей предприятий (организаций) — членов ТК (ПК).
При этом проект стандарта не может быть направлен для принятия
в следующих случаях: если за него не проголосовали члены ТК (ПК),
являющиеся полномочными представителями органов государствен¬
ного контроля и надзора; если его не согласовали органы государ¬
ственного контроля и надзора, не являющиеся членами ТК (ПК).
Принятие и государственная регистрация стандарта. Госстандарт
России (Госстрой России) рассматривает проект стандарта, принимает
его и вводит в действие Постановлением Госстандарта России
(Госстроя России). Перед принятием стандарта Госстандарт России
(Госстрой России) проводит его проверку на соответствие законода¬
тельству Российской Федерации, требованиям государственных стан¬
дартов, метрологическим правилам и нормам, применяемой термино¬
логии, правилам построения, изложения и оформления стандартов.
При принятии стандарта устанавливается дата его введения
»действие с учетом мероприятий, необходимых для внедрения стан¬
дарта. Срок действия стандарта, как правило, не устанавливают.
Государственную регистрацию стандарта осуществляет Госстан-
дарт России в установленном им порядке.
Издание стандарта. Госстандарт России публикует информацию
о принятых стандартах в ежемесячном информационном указателе
«Государственные стандарты Российской Федерации». Госстандарт
России и Госстрой России издают и распространяют стандарты
н установленном ими порядке.
Обновление, отмена стандарта. Обновление стандарта проводят
для поддержания его соответствия потребностям населения, эконо¬
мики и обороноспособности страны.
ТК (ПК) анализирует и обобщает предложения по обновлению
стандарта, поступившие от предприятий — членов ТК, других пред¬
приятий, предпринимателей, научно-технических, инженерных об¬
ществ и других общественных объединений, государственных орга¬
нов управления, в том числе от органов государственного контроля
и надзора. С учетом поступивших предложений ТК разрабатывает и
направляет в Госстандарт России (Госстрой России) проект изме¬
нения к стандарту (предложения по пересмотру стандарта) или пред¬
ложение по отмене стандарта, решение по которым принимает Гос¬
стандарт России (Госстрой России).
Госстандарт России (Госстрой России) принимает решение об
отмене стандарта: в связи с прекращением выпуска продукции или
проведения работ (оказания услуг), осуществлявшихся по данному
стандарту; при разработке взамен данного стандарта другого норма¬
тивного документа; в других обоснованных случаях.
Разработка изменения к стандарту. Изменение к стандарту раз¬
рабатывают при замене, добавлении или исключении отдельных тре¬
бований стандарта.
Изменение к стандарту на продукцию разрабатывают при введе¬
нии в него новых, более прогрессивных требований, которые не
влекут за собой нарушение взаимозаменяемости и совместимости
новой продукции с продукцией, изготовляемой по действующему
стандарту.
Опубликование в информационном указателе информации о за¬
мене (отмене) стандарта является официальным основанием для за¬
мены ссылки на него в нормативных документах по стандартизации.
Пересмотр стандарта. При пересмотре стандарта разрабатывают
новый стандарт взамен действующего. При этом действующий стан¬
дарт отменяют, а в новом стандарте указывают, взамен какого стан¬
дарта он разработан. Новому стандарту присваивают обозначение ста¬
рого стандарта с заменой двух последних цифр года принятия.
Пересмотр стандарта на продукцию осуществляют при установ¬
лении новых, более прогрессивных требований, если они приводят
к нарушению взаимозаменяемости новой продукции с продукцией,
изготовляемой по действующему стандарту, и (или) изменению ос¬
новных показателей качества продукции.
При пересмотре стандарта одновременно осуществляют подго¬
товку предложений по обновлению или отмене взаимосвязанных
нормативных документов по стандартизации.
Отмена стандарта. При согласии с предложением об отмене
стандарта ТК направляет в Госстандарт России (Госстрой России)
следующую документацию: протокол заседания ТК (ПК), содержа¬
щий предложение об отмене стандарта, а также информацию о том,
какой документ будет действовать взамен, или информацию об от¬
мене стандарта без замены; подлинные документы, подтверждаю¬
щие согласование возможности отмены стандарта с органами госу¬
дарственного контроля и надзора, ранее согласовавшими стандарт,
если они не являются членами ТК (ПК).
188
Госстандарт России регистрирует документ об отмене стандарта
и публикует эту информацию в информационном указателе госу¬
дарственных стандартов Российской Федерации.
1.10. Общие требования
к построению, изложению, оформлению
и содержанию стандартов
Общие требования к построению, изложению, оформлению, со¬
держанию и обозначению государственных стандартов РФ, стан¬
дартов отраслей, стандартов предприятий, стандартов научно-тех¬
нических, инженерных обществ и других общественных объедине¬
ний и изменений к стандартам устанавливает ГОСТ 1.5—92.
1.10.1. ТРЕБОВАНИЯ К ПОСТРОЕНИЮ СТАНДАРТА
Стандарт содержит следующие структурные элементы: титульный
лист; предисловие; содержание; введение; наименование; область при¬
менения; нормативные ссылки; определения; обозначения и сокра¬
щения; требования; приложения; библиографические данные.
Титульный лист стандартов оформляют в соответствии с прило¬
жениями А, Б, В, Г ГОСТ 1.5—92.
В предисловии приводят сведения: о ТК по стандартизации или
предприятии-разработчике; о разработчике и принятии стандарта
отрасли; о применении международного, регионального или наци¬
онального стандарта другой страны в качестве государственного стан¬
дарта РФ; о стандарте, разработанном на продукцию, производство
которой осуществляется по лицензии; об изобретениях, использо¬
ванных при разработке стандарта; о нормативных документах, вза¬
мен которых разработан стандарт.
Если в стандарте реализуются законодательные нормы закона,
то эти сведения также приводятся в предисловии.
Содержание включает порядковые номера и наименования раз¬
делов (при необходимости — подразделов), приложений с указа¬
нием их обозначения и заголовков, а при необходимости и графи¬
ческого материала с указанием номера страницы, на которой они
помещены.
Введение приводится при необходимости обоснования причин
разработки стандарта.
Наименование кратко и точно характеризует объект стандартиза¬
ции и обеспечивает правильную классификацию стандарта для вклю¬
чения его в информационные указатели стандартов.
Структурный элемент «Область применения» приводится для оп¬
ределения области его назначения. Например, «Настоящий стан¬
дарт распространяется на ...».
Структурный элемент «Нормативные ссылки» содержит перечень
стандартов, на которые в тексте стандарта дана ссылка. В перечень
включают обозначение стандартов и их наименования в порядке
возрастания регистрационных номеров обозначений в такой после¬
довательности: государственные стандарты Российской Федерации;
отраслевые стандарты.
Структурный элемент «Определения» содержит определения, не¬
обходимые для уточнения или установления терминов, используе¬
мых в стандарте.
Структурный элемент «Обозначения и сокращения» содержит
перечень обозначений и сокращений, применяемых в данном стан¬
дарте. Запись обозначений и сокращений проводят в порядке при¬
ведения их в тексте стандарта с необходимой расшифровкой
и пояснениями.
Допускается определения, обозначения и сокращения приводить
в одном структурном элементе «Определения, обозначения и сокращения».
Требования к объектам стандартизации, в зависимости от их спе¬
цифики, устанавливают в следующих основных, не являющихся вза¬
имоисключающими, видах стандартов: основополагающих стандар¬
тах, стандартах на продукцию, работу (процессы) и услуги, стандар¬
тах на методы контроля.
Материал, дополняющий положения стандарта, допускается по¬
мещать в приложениях. Приложениями могут быть, например, гра¬
фический материал, таблицы большого формата, расчеты, описа¬
ния аппаратуры и приборов, описания алгоритмов и программ за¬
дач, решаемых на ЭВМ, и т. д. Они могут быть обязательными и
информационными.
Информационные приложения могут быть рекомендуемого или
справочного характера.
В стандарте приводят библиографические данные. Библиографи¬
ческие данные государственного стандарта Российской Федерации
содержат: обозначение УДК, который проставляют органы Госстан¬
дарта России;, код Общероссийского классификатора стандартов
(ОКС), код классификатора государственных стандартов (КГС) и
код Общесоюзного классификатора стандартов и технических усло¬
вий (ОКСТУ), которые проставляют органы Госстандарта России;
ключевые слова.
1.10.2. ТРЕБОВАНИЯ К СОДЕРЖАНИЮ
ОСНОВОПОЛАГАЮЩИХ СТАНДАРТОВ
Основополагающие организационно-методические стандарты ус¬
танавливают: цели, задачи, классификационные структуры объек¬
тов стандартизации различного назначения, общие организацион¬
но-технические положения по проведению работ в определенной
области деятельности и др.; порядок (правила) разработки, утвер¬
ждения и внедрения нормативных документов, технических (кон¬
структорских, технологических, проектных, программных) доку¬
ментов.
Основополагающие общетехнические стандарты устанавливают:
научно-технические термины и их определения, многократно ис¬
пользуемые в науке, технике, промышленности и сельскохозяй¬
ственном производстве, строительстве, на транспорте, в культу¬
ре, здравоохранении и других сферах отрасли экономики; услов¬
ные обозначения (наименования, коды, метки, символы и т. д.)
для различных объектов стандартизации, их цифровые, буквен-
но-цифровые обозначения, в том числе обозначения параметров
физических величин (русскими, латинскими, греческими буква¬
ми), их размерность, заменяющие надписи, символы и т. п.; тре¬
бования к построению, изложению, оформлению и содержанию
различных видов документации (нормативной, конструкторской,
проектной, технологической, программной и др.); общетехничес¬
кие величины, требования и нормы, необходимые для техничес¬
кого, в том числе метрологического обеспечения производствен¬
ных процессов.
В частности, эти стандарты устанавливают: нормы точности из¬
мерений (инструментальных) и нормы точности статистических оце¬
нок; требования к стандартным образцам свойств и состава веществ
и материалов; предпочтительные числа, параметрические и размер¬
ные ряды; ряды номинальных частот и напряжений электрического
тока; допуски и посадки; требования к шероховатости поверхности;
нормы точности передач (зубчатых, ременных и др.); требования к
различным видам соединений деталей и сборочных единиц (резьбо¬
вым, сварным и др.) и конструкции изделий; классы точности обору¬
дования; требования к различным видам технической совместимости
продукции (конструктивной, электрической, электромагнитной, про¬
граммной, диагностической и др.); значения предельно допустимых
выбросов и сбросов и предельно допустимые концентрации вредных
веществ; значения предельно допустимого уровня шума, вибрации,
радиационного излучения, радиопомех; требования в части внешних
воздействующих факторов; требования технической эстетики и эрго¬
номики; другие единые технические требования и (или) нормы об¬
щего производственно-технического назначения.
1.10.3. ТРЕБОВАНИЯ К СОДЕРЖАНИЮ
СТАНДАРТОВ НА ПРОДУКЦИЮ, УСЛУГИ
На продукцию, услуги разрабатывают: стандарты общих техни¬
ческих условий, которые должны содержать общие требования к
группам однородной продукции, услуг; стандарты технических ус¬
ловий, которые должны содержать требования к конкретной про¬
дукции, услуге (группе конкретной продукции, услуг).
При целесообразности стандартизации отдельных требований к
группам продукции, услуг могут разрабатываться стандарты, уста¬
навливающие классификацию, основные параметры или размеры,
требования безопасности, требования охраны окружающей среды,
общие технические требования, методы испытаний, типы, сорта¬
мент, марки, конструкцию, правила приемки, маркировку, упаков¬
ку, правила транспортирования, правила хранения, правила эксп¬
луатации, ремонта и утилизации.
Стандарт общих технических условий в общем случае содержит
следующие разделы: классификация, основные параметры и (или)
размеры; общие технические требования; требования безопасности;
требования охраны окружающей среды; правила приемки; методы
контроля; транспортирование и хранение; указания по эксплуата¬
ции (ремонту, утилизации).
Номенклатуру, состав, содержание и наименование разделов (под¬
разделов) определяют в соответствии с особенностями стандартизу¬
емой продукции и характером предъявляемых к ней требований.
Стандарты на продукцию, использование которой способно при¬
чинить вред здоровью или имуществу, а также окружающей среде,
обязательно должны содержать разделы «Требования безопасности»
и «Требования охраны окружающей среды».
В разделе «Классификация, основные параметры и (или) размеры»
устанавливают параметры и (или) размеры, характеризующие типы,
сортамент, марки, модели и т. п. продукции. В этом разделе, при
необходимости, устанавливают номенклатуру (ассортимент) продук¬
ции, классифицированной по основным параметрам и (или) разме¬
рам. При этом с учетом особенностей продукции приводят: типы,
классифицированные по основным эксплуатационным потребитель¬
ским характеристикам; основные параметры, характеризующие типы;
рисунки с указанием основных размеров.
В разделе, при необходимости, устанавливают номенклатуру
продукции (прокат и др.), классифицированной по геометричес¬
ким формам и размерам. При этом приводят: рисунки, определяю¬
щие геометрическую форму; таблицы с размерами, предельными
отклонениями, площадями сечений, справочными размерами осей
и другими подобными данными; дополнительные требования (дли¬
ны профилей, отклонения от геометрической формы поверхнос¬
тей и т. п.).
В разделе, при необходимости, устанавливают номенклатуру
марок материалов (сырья), классифицированных по химическо¬
му составу, а в отдельных случаях также по основным потреби¬
тельским (эксплуатационным) характеристикам. При этом в за¬
висимости от особенностей стандартизуемого материала приво¬
дят: марки сырья и материалов, классифицированные по основным
показателям; химический состав; физико-химические свойства
(при необходимости).
В разделе указывают условное обозначение продукции и, при
необходимости, приводят правила и (или) примеры ее записи.
В разделе допускается приводить рекомендации по применению
материалов, режимы их обработки и т. п.
Раздел «Общие технические требования» в общем случае содер¬
жит следующие подразделы: характеристики (свойства); требования
к сырью, материалам, покупным изделиям; комплектность; марки¬
ровка; упаковка.
В подразделе «Характеристики (свойства)» приводят, как прави¬
ло, только те требования, которые являются обязательными
и подлежат проверке. Если отдельные требования не могут быть
выражены определенными показателями, а могут быть достигнуты
при условии однозначного соблюдения каких-либо других требова¬
ний (санитарно-гигиенические требования к производственным по¬
мещениям и исполнителям, использование определенных элемен¬
тов технологического процесса, покрытий, специального техноло¬
гического оборудования или оснастки, длительная тренировка,
приработка, выдержка готовых изделий или материалов и т. д.), то
эти требования должны быть также приведены и этом подразделе.
Подраздел «Характеристики (свойства)» в общем случае содер¬
жит пункты, устанавливающие: требования назначения; требования
надежности; требования радиоэлектронной защиты; требования стой¬
кости к внешним воздействиям и живучести; требования эргономи¬
ки; требования экономного использования сырья, материалов, топ¬
лива, энергии и трудовых ресурсов; требования технологичности;
консгруктивные требования.
13. Я. М. Радкевич 193
В пункте «Требования назначения» устанавливают требования,
характеризующие свойства продукции, определяющие ее основ¬
ные функции, для выполнения которых она предназначена в за¬
данных условиях, требования совместимости и взаимозаменяемос¬
ти, в том числе: требования к производительности, точности, быс¬
троте обработки, прочности, калорийности и др.; требования
к составу и структуре (химическому, фракционному, концентрации
примесей, содержанию компонентов и т. п.), физико-химическим,
механическим и другим свойствам (прочность, твердость, теплостой¬
кость, износоустойчивость и т. п.); требования по функциональ¬
ной, геометрической, биологической, электромагнитной, электри¬
ческой, прочностной, программной, технологической, метрологи¬
ческой, диагностической, организационной, информационной
и другим видам совместимости.
В пункте «Требования надежности» устанавливают требования по
выполнению продукцией своих функций с заданной эффективнос¬
тью в заданном интервале времени и их сохранению при заданных
условиях технического обслуживания, ремонта, хранения, транспор¬
тирования, в том числе количественные требования в виде значе¬
ний комплексных показателей надежности продукции и (или) еди¬
ничных показателей ее безотказности, долговечности, ремонтопри¬
годности и сохраняемости.
В пункте « Требования радиоэлектронной защиты» устанавливают
требования к продукции по обеспечению помехозащищенности, за¬
шиты от электромагнитных и ионизирующих излучений как соб¬
ственных, так и посторонних, преднамеренных электромагнитных
излучений и других электромагнитных излучений естественного
и искусственного происхождения.
В пункте «Требования стойкости к внешним воздействиям и жи¬
вучести» устанавливают требования, направленные на обеспечение
работоспособности продукции при воздействии и (или) после воз¬
действия сопрягаемых объектов и природной среды, в том числе:
требования стойкости к механическим воздействиям (вибрацион¬
ным, ударным, скручивающим, ветровым и т. п.); требования стой¬
кости к климатическим воздействиям (колебаниям температуры,
влажности и атмосферного давления, солнечной радиации, атмос¬
ферных осадков, соленого (морского) тумана, пыли, воды и т. п.);
требования стойкости к специальным воздействиям (биологичес¬
ким, радиационным, химическим, в том числе агрессивным газам,
моющим средствам, топливу, маслам и т. п., электромагнитным
полям, средствам дезактивации, дегазации, дезинфекции и т. п.).
В пункте «Требования эргономики» устанавливают требования,
направленные на обеспечение согласования технических характе¬
ристик продукции с эргономическими характеристиками и свой¬
ствами человека (требования к рабочим местам обслуживающего
персонала, соответствие изделия и его элементов размерам тела че¬
ловека и т. п.).
В пункте «Требования экономного использования сырья, материалов,
топлива, энергии и трудовых ресурсов» устанавливают требования по
жономному использованию сырья, материалов, топлива, энергии и
трудовых ресурсов при производстве продукции и при регламентиро-
ианном режиме использования (применения) продукции по назначе¬
нию (удельный расход сырья, материалов, топлива, энергии, энерго¬
носителя, а также коэффициент полезного действия, трудоемкость в
расчете на единицу потребительских свойств и т. п.).
В пункте «Требования технологичности» устанавливают требова¬
ния, определяющие приспособленность продукции к изготовлению,
эксплуатации и ремонту с минимальными затратами при заданных
іначениях показателей качества.
В пункте «Конструктивные требования» устанавливают требова¬
ния, предъявляемые к продукции в форме конкретных конструк¬
тивных решений, обеспечивающих наиболее эффективное выпол¬
нение продукцией ее функций, а также рациональность при ее раз¬
работке, производстве и применении: конструктивное исполнение
составных частей, их количество, массу, форму, размеры, компо¬
новку; предельно допустимые массу и габаритные размеры продук¬
ции; внешнюю форму (прямолинейность, пропорциональность, об¬
текаемость и т. п.); конструктивное исполнение изделий, обеспечи¬
вающее внешние связи и взаимодействие с другими видами изделий,
их совместимость, взаимозаменяемость, направления вращения,
направления движения и т. п.; конструкционные материалы и по¬
крытия, виды покрытий (металлические, неметаллические) и на
функциональное назначение (защита от коррозии, обеспечение об¬
текаемости и т. п.); использование стандартных изделий и материа¬
лов; требования доступности к отдельным составным частям изде¬
лия во время технического обслуживания и ремонта без демонтажа
составных частей; требования исключения возможности неправиль¬
ной сборки и неправильного подключения кабелей, шлангов и дру¬
гих ошибок обслуживающего персонала во время технического об¬
служивания и ремонта; применения базовых конструкций и базо¬
вых изделий; агрегатирования и блочно-модульного построения
изделий и т. п.
В подразделе «Требования к сырью, материалам, покупным изде¬
лиям» устанавливают: применение покупных изделий, жидкостей,
смазок, красок и материалов (продуктов, веществ); применение и
(или) ограничение применяемых дефицитных и драгоценных мате¬
риалов, металлов и сплавов, порядок их учета; применение вторич¬
ного сырья и отходов промышленного производства.
В подразделе «Комплектность» устанавливают входящие в комп¬
лект поставки отдельные (механически не связанные при поставке)
составные части изделия, запасные части к нему, инструмент и при¬
надлежности, материалы и т. п., а также поставляемую вместе с
изделием документацию.
В подразделе «Маркировка» устанавливают следующие требова¬
ния к маркировке продукции, в том числе к транспортной марки¬
ровке: место маркировки (непосредственно на продукции, на ярлы¬
ках, этикетках, на таре и т. п.); способ нанесения маркировки (гра¬
вировка, травление и т. п.); содержание маркировки.
В стандартах на продукцию, для обеспечения безопасности ко¬
торой для жизни и здоровья людей необходимо выполнять опреде¬
ленные указания, в этом подразделе излагают требования о содер¬
жании в маркировке: условий применения и мерах предосторожно¬
сти при транспортировании, хранении и употреблении; безопасности
(пожаро- и взрывобезопасность и др.); сроков периодического ос¬
мотра, контроля, переконсервации и т. п.
В подразделе «Упаковка» устанавливают требования к упаковоч¬
ным материалам, способу упаковки продукции и т. п.
В подразделе указывают правила подготовки продукции к упа¬
ковке (включая консервацию) с указанием применяемых средств;
потребительскую транспортную тару с учетом требований по ис¬
пользованию наиболее экономичных ее видов, в том числе много¬
оборотной тары, унификации размеров, вспомогательные материа¬
лы, применяемые при упаковке, а также требований технической
эстетики (для товаров народного потребления); количество продук¬
ции в единице потребительской упаковки и транспортной тары;
способы упаковки продукции в зависимости от условий транспор¬
тирования (в таре, без тары и т. п.); порядок размещения и способ
укладывания продукции; перечень документов, вкладываемых в тару
при упаковке, и способ их упаковки.
В подразделе наряду с требованиями к потребительской и транс¬
портной таре указывают требования по применению транспортных
пакетов, контейнеров или поддонов.
В разделе «Требования безопасности» устанавливают требования
к конечной продукции, применение которой связано с безопаснос¬
тью для жизни человека и охраны окружающей среды.
В раздел включают: требования электробезопасности; требова¬
ния пожарной безопасности; требования взрывобезопасности; тре¬
бования радиационной безопасности; требования безопасности от
воздействия химических и загрязняющих веществ, в том числе пре¬
дельно допустимые концентрации вещества или входящих в него
компонентов; требования безопасности при обслуживании машин
и оборудования, в том числе требования безопасности при ошибоч¬
ных действиях обслуживающего персонала и самопроизвольном
нарушении функционирования; требования к защитным средствам
и мероприятиям обеспечения безопасности, в том числе к устрой¬
ству ограждений, ограничений кода, блокировок, концевых выклю¬
чателей подвижных элементов, креплений и фиксаторов подвиж¬
ных частей, оснащению рабочих мест, органам управления и при¬
борам контроля, аварийной сигнализации, требования к нанесению
сигнальных цветов и знаков безопасности, требования по удале¬
нию, снижению, локализации опасных и вредных производствен¬
ных факторов в местах их образования. При необходимости, при¬
водят класс опасности, допустимые уровни опасных и вредных про¬
изводственных факторов, создаваемых оборудованием и машинами,
характер действия вещества на организм человека, сведения о спо¬
собности материала, вещества к образованию токсичных и пожа¬
ровзрывоопасных соединений в воздушной среде и сточных водах
в присутствии других веществ или факторов, сведения о пожаро¬
взрывоопасных свойствах материала, вещества и мерах по предуп¬
реждению их самовозгорания и (или) взрыва, способы обезврежи¬
вания и захоронения вещества, материала с выраженными токсич¬
ными и пожаровзрывоопасными свойствами.
Требования безопасности должны содержать все виды и нормы
допустимой опасности и устанавливаться таким образом, чтобы обес¬
печивалась безопасность продукции (работ, товаров, услуг) в тече¬
ние срока их службы (годности).
В разделе «Требования охраны окружающей среды» устанавлива¬
ют экологические требования для предупреждения вреда окружа¬
ющей природной среде, здоровью и генетическому фонду челове¬
ка при хранении, транспортировании и эксплуатации (примене¬
нии), утилизации продукции (услуг), опасной в экологическом
отношении.
В раздел включают показатели и нормы, определяющие: требо¬
вания по допустимым (по уровню и времени) химическим, меха¬
ническим, радиационным, электромагнитным, термическим и био¬
логическим воздействиям на окружающую среду; требования по
устойчивости загрязняющих ядовитых веществ в объектах окружа¬
ющей среды (водная среда, атмосферный воздух, почва, недра,
флора, ионосфера и т. д.); требования к утилизации и местам захо¬
ронения опасной продукции и отходов и т. д.
В разделе «Правила приемки» устанавливают требования к при¬
емке продукции по их качеству и количеству, план контроля, а так¬
же виды и, при необходимости, программы испытаний.
В разделе устанавливают порядок предъявления к приемке и про¬
ведения приемки продукции и услуг, размер предъявляемых партий,
контрольные нормативы, необходимость и время выдержки продук¬
ции до начала приемки, а также порядок оформления результатов
приемки (документ о качестве, клеймо).
В разделе, при необходимости, устанавливают порядок, место
преставления клейм, подтверждающих приемку продукции и услуг
органами контроля.
В разделе, в зависимости от характера продукции, устанавлива¬
ют программы испытаний (приемо-сдаточных и периодических),
а также указывают порядок использования хранения продукции, про¬
ходившей испытания, необходимость отбора образцов для повтор¬
ного (дополнительного) испытания и хранения и т. п.
Для каждого испытания устанавливают периодичность его про¬
ведения, а также проверяемые характеристики продукции, свойства
и последовательность их проверки.
При выборочном и статистическом контроле качества указыва¬
ют план контроля (объем контролируемой партии, объем выборок
для штучной или проб для нештучной продукции, контрольные нор¬
мативы).
В разделе «Методы контроля» устанавливают приемы, способы,
режимы контроля (испытаний, измерения, анализа) продукции на
соответствие требованиям, изложенным в стандарте.
В разделе «Транспортирование и хранение» устанавливают требо¬
вания к обеспечению сохраняемости продукции при ее транспорти¬
ровании и хранении, в том числе по обеспечению безопасности.
В разделе указывают виды транспорта (воздушный, железнодо¬
рожный, морской, автомобильный) и транспортных средств (кры¬
тые или открытые вагоны, рефрижераторные вагоны, цистерны, трю¬
мы или палубы судов, закрытые автомашины и т. п.), способы креп¬
ления и укрытия продукции в этих средствах, а также требования по
перевозке продукции в универсальных, специализированных кон¬
тейнерах, специализированным транспортом и в пакетах, количество
мест (массу) продукции в контейнере, габаритные размеры пакетов,
число мест в пакете, порядок размещения пакетов и т. д.
В разделе указывают параметры транспортирования (допуска¬
емую дальность, скорость и т. п.) и допустимые механические
воздействия при транспортировании, климатические условия, спе¬
циальные требования к продукции при транспортировании (не¬
обходимость защиты от внешних воздействующих факторов, от
ударов при погрузке и выгрузке, связанные с особенностями ее
погрузки и выгрузки, и правила обращения с продукцией после
транспортирования, необходимость выдержки в нормальных ус¬
ловиях после транспортирования при отрицательных температу¬
рах, порядок расконсервации и т. п.).
В разделе указывают условия хранения продукции, обеспечиваю¬
щие ее сохраняемость, в том числе требования к месту хранения про¬
дукции (навес, крытый склад, отапливаемое помещение и т. д.),
к защите продукции от влияния внешней среды (влаги, вредных ис¬
парений и т. п.), температурный режим хранения, а при необходимо¬
сти — сроки переконсервации продукции.
Кроме того, приводят способ укладывания продукции (в штабе¬
ля, на стеллажи, подкладки и т. п.), а также специальные правила
хранения скоропортящейся, ядовитой, огнеопасной, взрывоопасной
и т. п. продукции.
Правила хранения продукции излагают в такой последователь¬
ности: место хранения; условия хранения; условия складирования;
специальные правила и сроки хранения (при необходимости).
В разделе «Указания по эксплуатации» (ремонту, утилизации) ус¬
танавливают требования, соблюдение которых обеспечивает в опре¬
деленных условиях и режимах работоспособность и безопасность
продукции и гарантирует потребительские (эксплуатационные) ха¬
рактеристики.
В разделе предусматривают основные требования к подготовке
и вводу в эксплуатацию, порядок монтажа изделия на месте эксплу¬
атации, а также основные нормы и правила эксплуатации изделий
для сохранения работоспособности и безопасности в соответствии
с техническими характеристиками, в том числе время непрерывной
и циклической работы, виды (календарное, по ресурсу, по техни¬
ческому состоянию и др.), периодичность и объем технического об¬
служивания и ремонта и т. п.
Требования по эксплуатации, техническому обслуживанию
и ремонту продукции должны быть пригодны для проведения ее
сертификации.
Стандарт технических условий устанавливает для одной или
нескольких марок, моделей и т. п. продукции всесторонние тре¬
бования, соблюдение которых должно обеспечиваться при про¬
изводстве, поставке, потреблении (эксплуатации), ремонте и ути¬
лизации продукции.
Номенклатура, состав и содержание разделов (подразделов)
стандарта технических условий в зависимости от специфики кон¬
кретной продукции должны соответствовать номенклатуре, со¬
ставу и содержанию разделов (подразделов) стандарта общих тех¬
нических условий.
В разделе « Основные параметры и (или) размеры» указывают ус¬
ловное обозначение продукции и, при необходимости, приводят
правила и (или) примеры ее написания в технической документа¬
ции и при заказе. В условное обозначение продукции следует вклю¬
чать обозначение стандарта.
Если при разработке изменения к стандарту на продукцию из¬
меняются отдельные требования этого стандарта, не влияющие на
качество этой продукции и ее взаимозаменяемость, условное обо¬
значение, ранее присвоенное этой продукции, сохраняется.
В подразделе «Маркировка» при изложении требований к содер¬
жанию маркировки необходимо указывать товарный знак, зарегис¬
трированный в установленном порядке, и (или) наименование пред-
приятия-изготовителя, знак (знаки) соответствия продукции, сер¬
тифицированной на соответствие требованиям стандартов (если
продукция подлежит сертификации), обозначение стандарта.
В стандартах на продукцию, работу (процесс) и услугу, если это
вызвано спецификой продукции, работы (процесса) и услуги, долж¬
ны быть установлены требования безопасности и охраны окружаю¬
щей среды.
Стандарты на услугу могут содержать требования к качеству
и ассортименту услуг, в том числе точности и своевременности испол¬
нения, эстетичности, комфортности и комплексности обслуживания.
1.10.4. ТРЕБОВАНИЯ К СОДЕРЖАНИЮ
СТАНДАРТОВ НА МЕТОДЫ КОНТРОЛЯ
Методы контроля (испытаний, измерений, анализа), устанавлива¬
емые в стандартах на продукцию и (или) в стандартах на методы кон¬
троля, должны обеспечивать объективную проверку всех обязательных
требований к качеству продукции, установленных в стандартах на нее.
Методы контроля (испытаний, измерений, анализа) должны быть
объективными, четко сформулированы, точными и обеспечивать пос¬
ледовательные и воспроизводимые результаты.
Для каждого метода, в зависимости от специфики ее проведения,
устанавливают: средства контроля и вспомогательные устройства;
порядок подготовки к проведению контроля; порядок проведения кон¬
троля; правила обработки результатов контроля; правила оформле¬
ния результатов контроля; допустимую погрешность контроля.
Стандарт на методы контроля может устанавливать методы кон¬
троля одного показателя нескольких групп однородной продукции
либо методы контроля комплекса показателей групп однородной
продукции.
При этом должна быть гарантирована сопоставимость результа¬
тов контроля.
В стандарте, устанавливающем требования к методам контроля
одного показателя, допускается предусматривать несколько мето¬
дов контроля, один из которых определяется в качестве поверочно¬
го (арбитражного).
Если установленные методы не являются полностью взаимоза¬
меняемыми, для каждого из них должны быть приведены данные,
характеризующие их различие или назначение.
Если для нескольких методов контроля содержание отдельных
требований совпадает, соответствующие требования приводят толь¬
ко для первого метода, а для остальных дают ссылки на первый
метод.
При указании средств контроля и вспомогательных устройств
приводят перечень применяемого оборудования (установок, прибо¬
ров, приспособлений, инструмента и др.) или основные техничес¬
кие характеристики оборудования (диапазон измерений, система¬
тическая погрешность и т. п.), необходимые для обеспечения конт¬
роля с требуемой точностью, а также перечень материалов (реактивов)
или данные об их свойствах.
При необходимости однозначного определения конкретных марок
материалов (реактивов) должно быть дано их условное обозначение.
При применении универсального оборудования указывают его
наименование, обозначение со ссылкой на нормативный документ,
по которому оно выпускается, а также его класс и диапазон.
При применении оборудования или реактивов, изготовляемых
специально для данного испытания и производство которых отсут¬
ствует, в тексте стандарта или в приложении дают описание, схемы,
рецептуру и т. п.
При изложении порядка подготовки к проведению контроля ука¬
зывают данные, касающиеся подготовки к контролю продукции,
а также место и способ отбора образцов (проб), форму, размеры или
массу, а при необходимости, условия их хранения и (или) транс¬
портирования.
При необходимости следует приводить структурную и функцио¬
нальную схему измерительной установки, а также схемы соедине¬
ния приборов или аппаратов.
При изложении требований к методике проведения контроля при¬
водят характеристики условий контроля с допустимыми пределами их
значений, а также последовательность проводимых операций, если эта
последовательность влияет на результаты контроля и их описание.
При изложении правил обработки результатов контроля приво¬
дят расчетные формулы.
При изложении требований к оформлению результатов контро¬
ля устанавливают требования к журналам (протоколам) контроля,
содержанию и последовательности включаемых в них данных.
При изложении требований к точности метода контроля указыва¬
ют допустимую погрешность метода, точность вычислений и степень
округления данных, а также приводят данные о воспроизводимости
и повторяемости результатов, обеспечиваемых данным методом.
1.10.5. ТРЕБОВАНИЯ К СОДЕРЖАНИЮ
СТАНДАРТОВ НА РАБОТЫ
Стандарты на работы (процессы) устанавливают требования
к методам (способам, приемам, режимам, нормам) выполнения раз¬
личного рода работ в технологических процессах разработки, изго¬
товления, хранения, транспортирования, эксплуатации, ремонта и
утилизации продукции (услуг), обеспечивающие их техническое
единство и оптимальность, в том числе к технологическим опера¬
циям, имеющим самостоятельное значение; к совокупностям последо¬
вательно выполняемых технологических операций.
В частности, эти стандарты устанавливают методы автоматизиро¬
ванного проектирования продукции и информационного обслужива¬
ния; методы блочно-модульного конструирования; технологические
методы изготовления, а также выращивания и добычи продукции;
принципиальные технологические схемы изготовления продукции и
используемые при этом технологические режимы, нормы и др.
Стандарт на работы (процессы) содержит требования безопаснос¬
ти для жизни и здоровья населения при проведении технологических
операций, а также, при необходимости, требования к оборудованию,
приспособлениям, инструменту и вспомогательным материалам.
Требования охраны окружающей природной среды при прове¬
дении технологических операций включают: предельно допустимые
нормы химических, физических, биологических и механических воз¬
действий на окружающую природную среду технологических про¬
цессов, опасных в экологическом отношении; требования к умень¬
шению (предотвращению) вредного воздействия на окружающую
природную среду технологических процессов; характеристики эф¬
фективности работы водо(газо)очистного оборудования; требования
по предотвращению аварийных сбросов (выбросов) и ликвидации
их последствий, а также предельно допустимые нормы сбросов (выб¬
росов) загрязняющих веществ со сточными водами в системы кана¬
лизации.
1.10.6. ТРЕБОВАНИЯ К ОБОЗНАЧЕНИЮ СТАНДАРТОВ
Обозначение государственного стандарта Российской Федера¬
ции состоит из индекса (ГОСТ Р), регистрационного номера и от¬
деленных тире двух последних цифр года утверждения.
В обозначении государственного стандарта Российской Федера¬
ции, входящего в комплекс стандартов, в его регистрационном но¬
мере первые цифры с точкой определяют комплекс стандартов.
Обозначение государственного стандарта Российской Федерации,
оформленного на основе применения аутентичного текста между¬
народного или регионального стандарта и не содержащего допол¬
нительных требований, состоит из индекса (ГОСТ Р), обозначения
соответствующего международного или регионального стандарта без
указания года его принятия и отделенных тире двух последних цифр
года угверждения государственного стандарта.
Например, Государственный стандарт Российской Федерации, оформ¬
ленный на основе применения аутентичного текста международного
стандарта ИСО 9591:1992 должен обозначаться — ГОСТ Р ИСО 9591—93.
Под обозначением государственного стандарта Российской Феде¬
рации, оформленного на основе применения аутентичного текста; меж¬
дународного (регионального) стандарта и содержащего дополнитель¬
ные требования, отражающие потребности народного хозяйства, в скоб¬
ках приводится обозначение международного стандарта. Например,
ГОСТ Р 50231-92 (ИСО 7173-89).
Если государственный стандарт Российской Федерации разра¬
ботан на основе применения аутентичного текста нескольких меж¬
дународных стандартов, то в обозначение государственного стан¬
дарта включается обозначение основного из них, а об остальных
информация приводится в предисловии.
203
При разработке и принятии государственных стандартов Рос¬
сийской Федерации (ГОСТ Р) в развитие систем (комплексов) об¬
щетехнических, организационно-технических межгосударственных
стандартов структура обозначений должна соответствовать приня¬
тым в основополагающих стандартах данных систем, при этом по¬
рядковый номер государственному стандарту Российской Федера¬
ции системе присваивается, начиная с 0.
Например, обозначение государственных стандартов Российс¬
кой Федерации, входящих в 5-ю классификационную группу ЕСКД:
ГОСТ Р 2.50—93 — разработан первым по порядку;
ГОСТ Р 2.51—93 — разработан вторым по порядку и т. д.
В случае отсутствия в структуре обозначения системы класси¬
фикационных групп порядковый номер стандарту проставляется
непосредственно после кода системы. Например, ГОСТ Р 8.0—93;
ГОСТ Р 8.1-93 и т. д.
Обозначение стандарта отрасли состоит из индекса (ОСТ) ус¬
ловного обозначения министерства (ведомства) и регистрационно¬
го номера, присваиваемых в порядке, установленном в министер¬
стве (ведомстве) по согласованию с Госстандартом России, и отде¬
ленных тире двух последних цифр года утверждения стандарта.
Обозначение стандарта предприятия состоит из индекса (СТП),
регистрационного номера, присваиваемого в порядке, установлен¬
ном на предприятии (в объединении предприятий, ассоциации, кон¬
церне, акционерном обществе, межотраслевом, региональном и дру¬
гом объединении), и отделенных тире двух последних цифр года
утверждения стандарта.
Обозначение стандарта научно-технического, инженерных об¬
щества и других общественных объединений состоит из индекса
(СТО), аббревиатуры научно-технического и инженерного общества
и регистрационного номера, присваиваемых в порядке, установлен¬
ном в научно-техническом и инженерном обществе (союзе, ассоци¬
ации и другом общественном объединении) по согласованию с Гос¬
стандартом России и отделенных тире двух последних цифр года
утверждения стандарта.
1.11. Государственный контроль и надзор
за соблюдением требований
государственных стандартов
В соответствии с Законом Российской Федерации «О стандарти¬
зации» государственный контроль и надзор за соблюдением субъек¬
тами хозяйственной деятельности обязательных требований госу¬
дарственных стандартов осуществляется на стадиях разработки, под¬
готовки производства продукции к производству, ее изготовления,
реализации (поставки, продажи), использования (эксплуатации),
хранения, транспортирования и утилизации, а также при выполне¬
нии работ и оказании услуг.
Осуществление государственного контроля и надзора за соблюдением
обязательных требований государственных стандартов проводится долж¬
ностными лицами государственных органов в пределах их компетенции.
Непосредственное осуществление государственного контроля и
надзора за соблюдением обязательных требований государственных
стандартов от имени Госстандарта России проводится его должност¬
ными лицами — государственными инспекторами: главным инспекто¬
ром Российской Федерации по надзору за государственными стан¬
дартами; главными государственными инспекторами республик
в составе Российской Федерации, краев, областей, автономной обла¬
сти, автономных округов, городов по надзору за государственными
стандартами; государственными инспекторами по надзору за госу¬
дарственными стандартами.
Государственный инспектор в соответствии с Законом Российс¬
кой Федерации «О стандартизации» имеет право: свободного досту¬
па в служебные и производственные помещения субъекта хозяй¬
ственной деятельности; использовать технические средства и спе¬
циалистов субъекта хозяйственной деятельности при проведении
государственного контроля и надзора; проводить в соответствии с
действующими нормативными документами по стандартизации от¬
бор проб и образцов продукции и услуг для контроля их соответствия
обязательным требованиям государственных стандартов с отнесени¬
ем стоимости израсходованных образцов и затрат на проведение ис¬
пытаний (анализов, измерений), на издержки производства прове¬
ряемых субъектов хозяйственной деятельности; выдавать предписа¬
ния об устранении выявленных нарушений обязательных требований
государственных стандартов на стадиях разработки, подготовки про¬
дукции к производству, ее изготовлении, реализации (поставки, про¬
дажи), использования (эксплуатации), хранения, транспортирова¬
ния и утилизации, а также при выполнении работ и оказании услуг;
выдавать предписания о запрете или приостановке реализации, ис¬
пользования проверенной продукции, а также выполнения работ и
оказания услуг в случаях несоответствия продукции, работ и услуг
обязательным требованиям государственных стандартов; запрещать
реализацию продукции, выполнение работ и оказание услуг в слу¬
чае уклонения субъекта хозяйственной деятельности от предъявле¬
ния продукции, работ и услуг для проверки.
205
Главный государственный инспектор Российской Федерации по над¬
зору за государственными стандартами, главные государственные ин¬
спекторы республик в составе Российской Федерации, краев, облас¬
тей, автономной области, автономных округов, городов по надзору за
государственными стандартами имеют право: принимать постанов¬
ления о применении к субъектам хозяйственной деятельности штра¬
фов за нарушение обязательных требований государственных стан¬
дартов; запрещать реализацию импортной продукции и оказание им¬
портных услуг, не соответствующих обязательным требованиям
государственных стандартов и не прошедших государственную реги¬
страцию в соответствии с законодательством Российской Федерации.
Государственные инспекторы в случае невыполнения выданных
ими предписаний и постановлений субъектами хозяйственной дея¬
тельности направляют необходимые материалы в арбитражный суд,
органы прокуратуры или суд для принятия мер, установленных за¬
конодательством.
Они должны защищать интересы потребителей, субъектов хозяй¬
ственной деятельности и государства, руководствуясь законодательством.
Государственные инспекторы несут ответственность за невыпол¬
нение и ненадлежащее выполнение возложенных на них обязанно¬
стей, разглашение государственной или коммерческой тайны.
1.12. Международное сотрудничество
в области стандартизации
Основными задачами международного сотрудничества в области
стандартизации являются: гармонизация государственной системы
стандартизации Российской Федерации с международными, регио¬
нальными, прогрессивными национальными системами стандарти¬
зации других стран; совершенствование фонда отечественных нор¬
мативных документов по стандартизации на основе применения
международных, региональных и национальных стандартов других
стран и максимального использования достижений научно-техни-
ческого прогресса; гармонизация стандартов с международными,
региональными стандартами и национальными стандартами других
стран; повышение качества отечественной продукции и ее конку¬
рентоспособности на мировом рынке; разработка международных и
региональных стандартов на основе отечественных стандартов на
новые конкурентоспособные виды продукции и технологии, в том
числе созданные в результате двустороннего и многостороннего
206
сотрудничества; нормативное обеспечение торгово-экономическо-
го и научно-технического сотрудничества Российской Федерации с
другими странами и участие Российской Федерации в международ¬
ном разделении труда; обеспечение защиты интересов Российской
Федерации при разработке международных и региональных стан¬
дартов; обеспечение единства измерений с другими странами.
Организация и проведение работ по международному сотрудни¬
честву по стандартизации осуществляется в порядке, установлен¬
ном Госстандартом России, с учетом документов, принятых ИСО,
МЭК, ГААТ, Межгосударственным советом по стандартизации, мет¬
рологии, сертификации, а также другим международным и регио¬
нальным организациям, занимающихся вопросами стандартизации,
а также документами, действующими в стране и определяющими
порядок проведения работ по двустороннему научно-техническому
сотрудничеству Российской Федерации со странами-партнерами.
Необходимо отметить, что в соответствии с Законом Российской
Федерации «О стандартизации», если международным договором Рос¬
сийской Федерации устанавливаются иные правила, чем те, которые
содержатся в законодательстве Российской Федерации о стандарти¬
зации, то применяются правила международного договора.
2. МЕТОДЫ СТАНДАРТИЗАЦИИ
По определению стандартизация является видом деятельности,
направленной на достижение поставленных целей. С другой сторо¬
ны, стандартизация является комплексом методов, необходимых для
определения оптимального решения повторяющихся задач с после¬
дующим использованием его в качестве нормы или правила.
Под методом стандартизации понимается прием или совокупность
приемов, которые обеспечивают достижение поставленных целей.
Можно выделить следующие методы, применяемые в стандар¬
тизации: упорядочение объектов; параметрическая стандартизация;
унификация; агрегатирование; комплексная стандартизация; опе¬
режающая стандартизация.
2.1. Упорядочение объектов
Систематизация и отбор объектов стандартизации, симплифи-
кация, типизация и оптимизация объектов стандартизации состав¬
ляют содержание метода упорядочения.
Систематизация объектов стандартизации заключается в научно
обоснованном, последовательном классифицировании и ранжиро¬
вании совокупности конкретных объектов стандартизации.
Примерами результатов работы по систематизации могут слу¬
жить общероссийские классификаторы, принятые Госстандартом
России. Это, в частности: Общероссийский классификатор про¬
дукции (ОКП); Общероссийский классификатор предприятий и
организаций (ОКПО); Общероссийский классификатор услуг на¬
селению (ОКУН); Общероссийский классификатор стандартов
(ОКС); Общероссийский классификатор профессий рабочих, дол¬
жностей служащих и тарифных разрядов (ОКПДТР); Общероссий¬
ский классификатор основных фондов (ОКОФ); Общероссийский
классификатор валют (ОКБ); Общероссийский классификатор из¬
делий и конструкторских документов машиностроения и приборо¬
строения (ЕСКД); Общероссийский классификатор единиц изме¬
рения (ОКЕИ); Общероссийский классификатор специальностей
высшей научной классификации (ОКСВНК); Общероссийский
классификатор органов государственной власти и управления
(ОКОГУ); Общероссийский классификатор экономических райо¬
нов (ОКЭР); Общероссийский классификатор видов экономичес¬
кой деятельности, продукции и услуг (ОКДП); Общероссийский
классификатор специальностей по образованию (ОКСО); Обще¬
российский классификатор занятий (ОКЗ); Общероссийский клас¬
сификатор управленческой документации (ОКУД); Общероссийс¬
кий классификатор информации по социальной защите населения
(ОКИСЗН).
Например, ОКП представляет собой систематизированный свод
кодов и наименований продукции, являющейся предметом постав¬
ки. ОКП состоит из классификационной (К-ОКП) и ассортимен¬
тной (А-ОКП) частей. Классификационная часть представляет со¬
бой свод кодов и наименований классификационных группировок
(класс — подкласс — группа — подгруппа — вид), систематизирую¬
щих продукцию по определенным признакам. Ассортиментная
часть — свод кодов и наименований, идентифицирующих конк¬
ретные типы, марки и т. п.
Отбор объектов стандартизации. Отбор объектов стандартизации —
это деятельность, заключающаяся в отборе таких конкретных объек¬
тов, которые признаются целесообразными для дальнейшего при¬
менения в производстве.
Симплификация. Симплификация заключается в ограничении но¬
менклатуры применяемых в производстве изделий, основных и вспо¬
208
могательных материалов до такого количества, которое является до¬
статочным для удовлетворения существующей потребности.
В своей основе симплификация содержит упрощение за счет ис¬
ключения числа типоразмеров изготавливаемых деталей, применяе¬
мых материалов, полуфабрикатов и покупных изделий.
Главными целями симплификации являются обеспечение техни¬
ческих и организационно-экономических условий для повсеместно¬
го соблюдения режима экономии, укрупнения производства и стаби¬
лизации требований, предъявляемых к производимой продукции.
Типизация объектов стандартизации. Типизация объектов стан¬
дартизации — это деятельность, направленная на разработку и уста¬
новление типовых объектов, конструктивных, технологических, орга¬
низационных и экономических решений.
Суть типизации состоит в распространении единого признака
па всю совокупность объектов одного назначения. Признаками ти¬
пизации могут быть конструктивные решения, порядок действий,
производственные условия и т. п.
Например, типизация технологических процессов осуществля¬
ется в двух взаимосвязанных и дополняющих друг друга направле¬
ниях: типизация комплексных технологических процессов изго¬
товления однотипных изделий и типизация отдельных операций
обработки различных изделий. Оба направления базируются на
классификации деталей, методов обработки и средств оснащения
технологических процессов.
Оптимизация объектов стандартизации. Оптимизация объектов
стандартизации заключается в определении оптимальных парамет¬
ров (главных), а также значений всех других показателей, обеспечи¬
вающих заданный уровень качества.
Целью оптимизации является достижение оптимальной степени
упорядочения и максимально возможной эффективности по выб¬
ранному критерию.
2.2. Параметрическая стандартизация
2.2.1. ВЫБОР И ОБОСНОВАНИЕ ПАРАМЕТРИЧЕСКИХ РЯДОВ
СТАНДАРТИЗУЕМЫХ ОБЪЕКТОВ
Параметрическая стандартизация — это деятельность, направ¬
ленная на выбор и установление целесообразных численных значе¬
ний параметров, подчиняющихся строго определенной математи¬
ческой закономерности.
14. Я. М. Радкевич 209
Для современного производства характерна широкая номенкла¬
тура выпускаемых изделий. В ряде случаев выпуск чрезмерно боль¬
шой номенклатуры изделий, сходных по назначению и незначи¬
тельно отличающихся конструктивным исполнением, удорожает их
производство, затрудняет унификацию, удлиняет сроки подготовки
производства и т. п.
Основой для сокращения номенклатуры и числа типоразмеров
производимых изделий являются стандарты на ряды основных па¬
раметров (параметрические ряды) этих изделий.
Параметры изделий делятся на основные и главные, причем глав¬
ные выделяются из числа основных.
Основные параметры определяют характерные конструктивно-тех¬
нологические и эксплуатационные свойства изделий и процессов.
В качестве главных принимают такие основные параметры, ко¬
торые отличаются стабильностью при технических усовершенство¬
ваниях, не зависят от применяемых материалов и технологии изго¬
товления и наиболее полно характеризуют конструктивно-техноло¬
гические и эксплуатационные свойства изделий и процессов.
В зависимости от назначения и особенности конструкции изде¬
лия может быть один или несколько главных параметров.
Например, для металлорежущих станков главными параметрами
будут размеры устанавливаемой заготовки, величина перемещения
рабочих органов за один рабочий цикл, размеры рабочей поверхно¬
сти стола, усилие, развиваемое рабочими органами.
Так как одними главными параметрами нельзя достаточно пол¬
но характеризовать изделие, то наряду с главными параметрами для
характеристики изделий используются и основные параметры. При¬
менительно к металлорежущим станкам, к основным параметрам,
в частности, можно отнести: размеры, определяющие взаимозаме¬
няемость технологической оснастки, частоту вращения или число
двойных ходов в минуту, конструктивный вес станка и т. п.
В табл. 2.1 приведены основные параметры, которые установле¬
ны на основе анализа большого числа параметрических стандартов
машин разного функционального назначения.
Параметрические ряды машин, приборов и других объектов стан¬
дартизации рекомендуется строить на базе предпочтительных чисел.
2.2.2. СИСТЕМА ПРЕДПОЧТИТЕЛЬНЫХ ЧИСЕЛ И ТРЕБОВАНИЯ,
ПРЕДЪЯВЛЯЕМЫЕ К РЯДАМ ПРЕДПОЧТИТЕЛЬНЫХ ЧИСЕЛ
Предпочтительные числа и ряды предпочтительных чисел являются
основанием для выбора величин и градаций параметров всех видов про¬
дукции, что позволяет наилучшим образом согласовать и увязать между
2.1. Примеры основных параметров
металлообрабатывающего оборудования
Параметры
Характеристика параметров
Примеры
Размерные
Размеры устанавливаемых
заготовок
Длина и диаметр заготовок,
обрабатываемых на станке
Величина перемещения рабо¬
чих органов за один рабочий
цикл
Длина хода ползуна или
долбяка станков
Основные размеры базовых
деталей оборудования
Размеры рабочей поверхности
стола станка
Размеры рабочих органов,
определяющие основную
характеристику оборудования
Высота центров
Размеры, определяющие
взаимозаменяемость
Присоединительные размеры
технологической оснастки
Эксплуата¬
ционные
Параметры, определяющие
возможность использования
изделия в определенных
производственных условиях
Число ступеней скоростей
и подач; габаритные размеры
Энергетические
Мощность; расход электро¬
энергии
Мощность главного привода;
суммарная установленная
мощность
Усилие, развиваемое рабочими
органами
Усилие на ползуне гидравли¬
ческих прессов
Силовые
Крутящий момент
Двигателя, муфты
Маховой момент
Муфты, редуктора
Частота враще! шя или число
двойных ходов
Частота вращения шпинделя;
число двойных ходов ползуна
Параметры,
характеризующие
производительность
Пронзводител ьностъ
Объем снимаемого металла
в единицу времени
Параметры массы
Масса изделия
Чистый вес станка
собой изделия, полуфабрикаты, материалы, транспортные средства, тех¬
нологическое, контрольно-измерительное и другое оборудование.
Использование предпочтительных чисел при конструировании
обеспечивает предпосылки для обеспечения взаимозаменяемости
деталей и сборочных единиц, для унификации конструкций машин.
Ряды предпочтительных чисел удовлетворяют следующим требо¬
ваниям: предоставляют рациональную систему градаций, которая от¬
вечает потребности производства и эксплуатации; являются неограни¬
ченными как в направлении уменьшения, так и в направлении увели¬
чения чисел, т. е. допускают неограниченное развитие параметров или
размеров із направлении увеличения и направлении уменьшения; вклю¬
чают все десятичные кратные или дробные значения любого числа, а
также единицу; являются простыми и легко запоминаются.
Перечисленными свойствами обладают числа, которые являют¬
ся геометрическими прогрессиями. Ряды таких чисел включают це¬
лые степени десяти и имеют знаменатели прогрессии, равные
л/Г0=1,6; *^10=1,25; 2^10 = 1,12; 4^То=1,06; 8Щ=1,03.
Основные, производные, ограниченные и составные ряды. Установ¬
лено четыре основных десятичных ряда предпочтительных чисел:
Л5 - <р= 1,6 (1,00; 1,60; 2,50; 4,00; 6,30; 10; ...);
то - (р = 1,25 (1,00; 1,25; 1,60; 2,00; 2,25; ...);
Л20 - <р= 1,12 (1,00; 1,12; 1,25; 1,40; ...);
М0-<р = 1,06 (1,00; 1,06; 1,12; 1,18; 1,25; ...).
Каждый член ряда получают путем умножения предыдущего члена
на знаменатель прогрессии (р
В некоторых технически обоснованных случаях допускается исполь¬
зование дополнительного ряда предпочтительных чисел 7?80 — <р= 1,03.
Номер ряда предпочтительных чисел (Л5, ЛЮ, /?20, /?40, Л80)
указывает на количество чисел в десятичном интервале (интервал,
в котором числа ряда увеличиваются в десять раз). Так, ряд ЛЮ
содержит в десятичном интервале 10 чисел.
2.2. Предпочтительные числа основных рядов Л5—Л40
Номер
числа
Предпоч¬
тительные
числа
Номер
числа
Предпоч¬
тительные
числа
Номер
числа
Предпоч¬
тительные
числа
Номер
числа
Предпоч¬
тительные
числа
0
1,0
11
1,90
21
3,35
31
6,00
1 •
1,06
12
2,00
22
3,55
32
6,30
2
1,12
13
2,12
23
3,75
33
6,70
3
1,18
14
2,24
24
4,00
34
7,10
4
1,25
15
2,36
25
4,25
35
7,50
5
1,32
16
2,50
26
4,50
36
8,00
6
1,40
17
2,65
27
4,75
37
8,50
7
1,50
18
2,80
28
5,00
38
9,00
8
1,60
19
3,00
29
5,30
39
9,50
9
1,70
20
3,15
30
5,60
40
10,0
10
1,80
212
Например, ряд R5 составляют числа с номерами 0-8-16-24-32-40;
ряд /?10 числа: 0-4-8-12-16-20-24-28-32-36-40 и т. д.
В ряды предпочтительных чисел входит округленное значение чис¬
ла л число 3,15 (номер 20 в табл. 2.2). Ошибка округления 0,03 %.
Возможность использования этого числа в стандартизации обеспе¬
чивает согласование параметров и размеров, связанных не только
линейными, но и степенными зависимостями. Длины окружностей,
площади кругов, объемы и т. д. также являются предпочтительными
числами.
В соответствии с рекомендациями ИСО/Р497 «Руководство по
выбору рядов предпочтительных чисел», содержащих более округ¬
ленные значения предпочтительных чисел, допускается использо¬
вать в технически обоснованных случаях более округленные значе¬
ния чисел, входящих в основной ряд, путем применения рядов пер¬
вой (R') и второй ( R") степени округления.
Производные ряды предпочтительных чисел. Производные ряды пред¬
почтительных чисел используются в практике тогда, когда ни одна гра¬
дация основных радов не удовлетворяет поставленным требованиям.
Производные ряды образуются из основных (или дополнитель¬
ных) путем отбора каких-либо членов из основного ряда. В обозна¬
чении производного ряда после наклонной черты указывается по¬
рядковый номер систематически отбираемого из ряда члена. На¬
пример, ряд Л20/2 состоит из каждого второго значения основного
ряда, причем начинаться он может с любого значения.
R20
1,00
М2
1,25
1,40
1,60
1,80
2,00
2,24
2,50
2,80
R20/2
1,00
—
1,25
-
1,60
—
2,00
2,50
—
R20/2
1,12
—
1,40
—
1,80
—
2,24
—
2,80
Ограниченные ряды предпочтительных чисел. Если основной или
дополнительный ряд предпочтительных чисел ограничены сверху или
снизу, то такие ряды называются ограниченными. Например:
/?20( 100—250) — основной ряд Æ20, ограниченный членом 100
в качестве нижнего предела и членом 250 в качестве верхнего предела;
Л20(1, 6...) — основной ряд R2Q, ограниченный членом 1,6 в каче¬
стве нижнего предела и неограничен в направлении увеличения;
/?20(... 160...) — основной ряд R20 с с обязательным включением
в него члена 160, но неограниченного с обеих сторон.
По аналогии обозначаются ограниченные производные ряды. На¬
пример, /?20/4( 100—250) — производный ряд, полученный путем
отбора каждого пятого члена основного ряда R2Q и ограниченный
числом 100 в качестве нижнего предела и числом 250 в качестве
верхнего предела.
В электротехнике используются рады предпочтительных чисел,
отличающиеся от рассмотренных выше. Международная электро¬
техническая комиссия (МЭК) установила предпочтительные числа
по рядам £3, Е6, £12, £24, £48, £96 и £192 (табл. 2.3). Наиболее
широкое применение имеют первые четыре ряда.
Ряды £ построены на базе геометрической прогрессии со
знаменателями:£3-9> = ^1(Г=2,2; £6-<р = л/нГ =1,5;£12-(о=1\/1СГ=1,2;
El2-q> = 2yflÖ=1,1.
2.3. Числа ряда £24 в десятичном интервале
Номер
числа
Предпоч¬
тительные
числа
Номер
числа
Предпоч¬
тительные
числа
Номер
числа
Предпоч¬
тительные
числа
Номер
числа
Предпоч¬
тительные
числа
0
1,0
7
2,0
13
3,6
19
6,2
1
1,1
8
2,2
14
3,9
20
6,8
2
1,2
9
2,4
J 5
4,3
21
7,5
3
1,3
10
2,7
16
4,7
22
8,2
4
1,5
11
3,0
17
5,1
23
9,1
5
1,6
12
3,3
18
5,6
24
10,0
6
1,8
2.2.3. ВЫБОР НОМЕНКЛАТУРЫ
ГЛАВНЫХ И ОСНОВНЫХ ПАРАМЕТРОВ ИЗДЕЛИЙ
При выборе главных и основных параметров исходят из следую¬
щих положений: главные параметры должны наиболее полно выра¬
жать технические и эксплуатационные свойства изделия; быть мак¬
симально стабильным во времени, т. е. сохраняться неизменными
при модификации и совершенствовании стандартизуемых изделий,
а также не зависеть от технологии изготовления, используемых ма¬
териалов, принятых методов расчета; номенклатура главных пара¬
метров машин одного функционального назначения должна быть,
по возможности, унифицированной; номенклатура главных пара¬
метров должна быть оптимальной, чтобы не ограничивать возмож¬
ность совершенствования конструкции и технологии изготовления;
в случае выбора для построения параметрического ряда нескольких
главных параметров все они должны быть функционально незави¬
симы; величины главных параметров рядов должны соответствовать
предпочтительным числам.
Большинство основных параметров, в отличие от главных, зави¬
сят от конструкции и технологии изготовления стандартизуемого из¬
делия и поэтому они должны пересматриваться чаще, чем главные.
2.2.4. ВЫБОР ДИАПАЗОНА ПАРАМЕТРИЧЕСКОГО РЯДА
После выбора целесообразной для стандартизации номенклату¬
ры главных и основных параметров изделий определяются диапа¬
зон и градация параметрического ряда.
Под параметрическим рядом понимают совокупность числовых
значений параметров, построенных в определенном диапазоне на
основе принятой градации.
Интервалом параметрического ряда называется любая ограни¬
ченная последовательность членов ряда, диапазоном — интервал, ог¬
раниченный крайними значениями членов ряда.
Диапазон параметрического ряда определяется практической по¬
требностью в изделиях данного вида. Крайние члены выбираются
так, чтобы была покрыта значительная часть потребностей в стан¬
дартизуемых изделиях в настоящем и будущем.
При выборе диапазона параметрического ряда необходимо учи¬
тывать: рост производства и потребности с учетом прогноза их раз¬
вития; возможность создания и использования различных вариан¬
тов изделия на основе агрегатирования; опыт производства и эксп¬
луатации аналогичных изделий в стране и за рубежом, в странах с
высоким уровнем данного вида изделий; имеющиеся отечественные
и зарубежные стандарты, другие нормативно-технические докумен¬
ты, связанные с этим вопросом; перспективы развития в целях обес¬
печения прогрессивности и долговечности параметрического ряда.
Выбор диапазона определяется потребностью данного изделия
в зависимости от изменения главного параметра. Чтобы получить
наглядное представление о потребности в изделиях, пользуются ги¬
стограммами распределения потребностей.
На рис. 2.1 приведена гистограмма потребности в стандартизи¬
руемых изделиях данного вида в зависимости от значения главного
параметра Р. По оси ординат отложена частость (п/Ы, где п — коли¬
чество изделий данного типоразмера, N — общее количество всех
типоразмеров) применения изделия данного типоразмера, а по оси
абсцисс — значение главного параметра. Крайние значения главно-
,% и
N
24 '
16
Диапазон ряда
18
12 12
11
10
25 32 40 50 63 80 100 125 160 200 250 315 400 500 Л мм
Рис . 2.1. Гистограмма потребности в стандартизируемых изделиях
в зависимости от значения главного параметра
го параметра выбирают так, чтобы была перекрыта значительная
часть потребности. В данном примере это 92 %.
2.2.5. ВЫБОР ГРАДАЦИИ ПАРАМЕТРИЧЕСКОГО РЯДА
Градацией параметрического ряда называется математическая за¬
кономерность, определяющая характер интервалов между членами
ряда в определенном диапазоне. В зависимости от характера интер¬
валов различают градацию с одинаковым интервалом во всем диапа¬
зоне ряда, например номинальная мощность электродвигателей: 100;
125; 160; 200; 250; 320; 400; 500; 630; 800; 1000 кВт - ряд Ш0(100... 1000)
и градацию с различным интервалом в диапазоне ряда, например
параметрический ряд усилий листогибочных прессов: 25; 40; 63; 100;
160; 250; 315; 400; 500 тс - ряд Л5(25...250) и ряд Л10(315...500).
Выбор оптимальной градации параметрического ряда сводится
к отысканию такого ряда предпочтительных чисел, который в наи¬
большей степени отвечает поставленным требованиям.
2.3. Унификация продукции
2.3.1. ОБЩИЕ ПОЛОЖЕНИЯ МЕТОДИКИ УНИФИКАЦИИ
Унификация — это деятельность, направленная на рациональ¬
ное сокращение числа типов объектов конструкторской докумен¬
тации (деталей, сборочных единиц, комплектов, комплексов, агре¬
гатов) одного функционального назначения, с тем чтобы из них на
основе базовой модели или самостоятельно, путем различных соче¬
таний, можно было собирать требуемые машины с добавлением
некоторого ограниченного количества специальных (оригинальных)
узлов и деталей.
В течение длительного времени конструирование машин осуще¬
ствлялось практически в процессе их изготовления. Форма, разме¬
ры деталей, кинематические схемы машин уточнялись «по месту».
Конструктор был изобретателем, а его решения были основаны на
интуиции и опыте. Примерно до начала XX в. даже болты и гайки
конструировались применительно к каждому частному случаю
в отдельности.
Первой деталью, которая приобрела универсальные свойства
при конструировании машин, оказался болт. Его стали применять
в самых разнообразных машинах независимо от их функциональ¬
ного назначения и устройства. Конструктивные формы и размеры
болтов были унифицированы, и они приобрели как бы независи¬
мый характер. Впоследствии и другие аналогичные детали стали
регламентироваться стандартами.
В общем случае, все детали можно условно разделить на две
категории:
1) детали, применяемые в машинах независимо от функциональ¬
ного назначения и особенностей конструкции последних;
2) детали и сборочные единицы, предопределяющие назначе¬
ние и особенности конструкции машин. Первую категорию дета¬
лей можно отнести к категории общемашиностроительных деталей,
а вторую — к категории «конструктивных» деталей.
Индивидуальный подход к конструированию машин и техноло¬
гии их изготовления был характерен для того периода развития ма¬
шиностроения, когда конструкции машин на протяжении длитель¬
ного времени мало изменялись, т. е. обладали параметрической
и конструктивной устойчивостью.
Необходимость в короткие сроки изготовлять в больших коли¬
чествах самые разнообразные машины потребовала появления но¬
вых методов конструирования машин и изменения системы освое¬
ния их производства.
Для современной промышленности характерно резкое увеличе¬
ние номенклатуры машин; поэтому освоение их производства стары¬
ми технологическими методами — задача длительная и трудоемкая.
В технологии машиностроения появилось новое направление,
основанное на преемственности конструктивных и технологичес¬
217
ких решений, что позволяет использовать их в различных изделиях
аналогичного или самостоятельного назначения, а не только в од¬
ном конкретном случае.
Это направление явилось предпосылкой для перехода на безоста¬
новочную переналадку производства на новые объекты с максималь¬
ным использованием уже проверенных технологических решений,
имеющегося оборудования и оснастки. Для этого потребовалось раз¬
работать принципиально новое технологическое оборудование, от¬
личающееся новыми качествами — приспособляемостью, обрати¬
мостью, гибкостью.
Индивидуальные методы создания машин, когда каждое изде¬
лие проектируется и изготовляется как отличное от всех аналогич¬
ных изделий, выпущенных ранее, обусловливают непроизводитель¬
ные трудовые и материальные затраты. При проектировании и ос¬
воении новых машин и оборудования это приводит к резкому
увеличению объемов и сроков проведения работ. В среднем созда¬
ние новых образцов важнейших изделий длится от 5 до 10 лет.
В производстве это приводит к загрузке заводов многономенклатур¬
ной, нестандартной продукцией, которая снижает уровень механи¬
зации и автоматизации производства, приводит к неполному ис¬
пользованию производственных мощностей заводов, высокой сто¬
имости изделий. Это вызывает высокие затраты и в эксплуатации,
на ремонт и обслуживание машин и оборудования, увеличивает но¬
менклатуру и количество необходимых запасных частей.
Устранение указанных недостатков в практике проектирования
и производства машин возможно на базе применения методов уни¬
фикации и агрегатирования.
Проектирование на базе унификации осуществляется с исполь¬
зованием принципа конструктивной преемственности. Суть прин¬
ципа состоит в том, что в каждой конструкции в максимальной сте¬
пени используются детали и сборочные единицы, которые уже при¬
менялись или применяются в других конструкциях.
Унификация осуществляется по следующим направлениям:
— модификационная унификация, т. е. унификация между ба¬
зовой моделью и конструктивными модификациями, выполняемы¬
ми на основе этой базовой модели;
— внутритиповая (размерно-конструктивная) унификация, т. е.
унификация между однотипными изделиями, имеющими различ¬
ные параметры;
— межтиповая унификация, т. е. унификация сборочных еди¬
ниц и деталей изделий, отличающихся конструкцией, но имеющих
сходные величины основных параметров;
— общая унификация, т. е. унификация сходных по назначению
деталей и сборочных единиц изделий, не имеющих конструктивно¬
го подобия и отличающихся размерами основных параметров.
Объектами унификации могут являться изделия массового, се¬
рийного, а также индивидуального производства:
— детали — если они имеют аналогичное назначение. При не¬
целесообразности полной унификации деталей возможна унифика¬
ция их элементов или отдельных размеров;
— сборочные единицы — если они выполняют близкие по ха¬
рактеру рабочие функции при незначительно отличающихся рабо¬
чих размерах, габарите и эксплуатационных показателях (произво¬
дительность, мощность и т. д.);
— машины — если они состоят из сравнительно небольшого числа
агрегатов и узлов одинакового назначения и выполняют близкие по
характеру операции или процессы, т. е. обладают аналогичными (в
целом или частично) конструктивными схемами и при этом незначи¬
тельно отличаются по рабочим размерам, габариту и условиям работы.
Унификация должна проводиться с учетом перспектив развития
конструкций машин, их агрегатов, сборочных единиц и деталей,
если ее целесообразность экономически обоснована, и должна за¬
вершаться стандартизацией унифицированных изделий.
Работы по унификации производятся в такой последовательности:
— осуществляют анализ чертежей применяемых деталей и сбо¬
рочных единиц;
— классифицируют детали и сборочные единицы по конструк¬
тивным или технологическим признакам;
— осуществляют отбор наиболее совершенной конструкции де¬
тали из группы или создают новую конструкцию детали (сборочной
единицы);
— устанавливают оптимальные типоразмеры деталей;
— разрабатывают стандарты на конструктивно-унифицирован¬
ные ряды деталей (сборочных единиц);
— организуют специализированное производство унифицирован¬
ных деталей (сборочных единиц).
При выборе объекта унификации можно исходить из различных
предпосылок. Например, для проведения практических работ в про¬
мышленности ВНИИНМАШ разработал методику количественного
отбора деталей, являющихся наиболее целесообразными объектами
унификации. В методике принято девять критериев, определяющих
целесообразность работ по унификации деталей, как с позиций произ¬
водства, так и эксплуатации. Для каждого критерия разработаны бал¬
льные оценки (табл. 2.4). Как следует из табл. 2.4, каждый тип детали
219
2.4. Критерии балльных оценок
Наименование критерия
Количественная оценка
Баллы
Св. 5 до 10
0
Количество типоразмеров
деталей данного типа, шт
Св. 10 до 50
Св. 50 до 100
Св. 100 до 500
2
4
6
Св. 500
8
Средний годовая программа
выпуска наиболее массовых
типоразмеров, шт
Менее 50
Св. 50 до 100
Св. 100 до 500
Св. 500
0
1
3
5
1-я (наиболее простые)
1
Средняя группа сложности
2-я
3-я
2
4
4-я
6
Линейные размеры:
6-й квалитет
8
7-й
6
8-й
4
9-й
3
Средняя точность рабочей
поверхности
10-й
11-й
Зубчатые колеса:
2
1
5-я степень точности
8
6-я
6
7-я
4
8-я
3
9-я
2
Средний коэффициент
использования металла
Св. 0,8
Св. 0,6 до 0,6
1
3
Менее 0,6
6
Менее 0,1
0
Св. 0,1 до 1,0
2
Средняя масса (чистая), кг
Св. 1,0 до 10
4
Св. 10 до 100
6
Св. 100
8
До 0,15
0
Средняя цена материала (за 1 кг),
Св. 0,15 до 0,3
1
руб. (цены 1990 г.)
Св. 0,3 до 1,0
3
Св. 1,0
5
Определяет безопасность
8
работы изделия
Степень ответственности
Определяет возможность
работы изделия
4
Прочие
1
Заменяется или не заменяется за
Заменяется
6
срок службы изделий
Не заменяется
1
220
может иметь по всем критериям в сумме от 5 до 60 баллон. Располо¬
жив все рассмотренные типы деталей в порядке убывания баллов,
получаем ранжированное расположение этих типов деталей в на¬
правлении убывания целесообразности работ по унификации.
Базой унификации наряду с классификацией является стандарти¬
зация с ее системой предпочтительных чисел, которая позволяет ус¬
тановить оптимальные значения размеров и параметров стандартизу¬
емых объектов, а также разработать комплекс государственных стан¬
дартов на основные нормы, обеспечивающие взаимозаменяемость
унифицированных деталей и сборочных единиц.
2.3.2. ПОКАЗАТЕЛИ УРОВНЯ УНИФИКАЦИИ
В различных отраслях промышленности в основном пользуются
следующими тремя показателями, характеризующими уровень (сте¬
пень) унификации изделий:
1. Показатель уровня унификации по количеству унифициро¬
ванных деталей У^.
у 100*у
где £у — количество унифицированных деталей; £л — общее количе¬
ство деталей.
2. Показатель уровня унификации по весу унифицированных де¬
талей Ув:
Д В
где £ув — вес унифицированных деталей в изделии; £до — общий вес
изделия.
3. Показатель уровня унификации по трудоемкости — Ут:
Д т
где Хут — суммарная трудоемкость изготовления унифицированных
деталей; £дт — полная трудоемкость изготовления изделия.
Под унифицированными деталями понимаются стандартные,
заимствованные (детали, заимствованные из ранее спроектирован¬
ного и освоенного в производстве изделия для использования их в
новом изделии) и покупные детали. Следовательно,
£у = £с + ^ + Еп,
где Хс — количество стандартных деталей; £3 — количество заим¬
ствованных деталей; Хп — количество крупных деталей.
С учетом приведенных зависимостей формулу для определения
показателя уровня унификации по количеству унифицированных
деталей можно переписать в следующем виде:
100£с+£,+£„)
Каждая из приведенных формул характеризует уровень унифи¬
кации только с одной стороны. Более полную характеристику уров¬
ня унификации изделия дает комплексный показатель уровня уни¬
фикации (Ккомп), который можно представить в следующем виде:
у — £У рЄу + в
£ Ст + I /,
сд в т а т
где Су — средняя стоимость единицы веса материала унифициро¬
ванных деталей; Ст — средняя стоимость единицы веса материала
изделия в целом; к — средняя стоимость нормо-часа.
Комплексный показатель Укомп — это процентное отношение
части производственных затрат на изготовление унифицирован¬
ных деталей к производственным затратам на изготовление всего
изделия.
2.3.3. ПРАКТИКА УНИФИКАЦИИ МАШИН,
ИХ ДЕТАЛЕЙ И УЗЛОВ
Унификация машин, их деталей и сборочных единиц проводит¬
ся на базе существующего или возможного подобия изделий, пред¬
назначенных для выполнения аналогичных по технологии и усло¬
виям работы операций или процессов.
Проектирование изделий машиностроения целесообразно на¬
чинать с изучения технологии их производства и одновременно
разрабатывать типоразмерные ряды машин. Большая работа по
унификации осуществлялась во многих отраслях промышленнос¬
ти. В качестве примера на рис. 2.2 приведен конструктивно-уни¬
фицированный ряд токарно-винторезных станков, разработанный
Экспериментальным научно-исследовательским институтом ме¬
таллорежущих станков (ЭНИМС) в содружестве с заводами стан¬
костроения.
Разработка и внедрение конструктивно-унифицированных ря¬
дов станков позволяет: увеличить серийность производства отдель¬
ных деталей и сборочных единиц; организовать специализирован¬
ные производства отдельных деталей и сборочных единиц станков
и снизить себестоимость и затраты на материалы.
222
630 мм 800 мм 1000 мм 1250 мм
Рис. 2.2. Конструктивно-унифицированный ряд
токарно-винторезных станков
2.3.4. МЕЖОТРАСЛЕВАЯ УНИФИКАЦИЯ ЭЛЕМЕНТОВ МАШИН
Объединение машин по однородности выполняемых ими про¬
цессов является следствием общности физической сущности этих
процессов, которые сводятся к воздействию рабочих органов ма¬
шин на внешнюю среду. Технологические процессы выполнения
трудоемких работ в различных отраслях хозяйства могут быть сведе¬
ны к ограниченному числу операций. Это в свою очередь позволяет
все разнообразные конструкции машин для выполнения этих опе¬
раций скомпоновать из сравнительно небольшого числа типов сбо¬
рочных единиц и агрегатов.
Общность технологических процессов позволяет после унифи¬
кации основных сборочных единиц создавать самые разнообразные
машины для разных отраслей народного хозяйства.
Во многих случаях возникает необходимость решения проблем
унификации не только в масштабе отдельной отрасли, хотя уже одно
это обеспечивает получение значительного эффекта, но и в межот¬
раслевом масштабе, что позволяет использовать одни и те же сбо¬
рочные единицы и агрегаты в машинах различного назначения, пред¬
назначенных для работы в различных отраслях промышленности.
На рис. 2.3 в качестве примера приведены машины различного
назначения, созданные на базе одноосных тягачей. Базовые маши¬
ны показаны на рис. 2.4.
Применение принципов межотраслевой унификации позволит
упростить и ускорить создание новых машин, предназначенных для
механизации работ в различных отраслях.
223
Рис. 2.3. Машины различного назначения,
созданные на базе одноосных и двухосных тягачей
Одноосный тягач
Двухосный тягач
Двухосный
длиннообразный тягач
Двухосное специальное шасси
Специальное шасси
Рис. 2.4. Базовые машины
2.4. Агрегатирование
Агрегатирование — это метод конструирования машин и обору¬
дования путем применения ограниченного числа унифицированных
и стандартных деталей и сборочных единиц, обладающих функцио¬
нальной и геометрической взаимозаменяемостью.
Агрегатирование позволяет скомпоновать новую машину с уже
спроектированных и освоенных производством сборочных еди¬
ниц и агрегатов, а не создавать ее как оригинальную, единствен¬
ную в своем роде. Это позволяет значительно увеличить мощно¬
сти предприятий без лишних затрат, без увеличения производ¬
ственных площадей.
Принципы агрегатирования нашли применение во всех отраслям
машиностроения. В настоящее время метод агрегатирования находит
особенно широкое применение при создании технологического обо¬
рудования и средств механизации самого различного назначения, на¬
пример металлорежущих станков, буровых станков, очистных комбай¬
нов и др.
Общие положения и методику агрегатирования рассмотрим на
примере технологического оборудования.
Последовательность работы по агрегатированию технологического
оборудования (в общем виде) представлена в виде ряца этапов (табл. 2.5).
Система классификации деталей позволит создавать оборудова¬
ние для обработки деталей в пределах одной или нескольких класси¬
фикационных групп. Методы классификации и основные признаки,
положенные в основу классификации, мо1ут быть различными.
Например, классификация деталей для механической обработки
должна учитывать форму детали, ее материал, габаритные размеры,
15. Я. М. Радкевич 225
2.5. Последовательность работы
по агрегатированию технологического оборудования
Наименование этапа
Результаты выполнения этапа
1.Разработка системы классификации
деталей, обрабатываемых на агрегатном
технологическом оборудовании
Методика выбора деталей для
обработки на агрегатном оборудовании
2. Разработка методов переналаживании
элементов технологического процесса
и создание оптимальных типовых техно¬
логических процессов
Методика выбора характера и степени
переналаживаемости элементов техно¬
логического процесса и типизация тех¬
нологических процессов
3. Разработка методов членения обору¬
дования на агрегаты и узлы, системы
классификации и перечня агрегатов
и узлов оборудования для различных
типов производства
Технические задания на проектирова¬
ние агрегатов и узлов. Комплекс стан¬
дартов на основные параметры агрегатов
и узлов технологического оборудования
4. Разработка научных основ создания
оптимальных компоновок агрегатного
оборудования
Стандартизация схем оптимальных
компоновок агрегатного оборудования
в зависимости от вида производства
5. Разработка показателей качества
отдельных агрегатов и агрегатного
оборудования
Стандарты на показатели качества
агрегатного оборудования
6. Опытно конструкторские и экспе¬
риментальные работы по созданию
оборудования
Рабочие чертежи, изготовление и ис¬
пытание опытных образцов
7. Разработка рекомендаций по
созданию специализированного
производства агрегатов и узлов
Организация специализированного
производства стандартных узлов и агре¬
гатов и проектно-монтажных баз
характер обрабатываемых поверхностей и т. п.; классификация свар¬
ных изделий — конструкцию, габаритные размеры, материал, мето¬
ды сварки, тип шва и т. п.
Непрерывное совершенствование и развитие техники требуют
более частой смены объектов производства и, следовательно, его
переналадки. Характер переналадки производственного процесса
зависит от вида производства. От последовательности и характера
технологических процессов зависит компоновка агрегатных стан¬
ков и линий.
Большое значение имеет рациональное членение оборудования,
создание перечня агрегатов и сборочных единиц, полностью отве¬
чающего требованиям производства. Членение конструкции обору¬
дования должно быть таким, чтобы из минимального числа типо¬
размеров узлов можно было создавать максимальное число компо¬
новок оборудования. Результатом проведения этой работы должны
226
быть параметрические стандарты и технические задания на проек¬
тирование сборочных единиц.
Разработка схем оптимальных компоновок позволяет создавать
в зависимости от вида производства экономически наиболее целе¬
сообразные узлы и устанавливать последовательность их работы
в той или другой компоновке.
Разработка показателей качества агрегатного оборудования ве¬
дется параллельно или с опережением опытно-конструкторских
и экспериментальных работ по созданию агрегатного оборудования.
Это один из важнейших этапов работы. Показатели качества и их
конкретные значения устанавливаются в зависимости от конструк¬
ции, назначения узла и т. п.
На этапе опытно-конструкторских разработок изготовляются ма¬
кеты, происходит отработка отдельных элементов, составляются ра¬
бочие чертежи и испытываются опытные образцы агрегатов и сбо¬
рочных единиц.
Последний этап — разработка рекомендаций по организации спе¬
циализированных производств сборочных единиц и агрегатов и про¬
катно-монтажных баз агрегатного оборудования. На этом этапе оп¬
ределяется потребность промышленности в том или ином виде обо¬
рудования и дается полное технико-экономическое обоснование
создания специализированных производств.
Таким образом, из сказанного выше следует, что базой агрегати¬
рования является стандартизация, а ее внедрение требует разработ¬
ки параметрических стандартов и стандартов на показатели каче¬
ства различных типов сборочных единиц и агрегатов машин.
Реализация принципов агрегатирования в машиностроении по¬
зволяет: значительно повысить уровень и масштабы автоматизации
производственных процессов; обеспечить повышение производитель¬
ности труда и снижение трудоемкости изготовления изделий; повы¬
сить гибкость и мобильность промышленности при переходе на
выпуск новых изделий; сократить сроки создания и стоимость авто¬
матизированного оборудования и уменьшить сроки и стоимость ос¬
воения производства новых машин.
Одним из главных преимуществ метода агрегатирования являет¬
ся то, что при специализированном производстве стандартных сбо¬
рочных единиц потребитель получает возможность компоновать
нужные им станки, оборудование, автоматические линии. Приоб¬
ретение готовых узлов, изготовляемых на специализированных за¬
водах, позволит удешевить и упростить ремонт машин. На рис. 2.5
показаны стандартные и унифицированные детали и узлы для спе¬
циализированных агрегатных станков.
Рис. 2.5. Стандартные и унифицированные детали и узлы
для специализированных агрегатных станков:
1 — головка силовая; 2 — кронштейн наклонный; 3 — электрошкаф;
4 — фильтр-масленка; 5 — стол делительный; 6 — станина;
7— пульт управления; 8— башмаки; 9 — ось; 10 — основание;
И — промежуточные плиты; 12 — насадки
2.5. Комплексная стандартизация
Качество машины определяется большим числом факторов,
в частности: совершенством конструкции и методов проектирования
и расчета, прочностью, надежностью, долговечностью и точностью;
применяемого сырья, материалов, полуфабрикатов, покупных и по¬
лучаемых по операции изделий; степенью унификации, агрегатиро¬
вания и стандартизации; уровнем технологии и средств производ¬
ства, контроля и испытаний; уровнем взаимозаменяемости, органи¬
зации производства и эксплуатации машин; квалификацией рабочих
и качеством их труда. Для обеспечения высокого качества машин
необходима взаимная согласованность требований как при проекти¬
ровании, так и на этапах производства и эксплуатации.
Комплексная стандартизация (КС) — это стандартизация, при ко¬
торой осуществляется целенаправленное и планомерное установле¬
ние и применение системы взаимоувязанных требований как к само¬
му объекту КС в целом и его основным элементам, так и к матери¬
альным и нематериальным факторам, влияющим на объект, в целях
обеспечения оптимального решения конкретной проблемы. Сущность
КС сводится к систематизации, оптимизации и увязке всех взаимо¬
действующих факторов, обеспечивающих экономически оптималь¬
ный уровень качества.
Эффективным средством организации работ по комплексной
стандартизации является разработка и реализация программ ком¬
плексной стандартизации, позволяющих организовать разработ¬
ку комплекса взаимоувязанных стандартов и технических усло¬
вий, координировать действия большого числа организаций-ис-
полнителей.
Задачами разработки программ КС являются:
— повышение научно-технического уровня стандартов на осно¬
ве использования результатов научно-исследовательских и опытно¬
конструкторских работ;
— обеспечение соответствия стандартов требованиям производ¬
ства, обороны страны, внешних и внутренних рынков;
— увязка основных показателей, требований, норм, правил
и методов, включаемых в стандарты и технические условия;
— определение состава мероприятий, необходимых для выпол¬
нения программ комплексной стандартизации.
Разработка программ комплексной стандартизации осуществля¬
ется на основе следующих принципов:
— системного подхода к решению проблем комплексной стан¬
дартизации, осуществляемого путем разработки и пересмотра стан¬
дартов и технических условий на конечное изделие, его составные
части и детали, комплектующие изделия, сырье, материалы, полу¬
фабрикаты, оборудование, методы подготовки и организации про¬
изводства, типовые технологические процессы, методы и средства
контроля, измерения, испытаний, правила хранения и транспорти¬
ровки, эксплуатации и ремонта по всем стадиям проектирования,
производства и эксплуатации продукции;
— опережающего развития стандартизации сырья, материалов,
комплектующих изделий, качество которых оказывает решающее
влияние на технико-экономические характеристики конечной про¬
дукции, и выбора прогрессивных требований, норм и показателей,
включаемых в стандарты и технические условия;
— комплексного использования сырья и материалов;
— повышения эффекта от комплексной стандартизации над зат¬
ратами на разработку и реализацию программы и выбора наиболее
эффективных направлений стандартизации.
Комплектующие изделия, материалы и покупные изделия ме¬
жотраслевого применения, используемые для производства конеч¬
ных изделий, должны быть включены в программу комплексной
стандартизации этого изделия.
229
По этим объектам КС разработчики программы должны опреде¬
лить опережающие требования к их качеству и сроки их выпуска по
новым стандартам.
Выполнение программ КС должно обеспечить выпуск продук¬
ции, соответствующей высшей категории качества, для полного и
оптимального удовлетворения потребностей в этой продукции.
Объекты комплексной стандартизации в машиностроении при¬
ведены на рис. 2.6.
Предметом КС может быть система функционально-связанных
материальных и нематериальных объектов, объединенных совокуп¬
ностью требований, которые выбирают в соответствии с поставлен¬
ной задачей.
Объекты комплексной
стандартизации в машиностроении
Параметрические
и типоразмерньЕ ряды машин
Обцетехнические
нормы и нормы
проектирования.
Термины. Методы
расчета прочности,
точности, ресурса
Конструкции
машин
и технические
требования
кним
Унификация
машин, их уалов
и деталей.
Агрегатирование
машин
Требования к материалам
и покупным изделиям
Сырье
Материалы
Заготовки
Полуфабрикаты
Покупные
и получаемые
по кооперации
изделий
Типизация
технологических
процессов
Технологические
процессы
основного
производства
Технологические
процессы изготовления
1фупных и получаемых
по кооперации изделий
Г
Оборудование
Технологи1 іеская
оснастка
X
Режуший
инструмент
X
Методы и
средства контроля
Методы и средства испытаний машин и узлов
Правила и нормы
эксплуатации и ремонта
Установка,
транспортирование,
хранение
Заг іасньїе части
230
Рис. 2.6. Система комплексной стандартизации
В последние годы было разработано свыше 140 программ комп¬
лексной стандартизации, направленных на резкое улучшение всех
показателей качества важнейших видов продукции: стали, экскава¬
торов, большегрузных автомобилей, станков, тяжелых тракторов, тур¬
богенераторов, электрических машин, алмазного инструмента, ав¬
томобильных шин и т. д.
Большое значение в деле повышения качества промышленной
продукции имеет комплексная стандартизация общих норм, деталей
и узлов общемашиностроительного применения. Здесь КС охватыва¬
ет широкий круг объектов на стадиях проектирования, производства
и эксплуатации изделий. Можно указать, в частности, на такие объек¬
ты, как нормы проектирования (системы допусков и посадок, про¬
фили резьб и зубьев звездочек к приводным цепям, размеры концов
валов и т. д.), методы расчета на точность, прочность, долговечность,
термины, оформление чертежей деталей и узлов, методы и средства
контроля и испытания, конструкция крепежных деталей, муфт, ре¬
дукторов и др.
Наиболее полно комплексная стандартизация проведена по под¬
шипникам качения, на которые действует более 75 взаимоувязан¬
ных государственных стандартов. Однако работы здесь продолжа¬
ются, причем главным образом в направлении повышения точнос¬
ти и долговечности подшипников с учетом рекомендаций 180.
В довольно большом объеме проведена также комплексная стан¬
дартизация зубчатых и червячных колес и передач: исходный кон¬
тур, модули, термины, допуски, расчет геометрических параметров,
оформление рабочих чертежей, режущий инструмент и т. д.
Из рассмотренных примеров видно, что сущность КС заключа¬
ется в установлении в каждом конкретном случае единой системы
материальных и нематериальных объектов стандартизации, опреде¬
ляющих экономически оптимальное качество основного объекта КС,
в установлении взаимосвязи этих объектов и в увязке оптимальных
требований ко всем объектам стандартизации, входящим в систему
с требованиями к основному объекту КС. В этом состоит один из
важнейших принципов КС — принцип системности, который на¬
шел свое отражение в ее определении.
2.6. Опережающая стандартизация
Темпы научно-технической революции XX в. привели к резкому
сокращению времени между появлением научной идеи и ее реализа¬
цией. Так, для радио период воплощения идеи в практику был равен
приблизительно 35 годам (1867—1902 гг.), для телевидения 14
(1922—1936 гг.), а для транзисторов только 5 годам (1948—1953 гг.).
Этот процесс ускоренного развития касается как конструкций машин
и других изделий, так и методов, средств производства, новых матери¬
алов. Срок морального старения оборудования, приборов и механиз¬
мов сократился, что вызвало более быструю их смену. Критерием сня¬
тия с производства выпускаемого изделия являются экономические
преимущества производства и эксплуатации нового изделия того же
назначения, его большие технические возможности, лучшие эргоно¬
мические и другие показатели качества.
При таком развитии и необходимости в постоянном совершен¬
ствовании конструкций и улучшении качества продукции в соот¬
ветствии с потребностями общества систематически должны совер¬
шенствоваться стандарты.
Разрабатывая их, необходимо анализировать тенденции и про¬
гнозировать развитие соответствующих отраслей и, как следствие,
машин и изделий, т. е. стандарты должны быть опережающими.
Чтобы установить возможные тенденции развития того или иного
процесса или изделия, используют проверенные на практике ре¬
зультаты научно-исследовательских и опытно-конструкторских ра¬
бот, патентную информацию, мировую техническую литературу
и накопленный промышленный опыт, причем анализ должен быть
межотраслевым и взаимосвязанным.
Опережающая стандартизация (ОС) — это стандартизация, зак¬
лючающаяся в установлении повышенных по отношению к уже до¬
стигнутому на практике уровню норм, требований к объектам стан¬
дартизации, которые согласно прогнозам будут оптимальными в пос¬
ледующее планируемое время.
В зависимости от реальных условий в стандартах устанавлива¬
ют показатели, нормы, характеристики рабочего процесса в виде
ступеней качества, имеющие дифференцированные сроки введе¬
ния. Главным условием при разработке опережающих, в частности
так называемых ступенчатых стандартов, является установление в
них таких параметров и значений показателей качества, которые
были бы оптимальными в планируемом интервале времени. Идея
опережающей стандартизации была впервые выдвинута в 1929 г.
Развитие теоретических основ и более широкое применение на
практике опережающая стандартизация получила в последние годы.
Основными объектами опережающей стандартизации являются
стабильные технически и экономически эффективные модифици¬
руемые изделия при стабильной потребности в них. Опережение
может относиться как к изделию в целом, так и к наиболее важ¬
ным параметрам и показателям его качества, методам и средствам
производства, испытания и контроля и т. д. Опережающие стан¬
дарты могут базироваться на уже освоенных в других отраслях или
в других странах образцах.
При разработке комплексных и опережающих стандартов наи¬
большая трудность заключается в установлении количественных
связей и степени влияния качественных показателей материала, за¬
готовок, покупных и кооперируемых изделий, технологических
и других факторов (являющихся объектами комплексной и опере¬
жающей стандартизации) на показатели качества готового изделия
основного производства. В рекомендациях по проведению комп¬
лексной стандартизации в отраслях машиностроения и приборост¬
роения рекомендуется эту задачу решать в два этапа:
— установление количественной связи, степени влияния и увязка
показателей качества отдельных агрегатов, узлов, деталей, материала,
покупных и кооперируемых изделий, входящих в конечное изделие,
с требуемыми показателями качества этого изделия в целом;
— установление и увязка тех же параметров средств изготовле¬
ния, измерения и других факторов (в том числе технологических) с
требуемыми показателями качества агрегатов, узлов и деталей, вхо¬
дящих в конечное изделие.
При решении первого этапа задачи строят иерархическую схему
готового изделия (рис. 2.7).
По ней сначала увязывают показатели качества элементов перво¬
го уровня с заданными показателями качества конечного изделия,
затем по таким же параметрам элементы второго уровня увязывают с
установленными показателями качества первого уровня и т. д. Ана¬
логично ведут решение и на втором этапе, но его иерархическая
схема содержит свои элементы.
В последнее время для определения оптимальных количествен¬
ных требований к показателям качества стандартизируемых изде¬
лий, особенно при комплексной и опережающей стандартизации,
начинают применять математическое моделирование и ЭВМ. Это
позволяет более точно устанавливать вид связей и влияние большо¬
го числа факторов на нормируемые параметры качества конечного
изделия, т. е. находить оптимальное решение.
Итак, конечной целью комплексной и опережающей стандарти¬
зации является обеспечение и поддержание оптимального уровня
качества машин, приборов и других изделий путем одновременного
проведения работ по установлению и стандартизации взаимоувя-
Рис. 2.7. Иерархическая схема
проведения опережающей стандартизации
занных требований к качеству материала, деталей, узлов, покупных
и кооперируемых изделий, элементов процессов проектирования,
производства и эксплуатации изделия исходя из требований к его
качеству. Дальнейшее развитие теоретических и методологических
основ опережающей и комплексной стандартизации будет способ¬
ствовать более широкому внедрению их в практику стандартизации,
значение и эффективность которой существенно возрастают, ее роль
из фиксирующей становится действительно управляющей.
В связи с многоотраслевым характером проблемы качества за пос¬
ледние годы в нашей стране созданы крупные комплексные межот¬
раслевые системы стандартов, облегчающие кооперацию предприя¬
тий и влияющие на повышение качества и экономичность производ¬
ства изделий.
К таким комплексным межотраслевым системам стандартов,
имеющим большое значение для повышения эффективности ра¬
боты предприятий, является Единая система технологической под¬
готовки производства к серийному выпуску машин (ЕСТПП).
ЕСТПП — это установленная государственными стандартами
система организации и управления процессом технологической
подготовки производства, предусматривающая широкое примене¬
ние прогрессивных типовых технологических процессов, стандар¬
тной технологической оснастки и оборудования, средств механи¬
зации и автоматизации производственных процессов, инженерно-
технических и управленческих работ. Эта система обеспечивает:
единый для всех предприятий и организаций системный подход
к выбору и применению методов и средств технологической под¬
готовки производства (ТПП), соответствующих достижениям на¬
уки, техники и производства; освоение производства и выпуска
изделий высшей категории качества в минимальные сроки при ми¬
нимальных трудовых и материальных затратах на ТПП на всех ста¬
диях создания изделий, включая опытные образцы (партии) и из¬
делия единичного производства; организацию производства высо¬
кой степени гибкости, допускающей возможность непрерывного
его совершенствования и быструю переналадку на выпуск новых
изделий и др.
ЕСТПП основана на широком применении типовых технологи¬
ческих процессов и типовой оснастки, Государственных стандартов,
отраслевых стандартов и стандартов предприятий, Единой системы
конструкторской документации (ЕСКД), Единой системы техноло¬
гической документации (ЕСТД), Единой системы классификации
и кодирования технико-экономической информации и др.
ЕСТПП включает следующие группы стандартов: общие положе¬
ния, правила организации и управления процессом технологической
подготовки производства, правила обеспечения технологичности кон¬
струкций изделий, правила разработки и применения технологичес¬
ких процессов и средств технологического оснащения и др.
Единая система технологической документации (ЕСТД) устанав¬
ливает взаимосвязанные правила разработки, оформления и обраще¬
ния технологической документации, регламентирует виды техноло¬
гической документации, форму и правила оформления маршрутных
карт и технологических инструкций, способы и условные обозначе¬
ния зажимов и базирования изделий в процессе обработки, надписи
и др. Опыт внедрения ЕСТПП показал, что целесообразно от трудо¬
емкой подетальной технологии перейти на типовые технологические
процессы, доведя последние до 50—60 %, применять 60—80 % стан¬
дартной переналаживаемой оснастки и 10—15 % агрегатных перена¬
лаживаемых станков.
Для внедрения типовых технологических процессов была прове¬
дена унификация технологических приспособлений и их элементов.
Были разработаны базовые конструкции приспособлений для лег¬
ких, средних, тяжелых и более тяжелых работ. Были установлены
также базисные части приспособлений, на которых монтируют до¬
полнительные детали для конкретной технологической операции.
Таким образом, в новой системе технологических приспособлений
сменными являются только те детали, которые служат для установ¬
ки и крепления обрабатываемой детали.
Создана Государственная система обеспечения единства изме¬
рения и Государственная система промышленных приборов
и средств автоматизации (ГСП). ГСП призвана унифицировать
и согласовывать параметры и характеристики приборов и устройств,
входящих в системы автоматического контроля, регулирования и
управления сложными производственными процессами. К настоя¬
щему времени стандартизованы входные и выходные параметры
пневматических сигналов; электрические непрерывные входные
и выходные сигналы элементов систем контроля и ре1улирования
неэлектрических величин; параметры элементов импульсных и ча¬
стотных сигналов; входные и выходные электрические кодирован¬
ные сигналы и др.
Системный подход был применен также при разработке комп¬
лекса стандартов по проблеме «Коррозия». Он включает 46 тем по
обеспечению защиты от коррозии изделий и материалов.
В некоторых случаях помимо комплексной и опережающей стан¬
дартизации можно применять также метод стандартизации отдель¬
ных объектов. Такими, например, являются ГОСТы по надежности
в технике, качеству продукции и т. п.
3. ОСНОВНЫЕ СВЕДЕНИЯ
О КАЧЕСТВЕ ПРОДУКЦИИ
3.1. Основные термины и определения
Важным условием эффективности промышленного производства
является постоянное улучшение качества производимой продукции.
236
ГОСТ 15467—79 «Управление качеством продукции. Основные
понятия. Термины и определения» регламентирует терминологию
в области качества промышленной продукции.
Под промышленной продукцией понимается материализованный
результат процесса трудовой деятельности, обладающий полезными
свойствами, полученный в определенном месте за определенный
интервал времени и предназначенный для использования потреби¬
телями в целях удовлетворения их потребностей как общественно¬
го, так и личного характера.
Результаты труда могут быть овеществленными (сырье, материа¬
лы, пищевые, химические и другие продукты, технические устрой¬
ства, их части и т. д.) и неовеществленными (энергия, информация,
некоторые виды услуг и т. д.). .
Промышленную продукцию с точки зрения оценки уровня ка¬
чества можно разделить на два класса (рис. 3.1): расходуемая при
использовании и расходующая свой ресурс.
Изделие является единицей промышленной продукции, количе¬
ство которой может исчисляться в штуках или экземплярах.
Изделие является частным случаем единицы промышленной про¬
дукции. Количество изделий может быть охарактеризовано дискрет¬
ной величиной, исчисляемой в штуках или экземплярах. Однако
в некоторых случаях количество определенных изделий (например,
крепежных деталей, конфет и др.) характеризуют непрерывной вели¬
чиной, применяемой для нештучной продукции и исчисляемой,
в частности, с помощью единиц массы.
Рис . 3.1. Классификация промышленной продукции
237
К изделиям, например, не относится вся непромышленная про¬
дукция, включая, штучную (плоды, овощи и т. п.), а также про¬
мышленная нештучная продукция.
Видами изделий, представляющими объекты конструкторской до¬
кументации, являются детали, сборочные единицы, комплексы
и комплекты.
Изделия машиностроения входят в продукцию, расходующую
свой ресурс и делятся на неремонтируемые (группа 4) и ремонтиру¬
емые (группа 5).
Стандартизованные термины в соответствии с ГОСТ 15467—79
разбиты на пять групп:
1) общие понятия;
2) показатели качества продукции;
3) методы определения показателей качества продукции;
4) оценка качества продукции;
5) управление качеством продукции.
Любая продукция имеет множество различных свойств, которые
могут проявляться на всех стадиях ее жизненного цикла: разработ¬
ке, производстве, испытаниях, хранении, транспортировании, тех¬
ническом обслуживании, ремонте и использовании.
Под свойством продукции понимается «объективная особенность
продукции, которая может проявляться при ее создании, эксплуата¬
ции или потреблении». Термин «эксплуатация» применяется к про¬
дукции, которая в процессе использования расходует свой ресурс.
Для продукции, которая расходуется сама в процессе использова¬
ния, применяется термин «потребление».
Свойства продукции могут быть простыми и сложными. Напри¬
мер, надежность изделия является сложным свойством, так как в свою
очередь обусловливается более простыми свойствами: безотказностью,
долговечностью, ремонтопригодностью и сохраняемостью. Необходи¬
мо отметить, что понятие сложности является относительным.
Показателем качества продукции называется количественная ха¬
рактеристика одного или нескольких свойств продукции, составля¬
ющих ее качество, рассматриваемая применительно к определен¬
ным условиям ее создания и эксплуатации или потребления.
Различают следующие показатели качества продукции:
— единичный, если он характеризует только одно из свойств
продукции;
— комплексный, если он характеризует несколько ее свойств;
— определяющий — показатель качества продукции, по которо¬
му принимают решение оценивать ее качество;
— интегральный — отношение суммарного полезного эффекта
от эксплуатации или потребления продукции к суммарным затра¬
там на ее создание и эксплуатацию или потребление.
Например, такие показатели, как масса изделия,- средняя нара¬
ботка изделия на отказ, ресурс, уровень вибрации и др., являются
единичными показателями.
Примером комплексного показателя является коэффициент го¬
товности Кг, так как он характеризует безотказность (наработку на
отказ — Т) и ремонтопригодность (среднее время восстановления — Ту.
Физический смысл коэффициента готовности — вероятность
гого, что изделие окажется работоспособным в любой промежуток
времени между периодами планового технического обслуживания.
Комплексные показатели могут не иметь реального физического
содержания. К таким показателям относятся, в частности, все ком¬
плексные показатели, вычисляемые методами среднего взвешенно¬
го арифметического, геометрического, гармонического и т. п. В этом
случае такие показатели представляют собой условную величину,
выраженную в условных единицах.
Интегральный показатель качества I продукции, как это следует
из определения, может быть вычислен по формуле
где Э — суммарный полезный эффект от эксплуатации или потребле¬
ния продукции; Зс — суммарные затраты на создание продукции (раз¬
работку, изготовление, монтаж и другие единовременные затраты);
/ — срок службы продукции, лет; Зэ — суммарные затраты на эксплу¬
атацию продукции (техническое обслуживание, ремонт и другие те¬
кущие затраты); Е„ — нормативный коэффициент экономической ак¬
тивности.
Для решения практических задач, связанных количествен¬
ной оценкой качества продукции, применяется ограниченная
совокупность показателей качества, регламентированных госу¬
дарственными стандартами или другими нормативными доку¬
ментами.
к Г+Т' ■
Э
239
Для оценки качества разнородной продукции в ГОСТ 15467—79
введено понятие «индекс качества продукции» — комплексный пока¬
затель качества разнородной продукции, выпущенной за рассмат¬
риваемый интервал. Численно он равен среднему взвешенному от¬
носительных значений показателей качества этой продукции и мо¬
жет быть определен по формуле
где Р] — коэффициент весомости у-го показателя; т — количество
различных видов продукции; Р] — показатель качества у'-й продук¬
ции в рассматриваемый период; Р]6 — базовое значение у-го показа¬
теля качества.
Как следует из этой формулы, для определения индекса каче¬
ства необходимо оценить коэффициент весомости Р] и базовые зна¬
чения показателей качества.
Под коэффициентом весомости понимается количественная ха¬
рактеристика значимости данного показателя качества продукции
среди других показателей качества.
Известно много различных способов для определения коэффи¬
циентов весомости. В частности, коэффициент весомости можно
определить по формуле
где С} — стоимость продукции у-го вида в рассматриваемый период;
т — количество различных видов продукции.
Базовое значение показателя качества продукции — значение по¬
казателя качества продукции, принятое за основу при сравнитель¬
ной оценке ее качества. Такими показателями могут быть показате¬
ли лучших отечественных или зарубежных образцов техники или,
например, показатели качества, задание в технических требованиях
на изготовление данной продукции. Значения базовых показателей
могут быть также установлены на основе теоретических или экспе¬
риментальных исследований.
Свойства продукции, определяющие ее качество, различны по
своей физической сущности, а, следовательно, могут иметь различ¬
ную размерность. Более того, не всегда возможно определить пря¬
мым измерением значения всех свойств продукции. В связи с этим
в квалиметрии отказались от абсолютного измерения качества,
а используют относительные его оценки — отношение значения
у-го показателя качества к его базовому значению:
где Р] — значение у-го показателя качества; Р]6 — базовое значение
у-го показателя качества.
По совокупности показателей качества продукции определяется
уровень качества.
Под уровнем качества продукции понимается относительная ха¬
рактеристика качества продукции, основанная на сравнении значе¬
ний показателей качества оцениваемой продукции с базовыми зна¬
чениями соответствующих показателей.
Если сопоставляются значения показателей, характеризующих
техническое совершенство оцениваемой продукции, с соответству¬
ющими базовыми значениями, то говорят о техническом уровне
продукции.
Совокупность операций, включающая выбор номенклатуры по¬
казателей качества оцениваемой продукции, определение значений
этих показателей и сопоставление их с базовыми показателями, на¬
зывается оценкой качества.
Оценка качества продукции может производиться как по еди¬
ничным показателям, так по комплексным показателям.
Существующие методы оценки уройня качества отличаются ин¬
дивидуальными особенностями, вызванными спецификой объектов
оценки качества и неоднородностью требований, предъявляемых
к ним в различных условиях. Это обстоятельство привело к созданию
большого многообразия методик оценки качества, иногда значитель¬
но отличающихся друг от друга. Все это существенно сдерживает раз¬
работку их строгой классификации. Между тем такая классификация
методик оценки качества может значительно упростить их изучение,
анализ, синтез и разработку частных методик для оценки качества
различных объектов.
3.2. Систематизация методик оценки качества
промышленной продукции
Система оценки качества, как и любая другая система, форми¬
руется в результате систематизации (классификации), для чего не¬
обходимо выбрать классификационный признак.
16. Я. М. Радкевич 241
Выбор единого классификационного признака следует искать не
в специфических особенностях различных методик, а в том общем,
что присуще всем или большинству существующих методик оценки
качества, независимо от того, для оценки какой продукции и для
какой цели они предназначены. Анализ существующих методик
оценки качества показал, что общим для всех методик является про¬
цесс оценки уровня качества, состоящий из следующих основных
этапов: выбора номенклатуры показателей, характеризующих каче¬
ство (Р), и их базовых значений (Б)\ оценки качества по единич¬
ным показателям (Е); сведения воедино (агрегирование, свертка)
значений уровней качества по единичным показателям для опреде¬
ления уровня качества по комплексному показателю (О). Этапы Б,
Е и О — являются функциональными структурными элементами
(составными частями) методик оценки качества.
Структурные элементы могут быть связаны между собой по аб¬
солютным значениям (а), относительным (о) или удельным (у) зна¬
чениям показателей качества.
Показатели, выраженные в натуральных единицах измерения,
называются абсолютными показателями. Показатели, полученные
делением абсолютных значений показателей на значение главного
параметра сравниваемых изделий, называются относительными по¬
казателями. Показатели, полученные делением абсолютных зна¬
чений показателей на полезную работу, выполненную машиной в
заданных условиях эксплуатации, называются удельными показа¬
телями.
Базовую структурную формулу процесса (К) оценки качества
промышленной продукции можно представить в следующем виде:
К= БаУаО. (3.1)
Формула (3.1) говорит о том, что показатели, характеризующие
уровень качества, выражены в абсолютных (натуральных) величинах.
Анализ методик оценки качества свидетельствует, что процесс
оценки уровня качества не всегда содержит все три структурных
элемента Б, Е и О, входящих в структурную формулу (3.1). Для по¬
лучения всех формально возможных структурных формул необхо¬
димо рассмотреть все возможные комбинации структурных элемен¬
тов при их вырождении (отсутствии) и замене рода связей а,
о или у между этими элементами.
На основании метода структурной систематизации, разработан¬
ного проф. Солодом Г.И., получена классификация процессов оценки
качества промышленной продукции (табл. 3.1).
3.1. Классификация процессов оценки качества промышленной продукции
Совмещение элементов
хээа
оЛзЛз
^1-
сч
5
По удельным
показателям
Э1ЧН1ЮЦ
С сочле¬
нением
оЛа°а
со
гч
С элемен¬
тами оцен¬
ки по отно¬
сительным
показателям
Э°Ол9
гч
гч
о°зЛа
гч
1 5
СЗ О
II
о 2
и 2
оЛзвд
о
гч
>
С элемен¬
тами оцен¬
ки по абсо¬
лютным
показателям
звд^д
о\
ОодЛд
оо
С вырож¬
дением
0^3
г-
>
Функцио¬
нально
неполные
о^д
40
зЛд
т
Сочленение элементов
хээя
оодод
>
По относительным
показателям
Э1ЯН1ЮЦ
С согла¬
сован ием
ооз вд
со
С элемен¬
тами оцен¬
ки по абсо¬
лютным
показателям
зю°д
гч
о°зод
-
С вырож¬
дением
ооа
о
Функцио¬
нально
неполные
о°д
СТ\
зод
оо
Е1Г/Си(1оф
нваосвд
о®звд
г-«
*-н
По абсолютным
показателям
Э1ЯН1ЮП
Согласование элементов
С вырожде¬
нием одного
элемента
овд
40
Функцио¬
нально
неполные
овд
з®д
чЗ"
С вырожде¬
нием двух
элементов
о
со
-
По абст¬
рактным
показателям
Обособ¬
ленные
оценки
а
гч
д
-
Принцип построения
структурных формул
ФОРМУЛЫ
№ ФОРМУЛ
Группа формул
Методики оценки
уровня качества
Особенности методик
оценки качества
16*
Как следует из табл. 3.1, формально существует 24 различные
структурные формулы методик оценки качества, которые можно
разделить на 7 групп.
Первая группа содержит структурные формулы 1, 2 и 3 одноэтап¬
ных методик оценки качества изделий по абстрактным показате¬
лям. Методики первой группы базируются на субъективном мнении
экспертов.
Вторая группа состоит из структурных формул 4, 5, 6 и 7.
В эту группу входят методики оценки качества изделий по абсо¬
лютным показателям. Структурные формулы 4, 5 и 6 содержат
только два функциональных этапа оценки качества, т. е. являют¬
ся функционально неполными. Формула 7является функциональ¬
но полной.
Методики второй группы пригодны для оценки качества машин
одного типа и типоразмера.
Третья и четвертая группы содержат структурные формулы ме¬
тодик оценки качества по относительным показателям. Формулы 8,
9 и 10 являются функционально неполными из-за отсутствия одно¬
го из структурных элементов. Формулы 11, 12 и 13 — функциональ¬
но полные со смешанными связями между структурными элемента¬
ми, а формула 14 — функционально полная с однородными связями.
Для третьей и четвертой групп формула 14 является базовой. Мето¬
дики этих групп можно использовать для оценки качества машин
разных типоразмеров одного типа.
Пятая, шестая и седьмая группы содержат методики оценки
качества промышленной продукции по удельным величинам по¬
казателей.
Базовой для этих групп является формула 24. Методики этих
групп можно использовать для оценки качества машин разных ти¬
пов, типоразмеров и конструктивных исполнений одного функцио¬
нального назначения.
Совершенство методик оценки качества увеличивается с увели¬
чением номера структурной формулы.
Существующие методики оценки уровня качества не позволяют
сравнивать между собой машины разных типов и типоразмеров од¬
ного функционального назначения. Это в значительной степени зат¬
рудняет использование результатов оценки для прогнозирования
уровня качества, для установления параметров, обеспечивающих
требуемый уровень качества продукции, ее конкурентоспособность
на рынке.
3.3. Функциональные структурные элементы
методик оценки качества
3.3.1. ВЫБОР НОМЕНКЛАТУРЫ
ПОКАЗАТЕЛЕЙ КАЧЕСТВА ПРОДУКЦИИ
Для различных типов машин совокупность свойств, определя¬
ющих их качество, различна. Выбор номенклатуры показателей ка¬
чества продукции регламентируется комплексом стандартов СПКП
(система показателей качества продукции) для основного обору¬
дования.
Стандартами СПКП предусматриваются следующие группы по¬
казателей качества: назначения; надежности (безотказности, долго¬
вечности, сохраняемости, ремонтопригодности); экономного исполь¬
зования сырья, материалов, топлива, энергии и трудовых ресурсов;
эргономические; технологичности; стандартизации и унификации;
патентно-правовые и безопасности.
Показатели назначения характеризуют свойства продукции, оп¬
ределяющие основные функции, для выполнения которых она пред¬
назначена, обусловливают область ее применения.
Важной группой показателей, характеризующих качество продук¬
ции, являются показатели надежности. В качестве показателей надеж¬
ности используются: показатели безотказности, которые характеризу¬
ют свойство изделия сохранять работоспособность в течение некото¬
рой наработки без вынужденных перерывов (средняя наработка до
первого отказа, вероятность безотказной работы, параметр потока от¬
казов, интенсивность отказов, гарантийная наработка); показатели дол¬
говечности, характеризующие свойство изделия сохранять работоспо¬
собность до предельного состояния при принятой системе техничес¬
кого обслуживания и ремонта (ресурс, гамма-процентный ресурс,
назначенный ресурс, средний срок службы, медианный срок службы,
срок службы до первого капитального ремонта, межремонтный срок
службы, срок службы до списания, средний ресурс, ресурс до первого
капитального ремонта, межремонтный ресурс, суммарный ресурс); по¬
казатели ремонтопригодности, характеризующие приспособленность
изделия к предупреждению, обнаружению и устранению отказов и не¬
исправностей путем проведения технического обслуживания и ремон¬
та (среднее время восстановления, средняя оперативная продолжитель¬
ность технического обслуживания данного вида, средняя оперативная
продолжительность планового текущего (капитального) ремонта дан¬
ного вида, удельная суммарная оперативная продолжительность тех¬
нических обслуживании, суммарная оперативная продолжительность
текущих (капитальных) ремонтов, объединенная оперативная продол¬
жительность технических обслуживании и ремонтов; показатели со¬
храняемости, характеризующие свойство продукции сохранять рабо¬
тоспособное состояние в течение хранения и (или) транспортирова¬
ния (гамма-процентный срок сохраняемости, средний срок
сохраняемости). Для конкретного вида продукции номенклатура по¬
казателей, используемых для оценки, значительно меньше.
В качестве показателей экономного использования сырья, мате¬
риалов, топлива, энергии и трудовых ресурсов при оценке, напри¬
мер, очистных комбайнов регламентируются следующие показа¬
тели: удельная масса, удельный расход электроэнергии и масса
комбайна.
Следующей группой показателей, характеризующих качество очи¬
стных комбайнов, является группа эргономических показателей, ко¬
торая характеризует степень приспособленности машины к взаимо¬
действию с человеком-оператором и выражает количественно соот¬
ветствие изделия физическим, физиологическим, психологическим
возможностям человека, а также действующим санитарно-гигиени¬
ческим нормам и требованиям безопасности.
Показатели технологичности характеризуют эффективность
конструктивно-технологических решений при производстве и эк¬
сплуатации продукции. К показателям технологичности продук¬
ции (ГОСТ 14.201—83) относятся: трудоемкость изготовления из¬
делия, удельная материалоемкость (удельная металлоемкость,
удельная энергоемкость), технологическая себестоимость изделия,
средняя оперативная трудоемкость технического обслуживания
(ремонта) данного вида, средняя оперативная стоимость техни¬
ческого обслуживания (ремонта) данного вида, удельная трудо¬
емкость изготовления изделия, трудоемкость монтажа, коэффи¬
циент применяемости материала, коэффициент унификации кон¬
структивных элементов и коэффициент сборности.
Показатели стандартизации и унификации характеризуют насы¬
щенность продукции стандартными унифицированными, а также
оригинальными частями. В качестве показателей стандартизации и
унификации для очистных комбайнов ГОСТ 4.438—86 регламенти¬
рует «Коэффициент применяемости, %».
Патентно-правовые показатели характеризуют степень обновле¬
ния технических решений, используемых в изделии, их патентную
защиту, а также возможность беспрепятственной реализации про¬
дукции в стране и за рубежом. Для очистных комбайнов такими
246
показателями являются показатель патентной защиты и показатель
патентной чистоты.
Показатели безопасности характеризуют уровень вредных приме¬
сей, выбрасываемых в окружающую среду; вероятность выбросов
в окружающую среду вредных частиц, газов, излучений на всех ста¬
диях жизненного цикла и т. п.
Как следует из вышеизложенного, номенклатура показателей, ис¬
пользуемых для оценки качества, огромна. Одни показатели могут
быть оценены с помощью инструментальных методов, другие — нет.
В этом случае их численные значения устанавливаются экспертами
и выражаются в виде условных чисел — баллов. Выбор конкретной
номенклатуры показателей качества зависит от цели оценки (аттеста¬
ция продукции; выбор наилучшего варианта продукции; планирова¬
ние повышения уровня качества продукции; контроль качества про¬
дукции — ГОСТ 22732—77). Понятно, что всю совокупность свойств
продукции практически невозможно учесть, поэтому невозможно во
всей полноте оценить качество изделия. Такая оценка всегда являет¬
ся относительной, зависящей от количества выбранных для оценки
показателей. В общем случае необходимо придерживаться следую¬
щих принципов при выборе показателей качества:
— количество единичных показателей качества должно быть ми¬
нимальным, но достаточным для достижения поставленной цели;
— в номенклатуру показателей не должны входить показатели,
функционально зависящие друг от друга, так как такие показатели
не несут дополнительной информации и могут быть выражены по¬
средством другого (аналогичные рекомендации относятся и для по¬
казателей, между которыми существует тесная корреляционная связь,
когда коэффициент корреляции достигает значений 0,85 и выше).
В конкретном случае это значение должно ограничиваться допусти¬
мой для практических целей ошибкой. Для отсеивания таких пока¬
зателей можно воспользоваться, например, средствами регрессион¬
ного и корреляционного анализа;
— по всем выбранным показателям должна быть предусмотрена
возможность получения численных значений, в том числе и по за¬
рубежным изделиям;
— при использовании результатов оценки качества для прогно¬
зирования количество показателей должно быть достаточным для
обеспечения возможности создания изделия заданного уровня ка¬
чества по существующим методикам проектирования.
Наличие весьма обширной номенклатуры показателей, характе¬
ризующих качество машины, вызывает определенные трудности
в сборе информации по всем машинам одного функционального на¬
значения. Во многих случаях можно существенно сократить необхо¬
димую номенклатуру показателей за счет учета статистических или
функциональных связей между ними. Для решения задачи выбора
и уменьшения номенклатуры показателей качества используется идея,
связанная с решением известной в теории графов задачи — «задачи
о лидере». По терминологии теории графов, «влиятельность» верши¬
ны графа определяется числом выходящих из нее ребер. Вершина
характеризуется и «могущественностью», которая определяется тем,
насколько влиятельны другие вершины, связанные ребрами с данной
вершиной. Решение задачи сводится к следующему
Определяем коэффициенты корреляции между всеми показате¬
лями, принятыми для оценки качества, и строим граф корреляци¬
онных связей. В качества матрицы смежности для графа использу¬
ется матрица коэффициентов корреляции, взятых по абсолютной
величине.
Обозначим через р'^(к) общий элемент матрицы смежности,
т. е. число путей длины к, идущих из /-й вершины ву-ю, и положим
где т — число показателей, принятых для оценки качества (число
вершин графа).
Число р‘(к) называется итерированной силой порядка к /-й вершины.
Определим итерированную силу первого порядка (к = 1) для /-й
вершины по формуле
где | — абсолютное значение коэффициента корреляции между
показателями / и у.
При оценке итерированной силы учитываются только статис¬
тически значимые коэффициенты корреляции для принятой ве¬
роятности и превосходящее заранее установленное значение гк.
Критическое значение коэффициента корреляции гк принимает¬
ся таким, чтобы значение отброшенного показателя можно было
восстановить с требуемой для принятия решений точностью. Прак¬
тически значение гк должно быть больше 0,9. (В этом случае более
81 % вариации результирующего признака объясняется вариацией
аргумента.)
Р\к) = Р[{к) + р‘2(к)+... + р'т(к),
(3.2)
т
(3.3)
248
Определяем итерированную силу второго, третьего, ..., /-го по¬
рядков (к = 2, к = 3, ..., к = /) по формуле:
для к = 2
/И
(3.4)
для Л = /
т
р‘(і)=2>'(/-1)Ь
(3.5)
На каждом этапе определения значения итерированной силы
связи анализируется распределение показателей по их «влиятельно¬
сти» и «могущественности». Процесс сходится достаточно быстро.
При выборе показателей, которые можно отбросить при оценке ка¬
чества, необходимо руководствоваться также и доступностью полу¬
чения их численных значений.
Выбор вида представления показателей качества зависит от того,
сравниваются ли машины одного типоразмера, одного типа разных
типоразмеров или машины разных типов и типоразмеров одного
функционального назначения.
При оценке качества машин одного типоразмера целесообразно
использовать абсолютные (натуральные) значения показателей ка¬
чества (Рь), т. е.
При оценке качества машин одного типа, но разных типоразме¬
ров целесообразно использовать относительные значения показате¬
лей качества (д0), т. е.
где Г. — главный параметр машины. Например, для ленточного кон¬
вейера — ширина ленты.
При оценке качества изделий разных типов и типоразмеров целесо¬
образно использовать удельные значения показателей качества (д.), т. е.
3.3.2. ВЫБОР ВИДА ПРЕДСТАВЛЕНИЯ ПОКАЗАТЕЛЕЙ
(3.6)
(3.7)
(3.8)
где ^ — функциональный критерий машины.
249
С физической точки зрения удельная величина характеризует
затраты ресурсов, представленных показателями (Ри), на достиже¬
ние единицы конечного результата функционирования Л,.
При оценке качества все показатели должны быть одного вида:
либо абсолютными, либо относительными, либо удельными.
Использование удельных значений, при правильно выбран¬
ном функциональном критерии, обеспечивает однородность ис¬
ходных данных и способствует объективности полученных резуль¬
татов оценки.
3.3.3. ВЫБОР БАЗОВЫХ ПОКАЗАТЕЛЕЙ
На создание, изготовление и эксплуатацию любой машины рас¬
ходуются определенные ресурсы (материальные, трудовые, энерге¬
тические и др.). В результате эксплуатации машины получаем ре¬
зультат в виде функциональной работы. Естественно, чем меньше
расходуется ресурсов на создание, изготовление и эксплуатацию
машины, приходящихся на единицу конечного результата ее функ¬
ционирования (КРФ), тем более совершенной машина является.
Использование КРФ позволяет перейти к следующей очевидной
процедуре выбора базовых показателей: выбирают номенклатуру по¬
казателей, соответствующих цели оценки уровня качества; вычис¬
ляют удельные значения (<7,у) единичных показателей качества (Р,),
принятых для оценки по формуле (3.8); подсчитанные по этой фор¬
муле значения удельных величин единичных показателей заносят
в таблицу-матрицу
Я и
Я\1 -
Яш
Яп
Яъ
Qlm
... Чщ
Я„,
Я„2
Япт
Показатели Pip используемые для оценки качества, в общем слу¬
чае можно разделить на две группы — увеличивающие и уменьшаю¬
щие. К увеличивающим относятся такие единичные показатели, с
уменьшением которых уровень качества при прочих равных условиях
увеличивается, к уменьшающим — с уменьшением которых уровень
качества при прочих равных условиях уменьшается.
Из всех столбцов матрицы, относящихся к увеличивающим по¬
казателям, выбирают минимальные значения удельных величин еди¬
ничных показателей и принимают их за базовые значения
qv = min (?..), (3.10)
1< i<n
250
а из столбцов матрицы, относящихся к уменьшающим показателям, —
максимальные значения удельных величин единичных показателей
качества, т. е.
%= тах (3.11)
[</'</?
Совокупность значений {<7,у} представляет собой динамичную мо¬
дель в общем случае гипотетической эталонной машины, обладаю¬
щей наиболее высокими (уже достигнутыми в реальных машинах)
свойствами, выраженными в удельных величинах единичных пока¬
зателей качества.
3.3.4. ОЦЕНКА УРОВНЯ КАЧЕСТВА
ПО ЕДИНИЧНЫМ ПОКАЗАТЕЛЯМ
Процесс оценки уровня качества по единичным показателям
(Е) состоит из выбора способа сравнения показателей качества
оцениваемой машины с аналогичными базовыми значениями и
определения весомости у-го уровня качества в совокупности всех
показателей.
Уровень качества по единичным показателям как степень при¬
ближения реально достигнутого значения удельной величины пока¬
зателя к ее базовому значению для увеличивающих показателей оп¬
ределяется по формуле
(3-12)
Чу
а для уменьшающих
к,=х (3.13)
%
Из выражений (3.12) и (3.13) видно, что уровни качества по еди¬
ничным показателям безразмерны и всегда меньше или равны еди¬
нице для любой из машин, находящейся в матрице, из которой выб¬
рались базовые значения. Уровень качества по любому у-му показа¬
телю для эталонной машины определяется по формуле
к,=1е- = 1. (3.14)
9«
Оценка уровня качества по единичным показателям не раскры¬
вает, какие показатели являются более весомыми. Для определения
весомости используются различные методы.
При оценке коэффициентов весомости используются аналити¬
ческие и экспертные методы.
При оценке весомости показателей качества получили распрос¬
транение следующие методы: регрессионных зависимостей; эквива¬
лентных соотношений; стоимостной; долевой; вероятностный; пре¬
дельных и номинальных значений; экспертный и др.
При определении коэффициентов весомости показателей каче¬
ства с использованием метода регрессионных зависимостей строит¬
ся система уравнений
где Qr — значение комплексного показателя качества /-го варианта
продукции (/ = 1, 2,..., г)\ г — число имеющихся вариантов продук¬
ции; т] — коэффициент весомости у-го показателя качества продук¬
ции; определяется как коэффициент регрессии (О, — ПО
методу наименьших квадратов; п — количество показателей, приня¬
тых для оценки качества продукции.
Метод эквивалентных соотношений основан на определении изме¬
нения уровня качества по комплексному показателю в процентах в за¬
висимости от увеличения единичных показателей качества продукции
на 1 %. Коэффициент весомости при этом определяется по формуле
где Л0, — изменение комплексного показателя при увеличенииу-го
показателя качества продукции на 1 %; ЛР, — изменение у-го пока¬
зателя качества продукции на 1 %.
Стоимостной метод основан на сопоставлении затрат на дости¬
жения у'-го показателя с общими затратами, т. е.
Долевой метод установления весомости предусматривает опре¬
деление доли участия значения уровня качества поу-му единичному
показателю в суммарном значении всех п уровней качества по
единичному показателю
с1=т1Рп+т2Рп+...+тлР1я-,
02=т1Ргу+тгР21+..лтпР2п-,
(3.15)
Ог =ЩРп +Щрг г +-+тЛ’
П
(3.17)
Л
(3.18)
252
Определение коэффициентов весомости экспертным методом рег¬
ламентируется ГОСТ 23554.1—79. Последовательность определения
коэффициентов весомости сводится к следующим действиям:
— принимается решение о создании экспертной комиссии, ее
структуре и составе, формулируются цели оценки качества и фор¬
мируется рабочая группа (подготовительный этап);
— определяется количество экспертов, входящих в экспертную
группу, проводят их отбор и формируют экспертную группу (этап
рабочей группы). На этом этапе уточняется цель оценки качества,
вырабатываются методы и процедуры опроса и оценки, определя¬
ются перечни операций, выполняемых экспертами, подготавлива¬
ются анкеты опросов и проводится опрос;
— проводят классификацию продукции и потребителей, опреде¬
ляют номенклатуру показателей, их весомость, значения базовых
показателей и другие характеристики, необходимые для оценки ка¬
чества (этап работы экспертной группы);
— анализируются результаты и формулируется мнение эксперт¬
ной комиссии (заключительный этап).
Обработка результатов экспертного опроса достаточно сложная.
3.3.5. ОПРЕДЕЛЕНИЕ УРОВНЯ КАЧЕСТВА
ПО КОМПЛЕКСНОМУ ПОКАЗАТЕЛЮ
При большом количестве единичных показателей однозначная
оценка уровня качества машины в целом затруднена. В этой связи
переходят от частных характеристик к обобщенным (агрегирован¬
ным) характеристикам. Для определения уровня качества по комп¬
лексному показателю необходимо решить проблему весомости еди¬
ничных показателей качества, из которых он формируется.
При использовании результатов оценки качества для прогно¬
зирования возникает необходимость отказа от экспертных оценок
весомости.
Ниже изложен метод безэкспертной оценки уровня качества по
комплексному показателю.
Уровень качества по комплексному показателю (К) зависит от
уровней качества по единичным показателям (Л), т. е.
К — /(&„ к2, к}, к-, ..., кт), (3.19)
где т — количество единичных показателей, принятых для оценки
уровня качества.
Физический смысл, вкладываемый в понятие удельной величи¬
ны соответственно и в уровень качества по единичному показате¬
лю, позволяет представить уровень качества по комплексному по¬
казателю в виде модели
(3.20)
где к — вектор, норма которого зависит от исходных значений уров¬
ней качества по единичным показателям оцениваемой машины;
к6 — вектор, норма которого зависит от исходных значений уров¬
ней качества по единичным показателям базовой машины; | | —
знак обозначения нормы вектора.
У-ую координату векторов к и к6 определим следующим образом:
где Ур Уб] — весомость 7-го уровня качества по единичному показа¬
телю соответственно оцениваемой и базовой машины в их сово¬
купности; кр кЪ] — исходные значения уровней качества по 7-му
единичному показателю соответственно оцениваемой и базовой
машин.
Наличие оцениваемой и базовой машин допускает относитель¬
ную свободу при выборе формулы для определения у] с точки зре¬
ния ее математического представления. Так, выбрав конкретную
структуру формулы для определения веса 7-го показателя (у) оце¬
ниваемой машины, то такую же формулу необходимо использо¬
вать и для определения весомости этого показателя машины-
эталона.
В самом общем случае у1 и уЪ] можно представить в виде
где ар а6] — подлежащие определению функции, зависящие от сово¬
купности значений уровней качества по единичным показателям,
характеризующим уровень качества по комплексному показателю,
и величины 7-го уровня качества по единичному показателю соот¬
ветственно для сравниваемой и базовой машин.
(3.21)
(3.22)
(3.23)
(3.24)
254
Полагая, что а} и аЬ] являются монотонно убывающими функци-
т
ями от к} и кър а также, что ^ у.=т получена следующая формула
Н
для у'-й координаты вектора к
у- т М
J т-1 т
А-
2^
7=1
При этом норма вектора к имеет вид
(3.25)
(«-!)£*. II >1
М
7=1
(3.26)
а уровень качества по комплексному показателю определяется по
формуле
К=-
1
т 1
(т-\)'^к] I
7=1
т
7=1
7=1
(3.27)
Формула для определения уровня качества по комплексному по¬
казателю при известных значениях КРФ, базовых значений показа¬
телей и собственно показателей, характеризующих качество маши¬
ны, после соответствующих преобразований примет вид
К = •
(—о!,
7=1 и
%
Vі <7б/
р р
7=1 * *
(3.28)
При определении уровня качества по комплексному показателю
по формулам (3.27), (3.28) необходимо привести все показатели к
одному виду — увеличивающим или уменьшающим.
Для одной машины при неизменных базовых значениях д(>1 ве¬
личина
255
b.=
m \ Z.
=1
Г
т
£
Q&j
Р.
7 = 1
и
L V
у Я 6j 46J
2~t p p
const (3.29)
является величиной постоянной. С учетом этого формулу (3.28) мож¬
но записать в виде
К, = 6Д- (3-30)
Из формулы (3.30) следует, что комплексный показатель каче¬
ства машины прямо пропорционально зависит от величины конеч¬
ного результата ее функционирования в заданных условиях эксплу¬
атации.
При решении практических задач важно знать, за счет какого
показателя наиболее эффективно можно повысить уровень каче¬
ства изделия по комплексному показателю. Если оценка качества
производится по формуле (3.27), то эту задачу можно решить ана¬
литически. Для этого необходимо установить закономерность изме¬
нения уровня качества по комплексному показателю от уровня ка¬
чества по отдельному единичному показателю (К = /(к„)) при фик¬
сированных значениях всех остальных (у = 1 ,т\]Ф V) уровней качества
по единичным показателям.
Зафиксируем в формуле (3.27) на постоянном уровне значения
всех уровней качества по единичным показателям, кроме одного, V— о.
После выполнения необходимых преобразований получим анали¬
тическую зависимость уровня качества по комплексному показате¬
лю от уровня качества по V — у показателю в виде
К =
■\jm(avkv2 +bvkv +cv)
(т - !)(«„ +kv)
(3.31)
где а=^кгК, Я=^к^--к\, =
7=1 7=1 7=1 7=1
а„=а; + Р, Ьу =2«„Д,-2уг, с„ =а;$„-2а„уу +<5„.
Исследование функции К = /(к„) в условной области измене¬
ния V — о показателя (от 0 до +^) показывает, что функция имеет
горизонтальную асимптоту, уравнение которой имеет вид
літа
К=
т-1’
(3.32)
256
что свидетельствует о невозможности бесконечного увеличения ка¬
чества машины за счет одного показателя.
При изменении V — о показателя в пределах от 0 до 3 с достаточ¬
ной для практики точностью зависимость (3.31) может быть апп¬
роксимирована линейной функцией
К=а0+ахк^ (3.33)
Для определения параметров, которые могут обеспечить требуе¬
мое значение уровня качества по комплексному показателю для кон¬
кретной машины, необходимо установить обратную зависимость,
т. е. зависимость между уровнем качества по единичному показате¬
лю и уровнем качества по комплексному показателю к = <р(К). Эта
зависимость имеет вид
где д, =-тЬ^\ =2аД/я-1)2; К =4т(т-{)2(а1а2-Ь^ +с ); 1\=т2(Ь2-4а^У,
г„=2(/и-1)2; и1=2та1.
В таком виде зависимость можно использовать для установле¬
ния предельных значений показателей качества конкретной маши¬
ны, обеспечивающих заданное (прогнозное) значение уровня каче¬
ства по комплексному показателю.
3.4. Оценка качества изготовления деталей
Качество изготовления машин зависит от качества изготовления
отдельных деталей, входящих в нее, качества монтажа сборочных
единиц и т. п.
Любая машина состоит из множества деталей, для изготовления
которых можно спроектировать большое количество самых разно¬
образных технологических процессов. Однако как бы ни проекти¬
ровались технологические процессы, их конечный результат — го¬
товые детали, удовлетворяющие заданным техническим требовани¬
ям на изготовление. В фактических размерах и геометрии готовых
деталей содержится вся существенная информация о состоянии про¬
изводственного оборудования, инструментов, приспособлений.
Качество изготовления детали формируется в течение всего тех¬
нологического процесса. Поэтому о качестве изготовления детали,
с одной стороны, можно судить по конечному результату, т. е. по
полученной геометрии готовой детали, а с другой стороны, каче-
17. Я. М. Радкевич 257
ство детали является функцией уровней качества, достигнутых на
отдельных операциях при обработке конкретного размера.
Анализ чертежей деталей показывает, что существуют всего три
способа задания требований к отдельным свойствам детали:
— показатель должен находиться в заданных пределах — Рт1п... Ртш,
т. е. действительное значение некоторого параметра (значение пара¬
метра, измеренное с допустимой погрешностью) должно находиться
в этих пределах (группа 1). Это требование может быть задано также
в виде номинального значения свойства Р и его предельных отклоне¬
ний — ау, е/. В этом случае Ртт = Р + е/, Ртях = Р + еБ\
— показатель должен быть равен или меньше некоторого макси¬
мального значения — Р < Ртах. Нижний предел для таких парамет¬
ров не устанавливается. Он обусловливается выбранным технологи¬
ческим процессом достижения требуемого значения параметра. Та¬
кие параметры будем относить к параметрам, заданным'в виде «не
более...». Примером таких показателей являются показатели откло¬
нений формы, взаимного расположения поверхностей и осей и т. п.
(группа 2);
— показатель должен быть равен или больше некоторого мини¬
мального значения — Р > Рт{п. Верхний предел для таких параметров
не устанавливается, а обусловливается выбранным технологичес¬
ким процессом достижения требуемого значения параметра. Такого
рода параметры будем относить к параметрам, заданным в виде «не
менее...». Примером такого задания параметра может быть, напри¬
мер, «твердость не менее НВ230» и т. п. (группа 3).
Уровень качества изготовления детали по /-му регламентирован¬
ному свойству (для показателей группы 1, рис. 3.2) можно опреде¬
лить следующим образом. Наивысший, равный единице уровень ка¬
чества будет иметь место тогда, когда действительный размер Р, равен
Р=^=Х, (3.35)
где <?/ — нижнее отклонение регламентированного параметра; е.\ —
верхнее отклонение регламентированного параметра. В этом случае
за базовое значение параметра принимается среднее значение /-го
параметра, установленного конструктором. Если значение /-го регла¬
ментированного параметра выше верхнего и (или) ниже нижнего от¬
клонения, уровень качества по данному параметру детали равен нулю,
поскольку данный параметр не отвечает требованиям чертежа. Учи¬
тывая тот факт, что при определении действительного значения па¬
раметра имеет место ошибка, обусловленная как точностью метода
измерения, так и другими причинами, уровень качества равным нулю
258
Рис. 3.2. Расчетные схемы
для определения уровня
качества изготовления размеров,
заданных в виде:
а — номинального размера и допуска;
б — «не менее...»; в — «не более...»
следует принимать тогда, когда действительное значение параметра
будет ниже (е/ — Д) и выше (ея + А). Численное значение величины А
можно принять в соответствии с рекомендациями 150.
Так, в соответствии с этими требованиями предельная абсолют¬
ная погрешность измерения А = (0,2 ... 0,25) 1/п, а приведенная по-
г юод „ ,,
грешность 5= ■ Здесь [/п — предельное отклонение значения рег¬
ламентируемого параметра; Пп — предельное значение измеряемого
параметра.
Таким образом, для определения уровня качества по /-му пара¬
метру можно составить следующую систему:
Р=Х, то к= 1;
р=(е1-Д)> т° К =0;
/>=(ея-Д), то к.= 0.
(3.36)
Полагая, что изменение /-го параметра от его среднего значения
на одну и ту же величину (в пределах допуска) приводит к одинако¬
вому изменению уровня качества, искомая зависимость между зна¬
17*
259
чением параметра и величиной уровня качества может быть пред¬
ставлена в виде параболы, как наиболее простой из возможных фун¬
кций, удовлетворяющих такому требованию
Зависимость к = (р(Р) определялась в виде
к1 = а0+а^+а1Р12. (3.37)
Для определения коэффициентов а0, с, и а, с учетом ограниче¬
ний (3.37) составим следующую систему:
1 = «о + а1Р,+а2Р.\
0 = а0 + а,(е/-Д)+д2(е/ -А)2, (3.38)
О = а0+а, (<м + Д)+а2 (е.у+Д)2.
Решив эту систему относительно неизвестных коэффициентов
а0, а, и а2, после соответствующих упрощений получим
/с -1 Р)2 (3 39)
(0,51ТР+А)2’ ( ‘ }
где 1ТР — допуск на й параметр (1ТР = е$Р — елР)\Р — среднее
значение /-го параметра/1 = 0,5(е$Р + е1Р); Р, — действительное
значение параметра, полученное в данном технологическом про¬
цессе; езР — верхнее предельное значение параметра Р, е/Т — ниж¬
нее предельное значение параметра Р.
Для показателей второй фуппы формула для определения уровня
качества по /-му регламентированному параметру будет иметь вид
(Р-Р )2
(3.40)
(1ТР+А)2 '
где 1ТР — допуск на г'-й параметр (ГГР = Ртах — Рт{п); Р, — действи¬
тельное значение параметра, полученное в данном технологичес¬
ком процессе; Ртт — минимально достижимое значение /-го пара¬
метра в данном технологическом процессе при полном соблюдении
технологического регламента; Ртах — максимально допустимое по
техническим требованиям значение параметра.
Для показателей третьей группы формула для определения уров¬
ня качества по /-му регламентированному параметру будет иметь вид
(3'4,)
260
где ІТР — допуск на /-Й параметр (ІТР = Ртах — Ртіп); Рі — действи-
іельное значение параметра, полученное в данном технологичес¬
ком процессе; Ртах — максимально достижимое значение /-го пара¬
метра в данном технологическом процессе при полном соблюдении
технологического регламента; Рт{п — минимально допустимое по тех¬
ническим требованиям значение параметра.
Для оценки уровня качества изготовления детали по комплекс¬
ному показателю на данной операции необходимо найти зависи¬
мость к = (р(к).
В качестве такой зависимости предлагается следующая формула:
где к, — определяется по формулам (3.39)—(3.41); т — количество
параметров детали, по которым производится оценка качества изго¬
товления /-й детали.
Формула (3.42) обладает свойством «вето», т. е. при выходе дей¬
ствительного значения хотя бы одного параметра за пределы (е/ — А)
или (е5 + Д) уровень качества по комплексному показателю равен
нулю (деталь бракуется, так как она не удовлетворяет техническим
требованиям по /-му параметру).
Недостатком формулы (3.42) является то, что при достаточно
большом количестве регламентируемых параметров, даже при дос¬
таточно высоком уровне качества по отдельным параметрам, вели¬
чина К может достигать малой величины. В связи с этим представ¬
ляется предпочтительней использовать следующую формулу:
которая удовлетворяет требованиям (3.36) и лишена указанного не¬
достатка. Значения к1 вычисляются по соответствующим формулам
с учетом характера задания регламентированного параметра. Уро¬
вень качества готовой детали, полученный в результате выполнения
всех операций технологического процесса, естественно, зависит от
уровня качества детали, достигнутого на отдельных операциях. Ус¬
тановление таких связей может быть выполнено с помощью раз¬
мерного анализа. Для этого необходимо проследить систему фор¬
мирования конечного значения /-го параметра, составить и решить
систему взаимосвязанных размерных цепей по каждому из вариан¬
тов технологического процесса. Исходным звеном в отдельных раз¬
т
(3.42)
і=і
261
мерных цепях этой системы выступает величина /-го звена, достига¬
емая на данной технологической операции. В такой постановке за¬
дача может быть решена для относительно простых деталей с незна¬
чительным количеством регламентированных требований. Для оцен¬
ки уровня качества изготовления машины в целом необходимо
переходить к поиску комплексных показателей, которые в совокуп¬
ности учитывают качество изготовления отдельных деталей.
3.5. Оценка качества соединений
Например, имеется соединение вал-отверстие. Исходя из условий
функционирования данного соединения, необходимо, чтобы в нем
величина зазора была по возможности минимальной. Как известно,
минимальное значение зазора будет иметь место тогда, когда размер
вала будет максимальным, а размер отверстия — минимальным. Если
задание требований к валу и отверстию на чертеже относится к пер¬
вой группе, тем не менее для оценки качества вала должна быть ис¬
пользована формула (3.41), а для отверстия — (3.40).
В общем случае соединения по характеру получаемых в них зазо¬
ров (натягов) делятся на три вида: соединения, при сборке которых
всегда получаются зазоры (посадки с зазором); соединения, при сбор¬
ке которых всегда получаются натяги (посадки с натягом), и соедине¬
ния, при сборке которых могут иметь место либо зазоры, либо натяги
(переходные посадки). В зависимости от требований, предъявляемых
к соединению, осуществляется выбор соответствующей формулы.
При оценке качества соединений с зазором уровень качества
определяется по формуле
к‘~Х~ (ITS+A)2 ’ ^3'44)
где ITS — допуск зазора (ITS = 5max — 5mjn); S, — действительное
значение зазора в i-м соединении; Smin — минимальное (по чертежу)
значение зазора; Smax — максимальное (по чертежу) значение зазора.
При оценке качества соединений с натягом уровень качества
определяется по формуле
ki = \-('Nma*~Ni\ , (3.45)
(ITN +Д)2 V ;
где ITN — допуск натяга (ITN = /Vmax — Nmin)', Nf — действительное
значение натяга в i-м соединении; 7Vmin — минимальное (по чертежу)
значение натяга; Nmm — максимальное (по чертежу) значение натяга.
262
В переходных посадках могут иметь место как натяги, так и зазоры.
При высоких требованиях к точности центрирования, а также
при больших, особенно ударных, нагрузках и вибрациях назначают
посадки с большим средним натягом. В этом случае уровень каче¬
ства изготовления соединения определяется по формуле
/с -[ (^тах ~ 'Л>'/)2 (3 46)
' (ПШ + А)2’
где /77У5 — допуск посадки (1ТШ= Nmвx + 5та)1); ^ — действительное
значение натяга в г-м соединении; 5тах — максимальное (по чертежу)
значение зазора; Л^тах — максимальное (по чертежу) значение натяга.
Чем чаще требуется разборка (сборка) узла, чем больше опас¬
ность повреждения других деталей соединения (особенно подшип¬
ники), тем с меньшим средним натягом следует выбирать переход¬
ную посадку. В этом случае уровень качества изготовления соеди¬
нения определяется по формуле
-I (^тах ~^/)2 СЗ 471
(/77У5+А)2’
где — действительное значение зазора в /-м соединении; 5тш1 —
максимальное (по чертежу) значение зазора.
При оценке качества изготовления машин, которые состоят из
множества различных деталей, оценка по приведенным зависимос¬
тям вызывает определенные затруднения. В этой связи необходимо
найти комплексный показатель, который наиболее полно характе¬
ризует качество изготовления машины.
3.6. Оценка качества изготовления редуктора
Методику оценки качества редуктора рассмотрим на примере
очистных комбайнов. В качестве комплексного показателя примем
величину мертвого хода трансмиссии. Величина мертвого хода оп¬
ределятся разностью положений ведомого звена относительно фик¬
сированного положения ведущего звена при прямом и обратном
ходах передач кинематической цепи.
Методы определения величины мертвого хода приведены
в ГОСТ 21098—82 «Цепи кинематические. Методы расчета точности».
Установлено, что изменение величины мертвого хода силовой
кинематической цепи комбайна зависит от функциональной рабо¬
ты, выполненной очистным комбайном в конкретных условиях эк¬
сплуатации в течение определенного периода времени. Так как ка¬
чество комбайна зависит от величины конечного результата функ¬
263
ционирования, то для определения уровня качества изготовления
комбайна можно воспользоваться формулой (3.40), т. е. уровень ка¬
чества изготовления комбайна определять по формуле
(С -С
(3.48)
(1ТСт+ Д)2 V
где Сп — фактическое значение мертвого хода в силовой кинематичес¬
кой цепи; От1п — минимгшьно достижимое значение мертвого хода пе¬
редач в данных условиях производства; 1ТСт — поле допуска мертвого
хода в силовой кинематической цепи; А — погрешность измерения мер¬
твого хода в силовой кинематической цепи очистного комбайна.
Поле допуска мертвого хода по ГОСТ 21098—82 определяется:
— при расчете по методу предельного суммирования по формуле
пг
1ТС,=^ГГС- (3.49)
/=1
— при расчете по вероятностному методу суммирования по формуле
1тс^1р;-1тс>, (3.50)
где / — коэффициент, зависящий от принимаемого процента риска;
£ — передаточный коэффициент погрешности /-й передачи. При
задании погрешностей звеньев в угловых единицах £. определяется
по формуле
№
£—ГГ. (3.51)
п
где г, — число зубьев ведущих зубчатых колес; ^ — число зубьев
ведомых зубчатых колес.
Максимальное значение величины мертвого хода в силовой ки¬
нематической цепи определяется по формуле
О» ах = До С, + 0,5/7Г£, (3.52)
а минимальное значение по формуле
- 0,5/7Г„ (3.53)
где А0С1 — координата середины поля допуска мертвого хода:
264
ГП
Л(А=5>оС,--
(3.54)
;=i
Поле допуска мертвого хода в /'-й паре (ITC) определяется по
формуле
ITC, = АС' - А С
(3.55)
где ЛСтах, АСт1п — соответственно максимальное и минимальное зна¬
чения мертвого хода в /-й паре; АСт|п принимается равным величине
гарантированного бокового зазора.
Максимальное значение мертвого хода в /-Й паре зависит от пе¬
редачи:
— для цилиндрической
«С™=0.7(-<„.| + ^.!>-Д5(г’».+Г»1>-2/.+Дг,1+Д*1; (3.56)
— для конической
ЗС^= 0,94(Л.51+АД)+
0,46
(АHIKt sin <рв, J + (АН2К2 sin <рдг J +
+ (Ао1 sin sin <рл J + (Ao2 sin sin <рд2 У +
+ (АЖ У +{Apl cos <pdi J + (д ,2 cos <pi2 У
+ 0,9 (öS?+8Sj)
где Ат, Аил — наименьшее смещение исходного контура ведущего
и ведомого колес; Тн — допуск на смещение исходного контура;
/а — предельное отклонение межосевого расстояния; Аа, Ар — осевой
и радиальный зазор в опорах; Дв5 — наименьшее утонение зуба; Ав, А„ —
предельные (верхнее и нижнее) смещения вершины делительного ко¬
нуса; А5 — допуск на толщину зуба; <рв — угол делительного конуса.
Для определения значения 1ТСЪ по ГОСТ 21098—82 разработана
программа К1ЫЕМ_11С.ВА5.
4. МЕЖДУНАРОДНЫЕ ОРГАНИЗАЦИИ
ПО СТАНДАРТИЗАЦИИ И КАЧЕСТВУ ПРОДУКЦИИ
4.1. Международная организация
по стандартизации ИСО
Международная организация по стандартизации (ИСО) была со¬
здана в 1946 г. на заседании Комитета ООН по координации стан¬
дартов ООН. В том же году на заседании Генеральной ассамблеи
был принят Устав ИСО, который определил статус организации, ее
структуру, функции основных органов и методы работы.
Целью ИСО является содействие развитию стандартизации в миро¬
вом масштабе для облегчения международного товарообмена и взаимопо¬
мощи, а также для расширения сотрудничества в области интеллекту¬
альной, научной, технической и экономической деятельности.
В ИСО установлены два вида членства — комитеты-члены
и члены-корреспонденты.
Комитетами-членами являются национальные органы по стан¬
дартизации, наиболее представительные в области стандартизации.
Для этого вида членства установлена шкала ежегодных взносов
в бюджет ИСО, которая составляется в зависимости от удельного
веса каждой отдельной страны в мировой торговле и в производстве
промышленной продукции.
Члены-корреспонденты в счет уплаты незначительного взноса в бюд¬
жет ИСО имеют право получения комплекта всех издаваемых меж¬
дународных стандартов, а также других информационных изданий.
Членами-корреспондентами являются национальные органы, зани¬
мающиеся стандартизацией, где нет комитетов-членов. На заседа¬
ния технических комитетов их представители направляются только
в качестве наблюдателей.
К руководящим органам ИСО относятся Генеральная ассамб¬
лея, являющаяся высшим органом, Совет, Исполнительное бюро,
техническое бюро, технические комитеты Совета, Центральный сек¬
ретариат (рис. 4.1).
Должностными лицами ИСО являются президент, вице-прези¬
дент, казначей и генеральный секретарь.
Генеральная ассамблея — высший руководящий орган ИСО,
состоит из представителей всех национальных организаций коми¬
тетов-членов и решает все основные вопросы деятельности ИСО,
собирается один раз в три года. На ее сессиях выбирается президент
ИСО сроком на три года. В ходе проведения Генеральных ассамб¬
лей организуется обсуждение важнейших проблем и тенденций
в международной стандартизации с участием ведущих специалистов
промышленности.
В период между сессиями Генеральной ассамблеи руководство
ИСО осуществляет Совет, во главе которого стоит президент. Совет
состоит из 18 комитетов-членов, избираемых Генеральной ассамб¬
леей сроком на три года. Совет собирается на свои заседания не
реже одного раза в год и решает все вопросы деятельности ИСО,
в частности, вопросы структуры технических органов, публикации
Генеральная ассамблея
Рис. 4.1. Руководящие органы
Международной организации по стандартизации (ИСО)
международных стандартов, назначает членов органов Совета, а также
председателей технических комитетов и др.
Исполнительное бюро по поручению Совета рассматривает фи¬
нансовые вопросы, а также вопросы организации и руководства тех¬
нической деятельностью ИСО. Исполнительное бюро состоит из
вице-президента (председатель Совета) и девяти представителей ко¬
митетов-членов.
Другими органами Совета являются Техническое бюро, состоящее
из председателя и девяти лиц, назначенных Советом, Комитет по оцен¬
ке соответствия (КАСКО), Комитет по защите интересов потребителей
(КОПОЛКО), Комитет по оказанию помощи развивающимся странам
(ДЕВКО), Комитет по научно-технической информации (ИНФКО),
Комитет по стандартным образцам (РЕМКО) и Комитет по изучению
научных принципов стандартизации (СТАКО).
Техническое бюро Совета вырабатывает рекомендации Совету
по вопросам организации, координации и планирования техничес¬
кой деятельности ИСО. Бюро рассматривает предложения по созда¬
нию новых и роспуску действующих технических комитетов, гото¬
вит предложения по изменению Директив по технической работе,
по поручению Совета утверждает названия технических комитетов
и определяет сферы их деятельности, закрепляет ведение секрета¬
риатов технических комитетов за комитетами-членами и т. д.
С 1970 г. ИСО перешла на разработку международных стандартов
вместо рекомендаций. В этом же году было принято решение
о создании Комитета по сертификации соответствия продукции меж¬
дународным стандартам (СЕРТИКО). В 1985 г. он был переименован
в Комитет по оценке соответствия (КАСКО). В это время начали
создаваться национальные системы сертификации, сети независимых
испытательных лабораторий (центров). Выработка единого подхода к
решению вопросов сертификации была поручена КАСКО.
Членство в этом комитете Совета открыто для любого комитета-
члена ИСО. В настоящее время в его работе принимают участие
28 комитетов-членов и 24 страны участвуют в качестве наблюдателей.
КАСКО ведет работу по следующим направлениям:
— изучение способов оценки соответствия продукции и систем
обеспечения качества стандартам или техническим условиям;
— подготовка руководств по испытаниям, инспекции и серти¬
фикации продукции, процессов, служб, а также по оценке испыта¬
тельных лабораторий, инспектирующих организаций, организаций
по сертификации и систем обеспечения качества;
— содействие взаимному признанию национальных и региональ¬
ных систем обеспечения качества, а также использованию международ¬
ных стандартов на испытания, инспекцию, сертификацию, обеспече¬
ние качества.
КАСКО проводит работу по созданию руководящих документов
ИСО в области гармонизации национальных систем сертификации,
по взаимному признанию результатов испытаний на двусторонней
и многосторонней основе, созданию методологической базы для
разработки и аккредитации национальных систем сертификации.
Кроме того, КАСКО периодически проводит анализ всех дей¬
ствующих национальных, региональных и международных систем
сертификации с целью своевременного принятия мер по организа¬
ции в случае необходимости международных систем сертификации
продукции на соответствие стандартам ИСО.
За последние время КАСКО совместно с Международной элек¬
тротехнической комиссией (МЭК) под готов ил ряд руководств по
основным аспектам сертификации. Эти документы нашли широкое
признание в странах—членах ИСО и МЭК. В ряде стран они поло¬
жены в основу национальных систем сертификации, а на уровне
регионального торгово-экономического сотрудничества используются
в качестве базы для разработки соглашений по оценке соответствия
взаимопоставляемой продукции.
В настоящее время в рабочую программу КАСКО включена но¬
вая тематика, касающаяся подготовки общих требований к аттеста¬
ции и регистрации контролеров, действующих в системе заводского
контроля, и экспертов по аттестации испытательных лабораторий,
а также общих требований и критериев для областей: аккредитация
испытательных лабораторий, оценки качества работы аккредитую¬
щих органов, принципов заключения двусторонних и многосторон¬
них соглашений по взаимному признанию результатов испытаний и
контроля продукции и сертификатов на продукцию.
Комитет по защите интересов потребителей (КОПОЛКО). В за¬
дачу КОПОЛКО входит изучение следующих вопросов:
— пути содействия потребителям в получении максимального
эффекта от стандартизации продукции, представляющей интерес для
широкого потребителя, а также меры, которые необходимо пред¬
принять для более широкого участия потребителей в национальной
и международной стандартизации;
— выработка рекомендаций (с точки зрения стандартизации),
направленных на обеспечение информацией потребителей, защиту их
интересов, а также программ их обучения вопросам стандартизации;
— обобщение опыта участия потребителей в работах по стандар¬
тизации, применению стандартов на потребительские товары; по
другим вопросам национальной и международной стандартизации,
представляющим интерес для потребителей;
— поддержание связи с различными органами ИСО, деятель¬
ность которых затрагивает интересы потребителей.
В целях координации деятельности различных международных
организаций, занимающихся вопросами стандартизации потреби¬
тельских товаров, при Совете ИСО создан Координационный ко¬
митет по международным стандартам на потребительские товары,
в работе которого принимают участие представители Международ¬
ной электротехнической комиссии, Международного центра по обес¬
печению качества и другие организации.
Комитет по научно-технической информации (ИНФКО) создан
в 1967 г. с целью представления Совету рекомендаций о методах сбо¬
ра и распространения информации и формах пропаганды стандарти¬
зации, а также организации работ национальных фондов стандартов.
Задачами комитета Совета ИСО по информации являются:
— обеспечение функционирования информационной сети ИСО
с использованием средств вычислительной техники по вопросам,
входящим в компетенцию ИСО;
— координация работы информационных центров стран-чле¬
нов ИСО по стандартам и смежным вопросам;
— разработка рекомендаций по классификации и индексации
стандартов и других нормативно-технических документов (НТД) для
целей их автоматизированной обработки;
— содействие применению международных стандартов в инфор¬
мационных системах по НТД.
К членству в ИНФКО допускаются все комитеты-члены либо
в качестве активных членов, либо в качестве наблюдателей.
ИНФКО разработал пособие по индексированию нормативно¬
технической документации; пособие для работников библиотек по
обработке иностранных документов; трехъязычный (английский,
французский и русский) тезаурус, который необходим для органи¬
зации автоматизированного поиска информации.
Под эгидой ИНФКО была создана автоматизированная система
информации о стандартах — сеть ИСОНЕТ.
ИСОНЕТ представляет собой сеть, охватывающую национальные
информационные центры по стандартизации и каналы связи между
ними, она включает Информационный центр ИСО в Женеве. Лю¬
бая страна может быть представлена в ИСОНЕТ одним и только
одним национальным членом.
Управляющий Совет ИСОНЕТ является высшим исполнитель¬
ным органом ИСОНЕТ. Совет ИСОНЕТ отвечает за ведение адми¬
нистративных, процедурных и финансовых вопросов, а также за
выполнение решений по вопросам политики.
Комитет по оказанию помощи развивающимся странам (ДЕВКО)
создан в 1961 г. Его целью является организация и совершенствова¬
ние деятельности национальных органов по стандартизации.
В основные функции ДЕВКО входит:
— выявление потребностей и оказание помощи развивающимся
странам по вопросам стандартизации и по смежным областям (на¬
пример, контроль качества, метрология, сертификация и др.);
— создание условий для широкого обсуждения всех аспектов
стандартизации и деятельности в смежных областях в развиваю¬
щихся странах и для обмена опытом между промышленно развиты¬
ми и развивающимися странами.
Комитет по стандартным образцам (РЕМКО). Результатом ра¬
боты РЕМКО является подготовка руководств для технических ко¬
митетов ИСО, которые делают ссылки в международных стандартах
на стандартные образцы; справочник по стандартным образцам.
Важное место в деятельности РЕМКО занимают вопросы коор¬
динации деятельности ИСО в области стандартных образцов с дру¬
гими международными организациями, в частности, с деятельнос¬
тью Международной организации законодательной метрологии
(МОЗМ).
Комитет по изучению научных принципов стандартизации (СТАКО)
был создан в 1952 г. с целью оказания Совету ИСО помощи относи¬
тельно принципов и методов, необходимых для достижения опти¬
мальных результатов в области международной стандартизации.
Вся работа СТАКО проводится в рамках рабочих групп, напри¬
мер, по принципам стандартизации, ее эффективности, примене¬
нию международных стандартов в странах и др.
Большая работа проводится в рамках рабочей группы по терми¬
нологии СТАКО. Подготовлено и издано руководство по терминам
и их определениям в области стандартизации, сертификации и акк¬
редитации испытательных лабораторий. Руководство СТАКО по тер¬
минологии было одобрено и на межправительственном уровне —
Европейской экономической комиссией ООН (ЕЭК ООН).
В настоящее время СТАКО занимается главным образом орга¬
низацией международных семинаров по вопросам перспектив раз¬
вития международной стандартизации, применения международных
стандартов для развития торговли между странами.
Технические органы ИСО, разработка международных стандартов.
Основным видом деятельности ИСО является разработка междуна¬
родных стандартов. Главным структурным подразделением органи¬
зации являются технические комитеты.
Международные стандарты ИСО не являются обязательными,
каждая страна применяет их целиком или отдельными разделами
или вообще не применяет. Однако изготовители продукции, стре¬
мящиеся поддержать высокую конкурентоспособность продукции,
вынуждены применять стандарты ИСО и других международных
организаций.
Разработка стандартов включается в программу технических ор¬
ганов только в том случае, если эти стандарты необходимы для рас¬
ширения торговли между странами, если они направлены на обес¬
печение требуемого уровня безопасности людей и охраны здоровья,
защиты окружающей среды.
В практике международной стандартизации основной акцент при
разработке стандартов на продукцию делается на установление еди¬
ных методов испытаний продукции.
Помимо установления указанных требований в международных
стандартах определяются требования к продукции в части ее безо¬
пасности для жизни и здоровья людей, охраны окружающей среды,
взаимозаменяемости и технической совместимости.
Вся область деятельности ИСО разделена между техническими
комитетами, которыми разработаны свыше 7000 международных
стандартов. Сегодня практически нет такой области техники, кроме
стандартов, разработанных МЭК, в которой ни были бы разработа¬
ны стандарты ИСО.
Разработкой стандартов в области электротехники, электроники
и связи занимается МЭК в соответствии с действующим между эти¬
ми двумя международными организациями соглашением.
Каждый технический комитет (ТК) имеет утвержденную Сове¬
том ИСО сферу деятельности. Технические комитеты подразделя¬
ются на общетехнические и на комитеты, работающие в конкрет¬
ных областях техники. Деятельность общетехнических комитетов
направлена на решение общетехнических и межотраслевых задач.
Примерами таких комитетов могут служить ТК 10 «Технические
чертежи», ТК 12 «Величины, единицы, обозначения, переводные
коэффициенты и таблицы», ТК 37 «Терминология» и др.
В структуре ИСО есть такие ТК, которые представляют собой
целую отрасль (ТК по авиационной и космической технике, по хи¬
мии и др.). В таких случаях в рамках ТК создаются подкомитеты,
которые проводят работу в более узких сферах деятельности.
Развитие информационной технологии поставило перед ИСО
и МЭК задачу создания совместного технического комитета «Информа¬
ционная технология» (СТК 1), в состав которого вошли ИСО/ТК 97
«Системы обработки информации», МЭК/ТК 83 «Информационная
технология» и МЭК/ПК 47 Б »Микропроцессоры».
В последние годы во всех странах большое внимание уделяется
вопросам создания на предприятиях современных систем обеспече¬
ния качества продукции, которые максимально гарантировали бы
потребителю полное соответствие выпускаемой продукции требо¬
ваниям стандартов. В ряде передовых в промышленном отношении
стран мира разработаны и утверждены национальные стандарты,
содержащие рекомендации по созданию таких систем на предприя¬
тиях (США, Франция, Великобритания и др.). С целью разработки
единообразного подхода к решению вопросов качества продукции
на предприятиях было решено создать ТК 176 «Управление качеством
и обеспечение качества», в задачу которого входит стандартизация
основополагающих принципов систем качества (серия 9000):
— ИСО 9000 «Общее руководство качеством и стандарты по обес¬
печению качества. Руководящие указания по выбору и применению»;
— ИСО 9001 «Системы качества. Модель для обеспечения каче¬
ства при проектировании и (или) разработке, производстве, монта¬
же и обслуживании»;
— ИСО 9002 «Системы качества. Модель для обеспечения каче¬
ства при производстве и монтаже»;
— ИСО 9003 «Системы качества. Модель для обеспечения каче¬
ства при окончательном контроле и испытаниях»;
— ИСО 9004 «Общее руководство качеством и элементы систе¬
мы качества. Руководящие указания».
Был разработан трехъязычный словарь терминов и их определе¬
ний в области обеспечения качества продукции (ИСО 8402).
Предприятия, внедряющие системы обеспечения качества про¬
дукции, могут включать в нее все этапы жизненного цикла продук¬
ции, начиная от ее проектирования (разработки) и кончая ее эксп¬
луатацией (стандарт ИСО 9001), либо только часть из них, напри¬
мер контроль качества конечной продукции (стандарт ИСО 9003).
При этом стандарт ИСО 9000 дает рекомендации по выбору той
системы обеспечения качества на предприятии, которая требуется в
!ависимости от конкретных условий.
Наиболее полной системой обеспечения качества продукции явля¬
ется система, рекомендуемая стандартом ИСО 9001. В нем отмечается,
что требования к системам обеспечения качества продукции устанав¬
ливаются при возможности изготовителя хорошо спроектировать, из¬
готовить продукцию и обеспечить ее сервисное обслуживание.
Порядок разработки международных стандартов, функции орга¬
нов ИСО, их секретариатов определены Директивами, утверждае¬
мыми МЭК/ИСО.
Этот порядок позволяет всем без исключения странам, участву¬
ющим в работе технических органов, принимать участие в заседа¬
ниях этих органов, представлять на рассмотрение других комите¬
тов-членов предложения о разработке международных стандартов,
представлять свои замечания и голосовать по проектам стандартов.
Сами проекты международных стандартов разрабатываются рабо¬
чими группами, в которых принимают участие специалисты веду¬
щих стран в каждой рассматриваемой области. В зависимости от
степени заинтересованности каждый комитет — член ИСО опреде¬
ляет статус своего участия в работе каждого технического комитета.
Членство может быть: активным (члены «Р»), в качестве наблюдате¬
ля (члены «О»),
18. Я. М. Радкевич 273
Активное членство обязывает направлять представителей на за¬
седания технических комитетов, принимать участие в разработке
и рассмотрении проектов международных стандартов, голосовать по
рассматриваемым документам.
Члены «О» пользуются правом получения одного экземпляра всех
рабочих документов ТК и могут участвовать в заседаниях в качестве
наблюдателей.
Предусмотрены следующие этапы разработки стандартов:
— рассматриваются предложения о включении в программу ра¬
бот ТК разработку того или иного международного стандарта. Все
предложения рассылаются секретариатом ТК или подкомитетом (ПК)
всем комитетам-членам, принимающим активное участие в работе
данного комитета (подкомитета) вместе с обоснованием целесооб¬
разности разработки стандарта. В случае принятия положительного
решения по предложению начинается разработка рабочего проекта
документа;
— в большинстве случаев рабочие проекты документов разраба¬
тываются специально создаваемыми для этих целей рабочими груп¬
пами, членами которых являются, как правило, ведущие специали¬
сты в данной области заинтересованных стран. Рабочие проекты
могут также представляться на рассмотрение ТК или ПК отдельным
комитетом-членом (в большинстве случаев такие проекты представ¬
ляют собой национальные стандарты стран). Такой метод представ¬
ления рабочих проектов широко используется наиболее передовы¬
ми в промышленном отношении странами в силу того, что приня¬
тие в дальнейшем проекта в качестве международного стандарта не
потребует внесения изменений или пересмотра национального стан¬
дарта, а значит, не будет связано с дополнительными затратами
в сфере производства. В случае одобрения разработанного рабочего
проекта либо на заседании ТК или ПК, либо путем переписки
с членами ТК или ПК он регистрируется в Центральном секретари¬
ате ИСО в качестве проекта предложения международного стандар¬
та и ему присваивается регистрационный номер;
— проект предложения рассылается секретариатом ТК или ПК
всем активным членам этого органа на замечания, и после их полу¬
чения созывается международное заседание, на котором рассматри¬
вается техническое содержание проекта. Как правило, в ходе одного
заседания не удается достичь общего решения, поэтому после каж¬
дого заседания готовится уточненный проект (первый проект, вто¬
рой проект и т. д.), который рассматривается на заседаниях. Однако
допускается разработка не более трех проектов, после чего рассмат¬
ривается целесообразность дальнейшей разработки такого стандар¬
та из-за невозможности достичь компромиссного решения;
— в случае общего одобрения заседанием рассматриваемый про¬
ект направляется в Центральный секретариат для регистрации уже в
качестве проекта международного стандарта и для его рассылки на
голосование активным членам данного ТК или ПК. После одобре¬
ния проекта он направляется на голосование комитетам—членам
ИСО, т. е. национальным организациям по стандартизации.
Такая процедура вызвана тем, что в ряде случаев мнение специ¬
алистов в рабочих органах может расходиться с мнением нацио¬
нальной организации по стандартизации, которая только вправе
принимать окончательное решение в отношении проекта междуна¬
родного стандарта. Однако для сокращения сроков одобрения стан¬
дарта предусмотрено комбинированное голосование, когда проект
одновременно рассылается и активным членам ТК или ПК и наци¬
ональным организациям по стандартизации;
— проект международного стандарта считается одобренным, если
за него подано две трети голосов активных членов данного ТК или
ПК и против — не более четверти от общего числа голосов комите-
тов-членов, принявших участие в голосовании;
— издание международного стандарта Центральным секретариа¬
том ИСО осуществляется на английском и французском языках, т. е.
на рабочих языках организации. Однако ряд изданий, в частности
терминологические стандарты, издаются также и на русском языке.
Процесс разработки международных стандартов в ИСО доволь¬
но продолжителен, поэтому в последнее время в ИСО рассматрива¬
ются предложения о существенном сокращении сроков разработки
стандартов, в частности, путем принятия прогрессивных нацио¬
нальных стандартов отдельных стран в качестве международных стан¬
дартов, введения так называемых временных стандартов ИСО и др.
4.2. Международная
электротехническая комиссия (МЭК)
Работы по международному сотрудничеству в области электро¬
техники были начаты в 1881 г., когда был созван первый Междуна¬
родный конгресс по электричеству. В 1904 г. на заседании прави¬
тельственных делегатов Международного конгресса по электриче¬
ству в Сент-Луисе (США) было принято решение о необходимости
создания специального органа, занимающегося вопросами стандар¬
тизации терминологии и параметров электрических машин.
Формальное создание такого органа — Международной элект¬
ротехнической комиссии (МЭК) — состоялось в 1906 г. в Лондоне
на конференции представителей 13 стран.
Сферы деятельности ИСО и МЭК четко разграничены — МЭК
занимается стандартизацией в области электротехники, электро¬
ники, радиосвязи, приборостроения, ИСО — во всех остальных
отраслях.
Официальные языки МЭК — английский, французский и русский.
Целями МЭК, согласно ее Уставу, является содействие междуна¬
родному сотрудничеству в решении вопросов стандартизации и смеж¬
ных с ним проблем в области электротехники и радиоэлектроники.
Основной задачей комиссии является разработка международ¬
ных стандартов в названной области.
Высшим руководящим органом МЭК является Совет, в котором
представлены все национальные комитеты стран (рис. 4.2). Выбор¬
ными должностными лицами являются президент (избираемый на
трехлетний период), вице-президент, казначей и генеральный сек¬
ретарь. Совет собирается ежегодно на свои заседания поочередно в
различных странах и рассматривает все вопросы деятельности МЭК
как технического, так и административного и финансового характе¬
ра. При Совете действует финансовый комитет и комитет по вопро¬
сам стандартизации потребительских товаров.
При Совете МЭК создан Комитет действия, который по поруче¬
нию Совета рассматривает все вопросы. Комитет действия подотче¬
тен в своей работе Совету и представляет ему свои решения на ут¬
верждение. В его функции входят: контроль и координация работы
технических комитетов (ТК), определение новых направлений ра¬
бот, решение вопросов, связанных с применением стандартов МЭК,
разработка методических документов по технической работе, сотруд¬
ничество с другими организациями.
Бюджет МЭК, как и бюджет ИСО, складывается из взносов стран
и поступлений от продажи международных стандартов.
Структура технических органов МЭК такая же, как и ИСО: тех¬
нические комитеты (ТК), подкомитеты (ПК) и рабочие группы (РГ).
В целом в МЭК создано более 80 ТК, часть которых разрабатывает
международные стандарты общетехнического и межотраслевого ха¬
рактера (например, комитеты по терминологии, графическим изоб¬
ражениям, стандартным напряжениям и частотам, климатическим
испытаниям и др.), а другая — стандарты на конкретные виды про¬
дукции (трансформаторы, изделия электронной техники, бытовая
радиоэлектронная аппаратура и др.).
Рис. 4.2. Руководящие органы
Международной электротехнической комиссии (МЭК)
Процедура разработки стандартов МЭК регламентируется ее Ус¬
тавом, Правилами процедуры и Общими директивами по техничес¬
кой работе.
В настоящее время разработано более двух тысяч международ¬
ных стандартов МЭК. Стандарты МЭК являются более полными,
чем стандарты ИСО, с точки зрения наличия в них технических
требований к продукции, методам ее испытаний. Это объясняется
тем, что требования по безопасности являются ведущими в требова¬
ниях на продукцию, входящую в сферу деятельности МЭК, а опыт
работы, накопленный в течение многих десятилетий, позволяет бо¬
лее полно решать вопросы стандартизации.
Международные стандарты МЭК являются более приемлемыми
для применения в странах-членах без их переработки.
Стандарты МЭК разрабатываются в технических комитетах или
подкомитетах. Правила процедуры МЭК устанавливают порядок раз¬
работки стандартов МЭК, который идентичен порядку разработки
стандартов ИСО.
Стандарты МЭК носят рекомендательный характер, и страны
имеют полную независимость в вопросах их применения на наци¬
ональном уровне (кроме стран, входящих в ГАТТ), однако они при¬
обретают обязательный характер в случае выхода продукции на
мировой рынок.
Основными объектами стандартизации МЭК являются мате¬
риалы, применяемые в электротехнике (жидкие, твердые и газо¬
образные диэлектрики, магнитные материалы, медь, алюминий
и его сплавы), электротехническое оборудование общепромыш¬
ленного назначения (двигатели, сварочные аппараты, светотех¬
ническое оборудование, реле, низковольтные аппараты, распре¬
делительные устройства, приводы, кабель и т. д.), электроэнер¬
гетическое оборудование (паровые и гидравлические турбины,
ЛЭП, генераторы, трансформаторы), изделия электронной про¬
мышленности (дискретные полупроводниковые приборы, интег¬
ральные схемы, микропроцессоры, печатные платы и схемы),
электронное оборудование бытового и производственного на¬
значения, электроинструмент, электротехническое и электрон¬
ное оборудование, применяемое в отдельных отраслях промыш¬
ленности и в медицине.
Одно из ведущих направлений стандартизации в МЭК — разра¬
ботка терминологических стандартов.
4.3. Международная организация мер и весов
(МОМВ)
Международная организация мер и весов (МОМВ) — старейшая
межправительственная научно-техническая организация — основа¬
на 20 мая 1875 г. в соответствии с подписанной 17 странами (в том
числе и Россией) Метрической конвенцией с целью унификации
применяемых в разных странах систем единиц измерения, установ¬
ления фактического единообразия эталонов длины и массы (метра
и килограмма).
278
Одним из инициаторов создания этой организации, призванной
содействовать прогрессу в промышленности и торговле, была Пе¬
тербургская Академия наук. В 1925 г. бывший СССР Постановлени¬
ем СНК подтвердил преемственность участия России в МОМВ.
Членом Конвенции может быть любое государство путем сво¬
бодного присоединения к организации. В настоящее время к Кон¬
венции присоединилось 47 государств, в которых сосредоточено более
95% мирового промышленного капитала.
Цель организации — способствовать практическому распростра¬
нению метрической системы мер в международном масштабе, хра¬
нить международные прототипы эталонов метра, килограмма
и других единиц измерения, проводить их исследования и сличать
с ними национальные эталоны, а также вести научные работы по
совершенствованию метрической системы.
Высшим международным органом по вопросам установления еди¬
ниц, их определений и методов воспроизведения является Генераль-
ная конференция по мерам и весам.
Генеральная Конференция собирается не реже одного раза в че¬
тыре года. На Генеральной конференции предлагаются и обсуждают¬
ся мероприятия, необходимые для распространения и усовершенство¬
вания метрической системы, а также утверждаются новые основные
метрологические определения, разработанные в период между ее сес¬
сиями. Председательствует на Генеральной конференции по мерам и
весам президент Парижской Академии наук. Конференция избирает
Международный комитет мер и весов (МКМВ), который руководит
работой всей организации в промежутках между Генеральными кон¬
ференциями. МКМВ созываются ежегодно. На конференции произ¬
водится обновление Комитета наполовину его состава. При проведе¬
нии голосования каждое государство имеет один голос.
Международный комитет мер и весов определяет основное на¬
правление работ организации, руководит метрологической деятель¬
ностью и ведет оперативные дела.
В соответствии с Конвенцией создана и функционирует научная
лаборатория — Международное бюро мер и весов (МБМВ), распо¬
ложенная в Севре (Франция).
Целями Международного бюро мер и весов являются хранение,
поддержание международных эталонов различных единиц измере¬
ния и сличение с ними национальных эталонов. Деятельностью
МБМВ руководит Международный комитет мер и весов. Повсед¬
невное руководство осуществляет директор Бюро, назначаемый
МКМВ. В соответствии с Уставом директор Бюро, а также предсе¬
датель и секретарь МКМВ должны быть представителями разных
стран.
В Бюро хранятся все международные прототипы и эталоны, а
также их «свидетели»; доступ в хранилище предоставляется только
членам Международного комитета.
4.4. Международная организация
законодательной метрологии (МОЗМ)
Международная организация законодательной метрологии
(МОЗМ) — межправительственная международная организация,
имеющая своей целью международное согласование деятельности
государственных метрологических служб или других национальных
учреждений, направленное на обеспечение сопоставимости, правиль¬
ности и точности результатов измерений в странах—членах МОЗМ.
Организация создана в 1955 г. на основе Конвенции, ратифициро¬
ванной законодательными органами стран-участниц.
Основными направлениями деятельности МОЗМ являются:
— установление единых для стран—членов МОЗМ методов нор¬
мирования метрологических характеристик средств измерений;
— гармонизация поверочной аппаратуры, методов сличения, по¬
верок и аттестации эталонных, образцовых и рабочих измеритель¬
ных приборов;
— обеспечение применения в странах единиц измерений, уни¬
фицированных в международном масштабе;
— выработка оптимальных форм организации метрологических служб
и обеспечение единства государственных предписаний по их ведению;
— оказание научно-технического содействия развивающимся
странам в создании и организации работ метрологических служб
и их оснащения необходимыми техническими средствами;
— установление единых принципов подготовки кадров в облас¬
ти метрологии различных уровней квалификации.
Высшим руководящим органом МОЗМ является Международ¬
ная конференция законодательной метрологии, созываемая один раз
в четыре года. Страны-участницы представлены в конференции сво¬
ими делегациями.
Конференция определяет цели и задачи МОЗМ, рассматривает
и утверждает доклады рабочих органов, обсуждает бюджетные вопросы.
Государства—участники МОЗМ не должны в обязательном по¬
рядке внедрять решения, принятые МОЗМ, они лишь морально обя¬
зуются внедрять их в возможной степени.
280
Во время своих сессий конференция избирает из присутствую¬
щих делегатов стран председателя и двух вице-председателей.
Исполнительным органом организации является Международ¬
ный комитет законодательной метрологии (МКЗМ), который про¬
водит свои заседания один раз в два года (в последнее время —
ежегодно). Каждая страна—член МОЗМ представлена в Комитете
одним представителем, являющимся высококвалифицированным
специалистом в области метрологии. При этом представители стран
в Комитете не могут брать на себя обязательство от имени своего
правительства.
Консультативным органом при президенте МКЗМ является Со¬
вет президента, состоящий из двух вице-президентов, директора меж¬
дународного бюро законодательной метрологии (МБЗМ) и пяти наи¬
более активных членов МКЗМ.
Совет президента собирается раз в два года в промежутках меж¬
ду сессиями МКЗМ.
В Париже находится центр по документации МОЗМ, в котором
собрано большое количество документов: законы, постановления, дек¬
реты по мерам и весам различных стран, правила, инструкции, стан¬
дарты, научные статьи по метрологии и измерительной технике и т. д.
Документы МОЗМ издаются в виде международных документов
(МД) и международных рекомендаций (МР). Международные доку¬
менты носят общий, директивный характер и предназначены для
рабочих органов МОЗМ. Их цель — способствовать созданию об¬
щих основ законодательной метрологии в странах-членах и обеспе¬
чению унификации содержания рекомендаций.
4.5. Европейская организация по качеству
(ЕОКК)
Первые шаги по созданию Европейской организации по конт¬
ролю качества (ЕОКК) были предприняты в сентябре 1956 г. на
заседании экспертов, организованном Европейским агентством про¬
изводительности труда, на котором было признано желательным
создание единого европейского органа по вопросам качества. Ини¬
циативу по разработке основных положений работы такой органи¬
зации взяли страны, имеюшие национальные службы обеспечения
качества и располагающие опытом работы в этой области, — Вели¬
кобритания, Италия, Нидерланды, Франция, ФРГ.
Годом создания Европейской организации по контролю каче¬
ства считается 1957 г., когда была созвана первая конференция.
281
В 1976 г. был утвержден Устав ЕОКК, согласно которому «ЕОКК
является самоуправляющей ассоциацией, не ставящей перед собой
политических целей и не извлекающей из своей деятельности при¬
былей». Согласно Уставу «целями ЕОКК являются: содействие, рас¬
пространение, совершенствование с помощью всех возможных
средств применения практических методов и теоретических прин¬
ципов управления качеством с тем, чтобы повысить качество
и надежность продукции и услуг».
В настоящее время основополагающими документами Органи¬
зации являются: Устав ЕОКК, Правила процедуры ЕОКК, Правила
для комитетов и секций, устанавливающие приоритетные задачи
и направления деятельности Организации.
С 1 июля 1988 г. Организация переименована в Европейскую
организацию по качеству (ЕОКК).
Хотя по названию ЕОКК является региональной организацией,
фактически она представляет собой международную организацию.
В ЕОКК существуют 4 вида членства: полноправное, почетное,
коллективное и индивидуальное. В целом всеми категориями член¬
ства в ЕОКК представлены 65 стран Европы, Азии, Америки, Аф¬
рики. Статья 3.1 Устава гласит, что «полноправным членом ЕОКК
может стать от каждой европейской страны лишь одна организа¬
ция, представляющая с достаточной широтой национальные инте¬
ресы или национальную деятельность в области обеспечения каче¬
ства и надежности продукции и услуг».
Основные административные органы ЕОКК — Совет, Испол¬
ком и Секретариат (рис. 4.3).
Высшим руководящим органом ЕОКК является Совет, в состав
которого входят официальные представители полноправных членов
ЕОКК и должностные лица ЕОКК.
Высшим должностным лицом ЕОКК является президент, изби¬
раемый на двухлетний период.
На заседании Совета избираются должностные лица Организа¬
ции, Совет определяет общую политику Организации и принимает
решения по бюджету, научно-технической деятельности и в рамках
технических комитетов, отраслевых секций устанавливает правила
процедуры работы ЕОКК.
Все решения принимаются большинством членов Совета.
Исполнительный комитет, который осуществляет проведение
в жизнь решений Совета и руководит деятельностью Секретариата
Европейская организация по качеству (ЕОКК.)
5 со
я чо
и 0\
О -н
а—'
с ц
о Я
« д
о о
с Ч
Л Ю
^ й
НСн
н
о
я
5
5
О
а ^
н Г"
«2
О'—
С
и
н
«и “ц
*- С-
о
к ^
0 г\
1 *
г5 с2
Ь И
о §
О
Н
я §
к §
ан
га и
Г) «
я :г
Н кЗ '
га * с
н о Г*
°5
° «
С л
н *
М
*8
►•§5
Я О 2>
ЬЮ ^
иоС
о _
Р- р »5
ХЙИ
оЗй
С V
Н Н
>>-4
р.'—'
у
о ^
О о и
8 2^
м аГсС|
Я гас\
*ъ
III
*2|
§5|
С1)Ь
к>ю К
н°
я
Я С3,~ч
га &
«Роо
Я ООО
■&52
Е««
О," и
8й"
и О<о
О О I)
Я л V
"Чоз
га
га
и н
* о
5 ^ ■
ЧМ и
ёй£
2^2
С о,
£ °
г- И
2«
|§
2х
Я &* *-
У 2 СО
5*0'
|бс
■©■О
о*
ся
НО
о\
К о
аз°,.
«и Хм
нйё
е§2
3 сз з
« х Н
° о.Й
я>:°
йй5
ёЗ|
■3«
Ь4 и
2
с”
Ёг
>лО
и 2
о> я
Яя
а Э
и и
|5
д о
С
«
Я
5 ^
X и
о н
15 5
ЯЗ;
и о
га 14
«г
§!н
1“
=§
п £
V
. Я
**
Й*
О 01
Ы 2
*£
8"
1§
в 8
о 5
я£
*> ^
&*
?§
ЙО
зг
«о
£ *
X к
"X
3я
5 та
£*
о,*
с ^
7ю
(и >>
зс
я о
«с
3
н
<и
|аи
£-°о
о (В с,
и <и _
8о!
бг.з
«*8
х
й>
Н
«
К
я
Ь?
я
ь<
га
2о
Оч
>,я
э
я о. о
£ я
о
Я
ДС и
н «
«
и
я
и
та 2 ос
га —^
и _
га 5?
»•5 —
га и
?5°
^ г:
о и
гч
М
о 00
О г*
о ^
«<"*
2 ооч
О КС
е 1~-
^ г-
о ^
Я 04
н •-
(7* <^
Я Ол
С Я (С
Яю о
О
2
в
о
я
ь
о*
и.
Г
Я
Ь '
я
5 та о
Я н и
Ял V
8и^
но,
о
Е-
(С
<
га
О
га
©
О
«и
К
Р>
С
о.
ь
О
иё
о
м
и-б*
Оо
03
Р
На*
£*5
ЧЙ“
|?*о
ИХ г
0-5 3
с * т
Ти«
ой *:
я £ °
«§*£■
«и О
5я
а
«
о
В
ЬГ
^ и
X ак
0.5 &
Г Яо
I *в-Я<
СО и
и
Ё|^
^ а-©-
§^а:
С 5 «
0.5^.
<Ъ %%
я°о
к о £
тс$
гч т
/—ч а
Я" 5
я з р.
Ч 5 с °
га*в
ЗК 5 •
О
»ЕиГЧ
и уГ)ь
|1“Е
= *О.Й
5^° я
“М
.« -г
л
*0 ° Л-
^ВЬ
^зЗх
|Е|£
2 = Ǥ
а 5 м *-*
н°Й>.
хс2и
«и о О.Н
С? 1> 0^0
° а £
*§ 3
2^
«я 2^°
X 1С ЧЙС
ЛЙЯК
§§а|
&§5Ё
* Оп 3
«4)5^
5 С*—
аа.
X о
5
и
О
ш
3^
К «
к«
«2
з-
X
ь
и>
Г
о
С
га х
на х
о, “Но
сО
3 яж О га
1ЧЙ о-о.
Л о о « н
сса^
га « «40
Я * «гч
я§&,„
Ян я
■©■я ^
С*
гч
Рис. 4.3. Основные руководящие органы Европейской организации по качеству (ЕОКК)
ЕОКК, состоит из выборных должностных лиц: президента, вице-
президентов, генерального секретаря.
Секретариат осуществляет текущую работу ЕОКК. Местонахож¬
дение Секретариата — Берн (Швейцария).
Основные формы работы ЕОКК — организация ежегодных кон¬
ференций, симпозиумов, семинаров, курсов, работа технических ко¬
митетов и отраслевых секций, рабочих групп для изучения актуаль¬
ных проблем качества и разработка руководящих документов, посо¬
бий, справочников, рекомендаций и других методических документов
по вопросам качества продукции. ЕОКК не издает свои собствен¬
ные стандарты и не занимается сертификацией.
Всесоюзный научно-исследовательский институт стандартизации
(ВНИИС) Госстандарта России осуществляет научно-методическое
и организационное обеспечение участия России в ЕОКК.
4.6. Международная конференция по аккредитации
испытательных лабораторий (ИЛАК)
В современном международном торгово-экономическом, про¬
мышленном и научно-техническом сотрудничестве особо важное
значение приобрели вопросы, связанные с объективностью оценки
технического уровня и качества продукции, являющейся предметом
экспортных поставок в другие страны.
Согласно международному определению, разработанному ИСО
и МЭК, аккредитация лабораторий — официальное признание того,
что испытательная лаборатория правомочна осуществлять конкрет¬
ные испытания или конкретные типы испытаний.
Целью создания ИЛАК явилось стремление обобщить данные о дей¬
ствующих международных соглашениях, о взаимном признании нацио¬
нальных систем аккредитации испытательных лабораторий, результатов
испытаний продукции и других данных о качестве продукции.
В настоящее время задачами ИЛАК являются: обмен информаци¬
ей и опытом по системам аккредитации испытательных лабораторий
и оценке качества результатов испытаний; содействие взаимному при¬
знанию результатов испытаний, проводимых национальными аккре¬
дитованными лабораториями, путем заключения двусторонних и
многосторонних соглашений по признанию систем аккредитации
лабораторий; сотрудничество с заинтересованными международны¬
ми организациями по вопросам, касающимся аккредитации испы¬
тательных лабораторий.
284
В задачи ИЛАК входит также содействие ликвидации техни¬
ческих барьеров в международной торговле и создание более бла¬
гоприятных условий для нее, активное сотрудничество с органами
по сертификации, действующими на международном и националь¬
ном уровнях.
Для решения конкретных проблем, связанных с развитием акк¬
редитации и в целях подготовки международных рекомендаций,
ИЛАК создала рабочие органы — целевые группы, в которых уча¬
ствуют специалисты разных стран. ИЛАК осуществляет свою дея¬
тельность в тесном сотрудничестве с международными организаци¬
ями по стандартизации — ИСО и МЭК.
В структуру ИЛАК входят следующие рабочие органы: Комитет
по проведению конференций ИЛАК и координации ее работ; Ко¬
митет по прикладному применению аккредитации; Комитет по прак¬
тике аккредитации; Комитет по практической работе лабораторий;
Редакционный комитет ИЛАК.
4.7. Европейский комитет
по стандартизации (СЕН)
Создание Европейского комитета стандартизации было провоз¬
глашено 23 марта 1961 г. на состоявшемся в Париже заседании пред¬
ставителей ЕЭС и ЕАСТ. Членами СЕН являются национальные
организации по стандартизации 18 стран Сообщества. Это закрытая
организация. На первом заседании СЕН были утверждены Устав
и Правила процедуры. В 1970 г. Устав СЕН был пересмотрен, где
наряду с определенными изменениями была введена обязательная
разработка так называемых европейских стандартов (Е1Ч).
Высшим органом СЕН является Генеральная ассамблея, в кото¬
рой представлены национальные организации по стандартизации,
правительственные органы стран-членов, Европейское экономичес¬
кое сообщество, Европейская ассоциация свободной торговли.
Координационным и планирующим органом СЕН является Тех¬
ническое бюро, в ведении которого находится деятельность более
140 технических комитетов.
Ответственность за выполнение работ по стандартизации несут
Техническое бюро, программные и технические комитеты.
Программные комитеты подготавливают программу стандарти¬
зации в соответствующих областях и актуализируют ее не реже чем
раз в год, в ходе заседаний или путем переписки.
285
Техническое бюро создает технические комитеты (ТК), присва¬
ивая им наименования и определяя область деятельности с целью
подготовки стандартов.
Задачей СЕН является содействие развитию торговли и обмена
услугами посредством: гармонизации стандартов, разработанных
странами—членами СЕН, а также другими межправительственны¬
ми организациями европейских стандартов, на которые они могли
бы ссылаться в своих директивах и других официальных докумен¬
тах; сотрудничества с Европейским комитетом по стандартизации
в электротехнике и другими правительственными научно-техничес-
кими и экономическими организациями региона по вопросам стан¬
дартизации; поддержки международной стандартизации через ИСО
и МЭК и единообразного применения в Европе стандартов ИСО
и других международных стандартов и рекомендаций; предоставления
услуг, связанных с сертификацией на основе европейских стандартов.
Работа по стандартизации в СЕН во многом основывается на
результатах, достигнутых в ИСО, или дополняет их.
В целях поддержания постоянного качества продукции и нала¬
живания эффективного управления производством в Западной Ев¬
ропе утверждены европейские стандарты серии ЕК 29000, соответ¬
ствующие международным стандартам серии ИСО 9000. В них со¬
держатся общие требования к условиям обеспечения качества:
— EN 29000 «Общее руководство качеством и стандарты по обес¬
печению качества. Руководящие указания по выбору и применению»;
— ЕК 29001 «Системы качества. Модель для обеспечения каче¬
ства при проектировании и (или) разработке, производстве, монта¬
же и обслуживании»;
— ЕК 29002 «Системы качества. Модель для обеспечения каче¬
ства при производстве и монтаже»;
— ЕК 29003 «Системы качества. Модель для обеспечения каче¬
ства при окончательном контроле и испытаниях»;
— ЕК 29004 «Общее руководство качеством и элементы системы
качества. Руководящие указания».
Разработаны основополагающие стандарты серии 45000, касаю¬
щихся испытаний, сертификации и аккредитации:
— ЕК 45001 «Общие критерии, касающиеся работы испытатель¬
ных лабораторий»;
— ЕК 45002 «Общие критерии для оценки (аттестации) испыта¬
тельных лабораторий»;
— ЕК 45003 «Общие критерии для органов по аккредитации ла¬
бораторий»;
— ЕК 45011 «Общие критерии для органов по сертификации,
проводящих сертификацию продукции»;
— EN 45012 «Общие критерии для органов по сертификации,
ответственных за сертификацию систем качества»;
— EN 45013 «Общие критерии, касающиеся органов по серти¬
фикации, занимающихся вопросами аттестации персонала»;
— ЕЫ 45014 «Общие критерии для заявления поставщика о со¬
ответствии изделия стандарту».
4.8. Европейский комитет
по стандартизации в электротехнике
(СЕНЭЛЕК)
СЕНЭЛЕК создан в декабре 1972 г. в результате слияния двух
организаций — Европейского комитета по координации электро¬
технических стандартов стран—членов ЕАСТ (СЕНЭЛ) и Европей¬
ского комитета по координации электротехнических стандартов стран
ЕЭС (СЕНЭЛКОМ).
Членами СЕНЭЛЕК являются национальные электротехничес¬
кие комитеты 17 европейских государств — Австрии, Бельгии, Ве¬
ликобритании, Греции, Дании, Ирландии, Испании, Италии, Люк¬
сембурга, Нидерландов, Норвегии, Португалии, Финляндии, Фран¬
ции, Германии, Швейцарии, Швеции, являющиеся одновременно
членами МЭК, кроме Люксембурга.
Работа СЕНЭЛЕК проводится согласно Уставу и других норма¬
тивных документов.
Высшим органом СЕНЭЛЕК является Генеральная ассамблея,
в которой представлены национальные организации по стандартиза¬
ции, правительственные органы стран-членов, Европейское эконо¬
мическое сообщество, Европейская ассоциация свободной торговли.
Основными целями СЕНЭЛЕК являются разработка комплекта
электротехнических стандартов в тесном сотрудничестве с ЕЭС,
а также при поддержке Секретариата Европейской ассоциации сво¬
бодной торговли обеспечение единого рынка товаров и услуг в стра¬
нах этого региона. Стандарты, созданные в полном взаимном со¬
гласии национальных комитетов—членов СЕНЭЛЕК, рассматрива¬
ются как важнейшее средство для обеспечения этой задачи.
Основная деятельность СЕНЭЛЕК направлена на устранение всех
технических различий как между национальными стандартами стран-
членов, так и между процедурами сертификаций соответствия изде¬
лий стандартам. Эта работа считается необходимой гарантией сво¬
бодного перемешения товаров на западноевропейском уровне.
5. СТАНДАРТИЗАЦИЯ
ОСНОВНЫХ НОРМ ВЗАИМОЗАМЕНЯЕМОСТИ
5.1. Основные понятия и определения
5.1.1. ПОНЯТИЕ о ВЗАИМОЗАМЕНЯЕМОСТИ
На современных машиностроительных заводах детали, как пра¬
вило, изготавливают независимо друг от друга в одних цехах, а со¬
бирают в сборочные единицы и изделия — в других. При сборке
широко используют нормальные крепежные детали, детали из ре¬
зины и пластмасс, различные виды подшипников качения, элект¬
ротехнические и другие комплектующие готовые изделия, изготов¬
ленные в разное время и на разных заводах. Несмотря на это, сбор¬
ка изделия осуществляется без подгонки деталей, а полученные в
результате сборки изделия отвечают установленным на них техни¬
ческим условиям. Такая организация производства стала возмож¬
ной благодаря реализации принципов нормирования требований к
деталям, сборочным единицам, механизмам, машинам, используе¬
мых при конструировании, благодаря которым предоставляется воз¬
можность изготавливать их независимо, собирать или заменять в
процессе ремонта без дополнительной обработки при соблюдении
технических требований к изделию.
Взаимозаменяемость — свойство независимо изготовленных с за¬
данной точностью деталей (сборочных единиц) обеспечивать воз¬
можность бесподгоночной сборки (или замене при ремонте) сопря¬
гаемых деталей в сборочные единицы, а сборочных единиц —
в механизмы и машины при соблюдении предъявляемых к ним (сбо¬
рочным единицам, механизмам, изделиям) технических требований.
Как следует из определения, взаимозаменяемость, с одной сто¬
роны, является свойством, заключающимся в приспособлении де¬
талей и сборочных единиц к беспригоночной сборке и обеспече¬
нию работоспособности изделия, а с другой стороны — это принци¬
пы реализации этого свойства, обеспечивающего достижение
оптимальной точности выходных характеристик.
Принципы взаимозаменяемости являются основополагающими
при конструировании, обеспечиваются при изготовлении и исполь¬
зуются при эксплуатации.
Взаимозаменяемость обеспечивает:
— гарантированное качество продукции. Если в процессе про¬
изводства были полностью выполнены требования чертежей и дру¬
гой нормативной документации, то изделие будет работоспособным,
именно таким, каким его задумал конструктор;
— упрощение процесса сборки, который сводится к простому
соединению деталей. Появляется возможность выполнения сбороч¬
ных работ рабочими преимущественно невысокой квалификации;
— предпосылки к широкой специализации и кооперированию за¬
водов. Имеется возможность изготавливать детали и узлы в отдельных
цехах, на разных заводах, расположенных в разных городах и странах;
специализировать отдельные заводы на производство конкретных уз¬
лов и поставки их другим заводам; удешевление производства;
— возможность организации поточного производства;
— упрощение ремонта, который сводится к простой замене де¬
тали или узла. За счет этого уменьшаются простои оборудования,
улучшаются технико-экономические показатели его эксплуатации.
5.1.2. ВИДЫ ВЗАИМОЗАМЕНЯЕМОСТИ
Взаимозаменяемость может быть полной или неполной (огра¬
ниченной).
Полная взаимозаменяемость — это взаимозаменяемость, при ко¬
торой обеспечивается выполнение всех видов параметров с точнос¬
тью, позволяющей производить беспригоночную сборку (или заме¬
ну при ремонте) любых независимо изготовленных деталей в гото¬
вые изделия. При этом обеспечивается работоспособность изделия
и соблюдаются предъявляемые к нему технические требования.
Неполная взаимозаменяемость — это взаимозаменяемость, при ко¬
торой в результате беспригоночной сборки получают готовое изде¬
лие, но для обеспечения заданной точности выходных характерис¬
тик (работоспособности изделия) предусматривается возможность
выполнения дополнительных операций (для компенсации погреш¬
ностей первичных параметров) или групповой подбор деталей с раз¬
мерами определенной группы (селективная сборка).
Размерная взаимозаменяемость — это взаимозаменяемость по при¬
соединительным размерам. Например, при замене вышедшего из
строя электродвигателя новый устанавливают на то же место (пол¬
ная взаимозаменяемость в отношении размеров).
Параметрическая взаимозаменяемость — это взаимозаменяемость по
выходным параметрам, т. е. взаимозаменяемость, при которой обеспе¬
чивается необходимая точность выходных параметров без дополнитель¬
19. Я. М. Радкевнч 289
ной регулировки, подгонки и т. п. Заменяемый двигатель должен обла¬
дать взаимозаменяемостью не только по присоединительным размерам,
но взаимозаменяемостью по мощности, частоте вращения вала и т. п.
Внешняя взаимозаменяемость — это взаимозаменяемость отдельных
изделий, которые собирают в более крупные по геометрическим и выход¬
ным параметрам (присоединительные размеры, их предельные отклоне¬
ния; выходные эксплуатационные и функциональные характеристики).
Внешняя взаимозаменяемость обеспечивается стандартами от¬
дельных видов изделий (подшипники и т. п.).
Внутренняя взаимозаменяемость — это взаимозаменяемость отдель¬
ных деталей или сборочных единиц, входящих в изделие по всем
параметрам. Например, при сборке подшипников качения использу¬
ется неполная взаимозаменяемость. С кольцами определенных раз¬
меров собирают шарики или ролики также определенных размеров.
Поэтому если разобрать несколько подшипников, перемешать тела
качения, а затем их снова собрать, то почти наверняка не все под¬
шипники будут удовлетворять техническим требованиям по выход¬
ным параметрам.
Внутренняя взаимозаменяемость обеспечивается стандартами об¬
щего назначения.
5.1.3. ПОНЯТИЕ О РАЗМЕРАХ И ОТКЛОНЕНИЯХ
Основные понятия о взаимозаменяемости по геометрическим па¬
раметрам удобнее рассматривать на примере валов и отверстий и их
соединений.
Вал*— термин, условно применяемый для обозначения наруж¬
ных элементов деталей, включая и нецилиндрические элементы.
Отверстие — термин, условно применяемый для обозначения
внутренних элементов деталей, включая и нецилиндрические эле¬
менты.
Количественно геометрические параметры деталей оценивают
посредством размеров.
Размер — числовое значение линейной величины (диаметра, дли¬
ны и т. д.) в выбранных единицах измерений.
Размеры подразделяются на номинальные, действительные и пре¬
дельные.
* Определения даются по ГОСТ 25346—89 «Единая система допусков и посадок.
Общие положения, ряды допусков и основных отклонений».
Номинальный размер — это размер, относительно которого опре¬
деляются отклонения.
Номинальный размер получают в результате расчетов (прочност¬
ных, динамических, кинематических и т. п.) или выбирают из каких-
либо других соображений (эстетических, конструктивных, техноло¬
гических и т. п.). Полученный таким образом размер должен быть
округлен к ближайшему значению из ряда нормальных размеров
(см. раздел «Стандартизация»). Основную долю применяемых в тех¬
нике числовых характеристик составляют линейные размеры. Из-за
большого удельного веса линейных размеров и их роли в обеспече¬
нии взаимозаменяемости были установлены ряды нормальных ли¬
нейных размеров. Ряды нормальных линейных размеров регламенти¬
руются во всем диапазоне, находящем широкое применение.
Базой для нормальных линейных размеров являются предпочти¬
тельные числа, а в отдельных случаях их округленные значения.
Действительный размер — размер элемента, установленный из¬
мерением. Данный термин относится к случаю, когда измерение
производится для определения годности размеров детали установ¬
ленным требованиям. Под измерением понимают процесс нахож¬
дения значений физической величины опытным путем с помощью
специальных технических средств, а под погрешностью измерения —
отклонение результата измерения от истинного значения измеряе¬
мой величины. Истинный размер — размер, полученный в результа¬
те обработки детали. Значение истинного размера неизвестно, так
как невозможно выполнить измерение без погрешности. В связи
с этим понятие «истинный размер» заменяется понятием «действи¬
тельный размер».
Предельные размеры — два предельно допустимых размера эле¬
мента, между которыми должен находиться (или которым может
быть равен) действительный размер. Для предельного размера, ко¬
торому соответствует наибольший объем материала, т. е. наиболь¬
шему предельному размеру вала или наименьшему предельному раз¬
меру отверстия, предусмотрен термин предел максимума материала',
для предельного размера, которому соответствует наименьший объем
материала, т. е. наименьшему предельному размеру вала или наи¬
большему предельному размеру отверстия, — предел минимума ма¬
териала.
Наибольший предельный размер — наибольший допустимый раз¬
мер элемента (рис. 5.1)
Наименьший предельный размер — наименьший допустимый раз¬
мер элемента.
Из этих определений следует, что
когда необходимо изготовить деталь,
то ее размер должен задаваться двумя
допустимыми значениями — наиболь¬
шим и наименьшим. У годной детали
размер должен находиться между эти¬
ми предельными значениями.
Отклонение — алгебраическая
разность между размером (действи¬
тельным или предельным размером)
и номинальным размером.
Действительное отклонение —
это алгебраическая разность между
действительным и соответствующим номинальным размерами.
Предельное отклонение — алгебраическая разность между пре¬
дельным и номинальным размерами.
Отклонения разделяются на верхние и нижние.
Верхнее отклонение Е5, ея (рис. 5.2) — это алгебраическая раз¬
ность между наибольшим предельным и номинальным размерами.
(ЕБ — верхнее отклонение отверстия, ея — верхнее отклонение вала).
Нижнее отклонение Е1, е* (рис. 5.2) — это алгебраическая раз¬
ность между наименьшим предельным и номинальным размерами.
(Е1 — нижнее отклонение отверстия, е/ — нижнее отклонение вала).
Допуск Т— разность между наи¬
большим и наименьшим предель¬
ными размерами или алгебраичес¬
кая разность между верхним и ниж¬
ним отклонениями (рис. 5.2).
Стандартный допуск 1Т — лю¬
бой из допусков, устанавливаемых
данной системой допусков и по¬
садок.
Допуск характеризует точность
размера.
Поле допуска — поле, ограничен¬
ное наибольшим и наименьшим
предельными размерами и опреде¬
ляемое величиной допуска и его по¬
ложением относительно номиналь¬
ного размера. При графическом
изображении поле допуска заклю¬
чено между двумя линиями, соот¬
Р и с. 5.2. Графическое
представление размеров
и отклонений элемента
Нулевая линия
У/////л
шшА
Номинальный
размер \
Наименьший пред
\у//ш
ельный разме
Р
Наибольший предельный размер
Рис. 5.1. Предельные размеры
элемента
ветствующими верхнему и нижнему отклонениям относительно ну¬
левой линии (рис. 5.2).
Изобразить отклонения и допуски в одном масштабе с размера¬
ми детали практически невозможно.
Для указания номинального размера используется так называе¬
мая нулевая линия.
Нулевая линия — линия, соответствующая номинальному разме¬
ру, от которой откладываются отклонения размеров при графичес¬
ком изображении полей допусков и посадок. Если нулевая линия
расположена горизонтально, то положительные отклонения откла¬
дываются вверх от нее, а отрицательные — вниз (рис. 5.2).
Используя приведенные выше определения, можно вычислить
следующие характеристики валов и отверстий:
— наибольший предельный размер отверстия £>тах
Для наглядности все рассмотренные понятия удобно предста¬
вить графически (рис. 5.3).
На чертежах вместо предельных размеров проставляют предель¬
ные отклонения от номинального размера. Учитывая, что отклоне-
Ап» = Д,+ ЕБ,
— наибольший предельный размер вала */тах
^ах = 4, +
— наименьший предельный размер отверстия £)т1п
Аып = А. + Е1,
— наименьший предельный размер вала (1т1п
(5.1)
(5.2)
(5.3)
(5.4)
— допуск отверстия /77)
(5.5)
или
/71) = £У - Е1,
(5.6)
— допуск вала 1Тс1
(5.7)
или
/7 У = еБ — е/.
(5.8)
Схематичное обозначение полей допусков
Наименьший предельный
размер отверстия
Наименьший предельный
размер вала е1Ып
Наибольший предельный
размер отверстия
77777Х
Наибольший предельный
размер вала
Отверстие
Нулевая
Номинальный
размер вала й
Рис. 5.3. Предельные размеры, отклонения и допуски отверстия и вала
ния могут быть положительными (+), отрицательными (-) и одно из
них может равняться нулю, то возможны пять случаев положения
поля допуска при графическом изображении:
1) верхнее и нижнее отклонения положительные;
2) верхнее отклонение положительное, а нижнее равно нулю;
3) верхнее отклонение положительное, а нижнее отклонение рав¬
но нулю;
4) верхнее отклонение равно нулю, а нижнее отклонение от¬
рицательное;
5) верхнее и нижнее отклонения отрицательные.
На рис. 5.4, а приведены перечисленные случаи для отверстия,
а на рис. 5.4, б — для вала.
Для удобства нормирования выделяют одно отклонение, кото¬
рое характеризует положение поля допуска относительно номиналь¬
ного размера. Это отклонение получило название основного.
Основное отклонение — это одно из двух предельных отклонений
(верхнее или нижнее), определяющее положение поля допуска от¬
носительно нулевой линии. В данной системе допусков и посадок
основным является отклонение, ближайшее к нулевой линии.
Из формул (5.1) — (5.8) следует, что требования к точности раз¬
меров можно нормировать несколькими способами. Можно задать
два предельных размера, между которыми должны находиться раз-
I I
ж
Е1Ч
1
Нулевая
Нулевая
| Вал |"~
Рис. 5.4. Графическое изображение размеров и отклонений:
а — отверстия; 6 — вала
меры годных деталей; можно задать номинальный размер и два пре¬
дельных отклонения от него (верхнее и нижнее); можно задать но¬
минальный размер, одно из предельных отклонений (верхнее или
нижнее) и допуск на размер.
5.1.4. СОЕДИНЕНИЯ
Две или несколько неподвижно или подвижно соединяемых де¬
талей называют сопрягаемыми. Поверхности, по которым происхо-
295
дит соединение деталей, называют сопрягаемыми поверхностями. Ос¬
тальные поверхности называются несопрягаемыми (свободными).
В соединениях деталей различают охватывающие и охватывае¬
мые поверхности.
Охватывающей поверхностью называется элемент детали с внут¬
ренней сопрягаемой поверхностью (отверстие).
Охватываемой поверхностью называется элемент детали с на¬
ружной сопрягаемой поверхностью (вал).
Понятия охватываемая и охватывающая поверхности дают более
общее определение понятий «вал» и «отверстие».
По форме этих поверхностей различают следующие основные
виды соединений: гладкие цилиндрические; гладкие конические;
плоские, в которых охватывающие и охватываемые поверхности
образованы плоскостями (например, пазы столов металлорежущих
станков); резьбовые различной формы, профиля, назначения; шли¬
цевые; шпоночные; зубчатые передачи.
Посадка — характер соединения двух деталей, определяемый раз¬
ностью их размеров до сборки.
Существуют три разновидности посадок, которые получили на¬
звание: посадки с зазором; посадки с натягом и переходные посадки.
Посадки с зазором
Посадка с зазором — посадка, при которой всегда образуется за¬
зор в соединении, т. е. наименьший предельный размер отверстия
больше наибольшего предельного размера вала или равен ему.
Зазор 5 — это разность между размером отверстия (2)) и вала (*/)
до сборки, если размер отверстия больше размера вала (рис. 5.5), т. е.
Б= В- с!> 0. (5.9)
Из формулы (5.9) следует, что для этой разновидности посадок
размер отверстия всегда больше или равен размеру вала. Для поса¬
док с зазором характерно то, что поле допуска отверстия располага¬
ется выше поля допуска вала.
Натяг
Рис. 5.5. Схема образования зазоров (с)
и натягов (б) в соединении вал—втулка
296
Так как размеры вала и втулки могут изменяться в пределах поля
допуска, то величина зазора определяется действительными разме¬
рами соединяемых деталей.
Наибольший зазор Smia — это разность между наибольшим пре¬
дельным размером отверстия и наименьшим предельным размером
вала (рис. 5.6, с), т. е.
$*= Ято-ч^О (5.10)
или
•5™ = А™ - dmm = D + ES — (d + ei) = ES — ei. (5.11)
Наименьший зазор Smin — это разность между наименьшим пре¬
дельным размером отверстия и наибольшим предельным размером
вала (рис. 5.6, а), т. е.
= Ц* - </max > 0 (5.12)
или
Sml„ = Dmin - = D+ EI-(d+ es) = EI — es. (5.13)
В частном случае наименьший зазор может быть равным нулю.
Средний зазор Sm (среднее арифметическое наименьшего и наи¬
большего зазоров)
^ = (^ах + SmJ/2. (5.14)
Действительный зазор Se — зазор, определяемый как разность
действительных размеров отверстия и вала.
Допуск посадки с зазором ITS — сумма допусков отверстия и вала,
составляющих соединение. Допуск посадки можно определить так
же, как разность между наибольшим и наименьшим зазорами
ITS = Smax-S^=[(ES-ei)-(EI-es)\=(ES-ED4es-ei)=ITD+ITd. (5.15)
Графическое изображение полей допусков для посадок с зазо¬
ром приведено на рис. 5.7.
Наибольший
Рис. 5.6. Предельные
значения зазоров натягов
в соединении вал—втулка:
а — соединение с зазором;
б — переходная посадка
Наибольший
зазор
а
Наибольший
натяг
297
Наибольший зазор
Рис. 5.7. Возможные расположения полей допусков для посадок с зазором
Посадки с натягом
Посадка с натягом — посадка, при которой всегда образуется
натяг в соединении, т. е. наибольший предельный размер отверстия
меньше наименьшего предельного размера вала или равен ему. Па-
тяг N — разность размеров вала и отверстия до сборки, если размер
вала больше размера отверстия (рис. 5.5, 6)
И= (1 — Б > 0. (5.16)
Для посадок с натягом характерно то, что поле допуска вала
располагается выше поля допуска отверстия.
Сборка таких деталей обычно производится с помощью пресса.
Натяг обычно обозначается буквой N. Величина натяга определяет¬
ся действительными размерами вала и отверстия.
298
Рис. 5.8. Предельные значения натягов
в соединении вал—втулка
Наибольший
Наименьший
Наибольший натяг Итзх — разность между наибольшим предель¬
ным размером вала и наименьшим предельным размером отверстия
до сборки (см. рис. 5.6, б и 5.8)
^=Лты-От!п> 0 (5.17)
или
А'тах - (^ + ез) -(/) + £’/) = «- Е1. (5.18)
Наименьший натяг /Ут1п — это разность между наименьшим пре¬
дельным размером вала и наибольшим предельным размером от¬
верстия до сборки (рис. 5.8)
ли, = - Апах^ о (5.19)
ИЛИ
ли = (с! + ег) - (/> + £5) = * - ЕЯ. (5.20)
Средний натяг Ыт — среднее арифметическое наибольшего и наи¬
меньшего натягов
К = (А™ + КЛп)/2. (5.21)
Действительный натяг Ые — натяг, определяемый как разность
между действительными размерами вала и отверстия до сборки.
Допуск посадки с натягом ГГЫ — разность между наибольшим
и наименьшим натягами
/77У = Мт-Мт,=\(ез-Е1)-(е1-ЕБ)МЕ5-Е1)+^-е1)=1ТЕН-т, (5.22)
т. е. допуск посадки с натягом равен сумме полей допусков отвер¬
стия и вала, составляющих соединение.
Посадки с натягом используются в тех случаях, когда необходимо
передать крутящий момент или (и) осевую силу в основном без до¬
полнительного крепления за счет сил трения, создаваемых натягом.
Графическое изображение расположения полей допусков для по¬
садок с натягом приведено на рис. 5.9.
299
Наибольший зазор
Переходные посадки
В этой группе посадок возможно получение как зазора, так
и натяга в зависимости от действительных размеров отверстия
и вала (рис. 5.10). Характерной особенностью переходных посадок
является частичное перекрытие полей допусков вала и отверстия.
Переходные посадки характеризуются наибольшим натягом
и 5^. Для определения наибольшего натяга и наибольшего зазора
можно воспользоваться формулами (5.17); (5.18) и (5.10); (5.11).
Допуск переходной посадки определяется по формуле
™ = Ктлх - NtЫn = 5тях - 5т1П. (5.23)
Вал
Рис. 5.10. Расположение полей допусков
вала и отверстия в переходных посадках
Вал
300
Перепишем формулу (5.16) таким образом: УУ= —(В — <1). Выраже¬
ние в скобках является зазором (5.9). Тогда можно записать N = —5,
т. е. натяг есть отрицательный зазор. Минимальный отрицательный
зазор-является максимальным натягом, а минимальный отрицатель¬
ный натяг — максимальным зазором, т. е. справедливы следующие
соотношения:
Л1х =(5-24)
^ = (5-25)
С учетом (5.24) и (5.25) формулу (5.23) можно переписать следу¬
ющим образом:
™ -(-£_) = 5тм -(-ли = + 5тах, (5.26)
ИЛИ
пт = ^-в^чв^^нл^^чв^-в^т+ив,
(5.27)
т. е. допуск посадки равен сумме полей допусков вала и отверстия,
составляющих соединение.
Графическое изображение полей допусков в переходных посад¬
ках приведено на рис. 5.11.
5.1.5. ПРИМЕРЫ ОПРЕДЕЛЕНИЯ ПРЕДЕЛЬНЫХ РАЗМЕРОВ,
ДОПУСКОВ, ЗАЗОРОВ И НАТЯГОВ
В СОЕДИНЕНИЯХ ПРИ РАЗЛИЧНЫХ ВИДАХ ПОСАДОК
Посадка с зазором
Пример. Номинальный размер вала 100 мм, нижнее отклонение вала е\ = —160 мкм
(—0,106 мм), верхнее отклонение-вала е$ = —60 мкм (—0,06 мм).
Номинальный размер отверстия 100 мм, нижнее отклонение отверстия
Е1= Л-12 мкм (+0,072 мм), верхнее отклонение отверстия £5= +159 мкм (+0,159 мм).
Графическое представление этой посадки приведено на рис. 5.12.
Решение. Наибольший предельный размер вала с!т1а
4™ = + « = 100 + (-0,060) = 99,940 мм.
Наименьший предельный размер вала
<1,ы„ = </+«' = 100 + (-0,106) = 99,894 мм.
Поле допуска вала
т = = 99,940 - 99,894 = 0,046 мм
/ТУ = ех — е/ = —0,060 — (—0,106) = 0,046 мм.
Наибольший зазор
Рис. 5.11. Возможные расположения полей допусков валов и отверстий
в переходных посадках
Наибольший предельный размер отверстия
А™» = D+ ES= 100 + 0,159 = 100,159 мм.
Наименьший предельный размер отверстия
Аып = D + Е1= 100 + 0,072 = 100,072 мм.
Поле допуска отверстия
ITD = Dm„ - Dmi„ = 100,059 - 100,072 = 0,087 мм
[
ITD = ES-El = 0,159 - 0,072 = 0,087 мм.
Максимальный зазор в соединении
= Апах - 4™„ = 100,059 - 99,894 = 0,265 мм
SmM = ES — ei — 0,159 — (—0,106) = 0,265 мм.
Минимальный зазор в соединении
smin = A,in - 4™ = 100,072 - 99,940 = 0,132 мм
S„in = EI-es= 0,072 - (-0,060) = 0,132 мм.
302
Наименьший предельный размер отверстия
Наибольший предельный размер отверстия
Отв.
Вал
Вал
Отв.
Рис. 5.12. Пример располо¬
жения полей допусков вала
и отверстия в посадке
с зазором
Рис. 5.13. Пример расположения
полей допусков вала и отверстия
в посадке с натягом
Допуск посадки (зазора)
ГГБ-= 5т„ - 5т1п = 0,265 - 0,132 = 0,133 мм
/Г5 = /7У + 1ТИ = 0,046 + 0,087 = 0,133 мм.
Посадка с натягом
Пример. Номинальный размер вала 100 мм, нижнее отклонение вала я' = 72 мкм
(0,072 мм), верхнее отклонение вала ех = 159 мкм (0,159 мм).
Номинальный размер отверстия 100 мм, нижнее отклонение отверстия
Е1= —106 мкм (—0,106 мм), верхнее отклонение отверстия Е8 — —60 мкм (—0,060 мм).
Графическое представление этой посадки приведено на рис. 5.13.
Решение. Наибольший предельный размер вала ётш
</„,„=</+« = 100 + (0,159) = 100,159 мм.
Наименьший предельный размер вала с!тЫ
<1тЫ= А + е/ = 100 + (0,072) = 100,072 мм.
Поле допуска вала
1ТЛ = - ёт{п= 100,159 - 100,072 = 0,087 мм
или
т = ет - я = 0,159 - 0,072 = 0,087 мм.
Наибольший предельный размер отверстия
А™ = ° + ЕЯ = 100 + (-0,060) = 99,940 мм.
Наименьший предельный размер отверстия
Ашп= В+ Е1= 100 + (-0,106) = 99,894 мм.
Определим поле допуска отверстия
ITD = /)„„ - Dmm = 99,940 - 99,894 = 0,046 мм
или
ITD = ES — EI = -0,060 - (-0,106) = 0,046 мм.
Максимальный натяг в соединении
ли = 4™ - Аы„ = 100,159 - 99,894 - 0,265 мм
NmM= es — EI = 0,159 — (—0,106) = 0,265 мм.
Минимальный натяг в соединении
4n.„- A™ = 100,072 - 99,940 = 0,132 мм
Nmin = ei - ES = 0,072 - (-0,060) = 0,132 мм.
Допуск посадки (натяга) '
ITN = Nmta - Nmla = 0,265 - 0,132 = 0,133 мм
ITN = ITd + ITD = 0,087 + 0,046 = 0,133 мм.
Переходная посадка
Пример. Номинальный размер вала 100 мм, нижнее отклонение вала ei = +71 мкм
(+0,071 мм), верхнее отклонение вала es= +93 мкм (+0,093 мм).
Номинальный размер отверстия 100 мм, нижнее отклонение отверстия
EI— +72 мкм (+0,072 мм), верхнее отклонение отверстия £5= +159 мкм (+0,159’мм).
Графическое представление этой посадки приведено на рис. 5.14.
Решение. Наибольший предельный размер вала dmax
d^ = d + es = 100 + 0,093 = 100,093 мм.
Наименьший предельный размер вала dmltl
4™,= d + ei — 100 + 0,071 = 100,071 мм.
Поле допуска вала
ITd = dmax - dml„ = 100,093 - 100,071 = 0,022 мм
ii
S
I °TB I
Вал
Рис. 5.14. Пример расположения
полей допусков вала и отверстия
в переходной посадке
304
ITd = es — ei = 0,093 — 0,071 = 0,022 мм.
Наибольший предельный размер отверстия
4тшх= D + ES= 100 + 0,159 = 100,159 мм.
Наименьший предельный размер отверстия
D^D+EI=m + 0,072 = 100,072 мм.
Поле допуска отверстия
ITD = Z»m„ - = 100,159 - 100,072 = 0,087 мм
ITD = ES- Е1= 0,159 - 0,072 = 0,087 мм.
Максимальный зазор в соединении
А*.х- = Ю0Д59 - 100,071 = 0.088 мм
SU = ES ~ е‘ = 0,159 - 0,071 = 0,088 мм.
Максимальный натяг в соединении
AU = <U - Дт1„= 100,093 - 100,072 = 0,021 мм
^U =«-£/= 0,093 - 0,072 = 0,021 мм.
Допуск посадки (зазора-натяга)
ITNS= Smzx+ Nm„ = 0,088 + 0.021 = 0,109 мм
ITNS = ITd + ITD = 0,022 + 0,087 = 0,109 мм.
5.2. Единые принципы построения
систем допусков и посадок
5.2.1. ПРИНЦИПЫ ПОСТРОЕНИЯ
СИСТЕМЫ ДОПУСКОВ И ПОСАДОК
Для обеспечения качества продукции, повышения эффективно¬
сти производства за счет унификации требований к точности, уве¬
личения масштабов выпуска продукции и т. п. используется обяза¬
тельная система допусков и посадок, охватывающая все размерные
параметры. Выпускаются отдельные стандарты на предельные от¬
клонения и посадки различных видов соединений, но все они объе¬
диняются едиными принципами построения. Таких принципов мож¬
но выделить восемь [21].
Принцип применения рядов предпочтительных чисел заключает¬
ся в том, что числовые ряды интервалов размеров, градаций точ¬
ности и других показателей строятся по одному из основных или
производных рядов предпочтительных чисел.
Принцип масштабных коэффициентов основан на том, что изме¬
нение величины допуска в зависимости от размера подчиняется опре-
20- Я. М. Радкевич 305
деленной закономерности, описываемой некоторой функцией раз¬
мера, называемой единицей допуска.
Принцип применения коэффициентов точности заключается в том,
что числовые значения допусков размеров получаются умножением
единицы допуска (значения масштабного коэффициента при сред¬
нем в данном интервале значении размера) на определенное число
(коэффициент точности).
Принцип применения упрощающих способов построения посадок зак¬
лючается в использовании двух эквивалентных по простоте спосо¬
бов, при которых расположение поля допуска одной, называемой
основной деталью, из двух соединяемых деталей оставляют неизмен¬
ным, необходимую же посадку обеспечивают за счет смещения поля
допуска сопрягаемой детали, что обеспечивает требуемый для по¬
садки зазор или натяг.
Принцип экономии материала при установлении поля допуска ос¬
новной детали заключается в расположении последнего «в тело»:
поле допуска отверстия располагается вверх (в сторону положитель¬
ных отклонений) при нижнем отклонении Е1 = 0, а вала — вниз
(в сторону отрицательных отклонений) при верхнем отклонении
<?5 = 0. Экономия получается в результате того, что допустимые откло¬
нения действительных размеров уменьшают массу основной детали.
Принцип унификации полей допусков предусматривает выделение
из общего числа стандартизованных полей допусков полей допус¬
ков предпочтительного применения.
Принцип физически обоснованного изменения зазора в зависимости
от размера соединения заключается в том, что зазоры и натяги изме¬
няются в зависимости от размера соединения по законам, отвечаю¬
щим физическим условиям применения посадок.
Принцип приведения норм точности к определенному температур¬
ному режиму указывает на необходимость отнесения стандартизо¬
ванных предельных отклонений размерных параметров к опреде¬
ленной температуре. Такой температурой является 293,15 К (+20°С)
по международной практической температурной шкале.
5.2.2. ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ.
ЕДИНАЯ СИСТЕМА ПОЛЕЙ ДОПУСКОВ И ПОСАДОК (ЕСДП)
Признаки построения системы допусков и посадок
Единая система допусков и посадок построена на основе зако¬
номерностей, соответствующих изложенным выше принципам, и
эти закономерности являются ее признаками.
306
Система допусков и посадок — это совокупность рядов допусков
и посадок, закономерно построенных на основе опыта, теоретичес¬
ких и экспериментальных исследований и оформленных в виде стан¬
дарта. В настоящее время разработаны и действуют системы допус¬
ков и посадок для типовых видов сопряжения: гладких, конических,
резьбовых, шпоночных, шлицевых, зубчатых передач и др.
Системы допусков и посадок облегчают назначение точностных
параметров деталей, ограничивая промышленность минимально не¬
обходимыми, но достаточными для реальных целей возможностями
выбора.
В настоящее время большинство стран мира применяют систе¬
мы допусков и посадок ISO (International Organisation for Standarti-
sation), которые созданы для возможной унификации национальных
систем допусков и посадок.
В нашей стране переход на единую систему допусков и посадок
и основные нормы взаимозаменяемости, которые основаны на стан¬
дартах и рекомендациях ISO, начался с 1977 г. Такой переход созда¬
ет возможности для международной специализации и кооперирова¬
ния при производстве деталей, сборочных единиц, технологической
оснастки, машин и т. п.; обеспечивает^овышение конкурентоспо¬
собности отечественной продукции на мировом рынке; обеспечива¬
ет эффективность научно-технического обмена между различными
странами и др.
Допуски в любой системе устанавливаются для определенного
диапазона размеров.
Первый признак ЕСДП состоит в том, что с целью упрощения
таблиц допусков и посадок номинальные размеры разбиты на диа¬
пазоны и интервалы.
Номинальные размеры, охватываемые ЕСДП, разбиты на сле¬
дующие диапазоны: менее 1 мм (ГОСТ 25347—82); от 1 до 500 мм
(ГОСТ 25347—82); свыше 500 до 3150 мм (ГОСТ 25347—82); свы¬
ше 3150 до 10000 мм (ГОСТ 25348—82); свыше 10000 до 40000 мм,
что позволяет учесть особенности достижения заданной точности
различных размеров при изготовлении.
Наиболее широко используемым диапазоном является диапазон
размеров от 1 до 500 мм.
Для построения рядов допусков каждый из диапазонов, в свою
очередь, разделен на несколько интервалов. Это сделано потому,
что назначать допуск для каждого номинального размера нецелесо¬
образно. Таблицы допусков в этом случае получились бы громозд¬
кими, а сами допуски для смежных размеров отличались бы один от
другого незначительно. В связи с этим для всех размеров, охватыва¬
емых интервалом, назначается один и тот же допуск.
Интервалы номинальных размеров, принятые в единой системе
допусков и посадок (ЕСДП)*, приведены в табл. 5.1.
Для размеров до 500 мм установлены промежуточные интерва¬
лы для валов с основными отклонениями от «а» до «с» и от «г» до
«гс», для отверстий с основными отклонениями от «А» до «С» и от
«Л» до «2С».
5.1. Интервалы размеров в диапазоне до 3150 мм
Основные интервалы
Промежуточные
интервалы
Основные интервалы
Промежуточные
интервалы
Свыше
До
Свыше
До
Свыше
До
Свыше
До
-
3
-
-
315
400
315
355
355
400
3
6
—
-
400
500
400
450
450
500
6
10
—
—
500
630
500
560
560
630
10
18
10
14
14
18
630
800
630
710
710
800
18
30
18
24
24
30
800
1000
800
900
900
1000
30
50
30
40
40
50
1000
1250
1000
1120
1120
1250
50
80
50
65
65
80
1250
1600
1250
1400
1400
1600
80
120
80
100
100
120
1600
2000
1600
1800
1800
2000
120
180
120
140
160
140
160
180
2000
2500
2000
2240
2240
2500
180
250
180
200
225
200
225
250
2500
3150
2500
2800
2800
3150
250
315
250
280
280
315
-
—
—
—
* ГОСТ 25346—89 «Основные нормы взаимозаменяемости. Единая система до¬
пусков и посадок. Общие положения, ряды допусков и основных отклонений».
Для размеров свыше 500 до 3150 мм установлены промежуточ¬
ные интервалы для валов с основными отклонениями «с», «сс1» и от
г•>до «V», для отверстий с основными отклонениями «С», «СП» и от
«/?» до «V».
Начиная с 250 мм границы основных интервалов приняты по
нормальным линейным размерам ряда 7?10. Промежуточные интер¬
валы введены для номинальных размеров свыше 10 мм и делят ос¬
новной интервал на два или три подынтервала.
Диаметры по интервалам распределены таким образом, чтобы
допуски, подсчитанные по крайним значениям в каждом интерва¬
ле, отличались от допусков, подсчитанных по среднему значению
диаметра в том же интервале, не более чем на 5—8 %.
Расчет допусков и предельных отклонений для каждого интер¬
вала номинальных размеров производится по среднему геометри¬
ческому В его граничных значений (Д)т(П и Д,тах)
Интервал размеров является открытым с нижней и закрытым с
верхней границы, т. е. (Д,тш, Випах).
Второй признак ЕСДП заключается в принятой в соответствии
с принципом масштабных коэффициентов единицы допуска.
Для назначения допусков необходимо было установить законо¬
мерность изменения допусков в зависимости от изменения номи¬
нального размера. Поэтому для построения системы допусков уста¬
навливают единицу допуска / (Единица допуска /, / — множитель
в формулах допусков, являющийся функцией номинального разме¬
ра и служащий для определения числового значения допуска. Для
размеров до 500 мм единица допуска обозначается буквой /, а для
номинальных размеров свыше 500 мм — I.) Единица допуска отра¬
жает влияние технологических, конструктивных и метрологических
факторов и выражает зависимость допуска от номинального разме¬
ра, ограничиваемого допуском, и является мерой точности.
На основе многочисленных исследований погрешности изготов¬
ления деталей в зависимости от номинального размера установле¬
но, что в одинаковых технологических условиях она изменяется по
следующему закону:
где х — изменяется от 2,5 до 3,5; коэффициент С для шлифованных
валов близок к 0,005, а для отверстий 0,008.
(5.28)
a=cs[d,
(5.29)
309
В ЕСДП для размеров 1—500 мм единица допуска определяется
по формуле
/=0,45^+0,001/), (5.30)
а для диапазона размеров 500—10000 мм по формуле
/= 0,004D + 2,1, (5.31)
где /) — среднее геометрическое крайних размеров каждого интер¬
вала, мм.
Член 0,0011) в формуле (5.30) учитывает погрешности измерения.
На рис. 5.15 приведен график зависимости (5.30) для диапазона
размеров от 1 до 500 мм. На графике показаны основные интервалы
размеров (обозначены цифрами 4—13).
■чи—•; • •
лз
Рис. 5.15. Графическая
иллюстрация зависимости
3 18 50 80 120 180 315 50 400 500 единицы допуска / от
Номинальные размеры, мм номинального размера
Третьим признаком ЕСДП является градация точности (ряды точ¬
ности). В каждом изделии детали разного назначения изготовляют
с различной точностью, в зависимости от требований, предъявля¬
емым к ним. Для нормирования требуемой точности установлены
квалитеты (степени точности).
Квалитет (степень точности) — совокупность допусков, рас¬
сматриваемых как соответствующие одному уровню точности для
всех номинальных размеров. Для каждого квалитета существует за¬
кономерно построенный ряд полей допусков, в котором разные по
величине размеры имеют одну и ту же относительную точность,
определяемую коэффициентом а.
Допуски деталей одинаковой точности содержат равное число
единиц допуска а.
Число квалитетов определяется потребностью промышленнос¬
ти. В ЕСДП предусмотрено 20 квалитетов, которые обозначаются
порядковыми номерами, возрастающими с увеличением допуска: 01;
0; 1; 2; 3,..., 16; 17; 18. Допуск обозначается буквами IT (International
tolerance), за которыми следует номер квалитета, например: /712;
/78; /70.
Величину допуска для 5—17 квалитета (для любого размера) по¬
лучают умножением единицы допуска / на определенное, постоян¬
ное для данного квалитета число единиц допуска а, т. е.
1Т= аи (5.32)
Число единиц допуска а для различных квалитетов приведено
в табл. 5.2.
5.2. Число единиц допуска в 5—17 квалитетах
(для размеров до 500 мм)
Квалитет
5
6
7
8
9
10
11
12
13
14
15
16
17
18
Количество
единиц
допуска, а
7
10
16
25
40
64
100
160
250
400
640
1000
1600
2500
Для других квалитетов допуски определяются по специальным
формулам.
Отметим, что начиная с 6-го квалитета, количество единиц до¬
пуска а изменяется по геометрической прогрессии со знаменателем
<3= 1,6 (ряд R5). Это означает, что при переходе от одного квалитета
к другому допуск возрастает в 1,6 раза (на 60%),а при переходе на
5 квалитетов — допуск увеличивается в 10 раз. Это правило можно
использовать и для получения допусков грубее /718.
Квалитет определяет величину допуска на изготовление, а, сле¬
довательно, предопределяет методы и средства изготовления дета¬
лей машин.
По заданному допуску размера можно определить квалитет,
по которому он изготовлен.
Пример. Пусть известно, что номинальный размер равен 90 мм, а допуск равен
220 мкм. Требуется определить изалитет, по которому изготовлен размер.
Решение. Предварительно определим единицу допуска по формуле
(5.30) / = 0,45^/7+0,0010, гаеО = .[5 ~Ъ . Размер 90 попадает в интервал
1 ’ \ и min и тах
80—120 мм (см. табл.5.1). Следовательно, DK min = 80 мм, а Д, = 120 мм.
Тогда среднее значение интервала D=^DKrrüriDKmax = л/80 120 =98 мм. Подстав¬
ляя D в формулу для определения единицы допуска, получим
/' = 0,45 \[1) + 0,001 D= 0,45^98" + 0,001 -98 = 2,17 мкм. Из формулы (5.32) находим зна-
IT 220
чение количества единиц допуска о=— = = 101.
/ 2,17
По табл. 5.2 находим, что размер изготовлен по 11-му квалитету (табличное
значение количества единиц допуска равно 100).
Назначение необходимого квалитета является сложной техни¬
ко-экономической задачей.
Четвертым признаком ЕСДП служит основанное на принципе
экономии металла предельно одностороннее расположение полей
допусков основных деталей (рис. 5.16).
+ £7=0
ЕІ
Основное
отверстие
н
Основной
вал
Нулевая линия
/
Єі=0
Рис. 5.16. Предельно
одностороннее
расположение полей
допусков основного
отверстия (Н)
и основного вала (А)
Основное отверстие — отверстие, нижнее отклонение которого
равно нулю, т. е. Е1 = 0.
Основной вал — вал, верхнее отклонение которого равно нулю,
т. е. ея = 0.
Основное отверстие обозначается буквой Я, а основной вал — А.
Система ЕСДП является предельно односторонней. Существен¬
ным следствием принятого расположения полей допусков основ¬
ной детали является снижение массы изделий и экономия металла
на заготовках.
Пятым признаком ЕСДП является расположение полей допусков.
Значение размера определенной точности характеризуется величи¬
ной и расположением допуска относительно номинального разме¬
ра. В ЕСДП для указания положения поля допуска относительно
номинального размера нормируются величины основных отклоне¬
ний, которые обозначаются латинскими буквами — большими для
отверстия
(А, В, С, СД Е, ЕЕ, Б, Я7, С, Н, У(/5), К, М, ТУ, Р, Л,
5, т, и, V, х, у, г, гл, гв, гс)
и малыми для валов
(а, Ь, с, сс1, е, g, Л,у(А), к, т, п, р, г, 5, Г, и, V, х, у, г, га, гЬ, гс).
Основное отклонение — одно из двух предельных отклонений (вер¬
хнее или нижнее), определяющее положение поля допуска относи¬
тельно нулевой линии. Каждому из основных отклонений на рис. 5.17
соответствует определенный уровень относительно нулевой линии,
от которого начинается поле допуска. Штриховкой показано на-
312
правление допуска, а второе предельное отклонение не указано, так
как оно зависит от поля допуска.
Основные отклонения стандартизованы, как правило, независи¬
мо от допусков, а их численные значения установлены в зависимо¬
сти от интервалов номинальных размеров.
Для полей допусков, расположенных ниже нулевой линии,
основным (ближайшим) отклонением является верхнее отклонение
(ел для вала или ЕЯ для отверстия). Для полей допусков, располо-
Рис. 5.17. Схема расположения и обозначения основных отклонений
(штриховкой показано направление расположения поля допуска)
женных выше нулевой линии, основным (ближайшим) отклонени¬
ем является нижнее отклонение (ег для вала или £7 для отверстия).
Одинаковые наборы основных отклонений валов и отверстий обеспе¬
чивают равные возможности образования полей допусков валов и отвер¬
стий. Отметим, что на рис. 5.17 указан полный набор основных отклоне¬
ний, который характеризует потенциальные возможности системы.
Исходными при построении системы были приняты основные
отклонения валов, числовые значения которых рассчитаны по фор¬
мулам, приведенным в ГОСТ 25346—89.
Числовые значения основных отклонений отверстий рассчиты¬
ваются на основе верхнего отклонения ез или нижнего отклонения
е/ вала того же обозначения в соответствии с общим или специаль¬
ным правилами, которые сформулированы на основе следующих
положений: общее правило — основное отклонение отверстия дол¬
жно быть симметрично относительно нулевой линии основному
отклонению вала того же буквенного обозначения; специальное
правило — основное отклонение отверстия должно быть таким, чтобы
две соответствующие друг другу посадки в системе отверстия и в
системе вала, в которых отверстие данного квалитета соединяется
с валом ближайшего более точного квалитета, например^^
рЬ
обеспечили идентичные зазоры или натяги.
В соответствии с общим правилом:
— для отверстий с отклонениями А — Н
Е1 = —е$,
— для отверстий с отклонениями К — ZC
Е5 = —е/.
Данное правило действительно для всех отклонений, за исклю¬
чением: отклонений, на которое распространяется специальное пра¬
вило; отверстий от N9 до Мб для размеров свыше 3 до 500 мм,
у которых основное отклонение равно нулю.
Специальное правило действительно для интервалов размеров
свыше 3 до 500 мм: для отверстий с основными отклонениями У, К,
М, N до 8-го квалитета включительно; для отверстий с основными
отклонениями от Р до ZC до 7-го квалитета включительно.
В соответствии со специальным правилом основное отклонение
отверстия определяется по формуле
ЕБ = —ег + Д,
314
где Л = 7ТП — /Гп_, — разность между допусками того квалитета,
в котором образуется поле допуска, и ближайшего более точного
квалитета. На рис. 5.18 приведена иллюстрация к специальному
правилу определения основных отклонений отверстий.
В ЕСДП поле допуска образуется сочетанием основного откло¬
нения и номера квалитета. Условное обозначение поля допуска со¬
стоит из буквы и числа. Например, А8 означает, что это поле допус¬
ка отверстия (большая буква А), у которого нижнее отклонение по¬
ложительно (см. рис. 5.16), а величина допуска соответствует 8-му
квалитету.
Сочетание К1 означает, что это поле допуска основного вала,
верхнее отклонение которого равно нулю, а величина допуска соот¬
ветствует 7-му квалитету.
Если поле допуска располагается ниже нулевой линии, то ос¬
новным отклонением является верхнее отклонение, а нижнее опре¬
деляется по формуле
е/ = ез — 1Т,
Е1= ЕБ- 1Т.
При расположении поля допуска выше нулевой линии основ¬
ным отклонением является нижнее отклонение, а верхнее отклоне¬
ние определяется по формуле
Посадка
в системе отверстия
315
еь = е-1 + 1Т,
ЕБ= Е1 + 1Т.
В этах формулах 1Т — допуск размера, который зависит от но¬
мера квалитета и номинального размера и не зависит от основного
отклонения.
В ЕСДГТ допускаются любые сочетания основных отклонений
и квалитетов, что позволяет получить большое число различных
полей допусков валов .и отверстий. Это значительно превышает
потребности промышленности. В связи с этим путем отбора была
установлена ограниченная номенклатура полей допусков (ГОСТ
25347-82).
Поля допусков валов и отверстий для номинальных размеров от
1 до 500 мм приведены в табл. 5.3 и 5.4.
Шестым признаком ЕСДП предусмотрены посадки в системе от¬
верстия и в системе вала.
Посадки в системе отверстия — посадки, в которых требуемые
зазоры и натяги получаются сочетанием различных полей допусков
валов с полем допуска основного отверстия (рис. 5.19).
Посадки в системе вала — посадки, в которых требуемые зазоры
и натяги получаются сочетанием различных полей допусков отвер¬
стия с полем допуска основного вала (рис. 5.19).
Системы отверстия и вала формально равноправны. Однако си¬
стема отверстия является предпочтительной. Она более экономич¬
ная. Это обусловлено значительно меньшей номенклатурой инстру¬
ментов для обработки. Различные валы в системе отверстия мо1уг
обрабатываться резцом, тогда как для получения в системе вала раз¬
нообразных посадок при определенном размере сопряжения требу¬
ется большое количество мерного инструмента (сверл, зенкеров,
разверток, протяжек).
Рис. 5.19. Схема расположения полей допусков отверстий и валов
в системе отверстия и системе вала
316
5.3. Поля допусков валов при номинальных размерах от 1 до 500 мм
ы
оо
N
=ч
Ч
оо
и
а
г**
а!
оо
а
-
V©
1Л
*п
\о
ьп
ь
Ъ
V.
т
к.
\о
к.
т
Ч
\о
ч
к:
тг
«
т
в:
\о
в:
Ь
е;
В
тГ
Е
ш
Е
V©
е
ь
Е
тГ
■йС
1Л
\о
Г"
■йй
*
^4
О
.4
■*ч
«
О
.Ы
-ч
*
.«о
■*ч
*
Г*
.V)
-ч
*
СП
■а,
тГ
\о
„»а
-ч
.и
■■"Ч
*
ОС
Ух
**ч
*
о\
ьп
■*ч
*
о
М>
*
.«<5
■■*4
#
«Ч
^4
*
Г)
^4
.«О
■■"ч
У* 14*
■*
Ш
^4
.V)
**ч
#
V©
^4
.VI
*ч
*
Г"
.V)
*ч
*
00
гн
.4
*ч
*
О
«
О
*
^4
*
Г*
*
Г)
■с
тГ
■«
1Л
-«
V©
-«
Г"
■«
00
-«
о\
-«
О
^4
-«
^4
«ч
-«
*
Г)
-«
#
тГ
*
Ш
^4
■«
*
\о
^4
-«
*
^4
-«
*
ос
^4
-«
тГ
ь«
1Л
ь«
\о
6«
\о
00
о\
й!
<и
00
о\
**а
оо
•ъ
о\
О
^4
"51
^4
^4
"51
и
00
^4
^4
и
•с
^4
^4
■«
«Ч
^4
■«
о
^4
О
Квалитет
О
О
^4
«ч
Г)
тГ
1Л
V©
00
о\
О
^4
*н
^4
Г*
Г)
ТГ
^4
1Л
^4
\о
^4
00
5.4. Поля допусков отверстий при номинальных размерах от 1 до 500 мм
N
00
N
ь-
00
*
X
Ьз
00
К
Ча
ь«а
05
0,
\в
о.
£
5
Ш
V©
00
О
5=
«Л
V©
*3
г*
00
§
О
»
><
V)
5<
\о
*<
ь
Ь<
00
!<
X
о
Ч
*
О
«
о
«
pH
&3
*
М
65
*
п
*5
40
Ч
ь
#
00
#
а
*3
*
О
Ч
#
#
М
»
Г*)
pH
Ч
#
53
»
1л
pH
Ч
#
V©
#
#
00
pH
ч
Я:
*
о
*51
*
о
*5:
*
1“Н
*
«Ц
&2
*
п
Ъ:
ТГ
5*3
«л
**!
V©
&2
ь
&2
00
О
&?
&?
N
pH
&5
#
п
#
ЧТ
pH
&5
#
V)
pH
*
V©
*
ь
*
*
00
*5:
(0
«л
V©
ч
ь
ч
00
к.
а
к.
>ч
ь
к!
00
к!
л
*ч
ч
00
С)
а
С5
О
С5
£5
и
pH
pH
и
в)
»Н
65
N
»5
X
X
Квалитет
и
О
о
М
г>
Т*
ш
V©
00
9\
О
pH
pH
г>
pH
V)
V©
pH
Г'
00
pH
Обозначения предпочтительных полей допусков выделены жир¬
ным шрифтом.
Однако в некоторых случаях система вала более предпочтитель¬
на. Такие случаи весьма ограничены, и критерием для их использо-
иания чаще всего являются экономические соображения.
В частности, система вала применяется:
— когда на вал одного диаметра необходимо установить несколько
отверстий с разным видом посадок;
— при использовании стандартных узлов и деталей, изготовлен¬
ных в определенных системах, например наружный диаметр под¬
шипников качения изготавливается по системе вала, поскольку этот
узел выпускается в продажу и заранее неизвестно, по какой посадке
будет установлен подшипник в механизм. Если бы делать наруж¬
ный диаметр подшипника в системе отверстия, то потребовалось
бы значительно расширить их номенклатуру, а обрабатывать под¬
шипник по наружному диаметру нецелесообразно;
— при изготовлении валов из калиброванного материала («се¬
ребрянка»). Этот материал представляет собой хорошо обработан¬
ный вал, и для многих отраслей промышленности его можно ис¬
пользовать без обработки, принимая его за основной вал, а обраба¬
тывать только отверстия для получения необходимой посадки;
— когда по прочностным соображениям нежелательно делать
ступенчатый вал для избежания концентрации напряжений в месте
перехода с одного диаметра на другой, тогда делают валы постоян¬
ного диаметра;
— по технологическим соображениям, когда, например, при ре¬
монте имеется готовый вал и под него делается отверстие.
При использовании высокопроизводительного оборудования, на¬
пример бесцентрово-шлифовальных станков, стоимость изготовле¬
ния вала оказывается небольшой, и в ряде случаев экономически
целесообразно применять систему вала при изготовлении на таких
станках. Приведенные примеры являются частными случаями исполь¬
зования системы вала. В подавляющем большинстве применяется
система отверстия.
Основные отклонения валов от о до Л и отверстий от А до Н
используются для образования полей допусков, предназначенных
для посадок с зазором соответственно в системе отверстия и в сис¬
теме вала.
В переходных посадках используются чаще всего основные от¬
клонения от до я у валов, от У51 до N у отверстий.
Для полей допусков с использованием букв /5 и можно ска¬
зать, что у них среднее отклонение (а не основное) равно нулю
319
Основные отклонения у и / аналогичны во многом отклонениям js
и /51 и отличаются тем, что поля допусков с этой буквой не имеют
строго симметричного расположения.
Основные отклонения валов от р до гс и отверстий от Р до ZC
используются в основном для образования полей допусков для по¬
садок с натягом. В табл. 5.5 приведены рекомендуемые к примене¬
нию посадки в системе отверстия (69 посадок), а в табл. 5.6 —
в системе вала (61 посадка).
В практической деятельности используется значительно меньшее ко¬
личество посадок. Количество посадок предпочтительного применения
в системе отверстия для размеров от 1 до 500 мм (в табл. 5.5 выделены
жирным шрифтом) равно 17, а в системе вала (табл. 5.6) — 10.
Седьмым признаком ЕСДП служит температурный режим. В за¬
висимости от температуры, которую имеет изготовленная деталь, ее
размеры будут различные. Поэтому установлено, что стандартные
допуски и посадки относятся к деталям, размеры которых опреде¬
лены при нормальной температуре 20 °С. Такая температура приня¬
та близкой к температуре рабочих помещений машиностроитель¬
ных заводов. Аттестация измерительных средств, а также точные
измерения необходимо выполнять при нормальной температуре.
Для точных измерений часто выделяют специальные помеще¬
ния, в которых температура поддерживается в пределах одного гра¬
дуса в любое время года. Неравномерность температурного поля
в помещении, разность коэффициентов линейного расширения кон¬
тролируемых изделий и измерительных средств являются причина¬
ми температурных погрешностей.
Погрешность измерения, вызванную отклонениями от нормаль¬
ной температуры и разности коэффициентов линейного расширения
детали и измерительного средства, можно определить по формуле
Д/=/(а,Л/| -а2Д/‘2),
где I — измеряемый размер, мм; а, и а, — коэффициенты линейного
расширения материалов детали и измерительного средства; А/, и А?, —
разность между температурой соответственно детали и измерительного
средства и нормальной температурой, т. е. А/, = — 20 °С и Д/2 = /2 — 20 °С.
Подсчитанную таким образом погрешность можно внести в качестве
поправки к результату измерения, взяв ее с обратным знаком.
Температурные погрешности мо1ут достигать значительной ве¬
личины. Например, при контроле размера 250 мм изделия, изготов¬
ленного из стали 30ХГСА (коэффициент линейного расширения
а=1210^,-^), гладким калибром, изготовленного из хромистой стали
320 С
5.5. Рекомендуемые посадки в системе отверстия при номинальных размерах от 1 до 500 мм
Г
SS
s
s
а
sD
3
5
oo
Ü
«
S
5.
£
« 'S
SS
5.
Sc
"С
*
£
s
«а.
vn
-3:
S;
SD
-5:
s
■ч-
1Л
s:
SC
*:
t-
■
с
£
S
Sc
§
1
VI
Е
V£>
E
r-
E
I
41
g
£
s
Sc
е
3
£
s
55
1
4»
о
а.
£
*
s
SS
В
т
©
в
8
£
*л
H6/jsS
%
SS
тГ
•л
sO
r~- oo сл
OO Ov
OS О
J2
rs
-с
V.
£
S
\ w
SSSSS
SS
^ О
Й £
5
M
5
Ьо
1.
V,
'S
£
S
5
5
s
555
jgSSS
SS
r- oo
OO OS
ü»
OO QN
üj
SS
SS SS
SS
'S
<e«
о
■5
S
sss
s
o~
5
|
oo
S
•s
SS
i
РЧ
\
5
•O
\
N
5
zT
•а
а
\
5
Поле
донуска
основ¬
ного
отвео-
к
Е
О
*/->
й:
ЧП
г*з
t
S:
oo
as
*
О
05
s
<N
5*3
21. Я. М. Радкевич
5.6. Рекомендуемые посадки в системе вала при номинальных размерах от 1 до 500 мм
г--
*5:
§'
40
*«:
к
40
*«:
ЁЗ
40
£
»Г)
40
*«:
£
5:
*5:
»Г)
*5:
г-
*«:
£
%
£
§
ТГ
т
40
г^
%
\
$
}
\
5
к
т}-
1Л
*«:
40
-С
*«:
1
£
£
§
*/->
•С
г-
к
е
5
ш
о
о
1П
59
¥
§
Й
р
о
С
*«:
40
«С
г-
ОО со
^ •*:
04
о
<
3
я
т
£!
£
о
5
§
в
о
с
1П
-5:
40
10
СЬ
Ь'
40 40
■«: ■«
Г""
*«:
оо оо
04
£
£В5
Е£
в?'5
£
40
Г"
*«:
оо 00
■«
04
С
£§
£§е
$
40
*«:
г-~
оо оо
о
-«
оо
с»
1 =1
о
3
3
О
С11/А11
ЙЗ
\
гч
\
г-«
р41 )/Л11
Поле
допуска
основ¬
ного
вала
И 4
И 5
40
*«:
*5:
оо
*«:
04
ȣ:
О
-5:
гч
(а=2-Ю“6,-^ ) при температуре изделия 24°С и температуре калиб¬
ра 18°С, будем иметь погрешность
А/=250(1210~б-4-2Т0~6-2)=0,011 мм = 11 мкм.
Погрешность измерения может возникнуть также и от местного
нагрева, например, под действием тепла рук контролера.
Для увеличения точности измерений необходимо применять теп¬
ловую изоляцию (термоизоляционные накладки и ручки у скоб) или
гермоизолирующие перчатки для контролеров.
Еще одним из способов устранения температурной погрешности
от разности температур детали и измерительного средства является
выравнивание температур. Для этого проверяемую деталь и измери¬
тельное средство выдерживают в одинаковых условиях В течение
определенного времени, которое можно определить по формуле [16]
где к — коэффициент, зависящий от условий охлаждения; при ох¬
лаждении в эмульсии к = 1,75, при охлаждении на чугунной плите
к = 6, при охлаждении на воздухе к = 30; у— плотность материала
детали, кг/м3; Р— площадь поверхности детали, м2; Т— начальная
разность температур; ^ — конечная разность температур.
Температуры изделия и измерительного средства выравнивают¬
ся через достаточно большой промежуток времени.
5.2.3. НАНЕСЕНИЕ ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ РАЗМЕРОВ
НА ЧЕРТЕЖАХ. ОБОЗНАЧЕНИЕ ПОСАДОК
Нанесение предельных отклонений на чертежах регламентиру¬
ется ГОСТ 2.307—68, входящим в Единую систему конструкторской
документации (ЕСКД). Предусмотрено три способа указания от¬
клонений:
— числовыми значениями предельных отклонений
— условными обозначениями полей допусков
120/Е; 315®; 260*7; 50А14; 60Р7;
— условными обозначениями полей допусков с указанием спра¬
ва в скобках числовых значений предельных отклонений
21*
323
12018(;Ж), 315/>9(-->, 260*7^-}, 50Л14( 0620).
Во всех трех случаях вначале указывается номинальный размер
(в нашем примере — 120, 315, 260, 50 и 60).
Если одно из предельных отклонений равно нулю, то его можно
не указывать
(З15_0 036 ; 50+О,13°).
Числовые значения предельных отклонений проставляются
на чертежах, предназначенных для использования при изготов¬
лении деталей в единичном производстве, при ремонтных рабо¬
тах, когда рабочий применяет универсальный измерительный
инструмент.
Если чертеж предназначен для использования в серийном и мас¬
совом производстве, где для контроля точности изготовления ис¬
пользуются предельные калибры, то на нем проставляются услов¬
ные обозначения полей допусков.
Предпочтительным является третий способ, так как рабочему
удобно пользоваться чертежом в любом случае.
Обозначение посадки на сборочном чертеже регламентируется
ГОСТ 2.307—68 и состоит из указаний номинального размера и по¬
лей допусков сопрягаемых деталей в виде дроби: в числителе указы¬
вается поле допуска отверстия, а в знаменателе — поле допуска
Н1
вала, например 30 или 30//7/л6.
иб
Вместо условных обозначений полей допусков можно указывать
+0,021
в числителе и знаменателе предельные отклонения, например 30-С1ТЖ.
+0,015
Форма обозначения посадок в системе вала и системе отверстия
идентична.
5.2.4. РЕКОМЕНДАЦИИ ПО ВЫБОРУ ДОПУСКОВ И ПОСАДОК
Обеспечение необходимых условий эксплуатации соединения до¬
стигается правильным выбором соответствующих допусков сопря¬
гаемых деталей.
Выбор допусков и посадок является достаточно сложной техни¬
ческой и экономической задачей. В настоящее время применяют
три метода выбора допусков и посадок [15].
Метод аналогов заключается в том, что конструктор назначает
посадку на основании опыта эксплуатации подобной по конструк¬
ции машины, где имеется аналогичное соединение. Метод прием¬
лем только в случае полной тождественности условий работы со¬
единения. Если полной тождественности нет, то нельзя гарантиро¬
вать, что назначенные допуски будут оптимальными.
Метод подобия является развитием метода аналогов. Он возник
в результате классификации деталей по конструктивным и эксплуа¬
тационным признакам и выпуска справочников с примерами при¬
менения посадок. Для использования этого метода нужно устано¬
вить аналогию конструктивных признаков и условий эксплуатации
проектируемой сборочной единицы с признаками, указанными
в справочниках.
Недостатком метода аналогов и подобия является сложность оп¬
ределения признаков однотипности и подобия.
Расчетный метод является наиболее обоснованным методом вы¬
бора допусков и посадок. Использование этого метода будет проил¬
люстрировано ниже.
Выбор квалитета зависит[13]:
от точности объекта производства (машины, механизма), выте¬
кающей из его эксплуатационного назначения;
от характера требуемых соединений (посадок), способствующих
надежной работе объекта в заданных условиях эксплуатации.
Детали общемашиностроительного применения преимущественно
выполняются по квалитетам 4—11.
Квалитеты 4 и 5 применяют: для деталей, определяющих точ¬
ность работы особо точных машин, прецизионных станков, дели¬
тельных машин; для особо напряженных деталей быстроходных ма¬
шин в случаях, когда точность в значительной степени определяет
нагрузку или распределение напряжений; для деталей быстроход¬
ных механизмов при необходимости бесшумной работы.
Квалитеты 6—8 считаются основными в современном производстве.
Квалитет 9 характерен для деталей в низкоскоростных машинах
и механизмах и других машинах с пониженными требованиями к
точности.
Квалитеты 10 и 11 применяют для деталей, узлов и машин низ¬
кой точности, тихоходных; они предусматривают возможность ча¬
стичного применения деталей, изготовленных без снятия стружки
из чисто тянутой круглой стали и труб, холодноштампованных де¬
талей и т. п.
Квалитеты 12 и 13 применяют при самых минимальных требова¬
ниях к качеству обработки, как правило, для вспомогательных уст¬
ройств, они ориентированы на изготовление деталей без снятия
стружки.
Квалитеты 14—18 предназначаются для свободных размеров де¬
талей, т. е. размеров несопрягаемых поверхностей, а также размеров
заготовок после предварительной обработки.
Применение того или иного квалитета зависит также от состоя¬
ния оборудования, на котором осуществляется обработка, от выб¬
ранного технологического процесса обработки, особенно для фи¬
нишной операции, которая обеспечивает требуемую точность.
В табл. 5.7 приводятся методы обработки, соответствующие раз¬
личным квалитетам [13].
5.7. Методы обработки,
обеспечивающие получение различных квалитетов
при средней экономической точности*
Квалитеты
Методы обработки
вала
отверстия
1
2
3
4—5
5-6
Шлифование круглое тонкое; прошивание тонкое (6—7)**; раз-
вальцевание тонкое (5—6); полирование тонкое; притирка тон¬
кая; доводка средпяя(5—6), тонкая; хонингование(6—7); супер¬
финиширование; анодно-механическое шлифование притироч¬
ное (5—6), отделочное
6-7
7-8
Обтачивание или растачивание тонкое (алмазное); чистовое
(6—9); развертывание чистовое, тонкое (6—7); протягивание чис¬
товое, отделочное; шлифование круглое чистовое; шлифование
плоское чистовое, тонкое; прошивание чистовое (7—9); калибро¬
вание отверстий шариком или оправкой после растачивания или
развертывания; обкатывание или раскатывание роликами или
шариками (6—9); развальцовывание чистовое; притирка чистовая;
полирование обычное; доводка грубая; хонингование плоскостей;
лаппингование предварительное и среднее; анодно-механическое
шлифование черновое (6—9), чистовое; электропсширование де¬
коративное (6—9); электромеханическое сглаживание; холодная
штамповка в вырубных штампах — контурные размеры плоских
деталей при зачистке и калибровке
8-9
9
Строгание тонкое (7—8); фрезерование тонкое (7); обтачивание
поперечной подачей тонкое (8—11); развертывание получистовое
(9—10), для чугуна 8; протягивание получистовое; шабрение тон¬
кое; слесарная опиловка (9—11); зачистка наждачным полотном —
после резца и фрезы (9—11); шлифование круглое получистовое
(8—11); калибрование отверстий шариком или оправкой — после
сверления; холодная штамповка в вытяжных штампах — полые
детали простых форм по высоте (9—12); холодная штамповка
в вырубных штампах — контурные размеры плоских деталей при
зачистке; горячая объемная штамповка без калибровки (9—11)
* Экономическая точность — точность какого-либо метода обработки на дан¬
ном уровне развития техники,обеспечиваемая в нормальных условиях работы при
использовании исправного оборудования,инструмента стандартного качества и при
затрате времени и средств,не превышающих затрат для других методов,сопостави¬
мых с рассматриваемым.
** В скобках указаны возможные пределы колебания достижимых квалитетов.
326
Продолжение табл. 5.7
1 2
3
10
Зенкерование чистовое (10—11); холодная штамповка в вытяж¬
ных штампах — полые детали простых форм по диаметру
(10—11). См. также методы обработки для 9-го квалитета
(возможные пределы колебания)
11
Строгание чистовое (11—13); фрезерование чистовое (10); фре¬
зерование скоростное чистовое (11 —13), обтачивание поперечной
подачей чистовое (11 — 13); обтачивание скоростное; подрезка тор¬
цов (11 — 13); сверление по кондуктору (11 — 13); шабрение грубое;
анодно-механическое разрезание заготовки обычное (11 —13),
специальное электроконтактное разрезание листов (11—13); ли-
тЪе по выплавляемым моделям — мелкие детали из черных метал¬
лов (11 — 13); холодная штамповка в вытяжных штампах — глубо¬
кая вытяжка полых деталей простых форм; холодная штамповка
плоских деталей при пробивке. См. также методы обработки для
9-го и 10-го квалитетов (возможные пределы колебания)
12-13
Строгание черновое (12—14); долбление чистовое; фрезерова¬
ние черновое(12—14); фрезерование скоростное (12—14); обтачи¬
вание продольной подачей получнетовое (12—14); сверление без
кондуктора (12—14); рассверливание (12—14); зенкерование чер¬
новое, по корке (12—15); растачивание получистовое (12—14); ли¬
тье в оболочковые формы — детали из черных металлов (12—14);
холодная штамповка в вырубных штампах — контурные размеры
плоских деталей при вырубке; отрезка абразивным кругом (12—15)
14-18
Автоматическая газовая резка (17—18); отрезка ножницами и
пилами (15—18); отрезка резцом и фрезой (14—16); долбление
черновое (14—15); обтачивание продольной подачей обдирочное
(16—17); обтачивание поперечной подачей обдирочное (16—18),
получистовое (14—15); растачивание черновое (15—17); литье в
песчаные формы — черные металлы (14—16); литье в песчаные
формы (большие допуски) — цветные сплавы (16—17); литье по
выплавляемым моделям — цветные сплавы при размерах деталей
30—500 мм (14—15); литье под даачением (большие допуски) —
цветные сплавы (14—15); литье в оболочковые формы (большие
допуски) — цветные сплавы (15—16); центробежное литье (15);
горячая ковка в штампах (14—17); горячая вырубка и пробивка
(14—16); сварка(16—17)
Квалитет может быть обоснован и расчетным путем. Для этого
необходимо знать расчетные или полученные из практики значе¬
ния предельных зазоров или натягов. Например, если при номи¬
нальном размере соединения 96 мм установлено, что зазор между
шейкой вала и вкладышем подшипника должен находиться в пре¬
делах [£тах] = 70 мкм; [5VJ = 10 мкм. Допуск зазора в этом слу¬
чае равен [ITS] = [Smax] - [5min] = 70 - 10 = 60 мкм.
Распределяя допуск посадки поровну между отверстием и ва¬
лом, получим [ITD\ = \ITd\ = [ITS\/2 = 30 мкм.
Номинальный размер 95 мм попадает в интервал размеров св. 80
до 120 мм. Среднее значение интервала равноV80-120 =98 мм.
Единица допуска / = 2,17 мкм. Количество единиц допуска
ITD 30
а=_7~= 2J7=13>8> что соответствует примерно 6-му квалитету (ята6л = 10,
см. табл. 5.2), 7-му квалитету (ата6л = 16, табл. 5.2). С учетом большей
сложности изготовления отверстия примем для него допуск по 7-му
квалитету ITdl = 16 2,17 = 34,72 мкм (точное значение равно 35 мкм),
а для вала — по 6-му квалитету: ITd6 = 10-2,17 = 21,7 мкм (точное
значение равно 22 мкм). Допуск посадки при этом будет равен
ITS = ITD + ITd = 35 + 22 = 57 мкм.
Другой способ расчета полей допусков размеров будет рассмот¬
рен в разделе «Расчет размерных цепей».
В том случае, когда нет возможности определить допуск рас¬
четным путем, его можно выбрать по аналогии с теми деталями,
работа которых конструктору хорошо известна и дает положитель¬
ные результаты.
5.3. Расчет и выбор посадок
5.3.1. ПОСАДКИ С НАТЯГОМ
Посадки с натягом предназначены для получения неподвижных
неразъемных соединений без дополнительного крепления деталей
и нашли широкое применение в машиностроении. Это объясняется
простотой конструкции соединения, отсутствием дополнительных
креплений (шпонок, шлицев, штифтов и т.п). Иногда для повыше¬
ния надежности соединения дополнительно используют шпонки,
штифты и другие средства крепления.
Относительная неподвижность деталей обеспечивается силами
трения, возникающими на контактирующих поверхностях вследствие
их деформации, создаваемой натягом при сборке соединения.
На прочность соединения с натягом оказывают влияние много раз¬
личных факторов, среди которых можно выделить следующие:
— размеры геометрических параметров деталей и соединения
(диаметр, длина соединения, точность геометрической формы дета¬
лей и параметры шероховатости, величина натяга);
— физико-механические свойства материалов соединяемых де¬
талей (модуль упругости, предел текучести, коэффициент Пуассо-
328
па, релаксация напряжений, коэффициент линейного расширения
материала детали);
— условия нагружения (величина передаваемых усилий, момен¬
тов, скорость вращения и масса вращающихся деталей);
— технология сборки соединения (условия запрессовки, усилие зап¬
рессовки, скорость запрессовки, форма фасок соединяемых деталей).
Рассмотрим общий случай расчета посадок с натягом, когда со¬
единение состоит из полого вала и втулки (рис. 5.20, а).
Разность между диаметром вала с1 и внуфенним диаметром втулки
О до сборки определяет натяг N. При запрессовке деталей происхо¬
дит растяжение втулки на величину Ип и одновременно сжатие вала
на величину Л^, причем
В результате упругой деформации на контактных поверхностях
сопрягаемых деталей возникают напряжения, пропорциональные на¬
тягу. Передаваемое таким соединением усилие Рили кругящий мо¬
мент Л/кт> стремится в процессе эксплуатации узла сместить или по¬
вернуть одну деталь относительно другой. Этому усилию или крутя¬
щему моменту противодействуют силы трения (сцепления),
нозникающие на контактных поверхностях и обеспечивающие от¬
носительную неподвижность деталей, т. е. Мкр < М^, где М1Х> — мо¬
мент трения, зависящий от натяга, размеров соединяемых деталей,
шероховатости поверхностей и т. п.
Используя известные зависимости для определения напряжений
и перемещений в толстостенных полых цилиндрах (задачи Ляме)
(5.33)
А-А
4
\Р
О
-Н—
Д
а
б
Рис. 5.20. Схемы к расчету посадок с натягом
329
(5.34)
(5.35)
получим
(5.36)
где N — расчетный натяг; р — давление на поверхности контакта вала и
втулки, возникающее под влиянием натяга; (1= Б — номинальный ди¬
аметр сопрягаемых поверхностей; Ев, Ел — модули упругости материала
втулки и вала; Св, Сл — коэффициенты, определяемые по формулам
где (1Х — внутренний диаметр вала (при сплошном вале (і{ = 0),
с12 — наружный диаметр втулки (рис. 5.20, а); цв, ца — коэффициен¬
ты Пуассона для материалов отверстия и вала (сталь — 0,3; чугун —
0,25; бронза — 0,35; латунь — 0,38).
Возможны три вида нагрузок, передаваемых неподвижным со¬
единением: осевая (сдвигающая) сила Р, крутящий момент Л/кр,
нагружении крутящим моментом Мкр и осевой силой Р.
Для заданных материалов и размеров соединяемых деталей на¬
тяг зависит от давления рт[п, которое определяют из условия обеспе¬
чения неподвижности соединяемых деталей при эксплуатации, т. е.
из условия прочности соединения. Для исключения относительного
смещения деталей в соединении при нагружении осевой силой Р
необходимо, чтобы расчетное усилие не превышало сил трения, воз¬
никающих на поверхности:
(5.37)
(5.38)
/
равнодействующая
при одновременном
330
Р< ясИр/„
(5.39)
откуда
(5.40)
где лс11 — номинальная площадь контакта сопрягаемых деталей (фак¬
тическая площадь контакта зависит от натяга, физико-механичес-
ких свойств материалов сопрягаемых деталей и других факторов);
/ — длина соединения; /, — коэффициент трения (сцепления) при
продольном смещении деталей.
При нагружении соединения крутящим моментом это условие
имеет вид:
где /, — коэффициент трения (сцепления) при относительном вра¬
щении деталей.
При одновременном нагружении соединения крутящим момен¬
том и сдвигающей силой расчет следует выполнять по равнодей¬
ствующей Т, причем
Коэффициент трения (сцепления) в соединениях с натягом за¬
висит от материала сопрягаемых деталей, шероховатости их повер¬
хностей, натяга, вида смазки, направления смещения деталей и других
факторов.
В практических расчетах для деталей, изготовленных из стали и
чугуна, можно принять/ = 0,08 (при сборке под прессом) и/= 0,14
(при сборке с нагревом охватывающей детали или с охлаждением
охватываемой [2]).
Исходя из формул (5.36), (5.40),(5.42) и (5.44) наименьший рас¬
четный натяг при осевом нагружении
(5.41)
откуда
(5.42)
Т < 71(11 р/
(5.43)
откуда
Р ■ —
т,п лсИр/
(5-44)
при нагружении крутящим моментом
к.
^ еА
Л*. (5-46)
Измерение размеров соединяемых деталей производят по вер¬
шинам неровностей (рис. 5.20, б), поэтому в измеренный натяг
Лиэм = 4» - 4™ (5.47)
входят значения высот неровностей вала Игё и отверстия Т?г£). В про¬
цессе запрессовки неровности на контактных поверхностях деталей
сминаются, что уменьшает прочность соединения.
Следовательно, расчетный натяг соединения УУрасч становится
меньше табличного Л^, найденного по табличным значениям пре¬
дельных отклонений, на величину смятия вершин неровностей и.
Опыт показывает, что при запрессовке деталей в холодном состоя¬
нии вершины неровностей сминаются примерно на 0,6 своей вели¬
чины с каждой стороны, следовательно,
и = 2(0,6ЛЫ + 0,6ЯгВ) = 1,2 + Дг0). (5.48)
Поэтому наименьший натяг р при котором обеспечивается
прочность соединения, определяется выражением
кт1пг= А^прас + 1,2(Лг„ + Лгс). (5.49)
Если соединение работает при температуре, значительно отли¬
чающейся от температуры сборки (/с = 20 °С), при разных коэффи¬
циентах линейного расширения материалов деталей, то учитывают
изменение натяга и{ (мкм):
ы, = й?(А иа, — А/,аг,), (5.50)
где а„ — коэффициенты линейного расширения; /2 — рабочая
температура деталей. В этом случае посадку выбирают по натягу
, = ^т1п расч + 1,2 (Лы + ^0) + щ. (5.51)
Выбранная по ГОСТ 25347—82 рекомендуемая посадка должна
удовлетворять условию
(5.52)
где таГ)л — наименьший табличный натяг.
Чтобы обеспечить прочность соединяемых деталей, расчет сле¬
дует проводить по наибольшему табличному натягу N^^,1 выбран¬
ной посадки. Для этого определяют наибольшее давление ртах, воз-
332
никающее после запрессовки на соединяемых поверхностях при наи¬
большем натяге, используя формулы (5.36) и (5.48):
Рпш,. - '
N.
,-1,2(ЛгС +
( С
(5.53)
Прочность деталей соединения проверяют по наибольшему натя¬
гу выбранной посадки. Этот натяг может быть значительно больше
номинального. Эпюры распределения нормальных напряжений — ок¬
ружных сг, и радиальных сг. — показаны на рис. 5.21. Слабым зве¬
ном, как правило, является охватывающая деталь. Наибольшие на¬
пряжения и сг,, возникающие в соединяемых деталях (втулка и
вал) при наибольшем давлении:
(5.54)
(5.55)
Если эти напряжения меньше предела текучести материала де¬
талей (условие прочности)
ав < <гтЛ; сг, < сд, (5-56)
то посадка выбрана правильно.
Вследствие значительных колебаний
свойств материалов деталей, погрешно¬
стей при обработке, различия в спосо¬
бах осуществления посадок с натягом
перед массовым применением произво¬
дится экспериментальная проверка
прочности соединения.
Пример. Требуется подобрать стандартную
посадку с натягом, зная, что с! = 0,05 м;
с?2 = 0,08 м; */, = 0 (вал сплошной); / = 0,03 м;
Мкр = 164 Н м. Материал втулки и вала сталь 50;
= ЕВ = 2,1-10" Па; д, = = 0,3; от = 370-106 Па;
/= 0,1. Шероховатость поверхностей отверстия втул¬
ки = 10 мкм, вала = 6,3 мкм.
Рис. 5.21. Эпюры
распределения нормальных
напряжений
333
Решение. 1. Величина наименьшего необходимого давления на поверхности
контакта вала и втулки
2-164
пс121/ 3,14-0,052 0,03-0,1
= 14,1 -10 Па.
2. Наименьший расчетный натяг
где
р . СІ
/у - * пип . _
тіп /і г
14,1-10°- 0,05 ,
= 11*10 м = 11 мкм,
2,6 0,7
-+
2,1-Ю11 2,1-Ю1
1 +
Сс=-
т+Мр =2,6,
1 +
с,=-
1
3. Наименьший функциональный натяг
ли рас + 1,2(^ + ЛгС)= 11 + 1,2(10 + 6,3) = 30,56 мкм.
4. Потабл. 1.49 [13] находим, что условию Л^пп6<г удовлетворяет посадка
50Ш/и%, у которой Л^,,, Та6л = 31 мкм, Л/пик Та6л = 109 мкм.
5. Наибольшее давление на контактных поверхностях при наибольшем натяге
выбранной посадки
109 10~6-1,2(10 + 6,3) 10-6 ,„6 „
Ртах = П—■ = 114 -10 Па.
0,051(2,6 + 0,7)/(2,1 ■ 10п)|
Наибольшее напряжение во втулке
ч2
1 +
■ш
= МО,05^08) ]14,06 = 262,10бпа.
1-(0,05/0,08)2
Условие прочности втулки вьщерживается, так как для стали 50 предел текучес¬
ти а,в — 370-106 Па и ов< стВ, следовательно, посадка выбрана правильно.
Если условие прочности не выполняется, то выбирают другую посадку с мень¬
шим максимальным натягом. При этом должны удовлетворяться оба условия.
5.3.2. ПОСАДКИ С ЗАЗОРОМ
В ПОДШИПНИКАХ СКОЛЬЖЕНИЯ
Наиболее распространенным типом ответственных подвижных
соединений являются подшипники скольжения, работающие со смаз¬
кой. Для обеспечения наибольшей долговечности необходимо, что¬
бы при установившемся режиме подшипники работали с минималь¬
ным износом. Это возможно в том случае, когда поверхности цап¬
фы и вкладыша подшипника будут разделены слоем смазки, а трение
между металлическими поверхностями будет заменено на трение
между слоями смазки. Рассмотрим в качестве примера методику рас¬
чета одного из наиболее распространенных типов подвижных со¬
единений вал—подшипник скольжения.
Теоретический расчет подвижной посадки основан на гидродина¬
мической теории смазки и сводится к определению такого зазора меж¬
ду валом и подшипником, в котором мог бы поместиться слой смазки,
нужной для обеспечения условий жидкостного трения толщины.
В состоянии покоя под действием силы тяжести нал находится
в крайнем нижнем положении (рис. 5.22).
При вращении вала силы трения увлекают смазку в узкую кли¬
нообразную щель между валом и отверстием. Под действием возни¬
кающего в щели давления при определенном соотношении разме¬
ров соединения, частоты вращения, вязкости смазки и давления вал
как бы всплывает, опираясь на слой смазки и несколько смещаясь в
сторону вращения.
Жидкостное трение между трущимися поверхностями будет ус¬
тойчивым, если толщина слоя смазки в самом узком месте hmin будет
больше некоторого критического
значения. В результате опытов было
установлено, что наилучшие усло¬
вия работы подшипника достигают¬
ся при hmin = 0,255 (S — зазор между
валом и подшипником в состоянии
покоя). Коэффициент полезного
действия подшипника скольжения в
этом случае будет наибольшим, а ко¬
эффициент трения получается наи¬
меньшим.
Из гидродинамической теории
смазки известно соотношение меж¬
ду h и S в подшипниках скольжения
конечной длины /:
Рис . 5.22. Схема к расчету
посадок с зазором
н подшипниках скольжения
ьз^ц-шп _±_ (5 57)
р с1+1
где Л — толщина слоя смазки в месте наибольшего сближения по¬
верхностей вала и подшипника в рабочем состоянии, м; Б — зазор
между валом и подшипником в состоянии покоя, м; с1 — номиналь¬
ный диаметр соединения, м; со — угловая скорость вала, равная т,
рад/с; г] — динамическая вязкость смазочного масла, Па/с; / — дли¬
на подшипника (соединения), м; р — среднее давление на единицу
площади в подшипнике, определяемое через нагрузку Р (//) на цап-
р
фу из выражения р = , Па.
ка1
Подставив в это соотношение значение Итт = 0,255, получим
выражение для определения значения наивыгоднейшего зазора:
<5-58>
При расчете и выборе подвижных посадок необходимо учиты¬
вать, что в процессе работы происходит износ поверхностей вала
и отверстия, в результате чего зазор увеличивается. В связи с этим
наивыгоднейший зазор необходимо уменьшить на величину из¬
носа в период приработки, который составляет примерно 1,4
т- е-
^ = ^вЧ4(/С+д. (5.59)
Наиболее вероятный зазор в соединении (с учетом рассеивания
размеров цапфы и подшипника) приближается к среднему, т. е.
^ = (5тах + 5т1п)/2. (5.60)
В этой связи посадку следует выбирать по среднему зазору из
числа предпочтительных, соблюдая при этом условие
^ (5-61)
Выбранную посадку проверяют:
1) на обеспечение минимального слоя смазки /2т(п при наиболее
неблагоприятных условиях, т. е. при наибольшем зазоре 5тах;
2) на отсутствие сухого трения.
Первое условие будет выполнено, если
К* =—г % ^ > (5.62)
4[^Н4(^Ч)]
336
а второе, если
Лт1п>^+ Л*. (5.63)
Если условия (5.62) и (5.63) выполнены, то посадка выбрана пра¬
вильно. Если условие (5.63) не выполняется, то выбирают другую
посадку из числа предпочтительных или из числа рекомендуемых.
Пример. Подобрать стандартную посадку с зазором при следующих условиях:
номинальный диаметр соединения (1 = 0,045 м; длина подшипника (соединения)
/ = 0,06 м; угловая скорость вала со = 100 рад/с; динамическая вязкость смазочной
жидкости г] = 0,02 Па/с; среднее давление на цапфу р = 7,8-105 Па; высота микроне¬
ровностей отверстия Лг0 = 3,2 мкм; высота микронеровностей вала А'гсГ = 1,6 мкм.
Решение. 1. Определяем значение самого выгодного зазора по формуле (5.58):
10,52 • 0,45" ТОО ■ 0,02 0,06 „ , *
■У.... =2,1— ^1 г— = 78 -10 м = 78 мкм.
~11 7,8 -105(0,045 + 0,06)
2. Найдем значение расчетного зазора по формуле (5.59):
V- = 5на„в -1,4(/д + ЛгВ) = 78 - 1,4(3,2 + 1,6) = 72,56 мкм.
По ГОСТ 25347—82 подберем посадку, удовлетворяющую условию = 5рлсч. Из
числа предпочтительных посадок в 7-м квалитете наиболее близка к выполнению
условия (5.59) посадка 45//7/е8 (5тах = 114 мкм, 5тш = 50 мкм) (табл. 1.47 [13]).
Средний зазор = (114 + 50)/2 = 82 мкм.
3. Проверим посадку при неблагоприятных условиях, т. е. когда зазор наиболь¬
ший (5тм = 114 мкм), по формуле (5.62):
82“
И - =—г 75 = 13,947 мкм.
т,п 4[И4 + [,4(3,2+1,6)]
4. Проверку на достаточность толщины слоя смазки производим по формуле (5.63)
Яг0; 13,947 >3,2+ 1,6.
Условие выполняется, следовательно, посадка выбрана правильно.
Отметим, что несущая способность масляного клина, создавае¬
мого при вращении элементов пары, уменьшается из-за погрешно¬
стей расположения и формы цапфы и вкладыша подшипника. При
выборе посадки необходимо учитывать также рабочую температуру
подшипника, коэффициенты линейного расширения материалов вала
и втулки, предусматривать запас на износ и другие факторы. Более
подробный расчет можно найти в работах [15].
5.3.3. ПЕРЕХОДНЫЕ ПОСАДКИ
Переходные посадки применяются при центрировании деталей.
Передача нагрузки соединением обеспечивается дополнительным креп¬
лением шпонками, штифтами и другими крепежными средствами.
22. Я. М. Радкекич 337
Точность центрирования и легкость сборки и разборки соедине¬
ния при применении небольших усилий возможна лишь при не¬
больших колебаниях допустимых натягов и зазоров, поэтому пере¬
ходные посадки предусмотрены только в относительно точных ква-
литетах: валов в 4—7-м, отверстия в 5—8-м. Отверстия в переходных
посадках, как правило, принимают на один квалитет грубее вала.
Характер переходных посадок определяется вероятностью полу¬
чения при сборке натягов или зазоров в сопряжении.
Рассчитать переходную посадку — это значит определить веро¬
ятность получения натягов(зазоров) при заданных условиях. В ос¬
нову расчета положен ряд допущений: рассеяние действительных
размеров деталей подчиняется закону нормального распределения
(закону Гаусса) (рис. 5.23); теоретическое рассеяние 6$ равно допус¬
ку детали, а центр рассеяния совпадает с серединой поля допуска.
Распределение натягов или зазоров в этом случае также будет под¬
чиняться нормальному закону, а вероятности их получения опреде¬
ляются с помощью интегральной функции вероятности Ф (г)-
Методика расчета сводится к следующему.
1. Рассчитываются основные параметры соединения: допуски
вала, отверстия, максимальный зазор (натяг), минимальный зазор
(натяг), средний зазор(натяг):
К^ез-ЕГ, ^т=е1-ЕБ- Л^=(ЛГтах+А^п)/2;
Э^ЕЯ-ег, Бт.п=Е1 -ех, Бср (^+0/2;
1ТО=Е5-Е1; т=е$-еи
(5.64)
^=Н,5 5П.=10
\
/
пв
+39
N„„=39
+30
Н1
\
1!
+20
+ 1
п
+
б
Рис. 5.23. Определение вероятности
получения натягов или зазоров
в переходных посадках:
а — распределение натягов и зазоров;
а б — расположение полей допусков
к
г= ~Б~
За
2. Определяется среднее квадратичное отклонение натяга (зазора)
л//7Х>2 + /та2
5= . (5.65)
3. Определяется предел интегрирования (при Л^. = 0)
1=^. (5.66)
4. По найденному значению I (0 < г < +°°) определяется функция
Ф(1) по статистическим таблицам или по приближенной формуле:
Ф(г) = -
0,3994 г-0,1308 г2+ 0,027 г3
1-0,3212 г+ 0,2205 г2-0,0403 г3+ 0,00705 г4'
В эту формулу подставляется абсолютное значение г.
5. Определяется вероятность появления натягов зазоров:
— вероятность натяга
Р'ы = 0,5 + Фи), если I > 0; (5.67)
Рд. = 0,5 - Ф(г), если г < 0; (5.68)
— вероятность зазора Р5
Р£ = 0,5 - Ф(г), если г > 0; (5.69)
/£ = 0,5 + Ф(г), если z<0. (5.70)
Пример. Рассчитать ожидаемую при сборке долю соединений с натягом и
долю соединений с зазором для посадки
65
Н7
пб
> 0.039
+0.020
Решение. 1. По формулам, приведенным в пункте 1, определяем:
Л^пах = — Е1 = 0,039 — 0 = 0,039 мм = 39 мкм;
5^ = £5 - е/ = 0,030 - 0,020 = 0,010 мм = 10 мкм;
Л'гглп = *^тах = “Ю МКМ;
Кр = [39 + (-10)1/2 = 14,5 мкм;
/7В = £5- £/= 0,030 - 0 = 0,030 мм = 30 мкм;
1Тс1 = ея — в/ = 0,039 — 0,020 = 0,019 мм = 19 мкм.
2 Определяем среднее квадратичное отклонение натяга
22*
339
4ПО- + Ш2 д/зо2 + 192 „ „
л = = = 5,9 мкм .
6 6
3. Определяем величину г
г = = 2,46
•V 5,9
4. Определяем значение Ф(г = 2,46) по формуле:
Л/ „ 0,3994 -2,46-0,1308 -2,462 + 0,027 -2,463
Ф(г = 2,46) = ; 5 ' = т- -= 0,493.
1-0,3212 -2,46 + 0,2205 -2,46 2 -0,0403 -2,46 +0,00705 2,464
5. Определяем вероятность появления натягов. Так как г > 0, то вероятность
Рк = 0,5 + Ф(г) = 0,5 + 0,493 =0,993 .
6. Определяем вероятность появления зазоров. Так как г > 0, то
=0,5-Ф(г) = 0,5-0,493 = 0,007.
В табл. 5.8 приведен процент натягов Р£ для переходных поса¬
док, полученных расчетом по данной методике (при размерах от 1
до 500) [13]. Эти значения приближенные, так как при их расчете
принималось допущение, что рассеивание размеров вала и отвер¬
стия подчиняется закону нормального распределения, а центр груп¬
пирования совпадает с серединой поля допуска.
На практике центры рассеяния действительных размеров, как
правило, смещены, вследствие чего фактически процент соедине¬
ний с зазорами получается несколько меньше, а степень обеспечи¬
ваемой соосности выше расчетной.
Используя вероятностный метод расчета малозвенных размер¬
ных цепей, можно уточнить результат с учетом законов рассеивания
размеров вала и отверстия.
5.3.4. ХАРАКТЕРИСТИКА И ПРИМЕРЫ
ПРИМЕНЕНИЯ ПОСАДОК
Посадки с зазором
Посадки с зазором, как правило, применяются в подвижных соеди¬
нениях, в которых детали в процессе работы перемещаются в продоль¬
ном (осевом) направлении или вращаются относительно друг друга.
Посадки характеризуются наличием гарантированного зазора 5тіп,
необходимого для обеспечения свободного и легкого перемещения
340
5.8. Процент натягов для переходных посадок
Посадка
Процент натятої
/’л , %
Посяпа
Процент кгтаа
%
Я5
М 5
Я 7
КП
99,93-99,98
24—34
/я 4
Л4
кб
А6
Я 5
АГ5
Я7
/7
38-68
0,5-4
*4
Л4
У6
Л6
Я 5
Я 7
—
0,5—1,0
—
0,5—0,6
>4
/г 6
/55
/57
3-6
—
5-6
А4
А6
Я 6
М 6
Я8
ЛГ8
94-99
88-93
т 5
А5
п7
Л7
Я 6
АГб
Я 8
А/8
38-50
60-71
Л5
Л5
/п7
ЬП
Я 6
/5 6
Я 8
АГ8
0,1-2,6
24—29
/?5
*5
к7
А7
Я 6
Я8
/8
—
0,5—0,8
0,6-2,7
>5
Л
А7
Я8
—
4-5
—
0,6—0,7
*5
>7
Я 7
N1
/58
99,1-99,6
—
4—5
п 6
А6
ЬП
Я 7
МП
80—85
—
тб
А6
или вращения деталей, размещения слоя смазки между сопрягае¬
мыми деталями, компенсации температурных и силовых деформа¬
ций, отклонений формы и расположения поверхностей, погрешно¬
стей сборки сопрягаемых деталей и т. п.
Ряд рекомендуемых посадок установлен ГОСТ 25347—82:
(Н1/ф, Н1/Л, Н1/е&, т/еЪ, т/с!9, Н9/с19, ни /Д1, ЩИ6, £9/А8).
В посадках точных квалитетов допуск отверстия на один (иногда
на два) квалитет больше допуска вала (например, Н1/ф, Г8/И6). Это
объясняется тем, что получить точное отверстие труднее, чем точ¬
ный вал. Сочетание в одной посадке вала с более точным отверсти¬
ем (например, Н1/еН, Щ/с19) объясняется необходимостью получе¬
ния посадок с увеличенными зазорами.
341
При выборе подвижных посадок необходимо руководствоваться
следующими соображениями: чем больше скорость вращения дета¬
ли, тем больше должен быть зазор; зазор увеличивают с возрастани¬
ем вязкости применяемой смазки; при осевых перемещениях дета¬
лей зазоры должны быть больше, чем при вращательном движении,
за исключением тех случаев, когда требуется очень точное направ¬
ление осевых перемещений; зазор выбирают тем больше, чем длин¬
нее опора (т. е. чем больше длина подшипника и больше число этих
опор), что вызвано необходимостью компенсации погрешностей ис¬
кривления осей валов или связано с неизбежным нарушением пол¬
ной соосности всех подшипников; при увеличении нагрузки на под¬
шипник зазор уменьшают во избежание выдавливания смазки.
Примерная область применения посадок с зазором приведена
в табл.5.9 [13].
5.9. Посадки с зазором
Группа посадок H/h
Наименьший зазор в посадках равен нулю. Установлены во всем диапазоне
точностей сопрягаемых размеров (4—12-й квалитеты). Посадки часто применя¬
ются для неподвижных соединений с дополнительным креплением при необхо¬
димости их частой разборки. В квалитетах с 8-го по 12-й эти посадки могут
частично заменить отсутствующие в них переходные посадки. Применяются для
центрирования неподвижно соединенных деталей, если нет необходимости
в более точном центрировании.
В подвижных соединениях служат для медленных перемешений деталей обычно
в продольном направлении; для точного направления при возвратно-поступа¬
тельном движении; для соединений, детали которых должны легко передви¬
гаться или проворачиваться относительно друг друга при настройке, регулиров¬
ке или затяжке в рабочее положение и т. п. В некоторых случаях используются
и для подвижных соединений вращательного движения (обычно при неболь¬
ших скоростях вращения), а в ответственных случаях — с применением сорти¬
ровки и подбора деталей.
Группа посадок H/g, G/h
Установлены только при относительно высоких точностях изготовления де¬
талей (валы 4—6-го квалитетов, отверстия 5—7-го квалитетов) и в диапазоне
этих точностей характеризуются минимальными по сравнению с другими по¬
садками гарантированными зазорами. Применяются в основном для особо точ¬
ных и точных подвижных соединений, в которых требуется обеспечить плавность
и точность перемещений (чаще всего возвратно-поступательного) и ограничить
зазор во избежание нарушения соосности, возникновения ударов (при ревер¬
сивных движениях) или для сохранения герметичности. При вращательном дви¬
жении деталей посадки не применяются за исключением подшипников особо
точных механизмов при малых нагрузках на вал и незначительных отклонениях
рабочей температуры от нормальной. В неподвижных соединениях применяют¬
ся для обеспечения легкой установки деталей (например, сменных) при доста-
точно точной фиксации расположения.
342
Продолжение табл. 5.9
Группа посадок II/f, F/h
Характеризуются умеренным гарантированным зазором, достаточным для обес¬
печения свободного вращения в подшипниках скольжения при консистентной
и жидкой смазке в легких и средних режимах работы (умеренные скорости — до
150 рад/с, нагрузки, небольшие температурные деформации).
Группа посадок H/e, E/h
Характеризуются значительным гарантированным зазором, обеспечивающим
свободное вращательное движение при повышенных режимах работы (значи¬
тельные нагрузки, высокие скорости вращения — свыше 150 рад/с, небольшие
температурные изменения зазора) или осложненных условиях монтажа — раз¬
несенные опоры, многоопорные валы, увеличенная длина соединения. Приме¬
няются в неподвижных соединениях для деталей, требующих значительных
зазоров при установках и регулировках.
Группа посадок H/d, D/h
Характеризуются большим гарантированным зазором, позволяющим компен¬
сировать значительные отклонения расположения сопрягаемых поверхностей
и температурные деформации и обеспечить свободное перемещение деталей
или их регулировку и сборку.
Группа посадок Н/а, Н/Ъ, Н/с, А/h, В/h, С/h
Характеризуются гарантированными зазорами в пределах (0,006—0,02)rfHC при
размерах до 30 мм, (0,002—0,005)£/11С при размерах 30—80 мм, (0,001 -0,0035)rfB C
при размерах свыше 120 мм. Применяются в основном в грубых квалитетах
(11, 12-й) для конструкций малой точности, где большие зазоры необходимы
для компенсации отклонений расположения сопрягаемых поверхностей (соос¬
ности, симметричности, перпендикулярности и т. п.), для применения грубо-
обработанных или необработанных чистотянутых материалов малой точности,
для компенсации размерных изменений деталей в процессе эксплуатации под
воздействием температуры, водо- и маслопоглощения (в посадках деталей из
пластмасс), для обеспечения свободного вращения или поступательного пере¬
мещения в условиях запыления и загрязнения и т. п.
Переходные посадки
Переходные посадки предусмотрены только в точных квалите¬
тах. Переходные посадки обеспечивают хорошее центрирование со¬
единяемых деталей и применяются в неподвижных разъемных со¬
единениях, которые в процессе эксплуатации подвергаются более
или менее частой разборке и сборке для осмотра или замены смен¬
ных деталей. Высокая точность центрирования и относительная лег¬
кость разборки и сборки соединения обеспечиваются за счет не¬
больших зазоров и натягов. Малые зазоры ограничивают взаимное
радиальное смещение деталей в соединениях, а небольшие натяги
способствуют их соосности при сборке.
343
ГОСТ 25347—82 устанавливает четыре вида переходных поса¬
док, которые образуются сочетанием основных отклонений валов
js, к, т, п с основным отверстием Н или отверстий JS, К, М, N
с основным валом h.
Примерная область применения переходных посадок приведена
в табл. 5.10 [13].
5.10. Переходные посадки
Группа посадок H/a, H/b, H/c, A/h, B/h, C/h
Для посадок этой группы более вероятно получение зазора, но возможны
и небольшие натяги (до половины допуска вала), поэтому при сборке и разбор¬
ке необходимо предусматривать применение усилий; обычно достаточно ис¬
пользования деревянного молотка. Посадки применяются в том случае, если
при центрировании деталей допускаются небольшие зазоры или требуется обес¬
печить легкую сборку, при необходимости в частых сборках и разборках, при
относительно большой длине соединения (свыше трех-четырех диаметров) или
когда сборка и разборка затруднены компоновкой узла, массой и размерами
деталей. Соединения обычно либо неподвижны, либо перемещаются с малой
скоростью при небольшой массе деталей.
Группа посадок Н/к, К/h
Наиболее характерный и применяемый тип переходных посадок. Вероятнос¬
ти получения натягов и зазоров в соединении примерно одинаковые. Однако
из-за влияния отклонений формы, особенно при большой длине соединения
(свыше двух-трех диаметров), зазоры в большинстве случаев не ощущаются.
Сборка и разборка производится без значительных усилий, например, при по¬
мощи ручных молотков. Небольшой натяг, получающийся в большинстве со
единений, достаточен для центрирования деталей и предотвращения их вибра¬
ций в подвижных узлах при вращения со средними скоростями.
Группа посадок Н1/т6, MI/h6
Обеспечивают преимущественно натяг. Вероятность получения зазоров (не¬
больших) относительно мала. Эти зазоры, как правило, не ощущаются за счет
отклонений формы, особенно при увеличенных длинах соединения. Применя¬
ются для неподвижных соединений деталей на быстровращающихся валах
с дополнительным креплением или без него (при малых нагрузках и больших
длинах соединения); при увеличенных длинах соединения (свыше 1,5—2 диа¬
метров) или когда недопустимы большие деформации деталей.
Группа посадок H/n, N/h
Являются наиболее прочными из переходных посадок. Зазоры при сборке
практически не возникают. Для сборки и разборки деталей требуется значи¬
тельное усиление: применяются прессы, распрессовочные приспособления,
иногда термические методы сборки. Разборка соединений производится редко,
обычно только при капитальном ремонте. Применяются для центрирования
деталей в неподвижных соединениях, передаюших большие усилия, при нали¬
чии вибраций и ударов (с дополнительным креплением).При небольших на¬
грузках, например в приборостроении, обеспечивают неподвижность соедине¬
ния без дополнительного крепления.
344
Посадки с натягом
Посадки с натягом предназначены для получения неподвижных
неразъемных соединений деталей без дополнительного их крепле¬
ния. ГОСТ 25347—82 устанавливает поля допусков валов и отверстий
в 5—8-м квалитетах для образования посадок с натягом: р5, рб, г5,
гв, s5, s6, s7, /6, ul, ы8, x8, ^8, P6, PI, RI, 57, 77, L/8, а также ряд
рекомендуемых посадок в системе отверстия и в системе вала.
Примерная область применения посадок с натягом приведена
в табл. 5.11 [ 13].
5.11. Посадки с натягом
Группа посадок Н/р, P/h
Характеризуются минимальным гарантированным натягом. Установлены
в наиболее точных квалитетах (валы 4—6-го, отверстия 6—7-го квалитетов). При¬
меняются в таких случаях, когда крутящие моменты или осевые силы малы или
случайное относительное смещение соединяемых деталей несущественно для
их служебной роли; для соединения тонкостенных деталей, не допускающих
больших деформаций; для центрирования тяжело нагруженных или быстровра-
щающихся крупногабаритных деталей (с дополнительным креплением). Для
деталей из цветных металлов и легких сплавов эти посадки по своему назначе¬
нию аналогичны глухим посадкам в соединениях деталей из черных металлов.
Валы с полями допусков р5, рб и отверстия с полями допусков Рб и И приме¬
няются также для посадочных мест под подшипники качения
Группа посадок Н/г, U/s, H/t, R/h, S/h, T/h
Характеризуются умеренными гарантированными натягами в пределах
(0,0002—0,0006)</нс, обеспечивающими передачу нагрузок средней величины без
дополнительного крепления. В некоторых случаях, когда применение посадок
с большими натягами недопустимо по условиям прочности деталей, посадки
данной группы применяются и в соединениях, воспринимающих тяжелые на¬
грузки, но с дополнительным креплением. Посадки H/r, R/h для деталей из
цветных металлов и легких сплавов, а при размерах свыше 80 мм и для деталей
из черных металлов. Посадки с натягами средней величины характеризуются,
как правило, наличием упругих деформаций соединяемых деталей. Установле¬
ны для относительно высоких точностей деталей (валы 5—7-го, отверстия 6—7-го
квалитетов) и обычно не требуют предварительной сортировки деталей по раз¬
мерам перед сборкой. Сборка соединений возможна как под прессом, так и
способом термических деформаций. В посадках этой группы допуск отверстия
принимают обычно на один квалитет грубее, чем вала.
Группа посадок Л/и, Н/х, Л/z, U/h
Характеризуются большими гарантированными натягами (0,001—0,002)£/нс.
Предназначены для соединений, на которые воздействуют тяжелые, в том числе
и динамические нагрузки. Применяются, как правило, без дополнительного
крепления соединяемых деталей. При столь больших натягах возникают в ос¬
новном упругопластические и пластические деформации. Детали должны быть
345
/
/
Продолжение табл. 5.11
проверены на прочность. Рекомендуется опытная проверка выбранных поса¬
док, особенно в массовом производстве. Сборка обычно осуществляется ме¬
тодами термических деформаций, но применяется и продольная запрессовка.
В отдельных случаях детали перед сборкой сортируются и подбираются по
размерам. Для посадок с большими натягами предусмотрены относительно
широкие допуски деталей (8-го, иногда 7-го квалитетов). В отдельных случаях
с целью получения большей прочности соединения и повышения гарантиро¬
ванного натяга допуск основного отверстия или основного вала может быть
ужесточен на один квалитет.
5.4. Допуски и посадки подшипников качения
Подшипник качения представляет собой сложный узел. В об¬
щем случае он состоит из наружного и внутреннего колец, тел каче¬
ния и сепаратора. Телами качения являются шарики, ролики или
иглы в игольчатых подшипниках. Подшипники качения обладают
полной внешней взаимозаменяемостью по присоединительным по¬
верхностям, что обеспечивает возможность их замены при износе.
Кольца подшипников и тела качения обладают неполной взаимоза¬
меняемостью, так как их собирают методом селективной подборки.
Основными присоединительными поверхностями подшипников
качения являются:
1) отверстие во внутреннем кольце радиальных и радиально-упор¬
ных подшипников или тугом кольце упорных подшипников;
2) наружная поверхность наружного кольца в радиальных и ра¬
диально-упорных подшипниках или свободном кольце упорных под¬
шипников.
В связи с этим различают посадки внутреннего кольца на вал
и наружного кольца в корпус. Требуемый характер соединения обес¬
печивается выбором соответствующего поля допуска вала или отвер¬
стия корпуса при неизменных полях допусков колец подшипника.
Стандартизация посадок подшипников сводится к установлению
предельных отклонений посадочных поверхностей колец подшип¬
ников, рядов полей допусков для валов и отверстий корпусов, со¬
единяемых с подшипниками.
Точность подшипников качения определяется отклонениями,
установленными на геометрические и кинематические параметры,
к которым относятся: ширина внутреннего и наружного колец (В);
ширина наружного кольца, если внутреннее имеет иную ширину (С);
номинальные диаметры отверстия внутреннего кольца и посадоч¬
ной поверхности наружного кольца (с!, О); средние диаметры отвер¬
стия внутреннего и наружного колец (с1т, Вт), которые 011ределяются
по формулам:
4. = «пах + 4™)/2; От = (Отгх + От-т)/2,
где с1тах, йтач и с/Ш1П, Х>т1п — наибольшие и наименьшие диаметры
посадочных поверхностей колец подшипника; радиальное биение
дорожки качения внутреннего кольца относительно его отверстия
(/?,); радиальное биение дорожки качения наружного кольца отно¬
сительно его наружной цилиндрической поверхности (Я0); монтаж¬
ная высота однорядного конического роликового подшипника (Г);
непостоянство ширины кольца (£/).
5.4.1. КЛАССЫ ТОЧНОСТИ
В зависимости от точности перечисленных выше параметров
установлены следующие пять классов точности, обозначаемых
(в порядке возрастания точности) 0; 6; 5; 4; 2. Каждому классу точ¬
ности соответствует свой допуск. Классы точности подшипника вы¬
бираются исходя из требований, предъявляемых к точности враще¬
ния и условиям работы соединения.
В механизмах, когда требования к точности вращения специаль¬
но не оговорены, применяют подшипники классов точности 0 и 6.
Подшипники классов 5 и 4 применяют при большой частоте враще¬
ния и повышенных требованиях к точности вращения (например,
шпиндели точных станков). Подшипники класса точности 2 исполь¬
зуют в специальных случаях (точные приборы, высокоскоростные
подшипниковые узлы).
Подшипники имеют условные обозначения, состоящие из цифр
и букв.
Две первые цифры, считая справа, обозначают для подшипни¬
ков с внутренним диаметром от 20 до 495 мм внутренний диаметр
подшипников, деленный на 5. Третья цифра справа совместно
с седьмой обозначают серию подшипников всех диаметров, кроме
малых (до 9 мм). Основная из особо легких серий обозначается
цифрой 1; легкая — 2; средняя — 3; тяжелая — 4; легкая широкая — 5;
средняя широкая — 6 и т. д.
Четвертая справа цифра обозначает тип подшипника: 0* — ради¬
альный шариковый однорядный; 1 — радиальный шариковый двух¬
рядный сферический; 2 — радиальный с короткими цилиндрическими
роликами; 3 — радиальный роликовый двухрядный сферический;
* Нули, стоящие левее последней значащей цифры, отбрасывают, что позволяет
сократить обозначения для часто употребляемых подшипников.
347
4 — роликовый с длинными цилиндрическими роликами или иг¬
лами; 5 — роликовый с витыми роликами; 6 — радиально-упор¬
ный шариковый; 7 — роликовый конический; 8 — упорный шари¬
ковый; 9 — упорный роликовый.
Пятая или пятая и шестая справа цифры вводятся не для всех
подшипников и обозначают их конструктивные особенности. Напри¬
мер, наличие встроенных уплотнений, наличие стопорной канавки,
угла контакта шариков в радиально-упорных подшипниках и т. п.
Цифры 6; 5; 4 и 2, стоящие через тире (разделительный знак)
перед условным обозначением подшипника, обозначают его класс
точности. Класс 0 не указывается.
Например-. 5-210. Цифры (две первые справа) 10 обозначают внут¬
ренний диаметр подшипника, который равен 10-5 = 50 мм, цифра
2 (третья справа) — обозначает серию. В данном случае — легкая
серия. Подшипник радиальный шариковый однорядный, так как
отсутствуют четвертая, пятая и шестая цифры (см. сноску). Класс
точности подшипника — 5.
Для сокращения номенклатуры подшипники изготавливают
с отклонениями размеров внутреннего и наружного диаметров, не
зависящими от посадки, по которой их будут монтировать. Наруж¬
ное кольцо диаметром Б принято за основной вал, а внутреннее
кольцо диаметром г/ — за основное отверстие. Таким образом, по¬
садки наружного кольца с корпусом осуществляются по системе вала,
а посадки внутреннего кольца с валом — по системе отверстия. При
этом поле допуска внутреннего кольца расположено в «минус» от
номинального размера (вниз от нулевой линии), а не в «плюс», как
у обычного основного отверстия (рис. 5.24).
В этой связи при выборе посадок на вал необходимо иметь
в виду, что характер соединения внутреннее кольцо—вал получает¬
ся с небольшим гарантированным натягом. Характер соединений
наружное кольцо—корпус такой же, как в обычных соединениях по
системе вала при одинаковой точности изготовления.
ГОСТ 3325—85 устанавливает следующие обозначения полей до¬
пусков на посадочные размеры колец подшипников по классам точ¬
ности (рис. 5.25):
— для среднего внутреннего диаметра подшипников Ьс1т, Ь0, Ь6,
Х5,14,12;
— для среднего наружного диаметра подшипников Ют, 10, 16,
15,14,12, где Ьс1т, Ют — общее обозначение поля допуска соответ¬
ственно на средний внутренний йт и средний наружный От диа-
348
10
'~Т
10
о
20
сч
II
30
<3
40
50
Класс точности подшипников
Отверстия корпусов
С5
£5
Валы
Р1
Внутреннее
кольцо
О
Рис. 5.24. Поля допусков валов и отверстий посадочных поверхностей
для установки подшипников качения
Рис. 5.25. Схема
расположения полей
допусков на наружный
диаметр и диаметр отверстия
подшипников качения
метры подшипника; £, / — обозначение основного отклонения со¬
ответственно среднего внутреннего и среднего наружного диамет¬
ров подшипника.
Поля допусков Ьс1т и Ют посадочных размеров подшипника рас¬
положены одинаково в «минус» от линии их номинальных средних
размеров Д, и </„ т. е. верхние границы полей допусков совпадают
с нулевыми линиями. Поле допуска Ют на наружный диаметр Вт
подшипника располагается аналогично полю допуска основного вала
к и обозначается 10, 16, ..., 12 в зависимости от класса точности.
Значения допусков на посадочные размеры подшипника класса
точности 0 соответствуют примерно 5—6-му квалитетам, а для под¬
шипников класса точности 2 — 2—3-му квалитетам.
Для обеспечения высокого качества подшипников овальность
и средняя конусообразность отверстия и наружной цилиндричес¬
кой поверхности колец шариковых и роликовых радиально-упор¬
ных подшипников классов точности 5, 4, 2 не должны превышать
0,5 допуска на диаметры с1т, От. Допускаемая овальность посадоч¬
ных поверхностей колец подшипника в свободном состоянии мо¬
жет быть больше 0,5 допуска на диаметр, но при сборке подшипни¬
ка и его монтаже кольца выправляются (овальность устраняется).
Вследствие овальности, конусообразности и других отклонений при
измерении подшипников могут быть получены различные значения
диаметров их колец в разных сечениях. В связи с этим установлены
предельные отклонения номинального ([1, П) и среднего (с!т, Бт)
диаметров колец.
К шероховатости посадочных и торцевых поверхностей колец
подшипников, а также валов и корпусов предъявляют повышенные
требования. Особо большое значение имеет шероховатость поверх¬
ности дорожек и тел качения. Например, уменьшение шероховато¬
сти от Яа = 0,63—0,32 мкм до Яа = 0,16—0,08 мкм повышает ресурс
подшипников более чем в 2 раза, а дальнейшее уменьшение шеро¬
ховатости до Яа = 0,08—0,04 мкм — еще на 40% [15]. Допуск круг-
лости для подшипников класс точности 0 и 6 допускается
в пределах половины допуска на диаметр в любом сечении посадоч¬
ной поверхности, а для класса 5 и 4 — четверть допуска. Допуск
цилиндричности допускается в пределах половины допуска на диа¬
метр посадочной поверхности на длине этой поверхности для 0 и 6
класса и четверти допуска на диаметр в любом сечении посадочной
поверхности для 4 и 2 классов точности.
Пример назначения и написания посадок колец подшипника
6—308 при условии, что вращается и испытывает циркуляционное
нагружение наружное кольцо, приведен на рис. 5.26, а; схемы рас¬
положения полей допусков сопрягаемых деталей и средневероят¬
ные параметры в посадках — на рис 5.26, б 118|.
Рис. 5.26. Пример назначения и написания посадок колец подшипников:
а — вращается и испытывает циркуляционное нагружение наружное кольцо;
б — схемы расположения полей допусков и срелневероятные параметры в посадках
5.4.2. ВЫБОР ПОСАДОК ПОДШИПНИКОВ КАЧЕНИЯ
НА ВАЛЫ И В КОРПУСА
Надежность работы подшипниковых узлов в значительной сте¬
пени зависит от правильного выбора посадок колец подшипников
на вал и в корпус.
При выборе посадки учитываются: тип подшипника; частота вра¬
щения; нагрузка на подшипник (постоянная или переменная по зна¬
чению и направлению, спокойная или ударная); жесткость вала
и корпуса; характер температурных деформаций системы (увеличе¬
ние или уменьшение натягов при рабочих температурах); способ
крепления подшипника (с затяжкой или без затяжки); удобство мон¬
тажа и демонтажа.
Различают три основных вида нагружения колец: кольцо враща¬
ется относительно радиальной нагрузки, подвергаясь так называе¬
мому циркуляционному нагружению; кольцо неподвижно относи¬
тельно радиальной нагрузки и подвергается местному нагружению;
кольцо нагружено равнодействующей радиальной нагрузкой, кото¬
рая не совершает полного оборота, а колеблется на определенном
участке кольца, подвергая его колебательному нагружению.
На рис. 5.27 приведены основные виды нагружения колец под¬
шипников, а в табл. 5.12 — характеристика нагружений [25].
г д е
Рис . 5.27. Основные виды нагружения колец подшипников качения
Посадку выбирают так, чтобы вращающееся кольцо подшипни¬
ка было смонтировано с натягом, исключающим возможность его
проскальзывания по посадочной поверхности в процессе работы
под нагрузкой; другое кольцо при этом должно монтироваться
с зазором. В этой связи:
1) при вращающемся вале необходимо иметь неподвижное со¬
единение внутреннего кольца с валом; наружное кольцо соединять
с корпусом с небольшим зазором;
2) при неподвижном вале внутреннее кольцо должно иметь по¬
садку на валу с необходимым зазором, а наружное кольцо — непод¬
вижную в корпусе.
Рекомендуемые поля допусков для посадок колец подшипни¬
ков качения классов точности 0 и 6 и их применения приведены в
табл. 5.13 [25].
В подшипниках качения различают исходный, монтажный и ра¬
бочий зазор. Исходный зазор подшипник имеет в свободном состо¬
янии. Согласно ГОСТ 24810—81 по типам подшипников установле¬
ны условные обозначения групп зазоров (обозначают арабскими
5.12. Характер нагружения колес
Условия приложения
нагрузки
Эскиз
Характер нагружения колец
Наружного
Внутреннего
Наружное кольпо неподвижно, внутреннее вращается
Вал нагру&ен силой Р
постоянного направления
Рис. 5.27, а
Местное нагруже¬
ние (на активном
угле восприятия
нагрузки)
Циркуляционное
Вал нагружен центро¬
бежной силой Я6
Рис. 5.27, б
Циркуляционное
Местное
Вал нагружен силой РЛ
которая совершает коле¬
бательные движения
с угловой амплитудой Ь
Рис. 5.27, в
Колебательное
(циркуляционное
с амплитудой а + Ь)
Циркуляционное
Внутреннее кольцо неподвижно, наружное вращается
Наружное кольцо на¬
гружено силой Р посто¬
янного направления
Рис. 5.27, г
Циркуляционное
Местное
Наружное кольцо на¬
гружено центробежной
силой Я,
цб
Рис. 5.27, д
Местное
Циркуляционное
Кольцо нагружено
силой Рх, совершающей
колебательные движения
с угловой амплитудой Ь
Рис. 5.27, е
Циркуляционное
Колебательное
(циркуляционное
с амплитудой а + Ь)
цифрами, а одну из них словом «нормальная»). Группы различаются
размерами радиального и осевого зазоров. Монтажный зазор полу¬
чается в подшипнике после его сборки в изделии. Вследствие по¬
садки одного кольца с гарантированным натягом монтажный зазор
всегда меньше исходного. Наиболее важным в подшипнике являет¬
ся рабочий зазор — зазор между телами качения и дорожками каче¬
ния при установившемся рабочем режиме и температуре. При зна¬
чительном рабочем зазоре, возникает большое радиальное биение,
а нагрузка воспринимается меньшим числом шариков; при рабочем
зазоре близком к нулю, нагрузка распределяется на наибольшее число
шариков, поэтому подшипник в данном случае обладает большей
долговечностью.
Монтаж подшипника с натягом производят преимущественно
по тому кольцу, которое испытывает циркуляционное нагружение.
23. Я. М. Радхевич 353
5.13. Рекомендуемые поля допусков
для посадок подшипников
Поле допуска
Условия работы и область применения
Вращается ш
Посадки внутренних колец подшипников на вал (циркуляционное нагружение)
и 6
Особо тяжелые и тяжелые ударные нагрузки. Применяется
в основном для роликоподшипников в тяжелом машино¬
строении
тв
Тяжелые нагрузки; работа с толчками и ударами. Применяется
в основном для роликоподшипников и крупных шариковых
подшипников
к6,к$
Средние нагрузки, тяжелые нагрузки в условиях необходи¬
мости частого перемонтажа. Для подшипников всех типов;
основная посадка в машиностроении
р 6
■
кого перемонтажа и ре1улировки.Для подшипников всех типов
Посадки наружных колец подшипников в корпус (местное нагружение)
К1
Тяжелые нагрузки. Для роликоподшипников
/57,/56
Тяжелые и нормальные нагрузки. Большие частоты вращения.
Для роликоподшипников
Я7,Я6
Нормальные и легкие нагрузки, в частности при
необходимости осевых перемещений для регулирования
радиально-упорных подшипников.Основная посадка в
машиностроении
Я9.Я8
Нормальные и легкие нагрузки. Малые частоты вращения
(до 4 с-1). В основном для разъемных корпусов
Вращается корпус
Посадки внутренних колец подшипников на вал ( местное нагружение )
рв
Тяжелые нагрузки. В основном для роликоподшипников в
тяжелом машиностроении
И 6
Тяжелые и нормальные нагрузки. Основная посадка в маши¬
ностроении
я6
Нормальные и легкие нагрузки. Для подшипников всех типов
при невысоких требованиях к точности
/6
Легкие нагрузки. Для подшипников всех типов
Посадки наружных колец подшипников в корпус (циркуляционное нагружение)
Р1
Тяжелые и нормальные нагрузки. Работа с толчками и
ударами. В основном для роликоподшипников в тяжелом
машиностроении
354
Продолжение табл. 5.13
N7
Тяжелые нагрузки в условиях необходимости облегченного
перемонтажа. В основном для роликоподшипников
М7
Нормальные и легкие нагрузки, необходимость облегченного
перемонтажа. Для подшипников всех типов при повышенных
требованиях к точности
К7
Большие частоты вращения. Необходимо дополнительное
крепление от проворота. Для подшипников всех типов
При циркуляционном нагружении колец подшипников посадки
выбирают по интенсивности радиальной нагрузки Рк на посадоч¬
ную поверхность. Допускаемые значения Рк, подсчитанные по сред¬
ним значениям посадочных натягов, приведены в табл. 5.14.
5.14. Допускаемые интенсивности нагрузок
на посадочные поверхности вала
Диаметр, мм
Допустимое значение Р„, кН - м
Для посадок отверстия
p5Js6
к5, к 6
т5, т6
п5, иб
внутреннего кольца под¬
шипника
Св. 18 до 80
До 300
300-1400
1400-1600
1600-3000
»80 »180
» 600
600-2000
2000-2500
2500-4000
»180 »360
» 700
700-3000
3000-3500
3500-6000
»360 »630
» 900
900-3500
3500-4500
4500-8000
Для посадок наружной
Кб, К7
Мб, М7
N6, N7
Р7
поверхности наружного
кольца подшипника
Св. 50 до 180
До 800
800-1000
1000-1300
1300-2500
»180*360
» 1000
1000-1500
1500-2000
2000—3300
»360 »630
» 1200
1200-2000
2000-2600
2600-4000
»630 »1600
» 1600
1600-2500
2500-3500
3500-5500
Интенсивность нагрузки подсчитывают по формуле
Р«=^К>К2К3, (5.71)
где — радиальная нагрузка на опору; Ку, К-,, К3 — коэффициенты;
Ь — рабочая ширина посадочного места (Ь = В — 2г, где В — ширина
подшипника; г — координата монтажной фаски внутреннего или
наружного кольца подшипника).
Динамический коэффициент посадки Ку зависит от характера
нагрузки: при перегрузке до 150%, умеренных толчках и вибрации
А, = 1; при перегрузке до 300%, сильных ударах и вибрации К, = 1,8.
Коэффициент К2 (табл. 5.15) учитывает степень ослабления поса¬
дочного натяга при полом вале или тонкостенном корпусе; при
сплошном вале К2 = 1. Коэффициент Къ учитывает неравномерность
распределения радиальной нагрузки Гг между рядами роликов в двух¬
рядных конических роликоподшипниках или между сдвоенными ша¬
рикоподшипниками при наличии осевой нагрузки 7^ на опору.
5.15. Значения коэффициента Л,
или
Коэффициент кг
Вал
Корпус
Св.
До
— <0,5
с/
— <1,5 2,0
с1
-<2-3
с/
Для всех
подшипников
—
0,4
1
1
1
1
0,4
0,7
1,2
1,4
1,6
1
0,7
0,8
1,5
1,7
2
1,4
0,8
—
2
2,3
3
1.8
Примечание. — диаметр отверстия полого вала; — диаметр наружной
поверхности тонкостенного корпуса.
Значения Къ (табл. 5.16) зависят от величины (7^//;) сЩ/3()3 — угол
контакта тел качения с дорожкой качения наружного кольца, завися¬
щий от конструкции подшипника). Для радиальных и радиально-упор¬
ных подшипников с одним наружным или внутренним кольцом К3 — 1.
5.16. Значения коэффициента К,
г,
с Ъ Р
Гг
До од
0,2-0,4
0,4-0,6
0,6-1
Свыше 1
к,
1
1,2
1,4
1,6
2
С увеличением радиальной нагрузки возрастает ее интенсивность
Рк (5.71), а следовательно, повышается натяг в посадках.
В посадках подшипников классов 0 и 6 применяют поля допус¬
ков 7-го квалитета для отверстий корпусов и 6-го квалитета — для
валов. Посадки подшипников классов 5 и 4 осуществляют точнее,
чем классов 0 и 6, на один квалитет.
Пример. Выбрать посадку циркуляционно-нагруженного внутреннего кольца ра¬
диального однорядного подшипника 0—308 (класс точности 0; с1 = 40 мм;
Б = 23 — 2-2,5 = 18 мм) на вращающийся полый вал с11 = 20 мм. Радиальная реак¬
ция опоры /'д = 4119 Н. Нагрузка ударная, перегрузка 300%, осевой нагрузки на
опору нет.
Решение. 1. Находим коэффициенты: К1 = 1,8; К2 = 1,6 (так как ^1,711 = 0,5;
<1
—= 2,25); Л'з = 1 (так как /0 = 0).
(1
2. Находим интенсивность нагрузки по формуле (5.71):
4.19 -1,»;1.6.1 = 660 кН/м..
0,018
В табл. 5.14 заданным условиям для вала соответствует поле допуска кв (так как
класс точности подшипника 0), образующее с полем допуска кольца посадку
с натягом (Л^п = 2 мкм, Лгтак = 30 мкм). Отклонение диаметра с! подшипника
принимаем по ГОСТ 520—89 (верхнее 0, нижнее — 12 мкм), а отклонение вала — по
ГОСТ 25347—82 соответственно (ет = +18 мкм, е/ = +2 мкм).
Посадку можно определить также по минимальному натягу между
циркуляционно-нагруженным кольцом и поверхностью сопрягае¬
мой с ним детали. Приближенно минимальный натяг
= О5’ (5'?2)
где — радиальная нагрузка; N — коэффициент (для подшипни¬
ков легкой серии равен 2,8, средней — 2,3 и тяжелой — 2).
По найденному значению выбирают ближайшую посадку.
Наибольший натяг посадки не должен превышать допускаемого
(^Чпах - ли во избежание разрыва колец подшипника:
уу _ П,4[сг]ЛИ (5 73)
(2л-2) 10'51 ’
где м — допускаемое напряжение при растяжении (для подшип¬
никовой стали [<7) = 400 МПа).
5.5. Стандартизация шпоночных
и шлицевых соединений
Для соединения деталей машин (зубчатых колес, шкивов, муфт,
роликов, дисков, кулачков, рукояток и др.) с валами при невысоких
требованиях к точности центрирования соединяемых деталей при¬
меняют шпоночные соединения.
357
Шпонки служат для передачи крутящего момента, предотвра¬
щения проворачивания втулки на валу, обеспечения перемещения
втулки вдоль вала или фиксации взаимного положения деталей в
узле. С их помощью достигается сравнительно легкая разборка и
сборка узла.
Особенностью шпоночных соединений является то, что в со¬
пряжении участвует три элемента: поверхность паза на валу, повер¬
хность паза во втулке и поверхность шпонки.
Основными недостатками шпоночных соединений являются: ма¬
лая несущая способность; ослабление валов шпоночными пазами;
концентрация напряжений из-за неблагоприятной формы шпоноч¬
ных пазов. В связи с этим шпонки используются, как правило,
в малонагруженных соединениях.
В машиностроении получили распространение шпоночные со¬
единения с призматическими, сегментными, клиновыми и танген¬
циальными шпонками. Наибольшее применение получили призма¬
тические и сегментные шпонки.
5.5.1. ПРИЗМАТИЧЕСКИЕ ШПОНКИ
Размеры шпонок и сечений пазов, допуски и посадки регламен¬
тируются ГОСТ 23360—78 «Основные нормы взаимозаменяемости.
Соединения шпоночные с призматическими шпонками. Размеры
шпонок и сечений пазов. Допуски и посадки».
Стандарт предусматривает три исполнения шпонок, которые при¬
ведены на рис. 5.28.
Он регламентирует также размеры сечений пазов (рис. 5.29) и их
предельные отклонения.
Исполнение 1 Исполнение 2
А . А .
-1 -1
Исполнение 3
^1
j
г1
м
/
►
г1
■м
/
►
~шэ
R=b/2 /
358
Рис . 5.28. Виды исполнений призматических шпонок
Рис. 5.29. Шпоночные пазы вала и втулки
Работоспособность шпоночных соединений определяется в ос¬
новном точностью посадок по ширине шпонки Ь.
Остальные размеры задают так, чтобы исключить возможность
защемления шпонки по высоте или чрезмерное занижение поверх¬
ностей соприкосновения боковых сторон.
По ширине для призматических шпонок предусмотрено три ва¬
рианта соединения: свободное, нормальное и плотное (табл. 5.17).
5.17. Предельные отклонения по ширине Ъ
шпоночных соединений с призматическими шпонками
В качестве материала для шпонок используется чистотянутая сталь
по ГОСТ 8787—68. Допускается применение других сталей с вре¬
менным сопротивлением разрыву не менее 590 МПа.
Сечение шпонок (Ь х И) зависит от диаметра вала (табл. 5.18).
359
5.18. Соотношения между диаметром вала
и сечением шпонок
Диаметр вала d, мм
Сечение
шпонкн
Ь у А, мм
Диаметр вала d, мм
Сечение
шпонки
Ь х А, мм
Диаметр вала d, мм
Сечение
шпонкн
b х А, мм
Св.
До
Св.
До
С*.
До
6
10
2x2
50
58
16 X 10
170
200
45x25
8
10
3x3
58
65
18x11
200
230
50 х 28
10
12
4x4
65
75
20 х 12
230
260
56 х 32
12
17
5x5
75
85
22 х 14
260
290
63 х 32
17
22
6x6
85
95
24 х 14
25 х 14
290
330
70 х 36
22
30
7x7
8x7
95
НО
28х 16
330
380
80x40
30
38
10x8
110
130
32 х 18
380
440
90x45
38
44
12x8
130
150
36x20
440
500
100x50
44
50
14 х 9
150
170
40x22
В ответственных шпоночных соединениях сопряжения дна паза
с боковыми сторонами выполняется по радиусу, величина которого
указывается на рабочем чертеже.
К несопрягаемым размерам призматических шпонок относятся:
высота шпонки h и длина шпонки /.
Высоту призматических шпонок выполняют по All (при высоте
2—6 мм — по А9), длину I — по А14, длину пазов — по //15. Откло¬
нения по указанным элементам всегда направлены «в тело», что
гарантирует собираемость соединения.
Для шпоночных пазов втулок на чертежах проставляют размер d+ t,,
как единственно удобный для контроля; на валах предпочтительно
указывать /„ но допускается указывать и размер d — (табл. 5.19).
5.19. Предельные отклонения размеров по глубине пазов
в зависимости от высоты шпонки А
Высота шпонок, мм
Предельные отклонения размеров, мм
d-t,
d + r2
От 2 до 6
0
-0,1
+0,1
0
Св.6 до 18
0
-0,2
+0,2
0
Св. 18 до 50
0
-0,3
+0,3
0
360
Условное обозначение призматических шпонок исполнения 1
состоит из номинальных размеров шпонки Ь х И х I и номера ГОСТа.
Например, шпонка исполнения 1 с размерами Ь хИ х1 =16 х 10 х 80:
Шпонка 16 х 10 х 80 ГОСТ 23360—78. Для 2 и 3 исполнения: Шпон¬
ка 2(3) -16 х 10 х 80 ГОСТ 23360-78.
5.5.2. СЕГМЕНТНЫЕ ШПОНКИ
ГОСТ 24071—97 «Основные нормы взаимозаменяемости. Сег¬
ментные шпонки и шпоночные пазы» предусматривает две формы
для сегментных шпонок — нормальную (в виде целого сегмента) и
низкую (в виде срезанного сегмента) (рис. 5.30).
Нормальная форма
В
Низкая форма*
Л
Г
-«Г
і
іх45°
•*-
чая
X
ъ
X
"Ч
Г'
* і
-О
X- острые кромки притулить
Рис. 5.30. Форма и размеры сегментных шпонок
Низкая форма применяется по согласованию сторон. При этом
А, = 0,8/2,. Шпонки в виде целого сегмента применяются для пере¬
дачи крутящего момента, а в виде срезанного сегмента — для фик¬
сации элементов конструкции (в случае неподвижной посадки, ког¬
да передача момента осуществляется за счет трения).
Форма и размеры шпоночных пазов приведены на рис. 5.31.
А-А
щь
чш
( Ні
ш (
\
Шл
'////Л
-А
Рис . 5.31. Форма и размеры шпоночных пазов для сегментных шпонок
361
По ширине для сегментных шпонок предусмотрено два вариан¬
та соединения: нормальное и плотное (табл. 5.20).
5.20. Варианты соединения сегментных шпонок
Соединение
Ширина
шпонки Ь
Паз
навал; Ь
во втулке Ь
Нормальное
Ь
т Ж
Плотное
Р9
Я9
Допускается также свободное соединение шпонки с валом и втул¬
кой. Предельные отклонения ширины паза b в этом случае должны
соответствовать полям допусков для вала — Н9, для втулок — Z)10.
Для термообработанных деталей допускается использовать пре¬
дельные отклонения размеров: ширины паза вала — #11, ширины
паза втулки — Z)10.
5.21. Размеры шпонки нормальной
и эквивалентной низкой формы
Серия 1
Серия 2
Размер шпонки
нормальной формы
Ь х А, х D или
эквивалентной
низкой формы
Серия 1
Серия 2
Размер шпонки
нормальной формы
ft х h, х D или
эквивалентной
низкой формы
Св.
До
Св.
До
Св.
До
Св.
До
3
4
3
4
1,0 х 1,4 х 4
14
16
20
22
4,0 х 7,5 х 19
4
5
4
6
1,5 х 2,6 х 7
16
18
22
25
5,0 х 6,5 х 16
5
6
6
8
2,0 х 2,6 х 7
18
20
25
28
5,0 х 7,5 х 19
6
7
8
10
2,0 х 3,7 х 10
20
22
28
32
5,0x9,0x22
7
8
10
12
2,5 х 3,7 х 10
22
25
32
36
6,0x9,0x22
8
10
12
15
3,0 х 5,0 х 13
25
28
36
40
6,0 х 10,0х 25
10
12
15
18
3,0 х 6,5 х 16
28
32
40
8,0 х 11,0х 28
12
14
18
20
4,0 х 6,5 х 16
32
38
-
-
10,0 х 13,0х 32
Условное обозначение сегментной шпонки состоит из размеров
Ь х И и номера ГОСТа.
Например, шпонка нормальной формы (исполнение 7) сечени¬
ем Ь х /г, = 4 х 6,5:
Шпонка 4x6,5 ГОСТ 24071-97.
Обозначение низкой шпонки с сечением Ъ х А, = 5 х 5,2:
Шпонка 5 х 5,2 ГОСТ 24071-97.
5.5.3. КЛИНОВЫЕ ШПОНКИ
Размеры шпонок, сечения пазов, допуски и посадки соединений
с клиновыми шпонками регламентируются ГОСТ 24068—80 «Ос¬
новные нормы взаимозаменяемости. Соединения шпоночные с кли¬
новыми шпонками. Размеры шпонок и сечений пазов. Допуски
и посадки».
Эти соединения аналогичны призматическим с тем отличием,
что шпонка изготавливается в виде клина с уклоном 1:100. Осевым
перемещением шпонки обеспечивается соединение вала и втулки.
Точность клиновых шпонок устанавливается теми же полями до¬
пусков, что и для призматических (А9 для Ь, И11 для А и Л14 для I).
Требование в отношении точности ширины паза у вала и втулки
нормируется одним полем допуска ZM0. Требование к углу наклона
нормируется предельными отклонениями ±/4710/2. Посадки для со¬
пряжений с клиновыми шпонками не нормируются, так как соеди¬
нение осуществляется осевым смещением шпонки, т. е. имеет мес¬
то регулируемая посадка с натягом.
На рис. 5.32 приведено шпоночное соединение с клиновыми
шпонками.
Рис . 5.32. Шпоночные соединения с клиновыми шпонками
363
Исполнение 1
А-А
или г
Исполнение 2
А . X 1:100
1 (
и
ГІ,
Г* *-
Исполнение 3
X 1:100 А .
ІІ
►
3
Исполнение 4
тН
зи
А-А
.Ух45;
Рис. 5.33. Виды исполнений клиновых шпонок
Предусмотрено четыре исполнения клиновых шпонок (рис. 5.33, а—г).
Условное обозначение клиновой шпонки состоит из размеров Ьх Их!
и номера ГОСТа. Например, шпонка с размерами Ь = 18 мм, И = 11 мм
и / = 100 мм в исполнении 1:
Шпонка 18 х 11х 100 ГОСТ 24068-80,
то же, в исполнении 2:
Шпонка 2 — 18x11 х 100 ГОСТ 24068-80.
5.5.4. НАНЕСЕНИЕ РАЗМЕРОВ
НА ЧЕРТЕЖАХ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Применяют три способа нанесения размера глубины паза на валу:
от противоположной расположению паза крайней точки диаметра
вала (рис. 5.34, а); от ближайшей к пазу кромки цилиндрической
поверхности вала (рис. 5.34, б); от крайней точки диаметра, лежа¬
щей на оси симметрии паза (рис. 5.34, в).
364
а
б
в
г
20Я9
20Л9
Шпонка
20г12г40
д
е
ж
Рис. 5.34. Нанесение размеров на элементы шпоночного соединения
С точки зрения контроля наиболее правильна третья схема.
На рис. 5.34 приведены примеры нанесения размеров на валу
(рис. 5.34, в, д), во втулке (рис. 5.34, г, е) и в сборе (рис. 5.34, ж).
Шлицевые соединения имеют значительные преимущества пе¬
ред шпоночными по прочности, которая обусловлена следующими
причинами: число элементов, передающих крутящий момент, боль¬
ше, а силы, действующие на элементы, соответственно меньше;
концентрация напряжений у основания шлицев меньше, чем в па¬
зах шпоночного соединения.
В машиностроении применяют шлицы прямобочные (рис. 5.35, а),
эвольвентные (рис. 5.35, б); треугольные (рис. 5.35, в) и трапецеидаль¬
ные (рис. 5.35, г).
Размеры и допуски прямобочных шлицевых соединений регла¬
ментируются ГОСТ 1139—80 «Основные нормы взаимозаменяемос¬
ти. Соединения шлицевые прямобочные. Размеры и допуски».
5.5.5. ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Прямобочные шлицевые соединения
Рис. 5.35. Типы шлицевых соединений
Этот ГОСТ распространяется на шлицевые соединения общего
назначения с прямобочным профилем зубьев, расположенных па¬
раллельно оси соединения, и с боковыми сторонами профиля, па¬
раллельными оси симметрии шлица вне окружности диаметра. Он
предусматривает три серии шлицевых соединений: легкую (наруж¬
ный диаметр Б = 26—120 мм с числом зубьев в зависимости от диа¬
метра 1= 6; 8; 10), среднюю (£>= 14—125 мм, z = 6; 8; 10) и тяжелую
(2) = 20—125 мм, г= Ю; 16; 20), различающихся между собой разме¬
рами и числом шлицев.
Основное применение имеют соединения легкой и средней се¬
рий. Соединения тяжелой серии применяют преимущественно в тя¬
желых по износу условиях. Размеры прямобочных шлицевых соеди¬
нений и их исполнение (по ГОСТ 1139—80) показаны на рис. 5.36.
Шлицевое соединение отличается от гладкого тем, что сопряже¬
ние осуществляется одновременно по трем поверхностям: наруж¬
ной, внутренней и по боковым сторонам шлицев. В связи с этим в
шлицевых прямобочных соединениях применяются три способа от¬
носительного центрирования вала и втулки (совмещения осей вала
и втулки): по наружному диаметру (В) (рис. 5.37, а), по внутренне¬
му диаметру ((Г) (рис. 5.37, б, в) и по боковым поверхностям зубьев
(Ь) (рис. 5.37, г).
Центрирование по наружному диаметру В рекомендуется в случа¬
ях повышенных требований к соосности элементов соединения, когда
Втулка
Вал
Д
Исполнение 1
Исполнение 2
д
Исполнение 3
Рис. 5.36. Размеры прямобочных шлицевых соединений и их исполнения
твердость втулки допускает обработку чистовой протяжкой, а вал
обрабатывается фрезерованием и шлифованием по наружному диа¬
метру #. Нецентрирующие диаметры выполняют: с!1 — по #11, раз¬
мер <1 — не менее йг По внутренней поверхности соединения
остается зазор с. Применяется в неподвижных соединениях, а так¬
же в подвижных соединениях, передающих малый крутящий мо¬
мент, т. е. в соединениях с малым износом поверхностей.
ГОСТ 1139—80 предусмотрены следующие посадки при центри¬
ровании по наружному диаметру (табл. 5.22).
Посадки по боковым сторонам шлицев при этом должны соот¬
ветствовать приведенным в табл. 5.23.
Центрирование по внутреннему диаметру с! применяют при повы¬
шенных требованиях к совпадению геометрических осей, когда охва-
367
Втулка
а 6 в г
Рис . 5.37. Способы относительного центрирования
в прямобочных шлицевых соединениях
5.22. Посадки центрирующего диаметра
Поле допуска
втулки
Поле допуска вала
е
/
g
Л
и
Н 7
-
—
Я7
./7.
Я7
_ «6
Я 7
|_ А7
Я7
/.'6
Я 7
пб
Я8
Я 8
с!8
Я 8
е8
Я8
А7
Н\0
Я 10
Я 10
е8
-
—
-
—
Примечание. В квадратных скобках приведены посадки предпочтительного применения.
тываемая деталь подвергается термообработке до твердости НЛС3 > 40.
Исправить коробление детали, полученное при термообработке, и по¬
лучить точную центрирующую поверхность можно только шлифова¬
нием внутреннего диаметра отверстия, а точные поверхности на валу —
только шлифованием впадин между шлицами профильными кругами.
5.23. Посадки по боковым сторонам шлицев Ь
Поле допуска втулки
Поле допуска вала
d
е
/
h
Р
D9
D9
D9
D9
D9 D9
D9
.d9 .
е8
П
Л8' И9
js7
F8
F 8
Г F%
~ F%
F 8
" F8
e8
L/7.
./8.
А8
js7
F10
F10
d9
ПО
е8
VlO
L П
1 1
00 о
1 і
' ло"
. .
-
Примечание. В квадратных скобках приведены посадки предпочтительного применения.
Обычно при этом шлифуются и боковые грани шлицев. Нецентриру¬
ющие диаметры выполняют: Ц — по #12, D — по all. По наружной
поверхности образуется зазор с. Этот способ центрирования обеспечи¬
вает наибольшую точность.
ГОСТ 1139—80 предусмотрены следующие посадки при центри¬
ровании по внутреннему диаметру (табл. 5.24).
5.24. Посадки центрирующего диаметра d
Поле допуска
втулки
Основпое отклонение вала
е
/
g
h
Р
л
HI,
Н 8
Н 8
е8
Н7
_ /7
Н7
. «б _
Н7
L «?-
" /У 7
L Л7 J
Н1
-Р7.
Г Н7
n7 J
Примечание. В квадратных скобках приведены посадки предпочтительного применения.
Посадки по боковым сторонам шлицев должны соответствовать
приведенным в табл. 5.25.
Центрирование по боковым поверхностям Ь используется, когда
к соосности не предъявляют высоких требований, при передаче зна¬
чительных моментов, в случаях, когда недопустимы большие зазо¬
ры между боковыми поверхностями вала и втулки.
Боковые грани шлицев вала обычно шлифуют. У основания шли¬
цев предусматривают канавки (рис. 5.37, в). Центрирование по бо¬
ковым граням применяется также в тех случаях, когда окончатель¬
ная твердость втулки НЯС3 < 40, т. е. когда протягивание может
служить окончательной операцией обработки отверстия.
24. Я. М. Радкевич 369
5.25. Посадки по боковым сторонам шлицев Ь
Поле
допуска
втулки
Основное отклонение вала
а
е
/
А
Р
к
09
09
(19
09
е8 ’
09
. *9 .
09 09
Л’ /8’
09’
/9.
09 09
А8' А9
09’
.Р7.
09 "
1_ *7 _
010
010
<19
010
е9
—
—
—
—
/8
—
/8 /8
Л’ /8
Г /8
1_ Ы
/8
А9
/8
>8"
_ к! _
/ТО
/10
/10
" ПО '
ло ло
л о"
/10 /10 /10
/■10
/•ю
<19
е8
е9
/7 ’ /8 ’
/9
Ы ’ А8 ’ А9
Р7
к!
Н8
—
—
—
Я8 Я8
А7 ’ А8
Я8
РІ
—
И9
Я 9
а ю
—
Н9~
. /9
Г Я9
1_ А7 .
Я 9
А8 ’
Я9
МО
—
—
яп
ЯП
ло
—
"# 11
/9
"яп"
.А7І
Я11
А8 ’
"яп"
МО
—
—
Примечание. В квадратных скобках приведены посадки предпочтительного применения.
Диаметры выполняют: Ц — по #12, О и с! — по а 11, ^ — по
#11. По наружной и внутренней поверхностям соединения образу¬
ются зазоры с (рис. 5.37, г).
ГОСТ 1139—80 предусмотрены следующие посадки при центри¬
ровании по боковым сторонам шлицев (табл. 5.26).
5.26. Посадки по боковым сторонам шлицев
Поле
допуска
втулки
Поле допуска вала
і
е
/
А
/5
к
09
09
(19
09
. е8
09’
_/8.
09
/9
09 09
А8 ’ А9
09
Р7
09
к!
/8
—
/8
е8
/8
/8
—
.Р7.
—
/10
Г/ю 1
/10
’ло"
/10
/10 /10
/10
ПО
1. ^9 ]
е8
/9
А8 А9
>7
к!
370
Поля допусков нецентрирующих диаметров должны соответство¬
вать табл. 5.27.
5.27. Поля допусков нецентрирующих диаметров
Нсцентри-
руннций
диаметр
Вид
центрирования
Поле допуска
Вал
Втулка
Подвижное
соединение
Неподвижное
соединение
d
По D или b
—
—
Н\\
D
По d или h
[all], d\0, /9
[ОІ11, /9, ЛЮ
то, яіі,яі2
Условные обозначения шлицевых соединений вала и втулки
Для шлицевого соединения с параметрами z = 8, d = 36 мм,
D = 40 мм, Ь = 7 мм, с центрированием по внутреннему диаметру d,
HI _ #12 . Н9
с посадками по а —; по D — и по о —:
ев д11 /9
, о иЯ7 ЛЛН\2 - Н9
d - 8x36 х40 х7-
/7 d 11 /9
Пример обозначения втулки для этого соединения:
й- 8 х 36//7 х 40Я12 х 7Я9,
вала
</- х 36/7 х 40</12 х 7/9.
Для этого же соединения при центрировании по наружному ди¬
аметру В
Г> О О/Г «п Я 7 _ ґ 10
І) - 8 х 36 х 40 ——х 7 ■
И7 А 7
Пример обозначения втулки для этого соединения:
£/ - 8 х 36 х 40Я7 х 7Л0,
вала
Ш - х 36 х 40Л7 х 7Л7.
При центрировании по боковым сторонам шлицев Ь
и о „п Н\2 ,59
Ь - 8 х 36 х 40 х 7 -
all /8
Пример обозначения втулки для этого соединения:
Ь - 8 х 36 х 40//12 х 1Н9,
вала
Ь — 8 х 36 х 40о11 х 7/8.
Как следует из приведенных примеров, ГОСТ допускает не ука¬
зывать в обозначениях допуски нецентрирующих диаметров.
5.5.6. ЭВОЛЬВЕНТНЫЕ ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Эвольвентные шлицевые соединения имеют то же назначение,
что и прямобочные, но отличаются только формой боковой поверх¬
ности зубьев и впадин. Эвольвентные шлицы представляют собой
зубья эвольвентного профиля, характеризуемые модулем т, числом
зубьев z и углом зацепления а0 (угол профиля принят равным 30°, что
обеспечивает получение более толстого основания зуба). По сравне¬
нию с прямобочными шлицами эвольвентные обладают следующи¬
ми преимуществами: технологичностью (для обработки всех типо¬
размеров валов с определенным модулем требуется только одна чер¬
вячная фреза; во многих случаях можно обойтись только одним
фрезерованием); возможно применение всех видов чистовой обра¬
ботки зубьев — шевингование, шлифование и т. п.; прочностью (спо¬
собностью передавать большие крутящие моменты, которая вызвана
увеличением прочности элементов из-за постепенного утолщения
зубьев к основанию, отсутствием концентраторов напряжений); точ¬
ностью (детали эвольвентного соединения самоустанавливаются под
нагрузкой и лучше центрируются).
Эвольвентные шлицы являются более предпочтительными.
Способы центрирования деталей эвольвентного соединения
В эвольвентных шлицевых соединениях, так же как и в прямо-
бочных, используется три способа центрирования: центрирование
по боковым сторонам « (получило наибольшее распространение);
по наружному диаметру зубьев Ю (при необходимости точной соос¬
ности деталей на валу); центрирование по внутреннему диаметру с1.
При всех способах центрирования возможно как подвижное, так
и неподвижное соединение.
На рис. 5.38 показаны: исходный контур (рис. 5.38, а) и форма
зубьев вала и втулки при центрировании по наружному диаметру
(рис. 5.38, г); исходный контур (закругленная форма дна впадины)
(рис. 5.38, б); и форма зубьев вала и втулки при центрировании по
боковым поверхностям зубьев (плоская форма дна впадины) (рис. 5.38, д);
372
Рис. 5.38. Исходный контур, форма зубьев вала и втулки и способы центрирования деталей
эвольвентного шлицевого соединения
закругленная форма дна ипадины (рис. 5.38, е); исходный контур
при центрировании по внутреннему диаметру (рис. 5.38, ж, з).
Основными элементами эвольвентного шлицевого соединения
являются: номинальный (исходный) диаметр О; делительная окруж¬
ная толщина зуба вала 5 и ширина впадины втулки е (номинально
« = е); диаметр основной окружности с1ь\ диаметр делительной ок¬
ружности с1\ смещение исходного контура хт\ делительный окруж¬
ной шаг Р (табл. 5.28).
5.28. Соотношение между отдельными элементами
шлицевого соединения
Наименование параметра
Обозначение
Расчетная зависимость
1
2
3
Модуль
т
-
Угол профиля зуба
а
a — 30“
Число зубьев
Z
—
Номинальный диаметр
D
-
Делительный окружной шаг
Р
P= nzz
Диаметр делительной окружности
d
d ~ mz
Диаметр основной окружности
dt
dt = mz cos a
Высота головки зуба вала /г.
— при центрировании по боковым
поверхностям зубьев
К
hc = 0,45m
— при центрировании по наружно¬
му диаметру
ha
ha = 0,55m
Высота головки зуба втулки
нс
H„ = 0,45m
Высота ножки зуба втулки 11,
— при плоской форме дна впадины
И] її її
= 0,55m
Hf_ = 0,65m
— при закругленной форме дна
впадины
»г
H,= 0,77m
Высота ножки зуба вала А,
' —при плоской форме дна впадины
гт: 11 l
hfum = 0,55m
V« = 0’65"1
— при закругленной форме дна
впадины
И,
hf = 0,83 m
374
Продолжение табл. 5.28
1
2
3
Высота зуба вала
И
^ = К + А/™„
Высота зуба втулки
Н
я = Я„ + Н,
Радиус кривизны переходной
кривой зуба
Р,
р{ = 0,15т
Смещение исходного контура
хт
хт = 0,5(25 —гаг— 1,1л»)
Номинальная делительная
окружная толщина зуба вала
$
пт
5 = +2xmtga
2
Номинальная делительная
окружная ширина впадины втулки
е
пт
е- +2xmtga
2
Диаметр окружности впадин втулки Г)1
— при плоской форме дна впадины
А
0,= И
—при закругленной форме дна
впадины
ІИІП
Ашш = О + 0,44га
Диаметр окружности вершин
зубьев втулки
д,
Д, = £> - 2га
Диаметр окружности впадин вала Л,
— при плоской форме дна впадины
4т»<
= ° ~ 2’2га
—при закругленной форме дна
впадины
4*пи
4™=°-2,76га
Диаметр окружности вершин зубьев вала
— при центрировании по боковым
поверхностям зубьев
4
4, = О — 0,2га
— при центрировании по наруж¬
ному диаметру
4.
4 = я
Диаметр окружности граничных
точек зубьев втулки
А
А- = 4 + ^
Диаметр окружности граничных
точек зубьев вала
4
4- = А - ^
Фаска или радиус притупления
продольной кромки зуба втулки
к
к = 0,15га
Радиальный зазор
с
с = 0,1га
По наружному и внутреннему диаметрам шлицевых деталей
с эвольвентным профилем зуба поля допусков и посадки в соответ¬
ствии с ГОСТ 6033—80 задают по ГОСТ 25347—82.
375
Центрирование по боковым поверхностям зубьев. Этот способ цен¬
трирования является основным при применении эвольвентных шли¬
цевых соединений. Точность соединения обеспечивается точностью
ширины впадины (е) втулки и толщины зуба (5) вала.
На ширину впадин втулки и толщину зуба вала установлены спе¬
циальные поля допусков, обозначаемые (для отличия от обычных
полей допусков для гладких соединений) сначала числом, показыва¬
ющим степень точности, а затем буквой основного отклонения.
Поля допусков на размер между боковыми поверхностями впа¬
дин втулки и зубьев вала заданы тремя отклонениями: ЕБ и и -
верхние отклонения, определяющие верхнюю границу полного (сум¬
марного) допуска Т\ Е1е и еге — отклонения, определяющие нижнюю
границу той части Те или Тг общего допуска, которая предназначена
для отклонений собственно размера; Е1 и е/ — нижние отклонения
суммарного допуска. На чертежах деталей указывают только предель¬
ные отклонения поля допуска Те{Т), а нижнее суммарное отклоне¬
ние используют в качестве начала отсчета отклонений при проекти¬
ровании рабочей части комплексных калибров. Предельные откло¬
нения ширины впадины втулки и толщины зуба вала отсчитываются
от их общего номинального размера на дуге делительной окружнос¬
ти. На рис. 5.39 показано относительное расположение установлен¬
ных стандартом основных отклонений деталей и относительное рас¬
положение допусков размера и допусков формы и расположения.
Для ширины впадин втулки установлены 7, 9 и 11-я степени
точности, а для толщины зубьев вала — 7—11-я степени.
По ширине впадины втулки предусмотрено одно отклонение Я,
а для толщины зуба десять основных отклонений (рис. 5.39): а, с, с1,
/, g, И, к, п, р, г (табл. 5.29).
5.29. Поля допусков ширины впадины втулки и толщины зуба вала
Степень
точности
Втулка
Вал
Основные отклонения
Н
г
Р
п
к
И
8
/
<1
с
а
7
1Н
1п
7И
7/
8
8 р
8 к
8/
9
9 Н
9 г
[9Л]
[9#]
9е1
10
Ш
11
11Н
11с
11 а
Поля допусков в квадратных скобках являются предпочтительными для
посадок с зазором.
376
Расположение поля
допуска ширины
впадины е втулки
Расположение полей
допусков толщины
зуба л1 вала
Поле допуска собственно
ширины впадины
(толщины) зуба
Поле допуска для
отклонений формы
и расположения
элементов профиля
Рис. 5.39. Относительное расположение основных отклонений деталей,
относительное расположение допусков размера
и допусков формы и расположения
Установленные посадки по боковым поверхностям зубьев при¬
ведены в табл. 5.30.
5.30. Посадки по боковым поверхностям зубьев
Поле
допуска
ширины
впадины
втулки
Поле допуска толщины зуба вала
9 г
8 р
7л
Як
7А
9А
98
7/
8/
10<Г
1Н
7 Я
9 л
1Н
8 р
7 Я
7 я
7 Я
8*
7 Я
7Л
9 Н
9 Я
8к
9 Я
9А
9 Я
9«
9 Я
7/
9 Я
8/
11Н
ИЯ
10 с/
377
ГОСТ допускает использование и других посадок, образованных
сочетанием полей допусков (см. табл. 5.29).
Центрирование по наружному диаметру. В табл. 5.31 приведены
поля допусков (ГОСТ 6033—80) с!ь, е и 5 при центрировании по
наружным диаметрам и с1а.
5.31. Поля допусков при центрировании
по наружным диаметрам
Центрирующие диаметры
Поля допусков
Рад 1
Рад 2
4
ю
Я8
d.
и6, jsè, h6,g6,f7
иб, йб, g6,/7
Размеры
Поля допусков
е
9Я, 11Я
S
9h, 9g, 9d, 1 le, 1 la
Центрирование по внутреннему диаметру. Допуски и основные
отклонения при центрировании по внутреннему диаметру приво¬
дятся в приложении к ГОСТ 6033—80 (этот тип центрирования ис¬
пользуется редко).
В табл. 5.32 приведены поля допусков Df, dh, eus при центриро¬
вании по внутренним диаметрам Df и da.
5.32. Поля допусков при центрировании
по внутренним дивметрам
Центрирующие диаметры
Поля допусков
Рад 1
Рад 2
4
Я7
Н 8
da
и 6, Л6, g6
иб, h6, g6
Размеры
Поля допусков
е
9Н, 11Я
s
9 h, 9g, 9 d, 11 с, И а
При выборе полей допусков ряд 1 следует предпочитать ряду 2.
Поля допусков нецентрирующих диаметров
В табл. 5.33 приведены поля допусков нецентрирующих диамет¬
ров при различных способах центрирования.
5.33. Поля допусков нецентрирующих диаметров
Нецентрирующий диаметр
Форма диа впадины
Поля допусков
Центрирование по боковым поверхностям зубьев е И 5
Плоская
Закругленная
Н16
£>/п,„ = В
А,
-
ни
С1„
-
с!9, М2
4
Плоская
Закругленная
Л16
(1/т = О - 2,2т
Центрирование по наружному диаметру
-
ни
4
Плоская
Закругленная
А16
4™ = в “ 2<2т
Центрирование по внутреннему диаметру
<1.
-
А12
Плоская
Закругленная
/Л 6
с!/г пах = В + 2,2 т
Условные обозначения эвольвентных шлицевых соединений
Обозначение шлицевых эвольвентных соединений содержит но¬
минальный диаметр соединения Д модуль т, обозначение посадки
по центрирующим размерам; обозначение посадки по нецентриру¬
ющим размерам; номер стандарта.
Примеры обозначения:
1) при центрировании по боковым сторонам зубьев Б = 50 мм,
т = 2 мм, посадка 9Я/9#:
— соединения 50 х 2 х 9H/9g ГОСТ 6033—80;
— втулки 50 х 2 х 9Н ГОСТ 6033—80;
— вала 50 х 2 х 9я ГОСТ 6033—80;
2) при центрировании по наружному диаметру = 50 мм,
т — 2 мм, посадка по центрирующему диаметру Н1 /ф\ посадка по
боковым сторонам — 9П/9Ъ:
— соединения 50 х Н7/ф х 2 х 9Я/9А ГОСТ 6033—80;
— втулки 50 х Н1 х 2 х 9Н ГОСТ 6033—80;
— вала 50 х ф х 2 х 9ф ГОСТ 6033—80;
3) при центрировании по внутреннему диаметру В = 50 мм,
т = 2 мм, посадка по центрирующему диаметру — Н1/ф\ посадка
по нецентрирующему диаметру — 9Н/9к.
— соединения /50 х 2 х Н1/ф х 9Н/9И ГОСТ 6033—80 (/ — обо¬
значает центрирование по внутреннему диаметру);
— втулки / 50 х Н1 х 2 х 9Н ГОСТ 6033—80;
— вала / 50 х #6 х 2 х 9й ГОСТ 6033—80.
Допуски и основные отклонения для диаметров окружности впа¬
дины втулки и окружности вершин зубьев вала (1а принимаются
по ГОСТ 25346.
Контроль шлицевых соединений
Элементы шлицевых соединений контролируют комплексными
или поэлементными калибрами для внутренних и наружных шлицев.
На рис. 5.40 показаны три метода контроля шлицевых эвольвен-
тных соединений.
Стандартный метод контроля осуществляют проходным комп¬
лексным и непроходным секторным калибром (контролируют сум¬
марный допуск Т). Допуск Те устанавливается в качестве справоч¬
ного и не используется для принятия и отбраковки деталей.
Альтернативный метод А предусматривает проверку с помощью
проходных комплексных калибров, непроходных секторных и ком¬
плексных калибров. Данный метод применяют для того, чтобы обес¬
печить максимально эффективный боковой зазор СГП1ах.
Альтернативный метод В используют там, где не требуется кон¬
тролировать погрешность формы и расположения шлицев.
Шлицевые соединения контролируют комплексными проходны¬
ми и поэлементными непроходными калибрами. Комплексные ка¬
либры должны проходить по контролируемой поверхности под дей¬
ствием собственной массы. Контроль шлицевого вала или втулки
комплексным калибром достаточен в одном положении калибра без
его перестановки. Контроль поэлементным непроходным калибром
должен проводиться не менее чем в трех различных положениях.
Если поэлементный непроходной калибр проходит в одном из этих
положений, то контролируемую деталь считают браком. Вместо по¬
элементных непроходных калибров допускается применять конт¬
роль шлицевых валов и втулок с помощью измерительных роликов.
Если длина комплексного калибра менее 0,5 длины контролиру¬
емой поверхности, то необходимо проводить дополнительно про-
иерку отклонения от параллельности Г сторон зубьев изделия.
Для контроля шлицевых валов и втулок шестой и более грубых
(тепеней точности предназначены калибры 3-й степени точности,
для контроля восьмой и более грубых степеней точности — калибры
4-й степени точности.
381
5.6. Угловые размеры
и гладкие конические соединения
5.6.1. ОСНОВНЫЕ ПОНЯТИЯ ОБ УГЛОВЫХ ВЕЛИЧИНАХ
В машиностроении угловые размеры встречаются довольно час¬
то: фаски, штамповочные и литейные уклоны и т. п. Угловые раз¬
меры могут быть как независимыми, т. е. не связаны расчетными
зависимостями с другими принятыми линейными или угловыми
размерами, так и зависимыми — производными от других размеров.
Для независимых угловых размеров ГОСТ 8908—81 устанавлива¬
ет три ряда нормальных углов:
Ряд 1: 0, 5, 15, 30, 45, 60, 90, 120°;
Ряд 2: 0°30',1, 2, 3, 4, 6, 7, 8, 10, 20, 40, 75°;
Ряд 3: 0°15', 0°45', 1°30', 2°30', 9, 12, 18, 22, 25, 35, 50, 55, 65, 70,
80, 85, 100, 110, 135, 150, 165, 180, 270, 360°.
При выборе нормальных углов первый ряд следует предпочи¬
тать второму, а второй — третьему (как и для других рядов предпоч¬
тительных чисел).
В качестве единиц измерения угла приняты:
— в системе единиц, основанной на градусной мере, для отсчета
угла используются градус, минута, секунда (градус (°) — угол, рав¬
ный 1/360 полной окружности, угловая минута ('), равная 1/60 граду¬
са, и угловая секунда ("),равная 1/60 угловой минуты);
— в системе единиц, основанной на радианной мере, для отсчета
угла используется радиан (радиан — угол между двумя радиусами
одной окружности, вырезающими из нее дугу, длина которой равна
длине радиуса). Долей радиана (рад) является микрорадиан (мкрад)
(1 мкрад = 10 6 рад).
Соотношения между градусом и радианом следующие:
360°= 2я= 6,28318538 рад; 1°= 2я/360 = 0,01745329 = 1/57,3 рад;
1 рад = 360°/2я-= 57°17'45" = 3437'45" = 206265".
5.6.2. ДОПУСКИ УГЛОВЫХ РАЗМЕРОВ И УГЛОВ КОНУСОВ
Допуски угловых размеров назначают по ГОСТ 8908—81. Допус¬
ком угла АТ (первые буквы английских слов — angle tolerance —
допуск угла) называется разность между наибольшим атах и наи¬
меньшим amin предельными углами. Допуск угла назначается в зави¬
симости от номинальной длины Lx меньшей стороны угла. Допуск
угла может быть выражен:
382
— в угловых единицах радианной и градусной мер ЛТа (точное
значение) и АТ'а (округленное значение допуска в градусной мере)
(рис. 5.41, а);
— длиной противоположного отрезка на перпендикуляре к сто¬
роне угла на расстоянии от вершины АТИ (рис. 5.41, а, в);
— допуском на разность диаметров в двух сечениях конуса на
расстояние Ь между ними АТ0 (рис. 5.41, б).
АТ„
д
+
АТ
АТ
е
Рис . 5.41. Расположение допуска на угловые размеры
относительно номинального угла (а — номинальный угол)
383
Допуски углов конусов с конусностью не более 1:3 назначают в
зависимости от длины конуса Ь. При большей конусности допуски
назначают в зависимости от длины образующей Ь1 (рис. 5.41, б, в).
Связь между допусками в угловых и линейных единицах выра¬
жается следующей зависимостью:
АТ„ = 10-'АТаЬ1г (5.74)
где АТН — выражается в мкм; АТа — в мкрад; Ь1 — в мм.
Для малых углов (С < 1:3) АТ„ - АТЬ.
Для конусов с конусностью более 1:3 значение АТВ определяется
по формуле:
АТв=АТ„/сов^, <575>
где а — номинальный угол конуса.
При нормировании углов поле допуска может быть располо¬
жено по-разному относительно номинального значения угла:
«в плюс» (+АТ), «в минус» (—АТ) или симметрично (±АТ/2) (рис.
5.41, г, д, е).
Для допусков углов установлено 17 степеней точности (с 1-й по
17-ю в порядке убывания точности). Обозначение допуска по сте¬
пеням точности состоит из условного обозначения допуска (АТ) и
степени точности (числа — от 1 до 17), например, /477, АТ\О, АТМ.
Отношение допусков соседних степеней точности равно 1,6, т. е.
АТп+1/АТп = <р= 1,6. (5.76)
Числовые значения допусков углов распространяются на угло¬
вые размеры с длиной меньшей стороны угла до 2500 мм. Диапазон
размеров меньшей стороны разбит на 13 интервалов:
до 10 мм, 20—16, 16—25, 25—40, 40—63, 63—100, 100—160,
160-250, 250-400, 400-630, 630-1000, 1000-1600, 1600-2500 мм.
Реально высшей степенью точности, достижимой в настоящее
время в производственных условиях, является 5 для наружных ко¬
нусов (калибры-пробки) и 6 для внутренних конусов (конусные ка-
либры-втулки). Степени точности 7—8 используют для изделий вы¬
сокой точности (конусы инструментов, концы валов и осей для
тщательно центрируемых деталей); степени 9—12 применяют при
нормальной точности (центровые гнезда, угловые пазы в направля¬
ющих и т. п.); 13—15 в деталях пониженной точности; 16, 17 — для
свободных размеров.
5.6.3. ГЛАДКИЕ КОНИЧЕСКИЕ СОЕДИНЕНИЯ
Основные параметры
Термины и определения, относящиеся к конусам и коническим
соединениям, устанавливает ГОСТ 25548—82.
Под прямой круговой конической поверхностью (конусом) пони¬
мают поверхность вращения, образованную прямой образующей, вра¬
щающейся относительно оси и пересекающей ее.
Конус — обобщенный термин, под которым в зависимости от
конкретных условий понимают коническую поверхность, коничес¬
кую деталь или конический элемент детали. Конус называют на¬
ружным, когда деталь или ее элемент имеют наружную поверхность,
ннутренним — когда коническая поверхность внутренняя. Обычно
параметры наружных конусов помечаются индексом е, а внутрен¬
них — / (рис. 5.42, а).
а б
Рис . 5.42. Основные размеры наружных и внутренних (а) конусов
и конического соединения (б)
Основание конуса — круг, образованный пересечением коничес¬
кой поверхности с плоскостью, перпендикулярной оси конуса и ог¬
раничивающей его в осевом направлении. Различают большое ос¬
нование конуса (с большим диаметром) и малое основание конуса
(с меньшим диаметром).
Основная плоскость — это плоскость поперечного сечения кону¬
са, в котором задается номинальный диаметр.
Базовая плоскость конуса — плоскость, перпендикулярная оси
конуса и служащая для определения осевого положения основания
/5. Я. М. Радкевич 385
конуса. В качестве базовой плоскости обычно выбирают торцевую
плоскость буртика или место перехода конуса в цилиндр. Базовая
и основная плоскости конуса могут совпадать.
Базорасстояние конуса — это расстояние (ге, zi) между основной
и базовой плоскостями конуса.
Коническое соединение (рис. 5.42, б) — соединение наружного
и внутреннего конусов, имеющих одинаковые номинальные углы ко¬
нусов, характеризуется большим диаметром Д малым диаметром (I,
длиной конического соединения Ь и базорасстоянием соединения г„-
Базорасстоянием конического соединения называется осевое рас¬
стояние между базовыми поверхностями сопрягаемых конусов.
В осевом сечении конического соединения и отдельных конусов
различают угол конуса а (угол между образующими конуса) и угол
уклона а/2 (угол между образующей и осью конуса).
Конусность С — отношение разности диаметров конуса к длине
конуса Ь, т. е.
С=^=2&|. (5.77)
Из четырех параметров Д й, Ь и а три независимы.
Посадки конических соединений
Гладкое коническое соединение характеризуется конической по¬
садкой и базорасстоянием этого соединения. Конические посадки, так
же как посадки гладких цилиндрических соединений, различаются по
характеру сопряжения поверхностей наружного и внутреннего конуса.
Конические посадки по способу фиксации разделяются на следующие:
— посадки, полученные совмещением конструктивных элемен¬
тов соединяемых конусов, когда детали при сборке продвигают до
соприкосновения соответствующих базовых плоскостей (рис. 5.43).
В этом случае наружный конус вводится во внутренний до упора по
торцам и посадки получаются в зависимости от остальных размеров
конического соединения. Таким способом могут быть получены
посадки с зазором, переходные посадки и посадки с натягом;
— посадки, полученные путем установления между базовыми
плоскостями сопряженных конусов предписанного базорасстояния
(рис. 5.44, а). В этом случае наружный конус при сборке вводит¬
ся во внутренний до получения заданного расстояния между базами
и фиксируется в таком положении. Посадки получаются различны¬
ми в зависимости от размеров конических элементов соединяемых
конусов, они могут быть с зазором, переходными или натягом;
— посадки, полученные путем осевого смещения сопрягаемых
конусов на заданную величину Еа от их начального положения,
386
Наружный
конус
Поле допуска
внутреннего
конуса
Рис . 5.43. Посадка с фиксацией путем совмещения
конструктивных элементов сопрягаемых конусов
(а которое принимают положение в момент фактического сопри¬
косновения данной пары конусов (рис. 5.44, б). Здесь наружный
конус 3 вводится во внутренний конус 1 до касания конических
поверхностей, а затем один из конусов сдвигается на заданное рас¬
стояние Еа и фиксируется в новом положении 2(4). Посадка зави¬
сит от величины и направления смещения. Этим способом преиму¬
щественно получают посадки с зазором или натягом;
— посадки, полученные путем приложения заданного усилия зап¬
рессовки наружного конуса во внутренний. В этом случае конусные
детали соединяются запрессовкой с измерением силы сопротивле-
387
Наружный
конус
Поле допуска
внутреннего
конуса
Рис. 5.44. Посадка с фиксацией путем установления между базовыми плоскостями сопрягаемых конусов
предписанного базорасстояния (а); путем осевого совмещения на заданную величину (б)
Реальный профиль
Р и с . 5 .4 5 . Допуски и поля допусков конусов
ния, доводя ее до заданной величины. Величина натяга зависит от
величины приложенной силы.
Для конусов устанавливают допуски: диаметра конуса в любом
сечении 7^, в заданном сечении Тв8 (рис. 5.45, а)\ угла конуса АТ
(рис. 5.45, б); формы конуса (допуски круглости Тт) (рис. 5.45, в)
и допуск прямолинейности образующей ТГ1 (рис. 5.45, г).
Установлено два способа нормирования допусков конусов:
1) задают единый допуск Тв на диаметр конуса в любом сечении
по длине, который одновременно ограничивает отклонения угла и
формы конуса. Поле допуска конуса в этом случае представляет про¬
странство между двумя предельными конусами (рис. 5.45, а), в пре¬
делах которого должны находиться все точки реальной поверхности
конуса. Способ является предпочтительным при фиксации конусов в
соединении по конструктивным элементам или заданному базорас-
сгоянию, обеспечивает максимальную простоту операции контроля
отдельных конусов (по двум диаметрам на заданном расстоянии);
389
2) раздельно нормируют каждый вид допуска: задают допуск
диаметра в заданном сечении ТВ}1, допуск АТ угла конуса, допуск
круглости Тек. Применяется преимущественно для конусов высо¬
кой точности.
Вместо диаметров конусов допускается нормировать и контро¬
лировать осевые отклонения конуса. Осевым отклонением конуса на¬
зывается осевое расстояние между основной плоскостью и плоско¬
стью поперечного сечения конуса, в котором диаметр равен номи¬
нальному диаметру конуса в основной плоскости (рис. 5.46).
Положительные осевые отклонения откладываются от основной
плоскости в сторону, противоположную вершине конуса, а отрица¬
тельные — к вершине конуса.
Рис. 5.46. Осевые допуски конусов:
а — наружного конуса; б — внутреннего конуса;
1 — номинальный конус;
2 — наибольший предельный конус;
3 — наименьший предельный конус
Осевые отклонения конуса являются, по существу, отклонения¬
ми базорасстояния.
Предельным отклонениям диаметра конуса соответствуют предель¬
ные осевые отклонения конуса, верхнее и нижнее. Верхнее осевое от¬
клонение наружного конуса обозначается е^, внутреннего конуса —
нижнее осевое отклонение наружного конуса — е/г, внутреннего — Е1г.
Предельные осевые отклонения конуса определяются предель¬
ными отклонениями диаметров:
е$1 = — 67/С,
ЕБг = -Е1/С,
е/г = — £$/С,
£Уг = —ЕБ/С.
390
(5.78)
Осевым допуском конуса ( Та — для наружного и 7\ — для внут¬
реннего) называется разность между верхним и нижним осевыми
отклонениями конуса. Осевой допуск Tz определяется допуском ди¬
аметра в основной плоскости конуса
Тг = JT/C. (5.79)
Для получения различных посадок отобран ряд полей допусков
из ГОСТ 25346—89: d, е, /, g, h, js, k, m, п, р, г, s, t, и, х, z — для
наружных конусов и H, JS и N — для внутренних конусов и допол¬
нительно содержат поля допусков к8 — к 12 и М1, М2. Поля допус¬
ков выбирают с учетом способа фиксации взаимного положения
сопрягаемых конусов. Эти основные отклонения в сочетании с до¬
пусками квалитетов 4—12 образуют поля допусков. В зависимости
от натягов и зазоров конические соединения можно разделить на
следующие виды: неподвижные соединения (с натягом), плотные
(с возможностью скольжения) и подвижные (с зазором).
Для подвижных посадок используются поля допусков d, е, /, g;
плотных — h, js, к, т и неподвижных — п, р, г, s, t, и, х, Z-
Неподвижные соединения предназначены для исключения вза¬
имного перемещения деталей или для передачи крутяшего мо¬
мента. Работу соединения обеспечивает сила трения между со¬
прягаемыми поверхностями, которая регулируется натягом, в свою
очередь, зависящим от взаимного расположения деталей вдоль оси
соединения.
Плотные соединения с возможностью скольжения применяются
для обеспечения герметичности. Герметичность достигается при¬
тиркой сопрягаемых элементов. Взаимозаменяемость таких соеди¬
нений нарушается.
Подвижные конические соединения применяются для обеспе¬
чения относительного вращения или зазора между элементами пары.
Они обеспечивают точное центрирование и возможность компенса¬
ции износа рабочих поверхностей перемещением деталей вдоль оси.
5.6.4. РАСЧЕТ БАЗОРАССТОЯНИЙ КОНИЧЕСКОГО СОЕДИНЕНИЯ
Расположение допусков на сопрягаемые конусы существенно вли¬
яет на характер соединения и характер контакта в начальном поло¬
жении. Изменение размеров конусов в пределах заданного на диа¬
метр допуска TD при сборке приведет к отклонению действительного
размера базорасстояния соединения. Погрешности углов сопряжен¬
ных деталей оказывают малое влияние на изменение базорасстояния,
но существенно влияют на характер контакта.
Базорасстояние (Zp) связано с параметрами конусов следующей
зависимостью (ае >а) (рис. 5.47) [13]:
Базовые плоскости
Рис . 5.47. Схема к расчету базорасстояния
конического соединения
гр=^Л. (5.80)
Выразим размер Д через размеры Д, Ь, и а,, контролируемые
предельными калибрами
Д=Д+^. (5.81)
Подставляя (5.81) в (5.80), получим
z -4-4 ^
2ъЦ
(5.82)
Это выражение можно рассматривать как размерную цепь с за¬
мыкающим звеном Z.
Пользуясь методами теории погрешностей, из выражения (5.82)
находим зависимости верхнего и нижнего отклонений, а также для
допуска базорасстояния:
Z = —'-+—Ela-AL,; (5.83)
max 2tg— sinflr sum
Z = e‘^+ESD2 _lI£_esC( JJ1_ESa AS ■ (5 g4)
^ mm 2tg— sin0f sin or 1
r ^ 5g5)
2te- sinQf sinff
S2
392
Для конусностей 1 : 50 < С < 1 : 6
Z
ps max
Z
ps min
=2tg |=С,
тогда
I-
1
>
(5.86)
--Д^>
(5.87)
2-
' +ТЦ.
(5.88)
rp 1 2 ps e i
ps С
В формулах (5.80)—(5.88) приняты следующие обозначения:
dt, ATdt, esd{, eid{ — соответственно номинальное значение размера
большего диаметра наружного конуса, его допуск, верхнее и ниж¬
нее отклонения; Д, ATD2, ESD2, EID2 — соответственно номиналь¬
ное значение размера большего диаметра внутреннего конуса, его
допуск, верхнее и нижнее отклонения; ае, АТае, esae, eiae — соответ¬
ственно номинальное значение угла наружного конуса, его допуск,
верхнее и нижнее отклонения; а„ АТар ESa„ Е1а: — соответственно
номинальное значение угла наружного конуса, его допуск, верхнее
и нижнее отклонения; L2, TL2, ASL^,AlL2 — соответственно номи¬
нальное значение размера длины наружного конуса, его допуск, вер¬
хнее и нижнее отклонения; С — конусность.
Все угловые величины в этих формулах выражены в радианах.
В случае, когда а, > ае по аналогии с предыдущим, получим
_ esd. + EID,-7Z eia.-7L.EIo.
Z =—! 2- -e—J—=* —bSu, (5.89)
ps max (J 1
_ eicf, + ESD, -2 Z esa, -2 L, ESae
Z =—3 = ff—г—- -—Al. , (5.90)
ps min a-j x
T — ATdi +ATD2 +2ZpsATai +2LlATae < ^ ^ 9J)
Приведенные формулы позволяют производить необходимые рас¬
четы при конструировании с целью получения требуемых характе¬
ристик соединения с учетом погрешностей элементов.
5.6.5. ИНСТРУМЕНТАЛЬНЫЕ КОНУСЫ
Отдельную группу составляют инструментальные конусы, кото¬
рые применяют для конических хвостовиков режущего инструмен¬
та, конических отверстий шпинделей станков, переходных втулок
или станочных оправок разного назначения и т. п.
393
К инструментальным конусам относят конусы метрические и конусы
Морзе, основные размеры и обозначения которых приведены в табл. 5.34.
5.34. Конусы инструментальные
Метрические
Обозначение
4
6
80
100
120
160
200
Д мм
4
6
80
100
120
160
200
Конусность
1 : 20
Морзе
Обозначение
0
1
2
3
4
5
6
Д мм
9,045
12,065
17,780
23,825
31,267
44,399
63,348
Конусность
1:19,912
1:20,047
1:20,020
1:19,922
1:19,254
1:19,002
1:19,180
Укороченные
Обозначение
В7
В10
В12
В16
B18
B22
B24
В32
В45
Д мм
7,067
10,094
12,065
15,733
17,780
21,793
,23,825
31,267
44,399
Конусность
1:19,912
1:20,047
1:20,020
1:19,992
1:19,254
1:19,902
5.6.6. ОБОЗНАЧЕНИЕ ГЛАДКИХ КОНИЧЕСКИХ СОЕДИНЕНИЙ
НА ЧЕРТЕЖАХ
Обозначение гладких конических соединений Fia чертежах нор¬
мируется ЕСКД по ГОСТ 2.320—82:
— при посадке с фиксацией путем совмещения конструктивных
элементов сопрягаемых конусов размеры, определяющие характер
соединения на сборочном чертеже, могут быть указаны только как
справочные (рис. 5.48, а);
— при посадке с фиксацией по заданному осевому расстоянию
Zpf между базовыми плоскостями сопрягаемых конусов должен быть
нанесен размер, определяющий расстояние между базовыми плос¬
костями, заключенный в прямоугольную рамку (рис. 5.48, б);
— при посадке с фиксацией по заданному взаимному осевому сме¬
щению сопрягаемых конусов от их начального положения должен быть
указан размер осевого смещения, а начальное положение конусов от¬
мечается штрихпунктирной линией с двумя точками (рис. 5.48, в);
— при посадке с фиксацией по заданному усилию запрессовки,
прилагаемому в начальном положении сопрягаемых конусов,
заданное усилие запрессовки указывается в технических требовани¬
ях «Усилие запрессовки Fs= ... И».
Рис. 5.48. Обозначение
гладких конических
соединений на чертежах
5.6.7. МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ УГЛОВЫХ РАЗМЕРОВ
Для измерения угловых размеров применяется широкая номен¬
клатура методов и средств, которые можно разделить на следующие
основные группы.
1. Методы и средства измерений углов, основанные на сравне¬
нии с жесткой мерой. В качестве образца используется угловая мера.
Методом сравнения определяют отклонение проверяемого угла от
угла образцовой меры. К этой группе относятся: методы оценки
размеров световой щели; измерения с помощью рычажно-механи¬
ческих и рычажно-оптических приборов; пневматических прибо¬
ров, припасовке по краске.
2. Методы и средства измерения координат, образующих угол, рас¬
чет угла с использованием тригонометрических функций. Угол опре¬
деляется косвенным методом через измерение линейных величин.
К этой группе относятся: координатный метод на универсальном мик¬
роскопе; метод измерения с помощью синусной линейки, тангенсной
линейки, с помощью шариков, роликов и концевых мер длины.
3. Методы и средства измерений углов, основанные на их срав¬
нении с угловой шкалой прибора. Угол отсчитывают непосредственно
в угловых единицах по шкале прибора. К этой группе относятся:
методы с применением автоколлимапионных труб; оптических де¬
лительных головок; оптического делительного стола; инструменталь¬
ного и универсального микроскопов; уровней; угломеров.
5.7. Гладкие калибры и их допуски
5.7.1. КЛАССИФИКАЦИЯ КАЛИБРОВ
В массовом и крупносерийном производствах годность деталей
с допуском ІТ6—ІТП проверяют с помощью предельных калибров.
Калибр — это средство контроля, воспроизводящее геометрические
параметры элементов изделия, определяемые заданными предель¬
ными линейными или угловыми размерами, и контактирующее
с элементом изделия по поверхностям, линиям или точкам.
Предельным называют калибр, воспроизводящим пределы макси¬
мума (£?мах, Х)тіп) и минимума (сІтіп, £>тах) материала изделия. Этими
калибрами проверяют размеры гладких цилиндрических, конусных,
резьбовых и шлицевых деталей, глубин и высот уступов, а также
форму и расположение поверхностей и другие параметры.
Типы калибров (ГОСТ 27284—87) различают:
— по форме рабочих поверхностей: гладкий, конусный, резьбо¬
вой, шпоночный, шлицевой, профильный;
— по назначению: проходной, непроходной, поэлементный, ком¬
плексный, рабочий, приемный, контрольный, установочный, сор¬
тировочный, для измерения глубины(высоты), уступа;
— по конструктивным признакам: калибр-пробка, калибр-ско¬
ба, калибр-кольцо, калибр-втулка, нерегулируемый, регулируемый,
полный, неполный, однопредельный, двухпредельный (односторон¬
ний, двусторонний).
Гладкий калибр представляет собой калибр с гладкой рабочей по¬
верхностью (цилиндрической, сферической, конической или плоской).
Калибр-пробка, представляющий собой калибр с наружной ци¬
линдрической или конической поверхностью, служит для контроля
отверстий.
Калибр-скоба (с рабочими поверхностями, расположенными на
внутренней входной части скобы) служит для контроля валов.
Комплект рабочих предельных калибров для контроля размеров глад¬
ких цилиндрических деталей состоит из проходного калибра ПР,
контролирующего предельный размер, соответствующий максималь¬
но допустимому количеству материала изделия (£>тіп, £?тах), и непро¬
ходного калибра НЕ, контролирующего предельный размер, соот-
иетствующий минимально допустимому количеству материала из¬
делия (Д,^, ^т|п). С помощью предельных калибров определяют не
числовое значение контролируемых параметров изделия, а годность
детали, т. е. нахождение действительного размера детали между за¬
данными предельными размерами. Деталь считают годной, если про¬
ходной калибр под действием собственной массы или аналогичного
усилия проходит, а непроходной калибр не проходит по контроли¬
руемой поверхности детали. Если проходной калибр ПР не прохо¬
дит, деталь является браком исправимым (брак «+»); если непро¬
ходной калибр НЕ проходит, деталь является браком неисправи¬
мым (брак «-»), так как с1г < и Д. > Дах.
Рабочие калибры (пробки и скобы) ПР и НЕ предназначены для
контроля изделий при их изготовлении, ими пользуются рабочие
и контролеры завода-изготовителя, причем последние используют
частично изношенные калибры ПР (примерно на 2/3 допустимого
износа) и новые калибры НЕ.
Приемные калибры служат для контроля изделий заказчиком.
Контрольные калибры (контркалибры) предназначены для контроля
размеров рабочих калибр-скоб проходных (К-ПР) и непроходных
(К-НЕ) в процессе их изготовления (они являются проходными,
поэтому слегка смазанные плавно входят в соответствующую годную
рабочую скобу под действием собственной массы), а также для конт¬
роля износа (К-И) проходных калибр-скоб при их эксплуатации (они
инляются непроходными). Это связано с тем, что в процессе эксплуа-
пщии калибр-скобу можно легко повредить, а контроль ее универ-
с;шьными средствами затруднен. Контркалибры выполняют в виде шайб.
Калибр-пробка легко проверяется универсальными измерительными
приборами, поэтому для нее не предусмотрены контркалибры. В мел¬
косерийном производстве целесообразно вместо контркалибров ис-
иользовать концевые меры длины или универсальные измерительные
приборы. Установочные калибры предназначены для установки регу¬
лируемых калибров и измерительных приборов.
Валы и отверстия с допусками точнее квалитета 6 не рекомендуется
проверять калибрами, так как при этом вносится большая погрешность
п 1мерения. Такие изделия проверяют универсальными средствами.
Конструктивно калибры изготовляют либо однопредельными,
содержащими только один проходной или непроходной калибр (на¬
пример, контркалибры), либо двухпредельными (двусторонними),
у которых проходной и непроходной калибры расположены с про-
I ивоположных сторон. Иногда двухпредельные калибры изготов¬
ляют как односторонние, т. е. у таких калибров проходная и не-
нроходная стороны расположены одна за другой.
Калибр-пробки состоят из ручек и вставок (или насадок), пред¬
ставляющих собой их рабочие элементы, но конструктивно выпол¬
няются по-разному. Для отверстий до 50 мм их изготовляют в виде
полных пробок, 50—100 мм — полных и неполных пробок, свыше
100 мм — только неполных пробок. Для больших размеров (свыше
360 мм) вместо пробок применяют нутромеры.
Калибр-скобы также выполняются различных типов. Предпоч¬
тительны односторонние предельные скобы (листовые, штампован¬
ные и литые), как более экономичные. Для контроля изделий
квалитета 8 и грубее находят применение регулируемые скобы
(со вставными и передвижными губками), которые дают возможность
компенсировать износ, а также настраиваться на разные размеры.
Калибры изготовляют из инструментальных углеродистых, ле¬
гированных конструкционных или цементируемых сталей с после¬
дующей закалкой на твердость 62—65 Я/?СЭ. Для увеличения долго¬
вечности калибров применяют износостойкие покрытия, например
хромирование, или оснащают их твердым сплавом, что обеспечива¬
ет значительное увеличение износостойкости (до 150 раз) при не¬
значительном увеличении стоимости изготовления (в 2—5 раз).
При конструировании предельных калибров необходимо, чтобы
выполнялся принцип подобия (принцип Тейлора): проходной ка¬
либр должен иметь форму контролируемой детали, так как он кон¬
тролирует отклонение размера и формы проверяемой детали; непро¬
ходной калибр должен иметь с проверяемой деталью точечный кон¬
такт, так как он контролирует только отклонение размера.
Предельные калибры дают возможность контролировать одновре¬
менно размеры и отклонения формы детали и проверять, находятся ли
отклонения размеров и формы поверхностей деталей в поле допусков.
Изделие считается годным, если погрешности размера, формы и рас¬
положения поверхностей находятся в пределах поля допуска.
На приведенных схемах (рис. 5.49 и 5.50) приняты следующие
обозначения: I) и Л. — соответственно наибольший и наимень-
ПЫХ ГП1П
ший предельный размер изделия; 1Т — допуск изделия; Н — до¬
пуск новых калибров для отверстия (кроме калибров со сферичес¬
кими измерительными поверхностями); Нг — допуск калибров со
сферическими измерительными поверхностями; Нх — допуск но¬
вых калибров для вала; Нр — допуск контрольных калибров для скоб;
Z — отклонение середины поля допуска проходного калибра-пробки
11 относительно наименьшего предельного размера контролируемого
отверстия; ^ — отклонение середины поля допуска проходного ка¬
либра-кольца 1 или калибра-скобы (вид 2) относительно наиболыие-
398
Граница износа для квалитетов
Рис. 5.49. Схемы расположения полей допусков предельных калибров
для отверстий (а) и валов (б) при размерах до 180 мм:
7 — поле допуска изделия;
2 — поле допуска рабочего калибра;
3 — поле допуска контрольного калибра
го предельного размера контролируемого вала; У — допустимый вы¬
ход размера изношенного проходного калибра-пробки 11 за границу
поля допуска изделия; У1 — допустимый выход размера изношенного
проходного калибра-кольца 1 или калибра скобы (вид 2); а, ах —
399
Граница износа для квалитетов
Рис. 5.50. Схемы расположения полей допусков предельных калибров
для отверстий (а) и валов (б) при размерах свыше 180 мм:
7 — поле допуска изделия;
2 — поле допуска рабочего калибра;
3 — поле допуска контрольного калибра
величина компенсации погрешности контроля калибрами соответ¬
ственно отверстий или валов с размерами свыше 180 мм.
Схематическое изображение калибров и их наименования, учиты¬
вающие конструктивное исполнение калибров, приведены в табл. 5.35.
400
Номера и наименование отдельных видов гладких нерегулируемых ка¬
либров для контроля отверстий с номинальными диаметрами от 1 до
500 мм и валов с номинальными диаметрами от 1 до 315 мм, а также
отдельных видов контрольных калибров для калибров-скоб приведе¬
ны в табл. 5.36.
5.35. Схематическое изображение калибров
Наименование
калибра
Чертеж и номер калибра
по табл. 5.36
Наименование
калибра
Чертеж и номер калибра
по табл. 5.36
1
Калибр-
кольцо
гладкий
Калибр-
кольцо
гладкий
проходной
непроходнои
4
Калибр-
скоба глад¬
кий
Калибр-
скоба глад¬
кий
однопредельный
проходной,
непроходной
2 и 3
односторонним^
двухнедельный
2 и 3
Калибр-
скоба глад-
Калибр-
шайба глад¬
кий
двухсторонний
2 и 3
проходной,
непроходной
8, 9 и 10
Калибр-
пробка
гладкий
Калибр-
пробка
гладкий
П
проходной
11
проходной
5, 6 и 11
проходной
7 и 12
26. Я. М. Радкевич
401
Продолжение табл. 5.35
5.36. Нерегулируемые калибры для контроля отверстий и валов
Номер
калибра
Наименование
калибра
Назначение
калибра
Номер
калибра
Наименование
калибра
Назначение
калибра
1
Калибр-кольцо
проходной
Калибры для
валов
3
Калибр-скоба
непроходной
Калибры для
валов
2
Калибр-скоба
проходной
Калибры для
валов
4
Калибр-кольцо
непроходной
Калибры для
валов
5
Калибр-пробка
кошралъный про¬
ходной для ново¬
го проходного
калибра-скобы
Контрольные
калибры для
калибров скоб
9
Калибр гладкий
контрольный про¬
ходной для ново¬
го непроходного
калибра-скобы
Контрольные
калибры для
калибров скоб
6
Калибр-пробка
контрольный про¬
ходной для ново¬
го непроходного
калибра-скобы
Контрольные
калибры для
калибров скоб
10
Калиф гладкий
контрольный
для контроля из¬
носа проходного
калибра-скобы
Контрольные
калибры для
калибров скоб
7
Калибр-пробка
контрольный для
контроля изно¬
са проходного
калибра-скобы
Контрольные
калибры для
калибров скоб
11
Калибр-пробка
проходной
Калибры для
отверстий
8
Калибр гладкий
контрольный про¬
ходной для ново¬
го непроходного
калибра-скобы
Контрольные
калибры для
калибров скоб
12
Калибр-пробка
непроходной
Калибры для
отверстий
402
5.7.2. ДОПУСКИ КАЛИБРОВ
Взаимозаменяемость гладких изделий зависит от единства раз¬
меров, допусков и отклонений калибров и применяемых типов ка¬
либров. Стандарты на допуски гладких калибров (ГОСТ 24853—81
и ГОСТ 24852—81) распространяются на предельные гладкие ка¬
либры (пробки и скобы), служащие для контроля отверстий (внут¬
ренних размеров) и валов (наружных размеров) с номинальными
размерами до 3150 мм и допусками 1Т6—1ТМ (ГОСТ 25346—89),
а также на контрольные калибры, предназначенные для контроля
калибр-скоб. Допуски калибров для контроля деталей, допуски ко¬
торых отличаются от стандартных, но лежат в диапазоне /Тб—/7Т7,
следует определять по квалитету, допуск которого является ближай¬
шим к нестандартному допуску изделия.
На гладкие калибры установлены следующие допуски на изготов¬
ление (см. рис. 5.49; 5.50): Н — новых калибр-пробок для отверстий
(Н5 — тех же калибров, но со сферическими измерительными повер¬
хностями); Ну — новых калибр-скоб для валов; Нр — контрольных
калибров для скоб. Допуски на изготовление калибров зависят от
величины допусков на изготовление контролируемых изделий.
При измерении предельными калибрами из-за погрешности их
изготовления необходимо сместить настройку (установить приемоч¬
ные границы) вне поля допуска контролируемой детали. В этом слу¬
чае производственный (технологический) допуск 1Тг расширяется
до гарантированного значения /7^ар.
Для всех проходных калибров поля допусков на изготовление Н(Н)
и //, смещены внутрь поля допуска 1Тконтролируемого изделия. Поло¬
жение середины поля допуска калибра определяется величиной откло¬
нения Z (для калибр-пробок) относительно наименьшего предельного
размера контролируемого отверстия 1)тЫ и с!т1х (для калибр-скоб) отно¬
сительно наибольшего предельного размера контролируемого вала с)т.„.
По отклонениям Zv^Z^\^ допускам калибров Н(Н) и //, находят
границы их полей допусков.
Износ проходных калибров ограничивается допустимым выходом
размера изношенного проходного калибра за границу поля допуска
контролируемого изделия (Бт{п и с/тах). При размерах до 180 мм для
проходных калибров, контролирующих отверстия и валы квалитетов
6—8, допускается выход размера изношенного калибра за границу
поля допуска изделия на величину К и У, соответственно. Для изде¬
лий квалитетов 9—17 граница износа проходных калибров совпадает
с проходным пределом изделия (У= У, = 0). При размерах свыше 180
мм поле допуска непроходного калибра и границы износа проходно¬
26*
403
го калибра смещены внутрь поля допуска изделия на величины а
(для пробок) и ах (для скоб), называемые безопасными зонами, кото¬
рые установлены для компенсации погрешностей контроля.
Поля допусков непроходных калибров для размеров до 180 мм
симметричны относительно границы поля допуска изделия (7)тах для
пробок и dmjn для скоб), т. е. а — <аг, = 0.
Смещение полей допусков калибров и границ износа их проход¬
ных сторон внутрь поля допуска детали устраняет возможность ис¬
кажения характера посадок и гарантирует получение размеров год¬
ных деталей в пределах установленных полей допусков.
5.7.3. РАСЧЕТ ИСПОЛНИТЕЛЬНЫХ РАЗМЕРОВ КАЛИБРОВ
Исполнительными называют предельные размеры калибра, по ко¬
торым изготовляют новый калибр. Они должны иметь допуск в виде
одного отклонения, направленного в тело калибра, т. е. как для ос¬
новного отверстия Н и основного вала h. Поэтому исполнительный
размер на чертеже скобы проставляют как наименьший предельный
размер с положительным отклонением, на чертеже пробки и конт¬
рольного калибра — как наибольший предельный размер с отрица¬
тельным отклонением. Исполнительные размеры калибров опреде¬
ляют по формулам (ГОСТ 24853—81), приведенным в табл. 5.37.
Прежде чем рассчитать исполнительные размеры калибров, нужно
найти предельные размеры контролируемой детали.
При подсчете исполнительных размеров калибров необходимо
пользоваться следующим правилом: размеры рабочих калибров для
контроля изделий квалитетов 15—17 следует округлеть до целого
микрометра; квалитетов 6—14 и всех контрольных калибров — до
величин, кратных 0,5 мкм, при этом допуск на калибры сохраняет¬
ся; размеры, оканчивающиеся на 0,25 и 0,75 мкм, следует округлять
до величин, кратных 0,5 мкм, в сторону сокращения производствен¬
ного допуска изделия.
Приведем примеры расчета исполнительных размеров калибров,
используя формулы табл. 5.37.
Пример. Определить размеры калибр-пробок для контроля отверстия 30//7.
Решение. По ГОСТ 25347—82 находим предельные отклонения отверстия
ES = ±21 мкм; Е1 = 0, тогда Dmm = 30,021 мм; Dmin = 30. По ГОСТ 24853—81 для
отверстия размером 30 мм, квалитета 7 определим допуски и отклонения рабочих
калибров, мкм: Н= 4, Z= 3, К=3. Схема расположения полей допусков соответству¬
ет приведенной на рис. 5.49.
Используя формулы (табл. 5.37), найдем наибольший размер проходной новой
калибр-пробки:
404
5.37. Формулы для определения размеров калибров
в диапазоне диаметров 180—3150 мм
Тип калибра
Рабочий калибр
Контркалибр
Номинальный
размер
Предельные
отклонения
Поминальный
размер
Предельные
отклонения
Для контроля отверстий 0
Проходной новый
й . + г
ПИП
н
±—
2
< и Л
+—
2
Ч У
-
—
Проходной изношенный
От,„ - У+ а
—
-
—
Проходной
А™, - «
№
-
-
Для контроля валов с!
Проходной новый
Л
2
- А
2
Проходной изношенный
с1+ У- а,
—
+ Г- «,
2
Проходной
4» + «
2
с/т1п + а,
2
II римечание. Формулы справедливы и в диапазоне радасров до 180 мм, если принять
а= а= 0.
Н 0,004
ПРта,=Дт1„+^+—=30 +0,003+- = 30,005 мм.
щах тт ^ 2
Исполнительный размер калибр-пробки, проставляемый на чертеже,
ПР„сп =(ПРта, )_„ = 30,005_„,ОО4 мм.
Наименьший размер изношенной проходной калибр-пробки
ПРизи=Дт1п-К=30-0,003=29,997 мм,
при достижении которого его нужно изъять из эксплуатации.
Наибольший размер непроходной калибр-пробки
И 0 004
НЕщяу = Апах +—=30,021+— = 30,023 мм.
тах тах ^ 2
Исполнительный размер калибр-пробки, проставляемый на чертеже,
НЕисп=(НЕта![)_„=30,023_0>004 мм.
Пример. Определить размеры калибр-скоб для контроля вала 30£6.
Решение. По ГОСТ 25347—82 находим предельные отклонения вала
es = +15 мкм; ei = +2 мкм, тогда cfmnx = 30,015 мм; с1тЫ = 30,002 мм. По ГОСТ
24853—81 определим допуски и отклонения рабочих калибр-скоб и контрольных
калибров, мкм: //, = 4, Z, = 3, Нр =1,5, К, = 3 мкм. Схема расположения полей
допусков соответствует приведенной на рис. 5.50.
Наименьший размер проходной новой калибр-скобы
Н 0 004
ПРт1п =rfmax -z, _- = 30,015-0,003-^- = 30,01 мм.
Исполнительный размер проходной калибр-скобы, проставляемый на чертеже,
ПРис„=(ПРга1пГя=30,01ЛС04 мм.
исп Л min' ’
Наибольший размер изношенной проходной калибр-скобы
ПР113Н = drmx+Yl =30,015 + 0,003 = 30,018 мм,
при достижении которого его нужно изъять из эксплуатации.
Наименьший размер непроходной калибр-скобы
HEn,i„=<ran-— = 30,002--^- = 30 мм.
min mm ^ 2
Исполнительный размер непроходной калибр-скобы, проставляемый на чертеже,
НЕИСП =(HEmin)+/f =30+0,004 мм.
Далее определяем наибольшие и исполнительные размеры контрольных калиб-
ров (К—ПР, К—НЕ, К—И):
0 0015
к-пр™„ -2',+—*1=30,015-0,003+-^— = 30,01275 мм.
max max 2 2
К-ПРИШ =(К-ПРтах)_Нр = 30,01275_00015 мм.
н 0 0015
К-НЕт„,=</ н—— = 30,002 + — = 30,00275 мм.
max min 2 2
К-НЕнсп=(К-НЕта;<)_Я/) =30,003_000]5 мм.
К-Ити =dmax+Y] +-^- = 30,015 + 0,003+-^^- = 30,01875 мм.
К-Инсп=(К-Итш1) =30,01875_0>0015 мм.
При маркировке на калибр наносят номинальный размер с буквен¬
ным обозначением поля допуска контролируемой детали, цифровые
величины предельных отклонений детали в миллиметрах, тип калибра
(например, ПР, НЕ, К—И) и товарный знак завода-изготовителя.
На рис. 5.51 приведен пример маркировки двустороннего двух¬
предельного калибра-пробки 60Я7 и калибра скобы 25кб.
Требования к шероховатости поверхностей гладких калибров
(ГОСТ 2015—84) регламентируются параметрами шероховатости Ка
406
25,000
+0,004
25,010
+0,004
Рис. 5.51. Калибр-пробка
ß 60Hl (а) и калибр-скоба 25кб (б)
(не более указанных значений в микрометрах) в зависимости от наи¬
менования поверхности: измерительные поверхности — 10% допус¬
ка (соответственно Н, Hs, Нр), но не более 0,2 мкм при допусках
/Гб—/742 и не более 0,4 мкм — свыше /712; поверхность заходных
и выходных фасок калибров — 1,6; поверхность конуса 60° центро¬
вых отверстий и наружных вставок — 0,8 мкм; поверхность конуса
1:50 хвостовиков вставок — 3,2 мкм и отверстий ручек — 2,5 мкм;
остальные обработанные поверхности — 3,2 мкм.
5.8. Нормирование отклонений формы,
расположения, волнистости
и шероховатости деталей
5.8.1. ОТКЛОНЕНИЯ И ДОПУСКИ ФОРМЫ ПОВЕРХНОСТЕЙ.
ОСНОВНЫЕ ПОНЯТИЯ
Форма большинства деталей, применяемых в машиностроении,
представляет собой простейшую геометрическую форму. В основном
это цилиндрические детали (70 %), плоские (12 %), зубчатые колеса
(3 %) и корпусные детали (4 %)[17]. Получить идеальную форму дета¬
лей в процессе изготовления невозможно из-за погрешностей стан¬
ка, инструмента, приспособления, обрабатываемой детали, неодно¬
родности материала и т. п.
Искажение идеальной формы детали приводит к снижению ее
эксплуатационных свойств. В неподвижных соединениях, например,
искажение формы приводит к неравномерности натягов в соедине¬
нии, что является причиной снижения передаваемого момента,
прочности соединения,- точности центрирования, ресурса соедине¬
ния и т. п. При увеличении нагрузок, что характерно для горных
машин, воздействие отклонений формы и расположения усилива¬
ется. Отклонения формы и расположения поверхностей могут су¬
щественно затруднить сборку изделия (потребовать дополнитель¬
ные технологические операции, такие, например, как пригонка, что
ведет к увеличению трудоемкости сборки, увеличению стоимости
изделия), влияют на точность базирования детали при изготовле¬
нии и контроле. В подвижных соединениях отклонения формы и
расположения приводят к повышению удельного давления на выс¬
тупах неровностей (площадь контакта уменьшается), увеличения
износа сопрягаемых поверхностей, снижают точность центрирования.
Основные термины и определения устанавливаются ГОСТ 24642—81,
в котором отклонения и допуски формы и расположения поверх¬
ностей классифицируются следующим образом: отклонения и до¬
пуски формы поверхностей; отклонения и допуски расположения
поверхностей; суммарные отклонения и допуски формы и располо¬
жения поверхностей.
Отклонение формы — отклонение формы реальной поверхности или
реального профиля от формы номинальной поверхности или профиля.
Под номинальной поверхностью понимается идеальная поверхность,
номинальная форма которой задана чертежом или другой техничес¬
кой документацией.
Под реальной поверхностью понимается поверхность, ограничива¬
ющая деталь и отделяющая ее от окружающей среды.
Как следует из определения, отклонения формы могут рассматри¬
ваться и применительно к профилю.
Профиль — это линия пересечения поверхности с плоскостью
или заданной поверхностью. Если в технической документации не
указано по-другому, то направление секущей плоскости определяется
по перпендикуляру к поверхности.
Различают номинальный профиль и реальный профиль.
Номинальный профиль — профиль номинальной поверхности.
408
Реальный профиль — профиль реальной поверхности.
Для наглядности в табл. 5.38 приведены отклонения, относящи¬
еся к группе отклонения и допуски формы поверхностей.
5.38. Классификация
отклонений и допусков формы поверхностей
Наименование отклонения
Наименование допуска
Условный
знак допуска
Отклонение от прямолинейности
Допуск прямолинейности
—
Отклонение от плоскостности
Допуск плоскостности
П7
Отклонение от круглости
Допуск круглости
О
Отклонение от цилиндричности
Допуск цилиндричности
Отклонение профиля продоль¬
ного сечения цилиндрической
поверхности
Допуск профиля продольного
сечения
—
В основу нормирования и количественной оценки отклонений
формы и расположения поверхностей положен принцип прилегающих
прямых, плоскостей, поверхностей и профилей.
Прилегающая поверхность — поверхность, имеющая форму но¬
минальной поверхности, соприкасающаяся с реальной поверхностью
и расположенная вне материала детали так, чтобы отклонение от
нее наиболее удаленной точки реальной поверхности в пределах
нормируемого участка было минимальным.
Прилегающий профиль — профиль, имеющий форму номинального
профиля, соприкасающийся с реальным профилем и расположенный
нне материала детали так, чтобы отклонение от него наиболее удален¬
ной точки реального профиля в пределах нормируемого участка было
минимальным.
Прилегающий цилиндр — цилиндр минимального диаметра, опи¬
санного вокруг реальной наружной поверхности, или максимально¬
го диаметра, вписанного в реальную поверхность.
Допуск отклонения формы и расположения относятся ко всей
поверхности (профилю) или длине рассматриваемого элемента, если
нормируемый участок не задан.
Нормируемый участок — участок поверхности или линии,
к которому относится допуск или отклонение формы или располо¬
жения элемента.
409
Отсчет отклонений формы поверхности производится от приле¬
гающих поверхностей и профилей.
В табл. 5.39 приводятся определения отдельных видов прилегающих
поверхностей и профилей и их графическое представление.
5.39. Определения прилегающих поверхностей и профилей
Наименование приле¬
гающего элемента
Определение
Эскиз
1
2
3
Прилегающая
прямая
Прямая, соприкаса¬
ющаяся с реальным
профилем и располо¬
женная вне материала
детали так, чтобы откло¬
нение от нее наиболее
удаленной точки реаль¬
ного профиля в преде¬
лах нормируемого учас¬
тка имело минимальное
значение (Д)
Прилегающая прямая
А 2^^/ Реальный профиль
У 4й»ы. -
дед дед
Прилегающая
плоскость
Плоскость, соприка¬
сающаяся с реальной
поверхностью и распо¬
ложенная вне материала
детали так, чтобы откло¬
нение от нее наиболее
удаленной точки реаль¬
ной поверхности в пре¬
делах нормируемого уча¬
стка было минимальным
Прилегающая
окружность:
Прилегающая окружность
Реальный профиль /
для вала
Окружность мини¬
мального диаметра, опи¬
санная вокруг реального
профиля наружной
поверхности вращения
г<гх г<г7
Реальный профиль
для отверстия
Окружность макси¬
мального диаметра, впи¬
санная в реальный
профиль внутренней
поверхности вращения
/ Прилегающая
/ окружность
Г>ГХ
410
Продолжение табл. 5.39
Прилегающий
цилиндр:
для вала
для отверстия
Цилиндр минималь¬
ного диаметра, описан¬
ный вокруг реальной
наружной поверхности
Цилиндр максималь¬
ного диаметра, вписан¬
ный в реальную внут-
реннюю поверхность
Прилегающий
профиль продоль¬
ного сечения ци¬
линдрической по¬
верхности
Две параллельные
прямые, соприкасаю¬
щиеся с реальным про¬
филем и расположенные
вне материала деталей
так, чтобы наибольшее
отклонение точек обра¬
зующих профиля от со¬
ответствующей стороны
прилегающего профиля
имело минимальное зна¬
чение (А)
Прилегающий профиль
Реальный профиль
АСА,
Параметром для количественной оценки отклонения формы яв¬
ляется наибольшее расстояние А от точек реальной поверхности
(профиля) до прилегающей поверхности по нормали к последней
(рис. 5.52) в пределах участка Ь.
Допуск формы — это наибольшее допускаемое значение откло¬
нения формы. Требования, определяемые допуском формы,
геометрически поясняются понятием о поле допуска формы.
В зависимости от вида допуска формы поле допуска может
представлять собой:
1) область в пространстве, ограниченную двумя поверхностями,
эквидистантными номинальной поверхности и отстоящими друг от
Реальный профиль
Рис. 5.52. Схема
к определению количественной оценки
отклонения формы Д
411
друга по нормали к ним на расстоянии, равном допуску формы
поверхности;
2) область в пространстве, ограниченную цилиндром, диаметр
которого равен допуску формы оси (линии) в пространстве;
3) область в пространстве, ограниченную прямоугольным
параллелепипедом, стороны которого равны допускам формы оси
(линии) в двух взаимно перпендикулярных направлениях;
4) область на плоскости заданного направления, ограниченную
двумя линиями, эквидистантными номинальному профилю и от¬
стоящими друг от друга по нормали к ним на расстоянии, равном
допуску формы профиля.
5.8.2. ОТКЛОНЕНИЯ И ДОПУСКИ РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Отклонением расположения называется отклонение реального
расположения рассматриваемого элемента от его номинального
расположения. Под номинальным понимается расположение,
определяемое номинальными линейными и угловыми размерами
между рассматриваемым элементом и базами. Номинальное
расположение определяется непосредственно изображением детали
на чертеже без числового значения номинального размера между
элементами, когда:
— номинальный линейный размер равен нулю (требования соос¬
ности, симметричности, совмещения элементов в одной плоскости);
— номинальный угловой размер равен 0 или 180° (требование
параллельности);
— номинальный угловой размер равен 90° (требование перпен¬
дикулярности).
В табл. 5.40 приведены отклонения, относящиеся к группе от¬
клонения и допуски расположения поверхностей.
При определении номинального расположения плоских поверх¬
ностей координирующие размеры задают непосредственно от баз.
Для поверхностей тел вращения и других симметричных групп
поверхностей координирующие размеры обычно задают от их осей
или плоскостей симметрии.
Для оценки точности расположения поверхностей, как правило,
назначают базы.
База — элемент детали (или выполняющие ту же функцию
сочетания элементов), определяющий одну из плоскостей или осей
координат, по отношению к которой задается допуск расположения
или определяется отклонение расположения рассматриваемого
элемента.
412
5.40. Отклонения и допуски расположения поверхностей
Наименование отклонения
Наименование допуска
Условный знак
допуска
Отклонение от параллельности
Допуск параллельности
//
Отклонение от перпендикуляр¬
ности
Допуск перпендикулярности
_1_
Отклонение от наклона
Допуск наклона
Отклонение от соосности
Допуск соосности
Отклонение от симметричности
Допуск симметричности
Позиционное отклонение
Позиционный допуск
Отклонение от пересечения
осей
Допуск пересечения осей
X
Базами могут быть, например, базовая плоскость, базовая ось,
базовая плоскость симметрии. В качестве базовой оси в зависимости
от требований может быть задана ось базовой поверхности вращения
или общая ось двух или нескольких поверхностей вращения. В каче¬
стве базовой плоскости симметрии может быть задана плоскость
симметрии базового элемента или общая плоскость симметрии двух
или нескольких элементов. Примеры общей оси и общей плоскости
симметрии нескольких элементов приведены в табл. 5.41.
Иногда для однозначной оценки точ¬
ности расположения отдельных элементов
деталь должна быть ориентирована одно¬
временно по двум или трем базам, обра-
|ующим систему координат, по отношению
к которой задается допуск расположения
или определяется отклонение расположе¬
ния рассматриваемого элемента. Такая со¬
вокупность баз называется комплектом баз.
Базы, образующие комплект баз, разли¬
чают в порядке убывания числа степеней
свободы, лишаемых ими (рис. 5.53): база А
Рис. 5.53. Комплект баз:
А — установочная база;
В — направляющая база;
С — опорная база
413
5.41. Примеры общей оси и симметрии элементов
Термин
Определение
Эскиз
Обшая ось двух
поверхностей
Прямая, проходящая через оси
рассматриваемых поверхностей
вращения в их средних сечениях
(а/2 и Ь/2)
Общая ось не¬
скольких поверх¬
ностей (более двух)
Прямая, относительно которой
наибольшее отклонение осей рас¬
сматриваемых поверхностей вра¬
щения в пределах длины этих по¬
верхностей имеет минимальное
значение
Общая ось
щ
\
щ
ж
т
'Ж
т
т
Общая плоскость
симметрии двух или
нескольких элемен¬
тов
Плоскость, относительно кото¬
рой наибольшее отклонение плос¬
костей симметрии рассматривае¬
мых элементов в пределах длины
этих элементов имеет минималь¬
ное значение
гП-ГЬП,
Общая плоскость
симметрии
лишает деталь трех степеней свободы (называется установочной ба¬
зой), база В — двух (называется направляющей базой), а база
С — одной степени свободы (называется опорной базой).
Максимальная точность достигается в том случае, когда соблю¬
ден «принцип единства баз», т. е. конструкторские базы совпадают
с технологическими и измерительными базами.
Если базы не заданы или задан комплект баз, лишающий де¬
таль менее чем шести степеней свободы, то расположение систе¬
мы координат, в которой задан допуск расположения данного эле¬
мента относительно других элементов детали, ограничивается по
оставшимся степеням свободы лишь условием соблюдения задан¬
ного допуска расположения, а при измерении — условием получе¬
ния минимального значения отклонения.
Допуском расположения называется предел, ограничивающий до¬
пускаемое значение отклонение расположения поверхностей.
Поле допуска расположения — это область в пространстве или за¬
данной плоскости, внутри которой должен находиться прилегающий
элемент или ось, центр, плоскость симметрии в пределах нормируемого
участка. Ширина или диаметр поля допуска определяется значением
414
допуска, а расположение относительно баз определяется номиналь¬
ным расположением рассматриваемого элемента.
Рассмотрим основные виды отклонений расположения поверх¬
ностей.
Отклонение от параллельности плоскостей — разность Д наиболь¬
шего а и наименьшего Ь расстояний между плоскостями в пределах
нормируемого участка Ь2, т. е. А = а — Ь (рис. 5.54, а). Поле допуска
параллельности плоскостей определяет область в пространстве,
ограниченную двумя параллельными плоскостями, отстоящими друг
от друга на расстоянии, равном допуску параллельности Т, и
параллельными базовой плоскости (рис. 5.54, б). Примеры обозначения
на чертеже приведены на рис. 5.54, виг: допуск параллельности
поверхности Б относительно поверхности А 0,01 мм (рис. 5.54, в); до¬
пуск параллельности поверхности А и Б 0,1 мм (рис. 5.54, г).
В обоснованных случаях могут нормироваться суммарные от¬
клонения формы и расположения поверхностей или профилей.
Суммарное отклонение от параллельности и плоскости — разность
А наибольшего а и наименьшего Ь расстояний от точек реальной
поверхности до базовой плоскости в пределах нормируемого участка
Ьх, Ь2, т. е. А = а — Ь (рис. 5.84, д). Поле суммарного допуска
Реальная
поверхность
А=а~Ь
База
Б
//1 0.1ІАІ
Ч
г1 Ч
|3
в
Б
//1 0.1ІАІ
ч
1 1
Б
// І0.01І А| г
‘"І- Ґ
Прилегающие
плоскости
А=о-6
Реальные
поверхности
Рис. 5.54. Отклонения от параллельности плоскостей
и их обозначения на чертежах
415
параллельности и плоскостности — область в пространстве,
ограниченная двумя параллельными плоскостями, отстоящими друг
от друга на расстоянии, равном суммарному допуску параллельности
и плоскостности Т и параллельными базовой плоскости (рис. 5.54, е).
Примеры обозначения на чертеже: суммарный допуск параллельности
и плоскостности поверхности Б относительно поверхности А 0,01 мм
(рис. 5.54, ж).
Отклонение от параллельности оси относительно плоскости или
плоскости относительно оси — разность А наибольшего а и наи¬
меньшего Ь расстояний между осью и плоскостью на длине
нормируемого участка Ь (рис. 5.55, а).
Б
Т-Ї
ЧУ
/
~г
База
// 10,01] А
'ІШІ
Л// 1(20.01 І АІ
И
База
Рис. 5.55. Отклонение от параллельности оси относительно плоскости
и их обозначение на чертежах
416
Допуск параллельности оси относительно плоскости Т показан
на рис.5.55, б, а допуск параллельности плоскости относительно оси
Г— на рис.5.55, в. Примеры условного обозначения на чертеже: допуск
параллельности оси отверстия относительно поверхности А 0,01 мм
(рис. 5.55, г); допуск параллельности общей оси отверстий относи¬
тельно поверхности А 0,01 мм (рис. 5.55, д); допуск параллельности
поверхности Б относительно оси поверхности А 0,01 мм (рис. 5.55, е).
Отклонения от параллельности прямых в плоскости — разность А
наибольшего а и наименьшего Ь расстояний между прямыми на длине
нормируемого участка, т. е. А = а — Ь (рис. 5.55, ж). Графическое
изображение допуска параллельности прямых в плоскости показано
на рис.5.55, з.
Отклонение от параллельности осей или прямых в пространстве —
это геометрическая сумма В отклонений от параллельности проекций
осей (прямых) в двух взаимно перпендикулярных плоскостях; одна
из этих плоскостей является общей плоскостью осей — А^ = а — Ь\
А=^А'х +Д2> (рис. 5.55, и). Поле допуска для случая, когда заданы
раздельно допуск параллельности осей в общей плоскости (Тх) и до¬
пуск (7^), показано на рис. 5.55, к, а для случая, когда задан допуск Т
параллельности осей в пространстве — на рис. 5.56, б. Пример обозна¬
чения на чертеже: допуск параллельности оси отверстия А 0 0,01 мм
(рис. 5.55, л).
Отклонение от параллельности осей (или прямых) в общей плоско¬
сти — отклонение от параллельности Ах проекций осей (прямых) на
их общую плоскость (рис. 5.56, а).
Перекос осей (или прямых) — отклонение от параллельности
проекций осей на плоскость, перпендикулярную общей плоскости
осей и проходящую через одну из осей (базовую) (рис. 5.56, <Э).
Пример обозначения на чертеже: допуск параллельности оси
отверстия Б относительно оси отверстия А 0,1 мм, допуск перекоса
осей 0,25 мм (рис. 5.56, в, г).
Отклонение от перпендикулярности плоскостей — отклонение угла
между плоскостями от прямого (90°), выраженное в линейных единицах
А на длине нормируемого участка (рис. 5.57, а). Графическое изображение
допуска перпендикулярности плоскостей Т показано на рис. 5.57, б.
Условное обозначение на чертеже: допуск перпендикулярности
поверхности Б относительно основания 0,1 мм (рис. 5.57, б).
Суммарное отклонение от перпендикулярности и плоскостности —
разность А наибольшего и наименьшего расстояний от точек реальной
поверхности до плоскости, перпендикулярной базовой плоскости или
базовой оси в пределах нормируемого участка Ь (рис. 5.57, г).
77 Я. М. Радаевич 417
Графическое изображение суммарного допуска перпендикуляр¬
ности и плоскостности Т показано на рис. 5.57, д. Условное обо¬
значение на чертеже: суммарный допуск перпендикулярности и
плоскостности поверхности Б относительно поверхности А 0,2 мм
(рис. 5.57, е).
Отклонение от перпендикулярности плоскости или оси относительно
оси — отклонение угла между плоскостью или осью и базовой осью
от прямого угла (90°), выраженное в линейных единицах А на длине
нормируемого участка Ь (рис. 5.57, ж). Графическое изображение
допуска перпендикулярности плоскости или оси относительно оси
Т показано на рис. 5.57, з. Условное обозначение на чертеже: до¬
пуск перпендикулярности оси отверстия Б относительно поверхности
А 0,04 мм (рис. 5.57, и).
Отклонение от перпендикулярности оси относительно плоскости —
отклонение угла между осью и базовой плоскостью от прямого угла
(90°), выраженное в линейных единицах Д на длине нормируемого
участка Ь (рис. 5.57, к). Графическое изображение допуска перпен¬
дикулярности оси относительно плоскости показано на рис. 5.57, л,
если допуск Т задан со знаком 0, и на рис. 5.57, н, если заданы
допуски в двух взаимно перпендикулярных направлениях Тх и Т2.
Условное обозначение на чертеже: допуск перпендикулярности
оси отверстия Б относительно поверхности А 0 0,01 мм (рис. 5.57, м)\
допуск перпендикулярности оси поверхности Б относительно поверх¬
ности А 0,1 мм в продольном направлении, 0,2 мм в поперечном
направлении (рис. 5.57, п).
Торцевое биение — разность Д наибольшего и наименьшего
расстояний от точек реального профиля торцевой поверхности до
плоскости, перпендикулярной базовой оси (рис. 5.57, р). (Торцевое
биение определяется в сечении торцевой поверхности цилиндром
заданного диаметра, соосным с базовой осью, а если диаметр не
задан, то в сечении любого диаметра торцевой поверхности).
Графическое изображение допуска торцевого биения Т показано на
рис. 5.57, с. Условное обозначение на чертеже: допуск торцевого
биения поверхности Б относительно оси отверстия А 0,04 мм (рис.
5.57, т)\ допуск торцевого биения поверхности Б относительно оси
поверхности А 0,1 мм на диаметре 50 мм (рис. 5.57, у).
Полное торцевое биение — разность А наибольшего и наименьшего
расстояний от точек всей торцевой поверхности до плоскости, перпен¬
418
дикулярной базовой оси (рис. 5.57, ф). Графическое изображение до¬
пуска полного торцевого биения Т показано на рис. 5.57, х. Условное
обозначение на чертеже: допуск полного торцевого биения поверхности
Б относительно оси отверстия А 0,1 мм (рис. 5.57, ц).
5.8.3. ОТКЛОНЕНИЯ И ДОПУСКИ НАКЛОНА
Точность угла между элементами может нормироваться двумя
способами:
1) указанием предельных отклонений от номинального угла в
угловых единицах; отклонения могут быть симметричными или
односторонними;
2) указанием допуска наклона в линейных единицах.
Отклонения наклона плоскости — отклонение угла между плос¬
костью и базовой плоскостью или базовой осью (прямой) от номи¬
нального угла, выраженное в линейных единицах А на длине
нормируемого участка (рис. 5.58, а). Графическое изображение до¬
пуска наклона плоскости Т показано на рис. 5.58, б. Условное обо¬
значение на чертеже: допуск наклона поверхности Б относительно
оси поверхности А 0,1 мм (рис. 5.58, в); допуск наклона поверхности
Б относительно поверхности А 0,1 мм (рис. 5.58, г).
Отклонение наклона оси (или прямой) — отклонение угла между
осью поверхности вращения (прямой) и базовой осью или базовой
плоскостью от номинального угла, выраженное в линейных едини¬
цах А на длине нормируемого участка (рис. 5.58, <Э). Графическое
изображение допуска наклона оси Т показано на рис. 5.58, ей ж.
Условное обозначение на чертеже: допуск наклона оси поверхности
Б относительно оси поверхности А 0,1 мм (допуск зависимый) (рис.
5.58, з); допуск наклона оси поверхности Б относительно оси
поверхности А 0,1 мм (рис. 5.58, и).
Суммарное отклонение наклона и плоскостности — разность А наи¬
большего и наименьшего расстояний от точек реальной поверхности
до плоскости, расположенной под номинальным углом а относи¬
тельно базы (базовой плоскости или базовой оси) в пределах
нормируемого участка (рис. 5.58, к). Графическое изображение
суммарного допуска наклона и плоскостности Т показано на рис.
5.58, л. Условное обозначение на чертеже: суммарный допуск на¬
клона и плоскостности поверхности Б относительно поверхности А
0,1 мм (рис. 5.58, м).
Д,=а-Ь
Рис . 5.56. Отклонения от параллельности осей в общей плоскости,
перекос осей и их обозначение на чертежах
Реальная
поверхность
Рис. 5.58. Отклонение наклона оси (или прямой), суммарное отклонение накло¬
на и плоскостности и их обозначение на чертежах
Ось базовой поверхности
Общая ось
Базовый
центр
Базовая ось
Базовая ось
И
Рис. 5.59. Отклонения от соосности относительно оси базовой поверхности,
от соосности относительно общей оси, от концентричности,
радиальное биение и их обозначения на чертежах
5.8.4. ОТКЛОНЕНИЯ И ДОПУСКИ СООСНОСТИ,
СИММЕТРИЧНОСТИ, ПЕРЕСЕЧЕНИЯ ОСЕЙ
Отклонение от соосности относительно оси базовой поверхности —
наибольшее расстояние Д между осью рассматриваемой поверхности
вращения и осью базовой поверхности на длине нормируемого уча¬
стка Ь (рис. 5.59, а). Допуск соосности в диаметральном выражении
указывается со знаком 0 перед числовым значением допуска и чис¬
ленно равен удвоенному наибольшему допускаемому значению
отклонения от соосности (рис. 5.59, в). Допуск соосности в
радиальном выражении указывается со знаком К перед числовым
значением допуска и численно равен наибольшему допускаемому
значению отклонения от соосности (рис. 5.59, в).
Отклонение от соосности относительно общей оси — наиболь¬
шее расстояние Д (Д„ Д2) между осью рассматриваемой поверхности
вращения и общей осью двух или нескольких поверхностей
вращения на длине нормируемого участка (Ь1г Ь2) (рис. 5.59, б).
Примеры условного обозначения на чертеже: допуск соосности
отверстия Б относительно оси отверстия А 0 0,1 мм (рис. 5.59, г);
допуск соосности поверхностей А и Б 0 0,2 мм (допуск зависи¬
мый) (рис. 5.59, д); допуск соосности отверстий относительно об¬
щей оси 0 0,2 мм (рис. 5.59, е).
Отклонение от концентричности — расстояние Д в заданной плос¬
кости между центрами профилей (линий), имеющих номинальную
форму окружности (рис. 5.59, ж). Допуск концентричности
в диаметральном выражении указывается со знаком 0 перед число¬
вым значением допуска (рис. 5.59, з). Допуск соосности в радиальном
выражении указывается со знаком К перед числовым значением до¬
пуска (рис. 5.59, з).
Пример условного обозначения на чертеже (рис. 5.59, и): допуск
концентричности поверхности Б относительно центра поверхности
А 0 0,1 мм.
Радиальное биение — разность Д наибольшего и наименьшего
расстояний от точек реального профиля поверхности вращения до
базовой оси (оси базовой поверхности или общей оси) в сечении
плоскостью, перпендикулярной базовой оси (рис. 5.59, к). Радиальное
биение является рёзультатом совместного проявления отклонения
от круглости профиля рассматриваемого сечения и отклонения его
центра относительно базовой оси. Графическое изображение допуска
радиального биения Т показано на рис. 5.59, л. Пример условного
обозначения на чертеже: допуск радиального биения поверхности Б
относительно оси поверхности А 0,01 мм (рис. 5.59, м).
Полное радиальное биение — разность Д наибольшего /?тм и наи¬
меньшего Лт1п расстояний от всех точек реальной поверхности
в пределах нормируемого участка Ь до базовой оси (рис. 5.60, а).
Полное радиальное биение применяется только к поверхностям
с номинальной цилиндрической формой и является результатом со¬
вместного проявления отклонения от цилиндричности рассматри¬
ваемой поверхности и отклонения от ее соосности относительно
базовой оси.
424
I
Рис. 5.60. Полное радиальное биение, допуск полного радиального биения,
биение в заданном направлении и их обозначения на чертежах
Допуск полного радиального биения Т показан на рис. 5.60, б.
Условное обозначение допуска полного радиального биения пока¬
зано на рис. 5.60, в — допуск полного радиального биения поверх¬
ности В относительно общей оси поверхностей Л и Б 0,1 мм.
Биение в заданном направлении — разность Д наибольшего и наи¬
меньшего расстояний от точек реального профиля поверхности
вращения в сечении рассматриваемой поверхности конусом, ось
которого совпадает с базовой осью, а образующая имеет заданное
направление, до вершины этого конуса (рис. 5.60, г). Биение являет¬
ся результатом совместного проявления в заданном направлении от¬
клонений формы профиля рассматриваемого сечения и отклонений
расположения оси рассматриваемой поверхности относительно базо¬
вой оси. Графическое изображение допуска биения в заданном
направлении Т показано на рис. 5.60, д. Направление рекомендуется
задавать по нормали к поверхности. На чертежах направление указы¬
вается стрелкой соединительной линии от рамки с допуском
и номинальным углом (при необходимости) по отношению к базо¬
вой оси (угол указывается в прямоугольной рамке). Примеры условного
Базовая плоскость
симметрии
п
£п
< в
В/2
т
Общая плоскость
симметрии
Рис. 5.61. Отклонение от симметричности относительно плоскости симметрии,
относительно общей плоскости симметрии, допуск симметричности
в диаметральном и радиальном выражении, отклонение от пересечения осей
и их обозначения на чертежах
обозначения: допуск биения конуса относительно оси поверхности А
в направлении, перпендикулярном образующей конуса, 0,1 мм (рис.
5.60, е); допуск биения поверхности Б относительно оси отверстия в
направлении под углом 60° к оси 0,1 мм (рис. 5.60, ж).
Отклонение от симметричности относительно плоскости
симметрии базового элемента — наибольшее расстояние Д между
плоскостью симметрии (осью) рассматриваемого элемента и плос¬
костью симметрии базового элемента (элементов) в пределах нор¬
мируемого участка (рис. 5.61, а). Допуск симметричности в диа¬
метральном выражении указывается со знаком Т перед числовым
значением допуска и равен удвоенному наибольшему допускаемому
значению отклонения от симметричности. Допуск симметричности
т
в радиальном выражении указывается со знаком — перед числовым
значением допуска и равен наибольшему допускаемому значению
отклонения от симметричности (рис. 5.61, в). Примеры условного
Базовая плоскость
симметрии
Г^-|Т0.04| А|
I
Г
Чл
Базовая ось
ж
ш
обозначения: допуск симметричности поверхностей Б относитель¬
но оси отверстия Т 0,04 мм (рис. 5.61, г); допуск симметричности
отверстия относительно общей плоскости симметрии пазов !Г 0,1 мм —
допуск зависимый (рис. 5.61, д).
Отклонение от симметричности относительно общей плоскости
симметрии — наибольшее расстояние Д между плоскостью симметрии
(осью) рассматриваемого элемента и общей плоскостью симметрии
двух или нескольких элементов в пределах нормируемого участка
(рис. 5.61, б).
Отклонение от пересечения осей — наименьшее расстояние Д между
осями, номинально пересекающимися (рис. 5.61, е). Допуск
пересечения осей в диаметральном выражение указывается со зна¬
ком Тперед числовым значением допуска. Допуск пересечения осей
в радиальном выражении указывается со знаком — перед числовым
значением допуска (рис. 5.61, ж). Примеры условного обозначения:
допуск пересечения осей отверстий Т0,06 мм (рис. 5.61, з).
Поле допуска или часть его, ограничивающие отклонения распо¬
ложения рассматриваемого элемента за пределами протяженности
этого элемента (нормируемый участок выступает за пределы дли¬
ны элемента), называется выступающим полем допуска расположения
(рис. 5.62).
Например, отклонения расположения осей резьбовых отверстий
под шпильки после их завинчивания в деталь будут проявляться как
Рис. 5.62. Отклонения расположения выступающих концов шпилек:
а — обеспечение правильной сборки с парной деталью ограничивается
в зоне отверстия под шпильки; 6 — выступающее поле допуска Т,
ограничивающее отклонения расположения поверхностей элемента
за пределами его протяженности на длине /
Выступающее поле
допуска
а
б
427
отклонения расположения выступающих концов шпилек и для обес¬
печения сборки с парной деталью должны быть ограничены именно
в той зоне, где будут располагаться сквозные отверстия под шпиль¬
ки в парной детали [13].
5.8.5. СУММАРНЫЕ ОТКЛОНЕНИЯ И ДОПУСКИ
ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Суммарным отклонением формы и расположения называется откло¬
нение, являющееся результатом совместного проявления отклонения
формы и отклонения расположения рассматриваемой поверхности или
рассматриваемого профиля относительно заданных баз (табл. 5.42).
5.42. Суммарные отклонения и допуски формы
и расположения поверхностей
Наименование отклонения
Наименование допуска
Условный знак
допуска
Радиальное биение
Торцевое биение
Биение в заданном направ¬
лении
Допуск радиального биения
Допуск торцевого биения
Допуск биения в заданном на¬
правлении
X
Полное радиальное биение
Полное торцевое биение
Допуск полного радиального
биения
Допуск полного торцевого
биения
и
Отклонение формы заданного
профиля
Допуск формы заданного про¬
филя
Г\
Отклонение формы заданной
поверхности
Допуск формы заданной поверх¬
ности
Количественно суммарные отклонения оцениваются по точкам
реальной нормируемой поверхности относительно прилегающих ба¬
зовых элементов или их осей.
Предел, ограничивающий допускаемое значение суммарного от¬
клонения формы и расположения, называется суммарным допуском
формы и расположения.
Поле суммарного допуска формы и расположения — это область
в пространстве или на заданной поверхности, внутри которой дол¬
жны находиться все точки реальной поверхности (профиля) в
пределах нормируемого участка. Это поле имеет заданное номи¬
нальное положение относительно баз. Суммарный допуск относит¬
ся ко всей поверхности или профилю любого сечения в том случае,
если не задан нормируемый участок.
428
5.8.6. ЗАВИСИМЫЕ И НЕЗАВИСИМЫЕ ДОПУСКИ
Для детали, сопрягаемой с другой деталью по двум или более
поверхностям, предусмотрена возможность ограничивать ряд
погрешностей либо независимыми, либо зависимыми допусками.
Независимым называется допуск расположения или формы — до¬
пуск, числовое значение которого постоянно для всей совокупнос¬
ти деталей, изготавливаемых по данному чертежу, и не зависит от
действительного размера рассматриваемого или базового элемента.
Эти допуски применяют тогда, когда требуется обеспечить не
только сборку сопрягаемых поверхностей, но и обеспечить правиль¬
ное функционирование (отсутствие биения, выдержать равномер¬
ность зазора, герметичность и т. д.). Независимые допуски назнача¬
ются при нормировании требований к расположению посадочных
мест под подшипники качения, допуски отверстий под валы зубча¬
тых передач, допуски соосности направляющих и рабочих поверх¬
ностей и т. д. Если в обозначении или тексте нет специальных ука¬
заний, такой допуск считается независимым. При независимых до¬
пусках расположения годность изделия по данному параметру
проверяют универсальными измерительными средствами, а из¬
мерения должны осуществляться таким образом, чтобы на результаты
измерения не влияли отклонения размеров элементов, расположение
которых определяется.
Зависимым допуском расположения или формы называется
переменный допуск расположения или формы, минимальное значе¬
ние которого указывается в чертеже или технических требованиях
и которое допускается превышать на величину, соответствующую от¬
клонению действительного размера прилегающего рассматриваемого
и (или) базового элемента данной детали от наибольшего предельного
размера вала или наименьшего предельного размера отверстия.
Полное значение зависимого допуска расположения для данной
детали
у = у. + у
зав пип доп 5
где Тт1П — минимальное значение допуска, указываемое на чертеже
(постоянная для всех деталей часть зависимого допуска); Тти — дополни¬
тельное значение допуска, зависящее от действительных размеров
рассматриваемых элементов данной детали (переменная часть зависимого
допуска); Таоп определяется по формулам, приведенным в табл. 5.43 [13].
Зависимые допуски более экономичны для производства, чем
независимые. Они позволяют применять менее точные, но более
экономичные способы обработки, дают возможность контролировать
детали с помощью комплексных калибров расположения. Однако
429
назначение зависимых допусков не всегда возможно с конструктив¬
ной точки зрения.
Как правило, эти допуски рекомендуется назначать в тех случа¬
ях, когда требуется обеспечить только собираемость (допуски
расположения сквозных отверстий под крепление детали, допуски
соосности ступенчатых валов и втулок с зазором и т. д.).
5.8.7. ЧИСЛОВЫЕ ЗНАЧЕНИЯ
ОТКЛОНЕНИЙ ФОРМЫ И РАСПОЛОЖЕНИЯ
Установлено 16 степеней точности формы и расположения
поверхностей. Числовые значения допусков от одной степени точ¬
ности к другой изменяются по геометрической прогрессии со зна¬
менателем 1,6. В каждой степени точности допуск увязан с одним
из конструктивных параметров нормируемого элемента (диаметром
или длиной) таким образом, что определяет один уровень точности
при разных размерах изделий. Кроме степеней точности, в ГОСТ
24643—81 стандартизован базовый ряд числовых значений допусков
формы и расположения, представляющий собой 10-й ряд
предпочтительных чисел с некоторыми округлениями. Ряд имеет
следующие члены:
0,1; 0,12; 0,16; 0,2; 0,25; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,6; 2,0; 2,5;
4; 5; 6; 8; 10; 12; 16; 20; 25; 40; 50; 60; 80; 100; 120; 160;
200; 250; 400; 500; 600; 800; 1000; 1200; 1600; 2000; 2500;
4000; 5000; 6000; 8000; Ю000;12000;16000.
Числа базового ряда могут применяться для тех видов допусков,
на которые не распространяются стандартные степены точности
(например, позиционные допуски); когда необходимо назначить до¬
пуски, которые занимают промежуточные положения по соседним
степеням точности.
5.8.8. ПОЗИЦИОННЫЕ ДОПУСКИ ОСЕЙ ОТВЕРСТИЙ
Допуски расположения осей отверстий для крепежных деталей
(болтов, винтов, шпилек и др.) должны устанавливаться одним из
двух способов:
1) позиционными допусками осей отверстий;
2) предельными отклонениями размеров, координирующих оси
отверстий.
Под позиционным допуском понимается наибольшее допускаемое
значение расстояния между реальным расположением оси отверстия
и ее номинальным расположением.
430
а б
Рис. 5.63. Соединения крепежными деталями:
а — тип А; б — тип В
Позиционные допуски рекомендуется назначать для отверстий,
образующих сборочную группу, при числе элементов в группе более
двух.
Соединения крепежными деталями подразделяются на два типа:
— тип А — зазоры для прохода крепежных деталей предусмотрены
в обеих соединяемых деталях (например, соединение болтами, зак¬
лепками) (рис. 5.63, а);
— тип В — зазоры для прохода крепежных деталей предусмотрены
лишь в одной из соединяемых деталей (например, соединение вин¬
тами, шпильками) (рис. 5.63, б).
Допуски расположения осей отверстий для крепежных деталей
должны назначаться зависимыми для гладких сквозных отверстий
и независимыми для резьбовых.
Позиционные допуски отверстий установлены одинаковыми для
обеих соединяемых деталей и определяются по формулам:
— для типа А
Т= кЯт1п;
— для типа В
Т= 0,5
где 5т|п = 1>т1п — с1тлх — наименьший зазор между скозным гладким
отверстием и крепежной деталью; Бт1п — наименьший предельный
размер скозного отверстия; с1тю1 — наибольший предельный размер
стержня крепежной детали; к — коэффициент использования 5т!п,
зависящий от условий сборки. Для соединений, в которых не
требуется регулировка взаимного расположения, значение к
принимается равным 1 или 0,8. Для соединений, в которых требуется
регулировка взаимного расположения, значение к принимается
равным 0,8 или 0,6.
Если в сборочную группу с отверстиями для крепежных деталей
входят центрирующие элементы отверстия, выступы и т. п.
Рис. 5,64. Схема
для определения позиционного допуска
центрирующей поверхности
(рис. 5.64), то позиционный допуск центрирующей поверхности Т0
определяется по формулам:
т0 = о.5*Ат1п;
С = /1 ,/
Отт Отт Отах?
где ^(|т|п — наименьший зазор между центрирующими поверхностями
соединяемых деталей; Б0т1п — наименьший предельный диаметр
центрирующего выступа; ^0тах — наибольший предельный диаметр
центрирующего выступа; к0 — коэффициент использования зазора
между центрирующими поверхностями для компенсации позици¬
онного отклонения их осей. При к0 = 0 или 5(|га1п = 0 центрирующие
элементы должны приниматься в качестве баз, к которым относят¬
ся позиционные допуски осей отверстий для крепежных деталей.
На центрирующие и базовые элементы рекомендуется распро¬
странять условие зависимого допуска, если не требуется совмеще¬
ние осей этих элементов в соединяемых деталях.
5.8.9. НЕУКАЗАННЫЕ ДОПУСКИ
ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Неуказанные допуски формы и расположения поверхностей ус¬
танавливает ГОСТ 25069—81. Он распространяется на металличес¬
кие детали машин и приборов, обработанные резанием.
Непосредственно на чертеже указывают, как правило, наиболее
ответственные допуски формы и расположения поверхностей. По спо¬
собу регламентации неуказанных допусков в ГОСТ 25069—81 все
показатели точности формы и расположения, установленные в ГОСТ
24642—81, могут быть подразделены на три группы (табл. 5.43).
К первой группе относятся те показатели, отклонения которых
допускаются в пределах поля допуска размера рассматриваемого эле¬
мента или размера между рассматриваемыми элементами. Отклоне¬
ния формы и расположения первой группы в предельном случае
могут достигать значения, определяемого полным допуском размера.
432
5.43. Способы нормирования неуказанных допусков
формы и расположения
Характеристика точности формы н
расположения по ГОСТ 24642-81
Способ нормирования неуказанных допусков
Плоскостность
Прямолинейность
Цилиндричность
Кругл ость
Профиль продольного сечения
Параллельность
Допускаются любые отклонения в пре¬
делах поля допуска размера рассматри¬
ваемой поверхности или размера между
рассматриваемой поверхностью или ба¬
зой. Правило действует независимо от
ссылок на стандарт
Перпендикулярность
Соосность
Симметричность
Пересечение осей
Радиальное биение
Торцевое биение
Установлены числовые значения неука¬
занных допусков, выбор которых произ¬
водится по определяющему допуску раз¬
мера. Неуказанные допуски должны со¬
блюдаться при наличии ссылок на стандарт
Наклон
Позиционный допуск
Полное радиальное биение
Полное торцевое биение
Форма заданного профиля
Форма заданной поверхности
Неуказанные допуски не установлены.
Данные характеристики косвенно огра¬
ничиваются другими видами указанных
или неуказанных допусков размеров,
формы и расположения. При необходи¬
мости прямого нормирования их допуски
всегда указываются на чертежах
Однако в процессе изготовления отклонения первой группы даже
при неуказанных допусках рекомендуется ограничивать частью до¬
пуска размера (в пределах 40—60 %).
Отклонения расположения и биения, относящиеся ко второй
группе, не входят составной частью в погрешность размера и не
выявляются при контроле размера. Поэтому для ограничения этих
отклонений должны быть установлены отдельные допуски. В ГОСТ
25069—81 для них предусмотрены неуказанные допуски, взятые по
относительно грубым степеням точности. ГОСТ 25069—81 устанав¬
ливает правила выбора баз, к которым должны быть отнесены не¬
указанные допуски расположения и биения. Неуказанные допуски
расположения и биения должны соблюдаться при наличии в чертежах
ссылок на ГОСТ 25069—81, например «Неуказанные допуски соос¬
ности и симметричности по ГОСТ 25069—81».
К третьей группе относятся показатели, которые нормируются лишь
при необходимости и только с помощью указанных в чертеже допусков.
5.8.10. ОБОЗНАЧЕНИЕ НА ЧЕРТЕЖАХ ДОПУСКОВ
ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
Вид допуска формы и расположения обозначается на чертеже
знаком согласно табл. 5.38, 5.40, 5.42. Знак и числовое значение
28. Я. М. Радкевич
433
№Ш\
&
Щ
Т
Э
1
1
|©|0),2 1 |(£)1Л0,1 1 1-М 7Т),1 I 1МТ/2 ОД
Ж 3 и к
У////////Ш.
I—10.02/100
л
//
0,06
0.01/100
У/////Ж.
ЧШ
02
Вогнутость
не допускается
Рис. 5.65. Обозначение допусков формы и расположения
поверхностей на чертежах
допуска вписывают в рамку: на первом месте указывают знак, на
втором — числовое значение допуска и на третьем — базу, относи¬
тельно которой определяют допуск (рис. 5.65, а). Рамку соединяют
с контурной линией изделия или выносной линией (рис. 5.65, б).
При недостатке места на чертеже стрелку размерной линии можно
заменить стрелкой выносной линии (рис. 5.65, в). Если допуск от¬
носится к боковой поверхности, например к резьбе, то рамку со¬
единяют так, как показано на рис. 5.65, г. Если допуск относится
к оси резьбы, то соединительная линия должна быть продолжением
размерной линии (рис. 5.65, д). Если допуск относится к общей оси
(или плоскости симметрии), то соединительную линию проводят
к общей оси (рис. 5.65, е). На рисунке показаны примеры обозначе¬
ния допуска соосности, когда он дан на диаметр (рис. 5.65, ж),
на радиус (рис. 5.65, з); когда поле допуска симметричности
и пересечения осей ограничено двумя параллельными прямыми или
плоскостями и дано в диаметральном (рис. 5.65, и) и радиусном
(рис. 5.65, к) выражениях. На рис. 5.65, л дано обозначение допуска,
отнесенного к ограниченной длине и одновременно на определенном
нормируемом участке (второй допуск пишется под первым, рис. 5.65, м).
В необходимых случаях допускается давать надписи, содержащие
дополнительные данные: например, к знаку и величине допуска
плоскостности можно добавить надпись «Вогнутость не допуска-
ется»(рис. 5.65, //)•
Базы обозначают зачерненным треугольником, который соеди¬
няют с рамкой допуска (рис. 5.66, а).
434
ш.
ШШ“
К
6 в г
Рис. 5.66. Обозначение баз на чертежах
Чаще базу обозначают буквой и соединяют ее с треугольником
(рис. 5.66, б). Если базой является ось или плоскость симметрии, то
треугольник располагают в конце размерной линии соответствую¬
щего размера поверхности (рис. 5.66, в), при этом треугольник мож¬
но заменить стрелкой (рис. 5.66, г). Если назначают допуск располо¬
жения для двух одинаковых поверхностей, то вместо зачерненного
треугольника применяют стрелку (рис. 5.66, д).
Обозначение зависимых допусков. Если допуск расположения или
формы не указан как зависимый, то его считают независимым. За¬
висимые допуски расположения и формы обозначают знаком ©,
который помещают: после числового значения допуска, если зави¬
симый допуск связан с действительными размерами поверхности
(рис. 5.67, а)\ после буквенного обозначения базы (рис. 5.67, б) или
без буквенного обозначения базы в третьем поле рамки (рис. 5.67, в),
если допуск связан с действительными размерами базовой поверх¬
ности; после числового значения допуска и буквенного обозначе¬
ния базы (рис. 5.67, г) или без буквенного указания базы (рис. 5.67, (3),
если зависимый допуск связан с действительными размерами рас¬
сматриваемого и базового элементов.
|©10О,О4©|А1 |(о)[0О,О4©1А©| 1©|0О,О41@| |(2)10О.О4©1А®| |©|0О,О4©1^
а б в г
Рис. 5.67. Обозначение зависимых допусков
Обозначение суммарных допусков параллельности и плоскостности
приведено на рис. 5.68, а, перпендикулярности и плоскостности —
на рис. 5.68, б.
Другие примеры приведены в приложении к ГОСТ 2.308—79.
Рис. 5.68. Обозначение
арных допусков параллелы
скостности (о), параллелы
и перпендикулярности (б)
суммарных допусков параллельности \z7cA [А"| рГ£7Г
и плоскостности (о), параллельности —
28*
435
5.8.11. ОТКЛОНЕНИЯ И ДОПУСКИ ФОРМЫ
ПЛОСКИХ ПОВЕРХНОСТЕЙ
Для деталей с плоскими поверхностями установлено два комп¬
лексных вида отклонения формы: отклонение от плоскостности
и отклонение от прямолинейности.
Отклонение от плоскостности — наибольшее расстояние А от
точек реальной поверхности до прилегающей плоскости в пределах
нормируемого участка (рис. 5.69, а). Отклонение от плоскостности
ограничивается допуском плоскостности (рис. 5.69, б). Поле допус¬
ка плоскостности Т — область в пространстве, ограниченная двумя
параллельными плоскостями, отстоящими друг от друга на рассто¬
янии, равном допуску плоскостности. Примеры условного обозна¬
чения допуска плоскостности поверхности на чертеже: допуск плос¬
костности поверхности А 0,01 мм (рис. 5.69, в); допуск плоскостно¬
сти поверхностей А, Б и В относительно общей прилегающей
плоскости 0,1 мм ( рис. 5.69, г).
Отклонение от прямолинейности — наибольшее расстояние от то¬
чек реального профиля до прилегающей прямой в пределах норми¬
руемого участка Ь (рис. 5.70, а). Примеры условного обозначения
допуска прямолинейности: допуск прямолинейности поверхности
А 0,01 мм (рис. 5.70, б); допуск прямолинейности поверхности А
в продольном направлении 0,025 мм на всей длине и 0,01 мм на
длине 100 мм; в поперечном направлении 0,01 мм (рис. 5.70, в).
Частными видами отклонений от плоскостности и прямолиней¬
ности являются выпуклость и вогнутость.
Выпуклость — отклонение от плоскостности (прямолинейности),
при котором удаление точек реальной поверхности(реального профи¬
ля) от прилегающей плоскости (прямой) уменьшается от краев к
середине (рис. 5.71, а). Примеры условного обозначения: допуск
Прилегающая
плоскость
поверхность
Прилегающая
плоскость
поверхность
о\ 0,01 1
'
£710,01 | А
ж/
Ш 1_1
А Б В
6=6=^
а б г
Рис. 5.69. Отклонения от плоскостности и их обозначения на чертежах
Прилегающая
прямая
л
Реальный
профиль
А
о\ 0,01
А
0,06
0,01/100
-10,01
Рис . 5.70. Отклонения от прямолинейности
и ее обозначение на чертежах
Прилегающая
плоскость
Прилегающая
плоскость
0\ 0,01
Выпуклость
не допускается
0,01
Выпуклость
не допускается
а\ o,oi
Допуск
выпуклости 0,004
] С
Рис. 5.71. Частное отклонение от плоскостности
выпуклость и ее обозначение на чертежах
Прилегающая
плоскость
Прилегающая
прямая
_L
£7 0,004
Вогнутость
не допускается
Рис. 5.72. Частное отклонение от плоскостности
вогнутость и ее обозначение на чертежах
плоскостности поверхности А 0,004 мм; выпуклость не допускается
(рис. 5.71, б); допуск прямолинейности поверхности А 0,01 мм; вы¬
пуклость не допускается (рис. 5.71, в); допуск плоскостности
поверхности А 0,01 мм; допуск выпуклости 0,004 мм (рис. 5.71, г).
Вогнутость — отклонение от плоскостности (прямолинейности),
при котором удаление точек реальной поверхности (реального
профиля) от прилегающей плоскости (прямой) увеличивается от
краев к середине (рис. 5.72, а). Пример обозначения на чертеже:
допуск плоскостности поверхности А 0,01 мм; вогнутость не допус¬
кается (рис. 5.72, б).
Плоскостность нормируется при необходимости ограничить откло¬
нения формы всей поверхности или ее участка, прямолинейность —
если достаточно ограничить отклонения в сечении поверхности задан¬
ного или любого направления. Например, для установочных поверхностей
не допускается выпуклость, а для измерительных — вогнутость.
ГОСТ 24643—81 устанавливает 16 степеней точности для нормиро¬
вания отклонений от плоскостности и прямолинейности. Выбор
допусков при заданной точности производится в зависимости от
длины нормируемого участка, а если нормируемый участок не зада¬
ется, то исходя из длины большей стороны поверхности.
Примеры применения степеней точности приведены в табл. 5.44 [13].
В зависимости от соотношения допуска плоскостности или
прямолинейности Тф (допуск формы) и допуска размера Тк различают
нормальную /4(7^ = 0,67^), повышенную В(Тф = 0,47^) и высокую С
(Тф = 0,257^) относительную геометрическую точность поверхности.
При 7ф < 0,257^ поверхность имеет особо высокую относительную
геометрическую точность.
При отсутствии указаний о допусках формы плоских поверхностей
отклонения от плоскостности и прямолинейности ограничиваются по¬
лем допуска размера между рассматриваемой поверхностью и базой.
5.8.12. ОТКЛОНЕНИЯ И ДОПУСКИ ФОРМЫ
ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Для цилиндрических деталей установлены следующие комплекс¬
ные виды отклонения формы: отклонение от цилиндричносги; от¬
клонение от круглости; отклонение профиля продольного сечения;
отклонение от прямолинейности оси и отклонение от прямолиней¬
ности образующей.
Отклонение от цилиндричности — наибольшее расстояние Д от
точек реальной поверхности до прилегающего цилиндра в пределах
нормируемого участка (рис. 5.73, а).
5.44. Применения степеней точности для нормирования отклонений
от плоскостности и прямолинейности
Степень
точности
Примеры применения
Способ обработки
1-2
Измерительные и рабочие поверхности
особо точных средств измерения (конце¬
вых мер длины, лекальных линеек и т.д).
Направляющие прецизионных коорди¬
натно-расточных, шлифовальных станков
Доводка, суперфиниширо¬
вание, тонкое шабрение
3-4
Измерительные и рабочие поверхности
средств измерения нормальной точности
(поверочных линеек и плит, микрометров
и т. д.).Опорные поверхности уровней.
Направляющие станков повышенной
точности. Базовые, установочные и изме¬
рительные поверхности контрольных
приспособлений повышенной точности
Доводка, шлифование
и шабрение повышенной
точности
5-6
Направляющие и столы станков нор¬
мальной точности. Базовые и установоч¬
ные поверхности технологических при¬
способлений повышенной точности.
Направляющие точных машин и прибо¬
ров. Поверхности плоских соединений
в шестеренчатых и винтовых насосах
Шлифование, шабрение,
обтачивание повышенной
точности
7-8
Разметочные плиты. Направляющие
кривошипных и гидравлических прессов,
Ползуны. Упорные подшипники машин
малой мощности. Базовые поверхности
кондукторов и других технологических
приспособлений. Опорные поверхности
корпусов подшипников, фундаментных
рам и станин двигателей
Грубое шлифование, фре¬
зерование, строгание, протя¬
гивание, обтачивание
9-10
Стыковые поверхности траверз и ста¬
нин прокатных станов. Кронштейны и
основания вспомогательных и ручных
механизмов. Опорные поверхности ма¬
шин, устанавливаемых на клиньях и амор¬
тизирующих прокладках. Присоедини¬
тельные поверхности арматуры, фланцев
станков (с использованием мягких про¬
кладок)
Фрезерование, строгание,
обтачивание, долбление
11-12
Неответственные рабочие поверхности
механизмов пониженной точности. Базо¬
вые поверхности столов,рамок,планок
в литейных машинах
Грубая механическая
обработка всех видов
439
Пр ~
А/\ 0,01 |
V
Реальная
поверхность 6 в
а
Рис. 5.73. Отклонение от цилиндричности и его обозначение на чертежах
Изображение допуска цилиндричности показано на рис. 5.73, б,
а условное изображение на рис. 5.73, в — допуск цилиндричности
поверхности А 0,01 мм.
Отклонение от круглости — наибольшее расстояние Д от точек
реального профиля до прилегающей окружности (рис. 5.74, а).
Изображение допуска круглости показано на рис. 5.74, б.
Примеры условного обозначения круглости на чертеже: допуск
круглости поверхности А 0,003 мм (рис. 5.74, в); допуск
цилиндричности поверхности А 0,01 мм; допуск круглости 0,004 мм
(рис. 5.74, г).
Отклонение профиля продольного сечения — наибольшее расстояние
Д от точек, образующих реальной поверхности, лежащих в плоско¬
сти, проходящей через ее ось, до соответствующей стороны
прилегающего профиля в пределах длины нормируемого участка
(рис. 5.75, а).
Допуск профиля продольного сечения изображен на рис. 5.75, б,
а примеры нанесения допусков в чертежах — на рис. 5.75, в; допуск
профиля продольного сечения поверхности А 0,004 мм (рис. 5.75, в);
Прилегающая —
окружность
А/ 0,01
010.004
щ
\А
Реальный
профиль
а
|о|о,ооз
б
в
г
Рис. 5.74. Отклонение от круглости и его обозначение на чертежах
Прилегающий
профиль
= | 0,004
=
0,01
о
0,006
V
Та"
Реальный
профиль
Рис. 5.75. Отклонение профиля продольного сечения
и его обозначение на чертежах
допуск круглосги поверхности А 0,006 мм; допуск профиля
продольного сечения 0,01 мм (рис. 5.75, г).
Отклонение от прямолинейности оси — минимальное значение
диаметра А цилиндра, внутри которого располагается реальная ось
поверхности в пределах нормируемого участка (за реальную ось
принимается геометрическое место центров прилегающих окруж¬
ностей в сечениях поверхности, перпендикулярных оси прилегаю¬
щего цилиндра) (рис. 5.76, а).
Изображение допуска прямолинейности оси показано па рис. 5.76, б.
Примеры условного обозначения на чертеже: допуск прямолиней¬
ности оси поверхности А 0 0,01 мм (допуск зависимый) (рис. 5.76, в);
допуск цилиндричности поверхности А 0,01 мм на длине 20 мм;
допуск прямолинейности оси 0 0,1 мм на всей длине (рис. 5.76, г).
При нормировании в основном должны применяться допуски,
комплексно ограничивающие совокупность отклонений формы либо
исей поверхности (допуск цилиндричности), либо отдельных ее се-
поверхность
Е
—1(20,01
т:
ЕЭ
/V
!20,01/20
—
£20,1
Е
=1
а б г
Рис . 5.76. Отклонение от прямолинейности оси и его обозначение на чертежах
441
чений (допуск круглости, допуск профиля продольного сечения),
либо отдельных геометрических элементов поверхности (допуск
прямолинейности образующей или оси) независимо от того, какова
будет форма реальной поверхности.
5.8.13. ЧАСТНЫЕ ВИДЫ ОТКЛОНЕНИЙ
Выделение частных отклонений вызвано тем, что они являются
характерными для многих видов обработки. Частные виды отклоне¬
ний не рекомендуется использовать для назначения допусков, за
исключением тех случаев, когда по условиям работы важно
ограничить отклонения соответствующего характера или установить
дифференцированное значение допуска.
Частными видами отклонений от круглости являются овальность
и огранка.
Овальность Дов — отклонение от круглости, при котором реальный
профиль представляет собой овалообразную фигуру, наибольший и
наименьший диаметры которой находятся во взаимно перпен¬
дикулярных направлениях (рис. 5.77, а).
Огранка \г — отклонение от круглости, при котором реальный
профиль представляет собой многогранную фигуру. Огранка
подразделяется по числу граней. В частности, огранка с нечетным
числом граней характеризуется тем, что диаметры профиля
поперечного сечения во всех направлениях одинаковы (рис. 5.77, б).
чР111|Р1^ 1
ШшШ ;
А®
б
5.77. Частные отклонения профиля в продольном и поперечном сечениях
Количественно овальность и огранка оцениваются так же, как
отклонение от круглости:
EFK = d d'
mm
2
Частными видами отклонений от профиля продольного сечения
являются: конусообразность, бочкообразность, седлообразность.
Конусообразностъ ЕЕР — отклонение профиля в продольном се¬
чении, при котором образующие прямолинейны, но не параллельны
(рис. 5.77, в). Количественно конусообразность определяется по
формуле:
ЕРР ^тах ^тт
Бочкообразность ЕЕР — отклонение профиля в продольном се¬
чении, при котором образующие непрямолинейны и диаметры уве¬
личиваются от краев к середине сечения (рис. 5.77, г). Количествен¬
но бочкообразность определяется по формуле
Ерр — ^тах ~^ПШ1
Седлообразность EFP — отклонение профиля продольного сече¬
ния, при котором образующие непрямолинейны и диаметры умень¬
шаются от краев к середине (рис. 5.77, d). Количественно седло¬
образность определяется по формуле:
ЕЕР ^шах Jmin
Частные виды отклонений не имеют условных обозначений,
и случае необходимости нормирования требований к ним должны
указываться на чертеже текстом. Например, «Допуск овальности
поверхности А 0,01 мм, допуск огранки 0,006 мм».
ГОСТ 24643—81 устанавливает 16 степеней точности для
нормирования допусков цилиндричности, круглости, профиля
продольного сечения. Установленные ряды допусков распростра¬
няются на все виды допусков как для поверхности, так и для сече¬
ний и на частные виды отклонений.
Выбор допусков формы зависит от конструктивных и техноло¬
гических требований, но, кроме того, связан с допуском размера.
Ни одно из них не может превысить допуска размера. Так же как и
для плоских поверхностей, в зависимости от соотношения между
допуском формы и допуском размера различают нормальную (Н),
443
1
повышенную (77), высокую (В) и особо высокую относительную
геометрическую точность поверхности. Примеры применения
перечисленных видов относительной геометрической точности
формы цилиндрических поверхностей приведены в табл. 5.45 [13].
5.45. Применения относительной
геометрической точности
цилиндрических поверхностей
Относительная
геометрическая
точность
Среднее
соотношение
допусков
формы
и размера,
%
Примеры применения
1
2
3
Нормальная {А)
60
Поверхности в подвижных соединениях при
небольших скоростях относительных переме¬
щений и нагрузках, если не предъявляется осо¬
бых требований к плавности хода или мини¬
мальному трению. Поверхности в соединениях
с натягом или с переходными посадками при
необходимости разборки и повторной сборки,
повышенных требованиях к точности центриро¬
вания и стабильности натяга. Измерительные
поверхности калибров. Технологические до¬
пуски формы при допусках размеров по 4—12
квалитетам, если в конструкторской докумен¬
тации допуски формы не указаны
Повышенная (В)
40
Поверхности в подвижных соединениях при
средних скоростях относительных перемеще¬
ний и нагрузках, при повышенных требованиях
к плавности хода и герметичности уплотнений.
Поверхности в соединениях с натягом или с пе¬
реходными посадками при повышенных требо¬
ваниях к точности и прочности в условиях больших
скоростей и нагрузок, ударов, вибраций. Тех¬
нологические допуски формы при допусках
размеров грубее квалитета 12, если в конструк¬
торской документации допуски формы не ука¬
заны. Технологические допуски формы при
активном контроле размеров
Высокая (С)
25
Поверхности в подвижных соединениях при *
высоких скоростях и нагрузках, высоких требо¬
ваниях к плавности хода, снижению трения,
герметичности уплотнения. Поверхности в сое¬
динениях с натягом или с переходными посад¬
ками при высоких требованиях к точности
и прочности в условиях воздействия больших
скоростей и нагрузок, ударов, вибраций
444
Продолжение табл. 5.45
1
2
3
Особо высокая
Менее 25
Поверхности, к которым предъявляются осо¬
бо высокие требования по обеспечению кине¬
матической точности, плотности и герметич¬
ности при больших давлениях, минимального
трения, бесшумности, максимальной долговеч¬
ности при тяжелых режимах работы. Детали,
сортируемые на группы (при числе групп более
пяти). Детали, аттестуемые по размеру с
высокой точностью
Примечание. Отклонения формы допустимы в пределах всего поля допуска размера для
несопрягаемых поверхностей, к которым не предъявляется особых конструктивных требований;
поверхностей в соединениях с зазором, если последний предназначен только для обеспечения
собираемости, а взаимное перемещение деталей либо отсутствует, либо носит эпизодический
характер; поверхностей в соединениях с натягом или с переходными посадками, к которым не
предъявляется особых требований по точности центрирования или прочности и которые не
подвергаются повторным сборкам или тяжелым нагрузкам (ударам) в процессе эксплуатации
При определении относительной геометрической точности до¬
пуски формы, выраженные в единицах радиусов, и допуски диаметра,
выраженные в единицах диаметров, приводят к одному выражению,
например , допуски формы приводят к диаметральному выражению,
умножая их на два.
Степени точности формы, примеры применения и соответствую¬
щие им экономические способы обработки приведены в табл. 5.46 [13].
5.8.14. ОТКЛОНЕНИЯ И ДОПУСКИ
ФОРМЫ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
Точность формы конических поверхностей характеризуется в ос¬
новном отклонениями и допусками прямолинейности образующей
конуса и круглости в поперечном сечении. Если для конуса задают¬
ся раздельные допуски диаметра в заданном поперечном сечении
Тм и допуски угла конуса АТВ, то, как правило, должны назначать¬
ся также допуски прямолинейности образующей 7’1р и круглости
Гкр. Примеры указания допусков прямолинейности конических
поверхностей в чертежах приведены на рис. 5.78, а, а допусков
круглости — на рис. 5.78, б. При этом необходимо соблюдать следу¬
ющие соотношения между различными допусками конуса:
< 0,5АТ„-
Т’кр ^ 0,57^,
I де АТВ — допуск угла конуса, выраженный в виде допуска на разность
диаметров конуса на его длине.
5.46. Применения степеней точности
цилиндрических поверхностей
Степень
точности
Примеры применения
Способ обработки
1-2
Шарики и ролики для подшипников. Дорожки
качения и посадочные поверхности подшип¬
ников качения особо высокой точности и со¬
прягаемые с ними посадочные поверхности
валов и корпусов. Подшипниковые шейки
шпинделей прецизионных станков. Детали
особо точных плунжерных и золотниковых пар
Доводка, тонкое шли¬
фование и алмазное рас¬
тачивание повышенной
точности
3-4
Дорожки качения и посадочные поверхнос¬
ти подшипников качения повышенной точ¬
ности и сопрягаемые с ними посадочные по¬
верхности валов и корпусов. Подшипники
жидкостного трения при больших нагрузках.
Подшипниковые шейки коленчатых валов,
поршневые пальцы и сопрягаемые с ними от¬
верстия. Плунжеры, золотники, поршни, втул¬
ки и другие детали гидравлической аппарату¬
ры, работающие при высоких давлениях без
уплотнений
Доводка, хонингова-
ние, тонкое шлифова¬
ние, алмазное растачи¬
вание; тонкое точение
и растачивание повы¬
шенной точности
5-6
Посадочные поверхности колец подшипни¬
ков качения нормальной точности и сопрягае¬
мые с ними посадочные поверхности валов
и корпусов. Поршни, золотники, гильзы, ци¬
линдры и другие детали гидроаппаратуры при
средних и низких давлениях без уплотнений
или при высоких и средних давлениях с уплот¬
нениями
Шлифование, хонин-
гование, чистовое точе¬
ние и растачивание,
тонкое развертывание,
протягивание
7-8
Подшипники скольжения тихоходных дви¬
гателей, редукторов. Цилиндры, гильзы, поршни
и поршневые кольца автомобильных и трак¬
торных двигателей. Отверстия под втулки в ша¬
тунах двигателей, в гидравлических устройст¬
вах средних давлений
Чистовое точение
и растачивание, развер¬
тывание, протягивание;
зенкерование и сверле¬
ние повышенной точ¬
ности
9-10
Подшипники скольжения при малых ско¬
ростях и давлениях. Поршни и цилиндры на¬
сосов низкого давления с мягким уплотнени¬
ем. Поршневые кольца дизелей и газовых
двигателей
Точение и растачива¬
ние, сверление, литье
под давлением
446
6 1
в
Рис. 5.78. Отклонения и допуски формы конических поверхностей
и их обозначение на чертежах
Если для конуса допуск диаметра Тв задан в любом сечении ко¬
нуса, то пространственное поле допуска диаметра ограничивает также
любые отклонения формы конуса (рис. 5.78, в)
5.8.15. ОТКЛОНЕНИЯ И ДОПУСКИ
ФОРМЫ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ
Профили и поверхности сложной формы задаются либо
координатами отдельных точек профиля (рис. 5.79, о), либо размерами
(например, радиусами кривизны) и взаимным расположением отдель¬
ных составляющих элементов (рис. 5.79, б). Во многих случаях для
определения размеров профиля или поверхности сложной формы
требуется указание баз или комплекта баз.
Нормирование геометрической точности профилей и поверх¬
ностей сложной формы производится двумя способами:
I) допуском формы заданного профиля или заданной поверхности
(рис. 5.79, аиб)\
а б
Рис . 5.79. Отклонения и допуски формы криволинейных поверхностей
и их обозначение на чертежах
и поверхностей сложной формы
2) предельными отклонениями координат отдельных точек
профиля (или поверхности) или раздельными допусками размеров,
формы и расположения отдельных элементов, составляющих
профиль (поверхность) (рис. 5.80, а и б).
Отклонение формы заданного профиля — наибольшее отклонение
А точек реального профиля, определяемое по нормали к номиналь¬
ному профилю в пределах нормируемого участка і (рис. 5.81, а).
Изображение допуска формы заданного профиля приведено на
рис. 5.81, б. Линии, ограничивающие поле допуска, эквидистантны
номинальному профилю и являются огибающими семейства
окружностей, центры которых находятся на номинальном профиле,
а диаметр равен допуску формы в диаметральном выражении Тили
удвоенному допуску формы в радиусном выражении Т/2. Пример
Номинальный
профиль
Номинальный
профиль
Рис. 5.81. Отклонение формы заданного профиля и его обозначение на чертежах
448
условного обозначения: допуск формы заданного профиля ВТ 0,04
мм. Базы — поверхности Ап Б (рис. 5.81, в).
Отклонение формы заданной поверхности — наибольшее откло¬
нение А точек реальной поверхности, определяемое по нормали
к номинальной поверхности в пределах нормируемого участка £„
(рис. 5.82, а).
Изображение допуска формы заданной поверхности приведено
на рис. 5.82, б. Линии, ограничивающие поле допуска, эквидистан¬
тны номинальной поверхности и являются огибающими семейства
сфер, центры которых находятся на номинальной поверхности,
а диаметр равен допуску формы в диаметральном выражении 7 или
удвоенному допуску формы в радиусном выражении 7/2. Пример
условного обозначения: допуск формы заданной поверхности АТ
0,02 мм (рис. 5.82, в).
Отклонения формы заданного профиля (или заданной поверх¬
ности) являются результатом совместного проявления отклонений
размеров и формы профиля (поверхности), а также отклонений
расположения. Поэтому они отнесены к группе суммарных откло¬
нений и допусков формы и расположения.
В отличие от остальных отклонений формы отклонения задан¬
ного профиля и заданной поверхности оцениваются не от приле¬
гающего профиля (поверхности), а от номинального профиля
(поверхности). Поле допуска формы при данном способе норми¬
рования всегда располагается симметрично относительно номиналь¬
ного профиля, а его допуск отсчитывается по нормали к номиналь¬
ному профилю или номинальной поверхности.
Номинальная
поверхность
Номинальная
поверхность
а
б
в
Рис . 5.82. Отклонение формы заданной поверхности
и его обозначение на чертежах
29. Я. М. Радкевич
449
5.9. Волнистость и шероховатость поверхности
5.9.1. ОБЩИЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Волнистость и шероховатость поверхности — это периодически
повторяющиеся выступы и впадины на поверхности. Отличие меж¬
ду погрешностями формы, волнистостью и шероховатостью можно
условно разделить по отношению шага неровностей к высоте
неровностей \¥г.
Если —^<50, то такие отклонения относят к шероховатости
К
5 5*
поверхности, если 50<—<1000 — к волнистости, а при —>1000 —
1¥г н/г
к отклонениям формы. Естественно, что такое разделение не явля¬
ется строгим.
Шероховатостью поверхности называют совокупность неровностей
с относительно малыми шагами, образующих рельеф поверхности
детали и рассматриваемых в пределах базовой длины /.
Шероховатость обработанной поверхности является следствием
пластической деформации поверхностного слоя при образовании
стружки, копирования неровностей кромок режущего инструмента
и трения его о деталь, вибраций, неоднородности материала заго¬
товки и других причин. Количественно шероховатость поверхности
устанавливается независимо от способа ее обработки.
5.9.2. ПАРАМЕТРЫ ШЕРОХОВАТОСТИ
ГОСТ 2789—73 предусматривает следующие параметры для оцен¬
ки шероховатости поверхности детали:
высотные:
Яа — среднее арифметическое отклонение профиля,
— высота неровностей профиля по 10 точкам,
/?тах — наибольшая высота профиля;
шаговые:
Я — средний шаг неровностей профиля по вершинам,
— средний шаг неровностей профиля по средней линии,
/р — относительная опорная длина профиля.
Определение этих параметров производится в пределах базовой длины.
Базовой линией (поверхностью) называется линия (поверхность)
заданной геометрической формы, определенным образом проведен¬
ная относительно профиля (поверхности) и служащая для оценки
геометрических параметров поверхности.
450
Базовая длина I — это длина базовой линии, используемая для вы¬
деления неровностей, характеризующих шероховатость поверхности,
и для количественного определения ее параметров.
Базовые длины устанавливаются с учетом эксплуатационных осо¬
бенностей. Так как базовая длина позволяет учесть только те
неровности, шаг которых меньше базовой длины, то числовые зна¬
чения базовых длин определяются по неровностям, свойства которых
нормируются.
Для многих типов поверхностей, обработанных различными мето¬
дами, неровности, относимые к шероховатости, имеют устойчивую связь
средних шагов с высотными параметрами, что позволяет увязать зна¬
чения базовой длины со значениями высотных параметров (табл. 5.47).
5.47. Соотношения параметров Д., Я., Ятшх и базовой длины
Значения высотных параметров
Базовая длина, /, мм
/?„, мкм
Д™.. мкм
До 0,025
До 0,10
0,08
Св. 0,025 до 0,4
Св. 0,10 до 1,6
0,25
Св. 0,4 до 3,2
Св. 1,6 до 12,5
0,8
Св. 3,2 до 12,5
Св. 12,5 до 50
2,5
Св. 12,5 до 100
Св. 50 до 400
8
Профилограмма поверхности детали (графическое изображение
действительного профиля, полученного в результате измерения)
приведена на рис. 5.83.
Существует несколько систем определения числовых значений
параметров шероховатости поверхности: система средней линии
(система М), огибающей линии (система Е) и др.
По ГОСТ 2789—73 нормирование шероховатости основано на
системе М, т. е. отсчет производят от единой базы, в качестве которой
принята средняя линия профиля.
Средней линией профиля т называется базовая линия, имеющая
форму номинального (геометрического) профиля поверхности и де¬
лящая действительный профиль так, что в пределах базовой длины
/ сумма квадратов расстояний у,, у2, уп точек профиля до этой
линии минимальна (см. рис. 5.83).
В системе М числовые значения параметров шероховатости
определяются следующим образом.
Среднее арифметическое отклонение профиля — среднее
арифметическое из абсолютных значений отклонений профиля у в
о
s
ex
<D
CQ
О
с
s
H
o
G,
A
ex
H
d>
:?
cd
&
u
<D
A
X
CQ
О
£
о
О
S
cd
S
S
cd
CX
■&
С
ex
C
О
S
eu
(Обозначения величин, входящих в формулу, приведены на рис. 5.83.)
Высота неровностей профиля по десяти точкам Кг — сумма средних
арифметических абсолютных отклонений точек пяти наибольших
минимумов Н1гЛ„ и пяти наибольших максимумов //, тах профиля в
пределах базовой длины /. Определяется по формуле:
где //, тах, Н1пЛп — ординаты соответственно пяти высших и пяти
низших точек в пределах базовой длины, измеренные от линии,
эквидистантной средней линии и не пересекающей профиля.
Наибольшая высота неровностей профиля — расстояние меж¬
ду наивысшей точкой выступов и наинизшей точкой впадин профиля
в пределах базовой длины
Средний шаг неровностей профиля по средней линии 5^ — среднее
значение шага неровностей в пределах базовой длины
где 5И1. — шаг неровностей, под которым понимается длина отрезка
линии, ограниченная точками пересечения этой линией одноимен¬
ных сторон соседних неровностей; п — число шагов в пределах ба¬
зовой длины.
Средний шаг неровностей по вершинам Б — среднее значение
расстояний между вершинами характерных неровностей в пределах
базовой длины
где п — число шагов неровностей в пределах базовой длины.
V
(5.93)
/
(5.94)
(5.95)
(5.96)
453
Опорная длина профиля т]р — сумма длин отрезков Ь, в пределах
базовой длины, отсекаемых на заданном уровне р в материале выс¬
тупов профиля линией, эквидистантной средней линии т\
(5-97)
;=1
где п — число отсекаемых отрезков в пределах базовой длины.
Уровень р сечения профиля — расстояние между линией выступов
профиля и линией, пересекающей профиль эквидистантно линии
выступов профиля.
Числовые значения уровня сечения профиля р выбирают из ряда
5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90% от
Относительная опорная длина 1р профиля — отношение опорной
длины профиля 7]р к базовой длине /
(5-98)
Относительную опорную длину /р выбирают из ряда: 10; 15; 20;
25; 30; 40; 50; 60; 70; 80; 90.
5.9.3. ОБОЗНАЧЕНИЕ
ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ
С учетом изменений, принятых Межгосударственным советом
по стандартизации, метрологии и сертификации, структура обозна¬
чения шероховатости поверхности приведена на рис. 5.84.
Полка знака
Способ обработки поверхности
(или) другие дополнительные
указания
Базовая длина по ГОСТ 2789-73/
шероховатости
//Параметр (параметры) шер<
по ГОСТ 2789-73
Условное обозначение
направления шероховатости
Рис. 5.84. Структура условного обозначения шероховатости
на чертежах
В обозначении шероховатости поверхности, вид обработки
которой конструктором не устанавливается, применяют знак, ука¬
занный на рис. 5.85, а.
Рис . 5.85. Условные знаки для обозначения шероховатости
В обозначении шероховатости поверхности, которая должна быть
образована удалением слоя материала, например точением, фрезеро¬
ванием, сверлением, полированием и т. п.,
применяют знак, указанный на рис. 5.85, б.
В обозначении шероховатости поверх- /лоО,I
ности, которая должна быть образована без / 0,8/5^0,063
удаления слоя материала, например литьем, / 0,040
волочением, штамповкой и т. п., применяют у 0,25Д5080+10%
знак, указанный на рис. 5.85, в. Этим же зна¬
ком обозначаются поверхности, которые не Рис. 5.86. Обозначение
обрабатываются по данному чертежу. шероховатости при
_ указании двух и более
Значение параметра шероховатости по параметров
ГОСТ 2789 указывают в обозначении шеро¬
ховатости:
— для параметра Ra — без символа, например 0,1 (рис. 5.86);
— для остальных параметров — после соответствующего символа,
например: /?тах 6,3; Sm 0,63; /50 70; S 0,032; Rz 32.
При указании наибольшего значения параметра шероховатости
в обозначении приводят параметр шероховатости без предельных
отклонений, например: jRaO,4.
При указании наименьшего значения параметра шероховатости
после обозначения параметра следует указывать «min», например:
/ЛяЗ,2 min, \/Rz50min.
При указании диапазона значений параметра шероховатости
поверхности в обозначении шероховатости приводят пределы зна¬
чений параметра, размещая их в две строки, например:
„ 0,8 „ 0,10 70 „ 0,80
Ra Rz t.t) Я тах Л „ и т. п.
0,4 0,05 50 50 0,32
В верхней строке приводят значение параметра, соответствую¬
щее более грубой шероховатости.
455
При указании номинального значения параметра шероховатости
поверхности в обозначении приводят это значение с предельными
отклонениями по ГОСТ 2789, например:
Яа 1 + 20 %; Лг ЮО_10%; 5/я 0,63+20%; /50 70 ± 40 % и т. п.
При указании двух и более параметров шероховатости поверх¬
ности в обозначении шероховатости значения параметров записы¬
вают сверху вниз в таком порядке (см. рис. 5.86):
— параметр высоты неровностей профиля (Яа не более 0,1 мкм).
Значение базовой длины / не указано (принимается по табл. 5.47).
Для 0,025 < Яа < 0,4 стандартная базовая длина равна 0,25 мм;
— параметр шага неровностей профиля (Бт от 0,063 до 0,040 мм
на базовой длине 0,8 мм);
— относительная опорная длина профиля (/50 80 ± 10 % на базо¬
вой длине 0,25 мм).
Вид обработки поверхности указывают в обозначении шерохо¬
ватости только в тех случаях, когда он является единственным,
применимым для получения требуемого качества поверхности
(рис. 5.87).
V
Полировать Рис. 5.87. Обозначение шероховатости
с указанием метода обеспечения
’ требуемого качества поверхности
Полировать
\/ =\Л/0,8/Яа0,4
* _ / Ло0,8
<у -V 2,5/^60
Рис . 5.88. Упрощенное обозначение
шероховатости поверхности
Допускается применять упро¬
щенное обозначение шероховатос¬
ти поверхностей с разъяснением
его в технических требованиях
чертежа по примеру, указанному на
рис. 5.88.
Обозначение шероховатости
поверхностей на изображении из¬
делия располагают на линиях
контура, выносных линиях (по возможности, ближе к размерной
линии) или на полках линий-выносок (рис. 5.89).
Допускается при недостатке места располагать обозначения
шероховатости на размерных линиях или на их продолжениях,
а также разрывать выносную линию (см. рис. 5.89).
При изображении изделия с разрывом обозначение шерохова¬
тости наносят только на одной части изображения, по возможности
ближе к месту указания размера (рис.5.90).
456
Рис. 5.89. Обозначение шероховатости
поверхности на выносных линиях
и на полках линий-выносок
13.
Рис. 5.90. Обозначение шероховатости
при изображении изделия с разрывом
При указании одинаковой шерохо¬
ватости для всех поверхностей изделия
обозначение шероховатости помещают в
правом верхнем углу чертежа и на изобра¬
жении не наносят (рис. 5.91).
Размеры и толщина линий знака в
обозначении шероховатости, вынесенном
в правый угол чертежа, должна быть
приблизительно в 1,5 раза больше, чем в
обозначениях, нанесенных на изобра¬
жении.
При указании одинаковой шероховатости для части поверхностей
изделия в правом верхнем углу чертежа помещают обозначение оди¬
наковой шероховатости и условное обозначение (рис. 5.92). Это оз¬
начает, что все поверхности, на которых на изображении не нанесе¬
ны обозначения шероховатости или знак, должны иметь шерохо¬
ватость, указанную перед обозначением. Размеры знака, взятого в
скобки, должны быть одинаковыми с размерами знаков, нанесен¬
ных на изображении.
Рис. 5.91. Обозначение
одинаковой шероховатости
для всех поверхностей
\Лг50 (V)
-
Г/Лй 3,2
Рис . 5.92. Обозначение одинаковой шероховатости части поверхностей
Когда часть поверхностей не обрабатывается по данному чертежу,
в правом верхнем углу чертежа перед обозначением помещают знак
(рис. 5.93).
- с,
/ -
ь/ ^
£
И N
V
Х>
»V
\Лгзо
О
\ ^
\Zfo80
80
Рис. 5.93. Обозначение шероховатости части поверхностей,
не обрабатываемых по данному чертежу
5.48. Направление неровностей,
изображение и обозначение
458
Требования к шероховатости отдельных участков могут быть
различными.
Стандартом предусмотрена возможность назначать также направ¬
ление неровностей поверхности (рисок), условное обозначение
которых при необходимости приводят на чертежах (табл. 5.48).
5.9.4. ПАРАМЕТРЫ ВОЛНИСТОСТИ ПОВЕРХНОСТИ
Волнистость поверхности — совокупность периодически повторя¬
ющихся неровностей, у которых расстояния между смежными возвы¬
шенностями или впадинами превышают базовую длину I.
Волнистость оценивают двумя параметрами: высотой волнисто¬
сти И^и шагом волнистости 5,^
Высота волнистости У/г — это среднее арифметическое из пяти ее
щачений, определенных на длине участка измерения (рис. 5.94, а)
И,_ЩЩ+Щ+1У4+1У5 (5 99)
Числовые предельные значения И/! (мкм) следует выбирать из
следующего ряда: 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25; 50; 100; 200.
Средний шаг волнистости — среднее значение расстояний
между одноименными сторонами соседних волн, измеренных по
средней линии профиля т (рис. 5.94, б)
(5.100)
б
Рис. 5.94. Определение высоты (а) и шага (б) волнистости
459
Положение средней линии определяется гак же, как и средней
линии профиля шероховатости.
Неравномерность составляющих сил резания, наличие неуравно¬
вешенных масс, погрешностей станка приводят к колебаниям в тех¬
нологической системе станка, что является причиной появления
волнистости поверхности.
5.9.5. ВЛИЯНИЕ ШЕРОХОВАТОСТИ,
ВОЛНИСТОСТИ, ОТКЛОНЕНИЙ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
НА ВЗАИМОЗАМЕНЯЕМОСТЬ И КАЧЕСТВО МАШИН
Качество изделия в значительной мере определяется эксплуата¬
ционными свойствами деталей и соединений. Эксплуатационные
свойства характеризуются состоянием поверхностного слоя деталей,
определяемым технологией их изготовления и обусловливаются со¬
вокупностью геометрических параметров и физико-механических
свойств поверхностного слоя.
Геометрические показатели определяются шероховатостью реаль¬
ной поверхности.
К физико-механическим свойствам поверхности относятся на¬
клеп (повышение твердости поверхности в результате, например,
механической обработки), характер и величина остаточных напряже¬
ний (растяжения или сжатия).
Требования к шероховатости поверхности конкретной детали ус¬
танавливают на основании знания связи параметров шероховатости
с функциональным назначением данной поверхности.
Необоснованные назначения параметров состояния рабочих по¬
верхностей деталей, как правило, приводят к необоснованному за¬
вышению требований, а следовательно, и удорожанию выпускае¬
мых машин без должного повышения их качества.
Выбор системы параметров поверхностного слоя деталей машин
предопределяется возможностью их технологического и метрологи¬
ческого обеспечения. Например, несущая способность шероховатости
зависит от (Лг), высоты сглаживания и от среднего арифме¬
тического отклонения профиля Яа [23].
На рис. 5.95 в качестве условного примера, приведено построение
линии нарастания опорной длины профиля в абсолютных координа¬
тах — ось У и ^>. — ось X).
Анализ различных профилей показывает, что несущая способ¬
ность шероховатости при неизменной их высоте (Кг) и величи¬
не Ка тем больше,чем меньше высота сглаживания (расстояние от
Кривая нарастания опорной
0% ' Линия выступов р
\ длины прос
эиля
10% $
V
20%
30%
. 40% /ша Д
50% штМ т
жткб0% шИш/г-
80%ШШШШ^ |
1т
а,
Рис. 5.95. Построение линии нарастания опорной длины профиля
линии выступов до средней линии. При одинаковых Яр и Итт (Я)
несущая способность шероховатости тем выше, чем больше
С уменьшением высоты шероховатости Ятш параметры Д, и Яр
уменьшаются, а ее несущая способность увеличивается.
Уравнение для определения относительных опорных длин
профиля шероховатости до средней линии имеет вид
{•"“р
Р^тах
(50Яа
100 яг
(5.101)
Относительная опорная длина профиля ниже средней линии
определяется по уравнению
* =100-*.
р п
Ятах(Ю0 -р)
100 (Я„
А>.
50Л„
(5.102)
Приведенные уравнения носят общий характер и используются
для определения относительных длин профиля на любом уровне р
после различных методов обработки. Для общей ориентировки в
табл. 5.49 приведена взаимосвязь эксплуатационных свойств дета¬
лей машин с параметрами состояния их поверхностного слоя, а в
табл. 5.50 — оптимальные значения параметров шероховатости по¬
верхностей некоторых деталей машин и методы их технологическо¬
го обеспечения (табл. 5.51) [23].
461
5.49. Взаимосвязь эксплуатационных свойств деталей машин
5.50. Оптимальные значения параметров шероховатости
поверхностей деталей машин
Поверхность детали
Д., мкм
Л,, мкм
мкм
5^, мкм
С, мкм
Опорные шейки валов под:
— подшипники скольжения
— подшипники качения
0,32
0,80—2,0
-
—
0,032
0,063
60
50
Поверхности валов, рабо¬
тающие на предел выносли¬
вости
—
—
1,0
0,08
—
Свободные несопряженные
торцы валов, фланцев, крышек
—
15-100
—
—
—
Поверхности посадочных
отверстий зубчатых колес
0,5-2,0
—
—
—
—
Поверхности плунжерных пар
0,1
—
-
0,02
50
Корродирующие поверхности
0,063
—
-
0,032
—
Сопрягаемые поверхности
с натягом
0,5-2,5
—
-
0,032-0,15
50
Боковые поверхности:
— зубьев колес
— нитки червяка
0,63-1,25
0,32
—
—
—
—
Поверхности направляю¬
щих трения скольжения:
— универсальных станков
— прецизионных станков
0,63
0,10
—
—
0,05
0,02
50
50
Поверхности направляю¬
щих качения
0,16
—
—
0,03
50
Рабочие поверхности мат¬
риц и пуансонов вырубных
штампов
1,5
—
—
—
—
Поверхности заготовитель¬
ных ручьев ковочных штампов
—
50-200
-
—
—
Поверхности окончатель¬
ных ручьев ковочных штампов
-
20-100
—
—
—
463
’S
§
H
S
к
s
z
1
ca
a
ш
>s
0)
H
ü
о
il
H в)
о m
vo о
Я с
vo S
о л
ffl ï
О 5
ш =
II
gl
5 °
X о
о о
S m
со о
о a
“%
lÔ a
“î &
с
2
Z
a>
I-
o
s
a
s
s
X
Ш
T
G)
С
a
û)
ю
о
Ш
.о Я.»Я(
Ol °С (N ^
СЧ О Ô ô
— о 0*
5 0“”
' о о m
<N *• »
СО «o rN
Ю ° g
^ О ТГ
JCi OO c>
°i о ГЧ
° о о
5.10. Взаимозаменяемость резьбовых соединений
5.10.1. КЛАССИФИКАЦИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Резьбовые соединения широко используются в конструкциях раз¬
личных машин (свыше 60% всех деталей современных машин име¬
ют резьбу). Резьбовая поверхность образуется при винтовом пере¬
мещении плоского контура определенной формы по цилиндричес¬
кой или конической поверхности. В результате такого перемещения
получается цилиндрическая или коническая резьба.
Резьба может быть получена как на наружных, так и на внутрен¬
них поверхностях.
По эксплуатационному признаку, т. е. по области применения,
резьбы делят на резьбы общего назначения и специальные;
— по профилю поперечного сечения их можно разделить на тре¬
угольные, трапецеидальные, прямоугольные, круглые и др.;
— по общей форме резьбовой поверхности — на цилиндричес¬
кие и конические;
— по числу заходов — на одно-, двух-, трех- и многозаходные;
— по направлению витков — на правые (завинчивают по часо¬
вой стрелке) и левые (завинчивают против часовой стрелки);
— в зависимости от используемых единиц измерения резьбы раз¬
деляются на метрические и дюймовые.
К резьбам общего назначения относятся резьбы:
— крепежные (метрическая, дюймовая) — используются для обес¬
печения разъемных соединений, главное требование к которым —
обеспечить прочность соединения и сохранить плотность стыка в
процессе эксплуатации;
— кинематические (трапецеидальная и прямоугольная). Такие
резьбы используются на ходовых винтах станков, измерительных
приборов, домкратах, прессах и т. п. Они предназначены для пере¬
дачи движения и усилий. Прямоугольные резьбы имеют наимень¬
шие потери на трение, но не стандартизованы и не рекомендуются к
применению из-за нетехнологичности изготовления. Упорные резь¬
бы предназначены для восприятия односторонних больших нагру¬
зок и служат для преобразования вращательного движения в пря¬
молинейное в прессах, домкратах. Основное требование к этим резь¬
бам — обеспечение точного и плавного перемещения, во многих
случаях способность выдерживать большие нагрузки;
— трубная и арматурная — цилиндрические и конические, ис¬
пользуемые для соединения труб в нефтеперерабатывающей про¬
мышленности, сантехническом оборудовании и т. д. Основное тре¬
30. Я. М. Радкевич 465
бование к этим резьбам — обеспечение герметичности и прочно¬
сти соединения.
Общими требованиями для всех видов резьбы является обеспе¬
чение свинчиваемости независимо изготовленных деталей без при¬
гонки и надежное выполнение заданных функций.
5.10.2. ОСНОВНЫЕ ПАРАМЕТРЫ
КРЕПЕЖНЫХ ЦИЛИНДРИЧЕСКИХ РЕЗЬБ
Основные понятия, определения и обозначения элементов ци¬
линдрических и конических резьб установлены ГОСТ 11708—68.
Номинальный профиль цилиндрической метрической резьбы
приведен на рис. 5.96. Он общий для наружной и внутренней резьб.
Профиль резьбы получается из исходного равностороннего треуголь¬
ника с углом профиля а = 60° и высотой Н путем среза вершин
витков. Рабочая высота Я, профиля меньше теоретической.
Основными параметрами резьбы являются:
— ось резьбы — прямая, относительно которой происходит вин¬
товое движение плоского контура, образующего резьбу;
— профиль резьбы — контур сечения резьбы в плоскости, прохо¬
дящей через ее ось;
466
— угол профиля а — угол между смежными боковыми сторонами
резьбы в плоскости осевого сечения;
— высота исходного профиля Н— расстояние в направлении, пер¬
пендикулярном оси резьбы, между двумя параллельными прямыми,
в которые вписан остроугольный профиль, полученный продолже¬
нием боковых сторон профиля до их пересечения;
— рабочая высота профиля Я, — высота соприкосновения сторон
профиля наружной и внутренней резьбы в направлении, перпенди¬
кулярном оси резьбы;
— шаг резьбы Р — расстояние между соседними одноименными
боковыми сторонами профиля в направлении, параллельном оси
резьбы. Для многозаходных резьб вводится дополнительный термин
«ход резьбы» — расстояние по линии, параллельной оси резьбы, между
любой исходной средней точкой на боковой стороне резьбы и сред¬
ней точкой, полученной при перемещении исходной средней точки
по винтовой линии на угол 360°. Для однозаходной резьбы понятия
шаг и ход совпадают;
— угол подъема резьбы у/ — угол, образованный касательной к
винтовой линии, описываемый средней точкой боковой стороны
р
резьбы, и плоскостью, перпендикулярной оси резьбы (1&у/ = ——);
лаг
— наружный диаметр */(/?) — диаметр воображаемого цилиндра,
описанного вокруг вершин наружной резьбы с! (болта) или впади¬
нам внутренней резьбы (гайки) Д
— внутренний диаметр резьбы */,(Д) — диаметр воображаемого
цилиндра, вписанного во впадины наружной резьбы или в вер¬
шины внутренней резьбы Д;
— средний диаметр резьбы — диаметр воображаемого соосного
с резьбой цилиндра, образующая которого пересекает профиль резьбы
в точках, где ширина канавки равна половине номинального шага
резьбы. Для наружной резьбы (болта) — с1г и для внутренней резьбы
(гайки) — Д;
— номинальный диаметр резьбы — диаметр, условно характеризу¬
ющий размер резьбы. Для большинства цилиндрических резьб в ка¬
честве номинального принимают наружный диаметр;
— длина свинчивания I (высота гайки) — длина соприкосновения вин¬
товых поверхностей наружной и внутренней резьб в осевом сечении.
Форму впадины 1 наружной резьбы не регламентируют, ее мож¬
но выполнять как плоскосрезанной, так и закругленной (рис. 5.97).
При плоскосрезанной форме впадины наружной резьбы (для Р< 1 мм)
реальный профиль впадины должен быть расположен между лини-
30*
467
А*-0,1 р
Рис. 5.97. Формы впадины наружной резьбы:
а — плоскосрезанная; б — закругленная
ями'плоского среза соответственно на расстоянии Н/4 и Я/8 от вер¬
шины исходного треугольника и находится в зоне 2 (рис. 5.97, а).
При закругленной форме впадины резьбы (является предпочтитель¬
ной) радиус кривизны ни в одной точке не должен быть менее 0,1 Р
(рис. 5.97, б), а ее профиль должен находиться между верхним 3 и
нижним 4 предельными профилями.
Форма впадины резьбы гайки не регламентируется.
Для обеспечения требований взаимозаменяемости свинчиваемых
изделий устанавливают предельные контуры резьбы болта и гайки.
На рис. 5.98 толстой линией показан номинальный контур метри¬
ческой резьбы (посадка с нулевым зазором), являющийся наиболь¬
шим предельным контуром резьбы болта и наименьшим предель¬
ным контуром резьбы гайки. От номинального контура в направле¬
нии, перпендикулярном оси резьбы, отсчитываются отклонения
диаметров и располагаются поля допусков, определяющие наимень¬
ший предельный контур болта и наибольший — гайки.
Свинчиваемость резьбовых деталей и требуемое качество соеди¬
нения обеспечивается в том случае, когда действительные контуры
болта и гайки не выходят за соответствующие предельные контуры
на всей длине свинчивания.
5.10.3. ОТКЛОНЕНИЯ ШАГА РЕЗЬБЫ
И ЕГО ДИАМЕТРАЛЬНАЯ КОМПЕНСАЦИЯ
При изготовлении резьбы неизбежны погрешности ее профиля
и размеров, которые нарушают свинчиваемость и ухудшают каче¬
ство соединения.
Свинчиваемость всех цилиндрических резьб с прямолинейными бо¬
ковыми сторонами профиля при наличии отклонения шага и угла про¬
филя обеспечивается за счет отклонений среднего диаметра резьбы.
468
Рис. 5.98. Предельные
контуры резьбы болта и гайки
Отклонением шага резьбы называется разность между действи¬
тельным и номинальным расстояниями в осевом направлении меж¬
ду точками любых одноименных боковых сторон профиля (распо¬
ложенными на линии пересечения боковых поверхностей) резьбы с
цилиндром среднего диаметра в пределах длины свинчивания или
заданной длины. Погрешность шага складывается из прогрессивных
погрешностей шага, возрастающих пропорционально количеству
витков резьбы п на длине свинчивания / (рис. 5.99), периодических
(изменяющихся по периодическому закону) и местных погрешнос¬
тей, не зависящих от количества витков резьбы на длине свинчива¬
ния. Соотношение этих составляющих погрешности шага зависит
от технологии изготовления резьбы, точности оборудования, резь¬
бообразующего инструмента и других факторов.
Прогрессивные погрешности шага возникают вследствие кине¬
матической погрешности передачи станка и неточности шага его
ходового винта, износа по всей длине резьбы этого винта, темпера¬
турных и силовых деформаций как винта станка, так и обрабатыва¬
емых деталей и т. д. Местные погрешности шага могут возникнуть
вследствие местного износа резьбы ходовых винтов, местных по-
469
а
Рис. 5.99. Погрешность шага и его диаметральная компенсация
грешностей шага многопрофильных инструментов, неоднороднос¬
ти материала заготовки и других причин.
Если наложить на осевое сечение резьбы гайки, имеющей но¬
минальный профиль, осевое сечение резьбы болта, у которого шаг
увеличен, то при равенстве диаметров резьбы болта и гайки эти
детали не свинтятся из-за перекрытия профилей резьбы (на рис.
5.99, а показана залитая часть витков резьбы гайки). Свинчивание
резьбовых деталей, имеющих погрешность шага резьбы, произойдет
только при наличии разности /Р их средних диаметров, полученной
или за счет уменьшенного среднего диаметра резьбы болта, или за
счет увеличенного диаметра Д гайки (рис. 5.99, б). Наибольшая по¬
грешность шага (АРп) на длине свинчивания:
АРп = пР6 - пРг, (5.103)
где и — число витков резьбы на длине свинчивания; пРъ, пРг — шаг
резьбы болта и гайки соответственно.
470
Эта погрешность может быть компенсирована разностью диа¬
метров гайки Д и болта d2, т. е.
/Р = Д - (5.104)
Величина /р называется диаметральной компенсацией погреш¬
ностей шага резьбы.
Численное значение величины диаметральной компенсации по¬
грешностей шага резьбы /р можно найти из треугольника deb (рис.
5.99, а), в котором сторона db = АРп. Из прямоугольного треуголь¬
ника cab (ас =Ур/2, угол acb = а/2) следует, что
Отметим, что диаметральная компенсация погрешностей шага
резьбы /р должна определяться исходя из абсолютной величины наи¬
большего отклонения АР„ двух любых витков резьбы на длине свин¬
чивания от номинального.
Формулы для определения диаметральной компенсации погреш¬
ностей шага для различных резьб приведены в табл. 5.52.
5.10.4. ОТКЛОНЕНИЕ ПОЛОВИНЫ УГЛА ПРОФИЛЯ РЕЗЬБЫ
И ЕГО ДИАМЕТРАЛЬНАЯ КОМПЕНСАЦИЯ
Отклонением половины угла профиля резьбы А~ болта или гайки
называется разность между действительным и номинальным значе¬
ниями ~ . Эта погрешность может быть вызвана погрешностью полно¬
го угла профиля (при равенстве половин угла), перекосом профиля от¬
носительно оси детали, когда биссектриса угла симметричного про¬
филя не перпендикулярна оси резьбы, и сочетанием обоих факторов.
Погрешность половины угла профиля может явиться также след¬
ствием ошибок профиля резьбообразующего инструмента и неточ¬
ности его установки, перекоса оси детали и т. п.
При симметричном профиле резьбы Д| определяется как сред¬
нее арифметическое из абсолютных величин отклонений обеих по¬
ловин угла профиля, т. е.
А—=
2
Г
\
ж ос
ж ОС
д—
+
А—
L
прав
L
лев I
(5.106)
471
Рис . 5.100. Отклонение половины угла профиля д —
2
и его диаметральная компенсация /а
На рис. 5.100, а изображено сечение резьбы гайки с номи¬
нальным профилем, на который наложено сечение резьбы болта,
имеющего погрешность половины угла профиля д£. При равен¬
стве диаметров резьбы болта и гайки эти детали не будут свинчи¬
ваться из-за перекрытия профилей резьбы (залитая часть показана
на рис. 5.100, а). Свинчивание резьбовых деталей, имеющих по¬
грешность Ду, так же как и имеющих погрешность шага, возмож
но только за счет диаметральной компенсации этой погрешности
по среднему диаметру резьбы —
Величину fa можно определить из косоугольного треугольника
DEF (рис. 5.100, б). Применяя теорему синусов, получим
——= sin(Act/2)
ED sin[180-(a/2+Aa/2)]’
f H 5
где EF=-s-\ ED=—l— ; Hl=-H~0,54P — рабочая высота профиля,
2 cos- 8
2
равная высоте взаимного перекрытия боковых сторон профиля на
ружной и внутренней резьбы в направлении, перпендикулярном оси
резьбы.
Учитывая, что угол Д-2- является относительно малой величи
ной, можно записать
472
БІп 180°-^+Ду| а 5Іп|^Д^=Ду рад.
Гогда уравнение (5.107) можно переписать в следующем виде:
Ас08(^-) Д^- 2Я,Д^-
Я, = ~ТоГ ’ откУДа Л = —
^ БІП — —
2 2 2
іде Ду — в радианах, Я, и/а - в миллиметрах.
Если Ду выразить в угловых минутах, а /а в микрометрах, то
Л =
2Я'АТ 2тг
БІпа 360 60
0,582 Я,
єіп а 2
(5.108)
В табл. 5.52 приведены значения диаметральной компенсации
погрешностей угла профиля для различных резьб с учетом зависи¬
мости высоты рабочего профиля и шага резьбы.
5.52. Формулы для определения компенсации погрешностей
шага /Р и угла профиля /„ различных резьб
Резьба
Угол
профиля
а, град
Рабочая
высота
профиля
Н„ мм
Ур, мкм
мкм
Метрическая
60
0,5413 Р
1,732ДЯ„
0,36 А -
2
Дюймовая
55
0,5 Р
1.92ІД Р„
0,35 Д —
2
Трубная
55
0,5 Р
1.921Д Р„
а
0,35 Д^
Т рапецеидальная
30
0,5 Р
3,732АР„
0,582 Д-
2
Упорная
у= 3°
/? = 30-
0,75 Р
3,175ДР„
0,46ДД^+АД)
а ос
Примечание. Р— мм; АР— мкм; Л— — в угловых мин; А — =
2 2
а
а
л
д —
+
А —
2
прав
2
лев і
473
5.10.5. ПРИВЕДЕННЫЙ СРЕДНИЙ ДИАМЕТР РЕЗЬБЫ
Для обеспечения свинчиваемости деталей необходимо, чтобы раз¬
ность средних диаметров резьбы болта и гайки была не меньше сум¬
марной величины диаметральных компенсаций погрешностей шага
и половины угла профиля обеих деталей.
Для расчета допусков введено понятие приведенного среднего
диаметра резьбы.
Приведенным средним диаметром резьбы называется значение сред¬
него диаметра резьбы, увеличенное для наружной и уменьшенное
для внутренней резьб на суммарную диаметральную компенсацию
отклонений шага и половины угла профиля.
Приведенный средний диаметр для наружной резьбы
<^р = 4™+/р+Л> (5.109)
для внутренней резьбы
ДПр = - (/г + /> (5.110)
Приведенный средний диаметр можно представить как средний
диаметр теоретической резьбы, не имеющей на длине свинчивания
отклонений шага, угла профиля и отклонений формы и свинчивае
мой с действительной резьбой плотно (без зазора и без натяга).
Пример 1. Определить приведенный средний диаметр для резьбы болта М11
(Р = 3 мм), у которой действительный размер 4>изм = 21,900 мм; АР = —40 мкм;
Решение. 1) Определим среднее арифметическое угла профиля
Д —=
2
/
а
д —
+
а
Д —
\
/і II 1
2
прав
2
лев
(|-30'М-70'|
2 2
2) Определим приведенный средний диаметр резьбы
:50'.
2пр
; +/р +/а~
= ^ИЭМ+1,732Д„+0,36РД
-|= 21,900 +1,732—+ 0,36 -3 ■
2 ) 1000
50
1000
= 22,023 мм.
Примечание. При отрицательных погрешностях шага и половины угла про-1
филя резьбы болта для свинчивания его с гайкой, не имеющей погрешностей, неоЬ
ходима такая же диаметральная компенсация, как и при положительных погреши«
стях этих параметров. Поэтому в формулу (5.109) /Р и /а всегда входят со знаком
плюс. То же относится к положительным и отрицательным отклонениям шага н
половины угла профиля резьбы гайки. Поэтому в формулу (5.110) и/а входят со
знаком минус.
474
При наличии погрешностей шага и половины угла профиля резь¬
бы у обеих деталей получаемый в соединении зазор определяется
с учетом как величин, так и знака этих отклонений.
Пример 2. Определить зазор в соединении М 24, если при измерении получили
следующие результаты:
— у гайки А = 22,200 мм; ДР„ = +50 мкм; Д|у| = +70'; лГ—1 = —30';
V /прав V. ^ Улев
— у резьбы болта с12 = 21,900 мм; ДР„ = +40 мкм; А! у I = —30'; д[ — ] = +70'.
V /прав ^ 2 ]мв
Решение. Зазор 5 в соединении определяется разностью между средним диа¬
метром гайки и болта с учетом диаметральной компенсации погрешностей шага и
половины угла профиля (у болта и гайки), т. е.
5= Д - d2-fe-fa= D2- d2 - 1,732ДРсоеа + 0,36р.
Определим входящие в эту формулу величины.
1) Определим разность средних диаметров гайки и болта
А — d2 = 22,200 — 21,900 = 0,3 мм = 300 мкм.
2) Определим разность шагов в соединении
А(т1 = 4тІ - = 7о' - (~зо,)=1о°'-
V. /прав. соед ^ /прав, гайки V /прав, болта
= 4у) - ] = -30' - (+70') = 100'.
V /лев. сосд V /пев. гайки V /лев. болта
3) Определим разность шагов в соединении
АЛ, сосд = гайки — А/>„ болта = 50 — 40 = 10 МКМ.
4) Определим среднее арифметическое отклонение половины угла профиля
= 100'.
/
а
Д
+
а
Д
2
прав
2
лев
1004100'
Д—=
2 2
5) Определим зазор 5 в соединении
S=D2—d2—fP—fj=300— 1,732ДРсоед+0,36РД^уj =300-1,732-10-0,36-100=175 мкм.
5.10.6. СУММАРНЫЙ ДОПУСК СРЕДНЕГО ДИАМЕТРА
Средний диаметр, шаг и угол профиля как основные параметры
резьбы определяют характер контакта резьбового соединения, его
прочность и другие эксплуатационные качества. Так как эти пара¬
метры находятся во взаимной связи, то их отклонения раздельно не
нормируют (за исключением резьб с натягом, резьб калибров и ин¬
475
струмента), а устанавливают только суммарный допуск на средний
диаметр болта ТЛг и гайки Т^, который включает допустимое откло¬
нение собственно среднего диаметра Ас12(А1)2) и диаметральные ком- А
пенсации погрешности шага и угла профиля, т. е.
Т„2( Ту = Д*(ЛД) + (/р + Л). (5.111)
Верхний предел суммарного допуска среднего диаметра наруж¬
ной резьбы ограничивает величину приведенного среднего диамет
ра с!1пр тах, а нижний предел — величину собственно среднего диан
метра с!2тт. Для внутренней резьбы — это допуск, нижний предел
которого ограничивает величину приведенного среднего диаметра Дт|1|,
а верхний предел — величину собственно среднего диаметра Д |
Разность Т^2(Ту — (/р + /а) представляет ту часть суммарного
допуска среднего диаметра, которая может быть использована как
допуск собственно среднего диаметра при наличии отклонений ш!а
и угла профиля.
При раздельной проверке шага, угла профиля и среднего диаметра
действительные отклонения среднего диаметра болта и гайки должны
быть по абсолютной величине не менее требующихся для компенса¬
ций отклонений шага и угла профиля и иметь соответствующие знаки
5.10.7. ДОПУСКИ МЕТРИЧЕСКИХ РЕЗЬБ
Допуски метрических резьб с крупными и мелкими шагами дли
диаметров 1—600 мм регламентированы ГОСТ 16093—81.
Резьба полностью определяется пятью параметрами: тремя диа¬
метрами, шагом и углом наклона боковых сторон. Однако норми -
руются допусками лишь средний диаметр (для болта и гайки), на¬
ружный диаметр с1 (для наружных резьб — болта) и внутренний ди-
аметр Д (для внутренних резьб — гаек).
Посадки с зазором
Стандарт регламентирует степени точности, определяющие зна¬
чения допусков диаметров наружной и внутренней резьб (табл. 5.53),
а также ряды основных отклонений (верхние для болтов и нижнне
для гаек) (табл. 5.54).
Основные отклонения, определяющие положение полей допус¬
ков относительно номинального профиля, зависят только от шага
резьбы (кроме А и И). Для резьб с данным шагом одноименные откло¬
нения для всех диаметров (наружного, среднего, внутреннего) равны.
476
I
5.53. Степени точности
диаметров внутренней и наружной резьб
Вил резьбы
Диаметр резьбы
Степени точности
I Наружная
Наружный — с!
Средний — с12
3
4
4
5
6
6
7
8
8
9
10*
1 Ннутренняя
Средний — йг
Внуфенний —Ц
—
4
4
5
5
6
6
7
7
8
8
9*
'Только для резьб на деталях из пластмасс.
5.54. Основные отклонения диаметров болтов и гаек
Диаметр резьбы
Обозначение основных отклонений
Наружной (болтов)
А, & / и 4
Внутренней (гаек)
Н, С, Е*, Е*
* Только для специального применения (при значительных толщинах слоя защитного
покрытия).
Все отклонения и допуски отсчитываются от номинального профи¬
ля в направлении, перпендикулярном оси резьбы (рис. 5.101). На схе¬
мах принято указывать половинные величины, полагая, что вторые по¬
ловины расположены на диаметрально противоположных профилях.
Величины основных отклонений определяются по формулам:
Для болтов
«* = о
= -(15 + 11Р)
е5,= -(30 + \\Р)
= -(50 + 11/>)
е.у„= -(80 + 11/>)
(5.112)
Для гаек
Е1„= 0
Е1а = -(15 + ПР)
Е1Г= -(30 + 11Р)
Е1е=-( 50 + 11Р)
(5.113)
Второе предельное отклонение определяют по принятой степени
точности резьбы (е1 = еу — 1Тс1\ <?/ = ех — /7У,; Е5 = Е1 + /77),;
М — Е1 + 1Т02). Сочетание основного отклонения, обозначаемое бук-
Цчй, с допуском по принятой степени точности образует поле допуска.
В табл. 5.55 приведены поля допусков, предусмотренных ГОСТ
16093-81.
Посадки могут быть образованы сочетанием любых полей до¬
пусков, приведенных в табл. 5.55. Предпочтительно сочетать попя
допусков одного класса точности.
477
Внутренняя резьба
(гайка)
Основное отклонение Н
II
с
£
—1см
Наружная резьба
(болт)
Основное отклонение Л
Внутренняя резьба
(гайка)
Рис. 5.101. Расположение полей допусков
метрической резьбы болта и гайки при посадке с зазором
Основные отклонении g,е, с!
5.55. Поля допусков болтов и гаек
для различных длин свинчивания и классов точности
Класс точности
Длина свинчивания
£
N
1
Поле допуска болтов
Точный
—
(ЗА4А)
—
—
—
4А
—
—
(5А4А»
Средний
5*6*
(5А6А)
6 її
6е
6/
[6*1
6 А
(7е6е)
7*6*
(7А6А)I
Грубый
8*
(8А)*
—
(9*8*)
—1
Поле допуска гаек
Точный
—
4 Н
—
4Я5Я, 5И
—
611
Средний
5 С
5 Н
6С
[6Я1
7С
711 1
Грубый
—
—
7С
1Н
8С
8// I
* Только для резьб с />> 0,Я мм. Для резьб с Р< 0,8 мм применяют поле допуска 8А6А. Поля
допусков, заключенные в квадратные скобки, являются предпочтительными. Поля допусков, -И
ключенные в круглые скобки, рекомендуется не применять.
478
Длины свинчивания. Для выбора степени точности в зависи¬
мости от длины свинчивания резьбы установлены три группы
длин свинчивания: ^-малые (меньше 2,24Рс102), ^-нормальные
(2,24 Рс10,2 < N< 6,74Рс10,2) и /--большие (больше 6,74А/0,2) (с! и Р —
в мм). Длина свинчивания зависит от шага и диаметра резьбы.
Классы точности резьбы. Понятие о классах точности условное.
На чертежах указываются только поля допусков, а классы точности
используются для сравнительной оценки точности резьбы. Точ¬
ный класс рекомендуют для ответственных статически нагру¬
женных резьбовых соединений; средний класс — для резьб
общего применения игрубый класс — при нарезании резьб на
горячекатанных заготовках, в длинных глухих отверстиях и т. п.
Допуски резьбы.Основным радом допусков для всех диаметров
принят ряд по 6-й степени точности. Допуски диаметров резьбы для
6-й степени точности при нормальной длине свинчивания опреде¬
ляют по формулам:
— для среднего диаметра резьбы болта — с12
2^(6) = 90Р04с10’1; (5.114)
— для наружного диаметра болта
7;(6)=18(Я/Я-^=; (5.115)
— для внутреннего диаметра гаики
ГА(6) = 230Р0,7 при Р> 1; (5.117)
ТА6) = 433Р- І90Р122 при Р< 0,8; (5.116)
— для среднего диаметра гайки
7^(6) = 1,322^(6), (5.118)
і де Р берется в мм; с? — среднее геометрическое крайних значений
интервала номинальных диаметров; Т — в мкм.
Допуски остальных степеней точности определяют умножением
допуска 6-й степени точности на следующие коэффициенты:
Степень точности
10
Коэффициент
0,5 0,63 0,8 1,25
1,6
2,5
Допуски на внутренний диаметр с?, наружной резьбы (болта)
и наружный диаметр В внутренней резьбы (гайки) не устанавливают.
479
Посадки с натягом
Посадки с натягом по среднему диаметру используют в тех случаях,
когда конструкция узла не допускает применения резьбового соединения
типа болт-гайка из-за возможного самоотвинчивания в процессе работы
под действием внешних факторов (вибраций, температур и т. п.).
Расположение полей допусков на диаметр резьбы с натягом по¬
казано на рис. 5.102.
Посадки с натягом предусмотрены только в системе отверстия
Допуск среднего диаметра резьбы деталей, сортируемых на груп¬
пы, является допуском на собственно средний диаметр (в отличие
от резьб с зазором, где допуск на средний диаметр является суммар¬
ным), а не сортируемых на группы — суммарным.
Рис . 5.102. Расположение полей допусков на диаметры резьбы с натягом
480
Допуски на внутренний диаметр наружной резьбы не устанавлива¬
ют. Он ограничен предельными отклонениями формы впадин резьбы.
Для образования полей допусков используются основные откло¬
нения и степени точности. В резьбах с натягом установлены следу¬
ющие основные отклонения, зависящие от шага резьбы и степени
точности диаметров (табл. 5.56).
5.56. Степени точности и основные отклонения
наружных и внутренних диаметров резьб
в соединениях с натягом
Диаметр
Основное отклонение
Степень
точности
Наружный диаметр шпильки
(наружная резьба)
е (при Р < 1,25 мм)
с (при Р> 1,25 мм)
6
Средний диаметр шпильки
(наружная резьба)
п, р, г
2; 3
Наружный/) и средний/)2 диаметры
[ мезда (внутренняя резьба)
Н
2
Внутренний диаметр Ц гнезда
(пнутренняя резьба)
Б (при Р< 1,25 мм)
Б (при Р> 1,25 мм)
4; 5
Поля допусков посадок с натягом приведены в табл. 5.57.
Для резьб с натягом устанавливаются также допустимые откло¬
нения формы наружной и внутренней резьб, которые определяются
разностью между наибольшим и наименьшим действительными зна¬
чениями среднего диаметра. Их величина не должна превышать 25 %
о г допуска среднего диаметра.
Стандартом установлены также отклонения шага и угла наклона
(юковой стороны профиля, которые относятся к стандартным дли¬
нам свинчивания (табл. 5.58).
Отклонения формы резьбы, отклонения шага и угла наклона не
подлежат обязательному контролю, если это особо не оговорено.
Переходные посадки
Допуски метрической резьбы для переходных посадок установ¬
лены для стальных деталей с наружной резьбой диаметрами от 5 до
•I) мм, сопрягаемых с внутренней резьбой в деталях из стали при
длине свинчивания / = (1...1,25)*/, чугуна при /= (1,25... 1,5)*/, алю¬
миниевых и магниевых сплавов при /= (1,5...2)с1.
И Я. М. Радкевич
481
5.57. Поля допусков диаметров резьбы
в соединениях с натягом
Материал детали
с внутренней резьбой
Шаг резьбы
Р, мм
Поле допуска резьбы
Посадки
Дополнитель¬
ные условия
сборки
внутренней
наружной
Чугун и алюминиевые
сплавы
До 1,25
Св. 1,25
2 #50
2Н5С
2 г
2Я5Я 2Я5С
—
2г 2г
Чугун, алюминиевые
и магниевые сплавы
До 1,25
Св. 1,25
2 #50(2)
2#5С (2)
Зр(2)
2Я5Я(2)
Сортировка
на две группы
Зр(2)
2Я5С(2)
3/>(2)
Сталь, высокопрочные
и титановые сплавы
До 1,25
Св. 1,25
2 #50(3)
2#5С(3)
3/7(3)
2#40(3)
Сортировка
на три группы
3л(3)
2Я4С(3)
3л(3)
Посадки без
мкм сортировки
150
100
50
1г
2 Я
Посадки
с сортировкой
на две группы
Зр(2)
2 Я( 2)
У*
Посадки
с сортировкой
на три группы
2Я(3)
т
41
Ж
Ш.
і
Зй(3)
т
пі
Щ
Ш
н
ш.
Примечание. В скобках указано число групп сортировки.
482
5.58. Отклонения шага и угла наклона боковой стороны профиля
для стандартных длин свинчивания
Шаг Р, мм
Отклонение шага, мкм
Отклонение угла наклона
боковой стороны профиля
0,8; I; 1,25
±12
±50'
1,5; 1,75
±16
±45'
2; 2,5
±20
±40'
3
±24
±35'
Поля допусков и их сочетания для получения переходных поса¬
док приведены в табл. 5.59, а схема расположения полей допусков
на рис. 5.103.
5.59. Поля допусков для получения переходных посадок
в резьбовых соединениях
Номинальный
диаметр </, мм
Материал детали
с внутренней резьбой
Поле допуска резьбы
Посадки
наружной
внутренней
От 5 до 16
Сталь
Чугун, алюминиевые
и магниевые сплавы
4]к, 2т
4/к, 2т
4Н6Н, ЗЯ6Я
5Н6Н, ЗЯ6Я
4Я6Я ЗЯ6Я
4}к ' 2т
5Я6Я ЗЯ6Я
4]к 2т
От 18 до 30
Сталь
Чугун, алюминиевые
и магниевые сплавы
4]к, 2 т
4Н6Н, ЗЯ6//
4Я6Я, ЗЯ6//
4//6Я ЗЯ6Я
4у 2т
5Я6Я ЗЯ6Я
4 у ’ 2т
От 33 до 45
Сталь
Чугун, алюминиевые
и магниевые сплавы
4 ]1\
5Я6Я
4Я6Я
4 уЛ
Переходные посадки применяют при одновременном заклини-
иании резьбы (наиболее распространенный способ заклинивания —
)атяг резьбового стержня с упором в сбег резьбы в деталях с внут¬
ренней резьбой). Во избежание деформации резьбы в отверстии пре¬
дусматривают коническую зенковку.
Числовые значения основных отклонений среднего диаметра на
ружной резьбы рассчитываются по формулам:
е^ъ = —(80 + 11Р) (для Р от 2 до 4,5 мм и с? от 33 до 45 мм);
е/, = —(25 + 11Р) (для Р от 1,5 до 3,5 мм и (1 от 18 до 30 мм);
= — 11Р (для Р от 0,8 до 2 мм и с? от 5 до 16 мм);
е/„, = —(15 + 11Р) (для Р от 0,8 до 3 мм и с? от 5 до 27 мм).
В формулы значение Р подставляется в мм, а значение е/ полу
чается в мкм.
Рис. 5.103. Расположение полей допусков
на диаметры резьбы в переходных посадках
484
Расчетные значения округляются до ближайших предпочтитель¬
ных чисел ряда RaAO.
Допуски средних диаметров наружной и внутренней резьбы оп¬
ределяются по формулам:
Т =0 4Т =34Р°-*И0Л ■ Т -Т -60 ЗР0-4^0’1
J</2<2> ’ ^(б) ’ 1 D20)~Â D2i6)~VyJ’Jr ’
где d — среднее геометрическое отдельных значений интервалов
номинальных диаметров резьбы по ГОСТ 16093—81 в мм, Р— в мм,
Т — в мкм.
Для резьб в переходных посадках, как и в посадках с натягом,
установлены допустимые отклонения формы наружной и внутрен¬
ней резьб, определяемые разностью между наибольшим и наимень¬
шим действительными значениями среднего диаметра. Они не дол¬
жны превышать 25 % от допуска среднего диаметра. Стандартом ус¬
тановлены также отклонения шага и угла наклона боковой стороны
профиля, которые относятся к стандартным длинам свинчивания
(см. табл. 5.58).Отклонения формы резьбы, отклонения шага и угла
наклона не подлежат обязательному контролю, если это особо не
оговорено.
5.10.8. ОБОЗНАЧЕНИЯ МЕТРИЧЕСКИХ РЕЗЬБ
Обозначение резьбы состоит из двух частей: из обозначения гео¬
метрических параметров и полей допусков.
Обозначение геометрических параметров. Согласно стандарту при¬
няты следующие обозначения:
1) резьба с крупным шагом должна обозначаться буквой М и
поминальным диаметром, например: М24, М64;
2) резьба с мелким шагом должна обозначаться буквой М, но¬
минальным диаметром и шагом, например: М24 х 2, Л/64 х 3;
3) для левой резьбы после условного обозначения ставят LH,
например: M2ALH; А/64х 3LH;
4) многозаходные резьбы должны обозначаться буквой М, но¬
минальным диаметром, числовым значением хода и в скобках бук¬
вой Р и числовым значением шага,например: М24 х 3(/*1) — резьба
метрическая, трехзаходная, с шагом 1 мм; М24 х 3(Pl)LH — резьба
метрическая,левая, трехзаходная (ход 3 мм), с шагом 1 мм.
Обозначение допусков резьбы. Согласно стандарту обозначение поля
допуска состоит из цифры, обозначающей степень точности, и бук¬
вы (строчной для болта и прописной для гайки), обозначающей
основное отклонение. Например: 6h\ 6g\ 6 H.
485
Обозначение поля допуска болта состоит из обозначения поля до¬
пуска среднего диаметра, помещаемого на первом месте, и обозна¬
чения поля допуска наружного диаметра.
Например: 7Л6Л, где 7Л — поле допуска среднего диаметра болта.
(7-я степень точности, основное отклонение — А); 6А — поле допус¬
ка наружного диаметра болта (6-я степень точности, основное от¬
клонение — К).
Если обозначения полей допусков среднего и наружного диа¬
метра болта одинаковы, то в обозначении поля допуска резьбы бол¬
та они не повторяются. Например: 6А, где 6А — поле допуска среднего
диаметра болта (6-я степень точности, основное отклонение — Л);
6/г — поле допуска наружного диаметра болта (6-я степень точнос¬
ти, основное отклонение — И).
Обозначение поля допуска гайки состоит из обозначения поля до
пуска среднего диаметра, помещаемого на первом месте, и обозначе¬
ния поля допуска внутреннего диаметра. Например: 1Н6Н, где 1Н —
поле допуска среднего диаметра гайки (7-я степень точности, ос¬
новное отклонение — Я); 6Н— поле допуска внутреннего диаметра
гайки (6-я степень точности, основное отклонение — Н).
Если обозначения полей допусков среднего и наружного диа¬
метра гайки одинаковы, то в обозначении поля допуска резьбы гай¬
ки они не повторяются. Например: 6//, где 6Н— поле допуска средне¬
го диаметра гайки (6-я степень точности, основное отклонение — //);
6Н — поле допуска внутреннего диаметра гайки (6-я степень точно¬
сти, основное отклонение — Н).
Для переходных посадок и посадок с натягом принят аналогич¬
ный порядок обозначения полей допусков резьбовых деталей, но для
наружной резьбы указывают только поле допуска среднего диаметИ
Дополнительно в скобках указывают число групп сортировки.
Полное обозначение резьб. Обозначение поля допуска резьбы по¬
мещается за обозначением размера резьбы и отделяется от него го¬
ризонтальной чертой. Например: Л/12—6g.
Посадка резьбовых деталей обозначается дробью (с наклонной
чертой), в числителе которой указывают обозначение поля допуска
гайки, а в знаменателе — обозначение поля допуска болта. Напри¬
мер: Л/12—6///6#.
Если длина свинчивания относится к группам 5 (но меньше,
чем вся длина резьбы) или Ь, то в обозначении резьбы должна быть
указана длина свинчивания (мм). Например: Л/12—7^6^—30.
486
5.10.9. ТРАПЕЦЕИДАЛЬНАЯ РЕЗЬБА
По сравнению с треугольной трапецеидальная резьба имеет боль¬
шую прочность, меньшие потери на трение и повышенную износо¬
стойкость, поэтому широко применяется в винтовых механизмах.
Преимущественно используются трапецеидальные резьбы со сред¬
ними шагами. Мелкий шаг назначают для получения осевых пере¬
мещений высокой точности, а крупный — в целях увеличения из¬
носостойкости (рис. 5.104).
Размеры элементов профиля трапецеидальной резьбы рассчиты¬
вают по следующим зависимостям:
Номинальный
Я
Рис . 5.104. Номинальный профиль, размеры элементов,
основные отклонения трапецеидальной резьбы
Номинальный
487
с?2 = Д = (1 - 0,5Р; Н = 1,866Р; Я, = 0,5#; Л3 = Н4 = 0,5Р + яс;
й3 = (1 — 2И3; Д = (1 — Р; Д = ^ + 2яс; Л, < 0,5яс; Л, < 0,5яс.
Зазор по вершине резьбы ас определяется шагом:
Шаг Р, мм
1,5
2—5
6-12
14—40
Зазор ас, мм
0,15
0,25
0,5
1
Поля допусков одно- и многозаходных трапецеидальных резьб
установлены в точном, среднем и грубом классах точности.
Длины свинчивания подразделяются на две группы: нормаль¬
ные N и длинные Ь. Поля допусков трапецеидальных резьб выбира¬
ют с учетом класса точности и длины свинчивания (табл. 5.60).
5.60. Поля допусков трапецеидальных резьб
для различных длин свинчивания и классов точности
Класс точности
Длина свинчивания резьбы
наружной
внутренней
А
і
N
I
Однозаходная трапецеидальная резьба
Точный
6е ; 6g
7е
6 Н
7Я
Средний
7е;7«
8е
1Н
8 Н
Грубый
8с; 8е
8е
8 Я
9Я
Многозаходная трапецеидальная резьба
Точный
7е; lg
8е
1Н
8Я
Средний
8с; 8е
8е
8 Я
9 Н
Грубый
9 с
Юс
9 Я
9 Я
Трапецеидальные резьбы обозначаются буквами Тг, а в осталь¬
ном структура их условных обозначений аналогична принятой для
метрических резьб:
7>40 х 6 - 7Н\ 7г20 х 8(Р4)1Я - 8е - 120.
5.10.10. УПОРНАЯ РЕЗЬБА
Для создания значительных односторонних нагрузок применя¬
ют упорную резьбу с несимметричным трапецеидальным профилем
по ГОСТ 10177-82 (рис. 5.105).
488
Рис. 5.105. Номинальный профиль, размеры элементов, основные отклонения
упорной резьбы
Наружная
резьба
(винт)
Малый угол наклона рабочей стороны профиля (3°) обеспеч ива-
ет повышенный КПД резьбы и благоприятные технологические ус¬
ловия для ее нарезания. Закругления во впадинах наружной резьбы
способствуют снижению концентрации напряжений в опасном се¬
чении и увеличению динамической прочности. Геометрические па¬
раметры рассчитывают по формулам:
Л, = А = й- 0,75Р; Н= 1,58791 Р; Я, = 0,75//; Л3 = 0,867767Рс;
йъ = Л — 1,735534/у, Д = й - 1,5Р; Д = й + 2а;, /?, = 1,124271Р.
Длины свинчивания группы Л'и! упорной резьбы определяют¬
ся аналогично как и для трапецеидальных резьб.
Поля допусков для упорных резьб приведены в табл. 5.61.
5.61. Поля допусков упорных резьб
для различных длин свинчивания и классов точности
Класс точности
Средний
Грубый
Длина свинчивания резьбы
наружной
7Л
8Л
9 И
внутренней
1AZ
8 AZ
8 AZ
9 AZ
В посадках упорных резьб возможны любые сочетания полей
допусков наружной и внутренней резьб, но желательно назначать
поля допусков одного класса.
Упорные резьбы обозначают буквой S:
580 х 10 - 7Л; 580 х 20(Р10)1Я - 1AZ- 150.
5.10.11. КРУГЛАЯ РЕЗЬБА
Круглые резьбы общего назначения с профилем (рис. 5.106) бла¬
годаря плавным переходам в контуре имеют сравнительно малую
концентрацию напряжений. Поэтому их применяют для деталей,
подверженных действию динамических нагрузок, ударов и вибрэ
ций. Круглая резьба рекомендуется также для деталей, работающих
в загрязненных средах.
•Стандарт предусматривает для круглых резьб четыре шага: 2,540;
3,175; 4,233 и 6,35 мм. Численные значения шагов определены ич
соотношения Р = 25,4/z (z — число шагов на длине 25,4 мм). Гес
метрические параметры профиля зависят от номинального диам( ■
ра d и шага Р:
490
4 = А = й - 0,5Р\ Н = 1.866025Р; Л, = Я4 =0,5Р;
с!3'=с1-Р; 0^4 + 0,9Р] О4 = с1+0,1Р;
Я = 0,238507Р\ Я, = 0,221047 Р; Я2 = 0.255967Р.
Длины свинчивания для круглых резьб подразделяются на нор¬
мальные N (табл. 5.62) и длинные Ь, которые больше максимальных
шачений нормальных длин.
5.62. Нормальные длины свинчивания для круглых резьб
Нормальный диаметр резьбы Л
Нормальная длина N
Свыше
До
Свыше
До
—
12
8
25
12
38
12
35
38
100
20
59
100
200
36
107
Поля допусков круглой резьбы общего назначения приведены
к табл. 5.63.
491
5.63. Поля допусков круглой резьбы
для различных длин свинчивания и классов точности
Класс точности
Длина свинчивания резьбы
наружной
N
внутренней
N
Точный
6Л4Л
5ЯЗЯ; 6Я5Я
Средний
7е6е; 7Л6Л
8е7е
7Я6Я
8Я7/У
Грубый
8е7е
8Я7Я
Назначают поля допусков в зависимости от длин свинчивания
и выбранного класса точности. Обозначения полей допусков с осто
ят из обозначений поля допуска среднего диаметра с?2(Д) и поля
допуска диаметра выступов */,(£),).
Круглые резьбы обозначают буквами Яс1:
ЛсПб - 7Н6Н; ЯсНбЬН - 7Н6Н- 50.
5.10.12. КРУГЛАЯ РЕЗЬБА
ДЛЯ САНИТАРНО-ТЕХНИЧЕСКОЙ АРМАТУРЫ
Круглая резьба для санитарно-технической арматуры выполни
ется по ГОСТ 13636—68 одного номинального диаметра (с? =1? мм
с шагом 2,54 мм) и имеет следующее обозначение:
Кр12 х 2,54 ГОСТ 13636-68.
5.10.13. МЕТРИЧЕСКАЯ КОНИЧЕСКАЯ РЕЗЬБА
Конические резьбы применяются в качестве уплотнительных для
обеспечения герметичности соединения деталей без прокладок.
Метрическая коническая резьба по ГОСТ 25229—82 (рис. 5.1071
имеет полный угол конуса 3°34'48", что соответствует конусности
1:16. Для характеристики геометрии конических резьб введено допол
нительное понятие об основной плоскости, в которой определяютс
номинальные размеры наружного, среднего и внутреннего диаметров
Диаметры */,(Д) и */,(Ц) конической резьбы равны соответству
ющим диаметрам цилиндрической метрической резьбы с профилен
по ГОСТ 9150—81. Это позволяет наружную коническую резьбу евин
чивать с внутренней цилиндрической резьбой. Внутренняя цилинл
рическая резьба должна обеспечивать ввинчивание наружной кони
ческой резьбы на глубину не менее 0,8/.
Рабочая длина конической резьбы /, расстояния /, и /2, определи
ющие положение основной плоскости, зависят от шага Р. Устаноь
ленные осевые смещения основной плоскости наружной (Д/,
и внутренней (Д/2) резьб являются суммарными, включающими 01
492
>>)\>) 'У'ГГ) >>>>>?)>>>> ТРТТ7 ) у
Внутренняя коническая у
Наружная резьба
Ось резьбы
Сбег
резьбы
резьбы
Основная
/ плоскость
Основная плоскость
Внутренняя
Ось резьбы
Рис. 5.107. Номинальный профиль и размеры элементов
метрической конической резьбы
Внутренняя
резьба
I +Л4
-Д/2 +Д/2
Р
Основная
плоскость
Наружная
резьба Наружн
Основная
плоскость
резьба
ОО
Внутренняя
^'резьба
Рис. 5.108. Отклонения элементов метрической конической резьбы
клонения среднего диаметра, шага, углов профиля и конуса. Внут
ренняя цилиндрическая резьба, соединяемая с наружной коничес
кой, должна иметь поле допуска 6Н.
Отклонения элементов метрической конической резьбы показа¬
ны на рис. 5.108.
В условных обозначениях метрических конических резьб указы
вают буквы МК, номинальный диаметр (с? =20 мм) и шаг (Р=1,5 мм)
МК20 х 1,5; МК20 х 1,5ЬН.
Внутренняя цилиндрическая резьба отличается от метрической
резьбы общего назначения плоскосрезанной впадиной, поэтому
в ее обозначениях необходимо указывать стандарт на метрическую
коническую резьбу: Л/20 х 1,5 ГОСТ 25229—82.
Для герметичного соединения трубопроводов применяют резь¬
бы цилиндрические по ГОСТ 6357—81 и конические по ГОСТ 6211—8!
За номинальный размер трубных резьб, указываемый в их условных
обозначениях, принят условный проход трубопровода.
Профили и основные размеры цилиндрической (рис. 5.109)
и конической (рис. 5.110) резьб в основной плоскости одинаковы
поэтому наружную коническую резьбу можно свинчивать с внутч
ренней цилиндрической.
Профиль и основные размеры трубной конической резьбы при¬
ведены на рис. 5.111.
Основная плоскость конической резьбы соответствует торцу де¬
тали с внутренней резьбой со стороны большего диаметра коничес
кой резьбы. Конусность трубных резьб, так же как и метрически*,
составляет 1:16. Стандарты устанавливают номинальные размеры для
трубных резьб от 1/16 до 6. Шаг трубных резьб зависит от числ-,1
винтовых линий г, приходящихся на один дюйм (25,4 мм): Р = 25,4/1.
494
5.10.14. ТРУБНАЯ РЕЗЬБА
/
Внутренний
диаметр
трубы
Рис . 5.109 Профиль и основные размеры
цилиндрической трубной резьбы в основной плоскости
Рис. 5.110. Расположение полей допусков трубной цилиндрической резьбы
Линия, параллельная
оси резьбы
Труба
Рис. 5.111. Профиль и основные размеры
трубной конической резьбы
Размеры элементов профиля цилиндрических и конических резь(>
(диаметры в основной плоскости) вычисляют по формулам:
<*, = Д, = й - 0,640327; </, = Д = с1 - 1,280654Р; Н = 0,960491 Я
Я, = 0,640327/’; Л = 0,137329/’.
Отклонения трубной цилиндрической резьбы приведены на рис.
5.110, а трубной конической резьбы (поГОСТ 6211—81) — на рис. 5.112,
Длины свинчивания цилиндрических трубных резьб подразде
ляются на две группы: нормальные и длинные. Последние имени
размеры большие, чем нормальные длины, причем верхний предел
для них стандартом не регламентирован. Длина свинчивания кони
ческой трубной резьбы и соответствует соединению без натяга.
Допуски среднего диаметра цилиндрической резьбы являются ■
суммарными и установлены ГОСТ 6357—81 двух классов точности:!
А и В. Допуск внутренней цилиндрической резьбы для свинчивания
с наружной конической резьбой должен соответствовать классу точ
ности А, имеющему меньшие предельные отклонения.
Рис. 5.112. Отклонения трубной конической резьбы
496
В условных обозначениях трубных цилиндрических резьб ука¬
зывают букву С, размер резьбы и класс точности среднего диаметра,
длины свинчивания, отличающиеся от нормальных:
<71 У2~А\ в^ЬН-В-ЛО.
Наружную коническую трубную резьбу обозначают буквой
Я (ВХу^-А), внутреннюю — 7?с(/?с1^). Соединение наружной ко¬
нической резьбы с внутренней цилиндрической обозначают:
Ялу2-А; 11 УгЬН-А.
5.10.15. РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ
Резьба коническая дюймовая с углом профиля 60° для диаметров
от 1/16" до 2" (ГОСТ 6111—52) предназначена для резьбовых соеди¬
нений топливных, масляных, водяных и воздушных трубопроводов
машин и станков.
Непроницаемость этой резьбы достигается за счет плотного за¬
мыкания витков резьбы трубы и муфты, имеющей значительно мень¬
шее притупление (0,033Р), чем притупление витков метрической
резьбы (0,144/’).
Применение резьбы по ГОСТ 6111—52 обязательно для изде¬
лий, на которые установлены стандарты, предусматривающие со¬
единения с этой резьбой. Во всех других случаях допускается при¬
менение трубной конической резьбы.
Профиль и основные размеры конической дюймовой резьбы при¬
ведены на рис. 5.113, а основные отклонения на рис. 5.114.
Рис. 5.113. Профиль и основные размеры конической дюймовой резьбы
32 Я. М. Радкевич 497
Рис. 5.114. Основные отклонения конической дюймовой резьбы
На чертежах коническая дюймовая резьба с углом профиля 60"
обозначается буквой К и числом, например: К\ ГОСТ 6112—52. Число
в обозначениях резьбы условно относится к внутреннему диаметру
трубы.
5.11. Взаимозаменяемость зубчатых передач
5.11.1. НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ
Зубчатые передачи получили широкое распространение в кон¬
струкциях современных машин и механизмов для передачи враща¬
тельных движений или моментов сил с одного вала на другой
с заданным отношением угловых скоростей, а также для преобразо¬
вания вращательного движения в поступательное и наоборот. Зуб¬
чатые передачи в сравнении с другими механическими передачам»
обладают существенными достоинствами, а именно: малыми габа¬
ритами; высоким КПД; большой надежностью в работе; постоян¬
ством передаточного отношения из-за отсутствия проскальзывания;
возможностью применения в широком диапазоне моментов, скоро¬
стей и передаточных отношений.
В зависимости от расположения и формы зубьев зубчатые коле¬
са подразделяют на прямозубые, косозубые, шевронные и с криво¬
линейными зубьями. Наибольшее распространение получили эволь-
вентные цилиндрические зубчатые передачи.
Зубчатые передачи между параллельными валами осуществляют¬
ся цилиндрическими колесами с прямыми, косыми и шевронными
зубьями. Передачи между валами с пересекающимися осями осуще¬
ствляются обычно коническими колесами с прямыми и круговыми
зубьями, реже тангенциальными. Зубчатые передачи для преобразо¬
вания вращательного движения в поступательное и наоборот осуще¬
498
ствляются цилиндрическим колесом и рейкой. Для валов с перекре¬
щивающимися осями применяют зубчато-винтовые передачи.
По эксплуатационному назначению зубчатые передачи можно раз¬
делить на отсчетные, скоростные, силовые и общего назначения.
Отсчетные передачи входят в состав точных кинематических це¬
пей измерительных приборов, следящих систем, делительных меха¬
низмов приспособлений, станков и т. п. Обычно указанные переда¬
чи работают при малых скоростях. Основное эксплуатационное тре¬
бование — высокая кинематическая точность. Зубчатые колеса таких
передач характеризуются малым модулем и небольшой длиной зуба.
Скоростные передачи входят в состав кинематических цепей раз¬
личных коробок передач, редукторов, двигателей. Такие передачи
работают при высоких скоростях (до 120 м/с) и достаточно больших
мощностях.
Основным требованием к скоростным передачам является тре¬
бование обеспечения плавности работы, т. е. бесшумность и отсут¬
ствие вибраций. В основном это передачи с зубчатыми колесами
средних размеров.
Силовые передачи передают большие усилия при небольших ско¬
ростях. Основное требование — полнота контакта зубьев, особенно
по длине зуба. Обычно такие передачи характеризуются большими
модулями и большой длиной зуба.
Показатели работы зубчатых передач зависят от окружных ско¬
ростей колес, от величины окружных скоростей. Зубчатые передачи
делятся на тихоходные, среднескоростные и быстроходные. К тихо¬
ходным передачам можно отнести кинематические передачи, а также
силовые.К среднескоростным относятся передачи общего назначе¬
ния. К быстроходным — передачи с большими окружными скорос¬
тями колес (до 120 м/с).
К передачам общего назначения не предъявляются повышенные эк¬
сплуатационные требования ни по одному из трех рассмотренных выше.
Взаимозаменяемость зубчатых передач возможна лишь с учетом
зависимостей между погрешностями колес и передач и вызванными
ими отклонениями кинематических и динамических характеристик.
Для регламентации точности отдельных видов зубчатых передач
(цилиндрических, конических и др.) созданы системы допусков имен¬
но на передачи, а не на отдельные зубчатые колеса, так как точ¬
ность зубчатых передач как самостоятельных звеньев машины зави¬
сит не только от точности входящих в зацепление зубчатых колес,
но и от точности расположения осей в корпусах.
Системы допусков для различных передач имеют много общего.
Построение систем допусков зубчатых колес рассмотрим на приме¬
ре системы допусков для цилиндрических зубчатых передач.
32*
499
5.11.2. СИСТЕМА ДОПУСКОВ
ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ ПЕРЕДАЧ
Система допусков цилиндрических зубчатых передач изложена
в ГОСТ 1643—81, который распространяется на эвольвентные пере¬
дачи внешнего и внутреннего зацепления с прямыми, косозубыми
и шевронными колесами с делительным диаметром до 6300 мм, ши¬
риной зубчатого венца или полушеврона до 1250 мм, модулем зубь¬
ев 1—55 мм, с исходным контуром по ГОСТ 13755—81 независимо
от метода получения боковых поверхностей зубьев
Для зубчатых колес и передач установлено двенадцать степеней точ¬
ности, обозначаемых в порядке убывания точности цифрами от I до 12.
Степени 1 и 2 не имеют установленных норм и являются резер¬
вными. Все допуски рассчитаны для шестой степени точности.
Числовые значения допусков других степеней определяют умноже
нием на переходный коэффициент.
Для каждой степени точности зубчатых колес и передач устанав¬
ливаются независимые нормы допустимых отклонений параметров,
определяющих кинематическую точность колес и передачи, плав¬
ности работы и контакт зубьев передачи, что позволяет назначать
различные нормы и степени точности для передач в соответствии
с их эксплуатационным назначением и учитывать отличие техноло¬
гических способов обеспечения требуемой точности.
5.11.3. КИНЕМАТИЧЕСКАЯ ТОЧНОСТЬ ПЕРЕДАЧИ
Кинематическая точность характе
ризуется полной погрешностью углов
поворота находящихся в зацеплении
колес за один оборот. Комплексным
показателем нормы кинематической
точности является кинематическая по¬
грешность. Для обеспечения кинема
тической точности предусмотрены
нормы, ограничивающие кинемати
ческую погрешность передачи и ки
нематическую погрешность колеса.
Кинематическая погрешность переда¬
чи ( РКПП) — разность между действитель
ным и номинальным (расчетным) уг
лами поворота ведомого зубчатого ко
леса передачи. Выражается в линейных
величинах длиной дуги его делитель
ной окружности (/-) (рис. 5.115), т. е.
Ведущее Ведомое
зубчатое зубчатое
колесо колесо
Кинематическая
погрет ность
(фгф2)г
Рис. 5.115. Схема определения
кинематической погрешности
передачи
Кпп = (<Рз - <Рг)г,
где <р2 — действительный угол поворота ведомого зубчатого колеса;
(ръ — номинальный угол поворота ведомого зубчатого колеса:
^2
где zi — число зубьев ведущего зубчатого колеса; — число зубьев
ведомого зубчатого колеса; <р{ — действительный угол поворота ве¬
дущего зубчатого колеса.
Основной характеристикой кинематической точности передач
3—8-й степеней точности является наибольшая кинематическая по¬
грешность передачи Р'ог — наибольшая алгебраическая разность зна¬
чений кинематической погрешности передачи за полный цикл из¬
менения относительного положения зубчатых колес.
Полный цикл совершается в пределах числа оборотов большего
зубчатого колеса, равного частному от деления числа зубьев мень¬
шего зубчатого колеса на общий наибольший делитель чисел зубьев
обоих зубчатых колес передачи (рис. 5.116), т. е. при повороте боль¬
шего зубчатого колеса на угол Ф-, = , где х — наибольший об-
х
щий делитель числа зубьев г, и г2 обоих зубчатых колес передачи.
Например, при г, = 25 и г,= 50 наибольший общий делитель х = 25
2лгг, 2л -25 0
и <р2= '-=——=2л.
х 25
Наибольшая кинематическая погрешность передачи ограничи¬
вается допуском , который определяется как сумма допусков на
кинематическую погрешность зубчатых колес 1 и 2, т. е.
Р = р + Р
1 ю 1 п 1 /2 ■
Кинематическая погрешность зубчатого колеса (/гмк) — есть раз¬
ность между действительным и номинальным (расчетным) углами
Ї ь
£ О
52 © ч-
5 3 со
о ^
*т* О.
Рис. 5.116. 5°“
Кинематическая
погрешность передачи
с с
с 1 V
V/ —
и
ід=2яг,/х
Угол поворота зубчатого колеса
501
поворота зубчатого колеса на его рабочей оси, ведомого измери¬
тельным зубчатым колесом при номинальном взаимном положении
осей вращения этих колес; Рт выражается в линейных величинах
длины дуги делительной окружности.
Под рабочей осыо зубчатого колеса понимается ось, вокруг ко¬
торой оно вращается в передаче, а под измерительным зубчатым
колесом понимается зубчатое колесо повышенной точности, при¬
меняемое в качестве измерительного элемента для однопрофильно¬
го и двухпрофильного методов контроля зубчатых колес.
Наибольшая кинематическая погрешность зубчатого колеса Г' оп¬
ределяется как наибольшая алгебраическая разность значений ки¬
нематической погрешности зубчатого колеса в пределах его полно¬
го оборота (рис. 5.117). Ограничивается допуском на кинематичес¬
кую погрешность колеса р' . Величина допуска на кинематическую
погрешность в стандарте не приводится. Ее можно определить как
сумму допуска на накопленную погрешность шага колеса Р (назна¬
чаемого в зависимости от степени точности, принятой для нормы
кинематической точности) и допуска на погрешность профиля зуба
/{(назначаемого в зависимости от степени точности по нормам плав¬
ности работы), т. е.
р; =^+//-
Комплексный показатель Р1 — наиболее полно характеризует
суммарное проявление погрешностей колеса в условиях, близких
к эксплуатационным. Однако его использование ограничено из-за
отсутствия простых и надежных измерительных приборов для его
Рис. 5.117. Наибольшая кинематическая погрешность зубчатого колеса:
I — кривая кинематической погрешности зубчатого колеса;
II — один оборот зубчатого колеса
I
Кривая накопленных отклонений
З т г
X КЮ
Номера шагов
Положение 1 Положение 2
Рис. 5.118. Накопленная погрешность к шагов /•’Иг
Кинематическая погрешность зубчатого колеса на к шагах Р'кг оп¬
ределяется как разность между действительным и номинальным
(расчетным) углами поворота зубчатого колеса (на рассматривае¬
мом числе зубьев к) на его рабочей оси, ведомого измерительным
зубчатым колесом, при номинальном взаимном положении осей вра¬
щения обоих колес. Выражается в линейных величинах длиной дуги
делительной окружности. Ограничивается допуском на кинемати¬
ческую погрешность колеса на к шагов .
Кинематическая погрешность цилиндрических колес, изготовля¬
емых на зуборезных станках методом обката, вызывается погрешнос¬
тью цепей обката зуборезного станка, несовпадением центра основ¬
ной окружности колеса с рабочей осью его вращения, неточностью
зуборезною инструмента, погрешностью его установки и т. д. Кине¬
матическая точность зубчатых колес (как комплексный показатель)
ивисит от погрешностей, суммарное влияние которых обнаружива¬
ется один раз за оборот колеса. К ним относятся погрешность обката,
накопленная погрешность шага, радиальное биение зубчатого венца,
колебания длины общей нормали и измерительного межосевого рас¬
стояния за оборот зубчатого колеса.
Комплексным показателем для оценки кинематической точнос¬
ти является также накопленная погрешность шага по зубчатому ко¬
лесу или по к шагов РПг.
Накопленная погрешность к шагов РркДрис. 5.118) — наибольшая раз¬
ность дискретных значений кинематической погрешности зубчатого
колеса при номинальном его повороте на к целых угловых шагов, т. е.
503
1
Рис. 5.119. Схема наглядного
определения накопленной
погрешности к шагов
где <рг — действительным угол 1ІО
ворота зубчатого колеса: і — числи
зубьев зубчатого колеса; к — число
целых угловых шагов от к > 2.
г — радиус делительной окружнос¬
ти зубчатого колеса.
По существу это наибольшая ж*
грешность во взаимном расположи
НИИ двух любых одноименных про
филей зубьев по одной окружности
колеса или на заданной ее части иі
угловых шагов, проходящей по се¬
редине высоты зуба, с центром на
рабочей оси колеса в сечении, пер
пендикулярном его оси. Наглядній
представление о показателе дает рассмотрение условной схемы (рис
5.119), на которой теневая проекция зубчатого венца проверяемо!»
колеса наложена на выполненный в заданном масштабе геометри¬
чески правильный чертеж того же венца (штриховой профиль). Пос*
ле совмещения бокового профиля одного из зубьев (условно — пер
вого) с соответствующим теоретическим профилем на чертеже обна«
руживается, что профили остальных зубьев колеса в той или иной
степени не доходят (отрицательные погрешности) или переходят (по¬
ложительные поірешности) за свои номинальные контуры. Ошибки
отдельных шагов могут быть и незначительными, когда их измеряют
между двумя любыми соседними зубьями колеса. Но относительна
номинального расположения профиля зуба они постепенно сумми¬
руются, достигая на каком-то зубе (3) наибольшего положительного,
а на другом (7) наибольшего отрицательного значений.
Алгебраическая разность этих наибольших накопленных погрет -
ностей составляет Fpr, т. е.
fpr-(+Fpr)m
-(-F )
^ Pr 'max
Накопленная погрешность к шагов, а также накопленная по|
грешность шага зубчатого колеса ограничиваются допусками.
Допуск на накопленную погрешность к шагов обозначается че
рез Fpk, а накопленная погрешность шага зубчатого колеса — Fp.
Радиальное биение зубчатого венца Frr — это разность действитель
ных предельных положений исходного контура в пределах зубчатого
колеса (от его рабочей оси). Вызывается неточным совмещением ра
бочей оси колеса с технологической осью при обработке зубьев, ра-
504
циальным биением делительного колеса станка и ограничивается до¬
пуском на радиальное биение зубчатого венца F, (под технологичес¬
кой осью зубчатого колеса понимается ось, вокруг которой оно вра¬
щается в процессе окончательной обработки зубьев по обеим сторо¬
нам). Контроль радиального биения осуществляется на биениемерах.
Погрешность обката Fcr — составляющая кинематической по-
| решности зубчатого колеса, определяемая при вращении его на тех¬
нологической оси и при исключении циклических погрешностей
|убцовой частоты и кратных ей более высоких частот.
Погрешность обката может определяться как погрешность кине¬
матической цепи деления зубообрабатывающего станка. Погреш¬
ность обката ограничивается допуском Fc.
Колебание длины общей нормали FvWr — это разность между иаи-
Тп>лыией и наименьшей действительными длинами общей нормали
и одном и том же зубчатом колесе, т. е.
F — W — W
vVVr г ma\ г min'
Длиной общей нормали называется расстояние между двумя па¬
раллельными плоскостями, касательными к двум разноименным ак-
швным боковым поверхностям зубьев зубчатого колеса, измерен¬
ное по общей нормали к ним. Общей нормалью является прямая,
Соединяющая точки касания параллельных поверхностей губок из¬
мерительного инструмента с разноименными профилями измеряе¬
мых зубьев. Длина общей нормали не зависит от положения изме¬
рительных губок инструмента (рис. 5.120), т. е.
505
N{N2 = ЛУЧ, = NSN6 = ... = W= const.
Длину общей нормали можно определить по формуле:
W= rfiy+ ГрР+Іг^е,
где у— угол в радианах, соответствующий дуге АС, равной п — 1
окружных шагов; © — угол развернутости эвольвенты профиля,
© = tgа— ос, р— угол, соответствующий толщине зуба по делитель¬
ной окружности.
Подставляя значения
2п(п-\) „ к а
у-—і -, в=—\ rB = rcosa = mzcos—,
zz 2
получим формулу для подсчета длины общей нормали
W =/7icosa[^(«-l)f л/2}+-г©-
Число зубьев, охватываемых длиной общей нормали, определя
ют по формуле п = и округляют до ближайшего целого числа
180
При а = 20°, cosor = 0,9397 и © = tg а — а = 0,0149 формула
примет следующий вид:
W = /и[1,476(2и -1)+ 0,01387 z].
Колебание длины общей нормали зависит от тангенциальн^.і
составляющей погрешности обката и ограничивается допуском FM
Для контроля длины общей нормали используются специальные зу
бомерные микрометры и индикаторные нормалемеры, а для зубча
тых колес грубых степеней точности используются штангенциркулі,
с ценой деления 0,05 мм.
Колебание измерительного межосевого расстояния за оборот зубча
того колеса F" и на одном зубе f” (показатель плавности работы) -|
это разность между наибольшим и наименьшим действительными
межосевыми расстояниями при двухпрофильном зацеплении измс
ригельного зубчатого колеса с контролируемым зубчатым колесом
при повороте последнего на полный оборот или соответственно I.
один угловой шаг (рис. 5.121).
Под номинальным измерительным межосевым расстоянием сі
понимается расчетное межосевое расстояние при двухпрофильном
зацеплении измерительного зубчатого колеса II с контролируемых
зубчатым колесом I, имеющим наименьшее дополнительное смс
щение исходного контура (рис. 5.122).
506
Угол поворота зубчатого колеса
Рис. 5.121. Изменение измерительного межосевого расстояния:
I — один угловой шаг; II — кривая изменения измерительного
межосевого расстояния; III— один оборот зубчатого колеса
Рис. 5.122 Номинальное
межосевое расстояние а":
I — контролируемое зубчатое колесо;
II — измерительное зубчатое колесо;
III — номинальное измерительное межосевое
расстояние
Колебания измерительного межосевого расстояния за оборот зуб¬
чатого колеса Р” и на одном зубе /” ограничиваются допусками,
обозначаемыми соответственно Р" и /”.
Колебание измерительного межосевого расстояния за оборот зуб¬
чатого колеса и на одном зубе /" проверяют на межцентроме-
рс — приборе для комплексного контроля зубчатого колеса при двух-
ирофильном (беззазорном) зацеплении с измерительным (точным)
колесом.
Кинематическая точность зубчатых колес может быть повышена
путем снижения радиального биения колеса и обработке его на станке
с повышенной кинематической точностью при точном центрирова¬
нии заготовки в процессе нарезания и шлифования зубьев. Шевин-
I ование колес не уменьшает их кинематическую погрешность.
5.11.4. ПЛАВНОСТЬ РАБОТЫ ПЕРЕДАЧИ
Плавность работы зубчатых передач — одна из основных харак¬
теристик зубчатой передачи. Она определяется параметрами, влия¬
ющими и на кинематическую точность, но их влияние сказывается
многократно за один оборот зубчатого колеса. Наличие циклически
повторяющихся погрешностей вызывает в процессе работы переда¬
чи шум и вибрацию машины. Основной источник возникновения
этих погрешностей — неточности выполнения червяка цепи обката
зуборезного станка. Для уменьшения циклической погрешности при¬
меняют точные зуборезные станки с очень малым передаточным
отношением делительной червячной пары: 1:200 — 1: 500 и менее
Повышения плавности работы зубчатой передачи можно достигнуп
за счет чистовой обработки колес шевингованием.
Циклический характер погрешностей дал основание определять
и нормировать их величину по спектру кинематической погрешно¬
сти. Для этого в нормы плавности введены допуски на амплитуды
гармонических составляющих кинематической погрешности. Так
для ограничения циклической погрешности установлены допуски
/1ко — на циклическую погрешность передачи и— на циклическую
погрешность зубчатого колеса.
Циклическая погрешность передачи /гкт (рис. 5.123) и зубчатого
колеса /гкг (рис. 5.124) — это удвоенная амплитуда гармонической
составляющей кинематической погрешности передачи соответствен¬
но для передачи или колеса.
Допуски /1кв и /,к для любой частоты определяются по формуле:
где Рг — допуск на радиальное биение зубчатого венца по той же степе
ни точности, что и ки — частота циклов за оборот зубчатого колеса
Для ограничения циклической погрешности с частотой повторе¬
ния, равной частоте входа зубьев в зацепление, и /^.установлены
допуски на циклическую погрешность зубцовой частоты в передаче
/ш и зубчатого колеса причем /а = 0,6 /ао. Эти допуски даюі
в зависимости от частоты циклической погрешности ки, степени точ¬
ности, коэффициента осевого перекрытия єр и модуля т.
Местная кинематическая погрешность передачи /У. — наиболь
шая разность между местными соседними экстремальными (мини
мальными и максимальными) значениями кинематической погреш
ности передачи за полный цикл изменения относительного положс
ния зубчатых колес передачи.
508
Рис. 5.123. Циклическая погрешность передачи^:
/ — кривая кинематической погрешности передачи;
II — гармонические составляющие кинематической
погрешности передачи при разных значениях частоты к
Рис . 5.124. Циклическая погрешность колеса^
/— кривая кинематической погрешности зубчатого колеса;
II — гармонические составляющие кинематической погрешности
зубчатого колеса при разных значениях частоты к\ III — амплитуда
Угол поворота зубчатого колеса
Рис. 5.125. Местная кинематическая погрешность зубчатого колеса /':
! — кривая кинематической погрешности зубчатого колеса;
II — один оборот зубчатого колеса
Местная кинематическая погрешность зубчатого колеса /' — наи¬
большая разность между местными соседними экстремальными
(минимальными и максимальными) значениями кинематической по¬
грешности зубчатого колеса в пределах его оборота (рис. 5.125).
Чтобы ограничить наибольшую местную кинематическую по¬
грешность зубчатого колеса /.', установлен допуск величина
которого равна сумме допустимой погрешности шага и допуска
на пофешность профиля /Г
Отклонение шага/Аг — дискретное значение кинематической по¬
грешности зубчатого колеса при его повороте на один номиналь¬
ный угловой шаг
где (р — действительный торцовый шаг.
Установлены верхнее +/л, и нижнее —/п предельные отклонения
шага (торцевого), верхнее +/рь и нижнее —/п предельные отклонс
ния шага зацепления (основного), а также допуск на погрешности
профиля зубьев /г
Отклонение шага зацепления /РЬг — это разность между действи¬
тельным и номинальным шагами зацепления (рис. 5.126).
Под действительным шагом зацепления понимается кратчайшее
расстояние между двумя параллельными плоскостями, касательны¬
ми к двум одноименным активным боковым поверхностям соссл
них зубьев зубчатого колеса.
Предельные отклонения шагов зацепления определяют по формуле
Урь\ = [/„] с 05«= 0,94/р,.
510
Допускается несимметричное расположение поля допуска на шаг
зацепления, а взамен отклонения шага /Лг применять разность лю¬
бых шагов ^р,,-
Разность шагов— разность между двумя отклонениями ша¬
гов в любых участках зубчатого колеса.
В колесах, получаемых методом обката, отклонение шага зацеп¬
ления зависит главным образом от погрешности шага нарезающего
инструмента, которая переносится на обрабатываемое колесо. Не¬
значительное влияние оказывает точность делительной цепи стан¬
ка. При отсутствии отклонений шага зацепления к моменту выхода
из зацепления одной пары зубьев в контакт уже войдет следующая
пара зубьев. Передача работает плавно. При наличии отклонений
Ьг вход следующей пары зубьев в контакт сопровождается ударами,
что приводит к повышению шума, увеличению неравномерности
нагрузки зубьев, снижению долговечности передачи.
Погрешность профиля зуба ,[/г — расстояние по нормали между
двумя ближайшими друг к другу номинальными торцовыми профи¬
лями зуба, между которыми размещается действительный торцовый
активный профиль зуба зубчатого колеса (рис. 5.127).
Под действительным торцовым профилем зуба понимается ли¬
ния пересечения действительной боковой поверхности зуба зубча¬
того колеса в плоскости, перпендикулярной его рабочей оси.
Погрешность профиля вызывает дополнительные динамические
нагрузки, уменьшает поверхность контакта, а также вызывает не¬
равномерность вращения колес.
Рис. 5.126. Отклонение
Рис. 5.127. Погрешность профиля зуба:
I — действительный торцовый
активный профиль зуба;
II — поминальные торцовые профили зуба;
III — основная окружность;
IV— границы активного профиля зуба
шага зацепления:
/— номинальный шаг зацепления;
II — действительный профиль зуба;
III — номинальный профиль зуба;
IV — действительный шаг зацепления
511
Для ограничения погрешности профиля установлен допуск на
погрешность профиля зуба /г
Действительный профиль рабочего участка зуба может иметь срез
вершины головки, называемый фланком. Фланкирование зубьев зна¬
чительно улучшает плавность работы передачи, обеспечивает более
плавный вход зубьев в контакт и выход из него, снижает динами¬
ческие нагрузки и шум в передаче. В связи с этим колеса, предназ¬
наченные для работы при больших окружных скоростях, изготавли¬
вают только фланкированными.
5.11.5. КОНТАКТ ЗУБЬЕВ В ПЕРЕДАЧЕ
Для повышения долговечности зубчатых передач и износостой¬
кости необходимо стремиться к увеличению площади контакта между
боковыми поверхностями зубьев колес, так как это приводит
к снижению контактных напряжений.
Мгновенное пятно контакта — часть активной боковой поверх¬
ности зуба колеса передачи, на которой располагаются следы его
прилегания к зубьям шестерни, покрытым краской, после поворота
колеса собранной передачи на полный оборот при легком торможе¬
нии, обеспечивающем непрерывное контактирование зубьев обоих
Суммарное пятно контакта — часть актив¬
ной боковой поверхности зуба зубчатого коле¬
са, на которой располагаются следы прилега¬
ния зубьев парного зубчатого колеса в собран-^
ной передаче после вращения под загрузкой,
устанавливаемой конструктором (рис. 5.128).
Пятно контакта определяется относител!Л
ными размерами (в %):
— по длине зуба — отношение расстояния
а между крайними точками следов прилет-]
ния за вычетом разрывов с, превосходящих ве¬
личину модуля, мм, к длине зуба Ь, т. е.
£^£.100;
Ъ
— по высоте зуба — отношение средней (по всей длине зуба)
высоты следов прилегания Аи к высоте зуба соответствующей актии«|
ной боковой поверхности Ир, т. е.
и
т 1 ЛП
зубчатых колес.
Рис. 5.128. Суммарное
пятно контакта
К снижению пятна контакта приводят погрешности установки
заготовки на станке (торцевое биение), неточность станка (откло¬
нение от параллельности направления хода фрезерного суппорта
оси вращения стола и его перекосом), погрешности монтажа.
Увеличение пятна контакта достигается притиркой и приработ¬
кой сопряженных колес.
На полноту контакта влияют погрешности формы зубьев и по¬
грешности их взаимного расположения в передаче.
Отклонение осевых шагов по нормали РРтг — разность между дей¬
ствительным осевым расстоянием зубьев и суммой соответствую¬
щего числа номинальных осевых шагов, умноженная на синус угла
наклона делительной линии зуба Д т. е. РРт = ХБш/Црис. 5.129), где
х — величина, равная отклонению осевых шагов по нормали.
Под действительным осевым расстоянием зубьев понимается рас¬
стояние между одноименными линиями зубьев косозубого зубчато¬
го колеса по прямой, параллельной рабочей оси.
Действительное осевое
расстояние зубьев
Рис. 5.129. Отклонение осевых шагов по нормали
Отклонения осевых шагов по нормали ограничены верхним +РРха
и нижним предельными отклонениями.
Отклонение ¥Рхт влияет на кинематическую точность и плав¬
ность работы передачи, так как зуб по длине располагается на зна¬
чительном угле поворота зубчатого колеса.
Суммарная погрешность контактной линии Гкх — это расстояние
но нормали между двумя ближайшими друг к другу номинальными
контактными линиями, условно наложенными на плоскость
(поверхность) зацепления, между которыми размещается действитель¬
ная контактная линия на активной боковой поверхности (рис. 5.130).
Допуск на суммарную погрешность контактной линии Рк для
мцанного модуля зуба зависит от ширины колеса (длины контакт-
И Я. М. Радкевич 513
І— направление рабочей оси вращения
колеса; II — номинальные контактные
линии; III — действительная контактная
линия; IV— границы активной поверх-
Рис. 5.130. Суммарная погреш¬
ность контактной линии ґ4г:
ности зуба
Рис. 5.131. Погрешность
направления зуба /г/)г:
I — действительная делительная линия зуба;
II — номинальные делительные линии зуба;
III— ширина зубчатого венца;
IV — рабочая ось зубчатого колеса
НОЙ ЛИНИИ) И коэффициента перекрытия £р Отклонение РРтг влияем
на продольный, а 7*^ — на высотный контакт зубьев.
Погрешность направления зуба — это расстояние между двумя
ближайшими друг к другу номинальными делительными линиями
зуба в торцовом сечении, между которыми размещается действи
тельная делительная линия зуба, соответствующая рабочей ширтг
зубчатого венца или полушеврона (рис. 5.131). Под действительно»
делительной линией зуба понимается линия пересечения действи Л
тельной боковой поверхности зуба зубчатого колеса делительным
цилиндром, ось которого совпадает с рабочей осью. Погрешность 1
направления зуба ограничивается допуском на направление зуба 1'Л
Бочкообразный зуб улучшает распределение нагрузки вдоль зу(ы
и уменьшает влияние этой погрешности на работу передачи.
Отклонение от параллельности осей/ — отклонение от параллели
ности проекций рабочих осей зубчатых колес в передаче на плоское! |>,
в которой лежит одна из осей и точка второй оси в средней плоскосш
передачи. Определяется в торцовой плоскости в линейных единицах
на длине, равной рабочей ширине зубчатого венца или ширине полу*1
шеврона (рис. 5.132). Под средней плоскостью передачи понимается
плоскость, проходящая через середину рабочей ширины зубчатого веши
или для шевронной передачи через середину расстояния между вне¬
шними торцами, ограничивающими рабочую ширину полушеврона |
Перекос осей /уг — отклонение от параллельности проекции рабо«^
чих осей зубчатых колес в передаче на плоскость, параллельную од¬
ной ИЗ осей и перпендикулярную ПЛОСКОСТИ, В которой лежит ЭИ1
ось, и точка пересечения второй оси со средней плоскостью передп»
514
ч и. Определяется в торцовой плоскости в линейных единицах на длине,
равной рабочей ширине зубчатого венца или ширине полушеврона.
Отклонение от параллельности и перекос осей характеризуют точ¬
ность монтажа передач с нерегулируемым расположением осей и
ограничиваются допусками, обозначаемыми соответственно /х и /
Точность монтажа передачи определяется также отклонением меж-
осевого расстояния.
Отклонение межосевого расстояния/аг— разность между действи-
юльным и номинальным межосевым расстояниями в средней тор¬
цовой плоскости передачи. Установлены предельные отклонения ме¬
жосевого расстояния: верхнее +/„ и нижнее
При соответствии суммарного или мгновенного пятна контакта
фебованиям стандарта контроль по другим показателям, определя¬
ющим контакт зубьев в передаче, можно не контролировать.
5.11.6. ВИДЫ СОПРЯЖЕНИЙ ЗУБЬЕВ КОЛЕС В ПЕРЕДАЧЕ
Вид сопряжений зубьев колес в передаче характеризуется наи¬
меньшим гарантированным боковым зазором. Боковым зазором на-
>ывают измеренное по нормали расстояние между нерабочими про¬
филями зубьев колес, находящихся в зацеплении (рис. 5.133, а).
Боковой зазор необходим для обеспечения нормальных условий
жсплуатации зубчатой передачи. Он компенсирует температурные
деформации, погрешности монтажа передачи и служит для разме¬
щения смазки.
п*
515
+
Виды А ВСОЕН
Рис. 5.133. Боковой зазору1||А (о), виды сопряжений в передаче (б)
Системой допусков на зубчатые передачи устанавливается га¬
рантированный боковой зазор улт1п — наименьший предписанный
боковой зазор. Величина гарантированного зазора определяется вне
зависимости от степени точности колес и передачи.
Для удовлетворения требований различных отраслей промышлён-
ности, независимо от степени точности изготовления колес передачи,
предусмотрено шесть видов сопряжений зубьев колес в передаче: А, В,
С, Б, Ем Н, определяющих различную величину]пт1П(рис. 5.133, б). '
Виды сопряжений зубчатых колес в передаче в зависимости 01-
степени точности по нормам плавности работы указаны ниже.
Вид сопряжений
А
в
с
в
Е
н
Степень точности по
нормам плавности
работы
3-12
3-11
3-9
3—8
3-7
3-7
Видам сопряжений Н и Е соответствует вид допуска на боковом
зазор А, а видам сопряжений Д С, В и А — виды допуска (}, с, Ь и а
соответственно.
Соответствие между видом сопряжения зубчатых колес в пере¬
даче и видом допуска на боковой зазор допускается изменять; при
этом также могут быть использованы виды допусков х, у, г-
Устанавливаются шесть классов отклонений межосевого рассто*
яния, обозначаемых в порядке убывания точности римскими ци<)
рами от / до VI.
516
Гарантированный боковой зазор в каждом сопряжении обеспе¬
чивается при соблюдении предусмотренных классов отклонений меж-
осевого расстояния:
Вт сопряжений
н
Е
D
С
В
А
Вид допуска
h
И
d
с
b
а
Класс точности меж¬
осевого расстояния
(+/„)
/
и
III
IV
V
VI
Для степеней точ¬
ности
3-7
3-7
3-8
3-9
3-11
3-12
Допускается изменять соответствие между видом сопряжения
и классом отклонений межосевого расстояния.
С увеличением в сопряжении гарантированного бокового зазора
предусмотрен возрастающий по величине одноименно обозначае¬
мый допуск (кроме сопряжения Е).
Иногда конструктор вынужден назначить другой, обычно более
грубый класс. Гарантированный боковой зазор в этом случае умень¬
шится, а его численное значение указывают в условном обозначе¬
нии зубчатой передачи:
Л'min = Л min -0,68(|/; |-|/.|),
гДе in min и fa — стандартные значения гарантированного бокового
зазора и предельного отклонения межосевого расстояния для дан¬
ного вида сопряжения; f' — отклонение межосевого расстояния
для назначенного более грубого класса.
Вследствие увеличения температуры при работе передачи разме¬
ры колес увеличиваются в большей степени, чем расстояние между
их осями, поэтому боковой зазор уменьшается. Боковой зазор jn min,
необходимый для компенсации температурных деформаций и раз¬
мещения смазочного материала, определяется по формуле:
Jпmin = V + 2яД^.Д/,0 - ö2A/2° )sin а,
где V — толщина слоя смазочного материала между зубьями;
aw — межосевое расстояние; а, и а2 — температурный коэффициент
линейного расширения материала колес и корпуса; Д/,° и Л/2° —
отклонение температуры колеса и корпуса от нормальной темпера¬
туры (20 °С); а — угол профиля исходного контура.
517
Боковой зазор обеспечивают за счет радиального смещения ис¬
ходного контура рейки (зуборезного инструмента) от его номиналь¬
ного положения 1 (рис. 5.134) в тело колеса. Под номинальным
положением исходного контура понимается положение исходного
контура на зубчатом колесе, лишенном погрешностей, при котором
расстояние от рабочей оси вращения до делительной прямой равно-
тт
Н =
-+хт
2со5 /5
где хтп — номинальное смещение исходного контура, не предус¬
матривающее бокового зазора.
Рис . 5.134. Схема радиального смещения исходного контура рейки:
I — номинальное положение исходного контура;
2 — действительное положение исходного контура
Дополнительное смещение исходного контура К — дополнитель¬
ное смещение исходного контура от его номинального положения
в тело зубчатого колеса, осуществляемое с целью обеспечения в пе¬
редаче гарантированного бокового зазора (см. рис. 5.134).
Наименьшую величину, дополнительное смещение исходного
контура назначают в зависимости от степени точности по нормам
плавности и от вида сопряжения и обозначают: для зубчатого коле
са с внешними зубьями —Ен$, для зубчатого колеса с внутренними
зубьями +ЕНГ Допуск на дополнительное смещение исходного кон
тура Тн установлен в зависимости от допуска на радиальное биение
-Р„ вида сопряжения, причем Т„ > ЕГТ„ > 7^.
Показателями бокового зазора являются: наименьшее дополни¬
тельное смещение исходного контура ЕИе{Ен) или наименьшее зада¬
ваемое отклонение средней длины общей нормали Е^ЛЕ^) (рис.
5.135), или наименьшее отклонение зуба по постоянной хорде в нор
мальном сечении — Еа, или отклонение измерительного межосевого
расстояния ЕЛ, Еа., (рис. 5.136), или наименьшее отклонение общей
518
Действительные длины
общей нормали
W
7
Номинальная длина
общей нормали
-EWms для зубчатого колеса
с внешними зуоьями
+EWms для зубчатого колеса
с внутренними зуоьями
Рис. 5.135. Показатели бокового забора
нормали верхнее Е^Е^). Их на¬
значают в зависимости от вида со¬
пряжения и степени точности по
нормам плавности работы.
Для передач с нерегулируемым
расположением осей — предель¬
ные отклонения межосевого рас¬
стояния ±/а, а с регулируемым —
наименьший боковой зазор у„ т1п.
Средняя длина общей нормали
(tV,+fV2+...+fVz)
Рис. 5.136. Предельные отклонения
измерительного расстояния
где W„ fV2, ^ — действитель¬
ные длины общей нормали;
Z — число зубьев.
Стандартом установлены допуски на дополнительное смещение
исходного контура Ти, допуск на среднюю длину общей нормали
TWm и допуск на толшину зуба Тс, а также предельные отклонения
межосевого расстояния: нижнее — Еа., и верхнее Ea.s .
Связь смещения исходного контура с боковым зазором и умень¬
шением толщины зуба Еа можно определить из треугольников abc
и dcb (см. рис. 5.134):
Л™, = 2£№sin сс, Еа = 2EHs tg а.
Общий боковой зазор должен состоять из гарантированного зазо-
ра jn min и зазора Кр компенсирующего погрешность изготовления зуб¬
чатых колес и монтажа передачи, уменьшающих боковой зазор, т. е.
519
Л» + Kj= 2(EHsl + EHJ sina.
Необходимое смещение исходного контура обоих зубчатых ко¬
лесах равно
F . Р _ АтиИ^У
Из этой ([юрмулы следует, что различную величину бокового за¬
зора в зависимости от вида сопряжения зубьев можно получить пу¬
тем соответствующего смещения исходного контура.
Величина Kj предназначена для компенсации погрешностей из¬
готовления зубчатых колес монтажа передач: межосевого расстоя¬
ния /ог, шага зацепления^ на обоих колесах, направление зубьев F/jr
на обоих колесах, отклонения от параллельности осей fxr и перекоса
fyr осей и может быть определена по формуле
Кj = J(2/„ sin а) 2+ 2/Д + 2F* + (fx sin а) 2+ [fy cos а)2.
Максимальное значение бокового зазора между зубьями в пере¬
даче стандартом не ограничивается. Его значение можно определить
из решения сборочной размерной цепи, составляющими звеньями
которой являются межосевое расстояние и смещение исходных кон¬
туров при нарезании обоих колес и др. При этом максимальный за¬
зор не должен превышать значения, получаемого при наиболее не¬
благоприятном сочетании отклонений составляющих звеньев, т. е.
Л max < Л min + 2СЛ/, +^Н2 + 2fJSU\Q.
5.11.7. ОБОЗНАЧЕНИЕ ТОЧНОСТИ КОЛЕС И ПЕРЕДАЧ
Точность изготовления зубчатых колес и передач задается степе¬
нью точности, а требования к боковому зазору — видом сопряже¬
ния по нормам бокового зазора.
Пример условного обозначения точности цилиндрической пе¬
редачи со степенью точности 7 по всем трем нормам, с видом со¬
пряжения зубчатых колес С и соответствием между видом сопряже¬
ния и видом допуска на боковой зазор (вид допуска на боковой
зазор — с), а также между видом сопряжения и классом отклонений
межосевого расстояния:
7 - С ГОСТ 1643—81.
При комбинировании норм разных степеней точности в изме¬
нении соответствия между видом сопряжения и видом допуска на
боковой зазор, но при сохранении соответствия между видом со¬
пряжения и классом отклонений межосевого расстояния точность
520
зубчатых колес и передач обозначается последовательным написа¬
нием трех цифр и двух букв.
Первая цифра обозначает степень по нормам кинематической точ¬
ности, вторая — степень по нормам плавности работы, третья —
по нормам контакта зубьев, первая из букв — вид сопряжения,
а вторая — вид допуска на боковой зазор.
Цифры между собой и от слитно пишущихся букв разделяются тире.
Пример условного обозначения точности цилиндрической пе¬
редачи со степенью 8 по нормам кинематической точности, со сте¬
пенью 7 по нормам плавности, со степенью 6 по нормам контакта
зубьев, с видом сопряжения В, видом допуска на боковой зазор а
и соответствием между видом сопряжения и классом отклонений
межосевого расстояния:
8-7-6 - Ва ГОСТ 1643-81.
Примечание. В случаях, когда на одну из норм не задается
степень точности, взамен соответствующей цифры указывается буква N.
Например,
7 - N-8- Ва ГОСТ 1643-81.
При выборе более грубого класса отклонений межосевого рассто¬
яния, чем предусмотрено для данного вида сопряжения, в условном
обозначении точности цилиндрической передачи указывается при¬
нятый класс, рассчитанный по формуле /„ т.ш = у„ т!п - 0,68 (|/„' | - |/в|)
и уменьшенный гарантированный боковой зазор. Здесь уя и /а —
табличные значения гарантированного бокового зазора и предельно¬
го отклонения межосевого расстояния для данного вида сопряжения;
— рассчитанный гарантированный боковой зазор; // — от¬
клонение межосевого расстояния для более грубого класса.
Пример условного обозначения точности цилиндрической пе¬
редачи со степенью точности 7 по всем нормам, с видом сопряже¬
ния зубчатых колес С, видом допуска на боковой зазор а и классом
отклонений межосевого расстояния V (при межосевом расстоянии
передачи ан,= 450 мм, Уп„Ла = 128 мкм):
7 - Са/У— 128 ГОСТ 1643-81.
Примечание. При принятии более точного класса отклоне¬
ний межосевого расстояния наименьший боковой зазор в передаче
будет больше бокового зазора, указанного в ГОСТ 1643—81.
Пго величина, рассчитанная по той же формуле, может не указы¬
ваться в условном обозначении точности передач.
521
5.11.8. ВЫБОР СТЕПЕНЕЙ ТОЧНОСТИ
Известны три метода выбора степеней точности: расчетный —
когда для отдельных норм точности их назначают на основе расчета
(например, на основе кинематического расчета погрешностей всей
передачи и допустимого угла рассогласования можно найти необхо¬
димую степень по нормам кинематической точности; из расчета ди¬
намики передачи — степень точности по нормам плавности; расчет
на прочность — степень точности по нормам контакта); опытный —
когда их выбирают для проектируемых передач, руководствуясь опы¬
том эксплуатации зубчатых передач аналогичного назначения (обя¬
зательно используется принцип комбинирования норм точности).
При комбинировании нужно учитывать, что нормы плавности ра¬
боты колес и передачи могут быть не более чем на две степени гру¬
бее норм кинематической точности; нормы контакта зубьев можно
назначать точнее норм плавности колес и передач, а также и на
одну степень грубее норм плавности; табличный — когда их под¬
бирают по таблицам, содержащим рекомендации по применению
отдельных степеней точности.
В табл. 5.64 приведены обобщенные рекомендации по примене¬
нию степеней точности для передач различных машин. Рекоменда¬
ции являются ориентировочными и могут быть откорректированы на
основе обобщения опыта изготовления передач в данной отрасли,
а в табл. 5.65 — диапазоны колебания степеней точности зубчатых
колес в различных машинах. При выборе степени точности зубчатых
колес и Передач по табл. 5.64 необходимо учитывать назначение и
условия работы передачи, метод нарезания зубьев, окружную скорость
зубчатых колес, характер и величину нагрузок, требования к точности
и плавности их вращения и другие эксплуатационные характеристики.
Например, при окружной скорости прямозубых колес, равной 15 м/с,
применяют 6-ю степень точности.
5.11.9. КОМПЛЕКСЫ КОНТРОЛИРУЕМЫХ ПАРАМЕТРОВ
Система допусков зубчатых колес является наиболее сложной и I
рассмотренных для типовых соединений. Структурная схема (рис.
5.137) дает представление о выборе комплекса контролируемых па
раметров зубчатых колес при их изготовлении. Нормируемые пока¬
затели на рисунке указаны условными обозначениями соответству¬
ющих допусков и предельных отклонений. Выбор тех или иных коп
тролируемых параметров зависит от требуемой точности, размера,
особенностей производства и других факторов. Предпочтение еле
дует отдавать комплексным показателям.
522
5.64. Обобщенные рекомендации по применению степеней точности
и методов отработки для зубчатых колес
* Степень точности по нормам плавности работы может быть на одну грубее.
** Степень точности по нормам кинематической точности может быть на одну грубее, если передача не многопоточная.
Система допусков цилиндрических зубчатых передач по ГОСТ 1643—81
Рис. 5.137. Система допусков цилиндрических зубчатых передач
5.65. Диапазоны колебаний-степеней точности зубчатых колес
в различных машинах
Область применения
Степень точности
Измерительные колеса
3-5
Редукторы турбин и турбомашин
2-5
Станки металлорежущие
3-8
Авиационные двигатели
4-7
Пассажирский железнодорожный подвижной состав
5-7
Товарный железнодорожный подвижной состав
6-8
Легковые автомобили
5-8
Грузовые автомобили
7-9
Тракторы
6-8
Редукторы общего назначения
6-8
Зубчатые колеса прокатных станов
6-9
Горные машины
7-10
Крановые механизмы
7-10
Сельскохозяйственные машины
8-12
Для контроля кинематической точности колес установлено 9 ком¬
плексов контролируемых параметров, для оценки плавности — 8,
для полноты контакта — 4 и бокового зазора — 5. Показатели плав¬
ности работы и показатели контакта для зубчатых колес необходи¬
мо применять с учетом коэффициента осевого перекрытия ер .
Организационные формы контроля зубчатых колес. Организацион¬
ные формы контроля зубчатых колес представлены в табл. 5.66.
Непосредственный контроль изготовленных колес и собранных пе¬
редач по показателям кинематической точности, плавности работы,
контакту зубьев и по боковым зазорам очень трудоемок. Такой кон¬
троль не предупреждает появления бракованных зубчатых колес в
процессе их изготовления и сводится лишь к отбраковке негодных
колес из партии. Более целесообразным является контроль зубча¬
тых колес в процессе их изготовления. При этом система контроля,
н общем случае, включает:
5.66. Организационные формы контроля зубчатых колес
Профилактический контроль
Текущий контроль
Приемочный ■ штроль
Станка
Геометрический
Кинематический
Технологический
Кинематический
Инструмента
Нового
После заточки
Активный
Г еометрический
Приспособления
Вне станка
На станке
Пооперационный
Вибрационный
Заготовок
После обработки
На станке
—
Акустический
— профилактический контроль — контроль, заключающийся в непре¬
рывном наблюдении за надлежащим состоянием зубообрабатывающет
оборудования, режущего инструмента, приспособлений и заготовок;
— текущий контроль — контроль, при котором могут быть уста-]
новлены дополнительные показатели точности, которые в силу ка¬
ких-либо причин более удобны на данном этапе изготовления.
В численном выражении эти показатели могут отличаться от прс
дусмотренных в стандарте, но совместно с контролем станков, ин
струментов, приспособлений и заготовок они должны обеспечим,
выполнение требований стандартов по принятому комплексу;
— приемочный контроль — контроль соответствия точности изде¬
лия требованиям, определяемым его назначению.
5.11.10. ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ СИСТЕМ ДОПУСКОВ
КОНИЧЕСКИХ И ЧЕРВЯЧНЫХ ЗУБЧАТЫХ ПЕРЕДАЧ
Как для конических (ГОСТ 1758—81), так и червячных цилинл
рических (ГОСТ 3675—81) зубчатых передач предусмотрено 12 сте-]
пеней точности (у конических первые три резервные) и шесть видон
сопряжений (у конических без установления допусков на гарант
рованный боковой зазор). В каждой степени точности раздельно
установлены нормы кинематической точности, плавности ргботы п
контакта. Разрешается комбинировать степени точности в передаче.
В конических передачах вместо измерительного межосевого рассто
яния контролю подлежит абсолютное отклонение измерительного ме¬
жосевого угла пары (рис. 5.138, а), его колебание за оборот зубчатою
колеса Г"г и на одном зубе /'/, имеется показатель осевого смещения
зубчатого венца/,д/г при монтаже от положения, при котором плавное!I.
работы и суммарное пятно контакта наилучшие (рис. 5.138, б), и др.
526
Контролируемое колесо
/лм
У
--
X
Рис. 5Л38. Контроль измерительного межосевого угла
в конических передачах
Условное обозначение конической передачи имеет вид
8 — 7 — 6 — В ГОСТ 1758-81.
В червячных цилиндрических передачах для колес термины,
определения и обозначения такие же, как для цилиндрических
передач. Для червяков обозначения многих видов погрешностей
отличаются, нормы для них приведены в отдельных таблицах
(ГОСТ 3675-81).
К специфичным погрешностям червячных передач (рис. 5.139,
а...в) относятся, например, погрешность винтовой линии червяка
(за оборот/Нг на длине нарезанной части /Мт),отклонение межосе¬
вого угла передачи /Тг, смещение средней плоскости червячного
колеса ±/хг и др.
Условное обозначение червячной передачи имеет вид
8-7-6 - Ва ГОСТ 3675-81.
Граница активного
профиля витка
Действительный
профиль
Номинальные профили
Рис. 5.139. Погрешности червячных передач
527
5.11.11. ОФОРМЛЕНИЕ ЧЕРТЕЖЕЙ ЗУБЧАТЫХ КОЛЕС
Рис. 5.140. Пример
оформления рабочего чертежа
цилиндрического зубчатого колеса
В связи со специфичностью зуб¬
чатых колес как изделий требова¬
ния к оформлению их чертежей ус¬
тановлены отдельными стандарта¬
ми: для цилиндрических колес
ГОСТ 2.403—75, для зубчатых реек
ГОСТ 2.404—75, для конических
колес ГОСТ 2.405—78, для цилинд¬
рических червяков и червячных ко
лес ГОСТ 2.406—76. Указанные
стандарты предписывают правила
указания на чертежах всех элемеп
тов зубчатых венцов. Остальные элс
менты зубчатых колес оформляю I
как для обычных изделий машино
строения в соответствии с общими
требованиями стандартов ЕСКД.
Пример оформления рабочею
чертежа цилиндрического зубчато
го колеса (передача с нерегулиру
емым межосевым расстоянием) по
казан на рис. 5.140. На чертеже
должны быть указаны данные
приведенные в табл. 5.67 и 5.68
5.67. Параметры зубчатого венца
Параметр
Обозначение
Данные
Основные данные
Модуль
т
4
Число зубьев
z
47
Исходный контур
—
ГОСТ 13755-81
Коэффициент смещения исходного контура
X
0
Степень точности по ГОСТ 1643—81 и вид
сопряжения
—
8-7-7-В
Справочные данные
Диаметр основной окружности
4
188
Длина общей нормали
IV
67,801°;“
528
5.68. Контролируемые параметры
зубчатого колеса и корпуса передачи
Контролируемый параметр
Наименование
Обозначение допуска
Допустимое значение
На зубчатое колесо
Колебание длины обшей нормали
г
1 У1У
0,05
Колебание измерительного
межосевого расстояния за оборот
К
0,088
Колебание измерительного
межосевого расстояния на одном зубе
Л"
0,028
Погрешность направления зуба
0,011
На корпус передачи
Отклонение от параллельности осей
А
0,011
Перекос осей
/,
0,0056
Предельные отклонения межосевого
расстояния
±Л
0,09
Сведения о зубчатых венцах (рейках, червяках) частично по¬
мещают непосредственно на изображении детали, а частично —
в специальной таблице (табл. 5.67). На изображении детали ука¬
зывают, в частности, диаметр окружности вершин зубьев и, при
необходимости, допуск на ее радиальное биение; ширину венца,
допустимое биение базового торца, размеры фасок и радиусов при¬
тупления кромок зубьев, шероховатость боковых поверхностей зу¬
бьев и т. д.
Таблицу параметров помешают в верхнем правом углу чертежа
и сплошными толстыми линиями разделяют на три части. В первой
(верхней) части приводят основные данные: модуль, число зубьев,
угол и направление наклона зубьев, исходный контур, коэффици¬
ент его смещения, а также заданные степень точности и вид сопря¬
жения. Вторая часть предназначена для указания контрольных по¬
казателей. В случаях изготовления колес с нестандартным исход¬
ным контуром здесь приводят показатели для всех четырех
контролируемых категорий погрешностей, располагая их в порядке,
принятом для условного обозначения.
При стандартном исходном контуре во второй части ограничи¬
ваются данными для контроля толщины зубьев (кроме червячных
колес). Поскольку контролируемые параметры устанавливает пред¬
приятие-изготовитель, то все остальные нормируемые показатели
34. Я. М. Радкевич 529
приводят в карте измерений, которая предназначена для регистра¬
ции результатов измерений и является сопроводительным докумен¬
том по всему технологическому маршруту или на определенном уча¬
стке изготовления изделия (табл. 5.68).
Третья часть таблицы отводится для справочных данных
(размер делительного диаметра, расстояние до постоянной хорды,
если надо, число зубьев сектора, обозначение чертежа парного зуб¬
чатого колеса и др.) (см. табл. 5.67). Подробнее см. ГОСТ 2.403—75.
5.12. Расчет размерных цепей
5.12.1. ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
При конструировании машин возникает необходимость в уста¬
новлении взаимосвязи размеров и их допустимых отклонений, ко¬
торые регламентируют расположение поверхностей и осей деталей
в сборочной единице и определяют качество функционирования.
В результате выявления таких взаимосвязей устанавливаются тех¬
нические требования как к отдельным элементам (размер, зазор,
относительное расположение и т. п.), так и к сборочной единице
в целом. Обоснование этих требований можно выполнить на базе
теории размерных цепей. Теория размерных цепей рассматривает
относительное положение сборочных единиц, деталей и поверхнос¬
тей деталей с позиций достижения требуемой точности определен¬
ных параметров машины.
Расчет размерных цепей позволяет еще до изготовления опыт¬
ных образцов устанавливать расчетным путем допуски параметром
или проверять правильность их назначения, собираемость и рабо¬
тоспособность изделия и др. Использование методов расчета раз¬
мерных цепей позволяет существенно сократить время и матери¬
альные затраты на этапе технической подготовки производства, по¬
высить качество изготовления изделий, их конструкторской II
технологической документации.
Размерной цепью называют совокупность размеров, образующих
замкнутый контур и непосредственно участвующих в решении по¬
ставленной задачи. Замкнутость размерной цепи приводит к тому,
что размеры, входящие в размерную цепь, не могут назначаться не
зависимо Изменение одного из размеров влечет за собой измене¬
ние других размеров.
530
Размеры, образующие размерную цепь, называют звеньями. Зве¬
нья обозначают буквами любого алфавита, но единообразно для
одной цепи, например Л„ Л2, Аъ, 2>„ Бг, Бъ, С,, С2, С3, ... Ин¬
декс обозначает порядковый номер звена. Звеньями размерной цепи
могут быть диаметры, длины, зазоры, натяги, покрытия, погрешно¬
сти формы и расположения поверхностей, т. е. любые линейные и
угловые параметры деталей и их соединений.
Размерную цепь графически изображают в виде замкнутой пос¬
ледовательности звеньев. Примеры простейших размерных цепей
приведены на рис. 5.141. Так, на рис. 5.141, а показана размерная
цепь, которая построена для расчета совпадения оси заднего центра
токарного станка с осью переднего в плоскости чертежа и ее упро¬
щенное изображение в виде размерной схемы.
Л7
I 0
Бь
I
Б,
I ^
Бз
I
А 1-
>2 , Б\
34*
Рис. 5.141. Примеры простейших размерных цепей
531
Рис. 5.142. Схема размерной цепи
редуктора
Рис. 5.143. Обеспечение
параллельности рабочей плоскости
стола оси вращения шпинделя
На рис. 5.141, б — пример размерной цепи для определения
размера диаметра вала при его обработке, а также ее упрощенное
изображение.
Виды звеньев
Звенья размерной цепи разделяют на замыкающие и состав¬
ляющие.
Замыкающее звено — звено, получаемое в размерной цепи после¬
дним в результате решения поставленной задачи, в том числе при
изготовлении и измерении. Замыкающее звено обозначают буквой,
принятой для данной размерной цепи, с индексом А. На рис. 5.142
приведена схема редуктора. В результате сборки оси редуктора раз¬
мер Л& получается последним. Его величина и точность зависят от
величины и точности всех остальных (А,) звеньев цепи.
В качестве исходного звена можно принять любое звено размер¬
ной цепи. В частности, замыкающее звено может являться исход¬
ным при постановке задачи расчета размерных цепей. Например,
требуется обеспечить параллельность рабочей плоскости стола оси
вращения шпинделя горизонтально-фрезерного станка (рис. 5.143).
В этом случае звено /3А является исходным.
Рис. 5.144. Схемы
размерных цепей А и Б
Рис. 5.145. Схема размерной цепи
с компенсатором Аік
Составляющее звено — это звено размерной цепи, изменение ко¬
торого вызывает изменение исходного или замыкающего звена.
Составляющие звенья цепи разделяют на увеличивающие и умень¬
шающие, в зависимости от их влияния на замыкающее (исходное)
звено.
Увеличивающее звено — звено, с увеличением которого, при про¬
чих равных условиях, замыкающее звено увеличивается.
Уменьшающее звено — звено, с увеличением которого, при прочих
равных условиях, замыкающее звено уменьшается.
На рис. 5.144 приведены схемы размерных цепей А и Б. В раз¬
мерной цепи А замыкающим звеном является зазор. При опреде¬
лении типа звена мысленно изменяют его размер, оставляя разме¬
ры всех остальных звеньев постоянными. Так, при увеличении раз¬
мера А2 зазор уменьшается, следовательно, звено А2 является
уменьшающим. При увеличении звена А, зазор увеличивается. Сле-
цовательно, звено А1 относится к увеличивающим звеньям. В раз¬
мерной цепи Б (замыкающим звеном является длина наибольшей
ступени вала) звенья />,—Б5 являются уменьшающими, а звено Б2 —
увеличивающим.
Составляющие звенья могут быть скалярными, векторными, уг¬
ловыми или линейными величинами. В конструкциях сборочных
единиц часто предусматривают звено, за счет изменения размера
которого достигается требуемая точность замыкающего звена.
Такое предварительно выбранное звено называется компенсирующим
звеном. В размерной цепи, изображенной на рис. 5.145, компенси¬
рующим звеном является звено Л5к.
5.12.2. КЛАССИФИКАЦИЯ РАЗМЕРНЫХ ЦЕПЕЙ
Размерные цепи классифицируют: по области применения, мес¬
ту в изделии, расположению звеньев, характеру звеньев и по харак¬
теру взаимных связей между звеньями.
По области применения размерные цепи делятся на конструк¬
торские, технологические и измерительные.
Конструкторская размерная цепь — размерная цепь, с помощью
которой решается задача обеспечения точности при конструирова
нии изделия.
Технологическая размерная цепь — размерная цепь, с помощью
которой решается задача обеспечения точности при изготовле¬
нии изделия.
Измерительная размерная цепь — размерная цепь, с помощью
которой решается задача измерения величин, характеризующих точ
ность изделия.
По месту в изделии различают детальные и сборочные размер
ные цепи. Если все звенья цепи принадлежат одной детали, то такая
размерная цепь называется детальной. Детальные размерные цепи
используются для решения задач обеспечения точности при изго¬
товлении детали.
Сборочная размерная цепь рассматривается в целях обеспечс
НИЯ ТОЧНОСТИ относительного положения поверхностей ИЛИ ОСС||
деталей, входящих в сборочную единицу.
По расположению звеньев размерные цепи делят на линейные
угловые, плоские и пространственные.
Линейная размерная цепь — размерная цепь, звеньями которой
являются линейные размеры.
Угловая размерная цепь — размерная цепь, звеньями которой ян
ляются угловые размеры.
Плоская размерная цепь — размерная цепь, звенья которой рас
положены в одной или нескольких параллельных плоскостях.
Пространственная размерная цепь — размерная цепь, звенья к(
торой расположены в непараллельных плоскостях.
534
Рис. 5.146. Параллельно связанные
размерные цепи
А, А2а Б, Б2 6 В, В,
Рис. 5.147. Последовательно связан¬
ные размерные цепи
Рис. 5.148. Комбинированно
связанные размерные цепи
Линейные и плоские размерные
цепи являются частными случаями
пространственных размерных цепей.
По характеру звеньев размер¬
ные цепи делят на скалярные, век-
юрные и комбинированные.
Скалярная размерная цепь — раз¬
мерная цепь, все звенья которой
являются скалярными величинами
(скалярная величина — величина,
которая полностью определяется
только своей величиной). К ска-
пярным величинам относятся, на¬
пример, отклонения длины вала,
итулки, монтажная высота подшипника, отклонения ширины сту¬
пицы зубчатого колеса, отклонения в расстоянии между осями и т. п.
Векторная размерная цепь — размерная цепь, звеньями которой
являются векторные величины (векторная величина — величина, ко-
юрая полностью определяется своим модулем и направлением),
к векторным отклонениям относятся, например, отклонения от со¬
осности цилиндрических поверхностей, радиальное биение поверх¬
ностей за счет эксцентриситета осей, биение торцевых поверхностей,
отклонение от соосности отверстий и т. п.
Комбинированная размерная цепь — размерная цепь, часть звеньев
которой являются векторными величинами, а остальные — скаляр¬
ными величинами.
По характеру связей размерные цепи делят на параллельно свя-
мнные (рис. 5.146), последовательно связанные (рис. 5.147) и ком¬
бинированно связанные (рис. 5.148) цепи.
535
Параллельно связанные размерные цепи — размерные цепи, имею
щие не менее чем одно общее звено (Б6 и В2, Б5 и 2?з, Ба и Вл).
Общее звено — звено, одновременно принадлежащее несколь¬
ким размерным цепям.
Последовательно связанные размерные цепи — размерные цепи, 1
имеющие одну общую базу (а—а, б—б — общие базы).
Комбинированно связанные размерные цепи — размерные цепи, име- ■
ющие общие звенья и базы.
5.12.3. ЗАДАЧИ, РЕШАЕМЫЕ С ПОМОЩЬЮ РАЗМЕРНЫХ ЦЕПЕЙ
Расчет размерных цепей является необходимым этапом конст-И
руирования, производства и эксплуатации изделий. С помощью ра) I
мерных цепей могут быть решены, в частности, следующие задачи: I
— установлены геометрические и кинематические связи между I
размерами деталей, определены номинальные значения отклонении
и допусков размеров;
— установлены нормы точности и разработаны технические ус (
ловия на машину и ее составные части;
— осуществлена проверка правильности простановки размерон
и отклонений на рабочих чертежах;
— выполнен расчет межоперационных размеров, припускои
и допусков;
— обоснована последовательность технологических операций при
изготовлении и сборке изделий;
— обоснована необходимая точность приспособлений;
— осуществлен выбор средств и методов измерений.
Полный расчет размерных цепей выполняется в процессе разра
ботки рабочего проекта изделия.
5.12.4. МЕТОДЫ РАСЧЕТА РАЗМЕРНЫХ ЦЕПЕЙ
ГОСТ 16320—80 устанавливает методы расчета размерных ценен
с использованием различных методов достижения точности замы
кающего звена, в частности: метод полной взаимозаменяемоеш{|
метод неполной взаимозаменяемости (вероятностный метод); метол
групповой взаимозаменяемости (селективной сборки); метод при¬
гонки; метод регулирования.
Метод полной взаимозаменяемости — метод взаимозаменяемо* •
ти, при котором требуемая точность замыкающего звена размерной
цепи обеспечивается при включении в нее или замене в ней любом»
звена без подбора или изменения его величины.
536
При достижении точности замыкающего звена методом полной
изаимозаменяемости детали при сборке соединяются без пригонки.
При любом сочетании размеров деталей, изготовленных в пределах
расчетных допусков, значения замыкающего звена не выходят за
установленные пределы. Расчет размерной цепи производится ме¬
тодом максимума-минимума.
Этот метод расчета обычно используется в индивидуальном и
мелкосерийном производствах; при малой величине допуска на ис-
I ходное звено и небольшом числе составляющих звеньев; при боль¬
шом допуске на исходное звено.
Преимуществами метода являются: простота и экономичность
I сборки; упрощенная организация сборочных процессов; возможность
I широкой кооперации заводов; упрощение системы обеспечения за¬
пасными частями и т. п.
К недостаткам можно отнести более высокую стоимость изго-
ювления изделия, так как допуски составляющих звеньев получа-
I ются меньше, чем при других методах.
Метод неполной взаимозаменяемости — метод, при котором тре¬
буемая точность замыкающего звена обеспечивается не у всех объек-
| юв, а у заранее обусловленной их части. Для обеспечения техничес¬
ких требований в этом случае предполагается введение дополни-
юльных операций обработки.
Детали при сборке соединяются, как правило, без пригонки, ре¬
гулировки, подбора, но при этом у небольшого количества изделий
(количество изделий принимается заранее) значение замыкающего
шена выходит за установленные пределы. Расчет размерных цепей
производится вероятностным методом.
Метод применяется в серийном и массовом производствах; при
малой величине исходного звена и относительно большом числе
поставляющих звеньев.
Преимущества метода те же, что и у метода полной взаимозаме¬
няемости. Стоимость изготовления существенно ниже за счет рас-
щирения полей допусков составляющих звеньев (по сравнению
ц полной взаимозаменяемостью).
Недостатком метода является необходимость использования вы-
в ококвалифицированных рабочих для подгонки некоторых дета¬
лей тех изделий, у которых замыкающее звено выходит за установ¬
ленные пределы.
Метод групповой взаимозаменяемости — метод, при котором тре¬
буемая точность замыкающего звена размерной цепи обеспечивает-
537
ся путем включения в нее составляющих звеньев, принадлежащих
к одной из групп, на которые они предварительно рассортированы
Детали, заранее рассортированные на группы, при сборке со¬
единяются без подгонки. При этом обеспечивается требуемое зна
чение замыкающего звена.
Метод применяется в массовом и крупносерийном производстве
для малозвенных размерных цепей.
Достоинством метода является возможность достижения высо
кой точности замыкающего звена при экономически целесообраз- (
ных полях допусков составляющих звеньев.
Недостатками метода являются: наличие незавершенного про*]
изводства («лишние детали»); дополнительные затраты на предва
рительную сортировку деталей на группы; усложнение процесса орга¬
низации сборки; усложнение обеспечения запасными частями.
Расчет размерной цепи обычно ведется методом максимума-■
минимума.
Метод пригонки — метод, при котором требуемая точность за
мыкающего звена размерной цепи обеспечивается изменением спе¬
циального звена (компенсирующего), предусмотренного в ней, пу¬
тем снятия слоя материала.
Величина слоя, подлежащего съему, определяется после предам
рительной сборки и измерений. Расчет размерной цепи ведется ме¬
тодом максимума-минимума или вероятностным методом.
Метод применяется в индивидуальном производстве.
К преимуществу метода следует отнести то, что на все составляю
щие звенья можно назначить экономически целесообразные допуски
Недостатками метода являются: значительное увеличение сто
имости сборки и снижение производительности труда на сборке
усложнение обеспечения запасными частями.
Метод регулирования — метод, при котором точность замыкан»«
щего звена размерной цепи обеспечивается изменением компенси
рующего звена без снятия слоя материала.
Метод находит широкое применение во всех типах произвол
ства, когда требуется высокая точность замыкающего звена.
К преимуществам метода можно отнести: возможность регул»
рования размера замыкающего звена с целью обеспечения требун
мой точности; возможность компенсации износа в процессе экс и
луатации; возможность назначения на составляющие размеры Эк л*
номически целесообразных полей допусков.
К недостаткам метода можно отнести: усложнение конструкции
сборочной единицы; усложнение сборки.
538
5.12.5. ПРЯМАЯ И ОБРАТНАЯ ЗАДАЧИ
При расчете размерных цепей встречаются две задачи — прямая
и обратная.
При решении прямой задачи определяют параметры составляю¬
щих звеньев: номинальные размеры Д., допуски /УД, расположение
поля допуска каждого составляющего звена относительно номинала
(координаты середин полей допусков Aq/Q и предельные отклоне¬
ния (ESA„ EIA) всех составляющих звеньев размерной цепи, исходя
из требований к замыкающему звену.
При решении обратной (проверочной) задачи определяют ха¬
рактеристики замыкающего звена (1ТА&, Д0у4л, ESA&, EIAJ, исходя
из значений номинальных размеров Д, допусков /ТА„ координат
середин полей допусков А<Д, предельных отклонений составляю¬
щих звеньев ESA,, Е1АГ
5.12.6. ОСНОВНЫЕ УРАВНЕНИЯ РАЗМЕРНЫХ ЦЕПЕЙ
С ПАРАЛЛЕЛЬНЫМИ ЗВЕНЬЯМИ
Метод максимума-минимума
УРАВНЕНИЕ НОМИНАЛОВ
На рис. 5.149 представлена схе¬
ма линейной размерной цепи Аг Д
с параллельными звеньями.
Значение номинального разме-
jia Д замыкающего звена зависит
' номинальных размеров состав- Рис 5 ,49 линейная размерная
ЛИЮЩИХ Звеньев. Эту заВИСИМОСТЬ цепь с параллельными звеньями
н общем случае можно представить
и следующем виде:
Ал =f(A„ Л2, Ат). (5.119)
Исходя из условия замкнутости, для размерной цепи, представ-
иснной на рис. 5.149, эту зависимость можно представить следую¬
щим образом:
Ал + А, + А, = А} + А4 + Д (5.120)
или
Ай = —А, — А2 + А3 + А4 + Ау (5.121)
Перепишем уравнение (5.121):
Ай = (-1)Д + (-1 )А2 + (+1 )А3 + (+1)Д + (+1 )Д. (5.122)
539
При номинальных размерах звеньев в уравнении (5.122) стоят коэф
фициенты (—1) (звенья 1 и 2) и (+1) (звенья 3—5). Звенья 1 и 2 являются
уменьшающими, а звенья 3—5 — увеличивающими. Эти коэффициеи
ты показывают, как влияет изменение размеров каждого из звеньев ни
величину замыкающего звена, и называются передаточными отноше
ниями. Обозначим передаточное отношение /-го звена буквой Тогда
уравнение (5.122) можно представить следующим образом:
т-1
(51231
1=1
где т — общее количество звеньев в размерной цепи, включая
замыкающее.
В уравнениях с непараллельными звеньями коэффициент мо¬
жет принимать значения, отличные от (—1) и (+1). В общем случае
передаточное отношение есть частная производная от функции А& по
аргументу А, при средних значениях всех аргументов функции, т. е.
5=^, (5-124)
дА,
где / = 1, 2, 3, ...; т — 1 — порядковый номер звена.
Отметим, что для увеличивающих звеньев > 0, а для уменьшаю^
щих £ < 0. В сложных размерных цепях, особенно с непараллельны
ми звеньями, характер звена не всегда ясен, т. е. трудно сразу опредс«
лить, относится звено к увеличивающим или уменьшающим. В таки*
случаях характер звена можно определить по знаку передаточнот
отношения.
Уравнение (5.124) будем называть уравнением номиналов.
УРАВНЕНИЕ ДОПУСКОВ (ТОЧНОСТИ)
Допуск любого параметра определяется как разность между наи •
большим и наименьшим предельными его значениями. Определим
наибольшее и наименьшее значения размера замыкающего звена у!ч,
Замыкающее звено примет наибольшее предельное значение, к<и ■
да увеличивающие звенья будут наибольшими, а уменьшающие -ч
наименьшими, т. е.
п т-п-1
АГ = Х,£Лт“ + ]^£Дтт- (5.12М
1=1 |=Л+1
Замыкающее звено примет наименьшее предельное значение, ког¬
да увеличивающие звенья будут наименьшими, а уменьшающие
наибольшими:
п т-п-\
АГ = ^АГ+ ^,АГ, (5.126)
1=1 (=Л+1
где п — количество увеличивающих звеньев в размерной цепи;
т — п — 1 — количество уменьшающих звеньев в размерной цепи.
Вычитая почленно из выражения (5.125) выражение (5.126), по¬
лучим
п т-п-1
ITA = X “ £4*)+ X _ &4"*’)' (5-127)
1=1 «=я+1
Учитывая, что A1max-A™,n=ITAi, а для уменьшающих звеньев
£ < 0, окончательно будем иметь
#71-1
/7Мд = ££|/7>1, (5.128)
i=i
Выражение (5.128) будем называть уравнением допусков.
Из выражения (5.128) видно, что на точность замыкающего зве¬
на оказывают влияние как допуски составляющих звеньев, так
и число этих звеньев. Повысить точность замыкающего звена мож¬
но за счет уменьшения допусков на обработку, что экономически
может быть неоправданным (уменьшение допусков ведет к увеличе¬
нию стоимости), или за счет сокращения количества звеньев в раз¬
мерной цепи, т. е. при конструировании необходимо стремиться
соблюдать принцип кратчайшего пути.
УРАВНЕНИЕ КООРДИНАТ СЕРЕДИН ПОЛЕЙ ДОПУСКОВ
Координата середины поля допуска /-го звена (Д/1,) однозначно
определяет его расположение относительно номинала. Через парамет¬
ры, характеризующие размер составляющего звена, координату сере¬
дины поля допуска можно выразить следующим образом (рис. 5.150):
Д(5.129)
Рис. 5.150. Определение параметров
составляющего звена
541
Д0 Аь=А"~-Ц£. (5-130)
Предельные отклонения размера через координату середины поля
допуска и допуск размера определяются по формулам
е*=А0АА+”±, (5.131)
а = А0Ал-^-. (5.132)
Выразим среднее значение /-го составляющего звена через но-1
минальный размер А, и координату середины поля допуска Д<Д:
А& = А,- + АД. (5.133)
Для средних размеров должно выполняться условие (5.123) (ус-1
ловие замкнутости). Напишем условие (5.123) для средних размером 1
т-1
Аср ~ ‘я. Аср'
/=1
С учетом (5.133) получим
т-1
Ал + А оЛ = Х£Й, + ЛоЛ) (5.134)
;=1
Вычтем почленно из выражения (5.134) выражение (5.123),
получим уравнение, которое связывает координату середины поля I
допуска замыкающего звена с координатами середин полей допуск
ков составляющих звеньев
т-1
д0Л = Х£л(Д-- (5-i.il
<=1
Выражение (5.135) называют уравнением координат.
Вероятностный метод
При расчете допусков методом максимума-минимума учитыин
лись только предельные значения размеров — наибольшие и наи¬
меньшие. Однако в реальности сочетание предельных значений (тол»*
ко наибольших или только наименьших) встречается крайне редко
Профессор Н.А. Бородачев показал, что при сборке изделия с I"
542
размерами наихудшее сочетание при выпуске изделий по 1000 штук
ежедневно может повторяться один раз в 3000 лет. Столь малая ве¬
роятность сочетания крайних предельных размеров составляющих
звеньев послужила основанием для разработки H.A. Бородачевым
и Б.С. Балакшиным метода расчета размерных цепей, основанного
на теории вероятностей и математической статистики.
Данный метод расчета учитывает законы распределения откло¬
нений размеров при их изготовлении и случайный характер сочета¬
ния составляющих размеров деталей при их сборке.
При вероятностном методе расчета размерных цепей размеры
составляющих звеньев рассматриваются как случайные величины.
Тогда и замыкающее звено можно рассматривать как случайную
величину.
На основании теоремы о математическом ожидании суммы слу¬
чайных величин из формулы (5.123) получим
r>h-\
т-1
М(А)=ХМ(£4)=2>М(Д),
м <=1
(5.136)
л на основании теоремы о дисперсии суммы независимых случай¬
ных величин (дисперсия суммы случайных величин равна сумме
дисперсий отклонений составляющих звеньев) будем иметь
т-1
т-1
Д4)=£Д£Д)=]Г£ДЛ.). (5.137)
1=1 1=1
Учитывая, что дисперсия есть квадрат среднего квадратичного
отклонения, выражение (5.137) перепишем в виде
т-1
^2(А)=^^2(АУ
/=і
(5.138)
При проектных расчетах конструктору, как правило, известны
(«'личины допусков размеров, а не их дисперсии. Для перехода от <т,
к допуску 1ТА1 (полю рассеяния со) используется коэффициент от-
иосительного рассеяния Л,=-
— (при со, = ITA). Выразим среднее
1TAJ 2
надратичное значение через допуск и коэффициент относительно-
ю рассеяния, получим
а=я1ш_1_ (5139)
С учетом (5.139) выражение (5.138) перепишем в следующем виде:
543
т-1
KITA J 2=
(5.140)
или
1=1
m-1
i=l
Выражение (5.140) является уравнением допусков при расчете1
вероятностным методом.
При изготовлении деталей математическое ожидание (средне«
значение размера в партии деталей) может не совпадать с серединой
поля допуска (рис. 5.151). Величина такого несовпадения, выражен¬
ная в долях половины поля допуска 1ТА„ называется коэффициен¬
том относительной асимметрии аг Коэффициент относительной
асимметрии определяется по формуле
М(А-) ACfj _М(А,) Д0Д- 141)
I ТА,/2 ITAJ2 ’ I
где М(А,) — математическое ожидание (средний размер) /-го звена.
/4ср, — размер, соответствующий середине поля допуска; /ТА, — полг
допуска /-го звена.
Выразим математическое ожидание /-го звена через коэффици*!
ент относительной асимметрии и поле допуска /-го звена
M(A,) = Acpi+?^=A0Al+Z^
(5.142)
Рис. 5.151. Схема для определения
коэффициента относительной
асимметрии а,
544
Аналогичные зависимости имеют место и для замыкающего зве¬
на, т. е.
. , , (5.143)
С учетом выражений (5.142) и (5.143) выражение (5.136) можно
представить в виде
О-ЛТА,
=£ад
аЛТА,
(5.144)
Уравнение (5.144) является уравнением координат при расчете
| нероятностным методом.
Значения коэффициентов а, и Д, зависят от условий и масштаба
►производства и различны для разных категорий размеров, техноло¬
гических операций и методов обработки. При выборе значений ц
| и Л, можно руководствоваться данными, приведенными в табл. 5.69.
5.69. Выбор коэффициентов а, и Д.
Категория размера
а1
4
Охватывающие
(+0,25)—(—0,25)
0,37-0,47
Охватываемые
(+0,30)—(—0,20)
0,33-0,47
Ступенчатые
(+0,20)—(—0,20)
0,33-0,47
Примечание. Значения а1 для охватывающих размеров рекомендуется принимать отрица-
[ ''-Мьные, а для охватываемых — положительные, для ступенчатых — равные нулю. Значения Л,
1>‘комендуется принимать при более жестких допусках ближе к верхнему пределу, а при расши-
11>‘нных допусках — ближе к нижнему пределу.
Значение коэффициента относительной асимметрии замыкаю¬
щего звена принимается равным нулю (а& = 0) при выполнении
С недующих условий: при симметричных законах распределения всех
I вставляющих звеньев (а, = 0); при количестве составляющих зве¬
ньев более пяти, с однородными по величине допусками и любыми
] мконами распределения.
Значение коэффициента относительного рассеяния замыкающего
| шена принимается равным — (/д = —) при выполнении следующих
условий: при распределении всех составляющих звеньев по закону
I лусса с диапазоном рассеяния, совпадающим с границами поля
попуска (Л, = ^-); при количестве составляющих звеньев более пяти,
Я. М. Радкевич
545
с однородными по величине допусками и с любыми симметричны¬
ми законами распределения; при количестве составляющих звеньев
не менее восьми, с неоднородными по величине допусками и лю¬
быми одновершинными законами распределения.
Если эти условия не выполняются, то характеристики замыкаю¬
щего звена огд и Лй рассчитываются по приближенным формулам
т-1
0,59 £ ^/ГА,
1=1
т-1
£ы™,
/=1
(5.145)
т-1
(5.146)
і=і
Рассеяние размеров замыкающего звена часто можно считать под¬
чиняющимся нормальному закону распределения, для которого
Ай = В этом случае уравнение допусков можно переписать в сле¬
дующем виде:
т-1
ітаа=зі£фїіта?.
(5.147)
/=1
При нормальном законе рассеивания размеров замыкающего зве
на 99,73 % размеров этого звена заключено в пределах поля допуска
/ТА&, вычисленного но формуле (5.147), т. е. процент риска Р состав¬
ляет 0,27 %. Если можно допустить иной процент выхода размера за
пределы поля допуска (процент брака), формула (5.147) примет вид
(5.148)
/=1
где / — коэффициент риска, зависящий от допустимого процента
брака Р.
р, %
0,01
0,05
0,10
0,27
0,50
1,0
2,0
3,0
5,0
10,0
32,0
і
3,89
3,48
3,29
3,0
2,81
2,57
2 ,32
2,17
1,96
1,65
1
546
5.12.7. МЕТОДИКА ВЫЯВЛЕНИЯ РАЗМЕРНЫХ ЦЕПЕЙ
И ПОСТРОЕНИЕ ИХ СХЕМ
Общее правило выявления размерных цепей
Несмотря на разнообразие видов размерных цепей, существует
ряд общих методических приемов их выявления и составления, при¬
меняемых в такой последовательности:
1) исходя из поставленной задачи расчета, устанавливают замы¬
кающее звено размерной цепи. При составлении схемы сборочной
размерной цепи следует исходить из того, что в одной цепи может
быть только одно замыкающее звено;
2) пользуясь сборочными и рабочими чертежами деталей изде¬
лия, а при необходимости и натуральными образцами, выявляют
детали и сборочные единицы изделия, размеры которых оказывают
влияние на величину замыкающего звена. В сборочной цепи каждая
деталь может участвовать только одним из своих размеров;
3) устанавливают направление действующих на детали рабочих
и сборочных нагрузок, определяющих взаимное положение дета¬
лей, при котором в соответствии с условиями задачи расчета фик¬
сируется величина замыкающего звена;
4) вычерчивают эскиз взаимодействующих друг с другом (в со¬
ответствии с условиями задачи) деталей и сборочных единиц изде¬
лия, влияющих на величину замыкающего звена;
5) выявляют и обозначают на эскизе поверхности контактов (кон¬
структорские базы) взаимодействующих деталей и сборочных еди¬
ниц, образуемые под действием сборочных или рабочих нагрузок;
6) непосредственно на эскизе или рядом с ним вычерчивают
схему основной размерной цепи, которая включает замыкающее
звено и другие составляющие звенья, соединяющие конструкторс¬
кие базы сопряженных деталей, образуя при этом замкнутый кон¬
тур; в схеме размерной цепи с параллельными размерами каждая
деталь представлена одним размером, соединяющим базовые по¬
верхности деталей;
7) после проецирования всех звеньев выявленной размерной цепи
на выбранное направление получают исходное уравнение основной
размерной цепи. Для линейных размерных цепей его обычно пред¬
ставляют в виде явной функции относительно замыкающего звена;
8) непосредственно по чертежам или с помощью производных
размерных цепей определяют значения составляющих звеньев ис¬
ходного уравнения основной размерной цепи;
9) подставляя полученные таким образом значения всех звеньев
и исходное уравнение, получают уравнение основной цепи.
Последовательность решения прямой задачи
1. Формулируют задачу и устанавливают замыкающее звено.
2. Устанавливают, исходя из поставленной задачи, требования
к замыкающему звену, т. е. устанавливают характеристики замыка¬
ющего звена (1ТА&, ДдЛд, £&4Д, Е1А&), которые обеспечат нормаль¬
ную эксплуатацию изделия.
3. Строят схему размерной цепи.
4. Проверяют правильность составления размерной цепи, ис¬
пользуя для этого уравнение номиналов:
Если условие (5.149) выполняется, то размерная цепь составле¬
на правильно. Если условие (5.149) не выполняется, то осуществ¬
ляют корректировку величин номинальных размеров составляю¬
щих звеньев.
5. Устанавливают составляющие звенья с регламентированными
допускаемыми отклонениями. К таким звеньям относятся подшип¬
ники качения, стопорные кольца, покупные и стандартные элемен¬
ты, допуски.
6. Для регламентированных составляющих звеньев определяю!
их основные характеристики (ITAU, ESAU, EIAU).
7. Определяют поля допусков составляющих звеньев (ITA,),
используя один из методов достижения точности замыкающего
звена.
8. Определяют координаты середин полей допусков составля
щих звеньев (АД).
9. Определяют предельные отклонения составляющих звеньсп
(ES(es)A„ Ef(ei)A).
Пункты 1—6 являются общими для всех методов и способов рас
чета размерных цепей. Пункты 7—8 зависят от применяемого метг
да достижения точности замыкающего звена.
Исходными данными для решения прямой (проектной) задачи
являются: уравнение размерной цепи, составленное на основе кои
струкции изделия; номинальные размеры составляющих звеньсп
и параметры замыкающего звена. Известно много различных мето
дов и способов решения размерных цепей. В практике расчетов ря
мерных цепей наибольшее распространение получили, в частности
следующие способы: способ равных полей допусков; способ про
порционального деления допусков, способ одного квалитета и др.
548
(5.149)
/=1
5.12.8. МЕТОД ПОЛНОЙ ВЗАИМОЗАМЕНЯЕМОСТИ
СПОСОБ РАВНЫХ ПОЛЕЙ ДОПУСКОВ
В основу способа положено условие, что допуски всех составля¬
ющих звеньев цепи равны между собой, т. е.
Тогда с учетом (5.150) выражение (5.128) можно записать в сле¬
дующем виде:
Решая уравнение относительно /-го составляющего звена, получим
»=1
Если в размерную цепь входят звенья с регламентированными
допусками, то уравнение (5.152) примет следующий вид:
где р — количество звеньев с регламентированными допусками;
1ТАи — поле допуска ы-го регламентированного звена; £и — переда¬
точное отношение и-го регламентированного звена.
Так как вычисленное значение поля допуска округляется до тре¬
тьего знака после запятой, то уравнение допусков может не выпол¬
няться. Чтобы избежать этого, поля допусков по формуле (5.153)
определяются на все звенья, кроме одного. Поле допуска оставше¬
гося звена определяют из уравнения допусков
Можно предложить много различных способов определения ко¬
ординаты середины поля допуска /-го составляющего звена А0АГ
В частности, для всех составляющих звеньев, кроме одного, коор¬
динаты середин полей допусков определим по формулам:
1ТА1 = ПЛ2 = ... = 1ТАт1 = /ТА,.
(5.150)
(5.151)
(5.152)
Р
и=\
(5.153)
т-1
(=1
549
а) для охватываемых звеньев (как для основного вала)
* >. 1ТА,.
°' - 2 ’
б) для охватывающих звеньев (как для основного отверстия)
* ^ ТГА..
Ао4~+ 2 *
в) для расстояний между осями
А(И,- = О-
Координату середины поля допуска оставшегося звена опреде¬
ляют из условия замкнутости размерной цепи:
т—1
1=1
Предельные отклонения составляющих звеньев определяются по
формулам:
Е1(а)А, = А0А-^-
Простота расчета является достоинством этого способа. Однако
он применим только в том случае, когда размеры составляющих
звеньев примерно равны или находятся в близлежащих интервалах.
Если размеры существенно различаются, то при равенстве допуском
на составляющие звенья обеспечить точность больших размеров
сложнее, чем звеньев с меньшими размерами. Это можно отнести
к недостаткам способа равных полей допусков.
СПОСОБ ПРОПОРЦИОНАЛЬНОГО ДЕЛЕНИЯ
Из признаков построения системы допусков известно, что точ¬
ность размера пропорциональна единице допуска /, т. е
/ = 0,45 \[Т) +0,001 Я.
Базируясь на этом признаке, поле допуска замыкающего звена
распределяется пропорционально доли вклада /-го составляющего
звена, т. е.
1ТА>~~тЛ~ 1ТА» (5.154)
/•=1
550
где /, — единица допуска /-го составляющего звена. Численные зна¬
чения единиц допуска приведены в табл. 5.70.
При наличии в размерной цепи регламентированных звеньев фор¬
мула (5.154) примет вид:
м
Координаты середин полей допусков составляющих звеньев,
а также их предельные отклонения определяют в соответствии с
рекомендациями, приведенными в предыдущем способе.
В основу этого способа положено предположение о том, что все
составляющие звенья размерной цепи могут быть выполнены с оди¬
наковой степенью точности, т. е. коэффициенты относительной точ¬
ности составляющих звеньев равны с, = а2 — ... = ат = ар.
Заменяя в уравнении (5.128) значение поля допуска /-го звена
через единицу допуска и количество единиц допуска, т. е. 1ТА, = ар,,
получим
Откуда можно определить количество единиц допуска ар, содер¬
жащихся в размерной цепи
Если в размерной цепи имеются составляющие звенья с регла¬
ментированными допусками, формула (5.156) примет следующий вид:
(5.155)
СПОСОБ ОДНОЙ СТЕПЕНИ ТОЧНОСТИ
/=1
1=1
/7ИД
(5.156)
т-1
/=1
Р
(5.157)
а
И=1
р
т-р-1
/=1
В формулах (5.156) и (5.157) допуски должны быть выражены в мкм.
По найденному значению количества единиц допуска ар подби¬
рают ближайший квалитет (как правило, меньший).
По ГОСТ 25346—89, в соответствии с принятым квалитетом,
назначают предельные отклонения на все составляющие звенья,
кроме одного:
— для охватываемых звеньев как для основного вала, т. е. /г;
— для охватывающих звеньев как для основного отверстия, т. е. Н\
— для расстояний между осями — симметричное расположение
поля допуска относительно номинала.
Определяют допуски составляющих звеньев
ITA, = ES(es)A, - EI(ei)Ar
Определяют координаты середин полей допусков составляющих
звеньев
А л _ES(es)A;+EI(ei)A!
о 2
Определяют поле допуска оставшегося звена из условия
т~\
ITA д = ^ \£,\1ТА
/=1
координату середины поля допуска из условия
т-1
ЛоА=5>о4.
/=1
Предельные отклонения оставшегося звена определяют по
формулам:
£У(в5И=Д04+^-;
EI{ei)A. = ^A-^-.
Метод расчета размерных цепей этим способом нашел широкое
распространение. Достоинством способа является стройность и оп
ределенность расчета. Область применения данного способа рас¬
пространяется на размерные цепи, для составляющих звеньев кото
рых справедливы принятые при выводе закономерности изменения
допусков от их номинальных размеров. Если, например, в размер
ную цень входят угловые размеры, а также размеры, координирую
щие взаимное положение поверхностей деталей, то из-за различия
построения систем допусков на такие размеры этот способ можно
применять с известной осторожностью.
552
5.12.9. МЕТОД НЕПОЛНОЙ ВЗАИМОЗАМЕНЯЕМОСТИ
Как указывалось пыше, расчет допусков составляющих звеньев с
использованием метода полной взаимозаменяемости базируется на
предположении, что при изготовлении деталей размеры всех экзем¬
пляров имеют либо наибольшие, либо наименьшие предельные
значения. Значения допусков при этом получаются неоправданно
жесткими, что существенно удорожает производство. Экономичес¬
ки выгоднее допустить выход замыкающего звена за установленные
пределы у некоторого числа изделий с последующей их доработкой,
за счет чего значительно расширить поля допусков составляющих
звеньев. Допустимый процент выхода замыкающего звена за уста¬
новленные пределы устанавливается на основе технико-экономи-
ческого анализа.
При использовании метода неполной взаимозаменяемости учи¬
тываются законы распределения размеров составляющих звеньев,
их статистические характеристики. В частности, коэффициент от¬
носительного рассеивания размеров /'-го звена
Л, =
ц/2
(5.158)
где о; — среднее квадратичное отклонение /-го размера; со1 — прак¬
тически предельное поле рассеивания этого размера.
Коэффициент относительной асимметрии
Л/(Л,-)-А0у^
(О,/2
где М(А,) — координата центра группирования /-го составляющего
звена; Д,Д — координата середины поля допуска /-го звена.
В соответствии с примечаниями к табл. 5.69 численные значе¬
ния коэффициентов а1 можно принимать в следующих пределах:
— для охватывающих размеров о; = —0,25 ... 0;
— для охватываемых размеров от, = 0 ... 0,3;
— для ступенчатых размеров и расстояний между осями а, = 0.
Последовательность расчетов при использовании вероятност¬
ного метода следующая: пункты 1—6 аналогичны методу полной
нзаимозаменяемости; пункт 7 — устанавливают, исходя из техни¬
ко-экономических расчетов, допустимый процент выхода замыка¬
ющего звена за установленные пределы (процент брака) Р и по его
шачению определяют коэффициент риска /; пункт 8 — устанавли-
нают законы рассеивания размеров составляющих звеньев, исходя
553
из особенностей технологического процесса, и определяют коэф
фициенты а, и Я/ (Я/ = Я*).
Дальнейший расчет зависит от используемого способа.
СПОСОБ РАВНЫХ ПОЛЕЙ ДОПУСКОВ
Поле допуска /-го составляющего звена при наличии регламен¬
тированных звеньев определяется по формуле
ITAl-t^sXlTAl
(5.160)
Координаты середин полей допусков всех составляющих звен:.
ев, кроме одного, определяют таким образом:
а) для охватываемых звеньев как для основного вала, т. с,
ITA
Д0Д' = . С учетом коэффициента относительной асиммет¬
рии а, координата середины поля допуска определяется по формуле
. л . a.ITAj ITAt a-ITA■ ITA■. 1Ч
Д0Д. = Д0Д. +-' 2 '-=—-(5.161)
б) для охватывающих звеньев как для основного отверстия, т. с
* л к л’ oc.ITA, ITA, аТТА, ITA, ,, . /с 1П,
A0i4# = A0i4# +~Ly~!L=-2J-+-Ly-L=-2-L(l + a,); (5-162)
в) для расстояний между осями, т. е. А0А, = 0.
Определяют координату середины поля допуска оставшегося звена
из условия
т-1
А0Ал А- (5.161
1=1
Определяют предельные отклонения составляющих звеньев
f
EI {ei)А, = A0Ar
ITA,
(5.165)
СПОСОБ ПРОПОРЦИОНАЛЬНОГО ДЕЛЕНИЯ
ДОПУСКОВ
Поле допуска /-го составляющего звена при наличии в цепи рег¬
ламентированных звеньев определяется по формуле
ir\lTAl-t^eXlTAl
I и=\
Jm-p-1
(5.166)
Для конкретной размерной цепи отношение
= /
(5.167)
есть величина постоянная. С учетом этого поле допуска /-го состав¬
ляющего звена определяется по формуле
ГГА, = Д. (5.168)
Координаты середин полей допусков составляющих звеньев и
их предельные отклонения определяются аналогично, как в способе
равных полей допусков.
Квалитет
5
6
7
8
9
10
11
12
13
14
15
16
а
7
10
16
25
40
64
100
160
250
400
640
1000
СПОСОБ ОДНОЙ СТЕПЕНИ ТОЧНОСТИ
Определяют коэффициент относительной точности ар по формуле
ар = 1000/,
|де /определяется из выражения (5.168).
(5.169)
555
Определяют квалитет по ближайшему меньшему к ар таблично¬
му значению а.
По ГОСТ 25346—89 назначают предельные отклонения на все
составляющие звенья, кроме одного, в соответствии с принятым
квалитетом:
а) для охватываемых звеньев как для основного вала, т. е. А;
б) для охватывающих звеньев как для основного отверстия, т. е. Н \
в) для расстояний между осями — симметричное расположение
поля допуска относительно номинала.
Определяют допуски составляющих звеньев
ITA, = ES(es)A, - EI(ei)Ar (5.170)
Координаты середин полей допусков всех составляющих звень¬
ев, кроме одного, определяют таким образом:
а) для охватываемых звеньев как для основного вала
Д,Д = ^уЧ«,-1); (5-171)
б) для охватывающих звеньев как для основного отверстия
До л=^уЧ1+«|); <5172>
в) для расстояний между осями, т. е. Д,Д = 0.
Поле допуска оставшегося звена определяют из условия
Jm-1
tTAh
а координату середины его поля допуска из условия
т-1
д0л=Х£а,а-
/=1
Определяют предельные отклонения составляющих звеньев
1ТА
ES (es)A, = A0A,+ —у-Ч
1ТЛ
^/(е/И = АоД-^-
5.12.10. РАСЧЕТ МАЛОЗВЕННЫХ РАЗМЕРНЫХ ЦЕПЕЙ
При малом количестве составляющих звеньев (менее пяти) ко
эффициенты относительной асимметрии orf и относительного рассс
556
яния Л, замыкающего звена определяются соответственно по фор¬
мулам (5.145) и (5.146).
При этом формулы для расчета допуска замыкающего звена
и координаты его середины приобретают вид:
1ТЛ
(5.173)
т-1
+ ь.а,^'таЛ
/=1
(5.174)
(5.175)
5.12.11. РЕШЕНИЕ ОБРАТНОЙ ЗАДАЧИ
Решение обратной задачи связано с вычислением параметров
замыкающего звена по известным (заданным) параметрам всех со¬
ставляющих звеньев размерных цепей. Такие задачи обычно возни¬
кают на этапах производства и эксплуатации изделия. На этапе про¬
ектирования обратная задача решается, чтобы проверить правиль¬
ность решения прямой задачи.
Последовательность решения обратных задач для различных ви¬
дов размерных цепей с использованием способов максимума-ми¬
нимума и вероятностного в основном одинакова и сводится к сле¬
дующему.
Определяется поле допуска замыкающего звена:
— при обеспечении полной взаимозаменяемости
т-1
1ТАй = ^,\1ТЛ,-
/=1
— при обеспечении ограниченной взаимозаменяемости
т-1 ,
ПА^ІрНіТЛ’.
Определяется координата середины поля допуска замыкающего
звена:
— при обеспечении полной взаимозаменяемости
\А = ^£А0Ап
— при обеспечении ограниченной взаимозаменяемости
д оЛ=£ф,д+£^}
Обозначения в формулах прежние.
5.12.12. ПРИМЕРЫ РАСЧЕТА РАЗМЕРНЫХ ЦЕПЕЙ
РАЗЛИЧНЫМИ МЕТОДАМИ И СПОСОБАМИ
В приведенных ниже примерах расчеты осуществлены всеми ме¬
тодами и способами, изложенными выше. Эти расчеты иллюстри¬
руют выведенные математические зависимости и дают возможность
произвести сравнительную оценку величин допусков, полученных
при разных методах расчета и принятых допущениях.
558
Рис. 5.152. Схема редуктора с размерной цепью
На рис. 5.152 представлена схема сборочной единицы с рассчи¬
тываемой размерной цепью А,.
Пример 1. Обеспечить требуемую величину зазора (А,) между буртиком крышки
и наружным кольцом конического подшипника.
Решение. Исходя из обеспечения нормальной работы редуктора, зазор может
изменяться в пределах 4*“'”. Этот размер получается последним в результате сбор¬
ки. Номинальный размер звена 4 мм, верхнее предельное отклонение
Лд А{1 Ахп А, А-, А^
А2 Ai А,
Рис. 5.153. Схема размерной цепи
ЕЖ4Д = 0,35 мм, нижнее предельное отклонение Е1Аа = —0,45 мм. Допуск звена
ITA& = ESA& - Е1А& = [0,35 - (-0,45)] = 0,8 мм.
.. ESA.+EIA. Го,35 + (-0,45)1
Координата середины поля допуска АпА. = -=— —-—— = -0,05 мм.
2 2
Построим схему размерной цепи (рис. 5.153). Номинальные размеры составля¬
ющих звеньев соответственно равны:
Ах = As = 8 мм, А2 = А4 = 4,25 мм, А} = 180 мм, А6 = А,, = 21,75 мм,
А7 = А10 = 10 мм, Ag = 45 мм, А9 — 60 мм.
т-1
Проверим правильность составления размерной цепи из условия A& = ^^^/Aj.
/=1
Звенья Аг, А3, Ал — увеличивающие, а звенья Al? As, А6, А7, Ag, А9, А10, Аи —
уменьшающие. Следовательно, £ = £3 = £, = +1, а £ = £ = £6 = ^ = £10 =
= £, = -!■
Подставляя значения номинальных размеров, получим
4 = (-1)8 + (+1)3 + (+1)180 + (+1)-4 + (—1)8 + (—1)21,75 + (—1)10 +
+ (-1) 45 + (-1) 60 + (-1) 10 + (-1) 21,75, или 4 = 4.
Условие выполнено. Следовательно, номинальные размеры увязаны. Схема раз¬
мерной цепи составлена правильно.
Установим составляющие звенья с регламентированными отклонениями. Регла¬
ментированными звеньями в размерной цепи являются размеры А6 и Ап — монтаж¬
ная высота подшипников. По ГОСТ 25347—82, для номинального диаметра 50 мм,
класса точности 6 верхнее отклонение монтажной высоты подшипника равно нулю, а
нижнее отклонение — (—0,120) мм, т. е. ESA6 = ESAn = 0, EfA6 = EIAn = —0,120 мм.
Определим основные характеристики регламентированных звеньев:
— поле допуска
1ТА6 = ГГАи = ESAt - Е1А6 = 0 — (-0,120) = 0,120 мм.
— координата середины поля допуска
+ ЕІА6 [о+(-0,120)]
2 2
Дальнейшие вычисления зависят от применяемого метода и способа расчета
Д0у46 -А0Аи —-
-0,060 мм.
размерной цепи.
Метод полной взаимозаменяемости
СПОСОБ РАВНЫХ ПОЛЕЙ ДОПУСКОВ
Определим поле допуска /-го составляющего звена по формуле (5.153)
Р
1ТА. -
&.Н.
ГТА:=-
U=1
0,8- J-1 j■ 0,120ч-1— 11-0,120] 0,56 _Q
062 мм.
12-2-1
т-р-1
5>|
/=1
Таким образом, ITAi = 1ТА2 = 1ТА4 = ГТА5 — Г/А, = ГТАе = 1ТАЧ = 1ТА]0 = 0,062 мм
Так как при вычислении допусков производилось их округление, то поле до
пуска звена А3 определим из условия
т-1
1Т\-^МГАг
/=1
Подставляя данные, получим:
0,8 = 8 |-l| 0,062 + 2■ |+1| 0,120 +1+1| ITA3.
Откуда ITAj = 0,064 мм.
Определим координаты середин полей допусков всех составляющих звеньси,
кроме звена Аъ.
Полагая, что звенья А2, А}, А4 — охватываемые, а звенья At, As, А7, As, А9, А,„ -
охватывающие, будем иметь
1ТА1
Л0/42-Д0у44-
0,062
- -0,031 мм;
ГТЛ2 0,062
= 0,031 мм.
2 2
Координату середины поля допуска звена А3 найдем из условия
т-1
доЛ =
/=1
Подставляя данные, получим
-0,050=(-l)-0,031+(+l)-(-0,031)+(+l).Vl3+(+l).(-0,031)+(-l).0,031+
+(-1)-(-0,060)+(-1).0,031+(-1)0,031+(-1)0,031+(-1)0,031+(-1)(-0,060).
Откуда AgAj = 0,078 мм.
560
Предельные отклонения составляющих звеньев определяются по формулам
ITA
ES (es)At =А0А' + -
EI (ei)А, = A0Ai -
[ТА
Подставляя в эти формулы соответствующие значения, получим:
ESA, = ESAs = £SA7 = ESAs = ESA9 = ESAl0 = 0,031 + = 0,062 mm;
0,062 „
esA^ = esA, = -0,031 + = 0:
2
ei/l;1=0,078+-^i=0,110 mm;
EIA] = EIAS = EIAn = EIAS = EIA9 = ЕГАЮ = 0,031 -M®_= 0;
еь4, =е/Л. =-0,031--^^-=-0,062 mm;
2
е/Л, = 0,078
0,062
= 0,046 mm
СПОСОБ ПРОПОРЦИОНАЛЬНОГО ДЕЛЕНИЯ ДОПУСКОВ
Определим поле допуска / го составляющего звена по формуле (5.155)
Л
ГГА. =-
w—/>—1
XI*
1=1
Для данной размерной цепи отношение
/гл-£| f.K
u=i
■Zk-i
И=1
та.,
-=/ = const.
т—р—1
Хкк-
/=1
Значения единицы допуска для /-го звена определяем по табл.5.70.
5.70. Значение единицы допуска I
Интервал
размеров
ДоЗ
Св. 3
до 6
Св. б
до 10
010
ДО 18
0.18
до 30
0.30
до 50
Св.50
до 80
080
до 120
0120
до 180
0180
до 250
0250
до 315
0315
до400
0400
до 500
Единица
допуска
0,54
0,73
0,90
1,08
1,31
1,56
1,86
2,17
2,52
2,90
3,23
3,54
3,89
36. Я. М. Радкевич
561
І
В соответствии с табл. 5.70 имеем:
/, = і5 = /7 = і,,, = 0,90 мкм; /2 = «4 = 0,73 мкм; I
і, = 2,52 мкм; /8 = 1,56 мкм; /9 = 1,85 мкм.
Тогда
0,8 - [І- 1І ■ 0,12 + І- 1І ■ 0,12] 0,56
/ = — — = =0,051.
|- || ■ 0,9 + |і| ■ 0;73 + |і| ■ 2,52 + ||| ■ 0,76 + | - і| • 0,9 + |- || - 0,9 + |- )| ■ 1,56 + |- || -1.85 + |- і| - 0,9 10.99
Поля допусков составляющих звеньев соответственно равны:
/7М, =Д = 0,051-0,90 = 0,046 мм; 1ТА2 = /і2 = 0,051-0,73 = 0,037 мм;
/7Х, =У?4 = 0,051-0,73 = 0,037 мм; 1ТА5 = Л = 0,051-0,90 = 0,046 мм;
1ТА7 = Л7 = 0,051-0,90 = 0,046 мм; /7М8 = _/?„ = 0,051 1,56 = 0,079 мм;
1ТА9 = Л9 = 0,051-1,85 = 0,094 мм; ІТАІ0 =/іІВ = 0,051-0,90 = 0,046 мм.
т-1
Определим поле допуска звена Аъ из условия ІТА& (с учетом
/=1
округлений).
Подставляя данные, получим:
0.8=|-1|-0,04б+|1|-0,037+|1|-/7М3+|1|-0,037+|-1|-0,046+|-1|-0,12+
+|-1|-0,04б+|—1|-0,079+|—1|-0,095+|—1|-0,04б+|—1|-0,12.
Откуда /7М3=0,128 мм.
Определим координаты середин полей допусков всех составляющих звеньев,
кроме одного, третьего:
АвА2=А0А4=-*™2 =-0,019 мм;
. л А . 1ТЛ2 0,046
Д0Л[ = ДвА7 = \А1В = = — = 0,023 мм;
доЛ = ^-р- = 0,040 мм; д0Л8 =Ш1=0,040; VI, = 0,5-0,095 = 0,047 мм.
Координату середины поля допуска третьего звена определим из условия:
т-1
/=1
Подставляя данные, получим:
—0,050=(—1)-0,023+(+1)-(—0,019)+(+1)-Д0^3+(+1)(—0,019)+(—1)-0,023+
+(—1)-0,060+(-1)-0,023+(—1)-0,040+(—1)-0,047+(—1)-0,023+(—1)-(—0,060).
Откуда Дд^з = 0,046 мм.
Предельные отклонения составляющих звеньев определяются по формулам
ІТА-
ЕБ(е5)Аі=АвАі+-
ЕІ(єі)Аі=А0Аі
562
2
ІТА,
Подставляя в эти формулы соответствующие значения, получим:
СПОСОБ ОДНОЙ СТЕПЕНИ ТОЧНОСТИ
Определим количество единиц допуска ар по формуле (5.157):
Р
/=1
что соответствует 9-му квалитету (см. с. 555).
По ГОСТ 25347—82 назначаем предельные отклонения на все составляющие
звенья, кроме одного, третьего (отклонения размеров приведены в мкм.):
Определим поля и координаты середин полей допусков составляющих звеньев:
— поля допусков
1ТАУ = — Е1А1 = 36— 0 = 36 мкм = 0,036 мм;
1ТАг = ехА2 — е‘А2 = 0 — (—30) = 30 мкм = 0,030 мм;
1ТАЛ = еяА4 — е/Д, = 0 — (—30) = 30 мкм = 0,030 мм;
1ТА5 = £Х45 — Е1А5 = 36— 0 = 36 мкм = 0,036 мм;
ПА, = £&47 — Е1А7 = 36— 0 = 36 мкм = 0,036 мм;
1ТАг = £Х48 — Е1А% — 62— 0 = 62 мкм = 0,062 мм;
1ТА9 = Е5А9 — Е1А9 = 74— 0 = 74 мкм = 0,074 мм;
1ТА10 = £Х410 — ££41о = 36— 0 = 36 мкм = 0,036 мм;
ЕЯА1 = £Х45 = £5Л, = £Ж4,0 = 0,023+М^£ = 0,046 мм;
евА2 = е.?Л4 =-0,0185 +-^^- = 0; еЦ,=0,04б+-9^=0,110 мм;
2 2
Е1А1 = Е1А5 = Е1А 7 = Е1А10 = 0,023 _М^ = 0;
а
^^-■1000 =50,909,
10,99
Р
/п-р-1
А1 =8И9 = 8д36; Л5= 8Я9 = 8+36; А, = 10Я9 = 8*36; Д, = 45Я9 = 45^2;
А9 = 60Н9 = 60£74; у4ш = 10//9 = 8^36; А2 =4,25А9 = 4,25°30; А4 = 4,25Л9 = 4,25°30.
36*
563
— координаты середин полей допусков
ESA1+EIAl 36 + 0
2 2
es А 2 + ei А 2 Го + (-30)1
Д0 Aj
А 0А2
А0А4
18 мкм = 0,018 мкм;
= -15 мкм =-0,015 мкм;
= £fd±.tf^4. = -9J-] = _ 15 мкм = -0>015 мкм;
= 18 мкм =0,018 мкм;
= 18 мкм =0,018 мкм;
31 мкм =0,031 мкм;
= 37 мкм =0,037 мкм;
2 2
ESA з + E/A 5 36+0
2 2
ESA 7 + EIA 7 36 +0
2 2
ESA 8 + EIA 8 62 + 0
2 2
£5Н 9 + EIA 9 _ 74 + 0
Д0^9 -
А0А10 = — |0- = -36-tP..= 18 мкм =0,018 мкм.
Определим поле допуска оставшегося (третьего) звена из условия:
m-I
/К4д = Х^1/7М'-
/=1
Подставляя данные, получим:
0,8 = |-1|0,036 + Ц|-0,030 + |1|-/7М3 + |1|-0,030 + |-1|-0,036 + |-1|-0,12 +
+ |-1|-0,036 + |-1|-0,062 + |-1|-0,074 + |-1|-0,036 + |-1|-0,12.
Откуда 1ТАг = 0,220 мм.
Определим координату середины поля допуска оставшегося (третьего) звена ич
условия:
т-1
1=1
Подставляя данные, получим:
-0,050 = (—1)-0,018 + (+1)-(—0,015) + (+1)-До^3+ (+1)-(—0,015) + (—1)0.018 +
+ (-1)-(-0,060) + (-1)0.018 + (—1)0,031 + (—1)0,037 + (—1)0,018 + (-1)-(-0,060)
Откуда ДоЛ3 = 0.
Предельные отклонения звена А3 определим по формулам
esA3 = А0А3 н —=0+в’^в -одю ММ;
ei А 3 = Д 0 А з
1ТАг п 0,220 П11П
—= 0 =-0,110 мм.
564
Метод ограниченной взаимозаменяемости
При определении полей допусков составляющих звеньев этим методом необхо¬
димо установить их предполагаемые законы распределения и принять допустимый
процент брака.
Данный редуктор изготавливается в условиях серийного производства. Предпо¬
лагается, что рассеивание размеров близко к закону треугольника (Симпсона). Для
предварительных расчетов, коэффициенты относительного рассеивания составляю¬
щих звеньев можно принять равными: % = - (/ = 1, 2, 3, 4, 5, 7, 8, 9,10). Для регламен-
6
тированных звеньев Я' =— (и = 6, И) (нормальный закон распределения). Коэффи-
‘ 9
циенты относительной асимметрии сс; принимаем равными:
а, = а5 = а? = = а10 = —0,12 (охватывающие размеры),
О} = а3 = а4 = +0,15 (охватываемые размеры),
£% = а, | = 0 (регламентированные звенья).
Пусть на основании технико-экономических расчетов установлено, что допус¬
тимый процент брака равен 3,0 %, т. е. Р = 3,0 %. Для данного процента брака Р
коэффициент риска 1 = 2,17 (см. § 5.12.6).
СПОСОБ РАВНЫХ ПОЛЕЙ ДОПУСКОВ
Поле допуска /-го составляющего звена (1, 2, 4, 5, 7, 8, 9 и 10) определим
по формуле
1ТА,=
ітл:-і2тШи'ітАІ
0,82-2,172
(-1)2- —-0,122 +(- I)2 ■—0,122
9 9
2,17-І-1)1 -І + (-1)2.І + ... + (-1)2.І
ї '=■ V 6 6 б
0,792 п
- = 0,323 мм.
2,17 ^(12-2-1) ^
Поле допуска звена А3 найдем из условия
1ТЛй=,^^Л-1ТА‘
Подставляя значения, получим:
0,8 = 2,17 ■ /8—0,3232 + 2—0,122 +—/7М? = 2,17-,/о,1423 +-/7М2,
К 6 9 6 V 6
откуда 1ТА3 = 0,326 мм.
Координаты середин полей допусков всех составляющих звеньев, кроме одного,
определяют следующим образом:
565
а) для охватываемых звеньев (звенья 2 и 4) как для основного вала, т. е.
ITA
А А' = . С учетом коэффициента относительной асимметрии а- координата
2
середины поля допуска определяется по формуле
ДоЛ4 = Д^2 = —0,137 мм.
6) для охватывающих звеньев (звенья 1, 5, 7, 8, 9 и 10) как для основного отвер¬
стия, т. е.
ДоЛ5 А^Ау Ь^Ау Л>^ю 0,141 мм.
Определим координату середины поля допуска оставшегося звена из условия (5.135)
т-1
/=1
Подставляя данные, получим:
-0,05 = (—1) 0,141 + 1-(—0,137) + 1ЛИ3+ 1 (—0,137) + (—1) 0,141 + (—1) (—0,060) +
+ (—1) 0,141 + (—1) 0,141 + (-1) 0,141 + (—1) 0,141 + (—1) (—0,060).
Откуда Лд^з = 0,952 мм.
Предельные отклонения составляющих звеньев определяем по формулам:
(«,-!)-
А „ 0,323(0,15-1)
^0 2 -
=—0,137 мм;
ES (es) А, = ЛВА; +—^l>
EI (еі) А, =&0АІ ;
esA, =esA. = -0,137+-^^ = 0,024 мм;
2
еь43 = 0,952+-5^=1,115 мм;
еіА1=еіАл =-0,137--^^=-0,299 мм; eiA.=0,952-^21 = 0,789 мм.
2 2
566
СПОСОБ ПРОПОРЦИОНАЛЬНОГО ДЕЛЕНИЯ ДОПУСКОВ
Поле допуска /-го составляющего звена определяется по формуле (5.166)
Определим величину выражения
V /=1
С учетом этого формулу для определения поля допуска »-го звена перепишем
в следующем виде: 1ТА, = Д.
Тогда:
1ТАЧ =АЧ = 0,2384-1,86 = 0,443 мм; 1ТА10 = /Т|0 = 0,2384-0,90 = 0,215 мм.
Учитывая, что при вычислении допусков производились округления, поле до¬
пуска звена Аз определим из условия
Подставляя данные, получим:
0,8 = 2,17-.,|4-1 —-0,2152+2-—-0,1742 + 2-—-0,122+1-—-0,3722 +1-— 0,4432 + 1 —-/7И?
V 6 6 9 6 6 6
Откуда 1ТАЪ = 0,601 мм.
Координаты середин полей допусков всех составляющих звеньев, кроме одно¬
го, определяют следующим образом:
а) для охватываемых звеньев (звенья 2 и 4) как для основного вала, т. е.
1ТА
д А' = С учетом коэффициента относительной асимметрии а-, координата
0 ' 2
середины поля допуска определяется по формуле
1ТАУ =Л = 0,2384-0,90 = 0,215 мм; 1ТАг = Л2 = 0,2384-0,73 = 0,174 мм;
1ТА4 =Ги = 0,2384-0,73 = 0,174 мм; 1ТА5 = Д, = 0,2384-0,90 = 0,215 мм;
1ТАп =У?7 = 0,2384-0,90 = 0,215 мм; 1ТА% = /?8 = 0,2384-1,56 = 0,372 мм;
567
, ^ 1ТЛ2, 0,174(0,15-1)
ДПА = -(а, -1)=—2—— - = -0,074 мм;
0 2 2 2
Д0^4 = = —0,074 мм.
6) для охватывающих звеньев (звенья 1, 5, 7, 8, 9 и 10) как для основного отвер
стия, т. е.
ITA. „
Ао Л,=—(1+«,).
. . 1ТА1„ ч 0,215[l+(-0,12)] nnn„
A0/4l =——(1 + «Tj)=—2 L-y—1—- = 0,094 мм;
AqA-j A^jq 0,094 mm,
, 0,372 [l + (-0,12)]
A0AS =—^-ä-(l+a8)=—1—b—5—-—^=0,163 mm;
. . ,ТАч„ ч 0,443[l+(-0,12)] nlnj
Д0Л9 =—^-2-(1+öt9)= J=0,194 mm.
Определим координату середины поля допуска оставшегося звена из условия (5.135)
т-1
до^д
/1
Подставляя данные, получим:
-0,05 = (—1) 0,094 + 1( 0,074) + 1-^4 + 1 (-0,074) + (—1)0,094 + (-1)-(-0,060) +
+ (—1) 0,094 + (—1) 0,163 + (-1) 0,194 + (—1) 0,094 + (-1)(-0,060).
Откуда Д^з = 0,711 мм.
Предельные отклонения составляющих звеньев определяем по формулам:
ITA. ITA.
ES(es)Ai = Д0Д + ; EI (ei)Ai = Д0Л,. ;
EIAS = ETAS = EIA1 = £7/4ш = 0,094 + = 0,202 мм,
ei'A=eiA=-0,074+-5^=0,013MM; esA, =0,711 +^^-=1,011 mm;
4 2 3 2
£Х48 = 0,163+= 0,349 мм; £5Л, = 0,194+= 0,415 mm;
EIAX = EIAS = EIA7 = £//l8 = EIA9 = £/Л,0 =0,094 +-^^- = -0,013 mm;
eiA,=eiAt =-0,074-ü^=-0,161 mm; e/A =0,71 l-M£i=0,410 mm;
2 2
f) 172 0 443
EIA„ = 0,163-^^- = -0,023 mm; EIA„ = 0,194_0,028 mm;
2 s 2
е/Л, = 0,952—^^-=0,789 mm.
3 2
568
СПОСОБ ОДНОЙ СТЕПЕНИ ТОЧНОСТИ
Определим количество единиц допуска в размерной цепи по формуле
ар = 1000/= 1000 0,2384 = 238,4, что соответствует 12-му квалитету (см. с. 553).
По ГОСТ 25347—82 назначаем предельные отклонения на все составляющие
)венья, кроме одного, третьего (отклонения размеров приведены в мкм.):
А[ =8//11 =8р150; As =8#11 = 8q15C ; А7 = 10Я11 = 810150; 4,-45tfll=45j250;
=45//9 = 45j62; А9 = 60#11 = 60,$300; Л10=ЮЯ11 = 8,;150;
А2 = 4,25Л11 = 4,25°120; Аа = 4,25Л11 = 4,25°120.
Определим поля допусков и координаты середин полей допусков составляющих
шеньев:
— поля допусков
ITA, = ESAt — EIAt = 150 — 0 = 150 мкм = 0,150 мм;
1ТАг = esA2 — eiA2 = 0 — (—120) = 120 мкм = 0,120 мм;
/ТА4 = esA4 — eiA4 = 0 — (—120) = 120 мкм = 0,120 мм;
/ТА5 = ESA} — EfA5 = 150— 0 = 150 мкм = 0,150 мм;
ITA-, = ESAy - Е1А7 = 150- 0 = 150 мкм = 0,150 мм;
1ТАЪ — ESAs — EIAS — 250— 0 = 250 мкм = 0,250 мм;
1ТАЧ = ESA9 — EIA) = 300- 0 = 300 мкм = 0,300 мм;
1ТАЮ = ESAtll — Е1АЮ = 150— 0 = 150 мкм = 0,150 мм;
— координаты середин полей допусков
ESA, + EIA. 150 + 0
Д0А = 5 -= =75 мкм = 0,075 мкм;
2 2
esA2+eiA2 [о +(-120)] ,
Дп/17 = = —=- - = -60 мкм =-0,060 мкм,
2 2
=£-+1^011-60 мкм =_о,060 мкм;
А0/45 = —5 * Е1А 5 = —3 +- = 75 мкм =0,075 мкм;
а л ESA 7 + EIA 7 150 + 0 п ппс
Д0Л7 = —= = 75 мкм =0,075 мкм;
2 2
д ES А 8 + №* 8 250 +0 loc л
Ап^о= —= =125 мкм =0,125 мкм;
0 8 2 2
ESA9 + EM9 300 +0 1СП „ ,сп
Д0/19 = - — = =150 мкм =0,150 мкм;
ESA .„ + EIA но +0
А.,А,п = — —= =75 мкм = 0,075 мкм.
2 2
Определим поле допуска оставшегося (третьего) звена из условия (5.148):
ITA,
Подставляя данные, получим:
= ?,KITA).
0,8=2^41-1.0,
1502 +2 — 0,1202 + 2-—-0,122 + 1-—-0,2502+1-—-0,300+1 —/7>i32 .
Откуда /7М3 = 0,818 мм.
Скорректируем координаты середин полей допусков с учетом коэффициента
относительной асимметрии по формуле:
— для охватываемых звеньев
а ■ ITA
\а; = \а, Ч
— для охватывающих звеньев
а, ITA,
АпА! = Д„Д +-^ !-
-*о"/ "О <
£
Подставляя данные, получим:
Д„Л, = Д0Л5 = Д0Л7 = Д0/110 = 0,075 + —•12^°’— = 0,066 мм;
АвА2=Л0А4 =-0,060 =-0,051 мм;
,1 П ПС -0,12 0,250 п 1ПО
Д0Л8= 0,125+—1—1 =-0,109 мм;
* л п .сп -0,12 0,300 „
Д0Л9 = 0,150 +—-— =-0,131 мм;
0,15 0,818
ДД' = Д,4 ДД - 0,061 мм.
2
Определим координату середины поля допуска оставшегося (третьего) звена м I
условия (5.135):
Мл =
Подставляя данные, получим:
-0,05 = 4-(-1)-0,066 + 2-1-(—0,051) + 1-(Д^3 - 0,061) +
+ (—1) 0,109 + (—1) 0,131 + 2-(—1)-(—0,06).
Откуда До^з = 0,435 мм.
Предельные отклонения звена Л3 определим по формулам:
1ТА
esA з = Л0А3 + —^-2-= 0,435 +0,5 0,818 = 0,844 ;
ITA
е/Л3 = Д0Л3 ^-=0,435 -0,5 0,818 =0,026.
570
Для автоматизации расчетов размерных цепей написан комплекс
программ на языке GWBASIC. В частности, это программы
WWOD_DAN.BAS, RC_W_DIS.BAS, RC_95_GR.BAS и PR_95_Q1.BAS.
С помощью программы WWODDAN.BAS осуществляется подготов¬
ка данных для расчета и осуществляется проверка правильности со¬
ставления размерной цепи. Предусмотрена корректировка вводимых
данных. Результатом работы программы является файл исходных дан¬
ных для использования другими программами комплекса. Програм¬
ма RC W DIS.BAS обеспечивает расчет размерной цепи двумя мето¬
дами и тремя способами; моделирование действительных размеров
звеньев по закону равной вероятности, закону треугольника (Симп¬
сона) и нормальному закону распределения. Входными файлами для
программы являются файл исходных данных, подготовленный пре¬
дыдущей программой, файл объема моделируемых данных PNM.DAT
и файл таблицы допусков DR.DAT. Результатом работы программы
являются файлы: X.RAP (здесь и далее через X обозначен номер ва¬
рианта расчета) — сводные таблицы расчетов допусков, координат
середин допусков и предельных отклонений размеров составляющих
звеньев различными методами и способами; XM1S2.DAT, XM1S3.DAT,
XM2S2.DAT и XM2S3.DAT — файлы смоделированных размеров со¬
ставляющих звеньев по различным законам (здесь М1-метод 1 — ме¬
тод полной взаимозаменяемости; М2- метод 2 — метод ограничен¬
ной взаимозаменяемости; S2- способ 2 — способ пропорционального
деления; S3-cnoco6 3 — способ одной степени точности) и соответ¬
ствующее значение размера замыкающего звена.
Программа RC_95_GR.BAS формирует файлы XM1S2.QUA,
XM1S3.QUA, XM2S2.QUA и XM2S3.QUA — файлы результатов оцен¬
ки качества сборочной единицы; осуществляет визуализацию рас¬
пределения размеров любого звена размерной цепи (гистограмма,
эмпирическая и теоретическая кривая распределения), проверку
гипотезы о законе распределения для выбранного звена размерной
цепи, файлы частотного анализа (эмпирические и теоретические
частоты) - XM1S2.CHA, XM1S3.CHA, XM2S2.CHA, XM2S3.CHA.
Выходными файлами для программы являются файлы:
XM1S2.DAT, XM1S3.DAT, XM2S2.DAT и XM2S3.DAT
Программа PR._95_Q1.BAS формирует обобщенный отчет по модели¬
рованию действительных размеров и результатов оценки качества изготов¬
ления сборочной единицы. Имя выходного файла задается оператором.
Комплекс разработанных программ наглядно позволяет прове¬
рить правомерность использования установленных математических
1ависимостей при расчете размерных цепей.
571
5.12.13. РАСЧЕТ РАЗМЕРНЫХ ЦЕПЕЙ
ПРИ КОМПЕНСАЦИИ ПОГРЕШНОСТЕЙ
При рассмотрении методов расчета размерных цепей исходили
из условия выполнения всех основных уравнений размерной цепи.
Не всегда это требование согласуется с технико-экономическими
возможностями производства. В определенных условиях возникает
необходимость обеспечения заданных значений замыкающего зве¬
на путем компенсации погрешностей размерной цепи. Причем под
компенсацией понимают конструктивные, технологические и орга¬
низационные способы обеспечения заданных значений замыкаю¬
щего звена цепи при величинах допусков на составляющие звенья,
превосходящих требования полной взаимозаменяемости.
В современных конструкциях изделий машиностроения компен¬
саторы находят все большее распространение.
Исходя из функционального назначения, компенсаторы можно
разделить на следующие основные группы: компенсаторы для ком
пенсации погрешностей линейных размеров; диаметральных разме¬
ров; угловых размеров; отклонений расположения; отклонений фор¬
мы и комбинированные компенсаторы.
С точки зрения существующих способов регулировки компенса¬
торы можно разделить на неподвижные; подвижные; упругие и са-
моустанавливающиеся.
К неподвижным компенсаторам относятся такие детали, подбора
или сменой которых суммарная погрешность составляющих звеньев
сводится до минимума. К таким компенсаторам можно отнести ра:
личного вида прокладки, шайбы, дистанционные кольца, втулки и т. и
К подвижным компенсаторам относятся такие устройства, перемс
щением которых (ступенчатым или непрерывным) компенсируются
погрешности составляющих звеньев размерной цепи. Подвижные ком
пенсаторы нашли широкое применение благодаря, как правило, не
сложной конструкции их устройств, удобству изменения величины
компенсации. Наиболее широкое распространение нашли резьбовы
механизмы, эксцентрики, клинья, зубчатые и червячные передачи.
К упругим компенсаторам относятся такие устройства, которм
компенсируют погрешности составляющих звеньев размерной цепи
за счет сил упругости пружин различного типа (сжатия, растяжс
ния, изгиба, кручения и др.). Упругие компенсаторы обеспечиваю!
непрерывную компенсацию отклонений размеров.
К самоустанавливающимся компенсаторам относятся устройств-
которые устраняют суммарную погрешность составляющих звеньси
размерной цепи автоматически и непрерывно в процессе работы и >
делия. В процессе эксплуатации изделия происходит износ деталей,
следовательно, изменяются размеры составляющих звеньев. Исполь¬
зование самоустанавливающихся компенсаторов позволяет скомпен¬
сировать эти изменения размеров, что обеспечивает нормальное фун¬
кционирование изделия в течение длительного времени.
В табл.5.71 приведены некоторые примеры конструкций с ком¬
пенсаторами различного исполнения [14].
5.71. Примеры конструкций с компенсаторами
Эскиз
Примечание
Регулирование осевой игры под¬
шипников осуществляется проклад¬
ками
Регулирование осевой игры под¬
шипников происходит за счет пе¬
ремещения резьбовых деталей
Компенсатор
Компенсатор
Регулирование осуществляется
с помощью клина
Компенсация осуществляется
за счет упругой деформации пру¬
жины
Компенсатор
573
Продолжение табл. 5.71
Эскиз
Компенсатор
Примечание
Несовпадение и перекос осей ва¬
лов компенсируется за счет упругих
элементов
2 3 4
Самоустанавливаюшийся компен¬
сатор. При сборке нежестких валов
конструктивно предусмотрены несколь¬
ко опор, две из которых 2 и 6определя¬
ют положение вала 3 относительно
корпуса 5. Компенсация погрешнос¬
тей в статически неопределимых меха¬
низмах, содержащих пассивные свя¬
зи, которые по условиям работы маши
ны должны быть сохранены, напри¬
мер, для обеспечения жесткости.
Кронштейны 1,4 и 7 сохраняют под¬
вижность в направлении стрелок, и эти
детали выполняют функцию компенса¬
торов (самоустанавдивакмцихся свя¬
зей), фиксация которых осуществля
ется винтами
Конструктивные способы компенсации основаны на использс
вании избыточных степеней свободы звеньев (или звена) размерной
цепи. Они обеспечивают взаимозаменяемость всех деталей, образу
ющих размерную цепь, в условиях заводской регулировки и в про¬
цессе эксплуатации.
Технологические способы компенсации базируются на механн
ческой или ручной обработке сопрягаемых поверхностей деталей
образующих размерную цепь, и обеспечивают только собираемое! ь
деталей. Взаимозаменяемость сборочных единиц при этом наруша
ется. Технологические способы компенсации находят применение
в индивидуальном производстве, особенно в условиях зависимой
обработки деталей.
Организационные способы компенсации предусматривают сорти
ровку деталей на группы по размерам, обеспечивающим взаимозамен«
емость деталей в пределах каждой группы (групповая взаимозамен»!
мость или селективная сборка); подбор деталей в комплекты, при кото
574
ром достигается внешняя взаимозаменяемость комплектов; индивиду¬
альный подбор деталей, не обеспечивающий их взаимозаменяемости.
Конструктивные способы компенсации наиболее универсальные,
получили широкое распространение в современных изделиях.
Селективная сборка является одной из форм организационных
способов компенсации. Получила широкое распространение в мас¬
совом производстве (например, производство подшипников и др.).
Находит применение в ряде типов производств при индивидуаль¬
ном подборе деталей в комплекты.
Особенности расчета размерных компенсируемых цепей заклю¬
чаются в том, что при использовании конструктивных компенсато¬
ров рассчитывают также их элементы; применение технологических
компенсаторов требует расчета предварительных размеров пригоня¬
емых деталей и, наконец, при организационных способах компен¬
сации определяют точностные параметры группируемых деталей.
Расчет компенсаторов может выполняться с использованием од¬
ного из приведенных выше методов (полной или ограниченной вза¬
имозаменяемости) .
Основными параметрами компенсаторов, подлежащими определе¬
нию при расчете, являются: величина изменения звена компенсатора
К — наименьшая величина компенсации (на эту величину необходимо
уменьшить погрешность замыкающего звена, превышающую допусти¬
мый предел); величина исполнительного размера звена-компенсатора.
5.12.14. РАСЧЕТ КОМПЕНСАТОРОВ ПРИ РЕШЕНИИ СБОРОЧНОЙ ЦЕПИ
МЕТОДОМ ПРЕДЕЛЬНОГО СУММИРОВАНИЯ
Последовательность расчета сводится к следующему.
1. На все звенья размерной цепи, кроме компенсирующего, на¬
значают экономически целесообразные для данных производствен¬
ных условий величины допусков.
2. Определяют поле допуска замыкающего звена с учетом назна¬
ченных полей допусков 1ТАд
где 1ТАк — поле допуска замыкающего звена, указанное на чертеже.
3. Величина отклонения, которая должна быть поглощена раз¬
мерным компенсатором, определяется по формуле
(5.176)
/=1
(5.177)
575
/
Из формулы следует, что минимальная величина компенсации
равна разности размеров полей рассеяния составляющих звеньев
и поля допуска замыкающего звена.
В случае ступенчатой компенсации суммарной погрешности за¬
мыкающего звена в величину компенсации следует включить вели¬
чину допуска на точность регулирования 1Тр:
К = (Ш; - /ТА + 1Тр)/£к. (5.178)
Под точностью регулирования понимается достижимая точность
изменения звена-компенсатора при сборке. Она зависит от величи¬
ны ступени компенсации и не должна быть больше заданного чер¬
тежом допуска замыкающего звена
1Тр < /7МД. (5.179)
Отметим, что в величину 1Тр входит также технологический до¬
пуск на изготовление звена-компенсатора.
В процессе эксплуатации часть деталей подвергается износу, что I
вызывает изменение замыкающего звена. В связи с этим в минималь- j
ную величину компенсации необходимо включить также допускаемую I
величину этих изменений (JTmJ. Окончательно формула определения
необходимой величины компенсации погрешностей имеет вид
к= (ITA: - JTAд + 1Тр + /7_)/4. (5.180)
Для определения основных размеров звена-компенсатора необ I
ходимо знать (кроме величины компенсации) значение координаты
середины поля компенсации АдЛк. Эта величина определяется ш
разницы величин координат середин полей допусков составляющих
звеньев (экономически целесообразных) А0А' и координатой замы- I
кающего звена, заданной чертежом Ат. е.
ДЛ = (ДоА'- ААШ- (5.181)
В этой формуле знак минус перед скобками ставится в том слу- ]
чае, если звено-компенсатор является увеличивающим звеном, т. сЯ
находится в разных ветвях размерной цепи.
Значение А0у4' определяется по формуле
т-2
ДЛ^АА, (5.182)
/=1
т. е. суммируются все координаты составляющих звеньев, кроме кн-
ординаты середины поля замыкающего звена и звена-компенсатор*. I
576
Исполнительные размеры звена-компенсатора определяют по фор¬
мулам:
— наибольший предельный размер звена-компенсатора
А™ = А + ДЛ+ К/2, (5.183)
— наименьший предельный размер звена-компенсатора
Л^„ = Л + АЛ- К/2. (5.184)
Номинальный размер звена-компенсатора Ак определяется из
уравнения номиналов (5.123):
т-1
Пример 1. Определить предельные размеры звена-компенсатора сборочной цепи,
приведенной на рис 5.154, при следующих значениях отклонений составляющих
•шеньев:
А,= 88^; А2 = 20^3; А3 = 30+°'2; А,=40^; Ак= 31®;'; Ай=5'°-'.
Допуск на износ замыкающего звена /7^ = 0,05 мм. Величину технологическо¬
го допуска на изготовление звена-компенсатора принять 1Тт = 0,05 мм < /7Мй.
Рис. 5.154. Схема размерной цепи
со звеном-компенсатором Ак
А] А] А^ А?, А у
А
Решение. Определяем допуски всех составляющих звеньев, кроме звена А5,
(компенсатора) по формуле
1ТА, = езЛ, — е/'А,.
1ТА, = 0,1 - (-0,4) = 0,5 мм; 1ТАг = 0,3 — (-0,3) = 0,6 мм;
1ТА} = 0,2 - 0 = 0,2 мм; /7М4 = 0.2 — 0,1 = 0,1 мм; 1ТАа = 0,1 — 0 = 0,1 мм.
Определим координаты середин полей допусков составляющих звеньев:
Д<Д = [0,1 + (-0,4)|/2 = -0,15 мм; Д^, = [0,3 + (-0,3)]/2 = 0 мм;
ДоЛз = (0,2 + 0)/2 = 0,1 мм; ДоД, = (0,2 + 0,1 )/2 = 0,15 мм;
ДоЛд = (0,1 + 0)/2 = 0,05 мм.
Поле допуска замыкающего звена при назначенных допусках определим по фор¬
муле
т-2
1ТЛ'А = \1ТА> =1 • °.5+1 • 0,6+1 • 0,2 +1 ■ 0,1 = 1,4 мм.
/=1
Определим наименьшую величину компенсации
К = (1ТА'Ь - 1ТА& + 1Тр + /Тим) = 1,4 - 0,1 + 0,05 = 1,35 мм.
7. Я. М. Радкевич 577
Определим координату середины поля допуска замыкающего звена при назна
ченных допусках
т-2
дсД = = (-1)(-0,15)+1 - 0+1 - 0,1+1 - 0,15=0,35 мм.
/=]
Определим координату середины поля допуска компенсации
АоА =±(Ао^-ДоЛ)/к*| = -(°,4-0,05) = -0,35 мм.
(В формуле принят знак минус, так как звено-компенсатор является увеличива¬
ющим звеном.)
Предельные размеры звена-компенсатора определим по формулам:
— наибольший предельный размер звена-компенсатора
А тах = А +АоА +К/2 = 3+(-0,35)+1,35/2 = 3+0,325 = 3,325 мм;
— наименьший предельный размер звена-компенсатора
4 т1п=Л*+Д(А-Л72 = 3+(-0,35)-1,35/2 = 3-1,025 = 1,975 мм,
Т. е.
. *5+0,325
А -1,025 ММ’
С учетом точности изготовления звена компенсатора (при симметричном рас
положении поля допуска на изготовление) предельные размеры будут соответствен
но равны:
— наибольший предельный размер звена-компенсатора
Ашах= 3 + 0,325 + 0,05/2 = 3,500 мм;
— наименьший предельный размер звена-компенсатора
А п,ш= 3 — 1,025 — 0,05/2 = 1,950 мм,
т. е.
л - 7+0,350
к ~ -1,050 ММ‘
5.12.15. РАСЧЕТ НЕПОДВИЖНЫХ КОМПЕНСАТОРОВ
Неподвижные компенсаторы обеспечивают точность замыкаю
щего звена путем ступенчатого регулирования. Эта регулировка осу
ществляется применением ОДНОЙ компенсирующей детали ИЛИ Н.1
бора деталей. При использовании компенсатора, состоящего из од<
ной детали, расчет параметров осуществляется по приведенной выше
последовательности.
Рассмотрим случай, когда компенсатор представляет собой нм
бор из z одинаковых деталей.
Интервал регулирования замыкающего звена в этом случае дол
жен быть равным величине поля компенсации
578
К,
(5.18 >
а величина ступени компенсации не должна больше допуска замы¬
кающего звена, т. е.
5</7МЛ, (5.186)
где 51 — размер одной компенсирующей детали из набора (например,
толщина прокладки).
Минимально необходимое число одинаковых деталей в наборе
определяется из выражения
к
,-Гх+1, (5-187)
\$А-1ТАь
где \Q — абсолютное значение передаточного коэффициента.
Если номинальный размер звена-компенсатора равен нулю (Ак = 0),
то необходимое число деталей в наборе определяется по формуле
— К (5.188)
Технологический допуск 1Тт не зависит от точности регулиров¬
ки, так как он может быть больше, меньше или равен величине
ступени компенсации 51. Для набора деталей неподвижного ком¬
пенсатора значение 1Тт является суммарным
/7;=£/7п. (5.189)
/=1
Рекомендуется принимать для деталей набора симметричное рас¬
положение предельных отклонений с тем, чтобы фактический раз¬
мер был ближе к номинальному значению
(5 ±ГГт/2). (5.190)
Если сменные элементы имеют различную толщину, то толщи¬
ну первой принимают равной 1ТА&, т. е. 5, = /7ИЛ.
Толщины всех последующих элементов изменяются по геомет¬
рической прогрессии со знаменателем 2, т. е.
5, = 25, = 2/7ИЛ; 5, = 25, = 221ТАЛ; ...; = 25г_, = 21ЧТАа. (5.191)
Размер последней детали набора должен быть равным или пре¬
вышать половину толщины набора сменных деталей, т. е.
5г>Л/ 2. (5.192)
Суммарная толщина всех деталей набора сменных деталей оп¬
ределяется по формуле
17. 579
^ = Х5- = 2^-^І = ^г-іУ7Мд.
/=і
(5.193)
Пример 2. Расчет компенсатора, состоящего из набора шайб одинаковой толщи¬
ны. Исходные данные из примера 1.
Решение . Принимаем величину ступени компенсации 5= 1ТАЛ. Тогда тол¬
щина каждой шайбы 5= 1ТАа = 0,1 мм.
к
Число шайб в наборе *=■:—: +1=1,35/0,1 + 1 = 15 шт.
Номинальная толщина основной шайбы 51,,
■Я = Ак + &оАк - 1ТАа/2 = 3 + (-0,35) — 1,35/2 = 2,025 мм.
Наибольшая толщина набора шайб
^ = 50 + = 2,025 + 16 • 0,1 = 3,625 мм.
Интервал регулирования \ = 3,625 — 2,025 = 1,6 мм, что превышает необ
ходимую величину компенсации К — 1,35 мм.
Пример 3. Расчет компенсатора, состоящего из набора шайб разной толщины
Исходные данные из примера 1.
Решение. Необходимая суммарная толщина всех шайб
4™ах = Ак + ДА — /ГЛд/2 = з + (-0,35) + 1,35/2 = 3,325 мм.
Принимаем величину ступени компенсации кратной допуску замыкающего зв
на 1ТАЛ = 0,1 мм.
Определим размер последней шайбы из набора с учетом формул (5.191) и (5.193)|
5. > Д/2; 5. = 2* 'ГТЛа; 2г~ЧТАл = А/.2; 2Ы =
2/ТАа
Подставляя данные, получим 2г_1 =——— = —-— = 15. Откуда г =
21ТАа 2-0,1
и 55 = 25~‘-0,1 = 1,6 мм.
Тогда 5, = 0,1 мм; 5^ = 2-0,1 = 0,2 мм; 5^ = 2-0,2 = 0,4 мм; 54 = 2-0,4 = 0,8 мм и
55 = 2-0,8 = 1,6 мм.
Наибольшую толщину набора шайб определим по формуле
г
52.=^5,. = 25г-5| =(2г-1У7Мд = (25-1)о,1 = 3,1 мм.
/=1
5.12.16. МЕТОД ГРУППОВОЙ ВЗАИМОЗАМЕНЯЕМОСТИ.
СЕЛЕКТИВНАЯ СБОРКА ДЕТАЛЕЙ
Сущность метода групповой взаимозаменяемости заключаете«
в изготовлении деталей со сравнительно большими допусками
а для осуществления сборки детали сортируются на группы по факт
ческой величине сопрягаемых размеров деталей с более узкими груп
580
повыми допусками. Это обеспечивает при последующей сборке полу¬
чение требуемых по техническим условиям значений замыкающего звена
в пределах каждой группы. Сортировка может осуществляться как ав¬
томатически, так и вручную. При селективной сборке обеспечивается
полная взаимозаменяемость только в пределах каждой группы. Чем
больше число групп сортировки, тем меньше разброс значений замы¬
кающего звена в одной группе, тем выше точность селективной сбор¬
ки. Из этого следует, что точность сборки можно увеличивать безгра¬
нично. Однако это невозможно, так как вступают в силу ограничения,
связанные с возможностями измерительной техники, погрешностями
базирования в приспособлениях и т. п. Кроме того, увеличение числа
групп сортировки приводит к тому, что групповые допуски незначи¬
тельно отличаются, а процессы сортировки и сборки значительно ус¬
ложняются; уиеличивается количество деталей, для которых нет пары;
усложняется ремонт изделий в связи с отсутствием полной взаимоза¬
меняемости деталей в разных сборочных группах.
Метод селективной сборки широко применяется в производ¬
стве подшипников качения, при сборке резьбовых шпилек со сталь¬
ными корпусами (с целью обеспечения гарантированного натяга
в соединении), некоторых деталей гидрооборудования.
Рассмотрим расчет размерных цепей с использованием метода
селективной сборки на простейшем примере соединения двух дета¬
лей: вала и отверстия. Пусть допуски на изготовление вала и отвер¬
стия соответственно равны /ТВ и /ТА. Обычно поле допуска отвер¬
стия в соединении больше, чем допуск вала, т. е. /ТА > /ТВ. Сорти¬
ровку деталей будем осуществлять на п групп (рис. 5.155). Тогда,
очевидно, верхние {ESA, esB) и нижние (E/A, eib) отклонения для
к-й группы деталей можно определить по формулам:
Отп.
л-я гр.
к-я гр.
7-я гр.
‘о
в,
тг-
Ё
Ф '
<fk) max
* \
Отв
п-я гр.
A-я гр.
7-я гр.
Вал
п-я гр.
1-я гр.
/ья гр.
стах
1-я гр.
Вал
упах
я-я гр.
1-я гр.
Отв.
Вал
п-я гр.
1-я гр.
Рис . 5.155. Относительное положение полей допусков отверстия и вала
при расчете зазоров в соединениях, полученных методом селективной сборки:
а, б — посадки с зазором при [ТА > IТВ и при [ТА < [ТВ соответственно;
в — посадки с нагягом
581
Е5Лк)=^к+Е1А, е$В(к^—к+е1В\ (5.194)
п п
Е1А^ = 1™(к-\)+Е1А\ е1В'к) = —(к -1) + е1В. (5.195)
и и
Предельные зазоры в соединениях определяются по следующим
формулам:
сдала*=Е8Ат-е1В{к) =-(1ТА-/ТВ)+-^-+Е1Ае1В; (5.196)
п п
=Е1Аю _^ВЩ =К(1ТА-1ТВ)+^+Е1А-е1В.
п п
Средний зазор в соединении определяется по формуле
стах , г*тт
5ср= . С учетом (5.196) получим
= к(1ТА _1ТВ)+(Е1А -е1В)-1ТА~1ТВ = 1ТА-1ТВ(2к-1)+(Е1А -е1В).
" ” (5.197)
Допуск посадки в к-й группе деталей
/73'<*) = 5’1(*)п'“ = 1ТА+1ТВ = сопв!, (5.198)
т. е. величина зазора в к-й группе изменяется в следующих пределах
(относительно среднего значения):
$(*) = ПА-ГГВ (2к-\)+{Е1А -е1В)±1ТА +1ТВ. (5.199)
2и 2 п
Отсюда следует, что при селективной сборке наибольшие зазоры
уменьшаются, а наименьшие увеличиваются, приближаясь с ростом
числа групп сортировки к среднему зазору для данной посадки.
При равенстве допусков вала и отверстия зазор в любой группе
определяется по формуле
£*> ={Е1А-е1В)± 1ТА^Ш. (5.200)
и
Если 1ТА > 1ТВ, то при сборке посадок с гарантированным зазо4
ром ( ‘$7’“ >0, 5,тшш>0) наибольший зазор будет получаться в
группе, а наименьший — в 1-й
5тах=5.(*)тах = (//Л - /73)— + Е1А ~в1Ь\
п (5.201)
сшт =1у(1)тт =_1ТВ +Е1А-е1Ь.
п
582
Число групп деталей для селективной сборки определим, исходя
из требуемого допуска посадки Из (5.201) имеем
2ITB (5202)
ITSs-(ITAITB) ’
Неизвестными остаются нижние отклонения EIA и eiB. Верхние
отклонения при заданных значениях допусков ITA и ITB определя¬
ются по известным формулам: ESA = EIA + ITA; esB = eiB + ITB.
Число групп, полученное по формуле (5.202), округляется до бли¬
жайшего целого числа.
При расчете посадок с гарантированным натягом (S™x <0, «S'"“ <0)
наибольший натяг (наименьший зазор) будет в и-й группе, а наи¬
меньший натяг (наибольший зазор) — в 1-й группе:
^гаах =£Штах = ДГтт = 12А + EL4 - В :
П
Smin =SWm'n=N™' = ("-1)1ТА-ГГВ + EIA -eiB.
ss s n
Тогда число групп для селективной сборки
(5.203)
2ITA (5.204)
ITSs -(ITA-ITB) v
Одно из отклонений E/A или eiB определяется по формулам (5.203).
В посадках с натягом при селективной сборке наибольшие натяги
уменьшаются, а наименьшие увеличиваются, приближаясь с ростом
числа групп сортировки к среднему натягу для данной посадки.
Переходные посадки ( S™™ >0, Ssmin <0) рассчитывают по форму¬
лам для посадок с зазором, а число групп можно определить как по
формуле (5.202), так и по формуле (5.204).
В переходных посадках наибольшие натяги и зазоры уменьшают¬
ся, приближаясь с увеличением числа групп сортировки к тому натягу
или зазору, который соответствует серединам полей допусков деталей.
В посадках с гарантированным зазором при ITA < ITB (см. рис.
5.155) наибольший зазор будет в 1-й группе, а наименьший — в и-й,
т. е. так же, как в формулах (5.203), т. е. по ним и надо определять
необходимые предельные отклонения. Число групп в этом случае
определяют по формуле (5.204).
Посадки с натягом при ITA < ITB рассчитываются по формулам
(5.201), (5.202), а переходные посадки — по формулам (5.203), (5.204).
Действительные законы рассеяния размеров валов и отверстий,
как правило, несимметричны. При изготовлении деталей типа «вал»
центр группирования размеров обычно смещается в сторону испра¬
вимого брака, т. е. в сторону больших валов (рис. 5.156). В связи
с этим деталей типа «вал» в 1-й, 2-й, ... группах будет несколько
меньше, чем в симметричных с ними относительно центра поля
допуска в группах п и (и — 1).
Рис. 5.156. Асимметрия распределения отклонений размеров деталей:
/ — плотность распределения отклонений размеров деталей типа «отверстие»;
2 — плотность распределения отклонений размеров деталей типа «вал»;
ет, Ет— координаты середин полей допусков вала, отверстия;
ест• Ест ~ координаты, максимумов плотностей распределения отклонений размеров вала,
отверстия
Для деталей типа «отверстие» — наоборот: деталей в 1-й, 2-й,...
группах будет больше, чем в группах п и (и—1).
При селективной сборке деталей 1-й, 2-й, ... групп будут оста¬
ваться «лишние» детали типа «отверстие», а при сборке деталей групп
п и (л— 1) остаются «лишние» детали типа «вал», что ведет к накоп¬
лению незавершенного производства непарных деталей. Для умень¬
шения незавершенного производства необходимо так организовать
технологический процесс обработки сопрягаемых размеров, чтобы
уменьшить асимметрию распределения размеров деталей типа «ва¬
лов» и «отверстий». Полное отсутствие незавершенного произвол
ства возможно только при идентичности кривых распределения.
Отношения ITA/п и ITB/п называют групповыми допусками.
Пример. Требуется обеспечить сборку деталей типа «отверстие» и «вал» с зазо
ром в соединении 5= 16+10 мкм (ITSs = 20 мкм). Допуски на изготовление «отвер¬
стия» и «вала» ITА = 30 мкм, JTB = 20 мкм; соответственно «отверстие» изготавли¬
вается с основным отклонением Н (EJA = 0). Необходимо определить предельны«
отклонения вала и число групп сортировки деталей для их селективной сборки.
584
Решение. Так как поле допуска отверстия больше поля допуска вала
(ITA > ITB), а максимальный и минимальный зазоры больше нуля
(S™* =26 >0, = 6 > 0), то требуется посадка с гарантированным зазором.
Определим число групп сортировки по формуле (5.202)
2/72 2-20 _
10
- = — =4.
/75 5 - (1ТА - 1ТВ ) 20 -(30 - 20)
По формуле (5.201) определим нижнее предельное отклонение вала (еИ1)
6 = -—+ 0-е/Я,
4
откуда еШ =—11 мкм.
Верхнее предельное отклонение вала (езВ) найдем из выражения
еуВ = е/'Д + ПВ = —11 + 20 = 9 мкм
Схемы полей допусков с разделением их на группы представлены на рис. 5.157.
Рис. 5.157. Схема расположения
полей допусков при селективной
сборке двух деталей
при их равномерном разделении
£5/1 = 30
+ 22,5
+ 15
+ 7,5
0
Отв.
IV
III
II
EIA--0
Вал
IV
III
II
esB—9
+4
-1
-6
eiB-i 1
Предельные значения зазоров по группам приведены в табл.5.72:
5.72. Предельные значения зазоров по группам деталей
для селективной сборки
Предельные значения зазора,
Группа деталей для селективной сборки
мкм
I
II
III
IV
g (/) шах
18,5
21
23,5
26
g (/)min
6
8,5
11
13,5
Анализ приведенных результатов показывает, что только на одной из границ
в двух группах 1 и IV появляются предельно допустимые зазоры (цифры, выделен¬
ные шрифтом); в двух других группах — II и III расчетные значения предельных
зазоров не достигают регламентированных пределов.
1. СУЩНОСТЬ И СОДЕРЖАНИЕ
СЕРТИФИКАЦИИ
1.1. Термины и определения
Сертификация
Раздел III
Инструментом, гарантирующим соответствие показателей каче¬
ства продукции требованиям нормативно-технической документа¬
ции и стандартам, является сертификация.
В переводе с латинского языка слово «сертификация» можно
перевести как «верно сделано» (certum — верно, facere — делать).
Определение понятия «сертификация» было впервые разработа¬
но специальным Комитетом Совета Международной организации
по стандартизации (ИСО) по вопросам сертификации (СЕРТИКО)
и включено в Руководство № 2 ИСО (1982 г.) «Общие термины и их
определения в области стандартизации, сертификации и аккредита¬
ции испытательных лабораторий». В соответствии с этим руковод
ством «сертификация соответствия представляет собой действие, удо¬
стоверяющее посредством сертификата соответствия или знака со
ответствия, что изделие или услуга соответствует определенным
стандартам или другому нормативно-техническому документу».
В переработанном варианте Руководства № 2 ИСО «Термины
и их определения в области стандартизации, сертификации и акк¬
редитации испытательных лабораторий» термин «сертификация» не
определен, к нему лишь даны примечания. Сертификация является
общим термином, подразумевающим участие третьей стороны, в сер¬
тификации продукции, технологических процессов или услуг (сер¬
тификация соответствия).
В пересмотренный вариант Руководства включена группа тер¬
минов, относящихся к понятию «соответствие продукции». Так «со*
586
ответствие» определено как «удовлетворение продукцией, техноло¬
гическими процессами или услугами установленных требований».
В настоящее время под сертификацией соответствия понимает¬
ся действие третьей стороны, доказывающее, что обеспечивается не¬
обходимая уверенность в том, что должным образом идентифициро¬
ванная продукция, процесс или услуга соответствует конкретному
стандарту или другому нормативному документу.
В этом определении по сравнению с определением понятия «сер¬
тификация» 1982 г. имеется три существенных изменения:
— сертификация в настоящее время непосредственно связана с дей¬
ствием третьей стороны (лицо или орган, признаваемые независимы¬
ми от участвующих сторон в рассматриваемом вопросе (ИСО/МЭК 2);
— наличие строгой системы сертификации, располагающей оп¬
ределенными правилами, процедурами и управлением (действие по
оценке соответствия производится должным образом);
— существенное расширение области распространения серти¬
фикации соответствия (сертификации подлежат продукция, процессы
и услуги, системы качества, персонал).
В мае 2000 г. Государственный комитет Российской Федерации
по стандартизации и метрологии с целью обеспечения практичес¬
кой реализации положений Федерального Закона «О внесении из¬
менений и дополнений в Закон Российской Федерации «О серти¬
фикации продукции и услуг» утвердил «Правила по проведению сер¬
тификации в Российской Федерации».
В этих правилах используются следующие понятия.
Подтверждение соответствия — процедура, результатом кото¬
рой является документальное свидетельство (сертификат соответ¬
ствия или декларация о соответствии), удостоверяющее, что про¬
дукция соответствует установленным требованиям.
Сертификация продукции (далее — сертификация) — процедура
подтверждения соответствия, посредством которой независимая от
изготовителя (продавца, исполнителя) и потребителя (покупателя)
организация удостоверяет в письменной форме, что продукция со¬
ответствует установленным требованиям.
Система сертификации — совокупность участников сертифика¬
ции, осуществляющих сертификацию по правилам, установленным
в этой системе.
Система сертификации однородной продукции — система серти¬
фикации, распространяющаяся на виды продукции, объединенные
по признакам общности назначения, характера требований, общи¬
ми правилами и процедурами сертификации.
V
Центральный орган системы сертификации — орган, возглавляю¬
щий систему сертификации или систему сертификации однородной
продукции.
Орган по сертификации — организация, проводящая сертифика¬
цию определенной продукции.
Испытательная лаборатория (испытательный центр) — лаборато- I
рия (центр), которая проводит испытания (отдельные виды исмыта I
ний) определенной продукции (далее — испытательная лаборатория). I
Сертификат соответствия (далее — сертификат) — документ, I
выданный по правилам системы сертификации, удостоверяющий, I
что должным образом идентифицированная продукция соответствует I
установленным требованиям.
Декларация о соответствии — документ, в котором изготовитель I
(продавец, исполнитель) на основе имеющихся у него документов I
удостоверяет, что поставляемая (продаваемая) им продукция соот- I
ветствует установленным требованиям.
Знак соответствия — зарегистрированный в установленном по I
рядке знак, который по правилам, установленным в данной системе I
сертификации, подтверждает соответствие маркированной им про I
дукции установленным требованиям.
Аккредитация органа по сертификации или испытательной лабо I
ратории (цетра) — процедура, посредством которой аккредитую-1
щий орган официально признает компетентность органа по серти- 1
фикации или испытательной лаборатории (центра) выполнять конк-1
ретные работы в определенной области сертификации или испытаний
Инспекционный контроль за сертифицированной продукцией — кон
трольная оценка соответствия, осуществляемая с целью установлс-1
ния, что продукция продолжает соответствовать заданным требова
ниям, подтвержденным при сертификации.
Заявитель — изготовитель, продавец, исполнитель, обратившие* I
ся с заявкой на проведение работ по подтверждению соответствия
Эксперт по сертификации — лицо, аттестованное на право проне- I
дения одного или нескольких видов работ в области сертификации Л
Схема сертификации — форма сертификации, определяющая сов«-1
купность действий, результаты которых рассматриваются в качеств!
доказательства соответствия продукции установленным требованиям 1
Идентификация продукции — процедура, посредством которой ус -1
танавливается тождественность представленной на сертификации»
продукции ее наименованию и другим характерным признакам, по
зволяющим однозначно соотнести сертифицированную продукцию
с выданным на нее сертификатом соответствия.
1.2. Основные цели и принципы сертификации
Цели сертификации. Сертификация направлена на достижение
следующих целей:
— защита потребителя от недобросовестности изготовителя (про¬
давца, исполнителя);
— контроль безопасности продукции для окружающей среды,
жизни, здоровья и имущества;
— подтверждение показателей качества продукции, заявленных
изготовителями;
— содействие потребителям в компетентном выборе продукции;
— содействие экспорту и повышение конкурентоспособности продукции;
— создание условий для деятельности организаций и индивиду¬
альных предпринимателей на едином товарном рынке Российской
Федерации, а также для участия в международном экономическом,
научно-техническом сотрудничестве и международной торговле.
Принципы сертификации. Проведение сертификации базируется
на следующих принципах.
Законодательная база, система сертификации. Деятельность по
сертификации в Российской Федерации основана на законе Рос¬
сийской Федерации «О сертификации продукции и услуг», «О за¬
щите прав потребителей» и других законодательных и нормативно
правовых актах Российской Федерации, касающихся сертификации
отдельных видов продукции (Законодательная база сертификации).
Объективность, достоверность и независимость информации об
объекте сертификации от изготовителя и потребителя.
Открытость информации о результатах сертификации. В работах
по сертификации участвуют организации любых организационно¬
правовых форм, независимые от изготовителя (продавца, исполни¬
теля) и потребителя (покупателя) сертифицируемой продукции, при¬
знающие и выполняющие правила системы сертификации.
Гармонизация правил и рекомендаций с международными нормами
и правилами. Для обеспечения признания сертификатов и знаков
соответствия за рубежом правила и рекомендации по сертификации
построены в соответствии с действующими международными нор¬
мами и правилами, изложенными в руководствах Международной
организации по стандартизации (ИСО) и Международной электро¬
технической комиссии (МЭК), международных стандартах ИСО се¬
рий 9000 и 10000, 14000, европейских стандартах серий 45000 и 29000,
документах других международных и региональных организаций,
осуществляющих работы по сертификации.
589
Признание аккредитации зарубежных органов по сертификации
и испытательных лабораторий, а также сертификатов и знаков со¬
ответствия в России (соответственно российских за рубежом) осу¬
ществляется на основе многосторонних и двусторонних соглаше¬
ний, участником которых является Российская Федерация.
Конфиденциальность информации. В системах сертификации со¬
блюдается конфиденциальность информации, если она составляв!
коммерческую тайну.
Право заявителя выбирать орган по сертификации.
Исключение дискриминации по отношению к иностранным заявителе.
1.3. Обязательная и добровольная сертификация
В Российской Федерации сертификация может иметь обязатель¬
ный и добровольный характер.
Обязательная сертификация — подтверждение уполномоченным
на то органом соответствия продукции обязательным требованиям,
установленным законодательством.
Если на товары (работы, услуги) законом или в установленном
им порядке, в частности стандартами, установлены обязательные трс
бования, обеспечивающие их безопасность для жизни, здоровья по
требителя, окружающей среды и предотвращение причинения вреда
имуществу потребителя, то соответствие товаров (работ, услуг) ука
занным требованиям подлежит обязательному подтверждению в по
рядке, предусмотренном законом и иными правовыми актами.
К нормативным документам, используемым при обязательном
сертификации, относятся законы Российской Федерации, государ
ственные стандарты (в том числе принятые в Российской Федер"
ции межгосударственные и международные стандарты), санитарны
нормы и правила, строительные нормы и правила, нормы по безо
пасности, а также другие документы, которые в соответствии с за
конодательством Российской Федерации устанавливают обязател!
ные требования к продукции.
Обязательная сертификация является формой государственного
контроля за безопасностью продукции.
Основной целью обязательной сертификации является защиги
прав потребителей от приобретения (использования) товаров, ра
бот, услуг, которые опасны для их жизни, здоровья, имущества,
а также для окружающей среды.
Перечень товаров (работ, услуг), в отношении которых закон»»
дательными актами предусмотрена их обязательная сертификация
590
утверждается Правительством Российской Федерации. На основа¬
нии перечня Госстандарт России разрабатывает и вводит в действие
«Номенклатуру продукции и услуг (работ), подлежащих обязатель¬
ной сертификации» (табл. 1.1).
1.1. Объекты обязательной сертификации
Продукция
Услуги
Товары машиностроительного комплекса
Бытовые
Товары электротехнической промышлен¬
ности
Связи
Товары сельскохозяйственного производства
Торговли
Пищевая продукция
Пассажирского транспорта
Товары легкой промышленности
Общественного питания
Медицинская техника
Туристские
Товары сырьевых отраслей и дерево¬
обработки
Другие
Средства индивидуальной зашиты органов
дыхания
Тара
Изделия пиротехники
Ветеринарные биологические препараты
При обязательной сертификации действие сертификата соответ¬
ствия и знака соответствия распространяется на всей территории
Российской Федерации. Организация работ по обязательной серти¬
фикации возлагается на специальный орган исполнительной власти
и области сертификации — Госстандарт России. В отдельных случа¬
ях, предусмотренных законодательными актами, может возлагаться
на другие федеральные органы исполнительной власти.
Наиболее представительной системой обязательной сертификации
является Система обязательной сертификации ГОСТ Р, руководство
которой осуществляет Госстандарт России. В рамках этой системы дей¬
ствуют системы сертификации однородной продукции и услуг и др.
Подтверждение соответствия продукции, подлежащей обязатель¬
ной сертификации, может также проводиться посредством принятия
изготовителем (продавцом, исполнителем) декларации о соответствии.
591
1
1.4. Добровольная сертификация
Добровольная сертификация проводится по инициативе заяви¬
телей на соответствие требованиям стандартов, технических усло¬
вий, рецептур и других документов, определяемых заявителем.
Добровольная сертификация проводится органами по доброволь¬
ной сертификации на условиях договора между заявителем и орга¬
ном по сертификации.
Органом по добровольной сертификации может быть юридичес¬
кое лицо, образовавшее и зарегистрировавшее в Госстандарте России
систему добровольной сертификации и ее знак соответствия, а также
юридическое лицо, взявшее на себя функции органа по доброволь¬
ной сертификации на условиях договора с юридическим лицом,
образовавшим систему. Добровольная сертификация может также про¬
водиться органами по обязательной сертификации, входящими в си¬
стему обязательной сертификации, если это предусмотрено ее прави
лами и при наличии в системе знака соответствия добровольной сер
тификации, зарегистрированного в установленном порядке.
Основной целью добровольной системы сертификации является
обеспечение конкурентоспособности продукции (работ, услуг).
Объектами добровольной сертификации (табл. 1.2) является про¬
дукция (процессы, услуги), которые не включены в Перечень и он
ределяются заявителем (либо в договорных отношениях).
1.2. Объекты добровольной сертификации
Продукция
Услуги
Системы
управления
Персонал
Системы качеств!
Производстве н -
но-техническо-
го назначения
Материальные
Экологического
по модели ИСО
14001
В области
неразрушаю¬
ще го контроля
По моделям
ИСО
9001-9003
Социально-
бытового
назначения
Нематери¬
альные
Сертификации
и др.
Правила проведения добровольной сертификации определяются
органами по добровольной сертификации. Необходимо отметить, чг«т
как в системах обязательной сертификации эти правила базируются
на рекомендациях международных и региональных организаций.
В нашей стране преобладающими являются системы обязатель¬
ной сертификации, а за рубежом — системы добровольной серти¬
фикации. По мере возрастания конкуренции на рынке будет возрл
стать потребность в добровольной сертификации (табл. 1.3).
592
1.3. Основные особенности
обязательной и добровольной сертификации
Характер сертификации
Обязательная
Добровольная
Основная цель
Обеспечение защиты прав потребите¬
лей от приобретения (использования)
товаров, работ, услуг, которые опасны
для их жизни, здоровья, имущества,
а также для окружающей среды
Обеспечение конкурентоспособности
продукции (работ, услуг)
Объекты сертификации
Перечень продукции (работ, услуг),
подлежащих обязательной сертифи¬
кации, утвержденных постановлением
Правительства РФ
Продукция (процессы, услуги), которые
не включены в Перечень, а определены
заявителем или в договорных отношениях
Основание для проведення
Инициатива заявителя на договорных
условиях между ним и органом по серти¬
фикации
Нормативная база
Нормативные документы, устанавлива¬
ющие обязательные требования к про¬
дукции (работам, услуг)
Техническая документация заявителя,
стандарты различных категорий
Сущность оценки соответствия
Оценка соответствия обязательным тре¬
бованиям, предусмотренных соответству¬
ющими законодательными актами, вводя¬
щими обязательную сертификацию
Оценка соответствия требованиям
заявителя
1.5. Участники сертификации
1.5.1. УЧАСТНИКИ ОБЯЗАТЕЛЬНОЙ СЕРТИФИКАЦИИ.
ФУНКЦИИ И ОБЯЗАННОСТИ
В соответствии с Законом Российской Федерации «О сертифи¬
кации продукции и услуг» (Статья 8), участниками обязательной
сертификации являются Госстандарт России, иные государствен¬
ные органы управления Российской Федерации, уполномоченные
проводить работы по обязательной сертификации, органы по сер¬
тификации, испытательные лаборатории (центры), изготовители
(продавцы, исполнители) продукции, а также центральные органы
38. Я. М. Радкевич
593
систем сертификации, определяемые в необходимых случаях для
организации и координации работ в системах сертификации одно¬
родной продукции. Допускается участие в проведении работ по
обязательной сертификации зарегистрированных некоммерческих
(бесприбыльных) объединений (союзов) и организаций любых форм
собственности при условии их аккредитации соответствующим го¬
сударственным органом управления.
Изготовители продукции и исполнители услуг представляют пер¬
вую сторону, заказчики — вторую сторону, а органы по сертифика¬
ции, испытательные лаборатории, уполномоченные федеральные
органы исполнительной власти — третью сторону.
Изготовители (продавцы, исполнители) продукции, подлежащей обя¬
зательной сертификации и реализуемой на территории Российской
Федерации, обязаны: реализовывать эту продукцию только при на¬
личии сертификата, выданного или признанного уполномоченным
на то органом; обеспечивать соответствие реализуемой продукции
требованиям нормативных документов, на соответствие которым она
была сертифицирована, и маркирование ее знаком соответствия н
установленном порядке; указывать в сопроводительной технической
документации сведения о сертификации и нормативных документах,
которым должна соответствовать продукция; обеспечивать доведение
этой информации до потребителя (покупателя, заказчика); приоста¬
навливать или прекращать реализацию сертифицированной продук¬
ции, если она не отвечает требованиям нормативных документов, на
соответствие которым сертифицирована, по истечении срока действия
сертификата или в случае, если действие сертификата приостановле¬
но либо отменено решением органа по сертификации; обеспечивать
беспрепятственное выполнение своих полномочий должностными
лицами органов, осуществляющих обязательную сертификацию про¬
дукции и контроль за сертифицированной продукцией; извещать орган
по сертификации в установленном им порядке об изменениях, вне¬
сенных в техническую документацию или в технологический про¬
цесс производства сертифицированной продукции (Статья 13).
Орган по сертификации: сертифицирует продукцию, выдает сер¬
тификаты и лицензии на применение знака соответствия; приоста¬
навливает либо отменяет действие выданных им сертификатов; пре¬
доставляет заявителю по его требованию необходимую информа¬
цию в пределах своей компетенции (Статья 11).
Испытательные лаборатории (центры), аккредитованные в установ¬
ленном соответствующей системой сертификации порядке, осушеств-
594
ляют испытания конкретной продукции или конкретные виды испы¬
таний и выдают протоколы испытаний для целей сертификации.
Орган по сертификации может быть аккредитован как испыта¬
тельная лаборатория. Такой орган называется сертификационным
центром («Ростест—Москва»),
Для организации и координации работ в системах сертификации
однородной продукции создаются центральные органы сертификации.
Центральный орган системы сертификации: организует, коорди¬
нирует работу и устанавливает правила процедуры и управления
в возглавляемой им системе сертификации; рассматривает апелля¬
ции заявителей по поводу действий органов по сертификации, ис¬
пытательных лабораторий (центров) (Статья 10). Функцию цент¬
рального органа по сертификации в Системе сертификации ГОСТ Р
возложены на ВНИИС.
Специально уполномоченный федеральный орган исполнительной влас¬
ти (Госстандарт России). Госстандарт России руководит Системой
ГОСТ Р. В рамках этой системы он осуществляет следующие функ¬
ции: создает системы сертификации однородной продукции и уста¬
навливает правила процедуры и управления для проведения сертифи¬
кации в этих системах; осуществляет выбор способа подтверждения
соответствия продукции требованиям нормативных документов
(формы сертификации); определяет центральные органы систем сер¬
тификации; аккредитует органы по сертификации и испытательные
лаборатории (центры) и выдает им разрешения на право проведения
определенных видов работ (лицензии на проведение определенных
видов работ); ведет государственный реестр участников и объектов сер¬
тификации; устанавливает правила признания зарубежных сертифи¬
катов, знаков соответствия и результатов испытаний; устанавливает
правила аккредитации и выдачи лицензий на проведение работ по
обязательной сертификации; осуществляет государственный контроль
и надзор и устанавливает порядок инспекционного контроля за со¬
блюдением правил сертификации и за сертифицированной продукцией;
рассматривает апелляции по вопросам сертификации; выдает серти¬
фикаты и лицензии на применение знака соответствия (Статья 9).
Эксперт по сертификации, как лицо, аттестованное федераль¬
ным органом исполнительной власти на право проведения одного
или нескольких видов работ в области сертификации, является важ¬
ным участником процедуры сертификации. От его знаний, опыта,
компетентности, добросовестности зависит обоснованность и дос¬
товерность принятия решения о выдаче сертификата соответствия.
38* 595
1.5.2. УЧАСТНИКИ ДОБРОВОЛЬНОЙ СЕРТИФИКАЦИИ.
ФУНКЦИИ И ОБЯЗАННОСТИ
Участниками добровольной сертификации могут быть любые юри¬
дические лица независимо от формы собственности, выполняющие
правила соответствующей системы добровольной сертификации.
Структурой системы предусматриваются руководящий орган си¬
стемы добровольной сертификации, орган по добровольной серти¬
фикации,. испытательные лаборатории, эксперты и заявители.
Руководящий орган системы добровольной сертификации обес¬
печивает регистрацию системы добровольной сертификации на свое
имя (как юридического лица) и возглавляет систему добровольной
сертификации, обеспечивая ее функционирование.
В задачу руководящего органа входит проведение единой техни¬
ческой политики в системе, руководство органами по добровольной
сертификации и координация их деятельности. Кроме того, руково
дящий орган ведет реестр участников и объектов добровольной сер¬
тификации в системе, рассматривает апелляции в случаях несогласия
участников сертификации с принятыми в отношении их решениями
Как руководящий орган, так и орган по добровольной сертифи
кации выполняют следующие основные функции: сертифицирую г
объекты добровольной сертификации, выдают сертификаты соответ
ствия, предоставляют право применения знака соответствия системы
на условиях договора с заявителем; регистрируют сертификаты с dot
ветствия; осуществляют инспекционный контроль за сертифициро
ванными объектами; приостанавливают или отменяют действие вы
данных ими сертификатов.
Испытательные лаборатории в системе добровольной сертифи
кации выполняют следующие основные функции: проводят испы
тания и выдают протоколы испытаний; обеспечивают свое соответ
ствие требованиям аккредитации; обеспечивают достоверность,
объективность и требуемую точность результатов испытаний.
Участники системы добровольной сертификации несут следующую
ответственность за свои действия: орган по добровольной сертифика
ции несет ответственность за достоверность и объективность подтверж
даемых им требований, правильность выдачи сертификата соответствии
или подтверждения его действия; испытательная лаборатория Hecei от¬
ветственность за достоверность, объективность результатов испытаний;
заявитель (держатель сертификата) несет ответственность за обеспечс
ние соответствия при реализации или использовании сертифицирован
ного объекта, а также за правильность применения знака соответствия
Специальные меры ответственности, установленные законода
тельством для обязательной сертификации, не распространяются на
добровольную сертификацию.
596
1.6. Порядок
проведения сертификации продукции
1.6.1. СИСТЕМЫ СЕРТИФИКАЦИИ ПРОДУКЦИИ
Законом Российской Федерации «О сертификации товаров и ус¬
луг» предусматривается, что непосредственная деятельность по сер¬
тификации конкретных видов продукции осуществляется в рамках
соответствующих систем сертификации.
К настоящему времени Госстандарт России зарегистрировал мно¬
жество систем обязательной сертификации, возглавляемых различ¬
ными федеральными органами исполнительной власти, например,
такими, как Госстандарт России, Департамент воздушного транс¬
порта Минтранса России, Министерство путей сообщения, Мини¬
стерство транспорта России и др. Сокращенный перечень самосто¬
ятельных систем обязательной сертификации приведен в табл. 1.4.
1.4. Российские системы обязательной сертификации
Название системы
Регистрационный номер
Положение о Системе сертификации
ГОСТ Р
РОСС И и 0001.010001 Госстандарт
России
Система сертификации авиационной
техники и объектов гражданской авиации
РОСС Яи ОООІ.ОІАТОО Межгосударст¬
венный авиационный комитет
Система сертификации на воздушном
транспорте
РОСС Яи 0001.01АТ01 Департамент
воздушного транспорта Минтранса России
Система сертификации продукции и услуг
в области пожарной безопасности
РОСС Я1Л 0001.01 ББ00 ГУ Государствен¬
ной противопожарной службы МВД России
Система сертификации на федеральном
железнодорожном транспорте Российской
Федерации
РОСС Яи 000І.01ЖТ00 Министерство
путей сообщения Российской Федерации
Федеральная система сертификации
космической техники научного и народ¬
нохозяйственного значения
РОСС Яи 0001.01 ТОО Российское кос¬
мическое агентство
Система сертификации безопасности
взрывоопасных производств
РОСС Яи 0001.01БВ00 Госкомоборон¬
пром России
Система сертификации морских граж¬
данских судов
РОСС Яи 0001.01МФ00 Служба
Морского Флота Минтранса РФ
Система сертификации «Электросвязь»
РОСС Яи 0001.01ЭС00 Управление дел
Минсвязи России
Региональная система сертификации
услуг общественного питания в Москве
РОСС Яи 0001.ОШОО Департамент
потребительского рынка
597
Самой крупной системой обязательной сертификации является
Система сертификации ГОСТ Р, разработанная Госстандартом Рос¬
сии. В Систему сертификации ГОСТ Р входят порядка 40 систем
сертификации однородной продукции и услуг, около 900 аккреди¬
тованных органов по сертификации и около 2000 испытательных
лабораторий. В Системе сертификации ГОСТ Р за рубежом аккре¬
дитовано 4 органа по сертификации и несколько испытательных
лабораторий. Наличие этих органов по сертификации и испыта¬
тельных лабораторий способствует процессу сертификации продук¬
ции, ввозимой на территорию РФ из-за рубежа.
Система сертификации ГОСТ Р выдает ежегодно около 500 ты¬
сяч сертификатов на продукцию и услуги.
1.6.2. СХЕМЫ СЕРТИФИКАЦИИ ПРОДУКЦИИ
Схемы сертификации продукции, применяемые в Российской
Федерации, разработанные с учетом рекомендаций ИСО/МЭК, при¬
ведены в табл. 1.5.
1.5. Схемы сертификации продукции
Номер схемы
Испытания в аккреди¬
тованных испытательных
лабораториях и другие
способы доказательства
соответствия
Проверка производства
(системы качества)
Инспекционный контроль
сертифицированной
продукции (системы
качества, производства)
1
2
3
4
1
Испытание типа
-
—
1а
То же
Анализ состояния
производства
—
2
»
-
Испытания образцов,
взятых у продавца
2а
»
Анализ состояния
производства
Испытания образцон,
взятых у изготовителя.
Анализ состояния про
изводства
3
»
-
Испытания образцон,
взятых у изготовителя
За
»
Анализ состояния
производства
Испытания образцон,
взятых у изготовителя.
Анализ состояния про
изводства
598
Продолжение табл. 1.5
1
2
3
4
4
Испытание типа
—
Испытания образ¬
цов, взятых у продав¬
ца. Испытания образ¬
цов, взятых у изго¬
товителя
4а
То же
Анализ состояния
производства
Испытания образ¬
цов, взятых у продав¬
ца. Испытания об¬
разцов, взятых у из¬
готовителя
5
»
Сертификация
производства или
сертификация сис¬
темы качества
Контроль сертифи¬
цированной систе¬
мы качества (произ¬
водства). Испыта¬
ния образцов, взя¬
тых у продавца и(или)
у изготовителя
6
Рассмотрение дек¬
ларации о соответст¬
вии (с прилагаемы¬
ми документами)
Сертификация
систем качества
Контроль сертифи¬
цированной систе¬
мы качества (произ¬
водства)
7
Испытание партии
—
—
8
Испытание каж¬
дого образца
—
—
9
Рассмотрение дек¬
ларации о соответст¬
вии (с прилагаемы¬
ми документами)
-
—
9а
То же
Анализ состояния
производства
—
10
»
—
Испытания образ¬
цов, взятых у изго¬
товителя и у продавца
10а
»
Анализ состояния
производства
Испытания образ¬
цов, взятых у изгото¬
вителя и у продавца.
Анализ состояния
производства
599
Из таблицы видно, что в качестве способов доказательства ис¬
пользуют: испытание типа, проверку производства, инспекцион¬
ный контроль и рассмотрение декларации о соответствии (с при¬
лагаемыми документами).
Один или совокупность нескольких способов доказательства оп¬
ределяют содержание схемы определенного номера.
Содержание способов доказательства сводится к следующему.
Испытание типа, т. е. испытание одного или нескольких образ¬
цов, являющихся ее типовыми представителями. В схеме 7 произво¬
дится испытание партии продукции, которая отбирается с исполь¬
зованием метода статистического контроля, а в схеме 8 испытанию
подвергается каждая единица продукции, т. е. имеет место ужесто¬
чение контроля испытаний при переходе от схемы 1 к схеме 8.
Проверка производства применяется тогда, когда для объектив¬
ной оценки качества недостаточно испытаний, а необходим анализ
технологического процесса для оценки стабильности качества про¬
дукции. Этот способ доказательства является главным для оценки
производства скоропортящейся продукции, так как сроки годности
продукции меньше времени, необходимого для организации и про¬
ведения испытаний в ИЛ.
Наиболее высокая надежность проверки производства достига¬
ется при сертификации системы качества (схемы 5 и 6).
Инспекционный контроль (ИК) предусмотрен в большинстве схем.
ИК проводят после выдачи сертификата. Он может проводиться
в форме испытания образцов (схемы 2, 2а, 3, За, 4, 4а) либо в форме
контроля сертифицированной системы качества (производства).
Рассмотрение заявки-декларации — это способ доказательства, ко¬
торый представляет первая сторона-изготовитель. Заимствован и вве¬
ден из практики сертификации в ЕС. Способ заключается в том,
что руководитель предприятия представляет в орган по сертифика¬
ции заявку-декларацию с приложением к ней протоколов испыта
ний, а также информации об организации на предприятии контро¬
ля качества продукции. Этот способ находит применение при сер¬
тификации продукции зарубежных изготовителей, имеющих высокую
репутацию на рынке, а также при сертификации продукции малых
предприятий, продукции, например, фермеров и т. п.
Область применения и содержание схем сертификации, приве¬
денных в табл. 1.5, сводится к следующему.
Схема 1 ограничивается испытанием в аккредитованной лабора¬
тории типа, т. е. типового образца, взятого из партии товара. Схема
применяется для изделий сложной конструкции.
600
Схема 1а включает дополнительно к схеме 1 анализ (оценку)
состояния производства.
Схема 2 усложняется, так как помимо испытания образца, после
чего заявитель получает сертификат соответствия, в ней предусмот¬
рен инспекционный контроль за сертифицированной продукцией,
находящейся в торговле. Для этого образцы отбираются в торговых
организациях и подвергаются испытаниям в лаборатории.
Схема 2а содержит дополнение к схеме 2 — анализ (оценку)
состояния производства до выдачи сертификата.
Схема 3 предусматривает испытание образца, а после выдачи
сертификата — инспекционный контроль путем испытания образ¬
ца, отбираемого на складе готовой продукции предприятия-изгото¬
вителя перед отправкой потребителю. Образец подвергается испы¬
танию в лаборатории.
Схема За предусматривает испытание типа и анализ (оценку)
состояния производства до выдачи сертификата, а также инспекци¬
онный контроль по схеме 3.
Схема 4 состоит в испытании типового образца, как в предыду¬
щих схемах, с усложненным инспекционным контролем: образцы
для контрольных испытаний отбираются как со склада изготови¬
теля, так и у продавца.
Схема 4а в дополнение к схеме 4 включает анализ состояния
производства до выдачи сертификата соответствия на продукцию.
Схема 5 самая сложная. Она включает испытание типового об¬
разца, проверку производства путем сертификации системы обеспе¬
чения качества, либо сертификацию самого производства, более стро¬
гий инспекционный контроль, который проводится в двух формах:
как испытание образцов сертифицированной продукции, отобран¬
ных у продавца и у изготовителя и, в дополнение к этому, — как
проверка стабильности условий производства и действующей сис¬
темы управления качеством.
Схема 6 подтверждает выгодность для предприятия иметь серти¬
фикат на систему качества. Дело в том, что эта схема заключается
и оценке на предприятии действующей системы качества органом
но сертификации, но если сертификат на систему качества пред¬
приятие уже имеет, ему достаточно представить заявление-деклара¬
цию. Заявление-декларация регистрируется в органе по сертифика¬
ции и служит основанием для получения лицензии на использова¬
ние знака соответствия.
Схема 7 заключается в испытании партии товара. Это значит,
что от партии товара, изготовленной предприятием, отбирается по
установленным правилам средняя проба (выборка), которая прохо¬
дит испытания в лаборатории с последующей процедурой выдачи
сертификата. Инспекционный контроль не проводится.
Схема 8 состоит из испытания каждого изделия, изготовленного
предприятием, в испытательной лаборатории и дальнейшего при¬
нятия решения, органом по сертификации о выдаче сертификата.
Схема 9-10а опирается на заявление-декларацию изготовителя
с последующим инспекционным контролем за сертифицируемой про¬
дукцией. Такой принцип сертификации подходит для небольших
предприятий и товаров, выпускаемых малыми партиями. В отдель¬
ных случаях предусматривается анализ состояния производства. За¬
явление-декларацию подписывает руководитель предприятия, при¬
лагает протокол испытаний продукции на предприятии, информа¬
цию о надежности системы контроля качества ее при производстве.
Документы рассматривает орган по сертификации однородной
продукции, который принимает решение о возможности признания
заявления-декларации и выдаче сертификата соответствия.
1.6.3. ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОВЕДЕНИЯ СЕРТИФИКАЦИИ
Сертификация продукции проходит по следующим основным этапам.
Подача заявки на сертификацию.
Для проведения сертификации заявитель направляет заявку н
соответствующий орган по сертификации. При наличии несколь¬
ких органов по сертификации данной продукции заявитель вправе
направить заявку в любой из них. Заявителем может быть любое
юридическое лицо или предприниматель, представившее продук¬
цию на сертификацию и признающее правила системы сертификат]
ции и оплатившие расходы на ее проведение.
При обязательной сертификации по схемам с использованием
декларации о соответствии заявитель подает в орган по сертифика
ции вместе с заявкой и декларацию о соответствии.
Рассмотрение и принятие решения по заявке.
Орган по сертификации рассматривает заявку и не позднее
15 дней сообщает заявителю решение. В решении содержатся уело
вия сертификации, в частности: схема сертификации; перечень не¬
обходимых документов, перечень аккредитованных испытательных
лабораторий; перечень органов, которые могут провести сертифн
кацию производства или системы качества. Выбор конкретной ис
пытательной лаборатории, органа по сертификации для сертифика
ции системы качества (производства) осуществляет заявитель.
602
В соответствии с «Положением о системе сертификации ГОСТ Р»
к сертификации допускается продукция, которая пригодная для ис¬
пользования по назначению и имеющая необходимую маркировку,
техническую документацию, содержащую информацию о продукции
в соответствии с Законом РФ «О защите прав потребителей».
Отбор, идентификация образцов и их испытания.
Образцы для испытаний отбирают, как правило, в испытатель¬
ной лаборатории. Испытания проводят на образцах, конструкция,
состав и технология изготовления которых такая же, как у продук¬
ции, поставляемой потребителю.
Количество образцов, порядок их отбора и хранения устанавли¬
ваются в соответствии с нормативной документацией или методи¬
ческими документами по сертификации.
Осуществляемая на данном этапе идентификация подтверждает
подлинность продукции, ее соответствие наименованию, номеру
партии, указанному на маркировке.
Испытания проводятся в испытательной лаборатории, аккре¬
дитованных на право проведения тех испытаний, которые предус¬
мотрены в нормативной документации, используемой при серти¬
фикации данной продукции. Протоколы испытаний представля¬
ются заявителю и в орган по сертификации.
Проверка производства.
Осуществляется, если она предусмотрена схемой сертификации.
В зависимости от схемы сертификации могут производиться анализ
состояния производства, сертификация производства и сертифика¬
ция системы качества.
Анализ полученных результатов, принятие решения о возможности
выдачи сертификата.
После анализа протоколов испытаний, проверки производства
орган по сертификации осуществляет оценку соответствия про¬
дукции установленным требованиям и в случае положительных ре¬
зультатов оформляет сертификат и регистрирует его. Сертификат
действителен только при наличии регистрационного номера. При
обязательной сертификации сертификат выдается, если продукция
полностью соответствует всем требованиям нормативной документа¬
ции, установленным для данной продукции. Обязательной составной
частью сертификата соответствия является сертификат пожарной бе¬
зопасности. Порядок организации и проведения сертификации про¬
дукции и услуг в области пожарной безопасности определяется Го¬
сударственной противопожарной службой МВД РФ по согласова¬
нию со специально уполномоченным федеральным органом
исполнительной власти в области сертификации.
1
Срок действия сертификата устанавливает орган по сертифика¬
ции, но не более трех лет. Действие сертификата на партию продук¬
ции, которая имеет срок годности, ограничивается сроком годности
продукции.
Выдача сертификата и лицензии (разрешения) на применение зна¬
ка соответствия.
Форма сертификата соответствия приведена на рис. 1.1.
СИСТЕМА СЕРТИФИКАЦИИ ГОСТ Р
ГОССТАНДАРТА РОССИИ
С
СЕРТИФИКАТ СООТВЕТСТВИЯ
(1) №
(2) Срок действия с
№
(3) ОРГАН ПО СЕРТИФИКАЦИИ
(4) ПРОДУКЦИЯ (5)
(6) СООТВЕТСТВУЕТ ТРЕБОВАНИЯМ
НОРМАТИВНЫХ ДОКУМЕНТОВ
(8) ИЗГОТОВИТЕЛЬ (7)
(9) СЕРТИФИКАТ ВЫДАН
(10)НА ОСНОВАНИИ
(П)ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
(12)Руководитель органа
М.П.
Эксперт
подпись
подпись
инициалы,
фамилия
инициалы,
фамилия
Сертификат имеет юридическую силу на всей территории
Российской Федерации
Рис . 1.1. Лицевая сторона сертификата соответствия в Системе ГОСТ Р
при обязательной сертификации
604
Бланк сертификата (рис. 1.1) заполняется таким образом.
Позиция 1 — приводится регистрационный номер сертификата в соответствии
с правилами ведения Государственного реестра.
В структуру регистрационного номера входит пять элементов:
РОСС XX ХХХХ X ХХХХХХ
(1) (2) (3) (4) (5)
1-й элемент — знак регистрации в Госреестре (РОСС); 2-й — код страны
(для России — Ни); 3-й — код органа по сертификации (четыре знака); 4-й — код
типа объекта сертификации (например, «А»— партия(единичное изделие),
«В» — серийно выпускаемая продукция, «У» — услуга); 5-й — номер объекта регис¬
трации (как правило, пять цифр).
Позиция 2 — указывается срок действия сертификата, который устанавливается в
соответствии с правилами и порядком сертификации однородной продукции. Даты
записываются следующим образом: число и месяц — двумя арабскими цифрами, раз¬
деленными точками, год — четырьмя арабскими цифрами. При этом первую дату
проставляют по дате регистрации сертификата в Государственном реестре. При серти¬
фикации партии или единичного изделия вместо второй даты проставляют прочерк.
Позиция 3 — приводятся регистрационный номер органа по сертификации — по
Государственному реестру, его наименование — в соответствии с аттестатом аккре¬
дитации (прописным!^ буквами), адрес (строчными буквами), телефон и факс.
В структуру регистрационного номера входит также пять элементов:
РОСС XX ХХХХ XX ХХХХ
(1) (2) (3) (4) (5)
1-й элемент — аббревиатура РОСС — принадлежность к Российской Федера¬
ции; 2-й — местонахождение органа по сертификации; 3-й — код национального
органа, принявшего решение о внесении в Госреестр (например, «0001» — код Гос¬
стандарта России); 4-й — категория органа по сертификации в зависимости от обла¬
сти аккредитации (например, «10» — орган по сертификации продукции и услуг,
сертификационный центр, «11» — орган по сертификации продукции, «12» — услуг,
.13» — систем качества, «14» — производства); 5-й — буквенно-цифровой код кон¬
кретного органа по сертификации, определенный объектом сертификации и поряд¬
ковым номером данного органа по сертификации среди органов по сертификации
конкретных объектов, внесенных в реестр.
Позиция 4— указываются наименования, тип, вид, марка продукции, обозначе¬
ние стандарта, технических условий или иного документа, по которому она выпус¬
кается (для импортной продукции ссылка на документ необязательна). Затем указы-
иают: «серийный выпуск», «партия» или «единичное изделие». Для партии
и единичного изделия приводят номер и размер партии или номер изделия, дату и
номер выдачи накладной, договора (контракта), документа о качестве и т. п. Здесь
же дается ссылка на имеющиеся приложения.
Позиция 5 — код продукции (шесть разрядов с пробелом после первых двух) по
Общероссийскому классификатору продукции.
Позиция 6 — обозначение нормативных документов (стандартов технических
условий и т. д.), на соответствие которым проведена сертификация. Если продукция
сертифицирована не на все требования нормативного документа (документов),
ю указывают разделы или пункты, содержащие подтверждаемые требования.
605
Позиция 7 — девятиразрядный код продукции по классификатору товарной но¬
менклатуры внешней экономический деятельности (заполняется обязательно для
импортируемой и экспортируемой продукции).
Позиция 8 — наименование, адрес организации-изготовителя, индивидуального
предпринимателя.
Позиция 9— наименование, адрес, телефон, факс юридического лица, которому
выдан сертификат соответствия.
Позиция 10 — документы, на основании которых органом по сертификации вы¬
дан сертификат, в том числе:
— протоколы испытаний в аккредитованной лаборатории с указанием ее регис¬
трационного номера в Госреестре;
— документы, выданные органами и службами федеральных органов исполни¬
тельной власти (санитарно-гигиенические заключения, ветеринарные свидетельства,
сертификаты пожарной безопасности и др.);
— документы других органов по сертификации и испытательных лабораторий, в
том числе и зарубежных: сертификаты с указанием их наименования, адреса, даты
утверждения и срока действия документа;
— декларация о соответствии.
Позиция 11 — дополнительную информацию приводят при необходимости, оп¬
ределяемой органом по сертификации. К такой информации могут относиться вне¬
шние идентифицирующие признаки продукции (вид тары, упаковки, нанесенные на
них сведения), условия действия сертификата (при хранении, реализации), место
нанесения знака соответствия, номер схемы сертификации и т. п.
Позиция 12 — подпись, инициалы, фамилия руководителя органа, выдавшего
сертификат, и эксперта, проводившего сертификацию, печать органа по сертифи
кации.
Приложение к сертификату оформляют в соответствии с правилами заполнения
аналогичных реквизитов в сертификате.
Сертификат и приложение к нему оформляют на ПК или машинописным спо
собом. Исправления, подчистки и поправки не допускаются.
Цвет бланка сертификата соответствия при обязательной сертификации — жел
тый, при добровольной — голубой.
При добровольной сертификации на бланке отсутствует знак соответствия,
а запись «Сертификат имеет юридическую силу на всей территории РФ» заменяется
на запись «Не применяется при обязательной сертификации».
Сертификаты на системы качества и производства имеют свою форму.
Продукция, на которую выдан сертификат, маркируется знаком
соответствия, принятым в системе.
На рис. 1.2 приведено изображение знаков соответствия в сист
ме ГОСТ Р.
0000
Рис. 1.2. Изображение знаков соответствия в системе ГОСТ Р
Знак представляет собой сочетание букв РСТ и означает аббре¬
виатуру названия стандарта — Р( Российский) СТ(стандарт) и ука¬
зывает на национальную принадлежность знака соответствия.
Под знаком соответствия при обязательной сертификации про¬
ставляется буквенно-цифровой код органа по сертификации — две
буквы и две цифры. Часто буквенные индексы кода (полностью или
частично) отражают начальные буквы наименования сертифициру¬
емого объекта. Иногда буквенный индекс не является аббревиату¬
рой наименования объекта: МЕ — электрооборудование; АЮ, АЯ —
расширенная область аккредитации. Например, под кодом ЛЯ46 зна¬
чится Российский центр испытаний и сертификации — «Ростест—
Москва».
Маркирование продукции знаком соответствия осуществляет из¬
готовитель (продавец). Изготовителю (продавцу) право маркирова¬
ния знаком соответствия предоставляется лицензией, выдаваемой
органом по сертификации. В лицензии устанавливается обязатель¬
ство изготовителя (продавца) обеспечить соответствие всей продук¬
ции, маркированной знаком соответствия, стандартам и испытан¬
ному образцу.
Маркирование продукции следует осуществлять способами, обес¬
печивающими стойкость знака соответствия к внешним воздейству¬
ющим факторам.
Инспекционный контроль за сертифицированной продукцией в со¬
ответствии со схемой сертификации.
Инспекционный контроль (ИК) за сертифицированной продук¬
цией проводится (если это предусмотрено схемой сертификации)
в течение всего срока действия сертификата и лицензии не реже
одного раза в год в форме периодических и внеплановых проверок,
включающих испытания образцов продукции, анализ состояния про¬
изводства и пр. Цель инспекционного контроля — подтверждение
соответствия реализуемой продукции установленным требованиям.
Внеплановые проверки могут проводиться в случаях поступле¬
ния информации о претензиях к качеству продукции от потребите¬
лей, торговых организаций, а также надзорных органов.
Результаты И К оформляют актом. По результатам контроля орган
по сертификации может отменить или приостановить действие сер¬
тификата, а также аннулировать лицензию на право применения
знака соответствия в случае несоответствия продукции требованиям
нормативной документации. Инспекционный контроль осуществ¬
ляется, как правило, органом по сертификации, который проводил
сертификацию данной продукции.
607
2. ОСОБЕННОСТИ СЕРТИФИКАЦИИ
РАБОТ И УСЛУГ
2.1. Номенклатура сертифицируемых услуг (работ)
и порядок их сертификации
Услуга — это результат непосредственного взаимодействия ис¬
полнителя и потребителя, а также собственной деятельности по удов¬
летворению запросов потребителя.
Услуги разделяют на материальные, нематериальные (или соци¬
ально-культурные) и производственные.
Под материальной услугой понимают деятельность ее исполни¬
теля по удовлетворению материальных нужд потребителя. Результа¬
том материальной услуги является, как правило, преобразованная
продукция. Например, отремонтированный автомобиль (услуги по
ремонту автомобилей), сшитая вещь (услуги пошива изделий), про¬
данный товар (услуги торговли) и т. п.
Нематериальная или социально-культурная услуга — это деятельность
исполнителя услуги по удовлетворению социально-культурных нужд
потребителя. Объектом такой услуги является собственно потребитель.
Например, пациент клиники (медицинские услуги); турист
(туристские услуги); пассажир (услуги пассажирского транспорта);
посетитель ресторана (услуги общественного питания), бассейна
(услуги физической культуры), бани (услуги бань) и др.
Производственная услуга — это услуга по удовлетворению нужд
предприятий и организаций. Понятие этой услуги выражается чере I
термин «работа». Например, научно-исследовательская, опытно-кон¬
структорская и технологическая работы; наладочные и пусковые,
эксплуатационные работы и т. п. Соответствующие процессы назы¬
вают «выполнением работ», «оказанием услуг».
В соответствии с Постановлением Правительства РФ в Пере¬
чень работ и услуг, подлежащих обязательной сертификации, вклю
чены следующие группы бытовых услуг:
— ремонт и техническое обслуживание бытовой радиоэлектрон
ной аппаратуры, бытовых машин и бытовых приборов;
— техническое обслуживание и ремонт автотранспортных средсгн;
— химическая чистка и крашение;
— транспортные услуги (услуги по перевозке пассажиров авто
мобильным транспортом);
— жилищно-коммунальные услуги (услуги гостиниц и прочих
мест проживания);
608
— туристские и экскурсионные услуги;
— услуги парикмахерских;
— услуги торговли и общественного питания.
В номенклатуру продукции и услуг вошли виды услуг, по кото¬
рым имеются утвержденные системы сертификации. В стадии раз¬
работки находятся системы сертификации услуг розничной торгов¬
ли и услуг парикмахерских. Вне сферы обязательной сертификации
из-за отсутствия нормативной базы остаются такие важнейшие ус¬
луги, как услуги рынков и медицинские услуги.
2.2. Порядок проведения
сертификации работ и услуг
Сертификация работ и услуг осуществляется в той же последова¬
тельности, что и сертификация продукции, и предусматривает следую¬
щие этапы: подача заявки на сертификацию; рассмотрение и принятие
решения по заявке; оценка соответствия работ и услуг установленным
требованиям; принятие решения о возможности выдачи сертификата;
выдача сертификата и лицензии на применение знака соответствия;
инспекционный контроль сертифицированных работ и услуг.
При сертификации работ и услуг используют семь схем (табл. 2.1).
2.1. Схемы сертификации работ и услуг
Номер
схемы
Оценка выполнения работ,
оказания услуг
Проверка (испытание)
результатов работ (услуг)
Инспекционный контроль
сертифицированных работ
и услуг
I
Оценка мастерства испол¬
нителя работ и услуг
Проверка (испытание)
результатов работ (услуг)
Контроль мастерства
исполнителя
2
Оценка процесса выпол¬
нения работ, оказания услуг
То же
Контроль процесса
выполнения работ
3
Анализ состояния про¬
изводства
»
Контроль состояния
производства
4
Оценка организации
(предприятия)
Контроль соответствия
успшоиленным
требованиям
5
Оценка системы качества
»
Контроль системы качества
6
То же
Рассмотрение заявки-
декларации (с прилага¬
емыми документами)
Контроль качества
выполнения работ,
оказания услуг
7
»
То же
Контроль системы качества
39. Я. М. Радкевич
609
Схема 1 применяется для работ и услуг, качество и безопасность
которых предусматривает оценку мастерства исполнителя (образование,
опыт работы, знание нормативной документации и т. д.), например,
педагога, экскурсовода и т. п. При этом производится выборочная про¬
верка результатов работы, а также инспекционный контроль. Схему ре¬
комендуется применять для сертификации услуг, оказываемых индиви¬
дуальными предпринимателями и небольшими предприятиями.
По схеме 2 предусматривается оценка процесса выполнения ра¬
бот, оказания услуг. При этом учитываются следующие критерии:
— полнота и своевременное обновление нормативных и техни¬
ческих документов, устанавливающих требования к процессу;
— безопасность и стабильность процесса;
— профессионализм обслуживающего и рабочего персонала;
— метрологическое, методическое, организационное, программ
ное, информационное, правовое и другое обеспечение процесса вы
полнения работ, оказания услуг;
— безопасность реализуемых товаров.
Схему 3 применяют при сертификации производственных (ма¬
териальных) услуг, например при изготовлении изделий по инди
видуальным заказам. Инспекционный контроль осуществляется пу¬
тем выборочной проверки результатов услуги.
Схема 4 предусматривает оценку (аттестацию) предприятия, орга
низации на соответствие установленным требованиям государствен¬
ных стандартов. При этом оценивают не только качество выполне
ния работ и оказания услуг по критериям схемы 2, но и правильность
присвоения предприятию определенной категории (звездность гос
тиницы, разряд ателье, тип предприятия торговли общественного пп
тания, класс ресторана или бара). Инспекционный контроль може1
осуществляться с использованием социологических методов. По дан
ной схеме проводят также аттестацию организации (предприятия) ни
соответствие материально-технической базы, условий обслуживания
требованиям НД по безопасности. Схему 4 рекомендуется применя! ь
при сертификации крупных предприятий сферы услуг.
Схему 5 рекомендуется применять при сертификации наиболее
опасных работ и услуг (медицинских, по перевозке пассажир«!»
и пр.). Схема предусматривает сертификацию системы качества (схема 7)
и последующий инспекционный контроль за стабильностью ее фуи
кционирования.
Оценка системы качества по схеме 5 (а также по схеме 7) прои I
водится по стандартам ИСО серии 9000 экспертами по сертифика
ции систем качества. Может применяться при сертификации всс*
видов услуг (работ).
610
Схемы 6 и 7 осуществляются с использованием декларации
о соответствии с прилагаемыми к ней документами, подобно серти¬
фикации продукции по схемам 9 и 10 (см. табл. 1.5), подтверждаю¬
щими соответствие работ и услуг установленным требованиям.
Схему 6 применяют при сертификации работ и услуг небольших
предприятий, зарекомендовавших себя как исполнители работ и услуг
высокого уровня качества. Как и при сертификации продукции по
схемам 9 и 10, руководитель предприятия (или индивидуальный пред¬
приниматель) заявляет, что объект обязательной сертификации со¬
ответствует установленным требованиям.
Схему 7 применяют при наличии у исполнителя системы каче¬
ства. Оценка выполнения работ, оказания услуг при этом будет зак¬
лючаться в обследовании предприятия с целью подтверждения со¬
ответствия работ и услуг требованиям стандартов системы качества.
Учитывая специфику объектов сертификации, при проверке ре¬
зультатов работ и услуг кроме инструментальных и лабораторных
методов используются экспертные методы и социологические оп¬
росы (оценка качества через опрос клиентов; дегустация блюд; кон¬
троль знаний обучающихся и т. п.).
При добровольной сертификации применяют схемы 1—5. Схе¬
мы 6 и 7, которые предусматривают декларацию о соответствии,
при добровольной сертификации не применяют.
Во всех схемах, как и при сертификации продукции, могут ис¬
пользоваться дополнительные документы, подтверждающие соответ¬
ствие установленным требованиям, полученные вне самой процеду¬
ры сертификации. Например, ддя оценки качества обслуживания на
ремонтных предприятиях с помощью книги заказов, содержащей фа¬
милии и телефоны заказчиков, выясняют отзывы клиентов о каче¬
стве ремонта и обслуживания. Используются также экспертные ме¬
тоды для оценки результатов работ и услуг, например дегустация блюд
и кулинарных изделий на предприятиях общепита и т. п.
Для оценки материальных услуг используются инструменталь¬
ные методы. В необходимых случаях для оценки работ (услуг) орган
по сертификации может привлекать аттестованные испытательные
лаборатории.
2.3. Участники сертификации работ и услуг
Формирование системы сертификации услуг и выбор ее участ¬
ников проводятся в соответствии с «Правилами по проведению сер¬
тификации в РФ».
В состав участников Системы сертификации услуг входят:
— руководящий орган Системы сертификации услуг;
— центральные органы Системы сертификации услуг;
— научно-методический центр стандартизации и сертификации
услуг;
— методические центры Системы;
— аккредитованные органы по сертификации и испытательные
лаборатории;
— социологические центры (лаборатории, группы специалистов),
— аккредитованные органы по сертификации систем качества
услуг.
Обязанности руководящего органа Системы сертификации ус¬
луг возложены на Госстандарт России.
Руководящий орган Системы:
— создает сеть органов по сертификации и испытательных лабо¬
раторий, аккредитуя и уполномочивая их на право проведения работ;
— проводит инспекционный контроль и управляет деятельнос¬
тью органов по сертификации и испытательных лабораторий;
— определяет центральные органы систем сертификации одно¬
родных услуг и осуществляет контроль их деятельности;
— утверждает организационно-методические документы Систе¬
мы, создает и утверждает системы и правила сертификации услуг;
— рассматривает апелляции по вопросам сертификации услуг;
— взаимодействует по вопросам сертификации услуг с отече¬
ственными и международными организациями.
Центральные органы по сертификации:
— формируют системы сертификации однородных услуг, коор¬
динируют деятельность органов по сертификации;
— устанавливают порядок и процедуры проведения сертифика¬
ции услуг;
— ведут учет органов по сертификации услуг, выданных (отме¬
ненных) сертификатов соответствия и лицензий на применение знака
соответствия;
— участвуют в работах по совершенствованию нормативной до¬
кументации по сертификации услуг;
— обеспечивают публикацию информации о правилах и работах
Системы.
Методические центры:
— разрабатывают организационно-методические документы по
сертификации услуг;
— формируют и совместно с техническими комитетами по стан¬
дартизации ведут фонд нормативных документов;
— обеспечивают документами участников Системы.
612
Методические центры в основном работают при центральных
органах по сертификации услуг. Потребность в них возникла при
сертификации услуг в связи с отсутствием стандартов на потреби¬
тельские свойства и требования безопасности услуг. В качестве ме¬
тодических центров, как правило, угвержцаются отраслевые НИИ.
Функции аккредитованных органов по сертификации и испыта¬
тельных лабораторий аналогичны соответствующим структурам си¬
стем сертификации продукции.
Состав участников Системы сертификации услуг постоянно из¬
меняется и трансформируется в соответствии с меняющимися ус¬
ловиями практики сертификации. В настоящее время в Системе
сертификации услуг ГОСТ Р аккредитовано более 200 органов по
сертификации услуг, утверждено пять центральных органов по сер¬
тификации:
— Министерство транспорта РФ в системах сертификации услуг
автомобильных перевозок и автосервиса;
— Российское агентство по физической культуре и туризму
в системе сертификации туристических услуг;
— Министерство торговли по сертификации услуг в сфере об¬
щественного питания;
— Росбытсоюз в системах сертификации услуг химчисток;
— Госстандарт РФ сертификация услуг по ремонту бытовых элек¬
тротехнических приборов.
3. ПОРЯДОК СЕРТИФИКАЦИИ ПРОДУКЦИИ,
ВВОЗИМОЙ ИЗ-ЗА РУБЕЖА
3.1. Правовые основы
сертификации импортной продукции
Актуальность сертификации импортируемой продукции для Рос¬
сии связана со значительным увеличением доли импортных товаров
в общем объеме продаж на внутреннем рынке. В связи с этим воз¬
никает необходимость защиты интересов потребителей и российс¬
кого рынка в области безопасности продукции.
Правовую основу сертификации импортируемой продукции об¬
разуют Законы Российской Федерации «О защите прав потребите¬
лей», «О сертификации продукции и услуг».
Статья 14 Закона «О сертификации продукции и услуг» устанав¬
ливает следующие правовые основы регулирования ввоза импорти¬
руемой продукции:
613
— в контрактах (договорах), заключенных на поставку в Россию
продукции, подлежащей обязательной сертификации, должно быть
оговорено наличие сертификата и знака соответствия, подтвержда¬
ющих ее соответствие установленным требованиям. Сертификаты
и знаки соответствия должны быть выданы или признаны уполно¬
моченным органом Российской Федерации;
— сертификаты или свидетельства об их признании представля¬
ются в таможенные органы для получения разрешения на ввоз про¬
дукции на территорию Российской Федерации. В исключительных
случаях Правительство РФ вправе выдать разрешение на ввоз про¬
дукции, предназначенной для производственных нужд конкретной
организации без представления в таможенные органы сертифика¬
тов или свидетельств о признании сертификатов при условии пос¬
ледующей сертификации данной продукции;
— порядок ввоза на территорию Российской Федераций продук¬
ции, подлежащей обязательной сертификации, устанавливается фе¬
деральным органом исполнительной власти по таможенному делу и
специально уполномоченным федеральным органом исполнитель¬
ной власти в области сертификации.
Законами «О санитарно-эпидемиологическом благополучии на¬
селения», «Об охране окружающей природной среды», «О пожар¬
ной безопасности» устанавливают общие для разных видов продук¬
ции правовые основы обеспечения и контроля безопасности.
Так, Законом «О санитарно-эпидемиологическом благополучии
населения» предусмотрено, что закупаемая за рубежом продукция,
применение и (или) употребление которой требует непосредствен¬
ного участия человека, должна соответствовать отечественным са¬
нитарным правилам и международным требованиям безопасности
и безвредности для человека. Эти требования подлежат обязатель¬
ному выполнению предприятиями, организациями и гражданами,
осуществляющими заключение договоров, поставку и реализацию
в Российской Федерации такой продукции.
Законом «Об охране окружающей природной среды» устанавли¬
ваются экологические требования для предупреждения нанесения
вреда окружающей природной среде, здоровью и генетическому
фонду человека и отражаются в стандартах на новую технику, тех¬
нологии, материалы, вещества и другую продукцию, способную ока¬
зать вредное воздействие на перечисленные объекты. Особое вни¬
мание уделяется установлению и соблюдению нормативов предель¬
но допустимых величин таких опасных и вредных факторов, как:
концентрация вредных веществ; выбросы и сбросы вредных веществ;
614
уровень шума, вибраций; магнитных полей и иных вредных физи¬
ческих воздействий; остаточное количество химических веществ
в продуктах питания при применении агрохимикатов и др.
Закон Российской Федерации «О пожарной безопасности» пре¬
дусматривает среди основных функций систем обеспечение пожар¬
ной безопасности, сертификацию продукции и услуг в области по¬
жарной безопасности. Результатом деятельности по подтверждению
соответствия продукции и услуг установленным требованиям явля¬
ется сертификат пожарной безопасности, рассматриваемый как со¬
ставная часть сертификата соответствия.
3.2. Порядок ввоза продукции,
подлежащей обязательной сертификации
Госстандарт и Государственный таможенный комитет России
(ГТК) совместно утвердили и ввели в действие «Порядок ввоза на
территорию Российской Федерации товаров, подлежащих обязатель¬
ной сертификации». Порядок базируется на законах РФ «О защите
прав потребителей», «О сертификации продукции и услуг» и Поряд¬
ке сертификации в Системе ГОСТ Р, в рамках которой проводится
сертификация импортируемой продукции. В рамках Порядка ввоза
установлен «Перечень товаров, для которых требуется подтверждение
их безопасности при ввозе на территорию Российской Федерации».
Обязательной сертификации подлежат импортируемая продукция
и услуги, включенные в Перечень. Сюда относятся товары машино¬
строительного комплекса; товары электротехнической, электронной
и приборостроительной промышленности; медицинская техника;
пиротехнические изделия; товары сельскохозяйственного производ¬
ства и пищевой промышленности; товары легкой промышленности;
сырьевые и другие товары. Данный перечень формируется с учетом
товарной номенклатуры внешнеэкономической деятельности.
Законом «О защите прав потребителей» установлено, что основа¬
нием для разрешения ввозам товара на территорию России служит
сертификат соответствия (или его копия, заверенная нотариусом, кон¬
сульством России или органом, выдавшим сертификат), представля¬
емый вместе с грузовой таможенной декларацией в таможенные орга¬
ны. Сертификат должен быть выдан российским органом по серти¬
фикации, который также может признать и зарубежный сертификат.
Право на подтверждение иностранного сертификата дают тер¬
риториальные органы Госстандарта.
Основные принципы сертификации импортируемой продукции
увязаны с международной практикой, правилами и рекомендация¬
ми, разработанными международными организациями, которые за¬
нимаются вопросами торговли, стандартизации, сертификации. Это
обеспечивается благодаря единству правил и процедур для отече¬
ственных и импортных товаров в Системе сертификации ГОСТ Р.
При наличии двусторонних соглашений о взаимном признании
сертификатов соответствия и протоколов испытаний с зарубежны¬
ми органами по сертификации товар, который сопровождается сер¬
тификатом, выданным таким органом, допускается к ввозу в Рос¬
сию. К ним, например, относятся ДИН ГОСТ ТЮФ — общество по
сертификации в Европе, швейцарская фирма и др.
Испытания и сертификация импортируемого товара (если это не¬
обходимо) мо!ут производиться органами по сертификации и испы¬
тательными лабораториями, находящимися за рубежом; аккредито¬
ванными в международной системе сертификации, к которым при¬
соединилась Россия, органами, аккредитованными в странах СНГ —
участницах Межгосударственного соглашения по стандартизации,
метрологии и сертификации; аккредитованными в Системе сертифи¬
кации ГОСТ Р и находящимися в России; аккредитованными в зару¬
бежной национальной системе сертификации и прошедшими про¬
верку Госстандартом на основе двустороннего соглашения с нацио¬
нальным органом по сертификации; аккредитованными Госстандартом
в Системе сертификации ГОСТ Р и находящимися за рубежом.
Таким образом, для получения сертификата соответствия при
экспорте товара в Россию экспортер должен располагать следую¬
щими документами: контракт на поставку товара; накладную, счет-
фактуру, квитанцию и транспортные документы, которые оформля¬
ет отправитель груза; сертификат качества от предприятия-изгото¬
вителя; сертификат безопасности, выданный уполномоченным
органом страны-экспортера; сертификат происхождения, выданный
торгово-промышленной палатой страны-экспортера; протокол ис¬
пытаний от аккредитованной испытательной лаборатории; заявку
на сертификацию в системе ГОСТ Р.
Не требуется предъявления сертификатов для товаров, предназ¬
наченных для представительств зарубежных стран, международных
организаций и их персонала; товаров, ввозимых физическими лица¬
ми и не предназначенных для производственной или коммерческой
деятельности (если они не превышают установленные стоимостные
и количественные квоты). Если физическое лицо ввозит товар в
единственном экземпляре для собственного потребления, то он может
быть выпущен без сертификата. При этом требуется представить в та¬
можню обязательство, составленное в произвольной форме, невыпол¬
нение которого влечет за собой применение определенных санкций.
Перечень товарной номенклатуры внешнеэкономической дея¬
тельности (ТН ВЭД), сформированной с разбивкой по кодам, был
утвержден Госстандартом по согласованию с ГТК России и введен
в действие приказом ГТК от 14.08.96 № 496 «О применении переч¬
ней товаров, подлежащих обязательной сертификации при ввозе на
таможенную территорию Российской Федерации».
В соответствии с Соглашением о единой Товарной номенклату¬
ре внешнеэкономической деятельности стран СНГ (ТН ВЭД СНГ)
в России было принято решение о порядке внесения изменений
и дополнений в нее. Обязанности по внесению изменений, даче
разъяснений технического характера возложены на Госстандарт Рос¬
сии, который решает возникающие проблемы по согласованию
с ГТК. Решение Госстандарта может быть использовано таможен¬
ными органами при таможенном оформлении.
Товар, задержанный на таможне из-за отсутствия сертификата
соответствия, согласно порядку ввоза, может быть представлен на
сертификацию. В этом случае он может храниться под таможенным
контролем на складах временного хранения не более двух месяцев.
Скоропортящиеся товары по установленному перечню разрешено
хранить под таможенным контролем в местах, отвечающих требова¬
ниям скоропортящихся товаров.
Порядок ввоза на территорию РФ товаров, подлежащих обяза¬
тельной сертификации, предусматривает требования об обязатель¬
ности простановки знака соответствия на ввозимый товар, оговари¬
вает процедуры ввоза товаров, бывших в употреблении, товаров,
ввозимых по линии гуманитарной помощи, а также в качестве за¬
пасных частей к ранее сертифицированным товарам.
Контроль за безопасностью ввозимых на территорию России то¬
варов проводится центрами стандартизации, метрологии и серти¬
фикации в тесном взаимодействии с контролирующими организа¬
циями: таможенными службами, торговой инспекцией, органами
МВД, санэпиднадзором, службами Госкомэкологии и др.
Экспортируемая продукция подлежит сертификации в системе
ГОСТ Р.
617
4. ПРАВИЛА ПРОВЕДЕНИЯ
СЕРТИФИКАЦИИ ПИЩЕВЫХ ПРОДУКТОВ
И ПРОДОВОЛЬСТВЕННОГО СЫРЬЯ
4.1. Область применения правил
Правила проведения сертификации пищевых продуктов и про¬
довольственного сырья (ПР 50.3.004.96) разработаны в соответствии
с Законом Российской Федерации «О сертификации продукции
и услуг» для проведения обязательной сертификации, предусмот¬
ренной Федеральным законом «О защите прав потребителей» и дру¬
гими законодательными актами.
Система сертификации пищевых продуктов и продовольствен¬
ного сырья представляет собой систему сертификации однородной
продукции Системы сертификации ГОСТ Р, действующей в соот¬
ветствии с «Положением о системе сертификации ГОСТ Р».
4.2. Обязательная сертификация
пищевых продуктов
и продовольственного сырья
Правила предназначены для проведения обязательной сертифи¬
кации пищевой продукции, а также добровольной сертификации
такой продукции с учетом особенностей, установленных ими.
Объектом обязательной сертификации может быть конкретная
пищевая продукция, требования к качеству и безопасности которой
установлены на территории Российской Федерации.
В соответствии с п.4 ст.7 Закона Российской Федерации «О защи¬
те прав потребителей» перечень товаров, подлежащих обязательной
сертификации, утверждается Правительством Российской Федерации,
Объектами добровольной сертификации в Системе ГОСТ Р мо¬
гут быть любые пищевые продукта, продовольственное сырье, пи¬
щевые добавки и другие натуральные и синтетические компоненты,
используемые при производстве пищевых продуктов.
Обязательная сертификация пищевой продукции, реализуемой
гражданам для их личных бытовых нужд, а также поставляемая
в государственный резерв, осуществляется в соответствии с норма¬
тивными документами, устанавливающими обязательные требова¬
ния, направленные на обеспечение безопасности жизни, здоровья
людей и охрану окружающей среды.
618
На деятельность по обязательной сертификации пищевой про¬
дукции, а также по испытаниям и контролю качества пищевой про¬
дукции в целях определения соответствия обязательным требовани¬
ям государственных стандартов Российской Федерации распростра¬
няется государственный контроль и надзор, включая государственный
метрологический контроль и надзор, осуществляемый Государствен¬
ной метрологической службой Госстандарта России.
Пищевая продукция, подлежащая обязательной сертификации,
подразделяется на скоропортящуюся продукцию со сроком годности
или хранения до одного месяца (кратковременного хранения)
и продукцию со сроком годности или хранения более одного месяца
(длительного хранения), что влияет на выбор схемы сертификации.
Сертификация продовольственного сырья и пищевых продуктов
животного происхождения осуществляется после ветеринарно-са¬
нитарной экспертизы, проводимой в соответствии с действующими
ветеринарно-санитарными правилами и при обязательном наличии
ветеринарных сопроводительных документов (ветсвидетельств, вет-
сертификатов), выданных в установленном порядке.
4.3. Добровольная сертификация
пищевых продуктов
и продовольственного сырья
Добровольная сертификация в Системе сертификации пищевых
продуктов и продовольственного сырья в соответствии с Законом Рос¬
сийской Федерации «О сертификации продукции и услуг» проводит¬
ся аккредитованными в системе ГОСТ Р органами по сертификации
по инициативе заявителей (изготовителей, продавцов, исполнителей)
в целях подтверждения соответствия требованиям документов, опре¬
деляемых заявителем. Область аккредитации органов по сертифика¬
ции, проводящих добровольную сертификацию, должна содержать
перечень продукции, показателей и нормативную документацию на
проведение заявленных испытаний. Добровольная сертификация пи¬
щевых продуктов и продовольственного сырья проводится по тем же
правилам и процедурам, что и обязательная сертификация.
Так же как и в случае обязательной сертификации, при добро¬
вольной сертификации пищевых продуктов и продовольственного
сырья необходимым первоначальным этапом работы является иден¬
тификация сертифицируемой продукции.
619
Добровольная сертификация пищевой продукции, включенной
в номенклатуру продукции, подлежащей обязательной сертифика¬
ции, может быть проведена:
— если продукция не предназначена для реализации гражданам
для личных бытовых нужд, либо для поставки в государственный
материальный резерв;
— если продукция не предназначена для реализации на террито¬
рии Российской Федерации;
— если по требованию заявителя необходимо дополнительно
к обязательным требованиям нормативных документов подтвердить
также такие требования, соответствие которым, согласно законода¬
тельству Российской Федерации, не подтверждается при обязатель¬
ной сертификации.
Добровольная сертификация проводится на соответствие пока¬
зателям нормативных, технических или иных документов, представ¬
ленных заявителем (стандарты, технические условия, санитарные
правила и нормы, гигиенические нормативы, гигиенические зак¬
лючения, технические задания, требования контракта и др.).
Добровольная сертификация продукции, подлежащей обязатель¬
ной сертификации, не может заменить обязательную сертифика¬
цию такой продукции.
Выполнение требований перерабатывающих или заготовитель¬
ных предприятий о предоставлении подтверждения безопасности
сельскохозяйственной продукции и сырья, поступающих на пере¬
работку или хранение (не предназначенных для непосредственной
реализации потребителям или в госрезерв), может осуществляться
в рамках добровольной сертификации.
Оплата работ по обязательной сертификации пищевой продук¬
ции производится заявителем.
Сертификацию пищевой продукции проводят органы по серти¬
фикации, получившие в установленном порядке право осуществле¬
ния работ по сертификации пищевой продукции.
Информация о действующих в Системе органах по сертификации
пищевой продукции и аккредитованных испытательных лабораториях
предоставляется по запросу заявителей территориальными органами Гос¬
стандарта России или Государственным реестром Госстандарта России.
Органы по сертификации при сертификации пищевой продук¬
ции должны использовать результаты испытаний, полученные в ак¬
кредитованных испытательных лабораториях по аттестованным ме¬
тодикам, позволяющим полно и достоверно провести идентифика¬
цию продукции и подтвердить соответствие пищевой продукции
требованиям, установленным в нормативных документах.
При отсутствии аттестованных методик (при отсутствии в мето¬
диках характеристик погрешности результатов измерений, алгорит¬
мов и нормативов их оперативного контроля) измерений показате¬
лей, подлежащих подтверждению при сертификации, результаты,
полученные испытательной лабораторией, могут быть признаны дей¬
ствительными при условии внедрения в этой испытательной лабо¬
ратории приемов и процедур контроля точности получаемых ре¬
зультатов и при условии, что используемые неаттестованные мето¬
дики утверждены в установленном порядке.
При сертификации пищевой продукции изучается информация
о продукции, нормативных документах, регламентирующих показа¬
тели и методы испытаний, номенклатуре показателей, подлежащих
контролю; проводится идентификация продукции, в том числе про¬
веряется происхождение, соответствие продукции сопроводитель¬
ной и нормативной документации, принадлежность к данной партии
и др. Проводятся испытания для проверки характеристик (показа¬
телей) продукции, позволяющих:
— полно и достоверно подтвердить соответствие продукции тре¬
бованиям, направленным на обеспечение ее безопасности для жиз¬
ни, здоровья, имущества граждан, окружающей среды, установлен¬
ных в нормативных документах для этой продукции, а также другим
требованиям, которые на основе законодательных актов должны про¬
веряться при обязательной сертификации, при обычных условиях
использования и транспортирования этой продукции;
— получить информанию об органолептических свойствах про¬
дукции, о ее химическом составе и т. п., если для идентификации
продукции необходимо проведение таких испытаний.
По решению органа по сертификации испытания могут быть
проведены по сокращенной номенклатуре показателей при усло¬
вии, что остальные показатели подтверждены документами соот¬
ветствующих служб надзора и контроля: санитарно-гигиеническо¬
го, ветеринарного, а также документами о состоянии почв, воды,
кормов, сырья и других в конкретном регионе.
4.4. Критерии выбора схем
сертификации пищевых продуктов
Основным критерием выбора схемы является обеспечение доказа¬
тельности сертификации при минимизации затрат на ее проведение.
Декларация о соответствии является документом, в котором из¬
готовитель (продавец, исполнитель) удостоверяет, что поставляемая
(продаваемая) им продукция соответствует установленным требова¬
ниям. Перечни продукции, соответствие которой может быть под¬
тверждено декларацией о соответствии, требования к декларации
о соответствии и порядок ее принятия утверждаются Правитель¬
ством Российской Фелерации.
Постановлением Правительства РФ от 7 июля 1999 г. № 766
утверждены перечень продукции, соответствие которой может быть
подтверждено декларацией о соответствии, и Порядок принятия дек¬
ларации о соответствии и ее регистрации. Декларация о соответ¬
ствии, принятая в установленном порядке, регистрируется в органе
по сертификации и имеет юридическую силу наравне с сертифика¬
том соответствия.
4.5. Схемы, применяемые
при сертификации пищевых продуктов
Для сертификации пищевой продукции не используются схемы
сертификации 1, 6, 8. Схема 9 преимущественно рекомендуется при
сертификации продукции, реализуемой фермерскими хозяйствами
и потребительской кооперацией (см. табл. 1.5).
Сертификат на продукцию может быть выдан на основании
положительных результатов испытаний образцов (проб) продук¬
ции в аккредитованных испытательных лабораториях при осуще¬
ствлении последующего инспекционного контроля сертифици¬
рованной продукции на основе испытаний проб, взятых из сфе¬
ры торговли (схема 2).
Сертификат на продукцию может быть выдан, если дополни¬
тельно к схеме 2 (до выдачи сертификата) будет проведен анализ
состояния производства сертифицируемой продукции (схема 2а).
Сертификат на продукцию может быть выдан на основании по¬
ложительных результатов испытаний образцов (проб) продукции в
аккредитованных испытательных лабораториях при осуществлении
последующего инспекционного контроля сертифицированной про¬
дукции, на основе испытаний образцов (проб), взятых со склада
готовой продукции предприятия-изготовителя (схема 3).
Сертификат на продукцию может быть выдан, если дополни¬
тельно к схеме 3 (до выдачи сертификата) будет проведен анали I
состояния производства сертифицируемой продукции (схема За).
Сертификат на продукцию может быть выдан на основании по¬
ложительных результатов испытаний образцов (проб) продукции
622
в аккредитованных испытательных лабораториях при осуществле¬
нии последующего инспекционного контроля сертифицированной
продукции на основе испытаний образцов (проб), взятых из сферы
торговли и со склада готовой продукции предприятия-изготовителя
(схема 4).
Сертификат на продукцию может быть выдан, если дополни¬
тельно к схеме 4 (до выдачи сертификата) будет проведен анализ
состояния производства сертифицируемой продукции (схема 4а).
Сертификат на продукцию может быть выдан, если проведена
сертификация производства пли сертификация систем качества, на
основании положительных результатов испытаний образцов (проб)
продукции в аккредитованных испытательных лабораториях при осу¬
ществлении инспекционного контроля за сертифицированным про¬
изводством или стабильностью функционирования системы каче¬
ства (схема 5).
Сертификат на продукцию может быть выдан на партию про¬
дукции на основании положительных результатов испытаний пред¬
ставительной выборки образцов (проб) от партии, проводимых акк¬
редитованной испытательной лабораторией (схема 7).
При сертификации по 7-й схеме в разделе «Дополнительная ин¬
формация» необходимо дать характеристику партии, на которую вы¬
дается сертификат (маркировка или номер, дата выработки, срок
годности, условия хранения, срок, в течение которого действителен
сертификат, и др.).
Сертификат на продукцию может быть выдан на основании дек¬
ларации о соответствии заявителя (изготовителя, поставщика) с при¬
лагаемыми документами, подтверждающими, что продукция соот¬
ветствует всем требованиям безопасности (схема 9).
Сертификат на продукцию может быть выдан на основании дек¬
ларации о соответствии заявителя (изготовителя, поставщика) с при¬
лагаемыми документами, подтверждающими, что продукция соот¬
ветствует всем требованиям безопасности, и при положительных ре¬
зультатах анализа состояния производства (схема 9а).
Сертификат на продукцию может быть выдан на основании дек¬
ларации о соответствии заявителя (изготовителя, поставщика) с при¬
лагаемыми документами, подтверждающими, что продукция соот¬
ветствует всем требованиям безопасности, и при осуществлении пос¬
ледующего инспекционного контроля сертифицированной
продукции, на основе испытаний образцов (проб), взятых у изгото¬
вителя или продавца (схема 10).
Сертификат на продукцию может быть выдан, если дополни¬
тельно к схеме 10 будет проведен анализ состояния производства
сертифицируемой продукции (схема 10а).
При проведении сертификации по схемам 9а, 10, 10а, основан¬
ным на декларации о соответствии, заявитель (изготовитель, прода¬
вец) прилагает документы, подтверждающие, что продукция соот¬
ветствует всем требованиям безопасности.
Для отечественной продукции. Документы, содержащие результа¬
ты проверки изготовителя службами государственного надзора, ги¬
гиеническое заключение, ветеринарные свидетельства (ветсертифи-
каты) для животноводческой продукции; протоколы испытаний
и сертификаты соответствия на используемое сырье, а также иные
документы.
Для импортируемой продукции. Гигиеническое заключение, сви¬
детельства о безопасности для здоровья людей, выданные компе¬
тентными организациями страны-изготовителя, сертификаты каче¬
ства изготовителя и протоколы испытаний, сертификаты происхож¬
дения, либо информация о происхождении продукции в виде справки
к грузовой таможенной декларации и т. п., ветеринарные сертифи¬
каты для животноводческой продукции.
В качестве заявителя по данным схемам может выступать изго¬
товитель продукции, либо другое юридическое лицо или индивиду¬
альный предприниматель, зарегистрированные в установленном
порядке.
Продовольственное сырье и пищевую продукцию, поставляемую
в государственный резерв, рекомендуется сертифицировать по схеме
7. Продукция должна иметь сертификат соответствия, действитель¬
ный на весь период хранения, с учетом срока годности продукции,
действующий при отпуске продукции.
Скоропортящаяся продукция со сроком годности или хранения
до одного месяца (кратковременного хранения) подлежит сертифи¬
кации, как правило, по схеме, предусматривающей сертификацию
производства или сертификацию системы качества (схема 5), по схе¬
мам 2а, За, 4а или на основе декларации о соответствии продукции
по схемам 9а, 10, 10а.
Пищевая продукция со сроком годности или хранения более од¬
ного месяца может быть сертифицирована по любой из принятых
схем сертификации.
Сертификация импортируемой пищевой продукции осуществ¬
ляется по тем же правилам и схемам, что и отечественная продук¬
ция, в соответствии с требованиями к безопасности пищевой про¬
дукции, принятыми в России.
В соответствии с п.2 ст. 13 Федерального закона «О санитарно-
эпидемиологическом благополучии населения» при сертификации
новых видов пищевых продуктов, содержащих принципиально но¬
вые или нетрадиционные виды сырья, на которые в СанПиН
2.3.2.560—96 («Гигиенические требования к качеству и безопаснос¬
ти продовольственного сырья и пищевых продуктов») не установле¬
ны, необходимо предварительно получить на эту продукцию гигие¬
ническое заключение. Гигиеническое заключение должно иметь так¬
же используемые для пищевой продукции тара и упаковочные
материалы.
На сырье и пищевую продукцию животного происхождения не¬
обходимо получить ветеринарное свидетельство, выдаваемое в уста¬
новленном порядке.
Эти требования распространяются как на отечественную, так
и на импортную продукцию.
4.6. Участники сертификации пищевых продуктов
В структуру Системы сертификации пищевой продукции входит
Центральный орган Системы — управление продукции сельскохо¬
зяйственного производства, пищевой, легкой и химической промыш¬
ленности Госстандарта России.
В его составе также: Совет Системы — консультативный орган
при центральном органе Системы, Комиссия по апелляциям при
центральном органе Системы, Аттестационный совет экспертов,
научно-методический центр при центральном органе Системы на
базе ВНИИ сертификации Госстандарта России; органы по серти¬
фикации; испытательные лаборатории, аккредитованные на неза¬
висимость и техническую компетентность или только на техничес¬
кую компетентность.
Совет является совещательным органом центрального органа по
сертификации пищевых продуктов и продовольственного сырья
и осуществляет свою деятельность в соответствии с положением
о Совете.
Состав Совета должен обеспечивать сбалансированное предста¬
вительство всех заинтересованных в сертификации сторон.
Вопросы членства в Совете, процедуры голосования, принятия
решений и т. п. устанавливаются в Положении о Совете.
40.Я. М. Радксвнч 625
I
Спорные вопросы в области процедур сертификации пищевых
продуктов и продовольственного сырья подлежат разрешению че¬
рез Комиссию по апелляциям при центральном органе Системы.
Состав Комиссии, процедуры ее работы и принятия решений
и т. п. устанавливаются в Положении о Комиссии.
4.7. Порядок проведения
обязательной сертификации пищевой продукции
Порядок проведения обязательной сертификации пищевой про¬
дукции устанавливает поэтапную последовательность процедур сер¬
тификации и обеспечивает исключение дублирования работ, прово¬
димых аккредитованными органами по сертификации и испытатель¬
ными лабораториями.
Заявитель, намеревающийся провести сертификацию пищевой
продукции, первоначально обращается в орган по сертификации по
своему выбору, где получает необходимую информацию, консуль¬
тации и бланки заявок на сертификацию.
Орган по сертификации при проведении работ по обязательной
сертификации обязан обеспечить необходимое взаимодействие со
службами других ведомств. Заявитель может подготовить и предста¬
вить в орган по сертификации требуемые документы самостоятельно.
Порядок проведения обязательной сертификации пищевой про¬
дукции включает:
— подачу и рассмотрение заявки на сертификацию с прилагае¬
мыми документами;
— принятие решения по заявке, в том числе выбор схемы сер¬
тификации;
— отбор, идентификацию образцов (проб) и их испытания;
— анализ состояния производства (если это предусмотрено схе¬
мой сертификации) или сертификацию систем качества;
— анализ полученных результатов и принятие решения о воз¬
можности выдачи сертификата соответствия (далее сертификат);
— выдачу сертификата и лицензии на применение знака соот¬
ветствия;
— осуществление инспекционного контроля за сертифицированной
продукцией (в соответствии с применяемой схемой сертификации);
— корректирующие мероприятия при нарушении соответствия
продукции установленным требованиям и неправильного примене¬
ния знака соответствия.
626
Орган по сертификации рассматривает заявку на пищевую про¬
дукцию длительного хранения и принимает по ней решение в срок
не более трех дней.
Заявка на сертификацию скоропортящейся продукции рассматри¬
вается незамедлительно и решение по ней сообщается заявителю вдень
обращения. Решение по заявке направляется (вручается) заявителю.
Испытания для сертификации проводятся на пробах, в которых
сырьевой состав, технология изготовления и другие признаки, ха¬
рактеризующие вид продукции, должны быть такими же, как у про¬
дукции, поставляемой потребителю.
Перед проведением сертификационных испытаний орган по сер¬
тификации проводит идентификацию заявленной продукции:
— па принадлежность к заявляемой партии, законность ее произ¬
водства (для алкогольной продукции — лицензия на право производ¬
ства, торговли), а также соответствие требованиям ГОСТ Р 51074—97
«Продукты пищевые. Информация для потребителя. Общие требо¬
вания»;
— на соответствие указанному наименованию (вид, класс, кате¬
гория, сорт) и информации, указанной на этикетке, путем оценки
органолептических показателей отобранных образцов (свидетельства
о госрегистрации — для алкогольной продукции), изучения данных
о составе продукции, другой информации, содержащейся на эти¬
кетке или в другой сопроводительной документации.
При недостаточности или ненадежности полученной документаль¬
ной информации для идентификации продукции орган по сертифи¬
кации по согласованию с заказчиком назначает проведение допол¬
нительных испытаний продукции по органолептическим и физико¬
химическим показателям во время проведения сертификационных
испытаний в лаборатории за счет заявителя. Если при этом органом
по сертификации установлено, что продукция не соответствует наи¬
менованию, сопроводительной документации или ее маркировке, го
заявитель извещается о том, что дальнейшие работы по сертифика¬
ции не проводятся.
Работы по сертификации могут быть возобновлены только пос¬
ле устранения нарушений и переоформления заявки на сертифика¬
цию по новому наименованию.
Результаты идентификации рекомендуется оформлять отдельным
протоколом или отражать в акте отбора.
Заявитель в заявке на сертификацию вправе предложить схему
сертификации из числа установленных в соответствующих прави¬
лах (порядках) сертификации однородной продукции (работ, услуг)
и применяемых в конкретных условиях. В случае несогласия органа
по сертификации с предлагаемой заявителем схемой сертификации
он должен в решении по заявке изложить мотивированное обосно¬
вание невозможности проведения сертификации по предлагаемой
схеме сертификации и назначения иной схемы сертификации.
Отбор образцов (проб) для испытаний осуществляет, как прави¬
ло, орган по сертификации.
Количество образцов (проб) от каждой фиксированной партии
однородной продукции устанавливается органом, проводящим сер¬
тификацию, и должно, как правило, соответствовать требованиям
нормативной документации на методы отбора проб и испытаний,
установленным в государственных стандартах на конкретную про¬
дукцию, правилах или порядках сертификации однородной продук¬
ции. Орган по сертификации вправе корректировать массу отбира¬
емой пробы с учетом определяемых показателей безопасности, если
это им документально обосновано.
Отбор образцов (проб) оформляется актом. Отобранные образ¬
цы (пробы) изолируют от основной продукции, упаковывают, плом¬
бируют или опечатывают на месте отбора. Отпуск отобранных об¬
разцов (проб) пищевой продукции оформляется в установленном
на предприятии порядке.
В соответствии с «Общим порядком обращения с образцами, ис¬
пользуемыми при проведении обязательной сертификации продук¬
ции ПР 50.3.002—95», для сертификационных испытаний можно
включить по одному образцу каждого вида продукции (кроме ско¬
ропортящейся) для хранения ее в органе по сертификации или в
лаборатории в качестве контрольных экземпляров с целью решения
возникающих разногласий и апелляций, сохранения наглядности
сертифицированной продукции при возможном возникновении не¬
обходимости (в дальнейшем) ее идентификации (внешнего описа¬
ния), в том числе для проверки качества продукции, заложенной на
длительное хранение.
Срок хранения контрольных образцов или испытываемых об¬
разцов в лаборатории должен соответствовать сроку действия сер¬
тификата или сроку годности продукции, по истечении которого
образцы возвращаются заявителю. Срок хранения контрольных об¬
разцов в органе по сертификации, требования к их маркировке
и учету, порядок их возврата и списания устанавливаются в доку¬
ментах органа по сертификации (испытательной лаборатории; ру¬
ководстве по качеству) и по каждой конкретной заявке эти условия
согласовываются с заявителем.
При отсутствии испытательной лаборатории, аккредитованной
на компетентность и независимость, или значительной ее удален¬
ности, что усложняет транспортирование образцов, увеличивает сто¬
имость испытаний и недопустимо удлиняет их сроки, допускается
проводить испытания для целей сертификации в испытательных
лабораториях, аккредитованных только на техническую компетент¬
ность, под контролем представителей органа по сертификации. От¬
ветственность за объективность таких испытаний наряду с испыта¬
тельной лабораторией несет орган по сертификации, поручивший
испытательной лаборатории их проведение. Протокол испытаний в
этом случае подписывают уполномоченные специалисты испыта¬
тельной лаборатории и органа по сертификации.
Орган по сертификации проводит анализ результатов испыта¬
ний, готовит решение о выдаче сертификата.
Результаты испытаний должны полно и достоверно подтвердить
соответствие продукции требованиям и нормам ее безопасности,
установленным в государственных стандартах, санитарных нормах
и правилах и другой нормативной документации.
Допускается сокращать объем сертификационных испытаний при
условии наличия документов соответствующих государственных
служб Российской Федерации, подтверждающих безопасность про¬
дукции, документов соответствующих служб других государств,
с которыми Россия заключила соглашение о взаимном признании
документов или признала документы в одностороннем порядке.
При подготовке решения орган по сертификации учитывает на¬
личие гигиенического заключения, выданного на стадии разработ¬
ки и постановки на производство новых видов пищевых продуктов,
внедрения новых технологических процессов, применения пище¬
вых добавок и других веществ (при закупке продукции за рубежом)
в соответствии с положением «О проведении гигиенической оценки
продукции и товаров, а также производств», утвержденным в уста¬
новленном порядке. Необходимым условием для выдачи сертифи¬
ката соответствия на партию продукции животного происхождения
является наличие ветеринарного свидетельства, а на серийно выра¬
батываемую продукцию — наличие ветеринарного заключения (акта
или регистрационного ветеринарного удостоверения), выданных
Государственной ветеринарной службой в установленном порядке.
В случае отказа в выдаче сертификата соответствия заявителю в
трехдневный срок направляется письменное обоснование принято¬
го решения.
Срок действия сертификата соответствия устанавливается орга¬
ном по сертификации с учетом срока, на который сертифицирова¬
но производство или сертифицирована система качества (для се¬
рийно выпускаемой продукции).
Срок действия сертификата на серийно выпускаемую продук¬
цию не должен превышать трех лет.
Сертификат соответствия, выданный на партию продукции, дей¬
ствителен в течение срока, который указывается в позиции 11 блан¬
ка сертификата «Дополнительная информация» и который, как пра¬
вило, соответствует сроку годности продукции.
Сертификаты соответствия оформляются на бланках установлен¬
ной формы. Формы сертификатов соответствия для обязательной
и добровольной сертификации продукции и правила их заполнения
установлены Правилами по сертификации «Система сертификации
ГОСТ Р». В этом документе приведены форма заявки на проведение
сертификации продукции и форма декларации о соответствии.
Сертификат соответствия оформляется, как правило, на конк¬
ретное наименование продукции. В обоснованных случаях серти¬
фикат может иметь приложение, содержащее перечень конкретной
продукции, на которую распространяется его действие.
Приложение оформляется на группу однородной продукции
с указанием наименований продукции, входящей в эту группу.
В одну группу могут быть включены несколько наименований про¬
дукции, если она выпускается одним изготовителем и сертифици¬
рована по одним и тем же требованиям, исходя из наличия единого
нормативного документа на эту продукцию; идентичности рецепту¬
ры по компонентному составу, однородности используемого сырья,
идентичного способа изготовления, а также других факторов, влия¬
ющих на безопасность готовой продукции.
При этом допускается проведение испытаний по сокращенной
номенклатуре показателей, если анализ однородной группы продук¬
ции позволяет распространить результаты испытаний продукции од¬
них наименований на продукцию других наименований, объединен¬
ную в конкретную сертифицируемую группу однородной продукции.
При оформлении сертификата на несколько наименований од¬
нородной продукции оформляется приложение к сертификату со¬
ответствия установленной формы, в котором приводится перечень
наименований однородной продукции.
В соответствии с действующим порядком сертификаты соответ¬
ствия национальных систем могут быть переоформлены путем за¬
полнения бланка сертификата Системы сертификации ГОСТ Р на
основании информации, содержащейся в сертификате националь¬
ной системы.
Решение о возможности переоформления без дополнительных про¬
цедур принимает орган по сертификации в каждом конкретном случае.
С учетом особенностей пищевой продукции переоформление сер¬
тификата без дополнительных процедур может осуществляться:
— если сертифицированная продукция изготовлена на предпри¬
ятии указанных стран по межгосударственному стандарту;
— если для транспортирования и хранения сертифицированной
продукции не установлены специальные условия;
— для сертификата, выданного на партию продукции, при нали¬
чии в комплекте представляемых документов заверенной копии про¬
токола испытаний;
— если представляется сертификат соответствия, выданный за-
воду-изготовителю на серийно выпускаемую продукцию, переофор¬
мление осуществляется на конкретную партию продукции с указа¬
нием идентификационных признаков партии, при наличии каче¬
ственного удостоверения на эту партию.
При внесении изменений в техническую документацию и тех¬
нологический процесс производства сертифицированной продукции
заявитель обязан известить об этом орган по сертификации в уста¬
новленном им порядке.
Сертифицированная продукция должна маркироваться знаком
соответствия по ГОСТ Р 50460—92 «Знак соответствия при обяза¬
тельной сертификации. Форма, размеры и технические требования»
на основании лицензии, выданной органом по сертификации, со¬
гласно «Правилам выдачи лицензий на проведение работ по обяза¬
тельной сертификации и применения знака соответствия».
Маркировка знаком соответствия осуществляется согласно по¬
ложениям «Порядка проведения сертификации продукции в Рос¬
сийской Федерации» и «Правилам применения знака соответствия
при обязательной сертификации продукции».
Место и способы нанесения знака соответствия указываются
в лицензии на применение знака соответствия. При необходимости
специфика применения знака соответствия, способ и место марки¬
ровки устанавливаются в Порядках сертификации однородных групп
продукции.
Для продукции с установленным сроком годности маркирова¬
ние знаком соответствия осуществляется только при указании это¬
го срока и означает, что действие знака ограничивается указанным
сроком годности.
Заявитель обеспечивает необходимые условия хранения и исполь¬
зования упаковочных средств, маркированных знаком соответствия.
Инспекционный контроль (если он предусмотрен схемой серти¬
фикации) за сертифицированной продукцией осуществляют орга¬
ны, проводившие сертификацию этой продукции, с привлечением,
при необходимости, других компетентных организаций.
Инспекционный контроль проводится в течение всего срока дей¬
ствия сертификата и лицензии на применение знака соответствия
в форме периодических и внеплановых проверок, обеспечивающих
получение информации о состоянии сертифицированной продукции,
производства, системы качества, о соблюдении условий и правил при¬
менения сертификата 11 знака соответствия с целью подтверждения
того, что продукция и условия ее производства в течение времени
действия сертификата продолжают соответствовать установленным
требованиям.
Способы проведения и периодичность проведения инспекцион¬
ного контроля устанавливаются органом по сертификации при про¬
ведении сертификации в каждом конкретном случае и фиксируют¬
ся в договоре по инспекционному контролю либо в решении о вы¬
даче сертификата.
В зависимости от схемы сертификации инспекционный конт¬
роль может включать:
— отбор образцов и их испытания по полной или частичной
программе в аккредитованной лаборатории;
— анализ информации о рекламациях на продукцию за проверя¬
емый период;
— анализ информации о продукции от основных потребителей,
надзорных органов, обществ потребителей;
— анализ применения знака соответствия и т. п.;
— проверка на месте состояния производства и(или) системы
качества;
— анализ на месте внесенных изменений в продукцию и(или)
технологический процесс;
— другие действия, учитывающие специфику продукции и спо¬
собы ее производства.
Результаты инспекционного контроля оформляются актом (или
отчетом), в котором дается оценка результатов испытаний образцов
(проб) и других проверок и делается заключение о возможности
сохранения действия выданного сертификата.
Акт (отчет) хранится в органе по сертификации в течение срока
действия сертификата, а его копии направляются заявителю и орга¬
низациям, принимавшим участие в инспекционном контроле.
По результатам инспекционного контроля, в случае нарушения
требований нормативных документов, орган по сертификации может
приостановить действие сертификата соответствия и приостановить
право применять знак соответствия в соответствии с «Порядком про¬
ведения сертификации продукции в Российской Федерации».
Информация о приостановке действия или аннулировании сер¬
тификата соответствия доводится органом, его выдавшим, до сведе¬
ния заявителя, потребителей и всех заинтересованных участников
Системы сертификации.
Внеплановые проверки могут проводиться в случаях поступления
информации о претензиях к качеству продукции от потребителей,
торговых организаций, а также органов, осуществляющих обществен¬
ный или государственный контроль за качеством продукции.
Органы по сертификации ведут учет выданных ими сертификатов
соответствия и заверенных копий. Документы и материалы, исполь¬
зуемые при сертификации продукции, должны храниться в органе по
сертификации, выдавшем сертификат соответствия, в течение срока
действия сертификата и дополнительно в течение 1—2 лет, в соответ¬
ствии с порядком, установленным органом по сертификации.
В состав документов, предназначенных для хранения, как пра¬
вило, включаются:
— заявка на проведение сертификации, зарегистрированная
в органе по сертификации;
— решения органа по сертификации по заявке и о выдаче серти¬
фиката;
— акт отбора образцов для испытаний;
— декларация о соответствии поставщика (при наличии);
— протокол идентификации продукции (при наличии);
— протоколы лабораторных испытаний;
— копия гигиенического заключения в случаях, предусмотренных
действующим законодательством и нормативными документами;
— копии контрактов (договоров) на поставку продукции;
— копии товаросопроводительных документов (счета-фактуры),
товарно-транспортные накладные (железнодорожные накладные, ко¬
носаменты ит. п.);
— копии сертификатов происхождения, сертификатов качества
изготовителя;
— копии документов, содержащих информацию об изготовителе;
— ветеринарные свидетельства, заверенные местной госветслуж-
бой для продукции животного происхождения;
— программа проведения анализа состояния производства, если
сертификация продукции проводилась по схемам, предусматриваю¬
щим анализ состояния производства;
— акт анализа состояния производства;
— акт инспекционного контроля за сертифицированной про¬
дукцией;
— другие документы, необходимость наличия которых установ¬
лена экспертом.
Обращение с образцами сертифицируемой продукции устанав¬
ливает орган по сертификации в соответствии с «Общим порядком
обращения с образцами, используемыми при проведении обязатель¬
ной сертификации продукции». Движение образцов регистрируется
органом по сертификации на основе рекомендуемых форм.
В соответствии со ст. 9 Закона Российской Федерации «О серти¬
фикации продукции и услуг» при возникновении спорных вопросов
по сертификации заявитель может подать апелляцию в Централь¬
ный орган Системы сертификации пищевых продуктов и продо¬
вольственного сырья.
Если заявитель не удовлетворен решением по апелляции, при¬
нятым Центральным органом Системы сертификации пищевых про¬
дуктов и продовольственного сырья, то он может подать апелляцию
в Госстандарт России. Заявитель вправе обжаловать решение в уста¬
новленном законодательством порядке.
К нормативным документам, используемым при обязательной
сертификации, относятся государственные стандарты (в том числе
принятые в Российской Федерации межгосударственные и между¬
народные стандарты), санитарные нормы и правила, нормы по бе¬
зопасности и другие документы, которые в соответствии с законо¬
дательством Российской Федерации устанавливают обязательные
требования к продукции.
Сертификация производства проводится в соответствии с ГОСТ
Р 40.004—96 «Система сертификации ГОСТ Р. Регистр систем каче¬
ства. Порядок проведения сертификации производства».
В качестве примера сертификации пищевых продуктов приве¬
дем порядок сертификации хлебобулочных и макаронных изделий.
4.8. Порядок сертификации
хлебобулочных и макаронных изделий
1. Обязательная сертификация хлебобулочных и макаронных из¬
делий проводится по схемам 2, 2а, 3, За, 4, 4а, 5, 7, 9а, 10, 10а.
Сертификация продукции кратковременного хранения проводится
по схемам 2а, За, 4а, 5, 9а, 10, 10а (схема 7 используется при выборе
ее заявителем)
634
2. При проведении обязательной сертификации хлебобулочных
и макаронных изделий, включая инспекционный контроль, прово¬
дят идентификацию продукции на соответствие ее требованиям нор¬
мативной документации на конкретный вид продукции.
3. Перечень показателей, подлежащих подтверждению при обя¬
зательной сертификации хлебобулочных и макаронных изделий,
показатели безопасности и методы их испытаний устанавливаются
нормативными документами.
Испытания по решению органа по сертификации могут быть
проведены по сокращенной номенклатуре показателей при усло¬
вии, что остальные показатели подтверждены документами соот¬
ветствующих государственных служб, подтверждающих соответствие
сырья требованиям безопасности.
4. Отбор образцов (проб) и подготовка их к проведению испыта¬
ний для сертификации хлебобулочных и макаронных изделий осу¬
ществляют по нормативным документам на конкретный вид продук¬
ции в соответствии с ГОСТ 5667—65 «Хлеб и хлебобулочные изделия.
Правила приемки, методы отбора образцов, методы определения
органолептических показателей и массы изделий»; ГОСТ 14849—89
«Изделия макаронные. Правила приемки и методы определения ка¬
чества».
5. СЕРТИФИКАЦИЯ ЭЛЕКТРООБОРУДОВАНИЯ,
СЫРЬЕВЫХ ТОВАРОВ
И СРЕДСТВ ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
5.1. Сертификация электрооборудования
и электронных изделий
Система сертификации электрооборудования (ССЭ) на соответ¬
ствие стандартам безопасности была создана в России в 1992 г. Си¬
стема включает в себя 28 групп продукции электрооборудования,
объединенных едиными Правилами по сертификации, базирующи¬
мися на документах системы сертификации ГОСТ Р.
Системой кроме бытовых электроприборов, радиоэлектронной
аппаратуры, кинофототехники охватывается промышленное элек¬
тротермическое оборудование, медицинская техника, трансформа¬
торы, электродвигатели, информационная техника, измерительные
приборы и др.
635
При сертификации электрооборудования и электронных изде¬
лий возможно проведение обязательной и добровольной сертифи¬
кации.
Нормативная база Системы и процедуры, установленные в ней,
гармонизированы с нормативной базой и процедурами, принятыми
в Международной системе, так как Госстандарт России является
участником Международной системы сертификации электрообору¬
дования (МЭКСЭ).
Руководство деятельностью в рамках ССЭ осуществляет Цент¬
ральный орган ССЭ, функции которого выполняет Отдел информа¬
тики, электротехники и приборостроения Госстандарта России.
Структура и участники ССЭ приведены на рис. 5.1.
Нормативная база Системы включает в себя 320 государствен¬
ных стандартов, базирующихся на использовании стандартов по бе¬
зопасности Международной электротехнической комиссии (МЭК).
Рис. 5.1. Структура и участники сертификации электрооборудования (ССЭ)
Правилами проведения сертификации электрооборудования важ¬
ное место уделяется выбору схем сертификации для различных групп
и видов продукции. Установлено, что при сертификации серийно
выпускаемого электрооборудования следует использовать, как пра¬
вило, схему За (см. табл. 1.5). В то же время для продукции электро¬
оборудования, выпускаемой мелкими товаропроизводителями, а так¬
же для малых партий, производимых известными фирмами, допус¬
кается наряду с сертификатами, подтверждающими безопасность
продукции, использовать декларации о соответствии, представляе¬
мые заявителями.
В документах Системы установлено, что для предприятий, име¬
ющих сертификат системы качества (производства), сертификация
продукции проводится по схеме 5 (см. табл. 1.5).
В связи с тем, что Госстандарт России участвует в Схеме серти¬
фикации МЭКСЭ, то процедура признания сертификатов, выдан¬
ных в других системах, упрощается. Это дает значительную эконо¬
мию времени и средств, так как снимает необходимость проведения
повторных испытаний.
На основе гармонизации ССЭ с Системой МЭКСЭ и активного
участия Госстандарта в ее работе осуществлен комплекс мер, связан¬
ных с получением российским национальным сертификационным
органом (НСО ГОСТ Р) статуса органа, выдающего сертификаты си
стемы безопасности по следующим категориям продукции: бытовая
радиоэлектроника, установочные изделия, кабели, бытовые электро¬
приборы и ручные электрические машины. Кроме того, шесть рос¬
сийских испытательных лабораторий признаны в Схеме МЭКСЭ.
Таким образом, НСО ГОСТ Р выдает сертификаты системы бе¬
зопасности, признаваемые в 35 ведущих странах.
5.2. Сертификация сырьевых товаров
Номенклатура продукции сырьевых отраслей промышленности ог¬
ромна. Законом РФ «О защите прав потребителей» предусмотрена обя¬
зательная сертификация той продукции, которая используется челове¬
ком непосредственно. В частности, к ней относятся нефтепродукты,
некоторые виды изделий из пластмасс, древесностружечные плиты, ме¬
бель, обои, спички, посуда из черных и цветных металлов и сплавов,
моющие средства, отдельные изделия из резины, шины и ряд других.
Добровольная сертификация сырьевой продукции проводится ред¬
ко. В Государственном реестре зарегистрированы системы доброволь¬
ной сертификации продукции сырьевых отраслей промышленности,
637
таких как Система добровольной сергификации угольной продук¬
ции, Система сертификации металлопродукции и композиционных
материалов на металлической основе, Система добровольной серти¬
фикации конструкционных материалов («Прометей») и др.
Кроме основополагающих документов Системы сертификации
ГОСТ Р для отдельных видов этой продукции разработаны и дей¬
ствуют ряд документов Систем обязательной сертификации.
Обязательные требования, обеспечивающие безопасность потре¬
бителя, применительно к продукции сырьевых отраслей промыш¬
ленности, определены в 135 государственных стандартах вида тех¬
нических условий или общих технических условий и обеспечивают¬
ся более чем 500 государственными стандартами на методы контроля
и испытаний.
При обязательной сертификации отдельных видов сырьевой про¬
дукции для получения сертификата соответствия требуется наличие
гигиенического сертификата, выданного уполномоченными на то орга¬
нами Госсанэпиднадзора. К такой продукции, например, относятся:
— материалы и изделия из них, контактирующие с пищевыми
продуктами и кожей человека;
— материалы и вещества для изготовления товаров детского ас¬
сортимента;
— материалы и вещества, применяемые в практике хозяйствен¬
но-питьевою водоснабжения;
— средства химизации сельского хозяйства, в том числе мине¬
ральные удобрения и другие материалы и изделия.
При сертификации продукции сырьевых отраслей промышлен¬
ности, как обязательной, так и добровольной, наибольшее распрос¬
транение получили схемы сертификации 3 и 7 (см. табл. 1.5). Схема
3 применяется для сертификации продукции, серийно выпускаемой
отечественными производителями. Схема 7 применяется в основ
ном для сертификации партий импортной продукции, реализуемой
на отечественном рынке.
Широкое применение получает схема 9, основанная на исполь
зовании в качестве доказательства соответствия продукции устанон
ленным требованиям декларации о соответствии с прилагаемыми к
ней необходимыми документами.
Для целей сертификации продукции сырьевых отраслей промыш
ленности в РФ создана инфраструктура органов по сертификации и
испытательных лабораторий (центров), выполняющих испытания
этой продукции. Госстандартом России аккредитованы 330 органон
по сертификации и порядка 750 испытательных лабораторий (цент
638
ров). Как правило, аккредитованные органы по сертификации
и испытательные лаборатории (центры) функционируют на базе от¬
раслевых научно-исследовательских институтов.
5.3. Сертификация
средств индивидуальной защиты
Средства индивидуальной защиты (СИЗ) занимают важное мес¬
то в системе мероприятий по охране труда. К СИЗ относят спецо¬
дежду, спецобувь, различные приборы и приспособления (респира¬
торы, пневмокостюмы, противогазы, щитки). Эти средства приме¬
няются индивидуально и обеспечивают защиту работающего от
вредных факторов внешней среды. СИЗ применяются как на про¬
изводстве, так и в быту.
Для контроля за средствами индивидуальной защиты Госстан¬
дартом России была разработана и введена в действие Система сер¬
тификации средств индивидуальной защиты.
В соответствии со статьей 7 Закона Российской Федерации
«О защите прав потребителей» Правительство РФ утвердило «Пере¬
чень товаров, подлежащих обязательной сертификации», в который
вошли все виды СИЗ (от которых зависят здоровье и жизнь человека).
Центральным органом Системы сертификации СИЗ определен
ВНИИС. В Системе создана сеть испытательных лабораторий (цен¬
тров) и органов по сертификации СИЗ, разработаны «Правила про¬
ведения сертификации СИЗ», утвержденные Госстандартом и заре¬
гистрированные Минюстом России
Сертификация СИЗ осуществляется в соответствии с правилами
Системы сертификации ГОСТ Р с учетом особенностей назначения
и использования СИЗ. Сертификация при этом проводится на соот¬
ветствие государственным стандартам и нормам Минздрава России.
При проведении сертификации проверяется наличие на материал для
изготовления СИЗ гигиенического заключения, выданного органами
Госсанэпиднадзора Минздрава РФ. Сертификация СИЗ проводится
по всей номенклатуре показателей, установленных в «Правилах про¬
ведения сертификации СИЗ». Конкретные нормы показателей и ме¬
тоды их контроля установлены соответствующими стандартами.
Система сертификации СИЗ располагает определенным фондом
нормативных документов. Это 122 стандарта, устанавливающих об¬
щие требования для всех классов СИЗ, требования к их конкрет¬
ным видам, а также методы контроля выполнения этих требований.
Организация и методология сертификации производства СИЗ
отличаются от принятых для других видов промышленной продук¬
ции, что связано со спецификой назначения и применения СИЗ.
Особое внимание уделяется регистрации, анализу и профилактике
дефектов, указанных в классификаторе дефектов, который предпри¬
ятие обязано представить вместе с другими исходными данными,
необходимыми для сертификации производства.
Сертификация СИЗ проводится по схемам 3, За и 5 (см. табл. 1.5).
Схема 5 является более выгодной, так как в схемах без сертифи¬
кации производства испытания при инспекционном контроле сер¬
тифицированной продукции проводятся не реже одного раза в год и
являются весьма дорогостоящими, поскольку в большинстве случа¬
ев СИЗ разрушаются в процессе испытаний.
6. СЕРТИФИКАЦИЯ ПРОДУКЦИИ И УСЛУГ.
ОСНОВНЫЕ ПОЛОЖЕНИЯ ФЕДЕРАЛЬНОГО ЗАКОНА
«О ТЕХНИЧЕСКОМ РЕГУЛИРОВАНИИ»
В ОБЛАСТИ ДЕКЛАРИРОВАНИЯ
СООТВЕТСТВИЯ И СЕРТИФИКАЦИИ
Федеральный закон «О техническом регулировании» ввел следу¬
ющие понятия и определения в области декларирования соответ¬
ствия и сертификации:
— продукция — результат деятельности, представленный в мате¬
риально-вещественной форме и предназначенный для дальнейшего
использования в хозяйственных и иных целях;
— декларирование соответствия — форма подтверждения соот¬
ветствия продукции требованиям технических регламентов;
— декларация о соответствии — документ, удостоверяющий со¬
ответствие выпускаемой в обращение продукции требованиям тех¬
нических регламентов;
— заявитель — физическое или юридическое лицо, осуществля¬
ющее обязательное подтверждение соответствия;
— знак обращения на рынке — обозначение, служащее для ин¬
формирования приобретателей о соответствии выпускаемой в обра¬
щение продукции требованиям технических регламентов;
— знак соответствия — обозначение, служащее для информиро¬
вания приобретателей о соответствии объекта сертификации требо¬
ваниям системы добровольной сертификации или национальному
стандарту;
— идентификация продукции — установление тождественности
характеристик продукции ее существенным признакам;
— орган по сертификации — юридическое лицо или индивиду¬
альный предприниматель, аккредитованные в установленном по¬
рядке для выполнения работ по сертификации;
— оценка соответствия — прямое или косвенное определение
соблюдения требований* предъявляемых к объекту;
— подтверждение соответствия — документальное удостовере¬
ние соответствия продукции или иных объектов, процессов произ¬
водства, эксплуатации, хранения, перевозки, реализации и утилиза¬
ции, выполнения работ или оказания услуг требованиям техничес¬
ких регламентов, положениям стандартов или условиям договоров;
— сертификация — форма осуществляемого органом по серти¬
фикации подтверждения соответствия объектов требованиям тех¬
нических регламентов, положениям стандартов или условиям дого¬
воров;
— сертификат соответствия — документ, удостоверяющий соот¬
ветствие объекта требованиям технических регламентов, положени¬
ям стандартов или условиям договоров;
— система сертификации — совокупность правил выполнения
работ по сертификации, ее участников и правил функционирова¬
ния системы сертификации в целом.
Подтверждение соответствия осуществляется в целях:
— удостоверения соответствия продукции, процессов производ¬
ства, эксплуатации, хранения, перевозки, реализации и утилизации,
работ, услуг или иных объектов техническим регламентам, стандар¬
там, условиям договоров;
— содействия приобретателям в компетентном выборе продук¬
ции, работ, услуг;
— повышения конкурентоспособности продукции, работ, услуг
на российском и международном рынках;
— создания условий для обеспечения свободного перемещения
товаров по территории Российской Федерации, а также для осуще¬
ствления международного экономического, научно-технического
сотрудничества и международной торговли.
Подтверждение соответствия осуществляется на основе принципов:
— доступности информации о порядке осуществления подтвер¬
ждения соответствия заинтересованным лицам;
— недопустимости применения обязательного подтверждения
соответствия к объектам, в отношении которых не установлены тре¬
бования технических регламентов;
41. Я. М. Радкевич 641
— установления перечня форм и схем обязательного подтверж¬
дения соответствия в отношении определенных видов продукции в
соответствующем техническом регламенте;
— уменьшения сроков осуществления обязательного подтверж¬
дения соответствия и затрат заявителя;
— недопустимости принуждения к осуществлению доброволь¬
ного подтверждения соответствия, в том числе в определенной сис¬
теме добровольной сертификации;
— защиты имущественных интересов заявителей, соблюдения
коммерческой тайны в отношении сведений, полученных при осу¬
ществлении подтверждения соответствия;
— недопустимости подмены обязательного подтверждения соот¬
ветствия добровольной сертификацией.
Подтверждение соответствия разрабатывается и применяется
равным образом и в равной мере независимо от страны и (или)
места происхождения продукции, осуществления процессов произ¬
водства, эксплуатации, хранения, перевозки, реализации и утилиза¬
ции, выполнения работ и оказания услуг, видов или особенностей
сделок и (или) лиц, которые являются изготовителями, исполните¬
лями, продавцами, приобретателями.
Подтверждение соответствия на территории Российской Феде¬
рации может носить добровольный или обязательный характер.
Добровольное подтверждение соответствия осуществляется в фор¬
ме добровольной сертификации.
Обязательное подтверждение соответствия осуществляется в
формах принятия декларации о соответствии (далее — деклариро¬
вание соответствия); обязательной сертификации.
Добровольное подтверждение соответствия осуществляется по
инициативе заявителя на условиях договора между заявителем и
органом по сертификации. Добровольное подтверждение соответ¬
ствия может осуществляться для установления соответствия нацио¬
нальным стандартам, стандартам организаций, системам доброволь¬
ной сертификации, условиям договоров.
Объектами добровольного подтверждения соответствия являются
Продукция, процессы производства, эксплуатации, хранения, пере¬
возки, реализации и утилизации, работы и услуги, а также иные
объекты, в отношении которых стандартами, системами доброволь¬
ной сертификации и договорами устанавливаются требования.
Система добровольной сертификации может быть создана юри¬
дическим лицом и (или) индивидуальным предпринимателем или
несколькими юридическими лицами и (или) индивидуальными
642
предпринимателями. Лицо или лица, создавшие систему доброволь¬
ной сертификации, устанавливают перечень объектов, подлежащих
сертификации, и их характеристик, на соответствие которым осу¬
ществляется добровольная сертификация, правила выполнения пре¬
дусмотренных данной системой добровольной сертификации работ
и порядок их оплаты, определяют участников данной системы доб¬
ровольной сертификации. Системой добровольной сертификации
может предусматриваться применение знака соответствия.
Федеральный орган исполнительной власти по техническому
регулированию ведет единый реестр зарегистрированных систем
добровольной сертификации, содержащий сведения о юридических
лицах и (или) об индивидуальных предпринимателях, создавших
системы добровольной сертификации, о правилах функционирова¬
ния систем добровольной сертификации, знаках соответствия и по¬
рядке их применения.
Федеральный орган исполнительной власти по техническому
регулированию должен обеспечить доступность сведений, содержа¬
щихся в едином реестре зарегистрированных систем добровольной
сертификации, заинтересованным лицам.
Порядок ведения единого реестра зарегистрированных систем
добровольной сертификации и порядок предоставления сведений,
содержащихся в этом реестре, устанавливаются федеральным орга¬
ном исполнительной власти по техническому регулированию.
Объекты сертификации, сертифицированные в системе добро¬
вольной сертификации, могут маркироваться знаком соответствия
системы добровольной сертификации. Порядок применения такого
знака соответствия устанавливается правилами соответствующей
системы добровольной сертификации.
Применение знака соответствия национальному стандарту осу¬
ществляется заявителем на добровольной основе любым удобным
для заявителя способом в порядке, установленном национальным
органом по стандартизации.
Обязательное подтверждение соответствия проводится только в
случаях, установленных соответствующим техническим регламен¬
том, и исключительно на соответствие требованиям технического
регламента.
Объектом обязательного подтверждения соответствия может быть
только продукция, выпускаемая в обращение на территории Рос¬
сийской Федерации.
Форма и схемы обязательного подтверждения соответствия мо¬
гут устанавливаться только техническим регламентом с учетом сте¬
пени риска недостижения целей технических регламентов.
Декларация о соответствии и сертификат соответствия имеют
равную юридическую силу независимо от схем обязательного под¬
тверждения соответствия и действуют на всей территории Россий¬
ской Федерации.
Работы по обязательному подтверждению соответствия подле¬
жат оплате заявителем.
Правительством Российской Федерации устанавливается мето¬
дика определения стоимости работ по обязательному подтвержде¬
нию соответствия, которая предусматривает применение единых
правил и принципов установления цен на продукцию одинаковых
или сходных видов независимо от страны и (или) места ее проис¬
хождения, а также лиц, которые являются заявителями.
Декларирование соответствия осуществляется по одной из следу¬
ющих схем\
— принятие декларации о соответствии на основании собствен¬
ных доказательств;
— принятие декларации о соответствии на основании собствен¬
ных доказательств, доказательств, полученных с участием органа по
сертификации и (или) аккредитованной испытательной лаборато¬
рии (центра) (далее — третья сторона).
При декларировании соответствия заявителем может быть заре¬
гистрированные в соответствии с законодательством Российской
Федерации на ее территории юридическое лицо или физическое
лицо в качестве индивидуального предпринимателя, либо являю¬
щиеся изготовителем или продавцом, либо выполняющие функции
иностранного изготовителя на основании договора с ним в части
обеспечения соответствия поставляемой продукции требованиям
технических регламентов и в части ответственности за несоответ¬
ствие поставляемой продукции требованиям технических регламен¬
тов (лицо, выполняющее функции иностранного изготовителя).
Круг заявителей устанавливается соответствующим техническим
регламентом.
Схема декларирования соответствия с участием третьей стороны
устанавливается в техническом регламенте в случае, если отсутствие
третьей стороны приводит к недостижению целей подтверждения
соответствия.
При декларировании соответствия на основании собственных
доказательств заявитель самостоятельно формирует доказательствен¬
ные материалы в целях подтверждения соответствия продукции тре¬
бованиям технических регламентов. В качестве доказательственных
материалов используются техническая документация, результаты
собственных исследований (испытаний) и измерений и (или) дру¬
гие документы, послужившие мотивированным основанием для под¬
тверждения соответствия продукции требованиям технических рег¬
ламентов. Состав доказательственных материалов определяется со¬
ответствующим техническим регламентом.
При декларировании соответствия на основании собственных
доказательств и полученных с участием третьей стороны доказа¬
тельств заявитель по своему выбору в дополнение к собственным
доказательствам:
— включает в доказательственные материалы протоколы иссле¬
дований (испытаний) и измерений, проведенных в аккредитован¬
ной испытательной лаборатории (центре);
— предоставляет сертификат системы качества, в отношении
которого предусматривается контроль (надзор) органа по сертифи¬
кации, выдавшего данный сертификат, за объектом сертификации.
Сертификат системы качества может использоваться в составе
доказательств при принятии декларации о соответствии любой про¬
дукции, за исключением случая, если для такой продукции техни¬
ческими регламентами предусмотрена иная Форма подтверждения
соответствия.
Декларация о соответствии оформляется на русском языке и
должна содержать:
— наименование и местонахождение заявителя;
— наименование и местонахождение изготовителя;
— информацию об объекте подтверждения соответствия, позво¬
ляющую идентифицировать этот объект;
— наименование технического регламента, на соответствие тре¬
бованиям которого подтверждается продукция;
— указание на схему декларирования соответствия;
— заявление заявителя о безопасности продукции при ее ис¬
пользовании в соответствии с целевым назначением и принятии
заявителем мер по обеспечению соответствия продукции требова¬
ниям технических регламентов;
— сведения о проведенных исследованиях (испытаниях) и изме¬
рениях, сертификате системы качества, а также документах, послу¬
живших основанием для подтверждения соответствия продукции
требованиям технических регламентов;
— срок действия декларации о соответствии;
— иные предусмотренные соответствующими техническими рег¬
ламентами сведения.
Срок действия декларации о соответствии определяется техни¬
ческим регламентом.
Форма декларации о соответствии утверждается федеральным
органом исполнительной власти по техническому регулированию.
Оформленная по установленным правилам декларация о соот¬
ветствии подлежит регистрации федеральным органом исполнитель¬
ной власти по техническому регулированию в течение трех дней.
Для регистрации декларации о соответствии заявитель представ¬
ляет в федеральный орган исполнительной власти по техническому
регулированию оформленную в соответствии с требованиями пунк¬
та 5 настоящей статьи декларацию о соответствии.
Порядок ведения реестра деклараций о соответствии, порядок
предоставления содержащихся в указанном реестре сведений и по¬
рядок оплаты за предоставление содержащихся в указанном реестре
сведений определяются Правительством Российской Федерации.
Декларация о соответствии и составляющие доказательственные
материалы документы хранятся у заявителя в течение трех лет с
момента окончания срока действия декларации. Второй экземпляр
декларации о соответствии хранится в федеральном органе испол¬
нительной власти по техническому регулированию.
Обязательная сертификация осуществляется органом по серти¬
фикации на основании договора с заявителем. Схемы сертифика¬
ции, применяемые для сертификации определенных видов продук¬
ции, устанавливаются соответствующим техническим регламентом.
Соответствие продукции требованиям технических регламентов
подтверждается сертификатом соответствия, выдаваемым заявите¬
лю органом по сертификации.
Сертификат соответствия включает в себя:
— наименование и местонахождение заявителя;
— наименование и местонахождение изготовителя продукции,
прошедшей сертификацию;
— наименование и местонахождение органа по сертификации,
выдавшего сертификат соответствия;
— информацию об объекте сертификации, позволяющую иден¬
тифицировать этот объект;
— наименбвание технического регламента, на соответствие тре¬
бованиям которого проводилась сертификация;
— информацию о проведенных исследованиях (испытаниях) и
измерениях;
— информацию о документах, представленных заявителем в орган
по сертификации в качестве доказательств соответствия продукции
требованиям технических регламентов;
— срок действия сертификата соответствия.
Срок действия сертификата соответствия определяется соответ¬
ствующим техническим регламентом.
Форма сертификата соответствия утверждается федеральным
органом исполнительной власти по техническому регулированию.
Обязательная сертификация осуществляется органом по сертифи¬
кации, аккредитованным в порядке, установленном Правительством
Российской Федерации.
Орган по сертификации:
— привлекает на договорной основе для проведения исследова¬
ний (испытаний) и измерений испытательные лаборатории (цент¬
ры), аккредитованные в порядке, установленном Правительством
Российской Федерации (далее — аккредитованные испытательные
лаборатории (центры);
— осуществляет контроль за объектами сертификации, если та¬
кой контроль предусмотрен соответствующей схемой обязательной
сертификации и договором;
— ведет реестр выданных им сертификатов соответствия;
— информирует соответствующие органы государственного конт¬
роля (надзора) за соблюдением требований технических регламентов
о продукции, поступившей на сертификацию, но не прошедшей ее;
— приостанавливает или прекращает действие выданного им
сертификата соответствия;
— обеспечивает предоставление заявителям информации о по¬
рядке проведения обязательной сертификации;
— устанавливает стоимость работ по сертификации на основе
утвержденной Правительством Российской Федерации методики
определения стоимости таких работ.
Федеральный орган исполнительной власти по техническому
регулированию ведет единый реестр выданных сертификатов соот¬
ветствия.
Порядок ведения единого реестра выданных сертификатов соот¬
ветствия, порядок предоставления содержащихся в едином реестре
сведений и порядок оплаты за предоставление содержащихся в
указанном реестре сведений устанавливаются Правительством Рос¬
сийской Федерации.
Порядок передачи сведений о выданных сертификатах соответ¬
ствия в единый реестр выданных сертификатов устанавливается
федеральным органом исполнительной власти по техническому ре¬
гулированию.
Исследования (испытания) и измерения продукции при осуще¬
ствлении обязательной сертификации проводятся аккредитованны¬
ми испытательными лабораториями (центрами).
Аккредитованные испытательные лаборатории (центры) прово¬
дят исследования (испытания) и измерения продукции в пределах
своей области аккредитации на условиях договоров с органами по
сертификации. Органы по сертификации не вправе предоставлять
аккредитованным испытательным лабораториям (центрам) сведения
о заявителе.
Аккредитованная испытательная лаборатория (центр) оформля¬
ет результаты исследований (испытаний) и измерений соответству¬
ющими протоколами, на основании которых орган по сертифика¬
ции принимает решение о выдаче или об отказе в выдаче сертифи¬
ката соответствия. Аккредитованная испытательная лаборатория
(центр) обязана обеспечить достоверность результатов исследова¬
ний (испытаний) и измерений.
Продукция, соответствие которой требованиям технических рег¬
ламентов подтверждено в порядке, предусмотренном настоящим
Федеральным законом, маркируется знаком обращения на рынке.
Изображение знака обращения на рынке устанавливается Прави¬
тельством Российской Федерации. Данный знак не является спе¬
циальным защищенным знаком и наносится в информационных
целях.
Маркировка знаком обращения на рынке осуществляется заяви¬
телем самостоятельно любым удобным для него способом.
Продукция, соответствие которой требованиям технических рег¬
ламентов не подтверждено в порядке, установленном настоящим
Федеральным законом, не может быть маркирована знаком обра¬
щения на рынке.
Права и обязанности заявителя в области обязательного подтвер¬
ждения соответствия.
Заявитель вправе:
— выбирать форму и схему подтверждения соответствия, пре¬
дусмотренные для определенных видов продукции соответствующим
техническим регламентом;
— обращаться для осуществления обязательной сертификации в
любой орган по сертификации, область аккредитации которого рас¬
пространяется на продукцию, которую заявитель намеревается сер¬
тифицировать;
— обращаться в орган по аккредитации с жалобами на неправо¬
мерные действия органов по сертификации и аккредитованных ис¬
пытательных лабораторий (центров) в соответствии с законодатель¬
ством Российской Федерации.
Заявитель обязан:
— обеспечивать соответствие продукции требованиям техничес¬
ких регламентов;
— выпускать в обращение продукцию, подлежащую обязатель¬
ному подтверждению соответствия, только после осуществления
такого подтверждения соответствия;
— указывать в сопроводительной технической документации и
при маркировке продукции сведения о сертификате соответствия
или декларации о соответствии;
— предъявлять в органы государственного контроля (надзора) за
соблюдением требований технических регламентов, а также заинте¬
ресованным лицам документы, свидетельствующие о подтверждении
соответствия продукции требованиям технических регламентов (дек¬
ларацию о соответствии, сертификат соответствия или их копии);
— приостанавливать или прекращать реализацию продукции, если
срок действия сертификата соответствия или декларации о соответ¬
ствии истек либо действие сертификата соответствия или деклара¬
ции о соответствии приостановлено либо прекращено;
— извещать орган по сертификации об изменениях, вносимых в
техническую документацию или технологические процессы произ¬
водства сертифицированной продукции;
— приостанавливать производство продукции, которая прошла
подтверждение соответствия и не соответствует требованиям техни¬
ческих регламентов, на основании решений органов государствен¬
ного контроля (надзора) за соблюдением требований технических
регламентов.
6.1. Выбор форм и схем
подтверждения соответствия
для использования их
в технических регламентах
В 2003 г. были введены в действие «Рекомендации по выбору
форм и схем обязательного подтверждения соответствия продукции
при разработке технических регламентов» (Р50.1.046—2003).
Эти рекомендации предназначены для применения при выборе
форм и схем обязательного подтверждения соответствия для исполь¬
зования их в технических регламентах, предусмотренных Федераль¬
ным законом «О техническом регулировании».
Схемы, приведенные в рекомендациях, гармонизированы с ев¬
ропейским модульным подходом к оценке соответствия в той степе¬
ни, в которой это не противоречит нормам Федерального закона «О
техническом регулировании».
6.2. Формы обязательного
подтверждения соответствия
Приоритетной формой обязательного подтверждения соответ¬
ствия является декларирование соответствия, осуществляемое в со¬
ответствии с требованиями технических регламентов.
Обязательная сертификация в технических регламентах должна
закладываться только в обоснованных случаях. При этом для ее при¬
менения рекомендуется использовать один из следующих общих
критериев:
1) высокая степень потенциальной опасности продукции в сочета¬
нии со специальными мерами по защите рынка, когда необходимо до¬
полнительно учитывать сложившуюся конкретную ситуацию на опре¬
деленном секторе рынка (например, введение обязательной серти¬
фикации лекарственных средств). Данный критерий используется
для обеспечения необходимой защиты рынка от опасной продук¬
ции в случае, когда состояние определенного сектора российского
рынка не вызывает доверия к объективности декларирования соот¬
ветствия поставщиками данной продукции (даже с частичным уча¬
стием третьей стороны);
2) принадлежность конкретной продукции к сфере действия меж¬
дународных соглашений, конвенций и других документов, к которым
присоединилась Россия и в которых предусмотрена сертификация по¬
добной продукции. Для такой продукции в технических регламентах
на основе процедур сертификации, установленных международны¬
ми документами, должны быть предусмотрены соответствующие
схемы подтверждения соответствия в форме сертификации. Дан¬
ный критерий используется в случаях, когда действующие в стране
правила сертификации обусловлены международными соглашения¬
ми и функционируют в соответствии с этими соглашениями. На¬
пример, система сертификации механических транспортных средств
на соответствие правилам ЕЭК ООН, система сертификации элект¬
рооборудования (МЭК СЭ) и др. Это не обязательно относится к
международным договорам, предусмотренным пунктом 4 статьи 4
Закона «О техническом регулировании», имеющим приоритет пе¬
ред российским законодательством, но и к случаю, когда выполне¬
ние положений соглашений носит добровольный характер;
3) исключение случаев, когда заявитель не может реализовать по¬
ложения Закона «О техническом регулировании» об обязательном под¬
тверждении соответствия, например, при отсутствии на террито¬
рии Российской Федерации полномочного представителя зарубежного
изготовителя, или при невозможности заявителя-продавца обеспечить
собственные доказательства подтверждения соответствия в объеме,
предусмотренном техническим регламентом.
6.3. Схемы обязательного
подтверждения соответствия
Подтверждение соответствия продукции требованиям техничес¬
ких регламентов в рамках установленной формы обязательного под¬
тверждения соответствия осуществляется в соответствии со схема¬
ми обязательного подтверждения соответствия, каждая из которых
представляет собой полный набор операций и условий их выполне¬
ния участниками подтверждения соответствия.
Схемы могут включать одну или несколько операций, результа¬
ты которых необходимы для подтверждения соответствия продук¬
ции установленным требованиям, а именно:
— испытания (типовых образцов, партий или единиц продукции);
— сертификацию системы качества (на стадиях проектирования
и производства, только производства или при окончательном конт¬
роле и испытаниях);
— инспекционный контроль.
Схемы в техническом регламенте на конкретные виды продук¬
ции рекомендуется выбирать из числа описанных в Р50.1.046—2003
таким образом, чтобы выбранные схемы не были излишне обреме¬
нительными в сравнении с целями технического регламента. При
этом в техническом регламенте на продукцию, подпадающую по
наименованию под соответствующую европейскую директиву, же¬
лательно брать за основу схемы, близкие к процедурам оценки со¬
ответствия, установленным в этой директиве.
В техническом регламенте рекомендуется по возможности уста¬
навливать для одной и той же продукции несколько схем, равно¬
значных по степени доказательности. Это позволит заявителю выб¬
рать наиболее приемлемую для него схему (пункт 1 статьи 28 Зако¬
на РФ «О техническом регулировании»).
В техническом регламенте допускается устанавливать дополни¬
тельные требования по сравнению с соответствующей схемой, при¬
веденной в настоящих рекомендациях, если этого требуют особые
условия, например специфика продукции, сектор рынка и т. п.
Схемы обязательного подтверждения соответствия согласно За¬
кону «О техническом регулировании» (статьи 24 и 25) подразделя¬
ются на два вида: схемы декларирования; схемы сертификации.
Рекомендуемый состав-схем декларирования приведен в табл. 6.1.
6.1. Рекомендуемый состав схем декларирования*
Обозначение
схемы
Содержание схемы и ее исполнители
Обозначение
европейского
модуля, близ¬
кого к схеме
1
2
3
1д
Заявитель
Приводит собственные доказательства соответствия
в техническом файле
Принимает декларацию о соответствии
А
2д
Аккредитованная испытательная лаборатория
Проводит испытания типового образца продукции
Заявитель
Принимает декларацию о соответствии
С
Зд
Орган по сертификации
Сертифицирует систему качества на стадии произ¬
водства
Аккредитованная испытательная лаборатория
Проводит испытания типового образца продукции
Заявитель
Принимает декларацию о соответствии
Орган по сертификации
Осуществляет инспекционный контроль за систе¬
мой качества
О
4д
Орган по сертификации
Сертифицирует систему качества на этапах контро¬
ля и испытаний
Аккредитованная испытательная лаборатория
Проводит испытания типового образца продукции
Заявитель
Принимает декларацию о соответствии
Орган по сертификации
Осуществляет инспекционный контроль за систе¬
мой качества
Е
652
Продолжение табл. 6.1
1
г
3
5д
Аккредитованная испытательная лаборатория
Проводит выборочные испытания партии выпуска¬
емой продукции
Заявитель
Принимает декларацию о соответствии
Р
6д
Аккредитованная испытательная лаборатория
Проводит испытания каждой единицы продукции
Заявитель
Принимает декларацию о соответствии
в
7д
Орган по сертификации
Сертифицирует систему качества на стадиях проек¬
тирования и производства
Заявитель
Проводит испытания образца продукции
Принимает декларацию о соответствии
Орган по сертификации
Осуществляет инспекционный контроль за систе¬
мой качества
н
* В Р 50.1.046—2003 схемы декларирования образуются номером с буквой «д»
В схемах декларирования указывают обозначения ближайших по
смыслу модулей оценки соответствия, принятых в европейских ди¬
рективах, а в схемах сертификации — обозначения соответствующих
схем, приведенных в Изменении № 1 «Порядка проведения серти¬
фикации продукции в Российской Федерации».
В схемах декларирования завершающей операцией является при¬
нятие заявителем декларации о соответствии, в схемах сертифика¬
ции — выдача заявителю сертификата соответствия.
Заявитель (изготовитель, продавец) на основе декларации о со¬
ответствии или сертификата соответствия маркирует продукцию
знаком обращения на рынке. Конкретные требования к маркирова¬
нию знаком обращения на рынке установлены техническим регла¬
ментом на эту продукцию.
6.4. Описание схем декларирования
Схема 1д включает следующие операции, выполняемые заяви¬
телем:
— формирование комплекта технической документации;
— принятие декларации о соответствии;
— маркирование продукции знаком обращения на рынке.
При этом техническая документация должна позволять проведе¬
ние оценки соответствия продукции требованиям технического рег¬
ламента. Она должна в необходимой для оценки мере отражать про¬
ект (технические условия), способ производства и принцип дей¬
ствия продукции, а также содержать доказательства соответствия
продукции техническому регламенту. В примерный комплект тех¬
нической документации входят:
— общее описание продукции и принцип действия;
— проектные данные, чертежи, схемы, технические условия;
— перечень полностью или частично используемых стандартов
и описание решений для обеспечения соответствия продукции тре¬
бованиям технического регламента;
— результаты проектных расчетов, проведенных проверок;
— протоколы испытаний.
Конкретные требования к составу технической документации ус¬
танавливают в техническом регламенте на данный вид продукции.
Заявитель (изготовитель) предпринимает все необходимые меры,
чтобы процесс производства обеспечил соответствие изготовляемой
продукции технической документации и относящимся к этой про¬
дукции требованиям технического регламента.
Заявитель принимает декларацию о соответствии, регистрирует
ее в порядке, установленном Законом «О техническом регулирова¬
нии».
Заявитель маркирует продукцию, на которую принята деклара¬
ция о соответствии, знаком обращения на рынке.
Схема 2д включает следующие операции:
— испытания типового образца аккредитованной испытатель¬
ной лабораторией;
— принятие заявителем декларации о соответствии;
— маркирование продукции знаком обращения на рынке.
Протокол испытаний типового образца, кроме характеристик
продукции, должен содержать описание типа продукции непосред¬
ственно или в виде ссылки на технические условия или другой ана¬
логичный документ, а также содержать заключение о соответствии
образца технической документации, по которой он изготовлен.
Заявитель предпринимает все необходимые меры, чтобы про¬
цесс производства обеспечил соответствие изготовляемой продук¬
ции технической документации и требова» шям технического регла¬
мента.
654
Заявитель принимает декларацию о соответствии, регистриру¬
ет ее в порядке, установленном Законом «О техническом регули¬
ровании».
Заявитель маркирует продукцию, на которую принята деклара¬
ция о соответствии, знаком обращения на рынке.
Схема Зд включает следующие операции:
— испытания типового образца, проведенные аккредитованной
испытательной лабораторией;
— подача заявителем заявки в орган по сертификации на прове¬
дение сертификации системы качества;
— сертификация органом по сертификации системы качества,
касающейся производства продукции;
— принятие заявителем декларации о соответствии;
— маркирование продукции знаком обращения на рынке;
— инспекционный контроль органа по сертификации за систе¬
мой качества.
Протокол испытаний типового образца, кроме характеристик
продукции, должен содержать описание типа продукции непосред¬
ственно или в виде ссылки на технические условия или другой ана¬
логичный документ, а также содержать заключение о соответствии
образца технической документации, по которой он изготовлен.
Заявитель подает заявку на сертификацию своей системы качества
применительно к соответствующей продукции в один из аккредито¬
ванных органов по сертификации систем качества по своему выбору.
В заявке должен быть указан документ, на соответствие которому
проводится сертификация системы качества (ГОСТ Р ИСО 9001,
ГОСТ Р ИСО 14001, ГОСТ Р 12.0.006 и т. п.).
Система качества должна обеспечивать соответствие изготовля¬
емой продукции технической документации и требованиям техни¬
ческого регламента.
При получении сертификата на систему качества заявитель при¬
нимает декларацию о соответствии, регистрирует ее в порядке, ус¬
тановленном Законом «О техническом регулировании».
Заявитель маркирует продукцию, на которую принята деклара¬
ция о соответствии, знаком обращения на рынке.
Заявитель в процессе производства данной продукции выполня¬
ет требования, вытекающие из положений сертифицированной си¬
стемы качества, и поддерживает ее функционирование надлежащим
образом.
Он информирует орган по сертификации о всех запланирован¬
ных изменениях системы. Орган по сертификации проверяет эти
изменения и решает, будет ли сохраняться ранее сделанная оценка
на систему качества с введенными изменениями. О своем решении
он сообщает заявителю.
Орган по сертификации осуществляет инспекционный конт¬
роль за сертифицированной системой качества с целью удостове¬
рения того, что заявитель продолжает выполнять обязательства,
вытекающие из сертифицированной системы качества. Инспекци¬
онный контроль проводится с помощью периодических проверок.
Периодичность проверок допускается устанавливать в техничес¬
ких регламентах.
Кроме того, орган по сертификации имеет право провести вне¬
очередные проверки. Во время проверок он может поручить или
провести сам испытания с целью контроля эффективности функци¬
онирования системы качества.
Результаты инспекционных проверок оформляются актом и до¬
водятся до сведения заявителя.
Схема 4д включает следующие операции:
— испытания типового образца, проведенные аккредитованной
испытательной лабораторией;
— подача заявителем заявки в орган по сертификации на прове¬
дение сертификации системы качества;
— сертификация органом по сертификации системы качества,
касающейся контроля и испытаний продукции;
— принятие заявителем декларации о соответствии;
— маркирование продукции знаком обращения на рынке;
— инспекционный контроль органа по сертификации за систе¬
мой качества.
Протокол испытаний типового образца, кроме характеристик
проду кции, должен содержать описание типа продукции непосред¬
ственно или в виде ссылки на технические условия или другой ана¬
логичный документ, а также содержать заключение о соответствии
образца технической документации, по которой он изготовлен.
Заявитель подает заявку на сертификацию своей системы каче¬
ства применительно к соответствующей продукции в один из ак¬
кредитованных органов по сертификации систем качества по сво¬
ему выбору. В заявке должен быть указан документ, на соответ¬
ствие которому проводится сертификация системы качества (ГОСТ Р
ИСО 9001, ГОСТ Р ИСО 14001, ГОСТ Р 12.0.006 и т. п.).
Система качества должна обеспечивать соответствие изготовля¬
емой продукции технической документации и требованиям техни¬
ческого регламента.
При получении сертификата на систему качества заявитель при¬
нимает декларацию о соответствии, регистрирует ее в порядке, ус¬
тановленном Законом «О техническом регулировании».
Заявитель маркирует продукцию, на которую принята деклара¬
ция о соответствии, знаком обращения на рынке.
Заявитель в процессе производства данной продукции выполня¬
ет требования, вытекающие из положений сертифицированной си¬
стемы качества, и поддерживает ее функционирование надлежащим
образом. Он информирует орган по сертификации о всех заплани¬
рованных изменениях системы. Орган по сертификации проверяет
эти изменения и решает, будет ли сохраняться ранее сделанная оцен¬
ка на систему качества с введенными изменениями. О своем реше¬
нии он сообщает заявителю.
Орган по сертификации осуществляет инспекционный конт¬
роль за сертифицированной системой качества с целью удостове¬
рения того, что заявитель продолжает выполнять обязательства,
вытекающие из сертифицированной системы качества. Инспекци¬
онный контроль проводится с помощью периодических проверок.
Периодичность проверок допускается устанавливать в техничес¬
ких регламентах.
Кроме того, орган по сертификации имеет право провести вне¬
очередные проверки. Во время проверок он может поручить или
провести сам испытания с целью контроля эффективности функци¬
онирования системы качества.
Результаты инспекционных проверок оформляют актом и дово¬
дят до сведения заявителя.
Схема 5д включает следующие операции:
— испытания партий продукции, проведенные аккредитованной
испытательной лабораторией, и выдача протоколов испытаний зая¬
вителю;
— принятие заявителем декларации о соответствии;
— маркирование продукции знаком обращения на рынке.
Заявитель (изготовитель) принимает все необходимые меры, что¬
бы процесс производства обеспечил соответствие изготовляемой
продукции технической документации и требованиям технического
регламента.
Заявитель принимает декларацию о соответствии, регистриру¬
ет ее в порядке, установленном Законом «О техническом ре1ули-
ровании».
Заявитель маркирует продукцию, прошедшую испытания, зна¬
ком обращения на рынке.
42. Я. М. Радкевич 657
Схема бд включает следующие операции:
— испытания каждой единицы продукции, проведенные аккре¬
дитованной испытательной лабораторией, и выдача протоколов ис¬
пытаний;
— принятие заявителем декларации о соответствии;
— маркирование продукции знаком обращения на рынке.
Заявитель принимает декларацию о соответствии, регистрирует
ее в порядке, установленном Законом.
Заявитель маркирует продукцию, прошедшую испытания, зна¬
ком обращения на рынке.
Схема 7д включает следующие операции:
— испытания типового образца, проведенные заявителем или
другой организацией по его поручению;
— подача заявителем заявки в орган по сертификации на прове¬
дение сертификации системы качества;
— сертификация органом по сертификации системы качества,
касающейся проектирования и производства продукции;
— принятие заявителем декларации о соответствии;
— маркирование продукции знаком обращения на рынке;
— инспекционный контроль органа по сертификации за систе¬
мой качества.
Протокол испытаний типового образца, кроме характеристик
продукции, должен содержать описание типа продукции непосред¬
ственно или в виде ссылки на технические условия или другой ана¬
логичный документ, а также содержать заключение о соответствии
образца технической документации, по которой он изготовлен.
Заявитель подает заявку на сертификацию своей системы каче¬
ства применительно к соответствующей продукции в один из ак¬
кредитованных органов по сертификации систем качества по свое¬
му выбору. В заявке должен быть указан документ, на соответствие
которому проводится сертификация системы качества (ГОСТ Р ИСО
9001, ГОСТ Р ИСО 14001, ГОСТ Р 12.0.006 и т. п.).
Система качества должна обеспечивать соответствие изготовля¬
емой продукции технической документации и требованиям техни¬
ческого регламента.
При получении сертификата на систему качества заявитель при¬
нимает декларацию о соответствии, регистрирует ее в порядке, ус¬
тановленном Законом «О техническом регулировании».
Заявитель маркирует продукцию, на которую принята деклара¬
ция о соответствии, знаком обращения на рынке.
Заявитель в процессе производства данной продукции выполня¬
ет требования, вытекающие из положений сертифицированной си¬
стемы качества, и поддерживает ее функционирование надлежащим
образом.
Заявитель информирует орган по сертификации о всех заплани¬
рованных изменениях системы. Орган по сертификации проверяет
эти изменения и решает, будет ли сохраняться ранее сделанная оцен¬
ка на систему качества с введенными изменениями. О своем реше¬
нии он сообщает изготовителю.
Орган по сертификации осуществляет инспекционный конт¬
роль за сертифицированной системой качества с целью удостове¬
рения того, что заявитель продолжает выполнять обязательства,
вытекающие из сертифицированной системы качества. Инспекци¬
онный контроль проводится с помощью периодических проверок.
Периодичность проверок допускается устанавливать в техничес¬
ких регламентах.
Кроме того, орган по сертификации имеет право провести вне¬
очередные проверки. Во время проверок он может поручить или
провести сам испытания с целью контроля эффективности функци¬
онирования системы качества.
Результаты инспекционных проверок оформляют актом и дово¬
дят до сведения заявителя.
Установление в техническом регламенте схем декларирования
рекомендуется осуществлять экспертными методами в такой после¬
довательности:
— выбор конкретной схемы из числа описанных выше;
— детализация отдельных операций в рамках выбранных схем с
учетом специфики продукции, особенностей сектора потребления
и целей технического регламента.
Выбор схем осуществляют с учетом суммарного риска от недо¬
стоверной оценки соответствия и ущерба от применения продук¬
ции, прошедшей подтверждение соответствия. При этом учитывают
также объективность оценки, характеризуемую степенью независи¬
мости исполнителей операции (первая или третья сторона).
При выборе схем учитывают следующие основные факторы:
— степень потенциальной опасности продукции;
— чувствительность регламентируемых техническим регламен¬
том показателей безопасности к изменению производственных и
(или) эксплуатационных факторов;
— степень сложности конструкции (проекта) определяется экс¬
пертным методом разработчиками технического регламента;
— наличие других механизмов оценки соответствия (например,
государственного контроля (надзора)) в отношении декларируемой
продукции.
Схема 1д рекомендуется для продукции, для которой:
— степень потенциальной опасности невысока или конструкция
(проект) признается простой;
— показатели безопасности малочувствительны к изменению
производственных и эксплуатационных факторов;
— предусмотрен государственный контроль (надзор) на стадии
обращения.
Схемы 2д, Зд и 4д рекомендуется применять, когда затрудни¬
тельно обеспечить проведение достоверных испытаний типового
представителя самим изготовителем, а характеристики продукции
имеют большое значение для обеспечения безопасности. При этом
схемы Зд и 4д рекомендуется использовать в тех случаях, когда кон¬
струкция (проект) признана простой, а чувствительность показате¬
лей безопасности продукции к изменению производственных и (или)
эксплуатационных факторов высока. Схему 4д выбирают в случае,
когда соответствие продукции можно отслеживать в процессе конт¬
роля и испытаний.
Для продукции, степень потенциальной опасности которой дос¬
таточно высока, рекомендуется использовать схемы 5д, 6д или 7д.
Выбор между ними определяется степенью чувствительности пока¬
зателей безопасности продукции к изменению производственных и
(или) эксплуатационных факторов, а также степенью сложности
конструкции (проекта).
Схемы 5д, 6д рекомендуется использовать в тех случаях, когда
показатели безопасности продукции малочувствительны к измене¬
нию производственных и эксплуатационных факторов.
Схема 7д может быть рекомендована для подтверждения соот¬
ветствия сложной продукции в случаях, если показатели безопасно¬
сти продукции чувствительны к изменению производственных и
(или) эксплуатационных факторов.
Применение схем Зд...5д может быть рекомендовано для случая,
когда декларацию о соответствии принимает изготовитель. Если
декларацию о соответствии принимает продавец, который не имеет
возможности собрать собственные доказательства соответствия, при¬
меняются схемы 5д или 6д.
Схемы сертификации
В табл. 6.2 приведены обозначение схем, их содержание и ис¬
полнители, а также их обозначение из числа схем сертификации,
установленных Изменением № 1 «Порядка проведения сертифика¬
ции продукции в Российской Федерации».
6.2. Схемы сертификации
Обозначение
схемы
Содержание схемы и ее исполнители
Обозначение
прежней
схемы сер¬
тификации*
1с
Аккредитованная испытательная лаборатория
Проводит испытания типового образца продукции
Аккредитованный орган по сертификации
Выдает заявителю сертификат соответствия
1
2с
Аккредитованная испытательная лаборатория
Проводит испытания типового образца продукции
Аккредитованный орган по сертификации
Проводит анализ состояния производства
Выдает заявителю сертификат соответствия
1а
Зс
Аккредитованная испытательная лаборатория
Проводит испытания типового образца продукции
Аккредитованный орган по сертификации
Выдает заявителю сертификат соответствия
Осуществляет инспекционный контроль за сертифи¬
цированной продукцией (испытания образцов
продукции)
2,3,4
4с
Аккредитованная испытательная лаборатория
Проводит испытания типового образца продукции
Аккредитованный орган по сертификации
Проводит анализ состояния производства
Выдает заявителю сертификат соответствия
Осуществляет инспекционный контроль за серти¬
фицированной продукцией (испытания образцов
продукции и анализ состояния производства)
2а, За, 4а
5с
Аккредитованная испытательная лвборагория
Проводит испытания типового образца продукции
Аккредитованный орган по сертификации
Проводит сертификацию системы качества или
производства
Выдает заявителю сертификат соответствия
Осуществляет инспекционный контроль за серти¬
фицированной продукцией (контроль системы ка¬
чества (производства), испытания образцов продук¬
ции, взятых у изготовителя или продавца)
5
6с
Аккредитованная испытательная лаборатория
Проводит испытания партии продукции
Аккредитованный орган по сертификации
Выдаст заявителю сертификат соответствия
7
7с
Аккредитованная испытательная лаборатория
Проводит испытания каждой единицы продукции
Аккредитованный орган по сертификации
Выдает заявителю сертификат соответствия
8
* В Р 50.1.046—2003 схемы сертификации образуются номером с буквой «с»
661
Схема 1с включает следующие операции:
— подача заявителем в орган по сертификации заявки на прове¬
дение сертификации;
— рассмотрение заявки и принятие по ней решения органом по
сертификации;
— проведение испытаний типового образца аккредитованной
испытательной лабораторией;
— анализ результатов испытаний и выдача заявителю сертифи¬
ката соответствия;
— маркирование продукции знаком обращения на рынке.
Заявитель подает заявку на сертификацию своей продукции по
своему выбору в один из аккредитованных органов по сертифика¬
ции, имеющий данную продукцию в области аккредитации.
Орган по сертификации сообщает заявителю решение по заяв¬
ке, содержащее условия проведения сертификации.
Испытания типового образца (типовых образцов) проводятся
аккредитованной испытательной лабораторией по поручению орга¬
на по сертификации, которому выдается протокол испытаний.
При положительных результатах испытаний орган по сертифи¬
кации оформляет сертификат соответствия по форме, утвержден¬
ной федеральным органом исполнительной власти по техническому
регулированию, и выдает его заявителю.
Заявитель на основании полученного сертификата соответствия
маркирует продукцию знаком обращения на рынке.
Схема 2с включает следующие операции:
— подача заявителем в орган по сертификации заявки на прове¬
дение сертификации;
— рассмотрение заявки и принятие по ней решения органом по
сертификации;
— проведение испытаний типового образца аккредитованной
испытательной лабораторией;
— проведение органом по сертификации анализа состояния про¬
изводства;
— обобщение результатов испытаний и анализа состояния про¬
изводства и выдача заявителю сертификата соответствия;
— маркирование продукции знаком обращения на рынке.
Заявитель подает заявку на сертификацию своей продукции по
своему выбору в один из аккредитованных органов по сертифика¬
ции, имеющий данную продукцию в области аккредитации.
Орган по сертификации сообщает заявителю решение по заяв¬
ке, содержащее условия проведения сертификации.
Испытания типового образца (типовых образцов) проводятся
аккредитованной испытательной лабораторией по поручению орга¬
на по сертификации, которому выдается протокол испытаний.
Анализ состояния производства проводится органом по серти¬
фикации у заявителя. Результаты анализа оформляются актом.
При положительных результатах испытаний и анализа состоя¬
ния производства орган по сертификации оформляет сертификат
соответствия по форме, утвержденной федеральным органом испол¬
нительной власти по техническому регулированию, и выдает его
заявителю.
Заявитель на основании полученного сертификата соответствия
маркирует продукцию знаком обращения на рынке.
Схема Зс включает следующие операции:
— подача заявителем в орган по сертификации заявки на прове¬
дение сертификации;
— рассмотрение заявки и принятие по ней решения органом по
сертификации;
— проведение испытаний типового образца аккредитованной
испытательной лабораторией;
— анализ результатов испытаний и выдача заявителю сертифи¬
ката соответствия;
— маркирование продукции знаком обращения на рынке;
— инспекционный контроль за сертифицированной продук¬
цией.
Заявитель подает заявку на сертификацию своей продукции по
своему выбору в один из аккредитованных органов по сертифика¬
ции, имеющий данную продукцию в области аккредитации.
Орган по сертификации сообщает заявителю решение по заяв¬
ке, содержащее условия проведения сертификации.
Испытания типового образца (типовых образцов) проводятся
аккредитованной испытательной лабораторией по поручению орга¬
на по сертификации, которому выдается протокол испытаний.
При положительных результатах испытаний орган по сертифи¬
кации оформляет сертификат соответствия по форме, утвержден¬
ной федеральным органом исполнительной власти по техническому
регулированию, и выдает его заявителю.
Заявитель на основании полученного сертификата соответствия
маркирует продукцию знаком обращения на рынке.
Орган по сертификации проводит инспекционный контроль за
сертифицированной продукцией в течение всего срока действия
сертификата соответствия путем периодических испытаний образ¬
цов продукции. Место отбора образцов (у изготовителя и (или) у
продавца) устанавливается в техническом регламенте.
По результатам инспекционного контроля орган по сертифика¬
ции принимает одно из следующих решений:
— считать действие сертификата соответствия подтвержденным;
— приостановить действие сертификата соответствия;
— отменить действие сертификата соответствия.
Схема 4с включает следующие операции:
— подача заявителем в орган по сертификации заявки на прове¬
дение сертификации;
— рассмотрение заявки и принятие по ней решения органом по
сертификации;
— проведение испытаний типового образца аккредитованной
испытательной лабораторией;
— проведение органом по сертификации анализа состояния про¬
изводства;
— обобщение результатов испытаний и анализа состояния про¬
изводства и выдача заявителю сертификата соответствия;
— маркирование продукции знаком обращения на рынке;
— инспекционный контроль за сертифицированной продук¬
цией.
Заявитель подает заявку на сертификацию своей продукции по
своему выбору в один из аккредитованных органов по сертифика¬
ции, имеющий данную продукцию в области аккредитации.
Орган по сертификации сообщает заявителю решение по заяв¬
ке, содержащее условия проведения сертификации.
Испытания типового образца (типовых образцов) проводятся
аккредитованной испытательной лабораторией по поручению орга¬
на по сертификации, которому выдается протокол испытаний.
Анализ состояния производства проводится органом по серти¬
фикации у заявителя. Результаты анализа оформляются актом.
При положительных результатах испытаний и анализа состоя¬
ния производства орган по сертификации оформляет сертификат
соответствия по форме, утвержденной федеральным органом испол¬
нительной власти по техническому регулированию, и выдает его
заявителю.
Заявитель на основании полученного сертификата соответствия
маркирует продукцию знаком обращения на рынке.
Заявитель в процессе производства данной продукции инфор¬
мирует орган по сертификации об изменениях, вносимых в продук¬
цию. Орган по сертификации проверяет эти изменения и решает,
664
будет ли сохраняться действие выданного сертификата. О своем реше¬
нии он сообщает изготовителю.
Орган по сертификации проводит инспекционный контроль за
сертифицированной продукцией в течение всего срока действия
сертификата соответствия путем периодических испытаний образ¬
цов продукции и проведения анализа состояния производства. Ме¬
сто отбора образцов для испытаний (у изготовителя и (или) у про¬
давца) устанавливают в техническом регламенте.
По результатам инспекционного контроля орган по сертифика¬
ции принимает одно из следующих решений:
— считать действие сертификата соответствия подтвержденным;
— приостановить действие сертификата соответствия;
— отменить действие сертификата соответствия.
Схема 5с включает следующие операции:
— подача заявителем в орган по сертификации заявки на прове¬
дение сертификации;
— рассмотрение заявки и принятие по ней решения органом по
сертификации;
— проведение испытаний типового образца аккредитованной
испытательной лабораторией;
— сертификация системы качества;
— анализ результатов испытаний и сертификации системы ка¬
чества и выдача заявителю сертификата соответствия;
— маркирование продукции знаком обращения на рынке;
— инспекционный контроль за сертифицированной продукци¬
ей и системой качества.
Заявитель подает заявку на сертификацию своей продукции
по своему выбору в один из аккредитованных органов по серти¬
фикации, имеющий данную продукцию в области аккредитации.
В заявке изготовитель указывает документ, на соответствие кото¬
рому он предпочитает проводить сертификацию системы качества
(ГОСТ Р ИСО 9001, ГОСТ Р ИСО 14001, ГОСТ Р 12.0.006 и т. п.) с
учетом того, что в техническом регламенте могут быть установлены
один или несколько документов, на соответствие которым прово¬
дится сертификация системы качества. При наличии у заявителя
полученного ранее сертификата I [а систему качества он представля¬
ет его вместе с заявкой.
Орган по сертификации сообщает заявителю решение по заяв¬
ке, содержащее условия проведения сертификации, в том числе
определяет орган, который будет проводить сертификацию системы
качества.
Испытания типового образца (типовых образцов) проводятся
аккредитованной испытательной лабораторией по поручению орга¬
на по сертификации, которому выдается протокол испытаний.
Сертификацию системы качества проводит орган по сертифика¬
ции систем качества, определенный органом по сертификации про¬
дукции, либо сам орган по сертификации продукции, если серти¬
фикация систем качества входит в его область аккредитации. При
положительных результатах сертификации системы качества орган
по сертификации систем качества выдает сертификат на систему
качества.
Сертификация системы качества не проводится, если заявитель
представил сертификат на систему качества, уже выданный орга¬
ном, аккредитованном в установленном порядке, и подтверждаю¬
щий соответствие системы качества требованиям документа, опре¬
деленного в техническом регламенте.
При положительных результатах испытаний и наличии серти¬
фиката на систему качества орган по сертификации оформляет сер¬
тификат соответствия на продукцию по форме, утвержденной феде¬
ральным органом исполнительной власти по техническому ре1ули-
рованию, и выдает его заявителю.
Заявитель на основании полученного сертификата соответствия
маркирует продукцию знаком обращения на рынке.
Заявитель в процессе производства данной продукции инфор¬
мирует орган по сертификации об изменениях, вносимых в продук¬
цию. Орган по сертификации проверяет эти изменения и решает,
будет ли сохраняться действие выданного сертификата. О своем ре¬
шении он сообщает изготовителю.
Орган по сертификации проводит инспекционный контроль за
сертифицированной продукцией в течение всего срока действия
сертификата соответствия путем периодических испытаний образ¬
цов продукции и периодического контроля за системой качества.
Место отбора образцов (у изготовителя и (или) у продавца) устанав¬
ливают в техническом регламенте.
По результатам инспекционного контроля орган по сертифика¬
ции принимает одно из следующих решений:
— считать действие сертификата соответствия подтвержденным;
— приостановить действие сертификата соответствия;
— отменить действие сертификата соответствия.
Схема бс включает следующие операции:
— подача заявителем в орган по сертификации заявки на прове¬
дение сертификации;
666
— рассмотрение заявки и принятие по ней решения органом по
сертификации;
— проведение испытаний партии продукции, аккредитованной
испытательной лабораторией;
— анализ результатов испытаний и выдача заявителю сертифи¬
ката соответствия;
— маркирование продукции знаком обращения на рынке.
Заявитель подает заявку на сертификацию партии продукции по
своему выбору в один из аккредитованных органов по сертифика¬
ции, имеющий данную продукцию в области аккредитации. В заяв¬
ке должны содержаться идентифицирующие признаки партии и вхо¬
дящих в нее единиц продукции.
Орган по сертификации сообщает заявителю решение по заяв¬
ке, содержащее условия проведения сертификации.
Испытания партии продукции (выборки из партии) проводятся
аккредитованной испытательной лабораторией по поручению орга¬
на по сертификации, которому выдается протокол испытаний.
При положительных результатах испытаний орган по сертифи¬
кации оформляет сертификат соответствия на данную партию про¬
дукции по форме, утвержденной федеральным органом исполни¬
тельной власти по техническому регулированию, и выдает его зая¬
вителю.
Заявитель на основании полученного сертификата соответствия
маркирует продукцию знаком обращения на рынке.
Схема 7с включает следующие операции:
— подача заявителем в орган по сертификации заявки на прове¬
дение сертификации;
— рассмотрение заявки и принятие по ней решения органом по
сертификации;
— проведение испытаний единиц продукции, аккредитованной
испытательной лабораторией;
— анализ результатов испытаний и выдача заявителю сертифи¬
ката соответствия;
— маркирование продукции знаком обращения на рынке.
Заявитель подает заявку на сертификацию единицы продукции
по своему выбору в один из аккредитованных органов по сертифи¬
кации, имеющий данную продукцию в области аккредитации. В за¬
явке должны содержаться идентифицирующие признаки единицы
продукции.
Орган по сертификации сообщает заявителю решение по заяв¬
ке, содержащее условия проведения сертификации.
667
Испытания единицы продукции проводятся аккредитованной
испытательной лабораторией по поручению органа по сертифика¬
ции, которому выдается протокол испытаний.
При положительных результатах испытаний орган по сертифи¬
кации оформляет сертификат соответствия на данную единицу про¬
дукции по форме, утвержденной федеральным органом исполни¬
тельной власти по техническому регулированию, и выдает его зая¬
вителю.
Заявитель на основании полученного сертификата соответствия
маркирует продукцию знаком обращения на рынке.
Общие принципы выбора схем сертификации
Установление в техническом регламенте схем сертификации ре¬
комендуется осуществлять экспертными методами в такой последо¬
вательности:
— выбор конкретной схемы из числа описанных выше;
— учет требований международных соглашений (при наличии
на данную продукцию международных соглашений, к которым при¬
соединилась Российская Федерация);
— детализация отдельных операций в рамках выбранных схем с
учетом специфики продукции, особенностей сектора потребления
и целей технического регламента.
Выбор схем осуществляется с учетом суммарного риска от недо¬
стоверной оценки соответствия и ущерба от применения продук¬
ции, прошедшей подтверждение соответствия.
При выборе схем учитывают следующие основные факторы:
— степень потенциальной опасности продукции;
— чувствительность регламентируемых техническим регламен¬
том показателей безопасности к изменению производственных и
(или) эксплуатационных факторов;
— статус заявителя (изготовитель или продавец).
Схемы 1с...5с применяются в отношении серийно выпускаемой
заявителем продукции; схемы 6с, 7с — в отношении отдельных
партий или единиц продукции, выпущенных заявителем-изготови-
телем или реализуемых заявителем-продавцом (не изготовителем).
Схемы 1с и 2с рекомендуется использовать для продукции, по¬
казатели безопасности которой малочувствительны к изменению
производственных факторов, в противном случае целесообразно
применять схемы Зс, 4с или 5с.
Схемы 4с, 5с используются также в случае, когда результаты ис¬
пытаний типового образца в силу их одноразовости не могут дать
достаточной уверенности в стабильности подтвержденных показа¬
телей в течение срока действия сертификата соответствия или по
крайней мере за время до очередного инспекционного контроля.
Выбор между схемами 4с и 5с определяется степенью чувстви¬
тельности значений показателей безопасности продукции к изме¬
нению производственных факторов, а также весомости этих показа¬
телей для обеспечения безопасности продукции в целом. Схема 5с в
наибольшей степени решает такие задачи, но она применима не ко
всем изготовителям. Например, в сфере малого предприниматель¬
ства такая схема будет достаточно обременительна из-за трудности
создания в маломасштабном производстве системы качества, соот¬
ветствующей современным требованиям и из-за высокой стоимости
сертификации системы качества.
Схемы бс, 7с в основном предназначены для продукции, приоб¬
ретенной продавцами и не имеющей сертификата соответствия, на¬
пример продукции, закупленной за рубежом.
В отдельных случаях схемы бс, 7с могут применяться и изгото¬
вителями, например, при разовой поставке партии продукции или
при выпуске уникального изделия.
7. СЕРТИФИКАЦИЯ
СИСТЕМ КАЧЕСТВА И ПРОИЗВОДСТВ
7.1. Становление
сертификации систем качества
Система качества — это такой способ организации дела на пред¬
приятии, который позволяет поставлять потребителю продукцию,
которая отвечает его требованиям. Термин «система качества» озна¬
чает совокупность организационной структуры, методик, процес¬
сов и ресурсов, необходимых для осуществления общего руковод¬
ства качеством на всех этапах его формирования (ИСО 8402).
Стандарты на системы управления качеством впервые были раз¬
работаны в Великобритании в 70-х гг. XX в., а с середины 80-х гг.
Международная организация по стандартизации (ИСО) начала раз¬
работку международных стандартов по этой проблеме, известных
как стандарты семейства 9000.
Для целей создания на предприятиях эффективных систем каче¬
ства были разработаны стандарты ИСО 9004 и еще более 10 стан¬
дартов, которые выполняют роль пособий по разработке систем каче¬
ства. Важнейшие три стандарта семейства ИСО 9001, ИСО 9002,
ИСО 9003 носят нормативный характер и служат целям внешней
оценки системы качества потребителем или третьей стороной. Имен¬
но эти три стандарта приняты в России в качестве национальных
стандартов, соответственно — ГОСТ Р ИСО 9001—96, ГОСТ Р ИСО
9002-96 и ГОСТ Р ИСО 9003-96.
Разработка Международных стандартов ИСО серии 9000 создала
единую нормативную базу для сертификации систем качества во мно¬
гих странах. По оценкам экспертов в мире сегодня сертифицировано
по ИСО 9001, ИСО 9002 или ИСО 9003 свыше 200 тыс. компаний и
фирм. К проведению сертификации систем качества западные ком¬
пании побуждают такие факторы, как стремление к повышению кон¬
курентоспособности, требования заказчика (потребителя), льготное
кредитование и страхование, возможность получения госзаказа, улуч¬
шения качества продукции и работ, сокращение издержек, а также
сокращение аудиторских проверок потребителем.
Эффективность работы предприятий, внедривших систему ка¬
чества по ИСО 9000, как правило, в 2—3 раза выше, чем у их конку¬
рентов, не использующих эту систему.
В 1995 г. Госстандарт принял Программу работ по развитию сер¬
тификации систем качества в РФ. Была разработана и принята «Си¬
стема сертификации систем качества и производств», которая полу¬
чила название «Регистр систем качества». Регистр — это система
добровольной сертификации, однако она является составной час¬
тью государственной системы сертификации ГОСТ Р, которая, как
известно, представляет систему обязательной сертификации. Реше¬
ние о введении добровольной системы в государственную Систему
ГОСТ Р объясняется известностью Системы сертификации ГОСТ
Р, в том числе за рубежом, где ее сертификат и знак соответствия
находят признание. Знак соответствия Регистра систем качества ана¬
логичен знаку Системы ГОСТ Р (см. рис. 1.2). Он отличается лишь
записью «Регистр» над знаком системы и указанием номера стан¬
дарта ИСО под знаком.
Регистр организован в соответствии с действующим законода¬
тельством, правилами по сертификации и государственными нор¬
мативными документами РФ, а также европейскими и международ¬
ными правилами и нормами в области сертификации систем каче¬
ства. Основными направлениями деятельности Регистра являются:
сертификация систем качества; сертификация производств; инспек¬
ционный контроль за сертифицированными системами качества
и производствами; международное сотрудничество в интересах вза¬
имного признания сертификатов на системы качества.
Для обеспечения организационно-практической деятельности
в рамках Регистра Госстандарт России принял пять государственных
стандартов:
ГОСТ Р 40.001—95 «Правила по проведению сертификации сис¬
тем качества в Российской Федерации»;
ГОСТ Р 40.002—96 «Система сертификации ГОСТ Р. Регистр
систем качества. Основные положения»;
ГОСТ Р 40.003—96 «Система сертификации ГОСТ Р. Регистр си¬
стем качества. Порядок проведения сертификации систем качества»;
ГОСТ Р 40.004—96 «Система сертификации ГОСТ Р. Регистр
систем качества. Порядок проведения сертификации производств»;
ГОСТ Р 40.005—96 «Система сертификации ГОСТ Р. Регистр
систем качества. Инспекционный контроль за сертифицированны¬
ми системами качества и производства».
В качестве нормативных документов, на соответствие которым
проводится сертификация, в Регистре используются государствен¬
ные стандарты России, представляющие собой принятые «методом
обложки» международные стандарты ИСО:
ГОСТ Р ИСО 9001 «Система качества. Модель обеспечения ка¬
чества при проектировании, разработке, производстве, монтаже
и обслуживании»;
ГОСТ Р ИСО 9002 «Система качества. Модель обеспечения ка¬
чества при производстве, монтаже и обслуживании»;
ГОСТ Р ИСО 9003 «Система качества. Модель обеспечения ка¬
чества при контроле и испытаниях готовой продукции».
7.2. Структура Регистра системы
Структура Регистра систем качества Системы сертификации
ГОСТ Р приведена на рис. 7.1.
В функции Госстандарта России входит: принятие принципиаль¬
ных решений о дальнейшем развитии Регистра; рассмотрение ос¬
новных правил и принципов функционирования Регистра; конт¬
роль за его деятельностью; участие в комиссии по апелляциям (при
необходимости).
Технический центр Регистра организует, проводит и контролиру¬
ет сертификацию систем качества и производства; участвует в инс¬
пекционном контроле; ведет Реестр сертифицированных систем ка¬
чества и производств; приостанавливает или аннулирует действие
сертификатов; занимается информационным обеспечением с зару¬
бежными организациями.
Рис . 7.1. Структура Регистра системы качества
Системы сертификации ГОСТ Р
Совет по сертификации систем качества и производства имеет
статус совещательного органа, который разрабатывает предложения
для принятия решений, касающихся работы Регистра. Он состоит
из специалистов заинтересованных организаций.
Комиссия по апелляциям создается Техническим центром из неза¬
висимых экспертов и функционирует по мере возникновения необ¬
ходимости.
Научно-методический комитет Регистра разрабатывает норма¬
тивные и методические документы; участвует в работе Совета по
сертификации систем качества и производств, а также в работе Ко¬
миссии по апелляциям; формирует банк данных и банк норматив¬
ных документов.
Органы по сертификации систем качества и производств прово¬
дят сертификацию, оформляют ее результаты и осуществляют инс¬
пекционный контроль; ведут методическую работу.
Организации, прошедшие сертификацию, обеспечивают стабиль¬
ность функционирования систем качества (производства), прини¬
мают корректирующие меры по результатам инспекционного конт¬
роля; информируют орган по сертификации о введенных измене¬
ниях в производственный процесс и т. д.
7.3. Объекты и участники проверки
при сертификации систем качества
Объектами проверки и оценки системы качества являются дея¬
тельность по управлению и обеспечению качества и само качество
продукции (услуг).
Деятельность по управлению и обеспечению качества заявителя
проверяют и оценивают поэлементно на соответствие требованиям
ГОСТ Р ИСО 9001 — ГОСТ Р ИСО 9003 согласно заявленной моде¬
ли (табл. 7.1).
7.1. Объекты проверки при сертификации систем качества,
производства в схемах сертификации продукции 2а — 4а, 9а и 10а
№ п/п
Объекты проверки
(элементы качества)
Наличие (+) или отсутствие (—) требований при проверке
Сертификация систем качества
Сертифи¬
кация
произ¬
водства
Анализ
условий
производст¬
ва в схемах
2а—4а,
9а, 10а
ИСО 9001
ИСО 9002
ИСО 9003
1
2
3
4
5
б
7
1
Ответственность
руководства
+
+
0'
—
—
2
Система качества
+
+
0
—
—
3
Анализ контракта
+
+
+
—
—
4
Управление
проектированием
.+
—
—
-
—
5
Управление
документацией
и данными
+
+
+
—
—
6
Закупки
+
+
-
-
—
7
Управление про¬
дукцией, поставля¬
емой потребителям
+
+
+
—
—
8
Идентифи кация
продукции и просле¬
живав мость
+
+
0
+
—
9
Управление
процессами
+
+
—
+
+2
10
Контроль и прове¬
дение испытаний
+
+
0
+
+3
43. Я. М. Радкевич
673
Продолжение табл. 7.1
1
2
3
4
5
6
7
11
Управление конт¬
рольным, измеритель¬
ным и испытатель¬
ным оборудованием
+
+
+
■ +
—
12
Статус контроля
испытаний
. +
+
+
+
—
13
Управление несо¬
ответствующей про¬
дукцией
+
+
0
+
—
14
Корректирующие
и предупреждающие
действия
+
+
0
+
-
15
Погрузочно-разгру¬
зочные работы,хране¬
ние, упаковка, консер¬
вирование и поставка
+
+
+
+
—
16
Управление реги¬
страцией данных
о качестве
+
+
0
+
—
17
Внутренние про¬
верки качества
+
+
-
—
—
18
Подготовка кадров
+
+
0
-
—
19
Техническое
обслуживание
+
+
—
—
—
20
Статистические
методы
+
+
0
-и
—
1 0 — менее полное требование, чем ИСО 9001 и ИСО 9002.
2 — проверка объекта проводится только в части специальных процессов.
3 — производится проверка только подпунктов ГОСТ Р ИСО 9001: 4.10.4 «Окончательный
контроль и испытания».
4 — производится только проверка подпункта 4.20.2 «Процедуры» ГОСТ Р ИСО 9001.
В зависимости от вида продукции и пожеланий заявителя к про¬
верке и оценке системы качества могут быть предъявлены дополни¬
тельные специфические требования. В этом случае руководство орга¬
на по сертификации формируют комиссию таким образом, чтобы
эксперты и консультанты в совокупности обладали дополнитель¬
ными знаниями по виду продукции, нормативным требованиям к
ней и технологии производства.
Качество продукции (услуги) оценивают сначала на основе ин¬
формационных материалов о качестве, полученных от потребите¬
лей, торговых организаций, Госсанэпиднадзора и других организа¬
ций, осуществляющих контроль. Затем обеспечение качества про¬
дукции в ходе производства оценивается по всей производственной
цепочке путем анализа данных о качестве, регистрируемых техни¬
ческим контролем предприятия (сертификация систем качества не
предусматривает специальных испытаний, анализов или измерений
показателей качества продукции или услуг).
Участниками проверки при сертификации систем качества яв¬
ляются: проверяемая организация (заявитель); эксперты органа по
сертификации и консультанты, объединенные в комиссию.
Заявитель должен: заявить цель сертификации; определить об¬
ласть сертификации, стандарт или документ на систему качества,
на соответствие которому она должна проводиться (ИСО 9001, ИСО
9002 или ИСО 9003); оформить и подать заявку на проведение сер¬
тификации системы качества в орган по сертификации (или Ре¬
гистр систем качества); согласовать программу проведения провер¬
ки с органом по сертификации; назначить своего представителя,
полномочного решать все вопросы, связанные с организацией
и проведением проверки; по просьбе экспертов предоставлять им
доступ к необходимым объектам проверки (оборудованию, персо¬
налу, документации и др.); осуществлять корректирующие действия
на основании акта и отчета о проверке; оплатить все расходы, свя¬
занные с проведением проверки и сертификации в целом, незави¬
симо от их результатов.
Комиссия, осуществляющая проверку системы качества, фор¬
мируется из нескольких или даже одного эксперта в зависимости от
масштаба проверяемой организации или других условий. Комиссию
возглавляет главный эксперт (председатель комиссии). В состав ко¬
миссии не могут быть включены представители проверяемой орга¬
низации, а также представители организаций, заинтересованных
в результатах сертификации.
Комиссия должна: осуществлять работу в рамках назначения про¬
верки; проводить экспертизу объективно; собирать и анализировать
факты, которые имеют непосредственное отношение к проверке и
являются достаточными для того, чтобы сделать выводы относи¬
тельно состояния проверяемой системы качества или ее элементов;
излагать результаты проверки ясно, убедительно; вовремя предос¬
тавлять акты и отчеты о проверке.
7.4. Этапы проведения работ
по сертификации систем качества
Сертификация систем качества согласно ГОСТ Р 40.003—96 осу¬
ществляется в три этапа:
— предварительная оценка системы качества;
— окончательная проверка и оценка системы качества;
— инспекционный контроль за сертифицированной системой
качества в течение срока действия сертификата.
Кроме того, существует предсертификационный этап — оформ¬
ление предстоящих работ по сертификации и их организация.
Полная последовательность приведена в приложении А к ГОСТ
Р 40.003-96.
Предсертификационный этап включает, в частности, следующие
работы: подготовка заявки на сертификацию в орган сертифика¬
ции; подготовка заявителем исходных документов по образцам органа
сертификации; анализ исходных документов в органе по сертифи¬
кации; решение о принятии заказа на сертификацию; оформление
договора на предварительную оценку системы качества между орга¬
ном по сертификации и заявителем; формирование комиссии по
сертификации.
Предварительная оценка системы качества — это предваритель¬
ная оценка, которая необходима для того, чтобы эксперт мог выя¬
вить потенциальную возможность сертификации и целесообразность
проведения дальнейших работ на данном предприятии.
Этот этап включает: анализ системы качества по исходным до¬
кументам; составление заключения; принятие решения о продол¬
жении работ по сертификации; оформление договора на оценку си¬
стемы качества на предприятии-заявителе.
Окончательная проверка и оценка системы на предприятии. Этот
этап включает: разработку программы проверки; проведение про¬
верки; составление акта проверки; заключительное совещание по
результатам проверки; принятие решения о рекомендации системы
качества к сертификации; окончательное решение о сертификации
в Техническом центре регистра; выдача сертификата соответствия
и лицензии на применение знака соответствия или отказ в этом;
заключение договора на проведение инспекционного контроля.
Инспекционный контроль за сертифицированной системой качества.
Этап включает: проведение ежегодного инспекционного контроля
сертифицированной системы качества; составление актов по ре¬
зультатам контроля; принятие решения о подтверждении, приоста¬
новлении или аннулировании сертификата соответствия и лицен¬
зии на знак соответствия.
Согласно принятым в Регистре критериям качества (ГОСТ Р
40.003—96), систему качества признают соответствующей стандарту
на систему при отсутствии значительных несоответствий или при
наличии 10 или менее малозначительных несоответствий. Несоот¬
ветствия определяются в терминах конкретных требований стан¬
дарта или других документов, на соответствие которым проводится
проверка.
Значительным несоответствием считается, например, отсутствие
одного элемента, малозначительным — некоторые упущения при
реализации отдельных требований стандарта.
Результаты проверки, выводы и рекомендации комиссии офор¬
мляются в виде акта о результатах проверки и оценки системы каче¬
ства, которые и докладываются на заключительном совещании. При
положительных результатах орган по сертификации оформляет про¬
ект сертификата соответствия системы качества и проект разреше¬
ния (лицензии) на применение знака соответствия.
7.5. Сертификация производств
Сертификация производств представляет собой действие третьей
стороны, доказывающее, что обеспечивается необходимая уверен¬
ность в том, что соответствующим образом идентифицированное
производство и его условия обеспечивают стабильность определен¬
ных качественных характеристик производимой продукции, работ,
услуг, установленных нормативными документами.
Сертификацию производств можно считать как самостоятельную
процедуру и как составную часть системы обеспечения качества.
Стимулами для сертификации предприятиями своих производств
являются: выполнение основного этапа сертификации системы ка¬
чества; повышение конкурентоспособности продукции и облегче¬
ния ее выхода на мировой рынок; сокращение затрат на испытания
на этапе инспекционного контроля за сертифицированной продук¬
цией (схема 5, табл. 1.5).
Требования к сертифицируемым производствам регламентиру¬
ются ГОСТ Р ИСО 9002 и ГОСТ Р 40.004—96 «Система сертифика¬
ции ГОСТ Р. Регистр системы качества. Порядок проведения сер¬
тификации производств».
7.5.1. ОБЪЕКТЫ СЕРТИФИКАЦИИ ПРОИЗВОДСТВ
При сертификации производств оценке подвергаются следую¬
щие объекты: продукция предприятия (оценка качества продукции
в сфере реализации и потребления, анализ обнаруженных дефек¬
тов); технология производства (технологические процессы, транс¬
портировка, хранение, упаковка); технический контроль и испыта¬
ния (входной, операционный, приемочный контроль, все виды ис¬
пытаний); техническое обслуживание и ремонт оборудования,
оснастки, поверка контрольно-измерительных приборов.
7.5.2. ЭТАПЫ СЕРТИФИКАЦИИ ПРОИЗВОДСТВ
Сертификация производства осуществляется в шесть этапов: пред¬
ставление заявки на сертификацию; предварительная оценка исход¬
ных материалов; составление программы сертификации; проверка
производства; оформление сертификата соответствия; инспекцион¬
ный контроль за сертифицированным производством.
7.6. Совершенствование систем качества
В России ведутся работы по сертификации систем качества на
соответствие требованиям международных стандартов ИСО 9000. Уже
имеются десятки предприятий, которые внедрили стандарты ИСО
9000 и получили соответствующие сертификаты.
В 1994 г. появились стандарты новой серии QS 9000, разрабо¬
танные автомобильными фирмами США — Дженерал Моторе, Форд-
Крайслер. Наряду с требованиями, имеющимися в стандартах ИСО
9000, стандарты QS содержат ряд дополнительных требований, спе¬
цифических для автомобилестроения. Все смежники названных
фирм, и не только они, переходят на работу в соответствии с тре¬
бованиями стандартов QS 9000. Отличие стандартов QS 9000 от
стандарта ИСО 9001 в дополнительных требованиях, оговаривае¬
мых в контрактах со смежниками в каждом отдельном случае,
а также в специфических отраслевых требованиях, выходящих за
рамки требований стандартов ИСО.
Деятельность по сертификации систем качества на соответ¬
ствие требованиям стандартов QS 9000 уже начала находить при¬
менение в России.
В начале 70-х гг. XX в. в Европе сложилась общефирменная («все¬
общая») система управления качеством, обозначаемая аббревиату¬
рой TQM («Total Quality Management»).
678
TQM является комплексной системой, предусматривающей все¬
стороннее целенаправленное и скоординированное применение ме¬
тодов управления качеством во всех сферах деятельности от исследо¬
ваний и разработок до послепродажного обслуживания при активном
участии руководителей всех уровней и при рациональном использо¬
вании технических возможностей. Система ориентирована на посто¬
янное улучшение качества, минимизацию производственных затрат и
поставку продукции точно в срок. Такой подход обозначают терми¬
ном «quality improvement» («постоянное улучшение качества»),
В настоящее время стало очевидным, что TQM является более
широким подходом к управлению качеством по сравнению с систе¬
мами ИСО 9000. Наблюдается тенденция к применению TQM как
подхода к совершенствованию бизнеса в целом.
В Европе общепризнанной моделью, отражающей принцип TQM,
является модель Европейской премии по качеству (модель совер¬
шенного ведения бизнеса).
Движение за премии по качеству широко распространено в мире
как побудитель создания на предприятиях эффективных систем ка¬
чества. Наиболее известным и авторитетными являются премии Де-
минга в Японии, премия М. Болдриджа в США, Европейская пре¬
мия по качеству. В России введена премия Правительства Российс¬
кой Федерации по качеству.
Семейство ИСО 9000 в настоящее время содержит 20 стандар¬
тов, что вызывает затруднения у их пользователей. Учитывая это
обстоятельство, ИСО принято решение, что в версии 2000 г. семей¬
ство будет состоять из четырех базовых стандартов и ряда техничес¬
ких отчетов. При этом основные положения, содержащиеся во всех
ныне действующих стандартах, будут интегрированы в базовые стан¬
дарты, к которым относятся:
ИСО 9000 «Системы общего руководства качеством. Понятия
и словарь»;
ИСО 9001 «Системы общего руководства качеством. Требования»;
ИСО 9004 «Системы общего руководства качеством. Руководя¬
щие указания»;
ИСО 10011 «Руководящие указания по проверке систем качества».
Новые стандарты будут более гибкими с точки зрения области
их применения. Кроме того, новые стандарты характерны совмес¬
тимостью менеджмента качества с менеджментом в других областях
деятельности, и прежде всего в области охраны природы — речь
идет о совместимости стандартов ИСО 9000 версии 2000 г. со стан¬
дартами ИСО серии 14000.
8. СЕРТИФИКАЦИЯ
НА РЕГИОНАЛЬНОМ УРОВНЕ
8.1. Сертификация в ЕС
Европейский союз (ЕС) — преемник Европейского сообщества,
созданный в 1993 г. в соответствии с так называемым Маастрихс-
ким договором. В настоящее время ЕС объединяет 15 стран.
В 1988 г. в Брюсселе состоялся симпозиум западноевропейских
стран по созданию единых принципов сертификации и испытаний
для всех участников ЕС.
В 1989 г. в ЕС была принята Глобальная концепция гармониза¬
ции правил по оценке соответствия.
Согласно директивам соответствие может
быть оценено самим изготовителем. Заявле¬
нием-декларацией он подтверждает соответ¬
ствие товара требованиям директивы и удос¬
товеряет это путем маркировки товара знаком
соответствия (рис. 8.1).
Директивы ЕС в соответствии с этой кон-
Рис. 8.1. Знак цепцией определяют способы подтверждения
соответствия соответствия (модули), которые может исполь-
Директиве ЕС зовать поставщик. Поставщик (изготовитель)
сам выбирает конкретный модуль, причем для
разных стадий жизненного цикла продукции предусмотрены раз¬
ные модули (табл. 8.1).
Директивы ЕС по безопасности продукции предписывают ис¬
пользование определенного модуля для оценки соответствия. При¬
менение одного из модулей А, В, С, Н или их комбинаций служат
доказательством правильности оценки показателей безопасности.
Модули оценки соответствия охватывают две стадии: проектирова¬
ние и производство. На стадии проектирования предлагается мо¬
дуль В «Испытание изделий по правилам ЕС». Заявитель представ¬
ляет полномочному органу следующие документы: образец изделия
(тип), документацию, содержащую описание образца; концепцию
проекта, чертежи, схемы компонентов и др.; перечень стандартов,
применяемых полностью или частично; результаты расчетов и экс¬
пертиз; протоколы испытаний.
Полномочный орган при положительных результатах испыта¬
ний выдает заявителю сертификат утверждения ЕС. В сертификате
должны содержаться выводы экспертизы, условия его законности,
8.1. Модули оценки соответствия
в рамках глобальной концепции
Производство
Проектирование
Модуль А
Внутренний производственный контроль изготовителем
Модуль С
Соответствие изделий испытан¬
ному образцу
Модуль и
Наличие системы обеспечения ка¬
чества производства
Модуль В
Испытание образцов изделий по
правилам ЕС с привлечением третьей
стороны (специально назначенного
органа)
Модуль Е
Наличие системы обеспечения ка¬
чества испытаний и контроля изделий
Модуль Г
Испытание изделий треп .ей сто¬
роной
Модуль с;
Поштучное испытание изделий третьей стороной
Модуль Н
Наличие системы обеспечения качества проектирования, производства,
испытаний и контроля
данные для идентификации утвержденного образца и другие сведе¬
ния. Другие органы по сертификации оповещаются о выдаче серти¬
фиката утверждения данного типа. Если же испытательный орган
принимает отрицательное решение или аннулирует ранее выдан¬
ный сертификат ЕС, он информирует об этом как другие полно¬
мочные органы, так и государства, наделившие его полномочиями.
Если осуществлялась модернизация утвержденного образца, в ре¬
зультате которой могут возникнуть несоответствия требованиям бе¬
зопасности, то он должен пройти дополнительные испытания.
Для стадии производства рекомендуются модули С,В,Е,Р.
Модуль С. В этом случае изготовитель заявляет, что продукция
полностью соответствует образцу, получившему сертификат СЕ. Он
может маркировать свою продукцию знаком СЕ и несет полную
ответственность за стабильность качества на всех этапах производ¬
ства и соответствие ее образцу.
Модуль Ю. В этом случае необходимо организовать систему обес¬
печения качества. Предусмотрен контроль за системой качества служ¬
бой надзора ЕС. Система качества должна быть сертифицирована
на соответствие стандарту серии 29000 (ИСО 9000). Система каче¬
ства должна иметь необходимую документацию, в которой приведе¬
ны цели, организационная структура, ответственность и полномо¬
чия руководства в отношении качества, описание технологического
процесса, методов контроля, способов поддержания качества и др.
Модуль Е. Для использования модуля Е необходимо иметь сис¬
тему обеспечения качества испытаний и контроля изделий. Изгото¬
витель должен обеспечить стабильный уровень качества на всех эта¬
пах производства и соответствие продукции образцу. Кроме того,
производитель выбирает полномочный орган, который производит
выборочные проверки качества выпускаемых изделий. Этот конт¬
роль может осуществляться с использованием процедуры статисти¬
ческого или выборочного контроля.
При обнаружении дефектов контролирующий орган принимает
соответствующие меры.
Модуль Б. При использовании модуля Е уполномоченным орга¬
ном производится проверка соответствия продукции сертифициро¬
ванному образцу СЕ и требованиям Директивы. Испытание про¬
дукции осуществляется третьей стороной. В случае, если продукция
соответствует указанным требованиям, изготовителю выдается сер¬
тификат соответствия и каждое изделие маркируется знаком СЕ
с символом выдавшего его органа.
Для объединенной стадии проектирования и производства пред¬
лагаются модули А, в, Н.
Модуль А. При использовании модуля А изготовитель осуществ¬
ляет внутренний производственный контроль за изготовлением и не¬
сет полную ответственность за соответствие продукции требованиям
директив на нее. Для маркировки изделия знаком СЕ изготовитель
официально, в письменном виде, заявляет, что продукция соответ¬
ствует требованиям Директивы и предоставляет проектную докумен¬
тацию полномочному органу. Документация хранится полномочным
органом в течение 10 лет после выпуска последнего изделия.
Модуль в. При использовании модуля С осуществляется про¬
верка соответствия директивам каждого изделия третьей стороной.
При подтверждении соответствия полномочный орган выдает изго¬
товителю сертификат соответствия и право маркировки изделий
знаком СЕ. Так же как и при использовании модуля А, полномоч¬
ному органу предоставляется необходимая документация.
Модуль Н. Для использования этого модуля изготовитель должен
внедрить систему обеспечения качества на стадиях проектирования и
производства, систему испытаний и контроля. Система качества дол¬
жна соответствовать требованиям стандарта серии 29000 (ИСО 9000).
Изготовитель официально заявляет о соответствии проекта тре¬
бованиям Директивы и соответствия продукции образцу.
Каждый из указанных модулей при необходимости может до¬
полняться в зависимости от требований конкретных директив.
Необходимо отметить, что декларация изготовителя о соответ¬
ствии продукции и нанесении знака СЕ по итогам применения мо¬
дулей не является знаком качества или разрешением выхода на ры¬
нок. Это лишь свидетельствует, что продукция отвечает основопо¬
лагающим требованиям безопасности, экологичности и имеет режим
свободного обращения на рынках стран — членов ЕС.
При внедрении единой для стран ЕС системы оценки соответ¬
ствия возникают проблемы, связанные с ролью и местом нацио¬
нальных систем сертификации. Для решения этих проблем в 1990 г.
был учрежден специальный орган — Европейская организация по
испытаниям и сертификации (ЕОИС), которая в 1993 г. приобрела
статус Международной независимой некоммерческой ассоциации.
В ЕОИС входит 18 европейских стран и 8 европейских органи¬
заций, связанных с проведением сертификации и испытаний:
ЕС1ТС (Европейская организация по информационной технике),
Е08 (Европейский комитет по аттестации и сертификации систем
качества), \VELAC (Западноевропейская организация по аккреди¬
тации лабораторий), СЕОК (Европейская конференция организа¬
ций по контролю), Консультативный совет потребителей ЕС, Кон¬
сультативный совет потребителей ЕАСТ, Е1ЛЮ1_АВ (Европейская
организация по аттестации лабораторий), \УЕСС (Западноевропей¬
ская организация по взаимному признанию аккредитации калиб¬
ровочных лабораторий).
Установление взаимопонимания и взаимного доверия между ев¬
ропейскими организациями в странах-членах, которые занимаются
оценкой соответствия, для обеспечения свободного передвижения
товаров и услуг и честной конкуренции является главной задачей
ЕОИС. При этом должны быть созданы такие условия, которые га¬
рантировали бы всем заинтересованным сторонам, что продукция,
услуги и технологические процессы, прошедшие испытания или сер¬
тификацию, не нуждаются в повторной проверке, а должны прини¬
маться различными сторонами или различными европейскими стра¬
нами.
683
В ЕОИС имеется действительное и ассоциированное членство.
Право голоса имеют только действительные члены организации.
В странах ЕС официально признаются лишь те центры, которые
организуют свою деятельность в соответствии со стандартами серии
45000. Поэтому на рынках западноевропейских стран признаются
сертификаты, выданные такими центрами.
В стандартах серии 45000 содержатся критерии оценки деятель¬
ности испытательных лабораторий (EN 45001 и EN 45002), оценки
органов по аккредитации испытательных лабораторий (EN 45003).
Стандарты EN 45011, EN 45012, ЕЙ 45013, EN 45014 содержат требо¬
вания по работе сертификационных центров, органов по сертифика¬
ции систем качества и персонала. В них приводится и форма декла¬
рации поставщика о соответствии товара требованиям стандарта.
В структуре ЕОИС действуют:
— совет, который координирует деятельность по оценке соот¬
ветствия, обеспечивает гласность в отношении принципов и проце¬
дур оценки, публикует информацию о деятельности организации,
содействует Комиссии ЕС в определении перспектив в работе по
взаимному признанию результатов испытаний (в том числе со стра¬
нами, не входящими в ЕС), контролирует правильность процедур.
Совет состоит из 14 членов: один член представляет общие интере¬
сы государств, состоящих в организации; по три — от потребитель¬
ских организаций, профсоюзов и Организации европейской про¬
мышленности; по одному — от каждого специального и отраслевого
комитетов. Комиссии ЕС и каждой европейской организации по
стандартизации;
— специализированные комитеты, которые разрабатывают пра¬
вила и процедуры, контролируют их выполнение; организуют тех¬
нические экспертизы силами своих экспертов; содействуют заклю¬
чению соглашений о взаимном признании по сертификации, испы¬
таниям или контролю; консультируют и оказывают техническую
помощь по интерпретации и применению основополагающих евро¬
пейских стандартов в области управления качеством продукции ЕК
29000 и в области испытаний EN 45000;
— отраслевые комитеты, которые состоят из представителей за¬
интересованных сторон от стран-членов, включая изготовителей,
потребителей и др. Их деятельность конкретизируется в соответ¬
ствии с особенностями и потребностями определенной отрасли про¬
изводства. В целом отраслевые комитеты должны обеспечивать не¬
обходимой информацией заинтересованные в ней стороны; коор¬
динировать работу в отраслях по заключению соглашений о взаимном
признании, в том числе и на международном уровне; поддерживать
связи с аналогичными организациями других регионов и стран за
пределами ЕС;
— группы управления договорами, которые разрабатывают пра¬
вила по заключению договоров о взаимном признании и контроли¬
руют их выполнение; наблюдают за деятельностью национальных
систем сертификации; поддерживают постоянный контакт с Сове¬
том, отраслевыми и специализированными комитетами, информи¬
руя их о своей работе и возникающих потребностях;
— административная инфраструктура поддержки, которая обес¬
печивается силами СЕН и СЕНЭЛЕК. Основное место в инфра¬
структуре занимает информационное обеспечение: единой инфор¬
мационной системой по стандартизации (ИСИС) пользуются все
организации по стандартизации стран — членов ЕС .
Информацию по сертификации, испытаниям и испытательным
лабораториям предоставляет система «Промолог-Сертификат».
Политика ЕС в области сертификации увязывается с политикой
по качеству. Такой подход требует нового подхода к стратегическо¬
му управлению компанией, который соответствует концепции TQM —
всестороннего управления качеством.
Политика ЕС в области качества продукции направлена на по¬
вышение конкурентоспособности европейских фирм на внутрен¬
нем и внешних рынках; развитие инфраструктуры, обеспечиваю¬
щей техническую основу единого рынка; укрепление партнерства
поставщиков и потребителей; повышение качества и эффективнос¬
ти труда; повышения промышленного потенциала Европы.
8.2. Сертификация в странах СНГ
К региональным организациям относится также учрежденный
в 1992 г. государствами Содружества Независимых Государств (СНГ)
— Межгосударственный совет по стандартизации, метрологии и сер¬
тификации (МГС), который в1996 г. МГС признан Международной
организацией по стандартизации (ИСО) — Региональной Организа¬
цией по стандартизации как Евро-Азиатский Совет по стандартиза¬
ции, метрологии и сертификации (EASC) (Резолюция Совета ИСО
26/1996). Высшим органом МГС является заседание членов МГС, ко¬
торое проводится два раза в год поочередно в государствах — участни¬
ках Соглашения. В работе МГС принимают участие суверенные го¬
сударства, бывшие республики СССР. Между заседаниями руковод¬
685
ство работой Совета осуществляют Председатель и Ответственный
секретарь. Функции председателя МГС выполняют поочередно ру¬
ководители национальных органов по стандартизации, метрологии и
сертификации. Рабочим органом МГС является Бюро по стандартам
в составе группы экспертов и регионального Информационного цен¬
тра. При Совете создано более 230 межгосударственных технических
комитетов по стандартизации. К числу основных задач МГС отно¬
сятся: осуществление согласованных работ по стандартизации, мет¬
рологии, сертификации продукции, работ, услуг и систем качества;
устранение технических барьеров в экономическом сотрудничестве;
обеспечение объективной оценки качества продукции и взаимного
признания сертификатов и знаков соответствия на поставляемую
продукцию. Как региональная организация по стандартизации Совет
сотрудничает с ИСО, Международной электротехнической комисси¬
ей (МЭК), Европейским комитетом по стандартизации (СЕН) и дру¬
гими международными и региональными организациями по стан¬
дартизации, метрологии и сертификации. Деятельность МГС осуще¬
ствляется в соответствии с «Положением о Межгосударственном
Совете по стандартизации метрологии и сертификации».
Соглашением от 1994 г. установлены условия и процедуры при¬
знания в области сертификации. Основные положения этого Согла¬
шения закрепляют: взаимное признание протоколов испытаний, сер¬
тификатов и знаков соответствия на продукцию и услуги, соответ¬
ствующие утвержденному перечню и подлежащие обязательной
сертификации; взаимное признание национальных систем сертифи¬
кации и выданных ими сертификатов при условии соблюдения уста¬
новленных процедур; аккредитацию органов по сертификации наци¬
ональными органами по стандартизации, метрологии и сертифика¬
ции с учетом мнения экспертов государств — участников Соглашения;
право государств — участников Соглашения на осуществление инс¬
пекционного контроля за сертифицированной продукцией.
Соглашения о взаимном признании в области сертификации оп¬
ределяют: сроки, условия и процедуры взаимного признания серти¬
фикационных органов и испытательных лабораторий, которые ак¬
кредитованы в национальных системах сертификации; порядок под¬
тверждения безопасности продукции, поставляемой в рамках
Соглашения о взаимном признании; ответственность изготовителя
за безопасность экспортируемой продукции и органа, выдавшего сер¬
тификат. Сертификат государства-экспортера признается принима¬
ющей страной в порядке, предусмотренном для признания зарубеж¬
ных сертификатов.
Межгосударственный совет принял Положение о сертификации
средств измерений, которое имеет важное значение для признания
сторонами результатов испытаний взаимопоставляемой продукции.
В ближайшей перспективе планируется разработка общего для
стран СНГ законодательного акта «О сертификации продукции и
услуг» и межгосударственных нормативных документов, устанавли¬
вающих общие требования к правилам (порядкам) проведения сер¬
тификации продукции, а также введение единой формы сертифика¬
та и знака соответствия.
К региональным организациям, осуществляющим свою деятель¬
ность по обеспечению взаимного признания результатов работ по
стандартизации и сертификации, относятся:
— Международная ассоциация государств Юго-Восточной Азии
(АСЕАН) — межправительственная организация, объединяющая
в настоящее время 6 стран и созданная с целью решения задач раз¬
вития регионального сотрудничества в области стандартизации и
сертификации, содействия развитию промышленности и торговли;
— Африканская региональная организация по стандартизации
(АРСО), созданная в 1977 г. с целью содействия развитию стандар¬
тизации, сертификации и испытаний в 23 африканских государствах;
— Арабская организация по стандартизации и метрологии (АСМО),
действующая с 1968 г. В ее работе принимают участие 17 арабских
стран;
— Панамериканский комитет стандартов (КОПАНТ), учрежден¬
ный в 1961 г. 19 странами Центральной и Латинской Америки;
— Межскандинавская организация по стандартизации (ИНСТА),
созданная в 1952 г. по инициативе национальных организаций по
стандартизации Дании, Норвегии, Финляндии и Швеции, и рад
других европейских организаций по стандартизации, метрологии
и сертификации.
9. СЕРТИФИКАЦИЯ
НА МЕЖДУНАРОДНОМ УРОВНЕ
Значительную роль в становлении и развитии международной,
региональной и национальной сертификации играют ряд междуна¬
родных организаций. Рассмотрим кратко деятельность некоторых
из них.
Крупнейшей международной организацией, которая ставит сво¬
ей целью разработку правил и условий мировой торговли, является
Всемирная торговая организация (ВТО) (до 1993 г. — Генеральное со¬
глашение по тарифам и торговле (ГАТТ)).
В настоящее время членами ГАТТ/ВТО являются 123 государ¬
ства, на долю которых приходится около 90 % мирового товарооборо¬
та. В 1992 г. Российская Федерация имеет статус наблюдателя в ГАТТ,
который открыл перед нашей страной ряд существенных возмож¬
ностей, позволив, в частности, привлекать специалистов ГАТТ к
экспертизе российского внешнеэкономического законодательства,
а также пользоваться в полном объеме имеющейся в ГАТТ инфор¬
мацией о торговой статистике, ограничительных мерах, вводимых
другими странами, и т. д.
Около 20 государств, в том числе Россия и другие страны СНГ,
находятся в стадии присоединения к Генеральному соглашению.
Целями присоединения России к ГАТТ/ ВТО в качестве полноп¬
равного участника являются: устранение дискриминационных ог¬
раничений в отношении российского экспорта и улучшение дос¬
тупа на мировые рынки российских товаров и услуг; перевод тор¬
гово-экономических отношений России с третьими странами на
равноправную, долгосрочную экономико-правовую основу и, как
следствие, повышение конкурентоспособности всех отраслей рос¬
сийской экономики; совершенствование внутренней законодатель¬
ной базы и практики ее применения с целью дальнейшего разви¬
тия экономических реформ.
Основные требования ГАТТ/ВТО в области оценки соответствия
сводятся к следующему. Стороны должны гарантировать, что систе¬
мы оценки соответствия разрабатываются и применяются так, что¬
бы не создавать препятствий в международной торговле.
Деятельность Международной организации по стандартизации
(ИСО) в области сертификации заключается в организационно-ме¬
тодическом обеспечении данной процедуры. До 1985 г. этими воп¬
росами занимался Комитет сертификации (СЕРТИКО), а в 1985 г.
в связи с расширением его области деятельности он был переиме¬
нован в Комитет по качеству и сертификации (КАСКО).
СЕРТИКО совместно с МЭК, Международным торговым цент¬
ром, Конференцией ООН по торговле и развитию (ЮНКТАД) и
ГАТТ/ВТО издал материалы специального исследования «Сертифи¬
кация. Принципы и практика», тем самим было закреплено возрас¬
тание роли сертификации в международной торговле. Единые орга¬
низационно-методические документы по сертификации, которые раз¬
работаны и разрабатываются ИСО, содействуют гармонизации
процедуры сертификации, что в свою очередь делает возможным
взаимное признание результатов сертификации даже при различиях
в национальных законодательных положениях.
В работе КАСКО участвуют около 50 стран. Россия как право¬
преемница СССР является членом ИСО с правом голоса, избрания
в Совет и участия в заседаниях Генеральной Ассамблеи ИСО.
В ИСО Россию представляет Госстандарт РФ.
При разработке стандартов ИСО на продукцию основной ак¬
цент делается на установление единых методов испытаний, а также
на определение требований к продукции в части ее безопасности
для жизни, здоровья людей, охраны окружающей среды, взаимоза¬
меняемости.
На основе национального опыта передовых в промышленном
отношении стран в ИСО разработаны также стандарты, устанавли¬
вающие единообразный подход к оценке систем обеспечения каче¬
ства продукции на предприятиях (серия стандартов ИСО 9000).
ИСО поддерживает контакты по вопросам стандартизации бо¬
лее чем с 400 международными организациями. В долгосрочную стра¬
тегию деятельности ИСО входят вопросы сотрудничества с органи¬
зациями потребителей, установления специальных связей по техни¬
ческому сотрудничеству с ГАТТ/ВТО.
Использование знака ИСО/МЭК означает мировое признание.
В области сертификации ИСО сотрудничает с МЭК. Основопо¬
лагающим руководством в области сертификации считается Руко¬
водство 28 ИСО/МЭК «Общие правила типовой системы сертифи¬
кации продукции третьей стороной», содержащее рекомендации по
созданию национальных систем сертификации, Руководство 43 «Ква¬
лификационные испытания лабораторий», которое применяется как
основополагающий методический документ всеми странами при
решении таких вопросов, как оценка уровня работы испытательной
лаборатории; определение технической компетентности и области.
Международная система сертификации
электротехнических изделий МЭК (МЭКСЭ)
Международной стандартизацией в области электротехники, элек¬
троники, радиосвязи, приборостроения занимается Международная
электротехническая комиссия (МЭК).
С момента образования ИСО в 1947 г. МЭК, сохранив свою ав¬
тономность, работает как филиал ИСО. В настоящее время членами
МЭК являются национальные комитеты разных стран, в том числе
России, представляющие интересы всех отраслей промышленности.
44. Я. М. Радкевич 689
Целью системы является содействие международной торговле элек¬
трооборудованием, эксплуатация которого осуществляется обычны¬
ми потребителями, а не специалистами в области электротехники.
Безопасность является ведущим требованием к продукции, вхо¬
дящей в сферу деятельности МЭК. Стандарты МЭК носят рекомен¬
дательный характер, страны имеют полную независимость в вопро¬
сах их применения на внутреннем рынке (кроме стран, входящих в
ГАТТ), однако они приобретают обязательный характер в случае
выхода продукции на мировой рынок.
В России действуют секретариаты некоторых технических ко¬
митетов МЭК.
В рамках МЭК организованы две международные системы сер¬
тификации.
Первая система — Система сертификации изделий электронной
техники на соответствие стандартам МЭК (ОС ИЭТ МЭК), создан¬
ная в 1980 г. (резисторы, конденсаторы, транзисторы, электронно¬
лучевые трубки и др.). В настоящее время в Системе участвуют 24
страны, признающие ее правила и процедуры. Россия в качестве
преемницы СССР продолжает работы в данной Системе.
Вторая система — Система МЭК по испытаниям электрообору¬
дования на соответствие стандартам безопасности (МЭКСЭ), в ко¬
торой с 1984 г. осуществляется сертификация на соответствие стан¬
дартам МЭК по безопасности 14 видов электротехнических изделий
(в том числе бытовые электроприборы, медицинская, вычислитель¬
ная, информационная техника, кабели, светотехнические, электро-
установочные изделия и т. д.).
Цель деятельности этой Системы — содействие международной
торговле электрооборудованием, эксплуатация которого осуществ¬
ляется неспециалистами в области электротехники, на основе вза¬
имного признания результатов сертификации, осуществляемой
в странах — участницах Системы.
В настоящее время в число участников Системы входят 34 наци¬
ональных сертификационных органа. Среди них США, Канада, Ан¬
глия, Франция, Япония и другие ведущие страны мира и 70 испыта¬
тельных лабораторий, которые по желанию заявителя из любой стра¬
ны могут провести испытания электрооборудования и выдать
сертификат, подтверждающий соответствие изделия требованиям
стандарта МЭК. Этот сертификат позволяет без дополнительных ис¬
пытаний получить национальный сертификат соответствия или одоб¬
рение в любой стране — участнице Системы МЭК.
Россия участвует в этой Системе как полноправный член с 1989 г.
В рамках Системы сертификации действует национальная систе¬
ма сертификации электрооборудования на соответствие стандартам
безопасности — ССЭСБ.
Центральный орган ССЭСБ — Главное управление стандартиза¬
ции и сертификации информационных технологий, продукции элек¬
тротехники и приборостроения Госстандарта РФ. Первый аккреди¬
тованный МЭКСЭ сертификационный орган — Ростест-Москва. На
сегодняшний день в стране действует несколько десятков аккреди¬
тованных испытательных лабораторий, расположенных в различ¬
ных регионах. Перечень электротехнических товаров, подлежащих
обязательной сертификации, утвержденный Госстандартом, вклю¬
чает продукцию не только российских предприятий-изготовителей,
но и импортируемую, в том числе и из стран СНГ; всего в перечне
25 категорий изделий, охватывающих все категории Схемы СБ. Нор¬
мативной базой системы служат в основном международные стан¬
дарты МЭК, принятые «методом обложки». Кроме того, проводится
большая работа по созданию государственных стандартов безопас¬
ности на отдельные виды электрооборудования, так как в норма¬
тивных документах, по которым они производятся, нормы безопас¬
ности не предусмотрены.
ССЭСБ гармонизирована с международной системой сертифи¬
кации МЭКСЭ, а центральный орган этой системы признан членом
Комитета сертификационных органов МЭКСЭ.
В основу структуры центрального органа российской системы
положена структура руководящих органов системы МЭКСЭ: Руко¬
водящий комитет (одновременно национальный сертификационный
орган МЭКСЭ); комитет испытательных лабораторий; комитет сер¬
тификационных органов; координационный комитет по стандарти¬
зации; комитет контрольных органов; апелляционный комитет
и секретариат. Функции секретариата выполняет Всероссийский на¬
учно-исследовательский институт сертификации (ВНИИС), кото¬
рый одновременно является и секретариатом российского нацио¬
нального органа по сертификации в МЭКСЭ.
Международная система МЭК
по сертификации изделий электронной техники (ИЭТ)
Целью создания Системы сертификации ИЭТ является содействие
международной торговле изделиями электронной техники посред¬
ством установления единых требований к этим товарам, методам
оценки их соответствия, чтобы эти изделия были одинаково прием¬
лемы во всех странах — участницах Системы без проведения по¬
вторных испытаний.
Общее руководство Системой возложено на Руководящий коми¬
тет по сертификации, подотчетный Совету МЭК; в его состав вхо¬
дят делегации с фан-участниц. В Системе может участвовать любая
страна — член МЭК при выполнении ряда условий: наличие наци¬
ональной организации по стандартизации и сертификации; согла¬
сие выполнять все правила Системы и издание соответствующих
национальных документов; признание сертификатов и протоколов
испытаний изделий электронной техники, выпускаемых в других
странах-участницах, если они соответствуют требованиям Системы;
выполнение финансовых обязательств члена Системы.
Предусмотрено два вида участия страны в Системе МЭК: учас¬
тие в Руководящем комитете по сертификации с правом голоса
и консультативное членство в Координационном комитете по над¬
зору; участие в Руководящем комитете с правом голоса и полноп¬
равное членство в Координационном комитете по надзору.
Официальными языками Системы являются английский, фран¬
цузский, русский.
Страны, заявляющие о проведении сертификации по Системе
МЭК, согласно правилам Системы должны иметь национальную
службу надзора, которая отвечает за соответствие порядка сертифи¬
кации изделий электронной техники положениям Системы МЭК
и правильность применения знака соответствия. Кроме того, в стране-
заявителе должны действовать национальные службы поверки средств
измерений, которыми пользуются испытательные лаборатории и
национальный орган надзора.
По правилам Системы критериями опытности считаются аттес¬
тация хотя бы одного предприятия-изготовителя и сертификация
не менее двух видов изделий электронной техники по установлен¬
ным в Системе требованиям.
Инспекционная группа посещает испытательные лаборатории,
лабораторию поверки средств измерений, знакомится с одной из
технологических линий по производству ИЭТ, которые будут сер¬
тифицироваться по Системе МЭК, причем стандарт (или техничес¬
кие условия), по которому изготавливается изделие, должен быть
представлен в инспекционную группу еще до ее визита. По итогам
визита инспекционная группа в отчете председателю Координаци¬
онного комитета по надзору излагает свое решение о принятии кан¬
дидата. После такой процедуры дается рекомендация об утвержде¬
нии кандидата. Страна-кандидат имеет право на несогласие с вы¬
водами инспекционной группы и представление в письменном виде
своих возражений в Координационный комитет, за чем следует пре¬
дусмотренная правилами Системы процедура.
Важными этапами сертификации изделий электронной техники
по Системе МЭК являются: аттестация предприятия-изготовителя;
аккредитация испытательных лабораторий; проверка соответствия
применяемых нормативных документов и приемка типа.
Для проверки (аттестации) предприятия представителем нацио¬
нальной службы надзора должны быть представлены документация
по контролю качества и испытаниям ИЭТ на предприятии, система
обеспечения качества, перечень действующего испытательного и из¬
мерительного оборудования, документы о его поверке и др.
Обязательными условиями аккредитации испытательной лабо¬
ратории являются: наличие опытного и компетентного персонала;
надлежащего оборудования; актуализированных методик испытаний.
Деятельность испытательной лаборатории должна быть независи¬
мой от изготовителя и потребителей ИЭТ.
При сертификации по Системе МЭК к нормативным докумен¬
там предъявляются конкретные требования: Система базируется на
стандартах МЭК; эти стандарты должны быть приняты в странах-
участницах прямым или косвенным методом; содержание междуна¬
родного стандарта должно обязательно сохраняться, хотя допуска¬
ется оформлять принятый документ по национальным правилам.
10. НАЦИОНАЛЬНЫЕ СИСТЕМЫ
СЕРТИФИКАЦИИ
Статус национальных систем сертификации зависит от того,
являются ли стандарты, на соответствие которым проводится серти¬
фикация, обязательными или добровольными к применению. В ряде
стран национальные системы сертификации создавались исключи¬
тельно для повышения качества экспортной продукции. По такому
пути, например, пошли Япония, Индия и др.
10.1. Системы сертификации Франции
Во Франции в 1938 г. декретом была создана национальная сис¬
тема сертификации знака (Французский стандарт) (рис. 10.1).
Ответственность за общую организацию и руководство системой была
возложена на Французскую Ассоциацию по стандартизации
693
(АГКОК). Система сертификации знака КГ
означает, что продукция, прошедшая серти¬
фикацию в соответствии с установленными
правилами, полностью удовлетворяет требо¬
ваниям соответствующих французских стан¬
дартов. В основе этой системы лежат исклю¬
чительно национальные стандарты, подготав¬
ливаемые и утверждаемые АГКОЛ. Знак
соответствия ИГ зарегистрирован во Фран¬
ции в соответствии с законом о торговых и сервисных знаках.
Национальная система сертификации знака КГ основывается
на принципе децентрализации, за исключением важнейших вопро¬
сов, которые решаются АП^ОЯ и Руководящим комитетом систе¬
мы. Руководство системой осуществляет руководящий комитет, на¬
значаемый комиссаром по стандартизации.
Система сертификации знака КГ представляет собой систему сер¬
тификации третьей стороной и предусматривает: подачу заявок от
предприятий-изготовителей; проведение обследований предприятий
с целью оценки систем обеспечения качества; проведение испыта¬
ний образцов продукции; выдачу сертификатов или лицензий на право
маркировки продукции знаком соответствия; периодические после¬
дующие испытания образцов продукции, взятых из сферы производ¬
ства и сбыта, а также осуществление надзора на предприятиях.
Сертификация на знак КГ носит добровольный характер.
Исключение составляет продукция медицинского направления (ма¬
териалы, лекарства, оборудование), где испытания, в том числе
и клинические, обязательны. Такие товары маркируются знаком
КГ-МЕ01САЬ.
Добровольная сертификация на соответствие национальным стан¬
дартам Франции проводится АГКОЯ, причем, как правило, исполь¬
зуется схема 5 сертификации (см. табл. 1.5).
При проведении сертификации продукции в рамках националь¬
ной системы предприятия вступают в договорные отношения
с АГКОИ и потребителями продукции. Нарушение с их стороны
правил сертификации для данного вида продукции может привести
к аннулированию разрешения на выпуск сертификационной про¬
дукции. АГКО Я, согласно действующему в стране законодатель¬
ству, может привлечь виновных к юридической ответственности за
ущерб от эксплуатации некачественной продукции.
Закон о сертификации устанавливает также, что продукция дол¬
жна маркироваться со ссылкой на национальную организацию, вы¬
Р и с . 10.1. Знак
соответствия
национальной системы
сертификации Франции
давшую сертификат (например, в AFNOR — это знак NF) с указа¬
нием характеристик продукции, которые сертифицируются.
Для сертификации товаров широкого потребления и промыш¬
ленного оборудования уполномоченным органом по сертификации
является Французская центральная испытательная лаборатория
(LNE).
Признание национальных организаций в качестве уполномочен¬
ных органов по сертификации выдается на основе рекомендаций
консультативного комитета, созданного при министерстве промыш¬
ленности и науки, в который входят представители потребителей,
предприятий-изготовителей, торговли и правительственных учреж¬
дений.
Примером системы сертификации на конкретную группу про¬
дукции может служить система сертификации изделий электронной
техники, которая полностью отвечает принципам организации сис¬
темы сертификации изделий электронной техники, созданной в рам¬
ках МЭК. Функции сертификационного органа системы выполняет
Союз электротехников (UTE), который одновременно является на¬
циональной организацией по стандартизации в электротехнике, элек¬
тронике и связи.
Система сертификации изделий электронной техники по стату¬
су не является обязательной. Тем не менее при закупке изделий
электронной техники для государственных нужд (объем таких заку¬
пок значителен) предпочтение отдается сертификационным изде¬
лиям, что вынуждает предприятия участвовать в системе. Кроме того,
участие в системе обеспечивает конкурентоспособность продукции
на внутреннем и внешнем рынках сбыта.
10.2. Системы сертификации Великобритании
В Великобритании действует ряд национальных систем серти¬
фикации. Наиболее крупной является система сертификации, со¬
зданная Британским институтом стандартов (БСИ). Для продукции,
сертифицируемой в этой системе, учрежден специальный знак со¬
ответствия британским стандартам.
Системы сертификации в Великобритании в основном носят доб¬
ровольный характер, за исключением областей, где решением пра¬
вительства стандарты обязательны к применению. Например, пред-
приятия-изготовители велосипедов (национальные и зарубежные)
обязательно должны обеспечить соответствие продукции требова¬
ниям определенного стандарта, который устанавливает требования
695
по безопасности велосипедов, а также технические требования к
отражателям света. Области обязательных к применению стандар¬
тов а, следовательно, сертификации продукции в основном ограни¬
чиваются требованиями безопасности, охраны окружающей среды,
здравоохранения и т. п. Использование сертификата или знака со¬
ответствия без разрешения БСИ не допускается. Причем сертифи¬
кация может проводиться только на соответствие британским стан¬
дартам, утверждаемым БСИ, которые содержат необходимые требо¬
вания.
Руководство работами по сертификации в рамках системы осу¬
ществляет Управление по обеспечению качества БСИ QUAD. Эти
функции оно осуществляет по поручению Совета по обеспечению
качества БСИ, в который входят представители промышленности,
торговли, потребительских организаций, правительства. Порядок
проведения сертификации продукции аналогичен порядку, приме¬
няемому во Франции.
Предприятия не имеют права изменить продукцию, не уведомив
об этом БСИ. Изменения, вносимые изготовителем в продукцию,
признаются QUAD, если проведенные испытания подтверждают со¬
ответствие продукции требованиям стандартов. Действие лицензии
один год, после чего она должна продлеваться.
QUAD осуществляет также руководство системой сертификации
знаком безопасности, который означает, что продукция соответствует
стандарту на безопасность или стандарту, который включает требо¬
вания по безопасности.
В Великобритании существует также система сертификации элек¬
тробытовых приборов и машин, созданная при Британской ассоци¬
ации приемки электротехнических изделий (ВЕАВ). Система обес¬
печивает безопасную эксплуатацию электробытовой техники путем
проведения испытаний и приемки образцов продукции в соответ¬
ствии с требованиями британского стандарта «Требования безопас¬
ности электротехнических изделий для бытового и аналогичного
применения». Этот стандарт охватывает практически все виды бы¬
товых приборов и машин. В системе не допускается проведение сер¬
тификации продукции на соответствие другому стандарту или нор¬
мативному документу.
Оборудование, прошедшее сертификацию в рамках этой систе¬
мы, может быть маркировано специальным знаком безопасности,
который зарегистрирован и охраняется законом.
Руководит системой Руководящий комитет, в состав которого
входят представители электротехнической промышленности Бри¬
танской ассоциации предприятий бытовой электротехнической про¬
дукции, Британского института стандартов, Управления энергоснаб¬
жения, Британской ассоциации радиотехнической промышленнос¬
ти, Ассоциации по радио- и телевизионным работам и Федерации
торговли электротехнической продукцией. Кроме того, создан Ге¬
неральный совет, выполняющий функции консультативного органа
и состоящий из представителей заинтересованных сторон (изгото¬
вителей, потребителей, потребительских организаций и др.).
К системе сертификации ВЕАВ могут присоединяться и зару¬
бежные изготовители. В соответствии с протоколом о взаимном при¬
знании результатов испытаний электротехнических изделий, под¬
писанным в СЕНЕЛЕК (Европейский комитет по стандартизации
в области электротехники), результаты испытаний продукции,
проведенные ВЕАВ, признаются в других странах-участницах, что
исключает необходимость испытания образцов продукции при экс¬
порте.
В БСИ создан новый вид сертификационных систем — система
регистрации предприятий-изготовителей, основанная на оценке сис¬
тем обеспечения качества продукции на предприятиях безотносительно
к видам производимой продукции. Причем оценка систем обеспече¬
ния качества производится по британскому стандарту, «Системы обес¬
печения качества». Перечень зарегистрированных предприятий по¬
мещается в издаваемом БСИ «Руководстве для покупателей».
В целях упорядочения работ по сертификации по поручению
министра торговли и промышленности Британский институт стан¬
дартов создал Национальный совет по аккредитации органов серти¬
фикации, т. е. регистрации действующих систем сертификации.
Деятельность Национального совета по аккредитации не зави¬
сит от деятельности комитета БСИ по обеспечению качества.
Основная цель Совета — проводить от имени министра беспристра¬
стную оценку органов сертификации, представленных для аккреди¬
тации в соответствии с принятыми критериями.
10.3. Системы сертификации США
В соответствии с законами о безопасности различных видов про¬
дукции, обязательной сертификации подлежит продукция, на кото¬
рую принят государственный стандарт, а также продукция, закупа¬
емая государством на внутреннем и внешнем рынках. Обязательная
сертификация контролируется государственными органами.
697
Добровольная сертификация проводится по заявлению потреби¬
телей или изготовителей продукции на соответствие предлагаемым
ими нормативным документам.
В стране действуют три основные категории программ сертифи¬
кации, которые утверждает Федеральное правительство:
— сертификация товаров и услуг на безопасность (1-я категория);
— программы по проверке образцов продукции и производств,
заменяющие сплошной контроль (2-я категория);
— программы оценки качества и условий производства до по¬
ступления продукции в торговлю (3-я категория).
По программам 1-й категории, как правило, проводится обяза¬
тельная сертификация такой продукции, как автомобили, магист¬
ральные трубопроводы и т. п. Программы 2-й и 3-й категорий ис¬
пользуют для обязательной и добровольной сертификации.
В соответствии с программами 2-й категории сертифицируются
такие виды товаров, которые потребляются в государственных уч¬
реждениях (Департамент обороны, Департамент торговли, Управле¬
ние сельской электрификации и пр.), а сертификация обязательна,
если продукция закупается правительственными организациями на
государственные средства.
Программы 3-й категории в основном добровольные, за исклю¬
чением тех, которые предусматривают сертификацию отдельных
видов продовольствия (например, яйцо, табак и др).
Кроме утвержденных правительством, в США есть программы
сертификации, которые организуются в частном секторе. Их услу¬
гами пользуются не только фирмы США, но и экспортеры из дру¬
гих стран.
Нормативной базой сертификации являются стандарты, кото¬
рые разрабатываются:
— Американским обществом по испытаниям материалов (А5ТМ) —
для широкого диапазона потребительских товаров;
— Национальной ассоциацией изготовителей электрооборудо¬
вания ^ЕМА) — для электротехнических товаров и электрообору¬
дования;
— Комиссией по безопасности товаров широкого потребления
(СРБС) — для товаров широкого потребления;
— Федеральным агентством по защите окружающей среды (ЕРА)
для сертификации различных производств, двигателей внутреннего
сгорания, наземного, водного и воздушного транспорта и т. п.;
— правительственным органом по стандартизации — Нацио¬
нальным институтом стандартов и технологий, который разрабаты-
698
вает обязательные стандарты. Общее руководство сертификацией
в стране осуществляет Сертификационный комитет, действующий
в составе NIST, который также координирует работы по стандарти¬
зации и представляет США в ИСО, МЭК и других международных
организациях.
В функции Сертификационного комитета входит одобрение
и регистрация программ по сертификации, правил проведения сер¬
тификации, проверка компетентности органов по сертификации
(наличие надлежащего оборудования, уровень квалификации пер¬
сонала и т. п.).
В сертификационных работах участвует большое количество ис¬
пытательных лабораторий, в частности, в их число входят крупные
лаборатории общенационального значения (Национальной ассоциа¬
ции изготовителей электрооборудования, Американской ассоциации
по газу, Национальной ассоциации по защите от пожаров, Управле¬
ния по безопасности пищевых продуктов и медикаментов и др.),
лаборатории научно-исследовательских институтов и страховых ком¬
паний и независимые лаборатории институтов и университетов.
В США отсутствует единая система аккредитации испытательных
лабораторий. Система Американской ассоциации по аккредитации ла¬
бораторий (AALA) и Национальная добровольная программа аккреди¬
тации лабораторий (NULAP) являются наиболее авторитетными.
AALA проводит аккредитацию лабораторий, которые испытыва¬
ют оптику и фотометрию, проводят такие виды испытаний, как аку¬
стические, вибрационные, биологические, химические, тепловые,
механические, электрические и неразрушающие. Критериями ак¬
кредитации служат положения руководств ИСО/МЭК.
NULAP организована под эгидой Министерства торговли. В этой
системе проводится аккредитация лабораторий, которые испытывают
текстиль, стекло, цемент, инструменты для научных исследований.
10.4. Системы сертификации Японии
В 1949 г. в Японии была создана специальная группа по изуче¬
нию проблемы контроля качества в Японском союзе ученых и ин¬
женеров. К концу 60-х годов в стране был внедрен контроль каче¬
ства на производстве в полном объеме.
Основными принципами обеспечения качества продукции яв¬
ляются: полный контроль качества продукции на предприятиях, в
котором принимают участие все подразделения предприятия и все
работающие; обучение в области контроля качества по отраслям про¬
699
мышленности; деятельность кружков качества; контроль со сторо¬
ны сторонних организаций за деятельностью предприятий; приме¬
нение статистических методов контроля качества; национальная
кампания по пропаганде идей качества.
Сертификация в Японии рассматривается как один из эффек¬
тивных средств обеспечения высокого качества японских товаров и
повышения их конкурентоспособности на мировом рынке.
В Японии действуют три формы сертификации: обязательная
сертификация, подтверждающая соответствие законодательным тре¬
бованиям; добровольная сертификация на соответствие нацио¬
нальным стандартам ЛБ, которую проводят органы, уполномочен¬
ною правительством; добровольная сертификация, которую прово¬
дят частные органы по сертификации.
Обязательная сертификация регламентируется действующими за¬
конами, в которых устанавливаются перечень продукции, подлежа¬
щей обязательной сертификации, и требования к ней; схемы серти¬
фикации; знаки соответствия; органы управления, ответственные за
организацию сертификации и инспекционный контроль. Уполно¬
моченные органы разрабатывают технические регламенты, на соот¬
ветствие которым проводятся сертификационные испытания, а ут¬
верждает их Кабинет министров страны.
Обеспечение исполнения законодательных положений по сер¬
тификации распределяется между министерствами и другими госу¬
дарственными органами управления.
Для категорий используют разные схемы сертификации и знаки
соответствия.
Маркировка производится знаком соответствия продукции тре¬
бованиям японских индустриальных стандартов Л8. Ее применение
предписано Законом о промышленной стандартизации и служит эф¬
фективным средством популяризации промышленных стандартов
в стране; содействует распространению методов контроля качества
на уровне фирм.
В Японии полномочиями по выдаче лицензий на использование
знака ЛБ наделены министры соответствующих отраслей промыш¬
ленности. Для электротехнических изделий установлены категории
«А» и «В» (рис. 10.2 ).
Рис. 10.2. Знак соответствия
категории «А» и категории «В»
(Япония)
Знак категории «А» Знак категории «В»
700
Для разных категорий применяются
разные схемы сертификации и знаки со¬
ответствия. Для товаров категории «А»
предусматривается сертификация третьей
стороной, а для изделий категории «В» —
заявление-декларация заготовителя.
Правительство гарантирует качество
продукции и технологических процессов,
ЛБ (рис. 10.3).
Испытательные лаборатории назначаются министерствами.
В соответствии с действующим порядком пред приятие-изгото¬
витель, желающее получить сертификат Л8, должно подать заявку
на имя министра, наделенного полномочиями выдавать лицензии
на сертификационное маркирование продукции. По получению за¬
явки министр направляет представителей на предприятие заявите¬
ля. Представители в соответствии с Руководством по проверке пред¬
приятий проверяют технические условия производства, необходи¬
мые для обеспечения требуемого уровня качества. К ним относятся:
фирменная стандартизация на изделия и технологические процессы
производства; условия производства изделий или исполнение тех¬
нологических процессов; возможности проведения инспекций; ме¬
тоды контроля качества, используемые на предприятии, и т. п. Пред¬
приятия, получившие право на знак ЛБ, называются предприятия¬
ми, получившими лицензию на использование знака ЛБ. Работы по
приему заявок и проведению проверок, сертификации, надзора про¬
водят местные (региональные) бюро министерства внешней торгов¬
ли и промышленности.
Разрешение наносить знак Л8 на товары выдается министром
с полномочиями, утвержденными Японским комитетом промыш¬
ленных стандартов, после предварительного изучения условий про¬
изводства, продажи и потребления продукции. Сертификацион¬
ное маркирование знаком Л8 изделий и технологических процес¬
сов гарантирует стабильность таких факторов, как обеспечение
безопасности и здоровья потребителей и персонала предприятий,
использующих сертификационные изделия, охрана окружающей
среды, предотвращение несчастных случаев на производстве и т. д.
Как правило, схема сертификации включает оценку действующей
системы качества стандартам ИСО 9000.
Выборочная проверка получивших лицензию предприятий про¬
водится от имени министерства внешней торговли и промышлен¬
ности уполномоченными представителями региональных бюро Ин¬
701
Рис. 10.3. Знак соответ¬
ствия ЛБ (Япония)
маркированных знаком
ститута по контролю промышленных предприятий и Института по
контролю текстильных изделий.
Действуют также различные добровольные знаки. Их устанав¬
ливают ассоциации и другие общества для информирования по¬
требителей о соответствии товара определенным требованиям.
Особенно характерно применение таких знаков для продовольствен¬
ных товаров.
Проведение сертификации систем качества осуществляет Япон¬
ская ассоциация по сертификации систем качества (JAB), в функ¬
ции которой входят:
— аккредитация органов по сертификации продукции и систем
качества и организаций, занимающихся обучением аудиторов;
— аттестация аудиторов, а также регистрация соответствующих
поставщиков;
— проведение исследований и осуществление практических дей¬
ствий по взаимному признанию аккредитации органов по сертифи¬
кации систем качества за рубежом, по координации усилий в этой
области с национальными и зарубежными организациями;
— выполнение других работ, направленных на достижение це¬
лей JAB.
Деятельность JAB строится на документах ИСО и МЭК.
Аккредитация органов по сертификации и организаций, зани¬
мающихся подготовкой аудиторов, осуществляется аудиторами JAB,
назначаемыми ее генеральным директором. По линии JAB аккреди¬
тованы такие крупные центры, как Центр сертификации систем
качества Японской ассоциации по стандартизации (JSA-Q) и др.
10.5. Системы сертификации Германии
Сертификация в Германии базируется на законах в области охра¬
ны здоровья и жизни населения, защиты окружающей среды, безо¬
пасности труда, экономии ресурсов, защиты интересов потребите¬
лей. В стране действует закон об ответственности за изготовление
недоброкачественной продукции, который гармонизован с законода¬
тельством стран — членов ЕС и служит законодательной базой для
сертификации в рамках единого рынка. Общенациональная система
сертификации в стране включает несколько систем сертификации,
в частности, Система А1 — система сертификации соответствия стан¬
дартам DIN; Система D — система надзора за соответствием строи¬
тельных конструкций и др.
702
Система А1 охватывает все виды изделий,
на которые установлены требования в стандар- I 1^1
тах DIN и носит добровольный характер. К Си-
стеме А1 имеют доступ как германские, так и Рис. 10.4. Знак
зарубежные организации, которые заинтересо- С°^герл!ания)>Ш
ваны в сертификации своей продукции. Руко¬
водит Системой Германский институт стандар¬
тизации. Изделия, соответствующие требованиям стандартов DIN
и испытанные на соответствие, маркируются знаком соответствия
(рис. 10.4).
За сертифицированной продукцией, маркированной знаком со¬
ответствия, осуществляется инспекционный контроль.
Система D является обязательной и распространяется на про¬
дукцию строительного профиля, на который действуют законода¬
тельные предписания и распоряжения органов управления феде¬
ральных земель. Руководство системой осуществляет Германский
институт строительной техники (DIBT), основные нормативные до¬
кументы системы — стандарты DIN.
Применяются и другие системы сертификации, которые обеспе¬
чивают сертификацию средств измерений, электротехнических
и электронных изделий, газового оборудования, сельскохозяйствен¬
ных и строительных материалов и др.
11. СИСТЕМА АККРЕДИТАЦИИ
В РОССИЙСКОЙ ФЕДЕРАЦИИ (РОСА)
11.1. Система аккредитации
органов по сертификации,
испытательных и измерительных лабораторий
ГОСТ Р 51000.1—95 устанавливает общие требования, применя¬
емые в Российской Федерации к системам аккредитации объектов,
осуществляющих деятельность в области оценки соответствия, вклю¬
чая испытания, измерения и сертификацию, в обязательной (зако¬
нодательно регулируемой) и (или) добровольной сферах.
Объектами аккредитации являются организации, осуществляю¬
щие деятельность в области оценки соответствия:
— испытательные лаборатории, осуществляющие испытания,
измерения, калибровку;
— органы по сертификации продукции, услуг, производств
и систем качества, а также органы по сертификации (аттестации)
персонала;
— контролирующие организации;
— метрологические службы юридических лиц, осуществляющие
поверку средств измерений;
— организации, осуществляющие специальную подготовку экс¬
пертов в указанных областях деятельности.
Стандарт предназначен для применения:
— аккредитующим органом — при создании и обеспечении фун¬
кционирования системы аккредитации, при проведении аккредита¬
ции конкретных организаций, включая инспекционный контроль
за аккредитованными организациями;
— организациями — при подготовке к аккредитации, работе
в соответствии с областью аккредитации, взаимодействии с аккре¬
дитующим органом.
В настоящем стандарте применяются определения, которые содер¬
жатся в Руководстве ИСО/МЭК 2 (1991 г.) «Общие термины и опреде¬
ления в области стандартизации и смежных видов деятельности».
Аккредитация — это официальное признание полномочным ор¬
ганом компетентности (способности организации) выполнять рабо¬
ты в определенной (заявленной) области.
Система аккредитации — это система, обладающая собственны¬
ми правилами процедуры и управления для осуществления аккре¬
дитации объектов.
Аккредитующий орган — это орган, который управляет системой
аккредитации и проводит аккредитацию организаций (являющихся
объектами аккредитации в управляемой им системе аккредитации).
Критерии аккредитации — требования, которые используются ак¬
кредитующим органом и которым должна отвечать организация (как
объект аккредитации), чтобы быть аккредитованной.
Область аккредитации — одна или несколько работ, на выпол¬
нение которых аккредитована конкретная организация.
Аттестация (организации) — проверка организации с целью оп¬
ределения ее соответствия установленным требованиям (критери¬
ям) аккредитации.
Инспекционный контроль (аккредитованной организации) — про¬
верка, проводимая аккредитующим органом с целью установления,
что деятельность аккредитованной организации продолжает соот¬
ветствовать установленным требованиям.
Эксперт по аккредитации — лицо, осуществляющее все или от¬
дельные функции, относящиеся к аккредитации (аттестации) со¬
ответствующих объектов, и обладающее компетентностью в выпол¬
нении этих функций, признанной аккредитующим органом
Заявитель (аккредитации) — организация, претендующая на ак¬
кредитацию и представившая письменную заявку об этом в аккре¬
дитующий орган.
11.1.1. ОБЩИЕ ТРЕБОВАНИЯ
Аккредитация направлена на обеспечение доверия к деятельно¬
сти объектов аккредитации на основе подтверждения и официаль¬
ного признания их компетентности выполнять работы в определен¬
ной области, а также создание условий для взаимного признания
результатов деятельности аккредитованных организаций, зарегист¬
рированных в соответствующих документах.
В системе аккредитации документально устанавливаются требо¬
вания к объектам аккредитации, аккредитующему органу, правила
и процедуры управления, применяемые в системе. Эти документы
доступны заинтересованным организациям или лицам.
Методы оценки, применяемые для подтверждения соответствия
заявителя критериям аккредитации, доводятся до сведения всех за¬
интересованных сторон.
Правила и процедуры аккредитации базируются на руководствах
Международной организации по стандартизации и Международной
электротехнической комиссии (ИСО/МЭК), международных и ев¬
ропейских стандартах в области аккредитации, работах Междуна¬
родной конференции по аккредитации испытательных лабораторий
(ИЛАК) и других с целью обеспечения международного сотрудни¬
чества.
Аккредитацию организаций, осуществляющих деятельность в обя¬
зательной сфере, организуют и проводят Госстандарт России и дру¬
гие федеральные органы исполнительной власти, на которые зако¬
нодательными актами Российской Федерации возлагается эта рабо¬
та в пределах их компетенции.
Основанием для выполнения организацией работ в обязатель¬
ной сфере является ее аккредитация в соответствии с требованиями
системы аккредитации и наличие аттестата аккредитации и лицен¬
зии на проведение работ.
РОСА включает следующих участников:
— Совет по аккредитации в Российской федерации;
— аккредитующие органы;
— объекты аккредитации и аккредитованные организации;
— эксперты по аккредитации.
45. Я. М. Радкевич 705
Госстандарт России в пределах его компетенции выполняет фун¬
кции аккредитующего органа, а также:
— разрабатывает общие процедуры по аккредитации;
— разрабатывает общие требования к аккредитующим орга¬
нам, объектам аккредитации и экспертам, порядку их подготовки
и аттестации;
— разрабатывает требования к документам по аккредитации;
— взаимодействует с международными и зарубежными органи¬
зациями по аккредитации.
Совет рассматривает и решает вопросы по следующим основ¬
ным направлениям деятельности по аккредитации:
— принципам проведения единой технической политики в об¬
ласти аккредитации;
— основным направлениям в проведении исследований в обла¬
сти аккредитации;
— координации деятельности аккредитующих органов;
— экономическим аспектам по аккредитации;
— направлениям международного сотрудничества в области ак¬
кредитации;
— рассмотрению итогов деятельности по аккредитации;
— ведению объединенного реестра аккредитованных объектов
и экспертов по аккредитации.
Для организации исполнения работ по принятым решениям, под¬
готовки материалов для рассмотрения Советом, подготовки его за¬
седаний и выполнения других мероприятий по обеспечению дея¬
тельности Совет создает технический секретариат.
Для принятия решений по разногласиям Совет создает комис¬
сию по апелляциям, рабочие группы (из числа членов Совета).
Аккредитующий орган и его деятельность по аккредитации дол¬
жны соответствовать требованиям ГОСТ Р 51000.2—95.
Аккредитующий орган реализует единую политику в области ак¬
кредитации и в связи с этим:
— устанавливает специальные правила процедуры и управления
для проведения аккредитации;
— управляет подсистемой аккредитации;
— устанавливает специальные требования к объектам аккреди¬
тации;
— аккредитует соответствующие объекты и выдает им аттестат
аккредитации в определенной области аккредитации;
— рассматривает жалобы по вопросам аккредитации;
— предлагает правила признания других систем аккредитации
(в том числе зарубежных);
— определяет требования к экспертам по аккредитации, органи¬
зует специальную подготовку (обучение) экспертов;
— проводит регистрацию и учет аккредитованных объектов и
экспертов;
— опубликовывает информацию об аккредитованных объектах.
Для организации и проведения работ по аккредитации аккреди¬
тующий орган может создавать компетентный исполнительный орган
(технический центр) или поручать выполнение его функций уже
имеющейся компетентной организации.
Технический центр выполняет работу по аккредитации в соот¬
ветствии с требованиями, установленными в ГОСТ Р 51000.2—95.
В этой связи такой орган может выполнять следующие работы:
— проводить предварительное рассмотрение заявки на аккреди¬
тацию представленных документов и заключать с заявителем дого¬
вор на проведение аккредитации;
— организовывать проведение экспертизы документов по аккре¬
дитации, представленных заявителем, и проведение аттестации зая¬
вителя, а также организовывать проведение инспекционного конт¬
роля аккредитованной организации.
Аккредитующий орган имеет регистрационные данные на экс¬
пертов по аккредитации и регулярно проводит их актуализацию.
Эти данные включают: фамилию и адрес эксперта; занимаемое им
положение в организации, где он работает; образование и специ¬
альность; опыт работы по специальности; подготовку в области обес¬
печения качества, аккредитации и поверки; опыт в аккредитации
организаций с учетом области их специализации; дату последней
актуализации регистрационных данных.
Экспертам предоставляются методические указания, а также со¬
ответствующие рабочие документы, которые содержат инструкции
по проведению аккредитации и всю необходимую информацию
о порядке ее проведения.
Порядок назначения экспертов осуществляется по установлен¬
ной процедуре, которая обеспечивает:
— согласие квалифицированного эксперта на выполнение им
своих полномочий по аккредитации конкретно обозначенной орга¬
низации в указанные сроки;
— назначение ведущего эксперта;
— согласие заявителя на личность эксперта;
— предоставление членам группы экспертов всей требуемой
информации по аккредитуемой организации (основополагающих
стандартов с описанием правил, по которым проводится аккре¬
дитация документов о предшествующей аккредитации в случаях
их наличия и т. д.).
Аккредитация организации осуществляется только в отношении
конкретных видов продукции, услуг, работ. В документе, определя¬
ющем область аккредитации, указываются наименование продук¬
ции, услуг, испытаний, работ, проверяемые параметры и методы
испытаний (контроля, проверок), соответствующие им стандарты
или другие нормативные документы.
Проверяемые параметры, методы испытаний или проведения ра¬
бот устанавливаются на основе стандартов или другого документа,
принятого соответствующим уполномоченным органом.
Заявитель направляет в аккредитующий орган заявку с комплек¬
том документов. Заявку подписывает руководитель организации или
другое уполномоченное им лицо.
В комплекте документов заявитель:
— указывает область аккредитации, структуру, функции, права
и обязанности организации как объекта аккредитации, правила вы¬
полнения работ, систему качества, сведения об экспертах и другом
персонале;
— подтверждает свою осведомленность о способе действия сис¬
темы аккредитации;
— подтверждает свое согласие выполнить процедуру аккреди¬
тации, в частности, по принятию комиссии (группы экспертов) по
аттестации; оплачивает расходы, связанные с аккредитацией, не¬
зависимо от ее результата; принимает на себя затраты по последу¬
ющему инспекционному контролю за аккредитованной организа¬
цией;
— подтверждает свое согласие выполнить требования, обязатель¬
ные для аккредитации.
Вместе с заявкой заявитель представляет также:
— общую характеристику заявителя (наименование, адрес,
юридический статус, персонал, положение и техническое обо¬
рудование);
— общие сведения о заявителе (основная область деятельности,
отношения с вышестоящими организациями, взаимодействие с дру¬
гими организациями);
— организационную структуру заявителя как аккредитуемого
объекта;
— перечень фамилий и должностных лиц, несущих ответствен¬
ность за техническую корректность выполняемых заявителем работ;
— описание системы качества, применяемой заявителем, чтобы
обеспечить доверие к качеству проводимых работ;
— примеры документов, которые будет выдавать заявитель пос¬
ле его аккредитации. Обращение с указанной информацией должно
осуществляться с соответствующей степенью конфиденциальности.
Работа по аккредитации включает следующие этапы:
— представление заявителем заявки на аккредитацию, ее пред¬
варительное рассмотрение аккредитующим органом и принятие ре¬
шения по заявке (представление заявки на аккредитацию);
— экспертизу документов по аккредитации;
— аттестацию заявителя;
— анализ всех материалов и принятие по результатам эксперти¬
зы и аттестации решения об аккредитации или об отказе в аккреди¬
тации;
— оформление, регистрацию и выдачу аттестата аккредитации;
— проведение последующего инспекционного контроля аккре¬
дитованной организации.
Аккредитующий орган рассматривает заявку с комплектом до¬
кументов с целью оценки их состава и полноты, соответствия ука¬
занной в них информации установленным требованиям, а также
целесообразности проведения работ по аккредитации заявителя и
принятия решения по организации этих работ. В случае положи¬
тельного результата заявку принимают для проведения работ в со¬
ответствии с принятым решением по организации их выполнения.
При отрицательных результатах предварительного рассмотрения за¬
явителю сообщают об отказе в принятии заявки и возвращают ком¬
плект документов.
Для проведения экспертизы заявки и документации аккредиту¬
ющий орган назначает одного или нескольких экспертов. По ре¬
зультатам экспертизы составляют экспертное заключение, которое
содержит оценку соответствия заявителя критериям аккредитации.
В случае положительного результата экспертизы аккредитующий
орган сообщает заявителю фамилии экспертов для проведения атте¬
стации, а при отрицательном результате ему сообщают об отказе в
аккредитации по причине его несоответствия критериям аккреди¬
тации.
Аттестацию заявителя осуществляет комиссия экспертов. При
многопрофильной области аккредитации, сложных видах продук¬
ции, услуг, работ для полноты аттестации в состав комиссии могут
быть включены специалисты научных организаций и предприятий
промышленности.
При аттестации проверяют соответствие фактического состояния
заявителя представленным документам и его способность выполнять
заявленные функции. После проведения аттестации комиссия экс¬
пертов готовит акт по результатам аттестации, знакомит с его содер¬
жанием заявителя и направляет его аккредитующему органу.
В акте указываются:
— фамилии членов комиссии и их подписи;
— наименование и адрес аккредитуемой организации;
— заявленная область аккредитации;
— информация по технической квалификации, компетентнос¬
ти, подготовленности, опытности штатного персонала;
— замечания о соответствии предъявляемым требованиям орга¬
низации работы и процедур, используемых заявителем для того, что¬
бы обеспечить доверие к качеству проводимых им работ;
— информация о проверках заявителя на качество проведения ра¬
бот, результатах таких проверок и их учета в деятельности заявителя;
— замечания экспертов о степени соответствия заявителя крите¬
риям аккредитации;
— замечания по оформлению документов в процессе выполне¬
ния заявленных работ;
— замечания по мерам, принятым для устранения недостатков,
обнаруженных в ходе проведения предыдущей аккредитации или
проведенного инспекционного контроля (если они проводились).
Аккредитующий орган рассматривает и проверяет заявку на ак¬
кредитацию, всю информацию, представленную заявителем, а так¬
же полученную в процессе экспертизы и аттестации, акт аттестаци¬
онной комиссии, замечания по акту со стороны заявителя.
По результатам оценки этой информации принимается решение
об аккредитации заявителя.
При положительном решении аккредитующий орган:
— утверждает Положение об объекте аккредитации и Порядок
выполнения работ;
— оформляет, регистрирует в реестре и выдает заявителю аттес¬
тат аккредитации;
— подписывает договорное соглашение (договор) с аккредито¬
ванным объектом, определяющее его права и обязанности и возлага¬
ющее на объект ответственность за выполнение этих обязанностей.
При выявлении несоответствия объекта аккредитации установ¬
ленным требованиям оформляется отказ в аккредитации.
11.1.2. ИНСПЕКЦИОННЫЙ КОНТРОЛЬ
ЗА АККРЕДИТОВАННЫМИ ОРГАНИЗАЦИЯМИ
После аккредитации организации необходимо обеспечить регу¬
лярное проведение мероприятий, гарантирующих и в дальнейшем
ее соответствие критериям аккредитации.
Инспекционный контроль может быть периодическим и вне¬
плановым. Периодический контроль проводят, как правило, не реже
одного раза в год в течение срока действия аттестата аккредитации.
Внеплановый контроль проводят по решению аккредитующего
органа в случаях поступления отрицательных сведений о деятельно¬
сти объекта.
При нарушении условий аккредитации аккредитующий орган
принимает решение о приостановлении действия или отмене атте¬
стата аккредитации.
Повторную аккредитацию организации проводят не более чем
через 5 лет.
В отдельных случаях по истечении срока действия аттестата ак¬
кредитации продление срока может быть осуществлено без проце¬
дуры повторной аккредитации. Такое решение принимают не ме¬
нее чем за месяц до истечения срока действия аттестата аккредита¬
ции на основании результатов инспекционного контроля за
деятельностью объекта аккредитации.
11.1.3. АККРЕДИТАЦИЯ В ДОПОЛНИТЕЛЬНОЙ ОБЛАСТИ
Аккредитованная организация, претендующая на расширение
своей области аккредитации, направляет заявку на аккредитацию в
дополнительной области.
Аккредитация в дополнительной области может быть проведена
по полной или сокращенной процедуре.
Если аккредитованная организация делает заявку на аккредита¬
цию подразделения, которое прежде не было аккредитовано, необ¬
ходимо провести оценку его соответствия критериям аккредитации
в полном объеме работ по аккредитации.
11.1.4. РОСА. ОБЩИЕ ТРЕБОВАНИЯ
К АККРЕДИТУЮЩЕМУ ОРГАНУ
Общие требования к аккредитующим органам регламентируется
ГОСТ 51000.2-95.
Они сводятся к следующему:
— система аккредитации должна соответствовать установленным
общим требованиям и дополнительным требованиям, исходя из спе¬
цифики объектов аккредитации;
— доступ организации к системе аккредитации не должен созда¬
вать неправомерных условий, в том числе и финансовых;
— процедуры аккредитации должны исключать возможность
дискриминации или пристрастного решения вопросов при аккре¬
дитации.
Аккредитующий орган должен:
— иметь определенный юридический статус;
— иметь финансовую стабильность и располагать средствами для
функционирования системы аккредитации;
— иметь права и ответственность, обеспечивающие защиту ин¬
тересов всех сторон, которые участвуют в деятельности по аккреди¬
тации;
— располагать помещениями и средствами труда, необходимы¬
ми для его деятельности;
— иметь организационную структуру, включая систему обеспе¬
чения качества, обеспечивающую возможность успешно управлять
системой аккредитации;
— быть готовым принимать участие в обмене информацией
с другими аккредитующими органами для улучшения качества сис¬
темы аккредитации и обеспечения необходимой степени доверия;
— иметь возможность привлечения экспертов в качестве техни¬
ческих консультантов. Для нормативно-методического обеспечения
работ по аккредитации по определенным направлениям деятельно¬
сти аккредитующий орган может создать технические комитеты или
иные организационные структуры. Указанные комитеты должны
иметь установленные правила и утвержденную организационную
структуру;
— иметь руководителя, несущего всю полноту ответственности
за работу по аккредитации организаций;
— располагать штатным персоналом, соответствующим направ¬
лению и объему работ по аккредитации, выполняемых под руковод¬
ством данного органа;
— иметь организационную структуру, обеспечивающую незави¬
симость его штатного персонала от воздействия сторон, имеющих
финансовую заинтересованность в результатах аккредитации, и га¬
рантирующую, что персонал не будет подвергаться незаконному
давлению или другому воздействию, которые могли бы повлиять на
результаты выполненных ими работ;
— располагать квалификационной процедурой для оценки ква¬
лификации своего персонала и экспертов, проверки их компетент¬
ности и подготовленности, а также процедурой, обеспечивающей
их участие в аккредитации объектов;
— вести учет экспертов и выполненных ими работ в соответ¬
ствующем реестре;
— иметь общую политику и обеспечить процесс принятия реше¬
ний, гарантирующих: проведение аккредитации соответствующих
объектов, подтверждение, приостановление и отмену аккредитации;
создание благоприятных условий для представления заинтересован¬
ными организациями своих замечаний и поправок на принятие ре¬
шения; вынесение арбитражных решений по всем вопросам, отно¬
сящимся к области деятельности, охватываемой аккредитующим
органом; проверку результатов проведения выработанной полити¬
ки; контроль финансовой деятельности органа по аккредитации;
создание, в случае необходимости, организационных структур (тех¬
нических комитетов, компетентных исполнительных органов),
ответственных за выполнение определенных работ.
При выполнении своих функций аккредитующий орган должен:
— осуществлять общую политику и принимать решения на ос¬
нове информации, поступающей от всех заинтересованных сторон;
— проводить такую политику и принимать такие решения, кото¬
рые бы исключали возможность смешения деятельности по аккре¬
дитации с деятельностью объектов аккредитации;
— обеспечивать, чтобы процедуры аккредитации гарантиро¬
вали конфиденциальность информации, полученной в процессе
аккредитации;
— обмениваться информацией с другими аккредитующими орга¬
нами для улучшения системы качества и обеспечения необходимой
степени доверия;
— поощрять обмен опытом между аккредитованными им орга¬
низациями;
— проводить работу по аккредитации в соответствии с установ¬
ленной процедурой.
Аккредитующий орган может иметь один или несколько техни¬
ческих комитетов, каждый из которых в рамках своей компетенции
консультирует аккредитующий орган по техническим требованиям
в области аккредитации и техническим вопросам, касающимся фун¬
кционирования системы аккредитации. Технические комитеты со¬
здаются на добровольной основе, при необходимости, по отраслево¬
му признаку. Технические комитеты должны иметь официальные
правила и утвержденную структуру.
11.1.5. СИСТЕМА КАЧЕСТВА
Система качества аккредитующего органа должна соответство¬
вать области распространения системы аккредитации.
Комплект документов по обеспечению качества включается в
Руководство по качеству, которое состоит из следующих разделов:
— политика в области обеспечения качества;
— организационная структура аккредитующего органа;
— задачи и функциональные обязанности персонала органа;
— общие процедуры обеспечения качества;
— процедуры обеспечения качества, относящиеся к каждому этапу
аккредитации;
— контроль выполнения процедур аккредитации и проведения
корректирующих мероприятий;
— процедуру рассмотрения апелляций, претензий, спорных воп¬
росов.
Система качества регулярно проверяется руководством аккреди¬
тующего органа с целью обеспечения эффективности системы и при¬
нимаемых корректирующих мероприятий. Результаты проверок ре¬
гистрируются с описанием корректирующих воздействий и дово¬
дятся до сведения персонала.
11.1.6. ПОРЯДОК ПРОВЕДЕНИЯ АККРЕДИТАЦИИ
Аккредитующий орган определяет порядок проведения аккре¬
дитации: порядок представления заявок на аккредитацию, условия
аккредитации, подтверждения и продления аккредитации, а также
условия, при которых аккредитация может быть отклонена, приос¬
тановлена или отменена.
При этом аккредитующий орган должен располагать эффектив¬
ными методами контроля за выполнением аккредитованной орга¬
низацией установленных требований, приостановления или отме¬
ны аккредитации, ограничения области аккредитации или возмож¬
ности потребовать повторной аккредитации (или аттестации)
организации, если были произведены изменения в составе персона¬
ла, организации работ, составе средств и оборудования и других
условий, влияющих на компетентность организации в признанной
области аккредитации, а также, если анализ поступившей инфор¬
мации свидетельствует о том, что аккредитованная организация не
соответствует установленным требованиям.
Он устанавливает порядок признания компетентности (пере¬
оформления аккредитации) в случае изменения юридического ста¬
туса аккредитованной организации, не влияющего на ее персонал,
оборудование или организационную структуру (например, в слу¬
чае смены владельца).
Аккредитующий орган предоставляет аккредитованной органи¬
зации аттестат аккредитации, подтверждающий аккредитацию.
В аттестате аккредитации отражаются следующие сведения:
— название и адрес аккредитованной организации;
— область аккредитации с указанием полного перечня работ,
продукции, услуг и методов испытаний, на которые предоставлена
аккредитация;
— должностные лица, уполномоченные аккредитующим орга¬
ном в качестве ответственных за подготовку и подписание докумен¬
тов, в которых отражаются (регистрируются) результаты деятельно¬
сти аккредитованной организации;
— дата начала действия аккредитации и ее окончания.
Аккредитующий орган должен располагать соответствующими
процедурами для рассмотрения жалоб на те его решения, когда в
аккредитации было отказано, либо она была приостановлена или
отменена, либо предоставлена на основаниях, вызывающих обо¬
снованные возражения.
Аккредитующий орган гарантирует конфиденциальность инфор¬
мации, полученной при представлении заявки на аккредитацию,
в процессе аттестации и аккредитации на всех уровнях (включая
технические комитеты).
Аккредитующий орган составляет, публикует или предоставляет
в соответствии с запросом следующие данные:
— информацию о федеральном органе исполнительной власти,
при котором созданы системы аккредитации, с указанием, являют¬
ся ли эти системы обязательными в соответствии с законодатель¬
ством или добровольными;
— перечень требований, обязательных при аккредитации (кри¬
териев аккредитации);
— документ, устанавливающий порядок проведения аккредита¬
ции и сохранения действия аккредитации;
— описание прав и обязанностей аккредитованных организа¬
ций, включая требования, условия или ограничения, связанные с
использованием официального знака аккредитующего органа и с
правом ссылаться на аккредитацию;
— перечень аккредитованных организаций с указанием облас¬
тей аккредитации.
Аккредитующий орган ведет регистрационные записи (протоко¬
лы), подтверждающие выполнение процедур аккредитации. Доку¬
менты об аккредитации являются составной частью регистрацион¬
ных записей. Регистрационные записи и все документы по аккре¬
дитации хранят в течение срока, установленного правилами системы
аккредитации, и представляют лицам, которые в соответствии с дей¬
ствующим законодательством и правилами системы аккредитации
имеют право доступа к ним.
Аккредитующий орган участвует в обмене опытом с другими ак¬
кредитующими органами своей страны и с аккредитующими орга¬
нами других стран.
11.2. РОСА. Общие требования
к испытательным лабораториям
ГОСТ 51000.3—96 устанавливает общие требования, которым дол¬
жна соответствовать испытательная лаборатория, чтобы быть при¬
знанной в качестве компетентной для выполнения испытаний в оп¬
ределенной области деятельности (области аккредитации).
Стандарт распространяется на все испытания, включая поверку
и калибровку.
В стандарте применяются определения, содержащиеся в Руко¬
водстве ИСО/МЭК 2 (1991 г.) «Общие термины и определения
в области стандартизации и смежных видов деятельности».
Испытание — техническая операция, заключающаяся в установ¬
лении одной или нескольких характеристик данной продукции, про¬
цесса или услуги в соответствии с установленной процедурой.
Метод испытания — установленные технические правила прове¬
дения испытаний.
Протокол испытаний — документ, содержащий результаты ис¬
пытания и другую информацию, относящуюся к испытаниям.
Испытательная лаборатория — лаборатория, которая проводит
испытания.
Межлабораторные сравнительные испытания — организация, про¬
ведение и оценка испытаний одних и тех же или подобных объек¬
тов двумя или несколькими лабораториями в соответствии с зара¬
нее установленными условиями.
Проверка (испытательной лаборатории) на качество проведения
испытаний — установление способности данной лаборатории
716
проводить испытания посредством межлабораторных сравнитель¬
ных испытаний.
Аккредитованная испытательная лаборатория — испытательная
лаборатория, прошедшая аккредитацию.
Аттестация (испытательной лаборатории) — проверка испыта¬
тельной лаборатории с целью определения ее соответствия установ¬
ленным требованиям (критериям аккредитации).
Юридический статус испытательной лаборатории должен соот¬
ветствовать действующему законодательству.
Испытательные лаборатории и их персонал не должны под¬
вергаться коммерческому, финансовому, административному или
другому давлению, способному оказывать влияние на выводы или
оценки.
Всякое влияние на результаты испытаний, оказываемое со сто¬
роны внешних организаций или лиц, должно быть исключено.
Испытательная лаборатория не должна заниматься деятель¬
ностью, способной подорвать доверие в отношении ее независи¬
мости в принятии решений и беспристрастности при проведении
испытаний.
Оплата труда персонала, которому поручено проводить испыта¬
ния, не должна зависеть от количества испытаний и их результатов.
Если изделия испытывают организации, которые приняли уча¬
стие в разработке, производстве или реализации этих изделий
(например, изготовители), то должны быть разработаны допол¬
нительные требования об условиях, обеспечивающих объектив¬
ность испытаний.
Испытательная лаборатория должна быть компетентной для про¬
ведения соответствующих испытаний. При отсутствии установлен¬
ного метода испытания необходимо документально оформить со¬
глашение между заказчиком и лабораторией о применяемом методе
испытания.
Испытательная лаборатория должна иметь:
— организационную структуру, обеспечивающую для каждого
сотрудника конкретную сферу деятельности и пределы его полно¬
мочий (обязанностей и ответственности);
— технического руководителя, который несет ответственность
за выполнение всех технических задач, связанных с проведени¬
ем испытаний;
— документированное Положение, содержащее описание орга¬
низации деятельности лаборатории, распределение обязанностей со¬
трудников, а также другие сведения об организации работы лабора¬
717
тории (выполняемых функциях, взаимодействии с другими органи¬
зациями и др.).
В испытательной лаборатории должна проводиться внутренняя
проверка для оценки своего соответствия требованиям настоящего стан¬
дарта. Проверка должна проводиться компетентными лицами, знако¬
мыми с методами испытаний, их целями и оценкой результатов.
Испытательная лаборатория должна располагать достаточным
числом специалистов, имеющих соответствующее образование и ква¬
лификацию, и обеспечивать постоянное обучение и повышение ква¬
лификации персонала. Лаборатория должна располагать необходи¬
мой документацией и сведениями, касающимися квалификации,
практического опыта и подготовки кадров.
Для каждого специалиста должна иметься должностная инст¬
рукция, устанавливающая функции, обязанности, права и ответствен¬
ность, квалификационные требования к образованию, техническим
знаниям и опыту работы.
Специалисты и эксперты, непосредственно участвующие в про¬
ведении испытаний и оценок, должны быть аттестованы в установ¬
ленном порядке на право их проведения.
Испытательная лаборатория должна быть оснащена оборудова¬
нием, а также расходными материалами для правильного проведе¬
ния испытаний и измерений, что требуется для признания ее ком¬
петентности.
Испытательное оборудование, средства измерений и методики
измерений должны соответствовать требованиям стандартов госу¬
дарственной системы обеспечения единства измерений, норматив¬
ных документов на методы испытаний.
Окружающая среда, в условиях которой проводят испытания, не
должна отрицательно влиять на результаты и искажать требуемую
точность измерений. Помещения для проведения испытаний долж¬
ны быть защищены от воздействия таких факторов, как повышен¬
ные температуры, пыль, влажность, пар, шум, вибрация, электро¬
магнитные возмущения, и отвечать требованиям применяемых ме¬
тодик испытаний, санитарных норм и правил, требованиям
безопасности труда и охраны окружающей среды. Помещения дол¬
жны бьггь достаточно просторными, чтобы устранить риск порчи
оборудования и возникновения опасных ситуаций, обеспечить со¬
трудникам свободу перемещения и точность действий.
Оборудование лаборатории, в том числе и средства измерений,
должно использоваться по назначению, документация по его эксп¬
луатации и техническому обслуживанию должна быть доступна.
Каждая единица оборудования для испытания или измерения
должна иметь регистрационную карточку, содержащую следующие
сведения:
— наименование оборудования;
— наименование изготовителя (фирмы), тип (марка), заводской
и инвентарный номер;
— даты получения и ввода в эксплуатацию;
— месторасположение в настоящее время — в случае необходи¬
мости;
— состояние на момент получения (новое, изношенное, с про¬
дленным сроком действия и т.п);
— данные о ремонте и обслуживании;
— описание всех повреждений или отказов, переделок или ре¬
монта.
Калибровка измерительного и испытательного оборудования при
необходимости проводится перед вводом его в эксплуатацию и да¬
лее в соответствии с установленной программой.
Общая программа «калибровки» оборудования должна обеспе¬
чивать отслеживаемость измерений, проводимых лабораторией, на
соответствие национальным и международным образцовым сред¬
ствам измерений, если таковые существуют.
Образцовые средства измерении, имеющиеся в лаборатории, сле¬
дует использовать только для калибровки рабочего оборудования
и не применять для других целей.
Образцовые средства измерений должны быть калиброваны ком¬
петентным органом, который может обеспечить отслеживаемость
их на соответствие национальным или международным эталонам.
При необходимости испытательное оборудование может подвер¬
гаться контролю между периодическими повторными калибровками.
Образцовые вещества должны, по возможности, отслеживаться
на соответствие национальным или международным стандартным
образцовым веществам.
Испытательная лаборатория должна располагать необходимой до¬
кументацией по эксплуатации и функционированию соответствую¬
щего оборудования, по обращению с испытуемыми изделиями
и их подготовке к испытаниям (в случае необходимости).
Все стандарты, руководства, инструкции, справочные данные
и другие документы, используемые в работе испытательной лабора¬
тории, должны бьггь актуализированы и доступны для персонала.
Испытательная лаборатория должна использовать методы и про¬
цедуры, установленные стандартами и (или) техническими услови¬
ями, в соответствии с которыми испытывают изделия. Эти доку¬
менты должны быть в распоряжении сотрудников, ответственных
за проведение испытаний.
Испытательная лаборатория должна отклонять заявки на прове¬
дение испытаний по методам, которые могут привести к необъек¬
тивным результатам или имеют низкую точность.
Если в случае необходимости применялись нестандартазован-
ные методы испытаний и процедуры, лаборатория должна полнос¬
тью запротоколировать это.
Если результаты получают с помощью электронной технологии
обработки данных, надежность и стабильность системы должна ис¬
ключать возможность получения неточных результатов. Система дол¬
жна обнаруживать неисправности при выполнении программы и
принимать соответствующие корректирующие меры.
Лаборатория должна иметь внутреннюю систему качества, соот¬
ветствующую области аккредитации испытательной лаборатории.
Элементы этой системы должны быть включены в Руководство по
качеству, предоставляемое для пользования персоналу лаборатории.
Руководство по качеству включает:
— политику в области обеспечения качества;
— организационную структуру испытательной лаборатории;
— задачи и функциональные обязанности, связанные с обеспе¬
чением качества, доведенные до каждого сотрудника с учетом пре¬
делов его служебных полномочий;
— общие процедуры обеспечения качества;
— процедуры обеспечения качества при проведении каждого
испытания;
— методы проверки качества проведения испытаний, примене¬
ние образцовых материалов и т. д., если это необходимо;
— организацию обратной связи и корректирующих действий при
выявлении несоответствий результатов испытаний;
— процедуры рассмотрения рекламаций.
Систему обеспечения качества периодически пересматривают ру¬
ководство или другие сотрудники по поручению руководства с тем,
чтобы внести в нее необходимые изменения и обеспечить эффек¬
тивность ее работы. Такие проверки должны быть зарегистрирова¬
ны с подробным описанием каждого корректирующего действия
и доведены до сведения персонала.
Работа, проводимая испытательной лабораторией, отражается
в протоколе. Каждый протокол испытаний должен содержать сле¬
дующие сведения:
— наименование, адрес испытательной лаборатории и место про¬
ведения испытания, если оно имеет другой адрес;
— обозначение протокола (например, порядковый номер) и ну¬
мерацию каждой страницы, а также общее количество страниц;
— фамилию и адрес заказчика;
— характеристику и обозначение испытуемого образца;
— дату получения образца и дату(ы) проведения испытания;
— обозначение технического задания на проведение испытания,
описание метода и процедуры (при необходимости);
— описание процедуры отбора образцов (выборки);
— любые отклонения, дополнения или исключения из техни¬
ческого задания на проведение испытаний или другую информа¬
цию, относящуюся к определенному испытанию;
— данные, касающиеся проведения нестандартных методов ис¬
пытаний или процедур;
— измерения, наблюдения и полученные результаты, подтверж¬
даемые таблицами, графиками, чертежами и фотографиями, в слу¬
чае необходимости, и любые зарегистрированные отказы;
— констатацию погрешности измерения (в случае необходи¬
мости);
— подпись и должность лица(лиц), ответственного(ых) за под¬
готовку протокола испытания, и дату его составления;
— заявление о том, что протокол касается только образцов, под¬
вергнутых испытанию;
— заявление, исключающее возможность частичной перепечат¬
ки протокола без разрешения испытательной лаборатории.
Количественные результаты должны быть представлены с указа¬
нием расчетной или оценочной погрешности.
Результаты испытаний, полученные при испытаниях выборки
из партии, пробы или одной серии продукции, часто используют
для определения свойств данной партии, данной пробы или данной
серии продукции. Экстраполяция результатов испытаний при опре¬
делении свойств партии, пробы или одной серии продукции долж¬
на быть включена в отдельный документ.
Испытательная лаборатория должна иметь систему регистрации
результатов испытаний, соответствующую установленным правилам
и обеспечивающую регистрацию первоначальных наблюдений, рас¬
четов, производных данных, актов поверки и итогового протокола
испытаний в течение установленного срока. Протоколы каждого ис¬
пытания должны включать необходимый объем информации, позво¬
ляющий удовлетворительно провести повторные испытания. Регист¬
46. Я. М. Радкевич 721
рация включает данные о персонале, осуществляющем испытания и
работу с образцами.
Все протоколы испытаний хранятся в надлежащем месте с со¬
блюдением конфиденциальности, если законом не устанавливают¬
ся другие требования.
Система регистрации должна гарантировать конфиденциальность
использования образцов или испытуемых изделий, например, в от¬
ношении других заказчиков.
Персонал испытательной лаборатории должен хранить профес¬
сиональную тайну в отношении информации, полученной при вы¬
полнении своих функций.
Испытательная лаборатория должна соблюдать договоры и обес¬
печивать условия, гарантирующие конфиденциальность в своей де¬
ятельности в соответствии с требованиями заказчиков и безопас¬
ность труда своих сотрудников.
Испытательная лаборатория должна оказывать содействие акк¬
редитующему органу и его представителям при проведении контро¬
ля соответствия требованиям настоящего стандарта и другим до¬
полнительным требованиям.
Это содействие включает:
— предоставление представителю возможности доступа в соот¬
ветствующие помещения испытательной лаборатории для наблюде¬
ния за ходом проведения испытаний;
— проведение контрольных испытаний, позволяющих аккреди¬
тующему органу проверять пригодность лаборатории к проведению
испытаний;
— участие в соответствующей программе проверок лаборато¬
рий на качество проведения испытаний или межлабораторных срав¬
нительных испытаний, которые могут быть организованы аккре¬
дитующим органом;
— предоставление аккредитующему органу возможности озна¬
комления с результатами своих внутрилабораторных проверок;
— предоставление в аккредитующий орган информации о дея¬
тельности испытательной лаборатории.
В случае необходимости испытательные лаборатории могут при¬
нять участие в разработке национальных, европейских или между¬
народных стандартов в области испытаний.
Испытательная лаборатория может принять участие в инфор¬
мационном обмене с другими лабораториями, работающими в том
же направлении и в той же технической области, что позволит иметь
единые методики испытаний и улучшить качество их проведения.
Чтобы обеспечить требуемую точность и качество испытаний,
необходимо регулярно проводить сравнение их результатов.
Аккредитованная испытательная лаборатория должна:
— удовлетворять критериям, установленным аккредитующим
органом;
— заявлять об аккредитации только тех испытаний, которые вхо¬
дят в область аккредитации;
— нести финансовые расходы, связанные с представлением за¬
явки, членством, участием, оценкой, надзором и другими услугами,
периодически определяемыми аккредитующим органом с учетом со¬
ответствующей стоимости;
— не использовать полученную аккредитацию в ущерб аккреди¬
тующему органу;
— прекратить деятельность немедленно по истечении срока
действия, а также не ссылаться на аккредитацию в рекламе лабо¬
ратории;
— следить за тем, чтобы протокол испытания или часть прото¬
кола испытания не были использованы заказчиком или другой сто¬
роной по разрешению заказчика в целях собственного развития или
рекламы, если аккредитующий орган считает такое использование
неправильным. В любом случае протокол испытаний не может быть
частично перепечатан без письменного разрешения аккредитующе¬
го органа и испытательной лаборатории;
— немедленно информировать аккредитующий орган о каких-
либо изменениях, влияющих на соответствие требованиям настоя¬
щего стандарта или любого критерия, определяющего компетент¬
ность или область деятельности испытательной лаборатории.
11.3. РОСА. Общие требования
к аккредитации испытательных лабораторий
ГОСТ 51000.4—96 устанавливает общие требования к порядку
аккредитации (в том числе аттестации) испытательных и измери¬
тельных лабораторий.
При оценке компетентности испытательной лаборатории аккре¬
дитующим органом используются критерии по ГОСТ Р 51000.3—96.
Область аккредитации испытательной лаборатории должна од¬
нозначно определяться номенклатурой продукции и (или) видами
испытаний в соответствии с требованиями нормативных докумен¬
тов. С этой целью в области аккредитации устанавливается возмож¬
46* 723
но более точное определение проводимых испытаний с указанием
испытываемой продукции, работ, услуг, проверяемых характерис¬
тик (свойств) и используемых методов испытаний.
Методы, используемые для проведения конкретного испыта¬
ния, указанного в области аккредитации, устанавливают на основе
стандарта (или других нормативных документов) или документи¬
рованной процедуры.
Испытательную лабораторию аккредитуют только в отношении
определенных объектов, которые могут испытываться лабораторией
в стационарных или нестационарных условиях.
Испытательная лаборатория подает заявку на аккредитацию в
аккредитующий орган, в которой отражаются:
— заявленная область аккредитации;
— осведомленность заявителя о требованиях системы аккре¬
дитации;
— готовность заявителя в полной мере выполнять процедуру ак¬
кредитации, в том числе принять группу экспертов (комиссию) для
аттестации лаборатории; оплатить расходы, связанные с работой по
аккредитации (независимо от результата аккредитации) и последу¬
ющему инспекционному контролю;
— подтверждение заявителем своего согласия выполнять требо¬
вания, обусловленные аккредитацией.
К заявке прилагают комплект документов, содержащий инфор¬
мацию, необходимую и достаточную для оценки готовности лабо¬
ратории к аккредитации и возможности проведения ее аттестации.
Конкретный перечень документов, представляемых с заявкой,
устанавливают в системе аккредитации.
Порядок аккредитации испытательных лабораторий должен со¬
ответствовать требованиям ГОСТ Р 51000.1—95.
Описание процедуры аккредитации, применяемой для подтвер¬
ждения соответствия испытательной лаборатории критериям аккре¬
дитации и возможным дополнительным техническим критериям,
должно быть опубликовано или иным способом доведено до сведе¬
ния всех заинтересованных сторон.
Работа по аккредитации включает следующие этапы:
— представление лабораторией-заявителем заявки на аккреди¬
тацию испытательной лаборатории;
— экспертизу документов по аккредитации;
— аттестацию испытательной лаборатории;
— анализ всех материалов по аккредитации испытательной ла¬
боратории и принятие решения об аккредитации;
— оформление, регистрацию и выдачу испытательной лаборато¬
рии аттестата аккредитации (либо отказа в аккредитации).
Каждый последующий этап аккредитации проводят при поло¬
жительном результате предыдущего этапа.
Все процедуры, связанные с аккредитацией, должны быть доку¬
ментированы.
Для проведения экспертизы документов по аккредитации испы¬
тательной лаборатории аккредитующий орган назначает одного или
нескольких экспертов и определяет ведущего эксперта.
Результаты экспертизы отражают в экспертном заключении, ко¬
торое должно содержать оценку соответствия предъявленной вмес¬
те с заявкой информации критериям аккредитации.
Полученная в результате экспертизы информация должна быть
использована при аттестации испытательной лаборатории.
В случае положительного результата экспертизы аккредитующий
орган разрабатывает и утверждает программу проведения аттестации.
Лаборатории-заявителю заблаговременно должны быть сообще¬
ны фамилии имеющих необходимую квалификацию экспертов, на¬
значенных для проведения аттестации на месте.
При отрицательном результате испытательной лаборатории со¬
общают об отказе в аккредитации по причине несоответствия кри¬
териям аккредитации.
Аттестация испытательной лаборатории. Испытательная лабо¬
ратория со всеми производственно-техническими подразделения¬
ми, включенными в заявку на аккредитацию, должна в стационар¬
ных условиях пройти аттестацию. Аттестацию проводит комиссия,
в состав которой входят эксперты и, в случае необходимости, дру¬
гие представители аккредитующего органа, а также специалисты
других организаций (по привлечению аккредитующего органа).
Комиссия должна передать аккредитующему органу всю важную
информацию, характеризующую способность испытательной ла¬
боратории выполнить требования аккредитации, а также возмож¬
ные дополнительные требования, включая те из них, которые мог¬
ли бы быть получены в результате проверки на качество проведе¬
ния испытаний.
Комиссия проводит аттестацию испытательной лаборатории по
программе, утвержденной аккредитующим органом.
По результатам аттестации комиссия оформляет акт и передает
его в аккредитующий орган.
Аккредитующий орган должен рассмотреть заявку испытатель¬
ной лаборатории, информацию, полученную при экспертизе доку¬
ментов и аттестации испытательной лаборатории, замечания со сто¬
роны испытательной лаборатории по акту аттестации и другую ин¬
формацию, полученную в связи с аккредитацией, представленные
ведущим экспертом.
Целью этой проверки является оценка соответствия испытатель¬
ной лаборатории критериям аккредитации и возможным дополни¬
тельным критериям.
Решение об аккредитации лаборатории или об отказе в аккреди¬
тации принимает аккредитующий орган на основании результатов
этой оценки. Решение должно быть изложено в письменном виде.
Общая политика и процесс принятия решения должны соответство¬
вать требованиям ГОСТ Р 51000.2—95.
Аккредитация может быть ограничена по времени и связана с
определенными условиями.
При положительном решении аккредитующий орган:
— оформляет, регистрирует и выдает испытательной лаборато¬
рии аттестат аккредитации с приложением к нему области аккреди¬
тации. В аттестате аккредитации устанавливают срок его действия
не более 5 лет;
— подписывает договор с испытательной лабораторией, опреде¬
ляющий взаимоотношения с ним, а также подписывает другие до¬
кументы, установленные в системе аккредитации.
Требования к компетентности экспертов, квалификационной про¬
цедуре, регистрационным данным, методическим указаниям для эк¬
спертов и к порядку назначения экспертов для аккредитации испы¬
тательных лабораторий должны соответствовать ГОСТ Р 51000.1—95-
Акт аттестации испытательной лаборатории следует составлять
согласно образцу, установленному аккредитующим органом. В акте
фиксируются:
— фамилии членов комиссии;
— подписи председателя и членов комиссии;
— статус, организационная структура, административная подчи¬
ненность, финансовое положение, система оплаты труда сотрудников;
— наименования и адреса аттестуемых технических подразделе¬
ний лабораторий;
— оснащенность и состояние испытательного оборудования и
средств измерений;
— обеспеченность нормативной документацией;
— область деятельности, заявленная для аккредитации;
— информация по технической квалификации, компетентнос¬
ти, подготовленности, опытности штатного персонала, особенно лиц,
несущих ответственность за техническую правильность протоколов
испытаний;
— условия размещения персонала, испытательного оборудова¬
ния и средств измерений;
— наличие и эффективность системы обеспечения качества
испытаний;
— соответствие предъявляемым требованиям внутренней органи¬
зации и процедур, используемых лабораторией-заявителем для того,
чтобы обеспечить доверие к качеству проводимых ею испытаний;
— информация о проверках лаборатории-заявителя на качество
проведения испытаний, результатах таких проверок и их учета в
деятельности лаборатории;
— замечания ведущего эксперта (или членов комиссии) о степе¬
ни соответствия лаборатории-заявителя критериям аккредитации;
— замечания по оформлению протоколов испытаний;
— замечания по мерам, принятым для устранения недостатков,
обнаруженных в ходе проведения предыдущих аттестаций лабора¬
тории.
Аккредитующий орган может обязать испытательную лабора¬
торию принять участие в проверках на качество проведения испы¬
таний.
Проверки на качество проведения испытаний осуществляются
аккредитующим органом. Если результаты проверок оказываются
неудовлетворительными, аккредитующий орган может пересмотреть
вопрос о предоставлении, сохранении или продлении аккредита¬
ции, имея в виду, что проверка на качество проведения испытаний
не является для этого единственным критерием. Однако аккредита¬
ция не должна предоставляться (осуществляться) или продлеваться
лишь на основе результатов проверок на качество проведения ис¬
пытаний.
После аккредитации испытательной лаборатории необходимо
обеспечить регулярное проведение мероприятий, гарантирующих
и в дальнейшем ее соответствие критериям аккредитации.
Порядок и правила проведения инспекционного контроля за ак¬
кредитованной испытательной лабораторией должны соответство¬
вать положениям ГОСТ Р 51000.1—95.
Повторную аккредитацию лаборатории проводят к моменту ис¬
течения срока действия аттестата аккредитации в соответствии с
требованиями настоящего стандарта. Заявку на повторную аккреди¬
тацию представляет испытательная лаборатория за 6 месяцев до ис¬
течения срока действия аттестата аккредитации.
В отдельных случаях по истечении срока действия аттестата ак¬
кредитации продление срока может быть осуществлено без проце¬
дуры повторной аттестации. Такое решение аккредитующий орган
принимает не менее чем за месяц до истечения срока действия атте¬
стата аккредитации на основании результатов инспекционного кон¬
троля за деятельностью объекта аккредитации.
Протокол испытаний должен соответствовать требованиям,
установленным в ГОСТ Р 51000.3—96.
Аккредитация испытательной лаборатории может быть досроч¬
но отменена аккредитующим органом в следующих случаях:
— несоответствие лаборатории критериям аккредитации и тре¬
бованиям, обусловленным аккредитацией;
— самостоятельное решение аккредитованной лаборатории о дос¬
рочном прекращении аккредитации;
— ликвидация лаборатории (или организации, в состав которой
входит испытательная лаборатория).
В течение срока, установленного аккредитующим органом, ис¬
пытательная лаборатория может опротестовать решение о досроч¬
ной отмене аккредитации в комиссии по апелляциям аккредитую¬
щего органа.
После приостановления или отмены аккредитации испытатель¬
ная лаборатория должна вернуть все документы, выданные аккре¬
дитующим органом, по его требованию.
11.4. РОСА. Общие требования
к органам по сертификации
продукции и услуг
ГОСТ51000.5—96 устанавливает общие требования, которым дол¬
жен соответствовать орган по сертификации продукции или услуг,
чтобы быть признанным в качестве компетентного и достойного
доверия органа для работы в системе сертификации.
Указанные требования относятся к органам по сертификации,
которые осуществляют сертификацию продукции или услуг на со¬
ответствие требованиям, установленным в стандартах и других нор¬
мативных документах, включая испытания (проверки), возможную
оценку производства или системы качества изготовителя, последу¬
ющий инспекционный контроль за сертифицированной продукци¬
ей или услугой (при котором учитываются результаты испытаний
образцов, взятых у изготовителя или продавца), и, возможно,
за производством или системой качества.
В стандарте применяются определения, содержащиеся в Руко¬
водстве ИСО/МЭК 2 (1991 г.) «Общие термины и определения
в области стандартизации и смежных видов деятельности».
Аккредитация (орган по сертификации) — официальное призна¬
ние полномочным (авторитетным) органом компетентности (спо¬
собности) организации выполнять конкретные работы по сертифи¬
кации в определенной (заявленной) области.
Заявитель (сертификации) — организация или лицо, добиваю¬
щиеся получения сертификата соответствия и представившие об этом
письменную заявку в орган по сертификации.
Орган по сертификации должен:
— выполнять функции, обеспечивающие проведение соответ¬
ствующих процедур сертификации;
— быть беспристрастным, независимым от заявителя (изготови¬
теля, продавца) и потребителя (являться третьей стороной), не быть
частью организации и не быть связанным административными, фи¬
нансовыми, коммерческими или иными связями с организацией,
имеющей непосредственную коммерческую заинтересованность в
продукции или услуге, подвергаемой сертификации. Орган по сер¬
тификации и его персонал не должны подвергаться коммерческому,
финансовому или другому давлению, способному оказать влияние
на результаты сертификации;
— обладать компетентностью, позволяющей объективно и дос¬
товерно проводить сертификацию продукции или услуги.
Организация, претендующая на аккредитацию или признание
в качестве органа по сертификации продукции (услуг), должна иметь:
— юридический статус в соответствии с действующим законода¬
тельством;
— определенный опыт работы в области испытаний, оценки ка¬
чества, работы с нормативными документами и авторитет в заяв¬
ленной области;
— необходимые средства и документированные процедуры.
Структура органа по сертификации должна гарантировать бес¬
пристрастность и равные возможности участия всех заинтересован¬
ных сторон в функционировании системы сертификации. Для этого
в работе Координационного совета, функционирующего при орга¬
не по сертификации, участвуют представители заинтересованных
организаций.
Орган по сертификации должен иметь постоянный (штатный)
персонал, возглавляемый руководителем. При этом должно быть ис¬
ключено воздействие на персонал со стороны лиц или организаций,
которые имеют непосредственную коммерческую заинтересованность
в результатах проводимой сертификации.
Орган по сертификации, как правило, должен иметь собствен¬
ную испытательную лабораторию, охватывающую всю или часть его
области аккредитации (испытательная лаборатория должна быть ак¬
кредитована по соответствующим правилам).
Координационный совет обеспечивает деятельность органа по
сертификации в соответствии с требованиями настоящего стандар¬
та и процедурами сертификации. В число его функций входят:
— формирование политики, определяющей деятельность органа
по сертификации;
— контроль за проведением этой политики;
— контроль за определением стоимости работ по сертификации;
— определение в необходимых случаях состава нештатных спе¬
циалистов по сертификации, которым поручается выполнение ра¬
бот по сертификации;
— организация взаимодействия с национальным органом по сер¬
тификации и другими организациями по вопросам сертификации
продукции.
Орган по сертификации должен иметь и представлять по зап¬
росам:
— организационную схему, четко определяющую структуру органа
по сертификации. Структура органа по сертификации должна обес¬
печивать выполнение работ по сертификации в заявленной области
аккредитации;
— схему взаимодействия с испытательными лабораториями и дру¬
гими участниками системы сертификации;
— сведения об источниках финансирования деятельности орга¬
на по сертификации;
— документированное описание правил и процедур сертифи¬
кации;
— документацию, определяющую его юридический статус.
Персонал органа по сертификации должен обладать необходи¬
мой компетентностью для выполнения своих обязанностей.
Орган по сертификации должен обеспечить обучение и повы¬
шение квалификации персонала, вести учет сведений о квалифика¬
ции, обучении и профессиональном опыте каждого своего сотруд¬
ника. Эти сведения должны постоянно обновляться.
Все сотрудники должны располагать четкими должностными ин¬
струкциями, определяющими их служебные обязанности и связан¬
ную с ними ответственность. Инструкции должны постоянно об¬
новляться.
Специалисты органа по сертификации, осуществляющие оцен¬
ку соответствия продукции или услуг, испытания и инспекцион¬
ный контроль, должны быть экспертами системы сертификации в
области, соответствующей области аккредитации органа по серти¬
фикации.
Орган по сертификации должен располагать фондом докумен¬
тов, необходимых для осуществления сертификации, системой кон¬
троля этой документации и обеспечивать:
— наличие на рабочих местах действующих в настоящее время
документов;
— своевременное внесение изменений или поправок в докумен¬
ты в соответствии с установленными правилами. Указанная работа
должна обеспечивать их прямое и быстрое введение в действие,
— изъятие устаревшей документации;
— заблаговременное оповещение обладателей сертификатов со¬
ответствия и других пользователей о внесении изменении и попра¬
вок в документацию с помощью средств связи или путем периоди¬
ческих публикаций.
Орган по сертификации должен поддерживать в рабочем состоя¬
нии систему регистрации и протоколирования. Протоколы и регист¬
рационные записи должны показывать, каким образом была выпол¬
нена каждая процедура сертификации, включая отчеты об испыта¬
ниях и инспекционном контроле за сертифицированной продукцией.
Все протоколы и регистрационные записи должны надежно хра¬
ниться в течение установленного срока при соблюдении конфиден¬
циальности по отношению к интересам заявителя, если это не про¬
тиворечит действующему законодательству.
Орган по сертификации должен располагать необходимыми
средствами и документированными процедурами, позволяющими
проводить сертификацию продукции в соответствии с требования¬
ми, предъявленными к данной специфической области производ¬
ственной деятельности.
Если орган по сертификации проводит испытания, то входящая
в его состав испытательная лаборатория должна соответствовать ус¬
тановленным требованиям и быть аккредитованной по соответству¬
ющим правилам. Если испытания (в том числе по поручению орга¬
на по сертификации) проводит другая испытательная лаборатория,
орган по сертификации должен быть уверен, что эта лаборатория
соответствует установленным требованиям и аккредитована по со¬
ответствующим правилам.
Инспекционный контроль, проводимый органом по сертифика¬
ции, должен отвечать требованиям соответствующей системы сер¬
тификации и международной документации.
Если инспекционный контроль проводит другая организация по
поручению органа по сертификации, он должен обеспечить выпол¬
нение указанных требований.
Если орган по сертификации пользуется услугами другой орга¬
низации, необходимо заключить с ней документально оформленное
соглашение (договор), включая соблюдение конфиденциальности.
Орган по сертификации должен иметь Руководство по качеству
и документированные процедуры, устанавливающие порядок под¬
тверждения соответствия органа по сертификации требованиям на¬
стоящего стандарта. Эти материалы должны содержать:
— заявление о политике в области качества;
— краткое описание юридического статуса органа по сертифи¬
кации;
— сведения об организации деятельности органа по сертифика¬
ции, включая подробные данные о Координационном совете, со¬
ставе органа и правилах выполнения процедур;
— фамилии, данные о квалификации, практическом опыте ра¬
боты и полномочиях руководителя и персонала органа по сертифи¬
кации, как штатного, так и нештатного;
— подробные сведения о повышении квалификации персонала,
занятого в области сертификации:
— должностные инструкции персонала, указывающие его слу¬
жебные обязанности и ответственность;
— организационную схему, отражающую подчиненность, ответ¬
ственность и распределение обязанностей персонала;
— сведения о процедуре оценки результатов сертификационных
и инспекционных испытаний продукции;
— сведения об используемых средствах испытаний (в том числе
средствах измерений);
— сведения о процедуре инспекционного контроля;
— перечень субподрядчиков и подробные сведения о процеду¬
рах оценки и проверки их компетентности;
— подробные сведения о порядке подачи и рассмотрения апел¬
ляций;
— порядок внутренней проверки деятельности органа по сер¬
тификации;
732
— порядок ведения архивов;
— сроки хранения документов;
— процедуру приостановки (прекращения) деятельности в слу¬
чае приостановления (отмены) действия аттестата аккредитации
и(или) приостановления действия (аннулирования) разрешения (ли¬
цензии).
Орган по сертификации должен обеспечить конфиденциальность
информации, получаемой в процессе проведения сертификации.
Орган по сертификации обязан контролировать использование
выданных им сертификатов соответствия, знаков соответствия, раз¬
решений (лицензий) на их применение.
Орган по сертификации может приостановить действие или
отменить сертификаты соответствия и при этом приостановить
действие или аннулировать разрешение (лицензию) на примене¬
ние знаков соответствия при несоответствии продукции требова¬
ниям, контролируемым (подтверждаемым) при сертификации,
а также в следующих случаях:
— изменения нормативного документа на продукцию или мето¬
да испытаний;
— изменения конструкции (состава), комплектности продукции;
— изменения организации и (или) технологии производства;
— изменения (невыполнения) требовании технологии, методов
контроля и испытании, системы обеспечения качества,
— если перечисленные изменения могут вызвать несоответствие
продукции требованиям, контролируемым при сертификации.
Орган по сертификации обязан требовать от владельцев серти¬
фикатов соответствия вести учет всех претензий и соответствующих
корректирующих мероприятий в отношении сертифицированных им
продукции и услуг.
Орган по сертификации должен иметь документированные про¬
цедуры для отмены или приостановления действия сертификатов
соответствия, аннулирования или приостановления действия разре¬
шений (лицензий) на применение знаков соответствия.
11.5. РОСА. Общие требования к аккредитации
органов по сертификации продукции и услуг
ГОСТ51000.6—96 устанавливает общие требования к порядку ак¬
кредитации (в том числе аттестации) органов по сертификации про¬
дукции и услуг.
В настоящем стандарте применяются определения, содержащи¬
еся в Руководстве ИСО/МЭК 2 (издание 1991 г.) «Общие термины
и определения в области стандартизации и смежных видов дея¬
тельности». В отдельные определения внесены незначительные
уточнения, а также введены определения, необходимые для обес¬
печения взаимопонимания в вопросах аккредитации органов по
сертификации.
Критерии аккредитации (органов по сертификации) — требова¬
ния, используемые аккредитующим органом, которым должна от¬
вечать организация, чтобы быть аккредитованной (в качестве орга¬
на по сертификации).
Аккредитующий орган может устанавливать дополнительные
(специальные) критерии, обусловленные проведением сертифика¬
ции конкретного объекта. В этом случае аккредитующий орган мо¬
жет обращаться для консультации в организации или к отдельным
специалистам, имеющим необходимую техническую компетентность
в соответствующих областях деятельности.
Указанные общие и дополнительные критерии должны быть
опубликованы (официально установлены) и (или) предоставлены
заинтересованным сторонам по их запросу.
Аккредитованный орган обязан:
— исполнять соответствующие требования ГОСТ Р 51000.5—96
и настоящего стандарта;
— создавать необходимые условия для проведения аккредитую¬
щим органом инспекционного контроля за деятельностью органа
по сертификации, повторной аккредитации органа по сертифика¬
ции и принятия решения по жалобам, включая доступ уполномо¬
ченных аккредитующим органом лиц к документации, персоналу
и всем сферам деятельности;
— заявлять о своей аккредитации только в отношении деятель¬
ности, включенной в область аккредитации;
— не использовать свою аккредитацию таким образом, который
мог бы подорвать доверие к аккредитующему органу;
— не делать заявлений относительно своей аккредитации, кото¬
рые могли бы ввести в заблуждение потребителей его услуг или ор¬
ганов управления;
— после приостановления или отмены аккредитации не делать
никаких заявлений, которые содержат ссылку на нее, вернуть все
документы, которые потребовал аккредитующий орган;
— не допускать использования аккредитации таким образом, ко¬
торый позволил бы предположить, что сертифицированные орга¬
ном по сертификации продукция или услуга одобрены аккредитую¬
щим органом.
Область аккредитации органа по сертификации должна одно¬
значно определяться номенклатурой видов продукции (услуг) и тре¬
бований, контролируемых (подтверждаемых) при сертификации.
Область аккредитации оформляют в виде документа.
Область аккредитации органа по сертификации должна быть обес¬
печена испытаниями (соответствовать областям аккредитации соб¬
ственной или привлеченной аккредитованной испытательной лабо¬
ратории) и документированными процедурами доказательств (схе¬
мами сертификации).
Орган по сертификации аккредитуют только в отношении стро¬
го определенных видов продукции (услуг) и ее характеристик, кото¬
рые могут быть объективно оценены органом по сертификации.
Заявитель, претендующий на аккредитацию в качестве органа
по сертификации, подает заявку на аккредитацию в аккредитую¬
щий орган. В заявке на аккредитацию должны быть отражены:
— заявленная область аккредитации органа по сертификации;
— осведомленность о способе действия системы аккредитации;
— готовность заявителя в полной мере выполнять процедуру ак¬
кредитации, в том числе принять группу экспертов (комиссию) по
аттестации органа по сертификации, оплатить расходы, связанные
с работой по аккредитации (независимо от результата аккредита¬
ции), и последующему инспекционному контролю;
— подтверждение заявителем своего согласия выполнять требо¬
вания, обусловленные аккредитацией.
К заявке прилагают комплект документов, содержащий инфор¬
мацию, необходимую и достаточную для оценки готовности органа
по сертификации к аккредитации и возможности проведения его
аттестации.
Конкретный перечень документов, представляемых с заявкой,
устанавливают в системе аккредитации.
Порядок (процедура) аккредитации органов по сертификации
должен соответствовать требованиям ГОСТ Р 51000.1—95:
— представление заявителем заявки на аккредитацию органа по
сертификации;
— экспертиза документов по аккредитации;
— аттестация заявителя;
— анализ всех материалов по аккредитации органа по сертифи¬
кации и принятие решения об аккредитации;
— оформление, регистрация и выдача заявителю аттестата акк¬
редитации (либо отказа в аккредитации).
Каждый последующий этап аккредитации проводят при поло¬
жительном результате предыдущего этапа
Все процедуры, связанные с аккредитацией, должны быть доку¬
ментированы.
Представление заявки на аккредитацию органа по сертификации.
Аккредитующий орган рассматривает заявку и прилагаемые мате¬
риалы на соответствие их установленным в системе аккредитации
составу и достаточности информации и принимает решение по орга¬
низации работ по аккредитации.
Для проведения экспертизы документов по аккредитации орга¬
на по сертификации аккредитующий орган назначает одного или
нескольких экспертов и определяет ведущего эксперта.
Результаты экспертизы отражают в экспертном заключении, ко¬
торое должно содержать оценку соответствия предъявленной вмес¬
те с заявкой информации критериям аккредитации. Экспертное зак¬
лючение подписывают эксперты.
Собранную информацию используют для подготовки и проведе¬
ния аттестации на месте, и обращение с ней должно обеспечиваться
соответствующей степенью конфиденциальности.
При отрицательных результатах экспертизы аккредитующий орган
принимает решение об отказе в аккредитации и доводит до сведе¬
ния организации-заявителя.
При положительном результате экспертизы аккредитующий орган
разрабатывает и утверждает программу проведения аттестации.
В программе должны быть задания по проверке соответствия органа
по сертификации критериям аккредитации и методы проведения
этих проверок, в том числе опытной сертификации. Содержание
программы проведения аттестации приведено в приложении Б.
Одновременно с программой подготавливают контрольные за¬
явки для проведения опытной сертификации продукции (услуг) по
каждому разделу заявленной области аккредитации органа по сер¬
тификации.
Аккредитующий орган для проведения аттестации органа по сер¬
тификации официально назначает комиссию, в состав которой вхо¬
дят эксперты по аккредитации, сертифицированные в установлен¬
ном порядке. При необходимости в комиссию включают квалифи¬
цированных специалистов по вопросам, рассматриваемым при
аттестации. Указанные специалисты не обязательно должны отве¬
чать требованиям к экспертам по аккредитации, кроме требований
к их личным качествам. В состав комиссии включают, как правило,
экспертов, проводивших экспертизу документов.
Дата проведения аттестации должна быть согласована с заявителем.
Заявителю заблаговременно должны быть сообщены фамилии членов
комиссии, чтобы орган по сертификации имел возможность опротесто¬
вать назначение какого-либо конкретного эксперта или специалиста.
Аттестацию органа по сертификации проводят непосредственно
в органе по сертификации в соответствии с утвержденной програм¬
мой аттестации.
Комиссия оценивает все подразделения органа по сертифика¬
ции на соответствие критериям аккредитации, проверяет соответ¬
ствие фактического состояния заявителя представленным докумен¬
там, его способность выполнять заявленные функции, рассматрива¬
ет результаты опытной сертификации.
По результатам аттестации комиссия оформляет акт и передает
его в аккредитующий орган.
Копия акта по результатам проведенной аттестации должна быть
направлена органу по сертификации, который может представить
свои замечания по указанному акту и, в необходимых случаях, со¬
общить о проведенных мероприятиях по устранению выявленных
недостатков или о планировании таких мероприятий в течение оп¬
ределенного срока.
Аккредитующий орган должен рассмотреть и провести анализ
заявки, информации, полученной от заявителя и собранной при эк¬
спертизе и аттестации, акта аттестации, замечаний со стороны органа
по сертификации по акту аттестации, документов, подтверждающих
выполнение мероприятий по устранению выявленных несоответ¬
ствий (при их наличии) и всей другой информации, полученной в
связи с аккредитацией, представленной ведущим экспертом.
Целью этой проверки является оценка соответствия органа по
сертификации критериям аккредитации и возможным дополнитель¬
ным критериям.
На основе проведенного анализа аккредитующий орган прини¬
мает решение об аккредитации органа по сертификации или об от¬
казе в ней. Общая политика и процесс принятия решения должны
соответствовать требованиям ГОСТ. Р 51000.2—95.
Аккредитация может быть ограничена по времени и связана
с определенными условиями. В необходимых случаях решение, свя¬
занное с отказом в аккредитации или с ограничением области ее
действия, может быть принято по результатам заслушивания пол¬
номочного представителя органа по сертификации.
47. Я. М. Радкевич 737
При положительном решении аккредитующий орган:
— оформляет, регистрирует и выдает органу по сертификации
аттестат аккредитации с приложением к нему области аккредита¬
ции. В аттестате аккредитации устанавливают срок его действия, но
не более 5 лет;
— подписывает договор с органом по сертификации, определя¬
ющий его взаимоотношения с ним, а также подписывает другие
документы, установленные в системе аккредитации.
При отрицательном результате аккредитующий орган направля¬
ет заявителю письмо с мотивированным отказом в аккредитации.
Требования к компетентности экспертов, квалификационной про¬
цедуре, регистрационным данным, методическим указаниям для эк¬
спертов и к порядку назначения экспертов для аккредитации органов
по сертификации должны соответствовать ГОСТ Р 51000.1—95.
Акт о проведении аттестации органа по сертификации должен
содержать заключения по каждому пункту программы, общую оценку
соответствия органа по сертификации критериям аккредитации и
рекомендации о возможности выдачи аттестата аккредитации. В акте
следует указать все выявленные несоответствия, которые необходи¬
мо устранить для удовлетворения всех критериев аккредитации.
Акт аттестации следует составлять согласно типовому образцу,
установленному аккредитующим органом.
Проверка на качество проведения сертификации осуществляет¬
ся в виде опытной сертификации, проводимой органом по серти¬
фикации на основании выданных контрольных заявок.
При проведении опытной сертификации орган по сертифика¬
ции должен продемонстрировать практические навыки по всем опе¬
рациям сертификации.
Эксперты оценивают правильность принятия решения по заявке,
процедуру прохождения документов до оформления сертификата и
его регистрации. При этом оценивают также соответствие выполняе¬
мых процедур положениям документов органа по сертификации.
После аккредитации органа по сертификации необходимо обес¬
печить регулярное проведение мероприятий, гарантирующих и в
дальнейшем его соответствие критериям аккредитации.
Аккредитующий орган и орган по сертификации должны взаим¬
но сообщать о всех изменениях, которые могут вызвать несоответ¬
ствие органа по сертификации действующим в данное время требо¬
ваниям.
Контроль за соответствием органа по сертификации критериям
аккредитации включает в себя внутренние проверки, проводимые
аккредитованным органом по сертификации, и инспекционный кон¬
троль, проводимый аккредитующим органом.
Порядок и правила проведения инспекционного контроля за ак¬
кредитованным органом по сертификации должны соответствовать
требованиям ГОСТ Р 51000.1—95.
Инспекционный контроль проводят в течение всего срока дей¬
ствия аттестата аккредитации в форме систематического анализа ин¬
формации за деятельностью органа по сертификации, периодичес¬
ких и, при необходимости, внеплановых инспекционных проверок
на месте. Периодичность инспекционных проверок устанавливает
аккредитующий орган, как правило, не реже одного раза в год.
Внеплановые инспекционные проверки проводят по решению
аккредитующего органа в случаях поступления отрицательных све¬
дений о деятельности органа по сертификации.
Инспекционные проверки проводят в соответствии с утверж¬
денной программой.
Процедуры инспекционного контроля не должны противоречить
тем, которые определены настоящим стандартом для проведения
аккредитации данного органа по сертификации.
При нарушении условий аккредитации аккредитующий орган
принимает решение о приостановлении действия или досрочной
отмене аккредитации.
Повторную аккредитацию органа по сертификации проводят к
моменту истечения срока действия аттестата аккредитации в соот¬
ветствии с требованиями настоящего стандарта. Заявку на повтор¬
ную аккредитацию представляет орган по сертификации за 6 меся¬
цев до истечения срока действия аттестата аккредитации.
В отдельных случаях по истечении срока действия аттестата ак¬
кредитации продление срока может быть осуществлено без проце¬
дуры повторной аттестации (переаккредитации). Такое решение
принимают не менее чем за месяц до истечения срока .действия
аттестата аккредитации на основании результатов инспекционного
контроля за деятельностью объекта аккредитации.
Аккредитация органа по сертификации может быть досрочно от¬
менена аккредитующим органом в следующих случаях:
— несоответствие органа по сертификации критериям аккреди¬
тации и требованиям, обусловленным аккредитацией:
— самостоятельное решение органа по сертификации о досроч¬
ном прекращении аккредитации:
— ликвидация органа по сертификации (или организации, на
базе которой он аккредитован).
Решение о приостановлении действия аттестата аккредитации
или досрочной отмене аккредитации, либо об ограничении области
аккредитации органа по сертификации принимают после заслуши¬
вания органа по сертификации или рассмотрения представленных
материалов в аккредитующем органе.
Орган по сертификации должен быть извещен о принятом ре¬
шении. В связи с этим он может в течение срока, установленного
аккредитующим органом, опротестовать решение в комиссии по
апелляциям аккредитующего органа.
После приостановления или отмены аккредитации орган по сер¬
тификации должен вернуть все документы, выданные аккредитую¬
щим органом, по его требованию.
Приложение
ЗАКОН
«О техническом регулировании»
Принят Государственной Думой 15 декабря 2002
года
Одобрен Советом Федерации 18 декабря 2002 года
ГЛАВА 1 . ОБЩИЕ ПОЛОЖЕНИЯ
СТАТЬЯ 1. СФЕРА ПРИМЕНЕНИЯ
НАСТОЯЩЕГО ФЕДЕРАЛЬНОГО ЗАКОНА
1. Настоящий Федеральный закон регулирует отношения, воз¬
никающие при:
— разработке, принятии, применении и исполнении обязатель¬
ных требований к продукции, процессам производства, эксплуата¬
ции, хранения, перевозки, реализации и утилизации;
— разработке, принятии, применении и исполнении на добро¬
вольной основе требований к продукции, процессам производства,
эксплуатации, хранения, перевозки, реализации и утилизации, вы¬
полнению работ или оказанию услуг;
— оценке соответствия.
Настоящий Федеральный закон также определяет права и обя¬
занности участников регулируемых настоящим Федеральным зако¬
ном отношений.
2. Требования к функционированию единой сети связи Россий¬
ской Федерации и к продукции, связанные с обеспечением целост¬
ности, устойчивости функционирования указанной сети связи и ее
безопасности, отношения, связанные с обеспечением целостности
единой сети связи Российской Федерации и использованием ра¬
диочастотного спектра, соответственно устанавливаются и регули¬
руются законодательством Российской Федерации в области связи.
3. Действие настоящего Федерального закона не распространя¬
ется на государственные образовательные стандарты, положения
(стандарты) о бухгалтерском учете и правила (стандарты) аудиторс¬
кой деятельности, стандарты эмиссии ценных бумаг и проспектов
эмиссии ценных бумаг.
СТАТЬЯ 2. ОСНОВНЫЕ ПОНЯТИЯ
Для целей настоящего Федерального закона используются сле¬
дующие основные понятия:
— аккредитация — официальное признание органом по аккре¬
дитации компетентности физического или юридического лица вы¬
полнять работы в определенной области оценки соответствия;
— безопасность продукции, процессов производства, эксплуата¬
ции, хранения, перевозки, реализации и утилизации (далее — безо¬
пасность) — состояние, при котором отсутствует недопустимый риск,
связанный с причинением вреда жизни или здоровью граждан, иму¬
ществу физических или юридических лиц, государственному или
муниципальному имуществу, окружающей среде, жизни или здоро¬
вью животных и растений;
— ветеринарно-санитарные и фитосанитар! [ые меры — обяза¬
тельные для исполнения требования и процедуры, устанавливаемые
в целях защиты от рисков, возникающих в связи с проникновени¬
ем, закреплением или распространением вредных организмов, за¬
болеваний, переносчиков болезней или болезнетворных организ¬
мов, в том числе в случае переноса или распространения их живот¬
ными и (или) растениями, с продукцией, грузами, материалами,
транспортными средствами, с наличием добавок, загрязняющих ве¬
ществ, токсинов, вредителей, сорных растений, болезнетворных орга¬
низмов, в том числе с пищевыми продуктами или кормами, а также
обязательные для исполнения требования и процедуры, устанавли¬
ваемые в целях предотвращения иного связанного с распростране¬
нием вредных организмов ущерба;
— декларирование соответствия — форма подтверждения соот¬
ветствия продукции требованиям технических регламентов;
— декларация о соответствии — документ, удостоверяющий со¬
ответствие выпускаемой в обращение продукции требованиям тех¬
нических регламентов;
— заявитель — физическое или юридическое лицо, осуществля¬
ющее обязательное подтверждение соответствия;
— знак обращения на рынке — обозначение, служащее для ин¬
формирования приобретателей о соответствии выпускаемой в обра¬
щение продукции требованиям технических регламентов;
— знак соответствия — обозначение, служащее для информиро¬
вания приобретателей о соответствии объекта сертификации требо¬
ваниям системы добровольной сертификации или национальному
стандарту;
— идентификация продукции — установление тождественности
характеристик продукции ее существенным признакам;
— контроль (надзор) за соблюдением требований технических
регламентов — проверка выполнения юридическим лицом или ин¬
дивидуальным предпринимателем требований технических регла¬
ментов к продукции, процессам производства, эксплуатации, хра¬
нения, перевозки, реализации и утилизации и принятие мер по ре¬
зультатам проверки;
— международный стандарт — стандарт, принятый международ¬
ной организацией;
— национальный стандарт — стандарт, утвержденный нацио¬
нальным органом Российской Федерации по стандартизации;
— орган по сертификации — юридическое лицо или индивиду¬
альный предприниматель, аккредитованные в установленном по¬
рядке для выполнения работ по сертификации;
— оценка соответствия — прямое или косвенное определение
соблюдения требований, предъявляемых к объекту;
— подтверждение соответствия — документальное удостовере¬
ние соответствия продукции или иных объектов, процессов произ¬
водства, эксплуатации, хранения, перевозки, реализации и утилиза¬
ции, выполнения работ или оказания услуг требованиям техничес¬
ких регламентов, положениям стандартов или условиям договоров;
— продукция — результат деятельности, представленный в мате¬
риально-вещественной форме и предназначенный для дальнейшего
использования в хозяйственных и иных целях;
— риск — вероятность причинения вреда жизни или здоровью
граждан, имуществу физических или юридических лиц, государ¬
ственному или муниципальному имуществу, окружающей среде,
жизни или здоровью животных и растений с учетом тяжести этого
вреда;
— сертификация — форма осуществляемого органом по серти¬
фикации подтверждения соответствия объектов требованиям тех¬
нических регламентов, положениям стандартов или условиям до¬
говоров;
— сертификат соответствия — документ, удостоверяющий соот¬
ветствие объекта требованиям технических регламентов, положени¬
ям стандартов или условиям договоров;
— система сертификации — совокупность правил выполнения
работ по сертификации, ее участников и правил функционирова¬
ния системы сертификации в целом;
— стандарт — документ, в котором в целях добровольного мно¬
гократного использования устанавливаются характеристики продук¬
ции, правила осуществления и характеристики процессов произ¬
водства, эксплуатации, хранения, перевозки, реализации и утилиза¬
ции, выполнения работ или оказания услуг. Стандарт также может
содержать требования к терминологии, символике, упаковке, мар¬
кировке или этикеткам и правилам их нанесения;
— стандартизация — деятельность по установлению правил и
характеристик в целях их добровольного многократного использо¬
вания, направленная на достижение упорядоченности в сферах про¬
изводства и обращения продукции и повышение конкурентоспо¬
собности продукции, работ или услуг;
— техническое регулирование — правовое регулирование отно¬
шений в области установления, применения и исполнения обяза¬
тельных требований к продукции, процессам производства, эксплу¬
атации, хранения, перевозки, реализации и утилизации, а также в
области установления и применения на добровольной основе тре¬
бований к продукции, процессам производства, эксплуатации, хра¬
нения, перевозки, реализации и утилизации, выполнению работ или
оказанию услуг и правовое регулирование отношений в области
оценки соответствия;
— технический регламент — документ, который принят между¬
народным договором Российской Федерации, ратифицированным
в порядке, установленном законодательством Российской Федера¬
ции, или федеральным законом, или указом Президента Российс¬
кой Федерации, или постановлением Правительства Российской
Федерации, и устанавливает обязательные для применения и ис¬
полнения требования к объектам технического регулирования (про¬
дукции, в том числе зданиям, строениям и сооружениям, процес¬
сам производства, эксплуатации, хранения, перевозки, реализации
и утилизации);
— форма подтверждения соответствия — определенный порядок
документального удостоверения соответствия продукции или иных
объектов, процессов производства, эксплуатации, хранения, пере¬
возки, реализации и утилизации, выполнения работ или оказания
744
услуг требованиям технических регламентов, положениям стандар¬
тов или условиям договоров.
СТАТЬЯ 3. ПРИНЦИПЫ ТЕХНИЧЕСКОГО РЕГУЛИРОВАНИЯ
Техническое регулирование осуществляется в соответствии с
принципами:
— применения единых правил установления требований к про¬
дукции, процессам производства, эксплуатации, хранения, пере¬
возки, реализации и утилизации, выполнению работ или оказа¬
нию услуг;
соответствия технического регулирования уровню развития
национальной экономики, развития материально-технической базы,
а также уровню научно-технического развития;
— независимости органов по аккредитации, органов по серти¬
фикации от изготовителей, продавцов, исполнителей и приобрета¬
телей;
— единой системы и правил аккредитации;
— единства правил и методов исследований (испытаний) и из¬
мерений при проведении процедур обязательной оценки соответ¬
ствия;
— единства применения требований технических регламентов
независимо от видов или особенностей сделок;
— недопустимости ограничения конкуренции при осуществле¬
нии аккредитации и сертификации;
— недопустимости совмещения полномочий органа государствен¬
ного контроля (надзора) и органа по сертификации;
— недопустимости совмещения одним органом полномочий на
аккредитацию и сертификацию;
— недопустимости внебюджетного финансирования государствен¬
ного контроля (надзора) за соблюдением требований технических
регламентов.
СТАТЬЯ 4. ЗАКОНОДАТЕЛЬСТВО РОССИЙСКОЙ ФЕДЕРАЦИИ
О ТЕХНИЧЕСКОМ РЕГУЛИРОВАНИИ
1. Законодательство Российской Федерации о техническом ре¬
гулировании состоит из настоящего Федерального закона, прини¬
маемых в соответствии с ним федеральных законов и иных норма¬
тивных правовых актов Российской Федерации.
2. Положения федеральных законов и иных нормативных пра¬
вовых актов Российской Федерации, касающиеся сферы примене¬
ния настоящего Федерального закона (в том числе прямо или кос¬
венно предусматривающие осуществление контроля (надзора) за
соблюдением требований технических регламентов), применяются
в части, не противоречащей настоящему Федеральному закону.
3. Федеральные органы исполнительной власти вправе издавать
в сфере технического регулирования акты только рекомендательно¬
го характера, за исключением случаев, установленных статьей 5 на¬
стоящего Федерального закона.
4. Если международным договором Российской Федерации в
сфере технического риупирования установлены иные правила, чем
те, которые предусмотрены настоящим Федеральным законом, при¬
меняются правила международного договора, а в случаях, если из
международного договора следует, что для его применения требует¬
ся издание внутригосударственного акта, применяются правила меж¬
дународного договора и принятое на его основе законодательство
Российской Федерации.
СТАТЬЯ 5 . ОСОБЕННОСТИ ТЕХНИЧЕСКОГО РЕГУЛИРОВАНИЯ
В ОТНОШЕНИИ ОБОРОННОЙ ПРОДУКЦИИ (РАБОТ, УСЛУГ)
И ПРОДУКЦИИ (РАБОТ, УСЛУГ),
СВЕДЕНИЯ О КОТОРОЙ СОСТАВЛЯЮТ ГОСУДАРСТВЕННУЮ ТАЙНУ
1. В случае отсутствия требований технических регламентов в
отношении оборонной продукции (работ, услуг), поставляемой для
федеральных государственных нужд но государственному оборон¬
ному заказу, продукции (работ, услуг), используемой в целях защи¬
ты сведений, составляющих государственную тайну или относимых
к охраняемой в соответствии с законодательством Российской Фе¬
дерации информации ограниченного доступа, продукции (работ,
услуг), сведения о которой составляют государственную тайну, обя¬
зательными являются требования к продукции, ее характеристикам
и требования к процессам производства, эксплуатации, хранения,
перевозки, реализации и утилизации, установленные федеральны¬
ми органами исполнительной власти, являющимися в пределах сво¬
ей компетенции государственными заказчиками оборонного заказа,
и (или) государственным контрактом.
2. Порядок разработки, принятия и применения документов о
стандартизации в отношении продукции (работ, услуг), указанной в
пункте 1 настоящей статьи, устанавливается Правительством Рос¬
сийской Федерации.
3. Оценка соответствия (в том числе государственный контроль
(надзор) за соблюдением обязательных требований к продукции
(работам, услугам), указанной в пункте 1 настоящей статьи) осу¬
ществляется в порядке, установленном Правительством Российс¬
кой Федерации.
4. Обязательные требования к продукции (работам, услугам), ука¬
занной в пункте 1 настоящей статьи, не должны противоречить тре¬
бованиям технических регламентов.
ГЛАВА 2. ТЕХНИЧЕСКИЕ РЕГЛАМЕНТЫ
СТАТЬЯ 6. ЦЕЛИ ПРИНЯТИЯ ТЕХНИЧЕСКИХ РЕГЛАМЕНТОВ
1. Технические регламенты принимаются в целях: защиты жиз¬
ни или здоровья граждан, имущества физических или юридических
лиц, государственного или муниципального имущества; охраны ок¬
ружающей среды, жизни или здоровья животных и растений; пре¬
дупреждения действий, вводящих в заблуждение приобретателей.
2. Принятие технических регламентов в иных целях не допускается.
СТАТЬЯ 7. СОДЕРЖАНИЕ И ПРИМЕНЕНИЕ
ТЕХНИЧЕСКИХ РЕГЛАМЕНТОВ
1. Технические регламенты с учетом степени риска причинения
вреда устанавливают минимально необходимые требования, обес¬
печивающие: безопасность излучений;
— биологическую безопасность; взрывобезопасность;
— механическую безопасность; пожарную безопасность;
— промышленную безопасность;
— термическую безопасность;
— химическую безопасность;
— электрическую безопасность;
— ядерную и радиационную безопасность;
— электромагнитную совместимость в части обеспечения безо¬
пасности работы приборов и оборудования;
— единство измерений.
2. Требования технических регламентов не могут служить пре¬
пятствием осуществлению предпринимательской деятельности в
большей степени, чем это минимально необходимо для выполне¬
ния целей, указанных в пункте I статьи 6 настоящего Федерального
закона.
3. Технический регламент должен содержать исчерпывающий пе¬
речень продукции, процессов производства, эксплуатации, хране¬
ния, перевозки, реализации и утилизации, в отношении которых
устанавливаются его требования, и правила идентификации объек¬
та технического регулирования для целей применения техническо¬
го регламента. В техническом регламенте в целях его принятия мо¬
гут содержаться правила и формы оценки соответствия (в том числе
схемы подтверждения соответствия), определяемые с учетом степе¬
ни риска, предельные сроки оценки соответствия в отношении каж¬
дого объекта технического регулирования и (или) требования к тер¬
минологии, упаковке, маркировке или этикеткам и правилам их на¬
несения.
Оценка соответствия проводится в формах государственного кон¬
троля (надзора), аккредитации, испытания, регистрации, подтверж¬
дения соответствия, приемки и ввода в эксплуатацию объекта, стро¬
ительство которого закончено, и в иной форме.
Содержащиеся в технических регламентах обязательные требо¬
вания к продукции, процессам производства, эксплуатации, хране¬
ния, перевозки, реализации и утилизации, правилам и формам оцен¬
ки соответствия, правила идентификации, требования к термино¬
логии, упаковке, маркировке или этикеткам и правилам их нанесения
являются исчерпывающими, имеют прямое действие на всей терри¬
тории Российской Федерации и могут быть изменены только путем
внесения изменений и дополнений в соответствующий техничес¬
кий регламент.
Не включенные в технические регламенты требования к про¬
дукции, процессам производства, эксплуатации, хранения, перевоз¬
ки, реализации и утилизации, правилам и формам оценки соответ¬
ствия, правила идентификации, требования к терминологии, упа¬
ковке, маркировке или этикеткам и правилам их нанесения не могут
носить обязательный характер.
4. Технический регламент должен содержать требования к ха¬
рактеристикам продукции, процессам производства, эксплуатации,
хранения, перевозки, реализации и утилизации, но не должен со¬
держать требования к конструкции и исполнению, за исключением
случаев, если из-за отсутствия требований к конструкции и испол¬
нению с учетом степени риска причинения вреда не обеспечивается
достижение указанных в пункте 1 статьи 6 настоящего Федерально¬
го закона целей принятия технического регламента.
5. В технических регламентах с учетом степени риска причине¬
ния вреда могут содержаться специальные требования к продукции,
процессам производства, эксплуатации, хранения, перевозки, реа¬
лизации и утилизации, требования к терминологии, упаковке, марки-
748
ровке или этикеткам и правилам их нанесения, обеспечивающие
защиту отдельных категорий граждан (несовершеннолетних, бере¬
менных женщин, кормящих матерей, инвалидов).
6. Технические регламенты применяются одинаковым образом
и в равной мере независимо от страны и (или) места происхожде¬
ния продукции, осуществления процессов производства, эксплуата¬
ции, хранения, перевозки, реализации и утилизации, видов или осо¬
бенностей сделок и (или) физических и (или) юридических лиц,
являющихся изготовителями, исполнителями, продавцами, приоб¬
ретателями с учетом положений пункта 9 настоящей статьи.
7. Технический регламент не может содержать требования к про¬
дукции, причиняющей вред жизни или здоровью граждан, накап¬
ливаемый при длительном использовании этой продукции и зави¬
сящий от других факторов, не позволяющих определить степень
допустимого риска. В этих случаях технический регламент может
содержать требование, касающееся информирования приобретате¬
ля о возможном вреде и о факторах, от которых он зависит.
8. Международные стандарты и (или) национальные стандарты
могут использоваться полностью или частично в качестве основы
для разработки проектов технических регламентов.
9. Технический регламент может содержать специальные требо¬
вания к продукции, процессам производства, эксплуатации, хране¬
ния, перевозки, реализации и утилизации, терминологии, упаков¬
ке, маркировке или этикеткам и правилам их нанесения, применя¬
емые в отдельных местах происхождения продукции, если отсутствие
таких требований в силу климатических и географических особен¬
ностей приведет к недостижению целей, указанных в пункте 1 ста¬
тьи 6 настоящего Федерального закона.
Технические регламенты устанавливают также минимально не¬
обходимые ветеринарно-санитарные и фитосанитарные меры в от¬
ношении продукции, происходящей из отдельных стран и (или) мест,
в том числе ограничения ввоза, использования, хранения, перевоз¬
ки, реализации и утилизации, обеспечивающие биологическую бе¬
зопасность (независимо от способов обеспечения безопасности, ис¬
пользованных изготовителем).
Ветеринарно-санитарными и фитосанитарными мерами могут
предусматриваться требования к продукции, методам ее обработки
и производства, процедурам испытания продукции, инспектирова¬
ния, подтверждения соответствия, карантинные правила, в том чис¬
ле требования, связанные с перевозкой животных и растений, необ¬
ходимых для обеспечения жизни или здоровья животных и расте¬
ний во время их перевозки материалов, а также методы и процеду¬
ры отбора проб, методы исследования и оценки риска и иные со¬
держащиеся в технических регламентах требования.
Ветеринарно-санитарные и фитосапитарные меры разрабатыва¬
ются и применяются на основе научных данных, а также с учетом
соответствующих международных стандартов, рекомендаций и дру¬
гих документов международных организаций в целях соблюдения
необходимого уровня ветеринарно-санитарной и фитосанитарной
защиты, который определяется с учетом степени фактического на¬
учно обоснованного риска. При оценке степени риска могут при¬
ниматься во внимание положения международных стандартов, ре¬
комендации международных организаций, участником которых яв¬
ляется Российская Федерация, распространенность заболеваний и
вредителей, а также применяемые поставщиками меры по борьбе с
заболеваниями и вредителями, экологические условия, экономичес¬
кие последствия, связанные с возможным причинением вреда, раз¬
меры расходов на предотвращение причинения вреда.
В случае если безотлагательное применение ветеринарно-сани-
тарных и фитосанитарных мер необходимо для достижения целей
ветеринарно-санитарной и фитосанитарной защиты, а соответству¬
ющее научное обоснование является недостаточным или не может
быть получено в необходимые сроки, ветеринарно-санитарные или
фитосанитарные меры, предусмотренные техническими регламен¬
тами в отношении определенных видов продукции, могут быть при¬
менены на основе имеющейся информации, в том числе информа¬
ции, полученной от соответствующих международных организаций,
властей иностранных государств, информации о применяемых дру¬
гими государствами соответствующих мерах или иной информации.
До принятия соответствующих технических регламентов в случае,
установленном настоящим абзацем, ветеринарно-санитарные и фи¬
тосанитар! 1ые меры действуют в соответствии с пунктом 5 статьи 46
настоящего Федерального закона.
Ветеринарно-санитарные и фитосанитарные меры должны при¬
меняться с учетом соответствующих экономических факторов —
потенциального ущерба от уменьшения объема производства про¬
дукции или ее продаж в случае проникновения, закрепления или
распространения какого-либо вредителя или заболевания, расходов
на борьбу с ними или их ликвидацию, эффективности применения
альтернативных мер по ограничению рисков, а также необходимос¬
ти сведения к минимуму воздействия вредителя или заболевания на
окружающую среду, производство и обращение продукции.
750
10. Технический регламент, принимаемый федеральным зако¬
ном или постановлением Правительства Российской Федерации,
вступает в силу не ранее чем через шесть месяцев со дня его офици¬
ального опубликования.
11. Правила и методы исследований (испытаний) и измерений,
а также правила отбора образцов для проведения исследований (ис¬
пытаний) и измерений, необходимые для применения технических
регламентов, разрабатываются с соблюдением положений статьи 9
настоящего Федерального закона федеральными органами испол¬
нительной власти в пределах их компетенции в течение шести ме¬
сяцев со дня официального опубликования технических регламен¬
тов и утверждаются Правительством Российской Федерации.
12. Правительство Российской Федерации разрабатывает пред¬
ложения об обеспечении соответствия технического регулирования
интересам национальной экономики, уровню развития материаль¬
но-технической базы и уровню научно-технического развития, а
также международным нормам и правилам. В этих целях Прави¬
тельством Российской Федерации утверждается программа разра¬
ботки технических регламентов, которая должна ежегодно уточняться
и опубликовываться.
Правительством Российской Федерации организуются постоян¬
ные учет и анализ всех случаев причинения вреда вследствие нару¬
шения требований технических регламентов жизни или здоровью
граждан, имуществу физических или юридических лиц, государствен¬
ному или муниципальному имуществу, окружающей среде, жизни
или здоровью животных и растений с учетом тяжести этого вреда, а
также организуется информирование приобретателей, изготовите¬
лей и продавцов о ситуации в области соблюдения требований тех¬
нических регламентов.
СТАТЬЯ 8. ВИДЫ ТЕХНИЧЕСКИХ РЕГЛАМЕНТОВ
1. В Российской Федерации действуют: общие технические рег¬
ламенты; специальные технические регламенты.
Обязательные требования к отдельным видам продукции, про¬
цессам производства, эксплуатации, храпения, перевозки, реа¬
лизации и утилизации определяются совокупностью требований
общих технических регламентов и специальных технических рег¬
ламентов.
2. Требования общего технического регламента обязательны для
применения и соблюдения в отношении любых видов продукции,
процессов производства, эксплуатации, хранения, перевозки, реа¬
лизации и утилизации.
3. Требованиями специального технического регламента учиты¬
ваются технологические и иные особенности отдельных видов про¬
дукции, процессов производства, эксплуатации, хранения, перевоз¬
ки, реализации и утилизации.
4. Общие технические регламенты принимаются по вопросам:
безопасной эксплуатации и утилизации машин и оборудования; бе¬
зопасной эксплуатации зданий, строений, сооружений и безопас¬
ного использования прилегающих к ним территорий; пожарной бе¬
зопасности; биологической безопасности; электромагнитной совме¬
стимости; экологической безопасности; ядерной и радиационной
безопасности.
5. Специальные технические регламенты устанавливают требо¬
вания только к тем отдельным видам продукции, процессам произ¬
водства, эксплуатации, хранения, перевозки, реализации и утилиза¬
ции, в отношении которых цели, определенные настоящим Феде¬
ральным законом для принятия технических регламентов, не
обеспечиваются требованиями общих технических регламентов.
Специальные технические регламенты устанавливают требования
только к тем отдельным видам продукции, процессам производства,
эксплуатации, хранения, перевозки, реализации и утилизации, сте¬
пень риска причинения вреда которыми выше степени риска причи¬
нения вреда, учтенной общим техническим регламентом.
СТАТЬЯ 9. ПОРЯДОК РАЗРАБОТКИ, ПРИНЯТИЯ,
ИЗМЕНЕНИЯ И ОТМЕНЫ ТЕХНИЧЕСКОГО РЕГЛАМЕНТА
1. Технический регламент принимается федеральным законом в
порядке, установленном для принятия федеральных законов, с уче¬
том положений настоящего Федерального закона.
2. Разработчиком проекта технического регламента может быть
любое лицо.
3. О разработке проекта технического регламента должно быть
опубликовано уведомление в печатном издании федерального орга¬
на исполнительной власти по техническому регулированию и в ин¬
формационной системе общего пользования в электронно-цифро¬
вой форме.
Уведомление о разработке проекта технического регламента дол¬
жно содержать информацию о том, в отношении какой продукции,
процессов производства, эксплуатации, хранения, перевозки, реа-
752
лизации и утилизации будут устанавливаться разрабатываемые тре¬
бования, с кратким изложением цели этого технического регламен¬
та, обоснованием необходимости его разработки и указанием тех
разрабатываемых требований, которые отличаются от положений
соответствующих международных стандартов или обязательных тре¬
бований, действующих на территории Российской Федерации в
момент разработки проекта данного технического регламента, и
информацию о способе ознакомления с проектом технического рег¬
ламента, наименование или фамилию, имя, отчество разработчика
проекта данного технического регламента, почтовый адрес и при
наличии адрес электронной почты, по которым должен осуществ¬
ляться прием в письменной форме замечаний заинтересованных лиц.
4. С момента опубликования уведомления о разработке проекта
технического регламента соответствующий проект технического рег¬
ламента должен быть доступен заинтересованным лицам для озна¬
комления. Разработчик обязан по требованию заинтересованного
лица предоставить ему копию проекта технического регламента.
Плата, взимаемая за предоставление данной копии, не может пре¬
вышать затраты на ее изготовление.
Разработчик дорабатывает проект технического регламента с уче¬
том полученных в письменной форме замечаний заинтересованных
лиц, проводит публичное обсуждение проекта технического регла¬
мента и составляет перечень полученных в письменной форме за¬
мечаний заинтересованных лиц с кратким изложением содержания
данных замечаний и результатов их обсуждения.
Разработчик обязан сохранять полученные в письменной форме
замечания заинтересованных лиц до дня вступления в силу прини¬
маемого соответствующим нормативным правовым актом техничес¬
кого регламента и предоставлять их депутатам Государственной Думы,
представителям федеральных органов исполнительной власти и ука¬
занным в пункте 9 настоящей статьи экспертным комиссиям по
техническому регулированию по их запросам.
Срок публичного обсуждения проекта технического регламента
со дня опубликования уведомления о разработке проекта техничес¬
кого регламента до дня опубликования уведомления о завершении
публичного обсуждения не может быть менее чем два месяца.
5. Уведомление о завершении публичного обсуждения проекта
технического регламента должно быть опубликовано в печатном
издании федерального органа исполнительной власти по техничес¬
кому регулированию и в информационной системе общего пользо¬
вания в электронно-цифровой форме.
48. Я. М. Радкевич 7 53
Уведомление о завершении публичного обсуждения проекта тех¬
нического регламента должно включать в себя информацию о спо¬
собе ознакомления с проектом технического регламента и перечнем
полученных в письменной форме замечаний заинтересованных лиц,
а также наименование или фамилию, имя, отчество разработчика
проекта технического регламента, почтовый адрес и при наличии
адрес электронной почты, по которым с разработчиком может быть
осуществлена связь.
Со дня опубликования уведомления о завершении публичного
обсуждения проекта технического регламента доработанный проект
технического регламента и перечень полученных в письменной форме
замечаний заинтересованных лиц должны быть доступны заинтере¬
сованным лицам для ознакомления.
6. Федеральный орган исполнительной власти по техническому
регулированию обязан опубликовывать в своем печатном издании
уведомления о разработке проекта технического регламента и за¬
вершении публичного обсуждения этого проекта в течение десяти
дней с момента оплаты опубликования уведомлений. Порядок опуб¬
ликования уведомлений и размер платы за их опубликование уста¬
навливаются Правительством Российской Федерации.
7. Внесение субъектом нрава законодательной инициативы про¬
екта федерального закона о техническом регламенте в Государствен¬
ную Думу осуществляется при наличии следующих документов:
— обоснование необходимости принятия федерального закона о
техническом регламенте с указанием тех требований, которые отли¬
чаются от положений соответствующих международных стандартов
или обязательных требований, действующих на территории Россий¬
ской Федерации в момент разработки проекта технического регла¬
мента;
— финансово-экономическое обоснование принятия федераль¬
ного закона о техническом регламенте;
— документы, подтверждающие опубликование уведомления о
разработке проекта технического регламента в соответствии с пунк¬
том 3 настоящей статьи;
— документы, подтверждающие опубликование уведомления о
завершении публичного обсуждения проекта технического регла¬
мента в соответствии с пунктом 5 настоящей статьи;
— перечень полученных в письменной форме замечаний заин¬
тересованных лиц, указанный в пункте 4 настоящей статьи.
Внесенный в Государственную Думу проект федерального зако¬
на о техническом регламенте с приложением документов, указан¬
ных в настоящем пункте, направляется Государственной Думой в
Правительство Российской Федерации. На проект федерального
закона о техническом регламенте Правительство Российской Феде¬
рации в течение месяца направляет в Государственную Думу отзыв,
подготовленный с учетом заключения экспертной комиссии по тех¬
ническому регулированию.
8. Проект федерального закона о техническом регламенте, при¬
нятый Государственной Думой в первом чтении, публикуется в пе¬
чатном издании федерального органа исполнительной власти по
техническому регулированию и в информационной системе общего
пользования в электронно-цифровой форме.
Поправки к принятому в первом чтении проекту федерального
закона о техническом регламенте после окончания срока их подачи
публикуются в информационной системе общего пользования в элек¬
тронно-цифровой форме не позднее чем за месяц до рассмотрения
Государственной Думой проекта федерального закона о техничес¬
ком регламенте во втором чтении.
Федеральный орган исполнительной власти по техническому ре¬
гулированию обязан опубликовать в своем печатном издании про¬
ект федерального закона о техническом регламенте в течение деся¬
ти дней с момента оплаты его опубликования. Порядок опублико¬
вания проекта федерального закона о техническом регламенте и
размер платы за его опубликование устанавливаются Правительством
Российской Федерации.
Проект федерального закона о техническом регламенте, подго¬
товленный ко второму чтению, направляется Государственной Ду¬
мой в Правительство Российской Федерации не позднее чем за ме¬
сяц до рассмотрения указанного проекта Государственной Думой во
втором чтении. На проект федерального закона о техническом регла¬
менте Правительство Российской Федерации в течение месяца на¬
правляет в Государственную Думу отзыв, подготовленный с учетом
заключения экспертной комиссии по техническому регулированию.
9. Экспертиза проектов технических регламентов осуществляет¬
ся экспертными комиссиями по техническому регулированию,
в состав которых на паритетных началах включаются представители
федеральных органов исполнительной власти, научных организа¬
ций, саморегулируемых организаций, общественных объединений
предпринимателей и потребителей.
Порядок создания и деятельности экспертных комиссий по тех¬
ническому регулированию утверждается Правительством Российс¬
кой Федерации. Федеральным органом исполнительной власти по
техническому регулированию утверждается персональный состав
экспертных комиссий по техническому регулированию и осуществ¬
ляется обеспечение их деятельности. Заседания экспертных комис¬
сий по техническому регулированию являются открытыми.
Заключения экспертных комиссий по техническому регулирова¬
нию подлежат обязательному опубликованию в печатном издании
федерального органа исполнительной власти по техническому регу¬
лированию и в информационной системе общего пользования в
электронно-цифровой форме. Порядок опубликования таких зак¬
лючений и размер платы за их опубликование устанавливаются
Правительством Российской Федерации.
10. В случае несоответствия технического регламента интересам
национальной экономики, развитию материально-технической базы
и уровню научно-технического развития, а также международным
нормам и правилам Правительство Российской Федерации обязано
начать процедуру внесения изменений в технический регламент или
отмены технического регламента.
Внесение изменений и дополнений в технический регламент или
его отмена осуществляется в порядке, предусмотренном настоящей
статьей и статьей 10 настоящего Федерального закона в части раз¬
работки и принятия технических регламентов.
СТАТЬЯ 10. ОСОБЫЙ ПОРЯДОК РАЗРАБОТКИ
И ПРИНЯТИЯ ТЕХНИЧЕСКИХ РЕГЛАМЕНТОВ
1. В исключительных случаях при возникновении обстоятельств,
приводящих к непосредственной угрозе жизни или здоровью граж¬
дан, окружающей среде, жизни или здоровью животных и расте¬
ний, и в случаях, если для обеспечения безопасности продукции,
процессов производства, эксплуатации, хранения, перевозки, реа¬
лизации и утилизации необходимо незамедлительное принятие со¬
ответствующего нормативного правового акта о техническом регла¬
менте, Президент Российской Федерации вправе издать техничес¬
кий регламент без его публичного обсуждения.
2. Технический регламент может быть принят международным
договором (в том числе договором с государствами — участниками
Содружества Независимых Государств), подлежащим ратификации
в порядке, установленном законодательством Российской Федера¬
ции. В этом случае проект технического регламента разрабатывает¬
ся в порядке, установленном пунктами 2—6 статьи 9 настоящего
Федерального закона.
3. До вступления в силу федерального закона о техническом
регламенте Правительство Российской Федерации вправе издать
постановление о соответствующем техническом регламенте, раз¬
работанном в порядке, установленном пунктами 2—6 статьи 9 на¬
стоящего Федерального закона.
Проект постановления Правительства Российской Федера¬
ции о техническом регламенте, подготовленный к рассмотре¬
нию на заседании Правительства Российской Федерации, не
позднее чем за месяц до его рассмотрения направляется на экс¬
пертизу в соответствующую экспертную комиссию по техничес¬
кому регулированию, которая создана и осуществляет свою дея¬
тельность в порядке, установленном пунктом 9 статьи 9 настоя¬
щего Федерального закона. Проект постановления Правительства
Российской Федерации о техническом регламенте рассматрива¬
ется на заседании Правительства Российской Федерации с уче¬
том заключения соответствующей экспертной комиссии по тех¬
ническому регулированию.
Проект постановления Правительства Российской Федера¬
ции о техническом регламенте должен быть опубликован в пе¬
чатном издании федерального органа исполнительной власти по
техническому регулированию и в информационной системе об¬
щего пользования в электронно-цифровой форме не позднее чем
за месяц до его рассмотрения на заседании Правительства Рос¬
сийской Федерации. Порядок опубликования указанного про¬
екта постановления устанавливается Правительством Российс¬
кой Федерации.
4. Со дня вступления в силу федерального закона о техничес¬
ком регламенте соответствующий технический регламент, издан¬
ный указом Президента Российской Федерации или постановле¬
нием Правительства Российской Федерации, утрачивает силу.
ГЛАВА 3. СТАНДАРТИЗАЦИЯ
СТАТЬЯ 11. ЦЕЛИ СТАНДАРТИЗАЦИИ
Стандартизация осуществляется в целях:
— повышения уровня безопасности жизни или здоровья граж¬
дан, имущества физических или юридических лиц, государственно¬
го или муниципального имущества, экологической безопасности,
безопасности жизни или здоровья животных и растений и содей¬
ствия соблюдению требований технических регламентов;
— повышения уровня безопасности объектов с учетом риска
возникновения чрезвычайных ситуаций природного и техногенно¬
го характера;
— обеспечения научно-технического прогресса;
— повышения конкурентоспособности продукции, работ, услуг;
— рационального использования ресурсов;
— технической и информационной совместимости;
— сопоставимости результатов исследований (испытаний) и из¬
мерений, технических и экономико-статистических данных;
— взаимозаменяемости продукции.
СТАТЬЯ 12. ПРИНЦИПЫ СТАНДАРТИЗАЦИИ
Стандартизация осуществляется в соответствии с принципами:
добровольного применения стандартов;
— максимального учета при разработке стандартов законных
интересов заинтересованных лиц;
— применения международного стандарта как основы разработки
национального стандарта, за исключением случаев, если такое приме¬
нение признано невозможным вследствие несоответствия требований
международных стандартов климатическим и географическим особен¬
ностям Российской Федерации, техническим и (или) технологичес¬
ким особенностям или по иным основаниям либо Российская Федера¬
ция в соответствии с установленными процедурами выступала против
принятия международного' стандарта или отдельного его положения;
— недопустимости создания препятствий производству и обра¬
щению продукции, выполнению работ и оказанию услуг в большей
степени, чем это минимально необходимо для выполнения целей,
указанных в статье 11 настоящего Федерального закона;
— недопустимости установления таких стандартов, которые про¬
тиворечат техническим регламентам;
— обеспечения условий для единообразного применения стан¬
дартов.
СТАТЬЯ 13. ДОКУМЕНТЫ В ОБЛАСТИ СТАНДАРТИЗАЦИИ
К документам в области стандартизации, используемым на тер¬
ритории Российской Федерации, относятся:
— национальные стандарты;
— правила стандартизации, нормы и рекомендации в области
стандартизации;
— применяемые в установленном порядке классификации, об¬
щероссийские классификаторы технико-экономической и социаль¬
ной информации;
— стандарты организаций.
СТАТЬЯ 14. НАЦИОНАЛЬНЫЙ ОРГАН РОССИЙСКОЙ ФЕДЕРАЦИИ
ПО СТАНДАРТИЗАЦИИ,
ТЕХНИЧЕСКИЕ КОМИТЕТЫ ПО СТАНДАРТИЗАЦИИ
1. Национальный орган Российской Федерации по стандартиза¬
ции (далее — национальный орган по стандартизации):
— утверждает национальные стандарты;
— принимает программу разработки национальных стандартов;
— организует экспертизу проектов национальных стандартов;
— обеспечивает соответствие национальной системы стандарти¬
зации интересам национальной экономики, состоянию материаль¬
но-технической базы и научно-техническому прогрессу;
— осуществляет учет национальных стандартов, правил стандар¬
тизации, норм и рекомендаций в этой области и обеспечивает их
доступность заинтересованным лицам;
— создает технические комитеты по стандартизации и коорди¬
нирует их деятельность;
— организует опубликование национальных стандартов и их рас¬
пространение;
— участвует в соответствии с уставами международных органи¬
заций в разработке международных стандартов и обеспечивает учет
интересов Российской Федерации при их принятии;
— утверждает изображение знака соответствия национальным
стандартам;
— представляет Российскую Федерацию в международных орга¬
низациях, осуществляющих деятельность в области стандартизации.
2. Правительство Российской Федерации определяет орган, упол¬
номоченный на исполнение функций национального органа по стан¬
дартизации.
3. В целях настоящей статьи под опубликованием национально¬
го стандарта национальным органом по стандартизации понимает¬
ся опубликование национального стандарта на русском языке в пе¬
чатном издании и в информационной системе общего пользования
в электронно-цифровой форме.
4. В состав технических комитетов по стандартизации на пари¬
тетных началах и добровольной основе могут включаться предста¬
вители федеральных органов исполнительной власти, научных орга¬
низаций, саморегулируемых организаций, общественных объедине¬
ний предпринимателей и потребителей.
Порядок создания и деятельности технических комитетов по стан¬
дартизации утверждается национальным органом по стандартизации.
Заседания технических комитетов по стандартизации являются
открытыми.
СТАТЬЯ 15. НАЦИОНАЛЬНЫЕ СТАНДАРТЫ, ОБЩЕРОССИЙСКИЕ
КЛАССИФИКАТОРЫ ТЕХНИКО-ЭКОНОМИЧЕСКОЙ И СОЦИАЛЬНОЙ
ИНФОРМАЦИИ
1. Национальные стандарты и общероссийские классификаторы
технико-экономической и социальной информации, в том числе
правила их разработки и применения, представляют собой нацио¬
нальную систему стандартизации.
2. Национальные стандарты разрабатываются в порядке, уста¬
новленном настоящим Федеральным законом. Национальные стан¬
дарты утверждаются национальным органом по стандартизации в
соответствии с правилами стандартизации, нормами и рекоменда¬
циями в этой области.
Национальный стандарт применяется на добровольной основе
равным образом и в равной мере независимо от страны и (или)
места происхождения продукции, осуществления процессов произ¬
водства, эксплуатации, хранения, перевозки, реализации и утилиза¬
ции, выполнения работ и оказания услуг, видов или особенностей
сделок и (или) лиц, являющихся изготовителями, исполнителями,
продавцами, приобретателями.
Применение национального стандарта подтверждается знаком
соответствия национальному стандарту.
3. Общероссийские классификаторы технико-экономической и
социальной информации (далее — общероссийские классификато¬
ры) — нормативные документы, распределяющие технико-эконо¬
мическую и социальную информацию в соответствии с ее класси¬
фикацией (классами, группами, видами и другим) и являющиеся
обязательными для применения при создании государственных ин¬
формационных систем и информационных ресурсов и межведом¬
ственном обмене информацией.
Порядок разработки, принятия, введения в действие, ведения и
применения общероссийских классификаторов в социально-эконо¬
мической области (в том числе в области прогнозирования, статис¬
тического учета, банковской деятельности, налогообложения, при
межведомственном информационном обмене, создании информа¬
ционных систем и информационных ресурсов) устанавливается
Правительством Российской Федерации.
СТАТЬЯ 1 6 . ПРАВИЛА РАЗРАБОТКИ И УТВЕРЖДЕНИЯ
НАЦИОНАЛЬНЫХ СТАНДАРТОВ
1. Национальный орган по стандартизации разрабатывает и ут¬
верждает программу разработки национальных стандартов. Нацио¬
нальный орган по стандартизации должен обеспечить доступность
программы разработки национальных стандартов заинтересованным
лицам для ознакомления.
2. Разработчиком национального стандарта может быть любое
лицо.
3. Уведомление о разработке национального стандарта направ¬
ляется в национальный орган по стандартизации и публикуется в
информационной системе общего пользования в электронно-циф¬
ровой форме и в печатном издании федерального органа исполни¬
тельной власти по техническому регулированию. Уведомление о
разработке национального стандарта должно содержать информа¬
цию об имеющихся в проекте национального стандарта положени¬
ях, которые отличаются от положений соответствующих междуна¬
родных стандартов.
Разработчик национального стандарта должен обеспечить дос¬
тупность проекта национального стандарта заинтересованным ли¬
цам для ознакомления. Разработчик обязан по требованию заинте¬
ресованного лица предоставить ему копию проекта национального
стандарта. Плата, взимаемая разработчиком за предоставление ука¬
занной копии, не может превышать затраты на ее изготовление.
В случае, если разработчиком национального стандарта являет¬
ся федеральный орган исполнительной власти, плата за предостав¬
ление копии проекта национального стандарта вносится в феде¬
ральный бюджет.
4. Разработчик дорабатывает проект национального стандарта с
учетом полученных в письменной форме замечаний заинтересован¬
ных лиц, проводит публичное обсуждение проекта национального
стандарта и составляет перечень полученных в письменной форме
замечаний заинтересованных лиц с кратким изложением содержа¬
ния данных замечаний и результатов их обсуждения.
Разработчик обязан сохранять полученные в письменной форме
замечания заинтересованных лиц до утверждения национального
стандарта и представлять их в национальный орган по стандартиза¬
ции и технические комитеты по стандартизации по их запросам.
Срок публичного обсуждения проекта национального стандарта
со дня опубликования уведомления о разработке проекта нацио¬
нального стандарта до дня опубликования уведомления о заверше¬
нии публичного обсуждения не может быть менее чем два месяца.
5. Уведомление о завершении публичного обсуждения проекта
национального стандарта должно быть опубликовано в печатном
издании федерального органа исполнительной власти по техничес¬
кому регулированию и в информационной системе общего пользо¬
вания в электронно-цифровой форме.
Со дня опубликования уведомления о завершении публичного
обсуждения проекта национального стандарта доработанный про¬
ект национального стандарта и перечень полученных в письменной
форме замечаний заинтересованных лиц должны быть доступны
заинтересованным лицам для ознакомления.
6. Порядок опубликования уведомления о разработке проекта
национального стандарта и уведомления о завершении публичного
обсуждения проекта национального стандарта и размер платы за их
опубликование устанавливаются Правительством Российской Фе¬
дерации.
7. Проект национального стандарта одновременно с перечнем
полученных в письменной форме замечаний заинтересованных лиц
представляется разработчиком в технический комитет по стандар¬
тизации, который организует проведение экспертизы данного про¬
екта.
8. На основании указанных в пункте 7 настоящей статьи доку¬
ментов и с учетом результатов экспертизы технический комитет по
стандартизации готовит мотивированное предложение об утвержде¬
нии или отклонении проекта национального стандарта. Данное пред¬
ложение одновременно с указанными в пункте 7 настоящей статьи
документами и результатами экспертизы направляется в нацио¬
нальный орган по стандартизации.
Национальный орган по стандартизации на основании докумен¬
тов, представленных техническим комитетом по стандартизации,
принимает решение об утверждении или отклонении национально¬
го стандарта.
Уведомление об утверждении национального стандарта подле¬
жит опубликованию в печатном издании федерального органа ис¬
полнительной власти по техническому регулированию и в инфор¬
мационной системе общего пользования в электронно-цифровой
форме в течение тридцати дней со дня утверждения национального
стандарта.
В случае, если национальный стандарт отклонен, мотивирован¬
ное решение национального органа по стандартизации с приложе¬
нием указанных в пункте 7 настоящей статьи документов направля¬
ется разработчику проекта национального стандарта.
9. Национальный орган по стандартизации утверждает и опуб¬
ликовывает в печатном издании федерального органа исполнитель¬
ной власти по техническому регулированию и в информационной
системе общего пользования в электронно-цифровой форме пере¬
чень национальных стандартов, которые могут на добровольной
основе применяться для соблюдения требований технических рег¬
ламентов.
СТАТЬЯ 17. СТАНДАРТЫ ОРГАНИЗАЦИЙ
1. Стандарты организаций, в том числе коммерческих, обще¬
ственных, научных организаций, саморегулируемых организаций,
объединений юридических лиц могут разрабатываться и утверж¬
даться ими самостоятельно исходя из необходимости применения
этих стандартов для целей, указанных в статье 11 настоящего Фе¬
дерального закона, для совершенствования производства и обес¬
печения качества продукции, выполнения работ, оказания услуг, а
также для распространения и использования полученных в раз¬
личных областях знаний результатов исследований (испытаний),
измерений и разработок.
Порядок разработки, утверждения, учета, изменения и отмены
стандартов организаций устанавливается ими самостоятельно с уче¬
том положений статьи 12 настоящего Федерального закона.
Проект стандарта организации может представляться разработ¬
чиком в технический комитет по стандартизации, который органи¬
зует проведение экспертизы данного проекта. На основании резуль¬
татов экспертизы данного проекта технический комитет по стан¬
дартизации готовит заключение, которое направляет разработчику
проекта стандарта.
2. Стандарты организаций применяются равным образом и в
равной мере независимо от страны и (или) места происхождения
продукции, осуществления процессов производства, эксплуатации,
хранения, перевозки, реализации и утилизации, выполнения работ
и оказания услуг, видов или особенностей сделок и (или) лиц, кото¬
рые являются изготовителями, исполнителями, продавцами, при¬
обретателями.
ГЛАВА 4. ПОДТВЕРЖДЕНИЕ СООТВЕТСТВИЯ
СТАТЬЯ 1 8 . ЦЕЛИ ПОДТВЕРЖДЕНИЯ СООТВЕТСТВИЯ
Подтверждение соответствия осуществляется в целях:
— удостоверения соответствия продукции, процессов производ¬
ства, эксплуатации, хранения, перевозки, реализации и утилизации,
работ, услуг или иных объектов техническим регламентам, стандар¬
там, условиям договоров;
— содействия приобретателям в компетентном выборе продук¬
ции, работ, услуг;
— повышения конкурентоспособности продукции, работ, услуг
на российском и международном рынках;
— создания условий для обеспечения свободного перемещения
товаров по территории Российской Федерации, а также для осуще¬
ствления международного экономического, научно-технического
сотрудничества и международной торговли.
СТАТЬЯ 19 ПРИНЦИПЫ ПОДТВЕРЖДЕНИЯ СООТВЕТСТВИЯ
1. Подтверждение соответствия осуществляется на основе принци¬
пов. доступности информации о порядке осуществления подтверждения
— соответствия заинтересованным лицам;
— недопустимости применения обязательного подтверждения со¬
ответствия к объектам, в отношении которых не установлены тре¬
бования технических регламентов;
— установления перечня форм и схем обязательного подтверж¬
дения соответствия в отношении определенных видов продукции в
соответствующем техническом регламенте;
— уменьшения сроков осуществления обязательного подтверж¬
дения соответствия и затрат заявителя;
— недопустимости принуждения к осуществлению доброволь¬
ного подтверждения соответствия, в том числе в определенной сис¬
теме добровольной сертификации;
— защиты имущественных интересов заявителей, соблюдения
коммерческой тайны в отношении сведений, полученных при осу¬
ществлении подтверждения соответствия;
— недопустимости подмены обязательного подтверждения соот¬
ветствия добровольной сертификацией.
2. Подтверждение соответствия разрабатывается и применяется
равным образом и в равной мере независимо от страны и (или)
места происхождения продукции, осуществления процессов произ¬
водства, эксплуатации, хранения, перевозки, реализации и утилиза¬
ции, выполнения работ и оказания услуг, видов или особенностей
сделок и (или) лиц, которые являются изготовителями, исполните¬
лями, продавцами, приобретателями.
СТАТЬЯ 20. ФОРМЫ ПОДТВЕРЖДЕНИЯ СООТВЕТСТВИЯ
1. Подтверждение соответствия на территории Российской Фе¬
дерации может носить добровольный или обязательный характер.
2. Добровольное подтверждение соответствия осуществляется в
форме добровольной сертификации.
3. Обязательное подтверждение соответствия осуществляется в
формах: принятия декларации о соответствии (далее — деклариро¬
вание соответствия); обязательной сертификации.
4. Порядок применения форм обязательного подтверждения со¬
ответствия устанавливается настоящим Федеральным законом.
СТАТЬЯ 21. ДОБРОВОЛЬНОЕ ПОДТВЕРЖДЕНИЕ СООТВЕТСТВИЯ
1. Добровольное подтверждение соответствия осуществляется по
инициативе заявителя на условиях договора между заявителем и
органом по сертификации. Добровольное подтверждение соответ¬
ствия может осуществляться для установления соответствия нацио¬
нальным стандартам, стандартам организаций, системам доброволь¬
ной сертификации, условиям договоров.
Объектами добровольного подтверждения соответствия являют¬
ся продукция, процессы производства, эксплуатации, хранения,
перевозки, реализации и утилизации, работы и услуги, а также иные
объекты, в отношении которых стандартами, системами доброволь¬
ной сертификации и договорами устанавливаются требования.
Орган по сертификации:
— осуществляет подтверждение соответствия объектов доброволь¬
ного подтверждения соответствия;
— выдает сертификаты соответствия на объекты, прошедшие доб¬
ровольную сертификацию;
— предоставляет заявителям право на применение знака соот¬
ветствия, если применение знака соответствия предусмотрено соот¬
ветствующей системой добровольной сертификации;
— приостанавливает или прекращает действие выданных им сер¬
тификатов соответствия.
2. Система добровольной сертификации может быть создана юри¬
дическим лицом и (или) индивидуальным предпринимателем или
несколькими юридическими лицами и (или) индивидуальными пред¬
принимателями.
Лицо или лица, создавшие систему добровольной сертифика¬
ции, устанавливают перечень объектов, подлежащих сертификации,
и их характеристик, на соответствие которым осуществляется доб¬
ровольная сертификация, правила выполнения предусмотренных
данной системой добровольной сертификации работ и порядок их
оплаты, определяют участников данной системы добровольной сер¬
тификации. Системой добровольной сертификации может предус¬
матриваться применение знака соответствия.
3. Система добровольной сертификации может быть зарегистри¬
рована федеральным органом исполнительной власти по техничес¬
кому регулированию.
Для регистрации системы добровольной сертификации в феде¬
ральный орган исполнительной власти по техническому регулиро¬
ванию представляются:
— свидетельство о государственной регистрации юридического
лица и (или) индивидуального предпринимателя;
— правила функционирования системы добровольной сертифи¬
кации, которыми предусмотрены положения пункта 2 настоящей
статьи;
— изображение знака соответствия, применяемое в данной сис¬
теме добровольной сертификации, если применение знака соответ¬
ствия предусмотрено, и порядок применения знака соответствия;
— документ об оплате регистрации системы добровольной сер¬
тификации.
Регистрация системы добровольной сертификации осуществля¬
ется в течение пяти дней с момента представления документов, пре¬
дусмотренных настоящим пунктом для регистрации системы доб¬
ровольной сертификации, в федеральный орган исполнительной
власти по техническому регулированию. Порядок регистрации сис¬
темы добровольной сертификации и размер платы за регистрацию
устанавливаются Правительством Российской Федерации. Плата за
регистрацию системы добровольной сертификации подлежит зачис¬
лению в федеральный бюджет.
4. Отказ в регистрации системы добровольной сертификации до¬
пускается только в случае непредставления документов, предусмот¬
ренных пунктом 3 настоящей статьи, или совпадения наименова¬
ния системы и (или) изображения знака соответствия с наименова¬
нием системы и (или) изображением знака соответствия зарегист¬
рированной ранее системы добровольной сертификации. Уведом¬
ление об отказе в регистрации системы добровольной сертифика¬
ции направляется заявителю в течение трех дней со дня принятия
решения об отказе в регистрации этой системы с указанием основа¬
ний для отказа.
Отказ в регистрации системы добровольной сертификации мо¬
жет быть обжалован в судебном порядке.
5. Федеральный орган исполнительной власти по техническо¬
му регулированию ведет единый реестр зарегистрированных сис¬
тем добровольной сертификации, содержащий сведения о юриди¬
ческих лицах и (или) об индивидуальных предпринимателях, со¬
здавших системы добровольной сертификации, о правилах
функционирования систем добровольной сертификации, которы¬
ми предусмотрены положения пункта 2 настоящей статьи, знаках
соответствия и порядке их применения. Федеральный орган ис¬
полнительной власти по техническому регулированию должен обес¬
печить доступность сведений, содержащихся в едином реестре за¬
регистрированных систем добровольной сертификации, заинтере¬
сованным лицам.
Порядок ведения единого реестра зарегистрированных систем
добровольной сертификации и порядок предоставления сведений,
содержащихся в этом реестре, устанавливаются федеральным орга¬
ном исполнительной власти по техническому регулированию.
СТАТЬЯ 22 ЗНАКИ СООТВЕТСТВИЯ
1. Объекты сертификации, сертифицированные в системе доб¬
ровольной сертификации, могут маркироваться знаком соответствия
системы добровольной сертификации. Порядок применения такого
знака соответствия устанавливается правилами соответствующей
системы добровольной сертификации.
2. Применение знака соответствия национальному стандарту осу¬
ществляется заявителем на добровольной основе любым удобным
для заявителя способом в порядке, установленном национальным
органом по стандартизации.
3. Объекты, соответствие которых не подтверждено в порядке,
установленном настоящим Федеральным законом, не могут быть
маркированы знаком соответствия.
СТАТЬЯ 23. ОБЯЗАТЕЛЬНОЕ ПОДТВЕРЖДЕНИЕ СООТВЕТСТВИЯ
1. Обязательное подтверждение соответствия проводится только
в случаях, установленных соответствующим техническим регламен¬
том, и исключительно на соответствие требованиям технического
регламента.
Объектом обязательного подтверждения соответствия может быть
только продукция, выпускаемая в обращение на территории Рос¬
сийской Федерации.
2. Форма и схемы обязательного подтверждения соответствия
могут устанавливаться только техническим регламентом с учетом
степени риска недостижения целей технических регламентов.
3. Декларация о соответствии и сертификат соответствия имеют
равную юридическую силу независимо от схем обязательного под¬
тверждения соответствия и действуют на всей территории Российс¬
кой Федерации.
4. Работы по обязательному подтверждению соответствия под¬
лежат оплате заявителем.
Правительством Российской Федерации устанавливается мето¬
дика определения стоимости работ по обязательному подтвержде¬
нию соответствия, которая предусматривает применение единых
правил и принципов установления цен на продукцию одинаковых
или сходных видов независимо от страны и (или) места ее проис¬
хождения, а также лиц, которые являются заявителями.
СТАТЬЯ 24. ДЕКЛАРИРОВАНИЕ СООТВЕТСТВИЯ
1. Декларирование соответствия осуществляется по одной из сле¬
дующих схем:
— принятие декларации о соответствии на основании собствен¬
ных доказательств;
— принятие декларации о соответствии на основании собствен¬
ных доказательств, доказательств, полученных с участием органа по
сертификации и (или) аккредитованной испытательной лаборато¬
рии (центра) (далее — третья сторона).
При декларировании соответствия заявителем может быть заре¬
гистрированные в соответствии с законодательством Российской
Федерации на ее территории юридическое лицо или физическое
лицо в качестве индивидуального предпринимателя, либо являю¬
щиеся изготовителем или продавцом, либо выполняющие функции
иностранного изготовителя на основании договора с ним в части
обеспечения соответствия поставляемой продукции требованиям
технических регламентов и в части ответственности за несоответ¬
ствие поставляемой продукции требованиям технических регламен¬
тов (лицо, выполняющее функции иностранного изготовителя).
Круг заявителей устанавливается соответствующим техническим
регламентом.
Схема декларирования соответствия с участием третьей стороны
устанавливается в техническом регламенте в случае, если отсутствие
третьей стороны приводит к недостижению целей подтверждения
соответствия.
2. При декларировании соответствия на основании собственных
доказательств заявитель самостоятельно формирует доказательствен¬
ные материалы в целях подтверждения соответствия продукции тре¬
бованиям технических регламентов. В качестве доказательственных
материалов используются техническая документация, результаты
собственных исследований (испытаний) и измерений и (или) дру¬
гие документы, послужившие мотивированным основанием для под¬
тверждения соответствия продукции требованиям технических рег¬
ламентов. Состав доказательственных материалов определяется со¬
ответствующим техническим регламентом.
3. При декларировании соответствия на основании собственных
доказательств и полученных с участием третьей стороны доказа¬
тельств заявитель по своему выбору в дополнение к собственным
доказательствам, сформированным в порядке, предусмотренном
пунктом 2 настоящей статьи:
— включает в доказательственные материалы протоколы иссле¬
дований (испытаний) и измерений, проведенных в аккредитован¬
ной испытательной лаборатории (центре);
— предоставляет сертификат системы качества, в отношении
которого предусматривается контроль (надзор) органа по серти¬
фикации, выдавшего данный сертификат, за объектом сертифи¬
кации.
4. Сертификат системы качества может использоваться в составе
доказательств при принятии декларации о соответствии любой про¬
дукции, за исключением случая, если для такой продукции техни¬
ческими регламентами предусмотрена иная форма подтверждения
соответствия.
5. Декларация о соответствии оформляется на русском языке и
должна содержать:
— наименование и местонахождение заявителя;
— наименование и местонахождение изготовителя;
49. Я. М. Рмкевич 769
— информацию об объекте подтверждения соответствия, позво¬
ляющую идентифицировать этот объект;
— наименование технического регламента, на соответствие тре¬
бованиям которого подтверждается продукция;
— указание на схему декларирования соответствия;
— заявление заявителя о безопасности продукции при ее ис¬
пользовании в соответствии с целевым назначением и принятии
заявителем мер по обеспечению соответствия продукции требова¬
ниям технических регламентов;
— сведения о проведенных исследованиях (испытаниях) и изме¬
рениях, сертификате системы качества, а также документах, послу¬
живших основанием для подтверждения соответствия продукции
требованиям технических регламентов;
— срок действия декларации о соответствии;
— иные предусмотренные соответствующими техническими рег¬
ламентами сведения.
Срок действия декларации о соответствии определяется техни¬
ческим регламентом.
Форма декларации о соответствии утверждается федеральным
органом исполнительной власти по техническому регулированию.
6. Оформленная по установленным правилам декларация о со¬
ответствии подлежит регистрации федеральным органом исполни¬
тельной власти по техническому регулированию в течение трех дней.
Для регистрации декларации о соответствии заявитель представ¬
ляет в федеральный орган исполнительной власти по техническому
регулированию оформленную в соответствии с требованиями пунк¬
та 5 настоящей статьи декларацию о соответствии.
Порядок ведения реестра деклараций о соответствии, порядок
предоставления содержащихся в указанном реестре сведений и по¬
рядок оплаты за предоставление содержащихся в указанном реестре
сведений определяются Правительством Российской Федерации.
7. Декларация о соответствии и составляющие доказательствен¬
ные материалы документы хранятся у заявителя в течение трех лет с
момента окончания срока действия декларации. Второй экземпляр
декларации о соответствии хранится в федеральном органе испол¬
нительной власти по техническому регулированию.
СТАТЬЯ 25. ОБЯЗАТЕЛЬНАЯ СЕРТИФИКАЦИЯ
1. Обязательная сертификация осуществляется органом по сер¬
тификации на основании договора с заявителем. Схемы сертифика¬
770
ции, применяемые для сертификации определенных видов продук¬
ции, устанавливаются соответствующим техническим регламентом.
2. Соответствие продукции требованиям технических регламен¬
тов подтверждается сертификатом соответствия, выдаваемым зая¬
вителю органом по сертификации.
Сертификат соответствия включает в себя:
— наименование и местонахождение заявителя;
— наименование и местонахождение изготовителя продукции,
прошедшей сертификацию;
— наименование и местонахождение органа по сертификации,
выдавшего сертификат соответствия;
— информацию об объекте сертификации, позволяющую иден¬
тифицировать этот объект;
— наименование технического регламента, на соответствие тре¬
бованиям которого проводилась сертификация;
— информацию о проведенных исследованиях (испытаниях) и
измерениях;
— информацию о документах, представленных заявителем в орган
по сертификации в качестве доказательств соответствия продукции
требованиям технических регламентов;
— срок действия сертификата соответствия.
Срок действия сертификата соответствия определяется соответ¬
ствующим техническим регламентом.
Форма сертификата соответствия утверждается федеральным
органом исполнительной власти по техническому регулированию.
СТАТЬЯ 26. ОРГАНИЗАЦИЯ ОБЯЗАТЕЛЬНОЙ СЕРТИФИКАЦИИ
1. Обязательная сертификация осуществляется органом по сер¬
тификации, аккредитованным в порядке, установленном Правитель¬
ством Российской Федерации.
2. Орган по сертификации:
— привлекает на договорной основе для проведения исследова¬
ний (испытаний) и измерений испытательные лаборатории (цент¬
ры), аккредитованные в порядке, установленном Правительством
Российской Федерации (далее — аккредитованные испытательные
лаборатории (центры);
— осуществляет контроль за объектами сертификации, если та¬
кой контроль предусмотрен соответствующей схемой обязательной
сертификации и договором;
— ведет реестр выданных им сертификатов соответствия;
— информирует соответствующие органы государственного кон¬
троля (надзора) за соблюдением требований технических регла¬
ментов о продукции, поступившей на сертификацию, но не про¬
шедшей ее;
— приостанавливает или прекращает действие выданного им сер¬
тификата соответствия;
— обеспечивает предоставление заявителям информации о по¬
рядке проведения обязательной сертификации;
— устанавливает стоимость работ по сертификации на основе
утвержденной Правительством Российской Федерации методики
определения стоимости таких работ.
3. Федеральный орган исполнительной власти по техническому
регулированию ведет единый реестр выданных сертификатов соот¬
ветствия.
Порядок ведения единого реестра выданных сертификатов соот¬
ветствия, порядок предоставления содержащихся в едином реестре
сведений и порядок оплаты за предоставление содержащихся в ука¬
занном реестре сведений устанавливаются Правительством Россий¬
ской Федерации.
Порядок передачи сведений о выданных сертификатах соответ¬
ствия в единый реестр выданных сертификатов устанавливается
федеральным органом исполнительной власти по техническому ре¬
гулированию.
4. Исследования (испытания) и измерения продукции при осу¬
ществлении обязательной сертификации проводятся аккредитован¬
ными испытательными лабораториями (центрами).
Аккредитованные испытательные лаборатории (центры) прово¬
дят исследования (испытания) и измерения продукции в пределах
своей области аккредитации на условиях договоров с органами по
сертификации. Органы по сертификации не вправе предоставлять
аккредитованным испытательным лабораториям (центрам) сведения
о заявителе.
Аккредитованная испытательная лаборатория (центр) оформля¬
ет результаты исследований (испытаний) и измерений соответству¬
ющими протоколами, на основании которых орган по сертифика¬
ции принимает решение о выдаче или об отказе в выдаче сертифи¬
ката соответствия. Аккредитованная испытательная лаборатория
(центр) обязана обеспечить достоверность результатов исследова¬
ний (испытаний) и измерений.
СТАТЬЯ 27 ЗНАК ОБРАЩЕНИЯ НА РЫНКЕ
1. Продукция, соответствие которой требованиям технических
регламентов подтверждено в порядке, предусмотренном настоя¬
щим Федеральным законом, маркируется знаком обращения на
рынке. Изображение знака обращения на рынке устанавливается
Правительством Российской Федерации. Данный знак не является
специальным защищенным знаком и наносится в информацион¬
ных целях.
2. Маркировка знаком обращения на рынке осуществляется зая-'
вителем самостоятельно любым удобным для него способом.
Продукция, соответствие которой требованиям технических рег¬
ламентов не подтверждено в порядке, установленном настоящим
Федеральным законом, не может быть маркирована знаком обра¬
щения на рынке.
СТАТЬЯ 28. ПРАВА И ОБЯЗАННОСТИ ЗАЯВИТЕЛЯ
В ОБЛАСТИ ОБЯЗАТЕЛЬНОГО ПОДТВЕРЖДЕНИЯ СООТВЕТСТВИЯ
1. Заявитель вправе:
— выбирать форму и схему подтверждения соответствия, пре¬
дусмотренные для определенных видов продукции соответствующим
техническим регламентом;
— обращаться для осуществления обязательной сертификации в
любой орган по сертификации, область аккредитации которого рас¬
пространяется на продукцию, которую заявитель намеревается сер¬
тифицировать;
— обращаться в орган по аккредитации с жалобами на неправо¬
мерные действия органов по сертификации и аккредитованных ис¬
пытательных лабораторий (центров) в соответствии с законодатель¬
ством Российской Федерации.
2. Заявитель обязан:
— обеспечивать соответствие продукции требованиям техничес¬
ких регламентов;
— выпускать в обращение продукцию, подлежащую обязатель¬
ному подтверждению соответствия, только после осуществления
такого подтверждения соответствия;
— указывать в сопроводительной технической документации и
при маркировке продукции сведения о сертификате соответствия
или декларации о соответствии;
— предъявлять в органы государственного контроля (надзора)
за соблюдением требований технических регламентов, а также за-
773
интересованным лицам документы, свидетельствующие о подтвер¬
ждении соответствия продукции требованиям технических регла¬
ментов (декларацию о соответствии, сертификат соответствия или
их копии);
— приостанавливать или прекращать реализацию продукции, если
срок действия сертификата соответствия или декларации о соответ¬
ствии истек либо действие сертификата соответствия или деклара¬
ции о соответствии приостановлено либо прекращено;
— извещать орган по сертификации об изменениях, вносимых в
техническую документацию или технологические процессы произ¬
водства сертифицированной продукции;
— приостанавливать производство продукции, которая прошла
подтверждение соответствия и не соответствует требованиям техни¬
ческих регламентов, на основании решений органов государствен¬
ного контроля (надзора) за соблюдением требований технических
регламентов.
СТАТЬЯ 29. УСЛОВИЯ ВВОЗА НА ТЕРРИТОРИЮ
РОССИЙСКОЙ ФЕДЕРАЦИИ ПРОДУКЦИИ, ПОДЛЕЖАЩЕЙ
ОБЯЗАТЕЛЬНОМУ ПОДТВЕРЖДЕНИЮ СООТВЕТСТВИЯ
1. Для помещения продукции, подлежащей обязательному под¬
тверждению соответствия, под таможенные режимы, предусматри¬
вающие возможность отчуждения или использования этой продук¬
ции в соответствии с ее назначением на таможенной территории
Российской Федерации, в таможенные органы одновременно с та¬
моженной декларацией заявителем либо уполномоченным заявите¬
лем лицом представляются декларация о соответствии или серти¬
фикат соответствия либо документы об их признании в соответ¬
ствии со статьей 30 настоящего Федерального закона. Представление
указанных документов не требуется в случае помещения продукции
под таможенный режим отказа в пользу государства.
Для целей таможенного оформления продукции списки продук¬
ции, на которую распространяется действие абзаца первого настоя¬
щего пункта, с указанием кодов Товарной номенклатуры внешне¬
экономической деятельности утверждаются Правительством Россий¬
ской Федерации на основании технических регламентов.
2. Продукция, определяемая в соответствии с положениями
абзаца второго пункта 1 настоящей статьи, подлежащая обяза¬
тельному подтверждению соответствия, ввозимая на таможенную
территорию Российской Федерации и помещаемая под таможен¬
ные режимы, которыми не предусмотрена возможность ее отчуж¬
дения, выпускается таможенными органами Российской Федера¬
ции на территорию Российской Федерации без представления ука¬
занных в абзаце первом пункта I настоящей статьи документов о
соответствии.
3. Порядок ввоза на таможенную территорию Российской Фе¬
дерации продукции, подлежащей обязательному подтверждению
соответствия и определяемой в соответствии с положениями абза¬
ца второго пункта 1 настоящей статьи и с учетом положений пун¬
кта 2 настоящей статьи, утверждается Правительством Российской
Федерации.
СТАТЬЯ 30. ПРИЗНАНИЕ РЕЗУЛЬТАТОВ
ПОДТВЕРЖДЕНИЯ СООТВЕТСТВИЯ
Полученные за пределами территории Российской Федерации
документы о подтверждении соответствия, знаки соответствия, про¬
токолы исследований (испытаний) и измерений продукции могут
быть признаны в соответствии с международными договорами Рос¬
сийской Федерации.
ГЛАВА 5. АККРЕДИТАЦИЯ ОРГАНОВ ПО СЕРТИФИКАЦИИ
И ИСПЫТАТЕЛЬНЫХ ЛАБОРАТОРИЙ (ЦЕНТРОВ)
СТАТЬЯ 31. АККРЕДИТАЦИЯ ОРГАНОВ ПО СЕРТИФИКАЦИИ
И ИСПЫТАТЕЛЬНЫХ ЛАБОРАТОРИЙ (ЦЕНТРОВ)
1. Аккредитация органов по сертификации и испытательных ла¬
бораторий (центров) осуществляется в целях:
— подтверждения компетентности органов по сертификации и
испытательных лабораторий (центров), выполняющих работы по
подтверждению соответствия;
— обеспечения доверия изготовителей, продавцов и приобрета¬
телей к деятельности органов по сертификации и аккредитованных
испытательных лабораторий (центров);
— создания условий для признания результатов деятельности
органов по сертификации и аккредитованных испытательных лабо¬
раторий (центров).
2. Аккредитация органов по сертификации и испытательных ла¬
бораторий (центров), выполняющих работы по подтверждению со¬
ответствия, осуществляется на основе принципов:
— добровольности;
— открытости и доступности правил аккредитации;
— компетентности и независимости органов, осуществляющих
аккредитацию;
— недопустимости ограничения конкуренции и создания пре¬
пятствий пользованию услугами органов по сертификации и аккре¬
дитованных испытательных лабораторий (центров);
— обеспечения равных условий лицам, претендующим на полу¬
чение аккредитации;
— недопустимости совмещения полномочий на аккредитацию и
подтверждение соответствия;
— недопустимости установления пределов действия документов
об аккредитации на отдельных территориях.
3. Аккредитация органов по сертификации и испытательных ла¬
бораторий (центров), выполняющих работы по подтверждению со¬
ответствия, осуществляется в порядке, установленном Правитель¬
ством Российской Федерации.
ГЛАВА 6. ГОСУДАРСТВЕННЫЙ КОНТРОЛЬ (НАДЗОР)
ЗА СОБЛЮДЕНИЕМ ТРЕБОВАНИЙ
ТЕХНИЧЕСКИХ РЕГЛАМЕНТОВ
СТАТЬЯ 32. ОРГАНЫ ГОСУДАРСТВЕННОГО КОНТРОЛЯ (НАДЗОРА) ЗА
СОБЛЮДЕНИЕМ ТРЕБОВАНИЙ ТЕХНИЧЕСКИХ РЕГЛАМЕНТОВ
1. Государственный контроль (надзор) за соблюдением требова¬
ний технических регламентов осуществляется федеральными орга¬
нами исполнительной власти, органами исполнительной власти
субъектов Российской Федерации, подведомственными им государ¬
ственными учреждениями, уполномоченными на проведение госу¬
дарственного контроля (надзора) в соответствии с законодательством
Российской Федерации (далее — органы государственного контро¬
ля (надзора).
2. Государственный контроль (надзор) за соблюдением требова¬
ний технических регламентов осуществляется должностными лица¬
ми органов государственного контроля (надзора) в порядке, уста¬
новленном законодательством Российской Федерации.
СТАТЬЯ 33. ОБЪЕКТЫ ГОСУДАРСТВЕННОГО КОНТРОЛЯ (НАДЗОРА)
ЗА СОБЛЮДЕНИЕМ ТРЕБОВАНИЙ ТЕХНИЧЕСКИХ РЕГЛАМЕНТОВ
1. Государственный контроль (надзор) за соблюдением требова¬
ний технических регламентов осуществляется в отношении продук¬
ции, процессов производства, эксплуатации, хранения, перевозки,
реализации и утилизации исключительно в части соблюдения тре¬
бований соответствующих технических регламентов.
2. В отношении продукции государственный контроль (надзор)
за соблюдением требований технических регламентов осуществля¬
ется исключительно на стадии обращения продукции.
3. При осуществлении мероприятий по государственному конт¬
ролю (надзору) за соблюдением требований технических регламен¬
тов используются правила и методы исследований (испытаний) и
измерений, установленные для соответствующих технических рег¬
ламентов в порядке, предусмотренном пунктом 11 статьи 7 настоя¬
щего Федерального закона.
СТАТЬЯ 34. ПОЛНОМОЧИЯ ОРГАНОВ
ГОСУДАРСТВЕННОГО КОНТРОЛЯ (НАДЗОРА)
1. На основании положений настоящего Федерального закона и
требований технических регламентов органы государственного кон¬
троля (надзора) вправе:
— требовать от изготовителя (продавца, лица, выполняющего
функции иностранного изготовителя) предъявления декларации о
соответствии или сертификата соответствия, подтверждающих со¬
ответствие продукции требованиям технических регламентов, или
их копий, если применение таких документов предусмотрено соот¬
ветствующим техническим регламентом;
— осуществлять мероприятия по государственному контролю
(надзору) за соблюдением требований технических регламентов в
порядке, установленном законодательством Российской Федерации;
— выдавать предписания об устранении нарушений требований
технических регламентов в срок, установленный с учетом характера
нарушения;
— принимать мотивированные решения о запрете передачи про¬
дукции, а также о полном или частичном приостановлении процес¬
сов производства, эксплуатации, хранения, перевозки, реализации
и утилизации, если иными мерами невозможно устранить наруше¬
ния требований технических регламентов;
— приостановить или прекратить действие декларации о соот¬
ветствии или сертификата соответствия;
— привлекать изготовителя (исполнителя, продавца, лицо, вы¬
полняющее функции иностранного изготовителя) к ответственнос¬
ти, предусмотренной законодательством Российской Федерации;
— принимать иные предусмотренные законодательством Россий¬
ской Федерации меры в целях недопущения причинения вреда.
2. Органы государственного контроля (надзора) обязаны:
— проводить в ходе мероприятий по государственному контро¬
лю (надзору) за соблюдением требований технических регламентов
разъяснительную работу по применению законодательства Россий¬
ской Федерации о техническом регулировании, информировать о
существующих технических регламентах;
— соблюдать коммерческую тайну и иную охраняемую законом
тайну;
— соблюдать порядок осуществления мероприятий по государ¬
ственному контролю (надзору) за соблюдением требований техни¬
ческих регламентов и оформления результатов таких мероприятий,
установленный законодательством Российской Федерации;
— принимать на основании результатов мероприятий по госу¬
дарственному контролю (надзору) за соблюдением требований тех¬
нических регламентов меры по устранению последствий наруше¬
ний требований технических регламентов;
— направлять информацию о несоответствии продукции требо¬
ваниям технических регламентов в соответствии с положениями
главы 7 настоящего Федерального закона;
— осуществлять другие предусмотренные законодательством Рос¬
сийской Федерации полномочия.
СТАТЬЯ 35. ОТВЕТСТВЕННОСТЬ ОРГАНОВ
ГОСУДАРСТВЕННОГО КОНТРОЛЯ (НАДЗОРА)
И ИХ ДОЛЖНОСТНЫХ ЛИЦ ПРИ ОСУЩЕСТВЛЕНИИ
ГОСУДАРСТВЕННОГО КОНТРОЛЯ (НАДЗОРА)
ЗА СОБЛЮДЕНИЕМ ТРЕБОВАНИЙ ТЕХНИЧЕСКИХ РЕГЛАМЕНТОВ
1. Органы государственного контроля (надзора) и их должност¬
ные лица в случае ненадлежащего исполнения своих служебных
обязанностей при проведении мероприятий по государственному
контролю (надзору) за соблюдением требований технических регла¬
ментов и в случае совершения противоправных действий (бездей¬
ствия) несут ответственность в соответствии с законодательством
Российской Федерации.
2. О мерах, принятых в отношении виновных в нарушении зако¬
нодательства Российской Федерации должностных лиц органов го¬
сударственного контроля (надзора), органы государственного конт¬
роля (надзора) в течение месяца обязаны сообщить юридическому
лицу и (или) индивидуальному предпринимателю, права и закон¬
ные интересы которых нарушены.
ГЛАВА 7. ИНФОРМАЦИЯ О НАРУШЕНИИ ТРЕБОВАНИЙ
ТЕХНИЧЕСКИХ РЕГЛАМЕНТОВ И ОТЗЫВ ПРОДУКЦИИ
СТАТЬЯ 36. ОТВЕТСТВЕННОСТЬ ЗА НЕСООТВЕТСТВИЕ ПРОДУКЦИИ,
ПРОЦЕССОВ ПРОИЗВОДСТВА, ЭКСПЛУАТАЦИИ, ХРАНЕНИЯ,
ПЕРЕВОЗКИ, РЕАЛИЗАЦИИ И УТИЛИЗАЦИИ
ТРЕБОВАНИЯМ ТЕХНИЧЕСКИХ РЕГЛАМЕНТОВ
1. За нарушение требований технических регламентов изготови¬
тель (исполнитель, продавец, лицо, выполняющее функции иност¬
ранного изготовителя) несет ответственность в соответствии с зако¬
нодательством Российской Федерации.
2. В случае неисполнения предписаний и решений органа госу¬
дарственного контроля (надзора) изготовитель (исполнитель, про¬
давец, лицо, выполняющее функции иностранного изготовителя)
несет ответственность в соответствии с законодательством Российс¬
кой Федерации.
3. В случае, если в результате несоответствия продукции требо¬
ваниям технических регламентов, нарушений требований техничес¬
ких регламентов при осуществлении процессов производства, эксп¬
луатации, хранения, перевозки, реализации и утилизации причи¬
нен вред жизни или здоровью граждан, имуществу физических или
юридических лиц, государственному или муниципальному имуще¬
ству, окружающей среде, жизни или здоровью животных и расте¬
ний или возникла угроза причинения такого вреда, изготовитель
(исполнитель, продавец, лицо, выполняющее функции иностран¬
ного изготовителя) обязан возместить причиненный вред и принять
меры в целях недопущения причинения вреда другим лицам, их
имуществу, окружающей среде в соответствии с законодательством
Российской Федерации.
4. Обязанность возместить вред не может быть ограничена дого¬
вором или заявлением одной из сторон. Соглашения или заявления
об ограничении ответственности ничтожны.
СТАТЬЯ 37. ИНФОРМАЦИЯ О НЕСООТВЕТСТВИИ ПРОДУКЦИИ
ТРЕБОВАНИЯМ ТЕХНИЧЕСКИХ РЕГЛАМЕНТОВ
1. Изготовитель (исполнитель, продавец, лицо, выполняющее
функции иностранного изготовителя), которому стало известно о
несоответствии выпущенной в обращение продукции требовани¬
ям технических регламентов, обязан сообщить об этом в орган
государственного контроля (надзора) в соответствии с его компе¬
тенцией в течение десяти дней с момента получения указанной
информации.
Продавец (исполнитель, лицо, выполняющее функции иност¬
ранного изготовителя), получивший указанную информацию, в те¬
чение десяти дней обязан довести ее до изготовителя.
2. Лицо, которое не является изготовителем (исполнителем, про¬
давцом, лицом, выполняющим функции иностранного изготови¬
теля) и которому стало известно о несоответствии выпущенной в
обращение продукции требованиям технических регламентов, впра¬
ве направить информацию о несоответствии продукции требова¬
ниям технических регламентов в орган государственного контроля
(надзора).
При получении такой информации орган государственного кон¬
троля (надзора) в течение пяти дней обязан известить изготовителя
(продавца, лицо, выполняющее функции иностранного изготовите¬
ля) о ее поступлении.
СТАТЬЯ 38. ОБЯЗАННОСТИ ИЗГОТОВИТЕЛЯ (ПРОДАВЦА, ЛИЦА,
ВЫПОЛНЯЮЩЕГО ФУНКЦИИ ИНОСТРАННОГО ИЗГОТОВИТЕЛЯ)
В СЛУЧАЕ ПОЛУЧЕНИЯ ИНФОРМАЦИИ О НЕСООТВЕТСТВИИ
ПРОДУКЦИИ ТРЕБОВАНИЯМ ТЕХНИЧЕСКИХ РЕГЛАМЕНТОВ
1. В течение десяти дней с момента получения информации о
несоответствии продукции требованиям технических регламентов,
если необходимость установления более длительного срока не сле¬
дует из существа проводимых мероприятий, изготовитель (прода¬
вец, лицо, выполняющее функции иностранного изготовителя) обя¬
зан провести проверку достоверности полученной информации. По
требованию органа государственного контроля (надзора) изготови¬
тель (продавец, лицо, выполняющее функции иностранного изго¬
товителя) обязан представить материалы указанной проверки в орган
государственного контроля (надзора).
В случае получения информации о несоответствии продукции
требованиям технических регламентов изготовитель (продавец, лицо,
выполняющее функции иностранного изготовителя) обязан принять
необходимые меры для того, чтобы до завершения проверки, пре¬
дусмотренной абзацем первым настоящего пункта, возможный вред,
связанный с обращением данной продукции, не увеличился.
2. При подтверждении достоверности информации о несоответ¬
ствии продукции требованиям технических регламентов изготови¬
тель (продавец, лицо, выполняющее функции иностранного изго¬
товителя) в течение десяти дней с момента подтверждения досто¬
верности такой информации обязан разработать программу мероп¬
риятий по предотвращению причинения вреда и согласовать ее с
органом государственного контроля (надзора) в соответствии с его
компетенцией.
Программа должна включать в себя мероприятия по оповеще¬
нию приобретателей о наличии угрозы причинения вреда и спосо¬
бах его предотвращения, а также сроки реализации таких меропри¬
ятий. В случае, если для предотвращения причинения вреда необ¬
ходимо произвести дополнительные расходы, изготовитель (продавец,
лицо, выполняющее функции иностранного изготовителя) обязан
осуществить все мероприятия по предотвращению причинения вре¬
да своими силами, а при невозможности их.осуществления объя¬
вить об отзыве продукции и возместить убытки, причиненные при¬
обретателям в связи с отзывом продукции.
Устранение недостатков, а также доставка продукции к месту
устранения недостатков и возврат ее приобретателям осуществля¬
ются изготовителем (продавцом, лицом, выполняющим функции
иностранного изготовителя) и за его счет.
3. В случае, если угроза причинения вреда не может быть устране¬
на путем проведения мероприятий, указанных в пункте 2 настоящей
статьи, изготовитель (продавец, лицо, выполняющее функции иност¬
ранного изготовителя) обязан незамедлительно приостановить произ¬
водство и реализацию продукции, отозвать продукцию и возместить
приобретателям убытки, возникшие в связи с отзывом продукции.
4. На весь период действия программы мероприятий по предот¬
вращению причинения вреда изготовитель (продавец, лицо, выпол¬
няющее функции иностранного изготовителя) за свой счет обязан
обеспечить приобретателям возможность получения оперативной
информации о необходимых действиях.
СТАТЬЯ 39. ПРАВА ОРГАНОВ ГОСУДАРСТВЕННОГО КОНТРОЛЯ
(НАДЗОРА) В СЛУЧАЕ ПОЛУЧЕНИЯ ИНФОРМАЦИИ
О НЕСООТВЕТСТВИИ ПРОДУКЦИИ
ТРЕБОВАНИЯМ ТЕХНИЧЕСКИХ РЕГЛАМЕНТОВ
1. Органы государственного контроля (надзора) в случае получе¬
ния информации о несоответствии продукции требованиям техни¬
ческих регламентов в возможно короткие сроки проводят проверку
достоверности полученной информации.
В ходе проведения проверки органы государственного контроля
(надзора) вправе:
— требовать от изготовителя (продавца, лица, выполняющего
функции иностранного изготовителя) материалы проверки досто¬
верности информации о несоответствии продукции требованиям
технических регламентов;
— запрашивать у изготовителя (исполнителя, продавца, лица,
выполняющего функции иностранного изготовителя) и иных лиц
дополнительную информацию о продукции, процессах производ¬
ства, эксплуатации, хранения, перевозки, реализации и утилизации,
в том числе результаты исследований (испытаний) и измерений,
проведенных при осуществлении обязательного подтверждения со¬
ответствия;
— направлять запросы в другие федеральные органы исполни¬
тельной власти;
— при необходимости привлекать специалистов для анализа по¬
лученных материалов.
2. При признании достоверности информации о несоответствии
продукции требованиям технических регламентов орган государ¬
ственного контроля (надзора) в соответствии с его компетенцией в
течение десяти дней выдает предписание о разработке изготовите¬
лем (продавцом, лицом, выполняющим функции иностранного из¬
готовителя) программы мероприятий по предотвращению причине¬
ния вреда, оказывает содействие в ее реализации и осуществляет
контроль за ее выполнением.
Орган государственного контроля (надзора):
— способствует распространению информации о сроках и по¬
рядке проведения мероприятий по предотвращению причинения
вреда;
— запрашивает у изготовителя (продавца, лица, выполняющего
функции иностранного изготовителя) и иных лиц документы, под¬
тверждающие проведение мероприятий, указанных в программе
мероприятий по предотвращению причинения вреда;
— проверяет соблюдение сроков, указанных в программе мероп¬
риятий по предотвращению причинения вреда;
— принимает решение об обращении в суд с иском о принуди¬
тельном отзыве продукции.
СТАТЬЯ 40. ПРИНУДИТЕЛЬНЫЙ ОТЗЫВ ПРОДУКЦИИ
1. В случае невыполнения предписания, предусмотренного пун¬
ктом 2 статьи 39 настоящего Федерального закона, или невыполне¬
ния программы мероприятий по предотвращению причинения вре¬
да орган государственного контроля (надзора) в соответствии с его
компетенцией, а также иные лица, которым стало известно о невы¬
полнении изготовителем (продавцом, лицом, выполняющим функ¬
ции иностранного изготовителя) программы мероприятий по пре¬
дотвращению причинения вреда, вправе обратиться в суд с иском о
принудительном отзыве продукции.
2. В случае удовлетворения иска о принудительном отзыве про¬
дукции суд обязывает ответчика совершить определенные действия,
связанные с отзывом продукции, в установленный судом срок, а
также довести решение суда не позднее одного месяца со дня его
вступления в законную силу до сведения приобретателей через сред¬
ства массовой информации или иным способом.
В случае, если ответчик не исполнит решение суда в установ¬
ленный срок, истец вправе совершить эти действия за счет ответчи¬
ка с взысканием с него необходимых расходов.
3. За нарушение требований настоящего Федерального закона
об отзыве продукции могут быть применены меры уголовного и ад¬
министративного воздействия в соответствии с законодательством
Российской Федерации.
СТАТЬЯ 41. ОТВЕТСТВЕННОСТЬ
ЗА НАРУШЕНИЕ ПРАВИЛ
ВЫПОЛНЕНИЯ РАБОТ ПО СЕРТИФИКАЦИИ
Орган по сертификации и должностное лицо органа по серти¬
фикации, нарушившие правила выполнения работ по сертифика¬
ции, если такое нарушение повлекло за собой выпуск в обращение
продукции, не соответствующей требованиям технических регла¬
ментов, несут ответственность в соответствии с законодательством
Российской Федерации и договором о проведении работ по серти¬
фикации.
СТАТЬЯ 42. ОТВЕТСТВЕННОСТЬ
АККРЕДИТОВАННОЙ ИСПЫТАТЕЛЬНОЙ
ЛАБОРАТОРИИ (ЦЕНТРА)
Аккредитованная испытательная лаборатория (центр), эксперты
в соответствии с законодательством Российской Федерации и дого¬
вором несут ответственность за недостоверность или необъектив¬
ность результатов исследований (испытаний) и измерений.
783
ГЛАВА 8 . ИНФОРМАЦИЯ О ТЕХНИЧЕСКИХ РЕГЛАМЕНТАХ
И ДОКУМЕНТАХ ПО СТАНДАРТИЗАЦИИ
СТАТЬЯ 43. ИНФОРМАЦИЯ О ДОКУМЕНТАХ
ПО СТАНДАРТИЗАЦИИ
1. Национальные стандарты и общероссийские классификато¬
ры, а также информация об их разработке должны быть доступны
заинтересованным лицам.
2. Официальное опубликование в установленном порядке наци¬
ональных стандартов и общероссийских классификаторов осуще¬
ствляется национальным органом по стандартизации. Порядок опуб¬
ликования национальных стандартов и общероссийских классифи¬
каторов определяется Правительством Российской Федерации.
СТАТЬЯ 44. ФЕДЕРАЛЬНЫЙ ИНФОРМАЦИОННЫЙ ФОНД
ТЕХНИЧЕСКИХ РЕГЛАМЕНТОВ И СТАНДАРТОВ
1. Технические регламенты, документы национальной систе¬
мы стандартизации, международные стандарты, правила стандар¬
тизации, нормы стандартизации и рекомендации по стандартиза¬
ции, национальные стандарты других государств и информация о
международных договорах в области стандартизации и подтвер¬
ждения соответствия и о правилах их применения составляют
Федеральный информационный фонд технических регламентов
и стандартов.
Федеральный информационный фонд технических регламен¬
тов и стандартов является государственным информационным
ресурсом.
Порядок создания и ведения Федерального информационного
фонда технических регламентов и стандартов, а также правила
пользования этим фондом устанавливаются Правительством Рос¬
сийской Федерации.
2. В Российской Федерации в порядке и на условиях, которые
установлены Правительством Российской Федерации, создается и
функционирует единая информационная система, предназначенная
для обеспечения заинтересованных лиц информацией о докумен¬
тах, входящих в состав Федерального информационного фонда тех¬
нических регламентов и стандартов.
Заинтересованным лицам обеспечивается свободный доступ к
создаваемым информационным ресурсам, за исключением случаев,
если в интересах сохранения государственной, служебной или ком¬
мерческой тайны такой доступ должен быть ограничен.
ГЛАВА 9. ФИНАНСИРОВАНИЕ В ОБЛАСТИ
ТЕХНИЧЕСКОГО РЕГУЛИРОВАНИЯ
СТАТЬЯ 45. ПОРЯДОК ФИНАНСИРОВАНИЯ
ЗА СЧЕТ СРЕДСТВ ФЕДЕРАЛЬНОГО БЮДЖЕТА РАСХОДОВ
В ОБЛАСТИ ТЕХНИЧЕСКОГО РЕГУЛИРОВАНИЯ
1. За счет средств федерального бюджета могут финансировать¬
ся расходы на:
— проведение на федеральном уровне государственного контро¬
ля (надзора) за соблюдением требований технических регламентов;
— создание и ведение Федерального информационного фонда
технических регламентов и стандартов;
— реализацию программы разработки технических регламентов
и программы разработки национальных стандартов, предусмотрен¬
ных пунктом 12 статьи 7 и пунктом 1 статьи 16 настоящего Феде¬
рального закона, а также проведение экспертизы отдельных проек¬
тов технических регламентов и национальных стандартов;
— разработку общероссийских классификаторов;
— уплату взносов международным организациям по стандар¬
тизации.
2. Порядок финансирования расходов, указанных в пункте 1 на¬
стоящей статьи, определяется Правительством Российской Федерации.
ГЛАВА 10. ЗАКЛЮЧИТЕЛЬНЫЕ И ПЕРЕХОДНЫЕ
ПОЛОЖЕНИЯ
СТАТЬЯ 46. ПЕРЕХОДНЫЕ ПОЛОЖЕНИЯ
1. Со дня вступления в силу настоящего Федерального закона
впредь до вступления в силу соответствующих технических регла¬
ментов требования к продукции, процессам производства, эксплуа¬
тации, хранения, перевозки, реализации и утилизации, установлен¬
ные нормативными правовыми актами Российской Федерации и
нормативными документами федеральных органов исполнительной
власти, подлежат обязательному исполнению только в части, соот¬
ветствующей целям:
— защиты жизни или здоровья граждан, имущества физических или
юридических лиц, государственного или муниципального имущества;
— охраны окружающей среды, жизни или здоровья животных и
растений;
— предупреждения действий, вводящих в заблуждение приобре¬
тателей.'
50. Я. М. Радкевич
785
2. Со дня вступления в силу настоящего Федерального закона
обязательное подтверждение соответствия осуществляется только в
отношении продукции, выпущенной в обращение на территории
Российской Федерации.
3. Правительством Российской Федерации до вступления в силу
соответствующих технических регламентов определяется и ежегод¬
но дополняется перечень отдельных видов продукции, в отношении
которых обязательная сертификация заменяется декларированием
соответствия, осуществляемым в порядке, установленном настоя¬
щим Федеральным законом.
4. До вступления в силу соответствующих технических регла¬
ментов схема декларирования соответствия на основе собствен¬
ных доказательств допускается для применения только изготови¬
телями или только лицами, выполняющими функции иностран¬
ного изготовителя.
5. До принятия соответствующих технических регламентов тех¬
ническое регулирование в области применения ветеринарно-сани-
тарных и фитосанитарных мер осуществляется в соответствии с
Федеральным законом «О карантине растений» и Законом Россий¬
ской Федерации «О ветеринарии».
6. До принятия общего технического регламента по ядерной и
радиационной безопасности техническое регулирование в облас¬
ти ядерной и радиационной безопасности осуществляется в соот¬
ветствии с Федеральным законом «Об использовании атомной
энергии» и Федеральным законом «О радиационной безопаснос¬
ти населения».
7. Технические регламенты должны быть приняты в течение семи
лет со дня вступления в силу настоящего Федерального закона.
Обязательные требования к продукции, процессам производ¬
ства, эксплуатации, хранения, перевозки, реализации и утили¬
зации, в отношении которых технические регламенты в указан¬
ный срок не были приняты, прекращают действие по его исте¬
чении.
8. Документы об аккредитации, выданные в установленном по¬
рядке органам по сертификации и аккредитованным испытатель¬
ным лабораториям (центрам) до вступления в силу настоящего Фе¬
дерального закона, а также документы, подтверждающие соответ¬
ствие (сертификат соответствия, декларация о соответствии) и
принятые до вступления в силу настоящего Федерального закона,
считаются действительными до окончания срока, установленного
в них.
786
СТАТЬЯ 47. ПРИВЕДЕНИЕ НОРМАТИВНЫХ ПРАВОВЫХ АКТОВ В
СООТВЕТСТВИЕ С НАСТОЯЩИМ ФЕДЕРАЛЬНЫМ ЗАКОНОМ
Со дня вступления в силу настоящего Федерального закона при¬
знать утратившими силу:
— Закон Российской Федерации от 10 июня 1993 года № 5151-1
«О сертификации продукции и услуг» (Ведомости Съезда народных
депутатов и Верховного Совета Российской Федерации, 1993, № 26,
ст. 966);
— постановление Верховного Совета Российской Федерации от
10 июня 1993 года № 5153-1 «О введении в действие Закона Россий¬
ской Федерации «О сертификации продукции и услуг» (Ведомости
Съезда народных депутатов и Верховного Совета Российской Феде¬
рации, 1993, № 26, ст. 967);
— Закон Российской Федерации от 10 июня 1993 года № 5154-1
«О стандартизации» (Ведомости Съезда народных депутатов и Вер¬
ховного Совета Российской Федерации, 1993, № 25, ст. 917);
— постановление Верховного Совета Российской Федерации от
10 июня 1993 года № 5156-1 «О введении в действие Закона Россий¬
ской Федерации «О стандартизации» (Ведомости Съезда народных
депутатов и Верховного Совета Российской Федерации, 1993, № 25,
ст. 918);
— пункты 12 и 13 статьи 1 Федерального закона от 27 декабря
1995 года № 211-ФЗ «О внесении изменений и дополнений в от¬
дельные законодательные акты Российской Федерации в связи с
принятием Федерального закона «О пожарной безопасности» (Со¬
брание законодательства Российской Федерации, 1996, №1, ст. 4);
— пункт 2 статьи 1 Федерального закона от 2 марта 1998 года
№ ЗО-ФЗ «О внесении изменений и дополнений в отдельные зако¬
нодательные акты Российской Федерации в связи с принятием Фе¬
дерального закона «О рекламе» (Собрание законодательства Рос¬
сийской Федерации, 1998, № 10, ст. 1143);
— Федеральный закон от 31 июля 1998 года № 154-ФЗ «О внесе¬
нии изменений и дополнений в Закон Российской Федерации
«О сертификации продукции и услуг» (Собрание законодательства
Российской Федерации, 1998, №31, ст. 3832);
— статью 2 Федерального закона от 10 июля 2002 года № 87-ФЗ
«О внесении изменения в статью 6 Федерального закона «Об осно¬
вах социального обслуживания населения в Российской Федерации»
и дополнения в статью 2 Закона Российской Федерации «О стан¬
дартизации» (Собрание законодательства Российской Федерации,
2002, № 28, ст. 2791);
50*
787
— статьи 13 и 14 Федерального закона от 25 июля 2002 года
№ 116-ФЗ «О внесении изменений и дополнений в некоторые зако¬
нодательные акты Российской Федерации в связи с совершенство¬
ванием государственного управления в области пожарной безопас¬
ности» (Собрание законодательства Российской Федерации, 2002,
№ 30, ст. 3033).
СТАТЬЯ 48. ВСТУПЛЕНИЕ В СИЛУ
НАСТОЯЩЕГО ФЕДЕРАЛЬНОГО ЗАКОНА
Настоящий Федеральный закон вступает в силу по истечении
шести месяцев со дня его официального опубликования.
ПРЕЗИДЕНТ
РОССИЙСКОЙ ФЕДЕРАЦИИ
В. ПУТИН
СПИСОК ЛИТЕРАТУРЫ
1. Шишкин И.Ф. Теоретическая метрология: Учебник для вузов. — М.: Изд-во
стандартов, 1991. — 492 с.
2. Маркин НС. Основы теории обработки результатов измерений. — М.:
Изд-во стандартов, 1991. — 176 с.
3. Брянский J1.H., Дойников A.C. Краткий справочник метролога. — М.: Изд-во
стандартов, 1991. — 79 с.
4. Маркин Н.С., Ершов B.C. Метрология. Введение в специальность. — М.:
Изд-во стандартов, 1991. — 208 с.
5. Основополагающие стандарты в области метрологии. Издание официальное. —■
М.: Изд-во стандартов, 1986. — 311с.
6. Артемьев Б.Г., Голубев С.М. Справочное пособие для работников метрологи¬
ческих служб. — М.: Изд-во стандартов, 1990. — Кн. 1. 428 с.
7. Бурдун Г.Д., Маркин Б.Н. Основы метрологии. — М.: Изд-во стандартов,
1972. - 312 с
8. Коротков В.П., Тайц Б.А. Основы метрологии и теории точности измеритель¬
ных устройств. — М.: Изд-во стандартов, 1978. — 352 с.
9. Berkov V. Metrologie industrielle. Editions Mir. Moscou, 1987
10. Иванов A.Г. Измерительные приборы в машиностроении. — М.: Изд-во стан¬
дартов, 1981. — 496 с.
11. Бирюков Г.С., Серко A.JI. Измерение геометрических величин и их метроло¬
гическое обеспечение. — М.: Изд-во стандартов, 1991. — 368 с.
12. Белкин И.М. Средства линейно-угловых измерений. — М.: Машиностроение,
1987. - 368 с.
13. Допуски и посадки: Справочник. В 2-х ч./ В.Д. Мягков, М.А. Палей,
А.Б. Романов, В.А. Брагинский. — 6-е изд., перераб. и доп. —Л.: Машиностроение.
Ленингр. отд-ние, 1982. — Ч. 1. — 543 с.
14. Допуски и посадки: Справочник. В 2-х ч./ В.Д. Мягков, М.А. Палей,
А.Б. Романов, В.А. Брагинский. — 6-е изд., перераб. и доп. — Л.: Машиностроение.
Ленингр отд-ние, 1982. — Ч. 2. — 448 с.
15. Якушев А.И. Взаимозаменяемость, стандартизация и технические Измерения-
M.: Машиностроение, 1979. — 343 с.
16. Тищенко О.Ф., Валединский A.C. Взаимозаменяемость, стандартизация
и технические измерения. — М.: Машиностроение, 1977. — 357 с.
17. Марков H.H. Взаимозаменяемость и технические измерения. — М.: Изда¬
тельство стандартов, 1983. — 288 с.
18. Болдин Л.А. Основы взаимозаменяемости и стандартизации в машинострое¬
нии. — М.: Машиностроение. 1984. — 272 с.
19. Шляхтер Л.М. Взаимозаменяемость, метрология, стандартизация на пред¬
приятиях бытового обслуживания. — М.: Легпромбытиздат, 1990. — 288 с.
20. Единая система допусков и посадок СЭВ в машиностроении и приборостро¬
ении: Справочник: В 2-х т. — 2-е изд., — М.: Издательство стандартов, 1989-
Т. 1. - 263 с.
789
21. Единая система допусков и посадок СЭВ в машиностроении и приборостро¬
ении: Справочник: В 2-х т. — 2-е изд. — М.: Издательство стандартов, 1989.
Т. 2. - 208 с.
22. Дунин-Борковский И.В. Взаимозаменяемость, стандартизация и технические
измерения. — М.: Машиностроение, 1975. — 352 с.
23. Ганевский Г.М., Гольдин И.И. Допуски, посадки и технические измерения
в машиностроении. — М.: Высшая шклола, 1987. — 270с.
24. Суслов А.Г. Технологическое обеспечение параметров состояния поверхност¬
ного слоя деталей — М.: Машиностроение, 1987. — 208 с.
25. Орлов П.И. Основы конструирования: Справочно-методическое пособие.
В 2-х кн. Кн. 1. Под ред. П.Н. Учаева. — 3-е изд. — М.: Машиностроение,
1988. — 560 с.
26. Орлов П.И. Основы конструирования: Справочно-методическое пособие.
В 2-х кн. Кн. 2. Под ред. П.Н. Учаева. — 3-е изд. — М.: Машиностроение,
1988. - 544 с.
27. Солод Г.И. Основы квалиметрии. Учебное пособие. — М.: МГГУ, 1991. — 84 с.
28. Солод Г.И., Радкевич Я.М. Управление качеством горных машин: Учебное
пособие. — М.: МГГУ, 1985. — 94 с.
29. Лактионов Б. И., Радкевич Я.М. Метрология и взаимозаменяемость: Учебное
пособие. — М.: Издательство Московского государственного горного университета,
1995. — 216 с.
30. Амиров Ю.Д. Основы конструирования: Творчество—стандартизация—эко¬
номика: Справочное пособие. — М.: Издательство стандартов, 1991. — 392 с.
31. Международные и региональные организации по стандартизации и качеству
продукции. — М.: Издательство стандартов, 1990. — 216 с.
32. Медведев А.М. Международная стандартизация: Учебное пособие. — М.:
Издательство стандартов, 1988. — 232с.
33. Таныгин В.А. Основы стандартизации и управления качеством продукции:
Учебное пособие. — М.: Издательство стандартов, 1989. — 208 с.
34. Ряполов Ф.А. Сертификация. Методология и практика. — М.: Издательство
стандартов, 1987. — 232 с.
35. Белкин И.М. Средства линейно-угловых измерений. Справочник. — М.: Ма¬
шиностроение, 1987. — 368 с.
36. Расчет точности машин и приборов/В.П. Булатов, И.Г. Фридлендер,
А.П. Булатов и др. Под общ. ред. В.П. Булатова и И.Г. Фридлендера. — СПб.: Поли¬
техника, 1993. — 495 с.
37. Рудзит Я.А., Плуталов В.Н. Основы метрологии, точность и надежность
в приборостроении: Учебн. пособие. — М.: Машиностроение, 1991. — 304 с.
38. Бурдун Г.Д. Справочник по Международной системе единиц. Изд. 2-е, доп. —
М.: Издательство стандартов, 1977. — 232 с.
39. Государственная система стандартизации. Сб. стандартов. — М.: Госстан¬
дарт России, 1994. — 134 с.
40. Радкевич Я.М., Сычев Л.С., Тимофеев В.Б., Черни A.B. Взаимозаменяемость,
стандартизация и управление качеством продукции. — М.: МГГУ, 1991. — 88 с.
41. Основополагающие стандарты в области метрологии. — М.: Издательство
стандартов, 1986. — 312с.
42. Система сертификации ГОСТ Р. Сборник документов. — М.: Издательство
стандартов, 1993. — 84 с.
43. Основы стандартизации/Под ред. В.В. Ткаченко. — М.: Издательство стан¬
дартов, 1986. — 327 с.
790
44. Рейх H.H.. Тупиченков A.A., Цейтлин В.Г. Метрологическое обеспечение про¬
изводства: Учебное пособие для ВИСМ/Под ред. JI.K. Исаева. — М.: Издательство
стандартов, 1987. — 248 с.
45. Радкевич Я.М., Лактионов Б.И. Метрология, стандартизация и взаимозаме¬
няемость: Учебник для вузов. Книга 1. Метрология. — М.: Издательство Московско¬
го государственного горного университета, 1996. — 214 с.
46. Радкевич Я.М., Лактионов Б.И. Метрология, стандартизация и взаимозаме¬
няемость: Учебник для вузов. Книга 2. Стандартизация. — М.: Издательство Мос¬
ковского государственного горного университета, 1996. — 268 с.
47. Радкевич Я.М., Лактионов Б.И. Метрология, стандартизация и взаимозаменя¬
емость: Учебник для вузов. Книга 3. Взаимозаменяемость. Часть 1. 2-е изд. — М.:
Издательство Московского государственного горного университета, 2000. — 240 с.
48. Радкевич Я.М., Лактионов Б.И. Метрология, стандартизация и взаимозаменя¬
емость: Учебник для вузов. Книга 3. Взаимозаменяемость. Часть 2. 2-е изд. — М.:
Издательство Московского государственного горного университета, 2000. — 208 с.
49. Крылова Г.Д. Основы стандартизации, сертификации, метрологии. Учебник
для вузов. — 2-е изд., перераб. и доп. — М.: ЮНИТИ-ДАНА, 1999. — 711 с.
50. Баскаков М.И. Сертификация продукции и услуг с основами стандартизации
и метрологии: Учебное пособие. — Ростов-на-Дону: издательский центр «МарТ»,
2000. - 256 с.
51. Лифиц. Основы стандартизации, метрологии и сертификации: Учебник. —
2-е изд., испр. и доп. — М.: Юрайт-М, 2001. — 268 с.
52. Новицкий Н.И., Олесюк В.Н. Управление качеством продукции: Учебное по¬
собие. — Мн.: Новое знание, 2001. — 238 с.
53. Сергеев А.Г., Латышев М.В. Сертификация: Учебное пособие для студентов
высших и средних учебных заведений. — М.: Логос, 2001. — 216 с.
54. Никифоров А.Д. Взаимозаменяемость, стандартизация и технгические измерения:
Учебное пособие для машиностроит. Спец. Вузов. — М.: Высш.шк., 2000. — 510 с.
55. Сергеев А.Г., Крохин В.В. Метрология: Учеб. пособие для вузов. — М.: Логос,
2001. — 408 с.
56. Круглов М.Г., Шишков Г.М. Управление качеством TQM: Учебное пособие. —
М.: МГТУ «Станкин», 1999. — 234 с.
57. Радкевич Я.М., Схиртладзе А.Г., Лактионов Б.И., Коротков А.И. Стандартиза¬
ция. — М.: Славянская школа, 2002. — 362 с.
58. Радкевич Я.М., Схиртладзе А.Г., Лактионов Б.И., Коротков А.И. Сертифика¬
ция. — М.: Славянская школа, 2002. — 115 с.
59. Радкевич Я.М., Схиртладзе А.Г., Лактионов Б.И., Коротков А.И. Метрология. —
М.: Славянская школа, 2002. — 148 с.
60. Радкевич ЯМ. Метрология, стандартизация и сертификация. 4.1. — М.: МГГУ,
2003. — 107 с.
61. Радкевич Я.М. Метрология, стандартизация и сертификация. 4.2. — М.: МГГУ,
2003. — 89 с.
62. Радкевич Я.М. Метрология, стандартизация и сертификация. Ч.З. — М.: МГГУ,
2003. — 71 с.
63. Радкевич Я.М., Схиртладзе А.Г., Коротков А.И. Практикум по нормированию
точности в машиностроении. — М.: Славянская школа, 2003. — 328 с.
СОДЕРЖАНИЕ
ПРЕДИСЛОВИЕ 3
РАЗДЕЛ I. МЕТРОЛОГИЯ 8
1. МЕТРОЛОГИЯ И ЕЕ ЗНАЧЕНИЕ В НАУЧНО-ТЕХНИЧЕСКОМ
ПРОГРЕССЕ 8
2. ФИЗИЧЕСКИЕ ВЕЛИЧИНЫ И ЕДИНИЦЫ ИХ ИЗМЕРЕНИЯ 9
2.1. Физические величины 9
2.2. Понятие о системе физических величин 11
2.3. Принципы построения Международной системы елинии 13
2.4. Преимущества Международной системы единиц 18
3. ВИДЫ И МЕТОДЫ ИЗМЕРЕНИЙ. ОСНОВНЫЕ ПОНЯТИЯ
И ОПРЕДЕЛЕНИЯ 19
3.1. Виды измерений 19
3.2. Методы измерений 22
3.3. Понятие о точности измерений 23
3.4. Основы обеспечения единства измерений 24
3.5. Эталоны единиц физических величин 26
4. ПОГРЕШНОСТИ ИЗМЕРЕНИЙ 29
4.1. Понятие о погрешности измерений 29
4.2. Классификация погрешностей измерения 30
4.3. Систематические погрешности 31
4.3.1. Общие сведения о систематических погрешностях 31
4.3.2. Исключение систематических погрешностей 33
5. СЛУЧАЙНЫЕ ПОГРЕШНОСТИ 36
5.1. Распределения случайных величин 36
5.2. Числовые характеристики случайных величин 39
5.3. Моменты случайных величин 41
5.4. Асимметрия и эксцесс 43
5.5. Примеры законов распределения случайных величин 44
5.5.1. Закон нормального распределения 44
5.5.2. Равномерное распределение 50
5.5.3. Закон Симпсона 52
792
5.6. Точечные оценки параметров распределения случайных величин
и отклонений 54
5.7. Интервальные оценки числовых характеристик 58
6 ГРУБЫЕ ПОГРЕШНОСТИ И ПРОМАХИ 66
6.1. Обнаружение и исключение грубых погрешностей 66
6.2. Критерии грубых погрешностей 67
6.2.1. Критерий Греббса (Смирнова) 67
6.2.2. Критерий Шарлье 69
6.2.3. Критерий Шовенэ 70
6.2.4. Критерий Диксона 70
6.3. Критерии для исключения систематических погрешностей 72
6.3.1. Метод последовательных разностей (критерий Аббе) 72
6.3.2. Комбинаторные критерии 74
6.4. Исключение систематической погрешности 75
7. ОБРАБОТКА РЕЗУЛЬТАТОВ НАБЛЮДЕНИЙ И ОЦЕНКА
ПОГРЕШНОСТЕЙ ИЗМЕРЕНИЙ 78
7.1. Измерения с однократными наблюдениями 78
7.2. Обработка прямых многократных равноточных измерений 81
7.3. Обработка результатов неравноточных измерений 94
7.4. Обработка результатов косвенных измерений 97
7.5. Критерий ничтожных погрешностей 101
7.6. Совокупные и совместные измерения 102
8. СРЕДСТВА ИЗМЕРЕНИЙ 106
8.1. Классификация средств измерений 106
8.2. Основные метрологические характеристики средств измерений 109
8.3. Погрешности средств измерений 111
8.4. Нормирование погрешностей средств измерений 112
8.5. Классы точности средств измерений 114
8.6. Нормируемые метрологические характеристики средств измерений 116
9. ГОСУДАРСТВЕННАЯ МЕТРОЛОГИЧЕСКАЯ СЛУЖБА
В РОССИЙСКОЙ ФЕДЕРАЦИИ 117
9.1. Организационные основы Государственной метрологической службы 117
9.2. Нормативная база метрологии 125
9.3. Государственный метрологический контроль за средствами
измерений 126
9 3.1. Порядок проведения испытаний и утверждения типа средств
измерений 127
9.3.2. Поверка средств измерений 130
9.3.3. Порядок лицензирования деятельности по изготовлению,
ремонту, продаже и прокату средств измерений 136
9-4. Виды государственного метрологического надзора 138
9.5. Применение юридических санкций за нарушение метрологических
правил и норм 142
10 РОССИЙСКАЯ СИСТЕМА КАЛИБРОВКИ 146
10.1. Положение о Российской системе калибровки (РСК) 146
10.2. Аккредитация метрологических служб на право проведения
калибровочных работ 156
10.3. Порядок составления графиков поверки (калибровки)
средств измерений 164
10.4. Поверочные схемы 165
10.5. Стандартные образцы состава и свойств веществ и материалов 167
10.6. Стандартные справочные данные о физических константах
и свойствах веществ и материалов 170
РАЗДЕЛ II. СТАНДАРТИЗАЦИЯ 173
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ ФЕДЕРАЛЬНОГО ЗАКОНА
«О ТЕХНИЧЕСКОМ РЕГУЛИРОВАНИИ» В ОБЛАСТИ
СТАНДАРТИЗАЦИИ 173
1.1. Цели стандартизации 173
1.2. Принципы стандартизации 174
• 1.3. Нормативные документы по стандартизации. Виды стандартов 174
1.4. Национальный орган по стандартизации 175
А
1.5. Правила разработки и утверждения национальных стандартов 176
1.6. Структура и характеристика стандартов ГСС 179
. 1.7. Категории стандартов 181
1.8. Информация о нормативных документах по стандартизации,
их издание и реализация 183
1.9. Порядок разработки государственных стандартов 184
1.10. Общие требования к построению, изложению, оформлению
и содержанию стандартов 189
1.10.1. Требования к построению стандарта 189
1.10.2. Требования к содержанию основополагающих стандартов 191
1.10.3. Требования к содержанию стандартов на продукцию, услуги 192
1.10.4. Требования к содержанию стандартов на методы контроля 200
1.10.5. Требования к содержанию стандартов на работы 202
1.10.6. Требования к обозначению стандартов 203
1.11. Государственный контроль и надзор за соблюдением требований
государственных стандартов 204
1.12. Международное сотрудничество в области стандартизации 206
2. МЕТОДЫ СТАНДАРТИЗАЦИИ 207
2.1. Упорядочение объектов 207
2.2. Параметрическая стандартизация 209
794
2.2.1. Выбор и обоснование параметрических рядов стандартизуемых
объектов 209
2.2.2. Система предпочтительных чисел и требования, предъявляемые
к рядам предпочтительных чисел 210
2.2.3. Выбор номенклатуры главных и основных параметров изделий 214
2.2.4. Выбор диапазона параметрического ряда 215
2.2.5. Выбор градации параметрического ряда 216
2.3. Унификация продукции 216
2.3. (. Общие положения методики унификации 216
2.3.2. Показатели уровня унификации 221
2.3.3. Практика унификации машин, их деталей и узлов 222
2.3.4. Межотраслевая унификация элементов машин 223
2.4. Агрегатирование 225
2.5. Комплексная стандартизация 228
2.6. Опережающая стандартизация 231
3 ОСНОВНЫЕ СВЕДЕНИЯ О КАЧЕСТВЕ ПРОДУКЦИИ 236
3.1. Основные термины и определения 236
3.2. Систематизация методик оценки качества промышленной продукции 241
3.3. Функциональные структурные элементы методик оценки качества 245
3.3.1. Выбор номенклатуры показателей качества продукции 245
3.3.2. Выбор вида представления показателей 249
3.3.3. Выбор базовых показателей 250
3.3.4. Оценка уровня качества по единичным показателям : 251
3.3.5. Определение уровня качества по комплексному показателю 253
3.4. Оценка качества изготовления деталей 257
3.5. Оценка качества соединений 262
3.6. Оценка качества изготовления редуктора 263
4. МЕЖДУНАРОДНЫЕ ОРГАНИЗАЦИИ ПО СТАНДАРТИЗАЦИИ
И КАЧЕСТВУ ПРОДУКЦИИ 265
4.1. Международная организация по стандартизации ИСО 265
4.2. Международная электротехническая комиссия (МЭК) 275
4.3. Международная организация мер и весов (МОМВ) 278
4.4. Международная организация законодательной метрологии (МОЗМ) 280
4.5. Европейская организация по качеству (ЕОКК) 281
4.6. Международная конференция по аккредитации испытательных
лабораторий (ИЛАК) 284
4.7. Европейский комитет по стандартизации (СЕН) 285
4.8. Европейский комитет по стандартизации в электротехнике (СЕНЭЛЕК) ...287
5. СТАНДАРТИЗАЦИЯ ОСНОВНЫХ НОРМ ВЗАИМОЗАМЕНЯЕМОСТИ 288
5.1. Основные понятия и определения 288
5.1.1. Понятие о взаимозаменяемости 288
5.1.2. Виды взаимозаменяемости 289
5.1.3. Понятие о размерах и отклонениях 290
5.1.4. Соединения 295
5.1.5. Примеры определения предельных размеров, допусков, зазоров
и натягов в соединениях при различных видах посадок 301
5.2. Единые принципы построения систем допусков и посадок 305
5.2.1. Принципы построения системы допусков и посадок 305
5.2.2. Основные нормы взаимозаменяемости. Единая система полей
допусков и посадок (ЕСДП) 306
5.2.3. Нанесение предельных отклонений размеров на чертежах.
Обозначение посадок 323
5.2.4. Рекомендации по выбору допусков и посадок 324
5.3. Расчет и выбор посадок 328
5.3.1. Посадки с натягом 328
5.3.2. Посадки с зазором в подшипниках скольжения 335
5.3.3. Переходные посадки 337
5.3.4. Характеристика и примеры применения посадок 340
5.4. Допуски и посадки подшипников качения 346
5.4.1. Классы точности 347
5.4.2. Выбор посадок подшипников качения на валы и в корпуса 351
5.5. Стандартизация шпоночных и шлицевых соединений 357
5.5.1. Призматические шпонки 358
5.5.2. Сегментные шпонки 361
5.5.3. Клиновые шпонки 363
5.5.4. Нанесение размеров на чертежах шпоночных соединений 364
5.5.5. Шлицевые соединения 365
5.5.6. Эвольвентные шлицевые соединения 372
5.6. Угловые размеры и гладкие конические соединения 382
5.6.1. Основные понятия об угловых величинах 382
5.6.2. Допуски угловых размеров и углов конусов 382
5.6.3. Гладкие конические соединения 385
5.6.4. Расчет базорасстояний конического соединения 391
5.6.5. Инструментальные конусы 393
5.6.6. Обозначение гладких конических соединений на чертежах 394
5.6.7. Методы и средства контроля угловых размеров 395
5.7. Гладкие калибры и их допуски 396
5.7.1. Классификация калибров 396
5.7.2. Допуски калибров 403
5.7.3. Расчет исполнительных размеров калибров 404
5.8. Нормирование отклонений формы, расположения, волнистости
и шероховатости деталей 407
5.8.1. Отклонения и допуски формы поверхностей. Основные понятия ...407
5.8.2. Отклонения и допуски расположения поверхностей 412
5.8.3. Отклонения и допуски наклона 419
5.8.4. Отклонения и допуски соосности, симметричности, пересечения
осей 423
5.8.5. Суммарные отклонения и допуски формы и расположения
поверхностей 428
5.8.6. Зависимые и независимые допуски 429
5.8.7. Числовые значения отклонений формы и расположения 430
5.8.8. Позиционные допуски осей отверстий 430
5.8.9. Неуказанные допуски формы и расположения поверхностей 432
5.8.10. Обозначение на чертежах допусков формы и расположения
поверхностей деталей 433
5.8.11. Отклонения и допуски формы плоских поверхностей 436
5.8.12. Отклонения и допуски формы цилиндрических поверхностей 438
5.8.13. Частные виды отклонений 442
5.8.14. Отклонения и допуски формы конических поверхностей 445
5.8.15. Отклонения и допуски формы криволинейных поверхностей 447
5-9- Волнистость и шероховатость поверхности 450
5.9.1. Общие понятия и определения 450
5.9.2. Параметры шероховатости 450
5.9-3. Обозначение шероховатости поверхностей 454
5.9.4. Параметры волнистости поверхности 459
5.9.5. Влияние шероховатости, волнистости, отклонений формы
и расположения поверхностей деталей на взаимозаменяемость
и качество машин 460
5.10. Взаимозаменяемость резьбовых соединений 465
5.10.1. Классификация резьбовых соединений 465
5.10.2. Основные параметры крепежных цилиндрических резьб 466
5.10.3. Отклонения шага резьбы и его диаметральная компенсация 468
5.10.4. Отклонение половины угла профиля резьбы и его
диаметральная компенсация 471
5.10.5 Приведенный средний диаметр резьбы 474
5.10.6. Суммарный допуск среднего диаметра 475
5.10.7. Допуски метрических резьб 476
5.10.8. Обозначения метрических резьб 485
5.10.9. Трапецеидальная резьба 487
5.10.10. Упорная резьба 488
5.10.11. Круглая резьба 490
5.10.12. Круглая резьба для санитарно-технической арматуры 492
5.10.13. Метрическая коническая резьба 492
5.10.14. Трубная резьба 494
5.10.15. Резьба коническая дюймовая 497
5.11. Взаимозаменяемость зубчатых передач 498
5.11.1. Назначение и классификация 498
5.11.2. Система допусков цилиндрических зубчатых передач 500
5.11.3. Кинематическая точность передачи 500
5.11.4. Плавность работы передачи 508
5.11.5. Контакт зубьев в передаче 512
5.11.6. Виды сопряжений зубьев колес в передаче 515
5.11.7. Обозначение точности колес и передач 520
5.11.8. Выбор степеней точности 522
5.11.9. Комплексы контролируемых параметров 522
5.11.10. Отличительные особенности систем допусков конических
и червячных зубчатых передач 526
5.11.11. Оформление чертежей зубчатых колес 528
5.12. Расчет размерных цепей 530
5.12.1. Основные термины и определения 530
5.12.2. Классификация размерных цепей 534
5.12.3. Задачи, решаемые с помощью размерных цепей 536
5.12.4. Методы расчета размерных цепей 536
5.12.5. Прямая и обратная задачи 539
5.12.6. Основные уравнения размерных цепей с параллельными
звеньями 539
5.12.7. Методика выявления размерных цепей и построение их схем 547
5.12.8. Метод полной взаимозаменяемости 549
5.12.9. Метод неполной взаимозаменяемости 553
5.12.10. Расчет малозвенных размерных цепей 556
5.12.11. Решение обратной задачи 557
5.12.12. Примеры расчета размерных цепей различными методами
и способами 558
5.12.13. Расчет размерных цепей при компенсации погрешностей 572
5.12.14. Расчет компенсаторов при решении сборочной цепи методом
предельного суммирования 575
5.12.15. Расчет неподвижных компенсаторов 578
5.12.16. Метод групповой взаимозаменяемости. Селективная сборка
деталей 580
РАЗДЕЛ Ш. СЕРТИФИКАЦИЯ 586
1. СУЩНОСТЬ И СОДЕРЖАНИЕ СЕРТИФИКАЦИИ 586
1.1. Термины и определения 586
1.2. Основные цели и принципы сертификации 589
1.3. Обязательная и добровольная сертификация 590
1.4. Добровольная сертификация 592
1.5. Участники сертификации 593
1.5.1. Участники обязательной сертификации. Функции
и обязанности 593
1.5.2. Участники добровольной сертификации. Функции
и обязанности 596
1.6. Порядок проведения сертификации продукции 597
1.6.1. Системы сертификации продукции 597
1.6.2. Схемы сертификации продукции 598
1.6.3. Последовательность проведения сертификации 602
2. ОСОБЕННОСТИ СЕРТИФИКАЦИИ РАБОТ И УСЛУГ 608
2.1. Номенклатура сертифицируемых услуг (работ) и порядок
их сертификации 608
2.2. Порядок проведения сертификации работ и услуг 609
2.3. Участники сертификации работ и услуг 611
3. ПОРЯДОК СЕРТИФИКАЦИИ ПРОДУКЦИИ, ВВОЗИМОЙ
ИЗ-ЗА РУБЕЖА 613
3.1. Правовые основы сертификации импортной продукции 613
3.2. Порядок ввоза продукции, подлежащей обязательной сертификации 615
4. ПРАВИЛА ПРОВЕДЕНИЯ СЕРТИФИКАЦИИ ПИЩЕВЫХ ПРОДУКТОВ
И ПРОДОВОЛЬСТВЕННОГО СЫРЬЯ 618
4.1. Область применения правил 618
4.2. Обязательная сертификация пищевых продуктов и продовольственного
сырья 618
4.3. Добровольная сертификация пищеаых продуктов и продовольственного
сырья 619
4.4. Критерии выбора схем сертификации пищевых продуктов 621
4.5. Схемы, применяемые при сертификации пищевых продуктов 622
4.6. Участники сертификации пищевых продуктов 625
4.7. Порядок проведения обязательной сертификации пищевой продукции ...626
4.8. Порядок сертификации хлебобулочных и макаронных изделий 634
5. СЕРТИФИКАЦИЯ ЭЛЕКТРООБОРУДОВАНИЯ, СЫРЬЕВЫХ ТОВАРОВ
И СРЕДСТВ ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ 635
5.1. Сертификация электрооборудования и электронных изделий 635
5.2. Сертификация сырьевых товаров 637
5.3. Сертификация средств индивидуальной защиты 639
6. СЕРТИФИКАЦИЯ ПРОДУКЦИИ И УСЛУГ. ОСНОВНЫЕ ПОЛОЖЕНИЯ
ФЕДЕРАЛЬНОГО ЗАКОНА «О ТЕХНИЧЕСКОМ РЕГУЛИРОВАНИИ»
В ОБЛАСТИ ДЕКЛАРИРОВАНИЯ СООТВЕТСТВИЯ
И СЕРТИФИКАЦИИ 640
6.1. Выбор форм и схем подтверждения соответствия для использования
их в технических регламентах 649
6.2. Формы обязательного подтверждения соответствия 650
6.3. Схемы обязательного подтверждения соответствия 651
6.4. Описание схем декларирования 653
7. СЕРТИФИКАЦИЯ СИСТЕМ КАЧЕСТВА И ПРОИЗВОДСТВ Ш)
7.1. Становление сертификации систем качества 6(>‘)
7.2. Структура Регистра системы : 671
7.3. Объекты и участники проверю! при сертификации систем качества 673
7.4. Этапы проведения работ по сертификации систем качества 67/>
799
7.5. Сертификация производств 677
7.5.1. Объекты сертификации производств 678
7.5.2. Этапы сертификации производств 678
7.6. Совершенствование систем качества 678
8. СЕРТИФИКАЦИЯ НА РЕГИОНАЛЬНОМ УРОВНЕ 680
8.1. Сертификация в ЕС 680
8.2. Сертификация в странах СНГ 685
9. СЕРТИФИКАЦИЯ НА МЕЖДУНАРОДНОМ УРОВНЕ 687
10. НАЦИОНАЛЬНЫЕ СИСТЕМЫ СЕРТИФИКАЦИИ 693
10.1. Системы сертификации Франции 693
10.2. Системы сертификации Великобритании 695
10.3. Системы сертификации США 697
10.4. Системы сертификации Японии 699
10.5. Системы сертификации Германии 702
11. СИСТЕМА АККРЕДИТАЦИИ В РОССИЙСКОЙ ФЕДЕРАЦИИ (РОСА) ...703
11.1. Система аккредитации органов по сертификации, испытательных
и измерительных лабораторий 703
11.1.1. Общие требования 705
11.1.2. Инспекционный контроль за аккредитованными организациями 711
11.1.3. Аккредитация в дополнительной области 711
11.1.4. РОСА. Общие требования к аккредитующему органу 711
11.1.5. Система качества 714
11.1.6. Порядок проведения аккредитации 714
11.2. РОСА. Общие требования к испытательным лабораториям 716
11.3. РОСА. Общие требования к аккредитации испытательных лабораторий 723
11.4. РОСА. Общие требования к органам по сертификации продукции
и услуг 728
11.5. РОСА. Общие требования к аккредитации органов по сертификации
продукции и услуг 733
ПРИЛОЖЕНИЕ 741
СПИСОК ЛИТЕРАТУРЫ 789
ISBN 5-06-004325-8