




































































































































































































































































































































Автор: Филиппов Г.В.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства металлорежущие станки режущие инструменты
Год: 1981



Г. В. ФИЛИППОВ
РЕЖУЩИЙ
ИНСТРУМЕНТ
ББК 34.63-56
Ф53
УДК 621.9.02
Рецензент канд. техн, наук доц. М. А. Шатерин
Филиппов Г. В.
Ф53 Режущий инструмент. — Л.: Машиностроение. Ленингр.
отд-ние, 1981. — 392 е.» ил.
В пер.: 1 р. 50 к.
В книге изложены общие вопросы, связанные с созданием и совершенство-
ванием конструкций металлорежущего инструмента. Рассмотрены современные
инструментальные материалы, смазочно-охлаждающие средства, а также конструк-
ции, особенности изготовления и эксплуатации наиболее распространенных ви-
дов металлорежущего инструмента общего назначения: резцов, сверл, фрез, зен-
керов, разверток, резьбонарезного инструмента.
Книга предназначена для инженерно-технических работников металло-
обрабатывающих предприятий. Может быть использована рабочими механических
цехов.
-31304-132
ф------------
038(01)-81
132-81.
27030000000
ББК 34.63-56
6П4.6.08
© Издательство «Машиностроение», 1981 Г01
ПРЕДИСЛОВИЕ
Повышение эффективности производства — важнейшая задача,
поставленная перед машиностроителями решениями XXVI
съезда КПСС. В числе конкретных задач, которые оп-
ределены партийными документами, — повышение эффек-
тивности металлообработки. Эффективность металлообработки —
комплексный показатель, учитывающий в числе прочих ус-
ловий и роль режущего инструмента, его влияние на произ-
водительность труда, его экономичность и металлоемкость.
Но и понятие «режущий инструмент» чрезвычайно емко и разно-
образно. Освещение вопросов, связанных с влиянием всего много-
образия режущего инструмента на эффективность металлообра-
ботки, достаточно сложно. Поэтому основное внимание в книге
будет уделено рассмотренною вопросов, связанных с эффектив-
ностью использования, как правило, инструмента общего назна-
чения, инструмента, выпускаемого серийно (или подготавлива-
емого к выпуску) и широко применяемого при обработке. Такой
эффективный в различных условиях эксплуатации инструмент —
результат развития отдельных видов инструментов специального
назначения, обобщающий в себе положительные признаки спе-
циальных инструментов и зафиксированный в виде государствен-
ных или отраслевых стандартов на инструмент.
В книге приводятся основные требования к инструменту об-
щего назначения, методы его расчета на прочность и жесткость,
контроль качества. Подробно рассматриваются инструментальные
материалы, используемые для оснащения режущей части инстру-
мента, как один из самых эффективных факторов, влияющих на
эффективность режущего инструмента. Особое внимание уделено
при этом таким материалам, как твердые сплавы, минералокера-
мика, синтетические сверхтвердые материалы, отмечена тенденция
применения таких материалов в виде механически закрепляемых
пластинок, приводятся и методы повышения эффективности ин-
струментальных материалов путем их поверхностной химико-
термической обработки, вибро- и термомеханического упрочнения,
покрытия тонкими пленками различных соединений типа карби-
дов, нитридов, боридов. Большая часть этих методов может быть
использована в производственных условиях металлообрабатыва-
1* 3
ющих предприятий и позволит повысить эффективность режущего
инструмента как в состоянии поставок, так и после заточки (пере-
точки).
При эксплуатации инструмента зачастую необходимо при-
менять смазочно-охлаждающие средства (СОС), поэтому в книге
приводятся данные о видах и свойствах наиболее распространен-
ных СОС, рассматриваются способы и устройства для подвода
СОС в зону резания. В гл. 4—9 рассматриваются наиболее рас-
пространенные виды инструментов общего назначения, особен-
ности их конструкции, рекомендации по эксплуатации. Наряду
с инструментом общего назначения приводятся конструкции спе-
циальных инструментов, которые при некотором усовершенство-
вании могут быть трансформированы в инструмент общего назначе-
ния. В связи с отсутствием единой общесоюзной терминологии
по резанию и режущему инструменту в книге сохранена термино-
логия первоисточников.
Книга основана на опыте одного из старейших инструменталь-
ных заводов страны — Сестрорецкого инструментального завода
им. Воскова, систематизации опыта специализированных инстру-
ментальных заводов страны, опыта ряда зарубежных фирм, по-
черпнутого из каталогов и непосредственного общения с предста-
вителями фирм.
Автор приносит благодарность канд. техн, наук проф. И. А. Ор-
Динарцеву за ценные замечания, относящиеся к содержанию
книги, а также работникам завода тов. М. Л. Чернякову,
В. В. Фролову, В. Н. Тартаковской, Ф. В. Головко, В. Г. Ва-
сильевой, 3. П. Васильевой, Т. Г. Шишикиной и др., оказавшим
помощь в подготовке и оформлении материалов книги. Автор
выражает признательность также инж. Н. Г. Гутнеру за помощь
в составлении гл. 2 и инженерам Е. Г. Духовному и П. А. Нега-
нову за разработку машинных программ для расчета инстру-
ментов.
Автор с благодарностью примет все критические замечания
и пожелания, которые вызовет предлагаемая книга. Их следует
посылать по адресу:
191065, Ленинград, ул, Дзержинского, 10, ЛО издательства
«Машиностроение».
Глава 1
ОБЩИЕ ВОПРОСЫ РАСЧЕТА,
КОНСТРУИРОВАНИЯ И ЭКСПЛУАТАЦИИ
ИНСТРУМЕНТА
Понятие «режущий инструмент» подразумевает орудие
труда, с помощью которого осуществляется процесс реза-
ния. Современный режущий инструмент — это неотъемле-
мая часть механической или автоматической системы, осу-
ществляющей формообразование без участия физического труда
человека или сводящей этот труд к минимуму. Как составная
часть системы, инструмент оказывает решающее воздействие на
ее эффективность, на пути дальнейшего ее совершенствования.
Достаточно напомнить, что только внедрение новых инструмен-
тальных материалов в качестве материала для режущей части
инструмента каждый раз сопровождалось переоснащением всей
системы станок — инструмент — приспособление — деталь, по-
вышением быстроходности и мощности станков, повышением
точности и жесткости приспособлений, значительным скачком
в повышении производительности труда. Вместе с тем нельзя за-
бывать и о том, что инструмент является неотъемлемой частью
технологической системы, в которой все составные части взаимо-
связаны и должны гармонично сочетаться. Это особенно важно
при установившемся характере производства, когда внедрение
новых совершенных видов инструмента не может часто обеспе-
чить эффективное их использование без модернизации других
составных частей технологической системы. Так, использование
современных сверхтвердых инструментальных материалов в ин-
струменте, работающем на станках с малой жесткостью, точностью,
недостаточной быстроходностью, снижает, а иногда и сводит
к нулю все потенциальные возможности этого материала.
При выборе инструмента для обработки конкретных изделий
в определенных условиях эксплуатации оптимальным с точки
зрения Повышения производительности труда, работоспособности,
качества обработки в большинстве случаев будет тот инструмент,
который специально создан для этих условий. В других условиях
такой инструмент уже нельзя будет назвать оптимальным; более
оптимальным станет инструмент, созданный специально для новых
условий эксплуатации. Практика металлообработки может назвать
миллионы разнообразных условий эксплуатации, однако в боль-
шинстве случаев для всего разнообразия условий используют
5
ограниченное число наименований инструмента. Это оправдано
тогда, когда затраты на создание и эксплуатацию специального
инструмента не могут окупиться эффектом от его преимуществ.
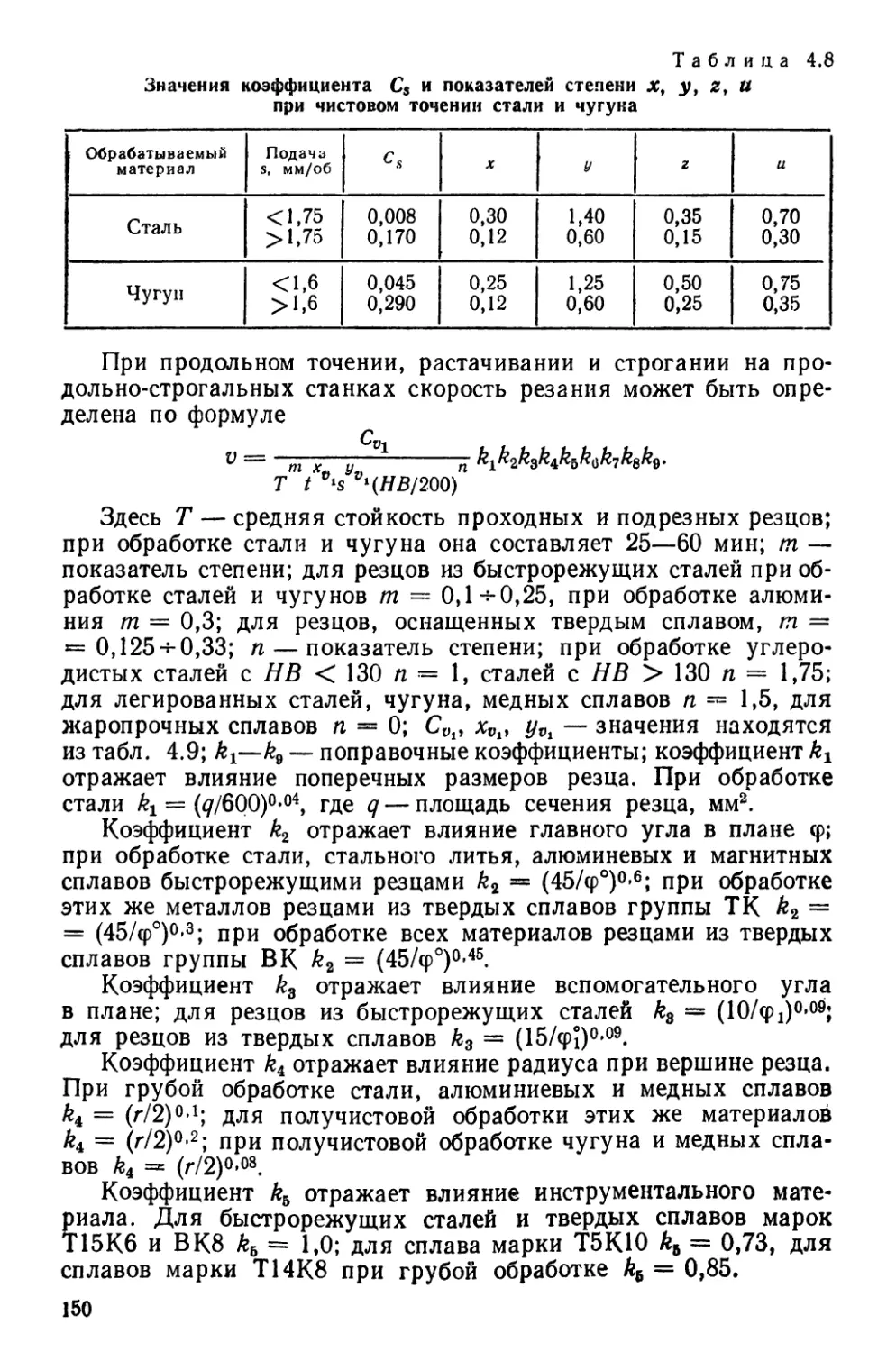
В этом случае целесообразно применение более дешевого, уни-
версального с точки зрения области использования инструмента.
Универсальный инструмент — инструмент общего, достаточно
широкого назначения, способный успешно удовлетворять потреб-
ности металлообработки. Удельный вес инструмента общего на-
значения в общем объеме выпуска инструмента составляет боль-
шую часть. Поэтому ниже основное внимание будет уделено именно
инструменту общего назначения, его особенностям, технологи-
ческим возможностям, методам повышения эффективности исполь-
зования.
Одной из таких особенностей может, на наш взгляд, стать
способность этого инструмента к трансформациям путем измене-
ния его геометрических и других параметров непосредственно
перед эксплуатацией. Правомерность этого подтверждается тем,
что инструмент общего назначения всегда имеет несколько пери-
одов стойкости и, как правило, перетачивается потребителями.
И от того, насколько безболезненно, с минимальными затратами
данный инструмент общего назначения может во время переточек
усовершенствоваться, во многом зависит общая (с учетом всех
переточек) эффективность его использования. Возможность
трансформироваться — одна из обязательных особенностей ин-
струмента общего назначения. О значении этой особенности можно
судить по тому, что специализированными заводами выпускается
лишь ограниченная часть используемого в металлообработке ин-
струмента, остальная часть изготовляется самими потребителями,
затрачивающими на это значительные средства и трудовые ре-
сурсы.
Доработка инструмента общего назначения может значительно
сократить расходы и затраты на инструмент, повысить эффектив-
ность его использования, сократить запасы специального инстру-
мента на складах. В зарубежной инструментальной промышлен-
ности широко практикуется выпуск полуфабрикатов — круглых
и призматических закаленных заготовок из различных инструмен-
тальных материалов, а также выпуск более совершенных полу-
фабрикатов с незаточенной рабочей частью, с хвостовиком и стру-
жечными канавками. Из этих полуфабрикатов потребителями соз-
даются затем специальные виды инструмента. Однако доработка
инструмента общего назначения не является чем-то новым, хотя
в технической литературе этой особенности инструмента общего
назначения не уделяется достаточного внимания. Специальный
инструмент выпускается в меньших масштабах, но за счет его
совершенствования и унификации пополняется номенклатура
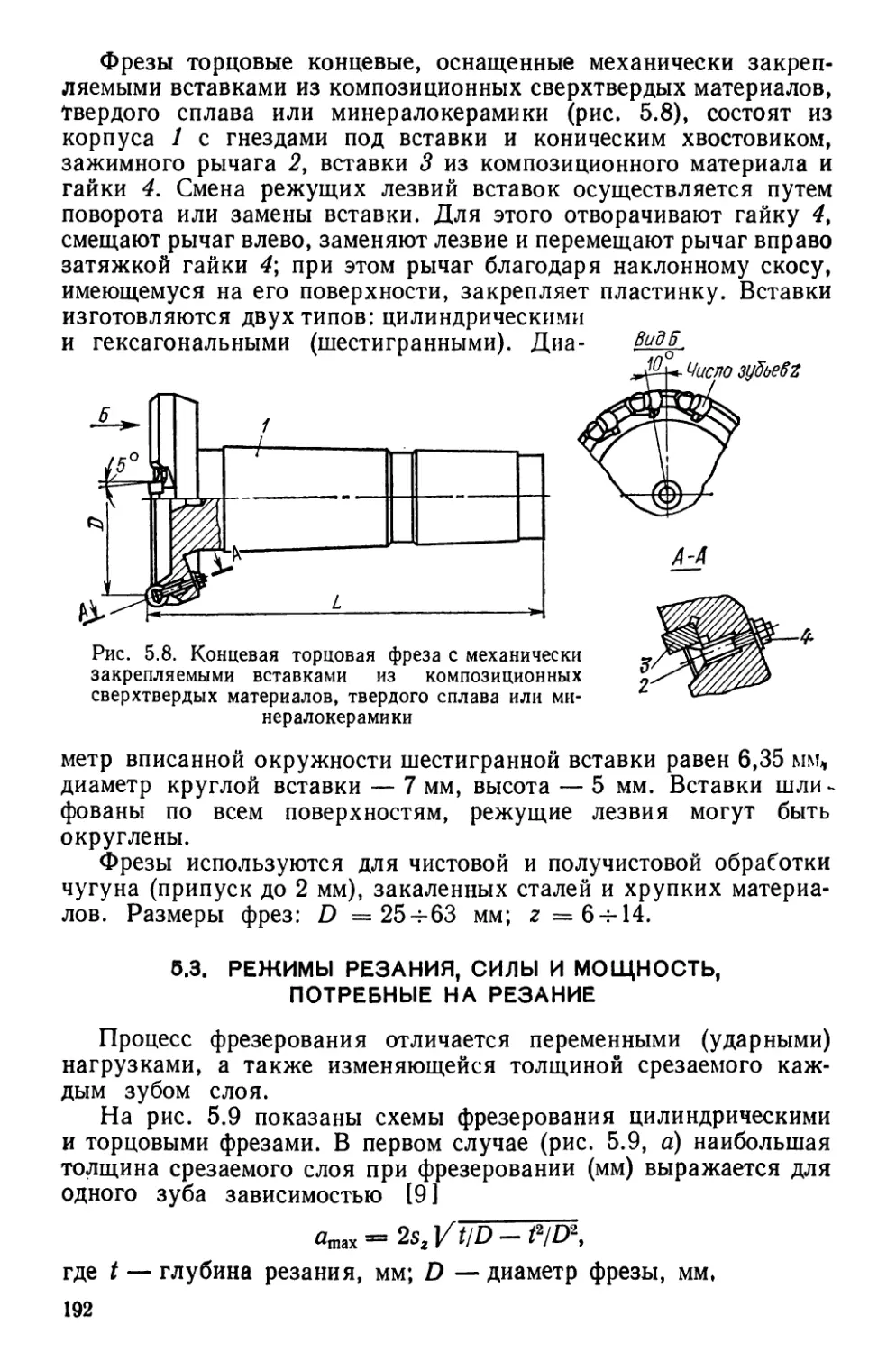
инструмента общего назначения, поэтому в книге будет уделено
внимание также и специальным конструкциям инструмента, пер-
спективой развития которого может стать расширенная область
6
применения, а в дальнейшем — выпуск в качестве инструмента
общего назначения. Этот процесс от специального к универсаль-
ному инструменту — закономерный путь развития современного
инструмента.
Понятие «режущий инструмент» достаточно широко. Принято
разделять инструмент по области его назначения, конструктив-
ным особенностям, материалу режущей части и т, д. Принятая
в практике отечественного производства классификация инстру-
мента приводится на рис. 1.1. Весь инструмент разделяется на
10 групп, инструмент каждой группы на 10 подгрупп, инструмент
каждой подгруппы на 10 видов и т. д. Каждой группе, подгруппе
и виду присваивается определенный шифр, который можно встре-
тить в Государственных и отраслевых стандартах на инструмент Ч
Несмотря на различия в форме, размерах, конструкции, об-
ласти применения каждый вид инструмента имеет общие для всех
(или для какой-то части) видов элементы конструкции. Общими
могут быть способы крепления на станках, требования к условиям
эксплуатации, качеству исполнения, методы контроля и т. д. Ряд
общих для всех видов инструмента вопросов рассмотрен в насто-
ящей главе, некоторые — в отдельных главах (инструментальные
материалы, смазочно-охлаждающие средства).
1.1. НЕКОТОРЫЕ СВЕДЕНИЯ О ПРОЦЕССЕ РЕЗАНИЯ
И ГЕОМЕТРИИ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
Под резанием понимается процесс пластического деформирова-
ния и удаления слоя металла под действием клинообразного
твердого тела — инструмента. Для осуществления процесса реза-
ния необходимо, во-первых, чтобы обрабатываемое изделие и ин-
струмент перемещались друг относительно друга и, во-вторых,
чтобы твердость режущего клина превосходила твердость обраба-
тываемого материала. Первое условие очевидно, второе является
необходимым, но не достаточным условием осуществления про-
цесса резания 1 2.
Относительное перемещение инструмента и обрабатываемого
изделия складывается из двух движений — главного движения,
определяющего скорость резания, и вспомогательного движения —
движения подачи, обеспечивающего постоянство протекания про-
цесса резания.
Скорость резания оказывает влияние на производительность
обработки, на мощность резания, на тепловой баланс в зоне реза-
ния. Действительно, производительность обработки, зависящая
от объема снятой стружки в единицу времени, будет тем больше,
1 При рассмотрении отдельных видов инструмента в дальнейшем будет исполь-
зовано их разделение в соответствии с указанной классификацией.
2 Более подробные требования к материалу режущей части инструмента при-
ведены в гл. 2.
7
г py
Рис. 1.1. Классифи
чем больше скорость съема стружки. Зависимость между ско-
ростью резания и мощностью резания очевидна, так как последняя
определяется произведением силы резания на скорость (или крутя*
щего момента на угловую скорость). Влияние скорости резания
на тепловой баланс в зоне резания определяется через мощность
резания, через силы трения между стружкой и передней поверх-
ностью инструмента, между обработанной поверхностью и задней
поверхностью инструмента и т. д. С увеличением скорости резания
температура в зоне резания возрастает, и возрастают температура
обрабатываемой поверхности и температура инструмента. Обра-
батываемая поверхность при нагреве разупрочняется, но при этом
8
п п ы
5
Резерв
6
Инстру-
мент
вспомога-
тельный
7
Приспособ-
ления для
станочных
и ручных
работ
8
Средства
измерения и
контроля
линейных
и угловых
величин
9
Резерв
группы
н о с т и
2105
Для автоматов
продольного
точения пря-
моугольного
сечения
2106
Круглого
сечения
нация инструмента
твердость режущих кромок стального режущего инструмента
также снижается. Температура нагрева, при которой режущие
кромки инструмента теряют свою стойкость, для различных > ин^
струментальных материалов неодинакова. Поэтому для каждого
вида инструментального материала существует своя область до?
пустимых температур нагрева, а значит и область допустимых
значений скоростей резания, превышение которых недопустимо*
Сильное влияние скорости на температуру, а через нее и на стой-
кость инструмента обусловило тот общепризнанный порядок
определения режимов резания, по которому скорость резания вы-
бирается -после выбора значений глубины резания и подачи;;
9
в меньшей степени влияющих на температуру нагрева режущего
инструмента.
Подача, так же как и скорость резания, влияет на производи-
тельность обработки, сечение среза, силу и мощность резания,
температуру в зоне резания. С увеличением подачи вырастает
сечение среза, температура в зоне резания, но снижается удельная
работа сил резания (работа, отнесенная к единице сечения среза-
емого слоя). Силы резания и температура в зоне резания с увели-
чением подачи возрастают с меньшей интенсивностью, чем при
увеличении скорости. Последнее свидетельствует о том, что сле-
дует стремиться увеличивать до возможных, с точки зрения техно-
логии, значений подачу, компенсируя возрастание температуры
резания и снижение стойкости инструмента рациональным выбо-
ром скорости резания.
Рис. 1.2. Сечение среза при точении (а) и силы, возникаю-
щие при резании (б)
5)
Поверхность, которая образуется на заготовке режущей кром-
кой инструмента, называется поверхностью резания. Поверх-
ность, которая образуется в результате отделения срезаемого
слоя, называется обработанной, а поверхность, которая будет
срезаться при резании, — обрабатываемой поверхностью. Сече-
ние срезаемого слоя определяется глубиной резания и подачей.
Под глубиной резания t понимается расстояние между обрабатыва-
емой и обработанной поверхностями в направлении, перпендику-
лярном последней. Под подачей s понимается перемещение режу-
щей кромки в единицу времени, обычно она измеряется в мм/мин
($м). Иногда для расчета нагрузки на режущую кромку опре-
деляют подачу, приходящуюся на режущую кромку за один обо-
рот изделия (при точении) или на один зуб; при этом под подачей
понимается перемещение, приходящееся на один оборот изделия
(\>) или один зуб инструмента (sj.
Площадь поперечного сечения срезаемого слоя (рис. 1.2, а —
заштрихованная область) может быть определена глубиной реза-
ния / и подачей s или толщиной срезаемого слоя а и ее шириной Ь,
Под шириной срезаемого слоя b понимается расстояние между
обрабатываемой и обработанной поверхностями, измеренное в на-
10
правлении образующей поверхности резания. Под толщиной сре-
заемого слоя а понимается расстояние между двумя последова-
тельными положениями образующей поверхности резания за один
оборот изделия или поворот на один зуб инструмента, измеренное
в направлении, нормальном к образующей поверхности резания
а = s sin <р; b = //sin ср,
где ср — угол наклона образующей поверхности резания к напра-
влению подачи.
С достаточной для практического использования точностью
площадь поперечного сечения срезаемого слоя (мм2) может быть
вычислена по формуле
f = st = ab.
Эта зависимость справедлива для установившегося процесса
резания. В действительности же процесс обработки каждой по-
верхности состоит из этапов: врезания, установившегося резания,
выхода инструмента за пределы обрабатываемой поверхности.
Для этапов врезания и выхода поперечное сечение срезаемого слоя
будет переменным, что необходимо учитывать при расчетах ин-
струмента. В книге будет рассматриваться установившийся про-
цесс резания, однако нельзя забывать и о наличии двух других
этапов. В процессе обработки подача может оставаться постоянной,
а может и изменяться (сознательно или в результате колебаний).
В последнем случае толщина, ширина и сечение срезаемого слоя
будут изменяться и формулы, приведенные выше, могут быть ис-
пользованы только при подстановке средних значений входящих
в них составляющих.
Силы, возникающие при резании, обычно приводят к трем
составляющим, направленным по осям X, Y и Z (рис. 1.2, б), где
Р2 — тангенциальная составляющая, определяющая мощность
привода главного двигателя станка; Ру — радиальная составля-
ющая; Рх — осевая составляющая, определяющая мощность при-
вода подачи.
Составляющие сил резания для каждого вида инструмента
(в Н) приводятся в нормативах [33] или подсчитываются по фор-
мулам:
Рг = kztxPzsyp2; Рх = kxtxP^JPx}
Ру = kyixPy<?py\
где k2\ kx\ ky —комплексные коэффициенты, отражающие влияние
обрабатываемого материала, геометрии инструмента, условий
обработки и т. д.
Силу Рг иногда рассчитывают через удельную силу резания
(ks), приходящуюся на единицу площади срезаемого слоя (мм2).
В этом случае в зависимость Р2 = f (ks) входят не параметры
режимов резания, а толщина и ширина снимаемого слоя,
и
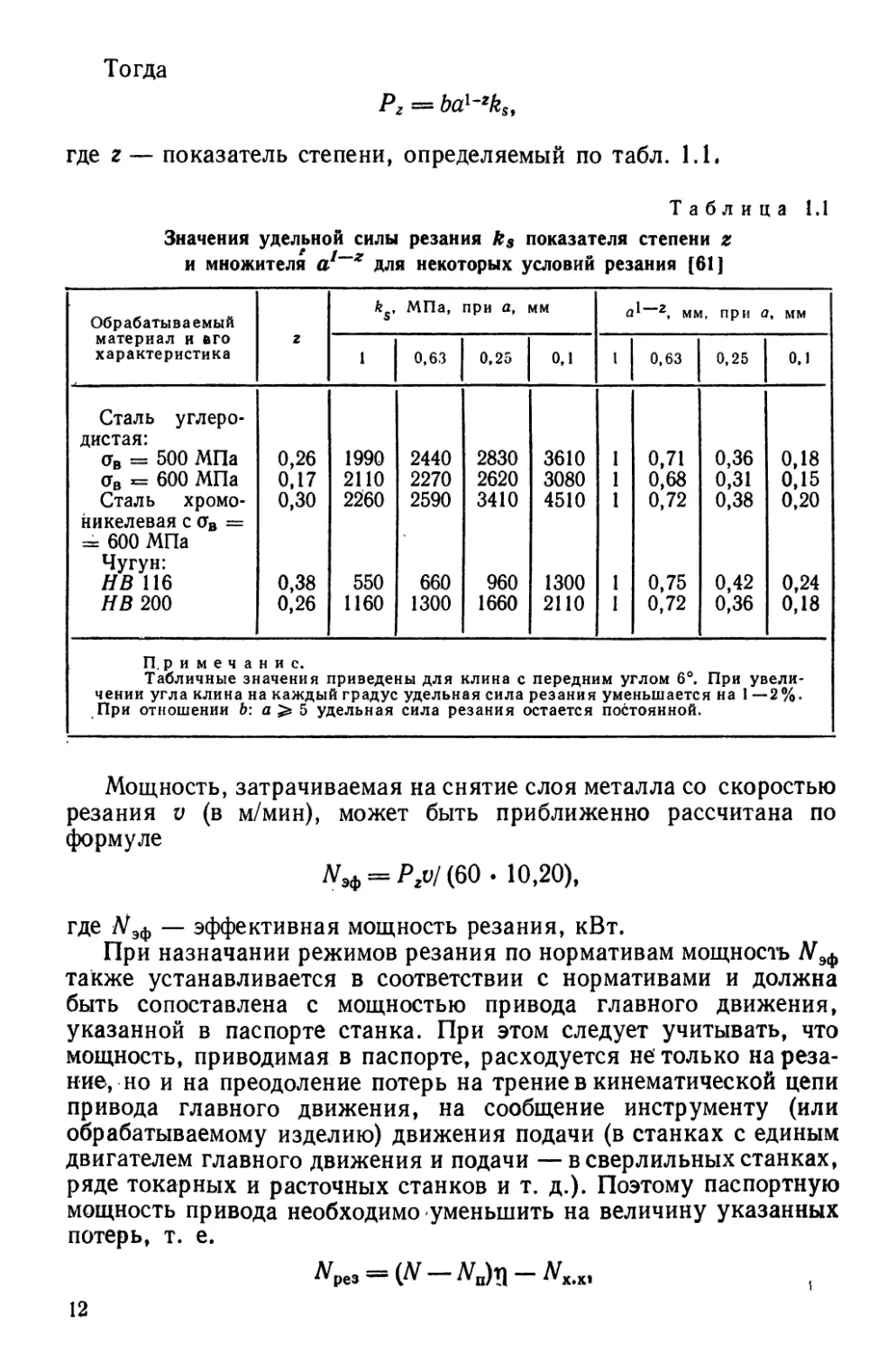
Тогда
Рг = bal~‘ks,
где г — показатель степени, определяемый по табл. 1.1.
Таблица 1.1
Значения удельной силы резания ks показателя степени г
и множителя а1~г для некоторых условий резания [61]
Обрабатываемый ks’ МПа, при а, им 2, мм, при а, мм
материал и его характеристика г 1 0,63 0,25 0,1 1 0,63 0,25 0.1
Сталь углеро- дистая: ав = 500 МПа 0,26 1990 2440 2830 3610 1 0,71 0,36 0,18
ав = 600 МПа 0,17 2110 2270 2620 3080 1 0,68 0,31 0,15
Сталь хромо- 0,30 2260 2590 3410 4510 1 0,72 0,38 0,20
никелевая с ав = = 600 МПа Чугун: НВ 116 0,38 550 660 960 1300 1 0,75 0,42 0,24
НВ 200 0,26 1160 1300 1660 2110 1 0,72 0,36 0,18
П. римечанис. Табличные значения приведены для клина с передним углом 6°. При увели-
чении угла клина на каждый градус удельная сила резания уменьшается на 1 — 2%.
При отношении Ь: а > 5 удельная сила резания остается постоянной.
Мощность, затрачиваемая на снятие слоя металла со скоростью
резания v (в м/мин), может быть приближенно рассчитана по
формуле
Мэф = Р2о/(60. 10,20),
где 2Уэф — эффективная мощность резания, кВт.
При назначании режимов резания по нормативам мощность Мэф
также устанавливается в соответствии с нормативами и должна
быть сопоставлена с мощностью привода главного движения,
указанной в паспорте станка. При этом следует учитывать, что
мощность, приводимая в паспорте, расходуется не только на реза-
ние, но и на преодоление потерь на трение в кинематической цепи
привода главного движения, на сообщение инструменту (или
обрабатываемому изделию) движения подачи (в станках с единым
двигателем главного движения и подачи —в сверлильных станках,
ряде токарных и расточных станков и т. д.). Поэтому паспортную
мощность привода необходимо уменьшить на величину указанных
потерь, т. е.
Мре3 = (ЛГ-^п)Т1-ЛГх.х,
12
где JVpe3 — мощность, расходуемая приводом станка на резание,
кВт; N — паспортная мощность, кВт; Nn — мощность, расходу-
емая на подачу (для станков с единым приводом); для станков
с раздельным приводом значение 2Vn в формуле с достаточным для
практических расчетов запасом принимается равным 1/10 /V;
Nx. х — мощность холостого хода для каждого вида станка (опре-
деляется расчетным путем или замером мощности непосредственно
на станке); т; —к. п. д. (в зависимости от вида станка может
принимать значения от 0,8 до 0,5).
Рассчитанное по приведенной формуле значение Npe3 должно
быть больше или равно Л/Эф. Проверке необходимо подвергать
и привод подачи, так как при некоторых видах работ (сверление)
осевые составляющие принимают достаточно большое значение.
Обработанный металл удаляется из зоны резания путем отде-
ления стружки. Стружка бывает: элементная в виде отдельных
не соединенных между собой элементов; скалывания (суставчатая)
в виде ленты, гладкой со стороны, контактирующей с клином,
и с зазубринами с другой стороны; сливной, не имеющей заметных
следов зазубрин; надлома. Вид стружки зависит от свойств обра-
батываемого материала, геометрии режущего клина, режимов
резания. Размеры сечения стружки определяются из соотношения
L/Lc = acbc/(ab) № aja,
где L —путь, пройденный резцом, мм; Lc —длина стружки, мм;
ас и Ьс —толщина и ширина сечения стружки, мм.
Отношение L/Lc = — коэффициент продольной усадки
стружки; отношение ас/а = £а — коэффициент утолщения
стружки.
Значения коэффициентов £а и зависят от обрабатываемого
материала, сил трения на передней поверхности клина, темпера-
туры в зоне резания, геометрии клина и режимов обработки.
На усадку оказывают заметное влияние смазочно-охлаждающие
жидкости, которые помимо снижения температуры в зоне резания
снижают силы трения на передней грани, препятствуют адгезии.
Коэффициент продольной усадки стружки оказывает влияние
на силы резания. Это влияние характеризуется формулой [50]
Рг = oB/s£"[sin 6 + Pi cos б — k (sina — p2 cos a)],
где 6 — угол резания; щ — коэффициент трения стружки о перед-
нюю поверхность; р2 — коэффициент трения стружки на задней
поверхности; п—показатель степени политропы сжатия (п =
=?= 1,25); k —отношение силы, действующей на заднюю грань,
к силе, действующей на переднюю грань.
Поток стружки, отделяемой при резании металла, представляет
опасность для окружающих, особенно опасна сливная и сустав-
чатая стружки, так как при резании вязких материалов эта
стружка в виде сплошной или завитой ленты наматывается на
обрабатываемое изделие, инструмент и другие подвижные части.
13
Поэтому при разработке конструкции инструментов и станков
предпринимаются меры для дробления и завивания стружки.
Дробление стружки необходимо еще и для облегчения ее отвода
из зоны резания потоком смазочно-охлаждающей жидкости.
Способы дробления стружки различны:,кинематические спо-
собы, когда резание производится с прерывистой подачей за счет
принудительных или автоколебаний; за счет геометрии инстру-
мента путем создания на его передних гранях стружколомающих
уступов, применения накладных стружколомателей; создание
экранов; применение высоконапорного охлаждения с прерыви-
стым или пульсирующим потоком охлаждающей среды. Способ-
ствует стружкодроблению и охлаждение обрабатываемых изделий
до отрицательных температур, повышающих хрупкость материала
изделия.
Для отвода стружки из зоны резания, особенно при обработке
отверстий, большое значение имеют как форма, так и размеры
стружек. С целью создания эффективных способов отвода стружки
разработана классификация стружек [9].
Эффективность резания во многом зависит от геометрических
параметров режущей части. Наиболее полно и понятно элементы
режущего клина могут быть представлены на примере резца
(рис. 1.3). В других видах инструмента эти элементы имеются
в менее явном виде, однако не представляет труда и в них обнару-
жить все элементы клина резца.
Как видно из рисунка (рис. 1.3, б и в), режущая часть (клин)
образуется передней /, главной 2 и вспомогательной 3 задними
поверхностями. Главная режущая кромка 4 образуется при пере-
сечении передней и главной задней поверхностей, вспомогатель-
ная режущая кромка 5 — при пересечении передней и вспомога-
тельной задней поверхностей. Переход от главной к вспомогатель-
ной режущим кромкам оформляется в виде радиуса г, называемого
радиусом при вершине резца. Переход от передней к задней грани
в действительности представляется не кромкой, а цилиндрической
поверхностью с некоторым радиусом р, называемым радиусом
скругления режущей кромки. Иногда, особенно при изготовлении
резцов из хрупких материалов, таких, как твердые сплавы, мине-
ралокерамика, синтетические сверхтвердые материалы, переход
от передней к задней поверхностям выполняют с небольшой
фаской, наклоненной к передней поверхности под некоторым
(от —10 до —45°) углом.
Геометрические параметры клина (углы заточки) приводятся
в статике, т. е. без учета траектории движения при резании (без
учета движения подачи). В большинстве случаев это оправдано
из-за незначительной разницы между кинематическими (с учетом
движения подачи) и статическими значениями углов. Там, где эта
разница существенна (например, в резьбообразующем инстру-
менте), при рассмотрении конструкций инструмента ее влияние
должно быть учтено.
14
В процессе резания возможно возникновение вибраций, при
этом траектория движения режущей кромки будет значительно
отличаться от траектории при спокойном резании. Из-за этого
и углы при резании не будут равными статическим значениям,
а их отличие при этом может быть значительным и должно учиты-
ваться при эксплуатации инструмента.
Углы режущего клина определяют относительно двух коорди-
натных плоскостей — плоскости резания (плоскость, касательная
о). Обрабатываемая Поверхность Обработанная
поверхность резания поверхность
Плоскость
резания
в данной точке к по-
верхности резания) й
основной плоскости
(плоскость, параллель-
ная направлению про-
дольной и поперечной
подачам). Углы резания
каждой точки режущей
кромки определяют в
Основная
Рис. 1.3. Взаимное расположение резца и обрабатываемого изделия (а) и гео-
метрические параметры режущей части резца (б и в)
главной секущей плоскости W — N, проходящей через дан-
ную точку и перпендикулярной проекции главной режущей
кромки на основную плоскость. Передний угол у — угол между
касательной к передней поверхности резца в данной точке режу-
щей кромки и основной плоскостью. Угол резания 6 — угол между
касательной к передней поверхности в данной точке и плоскостью
резания. Главный задний угол а —угол между плоскостью реза-
ния и касательной к задней поверхности в данной точке режущей
кромки. Угол заострения р — угол между касательными к пёред-
15
ней и задней поверхностям. Соотношения между углами а, р,
у, 6 следующие:
а + р + у = 6°; 6 + у = 90°; а + р = 90°.
Главный угол в плане ср — угол между направлением подачи
и проекцией главной режущей кромки на основную плоскость.
Геометрические параметры на вспомогательной режущей
кромке определяются во вспомогательной секущей плоскости
Е —Е, проходящей через точку, в которой определяются углы.
Вспомогательный передний угол Yi — угол между касательной
к передней поверхности и плоскостью, проходящей через вспомо-
гательную режущую кромку параллельно основной. Вспомога-
тельный задний угол — угол между касательной к задней
поверхности и плоскостью, проходящей через вспомогательную
режущую кромку перпендикулярно основной плоскости. Вспо-
могательный угол в плане — угол между направлением подачи
и проекцией вспомогательной режущей кромки на основную
плоскость. Угол при вершине в плане е — угол между проекциями
главной и вспомогательной режущей кромок на основную пло-
скость. Углы ф, фь е связаны следующей зависимостью:
Ф —Р Ф1 в == 180 .
Угол наклона главной режущей кромки К — угол, образован-
ный главной режущей кромкой и основной плоскостью. Этот угол
измеряют в плоскости резания и считают положительным, если
вершина режущего инструмента является наинизшей точкой режу-
щей кромки относительно основной поверхности, отрицательным,
если вершина резца является наивысшей точкой, и нулевым, если
все точки режущей кромки находятся на одном расстоянии от
основной плоскости. При криволинейной режущей кромке углом
наклона будет угол наклона касательной в каждой точке кромки
к основной плоскости; для каждой точки криволинейной кромки
он будет различен. Для некоторых видов инструмента вместо угла
наклона X удобней оперировать углом — углом между основной
плоскостью и проекцией вспомогательной режущей кромки на
плоскость YOZ.
При проектировании и изготовлении инструмента кроме углов
в нормальном сечении бывает целесообразно пользоваться углами
в продольном (плоскость YOZ) или поперечном (плоскость XOZ)
сечении (см. рис. 1.3). Связь между этими и основными углами
определяют следующие зависимости:
tg YnP = cos ф tg у — sin ф tg А,;
tg Ynon = sin ф tg у + cos ф tg A;
tg Y = tg Ynon Ф + tg YnP cos ф;
tg b = tg ynon cos ф — tg YnP sin ф;
ctg anp = ctg a sin ф — tg X sin ф;
16
Ctg апоп = ctg a sin ф + tg A cos cp;
ctg а = ctg апр cos <p ctg апоп sin cp;
tg X = ctg апоп cos а — ctg anp sin <p.
; углы у, а и радиус
Рис. 1.4. Схема образования
остаточных гребешков (а) и
направление схода стружки
при резании (б)
под заднюю грань резца,
Параметры режущей призмы в значительной мере определяют
усилия, действующие в процессе резания, качество обработанной
поверхности, прочность и стойкость инструмента, направление
отвода стружки при ее отделении.
Угол в плане ф определяет соотношение между силами Рх
и Ру, Рх = Р sin ф; Ру = Р cos ф (Р — равнодействующая сил Рх
и Ру, нормальная к поверхности резан
скругления режущей кромки опреде-
ляют соотношение сил, действующих
на передней и задней поверхностях.
Радиус скругления и радиус при
вершине, так же как углы ф, а и у,
оказывают большое влияние на каче-
ство обработанной поверхности, на
действительную площадь среза, на
стойкость инструмента. Для достиже-
ния наибольшей эффективности при
использовании инструмента следует
иметь в виду, что относительно боль-
шие радиусы допустимы при большой
жесткости системы СПИД; на нежест-
ких станках они вызывают вибрации
и преждевременный выход инструмента
из строя; при большом радиусе при
вершине образуется большое количе-
ство тонкой стружки, которая, попадая
ухудшает качество поверхности. При чистовых работах радиус
при вершине оказывает непосредственное влияние на качество
обработанной поверхности.
На рис. 1.4, а приведена схема образования остаточных гре-
бешков на обрабатываемой поверхности. Высота гребешков h
определяется по формуле
ft = r —]/r2 —s2/4,
где г — радиус при вершине резца; s — подача, причем 2г >
> S > г.
При s > г
h = s/(ctg <p + ctg фх).
Качество обработанной поверхности зависит также и от на-
правления схода стружки (рис. 1.4, б). При свободном резании
направление схода стружки определяется углом 6стр = фопт [9],
причем
ta 6 -taco - sln<P tg? + cos<ptgVr
Ч» истр — Фопт — cos ф tg V —, sin ф tg Я. • .
17
Анализ формулы показывает, что с увеличением угла наклона
режущей кромки 4-Х угол 6 возрастает и стружка направляется
к обработанной поверхности, при увеличении же угла наклона —X
стружка направляется к обрабатываемой поверхности. Эта зако-
номерность используется при проектировании и эксплуатации
инструмента, особенно инструмента для обработки глухих отвер-
стий, когда стружку необходимо отводить в сторону обработанной
(4-Х) поверхности. При обработке сквозных отверстий стружка
направляется вперед—в сторону обрабатываемой (—X) поверх-
ности.
Резание — процесс, в котором происходит взаимный съем
металла: режущий инструмент снимает стружку с обрабатыва-
емого материала, а обрабатываемый материал снимает частицы
с поверхности режущего инструмента. Объем снятой стружки
(дм3/мин; мм3/мин) определяют по формуле
Сстр == /у/ЮОО или QCTp == sF/106,
где F — площадь поперечного сечения, удаляемая при обра-
ботке, мм2.
Объем снимаемого с инструмента стружкой слоя невелик, одна-
ко это металл с самых нагруженных участков передней и задней
гпаней, и он определяет критическоесостояние лезвий инструмента
в’процессе резания. Критическое потому, что износ инструмента
рассматривается только до момента, после которого инструмент
становится неработоспособным (в отличие от технологических
критериев: ухудшение шероховатости или точности обрабаты-
ваемой поверхности, достижение заданной стойкости). Потеря
работоспособности может происходить в результате износа по
передней поверхности (лункообразный износ), износа по зад-
ней поверхности, скругления режущих кромок, «смазывания»
режущих кромок или отдельных их участков, пластической де-
формации режущего клина.
Износ по передней поверхности вследствие трения стружки
о поверхность происходит при обработке вязких материалов
с большой скоростью резания и при снятии больших припусков,
износ по задней поверхности — при обработке хрупких металлов
(стружка надлома при этОхМ не создает значительной нагрузки на
переднюю поверхность), чистовой обработке сталей и сплавов.
Одновременный износ по передней и задней поверхностям проис-
ходит при обработке сталей, склонных к наклепу. Закругляются
кромки при чистовой обработке аустенитных сталей, пластмасс
и других материалов с повышенными абразивными свойствами.
«Смазывание» кромок осуществляется при чистовой обработке
с очень тонкими стружками на больших скоростях резания.
Пластическое разрушение имеет место при резании инструмен-
том из инструментальных сталей и твердых сплавов в условиях
повышенных скоростей резания.
18
Износ инструмента по передней поверхности в виде лунки Лл
выражается приведенной на рис. 1.5, а линейной зависимостью
и является типичным при обработке пластичных материалов при
нормальном тепловом режиме и нормальном уровне подач. При-
чинами износа инструмента по передней поверхности являются:
абразивный износ при трении стружки о переднюю поверхность,
адгезия (приварка частиц стружки к передней поверхности и
последующее ее удаление вместе с частицами, вырванными с перед-
ней поверхности, потоком стружки), диффузионный или хими-
ческий износ. Износоустойчивость при абразивном износе может
характеризоваться твердостью инструментального материала.
Рис. 1.5. Зависимости износа резца от времени ре-
зания
Износоустойчивость при диффузионном износе зависит от инерт-
ности пары инструментального материала к материалу изделия
и пропорциональна толщине диффузионного слоя в стружке,
определяемой температурой в зоне резания. При низких и средних
скоростях резания, когда температура в контактных слоях отно-
сительно невысока, скорость диффузии практически равна нулю
и износ определяется абразивными и адгезионными процессами.
При повышении температуры в зоне контакта до 900—950 °C ско-
рость диффузии возрастает и износ определяется процессами диф-
фузии. Очевидно, что диффузионному износу подвержены инстру-
менты, материал рабочей части которых сохраняет режущие
свойства при таких высоких температурах (твердый сплав, мине-
ралокерамика, сверхтвердые материалы). Износ инструмента по
задней поверхности в зависимости от времени резания характери-
зуется кривыми, приведенными на рис. 1.5, б, где h3 —ширина
изношенной контактной площадки на задней поверхности. На
кривой выделяют три зоны: 1 —зону приработки; 2 —зону нор-
мального износа и 3 — зону катастрофического износа. Зависи-
19
мость стойкости Т от скорости v на участке нормального износа
может быть выражена формулой
v = CJTm,
где Cv — коэффициент, зависящий от обрабатываемого материала,
режимов резания, геометрии инструмента; tn —показатель отно-
сительной стойкости.
В двойных логарифмических координатах она выражается
прямолинейной зависимостью.
Причинами износа инструмента по задней поверхности при
относительно невысоких температурах являются абразивный
износ, а при повышенных температурах в контактной зоне—диф-
фузионные процессы на поверхности резания. Последние имеют
место у твердосплавного инструмента, инструмента из минерало-
керамики и сверхтвердых материалов. Кривая износа h9—ъ
может быть использована для прогнозирования износа при испы-
таниях инструмента; пример такого прогнозирования будет рас-
смотрен ниже.
Кроме износа в процессе резания на поверхностях инструмента
наблюдаются выкрашивание, сколы, местные сколы [5], пласти-
ческое деформирование и разрушение режущей части. Выкраши-
вание и сколы режущих кромок —следствие зарождения, разви-
тия трещин и хрупкого разрушения кромок обычно имеют место
у твердосплавного инструмента, инструмента из минералокера-
мйки и сверхтвердых материалов. Выкрашивание происходит даже
при малых толщинах среза, при низких и средних скоростях
резания и в малой степени зависит от формы режущей части ин-
струмента, а скалывание — при предельных толщинах среза.
К хрупкому разрушению относятся также местные сколы вдоль
задней поверхности, захватывающие участки передней поверх-
ности в пределах зоны ее контакта со стружкой. Они наступают
при относительно высоких скоростях резания и подачах на зуб,
значительно меньших предельных подач и наблюдаются в основ-
ном при фрезеровании. Выкрашивание — внутриконтактный вид
разрушения — сводится к отделению мелких частиц инструмен-
тального материала, проявляется в виде изломов и вырывов
различной глубины на передней и задней поверхностях и связано
с поверхностными дефектами, неоднородностью структуры, оста-
точными напряжениями инструментального материала.
Скалывание захватывает значительные участки режущей части,
распространяющиеся на переднюю и заднюю грань за пределами
контактной зоны.
!; Для пары материал инструмента — материал обрабатываемого
изделия параметрами, определяющими прочность клина при ска-
лывании, являются: угол заострения, передний угол, угол в плане
режущей кромки, толщина среза. На потерю прочности режущей
кромки значительное влияние оказывает ее износ,. При лунко.
образном износе действительные углы заострения уменьшаются,
20
ослабляется и прочность кромки. Пластическое разрушение режу-
щей части происходит при предельных скоростях резания (для
данной пары инструмент —обрабатываемое изделие) —скоростях,
при которых инструментальный материал теряет свое свойство
сопротивляться пластическому сдвигу. Предельными скоростями
резания при обработке сталей средней твердости резцами из угле-
родистой стали марки У8 является скорость v = 154-20 м/мин,
резцами из быстрорежущей стали — v = 804-120 м/мин, резцами,
оснащенными твердым сплавом, —v = 6004-1000 м/мин. При
обработке труднообрабатываемых материалов эти скорости значи-
тельно снижаются.
В процессе резания со сверхтонкими стружками (s “ 0,0154-
-г-0,02 мм/об) и с высокими скоростями резания наблюдается
«смазывание» режущей кромки или вершины инструмента («тепло-
вое затупление»). Это затупление, объясняемое воздействием
температуры и трения, характеризуется быстрой потерей проч-
ности лезвия инструмента из быстрорежущих сталей и менее
резкой потерей прочности лезвия инструмента из твердых сплавов.
Знание особенностей процесса резания и наиболее часто встре-
чающихся видов разрушения режущих кромок позволяет раз-
работать и использовать при эксплуатации инструмента методы
борьбы с ними. Эти методы можно свести к двум основным
группам:
1) использование рациональных режимов обработки на
основе рекомендаций, приводимых в нормативах резания, и уточ-
нения их в зависимости от условий обработки.
2) использование современных методов расчета инструмента.
С точки зрения эксплуатации инструмента критериями рацио-
нальности должны быть экономические критерии, в зависимости
от которых выбираются режимы обработки и критерии затупления
инструмента х.
Из установленных видов разрушения режущей части: износа
по задней и передней поверхностям, выкрашивания, сколов,
пластической деформации, последние два устраняются при соот-
ветствующих условиях эксплуатации и надлежащем оформлении
режущего клина; Наличие сколов и участков с пластически
деформированными кромками приводит к полной потере инстру-
ментом работоспособности и необходимости его замены.
Износ и выкрашивания при эксплуатации инструмента допу-
стимы в определенных пределах; предельные значения износа
и выкрашивания зависят от режимов резания, стоимости заточки
(переточки) кромок после их затупления (достижения предельных
значений); стоимости эксплуатации оборудования и других видов
эксплуатационных затрат. Действительно, чем больше износ,
1 Выбор режимов для каждого вида инструмента рассматривается в соответ-
ствующих разделах книги.
21
тем больше стойкость инструмента, больше съем продукции со
станка. С другой стороны, чем больше износ, тем больше дефект-
ный участок на режущих кромках, тем больше материала надо
удалить с инструмента при его переточках для устранения дефект-
ного слоя, тем больше стоимость переточки, больше стоимость вос-
становленного инструмента и затраты на инструмент. Что вы-
годней — надо рассчитать в каждом случае. Допустимый износ
инструмента —это трудно контролируемый параметр. Практи-
чески определять износ непрерывно в процессе обработки в боль-
шинстве случаев невозможно, поэтому на практике пользуются
другими критериями износа: вибрациями инструмента или станка,
изменением цвета стружки, принудительной сменой инструмента
через заданный промежуток времени его эксплуатации, ухудше-
нием точности и качества обработанной поверхности, появлением
на ней отдельных блестящих полосок, повышением усилий реза-
ния, повышением температуры обрабатываемого изделия или ин-
струмента. Все эти практические критерии (за исключением тех-
нологических — ухудшения качества и точности поверхности)
тесно связаны с физическими процессами износа.
Появление вибраций, повышение температуры и другие явле-
ния наблюдаются при достижении износа, близкого к критиче-
скому, при повышении которого происходит катастрофический
износ, возможны поломка или сколы режущей части инструмента.
Допустимый износ зависит от скорости резания: при больших
скоростях он меньше, при малых — больше. Для инструмента
общего назначения допустимый износ задается нормативами.
Соблюдение при эксплуатации нормативных требований по износу
снижает вероятность появления другого вида разрушения —
скола. В автоматизированном производстве практикуется вместо
задания определенного износа замена инструмента через заданный
период стойкости, измеряемый числом отработанных циклов,
числом обработанных изделий, пройденным путем, временем
работы. Принудительная смена инструмента предотвращает воз-
можность выхода инструмента или станка из строя в процессе
резания в результате поломок и сколов.
Время, в течение которого инструмент работает до достижения
заданного критерия, определяет его стойкость и эффективность.
При некоторых работах удобней выражать стойкость не во вре-
мени, а в длине пути, пройденного инструментом, или в числе
обработанных изделий. Эти критерии целесообразно применять
и при обработке труднообрабатываемых материалов, для которых
стойкость, выраженная во времени работы, не всегда правильно
отражает эффективность инструмента.
Устранению сколов, поломок инструмента во многом способ-
ствует выбор параметров режущего клина, жесткость и прочность
корпуса, зажимной части инструмента при его проектировании.
Выбор рациональных размеров инструмента достигается расчетом
его параметров.
22
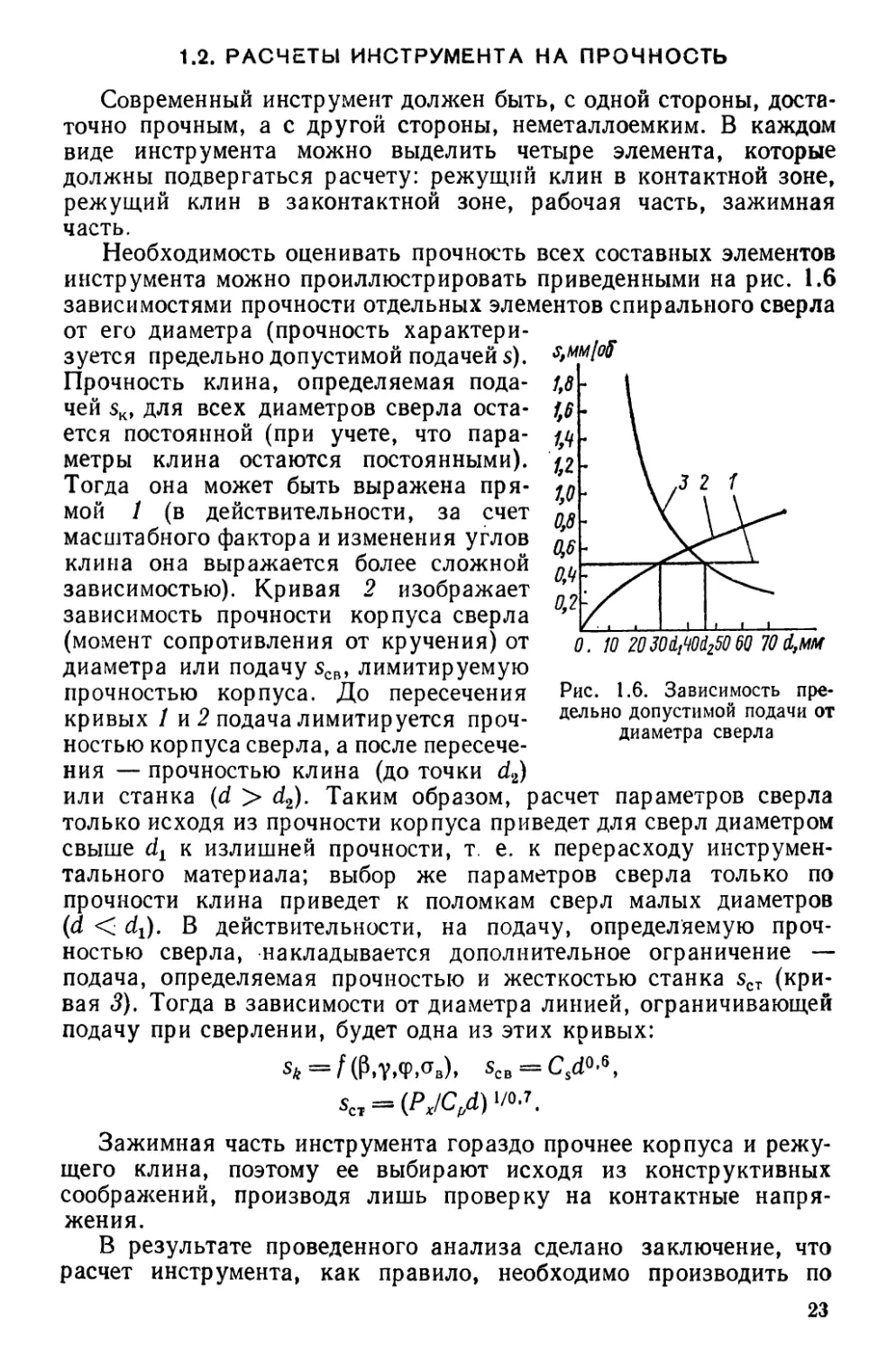
1.2. РАСЧЕТЫ ИНСТРУМЕНТА НА ПРОЧНОСТЬ
Современный инструмент должен быть, с одной стороны, доста-
точно прочным, а с другой стороны, неметаллоемким. В каждом
виде инструмента можно выделить четыре элемента, которые
должны подвергаться расчету: режущий клин в контактной зоне,
режущий клин в законтактной зоне, рабочая часть, зажимная
часть.
Необходимость оценивать прочность всех составных элементов
инструмента можно проиллюстрировать приведенными на рис. 1.6
зависимостями прочности отдельных элементов спирального сверла
от его диаметра (прочность характери-
зуется предельно допустимой подачей $). ^,мм[о1Г
Прочность клина, определяемая пода-
чей $к, для всех диаметров сверла оста-
ется постоянной (при учете, что пара-
метры клина остаются постоянными).
ю
0,8
0,6
0,Ь
0,2
0. 10 Z030dtW25000 70
7,5
{5
7,4
3 2 1
Рис. 1.6. Зависимость пре-
дельно допустимой подачи от
диаметра сверла
Тогда она может быть выражена пря-
мой 1 (в действительности, за счет
масштабного фактора и изменения углов
клина она выражается более сложной
зависимостью). Кривая 2 изображает
зависимость прочности корпуса сверла
(момент сопротивления от кручения) от
диаметра или подачу sCB, лимитируемую
прочностью корпуса. До пересечения
кривых / и 2 подача лимитируется проч-
ностью корпуса сверла, а после пересече-
ния — прочностью клина (до точки d2)
или станка (d > d2). Таким образом, расчет параметров сверла
только исходя из прочности корпуса приведет для сверл диаметром
свыше dL к излишней прочности, т. е. к перерасходу инструмен-
тального материала; выбор же параметров сверла только по
прочности клина приведет к поломкам сверл малых диаметров
(d < dj. В действительности, на подачу, определяемую проч-
ностью сверла, накладывается дополнительное ограничение —
подача, определяемая прочностью и жесткостью станка sCT (кри-
вая 5). Тогда в зависимости от диаметра линией, ограничивающей
подачу при сверлении, будет одна из этих кривых:
s* = H₽.Y.<P>ctb). sCB = Csd0’6,
Зажимная часть инструмента гораздо прочнее корпуса и режу-
щего клина, поэтому ее выбирают исходя из конструктивных
соображений, производя лишь проверку на контактные напря-
жения.
В результате проведенного анализа сделано заключение, что
расчет инструмента, как правило, необходимо производить по
23
следующим основным элементам: прочности режущего клина и
прочности корпуса.
Различают пластическую и хрупкую прочности режущего
клина. Пластическую прочность характеризует коэффициент за-
паса прочности ит и температура в зоне резания [5], т. е.
«т = #и/Яф ~ Н„/6гф,
где Нп —твердость инструментального материала в контактных
слоях задней поверхности; Нф —твердость обрабатываемого ма-
териала в зоне условной плоскости сдвига; тф—напряжение
сдвига (для сталей тф та 0,74aB6°'6es, где 6S — относительное
удлинение; <тв — предел прочности при растяжении).
Условием отсутствия пластического деформирования является
nT > 1. Предельной температурой резания является температура
плавления обрабатываемого материала. Если при этом пт^1,
т. е. если материал инструмента имеет большую твердость, чем
оплавленный материал, то данный обрабатываемый материал
может обрабатываться данным инструментом при любых скоростях
резания.
Расчет хрупкой прочности клина —сложная задача, так как
требует знания закона распределения напряжений на передней
грани, законов распределения сил в контактной зоне и знаний
положения наиболее нагруженной (контактной) зоны. В общем
виде при определенных допущениях коэффициент запаса хрупкой
прочности
== Ов/О.кв шах ^в доп»
где аэквшах — наибольшее эквивалентное напряжение в клине;
пвдоп —допустимый коэффициент запаса; обычно для простых
инструментов ивдоц = 1,24-1,5, для сложных и дорогих инстру-
ментов /гвдоп = 2,054-3,0.
Напряжение оэквтах определяется одним из известных спосо-
бов, изложенных в работах 15, 15 ]. На Сестрорецком инструмен-
тальном заводе им. Воскова расчет аЭ1.втах осуществляется на
вычислительной машине «Минск-32» по программе, разработан-
ной инж. Г. П. Дзельтеном в соответствии с предложенной им
методикой расчета.
Хрупкая прочность многолезвийного инструмента — понятие
особое. Как показывает практика, выкрашивание и сколы на части
зубьев многолезвийного инструмента не приводят зачастую к по-
тере: работоспособности инструмента в целом (оставшиеся нераз-
рушенными зубья принимают на себя нагрузку разрушившихся
зубьев). Явление резервирования — свойство большинства много-
зубых инструментов, которое необходимо учитывать при эксплу-
атации инструмента.
Расчет прочности корпуса инструмента следует производить
в зависимости от его типа. В связи с большим разнообразием типов
корпусов, требующих самостоятельной методики расчета, выде-
лены три основные; призматический — к нему относятся державки
резцов и ножей к сборному инструменту; цилиндрический с пря-
мыми или винтовыми канавками — к нему относятся корпуса
концевого и сборного инструмента. Расчет корпуса призмати-
ческого инструмента может быть легко произведен по известным
формулам. Расчет корпусов дискового инструмента на прочность
обычно не производят, так как при нормальных условиях резания
практически поломок корпуса не бывает. Расчет корпусов ци-
линдрического инструмента с прямыми или винтовыми канавками
является одной из актуальнейших задач, ибо известно, например,
что большинство мелкоразмерных сверл (сверл диаметром до
10 мм) выходят из строя по причине поломок. Сокращение поломок
сверл за счет упрочнения корпуса может принести значительную
экономию. Расчет прочности корпусов концевого инструмента
сложен, трудоемок и недостаточно освещен в литературе. Расчет
производится на кручение, растяжение —сжатие, изгиб, про-
дольный изгиб. Для расчета необходимо, прежде всего, знание
геометрических характеристик сечения инструмента и характера
распределения нагрузки.
Определение геометрических характеристик сечений произ-
водится в настоящее время путем исследования моделей (метод
Прандтля, метод Дитмана — Алексеева [2] и др.). Такой путь
отличается большой трудоемкостью, многоэтапностью, требует
наличия специальных установок. На Сестрорецком инструменталь-
ном заводе разработана методика расчета геометрических харак-
теристик сечений концевого инструмента и машинная программа
для ЭВМ типа «Минск-32». Расчет производится в такой последо-
вательности: профиль поперечного сечения инструмента задается
в полярных координатах массивом значений pz —a, (pz —ра-
диусы; az — угловое положение i-й точки профиля). Для повыше-
ния точности расчета рекомендуется при задании массива р/ — а,
каждый участок профиля, ограниченного точками, в которых
наблюдается «перелом» кривой (первая производная изменяется
скачками в точке, являющейся концом одного и началом другого
участка кривой), задавать не менее чем тремя точками (двумя
крайними и одной промежуточной). Необходимость задания исход-
ных данных для расчетов в виде массива значений pz —аг объяс-
няется стремлением решения широкого круга практических задач.
Так, при расчете геометрических характеристик и напряжений
от действия крутящего момента Л1кр и осевой силы Рос приходится
решать два вида задач: 1) выбор рационального вида профиля
при проектировании инструмента; 2) оценка возможностей дан-;
ного профиля путем сопоставления инструмента, изготовленного
различными способами различными изготовителями, часто при
отсутствии технических данных и геометрических параметров се-
чения. В последнем случае профиль поперечного сечения получают
увеличением на проекторе поперечного среза инструмента. Gene-
ние при этом не имеет центра тяжести, его параметры могут быть
25
заданы в полярных координатах относительно любой точки с пере-
счетом в последующем всех параметров относительно рассчитан-
ного по данным массива р( —at центра тяжести сечения. При-
веденный способ задания входных данных позволяет решать
задачи обоих видов.
Профиль, заданный массивом с помощью ЭВМ, аппроксими-
руется дугами окружности, расчет геометрических характеристик
сечения координат центра тяжести, сечения, статических момен-
тов, главных осевых и полярного моментов инерции, площади
(Хц.т; Уц..г; Sy; Ix; Iy; Ir; F) осуществляется аналитически, пу-
тем интегрирования по участкам, ограниченным дугами окруж-
ностей.
На профиль, очерченный дугами окружностей, накладывается
прямоугольная сетка, делящая профиль на 10—90 участков по
каждой координате в зависимости от требуемой точности расчета
исходных данных, что оговаривается в исходных данных, вводи-
мых в машину.
Расчет на кручении стержней с прямыми канавками сводится
к отысканию гармонической функции ф, которая внутри попереч-
ного сечения должна удовлетворять уравнению Лапласа д2^/дх2 4-
+ д2$/ду2 = 0, а на контуре — условию ф — 1/2 (х2 -|- у2).
Функция ф определяется путем решения системы обыкновен-
ных линейных алгебраических разностных уравнений, составлен-
ных для узлов полученной сетки, ограниченных контуром попереч-
ного сечения инструмента. Решение системы уравнений произ-
водится способом Либмана, при котором значение функции в каж-
дом узле сетки равно среднему арифметическому из четырех
значений функции ф в соседних узлах. Задаваясь произвольным
значением функции ф во всех внутренних узлах сетки (все значе-
ния равны нулю, или все значения равны единице, или все значе-
ния равны х2 + у2 и т. д.) и значением функции на контуре, кото-
рое всегда равно (х2 -f- у2)/2, последовательным расчетом значе-
ний ф( для каждого узла переходим от выбранного первого при-
ближения значения ф, ко второму, третьему и т. д. до тех пор, пока
разница значений функции в каждой точке при очередном расчете
не будет отличаться от значения функции в этих же точках при
предыдущем приближении на заданную величину (в разработан-
ной программе эта величина принята равной 0,5% от значения ф,).
Геометрическая жесткость сечения /к0 определится как сумма
объемов, в основании которых лежит квадрат (прямоугольник)
сетки, а высота равна средней высоте из четырех ребер призмы
высотой ф(.
Расчет геометрической жесткости сечения /к0 спиральных
сверл можно производить по упрощенной, аналитически получен-
ной формуле, предложенной канд. техн, наук А. Л. Кириленко
совместно с автором:
/ко = 0,21 (0,25В! + K)3[q —0,63 (0,25Bi + К)J,
26
Y
Рис. 1.7. Схема преобразования
профиля сверла в профиль криво-
линейного четырехугольника
где Вг —длина стороны преобразованного четырехугольника;
К —наименьшая его ширина, равная диаметру сердцевины сверла;
q — диаметр спинки сверла.
Формула основана на преобразовании профиля поперечного
сечения сверла А ВСЕ (рис. 1.7) в профиль криволинейного четы-
рехугольника А^С^Е1.
Сопоставление формулы для расчета /к0 с известными форму-
лами, а также с результатами определения /к0 с помощью ЭВМ
по приведенной методике показало, что результаты, полученные
по формуле, достаточно точны (погрешность по сравнению с рас-
четами, выполненными на машине
«Минск-32», не превышает 10%)
в широких пределах колебаний
значений BLt q и К = (0,34-
4- 0,9) d; q = (0,84-1) d\ К =
= (0,15-0,4) d].
Еще более сложной является
задача по определению геометри-
ческой жесткости /ка) и напряже-
ний естественно завитых стержней,
которыми являются многие виды
корпусов инструментов (спи-
ральных сверл, зенкеров, развер-
ток, фрез, метчиков). При расчете
жесткости /К(В целесообразно ис-
пользовать методику, разработан-
ную канд. техн, наук А. Л. Кириленко для сверл и развитую
применительно к остальным видам инструментов в работе [221.
Методика основана на использовании зависимости /, о = /к0 + Д/к,
где Д/к — поправка на завитость, рассчитываемая на ЭВМ (про-
грамма для расчета разработана на Сестрорецком инструменталь-
ном заводе им. Воскова применительно к машинам «Минск-22» и
«Минск-32»).
Расчет напряжений в корпусах от кручения моментом 7Икр
и действия осевой силы Рос производится на основании положения
Сен-Венана о возможности замены системы конкретных сил систе-
мой равномерно распределенных нагрузок при достаточном уда-
лении от зоны действия сил. Поэтому напряжения в корпусе
инструмента рассчитываются на участках, удаленных от зоны
резания (контактной зоны). Для расчета касательных напряже-
ний (тх и Ту) используются программы к машинам «Минск-22»
и «Минск-32».
Расчет напряжений в незавитых стержнях основан на методе
решения системы конечно-разностных уравнений в узлах сетки,
наложенной на профиль поперечного сечения инструментов:
тх = Gc (д^/ду — у)\ Ту = Gc (—дф/дх + х),
1 Вывод формулы здесь не приводится.
27
Расчетные значения геометрических харак
Инструмент d, мм F/d2 z xo/d4
Центровочное сверло 4,0 0,446125 0,01063
Однрстороннее центровочное свер- ло 4,0 0,56365 0,02805
Спиральное сверло 12,0 0,334106 0,00603
Спиральное сверло со стружко- ломом 10,0 0,318947 0,0049
Метчик 8,0 0,48133 0,0249
28
Таблица 1.2
териЛик различных видов инструментов
1 у o/d4 'ко/d4 Эскиз
0,03766 0,04819 0,01547
0,04336 0,07148 0,01317
0,031057 0,03708 0,00651 Г ^^5^52
0,02728 0,03221 0,00546
0,02539 0,05029 0,01741 кЕЖу
29
Инструмент d, мм F/di 1 Xold*
Фреза 32,0 0,48999 0,02098
Примечание.
d — диаметр инструмента, мм; F — площадь его поперечного сечения, мм8. 1x0 ~
/kq — геометрическая характеристика, мм4.
где с —угол закручивания на единицу длины; G —модуль упру-
гости II рода; х и у — координаты точек, в которых определяется
напряжение.
Для расчета производные в формулах заменяются разностями,
отнесенными к стороне квадрата сетки:
д^/ду « АЛф/й; д^/ду » А^ф/Л,
где Ахф и А^ф — разности двух соседних значений функции в узлах
сетки; h —сторона квадрата сетки.
Подставляя в формулы для тх и ту эти отношения и координаты
х и у, определяют напряжения в каждой точке сетки.
Для анализа влияния конструктивных элементов сечения кор-
пуса инструмента из различных материалов на возникающие в нем
напряжения целесообразно оценивать не сами напряжения
и ту, а относительные напряжения тхЮс и туЮс.
Результаты расчета напряжений выдаются в виде таблицы
и профиля инструмента с нанесенными на нем значениями напря-
жений. Для наглядности весь диапазон напряжений от 0 до тшах
разбивается на десять диапазонов и на контур инструмента нано-
сятся цифры (от 0 до 9), обозначающие напряжение поддиапазона.
Напряжения на контуре поперечного сечения инструмента в точ-
ках, не совпадающих с узлами координатной сетки, определяются
аппроксимацией.
Для естественно завитых стержней на напряжения оказывает
влияние угол наклона винтовой стружечной канавки инструмента.
При этом осевая сила и крутящий момент создают дополнительные
составляющие напряжения: осевая сила Ро —дополнительное каса-
тельное напряжение тр, а крутящий момент Л4кр —дополнитель-
ное растягивающее или сжимающее напряжение ом. Расчет этих
напряжений производится на основании методик расчета, при-
30
Продолжение табл. 1.2
zyo/rf4 lp!d* zi<0/d* Эскиз
0,02098 0,04206 0,02661
/ YO — главкив моменты инерции, мм*; 1 р ** условный полярный момент инерции, мм4;
веденных в работе [22]. Кроме указанных дополнительных зна-
чений напряжений от Л1кр и Роо в поперечных сечениях есте-
ственно закрученных стержней действуют также нормальные
радиально направленные напряжения, вызывающие увеличение
(или уменьшение) наружного диаметра инструмента. Значения
этих напряжений впервые были рассчитаны для сверл
канд. техн, наук А. Л. Кириленко. В результате расчетов было
установлено, что с увеличением угла наклона канавок напряже-
ния возрастают, но их абсолютное значение незначительно и при
практических расчетах может не учитываться.
В табл. 1.2 представлены значения геометрических характе-
ристик различных видов инструмента и касательных напряжений
в незавитых стержнях, распределенных по поперечному сечению.
Звездочками на табличных рисунках отмечены точки с наиболь-
шими значениями касательных напряжений, линиями соединены
точки, касательные напряжения в которых отнесены к одинако-
вому поддиапазону напряжений. Из таблицы видно, что на напря-
жения в значительной степени оказывает влияние радиус перехода
у дна канавки. Поэтому при проектировании и изготовлении ин-
струментов этот радиус необходимо выполнять возможно большим.
Напряжения от действия осевой силы рассчитываются для
незавитых стержней по известным формулам сопротивления мате-
риалов. Напряжения от крутящего момента и осевой силы для
естественно завитых стержней (корпусов с винтовыми канавками)
рассчитываются по методике, приведенной в работе [22]. На
рис. 1.8 показано распределение нормальных напряжений, воз-
никающих в спиральных сверлах при их закручивании крутящим
моментом 7Икр и при сжатии осевой силой Рос. Как видно из ри-
сунков, под действием крутящего момента в сверле возникают
значительные нормальные напряжения а^, растягивающие сверло
31
Рис. 1.8. Распределение нор-
мальных напряжений о по
радиусу поперечного сече-
ния сверла (М кр =
= 10 000 Н-мм; Рх = 1000Н;
d = 10 мм; q = 9,5 мм; В^ =
= 3 мм; К = 1 мм; f = 1 мм):
------0=10°; — — © ==
= 60е
у дна канавок и сжимающие на спинке сверла. Нормальные напря-
жения от осевой силы значительно меньше и распределены
по сечению в обратном соотношении: у дна канавки они сжимают
сверло, у спинки —растягивают. Увеличение угла наклона
канавки со приводит к уменьшению и увеличению а£. Анализ
распределения касательных напряжений от кручения и от осевой
силы показал, что наибольшие значения
касательных напряжений наблюдаются
около сердцевины (на радиусе, не-
сколько превышающем радиус сердце-
вины) и с увеличением угла наклона
канавки уменьшаются. Вместе с тем
замечено, что второй зоной с большими
значениями касательных напряжений
является спинка сверла (примерно ее
середина). Значение относительных кон-
тактных напряжений на спинке дости-
гает (0,8 — 1) ттах. При завитых стерж-
нях эти значения еще больше увеличи-
ваются й превосходят напряжения у дна
канавки. Если учесть суммарные на-
пряжения, учитывающие и
а также изгибные напряжения, кото-
рые на спинке значительно большие,
чем у дна канавки, то можно предполо-
жить, что разрушение сверла должно
начинаться со спинки.
Радиус перехода от спинки сверла
(фрезы, зенкера) к его ленточке также
является концентратором напряжений.
Этот концентратор способствует повы-
шению напряжений на спинке, осо-
бенно при небольшой ширине пера и
высокой ленточке.
При расчете напряжений от изгиба
инструмента его обычно изображают
в виде консольной балки, нагружен-
ной неуравновешенной радиальной си-
лой. Расчет напряжений от изгиба
в произвольной точке произвольного
сечения (рис. 1.9) корпуса концевого
естественно завитого инструмента (на рисунке для примера
приведено сверло) можно производить по формуле [621
~ уМ sin а . zM cos а
° = -----1---7---,
2
где М —изгибающий момент в произвольном сечении В—В;
[Л4 — Р (I — х), где Р — равнодействующая изгибающих сил;
32
F —длина вылета сверла; х —расстояние от заделки до рассма-
триваемого сечения]; у, z — координаты рассматриваемой точки;
1г, — моменты инерции сечения (главные); а — угол разворота
рассматриваемого сечения относительно сечения А—А у заделки.
При незавитом стержне расчет изгибных напряжений произ-
водят по известным формулам сопротивления материалов.
Продольный изгиб наблюдается при нагружении концевого
инструмента осевой силой Рос, когда стержень инструмента может
изогнуться и принять форму,
соответствующую первому
устойчивому ^криволинейному
состоянию. При дальнейшем
повышении нагрузки стер-
жень может перейти (по
форме) во второе устойчивое
криволинейное состояние и
т. д. На практике рассмат-
ривают только одно криво-
линейное состояние. Осевая
сила, вызывающая это со-
стояние, называется крити-
ческой Ркр. Критические на-
пряжения, которые при этом
возникают в стержне, равны
°кр =
где F — площадь сечения
Рис. 1.9. Схема нагружения сверла при
изгибе
стержня, мм®.
Расчет незавитых стержней на. продольный изгиб производится
по формуле [40]
— п2^ппп/^2>
где Е — модуль упругости при растяжении; /ш1п — наименьший
момент инерции сечения (определяется по приведенной выше мето-
дике); / — приведенная длина вылета инструмента, мм.
Расчет завитых стержней на продольный изгиб производится
по формуле [40]
р 2_________п2Е1
к₽ 1 + I mln/ / max Р ’
где /щах —наибольший момент инерции сечения.
Расчеты показывают, что жесткость завитых стержней на про-
дольный изгиб выше жесткости пезавитого стержня с одинаковой
площадью сечения. При наличии радиальной неуравновешенной
силы критические нагрузки на стержень резко уменьшаются, что
следует иметь в виду.
2 г. в. Филиппов 33
Общие напряжения в каждой точке инструмента определяются
геометрическим суммированием всех нормальных напряжений Ха
и всех касательных напряжений Хт( и затем сложением получен-
ных значений сумм по формуле
а, - /(М2 + 4 (Гч)2 < !£,
где т — коэффициент запаса прочности.
Приведенные формулы не учитывают напряжений от темпера-
турных деформаций, которые необходимо принимать во внимание
при назначении коэффициента т, и относятся к системе СПИД
в статике без учета динамических нагрузок, которые могут много-
кратно превышать статические. Общие инженерные методы рас-
чета инструмента с учетом динамики его работы в настоящее
время еще не разработаны.
Многообразие видов инструмента, условий его эксплуатации,
особенностей процессов резания, рассеивания энергии колебаний
значительно усложняют разработку таких методов. Для отдель-
ных видов инструмента расчеты с учетом динамики известны, но
обычно динамику работы инструмента учитывают коэффициентом
динамичности, входящим в коэффициент т. С точки зрения дина-
мики работы инструмента (в большей степени, нежели его проч-
ность) представляет интерес обеспечение устойчивой работы си-
стемы СПИД. Методы расчета устойчивости достаточно подробно
приведены в работах 124, 60 ] и поэтому в данной работе не рас-
сматриваются.
1.3. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
РЕЖУЩИХ ИНСТРУМЕНТОВ
Несмотря- на большое разнообразие видов инструментов, все
они имеют ряд общих элементов: рабочую часть и корпус с за-
жимной частью.
Рабочая часты По форме рабочая часть определяется видом
инструмента. Габаритные размеры ее выбираются с учетом требо-
ваний стандартов. Так, размерный ряд диаметров рабочей части
спиральных сверл регламентируется ГОСТ 885—77, размерный
ряд наружных диаметров фрез —стандартом СЭВ 201—75 (диа-
пазон диаметров для основного ряда 1,6—630 мм, для дополнитель-
ного ряда —1,8—560 мм). Допуски на диаметр рабочей части
или размеры поперечного сечения инструмента устанавливаются
стандартами на инструмент. Допуски назначаются на типораз-
меры, входящие в определенный интервал номинальных размеров.
Стандартом. СЭВ 145—75 установлены следующие интервалы
номинальных размеров.
Основные интервалы (мм): до 3; 3—6; 6—10; 10—48; 18—30;
30—50; 50—80; 80—120; 120—180; 180—250; 250—315; 315-400;
400—500,
24
Промежуточные интервалы (мм): 10-^—14; 14—18; 18^—24;
24—30; 30—40; 40—<50; 50—65; 65 —80; 80—100; 100—120;
120—140 и т. д.
Расчет допусков для каждого интервала производится по рас-
четному размеру — среднегеометрическому для каждого интер-
вала
^инт “
Допуски (если они не выбираются по таблицам) определяются,
исходя из единицы допуска i (для 5—17-го квалитетов)
i = 0,45V^+0,001DHHT,
где DHHT —в мм; i —в мкм.
Значения допусков в зависимости от квалитета, например для
линейных размеров, равны: IT5 —7г, IT6 —10i\ IT7 —16i\
IT8—25i\ IT9—40i\ IT 10 — 64r, IT11—100T, IT12—160i\
IT13 — 250i\ IT14 — 400Т, IT15 — 600T, IT16 — 1000г,
IT17 — 1600i.
Современный инструмент общего назначения, как правило,
составной: рабочая часть инструмента выполняется из инструмен-
тального материала, корпус (державка) — из конструкционного
материала. Способы соединения рабочей части и корпуса раз-
личны. Это сварка — для инструмента с рабочей частью из бы-
строрежущих сталей (для инструмента диаметром свыше 10 мм),
пайка или наклейка — для твердосплавного, минералокерами-
ческого инструмента и инструмента из сверхтвердых «синтетиче-
ских материалов, опрессовка и чеканка —для инструмента из
синтетических сверхтвердых материалов, механическое крепление.
Сварка обеспечивает достаточно надежное соединение, осуще-
ствляется встык. Сварной шов располагается, как правило, на
расстоянии, несколько превышающем длину стружечных канавок;
прочность сварного соединения должна быть не меньше 0,9 от
прочности материала хвостовика.
При пайке призматического инструмента соединение пластинки
из инструментального материала с корпусом осуществляется либо
непосредственно, либо через промежуточную прокладку. Соеди-
няемая пара должна для предотвращения растрескивания пла-
стинки выполняться из материалов с наименьшей разницей в ко-
эффициентах линейного расширения, а толщина корпуса в зоне
гнезда под пластинку должна не менее чем в три-четыре раза
превосходить толщину пластинки. У концевого инструмента
могут напаиваться: пластинки (прямые или винтовые) или целиком
рабочая часть. Формы стыков между рабочей и хвостовой частями
инструмента приведены на рис. 1.10. Напайку производят при-
поями, состав которых приводится в гл. 10.
Клеевые соединения находят все большее применение, но стан-
дартами на инструмент допускается приклеивать только ограни-
ченные виды инструмента. Применимость клееных соединений
2* 35
ограничивается нагрузками на инструмент и температурой в зоне
стыка. Стык, по возможности, должен быть разгружен от сдвига-
ющих и разрывающих нагрузок. Расчет стыка при наклейке произ-
водят из условия, что [т ] = xB/k, где тв — предел прочности клея
на сдвигающие нагрузки при соответствующей температуре (для
клея марки ТКС-75 при 20 °C тв = 2600 МПа, а при 300 °C тв =
= 350 МПа); k — коэффициент запаса прочности, равный k =
= k0 kKknkK, где k0—коэффициент, учитывающий способ отвер-
дения клеевого соединения (при отвердении: в термостате k0 =
= 1,1, на воздухе k0 — 1,2; при многократном ko = 1,5); kK —
конструктивный коэффициент (при открытом соединении k„ — 1,
Рис. 1.10. Формы стыков между рабочей и хвостовой частями инструмента
при полуоткрытом kH = 1,2, при закрытом kK = 1,1); kH —коэф-
фициент, учитывающий характер нагрузки (при статической
нагрузке kH = 1,8; при динамической k„ = 3); k„ — коэффициент,
учитывающий влияние склеиваемых материалов (для минерало-
керамики kM = 1, для углеродистых сталей k„ — 1,1, для быстро-
режущих сталей k„ — 1,2, для твердых сплавов kM — 1,4) [51].
Кроме указанных способов для неразъемного соединения рабо-
чей и хвостовой частей находят применение зачеканка, заваль-
цовка и гидростатическая опрессовка, широко распространенные
при соединении рабочей части из синтетических сверхтвердых
материалов с корпусом державки.
Механическое крепление режущей части получает все большее
распространение. Существует две разновидности механического
крепления: без последующей заточки и с последующей заточкой
режущих элементов. К первой группе относятся инструменты,
у которых заданные из условий обработки параметры режущей
части образуются за счет выбора соответствующей формы и раз-
меров режущих вставок и гнезда. В эту группу инструментов,
получившую в последние годы чрезвычайно широкое распростра-
нение, входят инструменты, оснащаемые неперетачиваемыми мно-
гогранными и круглыми пластинками из твердых сплавов, ми-
нералокерамики и сверхтвердых материалов. Ко второй группе
относятся инструменты, у которых геометрические параметры
режущей части предварительно образуются за счет формы и раз-
меров режущих элементов и корпуса, а окончательно — путем
заточки инструмента в сборе. В соответствии с этими особенно-
стями и требования к корпусам и механически закрепляемым ре-
жущим элементам — различны.
36
В первом случае основными требованиями являются: надеж-
ность, быстрота и точность крепления, повышенная точность
исполнения как посадочных гнезд под режущие элементы, так
и самих режущих элементов, взаимозаменяемость режущих эле-
ментов. Во втором случае требования к точности исполнения кор-
пусов, гнезд и самих режущих элементов ниже, а основными
Фребованиями являются: обеспечение геометрии и точности путем
заточек и переточек, возможность перестановки режущих эле-
ментов относительно корпуса как в радиальном, так и в осевом
направлениях для компенсации износа и создания припуска под
переточку, обеспечение определенного числа переточек за счет
выбора соответствующих размеров режущих элементов.
Первая разновидность — наиболее распространенная. Она
отличается рациональным использованием инструментального ма-
териала, быстротой смены затупившегося лезвия, как правило,
Рис. 1.11. Схемы механического крепления пластинок
без съема инструмента со станка, повышенными режимами при
эксплуатации, повышенной работоспособностью инструмента, со-
кращением запасов инструмента на складах, ликвидацией опера-
ций заточки и переточки инструмента, широкими технологиче-
скими возможностями, ибо на один и тот же корпус можно за-
креплять различные пластинки из неодинаковых инструменталь-
ных материалов. Основные схемы закрепления режущих элемен-
тов. (пластинок) при этой разновидности изображены на
рис. 1.11. Крепления осуществляются: прижимом пластинки
к опорной плоскости со стороны передней грани или со стороны
опорной площадки —рис. 1.11, а (эта разновидность применяется
для закрепления пластинок без отверстий, особенно из минерало-
керамики и синтетических сверхтвердых материалов); поджи-
мом пластинки через отверстие к упорной плоскости (рис. 1.11, б);
поджимом пластинки через коническое отверстие или фаску к упор-
ной поверхности (рис. 1.11, в)\ прижимом пластинки через отвер-
стие к упорной и одновременным поджимом к опорной поверх^
цостям (рис. 1.11, г). Конструктивных исполнений этих разно-
видностей чрезвычайно много, подробнее о них можно узнать
из последующих глав.
.Общей особенностью конструкции инструмента с неперетачц-
^аемыми пластинками является несоответствие, как правило,
углов резания инструмента с углами пластинок. Действительно,
37
для образования задних углов резца с режущей пластинкой 1.
(рис. 1.12) без задних углов необходимо эту пластинку повернуть
на некоторый угол 0. При этом угол при вершине пластинки
в плане 8Х изменится на величину, равную сумме углов Дю и Дюх,
т, е. угол е = ех + Дю + Дюх, углы aN и а1Л/ примут значения,
отличные от угла поворота пластинки 0 (за исключением случая,
когда угол в плане ср = 0°), а углы в плане ср и также изменят
свое значение и будут равны q> = 90° — ю + Дю; срх = 90° — юх +
+ Дюх.
Рис. 1.12. Геометрические параметры углов резца в за-
висимости от положения режущей пластинки
Значения углов Дю и Дюх, aN и a1JV, а также угла %, могут
быть рассчитаны по формулам:
1еДю= tg-°-l'-~-cos9);
g tg2 ю + cos 0 ’
tg Дю, = ~cos0)-
tg «w « tg 0 sin co;
tg a1A/«tg0sin сох;
sin = sin 0 cosco.
Из последних зависимостей видно, что разворот пластинок
в корпусе инструмента (державке) целесообразно производить
в направлении, перпендикулярном режущей кромке (со = 90°);
при этом aN = 0, а X = 0.
Передние углы инструмента у при использовании пластинок
со стружколомающими канавками определятся по формуле у =
= у0 —а, где у0 —передний угол на пластинке (на рис. 1.12
Уо = 0); a — задний угол инструмента.
При использовании пластинок с задними углами а0 без струж-
коломающих канавок углы инструмента а будут равны a =
= a0 — 0; у = 0 (0 <0 при повороте пластинки против часовой
стрелки, 0 > 0 — при повороте пластинки по часовой стрелке).
38
При использовании пластинок о задними углами а0 и сГружког
ломающими канавками с передним углом углы инструмента
будут равны а = а0 — 0; у = у0’ + 0.
Кроме режущих пластинок неперетачиваемый инструмент со-
держит элементы крепления пластин: прижимы, винты, опорные
пластины и стружколомы (у пластин, не имеющих стружколома-
ющих канавок на передней грани). Назначение прижимов, винтов,
стружколомов очевидно. Опорные пластины применяются в каче-
стве подкладки под режущие пластинки для повышения срока
службы корпуса инструмента, на котором закрепляется режущая
пластинка. Опорные пластинки выполняются из твердых сплавов
или закаленных сталей. Режущие пластинки, опорные пластины
и стружколомы выпускаются централизованно. Основные формы
пластин и стружколомов, а также схема построения их обозначе-
ний приводятся на рис. 1.13—1.15 и не требуют дополнительных
пояснений.
Режущие пластинки изготовляются централизованно из твер-
дых сплавов и минералокерамикй, причем пластинки из мине-
ралокерамики выпускаются без отверстия, правильной трехгран-
ной, квадратной, ромбической и круглой форм (табл. 1.3). Степень
точности, предельные значения геометрических параметров этих
пластинок приводятся на рис. 1.13, а предельные отклонения ре-
жущих пластинок из твердых сплавов и минералокерамики,
опорных пластин и стружколомов —в табл. 1.4.
Результаты испытаний инструмента, оснащенного пласти-
нками из твердых сплавов и минералокерамики, показывают, что
из-за меньшей прочности минералокерамики (оиз < 700 МПа)
по сравнению с твердым сплавом (оиз = 1100 -е-2100 МПа) целесо-
образно использование минералокерамических пластин с большей
(до двух раз по сравнению с твердосплавными) толщиной.
Механическое крепление неперетачиваемых режущих пласти-
нок в инструменте позволяет получить значительный экономиче-
ский эффект от повышения производительности труда за счет
повышения скоростей резания, снижения потерь рабочего времени
на замену затупившейся режущей кромки, затрат на заточку
и переточку инструмента. Действительно, для замены затупив-
шегося лезвия в этой разновидности инструмента достаточно
заменить режущую пластинку или повернуть ее на некоторый угол,
не снимая инструмента со станка, без каких-либо потерь на за-
точку инструмента и переналадку станка. При изменении обра-
батываемого материала, для которого целесообразно использовать
свой инструментальный материал, достаточно установить на кор-
пусе инструмента новую пластинку из соответствующего инстру-
ментального материала, без перестановок, замен и переналадок
инструмента.
К недостаткам инструментов с механическим креплением не-
перетачиваемых пластинок относятся: некоторая ограниченность
технологических возможностей (перетачиваемые инструменты
39
Предельные значения параметров, мм ^вн 6,35—15,875 9,525—19,05 9,525—25,4 7,1—8,5 7,93—19,05 22—32
S 3,18—6,35 3,18—7,94 4,2—4,8 3,18—6,35 5; 6
1 11—27,5 6,5—12,8 9,5—25,4 8,1—9,8 8,1—19,3 22,1—32,2
г 0,4—1,6 0,4—1,2 0,4—2,5 0,2—0,5 0,4—1,6 4—10
Форма пластинки — й
Обозначение пластинки цифровое 01 02 03 04 05 06
буквенное Т F S G С и
Предельные значения параметров, мм ^вн 25X27 14Х 10— 19x10 25X18 9,525—22,2 < 15,875—22,2 9,525—25,4
S 6 4,8—6,3 6 3,18—6,35 4,76—6,35 3,18—6,35
у 27,2 17—23 18,3 11,5—16,1 9,1—12,8 —
г 6 0,5—1,5 30 0,8—2,0 0,8—2,0 —
Форма пластинки /707 )
Обозначение пластинки цифровое 07 08 09 10 11 12
буквенное W К L р Н R
Наличие заднего угла Обозна- чение
циф- ро- вое бук- вен- ное
И 1 N
2 С
3 Р
1 4-
Циф- ровое 03 / 1 1
Бук- венно- цифровое S N и N
Ф ф
I I
Конструк- тивные особенности Обозна- чение
циф- ро- вое бук- вен- ное
1
2 F
3 А
4 М
5 G
Специальная £ V
форма О Л
15 04 12 Степень точности Обозна- чение
Циф- ро- вое бук- вен- ное
Ф 1 Ф 1 Ф Нормаль- ная 1 и
Длина режущей кромки, мм Толщина плас- тинки, мм Радиус при вершине, Г‘10"1, мм Повышен- ная 2 м
Высокая 3 G
Особо высокая 4 С
КЗ
«» 1
Рис. 1.13. Схема построения обозначений режущих неперетачиваемых
пластинок:
dBH Диаметр вписанной окружности, мм; s — толщина пластинки, мм;
I — длина режущей кромки, мм; г *-♦ радиус при вершине, мм
Предельные значения параме- тров , мм ^вн 4,9—15,6 9,3—18,8 8,1—25,2 7,7—18,8 L = 13,8+ 18,8 9,3—22,0 15,6—22,0 8,7—25,2
S 2,26—4,76 3,18—6,35 3,18—4,76 4,2—4,8 3,18—6,35 4j6—6,35 3,18—6,35
Г 0,8—1,6 0,8—1,2 0,8—2,5 0,4—1,6 1,0 1,2—2,0 1,2—1,6 —
Форма пластинки — & /55°/ о О
Обозна- чение пла- стинки цифро- вое 70 71 72 73 74 75 76 77
буквен- ное ОТ OF OS ОС ок ОР ОН OR
ПРИМЕР ОБОЗНАЧЕНИЯ
Рис. 1.14. Схема построения обозначений опорных пластинок:
^вн — диаметр вписанной окружности, мм; s — толщина пластинки, мм; г — радиус при вершине, мм
позволяют изменять свою геометрию в зависимости от условий
обработки, неперетачиваемые —только в пределах имеющихся
исполнений пластинок); затрудненный стружкоотвод при крепле-
нии пластинок со стороны передней грани (особенно для пласти-
нок без отверстия);.увеличенные габаритные размеры (за счет необ-
ходимости размещения крепежных элементов вблизи зоны реза-
ния); удорожание инструмента за счет необходимости применения
более точных пластинок, более точного изготовления деталей
инструмента, влияющих на точность расположения режущих
кромок, особенно в многолезвийном инструменте.
Некоторые из приведенных недостатков могут быть устранены
доработкой выпускаемых централизованно пластин, например
образованием требуемых задних и передних углов на пластинку,
стружколомающих канавок требуемой формы и т, д.
44
Пластинки из режущей керамики (по ТУ48-19-65—73)
Таблица 1.3
Форма Буквенное обо- значение пластинки по ГОСТ 19042—73 Эскиз Основные размеры, мм Область применения
Правильная трех- гранная TNUN TNGN 60* </вп = 6,3504-12,700; L = 8,334ч-18,256; S = 3,174- 4- 8,00; г = 0,44-3,0 Токарные проходные, подрезные и расточные резцы
1 до*
Квадратная SNUN SNGN dBTT = 9,5254-19,050; L = 12,1534-25,622; S = 3,174-8,00; т = 0,44-2,5 Токарные проходные и расточные резцы, тор- цовые фрезы
1 у
Продолжение табл. 1.3
Форма Буквенное обо- значение пластинки по ГОСТ 19042—73 Эскиз Основные размеры, мм Область применения
Ромбическая: с углом 0 == 80° > > р = 75° CNUN CNGN dBn = 11,785; L = 17,034- ч- 17,897; S = 3,17 и 4,76; г = 0,44-1,2 dBn = 12,700; L = 18,3144- 4- 20,356; S = 8,00; R = 0,44-2,0 Торцовые фрезы и спе- циальные резцы с углом ф = 90°
5
Круглая RNUN RNGN d = 9.525 и 12,700; S = 3,17-5-8,00 Торцовые фрезы и спе- циальные резцы
Примечание.
Каждая режущая кромка в зависимости от условий работы с обеих сторон пластинки выполняется с фасками по передней по-
верхности: <0.14-0,2 мм) X 5е: (0 24-0,3 мм) X 10°: (0,34-0,4 мм) X 15°; (0,44-0.5 мм) X 20°; (0,54-0,6 мм) X 25°; (0,64-0,7 мм) X 30°
Таблица 1.4
Предельные отклонения неперетачиваемых режущих пластинок,
опорных пластинок и стружколомов, мм
Параметр Режущие пластины степеней точности Спорны* пластины Стружко- ломы
и м G , с
Диаметр впи- санной окружно- сти dBn> мм: 6,35—9,525 10,00—18,00 19,00—27,00 Толщина пла- стинки S, мм: без стружеч- ных канавок со стружеч- ными канав- ками Радиус при вер- шине г, мм Угол при вер- шине, Задний угол, Неперпендику- лярность боко- вых поверхно- стей к опорной, не более, Непараллель- ное™ опорных по- верхностей, не бо- лее, мм Вогнутость/вы- 'пуклость опорных поверхностей, не более, мм Выпуклость/во- гнутость боковых поверхностей, не •более, мм ±0,13 ±0,18 ±0,18 (±0,25) ±0,20 ±0,1 ±30 -1 JO 0 ±0,05 ±0,08 ±0,1 ±0,13 ±15 30 ,025 ,025! ± '1 d 0, 0,015 .0,025 ±0,03 ±0,5 025 х/0,005 0,01 0,01 —0,3 ±0,13 ±0,1 ± 0,08 0,08 L ± 0,1 30 ю 0,025 0,05
Примечание. В скобках указаны значения отклонений для пластинок из минералокерами- ; ки, если они отличаются от значений для твердосплавных пластинок.
47
При второй разновидности крепление режущих элементов
к корпусу осуществляется при помощи различных замков, рифле-
ний, клиновых соединений. Выбор того или иного вида соеди-
нения зависит от инструмента и эксплуатационных требований
к нему.
Корпус (державка). Закрепление инструмента при его изго-
товлении и Эксплуатации осуществляется при помощи корпуса,
к которому прикрепляется рабочая (режущая) часть инструмента.
В некоторых инструментах корпус и рабочая часть инструмента
выполняются заодно (например, в цельном концевом инструменте)
и понятие корпус при этом может носить лишь условный харак-
тер. В этом случае стандартами устанавливаются два элемента,
из которых состоит инструмент: рабочая часть и хвостовик. За-
крепление инструмента на станках осуществляется с помощью
хвостовиков цилиндрической, конической или прямоугольной
формы, цилиндрических или конических отверстий корпуса.
Цилиндрический хвостовик — один из наиболее распростра-
ненных видов присоединительной части, обладает рядом положи-
тельных свойств — технологичностью изготовления, простотой,
возможностью точного исполнения, возможностью регулирования
осевого положения инструмента при его закреплении (для умень-
шения вылета инструмента там, где это необходимо). Диаметр
цилиндрических хвостовиков может быть равен, больше или
меньше диаметра рабочей части инструмента. Рекомендуемый ряд
диаметров хвостовиков инструмента приведен в стандар-
тах СЭВ 150 —75 и СЭВ 151—75 в диапазоне от 1,12 до 160 мм.
Допуски на диаметр хвостовика в соответствии с этим стандартом
h9\ f8 или hll. Передача крутящего момента от шпинделя станка
к инструменту осуществляется за счет сил трения между ци-
линдрической поверхностью хвостовика и зажимными элементами
станка.
Для увеличения крутящего момента, передаваемого хвосто-
виком, на его конце выполняют квадрат или поводок. Размеры
квадратов регламентированы стандартом СЭВ 150—75 и для
приведенного диапазона диаметров хвостовиков имеют размеры:
сторона квадрата 0,9—80,0 мм, длина квадрата 4—75 мм. Допуски
на размер стороны квадрата: hll — на номинальный размер сто-
роны, h!2 — включая погрешность формы.
Размеры поводков инструмента регламентированы стандартом
СЭВ 198—75.
Конические хвостовики выполняются обычно в виде конусов
Морзе. Размеры конусов (рис. 1.16) приведены в табл. 1.5, соста-
вленной на основании стандарта СЭВ 147—75. Конусы инстру-
мента изготовляются с допусками по АТ8 (ГОСТ 2848—75). Кони-
ческий хвостовик выполняется с лапкой (рис. 1.16, б) или без
лапки (рис. 1.16, г). В последнем случае он имеет резьбовое
отверстие. Конус служит для закрепления и базирования инстру-
мента, для передачи осевой силы и крутящего момента. Лапка слу-
48
жит для съема инструмента со станка и не должна нагружаться
во время работы. Момент, передаваемый конусом, определяется
по формуле
^-1*тЙ72^(1-0.04М.
где (I — коэффициент трения (|х ж
товления конуса (Да' « 10').
0,1); Да — погрешность изго-
Таблица 1.5
Основные размеры (мм) конусов Морзе
(см. рис. 1.16)
Конус Морзе Конусность а/2 D D 1 Л а'
0 1 : 19,212 Г 29' 27" 9,045 9,2 59,5 53 3,0
1 1 : 20,047 1 25 47 12,065 12,2 65,5 57 3,5
2 1 : 20,020 1 25 50 17,780 18,0 80 69 5,0
3 1 : 19,922 1 26 16 23,825 24,1 99 86 5.0
4 1 : 19,254 1 29 15 31,267 31,6 124 109 6,5
* 5 1 : 19,002 1 30 26 44,399 44,7 156 136 6,5
6 1 : 19,180 1 29 36 63,348 63,8 218 190 8,0
о?
6)
Рис. 1.16. Конуса Морзе: а, в — конические отверстия; б, г—
хвостовики
При сверлении можно принимать Мкр/Рос = 0,12 dCB.
Большинство концевых инструментов на обоих торцах имеют
центровые отверстия, выполняемые в соответствии с требова-
ниями ГОСТ 14034—74; мелкоразмерный инструмент имеет на-
ружные центры. Основные формы центровых отверстий, исполь-
зуемых в инструменте, приведены на рис, 1.17, Размеры отверстий
49
формы A: D =2-г-360 мм; d =0,54-25 мм, /т1я =0,8 4-32 мм;
отверстий формы В: D и d — те же, что и для формы A, /2 = 1,074-
4-27 мм; отверстий формы R: D =2 4-100 мм; d =0,54-10 мм;
/т1п = 1,3 4-22,5 мм. Форма А применяется в тех случаях, когда
необходимость в центровом отверстии после обработки отпадает,
форма В — когда центровые отверстия используются не только
при изготовлении инструмента, но и при его переточках и экс-
плуатации. Фаска с углом 120° при этой форме предохраняет
коническое отверстие (60°) от забоин и повреждений. Форма R
применяется для инструмента повышенной точности, обеспечивает
наиболее точное его базирование при обработке и переточках.
Форма А
Рис. 1.17. Формы центровых отверстий инструмента
Размеры сечений хвостовой части резцов должны соответство-
вать размерному ряду, предусмотренному стандартом СЭВ 153—75.
Круглые хвостовики резцов должны находиться в диапазоне диа-
метров 4—80 мм, квадратные —в диапазоне сечений 4X4—80X
Х80 мм, прямоугольные при соотношении сторон 1,25—от
6x5 —до 80x63 мм, при соотношении сторон — 1,6 —от 6X4
до 80x50 мм, при соотношении сторон 2,0 —от 6x3 до 80X
Х40 мм.
Насадной инструмент закрепляется на станке с помощью опра-
вок, или непосредственно на шпинделе станка. Передача крутя-
щего момента осуществляется с помощью шпонки на оправке и
шпоночного паза в отверстии инструмента, в который входит
оправка, или торцовой шпонки на оправке и торцового шпоночного
паза на инструменте.
Конструкции инструмента со шпоночным пазом в отверстии
достаточно просты, технологичны, надежны. Недостатком такого
крепления является ослабление корпуса инструмента продоль-
ным шпоночным пазом, создание концентраторов напряжения,
что для упрочнения корпуса требует увеличения габаритов (диа-
метра) инструмента.
Торцовый шпоночный паз лишен этого недостатка, но он менее
технологичен из-за наличия зазоров между торцовой шпонкой и
пазом менее виброустойчив. Размеры шпоночных пазов регламен-
тируются требованиями стандарта СЭВ 152—75 (для отверстий
диаметром 8—100 мм ширина шпонки равна 2—25 мм); допуски
на шпоночные пазы в соответствии с этим же стандартом по С//,
50
шпонки — по h9. Размеры торцовых пазов регламентируются
также требованиями стандарта СЭВ 152—75, ширина паза на торце
инструмента равна 3—20 мм, размер выступа на оправке равен
3,3—20,5 мм, т. е. выступ оправки входит в паз инструмента с за-
зором.
Кроме шпоночных соединений достаточное распространение,
особенно при фрезеровании, получили бесшпоночные соединения.
Корпус инструмента в этом случае имеет посадочное отверстие
цилиндрической или конической формы (конусность 7: 24),
а также отверстия под крепежные болты или выточки с рабочей
стороны корпуса для крепежных элементов. Бесшпоночные соеди-
нения в настоящее время применяются только на некоторых видах
инструмента; Для большинства же инструментов применяются
соединения со шпонкой. В частности, для фаз торцовых, насадных
диаметром 40—630 мм стандартом СЭВ 200—75 предусмотрено вы-
полнение торцовых шпоночных пазов в соответствии со стандар-
том СЭВ 152—75.
1.4. МЕТОДЫ ПОВЫШЕНИЯ РЕЖУЩИХ СВОЙСТВ
ИНСТРУМЕНТОВ
В настоящее время в связи с повышенными требованиями к ре-
жущим свойствам инструмента интенсивно разрабатываются и
внедряются различные методы повышения режущих свойств: меха-
ническое воздействие, химико-термическая обработка, осаждение
плецок различных материалов, физическое воздействие.
Механическое воздействие сводится к образованию режущих
кромок с требуемым радиусом закругления или переходной фаской.
Это воздействие выполняется путем виброгалтовки, обдува
дробью или другими телами, шлифовкой эластичными кругами.
Применяется оно для упрочнения режущих кромок твердосплав-
ного инструмента, инструмента из минералокерамики и керметов.
Химико-термическая обработка: обработка поверхностей ин-
струмента перегретым паром, цианирование, азотирование, бори-
рование, сульфоцианирование, нитроцементация и т. д. —широко
известные процессы: применяются для повышения режущих
свойств на инструменте из быстрорежущих и инструментальных
сталей.
Одним из методов повышения режущих свойств твердосплав-
ного инструмента является его термическая обработка. Прове-
денные Сестрорецким инструментальным заводом им. Воскова ис-
пытания цельнотвердосплавных сверл диаметром 1,1 мм показали,
что стойкость термообработанных сверл может быть повышена
в 1,6 раза. „
К новым методам повышения режущих свойств инструментов
из твердых сплавов и быстрорежущих сталей относятся и методы
образования на поверхности инструмента тонких (0,005 мм) пле-
нок карбидов титана, вольфрама или молибдена, нитридов титана,
51
керамики. Пленки могут быть одно- и многослойными. В послед-
нем случае состав пленок комбинируют: нижняя пленка — из
карбидов титана или молибдена, верхняя — из нитридов титана
или керамики (А12О8). Существует несколько промышленных
методов образования пленок: электроискровой, осаждением из
газовой среды (газофазное осаждение), ионной бомбардировкой
(КИБ) и осаждением из пасты, наносимой на поверхность инстру-
мента. Первые три способа производятся на специальных установ-
ках, последний — в вакуумных проходных печах.
Испытания показали, что стойкость инструмента с поверхно-
стными пленками повышается в 1,5—5 раз в зависимости от усло-
вий эксплуатации.
Из методов «физического» воздействия на инструмент следует
отметить обработку инструмента в магнитном поле. Обработка
магнитным полем инструмента из быстрорежущих сталей произ-
водится непосредственно перед началом работы инструмента и
в ряде случаев обеспечивает повышение стойкости до двух раз.
Применение перечисленных методов повышения стойкости режу-
щих свойств — большой резерв повышаения эффективности ре-
жущего инструмента, достигаемый в ряде случаев без значитель-
ных затрат и позволяющий сократить расход инструмента.
1.6. КОНТРОЛЬ КАЧЕСТВА ИНСТРУМЕНТА
Для проведения приемочных испытаний (контроля) от каждой
партии инструмента выбирается некоторое его количество, назы-
ваемое выборкой. Контроль производят путем осмотра внешнего
вида, замера размерно-геометрических параметров и испытания
инструмента данной выборки на работоспособность. Под работо-
способностью понимается сохранение инструментом режущих
свойств после его испытаний. Режимы испытаний на работоспособ-
ность устанавливаются нормативно-технической документацией.
После проведения испытаний инструмент не должен иметь замет-
ных следов износа, выкрашиваний и должен быть пригодным
к дальнейшему использованию. Кроме приемочных испытаний,
инструмент подвергается периодическим испытаниям. При этих
испытаниях сопоставляется средняя стойкость отдельных выборок
от партий, изготовленных в различные периоды времени. Периоди-
ческие испытания проводятся базовыми лабораториями или пред-
приятиями в соответствии с отраслевыми методиками испытаний.
Однако проведение периодических испытаний связано с расходом
значительного количества металла и времени, поэтому в последние
годы делаются попытки сократить время испытаний и расход
материалов. Так, канд. техн, наук Р. А. Невельсоном и авторЪм
данной книги в работе [32] была изложена методика испытаний
режущего инструмента при нормальных режимах резания, канд.
техн, наук П. Г. Кацевым разработаны и проходят проверку ме-
тодики испытаний при повышенных режимах резания. Использо-
52
ванне этих методик позволяет сократить объем испытаний в 2,5—
3 раза. Методика, приведенная в работе [32 J, основана на использо-
вании зависимости износа по задней грани от пути или времени
резания (рис. 1.18). Обычно эта зависимость строится на основании
полных испытаний. При этом определяется средняя стойкость Тср
и гарантийная стойкость Tv инструмента, т. е. стойкость, которой
обладает не менее у 100% инструментов,
п
^ср = ~ = Тср — t/vaT,
i=i
где —время безотказной работы Лго инструмента, определяе-
мое моментом достижения им заданного износа Я3; п — число испы-
танных инструментов; Uv — квантиль
нормального распределения (иссле-
дования показывают, что распреде-
ление стойкости подчиняется при
нормальных режимах нормальному
закону), отвечающий вероятности у;
[у = Ф (<7V) где Ф (t/v) — функция
Лапласа]; от —дисперсия стойкости,
определяемая по формуле
=—Ц“У(^' — Тср)2 Рис. Зависимость износа
п * инструмента по задней грани от
Эти же характеристики надеж- времени резания
ности ДТср; 7\; ах) работы инстру-
мента можно определить и по результатам ускоренных испы-
таний, что основано на линейной зависимости износа от пути
(времени) на участке нормального износа. Время работы 7-го
инструмента при достижении износа
т, = т0 -j- (йн — А/о) 77“,
где т0 — начальный момент, выбираемый на участке нормального
износа; hiQ—начальный износ Лго инструмента в момент т0;
— скорость изнашивания z-го инструмента — igtyi ==
^о\
т< — То / '
Средняя стойкость, таким образом, равна
тср = т, = т0 4- (/1н - й0) (1/а}ср,
где
JL п п
* - - S h‘* 11/аь - 2 S 8«;
t=1 Z=1 z=l
53
<tj —момент времени, при котором заканчиваются ускоренные
испытания; ht/ —износ i-ro инструмента в момент времени т^;
—приращение износа i-го инструмента за время т, —т0.
Таким образом при линейной зависимости h от т путем прогно-
зирования предсказывается износ через интервал времени rz — т0
на основании измерений износа за интервал времени Ту — т0. Для
оценки гарантийной стойкости Tv используется формула
'у = Т0-|-71 = Т0-(-С — I/ ------,
Лн — Яо . aUV . п __ 1 у1 Л .
где а + 2а2 * Мту —т0) 2-1
i=l
sl п п
/=0 1=1
Здесь а —средняя скорость изнашивания; а —скорость измене-
ния дисперсии износа; Sjy —статистическая дисперсия прира-
щений износа за время ту —т0; Sh0 —статистическая дисперсия
износа в момент времени т0. Значения т0; Ту; й; йн и выбираются
на основании практических результатов при проверках методики.
Остальные величины определяются при контрольных испытаниях
инструмента.
Как показали проверки, погрешность в определении Тср при
ускоренных испытаниях не превышает 10% (при правильно вы-
бранном базовом отрезке т0 — т,) от Тср, определенного при пол-
ных испытаниях. Рассмотренная методика проверялась при нор-
мальных режимах резания, т. е. режимах, при которых износ
инструмента определяется в основном трением по задней поверх-
ности, а температура инструмента не превышает значений, резко
уменьшающих твердость инструментального материала.
Методика, предложенная канд. техн. наукП. Г. Кацевым, осно-
вана также на предсказании стойкости при нормативном износе на
основании результатов двух замеров износа: за время т0 и время
Ту. Однако испытания проводятся с повышенными режимами реза-
ния, что требует длительных проверок для подтверждения стацио-
нарности процесса износа.
Определение параметров Тср и Ту при испытаниях инструмента
преследует различные цели: определение Тср необходимо для
оценки динамйкй качества инструмента, укрупненной оценки по-
требности в инструменте, его удельном расходе и т. д., определение
Ту имеет значение в автоматизированном производстве, когда
с целью устранения случайных выходов инструмента из строя во
время резания его заменяют заранее, не доводя до полного норма-
тивного затупления. Гарантийная стойкость определяется стой-
костью и вероятностью безотказной работы. Имеющиеся в ряде
54
литературных источников указания об обеспечении определенной
гарантийной стойкости инструмента без указания вероятности
неправомерны. Действительно, чтобы гарантировать со 100%-ной
вероятностью требуемую стойкость, нужно испытать весь инстру-
мент, не оставив ничего для эксплуатации. При испытании только
части инструмента (выборки) всегда сохраняется вероятность
того, что в оставшемся неиспытанном инструменте имеется нека-
чественный, не обеспечивающий заданную стойкость инструмент.
С увеличением выборок растет достоверность выводов при испы-
таниях, но растут и затраты на испытания, расход материала, пере-
гоняемого в стружку, расход энергии и трудовых ресурсов, уве-
личивается время на изготовление инструмента, увеличивается
отход инструмента и т. д., т. е. изготовитель инструмента несет
значительные убытки. Уменьшение выборки снижает достовер-
ность испытаний, что выгодно изготовителю, но может оказаться
невыгодным потребителю. Поэтому в практике инструментального
производства все методики построены на обеспечении вероятности
испытаний от 0,9 до 0,95 (до 90—95%).
Постоянному анализу качества выпускаемого инструмента
способствуют его систематическая аттестация и переаттестация по
трем категориям качества. К высшей категории, с присуждением
государственного Знака качества, относят инструмент, по основным
технико-экономическим показателям превосходящий или находя-
щийся на уровне лучших отечественных или зарубежных образцов
аналогичного назначения. К первой категории относят инструмент,
находящийся на современном техническом уровне, ко второй ка-
тегории — инструмент, не соответствующий современному уровню
и подлежащий модернизации.
Аттестация и переаттестация —важный этап совершенство-
вания инструмента, отличающийся всесторонностью оценки каче-
ства, ибо при этом рассматриваются, во-первых, сам технический
уровень изделия, т. е. уровень совершенства конструкции, й,
во-вторых, качество исполнения продукции. Оценка производится
относительно уровня, достигнутого как у нас в стране, так и за
рубежом.
1.6. ОСНОВНЫЕ ТРЕБОВАНИЯ
К ЭКСПЛУАТАЦИИ ИНСТРУМЕНТА
От правильной эксплуатации инструмента зависит его эффектив-
ность. Даже самый совершенный по конструкции инструмент при
неправильной эксплуатации не может работать с должной
отдачей.
Под правильной эксплуатацией инструмента понимается раци-
ональное решение ряда вопросов, направленных на повышение
производительности труда, сокращение удельного расхода ин-
струмента, повышение качества обрабатываемых изделий, сни-
жение затрат на обработку. Производительность труда и удельный
расход инструмента определяются рациональным выбором режу-
55
щего инструмента, станка, приспособления, режимов обработки.
Для облегчения выбора рациональных режимов обработки суще-
ствует ряд нормативных и справочных документов [33, 41, 44
и др.], в которых учтены по возможности особенности эксплуата-
ции инструмента и системы СПИД в целом. В настоящее время
разрабатываются уточненные нормативы режимов резания для
инструмента, выпускаемого централизованно. Вместе с тем сле-
дует отметить, что в нормативах режимы резания рассчитаны на
средние условия эксплуатации, т. е. все многообразие условий об-
работки не учтено. Поэтому, используя приведенный в нормати-
вах подход к выбору режимов и отталкиваясь от этих режимов,
следует в конкретных условиях обработки путем практического
подбора устанавливать более рациональные режимы резания.
Рекомендации по выбору режимов резания для отдельных ви-
дов инструмента при средних условиях эксплуатации на основе
нормативных данных будут рассмотрены ниже. Общий порядок
при использовании формул следующий: прежде всего, исходя из
технологических соображений, определяется глубина резания.
При этом руководствуются следующими положениями: припуск
всегда выгодно снимать за один проход, если это допускается ка-
чеством обработки, мощностью оборудования и прочностью ин-
струмента. Подача выбирается наибольшая, допустимая качеством
обрабатываемой поверхности (при чистовой обработке), жест-
костью системы СПИД и режущего инструмента, а также его
прочностью. Далее, по приводимым формулам (или таблицам)
выбирается скорость резания в зависимости от требуемой средней
стойкости инструмента. Обычно среднюю стойкость принимают
равной 30—60 мин. Однако в ряде случаев (при высокой стои-
мости оборудования, высоких трудозатратах на его эксплуатацию
и обслуживание) бывает целесообразно снижать среднюю стой-
кость (при этом повышается производительность труда по машин-
ному времени за счет увеличения скорости резания). Минимально
возможная стойкость инструмента равна (или несколько больше)
времени обработки одного изделия или одной операции (на стан-
ках с ЧПУ). При смене изделия или при переходе на другую опе-
рацию (во время многооперационной обработки) инструмент заме-
няется автоматически. Увеличение производительности труда оку-
пает затраты на инструмент (стойкость при этом нельзя называть
средней, она должна быть гарантированной, т. е. инструмент не
должен потерять свои режущие свойства в процессе обработки
изделия).
По выбранным значениям режимов резания определяют уси-
лия резания и мощность, затрачиваемую на резание. Эта мощность
с учетом мощности холостого хода станка и его к. п. д. не должна
превышать установленной мощности двигателя, а зачастую должна
быть меньше ее в 1,5—2 раза. Расчет усилий резания можно про-
изводить по приводимым в соответствующих разделах формулам
либо укрупненно — через удельную силу резания и сечение среза,
Бб
определенных по формуле, приведенной в этой главе. Окончатель-
ное уточнение режима резания производят при эксплуатации ин-
струмента.
При установке инструмента на станок следует стремиться к наи-
меньшему его вылету, обеспечивающему жесткость, а для инстру-
мента, который при работе должен самоустанавливаться (метчики,
плашки, развертки) под действием сил резания, наоборот, — к уд-
линению вылета за счет удлиненных оправок или применения «пла-
вающих патронов», позволяющих инструменту при резании сме-
щаться. Станки, патроны и оправки для крепления инструмента
должны соответствовать установленным для них нормам точности
и жесткости. Биение инструмента, закрепленного на станке,
должно быть минимальным. При работе инструмента необходимо
периодически контролировать состояние режущих кромок и не
доводить инструмент до затупления, превышающего критические
значения.
Переточка инструмента должна производиться на станках
(ручная переточка недопустима) с обеспечением требований, при-
водимых в соответствующих главах книги. Значительным резервом
повышения эффективности централизованно выпускаемого ин-
струмента является его доработка при переточках. Она заклю-
чается в придании инструменту оптимальной геометрии, повыше-
нии его точности за счет доводки (для чистовых операций) и т. д.
При назначении режимов переточки целесообразно пользоваться
режимами, приводимыми в справочниках или в гл. 10, 11 данной
книги. При переточках необходимо устранять весь дефектный уча-
сток режущих кромок, что зачастую не соблюдается (например,
налипы, изношенные участки ленточек спиральных сверл не
всегда устраняются при переточках) и приводит к снижению рабо-
тоспособности инструмента.
Глава 2
ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ
Производительность обработки резанием во многом зависит
от материала режущей части инструмента (инструменталь-
ного материала). Оснащение инструмента быстрорежущими
сталями (взамен инструментальных углеродистых сталей),
твердыми сплавами, синтетическими сверхтвердыми материа-
лами в процессе развития и совершенствования конструкции ин-
струмента сопровождалось повышением скорости резания от двух
до пяти раз, а следовательно, повышением производительности
труда. В настоящее время применяется пять основных групп ин-
струментальных материалов, из которых изготовляется инстру-
мент; инструментальные углеродистые и легированные стали,
быстрорежущие стали, твердые сплавы, минералокерамика и кер-
меты, сверхтвердые материалы. Удельный вес каждой из перечис-
ленных групп инструментальных материалов в мировом произ-
водстве инструмента различен. Наиболее распространенным ин-
струментальным материалом является быстрорежущая сталь.
Из этого материала изготовляется около 66% инструмента, из
твердых сплавов —около 32% инструмента, из остальных групп
материалов —только 2%. Сравнение же применяемости каждой
группы материалов по объему снимаемой стружки дает иную
картину распространенности инструмента. Так, твердосплавным
инструментом снимается приблизительно 68% стружки, инстру-
ментом из быстрорежущих сталей —около 28%, на долю осталь-
ных групп материалов приходится только 4%. Эти соотношения
с течением времени меняются в зависимости от изменения струк-
туры обрабатываемых материалов, парка оборудования, точности
обрабатываемых изделий. Наиболее быстрыми темпами осущест-
вляется развитие инструмента из сверхтвердых материалов и ми-
нералокерамики, в ближайшие годы удельный вес такого инстру-
мента должен значительно возрасти. Удельный вес и распростра-
ненность каждой группы материалов определяется тем, насколько
они соответствуют общим требованиям к инструментальным мате-
риалам. Для того чтобы обеспечить качественную высокопроизво-
дительную механическую обработку, материалы, применяемые при
изготовлении режущей части инструментов, должны обладать сле-
дующими основными свойствами:
58
1) высокой твердостью, заметно превосходящей твердость обра-
батываемого материала;
2) высокой прочностью \ так как режущая часть при резании
подвергается значительным нагрузкам, которые не должны вызы-
вать разрушение и заметное пластическое деформирование режу-
щей части;
3) высокой теплостойкостью 1 2, характеризующейся наивысшей
температурой, при которой инструментальный материал сохра-
няет свою твердость (режущие свойства); теплостойкость дает
представление о твердости инструментального материала при раз-
личных температурах его нагрева в процессе резания;
4) малочувствительностью к циклическим колебаниям темпера-
туры, возникающим в условиях прерывистого резания и неравно-
мерного припуска на обработку и вызывающим термомеханическую
усталость материала, способствующую появлению усталостных
трещин на режущей части инструмента;
5) высокой износостойкостью —способностью инструменталь-
ного материала сопротивляться износу инструмента по его перед-
ней и задней поверхностям в процессе резания.
Кроме перечисленных основных требований к инструменталь-
ным материалам к ним предъявляются и другие. Например, высо-
кая теплопроводность, способствующая отводу теплоты из зоны
резания, что, в свою очередь, снижает температуру резания и в из-
вестной мере препятствует возникновению прижогов и трещин на
режущей части при заточке инструмента. Инструментальные ма-
териалы должны обладать и определенной технологичностью,
к которой относят закаливаемость, прокаливаемость, устойчи-
вость против перегрева, окисления, отсутствие склонности к обра-
зованию трещин при напайке, заточке и доводке, свариваемость,
шлифуемость и т. д., а также недефицитностью и экономич-
ностью.
Перечисленные требования часто взаимно противоречивы:
повышение твердости инструментального материала, как правило,
сопровождается снижением прочности, ухудшением некоторых
технологических свойств, высокая прочность — ухудшением об-
рабатываемости и некоторых других технологических свойств,
повышением стоимости из-за использования дефицитных мате-
риалов.
1 Прочность характеризуется пределами прочности при изгибе ои, сжатии осж
и ударной вязкостью ак.
2 В государственных стандартах на бысторежущие стали применяется тер-
мин «красностойкость», оценивается она температурой четырех часового отпуска,
после которого твердость стали составляет HRC 58. В технической литературе
более распространен термин «теплостойкость» который для инструментальных
сталей идентичен с термином «красностойкость», а для остальных групп инстру-
ментальных материалов является единственным показателем, характеризующим
способность материала или его связки сохранять режущие свойства при опреде-
ленной температуре (термин «красностойкость» для твердых сплавов, сверх-
твердых материалов, минералокерамики не применим).
59
Основные физ икс-механические свойства некоторых инструментальных материалов и их компонентов
oi
CQ
tf.
s
К инструментальным
материалам, удовлетво-
ряющим в той или иной
степени перечисленные
требования, относятся как
металлические, так и не-
металлические материалы
(табл. 2.1). К первым от-
носятся твердые сплавы,
быстрорежущие стали и
сплавы, легированные и
углеродистые инструмен-
тальные стали, ко вторым—
сверхтвердые материалы
и минералокерамика.
2.1. ИНСТРУМЕНТАЛЬНЫЕ
СТАЛИ
В зависимости от хи-
мического состава и сте-
пени легированности ин-
струментальные стали
подразделяются на угле-
родистые, легированные и
быстрорежущие. По своей
твердости в холодном со-
стоянии все эти стали не-
значительно отличаются
друг от друга, основное их
различие — разная крас-
ностойкость. Причиной
этого является различие
в строении мартенсита ста-
лей. В закаленных угле-
родистых сталях мартен-
сит представляет собой
твердый раствор углерода
в a-железе. При нагреве
закаленной стали из мар-
тенсита выделяются кар-,
биды железа. Этот про-,
цесс при температуре свы-
ше 200° С интенсифици*;
руется, одновременно уве-
личиваются размеры кар-
бидов, твердость стали
резко снижается, В легц-
бр
рованных и быстрорежущих сталях разупрочнение при на-
греве сдерживается наличием легирующих элементов, карбиды
которых выделяются из мартенсита при более высоких темпера-
турах, чем карбиды железа. Однако состав и количество легирую-
щих элементов в инструментальных легированных сталях не поз-
воляют образовать карбиды только из этих легирующих элемен-
тов, так как достаточный удельный вес в них занимают карбиды
железа. Поэтому красностойкость легированных сталей лишь на
50—100° С превышает красностойкость углеродистых инструмен-
тальных сталей. В быстрорежущих сталях резкое повышение
красностойкости (до 500 —600° С) достигается за счет соединения
большей части углерода в карбиды легирующих элементов. Для
этого вводимые в стали легирующие элементы должны иметь боль-
шее, чем железо, сродство с углеродом, образовывать достаточно
теплостойкие карбиды и легко растворяться в a-железе. К таким
легирующим элементам относятся вольфрам, молибден, хром,
ванадий. В составе современных инструментальных сталей содер-
жатся различные комбинации этих легирующих элементов.
Инструментальные углеродистые стали. Применяются эти
стали в условиях единичного и мелкосерийного производства для
изготовления инструментов (дисковые пилы, сверла небольших
диаметров, развертки, метчики, протяжки, круглые плашки, зен-
керы, долбяки, гребенки и т. п.), работающих при невысоких ско-
ростях резания (и = 104-15 м/мин). Имея твердость и прочность не
ниже, чем у быстрорежущих сталей (HRC 61—63; ои — 2000 ч-
4-2200 МПа), они значительно уступают последним по теплостой-
кости. При температуре 200—250° С их твердость резко снижается,
что вызывает катастрофический износ режущего инструмента.
Химический состав, марки, физико-механические свойства и об-
ласть применения некоторых инструментальных углеродистых
сталей приведены в табл. 2.2.
По форме, размерам и предельным отклонениям сталь должна
соответствовать требованиям: кованая круглого и квадратного
сечений —ГОСТ 1133—71; горячекатаная круглого сечения —
ГОСТ 2590—71; то же квадратного сечения—ГОСТ 2591—71
и ГОСТ 4693—77; горячекатаная шестигранная —ГОСТ 2879—69;
полосовая горячекатаная — ГОСТ 4405—75 и ГОСТ 103—76;
кованая —ГОСТ 4405—75; калиброванная—ГОСТ 7471—75;
ГОСТ 8559—75 и ГОСТ 8560—67; серебрянка — ГОСТ 14955—77.
Инструментальные легированные стали. По своему химиче-
скому составу эти стали отличаются от инструментальных углеро-
дистых сталей наличием в них легирующих элементов — хрома,
вольфрама, молибдена, ванадия и др. Введение легирующих эле-
ментов повышает теплостойкость инструментальной стали до
250 —300° С. Это позволяет повысить скорость резания по сравне-
нию с инструментом из углеродистой стали в 1,2—1,4 раза.
В соответствии с ГОСТ 5950—73 инструментальные легиро-
ванные стали по назначению подразделяются на две группы:
61
Химический состав, физико-механические свойства и область применения
некоторых марок инструментальных углеродистых сталей (по ГОСТ 1435—74)
Таблица 2.2
Марка стали Массовая доля компонента, %, не менее Твердость НВ в ото- жженном состоянии, не более Температура закалки, °C, охлаждающая среда Температура отпуска, °C Твердость HRC после закалки и отпуска, не менее Область примененн
С Мп, Si
У9, У9А 0,85—0,94 0,15—0,35 192 760—780, вода, масло 150—160 200—220 62—63 58—59 Дисковые пилы, зубила, ножницы для резки жесТи
У10, У10А 0,95—1,04 0,15—0,35 197 760—780, вода, масло 150—160 200—250 62—63 58—59 Сверла малого диаметра, метчики, развертки, плашки, фрезы малого диаметра
УН, У11А 1,05—1,14 0,15—0,35 207 760—780, вода, масло 150—160 200—250 62—63 58—59
У12, У12А 1,15—1,24 0,15—0,35 207 760—780, вода, масло 150—160 200—250 62—63 58—59 Сверла спиральные, руч- ные, машинные, конические и насадные развертки, мет- чики, плашки, фрезы с заты- лованным зубом, долбяки, гребенки протяжки и т. п.
Примечания:
1. В качественной инструментальной стали (без буквы А) содержание серы должно быть не более 0,030%; фосфора — не более
2. В высококачественной инструментальной углеродистой стали (марки с буквой А) содержание марганца 0,15—30%; серн — не
более 0,020%; фосфора — не более 0,030%.
3. При нагреве под закалку режущий инструмент из инструментальных углеродистых сталей подлежит предварительному подо*
греву до температуры 300—500 °C. _
4. Буквы и цифры в обозначении марок стали означают: У — углеродистая, цифры —• средняя массовая доля углерода в десятых
долях процента.
Химический состав, физико-механические свойства и область применения Таблица 2.3
инструментальных легированных сталей (по ГОСТ 5950—73)
Марка стали Массовая доля компонента, % Температура закалки, °C, охлаждающая среда Темпера- тура отпуска. Область применения
С Si Мп С W V
Стали н егл j б О К О Й прока ливаемости
11ХФ (ИХ) 1,05— 1,15 0,15— 0,35 0,40— 0,70 0,40— 0,70 — 0,15— 0,30 810—830, масло 120—150 Метчики и другие инструменты диаме- тром до 30 мм
ХВ4 ;ХВ5) 1,25— 1,45 0,15— 0,35 0,15— 0,40 Ста; 0,40— 0,70 [И гл у( 3,50— 4,30 ) О К О Й I 0,15— 0,30 1 р о к а л 800—320, вода и ваемости 120—150 Резцы и фрезы при обработке твердых металлов с невысоки- ми скоростями реза- ния
X 0,95— 1,10 0,15— 0,35 0,15— 0,40 1,30— 1,65 — — 840—860, масло 150—250 Токарные, стро- гальные и долбежные резцы
9ХС 0,85— 0,95 1,20— 1,60 0,30— 0,60 0,95— 1,25 — — 840—860, масло 150—200 Сверла,развертки, метчики, плашки, гребенки, фрезы
ХВГ 0,90— 1,05 0,15— 0,35 0,80— 1,00 0,90— 1,20 1,20— 1,60 830—850, масло 160—220 Протяжки, длин- ные метчики, плаш- ки, когда повышен- ное коробление их при закалке недопус- тимо
ХВСГ 0,95— 1,05 0,65— 1,00 0,60— 0,90 0,60— 1,10 0,50— 0,80 0,05— 0,15 840—860, масло Круглые плашки, развертки и т. д.
Прим е ч а н и я: 1. В обозначении марок первые цифры означают среднюю массовую долю углерода в десятых долях %. Они мо-
гут не указываться, если эта доля близка к 1%. Буквы означают: Г — марганец, X — хром, С — кремний, В —вольфрам, Ф —ванадий.
Цифры, стоящие после букв, означают среднюю массовую |долю соответствующего легирующего элемента в %. Отсутствие цифры гово-
рит о том, что эта доля <1%. 2. Содержание после рзкрлкм HRC Я 2. серы и фосфора не должно превышать 0,030% (каждого элемента). 3. Твердость сталей
о /
Химический состав и физико-механические свойства быстрорежущих сталей
различных марок отечественного производства
Таблица 2.4
Марка стали Массовая доля компонента, % Твердость в ото- жженном состоя- ' НИИ, не более Твердость HRC, не менее в закален- ном со- стоянии
С Ci W Мо V Со
Р18 (РФ-1) 0,7—*0,8 3,8—4,4 17,0—18,5 1,0 не более 1,о—1,4 — 235 62
АР18 0,7—0,8 3,8—4,4 17,0—18,5 1Д не более 1,0—1,4 — 235 62
Р18Ф 0,73—0,80 3,8—4,3 17,0—18,0 0,5—1,0 1,0—0,4 — 235 63
Р18К5Ф2 0,75—0,85 3,8—4,3 17,0—18.0 0,5—1,0 1,5—1,8 4,8—5,3 269 64,0
Р18Ф2К8М (ЭП379) 1,05—1,15 3,8—4,4 17,0—19,0 0,8—1,2 1,8—2,4 7,5—8,5 293 65
Р12 (ЭП201) 0,8—0,9 3,1—3,6 12,0—13,0 1,0, не более 1,5—1,9 — 265 62
АР12 0,8—0,9 3,1—3,6 12,0—13,0 1,0, не более 1,5—1,9 — 265 62
Р12ФЗ (ЭП597) 0,94—1,04 3,5—4,0 12,0—13,5 0,5—1,0 2,5—3,0 0,6, не более 269 63,0
Р12Ф4К5 (ЭП600) 1,25—1,40 3,7—4,2 12,5—14,0 0,5—1,0 3,2—3,8 5,0—6,0 285 64,0
Р12МЗФ2К8 (ЭП657) 0,95—1,05 3,8—4,3 11,0—12,0 2,8—3,3 0,8—2,3 7,3—8,5 285 64
Р10К5Ф5 1,45—1,55 4,0—4,6 10,0—11,5 1Д не более 4,3—5,1 5,0—6,0 285 63,0
Филиппов
Р10М4ФЗК10 (ЭП801) 1,17—1,27 3,8—4,3 10,0—11,0 3,1—4,2 3,3—3,8 9,5—10,5 285 64,0
Р9К5 0,9—1,0 3,8—4,4 9,0—10,5 1,0, не более 2,0—2,6 5,0—6,0 269 63,0
Р9К10 0,9—1,0 3,8—4,4 9,0—10,5 1,0, не более 2,0—2,6 9,0—10,5 269 63,0
Р9М4К8 (ЭП688) 1,0—1,1 3,1—3,6 8,5—9,5 3,8—4,3 2,0—2,5 7,5—8,5 269 64,0
Р9 (ЭП262) 0,85—0,95 3,8—4,4 8,5—10,0 1,о, не более 2,0—2,5 — 255 62,0
Р8МЗ (ЭП716) 0,96—1,05 3,3—3,8 7,3—8,3 3,0—3,5 1,8—2,2 0,6, не более — 63
Р9М4К8 (Ф) (ЭП688) 1,0—1,1 3,0—3,6 8,5—9,5 3,8—4,3 2,1—2,5 7,5—8,5 285 67,5
Р6М5 0,80—0,88 3,8—4,4 5,5—6,5 5,0—5,5 1,0—2,1 — 255 63,0
Р6М5К5 0,80—0,88 3,8—4,3 6,0—7,0 4,8—5,3 1,7—2,2 4,8—5,3 269 64,0
АЦР6М5 0,80—0,88 3,8—4,3 5,5—6,5 5,0—5,5 1,7—2,1 — 255 63,0
АР6М5 0,80—0,88 3,8—4,4 5,5—6,5 5,0—5,5 1,7—2,1 — 255 63,0
10Р6М5 0,96—1,05 3,9—4,3 5,7—6,7 5,5—6,0 2,2—2,6 — 269 64,0
Р6М5Ф2К8 (ЭП658) 0,95—1,05 3,8—4,3 5,5—6,5 4,8—5,3 1,8—2,3 7,5—8,5 269 64,0—68
10АР6М5 0,96—1,05 3,8—4,3 5,7—6,7 5,5—6,0 2,2—2,6 — 269 64,0
Р2Ф2К8М6АТ (ЭП734) 0,95—1,05 3,8—4,4 1,0—2,0 5,5—6,1 1,8—2,4 7,5—8,5 269 64—66
Р0Ф2К8М6АТ (ЭП733) 0,95—1,05 3,8—4,4 0,4 6,0—6,6 1,8—2,4 7,5—8,5 269 —
Р6М5ФЗ 0,95—1,05 3,8—4,3 5,7—6,7 5,5—6,0 2,2—2,7 — 269 63,0
А11РЗМЗФ2 (ЭП894) 1,05—1,12 3,8—4,4 2,5—3,3 2,5—3,0 2,2—2,7 — 255 63,0
ЛА арка стали 0И, МПа ак* 10. Н*м/см2 Плот- ность V, г/смя Крас- но- стой- кость, °C, не менее
в зака состс ленном )ЯНИИ
Р18 (РФ-1) 2900— 3100 3,0 8,1 620
АР18 2900— 3100 3;Ю 8,1 620
Р18Ф 2900— 3100 3,0 8,1 620
Р18К5Ф2 257— 3160 1,75— 2,30 610
Р18Ф2К8М (ЭП379) 3500 0,8—1,5 8,7 650
Р12 (ЭП201) 3000— 3200 3,8 8,3 620
АР12 3000— 3200 3,8 8,3 630
Р12ФЗ (ЭП597) 3000— 3100 2,6—2,7 — 630
Р12Ф4К5 (ЭП600) 2600 6,5 — 640
Р12МЗФ2К8 (ЭП657) 2500— 3000 1,6—2,0 8,4 640
Р10К5Ф5 3500 1,0 8,13 640
Р10М4ФЗКЮ (ЭП801) 2500 2,3 — 640
Р9К5 2500 0,7 8,22 640
Р9К10 2050— 2100 1,6—1,8 8,26 640
Р9М4К8 (ЭП688) 1800— 2,1 — 630
Продолжение табл. 2.4
Шлифуе - мость Склон- ность к пере - греву Склонность к обезугле- роживанию 1 Примечание
Хорошая Нет Удовлетво- рительная См. ГОСТ 19265—72
» в То же 0,05—0,09% N ТУ 14-1-1419—75
в в в ТУ 14-1-318—72
в в в ГОСТ 19265—73
Низкая в в ЧМТУ ЦНИИЧМ-691—62
Удовлетво- рительная Менее, чем у Р9 В ГОСТ 19265—73
То же То же В ТУ 14-1-1419—75
Понижен- в ГОСТ 19265—73
ная
Низкая — в ТУ 14-1-404—72
Понижен- Да в ТУ 14-1-691—73
ная
Низкая В Повышен- ная ГОСТ 19265—73
Низкая Да Повышен- ная ТУ 14-1-318—72
в В в ГОСТ 19265—73
в в в ГОСТ 19265—73
Понижен- в в ГОСТ 19265—73
Р9 (ЭП262) Р8МЗ (ЭП716) Р9М4К8 (Ф) (ЭП688) Р6М5 Р6М5К5 АЦР6М5 АР6М5 10Р6М5 Р6М5Ф2К8 (ЭП658) 10АР6М5 Р2Ф2К8М6АТ (ЭП734) Р0Ф2К8М6АТ (ЭП733) Р6М5ФЗ А11РЗМЗФ2 (ЭП894) 2400 3350 3050— 3200 250 3300— 3400 3000 3500 3000— 3500 2700— 3400 2600— 4100 2900— 4000 2,0 4,5 2,6 4,8 2,75 4,8 2,0—3,0 2,0—3,2 2,0—5,2 8,1 8,10 8,20 8,06 7,9 7,8 7,9 7,9 620 620 630 620 630 620 620 620 640 620 620 620 ная » Удовлетво- рительная Понижен- ная Удовлетво- рительная Понижен- ная Удовлетво- рительная » » Понижен- ная Удовлетво- рительная Понижен- ная в » » в Менее, чем у Р6М5 Да в в в в Да в в в в в Удовлетво- рительная Менее, чем у РЗМ5 Повышен- ная То же в в в в Удовлетво- рительная Повышен- ная в в в ГОСТ 19265—73 ТУ 14-1-404—72 ГОСТ 19265—73 ГОСТ 19265—73 ГОСТ 19265—73 ТУ 3-841—74 ТУ 14-1-1419—75 ТУ 14-1-93—73 ТУ 14-1-1419—75 ТУ А-78-45-203—69 ТУ А-78-45-203—69 ГОСТ 19265—73 ТУ 14-12409—78
Примечания: 1. В скобках приведено старое обозначение марки стали. < 2. Марганца менее 0,4 —0,5%. 3. Кремния менее 0,4 —0.5%. 4. Никеля менее 0,35—0,4%. 5. Прочерки обозначают отсутствие элемента или отсутствие данных в технических условиях.
I —сталь для режущего и измерительного инструмента; II —
сталь для штампового инструмента. В свою очередь сталь группы I
подразделяется на подгруппы: а) неглубокой прокаливаемости и
б) Глубокой прокаливаемости. Химический состав и основные
физико-механические свойства наиболее распространенных леги-
рованных сталей приведены в табл. 2.3.
Сталь изготовляется в виде прутков, заготовок квадратного
сечения и полос. По форме, размерам и предельным отклонениям
сталь должна соответствовать требованиям: кованая круглого и
квадратного сечений —ГОСТ 1133—71; горячекатаная круглого
сечения —ГОСТ 2590—71; горячекатаная квадратного сече-
ния— ГОСТ 2591—71 и ГОСТ 4693—77; полосовая —
ГОСТ 4405—75; калиброванная — ГОСТ 7417—75; ГОСТ 8559—75
и ГОСТ 8560—67; серебрянка — ГОСТ 14955—77. Сталь марок
11ХФ, ХВ4, X, 9ХС, ХВГ, ХВСГ, В2Ф и др. для изготовления
режущего инструмента поставляется отожженной. Твердость ее
подлине прутка, заготовки и полосы в зависимости от марки стали
колеблется в пределах НВ 229—255.
Наибольшее распространение для изготовления режущего ин-
струмента получили стали марок 9ХС, ХВСГ, ХВГ. Основное
преимущество этих сталей — возможность изготовления тонкого
и длинного стержневого инструмента —протяжек, сверл, метчи-
ков и др.
Быстрорежущие стали. Это стали обладают высокими твер-
достью (вторичной), износостойкостью, красностойкостью, проч-
ностью и вязкостью, что обеспечивает высокую работоспособность
инструмента, изготовленного из них, и его способность выдержи-
вать большие силовые и тепловые нагрузки. Химический состав
быстрорежущих сталей приведен в табл. 2.4. Марки сталей распо-
ложены в порядке уменьшения в них процентного содержания
вольфрама.
Обозначение марки быстрорежущей стали включает в себя
буквы, обозначающие основные карбидообразующие и легирующие
элементы (Р —вольфрам; М —молибден; Ф—ванадий; А —азот;
К —кобальт; Т —титан; Ц —цирконий) и цифры (за буквами),
обозначающие среднее массовое содержание элемента в % (воль-
фрама, молибдена, ванадия, кобальта). Содержание хрома
(~4%) в обозначении всех марок быстрорежущих сталей не ука-
зывается.
Влияние отдельных элементов на свойства сталей различно.
Углерод в быстрорежущей стали должен находиться в определен-
ном соотношении с карбидообразующими элементами. В последние
годы наблюдается тенденция повышения содержания углерода
в сталях, что приводит к повышению твердости, красностойкости,
но одновременно и к снижению прочности, ухудшению технологи-
ческих свойств сталей. Примерами сталей с повышенным содержа-
нием углерода могут служить стали марок 10Р6М5, 10Р6М5К5,
10АР6М5 и др.
68
Вопьфрам придает быстрорежущей стали красностойкость,
а хром —хорошую прокаливаемость. Ванадий также увеличи-
вает красностойкость, но ухудшает шлифуемость стали. Молибден
влияет на красностойкость стали так же как и вольфрам, если их
соотношение по массе Mo: W = 1,0 : (1,44-1,5) и в случаях,если
в сталь вводится до 5% молибдена. Увеличение массовой доли
молибдена до 3% повышает теплопроводность стали. Кобальт
в стали карбидов не образует, но повышает ее твердость и красно-
стойкость. При массовой доле кобальта в стали больше 5% увели-
чивается ее хрупкость и склонность к обезуглероживанию.
Карбидная неоднородность оценивается по допускаемой ши-
рине полос или скоплений карбидов по восьмибалльной шкале:
балл 1 соответствует равномерному распределению карбидов,
а балл 8 — литой структуре стали (см. приложения
к ГОСТ 19265—73). Инструмент из стали с большой карбидной
неоднородностью имеет пониженные стойкость, прочность и полу-
чает склонность к выкрашиванию режущих кромок, особенно
тогда, когда направление полос карбидов совпадает с направле-
нием нагрузки на инструмент.
Сталь выпускается в виде прутков: горячекатаная круглого
сечения —по ГОСТ 2590—71; квадратного сечения —по
ГОСТ 2591—71; кованая —по ГОСТ 1133—71; полосовая —по
ГОСТ 4405—75; калиброванная по ГОСТ 7417—75; серебрянка —
по ГОСТ 14955—77 (выпускается диаметром 1—25 мм включи-
тельно). Шайбы изготовляются диаметром 100—200 мм с отноше-
нием высоты Н к диаметру 0,8—1,3. Шайбы используются для из-
готовления из них главным образом фрез.
Глубина обезуглероженного слоя (феррит + переходная зона)
горячекатаной, кованой и калиброванной стали не должна пре-
вышать на сторону 0,5 мм плюс 1% от диаметра круга, стороны
квадрата, толщины полосы. На серебрянке обезуглероженный слой
не допускается.
Термическая обработка инструмента из быстрорежущих сталей
состоит из закалки с последующим двух- и трехкратным отпуском.
Нагрев под закалку производится до температуры 1260—1300° С
с целью растворить в аустените возможно больше легированных
карбидов. В процессе закалки не весь аустенит превращается в мар-
тенсит. Часть его за счет большей устойчивости, вызванной леги-
рованием, остается неразложившейся и присутствует в стали
в виде остаточного аустенита. Поэтому микроструктура закален-
ной быстрорежущей стали состоит из первичного мартенсита,
остаточного аустенита (до 30%) и сложных карбидов (до 16%)
при HRC 62—64. Вследствие малой теплопроводности быстро-
режущей стали нагрев ее под закалку ведется с предварительным
подогревом во избежание появлений больших термических на-
пряжений и образования трещин в инструменте. Применяется
двухступенчатый подогрев при температурах 400—500° С (элек-
тропечь) и 840—860° С (соляная ванна), либо трехступенчатый
69
при температурах 300—350, 840—860 в 1050—1100е С. Нагрев
инструмента с 850° С, когда сталь уже находится в пластичном
состоянии, до закалочных температур производится быстро. Он
осуществляется в высокотемпературных соляных ваннах 0’000—
1300° С) или в камерных печах с контролируемой атмосферой или
инертными газами во избежание обезуглероживания поверхности
и роста зерна аустенита-
Нагрев под закалку фасонного и тонколезвийного инструмента
осуществляют до несколько меньших температур. После этого про-
стой инструмент обычно закаливают в масле, а сложный (во из-
бежание появления трещин и уменьшения закалочных деформа-
ций^ подвергают ступенчатой закалке в промежуточных охлажда-
ющих средах (безводные расплавы KNG3 или NaOH, либо их
смеси состава: 70% KNO3 и 30% NaOH).
Отпуск быстрорежущей стали производится при температуре
540—580° С, Так хак остаточный аустенит в быстрорежущей стали
обладает большой устойчивостью, для его превращения во вто-
ричный мартенсит требуется несколько циклов высокого отпуска
при температурах 540—580° С, а иногда и охлаждение до отрица-
тельной температуры. Обычно применяется двух- или трехкрат-
ный отпуск. Время выдержки зависит от нагревающего устройства
(ванна, печь) и площади поперечного сечения инструмента (обычно
1—2,5 ч). В последнее время применяется кратковременный двух-
кратный отпуск инструмента из быстрорежущей стали при темпе-
ратуре 580° С с выдержкой по 30 мин или при температуре 600° С
с выдержкой по 10—15 мин.
По сравнению с углеродистыми и легированными инструмен-
тальными сталями быстрорежущие стали обладают более высокой
красностойкостью и износостойкостью, сопротивляемостью малым
пластическим деформациям и хорошей прокаливаемостью. Инстру-
мент, изготовленный -из них, позволяет повысить скорости реза-
ния в 2,5—3 раза по сравнению с инструментами из углеродистой
и легированной инструментальной сталей в условиях равной
стойкости.
В зависимости от химического состава различают: а) вольфра-
мовые, вольфрамомолибденовые и вольфрамованадиевые стали,
имеющие красностойкость 620° С; б) волъфрамокобалътовые, воль-
фрамовые, вольфрамомолибденовые и вольфрамомолибденована-
диевые с кобальтом стали —630—640° С; в) стали с интерметал-
лидным упрочнением — 700—725° С.
К наиболее распространенным вольфрамовым быстрорежущим
сталям относятся стали марок Р18, Р12, Р9. Одной из лучших
марок вольфрамовых быстрорежущих сталей является сталь
марки Р18.. Инструмент, изготовленный из стали марки Р18,
имеет наибольшей интервал закалочных температур (малочувстви-
телен к перегреву) и хорошо шлифуется. Главный недостаток —
значительная карбидная неоднородность. Применяется для всех
видов режущего инструмента (автоматных резцов, черновых и чи-
70
етовых фрез, долбяков, протяжек, метчиков и т. п.) при обработке
конструкционных сталей со, = 9004-1000 МПа. Благодаря хоро-
шей шлифуемости из нее же изготовляют высокоточный инстру-
мент, что способствует ликвидации ирижогов при его заточке и
шлифовании.
Сталь марки Р9 содержит вдвое меньшее количество вольфрама,
чем сталь марки Р18, что компенсируется некоторым увеличением
количества ванадия. Карбидная неоднородность стали марки Р9 на
два балла ниже, чем у стали марки Р18. Наличие в ее составе
большего содержания карбидов ванадия вызывает появление при-
жогов при заточке инструмента, что является главным ее недостат-
ком. Применяют ее при изготовлении чистовых и получистовых
инструментов простой формы, предназначенных для обработки
конструкционных сталей с ав < 9004-1000 МПа, и деревообраба-
тывающих инструментов. У стали марки Р12 красностойкость и
прочность сочетаются наиболее полно. Ее красностойкость не-
сколько ниже, чем у стали марки Р18, а прочность выше. Пластич-
ность ее в нагретом состоянии также выше, чем у стали марки Р18,
поэтому она особенно эффективна при изготовлении инструмента
методами пластической деформации. Шлифуемость она имеет почти
такую же, как сталь Р18, и на 30% дешевле последней. Приме-
няется для изготовления различных режущих инструментов при
обработке конструкционных сталей взамен стали марки Р18.
К наиболее распространенным вольфрамомолибдеаовым сталям
относятся стали марок Р6М5, ЮР6М5. В этих сталях часть воль-
фрама заменена молибденом, что несколько снижает их красно-
стойкость. По ударной вязкости они превосходят сталь марки Р18.
Они лучше куются, чем вольфрамовые стали, а их карбидная не-
однородность на два балла ниже, чем у стали марки Р18. Приме-
няются вольфрамо-молибденовые стали для изготовления инстру-
ментов, работающих на обычных скоростях резания в условиях
тяжелых силовых режимов.
Сталь марки Р6М5 применяется для изготовления всех видов
режущих инструментов, предназначенных для обработки углеро-
дистых и среднелегированных конструкционных сталей (а„ с
< 9004-1000 МПа), а также зуборезных и резьбонарезных инстру-
ментов при обработке нержавеющих сталей. Высокая пластичность
этой марки стали в нагретом состоянии делает ее весьма эффек-
тивной при изготовлении инструментов методами пластической
деформации, например прокаткой сверл. По стойкости инстру-
менты из стали марки Р6М5 не уступают инструментам из стали
марки Р18.
Сталь марки 10Р6М5 используется для изготовления режущих
инструментов, применяемых для тех же целей и условий, что и ин-
струменты из стали марки Р6М5, которую она превосходит по
стойкости. Стойкость инструмента из стали марки 10Р6М5 при-
мерно на 30% выше стойкости стали марки Р18, за счет ее большой
твердости (HRC 64—66 и HRC 63 —64 соответственно).
71
К наиболее распространенным вольфрамованадиевым сталям
относятся стали марок Р18Ф и Р12ФЗ. Они более тверды и тепло-
стойки, чем сталь марки Р18, так как увеличение содержания ва-
надия в мартенсите стали повышает ее вторичную твердость, крас-
ностойкость и сопротивление малым пластическим деформациям.
Твердость этих сталей составляет HRC 63—65. Увеличение содер-
жания (массовой доли) ванадия до 5% уменьшает теплопровод-
ность стали в большей степени, чем такое же увеличение вольфрама.
Карбиды ванадия, выделяющиеся в процессе отпуска, снижают
прочность и вязкость этих сталей по сравнению со сталью марки
Р18 и способствуют плохой шлифуемости сталей вследствие высо-
кой твердости карбидов ванадия и их низкой теплопроводности.
Сталь марки Р18Ф применяют для изготовления чистовых и
получистовых резцов, фрез, машинных разверток и т. п., исполь-
зуемых при обработке среднелегированных конструкционных ста-
лей, а также некоторых марок нержавеющих сталей и жаропроч-
ных сплавов.
Сталь марки Р12ФЗ применяется для изготовления инстру-
ментов, предназначенных для обработки тех же материалов, что и
сталь марки Р18Ф. Она используется взамен сталей марок Р14Ф4
и‘Р9Ф5 вследствие лучшей шлифуемости и марки Р18Ф как менее
дефицитная.
К вольфрамокобальтовым сталям относятся стали марок Р9К5
и Р9К10. Кобальт в стали карбидов не образует, являясь элемен-
том, наиболее сильно увеличивающим ее вторичную твердость
(HRC 64—66) и красностойкость (до 630° С). Увеличение (массо-
вой доли) кобальта до 5% увеличивает теплопроводность стали
сильнее, чем введение в нее молибдена в таком же количестве.
Поэтому кобальтовые стали теплопроводнее ванадиевых, вольфра-
мовых и вольфрамомолибденовых. Шлифуемость их лучше, чем
вольфрамованадиевых. Недостатками являются их меньшая меха-
ническая прочность и повышенная хрупкость по сравнению с ва-
надиевыми быстрорежущими сталями, а также склонность к обез-
углероживанию. Стоимость кобальтовой стали вдвое выше стои-
мости стали марки Р18, однако вследствие ее высоких режущих
свойств себестоимость обработки инструментами, изготовленными
из вольфрамокобальтовых сталей ниже, чем при использовании
быстрорежущих сталей без кобальта.
Сталь марки Р9К5 используется для изготовления черновых и
получистовых фрез, долбяков, метчиков и т. п., предназначенных
для обработки сталей и сплавов повышенной твердости и вязкости
на повышенных режимах резания, а также при резании различных
труднообрабатываемых материалов; имеет пониженную стойкость
(до 20—30%) по сравнению со сталями марок Р6М5К5 и 10Р6М5К5.
Инструменты, изготовленные из нее, могут работать в условиях
резания с ударами.
Сталь марки Р9К10 применяется для изготовления черновых и
чистовых резцов, червячных фрез, зенкеров и т. п., используемых
72
для резания труднообрабатываемых материалов. По режущим свой-
ствам уступает стали марки Р9М4К8 и более хрупка, чем последняя.
Вольф рамованадиевые стали с кобальтом имеют высокую крас-
ностойкость (640° С), твердость (HRC 66—68) и износостойкость
и применяются для изготовления инструмента, предназначенного
для резания труднообрабатываемых материалов и конструкцион-
ных сталей повышенной твердости (HRC 40—45) на высоких ско-
ростях резания. Наиболее распространенными являются стали
марок Р18К5Ф2, Р18Ф2К8М, Р12Ф4К5, Р10К5Ф5. Стали с массо-
вой долей вольфрама 18% применяются все реже.
Сталь марки Р18К5Ф2 служит для изготовления резцов, сверл,
фрез ит. д., применяемых для черновой и получистовой обработки
углеродистых и легированных конструкционных сталей с повы-
шенными режимами резания, а также для резания труднообраба-
тываемых материалов; по твердости уступает стали марки
Р18Ф2К8М, имея такую же красностойкость.
Сталь марки Р18Ф2К8М, имеющая наибольшую красностой-
кость и твердость (HRC 67—68) из сталей этой группы, приме-
няется для изготовления сверл, фрез, метчиков и т. д., предназна-
ченных для отработки наиболее труднообрабатываемых жаропроч-
ных сплавов и высокопрочных сталей (ов > 1600 МПа) высокой
твердости.
Сталь марки Р12Ф4К5 отличается высокой красностойкостью
(640° С) от других сталей этой группы. Твердость ее составляет
HRC 65,5—66,5 при достаточно высокой прочности на изгиб и
вязкости. Она обладает повышенной износостойкостью, обеспечи-
ваемой наличием карбидов типа МС в ее структуре, и по сравнению
с остальными применяется наиболее часто. Из нее изготовляются
чистовые и получистовые резцы, сверла, зенкеры, развертки и т. д.,
используемые для резания труднообрабатываемых материалов
при небольших динамических нагрузках. Стойкость инструмента
из стали марки Р12Ф4К5 в три-четыре раза выше инструмента,
изготовленного из сталей марок Р18, Р12 и Р6М5.
Сталь марки Р10К5Ф5 применяется для изготовления инстру-
ментов, служащих для обработки тех же материалов, что и инстру-
мент из стали марки Р12Ф4К5, которой она уступает в красно-
стойкости и шлифуемости (вследствие высокого содержания ва-
надия). Ее режущие свойства выше, чем сталей марок Р18, Р12
и Р6М5.
Вольфрамомолибденовые стали с кобальтом по красностойко-
сти, вторичной твердости и износостойкости не уступают сталям
вольфрамованадиевой группы с кобальтом, обладая более высо-
кими механическими свойствами. Применяются для изготовления
инструментов, работающих на полуобдирочных режимах. Наибо-
лее распространенной сталью этой группы является сталь марки
Р6М5К5. Она является основной, применяемой для изготовления
сверл, зенкеров, фрез, долбяков и т. д., служащих для обработки
углеродистых и легированных конструкционных сталей при
73
высоких режимах резания, а также нержавеющих сталей и жаро-
прочных сплавов. Обладает повышенной чувствительностью к
обезуглероживанию.
Вольфрамомолибденованадиевые стали с кобальтом самые твер-
дые; твердость сталей этой группы достигает HRC 66—69. Они
обладают высокой красностойкостью и износостойкостью. Высо-
кая твердость этих сталей обусловливается увеличением массовой
доли углерода в мартенсите стали вследствие растворения боль-
шого количества карбидов М2$Св (при нагреве под закалку). Ме-
ханические свойства их несколько ниже, чем у кобальтовых ста-
лей. Наиболее распространенными сталями этой группы являются
стали марок Р12МЗФ2К8, Р10М4ФЗКЮ, Р6М5Ф2К8.
Сталь марки Р12МЗФ2К8 применяется для изготовления сверл,
зенкеров, фрез, протяжек, метчиков и т. д., предназначенных для
резания труднообрабатываемых материалов. Ее используют для
изготовления автоматных резцов и других инструментов при об-
работке обычных конструкционных материалов в условиях вы-
соких скоростей резания взамен стали марки Р10М4ФЗКЮ. Она
заменяет сталь марки Р18Ф2К8М как более экономно легирован-
ная вольфрамом.
Сталь марки Р10М4ФЗК10 обладает наивысшей твердостью —
(HRC 69), высокими красностойкостью и износостойкостью, но
пониженной прочностью по сравнению с другими сталями этой
группы. Поэтому она применяется для изготовления инструмен-
тов, работающих в условиях невысоких силовых нагрузок (чисто-
вые и получистовые режимы), главным образом на автоматических
станках, где особо важно сохранение размерной стойкости ин-
струмента. Ее используют также для изготовления инструментов
простой формы, предназначенных для резания труднообрабаты-
ваемых материалов. Шлифуется она плохо и склонна к обезугле-
роживанию.
Сталь марки Р6М5Ф2К8 по своим режущим свойствам мало
уступает сталям марок Р18МФ2К8 и Р12МЗФ2К8 и применяется
взамен их как более экономно легированная. Из нее изготовляется
инструмент, применяемый для резания различных труднообраба-
тываемых материалов -—сверла, зенкеры, фрезы, метчики и т. п.
В общем случае основными отличиями ванадиевых и кобаль-
товых сталей являются следующие. Ванадиевые стали малотепло-
проводны и поэтому инструменты из них применяются в тех слу-
чаях, когда температура резания не превышает 400° С. В этих
условиях их износостойкость значительно выше, чем износостой-
кость инструментов из стали марок Р18 и Р6М5. Кобальтовые стали
обладают высокой теплопроводностью, красностойкостью, и по-
этому инструменты, изготовленные из них, применяются для
черновой обработки при более высоких скоростях резания, в осо-
бенности сталей и сплавов аустенитного класса, обладающих низ-
кой теплопроводностью. В этих случаях они по производитель-
ности значительно превосходят ванадиевые стали.
74
В последние годы нашли практическое применение быстроре-
жущие стали с интерметаллидным упрочнением (дисперсионно-
твердеющие), иногда называемые сплавами. Эти стали с понижен-
ной массовой долей углерода (0,1—0,3%) обладают очень высокой
твердостью (HRC 68—69), красностойкостью (700—725° С), изно-
состойкостью, теплопроводностью и удовлетворительной проч-
ностью (ов ~ 2500 МПа). Прочность их возрастает на 30—50%
при повышении температуры резания до 500° С. Основными леги-
рующими элементами в них являются кобальт (16—25%), воль-
фрам (11—20%) и молибден (4—7%). К «безуглеродистым» диспер-
сионнотвердеющим сталям относятся стали марок В11М7К23,
В14М7К25, В18М7К25, В18М4К25, В18К25Х4, В7К25 и др.,
к «углеродистым» —стали марок 25В20К25ХФ, 30В20К16,
ВНИИ-1, ВНИИ-2, и др.
Фазой-упрочнителем дисперсионно-твердеющих сталей яв-
ляется Co-7W6. Количество интерметаллидов возрастает с умень-
шением массовой доли углерода в стали. При быстром охлаждении
стали интер металл иды не выделяются и она получает структуру
мартенсита. В закаленном состоянии эти стали не сохраняют
у-фазы (отсутствует остаточный аустенит). В процессе отпуска
с температур 500—550° С начинается выделение частиц Co7W6,
более дисперсных и устойчивых против коагуляции, чем дисперс-
ные карбиды в сталях с карбидным упрочнением. Это обусловли-
вает высокие вторичную твердость и красностойкость, хорошую
прокаливаемость. Так, инструменты из стали марки В11М7К23
прокаливаются на глубину до 90—100 мм. Твердость этих сталей
после отжига составляет HRC 32—37, вследствие чего они плохо
обрабатываются резанием. Инструменты из этой стали приме-
няются для точения,сверления, фрезерования и строгания трудно-
обрабатываемых материалов, свойства которых влияют на режу-
щие свойства инструментов. Так, при обработке титановых спла-
вов стойкость инструментов из дисперсионно-твердеющих сталей
в 30—80 раз выше стойкости инструмента из стали марки Р18 и
в 8—15 раз выше стойкости инструмента, оснащенного твердым
сплавом марки ВК8. При резании жаропрочных, нержавеющих
и кавитационностойких сплавов с аустенитной структурой их
стойкость в 10—20 раз выше, чем у инструмента из кобальтовых
сталей марки Р12Ф4К5. Режущие свойства этих сталей по существу
не различаются. Сталь марки В11М7К23 куется и обрабатывается
резанием лучше остальных.
Литые быстрорежущие стали используются в практике ряда
предприятий и фирм. К ним относятся стали марок Р18, Р12,
Р12ФЗ, 10Р8МЗ, Р9Х2Ф2МГЛ, Р5М2ФЛ, а также стали, приве-
денные в табл. 2.5.
Красностойкость у литых и кованых сталей одинакова. Литая
сталь с массовой долей углерода 0,7—1% не обнаруживает повы-
шения хрупкости по сравнению с кованой; повышение углерода
сверх 1,15—1,20% ведет к увеличению хрупкости литой стали.
75
Таблица 2.5
Химический состав литых быстрорежущих сталей
Марка стали Массовая доля компонгнта, %
С Мп Si Сг W Мо V
Рл-1 0,85— 0,95 0,4—0,7 0,2—0,4 3,0—4,0 5,0—7,0 3,0—4,0 2,0—2,6
Рл-2 0,9—1,0 0,9—1,3 0,2—0,4 2,0—3,0 8,0— 10,0 1,0—1,5 2,0—2,6
Рл-3 0,95— 1,05 0,5—0,8 0,3—0,6 3,8—4,4 5,5—6,5 4,5—5,5 1,8—2,2
Рл-4 1,0—1,1 0,5—0,8 0,3—0,6 2,8—3,5 5,0—6,0 4,0—5,5 2,8—3,2
В то же время вязкость литого инструмента ниже, чем у кованого,
почему из литых сталей не изготовляются инструменты малых
сечений и инструменты, работающие в условиях динамических
нагрузок (например, строгальные резцы и т. п.). Используются
они, в основном, для изготовления инструмента простой формы.
Значительная неоднородность структуры литой стали устра-
няется дальнейшей пластической деформацией или термической
обработкой, главным образом за счет диффузионного отжига.
Отжиг производится при температуре не ниже 900° С —для сни-
жения твердости отливки под следующую механическую обработку.
При термическом отжиге, производимом с той же целью, инстру-
мент загружают в печь при температуре не выше 400—500° С и
нагревают садку до 850—860° С со скоростью 30—40° С/ч. При этой
температуре инструмент выдерживается в течение 3—4 ч, после
чего печь охлаждается до 730—750° С, когда производится вторич-
ная выдержка в течение 3—5 ч. Дальнейшее охлаждение осущест-
вляется со скоростью 30—40° С/ч до температуры 500—550° С,
затем изделия выгружаются из печи и охлаждаются на воздухе.
Закалка для стали марки Р9Х2М2ГЛ производится при темпера-
туре 1280—1290° С, для сталей марок Р5М2ФЛ и Р6М5—при
1200—1220° С, для стали марки Р12ФЗ—при 1230—1240° С.
Отпуск литого инструмента производится при температуре 555—
565° С трехкратно с выдержкой по 1 часу.
Порошковые быстрорежущие стали изготовляются методом
прессования порошков, которые получают распылением расплав-
ленной стали в среде инертных газов (аргон, азот) во избежание их
излишнего окисления. Распыленные частицы стали, имеющие сфе-
рическую форму малых размеров, быстро охлаждаются, что обус-
ловливает равномерное распределение в них легирующих элемен-
тов. Размер зерен основной фракции порошка составляет примерно
150 мкм (достигая в отдельных случаях 500—600 мкм). Получен-
ный порошок предварительно прессуется в контейнере в холодном
состоянии при давлении до 40 000 МПа. После вакуумирования
76
контейнера порошок нагревают до 1150—1200° С и вторично прес-
суют под давлением в 14 000 МПа. Из полученного материала
куются различные заготовки диаметром до 100—200 мм, отличаю-
щиеся более равномерным распределением весьма мелких зерен
карбидных фаз, чем это имеет место в стали, получаемой обычными
методами. Таким способом изготовляются некоторые марки ко-
бальтовых быстрорежущих сталей (Р8МЗК6С, Р9М4К8,
Р6М5Ф2КВ). Распределение карбидов по сечению у порошковых
сталей более равномерное, чем определяемое баллом 1 по
ГОСТ 19265—73. Размеры зерен избыточных карбидов не превы-
шают 1—2 мкм вместо 8—10 мкм (и более) в сталях, полученных
обычным путем. Теплостойкость и вторичная твердость, завися-
щие от состава мартенсита, несколько повышаются — на 5° С и
HRC 0,5—1,0 вследствие более однородного насыщения твердого
раствора. Температура закалки не должна заметно превосходить
температуру спекания (~ 1200° С). Основное преимущество по-
рошковых сталей проявляется в повышении на 30—50% прочности
и вязкости инструмента — они имеют улучшенную шлифуемость и
стойкость инструментов—в 1,5—3,5 раза более высокую, чем
у сталей, полученных обычным металлургическим способом.
Метод порошковой металлургии позволяет получать быстроре-
жущие стали с таким высоким содержанием легирующих эле-
ментов, которое невозможно при их изготовлении по обычной тех-
нологии.
Как видно из изложенного, номенклатура отечественных бы-
строрежущих сталей чрезвычайно велика. Иностранные фирмы
выпускают быстрорежущие стали также в достаточно широком
ассортименте. Химический состав современных марок этих сталей,
выпускаемых в США, приведен в табл. 2.6. Наибольший удельный
вес в общем объеме быстрорежущих сталей, применяемых в США,
занимают стали марок М2 и М35 (по американской классификации).
Британские стандарты содержат еще большую номенклатуру
(около 200 марок) быстрорежущих сталей. Достаточно широка но-
менклатура сталей в ФРГ, Франции, Японии. Сточки зрения пре-
вышения эффективности применения инструмента в каждом кон-
кретном случае должна применяться определенная сталь. Но тогда
номенклатура сталей станет чрезвычайно большой, что нецелесо-
образно ни с точки зрения изготовителей стали и инструмента,
ни с точки зрения потребителя, так как инструментальные склады
должны будут увеличиться до огромных размеров.
Наиболее рациональным выходом из создавшегося положения
является дальнейшая специализация быстрорежущих сталей,
сокращение их марочного состава, создание сталей, режущие свой-
ства которых в достаточно широком диапазоне могут изменяться
в процессе термообработки. Специализация сталей осуществляется
по областям их применения. В практике металлообработки сло-
жились две основные группы быстрорежущих сталей: обычной и
повышенной производительности. Стали обычной производитель-
77
Т а б л и н a 2.G
Химический состав отдельных стандартных
быстрорежущих сталей, выпускаемых в США
Обозначение марки по стан- дарту США Массовая доля компонента, %
С Сл V W Мо Со
Вольфрамомолибденовые
быстрорежущие стали
Ml 0,80 3,75 1,15 1,75 8,75
М2:
класса 1 0,85 4,00 2,00 6,25 5,00 —
» 2 М3: 1,00 4,00 2,00 6,25 5,00 —
класса 1 1,05 4,00 2,50 6,25 5,75 —
» 2 1,20 4,00 3,00 6,25 5,75 —
М4 1,30 4,00 4,00 5,50 4,75 —
Мб 0,80 4,00 1,50 4,25 5,00 12,00
М7 1,02 3,75 2,00 1,75 8,75 —
М8 0,80 4,00 1,50 5,00 5,00 1,25
М10:
класса 1 0,89 4,00 2,00 0,70 8,00 —
» 2 1,00 4,00 2,00 0,70 8,00 —
М15 1,50 4,00 5,00 6,50 8,50 5,00
мзо 0,80 4,00 1,20 1,80 8,25 5,00
мзз 0,88 3,75 1,15 1,75 9,50 8,25
М34 0,90 3,75 2,10 1,75 8,75 8,25
М35 0,85 4,00 2,00 6,00 5,00 5,00
M3G 0,85 4,00 2,00 6,00 5,00 8,25
M4J 1,10 4,25 2,00 6,75 3,75 5,25
М42 1,08 3,75 1,15 1,60 9,60 8,25
М43 1,20 3,75 1,60 2,70 8,00 8,20
М44 1,15 4,25 2,00 5,25 6,50 11,75
М45 1,27 4,20 1,60 8,25 5,20 5,50
М46 1,24 4,0 3,20 2,10 8,25 8,25
Вольфрамовые
быстрорежущие стали
Т1 0,73 4,00 1,00 18,00
Т2 0,85 4,00 2,00 18,00 — —
ТЗ 1,05 4,00 3,00 18,00 0,60 —
Т4 0,75 4,00 1,00 18,00 0,60 5,00
Т5 0,80 4,25 2,00 18,00 0,90 8,00
Тб 0,80 4,25 1,60 20,50 0,90 12,25
Т7 0,75 4,00 2,00 14,00 — —
Т8 0,80 4,00 2,00 14,00 0,90 5,00
T9 1,20 4,00 4,00 18,00 — —
Т15 1,55 4,50 5,00 12,50 0,60 5,00
78
ности (в зарубежной практике обозначаемые индексом HSS) пред-
назначены для обработки обычных конструкционных материалов —
сталей с ов с 1000 МПа, чугунов и т. д. Стали этой группы отли-
чает умеренное содержание карбидообразующих элементов воль-
фрама и молибдена (от 5 до ,18 % по вольфрамовому эквиваленту),
практическое отсутствие ванадия и кобальта, из-за чего они обла-
дают достаточно высокой прочностью (ои с 3000 МПа), ударной
вязкостью (ак > ЮН-м/см2), твердостью (HRC < 65}, красно-
стойкостью (не менее 620° С). Из этой группы сталей в последние
годы получили особенно широкое распространение вольфрамомо-
либденовые стали с массовой долей ванадия 6% и молибдена 5%
(Р6М5 в СССР; М2 в США, ДМо5 в ФРГ и др.). В дополнение к пере-
численным выше свойствам сталей этой группы новые стали имеют
повышенную пластичность в горячем состоянии, лучше распреде-
ленные карбиды, но повышенную склонность к обезуглерожи-
ванию, перегреву и окислению. Из стали марки Р6М5 в настоящее
время централизованно выпускается основная масса быстроре-
жущего инструмента.
Для сталей повышенной производительности (за рубежом иногда
обозначаются HSS-E, HSS-Co) характерны повышенное содержа-
ние (массовая доля) карбидообразующих (W 4-2Мо > 10%) и
легирующих элементов, в частности кобальта >5%, ванадия
>3%. Твердость сталей этой группы —до HRC 70, красностой-
кость — не ниже 640° С, прочность ои с 2500 МПа, ударная вяз-
кость > 7 Н-м/см2, технологические свойства ухудшены. Стали
этой группы применяются для изготовления инструмента, приме-
няемого для обработки трудноразрабатываемых материалов: ин-
струменты из кобальтовых сталей применяются для черновых ра-
бот, инструменты из высокованадиевых сталей —для чистовых
работ.
Кроме рассмотренных двух основных групп быстрорежущих
сталей, следует выделить из них стали с повышенным содержанием
углерода, которые благодаря своей повышенной твердости позво-
ляют вести обработку конструкционных сталей твердостью
HRC 30 (сталь I группы) или HRC 40—45 (стали II группы). Эти
стали по сравнению с базовыми (с нормальным содержанием угле-
рода) обладают повышенной (на HRC 1—5) твердостью, повы-
шенной красностойкостью, пониженными прочностью (до 2000 и
2500 МПа) и технологическими свойствами.
Свойства сталей с повышенным содержанием углерода можно
целенаправленно изменять изменением температуры закалки в
диапазоне 1160—1210° С. Основными марками сталей этих под-
групп являются стали марок 10Р6М5 (стали I группы) и 10Р6М5К5
(стали II группы).
Дальнейшая специализация сталей с повышенным содержа-
нием углерода будет происходить в направлении увеличения
числа групп сталей при ограниченном количестве марок сталей
в пределах каждой группы.
79
2.2. ТВЕРДЫЕ СПЛАВЫ
Твердые сплавы по способу получения подразделяются на ли-
тые и полученные методом спекания. В дальнейшем рассматри-
ваются только последние, для краткости именуемые твердыми
сплавами.
По структуре твердый сплав представляет собой конгломерат
мельчайших зерен карбидов тугоплавких металлов, связанных
металлическим кобальтом или никелем. Массовая доля карбидов
в твердых сплавах на кобальтовой основе составляет 75—97%, на
никелевой основе—61—79%. Теплостойкость твердых сплавов
различных марок составляет 800—900° С, что позволяет повысить
скорость резания по сравнению с быстрорежущей сталью в два —
десять и более раз и, как правило, поднять производительность
обработки.
Плотность твердых сплавов в известной степени характеризует
степень их пористости, которая не должна превышать 0,2%
(ГОСТ 4872—75). Коэффициент теплопроводности твердых спла-
вов близок по своим значениям к коэффициенту теплопроводности
сплавов железа. Твердые сплавы химически пассивны к воздей-
ствию кислот и щелочей, а некоторые из них почти не окисляются
на воздухе даже при температурах 600—800° С. Главными недо-
статками твердых сплавов являются их хрупкость, а также недо-
статочная прочность при изгибе, растяжении. Для стандартных
марок твердых сплавов (ГОСТ 3882—74): ои = 950—1800 МПа,
предел прочности при растяжении он примерно в два раза меньше,
чем ои; ударная вязкость ак = 2,54-6,0 Н-м/см2. В то же время
предел прочности на сжатие твердых сплавов достигает значений
ов = 40004-6000 МПа. Поэтому целесообразно так располагать
режущие элементы инструмента, чтобы они по возможности рабо-
тали на сжатие, а не на изгиб и растяжение.
Твердые сплавы находят все большее применение в практике
обработки металлов резанием. Однако использование их ограни-
чивается недостаточной прочностью и трудностями изготовления
инструментов сложного и фасонного профилей, плохой шлифуе-
мостью твердых сплавов, возникновением трещин при напайке
твердосплавных пластин на корпуса инструмента и т. д.
В зависимости от состава карбидной фазы ГОСТ 3882—77 уста-
навливает три группы твердых сплавов: вольфрамовую ВК —од-
нокарбидную, титано-вольфрамовую ТК — двухкарбидную и ти-
тано-тантало-вольфрамовую ТТК —трехкарбидную. Марки, хи-
мический состав и физико-механические свойства этих сплавов
приведены в табл. 2.7.
Сплавы группы ВК имеют структуру, состоящую из твердого
раствора зерен карбида вольфрама (WC-фаза) в кобальте (Со-фаза).
В обозначении марок твердых сплавов этой группы цифра показы-
вает массовую долю в процентах кобальта; остальное —WC.
Свойства их зависят от массовой доли кобальта и размеров зерен
карбидной фазы. Сплавы с размером зерен WC от 3 до 5 мкм отно-
80
сятся к крупнозернистым и обозначаются буквой В, например,
сплав ВК8-В. Если размер зерен WC не превышает 0,5—1,5 мкм,
сплавы относятся к мелкозернистым и обозначаются буквой М, на-
пример, сплав В6-М; сплавы, имеющие в своем составе 70% зе-
рен WC размером менее 1 мкм, являются особо мелкозернистыми
и обозначаются буквами ОМ, например, сплав марки ВКЮ-ОМ.
Крупнозернистые сплавы группы ВК при одинаковом содержании
кобальта имеют меньшую теплостойкость и износостойкость, но
большую прочность, чем мелкозернистые. Например, сплавы
марок ВК6, ВК6-М и ВК6-ОМ имеют соответственно ои, равное
1500; 1350 и 1200 МПа. К наиболее твердым и износостойким, но
наименее прочным, относятся сплавы марок ВКЗ, ВКЗ-М и ВК-4.
Сплавы группы ВК применяются для обработки материалов,
дающих стружку надлома (хрупкие материалы) или элементную
стружку. Они используются и при резании деталей из трудно-
обрабатываемых материалов —сталей с ов > 1600 МПа, нержа-
веющих и жаропрочных сталей и сплавов, титановых сплавов
и т. д. — при невысоких скоростях резания (10—60 м/мин). Сплавы
этой группы применяются и при обработке цветных металлов,
когда силы резания относительно невелики и в инструменте не
возникают значительные контактные и тепловые напряжения.
Сплавы группы ТК в основном применяются при обработке
пластичных материалов, к которым относятся конструкционные и
легированные стали обычной обрабатываемости. С целью увели-
чения износостойкости сплавов группы ТК часть WC в них заме-
няется TiC (массовая доля 5—30%). Это повышает твердость
сплава, ослабляется его адгезия к стальной стружке и снижается
коэффициент трения между сплавом и сталью. В обозначении ма-
рок твердых сплавов группы ТК, цифра после буквы Т указывает
массовую долю TiC, а после буквы К —кобальта, в %. Осталь-
ное — WC.
Сплавы группы ТК более тверды, теплостойки и износостойки,
чем соответствующие по содержанию кобальта сплавы группы ВК,
но в то же время и более хрупки и менее прочны, чем последние.
Поэтому сплавы группы ТК плохо выдерживают ударные нагрузки,
прерывистое резание и резание с переменным сечением среза.
С увеличением содержания TiC твердость, теплостойкость и изно-
состойкость сплава при обработке стали повышаются, а его проч-
ность снижается. Увеличение содержания кобальта влечет за собой
повышение прочности, но снижает твердость, износостойкость и
теплостойкость сплава. Чем мельче зерна карбидных фаз, тем выше
твердость и износостойкость сплава и тем он менее прочен. Об-
ласть применения сплавов этой группы приведена в табл. 2.7.
Все сплавы группы ТК обладают большим сродством с титано-
выми сталями и сплавами, что в процессе резания приводит к вы-
крашиванию пластины и преждевременному ее разрушению.
В этих случаях применяются сплавы группы ВК или быстроре-
жущие стали.
81
£3 Таблица 2.7
Химический состав, микроструктура и физико-механические свойства твердых спеченных сплавов
(ГОСТ 3882—74 и ГОСТ 4872—75)
Марка сплава Массовая доля компонента в сме • си порошков, % Фаза WC Фаза Т1С—ТаС Физико-механические свойства Область применения
WC Tie ТаС Со Размер 'ррнл, мкм Количеств зерен, %, не менее Размер <ерна, мкм Количества >ерен, %, не менее пи, МПа, не менее Плотность V, г/см* Твердость HRA, не менее
Вольфрамовая группа сплаво В
В КЗ 97 •— — 3 1—2 50 — — 1100 15,0—15,3 89,5 Чистовое точение, окончательное на- резание резьбы и т. д. при обработке серого чугуна, цветных металлов и их сплавов и неметаллических материа- лов. Резка листового стекла
вкз-м 97 3 До 1 50 1100 15,0—15,3 91,0 Чистовое точение, растачивание, раз- вертывание, нарезание резьбы при об- работке твердых, легированных и от- беленных чугунов, цементированных и закаленных сталей, высокоабразив- ных неметаллических материалов
ВК4 96 4 1—2 50 1400 14,9—15,2 89,5 Черновое точение при неравномерном сечении среза, черновое и чистовое фре- зерование, рассверливание и растачи- вание, черновое зенкерование отвер- стий при обработке чугунов, цветных металлов и сплавов, титана и его спла- вов
ВК6-М 94 — — 6 1—2 50 — — 1500 14,6—15,0 88,5 Черновое и получерновое точение, черновое нарезание резьбы резцами, получистовое фрезерование сплошных
ВК6-ОМ 94 — — 6 До 1 50 — — 1350 14,8—15,1 90,0 поверхностей, рассверливание и раста- чивание, зенкерование отверстий при обработке серого чугуна, цветных ме- таллов и их сплавов Получистовая обработка жаропроч- ных сталей и сплавов, нержавеющих сталей аустенитного класса, специаль- ных твердых чугунов, закаленного чу- гуна, твердой бронзы, сплавов легких металлов. Обработка закаленных, а также сырых углеродистых и легиро- ванных сталей на малых скоростях рез- цов и сечениях среза
ВК6-0М 92 2 6 До 1 GO 1200 14,7—15,0 90,5 Чистовое и получистовое точение, растачивание, развертывание, нареза- ние резьбы при обработке твердых ле- гированных и отбеленных чугунов, за- каленных сталей и некоторых марок нержавеющих высокопрочных и жаро- прочных сталей и сплавов, особенно на основе титана, вольфрама и молибдена
ВК8 92 8 1—2 50 1600 14,4—14,8 87,5 Черновое точение (в динамических условиях), строгание, черновое фрезе- рование, сверление, черновое рассвер- ливание и зенкерование серого чугуна, цветных металлов и их сплавов. Обра- ботка нержавеющих, высокопрочных и жаропрочных трудно обрабатывае- мых сталей и сплавов, в том числе и сплавов титана
вкю-м 90 10 1—2 70 1500 14,3—14,6 88,0 Сверление, зенкерование, разверты- вание, фрезерование и зубофрезерова- ние стали, чугуна, некоторых трудно- обрабатываемых материалов цельно- твердосплавным мелкоразмерным ин- струментом
Продолжение табл. 2.7
Марка сплава Массовая доля компонента в сме - си порошков, % Фаза WC Фаза TiC-ТаС Физико-механические свойства Область применения
WC TiC ТаС Со Размер зерна, мкм Кол ичество зерен, %, не менее Размер зерна, мкм Количество зерен, %, не менее ои, МПа, не менее Плотность V, г/смя Твердость HR А, не менее
вкю-ом 88 — 2 10 До 1 50 — — 1400 14,3—14,6 88,5 Черновая и получерновая обработка твердых, легированных и отбеленных чугунов, некоторых марок нержавею- щих высокопрочных и жаропрочных сталей и сплавов, особенно сплавов на основе титана, вольфрама, молибдена. Изготовление некоторых видов моно- литного инструмента
ВК15 85 — — 15 1—2 50 — — 1800 13,9—14,1 86,0 Режущий инструмент для обработки дерева
Т и т а н о • • в о л ь ф р а м о в а я группа спл а в о в
Т30К4 66 30 — 4 — 50 1—2 50 950 9,5—9,8 92,0 Чистовое точение с малым сечением среза (типа алмазной обработки); на- резание резьбы и развертывание отвер- стий при обработке незакаленных и за- каленных углеродистых сталей
Т15К6 79 15 6 1—2 50 2—5 50 1150 11,1—11,6 90,0 Получерновое точение (непрерывное резание), чистовое точение (прерыви- стое резание), нарезание резьбы резца- ми и вращающимися головками, полу- чистовое и чистовое фрезерование сплошных поверхностей, рассверлива- ние, растачивание, чистовое зенкеро-
T14K8 78 14 8 1—2 50 2—5 50 1250 11,2—11,6 89,5 ванне, развертывание и т. д. при обра- ботке углеродистых и легированных сталей Черновое точение при неравномер-
T5K10 85 6 9 2—3 50 1400 12,4—13,1 88,5 ном сечении среза и непрерывном реза- нии, получистовое и чистовое точение при прерывистом резании; черновое фрезерование сплошных поверхностей; рассверливание литых и кованых отвер- стий, черновое зенкерования и т. д. при обработке углеродистых и легиро- ванных сталей Черновое точение (в динамических ус-
T5K12 83 5 12 2—5 50 1650 13,1—13,5 87,0 ловиях), фасонное точение, отрезка то- карными резцами, чистовое строгание; черновое фрезерование прерывистых поверхностей и другие виды обработки углеродистых и легированных сталей, преимущественно в виде поковок, штам- повок и отливок по корке и окалине Тяжелое черновое точение стальных
TT7K12 81 4 1 3 Г и 1 23 г а н о 2—5 •та н 1 50 гало -вол ь ф р а 1650 мо в а я гр 13,0—13,3 у п п 87,0 поковок, штамповок и отливок по корке с раковинами при наличии песка, шла- ка и различных неметаллических вклю- чений при неравномерном сечении среза и наличии ударов всех видов строгания углеродистых и легированных сталей. Сверление отверстий в стали 1 сплавов То же, что и для марки Т5К12, за ис-
CO сл ключением сверления в стали. Тяжелое черновое фрезерование углеродистых и легированных сталей
Продолжение табл. 2.7
Марка сплава Массовая доля компонента в сме- си порошков, % Фаза WC Фаза TiC— ТаС Физико-механические свойства Область применения
W С Т1С ТаС Со Размер зерна мкм Количество зерен, % не менее Размер зерна, мкм Количество зерен, %, не менее 0П, МПа, не менее Плотность V. г/см3 Твердость HRA, не менее
ТТ8К6 ТТ10К8-Б ТТ20К9 84 82 71 8 8 о 7 12 6 8 9 До 1 1—2 1—2 50 50 50 2—5 50 1250 1450 1300 12,8—13,3 13,5—13,8 12,0—13,0 90,5 89,0 89,0 Непрерывное точение с небольшим сечением среза стального литья высоко- прочных нержавеющих сталей, в том числе и закаленных. Обработка спла- вов цветных металлов и некоторых ма- рок титановых сплавов (малые и сред- ние сечения среза). Чистовое и полу- чистовое точение, растачивание, фре- зерование и сверление чугунов Черновая и получистовая обработка некоторых марок труднообрабатывае- мых материалов, нержавеющих сталей аустенитного класса, маломагнитных сталей и жаропрочных сталей и спла- вов, в том числе титановых Фрезерование стали, особенно фрезе- рование глубоких пазов и других ви- дов обработки, обусловливающих по- вышенные требования к сопротивлению сплава тепловым и механическим цик- лическим нагрузкам
Примечания: 1. Степень пористости — не более 0,2%. 2. Массовая доля графита — не более 0,5 —0,2%. , 3. При определении количества зерен за 100% принимают количество каждой карбидной фазы. 4. Наличие отдельных крупных зерен карбида вольфрама (фаза WC), размер которых в десять раз более максимального, указан- ного в таблице, не допускается.
Твердые сплавы группы ТТК обладают более высокой проч-
ностью (вязкостью), чем сплавы группы ТК, за счет замены части
TiC карбидом тантала (ТаС), имеющим меньшую микротвердость
и более высокую температуру плавления. Добавка карбида тантала
существенно увеличивает сопротивление сплава трещинообразо-
ванию при резких перепадах температуры и прерывистом резании,
а также его прочность. Карбид тантала образует с карбидом ти-
тана и вольфрама тройные твердые растворы. Цифры после букв
ТТ указывают на суммарную массовую долю карбидов титана и
тантала в %, кроме сплава марки ТТ8К6. Цифры, стоящие после
буквы К, показывают массовую долю кобальта в %. Остальное —
фаза WC.
Уступая сплавам групп ТК по теплостойкости, сплавы группы
ТТК превосходят их по прочности и как бы являются промежуточ-
ными между сплавами групп ТК и ВК. Они характеризуются вы-
сокими износостойкостью и эксплуатационной прочностью, со-
противлением удару, вибрациям и выкрашиванию. Сплавы группы
ТТК используются при обработке как сталей, так и чугунов. Они
хорошо зарекомендовали себя при черновой обработке с большим
сечением среза, при работе с ударами (строгание, фрезерование),
а также при сверлении, когда повышенная прочность компенси-
рует снижение их теплостойкости. Область применения твердых
спеченных сплавов группы ТТК и их характеристики приведены
в табл. 2.7.
Новой группой твердых сплавов являются безвольфрамовые
твердые сплавы, в которых карбид вольфрама заменен карбидогл
титана или карбонитридом титана, а в качестве связки исполь-
зуются никель, железо, молибден. Сплавы отличаются высокой
окалиностойкостью, малым коэффициентом трения, пониженной
склонностью к адгезии, меньшей плотностью, пониженной проч-
ностью, склонностью к трещинообразованию при напайке. Они
показывают хорошие результаты при получистовой обработке ре-
занием вязких металлов, конструкционных и малолегированных
сталей, меди, никеля и др. Химический состав и физико-механи-
ческие свойства безвольфрамовых твердых сплавов приведены
в табл. 2.8; там же указаны и параметры их микроструктуры.
Форма и конструктивные размеры изделий из сплавов типа ТНМ
должны соответствовать требованиям ГОСТ 2209—69,
ГОСТ 17163—71 и ТУ 48-10-113—74.
Для повышения износостойкости неперетачиваемых твердо-
сплавных многогранных пластинок и цельнотвердосплавных из-
делий на них наносят тонкий слой карбида титана или других
высокотвердых материалов. Это позволяет повысить стойкость
инструмента при сохранении прочности и вязкости. В соответст-
вии с ТУ 48-19-151—75 пластинки под покрытие карбидом титана
изготовляются из твердых сплавов марок ВК4, ВК6, ВК6-М,
ВК8, Т5К10, Т5К12, Т15К6, Т14К8, Т30К4, ТТ7К12 и ТТ10К8-6.
Форма и размеры шлифованных пластин с покрытием не отли-
87
Таблица 2.8
Основные характеристики некоторых безвольфрамовых твердых сплавов
группы TH (ТУ 48-19-223—76) и КНТ (ТУ 48-19-206—76)
Массовая доля компонента, % Микроструктура Физико-механичс - ские свойства
Марка сплава TIC Ni Mo Объемная доля пор (степень пористости) размером до 50 мкм, %, не более Объемная доля графита, % , не более Размер основ- ной массы зе- рен (не менее 60% по объ- ему), мкм ои, МПа, не менее 1 Плотность, г/см% не менее Твердость HR.A, не менее
ТН-20 ТН-25 ТН-30 КНТ-16 79 74 69 TiCV 74 15 20 24 19,5 6 6 7 6,5 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 1—2 1—2 1—2 0,5—1 900 1000 1100 1100 5,5—6 5,7 5,8 5,6—6 90 89,0 88,5 89
чаются от установленных ГОСТ 19042—73 — ГОСТ 19072—73,
ТУ48-19-63—73 и ТУ 19-4206-51—76. Толщина слоя покрытия из
карбида титана устанавливается в пределах 2—10 мкм. Стойкость
пластин с покрытием от двух до пяти раз превышает стойкость
пластин из исходного материала.
f Дальнейшее развитие твердых сплавов осуществляется в на-
правлении углубления их специализации, сокращения марочного
состава в пределах каждой группы, создания новых, более уни-
версальных сплавов, сплавов под пленочные покрытия, безволь-
фрамовых сплавов, уточнения химического состава сплавов без
Изменения фазового состава, совершенствования технологии изго-
товления сплавов, совершенствования способов эксплуатации.
Из этих направлений следует отметить освоение производства и
расширение области применения мелкозернистых сплавов титано-
танталовой группы, в частности сплавов ТТ8К6 при обработке
чугуна, сплавов для фрезерных работ ТТ8К7 по чугуну и ТТ20К9—
по стали. Резервом улучшения качества сплавов этой группы
является применение вакуумного спекания.
В дальнейшем карбид тантала в некоторых сплавах этой
группы может быть заменен карбидом хрома. Уже в настоящее
время выпускаются две марки сплавов, легированных карбидом
хрома, ВКЮ-ХОМ и ВК15-ХОМ, положительно зарекомендовав-
ших себя в мелкоразмерном цельновышлифованном концевом ин-
струменте, в концевых с винтовыми пластинками фрезах для обра-
ботки труднообрабатываемых материалов, в резцах для тяжелых
работ.
Существенное влияние на свойства вольфрамо-кобальтовых
сплавов может оказать увеличение массовой доли в них углерода,
88
Так, сплавы с 6% кобальта и повышенным содержанием углерода
(в пределах двухфазной области) обладают такой же прочностью,
как сплав ВК8 и поэтому несколько перекрывают область приме-
нения последнего.
Твердые сплавы выпускаются в виде изделий, напаиваемых на
режущий инструмент, неперетачиваемых и перетачиваемых пла-
стинок, призматических сплошных столбиков, а также в виде
смеси с пластификатором. Изделия из пластинок изготовляются
из марок твердых сплавов, предусмотренных ГОСТ 3882—77 для
режущего инструмента, а готовые пластинки могут поставляться
с износостойкими покрытиями. Технические условия на твердо-
сплавные изделия регламентированы ГОСТ 4872—75. Формы и
условные обозначения твердосплавных изделий, предназначенных
для напайки на режущий инструмент, их конструкции и размеры,
а также область применения установлены ГОСТ 2209—69,
ГОСТ 17163—71, ГОСТ 20312—74, СТСЭВ 124—74, СТСЭВ 126—74
СТ СЭВ 118—74, а механически закрепляемых пластин —
ГОСТ 19042—73 — ГОСТ 19086—73. Заготовки неперетачиваемых
пластинок и стружколомов (ОСТ 48-93—75) отличаются от гото-
вых изделий в основном диаметром вписанной окружности d и
толщиной S, имеющих припуск на шлифование. Они имеют не-
сколько исполнений для пластинок нормальной, повышенной, вы-
сокой и особо высокой степеней точности и различаются припуском
на диаметр и толщину. Форма и размеры стружечных канавок на
передней поверхности заготовок режущих пластинок имеют два
исполнения: с припуском по толщине на шлифование опорной и
передней поверхностей и с припуском на шлифование только опор-
ной поверхности. В справочном приложении 1 к ОСТ 48-93—75
указаны форма и размеры выборок на опорных поверхностях
заготовок режущих пластинок, имеющих стружечные канавки на
передней поверхности. Технические требования к заготовкам
приведены в ОСТе. Заготовки получают те же условные обозначе-
ния, что и сами пластинки с добавлением впереди цифры 3 для
цифрового и буквы В — для буквенно-цифрового обозначения.
Предельные отклонения и технические требования на твердо-
сплавные пластинки с износостойкими покрытиями должны соот-
ветствовать значениям, указанным в ГОСТ 19086—73.
Режущие свойства выпускаемых отечественных твердых спла-
вов соответствуют свойствам стандартных марок, установленных
классификацией ИСО (табл. 2.9). Согласно последней все твердые
сплавы подразделяются на три группы в зависимости от обрабаты-
ваемого материала и вида стружки:
группа Р — для обработки вязких металлов — стали, сталь-
ного литья и ковкого чугуна, дающего сливную стружку;
группа К — для обработки хрупких материалов и материалов,
дающих стружку надлома, — различных чугунов, закаленных
сталей, цветных металлов и их сплавов, пластмасс, древесины
и т« п«;
89
Таблица 2.9
Примерное соответствие отечественных марок твердых сплавов
классификации ИСО (по ГОСТ 3882—74 и другим источникам)
Марки по ГОСТ 3882—74 Твер- дость HRA, яе менее Группа применения по ИСО Обрабатываемый материал
Ос- нов- ная груп- па Под- груп- па Твер- дость HRA Марки- ровоч- ный цвет
! Т30К4 Т15К6 Т14К8 ТТ20К9 Т5КЮ ТТЮК8-Б Т5К12 92,0 90,0 89,5 89,0 88,5 89,0 87,0 Р Р01 P02 Р05 РЮ Р15 Р20 Р25 РЗО Р40 96,5 96,4 91,7 94,0 99,3 92,3 89,5 88,5 90,8 Синий Сталь, стальное ли- тье, ковкий чугун со сливной стружкой
ВК6-ОМ ВК6-М ТТ8К6 ТТЮК8-Б вкю-ом вкю-м вкв ТТК12 вкю-ом 90,5 90,0 90,5 89,0 88,5 88,0 87,5 87,0 88,5 М МОЗ М05 мю М20 МЗО М40 96,5 95,1 93,6 93,1 91,8 Желтый Сталь, стальное ли- тье, марганцовистая сталь, легированный чугун, аустенитные стали, ковкий чугун, автоматная сталь
в КЗ, вкз-м ВК6-ОМ ВК6М ТТ8К6 В Кб, ВК4 ВК8, ВК4 ВК8. ВК15 89,5 90,5 90,0 90,5 88,5 87,5 86,0 К К01 К02 коз К05 кю К20 кзо K40 95,4 95,0 93,8 93,4 88,5 87,5 87,5 Красный Чугун, кокильное литье, ковкий чугун, закаленная сталь, цвет- ные металлы, пласт- масса, древесина
группа М — промежуточная — для резания труднообрабаты-
ваемых материалов, жаропрочных сталей и сплавов, легированных
углеродистых сталей и чугунов, ковкого чугуна и т. и.
Каждая из групп делится на подгруппы, обозначаемые двух-
значными числами, в порядке повышения их прочности и сниже-
ния твердости, износостойкости и допустимой скорости резания.
Так, группа Р подразделяется на группы применения РОГ, Р02,
РОЗ — Р50, где Р01 наименее прочная и самая твердая, а группа
Р50 самая прочная и наименее износостойкая.
90
2.3. РЕЖУЩАЯ МИНЕРАЛОКЕРАМИКА
Мпнералокерамические инструментальные материалы обладают
высокой твердостью (HRA 90—94), теплостойкостью до 1200° С и
износостойкостью и в ряде случаев значительно превосходят по
стойкости и производительности твердые сплавы. Их основой яв-
ляется глинозем (А12О3), в состав которого иногда входят такие ме-
таллы, как вольфрам, титан, молибден, тантал, хром или их кар-
биды. Главными недостатками режущей керамики являются ее
высокая хрупкость, низкая ударная вязкость (ак =0,5-?-
Н м/см2) и плохая сопротивляемость циклическим измене-
ниям тепловой нагрузки. Оки используются при получистовой и
чистовой обточке и расточке деталей из высокопрочных и отбелен-
ных чугунов, закаленных и труднообрабатываемых сталей, не-
которых цветных металлов и их сплавов, а также неметаллических
материалов с высокими скоростями резания без применения СОЖ,
в условиях резания без толчков и ударов. Высокая теплостойкость
режущей минералокерамики (1200° С) позволяет применять ско-
рости резания, значительно превышающие скорости резания
твердосплавным инструментом, что является ее основным достоин-
ством. Так, при точении закаленных сталей (HRC 50—63) допу-
стимая скорость резания 75—300 м/мин, а при точении отбелен-
ного чугуна (HRC 50—54) —60—180 м/мин. Режущая керамика
пассивна к адгезионно-диффузионному взаимодействию со сталью
и отбеленным чугуном. В настоящее время наибольшее примене-
ние получила режущая керамика оксидного и окси дно-карбид-
ного типов.
Оксидная режущая керамика имеет в своей основе до 99% и
выше А12О3. Наиболее высокие режущие свойства имеют пластинки
из керамики марки ЦМ332, которую получают из тонкоизмельчен-
ного электрокорунда (с размером зерна 1—2 мкм).
Оксидно-карбидную керамику получают введением в состав ее
основы (А12О3) легирующих добавок карбидов хрома, титана,
вольфрама, молибдена и сложных карбидов этих металлов. Это
повышает предел прочности керамики на изгиб до ои = 450-?
4-700 МПа, но несколько снижает ее теплостойкость и износостой-
кость. Серийно выпускается керамика марок ВЗ и ВОК-60 и опыт-
ными партиями марки ВОК-63, ВШ-75.
Режущая керамика изготовляется в виде пластинок, которые
крепятся к корпусу инструмента механическим путем, напаи-
ваются или соединяются с корпусом с помощью клея.
Неперетачиваемые многогранные пластинки из режущей ке-
рамики для армирования режущего инструмента механическим
путем выполняются по ТУ48-19-65—73. Их форма и основные раз-
меры приведены в гл. 1. Если указания по ширине фаски и углу
отсутствуют, то пластинки из оксидной керамики (ЦМ332 и др.)
выполняются с фаской (0,5—0,6 мм) х 15°, а из окси дно-карбид-
ной (ВЗ, ВОК-60 и др.) — с фаской (0,3—0,4 мм) х 25°. Марки,
91
химический состав, физико-механические и режущие свойства
должны соответствовать ТУ48-42-43—70 и ТУ48-19-48—73. Пла-
стинки изготовляются нормальной (t/) и высокой (G) степеней
точности.
Пластинки из минералокерамики могут подвергаться отжигу,
В результате отжига пластинок марок ВОК-60 и ВОК-63 стойкость
их повышается в два—четыре раза по сравнению с неотожженными,
2.4. РЕЖУЩИЕ СВЕРХТВЕРДЫЕ МАТЕРИАЛЫ
К режущим сверхтвердым материалам относятся природные
(алмаз) и синтетические материалы. Самым твердым из известных
инструментальных материалов является алмаз. Он обладает вы-
сокой износостойкостью, хорошей теплопроводностью, малыми
коэффициентами линейного и объемного расширения, небольшим
коэффициентом трения и малой адгезионной способностью к ме-
таллам, за исключением железа и его сплавов с углеродом. Наряду
с высокой твердостью алмаз обладает и большой хрупкостью
(малой прочностью). Предел прочности алмаза при изгибе аи •=
= 3000 МПа, а при сжатии ав = 2000 МПа. Твердость и прочность
его в различных направлениях могут изменяться в 100—500 раз.
Это следует учитывать при изготовлении лезвийного инструмента.
Необходимо, чтобы алмаз обрабатывался в «мягком» направлении,
а направление износа соответствовало бы его «твердому» направле-
нию. Алмаз обладает высокой теплопроводностью, что благоприят-
ствует отводу теплоты из зоны резания и обусловливает его малые
тепловые деформации. Низкий коэффициент линейного расшире-
ния и размерная стойкость (малый размерный износ) алмаза обес-
печивают высокую точность размеров и формы обрабатываемых
деталей. Большая острота режущей кромки и малые сечения среза
не вызывают появления заметных сил резания, способных созда-
вать деформацию обрабатываемой детали и отжатия в системе
СПИД. К недостаткам алмаза относится и его способность интен-
сивно растворяться в железе и его сплавах с углеродом при темпе-
ратуре резания, достигающей 750° С (800° С), что в наибольшей
мере проявляется в алмазном лезвийном инструменте при непре-
рывном контакте стружки с поверхностью его режущей части.
При температуре свыше 800° С алмаз на воздухе горит, превра-
щаясь в аморфный углерод. К недостаткам алмазных инструмен-
тов также относится их высокая стоимость (в 50 и более раз сравни-
тельно с другими инструментами) и дефицитность. В то же время
алмазный инструмент отличается высокой производительностью и
длительным сроком службы (до 200 ч и более) при обработке цвет-
ных металлов и их сплавов, титана и его сплавов, а также пласт-
масс на высоких скоростях резания. При этом обеспечиваются
высокая точность размеров и качество поверхности, что, как пра-
вило, исключает необходимость операции шлифования обра-
батываемых деталей.
92
Различают природные (А) и синтетические (АС) алмазы. При-
родные алмазы применяются для изготовления лезвийного инстру-
мента (резцы, сверла, фрезы). Синтетические алмазы получают
путем перевода углерода в другую модификацию за счет значи-
тельного объема исходного графита в условиях высоких темпе-
ратур (~2500° С) и давлений (~1 ООО 000 МПа).
Природные и синтетические алмазы имеют одинаковые пара-
метры кристаллической решетки, но отличаются формой и разме-
рами, характером их поверхности, количеством режущих элемен-
тов, прочностью и хрупкостью, а также абразивной способностью.
Синтетические алмазы можно получить с различной твердостью,
прочностью и другими свойствами, изменяя параметры техноло-
гического процесса их изготовления, чем они выгодно отличаются
от природных алмазов. Синтетические алмазы тверже природных.
Вершины режущих элементов синтетических алмазов более остры—
радиус их округления р = 1,1—1,2 мкм, в то время как у природ-
ных алмазов радиус округления р = 2,3—3,3 мкм. Размеры кри-
сталлов синтетических алмазов пока не превышают 1,2 мм. Син-
тетические алмазы марки АСБ выпускаются по ТУ2-037-19—76;
алмазы марки АСПК — по ТУ 2-037-96—73.
В последние годы благодаря своей высокой твердости, прибли-
жающейся к твердости алмаза, теплостойкости, превосходящей
теплостойкость алмаза, химической инертности к железу и угле-
родистым сплавам широкое распространение получили синтети-
ческие режущие сверхтвердые материалы на основе кубического
нитрида бора. На основе плотных модификаций кубического ни-
трида бора создан и применяется в качестве инструментальных
ряд материалов, носящих торговое название композиты. Не вда-
ваясь в рассуждения о правильности такого названия для всех
сверхтвердых режущих материалов на основе кубического ни-
трида бора, отметим, что все композиты разделяются на две
группы: материалы с массовой долей кубического нитрида бора от
95% и выше и материалы с массовой долей кубического нитрида
бора 75% с различными добавками (например, А12О3). К первой
группе относятся эльбор Р (композит 01), гексанит (композит 10),
белбор (композит 02), исмит, птнб. Они синтезируются в виде ци-
линдрических столбиков диаметром 4—6 мм, высотой 3—6 мм,
которые затем применяются в виде механически закрепляемых
вставок, либо впаиваются (запрессовываются, зачеканиваются
или закрепляются каким-либо другим способом) в державки, ко-
торыми и оснащаются режущие инструменты. Материалы этой
группы отличаются технологией изготовления и исходным сырьем.
Разница в технологии получения основана на существовании не-
скольких разновидностей нитрида бора и на различных техноло-
гиях синтеза кубического нитрида бора — в присутствии катали-
заторов (синтез эльбора Р) или без катализаторов (белбор).
Как известно, нитрид бора имеет три разновидности: гексаго-
нальный, кубический и вюрцитный. Наиболее распространенной
93
разновидностью является гексагональный нитрид бора — кри-
сталлическое вещество, напоминающее графит и не обладающее
режущими свойствами; вюрцитный нитрит бора — порошкообраз-
ное светлое неустойчивое вещество, также не обладающее режу-
щими свойствами; кубический нитрид бора — твердое износостой-
кое кристаллическое вещество, обладающее режущими свойствами.
Кубический нитрид бора (его плотные модификации) получают из
гексагонального непосредственно (эльбор, белбор), либо в две
стадии. В последнем случае из гексагонального получают вюрцит-
ный нитрид бора, а затем из вюрцитного образуют кубический
нитрид бора (по такой технологии изготовляются гексанит, исмит,
птнб и др.).
Различие в технологии получения накладывает отпечаток на
состав и свойства композитов этой группы. Эльбор и белбор содер-
жат от 98% и выше (белбор) кубического нитрида бора, из-за чего
они обладают повышенной твердостью и хрупкостью, гексанит и
исмит содержат от 95% кубического и 5% вюрцитного нитрида
бора. Из-за наличия вюрцита эти композиты обладают меньшей
твердостью, чем эльбор и белбор, но большей прочностью и вяз-
костью.
Ко второй группе материалов, имеющих название композиты.,
относится действительно композиционный материал композит 05,
с массовой долей кубического нитрида бора 75% и А12О3 25%.
Получают его в виде таблеток диаметром до 8 мм, высотой около
6 мм, после шлифовки механически закрепляют в корпусах режу-
щих инструментов или припаивают в вакууме через твердосплав-
ную подкладку к стальному стержню, из которого методами вы-
шлифовки изготовляют различные концевые инструменты.
Кроме сверхтвердых материалов на основе нитрида бора, ал-
мазов, керамики, в последние годы разработан и испытан ряд
новых сверхтвердых материалов, показавших достаточно высокие
эксплуатационные свойства. В числе этих материалов силинит
Р — новый инструментальный материал на основе нитрида крем-
ния. Отличается отсутствием склонности к адгезии по отношению
к большинству сталей, сплавов на основе меди, алюминия. Основ-
ные физико-механические свойства силинита Р: сгсж = 2500 МПа,
ои = 500-н700 МПа, HRA 94—96. Получают силинит Р методом
горячего спекания в графитовых пресс-формах в виде пластин
различной формы и габаритных размеров, заготовок фасонного
режущего инструмента. Заготовки из силинита Р могут закреп-
ляться на корпусе инструмента механическим способом, напайкой
или наклейкой. Перед напайкой заготовки должны быть ме-
таллизованы. Высокие режущие свойства нового материала и
отсутствие в его составе дефицитных элементов будут, по-види-
мому, способствовать его широкому распространению в ближай-
шие годы.
К новым сверхтвердым материалам следует также отнести и
материалы на основе диборита титана, искусственных монокри-
94
сталлов сапфира, рубина и т. д., проходящие в настоящее время
лабораторные испытания.
В зарубежной металлообработке также во все больших мас-
штабах находят применение сверхтвердые синтетические и при-
родные материалы. Среди них, в основном, две группы материа-
лов: материалы на основе алмазов и материалы на основе нитрида
бора. Последние под торговым названием боразона появились
в последние годы в продаже. К режущим материалам на основе
алмазов следует отнести двухслойные пластинки под названием
мегадиамант фирмы «Дженерал электрик» (США), трех-, четырех-
гранной или круглой форм с подложкой из твердого сплава и соеди-
ненным с ней в процессе синтеза тонким (около 0,7 мм) слоем поли-
кристаллов алмаза, предназначенных для напайки на режущие
инструменты; пластинки фирмы «Дебир» (Англия) также круглой
и квадратной форм из твердого сплава (диаметр до 9,52 мм) с тон-
ким (0,5 мм) слоем нового материала под названием синдайт, со-
стоящего из поликристаллов алмаза со связкой в виде кобальта или
никеля.
Фирмой «Винтер» (ФРГ) освоено производство режущего ин-
струмента, оснащенного пластинками системы полиблок — трех-
или четырехгранной формы. Пластинки состоят из твердосплав-
ного основания, в вершинах которого закреплены поликристаллы
алмаза со связкой. Эти новые инструментальные материалы, как и
алмазы, применяются для обработки материалов, не содержащих
железа.
К инструментальным материалам на основе кубического ни-
трида бора (боразона BZN) следует отнести пластинки, выпускае-
мые фирмой «Дженерал электрик» (США) —трех-, четырехгран-
ной и круглой форм (круглые пластинки диаметром 12,7 и 15,8 мм,
полукруглые и секторообразные — на их основе) толщиной 4,8 мм,
состоящие из твердосплавной подложки с тонким (0,5 мм) слоем
поликристаллов кубического нитрида бора. Такие пластинки при-
меняются при обработке закаленных сталей и отбеленных чугунов
с обильным охлаждением.
Глава 3
СОВРЕМЕННЫЕ СМАЗОЧНО-ОХЛАЖДАЮЩИЕ
СРЕДСТВА
Интенсификация процессов металлообработки потребовала
применения специальных средств для отвода из зоны реза-
ния теплоты, стружки, и мелких частиц, образовавшихся
при резании, снижения сил трения. К таким средствам
относятся смазочно-охлаждающие вещества, газовые средства и
устройства для их подготовки и транспортирования к зоне реза-
ния и обратно.
3.1. СМАЗОЧНО-ОХЛАЖДАЮЩИЕ СРЕДСТВА
При обработке резанием основная часть механической энергии
преобразуется в теплоту и лишь ее незначительная часть идет на
изменение потенциальной энергии решетки обрабатываемого ме-
талла. Мощность теплового потока определяется из выражения
<2о = 0,0163Ргц,
где Qo — общая мощность теплового потока, Дж/с; Р2 — танген-
циальная составляющая силы резания, Н; и — скорость резания,
м/мин.
Указанная мощность теплового потока (Qo) может быть пред-
ставлена как сумма трех составляющих
Qo — Qfl + Qj. п + Qt. 3>
где Qn — тепловая энергия деформации металла, Дж/с; QT-n —
тепловая энергия трения по передней грани инструмента, Дж/с;
QT. з — тепловая энергия трения по задней грани инструмента Дж.
Выделившаяся теплота разогревает стружку, обрабатываемое
изделие, инструмент, окружающую cpdby. Тепловой баланс энер-
гии резания
Qa + *2т. п + Qt. з = Qcrp + <2из 4- Они + Qc>
где Qcrp — теплота, передаваемая стружке, Дж; Q„3 — теплота,
передаваемая изделию, Дж; QHH — теплота, передаваемая инстру-
менту, Дж; Qc — теплота, передаваемая окружающей среде, Дж.
Левую часть уравнения баланса можно представить в виде
0д + 0,0163 | FT. п + 0,0163vf т. 3,
96
где § — коэффициент усадки стружки; FT. п — сила трения по
передней поверхности инструмента, Н; FT. э— сила трения по
задней поверхности инструмента, Н.
Численные величины и соотношения между членами левой
части уравнения теплового баланса могут колебаться в широких
пределах. Так, при средних скоростях резания (30—50 м/мин) и
обработке пластичных металлов <2Д достигает O,5Qo, а при обработке
этих же материалов со скоростями ~200 м/мин доля (?д снижается
до 0,25 Qo. Силы трения в значительной степени определяются ха-
рактером протекающих процессов — диффузионных, адгезион-
ных и других, на интенсивность которых оказывают влияние тем-
пература в зоне контактов, свойства обрабатываемого и инстру-
ментального материалов. Численные величины и соотношения
между членами правой части уравнения теплового баланса в еще
большей степени зависят от условий обработки. Так, с увеличением
скорости резания при точении пластичных материалов доля теп-
лоты, передаваемая стружке, возрастает до 90%, при обработке
титановых сплавов доля теплоты, уходящей в стружку, снижается,
а доля теплоты, передаваемая резцу, возрастает и достигает 30%;
при сверлении наибольшее количество теплоты передается обра-
батываемому изделию.
При обработке резанием можно активно воздействовать как на
левую, так и на правую часть уравнения теплового баланса. Одним
из методов воздействия является применение смазочно-охлажда-
ющих средств (СОС). Появление смазочно-охлаждающих средств
явилось значительным достижением в металлообработке, привед-
шим к резкому повышению скоростей резания, производительно-
сти обработки, стойкости инструмента, снижению усилий резания,
повышению качества обработанной поверхности. Как показывает
само название, эти средства должны охлаждать зону резания, об-
ладать смазывающей и моющей способностью, препятствовать диф-
фузионному и адгезионному износам. Вместе с тем они не должны
оказывать вредного влияния на окружающую среду.
Охлаждающее действие средств основано на эффекте теплооб-
мена, когда нагретые до высоких температур инструмент, изделие и
стружка передают часть теплоты, поступающей к кромкам, среде,
либо когда обрабатываемое изделие или инструмент, охлаждаемые
средой, за счет теплопередачи отводят из зоны резания часть тепло-
вого потока. Кроме того, охлаждение зоны резания может осущест-
вляться за счет испарения среды, происходящего при поглощении
тепловой энергии. Смазывающее воздействие средств сводится
к образованию на трущихся поверхностях смазочной пленки,
снижающей усилия резания и температуру в зоне резания. Сма-
зочная пленка за счет молекулярного сродства с материалом ин-
струмента или изделия, прочно удерживается на поверхностях
прения даже при высоких давлениях, возникающих в процессе
резания. Кроме смазывающего эффекта, пленки должны препят-
ствовать адгезионному и диффузионному износу инструмента.
4 Г. В. Филиппов :
В зависимости от вида обработки^ характера износа инстру-
мента, свойств инструментального и обрабатываемого материалов,
способа подвода в зону резания, влияние смазочно-охлаждающих
средств меняется, что необходимо учитывать при их работе. Так,
при черновых работах преобладающее значение имеет теплоотвод
из зоны резания, следовательно, среда должна обладать наиболь-
шими охлаждающими свойствами, смазочное воздействие среды при
этом не имеет существенного влияния (при обработке обычных кон-
струкционных материалов). При чистовых операциях преобладаю-
щее значение имеют смазывающие свойства средств, обеспечиваю-
щие повышение качества поверхности и незначительно — стой-
кость инструмента. При обработке труднообрабатываемых мате-
риалов преобладающими являются адгезионный и диффузионный
износы, поэтому средства должны обеспечить, в первую очередь,
снижение этих вредных явлений за счет создания оксидных или
иных пленок, препятствующих схватыванию обрабатываемого
материала с материалом инструмента, охлаждающее действие
COG при этом может оказывать заметное влияние на эффективность
СОС, а может и не оказывать такого влияния (на протекание диф-
фузионных процессов охлаждающее действие СОС значительно,
так как снижает температуру в зоне контакта, а значит и скорость
диффузии). Строго говоря, каждая конкретная пара инструмент—
обрабатываемое изделие, каждый режим и условия обработки
требуют специального СОС, с помощью которого можно наивыгод-
нейшим образом вести обработку резанием. Очевидно, что осущест-
вить это, как правило, невозможно (за исключением ограничен-
ного числа автоматизированных операций в массовом производ-
стве). В связи с этим необходимо обеспечить рациональное исполь-
зование существующих унифицированных средств для большин-
ства условий обработки резанием. При этом, разумеется, эффек-
тивность использования средств будет несколько ниже эффектив-
ности специальных средств, однако экономически это оправдано.
Современные средства разделяются на жидкие, газообразные и
твердые. Они могут при своем использовании вступать в контакт
с зоной резания или не находиться в непосредственном с ней кон-
такте. Наибольшее распространение получили смазочно-охлаждаю-
щие жидкости (СОЖ), непосредственно подводимые в зону реза-
ния. Можно объединить все известные виды СОЖ в три группы:
1-я группа — минеральные масла различной вязкости с добав?
ками присадок — антифрикционных, противозадирных, смачива-:
ющих, антипенных, антикоррозийных, бактерицидных;
2-я группа — масляные эмульсии, получаемые растворением
эмульсола в воде, эмульсолы включают в себя базовое масло,
эмульгатор или стабилизатор (обычно это соли жирных кислот,
например мыло), антифрикционные и другие присадки, перечис-
ленные выше;
3-я группа — синтетические или химические жидкости на вод-
ной основе* не содержащие масло. К ним относятся растворы элек-
98
тролнтов, многокомпонентные коллоидные растворы органических
и неорганических веществ, к которым добавляются вещества, пас-
сивирующие поверхности обрабатываемого изделия, смачивающие
вещества, различные присадки.
Синтетические СОЖ (3-я группа) обладают перед СОЖ 1-й и 2-й
групп более высокими охлаждающими свойствами, устойчивостью
против разложения и при обработке труднообрабатываемых мате->
риалов намного эффективнее остальных видов СОЖ-
По назначению СОЖ можно разделить условно на универ*
сальные и специальные. Такое разделение необходимо для СОЖ,
так же как и для инструмента в связи с появлением значительной
номенклатуры СОЖ, затрудняющих подбор СОЖ. Неправильный
же выбор СОЖ может не только не дать положительных ре-
зультатов, но, наоборот, снизить эффективность обработки. В на-
стоящее время нет четкого разделения СОЖ по указанным груп-
пам и их универсальность может быть оценена по рекомендуемой
области применения.
В табл. 3.1 приведены некоторые составы СОЖ, нашедшие при-
менение в промышленности и области их применения.
Кроме этих жидкостей в промышленности используются керо-
син (ГОСТ 4753—68) — когда водные растворы и масла не обеспе-
чивают заданного качества, например при резьбонарезании, а
также СОЖ 3-й группы с сильными окисляющими свойствами
(в их состав входят перекись водорода, перекись бензола, йоди-
стый калий, озон и поверхностно-активные вещества). За счет
создания на режущих гранях инструмента защитных окисных
пленок, образованных под действием этих кислородосодержащих
СОЖ, стойкость инструмента повышается до двух раз по сравне-
нию с инструментом, охлаждаемым стандартными эмульсиями,
шероховатость обработанной поверхности улучшается на 0,5—.
1 класс, силы резания и температура на гранях резца снижаются.
В качестве СОЖ могут также использоваться отработанные
масла, в которые целесообразно добавлять различные присадки.
Физико-химические свойства СОЖ изменяются под действием
ультразвуковых и магнитных полей, светового облучения. Эти
явления используются для повышения эффективности СОЖ. За
последние годы появились данные о положительном влиянии ка-
витации при подаче СОЖ- Введение кавитационных камер в тру-
бопроводах на пути СОЖ может способствовать повышению ее
эффективности.
Газовые средства применяются в виде чистых газов, смесей
газов либо смеси газа с небольшими количествами смазочно-ох-
лаждающих жидкостей (газово-жидкостная среда) или с части-
цами твердых смазочно-охлаждающих средств. В виде охлаждаю-
щих газовых средств используются воздух, кислород, углекислота,
азот. Охлаждение может быть контактным, когда струя газовой сре-
ды подводится непосредственно в зону резания, или бесконтактным,
когда отвод теплоты осуществляется за счет циркуляции в теле
4* 99
Таблица 3.1
Смазочно-охлаждающие жидкости, применяемые при резании металлов
Наименование и характеристика СОЖ Область применения
1 Масло индустриальное 12, индустриальное 20, индустри- альное 45 (ГОСТ 20799—75) Масло сульфофрезол с s < < 1,7% (ГОСТ 122—54) * 15%-ный раствор смазки НГ-203А (МРТУ 12Н78—64) в трансформаторном масле (ГОСТ 982—68) МасЛо ОСМ-3 с присадка- ми, содержащими хлор и фос- фор (ТУ 38 УССР-201-152—75) Масла В-296, В-32к, В-35, содержащие серу, хлор и фос- фороорганические соединения (ТУ 31-1-01-88—70) Масло МР1, содержащее противоизносные и противо- задирные присадки (ТУ38-101-247—75) Масла ЛЗСОЖ 2СО, ЛЗСОЖ 2СИО, содержащие присадки Обработка черных и цветных ме- таллов Точение, развертывание, резьбо- нарезание по сталям и чугунам Резьбонарезание, развертывание алюминия и алюминиевых сплавов Сверление, развертывание угле- родистых и легированных сталей, резьбошлифование инструменталь- ных сталей Сверление, развертывание, резь- бонарезание высокопрочных, жаро- прочных, нержавеющих сталей и сплавов, тугоплавких сплавов Обработка на токарных автома- тах конструкционных сталей, свер- ление нержавеющих сталей Обработка на токарных автоматах
2 >» *4 ♦ ♦И 5%-ная эмульсия на основе эмульсола Э-2 (Б) по ГОСТ 1975—75 с бактерицидными присадками 5—6%-ная эмульсия на ос- нове эмульсола НГЛ-205 (ТУ38-1-242—69) ** 5—10%-ная эмульсия на основе эмульсола СДМУ-2 (МРТУ 38-1-258—67) *** 10%-ная эмульсия на ос- нове эмульсола РЗСОЖ 8, со- держащего йод (ТУ 38-101-258—74) 5—10%-ная эмульсия на основе эмульсола Укринол 1 (ТУ38-101-197—76) 5—10%-ная эмульсия на основе эмульсола Аквол 2 (ТУ38 УССР-201-220—75) 10%-ная эмульсия на ос- нове эмульсола Аквол 3 Снимается с производства. Повышает стойкость по сравнению Содержит добавки дисульфида moj Точение, фрезерование, сверле- ние, развертывание, резьбонареза- ние То же Точение, растачивание, сверле- ние, развертывание, резьбонареза- ние, фрезерование легированных и труднообрабатываемых сталей Обработка лезвийным инстру- ментом титановых сплавов, фрезе- рование жаропрочных сталей и сплавов Точение, сверление, эенкерова- ние, развертывание, резьбонареза- ние, фрезерование углеродистых и легированных сталей, серых чу- гунов и алюминиевых сплавов Точение высокопрочных и жаро- прочных сталей Точение тугоплавких металлов и их сплавов с эмульсией на основе Э-2 (Б), шбдена.
100
Продолжение табл. 3.1
Группа СОЖ Наименование и характеристика СОЖ Область применения
3 Жидкость АВ К-2, массовая доля компонентов, %: мылонафт — 0,6—0,8 триэтаноламин — 0,4—0,6 борная кислота — 0,3—0,5 сода кальцинированная — 0,1 нитрит натрия — 0,3—0,5 смачиватель ОП-7 — 0,1 вода — остальное Жидкость МОТ-2, массовая доля компонента; %: мылонафта — 2 олеиновая кислота — 1 этаноламин — 0,5 вода — остальное Точение, фрезерование, сверле- ние, развертывание, резьбонареза- ние Точение, фрезерование, развер- тывание, резьбонарезание, свер- ление алюминия и его сплавов
инструмента сжиженных газов или жидко-металлических хладо-
агентов за счет поглощения теплоты при/изменении агрегатного
состояния вещества, находящегося в корпусе инструмента. Наи-
более распространенной газовой средой, непосредственно подво-
димой к зоне резания, является атмосферный воздух или воз-
душно-эмульсионные смеси.
Особенно эффективно охлаждение газовыми средствами с ми-
нусовыми температурами (воздух при минус 10—16 °C, углекис-
лота и др.). Эффект при их использовании создается не только
за счет охлаждения зоны резания, но и за счет охлаждения об-
рабатываемого изделия, что вызывает его охрупчивание (т. е. сни-
жение пластичности), снижение износа по передней грани инстру-
мента. Эффективность газовых средств заключается не только
в интенсивном охлаждении за счет высоких скоростей обдува зоны
резания, но и в их способности выносить из зоны резания мель-
чайшие частицы продуктов резания, что в ряде случаев (чистовая
обработка) является одним из важнейших требований к СОС.
Твердые смазочно-охлаждающие средства применяются в виде
твердых пленок, наносимых на поверхность инструмента, тепло-
Проводящих вставок, прилегающих к нагревающимся поверхно-
стям и отводящих теплоту, мелких частиц, добавляемых к сма-
зочно-охлаждающим жидкостям или газовым средам, подающимся
к зоне резания (частицы графита, дисульфита молибдена и др.).
В качестве примера пленочных покрытий можно привести никель-
фосфорные покрытия на инструментах из быстрорежущих сталей,
обеспечивающие снижение трения и температуры инструмента,
повышения производительности механической обработки жаро-
прочных сталей в 1,2 раза.
101
3.2. СПОСОБЫ ПОДВОДА СОС
Эффективность применения СОЖ и газовых средств во многом
зависит от способа подвода в зону резания и их расхода. Известны
следующие способы подвода ССС при точении: со стороны перед-
ней грани, со стороны задней грани, комбинированный, с двух
сторон, внутренний подвод через корпус инструмента с непосред-
ственным контактом охлаждающих средств с зоной резания, вну-
тренний подвод через корпус инструмента без контакта с зоной
резания. В работе [9] показано, что температура резания сни-
жается главным образом за счет снижения температуры контакт-
ной зоны резец — стружка, которая при охлаждении со стороны
передней поверхности почти не изменяется и несколько снижается
при охлаждении со стороны задней поверхности. Высоконапорное
охлаждение более эффективно со стороны передней поверхности.
Для подвода СОС в зону резания рассмотренными двумя способами
необходимо установить соответствующим образом сопло охлаж-
дающего трубопровода, имеющегося на большинстве станков.
Струю при подводе со стороны передней поверхности рекомен-
дуется направлять так, чтобы длинная сторона эллипса факела
струи была направлена в направлении схода стружки.
При обработке отверстий (сверление, зенкерование, разверты-
вание, резьбонарезание) от способа подачи СОС зависит не только
стойкость инструмента, но и качество обрабатываемой поверх-
ности. При вертикальном расположении отверстия и охлаждении
«поливом» СОС проникает только на глубину одного—трех диа-
метров (при сверлении) и в этом случае способствует снижению
температур. При горизонтальном же расположении отверстий во
время обработки и охлаждении поливом СОС проникает на 1 —
1,5 диаметра по глубине, поэтому оно менее эффективно и в дан-
ном случае необходимо напорное охлаждение, При развертыва-
нии, зенкеровании, нарезании резьбы СОС помимо охлаждения
должно обеспечить вынос из зоны резания частиц обрабатывае-
мого металла и металла инструмента, являющихся причиной сни-
жения качества обработанной поверхности. В этом случае целе-
сообразно также высоконапорное охлаждение.
Наибольший эффект при обработке отверстий дает внутренний
(через каналы в инструменте) подвод СОС в зону резания, обеспе-
чивающий, во-первых, наиболее эффективное охлаждение режу-
щих кромок, так как струя холодной СОС подается прямо к ним,
во-вторых, вынос стружки и частиц металла из зоны резания
струей СОС. Внутренний подвод СОС в зону резания эффективен
и при фрезеровании закрытых поверхностей, таких, как Т-образ-
цые и шпоночные пазы.
При обработке глубоких отверстий получают распространение
своеобразные методы подвода и отвода СОЖ — эжекторный метод
и метод БТА. При эжекторном методе (рис. 3.1) СОЖ под большим
(100—350 МПа) давлением подводится в эону резания через щель
102
между наружной и внутренней трубами, а стружка отводится
через внутренний канал внутренней трубы. Щель между трубами
соединяется небольшими по диаметру наклонными или радиаль-
ными отверстиями, направленными к центру сверла, за счет чего
Рис. 3.1. Эжекторный метод подвода СОЖ
и создается эффект эжекции. Метод применяется на специальных
станках для глубокого сверления, требует тщательной подготовки
и очистки СОЖ, подаваемой под большим давлением (до 350 МПа)
и с большим расходом. В связи с необходимостью иметь две трубы,
а) .. габариты (по диаметру)
этой системы ограничены;
применяются при диаметре
свыше 20 мм.
Рис. 3.2. Патроны для подвода СОЖ: а — БТА; б — для инстру-
мента с конусом Морзе; в — для инструмента с цилиндрической
или конической шейкой
Интересным методом подвода является метод БТА, исполь-
зуемый при обработке глубоких отверстий специальными свер-
лами, трепанирующими и раскатывающими головками, хонинго-
вании отверстий. Этот метод заключается в том, что жидкость
через специальный торцовый патрон / (см. рис. 3.2, а) и зазор
10»
Рис. 3.3. Патрон для пульсирующей подачи
смеси СОЖ с воздухом
дующимся пульсирующим потоком
рующий поток СОЖ» по данным
между обрабатываемым отверстием изделия 2 и наружной поверх-
ностью инструмента подается в зону резания и через внутренний
канал в инструменте отводится из зоны резания вместе со струж-
кой. Метод достаточно эффективен, позволяет подавать значитель-
ные объемы СОЖ в зону резания, но требует специальной системы
подготовки и подачи СОЖ в зону резания, специальных станков
для его использования. Применяется при обработке отверстий
диаметром от 6 мм.
При обработке отверстия глубиной до пяти—семи диаметров
на обычных станках токарной, сверлильной или расточной групп
внутренний подвод СОЖ и газовых средств в зону резания осу-
ществляется через отвер-
стия в корпусе инстру-
мента с помощью специ-
альных патронов. На
рис. 3.2, б и в приведены
конструкции применяю-
щихся патронов для под-
вода средств к концевому
инструменту. Конструк-
ции патронов достаточно
просты и не нуждаются
в описании. При исполь-
зовании внутреннего ох-
лаждения подвод СОЖ
может осуществляться о
постоянным давлением, с
пульсирующим (с частотой
30—50 пульсаций в ми-
нуту) давлением, с чере-
жидкости и газа. Пульси-
зарубежных фирм, повы-
шает стойкость спиральных сверл до 1,8 раза по сравнению с вну-
тренним охлаждением потоком с постоянным давлением. Пульси-
рующий поток жидкости и газа создается в специальной системе
подготовки СОС либо при использовании специальных патронов
(рис. 3.3).
Целесообразность использования пульсирующего потока жид-
кости и газа в качестве СОС при внутреннем его подводе будет
рассмотрена ниже.
Эффективность использования охлаждающего свойства СОС за-
висит от количества СОС и скорости движения потока СОС в зоне
резания. В еще большей степени от скорости потока зависит спо-
собность СОС выносить стружку из зоны резания по стружечным
канавкам инструмента. Для перемещения частиц стружки необхо-
димо обеспечить достаточную скорость потока. При разработке
нового металлорежущего оборудования не представляет большого
труда обеспечить требуемые характеристики системы охлаждения
104
(расход, давление, способ подвода и т. д.). Сложнее обстоят дела
с использованием внутреннего охлаждения на существующем обо-
рудовании, в частности на вертикально-сверлильных станках.
Обычно эти станки имеют маломощный (0,125 кВт) электронасос
типа П22 с подачей 22 л/мин жидкости вязкостью не более 1,5 9Е,
с нежесткой характеристикой зависимости расход — напор (кри-
вая /) рис. 3.4. Потери напора в трубопроводах, каналах сверла,
патроне обычно составляют около 4—8 м (3—6 МПа). При таком
падении напора электронасос может обеспечить подачу жидкости
в слишком малом объеме, что снизит эффективность использова-
ния сверл. Применение пульсирующего по-
тока жидкости или жидкости и газа в этом
случае поможет не только решить эту про-
блему, но и обеспечить при небольших за-
тратах на патрон значительное повышение
производительности обработки.
Количество охлаждающей жидкости, по-
даваемой в зону резания, зависит от условий
обработки. В числе условий — оптимальная
температура в зоне резания.
Охладить зону резания до нормальных
температур невозможно: контактные слои
стружки и инструмента всегда нагреты до
высоких температур, давление в этой зоне
чрезвычайно высокое и проникновение в
эту зону охлаждающих жидкостей невоз-
расхода жидкости от
напора для станочных
насосов:
1 — электронасос типа
ПА22; 2 — типа ПА4$;
3 —» типа ПА90; 4 ** ти-
па ПА180
жидкости рассей-
можно. Стремление охладить зону резания
преследует цель поддержать в этой зоне
оптимальную температуру, что и определяет
объем подводимой жидкости. Количество
жидкости зависит и от метода обработки:
при токарных работах значительная часть
вается вращающейся заготовкой без соприкосновения с зоной
обработки, находясь с ней в контакте в течение незначитель-
ного времени; при обработке отверстий с охлаждением поливом
жидкость в еще более значительных количествах разбрасывается
вращающимся инструментом (или заготовкой), а при горизонталь-
ном ее расположении — под действием собственной массы
жидкости.
При внутреннем подводе СОЖ происходит наиболее полное
использование объема подаваемой жидкости и можно наиболее
эффективно управлять процессом охлаждения зоны резания. Воз-
можность регулировать при этом температуру близлежащих к зоне
резания слоев режущей части подтверждено испытаниями. Так,
при работе спиральным сверлом с пластинкой из твердого сплава,
приклеенной к корпусу клеем, теряющим прочность при 40 °C,
и внутренним подводом СОЖ, пластинка прочно удерживалась
клеем в широком диапазоне скоростей резания. Таким образом,
105
при сохранении высокой температуры в контактной зоне, темпе-
ратура корпуса инструмента и пластинки оставалась достаточно
низкой.
Обычно объем СОЖ, подаваемой в зону резания, колеблется
в пределах 5—90 л/мин в зависимости от типа станка и диаметра
обработки (90 л/мин — на тяжелых сверлильных станках, у наи-
более распространенных станков средней мощности объем жидко-
сти, подаваемой насосом, — 22 л/мин) Нормативы режимов реза-
ния рекомендуют объем СОЖ в пределах 5—10 л/мин. Специаль-
ные станки могут иметь системы подготовки и подачи СОЖ объемом
до 200 л/мин (станки для глубокого сверления эжекторными
сверлами, сверлами БТА и т. д.).
Предельное значение объема СОЖ, рассчитанное из условия
теплообмена между охлаждающей жидкостью и нагретым инстру-
ментом, стружкой, зоной резания, имеет гораздо меньшее значе-
ние, чем рекомендуемые нормативами резания. При этом надо
учитывать, что к предельному состоянию — полному отводу теп-
лоты Qo, выделяющемуся при резании, не следует стремиться
из-за наличия зон оптимальных температур, до которых и целе-
сообразно охлаждать зону резания.
На ряде отечественных предприятий получило распростране-
ние охлаждение газовой средой — воздухом с распыленной в виде
тумана жидкостью. Расход жидкости при этом не превышает
150 г/ч, давление воздуха в сети 20—40 МПа.
Газоэмульсионная смесь создается в специальных бачках-рас-
пылителях или в соплах-распылителях и подводится к задней
поверхности инструмента по трубопроводу или через внутренние
каналы в корпусе инструмента.
Охлаждение зоны резания может осуществляться также и за
счет предварительного охлаждения обрабатываемого изделия и его
последующей установки для обработки на станок.
Существуют и другие (кроме СОС) способы снижения темпе-
ратуры в зоне резания. К этим способам следует отнести: исполь-
зование инструмента с перемещающимися режущими кромками
(«ротационное» резание), инструмента с более теплопроводным
материалом режущей части, конструкций с увеличенными тепло-
отводящими поверхностями и т. д. Эффективность различных спо-
собов зависит от конкретных условий обработки и применительно
к этим условиям их и целесообразно выбирать.
Глава 4
РЕЗЦЫ
Резцы — наиболее распространенный вид инструмента для
обработки наружных и внутренних поверхностей изделиц.
Применяются они при обточке, расточке, подрезке, отрезкё,
строгании, долблении, резьбонарезании, комбинированной,
обработке.
Резец состоит из головки (рабочей или несущей режущую
часть) и тела (корпуса или державки). Различают резцы: по тех-
нологическим группам станков — токарные, строгальные, дол-
бежные; по выполняемым работам; по подаче — продольные, ра-
диальные тангенциальные; по обрабатываемому материалу — для
металла, дерева, полимерных материалов и др.; по конструкции —
цельные, составные, сварные, составные с механическим крепле-
нием пластинок и т. д.; по материалу режущей части — углеро-
дистые, легированные, быстрорежущие, твердосплавные, керами-
ческие и др.
Основные типы и размеры резцов, выпускаемых централизо-
ванно отечественной инструментальной промышленностью, при-
ведены в табл. 4.1.
4.1. ОБЩИЕ КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ РЕЗЦОВ
В действующей нормативно-технической документации исполь-
зуются различные наименования основных частей резца: стержень
и рабочая часть — в технических условиях на быстрорежущие
и твердосплавные напайные резцы (ГОСТ 10047—62 и
ГОСТ 5688—61), державка и режущая пластинка — в технических
условиях на резцы сборные (ГОСТ 21067—75 и ГОСТ 21492—76),
рабочая часть и корпус — в технических условиях на дисковые
резцы (МН 676—64—МН 679—64). Для того чтобы можно было бы
использовать единую терминологию, касающуюся этих составных
частей инструмента, при изложении дальнейшего материала будем
использовать термины: рабочая часть и корпус. Под рабочей
частью будем понимать часть резца, с помощью которой осущест-
вляется резание и размеры которой определяют ресурс работы
резца при переточках или заменах режущих кромок. Под кор-
пусом при этом будем понимать тело резца, независимо от его
107
Основные типы и размеры резцов
Таблица 4.1
Наименование,
тип и основные размеры
Резцы из быстро-
режущей стали
Резцы токарные проходные
прямые (ГОСТ 18869—73)
HXBXL = 16X10X100 —
32Х 20Х 170 мм; <р = 45 или 60°
Резцы токарные проходные
отогнутые (ГОСТ 18868—73)
HXBXL = 16X10X100—
40X25X200 мм; <р = 45°
Резцы токарные проходные
упорные отогнутые
(ГОСТ 18870—73)
HXBXL = 16X10X100—
40X25X200 мм; ф = 90°
Эскиз
Исполнение 1
108
Продолжение табл. 4.1
Наименование,
тип и основные размеры
Резцы токарные подрезные
торцовые (ГОСТ 18871—73)
HXBXL = 16X10X100—
40X25X200 мм
Резцы токарные отрезные
(ГОСТ 18874—73)
D^XHXBXL = 12Х10Х
X 10X60—60X32Х20Х 170 мм;
Ф = 90 или 100°
Резцы расточные державоч-
ные (ГОСТ 10044—73)
Тип 1 и 2 (для прямого креп-
ления) — HXBXL = 6Х6Х
Х20—16Х 16X80 мм; тип 3 и 4
(для косого крепления): тип 3 —
HXBXL = 6X6X20—16Х
X 16X80 мм; ф = 45 или 55°;
тип 4 — НХ ВХ L = 8Х8Х20—
16Х 16X80 мм; ф = 60 или 40°
Эскиз
Исполнение 1
109
Продолжение табл. 4Л
Наименование,
тип и основные размеры
Резцы строгальные проход-
ные изогнутые (ГОСТ 18887—73)
HXBXL = 25X16X220—
40X25X340 мм
Резцы, оснащенные
твердым сплавом
Резцы токарные проходные
прямые (ГОСТ 18878—73)
HXBXL = 16X10X100 —
40X25X200 мм; <р = 45 или
60°; у = 0 или 10°
Резцы токарные проходные
упорные (ГОСТ 18879—73) с
Ф = 90°
Тип 1 (прямые) — HXBXL =
= 20Х 12Х 100—32Х20Х 140мм;
тип 2 (отогнутые) — НХВХ
XL = 16X10X100—32Х25Х
X 170 мм
Эски(1
110
Продолжение табл. 4.1
Наименование,
тип и основные размеры
Резцы токарные проходные
отогнутые (ГОСТ 18877—73)
HXBXL = 16X10X100—
50X 32X 240 мм; у = 0 или 10°
Резцы токарные подрезные
отогнутые (ГОСТ 18880—73)
HXBXL = 16X12X100—
40X25X200 мм; у = 0°
или 10°
Резцы токарные чистовые
широкие (ГОСТ 18881—73)
HXBXL = 16X10X100—
32X20X 170 мм
Эскиз
ill
Продолжение табл. 4.Т
Наименование»
run и основные размеры
Эскиз
Резцы токарные отрезные
(ГОСТ 18884—73)
ПиздХ#ХВХ£ = 30Х16Х
ХЮХ100—70X40X25X200 мм;
ф = 90 или 100°
Резцы расточные цельные
со стальным хвостовиком для
сквозных отверстий (ГОСТ
18062—72)
Тип 1 (для координатно-расточ-
ных станков) — РиздХ D X L X
X/ = 3X6X40X10—8Х12Х
X 70X40 мм; тип 2 (для токар-
ных автоматов) — ЙИздХРХ
XL = 3X10X70—8Х15Х
X100 мм; тип 3 (для токарных
станков) — HXBXL = 12Х
X 12X120—12X12X140 мм
Тип 1
Резцы расточные цельные
со стальным хвостовиком для
глухих отверстий (ГОСТ
18063—72)
Тип 1 (для координатно-ра-
сточных станков) —РиздХРХ
XLX/ = 3X6X40X10—8Х
X12X70X40 мм; тип 2 (для
токарных автоматов) — DX
XLXZ = 3X10X70—8Х15Х
X100 мм; тип 3 (для токарных
станков) ЯХBXL = 12Х 12Х
X120—12X12X140 мм
112
Продолжение табл. 4.1
Наименование,
гип и основные размеры
Резцы токарные расточные
для обработки сквозных отвер-
стий, тип 1 (ГОСТ 18882—73)
Исполнение 1 — НХ BXL =
= 16X16X120—25Х25Х
X 240 мм; исполнение 2 —
HXBXL = 16X12X170—
32X25X280 мм
Резцы токарные расточные
для обработки глухих отвер-
стий, тип 1 (ГОСТ 18883—73)
Исполнение 1 — HXBXL =
= 16Х 16Х 120—25Х 25Х 240мм;
исполнение 2 — HXBXL =
= 16X12X170—32X25X280 мм
Резцы строгальные проход-
ные изогнутые, тип 1
(ГОСТ 18891—73)
HXBXL = 20X16X190—
40X32X340 мм; ф = 45°
Резцы строгальные проход-
ные прямые, тип 2 (ГОСТ
18891—73)
HXBXL = 20Х 16Х170—40х
Х32Х300 мм; ф = 45°
Резцы строгальные подрез-
ные прямые, тип 2 (ГОСТ
18893—73)
HXBXL = 20X16X170—
40X32X300 мм
Эскиз
Исполнение 2
113
Продолжение табл. 4 л
Наименование,
run и основные размеры
Эскиз
Резцы сборные с неперетачиваемыми
пластинками из твердого сплава
Резцы токарные проходные
(ГОСТ 21066—75)
Тип 1 — HXBXL = 16Х14Х
X120—32X22X140 мм; <р =
= 45°, а = 10°, уф = —10°;
у = 10 или 15°, пластинки
квадратные по ГОСТ 21070—75;
тип 2 — ИХ ВХ L = 20Х 20Х
X120—40X28X200 мм; ф =
= 45°, а = 10°, уф = —10°,
у = 10°, пластинки шестигран-
ные по ГОСТ 21072—75; тип 3—
HXBXL = 20X20X120—
40X28X200 мм; ф == 60°,
а = 8°, уф = —8°, у = 12°,
пластинки‘пятигранные по
ГОСТ 21071—75; тип 4 —
HXBXL = 16X14X120 —
40X25X200 мм; ф = 92°, а =
= 7° 30', Уф = -7° 30', у =
= 17°30' или 12° 30', пла-
стинки трехгранные по ГОСТ
21069—75
Тип 3
Резцы токарные проходные с
опорной пластинкой (ГОСТ
21151—75)
Тип 1 — HXBXL = 16Х16Х
X120—36X32X170 мм; ф =
= 45°, а = 7°, уф = —7°,
у = 18 или 13°, режущие пла-
стинки — квадратные по ГОСТ
19051—73 и ГОСТ 19052—73;
опорные пластинки — квад-
ратные по ГОСТ 19076—73,
тип 2 — HXBXL = 24Х20Х
X120—45X32X200 мм; ф =
= 45°, а = 7°, уф = —7°, у =
= 13°, режущие пластинки
шестигранные по ГОСТ 19067—
73 и ГОСТ 19068—73, опорные
пластинки шестигранные по
ГОСТ 19081—73, тип 3 —
HXBXL = 24X20X120 —
45X32X200 мм; ф = 60°, а =
= 6°, уф= -6°, у == 14°, ре-
жущиё пластинки пятигран-
ные по ГОСТ 19064—73 и ГОСТ
19065—73, опорные пластинки
114
Продолжение табл. 4.1
Наименование,
тип и основные размеры
Эскиз
пятигранные по ГОСТ
19080—73; тип 4 — НХ ВХ L =
= 20Х20Х 120—40 X 32 X
X 200 мм; <р = 92°, а = 5° 30',
Уф = —5° 30', у = 19° 30' или
14° 30', режущие пластинки
трехгранные по ГОСТ 19047—
73 и ГОСТ 19048—73, опорные
пластинки трехгранные по
ГОСТ 19075-73
Резцы токарные для контур-
ного точения (ГОСТ 20872—75)
Тип 1 — ЯХВХ£ХВ1 =
= 20 X 20X140X 25—63 Х40Х
X 240X50 мм; ф = 93°, а =
= 6° 50', у = —6° 50', режу-
щие пластинки параллелограм-
мные по ГОСТ 19062—73; тип
‘2 — HXBXLXBi = 25Х20Х
X 140X25—32 X 32 X 170 X
Х40 мм; ф = 93°, опора на
штифт, режущие пластинки по
ГОСТ 19062—73; тип 3 — НХ
XBXLXBt = 20Х20Х140Х
X 25—63X40X240X40 мм;
ф = 63°, режущие пластинки
по ГОСТ 19062—73; тип 4 —
HXBXLXB1 = 25Х20Х140Х
X 25—32X32X170X32 мм;
ф = 63°, опора на штифт, ре-
жущие пластинки по ГОСТ
19062—73; тип 5 — НХ ВХ LX
X ^ == 16Х 16Х 120Х 20—63Х
X 40 X 240X 50 мм; ф = 93°,
а = 7°, у = —7°, режущие
пластинки правильной трех-
гранной формы по ГОСТ
19046—73; тип 6 —• HXBXLX
XBi = 16X16X120X10—
63X40X240X25 мм; ф = 63°,
а = 7°, у = —7°, режущие
пластинки по ГОСТ 19046—73
115
Продолжение табл. 4.!
Наименование,
тип и основные размеры
Резцы токарные автоматно-
револьверные (ГОСТ 20875—75)
Тип 1 — HXBXL = 16Х12Х
Х50 — 25X20X110 мм; ф =
= 45°, а = 7°, уф = -7°,
у = 18 или 13°, режущие пла-
стинки квадратной формы по
ГОСТ 19052—73; тип 2 —
HXBXL= 12X12X50—20Х
Х20Х110 мм; ф = 60°, а =
= 7°, уф = —7°, у=18 или
13°, режущие пластинки квад-
ратной формы по ГОСТ 19052—
73; тип 3 — HXBXL = 16Х
X 12Х 50—25Х 20Х 110 мм; ф =
= 90°, а = 5° 30', уф =
= —5° 30', у — 19° 30' или
14° 30', режущие пластинки
трехгранной неправильной
формы по ГОСТ 19048—73
Резцы токарные расточные
(ГОСТ 20874—75)
Тип 1 (для сквозных отверстий,
отогнутые) — Du3flXDXL =
= 35Х 26Х 240,50Х 32Х 340 мм;
ф = 45°, а = 7°, у = —7°,
режущие пластинки квадрат-
ной формы по ГОСТ 19051—73;
тип 2 (для сквозных отвер-
стий) — Dn3nXDXL = 35Х
X 26X240; ’50X32X340 мм;
ф = 60°, а = 7°, уф = —7°;
у = 18 или 13°; режущие пла-
стинки квадратной формы по
ГОСТ 19052—73; тип 3 (для
глухих отверстий отогнутые) —
РиздХПХЬ = 35X26X240,
50X32X340 мм; ф = 92°, а =
= 7° 40', уф = —7° 40', у =
= 17° 20' или 12° 20', режу-
щие пластинки трехгранной
неправильной формы по ГОСТ
19048—73; тип 4 (прямоуголь-
ного сечения для сквозных от-
верстий) — РИЗДХ HXBXL =
75X35X32X320—87Х50Х
X 32X400 мм; ф = 60°, а =
= 10°, уф = —10°, у = 10°,
режущие пластинки пятигран-
ной формы по ГОСТ 19065—73;
Эскиз
116
Продолжение табл. 4.1
Наименование,
тип и основные размеры
тип 5 (прямоугольного сечения
для глухих отверстий) — РиздХ
XHXBXL = 75Х35Х32Х
X 320—87X 50 X 32 X 400 мм;
ф= 92°, а = 7° 30': у* =
= _7° 30', у= 12° 30', режу-
щие пластинки трехгранной
неправильной формы по ГОСТ
19048—73
Резцы отрезные сборные пла-
стинчатые
HXBXL = 31,5X19X105—
35X19X105 мм
Резцы отрезные сборные —
(конструкция новатора Аники-
на, ОН 035—15—68)
HXBXL = 30X18X130 —
30X18X175 мм
Эскиз
Резцы токарные, сборные, оснащенные
минералокерамикой
Резцы проходные
HXBXL = 25X25X150 —
40X25X200 мм; <р = 45° или
75°, режущие пластинки квад-
ратной формы
117
Продолжение табл. 4.1
Наименование,
тип и основные размеры
Эскиз
Резцы токарные, оснащенные сверхтвердыми
синтетическими материалами
Резцы проходные прямые
сборные с механическим креп-
лением цилиндрической встав-
ки с режущим элементом:
из композита 01 —HXBXL=
= 20Х 16Х 125, 25Х 16Х 170 мм
из карбонадо — HXBXL =
= 16X12X100 — 32Х20Х
X170 мм
Резцы проходные прямые
цельные, оснащенные компози-
том 01
HXBXL = 8X8X50;
20X12X150; <р = 45°
Резцы подрезные отогнутые
сборные с механическим креп-
лением цилиндрической встав-
ки с режущим элементом из
композита 01
HXBXL = 20X16X 120;
25X20X140 мм
Резцы токарные расточные
сборные для обработки сквоз-
ных отверстий с косым крепле-
нием цилиндрической вставки
с режущим элементом:
из композита 01 — НХ BXL =
= 20Х 16Х 120, 25Х20Х 170 мм
из карбонадо — HXBXL =
= 16X12X100—32X20X170 мм
Резцы токарные расточные
сборные для обработки сквоз-
ных отверстий с прямым креп-
лением цилиндрической встав-
ки с режущим элементом из
карбонадо
HXBXL = 16X12X100—
32X20X170 мм
П8
Продолжение табл. 4.1
Наименование, тип и основные размеры Эскиз
Резцы расточные цельные круглого сечения для обработ- ки сквозных отверстий с режу- щим элементом из композита 01 DXL = 12X70—18X90 мм, ^раст = S мм —-’
Примечание. Здесь />изд — наибольший диаметр отрезанной заготовки или наименьший диаметр расточки.
формы (стержень или диск), выполняющее функцию державки
как с точки зрения крепления к ней рабочей части, так и с точки
зрения закрепления резца при эксплуатации и изготовлении.
Кроме этих основных частей резец может содержать стружко-
ломы и стружкозавиватели, крепежные детали для механического
соединения рабочей части и стружколомов с корпусом, подкладки
и опорные пластинки, регулировочные и установочные детали для
регулировки положения установочных поверхностей резца отно-
сительно его режущих кромок.
Рабочая часть. При помощи рабочей части инструмента осу-
ществляются срезание припуска на обработку заготовки, калиб-
ровка поверхности обрабатываемого изделия. Характеризуется
она инструментальным материалом, твердостью, формой и разме-
рами, способами присоединения к корпусу. В качестве материала
для рабочей части используются быстрорежущие стали, твердые!
сплавы, минералокерамика, сверхтвердые материалы. Характери-
стика этих материалов приведена в гл. 2.
Твердость рабочей части резцов из быстрорежущей стали опре-
деляется режимами термообработки и химическим составом сталей
и для .вольфрамовых и вольфрамомолибденовых сталей должна:
быть HRCS2—65, а для кобальтовых, ванадиевых и кобальтова-
надиевых быстрорежущих сталей с массовой долей ванадия не
менее 3% и кобальта не менее 5% — HRC 63—67. Твердость ра-
бочей части резцов из твердых сплавов, минералокерамики и сверх-
твердых материалов определяется свойствами этих материалов.
Форма и размеры рабочей части резцов определяются типом
резца и его назначением. При назначении формы стремятся к про
стоте и универсальности, снижению металлоемкости и т. д. Так,
форма рабочей части цельных резцов определяется действующими1
стандартами на резцы (см. табл. 4.1). Форма рабочей части резцов
с напайными пластинками 1 определяется, с одной стороны, типом
1 Общепринятый термин. По ГОСТ 19042-73 — ГОСТ 19086-73 — пластины.
Н9
резца и его назначением, а, с другой стороны — формой и разме-
рами выпускаемых пластинок, которые стандартизованы. Форма,
размеры и назначение пластинок из быстрорежущих сталей опре-
деляются ГОСТ 2379—77, пластинок из твердых сплавов —
ГОСТ 2209—69. Пластинки из быстрорежущих сталей и твердо-
сплавные толщиной до 2,5 мм имеют упрощенную форму, которая
после напайки и заточки принимает требуемую конструкцией
резца форму. Пластинки из твердых сплавов толщиной свыше
2,5 мм имеют более сложную форму, близкую к требуемой, с пред-
варительно образованными углами резания и с фасками, облег-
чающими установку и соединение с корпусом резца. Наличие
предварительно образованных углов снижает расход твердого
сплава, припуски на заточку резца, а значит и затраты на изго-
товление резцов.
Пластинки характеризуются тремя основными размерами:
длиной /, шириной Ь, толщиной 3. Длина I определяет длину
режущей кромки и зависит от припуска на обработку и угла
в плане <р. Рассчитанная с учетом припуска и угла в плане эффек-
тивная длина режущей кромки должна бить меньше длины режу-
щей кромки стандартной пластины в 1,5—2 раза. Ширина b опре-
деляет число переточек резца по задней грани и площадь опоры
пластинки. С точки зрения срока службы резца следует выбирать
пластинки с возможно большим значением ширины, однако это
может привести к увеличению габаритных размеров корпуса, по-
вышению остаточных напряжений при пайке или клейке. Тол-
щина S оказывает сильное влияние на прочность пластинки,
а также на число переточек по передней грани. При наиболее
распространенном расположении вдоль передней грани или под
небольшим углом к ней прочность пластинки в наибольшей сте-
пени определяется толщиной и в меньшей степени шириной и
длиной. Это связано с влиянием толщины на момент сопротивле-
ния пластинки при изгибе, который пропорционален толщине,
возведенной в куб. Поэтому увеличение толщины способствует
снижению растягивающих напряжений при изгибе, а значит и
увеличению изгибной прочности. Однако увеличение изгибной
прочности происходит до какого-то предельного значения тол-
щины, за пределами которого прочность пластинки будет опреде-
ляться не изгибными, а сжимающими нормальными напряжениями
и касательными напряжениями сдвига. Увеличение в этом случае
толщины не будет сопровождаться заметным повышением проч-
ности, а расход инструментального материала будет возрастать.
Увеличение числа переточек пластинки по передней грани при
увеличении толщины тоже наблюдается до некоторого предела,
определяемого равенством числа переточек по передней и по зад-
ней граням. Увеличение толщины сверх этого предела будет спо-
собствовать лишь увеличению отходов твердого сплава. Толщина
пластинок выбирается в зависимости от высоты корпуса Н резца
и равна (0,18*0,25) Н.
120
Учитывая взаимное влияние толщины и ширины пластинки на
эффективность использования резцов, придерживаются следующих
соотношений между ними: b/S — 1,6 [49] или b/S = 1 н-1,2 [57].
Эти соотношения выведены для размеров b и S у готовых к упо-
треблению резцов. В стандартных пластинках отношение b/S ко-
леблется от 1,5 до 3, однако при этом не учитываются припуски
на шлифовку и заточку после напайки и связанные с этим изме-
нения размеров b и S. С учетом припуска на шлифовку и заточку
стандартные пластинки будут иметь соотношения между b и S
в пределах 1,2—2,8.
Расположение вдоль задней грани резца (или под некоторым
острым углом к ней) обеспечивает увеличение толщины пластинки
до трех раз при одновременном уменьшении во столько же раз
ее ширины. Благодаря этому предельно допустимая подача уве-
личивается до 1,5 раз, увеличивается число периодов стойкости
резца, снижается вероятность поломки пластинки. Вместе с тем
при достаточно большом износе по задней грани, а также при съеме
с задней грани в результате переточек достаточно большого слоя
возможно возникновение горизонтальных сил, изгибающих пла-
стинку, и ее разрушение под действием этих сил. Поэтому при
выборе пластинок для крепления со стороны задней поверхности
корпуса отношение ширины пластинок к толщине следует при-
нимать в пределах 1,5—2.
Для экономии твердого сплава при уменьшенном отно-
шении b/S (за счет увеличения толщины) целесообразно не-
сколько снижать длину I и более полно использовать длину
режущей кромки (в настоящее время считается нормальным,
когда в работе участвует не более 60% длины главной режущей
кромки).
Кроме размерных параметров, на стойкость и прочность на-
лай ных резцов оказывает влияние правильность геометрической
формы опорной поверхности пластинок. Погрешности формы опор-
ной поверхности пластинки зависят от ее размеров и степени точ-
ности. В табл. 4.2 приведены предельные отклонения на выпук-
лость и вогнутость стандартных пластинок. Наличие выпуклости
и вогнутости опорной поверхности приводит к неравномерной
толщине слоя припоя между пластинкой и опорной поверхностью
гнезда корпуса, неравномерному распределению напряжений,
а выпуклость опорной поверхности способствует еще и возникно-
вению изгибных деформаций. Поэтому при применении пластинок
нормальной степени точности и пластинок с выпуклой опорной
поверхностью целесообразно исправлять их геометрическую
форму, что можно осуществить правкой (с нагревом) или шли-
фовкой. Обычно применяют шлифовку. При применении пласти-
нок повышенной степени точности отклонения достаточно малы,
поэтому исправлять форму не требуется. Форма и размеры ра-
бочей части резцов, оснащенных неперетачиваемыми пластин-
ками, определяются формой и размерами пластинок, которые
121
Предельные отклонения по выпуклости
и вогнутости пластинок, мм
Таблица' 4.2
Длина пластинки, мм Толщина пладеинки. мм
до 3 3—4.5 4,5—6 СВ. 6
До 10 0,11/0,06 0,10/0,05
10-20 0,16/0,08 0,14/0,06 0,12/0,04 0,12/0,04
20—30 0,20/0,10 0,20/0,08 0,16/0,06 0,16/0,06
Св. -30 — 0,25/0,12 0,22/0,11 0,20/0,10
При мечение.
В числителе указаны отклонения пластинок нормальной, в знаменателе —•
повышенной степеней точности.
для твердосплавных пластинок регламентируются следующими
нормативными документами: ГОСТ 19043—73—ГОСТ 19072—73 и
ГОСТ 21069—75—ГОСТ 21072—75, а для минералокерамиче-
ских — ТУ 48-19-65—73. Схема построения и обозначения пла-
стинок приведена на рис. 1.13.
Из всего многообразия пластинок в стандартных резцах ис-
пользуются пластинки с центральным отверстием и стружечными
канавками на одной стороне: правильной трехгранной формы,
неправильной трехгранной формы, квадратной, пятигранной и
шестигранной формы, а также параллелограммные и ромбические
без отверстия. Пластинки правильной трехгранной формы наи-
более универсальны, могут использоваться в резцах, работающих
с врезанием и с продольным рабочим перемещением в прямом
и обратном направлениях, а с точки зрения удельного расхода
твердого сплава на одну режущую кромку наиболее экономичны
(при одинаковых длинах режущих кромок). Недостатком пласти-
нок этой формы является малая прочность вершины.
Пластинки неправильной трехгранной формы имеют усилен-
ную (по сравнению с правильными трехгранными) вершину, но
уменьшенную длину режущей кромки, а также увеличенный
удельный расход твердого сплава. Пластинки квадратной формы
достаточно универсальны при среднем удельном расходе сплава
на одну режущую кромку, производительны и эффективны. Пла-
стинки пятигранной и шестигранной формы не эффективны при
работе врезанием, используются для черновых проходных резцов,
удельный расход твердого сплава на режущую кромку достаточно
велик, но в проходных резцах он компенсируется повышенной
стойкостью резцов. Последнее объясняется высокой прочностью
вершин (углы при вершинах у этих пластинок равны соответст-
ственно 108 и 120°). Интересно отметить, что в зарубежной прак-
122
тике пятигранные пластинки практически не применяются (в ка-
талогах ряда фирм они отсутствуют), а шестигранные имеют
весьма ограниченное распространение. Отсутствуют резцы с пяти-
гранными и шестигранными пластинками и в общемашинострои-
тельных нормативах режимов резания резцами с механическим
креплением многогранных твердосплавных пластинок при обра-
ботке на станках с ЧПУ [34].
Пластинки ромбической и параллелограммной форм исполь-
зуются для контурной обработки и в этом случае оказываются до-
статочно эффективными, хотя с точки зрения рационального ис-
пользования длины режущей кромки (в резании участвует 0,35—
0,6 ее длины) и удельного расхода твердого сплава они уступают
пластинкам других форм.
Кроме пластинок по ГОСТ 19043—73—ГОСТ 19072—73 в рез-
цах находят применение пластинки по ГОСТ 21069—75—
ГОСТ 21072—75. Эти пластинки неправильной трехгранной, ква-
дратной, пятигранной и шестигранной форм с отверстиями и ка-
навками на одной стороне отличаются несколько большими раз-
мерами и имеют собственное обозначение. Это обозначение состоит
из двух групп цифр (при цифровом обозначении) или группы из
двух букв, за которой следует группа цифр. Первые две цифры
или буква указывают форму пластинки: неправильная трехгран-
ная — 02, или F, квадратная — 03, или S, пятигранная— 10, или
Р, шестигранная — 11, или Н. Третья цифра (4) или буква (М) озна-
чает конструктивную особенность пластинки — наличие отверстия
и канавок с одной стороны. Вторая группа — группа из шести
цифр, которые характеризуют: первые две цифры — диаметр
описанной окружности в целых числах в мм, вторые две цифры —
толщину пластинки в целых числах в мм, третьи две цифры —
радиус при вершине в мм, увеличенный в 10 раз. Пластинка трех-
гранной формы с отверстием и канавками на одной стороне,
диаметром описанной окружности 18 мм, толщиной 5 мм, с радиу-
сом закругления при вершине 0,8 мм в цифровом виде обозна-
' чаться будет 024-180508, в буквенно-цифровом виде — FM-180508.
Трехгранные и квадратные пластинки имеют достаточно ши-
рокое применение, пятигранные и шестигранные пластинки при-
меняют только в токарных проходных (реже расточных и то только
пятигранные) резцах.
Форма и размеры пластинок из минералокерамики марок ВЗ,
ВОК60 и ВОК63 приведены в гл. 1 и ТУ 48-19-65—73. Наиболь-
шее распространение в резцах получили пластинки минералокера-
мические четырехгранной формы. Кроме типоразмеров, приведен-
ных в гл. 1, централизованно выпускаются пластинки и других
форм из оксидной керамики марки ЦМ 322, например, пятигран-
ные для механического крепления или под напайку (наклейку),
по форме, близкой к форме твердосплавных пластинок. Однако
область их применения ограничена, и ниже рассматриваются
только пластинки по ТУ 48-19-65—73.
123
Креме формы пластинки характеризуются основными разме-
рами: диаметром вписанной окружности dBn, пластинки но
ГОСТ 19042—73—ГОСТ 19072—43, диаметром описанной окруж-
ности don — пластинки по ГОСТ 21069—75—ГОСТ 21072—75,
толщиной S, радиусом при вершине г. Предельные значения этих
размеров приведены на рис. 1.13. Диаметры описанной окруж-
ности для пластинок по ГОСТ 21069—75, ГОСТ 21072—75 равны
14, 18, 22 и 26 мм.
Механическое крепление пластинок накладывает определенные
требования к их точности изготовления. В зависимости от точ-
ности изготовления твердосплавные пластинки выпускаются четы-
рех степеней: нормальной степени точности (обозначаемой U) —
шлифованные по ленточкам и опорным поверхностям; повышенной
степени точности (Л4) — тоже, что и нормальные, но с более жест-
кими допусками на некоторые размеры; высокой степени точ-
ности (G) — шлифованные по опорным и боковым поверхностям;
особо высокой степени точности (С) — шлифованные по опорным
и боковым поверхностям с более жесткими допусками. В стан-
дартных резцах применяются твердосплавные пластинки нор-
мальной степени точности; в резцах, оснащенных минералокера-
микой,— пластинки степеней точности U и G. Сопоставление
номенклатуры неперетачиваемых пластинок, представленных на
рис. 1.13, с номенклатурой пластинок, используемых в стандарт-
ных резцах, показывает, что имеется достаточно широкая номен-
клатура разновидностей пластинок, не нашедших применение
в стандартных резцах, но позволяющих повышать эффективность
металлообработки при создании специального инструмента. К та-
ким неиспользуемым формам следует отнести пластинки с задними
углами, пластинки со стружколомающими канавками с двух сто-
рон, пластинки степеней точности М и С. Целесообразность более
широкого использования пластинок с задними углами показы-
вают рекомендуемые в табл. 4.4 области применения различных
исполнений неперетачиваемых твердосплавных пластинок в рез-
цах для станков с ЧПУ. Как видно из таблицы, такие пластинки
могут успешно применяться при получистовой и чистовой обра-
ботке широкого круга обрабатываемых материалов.
Пластинки со стружколомающими канавками с двух сторон
обладают удвоенным числом режущих кромок по сравнению
с пластинками, имеющими стружколомающие канавки с одной
стороны, т. е. увеличенной в два раза стойкостью. Вместе с тем
при тяжелых работах наличие стружечных канавок на опорной
поверхности может привести к выкрашиванию участков пластинки,
соприкасающихся с гнездом корпуса.
, Применение пластинок более высокой, чем (/, степени точности
целесообразно в резцах для автоматизированного производства,
когда за счет повышения точности изготовления как пластинки,
так и корпуса резца без подналадок обеспечивается высокая точ-
ность расположения режущих кромок резца относительно баз
124
станка. К сожалению, в стандартах отсутствуют пластинки, пред-
назначенные для тангенциального (вдоль задней грани) закрепле-
ния на корпусе резца. Эффективность использования таких пла-
стинок уже отмечалась. Пластинки такой формы широко исполь-
зуются в конструкциях резцов ряда иностранных фирм.
Режущие и калибрующие элементы входят в число основных
конструктивных элементов рабочей части резца и характеризуются
рядом геометрических параметров. К таким параметрам отно-
сятся: углы режущей части, радиусы закругления вершины резца
и главной режущей кромки. Влияние каждого из этих параметров
на процесс резания многосторонне и различно, зависит от обра-
батываемого и инструментального материалов, их физико-механи-
ческих свойств, размеров сечения срезаемого слоя, режимов реза-
ния, состояния системы СПИД. В каждом реальном случае обра-
ботки с целью получения нужного экономического эффекта пара-
метры должны определяться индивидуально. Приводимые ниже
значения параметров стандартных резцов рассчитаны на доста-
точно широкую область применения и могут быть использованы
как ориентировочные значения для последующих корректировок
при эксплуатации. Геометрические параметры резцов, рассматри-
ваемые ниже, не являются углами резания, так как последние
кроме геометрических параметров резца характеризуются взаим-
ным расположением резца и обрабатываемого изделия (углы реза-
ния в статике) или траекторией взаимного перемещения резца и
обрабатываемого изделия (кинематические углы резания). Значе-
ние геометрических угловых параметров резцов будут соответство-
вать углам резания в статике в случае, когда вершина резца рас-
сматривается на высоте центра вращения, а корпус резца пер-
пендикулярен обработанной поверхности. При несоблюдении этих
условий углы резания будут отличаться от углов резца. Это нужно
иметь в виду при рассмотрении особенностей конструкции резцов
вне связи с положением относительно обрабатываемого изделия
и использовать за счет корректировки положения резца относи-
тельно обрабатываемого изделия для получения более рациональ-
ных углов резания. Это одна из особенностей, присущих данной
конструкции инструмента, — резцам, которая позволяет при экс-
плуатации стандартных резцов использовать два пути оптимиза-
ции углов резания — переточку рабочей части резца и выбор ра-
ционального положения резца относительно обрабатываемой по-
верхности.
Учитывая эту особенность резцов, будем и в дальнейшем счи-
тать, что резец установлен относительно обрабатываемого изделия
должным образом, и углы резца совпадают с углами резания
в статике. Это дает право рассматривать влияние каждого гео-
метрического параметра резца непосредственно на процесс
резания.
Для анализа влияния геометрических параметров резца на силы
резания целесообразно несколько преобразовать формулу, опре-
125
деляющую величину составляющей Рг равнодействующей силы
резания, приведенной в гл. 1, и представить ее в виде
Рг = oB/s£" [cos у + Hi sin у — k (sin а — р2 cos а)[.
Напомним, что коэффициент k определяет отношение силы,
дейэтвующей на заднюю грань, к силе, действующей на переднюю
грань.
Передний угол у предназначен для обеспечения оптимального
стружкообразования при наименьших нагрузках на режущий ин-
струмент по передней поверхности в процессе резания.
Как следует из формулы, сила Р с увеличением угла у умень-
шается (cos у с увеличением у уменьшается), с уменьшением у —
увеличивается. Прочность режущего клина, наоборот, с увеличе-
нием угла у уменьшается, с уменьшением у — увеличивается.
В зависимости от инструментального и обрабатываемого мате-
риалов, условий и режимов обработки передний угол изменяется
от —20 до +25°. Большие передние углы (до +25°) назначаются
при обработке металлов, дающих сливную стружку, при этом
стружка легко завивается и отводится из зоны резания. Меньшие
значения (+8—15°) переднего угла назначаются при обработке
чугуна, бронз. При обработке сталей повышенной прочности, зака-
ленных сталей, углы у уменьшаются до —20°.
Уменьшение передних углов целесообразно и при переменных
нагрузках (обработка прерывистых поверхностей, ударная на-
грузка, например, при строгании), при обработке хрупких мате-
риалов (нагрузка на переднюю поверхность расположена в не-
посредственной близости от режущей кромки, так как уменьшение
передних углов способствует упрочнению режущей кромки).
С этой же целью уменьшаются передние углы и у резцов, рабочая
часть которых выполнена из инструментальных материалов с вы-
сокой твердостью, но малой прочностью и ударной вязкостью
(твердые сплавы, минералокерамика, сверхтвердые материалы).
Одним из средств упрочнения режущего клина является ленточка
(фаска), расположенная вдоль главной режущей кромки; ширина
ее f зависит от подачи. Для резцов из быстрорежущих сталей
передний угол по ленточке изменяется от 0 до +8°, для резцов
из твердых сплавов — до —10°, у минералокерамики и сверх-
твердых материалов — до —20°. Упрочнение режущего клина при
уменьшенных и в особенности отрицательных значениях переднего
угла объясняется изменением соотношения сил, действующих на
режущий клин за счет увеличения радиальной составляющей
силы резания. При этом в клине перераспределяются нагрузки,
возникают преобладающие сжимающие напряжения, допускаемые
значения которых у хрупких инструментальных материалов зна-
чительно превышают допускаемые напряжения на изгиб и растя-
жение. Вместе с тем увеличение радиальной составляющей при-
водит к повышению деформации системы СПИД, что необходимо
учитывать при назначении режимов обработки. Значения перед-
126
них углов стандартных резцов приведены в табл. 4.1, а рекомен-
дуемые для некоторых условий эксплуатации значения передних
углов — в табл. 4.15—4.17.
Изменение положения вершины резца при его установке отно-
сительно обрабатываемого изделия приводит к изменению перед-
него угла в статике на Дуу, определяемого из выражения
sin Дуу = h/R,
где h — разница между расстоянием вершины резца от основной
плоскости и расстоянием оси вращения заготовки от основной
плоскости резца, мм; R — радиус обработанной поверхности, мм.
Если вершина резца выше оси вращения, Л > О, если вершина
резца ниже оси вращения, h < 0.
Передний угол резания в статике при смещении вершины резца
будет равен
Уст = у + Ду у
При h > 0 Дуу > 0; при h < 0 Дуу < 0.
Главный задний угол а обеспечивает свободное взаимное пере-
мещение резца и обрабатываемого изделия в процессе обработки.
Обычно угол а принимается равным 6—12°. При малых толщи-
нах среза, когда износ резца осуществляется в основном по задней
поверхности, увеличение угла увеличивает срок службы резца за
счет снижения сил трения задней поверхности резца .об обрабо-
танную поверхность. Увеличение заднего угла способствует и сни-
жению силы резания что видно из приведенной выше формулы
для Р2 (выражение в круглых скобках этой формулы, учитываю-
щее влияние заднего угла а, с увеличением угла а увеличивается,
а сила Рг — уменьшается). Чем выше прочность материала режу-
щей части резца, тем большее значение можно придать заднему
углу. С увеличением угла а уменьшается шероховатость обрабо-
танной поверхности, что следует учитывать при чистовом точении.
С увеличением подачи s возрастают силы резания, вызывающие
выкрашивание режущей кромки, и поэтому угол а целесообразно
уменьшать.
Задний угол оказывает влияние на величину и форму участков
износа задней поверхности: с уменьшением заднего угла площадка
износа (при одном и том же износе в радиальном направлении)
захватывает большие участки задней поверхности, с увеличением
заднего угла площадка износа уменьшается. Задний угол ока-
зывает также влияние и на возникающие при резании колебания,
в особенности высокочастотные, и создание на задней поверхности
площадки с уменьшенным задним углом может способствовать
демпфированию таких колебаний. Изменение положения вершины
резца приводит к изменению главного заднего угла в статике аст
на величину Дау = — Дуу, т. е. аст = а + Дау.
При установке вершины резца выше оси задний угол в ста-
тике будет меньше заднего угла режущей кромки, а при установке
вершины резца ниже оси — больше заднего угла режущей кромки.
127
Вспомогательный задний угол a t предназначен для уменьшения
трения обработанной поверхности детали о вспомогательную по-
верхность резца. Для проходных, расточных и подрезных резцов
ах = а. Для отрезных и прорезных резцов а! — 1н-2’. Большее
значение ах назначается при ширине отрезки более 5 мм.
Главный угол в плане <р выбирается в зависимости от жесткости
станка и заготовки, а также типа и конструкции резца. Его зна-
чения находятся в пределах 10° < ф «: 100°.
С уменьшением угла в плане увеличивается длина активной
части главной режущей кромки резца, удельная нагрузка на еди-
ницу ее длины уменьшается, что обусловливает увеличение стой-
кости. Уменьшается при этом и шероховатость обработанной по-
верхности. Но наряду с этим увеличиваются сила Ру, отжим резца
от заготовки, а при недостаточной жесткости системы СПИД сни-
жается точность обработки и возникают вибрации. У токарных
проходных резцов при обработке в условиях особо жесткой си-
стемы СПИД и малых глубинах резания ф — 10-*-30°. При доста-
точно жесткой системе СПИД угол в плане <р = 45°. При работе
с ударами, неравномерным припуском, нежесткой системой СПИД
и многорезцовом точении ср = 60-*-75°. При обработке длинных
и тонких заготовок, обработке ступенчатых деталей, растачива-
нии глухих отверстий и отверстий малого диаметра ф = 80-*-90°.
Для подрезных резцов, работающих на проход от периферии
к центру, главный угол в плане назначается в пределах ф=30-*-70°.
Для прорезных и отрезных резцов ф = 90°, для резцов со ско-
шенной режущей кромкой ф = 80 или 100° (токарно-револьверные
и автоматные резцы). У отрезных резцов при отрезке заготовок
без бобышки на торце ф = 80°.
Для повышения механической прочности вершины резца пере-
ход от главной к вспомогательной режущим кромкам осуществляют
через переходную кромку длиной 1—5 мм. Угол в плане допол-
нительной кромки обычно находится в пределах
0 С Фо < ф/2.
При фо — 0 переходная кромка располагается параллельно
направлению подачи (длина кромки должна при этом быть не-
сколько больше подачи на оборот), что позволяет работать с по-
вышенными подачами (до 12 мм/об) и хорошим качеством обра-
ботанной поверхности (чистовая и получистовая обработка).
Угол в плане ф изменяется также и в зависимости от установки
резца в резцедержателе станка. Так, при установке вершины
резца выше или ниже центра вращения угол в плане фу изменяется
на величину
Am (1—COS Ay) ctg ф
'*,y = ctg2 у -f- cos Ay ’
где Ду — изменение переднего угла при смещении вершины резца.
128
Тогда
фу = ф ± ДФу>
где фу — угол в плане при смещении вершины резца.
Знак плюс в формуле принимают в случае, если вершина резца
ниже центра, знак минус — в случае, если вершина резца выше
центра.
При повороте резца в основной плоскости на угол Дф0 глав-
ный угол в плане становится равным
Фуо = Ф ± Афо-
Знак плюс в формуле принимают в случае, если корпус резца
разворачивается относительно вершины резца против направления
подачи, знак минус — в случае, если этот разворот осуществлен
по направлению подачи.
Угол фу оказывает прямое влияние на толщину среза (при
постоянных значениях глубины и подачи). Действительно, тол-
щина среза а — s sin ф. Откуда следует, что при увеличении фу
толщина среза а возрастает, а при уменьшении фу — уменьшается.
Критическое значение толщины среза определяется прочностью
режущей кромки резца. Поэтому при постоянном ее значении
для конкретного резца, равном ашах, возможно повышение про-
изводительности труда за счет сокращения угла фу и соответ-
ствующего увеличения подачи. Значение подачи при этом опре-
деляется из выражения s = amax/sin ф.
Однако уменьшение угла ф требует увеличения длины режу-
щей кромки, что для каждого конкретного резца и постоянной
глубины резания возможно в довольно узких пределах.
Угол наклона главной режущей кромки X влияет на направле-
ние схода стружки и прочность главной режущей кромки. Его
значения находятся в пределах —15° с X с +45°.
При положительном значении угла X стружка отводится в на-
правлении обработанной поверхности и увеличивает ее шерохо-
ватость, при отрицательном значении стружка отводится в сто-
рону обрабатываемой поверхности. Поэтому для чистовых резцов
рекомендуется принимать X < 0 — тогда стружка направляется
в сторону обрабатываемой поверхности, а для черновых резцов,
когда главное значение имеет прочность режущей части, угол
наклона рекомендуется принимать равным X > 0.
Угол наклона главной режущей кромки X считается положи-
тельным, если вершина резца является наинизшей точкой главной
режущей кромки. При положительном значении X врезание резца
в металл осуществляется не вершиной резца, а участком главной
режущей кромки, удаленной от вершины, что предохраняет вер-
шину резца от ударов в момент врезания и способствует более
плавному врезанию. При угле X > 6° резко возрастают силы Ру
и Рг (а Рх — уменьшается), что предъявляет повышенные требо-
вания к жесткости системы СПИД. Поэтому большие значения
5 Г. В. Филиппов 129
угла % (до +45°) можно назначать при высокой жесткости системы
СПИД, в условиях прерывистого резания, неравномерного при-
пуска и обработки высокопрочных сталей, когда нагрузка на ре-
жущую кромку велика. В условиях нежесткой системы СПИД
рекомендуются отрицательные значения угла Л (до —15°), во избе-
жание появления вибраций. При малых значениях угла Л влияние
его на работу резца незначительно, поэтому для токарных про-
ходных, подрезных и других резцов в обычных условиях работы
угол % = 0.
Иногда с целью дробления стальной стружки при у = —5-^
-ь10° и ф = 60—70° угол X выбирают равным 10—15°. С уве-
личением угла Л шероховатость обработанной поверхности уве-
личивается.
При прерывистом резании (при строгании, съеме неравномер-
ного припуска и т. д.) с целью переноса точки первоначального
контакта режущей кромки с обрабатываемой поверхностью от вер-
шины резца угол X принимают равным 10—15°.
Вспомогательный угол в плане фх влияет на шероховатость
обработанной поверхности, прочность вершины резца и его стой-
кость. Значения угла фх находятся в пределах 1—2° < фх с 45°.
С уменьшением угла фх вспомогательная режущая кромка прини-
мает все большее участие в калибровке и зачистке обработанной
поверхности. Это вызывает большое тепловыделение и износ резца,
а следовательно, и снижение его стойкости. С увеличением угла фх
ухудшается шероховатость обработанной поверхности, но повы-
шается стойкость резца. Обычно угол фх выбирается равным 10—
15° в условиях жесткой системы СПИД и 20—30° — в менее жест-
ких условиях.
Для проходных прямых резцов значения угла фх находятся
в пределах 5° < фх с 15°. При обработке с подачей в обе стороны
(без перестановки резца) и при обработке с предварительным ра-
диальным врезанием угол ф достигает значений 30—45° в зави-
симости от условий работы). У подрезных отогнутых резцов угол
Фх = 20-ь45°, для прорезных и отрезных резцов угол фх = 1 н-2°.
Так же, как и угол ф, вспомогательный угол в плане фх за-
висит от положения резца на станке.
Расчет действительного угла фХу в зависимости от положения
резца производится аналогично приведенному выше расчету
для угла фу.
Радиус закругления при вершине резца г влияет на работу
резца примерно так же, как и углы ф и фх. С увеличением ра-
диуса г прочность режущей кромки у вершины резца возрастает,
а его стойкость повышается при одновременном уменьшении шеро-
ховатости обработанной поверхности. Но увеличение радиуса г
вызывает резкое возрастание силы Ру, особенно при работе с глу-
бинами резания, не превышающими радиуса г, что увеличивает
отжим резца от заготовки и способствует возникновению вибра-
ций. Рекомендуются следующие значения радиуса г при грубой
130
и получистовой обработке для быстрорежущих и твердосплавных
резцов в зависимости от сечения резца: при грубой обработке
г. = 1,0 + 3,0 мм (сечение резцов от 12 X 12 до 63x40 мм), при полу-
чИстовой обработке г — 1,5 + 5,0 мм для тех же сечений резцов;
для строгальных резцов радиус г увеличивают в 2—2,5 раза.
Для алмазных резцов радиус г = 0,3+1,5 мм. Резцы из компо-
зита, гексанита и карбонадо имеют г = 0,6+ 2,0 мм, а резцы из
режущей керамики — г = 1,0+ 1,5 мм.
Радиус округления режущей кромки р (радиус сопряжения
передней и задней поверхностей) оказывает влияние на работо-
способность резцов, особенно из хрупких инструментальных ма-
териалов. С увеличением радиуса р стойкость инструмента сна-
чала повышается, а затем падает, т. е. существуют области его
экстремальных значений. В зависимости от назначения скругле-
ния можно выделить два критерия
оценки рационального значения ра-
диуса р: наибольшая прочность
кромки и наибольшая стойкость.
Радиусы скругления в соответствии
с этими критериями обозначают
соответственно рр и рт и выражают
следующими зависимостями от тол-
щины среза [571:
____ 0 5. __иРис. Влияние шерохова-
Рр — lovfl > ; рт 1 Iva, тости передней и задней поверх-
ностей на состояние режущей
где а — толщина среза, мм; рр, кромки
рт — радиусы скругления, мкм.
При обработке высоколегированных сталей, а также при не-
достаточной жесткости СПИД радиус р необходимо увеличивать
в 1,25 раза, а при точении низкоуглеродистых сталей — умень-
шать на эту же величину.
Качество обработки передних и задних поверхностей режущего
клина влияет на качество обработанной поверхности и срок
службы • резца. Качество поверхностей, непосредственно приле-
гающих к режущим кромкам, оказывает влияние на остроту режу-
щих кромок, их прямолинейность. При чистовой обработке эти
параметры определяют качество обработанной поверхности, так
как все неровности режущей кромки переносятся на обрабаты-
ваемую поверхность. Влияние шероховатости передних и задних
поверхностей на состояние режущей кромки можно выразить за-
висимостью, получаемой при рассмотрении параллелограмма
ABCD (рис. 4.1),
кк=тир /яи-2ад«с<»₽+/%,
где /?к, Rv, — высота неровностей соответственно режущей
кромки и на передней и задней поверхностях режущего клина, мкм.
5* 131
Из формулы видно, что чем выше высота неровностей на по-
верхностях каждой грани, тем больше неровностей на режущей
кромке. Так, при угле заострения резца р = 90° и при —
= /?а = 1 мкм высота неровностей режущей кромки больше вы-
соты неровностей каждой из поверхностей и составляет 1,4 мкм.
С уменьшением угла заострения р эта разница резко возрастает
и при р = 60° (а = у = 15°) /?к « 2/?y « 2/?а.
Для централизованно выпускаемого инструмента установлены
следующие предельные значения параметра шероховатости по-
верхностей рабочей части: для передних и задних поверхностей
быстрорежущих и твердосплавных доведенных резцов Ra =
= 0,32 мкм, для недоведенных быстрорежущих резцов Ra =
= 0,63 мкм, для твердосплавных резцов недоведенных Ra —
= 1,2-^5 мкм. Параметр шероховатости поверхностей неперета-
чиваемых пластинок не должен превышать по ленточкам и по
опорным поверхностям — Ra = 1,25 мкм, по периферии у пла-
стин степеней точности С и G — Ra — 0,32 мкм, по периферии
и стружечным канавкам у остальных пластин — Ra = 2,5 мкм.
Приведенные требования по шероховатости должны выдержи-
ваться и при переточках резцов. Вместе с этим следует отметить
данные ряда фирм, в частности фирмы «Карболой» (США), из ко-
торых следует, что при обеспечении достаточной точности формы
твердосплавных пластинок после спекания (за счет ужесточения
требований к технологии изготовления пластин, пресс-оснастке)
нецелесообразно подвергать режущие кромки пластинок шлифо-
ванию, особенно пластинок для получистовых и черновых работ.
Объясняется это тем, что поверхность пластинок после спекания
имеет равномерную мелкозернистую структуру, достаточно хо-
рошо сопротивляющуюся нагрузкам и хорошо удерживающую
смазку. В результате шлифования поверхность сглаживается, но
при этом возникают поверхностные дефекты: микротрещины, вы-
крашивания, микросколы, заостренные кромки. Все это способ-
ствует снижению работоспособности пластинок, повышению за-
трат на их эксплуатацию. Опыт применения нешлифованных по
передней и задней грани пластинок твердого сплава имеется и
на отечественных предприятиях, что подтверждает возможность
использования таких пластинок для оснащения резцов.
Корпус резца. Характеризуется корпус резца формой попереч-
ного сечения, материалом, твердостью, размерно-геометрическими
параметрами. Материалом корпуса служат: сталь марок 45, 50
по ГОСТ 1051—73 или ГОСТ 1050—74, а также сталь марки 40Х
по ГОСТ 4543—71. Форма поперечного сечения корпусов резцов —
прямоугольная, квадратная, круглая. Размеры поперечного сече-
ния корпуса определяются назначением и видом резца, характе-
ром нагрузок. Поперечное сечение корпуса резца задается в зоне
крепления его в резцедержателе станка (в зоне крепления режу-
щей части к корпусу, называемой головкой резца, форма и раз-
меры поперечного сечения могут не совпадать с поперечным сече-
132
нием крепежного его участка) и размеры его определяют размеры
поперечного сечения резца. Ориентировочные значения размеров
поперечного сечения резцов с углом в плане ф = 45°, применяе-
мых при обработке стали средней твердости с ов = 750 МПа,
в зависимости от площади сечения срезаемого слоя приведены
в табл. 4.3. Размеры сечения строгальных резцов отличаются от
токарных большими (до 1,5 раз) значениями размеров сторон Н
и В при съеме металла одинакового сечения, что обусловлено
динамическим характером прилагаемых к резцу нагрузок во время
резания. С целью сокращения типоразмеров резцов с различными
значениями поперечного сечения, эти размеры, так же как и длина,
Таблица 4.3
Размеры (мм) поперечного сечения резцов (ИХВ и И)
с углом в плане <р = 45° в зависимости от площади
сечения срезаемого слоя [30]
Форма сечения резца Площадь сечения срезаемого слоя f, мм2
0.5 0,75 1,0 1,5 2,5 4.0 6,0 9,0 16,0 25,0
Прямоуголь- ная — — — 16X12 20X16 25X20 32X25 40X32 50X40 63X50
Квадратная 6 8 10 12 16 20 25 32 — —
унифицированы и образуют параметрические ряды. Прямоуголь-
ная форма сечения с отношением сторон Н : В = 1,6 применяется
для чистовых и получистовых резцов. Для черновых резцов при-
меняются резцы с соотношением Н : В = 1,25. Квадратная форма
применяется преимущественно в автоматно-револьверных и рас-
точных резцах, а также в случае недостаточного расстояния от
опорной поверхности резцедержателя до линии центров станка.
Круглая форма сечения применяется для расточных и резьбовых
резцов. Она позволяет корректировать углы резания в статике
за счет некоторого разворота корпуса вокруг своей оси.
Размеры корпуса связаны с размером и формой рабочей части,
видом резца. Так, для токарных резцов стремятся, чтобы вершина
рабочей части резца располагалась на уровне верхней границы
крепежной части; у строгальных резцов стремятся к тому, чтобы
вершина рабочей части располагалась на уровне опорной пло-
скости резца. Наиболее опасным участком корпуса резца с точки
зрения его прочности является участок сопряжения корпуса и
рабочей части. Этот участок находится в непосредственной бли-
зости от зоны резания и обычно ослаблен пазами под напайные
пластинки, гнездами под неперетачиваемые пластинки, занижен-
ными размерами (например, у отрезных резцов), необходимыми
для осуществления обработки, скосами, обеспечивающими облег-
чение заточки режущих и калибрующих элементов, и т. д.
133
На рис. 4.2 показано влияние формы корпуса у режущей
части на прочность отрезного резца, оснащенного пластинкой из
твердого сплава Т5КЮ [57]. Прочность резца характеризуется
при этом значением ломающей подачи 5Л. Как видно из рисунка,
выпуклая форма прилегающего к задней грани участка корпуса
(форма б) снижает прочность резца (ломающая подача снижается
по сравнению с формой а на 15%), вогнутая форма этого же участка
(форма в) повышает прочность резца (ломающая подача sn возра-
стает по сравнению с формой а на 15%).
Увеличению прочности корпуса в опасных участках способ-
ствуют: изогнутая форма корпуса, увеличение габаритных разме-
ров корпуса на опасных участках (высоты, ширины), увеличение
Рис. 4.2. Влияние формы корпуса и режущей части
на прочность отрезного резца, оснащенного пла-
стинкой из твердого сплава Т5К10
расстояния от опорной плоскости корпуса резца до гнезда под
пластинку. Наличие таких усиленных участков у стандартных
резцов можно заметить на рисунках, приводимых в табл. 4.1.
Противоречия между стремлением увеличить габаритные размеры
корпуса на опасных участках и требованиями условий обработки
в части уменьшения некоторых габаритных размеров разрешаются
путем увеличения размеров корпуса, не примыкающих к зоне
обработки. Так, в отрезных резцах снижение прочности участков
корпуса, находящихся в непосредственной близости от зоны реза-
ния, определяющих наибольший диаметр отрезки и поэтому имею-
щих ширину меньшую, чем ширина разрезки, компенсируется
увеличением габаритных размеров корпуса на участках, лежащих
за пределами зоны наибольшего диаметра отрезки.
В проходных резцах высоту корпуса Н в зоне соединения его
с пластинкой увеличивают за счет выступа так, чтобы расстояние
от опорной плоскости до верхней части пластинки превышало
высоту корпуса. Такие резцы с усиленным корпусом обладают
повышенной прочностью, что позволяет увеличить предельную
подачу до 20%. Увеличению срока службы корпуса способствует
134
термическая обработка как самого корпуса, так и опорных (под
пластинку) его участков.
Стойкость резцов с напайными твердосплавными пластинками
и закаленным корпусом с HRC 50 повышается до двух раз, уве-
личивается и его прочность. Закалку для напайных резцов реко-
мендуется осуществлять, подстуживая разогретую при напайке
зону до закалочных температур, а затем охлаждая резец в воде.
В процессе такой закалки в твердосплавной пластинке создаются
сжимающие напряжения, способствующие повышению прочности
соединения пластинки с корпусом, увеличению срока службы
резца. Закаленные корпуса можно применять и в резцах с меха-
ническим креплением твердосплавных режущих пластинок. В этом
случае можно отказаться от опорной пластинки.
Для закрепления режущих пластинок на корпусе резца вы-
полняются гнезда. Наиболее распространенные формы гнезд под
напайные пластинки приведены на рис. 4.3. Они выполняются
Рис. 4.3. Форма гнезд под напайные пластинки
открытыми (рис. 4.3, а), полузакрытыми (рис. 4.3, б), закрытыми
(рис. 4.3, в) и врезными (рис. 4.3, г). Наиболее простые и техно-
логичные гнезда — гнезда открытой формы, поэтому они и наи-
более распространены. Полузакрытые гнезда применяются для
крепления пластинок криволинейной конфигурации. Закрытые
гнезда применяются для крепления небольших по размеру пла-
стинок, а также пластинок из минералокерамики и сверхтвердых
синтетических материалов.
Расположения и размеры гнезд под пластинки зависят от формы
и размеров пластинок, условий их эксплуатации, переточки.
С точки зрения рационального использования инструментального
материала пластинок наиболее рациональным расположением
гнезда будет такое, которое обеспечит равное число переточек
одновременно по передней и задней граням. Однако в связи с мно-
гообразием условий эксплуатации, характера износа пластинки
и связанных с ним способов переточки геометрическое место вер-
шин резца при последовательных его переточках предсказать до-
статочно трудно. Поэтому гнезда обычно располагаются под углом
(называемым углом врезания пластинки), равным углу у + (3 + 5)4.
Такое расположение пластинки удобно с точки зрения заточек и
переточек резца по передней грани с положительными углами у,
135
так как затачивается не вся верхняя плоскость пластинки, а только
участок, непосредственно прилегающий к режущей кромке, но
при этом несколько увеличивается припуск на заточку резца по
задней грани. Поэтому при расположении пластинки вдоль задней
грани угол ее врезания целесообразнее принимать не меньшим
чем а +5°. Для стандартных резцов угол врезания пластинки при-
нимается равным 0;12 или 16° в зависимости от типа резца. Для
пластинок из минералокерамики он увеличивается до 60°. Увели-
чение угла врезания приводит к уменьшению расстояния от опор-
ной поверхности гнезда до опорной поверхности резца, что сни-
жает прочность последнего. Компенсировать это ослабление кор-
пуса можно, как уже говорилось, созданием уступа на корпусе,
расположенного со стороны гнезда под пластинку или со стороны
опорной части корпуса. При этом расстояние между наиболее
близкими точками опорных поверхностей гнезда и корпуса должно
в четыре-пять раз превышать толщину пластинки, но при этом
оставаться равным не менее 2/3 высоты корпуса Н. У резцов,
оснащенных сверхтвердыми материалами, гнездо располагается
параллельно передней грани (для плоских пластинок и цилиндри-
ческих вставок) или перпендикулярно передней грани (для ци-
линдрических вставок).
Размеры и форма гнезд соответствуют размерам и форме пла-
стинок и вставок. Так, у резцов с пластинками из твердого сплава
глубина паза выбирается в зависимости от толщины пластинки:
при толщине пластинки до 4 мм, глубина паза равна толщине
пластинки; при толщине пластинки от 4 до 7 мм, глубина паза
равна пол овине толщины пластинки; при толщине пластинки свыше
7 мм, глубина паза равна 0,4 толщины пластинки. Глубина гнезд
под пластинку у отрезных резцов принимается равной толщине
пластинки. У резцов с механическим креплением пластинок —
толщине пластинки (для резцов без опорных пластинок) или сумме
толщин режущей и опорной пластинок (для резцов с опорными
пластинками).
С точки зрения точности исполнения гнезд под пластинки
особые требования предъявляются к их опорным поверхностям,
которые не должны иметь выпуклости и завалов. Точность выпол-
нения базовых поверхностей гнезд резцов с механическим креп-
лением пластинок должна обеспечить кроме того выступание
режущих пластинок за габариты опорной плоскости или опорной
площади гнезда корпуса не более чем на 0,8 м — при диаметре
вписанной окружности до 12,7 мм и не более 1 мм при диаметре
вписанной окружности больше 12,7 мм.
Опорная поверхность корпуса резца должна быть выполнена
так, чтобы при проверке по контрольной плите резец прилегал
к ней без зазоров (резцы с механическим креплением пластинок)
или без качки (для остальных резцов). Параметр шероховатости
опорных поверхностей гнезда и корпуса не должен превышать
Rz = 10 мкм — для опорной поверхности гнезда и Rz — 20 мкм —
136
для опорной поверхности корпуса; параметр шероховатости верх-
ней и боковой поверхностей у расточных резцов, автоматных рез-
цов и у резцов с механическим креплением пластинок должен
быть не ниже Rz = 20 мкм.
Элементы стружкодробления. В последнее время неотъемле-
мой частью конструкции резцов являются элементы стружкодроб-
ления. Современный уровень режимов металлообработки, значи-
тельный удельный вес обрабатываемых материалов, дающих при
обработке сливную стружку, требуют постоянного совершенство-
вания этих элементов. Эффективность элементов стружкозавива-
ния и стружкодробления определяется их способностью стабильно
завивать стружку в завитки небольшой длины (до трех оборотов
стружки) с последующим отламыванием в широком диапазоне ре-
жимов резания и на различных обрабатываемых материалах.
Стружколомание может быть обеспечено приданием определенной
геометрии режущей части, созданием лунок и уступов на перед-
ней поверхности, применением накладных стружколомов, спе-
циальных стружколомателей и экранов, не являющихся конструк-
тивными элементами резца, кинематическими способами. Ниже
будут рассмотрены элементы стружкодробления непосредственно
относящиеся к конструкциям резцов.
Из геометрических параметров режущей части резца наиболее
сильное влияние на стружкодробление оказывают главный угол
в плане <р и передний угол у. С увеличением угла <р стружка ста-
новится более толстой и при завивании легко отламывается.
Поэтому при обработке вязких материалов целесообразно работать
резцами с большими (до 90°) углами <р. Передний угол у способ-
ствует стружкодроблению при отрицательных его значениях в пре-
делах — 10—15° за счет увеличенной радиальной силы резания.
Иногда (при нежесткой системе СПИД) целесообразно с отрица-
тельным углом выполнять не всю переднюю грань, а лишь лен-
точку вдоль режущей кромки со стороны передней грани шириной
1,5—2 мм, остальная часть передней грани может при этом иметь
положительный передний угол. Стружколомание за счет исполь-
зования соответствующей геометрии режущей части эффективно
лишь в узких пределах, хотя и не требует дополнительных затрат.
Стружколомание за счет создания лунок и уступов на перед-
ней грани широко применяется в настоящее время.
Различные формы лунок и уступов, применяемые при заточке
быстрорежущих и твердосплавных резцов с цельной и напайной
рабочей частью, приведены в табл. 4.15 и 4.16. Различные формы
лунок и уступов для стружкодробления на нёперетачиваемых пла-
стинках приводятся на рис. 4.4. По способу образования их можно
разделить на канавки, полученные прессованием (рис. 4.4, а, б),
лунки, полученные вышлифовкой (рис. 4.4, в), и уступы, получен-
ные вышлифовкой (рис. 4.4, г).
Прессованные канавки имеют одинаковые очертания для пла-
стинок всех применяемых в резцах форм. Недостатком пластинок
137
6-Б
I
Pnc. 4.4. Формы канавок, лунок и уступов для стружкодробления
138
с такими канавками является узкий диапазон устойчивого струж-
кодробления, который определяется как формой, так и размерами
канавок. Как видно из рисунка, размер фаски / достаточно велик
(от 0,1 до 0,8 мм), а передний угол за фаской равен 20—25°. Для
расширения диапазона подач зарубежными фирмами выпускаются
пластинки со сдвоенными (рис. 4.4, б), а иногда и со строенными
канавками. При чистовых операциях используется первая ка-
навка, при получистовых — вторая, на грубых работах — третья.
Кроме ступенчатой формы, ряд зарубежных фирм рекламирует
в последнее время пластинки со сложной (криволинейной в двух
плоскостях) формой канавки, гарантирующей стружкодробление
в широком диапазоне режимов резания. Однако общим недостатком
пластинок с выпрессованными канавками является большой раз-
брос размеров канавок, трудность (а иногда и невозможность)
получения канавок требуемых размеров. Особенно это касается
фаски /, ширина которой должна быть меньше наименьшей подачи
при точении и погрешности ее изготовления прямо влияют на
область рационального использования пластинок.
Вышлифовка лунок широко применяется на напайных резцах,
этим способом рекомендуется образовывать лунки и на неперета-
чиваемых пластинках с плоской передней поверхностью. Закрытые
лунки (рис. 4.4, в) применяются при глубинах резания свыше
1 мм, так как при этой форме лункой не ослабляется вершина
пластинки; однако изготовление таких лунок более трудоемко,
чем открытых. Открытые лунки можно применять и при больших
глубинах, но при положительных углах %, обеспечивающих вре-
зание пластинки не вершиной, а участком режущей кромки, уда-
ленной от вершины. Предельные размеры лунок (рис. 4.4, б)
В = 1,5-г-2,5 мм; г = 2 4-4 мм; f = 0,15-*-0,4 мм (для закрытых
лунок f = 0,2-*-0,3 мм). Размеры лунок должны уточняться в за-
висимости от формы и размеров пластинки, условий обработки.
Вышлифованные уступы также наносятся на пластинки пло-
ской формы; их размеры и расположение приведены на рис. 4.4, г.
Вышлифованные уступы — наиболее рациональный вид стружко-
ломающего элемента, так как при его шлифовании возможно об-
разование на пластинке передних углов применительно к усло-
виям работы резца., Пластинки с вышлифованными лунками и
уступами имеют наибольшее применение как на чистовых, так и
на черновых операциях (табл. 4.4) при обработке широкого круга
материалов.
Накладные стружколомающие элементы используются двух ти-
пов: нерегулируемые и регулируемые. Нерегулируемые стружко-
ломы изготовляются обычно из твердых сплавов и припаиваются
к режущей части со стороны передней ее грани. Их недостатки:
нетехнологичность в изготовлений, малый срок службы, ограни-
ченная область применения. Регулируемые накладные стружко-
ломатели имеют достаточно широкое применение в стандартных
конструкциях резцов. В этих конструкциях накладной стружко-
139
Таблица 4.4
Формы неперетачиваемых пластинок, применяемые в зависимости от условий эксплуатации [34]
Вид обработки при точении Обрабатываемый материал Форма нластинки
Сталь с ов, МПа Чугун Алюминиевые и магниевые сплавы
сэ о 00 о о 7 о о СО 1’00-1600 1600—2300 марганцо- вистая закален- ная серый КОВКИЙ отбеленный
НВ 220 о ся ся л <35 СО ю
Черновая Получистовая Чистовая + + + + + + + + + + + + + + + + Тип 1 с плоской передней гранью без задних углов
Черновая Получистовая Чистовая + + + + + + + + + 4- + Тип 2 с плоской передней гранью с задними углами
Черновая Получистовая Чистовая + + + + + ' + + + + + + Тип 3 с прессованными канавками на передней гра- ни
Черновая Получистовая Чистовая + + + + + + + + + + + + + + + + + + + + + + + + + + Тип 4 с вышлифованными уступами на передней грани
Черновая Получистовая Чистовая + + + Тип 5 с вышлифованными уступами на передней грани и с задними углами
Примечания:
1. Пластинки типа 1 применять при большой жесткости системы СПИД.
2. Пластинки типов 1 и 2 при обработке материалов, дающих сливную стружку, применять с устройствами для стружкодробления.
3. Знак + означает рекомендуемые области применения.
лом из твердого сплава — сменный, его размеры выбираются в за-
висимости от условий обработки (глубины резания, подачи),
формы и размеров режущей пластинки. Схема обозначения струж-
коломов, выпускаемых централизованно, приведена на рис. 1.15.
Таблица 4.5
Рекомендации по выбору размеров уступа [48]
Форма пластинки Диаметр вписанной окружности! мм Подача, мм/об Глубина, мм Размер уступа, мм
Правильная трехгранная 6,35 0,1—0,2 0,2—0,3 ьо •— 1 1 4^ со 1,0 1,6
9,525 0,2—0,3 0,3—0,5 0,5—0,8 3—4 4—6 5—8 м 2,6 3,3
12,7 0,2—0,3 0,4—0,6 0,6—1,0 2—4 4—8 6-12 1,4 2,5 4,3
15,875 0,4—0,7 0,6—1,2 о КЗ 2,5 4,8
25,4 1,0—1,8 10—18 6,3
Квадратная 9,525 0,2—0,3 2—5 1,6
12,7 0,2—0Л 0,4—0,5 0,5-0,7 2-4 3—6 4—8 1,0 2,5 4,0
19,05 ООО О) *4^ СО 1 1 1 о о з-5 4—6 8-14 1,0 2,5 4,7
25,4 0,8—1,2 6—12 4,8
Размеры стружколомов регламентируются ГОСТ 19084—73 и
ГОСТ 19085—73. В зависимости от режимов обработки размер
уступа h — расстояния от режущей кромки до стружколома,
входящий в обозначение стружколома, может быть выбран по
табл. 4.5. Накладные регулируемые стружколомы достаточно
универсальны, экономичны, но требуют обеспечения плотного
(без зазоров) прилегания к передней грани (при наличии щелей
в них может попасть стружка), больших габаритов, увеличения
сил резания, повышенного расхода твердых сплавов.
141
Оперные пластинки. Применяются опорные пластинки для
продления срока службы корпуса (а значит и резца) и режущей
пластинки. При нагружении силами резания опорные участки
корпуса резца под вершиной режущей пластинки деформируются
(упруго или упруго-пластично), что приводит к нарушению плот-
ного прилегания режущей пластинки к опорной площадке гнезда
корпуса и в последующем — к разрушению режущей пластинки.
В этом случае пластинка, разрушаясь, сминает или срезает от-
дельные опорные участки гнезда корпуса. Опорная пластинка,
выполняемая из твердых сплавов или закаленных до высокой
твердости сталей, выравнивает нагрузки на опорную площадку,
а при разрушении режущей пластинки предохраняет опорную
площадку корпуса резца от разрушения. Опорные пластинки из
твердых сплавов выпускаются централизованно правильной и не-
правильной трехгранной, квадратной, ромбической, пятигранной,
шестигранной и круглой форм с отверстиями. Размеры пластинок
регламентируются стандартами ГОСТ 19073—73—ГОСТ 19083—73.
Схема построения обозначения опорных стандартных пластин
приведена на рис. 1.14. Соединение корпуса и рабочей части
цельных резцов осуществляют различными методами: сваркой,
пайкой, наклейкой, механическим креплением. При сварке необ-
ходимо обеспечить достаточную прочность сварного шва, отсут-
ствие раковин, трещин, свищей, что обеспечивается выбором не-
обходимых для этого режимов сварки и их соблюдением в про-
цессе сварки. При пайке и наклейке требуется обеспечить проч-
ность соединения корпуса с рабочей частью не только в холодном
состоянии, но и при достаточно высоких температурах. Это обеспе-
чивается выбором соответствующих припоев и клеев, соответ-
ствующей подготовкой поверхностей, подлежащих пайке и клейке,
выбором и соблюдением режимов пайки и клейки, последующей
термической обработкой напаянных соединений. Для стандартных
напайных резцов в качестве припоя рекомендуется медь электро-
литическая, сплав латуни марки Л68 с добавками никеля (5%)
и ферромарганца (5%), а также припои Пр АНМц 0,6-4-2 и
ПР МНМц 68-4-2.
Механическое крепление рабочей части в виде пластинок осу-
ществляется различными способами. Основными требованиями
к такому соединению являются обеспечение жесткого и надежного
крепления, быстрое нерезакрепление, простота конструкции. Для
резцов автоматизированного производства к указанным требова-
ниям добавляется обеспечение требуемой точности при смене
режущих кромок.
Основные схемы механического крепления пластинок, приме-
няемые при изготовлении инструмента, приведены в гл. 1. Различ-
ные конструктивные разновидности этих схем приведены на
рис. 4.5.
На рис. 4.5, а приведена конструкция крепления, основанная
на расклинивании режущей пластинки 1, имеющей отверстие,
142
между скосом корпуса 2 и бочкообразной головкой штифта 3
под действием винта 4 и клиновой планки 5. Бочкообразная форма
головки штифта обеспечивает точечный контакт головки с пла-
Рис. 4.5. Некоторые конструкции узлов механического крепления режущих
пластинок
стинкой и снижает требования к точности изготовления как
штифта, так и отверстия в опорной поверхности гнезда корпуса.
Аналогичная конструкция крепления изображена на рис. 4.5, б,
нз
но в ней между корпусом и режущей пластинкой установлена
опорная пластинка 6. На рис. 4.5, в приведена конструкция узла
крепления квадратной режущей пластинки 1 с отверстием. Креп-
ление осуществляется за счет некоторого разворота пластинки 1
вокруг штифта 3, закрепленного в корпусе 2. Разворот осущест-
вляется под действием винта 4. При развороте пластинку 1 рас-
клинивает между упорной ' поверхностью корпуса, головкой
штифта и торцом винта 4. Эта конструкция находит применение в
автоматных резцах, выпускаемых промышленностью. На рис. 4.5, г
приведена конструкция крепления режущей пластинки 1 без от-
верстия. Крепление осуществляется прижимом пластинки 1
к опорной плоскости гнезда корпуса 2 под действием прижима 5
и винта 4. Между режущей пластинкой и опорной плоскостью
гнезда расположена опорная пластинка 6, прикрепленная к кор-
пусу винтом 3. Резцы с таким креплением пластин применяются
при контурном точении. В конструкции резца на рис. 4.5, Л, пла-
стинка 1 прижимается к опорной и упорной базам корпуса резца 2
косой тягой 3 при воздействии на нее винта 4. Резцы с таким
креплением применяются в автоматизированном производстве.
На рис. 4.5, е и ж режущая пластинка 1 прижимается к опор-
ной и упорной базам корпуса 2 с помощью конической (рис. 4.5, е)
или цилиндрической (рис. 4.5, ж) головок винта 3. При вверты-
вании винта 3 нижний конус винта вступает в контакт с эксцен-
трично расположенным коническим отверстием корпуса резца и,
отталкиваясь от него, перемещается вправо, зажимая пластинку.
Между режущей пластинкой 1 и конусом 2 может быть установ-
лена опорная пластинка 4. Эта конструкция применяется в резцах
фирмы «Вальтер» (ФРГ); она отличается простотой, но требует
создания на режущей пластинке дополнительной фаски (в резцах
рис. 4.5, е), контактирующей с головкой винта, а также повы-
шенной точности изготовления элементов конструкции. Более
сложная конструкция узла крепления приведена на рис. 4.5, з.
Здесь режущая пластинка 1 прижимается к упорной поверх-
ности корпуса 2 головкой качающегося рычага 3 под действием
винта 4. Для закрепления опорной пластинки 5 служит пружи-
нящая втулка 6. Несмотря на некоторую сложность, резцы с по-
добной конструкцией узла крепления применяются на ряде отече-
ственных предприятий (КамАЗ и др.), а также некоторыми зару-
бежными фирмами (фирмой «Сандвик Коромант», Швеция и др.).
Для закрепления режущих пластинок без центрального от-
верстия широкое распространение получила конструкция, приве-
денная на рис. 4.5, и. Режущая пластинка 1 крепится к корпусу 2
с помощью прижима 3 и винта 4. Для предотвращения разворота
прижима при вращении винта 4, на участке прижима 3, контак-
тирующем с корпусом 2, выполняется фиксирующий уступ, вхо-
дящий в паз корпуса. Резец может быть снабжен накладным
стружколомом 5 и опорной пластинкой 6, Приведенная конструк-
ция узла крепления применяется в практике отечественных пред-
144
приятий и рядом зарубежных фирм [«Видна Крупп» (ФРГ) и др. I.
Конструкция достаточно универсальна, позволяет закреплять
пластинки из самых разнообразных инструментальных материа-
лов, в том числе минералокерамики и сверхтвердых материалов,
у которых получение отверстий в пластинках технологически
чрезвычайно сложно или невозможно из-за особенностей техно-
логии получения самой пластинки или из-за малых габаритных
размеров пластинки. Недостаток этого крепления — малое сво-
бодное пространство со стороны передней грани, что создает
трудности в размещении и свободном отводе стружки. Приведен-
ные выше варианты механического крепления пластинок, имеющих
центральное отверстие, не имеют этого недостатка, — передняя
поверхность этих пластинок открыта, что обеспечивает свободный
сход стружки и ее размещение в стороне от зоны резания. Поэтому
наиболее целесообразными конструкциями узлов механического
крепления пластинок следует считать конструкции с креплением
за отверстие в пластинке.
4.2. НЕКОТОРЫЕ КОНСТРУКЦИИ СПЕЦИАЛЬНЫХ РЕЗЦОВ
Резец токарный проходной новатора М. .А. Зайцева (рио. 4.6)
состоит из режущей пластинки 7, корпуса 2, опорной пластинки 3,
винта 4 с эксцентричной цилиндрической головкой, направ-
ляющей пластинки 5. При повороте винта 4 его эксцентричная
головка, входящая в отверстие опорной пластинки 3, переме-
щает последнюю; режущая пластинка, находящаяся в гнезде кор-
пуса, под действием направляющей пластинки 5, расположенной
под некоторым углом к упорным поверхностям гнезда, прижи-
мается к этим поверхностям и закрепляется. В резце могут быть
использованы как стандартные пластинки (с некоторой доработ-
кой), так и пластинки специальные из различных инструменталь-
ных материалов.
145
Резцы фирмы «Карболой» (США), приведенные на рис. 4.7, а
и б, и фирмы «Сандвик Коромант» (Швеция), приведенные на
рис. 4.7, виг, предназначены для оснащения автоматизированных,
металлорежущих станков, в том числе станков с программным
Рис. 4.7. Резцы для автоматизированных станков
управлением, автоматических линий, обеспечивают замену режу-
щих лезвий без подналадки станка. В резцах фирмы «Карболой»
это достигается точным выполнением базовых поверхностей гнезда
под пластинку относи-
тельно шлифованных базо-
вых поверхностей А и Б
резца, применением трех-
гранных пластинок повы-
шенной точности. Бла-
годаря этому фирма га-
рантирует обеспечение
погрешности позициониро-
вания пластинки не более
±0,025 мм по каждой из
двух координат. В резцах
фирмы «Сандвик Коро-
мант» подналадка на раз-
мер осуществляется вне
станка по двум коорди-
натам с помощью устано-
вочных винтов.
Вид Б
Рис. 4.8. Строгальный резец для чистовой Строгальный резец
обработки для чистовой обработки
(рис. 4.8) отличается на-
личием зачистной режущей кромки, с увеличенной длиной а,
с углом <р0 = 0, малым углом ср = и увеличенным до 159
углом %. Применяется резец для окончательной обработки
поверхностей взамен шабрения или шлифования. Обеспечивает
146
п-ри обработке чугунных плоскостей получение поверхностей
с параметром шероховатости Ra = 1,25 мкм и неплоскостностью
до 0,1 на 1000 мм длины при высокой производительности. Повы-
шенная производительность достигается за счет большой попе-
речной подачи s < 0,5й1 мм/дв. ход [при предварительных про-
ходах s = (0,45-4-0,5) мм/дв. ход, при окончательных s —
= (0,35-s-0,4) ах мм/дв. ход]. Резцы такой конструкции широко
применяются в станкостроении для обработки чугунных направ-
ляющих станин.
Резец фирмы «Имперо» (Италия), приведенный на рис. 4.9, а,
состоит из корпуса резца 1, сменной режущей вставки 2 и кре-
пежного винта 3. Эти резцы применяются на токарных, поперечно-
строгальных и других станках.
Режущая вставка 2 выполняется
либо цельной из быстрорежущих
сталей, либо составной в виде
Рис. 4.9. Резцы фирмы «Имперо» (Италия)
стальной державки с припаянной к ней твердосплавной пластин-
кой. При одной установке корпуса на станке режущая вставка
может быть установлена в различные положения в зависимости
от формы обрабатываемой поверхности (рис. 4.9, б) за счет раз-
ворота ее вокруг оси 4 и под различными углами к обрабатываемой
поверхности. Для обеспечения достаточно большого количества
форм обрабатываемых поверхностей система резцов включает ряд
разновидностей режущих вставок, отличающихся формой, углами
заточки и т. д. Каждая вставка имеет две режущие кромки, что
увеличивает срок ее службы. После затупления кромок режущие
вставки перетачиваются. Сечение корпуса резцов 28X16—
68 X 60 мм, длина — 180—600 мм. Диаметр отверстия в корпусе
резца под ось 10—42 мм.
4.3. ЭКСПЛУАТАЦИЯ РЕЗЦОВ
Эффективность использования резцов зависит от многих фак-
торов, в том числе от правильного выбора конструкции и разме-
ров резца, геометрических параметров и формы режущих элемен-
147
тов, оборудования и оснастки, режимов обработки, способа ох-
лаждения зоны резания и т. д. В производственных условиях
только небольшое число переменных факторов можно выбирать
или назначать; остальные факторы (например, форма и размеры
обрабатываемой заготовки, тип станка и т. д.) определены жест-
кими условиями производства. Выбор наивыгоднейших условий
обработки при небольшом числе переменных факторов казалось бы
упрощается, но и при этом выбор того или иного сочетания фак-
торов может иметь лишь ориентировочный характер. Оконча-
тельно режимы и условия обработки следует отрабатывать прак-
тически.
Существует ряд общих правил, которые необходимо учитывать
при эксплуатации резцов. Обработку следует производить на стан-
ках достаточной жесткости, точности и быстроходности, система
инструмент — приспособление — деталь должна обладать наи-
большей возможной жесткостью, для чего необходимо стремиться
закреплять обрабатываемую деталь в патронах, а не в центрах,
в крайнем случае (при обработке длинных деталей с соотноше-
нием длины к диаметру больше 6), зажимать один конец детали
в патроне, другой — поджимать центром (только за счет этого
поперечная жесткость закрепленной детали значительно возра-
стает), вылет резца из резцедержателя или оправки сводить
к минимуму и т. д. При строгании, например, вылет резца не
рекомендуется делать больше чем (1,8 *«-2) Н для отогнутых й
(0,8-г-1,0) Н для прямых резцов (Я — высота резца).
Режимы резания назначают в приведенной в гл. 1 последова-
тельности. Так, глубина резания определяется припуском на об-
работку. Обычно обработку стремятся производить за один про-
ход, однако из-за недостаточной мощности станка, прочности
механизма его подачи, точности обработки это не всегда возможно.
Подачу для каждого случая черновой обработки также следует
выбирать максимально возможной. При этом подача зависит от
обрабатываемого материала, размеров заготовки и инструмента,
глубины резания и некоторых других условий обработки. Ориен-
тировочные значения подачи для чернового точения некоторых,
наиболее распространенных материалов приведены в табл. 4.6 и
табл. 4.7.
При получистовом и чистовом точении подача (мм/об) опреде-
ляется из зависимости
CsRzyru
(хЧ>гЧ>г1 ’
где Cs — коэффициент, зависящий от обрабатываемого материала
и подачи; Rz — параметр шероховатости поверхности, мкм;
х, у, z, и -— показатели степени.
Значения коэффициента Cs и показателей степени х, у, z, и
при чистовом точении стали и чугуна приведены в табл. 4.8.
Зная глубину резания и подачу, а следовательно, и сечение среза,
148
Таблица 4.6
Ориентировочные значения подачи (мм/об)
для чернового точения конструкционных углеродистых сталей,
стального и чугунного литья
Диаметр Глубина резания t, мм
заготовки, мм До 5 5-8 8—12 12—30
18 30 50 80 120 180 260 360 360 <0,25 0,2—0,5 0,4—0,8 0,6—1,2 1,0—1,6 1,4—2,8 1,8—2,6 2,0—3,0 <0 О СО оо о ОО о о —Г ~ —f of of со 1 1 1 1 1 1 1 СО 10 ь- —' 10 ОО 10 o' о* о* —Г ~ -f of 0,5—1,0 0,8—1,5 1,1—2,0 1,5—2,5 2,0—3,0 1,0—1,5 1,3—2,0 1,5—2,5
Примечание. Бблыние значения подач принимать для обработки мягких сталей при работе в центрах с отношением длины к диаметру заготовки меньше 6 или в патроне а от- ношением длины вылета из патрона к диаметру заготовки меньше 2.
Таблица 4.7
Ориентировочные значения подачи (мм/об)
для чернового точения труднообрабатываемых материалов
с (Ув < 900 МПа [44]
Диаметр заготовки, мм Глубина резания tt мм
До 2 До 5 До ю Св. 10
20 50 100 200 500 0,2—0,3 0,3-0,4 0,4—1,8 0,5—1,2 0,65—1,5 0,2—0,3 0,3—0,5 0,4—1,0 0,6—1,2 0.2—0,4 0,3—0,8 0,5—1,0 0,5—0,6 0,5—0,8
Примечание. К труднообрабатываемым материалам, для которых рекомендована подача, отнесены теплостойкие хромоникелевые, хромомолибденовые, сложнолегирован- ные перлитного, ферритного, мартенситно-ферритного, мартенситного, аустенит- ного, аустенитно-мартенситного классов стали.
можно подобрать поперечное сечение резца, руководствуясь дан-
ными, приведенным в табл. 4.3.
Скорость резания выбирается по нормативам в зависимости
от требуемого периода стойкости резца Т, глубины резания,
подачи, твердости обрабатываемого материала и ряда других
факторов, влияние которых будет рассмотрено ниже.
449
Таблица 4.8
Значения коэффициента Са и показателей степени х, у, 2, и
при чистовом точении стали и чугуна
Обрабатываемый материал Подача s, мм/об CS X У г и
Сталь <1,75 0,008 0,30 1,40 0,35 0,70
>1,75 0,170 0,12 0,60 0,15 0,30
Чугун <1,6 0,045 0,25 1,25 0,50 0,75
>1,6 0,290 0,12 0,60 0,25 0,35
При продольном точении, растачивании и строгании на про-
дольно-строгальных станках скорость резания может быть опре-
делена по формуле
Сс,
° = т X У--------п МгМЛЛМЛ-
Т t v's v'(HB/200)
Здесь Т — средняя стойкость проходных и подрезных резцов;
при обработке стали и чугуна она составляет 25—60 мин; ш —
показатель степени; для резцов из быстрорежущих сталей при об-
работке сталей и чугунов m — 0,1-*-0,25, при обработке алюми-
ния tn = 0,3; для резцов, оснащенных твердым сплавом, пг =
= 0,125-*-0,33; п — показатель степени; при обработке углеро-
дистых сталей с НВ < 130 п = 1, сталей с НВ > 130 п = 1,75;
для легированных сталей, чугуна, медных сплавов п — 1,5, для
жаропрочных сплавов п = 0; CV1, xV1, yVl — значения находятся
из табл. 4.9; kr—k9 — поправочные коэффициенты; коэффициент
отражает влияние поперечных размеров резца. При обработке
стали — (qlbWpM, где q — площадь сечения резца, мм2.
Коэффициент k2 отражает влияние главного угла в плане ср;
при обработке стали, стального литья, алюминевых и магнитных
сплавов быстрорежущими резцами k3 = (45Ар°)0’6; при обработке
этих же металлов резцами из твердых сплавов группы ТК k2 =
= (45/ф°)0’3; при обработке всех материалов резцами из твердых
сплавов группы В К. k2 — (45/<p°)°’4S.
Коэффициент k3 отражает влияние вспомогательного угла
в плане; для резцов из быстрорежущих сталей k3 = (10/<рi)0,09;
для резцов из твердых сплавов k3 = (15/<pi)0’09.
Коэффициент отражает влияние радиуса при вершине резца.
При грубой обработке стали, алюминиевых и медных сплавов
kt = (г/2)0'1; для получистовой обработки этих же материалов
= (г/2)0'2; при получистовой обработке чугуна и медных спла-
вов = (г/2)0'08.
Коэффициент k3 отражает влияние инструментального мате-
риала. Для быстрорежущих сталей и твердых сплавов марок
Т15К6 и ВК8 k6 = 1,0; для сплава марки Т5К10 kb = 0,73, для
сплавов марки Т14К8 при грубой обработке Л6 = 0,85.
150
Таблица 4.9
Значения коэффициентов CVi, xVi и уО1 в зависимости от обрабатываемого материала
для резцов из быстрорежущей стали и твердого сплава
Обрабатываемый материал Материал инструмента Подача, мм/об Условия обработки
с охлаждением без охлаждения
С»х xv Ущ
Сталь, алюминиевые и магниевые сплавы Быстроре- жущая сталь <0,25 >0,25 96,2 60,8 0,25 0,33 0,66 52,5 42,0 0,25 0,50 0,66
Чугун ковкий ^0,25 >0,25 55,4 47,4 0,2 0,25 0,5 42,6 24,5 0,2 0.4
Чугун серый и медные сплавы Получистовая обработка Грубая обработка — — — 34, 32,6 0,15 0,3 0,4
Сплав ХН78Т Твердый сплав Прерывистая обработка 20,5 0,15 0,45 — — —
Чугун и медные сплавы V/A оо i со со 133 123 0,22 0,40 0,50 126 112 0,22 0,40 0,50
Титановый сплав ВТ4 с ав = =; 1000 МПа 0,08—0,4 — — — 97 0,06 0,3
Сталь, алюминий, магниевые спла- вы ^0,3 0,3—0,75 >0,75 257 294 285 0,18 0,20 0,35 0,45 242 267 259 0,18 0,20 0,35 0,45
Таблица 4.10
Режимы резания для резцов, оснащенных сверхтвердыми синтетическими материалами
Обрабатываемый материал Материал инструмента Режимы резания Средняя стойкость резца, мин Параметр шероховато- сти обрабо- танной по- верхности Ra, мкм
Скорость, мм/мин Подача, мм/об Глубина, мм
Инструментальная углеродистая сталь марки У10А твердостью: HRC 54—56 HRC 40—65 HRC 50—62 HRC 40—50 Исмит Эльбор-Р Гексанит-Р » 80—100 80—120 75—120 75—100 0,02—0,12 0,02—0,08 0,02—0,15 0,02—0,15 0,1—0,5 0,05—0,03 0,1—0,5 0,1—0,5 100—50 40—100 120—200 0,16—1,25 0,63—1,25 0,32—1,25 1,25
Высоколегированная и коррозион- ностойкая сталь марки: ШХ15 с HRC 62—64 ХВСГ с HRC 60—62 Исмит 60—90 0,02—0,12 0,1—0,5 90—50 0,16—1,25
Композит 02 Исмит 90—120 70—100 0,03—0,04 0,02—0,12 0,4 0,1—0,5 120—200 180—70 1,25 0,16—1,25
Конструкционная сталь марки: сталь 45 с HRC^ 55 > 35Л с HRC^ 45 Эльбор-Р, исмит 100—130 0,04—0,16 0,1—0,5 150—70 0,63—2,5
Гексанит-Р 120—160 0,07—0,16 100—50
Высоколегированная жаростойкая сталь: ЭИ474 с HRC 53 4Х18Н2М с HRC 59 Х16НЗМАД с HRC 41 Исмит 60—100 0,02—0,12 0,1—0,5 80—40 0,16—1,25
153
Чугун с ЯВ^200: СЧ 18-36 СЧ 21-40 СЧ 26-52 Исмит Эльбор-Р Гексанит-Р Композит 02 200—500 200—600 150—300 400—600 0,02—0,2 0,08—0,2 0,02—0,15 0,03—0,04 0,1—0,5 0,05—0,2 До 0,7 0.4 360—150 60—100 0,32—2,5 1,25 2,5
Чугун высокопрочный с НВ 600 марки КЧ 34-10 Исмит 300—500 0,02—0,15 0,1—0,5 120—50 0,63—2,5
Твердые сплавы группы В К Гексанит-Р АСПК, АСБ 25—50 10—30 0,02—0,15 0,02—0,07 0,05—0,2 0,1—0,15 10—20 0,16—1,25
Титановые сплавы АСПК, АСБ 80—100 0,02—0,07 о,1—0,4 — —
Керамика АСПК, АСБ 200—300 0,04—0,07 0,3—0,5 — —
Стеклопластики и пластмассы АСПК, АСБ 300—600 0,02—0,07 0,1—1,0 — —
Высококремнистые и цветные сплавы АСПК АСБ 300—700 150—300 0,02—0,07 0,02—0,07 0/15—0,5 0,05—0,5 — —
Примечание. Режимы резания приведены для работы без охлаждения.
Коэффициент k9 отражает влияние обрабатываемого материала.
Для углеродистой стали с массовой долей углерода С < 0,6% и
чугунов k9 = 1; для углеродистых сталей с С > 0,6% kn = 0,85;
для автоматных сталей k6 = 1,2, для хромистых, хромоникелевых,
хромованадиевых, хромомолибденовых сталей k9 = 1,1, для мар-
ганцовистых, хромомарганцовистых и т. д. сталей kt = 0,9; для
нержавеющих и быстрорежущих сталей ka = 0,65, для алюминия,
силумина k9 = 5.
Коэффициент k7 отражает влияние вида обработки материала
заготовки. Для холоднокатаного металла k7 = 1,1, для горяче-
катаного и нормализованного металла k, = 1,0, для отожженного
металла k7 == 0,9.
Коэффициент k8 отражает влияние состояния обрабатываемой
поверхности. Для стали и стального литья без окалины, чугуна
без корки ks = 1,0; для стали и литья с окалиной &8 = 0,9.
Коэффициент kt отражает влияние формы передней поверх-
ности. Для плоской передней поверхности k9 = 1,0; для радиус-
ной kt = 1,05; для плоской или радиусной поверхности с фас-
Таблица 4.11
Режимы резания для токарных проходных резцов,
оснащенных неперетачиваемыми многогранными твердосплавными
пластинками [30] при обработке стали 45
Диаметр описан- ной окружности пластинки, мм Форма пластинки Рабочая высота резца Ht мм Угол в плане ф, Модель токарного станка Максимальная пло- щадь поперечного сечения срезаемого слоя F, мм* Режимы резания
14 'Трехгранная Четырехгранная 16; 20 90 45 1616 1,6 t = 14-5 мм s = 0,24-0,4 мм/об v = 200 м/мин
18 Трехгранная Четырехгранная Пятигранная Шестигранная 20; 25 90 45 60 60 1616 3,0—3,5 t = 1,6 мм s = 0,34-0,7 мм/об и = 200 м/мин
22 Трехгранная Четырехгранная Пятигранная Шестигранная 25; 32 90 45 60 45 1К62 163 5,0—5,5 t s* 24- 8 мм s = 0,44-0,8 мм/об v = 150 м/мин
26 Трехгранная Пятигранная Шестигранная 32; 40 90 60 45 163 1А64 8,0—8,5 t = 24-9 мм $ = 0,44-1,0 мм/об и = 150 м/мин
154
кой ^e= 1,15; для плоской формы с отрицательным (от —5°
передним углом 1,2.
Режимы резания для резцов, оснащенных сверхтвердыми син-
тетическими материалами и токарных проходных резцов, оснащен-
ных неперетачиваемыми, многогранными твердосплавными пла-
стинками, приведены соответственно в табл, 4.10 и 4.11.
Выбранные по нормативам или рассчитанные по формулам ре-
жимы резания должны быть согласованы с паспортными данными
станка, поэтому реальные режимы могут несколько отличаться от
расчетных.
При назначении режимов резания необходимо учитывать
и особенности эксплуатации отдельных видов резцов. Так, при
нового рабочего хода сопровождается
строгании начало каждого
ударом. Это вызывает по-
явление в резце перемен-
ных напряжений и создает
более тяжелые условия
его работы по сравнению
с токарным. Большие ди-
намические нагрузки, воз-
никающие при возвратно-
поступательных движе-
ниях, не позволяют при-
менять высокие скорости
резания. Так, для про-
Таблица 4.12
Значения коэффициентов СРг, ХГг, уРг
в зависимости от обрабатываемого материала
Обрабатываемый материал СРг хРг ург
Сталь 45 320 0,96 0,71
1Х18Н9Т 330 0,87 0,80
2X13 340 0,89 0,77
ВТ2 300 0,89 0,73
дольно-строгальных стан-
ков скорость резания v = 1,54-8 м/мин, для поперечно-строгаль-
ных станков v = 4,0—140 м/мин. Отрезные и прорезные резцы
также работают в неблагоприятных условиях, которые определя-
ются малой прочностью головки резца, повышенной площадью
трения, характером стружкообразования и отвода стружки, малой
поперечной жесткостью станка и т. д.
Соответственно необходимо устанавливать и режимы резания
отрезными резцами с учетом этих особенностей: глубина резания,
определяемая шириной резца а, выбирается в зависимости от диа-
метра обработки в пределах 3—15 мм, поперечная подача выбира-
ется в зависимости от ширины а резца, диаметра обработки £>иЗД
и обрабатываемого материала. Поперечная подача резца s (мм/об),
выбранная для обработки стали, стального литья и чугуна, при-
ведена ниже.
Сталь, сталь* Чугун
ное литье
а == 34-5 мм (-^изд = 20-7-60 мм) •••••• 0,06—0,16 0,11—0,24
а = Ю-т-12 мм (РИЗД = 604-200 мм)........... 0,16—0,32 0,24—0,45
а = 12-7-15 мм (£>изд = 200 мм и выше) . . . 0,32—0,36 0,45—0,55
Режимы резания в условиях малой жесткости СПИД и при
растачивании отверстий малых диаметров должны быть значи-
тельно снижены из-за опасности возникновения вибраций. В этих
155
Таблица 4.13
Допустимый износ h3 (мм) быстрорежущих резцов
Тип резца Обрабатываемый материал
Сталь, стальное литье, чугун ковкий при работе Серый чугун
с охлажде- нием без охла- ждения
Токарный проходной подрезной или расточный Токарный прорезной и отрезной Строгальный проходной Строгальный поперечный подрезной Долбежный проходной Долбежный прорезной и отрезной 1,5—2,0 0,8—1,0 0,3—0,5 0,3—0,5 1,5—2,0 0,8—1,0 0,3—0,5 0,8—1,0 2,0—3,0 1,5—2,0 3,0—4,0 1,5—2,0 0,8—1,0 1,5—2,0
Таблица 4.14
Допустимый износ h3 (мм) твердосплавных резцов
Тип резца Характер обработки Обрабатываемый материал
Сталь, стальное литье, цветные металлы, легиро- ванные сплавы Чугун
Марка материала инстру- мента /ц Марка материа- ла инстру- мента /г3
Токарный проход- ной подрезной или ра- сточный Черновая Т15К6 Т5КЮ ВК8 1,5—2,0 0,8—1,0 0,8—1,0 В Кб ВК8 ВК4 0,8—1,0 1,4—1,7 0,6—0,7
Чистовая Т5КЮ Т15К6 ВК8 0,4—0,6 В Кб ВК8 ВК4 0,6—0,7
Токарный отрезкой и подрезной — Т5КЮ Т15К6 0,8—1.0 В Кб ВК8 0,8—1,0
Токарный резьбо- вой Черновая Т5КЮ Т15К6 о,ь В Кб ВК8 1,0
Чистовая Т5КЮ Т15К6 0,8 В Кб ВК8 1,0
Строгальный про- ходной и подрезной — — — В Кб ВК8 . 1,о—1,2 1,5—2,0
156
Таблица 4.15
Формы заточки передней поверхности резцов
из быстрорежущей стали (по ГОСТ 18868—73)
Форма передней поверхности
Вид Номер поверхности, эскиз Обрабатываемый материал
Плоская, с по- ложительным пе- редним углом 1 . st и if и na Сталь с <ув = 800 МПа, серый чугун НВ 220, ‘бронза и другие хрупкие материалы
11 * зез Tj lQmz t Сталь с ав > 800 МПа, чугун НВ 220
Криволиней- ная, с фаской III Сталь е св = 800 МПа, вязкие цветные металлы и легкие сплавы при не- обходимости завивания стружки
$ < 4 igj
157
Продолжение табл. 4.15
Форма передней поверхности Обрабатываемый материал
Вид Номер поверхности, эскиз
Криволинейная < # 7/ gfo"' у 1Яц—i-fe . о Материалы с ав = 800-т- Ч-1000 МПа
случаях рекомендуется глубину резания назначать до 0,3 мм, а
оптимальное значение подачи уточнять при работе, так как при
слишком малой подаче s с 0,05 мм/об или при слишком большой
усиливается интенсивность вибраций; значения угла в плане
должны находиться при этом в пределах 40° < <р < 75-т-80°,
резец во избежание повышения интенсивности вибраций следует
устанавливать выше центра на 1—1,5% от диаметра обрабатыва-
емого отверстия.
Сила резания при точении рассчитывается по формуле
Рг =CPitx^s^HBn^kKk,tkrkykh.
Значения СРг, хРг и ур* выбираются по табл. 4.12. Показатель
степени при обработке сталей с НВ < 170 равен 0,35, при
обработке сталей с НВ > 170 пРг = 0,75, при обработке чугуна
пРг = 0,55.
Для отожженной горячекатаной стали поправочный коэффи-
циент kM = 1, для алюминия и силуминов k№ = 0,2. Коэффици-
енты и kr аналогичны коэффициентам 1% и kt для стойкости,
но имеют, в отличие от последних, показатели степени в соответ-
ствующих зависимостях при обработке стали, алюминиевых и
магниевых сплавов, равные 0,1 и 0,07. Коэффициент kv учитывает
влияние переднего угла и при у = 0 принимает значение kv — 1;
при у = —8° kv — 1,1 и при у = -f-8° kv = 0,9. Коэффициент kh
учитывает влияние износа резца и при й3 = 0,5 мм принимает
значение kh = 0,93; при h3 = 1,5 мм (обработка стали) и при
h3 = 1 мм k3 = 0,82; при h3 = 3,0 мм (обработка чугуна)
k„ = 0,9.
Допустимый износ h3 быстрорежущих и твердосплавных рез-
цов для различных условий обработки приведен в табл. 4.13
и 4.14.
158
Таблица 4.16
Формы заточки передней поверхности резцов с напаянными пластинками
из твердого сплава (по ГОСТ 18877—73)
Форма передней поверхности Обрабатываемый материал
Вид Номер поверхности, эскиз
Плоская, с положитель- ным передним углом 1 J /Д&У 2-0,S Серый чугун, бронза и другие хрупкие мате- риалы
Плоская,
с отрицатель-
ной фаской
Ковкий чугун, сталь
и стальное лиТье с
800 МПа, а также об-
работка при недостаточ-
ной жесткости техноло-
гической системы. Для
отвода и дробления
стружки Следует приме-
нять стружколом
Па
Плоская,
с отрицатель-
ной фаской
и Припайным
сТружколомом
Сталь и стальное литье
с ав< 800 МПа при не-
обходимости завивания
и дробления стружки
159
Продолжение табл. 4.16
Форма передней поверхности Обрабатываемый материал
Вид | Номер поверхности, эскиз
Криволиней- ная, с отри- цательной фаской III 5, » 5Э 1,25^ Сталь с ов 800 МПа при необходимости зави- вания и дробления стружки
с CS к! №
Плоская, с мелкораз- мерной лункой и у = 0° Ша Диск _ д-л я •& 1...6 Р0Д...З Сталь и стальное литье с ста 600 МПа
Плоская, с мелкораз- мерной лункой и у = —5° ни 2~°'! я 77,2,’ Сталь и стальное литье с ав = 600-5- 800 МПа
н — ^±_
Плоская, с отрицатель- ным передним углом и » ./ 7 1 ь , х > ►—4 |Л-Л Сталь и стальное литье с ов = 800 МПа и за- грязненное неметалли- ческими включениями (черновая обработка). Работа с ударами в усло- виях жесткой техноло- гической системы
Криволиней- ная, с отри- цательной фаской V OI i 10 О' Нержавеющая сталь с ав = 850 МПа
160
Продолжение табл. 4.16
Форма передней поверхности Обрабатываемый материал
Вид | Номер поверхности, эскиз
Криволиней- ная, с отри- цательной фаской VI 0. 415± \z...3 1 -2ь «7’51 72°~*|£ . q/...g3 Материалы с <тв = = 700-г- Ю00 МПа
Via D.4 2...Г 10 1. 5°/— \J?32 > Гб/ гД? . ^75-^0 Г b...w° Материалы с ов < < 1300 МПа
1 ‘г-г хо > bo 0,15...0,40 ^71^ ^^9 x..r Материалы с ав < < 1200 МПа
Плоская, с отрицатель- ным передним углом VII 0.4-5°) frlXJ 2-Л Материалы в ав t> > 1200 МПа
6 Г. В. Филиппов
161
Таблица 4.17
Геометрические параметры режущей части токарных проходных резцов,
оснащенных многогранными твердосплавными пластинками [34],
в зависимости от обрабатываемого материала
Геометр цче^кие параметры Сталь
Углеродистая и легированная с (jB, МПа Закален- ная Марган- цорйсТая (с 12% Мп) с НВ 220
800 800— 1100 1100— 1600 1600— 2300
Задний угол а, ...° Передний угол у, о Фаска /, мм: чистовое и по- лучистовое точение черновое и гру- бое точение Передний угол фа- ски Уф, ...° 6 12—15 0,2—0,3 0,2—1,2 —5+—10 6 10 0,2—0,3 0,2—1,2 -54-—10 1 о 45 7 7 । । । ко । * * ® I 1 II 6 —5—10 6 8-10 0,2—0,3 0,2—1,2 -5
Геометрические параметры Чугун Алюминиевые и магниевые сплавы
серый к ковкий отбе- лен- ный
НВ < 220 НВ > 220 НВ 140—150
Задний угол а, ...° Передний угол у, о Фаска /, мм: чистовое и по- лучистовое точение черновое и гру- бое точение Передний угол фа- ски Уф, ...° 6 12 0,2—0,3 0,2—1,2 —54-—10 6 5-8 0,2—0,3 0,2—1,2 —54-—10 6 8—10 0,2—0,3 0,2—1,2 —54-—10 6 8 0,2— 0,3 0,2— 1,2 10—15 15—20
Составляющие силы резания Ру и Рх (при <р = 45°; % = 0;
у = 15°) могут быть определены из зависимостей:
Ру = (0,4 - 0,5) Рг-, Рх = (0,3 - 0,4) Рг.
При затуплении резца значения Ру и Рх возрастают и дости-
гают (0,75-i-l) Рг. Это обстоятельство можно использовать для
определения состояния режущей кромки путем измерения состав-
ляющих Ру или Рх.
162
Эффективная мощность резания (кВт) определяется либо по
нормативам, либо рассчитывается по формуле
ЛГ, —/\»/(60.Ю,2).
Переточка затупившихся резцов, а также заточка резцов, цен-
трализованно выпускаемых промышленностью, может в значи-
тельной степени повысить эффективность обработки за счет при-
дания режущим кромкам оптимальной геометрии. Ориентировоч-
ные значения оптимальных геометрических параметров токарных
проходных резцов, рекомендуемые для различных условий об-
работки, приведены в табл. 4.15—4.17.
При переточках резцов, оснащенных сверхтвердыми синте-
тическими материалами, должны быть обеспечены следующие
параметры режущей части: у = — 10ч—20°; а= 10-5-20°; ах =
= 10ч-15°; ф = 30ч-60°; <р1=10ч-20°; А,==0ч-5°; г = 0,1н-0,6 мм.
Параметр шероховатости поверхности резцов, оснащенных эль-
бором Р, белбором Р и исмитом, должен соответствовать 7?а <
«0,32 мкм. У резцов, оснащенных гексанитом, задние (главная и
вспомогательная) поверхности и радиус при вершине г должны
быть доведены: параметр шероховатости /?а«0,16 мкм.
При доводке после заточки передней и задней поверхностей,
а также радиуса при вершине у резцов, оснащенных гексани-
том Р, во избежание появления микротрещин, выкрашиваний и
перегрева поверхности рекомендуется использовать алмазные
круги АЧК 150x10 x 32 АСМ 28/20 на связке БР, 100%-ной
концентрации.
Глава б
ФРЕЗЫ
Фрезы являются одним из самых распространенных видов
инструмента. Предназначены они для черновой, чистовой
и получистовой обработки простых и фасонных поверх-
ностей. Обеспечивают высокую производительность и эко-
номичность обработки, превосходя по этим показателям в ряде
случаев такой вид обработки, как строгание. Помимо высокой
производительности фрезерование позволяет получать поверх-
ности достаточно правильной геометрической формы, а с приме-
нением фрез, оснащенных современными материалами —синтети-
ческими сверхтвердыми, минералокерамикой, обрабатывать за-
каленные до высокой твердости материалы (до HRC 60), заме-
няя при этом шлифование.
Промышленностью выпускается широкая номенклатура фрез,
все многообразие которых можно свести к следующим двум груп-
пам: фрезы цельные (с цельной, напайной или сварной неразъем-
ной рабочей частью) и фрезы сборные, у которых режущие эле-
менты крепятся на корпусе механически. Каждая группа содержит
фрезы концевые, закрепляемые на станках с помощью хвостови-
ков, и фрезы насадные, закрепляемые на станках с помощью
оправок или буртиков шпинделя, входящих в отверстия фрезы.
0.1 ФРЕЗЫ ЦЕЛЬНЫЕ
Основными конструктивными элементами цельных фрез явля-
ются: рабочая или режущая часть и корпус с крепежной частью.
Рабочая часть осуществляет съем припуска на обработку, на-
правление потоков стружки, формирует обрабатываемую поверх-
ность, обеспечивает требуемое качество обработки. Она характери-
зуется инструментальным материалом, размерами (диаметром,
длиной и шириной), числом и формой зубьев и стружечных ка-
навок, взаимным расположением зубьев или их участков, геометри-
ческими параметрами режущего клина, качеством и точностью
исполнения.
Материал рабочей (режущей) части фрез — быстрорежущие
стали марок Р6М5, Р6М5К5, Р18, Р5К10 или твердые сплавы
групп ВК и ТК (см. гл. 2). Твердость режущей части быстроре-
164
жущих фрез HRC 62—65 или HRC 63—67 —для фрез из бы-
строрежущих сталей с повышенной массовой долей ванадия
(>3%) и кобальта (>5%).
Рабочая часть у концевых фрез из быстрорежущих сталей
диаметром до 12 мм выполняется из одного с корпусом материала,
у фрез диаметром свыше 12 мм рабочая часть из быстрорежущей
стали приваривается кетальному корпусу. Рабочая часть концевых
твердосплавных фрез с цилиндрическим хвостовиком диаметром
до 5 мм выполняется заодно с корпусом, а у фрез диаметром свыше
5 мм припаивается или приклеивается к стальному хвостовику.
Рабочая часть концевых с коническим хвостовиком фрез выпол-
няется в виде цельнотвердосплавной монолитной головки или
пластинок из твердого сплава групп ВК или ТК, припаиваемых
или приклеиваемых к стальному корпусу. Материал корпуса
у напайного инструмента —сталь 45 или 40ХС твердостью в зоне
рабочей части HRC 30—50 (для сварных фрез) и HRC 35—55
(для цельных фрез).
Размеры рабочей части выпускаемых фрез определяются стан-
дартами и техническими условиями и назначаются в соответствии
с нормальными размерными рядами. Размеры вновь разрабатыва-
емого инструмента тоже должны соответствовать нормальным
размерным рядам. Необходимость этого объясняется двумя при-
чинами: ограниченной номенклатурой размеров заготовок (про-
кат, поковки и т. д.), из которых изготовляется инструмент, и
наиболее важной —соответствием размерного ряда фрез размер-
ному ряду чисел оборотов металлорежущих станков.
Основные типы и размеры цельных фрез приведены в табл. 5.1.
Рассмотрение выбора параметров рабочей части целесообразно
проводить применительно к концевым фрезам, так как эти фрезы
(рис. 5.1) объединяют в себе как элементы торцовой фрезы (на-
садной или концевой), так и элементы цилиндрической фрезы.
Специфические особенности, свойственные насадному инструменту,
будут рассмотрены со ссылкой на эти виды фрез.
Диаметр фрезы d влияет как на процесс резания, так и на
отдельные конструктивные элементы ее рабочей части. С увеличе-
нием диаметра фрезы при цилиндрическом фрезеровании длина
дуги контакта зубьев фрезы с поверхностью резания увеличи-
вается, средняя толщина срезаемого слоя уменьшается, улучшается
отвод теплоты, снижается время контакта зуба со стружкой, уве-
личивается время холостого пробега зуба, при котором зуб охла-
ждается. С увеличением диаметра увеличивается число зубьев
фрезы, а значит, и подача на оборот, но производительность при
этом может не измениться (если не увеличить подачу на один зуб)
или даже уменьшиться. Уменьшение производительности труда
происходит за счет увеличения пути врезания фрезы в металл
во время начала обработки и выхода фрезы из обрабатываемого
металла в конце обработки. Производительность труда по машин-
ному времени без учета врезания и выхода фрезы определяется
165
Т а б л и ц а 5.1
Основные типы и размеры цельных фрез
Наименование, тип и основные размеры
Эскиз
Фрезы из быстрорежущей стали
Фрезы концевые с цилиндрическим хвостовиком
(ГОСТ 17025—71)
Тип 1 (с нормальным зубом) — d== 34-20 мм; L —
= 364-70 мм; / = 84-45 мм; z = 44-6; со = 304-35°;
тип 2 (с крупным зубом) — d = 34-12 мм; L = 364-
4-70 мм; / = 84-25 мм; г = 3; 4; © = 354-45°
Фрезы концевые с коническим хвостовиком
(ГОСТ 17026—71)
Тип 1 (с нормальным зубом), тип 2 (с крупным зу-
бом) — d = 144-63 мм; L = 1154-245 мм; / = 324-90 мм;
конус Морзе № 2—5. У фрез типа 1 г = 44-8; © =
= 304-35°, у фрез типа 2 г = 34-5; © = 354-45°
Фрезы концевые обдирочные с коническим хвостовиком
(ГОСТ 15086—69)
Тип 1 (с торцовыми зубьями) — d = 254-80 мм; L —
= 1204-445 мм; / = 504-200 мм; г = 34-7; а = 14°;
конус Морзе № 3—6 или метрический № 80; тип 2 (без
торцовых зубьев)—d= 254-80 мм; £= 1204-445 мм;
/ = 504-220 мм; г = 34-7; а = 14°; конус Морзе № 3—6
или метрический № 80
См. рис. 5,1
Исполнение 2
Фрезы концевые обдирочные с затылованными зубьями
и коническим хвостовиком (ГОСТ 4675—71)
Исполнение 1 (фреза без торцовых зубьев) — d =
= 25-*-80 мм; L = 150-*-435 мм; I = 50-*-224 мм; г —
= 5-е-10; yN ~ 15°; со = 30°; конус Морзе № 3—6;
исполнение ™2 (фреза с торцовыми зубьями) — d =
= 25-5-80 мм; L — 150-е- 435 мм; I — 50-*-224 мм; г =
= 5-*-10; у^ = 15°; со = 30°; конус Морзе № 3—6
Фрезы шпоночные (ГОСТ 9140—68)
Тип 1 (с цилиндрическим хвостовиком) — d — 2-*-
-*-20 мм; L — 28-*-80 мм; I == 4-*-32 мм; удг = 5°; =
= 12°; (рх = 5°; тип 2 (с коническим хвостовиком) —
d = 16-*-25 мм; L = 105-*-190 мм; I = 25-*-63 мм; у =
= 5°; а = 12-5-14°; = 5°
Фрезы цилиндрические (ГОСТ 3752—71)
Тип 1 с мелким зубом — d = 40-*-100 мм; do = 16-*-
-5-40 мм; L = 40-*-160 мм; г = 10-5-18; у^ = 15°; а =
= 16°; со = 30-е-35°; f = 0,6-*-0,8 мм; тип 2 (с крупным
зубом) — d = 50-*-100 мм; do — 22-*-40 мм; L = 50-*-
-*-160 мм; z = 6-е-12; ум = 15°; а = 16°; = 40°;
f = 1,2-е-1,5 мм *
8
Продолжение табл. 5.1
Наименование, тип и основные размеры
Фрезы торцовые насадные (ГОСТ 9304—69)
Тип 1 (с мелким зубом) — D = 40-ь 50 мм (с крепле-
нием на продольной шпонке); D = 63ч-100 мм (с креп-
лением на торцовой шпонке); do = 16-5-32 мм; L =
= 32-5-50 мм; г = 10-5-18; у„ = 15°; ?т = 12°; а = 14°;
ocj = 8°; св = 25-5-40° "
Фрезы дисковые трехсторонние (ГОСТ 3755—69)
D = 50-5-100 мм; В = 5ч- 16 мм; d0 == 16-5-32 мм;
г = 14-5-20; у = 15°; а = 20°
Эскиз
Фрезы дисковые трехсторонние с разнонаправлен- ными зубьями (ГОСТ 9474—73) Тип 1 (с мелким зубом) — D = 63-?-125 мм; do — = 22-?-32 мм; В = 64-28 мм; г = 16-?-22; со == 10°; у^ = = 10°; а = 6°; тип 2 (с нормальным зубом) — D = = 63-?-125 мм; do = 22-?- 32 мм; В = 6-?-28 мм; г = 12-?- -?-18; уд, = 10°; а = 6°; со = 15° А
Фрезы пазовые затылованные (ГОСТ 8543—71) D = 50-?-100 мм; d^ = 16-?-32 мм; В = 4-?-16 мм; г = 12-?-16; у = 10° 1
о
Продолжение табл. 5.1
Фрезы прорезные (шлицевые) и отрезные
(ГОСТ 2679—73)
Тип 1 (с мелким зубом)—D = 20ч-315 мм; do ~
= 5ч-40 мм; В = 0,24-6,0 мм; г = 32ч-200; у = 0ч-10°;
а = 20°; = 5ч- 30; тип 2 (со средним зубом) — D =
= 50ч-315; d0 = 13ч-40 мм; В = 0,5ч-6,0 мм; г —
= 24ч-100; у = 0ч-10°; = 10ч-30°; а = 20°; тип 3
(с крупным зубом) —D = 504-315 мм; do — 13ч-40 мм;
В = 1,04-6,0 мм; z = 164-48; у = 5ч-10°; ф, = 30'ч-1°;
а = 20°
Тип 1
Фрезы полукруглые вогнутые и выпуклые
(ГОСТ 9305—69)
Тип 1 (полукруглые вогнутые) — D = 50-5-160 мм;
dQ = 22-5-40 мм; В = 7ч-75 мм; г = 10ч-14; у = 10°;
а = 10°; тип 2 (полукруглые выпуклые) — D = 50ч-
ч-130 мм; d& — 22ч-40 мм; В = 3,2ч-50 мм; г — 10ч-14;
у = 10° ; а = 10?
Фрезы твердосплавные
Фрезы концевые с коническим хвостовиком, оснащен-
ные прямыми пластинками
d— 14ч-35 мм; £=105ч-150 мм; /=16ч-25 мм;
г = 4ч-6; у^ = 0°; а = 15°; конус Морзе № 2—4
Фрезы концевые (ГОСТ 18372—73)
Тип 1 (цельные) — d — Зч-12 мм; L — 28ч-60 мм;
I = 8ч-25 мм; z = Зч-5; уу = 5°; а = 15°; со — 30ч-40°;
тип 2 (со стальным хвостовиком) — d = 5ч-12 мм; L =
= 58ч-103 мм; I = 24ч-53 мм; г = Зч-5; у# = 5°; а =
= 15°; ш = 30-5-40°
Продолжение табл. 5.1
Наименовение, тип и основные размеры
Фрезы шпоночные цельные (ГОСТ 16463—70)
d = 2,0-5- 12 мм; L — 254-55 мм; I = 4-5-20 мм; у — 5°;
а = 12°; со = 20°
Фрезы концевые с коническим хвостовиком
(ГОСТ 5.2288—75)
d= 12-5-22 мм; £= 130-5- 175 мм; I = 324- 55 мм;
конус Морзе № 3—4
Фрезы шпоночные (ГОСТ 6396—68)
Тип 1 (с цилиндрическим хвостовиком) — d = 8-5-
4-16 мм; L = 45-5-70 мм; I = 12-5-20 мм; у = 5°; тип 2
(с коническим хвостовиком) — d = 124-25 мм; L — 80-5-
4-130 мм; I = 16-5-25 мм; -у = 5°; конус Морзе № 1—4
Примечание.
Обозначения углов заточки фрез на табличных рисунках не приводятся — они показаны на рис. 5.1.
минутной подачей, если остальные факторы режимов резания
(скорость, глубина резания) при этом остаются постоянными
sM = soti = sazn, (5.1)
где sz — подача на зуб, мм; определяется прочностью режущей
кромки; z — число зубьев фрезы; п — частота вращения фрезы,
об/мин.
Рис. 5.1. Концевая фреза с коническим хвостовиком
В свою очередь,
z — nd/tz, a n= 1000o/nd,
где tz — шаг между двумя соседними зубьями, мм; определяется
конструкцией зуба, объемом стружечной канавки и от диаметра
не зависит.
Подставляя в формулу (5.1) значения z и п, получаем
„ ЮООо
-- SZ >
т. е. убеждаемся, что минутная подача (производительность) не
зависит от диаметра фрезы.
При торцовом симметричном фрезеровании с увеличением диа-
метра фрезы уменьшается длина дуги контакта зуба при резании,
увеличивается средняя толщина срезаемого слоя, но при этом за
счет уменьшения дуги контакта увеличивается неравномерность
173
нагрузки на зубья фрезы. Длина пути врезания и выхода при тор-
цовом симметричном фрезеровании с увеличением диаметра умень-
шается, и это может способствовать повышению производитель-
ности труда. При несимметричном торцовом фрезеровании длина
дуги контакта увеличивается, увеличивается равномерность фре-
зерования, уменьшается средняя толщина сечения срезаемого
слоя, но при этом и уменьшается производительность за счет
увеличения пути врезания и выхода фрезы. Кроме того, увеличение
диаметра фрезы увеличивает мощность, потребную для резания,
за счет увеличения числа зубьев, находящихся в контакте с по-
верхностью резания (кроме торцового симметричного фрезеро-
вания, при котором наблюдается обратная картина), что необ-
ходимо учитывать при выборе мощности станка (или при выб-
ранной мощности станка при выборе режимов резания).
Для концевого инструмента выбор диаметра фрезы не вызы-
вает особых осложнений, для насадного же инструмента это требо-
вание может вступить в противоречие с требованием о применении
возможно большего диаметра оправок d0, а значит, и отверстия
в корпусе фрезы. Диаметр оправок должен, во-первых* обеспечи-
вать устойчивую работу фрез, а во-вторых, соответствовать нор-
мальному ряду диаметров. Практика показала, что устойчивая
работа фрез обеспечивается при прогибе оправки, не превышающем
0,2—0,4 мм. Наименьший допускаемый прочностью корпуса диа-
метр фрезы D связан с диаметром отверстия фрезы d0 соотноше-
нием: D 2,25d0. Наибольшее значение диаметра насадной фрезы
определяется из конструктивных соображений.
Форма зубьев фрезы разделяется на острозаточенную
(рис. 5.2, а—д) и затылованную (рис. 5.2, е). Острозаточенная
форма — наиболее распространенная, достаточно технологичная
в изготовлении, универсальная с точки зрения доработки ее геоме-
трии при переточках во время эксплуатации под различные усло-
вия обработки. Затылованная форма целесообразна для некото-
рых видов фасонного инструмента, в основном зуборезного, но
в инструменте общего назначения не нашла широкого применения.
Особенности разновидностей острозаточенных зубьев следует
оценивать с учетом прочности зуба, определяемой углом заостре-
ния (угол заострения фрез 0 должен быть не меньше 45—50°)
или формой и размерами передней и задней поверхностей, объема
стружечной канавки, зависящего от формы задней поверхности
и высоты зуба, технологичности изготовления, переточек. Одно-
угловая форма зуба (рис. 5.2, а) — наиболее простая и техноло-
гичная, образована угловой фрезой за один проход, задний угол а
выполняется на ширине ленточки при заточке зуба. Такая форма
применяется, на торцовых зубьях цельных фрез, у зубьев, распо-
ложенных по цилиндру у фрез малых диаметров с г > 0,3d,
у,зубьев фасонных фрез. Передняя грань зуба на высоте h может
быть прямолинейной, криволинейной или комбинированной —
прямолинейной на участке, прилегающем к вершине, и криволи-
174
нейной — на некотором расстоянии от вершины. Для наглядности
эти формы передней грани (криволинейная и комбинированная)
изображены на отдельных видах зубьев, хотя следует иметь в виду,
что такие формы передней грани могут применяться и у зубьев
любой формы.
На рис. 5.2, б изображена форма зуба с ломаной спинкой,
выполняемой за два прохода при фрезеровании. Такая форма ши-
роко применяется как на цилиндрических, так и на торцовых фре-
зах, в особенности на фрезах, оснащенных твердым сплавом.
Недостаток — большая трудоемкость изготовления, чем формы,
приведенной на рис. 5.2, а. Этот недостаток устранен у фрез
(рис. 5.2, в), где ломаная форма спинки заменена на выпуклую
Рис. 5.2. Формы зубьев фрезы
криволинейную, обычно параболическую. Такая форма отлича-
ется равнопрочностью и достаточно большим объемом стружечных
канавок. Применяется для зубьев на цилиндрической части кон-
цевых фрез из быстрорежущих сталей. Параболическая форма
спинки обычно заменяется близкой к ней цилиндрической фор-
мой, при этом радиус кривизны спинки для концевых фрез диа-
метром 20—50 мм принимается равным (0,3—0,45) d. При выборе
радиуса кривизны спинки следует стремиться, чтобы этот радиус
плавно сопрягался с прямой, наклоненной под углом (причем
> а, где а — задний угол, образуемый при заточке, а аг —
угол между касательной в точке А и задней гранью). Недостатком
профиля является сложность получения равномерной ленточки /
при допустимых ошибках в изготовлении параболической или
радиусной спинки: даже небольшое смещение спинки относительно
оси вызывает резкое увеличение ширины ленточки, что ужесто-
чает требования к точности изготовления, а значит, и повышает
трудоемкость формообразования. Этот недостаток формы зуба
175
устранен применением выступающей ленточки (рис. 5.2, г и д).
Криволинейная форма затылка при этой форме зуба сохраняется.
Эта форма имеет все достоинство формы зуба, приведенной на
рис. 5.2, в. Применяется она у концевых и насадных фрез для
зубьев, расположенных по цилиндру. Недостатком формы явля-
ется повышение требований к точности изготовления инструмента
второго порядка и точности настройки станка. Большая часть
концевых фрез зарубежных фирм выполняется с такой формой
зуба. Профиль зуба формы, приведенной на рис. 5.2, е, применя-
ется редко, отличается затылованной формой задней поверх-
ности, спад которой k определяется требуемым для резания значе-
нием заднего угла а, который при переточках фрезы по перед-
ней поверхности должен оставаться постоянным.
Важным параметром, характеризующим зуб фрезы, является
также его высота h. С увеличением высоты зуба повышается число
возможных переточек, объем стружечных канавок, но одновре-
менно возрастает нагрузка на корневое сечение зуба за счет уве-
личения изгибающего момента. Высота зуба обычно характеризу-
ется коэффициентом высоты К и связана с ним зависимостью
h = Kd!z. На основании практических наблюдений установлены
следующие значения коэффициента высоты зуба К для различных
типов фрез:
Концевые фрезы................................. 0,9—1,2
Торцовые и цилиндрические фрезы:
с крупными зубьями....................... 1,2—1,5
с мелкими » ....................... 0,8—0,9
Дисковые дву- и трехсторонние фрезы............ 1,4—1,8
Для стандартных концевых фрез значение высоты зуба уста-
новлено из зависимости
h = (0,064-0,25) d.
Не менее важным параметром формы зуба является радиус г
перехода от спинки к передней грани зуба. Как было показано
выше, он является концентратором напряжений в зоне перехода
и от него зависят напряжения, а значит, и прочность фрезы. С це-
лью снижения напряжений необходимо стремиться к увеличению
радиуса г, но при этом ослабляется сам зуб и изменяется (в не-
желательную сторону) форма передней поверхности. Уменьшение
радиуса г увеличивает напряжения на дне канавки и препятст-
вует свободному сходу стружки. Проверка правильности выбора
радиуса г с точки зрения возникающих напряжений может быть
осуществлена по приведенной в гл. 1 методике. Проверка радиуса
с точки зрения стружкоотвода и размещения стружки может быть-
произведена по формуле
где kc — коэффициент размещения стружки (обычно kc = 34-4);
t — глубина резания, мм.
176
Упрощенно
г V ~s}.
Обычно радиус т выбирается из конструктивных соображений
в пределах (0,44-0,75) h и значительно превосходит величину,
рассчитанную из условия стружкоотвода.
Важным параметром конструкции фрезы, как многозубого
инструмента, является число зубьев. Число зубьев оказывает
прямое влияние на производительность труда, на процесс фрезе-
рования, на потребляемую при резании мощность. Наивыгодней-
шее число зубьев фрез для черновых работ, по исследованиям
М. Н. Ларина, может быть определено из соотношения:
- __£г£_
‘опт ,о.5 0.5 »
тах*г max
где Сг — коэффициент, зависящий от типа фрезы (для цилиндри-
ческих, дисковых и других фрез С2 = 0,2, для торцовых фрез
Сг = 0,6); d —наружный диаметр фрезы.
При чистовом фрезеровании, когда объем снимаемой стружки
и нагрузки на зуб невелики, одним из условий выбора числа
зубьев z может служить зависимость числа зубьев от числа пере-
точек i:
z = nd/(4ix1),
где —толщина слоя, снимаемого за одну переточку.
При использовании данной зависимости следует иметь в виду,
что толщина стачиваемого слоя при переточках равна половине
высоты зуба, а высота зуба равна половине шага зуба по дуге
окружности /г, Упрощенно число зубьев может также быть опре-
делено из следующих соотношений:
Концевые фрезы....................... (0,34-1,3) d
Обдирочные фрезы ...................... (0,084-0,2) d
Цилиндрические фрезы ................. (0,14-0,15) d
Не менее важным является распределение зубьев по окружно-
сти наружного диаметра. Зубья могут распределяться равномерно,
с одинаковым угловым шагом, и неравномерно, с неодинаковым
угловым шагом между соседними зубьями. Последнее рекоменду-
ется для снижения вибраций в процессе работы. В табл. 5.2 при-
ведены рекомендуемые стандартами значения центральных углов
расположения зубьев у фрез с неравномерным расположением
зубьев.
Для обеспечения достаточно равномерного процесса фрезеро-
вания необходимо, чтобы в работе фрезы постоянно участвовало
несколько зубьев. Число одновременно участвующих в работе
зубьев гр определяют по следующей формуле:
__ 2ф । BztgCD
zp — 360 “Г nd 1
177
где ф — теоретический угол контакта между фрезой и поверх-
ностью резания, ...°; В —ширина фрезерования, мм; со —угол
наклона винтовых зубьев фрезы, ...°.
Угол наклона винтовых зубьев со влияет на направление по-
Центральные углы (... )
расположения зубьев у фрез
с неравномерным угловым шагом
Число зубьев Угол между соседними зубьями,
Ф1 Фс Ф1 Фа Фе ф« ф$ Фе
3 4 5 6 8 110 90 68 57 42 123 85 72 63 48 127 90 76 57 42 95 68 63 48 76 57 42 63 48 42 48
тока стружки, на значение переднего угла торцового зуба у кон-
цевых фрез (если этот угол не затачивается), на плавность работы
фрезы, на сечение стружки (при работе зубьями, расположенными
на цилиндрической части фрезы), на прочность и жесткость фрезы.
С точки зрения отвода
Таблица 5.2 стружки целесообразно
увеличивать угол со до
45—60°, однако при этом
возрастает осевая состав-
ляющая равнодействующей
сил резания, что (при пра-
вом вращении и правом
наклоне канавок со) при-
водит к нежелательному
увеличению нагрузки, на-
правленной от шпинделя
станка.
Для цили н др и чес к и х
фрез угол со равен углу
X: положительному при
совпадении направлений вращения и винтовой канавки и от-
рицательному— при их несовпадении. При отрицательном
значении угла со (и X) осевая сила всегда действует в сторону
шпинделя станка, что способствует стабильной работе станка,
но вместе с этим поток стружки направляется к рабочему торцу
(у торцовых концевых фрез), вызывая пакетирование стружки
и другие нежелательные явления.
Благоприятное влияние угол со оказывает на фактический
передний угол зуба цилиндрической .части фрезы, который изме-
ряется в направлении схода стружки у„. С увеличением угла со
разница между передним углом в нормальном к режущей кромке
сечении yN, передним углом у в нормальном к оси фрезы сечении
и уп возрастает. Значение угла у определяется по формуле
tg у = tg yN/cos со,
а значения угла yD — зависимостью
sin уп = sin2 со
cos2 со tg yN
К14- tga <0 Ч- tg2 '
Расчеты, произведенные по приведенной формуле, показывают,
что при yN = 5° и со = 5° угол уп также равен 5°; при yw — 5°
и со = 30° у„ = 17°50', а при yN = 5° и со = 60° уп = 49°30';
при у/у = 10° и со = 30° уп = 21°20', а при том же yw, но со =
= 60° уп = 50°30'-.
478
Исследования стойкости фрез с разными значениями угла о
показали, чтб с увеличением угла наклона зубьев о от 10 до
60° стойкость фрезы возрастает от трех до пяти раз. Благоприят-
ный отвод стружки способствует снижению удельной нагрузки и
удельных сил резания на фрезу. Сильное влияние, которое оказы-
вает угол ш на фактический передний угол, позволяет уменьшать
значения этого угла с целью упрочнения режущей кромки, ком-
пенсируя разницу увеличением угла со. Особенно эффективно
такое уменьшение угла yN при обработке материалов, требу-
ющих больших передних углов (легкие сплавы, некоторые жаро-
прочные стали и т. д.). Увеличение угла со способствует также
и более плавной работе за счет увеличения коэффициента перекры-
тия, т. е. увеличения числа зубьев, одновременно находящихся
в контакте с поверхностью резания. Однако большие значения
углов со приводят к увеличению передних углов и ослаблению тор-
цовых зубьев фрез, к усложнению заточки и переточки зубьев при
эксплуатации. Практически установленные определенные диапа-
зоны значений угла со для различных видов фрез приведены ниже.
Цилиндрические концевые фрезы......................30—45
» насадные » 45—60
Дисковые дву- и трехсторонние фрезы................. 10—20
Мелкозубые цилиндрические фрезы....................20—30
Угол X—угол наклона режущих кромок у цилиндрических
фрез —совпадает с углом со, у торцовых —определяется как
угол между вектором скорости в данной точке кромки и нормалью
к главной режущей кромке в той же точке, измеряемой в плоскости
резания. Угол % положительный, если вектор скорости и проекция
режущей кромки на плоскость резания образуют острый угол,
и отрицательный —если этот угол тупой. Угол X влияет на на-
правление отвода стружки, на прочность режущих кромок, на
последовательность вступления в работу и выхода из обрабаты-
ваемого изделия различных точек режущей кромки. Так, при
& > 0 первыми вступают в работу и первыми заканчивают ее точки
режущей кромки, удаленные от вершины кромки, что создает
благоприятное распределение нагрузок, а сама режущая часть
упрочняется; при X < 0 — первыми вступают и первыми за-
канчивают работу участки режущей кромки, расположенные
у вершены зуба, что при обработке по корке позволяет начинать
работу с менее твердых участков обрабатываемой поверхности.
Угол к у торцовых зубьев обычно непостоянен по величине, он
меняется в зависимости от формы и расположения режущей
кромки.
Различные формы торцовой части фрез, наиболее часто встре-
чающиеся на практике, приведены на рис. 5.3. Как видно из ри-
сунка, формы достаточно просты и не требуют специальных
пояснений. Однако необходимо отметить, что важное значение на
179
работоспособность фрезы оказывает переходный участок рт тор-
цовой режущей кромки к цилиндрической. Для мелких фрез и
фрез шпоночных этот участок заострен (рис. 5.3, а) или скруглен
(рис. 5.3, б), при увеличении радиуса R торцовый зуб приближа-
ется по форме к фасонному, а затем — к закругленному
(рис. 5.3, ж). Для крупных фрез переходный участок вы-
полняется в виде фаски с углом 45° и шириной с = 0,5-j-1,5 мм
(рис. 5.3, в).
Задний угол а предназначен для снижения трения задней
поверхности зуба об обрабатываемую поверхность. Различают
угол а в нормальном к оси фрезы сечении и угол aN в нормальном
к режущей кромке сечении. Они связаны между собой зави-
симостью tg aN = tg a cos g>.
Рис. 5.3. Формы торцовой части фрез
В стандартах приводятся значения как aN, так и а.
В зависимости от типа фрезы и обрабатываемого материала
угол а принимает значения от 6 до 30°. Однако применение боль-
ших углов нежелательно из-за ослабления режущей кромки и
повышенного размерного износа.
На твердосплавных фрезах и фрезах, оснащенных сверхтвер-
дыми материалами и минералокерамикой, задние углы обычно
не превышают значений 5—10°.
Передний угол у предназначен для облегчения работы зуба
при деформации стружки. Чем больше угол у, тем легче осущест-
вляется процесс резания, уменьшаются тепловыделение и мощ-
ность, затрачиваемая на резание, но одновременно ослабляется
режущая кромка. С уменьшением угла у режущий клин упрочня-
ется, но мощность, затрачиваемая на резание, возрастает, воз-
растает и тепловыделение. Предельные значения передних углов:
от —15 (для минералокерамических фрез) до 4-30° (у фрез для
обработки легких сплавов). Значения углов y.v в зависимости
от физико-механических свойств обрабатываемого материала при-
ведены в табл. 5.3.
180
Главный угол в плане <р определяет толщину срезаемого слоя
металла в зависимости от глубины резания и подачи. С уменьше-
нием угла ср толщина среза уменьшается, ширина увеличивается,
улучшается теплоотвод, но при этом возрастает удельная работа
резания, изменяется в худшую сторону соотношение между состав-
ляющими силы резания.
Для того чтобы снизить отрицательное влияние малых углов ф,
иногда режущую кромку выполняют с двумя углами ф: первый
(у вершины) — с малыми значениями угла (ф0) и второй — с уве-
личенными значениями угла. Соотношение между этими углами
равно 1 : 2 (малый в два
Угол ф определяется
конструкцией инструмен-
та. Для концевых, цилин-
раза меньше большого).
Таблица 5.3
Значения углов (...°)
в нормальном сечении в зависимости
от обрабатываемого материала [50]
Обрабатываемый материал Фрезы
из бы- строре- жущей стали твердо- сплав- ные
Сталь: ав < 600 МПа ав = 6004- 4-1000 МПа ав> 1000 МПа Чугун Титановые сплавы Жаропрочные спла- вы 20 15 10—12 5—15 5 + I + СИ ,|. 1 сл_|_ | ° -1- — о -|- 1 ^-1- 1 01 СП ел
дрических и дисковых фрез
угол ф = 90°; для угловых
фрез угол ф определяется
их назначением.
Вспомогательный угол
в плане фх оказывает влия-
ние на качество обрабаты-
ваемой поверхности, на
прочность вершины зуба,
на плавность работы. С
уменьшением угла фх ше-
роховатость обработанной
поверхности снижается,
вершина зуба упрочняется,
но процесс резания начи-
нает сопровождаться виб-
рациями. Предельные зна-
чения угла фх = 04-10°.
Особое место среди цельных концевых фрез занимают фрезы
шпоночные. Отличительной их особенностью является своеобраз-
ная форма торцовых зубьев и массивное сечение перьев. По форме
торцовых зубьев (см. рис. 5.3) можно выделить две разновидности
фрез: с симметрично расположенными режущими кромками
(рис. 5.3, е) (обычно применяется для фрез из быстрорежущих ста-
лей) и с несимметричными зубьями (рис. 5.3, г и д), один из ко-
торых перекрывает по длине центр фрезы на величину 0,5—1 мм,
а второй —не доходит до центра фрезы (применяется для твердо-
сплавных фрез). Своеобразие формы торца фрез объясняется необ-
ходимостью работы врезанием (с осевой подачей); при этом весь
металл до центра фрезы должен срезаться, что и обеспечивается
при рассмотренных разновидностях формы кромок. Углы резания
торцовых зубьев шпоночных фрез аналогичны углам, рассмот-
ренным выше, за исключением угла X, который принимается
равным 0.
181
Рабочая часть концевых и цилиндрических (реже дисковых)
фрез (особенно для черновых работ) снабжается иногда стружко-
разделительными канавками, прорезанными под углом или пер-
пендикулярно к режущим кромкам зубьев. Канавки затылован-
ные или незатылованные располагаются в шахматном порядке
для того, чтобы на обрабатываемой поверхности не воспроизво-
дился их профиль. Дальнейшим развитием фрез со стружколо-
мающими канавками явилось создание и выпуск некоторыми за-
рубежными фирмами концевых фрез с волнообразной формой
передней поверхности. При заточке зуба с волнообразной передней
поверхностью по задним поверхностям режущая кромка вдоль
зуба принимает также волнообразный вид.
В.2. СБОРНЫЕ ФРЕЗЫ
Преимущество этих фрез — уменьшенный расход инструмен-
тальных материалов, повышенная долговечность корпуса и дета-
лей крепления, возможность достаточно простого изменения гео-
метрических параметров режущих кромок инструмента при пере-
точках во время эксплуатации. Основные типы и размеры сборных
фрез приведены в табл. 5.4.
Фрезы состоят из корпуса, режущих и крепежных элементов.
К режущим элементам относятся гладкие или рифленые ножи
с цельной или напайной рабочей частью, пластинки из инстру-
ментальных материалов. По способу закрепления на станке сбор-
ные фрезы делятся на концевые и насадные.
Материалом корпуса сборных фрез является обычно сталь
марок 40Х, 45, 50Х. Твердость корпуса находится в пределах
HRC 35—55. Корпуса державок изготовляются из сталей марок
У8, 45, 40Х или 9ХС и имеют твердость после термообработки
HRC 45—55. Иногда державки изготовляют методом порошковой
металлургии из композиций железо—медь—никель—углерод.
Твердость корпусов при этом не меньше НВ 90.
Материал цельных ножей — быстрорежущие стали твердостью
HRC 62 —65. В качестве материала режущих элементов напайных
ножей применяются синтетические сверхтвердые материалы, та-
кие как эльбор Р, гексанит Р, белбор, карбонадо, баллас и т. д.,
твердые сплавы марок ВК8, ВК6 (для обработки чугуна),
Т5К10, Т14К8, Т15К6 (для обработки сталей). Материалом твердо-
сплавных многогранных и круглых пластинок, применяемых при
механическом креплении, служат твердые сплавы марок ВК8, ВК.6
(при обработке чугуна), Т5К10, Т14К.8, Т15К6 (при обработке
сталей), сверхтвердые материалы, керамика. Формы пластинки
стандартные: круглая (ГОСТ 19070—73) — диаметр окружности
15,875 мм; пятигранная (ГОСТ 19064—73 и ГОСТ 19065—73) —
с диаметром вписанной окружности 15,875 мм; ромбическая
(ГОСТ 19057—73) — с диаметром вписанной окружности 12,7 мм
и выше. Степень точности пластинок — G или С.
182
Таблица 5.4
Основные типы и размеры сборных фрез
Наименование, тип и размеры
Эскиз
Фрезы из быстрорежущей стали
Фрезы трехсторонние со
вставными ножами
(ГОСТ 1669—69)
D = 804-315 мм; d0 = 274-
4-50 мм; z = 104-30; В == 124-
4-50 мм; удг = 15°; а = 12°
Фрезы торцовые насадные
со вставными ножами
(ГОСТ 1092—69)
D = 804-.250 мм; do = 274-
4-50 мм; В = 364-45 мм; г =
= 104-26
Фрезы дисковые трехсторон-
ние с впрессованными ножами
D = 1004-200 мм; d0 = 324-
4-50 мм; В = 144-40 мм; г =
= 144-24; а 12°; со = 5°
183
Продолжение табл. 5.4
Наименование, тип и размеры
Эскиз
Фрезы твердосплавные
Фрезы концевые с кониче- ским хвостовиком, с механиче- ским креплением ромбических пластинок D = 204-50 мм; L = = 120,54-186,5 мм; z = 34-5; конус Морзе № 3—5
Фрезы концевые с кониче- ским хвостовиком, с механиче- ским креплением пятигранных пластинок D = 404-63 мм; L = 140,54- 4-190,5 мм; z = 44-5; конус Морзе 4—5 См. рис. 5.4
Фрезы дисковые трехсторон-
ние со вставными ножами
(ГОСТ 5348—69)
D = 100-7-315 мм; d0 = 274-
4-60 мм; В = 144-40 мм; г =
= 84-20
184
Продолжение табл. 5.4
Наименование, тип и размеры
Фрезы торцовые насадные
со вставными ножами
(ГОСТ 8529—69)
D = 100+630 мм; dQ = 324-
4-221,44 мм; В = 504-85 мм;
г = 84-30; <р = 45; 60; 75; 90°;
у = 5°
Фрезы торцовые насадные
со вставными ножами (мелко-
зубые) (ГОСТ 9473-71)
D = 804-250 мм; d0 = 274-
4-50 мм; В = 344-42 мм; г =
= 304-52
Фрезы торцовые насадные
с механическим креплением пя-
тигранных пластин
(ГОСТ 22085—76)
D = 1004-200 мм; d0 = 324-
4-50 мм; г = 84-12
Фреза торцовая насадная со
вставными ножами, оснащен-
ными сверхтвердыми материа-
лами
D = 804-250 мм; d0 = 27-г
4- 50 мм; В = 44 мм
Эскиз
60
См. рис. 5.6
185
Пластинки могут иметь одно или многослойное износостойкое
покрытие. Целесообразно также подвергать пластинки виброгал-
товке.
Основными параметрами сборных фрез, как и цельных, явля-
ются: диаметр фрезы, число зубьев, геометрические параметры
режущих кромок, размеры сменных ножей, размеры пластинок,
размеры присоединительных элементов.
Диаметр сборных фрез D в дополнение к изложенным требова-
ниям по цельным фрезам должен быть достаточно большим, чтобы
обеспечить требуемую прочность корпуса, размещение требуемого
количества ножей. Кроме того, диаметры фрез и размеры при-
соединительных элементов должны соответствовать стандартному
ряду размеров. Концевые сборные фрезы выпускаются диаметром
от 20 до 63 мм, насадные — от 80 мм до 600 мм.
Число зубьев г сборных стандартных фрез несколько меньше,
чем у цельных, хотя в практике металлообработки известны кон-
струкции многозубых сборных фрез с отношением г : D не меньше,
чем у цельных. Наличие большого количества зубьев у сборных
фрез (а диаметр сборных фрез значительно больше диаметра цель-
ных) приводит к резкому увеличению крутящего момента и мощ-
ности резания (возрастает диаметр, возрастают ширина фрезеро-
вания В и число одновременно находящихся в работе зубьев),
поэтому при заданных мощности станка (Ne) и режимах резания
число зубьев сборных фрез целесообразно рассчитывать по фор-
мулам [25]:
при обработке стали
NeD°’'
при обработке чугуна 1
_ NeD°-li
2,53-
При расчете и выборе числа зубьев необходимо проверить
соблюдение условия равномерности фрезерования так же, как и
в конструкциях цельных фрез. При выборе фрезы из числа стан-
дартно выпускаемых изменение числа зубьев их невозможно.
В этом случае для снижения потребляемой на резание мощности
наиболее целесообразно уменьшать скорость резания.
Особую группу сборных фрез представляют торцовые фрезы.
По сравнению с цилиндрическими они обладают значительно;
большим углом контакта и большей потребляемой мощностью.
При обработке стали такие фрезы имеют пониженное число зубьев
(г : D =0,05 ч-0,1), а при обработке чугуна — повышенное (г:
: D =0,08-4-0,2). Равномерность фрезерования торцовыми фре-
1 В формулах глубина фрезерования t и ширина фрезерования В обозна-
чены применительно к обработке цилиндрическими фрезами. При работе тор-
цовыми фрезами следует показатели степеней при В и t поменять местами.
186
зами будет обеспечена при условии, что глубина фрезерования
/ D sin 360/z (фрезерование симметричное). При t — (0,6 т-0,7) D
число зубьев фрезы z =84-10.
По данным некоторых зарубежных исследований, число зубьев
торцовых фрез должно выбираться из условия, что на 1000 мм
длины окружности наружного диаметра должно располагаться
не менее 12 зубьев, угловой шаг между зубьями должен быть
неравномерным.
Кроме обычного расположения ножей часто для съема повы-
шенных припусков применяется схема со ступенчатым (двух-
и трехступенчатым) расположением ножей таким образом, что
ножи каждой ступени размещены на определенном диаметре, от-
личном от диаметра расположения ножей другой ступени.
Для чистовых работ применяются фрезы с ножами, имеющими
зачистные кромки (<рх = 0, длиной >sj, или для зачистки ис-
пользуется один нож с = 0 и длиной зачистной кромки >s0.
Хорошие результаты при этом получаются при придании зачист-
ному ножу большого (до 30°) угла X. Углы режущих кромок не-
которых стандартных фрез приведены в табл. 5.4.
При эксплуатации сборные фрезы легко перетачиваются под из-
мененные условия, что является одним из основных их преимуще-
ств. Углы первоначально образованных кромок централизованно
выпускаемых фрез могут быть использованы лишь как ориентиро-
вочные. Это в меньшей степени относится к фрезам с механиче-
ским креплением пластин из твердых сплавов и минералокерамики,
хотя и эти пластины могут подвергаться доработкам с созданием
нужных передних и задних углов и стружколомных канавок.
Размеры ножей и элементов их крепления, также как и вы-
лет ножей, влияют не только на число зубьев, но и на про-
странство для размещения стружки. Объем этого пространства
определяется вылетом зубьев относительно корпуса и расстоянием
между зубьями. С точки зрения свободного пространства вылет
ножей целесообразно увеличить до максимально возможной вели-
чины, а с точки зрения жесткости и виброустойчивости системы
СПИД — уменьшить тоже до возможно минимальной вели-
чины. Минимальная величина вылета определяется глубиной
фрезерования и некоторой дополнительной величиной, необхо-
димой для размещения стружки. Эта дополнительная величина
для разных типов фрез различна и принимается обычно равной
3—10 мм. При этом вылет не должен быть больше высоты ножа
(его размера в направлении действия окружной силы Рг). В слу-
чае необходимости в большем вылете нож должен иметь опору
на корпус (прямо на корпус либо через промежуточную про-
кладку). У фрез с механическим креплением неперетачиваемых
пластин непосредственно на корпусе вылет пластины над корпу-
сом незначительный — в пределах 0,5—1,0 мм — для обеспече-
ния гарантированного зазора между пластиной, опорой корпуса
и обработанной поверхностью. Высота ножей (наименьшая) для
187
различных фрез неодинаковая. У дисковых трехсторонних бы-
строрежущих фрез с рифлеными ножами она равна 3,72—7,72 мм,
у дисковых трехсторонних фрез с запрессованными гладкими
быстрорежущими ножами она равна ~5 мм, у фрез дисковых
трехсторонних, оснащенных твердым сплавом, — 8,3—14,3 мм,
у фрез торцовых быстрорежущих с рифлеными ножами — 5,72—
7,72, у фрез торцовых, оснащенных твердым сплавом с рифле-
ными ножами, — 8,47—18,94 мм, у фрез торцовых с гладкими
ножами, оснащенными твердым сплавом, — 12—18 мм, у фрез,
оснащенных сверхтвердым материалом, диаметр ножа равен 10 мм.
Рис. 5.4. Концевая фреза с механическим крепле-
нием твердосплавных пластинок
Крепежные и присоединительные элементы фрез регламентиро-
ваны требованиями соответствующих стандартов и рассмотрены
в гл. 1.
Работоспособность многозубого инструмента зависит от точ-
ности взаимного расположения режущих зубьев. У стандартных
фрез регламентируются: радиальное биение двух смежных 6СМ
и двух противоположных бп зубьев, а также торцовое биение.
Для цельных фрез SCM = 0,02-5-0,06 мм, для сборных фрез
дсм =0,05-5-0,15 мм. Величина 6П =0,04-5-0,06 мм — для цель-
ных фрез и 6П <• 0,1 — для сборных фрез. Торцовое биение
у цельных фрез допускается до 0,02—0,04 мм, у сборных фрез —»
до 0,05—0,1 мм.
188
Рис. 5.5. Фреза с тангенциальным рас-
положением твердосплавных четырехгран-
ных пластинок
Параметр шероховатости передних и задних поверхностей
у быстрорежущих фрез Ra = 0,63 мкм, у твердосплавных фрез —
Ra = 0,32 мкм, параметр шероховатости поверхностей спинок и
винтовых канавок Ra — 2,5 мкм.
Конструкции некоторых серийно выпускаемых нестандартных
фрез приведены ниже.
Фрезы концевые с механическим креплением пятигранных или
ромбических твердосплавных пластинок (рис, 5,4) состоят из
корпуса 1 с гнездами под
пластинки и конического хво-
стовика для крепления на
станках. В корпус встав-
ляется и закрепляется втулка
2, на которой в радиальном
направлении базируются пла-
стинки 3. Пластинка опира-
ется на основание гнезда
корпуса и прижимается к
базовым плоскостям корпуса
и втулки с помощью пружи-
нящего штифта 4 (способ
крепления таким штифтом
предложен ленинградским
новатором М. А. Зайцевым).
Смена лезвия после его зату-
пления осуществляется вы-
прессовкой штифта 4, пово-
ротом или заменой пластинки
и запрессовкой штифта. Раз-
меры . фрез приведены в
табл. 5.3. Кроме стандартных
твердосплавных пластинок в
корпус фрезы можно устано-
вить и другие (по маркам
сплавов, формам передней
поверхности отличные от
стандартных) пластинки.
Фрезы с тангенциальным
тырехгранных пластинок (рис. 5.5) состоят из корпуса 1 с гнездами
под пластинку, четырехгранных пластинок 2, винта-коромысла 3,
шарика 4 и гайки 5. Пластинки на корпусе закреплены танген-
циально, при этом усилие резания Р2 действует в направлении
большей стороны пластинки, за счет чего нагрузки на пластинку
могут быть повышены. Смена пластинок осуществляется поворо-
том гайки 5; при этом винт-коромысло 3 перемещается вдоль оси,
касается шарика 4 участками своей канавки возрастающей глу-
бины и освобождает пластинку. После поворота или замены пла-
стинки винт-коромысло 3 с помощью гайки перемещается в об-
расположением твердосплавных че-
189
ратном направлении, шарик скользит вдоль уменьшающейся по
глубине канавки, наклоняет винт-коромысло 3 относительно
шарика и прижимает пластинку к базовым поверхностям корпуса
(конструкция фрезы предложена ленинградским новатором
В. Е. Сучковым). Фрезы применяются при черновых работах.
В качестве режущих пластинок используются стандартные че-
тырехгранные пластинки из твердого сплава. На пластинках
шлифуются передняя и задняя грани и радиус при вершине.
Материалом пластинок могут быть как стандартные марки твер-
дых сплавов, так и новые безвольфрамовые сплавы. Диаметр
выпускаемых фрез D = 160-$-250 мм.
I
Рис. 5.6. Торцовая насадная фреза, оснащенная напайными державками
Фрезы, оснащенные сверхтвердыми синтетическими матери-
алами, выпускаются двух видов: фрезы торцовые насадные, ос-
нащенные напайными державками, и фрезы торцовые концевые,
оснащенные механически закрепляемыми вставками из компози-
ционных сверхтвердых материалов.
Фреза торцовая насадная, оснащенная напайными держав-
ками (рис. 5.6), состоит из корпуса /, в отверстиях которого раз-
мещены державки 2 с режущими элементами 3. Крепление дер;
жавок в корпусе осуществляется втулкой 4 с клиновидным ско-г
сом, перемещение которой производится за счет вращения винта 5.
Предварительная осевая регулировка положения державок в кор-
пусе осуществляется с помощью винтов 6, а угловая ориентация
державок — за счет лыски на корпусе державки и соответствую-
щего скоса на втулках 4. Ножи 2 после установки в корпусе и
предварительной регулировки затачиваются по передней и зад-
ним (главной и вспомогательной) поверхностям. Державки фрез
190
унифицированы, имеют цилиндрическую форму с лыской, пред-
варительно заточены и поставляются в качестве запасных как
с фрезой, так и отдельно (по заказам). Исследования показали
высокую работоспособность фрез даже при обработке сталей, за-
каленных до твердости HRC 62—64. Зависимость износа фрез
и их стойкости от скорости резания и подачи приведена на
рис. 5.7. На основании исследований установлен критерий затуп-
ления фрез по задней грани ha — 0,4 мм.
Рис. 5.7. Зависимость износа фрез h3
и их стойкости Т от скорости резания
и подачи при обработке сталей марок
9ХС (а) и ХВГ (б и а)
Номер опыта V, м/мин мм/зуб WW HRC
/ 125,6 0,02 0,6 55-60
2 201 0,02 0.3
Фрезы рекомендуются для чистового и тонкого фрезерования
плоскостей чугунных, стальных термообработанных, пластмассо-
вых изделий, а также изделий из композиционных материалов.
Параметр шероховатости поверхностей после обработки Rz =
— 6,3 -ьЗ,2 мкм, размерный износ при обработке стали не превы-
шает 4 мкм на длине пути фрезерования L = 1000 мм, при обра-
ботке чугунов — 2 мкм на L = 1000 мм.
Аналогичную же конструкцию крепления державок имеет
и фреза для съема припуска глубиной до 1 мм. Единственным ее
отличием является ступенчатое расположение державок.
191
Фрезы торцовые концевые, оснащенные механически закреп-
ляемыми вставками из композиционных сверхтвердых материалов,
Твердого сплава или минералокерамики (рис. 5.8), состоят из
корпуса 1 с гнездами под вставки и коническим хвостовиком,
зажимного рычага 2, вставки 3 из композиционного материала и
гайки 4. Смена режущих лезвий вставок осуществляется путем
поворота или замены вставки. Для этого отворачивают гайку 4,
смещают рычаг влево, заменяют лезвие и перемещают рычаг вправо
затяжкой гайки 4; при этом рычаг благодаря наклонному скосу,
имеющемуся на его поверхности, закрепляет пластинку. Вставки
изготовляются двух типов: цилиндрическими
и гексагональными (шестигранными). Диа-
Рис. 5.8. Концевая торцовая фреза с механически
закрепляемыми вставками из композиционных
сверхтвердых материалов, твердого сплава или ми-
нералокерамики
метр вписанной окружности шестигранной вставки равен 6,35 мм*
диаметр круглой вставки — 7 мм, высота — 5 мм. Вставки шли-
фованы по всем поверхностям, режущие лезвия могут быть
округлены.
Фрезы используются для чистовой и получистовой обработки
чугуна (припуск до 2 мм), закаленных сталей и хрупких материа-
лов. Размеры фрез: D = 25 4-63 мм; z = 64-14.
5.3. РЕЖИМЫ РЕЗАНИЯ, СИЛЫ И МОЩНОСТЬ,
ПОТРЕБНЫЕ НА РЕЗАНИЕ
Процесс фрезерования отличается переменными (ударными)
нагрузками, а также изменяющейся толщиной срезаемого каж-
дым зубом слоя.
На рис. 5.9 показаны схемы фрезерования цилиндрическими
и торцовыми фрезами. В первом случае (рис. 5.9, а) наибольшая
толщина срезаемого слоя при фрезеровании (мм) выражается для
одного зуба зависимостью [9 ]
«max =2SZ W,
где t — глубина резания, мм; D — диаметр фрезы, мм,
192
Наибольшая площадь среза
f = В^тах»
средняя толщина среза
«ср = s2 VtiD\
средняя площадь среза каждым зубом
/ср = ВяСр.
Рис. 5.9. Схемы фрезерования: а — ци-
линдрическими фрезами; б — торцо-
выми фрезами, симметричное фрезеро-
вание; в — торцовыми фрезами, несим-
метричное фрезерование
При расчете значения полной площади, срезаемой всеми зу-
бьями фрезы, аналитическая ее зависимость достаточно сложна.
Сложность эта объясняется наличием нескольких зубьев, находя-
щихся одновременно в контакте с поверхностью резания, и пе-
ременным сечением слоя, снимаемого каждым зубом. Практи-
чески среднюю площадь срезаемого слоя (мм2) можно определить
через объем металла Q (мм3), снимаемого фрезой в минуту, и ско-
рость резания и (м/мин), т. е.
/ср = Q/V.
В свою очередь,
п Bts,zn nDn.
Q = -io6o-’ а у = Лобо’
тогда
г BtS2Z
7 Г. В. Филиппов
193
Во втором случае при торцовом фрезеровании (рис. 5.9, б),
значение средней толщины среза можно найти, разделив /ср на
глубину фрезерования В.
Для фрез из быстрорежущей стали наибольшая толщина среза-
емого зубом слоя отах = 0,3-ь0,35 мм, а минимально допустимая
толщина срезаемого зубом слоя amln = р, где р — радиус скруг-
ления режущей кромки, мкм [р = 35 — 0,55 (а +у)]. Для фрез
из твердых сплавов наибольшая толщина среза ашах = 0,2 мм.
Режимы фрезерования, силы и мощность определяются с по-
мощью нормативов или расчетным путем.
Порядок расчета должен учитывать следующие положения.
Фрезы из быстрорежущих сталей применяются, как правило,
для обработки обычных конструкционных материалов; фрезы,
оснащенные твердым сплавом, обрабатывают как конструкцион-
ные, так и труднообрабатываемые материалы. Твердосплавный
инструмент более износостоек, но прочность его лезвий ниже проч-
ности быстрорежущего инструмента; при работе твердосплавными
фрезами необходимо обеспечить достаточную жесткость системы
СПИД.
Глубина фрезерования (t — при цилиндрическом или В —
при торцовом) определяется обычно с учетом технологических
соображений и предельных возможностей конструкций станка.
Так, диаметр фрез и глубина фрезерования могут быть выбраны
для цилиндрических фрез из следующих соотношений:
при ширине фрезерования 70 мм
t............................... 2 5
D ........................... 50 63
при ширине фрезерования 100 мм
t..................................... 2 5
D ............................. 80 80
при ширине фрезерования 150 мм
t..................................... 2 5
D .............................100 100
8 Ю
80 100
8 10
80 100
8 10
125 125—150
Для торцовых фрез диаметром 50—100 мм наибольшая глубина
фрезерования /=40н-60 мм, ширина В — до 4 мм; для фрез
диаметром 100—250 мм наибольшая глубина t= 80 ч-180 мм,
ширина В —до 6 мм; для фрез диаметром 320 мм наибольшая глу*
бина t = 250 мм, ширина В = 8 мм; для фрез диаметром 400—
500 мм наибольшая глубина t = 350 мм, ширина фрезерования
В = 10 мм.
Для дисковых фрез при глубине фрезерования 5; 10; 20; 50;
100 мм и ширине фрезерования 10 мм диаметр фрезы выбирается
равным соответственно 50; 63; 100; 160 и 250 мм, при ширине
фрезерования 20 мм — равным соответственно 63; 80; 125; 200
и 250 мм и при ширине фрезерования 40 мм — равным соот-
ветственно 80; 100; 125; 200; 320 мм.
Подача на зуб s2 оказывает сильное влияние на стойкость
фрезы (причем это влияние усиливается с увеличением значения sj,
на плавность ее работы, качество обрабатываемой поверхности^
194
Таблица 5.5
Скорость резания при работе торцовыми фрезами с механическим креплением многогранных твердосплавных пластинок
Обрабатнваемнй материал Твердость Материал инструмента
Т15К6 Т14К8 1 Т5КЮ вк«
s^, мм/зуб
0,2 0,1 0,05 0,25 [ 0.1 0,05 0,3 1 0.? 0.1 | 0,3 0,2 0,1
Углеродистая сталь с мас- совой долей углерода, 0,15 0,35 0,70 125 150 250 160 120 100 220 150 130 300 210 160 140 100 60 200 150 НО 250 190 150 100 90 70 140 120 100 180 150 120 — — —
Легированная сталь 150—200 200—250 250—300 300—400 120 150 120 100 90 180 160 140 120 Ills 130 ПО 90 80 160 150 130 ПО 80 70 60 50 ПО 90 80 65 130 ПО 100 80 — — —
Стальное литье: нелегированное низколегированное высоко л егир ова н ное 150 150—200 160—200 — 140 100 180 140 по 90 140 ПО 160 140 80 60 50 100 80 60 120 100 80 — — —
Нержавеющая сталь: ферритная, мартен- ситная аустенитная 120—220 150—180 — 140 180 120 130 150 100 80 130 100 160 120 60 50 80 70 100 90
Ковкий чугун: стружка надлома сливная стружка 110—145 220—250 — — — — — — — — — 60 50 80 60 109 70
Серый чугун: низкопрочный высокопрочный 180 250 — — — — — — — — — 60 50 90 70 120 90
Подачу на зуб выбирают для каждого случая обработки инди-
видуально. Так, при чистовых операциях подачу на зуб (мм/зуб)
определяют по формуле
CJix>D*»
S СК
Рис. 5.10. Зависимость удель-
ной силы резания от твер-
дости обрабатываемого мате-
риала и толщины срезаемого
слоя при работе торцовыми
фрезами, оснащенными не-
перетачиваемыми пластин-
ками из твердого сплава:
/—сталь с НВ < 150;>2—сталь
с НВ <220; 3 сталь с НВ >220
где Нск — среднеквадратичная высота микронеровностей.
Для различных видов фрез и обра-
батываемых материалов Cs = 0,0125 ч-
-ч- 0,09. При фрезеровании цилиндри-
ческими фрезами стали марки 40 xs =
= 0,83; ys = 0,07; zs = 0,64, при тор-
цовом фрезеровании сталей марок 10,
20, 35, 45, 20Х, 40Х xs = 1,25; ys и za
равны нулю.
Стойкость концевых, дисковых, ци-
линдрических и торцовых фрез из бы-
строрежущих сталей в зависимости от
диаметра приведена ниже:
D, мм ... 20 50 75 150 200 500
Г, мин . . .60 80—100 90—170 170 250 500
Стойкость твердосплавных фрез с
напайными пластинками в зависимости
от диаметра:
D, мм 75 150 200 500
Т, мин 90—130 200 300 800
Стойкость определяется допустимым
износом, который для цилиндрических
быстрорежущих фрез равен 0,15—0,3 мм
(чистовые работы) или 0,4—0,8 (черно-
вые работы). Допустимый износ торцовых и дисковых твердо-
сплавных фрез 1,5—2,5 мм (черновая обработка) или 1,0—1,5
(чистовая обработка), цилиндрических фрез — 0,5—0,7 мм.
Скорость резания при любом фрезеровании определяют по
уравнению
С„РЧмр
Значения постоянных и показателей степени этой формулы
находят из справочников.
Режимы резания при работе торцовыми фрезами с механиче-
ским креплением твердосплавных пластинок могут быть выбраны
из табл. 5.5. Режимы резания при работе торцовыми фрезами,
оснащенными напайными державками из эльбора Р, белбора,
гексанита рассмотренной выше конструкции, приведены в табл. 5.6.
196
Таблица 5.6
Режимы резания при работе торцовыми фрезами,
оснащенными напайными державками из эльбора Р
и других сверхтвердых материалов
Обрабатываемый материал Режимы резания
7', М/МПН s2, мм/зуб
Углеродистая и легированная сталь: HRC 35—50 Я/?С>50 Серый чугун Отбеленный чугун 120—180 80—120 400—500 200—300 0,02—0,04 0,01—0,04 0,04—0,08 0,02—0,04
Примечание. Ширина фрезерования <— 0,5 мм. где D — диаметр фрезы. глубина фрезерования — (0,4-=-0,8) D,
Приведенные режимы резания обеспечивают стойкость фрез,
оснащенных напайными державками из сверхтвердого матери-
ала, от 120 до 150 мнн. Критерием затупления является износ
по задней грани h3 = 0,44-0,5 мм или ухудшение качества обра-
ботанной поверхности (Ra = 1,25 мкм).
При переточках напайных державок следует обеспечить тре-
буемое качество задних (главной и вспомогательной) поверхно-
стей и поверхности радиуса при вершине (или зачистной фаски).
Параметр шероховатости этих поверхностей для эльбора Р и бел-
бора Р должен соответствовать Ra = 0,32 мкм, а для гексанита
Р — Ra = 0,16 мкм.
Таблица 5.7
Значения удельного объема снятого металла qN при работе
цилиндрическими, дисковыми и концевыми сборными фрезами [61]
Обрабатывав’ мый материал 1 = 0,02-5-0,03 мм | | . i = 0,05-7-0,07 мм | t = 0,12-7-0,15 мм
sz, мм/зуб
0,05 0,1 0,2 | | 0,05 0,1 0,2 0,05 | | 0.! 0,2
Конструк- ционная сталь Легированная сталь: отожженная улучшенная Чугун средней твердости Медь, бронза, цинк Легкие сплавы 6 4,5 3 10,5 14,5 28 7 5,5 3,8 12,5 17,5 34 8,5 6,5 4,5 15 21 38 7 5,5 3,8 12,5 17,5 34 8,5 6,5 4,5 15 21 38 11 8 5,5 18 25 45 8 6 4 13,5 19 36 9,5 7 4,8 16,5 23 42 12 9 6 20 28 50
197
Таблица 5.8
Значения удельного объема снятого металла qN
при работе сборными торцовыми фрезами [61]
Обрабатываемый материал Фрезерование
симметричное несимметричное
sz, м м/зуб
0,1 0,2 0,4 0,1 0,2 0,4
Конструкционная сталь Легированная сталь: 9,5 11,5 13,5 8,5 10 12
отожженная 7,5 9,5 11,5 6,5 8 10
улучшенная 5 6,5 8 4,5 6 7,5
Чугун 18,5 22,5 26,5 16,5 20 24
Легкие сплавы 45 52 60 40 48 50
Примечание.
Значения определены при фрезеровании с t = 0,5D и фрезой с угло..:
ф = 60°. Для фрез с углом (р = 90° табличные значения необходимо увеличить
на 5%, для фрез с углом Ф = 30° — снизить на 15%.
Для того чтобы улучшить качество обработанной поверх-
ности, при переточках целесообразно увеличить зачистную фаску
до значений, несколько превышающих подачу на оборот фрезы.
Это позволит исключить влияние торцового биения зубьев на
качество поверхности.
Эффективная мощность при фрезеровании определяется упро-
щенно через удельную силу резания р (Н/мм2) или удельный объем
снятого металла qN в см3/(кВт/мин).
Окружная сила
?z =
где /ср — среднее значение площади поперечного сечения среза-
емого слоя, >1 I2.
Эффективную мощность при фрезеровании (кВт) определяют
по формуле (611
Necp = Ргц/1020 или Necp = tBs№/(l000qN).
Значения удельной силы резания в зависимости от обрабаты-
ваемого материала и толщины срезаемого зубом слоя а приведены
на рис. 5.10, значения удельного объема снятого металла —
в табл, 5,7 и 5.8,
Глава 6
СВЕРЛА
Сверло — один из самых распространенных видов инстру-
мента, служащий для образования отверстий в сплошном
материале (сверления), а также для рассверливания пред-
варительно подготовленного отверстия классов точности
4—5 и рассверливания конических углублений. Наиболее рас-
пространенными типами сверл являются: спиральные .(винтовые),
перовые, кольцевые, эжекторные, одностороннего резания, ком-
бинированные. Типичным представителем этого вида инструмёнта
является спиральное сверло.
6.1. СПИРАЛЬНЫЕ СВЕРЛА
Спиральное (винтовое) сверло получило такое название бла-
годаря наличию винтовых канавок. Режущие кромки сверла
(рис. 6.1) прямолинейны и наклонены к оси сверла под некоторым
углом <р. Передняя грань / сверла представляет собой линей-
чатую, открытую, конволютную винтовую поверхность. Линей-
чатую потому, что она представляет собой геометрическое место 2
прямых линий 7 (режущих кромок); винтовую потому, что об-
разована путем винтового с постоянным шагом перемещения пря-
мых (режущих кромок); конволютную потому, что образующие
прямые 7 не совпадают с касательными к направляющей кривой;
открытую потому, что образующая поверхности не пересекает
продольную ось. Линии 3 образуют первое семейство винтовых
линий с постоянным шагом.
Задняя поверхность сверла 4 (плоская, коническая, цилиндри-
ческая или винтовая) также образована двумя параметрическими
семействами кривых 5 задней поверхности и линейчатых образую-
щих 6. Прямая 7 на пересечении передней и задней поверхностей
представляет собой главную режущую кромку сверла, прямая 8
на пересечении двух задних поверхностей — поперечную кромку
сверла. Поверхность 9 нерабочей стороны канавки образована
двумя параметрическими семействами: семейством кривых 19
нерабочей стороны и семейством винтовых линий И того же шага,
что и винтовые линии передней грани.
Основные типы и размеры централизованно выпускаемых сверл
приведены в табл. 6.1.
199
Таблица 6.1
Основные типы и размеры спиральных сверл
Наименование, тип и основные размеры
Сверла спиральные с цилиндрическим хвостовиком
Короткая серия (ГОСТ 4010—77) — d = 1,04-20 мм; А =
= 324-130 мм; I = 64-65 мм; средняя серия (ГОСТ 10902—77) —
d = 0,254-20 мм; L = 20-7-205 мм; I = 34-140 мм; длинная
серия (ГОСТ 886—77) — d= 1,954-20 мм; L — 854-255 мм;
I — 554-165 мм; сверла спиральные с коротким цилиндриче-
ским хвостовиком, длинная серия (ГОСТ 12122—77) — d =
= 1,04-9,5 мм; L = 48-^-155 мм; / = 254-110 мм
Сверла спиральные с коническим хвостовиком
(ГОСТ 10903—77)
d — 64-80 мм; L = 1404-515 мм; I = 604-260 мм, конус
Морзе № 1—6; сверла удлиненные (ГОСТ 2092—77) — d =
= 64-30 мм; L = 2254-395 мм; I = 1454-275 мм, конус Морзе
№ 1—3; сверла длинные (ГОСТ 12121—77) — d = 64-30 мм;
L = 1604-350 мм; I = 804-230 мм
Конус Морзе
Сверла спиральные малоразмерные с утолщенным цилин-
дрическим хвостовиком (ГОСТ 8034—76)
Короткие — d — 0,14-1,0 мм; L = 144-25 мм; I 0,64-6 мм;
длинные — d= 0,14-1,0 мм; L= 144-32 мм; I— 1,24-12 мм
Эскиз
шупоу,
Сверла спиральные, оснащенные пластинками из твердого
сплава, для сверления чугуна
С цилиндрическим хвостовиком (ГОСТ 22735—77) — d =
= 5,0-т-12,0 мм; L = 704-120 мм; I = 364-70 мм
С коническим хвостовиком (ГОСТ 22736—77) — d = 104-
7“ 30 мм; ^укор == 140—275 мм; /укор == 60— 12о мм; ^норм
= 1704-325 мм; /норм = 904-175 мм, Конус Морзе <№ 1—4
Сверла спиральные цельные твердосплавные с цилиндриче-
ским хвостовиком для обработки труднообрабатываемых ма-
териалов
Короткая серия, цельнотвердосплавные (ГОСТ 17274—71) —
d = 1,04-12,0 мм; L = 324-100 мм; / = 64-50 мм
Средняя серия, с напайной цельнотвердосплавнсй рабочей
частью (ГОСТ 17275—71) — d = 3,04-12,0 мм; L = 754-120 мм;
/ = 244- 70 мм; /х = 554- 75 мм (исполнение 1) или = 484-
4-65 мм (исполнение 2)
L
Продолжение табл. 6.1
Наименование, тип и основные размеры
Эскиз
Сверла спиральные цельные твердосплавные с коническим
хвостовиком для обработки труднообрабатываемых материалов
(ГОСТ 17276—71)
d = 6,0ч-12,0 мм; L— 120ч-170 мм; / = 40ч-70 мм; /г =
= 42ч- 75 мм (исполнение 1) или /2 = 36ч- 65 мм (исполнение 2)
Сверла спиральные цельные твердосплавные укороченные
для обработки труднообрабатываемых материалов
(ГОСТ 17273—71)
d = 1,5-=- 6,5 мм; L = 35ч-65 мм; I = 5ч-25 мм; dt = 4,0ч-
ч-10,0 мм
I
L
Сверла спиральные твердосплавные для обработки отверстий
в печатных платах (ГОСТ 22093—76, ГОСТ 22094—76)
d = 0,4ч-2,5 мм; L = 30ч-38 мм; / == Зч-15 мм
11
Основными конструктивными элементами спиральных сверл
являются: рабочая (режущая) часть и корпус с элементами креп-
ления.
Рабочая часть обеспечивает съем припуска, перемещение
потока стружки, направление сверла при обработке, достаточный
запас на переточку в процессе эксплуатации. Изготовляется она
из соответствующего инструментального материала и характери-
зуется геометрическими парамет-
рами углов заточки, формой и
профилем участков, образующих
режущие кромки, формой самих
кромок, габаритными размерами,
точностью исполнения и взаим-
ного расположения режущих и
направляющих элементов, качест-
вом поверхностей. Материал ра-
бочей части цельных сверл —
сталь марки 9ХС, быстрорежущие
стали и твердые сплавы группы
ВК, приведенные в гл. 2. Мате-
риалы рабочей части напайных
сверл — пластинки из твердого
сплава группы ВК.
Сверла из быстрорежущих ста-
лей диаметром свыше 8 мм (сверла
с цилиндрическим хвостовиком)
и свыше 6 мм (сверла с кониче-
ским хвостовиком) должны изго-
товляться сварными, с хвостовой
частью из углеродистых сталей.
Допускается изготовление цель-
ными сверл диаметром до 12 мм
из светлотянутой шлифованной
или полированной стали (сереб-
рянки). Кроме сварки соединение
быстрорежущей рабочей части с хвостовиком из углеродистых
сталей допускается осуществлять и другими способами, гаран-
тирующими качество соединения не хуже, чем при сварке.
Твердость рабочей части сверл из быстрорежущих сталей
диаметром до 5 мм должна быть HRC 62—64, диаметром свыше
5 мм — HRC 62—65. Рабочая часть сверла из кобальтовых
(Со 5%) и ванадиевых (V >3%) быстрорежущих сталей
должна быть выше на 1—2 ед. HRC, а твердость сверл с рабочей
частью из стали 9ХС — на 1—2 ед. HRC ниже твердости сверл
из быстрорежущих сталей. Твердость рабочей части малораз-
мерных быстрорежущих сверл должна быть для сверл диаметром
до 0,7 мм, равна HRC 59—62; для сверл диаметром свыше 0,7 мм,—
HRC 60—63, Твердость рабочей части измеряется на длине
203
Рис. 6.1. Форма рабочей части спи-
рального сверла
винтовой канавки, уменьшенной на величину не более 1,5 диаме-
тров сверла (для цельных сверл) или на длине рабочей части, умень-
шенной со стороны сварного шва на величину не более 1,5 диамет-
ров сверла, но не менее чем на 2/3 длины винтовой канавки (для
сварных сверл).
Корпуса сверл, оснащенных пластинками из твердых сплавов,
выполняются из сталей марок Р9, 9ХС, 40Х, 45Х. Стали марок
Р9 и 9ХС применяются для корпусов сверл одного диаметра с ре-
жущей частью, стали марок 40Х и 45Х применяются при изго-
товлении корпусов, диаметр которых меньше диаметра режущей
части. Корпуса из стали марки Р9 диаметром от 6 мм (сверла с ко-
ническим хвостовиком) или диаметром 8 мм (сверла с цилиндри-
ческим хвостовиком) должны изготовляться сварными, с хво-
стовиком из углеродистых сталей. Твердость корпусов, измеренная
аналогично сверлам из быстрорежущих сталей, должна быть
HRC 40—50 — для корпусов из сталей марок 40Х и 45Х;
HRC 56—62 — для корпусов из сталей марок 9ХС и Р9. Корпуса
сверл из стали марки 9ХС за твердосплавной пластинкой на участ-
ке, равном длине пластинки, могут иметь твердость на 10 ед.
HRC ниже. Рабочая часть цельных твердосплавных спираль-
ных сверл и монолитных сверл изготовляется из твердых сплавов
марок ВК6М, ВК8, В К ЮМ или из других марок сплавов в соот-
ветствии с техническими условиями на заготовки сверл (гл. 10).
Материал хвостовиков составных цельных твердосплавных сверл —
сталь 45 или 40Х. Соединение твердосплавной рабочей части со
стальным хвостовиком производится пайкой (припоями Л68.
Пср-40) или другими методами, гарантирующими качество соеди-
нения. Рабочая часть быстрорежущих сверл диаметром свыше 6 мм
может быть цианирована,обработана в среде перегретого водяного
пара или подвергнута иной упрочняющей обработке.
Твердость поводков сверл с цилиндрическим хвостовиком
и лапок у сверл с коническим хвостовиком должна быть HRC 30—
45. Рабочая часть сверл по длине ограничивается длиной стружеч-
ных канавок у цельных сверл или длиной пластинок твердого
сплава — для сверл, оснащенных пластинками.
Участки сверла, производящие резание, образуют режущую
часть сверла. Режущая часть (рис. 6.2) содержит две главные /,
две вспомогательные 2 и одну поперечную 3 режущие кромки
(иногда поперечную кромку также разделяют на две кромки, при-
мыкающие к каждой из главных режущих кромок, что более
точно).
Главные режущие кромки наклонены к оси сверла под углом
в плане <р. Обычно на чертежах и в литературе приводится не
угол <р, а его удвоенное значение — 2<р. Кроме того, режущие
кромки образуют с основной плоскостью положительный угол
способствующий отводу стружки к хвостовику сверла. Попереч-
ная кромка с проекциями режущих кромок на плоскость, перпен-
дикулярную оси сверла, образуют угол
204
Угол q> сверла определяет толщину среза при работе сверла,
соотношение между радиальными и осевыми силами резания,
а также длину режущих кромок. С увеличением угла ф возрастает
осевая составляющая Рх равнодействующей силы резания, а
тангенциальная составляющая Р2 уменьшается, длина режущей
кромки также уменьшается, что ухудшает отвод теплоты из зоны
резания. С уменьшением угла ф, наоборот, составляющая Рх
уменьшается, а составляющая Рг увеличивается. При этом увели-
чивается длина режущей кромки и, следовательно, улучшается
Рис. 6.2. Геометрические параметры режущей части сверла
теплоотвод от кромок сверла. Так, е уменьшением угла 2ф от
120 до 90° составляющая Рх снижается на 20—30%, а крутящий
момент возрастает на 10—15%. Острая вершина способствует
лучшему внедрению сверла в обрабатываемый материал, однако
при обработке металлов малые значения углов 2ф встречаются
редко. Обычно, значения углов 2ф для стандартных быстрорежущих
сверл принимаются равными 118—120°, а для твердосплавных
сверл - 130—140°.
Наиболее напряженным участком сверла является участок
перехода от главных режущих кромок к вспомогательным (лен-
точкам). Для снижения тепловых нагрузок на эти участки сверло
обычно выполняют с переходной кромкой шириной около 0,2d,
расположенной под меньшим углом фх (2фх < 2ф). В ряде случаев
главные режущие кромки делают криволинейными с выпуклостью
в сторону обрабатываемой поверхности. Переходный участок
от главных к вспомогательным кромкам при этом может иметь
205
угол 2<Pi = 0, благодаря чему обеспечивается плавное сопряжение
главных и вспомогательных задних поверхностей сверла.
Передний угол у главных режущих кромок спиральных
сверл определяется в цилиндрическом или нормальном се-
чениях. При отсутствии подточки по передней поверхности перед-
ний угол в цилиндрическом сечении в каждой точке режущей
кромки ух равен углу наклона винтовой линии канавки, проходя-
щей через эту точку, и может быть определен из зависимости
tg ъ = tg С0х = -7- tg со,
где гх — радиус цилиндрического сечения через рассматриваемую
точку; ух — передний угол в цилиндрическом сечении в рассма-
триваемой точке сечения; сох — угол наклона винтовой линии
в этом сечении; г — радиус периферийных кромок; со — угол
наклона винтовой канавки на наружном диаметре.
Передний угол в нормальном к режущей кромке сечении для
рассматриваемой точки может быть рассчитан по формуле
tgy^ = tg cousin ср.
Как видно из формул, передние углы как в нормальном, так
и в цилиндрическом сечении сверла по длине режущей кромки
переменны. Передний угол в нормальном сечении yNx принимает
значения от приблизительно равных углу наклона винтовой ли-
нии (у ленточек сверла) до отрицательных значений у поперечной
кромки (рис. 6.3). Таким образом, характерной особенностью спи-
ральных сверл является резкое изменение переднего угла по дли-
не режущей кромки.
Передние углы на поперечной режущей кромке также имеют
большие отрицательные значения (до —60°). При таких передних
углах поперечной кромки последняя практически не режет, а
вдавливается и скоблит дно отверстия, что также является ха-
рактерной особенностью спиральных сверл. Улучшение распре-
деления передних углов вдоль главных режущих кромок можно
осуществить за счет изменения формы самих режущих кромок
либо в продольном, поперечном или в обоих направлениях, либо
путем подточки сверла по передней поверхности. Примером пер-
вого способа усовершенствования распределения передних углов
вдоль режущей кромки является создание сверл с выпуклой
режущей кромкой. Примером второго способа являются широко
распространенные способы подточки передней поверхности сверл.
Улучшение передних углов поперечных кромок производится,
главным образом, подточкой, которая обычно совмещается с под-
точкой передней грани. Формы подточек режущей части попереч-
ной кромки сверла приведены на рис. 6.4. При изменении формы
режущих кромок неизбежно изменяется профиль поперечного
сечения сверла, могут ухудшиться стружкоотвод, ослабиться
поперечное сечение и появиться концентраторы напряжений,
206
Поэтому обязательным условием при выборе профиля попереч-
ного сечения должен стать его прочностной расчет, а также рас-
чет, связанный с профилированием инструмента (фрез, шлифоваль-
ных кругов), с помощью которого можно изготовить выбранный
профиль.
В меньшей степени изменяются передние углы на сверлах,
оснащенных пластинками из твердых сплавов. Пластинки «вре-
заются» обычно в корпус под нулевым углом (параллельно оси
сверла), при этом передний угол
на периферии близок к нулю,
а у сердцевины значения этого 4-
угла — отрицательные, в тех же 1_________
приблизительно пределах, что и
у цельных сверл.
Рис. 6.3. Характер изменения уг-
лов удг, а, X вдоль главных режущих
кромок сверла
Рис. 6.4. Формы подточек
режущей части и попереч-
ной кромки сверла
Угол наклона главных режущих кромок сверла (X) также пе-
ременен по их длине. Графики изменения углов yN, а и X сверла
по длине режущей кромки показаны на рис. 6.3. [47].
Угол наклона винтовых канавок сверла со (задается по на-
ружному диаметру) оказывает существенное влияние на проч-
ность, жесткость сверла, на стружкоотвод. С увеличением
угла со увеличивается передний угол на периферии сверла,
облегчается процесс резания, улучшается стружкоотвод, повы-
шается крутильная жесткость сверла, а значит, и его устой-
чивость против крутильных колебаний, но снижается осевая жест-
кость сверла. Анализ влияния угла со на прочность и жесткость
сверла будет приведен ниже. Влияние угла со на снижение крутя-
щего момента и усилия подачи резко ощущается при изменении
207
угла со до 25—35°; дальнейшее увеличение угла со практически
не приводит к снижению усилий резания, а только ослабляет
срочность клина у периферии сверла, что вызывает необходимость
подточки передней поверхности под меньшим, чем со, углом. Так,
«шнековые» сверла, имеющие угол со = 45°, и специальные уни-
версальные сверла ряда зарубежных фирм с углом со = 40°
обязательно подтачиваются по передней поверхности. Для обыч-
ных централизованно выпускаемых сверл угол со принимается
равным 25—28° (для сверл диаметром до 10 мм) и 30—35° (для
сверл больших размеров). Международная организация по стан-
дартизации (ISO) рекомендует три диапазона значений угла со:
у сверл (типа Н), предназначенных для обработки хрупких ма-
териалов — чугунов, бронзы, латуни, — угол со = 10 -ь 16°;
у сверл (типа N), предназначенных для обработки широкого круга
материалов, образующих элементную стружку, угол со =25-4-
—35°; у сверл (типа W), предназначенных для обработки вязких
материалов, таких как алюминий, бронза, силумин, угол со =
35-7-45°. Отечественными стандартами угол со не регламентируется
и выбирается в зависимости от размеров сверл, оборудования для
образования канавок и т. д. Постоянный угол со на всей длине ра-
бочей части сверла не всегда оправдан. Тот участок рабочей ча-
сти, который рационально использовать при переточках центра-
лизованно выпускаемых сверл (этот участок целесообразно иметь
по длине не более разницы длин сверл двух соседних серий —
короткой и средней, средней и длинной), в общем случае должен
иметь угол со, отличающийся от угла to на остальной ее части,
предназначенной только для транспортирования стружки. Так,
известны конструкции сверл, рабочая часть которых имеет на
одном участке правую винтовую канавку (при правом резании),
а на другом, прилегающем к хвостовику, — левую винтовую
канавку. За счет этого осуществляется взаимная компенсация
осевых деформаций при сверлении и сверло при работе деформи-
руется в осевом направлении на незначительную величину.
В технической документации кроме угла со часто задают шаг вин-
товых канавок, который равен:
s = nd/tg со,
где d — диаметр сверла; со — угол наклона винтовой канавки,
соответствующей диаметру d.
Задний угол а главных режущих кромок сверла, как и перед-
ний, может измеряться в двух сечениях: в цилиндрическом а
и нормальном aN. Углы а и aN связаны между собой зависи-
мостью
tg «№ tg a sin (р.
Распределение значений углов а и вдоль главной ре-
жущей кромки определяется способом образования главных зад-
них поверхностей режущей части сверла. На периферии сверла
208
задний угол а задается в зависимости от размеров сверла и усло-
вий обработки. Для стандартных быстрорежущих сверл а обычно
принимается равным 14 ± 3°.
Форма и углы поперечной кромки зависят от формы задних
поверхностей, метода заточки, параметров установки при заточке.
Наиболее распространенными методами заточки сверл являются:
одноплоскостная, двухплоскостная, коническая, цилиндрическая,
винтовая. Название метода заточки связано с формой задней по-
верхности. Более простым и технологичным является метод, на-
зываемый одноплоскостной заточкой. При этом методе задняя по-
верхность каждого зуба сверла представляет собой участок од-
ной плоскости (рис. 6.5, а). Существует мнение, что заточка спи-
ральных сверл по плоскости применима только для мелких сверл
диаметром до 3 мм. Мнение это ошибочно и возникло, вероятно,
потому, что для мелких сверл необходимы большие значения зад-
них углов, которые близки к получаемым при одноплоскостной
заточке. Ниже будет показано, при каких условиях возможна
заточка спиральных сверл по плоскости. Возможности однопло-
скостной заточки ограничиваются условиями наличия спада за-
тылка между точками 1 и 2 задней поверхности. С достаточной
для практики точностью условие наличия спада характеризу-
ется зависимостью 0/2 5s ф — р, где 0 — центральный угол
канавки [55].
Сверла, имеющие угол 0/2 ф — |х, работают нормально,
сверла, имеющие угол 0/2 < ф — р, работать не смогут.
Углы ф, ц, ср и задний угол в цилиндрическом сечении сверла
у его периферии а связаны между собой зависимостью
ctg ф = —!— (— sin р V
& т cosp \ctg ф г/
Из условия наличия спада затылка можно найти критическое
значение угла
фкр с G/2 + ц.
Таким образом, при известных конструктивных параметрах
сверла 0, р, а (0 = 904-140°; р = 84-30°; а = 64-25°), найдя
значение ф через ctg ф и сопоставив его с критическим значе-
нием (Ф < Фкр), можно определить возможность одноплоскостной
заточки. Недостатком сверл с одноплоскостной заточкой является
прямолинейная поперечная кромка. При работе без кондуктора
такая кромка не обеспечивает центрирования сверла.
Двухплоскостная заточка (рис. 6.5, б) не требует специаль-
ного оборудования и может быть рекомендована для оформления
задних поверхностей сверла не только при их изготовлении, но,
что более важно, при переточках сверл. Двухплоскостная заточка
широко применяется в настоящее время при заточке твердосплав-
ных сверл. Обычно угол наклона первой плоскости, образующей
главную режущую кромку, принимается равным 5—15°, а угол
209
наклона второй плоскости, удаляющей Лишний металл с затылка
зуба сверла и формирующей переднюю поверхность, прилегающую
к поперечной кромке, — 20—30°. Последнюю при этом иногда
подтачивают. Поперечная кромка, образованная пересечением
указанных плоскостей, пересекает обычно продольную ось сверла
Рис. 6.5, Формы задних поверхностей сверла в зависимости
от метода заточки
(имеются разновидности двухплоскостной заточки, при которых
ребро не пересекает ось сверла, но такие способы менее эффективны
по приводимым ниже соображениям). Преимуществами двухпло-
скостной заточки сверла являются: возможность получения прак-
тически любых задних углов, необходимых с точки зрения реза-
ния; образование заостренной, пирамидальной вершины, спо-
210
собствующей самоцентрированию сверла в работе, а также съем
металла с задних поверхностей.
Коническая заточка — один из наиболее распространенных
методов заточки, при котором задняя поверхность режущей части
сверла представляет собой участок конической поверхности, ось
которой параллельна проекции главной режущей кромки сверла
на плоскость, перпендикулярную оси, смещена относительно
этой проекции на некоторую величину и наклонена к продольной
оси сверла (рис. 6.5, в).
При цилиндрической заточке (рис. 6.5, а) задние поверхности
режущей части сверла представляют собой участки цилиндриче-
ских поверхностей, оси которых смещены относительно оси сверла
и наклонены в продольной оси под некоторым углом. Метод на-
ходит ограниченное применение.
При винтовой заточке (рис. 6.5, д) задняя грань сверла пред-
ставляет собой часть развертывающейся винтовой поверхности.
Винтовая заточка обладает рядом преимуществ перед методом ко-
нической заточки. В частности, спад на задних винтовых поверх-
ностях сверла более рационально распределяется по всей задней
поверхности, в то время как при конической заточке этот спад
неравномерный и на отдельных нерабочих участках недостаточ-
ный. Форма поперечной кромки при винтовой заточке более вы-
пуклая, что способствует лучшему самоцентрированию сверла
в работе.
Винтовая заточка более универсальна, чем коническая, так
как этим способом можно затачивать различные виды инстру-
мента — сверла, зенкеры, метчики. Осевые нагрузки на сверла
с винтовыми задними поверхностями (так же как и для сверл
с двухплоскостными поверхностями) меньше усилий, возникающих
при работе инструмента, заточенного другими методами. Харак-
тер изменения задних углов в цилиндрических сечениях вдоль
главных режущих кромок при различных формах задних поверх-
ностей практически одинаков: задние углы увеличиваются от
периферии к центру сверла. Углы на поперечной кромке меняются
при этом значительно.
Длина поперечной режущей кромки сверла в значительной
степени определяет осевую составляющую усилия резания (по
некоторым исследованиям доля осевой составляющей силы реза-
ния может достигать 80%). Поэтому при подточке поперечной кро-
мки кроме улучшения переднего угла стремятся уменьшить и ее
длину. Подточку с целью уменьшения длины поперечной кромки
необходимо производить и в процессе эксплуатации сверл — при
их переточках. Длина поперечной кромки при подточках принима-
ется равной 0, Id.
Вспомогательные задние поверхности сверла — его ленточки —
имеют конусную (аЛ = 0) или затылованную (ал =/= 0) формы
на всем протяжении рабочей части. В зоне режущего участка
(на расстоянии 1—2 мм) ленточки иногда подтачиваются с неко-
211
торым углом ал (ал = 10-*-12°) и уменьшением ширины до 0,1 —
0,3 мм. Централизованно сверла выпускаются как с подточкой по-
перечной кромки (перемычки), так и без нее; ленточки при этом
не имеют подточки. Ленточки сверла служат для его направления
во время работы. Мелкоразмерные сверла (диаметром до 0,6 мм)
могут изготовляться без ленточек, а направление инструмента
в этом случае будет обеспечиваться всей спинкой сверла. Ширина
ленточек должна быть возможно меньшей для снижения трения
о направляющую втулку и обрабатываемое отверстие, но вместе
с тем и обеспечить достаточную прочность ленточек, чтобы не
Рис. 6.6. Графики зависимости ширины ленточки fa (а) и диаметра сердце-
вины сверла К (б) от диаметра сверла d
вызывать поломок последних в процессе работы. Обычно сверла
выпускаются с ленточкой, ширина которой в нормальном сечении
принимается равной значениям, приведенным на рис. 6.6, а.
Иногда ширину ленточки определяют из соотношения fa =
= (0,14-0,5)-j/d. Ленточки стандартных сверл, изготовленных
из инструментальных сталей, на длине их рабочей части дол-
жны иметь равномерную обратную конусность (уменьшение ди-
аметра, измеряемого по ленточкам, по направлению к хвостовику):
для сверл мелкоразмерных — на всей длине рабочей части 0,01 мм
(для d = 0,14-0,6 мм) или 0,0054-0,015 мм (для d — 0,64-1,0 мм);
для сверл по ГОСТ 886—77, ГОСТ 10902—77, ГОСТ 10903—77
и др. — 0,03—0,08 мм на 100 мм длины рабочей части (для d <
< 10 мм); 0,04—0,1 мм (для d = 104-18 мм), 0,05—0,12 мм (для
d > 18 мм). Сверла, оснащенные пластинками из твердого сплава,
имеют обратную конусность на длине пластинки 0,03—0,05 мм
(для d = 54-10 мм) или 0,05—0,08 мм (для d = 104-30 мм).
Сверла цельнотвердосплавные имеют обратную конусность 0,1 —
0,2 мм на 100 мм длины. Расчетами распределения касательных
напряжений от кручения и сжатия сверла во время его работы
выявлено большое влияние на характер распределения напряже-
ний на спинке сверла формы переходного участка от спинки
212
инструмента к ленточке. Для снижения концентрации напряжений
целесообразно этот переход выполнять возможно более плавно.
Профиль поперечного сечения сверла (рис. 6.7) определяет
прочность, жесткость сверла, рациональное использование ме-
талла, влияет на процесс стружкообразования, обеспечивает до-
статочное пространство для размещения стружки. Основными эле-
ментами профиля являются (см. рис. 6.1): сердцевина диаметром /(,
канавка, спинка, криволинейные участки, соответствующие перед-
ней винтовой поверхности и криволинейной задней винтовой по-
верхности сверла.
Профиль поперечного сечения стандартных сверл не регла-
ментируется и разными изготовителями выполняется по-разному.
Рис. 6.7. Профили поперечных сечений сверл: а —
стандартный; б — профиль НПИЛ; в — с выпуклой
передней гранью; г — шнековый; д — универсальный;
е — со стружколомом
Для обычного сверла эта форма рассматривается ниже. Диаметр
сердцевины сверла /( в зависимости от номинального диаметра
принимается равным: (0,2ч-0,3) d—для сверл диаметром до
3 мм; (0,15-s-0,2) rf — для сверл диаметром 3—18 мм; (0,125ч-
4-0,145) d—для сверл диаметром свыше 18 мм (рис. 6.6,6).
Диаметр сердцевины цельнотвердосплавных сверл и сверл, осна-
щенных пластинками твердого сплава, иногда принимается не-
сколько больше. С целью упрочнения инструмента диаметр серд-
цевины обычно выполняют переменным по длине рабочей части,
увеличивающимся равномерно или неравномерно к хвостовику.
Для таких сверл приведенные выше значения /С относятся к на-
чалу рабочей части (утолщение сердцевины до 1,7 мм на 100 мм
длины).
Диаметр спинки сверла q оказывает влияние на его прочность
и жесткость, но, с другой стороны, диаметр спинки определя-
ется технологическими требованиями, в соответствии с которыми
высота ленточки не может быть выполнена меньше определенной
величины. Для сверл средней серии, изготовляемых методом фре-
213
зерования, высота ленточки должна быть не меньше 0,2—0,3 мм;
методом пластической деформации — 0,3—0,8 мм; методом вы*
шлифовки —до 0,1—0,15 мм. По этим соображениям и диаметр
спинки выбирают равным диаметру сверла за вычетом двух зна-
чений высоты ленточки. Иногда диаметр спинки выбирают из
соотношения q = (0,99 + 0,98) d. Угол канавки сверла 0 обычно
равен углу спинки или несколько больше его (на 2—3°). Из этого
расчета и определяется ширина пера в нормальном к оси сверла
сечении Во, а на чертежах обычно проставляется ширина пера
в нормальном к направлению пера сечении В. Связь между ними
определяется зависимостью
В = BQ/cos со.
По аналогичной формуле можно перейти от ширины ленточки
в нормальном к оси сверла сечении /0 к ширине в нормальном к пе-
ру сечении. Участок профиля, соответствующий передней поверх-
ности стандартного сверла, — криволинейный.
Уравнение кривой торцового сечения винтовой передней по-
верхности имеет неудобный для использования в практической
деятельности вид. Эта кривая обычно заменяется дугой окружности
(см. рис. 6.1) радиусом 7?к = (0,754-0,9) d или двумя дугами
(реже). Форма кривой зависит от диаметра сердцевины сверла К,
угла в плане ср и угла наклона винтовой канавки на наружном
диаметре сверла со. Переход от дуги окружности к спинке
сверла диаметром q осуществляют радиусом гк = (0,224-0,28) d.
Центры радиусов /?к и гк находятся на прямой, проходящей через
центр поперечного сечения сверла.
Площадь сверла, ограниченная рассмотренным профилем,
занимает около 50—55% общей площади сечения отверстия. В ряде
случаев (при обработке вязких материалов) этой площади недоста-
точно для размещения образовавшейся при сверлении стружки.
Для увеличения пространства целесообразно уменьшить площадь
сечения корпуса и увеличить площадь сечения канавок. Очевидно,
что при этом будет ослабляться поперечное сечение сверла, его
прочность и жесткость будут уменьшаться. Вместе с тем стандарт-
ное сечение сверла (рис. 6.7, а) не столь уж идеально с точки зре-
ния прочности и жесткости. Как известно, при постоянной пло-
щади наибольшей жесткостью на кручение обладает фигура
с наименьшим полярным моментом инерции. Значение полярного
момента инерции определяется (упрощенно) площадью фигуры
и квадратом расстояния центра тяжести площади этой .фигуры.
Наименьшим полярным моментом будет обладать фигура, площадь
которой сосредоточена на минимальном радиусе, т. е. вблизи
от оси сверла.
В рассмотренном стандартном сечении большая часть площади
фигуры расположена у периферии сверла. Такая фигура обладает
пониженным моментом сопротивления и пониженной жесткостью
на кручение. Таким образом, с точки зрения жесткости на круче-
214
ние профиль поперечного сечения сверла должен иметь наиболь-
ший возможный диаметр сердцевины и такое распределение
ширины участков в каждом слое, чтобы участки перьев, распо-
ложенные у сердцевины, были более протяженными, чем участки
у периферии. Изложенным теоретическим рассуждениям вполне
отвечают профили некоторых видов спиральных сверл, получив-
ших распространение в последние годы. К ним относятся, на-
пример, сверло НПИЛ (рис. 6.7, 6), шнековое сверло, профиль
которого изображен на рис. 6.7, г, а также сверла, у которых
диаметр сердцевины принимается равным до 0,5d. Сверла с пере-
численными профилями отличаются исключительной жесткостью,
работают на высоких подачах и обеспечивают повышение произ-
водительности труда, но требуют подточки поперечной кромки.
Вторым направлением повышения крутильной жесткости сверла
является увеличение угла со наклона его винтовых канавок.
Расчеты, проведенные на Сестрорецком инструментальном за-
воде им. Воскова, показали, что при стандартном профиле по-
перечного сечения его геометрическая характеристика /к(0 при
со = 20° в 1,2 раза превосходит геометрическую характеристику
незавитого стержня /к0, при со = 30° — примерно в 1,5 раза,
при со = 40° — в 1,8 раза. Таким образом, при неизменной пло-
щади поперечного сечения сверла только за счет угла наклона
его винтовой канавки можно почти в два раза повысить жесткость
сверла на кручение. При этом несколько снизится осевая жест-
кость сверла, но ее легко компенсировать незначительным увели-
чением диаметра сердцевины. С другой стороны, используя при-
веденные рассуждения и расчеты, можно путем увеличения пло-
щади канавок, снижения площади поперечного сечения перьев
и некоторого увеличения угла наклона винтовых канавок обеспе-
чить увеличенное пространство для размещения стружки при
постоянной жесткости сверла. Примером реализации такого на-
правления являются конструкции сверл ряда зарубежных фирм
[«Титекс» (ФРГ); «Шток» (Западный Берлин) и др.], а также
сверл, поперечные сечения которых приведены на рис. 6.7, б—д.
Профиль сверла, показанный на рис. 6.7, е, содержит, кроме того,
участки, обеспечивающие стружкодробление в достаточно широ-
ком диапазоне обрабатываемых материалов и режимов обработки.
В результате пространство для стружки увеличивается (объем
свободного пространства увеличивается до 65%), жесткость сох-
раняется на уровне стандартного сверла за счет увеличения угла <х>,
а стружка приводится к наиболее компактному типу, легче раз-
мещающемуся в канавках и легче удаляемому из зоны резания.
Такие сверла получили название универсальных, так как позво-
ляют вести обработку отверстий глубиной свыше 3d без выводов
сверла из отверстия в достаточно широком диапазоне обрабаты-
ваемых материалов.
Профиль поперечного сечения сверла оказывает также прямое
влияние на жесткость при изгибе, жесткость при сжатии—растя-
215
жении, жесткость при продольном изгибе. Исследование частот
собственных изгибных колебаний сверл одного диаметра с одина-
ковым профилем поперечных сечений показало, что разброс
частот собственных колебаний сверл с различными углами на-
клона канавок (0; 15; 35; 45°) незначителен и для каждой формы
колебаний не превышает 15% [так, частота колебаний первой
Рис. 6.8. Голографические интерферограммы колебания сверл с винто-
вой (<в = 35°) канавкой: а — первая изгибная форма; б — вторая из-
гибная форма; в — крутильные колебания; г — третья изгибная форма
изгибной формы сверл диаметром 12 мм (рис. 6.8, а) составляет
540—630 Гц]. Величина декремента затухания колебаний при этом
практически одинакова (сталь Р6М5, закаленная) и достаточно
низка (6 = 0,1-4-0,4% при напряжениях 20—130 МПа), что ха-
рактерно для закаленных сталей. Голографическая интерферо-
грамма колебания сверла с винтовой канавкой приведена на
рис. 6.8. Как видно из рисунка, сверла имеют первую изгибную
форму колебаний (на частотах ~600 Гц), аналогичную форме
изогнутой оси балки, заделанной одним концом и загруженной
изгибающей силой. Узел колебаний для первой формы расположен
в заделке. Изогнутая ось сверла при второй форме (рис. 6.8, б)
изгибных колебаний имеет два узла: в заделке и на расстоянии
216
около 2d от режущей кромки. Частота колебаний при этом 4200—
3100 Гц. Совершенно неожиданным явилось появление на частотах
порядка ~6000 Гц первой крутильной формы колебаний
(рис. 6.8, в). Под действием изгибающей возбуждающей силы на
этой частоте возникают «чистые» крутильные колебания. Третья
изгибная форма колебаний имеет три узла (рис. 6.8, г) на сверлах
обоих типов, но сверло с прямой канавкой на частоте ~7500 Гц
начинает вести себя как пластинка, отдельные части которой на-
чинают колебаться по-разному.
Наличие изгибных и крутильной форм собственных колебаний
сверла позволяет сделать предположение, что во время работы
под действием осевых, изгибающих и закручивающих сверло сил
возможен переход от одной формы устойчивого равновесия стержня
сверла к другой, причем превышение нагрузок на сверло, при-
нявшего вторую форму изгибных колебаний, приводит к возникно-
вению крутильной формы колебаний. Предположение о переходе
одной устойчивой изгибной формы в другую изгибную высказы-
валось в работе [11 ] и подтверждалось результатами эксперимен-
тов. Возможность же перехода изгибной формы колебаний в кру-
тильную на сверлах была замечена впервые1.
Амплитуда колебаний участков сверл на рис. 6.8 может быть
подсчитана из условия, что между линиями голографической интер-
ферограммы участки смещены относительно друг друга приблизи
тельно на 0,002 мм, при этом в узлах прогиб сверла равен нулю.
При рассмотрении профиля поперечного сечения сверла не
следует забывать о его прочности, на которую оказывает влияние
распределение напряжений на контуре сечения. На рис.6.9 при-
ведена картина распределения касательных напряжений, рассчи-
танная на ЭВМ для сверла (d = 12 мм; q = 9,6 мм; Д’ = 1,8 мм;
В = 5,12 мм; /?к = 8 мм; гк = 4 мм; f = 1,8 мм) при его нагруже-
нии крутящим моментом и осевой силой. Цифры между линиями
обозначают диапазон касательных напряжений (0 — соответствует
наименьшим напряжениям, 9 — диапазон наибольших напряже-
ний). Сечение вытянуто по направлению одной из координат для
удобства размещения его на ленте машины при печати. Как видно
из рисунка, концентраторами напряжений в рассматриваемом про-
филе поперечного сечения сверла являются следующие точки:
у дна канавки со стороны передней грани, у дна канавки со сто-
роны нерабочей ее части, на спинке сверла. При учете напряже-
ний, создаваемых под влиянием винтовых канавок, напряжения
на спинке возрастают в большей степени, чем напряжения у дна
канавки, и наиболее напряженными участками оказываются
участки спинки сверла. Поэтому рекомендуемые в литературе
формулы для расчета напряжений от крутящего момента типа
1 При исследовании продольного изгиба естественно завитых стержней
возможность такого перехода к крутильным формам колебаний известна [40].
217
т = Л4кр/W, где W = 0,02d3, не отражают действительной кар-
тины распределения напряжений и недостаточно точны.
При расчетах на прочность за исходный принимается обычно
профиль торцового сечения у вершины сверла (см. рис. 6.1),
Однако в большинстве случаев стандартные сверла, как уже гово-
рилось, имеют утолщающуюся к хвостовику сердцевину. Поэтому
прочность на кручение участков сверла, находящихся между
Рис. 6.9. Распределение касательных напряжений по се-
чению сверла
торцовым сечением и хвостовиком, различна и увеличивается
с увеличением диаметра сердцевины. Прочность на изгиб при этом
изменяется в меньшей степени, чем увеличивается прочность на
кручение, а изгибающий момент, действующий на сверло в произ-
вольном сечении, увеличивается пропорционально расстоянию
от этого сечения до вершины сверла. Поэтому суммарные напряже-
ния от изгиба и кручения превысят напряжения от кручения
в сечениях (у вершины сверла изгибающий момент равен нулю),
достаточно близких к вершине сверла и всех остальных, рас-
положенных в направлении к хвостовику, и влияние утолщения
на суммарные напряжения, видимо, не столь уж существенно.
Необходимо отметить и еще одну, обычно не учитываемую,
особенность сечения сверла при его расчетах. Размеры исходного
218
сечения сверла в расчетах принимаются при номинальных значе-
ниях параметров, его характеризующих. При учете допускаемых
отклонений на отдельные параметры сечения жесткость и проч-
ность сечения могут значительно меняться. Стандартами же
допуски на большинство параметров сечения не регламентируются.
Поэтому при назначении допусков на параметры сечения сверла
необходимо стремиться к тому, чтобы жесткость наименьшего
сечения отличалась от номинального не более чем на 20%.
Задача по расчету на прочность и жесткость инструмента
(не только сверла) должна быть увязана с решением задачи о его
профилировании, что и имеет место на Сестрорецком инструмен-
тальном заводе им. Воскова, где эти задачи решаются с помощью
ЭВМ и являются частью общей задачи по расчету инструмента.
Выбор того или иного исходного профиля поперечного сече-
ния сверла при его проектировании, а также выбор параметров
этого профиля определяются в общем случае конструкцией сверла,
формой его режущей части, длиной сверла, эксплуатационными
требованиями и т. д.
Сверла каждого типоразмера имеют определенную длину
рабочей части. Для стандартных сверл она приведена в табл. 6.1.
Для специальных сверл длина рабочей части определяется исходя
из эксплуатационных требований (глубина обрабатываемого от-
верстия, работа с кондуктором или без него, работа в трудно-
доступных для инструмента местах и т. д.) и требований по доста-
точному ресурсу их работоспособности за счет переточек. Так как
сверла могут быть переточены на длине до 0,75 от первоначальной
длины рабочей части и при этом должны удовлетворять требова-
ниям условий эксплуатации, то минимально допустимая длина
рабочей части сверла определяется эксплуатационными требова-
ниями, а номинальная длина устанавливается путем добавления
к минимальной длине запаса на переточку. При этом рабочая
часть сверла должна обеспечивать его достаточную жесткость,
производительность сверления и качество обработки. При слиш-
ком большой длине возможное число переточек сверла вырастает,
но одновременно повышается возможность поломок инструмента
и из-за низкой жесткости его требуется снижать режимы резания.
Исследования, проведенные канд. техн, наук А. А. Рыжкиным
совместно с заводом им. Воскова, выявили наличие аномалий
в поведении сверл при их переточках. На рис. 6.10 приведена за-
висимость стойкости сверла от числа его переточек. Были исполь-
зованы сверла средней серии (диаметром 10,2 мм), изготовленные
из быстрорежущей стали, переточки которых осуществлялись
в идентичных условиях, а слой металла, удаляемый при пере-
точках, был равен 0,5—0,7 мм. Как видно из зависимости, стой-
кость сверл при переточках изменяется в значительных пределах
и общая суммарная стойкость сверл после всех переточек меньше,
чем ожидаемая стойкость, рассчитанная по известной зависимости:
Го == Гг, где i — число периодов стойкости сверла; Го — общий
219
ресурс его работы; Т — нормальная стойкость сверла между пере-
точками. Таким образом, увеличение длины рабочей части сверла
для увеличения числа переточек не всегда оправдано ни с точки
зрения повышения общего ресурса работы сверла, ни с точки зре-
ния производительности сверления.
Сверла цельные твердосплавные имеют обычно укороченную
рабочую часть, так как длина рабочей части сверл, оснащенных
пластинками твердого сплава, ограничена длиной пластинки.
320-
^240-
%220-
12°°-
^150-
*160-
%120-~-
100-
•§• 80-
I 4 °- '
20-
2 34 5 FV ' I Л2 A f2 13 14 Т5 ТО 77 Г8 ШО
—1—।—,—।—। ,______, Чис по переточек п
89,5 8& 87 8tfi ' 84,3 ' 82 '.79 ' 1'5 ' ft 1 б'1 1—
88,9 87,5 86,5 85,2 82,6 81 77 73 69 65
ЬеылгММ
Рис. 6.10. Зависимость стойкости сверла от числа его переточек
Длина участка корпуса, несущего стружечные канавки, для стан-
дартных сверл принимается такой же, как и для быстрорежущих
сверл. Угол наклона винтовой канавки корпуса сверл со =
= 18ч-20°. Угол врезания пластинки равен нулю. При создании
сверл, оснащенных пластинками твердого сплава, применяются
также специальные пластинки с углом наклона со = 104-12°,
что позволяет увеличить в этом случае угол наклона канавок на
корпусе сверла до 25—30°.
Параметр шероховатости задних поверхностей и поверхностей
ленточек для быстрорежущих сверл не должен превышать Ra =
= 0,63 мкм (для сверл точного исполнения) или Ra = 1,25 мкм
(для сверл общего назначения); поверхностей канавок — Ra =
= 0,63 мкм (для сверл точного исполнения диаметром до 1 мм),
Ra = 1,25 мкм (для сверл точного исполнения диаметром свыше
1 мм и для сверл общего назначения диаметром до 1 мм с утолщен-
ным хвостовиком) и Ra = 2,5 мкм (для сверл общего назначения).
Для сверл, оснащенных пластинками из твердых сплавов, пара-
метр шероховатости передних и задних поверхностей режущей
220
Таблица 6.2
Нецентричность сердцевины
для сверл точного исполнения
Вид сверла Диаметр сверла, мм Нецен- трич- ность, мм
Быстрорежущие До 1 1—2 2—3 3—18 18—30 30—50 0,03 0,04 0,05 0,1 0,15 0,20
Оснащенные пла- стинками из твердого сплава До 18 18—30 0,1 0,25
Цельные твердо- сплавные общего на- значения СЧ СЧ со о т-н 1111 —- СЧ coco 0,06 0,08 0,1 0,15
части сверл, поверхностей ленточек не должен превышать Ra —
= 0,63 мкм, поверхностей канавок — Ra = 1,25 мкм. Для сверл
цельных твердосплавных параметр шероховатости не должен
превышать Ra = 0,32 мкм для передних и задних поверхностей,
прилегающих к режущим
поверхностей ленточек.
Точность изготовления
сверл определяется нецен-
тричностью сердцевины,
радиальным биением ре-
жущих кромок и ленточек
и осевым биением режу-
щих кромок, измеренным
посредине режущей кром-
ки, а для быстрорежущих
сверл диаметром до 3 мм —
кривизной(вместо биения).
Нецентричность сердце-
вины для сверл точного
исполнения приведена в
табл. 6.2, а осевое бие-
ние режущих кромок — в
табл. 6.3. Радиальное бие-
ние быстрорежущих сверл
не должно превышать
значений, приведенных в
табл. 6.4.
Радиальное биение ре-
жущих кромок и ленточек
сверл, ^оснащенных плас-
тинками
сплава, в зависимости от
точности
приведено в табл. 6.5.
Радиальное биение ре-
жущих кромок цельно-
твердосплавных сверл не
должно превышать значе-
ний, установленных для
их осевого биения.
Качественно новым ви-
дом спиральных сверл яв-
ляются сверла, профиль
которых изготовлен мето-
дом вышлифовки. Таким
методом изготовляются
сверла из быстрорежущих
сталей диаметром до 12 мм
кромкам, и Ra = 0,63 мкм — для
из твердого
Таблица 6,3
Осевое биение режущих кромок сверл
Вид снерла Диаметр сверла, мм Ос?вое биение, мм
Быстрорежущие До 6 6—10 Св. 10 0,05/0,12 0,10/0,18 0,20/0,30
Оснащенные пластинками из твердого сплава 5—10 Св. 10 0,06/0,12 0,08/0,15
Цельные твер- досплавные 1—3 3—12 0,02/0,04 0,04/0,06
Примечание. В числителе дано осевое биение для сверл точного исполнения# в знаменателе » для сверл общего назначения.
изготовления
221
Таблица 6.4
Допустимое радиальное биение быстрорежущих сверл, мм
Диаметр сверла, мм Сверла с цилиндрическим хвостовиком Сверла с кониче- ским хвостовиком
Короткая серия Средняя и длинная серии точного испол- нения общего назна- чения
точного испол- нения общего пазна чения точного испол- нения о щего назна- чения
3—10 Св. 10 0,04 0,06 0,06 0,08 0,06 0,08 0,08 0,12 0,08 0,12 0,12 0,16
Таблица 6.5
Радиальное биение режущих кромок и ленточек сверл,
оснащенных пластинками из твердого сплава
Вид сверла Диаметр сверла, мм Радиальное биение, мм
С цилиндрическим хвостовиком С коническим хвостовиком: укороченные » нормальны? До 10 От 10 и выше До 10 От 10 и выше » 10 » 0,06/0,08 0,08/0,12 0,06/0,08 0,08/0,12 0,12/0,16
Примечание. В числителе дано радиальное биение для сверл точного изготовления, в зна ченателе — для сверл общего назначения.
и цельнотвердосплавные сверла диаметром до 6 мм. Высокое
качество отделки поверхностей и высокая точность размеров
обеспечивают при их эксплуатации повышение стойкости до
семи раз, повышение качества обработки, расширение техноло-
гических возможностей за счет обработки материалов, склонных
к налипанию, вязких материалов и т. д. Конструкция и габарит-
ные размеры таких сверл соответствуют стандартным.
В качестве материала рабочей части быстрорежущих вышлифо-
ванных сверл обычно применяются кобальтовые быстрорежущие
стали, а цельнотвердосплавных вышлифованных сверл — твер-
дые сплавы группы ВК.
Расширение использования вышлифованных сверл происходит
не только по объему. Постоянно расширяется и диапазон размеров
такого инструмента. Осваивается выпуск быстрорежущих сверл
диаметром до 16 мм (однопроходное шлифование) и диаметром до
40 мм (многопроходное шлифование). Осваивается также процесс
вышлифовки твердосплавных сверл диаметром до 12 мм и выше.
222
6.2. СПЕЦИАЛЬНЫЕ СВЕРЛА
Сверла с внутренними каналами. Повышение качества обра-
ботки отверстий и производительности сверления может быть
Достигнуто путем применения сверл с внутренними каналами для
подвода смазочно-охлаждающих средств (СОС) в зону резания.
Таблица 6.6
Поправочные коэффициенты на снижение
режимов обработки при сверлении
глубоких отверстий спиральными сверлами
Параметр Отношение глубины отверстия к диаметру
31 14 5 6 7 8
Скорость резания Подача 0,9 0,9 0,8 0,9 0,7 0,8 0,65 0,8 0,6 0,8 —
При этом качество обработки отвер-
стий повышается за счет удаления
из зоны резания частиц стружки и
инструментального материала, а
производительность — благодаря хо-
рошему охлаждению режущих кро-
мок инструмента, снижению сил ре-
зания и ликвидации промежуточных
выводов сверла из обрабатываемого
отверстия. Следует отметить, что
снижение крутящего момента в этом
случае определяется, во-первых,
влиянием температуры и объема по-
даваемой СОС на усадку и размеры
образующейся стружки, а, во-вто-
рых, своевременным удалением
Рис. 6.11. Изменение осевой си-
лы Ро (а) и крутящего момен-
та 7ИКр (б) при сверлении отвер*
стий различной глубины:
1 — сверла стандартного типа; 2 -*
Сверла НПИЛ; 2 — сверла с отвер-
стиями для подвода СОЖ
стружки из стружечных канавок
сверла. На рис. 6.11 показаны изменения крутящего момента
Л4кр и осевой силы Ро, возникающие при углублении сверла
в обрабатываемый материал 154] и приводящие к необходи-
мости выводов инструмента при обработке глубоких отверстий
или к снижению режимов резания. В табл. 6.6 приведены уста-
новленные статистически поправочные коэффициенты на сни-
жение режимов обработки при увеличении глубины сверле-
ния по сравнению, с режимами, применяемыми при сверлении
отверстий глубиной I до 2d. Применение же внутреннего подвода
СОС позволяет работать без промежуточных выводов сверла и без
снижения режимов обработки.
223
Если оценивать проблему выбора и создания нового инстру-
мента для сверления отверстий с точки зрения его конструкции,
то в этом случае внутренний подвод СОС открывает широкое поле
деятельности. Объясняется это тем, что при создании конструкции
сверла с внутренним подводом СОС могут не учитываться такие
проблемы, как проблема пакетирования стружки, проблема по-
тери режущих свойств режущими кромками в результате их ма-
кронагрева (нагрев микрозон на границе контакта стружки и
передней грани инструмента при этом не устраняется). В спе-
циально разрабатываемых конструкциях инструмента с внутрен-
ним подводом СОС в наибольшей степени могут проявиться совре-
менные достижения в области расчета параметров инструмента,
способного работать с максимальными подачами и производитель-
ностью труда, с наибольшей эффективностью. Эффективность
инструмента с внутренним подводом СОС определяется способ-
ностью инструмента пропускать через его внутренние каналы
достаточный объем СОС. С этой точки зрения сечение внутренних
каналов необходимо максимально увеличивать. Вместе с этим
увеличение сечения каналов неизбежно приведет к снижению
прочности и жесткости сверла. Расчетами, проведенными на
Сестрорецком инструментальном заводе им. Воскова и канд. техн,
наук А. Л. Кирилленко, установлено, что каналы наиболее
целесообразно размещать в перьях сверла, в районе центра впи-
санной в перо окружности, так как в этом случае они будут ока-
зывать наименьшее влияние на его жесткость. При этом диаметр
каналов не должен превышать половины диаметра окружности,
вписанной в перо сверла. Форма каналов (круглая, овальная или
в виде криволинейного треугольника) не оказывает существенного
влияния на жесткость сверла, если площадь их сечения одина-
кова. Объем жидкости, пропускаемой в единицу времени, зависит
от формы поперечного сечения каналов, влияющей на величину
потери давления, причем наибольшая потеря давления имеет
место в каналах треугольного сечения.
В настоящее время промышленностью выпускается ряд кон-
струкций спиральных сверл с отверстиями, отличающихся ма-
териалом рабочей части (быстрорежущая сталь или твердый сплав),
способом подвода СОС (через хвостовик или через радиальные
отверстия), способом изготовления (из специального проката
с винтовыми отверстиями; из заготовок, полученных радиальной
ковкой; прокатом заготовок с использованием твердых наполни-
телей; прокатом трубчатых заготовок; литьем). На рис. 6.12 при-
ведено сверло, изготовляемое из специального проката (размеры
проката приведены в гл. 10). Другие конструкции сверл и способы
их изготовления подробно рассмотрены в работе [54].
Профиль поперечного сечения сверл с отверстиями для под-
вода СОС, очевидно, должен отличаться от стандартного профиля
наличием элементов стружкодробления с целью образования
компактной стружки, легко удаляемой потоком СОС. Жесткость
224
и прочность сечения сверла должны быть увеличены с целью
возможности повышения режимов обработки (главным образом
подачи), а материал сверла должен обладать большей прочностью,
чтобы выдерживать повышенные подачи. В этих направлениях,
видимо, и будут развиваться в ближайшем будущем конструкции
спиральных сверл с внутренним подводом СОС. Стойкость спи-
ральных сверл с отверстиями для подвода СОС до восьми раз
превышает стойкость стандартных сверл, а глубина сверления
достигает пяти—семи диаметров без промежуточных выводов
инструмента.
Сверление более глубоких отверстий (свыше 10d) целесообразно
осуществлять специальными сверлами для глубокого сверления
с подводом СОС в зону резания. К таким сверлам относятся
Рис. 6.12. Спиральное сверло
с отверстиями для подвода СОЖ
увеличено
ружейные сверла, эжекторные сверла и сверла типа БТА. Послед-
ние два вида имеют пока ограниченное применение и их конструк-
ция поэтому не рассматривается, а сам принцип работы методом
эжекторного сверления и сверления способом БТА был изложен
в гл. 3.
Первый тип ружейных сверл (рис. 6.13, а) — сверла со сталь-
ным корпусом и впаяными режущей и двумя направляющими
пластинками твердого сплава. Марка твердого сплава режущей
пластинки зависит от обрабатываемого материала. Направля-
ющие твердосплавные пластинки могут изготовляться из твердых
сплавов группы ТК (предпочтительно) или группы ВК. Режущие
и направляющие пластинки присоединяются к корпусу сверла
пайкой или наклейкой. Корпус сверла изготовляется из сталей
марок 40Х, 9ХС, 35ХГСА и может быть трубчатым со стружечной
канавкой, образованной пластической деформацией, сплошным
или из специального проката с эксцентрично расположенным от-
верстием для подвода СОС и с фрезерованной стружечной канав-
кой. При сплошном корпусе в нем выфрезеровывается канавка,
куда впаивается медная трубка для подачи СОС. Корпус термо-
обработан (может и не подвергаться термообработке). Иногда
на корпусе закрепляют хвостовик (конический, цилиндрический
или специальной формы). Сверла этого типа изготовляются
диаметром d == 8н-30 мм, длиной L = 1 Юн-1700 мм, длиной рабо-
чей части < 1,5d; длина стружкоотводящей канавки I зависит
от обрабатываемого изделия и технологии его изготовления.
8 F. В. Филиппов 225
Второй тип ружейных сверл (рис. 6.13, б) — сверла с цельной
твердосплавной рабочей частью /, припаянной к стальному кор-
пусу 2, Сверла могут выполняться с хвостовиком. Твердосплавная
рабочая часть изготовляется из сплавов группы ВК или ТК, диа-
метр d = 2-=-15 мм, длина 1± = (1,54-10) d, общая длина L ~
= 1104-600 мм. Для подвода СОС в зону резания твердосплав-
Рис. 6.13. Конст-
руктивные разно-
видности ружейных
сверл (а—в) и фор-
ма заточки верши-
ны (г)
ная рабочая часть имеет отверстия круглой или овальной (для
увеличения объема пропускаемой жидкости) формы. Трубчатый
корпус с канавкой, образованной пластической деформацией,
изготовляется из сталей марок 40Х или 35ХГСА. Внутренняя
полость корпуса имеет серпообразную форму, образованную при
деформации; используется она для подвода СОС к рабочей части
и сопряжения с отверстиями в рабочей части. Сверла этого типа
обладают повышенным ресурсом работы из-за большей длины
по сравнению со сверлами первого типа, но повышенным расходом
твердого сплава.
Третий тип ружейных сверл (рис. 6.13, в) аналогичен первому
типу, но отличается от него наличием промежуточной проставки 3
из быстрорежущей стали, присоединяемой к корпусу 2. Твердо-
226
сплавные режущая и направляющие пластинки закрепляются
на проставке 3.
Работа ружейных сверл сводится не только к срезанию при-
пуска режущими пластинками, но и к заглаживанию неровностей
на обрабатываемой поверхности направляющими пластинками.
Форма и геометрические параметры заточки вершины сверла при-
ведены на рис. 6.13, г. Обычно т = 0,75d, К = 0,64-1,5 мм;
f = 0,24-0,75 мм.
Рекомендуемые режимы сверления ружейными сверлами при
обработке углеродистых сталей: v = 804-125 м/мин, s0 = 0,01ч-
4-0,1 мм/об; при обработке чугуна с НВ < 250: о = 65ч-100 м/мин,
s0 = 0,005 ч-0,2 мм/об.
Для применения ружейных сверл требуются специальное
оборудование, система подготовки и подачи СОЖ, система защиты
от ее разбрызгивания и т. д. Поэтому сверла, как правило, исполь-
зуются на специально разработанных для глубокого сверления
станках. Сверление происходит с подачей СОЖ под давлением до
1000 МПа при объеме охлаждающей жидкости от 20 до 120 л/мин
(в зависимости от диаметра 'обрабатываемого отверстия). Точность
обработки отверстий по диаметру соответствует 7—9 квалитетам,
параметр шероховатости поверхности Ra = 2,5—1,25 мкм при
отклонении оси отверстия не более 0,5 мм на 1 м длины.
Сверла комбинированные центровочные. Применяются эти
сверла для комбинированной обработки (сверление и зенкование)
центровых отверстий. Основные типы и размеры комбинированных
центровочных сверл, выпускаемых промышленностью, приведены
в табл. 6.7. Каждый тип сверла предназначен для образования
центрового отверстия соответствующей формы.
Сверло состоит из корпуса и рабочей части, которая, в свою
очередь, подразделяется на зенковочную и сверловочную части.
Все сверла, за исключением сверл диаметром 0,8 мм, — двусторон-
ние. Материалом сверл обычно служат быстрорежущие стали.
Твердость рабочей части инструмента соответствует HRC 62—64
(у сверл диаметром d < 3,15 мм) и HRC 62—65 (у сверл диаметром
>3,15 мм). Сверловочная часть представляет сверло с двумя пря-
мыми, наклонными или винтовыми канавками, режущая часть
которого аналогична режущей части спирального сверла (2<р =
= 118°; а = 11°; <в = 5°). Профиль канавок — угловой под углом
90—110°. Цилиндрический участок сверловочной части имеет по
длине обратную конусность, равную 0,05—0,1 мм на 25 мм его
длины. Ленточки на сверловочной части отсутствуют, а спинка
затылуется по архимедовой или логарифмической спирали со
спадом, обеспечивающим задний угол по цилиндру, равный
1—2°. Получение большего заднего угла затылованием спинки
в значительной степени снизит прочность сверловочной части,
поэтому при необходимости создания больших задних углов заты-
лование производят не на всей спинке, а лишь на небольшом ее
участке, прилегающем к передней поверхности сверла, таким
8* 227
Таблица 6.7
Основные типы и размеры комбинированных центровочных сверл
(по ГОСТ 14952—75)
Тип и основные размеры
Тип А
D = 3,15-ь 25 мм; L = 3354-
4-103 мм; d = 1,04-10,0 мм; / =
= 1,94-14,2 мм; 2<р = 118°; а =
= 11°
Тип В
D = 4,04-31,5 мм; (/=1,04-
4-10,0 мм; L = 37,54-12,80 мм;
I = 1,94-14,2 мм; 2<р = 118°; а =
= 11°
Тип С (двусторонние)
D = 3,154-6,3 мм; </=1,04-
4-2,5 мм; L = 33,54-47,0 мм; I =
= 1,94-4,1 мм; 2(р = 118°; а =
= 11°; тип С (односторонние) —
D = 3,15 мм; d = 0,8 мм; L =
= 21 мм; I = 1,5 мм
Тип R
D = 3,154-25,0 мм; d = 1,04-
4-10,0 мм; L = 33,54-103 мм; I =
= 3,04-26,5мм; г = 3,154-31,5мм;
2ф = 118°; а = 11°
Эскиз
образом, что остальная часть спинки выполняется цилиндриче-
ской. На прочность сверловочной части большое влияние оказы-
вает радиус у дна канавки и радиус перехода от сверловочной
к зенковочнэй частям. Оба эти радиуса следует выполнять макси-
мально возможными, что позволит снизить напряжение в опасных
точках. Сверловочная часть для упрочнения имеет увеличива-
ющуюся к корпусу сердцевину, утолщение которой составляет:
для сверл диаметром до 3,15 мм — 0,4 мм на 5 мм длины, а для
сверл диаметром больше 3,15 мм—0,25 мм на 5 мм длины. Зенковоч-
ная часть имеет две режущие кромки и две стружечные канавки.
Режущие кромки должны обеспечить заданную форму базового
228
участка центрового отверстия. Стружечные канавки сверловочной
и зенковочной частей у стандартных сверл выполняются общими,
передняя поверхность у этих частей инструмента поэтому тоже
общая. Задние поверхности зенковочной части выполняются за-
тылованием, одновременно с затылованием цилиндрического
участка сверловочной части. Задние углы на режущих кромках
в цилиндрическом сечении зенковочной части равны ~6°.
Шероховатость задних поверхностей рабочей части соответ-
ствует параметру Ra = 0,63 мкм; шероховатость передних поверх-
ностей и поверхностей стружечных канавок — Ra = 1,25 мкм,
Рис. 6.14. Сверла специальные комбинированные: а — с лыской; б — с разделе-
нием потока стружки; в — для обработки плат печатного монтажа
а шероховатость цилиндрической части корпуса должна быть не
хуже Ra = 2,5 мкм. Биение режущих кромок сверловочной и зен-
ковочной частей не должно превышать 0,03 мм (для сверл диа-
метром до 3,15 мм) и 0,04 мм (для сверл диаметром свыше 3,15 мм).
Разница в ширине перьев сверловочной части не более 0,07 мм
(у сверл диаметром до 3,15 мм) и 0,1 мм (у сверл диаметром свыше
3,15 мм). Поперечная режущая кромка симметрично располо-
жена и может иметь смещение относительно оси сверла не более
0,05 мм(у сверл диаметром до 5 мм) или 0,1 мм (у сверл диаметром
свыше 5 мм).
Кроме стандартных конструкций получили распространение
и некоторые специальные конструкции комбинированных сверл
(рис. 6.14).
Сверла комбинированные с лыской (рис. 6.14, а). Находят
применение эти сверла при обработке торцов заготовок специаль-
ными головками. К лыске прижимается твердосплавная пла-
стинка, с помощью которой подрезается торец одновременно с за-
центровкой отверстия. Сверла изготовляются из быстрорежущих
сталей. Типы сверл и технические требования к их изготовлению
(за исключением типа С) соответствуют стандартным комбиниро-
ванным центровочным сверлам без лыски. Размеры сверл: от d =
== 1 мм и выше. Наличие одной лыски ужесточает требования
к взаимному расположению сверловочных частей на разных
229
концах корпуса инструмента. При двух лысках с каждого конца
корпуса такие ограничения снимаются.
Сверло центровочное комбинированное с разделением потока
стружки (рис. 6.14, б). Это сверло не имеет недостатка, свойствен-
ного конструкции комбинированных стандартных центровочных
сверл — одновременного перемещения потоков стружки от свер-
ловочной и зенковочной режущих кромок по одной канавке.
Представленное на рис. 6.14, б сверло отличается раздельной
работой сверловочной и зенковочной частей с индивидуальными
канавками для стружкоотвода (/ — для отвода стружки, обра-
зуемой сверловочной частью, 2 — для отвода стружки от зенко-
вочной части). Габаритные размеры сверл (D, L, d) соответствуют
размерам стандартных сверл.
Сверло комбинированное твердосплавное для плат печатного
монтажа (рис. 6.14, в). Сверла эти цельнотвердосплавные (сплав
ВК6М) и изготовляются методом вышлифовки по целому. Диаметр
сверл d > 0,45ч-2,0 мм, диаметр цилиндрического корпуса D = 2
или 3 мм, L = 38 мм; I = 3,5 мм. Сверла позволяют сверлить
и зенковать отверстия в платах из фольгированных диэлектриков
за один проход.
Шероховатость передних поверхностей и цилиндрического
участка корпуса сверл соответствует Ra = 0,32 мкм, а шерохо-
ватость затылочных поверхностей сверловочной и зенковочной
частей — Ra = 0,63 мкм. Радиальное и осевое биения рабочей
части относительно корпуса должно быть не более 0,02 мм, нецен-
тричность сердцевины — не более 0,03 мм, радиус округления
режущих кромок 3—5 мкм.
Сверло для обработки закаленных сталей. Цельнотвердосплав-
ное сверло, представленное на рис. 6.15, выпускается двух испол-
нений — монолитные твердосплавные (диаметр d = 3-ь5 мм, об-
щая длина L = 48-*-62 мм, длина рабочей части I = 164-20 мм)’
и с цельной твердосплавной рабочей частью, припаянной к сталь-
230
-ному хвостовику (диаметр сверла d == 4,8-ь 12 мм, общая длина
£ .== 70-5-120 мм, длина рабочей части I = 20-5-35 мм). Материалом
рабочей части являются твердые сплавы марок ВК6М, ВК8 и др.
Профиль канавок выполняется методом вышлифовывания цельно-
твердосплавных заготовок, форма спинки — ломаная. Угол на-
клона канавок равен нулю. Диаметр сердцевины сверл К ~ 0,3d.
Сверла отличаются повышенной жесткостью, что позволяет обра-
батывать отверстия в закаленных сталях твердостью до HRC 50.
Сверла для обработки высокомарганцевых сталей. Эти стали
отличаются особой труднообрабатываемостью (что объясняется
склонностью их к наклепу во время обработки, низкой теплопро-
водностью, значительным абразивным и адгезионным воздействием
на режущий инструмент).
а),_______________________1бо_
Рис. 6.16. Сверла для обработки высокомарганцевых ста-
лей: а — конструкция сверла ЛПИ; б — форма заточки
режущей части сверла, разработанного А. А. Виноградо-
вым и IO. А. Аносовым
На рис. 6.16, а представлено сверло, разработанное в Ленин-
градском политехническом институте кандидатами технических
наук И. И. Олейниковым и М. А. Шатериным. Сверло отличается
укороченной рабочей частью, оснащенной пластинкой из твердого
сплава (группа ВК), имеющей упрочняющие фаски (/ = 1ч-2 мм)
с большим отрицательным передним углом (уф до —15°). В кор-
пусе сверла располагаются отверстия для подвода СОС в зону
резания. Отверстия размещены на минимально возможном рас-
стоянии от пластинки твердого сплава. Через отверстия в сверле
к зоне резания подводится сжатый воздух. Припой при этом до-
статочно охлаждается, чтобы не потерять прочности во время
работы инструмента, так как температура периферийных участков
режущих кромок достигает 600—800 °C. Обработка отверстий
0 25 мм в стали марки 45Г17ЮЗ может производиться таким ин-
струментом при скорости резания 40—45 м/мин и подаче s0 =
= 0,22 мм/об.
На рис. 6.16, б представлена форма заточки режущей части
сверла, разработанная кандидатами технических наук Ю. А. Ано-
совым и А. А. Виноградовым. Сверло оснащается твердым сплавом
(коронкой или пластинкой твердого сплава группы ВК), как
231
и обычные сверла, но форма заточки режущих кромок отличается
от обычно применяемых форм. Отличие заключается в смещении
поперечной кромки относительно оси сверла для создания по-
стоянного радиального усилия при работе инструмента. Величина
смещения, так же как и параметры 2ср; Д<р; 1^ Ь\ 2ф0, зависит
от обрабатываемого материала и условий обработки, а также
от допустимого значения разбивки отверстий. Сверла рекомен-
дуются для обработки различных труднообрабатываемых мате-
риалов, в том числе высокомарганцевых сталей марок 45Г17ЮЗХ,
ММ Л-2 и др.
Сверло, оснащенное сменными твердосплавными пластин*
камй. Новая конструкция сверла фирмы «Коромант» (Швеция),
Рис. 6.17. Сверло, осна-
щенное трехгранными
твердосплавными смен-
ными пластинками
приведенная на рис. 6.17, оснащается
трехгранными твердосплавными меха-
нически закрепляемыми на корпусе 1
пластинками 2. Сверла отличаются вы-
сокой жесткостью, что позволяет вести
обработку отверстий диаметром от
18 мм на подачах, до трех раз превы-
шающих подачи, допускаемые обычным
инструментом.
При необходимости сверла выпол-
няются с отверстиями для подвода
СОЖ в зону резания. Режущая часть
сверла имеет две твердосплавные пла-
стинки, одна из которых осуществляет
съем металла вблизи центра отверстия, а вторая — у периферийных
участков. Специальные пластинки из твердого сплава к сверлам
имеют на поверхности передней грани стружкодробящие углуб-
ления. Аналогичная конструкция сверл разработана и фирмой
«Вальтер» (ФРГ) для обработки отверстий диаметром от 18 мм.
В качестве режущих элементов фирма использует четырехгранные
твердосплавные пластинки — одну срезающую металл у центра
отверстия, другую — у периферийных участков.
6.3. СИЛЫ, МОЩНОСТЬ И РЕЖИМЫ РЕЗАНИЯ
Силы резания при сверлении и рассверливании определяются
сечением срезаемого сверлом слоя (рис. 6.18). Ширина срезаемого
слоя, мм
b = (d/2) sin <р;
толщина срезаемого слоя, мм
а = ($о/2) sin ф,
где s0 — подача на оборот сверла.
Площадь поперечного сечения слоя (мм2), срезаемого одной
режущей кромкой, fz = ab= ds0/4; общая площадь, срезаемая
232
двумя кромками, f = ds0/2; глубина резания при сверлении (мм)
t — 0,5 d, при рассверливании — t = 0,5 (d — d0).
Подача (мм на один оборот сверла) s0 определяется по норма-
тивам режимов резания или рассчитывается по формуле
зо = С^,
где Cs — коэффициент, выбираемый в зависимости от обрабаты-
ваемого материала и группы подач.
Для группы подач I (обработка отверстий быстрорежущими
сверлами с точностью не выше. 5-го класса) при обработке стали
Рис. 6.18. Элементы сечения среза при обработке сверлом
отверстия
с твердостью до НВ 160 Cs — 0,085; твердостью НВ 160—240 —
0,063; твердостью НВ 240—300 — 0,038; твердостью свыше
НВ 300 — 0,038; при обработке чугуна твердостью до НВ 170 —
0,13, твердостью свыше НВ 170 — 0,078; при обработке цветных
металлов, мягких материалов — 0,17; твердых материалов —
0,13. При обработке этих материалов с подачами II и III групп
значения Cs уменьшаются соответственно в 1,5 и 2 раза (II группа
подач применяется при обработке отверстий быстрорежущими
сверлами при пониженной жесткости системы СПИД, и при свер-
лении отверстий с точностью не выше 5-го класса сверлами, осна-
щенными пластинками твердого сплава; III группа подач назна-
чается при обработке отверстий под зенкерование, развертывание,
нарезание резьбы, при сверлении в усложненных условиях).
При сверлении отверстий глубиной свыше трех диаметров
(3d) значение подачи So, рассчитанное по формуле, необходимо
умножить на поправочный коэффициент, равный при глубине
сверления (3-n5)d—0,9, при глубине сверления (5-r-7)d—0,8 и при
глубине сверления (7—10)d—0,75. На практике при обработке
конструкционных материалов подачу ориентировочно определяют
из соотношения s0 = (0,024-0,03) d.
Подача при рассверливании принимается в 1,5—2 раза больше,
чем при сверлении. Подача при работе центровочными сверлами
уменьшается до значений 0,02—0,07 мм/об.
233
Значения показателен степени ш, х, у, q, Пр в формулах
для бпределейия скорости резания, силы подачи и крутящего момента при сверлении (50]
Таблица 6.8
Параметр Материал режущей части сверла Обрабатываемый материал
Сталь, цветные металлы и сплавы Чугун и бронза
т X У Q пр т X У 7 ПР
Быстрорежущая сталь: 10 мм 0,2 0 0,70 0,65 — 0,125 0 0,65 0,60 —
Скорость резания d^> Ю мм Твердый сплав 0,2 0 0,50 0,40 — 0,125 0,4 0 0,40 0,50 0,25 0,50 —
Быстрорежущая сталь сверливание) (рас- 0,2 0,2 0,50 0,40 — 0,125 0,1 0,40 0,15 —
Быстрорежущая сталь — 0 0,70 0,10 0,75 — — 0,80 1,0 0,6
Осевая сила по- Твердый сплав — — — — — — 0 0,85 0,75 о,6
дачи Быстрорежущая сталь сверливание) (рас- — 1,30 0,70 0 0,75 — 1,20 0,4 — 0,6
Быстрорежущая сталь — 0 0,80 2,0 0,70 — 0 0,80 2,0 0,6
Крутящий момент Твердый сплав — — — — — — 0 1,0 2,4 0,6
при сверлении Быстрорежущая сталь сверливание) (рас- — 0,90 0,80 1,0 0,70 — 0,75 0,80 1,0 0,6
Т а б л и ц a 6.9
Значение коэффициентов Су; Q; С2; С3; С4 и показателя степени п0 в формулах
для определения скорости резания, силы подачи и крутящего момента при сверлении [50]
Обрабатываемый материал Сверление Рассвер- ливание быстро- режу- щими сверлами Сверление Рассверливание быстрорежущи- ми сверлами Сверление Рассверливание быстрорежущи- ми сверлами Сверление, зен- керование, раз- вертывание
быстроре свер а < < 10 мм жущими лами d > > 10 мм твердо- сплав- ными сверлами быстроре жущими сверлами твердо сплавными сверлами быстроре- жущими сверлами твердо• сплавными сверлами
cv Ci с. С8 с.
Сталь углеродистая: НВ< 155 НВ 155—265 Сталь автоматная с НВ 140—230 Сталь хромистая, хромоникеле- вая, хромоникельмолибденовая, хромованадиевая, хромомолибде- новая с НВ 155—340 Сталь марганцовистая, кремне- марганцовис тая, хромоалюминие- вая, хромомолибденовая, хромо- марганцовис тотитановая, хромони- кельвольфра мовая с НВ 155—340 Сталь инструментальная и угле- родистая с НВ 155—340 Сталь инструментальная, высоко- легированн ая и аустенитная Чугун с НВ 140—240 Ковкий чугун с НВ 120—200 Латунь Алюми ний, дуралюмин, силумин Бронз а средней твердости Бронза твердая 0,041 360 540 306 252 270 1,15 4000 5000 8,6 14,3 13,0 6,5 0,10 874 1,310 743 612 655 2,80 11 400 14 200 21,0 35,0 37,0 18,5 33 400 41 700 0,168 1 450 2 175 1 230 1 015 1 090 4,65 15 600 19 500 35,0 58,0 50,0 25,0 1,50 1,50 1,35 1,80 1,80 1,65 100 2,60 2,60 Illi 1 1 1 1 1 1 1 0,62 0,62 0,56 0,74 0,74 0,68 41 0,92 0,92 0,80 0,80 9,72 0,96 0,96 0,87 40 1,0 1,0 0,263 0,263 1,83 1,83 1,65 2,20 2,20 2,00 95,0 3,16 3,16 0,9 0,9 0,9 0,9 0,9 0,9 0 1,3 1,3 0 0 0 0
Таблица 6.10
Средняя стойкость сверл Т и допустимый при этом износ
Материал Стойкость Т, мин, при диаметре сверления, мм
режуще части сверла обраба- тывав - мый 5 10 До 15 До 20 До 25 До 30
Быстро- режущая сталь Сталь 7 12 14—20 18—22 20—25 25—30
Чугун 12 21 25—30 32—40 40—50 50—55
Твердый сплав Чугун 12 21 25.-30 32—40 40—50 50—55
Цветные металлы — 6 7 7—8 10—12 12—17
Материал Стойкость Т, мин, при диаметре сверления, мм Допустимый износ, мм
режущей части сверла обраба- тывае- мый До 40 До бе До 8' % %
Быстро- режущая сталь Сталь 40—50 60—80 120—230 1,0—1,2 —
Чугун 75—85 100—160 210—400 — 0,5—1,2
Твердый сплав Чугун 75—85 100—160 210—400 0,6—1,3 1,2—2,5
Цветные металлы — — — — —
Примечание. Л — допустимый износ по ленточкам.
Скорость резания, осевую силу подачи и мощность резания
определяют по нормативам или рассчитывают по формулам для
стальных сверл и сверл, оснащенных пластинками твердого
сплава, т. е.
v =
с^Снв* п°
Tmtxsl
^1 >
где k„ — коэффициент, учитывающий влияние материала инстру-
мента (для быстрорежущих сверл он равен единице, для сверл из
236
стали марки 9ХС — 0,65); kt — коэффициент влияния глубины
сверления;
l/d 3 4 б 6 8 10
ki.............. 0,9 0,8 0,7 0,65 0,56 0,5
Значения показателей т, х, у, q, пр приведены в табл. 6.8,
а значение коэффициента Со и показателя п„ — в табл. 6.9.
Знак + принимается для п0 при обработке малоуглеродистых
сталей с НВ < 155, знак — при обработке сталей с НВ > 155
и других металлов.
Осевое усилие подачи при сверлении
Px = CidWBn₽ ;
при рассверливании
Крутящий момент при
сверлении
^кР“сз^дапр;
при рассверливании
Мкр = Cid‘)txsftHBnp.
Эффективная мощ-
ность (кВт)
= Мп/975 ООО.
Среднюю стойкость
сверл и допустимый при
этом износ ориентировочно
следует выбирать из
табл. 6.10.
Таблица 6.11
Режимы резания при обработке
стали 40Х и чугуна
монолитными твердосплавными сверлами
Обраба- тывав* мый ма- териал Диаметр сверла, мм Скорость резания, м/мин Подача, мм/об
Сталь 1—2 2—4 4—6 6-8 8—12 5—10 15—20 20—25 25—30 30 0,02 0,02—0,025 0,03—0,04 0,04—0,05 0,05—0,07
Чугун 1—2 2—4 4—6 6—8 8—12 15—20 30—35 35—40 40—45 45 0,04 0,06—0,08 0,1—0,12 0,12—0,16 0,16—0,18
Режимы, рекомендуемые для монолитных твердосплавных
сверл при обработке стали марки 40Х (HRC 38—45) и чугуна
(НВ 200—245), приведены в табл. 6.11.
При сверлении быстрорежущими сверлами из стали марки
Р9К5 теплостойких и хромистых сталей, кислотостойких, нержа-
веющих и жаропрочных материалов скорость резания (м/мин),
осевое усилие подачи (Н) и крутящий момент (Н-см) опреде-
ляют по формулам:
р —. Cod°,7S , р ~ . о.7.
70,26s0.86 » Г* — Ьр »
A4Kp = cMt,-<M5di,9s0.8
Здесь Ср = 110-5-180; С„ = 0,09ч-1,07; См = 8-5-15,5.
237
Т, мин
4
4
6
6
10
12
Ориентировочные значения подачи и стойкости этих сверл
приведены ниже.
Диаметр сверла, мм
1...............
2...............
3...............
5-6.............
8...............
10—12.........
нержавеющих и
so, мм/об
0,006—0,015
0,01—0,03
0,02—0,07
0,03—0,08
0,05—0,12
0,07—0,15
При сверлении твердосплавными сверлами
высокопрочных сталей скорость резания (м/мин), осевую силу
подачи (Н) и крутящий момент (Н-м) рассчитывают по фор-
мулам:
_ Cvd'-9
V ?0.5sl.l
Ро = 2500 dsj>’7; Мкр =
Здесь Со — 0,032-ьО,91 при ств = 2200-н1200 МПа.
Ориентировочные значения подачи и стойкости этих сверл
приведены ниже.
Диаметр <верла, мм So, мм/об Т, мин
1 . . . . 0,002—0,009 5
2 . . 0,004—0,018 5
3 . . . 0,008—0,03 6
4 . . 0,015—0,05 10
8 . 0,03—0,08 10
10 . 0,04—0,10 15
12 . . 0,06—0,12 15
При выборе режимов сверления необходимо учитывать кон-
структивные особенности сверл. Так, сверла удлиненные допу-
скают меньше подачи и менее производительны, чем сверла сред-
ней или короткой серии; последние из-за повышенной жесткости
могут работать с увеличенными подачами. При переточках длина
сверла уменьшается, жесткость повышается и появляется воз-
можность увеличивать подачу.
Глава 7
ЗЕНКЕРЫ
Зенкер — многолезвийный режущий инструмент, предназна-
ченный для предварительной или окончательной обработки
просверленных, штампованных или отлитых отверстий; зен-
ковки — многолезвийный режущий инструмент, предназна-
ченный для образования конических переходных участков отвер-
стий; зенковки с направляющей цапфой — многолезвийные
инструменты, предназначенные для обработки цилиндрических
углублений и подрезки их глухого торца; зенкеры с торцовыми
зубьями — инструменты, применяемые для зачистки торцовых
поверхностей.
7.1. КОНСТРУКЦИИ, ТИПЫ, РАЗМЕРЫ ЗЕНКЕРОВ
Зенкеры предназначены для предварительной (зенкер № 1)
или окончательной обработки отверстий с допуском НИ (зенкер
№ 2) в деталях из чугуна и стали.
Основные типы и размеры зенкеров для предварительной
и окончательной обработки отверстий приведены в табл. 7.1.
Основными конструктивными элементами зенкера являются
рабочая (режущая и калибрующая) часть и корпус с элементами
крепления.
Рабочая (режущая и калибрующая) часть выполняет работу
по съему припуска, зачистке поверхностей отверстий и их ка-
либровке до требуемого размера и качества; управляет потоком
стружки, направляет зенкеры при работе и характеризуется,
прежде всего, инструментальным материалом, из которого она
выполнена.
Материалом режущей и калибрующей частей цельных и на-
садных зенкеров (ГОСТ 12489—71 и ГОСТ 5.653—70) служат:
быстрорежущая сталь марки Р6М5 или другие стали, приведен-
ные в гл. 2, твердостью HRC 61—64 (для зенкеров диаметром до
16 мм) или HRC 62—65 (для зенкеров диаметром свыше 16 мм);
при применении в качестве инструментального материала быстро-
режущих сталей с ванадием (свыше 3%) и кобальтом (свыше 5%)
твердость должна быть повышена на 1—2 ед. HRC.
239
Таблица 7.1
Основные типы и размеры зенкеров
для предварительной и окончательной обработки отверстий
Наименование,
тип и основные размеры
Зенкеры цельные с кони-
ческим хвостовиком из бы-
строрежущей стали, тип 1
(ГОСТ 12489—71 или
ТУ 2-035-598—77)
d = 104-40 мм; L =
= 1604-350 мм; I = 804-
4-200 мм; г = 3
Зенкеры цельные, насад-
ные из быстрорежущей ста-
ли, тип 2 (ГОСТ 12489—71)
D = 324-80 мм; d = 134-
4-32 мм; L = 304-52 мм;
г = 4
Зенкеры цельные насад-
ные из быстрорежущей ста-
ли (ГОСТ 5.653—70)
D = 324-52 мм; d = 134-
4-22 мм; L = 304-42 мм;
г = 4
Зенкеры цельные, с кони-
ческим хвостовиком, осна-
щенные пластинками из
твердого сплава, тип 1
(ГОСТ 3231—71)
d — 144-50 мм; L = 1804-
4-355; I = 854-210 мм; г =
= 3
Зенкеры цельные, насад-
ные, оснащенные пластин-
ками из твердого сплава,
тип 2 (ГОСТ 3231—71)
D = 324-80 мм; d= 134-
4-32 мм; L = 404-65 мм;
г = 4
Эскиз
Исполнение 1
Исполнение 1
240
Материалом режущей и калибрующей частей зенкеров
(ГОСТ 3231—71) служат пластинки из твердых сплавов марок
ВК6, ВК8, ВК6М, ВК8В, Т5К10, Т14К8, Т15К6 по ГОСТ 3882—74,
форма и размеры которых установлены ГОСТ 2209—69, химический
состав, физико-механические свойства — ГОСТ 4872—75.
Режущая часть обеспечивает съем основной массы материала,
формирует и направляет поток стружки, а при обработке глухих
отверстий обеспечивает подрезку дна отверстия. Она характери-
зуется кроме инструментального материала и его твердости сле-
дующими параметрами: передним у
и задним а углами режущего
клина; углом ср, играющим
роль главного угла в плане;
углом наклона главной ре-
жущей кромки X; формой,
размерами и взаимным рас-
положением режущих кро-
мок отдельных зубьев,
также
точки.
а)
5)
dothg
а
качеством их за-
Рис. 7.1. Геометрические параметры режущей части
зенкера
Передний угол режущей части yN (рис. 7.1, а) задается в пло-
скости, нормальной к проекции режущей кромки на основную
плоскость. Обычно угол ун принимается равным: у зенкеров,
применяемых для обработки конструкционных малоуглеродистых
сталей, — 15—20°, для обработки углеродистых и легированных
сталей средней твердости — 8—12°, для обработки чугуна средней
твердости —6—10°, для обработки сталей и чугунов повышенной
твердости —0—5°, для обработки легких сплавов и цветных
металлов —25—30°.
Задний угол режущей части aN в плоскости нормальной про-
екции режущей кромки принимается равным 6—10°, а сама задняя
поверхность, как правило, затачивается по одной или двум пло-
скостям.
Главный угол в плане <р оказывает прямое влияние на раз-
меры поперечного сечения срезаемого слоя, а следовательно,
241
на возникающие при резании силы, в том числе и на величину
осевой составляющей силы резания. Угол <р обычно принимается
равным 60°, но для увеличения стойкости иногда целесообразно
образовать дополнительную переходную кромку под углом ср =
= 30° (рис. 7.1, б). В стандартных конструкциях ее выполняют
на зенкерах, оснащенных твердым сплавом группы ТК. При об-
работке глухих отверстий угол ср зенкеров может быть увеличен
до 90°.
Угол наклона режущей кромки X (на рис. 7.1 вместо него
изображен угол влияет на направление схода стружки. При от-
рицательном значении угла \ стружка будет перемещаться в на-
правлении подачи (если движение подачи сообщается зенкеру),
при положительном значении стружка направляется в сторону
нерабочей части зенкера, против подачи. Положительные значе-
ния угла Xi могут рекомендоваться для зенкеров обрабатывающих
глухие отверстия.
При рассмотрении углов режущей части необходимо отметить,
что углы у и \ по длине режущей кромки переменны, угол aN
при заточке задней поверхности по плоскости постоянен, а при
других способах заточки также изменяется вдоль режущей кромки.
Стандартные зенкеры выпускаются со следующими значениями
углов: aN = 64-8° ± 2°; = 0 —для зенкеров из быстрорежу-
щих сталей и \ > 0 для твердосплавных зенкеров. Обычно в стан-
дартах и нормалях угол у не указывается. Он может быть рас-
считан через угол наклона стружечных канавок со, который
равен переднему углу в цилиндрическом сечении у0 и переменен
по длине режущей кромки. Для расчета необходимо также уточ-
нить значения X, так как на чертежах, в стандартах и нормалях
обычно приводится не сам угол наклона режущей кромки X,
а угол наклона проекции режущей кромки Лх, связанный с углом X
зависимостью
tg Л, = tg sin (р.
Вычислив угол X и зная угол у0 = со в каждой точке режущей
кромки, можно определить и значения переднего угла в этой
точке по формуле:
v tg у0 — tg X cos ср
® ’ sin ф
Длина режущей части 4 (см. рис. 7.1, а и рис. 7.2) в зависимости
от диаметров обработанного и исходного отверстия может быть
определена из выражения 1г = (1,5--2) t ctg ср, а величина Д —
из выражения Д = (0,5--1,0) /, где t—половина припуска на
обработку или глубина резания, вычисляемая по формуле
4. _ d d0lB
1 — 2 ’
где d —диаметр зенкера, равный диаметру обрабатываемого
отверстия; d0TB —диаметр исходного отверстия.
242
Значения припусков на обработку зенкерами 2t в зависимости
от диаметра отверстий приведены ниже.
d, мм
21, мм
18...............................
18—30............................
30—50 ...........................
50—80 ...........................
80—100 ..........................
2,5—3,5
4—4,5
5,5-8
7—10
8—12
Рис, 7.2. Зенкер с коническим хвостовиком и
профиль его поперечного сечения
Обычно припуск составляет (0,104-0,22) d.
Шероховатость поверхностей режущей части зенкеров не
должна превышать соответственно Rz = 6,3 мкм и Rz = 3,2 мкм
на передних и задних поверхностях зенкеров из быстрорежущих
сталей и Rz = 1,6 мкм на передних и задних поверхностях зен-
керов, оснащенных пластинками из твердого сплава.
Зенкеры являются мно-
гозубым инструментом, их
работоспособность и каче-
ство обработанных отвер-
стий в значительной сте-
пени определяются иден-
тичностью геометрических
параметров и точностью
взаимного расположения
режущих кромок каждого
зуба режущей части. Поэтому биение главных режущих кромок
зенкеров не должно превышать 0,040 мм для зенкеров диаметром
до 18 мм, 0,05 мм —для зенкеров диаметром 18—30 мм и 0,063 —
для зенкеров диаметром свыше 30 мм.
Калибрующая часть зенкера служит для направления зенкера
при работе, получения необходимой точности и качества поверх-
ности обрабатываемого отверстия. Диаметр калибрующей части
переменный: в начале, в месте сопряжения с режущей частью,
он равен номинальному, а затем уменьшается по направлению
к хвостовику на 0,04—0,08 мм на каждые 100 мм длины (для зен-
керов диаметром до 18 мм) или 0,05—0,1 мм на каждые 100 мм
длины (для зенкеров диаметром свыше 18 мм). Зенкер с кониче-
ским хвостовиком и профиль его поперечного сечения приведены
на рис. 7.2.
Режущая часть калибрующего зуба ограничена передней
поверхностью, расположенной под углом у, и цилиндрической
поверхностью диаметром d на участке, ограниченном шириной
ленточки f. Угол у для стандартных быстрорежущих зенкеров
принимается равным 5—7°, а для зенкеров, оснащенных пластин-
ками из твердого сплава, он выполняется равным 0—6°. Ширина
ленточки цилиндрического участка на зенкерах из быстрорежущей
стали составляет 2—2,5 мм, а для зенкеров, оснащенных пластин-
ками из твердого сплава, f = 0,84-1,8 мм в зависимости от диа-
метра зенкера.
243
Исполнительные размеры диаметра d калибрующей части
определяются, исходя из размера и допуска на обрабатываемое
-290
Рис. 7.3. Схема расположения полей
допусков зенкеров диаметром 18—30 мм
отверстие, точности изготовления зенкера, его параметров, числа
переточек и т. д. Стандартные зенкеры выпускаются в двух испол-
нениях: зенкер № 1 —для промежуточной обработки отверстий
перед их обработкой черновыми развертками (развертки № 1)
и зенкер № 2 —для окончательной обработки отверстий с до-
пуском НИ. Предельные отклонения диаметра зенкеров, измерен-
ные в начале калибрующей
части, должны соответствовать
отклонениям, приведенным в
табл. 7.2.
Схема расположения полей
допусков для зенкеров № 1 и
2 диаметром 18—30 мм и об-
рабатываемого ими отверстия
(класса или квалитета НИ)
приведена на рис. 7.3.
Как видно из рисунка, поле
допуска зенкера для оконча-
тельной обработки отверстия
расположено не симметрично
относительно номинального диа-
метра, а смещено в сторону
верхнего предельного значения
диаметра отверстия, что целе-
сообразно с точки зрения запаса
на переточку. Однако при этом
уменьшается запас части поля
допуска отверстия, компенси-
рующий разбивку отверстия.
Поэтому дальнейшее смещение
поля допуска зенкера в сто-
рону верхнего предельного значения диаметра при проекти-
ровании зенкеров, а также попытки подобрать размеры стандарт-
ных зенкеров для обработки отверстий с другими посадками,
должны учитывать конкретные условия обработки и возника-
ющую при этом разбивку отверстий. На разбивку отверстий боль-
шое влияние оказывает неточность взаимного расположения ка-
либрующих (так же как и режущих) участков отдельных зубьев.
Для централизованно выпускаемых зенкеров радиальное биение
калибрующих участков зубьев, измеряемое по цилиндрическим
ленточкам, относительно оси зенкера не должно превышать
0,032 мм —для зенкеров с номинальным диаметром до 30 мм и
0,04 мм —для зенкеров диаметром свыше 30 мм.
Шероховатость поверхностей калибрующей части не должна
превышать Rz = 6,3 мкм и Rz = 3,2 мкм соответственно на перед-
них поверхностях и поверхностях направляющих ленточек зен-
244
керов из быстрорежущей стали и Rz = 1,6 мкм для зенкеров, осна-
щенных пластинками из твердых сплавов.
Корпус зенкера объединяет его рабочую часть с элементами
крепления и служит для передачи усилий резания во время ра-
боты, а также для закрепления зенкера в процессе его изготов-
ления.
Рабочая часть концевых быстрорежущих цельных стандартных
зенкеров приваривается к стальному хвостовику. Корпус цельных
насадных быстрорежущих зенкеров объединяет в себе рабочую
и зажимную части и выполняется целиком из быстрорежущей
стали.
Корпуса зенкеров, оснащенных пластинками из твердого
сплава, выполняются из сталей 40Х или 45Х (HRC 35—45),
9ХС (HRC 56—62) или из быстрорежущей стали Р9 (HRC 56—62).
Корпуса из сталей марок
9ХС и Р9 применяются
для зенкеров, диаметр кор-
пуса которых равен диа-
метру рабочей части, а
корпуса зенкеров из ста-
лей марок 40Х и 45Х —
для зенкеров, диаметр
корпусов которых меньше
диаметра рабочей части,
причем в последнем слу-
чае корпус выполняется
без направляющих ленто-
чек. Приведенная выше
твердость корпусов должна
иметь место на длине, не
меньшей 2/3 длины стружечных канавок. В зоне напайки
пластинок твердого сплава допускается снижение твердости кор-
пуса, но не более чем на 10 ед. HRC.
На корпусе зенкеров выполняются стружечные канавки, форма
и размеры которых оказывают большое влияние на прочность
корпуса, на геометрию режущей части, на управление процессом
стружкообразования и транспортирования стружки. Число стру-
жечных канавок зенкеров, как правило, равно числу зубьев,
однако известны зенкеры с удвоенным числом ленточек, имеющие
поэтому удвоенное число стружечных канавок.
Число стружечных канавок (зубьев) зенкеров г, выпускаемых
централизованно, приведено в табл. 7.1, однако встречаются
зенкеры (например, зенкеры-улитки) с шестью и более стружеч-
ными канавками.
Стружечные канавки зенкеров могут быть прямыми (парал-
лельными оси зенкера), наклонными и винтовыми. Зенкеры с пря-
мыми канавками достаточно универсальны, технологичны в из-
готовлении и при переточках. Широко применяются эти зенкеры
245
Таблица 7.2
Предельные отклонения диаметров
стандартных зенкеров
Диаметр зенкера, мм Зенкер № 1 | Зенкер № 2
Предельное отклонение, мкм
верх- нее ниж- нее верх- нее ниж нее
10—18 -210 —245 +70 +36
13—30 -245 —290 +85 +40
30—50 —290 -340 + 100 +50
50—80 -350 —410 + 120 +60
80—100 —420 —490 + 140 +70
в конструкциях, предназначаемых для обработки материалов»
дающих стружку надлома. Зенкеры с наклонными канавками,
как правило, —сборные, с механическим креплением режущих
ножей и пластинок. Зенкеры с винтовыми стружечными канав-
ками являются более распространенными. К их числу относятся
и зенкеры, оснащенные пластинками из твердого сплава. Для
облегчения заточки и шлифовки пластинки в этих зенкерах на-
паиваются в наклонных пазах^ угол наклона которых на 3—5°
меньше угла наклона винтовой стружечной канавки. Угол на-
клона канавок стандартных концевых зенкеров со принимается
равным 20°, а у насадных зенкеров — 15°. Этот угол измеряется
Рис. 7.4. Основные формы профиля поперечного сечения зенкеров
на наружном диаметре зенкера и для цельных зенкеров опреде-
ляет передний угол режущей части в цилиндрическом сечении.
Для зенкеров, оснащенных пластинками из твердого сплава,
угол наклона стружечных канавок отличается от переднего угла
режущей части. Последний совпадает с углом врезания пластинки
и составляет 10° как для концевых, так и для насадных зенкеров.
Угол наклона стружечных канавок для точек, не лежащих
на наружном диаметре, может быть определен по формуле
tg “х = -у- tg со,
где dx —диаметр, на котором определяется угол наклона ка-
навки, мм; d — наружный диаметр зенкера, мм; со — угол на-
клона канавки на наружном диаметре зенкера, ...°.
Профиль поперечного сечения зенкеров определяет прочность
режущего зуба и объем стружечных канавок. На рис. 7.4 при-
ведены основные формы профилей поперечного сечения зенкеров.
Профили, приведенные на рис. 7.4, а, а, д, характеризуются
соотношениями d0 == (0,35-4-0,5) d\ В = (0,4-4-0,48) d\ h„ =
= (0,024-0,04) d. Они являются наиболее распространенными,
246
хотя и не совсем технологичными, так как требуют раздельной
обработки канавки и спинки (с образованием ленточки высотой
Лл). Применяются для трехзубых цельных быстрорежущих зен-
керов и зенкеров, оснащенных пластинками из твердого сплава
диаметром 10—50 мм.
Профили, приведенные на рис. 7.4, б, в, е, характеризуются
такими же соотношениями dQ и В, что и профиль на рис. 7.4, а,
но отличаются тем, что канавка и спинка зенкера обработаны
одной фасонной фрезой. Это устраняет недостатки профиля
рис. 7.4, а.
Профиль (рис. 7.4, в) характеризуется, кроме того, наличием
ленточки, отличается простотой изготовления, достаточным про-
странством для размещения стружки и применяется для трех-
зубых быстрорежущих зенкеров.
Профиль (рис. 7.4, б, ж) по основным соотношениям анало-
гичен профилю, приведенному на рис. 7.4, п, и применяется для
трехзубых зенкеров, оснащенных пластинками из твердого сплава,
корпуса которых не имеют ленточек.
Профиль (рис. 7.4, з) обычно встречается у насадных четырех-
зубых зенкеров, оснащенных пластинками из твердого сплава,
характеризуется ломаной формой спинки и соотношениями h =
= (0,14-0,16) d.
Профиль (рис. 7.4, г) приведен в качестве примера профиля,
в котором число стружечных канавок в два раза больше числа
зубьев режущей части. Этот профиль аналогичен профилю че-
тырехленточного сверла. Каждый зуб профиля имеет две лен-
точки, причем вторая ленточка каждого зуба при подточке перед-
ней (иногда и задней) грани калибрует и зачищает обрабатываемое
отверстие. Профиль отличается повышенной жесткостью, хоро-
шим направлением в кондукторных втулках и обрабатываемом
отверстии и в ряде случаев позволяет получать отверстия высокой
точности (9-го, а иногда и 7-го квалитетов точности).
Профили, приведенные на рис. 7.4, являются профилями зен-
керов в сечении, перпендикулярном их продольной оси, и соответ-
ствует заточенным зенкерам. Зачастую эти профили заклады-
ваются в качестве основных для проектирования фрез, произ-
водящих эти профили, что неверно, ибо передняя грань профиля
зуба после фрезерования (или другой предварительной формо-
образующей операции) может быть как прямолинейной, так и
криволинейной и должна иметь припуск на заточку. Поэтому
исходный профиль для проектирования канавочных фрез должен
быть иным.
В последние годы в связи с широким распространением много-
гранных твердосплавных пластинок появился ряд конструкций
зенкеров, в качестве режущей части которых используются эти
пластинки. На рис. 7.5 представлен зенкер с механическим креп-
лением четырехгранных твердосплавных пластинок. Режущая
пластинка 1 закрепляется в -корпусе 2 с помощью тяги 3. Для
247
замены пластинок без съема зенкера со станка достаточно сместить
тягу 5, повернуть пластинку следующей гранью (или сменить
пластинку), снова закрепить ее и продолжать работу. Форма и
размеры многогранных пластинок приведены в гл. 1. Преимуще-
ствами этой конструкции по сравнению с напайным инструментом
являются: быстрая смена затупившейся грани путем поворота
пластинки без съема зенкера со станка; повышение производитель-
ности обработки за счет использования более производительных
марок твердых сплавов, склонных к трещинообразованию при
пайке; сокращение расходов на заточку и переточку зенкеров
и т. д. Подобные конструкции должны в ближайшие годы полу-
I
Рис. 7.5. Зенкер с механическим креплением че-
тырехгранных твердосплавных пластин
чить значительное развитие, так как позволяют оснащать зенкеры
самыми современными инструментальными материалами (твер-
дым сплавом, минералокерамикой, синтетическими сверхтвер-
дыми и т. п.), что должно обеспечить расширение их техноло-
гических возможностей, повышение производительности и каче-
ства обработки.
Вторым направлением совершенствования конструкции зен-
керов является создание конструкций с внутренним подводом
СОЖ в зону резания. В рабочей части такого инструмента под
некоторым углом к оси от спинки каждого зуба проведены отвер-
стия, соединяющиеся с центральным каналом, а хвостовик в виде
конуса Морзе закрепляется в нормализованном патроне. Охлажда-
ющая среда через отверстие в хвостовике, центральное и наклон-
ные отверстия подводится к режущей части инструмента. Испыта-
ния зенкеров с каналом для подвода СОЖ при обработке отверстий
длиной 4d в ряде труднообрабатываемых материалов подтвердили
значительное (до восьми раз) повышение стойкости зенкеров,
повышение производительности труда. Область применения таких
зенкеров — автоматизированное производство, оснащенное си-
стемой подготовки и подвода смазочно-охлаждающей среды в зону
резания с расходом 15—30 л/мин.
248
7.2. КОНСТРУКЦИИ. ТИПЫ. РАЗМЕРЫ ЗЕНКОВОК
Зенковки цилиндрические. Основные типы и размеры зенко-
вок из быстрорежущих сталей приведены в табл. 7.3.
Особенностью конструкции зенковок является наличие на-
правляющей цапфы, обеспечивающей соосность раззенковываемой
поверхности с отверстием под крепежное изделие. Конструкция
зенковок аналогична рассмотренным выше конструкциям зенке-
ров за исключением некоторых элементов. Число зубьев стандарт-
ных зенковок всех типов равно 4. Угол наклона стружечных
Таблица 7.3
Основные типы и размеры цилиндрических зенковок для обработки
опорных поверхностей под крепежные детали (ГОСТ 12876—67)
с направляющими цапфами под сквозные отверстия (ГОСТ 11284—75)
Тип и основные размеры
Тип 1, с постоянной направ-
ляющей цапфой и цилиндриче-
ским хвостовиком
(ГОСТ 15599—70)
d = 2,34-14 мм; = 1,24-
4-8,4 мм; d± = 34-14 мм; L =
= 404-100 мм; I = 2,54- 7 мм;
= 64-20 мм
Тип 2, со сменной направ-
ляющей цапфой и коническим
хвостовиком (ГОСТ 15599—70)
d= 114-40 мм; L = 1254-
4-250 мм; = 44-10 мм; ко-
нус Морзе № 1—4
Тип 3, насадные
(ГОСТ 15599—70)
D = 344- 63 мм; L = 404-
4-50 мм; d = 104-22 мм
Тип 4, со сменной направ-
ляющей цапфой и хвостовиком
под штифтовый замок
(ГОСТ 15599—70)
D = 114-63 мм; Л = 604-
4-110 мм; I = 254-50 мм; =
= 44-16 мм; £>! = 104-40 мм
Эскиз
Примечание.
Цапфы направляющие к зенковкам — по ГОСТ 15601 — 70, винты — по
ГОСТ 1477—75, оправки — по ГОСТ 156602—70.
249
канавок зенковок из быстрорежущих сталей составляет 15°, а
для зенковок, оснащенных пластинками из твердого сплава,—10°,
причем в последнем случае угол врезания пластинки совпадает
с углом наклона канавки. Предельные отклонения диаметров
зенковок (по наибольшему диаметру режущей части) не должны
превышать значений, при-
Таблит 7.4 веденных в табл. 7.4.
Зенковки конические.
Применяются для обра-
ботки центровых отвер-
стий по ГОСТ 14034—74.
Основные типы и размеры
стандартных зенковок при-
ведены в табл. 7.5.
Зенковки изготовля-
ются из быстрорежущих
сталей. Зенковки с кони-
ческим хвостовиком изго-
товляют сварными: рабо-
чая часть из быстрорежу-
щей стали, хвострвик —
Предельные отклонения диаметров зенковок
Диаметр зенковки, мм Предельное откло- нение, мкм
Верхнее | | Нижнее
2,3—2,9 ' Ь180 + 120
3,3-6,0 -240 + 160
7,0—10,0 -300 +200
11,0—18,0 -360 +240
19,0—30,0 -420 +280
32,0—50,0 -500 +340
52,0—63,0 -600 +400
из стали марок 45 или 40Х. Твердость рабочей части зенковок
диаметром до 3,15 мм —HRC 61—64, больших диаметров —
HRC 62—65. Биение режущих кромок зенковок типов 1—4 не
должно превышать 0,03 мм (для зенковок с d < 3,15 мм) и
0,04 мм (для зенковок с d > 3,15 мм). Биение режущих кромок
зенковок типов 5—7 не должно быть более 0,05 мм.
Передние углы зенковок всех типов равны нулю. Задние углы
зенковок типов 4 в плоскости, параллельной оси зенковки, равны
11—14°, задние углы в нормальном сечении у зенковок типов 5—7
равны 12°.
Для обработки конических фасок в отверстиях плат печатного
монтажа из фольгированных диэлектриков выпускаются цельно-
твердосплавные зенковки, которые изготовляются из твердого
сплава марки ВК6-М. Основные размеры зенковок: диаметр кор-
пуса D = 2-4-4 мм; длина L = 25-?-30 мм; I = 5-4-9 мм.
Зенкеры для зачистки торцовых поверхностей (зенковки-
подрезки обратные из быстрорежущих сталей, нормаль машино-
строения МН727—60, и твердого сплава, нормаль машинострое-
ния МН 729—60) размером 25—100 мм выпускаются централизо-
ванно, а их конструктивные особенности достаточно подробно
освещены в работах [49, 50].
7.3. РЕЖИМЫ РЕЗАНИЯ, СИЛЫ И МОЩНОСТЬ,
ПОТРЕБНЫЕ НА РЕЗАНИЕ
Толщина слоя, срезаемого каждым зубом зенкера (см.
рис. 7.1, а):
а = зг sin ф = (s0/Z) sin ф;
250
Таблица 7.5
Основные типы и размеры конических зенковок (ГОСТ 14953—69)
Наименование,
гип и основные размеры
Тип 1, зенковки центровочные для
центровых отверстий 60°
d = 5; 8 мм; L = 50 ; 60 мм; I =
= 10; 12 мм
Тип 2, зенковки центровочные для
центровых отверстий 60° без предо-
хранительного конуса
d = 2-ь6,3 мм; £> = 54-16 мм;
L = 454-71 мм; / = 34-9,5 мм
Тип 3, зенковки центровочные для
центровых отверстий 60° с предо-
хранительным конусом 120°
d = 0,84-6,3 мм; D = 54-25 мм;
Dr = 1,554- 12,5мм; L = 35,54-71 мм;
I = 0,824-6,5 мм
Тип 4, зенковки центровочные для
центровых отверстий 75° без предо-
хранительного конуса
d = 2,0; 2,5 мм; D = 6,3; 8 мм;
L = 45; 50 мм; I = 3,1; 3,9 мм
Тип 5, зенковки для центровых
отверстий 60° с коническим хвосто-
виком
D = 164-63 мм; L = 1104-120 мм;
d0 = 34-12 мм; d = 144-40 мм; I =
= 304-65 мм; конус Морзе № 1—4
Тип 6, зенковки для центровых
отверстий 75° с коническим хвосто-
виком
D = 324-63 мм; L = 1454-200 мм;
dQ = 64-12 мм; d = 224-40 мм; I =
= 404-55 мм; конус Морзе № 2—4
Эскиз
L
Тип 7, зенковки для центровых
отверстий 120° с коническим хвосто-
виком
D = 164-63 мм; L = 1004-190 мм;
d0 = 44-16 мм; d = 144-40 мм; / =
= 204-40 мм; конус Морзе № 1—4
251
ширина слоя
b = //sin ф = (D — d0TB)/2 sin ф;
сечение срезаемого слоя
ab = sQt/Z.
Здесь D —диаметр обработанного отверстия; dOTB —диаметр
отверстия под зенкование.
Значения подачи s0 так же, как и скорости резания, выби-
раются из нормативов режимов резания [33] и обычно находятся
в пределах: 0,5—1,5 мм/об—при обработке стали; 0,7—
2,4 мм/об —при обработке чугуна НВ < 229; 0,5—1,7 мм/об —
при обработке чугуна НВ > 229. При зенкеровании глухих от-
верстий значение подачи s0 = 0,34-0,6 мм/об. Подача также можес
быть подсчитана по формуле
s0 = CsDQ>Q,
где Cs — коэффициент, учитывающий влияние обрабатываемого
материала.
Значения коэффициентов для различных материалов при-
ведены ниже.
Чугун:
НВ< 170
НВ > 170
Сталь:
НВ С 160 .................
НВ 160—240 ..................
НВ 240—300...................
НВ > 300
0,125—0,250
0.075—0,150
0,095—0 190
0,070—0,140
0,052—0,105
0,042—0,085
Для зенковок, оснащенных твердосплавными пластинками,
значение подачи снижается до двух раз.
Скорость резания при зенкеровании (м/мин) может быть рас-
считана по формуле
__ CvDqHB±nv ,
где &и — коэффициент, зависящий от материала режущей части
зенкера.
Для зенкеров из быстрорежущих сталей типа Р18 йи = 1,0,
для зенкеров из сталей типа 9ХС — 0,6, для зенкеров, осна-
щенных твердым сплавом группы ВК, = 2,2.
Знак у показателя степени nv принимают «+» при обработке
малоуглеродистых сталей с НВ < 155 и «—» для сталей с НВ >
> 155, численные значения nv принимаются равными их значе-
ниям при сверлении. Значения показателей степени m; х; у\ q
и значение Cv приведены в табл. 8.7 и 8.8.
252
При зенкеровании углеродистых и легированных сталей зен-
керами, оснащенными пластинками из твердого сплава группы
ТК, и при работе с охлаждением скорость (м/мин) может быть
рассчитана по формуле
_ 8,75 О0,6
V j’0,26s0.3^0,2(J0,9 *
Критерием затупления зенкеров служит ухудшение качества
обрабатываемой поверхности или износ по задней грани. В по-
следнем случае допустимый износ равен 0,8—1,2 мм.
Стойкость Т в формулах для расчета скорости/резания вы-
бирается в пределах 10—120 мин — в зависимости “ от условий
эксплуатации.
Усилия резания при зенкеровании могут быть рассчитаны
для каждого зуба по формулам, применяемым для расчета сил
при точении (см. гл. 1). Крутящий момент при этом будет
равен
Мкр = Р/1/2,
где Рг — усилие резания, рассчитанное для одного зуба; d — на-
ружный диаметр зенкера, мм.
Мощность, затрачиваемая на зенкерование, определяется по
нормативам [33]. Так, при обработке стали с ав = 850-5-1060 МПа
с сечением среза t X s = 1,9 мм2 со скоростью резания 30 м/мин
зенкерами, оснащенными пластинками из сплава марки Т15К6,
эффективная мощность резания равна 4,9 кВт.
Эффективная мощность, потребная на зенкерование, может
быть также рассчитана по формуле, применяемой для расчета
мощности при сверлении (см. с. 236).
Г лава 8
РАЗВЕРТКИ
Развертка — металлорежущий многолезвийный инструмент,
предназначенный для предварительной или окончательной
обработки цилиндрических отверстий 6—11-го квалитета
точности или конических отверстий с параметром шеро-
ховатости обрабатываемой поверхности Rz = 6,34-10 мкм.
8.1. КОНСТРУКЦИИ, ТИПЫ, РАЗМЕРЫ РАЗВЕРТОК
Основные типы и размеры цилиндрических разверток, выпу-
скаемых централизованно, приведены в табл. 8.1.
Несмотря на различие в конструкциях, все приведенные
в таблице развертки имеют общие конструктивные элементы.
Наиболее ответственными конструктивными элементами разверток
являются: рабочая (режущая и калибрующая) часть и корпус.
При развертывании с поверхности предварительно обработанного
отверстия снимается припуск от нескольких сотых до 1 мм.
Рабочая часть ручных цельных разверток (под цельными
в дальнейшем будут подразумеваться развертки, рабочая часть
которых выполняется заодно с корпусом) изготовляется из леги-
рованной стали марки 9ХС или (в обоснованных случаях) из бы-
строрежущей стали. Рабочая часть машинных цельных разверток
и ножи сборных разверток изготовляют из быстрорежущей стали
марки Р6М5 или других марок быстрорежущих сталей, а также
из твердых сплавов. Корпуса машинных цельных разверток
с диаметром рабочей части 10 мм и выше должны быть сварными:
хвостовик из сталей марок 45 или 40Х приваривается к рабочей
части из быстрорежущей стали. Твердость быстрорежущей рабо-
чей части разверток HRC 61—63 (для разверток диаметром до
6 мм) или HRC 62—65 (для разверток диаметром свыше 6 мм).
Твердость рабочей части разверток из быстрорежущих сталей
с повышенным содержанием ванадия (более 3%) и кобальта (более
5%) должна быть выше на 1—2 ед. HRC. Твердость рабочей части
разверток из стали марки 9ХС HRC 61—63 (для разверток диа-
метром до 8 мм) и HRC 62 —64 (для разверток диаметром свыше
8 мм). Твердость корпусов сварных разверток из стали марки
40Х HRC 35—45, цельных —HRC 35—55.
254
Корпуса сборных разверток и разверток, оснащенных напай-
ными пластинками из твердого сплава, выполняются из стали
марки 40Х, а корпуса ножей сборных разверток—из сталей
марок У7 и У8. Твердость корпусов концевых разверток на длине,
не менее длины стружечных канавок, HRC 30—40, насадных
разверток (на всей длине корпуса) —HRC 30—40 и корпусов
разверток со вставными ножами —HRC 35—45.
Материалом рабочей части разверток машинных цельных из
твердого сплава является твердый сплав марок ВК6, ВК6М,
ВК8, ВКЮ или из других марок группы ВК. Материал хвостовой
части —сталь марки 45 или 40Х, термообработанная так, что
твердость цилиндрического хвостовика на половине его длины
и твердость лапки конического хвостовика должны находиться
в пределах HRC 30—45.
Режущая часть разверток обеспечивает съем основного при-
пуска обрабатываемого отверстия, определяет характер нагрузки
и ее распределения при работе развертки, управляет потоком
стружки. Она характеризуется углом в плане <р, формой и длиной
режущей части передним у и задним а углами в нормальном
сечении зуба, углом наклона режущей кромки X, числом зубьев
и их взаимным расположением.
Форма режущей части разверток и ее геометрические пара-
метры оказывают сильное влияние на соотношения сил резания
при развертывании, на качество обработанной поверхности, на
срок службы развертки. На рис. 8.1 приведены различные наи-
более распространенные формы режущей части разверток. Более
простая форма, применяемая в централизованно выпускаемых
машинных твердосплавных развертках, имеет угол в плане ср =
= 45° (рис. 8.1, а) и заточенную наостро по задней поверхности
режущую часть. Эта форма достаточно универсальна и техноло-
гична, позволяет производить обработку как глухих, так и сквоз-
ных отверстий. В последнее время она часто видоизменяется путем
создания ленточки на задних поверхностях зубьев режущей части.
Развертки, имеющие такую форму заточки, легко перетачиваются
и им при необходимости можно легко придать любую другую
форму.
Развертки с углом в плане меньшим 45° обычно имеют допол-
нительную фаску с X 45° (рис. 8.1, б) для облегчения направления
развертки при ее введении в обрабатываемое отверстие. Для по-
вышения качества обработанной поверхности целесообразно умень-
шать угол в плане <р. При этом режущая часть удлиняется, сокра-
щается запас на переточку разверток, одновременно снижается
осевое усилие. Для ручных разверток последнее обстоятельство
играет наиболее важную роль, поэтому ручные развертки вы-
пускают с малыми углами в плане (ср = 1-4-2°).
Для остальных видов разверток противоречия между неже-
лательным увеличением длины режущей части при уменьшении
угла ф, с одной стороны, и повышением качества обработанной
255
ю
СП
о
Таблица 8.1
Основные типы и размеры цилиндрических разверток
Наименование, тип и основные размеры
Эскиз
Развертки ручные цилиндрические (ГОСТ 7722—77)
D = 3-S-40 мм; d = 34-40 мм; L — 62ч-305 мм;
/ = 314-152 мм; /2 = Ю-т-42 мм; z — 6 при D
< 10 мм; 2 = 8 при 10 мм < D < 30 мм; г = 10
при 30 мм < D < 35 мм; z = 12 при 35 мм
Развертки ручные разжимные (ГОСТ 3509—71)
D = 84-50 мм; L — 1104-380 мм; d = 84-50 мм;
dr — 7,74-49,7 мм; 2 = 6 при D <: 10 мм; 2 = 8
при 10 мм < D < 30 мм; 2=10 при 30 мм < D
45 мм; z=12 при D > 45 мм
Регулирование по диаметру, не менее +0,16 мм
при D = 84-10 мм; +0,25 мм при D = 104-20 мм;
+0,40 мм при D = 204-30 мм; +0,5 при D > 30 мм
Развертки машинные цельные, тип I
(ГОСТ 1672—71)
D = 3,04-9,0 мм; d = 3,04-9,0 мм; L = 604-
4-100 мм; I = 10,04-16,0 мм; для D 8 мм и <р = 5°
= 2,0 мм; для £)<8 мм и <р = 15° = 1,0 мм;
для D = 9 мм и <р = 15° /х = 4,5 мм; для D = 9 мм
и ф = 15° /г = 2,5 мм
Филиппов
Развертки машинные цельные, тия II
(ГОСТ 1672—71)
D = Ю-т-32 мм; L = 140-=- 240 мм; d = 8-5-23 мм;
I = 16-7-25 мм; конус Морзе № 1—3; z = 6 при D =
= 10 мм; г = 8 при D 28 мм; z = 10 при D
30 мм; для D = 10-5-30 мм и <р = 5° = 4,5 мм;
для D > 30 мм и <р = 5° Zj = 6,5 мм; для D = 10-5-
-5-30 мм и ф = 15° Zj = 2,5 мм; для D > 30 мм и
ф = 15° 1Г = 3,5 мм; для D = 10-5-30 мм и ф = 45°
1г = 1,0 мм; для D Г> 30 мм и ф = 45° = 1,5 мм
Развертки машинные цельные насадные, тип III
(ГОСТ 1672—71)
D = 25-7-50 мм; d = 13-5-22 мм; L = 30-5-42 мм;
Z = 22-т-ЗО мм; z == 8 при D < 30 мм; г = 10 при
30 мм D <35 мм; г = 12 при D 35 мм; ф = 5;
15; 45°; значения те же, что в предыдущем случае
Развертки машинные со вставными ножами из бы-
строрежущей стали, тип I (ГОСТ 883—71): 1 — кор-
пус; 2 — нож; 3 — клин
D = 32-5-50 мм; L = 243-5-319 мм; Z = 32-5-50 мм;
г = 6; ф = 5; 15; 45°; те же, что в предыдущем
случае
Продолжение табл. 8.1
Наименование, тип и основные размеры
Эски-
Развертки машинные со вставными ножами из бы-
строрежущей стали, насадные, тип II (ГОСТ 883—71):
1 — корпус; 2 — нож; 3 — клин
D = 40-ь 100 мм; L = 49-ь74 мм; d = 16-ь40 мм;
I = 28-ь 40 мм; z — 6 для D 55 мм; z — 8 для
D = 584-78 мм; г = 10 для D >> 78 мм; <р = 5; 15
или 45°; для D 50 мм ZT те же, что в предыдущем
случае; для D *> 50 мм и ф = 45° = 2 мм; для
D >^50 мм и ф = 15° = 4,54-5 мм; для D >> 50 мм
и ф = 5° = 84-9 мм
Развертки котельные машинные с левыми винто-
выми канавками и коническим хвостовиком для об-
работки отверстий под заклепки для корабельных
и мостовых работ (ГОСТ 18121—72)
d = 6,44-40,0 мм; L = 1554-375 мм; I == 304-
4- 92 мм; = 754-230 мм; г = 4; конус Морзе № 1—4
Развертки машинные цельные из твердого сплава
с цилиндрическим хвостовиком с прямыми или вин-
товыми канавками (ГОСТ 16086—70)
D — 34-10 мм; L = 604-100 мм; Z = 124-20 мм;
d = 34-9 мм; Zx = 14-5,0 мм; ф = 5; 15; 45°; z = 4
или 6
Тип II
Развертки машинные цельные с коническим хво-
стовиком из твердого сплава с прямыми или винто-
выми канавками (ГОСТ 16087—70)
D = 6,5-т-12 мм; L = 120-=-150 мм; I = 184-22 мм;
= 14-5,0 мм; 2 = 4 или 6; ф = 5; 15; 45°
Тип 1
Развертки машинные, оснащенные пластинками
из твердого сплава, с коническим хвостовиком, тип I
(ГОСТ 11175—71)
D = 10-7- 32,0 мм; L = 1404-240 мм;/ = 164-22 мм;
2 = 4 для D 15 мм; 2 = 6 для D ►> 15 мм; конус
Морзе № 1—3; для ф = 45° = 1 мм; для ф = 15°
= 2,5 мм; для ф = 5° /х = 4,5 мм
Развертки машинные, оснащенные пластинками из
твердого сплава, насадные, тип II (ГОСТ 11175—71)
D = 32-7-50 мм; L = 40-7-55 мм; d = 134-22 мм;
I = 32 мм; 2 = 6 для D 34 мм; 2 = 8 для D =
= 35-7-40 мм; 2 = 10 для D Г> 40 мм; для ф = 45°
= 1,5 мм; для ф = 15° /х = 3,5 мм; для ф = 5°
1г = 6,5 мм
be
сл
поверхности, с другой—разрешаются двумя путями. Первый —
создание режущей части с ломаной режущей кромкой (рис. 8.1, в),
имеющей на части длины —12 угол в плане <р = 45°, а на участке
длиной /2 = 14-3 мм, прилегающем к калибрующей части, —угол
в плане = 14-3°. Такая форма режущей части позволяет основ-
ную часть припуска снимать с достаточно большой толщиной
среза, а оставшуюся часть припуска обрабатывать с малой тол-
щиной среза. Для повышения качества обработки рекомендуется
переходный участок от режущей части к калибрующей закруглячь.
260
Вторым способом, устраняющим приведенные противоречия,
является создание режущей части криволинейной (обычно ра-
диусной) формы (рис. 8.1, г). В этом случае режущая часть имеет
переменный на разных ее участках угол в плане, причем наиболь-
шие его значения — у начала режущей части со стороны обрабаты-
ваемого изделия, а наименьшие (близкие к нулю) —в зоне пере-
хода от режущей к калибрующей частям. Толщина среза при ра-
боте развертки с такой формой режущей части переменна и умень-
шается от максимума до минимума по мере увеличения расстояния
от обрабатываемого изделия до рассматриваемой точки режущей
кромки. Несмотря на очевидные преимущества таких разверток,
они находят ограниченное применение из-за технических труд-
ностей при заточках и переточках криволинейной режущей
части.
При обработке вязких материалов, в особенности нержавеющих
и жаропрочных сталей, легких сплавов, находят применение
развертки с кольцевой ступенчатой формой режущей части
(рис. 8.1, д). Диаметры ступеней у таких разверток обычно при-
нимаются равными D± = D — 0,2 мм; D2 = D — 0,5 мм или под-
бираются . опытным путем для каждого конкретного случая.
Создание режущей части такой формы связано со значительными
технологическими трудностями, в особенности при образовании
переходных участков k от ступени к ступени и обеспечении точ-
ного их взаимного расположения.
Длина режущей части разверток определяется припуском на
обработку, формой режущей части, углом в плане <р. Для стандарт-
ных разверток длина их рабочей части приведена в табл. 8.1.
Для разверток нестандартных или разверток, имеющих отличные
от стандартных углы в плане ср, длина режущей части может
быть подсчитана по аналогии с зенкерами (см. гл. 7).
Угол в плане ср у стандартных разверток принимается равным:
Г (ручные развертки с прямыми стружечными канавками), 6°
(ручные развертки с винтовыми стружечными канавками), 5, 15
или 45° (машинные развертки). При заточках и переточках раз-
верток следует иметь в виду, что значение угла в плане должно
выбираться в зависимости от обрабатываемого материала. При об-
работке хрупких материалов угол в плане ср принимается равным
3—5°, при обработке вязких материалов — 15°, при обработке
глухих отверстий как в хрупких, так и в вязких материалах,
он может достигать 60°.
Передний угол у режущей части стандартных разверток обычно
равен нулю. При обработке вязких материалов целесообразно
затачивать рабочую часть с углом у = 7ч-10°. Угол у обычно
задается в нормальном продольной оси развертки сечении в точке
перехода от режущей к калибрующей частям. При угле у «/= 0
в этой точке, а также при наличии угла X #= 0 угол у по длине
режущей кромки переменен (имеется в виду, что передние поверх-
ности калибрующей и режущей частей развертки затачиваются
261
совместно и поэтому совпадают). Переменным угол у является
и у разверток с криволинейной формой режущей части (в случае
М ¥= 0).
Задние углы a, aN, a1/v режущей части стандартных разверток
находятся в пределах 6—15°. При обработке углеродистых и ле-
гированных сталей с сгв = 500 МПа рекомендуется затачивать
развертки под углом a = 64-10°, при развертывании алюминие-
вых сплавов —под углом a = 104-15°, при обработке титановых
сплавов — под углом a = 10°; в последнем случае целесообразно
образовывать фаску f вдоль режущей кромки шириной 0,05—
0,1 мм с углом a = 0.
Число зубьев z разверток влияет на производительность
развертывания, качество обработанной поверхности. С уменьше-
нием числа зубьев ухудшается качество обработки, но улучшается
стружкоотвод, объем стружечных канавок увеличивается, увели-
чивается и прочность зуба развертки. С увеличением числа зубьев
улучшается качество обработанных разверткой поверхностей,
увеличивается подача на оборот развертки, увеличивается (до
некоторых пределов) производительность обработки. Вместе с этим
уменьшается объем стружечных канавок, что требует снижения
припуска на обработку, прочность зубьев снижается, а это тре-
бует снижения подачи на зуб развертки. Последнее справедливо,
если развертка работает на подачах, близких к предельным с точки
зрения прочности зуба подачам. Если же подача на зуб развертки
назначается исходя из требований получения обработанной поверх-
ности заданного чертежами качества, то снижать подачу не имеет
смысла. Обычно для выбора числа зубьев рекомендуется пользо-
ваться зависимостью [501
z = 1,5 VD +kt
где D —диаметр обрабатываемого отверстия, мм; k—коэффи-
циент, учитывающий влияние обрабатываемого материала (при
обработке вязких материалов k = 2, для хрупких материалов
k = 4).
Следует отметить, что число зубьев разверток, особенно раз-
верток небольшого диаметра, подсчитанное по приведенной фор-
муле, несколько завышено. Действительно, при диаметре обраба-
тываемого отверстия 9 мм число зубьев разверток для обработки
хрупких материалов, рассчитанное по формуле, должно быть
равно восьми. При этом расстояние между соседними зубьями,
измеренное по дуге окружности, составит 3,5 мм, что явно недо-
статочно, особенно для твердосплавных разверток. Выбор числа
зубьев разверток можно производить также по приведенным на
рис. 8.2 зависимостям числа зубьев от диаметра обработки D
и материала рабочей части развертки [61 ].
Рассчитанное по формуле или выбранное по графикам число
зубьев развертки округляют до ближайшего четного числа.
262
Рис. 8.2. Зависимость числа зубьев раз-
вертки от диаметра обработки:
1 «— развертки из быстрорежущей стали; 2
твердосплавные развертки
Четное число зубьев рекомендуется для облегчения измерения
параметров развертки при ее обработке. Число зубьев стандарт-
ных разверток приведено в табл. 8.1.
Кроме стандартных, имеется ряд специальных конструкций
разверток, число зубьев которых определяется самой конструк-
цией. К таким разверткам можно отнести однолезвийные раз-
вертки, получившие в настоящее время достаточное распростра-
нение.
Одновременно с числом зубьев режущей части развертки на
ее работу оказывает влияние и взаимное расположение зубьев по
окружности. В практике получили распространение развертки
с равномерным расположением зубьев по окружности (угловое
расстояние между любыми двумя соседними зубьями одинаково)
и неравномерным располо-
жением зубьев (угловое рас-
стояние между двумя сосед-
ними зубьями неодинаково).
Разница в центральном угле
между соседними зубьями
в стандартных развертках
колеблется в пределах
0,5—5° (большие значения
для малых чисел зубьев).
В ряде конструкций4нестан-
дартных разверток, а также
в конструкциях разверток
некоторых зарубежных фирм
эта разница достигает 30°. Неравномерное расположение зубьев
осуществляется таким образом, чтобы угловые шаги диаметрально
противоположных зубьев были равны, т. е. вершины диаметрально
противоположных зубьев лежали на одном диаметре. Нерав-
номерное расположение зубьев по окружности в ряде случаев спо-
собствует повышению точности развертывания, получению от-
верстий правильной (без огранки) геометрической формы, повы-
шению качества ' обработанной поверхности.
Вместе с тем во многих случаях неравномерное расположение
зубьев не дает какого-либо заметного эффекта и удорожание раз-
верток за счет неравномерного расположения зубьев и усложнения
при этом технологии изготовления, а также переточки, не может
быть оправдано. Этим и объясняется широкое распространение
разверток как с равномерным, так и неравномерным расположе-
нием зубьев.
На распределение усилий при развертывании, а также на точ-
ность* и качество обработанных?отверстий значительное влияние
оказывает качество заточки отдельных зубьев, точность взаимного
расположения режущих кромок. Так, биение режущих кромок
относительно оси не должно превышать значений, приведенных
в табл. 8.2.
263
Параметры шероховатости поверхностей режущей части раз-
верток приведены в табл. 8.3.
Значения допускаемого биения и шероховатости поверхностей
режущей части разверток, приведенные выше, соответствуют
требованиям на стандартные развертки. В ряде случаев (при об-
работке точных отверстий, труднообрабатываемых материалов
и т. д.) эти требования не могут обеспечить получение отверстий
нужной точности и шеро-
Т а б л и ц а 8.2 ховатости. То же можно
Допускаемые значения биений зубьев
режущей части разверток, мкм
Развертки
с припу-
ском под
доводку
номеров
Развертки
доведенные,
класс точно-
сти/квалитет
Диаметр
развертки,
мм
Развертки стальные
3—10 10 12 16 20 16 20
10—30 12 16 20 25 20 25
Св. 30 16 20 25 32 25 32
Развертки цельные
10
12
16
12
16
20
12
16
20
15
20
25
1—6
6—10
10—12
твердосплавные
сказать и о развертках
стандартных для обработки
отверстий 6—7 квалитетов
точности. Действительно,
добавляя к полю допуска
разверток (рис. 8.3) допу-
скаемые табл. 8.2 значения
биений, можно убедиться
в возможности превыше-
ния верхнего значения диа-
метра отверстия допусти-
мой его величины. В этих
случаях необходимо либо
сместить поле допуска на
диаметр развертки, сокра-
тив при этом запас на
переточки, либо ужесто-
чить требования побиению
зубьев режущей (и кали-
бр у ющей)частей. Практика
обработки отверстий в не-
которых труднообрабаты-
ваемых материалах пока-
зывает, что кроме этого необходимо «довести» задние поверхности
и особенно ленточки, обеспечив параметр шероховатости Ra
не ниже 0,16 мкм. Вместе с тем следует обратить внимание на пра-
вильность выполнения операции по переточке режущей части.
Недопустимо переточку осуществлять последовательно зуб за
зубом, в этом случае различный износ зубьев требует различного
съема, что при ручной переточке приводит к недопустимому
биению кромок. Целесообразно переточку режущей части осу-
ществлять в два этапа: шлифование режущей части по конусу
с требуемым углом ср до удаления изношенных участков на всех
зубьях и заточка зубьев с оставлением ленточки на задней грани
режущей части каждого зуба. Следует также следить за тем, чтобы
переход от режущей к калибрующей частям осуществлялся плавно,
без острых углов и заусенцев.
Калибрующая часть разверток обеспечивает зачистку и ка-
либрование отверстий, правильность их геометрической формы
264
Таблица 8.3
Параметры шероховатости Rz (мкм) поверхности режущей части разверток
Наименование поверхности Чистовые развертки Развертки с при- пуском под доводку
Квалитет отверстия Номер развертки
6; 7—9 10; 11 1—3 4—о
Передняя поверхность развертки или ножа 1,6 3,2 1,6 1,6 3,2 3,2
Задняя поверхность режущей ча- сти и ленточка на калибрующей части 1,6 0 8; 1,6 3,2
Задняя поверхность калибрующей части 6,3
Примечание.
В числителе приведены значения для разверток из быстрорежущих сталей,
в знаменателе — значения для разверток, оснащенных твердым сплавом, если
эти значения отличаются от первых.
I
1604
150-
140-
130-
120-
100-
90-
80-
70-
60-
50-
40-
30-
20-
10-
]] Поле допуска
I] от бе решая
=1 Поле допуска
разбертки
//Я #2
ж
7^7
304
68
10-
20-
30-
28
ШмШ
18 л
О $
Ж*
28
38 та НН И | ™
Ш 20
Номинальный
диаметрам
28
8
2
6
0 О
10
Рис. 8.3. Схема расположения допусков на отверстия и развертки
для их обработки
и размеров, содержит резерв на переточку после затупления ин-
струмента. Калибрующая часть характеризуется формой зуба,
геометрическими параметрами, допусками на диаметр калибру-
265
ющей части, качеством обработки поверхностей, взаимным рас-
положением калибрующих участков отдельных зубьев. Форма
зуба и геометрические параметры калибрующей части приведены
на рис. 8.4.
Криволинейная форма зуба у разверток обычно вогнута.
Это обеспечивает получение увеличенного пространства для раз-
мещения стружки, хотя и несколько снижает прочность зуба.
Развертки обычно выполняются с ломаной (рис. 8.4, а) или
криволинейной, по радиусу t\ (рис. 8.4, б) формой спинки зуба.
На калибрующей части обязательно предусматриваются ленточки.
Рис. 8.4. Форма зуба разверток: а — ломаная, выпуклая;
б — вогнутая
В зависимости от диаметра обработки ширина ленточки прини-
мается равной f — 0,05-ьО,4 мм, в котельных развертках ширина
ленточки f = 0,24-0,3 мм.
На калибрующей части допускается обратная конусность,
т. е. уменьшение диаметра в направлении к хвостовой части на
величину не более допуска на изготовление развертки (при до-
пуске на изготовление менее 0,01 мм обратная конусность допу-
скается не более 0,05 мм).
Передние и задние поверхности калибрующей части должны
быть заточены без завалов и выкрашиваний. Передний и задний
углы калибрующей части обычно равны соответствующим углам
режущей части. Параметры шероховатости приведены в табл. 8.3.
Радиальное биение зубьев в начале калибрующей части отно-
сительно оси разверток не должно превышать значений, приведен-
ных в табл. 8.4.
Развертки выпускаются доведенными для обработки отверстий
с допусками по Кб; J6; Нб; N7; М7; К7; J7; F8; Е8; Н7; Н8;
Н9; F9; НЮ; НИ (допуски на диаметры разверток по
ГОСТ 13779—77 или по ГОСТ 7722—77); с припуском под доводку
номеров 1—6 (допуски на диаметры по ГОСТ 11173—76). Раз-
вертка № 1 предназначена для получения доведенных отверстий
под посадки N7; М7; Кб; К7; Р7; развертка № 2 — под посадки
J 'б; Js7; Нб; Н7; G6; развертка № 3 — под посадки Н8; Q7;
266
Таблица 8.4
Допускаемые значения радиального биения зубьев
калибрующей части, мкм
Диаметр развертки, мм Развертки доведенные, класс точности отверстия/квалитет Развертки с при- пуском под довод- ку номеров
1/6 2,2а/7; 8 3,3 а/9; 10 | 4/11 1-3 | 4—6
Разверти и стал ь н ы е
3—10 6 8 10 12 10 12
10—30 8 10 12 16 12 16
Св. 30 ю 12 16 20 16 20
Развертки ц е л ь н ые твердоспл а в н ы е
1—6 . 6 8 — 8 10
6—10 8 10 — 10 12
10—12 — 10 12 — 12 16
развертка № 4 — под посадки F8\ Н9\ развертка № 5 — под
посадки Н10\ F9\ Е8\ развертка № 6 — под посадки Hll\ D9\
черновые — под отверстия с посадкой U8.
Расположение полей допусков для этих исполнений разверток
с номинальным диаметром 18—30 ммг показано на рис. 8.3. Из ри-
сунка видно, что поле допуска на изготовление доведенных раз-
верток составляет около 1/3 поля допуска отверстия 7-го квали-
тета точности и 1/4 поля допуска для посадок 8-го квалитета точ-
ности. По расположению относительно поля допуска отверстий
поле допуска разверток смещено так, что верхнее значение поля
допуска развертки располагается на высоте 0,5—0,75 поля до-
пуска отверстия. Такое смещение объясняется необходимостью
уменьшить размер развертки для компенсации разбивки отвер-
стия при работе инструмента. Нижнее значение поля допуска
развертки расположено выше нижнего значения поля допуска
отверстия, что обеспечивает некоторый резерв по диаметру на
ее переточку. Величину этого резерва с учетом разбивки отвер-
стия разверткой устанавливают при эксплуатации в зависимости
от конкретных условий обработки. В связи с тем что развертки
у потребителя перетачиваются и доводятся по диаметру, имеется
возможность с учетом конкретных условий эксплуатации увели-
чить число переточек разверток, а следовательно, и срок ее службы
за счет максимально возможного приближения наружного диа-
метра доводимой развертки к наибольшему допустимому диаметру
отверстия. Опыт ряда отечественных и зарубежных предприятий
показывает, что иногда наибольший диаметр развертки можно
выполнять равным наибольшему диаметру отверстия или даже
превышать его (при отрицательной разбивке, наблюдаемой во
время обработки вязких материалов с большим упругим последей-
267
ствием или с учетом статистических данных о действительном
рассеивании размеров разверток по диаметру при заточке и раз-
меров отверстий при их обработке). В ряде справочников и ката-
логов зарубежных фирм рекомендуется располагать верхнее
значение поля допуска развертки на высоте не 0,5—0,75 поля
допуска отверстия (как рекомендуют отечественные стандарты),
а на высоте 0,5—0,8 и даже на высоте 0,85. Учитывая рациональ-
ное для определенных условий количество переточек, а также
разбивку отверстия, можно расширить область применения каж-
дой стандартной развертки, сократить номенклатуру разверток,
затраты на инструмент. С этой точки зрения само понятие «до-
веденная развертка» может быть расширено и разверткой, дове-
денной, например, под одну посадку Н7, можно обрабатывать
отверстия с посадкой G7, а разверткой, доведенной под посадку
/<7, получать отверстия с посадками Js7, К7 и т. д. (см. рис. 8.3).
Теоретически, перетачивая и доводя калибрующую часть
стандартной развертки под посадку £8, можно получать последо-
вательно отверстия с посадками 7 и 8-го квалитетов всего диа-
пазона посадок.
Влияние калибрующей части на эффективность и качество
обработки не ограничивается приведенными примерами. В связи
с этим следует отметить влияние обратного конуса развертки на
разбивку отверстия и влияние длины калибрующей части на
качество отверстия. В частности, опыт некоторых отечественных
предприятий и ряда зарубежных фирм показывает целесообраз-
ность при определенных условиях значительного укорочения ка-
либрующей части, а также увеличения обратной конусности
с целью уменьшения разбивки обрабатываемого отверстия. При за-
точке и доводке калибрующей части следует избегать создания
переходных участков с острыми кромками. Опыт показывает, что
даже острая переходная кромка от калибрующей части к нерабо-
чей торцовой поверхности может привести к образованию рисок
и царапин при выводе развертки из обработанного отверстия.
Стружечные канавки определяют пространство для размеще-
ния стружки, прочность зуба развертки, направляют стружку
во время резания, при подводе СОЖ поливом обеспечивают попа-
дание жидкости в зону резания. Стружечные канавки разверток,
выпускаемых промышленностью, в большинстве своем прямые,
т. е. угол наклона канавок к оси развертки равен нулю. С точки
зрения универсальности стандартных разверток, выпускаемых
для неопределенных .условий эксплуатации, это оправдано, так
как такая развертка может применяться для обработки сталей
средней вязкости, высокопрочных сталей и сплавов^, пластических
масс, хрупких материалов, таких как чугуны, бронза и т. д.
В дополнение к этому свойству разверток с прямыми канавками
следует добавить их технологичность при доработке у потреби-
теля: простоту заточки прямолинейной передней и задней поверх-
ностей, доводки цилиндрической ленточки, возможность коррек-
268
тировки геометрии (создание более благоприятных для каждого
случая передних и задних углов; образование режущей части
с углом X + 0), технологичность с точки зрения контроля пара-
метров исполнения и т. д. Вместе о тем, в ряде случаев целесооб-
разно иметь развертки с левым направлением винтовой канавки
для создания постоянного осевого усилия, замыкающего цепь
подачи станка на обрабатываемое изделие. Значение угла наклона
винтовой канавки со для разверток по ГОСТ 16086—70 и
ГОСТ 16087—70 принято равным — 109; для ручных разверток —
69; исключение составляют котельные развертки, где угол со «
=> —25°.
Профиль поперечного сечения стружечных канавок разверток
различных типов определяется формой зуба и параметрами 0,
ft, Л П» /(рис. 8.4). В связи
с тем что ряд конструкций
разверток имеет неравно-
мерную разбивку окруж-
ности по ^угловому шагу
Рис. 8.5. Развертка с от-
верстием для внутреннего
подвода СОЖ
между зубьями, профили
соседних канавок таких
разверток различаются.
По длине канавки профиль
поперечного сечения зуба,
как правило, остается постоянным. Исключение составляют ко-
тельные развертки, у которых на длине режущей части наружный
диаметр изменяется при неизменной глубине канавок и шаге
спирали, что приводит к искажению исходного профиля попереч-
ного сечения, задаваемого на калибрующей части. Следует отме-
тить появление в последние годы разверток с различными углами
наклона зубьев на одной развертке к ее оси, что обеспечивает по-
вышение точности и качества обрабатываемого отверстия, однако
это приводит к разнице в профилях поперечного сечения зубьев
одной развертки, усложняет их заточку, переточку и оформление
режущей части.
Развитие современных методов обработки привело к созданию
ряда новых конструкций разверток. В их числе развертки с вну-
тренним подводом СОЖ в зону резания (рис. 8.5), развертки,
оснащенные вставками из синтетических сверхтвердых материалов
(композиты 01, 05, 10 или гексанит). Область применения указан-
ных видов разверток еще недостаточно определена, но результаты
испытания первых партий показывают, что этот прогрессивный
инструмент имеет большие потенциальные возможности.
На рис. 8.5 изображена конструкция развертки цельной ма-
шинной с коническим хвостовиком и с отверстием для внутрен-
него подвода СОЖ в зону резания. Центральный канал со стороны
рабочей части заглушен и с ним соединяются наклонные отвер-
стия, выходящие на нерабочую часть профиля канавки. Основные
требования к разверткам с внутренним каналом остаются теми же,
269
что и для обычных разверток. Испытания разверток, проведенные
в Ленинградском политехническом институте им. Калинина,
показали, что стойкость новых разверток в четыре—шесть раз
выше стойкости разверток, охлаждаемых поливом. Отмечается
отсутствие схватывания со стружкой и налипания частиц металла
на ленточки, а также увеличение эффективности инструмента
при обработке материалов с пониженной теплопроводностью.
Развертки однолезвийные, оснащенные вставками из компо-
зитов 01 и 10, имеют стальной корпус, в паз которого напаиваются
твердосплавные направляющие пластинки. Режущая вставка раз-
мещается в отверстии корпуса, имеет возможность перемещения
в радиальном направлении и зажимается клиновым зажимом после
настройки инструмента на размер. Развертки обеспечивают зна-
3)
чительное повышение размерной
стойкости при обработке отвер-
стий в хрупких материалах (чу-
гуны, бронза). Кроме повышения
стойкости отмечается также воз-
можность значительного повыше-
ния скорости резания.
Рис. 8.6. Развертка специальная твердосплавная с укороченной
рабочей частью: а — рабочая часть; б — развертка в сборе
с хвостовиком
За последние годы получили распространение развертки,
оснащенные твердым сплавом, с укороченной длиной рабочей
части. На рис. 8.6, а представлена быстроеъемная развертка фирмы
«Дихарт» (Италия), оснащенная пластинками из твердого сплава.
Отличительной особенностью развертки является укороченная
до двух раз длина калибрующей части, увеличенный до 30—45ч
угол наклона канавок, имеющих левое направление, неравномер-
ный шаг между зубьями и угол в плане <р = 45°. Развертки кре-
пятся либо в удлинителе (рис. 8.6, б), либо в удлиненной оправке,
которые устраняют необходимость применения специальных пла-
вающих патронов. Диаметры разверток 9,6—12,59 мм и 12,6—
30 мм. По данным фирмы развертки обеспечивают высокое ка-
чество поверхности обработанного отверстия (Ra — 0,24 мкм),
высокую точность, повышенную производительность за счет уве-
личенной в три-четыре раза подачи.
Конические развертки предназначены для получения из ци-
линдрического отверстия отверстия с требуемой конусностью,
точностью и качеством поверхности. В табл. 8.5 приведены ос-
270
новные типы конических разверток, выпускаемых централи-
зованно. Конические развертки под штифты с конусностью 1 : 50
снимают незначительный припуск, поэтому выпускаются только
чистовыми. Развертки под конус 1 : 30, под конус Морзе и под
конус 1 : 20 снимают повышенные припуски, поэтому выпус-
каются черновыми и чистовыми.
Материалом рабочей части ручных конических разверток
являются легированная сталь марки 9ХС (твердость рабочей
части HRC 61—63 для диаметров до 8 мм и HRC 62—64 —для
диаметров свыше 8 мм) или быстрорежущая сталь (твердость рабо-
чей части HRC 61—63 для диаметров до 8 мм и HRC 62—65 —
для диаметров свыше 8 мм).
Материалом рабочей части конических разверток с кониче-
ским хвостовиком служит быстрорежущая сталь (твердость ра-
бочей части HRC 61—63 для диаметров до 6 мм и HRC 62—65 —
для диаметров свыше 6 мм) или сталь марки 9ХС (твердость ра-
бочей части диаметром до 8 мм HRC 61—63, а диаметром свыше
8 мм HRC 61—64). Развертки диаметром свыше 13 мм (ручные)
и свыше 10 мм (с коническим хвостовиком) должны изготовляться
сварными (материал хвостовика сталь 45). Твердость квадратов
хвостовиков HRC 30—45 у сварных разверток и HRC 35—55
у цельных; твердость лопаток хвостовиков HRC 30 —45.
Характерной особенностью конструкции конических развер-
ток является отсутствие калибрующей части. Режущая часть
разверток должна быть остро заточена. Параметр шероховатости
передних и задних поверхностей режущей части должен быть
не ниже Ra = 0,63 мкм для шлифованных разверток и Ra =
= 0,32 мкм —для доведенных разверток.
Допускаемые отклонения разности диаметров развертки на
длине 100 мм не должны превышать: 0,05 мм — при длине рабо-
чей части до 100 мм; 0,04 мм — при длине рабочей части 100—
200 мм; 0,03 мм — при длине рабочей части свыше 200 мм. Ра-
диальное биение зубьев рабочей части при проверке в центрах —
0,02 мм у разверток диаметром до 20 мм и 0,03 мм у разверток
диаметром свыше 20 мм. На задней поверхности зубьев допу-
скается оставлять ленточку шириной не более 0,05 мм.
Развертки конические для предварительной обработки отвер-
стий отличаются наличием резьбы на образующей. Профиль
резьбы — прямоугольный. Благодаря такой образующей пред-
варительная развертка превращает цилиндрическое отверстие
в отверстие с нарезкой, а чистовая развертка осуществляет окон-
чательную обработку отверстия.
8.2. РЕЖИМЫ РЕЗАНИЯ
Рекомендации по выбору режимов резания развертками из
быстрорежущих сталей и развертками, оснащенными твердым
сплавом, приведены в нормативах [33]. Для отдельных отраслей
271
to
to
Таблица 8.5
Основные типы и размеры конических разверток
Наименование, тип и основные размеры
Эскиз
Развертки конические конусностью 1 : 50 с цилин-
дрическим хвостовиком для обработки отверстия под
конические штифты, исполнение 1 (ГОСТ 11177—71)
D = 34-20 мм; d = 2,94- 19,9 мм; dr = 4,54-22,4 мм;
L = 65ч-370 мм; I — 404-320 мм; /0 = 5 мм; г = 5 для
D 6 мм; z = 7 для D мм
Развертки конические конусностью 1 : 50 с кониче-
ским хвостовиком для обработки отверстий под кони-
ческие штифты, исполнение 1 (ГОСТ 10081^—71)
D = 64-32 мм; dY = 7,04-30 мм; L == 1654-385 мм;
I = 854-235 мм; /0 = 5 мм для D 20 мм; /0 = 10 мм
для D = 20 мм; г = 5 для D = 6 мм; г = 7 для D =
= 84-25 мм; z = 9 для D = 32 мм; конуса Морзе № 1—4
Развертки конические конусностью 1 : 30 с кониче-
ским хвостовиком для обработки посадочных отверстий
насадных зенкеров и разверток (ГОСТ 10082—71)
D = 134-40 мм; D1 = 13,64-41,0 мм; d= 10,94-
4-35,8 мм; L = 160—300 мм; I = 804- 156 мм; = 624-
4-126 мм; г = 74-11; конуса Морзе № 1—4
У черновой развертки направление стружкораздели-
тельных канавок — левое
Исполнение 1
Продолжение табл. 8.
Наименование, тип и основные размеры
Сскиз
Развертки конические конусностью 1 : 30 с цилин-
дрическим хвостовиком для обработки посадочных отвер-
стий насадных зенкеров и разверток (ГОСТ 11184—71)
D = 13-ь 60 мм; £>1 = 13,6-ь 61 мм; d = 10,9-ь 54,9 мм;
dr = 11,24-40,0 мм; L = 120-7-270 мм; / = 80-ь 184 мм;
/0 = 62-7-154 мм; г = 7-7-13
Развертки конические с цилиндрическим хвостовиком под конусы Морзе, чистовые и предварительные (ГОСТ 11182—71)
Размеры, мм Чис- ло зубь- ев
Для конусов Морзе D Dt d L i у предваритель- ных разверток у чистовых раз- верток
0 1 2 3 4 5 6 9,045 12,065 17,780 23,825 31,267 44,399 63,348 9,878 12,913 18,729 24,879 32,462 45,767 65,069 6,547 9,571 14,733 20,010 26,229 37,873 54,380 8,0 10,0 14,0 20,0 25,0 35,5 45,0 95 100 125 150 180 230 310 64 67 80 97 120 150 205 48 50 61 76 97 124 172 5 5 5 7 7 9 11 6 7 7 9 9 11 13
Развертки конические с цилиндрическим хвостовиком
под метрические конусы конусностью 1 : 20, чистовые и
предварительные (ГОСТ 11183—71)
Размеры, мм
D
а.
4
6
80
100
4
6
80
100
4,5
6,6
82,0
102,3
2,9
4,5
70,9
89,3
32
42
340 222
385 260
22
30
182
214
5 6
5 6
13 14
13 16
Развертки конические с коническим хвостовиком
с прямыми и винтовыми канавками для обработки от-
верстий под конусы Морзе, чистовые и предварительные
(ГОСТ 10079—71)
Размеры см. в таблице для разверток по
ГОСТ 11182—71, конуса Морзе № 1—5
Исполнение 1
промышленности разработаны отраслевые нормативы режимов
резания, в частности, можно рекомендовать для обработки труд-
нообрабатываемых материалов режимы, приведенные в работе [14 ].
Площадь поперечного сечения среза, снимаемого зубом раз-
вертки, определяется по формуле, аналогичной формуле для зен-
керов. Припуск на развертывание принимается 0,15—0,5 мм
вертки из быстрорежущей стали; б — твер-
досплавные развертки;
1 — обработка стали и стального литья; 2 — обе
работка пластичных легких сплавов
Скорость резания
ля ют по формуле
на сторону при предвари-
тельном развертывании и
0,05 — 0,15 мм — при чи-
стовом развертывании.
Значение припуска может
быть выбрано в соответ-
ствии с графиками на
рис. 8.7.
Подачу на оборот для
стальных разверток можно
рассчитывать по формуле
so = Cs£>017,
где D —диаметр обрабо-
танного отверстия, мм;
Cs — коэффициент, учиты-
вающий обрабатываемый
материал; коэффициент Cs
выбирают по табл. 8.6.
Ориентировочные зна-
чения подач при обработке
сталей 0,5—1,7 мм/об, чу-
гуна — 0,62—5,2 мм/об.
При глубине развертыва-
ния 5D эти значения не-
обходимо умножить на 0,9,
а при глубине разверты-
вания 7D —на 0,8.
(м/мин) для стальных разверток опреде-
v =
Tmtxvsuov
kv,
где НВ —твердость обрабатываемого материала по Бринеллю;
Т —средняя стойкость, мин; t—глубина резания (половина
припуска на обработку), мм; s0 — подача, мм/об; Со; m, xv\ yv\ nv;
kv — коэффициенты и показатели степеней.
Для разверток из стали марки Р18 коэффициент k„ = 1,0,
а для разверток из стали марки 9ХС kB = 0,6. Значения Со и
показателей степеней q, m, xv, у0 принимаются по табл. 8.7
и 8.8. Значения показателя степени п0 выбираются по аналогии
со сверлением.
276
Таблица 8.6
Значения коэффициента С<
Обрабатываемый материал Группа подач
1 п ш
Сталь:
НВ < 160 0,20 0,15 0,10
НВ 160—240 0,16 0,12 0,08
НВ> 240 0,12 0,09 0,06
Чугун с Н В > 170 Цветные металлы: 0,20 0,15 0,10
мягкие 0,20 0,15 0,10
твердые 0,33 0,25 0,16
Примечание.
I группа подач — предварительное развертывание после сверления или зен-
керования; II группа подач — чистовое развертывание после чернового развер*
тывания или растачивания; III группа подач — чистовое развертывание под
дальнейшую отделку или развертывание отверстий 8-го квалитета без предвари-
тельного развертывания.
Таблица 8.7
Значение коэффициента Со при зенкеровании и развертывании
Обр абатываемый материал Зенкер Разверт- ка бы- строре- жущая
быстрорежущий твердосплавный
конце- вой насад- ной конце- вой насад- ной
Сталь конструкционная с ов < 900 МПа (НВ < < 155) Сталь конструкционная и легированная с ов = = 900 МПа (НВ > 150) 0,226 0,2 — — 0,152
2 000 I 800 — — 1,310
Сталь автоматная (НВ 140—230) 3 000 2 700 — — 1,960
Сталь инструменталь- ная легированная (НВ 210—240) 6,40 5,75 — — 5,250
Сталь аустенитного класса (НВ 210—240) 6,40 5,75 — — 5,250
Серый чугун (НВ 140— 240) Ковкий чугун (Н В 120—200) 17 000 15 400 87 000 78 000 14 500
21 400 19 000 108 700 97 900 18 100
Бронза средней твер- дости 56 50 — — —
Алюминий и его сплавы 80 72 — —
Латунь 48 53 — — —
277
Рекомендуемые значения периода стойкости Т при одноин-
струментальной обработке развертками из быстрорежущей стали
типа Р18 отверстий в сталях при диаметре развертки 20 мм —
40 мин, при диаметре развертки 30—40 мм —80 мин; при диаме-
тре развертки 60 мм — 120 мин, а при обработке отверстий в чу-
гуне нормативная стойкость увеличивается в 1,5 раза.
Допустимый износ стальных разверток по задней поверхности
составляет: при обработке стали —0,6—0,8 мм, при обработке
жаропрочной стали (1Х18Н9Т)—0,25—0,3 мм, при обработке
чугуна —0,6—0,8 мм.
Допустимый износ по задней грани твердосплавных разверток
при обработке сталей без охлаждения 0,2—0,3 мм, с охлажде-
нием—0,3—0,6 мм, чугуна—0,4—0,7 мм, закаленной стали —
0,3—0,35 мм.
Таблица 8.8
Значение показателей степеней в формуле
для определения скорости резания при зенкеровании и развертывании
Обрабатывае- мый материал Материал рабочей части
зенкера развертки
Инструментальная сталь Твердый сплав Быстрорежущая сталь
m Q m X Уъ Q m Уц Q
Сталь, цвет- ные металлы, легкие сплавы Чугун, бронза 0,3 0,125 0,2 0,1 0,5 0,4 0,3 0,2 0,4 0,1 0,45 0,1 0,4 0,3 0,2 0,1 0,65 0,5 0,3 0,2
Скорость резания для разверток,
оснащенных пластинками из твердого сплава
Таблица 8.9
Обрабатываемый материал Материал пластинки Параметр шерохова- тости обра- ботанной поверхности Rz, мкм Диаметр развертки, мм Скорость резания, м/мин
Сталь конструкцион- ная углеродистая с ав = 6004-900 МПа Т15К6 10—20 Весь диапазон 60—80
6,3 V/A 15 10
Чугун серый и ков- кий ВК8, ВК6 6,3—10 Весь диапазон 60—80
278
Для разверток, оснащенных пластинками из твердого сплава,
при обработке стали и чугуна рекомендуются следующие подачи
на оборот:
s , мм/об Диаметр
° развертки, мм
0,8—1,2.......................... 10—20
1,0—1,3.......................... 21—40
1,0—1,5.......................... 41—60
1,5—2,0............. . Св. 60
Скорости резания при этом определяются по табл. 8.9.
Ориентировочные режимы резания развертками цельными
твердосплавными приведены в табл. 8.10.
Таблица 8.10
Режимы резания развертками цельными твердосплавными
при глубине развертывания (14-3) D
Обрабатываемый материал Диаметр отверстия D, мм Ско- рость, м/мин Подача на зуб, мм Глубина, мм
Высокопрочная сталь с ав = = 16004-2000 МПа От 1 до 6 Св. 6 » 10 » 10 » 12 15—25 25—30 30—35 0,04 0,05 0,1 0,15
Жаропрочная и нержавею- щая стали с ав = 5504- 4-600 МПа От 1 до 6 Св. 6 » 10 » 10 » 12 15—20 20—25 25—35 0,06 0,05 0,1 0,15
Жаропрочные сплавы с ав = = 1000 МПа От 1 до 6 Св. 6 » 10 » 10 » 12 10—15 15—20 20—30 0,05 0,05 0,1 0,15
Серый чугун (НВ 180—220) От 1 до 6 25 0,06 0,05
Св. 6 до 10 » 10 » 12 30 0,08 0,01 0,15
В качестве смазочно-охлаждающей жидкости при работе раз-
вертками цельными твердосплавными должен применяться 10%-
ный раствор эмульсола в воде с добавкой 2% сульфофрезола.
Расход жидкости не менее 5 л/мин. Параметр шероховатости
отверстий не ниже: Ra = 0,63 мкм —для отверстий 7-го ква-
литета точности; Ra = 1,25 мкм —для отверстий 8-го квали-
тета и отверстий 7-го квалитета с припуском под доводку; Ra =
= 2,5 мкм —для отверстий 8-го квалитета с припуском под
доводку.
Г лава 9
РАЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
Детали с резьбой имеют широкое распространение в про-
мышленности. Существует ряд способов образования резьб:
нарезание резцами, резьбовыми фрезами, метчиками, плаш-
ками, резобонарезными гребенками, накатка резьбонакат-
ными роликами, шлифованием, протяжкой, прошивкой и т. д.
Каждый способ предусматривает использование определенного
вида инструмента и имеет определенную область применения.
Одним из самых распространенных видов резьбонарезного ин-
струмента являются метчики, плашки и резьбонарезные гребенки.
9.1. МЕТЧИКИ
Метчики предназначаются для нарезания внутренних резьб.
Изготовляются они из инструментальных и быстрорежущих
сталей или оснащаются твердым сплавом.
Основные типы и размеры метчиков, выпускаемых централи-
зованно, приведены в табл. 9.1.
Общими конструктивными элементами метчиков являются:
режущая и калибрующая части, корпус с зажимной частью.
Режущая часть метчика обеспечивает съем основной массы ме-
талла, участвует в управлении потоком стружки, в перемещениях
метчика под действием сил резания при работе самозатягиванием,
оказывает влияние на точность резьбонарезания, стойкость мет-
чика и т. д. Характеризуется режущая часть ее длиной /ь углом ср,
формой, геометрическими параметрами режущего клина, взаим-
ным расположением режущих кромок отдельных зубьев, формой
резьбовых участков режущей части. Длина режущей части 1г
и угол ср определяют толщину (рис. 9.1) среза а для зуба метчика
и нагрузку на инструмент. Толщина среза (мм) подсчитывается
по формуле
а = Р tg <p/z,
где Р — шаг .нарезаемой резьбы, мм; г — число зубьев мет-
чика.
Значения /х и <р для некоторых стандартных метчиков при-
ведены в табл. 9.1.
280
Таблица 9.1
Основные типы и размеры метчиков
Наименование,
тип и основные размеры
Метчики ручные с нака-
танной резьбой
(ОСТ 2-И50-1—73) из угле-
родистой стали для нареза-
ния метрической резьбы по
ГОСТ 9150—59. Комплект
из двух штук
d= 1-7-27 мм; Р = 0,254-
4-3 мм; L = 254-105 мм;
I = 74-45 мм; dx = 2,244-
4-20 мм; 2 = 3; 4; 1± =
= 0,124-18 мм и ф = 6-s-
4-7° — для чернового мет-
чика; Zx = 0,54-6 мм и <р =
= 16-7-19° — для чистово-
го метчика
Метчики ручные с нака-
танной резьбой
(ОСТ 2-И50-1—73) из угле-
родистой стали для нареза-
ния трубной резьбы по
ГОСТ 6357—73. Комплект
из двух штук
d = 1/84-11/2" (диаметр
9,729—47,805 мм); число
ниток на дюйм 28—11; L =
= 554-105 мм; I = 184-
4-40 мм; dv = 84-35,5 мм;
2 = 3; 4; = 5,5-4-14 мм
и ф = 5° 30—6° 30' — для
чернового метчика; Zt =
= 1,84-4,5 мм и ф = 184-
4-19° — для чистового мет-
чика
Метчики машинно-руч-
ные из быстрорежущей ста-
ли (ГОСТ 3266—71) для на-
резания метрической резь-
бы по ГОСТ 9150—59, оди-
нарные и в комплекте из
двух штук для сквозных и
глухих отверстий
d = 1,64-52 мм; Р =
= 0,24-5 мм; L = 404-
4-200 мм; I = 84-70 мм;
d = 2,244-35,5 мм; 2 = 3;
4; Zj = 1,0 и 30 мм и ф =
= 5° 30'4-18° — для чер-
новых метчиков; 1г = 0,74-
4-10 мм и ф = 174-22° —
для чистовых метчиков
Эскиз
281
Продолжение табл. 9.1
Наименование,
тип и основные размеры
Метчики машинно-руч-
ные для нарезания трубной
резьбы по ГОСТ 6357—52
с z= 3 и 4
d = V2 4-2" (диаметр
9,729—59,616 мм); L =
= 804-195 мм; I = 18ч-
-т-40 мм; dr = 8-Г-40 мм;
lL = 5,54-14 мм и ф =
= 5° 30'4-6° 30' — черно-
вые; = 1,8-7-4,5 мм и
Ф = 184-19° — чистовые
Метчики
(ГОСТ 14713—69) для на-
резания круглой резьбы по
ГОСТ 13536—68
d = 9 мм; L = 100 мм;
I = 40 мм; -- 7 мм
Метчики машинно-руч-
ные цельные твердосплав-
ные, одноштучные, для на-
резания метрических резьб
по ГОСТ 9150—59,
ТУ 2-035-446—76
d — 6-т-10 мм; L = 60мм;
I = 20-7-25 мм; = 4,54-
4-9,0 мм и ф = 6° — для
сквозных, /j = 2,2-т-4,5 мм
и ф = 12° — для глухих
отверстий
Метчики машинно-руч-
ные с цельнотвердосплав-
ной рабочей частью и сталь-
ным хвостовиком
(ТУ 2-035-446—76) для на-
резания метрических резьб
по ГОСТ 9150—59 d =
= 12-т-16 мм
Метчики гаечные из бы-
строрежущей стали
(ГОСТ 1604—71) для наре-
зания гаек с метрической
резьбой по ГОСТ 9150—59,
короткие
d = З-ьЗО мм; Р = 0,354-
-т-3,5 мм; L = 704-280 мм;
/ = Ю-т-70 мм; = 6-т-
-т-40 мм; d± = 2,244-
-е-22,4 мм; г = 3; 4
Эскиз
282
Продолжение табл. 9.1
Наименование,
тип и основные размеры
Метчики гаечные из бы-
строрежущей стали с изо-
гнутым хвостовиком
(ГОСТ 6951—71) для наре-
зания гаек с метрической
резьбой по ГОСТ 9150—59,
короткие и длинные
* d = 34-30 мм; I = 74-
-=-70 мм; /х = 44-40 мм;
Р .-= 0,354-3,5 мм; корот-
кие L = 135-7-340 мм, длин-
ные L = 140-7-420 мм
Метчики машинные из
быстрорежущих сталей
с винтовыми канавками
(ГОСТ 17933—72) для на-
резания резьбы по
ГОСТ 9150—59 в сквозных
и глухих отверстиях
d = 34-12 мм; Р -- 0,354-
4-1,75 мм; L = 484-90 мм;
I = 124-28 мм; z = 3; со =
= 10 или 30°; а = 4°; у =
= 10°; 1г =24-10,5 мм и
Ф = 6° — для сквозных;
11 = 14-5,2 мм и ф = 124-
4- 12° 30' — для глухих от-
верстий
Метчики (ГОСТ 6227—71)
для нарезания конической
дюймовой резьбы с углом
профиля 60° по
ГОСТ 6111—52 и трубной
конической резьбы по
ГОСТ 6211—69
Дюймовая резьба* 1/^'—2":
d= 10,74-61,2 мм; dr =
= 84-45 мм; dcp = 9,5194-
4-58,325 мм; / = 184-45 мм;
L = 554-140 мм; Zj = 2,84-
4-6,6 ММ
Трубная коническая
резьба 1/8//4-2"; d = 10,14-
4-60,6 мм; dr == 84-45 мм;
dcp = 9,1474-58,135 мм;
/=184-50 мм; £= 554-
4-140 мм; /х = 2,74-0 мм;
z = 3; 4; 6
Эскиз
283
Продолжение табл. 9.1
Наименование,
тип и основные размеры
Метчики машинные с уко-
роченными канавками
(ГОСТ 17931—72) для на-
резания резьбы по
ГОСТ 9150—59 в сквозных
отверстиях
d = З-т-12 мм; L = 484-
4-90 мм; I = 124-29 мм;
1Г = 1,54-15 мм; Л = 84-
4-9 мм; ф = 64-7 , ZK =
= 4,24-21 мм; о = —10°
Метчики машинные
(ГОСТ 19872—74), осна-
щенные твердосплавными
пластинками, для нареза-
ния трубных цилиндриче-
ских резьб по
ГОСТ 6357—73 в сквозных
и глухих отверстиях дета-
лей из чугуна с твердостью
НВ < 300
Резьба d =
= 20,9554-59,614 мм; чис-
ло ниток 144-11 на 1 дюйм;
L = 1254-195 мм; Z = 254-
4-40 мм; dx = 164-40 мм;
2 = 4 (до И) и 2 = 6
(св. Г'); /i =84-9,2 мм и
Ф = 14° — для сквозных;
= 5,04-6,4 мм и ф =
= 19° — для глухих отвер-
стий
Эскиз
Метчики машинно-руч-
ные, оснащенные пластин-
ками из твердого сплава
(ТУ 2-035-446—76) для на-
резания метрической резь-
бы по ГОСТ 9150—59
d = 144-39 мм; L = 804-
4-170 мм; I = 164-32 мм;
dx = 11,24-28 мм; 2 = 4;
Zi = 34- 18 мм и ф = 64-
4-6° 30х — для сквозных;
Zi = 1,54-6 мм и ф = 154-
4-16° — для глухих отвер-
стий
284
При выборе значений Zx и <р для вновь проектируемых или
перезатачиваемых метчиков следует исходить из критических
значений среза, условий обработки, формы отверстия (сквозное
или глухое, с достаточным запасом глубины при глухом отвер-
стии для размещения стружки или не достаточным), мощности
и усилий резания, возникающих при резьбонарезании и т. д.
Минимально допустимым критическим значением толщины
среза являются а = 0,02 мм (для метчиков из инструментальных
и быстрорежущих сталей), а = 0,03ч-0,04 мм (для метчиков,
Рис. 9.1. Метчик (а) и его режущая часть с генераторной (б) или профиль-
ной (в) схемами резания
оснащенных твердым сплавом); максимальное значение а =
= 0,15 мм. По выбранному в указанных пределах значению а
определяют значения угла ф и /х, используя выражения:
Ф = arctg az/Р и /х = d — d0 — 2Д/(2 tg ф),
где d — наружный диаметр резьбы, мм; d0 — диаметр отверстия
под резьбу, мм; Д —величина, равная 0,2—1 мм.
Обычно угол ф принимается равным для черновых метчиков
4—7е, для средних метчиков (при комплекте из трех штук) —
8—14°, для чистовых метчиков — 18—23°. Причем для сквозных
отверстий берутся меньшие значения углов, а для глухих —
бдльшие, равные 12—18°. Длину режущей части принимают рав-
ной 12 шагам нарезаемой резьбы (для гаечных метчиков); 2—6 ша-
гам для машинно-ручных метчиков (для сквозных отверстий —
6 шагам, для глухих отверстий и чистовых комплектных метчи-
ков — 2 шагам); 1,5—6 шагам для ручных метчиков (трехком-
плектных: у чистового метчика — 1,5 шага, среднего —2,5 шага
и чернового — 5 шагов резьбы; двухкомплектных: у чистового — 2
шага, у чернового — 6 шагов); 8 шагам у метчиков для сквозных от-
верстий при нарезании резьбы одним метчиком. Передняя поверх-
285
ность режущей части в сечении, перпендикулярном оси метчика,
может быть прямолинейной или криволинейной.
Передний угол режущей части у в перпендикулярном к оси
метчика сечении для метчиков из инструментальной или быстро-
режущей стали принимается равным 0—25°, а для твердосплав-
ных он может быть даже отрицательным и составлять от —3 до
—5°. Обычно передний угол вдоль режущей кромки переменен:
значения его у наибольшего диаметра режущей части равны
значению переднего угла калибрующей части. При переточках
метчиков, выпускаемых централизованно, значения переднего
угла могут выбираться в соответствии с рекомендациями, при-
веденными в табл. 9.7, или на основании опыта работы.
Рис. 9.2. Профили поперечного сечения режущей части метчиков: а —
с задней поверхностью, затылованной по спирали Архимеда; б — с ра-
диусной формой задней поверхности; в — с плоской задней поверх-
ностью; г — с комбинированной задней поверхностью
Задняя поверхность режущей части каждого зуба метчика
образуется затылованием по спирали Архимеда (рис. 9.2, а),
по дуге окружности радиуса R (рис. 9.2, б), по плоскости
(рис. 9.2, а) или комбинацией поверхностей: Архимедова спи-
раль — дуга окружности, плоскость — дуга окружности
(рис. 9.2, г). Наиболее распространенной формой задней поверх-
ности метчиков является поверхность, затылованная по спирали
Архимеда.
Задний угол а вдоль режущей кромки переменный. Его зна-
чение связано с величиной затылования k и диаметром окружно-
сти, описанной вокруг рассматриваемого сечения, соотношением
tg ах = fe/(ndr),
где ах —задний угол в рассматриваемой точке х; dx —удвоен-
ное значение радиуса точки, в которой определяется задний угол.
Параметр k может быть определен из этой формулы, если
задан задний угол а на наружном диаметре d режущей части.
Обычно угол а принимается равным 4—20°. Тогда
k = tg and! г
286
и, подставляя эту зависимость в формулу для tg ах, получаем
tg ах = tg а (d/dx).
При достаточно больших углах а затылованием задней по-
верхности снимается значительный слой металла, ослабляется
зуб и ухудшаются условия переточки инструмента. В этом слу-
чае применяют комбинированную форму затылка: на участке,
прилегающем к режущей кромке и ограниченном центральным
углом S, задняя поверхность затылуется одним из известных
способов, а на остальной части зуба он не затыловывается и оформ-
ляется по конусу.
Кинематический задний угол режущей части в работе
может значительно отличаться от статического угла заточки.
При резьбонарезании этот угол определяется по формуле
tg «К = tg а — P/(ndx) tg ф.
При вывинчивании метчика из отверстия
tg ак = tg а + P/(ndx) tg ср.
Отсюда видно, что при резьбонарезании кинематический
задний угол меньше статического угла заточки, а при вывинчи-
вании — больше его. Поэтому при малых задних углах заточки и
достаточно больших значениях шага резьбы и угла ср необходимо
уточнять значение кинематического заднего угла ак. При вывин-
чивании метчиков кинематический задний угол необходимо учи-
тывать для анализа причин выкрашивания режущих кромок под
действием корней стружки глухих отверстий.
Углы наклона режущей кромки метчика к и обычно по зна-
чению близки к нулю. При обработке сквозных отверстий для
перемещения стружки в направлении подачи целесообразно
подтачивать режущую часть зубьев с отрицательным значением
угла X. Отрицательное значение угла X имеют также метчики
с укороченными канавками.
Резьбовые участки режущей части зубьев метчика выпол-
няются двух типов: переменной высоты, когда резьба режущей
части является продолжением резьбы калибрующей части, а вы-
сота профиля ограничивается затылованной задней поверхностью
(рис. 9.1,6, генераторная схема резания), и постоянной высоты,
когда резьба режущей части нарезается под углом ср к резьбе
калибрующей части, имеет полный по высоте профиль (рис. 9.1, в,
профильная схема’ резания).
Резьбовые участки метчиков с накатанной резьбой (ручные
метчики по ОСТ2-И50-1—73) выполняются без затылования резьбы
по профилю, резьбовые участки метчиков с нарезанной или шли-
фованной резьбой выполняются с затылованием резьбы, что
создает боковые задние углььна резьбовой части, облегчает резь-
бонарезание, способствует снижению нагрузок и потерь на трение.
287
Для снижения нагрузок и трения в резьбе при нарезании сквоз-
ной резьбы в вязких материалах на режущей части метчиков
в шахматном порядке удаляются отдельные участки. Шахматный
порядок нужен для перекрытия удаленных участков одного зуба
остающимися участками других зубьев, принимающих на себя
часть нагрузки. Увеличение толщины среза способствует сниже-
нию удельной работы на резьбонарезание, устраняет защемление
метчиков в отверстии.
Параметр шероховатости передних и задних поверхностей и
профиля резьбы режущей части не должен превышать для мет-
чиков степеней точности Н1, Н2, Н3\ Cl, С, D, Al Ra = 0,63 мкм,
для метчиков степеней точности Н4, С2, А2 —Ra = 1,25 мкм.
Таблица 9.2
Допустимые значения биения
по наружному и среднему диаметрам метчиков
Тип метчика Диаметр, мм Допустимое биение, мм
режущей части калиб- рующей части
Ручные Весь диапа- зон о,1 0,1
Машинные и машинно- ручные <24 >25 0,03 0,04 0,02 0,03
Гаечные <24 >24 0,05 0,06 0,03 0,04
Биение режущих кромок
метчиков относительно оси
не должно превышать зна-
чений, приведенных в
табл. 9.2.
Для облегчения работы
метчиков, особенно при их
введении в обрабатываемое
отверстие, со стороны ра-
бочего торца метчика сни-
мается фаска (0,5—1 мм)х
X 45°.
Калибрующая часть
метчика определяет окон-
чательные размеры, форму
и качество нарезаемой
резьбы, а также срок слу-
жбы метчиков при их пе-
реточках. Характеризу-
ется она длиной, гео-
метрическими параметрами калибрующих кромок, формой и
взаимным расположением элементов калибрующей части перьев.
Форма зубьев калибрующей части обычно затылованная. Неза-
тылованные по профилю резьбы и наружному диаметру зубья
калибрующей части имеют место только у ручных метчиков с на-
катанной резьбой. В остальных случаях применяются зубья,
затылованные по профилю резьбы, но не затылованные по наруж-
ному диаметру. Размер «спада» затылования на ширине пера
принимается равным 0,015—0,02 мм, что создает на боковых сто-
ронах профилей резьбы задние углы, равные 15—20'.
Передняя поверхность зубьев калибрующей части в нормаль-
ном к оси метчика сечении может быть прямолинейной или криво-
линейной, уступы на переходных участках не допускаются.
Перелом при переходе от прямолинейного участка передней грани
к криволинейному участку стружечной канавки допустим и об-
легчает заточку и переточку метчиков.
288
Передние углы калибрующей части обычно принимаются
равными передним углам режущей части метчика.
Шероховатость поверхностей профиля калибрующей части
резьбы, а также допустимые биения совпадают с приведенными
выше значениями для режущей части.
Размеры и профиль резьбы калибрующей части выбираются
в зависимости от профиля, размеров и точности нарезаемого от-
верстия.
Наиболее распространенными видами резьб, для которых вы-,
пускаются централизованно метчики, являются метрическая
резьба по ГОСТ 9150—59, трубная цилиндрическая резьба по
ГОСТ 6357—73 и дюймовая резьба по ОСТ НКТП 1260.
Степени точности метчиков соответствуют: машинно-ручных
и гаечных для метрической резьбы — посадкам скольжения НГ,
Н2; НЗ; для метрической резьбы с зазорами — С1\ для дюймовой
резьбы —С и D; ручных для метрической резьбы — Н4, С2, А2-,
машинно-ручных для трубной резьбы —А1 и А2. Допуски на
резьбы устанавливаются ГОСТ 16926—71, ГОСТ 7250—60 и
ГОСТ 19090—73, а исполнительные размеры резьбы метчиков —
ГОСТ 17039—71.
Средний диаметр метрической резьбы рассчитывается по фор-
муле
dcp = d— 0.6495Р,
где d — номинальный диаметр резьбы, мм.
Схема расположения полей допусков среднего диаметра резьбы
гайки и метчика М22Х2 приведена на рис. 9.3. Поля допусков
метчиков приведены для одноштучных метчиков или чистовых
метчиков в многоштучном комплекте.
Для облегчения нарезания резьбы особенно крупных шагов
выпускаются комплекты метчиков из двух или трех штук. Черно-
вой метчик при использовании таких комплектов выполняет ос-
новную работу по образованию резьбы, а чистовой метчик прак-
тически ее лишь калибрует и зачищает. Нагрузка между метчи-
ками комплекта, определяемая площадью срезаемого сечения для
комплекта из двух штук, распределяется в соответствии с соот-
ношением: черновой метчик —70%, чистовой метчик —30%,
а для комплекта из трех штук: черновой метчик —50—60%,
средний метчик—28—30%, чистовой метчик — 12—20%.
Метчики комплекта отличаются друг от друга как наружным,
так и средним диаметрами. Распределение нагрузки между мет-
чиками в комплекте при переточках метчиков не может быть
изменено, однако на практике черновой метчик имеет несколько
меньшую нагрузку, ибо, во-первых, диаметр отверстия под резьбу
зачастую выбирается несколько большим, чем это рекомендуется
нормативами, и, во-вторых, на величину этого диаметра оказы-
вает влияние разбивка отверстий, возникающая при сверлении
и зенкеровании. Оба эти фактора уменьшают рабочую высоту
10 г. В. Филиппов 289
нарезаемой резьбы» что в большинстве случаев допустимо [в раз-
личных отраслях промышленности широко применяются резьбы
с высотой рабочего профиля (% к теоретической высоте профиля)—
Поле допуска Поле допуска
гайки метчика
Рис, 9.3. Схема расположения полей допусков среднего диаметра
резьбы гайки и метчика М22Х2: а — с посадками скольжения;
б — для резьб с посадками с зазором
75, 60 и даже 55%], а следовательно, и сокращают нагрузку па
черновой метчик (сокращение нагрузки на чистовой метчик при
этом несущественно).
Резьба калибрующей части метчиков должна выполняться
с обратной конусностью (уменьшение диаметра по направлению
290
к хвостовику) по внутреннему и среднему диаметрам (для ручных
метчиков и метчиков с накатанной резьбой) или по внутреннему,
среднему и наружному диаметрам (для остальных метчиков).
Значение обратной конусности принимается равным 0,05—0,10 мм
на 100 мм длины.
Обратная конусность уменьшает трение метчика о нарезанную
поверхность резьбы, снижает тепловыделение и усилия резания.
Однако слишком большая обратная конусность ухудшает направ-
ление метчика по нарезанному участку отверстия, снижает ресурс
метчика за счет сокращения числа переточек. Наибольшее зна-
чение обратной конусности 0,2—0,3 мм на 100 мм длины прини-
мается у метчиков для обработки легких сплавов.
Дальнейшее снижение сил трения и защемляющих метчик
сил может быть осуществлено путем выборки в шахматном порядке
(так же как и на режущей части метчика) резьбовых участков от-
дельных зубьев метчика. Такую выборку целесообразно осуще-
ствлять на метчиках, предназначенных для обработки вязких
материалов.
Длина калибрующей части метчиков оказывает влияние на
ресурс времени его работы, силы трения, точность нарезания
резьбы. С точки зрения снижения сил резания и трения, а также
повышения точности резьбы, нарезаемой метчиком, целесообразно
длину калибрующей части делать минимально возможной. Для
крупных и средних метчиков, а также для гаечных метчиков ми-
нимально допустимой является калибрующая часть длиной 0,5
диаметра резьбы, а для мелких метчиков —длиной 1,0—1,2 диа-
метра.
С точки зрения ресурса времени работы (числа возможных
переточек) калибрующую часть необходимо удлинять до воз-
можно большего значения. Однако при этом будут увеличиваться
силы резания, погрешности резьбонарезания и снижаться стой-
кость инструмента.
Рекомендуемая длина калибрующей части обычно равна 6—
12 шагам резьбы. Для стандартных метчиков длина калибрующей
части с учетом требований унификации может увеличиваться до
20 —40 шагов резьбы, что наблюдается, как правило, у метчиков
с мелкими шагами резьбы.
Стружечные канавки, выполненные в корпусе метчика, служат
для размещения стружки, ее транспортирования и для облегчения
подвода СОС к режущим кромкам. Они характеризуются профилем
и размерами поперечного сечения, длиной, углом наклона <»
к продольной оси метчика.
Профиль поперечного сечения канавки метчиков зависит от
их назначения. Так, у машинно-ручных и ручных метчиков, кото-
рые при вывинчивании из нарезанного отверстия не должны за-
щемлять стружку, профили построены таким образом, чтобы
свести к минимуму возможность попадания стружки под режу-
щую кромку со стороны нерабочей части канавки. С этой целью
Ю*
291
угол £ (рис. 9.2) выбирается в диапазоне 82—85°, а нерабочая
кромка стружечных канавок вдоль всей ее длины должна быть
притуплена.
Гаечные метчики, работающие на проход, и не выворачиваемые
через обработанную гайку в обратном направлении, не имеют
таких ограничений, поэтому профили их канавок могут выпол-
няться упрощенными и более технологичными.
Для стандартных метчиков сечение стружечной канавки на всем
протяжении рабочей части метчика остается постоянным или
уменьшается к хвостовику. В ряде случаев целесообразно углуб-
лять канавку в зоне режущей части или выполнять ее с умень-
шающейся к хвостовику глубиной. Глубина канавок определяется
диаметром сердцевины, который в зависимости от числа зубьев
(три, четыре или шесть) принимается равным соответственно
(0,354-0,4) 4, (0,44-0,45)4 или (0,54-0,55)4.
Ширина пера (зуба) должна быть не слишком малой, чтобы не
привести к поломке зуба или метчика, но и не слишком большой,
чтобы не создавать повышенного трения в резьбе и не снижать
объема стружечных канавок против критического значения. Обыч-
но ширина пера для метчиков с тремя, четырьмя и шестью зубьями
принимается соответственно равной 0,34, 0,24 и 0,164.
Профиль канавки должен иметь плавные переходы между
прямолинейными и криволинейными участками: радиус кривизны
при этом должен выбираться наибольшим с целью ликвидации
концентраторов напряжений в канавках. Расчеты показывают,
что коэффициент концентрации напряжений для метчиков с тремя,
четырьмя и шестью зубьями может иметь достаточно большое
значение (соответственно 2,54; 2,21; 1,69), из-за чего снижаются
возможности метчика и сокращается срок его службы. Правильно
разработанный профиль канавки может снизить коэффициент
концентрации в 1,5—1,2 раза, улучшить работоспособность не
только нового метчика, но и метчика, прошедшего несколько
переточек.
В процессе переточки метчиков возможно изменять профили
поперечного сечения канавок как на режущей, так и на калиб-
рующей части. При этом следует иметь в виду, что режущая часть
снимает основной объем металла, поэтому объем канавок в зоне
режущей части целесообразно увеличить за счет углубления
канавки со стороны рабочего торца метчика и постепенного умень-
шения ее глубины до нормального значения в зоне начала калиб-
рующей. части.
Иногда при обработке вязких материалов со стороны нерабо-
чего участка канавки целесообразно выполнять уступ вдоль всего
пера с заточкой кромки под углом е = 804-85°, которая при вы-
винчивании метчика из отверстия срезает корни стружек и устра-
няет возможность их заклинивания.
Длина канавок, как правило, равна или несколько больше
длины рабочей части метчиков, однако в последнее время освоено
292
производство метчиков и с уменьшенной длиной канавок (см.
табл. 9.1).
К качеству отделки поверхностей канавок метчиков предъяв-
ляются повышенные требования — они должны быть полированы
или гидрополированы. Иногда, при обработке алюминиевых спла-
вов, рабочая часть метчика, в том числе и канавки, хромируется.
В последние годы с развитием абразивной и алмазной промыш-
ленности созданы абразивные, алмазные круги на новых видах
связки, позволяющие вышлифовывать профиль резьбы метчика
и профили канавок «по целому» — из цилиндрических закаленных
заготовок. Благодаря этому качество поверхности улучшается,
повышается точность изготовления метчиков, что благоприятно
сказывается на повышении их работоспособности и повышении
качества обработанного отверстия.
Угол наклона стружечных канавок <о оказывает влияние
на направление перемещения стружки и может быть положи-
тельным (правый наклон канавок), нулевым или отрицательным
(левый наклон канавок). Основная масса выпускаемых метчиков
имеет нулевой угол наклона канавок («прямые» канавки) как
наиболее универсальный, легко поддающийся переточкам и кор-
ректировкам геометрии. Централизованно выпускаются гаеч-
ные метчики с правым направлением канавок, метчики с лево-
направленными канавками, метчики машинные по ГОСТ 17933—72
с винтовыми правыми канавками.
Число стружечных канавок влияет на толщину среза, т. е.
на усилие и мощность, затрачиваемые на резание, на объем про-
странства под стружку, на технологичность обработки и изме-
рения основных параметров метчиков. В табл. 9.3 приведены
рекомендуемые значения числа стружечных канавок метчи-
ков [49 ].
Т аЧ5 л и ц а 9.3
Число стружечных канавок метчиков
Обрабатываемый материал Диаметр метчика, мм
2 — 6 8—14 16 — 20 22 — 24 27—36 39-52
Черные металлы 2—3 3 3 3—4 4 4-6
Легкие сплавы 2 2—3 3 3-4 4 4—6
Рекомендации по числу канавок метчиков содержатся также
в соответствующих стандартах на метчики или в приложениях
к ним (см. табл. 9.1).
Рабочая часть метчиков выполняется из инструментальных
углеродистых (У11А, У12А) или быстрорежущих сталей, а также
из твердых сплавов группы ВК. Метчики с рабочей частью из
быстрорежущей стали диаметром свыше 6 мм выполняются свар-
293
ними: рабочая часть из быстрорежущей стали приваривается
к стальному корпусу (хвостовику). Метчики, оснащенные твердым
сплавом, разделяются на метчики цельнотвердосплавные (диа-
метром до 8 мм), метчики с цельнотвердосплавной рабочей частью
(диаметр 8—12 мм), припаянной или приклеенной к стальному
корпусу, метчики, оснащенные режущей частью в виде пласти-
нок из твердого сплава группы ВК. Корпуса сварных быстроре-
жущих и напайных твердосплавных метчиков, а также корпуса
метчиков, оснащенных пластинками из твердого сплава, выпол-
няются из конструкционных марок 45 и 40Х, инструментальных
легированных марок 9ХС, ХВСГ или малолегированных быстро-
режущих сталей.
Твердость метчиков из инструментальных сталей в зоне ра-
бочей части должна быть не менее HRC 60—62, для метчиков из
быстрорежущих сталей диаметром до 6 мм —HRC 61—63 и для
Рис. 9.4. Метчик со съемной рабочей частью
метчиков из быстрорежущих сталей диаметром свыше 6 мм —
HRC 62—65 (твердость рабочей части метчиков из вольфрамо-
ванадиевых и кобальтовых быстрорежущих сталей с массовой
долей V 3% и Со 5% должна быть выше на 1—2 ед. HRC).
Твердость корпусов метчиков, оснащенных пластинками твердого
сплава, должна соответствовать HRC 30—50. Твердость хвосто-
виков в зоне квадрата и кольцевой канавки всех типов метчиков,
кроме гаечных, а также твердость квадрата и хвостовика за квад-
ратом у гаечных прямых метчиков, так же как лыски и участки
хвостовика на расстоянии 1—2 диаметра за лыской у этих мет-
чиков, должна быть HRC 35—50. У гаечных метчиков с изогну-
тым хвостовиком последний подвергается термообработке на
участке, отстоящем от рабочей части на 5—9 диаметров (для
цельных метчиков) и на 2—3 диаметра для сварных метчиков.
Кроме приведенных в табл. 9.1 основных видов выпускаемых
метчиков представляет интерес ряд новых конструкций, отра-
жающий те направления, по которым осуществляется совер-
шенствование этого инструмента.
На рис. 9.4 приведена конструкция метчика фирмы «Джанин»
(Франция), отличающаяся тем, что рабочая часть соединена с хво-
стовиком механически. На рабочей части выполняется торцовый
выступ, на хвостовой — сопрягаемый с ним паз. С помощью такого
замка рабочая часть метчика может смещаться относительно
Ж
хвостовой в радиальном направлении. Для предотвращения произ-
вольного смещения рабочая и хвостовая части охватываются
подвижной подпружиненной втулкой. Для смены рабочей части
достаточно сместить втулку в сторону хвостовика и разъединить
рабочую часть и хвостовик.
На рис. 9.5 приведена конструкция метчика со сменной твер-
досплавной рабочей частью» разработанная ленинградским филиа-
лом СПТБ Оргпримтвердосплав совместно с Сестрорецким ин-
Рис. 9.5. Метчик со съемной цельнотвердосплавной рабочей
частью
струментальным заводом им. Воскова. Твердосплавная коронка /
с помощью винта 2 присоединяется к хвостовику 4 и стопорится
винтом 3. Крутящий момент передается от хвостовика на коронку
через торцовые выступы.
Появление конструкций метчиков с механическим креплением
рабочей части позволяет сократить время на установку и пере-
становку метчиков, сни-
жает расход материалов,
позволяет уменьшить за-
пасы инструмента и осна-
стки (патронов) на складе.
Другим направлением
совершенствования конст-
рукции метчиков явилось
создание метчиков с внут-
Рис. 9.6. Метчик с отверстиями для под-
вода СОЖ
ренними отверстиями для
подвода СОЖ в зону резания (рис. 9.6). Подвод жидкости (или
СОС) непосредственно к режущей части метчика способствует
снижению температуры в зоне резания, повышению стойкости
метчиков в несколько раз, улучшению качества обрабатываемой
поверхности и облегчению отвода стружки из зоны резания, осо-
бенно при обработке глухих отверстий.
Эксплуатация метчиков осуществляется двумя основными спо-
собами: обработкой резьбы с самозатягиванием метчика и обра-
боткой резьбы с принудительной его подачей.
При работе самозатягиванием метчик, которому сообщается
вращательное движение (иногда вращение сообщается обрабаты-
ваемому изделию), сначала поджимается к обрабатываемому от-
верстию с некоторым достаточным для начала резания усилием
и после нарезания в отверстии нескольких витков начинает пере-
мещаться в осевом направлении без приложения внешнего осе-
296
вого усилия (при работе гаеч-
ными метчиками метчик остается
неподвижным, а в осевом на-
правлении перемещаются гай-
ки). При работе с принуди-
тельной подачей метчику кроме
вращения сообщается осевая
подача, равная шагу нарезае-
мой резьбы. В первом случае
метчик зажимается в «плаваю-
щем» патроне, во втором —
закрепляется жестко.
Рекомендуемые режимы ре-
зания машинно-ручными и гаеч-
ными метчиками приведены в
общемашиностроительных нор-
мативах [33] или в различных
отраслевых и ведомственных
нормативах.
Скорость резания (м/мин)
при работе метчиками можно
определить по формуле
v_ k
Tmpyv м
где d — номинальный диаметр
метчика, мм; Р — шаг нарезае-
мой резьбы, мм; Т — стойкость
между переточками, мин; Cs,
У« — коэффициент и пока-
затели степени, выбираемые из
табл. 9.4.
Крутящий момент Л4кр и эф-
фективную мощность Мэф резь-
бонарезания рассчитывают по
формулам:
Мкр =
Д7 _ C^dQNPyN у, г
Nэф“ •
Коэффициенты См, CN. а
также показатели степени q и
у выбираются из табл. 9.4.
Коэффициенты Лм, ^м, ^м, учи-
тывающие влияние обрабаты-
ваемого материала на скорость
резания, крутящий момент и
296
эффективную мощность, определяются из табл. 9.5. Коэффици-
ент kh, учитывающий влияние затупления метчика, принимается
равным 2,5—3.
Т а б л и ц а 9.5
Значения поправочных коэффициентов,
учитывающих влияние обрабатываемого материала
Инструмент Коэф- фи- циент Сталь марок Чугун
10 20 35 45 40X серый с НВ 180-200 ков- кий
0,7 1,0 1,0 1,0 0,8 — 1,7
Гаечные метчики 1,3 1,3 1,0 1,0 1,0 — 0,7
гм 0,9 1,3 1,0 1,0 0,8 — 1,2
0,7 1,0 1,0 1,0 0,8 0,5 1,7
Машинно-ручные и 1,7 1,3 1,0 1,0 1,0 1,5 0,8
машинные метчики
0,9 1,3 1,0 1,0 0,8 0,7 1,4
0,6 0,7 1,0 1,0 0,8 — 1,7
Круглые плашки 1,0 1,0 1,0 1,0 1,1 — 0,8
<1 0,6 0,7 1,0 1,0 0,9 — 1,4
Ориентировочные режимы и стойкость машинно-ручных и
гаечных метчиков при обработке сталей марок 35 с НВ < 190
и 45 с НВ с 212 приведены в табл. 9.6.
Скорость резания при работе машинными метчиками для труб-
ной цилиндрической резьбы, оснащенными пластинками из твер-
дого сплава (обработка чугунов с НВ < 300), принимается: для
метчиков 1/2—3/4"—15 м/мин; для метчиков Г'—20 м/мин;
для метчиков >11/4"—25 м/мин.
Точность резьбы, нарезаемой метчиками для метрических
резьб, должна соответствовать: 4Н5Н или 5Н6Н —для метчиков
степени точности Hl\ 5Н6Н или 6Н —для метчиков степени
точности Н2\ 6Н или 7Н —для метчиков степени точности Н3\
6G —для метчиков степени точности G1 и 7G —для метчиков
степени точности G2г.
Критерием затупления метчиков может быть потеря точности
резьбы отверстия, ухудшение качества резьбы, износ по задним
граням перьев режущей части. Для восстановления режущих
свойств метчики перетачивают как по задним поверхностям
режущей части, так и по передним поверхностям режущей и
1 В общемашиностроительных нормативах режимов резания приводятся
старые обозначения классов точности резьбы (1-й, 2-й, 3-й). Ориентировочно
при расчете режимов резания резьбу с точностью 5Н6Н и 6Н можно прирав-
нять резьбе 2-го класса точности, резьбу 7Н — 3-му классу точности.
297
Таблица не-
рекомендуемые скорости резания
н стойкость машинно-ручных и гаечных метчиков
Метчики Номиналь- ный дна* метр, мм Шаг резьбы, мм Скорость резания, м/мин Стой- кость, мин Допустимый износ по задней грани, мм
2,0 0,4 3,7 0,1
2,2 0,45 3,7 о, г
2,5 0,45 4,6 0,2
3,0 0,5 5,0 0,2
4,0 0,7 5,4 0,3
Машинно- 5,0 0,8 6,0 15 0,4
ручные 6,0 1,0 6,0 0,5
8,0 1,25 6,0 0,7
10,0 1,5 6,0 0,8
12,0 1,75 6,0 1,0
14,0—52,0 Крупные 20 1,0—2,2
шаги
3,0 0,5 40 40 0,5
4,0 0,7 12,0 40 0,6
5,0 0,8 12,0 50 0,8
6,0 1,0 12,0 50 0,9
8,0 1,25 12,0 60 1,2
Гаечные 10,0 1,5 12,0 60 1,6
12,0 1,75 12,0 60 1,9
14,0; 16,0 2,0 12,0 60 1,9
18,0—22,0 2,5 15,0 70 2,0
24,0; 27,0 3,0 15,0 70 2,3
30,0 3,5 15,0 70 2,7
Приме ч а н и е.
Стойкость машинно-ручных метчиков приведена для длины режущей части,
равной шести шагам.
калибрующей частей. При переточках возможна корректировка
переднего и заднего углов в зависимости от обрабатываемого ма-
териала. Рекомендуемые значения передних и задних углов мет-
чиков приведены в табл. 9.7.
Для метчиков, выпускаемых централизованно, необходимо
кроме приведенных выше критериев затупления учитывать на-
грузки, предельно допускаемые данными метчиками. Это осо-
бенно касается случаев применения метчиков при обработке
высокопрочных материалов. Критические значения крутящего
момента Л4КР КРи1 (Н-м) могут быть приняты для метчиков
Мб—4,6; М8—11,4; М10—23; М12—40; М14—64; М18—161.
Критерии затупления должны устанавливаться так, чтобы за-
тупившийся метчик не создавал момента, превосходящего Л4крькрит.
898
Т а б л и ц a 9.7
Рекомендуемые значения передних и задних углов метчиков
Обрабатываемый материал и его характеристика Значения, углов, Обрабатываемый материал и его характеристика Значения углов,
перед- него заднего перед- него заднего
Углеродистая Нержавеющие 6—12 6—8
сталь с ов, МПа: стали
до 400 » 700 » 900 12—15 8—12 6—8 10—12 10—12 10—12 Чугун серый: НВ^ 180 НВ > 180 Чугун ковкий 2—3 0—2 6—8 5—7 5-7 5-7
Стальное 6—10 5—7 . Медь 15-^20 16—20
литье, поковки Бронза 6—8 6—8
Легированные стали с ов, МПа: Цинк Легкие сплавы 15—20 15—25 16—20 16—20
со сливной
до 900 6—9 5-7 стружкой
св. 900 3—6 5—7 Силумин 8—12 10—12
При нарезании высокопрочных материалов с целью повышения
значений критического момента целесообразно также использо-
вать метчики с повышенной крутильной жесткостью. Такими мет-
чиками являются метчики с винтовыми стружечными канавками.
Рис. 9.7. Зависимость коэффициента жесткости сече-
ния *1 и продольной относительной деформации ем от
угла наклона канавки (о
На рис. 9.7 показано влияние угла наклона канавок со на отно-
шение геометрической жесткости метчика с винтовыми канавками
к жесткости метчика с прямыми канавками, вычисленное канд.
техн, наук А. Л. Кириленко и автором. При одинаковом попе-
речном сечении и одинаковом /в0 применение винтовых канавок
с со = 40° может повысить крутильную жесткость в 1,5 раза.
Вместе с повышением крутильной жесткости метчики с винтовой
канавкой могут давать увеличение (за счет увеличения осевой
299
деформации) разбивки среднего диаметра. Последняя может быть
определена по зависимости [29]:
Adcp= 1,732 |6S|,
где 6S — накопленная погрешность шага, равная 6$ = ем/р.
Откуда
Adcp = 1,732вм/р,
где ем — продольная относительная деформация от крутящего
момента, %; /р —длина нарезаемого участка, мм.
В свою очередь,
L“ “ 1000 k dm ) “Рис’
где емри0 —значение ем, взятое из рис. 9.7; М —крутящий мо-
мент, действующий на метчик, Н-мм; dBH —внутренний диаметр
резьбы метчика, мм.
Для определения разбивки Adcp необходимо по графику
рис. 9.7 для данного ® найти емпис- Затем по емри0, dBH и М рас-
считать ем, а по значениям ем и I вычислить Adcp и уточнить воз-
можность использования метчика на данной операции.
9.2. ПЛАШКИ
Плашки получили широкое распространение при нарезании
наружных резьб. Основные типы и размеры круглых плашек,
выпускаемых промышленностью, приведены в табл. 9.8.
Важнейшими конструктивными элементами круглых плашек
являются: режущая и калибрующая части, корпус с крепежной
частью и стружечными отверстиями.
Корпус плашек представляет собой цилиндрический диск,
наружная и торцовые поверхности которого служат для бази-
рования и закрепления плашки как во время ее изготовления и
работы, так и во время переточек. Плашки изготовляются из
сталей марок 9ХС, ХВСГ или из быстрорежущих сталей. Твер-
дость плашек, измеренная у режущих кромок, должна быть
HRC 58 —62 —для плашек из сталей марок 9ХС и ХВСГ и
HRC 61—63 —для плашек из быстрорежущих сталей. У плашек,
изготовленных из быстрорежущих сталей с повышенным содер-
жанием ванадия (^3%) и кобальта (5s 5%), твердость повышается
на 1—2 ед. HRC.
Корпус характеризуется наружным диаметром D, высотой Н,
наличием крепежных и зажимных элементов, точностью изготов-
ления базовых поверхностей. Наружный диаметр зависит от
размера нарезаемой резьбы, формы и размеров стружечных от-
верстий и оказывает большое влияние на жесткость плашки.
Слишком малый диаметр не позволяет обеспечить нормальные
условия для отвода стружки, достаточную жесткость при термо-
и механической обработке, при резании и переточках. Экономия
300
Табл ица 9.8
Основные типы и размеры круглых плашек
Наименование,
ип и основные размеры
Плашки круглые
(ОСТ 2-И55-1 —73 и
ГОСТ 9740—71) для наре-
зания метрической резьбы
по ГОСТ 9150—59
d = 1-7-52 мм; D = 124-
-г-90 мм; Р = 0,24-3,0 мм;
Ф = 30° для d < 2,5 мм;
Ф = 25° для d > 2,5 мм
Тип 1
d < 1,6 мм; 1 = Н =
= 3 мм; D = 12 мм; 2 = 3
d^ 1,6 мм; /7 = 3 мм;
I = 1,5 мм; D = 12 мм;
2 = 3
Тип 2
d < 1,6 мм; Р = 0,24-
4-0,35 мм; Н = 5 мм; / =
= 1,5 мм; D = 16 мм;
d = 1,64-3 мм; Р =
= 0,354-0,5 мм; Н = 5 мм;
Z = 3 мм; D = 16 мм
d = З-т-6 мм; Р = 0,354-
4-1,0 мм; Н = I = 5 или
7 мм; D = 20 мм; 2 = 3
Тип 3
d = 74-10 мм; Н = I =
= 7 или 9 мм; D = 25 мм
d^ 10 мм; Р = 0,54-
4-3 мм; Н = 84-36 мм; I =
= 74-30 мм; D = 304-
4-90 мм; 2 = 44-9
Эскиз
Плашки круглые
(ОСТ 2-И55-1—73 и
ГОСТ 9740—71) для наре-
зания трубной цилиндри-
ческой резьбы по
ГОСТ 6357—73
Размер резьбы V84-11^";
число ниток 28—11 на Г';
D = 304-90 мм; И = 84-
4-22 мм; ф = 25°; г = 44-7
301
Продолжение табл. 9.8
Наименование,
тип и основные размеры
Плашки круглые
(ГОСТ 6228—/1) для наре-
зания конической дюймо-
вой резьбы по
ГОСТ 6111—52
Размер резьбы 1/84-2";
число ниток 27— 11х/2 на 1
D = 30-х-105 мм; Н = 124-
4-32 мм; = 9,5194-
4-58,325 мм; /0 = 4,44-
4-12,4 мм; г = 44-7
То же, но для нарезания
трубной конической резьбы
по ГОСТ 6211—69
Размер резьбы 1/84-2";
число ниток 28—11 на 1*;
D = 304-105 мм; Н =
=s 124-34 мм; dcp —
= 9,1474-58,135 мм; =
= 4,24-11,4 мм; 2 = 44-7
Плашки круглые
(ГОСТ 14714—69) для на-
резания круглой резьбы по
ГОСТ 13536—68 в изде-
лиях санитарно-техниче-
ской арматуры
Эокнз
Примечание.
Р — шаг резьбы.
металла при малом значении наружного диаметра не оправдывает
потерь в стойкости и затрат на изготовление. Слишком большой
наружный диаметр позволяет создать нормальные условия для
стружкоотвода и обеспечить достаточную жесткость плашек,
но требует излишних затрат металла ла изготовление как самих
плашек, так и патронов и воротков для их крепления. При выборе
наружного диаметра необходимо стремиться к его унификации
и снижению количества размеров за счет выполнения в корпусах
с одним наружным диаметром нескольких типоразмеров резьб.
За основу при выборе наружного диаметра следует принимать
значения стандартного ряда D. Высота плашки Н определяет
жесткость плашки, ее устойчивость в работе, технологичность
изготовления, запас на переточки, металлоемкость. При заданных
302
стандартных значениях наружного диаметра D высота плашки
может быть выбрана из соотношения Н = (0,184-0,4) £>. Жела-
тельно, чтобы отношение высоты плашки Н к шагу нарезаемой
резьбы при этом не превышало 6—10 (для стандартных плашек
оно достигает даже 6—15). При больших значениях этого отно-
шения с целью снижения трения в резьбе на одном из тсрцов плаш-
ки выполняется выточка сферической или цилиндрической формы.
Для стандартных плашек значения Н также унифицированы:
при одном значении Н выпускаются плашки нескольких типо-
размеров. В случаях создания специальных плашек под опре-
деленные условия эксплуатации возможно сокращение металло-
емкости плашек за счет уменьшения значения Н.
Корпус плашки имеет на> наружной поверхности углубления
под установочные и крепежные винты и продольный, трапецие-
видного сечения b X 60°, паз для облегчения разрезки плашек
с целью подрегулировок размера резьбы после износа режущих
кромок.
Для стандартных плашек, не рассчитанных на определенные
условия эксплуатации, наличие такого паза оправдано. Для спе-
циальных плашек, при эксплуатации которых не предусмотрено
их вскрытие, наличие такого паза нецелесообразно, так как
жесткость плашки с пазом значительно снижается, а деформации
плашки под действием усилий зажима в зоне паза довольно ве-
лики. В ряде случаев, особенно для автоматных работ, в корпусе
плашки выполняются одно или два отверстия для передачи кру-
тящего момента при резании.
Режущая часть плашек осуществляет съем металла резьбы,
отделяет и формирует стружку, определяет нагрузку на плашку
и ее распределение, участвует в перемещении плашки при работе
самозатягиванием. Обычно плашки имеют две режущие части,
расположенные с каждого ее торца, что обеспечивает увеличение
срока службы инструмента за счет его переворота после затупле-
ния одной стороны. В некоторых случаях может быть экономи-
чески оправдано и создание плашек односторонних, с одной ре-
жущей частью. Такие плашки одностороннего резания также
выпускаются централизованно. Режущая часть характеризуется
углом в плане ср, длиной /ь формой передней и задней поверхно-
стей, передним у и задним а углами в нормальном к оси плашки
сечении, углом наклона режущей кромки %, размерами и формой
резьбовых участков, числом и взаимным расположением режу-
щих кромок (перьев).
Длина режущей части плашки 119 мм (рис. 9.8), определяется
из формулы
1 _ d-- ^вн 4~
1 2 tg <р ’
где d — номинальный диаметр резьбы, мм; е — величина, при-
нимаемая в соответствии с табл. 9.9; dBH — номинальный вну-
тренний диаметр резьбы болта, равный d — 1.2269Р, мм.
303
Как и в метчиках, угол в плане <р и связанная с ним длина
режущей части /г плашки определяют загрузку режущих кромок
и связаны с толщиной среза соотношением:
а = Р tg <р/г,
Рис. 9.8. Плашка круглая (а) н ее режущая часть (б)
Угол в плане <р для централизованно выпускаемых плашек
принимается равным 30° для метрической резьбы диаметром 3 мм
(тип 1) и даже до 2,5 мм (тип 2); для остальных размеров метри-
ческих резьб, резьб трубных цилиндрических и конических,
а также резьбы круглой он составляет 25°. Допускается изготов-
ление плашек с углами <р = 45° —для всех метрических резьб
и с ф = 30° —для метрических резьб диаметром свыше 2,5 мм.
При нарезании резьбы в «упор» угол ф может принимать зна-
чения до 90°.
Для приведенных значений ф и г толщина среза стандартных
плашек находится в пределах 0,038—0,38 мм. Сравнение этих
значений с толщинами среза метчиков показывает, что плашки
работают с большей толщиной среза и с большими нагрузками на
режущую часть. Поэтому при. переточках стандартных или при
изготовлении специальных плашек необходимо стремиться
к уменьшению нагрузок за счет изменения угла ф (для стандарт-
304
ных плашек при этом забывать не следует о сохранении 3—4 ни-
ток резьбы на калибрующей части) или фиг одновременно (для
специальных плашек). Иногда режущие части одной плашки вы-
полняют с различными углами <р, что позволяет более рационально
загружать плашку: при обработке более прочных материалов ра-
ботать режущей частью с меньшим углом <р (например, 15—20°),
а при обработке менее прочных материалов — режущей частью
с большим углом <р.
Сравнивая работу режущей части метчика и плашки, можно
(в дополнение к различию в толщинах среза) отметить также еще
ряд особенностей ее работы: снятие большего припуска (высота
профиля резьбы болта
выше высоты профиля
гайки), удаление всего,
припуска за один проход
одной плашкой (у комп-
лектных метчиков припуск
снимается за несколько
проходов), повышенные
нагрузки за счет трения в
условиях отсутствия зад-
них углов по профилю
резьбы, меньшая длина
режущей части плашек /х.
Режущая часть плашки должна быть заточена по передней и
Т а б л и ц а 9.9
Значения величины е
в зависимости от диаметра плашки
Номинальный диаметр или размер резьбы плашки 2е, мм
метрической, мм трубной, дюймы
1—16 17—48 50—76 */2-1% р/2 0,1 0,2 0,3
задней поверхностям. Передняя поверхность плашки, так же как
и метчиков, может быть прямолинейной (на высоте не более 1,5
высоты профиля резьбы) или криволинейной.
Передний угол, измеренный в плоскости, перпендикулярной
оси плашки, для плашек с номинальным диаметром резьбы до
6 мм принимается равным у = 30° xt 10° и для плашек боль-
шего диаметра—у = 25°± 10°. Передний угол задается на
внутреннем диаметре резьбы и по высоте профиля резьбы он,
как правило, переменный.
Задние углы режущей части находятся в пределах 6—8°.
При переточках, которые рекомендуется производить по передней
и задней поверхностям, или при децентрализованном изготовле-
нии плашек, углы можно изменять в соответствии с обрабатывае-
мым материалом. Параметр шероховатости передней и задней
поверхностей режущей части (заборного конуса) принимается
равным Ra = 1,35 мкм.
Задняя поверхность режущей части выполняется обычно пу-
тем затылования по спирали Архимеда. Величина «спада» затылка
(мм) на угловом шаге зубьев плашки рассчитывается по формуле
k = (jidx/z) tg а,
где г—число перьев плашки; а—задний угол, ...°.
305
Следует иметь в виду, что, как и у метчиков, кинематический
задний угол ак режущей части плашки отличается от статиче-
ского а и с достаточной точностью может быть определен из
формулы
tg «к* = tg ах — (P/jtdx) tg <р,
где dx —диаметр режущей части в любом сечении, перпендику-
лярном оси плашки.
Из формулы видно, что кинематический задний угол при на-
резании резьбы плашкой всегда меньше статического угла, зна-
чение которого а для большинства случаев принимается рав-
ным 4—10°.
Значение кинематического заднего угла ак в зависимости от
угла <р и номинального диаметра резьбы d приведено ниже:
при ф = 25° (стандартное значение), а = 6°, d, равном 6,
10, 22 и 30 мм, задний угол ак соответственно равен 4° 36', 4° 44',
5 3', 5 l'j
при ф = 50° (плашки для нарезания резьбы в упор), а = 6°,
d, равном 6, 10, 22, 30 мм, угол ак соответственно равен 2° 24',
2° 46', 3°33', 3° 29'.
Из приведенных данных видно, что кинематический задний
угол ак для резьбообразующего инструмента может быть значи-
тельно меньше величины статического заднего угла, а это необ-
ходимо учитывать как при переточках стандартных плашек с из-
менением углов ф и а, так и при разработке конструкций спе-
циальных плашек.
С точки зрения управления потоком стружки иногда целе-
сообразно на режущей части плашки создавать отрицательный
угол X, что можно осуществить путем вышлифовывания скоса при
заточках или переточках плашек, путем расположения стружеч-
ных отверстий под некоторым углом к продольной оси плашки
или путем образования конического участка стружечного от-
верстия при разработке новых конструкций плашек.
Параметр шероховатости передних и задних поверхностей
режущей части стандартных плашек должен быть не меньше
Ra = 1,25 мкм, а поверхностей профиля резьбы доведенных
плашек Ra = 0,63 мкм и у недоведенных — Ra = 2,5 мкм.
Шероховатость поверхностей у плашек по ОСТ несколько грубее.
Калибрующая часть плашек осуществляет калибровку резьбы,
участвует в самозатягивании плашки (при работе с самозатяги-
ванием), служит направляющей при продольном перемещении
плашки как при нарезании резьбы, так и при ее свинчивании.
Характеризуется она длиной, достаточной для устойчивого пере-
мещения плашки по резьбе и обеспечивающей запас на переточки,
размерами резьбовой части, формой передних и задних поверх-
ностей, углами резания. Выполняется с полным профилем резьбы,
достаточным для формирования резьбы болта. Исполнительные
размеры резьбы калибрующей части стандартных плашек прини-
306;
маются такими, чтобы обеспечить нарезание метрических резьб
с посадками скольжения 6h; 8h\ 6h и 8h, и с посадками с зазо-
рами 6g, 6е\ 6d, а также трубных резьб классов А или Б. Предель-
ные отклонения резьбы плашек для метрических резьб отсчиты-
Рис. 9.9. Схема расположения полей допусков среднего
диаметра резьбы болта и плашки М22Х 2: а — с посадками
скольжения; б — для резьб с посадками с зазором
ваются от номинального профиля болта. Пример расположения
полей допусков среднего диаметра болта и плашки для резьб
с посадкой скольжения приведен на рис. 9.9, а, а для резьб
с зазорами—на рис. 9.9,6. Наиболее ответственным параме-
тром резьбовой части является средний диаметр резьбы. Схема
расположения допусков на средний диаметр резьбы стандартных
плашек приведена также на рис. 9.9.
307
При проектировании плашек следует стремиться к максималь-
ному удалению верхней границы поля допуска среднего диаме-
тра резьбы плашки от номинального значения среднего диаметра
с целью обеспечения наибольшего запаса на износ плашки. Вну-
тренний диаметр резьбы плашки калибрует внутренний диаметр
резьбы болта, поэтому выбор оптимального значения внутреннего
диаметра резьбы плашки представляет довольно сложную задачу,
определяющую как нагрузку плашки, так и силы трения при ее
работе и свинчивании. Номинальное значение внутреннего диа-
метра резьбы рассчитывается по формуле, приведенной выше.
При этом за номинальное значение внутреннего диаметра резьбы
болта принимался диаметр, ограниченный срезами резьбы на
расстоянии Я/6 от нижней вершины теоретического резьбового
треугольника. При разработке специальных плашек значение
внутреннего диаметра резьбы можно несколько увеличить, сни-
жая при этом нагрузку на режущую и калибрующую ее части.
При этом следует помнить, что основной износ зубьев плашки
происходит на участке перехода режущей части во внутренний
диаметр резьбы калибрующей части. Поэтому, выбирая внутрен-
ний диаметр резьбы, необходимо обеспечить достаточный запас
на износ плашки.
Допуск на шаг резьбы стандартных плашек установлен 0,008—
0,010 мм на длине 25 мм. Предельные отклонения половины угла
профиля в пределах от ± 15 до ±55 мин (в зависимости от раз-
меров плашек и их назначения).
Калибрующая часть плашек выполняется без задних углов.
Стандартные плашки выпускаются с доведенным профилем резьбы
(Ra < 0,63 мкм) или без ее доводки (Ra с 2,5 мкм). Передняя
поверхность калибрующей части плашек затачивается, как пра-
вило, под теми же передними углами, что и режущая часть, и
имеет криволинейный профиль, а параметр шероховатости перед-
ней поверхности, измеренный на высоте до 1,5 высоты резьбы, не
должен превышать Ra = 1,25 мкм. У плашек двустороннего
резания калибрующими являются обе стороны зубьев, поэтому
опасность защемления стружки при свинчивании плашки умень-
шается.
Длина калибрующей части плашек принимается равной 3—
15 виткам.
Биение (радиальное) наружной цилиндрической поверхности
относительно оси резьбы и торцовое биение плашек при проверке
их на резьбовой конической оправке не должны превышать:
0,05 мм —для резьбы с d <3 11 мм, 0,06 мм —для резьбы с d =
= 124-20 мм, 0,07 мм —для резьбы с d = 224-26 мм и 0,1 мм —
для резьбы с d > 26 мм.
Форма и геометрические параметры стружечных отверстий
плашек определяют силы трения при резьбонарезании и свинчи-
вании плашки, свободное перемещение стружки, технологичность
и точность изготовления как плашки, так и нарезаемой ею резьбы.
308
Форма стружечных отверстий плашки, как правило, цилиндри-
ческая, хотя известны плашки с отверстиями в виде пересекаю-
щихся цилиндров, пазов на торцовой поверхности как с одной
стороны плашки, так и с двух ее сторон, причем в этом случае
пазы каждого торца могут пересекаться или не пересекаться
друг с другом.
Централизованно выпускаемые плашки имеют цилиндриче-
скую форму стружечных отверстий, образованных сверлением.
Размеры и расположение стружечных отверстий определяются
исходя из заданных габаритных размеров корпуса плашки, гео-
метрии и допускаемых отклонений на геометрические параметры
резьбовых отверстий, числа
перьев. При образовании ”
стружечных отверстий необ-
ходимо свести к минимуму zi I
припуск на заточку плашек /
по передней грани, обеспе- / \ \
чить требуемую ширину пера, / / \
не допустить значительных / / \ \
деформаций внутреннего от- /Х\—I
верстия плашки. С точки
зрения обеспечения мини-
мального припуска на заточку
необходимо, чтобы диаметр / I /X.
стружечного отверстия и \ X
радиус его расположения ----X
обеспечивали бы наиболее '
близкие к заданным значения 4 Рис. 9.10. Обозначения элементов плашки
передних углов и ширины принятых при расчете на ЭВМ
пера. Диаметр стружечного
отверстия, кроме того, должен быть несколько больше (на
1—1,5 мм) ближайшего значения диаметра шлифовального
круга, с помощью которого осуществляется заточка плашек по
передней грани. Вместе с тем при централизованном изготовле-
нии плашек стремятся максимально унифицировать диаметры
стружечных отверстий с целью сокращения номенклатуры инстру-
мента и оснастки для обработки плашки. Расчет размеров диаме-
тра стружечного отверстия и радиуса его расположения является
довольно трудоемкой задачей, которую в настоящее время следует
решать с помощью ЭВМ.
Ниже приводится машинный алгоритм расчета значений
(рис. 9.10) радиуса стружечного отверстия гг и радиуса распо-
ложения г2 центров стружечных отверстий Ох, О2, О3.
Исходными данными для расчета являются: наружный диа-
метр D плашки, мм; у^тах и Y/vmin —верхняя и нижняя границы
допустимых значений переднего угла на номинальном диаметре
резьбы; допуск на радиус стружечного отверстия Дгь мм; допуск
на ширину пера и у внутреннего диаметра резьбы Д&, мм; число
309
стружечных отверстий г; наружный радиус резьбы г = d/2, мм;
шаг резьбы Р, мм; коэффициент kT = 0,6, ограничивающий наи-
меньшее значение толщины зуба на нерабочем его участке; ко-
эффициенты kSj} = 0,4 и kSn = 0,6, ограничивающие толщину
стенки корпуса слева и справа; hm — шаг изменения значений т,
причем т = bNICN, где bN — хорда зуба на наружном диаметре
резьбы; CN — хорда канавки на этом же диаметре; hVN — шаг
изменения значений переднего угла у наружного диаметра резьбы.
В ходе решения задачи, задаваясь значениями переднего угла
Y/v в определенном интервале от yN до yN шах (обычно yN mln =
= 15°, Тлгщах = 35°), перебираются все значения уы с шагом hyN
при первом значении т (обычно 0,15 <3 т < 0,7). Затем пере-
бираются все варианты со следующим значением /га = /пг -|-
+ hm и т. д.
Расчет ведется от заданного начального значения г и для
последующих (до г = 6 включительно), причем для каждого ва-
рианта проверяются выполнения нескольких условий. Годные
варианты, удовлетворяющие всем условиям, печатаются в виде
таблицы.
Исходные данные оформляются также в виде таблицы с задан-
ными значениями переменных величин D, Дгх, Дг2, ДЬ0 и посто-
янными значениями ?wmax, Ywmlu, &г, 6$л, &$п, г, hm.
Расчет производится в такой последовательности.
1. Sh = г — 0.615Р,
гДе >‘вн — внутренний радиус резьбы, мм; г — номинальный ра-
диус резьбы, мм.
2 n = arcto cos л/г + l/m
Pn 2 sin л/г ’
где рд, — центральный угол, соответствующий половине ширины
зуба у наружного диаметра резьбы.
3. bN = 2r sin pN.
4. aN = n/z — pN,
где aN — центральный угол, соответствующий половине хорды
отверстия.
Проверка:
“w + Ул/ < л/2.
Если условие проверки не выполнено, рассчитывается сле-
дующий вариант, если условие выполнено, расчет продолжается
дальше.
5 Гс = г cos уN
2 cos (yN -I- aN)
g r _ ' sin aN
• 1 cos (Y.v 4- a/v)
310
7. ST = R ——r2 —толщина стенки корпуса плашки, мм.
Проверка:
ksyD<.ST<ksyD.
Если условие не выполнено, рассчитывается следующий ва-
риант, если условие выполнено, расчет продолжается дальше.
г2 — г2 — г2
Л '9 -— '1
8. Y = arCSin---2^—•
9. а — arccos .
Г2
10. р = л/г —а.
11. b = 2rB sin р,
где Ь — ширина зуба на внутреннем диаметре резьбы, мм.
12. 77?= 2r2sin-2--2гх.
Проверка:
TR kTb.
Если условие не выполнено, рассчитывается следующий ва-
риант, если выполнено, расчет продолжается дальше.
13. Г1д = Г1 + Дгь
где г1Д — радиус стружечного отверстия с учетом допуска, мм.
14. г2Д = г2 — Дг2,
где г2Д — радиус (наименьший) до центра стружечного отверстия
с учетом допуска на изготовление, мм.
2 2 2
15. у/уд = arcsin —— ---—.
2г ХДГ
Проверка:
Ytf YWmln-
Если условие не выполнено, рассчитывается следующий ва-
риант, если выполнено, расчет продолжается дальше.
г2 —г2 —г2
I с Г2Д — 'в —' 1Д
16. уд = arcsin —-------—,
2гхдгв
где уд — передний угол у внутреннего диаметра резьбы о уче-
том допусков на радиусы.
17. ад = arccos .] _ уд,
\ f 2д /
18. рд = л/г — ад.
19. тд — рд/ад.
ан
Проверка:
0,65 < /Ид < 0,75.
Если условие не выполнено, рассчитывается следующий ва-
риант, если выполнено, расчет продолжается дальше.
20. йд = 2гв81прд,
где йд — ширина пера у внутреннего диаметра резьбы при ис-
пользовании допусков на г2 и rv
21. Ай = йд — й,
где Ай — поле разброса значения b при допустимых колеба-
ниях г2 и г1-
Проверка:
| Afe | [АЙзадан].
Если условие не выполнено, рассчитывается следующий ва-
риант, если выполнено, расчет продолжается дальше.
22. TRt, = 2г2д sin -5- - 2/1Д.
Проверка:
TRb ЛТ6Д.
Если условие не выполнено, рассчитывается следующий ва-
риант, если выполнено, расчет продолжается.
23. U = Ь/2г.
Проверка:
0,2 < U < 0,25 —для плашек с номинальным диаметром резьбы
до 30 мм; 0,15 <{/ < 0,25 —для плашек с номинальным диа-
метром резьбы свыше 30 мм.
Если условие не выполнено, рассчитывается следующий ва-
риант, если выполнено, результаты расчета выдаются на печать
в виде таблицы.
По рассчитанным вариантам выбирают те, у которых диаметр
стружечного отверстия на 0,5—1 мм превосходит ближай-
шее значение диаметра стандартных шлифовальных кругов
(ГОСТ 2424—74).
Без учета допусков на изготовление расчет размеров стру-
жечных отверстий можно производить в соответствии с методи-
кой, изложенной в работе [49].
Режимы резания при нарезании резьбы плашками опреде-
ляются, во-первых, скоростью резания, выбираемой по норма-
тивам режимов резания [33] либо рассчитываемой по формуле,
представленной на с. 296. При обработке конструкционных угле-
родистых и легированных сталей скорость резания выбирается
в пределах 2,3—9 м/мин в зависимости от диаметра и шага резьбы.
Допустимый износ плашек (мм) рассчитывается по формуле
/13 = 0,Ы°-5.
312
Критерием затупления может быть как величина h3, так и
технологические факторы — потеря точности, ухудшение шеро-
ховатости поверхности, повышение нагрузки.
Крутящий момент и мощность рассчитываются по тем же фор-
мулам, что и для метчиков, причем коэффициент kh в формуле
крутящего момента принимается равным 1,5—2, а значения
остальных коэффициентов и показателей степеней приведены
в табл. 9.4 и 9.5.
9.3. ГРЕБЕНКИ РЕЗЬБОНАРЕЗНЫЕ ПЛОСКИЕ
Резьбонарезные гребенки предназначены для нарезания
резьбы на специальных станках. Основные типы и размеры при-
ведены в табл. 9.10.
Таблица 9.10
Основные типы и размеры плоских резьбонарезных гребенок
Наименование, тип и основные размеры
Гребенки резьбонарезные плоские
(ГОСТ 2287—61)
Тип А, форма заточки I для работы само-
затягиванием, резьба метрическая с шагом
1—6 мм; дюймовая с числом ниток на
дюйм 4—20; трубная с числом ниток на
дюйм 11—19; Н = 7,5-5-18 мм; В = 19,54-
-5-48 мм; L — 40-5-130 мм
Тип А, форма заточки II для работы
с принудительной подачей. Размеры: те же,
что и для типа А формы заточки I
Тип Б, форма заточки I для работы са-
мозатягиванием. Размеры те же, что и для
типа А с формой заточки I
Тип Б, форма заточки II для работы
с принудительной подачей. Размеры те же,
что и для типа А с формой заточки I
Эскиз
Тип А
Гребенки выпускаются комплектами из четырех штук. Состоят
они из корпуса, режущей и калибрующей частей.
Корпус гребенок призматический, имеет конфигурацию, поз-
воляющую закреплять гребенки на станке. Материалом корпуса
гребенок может быть быстрорежущая сталь (для цельных гре-
бенок) с HRC 62—64, быстрорежущая сталь с повышенной мас-
совой долей ванадия (>3%) и кобальта (>5%) с HRCG3—66 или
твердый сплав группы ВК.
313
Режущая часть гребенок осуществляет съем основной массы
металла при резьбонарезаиии; характеризуется она углом ф,
размером смещением резьбы у гребенок одного комплекта по-
следовательно на 1/4 шага, передним углом у. Обычно угол <р у гре-
бенок выполняется равным 25°. Длина режущей части 4 (мм)1
рассчитывается по формуле
4 — 2,15 (Йцпах + Лгтах 4“ О»
где йцпах —наибольшая высота головки резьбы; Л2тах —наи-
большая высота ножки резьбы.
Передний угол режущей части гребенок выполняется обычно
равным 22°. Задний угол создается путем соответствующей уста-
новки гребенки в патроне станка.
Параметр шероховатости режущей части гребенок по перед-
ней и задней поверхностям не превышает Ra = 0,63 мкм.
Калибрующая часть гребенок зачищает и калибрует резьбу.
Она характеризуется профилем и размерами резьбы, длиной,
параметрами углов клина. Основные размеры профиля резьбы
гребенок приведены ниже.
Для резьбы метрической с шагом Р = 14-6 мм высота головки
mm = 0,2884-1,728 мм, hlma — 0,320-5-1,786 мм; высота ножки
h, mm = 0,3254-1,950 мм. Для резьбы дюймовой (ОСТ НКТП 1260)
с числом ниток на дюйм 4—20 или с шагом резьбы Р — 1,2704-
4-6,350 мм высота головки hlmin = 0,444-2,18 мм, Tij щах =
== 0,484-2,33 мм; высота ножки h2 тщ — 0,4074-2,033 мм. Для
резьбы трубной (ГОСТ 6357—73) с числом ниток на дюйм 11—19
или с шагом резьбы Р = 1,3374-2,309 мм высота головки ht mln =
= 0,474-0,80 мм, й1тах = 0,514-0,87 мм; высота ножки Л-дтп =
= 0,344-0,63 мм.
Скругленный профиль выполняется с радиусом R = 0,124-
4-0,144 мм. Предельные отклонения шага между любыми вит-
ками резьбы на длине 26 мм не должны превышать ±0,03 мм;
предельные отклонения половины угла профиля резьбы в зави-
симости от шага резьбы находятся в пределах от ±15 до ±35.
Параметр шероховатости поверхностей резьбы стандартных
гребенок должен соответствовать Ра — 1,25 мкм (для гребенок
с вышлифованным профилем резьбы), для гребенок, оснащенных
твердым сплавом, Ra с 0,63 мкм.
У стандартных гребенок одного комплекта колебания раз-
мера Н допускаются не более 0,05 мм, общий допуск на раз-
мер Н —у гребенок с шагом резьбы 1—3,5 мм и 20—7 ниток на
1"----(-0,15 мм; у гребенок с шагом резьбы 4—6 и 6—4 нитки
на 1"----1-0,2 мм. Для гребенок с вышлифованным профилем
допуск на размер Н —0,05 мм.
Задний угол калибрующей части создается установкой гребе-
нок в патроне, передний угол калибрующей части принимается
равным: у = О —для гребенок, работающих самозатягиванием;
у == 22° —для гребенок, работающих с принудительной подачей.
814
Параметр шероховатости передней поверхности должен соот-
ветствовать Ra = 0,63 мкм.
Режимы резания и нормы стойкости гребенок из быстрорежу-
щих сталей устанавливаются нормативами ЦБПН [33]. Режимы
резания гребенками, оснащенными твердым сплавом, можно ориен-
тировочно назначать по этим же нормативам, но окончательно
уточнять в зависимости от условий обработки. Ориентировочные
значения скорости резания (м/мин) плоскими резьбонарезными
гребенками при обработке различных материалов на болторез-
ных станках приведены ниже:
Стальные трубы.................................... 10—20
Автоматные стали.................................. 7—12
Стали конструкционные (сталь марок 35 и 60) .... 3—8
Хромомолибденовые стали..................... .... 2—4
Бронза, латунь . . .......... ... 15—25
Гребенки, оснащенные твердым сплавом, целесообразно при-
менять при обработке чугуна, бронзы, латуни и других материа-
лов, дающих стружку надлома. В этих условиях стойкость гре-
бенок значительно (в пять—семь раз) превышает стойкость гре-
бенок из быстрорежущей стали марки Р6М5.
Вместе с тем следует иметь в виду, что применение гребе-
нок, оснащенных твердым сплавом, накладывает повышенные
требования к состоянию станков и патронов в части их точно-
сти, жесткости и быстроходности. При удовлетворении этих тре-
бований производительность резьбонарезания по машинному вре-
мени может быть повышена за счет увеличения скорости реза-
ния до пяти раз по сравнению с гребенками из быстрорежущих
сталей.
Крутящий момент Л4кр (Н«м) и эффективная мощность
Л/Эф(кВт) при работе гребенками ориентировочно могут быть под-
считаны по формулам [14]:
Л4кр = 4,6d1»1P1’5,
Мэф==0,111 d1’3 ро,з/г<м
где d —наружный диаметр болта, мм; Р — шаг нарезаемой
резьбы, мм; Т — стойкость гребенки, мин.
Глава 10
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ИНСТРУМЕНТОВ
Современное производство немыслимо без специализации,
без использования групповых и типовых технологических
процессов, без укрупнения на этой основе партий изготов-
ляемой продукции, без использования унифицированной
и типизированной оснастки и оборудования. Для создания типо-
вых технологических процессов нужна классификация инстру-
мента по технологическим признакам, так как конструктивные
формы инструментов чрезвычайно разнообразны. Количество
видов инструментов непрерывно увеличивается, увеличивается
и количество их типоразмеров (только сверл спиральных с раз-
личным размером по диаметру насчитывается свыше 300), и по-
этому создание технологических процессов даже в условиях
мелкосерийного производства для каждого типоразмера просто
немыслимо. Классификация инструментов была предложена канд.
техн, наук И. А. Ординарцевым [37]. Применительно к инстру-
менту общего назначения она в данной книге видоизменена.
На базе предлагаемой классификации появляется возможность
унифицировать технологические процессы изготовления инстру-
ментов с использованием последних достижений науки и техники,
укрупнить партии изготовляемых инструментов одного класса
и близких групп при мелкосерийном производстве, унифицировать
технологическую оснастку, автоматизировать и механизировать
производство, улучшить структуру оборудования, создать еди-
ные нормативные и плановые показатели.
10.1. ТЕХНОЛОГИЧЕСКАЯ КЛАССИФИКАЦИЯ
РЕЖУЩИХ ИНСТРУМЕНТОВ
Классификация предусматривает разделение всего многооб-
разия инструмента на четыре основных класса. К классу «Валики»
относятся все концевые инструменты; к классу «Втулки» —на-
садные инструменты с отношением длины (высоты) к диаметру
от 0,7 и выше; к классу «Диски» — насадные дисковые инстру-
менты и корпуса некоторых насадных сборных инструментов
с отношением высоты к диаметру до 0,7; к классу «Пластины»—
резцы призматические, ножи к сборным инструментам и т. д.
316
Остальные детали сборных инструментов являются деталями
общемашиностроительного назначения.
Каждый класс разделяется на группы в зависимости от ха-
рактерных особенностей технологии их изготовления. Так, класс
«Валики» разделяется на следующие группы: цельный, изготов-
ляемый из серебрянки (d < 12 мм) или горячекатаного мате-
риала; сварной (d > 12 мм); напайной или клеенный стальной,
твердосплавный, с напайными пластинками или коронками;
сборный. Классы «Втулки», «Диски», «Пластины» также разде-
ляются на группы: цельный инструмент, напайной или клеенный,
сборный.
Основные виды инструментов, характерных для каждого класса,
приведены в табл. 10.1—10.4.
При рассмотрении технологических признаков ряда инстру-
ментов бывает трудно однозначно отнести их к той или иной группе
(особенно инструменты классов «Втулки» и «Диски»). Это свиде-
тельствует о том, что данные инструменты могут быть изготов-
лены по унифицированным технологическим процессам на одно-
типном оборудовании. Ряд видов инструментов нельзя отнести
полностью ни к одному из классов. К ним относятся сверла одно-
стороннего резания (ружейные сверла), эжекторные сверла и
некоторые другие инструменты. Для них необходима специальная
технология изготовления и соответственно особое оборудование.
Классификация не распространяется на мелкоразмерные инстру-
менты (диаметром менее 3 мм) и на особо крупные инструменты
(диаметром свыше 300 мм). Для этих групп изделий необходимы
специальные технологические процессы изготовления и обору-
дование.
Анализ предельных значений габаритных размеров и массы
инструментов различных классов показывает значительное раз-
личие в диапазоне их размеров и масс. Поэтому при рассмотре-
нии отдельных технологических операций целесообразно разде-
лить весь диапазон габаритных размеров на несколько поддиапа-
зонов, по которым и производить типизацию технологического
оборудования и оснастки (табл. 10.5).
Наиболее распространенным видом инструментов являются
инструменты класса «Валик». Инструменты этого класса требуют
создания нескольких технологических процессов изготовления и
соответственно в этих же поддиапазонах должны создаваться
оборудование и технологическая оснастка.
10.2, ОСОБЕННОСТИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА
РЕЖУЩИХ ИНСТРУМЕНТОВ
Технология производства режущих инструментов имеет много
общего с технологией изготовления общемашиностроительных
изделий, но вместе с тем она имеет и ряд характерных особенно-
стей. Из-за сложности конфигурации инструментов, ограниченных
317
Таблица 10.1
«в
OB
Концевые инструменты. Класс — «Валики»
Группа инструментов
1. Цельный, изготовляемый из серебрянки 2. Сварной 3. Напайной твердосплавный 4. Сборный
Сверла спи- ральные с цилин- дрическим хво- стовиком Сверла центро- вочные комбини- рованные Сверла спи- ральные с цилин- дрическим хво- стовиком Сверла спи- ральные с кони- ческим хвостови- ком Сверла спираль- ные, оснащенные твердым сплавом Развертки ручные разжимные
Развертки руч- ные машинные Метчики руч- ные и машинно- ручные Зенкеры Развертки ма- шинные Зенкеры, оснащен- ные пластинками твердого сплава Развертки со встав- ными ножами из бы- строрежущей стали
Развертки ко- нические, конус- ность 1 : 50 Метчики гаеч- ные Фрезы шпоноч- ные Фрезы с кони- ческим хвостови- ком: шпоночные, концевые Фрезы, оснащенные твердым сплавом: шпоночные, концевые Фрезы концевые с механическим креп- лением пластинок из твердого сплава
Фрезы шпоноч- ные и концевые Фрезы для па- зов Метчики: ма- шинно-ручные (для конической резьбы), гаечные Фрезы для Т-образных па- зов Метчики, оснащен- ные твердым спла- вом: машинно-руч- ные, гаечные Фрезы концевые с механическим креп- лением эльбора Р
Таблица 10.2
Насадные инструменты. Класс — «Втулки;
Группа инструментов
L Цельные 2. Напайные 3. Сборные
Зенкеры насадные Развертки на- садные Фрезы цилиндри- ческие, оснащенные винтовыми пластин- ками из твердого сплава Зенкеры насадные со вставными ножами Развертки на- садные со встав- ными ножами Фрезы цилиндри- ческие со вставными ножами из быстроре- жущей стали
Фрезы ци- линдрические Фрезы торцо- вые насадные Зенкеры и раз- вертки насадные, оснащенные пла- стинками из твердо- го сплава Фрезы торцовые насадные со вставны- ми ножами, оснащен- ные пластинками из твердого сплава Фрезы торцо- вые насадные со вставными ножа- ми Фрезы торцовые насадные с механиче- ским креплением пя- тигранных пластинок твердого сплава
Таблица 10.3
Насадные инструменты. Класс — «Диски»
Группа инструментов
1. Цельные 2. Напайные 3. Сборные
Фрезы дисковые пазовые Фрезы дисковые трехсторонние с разнона- правленными зубьями Фрезы дисковые трехсто- ронние Фрезы одноугловые, оснащенные твердым сплавом Фрезы дисковые трехсторонние со вставными ножами, осна- щенные твер- дым сплавом
Фрезы одноугловые, двух угловые, фасонные острозато- ченные Фрезы фасонные затылованные Плашки круглые Фрезы дисковые трехсторонние с напаянными пластинками Фрезы дисковые трехсторонние со вставными ножами из быстрорежу- щей стали
Таблица 10.4
Инструменты класса «Пластины»
Группа инструментов
1. Цельные 2. Напайные 3. Сборные
Резцы токарные из бы- строрежущей стали Резцы токарные с пла- стинками из твердого сплава Резцы токарные сбор- ные с механическим креплением пластинок из твердого сплава
Гребенки резьбонарез- ные плоские Ножи, оснащенные твердым сплавом, для дву- и трехсторонних дисковых фрез Расточные блоки с ме- ханическим креплением пластинок из твердого сплава
Ножи клиновые риф- леные из быстрорежущей стали к трехсторонним и торцовым насадным фрезам Ножи, оснащенные твердым сплавом, для фрез торцовых насад- ных Плашки, резьбовые к клуппам трубным
320
Таблица 10.5
Размерные диапазоны инструментов для основных групп операций
Наименование основных групп операций Размерные диапазоны диаметров (мм) для классов инструментов
«Валики» «Втулки» «Диски» «Пластины»
Разрезка, рубка До 6 6—10 10—30 Св. 30 . До 100 Св. 100 — 100 L> 100
Стыковая сварка 10—18 18—40 30—60 Св. 60 — — —
Обработка торцов До 12 10—40 30—60 — — —
Токарная обработка До 12 10—40 30—60 До 100 100—200 Св. 200 До 100 100—200 Св. 200 —
Фрезерование стру- ‘жечных канавок, ла- пок, поводков, квадра- тов, пазов 3—12 10—20 20—60 До 100 100—200 Св. 200 До 100 100—200 Св. 200 LX В До 100X20 Св. 100X20
Бесцентровое или круглое наружное шли- фование До 5 5—12 10—40 — — —
Круглое шлифование в центрах До 12 10—40 30—60 До 100 100—200 Св. 200 До 100 100—200 Св. 200 —
Плоское шлифование — — — LX В До 60 X 20 Св. 100X20
Фрезерование пло- скостей, гнезд, уступов на вертикально- и го- ризонтально-фрезерных станках До 12 10—40 30—60 До 100 100—200 Св. 200 До 100 100—200 Св. 200 LXB До 60Х 20 Св. 100X20
Заточка До 5 5—12 10—30 Св. 30 До 100 100—200 Св. 200 До 100 100—200 Св. 200 Весь диапазон размеров
Примечание. Здесь L — длина, мм; В —- ширина, мм.
I/211 Г, В. Фи иппов
321
обычно криволинейными поверхностями со сложными профилями,
технологический процесс их изготовления содержит до 30 отдель-
ных операций при изготовлении цельных и до 45—50 операций
при изготовлении сборных инструментов. Сложные формы по-
верхностей, их различные сочетания требуют создания специаль-
ных методов и оборудования для их обработки (затыловочные
станки, сверло-фрезерные станки, сверло-заточные станки и т. д.).
Цельные инструменты, как правило, состоят из разнородных ма-
териалов (быстрорежущая сталь, конструкционная сталь, твер-
дый сплав) с различной обрабатываемостью. Так, обрабатывае-
мость современных быстрорежущих сталей, характеризуемая
коэффициентом обрабатываемости, при точении составляет 0,3 —
0,5, а для вольфрамомолибденованадиевых сталей —до 0,2 от
обрабатываемости конструкционных сталей. Наличие таких раз-
личных по обрабатываемости участков на одном изделии вызывает
необходимость при обработке инструментов изменять режимы
резания или принимать какие-либо другие меры. Инструменты
проходят, как правило, два цикла термической обработки: один —
в середине технологического процесса, другой —в самом конце,
после всех операций. Перечисленные особенности подчеркивают
необходимость в создании для инструментов унифицированных
технологических процессов изготовления с использованием спе-
циального и специализированного оборудования.
При создании технологических процессов на определенные
классы и группы инструментов следует каждый технологический
процесс рассматривать как частный случай общего, базового про-
цесса, представленного на рис. 10.1. На схеме общего процесса
предусмотрены три механических, два термических и один
сборочный циклы, в каждом из которых сконцентрированы опе-
рации, входящие в различные частные технологические процессы,
но имеющие общие черты. Эта схема иллюстрирует также общий
маршрут движения инструментов при их производстве, включая
производственные процессы, транспортировку заготовок и изде-
лий. В соответствии с этим маршрутом целесообразно устанавли-
вать структуру производственных цехов и участков. Влияние от-
дельных технологических циклов на трудоемкость изготовления
инструментов различно (табл. 10.6). Различно влияние их и на
качество обработки. В этом отношении следует выделить загото-
вительный цикл, на котором образуются технологические базы
для последующих циклов обработки, а в ряде случаев и для дора-
ботки и переточек инструментов при их эксплуатации. Анализ
каждого цикла для всех классов и групп инструментов позволяет
выявить различные варианты исполнения однотипных операций.
Первый технологический цикл объединяет следующие загото-
вительные операции: правку и калибровку прутков; разделку
прутков на заготовки; ковку или объемную штамповку штучных
заготовок (отливку штучных заготовок); подготовку под сварку
или пайку (очистка, проточка шеек); сварку (пайку, клейку);
322
Таблица 10.6
Трудоемкость изготовления инструментов различных классов
по технологическим циклам, % к общей трудоемкости
Технологический цикл Класс инструментов
«Валики» «Втулки» «Диски» «Пла- стины»
Группа 1 Группы 2 — 4
Заготовительные опе- рации — 18—25 3-5 8—10 4-6
Основные формообра- 40--45 25—40 30—35 35—45 25-35
зующие операции Основная термическая обработка 3—6 3—4 3—4 3—4 10—12
Шлифовально-заточные 45—55 35—50 40—55 30—50 30—50
операции Термохимическое упрочнение 4—7 4—6 До 2 До 5 До 3
Маркировка, сборка, консервация, упаковка До 5 До 4 До 5 До 12 10
323
термическую обработку после сварки и ковки (отжиг, высокий
отпуск); очистку после сварки, ковки и термообработки, снятие
сварочного грата; подрезку торцов и центрование. В зависимости
от группы и класса инструмента заготовительные операции могут
выполняться в нескольких вариантах. Для концевого цельного
(несварного) инструмента, а также втулочного и дискового ин-
струмента диаметром менее 50 мм, токарная обработка которого
производится прямо из прутка одновременно с отрезкой, загото-
вительный цикл сводится к правке и калибровке прутков, а также
разделке торца прутка для установки на станок. Примером та-
кого заготовительного цикла является обработка ручных мет-
чиков всех размеров, машинных и машинно ручных метчиков
диаметром до 12 мм, центровочных комбинированных сверл, круг-
лых плашек и т. д.
Для концевых инструментов диаметром до 12 мм (группа 1,
класс «Валики»), изготовляемых из серебрянки, плоских инстру-
ментов (класс «Пластины»), а также инструментов класса «Втулки»,
изготовляемых из штучных некованных заготовок, заготовитель-
ный цикл сводится к выполнению двух операций: правка прут-
ков и разделка их на штучные заготовки. Для инструментов
групп 3 и 4 класса «Валики» диаметром более 12 мм заготовитель-
ный цикл состоит обычно из трех операций: правки прутков,
разделки их на штучные заготовки и обработки торцов с их за-
центровкой. Для инструментов класса «Валики» со сварной ра-
бочей частью и инструментов класса «Диски» заготовительный
цикл осуществляется в наиболее полном объеме, причем валики
свариваются стыковой сваркой, а диски обрабатываются ковкой
или штамповкой.
Второй технологический цикл—основные формообразующие
операции. В этом цикле инструменту придается форма, близкая
к окончательной. Съем материала достигает 50—70% от перво-
начального объема заготовки. Трудоемкость основных формооб-
разующих операций составляет от 0,25 до 0,5 от общей трудоем-
кости изготовления инструмента. В этом цикле можно выделить
четыре основные вида операций: токарная обработка для инстру-
ментов всех классов, кроме класса «Пластины»; фрезерная обра-
ботка — для инструментов класса «Пластины»; фрезерная обра-
ботка, включающая фрезерование стружечных канавок, пазов
под ножи сборных инструментов и гнезд под пластинки твердого
сплава, когда инструментам придается характерный для них
зубчатый профиль, а для инструментов класса «Пластины» —
почти окончательная форма; фрезерная обработка, долбление
и протягивание элементов крепления инструментов (лапок, по-
водков, квадратов, рифлений, шпоночных пазов, лысок и т. п.).
'"Третий технологический цикл —основная термическая обра-
ботка. Удельная трудоемкость этого цикла невелика (не превы-
шает 12%), но по своему значению это одна из важнейших опе-
раций, во многом определяющая качество инструментов. При
324
термообработке возникает ряд нежелательных явлений, таких
как деформация, появление обезуглероженного слоя, а поэтому
качество исполнения термической обработки в значительной сте-
пени определяет и трудоемкость последующих операций.
Четвертый технологический цикл — шлифовально-заточные
Операции, которые можно разделить на операции, сходные с опе-
рациями при обработке общемашиностроительных деталей, и
операции, свойственные только инструментальному производ-
ству, главным образом это —заточные операции. Удельный вес
этого цикла весьма значителен. Кроме того, качество режущих
кромок инструмента во многом определяется качественным ис-
полнением операций этого цикла.
Пятый технологический цикл — дополнительная упрочняю-
щая обработка (механическая, химико-термическая, термомеха-
ническая, физическая и др.). Часто влияние этого цикла на ка-
чество инструментов недооценивается. Выше были показаны воз-
можности значительного повышения качества и работоспособ-
ности инструментов за счет обеспечения рациональной упроч-
няющей обработки, при затратах труда не превышающих 2—7%
от общей трудоемкости изготовления инструментов.
Шестой технологический цикл —сборочные операции (марки-
ровка, сборка, консервация и упаковка) имеют различный удель-
ный вес в общей трудоемкости изготовления инструментов. Для
сборных инструментов всех классов удельный вес сборочных опе-
раций достигает 12% от общей трудоемкости изготовления ин-
струментов, причем эти операции, как правило, выполняются
вручную. Для инструментов остальных групп всех классов удель-
ный вес операций этого цикла незначителен.
В качестве исходных заготовок для изготовления инструмен-
тов применяются различного вида прутки, поковки, штамповки,
полосы, штучные заготовки, профильный прокат и т. д. От формы
и размера исходных материалов зависит построение всего цикла
заготовительных операций.
Сортамент инструментальных углеродистых и легированных
сталей для изготовления стандартного инструмента приведен
в гл. 2.
Быстрорежущие стали поставляются в виде прутков, полос
и шайб следующих размеров: горячекатаная круглого и квадрат-
ного сечения диаметром 5—250 мм или со стороной квадрата 5—
200 мм (ГОСТ 2590—71, ГОСТ 2591—71); кованая круглого и
квадратного сечения диаметром или со стороной квадрата 40—
200 мм (ГОСТ 1133—71); полосовая размерами 3 X 12—
$0 X 300 мм (ГОСТ 4405—75); калиброванная круглого сечения
диаметром 3—100 мм (ГОСТ 7417—75); серебрянка круглого сече-
ния диаметром 1—25 мм (ГОСТ 14955—77); шайбы диаметром
100—200 мм (ГОСТ 19265—73).
Для сверл спиральных диаметром 12—36 мм е каналами для
поДВода СОЖ в зону резания выпускается специальный прокат
11 Г. В. Филиппов 325
в виде прутков с винтовыми отверстиями (табл* 10.7). Материал
прутков — быстрорежущие стали марок Р6М5, АР6М5 и Р9К5.
Твердость прутков НВ 255 или НВ 269 (для Р9К5). Прутки имеют
длину 0,5—1,5 м. Кривизна прутков не более 0,3% длины.
Таблица 10.7
Основные размеры прутков круглого профиля
с двумя внутренними винтовыми отверстиями
(ТУ АЕЖ 276—76 и ТУ 37-234—74)
Наружный диаметр прутка, мм Диаметр от- верстия, мм Межцентро- вое расстоя- ние, мм Шаг винтовых отверстий, мм Наружный диаметр прутка, мм Диаметр от- верстия, мм Межцентро- вое расстоя- ние, мм Шаг винтовых отверстий, мм
14 15 16 17 18 19 20 21 22 23 24 1,9 2,0 2,2 2,3 2,5 2,6 2,7 2,8 3,0 3,1 3,2 5,4 5,8 6,2 6,6 7,0 7,4 7,7 8,1 8,5 8,9 9,3 Согласовывает- ся с заказчиком в диапазоне 56— 120 25 26 27 28 29 30 31 32 33 34 35 36 37 38 3,3 3,4 3,5 3,7 3,8 3,9 4,0 4,2 4,3 4,5 4,6 4,7 4,8 5,0 11,5 12 12,4 12,9 13,3 13,8 14,2 14,7 15,2 15,7 16,1 16,6 17,0 17,5 Согласовывает- ся с заказчиком в диапазоне 120—200
Примечание, Допускаемые отклонения для прутков диаметром 14 — 25 мм мм, для । л к ’ прутков диаметром 25—38 мм То’б мм’ для отвеРстий Диаметром 1,2—3,2 мм — =*=0,25 мм; для отверстий диаметром 3,3—5 мм — ±0,3 мм; отклонения меж- центрового отверстия ±0,25 мм. Отклонения шага винтовых отверстий ±1,0 мм или ±1,5 мм.
Твердосплавные заготовки включают в себя: заготовки твердо-
сплавных механически закрепляемых пластинок, опорных пла-
стинок и стружколомов; твердосплавные пластинки для напайных
инструментов; профилированные заготовки рабочей части спи-
ральных сверл; профилированные заготовки рабочей части кон-
цевых фрез и разверток; стержни цилиндрические; стержни бочко-
образные.
Заготовки механически закрепляемых пластинок, опорных
пластинок и стружколомов по форме, размерам и техническим тре-
бованиям должны соответствовать отраслевому стандарту
ОСТ 48-93—75. Заготовки имеют соответствующий припуск на
обработку, достаточный для изготовления стандартных пластинок.
Цифровое обозначение заготовок пластинок отличается от обозна-
326
чения готовых пластинок (см. гл. 1) добавлением в начале обозна-
чения цифры 3.
Твердосплавные пластинки для напайного инструмента рас-
смотрены в гл. 2.
Профилированные по форме заготовки твердосплавных спи-
ральных сверл (рис. 10.2, а) по размерам и техническим требова-
ниям должны соответствовать ОСТ 48-95—75. Заготовки поста-
Рис. 10.2. Заготовки для твердосплавных инстру-
ментов с монолитной рабочей частью
вляются двух серий: усиленной (с увеличенным диаметром сердце-
вины) и нормальной. Основные размеры заготовок усиленной
серии: d = 2,34-6,0 мм; L = 204-40 мм; d0 = 1,354-2,9 мм; В —
= 1,34-3,6 мм; <о = 244-35°. Из указанных заготовок рекомен-
дуется изготовлять сверла диаметром 2—5,7 мм. Основные раз-
меры заготовок нормальной серии: d = 2,34-6,8 мм; L = 20-ь
-ь40 мм; d0 = 1,1 4-2,4 мм; В = 1,54-4,2 мм; со = 244-35°. Из этих
заготовок рекомендуется изготовлять сверла диаметром 2,0—
6,5 мм. Марки сплавов: ВК8, ВК10, ВК15М.
Профилированные заготовки фрез концевых (рис. 10.2, бив)
и разверток по форме,размерам и техническим требованиям должны
11* 327
соответствовать OCT 48-124—76 и OCT 48-96—75. Размеры за-
готовок фрез: d — 6 ч-12,6 мм; L = 36-5-60 мм; г = 3 или 5; угло-
вой шаг между зубьями неравномерный или равномерный
(рис. 10.2, в). Марки сплавов: ВК6М, ВК8, ВКЮМ. Параметр
Шероховатости поверхностей должен соответствовать Rz = 20-а
Ч-10 мкм. Угол наклона спирали при г = 3 — 40°, при г = 5 — 30Q.
Размеры заготовок разверток машинных твердосплавных
(рис. 10.2, г): d = 5,9ч-12,6 мм; L = ЗОч-Зб мм, I = 16ч-22 мм;
dx = 4,9ч-10,6 мм; угол наклона спирали нуль или 10° (спираль
левая). Число зубьев г = 4 или 6, деление — неравномерное.
Марки сплавов: ВК6; ВК6М; ВК8; ВКЮМ.
Приведенные выше заготовки имеют готовый профиль, который
после напайки необходимо только прошлифовать и заточить. Для
инструментов с невысокими требованиями к качеству поверхностей
стружечных канавок (которое определяется качеством поверх-
ностей заготовок), допускаемым повышенным разбросом значений
углов резания,такие заготовки вполне удовлетворяют требованиям
производства.
Для изготовления инструментов методом вышлифовки «по це-
лому» используются цилиндрические или бочкообразные стержни.
Цилиндрические стержни по размерам и техническим требова-
ниям должны соответствовать требованиям ОСТ 48-97—75. Раз-
меры стержней: диаметр 1,5—5,5 мм, длина 31—68 мм. Из стерж-
ней можно изготовлять инструменты диаметром 1—4,7 мм. Мате-
риал стержней — твердые сплавы марок ВК6, ВК8, ВКЮ, ВК15.
Таблица 10.8
Основные размеры цилиндрических заготовок
синтетических сверхтвердых материалов для режущего инструмента
Марка материала Диаметр, мм Высота, мм
Эльбор Р (ТУ 2-036-204—73) Гексанит Р (ТУ 2-037-138—74): группа 1 » 2 » 3 Исмит 1 (СТП 556—75) Белбор Композит 05: группа I » II Алмаз синтетический: АСПК-2 (ТУ 2-037-96—73) АСБ1 (ТУ 2-037-19—70) АСБ1 (СТП 538—74) АСБ2 (ТУ 2-037-19—70) АСБ2 (СТП 538—74) АСБ6 (ТУ 2-037-19—70) 3,5—4,6 3,0 5,0 6,5 2,5 3,5—4,2 6,5—7,5 9,5—10 3,5 4,0 3,6—5,8 4,0 3,6—6,0 5,0—6,0 3,5—4,0 5,0 4,0 5,0 3,5 3,5—5,0 7,0—8,0 7,0—8,0 4,0 3,0 3,0—5,6 3,0 3,0—5,4 1,8—6,0
328
Таблица 10.9
Основные типы и размеры державок резцов, оснащенных сверхтвердыми материалами
Тип резца Размер, мм Эльбор Р Белбор Гексанит Р Исмит Карбо- надо Баллас Эскиз
Прямоуголь- ного сечения В н L h 10—12 10—16 50—90 10—16 — 8—20 8—20 32—80 8—20 — — —
Г1 и
X L • X
Круглого сечения D И L h 8—9 6,5—8 16 6,5—7,5 8—10 6,5—8 16 6,5—7,5 7—20 5,5—16 12—100 5,5—16 6—16 5—14 10—50 3—8 8 6,4 12—20 6,4 8 6,4 12—20 6,4
L r
Круглого сечения к фрезам D Н L h 10—12 8,5—10,5 25 6,5—7,5 10 8,5 25 6,5 — — — —
cA •
4 r
Стержни из других маррк твердого сплава выпускаются по согла-
шению с потребителями. Стержни с сечением бочкообразной
формы по размерам, форме и техническим требованиям должны
соответствовать требованиям ОСТ 48-98—75. Условный диаметр
стержней 4,0—13,5 мм, длина 48—110 мм. Из этих стержней можно
изготовлять инструменты диаметром 2,8—12 мм. Материал стерж-
ней— твердые сплавы марок ВК6, ВК6М, ВК60М, ВК8, ВК10,
ВКЮМ, ВКЮОМ, ВК15, ВК15М, ВК150М.
Заготовки для инструмента, оснащаемого синтетическими
сверхтвердыми материалами, имеют вид неправильных цилиндров,
размеры этих заготовок приведены в табл. 10.8.
Предприятиями абразивно-алмазной промышленности вы-
пускаются также заготовки цилиндрических державок с закре-
пленными в них поликристаллами из эльбора Р, гексанита. Дер-
жавки эти предварительно заточены. Размеры и форма державок
приведены в табл. 10.9.
10.3. ЗАГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ
Первыми операциями в данном цикле являются правка и ка-
либровка прутков. Осуществляются они, как правило, на пра-
вильно-калибровочных станах и предназначены для уменьшения
кривизны прутков и улучшения точности их геометрической
формы. В инструментальном производстве обычно используются
станы моделей ПК290.
Разделка прутков исходного материала на штучные заготовки
может производиться несколькими способами, из которых наи-
более распространенными являются следующие.
1. Рубка заготовок на прессах и ножницах. Характеризуется
этот способ высокой производительностью труда, однако требует
использования точных бездеформационных штампов и постоян-
ного контроля за их качеством. При рубке крупных прутков диа-
метром свыше 20 мм из быстрорежущих сталей (в особенности
сложнолегированных, склонных к трещинообразованию и рас-
слоениям) необходим их подогрев. Последнее значительно услож-
няет технологический процесс. Для рубки могут использоваться
обычные прессы и ножницы, но с бездеформационными штампами.
К этому же виду операций можно отнести некоторые новые методы
разделки, например рубка с одновременным закручиванием или
сжатием разделяемых частей, надламывание с циклическим изги-
бом. Последний вид операции получает распространение для раз-
делки мелких (диаметром до 6 мм) заготовок из серебрянки на
станках модели СИ-052. Этот способ основан на использовании
концентратора напряжения, создаваемого твердосплавным за-
остренным^ лезвием при вращении заготовки и одновременном
ее изгибе/
При рубке торцы заготовок деформируются и чем большие
зазоры и перекосы" допускаются в штампах, тем больше деформи-
330
руемый участок, который по длине заготовки может достигать 5—
10 мм, по диаметру 0,3—1 мм, по перекосам торца 0,1—0,2 мм.
Эти деформированные участки должны быть удалены последу-
ющей механической обработкой, что увеличивает трудоемкость
изготовления, приводит к повышенному расходу материала.
Поэтому рубку на прессах и ножницах можно рекомендовать лишь
для изготовления заготовок под прокатку (сверла — методом про-
дольно-винтового проката), ковку или штамповку, а также за-
готовок хвостовиков инструментов класса «Валики» под последу-
ющую сварку.
Основные параметры прессов и ножниц приводятся в справоч-
никах и каталогах, а технические характеристики автоматов
модели СИ-052 приведены ниже.
Автомат модели С И-052
Размеры заготовка, мм:
диаметр...................................... 2—6
длина........................................... 20—60
Наибольшая длина прутков, мм........................... 5000
Производительность, шт./ч.............................. 1250
Мощность электродвигателя, кВт.......................... 1,0
Частота вращения, об/мин............................... 1440
Габаритные размеры (длина X ширина X высота), мм 600X600X1100
Масса, кг............................. . 200
2. Резка заготовок на различных пилах (ленточных, сегмент-
ных, дисковых или плоских). Применяется, как правило, для
отрезки заготовок крупных сечений под последующую ковку,
штамповку или непосредственно механическую обработку. На
этой группе операций, как правило, используются станки моделей
8А641, 8В66, 872А.
Особо следует отметить перспективность применения ленточно-
отрезных и фрезерно-отрезных станков. Достоинствами этих стан-
ков являются достаточно высокая производительность труда,
малая ширина реза, хорошее состояние торцов. Отечественная
промышленность выпускает для этой цели ленточно-отрезные
станки моделей 8532, 8544 и 8545. По мере расширения произ-
водства ленточных пил, особенно лент из быстрорежущих сталей,
и освоения производства пил, оснащенных твердыми сплавами,
этот способ должен получить более широкое распространение как
за счет внедрения перечисленных станков, так и за счет создания
новых станков, оснащенных магазинами для подачи прутков и
другими элементами автоматизации и механизации. Выбор режи-
мов резания при работе на отрезных станках зависит от марки
инструментального материала и вида обработки.
3. Резка заготовок на токарно-отрезных станках вертикального
или горизонтального типов. Этот способ широко применяется
для разделки прутков на заготовки диаметром до 40—50 мм.
Наиболее распространенными в инструментальном производстве
являются станки-автоматы моделей МФ-142, ЛА-125, 1125-0,
331
МК-224 и 1240-0. Основным преимуществом токарной отрезки
является возможность образования, одновременно с отрезкой,
торцов различной формы. Недостатком является наличие остатка
на поверхности торца. Выбор режимов отрезки производить в соот-
ветствии с нормативами. Технические характеристики станков
приводятся в каталогах.
4. Резка на абразивно-отрезных станках. Этот способ характе-
ризуется высокой производительностью труда и высоким каче-
ством торцовых поверхностей. Недостатком является необходи-
мость доработки заготовок после отрезки (снятие фасок, наружных
конусов и т. д.). В инструментальном производстве используются
абразивно-отрезные станки моделей 8220, 8230, 8240, СИ-030М;
МФ-332. Абразивной резке могут подвергаться как отдельные
прутки диаметром до 80 мм, полосы металла, так и пакеты, на-
бранные из прутков или полос с диаметром описанной окружности,
равным 80 мм. Скорость резания при абразивной резке достигает
80 м/с; подача — ручная, либо автоматическая, с постоянным
усилием. Абразивные круги — диски на вулканитовой связке или
на основе стеклоткани; ширина дисков — до 5 мм, наибольший
диаметр — 440 мм.
Технические характеристики универсальных станков для абра-
зивной резки приводятся в каталогах, технические характеристики
специализированного абразивно-отрезного станка модели МФ-332
и автомата модели СИ-030М, используемого в инструментальной
промышленности, приведены ниже.
Абразивно-отрезной станок модели МФ-332
Наибольший диаметр разрезаемого прутка, мм До 80
Диаметр шлифовального круга, мм............ 170—440
Высота абразивного круга, мм............... 3—4
Частота вращения абразивного круга, об/мин 2400
Мощность электродвигателя абразивного кру-
га, кВт............................................ 13
Частота вращения электродвигателя, об/мин 1460
Габаритные размеры, мм....................... 2100X2150X1660
Масса, кг ... . 2500
Абразивно-отрезной автомат модели СИ-030М
Диаметр разрезаемого прутка, мм............. 10—40
Длина отрезаемой заготовки, мм ............. 20—220
Диаметр шлифовального круга, мм............. 270—400
Высота абразивного круга, мм................ 3—5
Частота вращения абразивного круга, об/мин 3570; 2350
Мощность электродвигателя абразивного кру-
га, кВт..................................... 13
Частота вращения электродвигателя, об/мин 2920
Производительность при разрезке заготовок се-
чением 320 мм2 ............................... 3000 в смену
Габаритные размеры, мм....................... 1600Х 1050Х 1475
Масса, кг............................... 1800
Кроме указанных четырех основных методов разделки прутков
на заготовки в инструментальном производстве применяются
332
и новые методы — плазменная резка, электроимпульсная резка
(в особенности для разделения заготовок из твердых сплавов)
и др. Эти методы применяются и для разделки прутков обще-
машиностроительных изделий и поэтому здесь детально не рас-
сматриваются.
Следующие операции заготовительного цикла — ковка, объем-
ная штамповка и отливка заготовок — осуществляются на типо-
вом оборудовании, применяемом и для общемашиностроительных
изделий.
Подготовка под сварку, пайку, наклейку предусматривает
для стальных заготовок проточку, рассверливание и фрезерование
стыковых участков заготовок, а также последующую галтовку
заготовок под сварку в галтовочных барабанах для удаления
окалины и очистки поверхностей.
Для твердосплавных заготовок и заготовок из минералокера-
мики применяется галтовка в барабанах с песком или дроблеными
отходами абразивных кругов из карбида кремния, декапирование
в соляной ванне состава 55% калиевой селитры и 45% нитрита
натрия при температуре 350 °C и выдержке 10—12 мин (для изде-
лий с плохой смачиваемостью припоем), шлифовка (для припайки
корончатых заготовок, пластинок, припаиваемых серебряными
припоями).
При подготовке стальных заготовок под напайку следует учи-
тывать ряд требований: заготовки миоголезвийногб инструмента
должны иметь технологические етенки толщиной 0,4—0,6 мм со
стороны передней поверхности для закрепления пластинок при
установке в паз, а сам инструмент должен поступать на пайку
в собранном виде: пластинки должны быть установлены в паз
и прижаты стенкой; заготовки однолезвийного инструмента
должны иметь гнезда, приближающиеся по конфигурации к форме
пластинок. Параметр шероховатости поверхностей пазов и отвер-
стий под пластинки должен соответствовать Rz » 20н-40 мкм.
Между напаиваемой режущей частью и боковыми стенками сталь-
ного корпуса должен оставляться зазор, равный 0,06—0,15 мм;
опорные поверхности гнезд не должны иметь завалов, вырезой
и уступов.
Типы сварных заготовок инструментов класса «Валики» и
формы их торцов приведены на рис. 10.3. Как видно из рисунка,
заготовки рабочей 1 и хвостовой 2 частей одинакового (dx = d8)
диаметра подрезаются по торцам (рис. 10.3, а); заготовки, рабочая
часть 1 которых больше диаметра хвостовика 2, кроме подрезки
необходимо протачивать (рис. 10.3, б, в), а заготовки, диаметр
хвостовика которых больше диаметра рабочей части, должны иметь
цилиндрические или конические проточки (рис. 10.3, г).
Проточка, рассверливание и фрезерование заготовок осуще-
ствляется, как правило, на универсальном оборудовании. Из
срециальщдх станков следует отметить полуавтоматы моделей
ВТ 12 и СИ-064, предназначенные для проточки шеек под сварку
833
у заготовок с различными диаметрами хвостовой и рабочей частей.
Технические характеристики этих станков приведены в табл. 10.10.
Заготовки из твердых сплавов, минералокерамики и сверх-
твердых материалов иногда шлифуют по стыкуемым поверхностям
перед их пайкой или наклейкой. Шлифовку производят алмаз-
ными кругами на универсальном оборудовании.
Термическая обработка заготовок после ковки и сварки за-
ключается в их отжиге или высоком отпуске, которые произво-
дятся на типовом оборудовании.
участков сварных заготовок
Следующими операциями заготовительного цикла являются
сварка заготовок, пайка и наклейка.
Сварка осуществляется для соединения рабочей и хвостовой
частей инструментов класса «Валики» диаметром свыше 6 мм.
Может производиться методом стыковой электросварки, сваркой
трения, диффузионной сваркой в вакууме, электронно-лучевой
сваркой. Наиболее распространенными являются первые два вида.
С точки зрения расхода свариваемых материалов, потребления
электроэнергии, производительности труда предпочтительно при-
менение сварки трением, так как расход материала рабочей и
хвостовой частей в этом случае в два-три раза меньше, а произ-
водительность труда в 1,2 раза выше, чем при стыковой электро-
сварке. Однако область применения сварки трением пока ограни-
чена возможностями существующих машин трения и сложностями
в выборе режимов их настройки при сварке заготовок из сложно-
легированных быстрорежущих сталей. Технические характери-
стики специальных машин для сварки трением приведены
в табл. 10.11.
334
Таблица 10.10
Технические характеристики специальных станков
для токарной обработки проточек и фасок на заготовках инструментов
Параметр Модели/станка
БТ12 СИ-064
Размер обрабатываемой за- готовки, мм: диаметр длина Мощность привода шпинде- ля, кВт Частота вращения шпинделя, об/мин Скорость подачи суппорта, мм/мин Габаритные размеры, мм Масса, кг Цикл работы 10-65 60—450 5,5 530—1660 (8 ступеней) 150—1200 1700X970X 1250 1600 Полуавтоматический 15—30 30—120 4,0 Электродвигателя 1440 0,1—0,4 мм/об 1300Х600Х 1200 500 Автоматический
Таблица 10.11
Технические характеристики специальных машин для сварки трением,
применяемых в инструментальном производстве
Параметр Модель машины
МФ-346 МФ-327 МФ-341
Размер свариваемой заготовки, мм:
диаметр 6—15 10—22 16—35
длина вращающейся заготовки 45 32—200 60—330
длина неподвижной заготовки 45 32—200 70—340
Частота вращения, об/мин Осевое усилие (наибольшее), кН: 2000 1500 1000
при подогреве 30 25 30
» осадке 30 50 30
Мощность, кВт 4 10 20
Качество сварки зависит от выбранных режимов и от правиль-
ной подготовки торцов свариваемых заготовок. Режимы сварки
определяются для каждого случая индивидуально и должны по-
стоянно контролироваться. Подготовка торцов должна обеспечить
их неплоскостность до 0,5 мм, кривизну оси заготовки не более
1 мм на 250 мм длины, овальность заготовок не более 0,6 допуска
на диаметр и разброс размера по длине заготовок не более 0,5 мм.
Длина заготовок рабочей части и хвостовой части (см. рис. 10.3)
рассчитывается по формулам:
4 = /р + а + с; 4 = 4с “Ь Ь + £,
835
где /р — номинальное значение длины рабочей части, мм; /х —
номинальное значение длины хвостовой части, мм; а — припуск
на сварку рабочей части, мм; b — припуск на сварку хвостовой
части, мм; с — припуск на механическую обработку, мм.
Для рабочей части инструментов из быстрорежущих сталей
марок Р18, Р6М5 обычно а = 1,6 мм, для хвостовой части из
углеродистых сталей (например, стали 45) b = 2,9 мм.
Таблица 10.12
Технические характеристики машин для стыковой электросварки
Параметр Модель машины
СА-2 СИ-086
Размер свариваемой заготовки, мм: диаметр длина (общая) Мощность сварочного трансформа- тора, кВт, для диаметров заготовок, мм: до 30 св. 30 Наибольшее усилие осадки, кН Габаритные размеры, мм Масса, кг 25—60 100—1000 100 150 145 1570X 1160X 1810 1800 16—32 100—400 100 54 1300Х 130Х 1720 1500
Технические характеристики специальных машин для стыко-
вой электросварки приведены в табл. 10.12. Кроме указанных
в таблице машин для сварки заготовок инструмента используются
также машины типа А; СА и АСИФ, а также машины фирмы
«Мибах» (ФРГ) с наибольшим диаметром свариваемых заготовок
80 мм.
Требования к форме торцов свариваемых стыковой электро-
сваркой заготовок значительно ниже, чем для машин трения:
неперпендикулярность торцов может достигать 1,5 мм, припуск —
5 мм. Колебания размера сваренной заготовки по длине зависят
от «косины» подготовленных под сварку торцов и могут быть по-
лучены в пределах ±0,5 мм. Отсутствие жестких требований
к неточностям формы и размеров заготовок при стыковой электро-
сварке делает ее незаменимой при сварке заготовок, торцы которых
образованы рубкой. Ориентировочные режимы настройки полу-
автоматов моделей СИ-086 и СА-2 приведены в табл. 10.13.
Пайка заготовок осуществляется для соединения режущих
элементов с корпусом инструмента всех классов.
При пайке используются припои: латунные Л62 и Л63; инстру-
ментальные Пр ЛНМц 68-4-2, П102; серебряные ПСр 40, ПСр 45,
ТМ-Ср 47М и трехслойный припой марки ТП-1. Последний пред-
ставляет собой трехслойную полосу: боковые слои из латуни
336
Таблица 10.18
Ориентировочные режимы настройки полуавтоматов моделей СИ-086 и СА-2
Диаметр заготовки, мм Вылет заготов- ки из призм, мм, для стали марок Припуск на сварку, мм, для стали марок Распределение припуска, мм Напря- жение на вторич- ной об- мотке транс- формато- ра при холостом ходе, В Время подогрева, с Давление осадки, МТЬа
Р18, Р6М5 Р18, Р6М5 ю | общий при подо- греве и оплавлении при осадке
ПОД TQ* КОМ без тока
До 20 14 22 4 1,5 5,5 3,5 0,5 1,5 4—4,5 4-5 1,5
20—25 16 24 5 2 7 4,5 1 1,5 4—4,5 5—6 1,7
26—29 17 26 5 2 7 4,5 1 1,5 4—4,5 6—7 1,9
30—32 19 28 5 2 7 4,5 1 1,5 4—4,5 7—8 2,0
33—35 20 30 5 2 7 4,5 1 1,5 5—5,5 8—9 2,2
36—38 22 34 5 3 8 5 1 2 5—5,5 8—10 2,4
39—42 24 38 5 3 8 5 1 2 5,5—6 10—12 2,5
43—45 25 40 5 3 8 5 1 2 5,5—6 13—17 2,8
46—48 26 42 5 4 9. 5,5 1,5 2 6-6,5 17—20 3,2
49—52 28 46 6 4 10 6 1,5 2,5 6—6,5 22-25 3,5
53—56 30 48 6 4 10 6 1,5 2,5 6,5-7 25—30 4,2
57—60 32 50 6 5 11 7 1,5 2,5 6,5—7 30—35 5,0
Примечание.
Приведенные в таблице данные должны быть уточнены в процессе эксплуата-
ции полуавтоматов.
ЛНМц 50-2-2 (Си 49—51%; Ni 1,5—2,5%; Мп 1,5—2,5%, Si 0,1 —
0,2%, Zn — остальное), а середина — из слоя бронзы Бр Н37-0.5
(В 0,3—0,5%, Ni 6—8%; остальное — Си). Латунные, инстру-
ментальные и серебряные припои применяются: латунь — в виде
полосок толщиной 0,4—0,5 мм различной ширины; припой
ЛНМц 68-4-2 — в виде полосок или мелкой стружки, смешанной
с флюсом в соотношении 4:1; серебряные припои — в виде про-
волоки диаметром 1,0—1,2 мм; припой ТМ-Ср 47М — в виде листа.
При пайке применяются флюсы: для припоев на медной основе —
Ф100 как чистый, так и в смеси с бурой; для серебряных при-
поев — порошкообразный флюс № 284 (ТУ 48-02-62—71) или флюе
№ 209 с добавками фтористого калия и фторбората калия. В состав
порошкообразного припоя при изготовлении таблетизированных
припоев добавляются смесь буры (70%), борного ангидрида (20%)
и фтористого кальция (10%). Наиболее эффективным является
флюс Ф100, который наиболее активен, позволяет вести качествен-
ную пайку практически всех марок твердых сплавов. При пайке
твердых сплавов вольфрамовой группы флюс Ф100 (массовая
доля 25—30%) смешивается с бурой; при пайке твердых сплавов
титановольфрамовой группы массовая доля флюса увеличивается
337
до 50—70%. При выборе припоя следует иметь в виду, что проч-
ность припоя зависит от температуры инструмента и о повыше-
нием температуры падает. Так, припой Л62 при температуре
20 °C имеет прочность 270 МПа, при 400 °C — 140 МПа, а при
600 °C — 20 МПа; припой ПрЛНМЦ 68-4-2 — соответственно 270,
150 и 70 МПа. На прочность паяных соединений оказывает
влияние толщина слоя припоя, которая не должна превышать
0,05—0,15 мм.
Пайка производится с помощью высокочастотных установок
моделей ЛЗ-67М, ВЧИ 63/0,44 и др. Для инструментов диаметром
5—20 мм, не требующих глубокого прогрева, целесообразно ис-
пользовать установки т. в. ч. с частотой тока 440 кГц, а для ин-
струментов, требующих прогрева на большую глубину, — уста-
новки с частотой тока 62—66 кГц. Большое влияние на прочность
соединения оказывает скорость нагрева, равномерность нагрева
пластинки и державки, а также скорость охлаждения. Скорость
нагрева при пайке пластинок длиной до 20 мм ориентировочно
выбирается равной: 80°/с —для сплавов марок ВК6, ВК8, ВК8М;
60—80% —для сплавов марок Т5КЮ, Т17К12; 50—60% — для
сплавов марок Т15К6, ВК4 и 30%—для сплава марки Т30К4, ВК2.
При длине пластинки 20—40 мм скорость нагрева снижается в три-
четыре раза. После нагрева до температуры пайки необходимо
сделать выдержку для выравнивания температур пластинки и
державки. Скорость охлаждения после пайки должна быть до
восьми раз меньше скорости нагрева.
Напаянный инструмент должен пройти релаксационный отпуск
при температуре 220—250 °C (3—4 ч). Некоторые виды концевого
инструмента с корпусами из стали марки 9ХС подвергаются за-
калке в процессе охлаждения после пайки, охлаждающая среда
при этом — горячее масло (80—90 °C). После закалки рекомен-
дуется также производить отпуск. Инструменты, паянные сереб-
ряными припоями, а также инструменты, оснащаемые твердыми
сплавами титано-вольфрамовой группы, охлаждаются после пайки
в подогреваемых до температуры 200—250 °C сборниках.
Пайка инструмента, оснащенного синтетическими сверхтвер-
дыми материалами, производится на установках индукционного
нагрева или в вакуумных печах. Перед напайкой поликристаллы
материалов целесообразно металлизовать. Металлизацию осуще-
ствляют путем химического никелирования, либо в вакуумных
печах. В качестве припоя используются латунные (Л62, Л63
и Л68) припои, припои ПрЛНМц-68-4-2 или припои с серебром
(ПСр 40, ПСр 45) ГОСТ 8190—56 (флюс № 209).
Клеевые соединения применяются для тех же видов инстру-
мента, что и напайные, но количество склеиваемых материалов
значительно шире. Для склеивания применяются клеи на эпо-
ксидной основе марок ТКС-75, ТКС-73, ТКМ-75, ТКЛ-75, Т-73
или более теплостойкие, но менее эластичные клеи на кремни й-
органической основе марок ВК-28, ВК-18М и ВК20И. Процесс
338
склеивания подготовленных к соединению заготовок заключается
в нанесении слоя клея и сушки его в термостатах или на воздухе
в зависимости от марки клея. В последнем случае целесообразно
использовать нагрев т. в. ч. С целью ускорения процессов поли-
меризации клеев и безнагревного склеивания иногда применяются
ультразвуковые вибраторы. Под действием ультразвуковых ко-
лебаний некоторые виды клеев полимеризуются в течение 3—5 с.
Клееные соединения в инструментальном производстве пока мало
распространены, хотя работы в этом направлении ведутся.
Завальцовка, опрессовка, чеканка и квазигидростатическое
прессование применяются в основном для соединения поликри-
сталлов сверхтвердых материалов с корпусом. На инструменталь-
ных заводах получили наибольшее распространение метод горя-
чего динамического прессования, применяемый на заводе «Инстру-
мент» (Ленинград), и метод квазигидростатического прессования.
Метод горячего динамического прессования заключается в обжа-
тии на прессах той части державки резца или ножа фрезы, в кото-
рую установлен поликристалл композита 01 или 10. Подогрев
державки индукционный, в защитной атмосфере. Метод квази-
гидравлического прессования предусматривает обжатие той же
части державки, что и при горячем динамическом прессовании,
но без нагрева. Перед обжатием в гнездо державки вставляют
медный или из нержавеющей стали стаканчик, в который уста-
навливают поликристалл. На стаканчик надевают второй стакан-
чик, а державку помещают в камеру из котлинита и подвергают
обжатию при давлениях до 8000 МПа. При таких давлениях металл
державки и стаканчиков становится пластичным, течет (отсюда
и название метода — квазигидравлическое прессование), обвола-
кивает поликристалл и прочно его удерживает. Проведенные на
Сестрорецком инструментальном заводе им. Воскова испытания
показали, что оба метода обеспечивают надежное закрепление
поликристаллов из композита 01 (эльбор Р), 02 (белбор Р) и 10
(гексанит Р). Однако для закрепления поликристаллов гекса-
нита Р, чувствительных к перегреву, целесообразнее применять
метод квазигидравлического прессования, так как он не требует
нагрева.
Следующими двумя операциями заготовительного цикла яв-
ляются термообработка заготовок после сварки, пайки и на-
клейки, а также очистка заготовок. Эти операции не предста-
вляют какой-либо сложности. Режимы термообработки инстру-
ментов приведены в типовом технологическом процессе изготовле-
ния инструментов типа «Валики», а для напайного и клееного
инструмента были приведены выше.
Очистка сварного инструмента из быстрорежущих сталей, как
правило, не производится, а очистка напайных инструментов
осуществляется путем выварки и очистки металлической дробью.
Операцией заготовительного цикла является также снятие
сварочного грата. Применяется она для инструментов группы 2
339
класса «Валики». Осуществляется эта операция на токарных
универсальных станках, на специальных станках одновременно
со сваркой трением (станки моделей МФ-342, МФ-341), на спе-
циальных станках одновременно с правкой заготовок после сварки
(станки моделей СИ-049 и СИ-102). На токарных станках и маши-
нах трения снятие шва производится резцами, оснащенными твер-
дым сплавом; на станках модели СИ-049 — шлифовальным кругом,
на станках модели СИ-102 — резцами, оснащенными минерало-
керамикой.
Технические характеристики токарных станков приводятся в
каталогах, технические характеристики машин для сварки
трением приведены в табл. 10.11.
Таблица 10.14
Технические характеристики машин моделей СИ-049 и СИ-102
Параметр Модель машины
СИ-049 СИ-102
Диаметр обрабатываемых загото- вок, мм Длина обрабатываемых заготовок, мм Частота вращения заготовки, об/мин Мощность привода вращения заго- товки изделия, кВт Диаметр шлифовального круга, мм Частота вращения шлифовального круга, об/мин Мощность привода вращения кру- га, кВт Габаритные размеры, мм Масса, кг 65—10 400—64 200 3,0 500—750 1200 4,0 1700X 1420X1600 2100 65—10 400—64 200 2,2 1400X1420X1600 2000
На машинах моделей МФ-341, МФ-342, СИ-049, СИ-102 снятие
шва производится на еще горячей заготовке, поэтому вместо
твердосплавных пластинок и шлифовальных кругов, по-видимому,
целесообразно применять минералокерамические резцы, так как
их «горячая» твердость выше твердости твердосплавных резцов
и прочности связки шлифовальных кругов при высоких темпера-
турах. Технические характеристики машин моделей СИ-049 и
СИ-102 приведены в табл. 10.14.
Последней операцией заготовительного цикла является под-
резка торцов и центрование заготовок Ч
х Необходимо при этом помнить, что в данном случае речь идет не о послед-
ней по порядку выполнения операции, а последней по порядку рассмотрения опе-
рации, которая может практически выполняться на предыдущих в порядке рас-
смотрения операциях.
340
При обработке торцов производится образование торцовых
поверхностей, центровых гнезд, фасок, проточек и других уча-
стков на прилегающих к торцам поверхностях. Наиболее рас-
пространенные формы торцовых участков заготовок инструментов
приведены на рис. 10.4. Оборудование для образования торцов
многообразно, различны и схемы обработки. На рис. 10.5 пред-
ставлены основные технологические схемы обработки торцов
и центровых отверстий заготовок. Все приведенные схемы пред-
усматривают неподвижное закрепление заготовок, параллельную
обработку торцов заготовки комбинированными иЛи некомбиниро-
ванными инструментами. Комбинированная обработка торцов за-
готовок производится с помощью комбинированной инетрумен-
Рис. 10.4. Форма торцовых участков заготовок инстру-
ментов
тальной головки (рис. 10.5, а), состоящей из центровочного сверла
1 и неперетачиваемых многогранных пластинок 2, которая полу-
чает осевую подачу (ускоренный подвод $п, рабочую подачу $р,
ускоренный отвод s0). Такая схема применяется при обработке
заготовок диаметром 10—50 мм. Погрешности обработки при этой
схеме минимальны, так как торцовые поверхности и центровые
отверстия обработаны за одну установку заготовки. Раздельная
многопозиционная обработка торцов применяется как для не-
больших диаметров заготовок, главным образом сверл диаметром
до 25 мм (рис. 10.5, б), так и для заготовок диаметром свыше
60 мм (рис. 10.5, в). При схемах обработки, связанных с пере-
становкой заготовки или инструмента, погрешности возрастают
из-за кривизны и погрешности формы заготовки, которые могут
достигать значительных размеров (до 0,8—1,5 мм), и неточности
изготовления станка. Наиболее распространенным диапазоном
размеров заготовок инструментов является диапазон диаметров
до 60 мм. В этом диапазоне рациональными будут первые две схемы
обработки.
По указанным схемам работают некоторые станки (станки
моделей 2910, 2911, 2931, 2А931 и др.) общемашиностроительного
341
применения, а также специализированные станки моделей СИ-097,
ВГ-22 и СИ-099 для инструментального производства. Основные
технические характеристики этих станков приведены в табл. 10.15.
Станок модели СИ-097 работает с использованием комбиниро-
ванных инструментальных головок, станки моделей ВГ-22
и СИ-099 (для разделки торцов спиральных сверл) — по схеме
разделения операций: на
одной позиции производится
подрезка торцов, на другой —
центрование. Станок модели
СИ-099, кроме работы в ав-
томатическом режиме, может
входить в состав автомати-
ческих линий обработки
сверл. В качестве режущих
инструментов на этих стан-
ках используются комбини-
рованные быстрорежущие
центровальные сверла и
многогранные пластинки из
твердых сплавов.
В дополнение к подрезке
торцов и центровке загото-
вок в инструментальном про-
изводстве существует необ-
ходимость в снятии различ-
ных фасок и образовании
проточек на заготовках кон-
цевого инструмента. Эти ра-
боты могут выполняться на
универсальных станках, од-
нако для крупносерийного
производства такое решение
неприемлемо. В связи с этим
на Сестрорецком инструмен-
тальном заводе им. Воскова
для указанных целей разра-
ботан специальный автомат
Рис. 10.5. Технологические схемы обра-
ботки торцов и центровых отверстий за-
готовок
модели СИ-061, используемый для одновременного снятия фасок
с двух сторон вращающимися головками. Диаметр обрабатывае-
мых изделий 9—13,5 мм, длина 80—106 мм. Производитель-
ность — 1000 шт./ч. Габаритные размеры автомата 900 X 980 X
X 1130 мм, масса — 700 кг.
К циклу заготовительных операций следует отнести также
и правку заготовок. Правка может производиться до образования
торцов и центровых отверстий, а также после их образования.
В первом случае она обычно совмещается с операциями по снятию
сварного шва. Оборудование для ее осуществления рассматрива-
342
Таблица 10.15
Основные технические характеристики специальных станков
для обработки торцов заготовок
Параметр Модель станка
СИ-097 СИ-099 ВГ-22
Размер обрабатываемой заготовки, мм: диаметр 20—70 10,2—30 28
длина 110—500 127—200 190—340
Частота вращения шпин- деля, об/мин: правой головки 2800; 2000 950 950
левой » 1500; 1050 1450 1450
Подача, мм/мин 0-1000 0—1000 0—1000
Электропривод главного двигателя: правой головки: мощность, кВт 7,5 4,0 4,0
частота вращения, 2800 950 950
об/мин левой головки: мощность, кВт 5,5 5,5 5,5
частота вращения, 1500 1460 1460
об/мин Габаритные размеры, мм 2130Х850Х 2200Х 850Х 2010Х890Х
Масса, кг Х1725 Х1550 Х1480
2000 2000 2300
лось выше (станки моделей СИ-049 и СИ-102). Во втором случае
центровые отверстия служат базами как для правки, так и для
измерения кривизны выправленной заготовки. Для правки за-
готовок применяются различного рода прессы гидравлические
(например, моделей П6318, П6320, П6326, П6330) и пневматиче-
ские. К последнему типу относится специальный пресс модели
Ал309. Наибольшее усилие, развиваемое прессом, 6,0 т, диаметр
обрабатываемого изделия — 10—50 мм, наибольшая длина —
500 мм; габаритные размеры пресса — 1000 X 1200 X 1100 мм,
масса — 350 кг.
10.4. ОСНОВНЫЕ ФОРМООБРАЗУЮЩИЕ ОПЕРАЦИИ
Во время этого цикла производится основной съем материала
е заготовки. Трудоемкость операций этого цикла составляет от 25
до 55% от общей трудоемкости изготовления инструмента. В состав
операций входят: токарные, фрезерные, шлифовальные, протяж-
ные операции, прокатка, прессование и др.
Токарные операции осуществляются на различном оборудова-
нии. Заготовки, получаемые непосредственно из прутков, преиму-
343
щественно классов «Валики» и «Диски» (круглые плашки), обра-
батываются на одношпиндельных и многошпиндельных автоматах.
При этом используются автоматы продольного точения моделей
1М10П, 1Д25, 1А126, 1П16П, многошпиндельные прутковые ав-
томаты моделей 1Б265-6, 1Б240-6, 1Б290-6, 1Б265-8К. Штучные
заготовки классов «Втулки» и «Диски» обрабатываются на патрон-
ных револьверных станках моделей 1Е325П, 1Д325, 1Д340,
1К341, 1Д340ПЦ, 1Е365Б или на одношпиндельных револьвер-
ных автоматах моделей 1Е125П, 1Е140П и др. При партиях за-
готовок свыше 250 шт. целесообразно применять многошпиндель-
ные патронные автоматы моделей 1Б240, 1Б265, 1Б2906, а для
обработки корпусов торцовых и дисковых фрез диаметром 160 мм
и выше — вертикальные восьмишпиндельные полуавтоматы после-
довательного действия моделей 1К282, 1283. Технические харак-
теристики перечисленных станков имеются в каталогах станков,
их наладка и работа ничем не отличаются от наладки на обработку
общемашиностроительных деталей, поэтому подробно останавли-
ваться на них не имеет смысла.
Концевые инструменты класса «Валики» диаметром от 10 мм
и выше представляют собой одну из самых многочисленных групп,
подлежащих токарной обработке. Технологическими особенно-
стями этого инструмента является малая жесткость изделий из-за
большого отношения длины к диаметру; значительные припуски
на обработку, достигающие 6—7 мм; наличие канавок, проточек,
шеек; различная твердость сварных корпусов на участках, изго-
товленных из быстрорежущей и конструкционной сталей. Для
обработки этой группы заготовок инструмента нашли применение
станки моделей КТ61М, ЕТ-1 (1708), ВТ11М. Станки подробно
описаны в литературе и не нуждаются в специальном рассмотре-
нии. В качестве режущего инструмента на токарных станках
применяются резцы с механическим креплением стандартных
многогранных пластинок из твердых сплавов марок Т5К10,
Т15К6.
Формообразование стружечных канавок или пазов под ножи
сборного инструмента является специфической операцией для ин-
струментального производства. Практически все инструменты (за
Исключением цельных класса «Пластины») имеют стружечные
канавки, пазы или гнезда. К основным методам получения кана-
вок, пазов или гнезд инструментов следует отнести: фрезерование
канавок фасонными фрезами, шлифование канавок профильными
кругами, продольно-винтовая прокатка, прессование, точное
литье, строгание, протягивание, зуботочение, комбинация этих
методов. При использовании первых двух методов обработка ве-
дется профильными инструментами, профиль которых с некоторым
искажением переносится на заготовку. От точности исполнения
исходного профиля и его относительного положения в значитель-
ной степени зависит точность профиля на заготовке. Последняя
зависит еще и от метода изготовления и от конструкции самих
344
режущих инструментов. Так, при изготовлении профиля на за-
готовках спиральных сверл следует иметь в виду, что они имеют
неравномерный диаметр сердцевины и при отводе фрезы или шли-
фовального круга профиль сверла может искажаться. Для расчета
профиля инструмента второго порядка разработаны и приме-
няются программы к электронно-вычислительным машинам,
а также программы для графопостроителей. Программы позволяют
решать задачи: профилирование инструментов второго порядка
по заданному исходному профилю поперечного сечения обрабаты-
ваемых инструментов и заданным параметрам взаимного располо-
жения заготовки и инструментов для ее обработки (прямая за-
дача); расчет профиля режущих инструментов при заданном
профиле обрабатывающих инструментов (инструменты второго
порядка) и заданных параметрах установки (обратная задача);
Рис. 10.6. Профили поперечного сечения сверл (а) и профили ин-
струмента для их изготовления фрез (б) и шлифовальных кругов (в)
выбор оптимальных параметров установки и профилирования
с целью повышения точности обработки. Результаты расчета про-
филя инструмента выдаются в виде таблицы значений координат
точек профиля инструмента и могут быть с помощью графопостро-
ителя вычерчены в виде кривой профиля в заданном масштабе
увеличений. С помощью программ на Сестрорецком инструмен-
тальном заводе им. Воскова рассчитываются профили инстру-
мента второго порядка для всей номенклатуры выпускаемых
инструментов. Наличие такого совершенного метода профилиро-
вания в условиях массового производства с устоявшейся продук-
цией приносит пользу только при освоении производства новой
и модернизации выпускаемой продукции; в дальнейшем рассчи-
танные профили стандартизуются и остаются неизменными. При
мелкосерийном производстве и при изготовлении специальных
инструментов роль программ повышается, особенно при изгото-
влении инструментов методами вышлифовки. Разработанные про-
граммы позволяют проводить анализ погрешностей изделий в за-
висимости от погрешностей профиля инструмента второго порядка
и параметров его установки, а также используются при проектиро-
вании специального оборудования с целью определения диапазона
его наладочных и рабочих перемещений.
На рис. 10.6 приведены исходные профили поперечного сече-
ния сверл спиральных диаметром d и профили инструментов вто-
рого порядка для их изготовления, рассчитанные с помощью
345
ЭВМ: а —исходные профили; б —профили фрез; в —профили
шлифовальных кругов.
В основу программы положены две методики расчета про-
филей: методика канд. техн, наук С. И. Лашнева и упрощенная
методика канд. техн, наук С. А. Лопатина. Первая методика поз-
воляет решать общие задачи по оптимизации профиля, параметров
установки изделия и инструментов на строгой математической
основе, учитывающей все необходимые и достаточные условия,
исключающие интерференцию профилей. При разработке про-
граммы в соответствии с этой методикой было учтено требование
максимального расширения диапазона использования программы,
для чего входные данные предусмотрено задавать в виде массива
значений координат текущей точки профиля безотносительно
к виду обрабатываемого инструмента. Массив координат точек
при этом целесообразно использовать тот же, что и при решении
задачи о расчете геометрических характеристик сечений и напря-
жений с дополнением некоторыми данными. В конечном резуль-
тате расчеты исходного профиля и профиля инструмента для его
обработки представляются частью общей задачи по выбору про-
филя поперечного сечения инструмента, обладающего оптималь-
ными геометрическими характеристиками (жесткостью на изгиб
и кручение, равномерным распределением напряжений на контуре
и т. д.) и, кроме того, технологичного в изготовлении (под техно-
логичностью изготовления при этом понимается возможность
обработки профиля без его искажений, вызванных подрезаниями
и интерференцией обрабатываемой и обрабатывающей поверх-
ностей). Такой общий подход необходим при разработке конструк-
ций или модернизации инструмента, при его исследовании, при
выборе допусков на изготовление и т. д., ибо в конечном счете
все расчеты служат одной задаче — обеспечению выпуска высоко-
качественного инструмента, повышению его эффективности.
Вторая методика использует большой опыт, накопленный
по профилированию инструментов для изготовления основных
видов продукции, выпускаемой Сестрорецким заводом им. Во-
скова. Методика исходит из того, что профиль полученного расче-
том инструмента второго порядка обязательно проходит проверку
конструктором технологической оснастки, а следовательно, уча-
стки с подрезанием могут быть легко им обнаружены (участки
с точками возврата) и в этом случае необязательны все проверки
на интерференцию и условия обработки, диктуемые строгой мате-
матической теорией. Такой подход значительно упрощает про-
грамму расчета без ущерба качества, но может быть использован
только при профилировании инструментов второго порядка.
Приведенные выше методики профилирования относились к ин-
струментам для обработки винтовых поверхностей стружечных
канавок или пазов. Профилирование инструментов для прямых
канавок и пазов —более простая задача, ибо в этом случае про-
филь инструментов второго порядка отображает исходный про-
346
филь. Профилирование инструментов необходимо в тех случаях,
когда создается новая продукция, модернизируется выпускаемая,
изменяется технологическое оборудование. Для установившейся
продукции, типизованной или стандартизованной разработаны
типовые профили поперечных сечений, которые (вместе со схемами
взаимного расположения инструментов и обрабатываемого изде-
лия) приводятся в приложениях к некоторым стандартам. Для
определенных видов инструментов и оборудования СКТБИ
(Москва) разработаны отраслевые стандарты инструментов вто-
рого порядка ОСТ 2-И65-2—77 — ОСТ 2-И65-8—77 (фрезы диско-
вые фасонные, фрезы для обработки канавок сверл, фрезы для об-
работки канавок метчиков и др.).
Фрезерование канавок инструментов — наиболее распростра-
ненная операция их формообразования. Осуществляется она на
универсальном оборудовании (в инструментальных цехах машино-
строительных предприятий) или на специализированном оборудо-
вании (в условиях специализированных инструментальных заво-
дов). Именно на этих операциях можно получить значительный
эффект от замены универсального оборудования специализирован-
ным. Последнее отличается полуавтоматическим или автомати-
ческим циклом обработки, многопозиционностью, оптимальным
циклом обработки, включающим быстрый подвод, рабочую по-
дачу, быстрый отвод, деление и т. д. Эти отличия обеспечивают
многократное повышение производительности специализирован-
ного оборудования по сравнению с универсальным и в еще большей
степени производительности труда рабочих за счет многостаноч-
ного обслуживания. Технические характеристики универсального
оборудования приводятся в каталогах станков, поэтому ниже
будут рассмотрены особенности работы и характеристики только
специализированного оборудования.
Специализированное оборудование применительно к оборудо-
ванию для фрезерования канавок и пазов инструментов раз-
деляется условно на два типа: для групповой обработки различных
видов инструментов и для обработки определенного диапазона
отдельных видов инструментов.
На оборудовании первого типа обрабатываются различные
виды инструментов с различными диапазонами размеров при
использовании специальных наладок. На оборудовании второго
типа обрабатывается определенный вид инструментов (например,
сверла с цилиндрическим хвостовиком). К оборудованию первого
типа относятся специализированные станки для обработки прямых
канавок инструментов (станки модели СИ-041), станки для обра-
ботки винтовых или прямых канавок инструментов (станки моде-
лей СИ-040, СИ-017 и др.). Технические характеристики указан-
ных станков приведены в табл. 10.16 и 10.17. Станки обеспечивают
достаточно высокое качество обработки (ошибка окружного шага
не превышает 0,05 мм, разность ширины ленточек не более 0,15 мм,
параметр шероховатости поверхностей Ra = 2,5 мкм).
347
Таблица 10.16
Технические характеристики модификаций полуавтомата модели СИ-041
Модификация полуавтомата для фрезероЬания
Параметр
метчи- базовая раз- Канавок
* дисковых
О >я СО Ч фрез
СО О
К СО КС ® сх
СО О О
« « S £ п
§• О со С X
со Л
сп СП со
О) Q. пазов на со
« S к рруглцх Плашках 3 s
л 3 У о
§ ё'л
« Я к Н М
Размер обрабаты-
ваемого изделия, мм:
диаметр
Длина
Число фрезеруе-
мых зубьев
Количество одно-
временно обрабаты-
ваемых изделий
Частота вращения
шпинделя, об/мин
Мощность электро-
двигателя главного
движения, кВт
Продольная подача
стода, мм/мин
Наименьшее рас-
стояние от оси шпин-
деля До стола, мм
Габаритные раз-
меры, мм
Масса, кг
10—40
60—270
3—12 | 4—12
8 или 4
100—200
12—40 12—25 48
14—24 8—14 5—12
2
М5-М24
Длина
пакета
56—160
1
Пакет
204
80—101—127—204—248
5,5 или 7,5
15—500
188
1500Х 1400Х 1350
300
Из специальных станков для производства определенных ви-
дов инструментов достаточное распространение получили сверло-
фрезерные станки. Технические характеристики некоторых усо-
вершенствованных моделей этих станков приведены в табл. 10.18.
Профиль и конструкция фрез для станков выбирают в соответствии
с отраслевым стандартом (кроме станка модели СИ-088). Станок
модели СИ-088 характеризуется тем, что канавки и спинки обра-
батываемого на нем сверла фрезеруются фасонными комбинирован-
ными фрезами одновременно, и вся обработка осуществляется за
Один проход без деления. СГанок обладает повышенной произво-
дительностью (до 1,8 раз выше, чем станок модели 6В4М), но тре-
бует наличия специальных фрез.
Формообразование профиля спиральных сверл методом пласти-
ческой деформации осуществляется с помощью станов продольно-
ринтового проката, станов секторного проката и станов для за-
вивки. В связи с крайне узкой Областью применения (крупносе-
848
Таблица 10.17
Технические характеристики специальных станков для фрезерования стружечных канавок
Параметр Модель станка
СИ-040 6В-6М 6В-6МР I 6В-6МТ 6В-6МШ | 6В-6Ц I 6B-6MII | СИ-017
Назначение Обработка Обработка Обработка Обработка Обработка Обработка Обработка Обработка
станка Размер обраба- тываемого изде- лия, мм: концевых фрез концевых фрез разверток твердо- сплавных заготовок шпоночных фрез мелких центровоч- ных сверл крупных центровоч- ных сверл винтовых канавок
диаметр' 16—20 3—14 3—8 5—10 10—20 1—3 4—8 20—60
длина 36—200 36—200 36—200 36—200 36—200 36—200 36—200 63—400
Наибольшая длина канавок, мм 160 160 160 160 160 160 160 360
Число зубьев 3—6 3-6 3—6 2—5 2 2 2 2—12
Количество одновременно об- рабатываемых из- делий, шт. 4 4 4 4 4 4 4 4
Частота враще- ния шпинделя, об/мин 154—270 310—540 310—540 ЗЮ—540 ЗЮ—540 ЗЮ—540 310—540 100; 130 190; 275
Мощность глав- ного привода, кВт 3,0 3,0 3,0 3,0 3,0 3,0 3,0 10,0
Скорость подачи стола, мм/мин 15—500 15—500 15—500 15—500 15—500 15—500 15—500 0—300
Наименьшее расстояние от оси нижнего шпинде- ля до стола, мм Габаритные раз- 93 93 93 93 93 93 93 170
1150Х 1150Х 1150Х 1150Х 1150Х 1150Х 1150Х 2175Х
меры, мм Х920Х Х920Х Х920Х Х920Х Х920Х Х920Х Х920Х Х2025Х
Х1750 XI750 Х1750 Х1750 XI750 Х1750 Х1750 Х1650
Масса, кг 1700 1700 1700 1700 1700 1700 1700 4000
Таблица 10.18
Технические характеристики специальных сверло-фрезерных станков
Параметр Модель станка
СИ-031 6В4М, 6В4МЛ си-оаа
Размер обрабатываемого сверла, мм: диаметр 3—10 6—23
длина 75—500 140- -360
длина рабочей части До 465 320
Угол наклона канавки, ...° 15-45 26—30
Скорость рабочей подачи бабки 100—300 40- -700
изделия, мм/мин Скорость быстрого перемещения, мм/мин Мощность электродвигателя вра- щения шпинделя, кВт: канавочной головки 2000 1600
0,6 0 ,6
спиночной » 0,27 0,27 0,6
Частота вращения электродвига- теля шпинделя, об/мин: канавочной головки 1370 1370 1370
спиночной » 1400 1400 —
Габаритные размеры, мм 1690X840X 1390 1165X12 00X2400
Масса, кг 1760 2000
рийное производство на специализированных заводах) их харак-
теристики здесь не приводятся.
За последние годы получают распространение и другие методы
пластической деформации при формообразовании канавок инстру-
ментов: экструзия (продавливание разогретой заготовки через
профильную фильеру), прессование из порошковых быстрорежу-
щих сталей, ротационная ковка и др. Эти методы также целесо-
образно применять в условиях крупносерийного и массового
производства инструментов.
Формообразование канавок инструментов методом шлифова-
ния получает в последние годы все более широкое распростране-
ние. Более подробно его применение будет рассмотрено в цикле
«Шлифовально-заточные операции».
Для фрезерования поводков, лапок, квадратов используется
универсальное оборудование; можно использовать также полу-
автомат модели 6В12. Полуавтомат оснащается наладками для
определенных видов работ; его основные технические данные:
Диаметр обрабатываемого изделия, мм До 50
Наибольшая длина фрезерования, мм................. 70
Скорость рабочей подачи стола с изделием, мм/мин 30—700
Мощность двигателя шпинделя станка, кВт .... 5,5
Частота вращения электродвигателя, об/мин .... 965
Габаритные размеры станка, мм..................... 1360X1250 X
X 1385
Масса, кг ........................................ 1800
350
Фрезерование торцового зуба концевого и дискового инстру-
ментов производится как на универсальном, так и на специальном
оборудовании (станки моделей СИ-016 и СИ-066). Технические
характеристики специальных станков-полуавтоматов приведены
в табл. 10.19.
Таблица 10.19
Технические характеристики специальных станков-полуавтоматов
для фрезерования торцовых зубьев
Параметр Модель станка
СИ-016 СИ-066
Размер обрабатываемой детали, мм: диаметр длина Скорость рабочей подачи, мм/мин Мощность электродвигателя глав- ного движения, кВт Частота вращения шпинделя, об/мин Габаритные размеры, мм Масса, кг 20—120 5—150 25—500 3 140; 200; 280; 400 1090X 841X1545 800 20—50 80—200 30—200 3,3 160; 700 800X900X1200 800
Операция протягивания применяется для обработки лапок
сверл, квадратов, лысок, поводков, калибровки пазов корпусов
сборных инструментов и т. д. Осуществляется она на универсаль-
ном оборудовании. В ряде случаев целесообразно использовать
для протягивания также специальный вертикальный протяжной
станок модели 7В1.
К методам пластической деформации при формообразующих
операциях следует отнести и штамповку квадратов (осущест-
вляется на прессах моделей КД2326, КД2320), прессование за-
готовок инструментов, обжатие хвостовика сверл и т. д.
Формообразование профиля инструментов может осущест-
вляться методами точного литья. Эти методы позволяют сократить
трудоемкость операций по формообразованию заготовок инстру-
ментов, однако требуют для своей реализации постоянного кон-
троля, четкой регламентации всего процесса отливки и не находят
пока широкого применения.
Метод зуботочения, предложенный д-ром техн. наук
проф. Ю. В. Цвисом, высокопроизводительный и точный, но не
имеет еще достаточного распространения при формообразовании
поверхностей инструментов. По данным ряда зарубежных фирм
этот метод применяется при образовании винтовых канавок на
концевых инструментах.
Не нашел применения и метод формообразования профиля
инструментов червячными фрезами, хотя принципиальная воз-
можность реализации была доказана еще в 60-х годах.
351
10.6. ОСНОВНАЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА
Этот цикл включает закалку и отпуск инструментов из инстру-
ментальных сталей и дисперсионно-твердеющих (а иногда и твер-
дых) сплавов. Термическая обработка инструмента из инструмен-
тальных углеродистых и легированных сталей известна с давних
времен, режимы ее достаточно отработаны и содержатся в спра-
вочниках по термообработке. Сложнее обстоит дело с термообра-
боткой инструмента из быстрорежущих сталей. Это вызвано тем,
что традиционная и достаточно изученная вольфрамовая быстро-
режущая сталь марки Р18 в последние годы практически пол-
ностью заменена при изготовлении инструмента вольфрамомо-
либденовыми, вольфрамомолибденокобальтовыми, вольфрамована-
диевыми и другими сложнолегированными быстрорежущими
сталями. Особенностями новых сталей являются более узкие интер-
валы закалочных температур, склонность к перегреву и обез-
углероживанию при нагреве под закалку. В этих сталях в боль-
шей степени проявляется «наследственность», т. е. влияние спо-
соба получения исходных материалов и унаследованные при этом
свойства. Для обеспечения качественной термообработки этих
сталей необходимо ужесточение требований к контролю темпе-
ратур. Пирометрические приборы при этом должны позволять
регулировать и контролировать температуру ванн с точностью
до zt 5 °C. Желателен и поплавочный контроль каждой партии
термообрабатываемого инструмента по размеру зерна аустенита
(зерно должно соответствовать 10—11-му баллам шкалы
ГОСТ 5639—65). Соляные ванны должны систематически очи-
щаться, их следует своевременно ректифицировать и контролиро-
вать обезуглероживающую активность. Ректификация произ-
водится бурой, ферросилицием, фтористым магнием или готовыми
смесями БМФ, БМ5 и др. Контроль обезуглероживающей актив-
ности ванн производится по контрольным образцам путем измере-
ния термо-э. д. с. на специальных установках моделей ИТЭС-4,
ИТЭС-5 и др.
Основные режимы термообработки: для инструментов из стали
марок Р6М5 и Р6МК5—температура закалки 1200—1230 °C,
температура двух- или трехкратного отпуска —550—560 °C; (для
инструментов из стали марки Р6М5К5 —отпуск трехкратный);
для инструментов из стали марки Р12 —температура закалки
1240—1250 °C, температура двух- или трехкратного отпуска
550—560 °C.
Для сокращения брака по трещинам в последнее время
находит применение высокоступенчатая закалка с охлаждением
в среду с температурой 650 °C.
Режимы термообработки инструментов разработаны ВНИИин-
струмента (Москва) и содержатся в работах [52, 53]. Закалку
и отпуск инструментов производят на выпускаемом промышлен-
ностью по заказам оборудовании (закалочные печи моделей
352
СКЗ-4.30.1/7-Б2; СКЗ-6.30.1/9-Б2, отпускные печи моделей
СКЗ-4.30.1/7-Б2; СКЗ-6.30.1/7-Б2, бак и закалочные печи модели
БКМ-6.25-БЗ; баки для замочки модели БКВ-6.10-Б4, машины
моечного типа МКП-6.20-БЗ) или на специальном оборудовании,
изготовляемом самими предприятиями. Среди специального обо-
рудования для термообработки инструментов применяются авто-
матические линии термообработки и очистки концевого инстру-
мента, на которых выполняется целый комплекс операций. На-
пример, на линии модели ТХА15 для закалки, отпуска, очистки
сверл, зенкеров, разверток из быстрорежущей стали предусмо-
трены следующие операции: нагрев лапок, охлаждение лапок,
первый подогрев рабочей части, второй подогрев рабочей части,
окончательный нагрев, предварительное охлаждение, оконча-
тельное охлаждение, первый отпуск, охлаждение, второй отпуск,
охлаждение, выварка, травление, промывка в холодной воде,
нейтрализация, пассивирование. Внедрение автоматических линий
термической обработки на специализированных заводах позво-
ляет повысить производительность труда и качество термообра-
ботки (режимы работы линии на каждую партию инструментов
устанавливаются по контрольным шлифам, в линии предусмотрен
жесткий временной контроль операций и т. д.). Для снижения
кривизны концевых инструментов в процессе термообработки
иногда осуществляют его правку между вращающимися валиками
на специальных установках. Правка при этом происходит за счет
повышения пластичности быстрорежущих сталей в зоне темпера-
тур мартенситного превращения (~270 °C). По этому принципу
работает установка модели ВИ23 для правки сверл в составе
автоматической линии модели ТХА45 на Сестрорецком инструмен-
тальном заводе им. Воскова. Введение правки в состав операций
автоматической линии устраняет необходимость править инстру-
менты после термообработки, обеспечивает достаточную прямо-
линейность заготовок инструментов, для последующей обработки
на автоматизированном оборудовании. В частности, при заточке
сверл на современных заточных автоматах одним из основных
требований к заготовке является ее малая кривизна, так как
при определенной величине последней заготовки сверл не по-
даются в зажимные цанги автоматов. Применение агрегата для
правки заготовок сверл во время их термообработки позволяет
решить эту проблему.
Термической обработке могут подвергаться не только инстру-
менты из инструментальных или быстрорежущих сталей. Иссле-
дования последних лет показали, что возможна термическая
обработка и таких материалов, как твердые сплавы. Со временем,
по-видимому, будут разработаны рекомендации по режимам термо-
обработки твердосплавных инструментов, пока же государствен-
ные стандарты на инструменты и на твердые сплавы не содержат
никаких указаний на этот счет, а работы носят исследовательский
характер.
353
10.6. ШЛИФОВАЛЬНО-ЗАТОЧНЫЕ ОПЕРАЦИИ
Этот цикл —один из самых трудоемких, ибо удельная трудо-
емкость операций этого цикла достигает 30—55% от общей трудо-
емкости изготовления инструментов. На этом этапе закладываются
такие качественные характеристики инструментов, как точность
и долговечность. Этот цикл важен и тем, что ряд его операций
встречается при переточках инструментов в процессе их эксплу-
атации. Цикл включает операции по окончательной отделке по-
верхностей инструментов, операции, на которых окончательно
формируются режущие кромки инструментов, операции по фор-
мообразованию поверхностей методами шлифования.
Операции цикла можно условно разделить на операции, свой-
ственные общемашиностроительным деталям и специфические
операции, свойственные инструментальному производству.
К операциям первой группы относятся операции по шлифованию
поверхностей конусов, наружных и внутренних цилиндрических
поверхностей, предварительной заточке углов и т. д.
Шлифование наружных и внутренних поверхностей находит
широкое применение в последние годы и отличается универсаль-
ностью (шлифованию подлежат самые разнообразные профили,
для получения которых достаточно заправить соответствующим
образом шлифовальный круг или настроить станок; самые раз-
нообразные инструментальные материалы, инструменты из угле-
родистых, быстрорежущих сталей, инструменты из сверхтвердых
синтетических материалов, твердых сплавов, минералокерамики).
Образование наружных поверхностей шлифованием осуще-
ствляется на универсальных плоско-, кругло- и бесцентрово-
шлифовальных станках. Модели станков: плоскошлифоваль-
ных— ЗД756, 3H763, ЗЭ731, ЗП732, круглошлифовальных —
ЗУ10В, ЗУ12УА, ЗА150, ЗМ150, ЗБ153У, ХШ-1-10, ВТ65;
бесцентровошлифовальных—ЗД180, ЗМ182, ЗМ182К, 3184,
ЗМ184, ЗШ184Д, ЗМ184А, ВШ612, ЗМ184И, ВШ626; внутри-
шлифовальных—ЗК225В, ЗА227Б и др. Технические характе-
ристики станков приводятся в каталогах станков. Использование
перечисленных станков на обработке стальных инструментов не
отличается от их использования на деталях общемашинострои-
тельного применения с использованием тех же шлифовальных
кругов, режимов обработки.
Ко второй группе операций относятся операции, на которых
используются специальные круги (из эльбора или кубонита),
а также заточные операции и операции по обработке заготовок
твердосплавных инструментов и инструментов из синтетических
сверхтвердых материалов.
Рекомендации по выбору кругов из эльбора на чистовых и
доводочных операциях при обработке инструментов приведены
в табл. 10.20, а режимы резания при работе эльборовыми кругами
на органической и керамической связках —в табл. 10.21. В ка-
854
Т»б лчмфа- Ж2В
Рекомендации по выбору кругов из эльбора на чистовых и доводочных операндах
при обработке инструментов
Вид обработки Обрабатываемый материал Характеристика круга
Тип Связка (условное обозначение) Зернистость Твердость
Круглое наружное и плоское шлифование пе- риферией круга Быстрорежущие, леги- рованные конструкцион- ные, жаропрочные и не- ржавеющие стали лпп к О Л 5—Л16 ЛЮ—Л16; Л4—Л8; ЛМ14—ЛМ40 (для до- водки) СМ2—С2
Круглое торцовое шлифование, обработка режущих инструментов и деталей машин лпв лпвд о О Л8—Л12; Л5—Л6 (для доводки) ЛЮ—Л16; Л4—Л8; ЛМ14—ЛМ40 (для до- водки) СМ2—С2 СМ2—С2
Заточка однолезвий- ных инструментов Быстрорежущие стали лчк О Л8—Л12 СМ2—С2
Заточка многолезвий- ных инструментов (раз- верток, зенкеров, фрез, метчиков и др.) ЛТ; Л1Т; ЛЗТ Л1Т Л24К; Л4Т Л5Т О к О О Л5—Л8 Л6—Л12 Л8— Л12 Л5—Л8 СМ2—С2 СМ1—С1 СМ1—С1 СМ1—С1
Профильное шлифова- ние Быстрорежущие и ле-, тированные конструк- ционные стали Л2П к О Л5—Л16 Л 5—Л12 СМ2—С2
Шлифование резьбы метчиков Л2П к О ЛМ20—Л6 ЛМ20—Л5 СТЗ—12
Шлифование внутрен- них резьб Л2П к о ЛМ20—Л5 ЛМ20—Л5 СТЗ—Т2
GO
СИ
о
Режимы резания кругами из эльбора
Таблица ГО.21
Вид обработки Скорость круга, м/с Скорость изделия, м/мин Продольная подача, м/мин Поперечная подача, мм/ход Глубина шлифования, мм/д в. ход
Круги н а о р г а н и ч е с к о й св я з к е
Круглое наружное шлифование: продукционное доводочное Плоское шлифование периферией Заточка режущих инструментов круга 30—50 30—50 30—40 20—30 10—20 8—10 0,5—1,0 0,5—1,0 3,0—5,0 0,5—1,5 0,3—0,6 0,002—0,010 0,002—0,005 0,005—0,020 0,010—0,030
Круги н а к е р а м и ч е с к о й св я з к е
Круглое наружное шлифование Внутреннее шлифование Плоское шлифование периферией Шлифование резьбы круга 30—35 8—35 30—35 30—45 10—25 10—30 0,3—0,6 0,5—1,0 0,3—1,0 8—10 0,30—0,60 0,010—0,050 0,002—0,005 0,040—0,100 До 0,4 мм/ход
Круги зернистостью Л12 и мельче рекомендуется править
карандашами марок Н2 и НЗ. Режимы правки: глубина 0,005—
0,20 мм/ход, скорость продольной подачи 0,02—0,03 мм на обо-
рот круга. Правка алмазными роликами осуществляется при
режимах: частота вращения ролика 200—300 об/мин, глубина
0,02—0,05 мм/ход, скорость продольной подачи 0,05—10 мм на
оборот круга.
Правку кругов из эльбора на металлической связке произво-
дят шлифованием кругами из зеленого карбида кремния или
электроабразивной обработкой. При шлифовании правящий круг
закрепляют как обрабатываемое изделие, зернистость круга вы-
бирается на один-два номера крупнее зернистости круга из
эльбора, связка правящего круга —вулканитовая, бакелитовая
или керамическая.
Электроабразивная (электроэрозионная) правка осуще-
ствляется при таком же закреплении правящего круга. В качестве
правящего круга применяются круги из карбида кремния зеле-
ного на металлической связке, причем круг изолируют от станка
и он подсоединяется к отрицательному полюсу источника тока.
Круг из эльбора также изолируется от станка и к нему подсоеди-
няется положительный полюс источника тока. Частота вращения
правящего круга 1000—1500 об/мин (вращение принудительное
от специального электродвигателя). Правка производится в ди-
электрической среде, в качестве которой используется трансфор-
маторное или веретенное масло. Напряжение на выходе выпря-
мителя и максимальная сила тока зависят от вида правки. При
предварительной правке, когда правка осуществляется для устра-
нения биения вновь установленного круга и придания ему необ-
ходимой формы, они соответственно равны 18—24 В и 40—50 А.
При окончательной правке, следующей сразу за предварительной,
охлаждение отключается и режимы устанавливаются равными
5—10 В и 8—12 А. Правка в процессе работы круга производится
на промежуточных режимах: напряжение 12—18 В, сила тока
40—50 А. Кроме эльбора на шлифовально-заточных операциях
по обработке стальных инструментов применяются круги из ку-
бонита, изготовляемые опытным заводом Института сверхтвер-
дых материалов АН УССР. Одной из новых областей использо-
вания кругов из кубонита явились «глубинная» заточка и шли-
фование инструмента, при которых припуск снимается за один-
два прохода. При этом применяются круги из монокристалли-
ческого или металлизированного кубонита соответственно марок
КР или КРМ на металлической связке МО4. В качестве примера
такого использования кругов можно привести заточку концевых
фрез на Сестрорецком инструментальном заводе им. Воскова,
которая производится на заточных полуавтоматах модели 3685Т.
При этом глубина шлифования составляет 0,1—0,2 мм, продоль-
ная подача 1,5—2,0 м/мин, скорость резания 25 м/с, а в качестве
СОЖ применяется водный раствор нитрита натрия (0,4—0,5%)
357
или триэтаноламина (0,5—0,6%). В этих условиях круги из ку-
бонита на связке МО4 позволили снизить трудоемкость обработки
в 1,2 раза и сократить расход кругов до 1,5 раз по сравнению
с кругами из эльбора. Второй пример внедрения кругов из ку-
бонита марки КР 125/100 на связке МО4 —это заточка резцов
из быстрорежущей стали. Заточка производится при попереч-
ной подаче 0,5 мм/дв. ход и продольной подаче 0,3—0,4 м/мин,
при этом стойкость резцов по сравнению с резцами, заточенными
кругами из электрокорунда ЭБ25—МЗК, увеличилась до двух раз
за счет улучшения качества поверхностей резцов; производитель-
ность обработки также возросла в 1,5—1,8 раза.
Широкое применение круги из эльбора нашли при шлифовании
резьбы метчиков.
Шлифование резьбы может осуществляться одно- или много-
ниточными кругами. При однониточном шлифовании исполь-
зуются круги ЛМ2—ЛМ28 Т1—Т2 (для резьбы с шагом 0,5 —
0,75 мм), ЛМ40—Л4 СТЗ—Т1 (шаг резьбы 0,8—1,0 мм);
Л4—Л6 СТЗ—Т1 (шаг резьбы больше 1,5 мм). По форме это круги
Л2П 60° 350 X 8 X 160; 400 X 10 X 203 и 405 X 10 X 229. Круги
на керамической связке эффективны при глубинной обработке
(с большой глубиной обработки). Метчики с шагом до 1 мм обраба-
тываются из цельных закаленных заготовок за один-два прохода,
а с шагом больше 1 мм — за два-три прохода. Режимы шлифова-
ния: скорость шлифовального круга 35—40 м/с; глубина шлифо-
вания 0,4—0,5 мм при черновой и 0,10—0,15 мм при чистовой
обработке; частота вращения изделия 0,15—0,30 м/мин. Резьбо-
шлифование осуществляется при охлаждении заготовки маслом
индустриальное 12. Правка круга производится карандашами
НЗ—Н1 или на специальных приспособлениях кругами из кар-
бида кремния зеленого. В последнем случае частота вращения
правящего круга равна 14 м/с, частота вращения круга из эльбора
1,6 м/с, глубина 0,01—0,03 мм/дв. ход.
Многониточное шлифование осуществляется кругами из эль-
бора ЛПП 400 X 25 X 203 X 10 Л4—ЛМ40 СМ2—С1. Режимы
резьбошлифования: частота вращения шлифовального круга
35—50 м/с, частота вращения изделия 0,16—0,3 м/мин. Шлифова-
ние осуществляется с продольной подачей на проход при глубине
прохода 0,1 мм. Шлифовальный круг перед профилированием
заправляется по наружному диаметру с образованием заборного
конуса и цилиндрического участка. Число ниток резьбы на за-
борной части зависит от угла заборного конуса и глубины обра-
ботки каждой ниткой (~0,1 мм), а число ниток на кали-
брующей части должно быть не менее трех-четырех. Профи-
лирование и правка круга производятся выдавливанием коль-
цевых канавок, соответствующих профилю резьбы, твердо-
сплавными накатными роликами из сплавов марок Т15К6, ВК6,
ВК8. На роликах иногда наносят наклоненные к оси ролика
неглубокие канавки.
358
Шлифовальные операции с использованием стандартных алмаз-
ных кругов производятся при обработке твердосплавных инстру-
ментов. Такие же круги применяются и на операциях по электро-
литическому шлифованию. В качестве примера приведе^м режимы
обычного шлифования неперетачиваемых твердосплавных пласти-
нок из сплавов марок Т14К8, Т5К10 и ВК8 кругами на органи-
ческой связке АПГ200 X 20 X 5 X 75 зернистостью АСО 50/40,
100%-ной концентрации на станке модели ЗГ71М: скорость реза-
ния 25 м/с, глубина 0,015—0,020 мм, поперечная подача
1,5 мм/дв. ход, продольная подача 8 м/мин.
При электроалмазном плоском шлифовании пластинок твердого
сплава из сплавов группы ВК и ТК производительность операции
возрастает в восемь —десять раз, повышается качество обработан-
ной поверхности. Достигается это автоматическим поддержанием
межэлектродного зазора благодаря выступанию на 0,05—0,1 мм
диэлектрических алмазных зерен из металлической связки и совме-
щению анодного разложения поверхности с одновременным съемом
металла алмазными зернами. Обработку пластинок производят
торцом круга АПВ 250 X 20 X 3, АСР 100/80, 100%-ной кон-
центрации, связки ТМ2-5, МО 13Э и МВ 1. Электролит: водный
раствор солей NaNO3 — 10—15%, NaNO2 — 0,5%. Обработка
осуществляется на станке модели ЗЭ731; напряжение —7 В. При
шлифовании передней поверхности ножей к торцовым фрезам
(материал корпуса —сталь марки 40Х, материал пластинки —
сплав марки Т5КЮ) при самом неблагоприятном соотношении
площадей обработки по твердому сплаву и стали (1:6) дости-
гается значительное повышение производительности труда и улуч-
шается качество шлифуемой поверхности. Шлифование произ-
водится кругом тех же размеров и профиля на связке МО13Э
с характеристикой АСР 200/160 МО13Э 100%. Состав электро-
лита: KNO3 —5%; NaNO2 —2%; Na2CO3 — 1%; фосфорнокис-
лый трехзамещенный натрий —1%; остальное —вода. Рабочее
напряжение —7 В. Режимы шлифования одинаковые для обоих
операций: скорость резания 26 м/с, продольная подача 0,4 м/мин,
подача на глубину при шлифовании пластинок —0,1 мм/дв. ход,
при шлифовании державок —0,3 мм/дв. ход.
Алмазное плоское электролитическое шлифование особенно
эффективно при обработке синтетических сверхтвердых матери-
алов (эльбора Р). Оно резко повышает производительность труда
и качество обработки, снижает расход алмазов (по сравнению
с обычным алмазным шлифованием), доводя его до 1 : 20, т. е.
1 карат алмаза обрабатывает 20 карат эльбора Р. На Сестрорецком
инструментальном заводе им. Воскова обработка державок из
эльбора Р к торцовым фрезам по передней и двум задним поверх-
ностям производится на модернизированных станках модели
ЗА64Д кругами форм АЧК, АТ и АПВД диаметром 125—150 мм
с шириной алмазоносного слоя до 5. мм и характеристикой
АСВ 80/63 Al МВ1 100%. Режимы обработки: скорость резания
359
35 м/с, продольная подача 5—6 м/мин, подача на глубину
0,02 мм/дв. ход, рабочее напряжение 6 В, сила тока 25 А. Состав
электролита тот же, что и при шлифовании твердосплавных
ножей.
Алмазные круги целесообразно дорабатывать с целью образо-
вания каналов в алмазоносном слое, через которые в зону обра-
ботки эффективней поступает электролит и удаляются продукты
распада. Чистка кругов производится шлифованием медного или
латунного бруска при обратной полярности подводимого напря-
жения.
Алмазное глубинное шлифование применяется при обработке
канавок твердосплавных концевых инструментов, стружколома-
ющих канавок твердосплавных резцов, пластинок, при заточке
твердосплавных инструментов. Для глубинного шлифования и за-
точки применяются алмазные чашечные круги А1ЧК, АЧК, круги
прямого профиля АПП, А2ПП, круги прямого профиля с фасон-
ной поверхностью А5П, А2П, с концентрацией алмазных зерен 100
или 150%, зернистостью 160/125 и 80/63. Выбор характеристики
круга зависит от конкретных условий эксплуатации. Ниже при-
ведены примеры алмазного глубинного шлифования заготовок
инструментов, применяемого на Сестрорецком инструментальном
заводе им. Воскова.
Однопроходное шлифование стружечных канавок разверток
с цельнотвердосплавной рабочей частью на заводе осуществляется
на модернизированном станке модели ЗБ642, алмазным кругом
прямого профиля- диаметром 150 мм на металлической связке
МО4 и с алмазным зерном 0,08—0,12 мм. Режимы резания: ско-
рость резания 23 м/с, наибольшая глубина 2,3 мм, продольная
подача 30—50 мм/мин. Однопроходное шлифование стружечных
канавок комбинированных твердосплавных сверл для плат пе-
чатного монтажа выполняется алмазным кругом АПГ 50 X 10 X 3
зернистостью АСВ 80/63, 150%-ной концентрацией, связка МС6.
Алмазное круглое шлифование применяется при обработке
твердосплавных инструментов класса «Валики». Алмазные
круги — по ГОСТ 16171—70 на металлической, органической и ке-
рамической связках. Созданы также универсальные круги, ра-
ботающие как в обычном режиме, так и в режиме электролити-
ческого шлифования. Режимы обработки выбираются в соответ-
ствии с конкретными условиями.
Бесцентровое алмазное шлифование твердосплавных инстру-
ментов и инструментов из синтетических сверхтвердых материалов
осуществляется специальными алмазными кругами прямого про-
филя. Примером обработки может служить бесцентровое шлифо-
вание поликристаллов из композита 01 и 05. Достигаемая при
этом точность 0,04—0,05 мм по диаметру. Обработка производится
на станке модели 3184 кругом 400 X 150 X 203 АСВ 80/63 Ml
150% или на станке модели ЗД180 кругом 200 X 40 X 73 АСВ
80/63 Ml 150%.
360
Алмазное резьбошлифование осуществляется при изготовлении
метчиков, оснащенных твердым сплавом. Может производиться
по схеме однониточного и по схеме многониточного шлифования
или с комбинированной схемой — черновое шлифование много-
ниточным кругом напроход, чистовое — однониточным кругом.
Правка однониточных и многониточных кругов выполняется
так же, как и кругов из эльбора. При комбинированной обработке
после многониточного резьбошлифования оставляется припуск
на окончательную обработку 0,2—0,3 мм*
При правке алмазных кругов наиболее распространен метод
правки их абразивными кругами. Правка осуществляется в тех же
случаях, что и для кругов из эльбора. Производится на спе-
циальных приспособлениях к станкам с принудительным враще-
нием абразивного круга или на специальных станках, выпуска-
емых для этой цели. В качестве примера может быть приведен
станок модели ВК-65, на котором возможна правка по прямо-
линейным и радиусным поверхностям алмазных кругов типа АПП,
АЧК, АПВ, АТ, А2П. Правка —шлифованием напроход при
встречном вращении кругов. В качестве правящего круга исполь-
зуются абразивные круги из карбида кремния зеленого
ЧЦ 150 X 80 X 32 и ПП 150 X 16 X 32. Режим: частота вращения
шпинделя алмазного круга 140 об/мин, частота вращения шпинделя
абразивного круга 2440 об/мин; число осциллирующих ходов абра-
зивного круга в минуту 53, величина хода при осциллирующем
движении 20 мм. Угол поворота при правке радиусных участков
равен 80°. Поперечное перемещение абразивного круга (80 мм)
осуществляется вручную. Правка производится с охлаждением.
Кроме обычной правки в последние годы получает распростра-
нение и электроабразивная правка алмазных кругов. Этот метод
подробно описан выше (см. с. 357) применительно к кругам из
эльбора.
Специфическими операциями шлифовально-заточного цикла
являются и заточные операции. К этому циклу следует отнести
Операции по вышлифовке канавок, спинок, торцового зуба инстру-
ментов в стальных закаленных или цельных твердосплавных за-
готовках. При этом в ряде случаев отпадает необходимость в за-
+очке, на основании чего данные операции формообразования
целесообразно включить в этот цикл.
Заточные операции определяют качество режущих кромок как
новых, так и переточенных инструментов. В условиях специали-
зированных инструментальных заводов эти операции выпол-
няются, как правило, на специальном или специально для них
модернизированном универсальном оборудовании. В условиях
предприятий-потребителей инструментов его заточка в большин-
стве случаев производится на универсальном оборудовании.
К универсальным станкам для заточки инструментор можно
отнести станки моделей ЗМ640, ЗМ641, ЗМ642, ЗМ642Е, ЗБ631,
3K631, ЗБ632, ЗБбЗЗ, ЗБ634, станок для электрохимической
12 г. в. Филиппов 861
заточки насадных фрез, разверток, зенкеров, резцов модели 3672,
полуавтоматы ЗГ653, ЗА659. К специализированным станкам
относятся станки для алмазной заточки резцов моделей 3621,
3622, 3622Э (электрохимическая заточка), ЗД624; полуавтоматы
ЗЕ624Э, ЗЕ624, ЗД625.3626Э, 3626 (для заточки передних поверх-
ностей и стружколомающих порожков), 3626Л, 3629; полуав-
томаты для заточки сверл моделей ЗБ650 (диаметром 0,1 —2 мм),
ЗЕ651 (диаметром 0,4—6 мм), ЗГ653 (диаметром 3—32 мм), ЗА659
(диаметром 32 —80 мм); ВК-64 (диаметром 2,5—6 мм); полуав-
томаты для заточки фрезерных головок моделей ЗГ667, 3682,
ЗЕ667К; полуавтоматы для заточки заборного конуса метчиков
модели МФ4М (М3—М36), передних поверхностей круглых пла-
шек моделей МФ27А, 7БМ; полуавтомат для заточки канавочных
фрез модели ВЗ-148.
К узкоспециальным станкам для операций этого цикла отно-
сятся станки для заточки сверл —автоматы моделей 365Б1 (диа-
метр сверл 3—6 мм), 365Б2 (диаметр сверл 6—15 мм), 365Б2-1
(диаметр сверл 15—20 мм), И169 (сверла с конусом Морзе № 1),
полуавтомат модели 3655 для подточки перемычки сверл диа-
метром 6—50 мм, автомат модели И155 для заточки угла 70° на
сверлах спиральных диаметром 12—20 мм.
Переточку инструментов необходимо производить механи-
чески. Ручная заточка и переточка доступны только специалистам
высокого класса и не могут обеспечить высоких требований, предъ-
являемых к современным инструментам.
Из группы специальных станков для вышлифовки канавок
инструментов «по целому» следует отметить автоматы моделей:
ЗА650 —для вышлифовки канавок, спинок и заточки сверл
диаметром 0,25—2,5 мм, ЗА682 — для вышлифовки канавок,
спинок и заточки сверл диаметром 0,8—4 мм, 3657 —для вышли-
фовки канавок и спинок сверл, а также концевых фрез диаметром
6—15 мм, 3684 (3684Г) —для вышлифовки винтовых канавок
концевых фрез. Технические характеристики специальных стан-
ков для вышлифовки канавок и спинок концевых твердосплавных
инструментов приведены в табл. 10.22.
Станки моделей Ш-11 и Ш-13 выполнены на базе станка мо-
дели ЗВ642. При модернизации на стол станка была установлена
бабка изделия, заменены шлифовальная бабка, электрооборудова-
ние, система подвода СОЖ. По принципу этих станков работают
и станки моделей И-119 и ВК-63. Следует отметить, что вышли-
фовка по целому быстрорежущих и твердосплавных инструментов
в последние годы развивается чрезвычайно интенсивно. Этому
способствует создание алмазных и абразивных кругов на спе-
циальных связках, высокая производительность обработки (шли-
фование канавок быстрорежущего инструмента по целому осу-
ществляется в три — пять раз быстрее фрезерования), создание
различных схем обработки, позволяющих довести диапазон диа-
метров шлифуемых инструментов до 100 мм.
362
Таблица 10.22
Технические характеристики специальных станков для вышлифовки
канавок и спинок концевых твердосплавных инструментов
Параметр Модель станка
Ш-11 Ш-13 ВК-63 И-119
Обрабатываемый ин- струмент Диаметр инструмен- та, мм Общая длина, мм Наибольшая длина рабочей части, мм Число канавок Направление канавок Угол наклона кана- вок, ...° Скорость продольной подачи, м/мин Мощность электро- двигателя главного при- вода, кВт Привод бабки изде- лия Сверла, фрезы, развертки 1—8 30—95 55 2; 3; 4; 5; 6 Правое, 1—30 0,05—0,3 3,0 Механг Сверла 0,4—1,2 20—40 27 2 , левое 10—30 0,01—0,10 1,1 1ческий Сверла, фрезы, развертки, метчики 2,5—6 30—95 55 2; 3; 4; 5; 6 Правое, левое, прямое 0—30 0,05—0,3 3,0 Гидравл Сверла 0,25—3,0 15—75 50 2 Правое, левое 10—40 0,03—0,3 1,1 [ический
Из применяемых схем интерес представляют две, наиболее рас
пространенные: вышлифовка профиля инструментов за один
проход и многопроходное шлифование. Первая схема применяется
при вышлифовке инструментов диаметром до 17 мм (глубина шли-
фования до 7 мм), вторая схема — при обработке инструментов
диаметром до 100 мм. Обе схемы предусматривают обработку со
значительным объемом подводимой в зону резания СОЖ- Ориен-
тировочно объем СОЖ Q (л/мин) определяется зависимостью
Q = (5ч-10) N3, где N3 —эффективная мощность шлифования,
кВт. Следует отметить, что мощность при вышлифовывании сверл
за один проход увеличивается примерно пропорционально диа-
метру, поэтому верхний предел диаметров вышлифовываемых
сверл пока не превышает 17 мм (Мэ « 17 кВт). Вышлифовка по
целому обеспечивает высокое качество поверхностей инструмента,
ликвидируя в ряде случаев операции заточки тех поверхностей
инструмента, которые образованы вышлифовкой.
Однако при эксплуатации инструментов вопрос рациональных
режимов заточки (переточки) вышлифованных инструментов
остается таким же актуальным, как и вопрос заточки инструмен-
тов, образованных другими способами. Рекомендуемые режимы
12* 363
заточки на универсальных станках инструментов из быстрорежу-
щих сталей марок Р9, Р12, Р18, Р6М5 и др. абразивными кругами
из электрокорунда 1А и 2А (зернистость 5—40, связка керами-
ческая К) в первом приближении приведены ниже.
Скорость резания, м/с:
при ручной заточке ........ 20—30
» машинной заточке....... 18—25
Поперечная подача, мм/дв. ход .... 0,02—0,08
Продольная подача, м/мин........ 4—6
Твердость круга:
при ручной заточке .............. Cl, С2
» машинной заточке........ СМ1, СМ2
Структура....................... 5—8
Объем охлаждающей жидкости, л/мин 6—8
Охлаждающая жидкость ............. 5%-ный раствор эмуль-
сола в воде или 2—3%-ный
раствор соды в воде
Рекомендуемые режимы обработки инструментов кругами из
эльбора приведены выше (см. стр. 356). Рекомендуемые режимы
резания при заточке и доводке твердосплавных инструментов пред-
ставлены в табл. 10.23.
Рекомендуемые режимы резания при заточке и доводке рез-
цов и державок фрез, оснащенных режущими сверхтвердыми син-
тетическими материалами на основе кубического нитрида бора,
приведены в табл. 10.24.
Типовые технологические процессы заточки резцов токарных
проходных, машинных разверток и концевых фрез приводятся
в гл. 11. В конкретных условиях заточки инструментов режимы,
приведенные в типовых процессах, должны уточняться.
При наличии станков для электролитического шлифования
заточку и доводку инструментов, оснащенных сверхтвердыми
синтетическими материалами, следует производить на режимах,
приведенных выше (см. стр. 359).
10.7. ДОПОЛНИТЕЛЬНАЯ ОБРАБОТКА И УПРОЧНЕНИЕ
ИНСТРУМЕНТОВ
Этот технологический цикл предусматривает проведение раз-
личного рода операций, обеспечивающих повышение стойкости
инструментов и увеличение ресурса их работы. В данном цикле
Следует выделить ряд операций, такие как механическое упрочне-
ние и химико-термическая обработка.
Механическому упрочнению подвергаются в основном твердо-
сплавные инструменты и заключается она в округлении его режу-
щих кромок до требуемого размера и тренировке путем вибрацион-
ной обработки. Для вибрационной обработки используются ма-
шины моделей ВМ-40, ВМ-40С, ВМП-25, ВМ-100.
364
Таблица 10.23
Рекомендуемые режимы резания при заточке и доводке твердосплавных инструментов
Инструмент и обрабатываемая поверхность Операция Припуск, мм Подача Скорость круга, м/с Тип круга и его характеристика
Зпрод> м/мин Jnon» мм'дв. ход
Резец проходной: задние главная и вспомогательная грани на дер- жавке Заточка 1,0 Ручная Ручная 20—25 ПП 300 Э 340 С1К
задние главная и вспомогательная грани на пла- стинке Заточка » Доводка 0,5—0,7 0,3—0,4 0,05—0,1 Ручная 1,0—1,5 0,5—1,0 0,1—0,12 0,03—0,04 0,04—0,005 15—18 18—20 20—25 ЧЦ 300 КЗ 940 МЗК АЧК 200 АСР 100/80 М 100% АЧК 200 АСР 63/50 Б 50%
передняя грань Доводка 0,05—0,1 1,0—1,5 0,5 0,01—0,015 0,005 18—20 20—25 АЧК 150—200 АСР 100/80 М 100% АЧК 200 АСР 50/40 Б 50%
радиус при вер- шине 0,1 0,5 1,0—1,5 0,5 0,01—0,015 0,005 18—20 20—25 То же, что и для передней грани
лунка или порожек ^0,5 Ручная Ручная 18—20 АПП 14 5X2 АСР 80/63М 100%
Сверло с пластинами, задняя грань Заточка Доводка 0,4—0,6 0,1—0,2 10 1,0—2,0 0,1—0,2 0,02—0,03 15—18 18-20 ЧЦ 125 КЗ 925—40 СМ1 К АЧК 125 АСР 100/80 М 100%
Продолжение табл. 10.23
Инструмент и обрабатываемая поверхность Операция Припуск, мм Пола ч я Скорость круга, м/с Тип круга и его характеристика
$прод* м/мин snon» мм/дв. ход
Зенкер насадной с пла- стинками, задняя грань режущей части Заточка Доводка 1,0—1,2 0,05 8 0,2—0,5 0,1 0,01 12 25 ЧК 125 КЗ 925—40 МЗК АЧК 125 АСР 50/40—63/50 Б 50%
Развертка машинная: задняя грань ре- жущей части по державке Заточка 0,7 8 0,1 12 ЧК 125 К 3940 СМ1-МЗ К
задняя грань ре- жущей части по пластинке Доводка 0,05 0,2—0,5 0,005 20—25 АЧК 125 АСР 50/40 Б 50%
Фреза торцовая: задняя грань по державке Заточка 0,5—1,0 3,0 0,1 20 ЧК 125 Э9А 400 СМ2 К
задняя грань по пластинке Доводка о,1 1,0—2,0 0,02—0,005 18—20 АЧК 125 АСР 100/80 М 100%
фаска на передней грани 0,05 1,0 0,01 25 АЧК 125 АСР 50/40 Б 50%
Таблица 10.24
Рекомендуемые режимы резания при заточке и доводке резцов и державок фрез,
оснащенных сверхтвердыми синтетическими материалами на основе кубического нитрида бора
Операция Характеристика круга, пасты Станок ч Скорость круга, м/с Продоль- ная по- дача, м/мин Глубина резания, мм/дв. ход
Предварительная обработка корпуса (державки) 24А 25 СМ2 К Заточной типа ЗА64М 25 3 0,04
Заточка по главной и вспо- могательной задним поверхно- стям под углом а АСО 80/63—125/100 Б1 100% 25 1 0,01—0,02
Заточка по передней поверх- ности под углом у АСО 80/63—125/100 Б1 100% 25 1 0,01—0,02
Доводка передней поверх- ности под углом у АСМ 28/20—14/10 Б1 100% Паста AM, АСМ 28/20—20/14 Заточной типа ЗА64М Притирочный 25 0,5 0,005
Доводка главной задней по- верхности под углом а, вер- шины резца по радиусу г и по вспомогательной задней поверх- ности под углом 04 АСМ 3/2—Б1 100% Паста AM, АСМ 28/20—20/14 Заточной типа ЗА64М Притирочный 25 0,5 0,005
Примечание.
Обработку рекомендуется производить с применением СОЖ.
8
Краткая техническая характеристика машины для вибра-
ционной обработки модели ВМ-40С приведена ниже.
Емкость рабочей камеры, л......................... 40
Потребляемая мощность, кВт........................ 0,5
Амплитуда колебаний камеры, мм............ 0—0,9
Частота колебаний, Гц............................. 46
Габаритные размеры, мм...................... 1000X1000X 500
Масса, кг.......... 170
Абразивный наполнитель и обрабатываемое изделие (или пар-
тия изделий) помещаются в рабочую камеру машины, колеблю-
щуюся с определенной частотой и амплитудой. В результате много-
кратных соударений частиц наполнителя и обрабатываемого изде-
лия изменяются его геометрические и физико-механические пара-
метры. Изменение геометрических параметров выражается в округ-
лении режущих кромок и улучшении качества их поверхностей,
изменение же физико-механических параметров сводится к соз-
данию в поверхностном слое сжимающих остаточных напряжений.
Наибольший эффект от механического упрочнения был получен
на инструментах для черновой и получистовой обработки. Хоро-
шие результаты получены также и при виброобработке пластинок
из твердого сплава группы ТК.
В качестве наполнителя могут быть использованы абразивные
тела ПТ15 X 15 или ПТ20 X 15 по ТУ2-036-205—73, выпуска-
емые Московским абразивным заводом, бой фарфора, минерало-
керамики ЦМ-332 и шлифовальных кругов, смесь боя фарфора
и шлифовальных кругов. Наполнитель необходимо просеивать
через решето с ячейками, равными ~10 мм. В процессе обработки
в рабочую камеру машины непрерывно подается 2—3%-ный рас-
твор кальцинированной соды в воде. Радиус округления для
обеспечения повышенной прочности режущей кромки у механи-
чески закрепляемых в инструменте пластинок твердых сплавов
ориентировочно может быть равен для пластинок с диаметром
вписанной окружности 9,525 мм —20—25 мкм, для пластинок
с диаметром 12,7 мм —25 —35 мкм, для пластинок с диаметром
15,875 мм — 35—45 мкм, для пластинок с диаметром 19,05 мм —
45—55 мкм; для пластинок с диаметром 25,4 мм —50—70 мкм.
Химико-термическая обработка применяется для упрочне-
ния стальных инструментов, предотвращения налипания стружки
на поверхности инструментов, повышения его износостойкости.
Один из самых распространенных методов химико-термической
обработки — цианирование — процесс насыщения поверхностных
слоев инструментов углеродом и азотом. Известно жидкостное,
газовое и сухое (в твердых средах) цианирование. Обычно на спе-
циализированных инструментальных заводах применяется
жидкостное низкотемпературное (при температуре ванн 550—
570 °C) цианирование, при котором поверхность в основном
азотируется и в меньшей степени науглероживается. Рекомен-
дуются следующие смеси цианистых солей, применяемых для
368
жидкостного цианирования: 5% KCN и 50% NaCN (температуре
плавления 490 °C); 96% NaCN и 4% Na2CO8 (температура плавле-
ния 550 °C); 60% NaCN и 40% Na4CO3 (температура плавления
440 °C). В процессе работы ванн состав необходимо постоянно
восстанавливать.
В результате цианирования поверхностный слой становится
чрезвычайно твердым (до HRC 70), а коэффициент трения стружки
о поверхности, подвергнутые цианированию, снижается. За счет
этого повышается стойкость инструментов. В связи с хрупкостью
поверхностного слоя цианированию подвергают только те виды
инструментов, которые обладают прочным режущим клином,
в частности, не рекомендуется цианировать метчики с мелкой
резьбой.
Кроме цианирования стальных инструментов, применяются
и другие виды упрочнения. Инструменты из быстрорежущих ста-
лей и твердосплавные инструменты в последние годы подвергаются
упрочнению за едет нанесения на их поверхность тонких износо-
стойких покрытий. Для твердосплавных инструментов отработана
и внедрена технология газофазного осаждения карбида титана.
Неперетачиваемые твердосплавные пластинки выпускаются
с этим покрытием серийно.
Другим методом нанесения тонких износостойких покрытий
является метод катодного напыления и ионной бомбардировки.
Сущность этого метода заключается в том, что с помощью электро-
дугового испарителя наносимый на поверхность инструментов
материал (титан, молибден) в вакуумной камере переводится
в парообразное состояние (вакуум 1,33-10-7—1,33-10~® Па). При
наличии напряжения на катоде (анодом служит обрабатываемое
изделие, а катодом —металл-испаритель) и подачи в камеру
азота или другого газа, содержащего азот, ионы испарившегося
металла, взаимодействуя с ионами азота, образуют нитриды испа-
рившегося металла (молибдена или титана) и осаждаются на по-
верхности инструментов, создавая тонкую пленку (0,004—
0,008 мм). Для равномерного нанесения пленок на режущие
кромки многозубых инструментов последние загружаются в спе-
циальный барабан камеры и вращаются относительно катодов.
В настоящее время для упрочнения твердосплавных пластинок
износостойкой пленкой выпускаются установки моделей «Бу-
лат-2м» и «Булат-Зм». Основные технические характеристики
установки «Булат-2м» приведены ниже.
Толщина наносимого покрытия, мкм ................ 4—6
Микротвердость покрытия, кг/мм2 ................. 2000—3500
Производительность установки (тыс. шт./год) при уп-
рочнении неперетачиваемых твердосплавных пласти-
нок пленкой:
на основе молибдена....................... 2500
» » титана.......................... 5000
369
Производительность установки (тыс. шт./год) при уп-
рочнении сверл и метчиков пленкой:
на основе молибдена........................... 300
ж » титана ................................... 600
Потребляемая мощность, кВт.......................... 100
Необходимая производственная площадь, м2 . . . . 40
Основным достоинством установок является возможность обра-
зовывать на них износостойкие пленки как на инструментах из
быстрорежущих сталей, так и на твердосплавных инструментах.
Простота и доступность установки позволяют надеяться на широ-
кое ее использование как на специализированных инструменталь-
ных заводах, так и в инструментальных цехах машиностроитель-
ных предприятий.
Из методов термического и механического упрочнения инстру-
ментов следует отметить комбинированный метод термомехани-
ческого упрочнения. Метод этот имеет две разновидности: высоко-
температурная механическая обработка (ВТМО) и низкотемпера-
турная термомеханическая обработка (НТМО). Высокотемпера-
турная механическая обработка заключается в нагреве материала
до температур мартенситного превращения пластической деформа-
ции при этой температуре (прокат, завивка, ковка и т. д.), закалке
и отпуске. Низкотемпературная термомеханическая обработка
производится при температурах ниже температуры мартенситного
превращения и заключается в нагреве, пластическом деформиро-
вании и отпуске заготовки. С помощью термомеханических упроч-
нений повышаются твердость, а по некоторым данным и красно-
стойкость инструментов.
10.8. МАРКИРОВКА, СБОРКА, КОНСЕРВАЦИЯ,
УПАКОВКА ИНСТРУМЕНТОВ
Шестой технологический цикл обработки включает в себя опе-
рации маркировки, сборки, консервации и упаковки инструмен-
тов. Маркировка инструментов производится механическим, хи-
мическим, электрохимическим или электрографическим способами.
Наиболее распространенный, но наименее перспективный способ
маркировки —механический. Основан он на принципе пере-
носа знаков маркировки с клейма на маркируемую поверхность
механическим путем — вдавливанием на специальных прессах.
Для маркировки плоских деталей механическим способом могут
быть использованы: клейми л ьный автомат модели СИ-022М (клей-
мение плоских инструментов), автоматы моделей МФ-79 и ВГ7 —
для клеймения цилиндрических инструментов, автоматы моде-
лей СИ-021 и МФ-25.—для маркировки круглых плашек. В ка-
честве материала клейм используются, как правило, твердые
сплавы. Недостаток механического способа — деформация не
только поверхностного слоя, но иногда и всего изделия, а также
370
поломки твердосплавных клейм. Ввиду того, что маркировка
производится обычно в самом последнем цикле обработки, де-
формация поверхности и -изделия в целом ухудшает качество ин-
струментов, а образование трещин и поломок клейм приводит
к порче всего инструмента.
При химическом способе маркировки (способ применяется для
инструментов из быстрорежущих сталей и инструментов с корпу-
сом из конструкционных сталей) нанесение знаков маркировки
производится резиновым штампом, смоченным в специальном
растворе. Состав раствора содержит селенистую и соляную кис-
лоты, а также сернокислую медь. Перед маркировкой обрабатыва-
емую поверхность вываривают в 3—5%-ном растворе кальцини-
рованной соды при температуре 78—80 °C или протирают ве-
тошью, смоченной этим же составом. Время маркировки 1—2 с.
Маркировку производят на упругой подушке из листового фетра,
пористой пластмассы или листового асбеста. После высыхания
раствора (1—2 с) инструменты промывают в растворе кальцини-
рованной соды или протирают этим раствором, а затем производят
пассивирование. При химической маркировке необходимо строго
соблюдать правила техники безопасности, так как применяемые
растворы разъедают ткани кожи рук.
Электрохимическая маркировка — наиболее прогрессивный
и быстро развивающийся метод. Основными его преимуществами
являются: высокое качество маркировки, бездеформационное на-
несение знаков, широкий круг маркируемых материалов, возмож-
ность механизации и автоматизации, относительная простота
процесса. Процесс заключается в воздействии на смоченное элек-
тролитом изделие клейма-электрода с выдержкой под некоторой
Таблица 10.25
Условия электрохимической маркировки
цилиндрических и плоских инструментов
Вид маркируемого инструмента Состав электролита, массовая доля в % Скорость враще- ния изделия, м/мин Подача Напря- жение, в Время марки- ровки, с
Стальные ци- линдрические диаметром 3—10 мм KNO3 — 15; NaNO2 - 4; остальное — вода 0,5—1,2 Поливом 7 0,3—0,8
Стальные плоские То же 0,5—1,2 Прокачи- ванием 7 1.5
Твердосплав- ные плоские a) Na2CO4 — 4; Н3ВО3 - 2; ОП 7 — 0,5; остальное — вода Смачива- нием 6 2
б) KNO3 - 3; эмульсия — 0,5; остальное — вода Прокачи- ванием 2 1
374
нагрузкой в течение I—1,5 с. Производится она на специальном
оборудовании: полуавтомате модели НО-5193 (маркировка метчи-
ков М3—М10), автомате моделей НО-7000 (маркировка твердо-
сплавных пластинок), НО-5163 (полуавтоматическая маркировка
круглых плашек), автомате на базе модели ВГ7 (маркировка кон-
цевых инструментов). Материал клейма-электрода — типограф-
ский токопроводящий сплав. Условия маркировки стальных
цилиндрических инструментов диаметром 3—10 мм и плоских
инструментов приведены в табл. 10.25.
Электрографическая маркировка применяется, как правило,
в мелкосерийном и индивидуальном производстве инструментов;
качество маркировки невысокое.
Сборочные операции в инструментальном производстве до
недавнего времени составляли доли процента в общей трудоемко-
сти изготовления инструментов. Однако с расширением объемов
производства сборных инструментов удельный вес сборочных
операций достиг 3—12%, а их влияние на качество сборных ин-
струментов значительно возросло. Видимо, из-за этого сборочные
операции выполняются вручную и сборщиками высокой квали-
фикации.
Рис. 10.7. Схема упрощенного' перспективного технологического процесса из-
готовления инструментов
372
Упаковка и консервация инструментов призваны обеспечить
их сохранность во время транспортировки и хранения. Требова-
ния к упаковке и консервации содержатся в ГОСТ 13168—69.
Консервация и упаковка также выполняются вручную, однако на
ближайшее время намечено создание оборудования для автомати-
ческой консервации и упаковки инструментов: автомат мо-
дели^НО-2012 —для сверл диаметром 1—1,55 мм, линия модели
Рис. 10.8. Схемы автоматических линий механической обработки
заготовок сверл (/) и другого концевого инструмента (//):
] автомат для обработки торцов и центровых отверстий; 2t 3 « то«
карные автоматы для обточки рабочей части и хвостовика
НО-2905 —для метчиков диаметром 3—8 мм, автоматы моделей
НО-2712 —для сверл диаметром 3—10 мм, НО-1894А —для
сверл диаметром 6—15 мм и фрез диаметром 8—13 мм, НО-2840 —
для разверток с цилиндрическим хвостовиком диаметром 3—
10,5 мм, НО-2841 —для шпоночных фрез диаметром 3—10 мм,
линия модели НО-2953 — для консервации и вакуумной упаковки
круглых плашек диаметром 12—22 мм, агрегат модели
НО-2690А —для плашек М3—Mil и т. д. Механизация и автома-
тизация процессов сборки, консервации и упаковки инструментов
позволят повысить производительность труда, ликвидировать
тяжелый ручной труд, повысить долговечность инструментов.
373
Рассмотренный базовый технологический процесс с развитием
техники будет также изменяться и усовершенствоваться. Уже
в настоящее время с освоением предприятиями-смежниками произ-
водства заготовок-полуфабрикатов, специализированных исход-
ных материалов технологические процессы производства отдель-
ных видов продукции на инструментальных заводах упрощаются
по сравнению с базовыми.
На рис. 10.7 приведена схема упрощенного перспективного
технологического процесса изготовления инструментов. Отличи-
тельной его особенностью по сравнению с базовым процессом
является сокращение за счет использования заготовок-полуфабри-
катов вместо проката, поковок и т. д. операции заготовительного
цикла, отсутствие самостоятельности цикла по формообразова-
нию, операции которого либо сокращаются (например, при при-
менении профилированных заготовок твердосплавных инстру-
ментов, инструментов из порошковых сталей) или осуществляются
одновременно с операциями других циклов (например, при произ-
водстве стальных или твердосплавных концевых инструментов
методом вышлифовки профиля одновременно с заточкой). Стремле-
ние к совмещению операций приводит к созданию автоматических
станков и автоматических линий, на которых некоторые операции
соседних технологических циклов базового технологического про-
цесса совмещены, что также видоизменяет базовый процесс.
На рис. 10.8 приведена схема автоматической линии механи-
ческой обработки заготовок концевых инструментов диаметром
10—60 мм, на которой операции заготовительного цикла (под-
резка торца, обработка центровых отверстий) совмещены с основ-
ными формообразующими операциями (обточка рабочей части
и конического хвостовика).
Приложение
НЕКОТОРЫЕ ТИПОВЫЕ
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТОВ
На основе анализа технологических операций блок-схемы
обработки инструментов возможно создание групповых
технологических процессов изготовления инструментов
каждого класса. Вместе с тем определенный интерес для
производственников, занимающихся эксплуатацией инструмен-
тов, представляют такие операции, как их заточка и переточка.
Качественное исполнение этих операций может существенно по-
высить срок службы инструментов, снизить затраты на обработку.
Типовые технологические процессы заточки резцов, разверток,
концевых фрез могут применяться в инструментальных цехах
металлообрабатывающих предприятий, так как основаны на
использовании универсального оборудования и достаточно про-
стой оснастки. Для специализированного производства эти типо-
вые процессы могут быть усовершенствованы путем применения
специализированных станков-автоматов, специальной оснастки
и т. п. За основу приводимых ниже процессов приняты типовые
процессы, разработанные во ВНИИАше (табл. П.1—табл. П.З).
К типовым можно отнести и ряд технологических операций,
рассмотренных в гл. 10. В их числе круглое наружное и плос-
кое шлифование, заточка режущего инструмента из быстрорежу-
щих сталей кругами из эльбора (табл. 10.21), заточка и доводка
твердосплавного инструмента (табл. 10.23), заточка и доводка
резцов и державок фрез, оснащенных сверхтвердыми синтети-
ческими материалами на основе кубического нитрида бора
(табл. 10.24). Эти операции рекомендуется осуществлять не только
при изготовлении нового инструмента в инструментальных цехах
машиностроительных предприятий, но и при переточках ин-
струмента.
Групповые технологические процессы изготовления инстру-
ментов каждого из четырех классов на примере зенкеров, насадных
разверток, трехсторонних фрез, резьбонарезных плоских гребенок
разработаны на Сестрорецком инструментальном заводе им. Во-
скова и могут быть использованы как в условиях специализиро-
ванных производств, изготовляющих инструменты, так и
в условиях инструментальных цехов машиностроительных пред-
приятий. Групповые технологические процессы рассмотрены
в работе [37].
375
Типовой технологический процесс заточки токарных
Номер опера- ции Наименование операции Эскиз обработки Станок Приспо- собление
1 Заточка передней
поверхности (Rz =
= 6,3 мкм)
Заточной
модели
ЗБ632В
для резцов
Для заточ-
ки перед-
них по-
верхностей
2 Заточка главной
задней поверхности
(Rz = 6,3 мкм)
3 Заточка вспомога-
тельной задней по-
верхности (Rz =
= 6,3 мкм)
То же
Для заточ-
ки задних
поверхно-
стей
То же
376
Т а б л и ц а П.1
проходных резцов из быстрорежущих сталей
Технические условия:
i) режущие кромки резцов должны быть остро заточены, завалы и заусенцы
ве допускаются;
2) на режущих поверхностях резцов не должно быть потемнений и цветов побе-
жалости
Мерительный инструмент Характеристика круга Режим обработки
^кр. м/с 5пр» м/мин t, мм
Маятниковый угломер ЗУРИ ЧЦ 150X 80X 32 24А 25 СМ1 К 22 2—3 0,03—0,05
Маятниковый угломер ЗУРИ ЧЦ 150X 80X 32 24А 25 СМ1 К 22 2—3 0,03—0,05
Маятниковый угломер ЗУРИ ЧЦ 150X 80X 32 24А 25 СМ1 К 22 2-3 0,03—0,05
377
ф" я о| = X о и Наименование операции Эскиз обработки Станок Приспо- собление
4 Доводка передней поверхности по фа- ске (Rz = 1,6 мкм) I / > 1с 1 < Л Заточной модели ЗБ632В для резцов Для заточ- ки перед- них по- верхностей
5 Доводка главной задней поверхности по фаске и радиусу при вершине (Rz = == 1,6 мкм) /^>\ 1 Л-Л <7j 1 f- То же То же
Типовой технологический процесс заточки
Q. ' Sga Наименование операции Эскиз обработки Станок Приспо- собление
1 Шлифование рабочей части по торцу с углом в плане = 4° Л? W-~JT Универ- сально- заточные моделей ЗА64М, ЗА64Д, ЗВ642 Бабка с при- водом
378
Продолжение табл. ПЛ
Мерительный инструмент Характеристика круга Режим обработки
икр’ м/с ЬПР’ м/мин t, мм
Маятниковый угломер ЗУРИ, лупа 5х со шкалой ЛЧК 160X 32X10X3 ЛЮ—Л12 Cl—СТ1 К 100% 35—40 1,5—2 Подача ручная с усилием 10—20 Н
То же ЛЧК 160X 32X10X3 ЛЮ—Л12 Cl—СТ1 К 100% 35—40 1.5—2,0 То же
Таблица П.2
концевых фрез из быстрорежущих сталей
Технические условия:
фрезы должны быть остро заточены, завалы и выкрошенные места не допу-
скаются.
Меритель- ный инстру- мент Характеристика круга Режим обработки
°кр» м/с 5пр» м/мин Ь’поп» мм/дв, хол ^кр» м/мин
Угломер 2УРИ ЧК 125X150X 50X 32 23А, 24А, 25—40 СМ1—М3 К 18—20 3—5 0,02— 0,04 15
379
S' я s cl S о к ° в s Хов Наименование операции Эскиз обработки Станок Приспо- собление
2 Шлифование рабочей части по диаметру ty? J z Кругло- шлифоваль- ный модели ЗА1Б0 Центра, поводок
3 Заточка перед- ней поверхности зубьев на цилин- дрической части (Ra = 0,63 мкм) Универ- сально- заточные моделей ЗА64М, ЗА64Д, ЗВ642 То же
4 Заточка перед- ней поверхности зубьев на торце 4-х То же Бабка с при- водом
под углом 71 (Ra = 0,63 мкм) 1
7Т
5 Заточка задней поверхности зубьев на цилин- дрической части (Ra = 0,63 мкм) г 44: повернуть В Центра, упорка
380
Продолжение табл. П.2
Меритель- ный инстру- мент Характеристика круге Режим обработки
^KD’ м/с snp* м/мин snon» мм/дв. ход °кр’ м/мин
Микрометр ПП 300X 32X127 23А, 24А, 40—25 СМ1—М3 К 18—20 3—5 0,02— 0,04 15
Угломер 2УРИ Л1Т 125X12X 32X 2X3 Л8—Л12, КБ, Б1 100% 35—40 1,6—2,0 0,03— 0,05 —
Угломер 2УРИ Л1Т 125X12X32X2X3 Л8—Л12 Б1, КБ, Б156 100% 35—40 1,5—2,0 0,03— 0,05 —
Угломер 2УРИ ЛЧК 125—160X32X5—10X3 Л8—Л12 С1-СТ1 К 100% 35—40 1,5—2,0 0,03— 0,05 —
381
2 с s X q st Наименование операции Эскиз обработки Станок Приспо- собление
6 7 8 Заточка задней поверхности зубьев на торце (Ra = 0,63 мкм) Шлифование фаски сХ45° на рабочей части (Ra = 0,63 мкм) Заточка фаски сХ45° на рабо- чей части (Rz = = 10 мкм) Й х- - * . Универ- сально- заточные моделей ЗА64М, ЗА64Д, ЗВ642 То же § Универ- сальная головка, упорка Бабка с при- водом Универ- сальная головка
Примечание, Все операции выполняются с применением СОЖ.
382
Продолжение табл. П.2
Меритель- ный инстру- мент Характеристика круга Режим обработки
икр’ м/с %р’ м/мин ®ПОП’ мм/дв. код икр* м/мин
Эталонная фреза ЛЧК 125—160X32X5—10X3 Л8—Л12 Cl—СТ1 К 100% 35—40 1,5—2,0 0,03— 0,05 —
Шаблон сХ45° ЧК 125—150X50X32 24А 40—25 СМ1 К 23А 40—25 СМ1 к 12—15 3—5 0,02— 0,04 15
Шаблон сХ45°я эталонная фреза ЛЧК 125—160X2X5—10X3 Л8—Л12 Cl—СТ1 К 100% 35—40 1,5-2,0 0,03— 0,05 —
383
Типовой технологический процесс заточки машинных
Л-Л
ff .
77по цилиндру)
Номер опера- ции Наименование операции Эскиз обработки Станок Приспо- собление
1 2 Заточка передней поверхности (Ra = = 0,32 мкм) Шлифование ка- либрующей части предварительно (Ra = 0,63 мкм) 1 # Z Универсально- заточные мо- делей ЗА64М, ЗА64Д, ЗВ642 Круглошли- фовальный модели ЗА 150 Центра Центра, хомутик
3 4 Шлифование ка- либрующей части окончательно (Ra = = 0,32 мкм) Шлифование об- ратного конуса на калибрующей части (Rz = 10 мкм) и/ То же 8 То же
5 Шлифование ре- жущей части (Ra = = 0,63 мкм) S
384
разверток из быстрорежущих сталей
Таблица П.З
Технические условия:
развертки должны быть остро заточены, завалы и выкрашивания иа режущих
кромках недопустимы.
Мерительный инструмент Характеристика круга Режим обработки
°кр* м/с 8пр» м/мин *ПОП‘ мм/дв. ход ГИЗД’ м/мин
Штангенцир- куль, угломер 2УРИ Л1Т 125X12X 32X1*2X3 Л8—Л12 Б1 КБ Б 156 100% 30—40 1,5— 2,0 0,03— 0,05 —
Микрометр, эталонная раз- вертка ПП 300X32X127 23А 24А 25—16 СМ1—СМ2 К 20 2-3 0,01 200
То же ЛПП 320X16X 76X5 Л5—Л8 Cl—СТ1 К 100% 23—25 1,0 0,05 200
Микрометр, эталонная раз- вертка, угломер 2УРИ ПП 300X32X127 23А 24А 25-16 СМ1—СМ2 К 20 2-3 0,01 200
Штангенцир- куль, эталонная развертка, угло- мер 2УРИ ПП 300X 32X127 23А 24А 25—16 СМ 1—СМ2 К 20 2—3 0,01 200
385
Наименование
операции
Эскиз обработки
Станок
Шлифование фа-
ски (Ra = 0,63 мкм)
7 Заточка задней
поверхности на ка-
либрующей части
(Ra = 0,63 мкм)
Заточка задней
поверхности режу-
щей части (Ra =
= 0,32 мкм)
9
Заточка задней
поверхности на на-
правляющей фаске
(Ra — 0,32 мкм)
Круглошлифо-
вальный
модели ЗА 150
Универсально- Центра,
заточные мо- упорка
делей ЗА64М,
ЗА64Д, ЗВ642
Центра,
хомутик
То же То же
Примечание.
Bet операции выполняются с применением СОЖ
386
Продолжение табл П.З
Мерительный инструмент Характеристика круга Режим обработки
°кр’ м/с 5пр» м/мин snon» мм/дв. ход °иэд» м/мин
Штангенцир- куль, угломер 2У ПП 300X 32X127 23А 24А 25—16 СМ 1—СМ2 К 20 2—3 0,01 200
То же ЛЧК 125X160X32X5X 10X3 Л8-Л12 Cl—СТ1 К 100% 35—40 1,5— 2,0 0,03— 0,05 —
ЛЧК 125X 160X32X5X 10X3 Л8—Л12 Cl—СТ1 К 100% 35—40 1,5— 2,0 0,03— 0,05 —
§ ЛЧК 125X160X32X5X10X3 Л8—Л12 С1-СТ1 К 100% 35—40 1,5— 2,0 0,03— 0,05 —
СПИСОК ЛИТЕРАТУРЫ
1. Аваков А. А. физические основы теории стойкости режущих инструмен-
тов. М.: Машгиз, 1960. 306 с.
2. Алексеев Н. В., Жилис В. И., Филиппов Г. В. Влияние каналов для под-
вода СОЖ на жесткость спиральных сверл. Вильнюс: Лит. НИИНТИ, 1974. 13 с.
3. Аршинов В. А., Алексеев Г. А. Резание металлов и режущий инструмент.
М.: Машиностроение, 1976. 440 с.
4. Баженов М. Ф., Байцман С. Г., Карпачев Д. Г. Твердые сплавы. Спра-
вочник. М.: Металлургия, 1978. 184 с.
5. Бетанели А. И. Прочность и надежность режущего инструмента. Тби-
лиси: Сабчота Сакартвело, 1973. 304 с.
6. Блюмберг В. А. Справочник токаря. Лениздат, 1969. 448 с.
7. Бобров В. Ф. Основы теории резания металлов. М.: Машиностроение,
1975. 344 с.
8. Виноградов А. А«, Резников В. А., Ординарцев И. А. и др. Конструк-
тивные параметры твердосплавных головок составных спиральных сверл. —Станки
и инструмент, 1973, № 6, с. 25—28.
9. Вульф А. М. Резание металлов. Л.: Машиностроение, 1973. 496 с.
10. Геллер Ю. А. Инструментальные стали. М.: Металлургия, 1975. 584 с.
11. Гарина Т. И., С и не л ыци ков А. К. Влияние вылета мелкоразмерных сверл
ва их эксплуатационные свойства. —Станки и инструмент, 1972, № 1, с. 32—34.
12. Грановский Г. И. Металлорежущий инструмент. М.: Машгиз, 1952. 278 с.
13. Гудремон Э. Специальные стали. Т. II. М.: Металлургия, 1966. 530 с.
14. Гуревич Я. Л. и др. Режимы резания труднообрабатываемых материалов.
Справочник. М.: Машиностроение, 1976. 176 с.
15. Дзельтен Г. П. Надежность инструмента в связи с его прочностью. —
В кн.: Рациональная эксплуатация высокопроизводительного режущего инстру-
мента. М.: МДНТП, 1972, с. 212—219.
16. Дибнер Л. Г., Шкурин Ю. П. Заточка спиральных сверл. М.: Машино-
строение, 1967. 154 с.
17. Дибнер Л. Г. Современное оборудование для изготовления и заточки
твердосплавного инструмента. — В кн.: Рациональное использование твердого
сплава в промышленности. Л.: ЛДНТП, 1973, с. 119—124.
18. Динник А. П. Продольный изгиб и кручение. М.: АН СССР, 1955. 392 с.
19. Дитман А. О., Алексеев Н. В. Определение геометрических характеристик
жесткости при кручении и изгибе сверла методом электромагнитного моделиро-
вания. Вильнюс: Лит НИИНТИ, 1974. 25 с.
20. Дыков А. Т., Ясинский Г. И. Прогрессивный режущий инструмент в ма-
шиностроении. Л.: Машиностроение, 1972. 224 с.
21. Жилис В. Н., Васенис Г. А., Старов Н. А. Некоторые основные тенден-
ции развития конструкции и производства спиральных сверл. — В кн.; Сбор-
ник научных трудов Станкостроения Литвы, IV, Вильнюс: Минтис, 1971, с. 129—
140.
22. Кириленко А. Л., Филиппов Г. В. Расчет деформаций и напряжений кон-
цевого режущего инструмента с винтовыми канавками. —Станки и инструмент,
1978, Ks 1, с. 29—30.
388
23. Клушин М. И, Актуальные вопросы разработки и применения смазочно-
охлаждающе-моющих жидкостей при эксплуатации режущих инструментов.
Перспективы развития режущего инструмента и повышение его производитель-
ности в машиностроении. — Тезисы докладов VI Всесоюзной научно-технической
конференции. М.: ВНИИ, 1972, с. 174—183.
24. Кудинов В. А. Динамика станков. М.: Машиностроение, 1967. 359 с.
25. Ларин М. Н. Современные методы конструирования, эксплуатации и из-
готовления фрез.: М.: НТО Машпром, 1961. 56 с.
26. ЛашневС. И., Юликов М. И. Расчет и конструирование металлорежущих
инструментов с применением ЭВМ. М.: Машиностроение, 1975. 392 с.
27. Лоладзе Т. Н. Износ режущего инструмента. М.: Машгиз, 1958. 355 е.
28. Макаров А. Д. Оптимизация процессов резания. М.: Машиностроение,
1976. 278 с.
29. Матвеев В. В. Нарезание точных резьб. М.: Машиностроение, 1968. 116 с.
30. Металлорежущий инструмент. Каталог-справочник. Ч. I. Резцы и фрезы.
М.: НИИмаш, 1976. 447 с.
31. Минкевич А. Н. Химико-термическая обработка металлов и сплавов.
М.: Машиностроение, 1965. 492 с.
32. Невельсон Р. А., Филиппов Г. В. Ускорение испытаний режущего ин-
струмента на надежность (стойкость) при нормальных режимах резания. — В кн.5
Повышение качества, надежности и долговечности промышленных изделий. Ч. 2.
Л.: ЛДНТП, 1969, с. 5—10.
33. Общемашиностроительные нормативы режимов резания и времени для
технического нормирования работ на токарных; фрезерных, сверлильных стан-
ках. Серийное, крупносерийное и массовое производство. М.: Машиностроение,
1974. 416 с.
34. Общемашиностроительные нормативы режимов резания резцами с меха-
ническим креплением многогранных твердосплавных пластин. Обработка на стан-
ках с ЧПУ. Серийное и мелкосерийное производство. М.: НИИмаш, 1978. 56 с.
35. Олейников И. И., Шатерин М. А. Особенности сверления высокомарган-
цовистых сталей и пути повышения производительности их обработки. — В кил
Современные методы обработки резанием труднообрабатываемых сталей и сплавов.
Л.: ЛДНТП, 1974, с. 52—60.
36. Опыт применения электрических методов обработки в приборостроении.
Материалы краткосрочного семинара. Л.: ЛДНТП, 1977. 43 с.
37. Ординарцев И. А., Филиппов Г. В. Автоматизация производства режу-
щего инструмента. Л.: Машиностроение, 1972. 264 с.
38. Перспективы развития режущего инструмента и повышение эффектив-
ности его применения в машиностроении. Тезисы докладов. М.: ВНИИ, 1978.
479 с.
39. Петрухин С. С. Основы проектирования режущей части металлорежущих
инструментов. М.: Машгиз, 1960. 163 с.
40. Пономарев С. Д. Расчеты на прочность в машиностроении. Т. III. М.:
Машгиз, 1969. 1118 с.
41. Применение инструмента из эльбора в промышленности. Руководящие
материалы. М.: НИИмаш, 1974. 38 с.
42. Прогрессивные методы технологической подготовки серийного производ-
ства/Под ред. д-ра техн, наук С. П. Митрофанова. Л.: Машиностроение,
1971. 304.
43. Развитие науки о резании металлов/Под ред. Н. Н. Зорева, Г. И. Гранов-
ского, М. Н. Ларина и др. М.: Машиностроение, 1967. 413 с.
44. Режимы резания. Справочник. М.: Машиностроение, 1972. 408 с.
45. Резников Н. И. и др. Обработка резанием жаропрочных, высокопрочных
и титановых сплавов. М.: Машиностроение, 1972. 250 с.
46. Резников А. Н. Теплообмен при резании и охлаждении инструментов.
М.: Машгиз, 1963. 200 с.
47. Родин П. Р. Проектирование и производство режущего инструмента.
Киев: Машгиз, 1962. 254 с.
48. Сборные режущие инструменты с механическим креплением неперета-
чиваемых пластин из твердых сплавов и режущей керамики. Руководящий тех-
389
ни чес кий материал РТМ 23.5.68—77 Министерства тракторного и сельскохозяй-
ственного машиностроения. Одесса: ПКТБ. 212 с.
49. Семенченко И. И., Матюшин В. М., Сахаров Г. Н. Проектирование ме-
таллорежущих инструментов. М.: Машгиз, 1962. 952 с.
50. Справочник машиностроителя. Т. 5. М.: Машиностроение, 1964. 920 с.
51. Стеткар В. А. Опыт применения клеевых соединений в инструменте. —
В кн.: Прогрессивные методы обработки резанием. Л.: ЛДНТП, 1977, с. 75—79.
52. Технологический регламент ОС-2-040-56-68. М.: НИИмаш, 1968. 56 с.
53. Типовая технология термической обработки металлообрабатывающего
инструмента. Ч. I и II. М.: НИИмаш, 1967. 87 с.
54. Филиппов Г. В., Синельщиков А. К. Сверление глубоких отверстий спи-
ральными сверлами с внутренним подводом СОЖ- Л.: ЛДНТП, 1974. 66 с.
55. Филиппов Г. В. Заточка сверл по плоскости. — В кн.: Металлорежущий
и контрольно-измерительный инструмент. М.: НИИмаш, 1968, X? 5, с. 23—27.
56. Филоненко С. Н. Резание металлов. Киев: Техника, 1975. 232 с.
57. Хает Г. Л. Прочность режущего инструмента. М.: Машиностроение,
1975. 168 с.
58. Четвериков С. С. Металлорежущие инструменты. М.: Высшая школа,
1965. 731 с.
59. Шатин В. П., Шатин Ю. В. Справочник конструктора-инструменталь-
щика. М.: Машиностроение, 1975. 456 с.
60. Эльясберг М. Е. К теории и расчету устойчивости процесса резания ме-
талла на станках. — Станки и инструмент, 1971, № 11—12; 1972, № 1, с. 3—7.
61. Klingelnberg. — Techrrisches hrltsbuch 15. Auflage. Berlin—New Jork.
Springer—Verlag. 1967, p. 1010.
62. Masasuke Tueda, Vosio Hasegowa and Hurosi Kimura. Effects of Twist
on the Deffection Due to Bending of a Twist Drill and on the Surface Stresses
Due to Torsion of it. Trans, of Japan Soc. of Mechanical eng. 1962, t. 28, N 190,
p. 665 —672.
Оглавле ние
Предисловие........................................................ 3
Глава 1. Общие вопросы расчета, конструирования и эксплуатации
инструмента ....................................................... 5
1.1. Некоторые сведения о процессе резания и геометрии режущей
части инструмента............................................ 7
1.2. Расчеты инструмента на прочность ...................... 23
1.3. Конструктивные элементы режущих инструментов .... 34
1.4. Методы повышения режущих свойств инструментов...... 51
1.5. Контроль качества инструмента.......................... 52
1.6. Основные требования к эксплуатации инструмента...... 55
Глава 2. Инструментальные материалы............................... 58
2.1. Инструментальные стали ................................ 60
2.2. Твердые сплавы......................................... 30
2.3. Режущая минералокерамика............................... 91
2.4. Режущие сверхтвердые материалы ........................ 92
Глава 3. Современные смазочно-охлаждающие средства 96
3.1. Смазочно-охлаждающие средства........................... —
3.2. Способы подвода СОС..................................... Ю2
Глава 4. Резцы................................................... 107
4.1. Общие конструктивные особенности резцов................. —
4.2. Некоторые конструкции специальных резцов................ 145
4.3. Эксплуатация резцов .................................... 147
Глава 5. Фрезы ......... 164
5.1 Фрезы цельные.................................... ... —
5.2. Сборные фрезы ........................................ I®2
5.3. Режимы резания, силы и мощноёт!,, потребнее на резание. . . 192
Глава 6. Сверла.................................................. 199
6.1. Спиральные сверла....................................... —
6.2. Специальные сверла.................................... 223
6.3. Силы, мощность и режимы резания....................... 232
Глава 7. Зенкеры................................................. 239
7.1. Конструкции, типы, размеры зенкеров .................... —
Конструкции, типы, размеры зенковок................... 249
7.3. Режимы резания, силы и мощность, потребные на резанйе 250
391
Глава 8. Развертки.................................................. 254
8.1. Конструкции, типы, размеры разверток....................... —
8.2. Режимы резания........................................... 271
Глава 9. Резьбонарезной инструмент 280
9.1. Метчики.................................................... —
9.2. Плашки................................................... 300
9.3. Гребенки резьбонарезные плоские.......................... 313
Глава 10. Технология изготовления инструментов...................... 316
10.1. Технологическая классификация режущих инструментов . . —
10.2. Особенности технологии производства режущих инструментов 317
10.3. Заготовительные операции........................ 330
10.4. Основные формообразующие операции............... 343
10.5. Основная термическая обработка.................. 352
10.6. Шлифовально-заточные операции................... 354
10.7. Дополнительная обработка и упрочнение инструментов. . 364
10.8. Маркировка, сборка, консервация, упаковка инструментов 370
Приложение. Некоторые типовые технологические процессы изготов-
ления инструментов ... 375
Список литературы................................................... 388
ИБ № 1256
Георгий Васильевич ФИЛИППОВ
РЕЖУЩИЙ
ИНСТРУМЕНТ
Редактор Л. И. Вожик
Художественный редактор С, С. Венедиктов
Технический редактор Т. П. Малашкина
Корректоры И. Г, Жукова и А. И. Лавриненко
Переплет художника В. И. Широколобова
Сдано в набор 21.11.80. Подписано в печать 12.03.81. М-28963.
Формат 60x90Vi<. Бумага типографская № 2.
Гарнитура литературная. Печать высокая.
Усл. печ. л. 24,5. Уч.-изд. л. 25,0.
Тираж 30 000 вкэ. Заказ 317. Цена 1 р. 50 к.
Ленинградское отделение издательства «МАШИНОСТРОЕНИЕ»
191065, Ленинград, ул. Дзержинского, 10
Ленинградская типография № 6 ордена Трудового Красногс Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
193144, Ленинград, ул. Моисеенко, Ю
Г. В. ФИЛИППОВ
РЕЖУЩИЙ
ИНСТРУМЕНТ
ЛЕНИНГРАД
«МАШИНОСТРОЕНИЕ»
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ
1 981