

































Автор: Барановский Ю.В.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы справочник металлорежущие станки обработка металлов издательство машиностроение режимы резания металлов
Год: 1972



ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ТЕХНОЛОГИИ
АВТОМОБИЛЬНОЙ ПРОМЫШЛЕННОСТИ
РЕЖИМЫ
РЕЗАНИЯ МЕТАЛЛОВ
СПРАВОЧНИК
Под редакцией Ю. В. БАРАНОВСКОГО
Издание третье,
переработанное и дополненное
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
Москва 1972
УДК 621.91.04 (031)
Режимы резания металлов. Справочник. Изд. 3-е,
переработанное и дополненное. М., «Машиностроение»,
1972.
В справочнике приведены нормативы для массово-
поточного производства типа автомобильного по
режимам резания на токарных, фрезерных, сверлильных,
протяжных, зубообрабатывающих, резьбонарезных,
шлифовальных и отделочных станках, даны рекомендации по
режимам чистовой обработки поверхностным
пластическим деформированием.
Справочник предназначен для технологов
машиностроительных заводов, инженерно-технических
работников научно-исследовательских и проектно-технологичес-
ких организаций при расчете технически обоснованных
норм времени, определении норм выработки рабочих,
анализе производства и пропускных способностей
оборудования, установлении мощностей механообрабатывающих
поточных линий, участков и цехов, а также для оценки
и выбора оптимальной технологии при проектировании
заводов при разработке новых и совершенствовании
действующих технологических процессов изготовления
деталей.
АВТОРЫ
Ю. В. Барановский, канд. техн. наук Л. А. Брахман, Ц. 3. Бродский,
Л. А. Быков, канд. техн. наук 3. Д. Горецкая, Е. Н. Киселев,
канд. техн. наук В. Н. Комиссаржевская, I В. В. Коня шов I, канд. техн.
наук М. С. Наерман, О. Г. Пескова, канд. техн. наук М. А. Сазар,
Г. В. Шабанова, В. А. Шля пина, С. А. Щербакова
1-12-4
85—72
СОДЕРЖАНИЕ
Предисловие к третьему изданию б
Содержание нормативов и их особенности 6
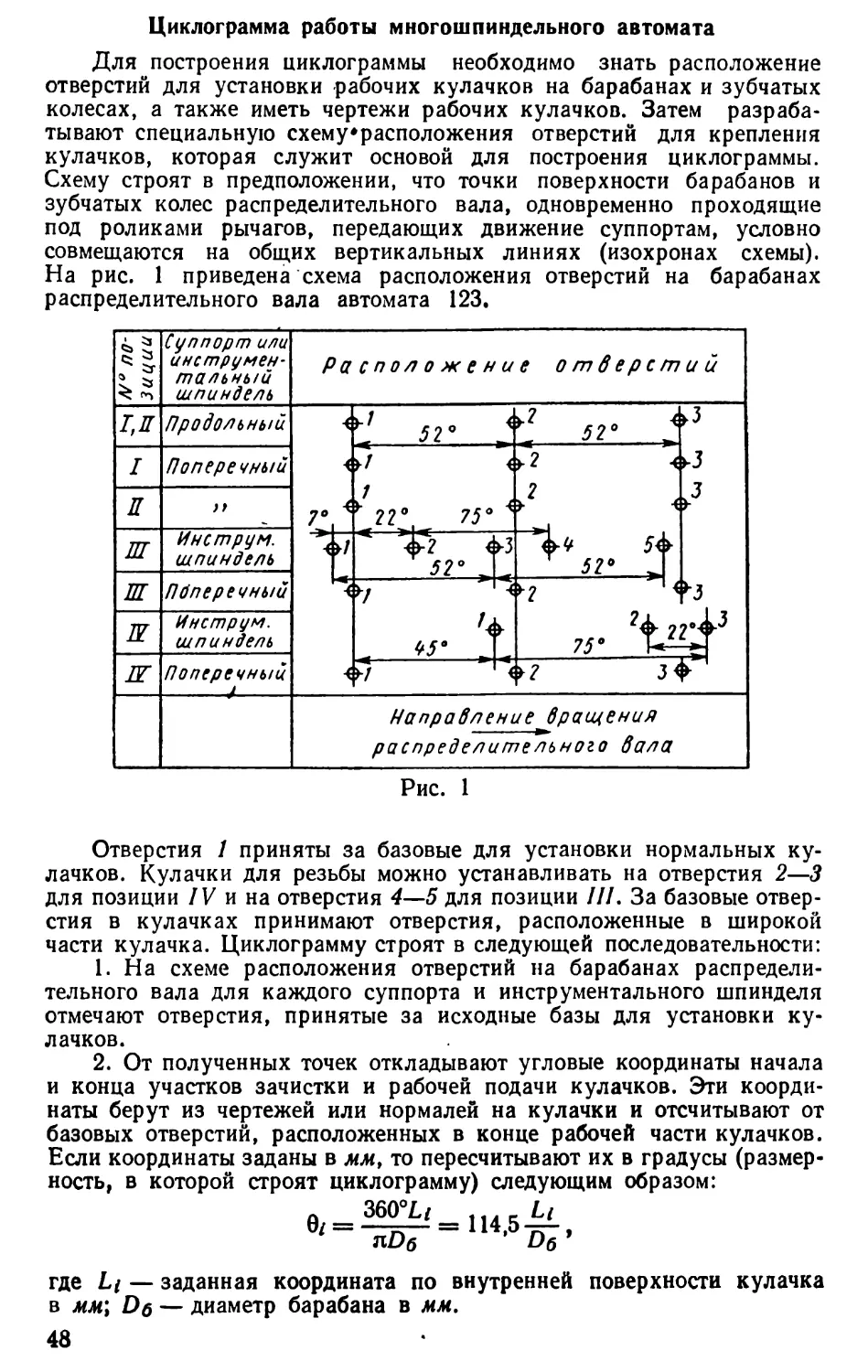
Общие указания по расчету режимов резания 10
Токарные станки
Рекомендации по расчету режимов резания. Карта Т-1 13
Подача. Карта Т-2 22
Стойкость инструментов. Карта Т-3 26
Скорость резания. Карта Т-4 29
Сила резания. Карта Т-5 35
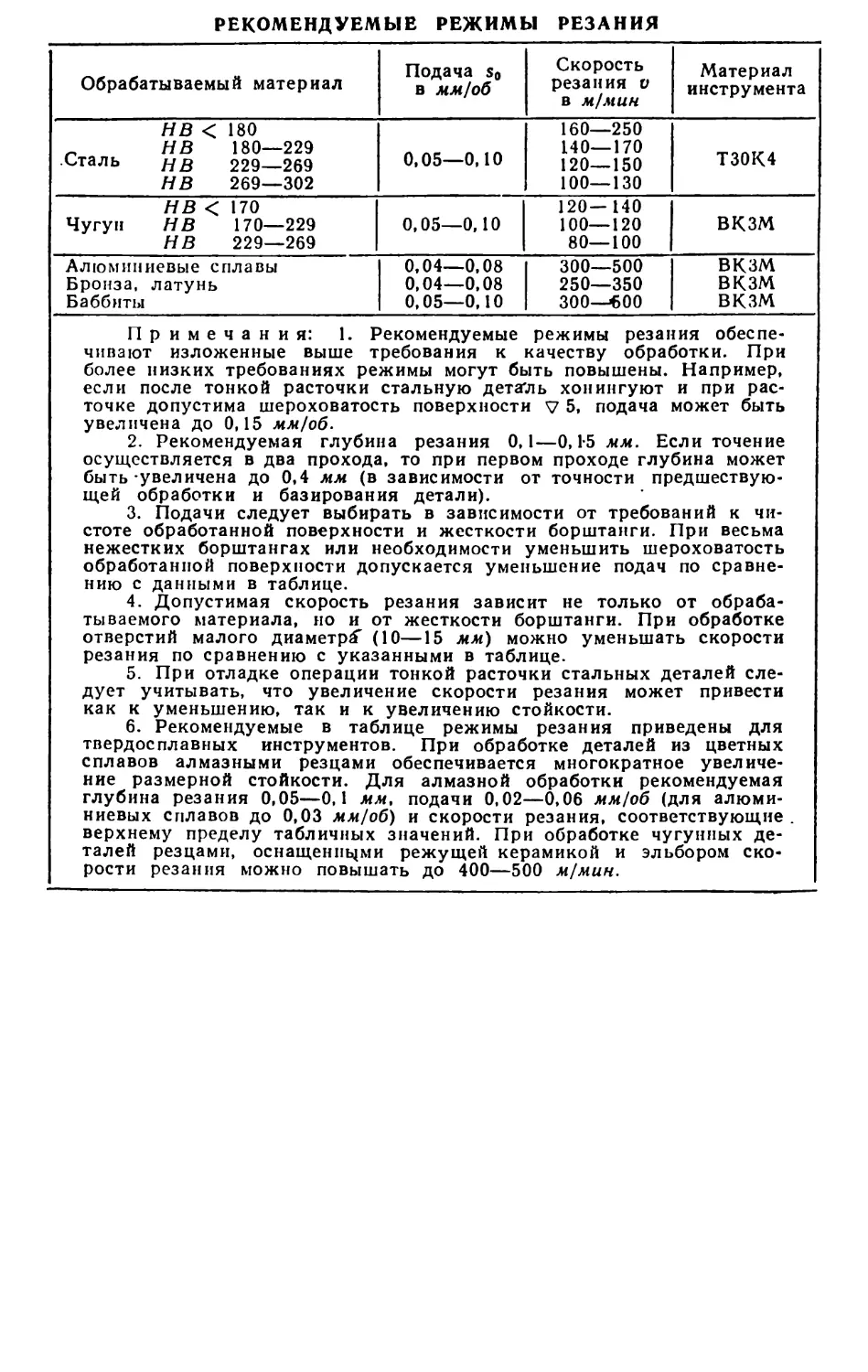
Алмазно-расточные станки. Режимы резания. Карта Т-6 36
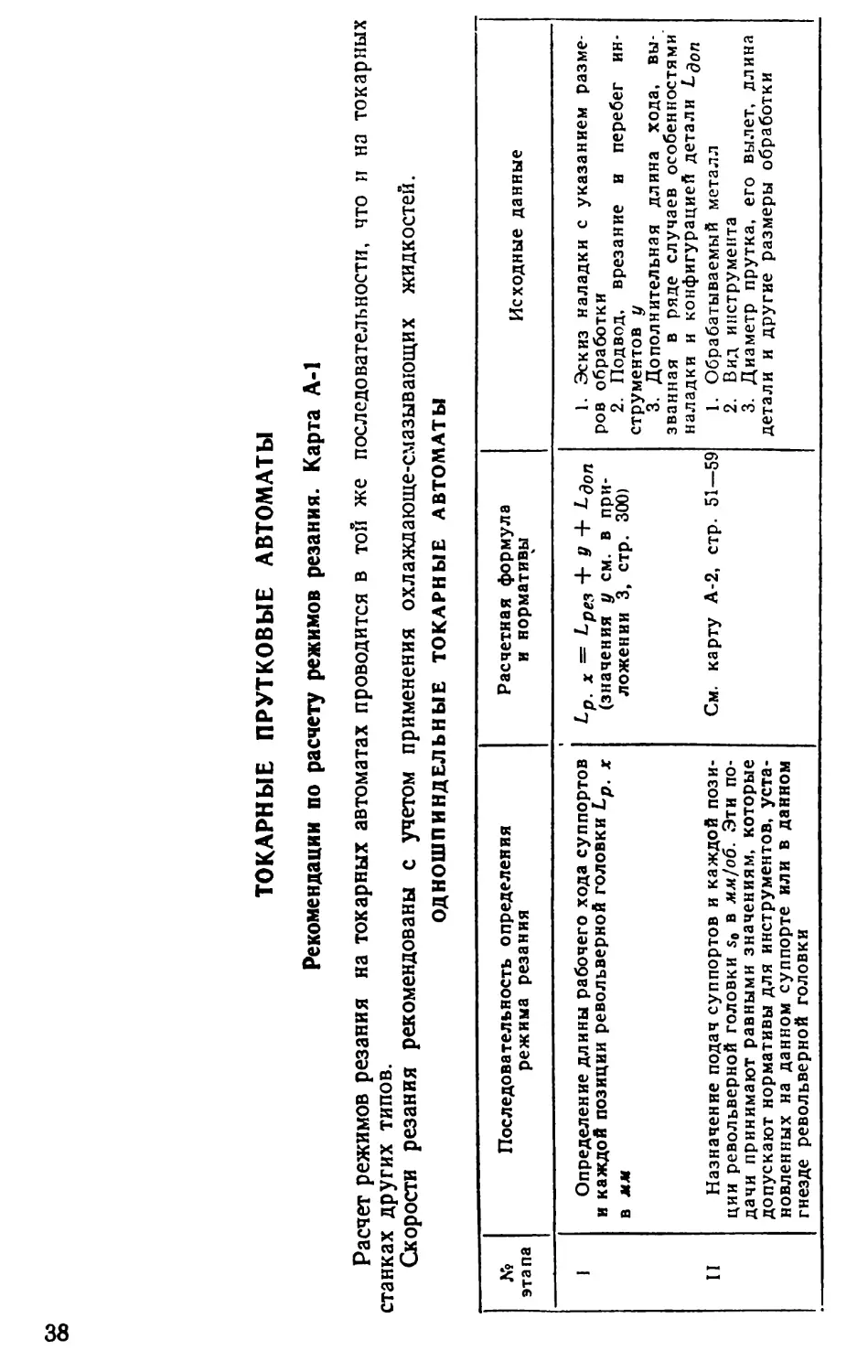
Токарные прутковые автоматы
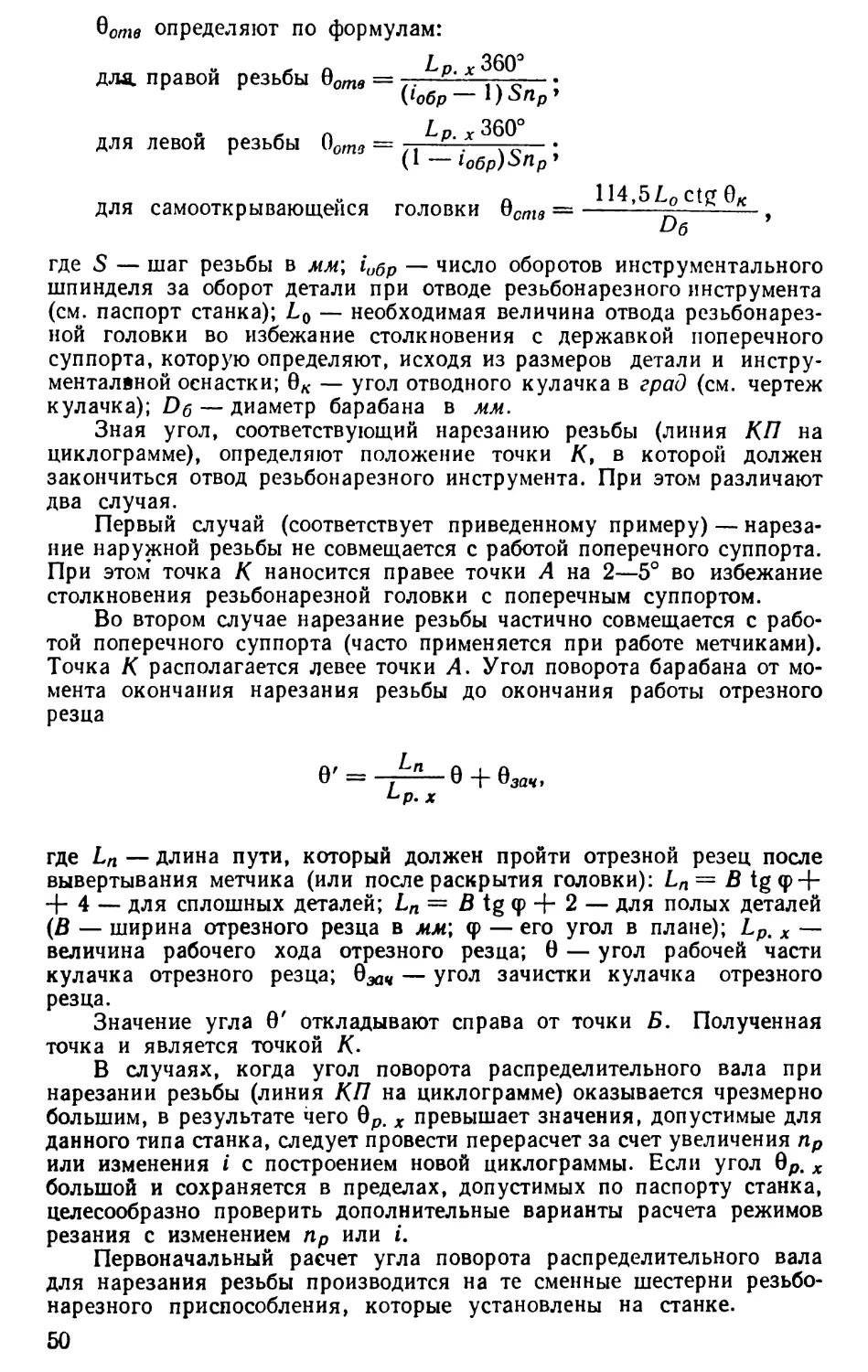
Рекомендации по расчету режимов резания. Карта А-1 38
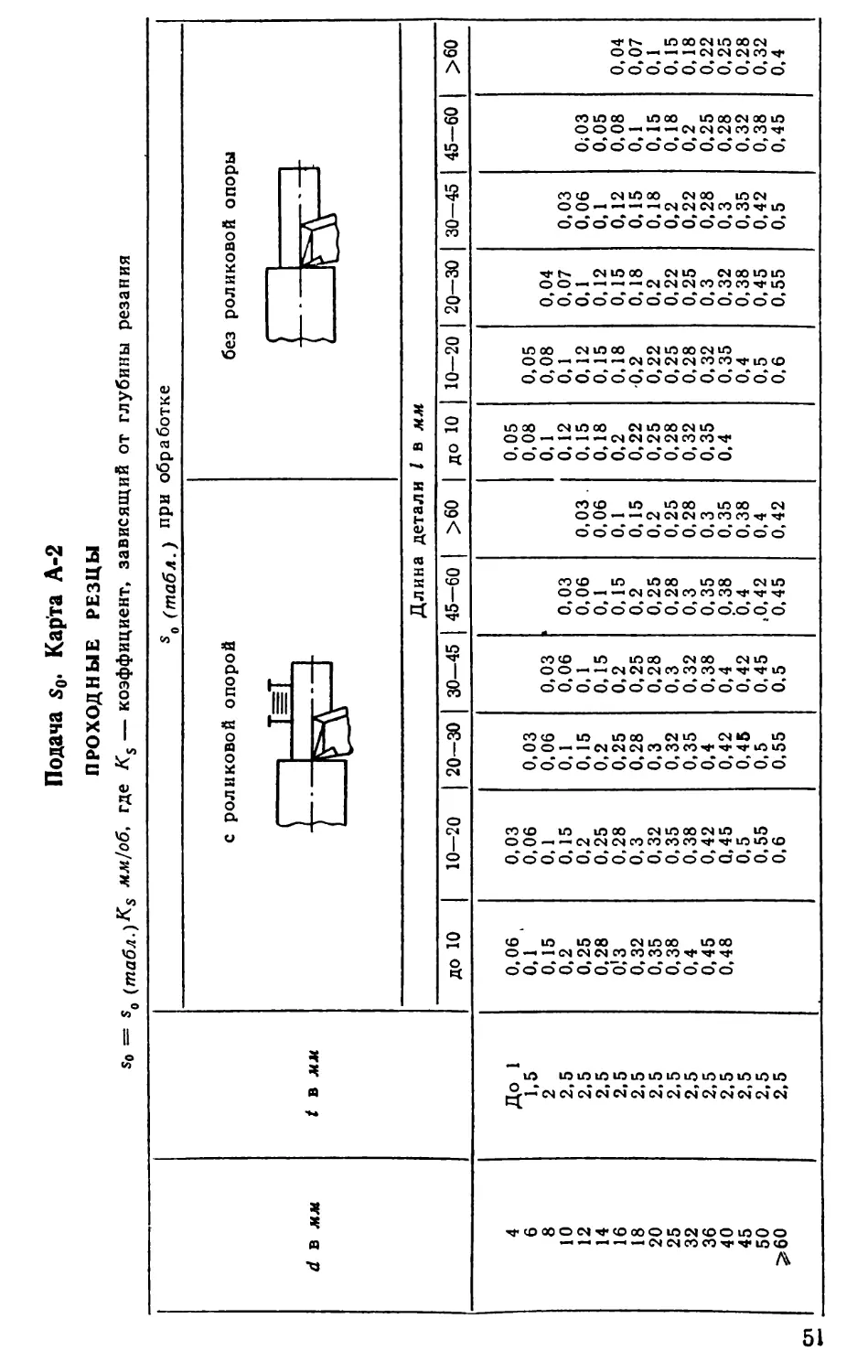
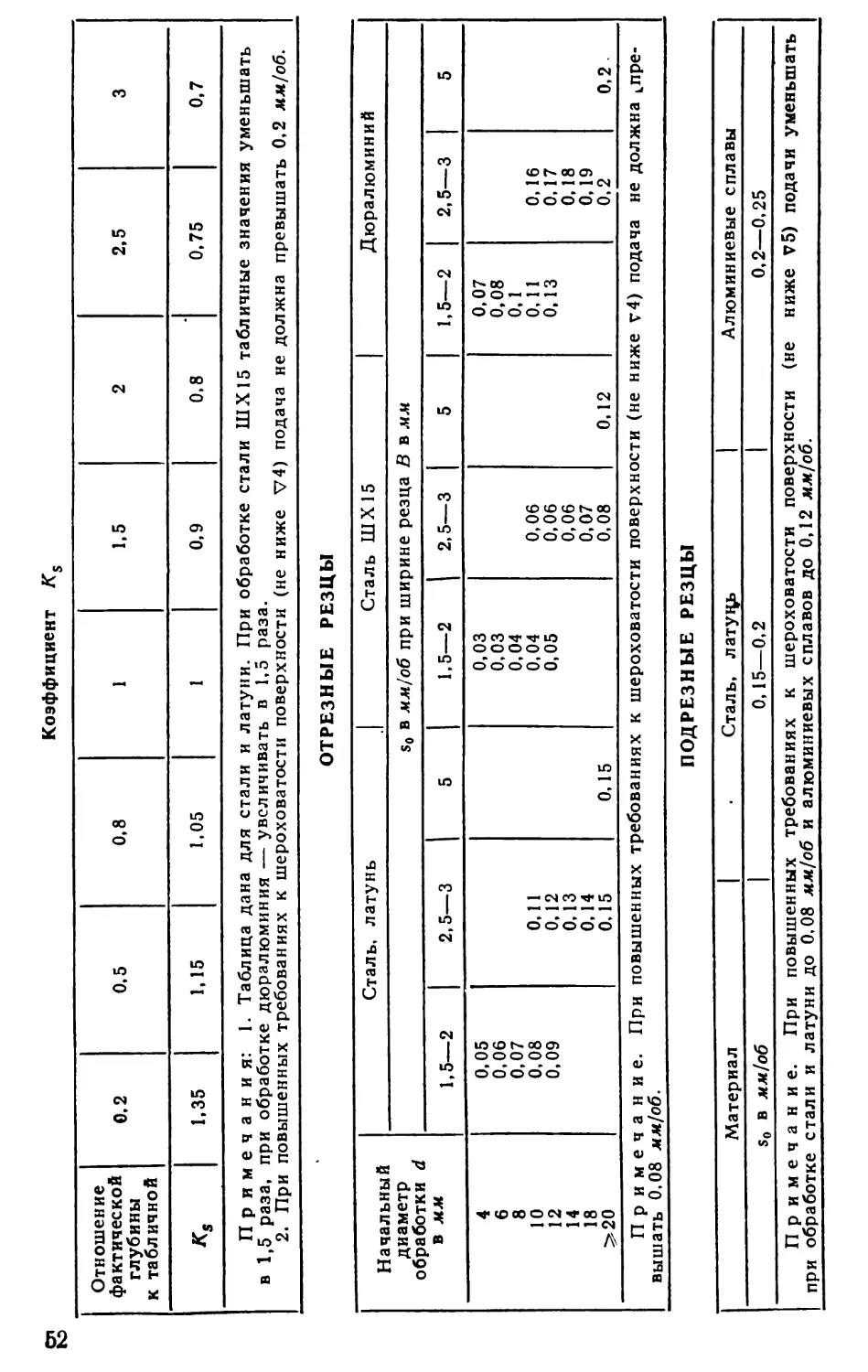
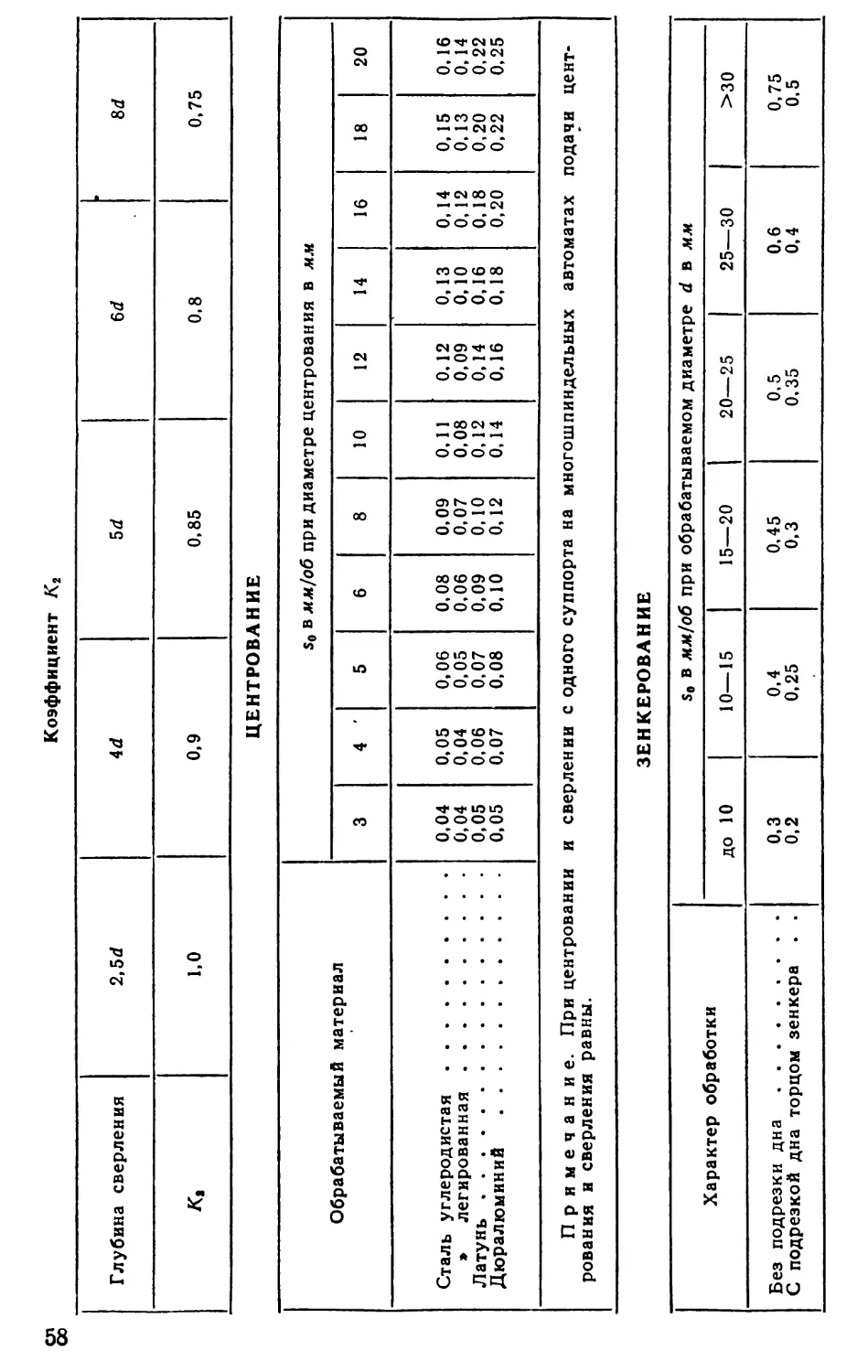
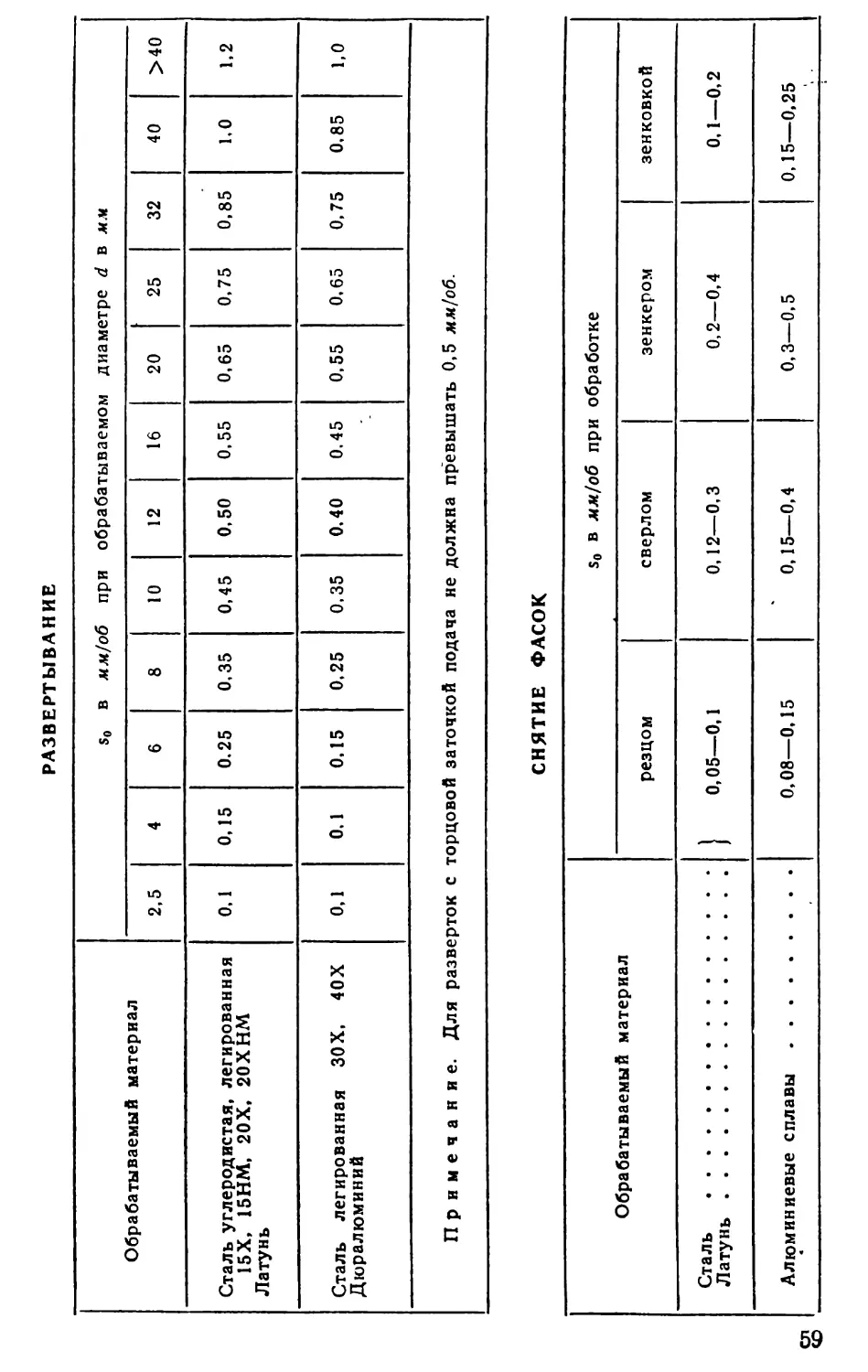
Подача. Карта А-2 . . \ 51
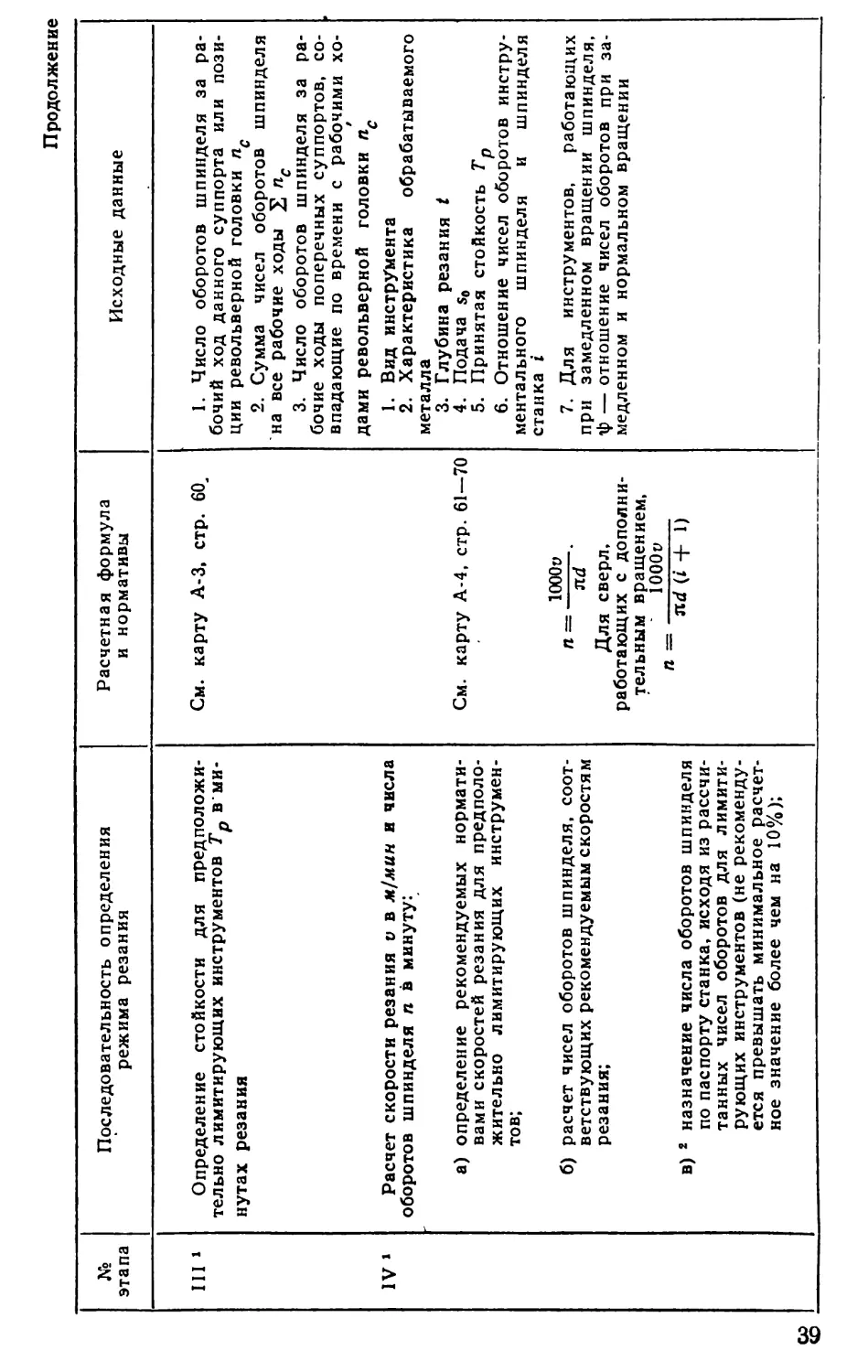
Стойкость инструментов. Карта А-3 60
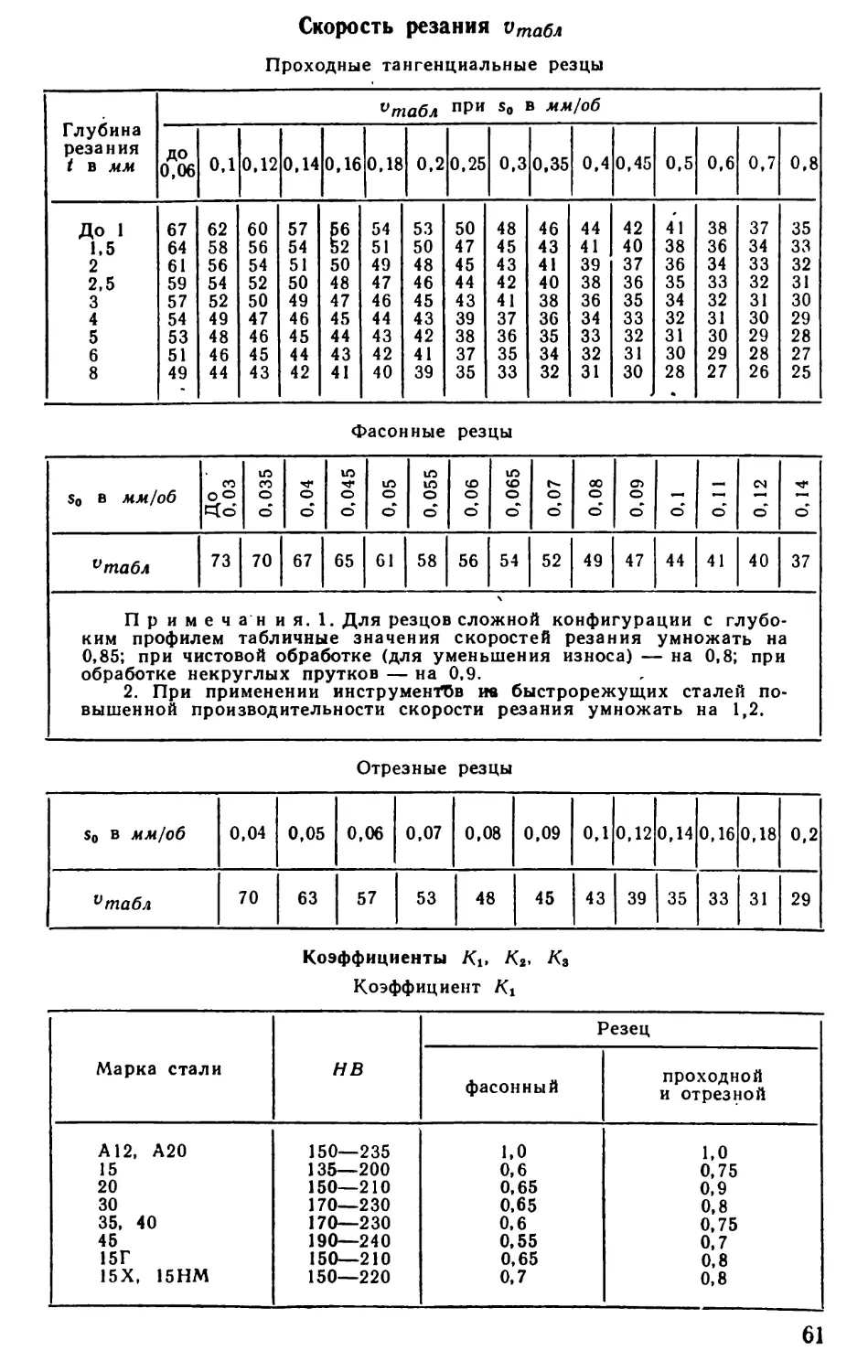
Скорость резания. Карта А-4 60
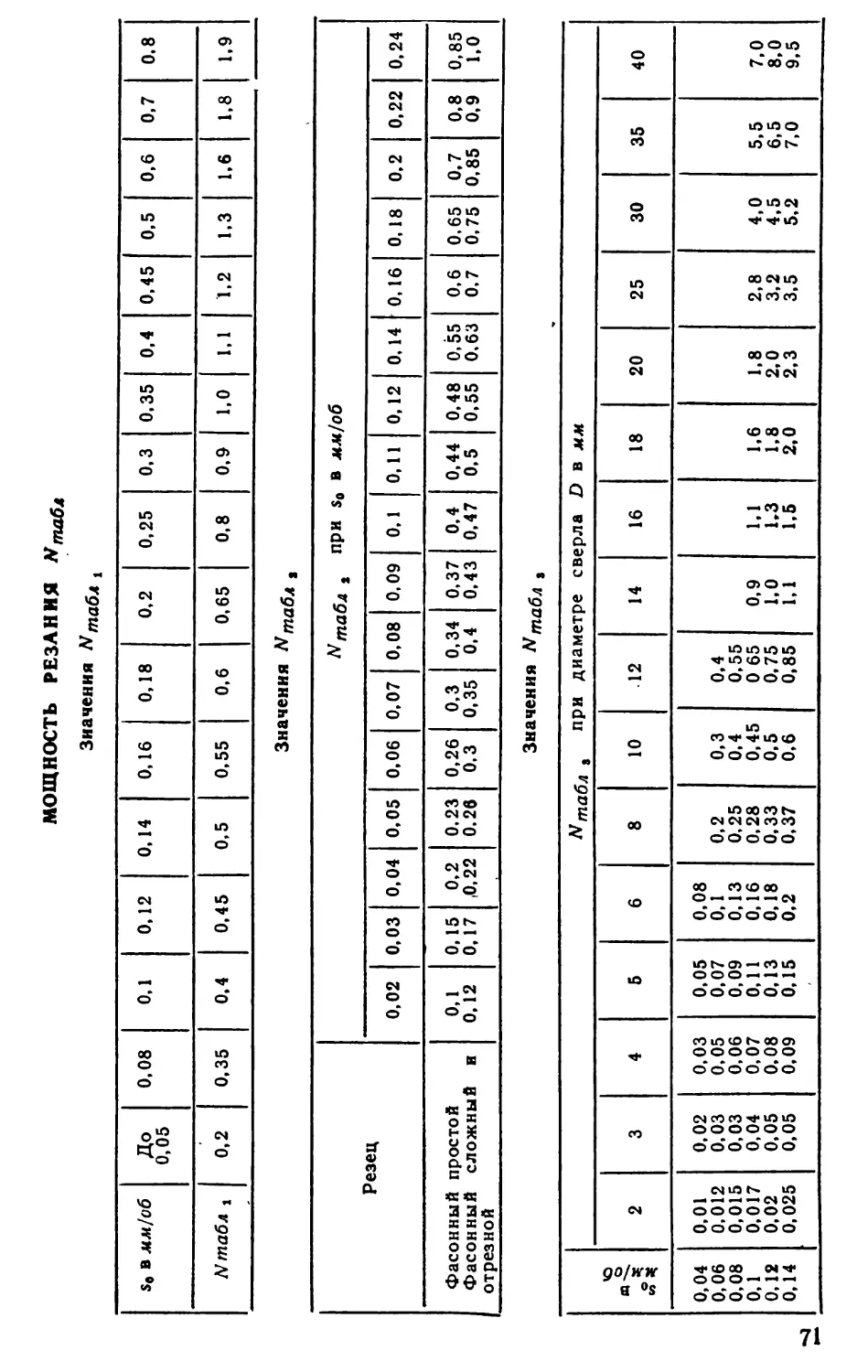
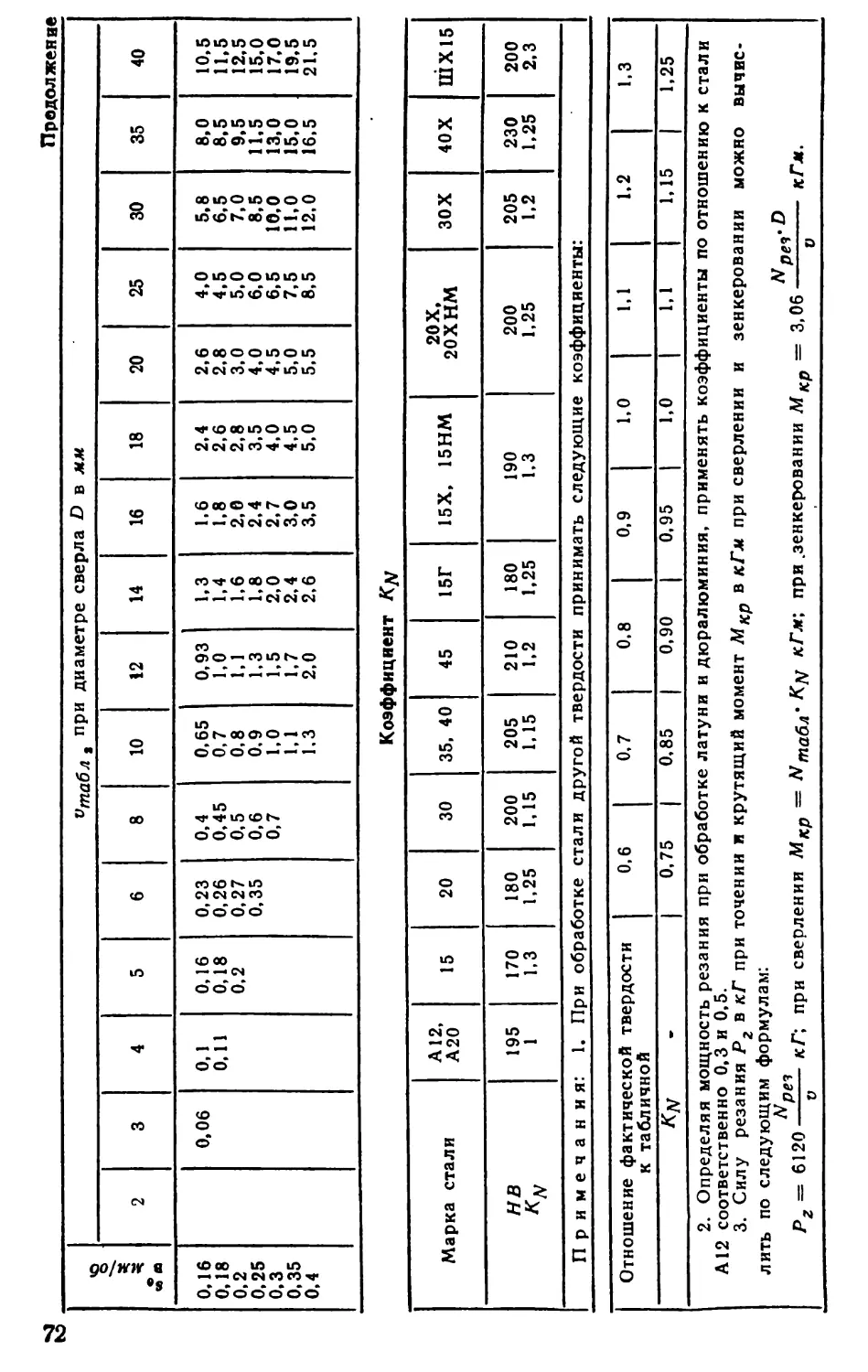
Мощность резания. Карта А-5. .' 70
Фрезерные станки
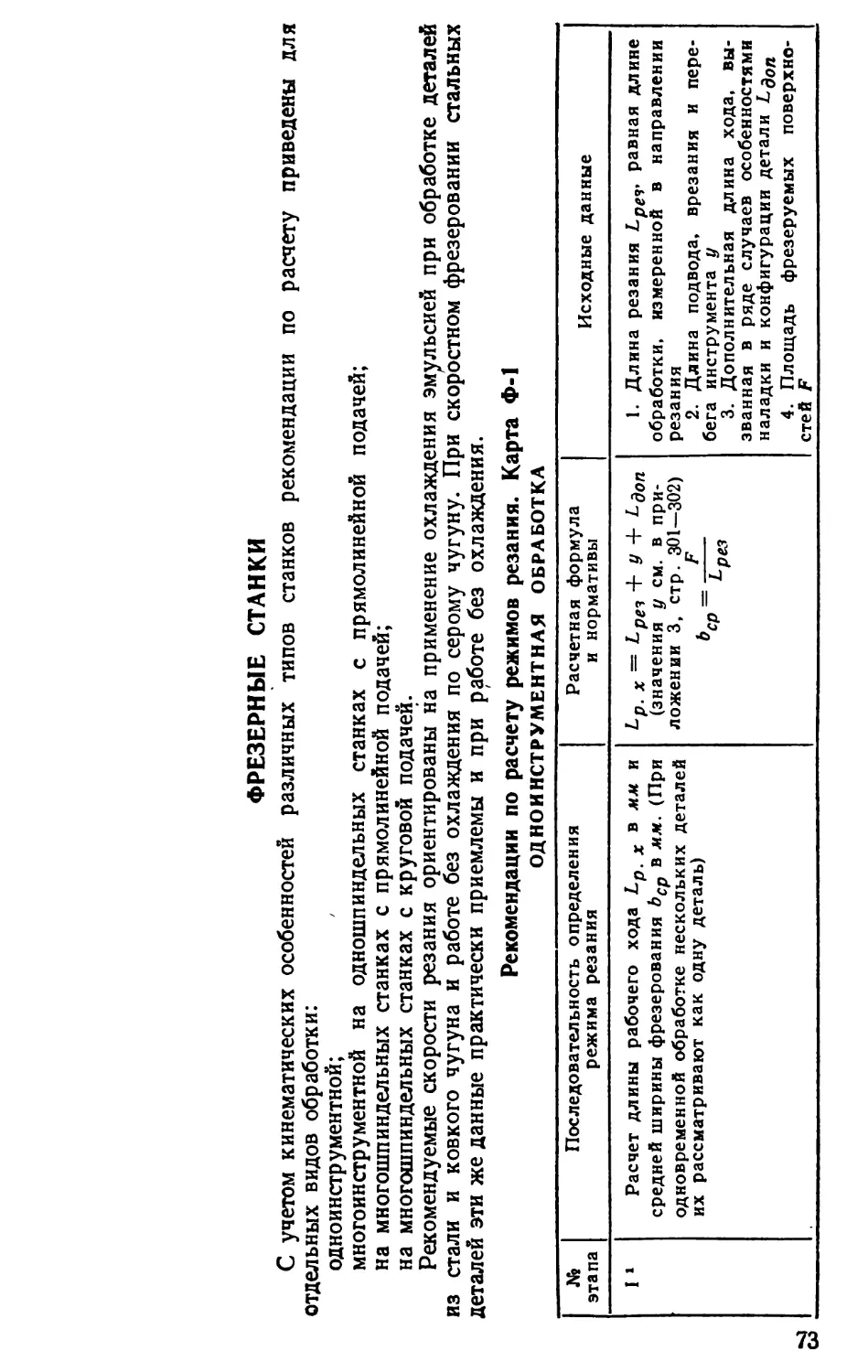
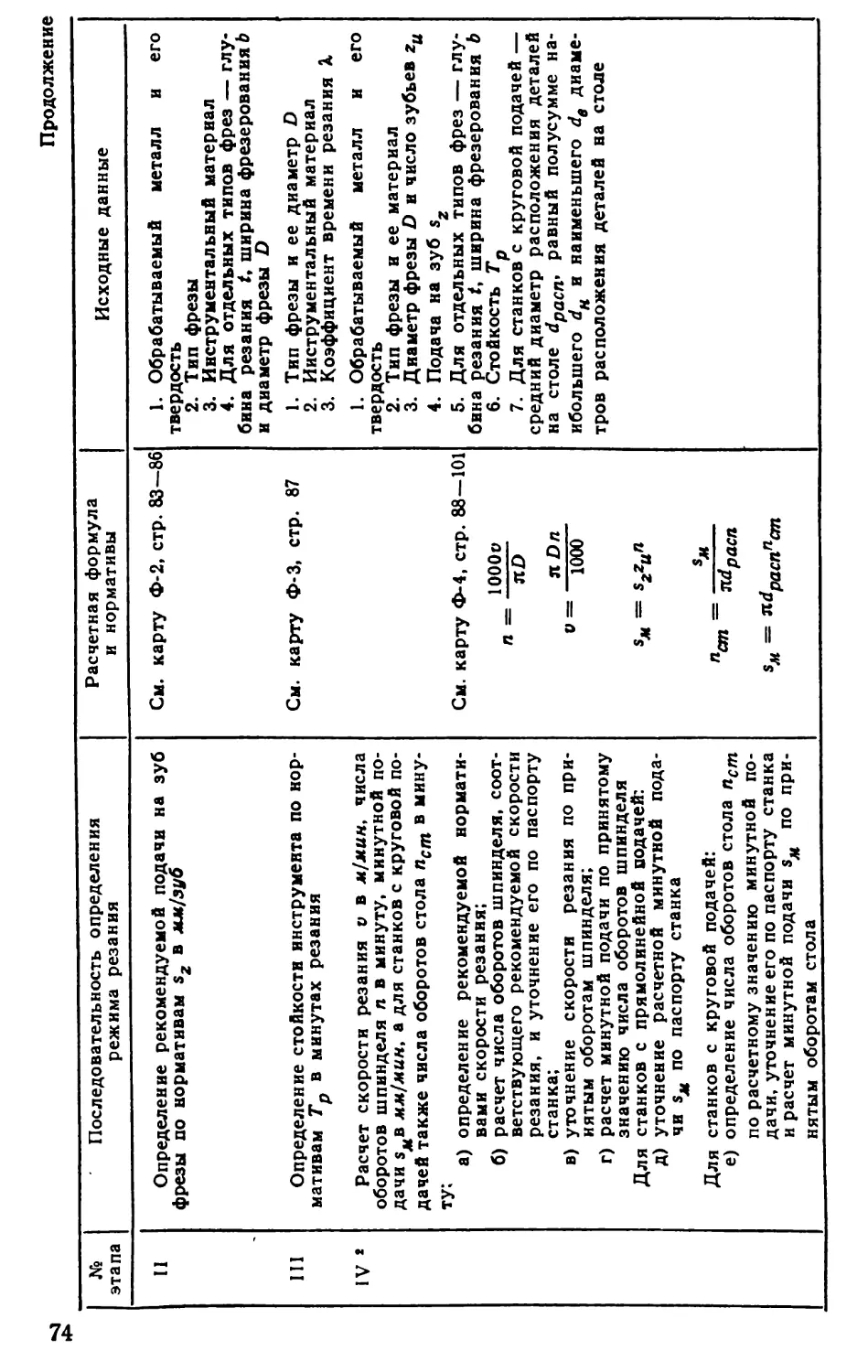
Рекомендации по расчету режимов резания. Карта Ф-1 73
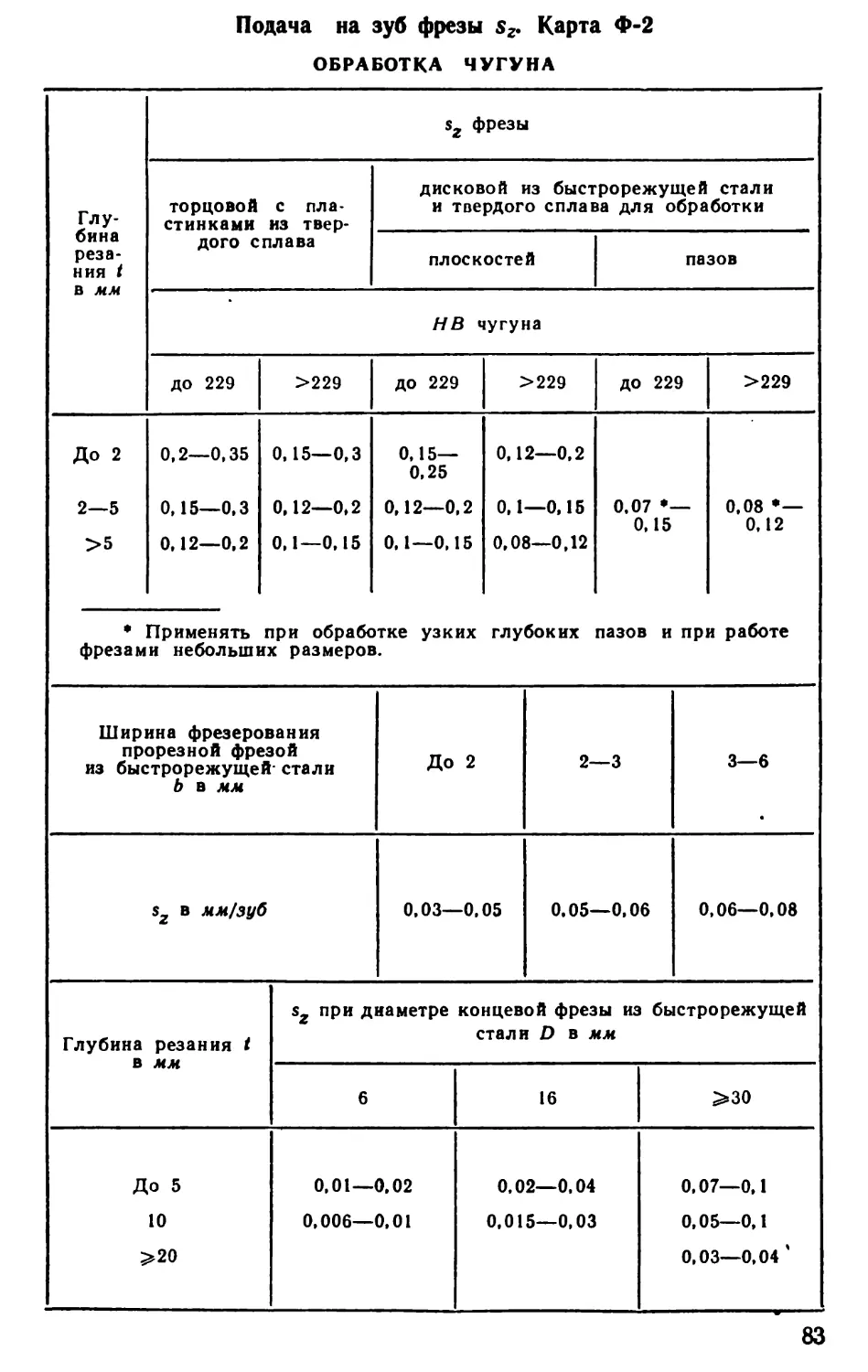
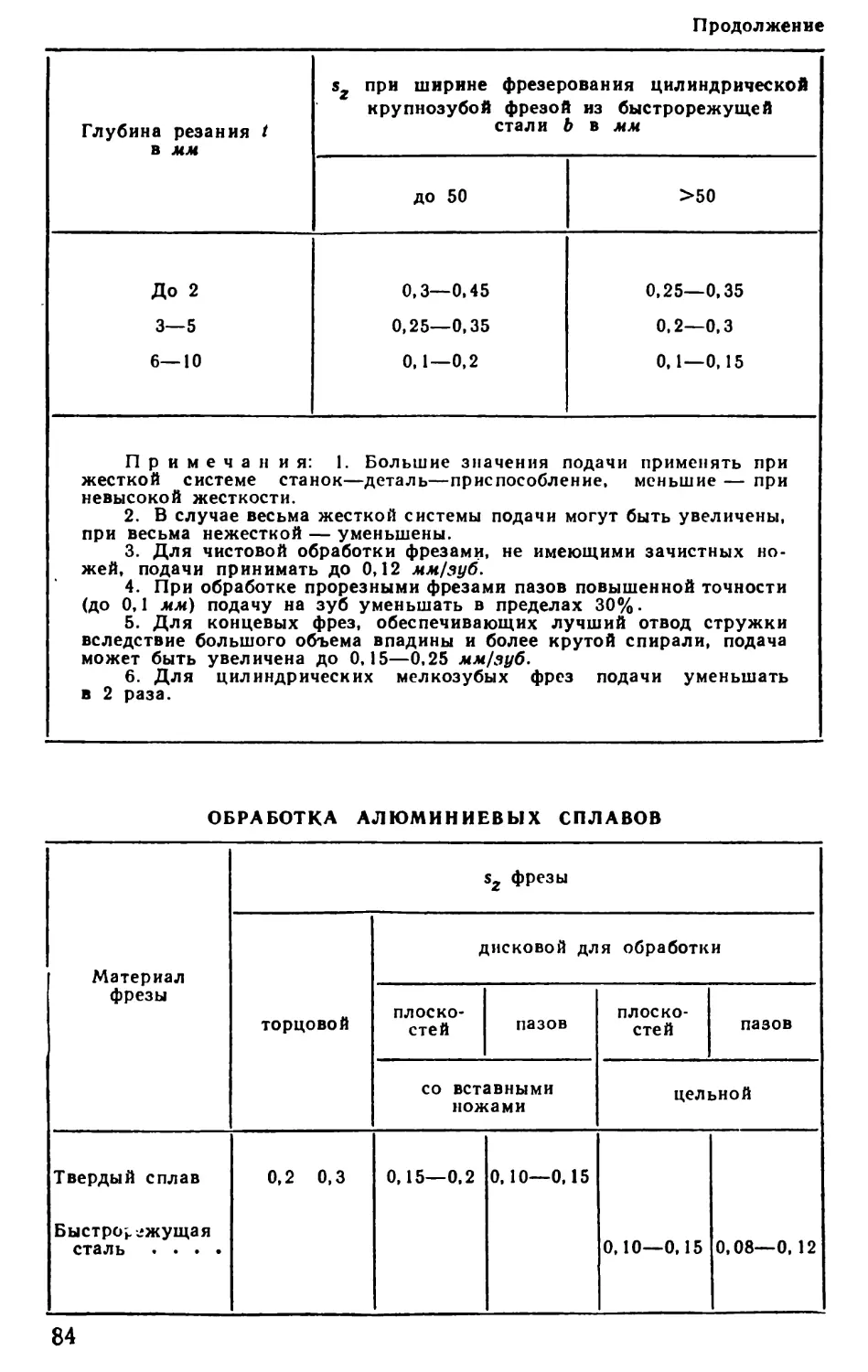
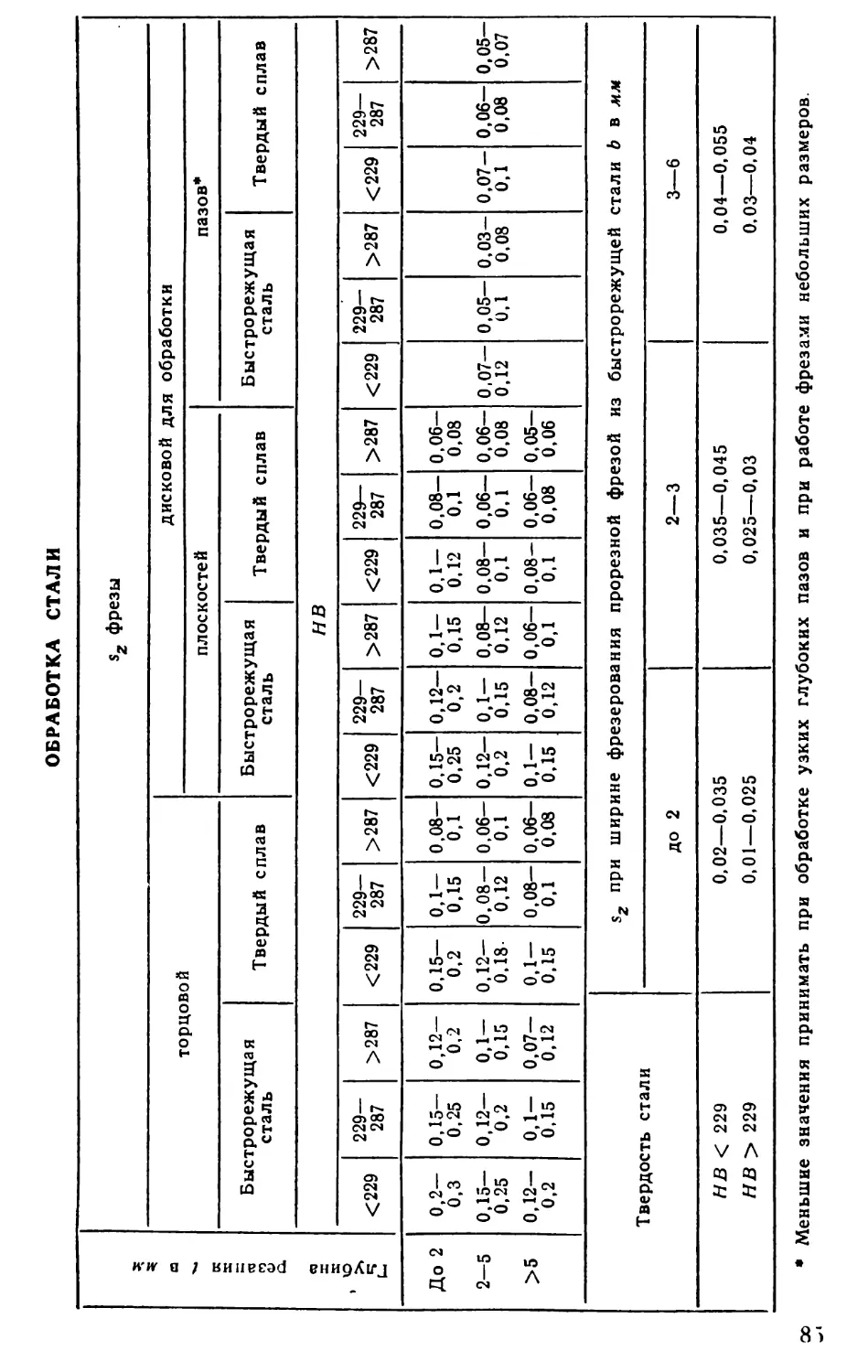
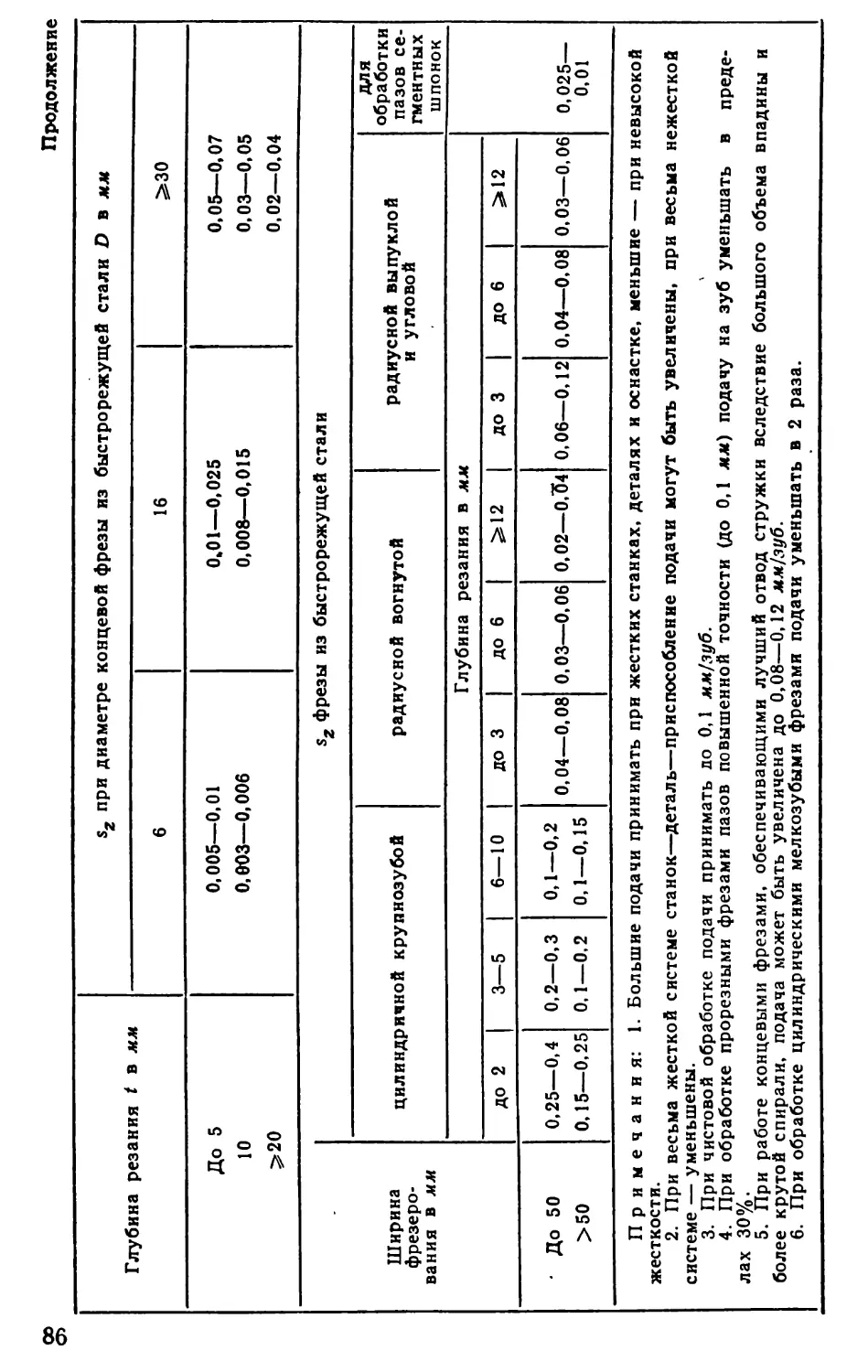
Подача на зуб фрезы. Карта Ф-2 83
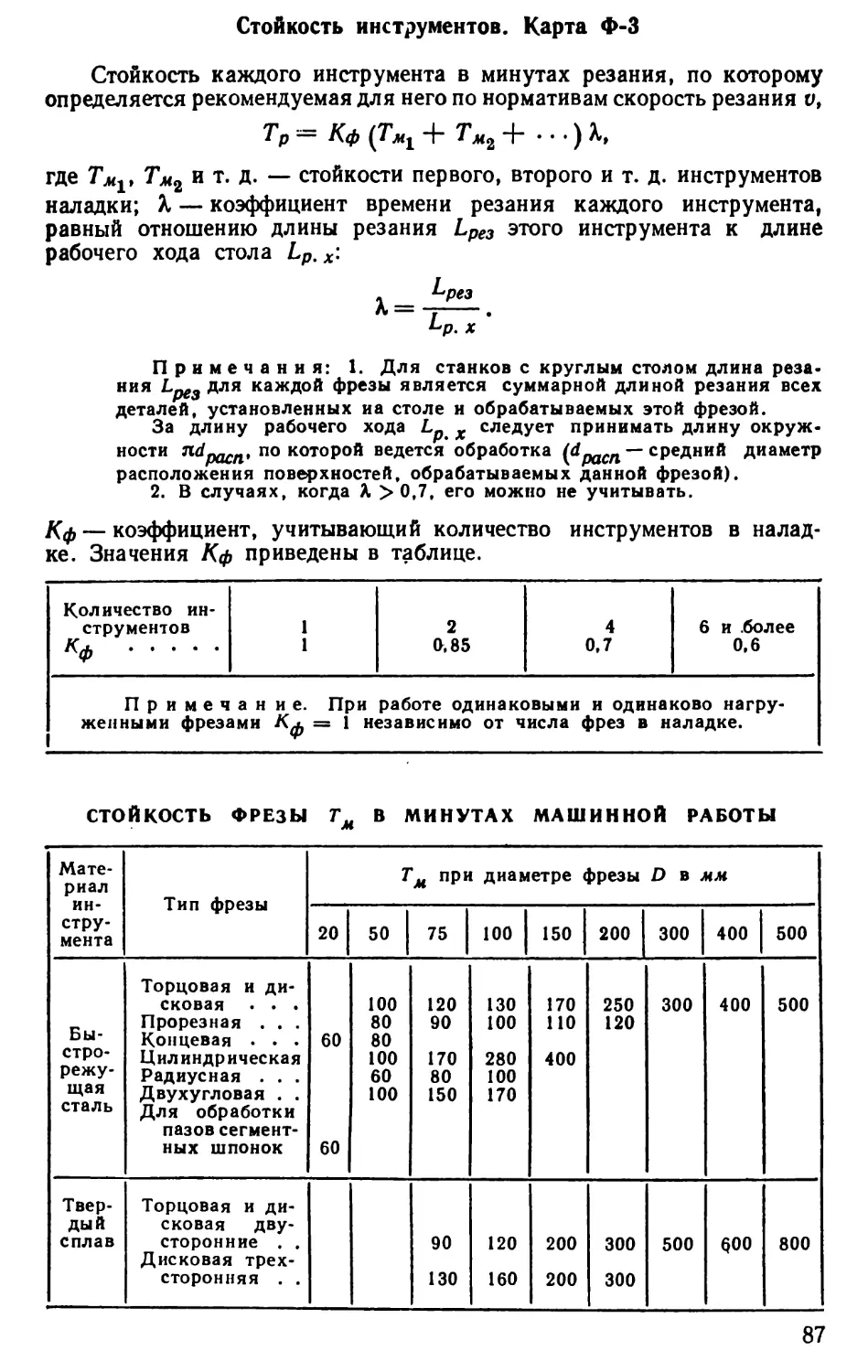
Стойкость инструментов. Карта Ф-3 87
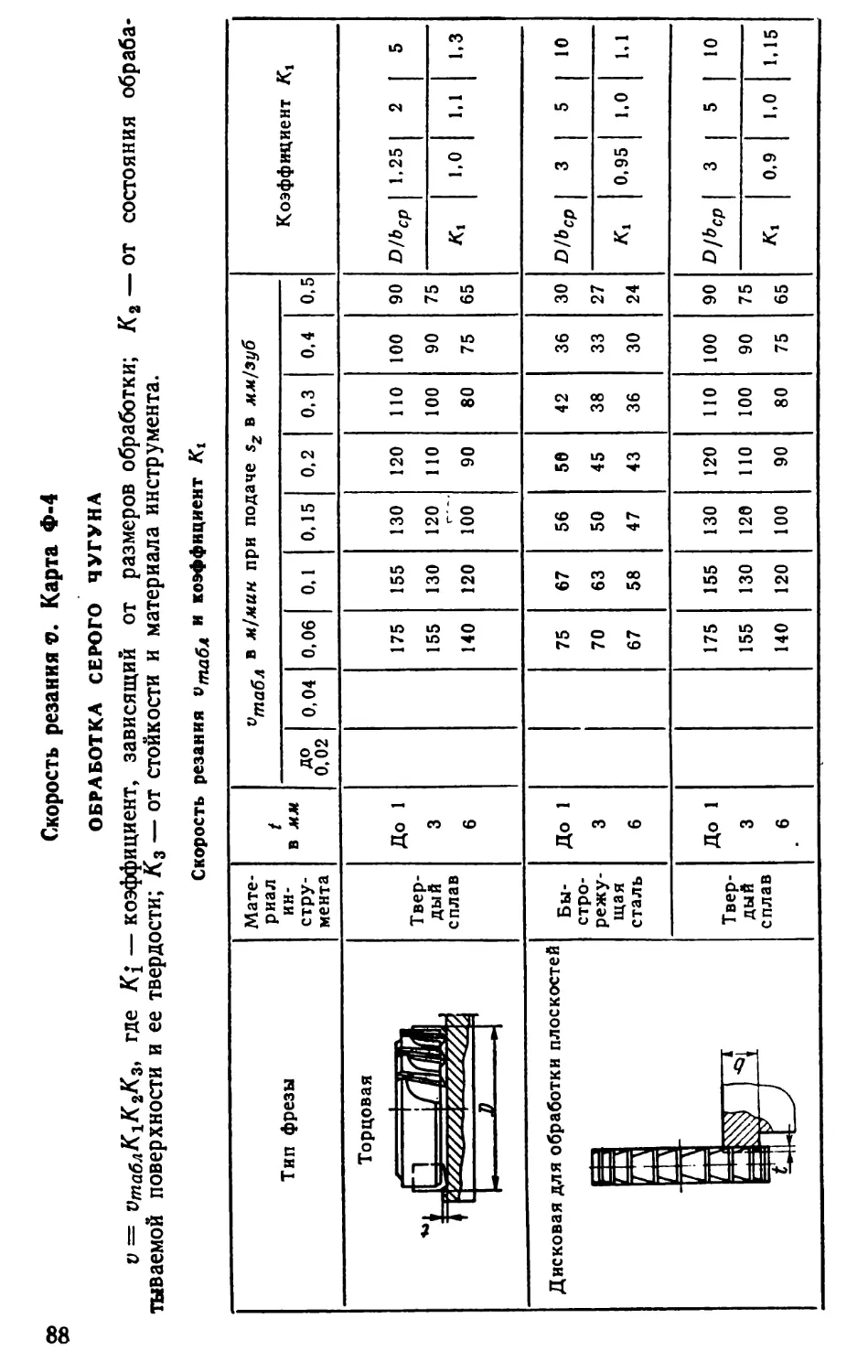
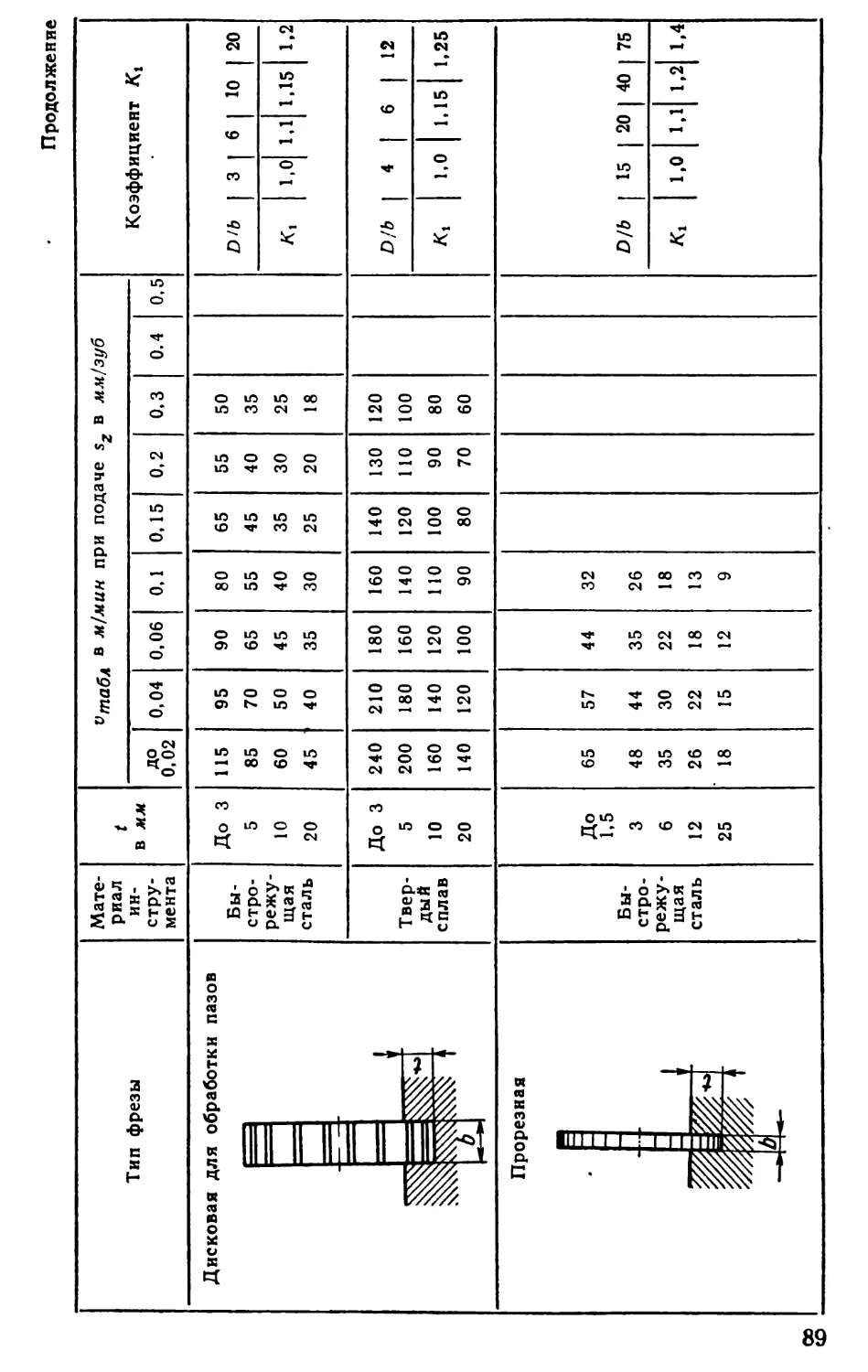
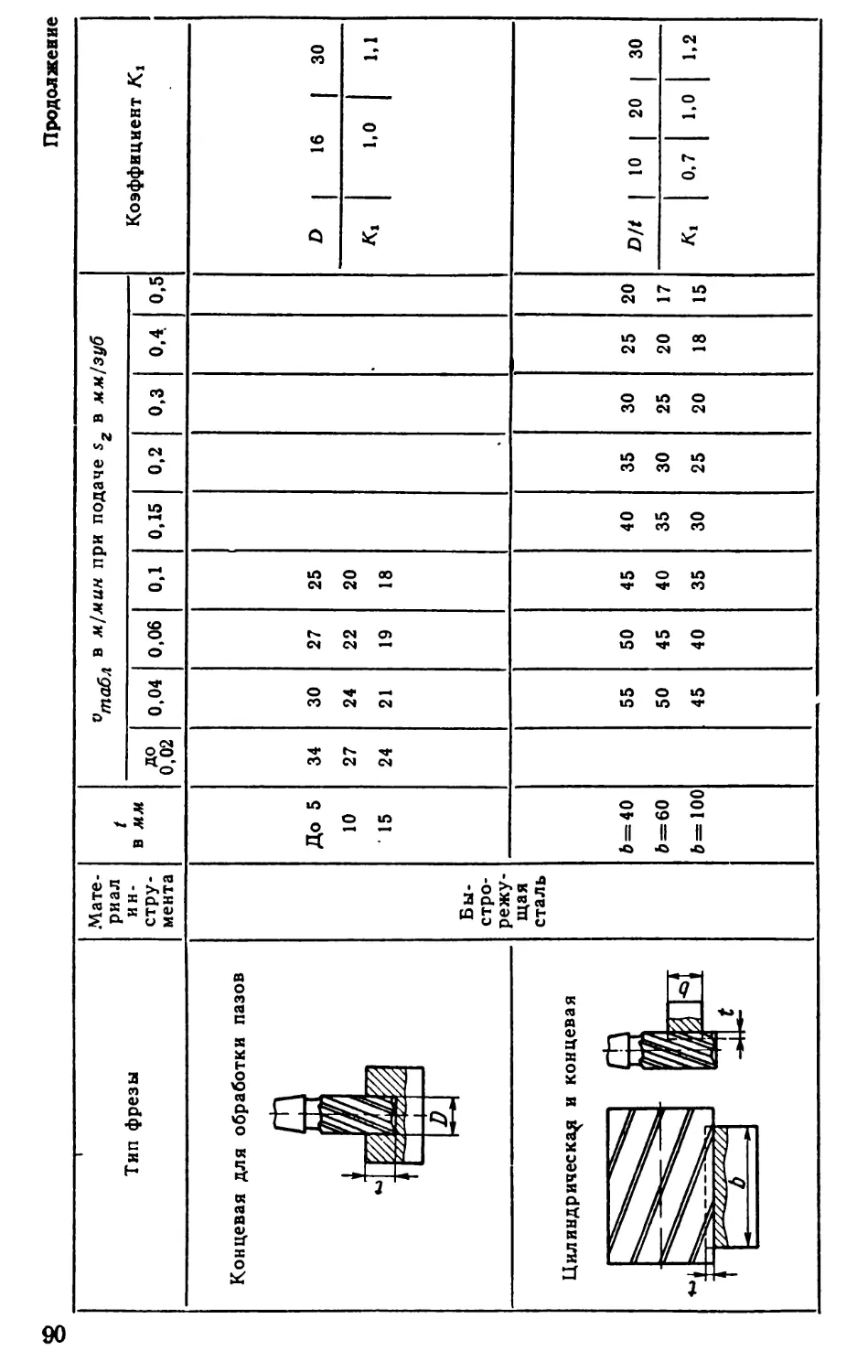
Скорость резания. Карта Ф-4 88
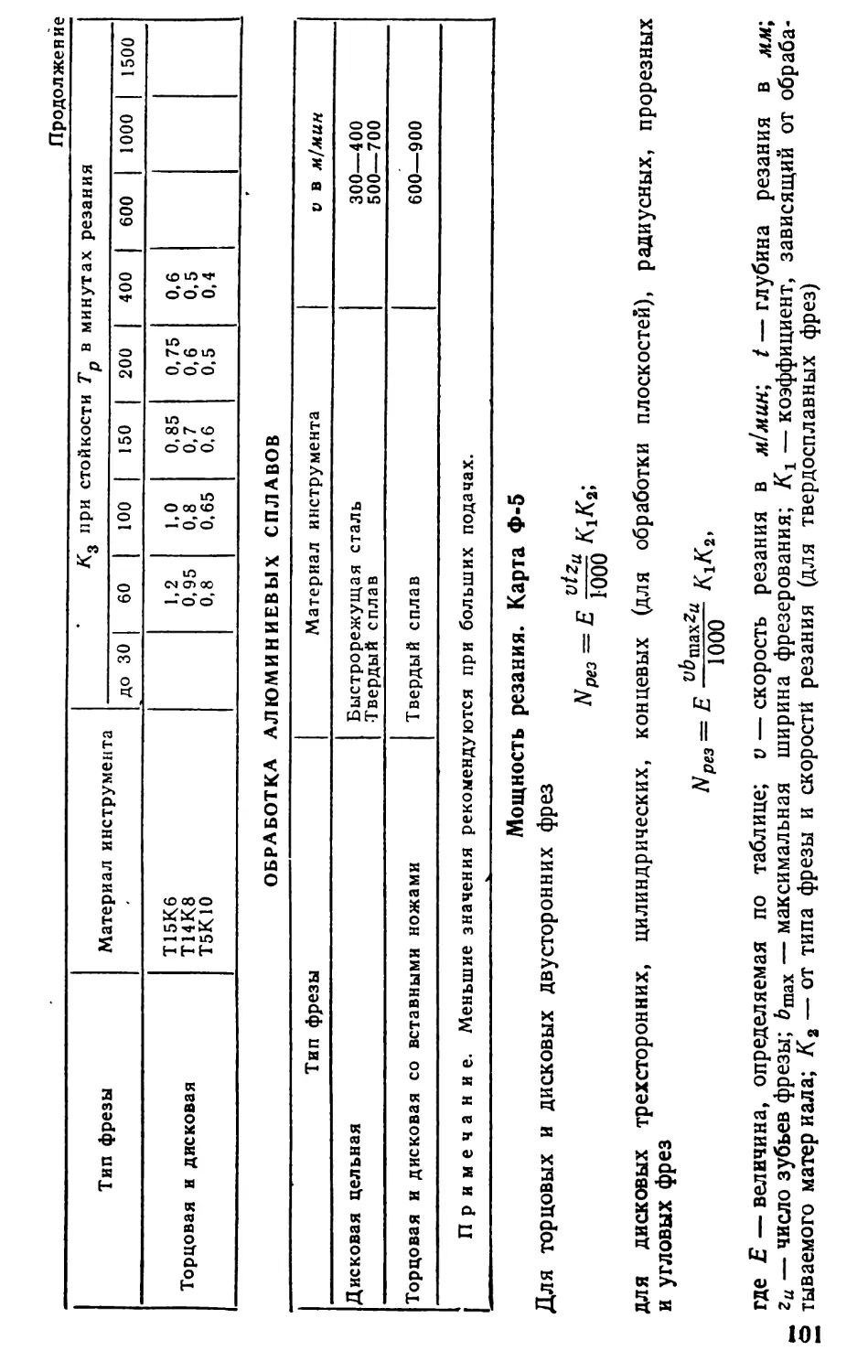
Мощность резания. Карта Ф-5 101
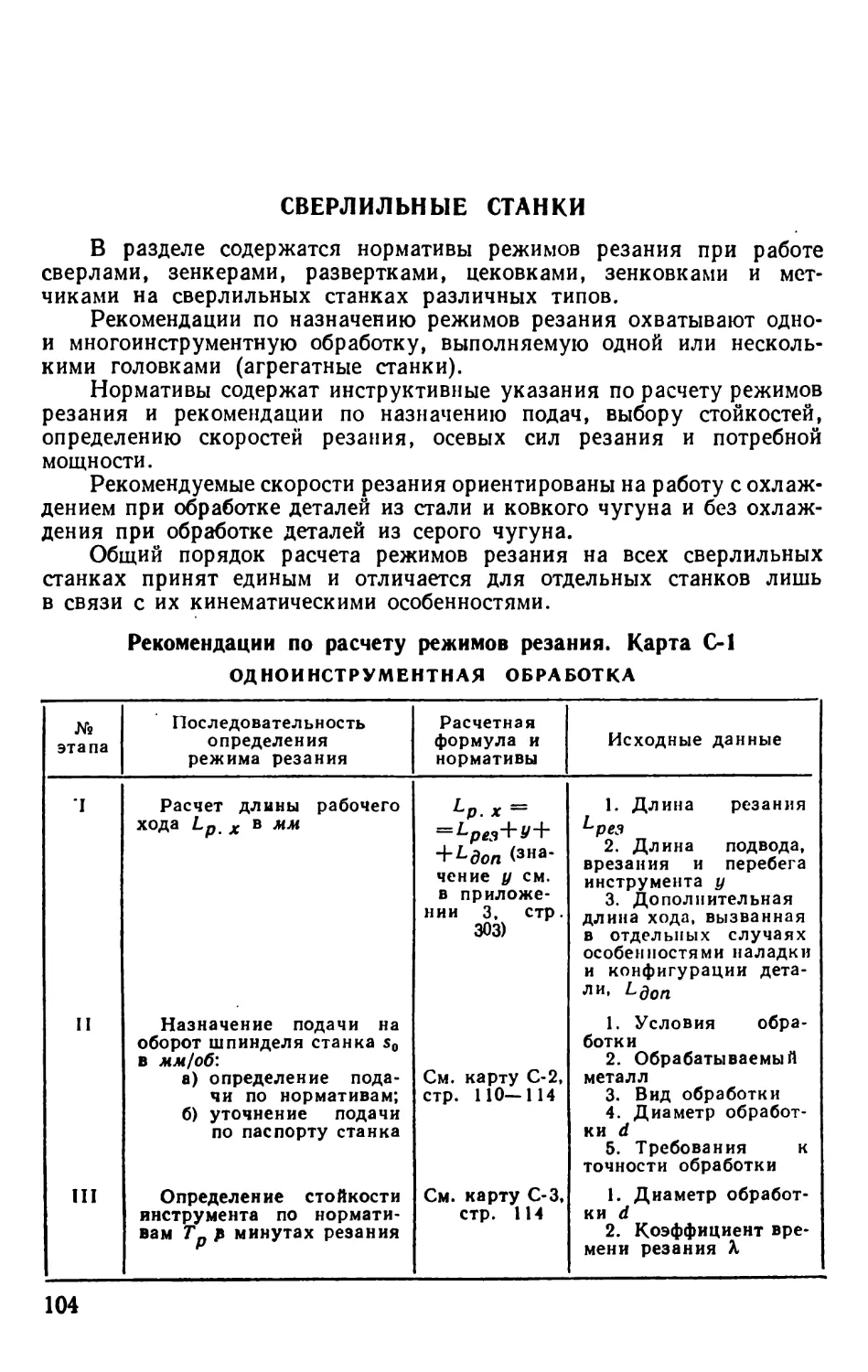
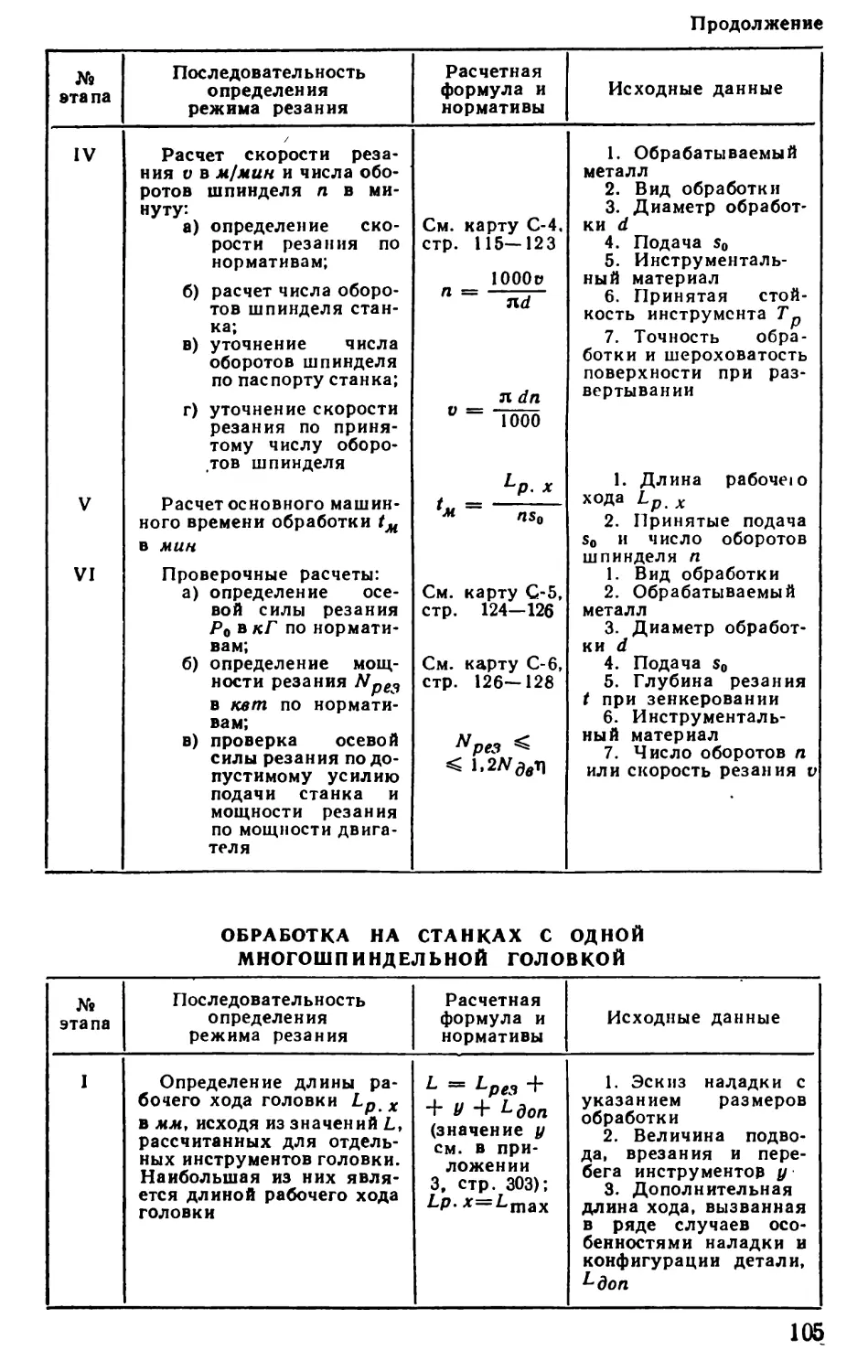
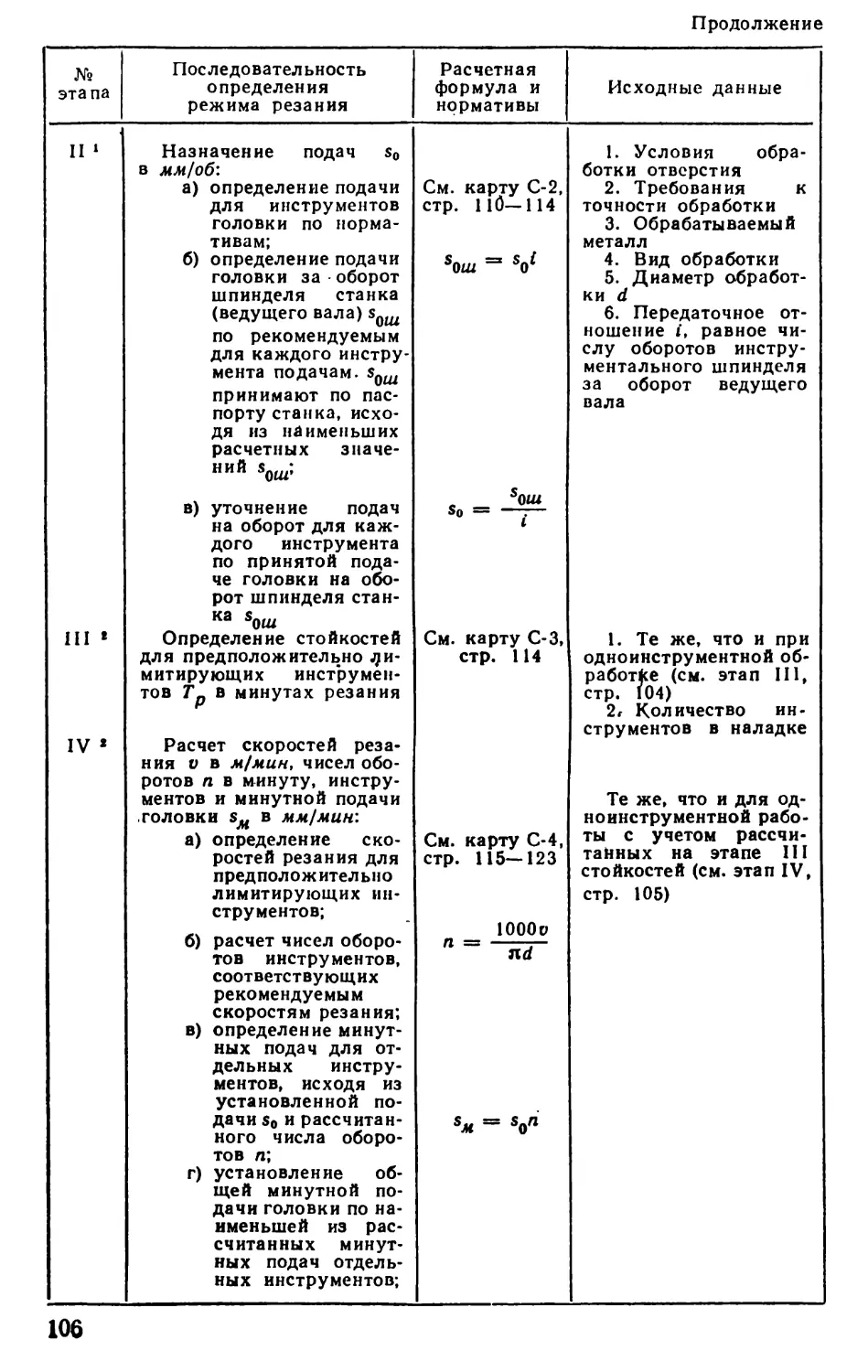
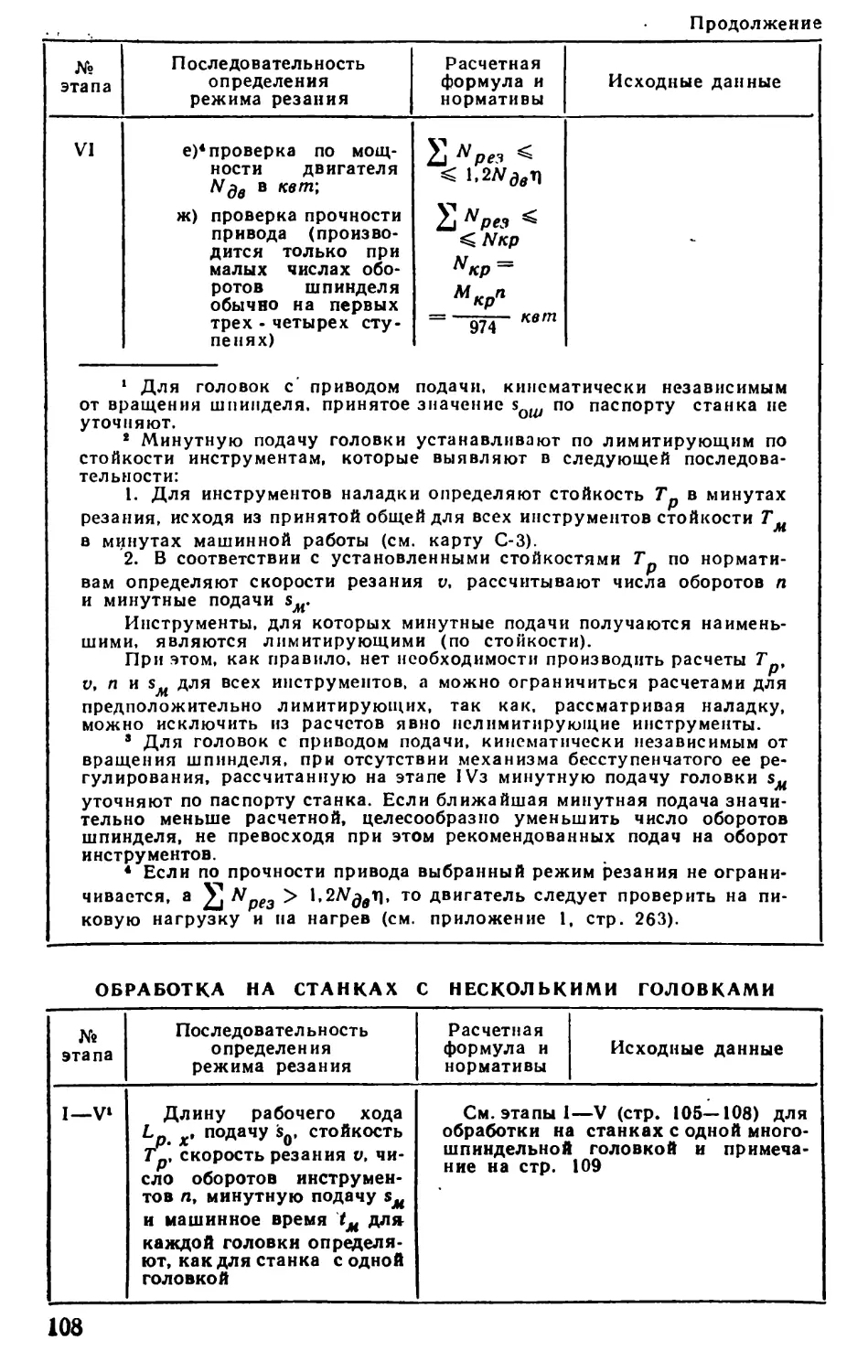
Сверлильные станки
Рекомендации по расчету режимов резания. Карта C-I 104
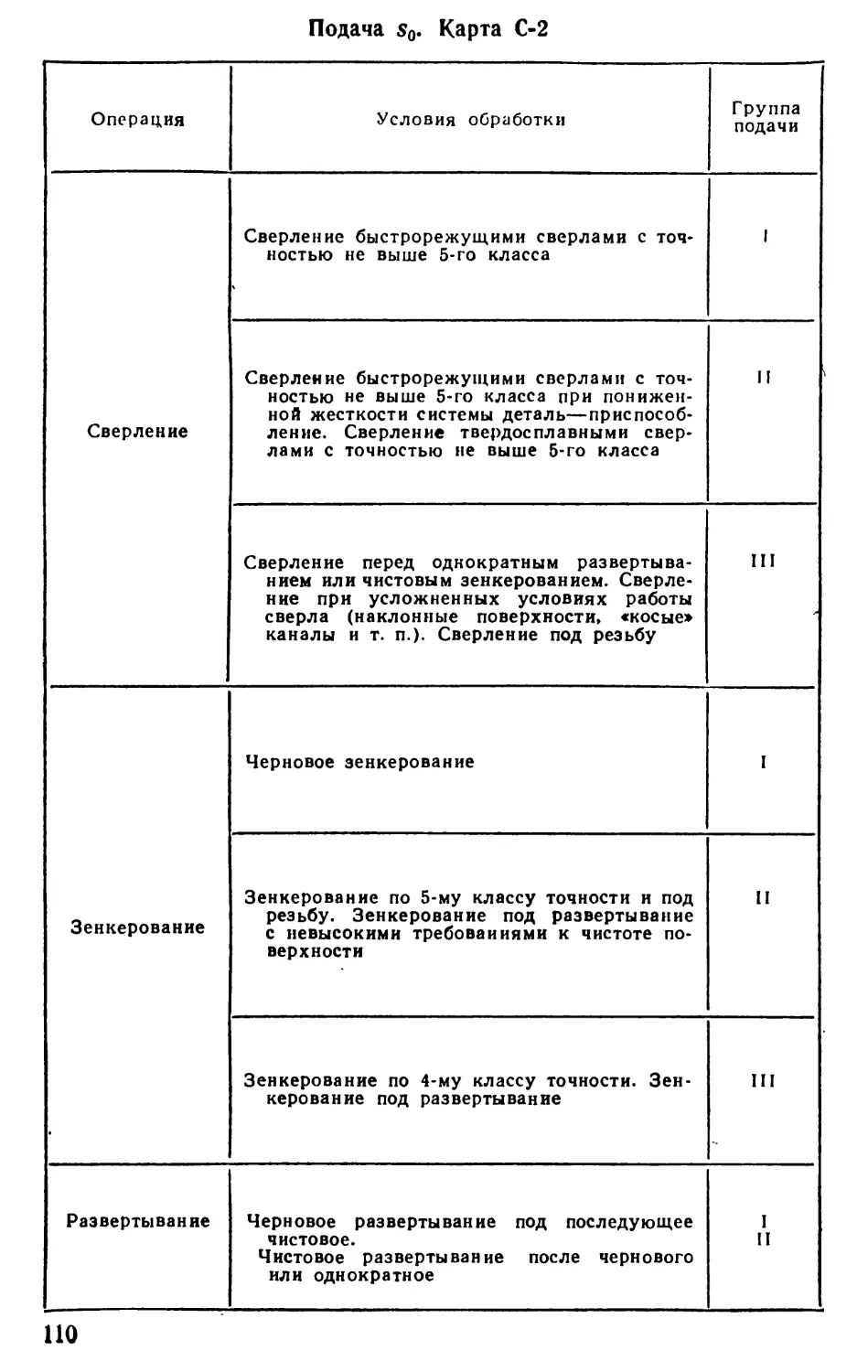
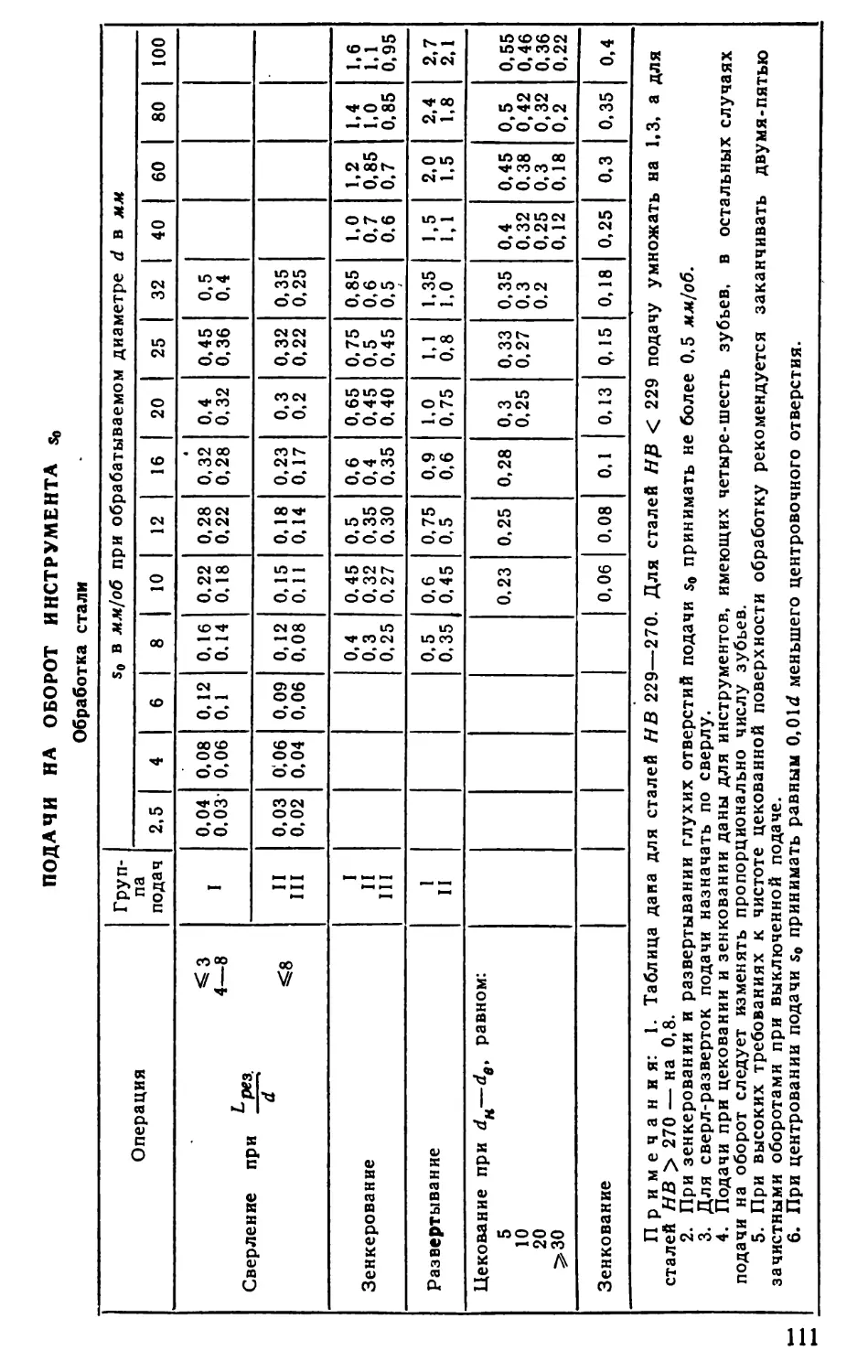
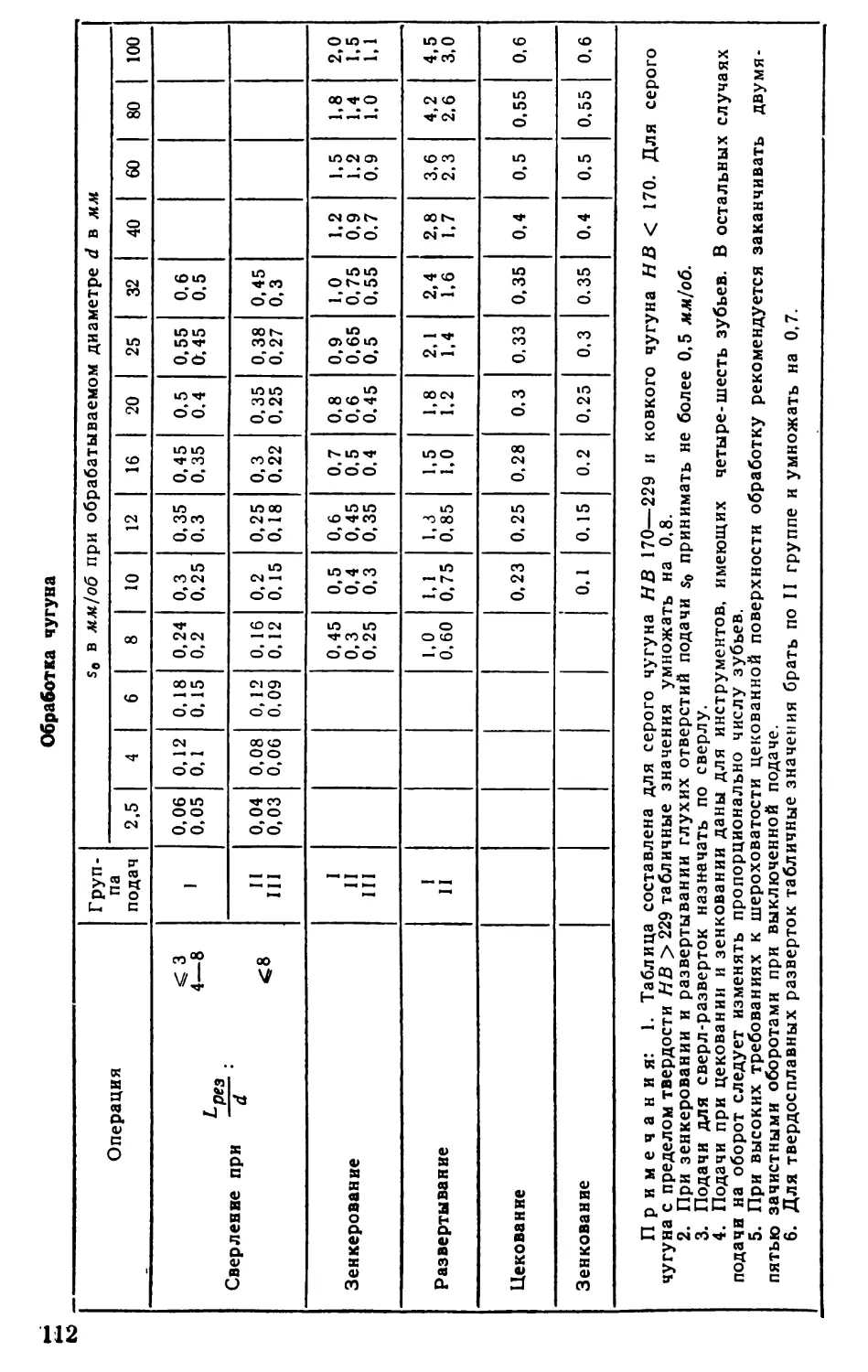
Подача. Карта С-2 110
Стойкость инструментов. Карта С-3 114
Скорость резания. Карта С-4 115
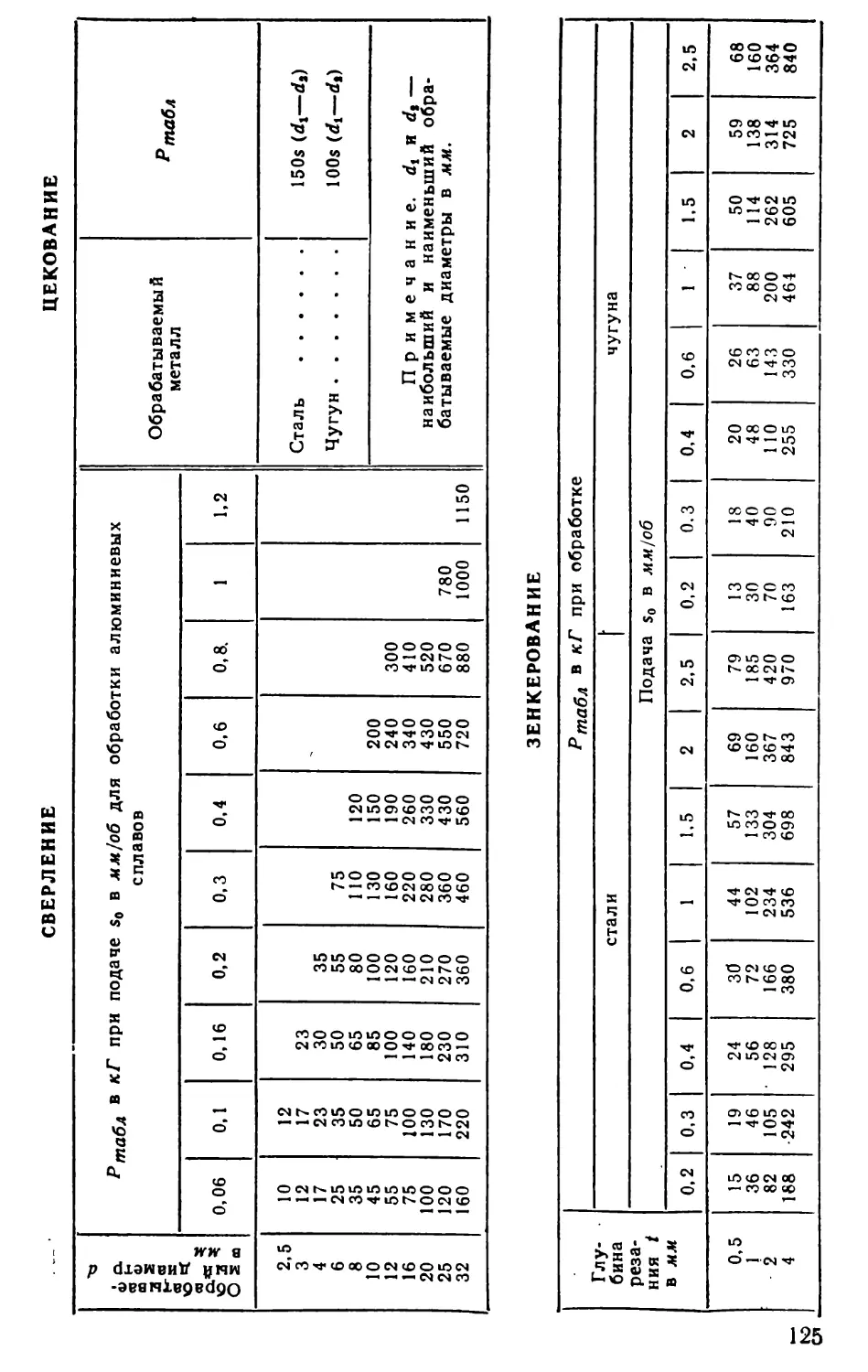
Осевая сила резания. Карта С-5 124
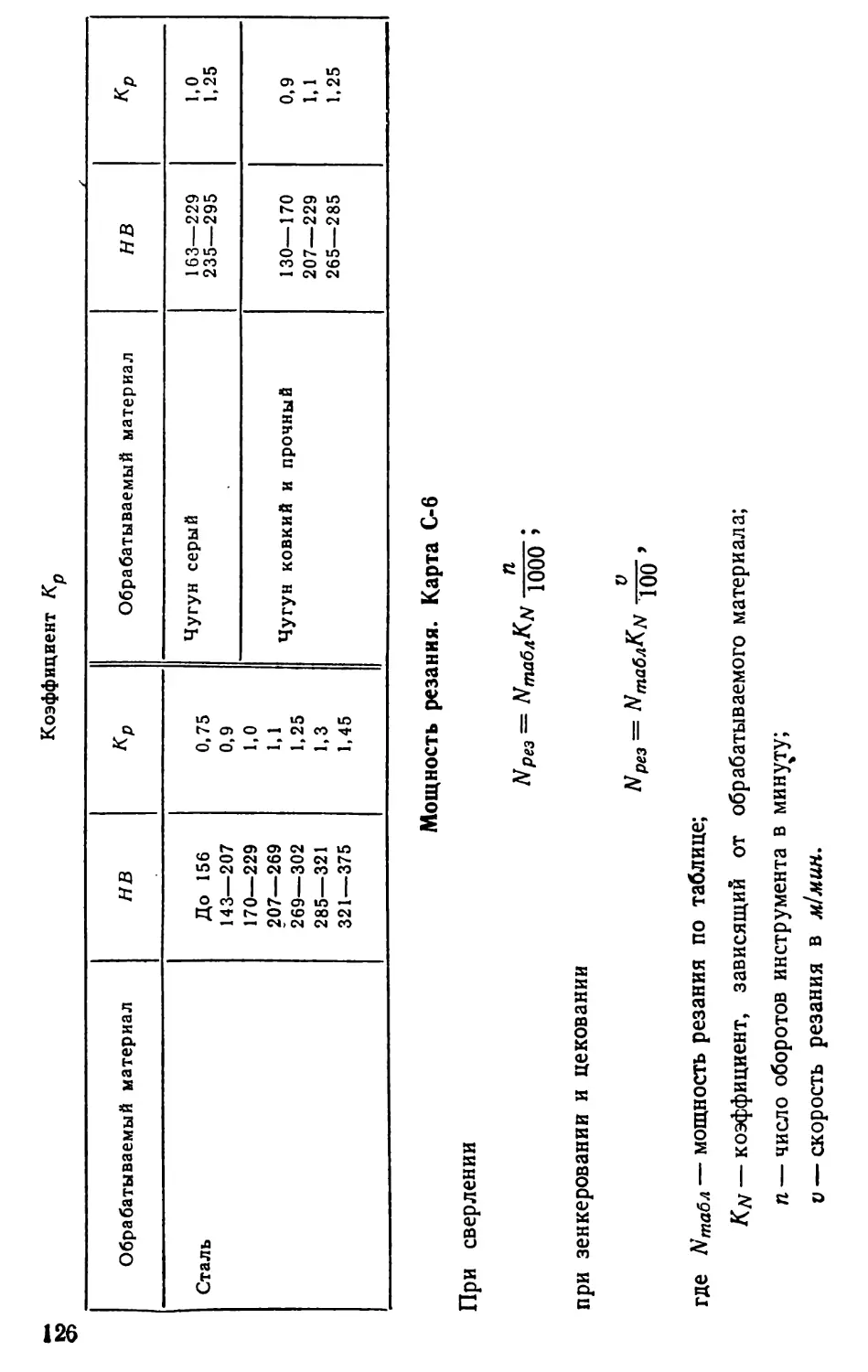
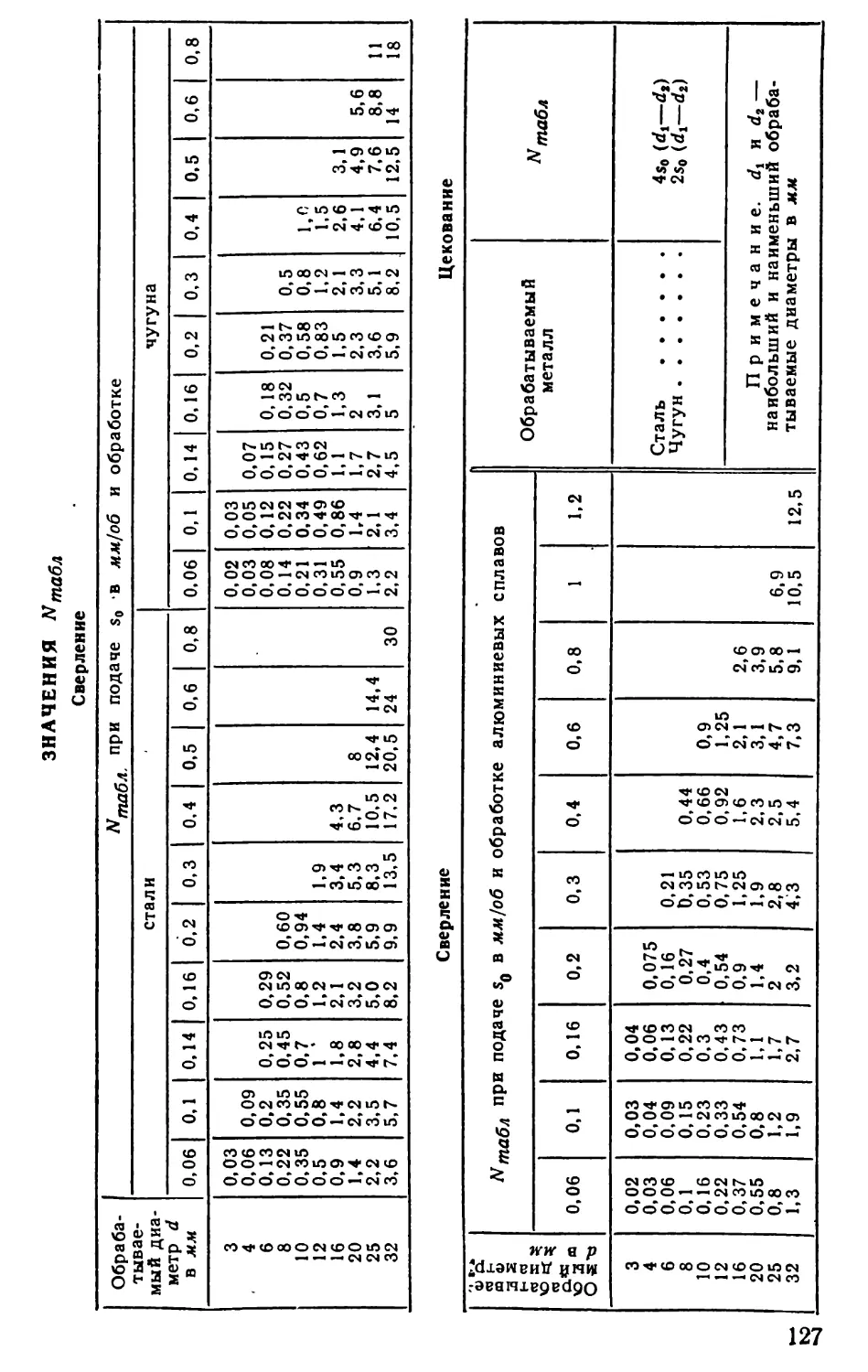
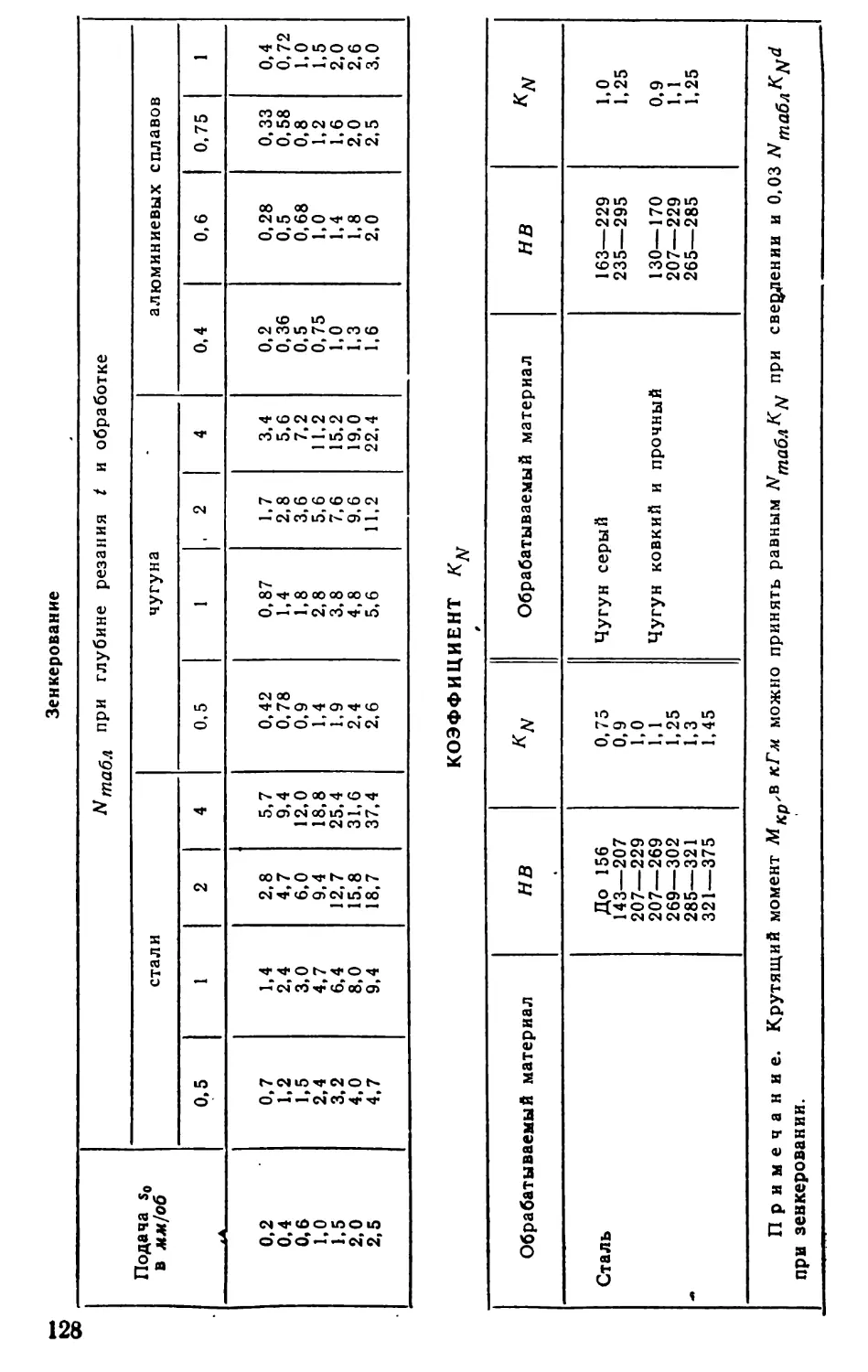
Мощность резания. Карта С-6 126
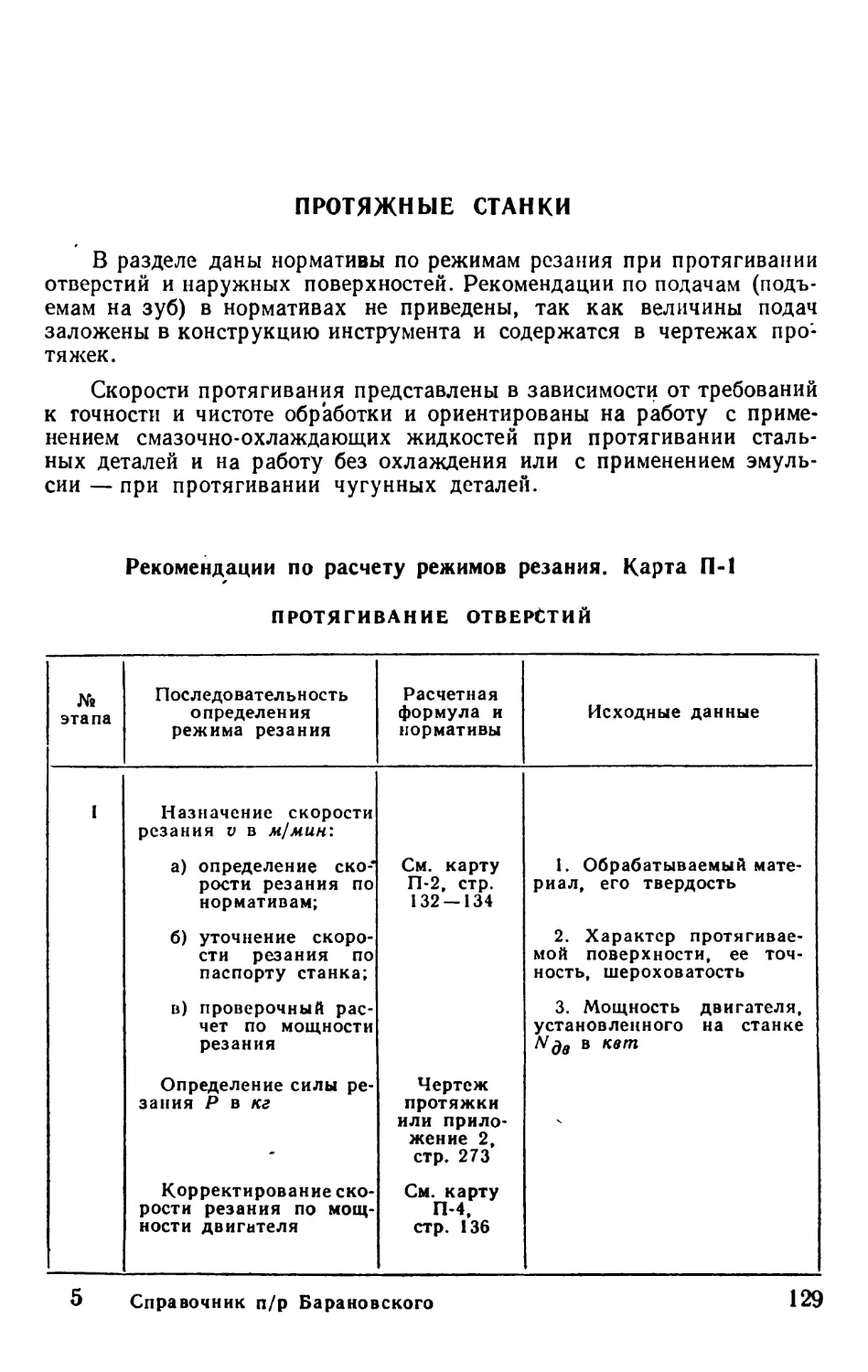
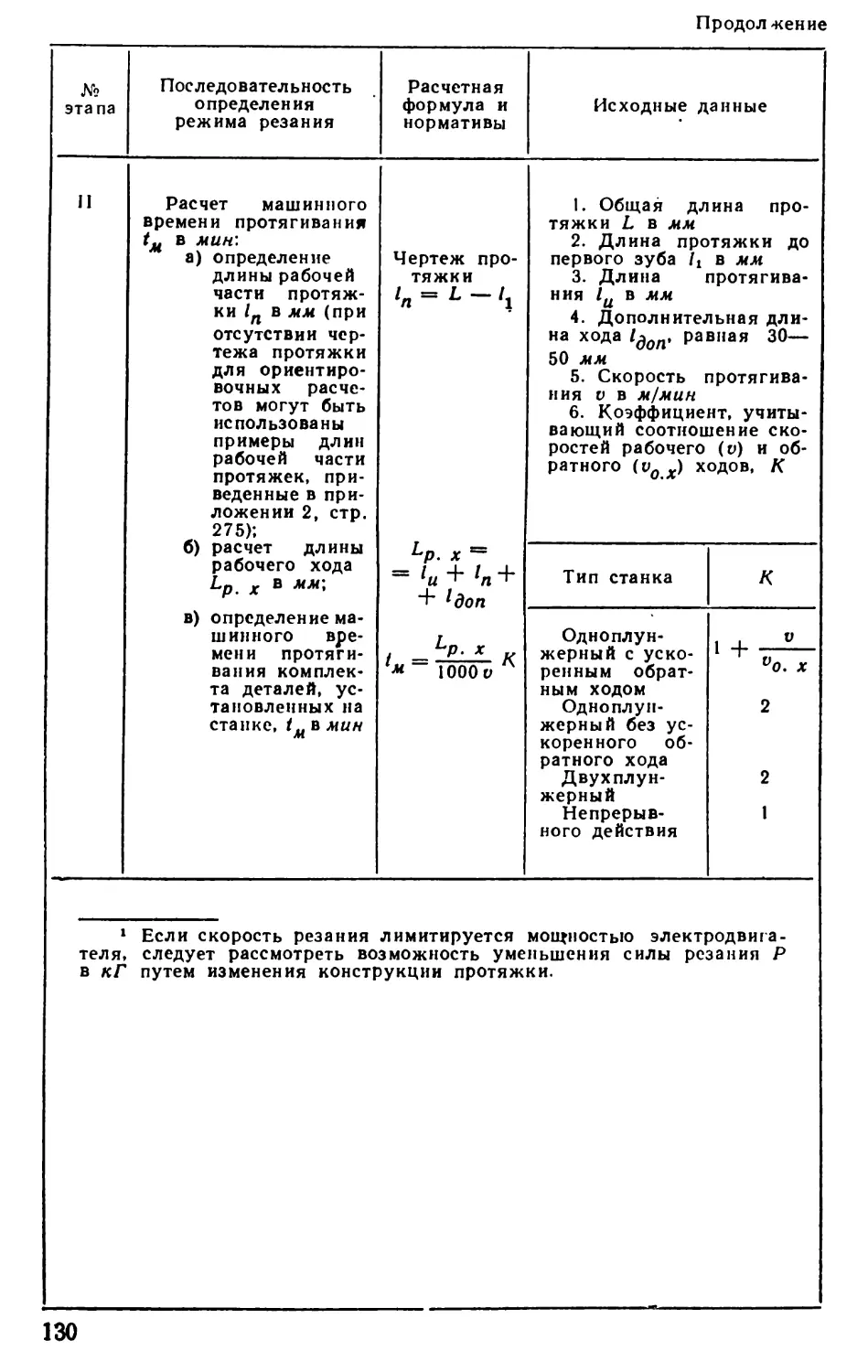
Протяжные станки
Рекомендации по расчету режимов резания. Карта П-1 129
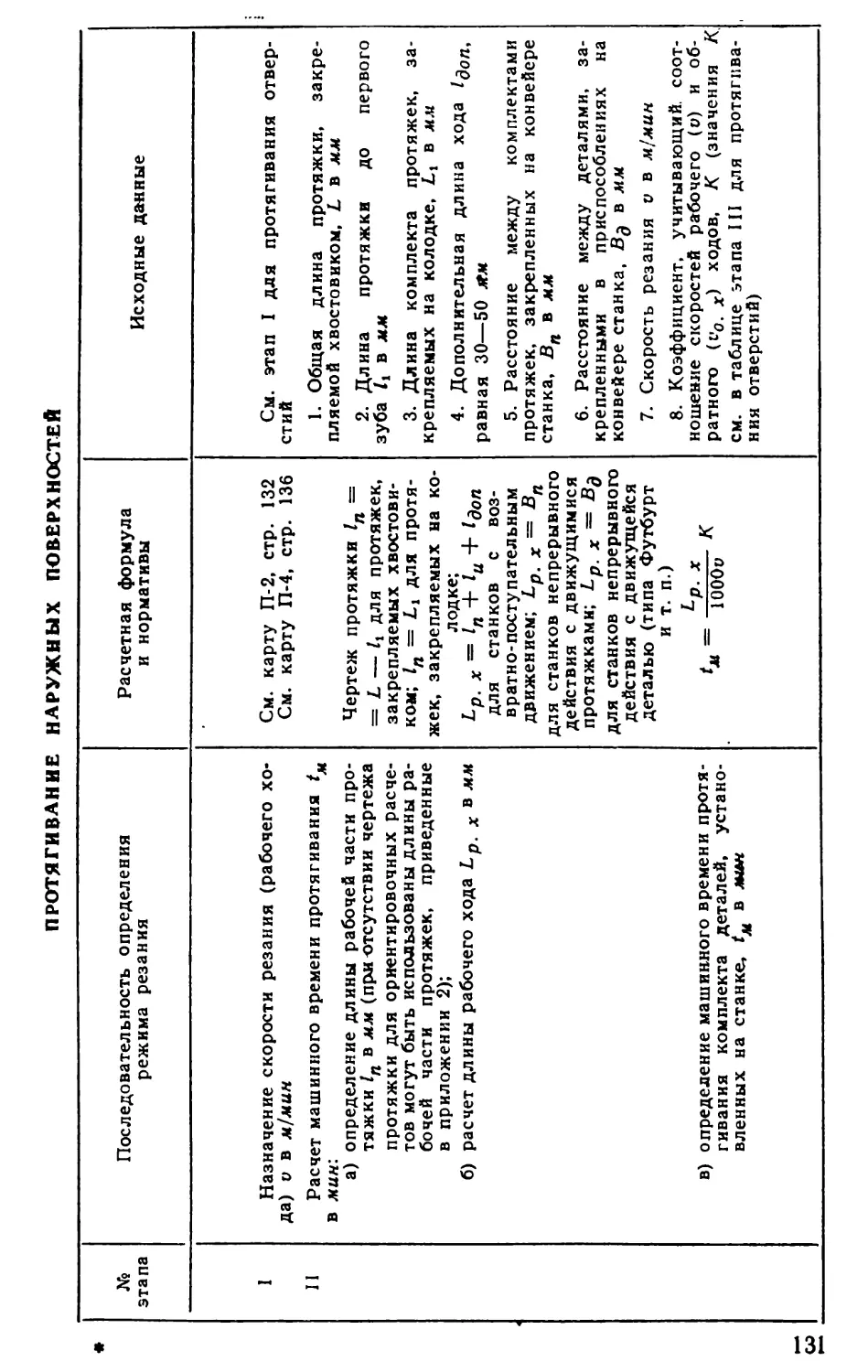
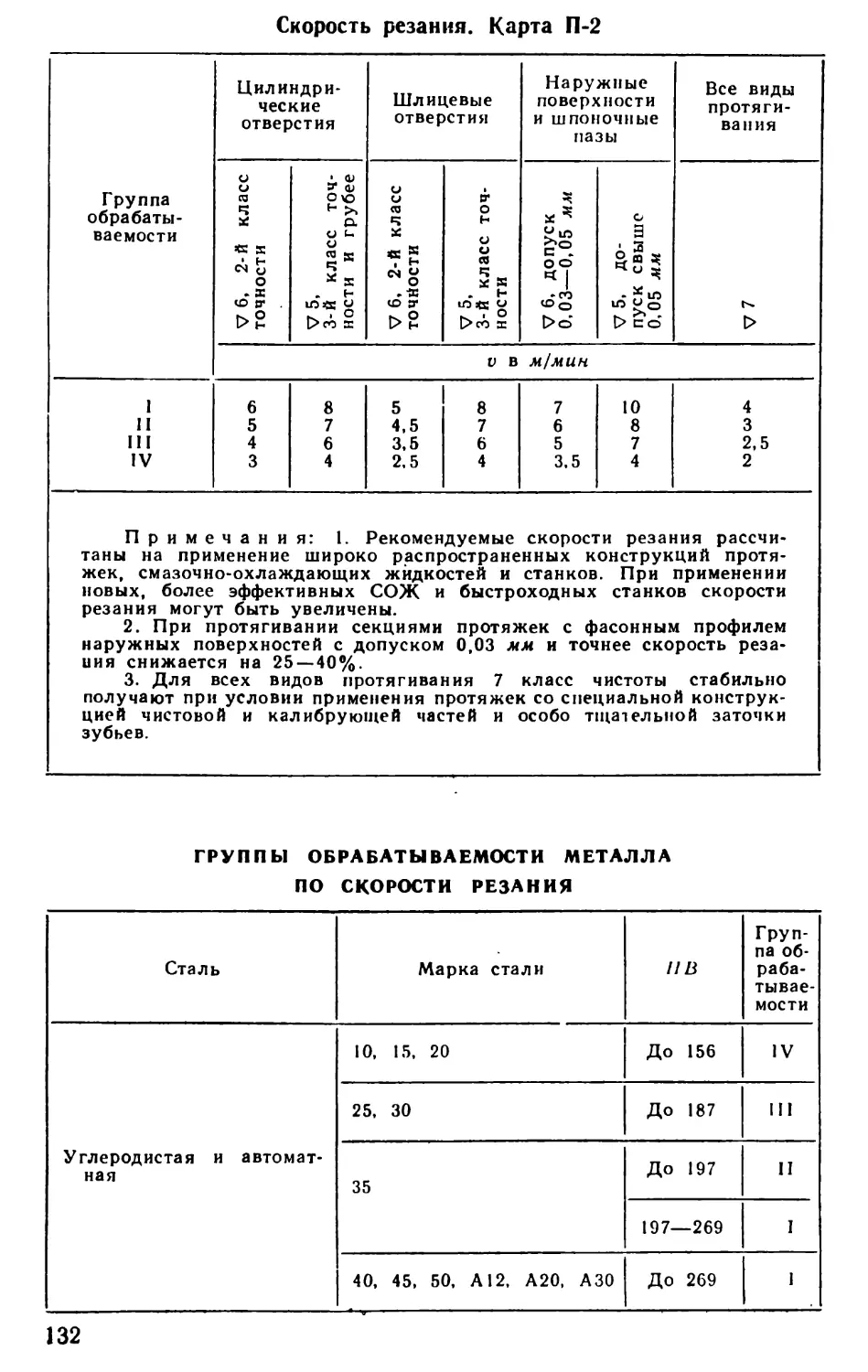
Скорость резания. Карта П-2 132
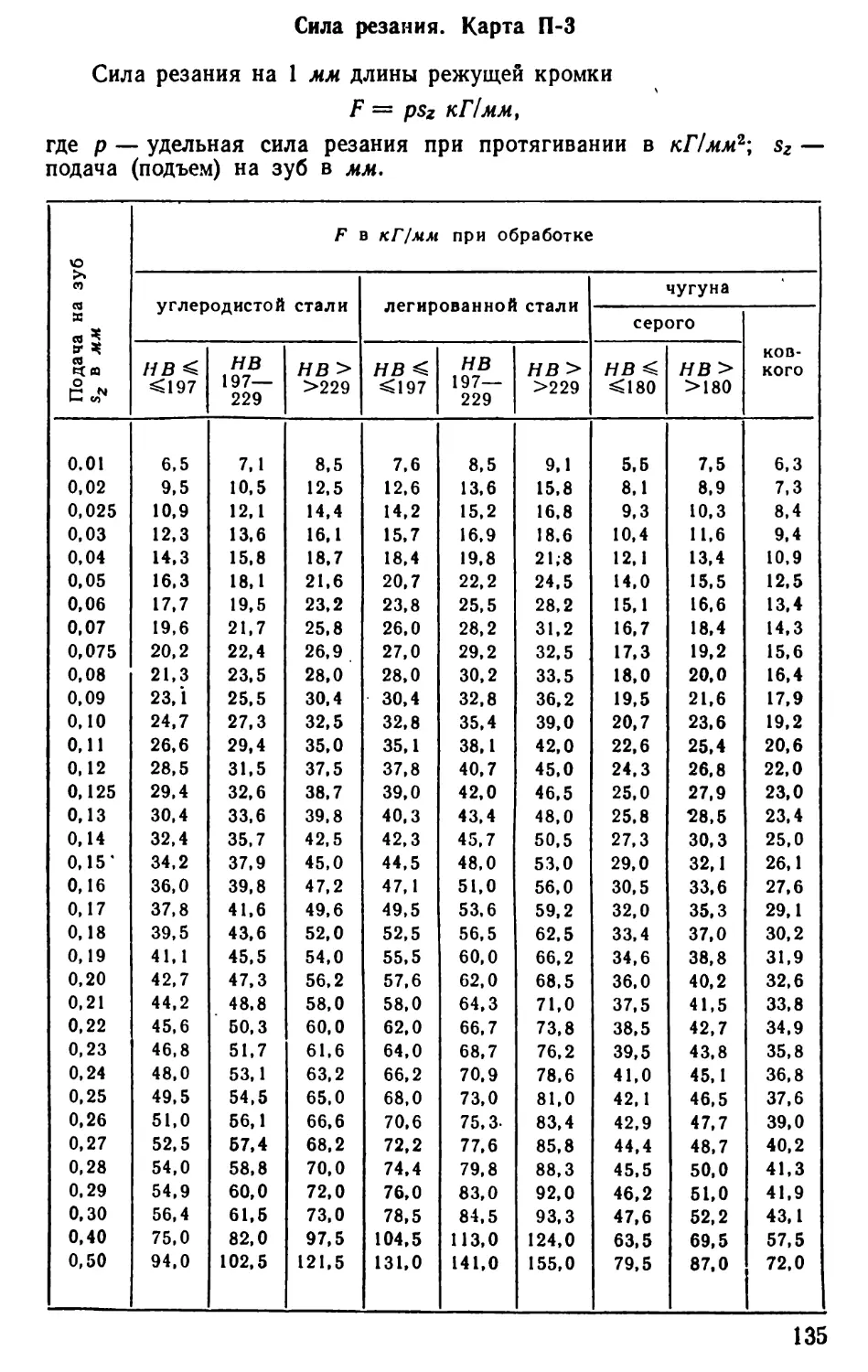
Сила резания. Карта П-3 135
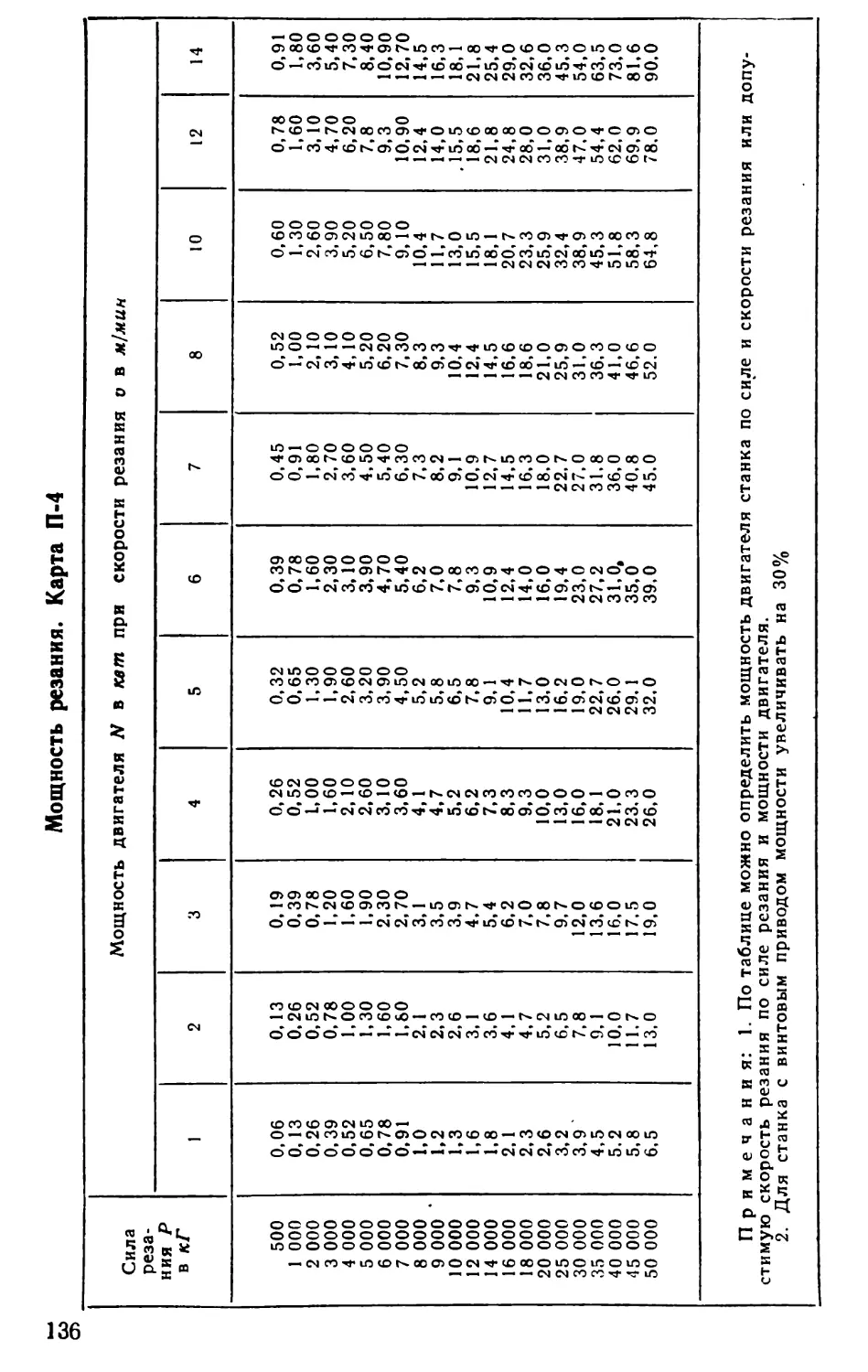
Мощность резания. Карта П-4 136
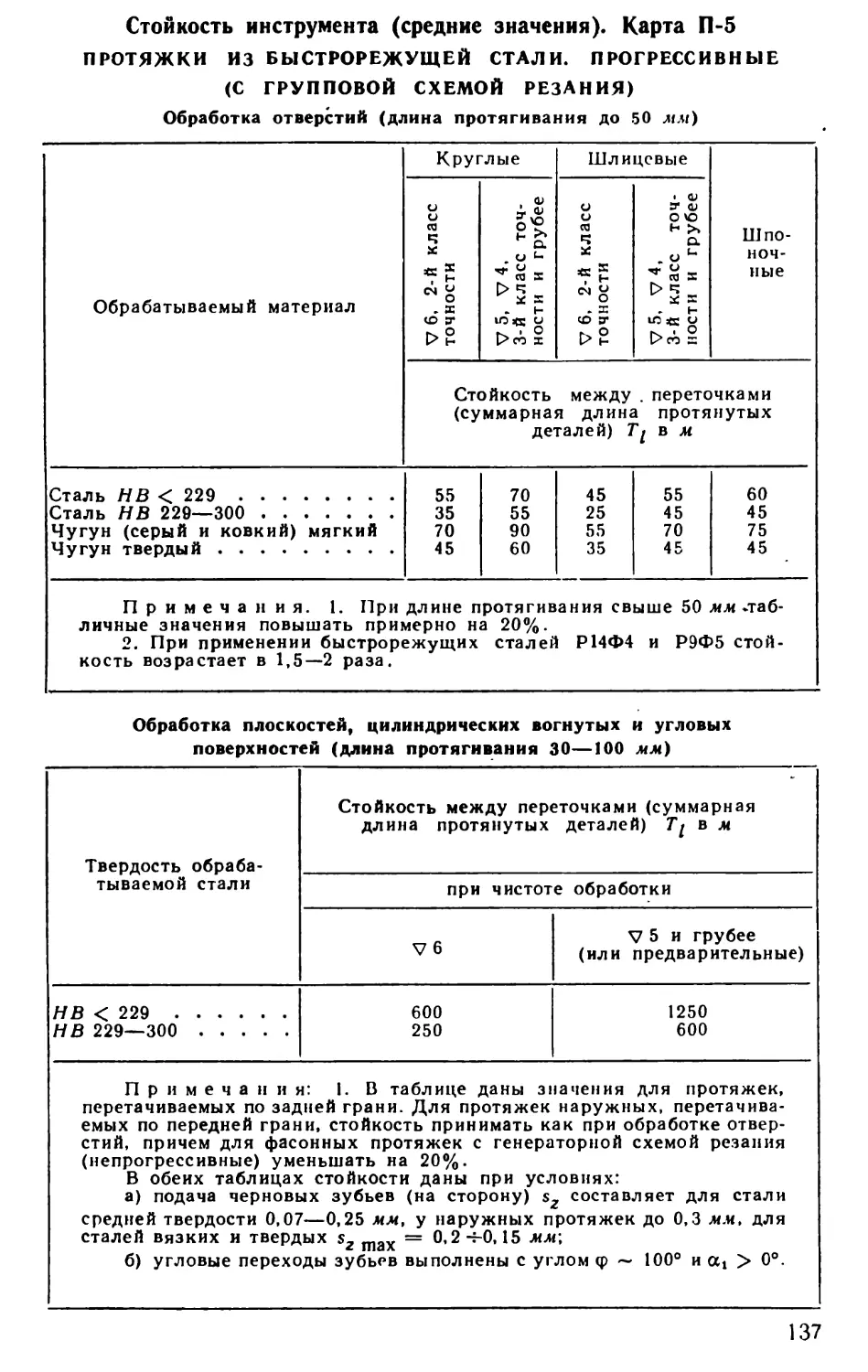
Стойкость инструментов (средние значения). Карта П-5 137
ЗУБООБРАБАТЫВЛЮЩИЕ СТАНКИ
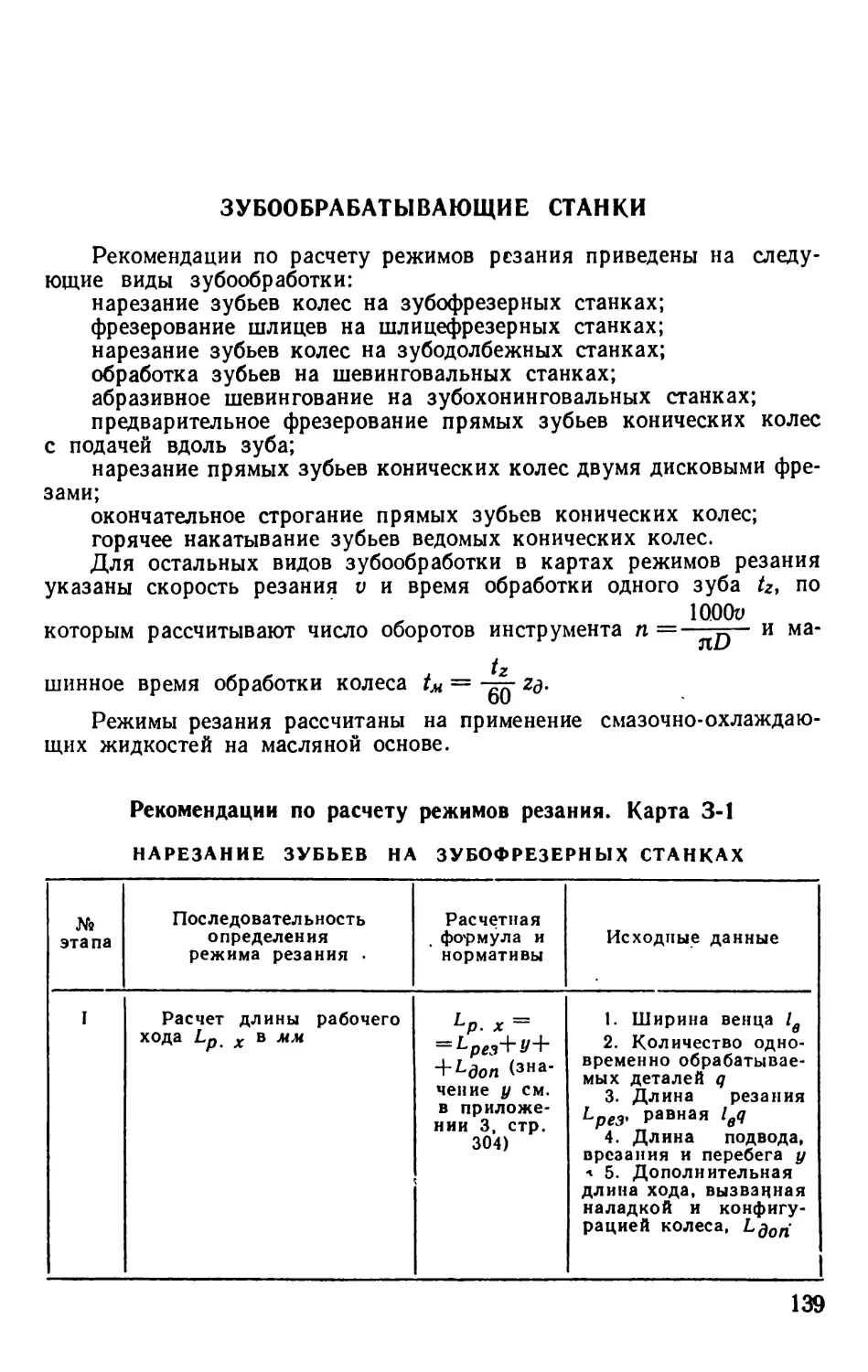
Рекомендации по расчету режимов резания. Карта 3-1 139
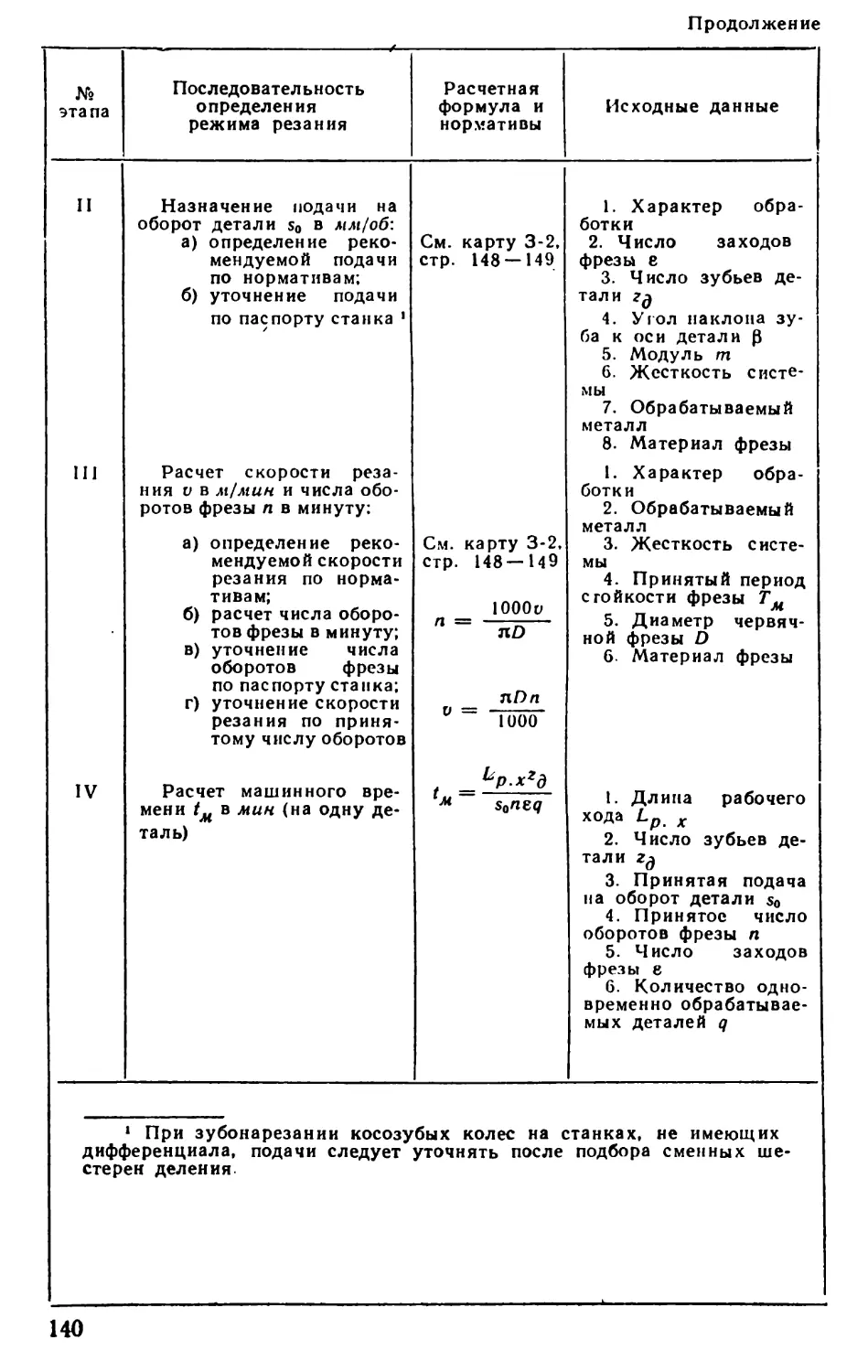
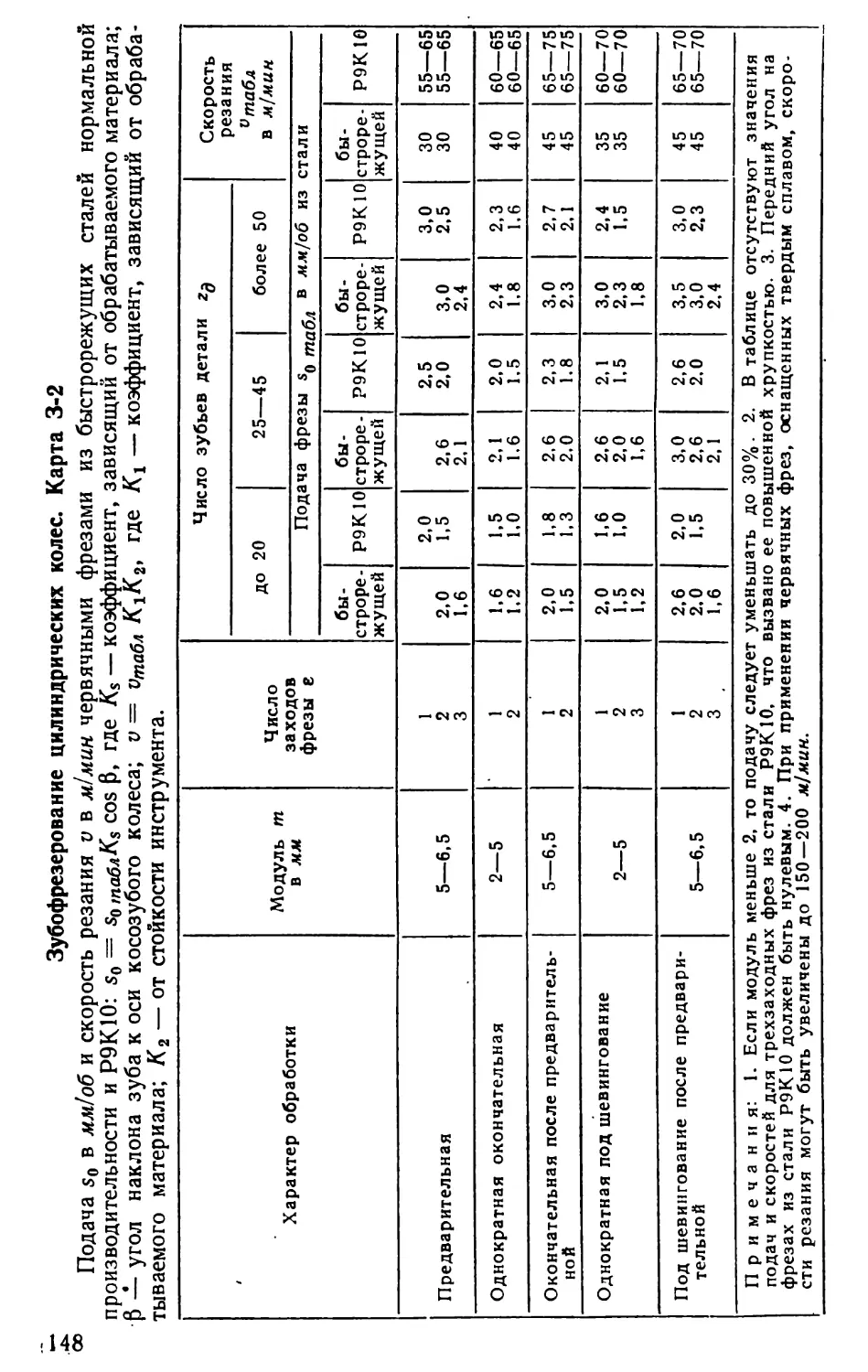
Зубофрезерованис цилиндрических колес. Карта 3-2 148
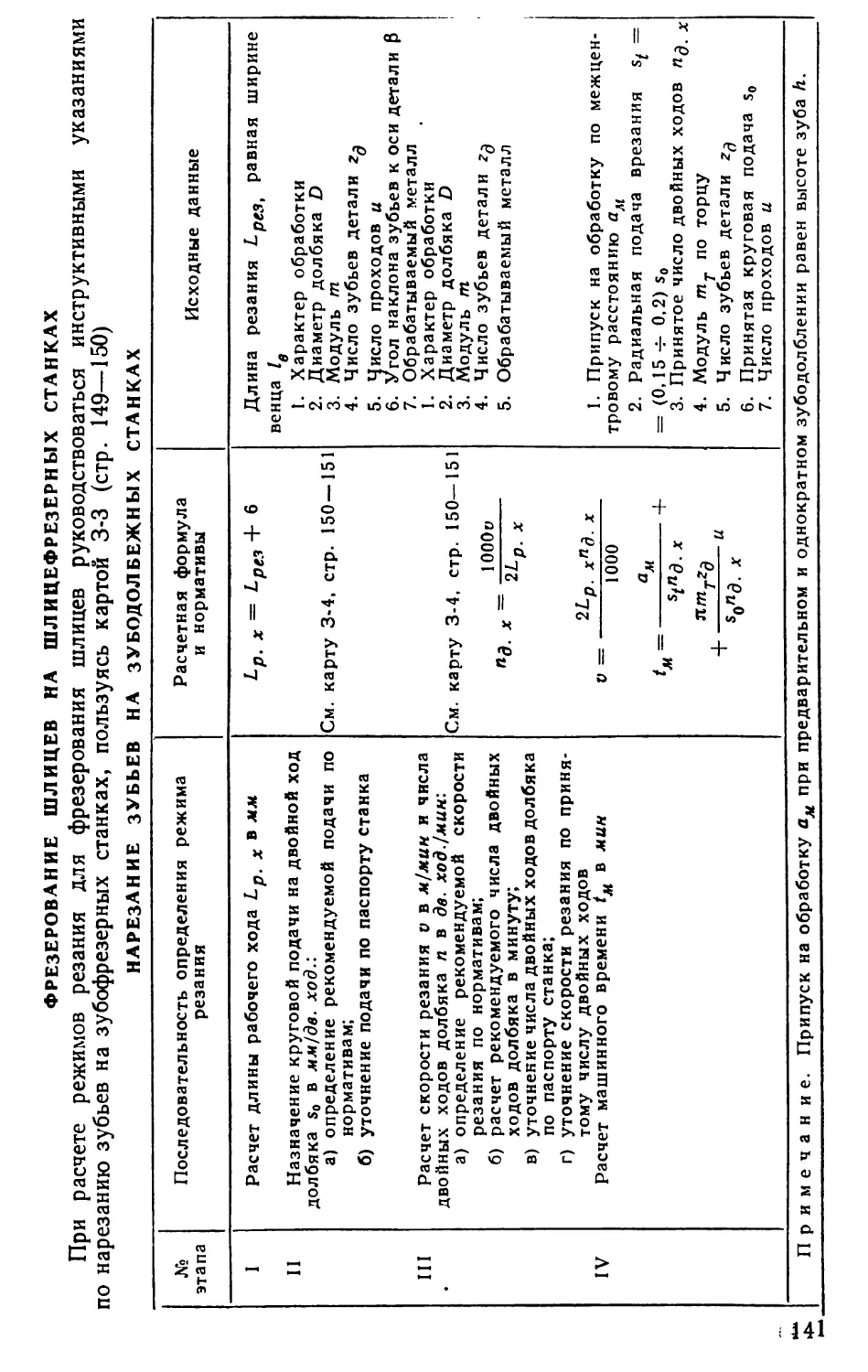
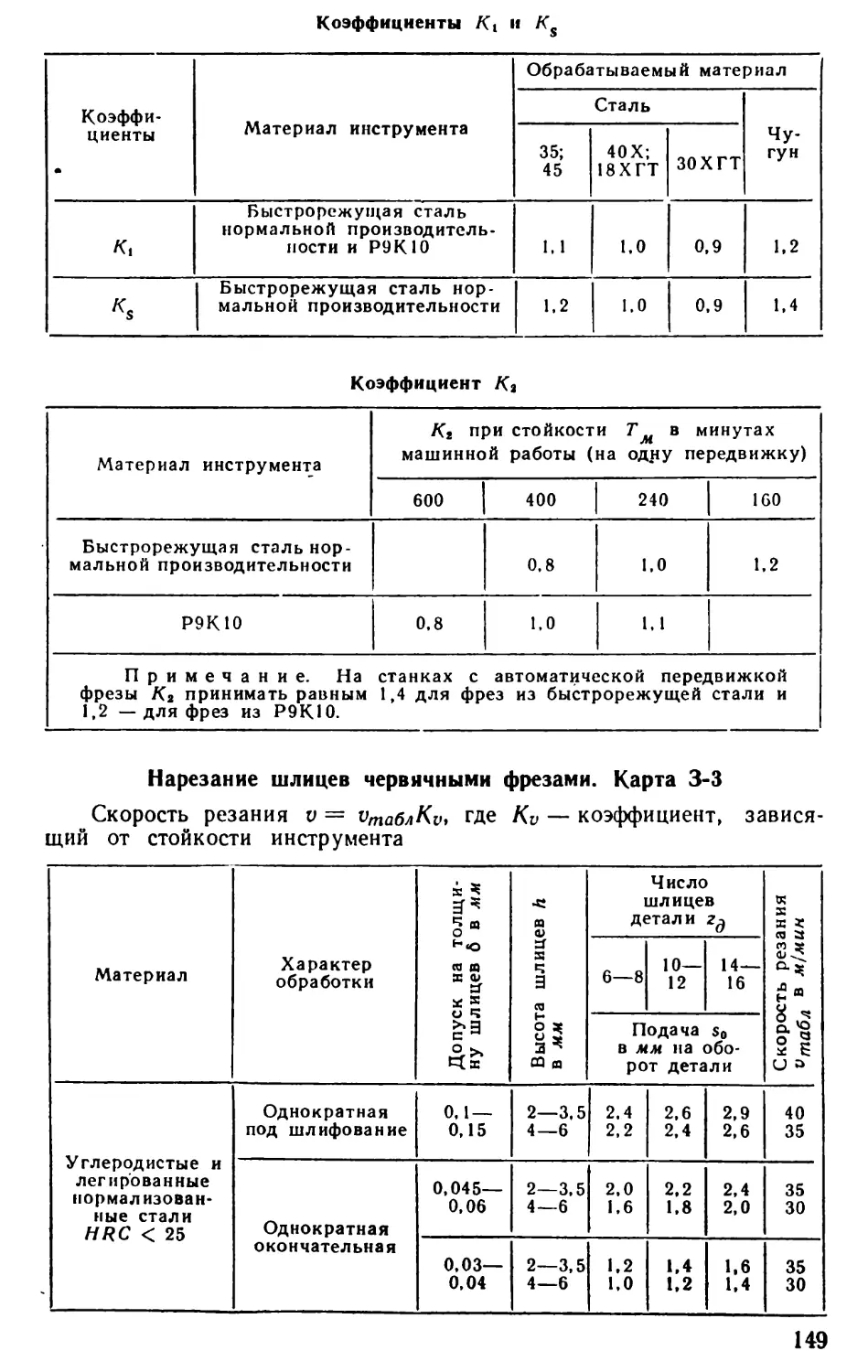
Нарезание шлицев червячными фрезами. Карта 3-3 149
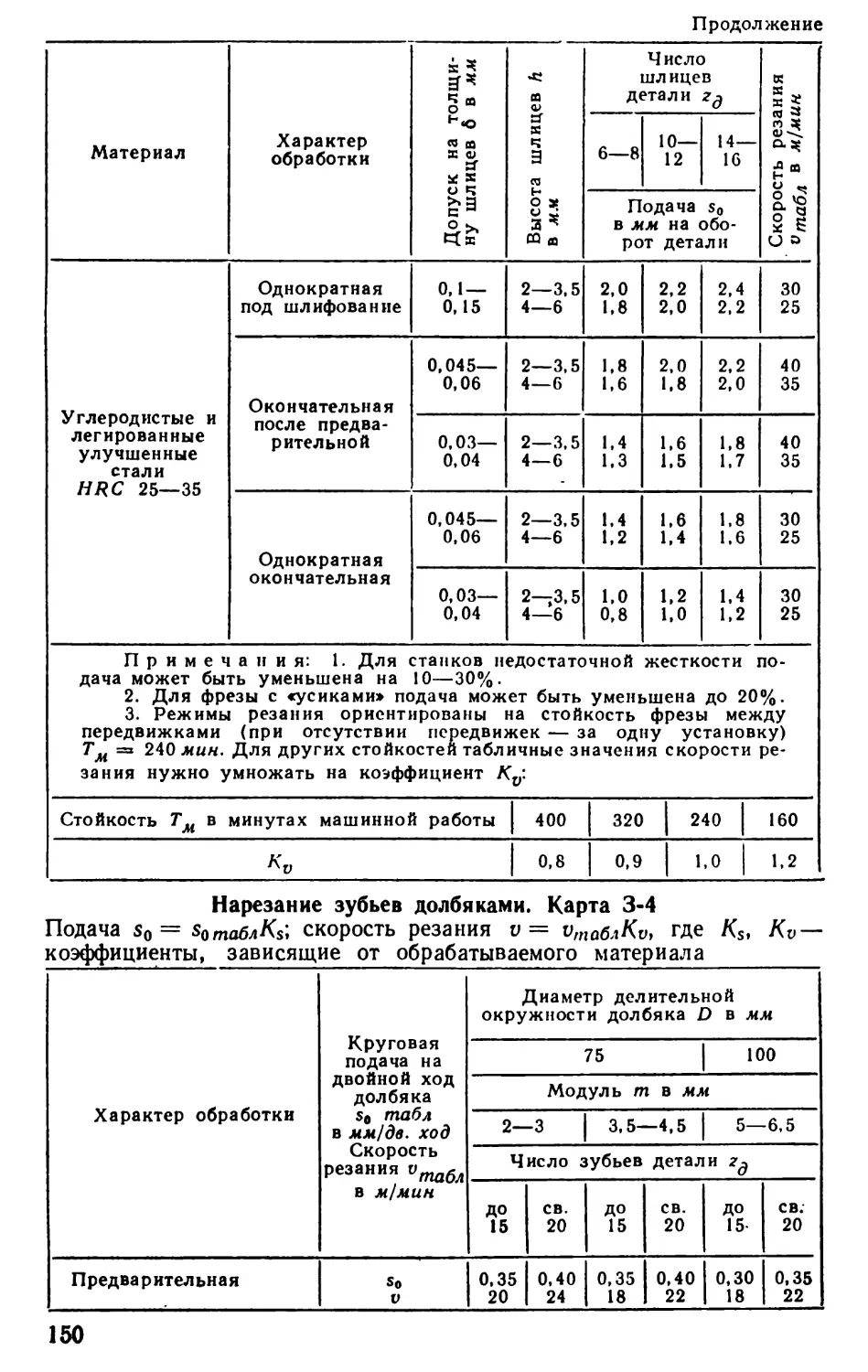
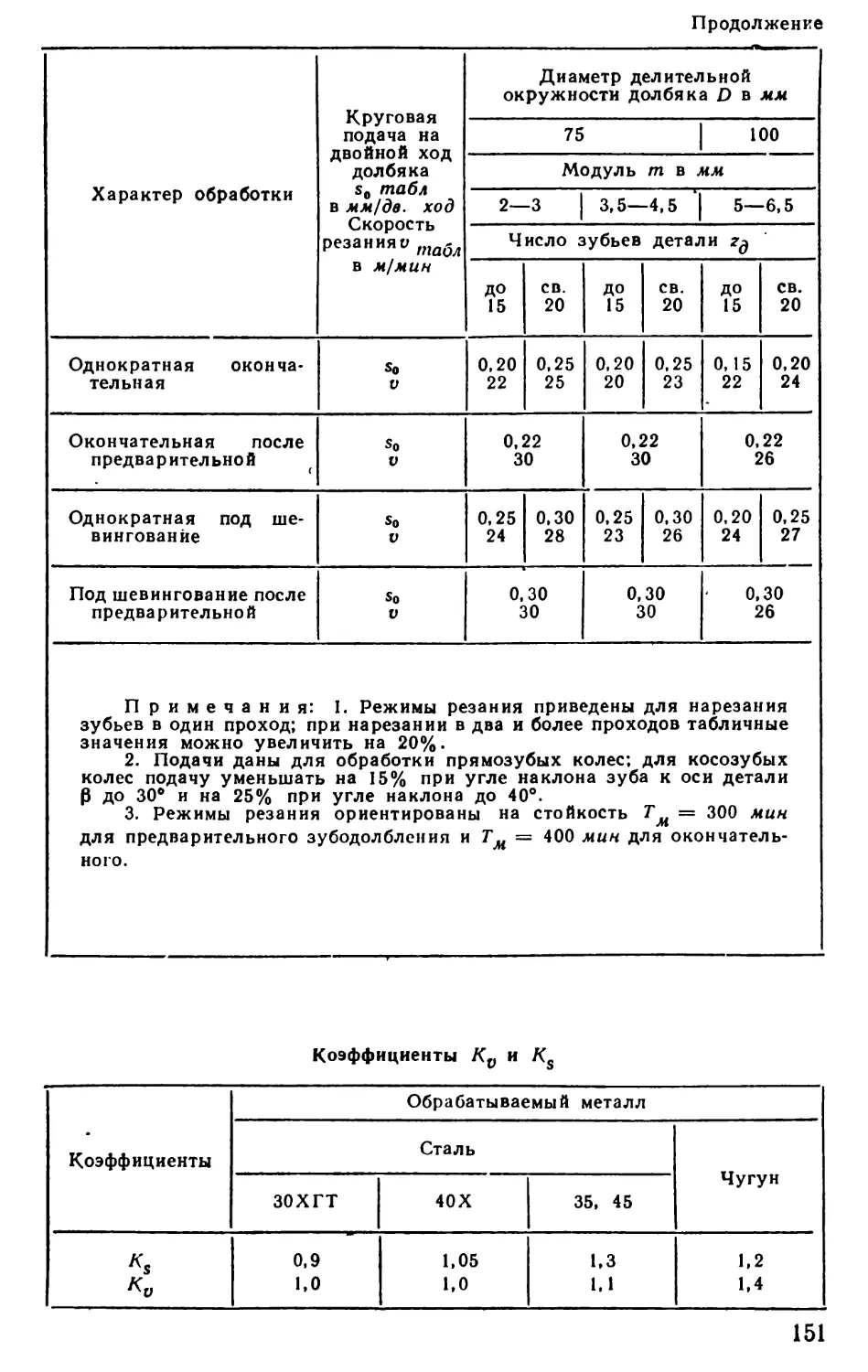
Нарезание зубьев долбяками. Карта 3-4 150
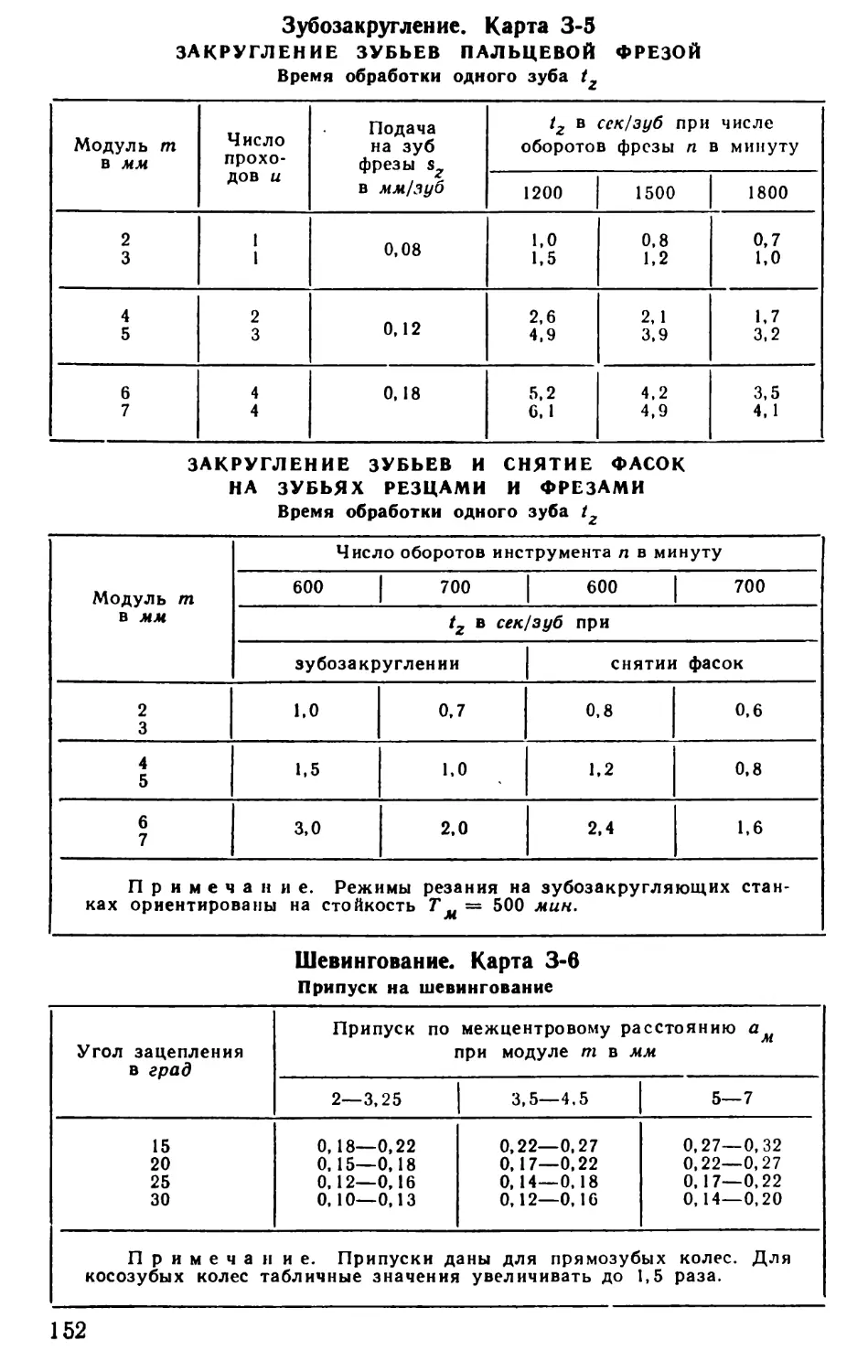
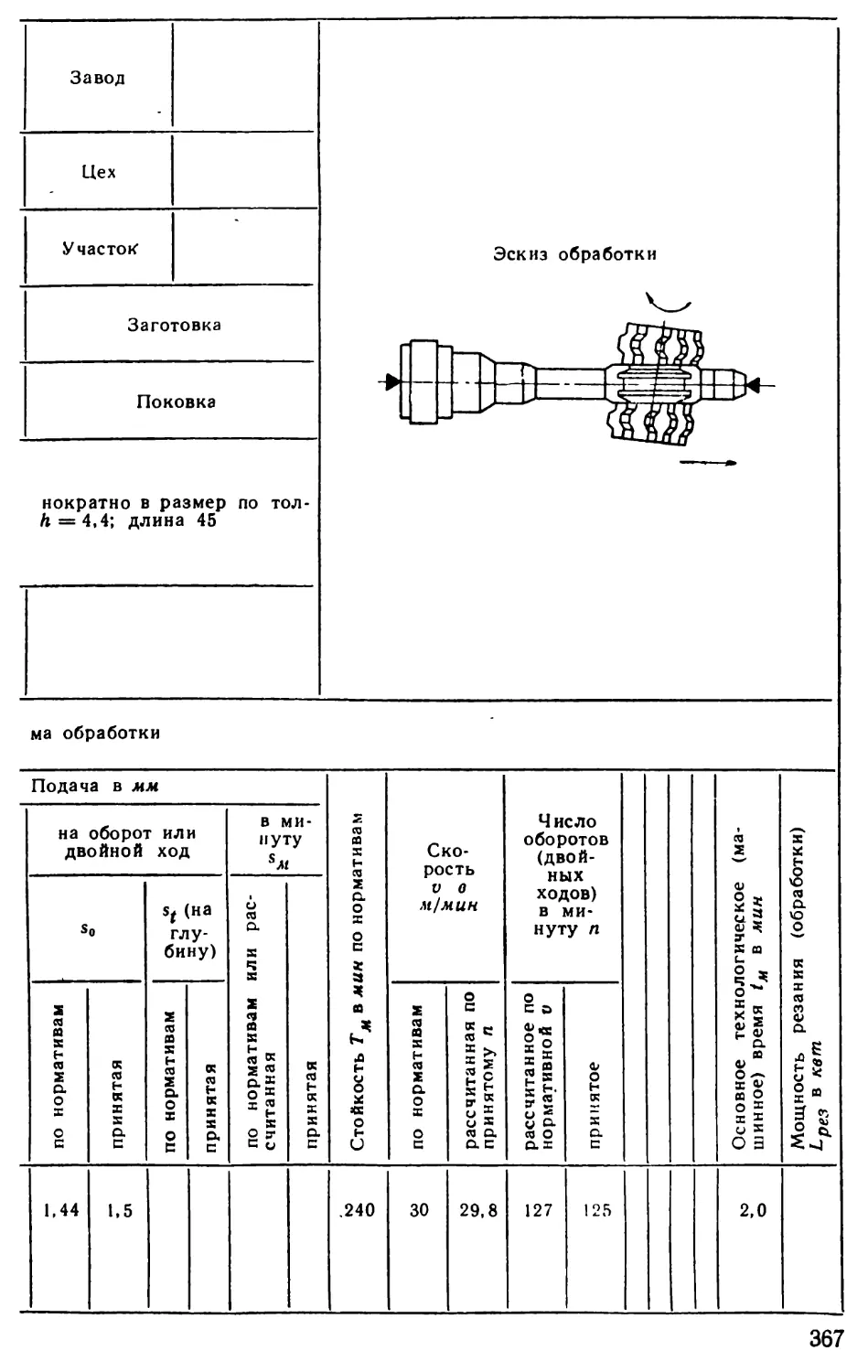
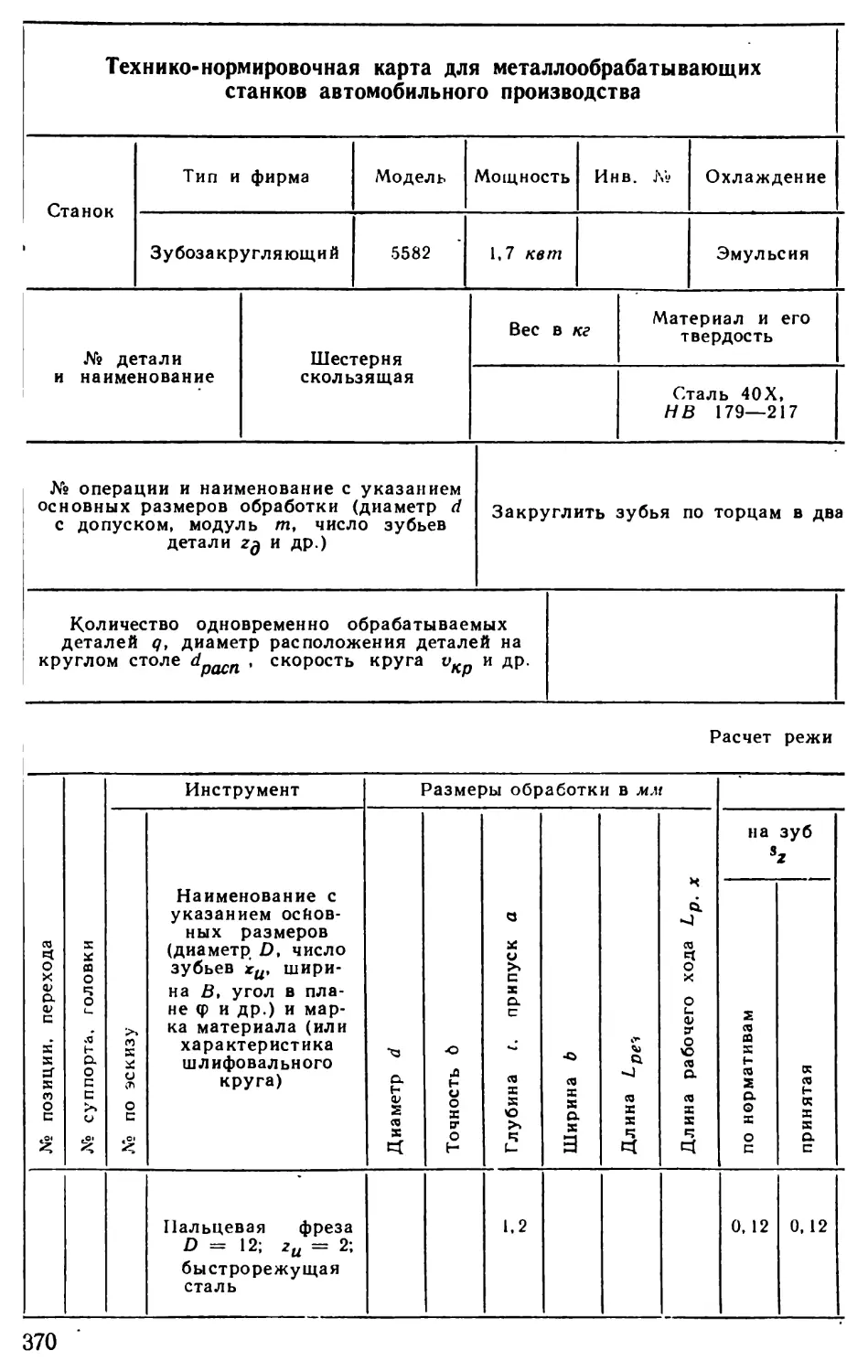
Зуоозакругление. Карта 3—5 152
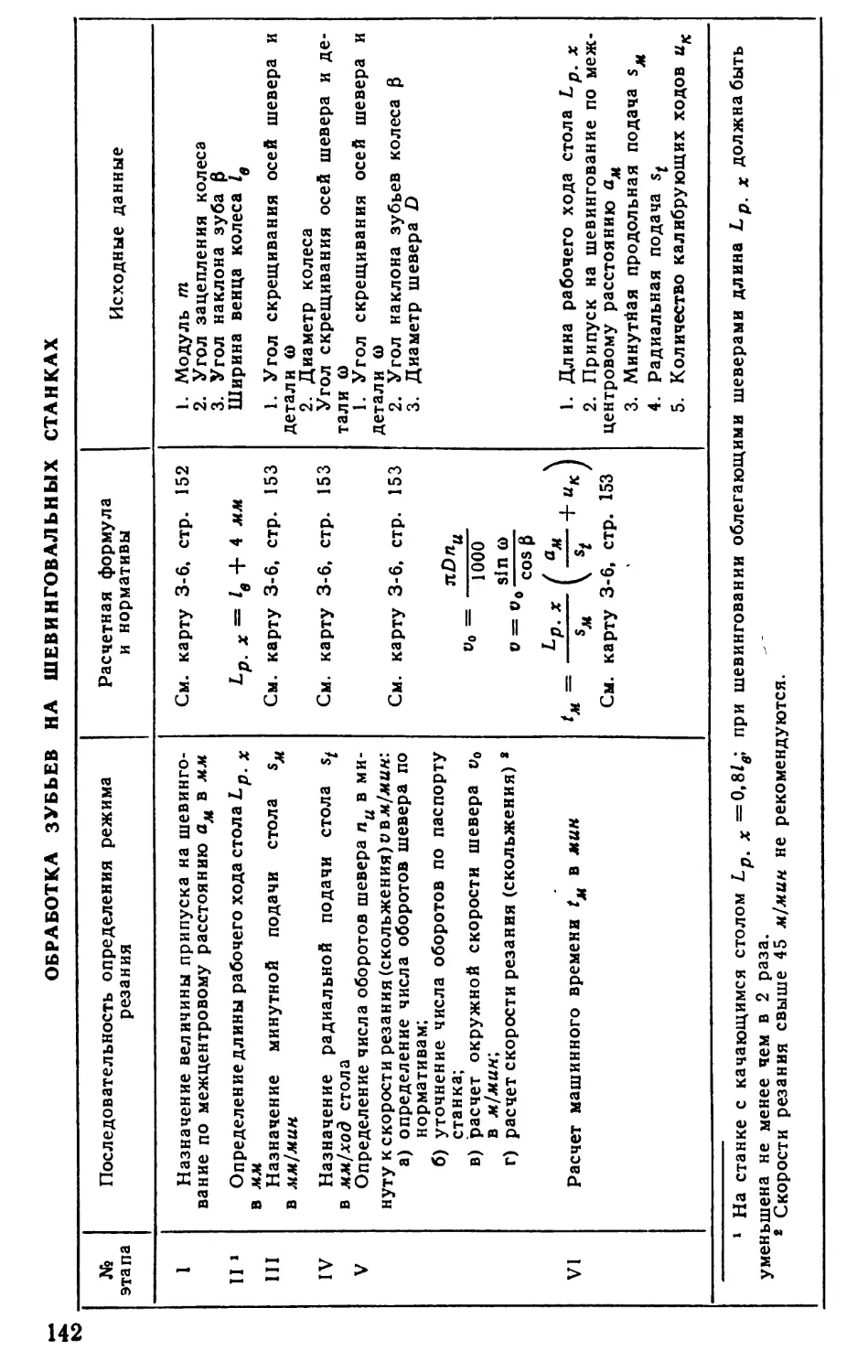
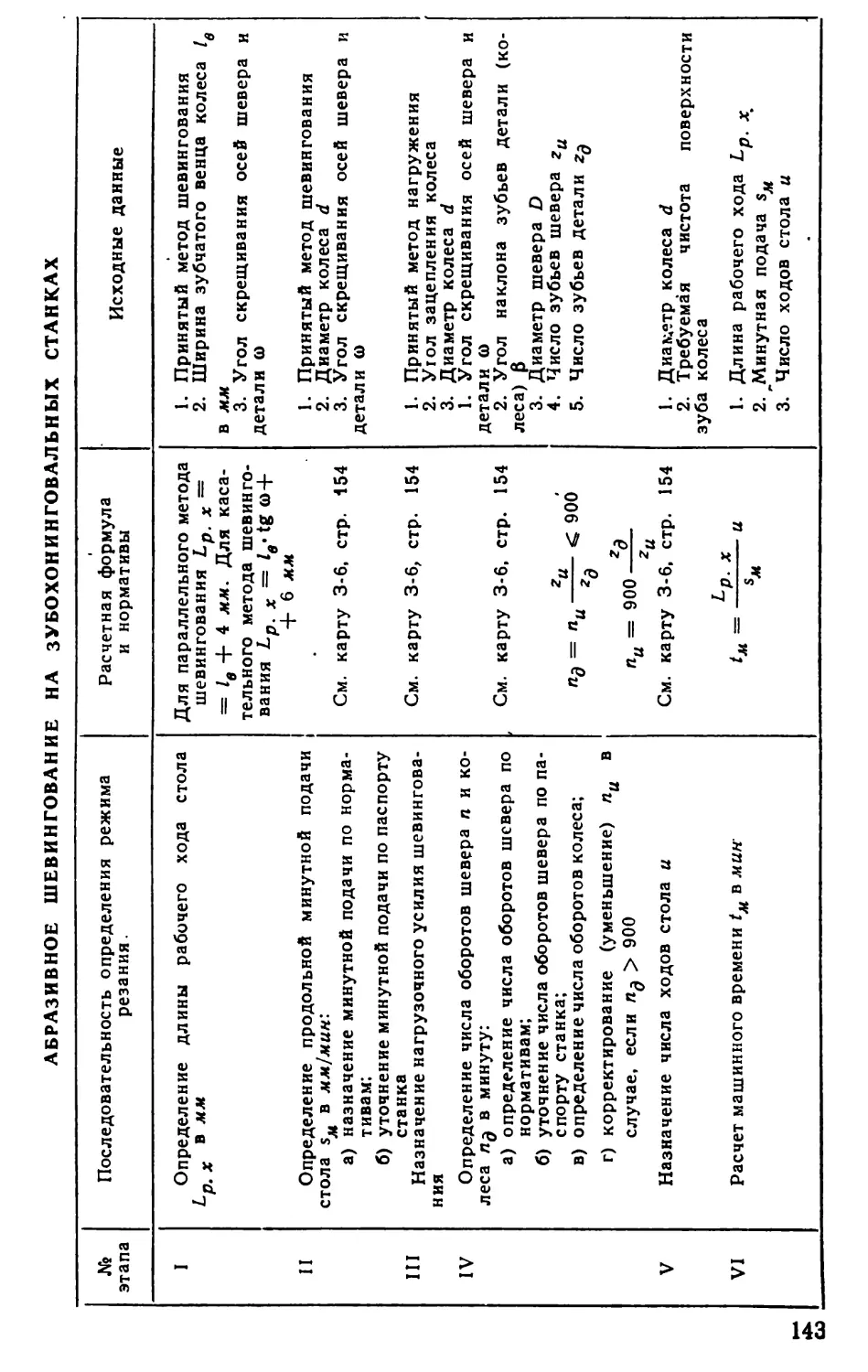
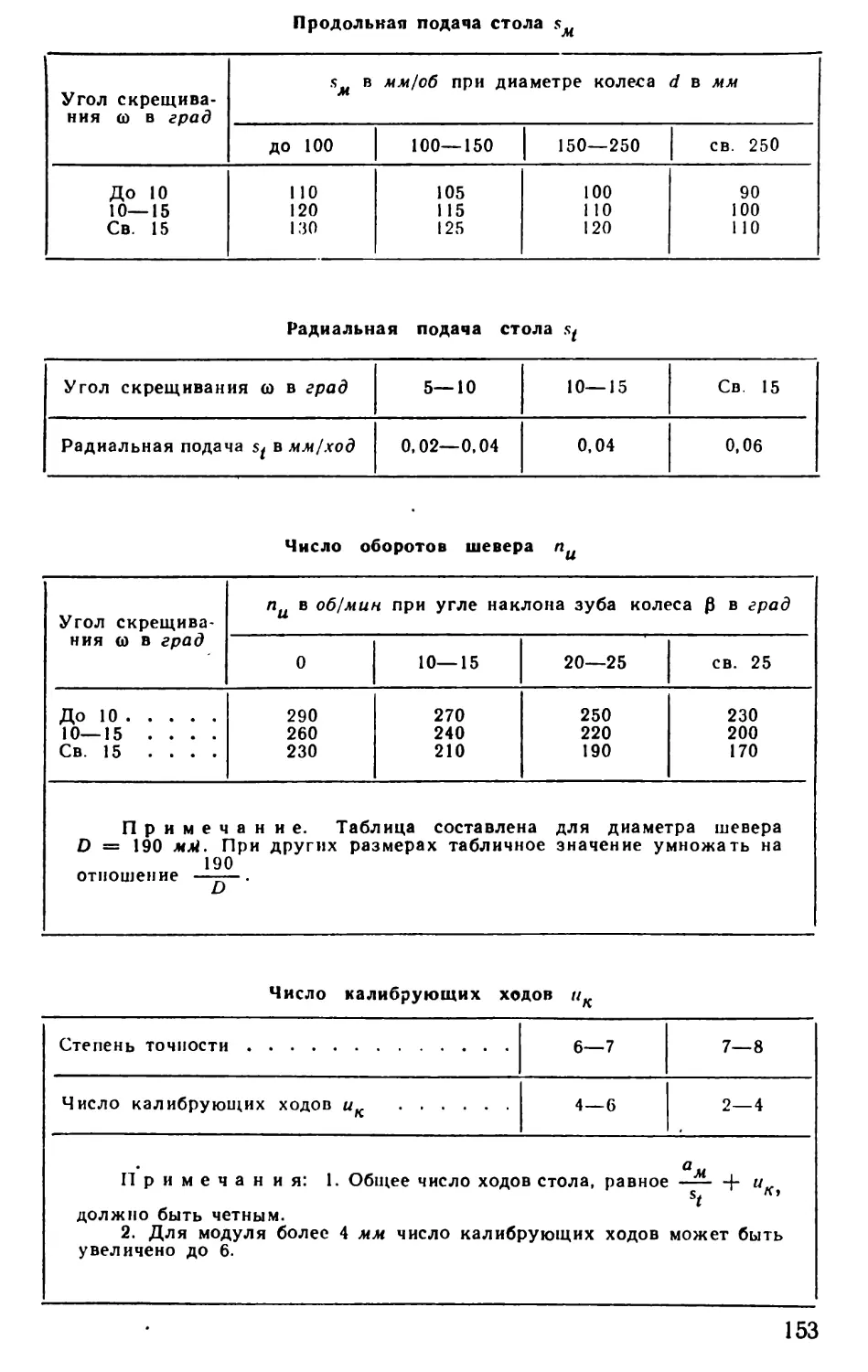
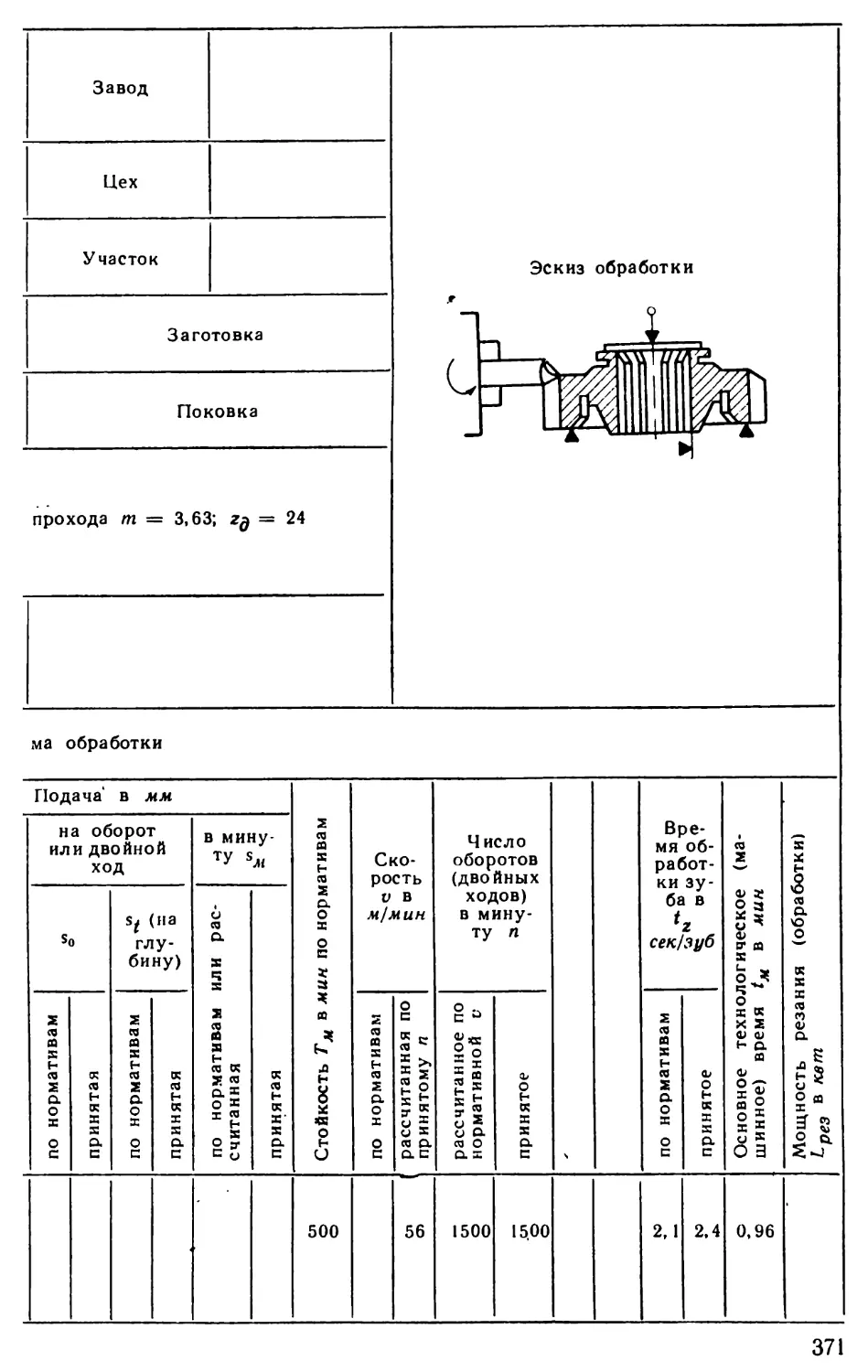
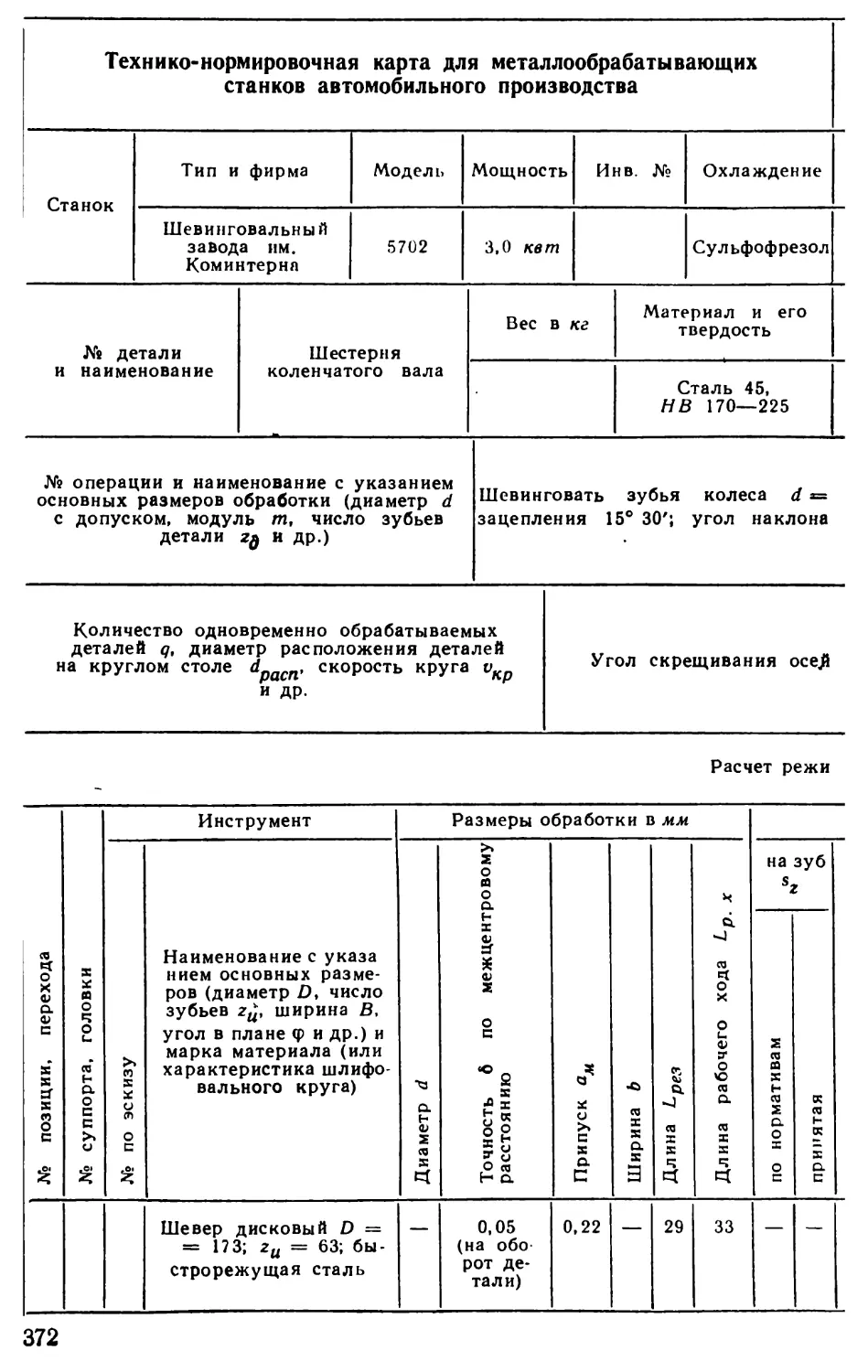
Шевингование. Карта 3-6 * . . . 152
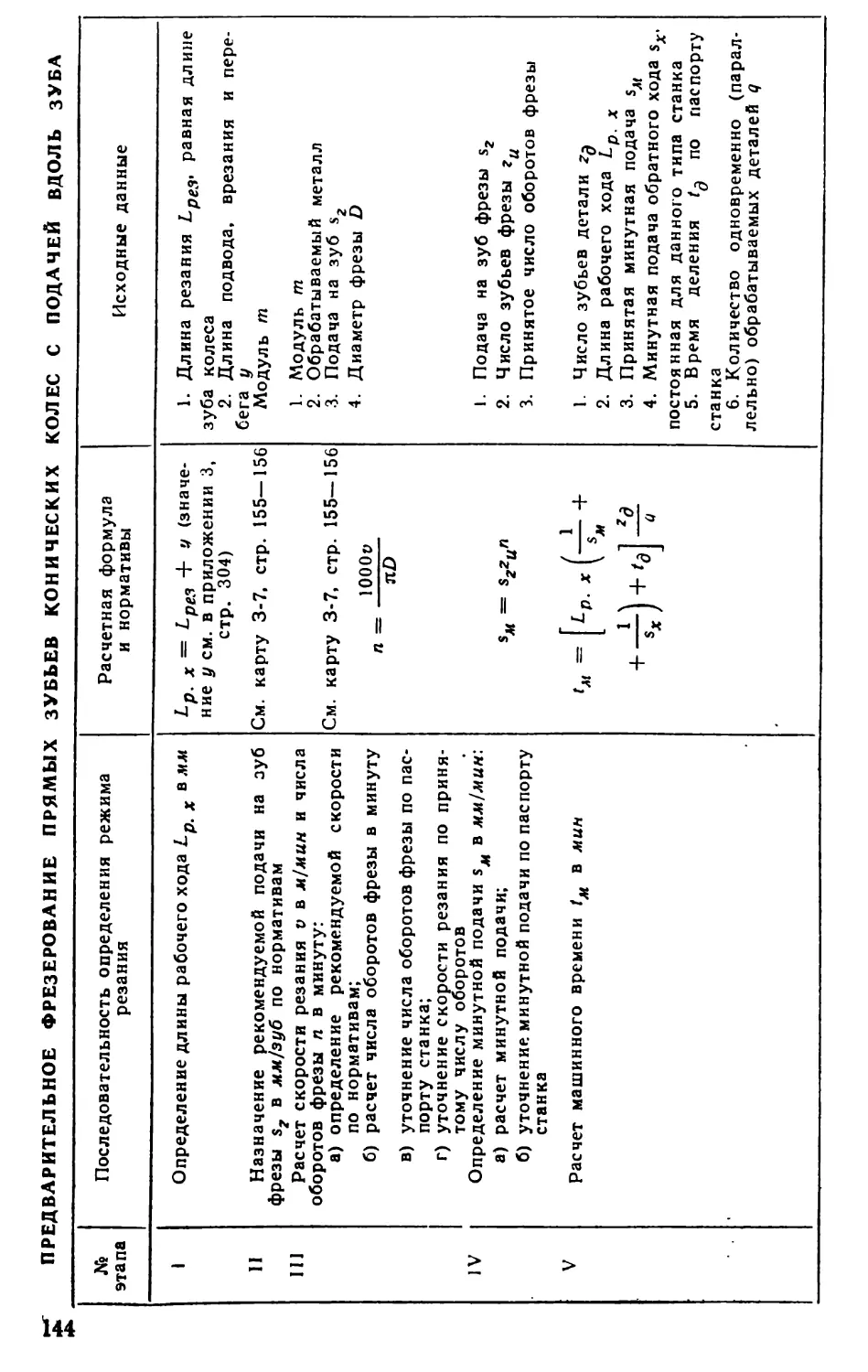
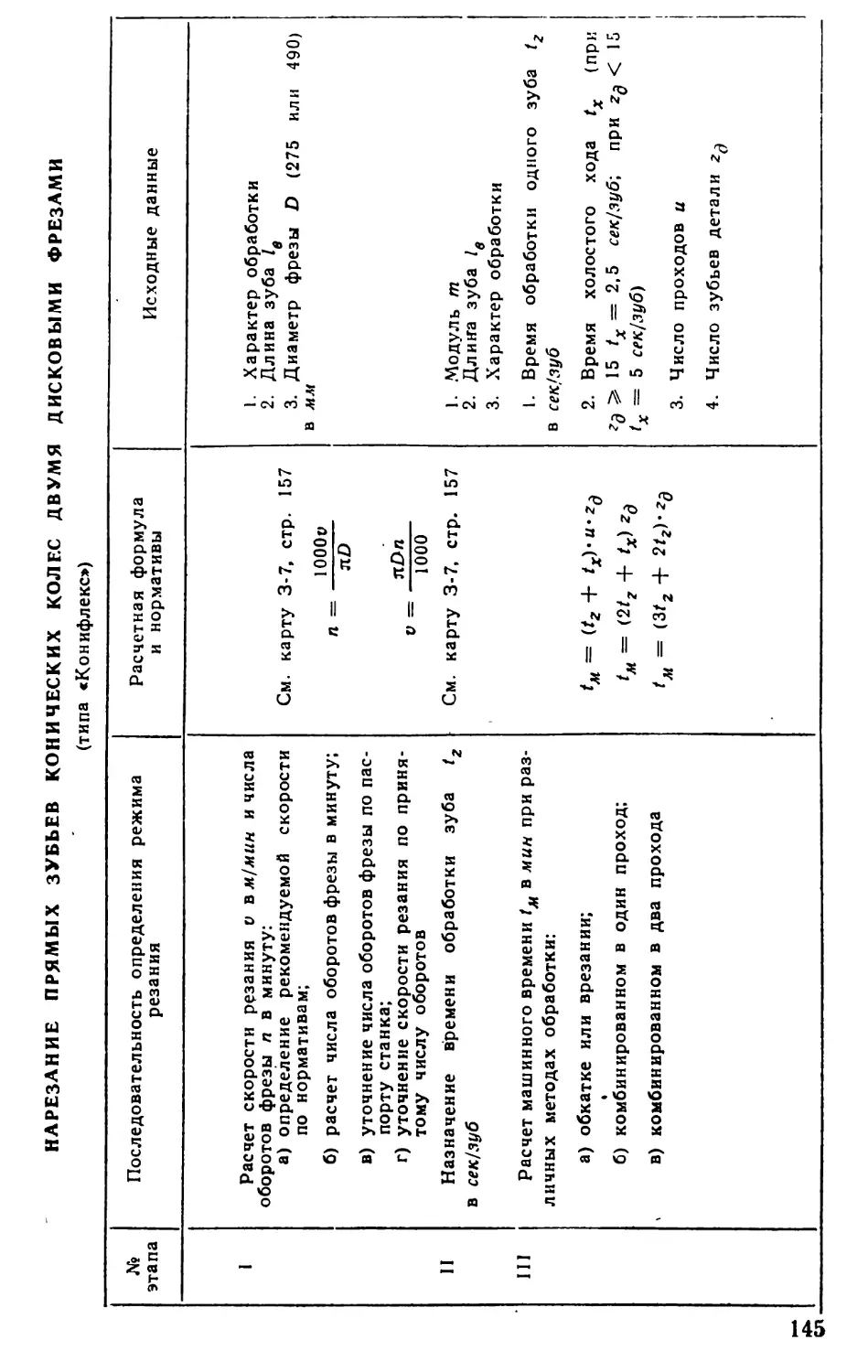
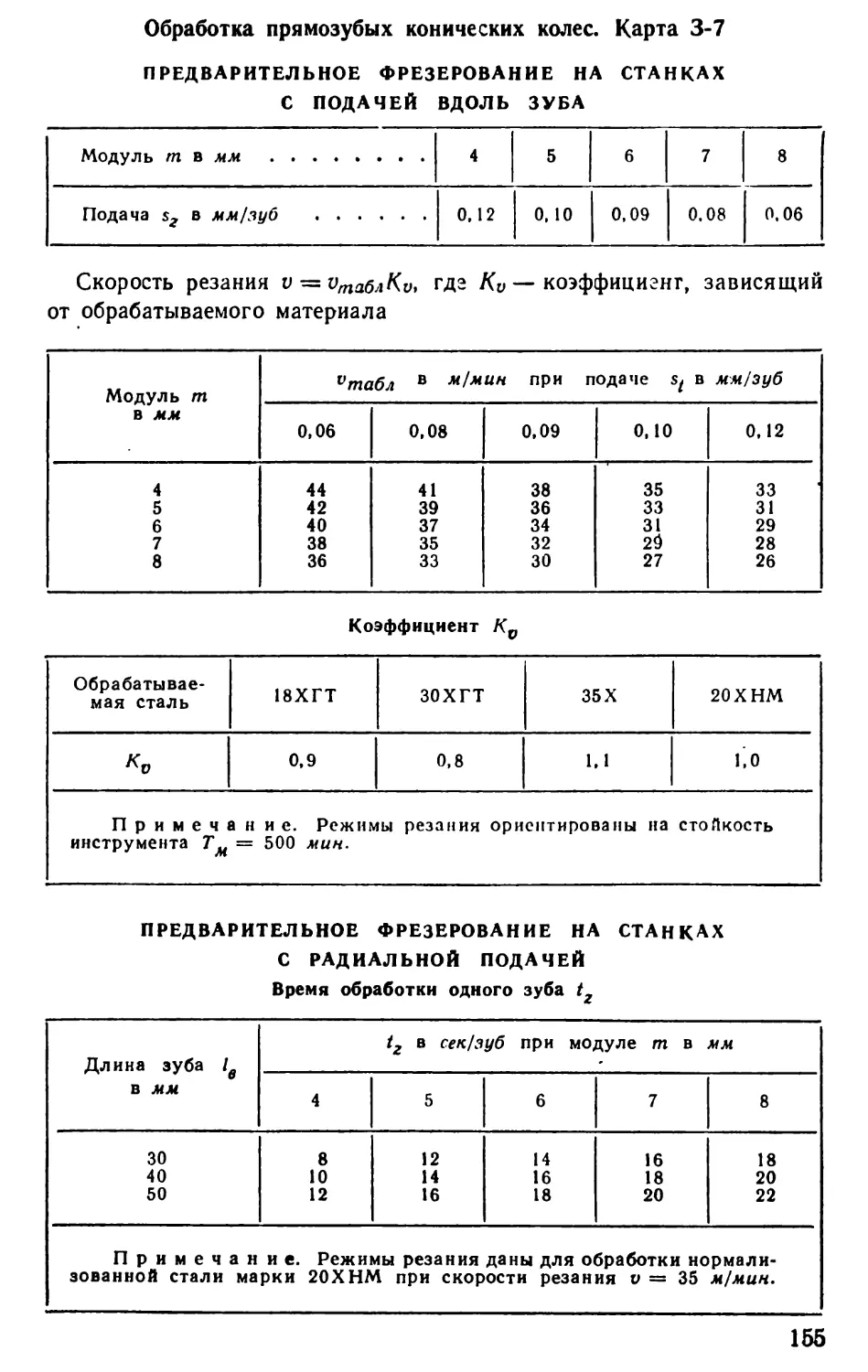
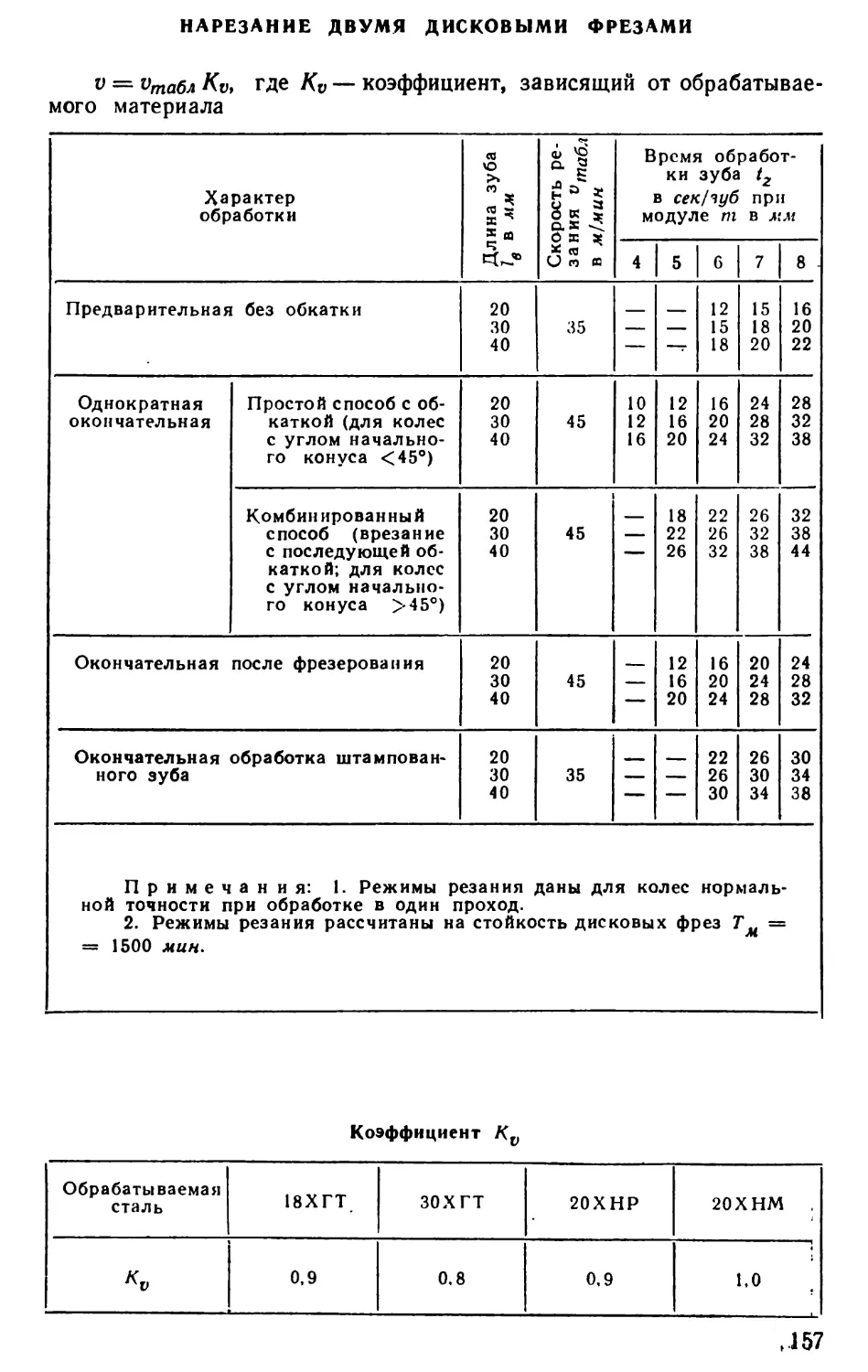
Обработка прямозубых конических колес. Карта 3-7 155
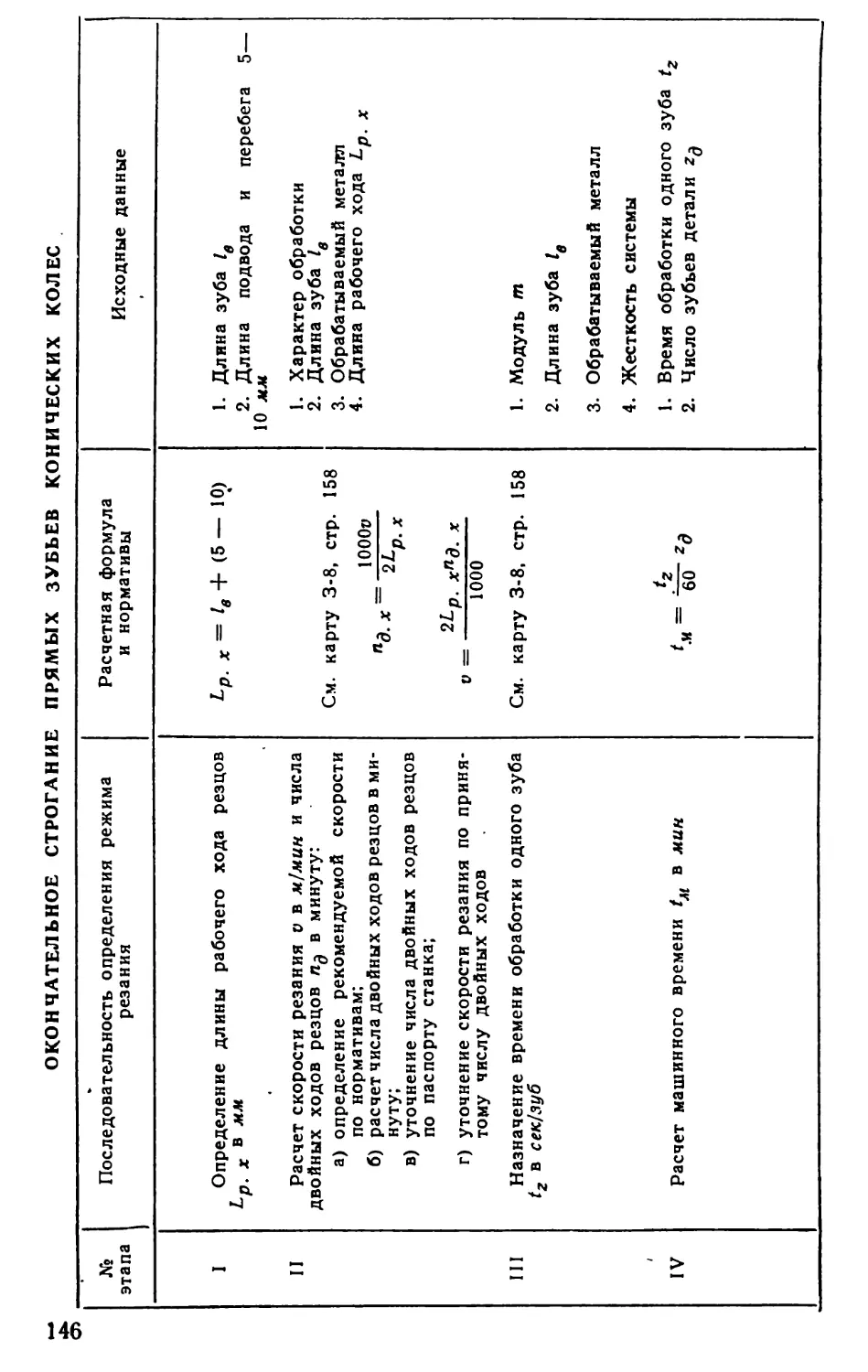
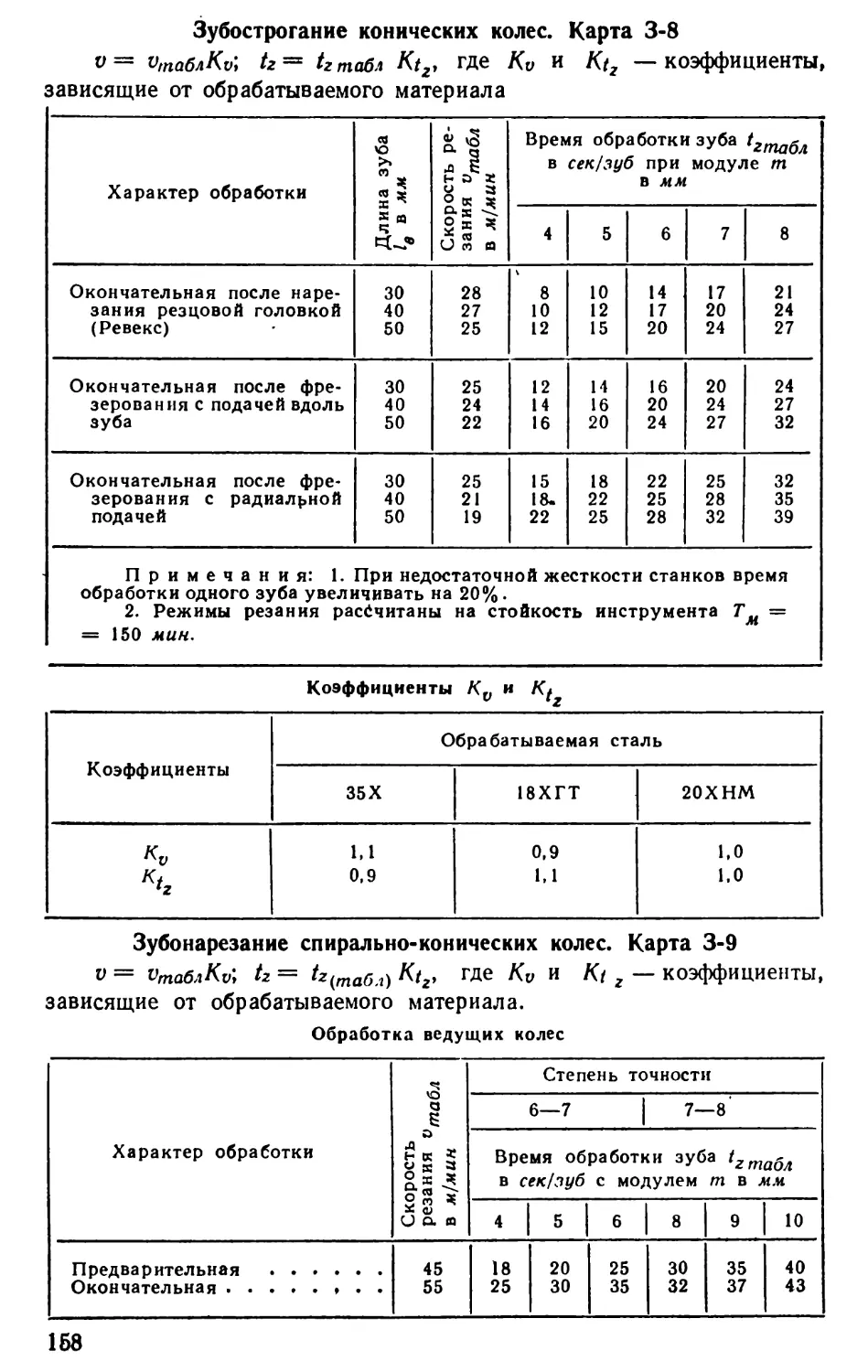
Зубостроганйе конических колес. Карта 3-8 158
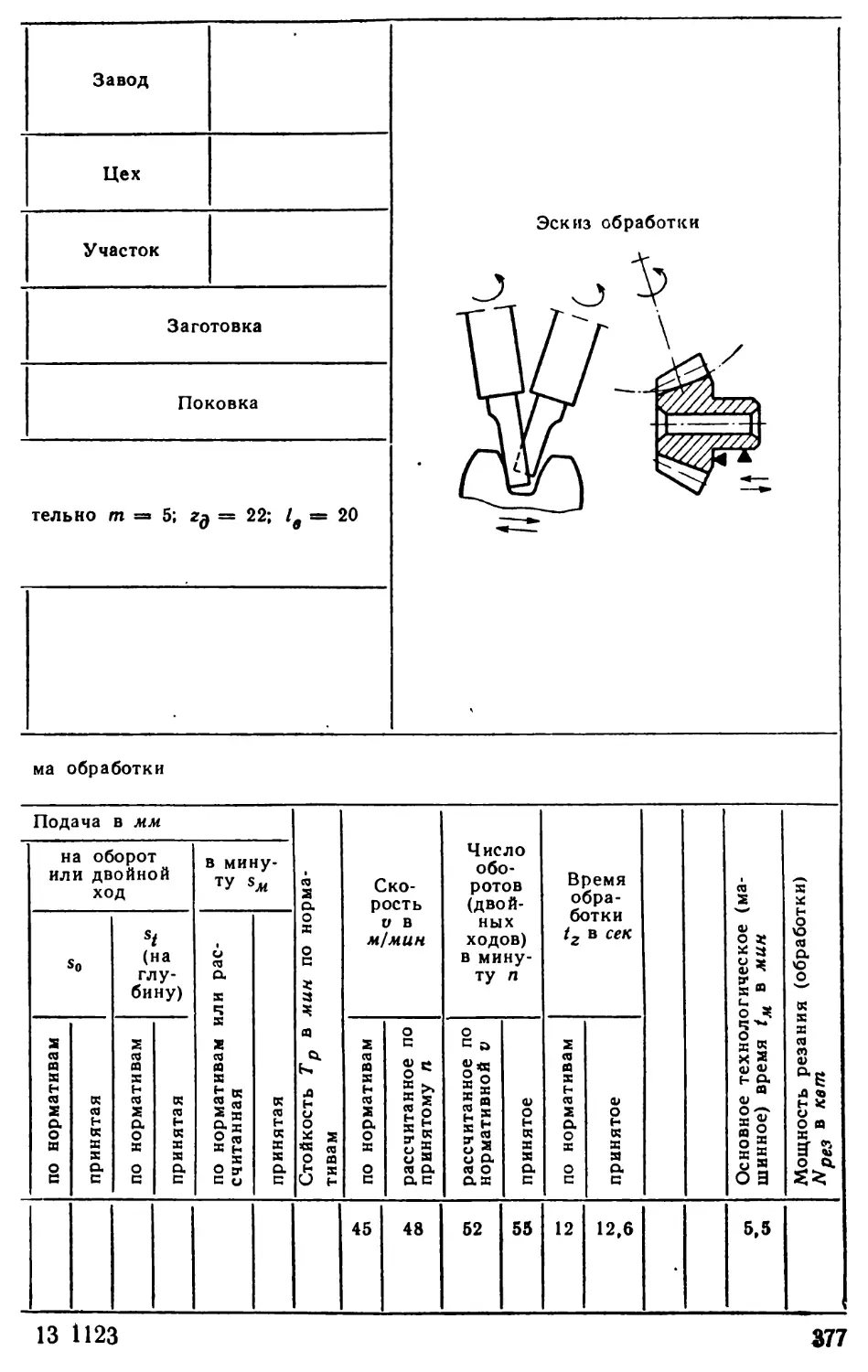
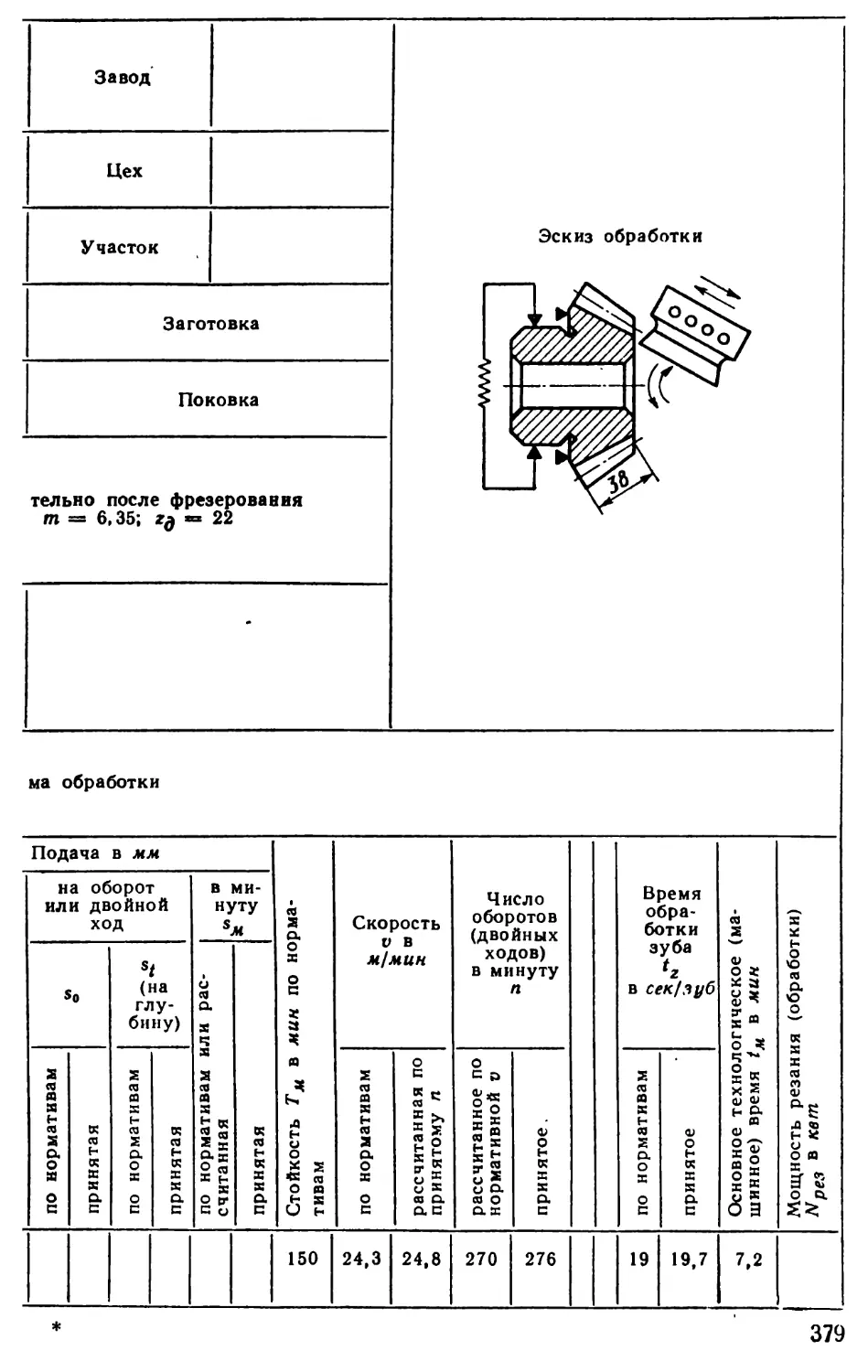
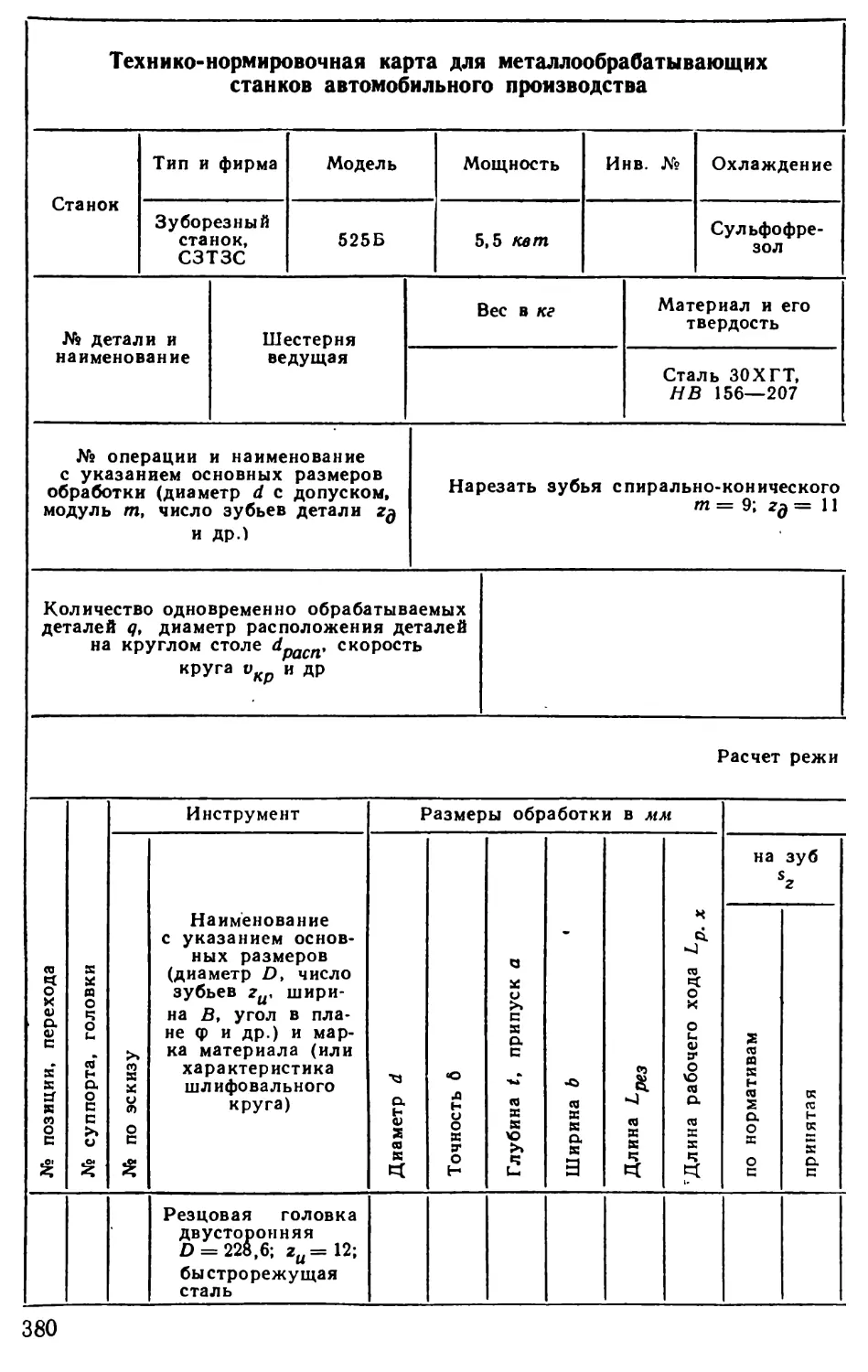
Зубонарезание спирально-конических колес. Карта 3-9 158
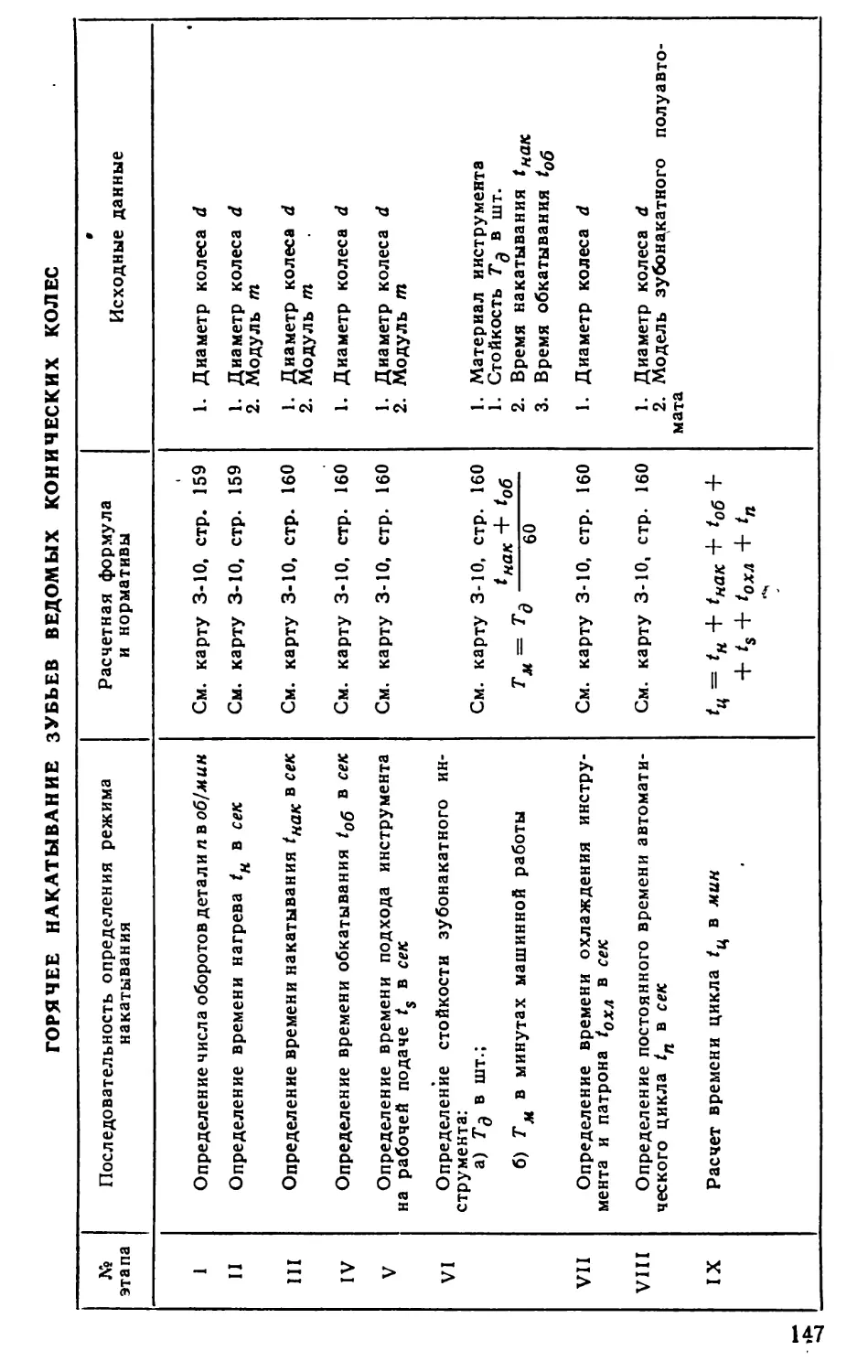
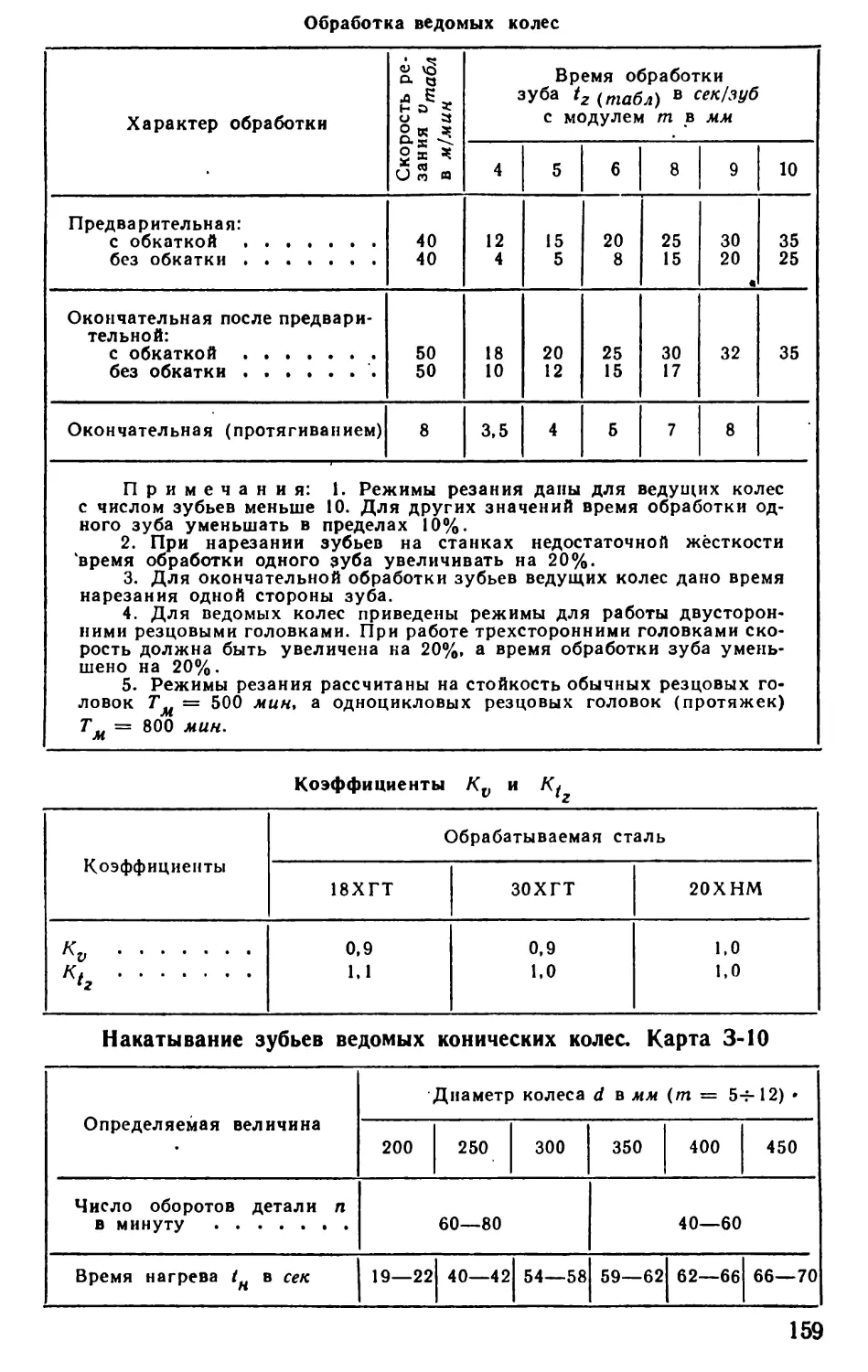
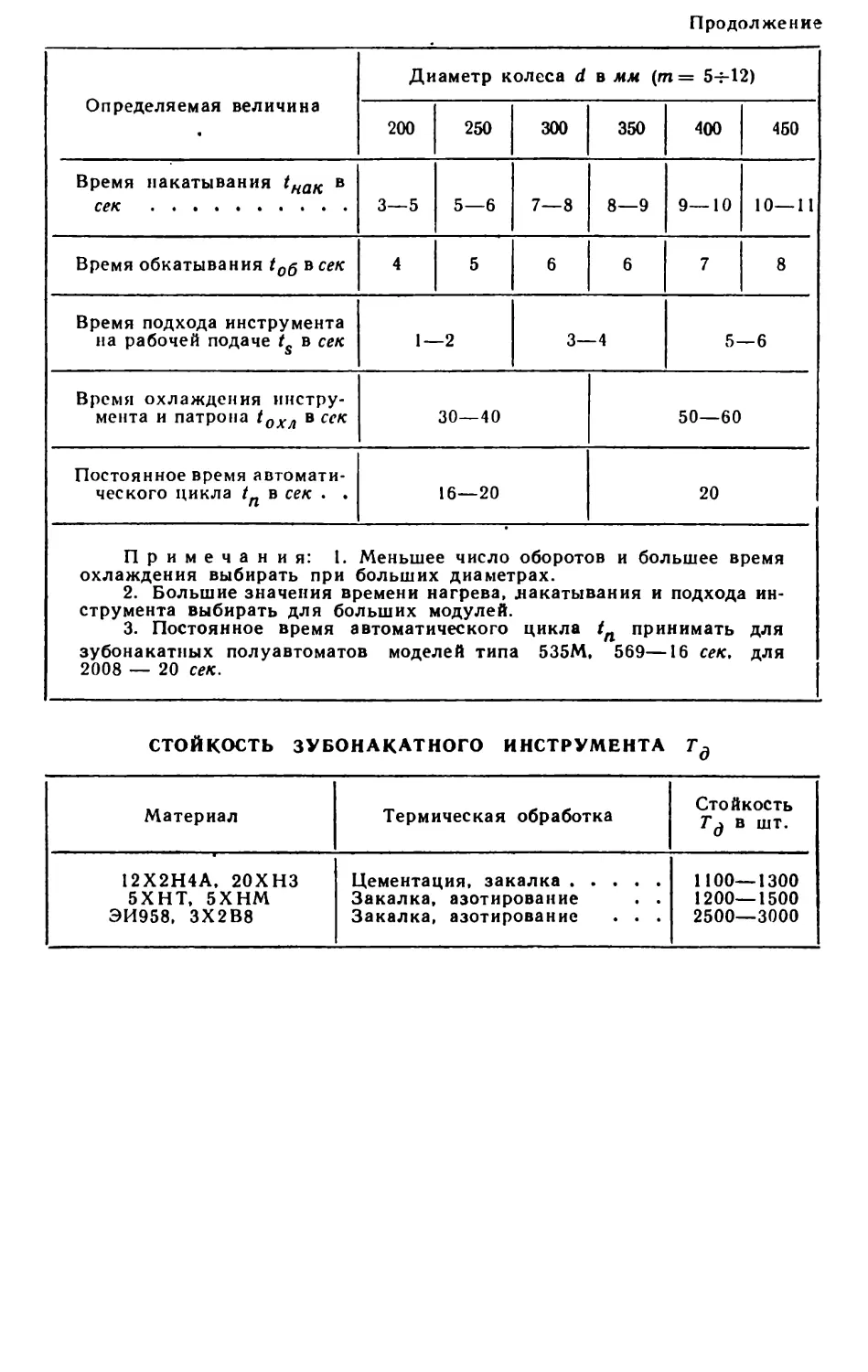
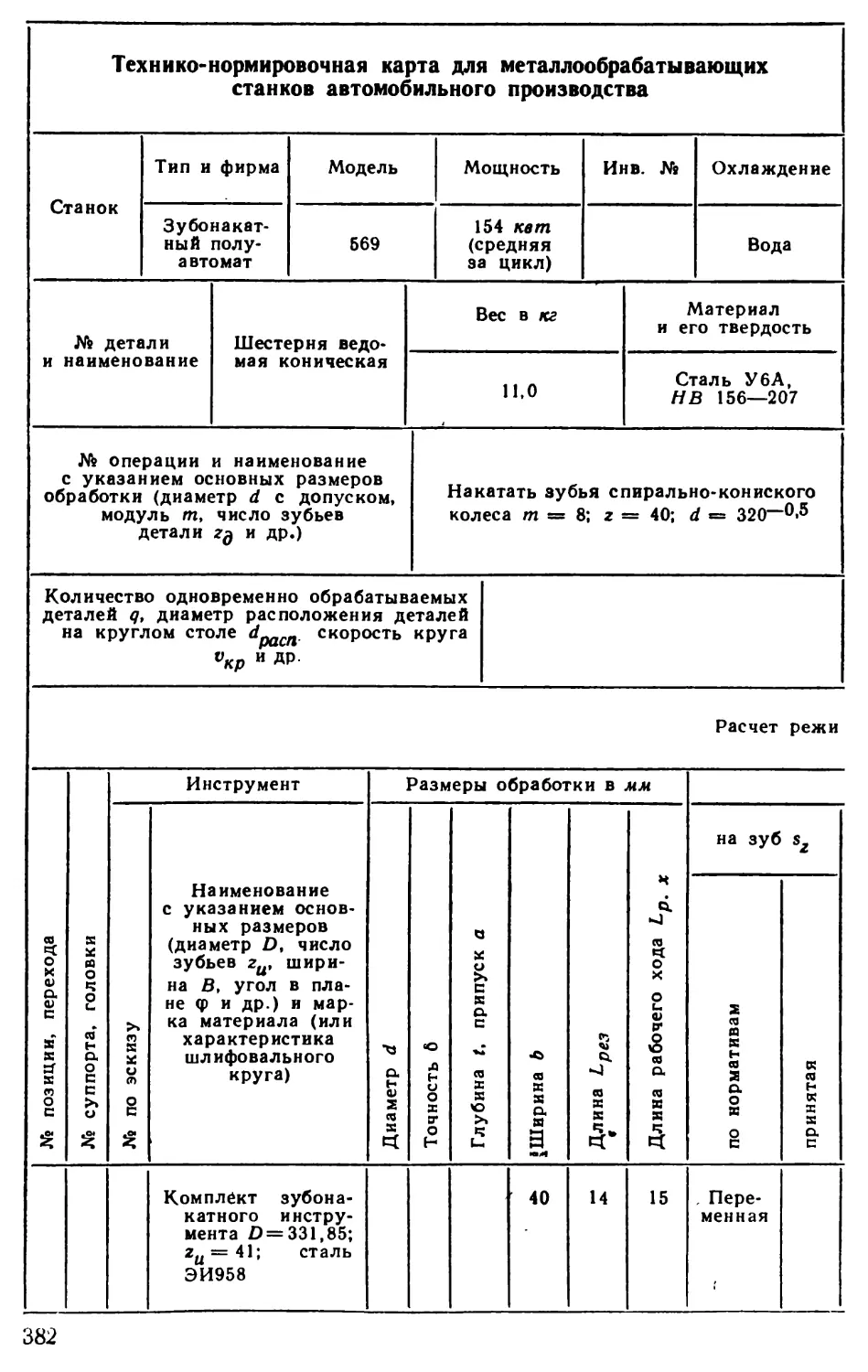
Накатывание зубьев ведомых конических колес. Карта 3-10. .... 159
* 3
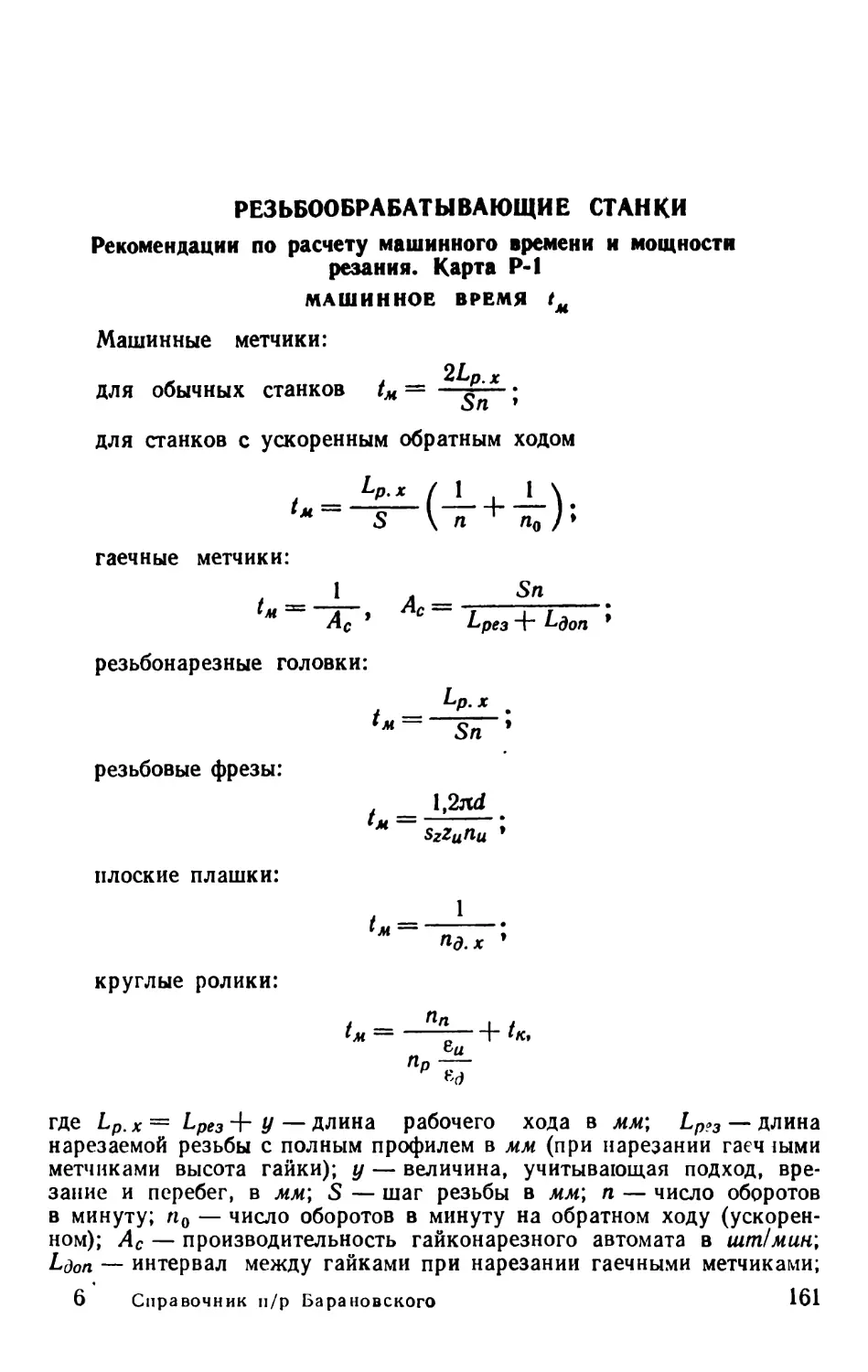
Резьбообрабатывающие станки
Рекомендации по расчету машинного времени и мощности резания.
Карта Р-1 161
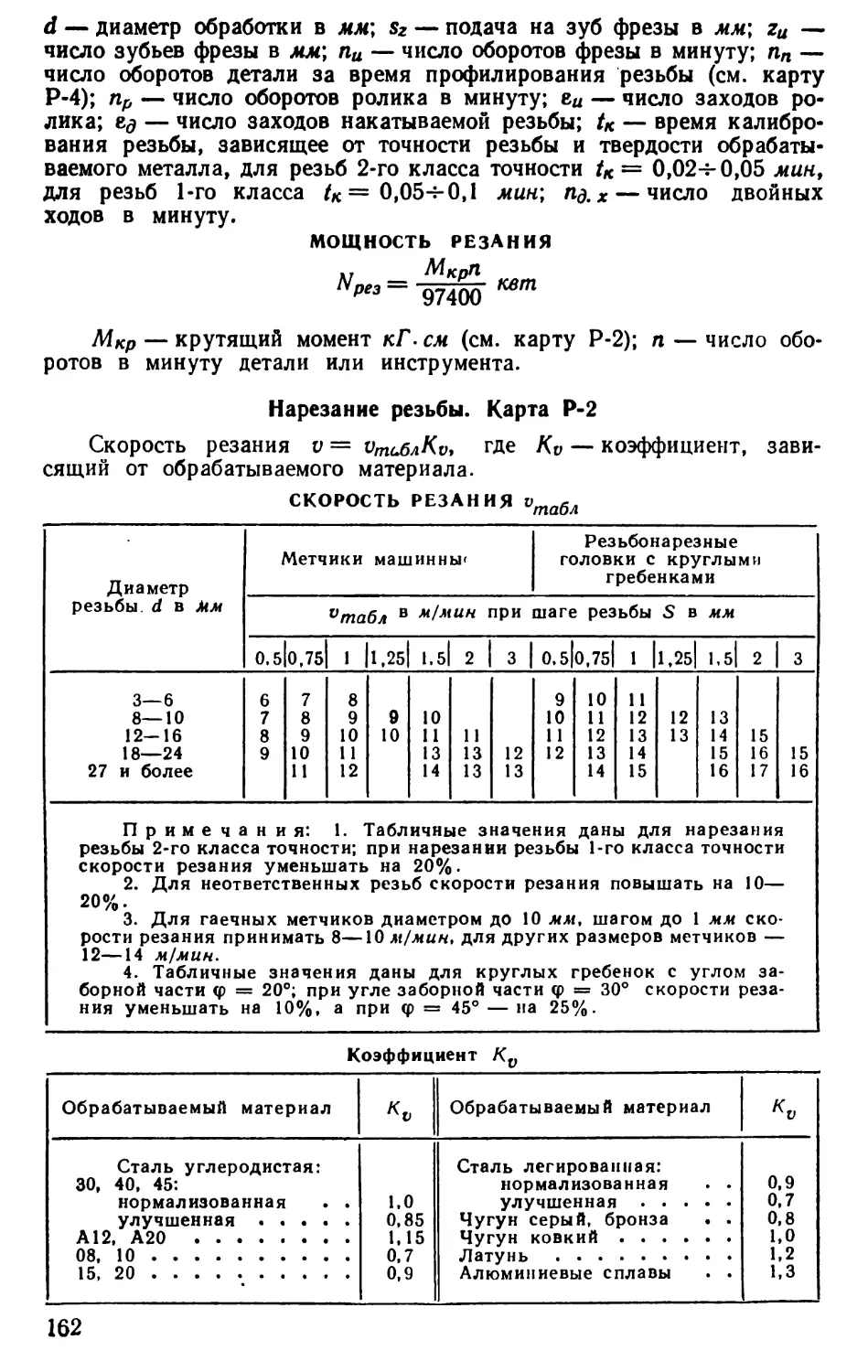
Нарезание резьбы. Карта Р-2 162
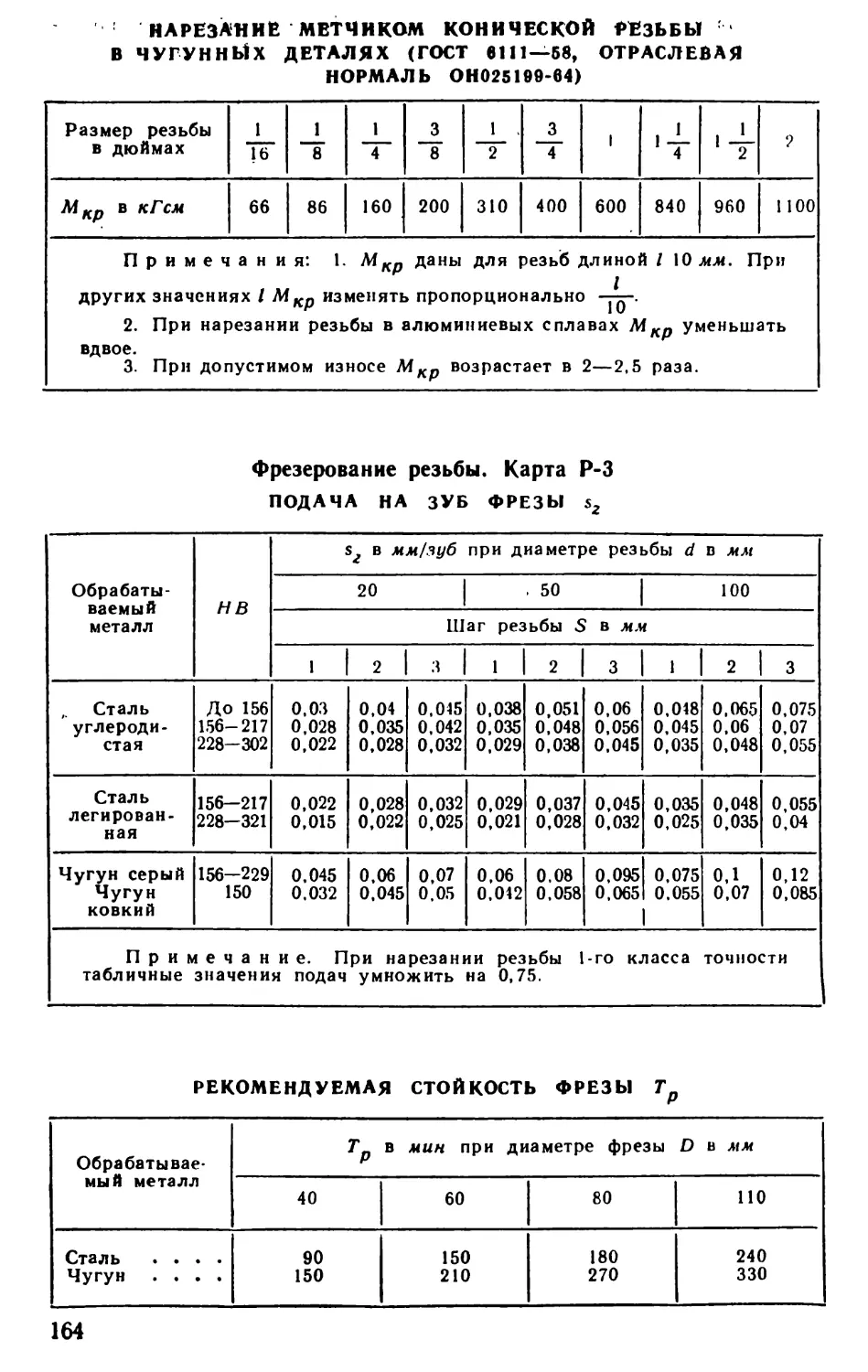
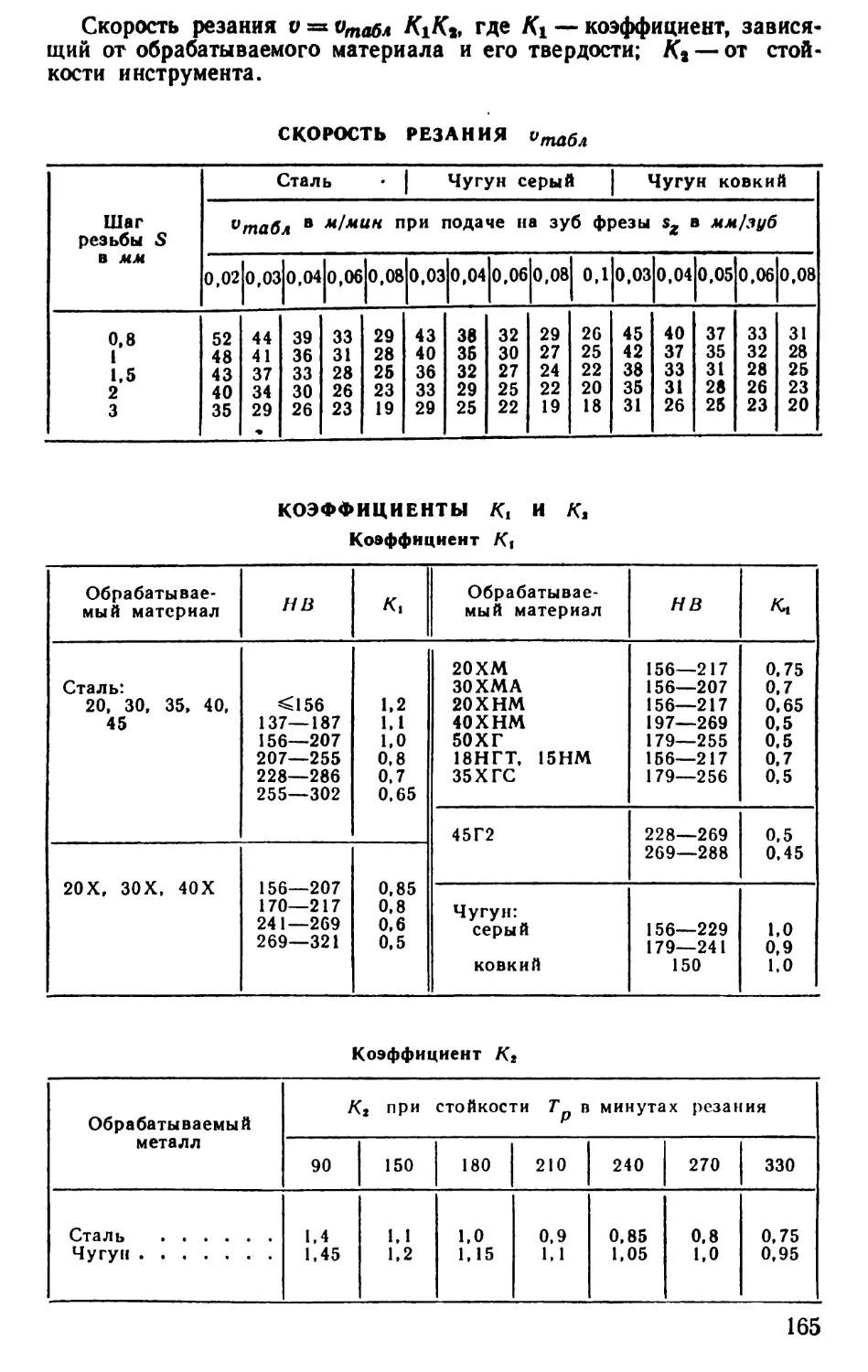
Фрезерование резьбы. Карта Р-3 164
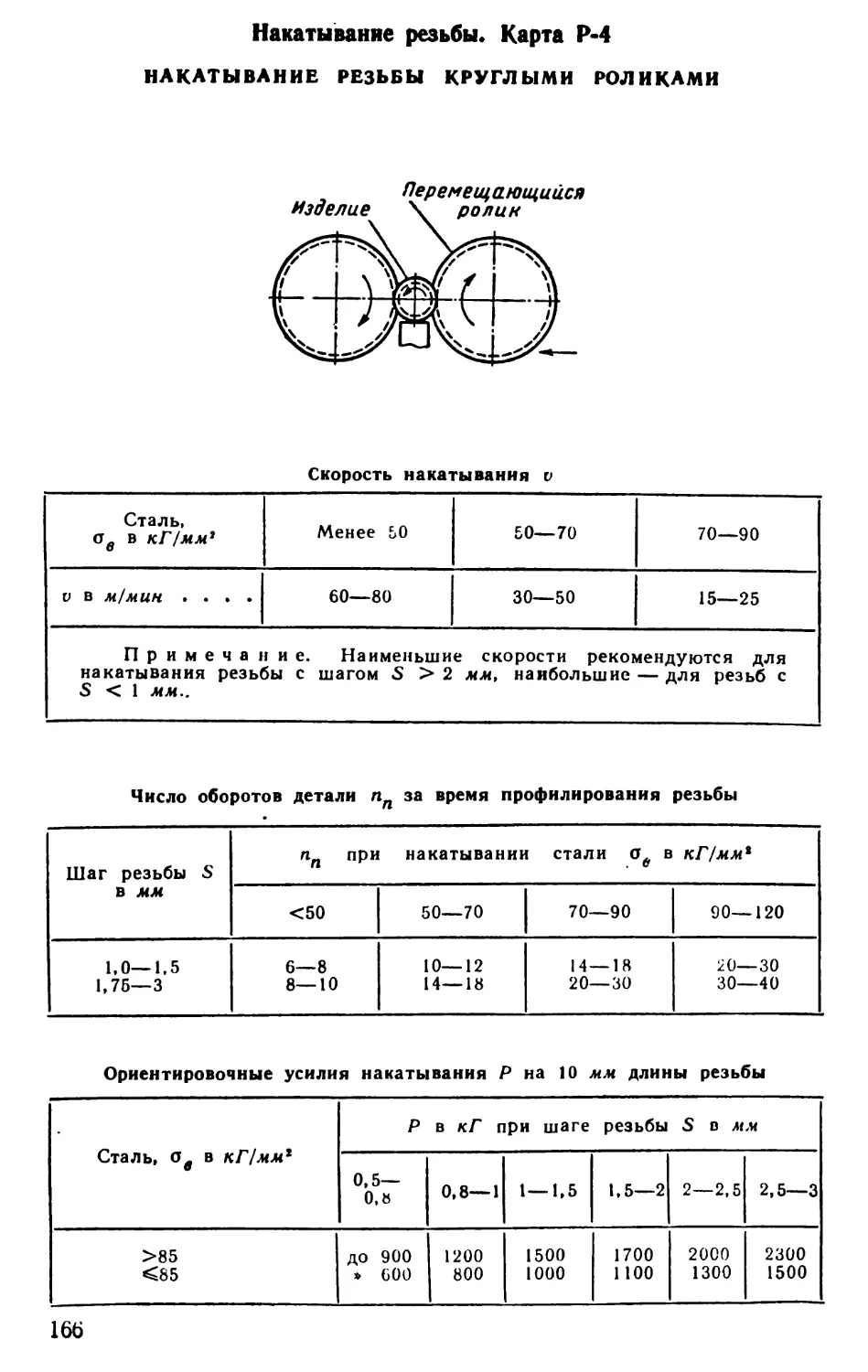
Накатывание резьбы. Карта Р-4 . . . . 166
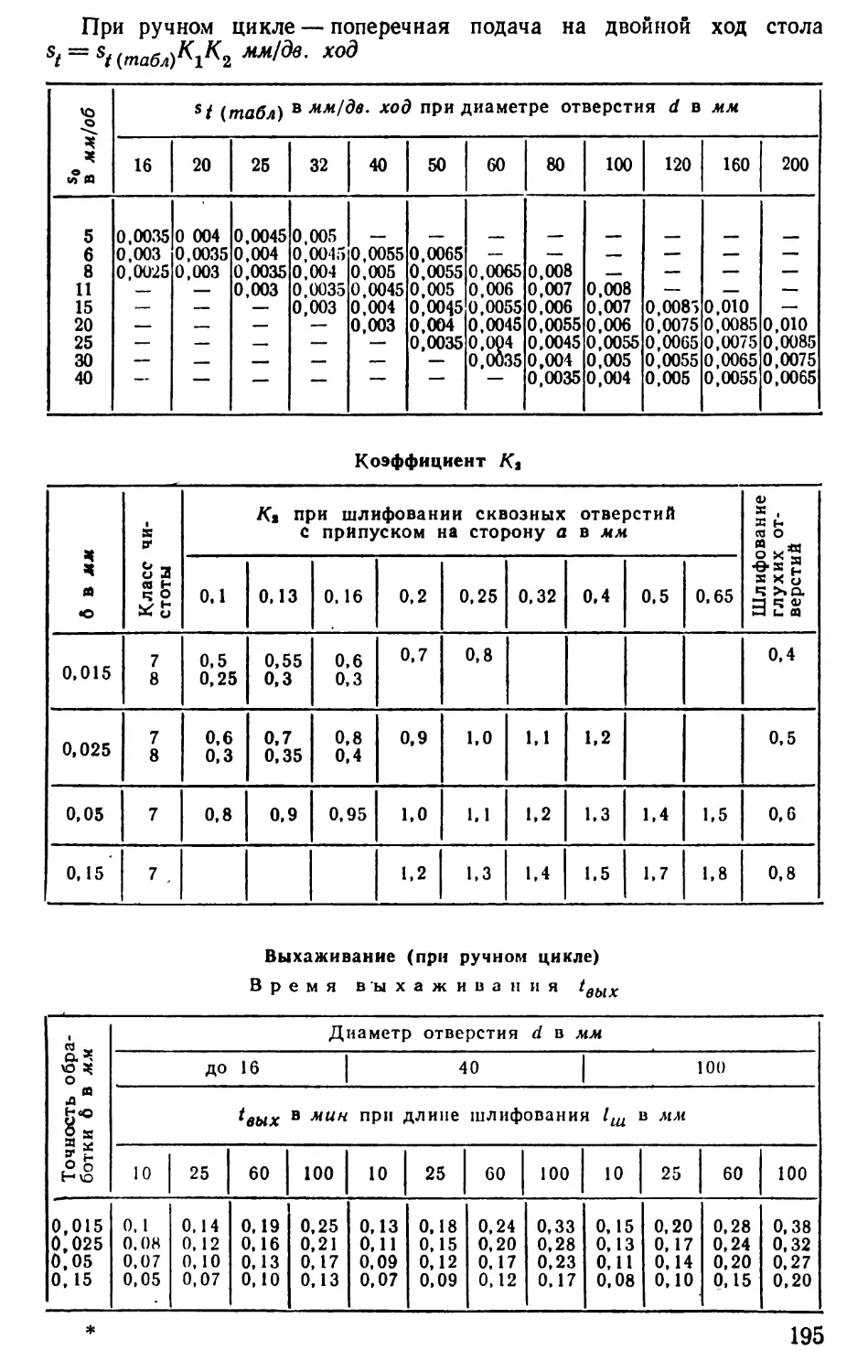
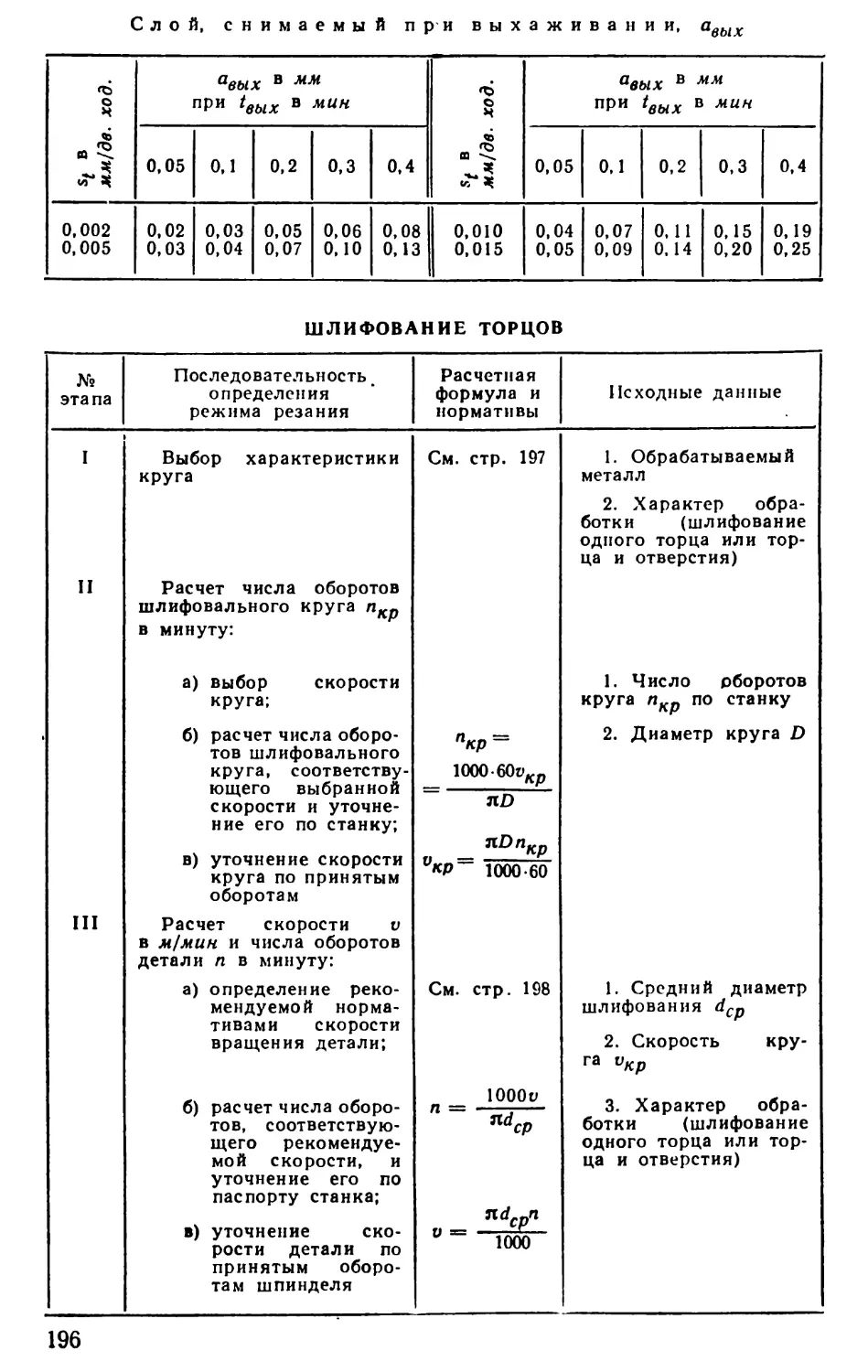
Шлифовальные и отделочные станки
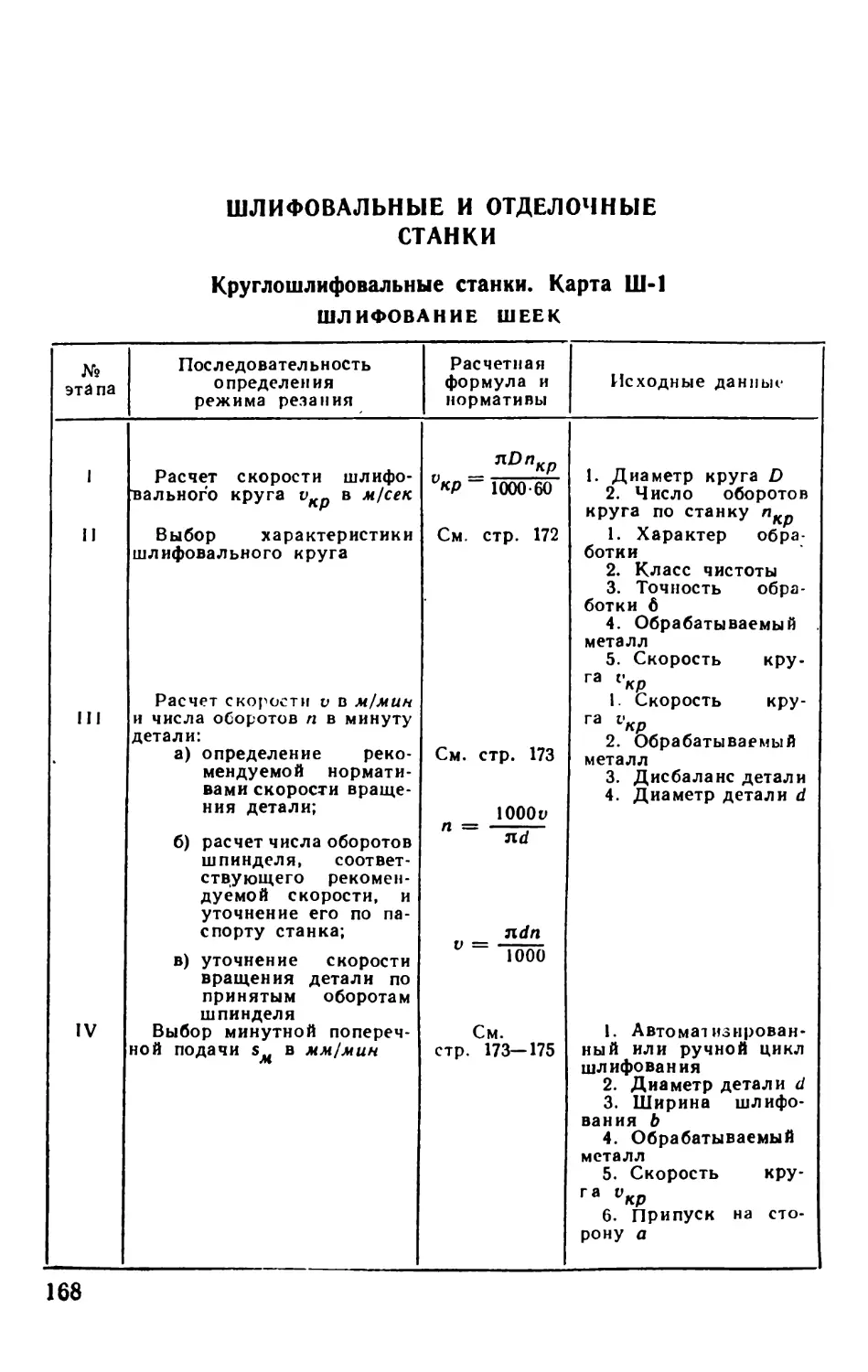
Круглошлифовальные станки. Карта Ш-1 168
Бесцентрово-шлифовальные станки. Карта Ш-2 177
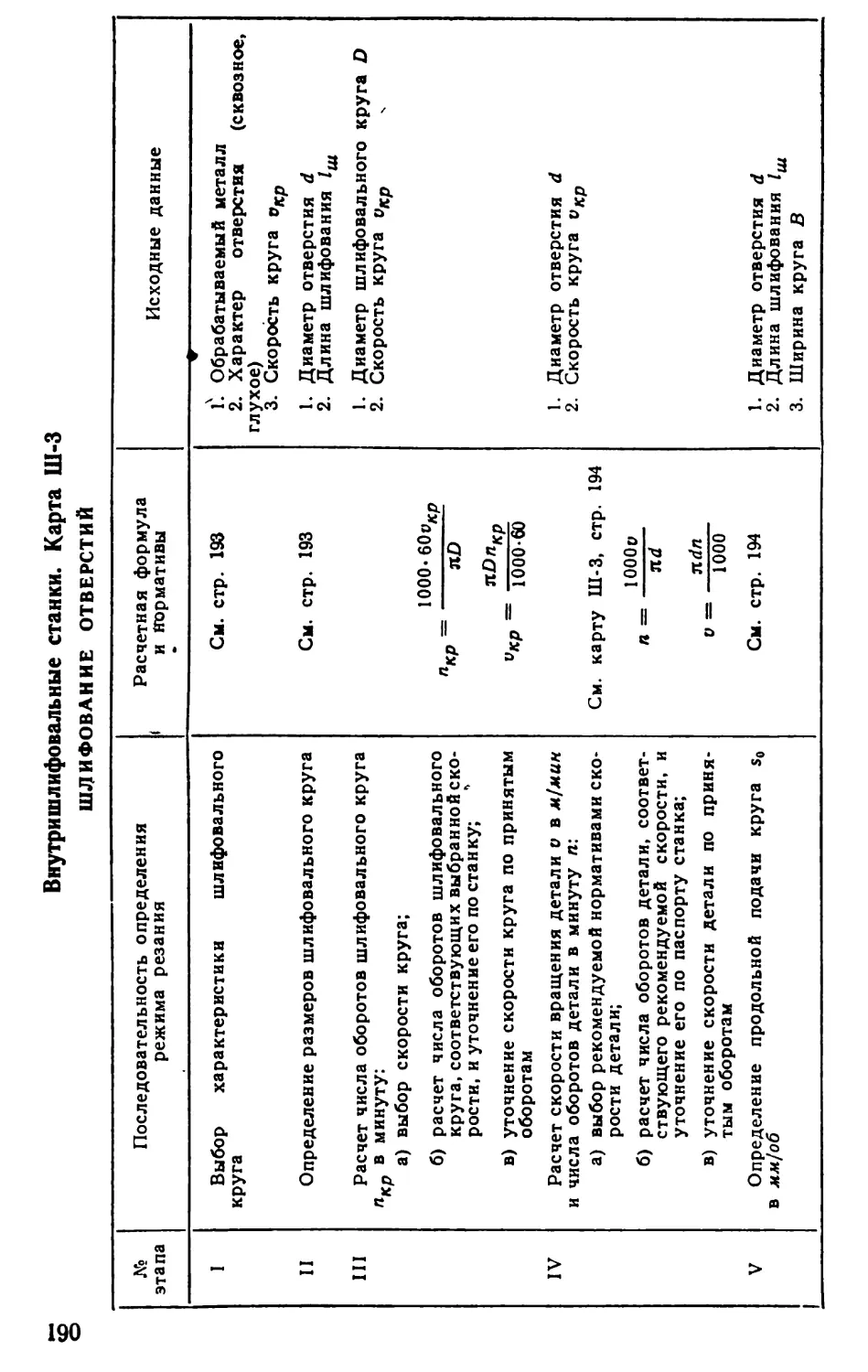
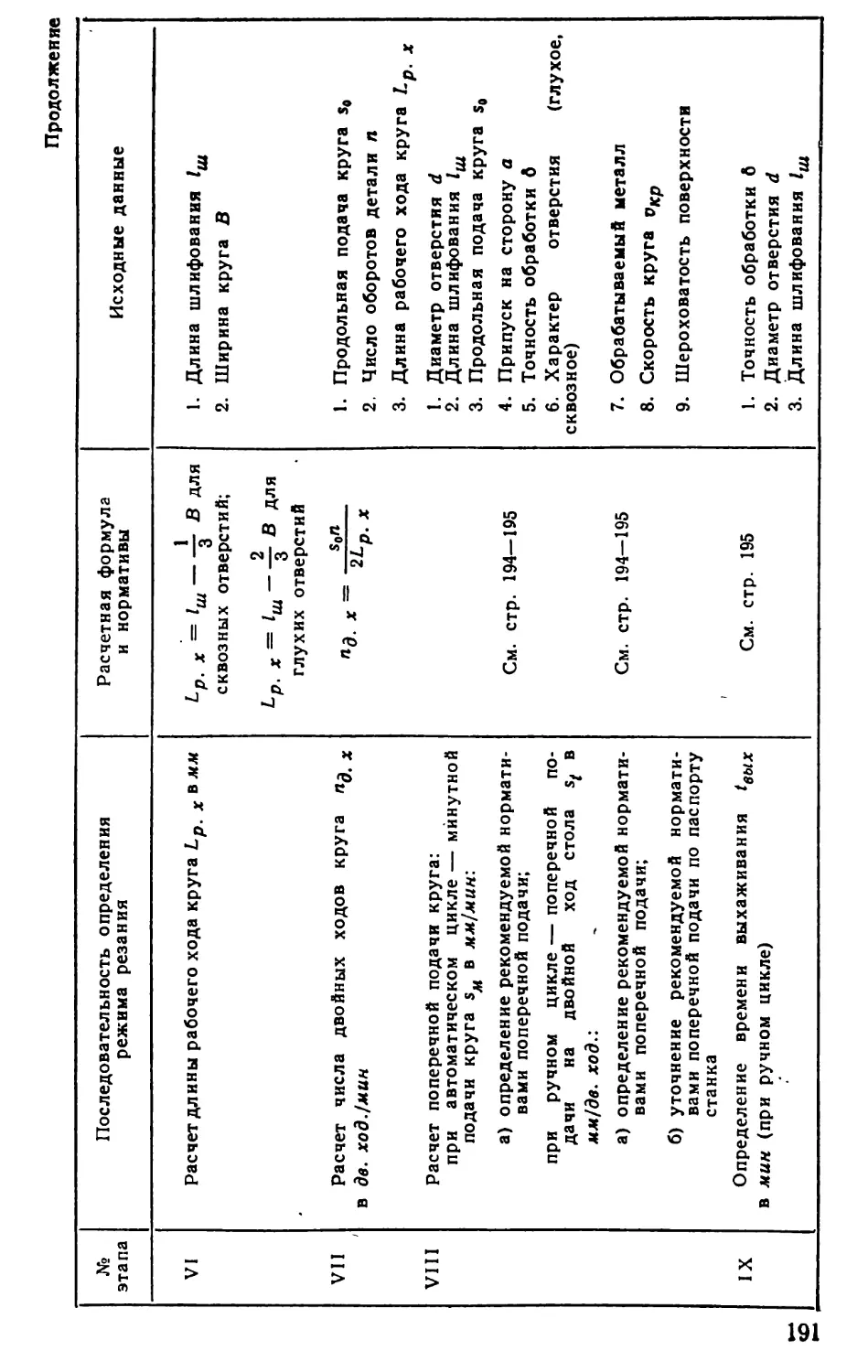
Внутришлифовальные станки. Карта Ш-3 190
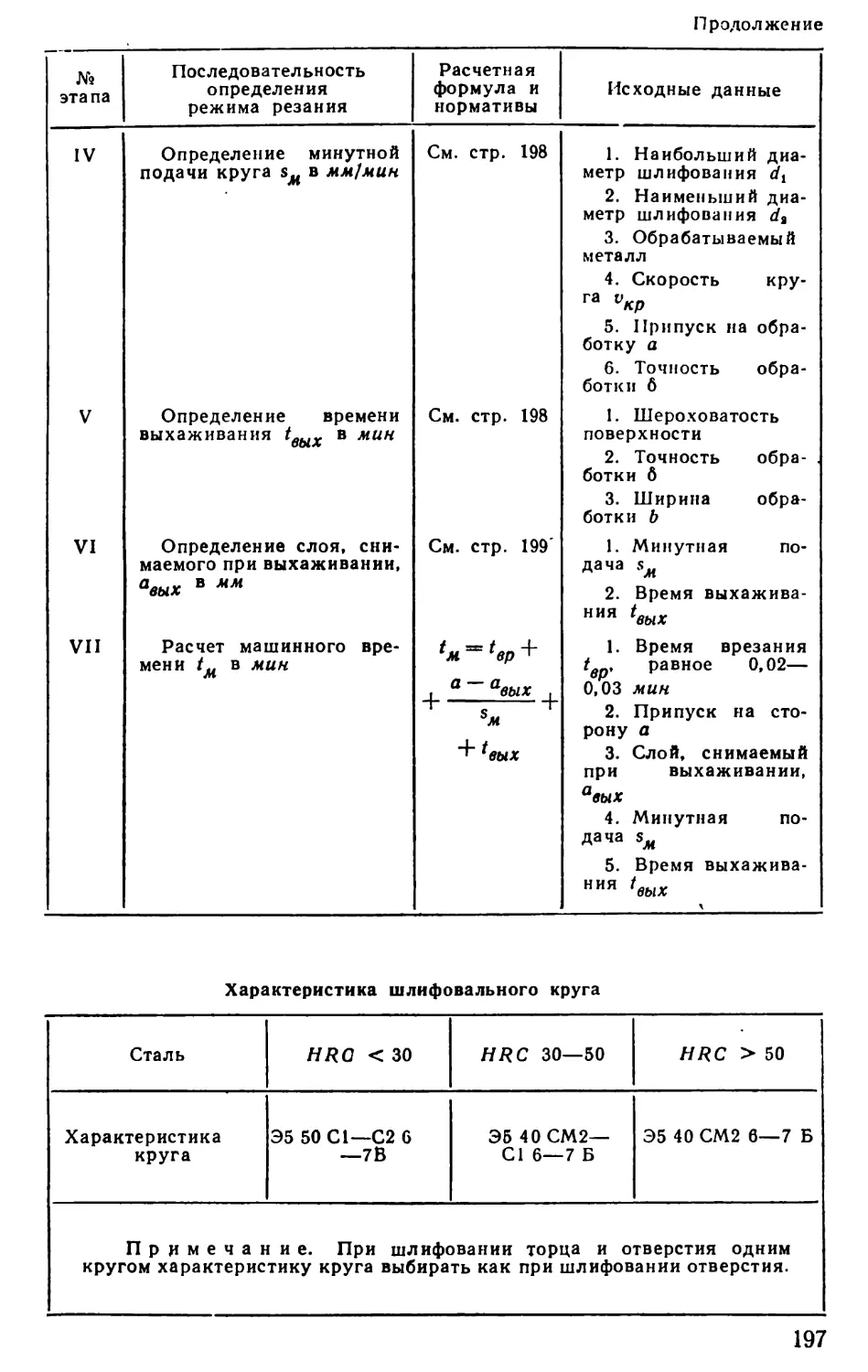
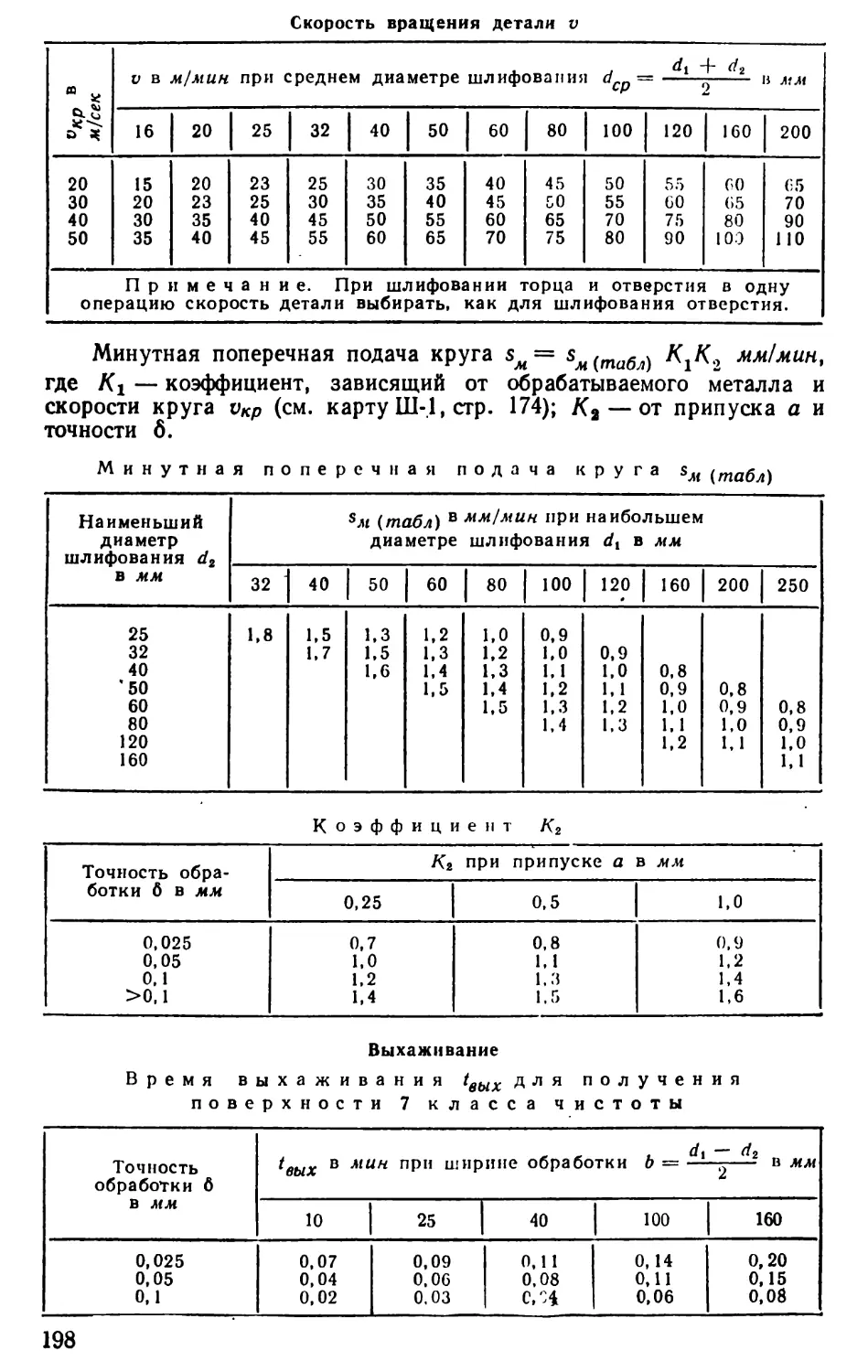
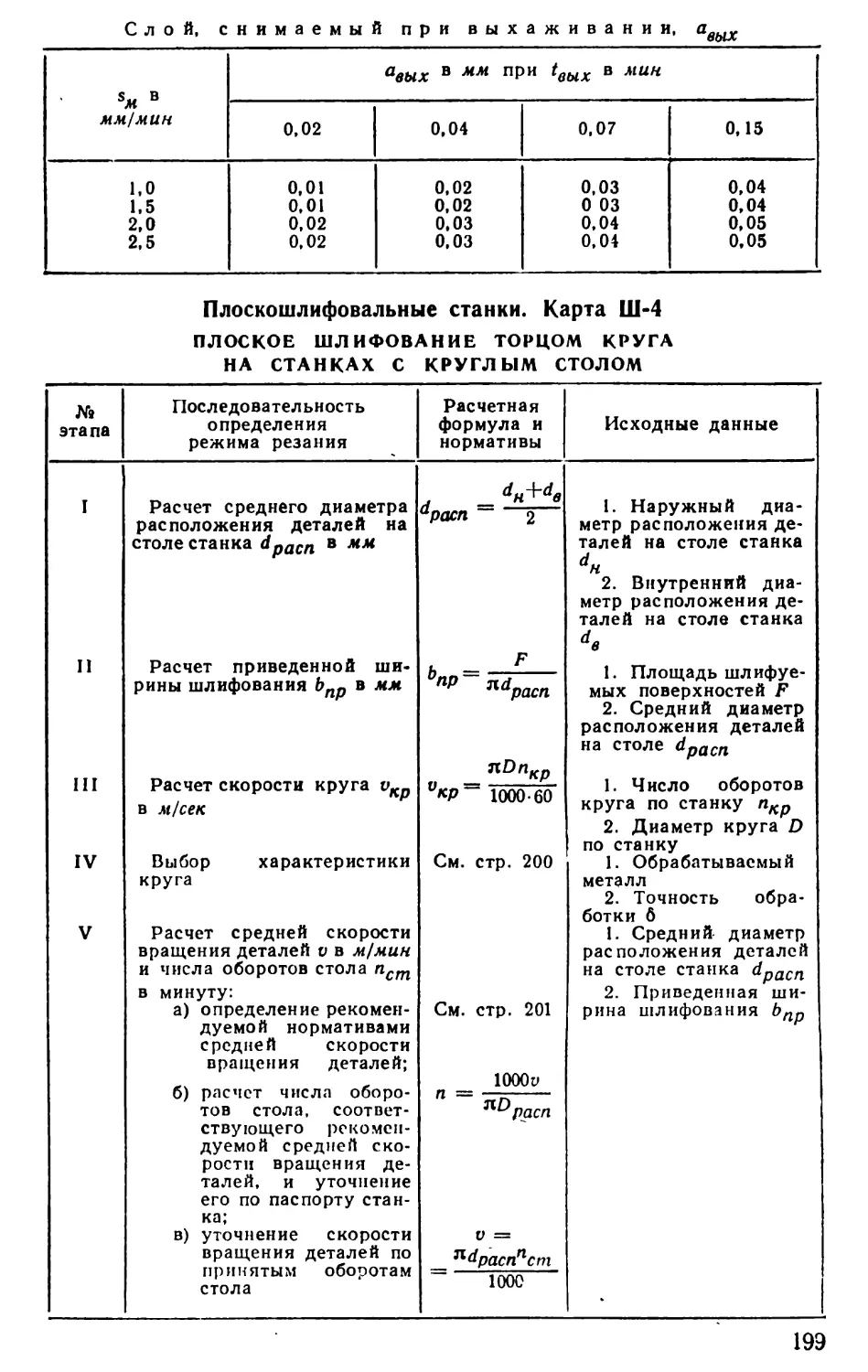
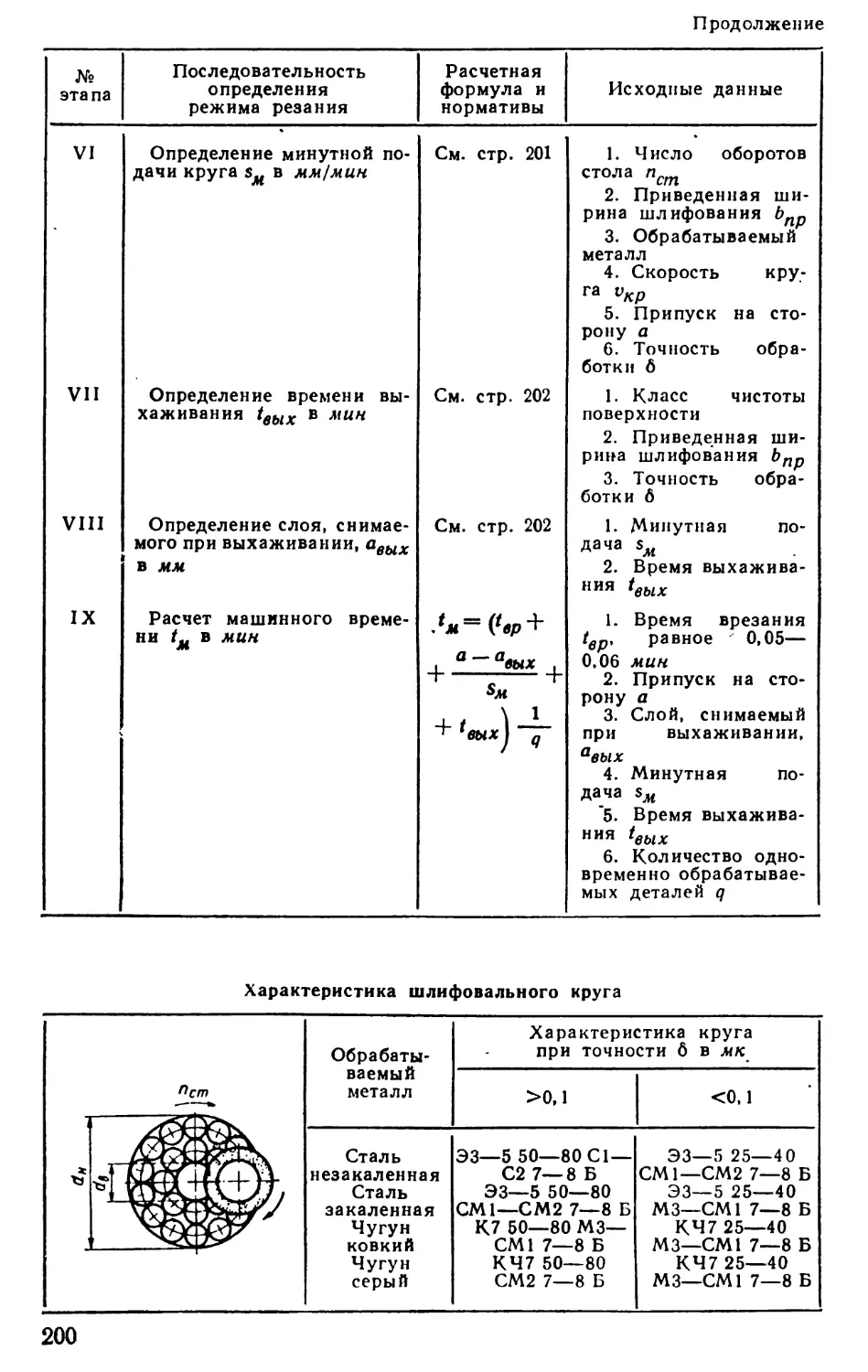
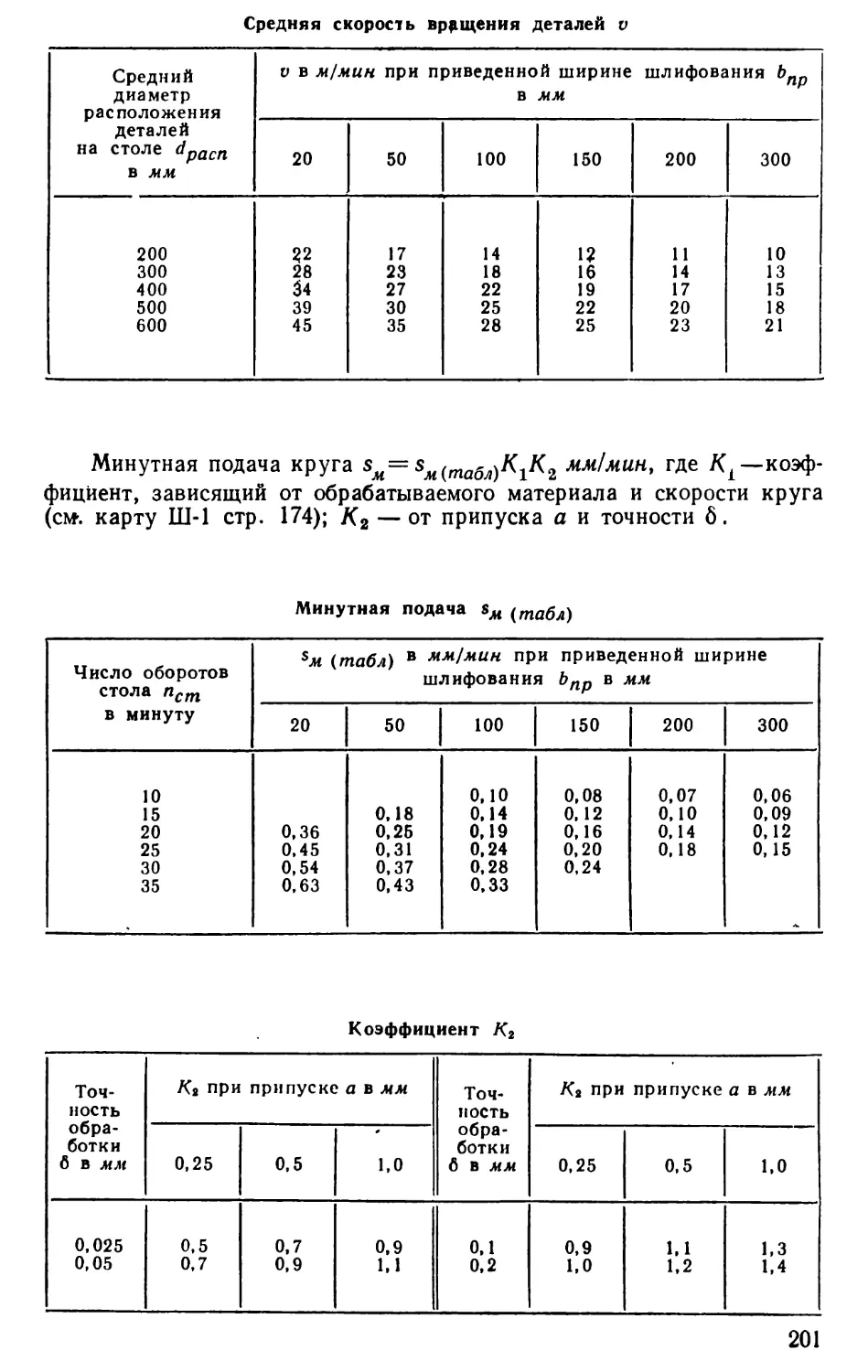
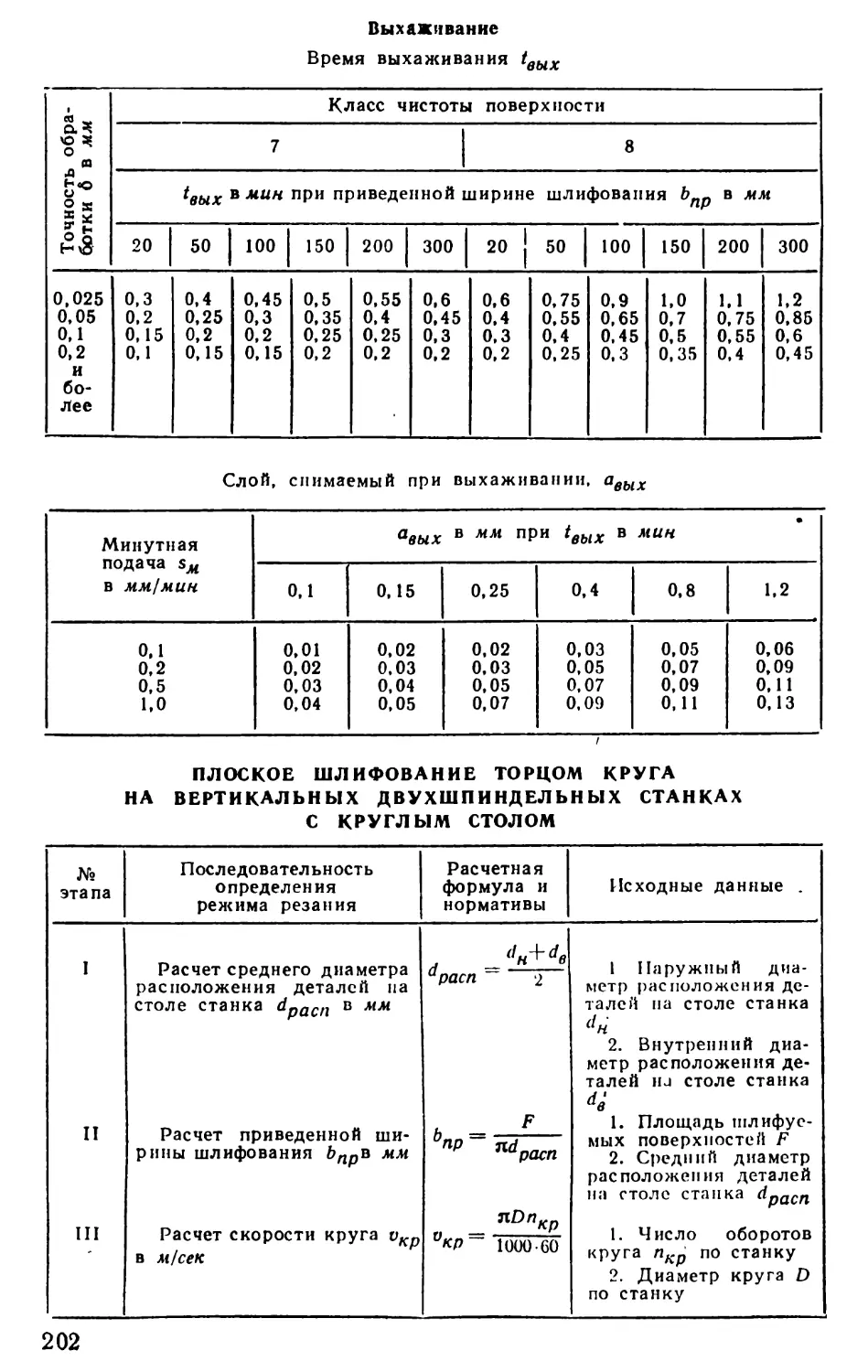
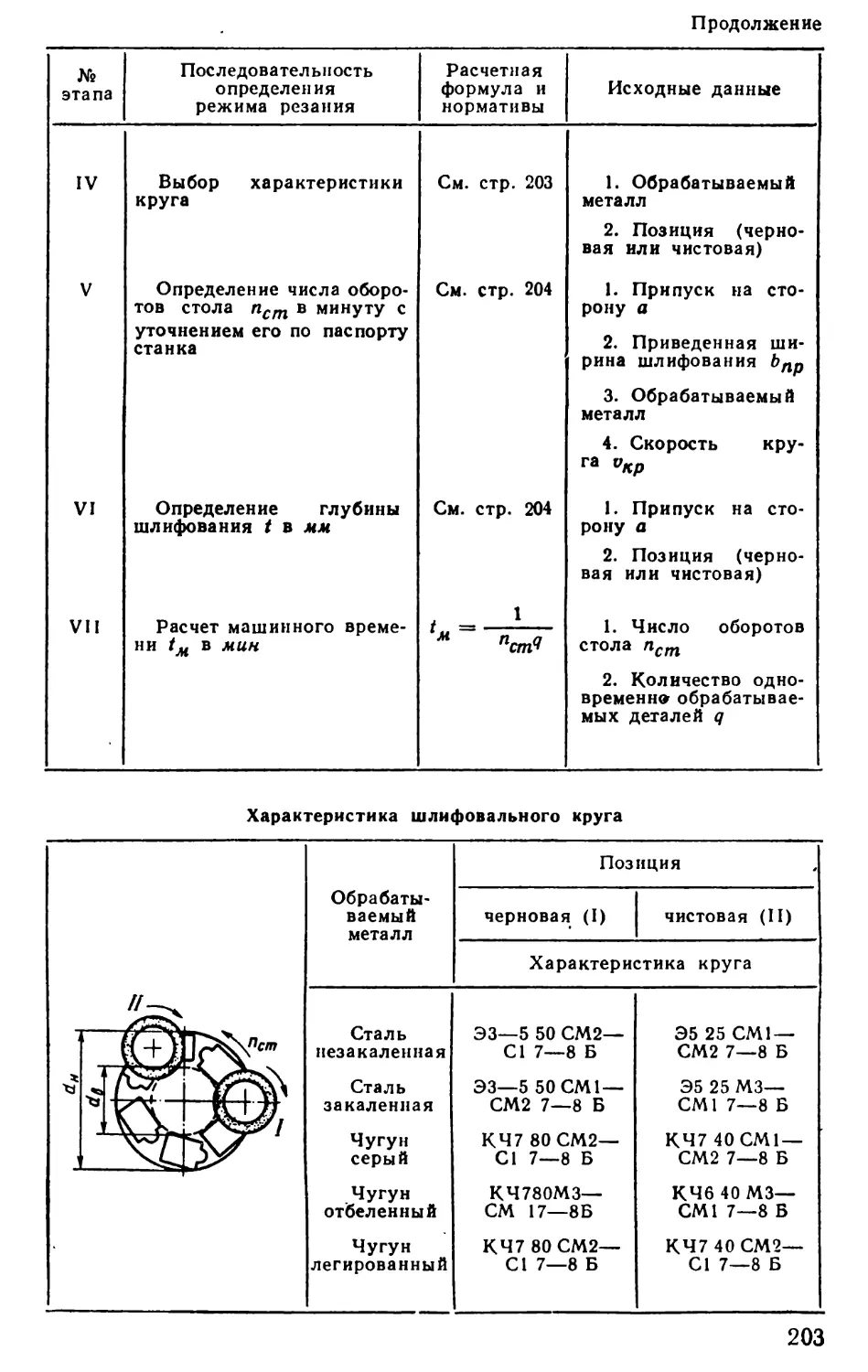
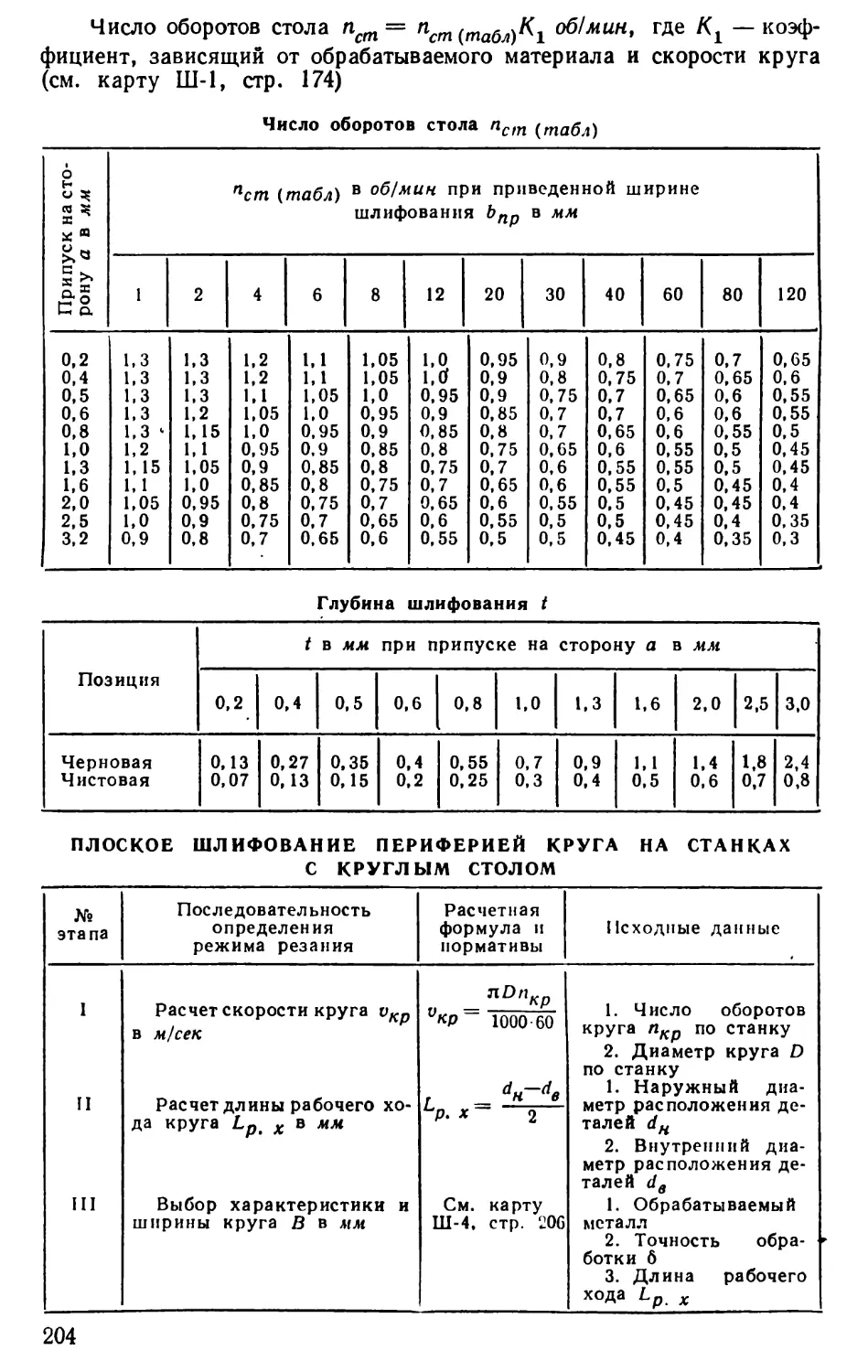
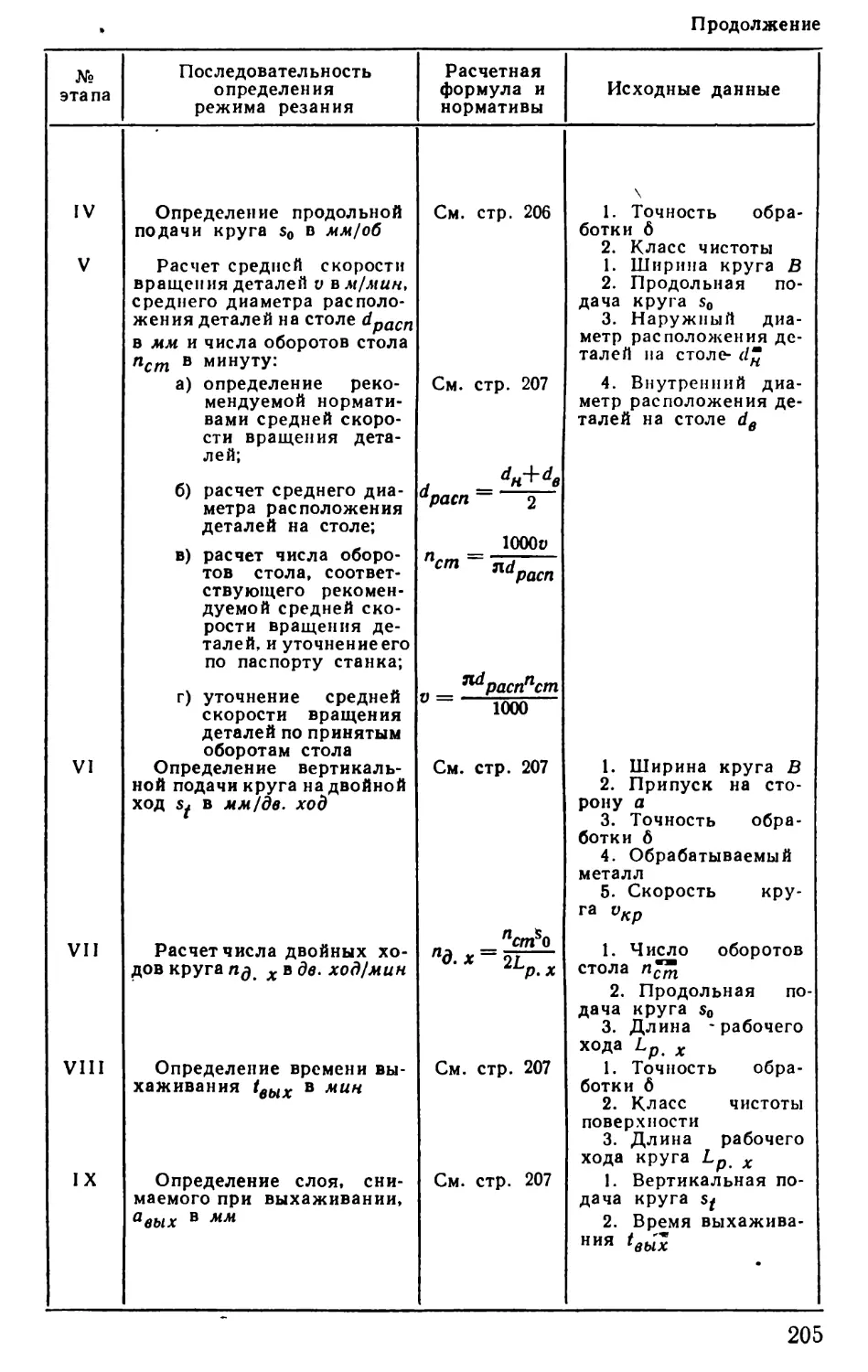
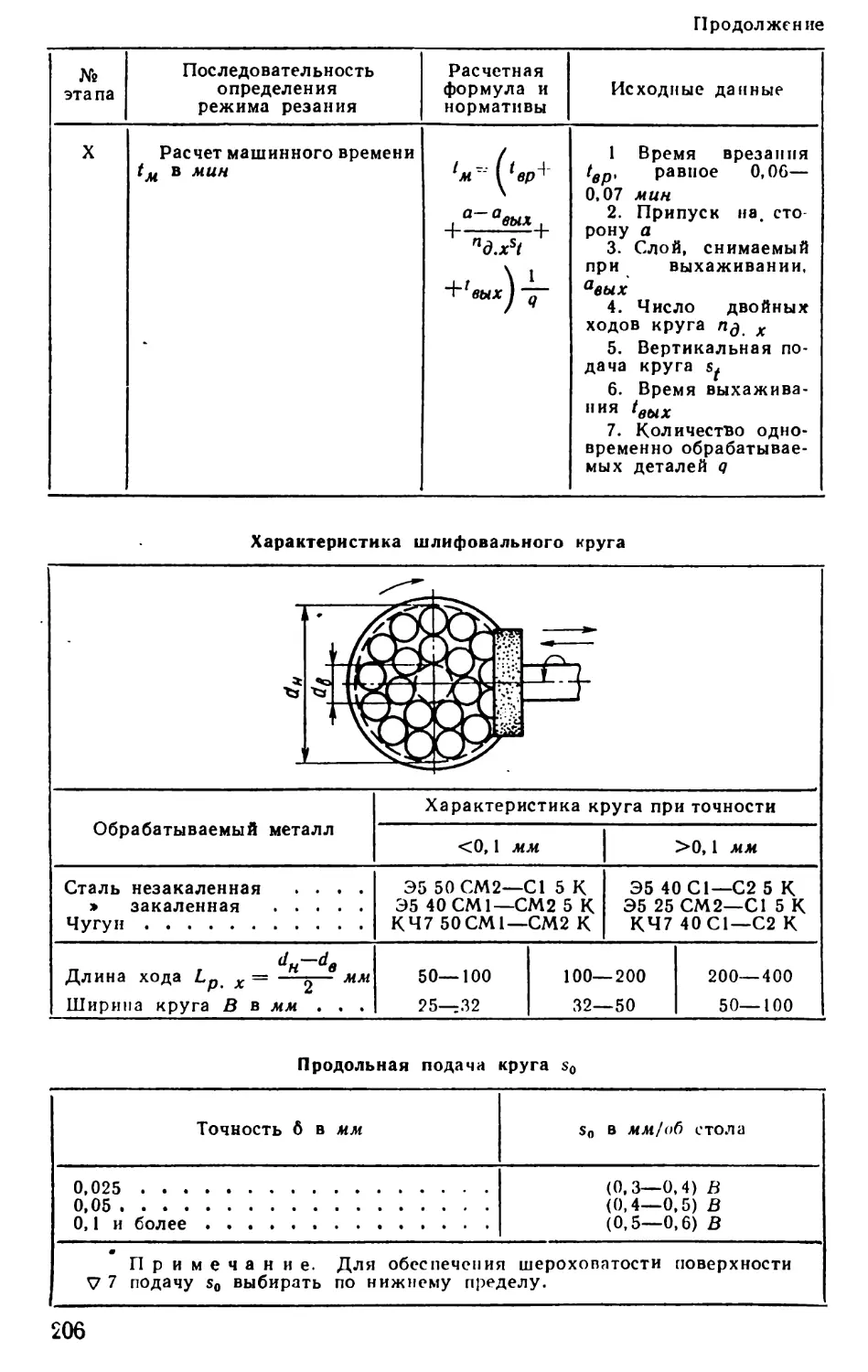
Плоскошлифовальные станки. Карта Ш-4 199
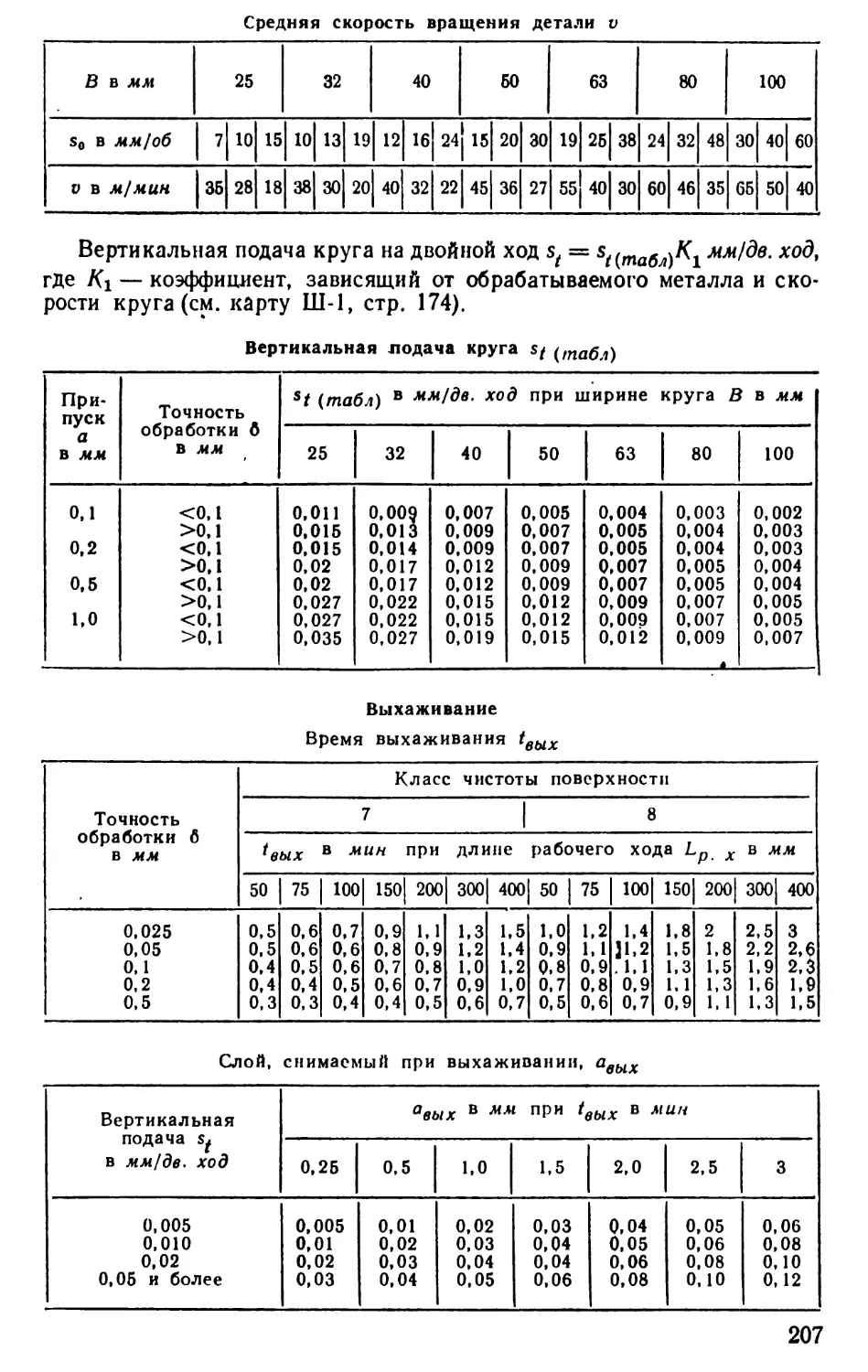
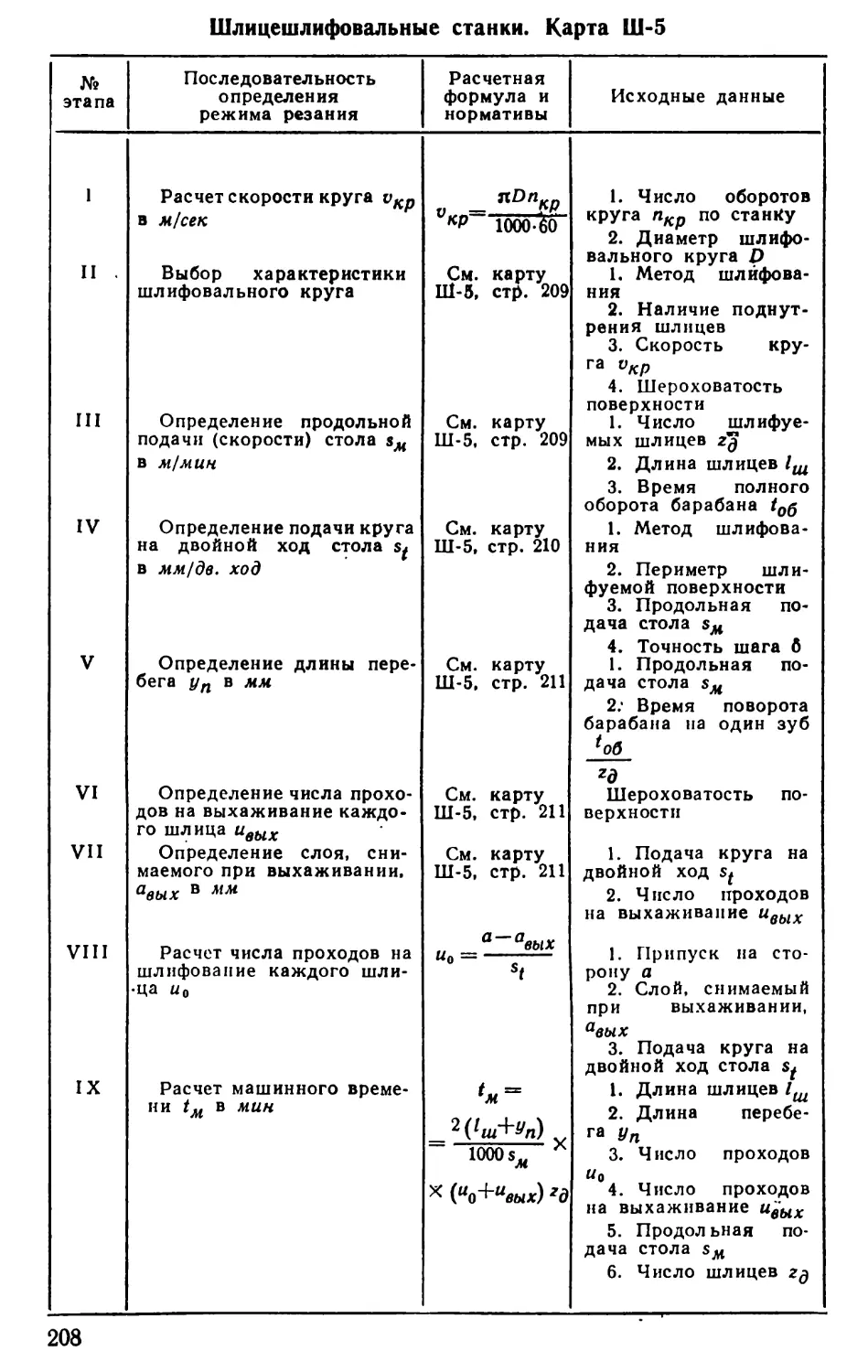
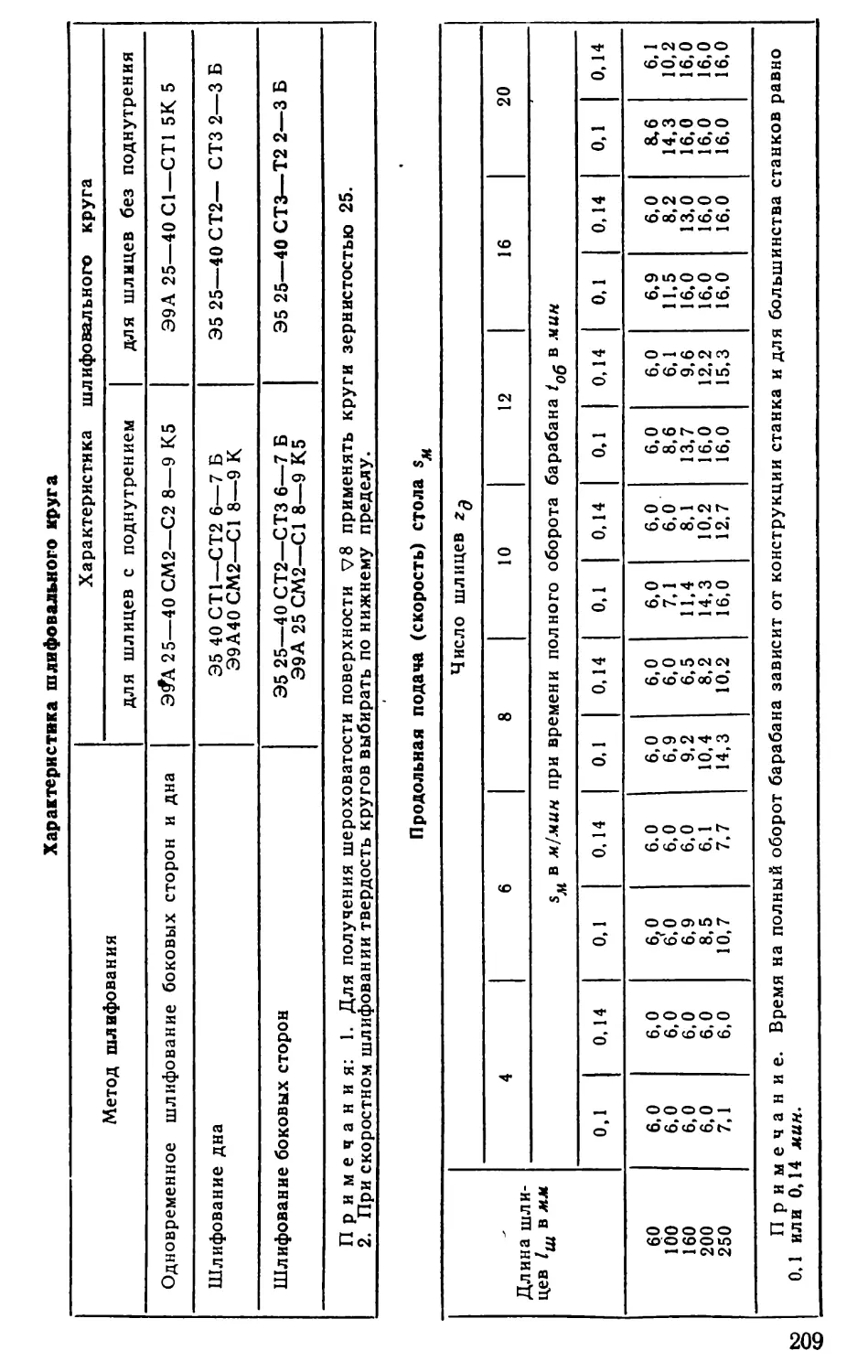
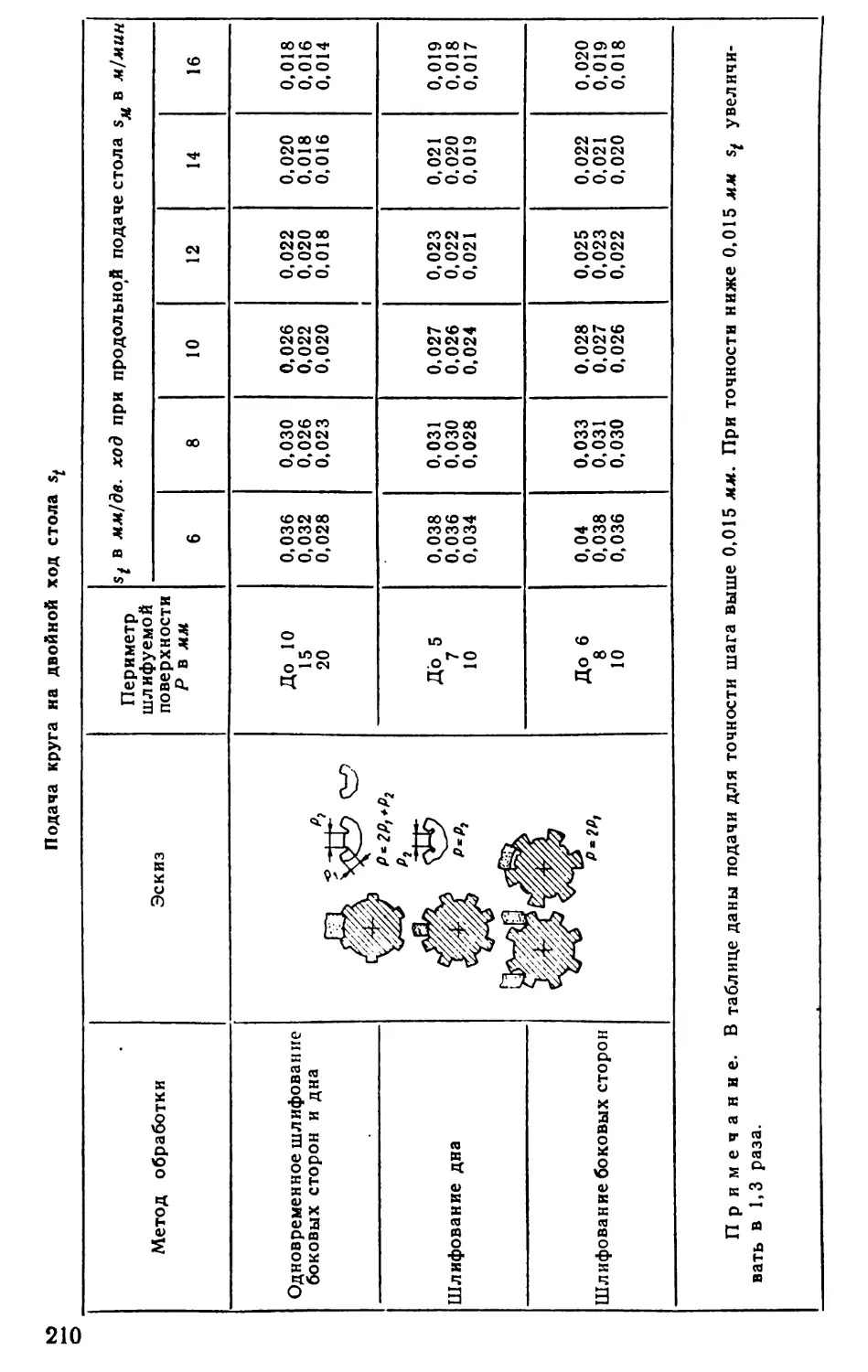
Шлицешлифовальные станки. Карта Ш-5 208
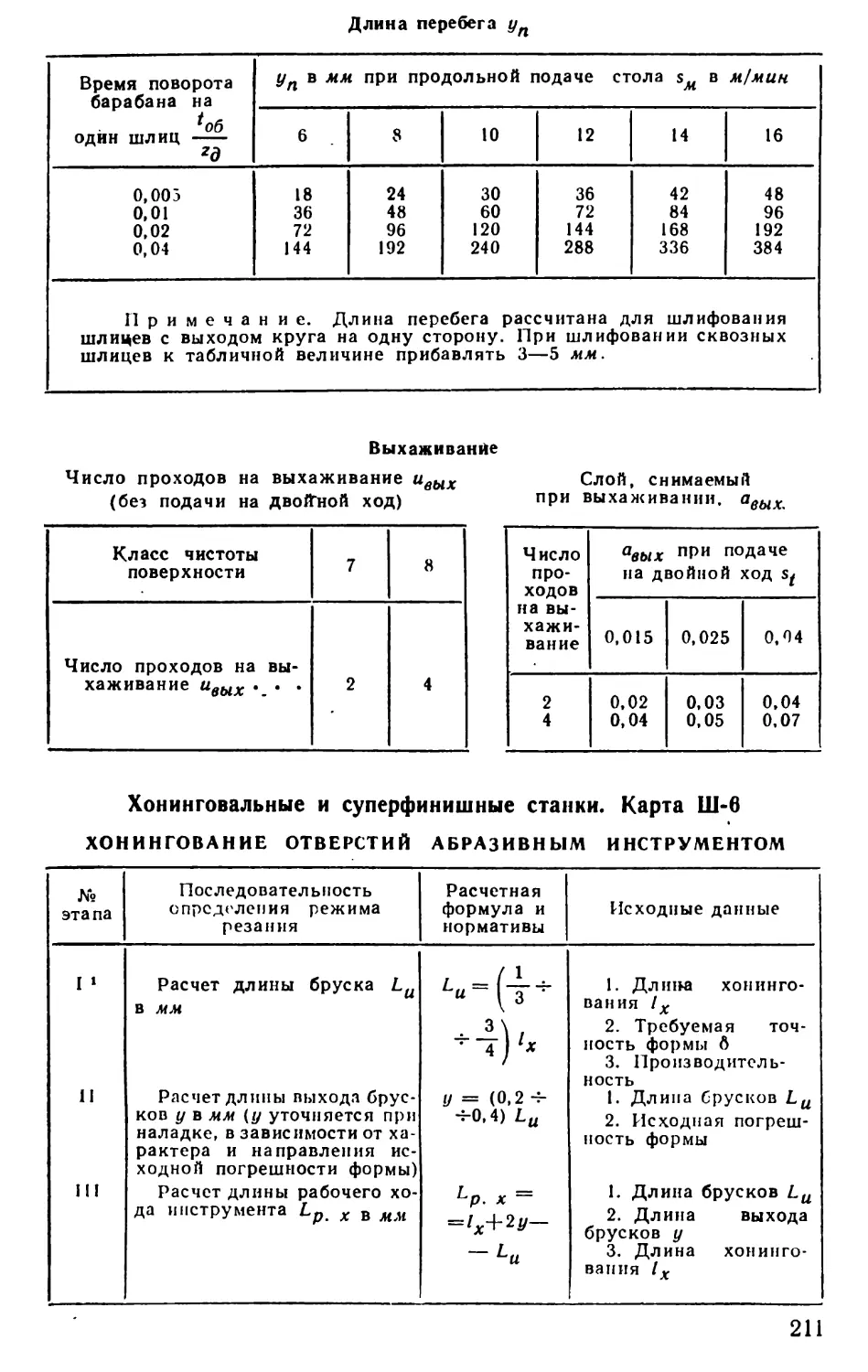
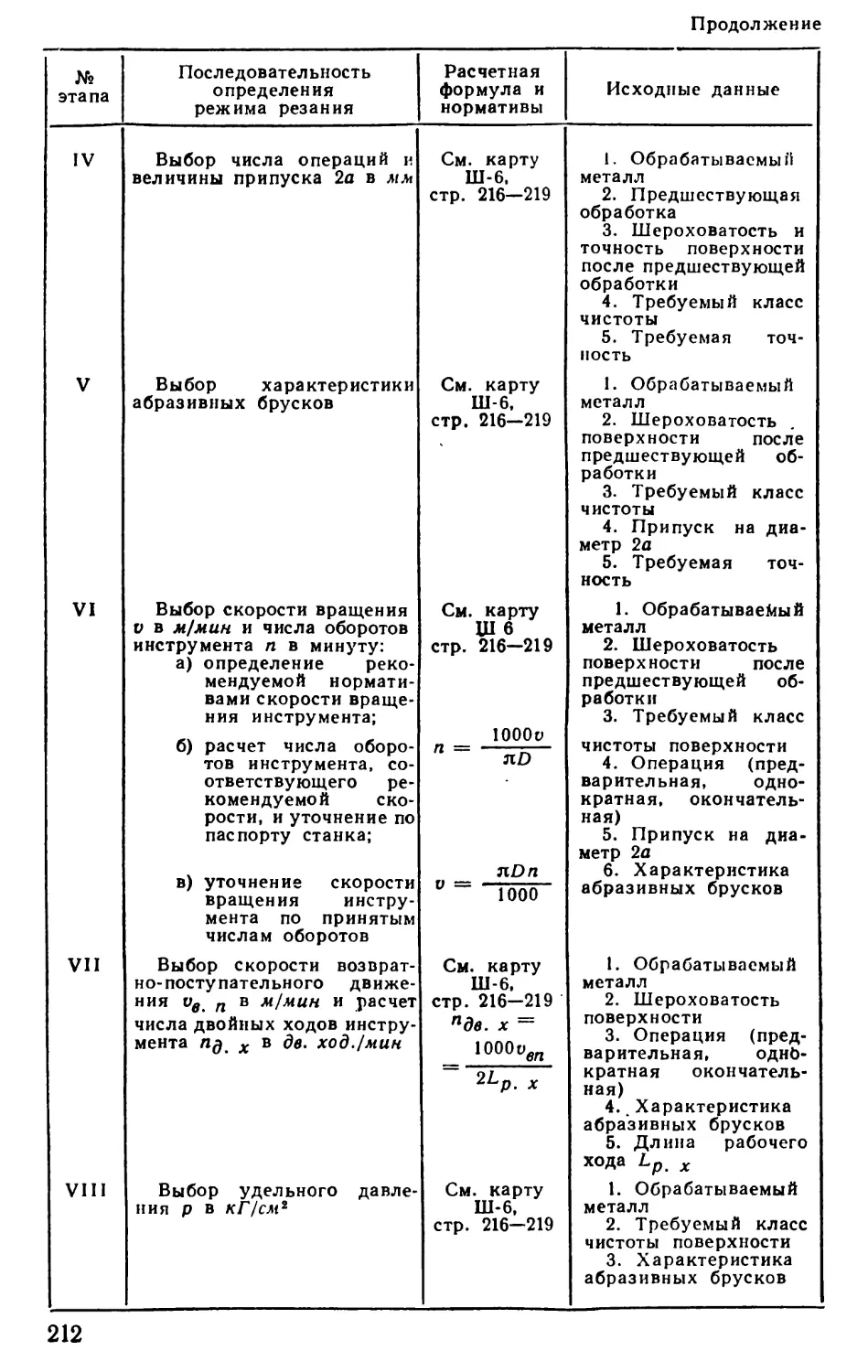
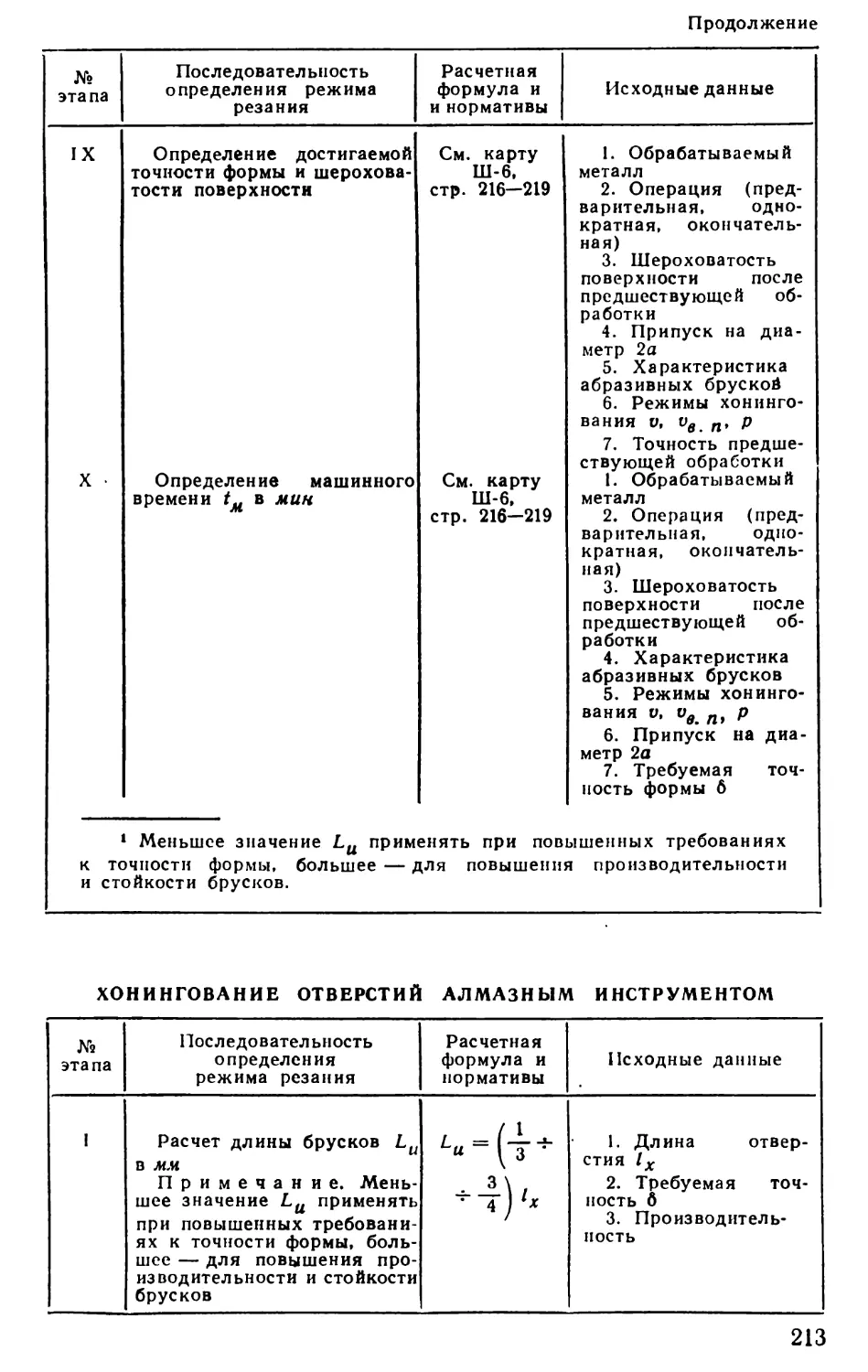
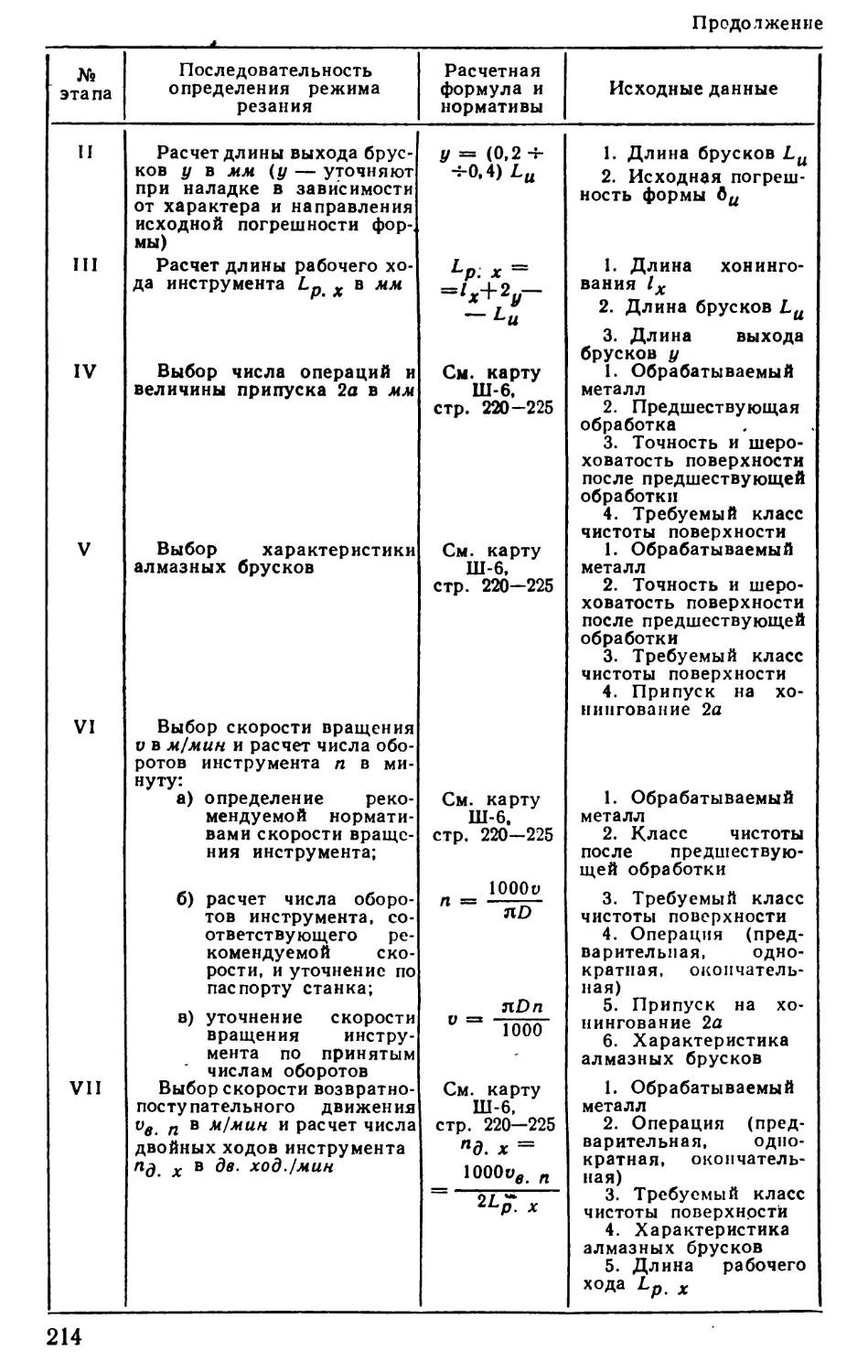
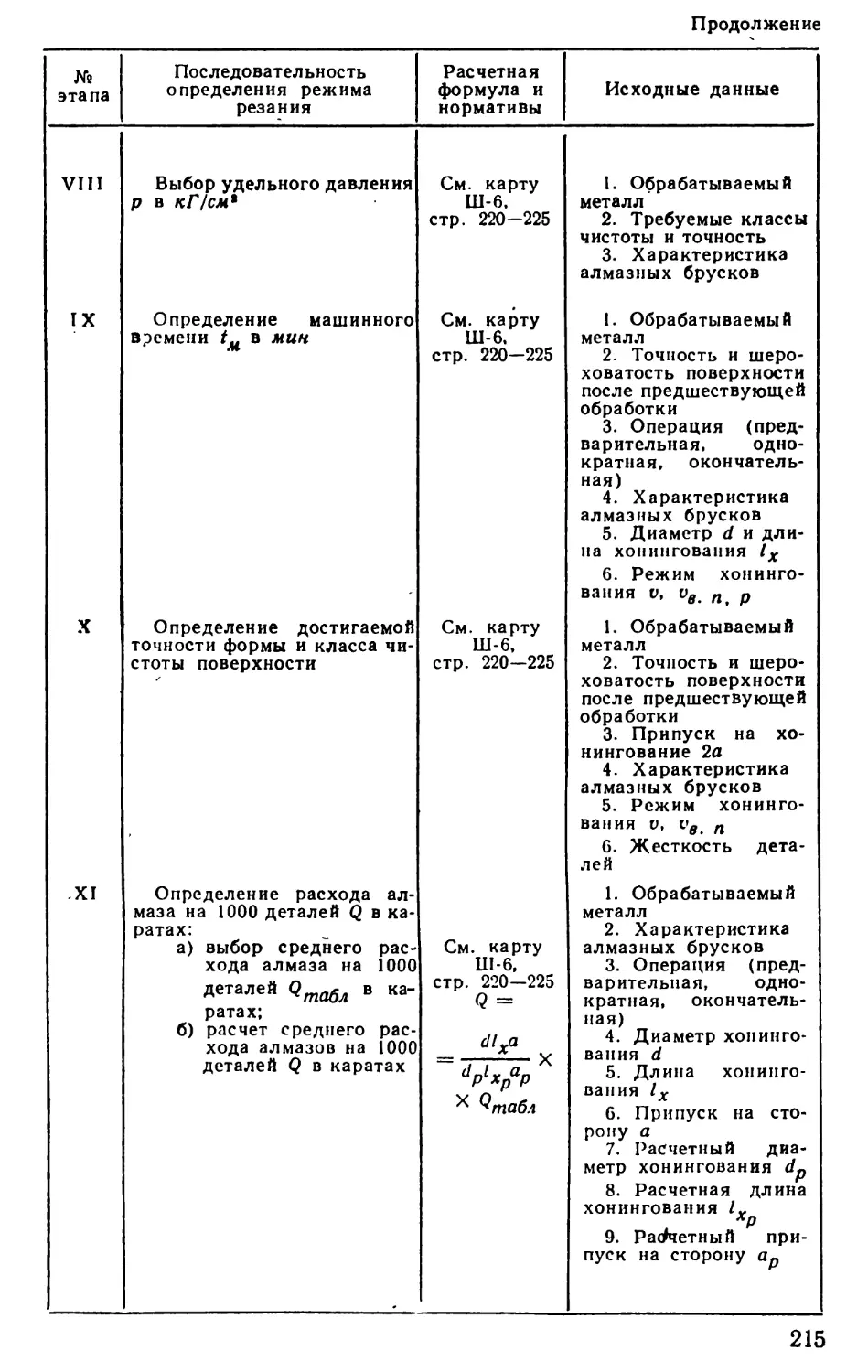
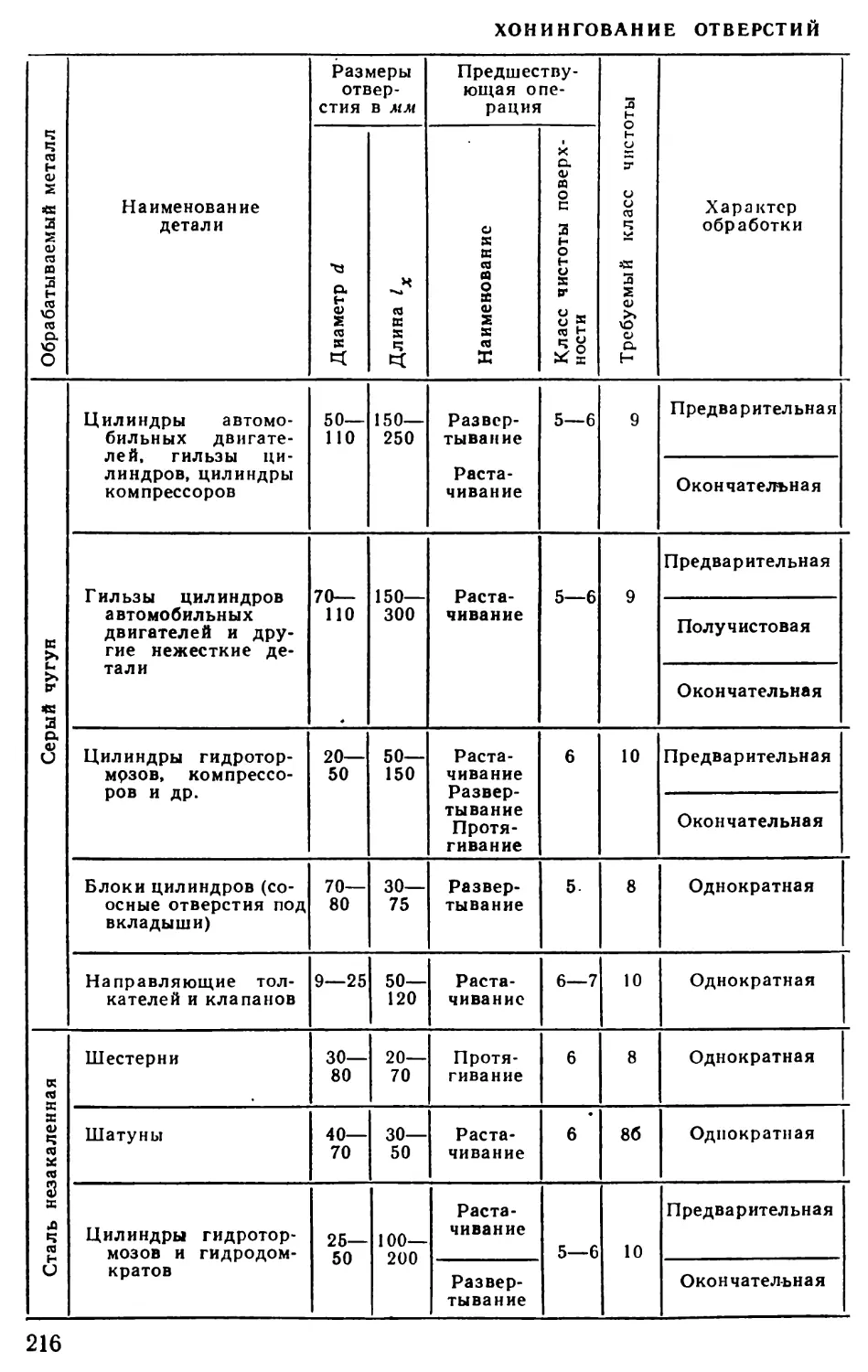
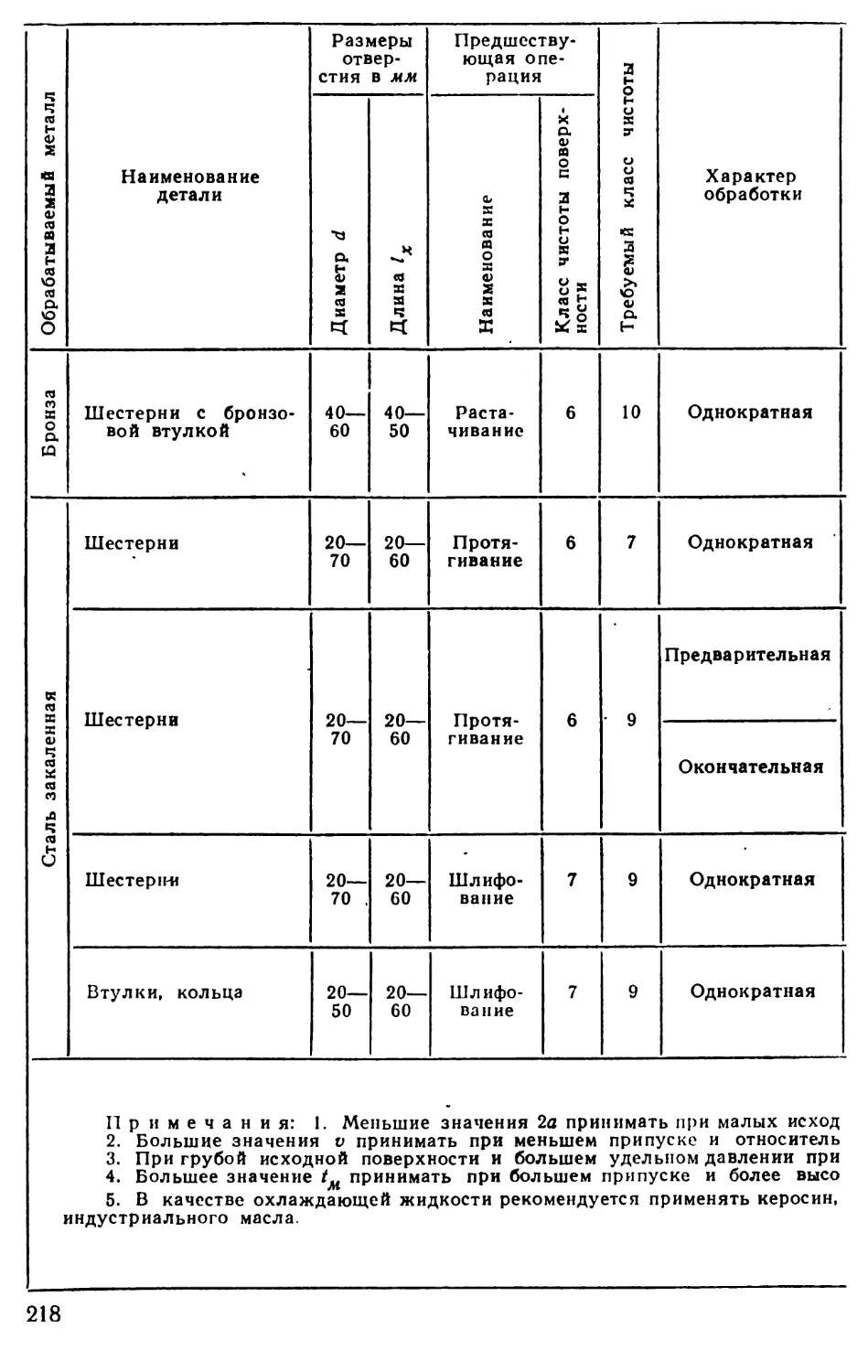
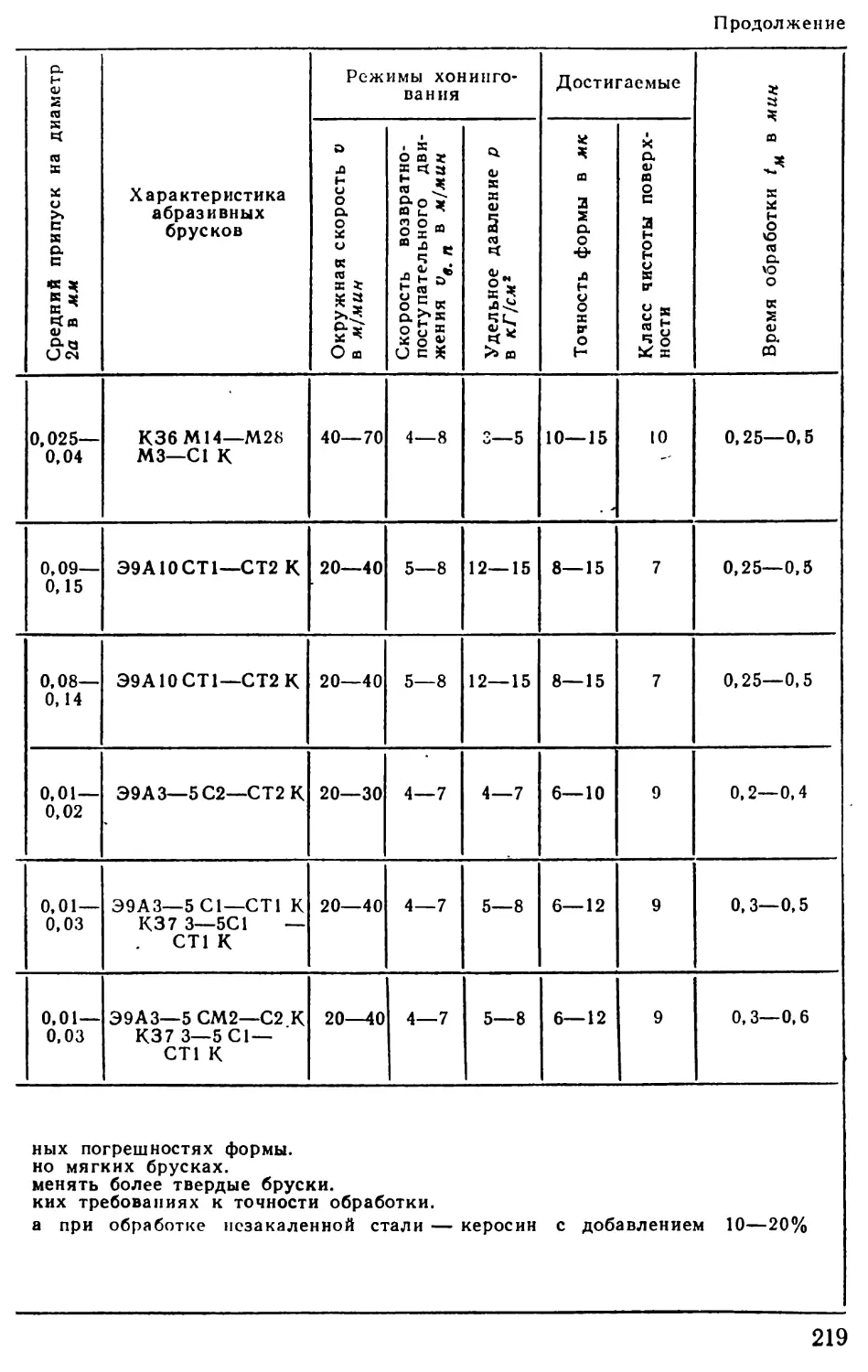
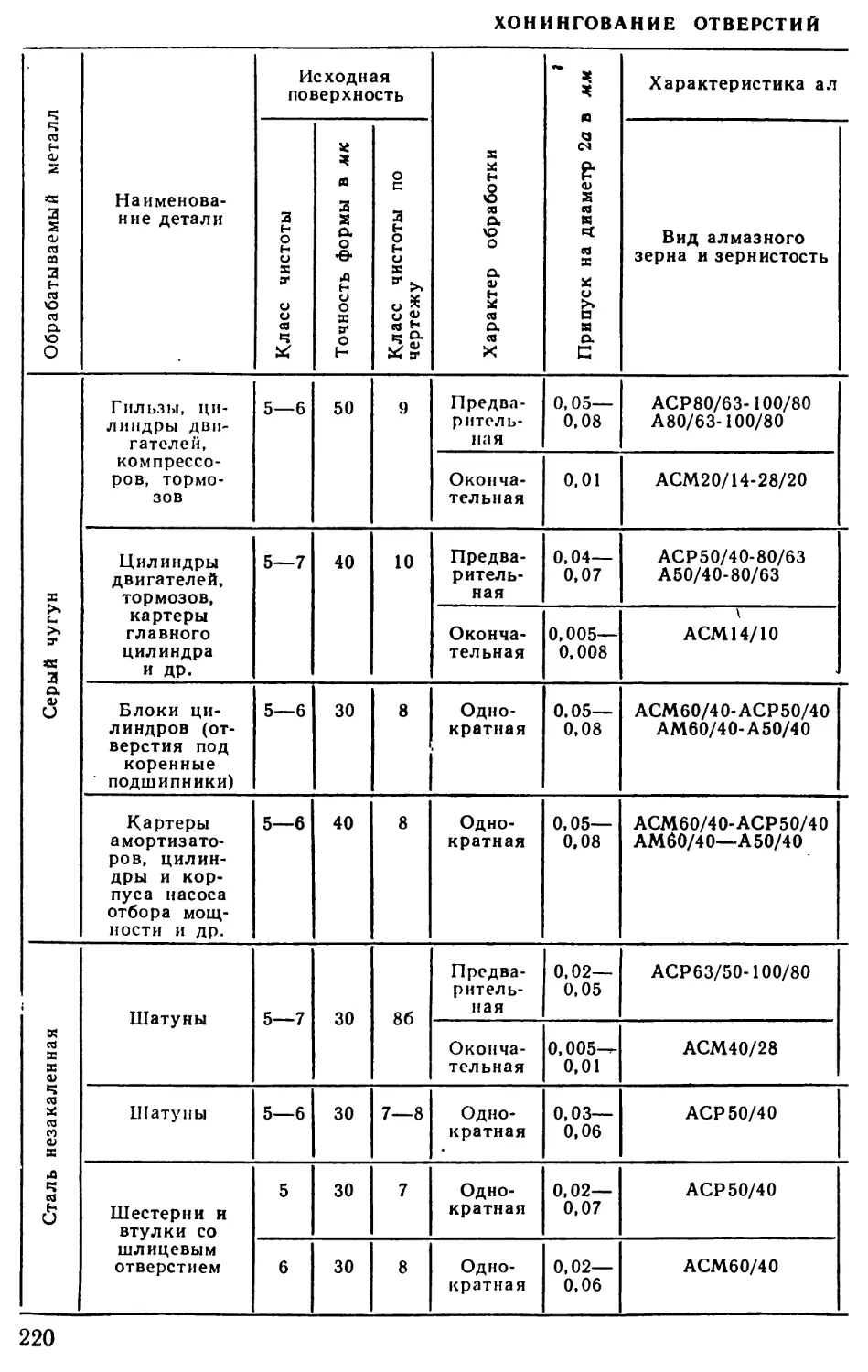
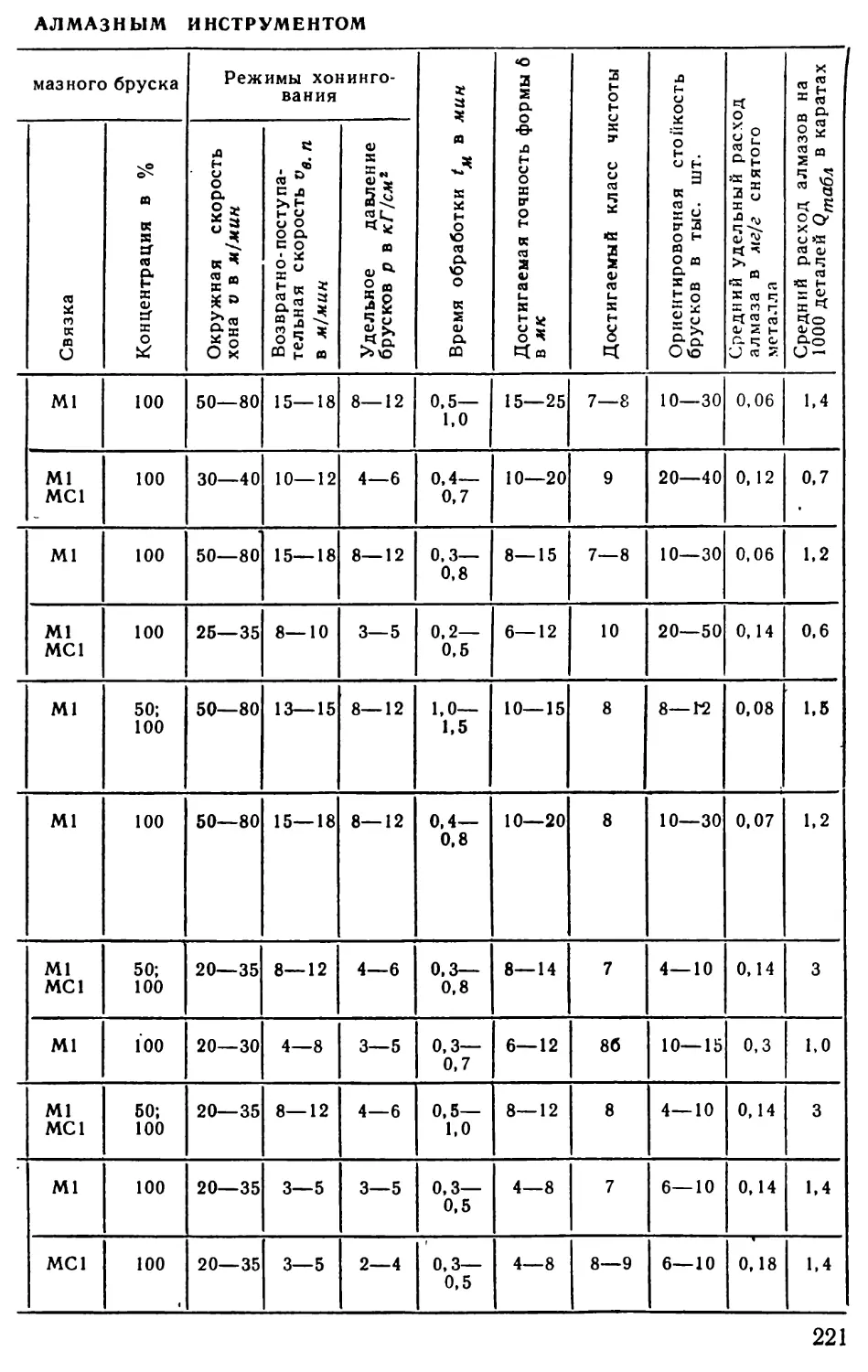
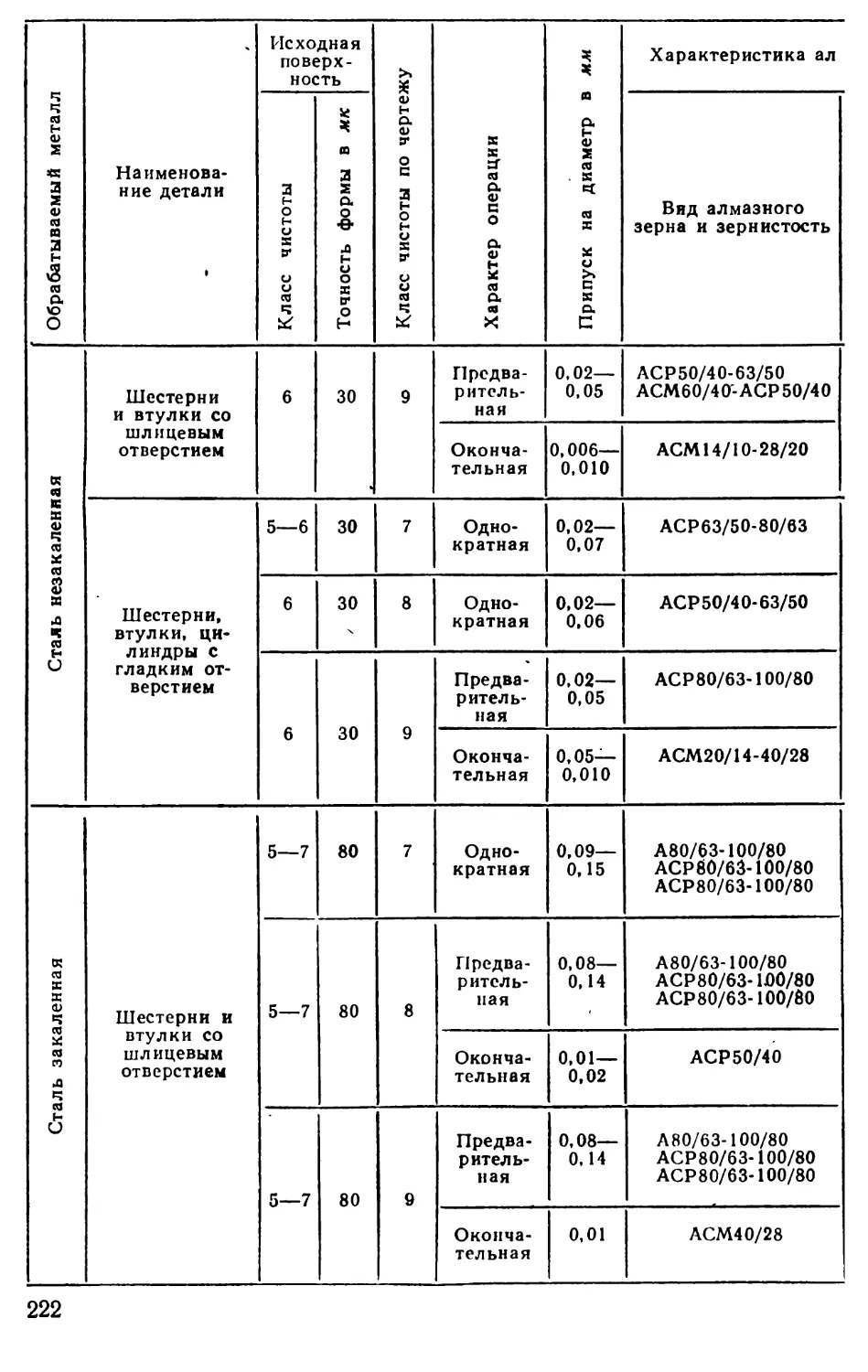
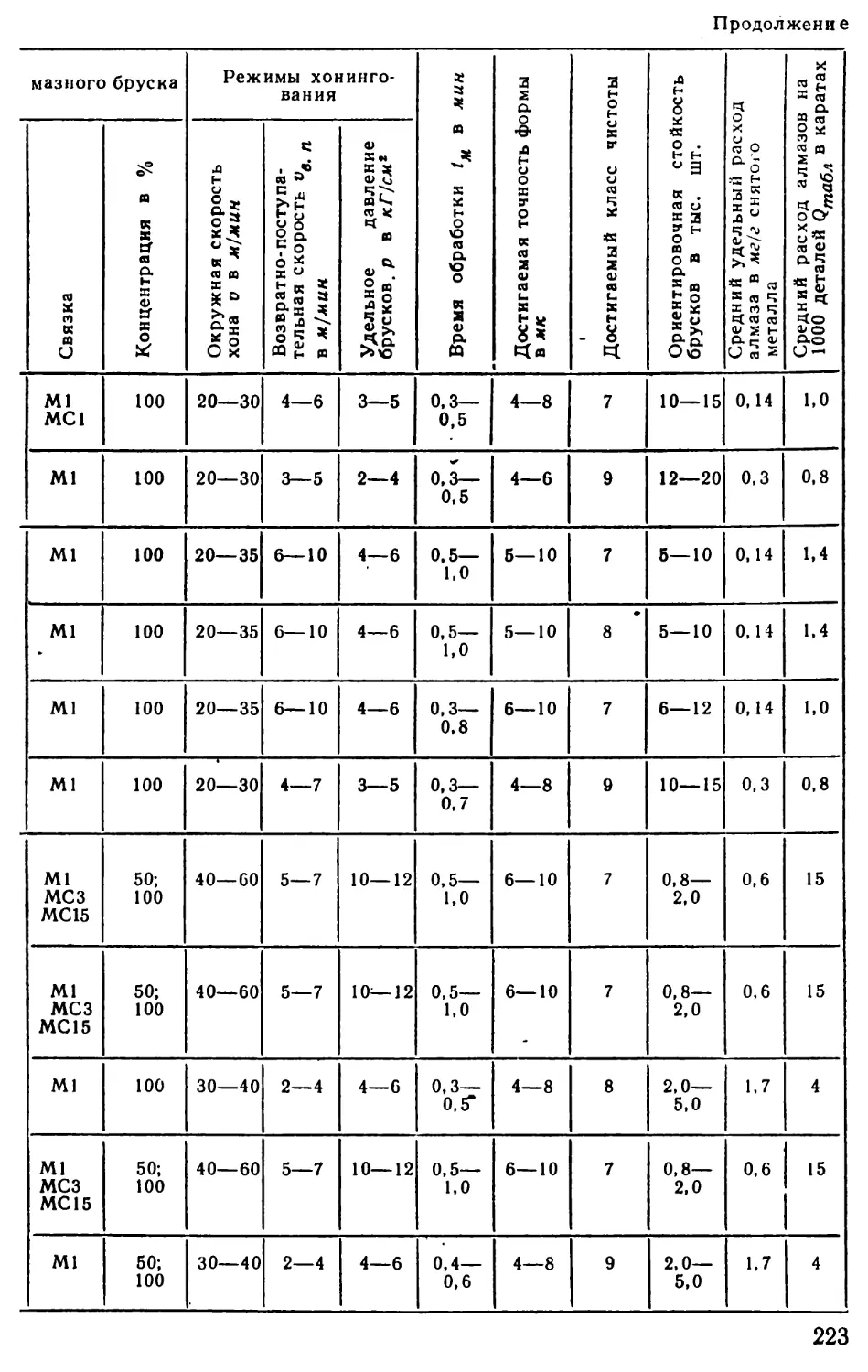
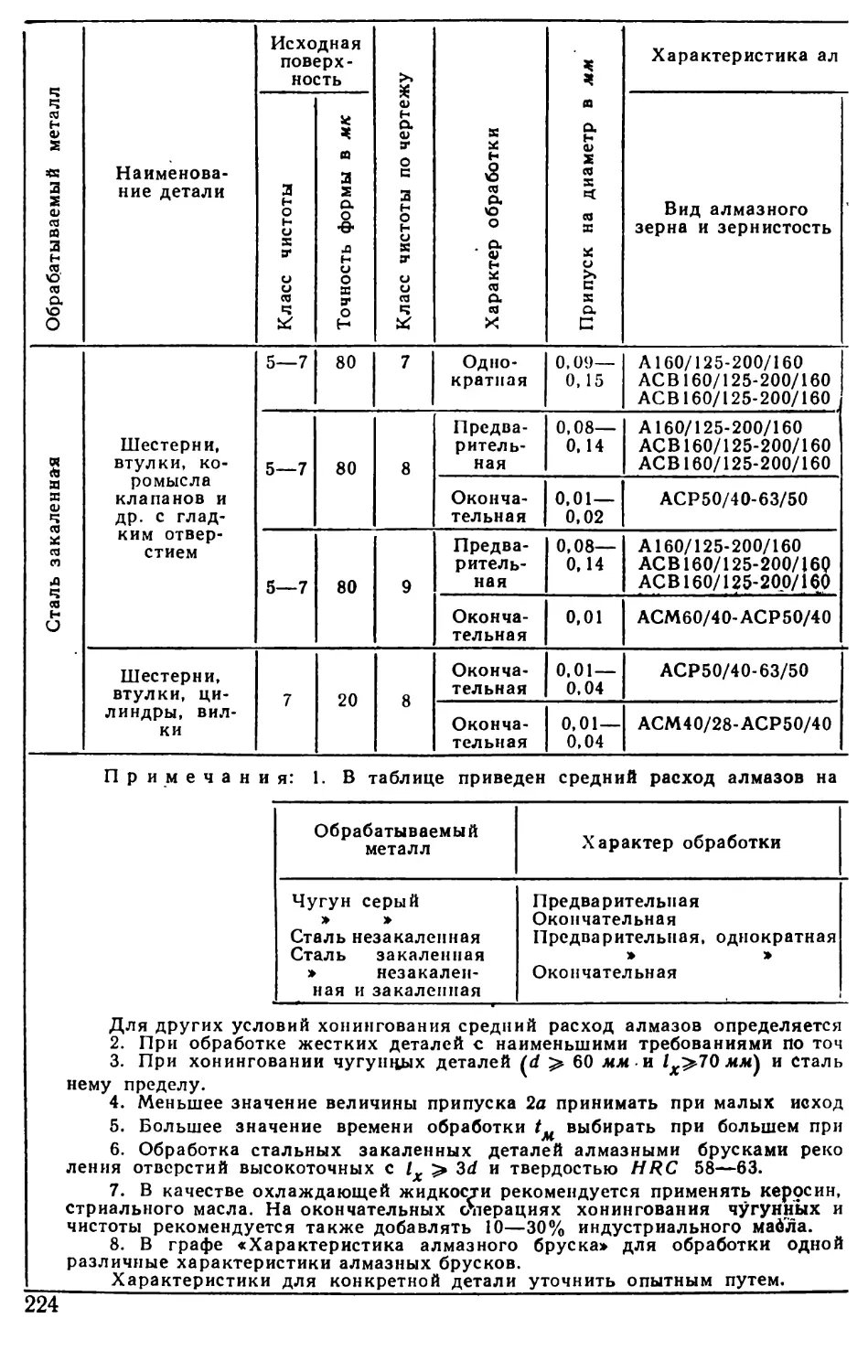
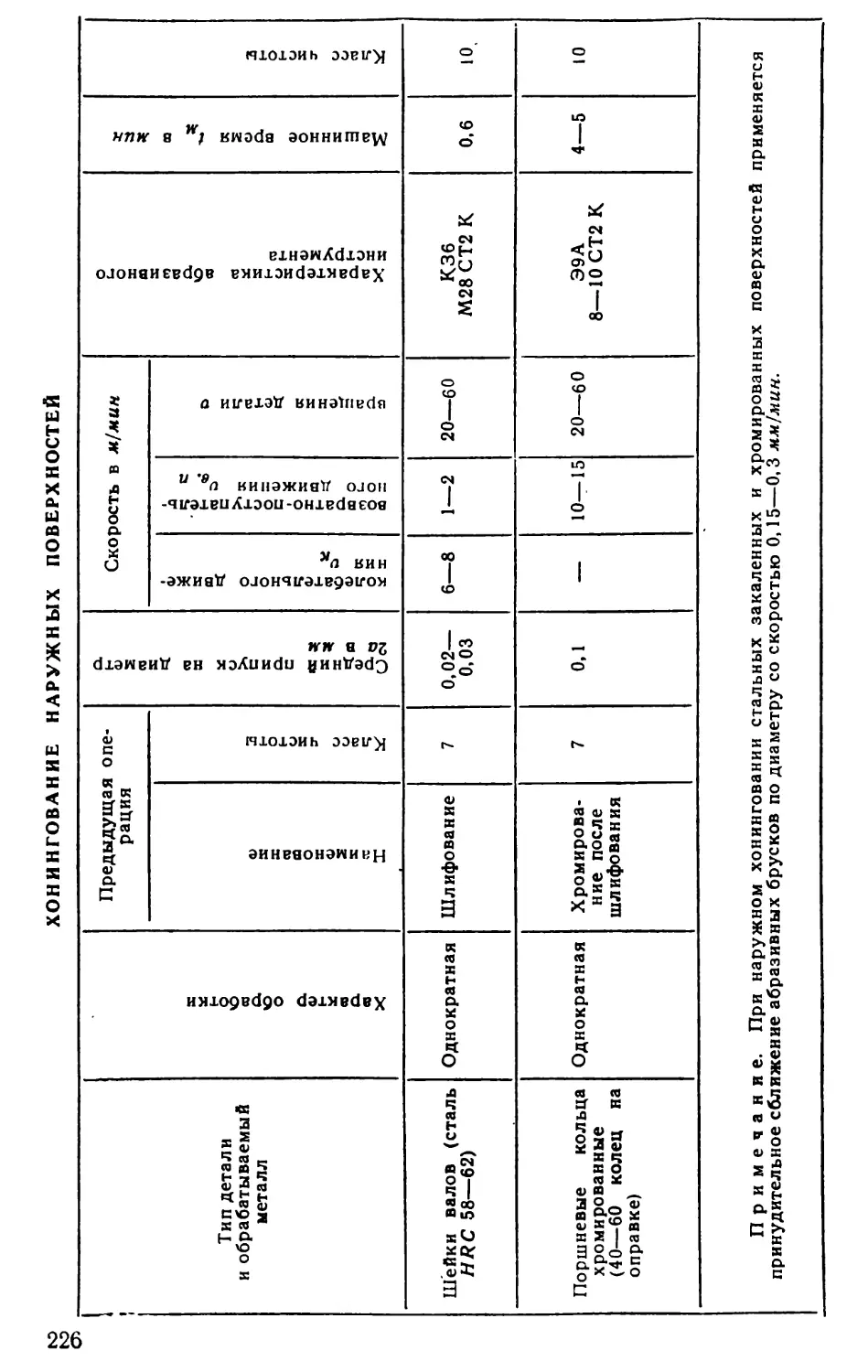
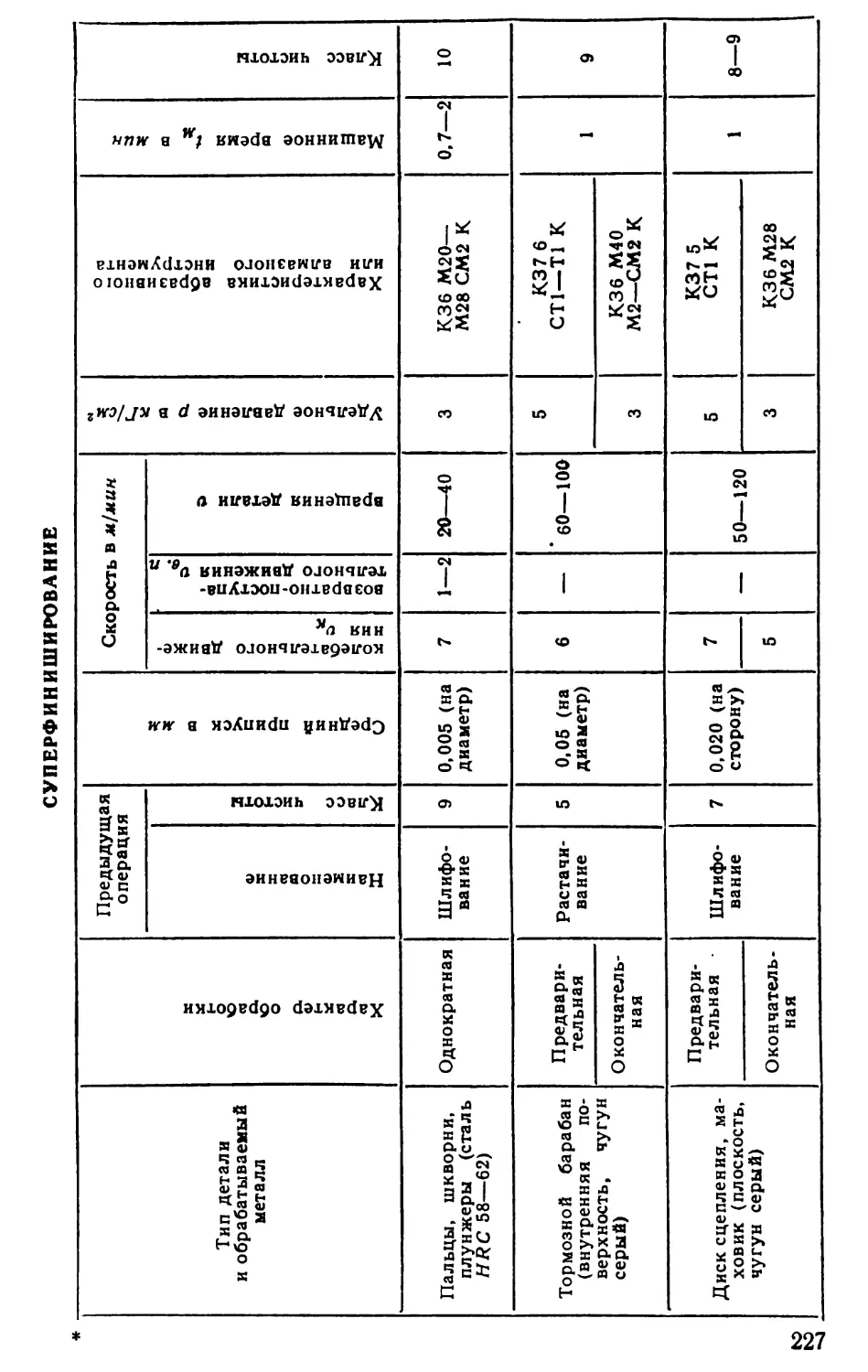
Хонинговальные и суперфинишные станки. Карта Ш-6 211
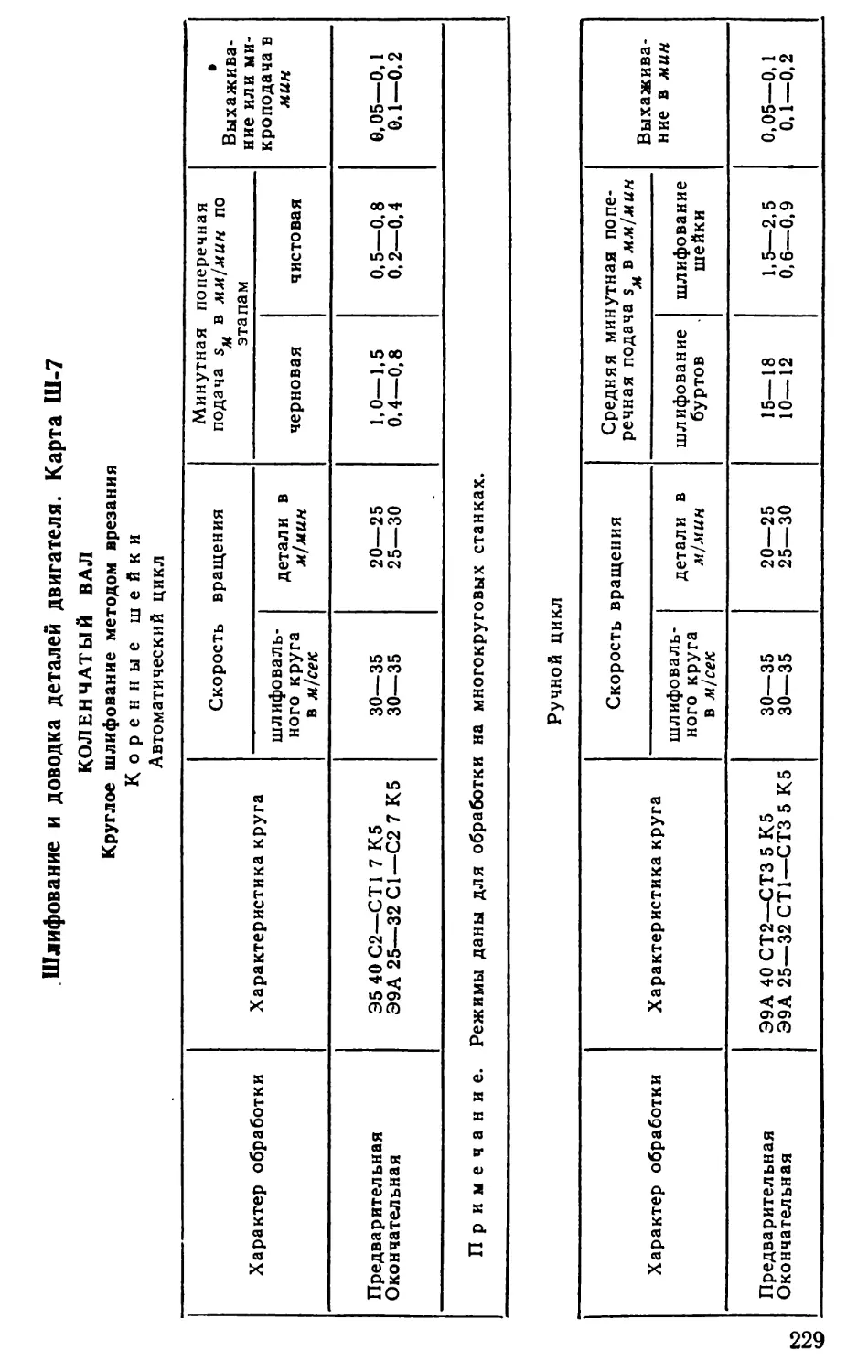
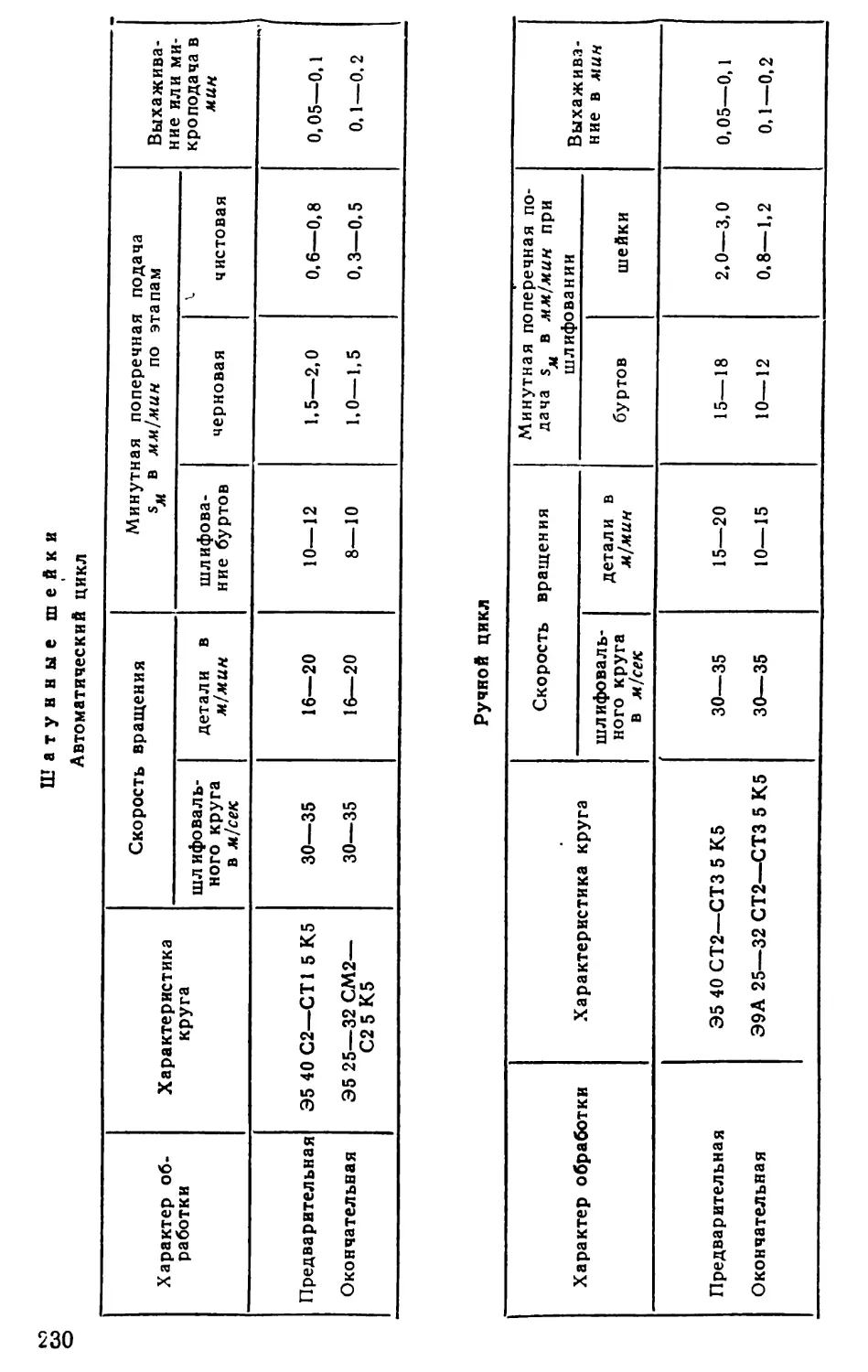
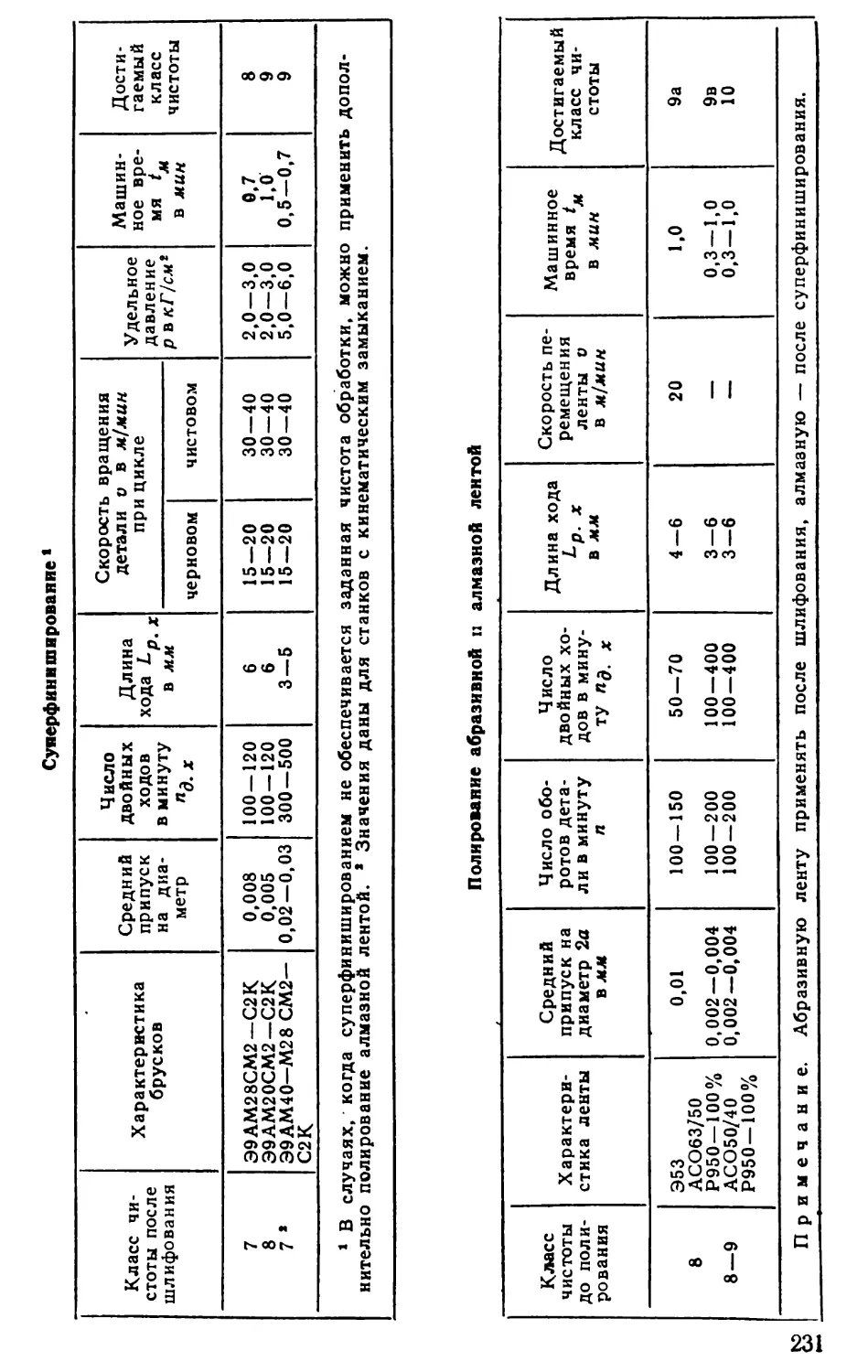
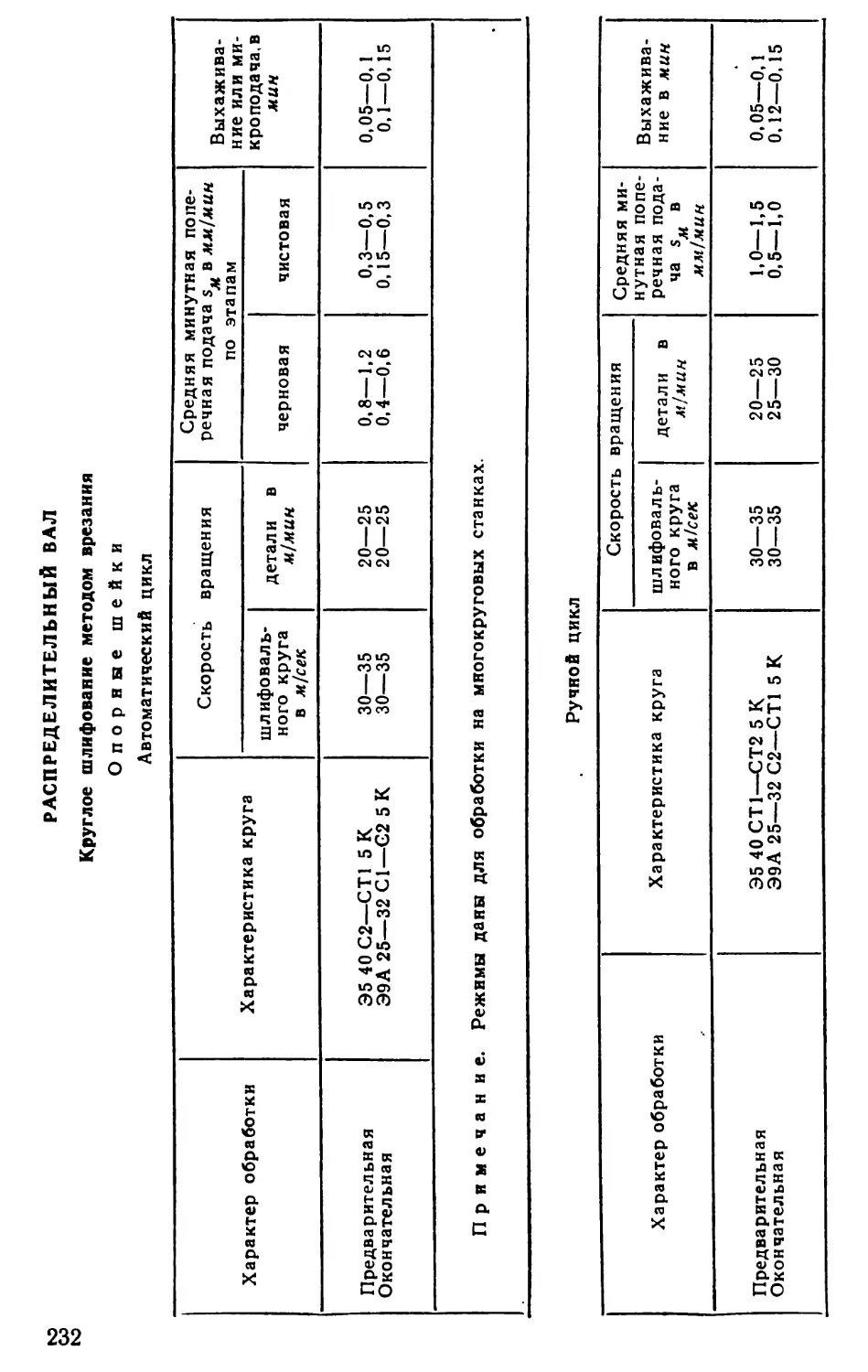
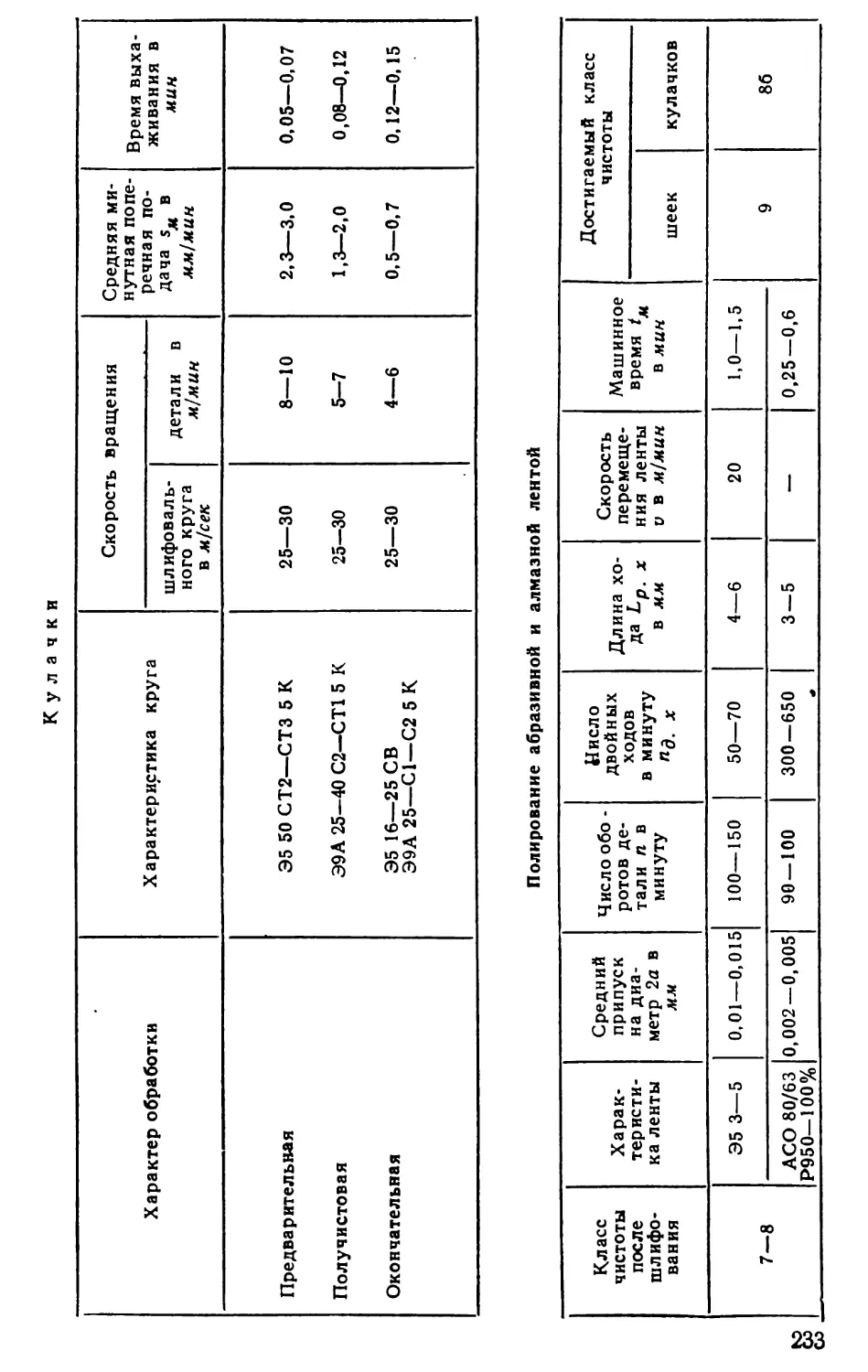
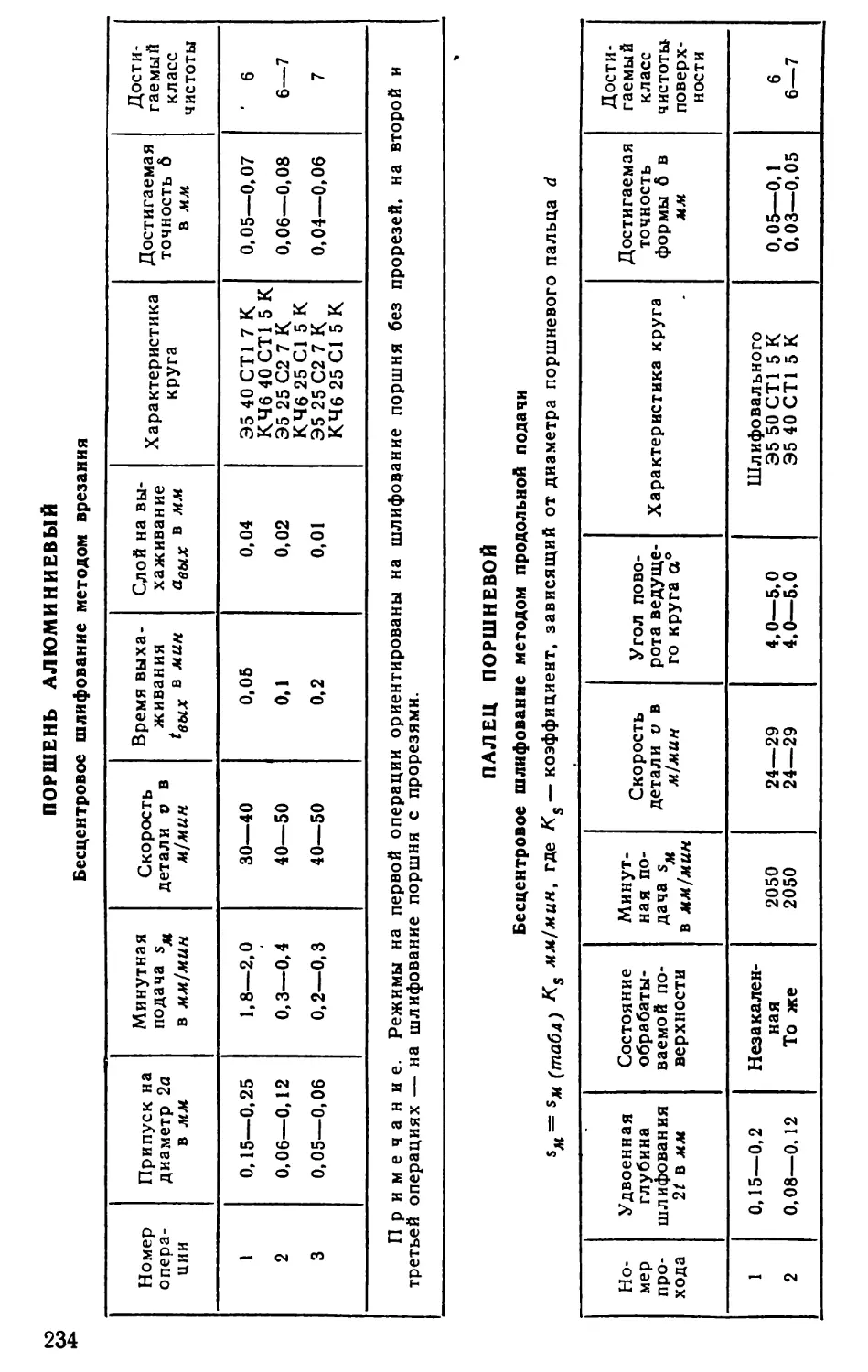
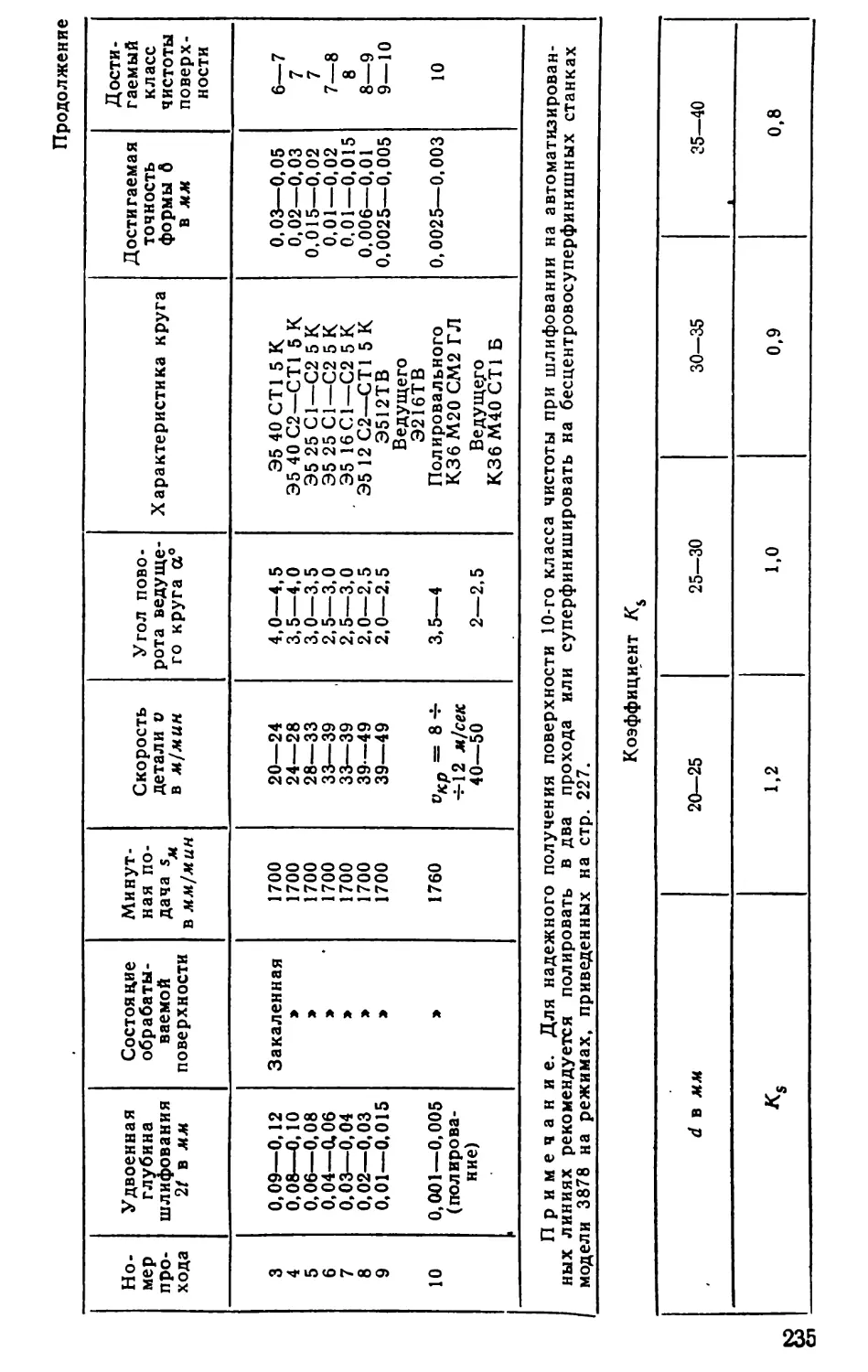
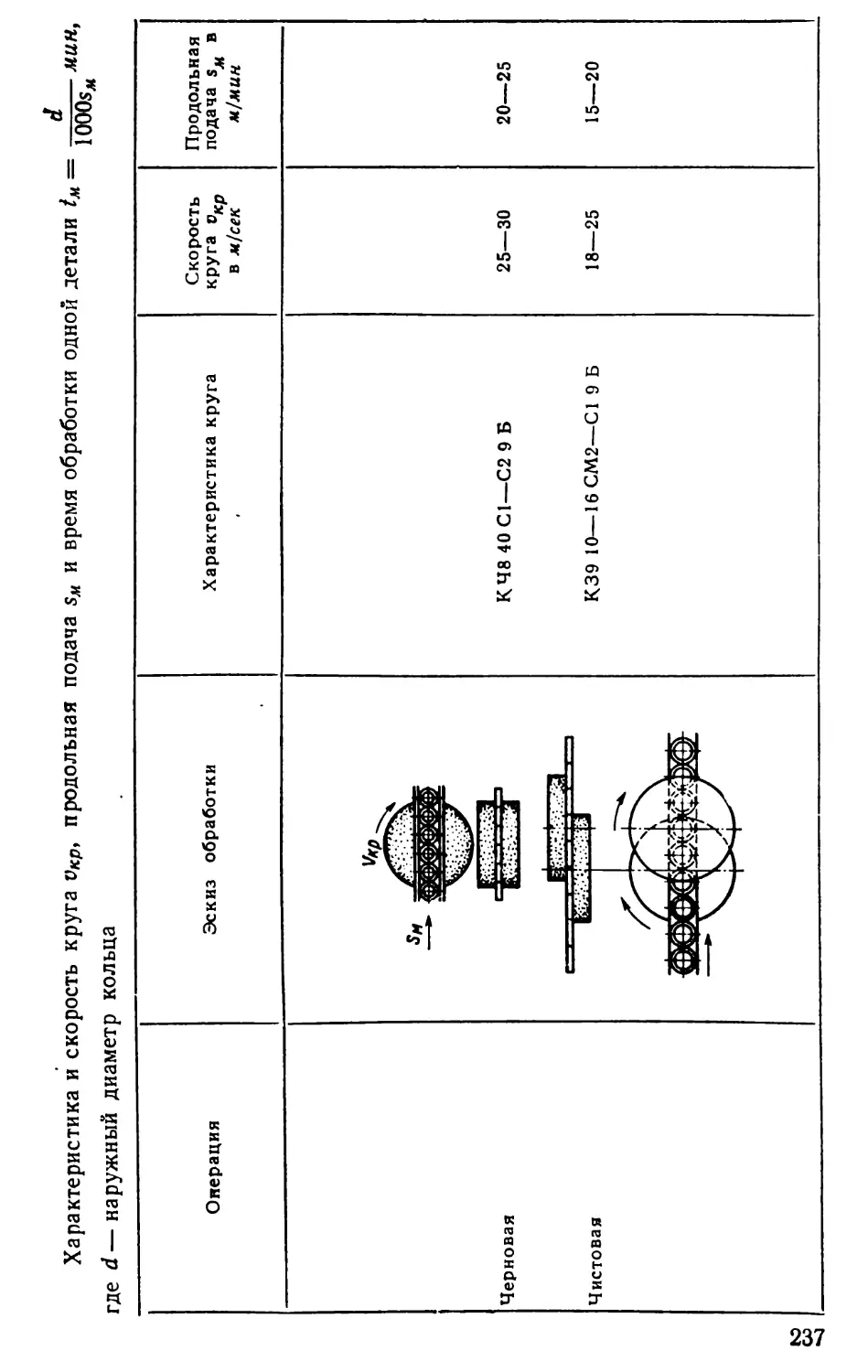
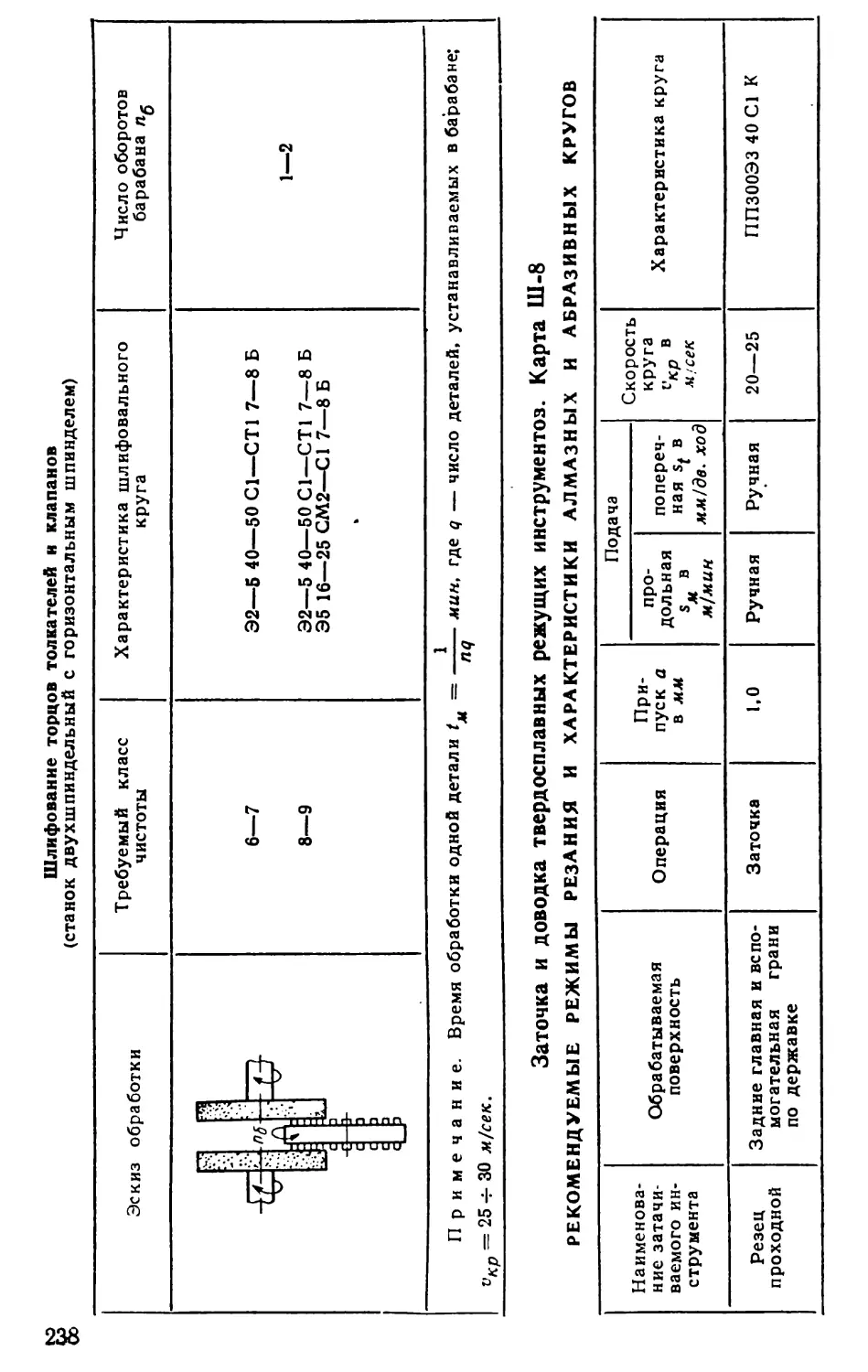
Шлифование и абразивная доводка деталей двигателя. Карта Ш-7 . . . 229
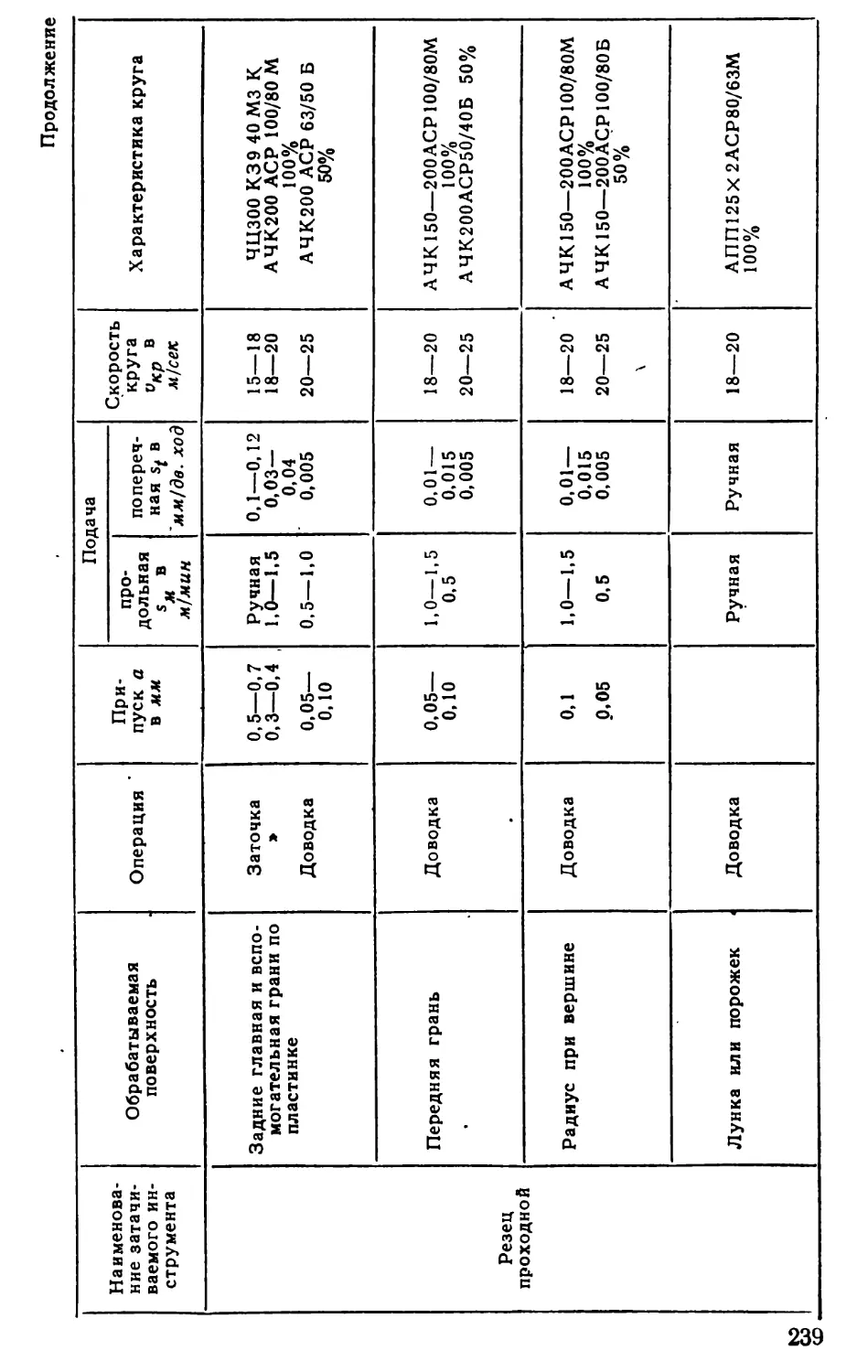
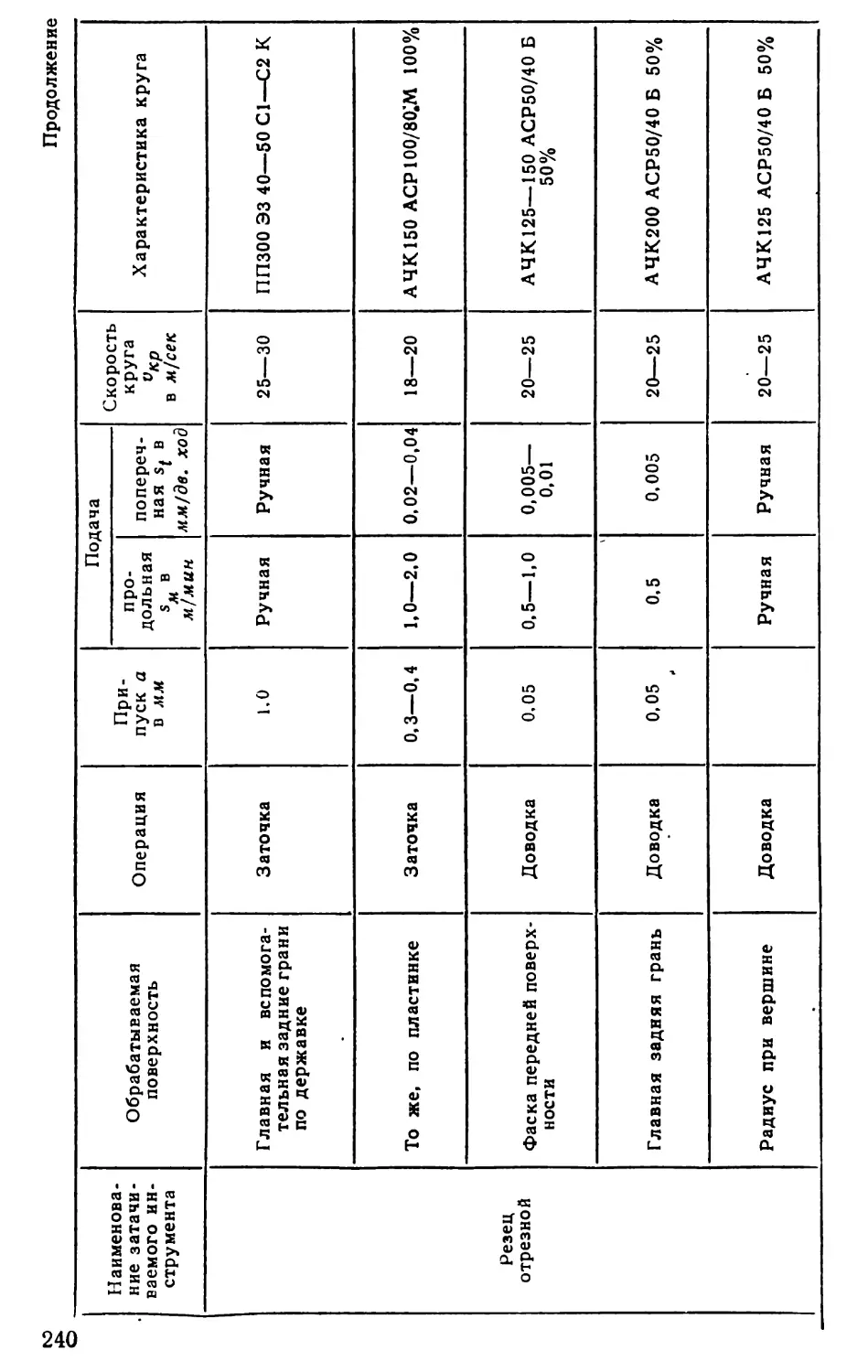
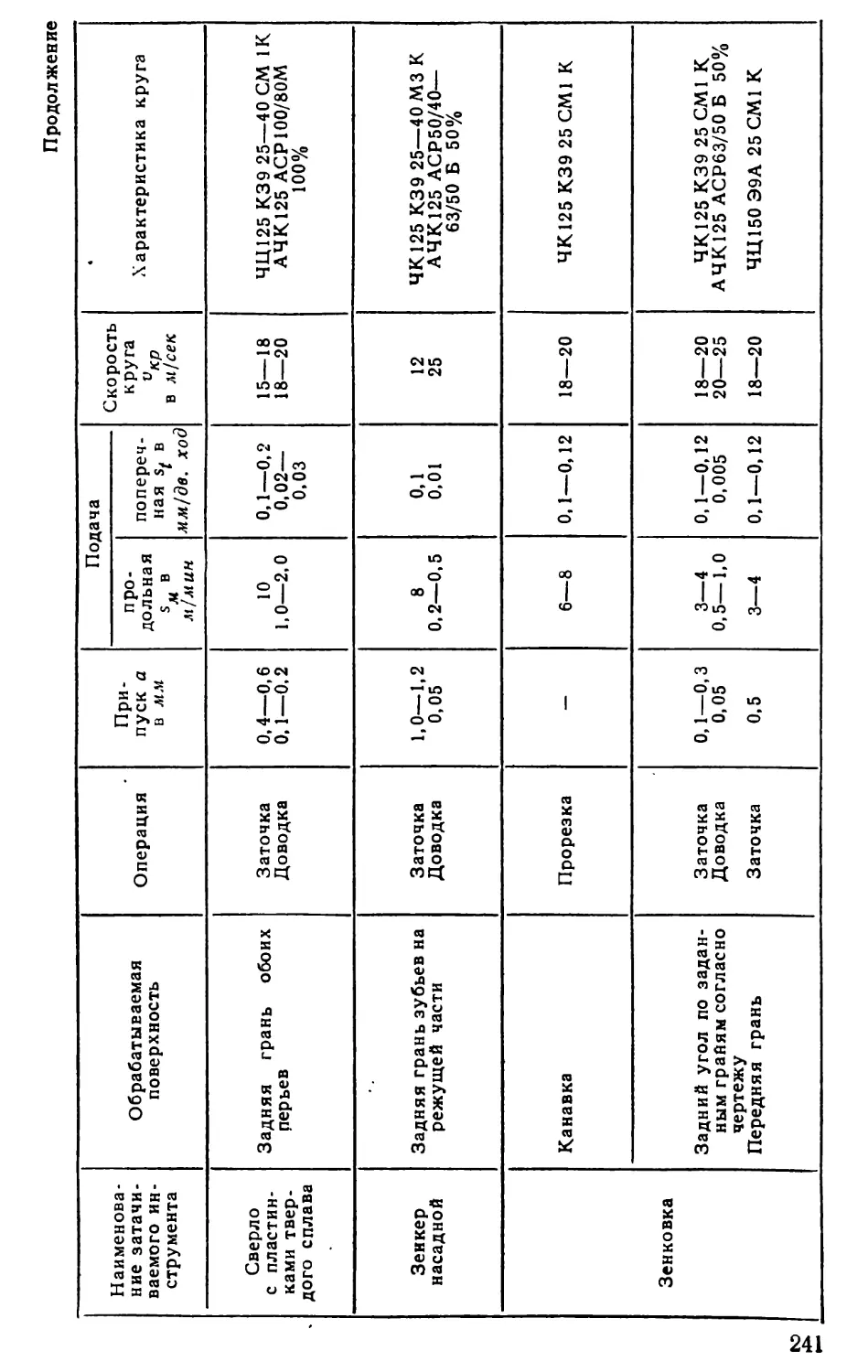
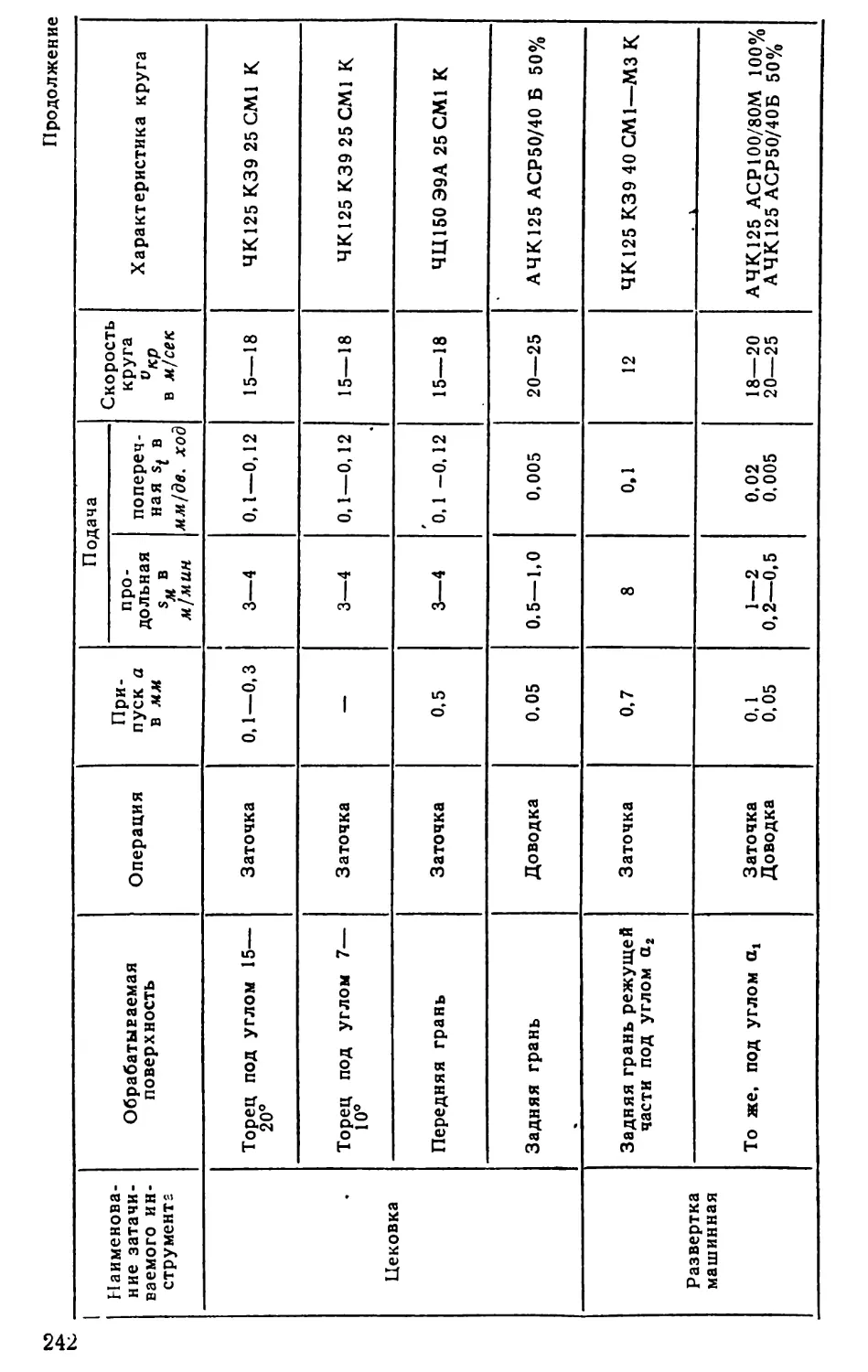
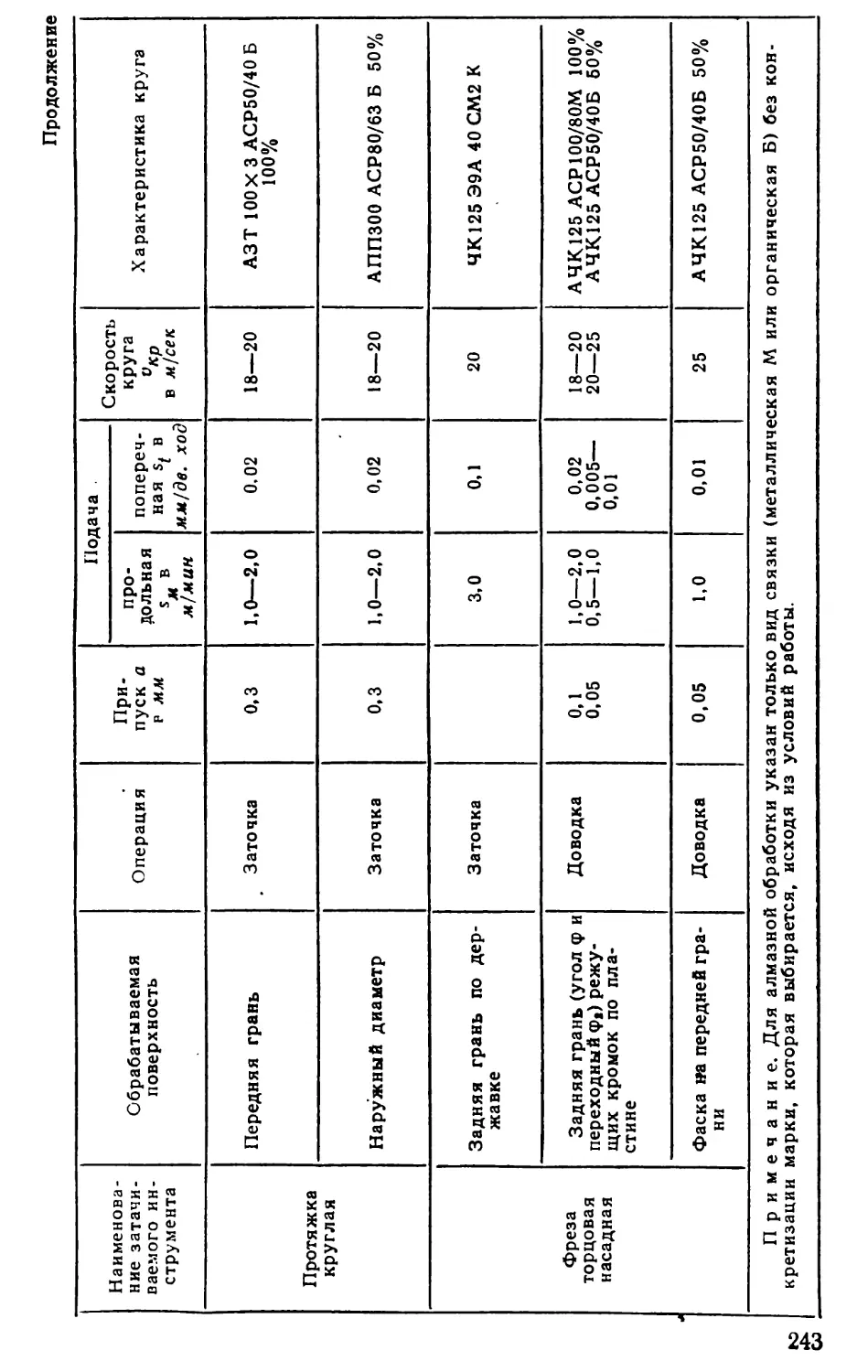
Заточка и доводка твердосплавных режущих инструментов. Карта Ш-8 238
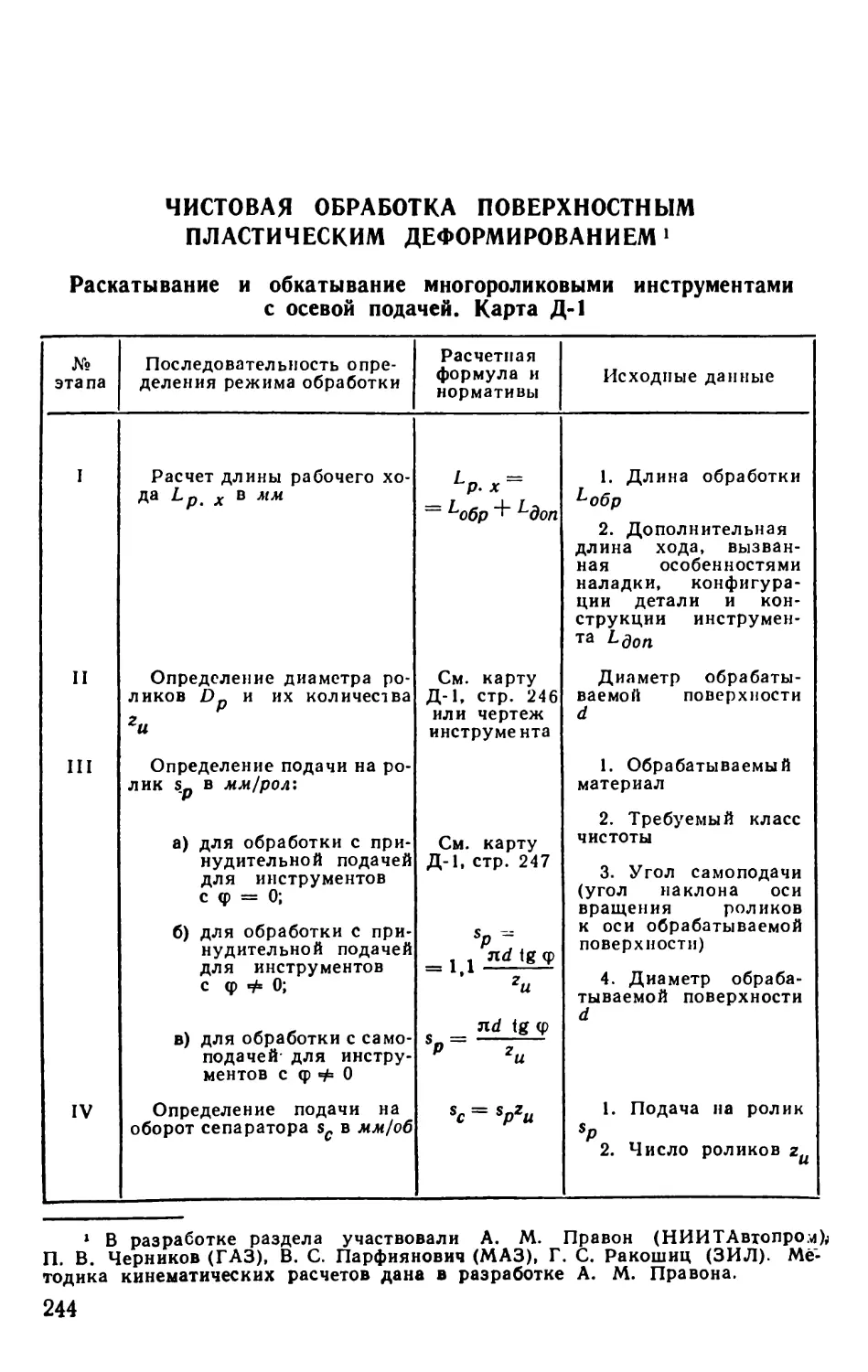
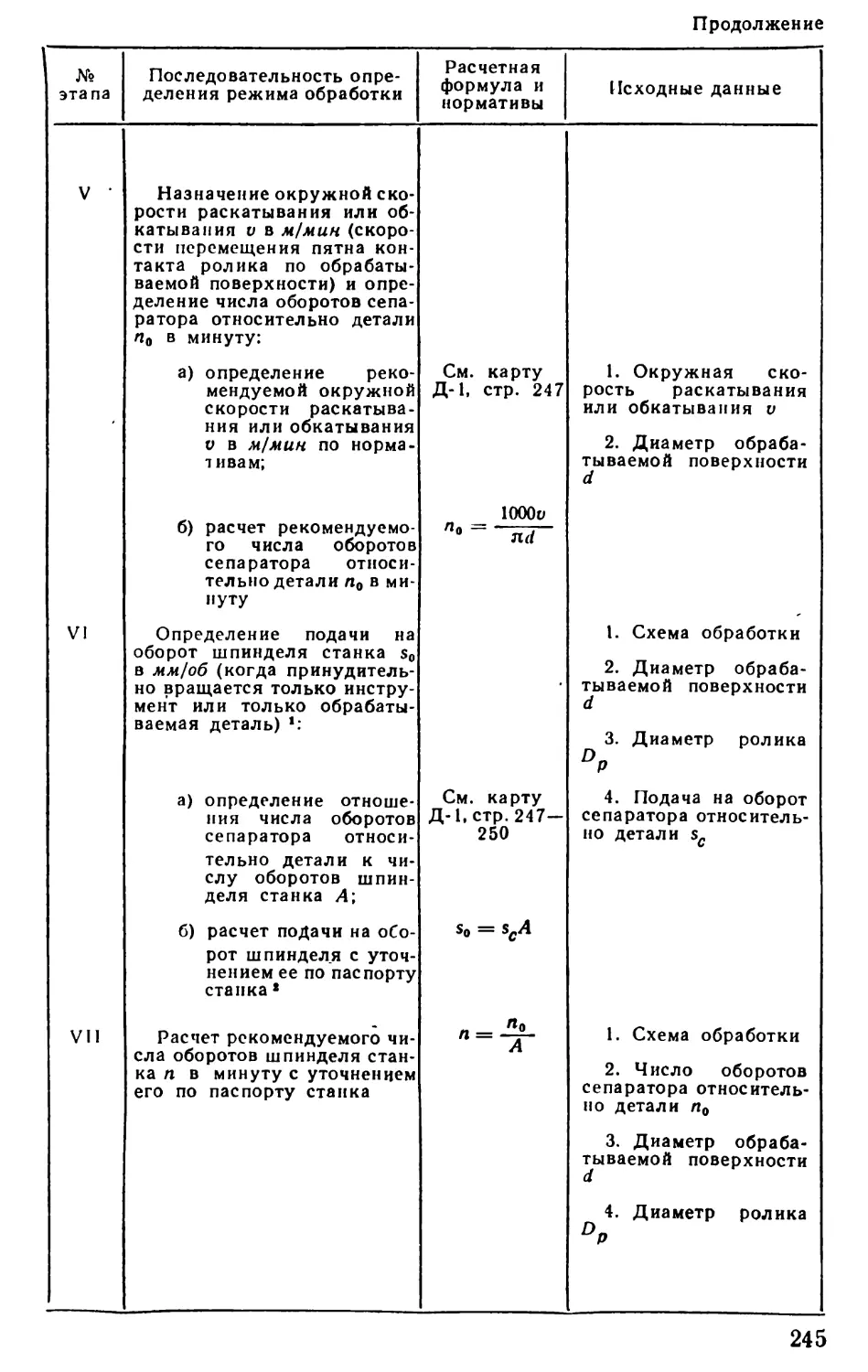
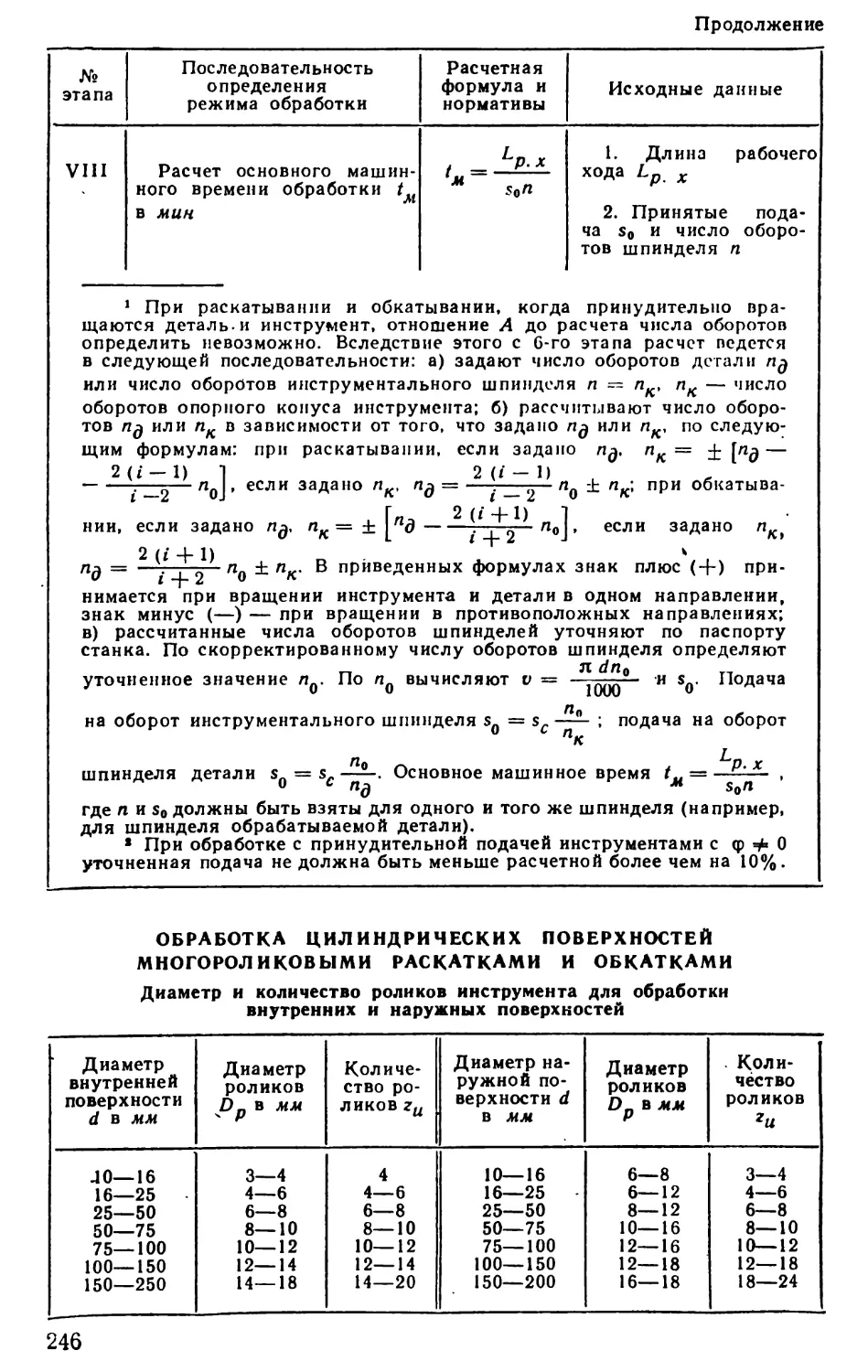
Чистовая обработка поверхностным пластическим деформированием
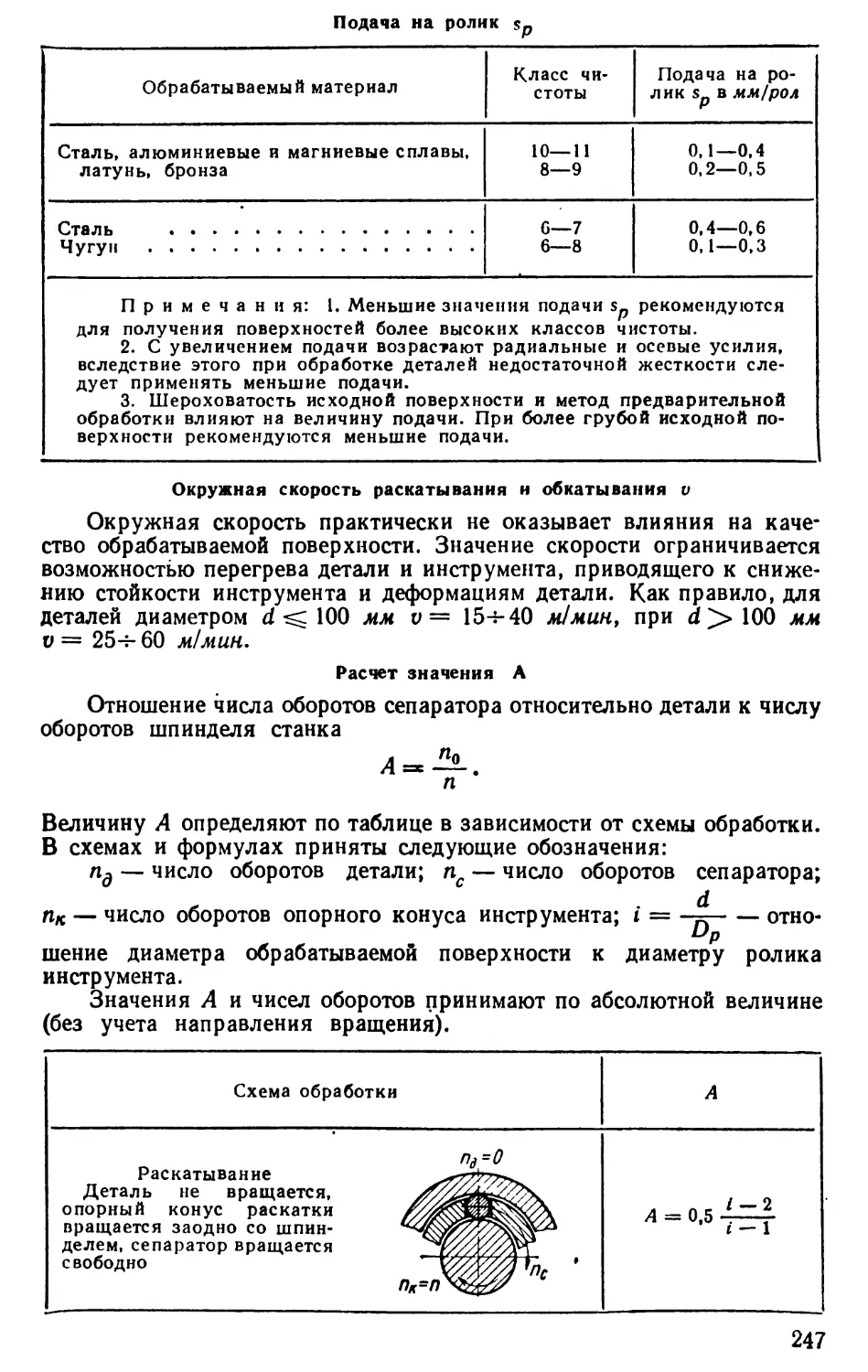
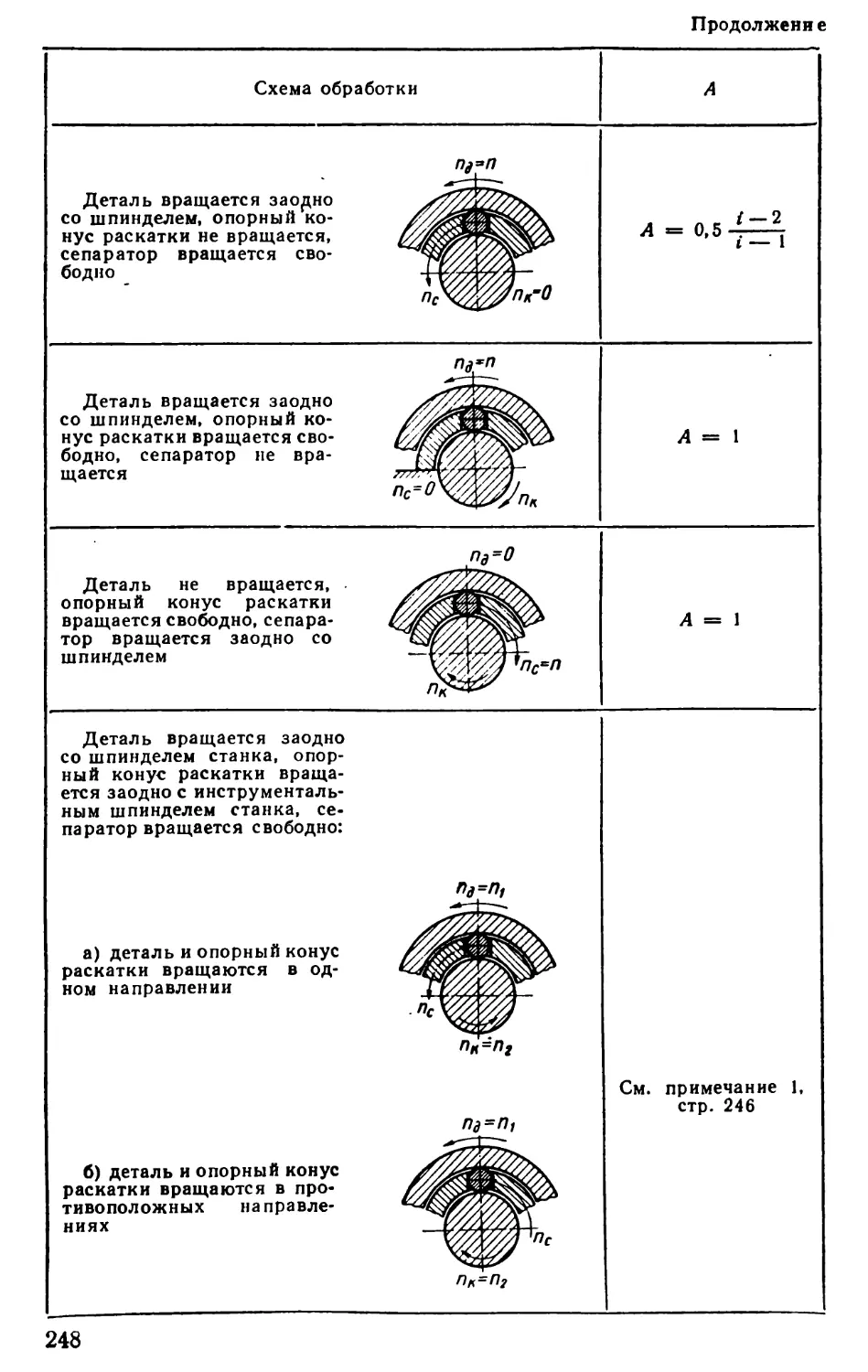
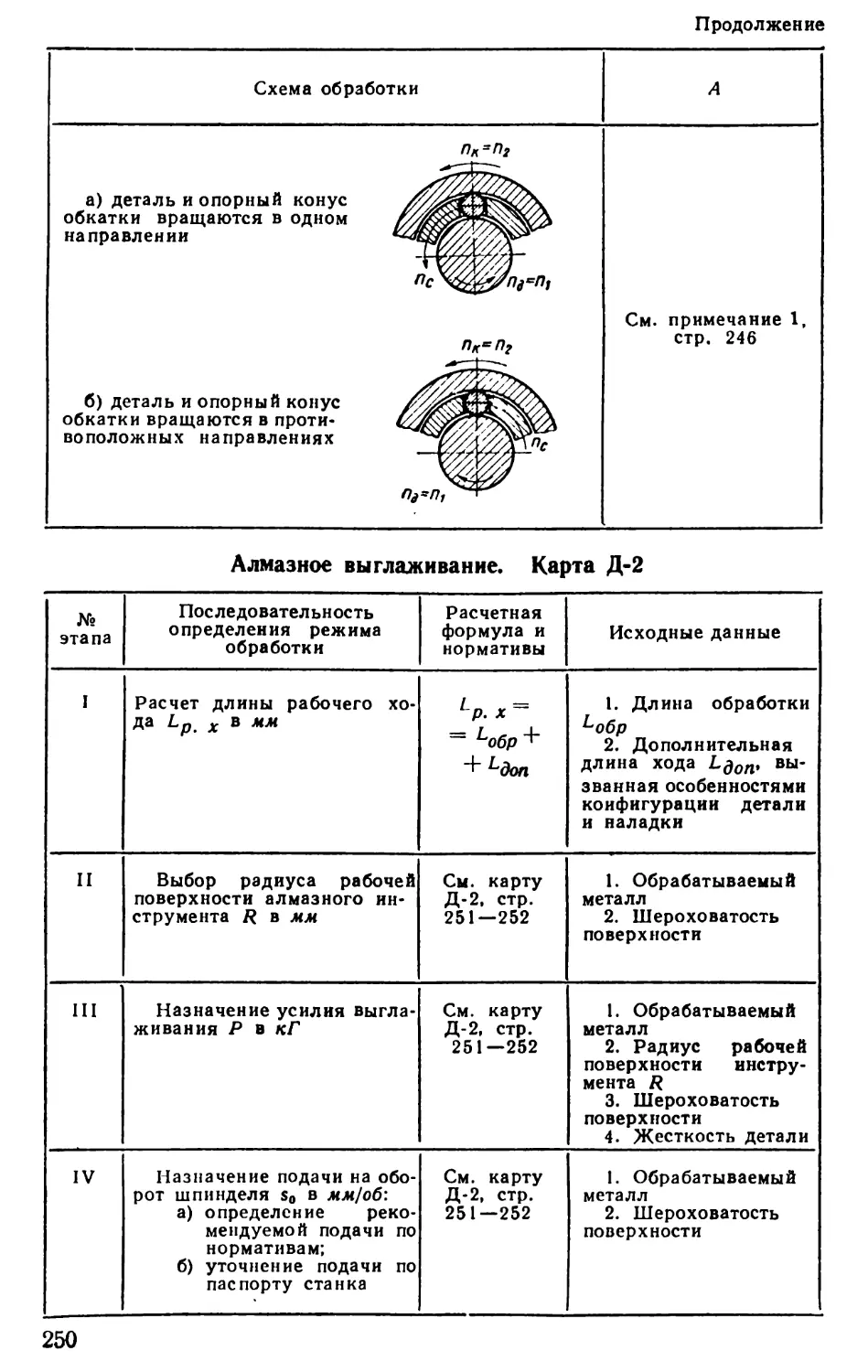
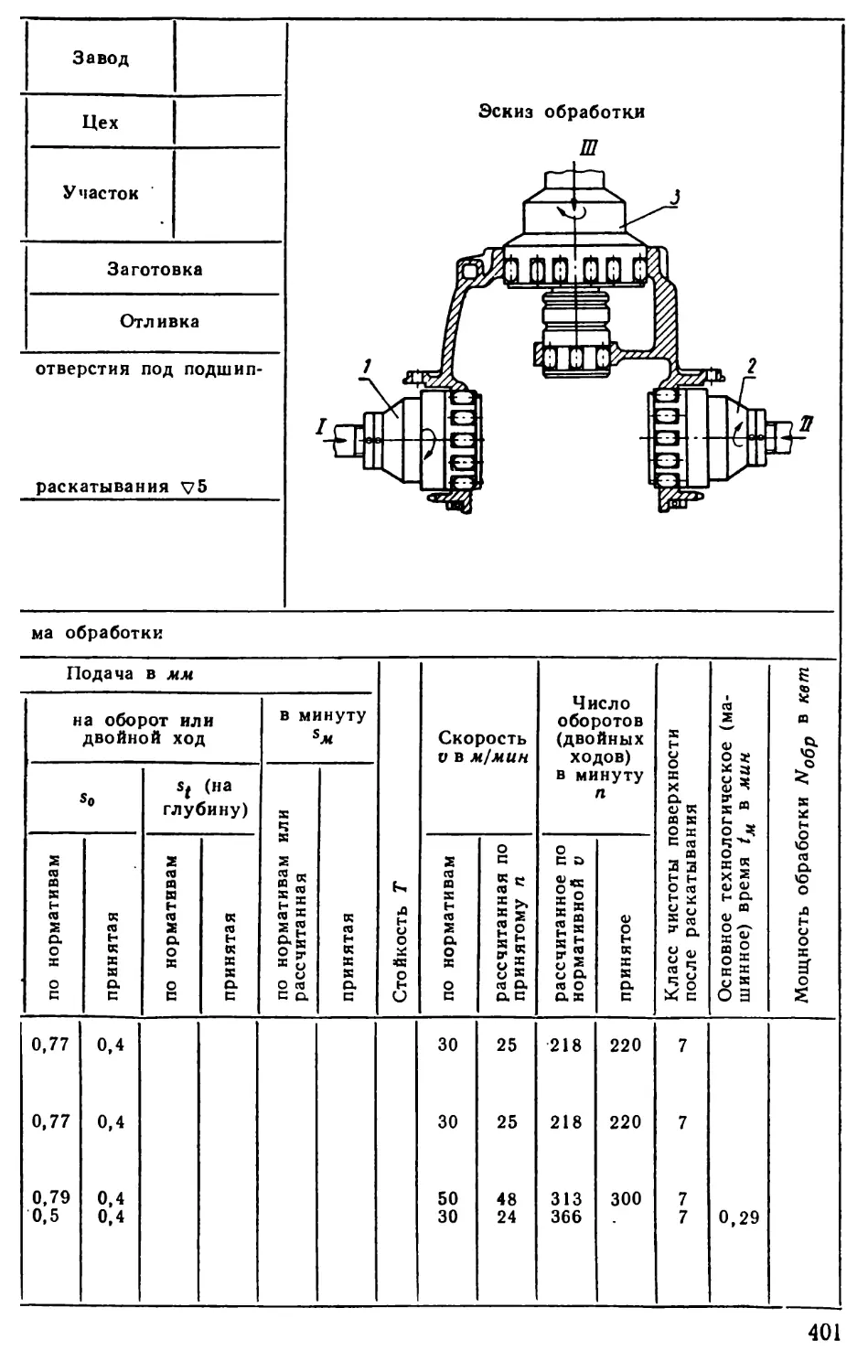
Раскатывание и обкатывание многороликовыми инструментами.
Карта Д-1 244
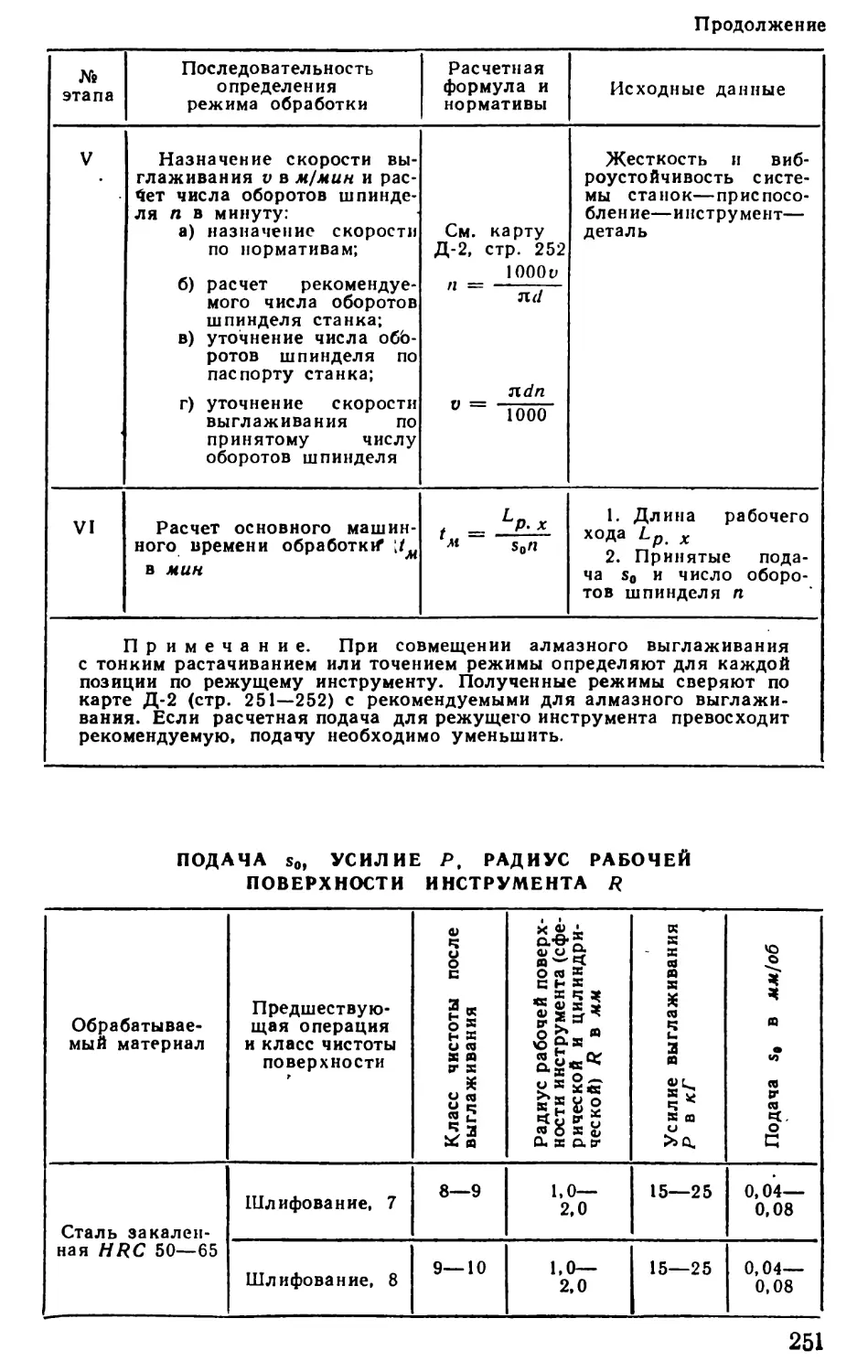
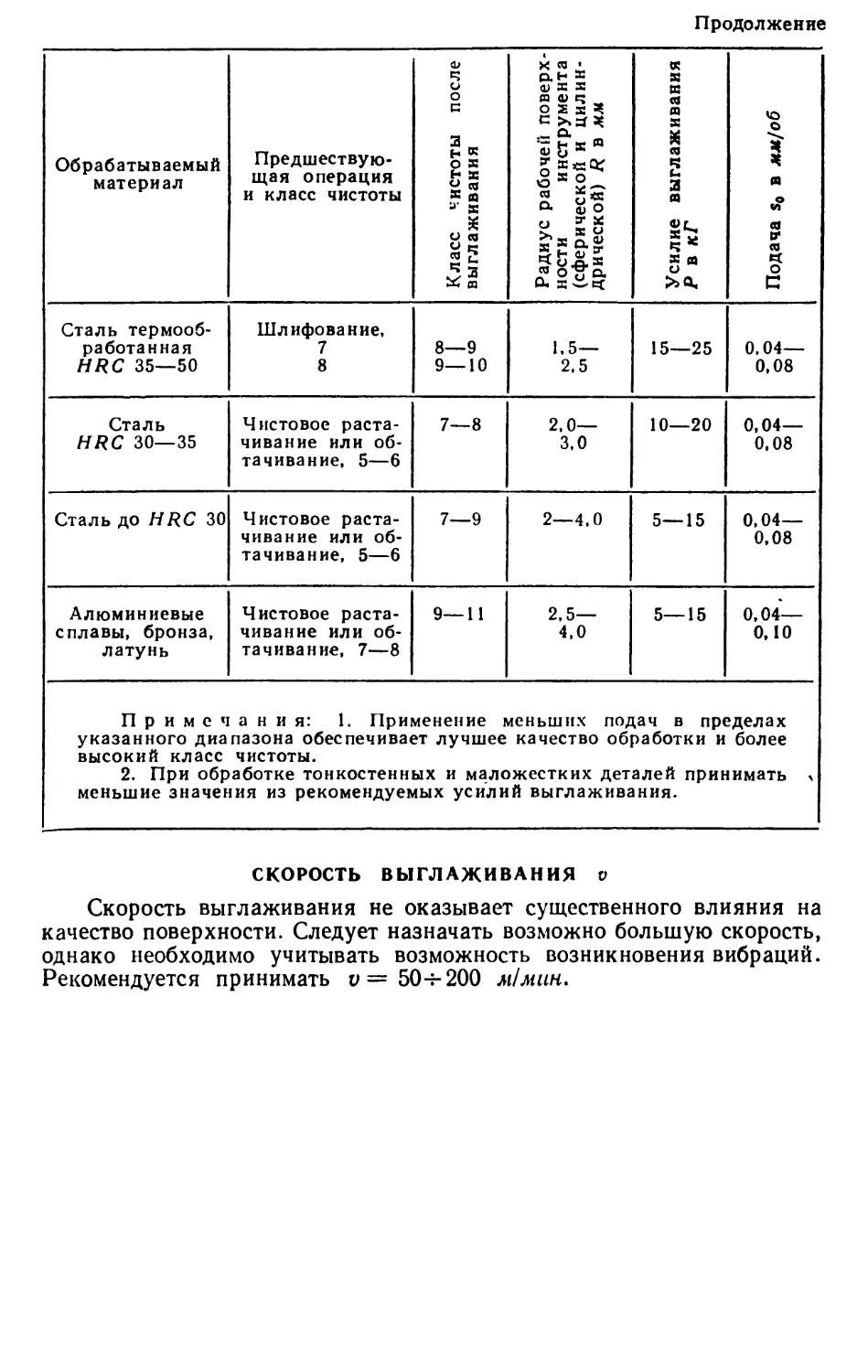
Алмазное выглаживание. Карта Д-2 250
Приложения
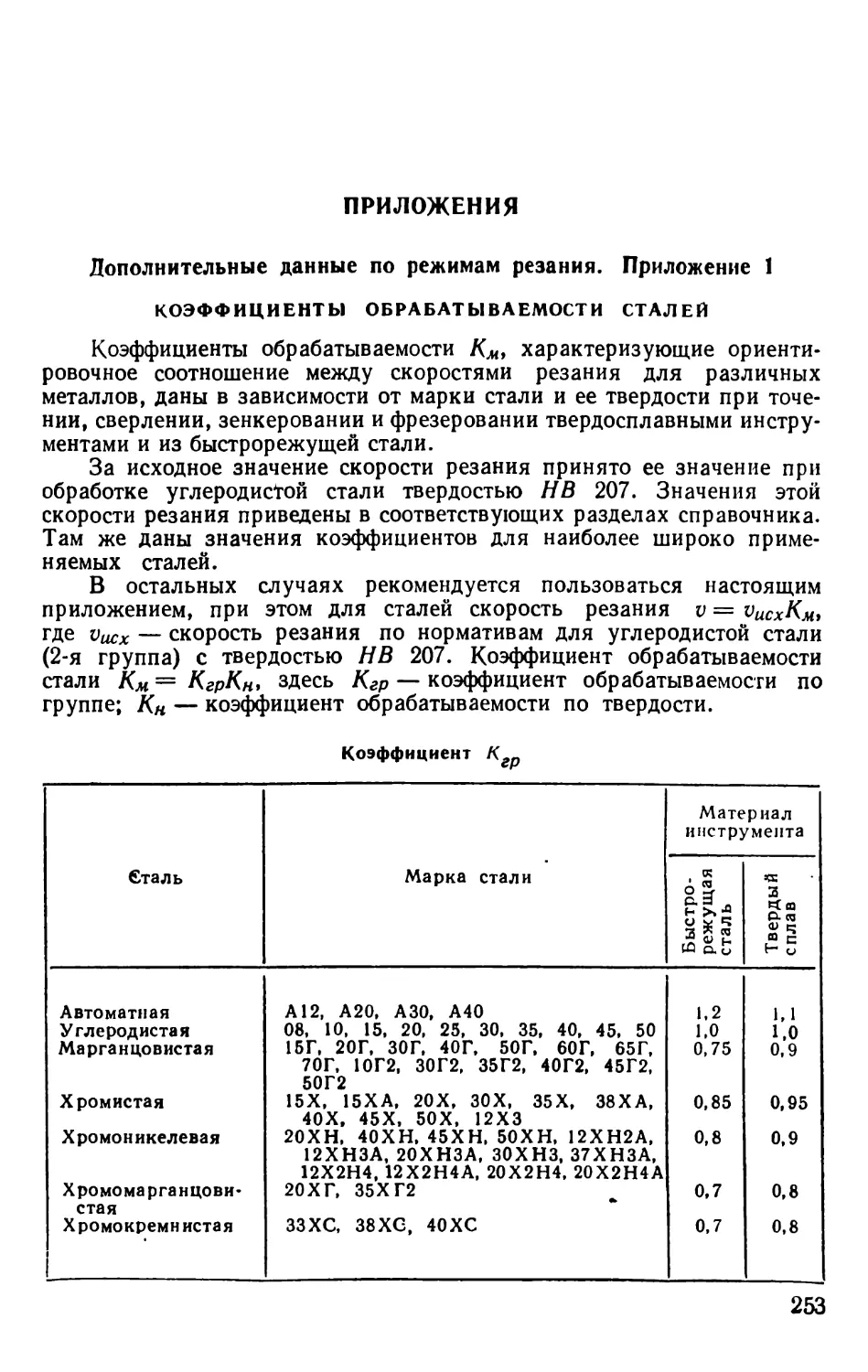
Дополнительные данные по режимам резания. Приложение 1 . . . . 253
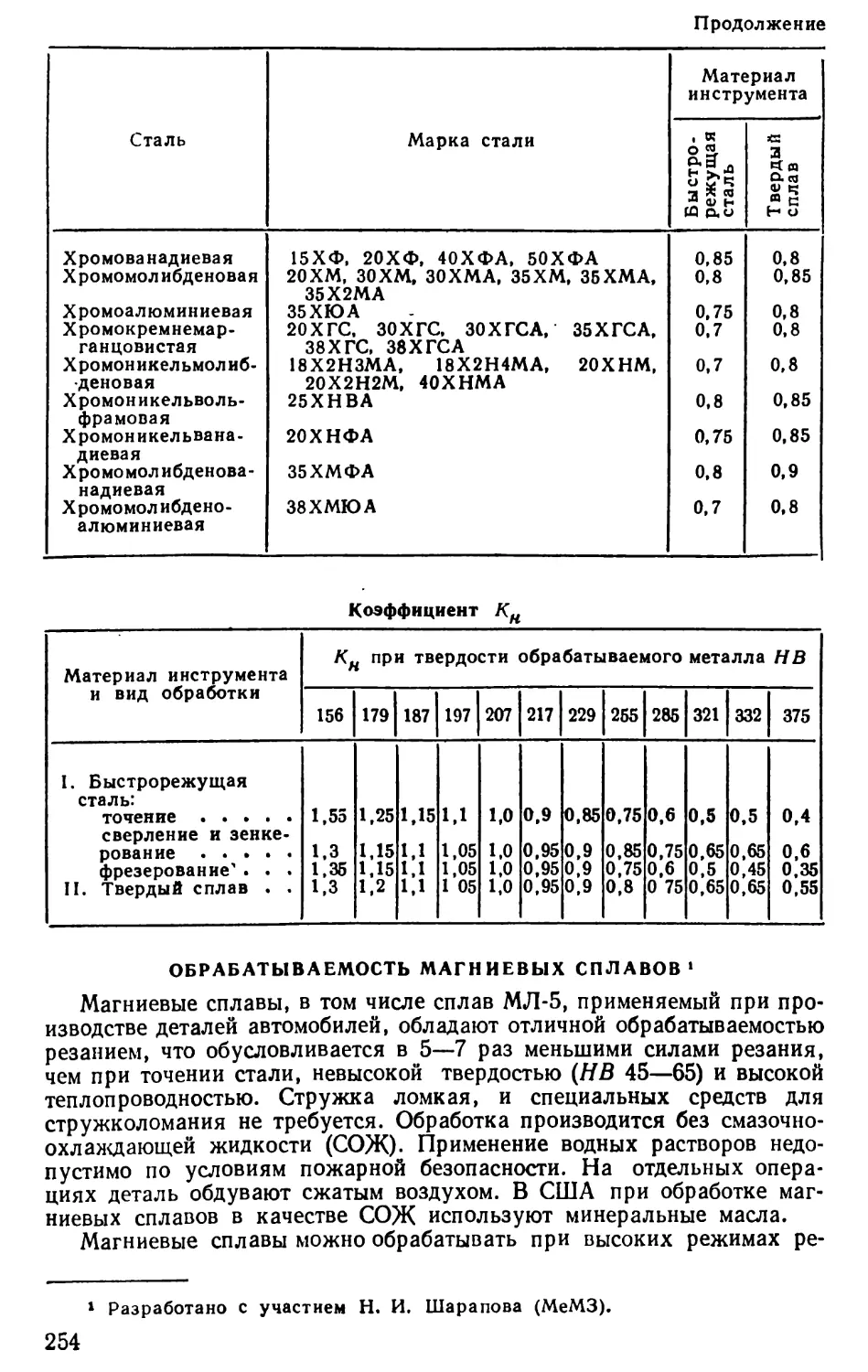
Коэффициенты обрабатываемости сталей 253
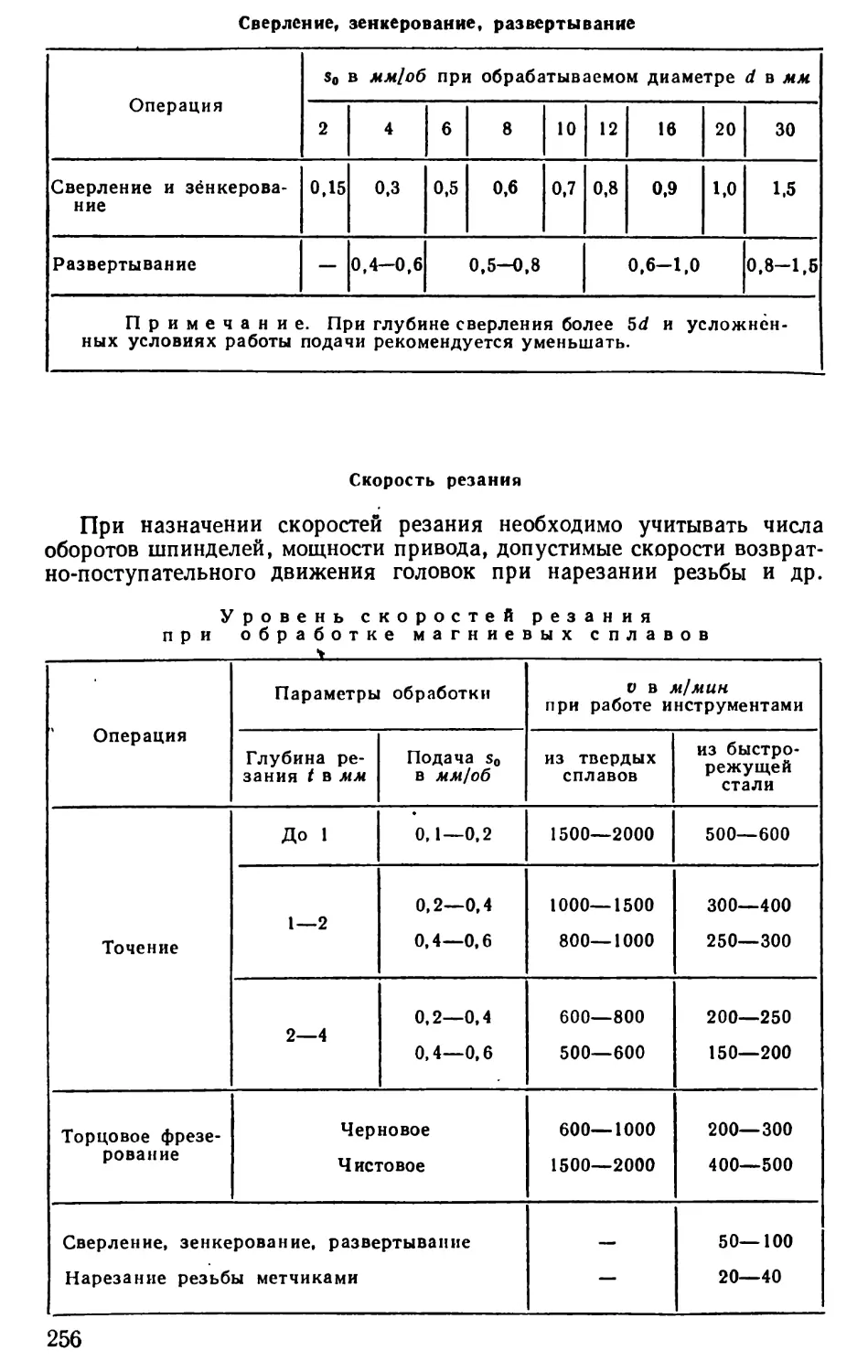
Обрабатываемость магниевых сплавов 254
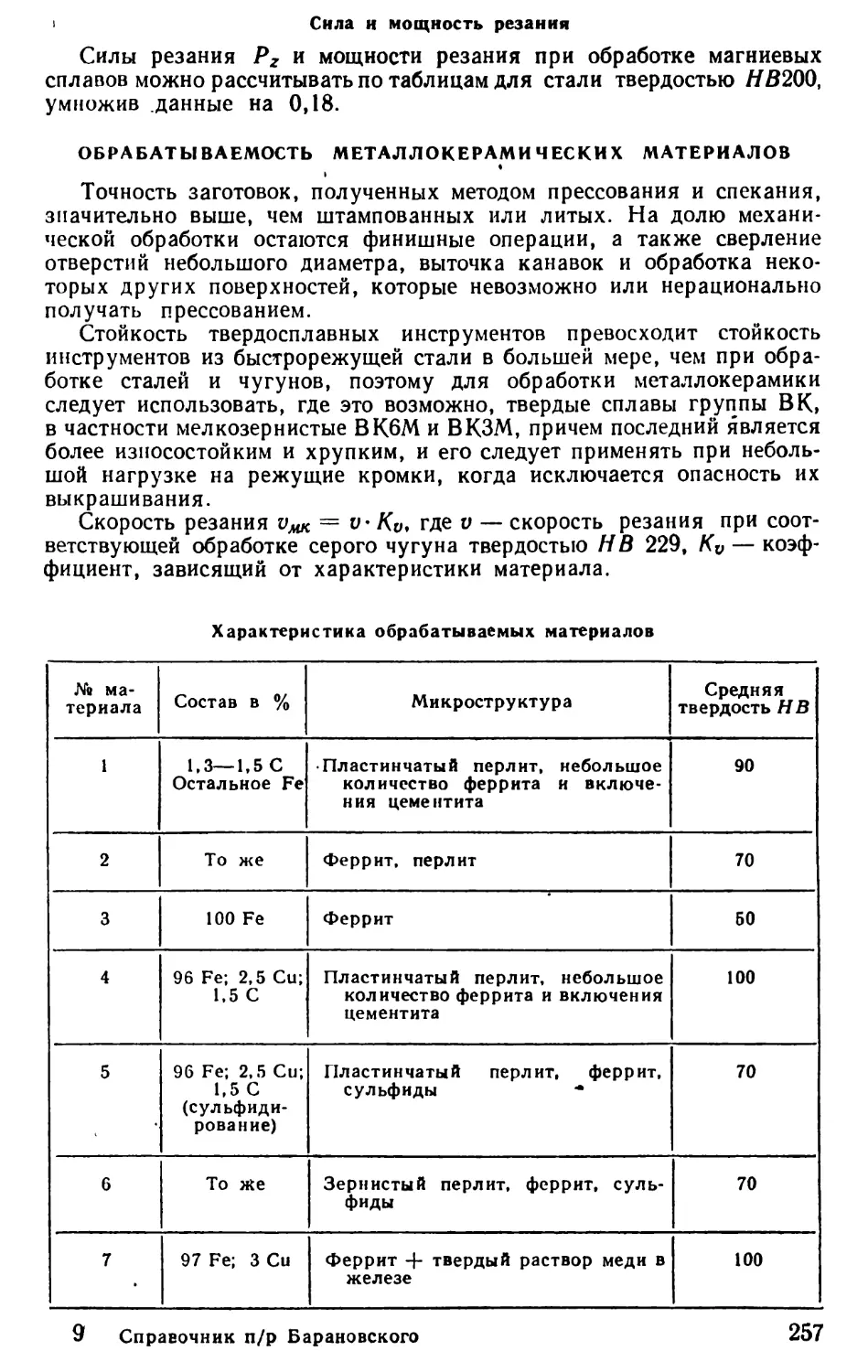
Обрабатываемость металлокерамических материалов 257
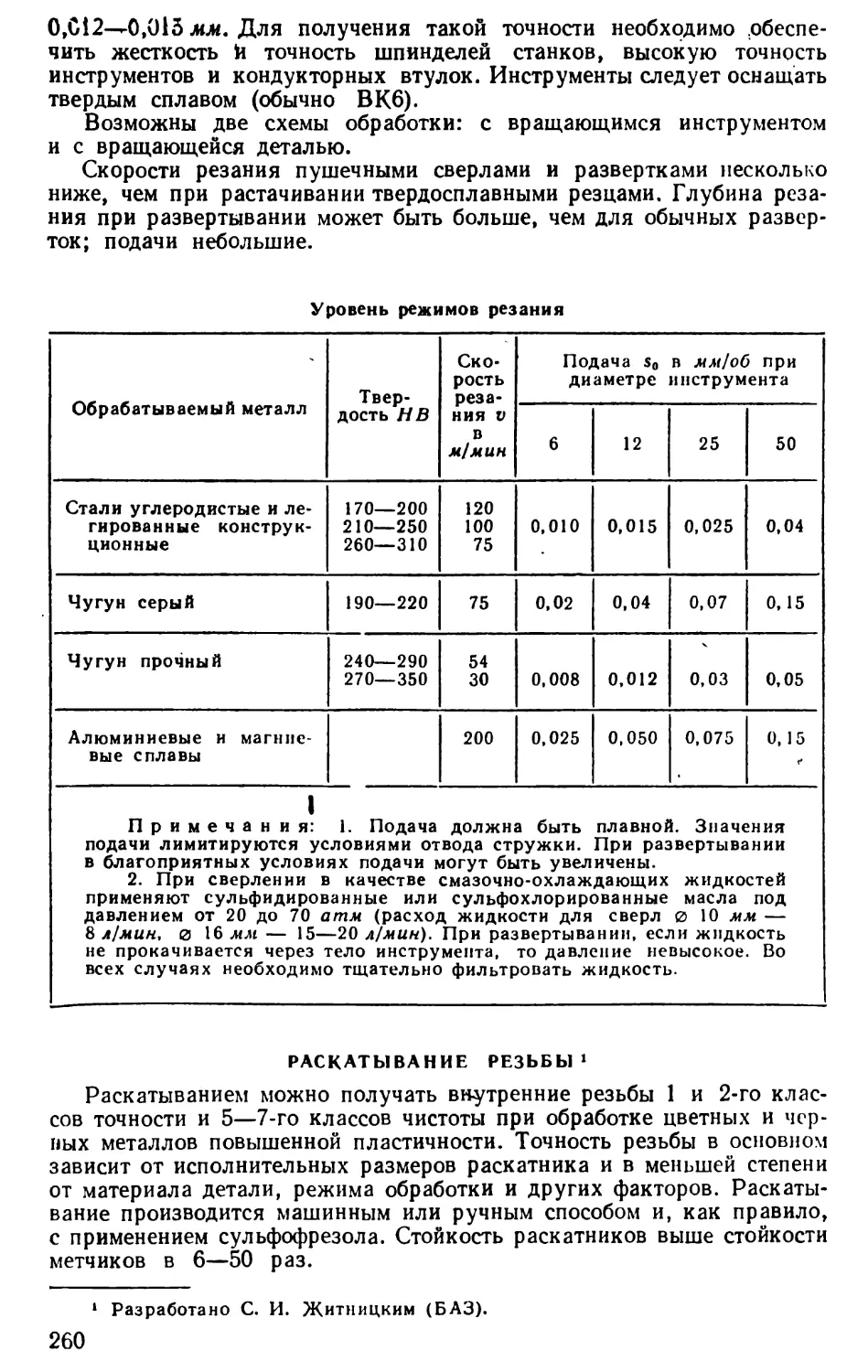
Пушечное сверление и развертывание 259
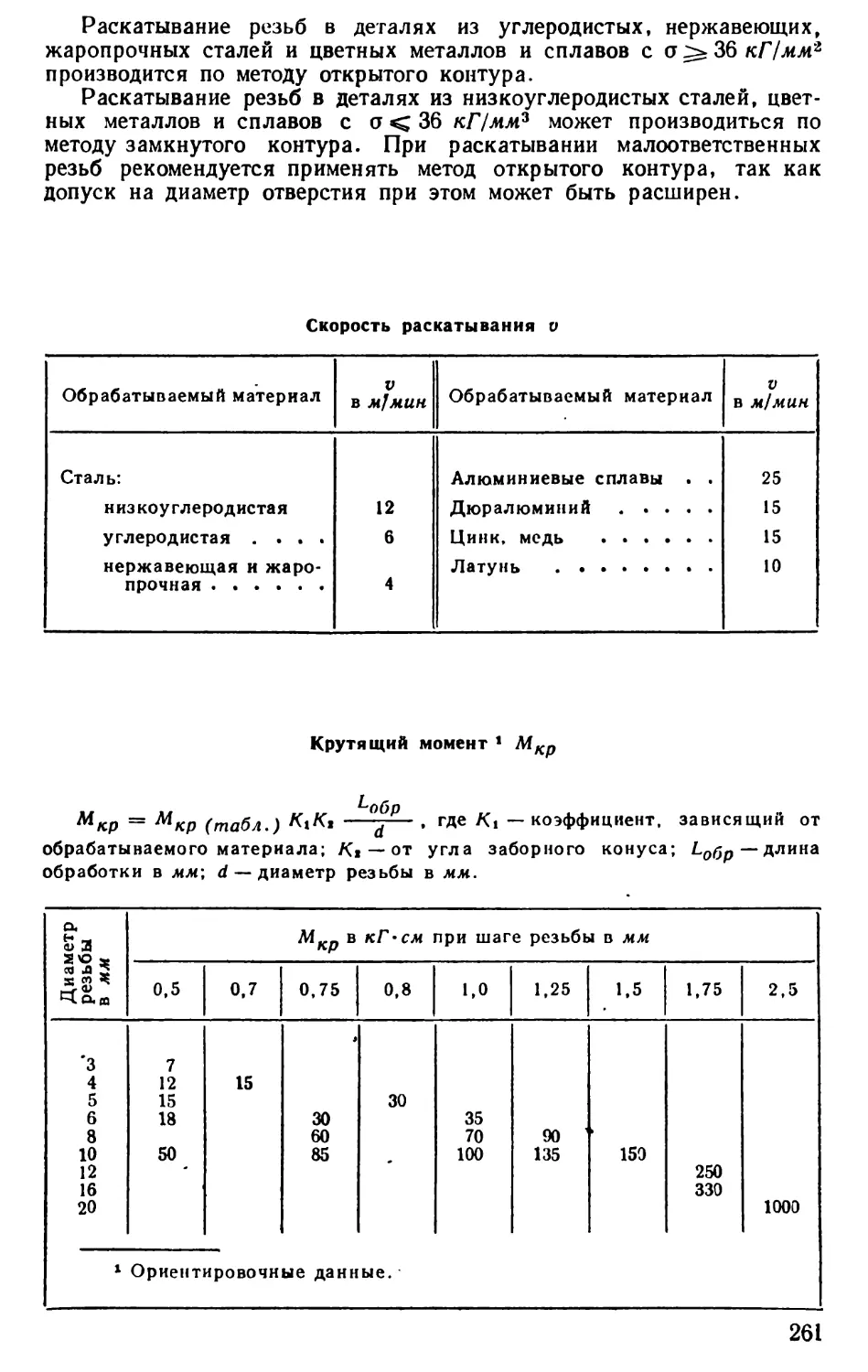
Раскатывание резьбы 260
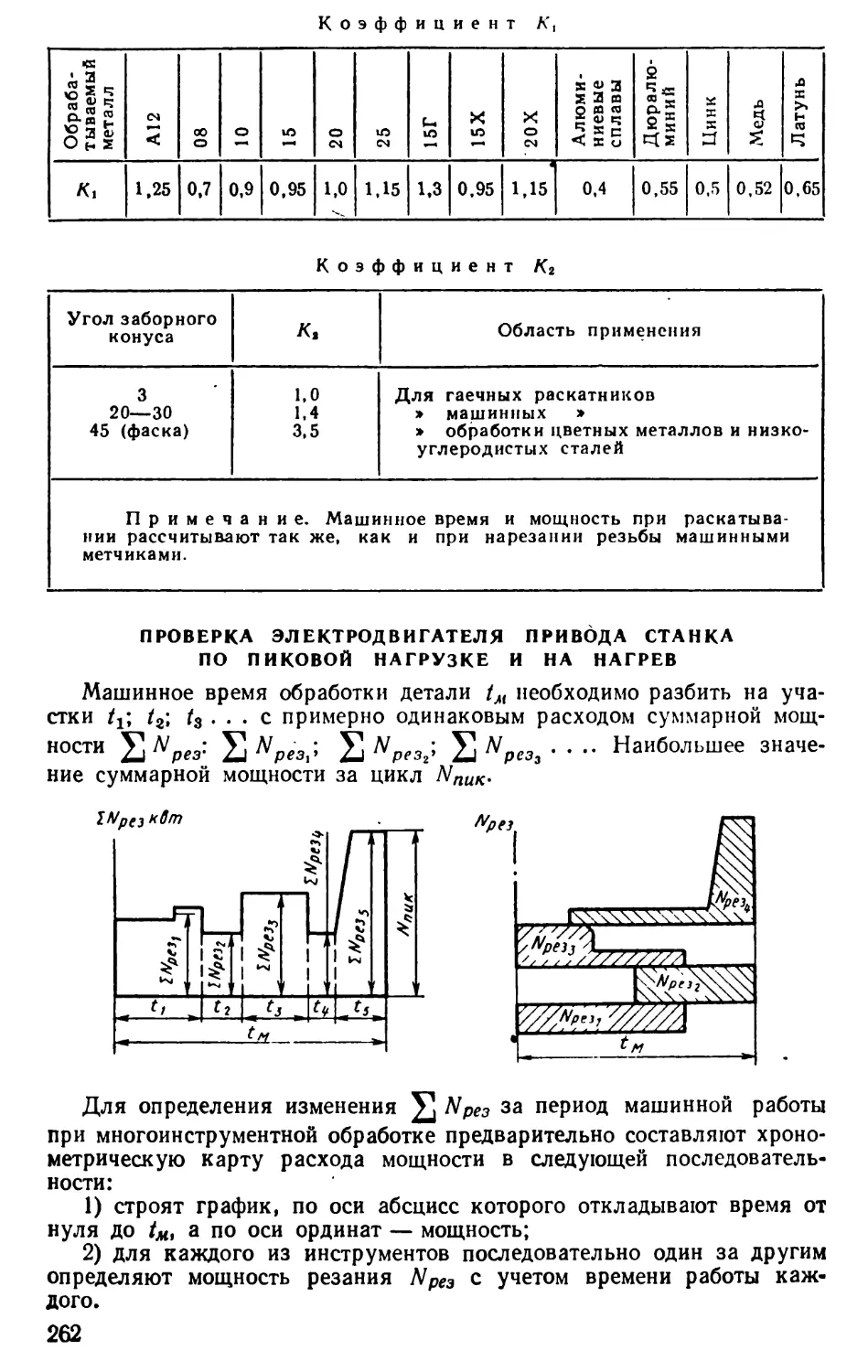
Проверка электродвигателя привода станка по пиковой нагрузке
и на нагрев 262
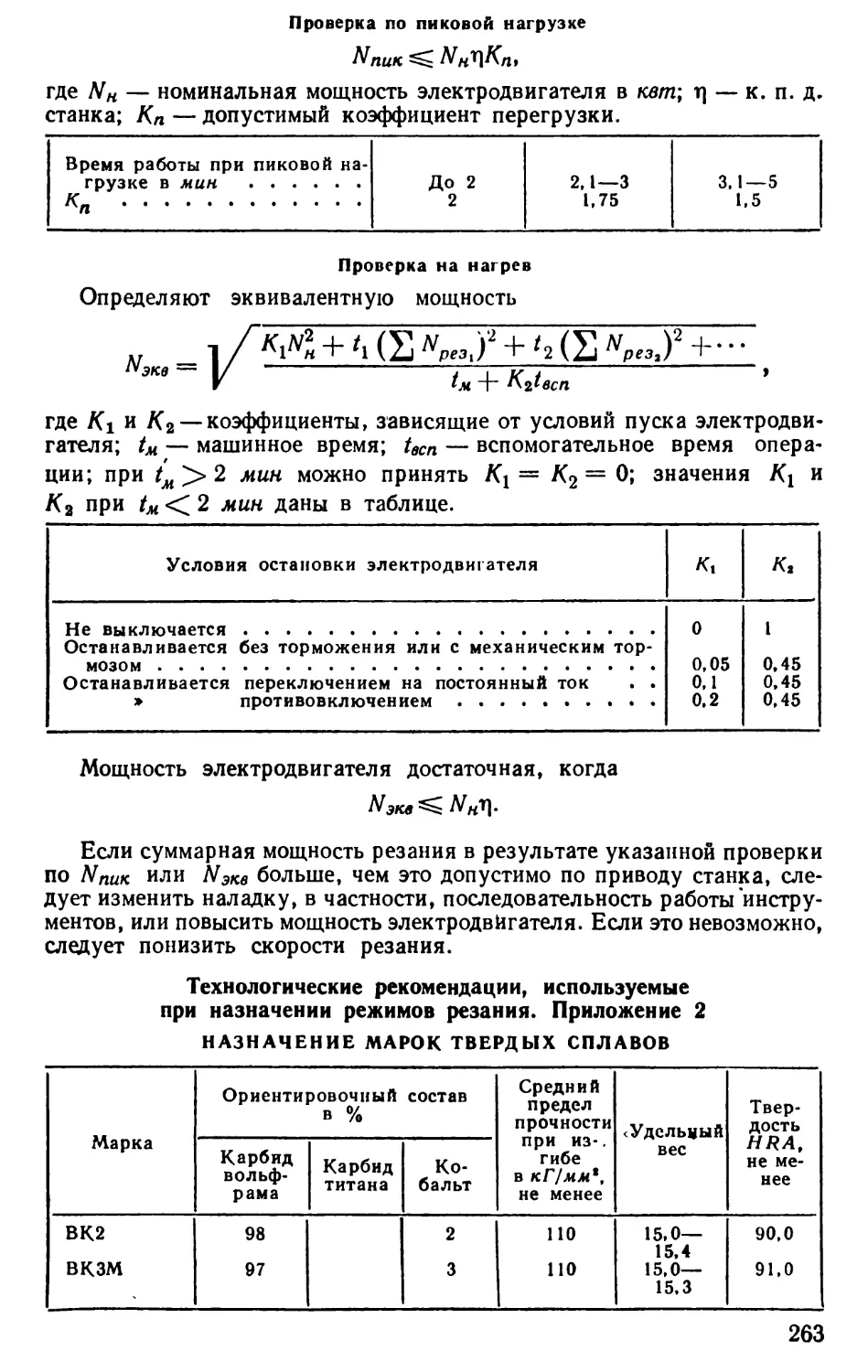
Технологические рекомендации, используемые при назначении режимов
резания. Приложение 2 263
Назначение марок твердых сплавов 263
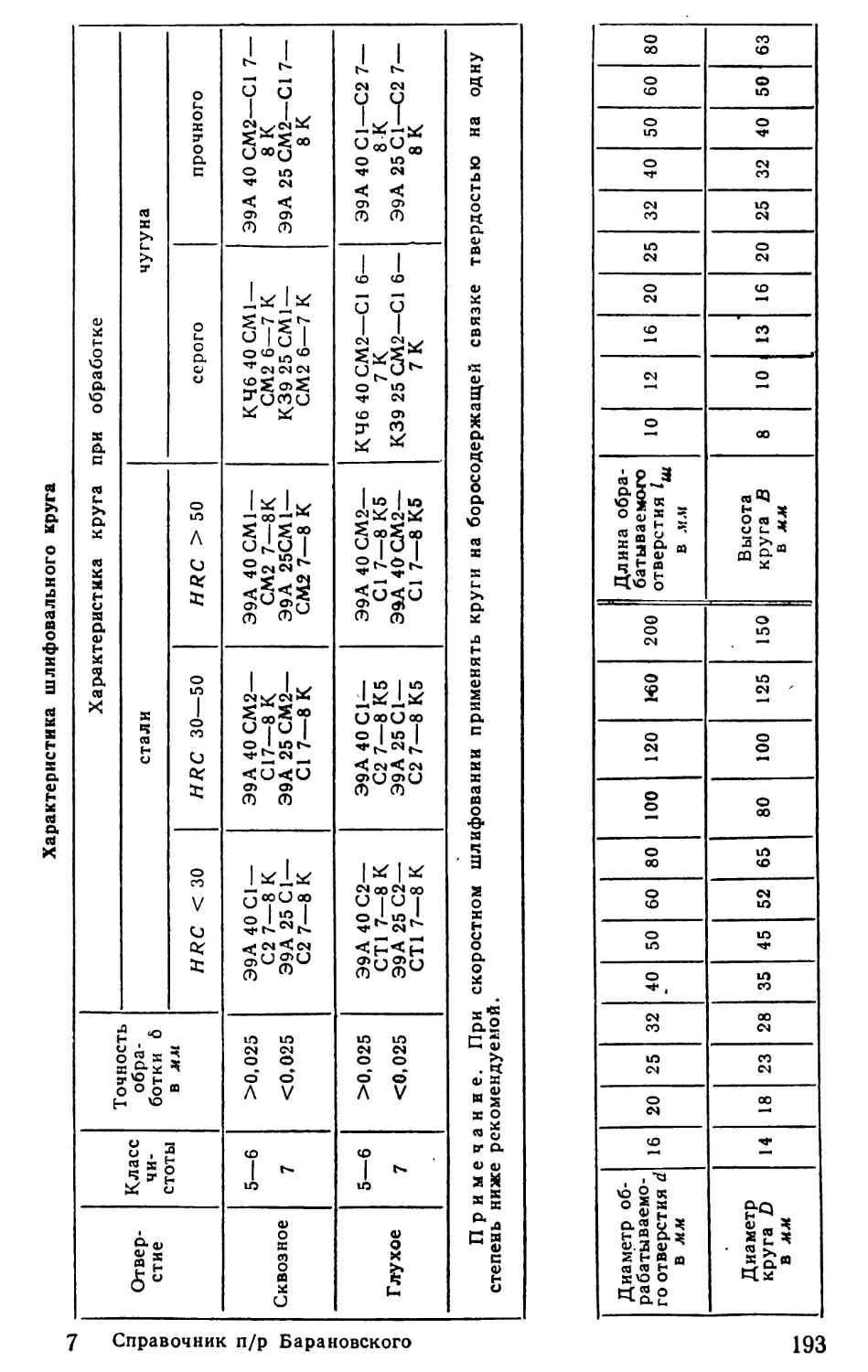
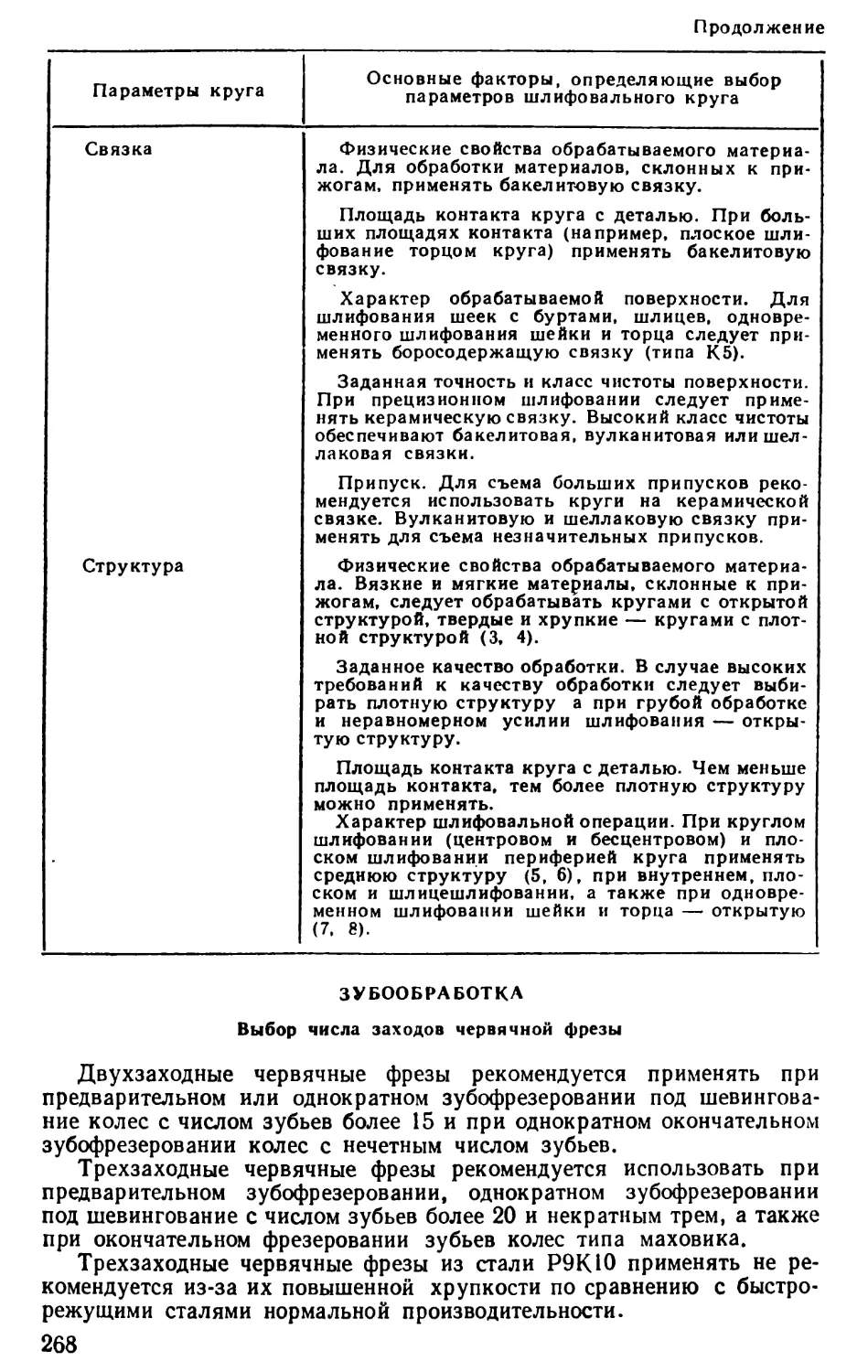
Общие рекомендации по выбору характеристики шлифовального
круга 266
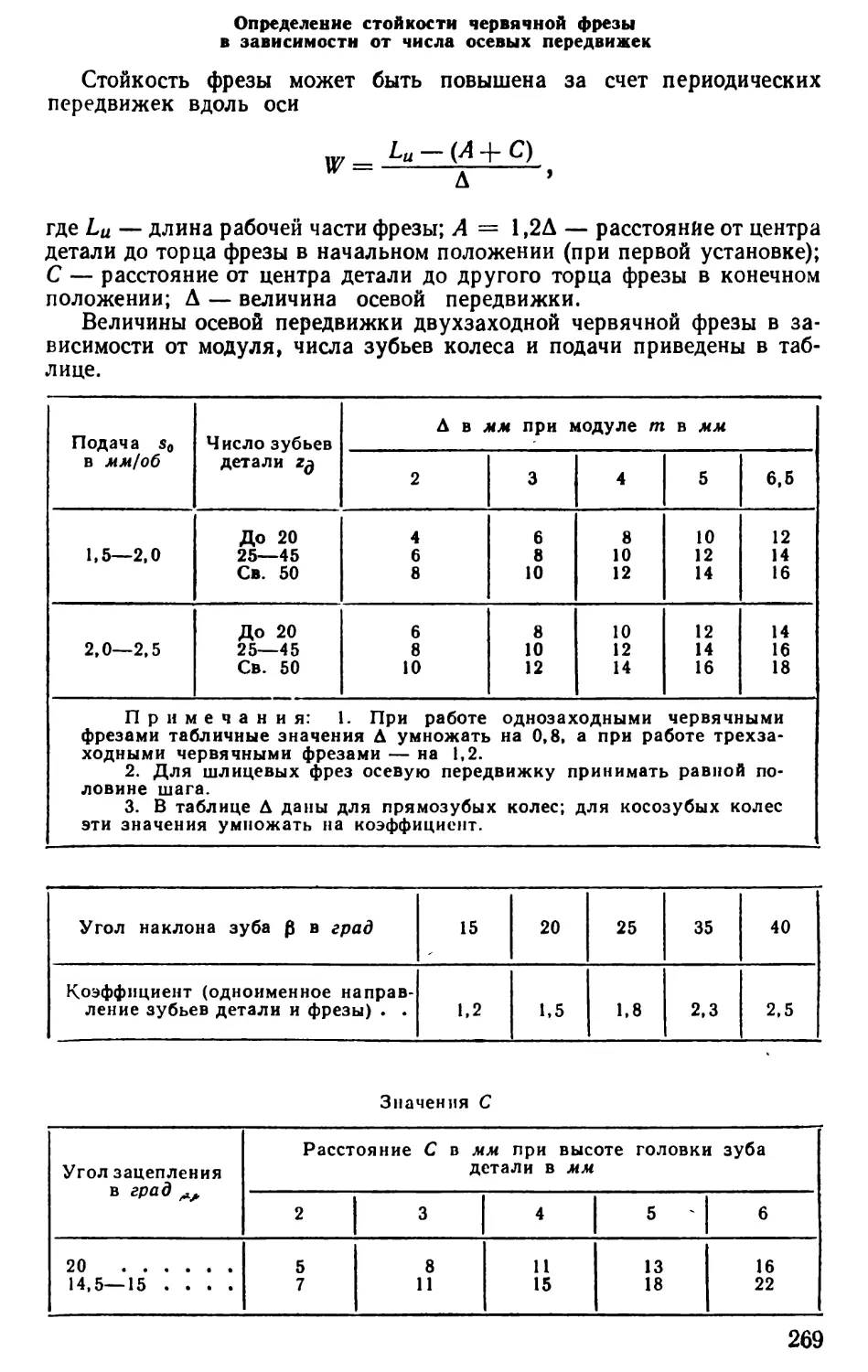
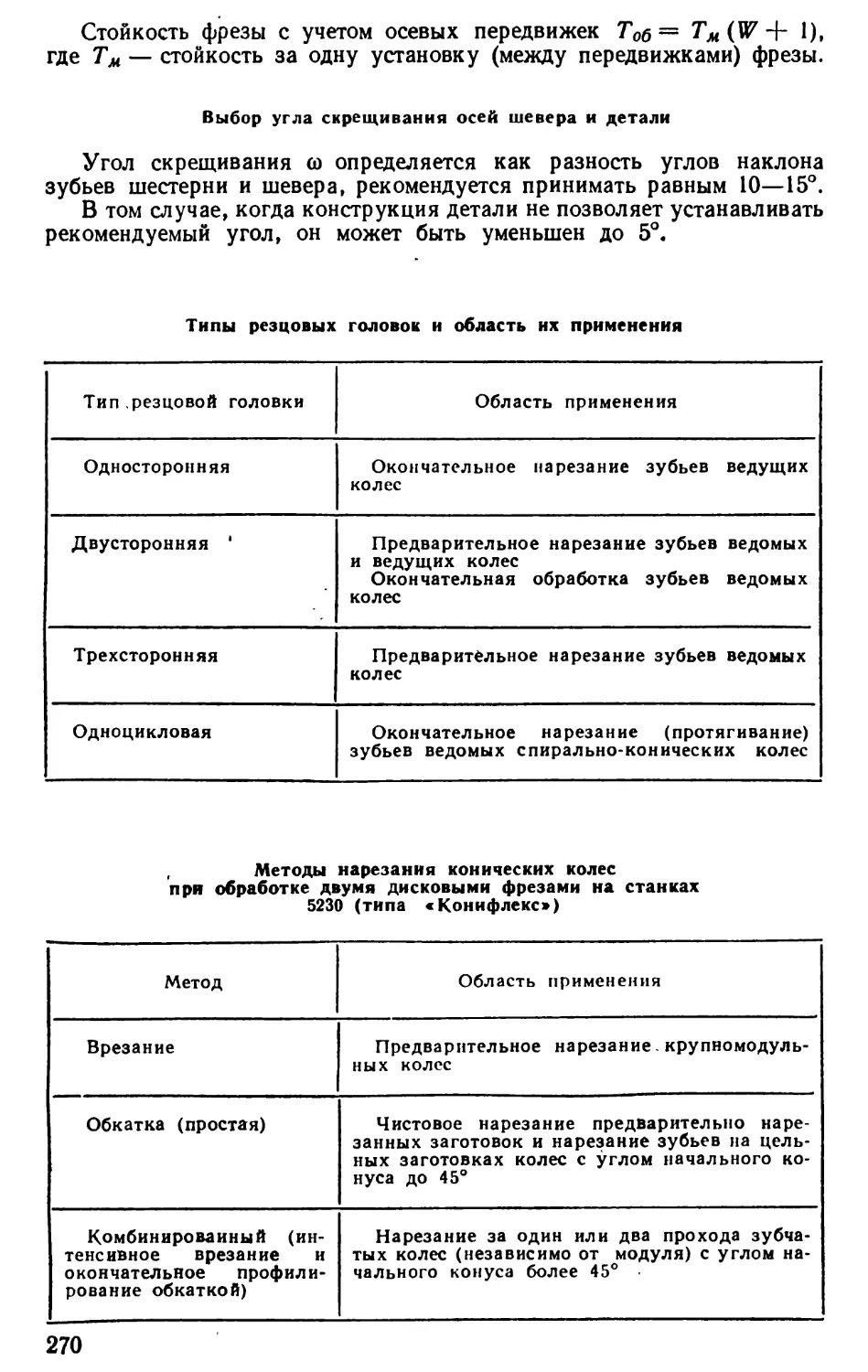
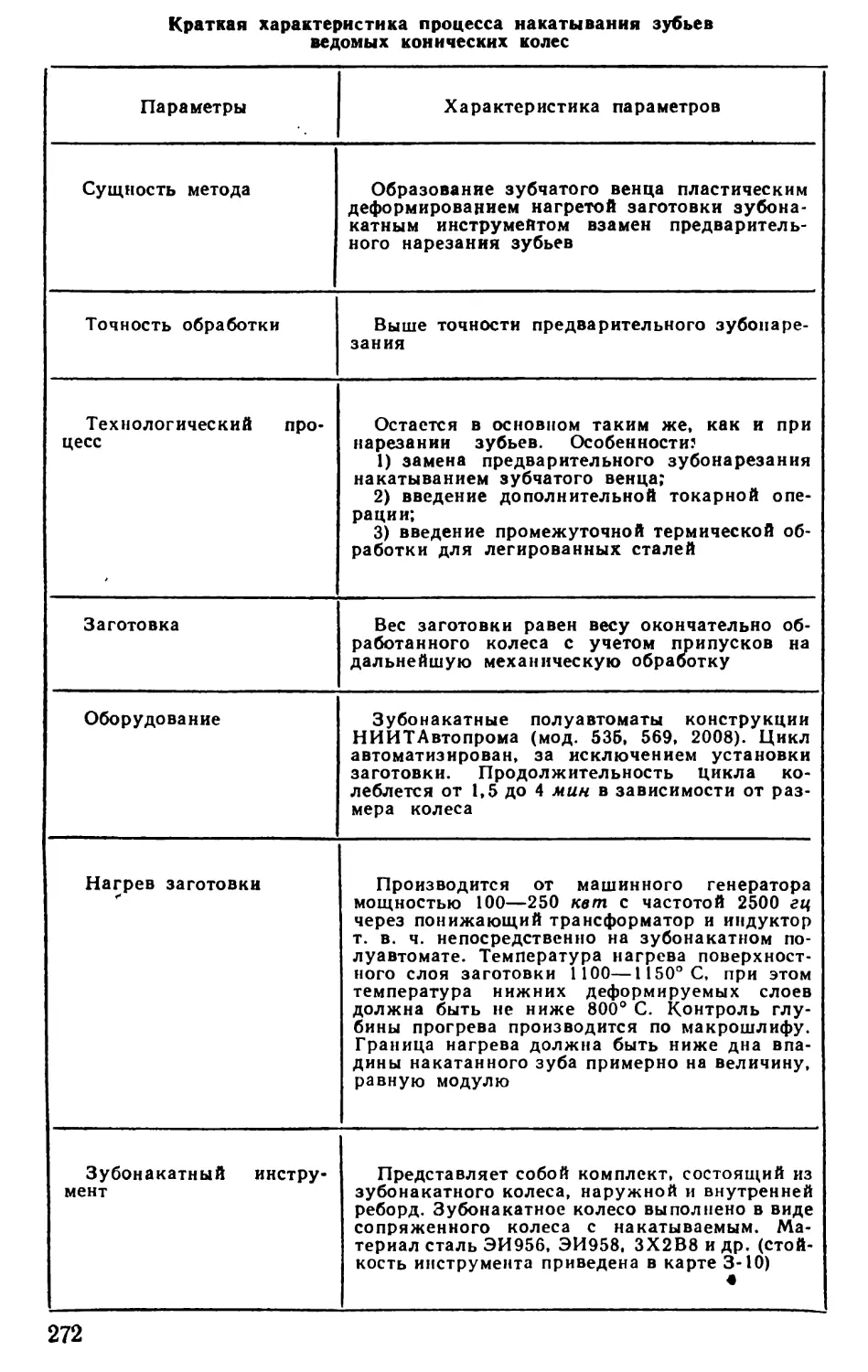
Зубообработка 268
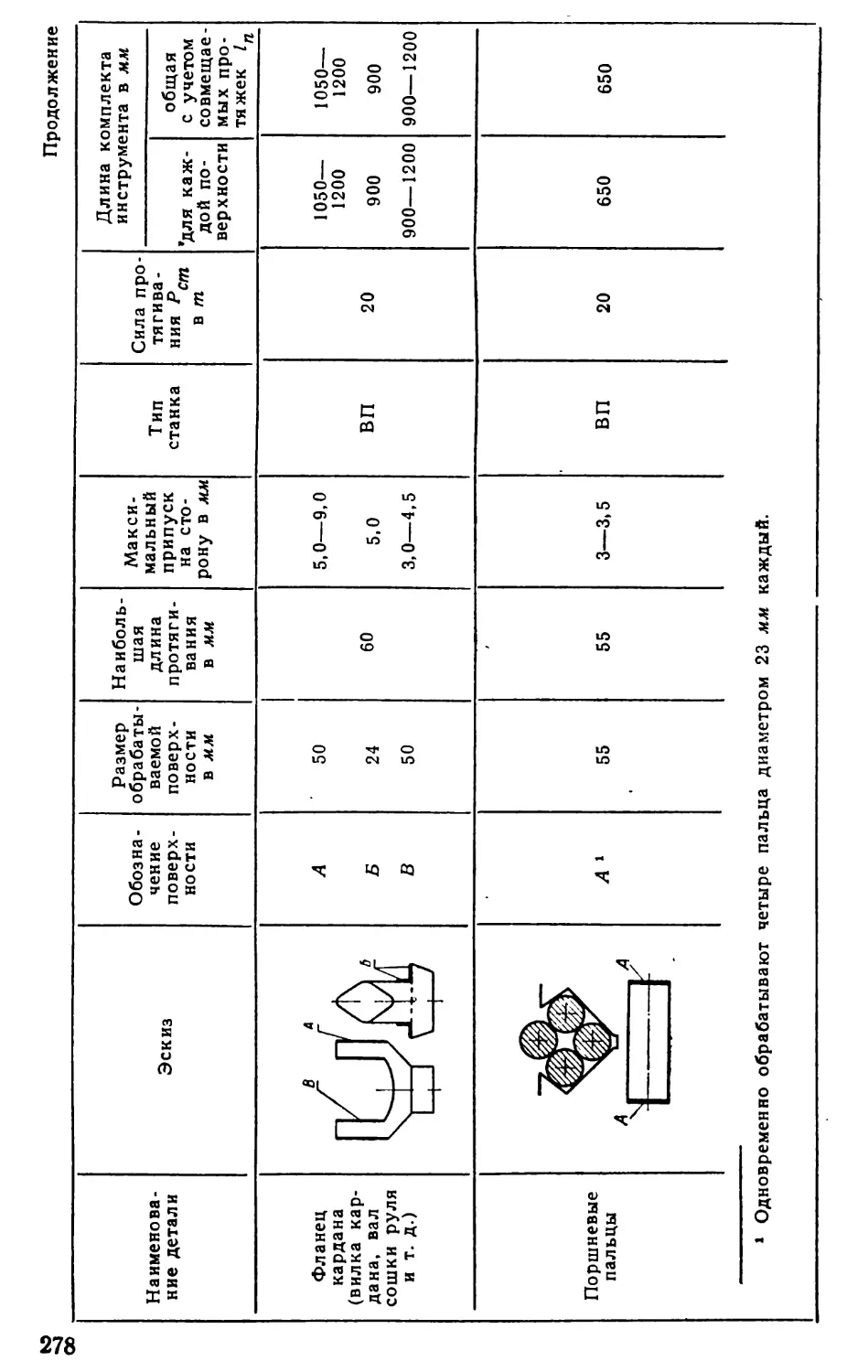
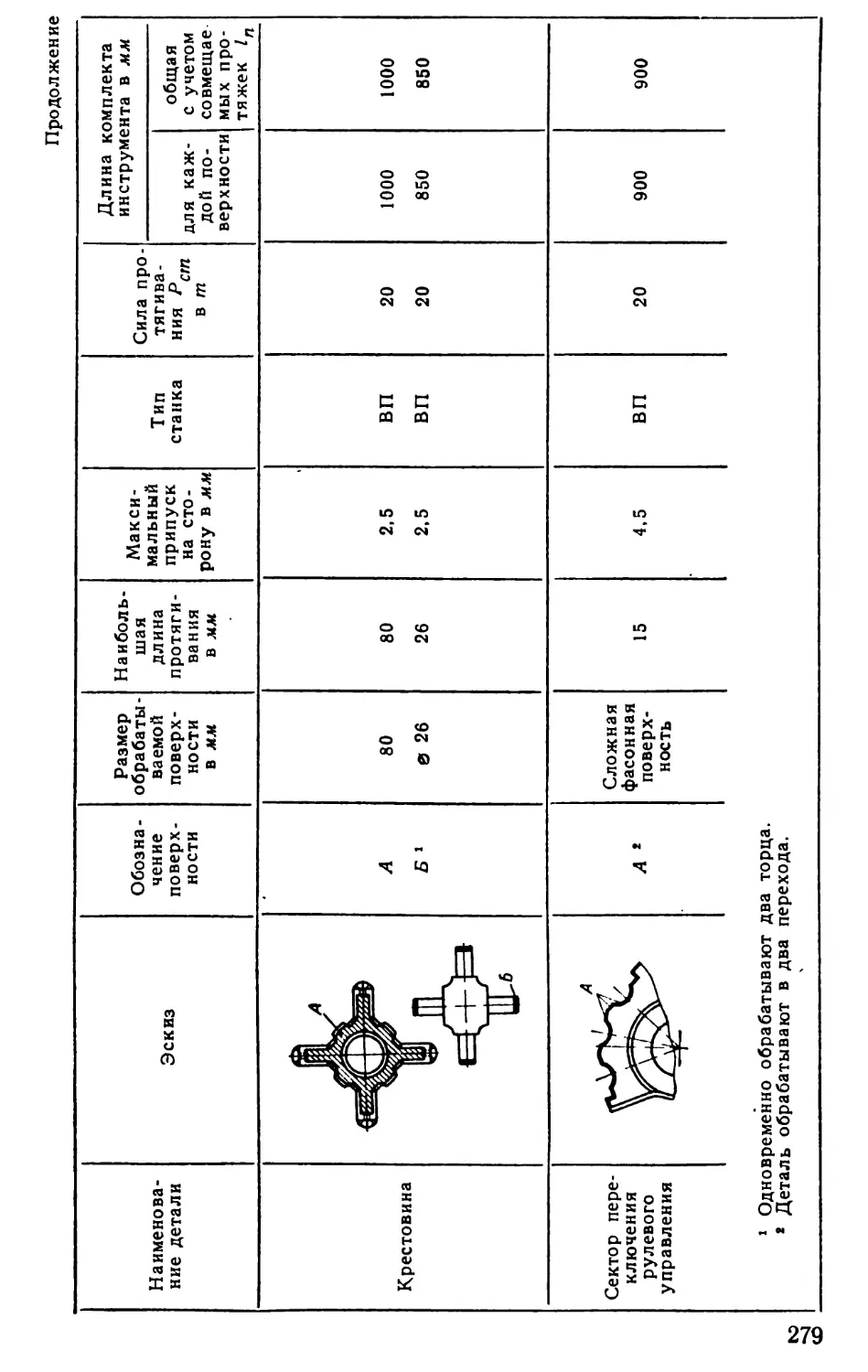
Протягивание 273
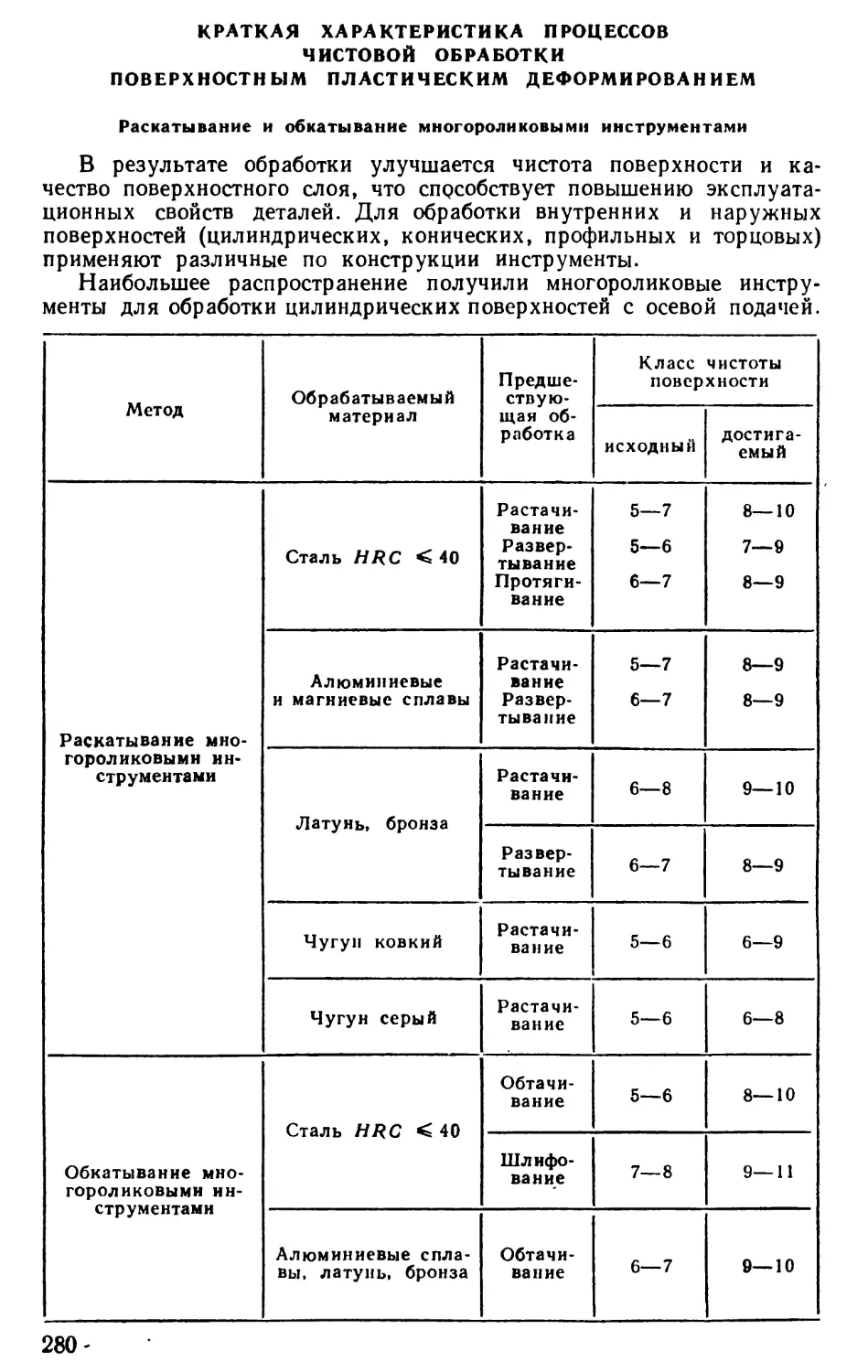
Краткая характеристика процессов чистовой обработки
поверхностным пластическим деформированием 280
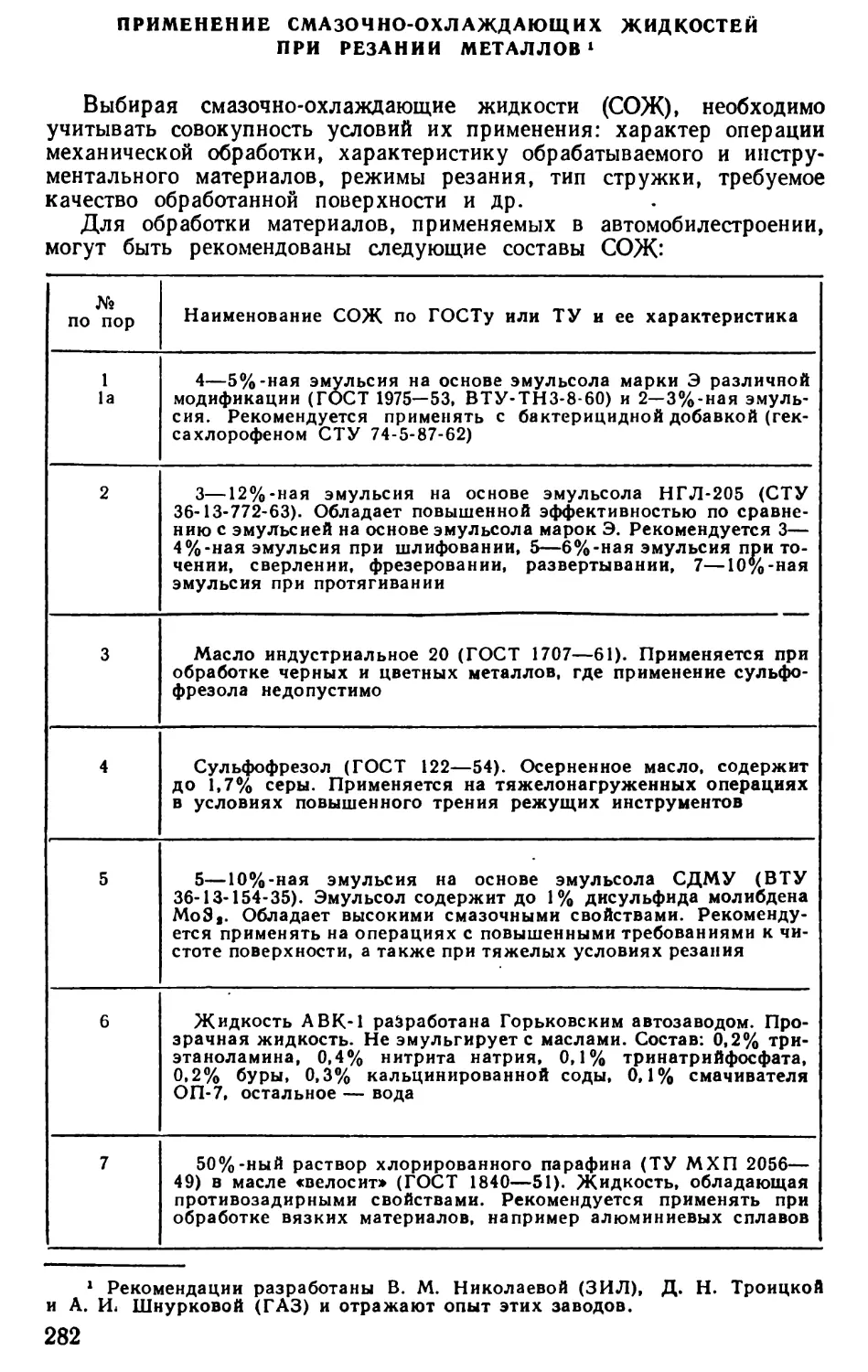
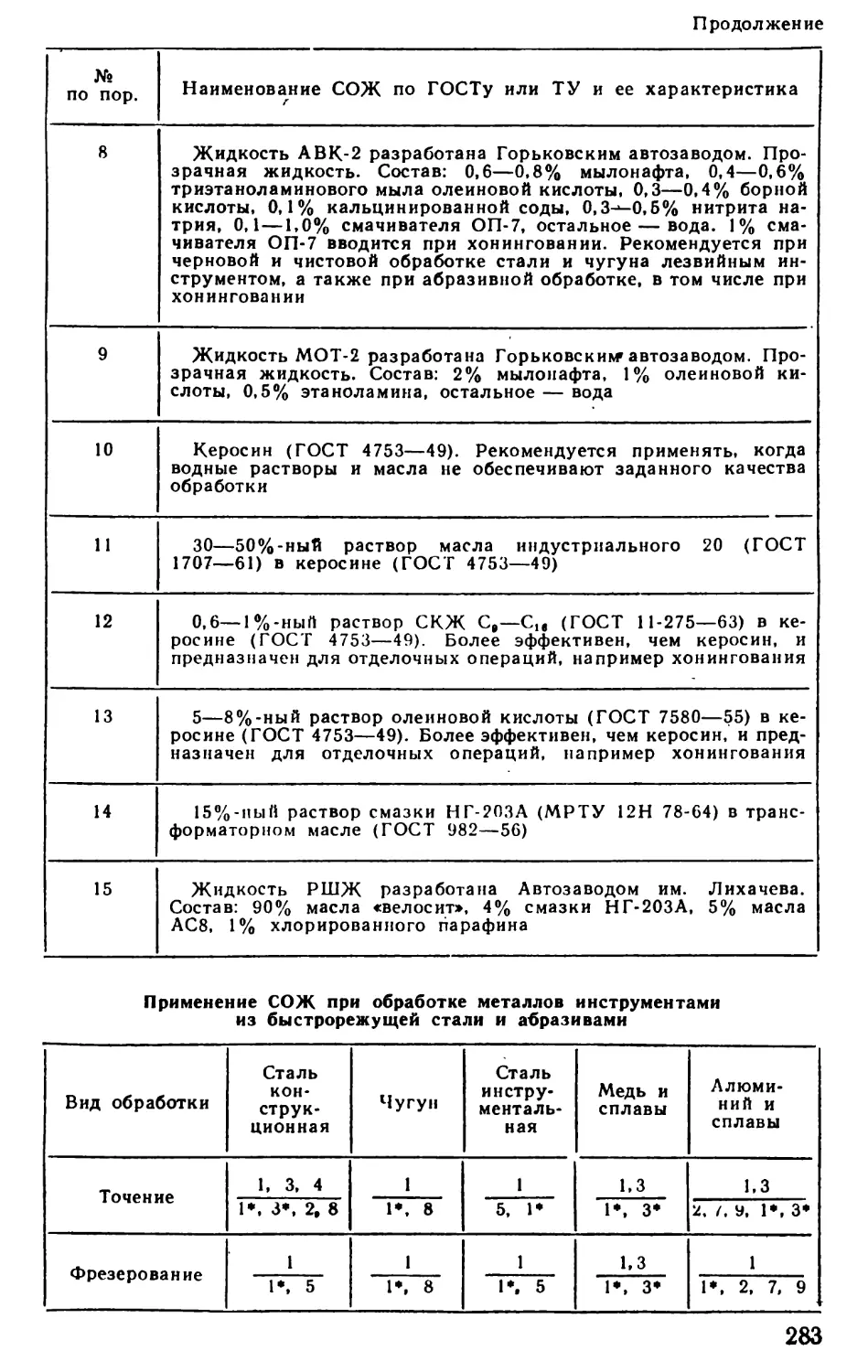
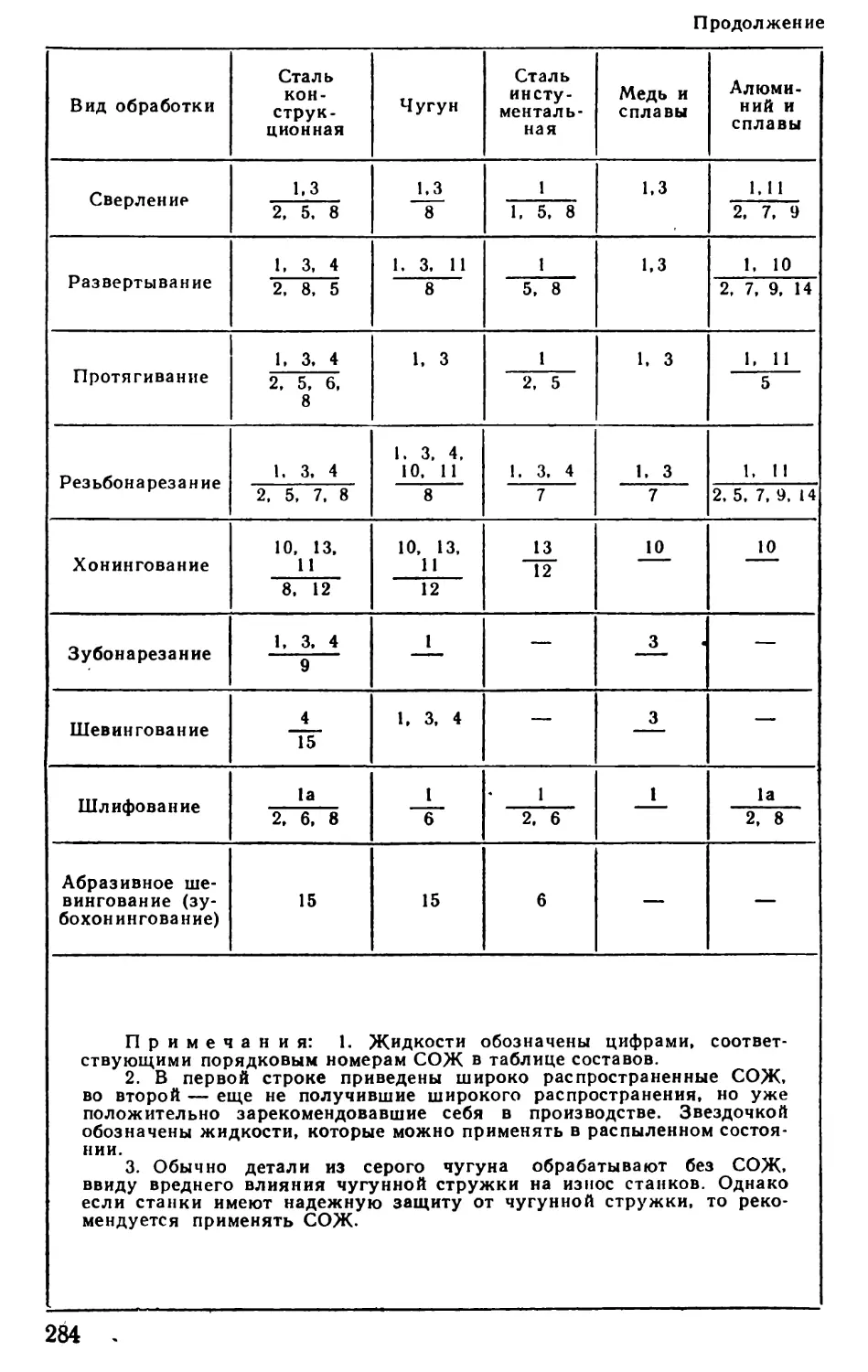
Применение смазочно-охлаждающих жидкостей при резании
металлов 282
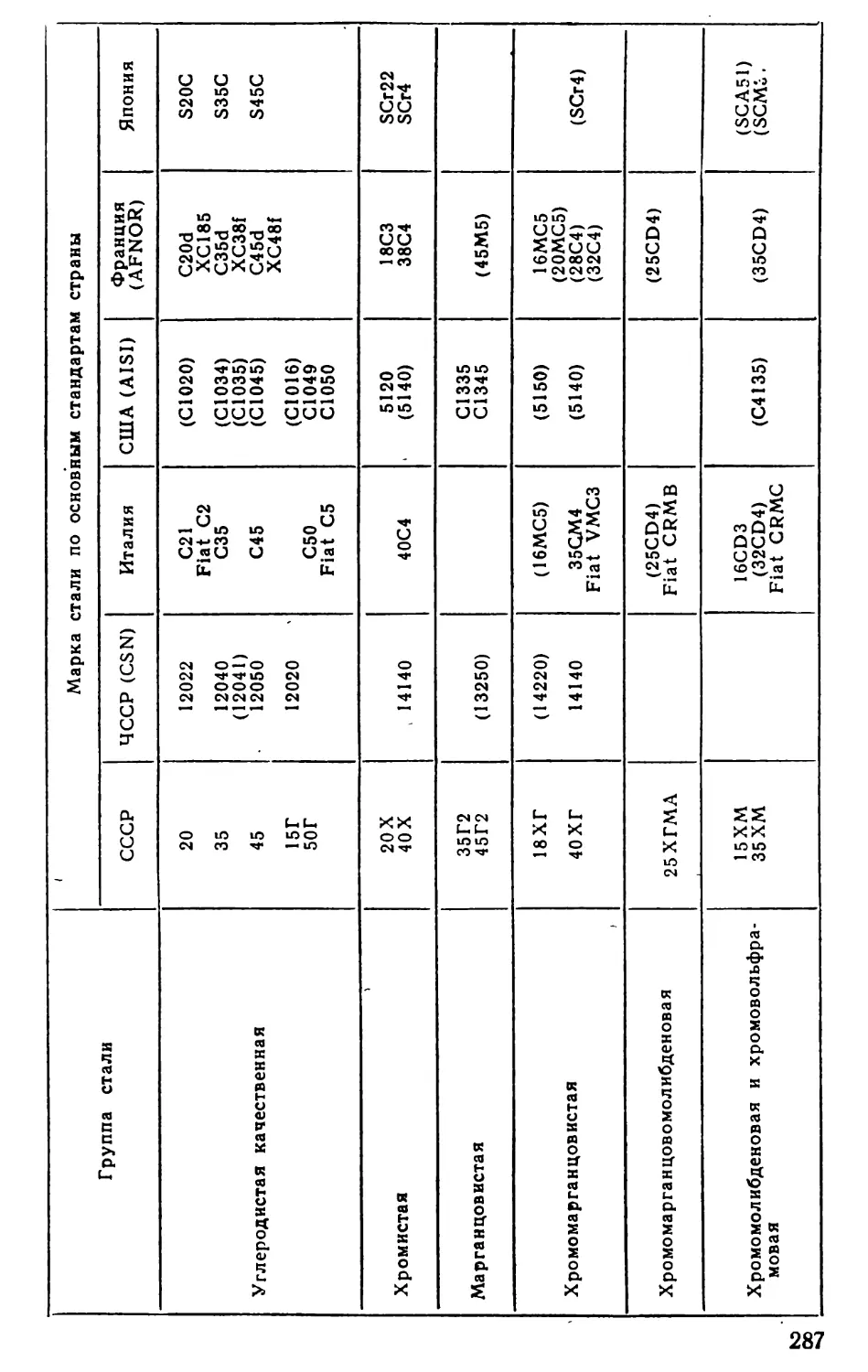
Справочные данные. Приложение 3 286
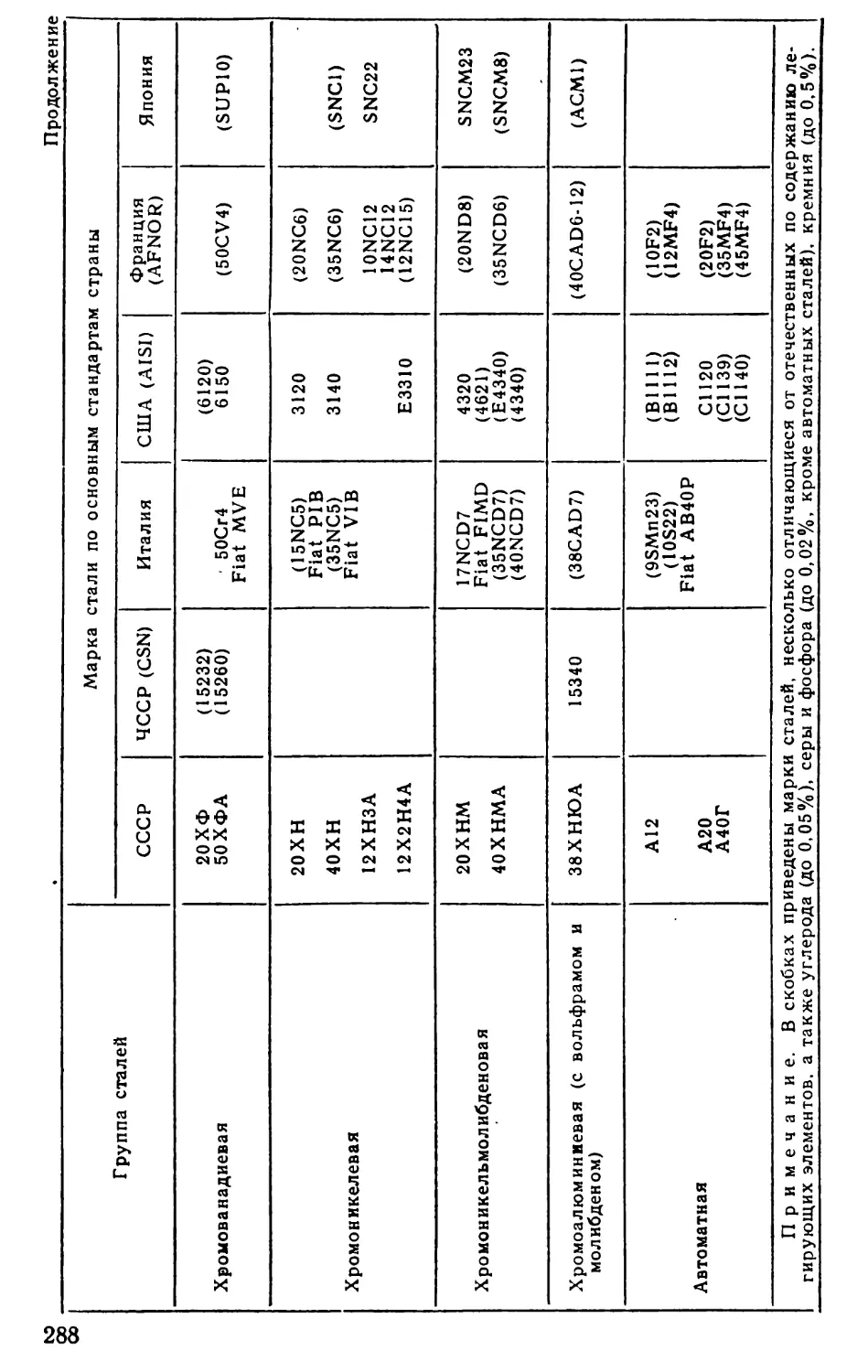
Марки отечественных и зарубежных конструкционных сталей . . 286
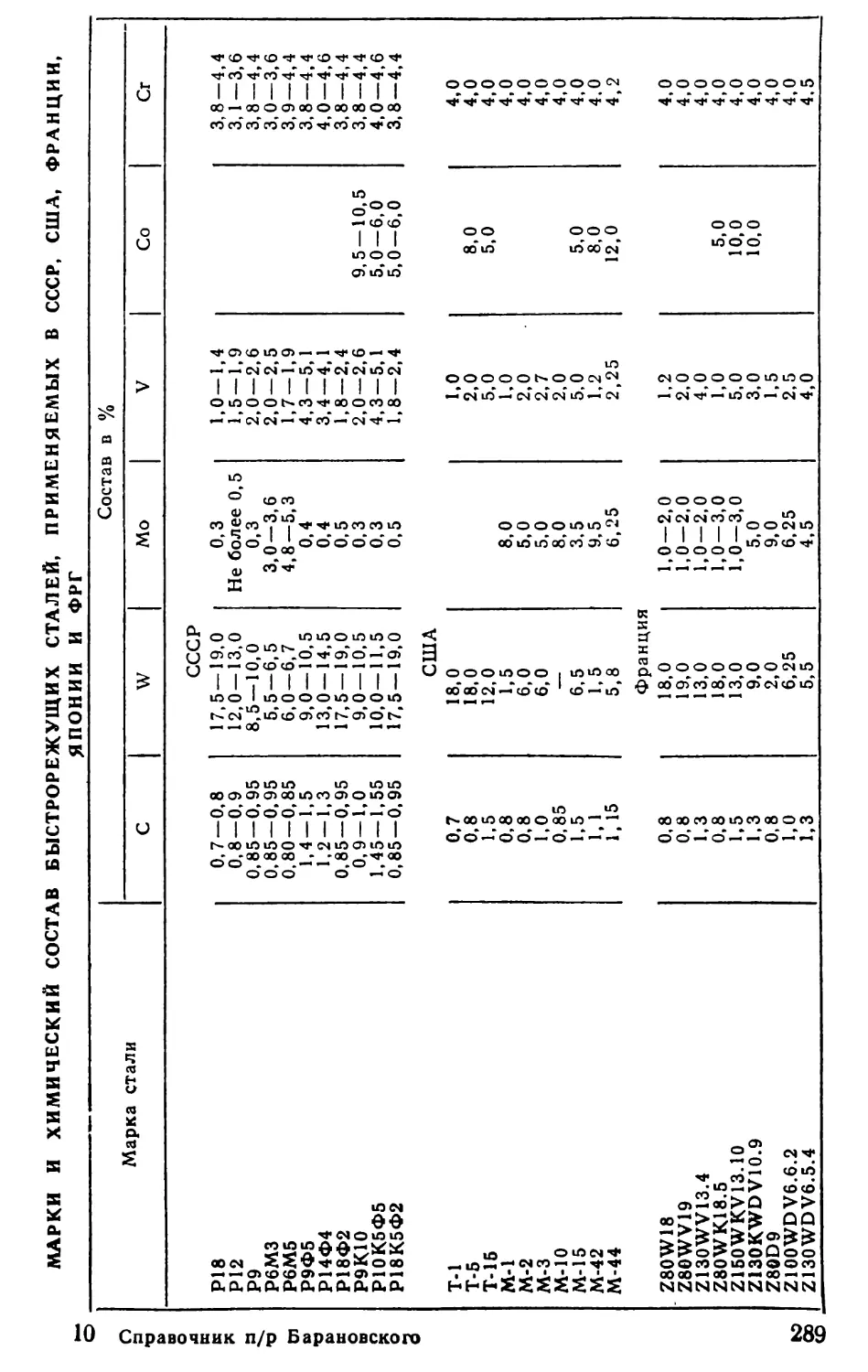
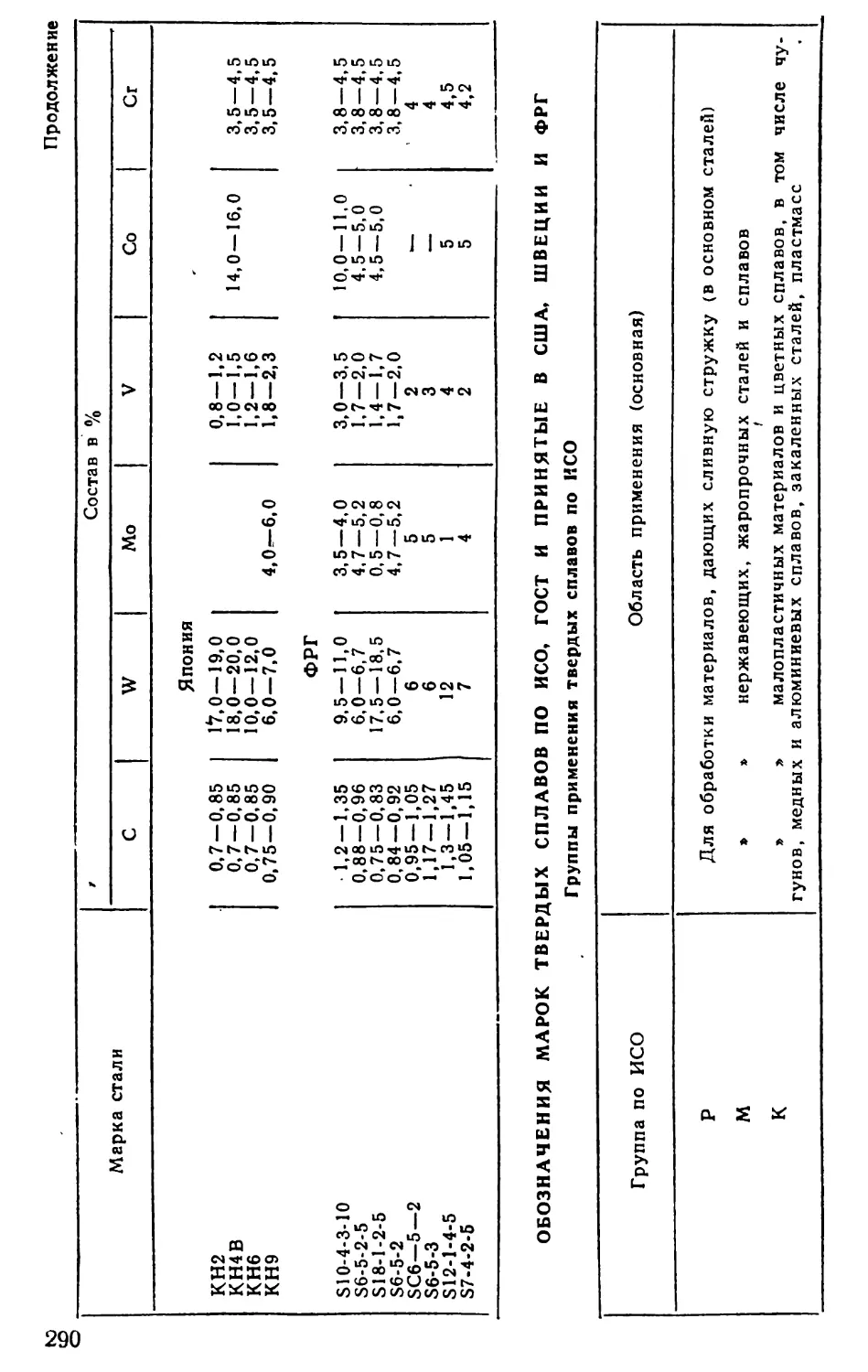
Марки и химический состав быстрорежущих сталей, применяемых
в СССР, США, Франции, Японии и ФРГ 289
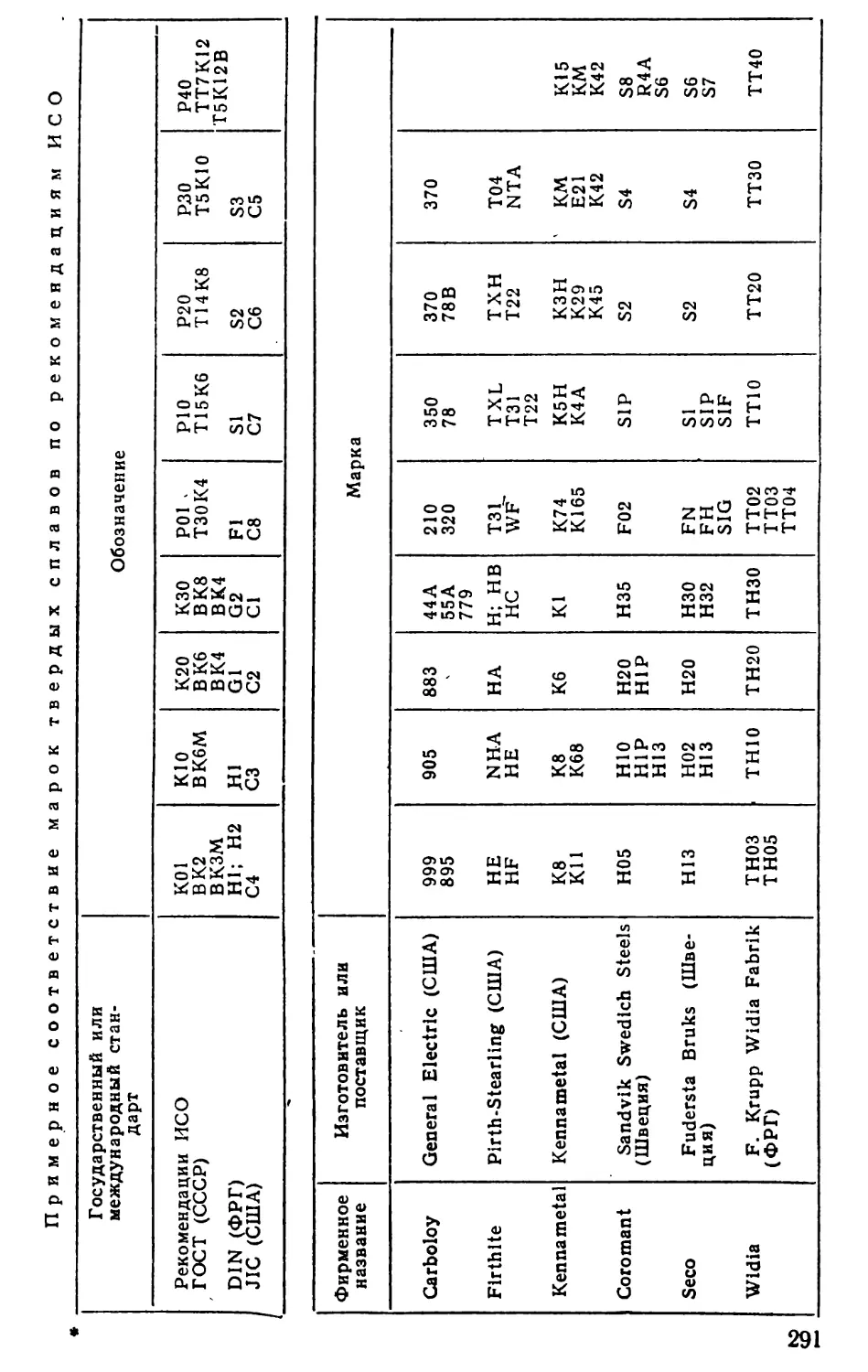
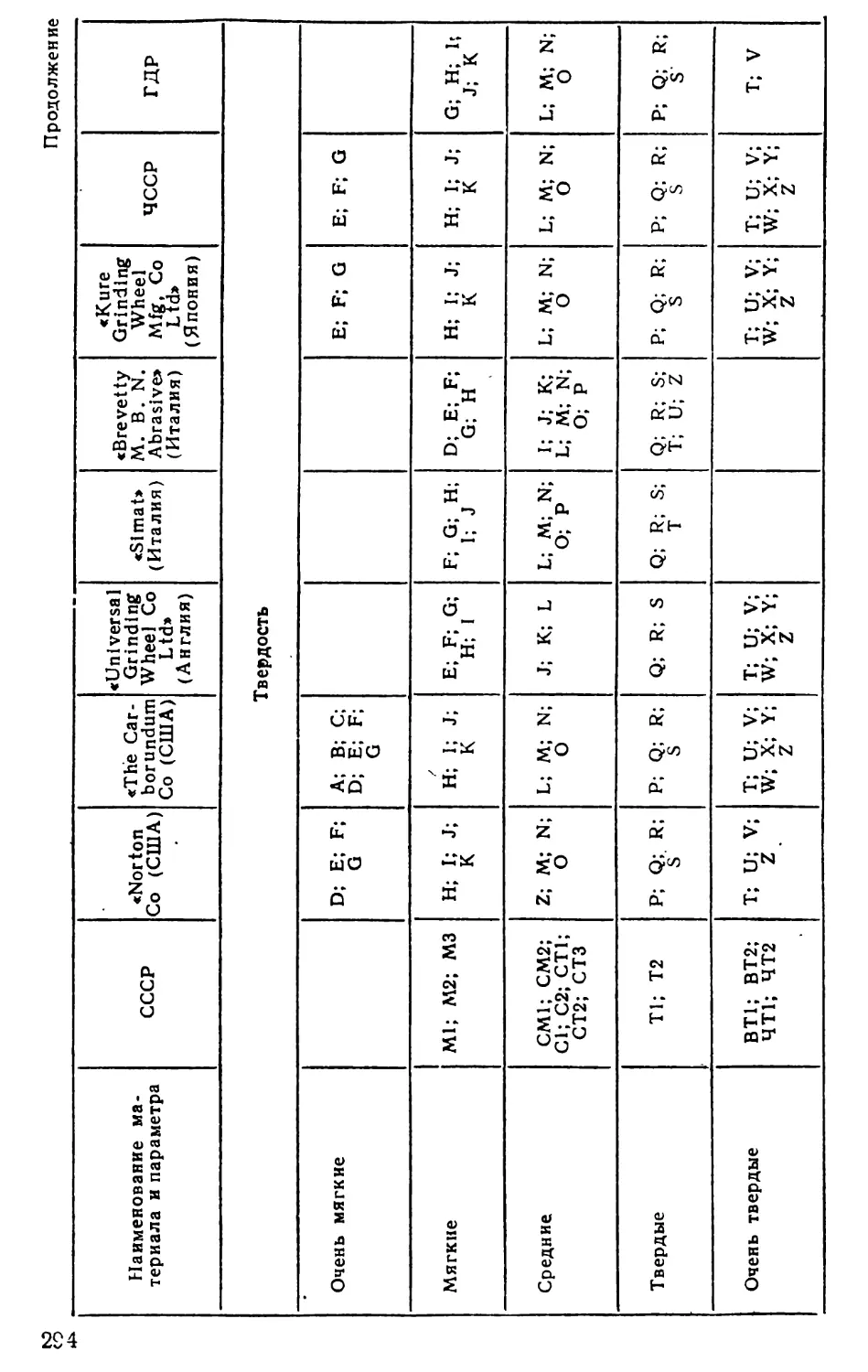
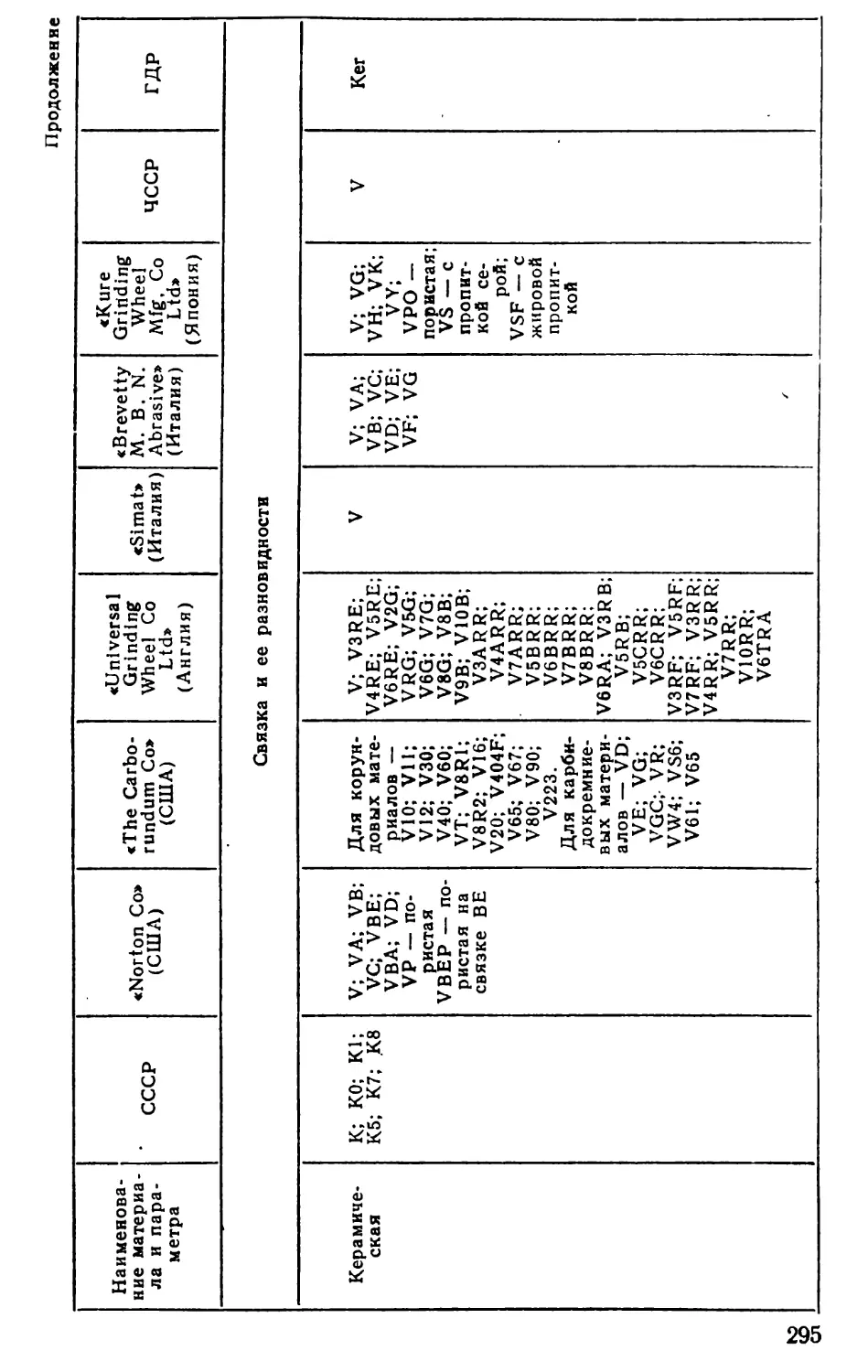
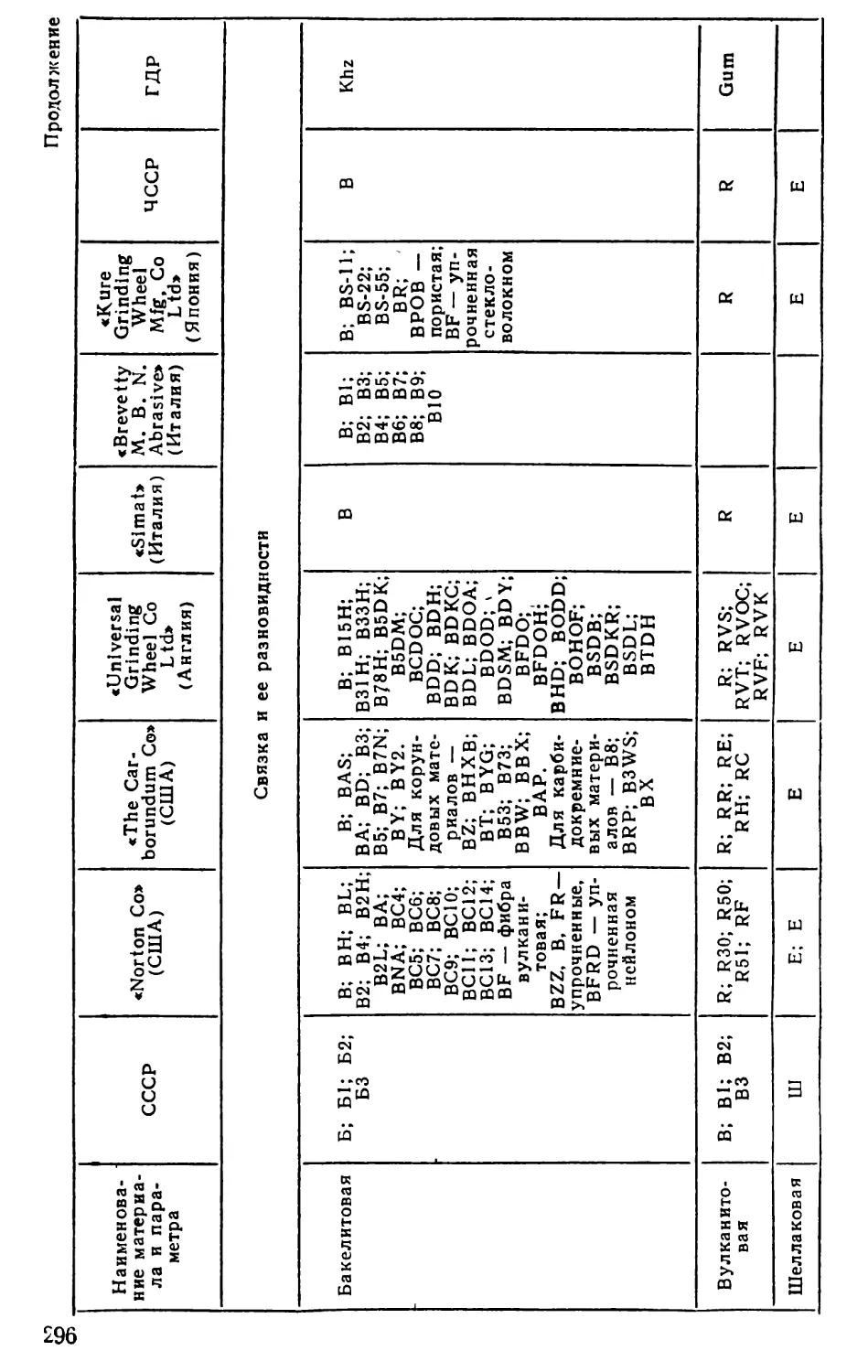
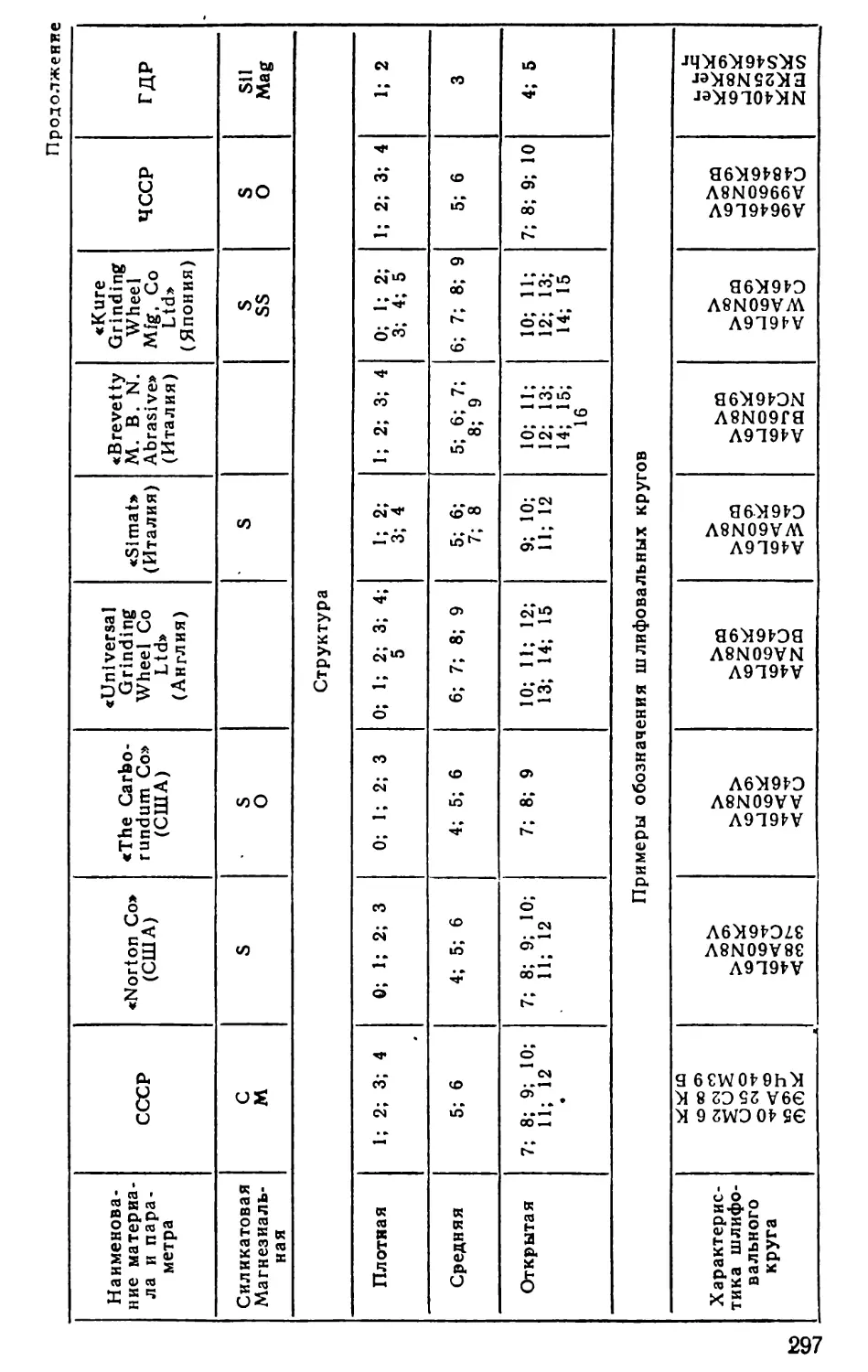
Обозначения марок твердых сплавов по ИСО, ГОСТ и принятые
в США, Швеции и ФРГ 290
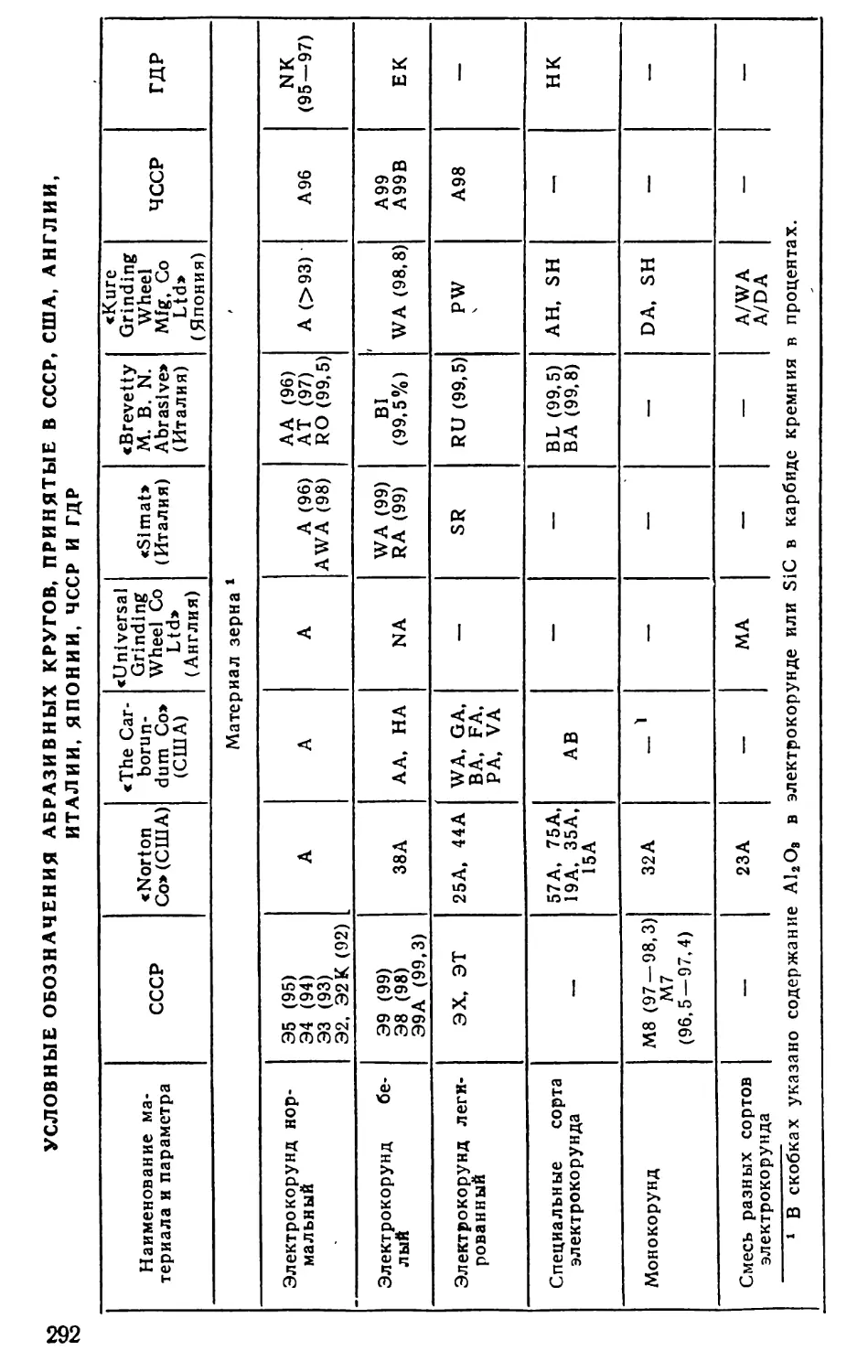
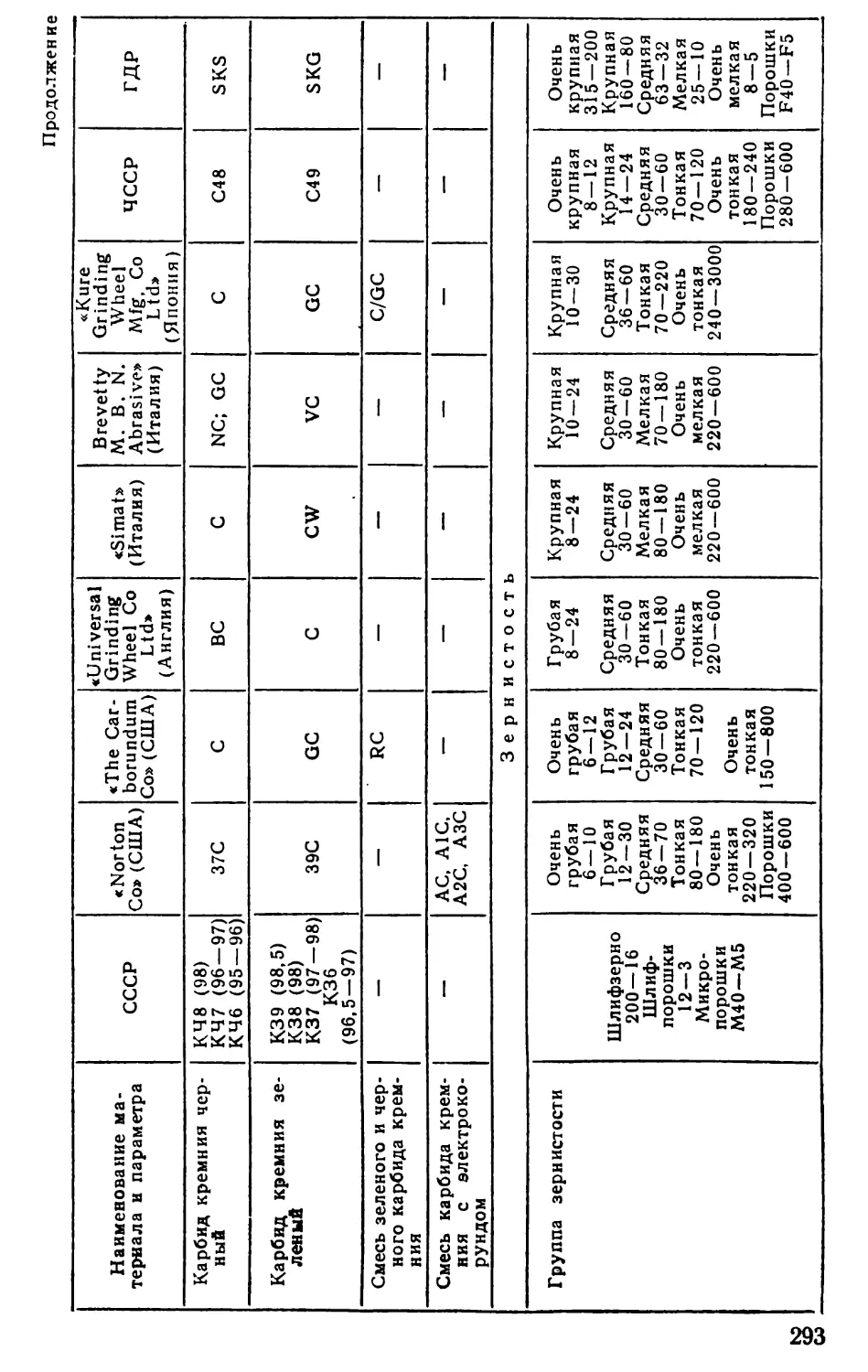
Условные обозначения для абразивных кругов, принятые в СССР,
США, Англии, Италии, Японии, ЧССР и ГДР 292
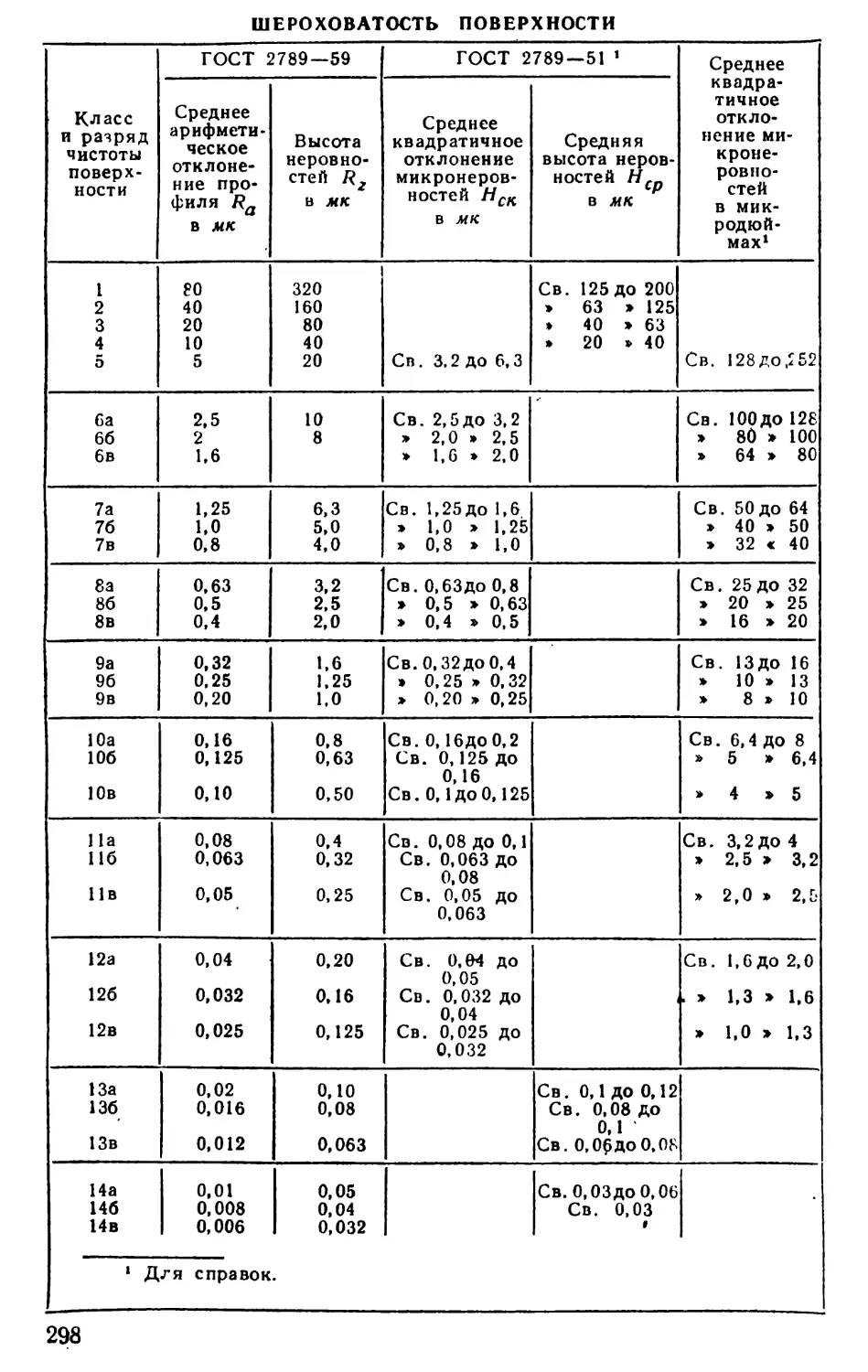
Шероховатость поверхности 298
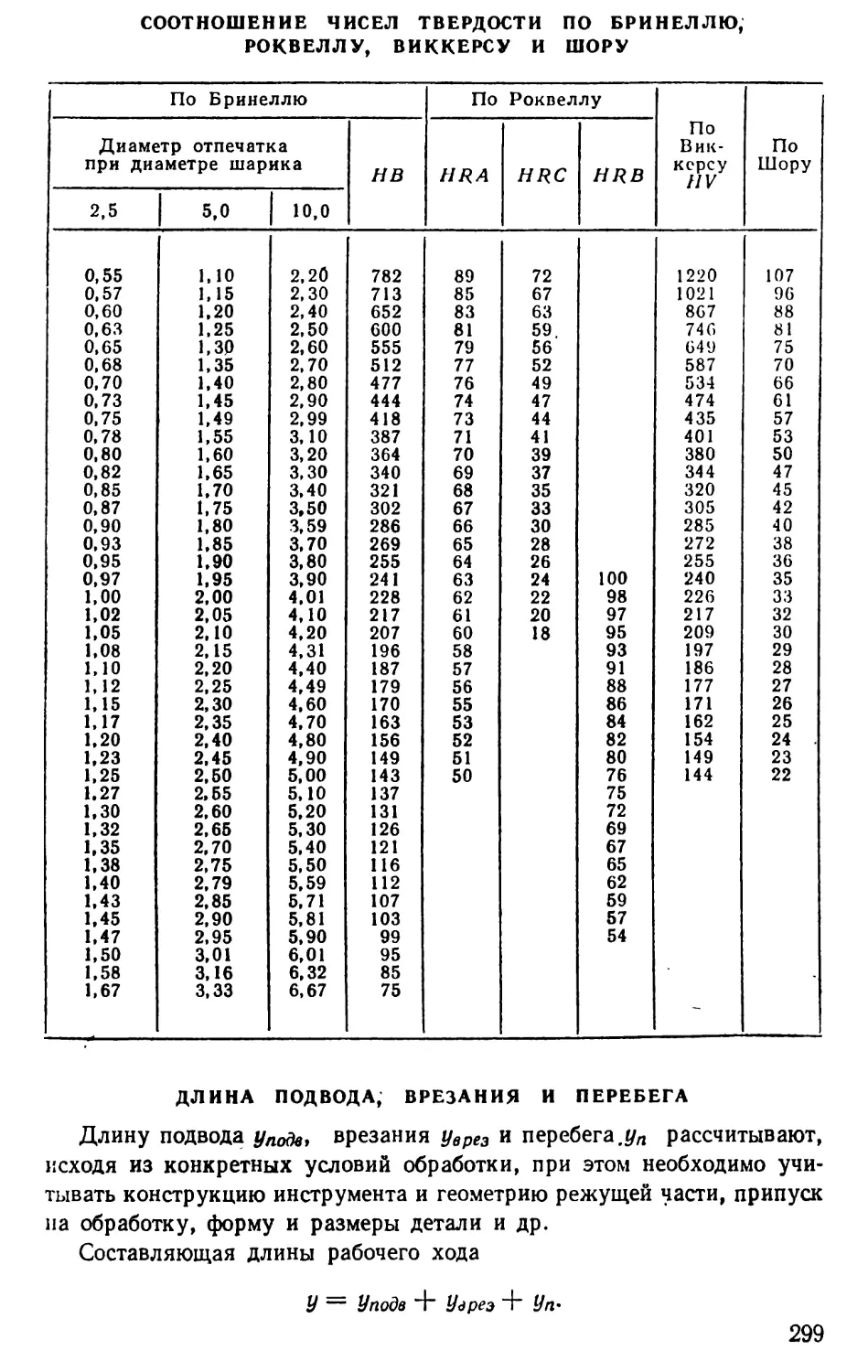
Соотношение чисел твердости по Бринеллю, Роквеллу, Внккерсу
и Шору 299
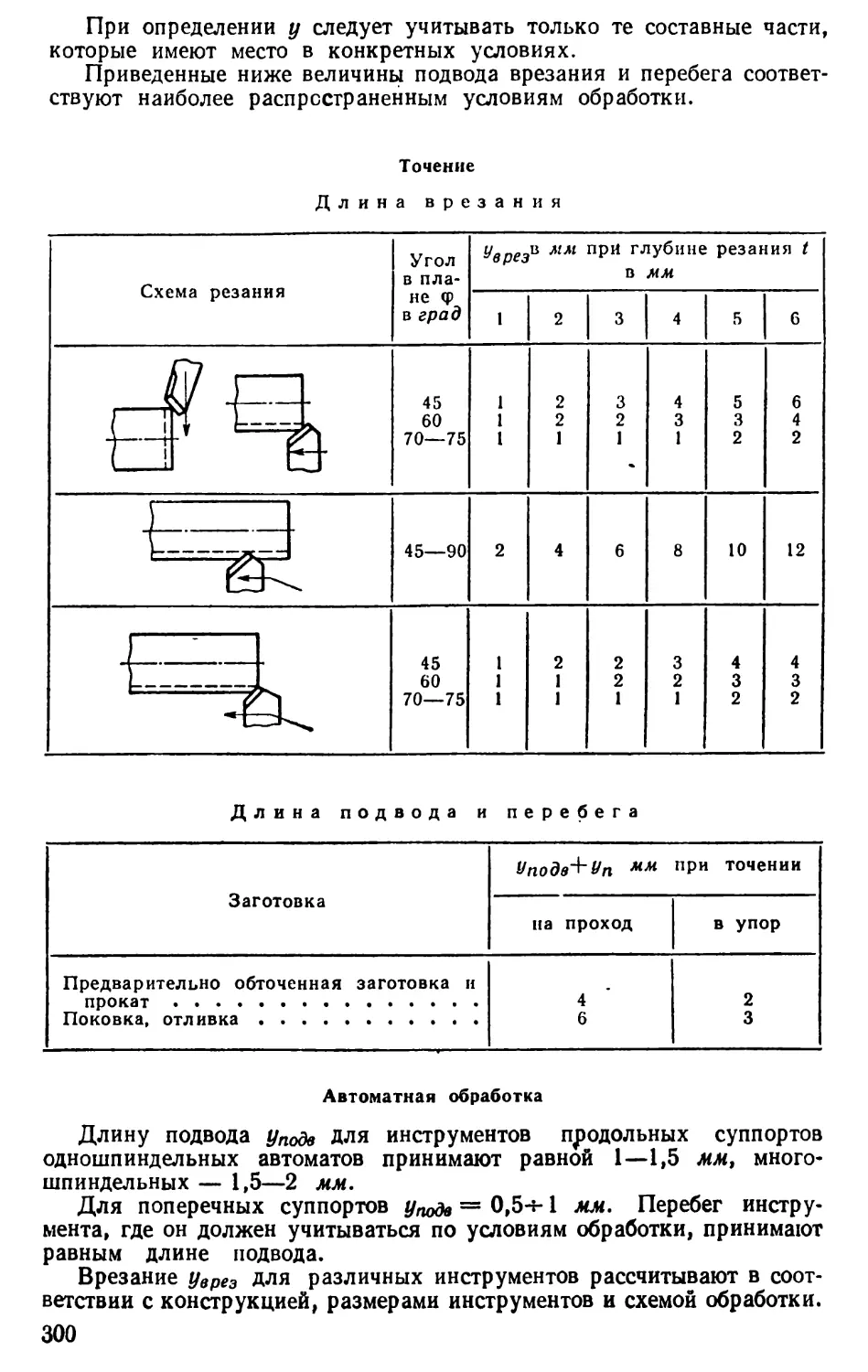
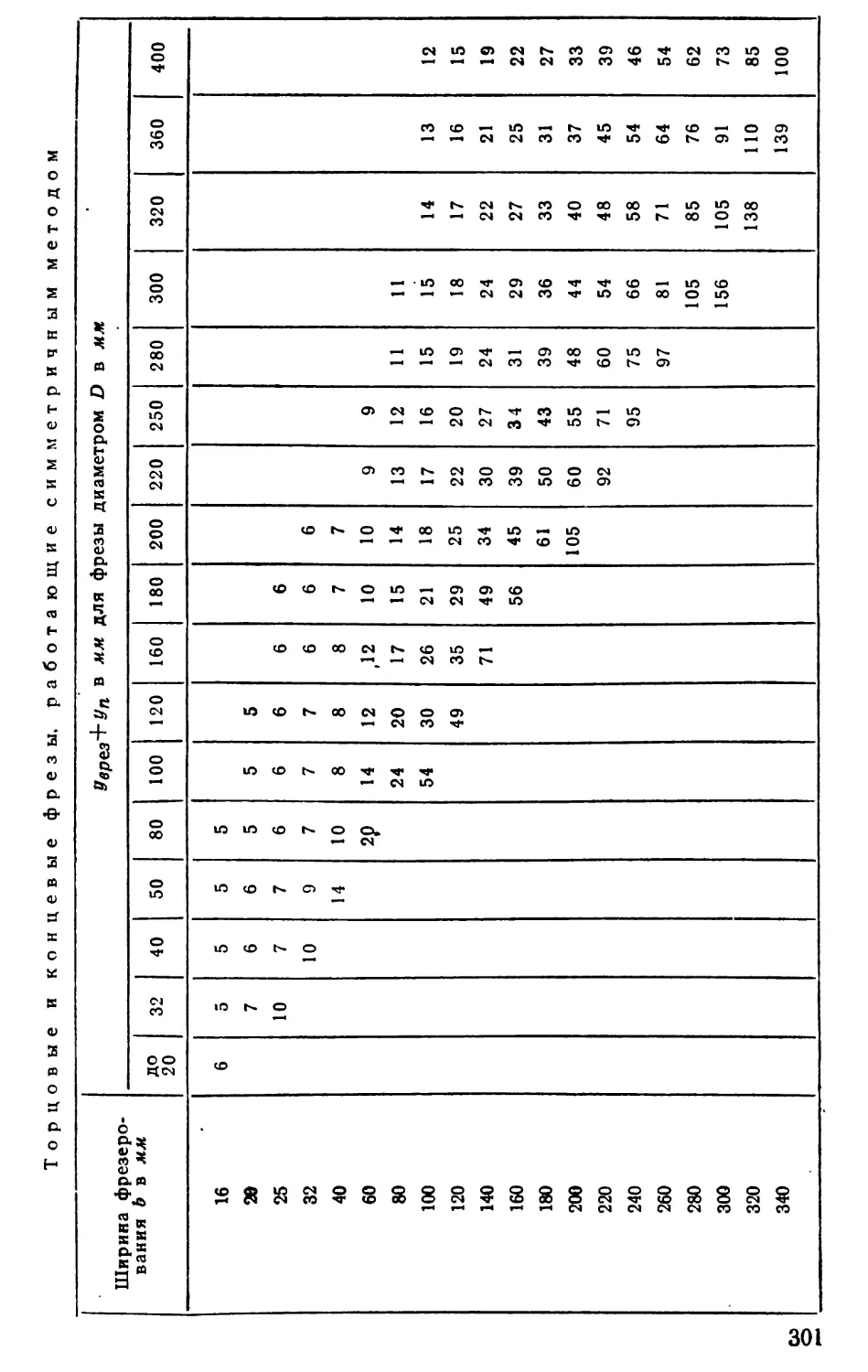
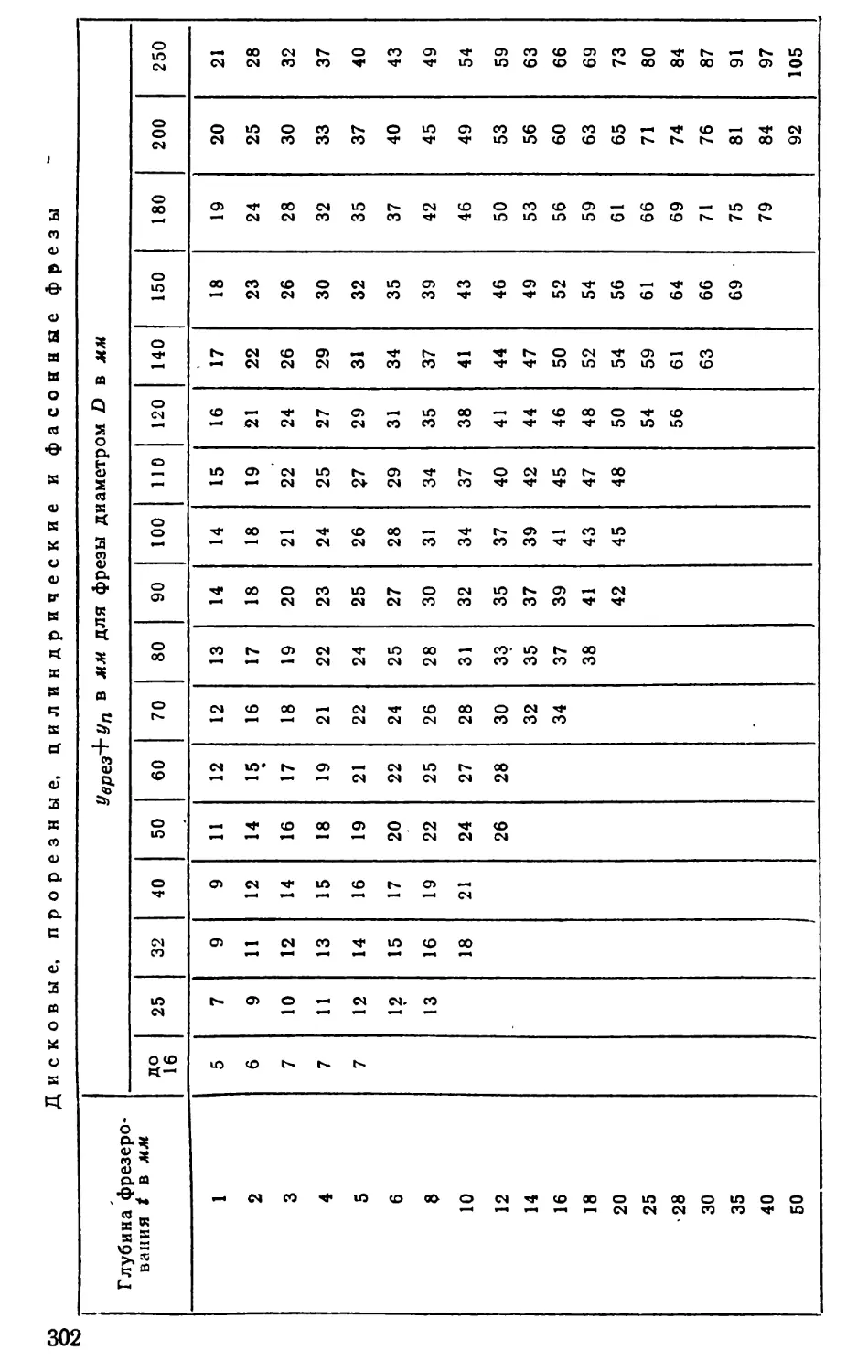
Длина подвода, врезания и перебега 299
Основные зависимости (формулы), принятые при составлении
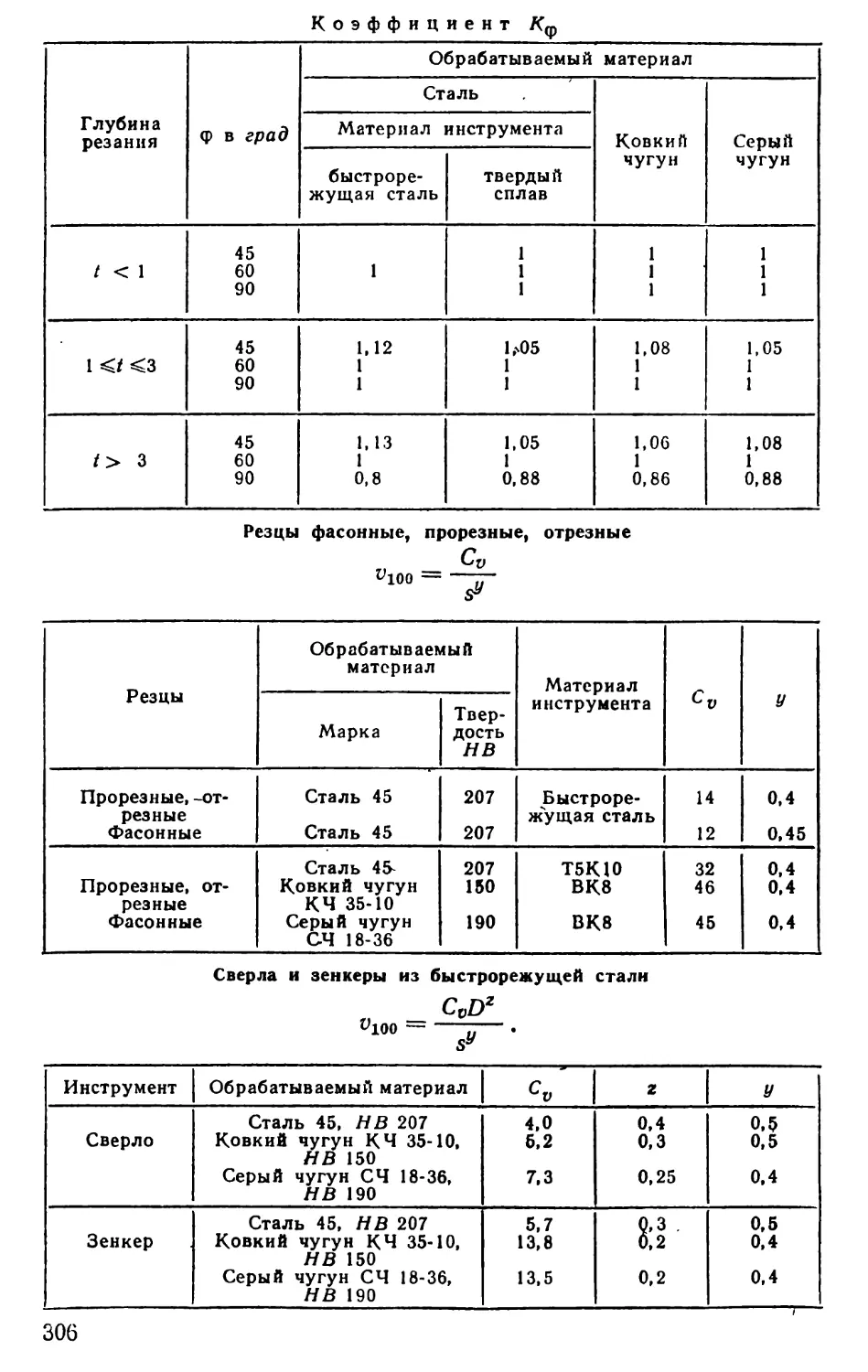
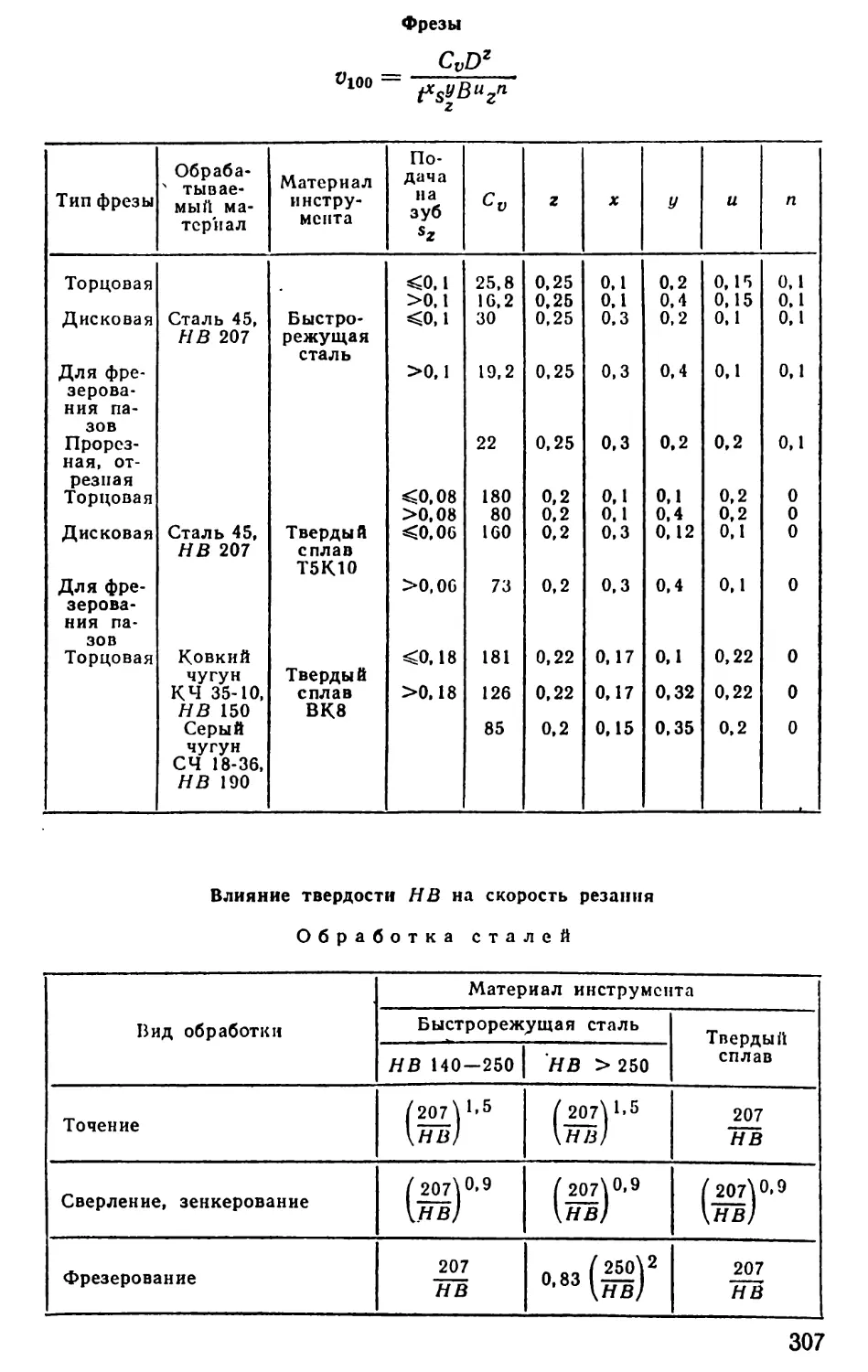
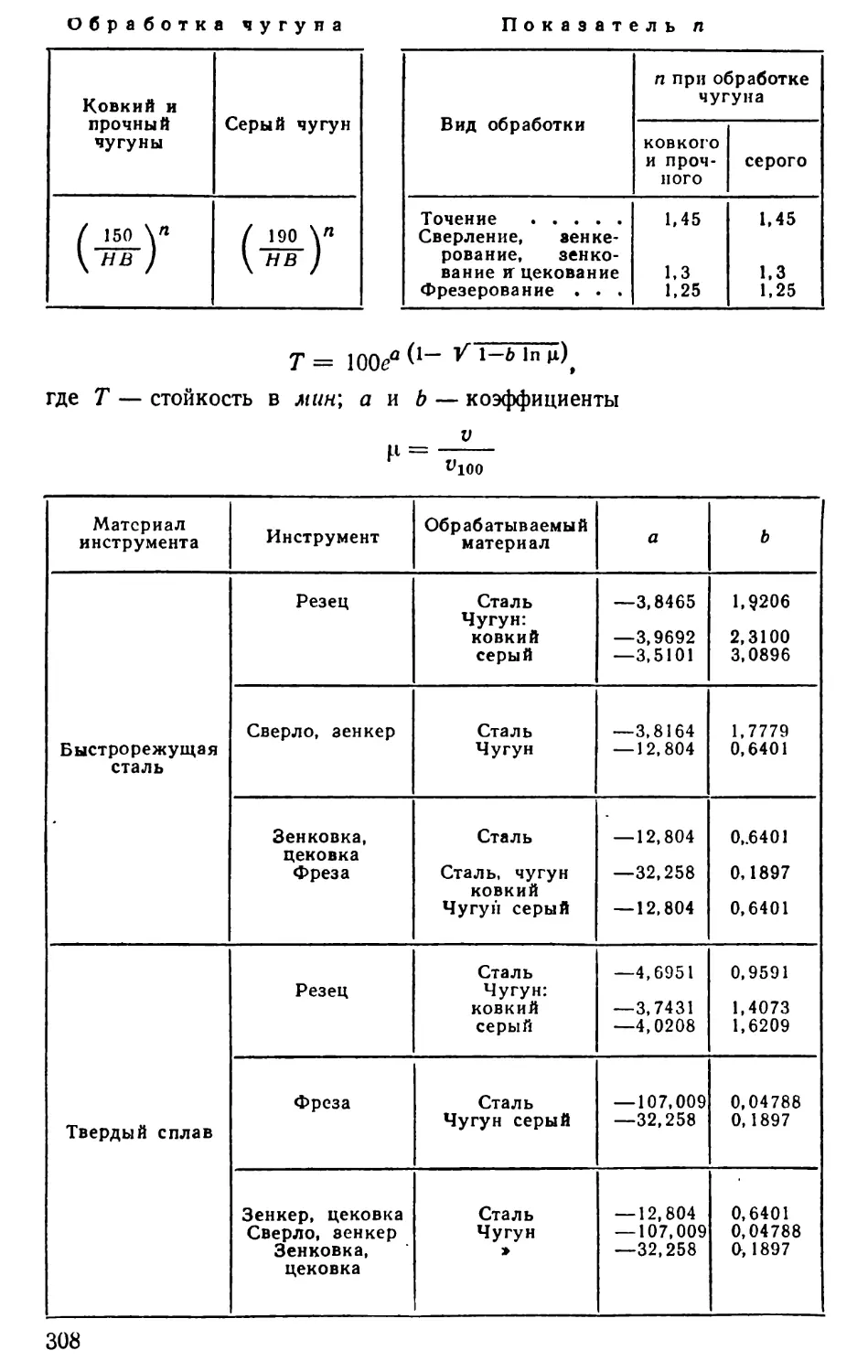
рекомендаций по скоростям резания. Приложение 4 304
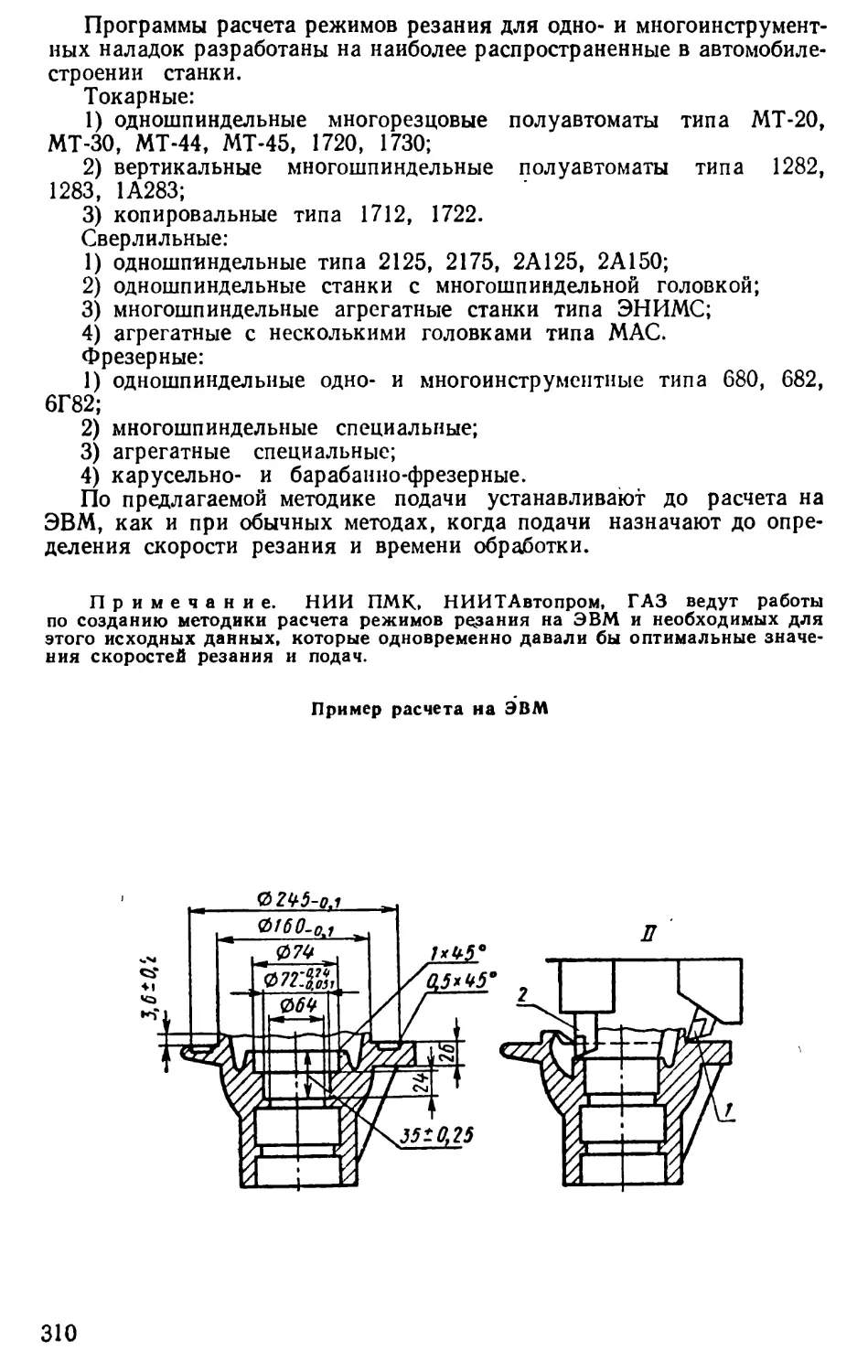
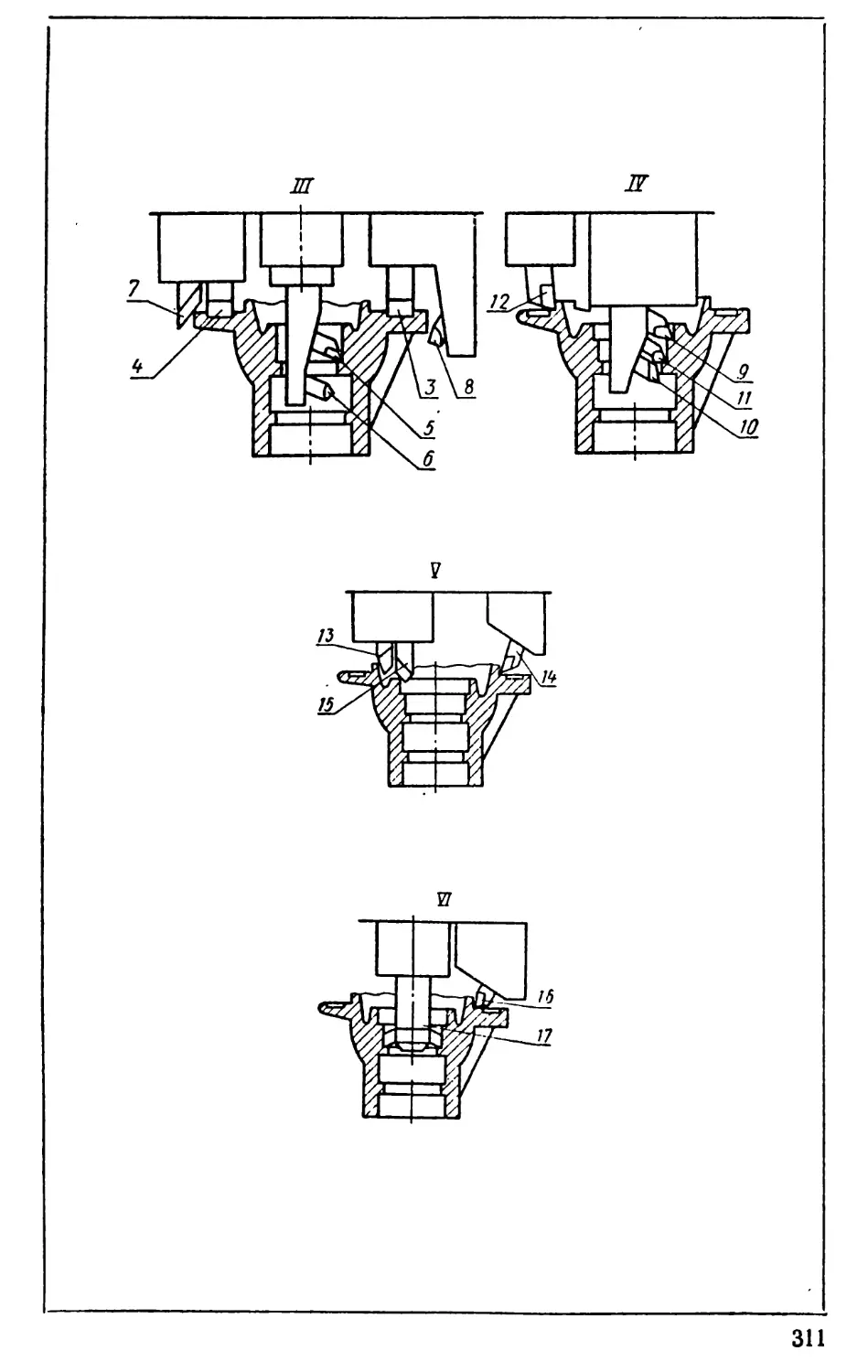
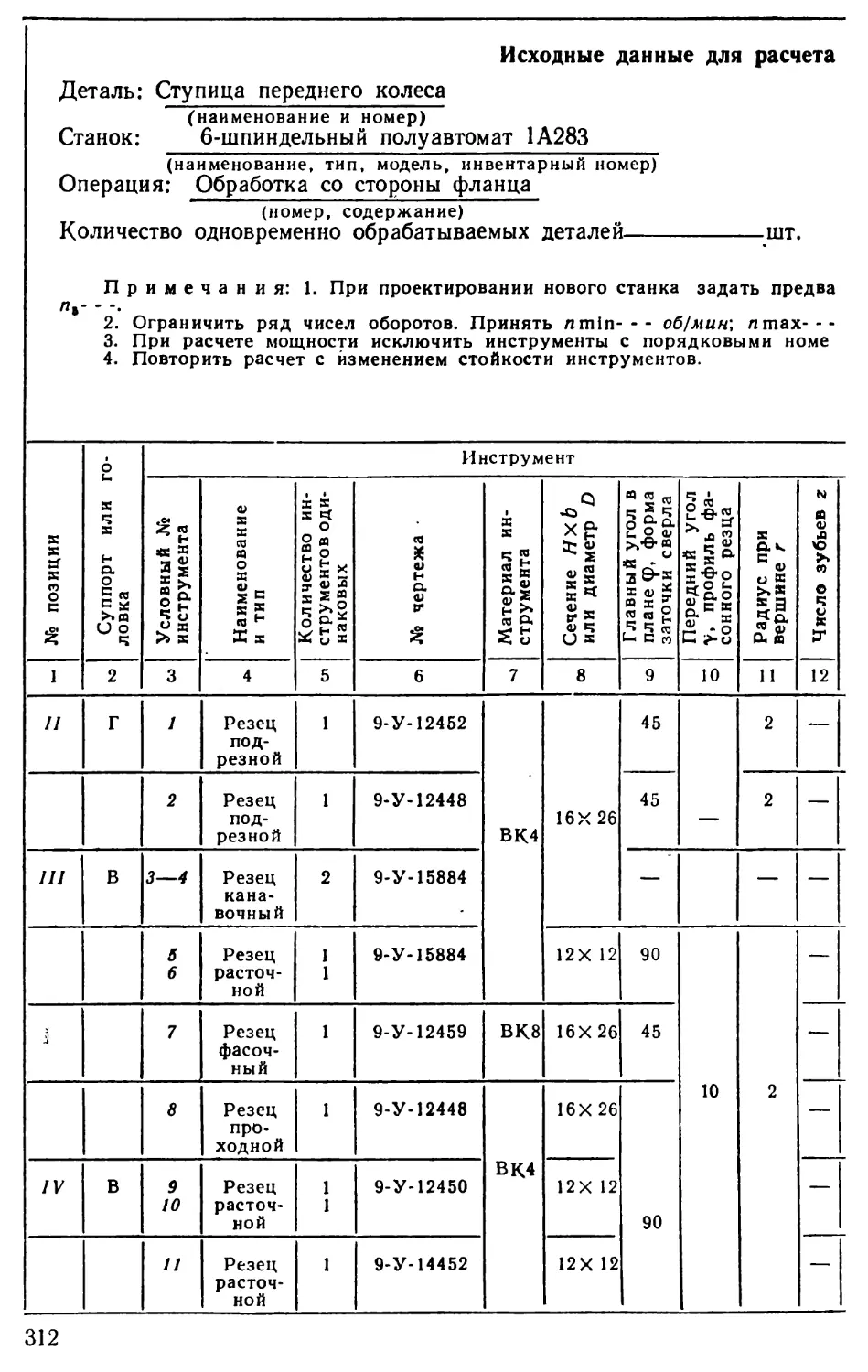
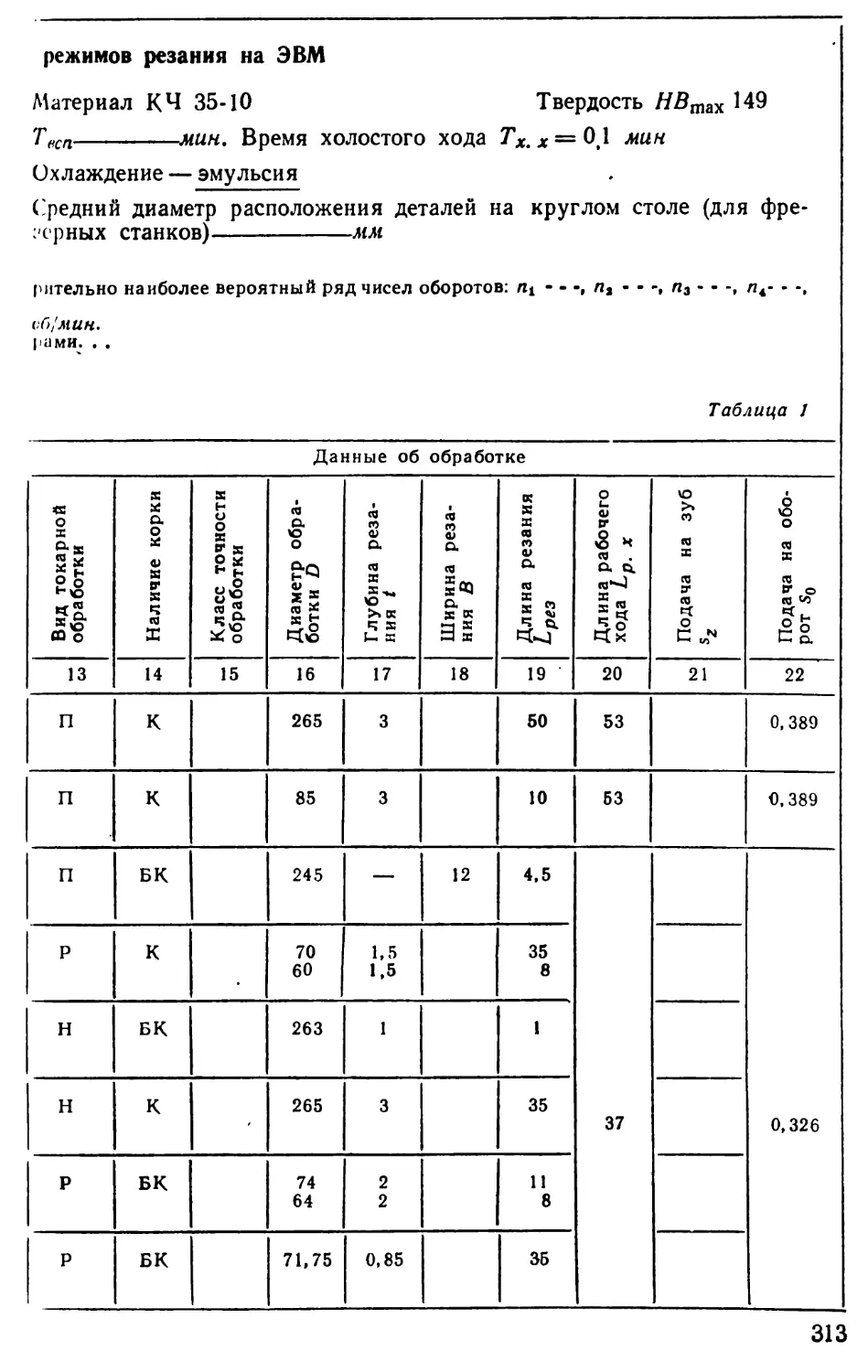
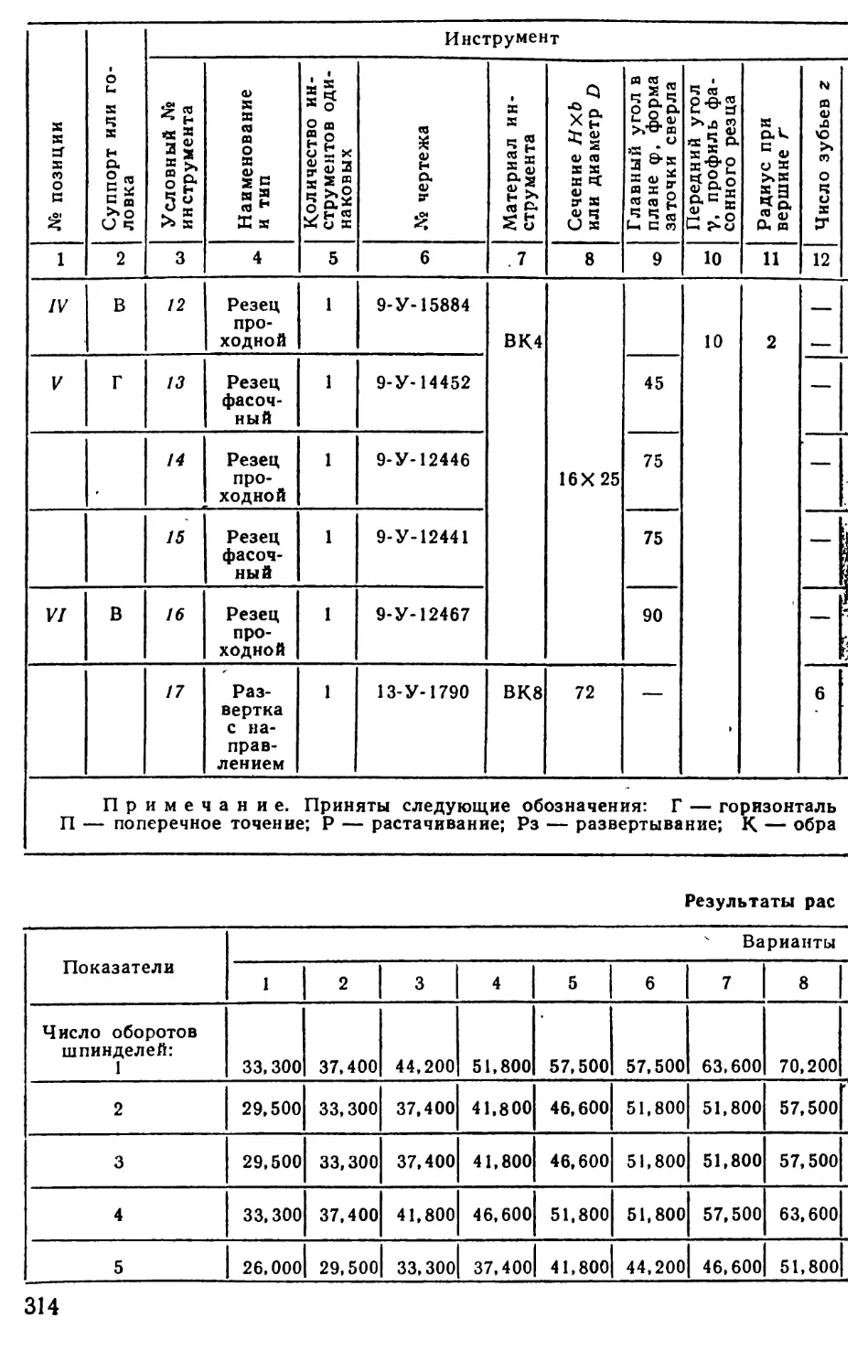
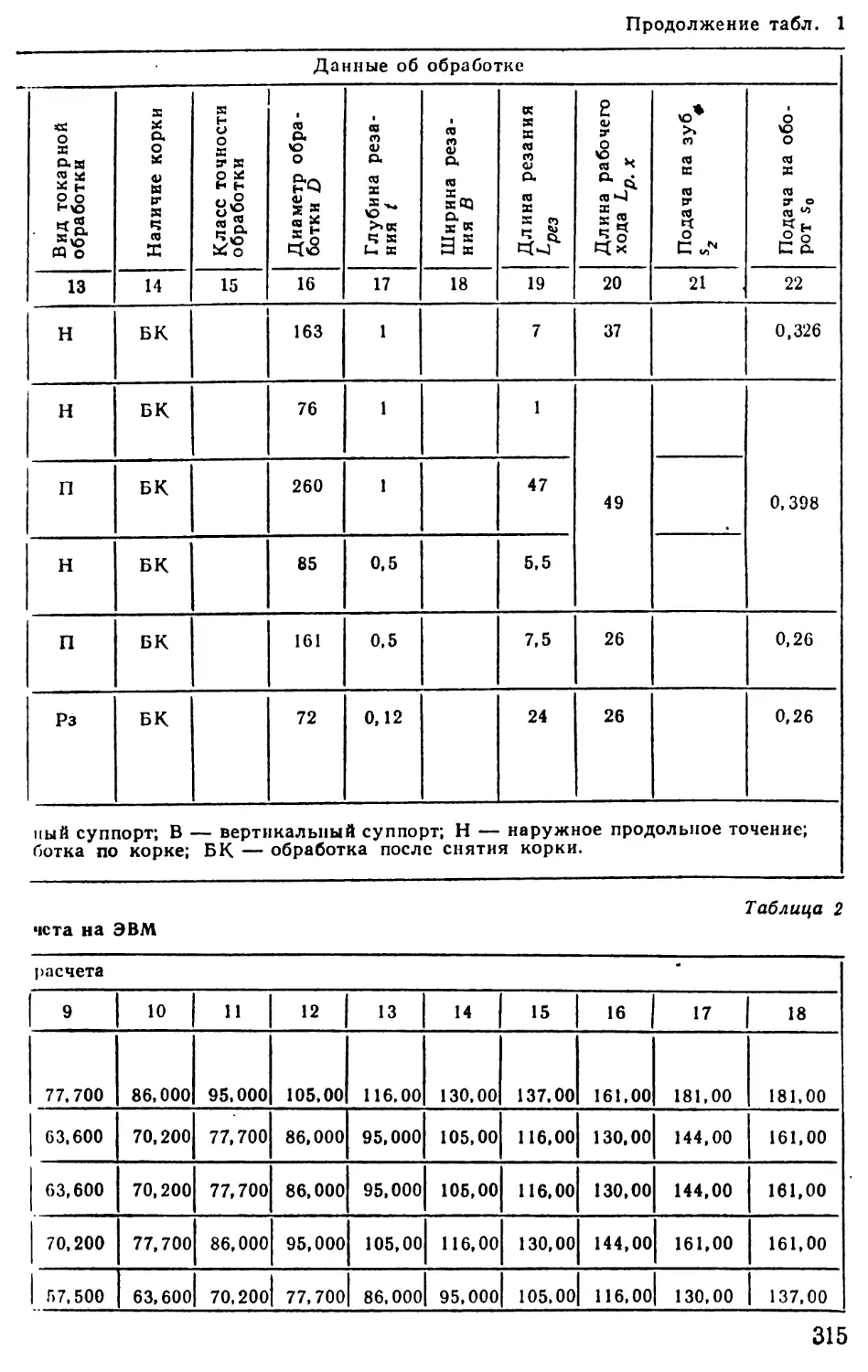
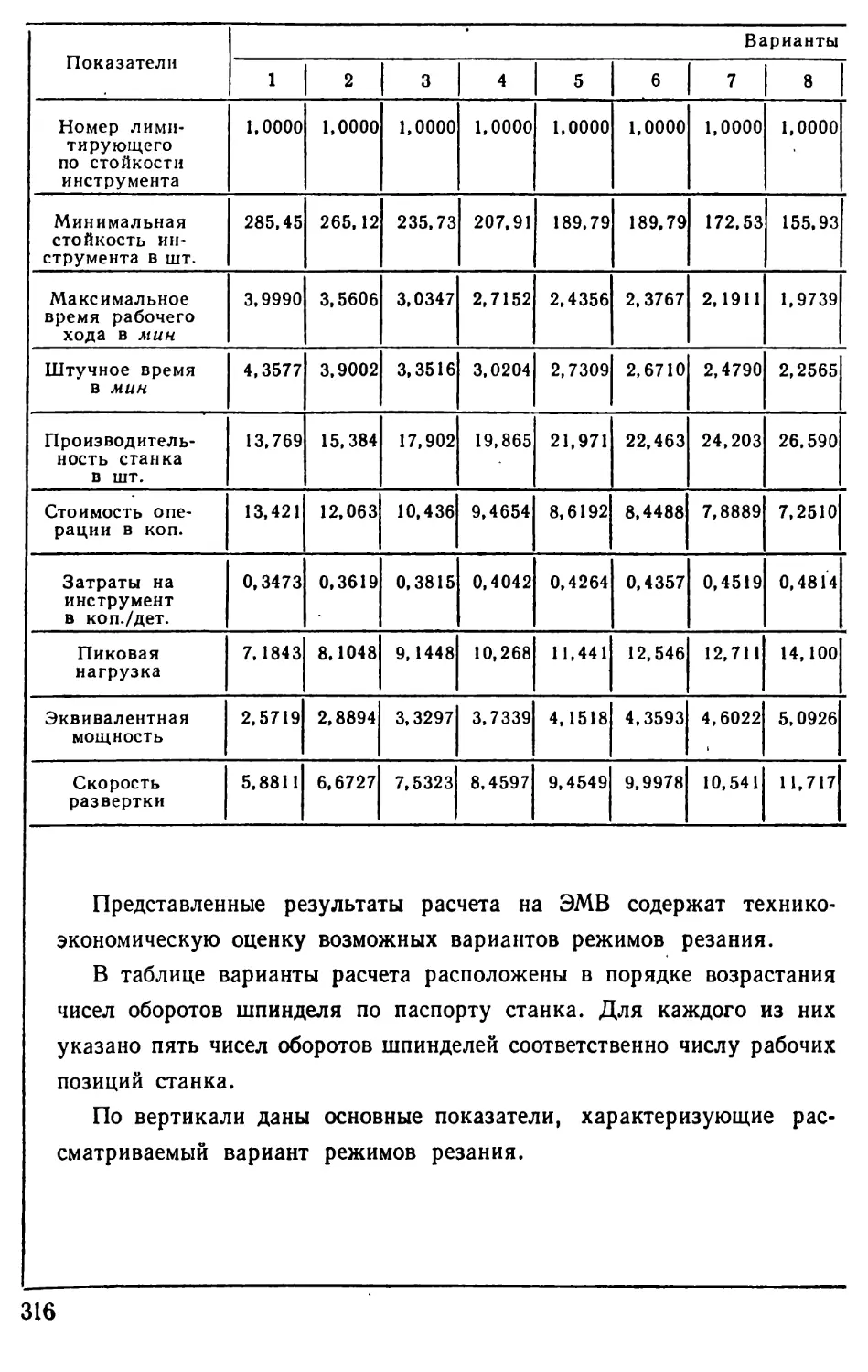
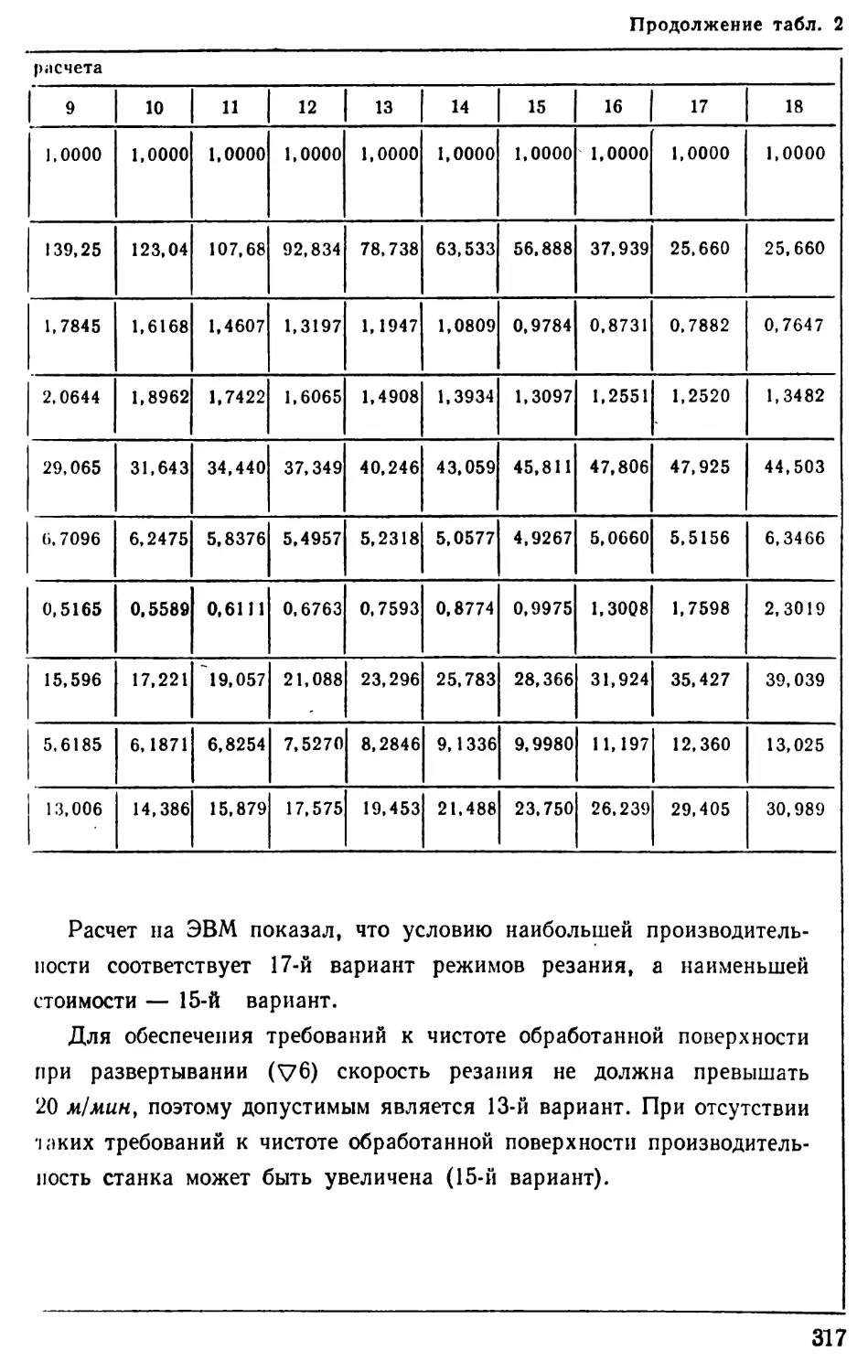
Расчет режимов резания на электронно-вычислительных машинах.
Приложение 5 309
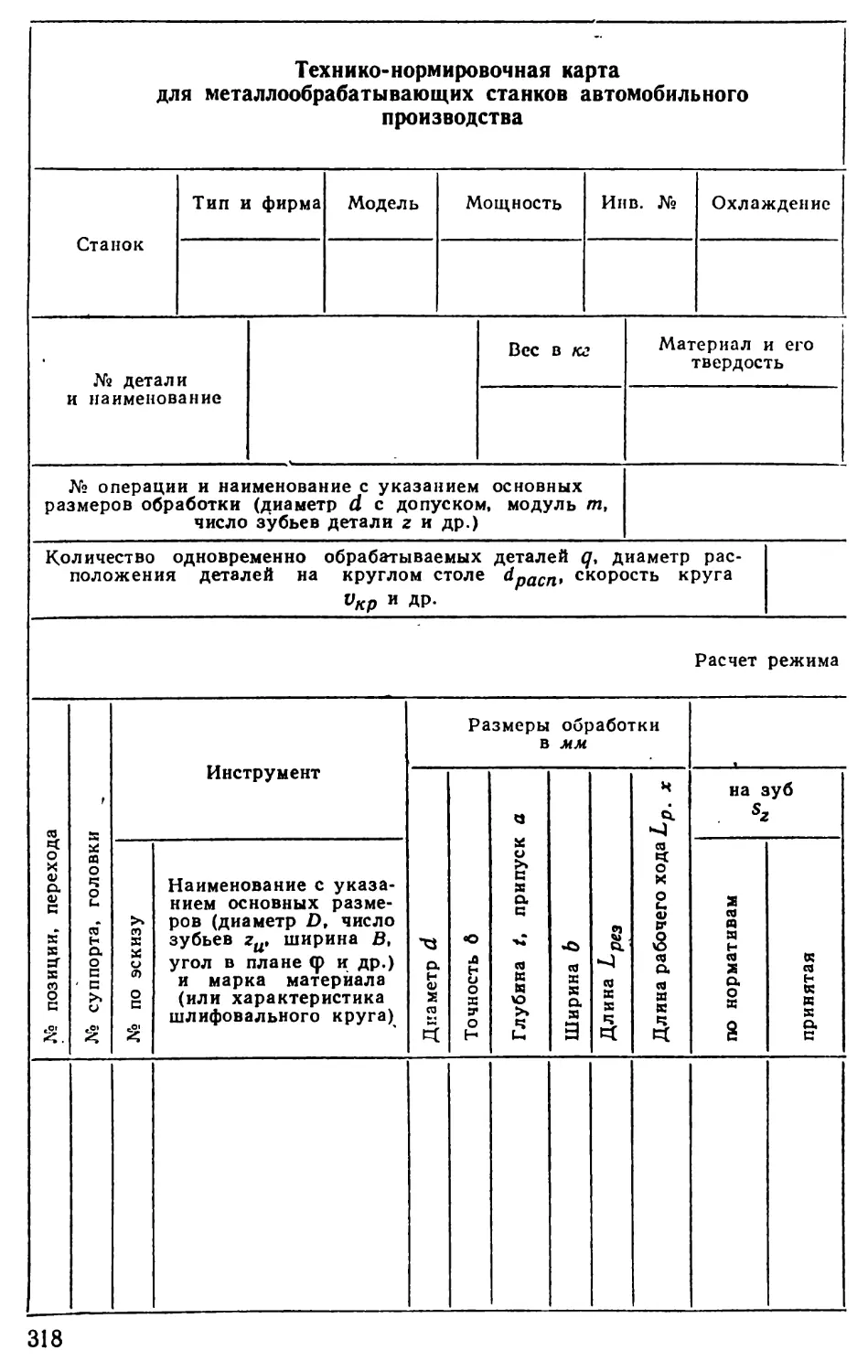
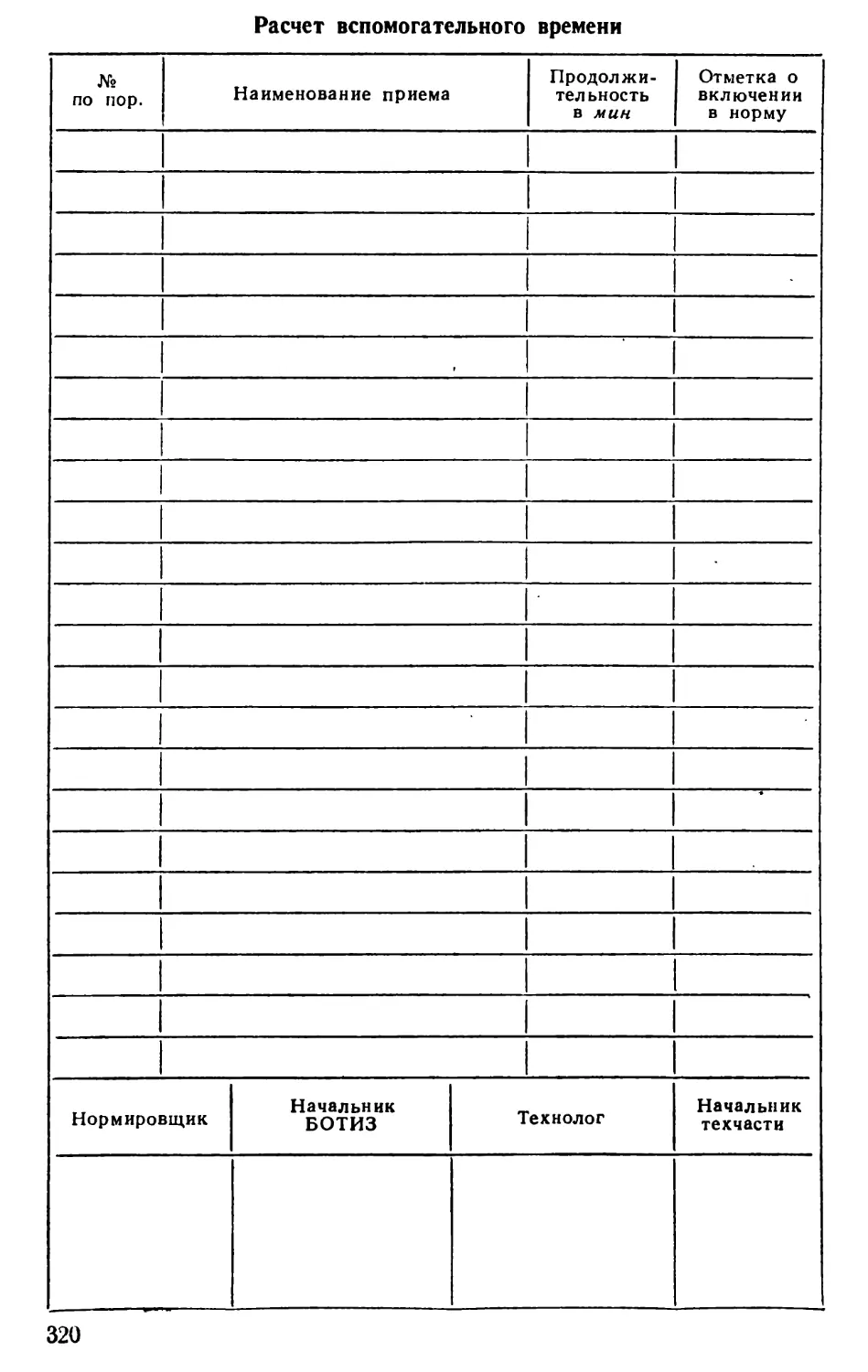
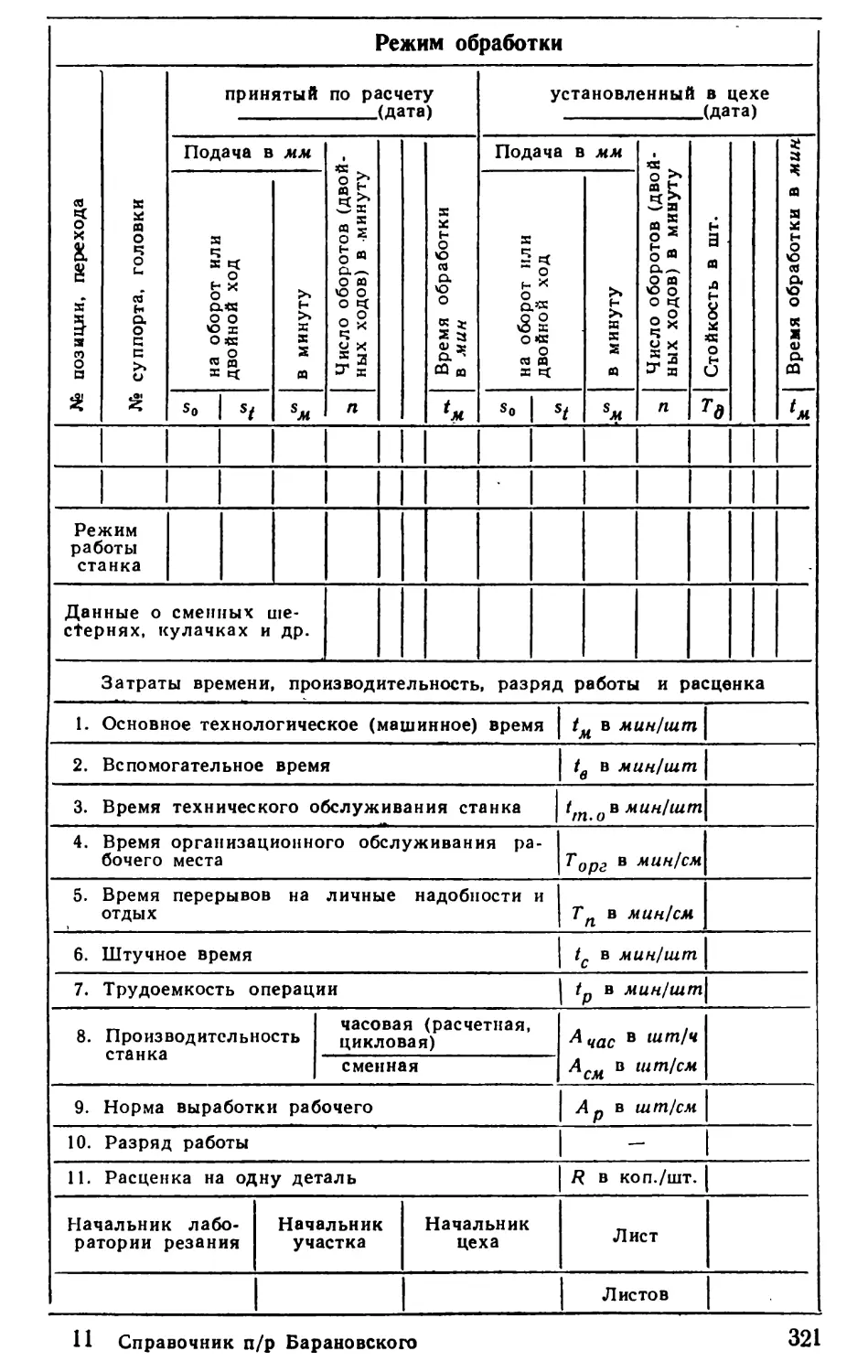
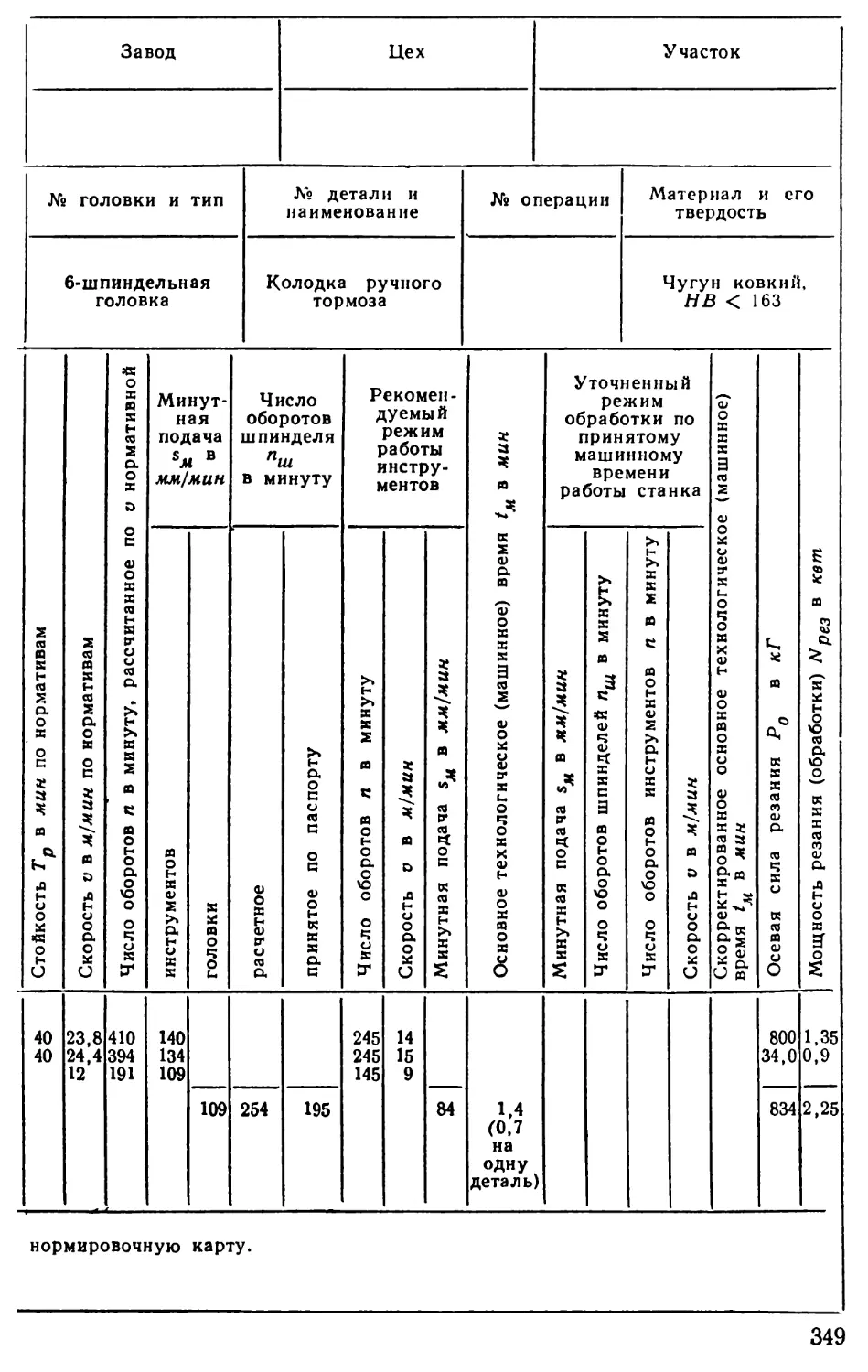
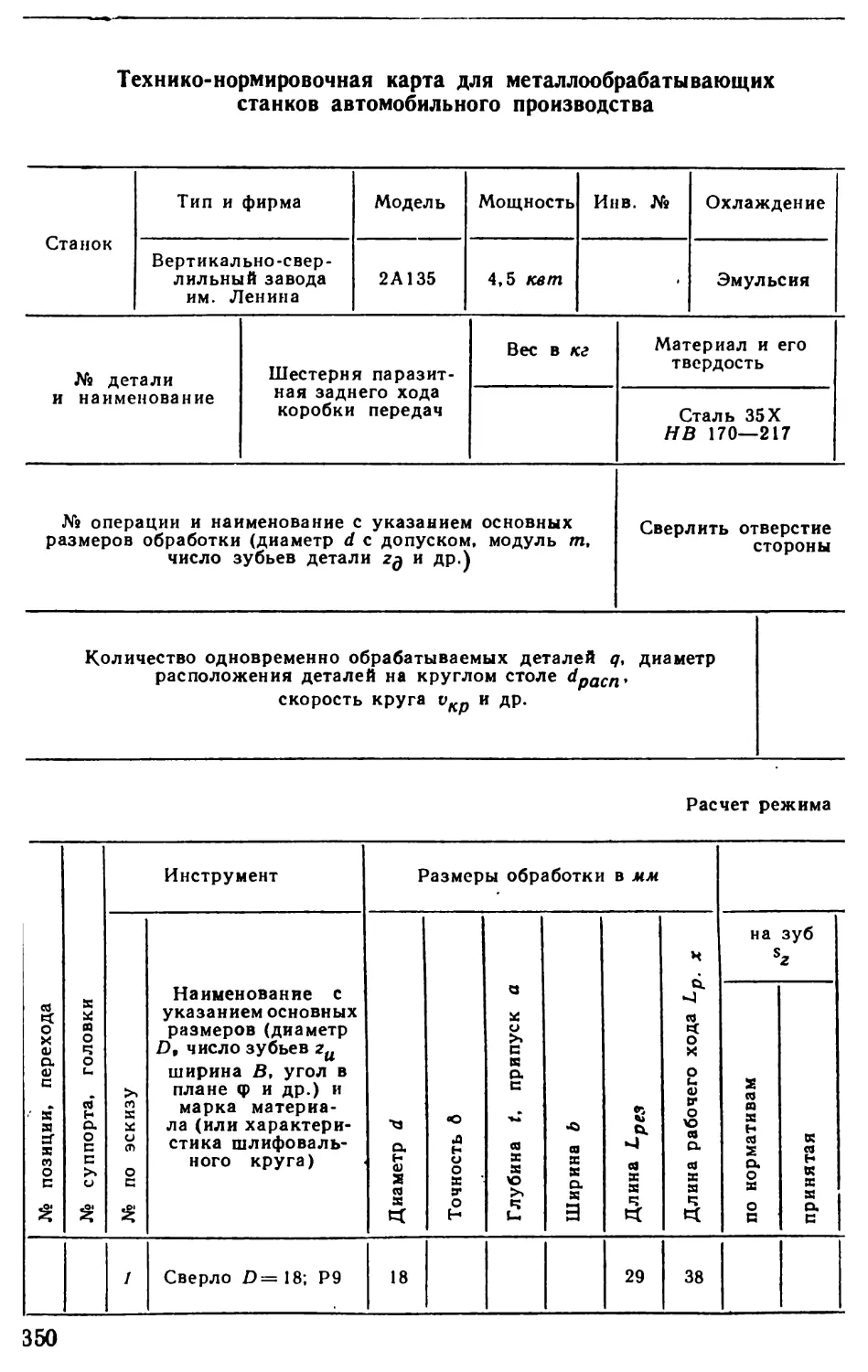
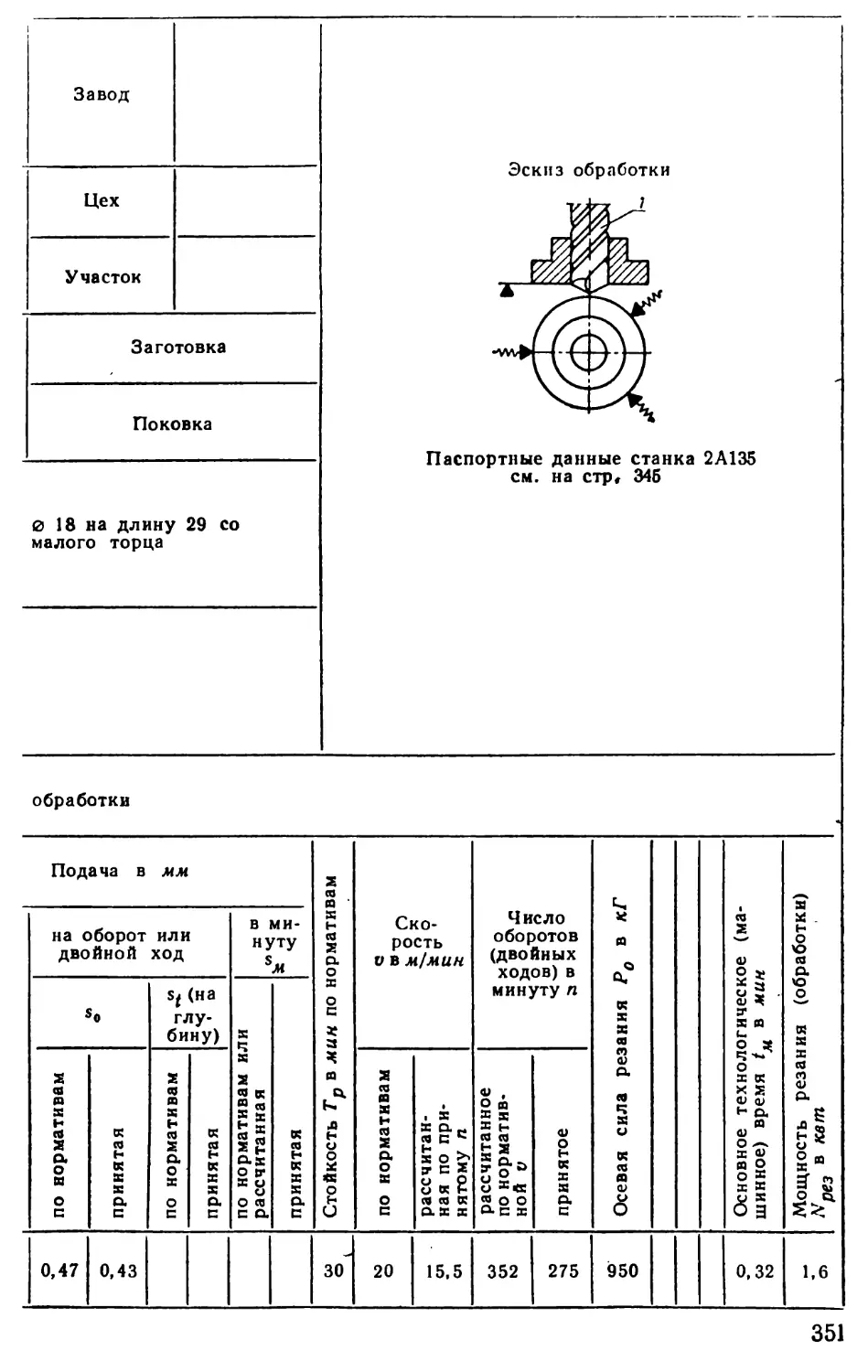
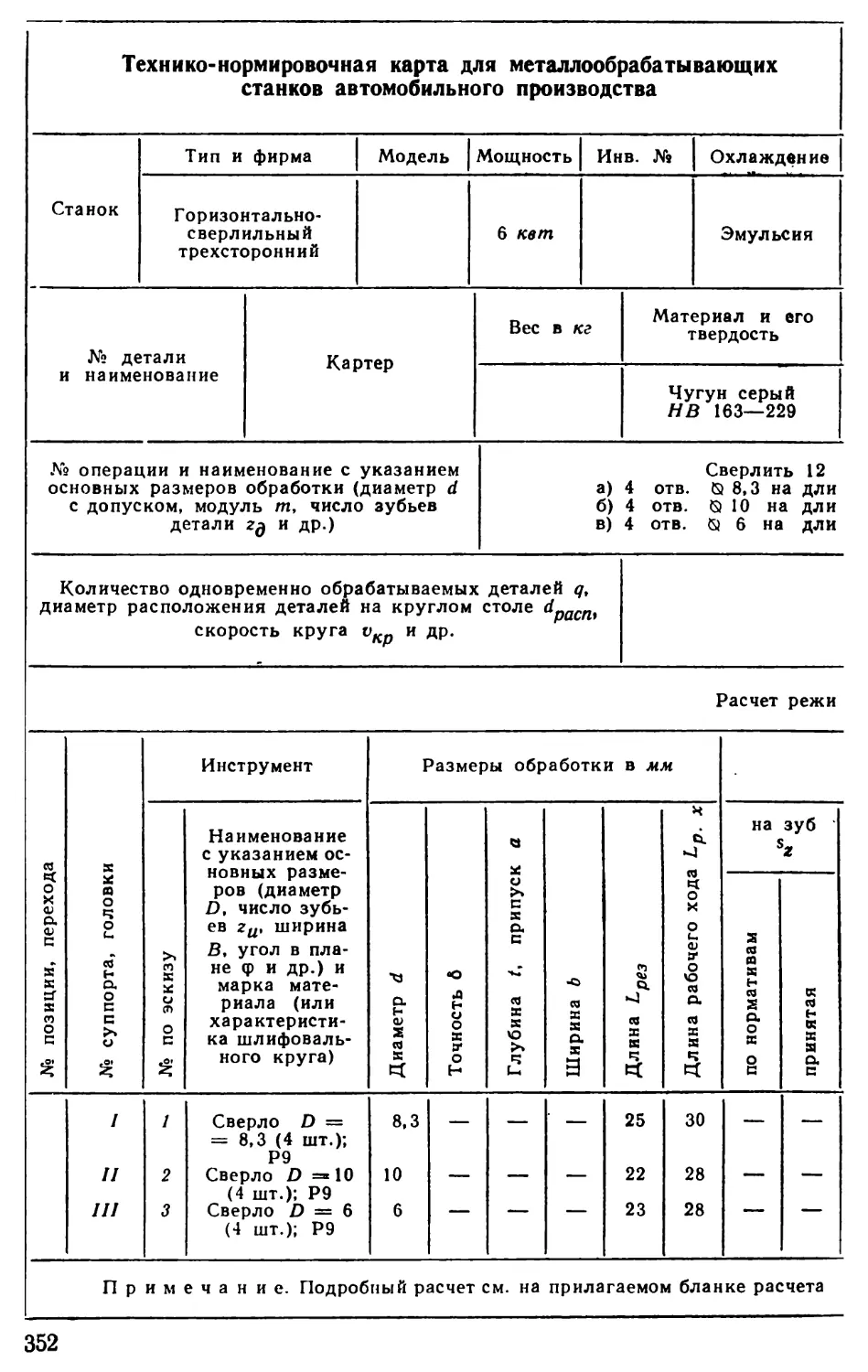
Примеры расчета режимов резания. Приложение 6 322
Литература 406
ПРЕДИСЛОВИЕ К ТРЕТЬЕМУ ИЗДАНИЮ
Первое издание справочника «Режимы резания металлов для
автомобильного производства» вышло в 1957 г. За эти годы им пользовался
широкий круг специалистов заводов и институтов, преподавателей
и учащихся высших и средних специальных учебных заведений.
В третьем издании методические основы, общий характер компоновки
и содержание справочника сохранены без существенных изменений.
Однако с учетом результатов экспериментально-исследовательских
работ и производственного опыта последних лет внесен ряд изменений и
дополнений. В справочнике частично отражен опыт механообрабаты-
вающего производства Волжского автозавода, полученный в период
пуска первой очереди завода.
Наиболее значительному изменению подверглись рекомендации
по копирному точению, зубообработке, протягиванию, абразивной
обработке. Существенно изменены, дополнены и перекомпонованы
приложения, дополнительно включены рекомендации по режимам
обработки магниевых сплавов и деталей из металлокерамики, по
применению при резании металлов смазочно-охлаждающих жидкостей,
расчеты режимов резания на электронно-вычислительных машинах, а
также многие справочные данные.
Авторы сочли целесообразным поместить в справочнике
рекомендации по накатыванию зубьев конических колес и раскатыванию
внутренних резьб, а также создать специальный раздел, посвященный
чистовой обработке поверхностным деформированием, так как эти
методы находят сейчас все большее распространение в механообрабаты-
вающих цехах основного производства заводов автомобильной
промышленности.
Из предыдущих изданий использованы материалы, подготовленные
В. В. Якиманским, В. Н. Трушенковым, Н. И. Гораецким (НИИТАв-
топром), Э. И. Фельдштейном, Б. И. Наумовым (ГАЗ), Я. М. Бонаром
(МЗМА), Г. И. Темчиным.
Нормативы разработаны коллективом авторов — специалистов
НИИТАвтопрома и автомобильных заводов с использованием работ
ВНИИ, ВНИИАШ, ВНИИАлмаз, ВНИИТС, МСКБАЛ и АС.
Авторы с благодарностью примут все замечания и пожелания по
улучшению справочника.
СОДЕРЖАНИЕ НОРМАТИВОВ И ИХ ОСОБЕННОСТИ
Нормативы состоят из девяти разделов lt каждый из которых
включает указания по расчету и карты рекомендуемых режимов резания
(подача, стойкость, скорость резания, мощность резания и др.) для
наиболее распространенных в автомобилестроении операций.
I. Обработка на токарных станках.
II. Обработка на токарных одно- и многошпиндельных прутковых
автоматах.
III. Фрезерование на одно- и многошпиндельных станках.
IV. Обработка на одношпиндельных сверлильных станках, а также
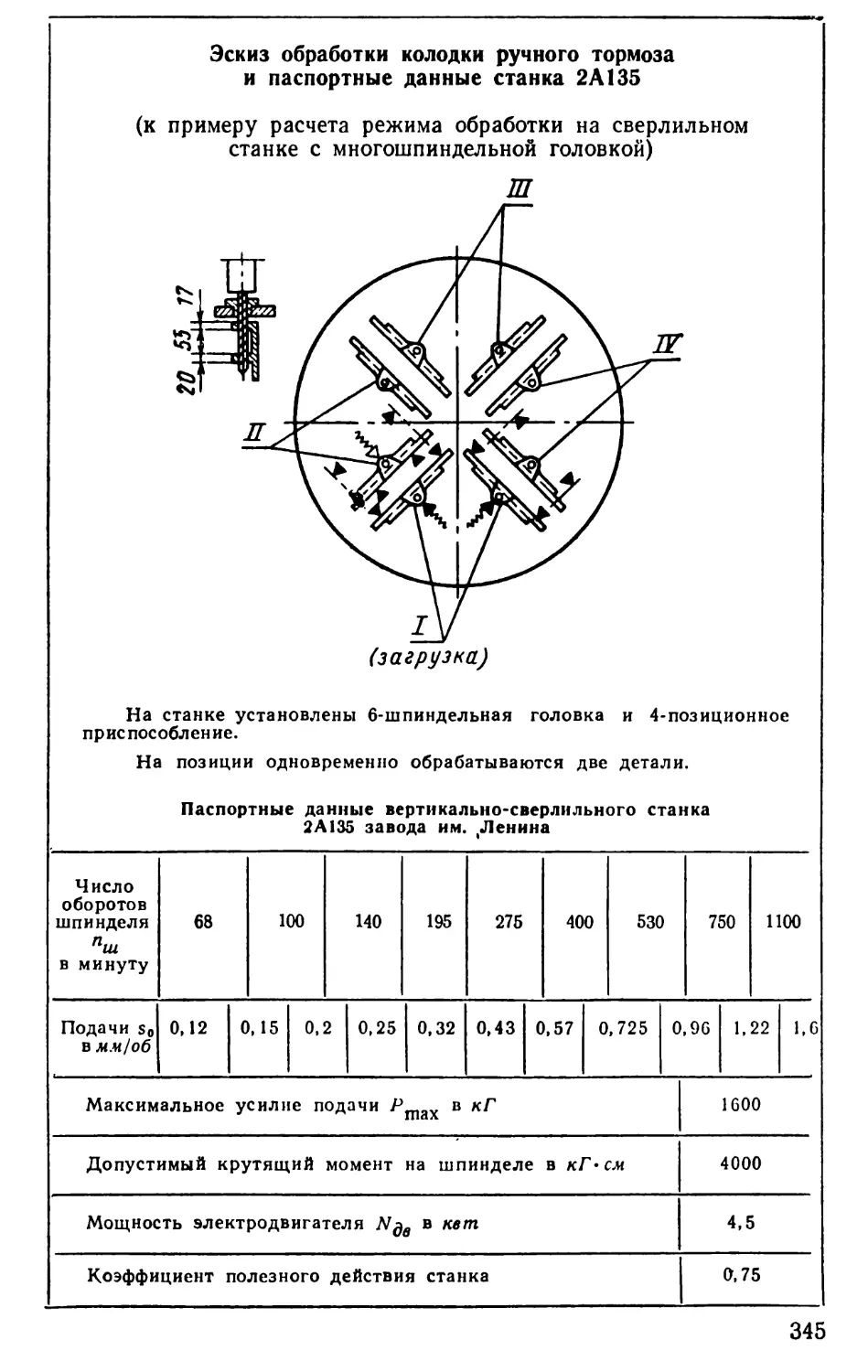
на станках, имеющих одну или несколько многошпиндельных головок.
V. Протягивание отверстий и наружных поверхностей на
горизонтально- и вертикально-протяжных станках.
VI. Зубообработка цилиндрических и конических зубчатых колес
и шлицевых валов.
VII. Нарезание резьбы метчиками, резьбонарезными головками,
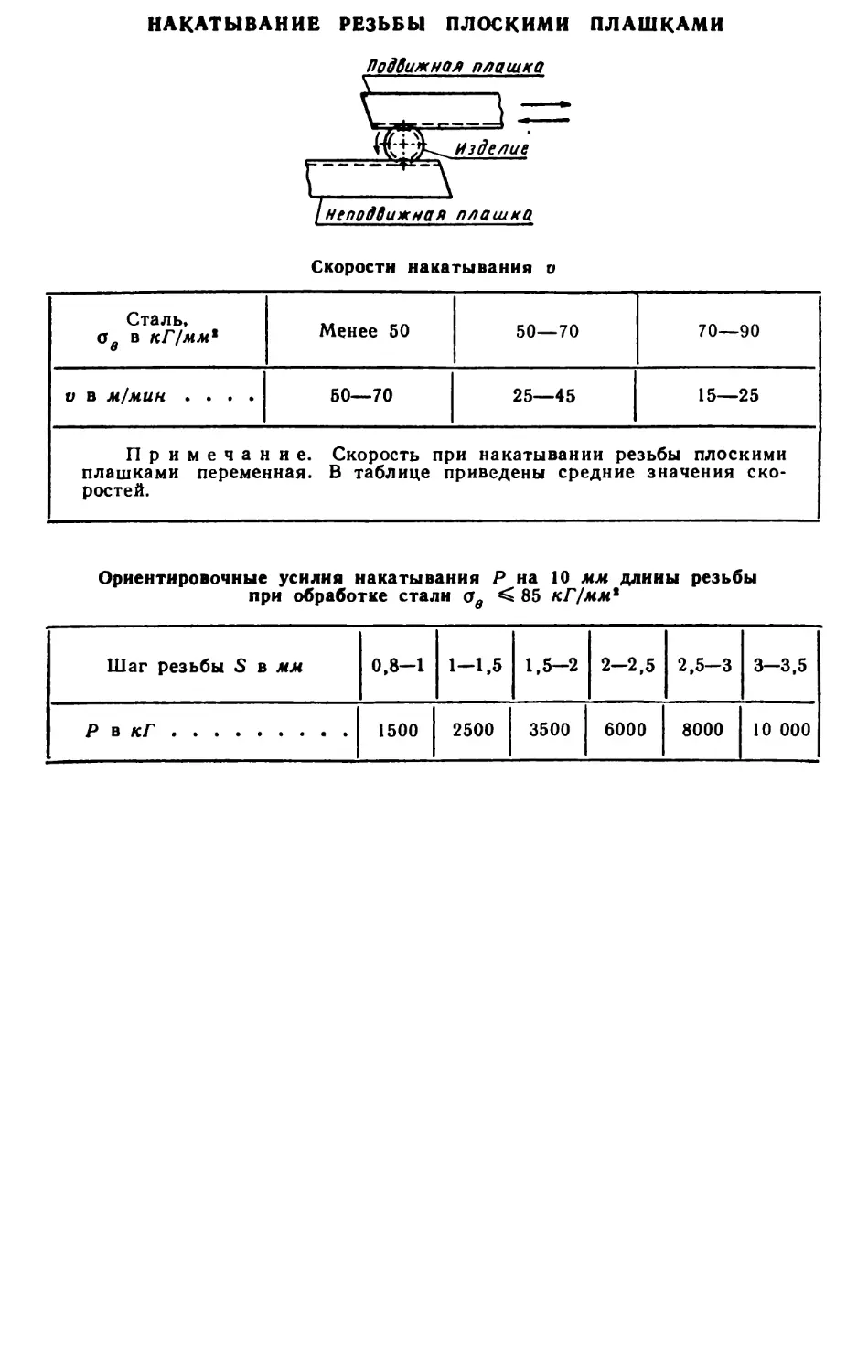
фрезами и накатывание резьбы круглыми роликами и плоскими
плашками.
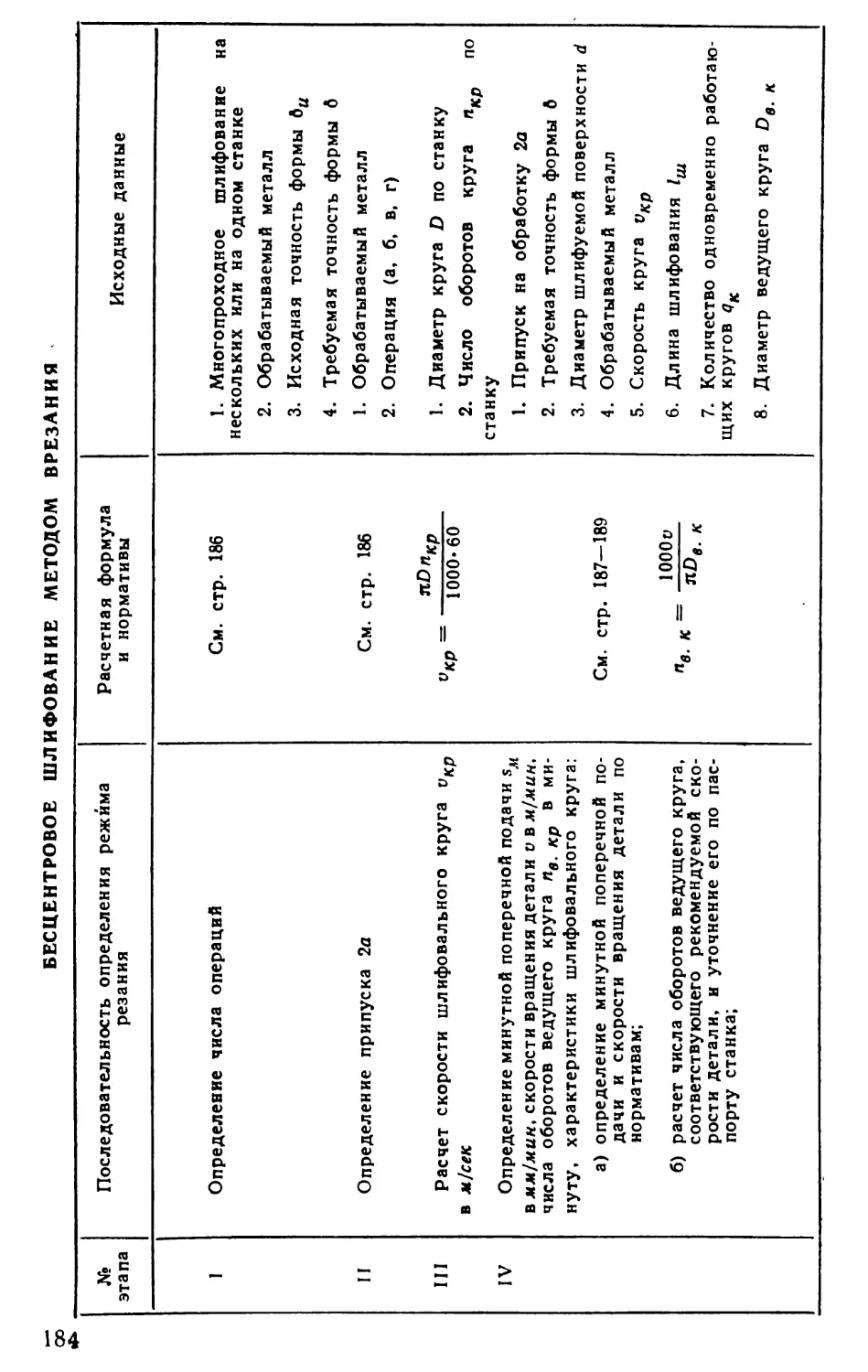
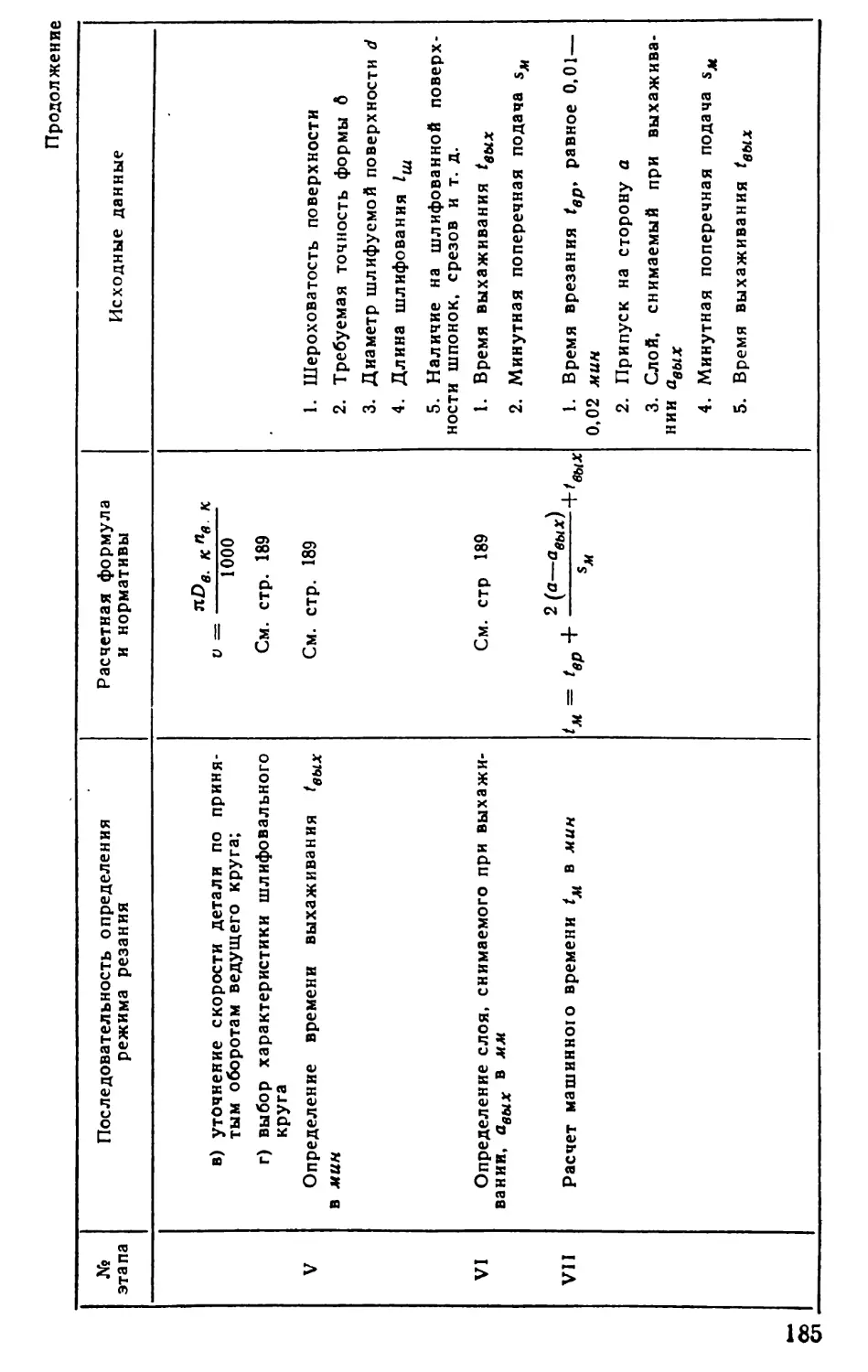
VIII. Шлифование и абразивно-алмазная обработка, включая
круглое врезное шлифование в центрах, бесцентровое шлифование методом
продольной подачи и врезания, внутреннее шлифование, плоское
шлифование на станках с круглым столом, шлицешлифование, хонингова-
ние и суперфиниширование.
IX. Чистовая обработка поверхностным пластическим
деформированием.
Карты режимов резания являются едиными для одно- и многоин-
струментных работ, а указания для них даны раздельно, при этом
для каждого вида работ, где применяется многоинструментная
обработка, приводится несколько инструкций, расположенных в порядке
усложнения наладок. Так, например, для токарных станков даны
инструкции по одноинструментной и многоинструментной обработке на
одношпиндельных станках, многоинструментной обработке на
многошпиндельных полуавтоматах.
Кроме этих основных материалов, имеется 6 приложений, в которых
приведены коэффициенты обрабатываемости сталей, рекомендации
по обработке магниевых сплавов, металлокерамики и некоторые другие
дополнительные данные по режимам резания (приложение 1);
рекомендации по выбору твердых сплавов и абразивных кругов, ряда
параметров при зубообработке, протягивании и другие технологические
рекомендации (приложение 2); некоторые справочные материалы, по-
1 Каждый раздел охватывает определенный вид обработки и
оборудования, поэтому разделам присвоены индексы, например, разделу
«Токарные станки» » индекс «Т», разделу сПротяжные станки» — индекс «П» и т. д.
6
лезные технологу при назначении им режимов резания, такие как
маркировки сталей, соотношение чисел твердости и «др. (приложение 3);
основные зависимости, принятые при составлении рекомендаций по
скоростям резания (приложение 4); данные по применению ЭВМ для
расчета режимов резания (приложение 5); примеры расчета режимов
резания (приложение 6).
При обобщении и анализе данных производственной практики,
помимо установления уровня режимов резания, выявилась также
необходимость изменения некоторых принципиальных и методических
положений по расчету режимов, являющихся основой нормативных
материалов, выпущенных рядом организаций и отдельными авторами.
Особенности нормативов кратко можно свести к следующему:
1. Принята не степенная зависимость стойкости инструментов от
Q
скорости резания Т = —— (см. приложение 4, стр. 304).
2. Значительное влияние жесткости системы
станок—деталь—инструмент на подачу, которое, однако, не поддается количественному
определению, и отсутствие данных о динамической жесткости станкоз
не позволили рекомендовать однозначные решения при назначении
подач на токарных и фрезерных станках. В нормативах даны указания о
назначении в этих случаях больших подач при жестких станках, деталях
и оснастке. Однако эти указания носят качественный характер и
приводят в известной мере к субъективным решениям при выборе в
диапазоне рекомендуемых подач.
3. Одной из основных задач расчета режимов резания многоинстру-
ментных наладок является установление стойкости инструментов много-
инструментной наладки, обеспечивающих экономически рентабельный
режим работы.
Анализ большого количества действующих многоинструментных
наладок в автомобильной промышленности показал, что с достаточной
для практики степенью точности стойкости можно определять по
предложенной НИИТАвтопромом формуле
где Тм — условноэкономическая стойкость в минутах машинной
работы, по которой ведется расчет скоростей резания инструментов
наладки (стойкость лимитирующих инструментов); TMi —
условноэкономическая стойкость каждого инструмента в предположении, что он
работает на данном станке один; К — коэффициент, учитывающий вид
обработки, количество инструментов в наладке и равномерность их
загрузки, устанавливается на основании анализа производственной
практики.
Эта формула положена в основу разработки нормативных карт,
посвященных определению стойкости инструментов.
4. Нестабильность свойств обрабатываемого и инструментального
материала по твердости и структуре, допускаемая техническими
условиями, а также невозможность в настоящее время количественно
учесть некоторые факторы (например, жесткость системы
станок—деталь—инструмент), оказывающие существенное влияние на скорость
резания, ^^^едях^расхождению расчетных и фактических скоростей
резания для принятой стойкости в^эеднем на 10—25% в зависимости
от вида и метода обработки.
Поэтому рекомендуется экспериментально уточнять режимы резания
при их внедрении в производство.
7
Оказалось целесообразным уменьшить количество поправочных
коэффициентов на скорости резания, исключая мало влияющие на
конечный результат.
По мере улучшения качества заготовок и инструмента и установления
влияния жесткости системы появится возможность повысить точность
нормативов, а также увеличить уровень режимов резания.
5. Работы, проведенные НИИТАвтопромом и заводами (ГАЗ,
ЗИЛ, ЯМЗ, ХТЗ) в области протягивания, и успешное внедрение
в промышленность прогрессивных протяжек взамен обычных в
диапазоне широко применяемых скоростей резания до 10—12 м/мип для
протяжек из быстрорежущих сталей нормальной производительности
позволили принять за основу следующие положения:
а) стойкость протяжек (количество обработанных деталей до
затупления) изменяется в зависимости от подачи на зуб sz в мм/зуб:
с увеличением подачи от 0,02—0,04 до 0,08—0,1 мм стойкость
увеличивается в среднем в 2 раза; при дальнейшем увеличении изменение
незначительно;
б) стойкость протяжек при повышении скорости резания
существенно не изменяется;
в) скорость резания в решающей степени определяется требуемой
точностью и чистотой обработки, возможностями оборудования и др.
Поэтому скорость резания в "данных нормативах не связана со
стойкостью, а принята в зависимости от обрабатываемого металла, точности
и чистоты обработанной поверхности и вида протягивания.
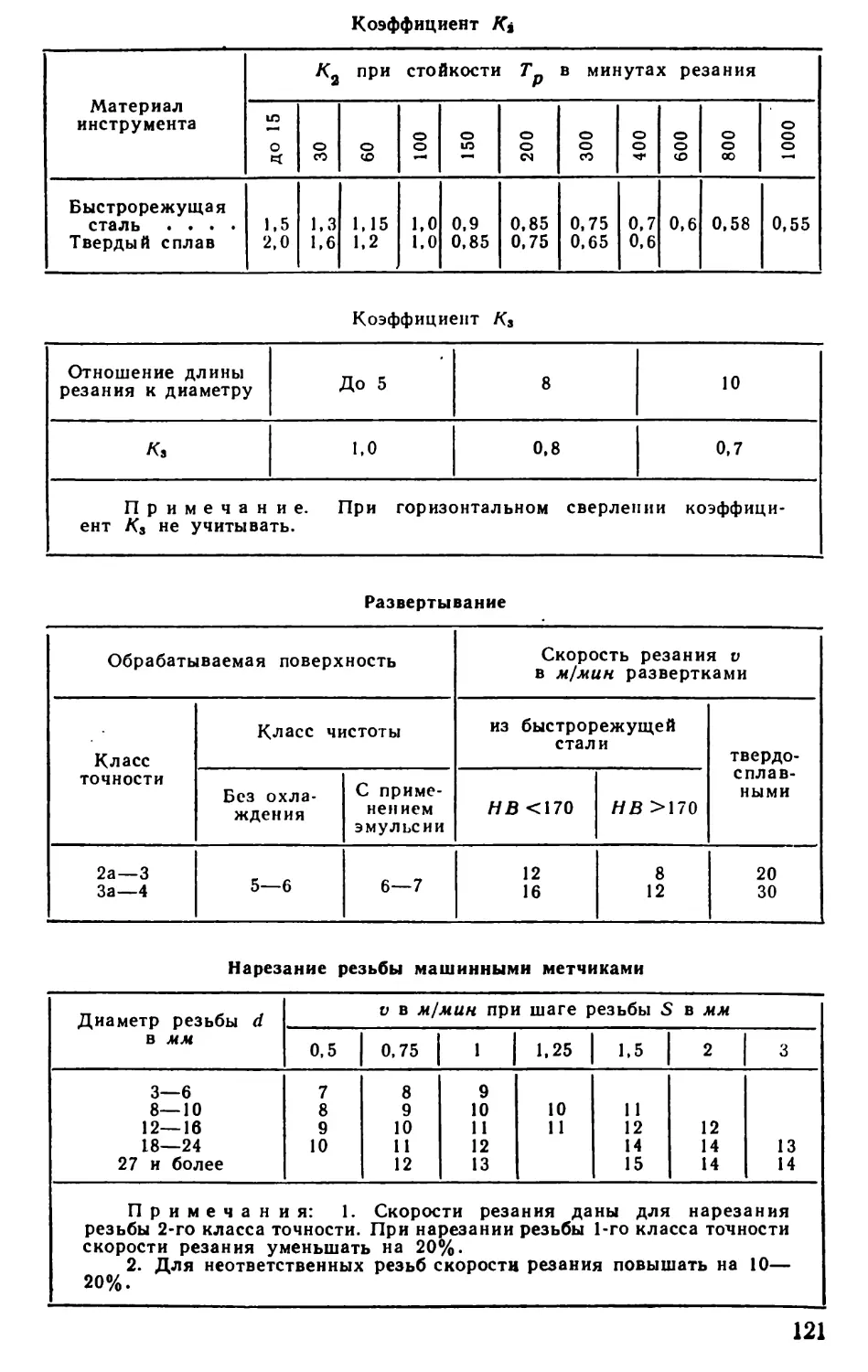
6. Рекомендации по определению скорости резания при
развертывании и нарезании резьбы основаны на тех же принципиальных
положениях, что и в случае протягивания.
7. Нормативы режимов резания на зубообрабатывающих станках
отличаются тем, что в них дополнительно учитывается та
технологическая последовательность зубообработки, которая применяется в
настоящее время на автомобильных заводах.
Режимы резания на зубофрезерных станках даны не только для
работы однозаходными червячными фрезами, но также и двух-, и трехза-
ходными, получившими широкое распространение в автомобильной
промышленности.
Для прямозубых конических колес, кроме распространенных
методов обработки (предварительное прорезание впадины зуба дисковыми
фрезами, зубострогание), режимы резания разработаны и для новых
прогрессивных методов обработки — качающимися резцовыми
головками и круговыми протяжками.
Для ведомых спирально-конических колес, кроме способа обработки
зуба с обкаткой и без обкатки, режимы резания даны и для
обработки зуба одноцикловой головкой, а также режимы накатывания
зубьев.
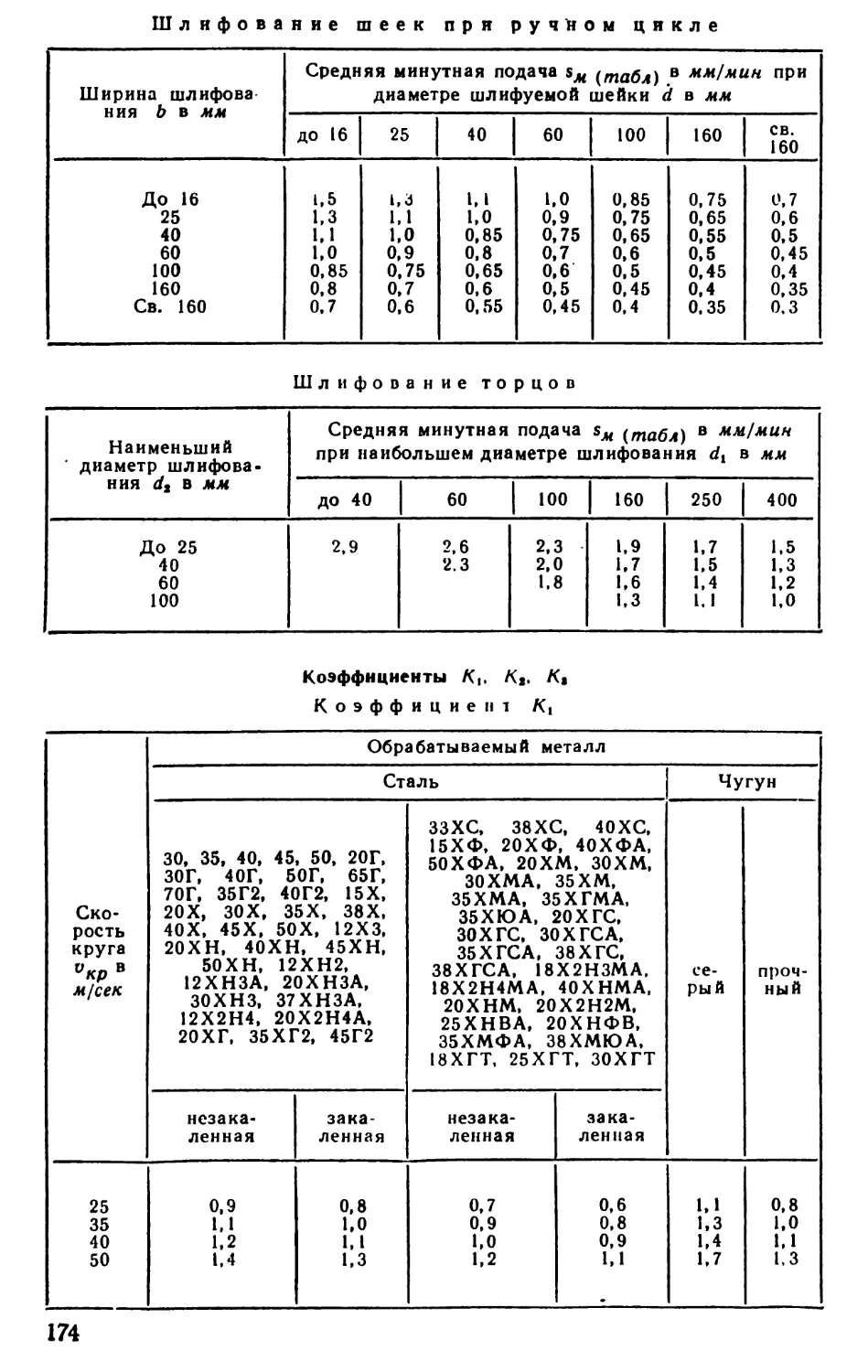
8. Анализ данных производственной практики по шлифованию
показал, что основными факторами, предопределяющими
производительность шлифования, являются качество обработанной детали, величина
снимаемого припуска, жесткость системы и режущая способность
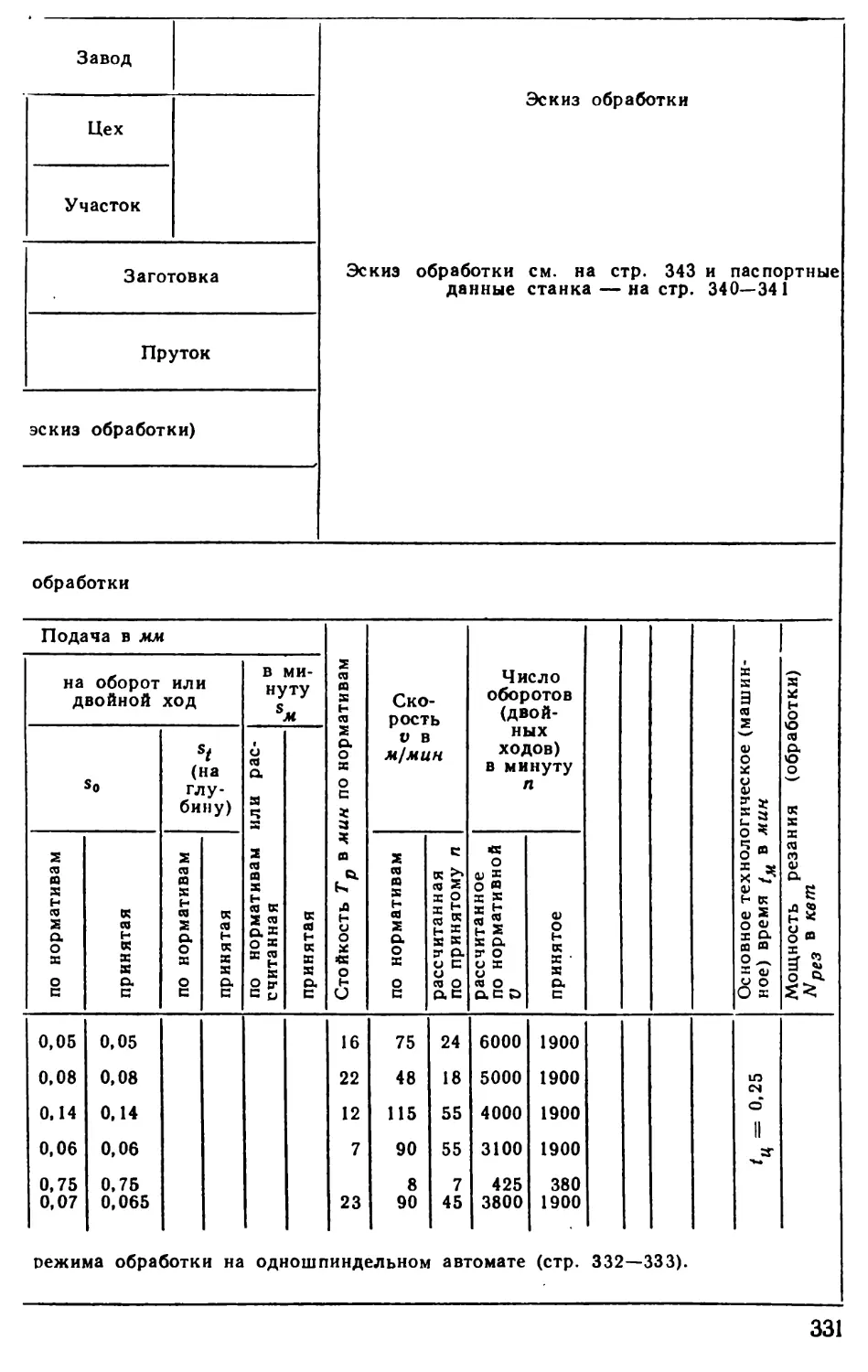
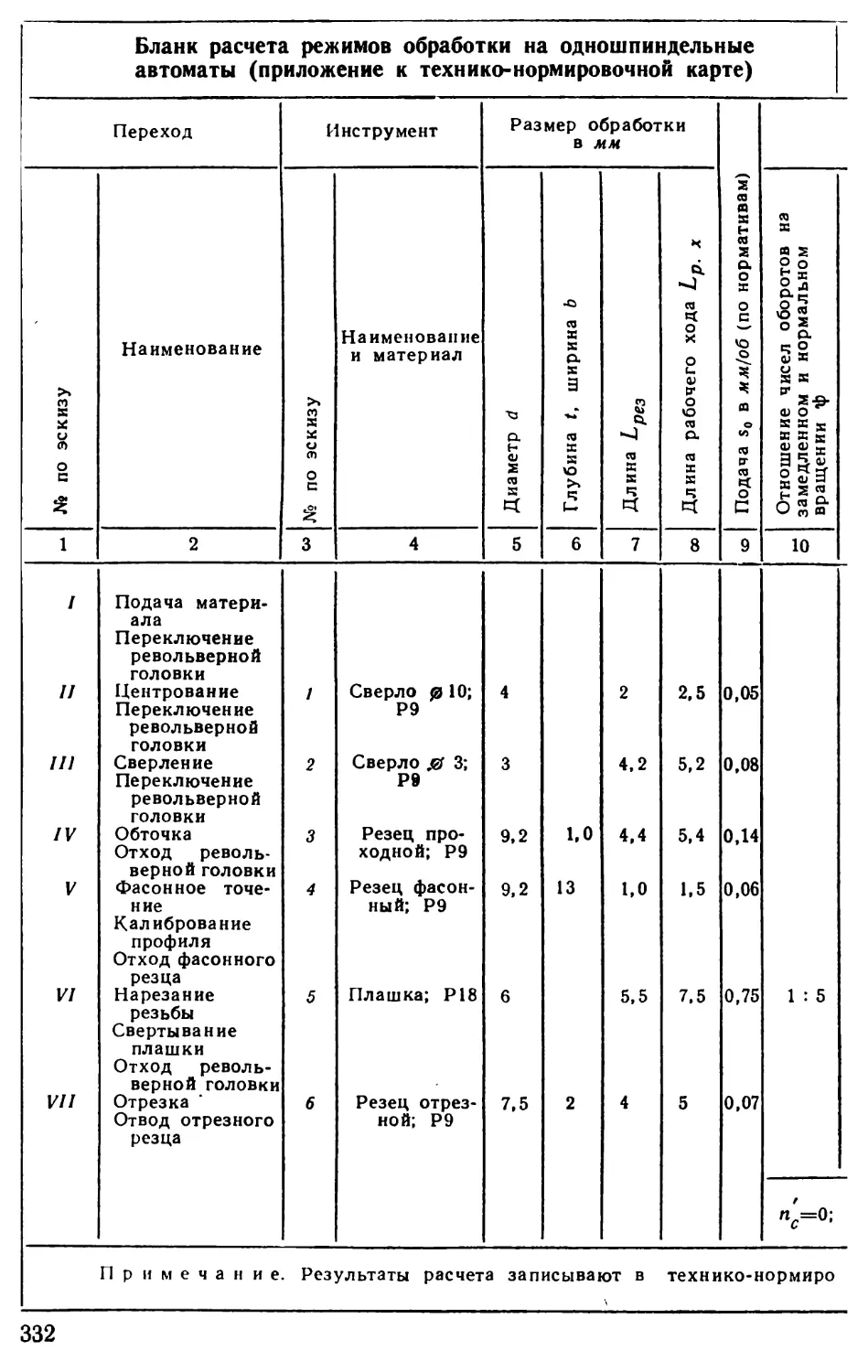
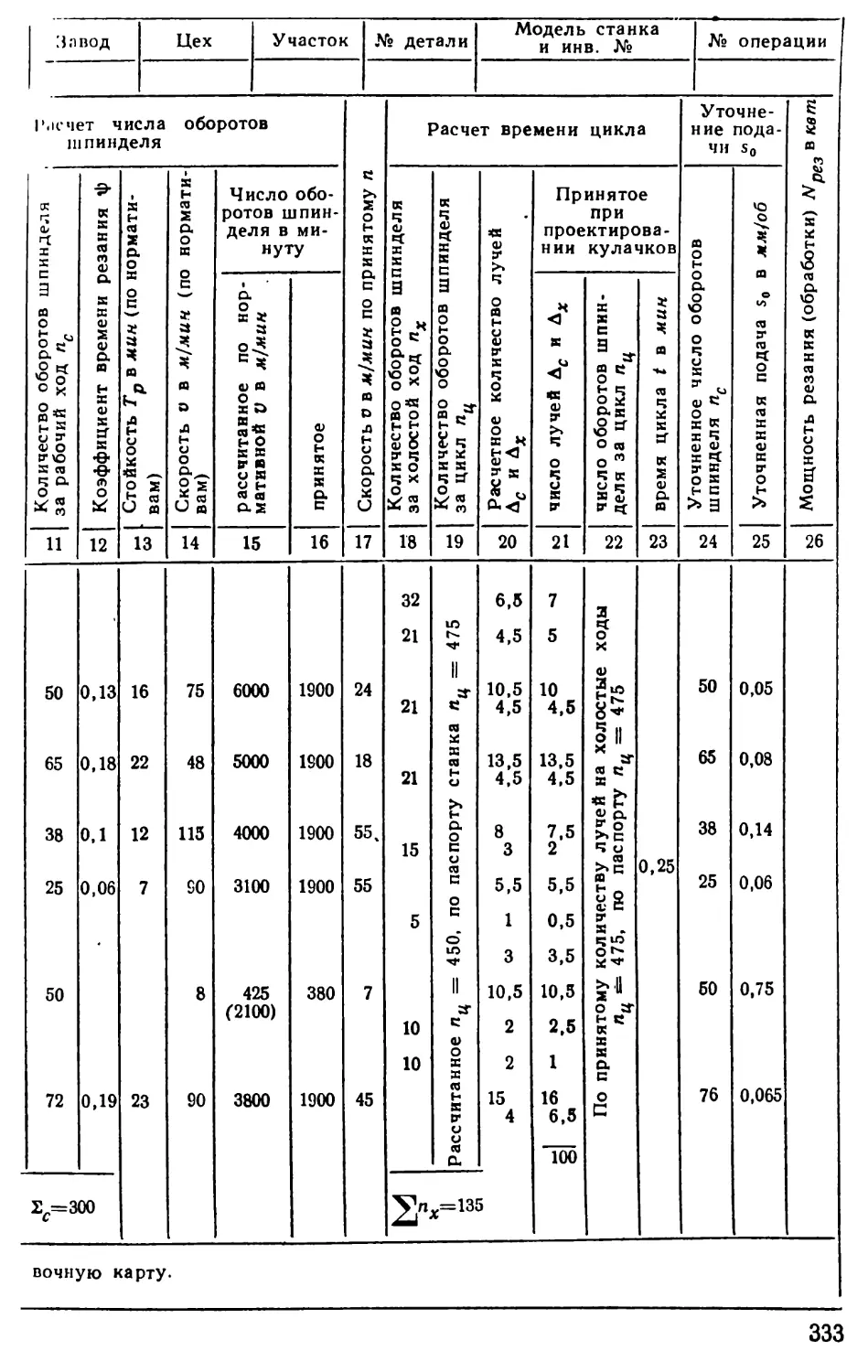
шлифовального круга.
При больших припусках с целью увеличения производительности
на станках с ручной подачей обычно повышают интенсивность съема
металла на первом этапе обработки, не обращая внимания на
возможность появления прижогов, так как поврежденный поверхностный слой
будет в дальнейшем снят на последнем этапе резания, выполняемом на
более низких режимах.
8
Качество обработки и величина припуска в настоящих нормативах
приняты как основные исходные величины, в зависимости от которых
ныбирают режимы.
Жесткость системы СПИД учтена косвенно: для станков, значительно
отличающихся по жесткости, введены различные уровни режимов.
Помимо указанного, предлагаемые способы расчета режимов
шлифования от принятых в настоящее время отличаются следующим:
1) включены рекомендации по выбору характеристики
шлифовального круга;
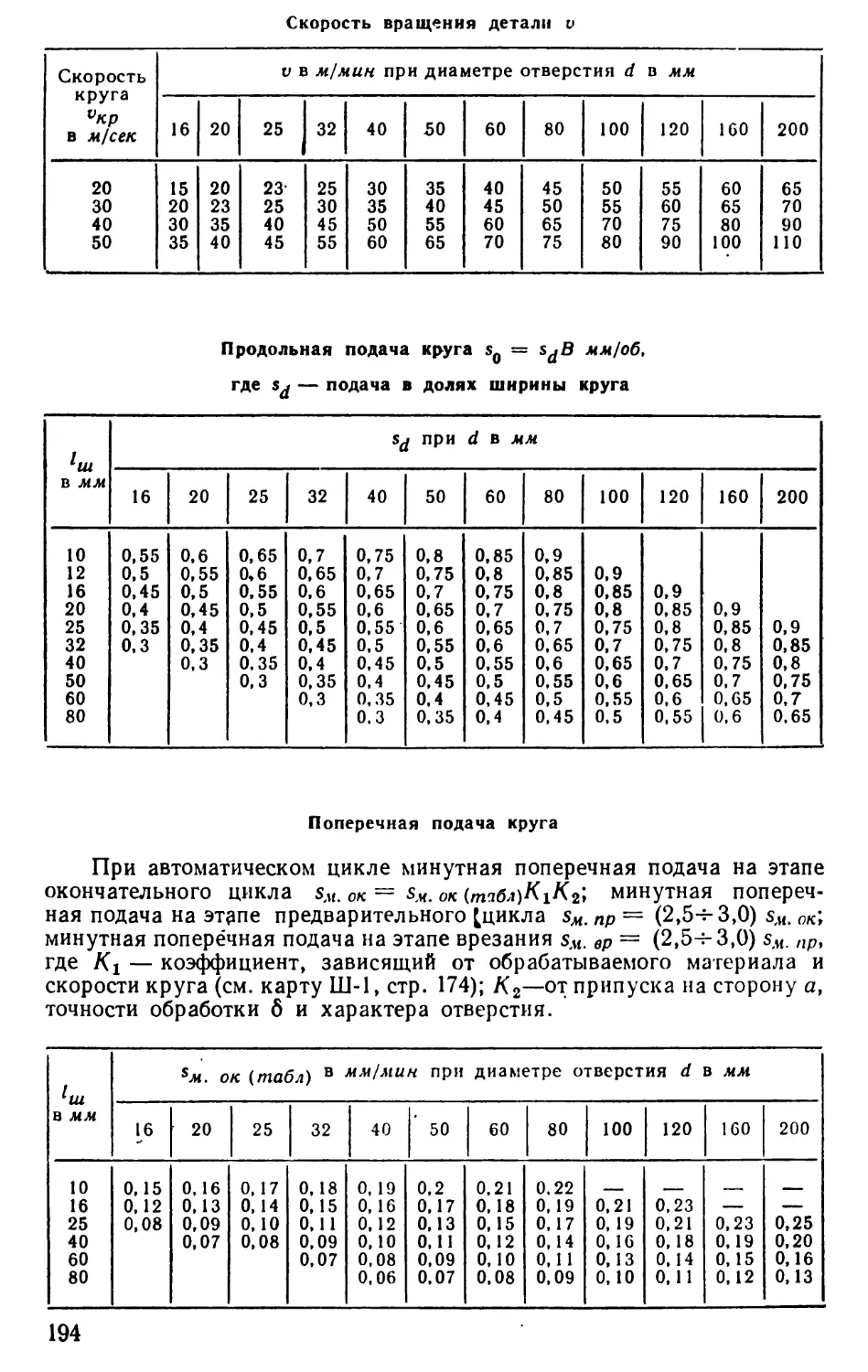
2) принята минутная поперечная подача в качестве основного
расчетного параметра, предопределяющего производительность процесса
шлифования;
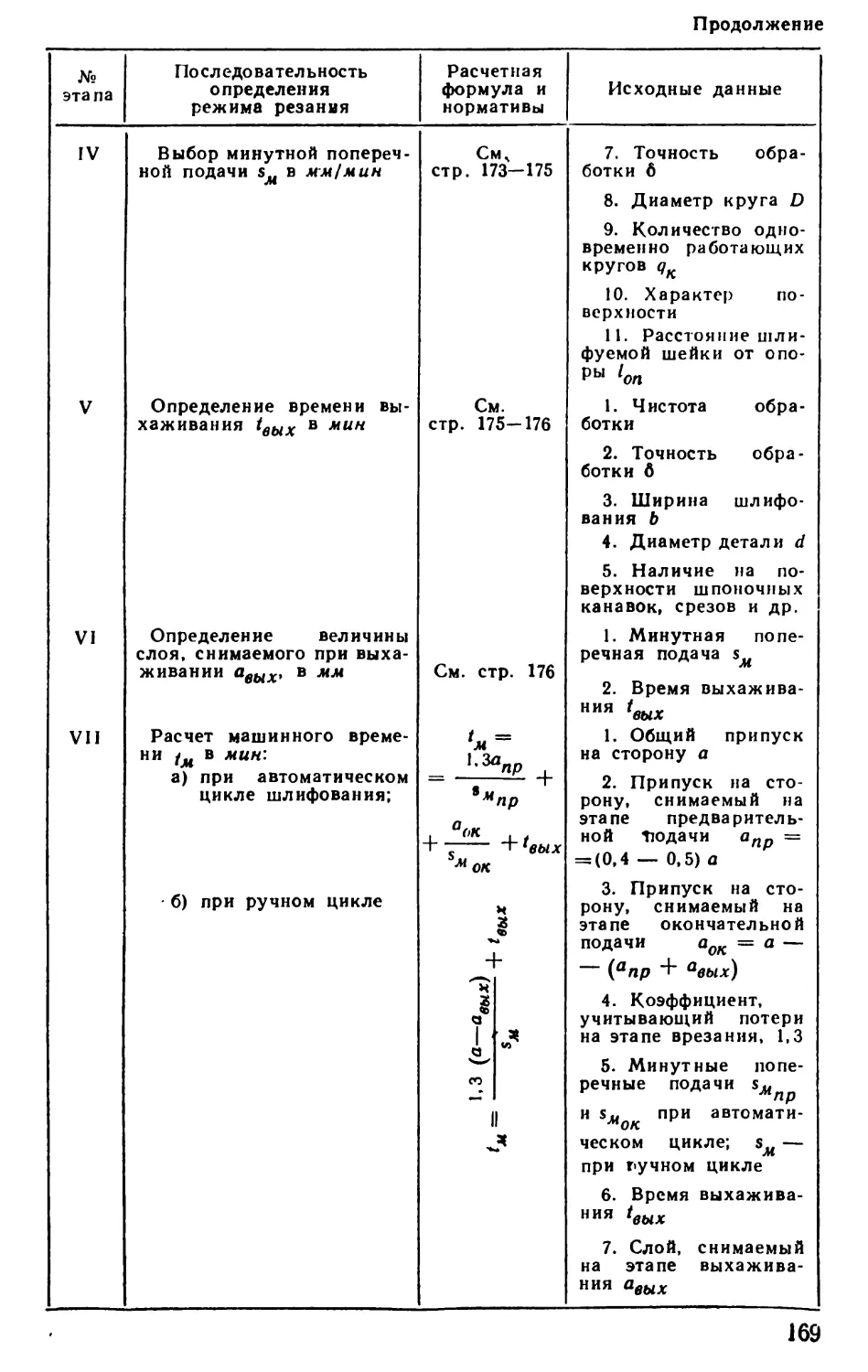
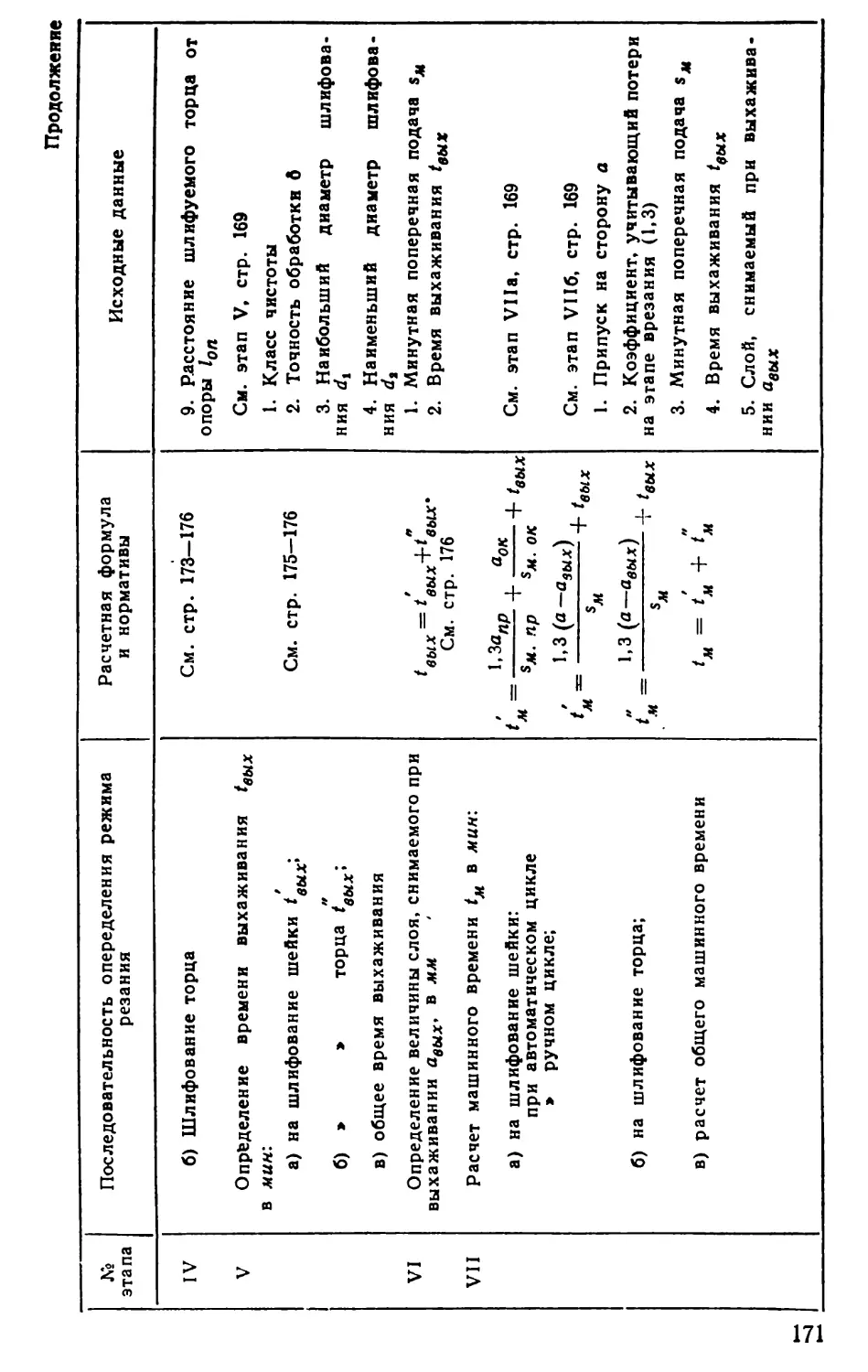
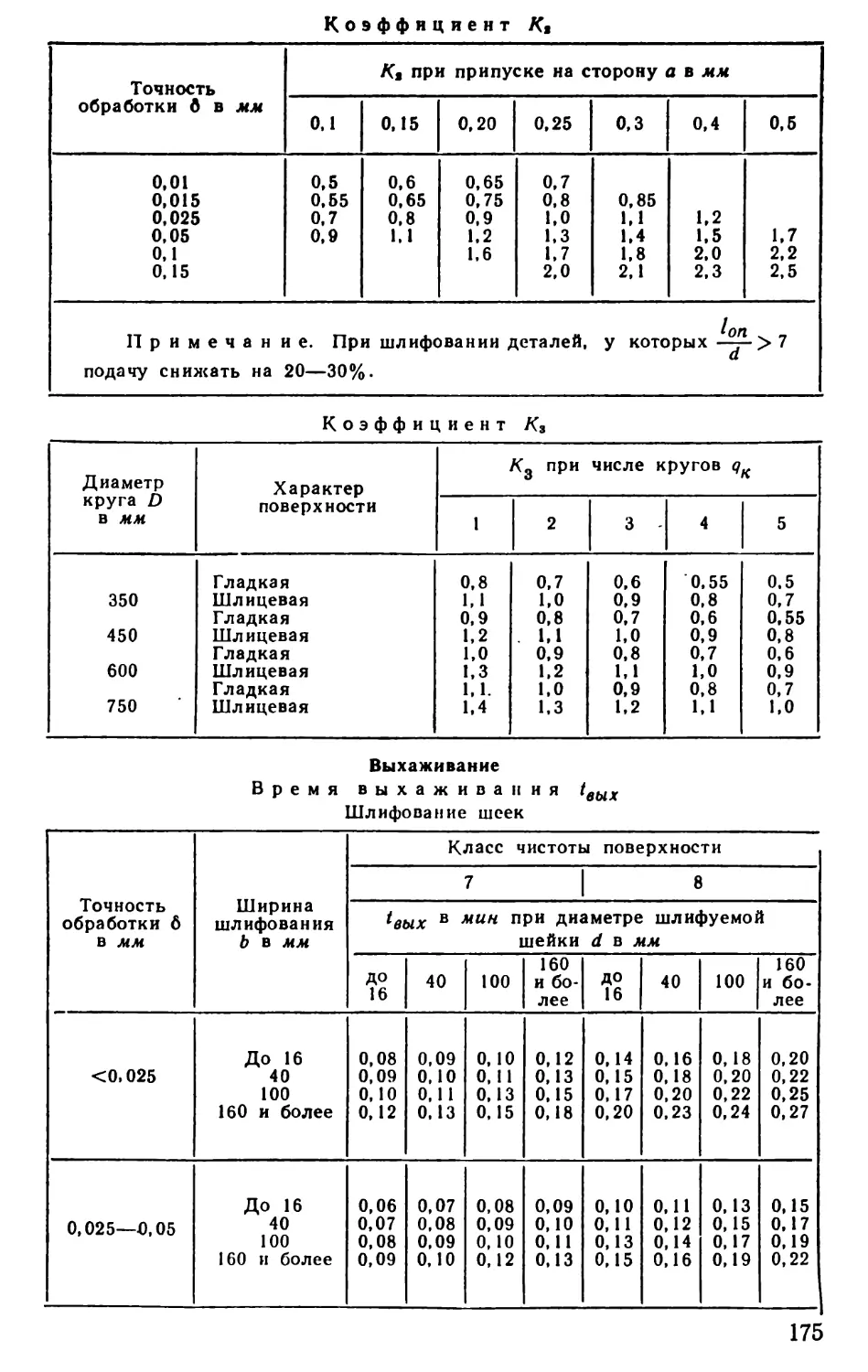
3) введена дифференцированная формула машинного времени,
учитывающая непостоянство рабочего цикла, состоящего из трех
самостоятельных этапов: врезания, в течение которого выбираются имеющиеся
в системе деталь—станок—инструмент зазоры и люфты и, следовательно,
создается натяг; основного резания, в течение которого происходит
съем основного припуска при примерно постоянной интенсивности
съема, и выхаживания (работа без подачи), в течение которого отжатая
система постепенно возвращается в исходное состояние, при этом
происходит улучшение чистоты и точности обработки;
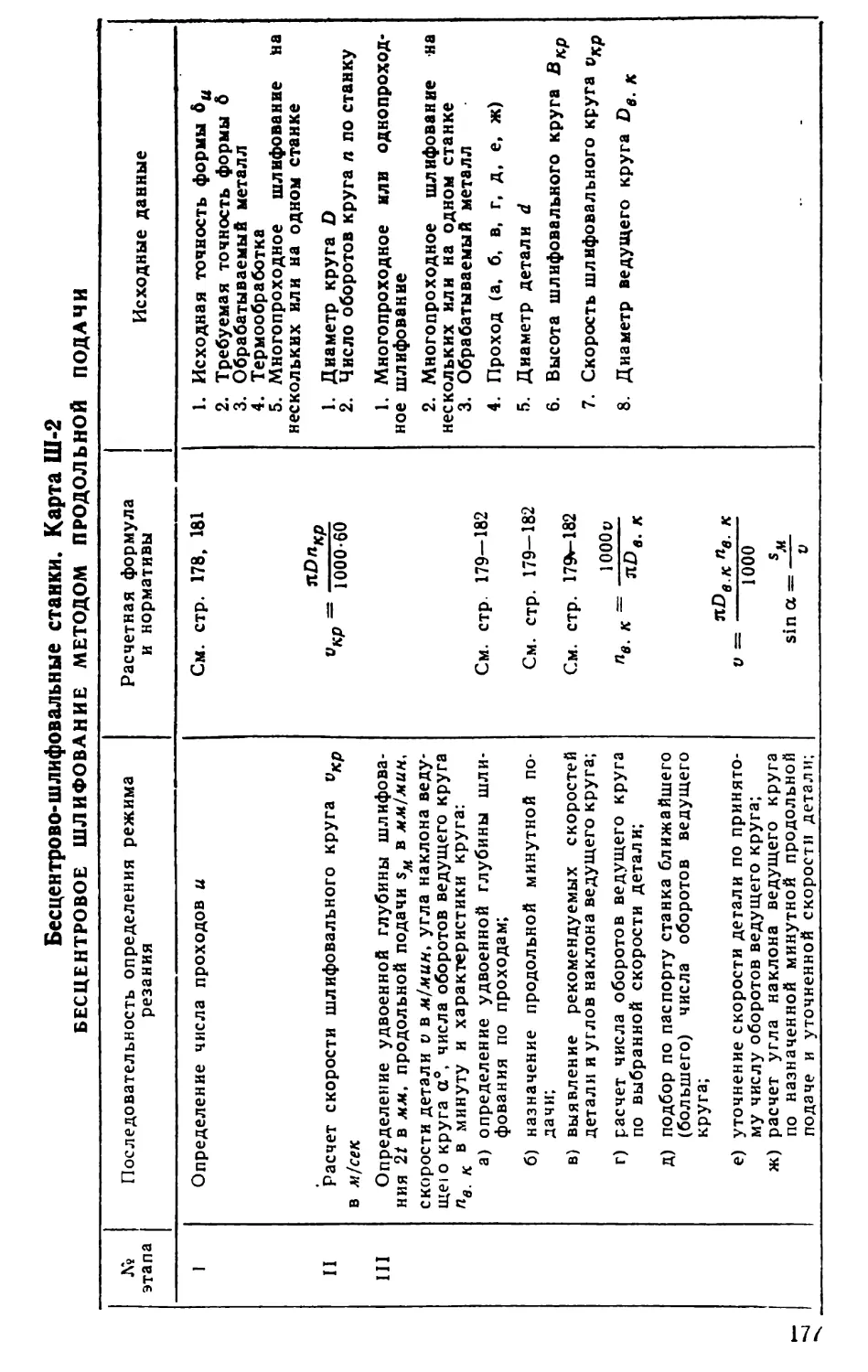
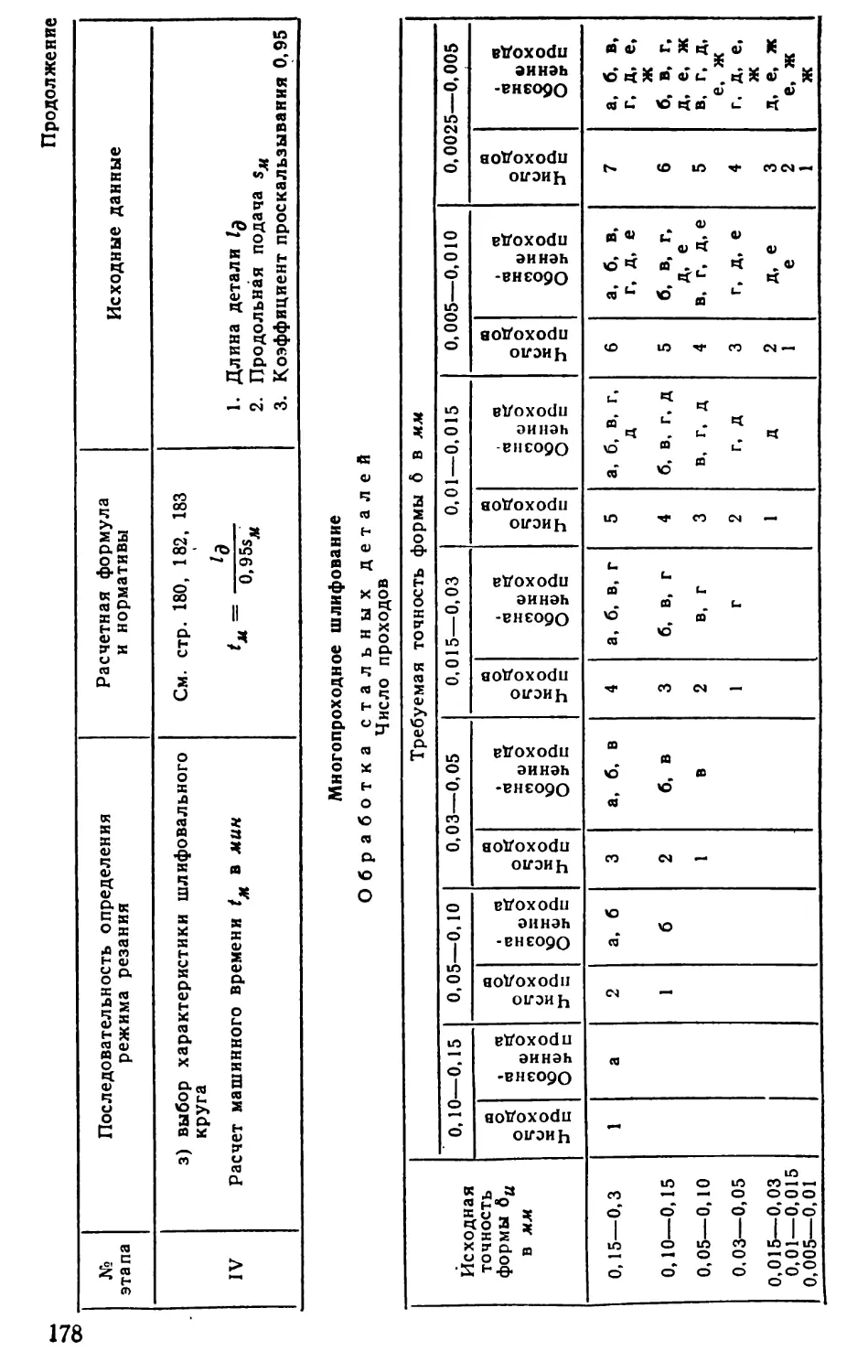
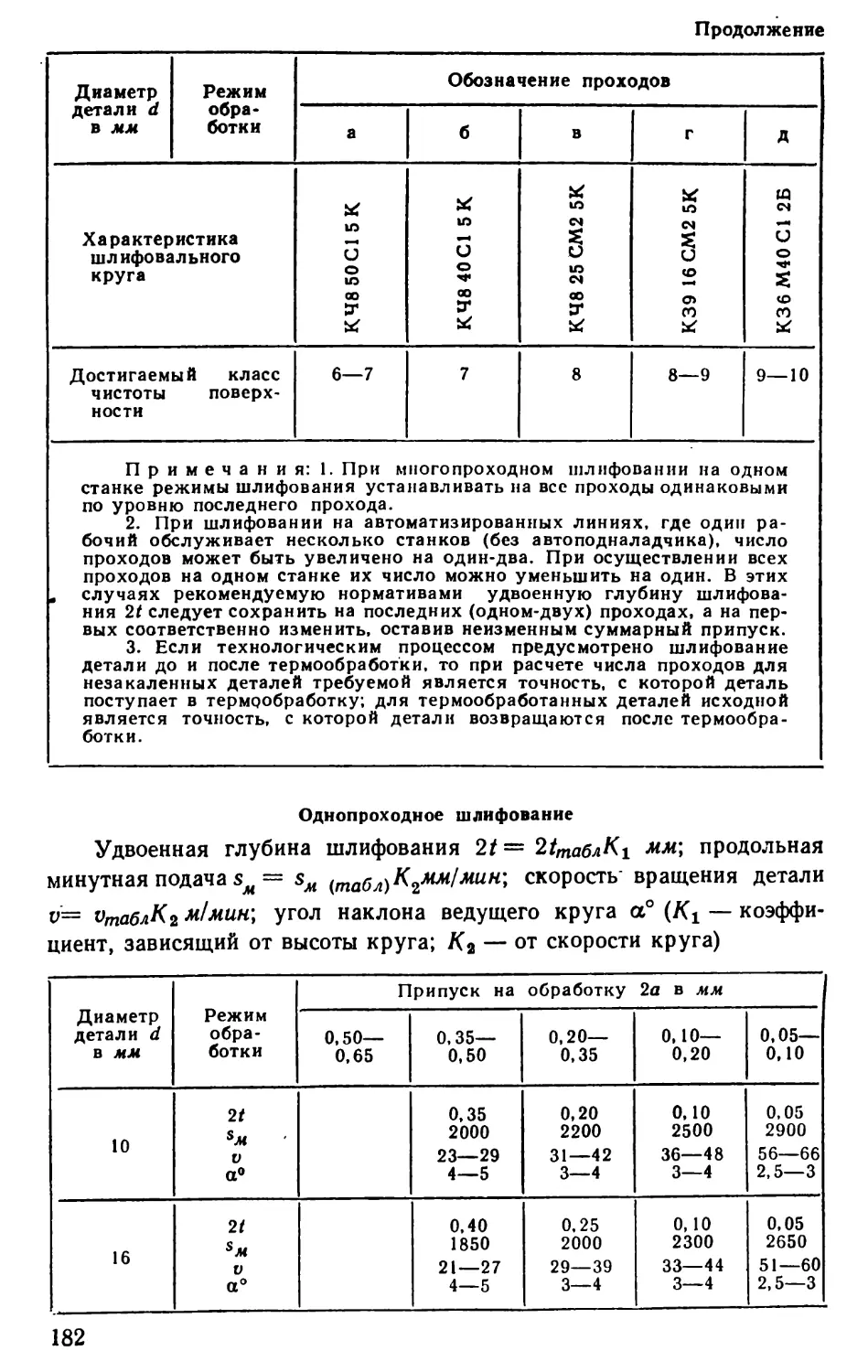
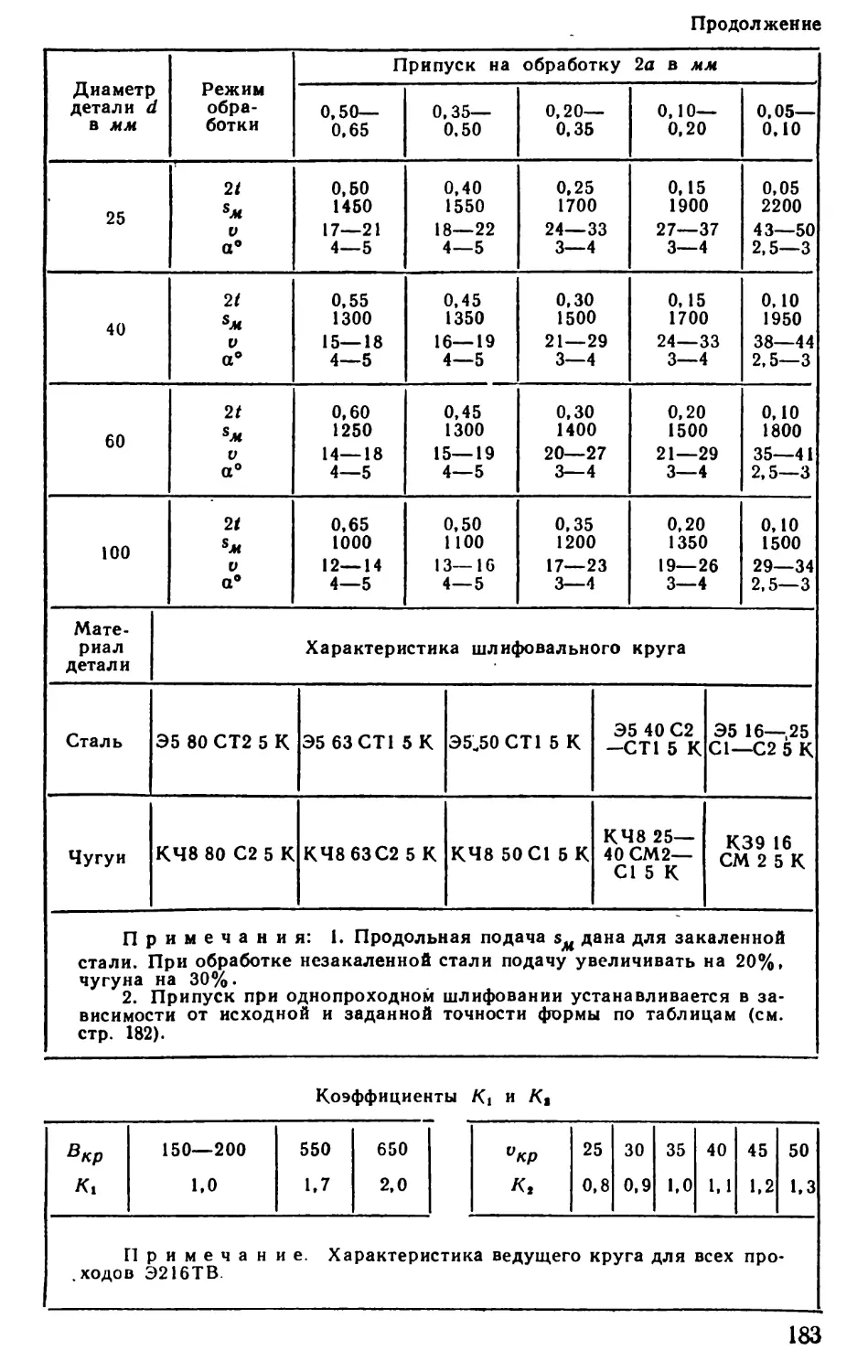
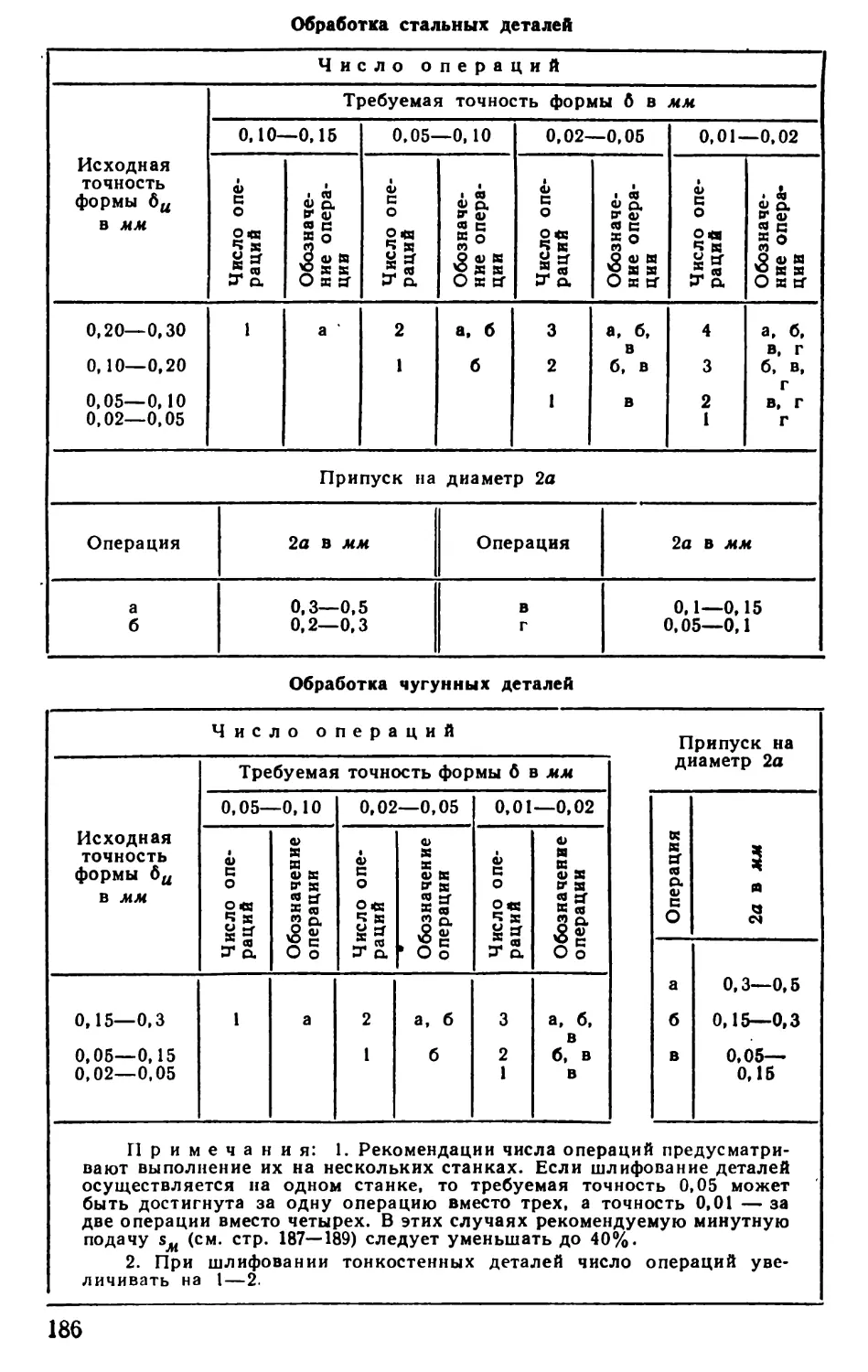
4) даны рекомендации по выбору числа проходов при бесцентровом
шлифовании методом продольной подачи в зависимости от исходной
и требуемой точности формы, а также по обеспечению постоянства ритма
потока, что достигается применением на всех станках, установленных
в потоке, одинаковой продольной подачи;
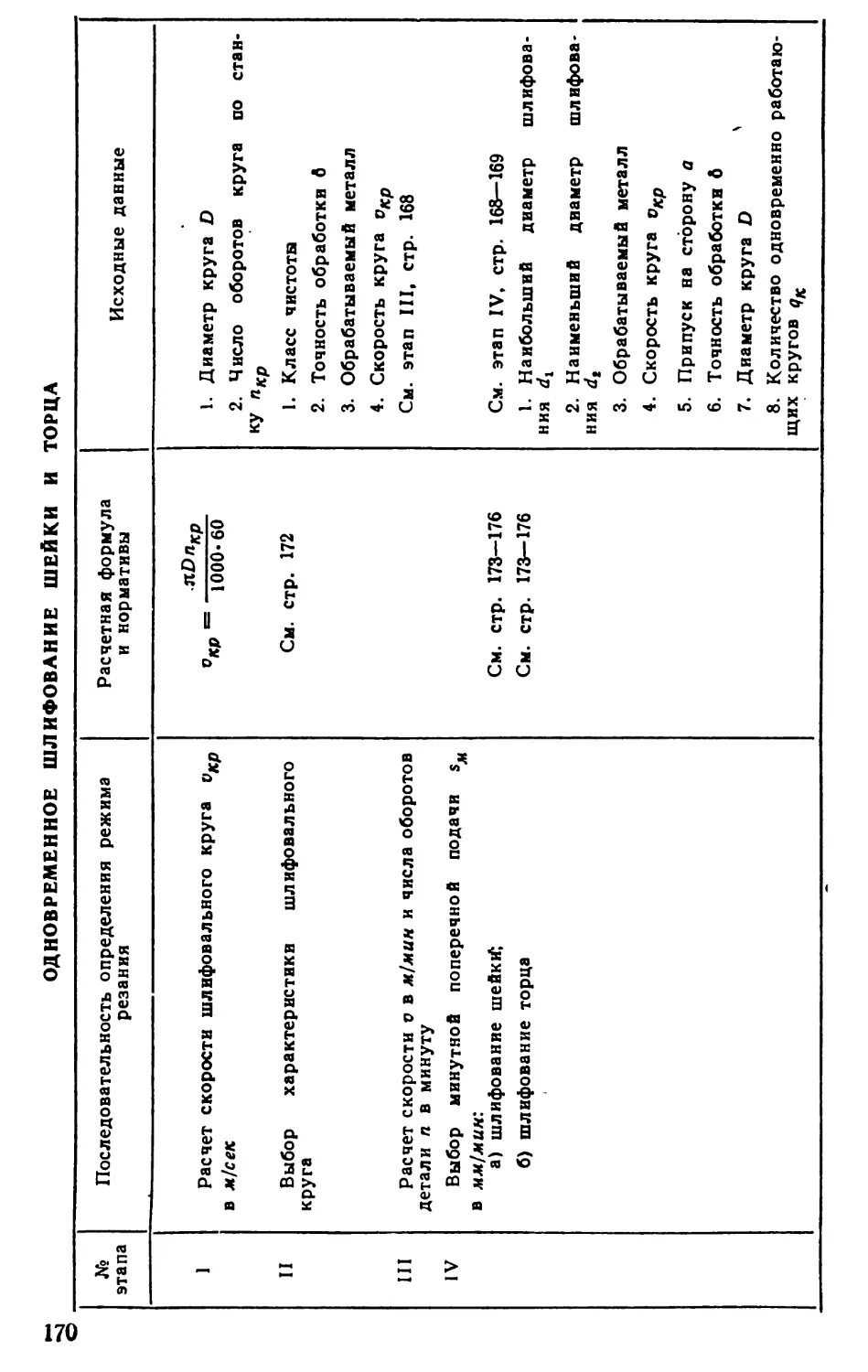
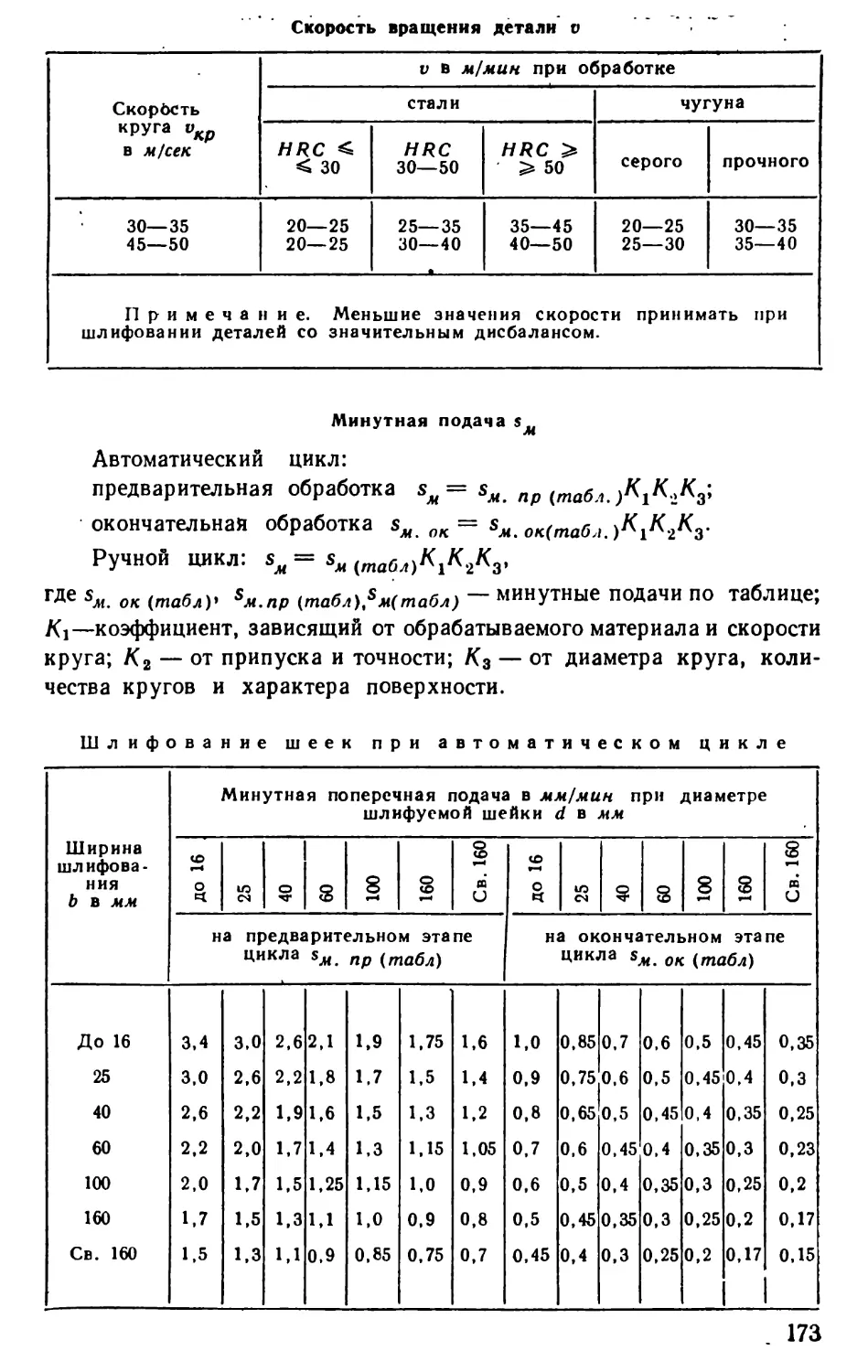
5) предусмотрено как обычное шлифование (vKp"= 30^35 м/сек),
так и скоростное (vKp = 45-ь- 50 м/сек);
6) в картах режимов резания на кругло- и внутришлифовальных
станках предусмотрено шлифование с ручным и автоматическим циклом.
ОБЩИЕ УКАЗАНИЯ ПО РАСЧЕТУ РЕЖИМОВ
РЕЗАНИЯ
Нормативы разработаны для использования при расчете режимов
обработки по запроектированному или действующему технологическому
процессу и наладкам в поточно-массовом производстве.
Режимы резания рассчитаны для инструментов из быстрорежущей
стали и оснащенных твердосплавными пластинками. При отсутствии
указаний подразумевается применение инструментов гиз
быстрорежущих сталей нормальной производительности (Р18, Р12, Р6М5 и др.).
Значения стойкости и соответствующие им скорости резания
рассчитаны на такие износы инструмента и критерии притупления, которые
сбеспечивают его надежную и экономичную 'работу при условии
нормальной эксплуатации. Силы, крутящие моменты и мощности резания
приведены для инструмента к периоду его нормального затупления,
если в картах нет специальных указаний.
Хотя нормативы предназначены для спроектированных или
действующих технологических процессов и наладок обработки, в ряде
случаев необходимо вносить изменения, если в процессе расчета
выяснится, что можно повысить производительность или улучшить условия
обработки. Например, при определении подач суппортов многорезцовых
станков может быть выявлена целесообразность уменьшения длины
хода суппорта, лимитирующего производительность по времени работы,
за счет введения дополнительных инструментов, перенесения части
обработки на другие суппорты, позиции и в отдельных случаях — на
другие операции; при расчете мощности резания может оказаться
необходимым сместить время начала или окончания работы отдельных
суппортов; иногда целесообразно изменить конструкцию инструментов,
инструментальных материалов и т. п. Такое активное отношение к
расчету режимов резания будет способствовать более полному
использованию имеющихся резервов производства, повышению
производительности труда.и его экономических показателей.
Рассчитанные по нормативам режимы резания не следует считать
предельными, а их необходимо рассматривать, как первый этап
установления рациональных режимов резания. В ряде случаев при
внедрении их следует уточнять по уровню подач и скоростей резания.
В конкретных производственных условиях в зависимости от загрузки
станка по программе может оказаться, что целесообразно повысить
режимы, когда, например, станок является «узким» местом в линии,
или, наоборот, понизить на недогруженных по программе станках, если
это, например, диктуется целесообразностью многостаночного
обслуживания, позволяющего резко повысить производительность труда
рабочего.
Однако следует иметь в виду, что форсирование режимов резания на
«узких» местах возможно лишь до режима так называемой наибольшей
10
производительности станка, когда количество обработанных деталей
будет наибольшим.
Пределы возможного увеличения скоростей резания ограничены
и составляют в большинстве случаев в среднем 15—20%, так как
дальнейшее повышение приводит к понижению производительности
станка вследствие резкого возрастания простоев по техническому
обслуживанию (смена и подналадка инструмента). Поэтому при
уточнении режима резания в процессе внедрения во всех случаях
следует применять лучшие конструкции инструмента, более
износостойкие инструментальные материалы и т. д., лишь в крайних случаях
прибегая к изменению режимов за счет снижения стойкости
инструмента. Введение быстросменного и бесподналадочного
инструментального оснащения'позволяет уменьшать значения стойкости и тем самым
несколько увеличивать экономически рентабельные скорости резания.
Несмотря на разнообразие работ, охватываемых нормативами, и
наличие особенностей, присущих каждой из них, методический подход,
порядок расчета и задачи, которые приходится решать при расчете
режимов резания, являются общими.
Предлагаемая методика расчета сводит по существу многоинстру-
ментные работы к одноинструментным, при этом многошпиндельные
станки рассматриваются, как несколько одношпиндельных, связанных
одним временем обработки.
Материалы справочника могут применяться и при установлении
режимов работы автоматических линий. Для автоматических линий с
гибкой транспортной связью оборудования расчет производится так же,
как и для отдельных станков поточной линии, но, определяя
производительность, следует учитывать простои, вызываемые работой
транспортной системы. Автоматическую линию с жесткой транспортной
связью оборудования нужно рассматривать как один станок.
Согласно опыту МСКБАЛ и АС и Горьковского автозавода, для ряда
значений рабочего цикла /ч подсчитывается действительная
производительность Q с учетом времени простоев.
Данные по простоям оборудования (включая отказы систем
управления) устанавливаются на основании обобщения опыта
эксплуатации автоматических линий и в большинстве случаев могут
считаться независящими от уровня режимов резания. Затраты времени
на смену и регулирование инструментов зависят от уровня стойкостей,
а следовательно, от режимов резания.
На основании полученной в результате расчета зависимости
производительности Q от времени цикла t4 с учетом требований программы
выпуска деталей устанавливается рациональное значение t4 и
соответствующие ему режимы резания.
укрупненные расчеты можно выполнять аналогично тому, как
рекомендуется для соответствующих многопозиционных станков,
принимая стойкость лимитирующих инструментов равной 200 мин
машинной работы. "~
Для всех видов работ прежде всего следует выявить исходные
данные, необходимые для расчета. К ним относятся требования
технологического процесса, принятая схема обработки (наладка), паспорт
оборудования и т. п.
Назначение режимов резания почти во всех случаях начинают
с выбора подачи, после чего рассчитывают стойкость, скорость резания
и при необходимости — усилия и мощности резания.
Последовательность расчета режимов резания для каждого вида
работ указана в картах и нормативных таблицах. Рекомендуемые в кар-
11
тах и рассчитанные по ним подачи, число оборотов и другие данные
уточняют по паспорту станка.
Одной из основных особенностей расчета при многоинструментных
наладках является необходимость согласования работы отдельных
позиций, шпинделей, суппортов и отдельных инструментов между собой
с подчинением расчета общему кинематическому параметру или времени
обработки. Общим параметром при точении на одношпиндельных
многорезцовых станках является общая для всех инструментов одного
суппорта подача на оборот s0 в мм/об и общее число оборотов детали в
минуту; при обработке многошпиндельной сверлильной головкой —
единая минутная подача sM в мм/мин; при работе на многошпиндельном
станке — время обработки tM в мин и т. д.
При пользовании справочником необходимо обратить внимание на
то, что в картах вместе с табличными значениями параметров (утабл»
$табл и т. д.) даны коэффициенты и примечания. Для определения
режима резания необходимо табличное значение умножить на
произведение указанных коэффициентов, учитывая примечания.
В таблицах коэффициенты для скорости резания в зависимости от
уровня стойкости даны только для надежно обеспечиваемой стойкости.
Прочерки в таблице свидетельствуют о том, что данная стойкость не
может быть гарантирована и не должна приниматься в расчет как при
определении скоростей резания, так и для оценки стойкости при
изменении скоростей резания.
ТОКАРНЫЕ СТАНКИ
Порядок расчета режимов резания для всех станков токарной
группы является общим. Однако особенности кинематики станков
влияют на технику расчета, поэтому указания даны на отдельные виды
обработки:
одноинструментная обработка на операционных токарных станках;
многоинструментная обработка на одношпиндельных станках;
обработка на токарно-копировальных станках с постоянным числом
оборотов шпинделя за время рабочего цикла;
обработка на токарно-копировальных станках, позволяющих менять
число оборотов шпинделя за рабочий цикл;
обработка на многошпиндельных полуавтоматах последовательного
действия;
обработка на многошпиндельных полуавтоматах непрерывного
действия.
Для патронных работ на станка^ типа 1А240П, 1265 ПМ и им
подобных режимы резания принимать по картам Т-2—Т-6, а методику
расчета — по карте А-1.
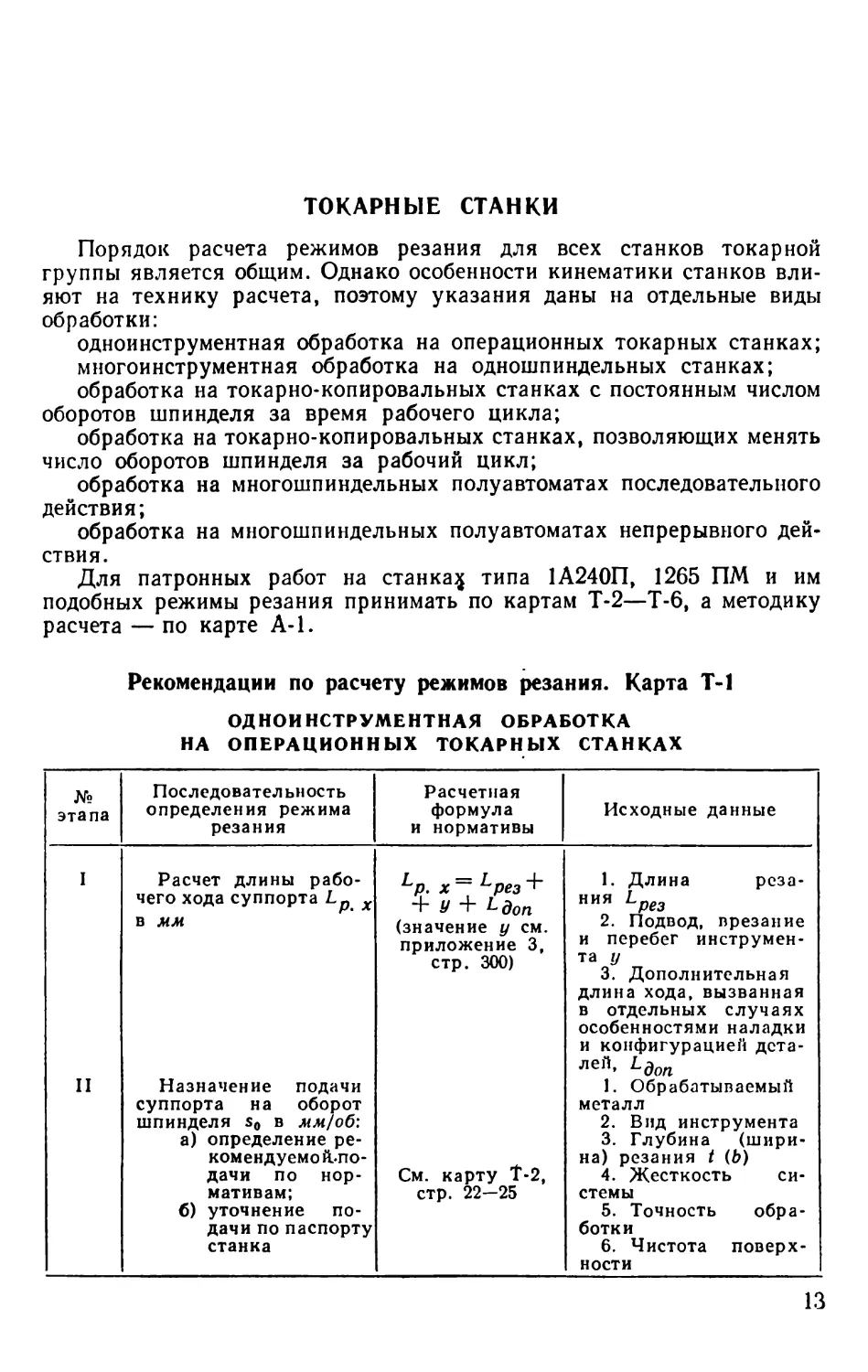
Рекомендации по расчету режимов резания. Карта Т-1
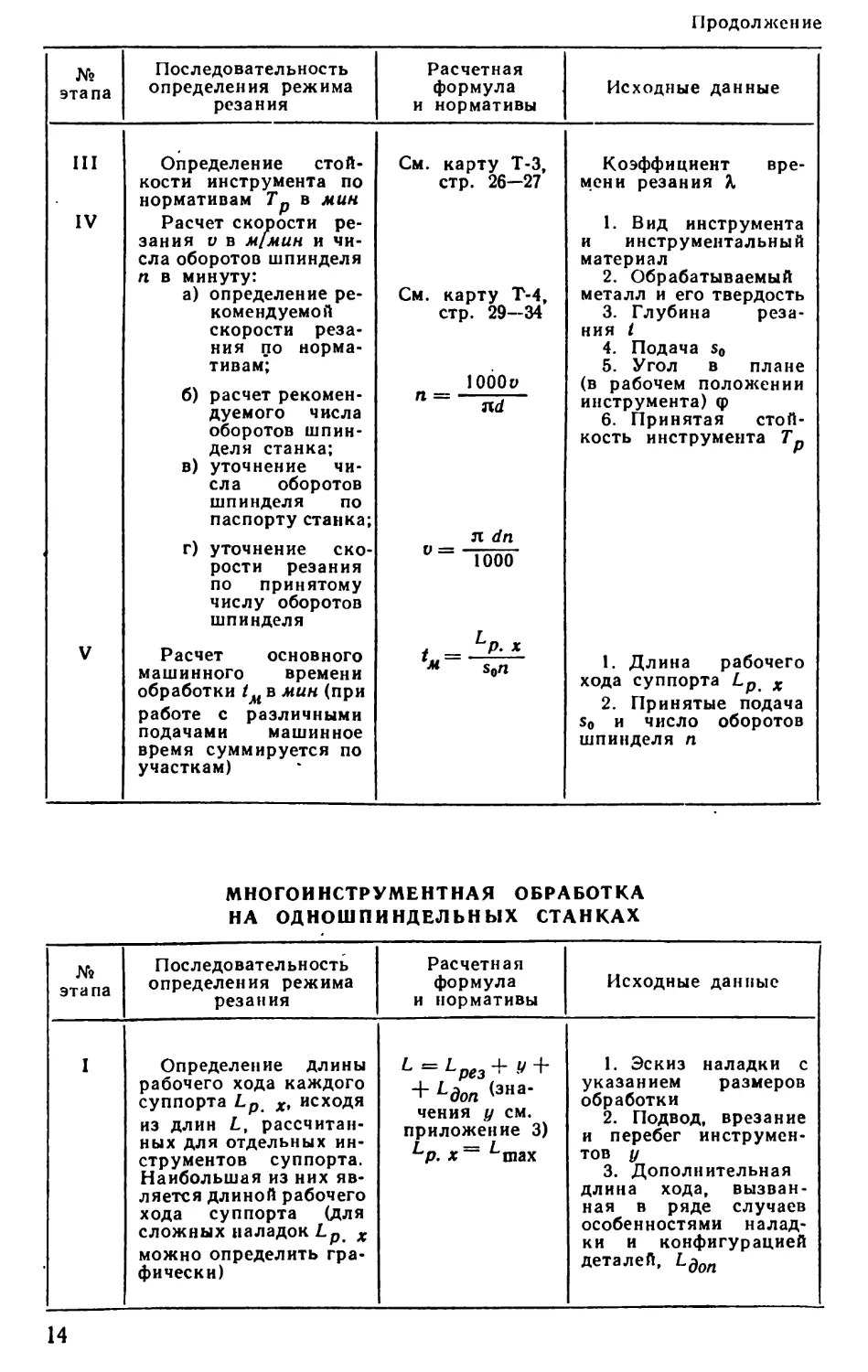
ОДНОИНСТРУМЕНТНАЯ ОБРАБОТКА
НА ОПЕРАЦИОННЫХ ТОКАРНЫХ СТАНКАХ
этапа
I
II
Последовательность
определения режима
резания
Расчет длины
рабочего хода суппорта Lp x
в мм
Назначение подачи
суппорта на оборот
шпинделя s0 в мм/об:
а) определение
рекомендуемо Й..ПО-
дачи по
нормативам;
б) уточнение
подачи по паспорту
станка
Расчетная
формула
и нормативы
Lp. х = ^рез '
+ У + *~доп
(значение у см.
приложение 3,
стр. 300)
См. карту Т-2,
стр. 22-25
Исходные данные
1. Длина рсза-
ния Lpea
2. Подвод, врезание
и перебег
инструмента у
3. Дополнительная
длина хода, вызванная
в отдельных случаях
особенностями наладки
и конфигурацией дста-
леП> Ldon
1. Обрабатываемый
металл
2. Вид инструмента
3. Глубина
(ширина) резания t (b)
4. Жесткость
системы
5. Точность
обработки
6. Чистота
поверхности
13
Продолжение
Mb
этапа
III
IV
V
Последовательность
определения режима
резания
Определение
стойкости инструмента по
нормативам Т„ в мин
Расчет скорости
резания v в м/мин и
числа оборотов шпинделя
п в минуту:
а) определение
рекомендуемой
скорости
резания по
нормативам;
б) расчет
рекомендуемого числа
оборотов
шпинделя станка;
в) уточнение
числа оборотов
шпинделя по
паспорту станка;
г) уточнение
скорости резания
по принятому
числу оборотов
шпинделя
Расчет основного
машинного времени
обработки tM в мин (при
работе с различными
подачами машинное
время суммируется по
участкам)
Расчетная
формула
и нормативы
См. карту Т-3,
стр. 26—27
См. карту Т-4,
стр. 29—34
\000v
п = -—
nd
я dn
V~~ 1000
м s0n
Исходные данные
Коэффициент
времени резания X
1. Вид инструмента
и инструментальный
материал
2. Обрабатываемый
металл и его твердость
3. Глубина
резания /
4. Подача s0
5. Угол в плане
(в рабочем положении
инструмента) ф
6. Принятая
стойкость инструмента Тр
1. Длина рабочего
хода суппорта Lp x
2. Принятые подача
s0 и число оборотов
шпинделя п
МНОГОИНСТРУМЕНТНАЯ ОБРАБОТКА
НА ОДНОШПИНДЕЛЬНЫХ СТАНКАХ
этапа
Последовательность
определения режима
резания
Расчетная
формула
и нормативы
Исходные данные
Определение длины
рабочего хода каждого
суппорта Lp Xt исходя
из длин L,
рассчитанных для отдельных
инструментов суппорта.
Наибольшая из них
является длиной рабочего
хода суппорта (для
сложных наладок Lp x
можно определить
графически)
+ Ldon <зна"
чения у см.
приложение 3)
Lp. *= Lmax
1. Эскиз наладки с
указанием размеров
обработки
2. Подвод, врезание
и перебег
инструментов у
3. Дополнительная
длина хода,
вызванная в ряде случаев
особенностями
наладки и конфигурацией
деталей, Ldon
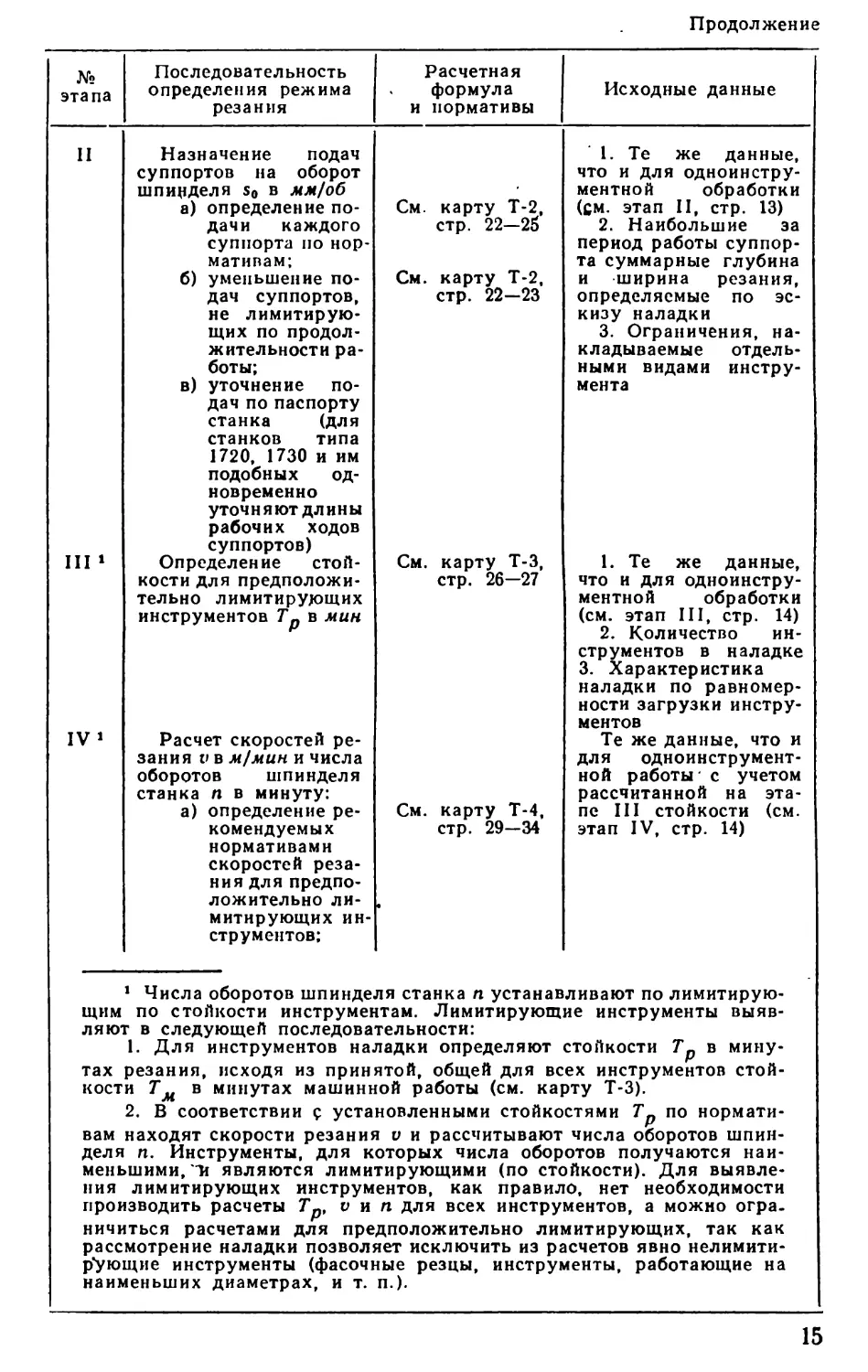
Продолжение
этапа
II
III *
IV1
Последовательность
определения режима
резания
Назначение подач
суппортов на оборот
шпинделя s0 в мм/об
а) определение
подачи каждого
суппорта по
нормативам;
б) уменьшение
подач суппортов,
не
лимитирующих по
продолжительности
работы;
в) уточнение
подач по паспорту
станка (для
станков типа
1720, 1730 и им
подобных
одновременно
уточняют длины
рабочих ходов
суппортов)
Определение
стойкости для
предположительно лимитирующих
инструментов Тр в мин
Расчет скоростей
резания v в м/мин и числа
оборотов шпинделя
станка п в минуту:
а) определение
рекомендуемых
нормативами
скоростей
резания для
предположительно
лимитирующих
инструментов:
Расчетная
формула
и нормативы
См. карту Т-2,
стр. 22—25
См. карту Т-2,
стр. 22—23
См. карту Т-3,
стр. 26—27
См. карту Т-4,
стр. 29—34
Исходные данные
1. Те же данные,
что и для одноинстру-
ментной обработки
(см. этап II, стр. 13)
2. Наибольшие за
период работы
суппорта суммарные глубина
и ширина резания,
определяемые по
эскизу наладки
3. Ограничения,
накладываемые
отдельными видами
инструмента
1. Те же данные,
что и для одноинстру-
ментной обработки
(см. этап III, стр. 14)
2. Количество
инструментов в наладке
3. Характеристика
наладки по
равномерности загрузки
инструментов
Те же данные, что и
для одноинструмент-
ной работы с учетом
рассчитанной на
этапе III стойкости (см.
этап IV, стр. 14)
1 Числа оборотов шпинделя станка п устанавливают по
лимитирующим по стойкости инструментам. Лимитирующие инструменты
выявляют в следующей последовательности:
1. Для инструментов наладки определяют стойкости Тр в
минутах резания, исходя из принятой, общей для всех инструментов
стойкости Тм в минутах машинной работы (см. карту Т-3).
2. В соответствии с установленными стойкостями Тр по
нормативам находят скорости резания и и рассчитывают числа оборотов
шпинделя п. Инструменты, для которых числа оборотов получаются
наименьшими, 'И являются лимитирующими (по стойкости). Для
выявления лимитирующих инструментов, как правило, нет необходимости
производить расчеты Тр, v n n для всех инструментов, а можно
ограничиться расчетами для предположительно лимитирующих, так как
рассмотрение наладки позволяет исключить из расчетов явно нелимити-
р*ующие инструменты (фасочные резцы, инструменты, работающие на
наименьших диаметрах, и т. п.).
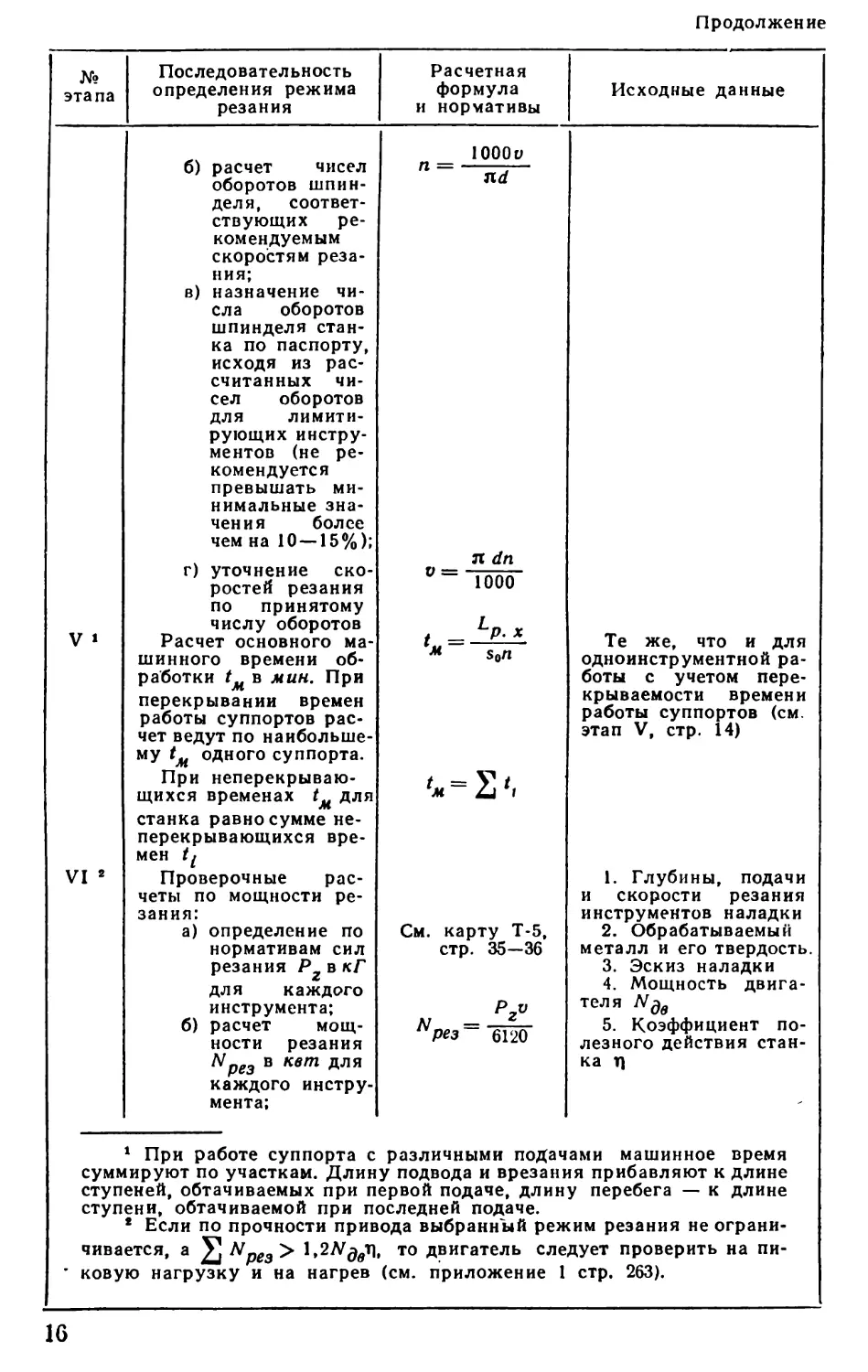
Продолжение
этапа
V »
VI 2
Последовательность
определения режима
резания
б) расчет чисел
оборотов
шпинделя,
соответствующих
рекомендуемым
скоростям
резания;
в) назначение
числа оборотов
шпинделя
станка по паспорту,
исходя из
рассчитанных
чисел оборотов
для
лимитирующих
инструментов (не
рекомендуется
превышать
минимальные
значения более
чем на 10 — 15%);
г) уточнение
скоростей резания
по принятому
числу оборотов
Расчет основного
машинного времени
обработки / в мин. При
перекрывании времен
работы суппортов
расчет ведут по
наибольшему tM одного суппорта.
При
неперекрывающихся временах f для
станка равно сумме
неперекрывающихся
времен t[
Проверочные
расчеты по мощности
резания:
а) определение по
нормативам сил
резания Р в кГ \
для каждого
инструмента;
б) расчет
мощности резания
Npe3 в кет для
каждого
инструмента;
Расчетная
формула
и нормативы
1000с;
я dn
V~ 1000
M s0n
См. карту Т-5,
стр. 35—36
Pzv
Npea~ 6120
Исходные данные
Те же, что и для
одноинструментной
работы с учетом пере-
крываемости времени
работы суппортов (см.
этап V, стр. 14)
1. Глубины, подачи
и скорости резания
инструментов наладки
2. Обрабатываемый
металл и его твердость.
3. Эскиз наладки
4. Мощность
двигателя Nde
5. Коэффициент
полезного действия
станка Г)
1G
1 При работе суппорта с различными подачами машинное время
суммируют по участкам. Длину подвода и врезания прибавляют к длине
ступеней, обтачиваемых при первой подаче, длину перебега — к длине
ступени, обтачиваемой при последней подаче.
2 Если по прочности привода выбранный режим резания не
ограничивается, а У] Npe9> \,2NQe4), то двигатель следует проверить на
пиковую нагрузку и на нагрев (см. приложение 1 стр. 263).
Продолжение
этапа
Последовательность
определения режима
резания
в) расчет наиболь-
1 шей за период
работы станка
суммарной
мощности резания
2j Npey Равной
сумме
мощностей
одновременно
работающих
инструментов (при
затруднениях в ее
определении
рекомендуется
строить график
расхода
мощности, как это
указано в
приложении 1,
стр. 262)
г) проверка по
мощности
двигателя;
д) проверка
прочности привода
только при
малых числах
оборотов
шпинделя (обычно на
первых трех-
четырех
ступенях)
Расчетная
формула
и нормативы
мкрп
Исходные данные
6. Допустимый по
прочности для данного
числа оборотов
крутящий момент Мкр в кГм
ОБРАБОТКА НА ТОКАРНО-КОПИРОВАЛЬНЫХ СТАНКАХ
С ПОСТОЯННЫМ ЧИСЛОМ ОБОРОТОВ ШПИНДЕЛЯ
ЗА ВРЕМЯ РАБОЧЕГО ЦИКЛА
№
этапа
I
II
Последовательность
определения режима
резания
Определение длины
рабочего хода каждого
суппорта Lp x, исходя
из длин L,
рассчитанных для отдельных
инструментов суппорта
Назначение подач
суппортов на оборот
шпинделя s0 в мм/об:
а) определение
подачи каждого
суппорта по
нормативам *;
Расчетная
формула
и нормативы
L = Lpe3+y +
+ Ldon <зна"
чения у см.
приложение 3)
Lp. х = Lmax
см. карту Т-2,
стр. 22-25
Исходные данные
Те же, что для
многорезцовых станков
(см. этап I, стр. 14)
Те же, что для
многорезцовых станков
(см. этап II, стр. 15)
17
1 У ряда моделей станков подачи копировального суппорта при
обточке различных ступеней детали могут быть не одинаковы. В этом
случае на длине Lpe3 подача s0l, на длине Lpe3 — s0 и т. д.
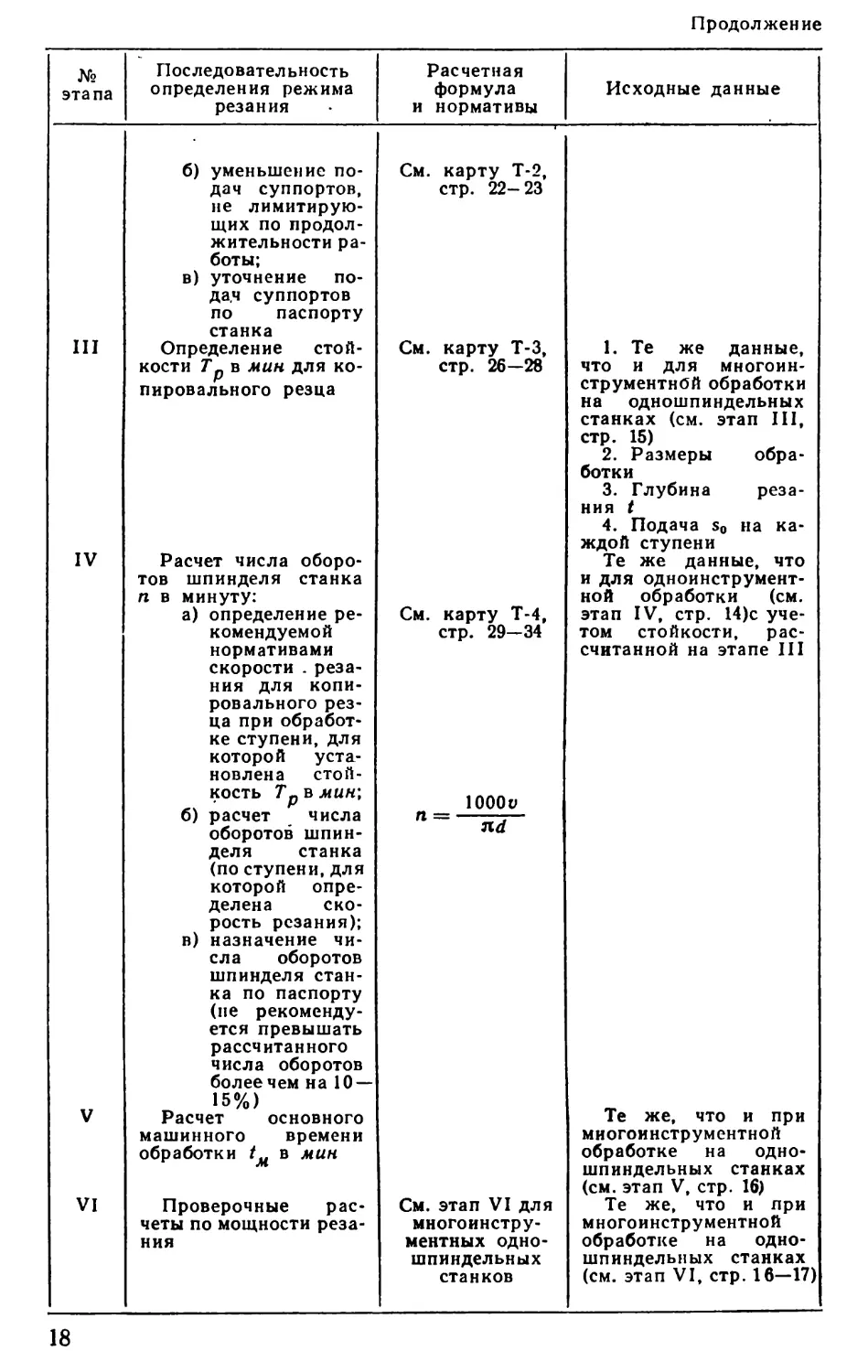
Продолжение
№
этапа
III
IV
V
VI
Последовательность
определения режима
резания
б) уменьшение
подач суппортов,
не
лимитирующих по
продолжительности
работы;
в) уточнение
подач суппортов
по паспорту
станка
Определение
стойкости Тр в мин для
копировального резца
Расчет числа
оборотов шпинделя станка
п в минуту:
а) определение
рекомендуемой
нормативами
скорости .
резания для
копировального
резца при
обработке ступени, для
которой
установлена
стойкость Тр в мин',
б) расчет числа
оборотов
шпинделя станка
(по ступени, для
которой
определена
скорость резания);
в) назначение
числа оборотов
шпинделя
станка по паспорту
(не
рекомендуется превышать
рассчитанного
числа оборотов
более чем на 10 —
15%)
Расчет основного
машинного времени
обработки tM в мин
Проверочные
расчеты по мощности
резания
Расчетная
формула
и нормативы
См. карту Т-2,
стр. 22-23
См. карту Т-3,
стр. 26—28
См. карту Т-4,
стр. 29—34
1000с; i
См. этап VI для
многоинстру-
ментных одно-
шпиндельных
станков
Исходные данные
1. Те же данные,
что и для многоин-
струментнбй обработки
на одношпиндельных
станках (см. этап III,
стр. 15)
2. Размеры
обработки
3. Глубина
резания t
4. Подача s„ на
каждой ступени
Те же данные, что
и для одноинструмент-
ной обработки (см.
этап IV, стр. 14)с
учетом стойкости,
рассчитанной на этапе III
Те же, что и при
многоинструментной
обработке на одно-
шпиндельных станках
(см. этап V, стр. 16)
Те же, что и при
многоинструментной
обработке на одно-
шпиндельных станках
(см. этап VI, стр. 16—17)
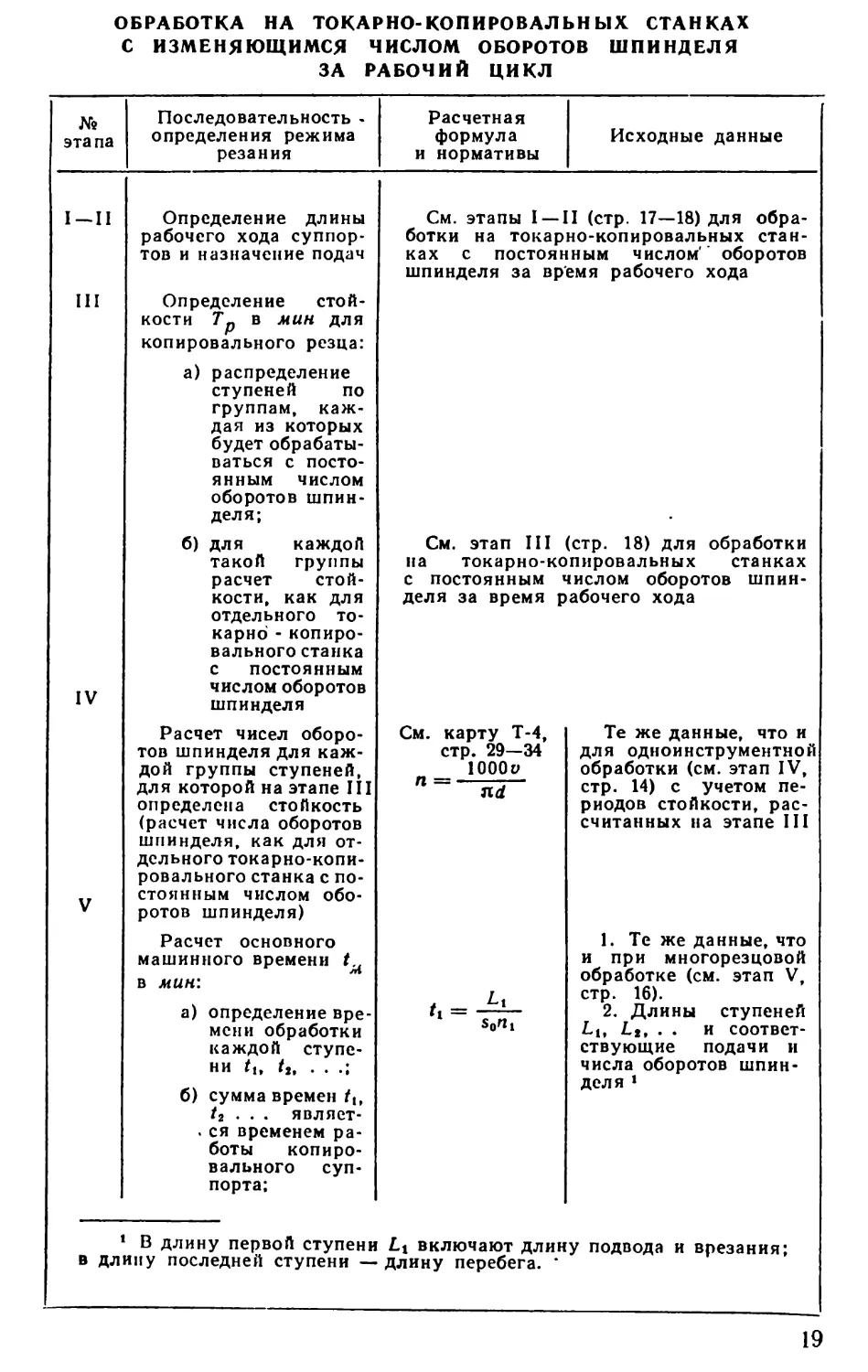
ОБРАБОТКА НА ТОКАРНО-КОПИРОВАЛЬНЫХ СТАНКАХ
С ИЗМЕНЯЮЩИМСЯ ЧИСЛОМ ОБОРОТОВ ШПИНДЕЛЯ
ЗА РАБОЧИЙ ЦИКЛ
№
этапа
I — 11
III
IV
V
Последовательность -
определения режима
резания
Определение длины
рабочего хода
суппортов и назначение подач
Определение
стойкости Тр в мин для
копировального резца:
а) распределение
ступеней по
группам,
каждая из которых
будет
обрабатываться с
постоянным числом
оборотов
шпинделя;
б) для каждой
такой группы
расчет
стойкости, как для
отдельного то-
карно -
копировального станка
с постоянным
числом оборотов
шпинделя
Расчет чисел
оборотов шпинделя для
каждой группы ступеней,
для которой на этапе III
определена стойкость
(расчет числа оборотов
шпинделя, как для
отдельного токарно-копи-
ровального станка с
постоянным числом
оборотов шпинделя)
Расчет основного
машинного времени /
в мин:
а) определение
времени обработки
каждой
ступени tx, t2, . . .;
б) сумма времен /,,
/2 . . . являет-
. ся временем
работы
копировального
суппорта:
Расчетная
формула
и нормативы
Исходные данные
См. этапы I —II (стр. 17—18) для
обработки на токарно-копировальных
станках с постоянным числом' оборотов
шпинделя за время рабочего хода
См. этап III
на токарно-ко
с постоянным 1
деля за время р
См. карту Т-4,
стр. 29—34
ЮООи
s0nt
стр. 18) для обработки
пировальных станках
шелом оборотов шпин-
абочего хода
Те же данные, что и
для одиоинструментной
обработки (см. этап IV,
стр. 14) с учетом
периодов стойкости,
рассчитанных на этапе III
1. Те же данные, что
и при многорезцовой
обработке (см. этап V,
стр. 16).
2. Длины ступеней
Lit Lt, . . и
соответствующие подачи и
числа оборотов
шпинделя »
1 В длину первой ступени Li включают длину подвода и врезания;
в длину последней ступени — длину перебега. *
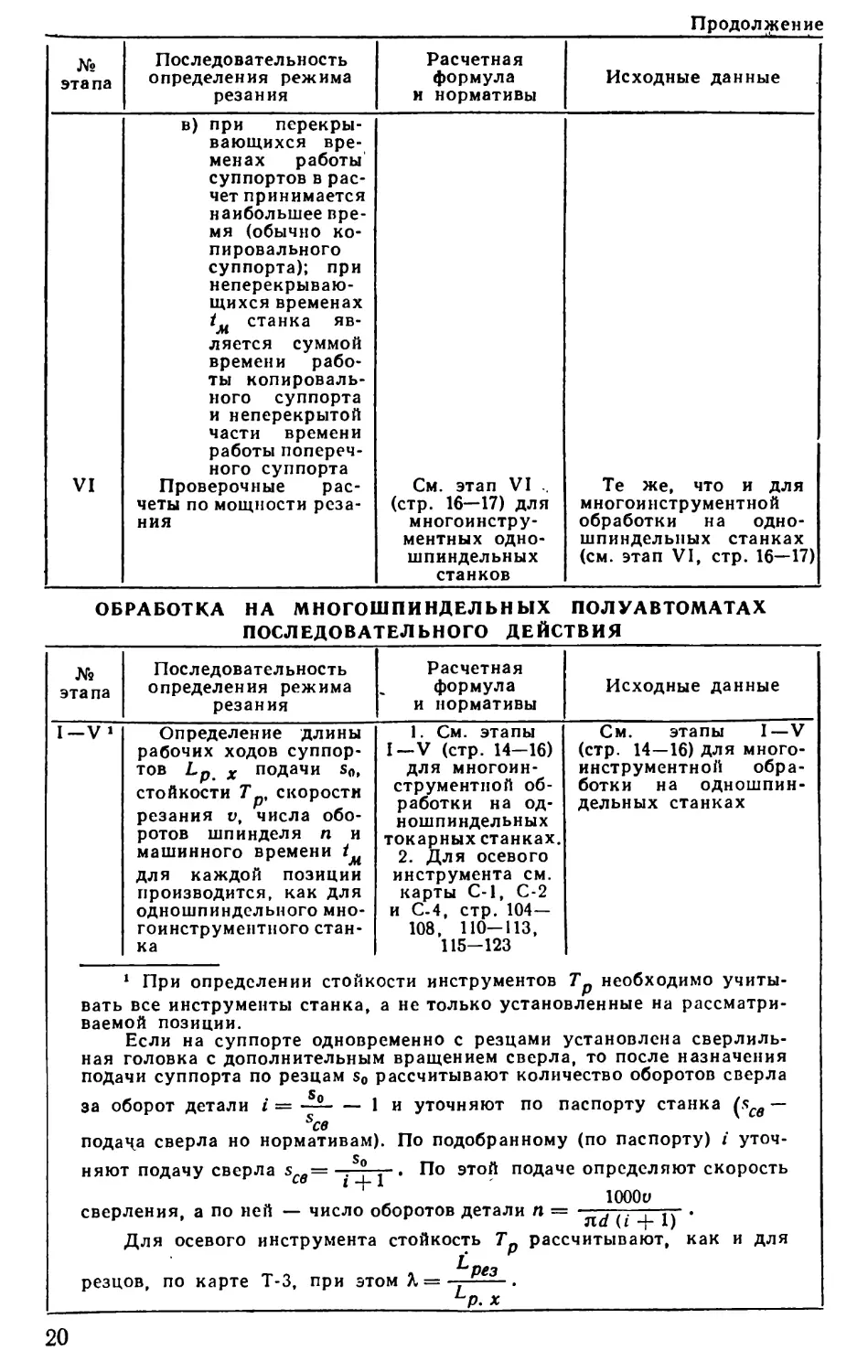
Продолжение
этапа
VI
Последовательность
определения режима
резания
в) при
перекрывающихся
временах работы
суппортов в
расчет принимается
наибольшее
время (обычно
копировального
суппорта); при
неперекрывающихся временах
tM станка
является суммой
времени
работы
копировального суппорта
и неперекрытой
части времени
работы
поперечного суппорта
Проверочные
расчеты по мощности
резания
Расчетная
формула
и нормативы
См. этап VI ..
(стр. 16—17) для
многоинстру-
ментных одно-
шпиндельных
станков
Исходные данные
Те же, что и для
многоинструментной
обработки на одно-
шпиндельных станках
(см. этап VI, стр. 16—17)
ОБРАБОТКА НА МНОГОШПИНДЕЛЬНЫХ ПОЛУАВТОМАТАХ
ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ
этапа
Последовательность
определения режима
резания
Расчетная
формула
и нормативы
Исходные данные
I-V1
Определение длины
рабочих ходов
суппортов Lp х подачи s0,
стойкости Т скорости
резания v, числа
оборотов шпинделя п и
машинного времени tM
для каждой позиции
производится, как для
одношпиндельного мно-
гоинструментного стан-
1. См. этапы
I—V (стр. 14-16)
для
многоинструментной
обработки на од-
ношпиндельных
токарных станках.I
2. Для осевого
инструмента см.
карты С-1, С-2
и С-4, стр. 104—
108, 110-113,
115-123
См. этапы I—V
(стр. 14—16) для
многоинструментной
обработки на одношпин-
дельных станках
1 При определении стойкости инструментов Тр необходимо
учитывать все инструменты станка, а не только установленные на
рассматриваемой позиции.
Если на суппорте одновременно с резцами установлена
сверлильная головка с дополнительным вращением сверла, то после назначения
подачи суппорта по резцам s0 рассчитывают количество оборотов сверла
за оборот детали * = — 1 и уточняют по паспорту станка (sce —
sce
подача сверла но нормативам). По подобранному (по паспорту) i
уточняют подачу сверла s = . ° t . По этой подаче определяют скорость
сверления, а по ней — число оборотов детали п =
Для осевого инструмента стойкость Тр рассчитывают, как и для
резцов, по карте Т-3, при этом К = -
20
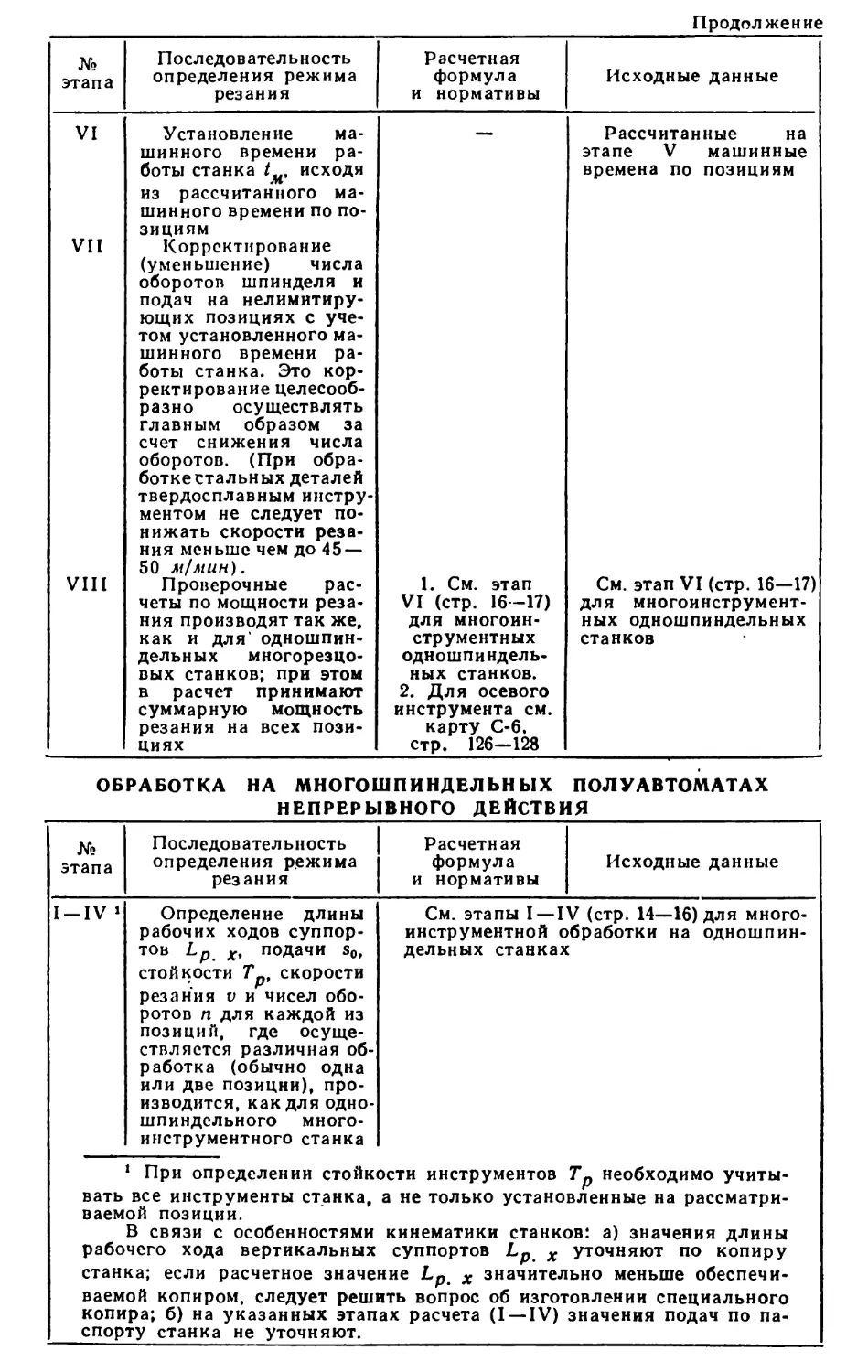
Продолжение
JVA»
этапа
VI
VII
VIII
Последовательность
определения режима
резания
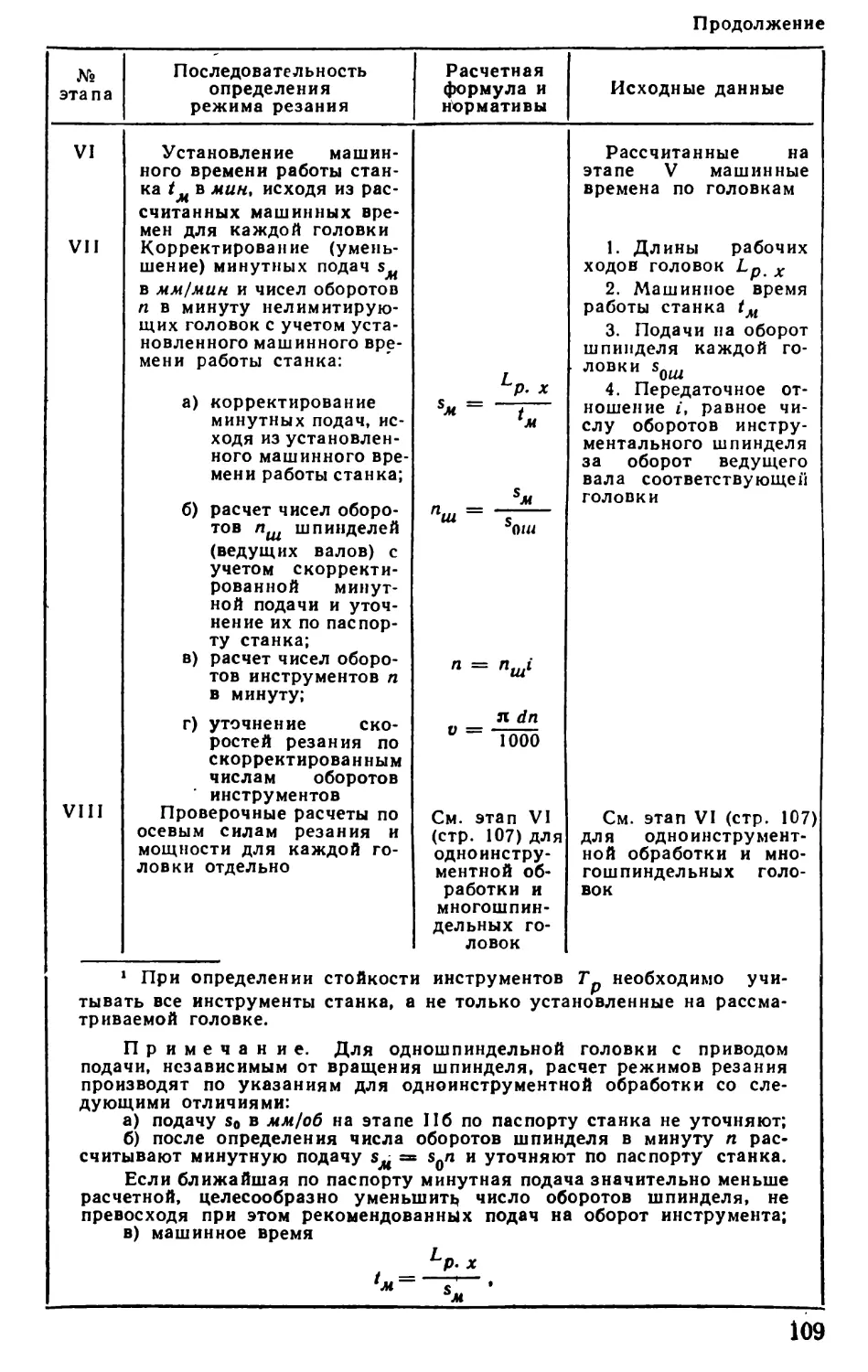
Установление
машинного времени
работы станка t исходя
из рассчитанного
машинного времени по
позициям
Корректирование
(уменьшение) числа
оборотов шпинделя и
подач на нелимитиру-
ющих позициях с
учетом установленного
машинного времени
работы станка. Это
корректирование
целесообразно осуществлять
главным образом за
счет снижения числа
оборотов. (При
обработке стальных деталей
твердосплавным
инструментом не следует
понижать скорости
резания меньше чем до 45 —
50 м/мин).
Проверочные
расчеты по мощности
резания производят так же,
как и для' одношпин-
дельных
многорезцовых станков; при этом
в расчет принимают
суммарную мощность
резания на всех
позициях
Расчетная
формула
и нормативы
1. См. этап
VI (стр. 16—17)
для многоин-
струментных
одношпиндель-
ных станков.
2. Для осевого
инструмента см.
карту С-б,
стр. 126-128
Исходные данные
Рассчитанные на
этапе V машинные
времена по позициям
См. этап VI (стр. 16—17)
для многоинструмент-
ных одношпиндельных
станков
ОБРАБОТКА НА МНОГОШПИНДЕЛЬНЫХ ПОЛУАВТОМАТАХ
НЕПРЕРЫВНОГО ДЕЙСТВИЯ
этапа
Последовательность
определения режима
резания
Расчетная
формула
и нормативы
Исходные данные
I —IV »
Определение длины
рабочих ходов
суппортов Lp х, подачи s0,
стойкости Гр, скорости
резания v и чисел
оборотов п для каждой из
позиций, где
осуществляется различная
обработка (обычно одна
или две позиции),
производится, как для одно-)
шпиндельного много-
инструментного станка
См. этапы I —IV (стр. 14—16) для много-
инструментной обработки на
одношпиндельных станках
1 При определении стойкости инструментов Тр необходимо
учитывать все инструменты станка, а не только установленные на
рассматриваемой позиции.
В связи с особенностями кинематики станков: а) значения длины
рабочего хода вертикальных суппортов Lp x уточняют по копиру
станка; если расчетное значение Lp x значительно меньше
обеспечиваемой копиром, следует решить вопрос об изготовлении специального
копира; б) на указанных этапах расчета (I —IV) значения подач по
паспорту станка не уточняют.
Продолжение
№
этапа
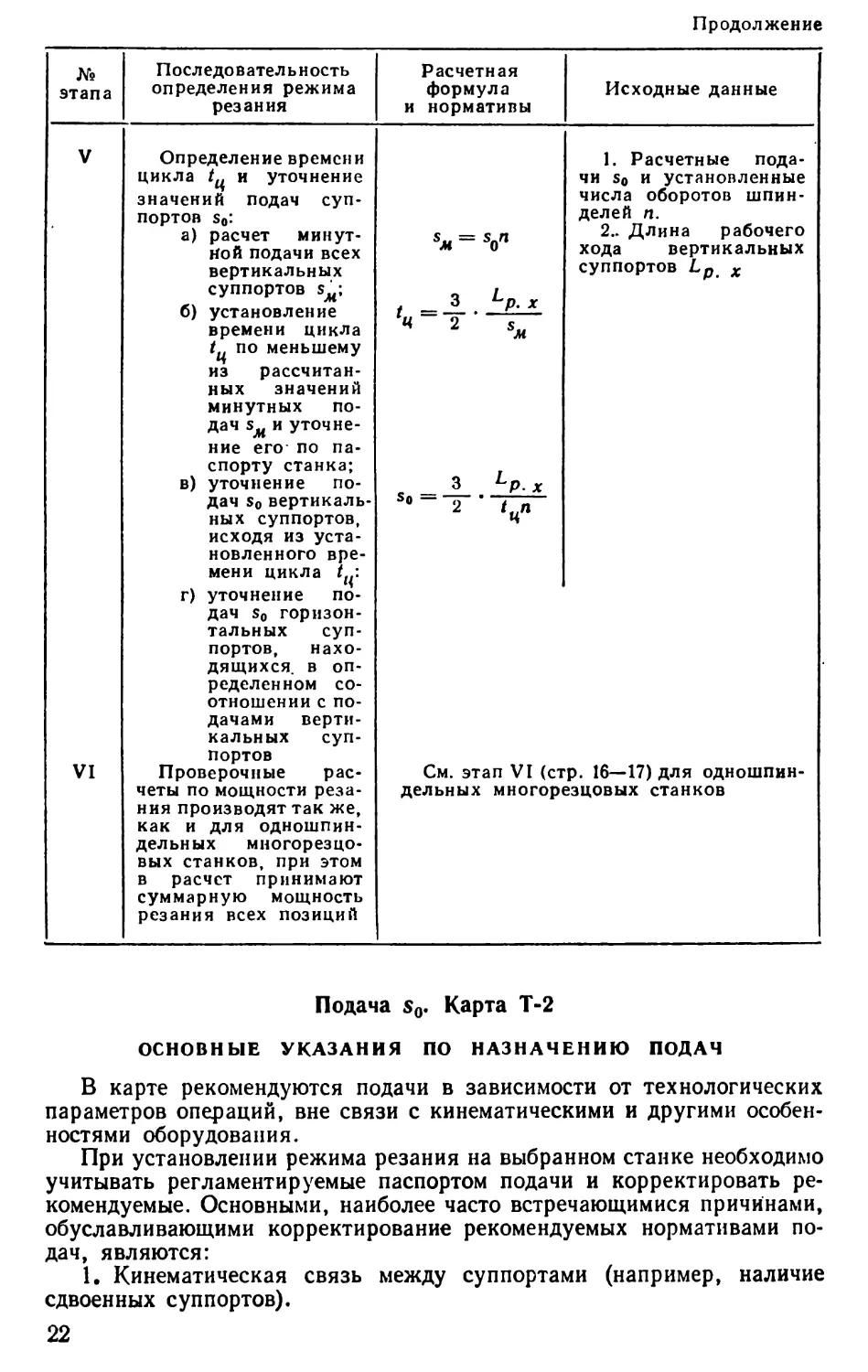
V
VI
Последовательность
определения режима
резания
Определение времени
цикла t„ и уточнение
значений подач
суппортов s0'-
а) расчет
минутной подачи всех
вертикальных
суппортов sM;
б) установление
времени цикла
t по меньшему
из
рассчитанных значений
минутных
подач sM и
уточнение его по
паспорту станка;
в) уточнение
подач s0
вертикальных суппортов,
исходя из
установленного
времени цикла t-.
г) уточнение
подач s0
горизонтальных
суппортов,
находящихся, в
определенном
соотношении с
подачами
вертикальных
суппортов
Проверочные
расчеты по мощности
резания производят так же,
как и для одношпин-
дельных
многорезцовых станков, при этом
в расчет принимают
суммарную мощность
резания всех позиций
Расчетная
формула
и нормативы
SM = V»
/ - 3. LP-x
4 2 *м
з V*
2 t4n
См. этап VI (ci
дельных многор
Исходные данные
1. Расчетные
подачи s0 и установленные
числа оборотов
шпинделей п.
2.. Длина рабочего
хода вертикальных
суппортов Lp х
р. 16—17) для одношпин-
езцовых станков
Подача s0. Карта Т-2
ОСНОВНЫЕ УКАЗАНИЯ ПО НАЗНАЧЕНИЮ ПОДАЧ
В карте рекомендуются подачи в зависимости от технологических
параметров операций, вне связи с кинематическими и другими
особенностями оборудования.
При установлении режима резания на выбранном станке необходимо
учитывать регламентируемые паспортом подачи и корректировать
рекомендуемые. Основными, наиболее часто встречающимися причинами,
обуславливающими корректирование рекомендуемых нормативами
подач, являются:
1. Кинематическая связь между суппортами (например, наличие
сдвоенных суппортов).
22
2. Неодинаковая продолжительность ргбиты суппортов одношпин-
дельного станка, определяемая количеством оборотов шпинделя за ход
суппорта на рабочей подаче. Продолжительность хода работы суппорта
характеризуется отношением
Суппорт, для которого значение
наибольшее, лимитирует продолжительность обработки.
Примечание. Если суппорт за время рабочего хода перемещается
с несколькими значениями подач (s0i на участке Lt и s0# на участке Lt), то
*~р. х
вместо —- рассчитывают
So
Например, в конце рабочего хода при работе широкими прорезными
резцами, на токарно-копировальных станках и др. Если обработка с поперечного
суппорта заканчивается зачистными оборотами при выключенной подаче,
то их число прибавляют к рассчитанному числу оборотов за время рабочего
хода. Для сокращения времени обработки детали следует уменьшать
лимитирующего суппорта за счет изменения наладки (перераспределения
нагрузки инструментов в пределах суппорта, между суппортами, увеличения
количества инструментов в наладке и т. д.) или переносить обработку отдельных
поверхностей на другие операции. Если провести указанные мероприятия
невозможно или нерационально, следует снижать подачу нелимитирующего
по времени работы суппорта, обеспечивая примерно равную
продолжительность ргботы суппортов. Подачи нелимитирующих суппортов, несмотря на
результаты расчета, не следует уменьшать ниже следующих значений: 0,15 —
0,2 мм/об — при точении стальных деталей твердосплавными резцами; 0,1 мм/об
для прочих работ проходными и подрезными резцами; 0,03 мм/об — при
фасонном точении.
Если суппорты станка работают последовательно, подачи не корректируют.
3. Неодинаковые рассчитанные времена работы отдельных позиций
(шпинделей) многошпиндельного станка.
В этом случае на нелимитирующих по времени позициях имеется
возможность снизить как подачу s0, так и число оборотов п с тем,
однако, чтобы корректирование не привело к увеличению машинного
времени нелимитирующей позиции сверх машинного времени
лимитирующих позиций.
4. Наличие на станке ограниченного количества (ряда чисел) подач.
При всех корректировках, уточнениях и установлении режима работы
станка подачи следует принимать из числа имеющихся в паспорте
станка. Этапы расчета, на которых уточняют подачи по паспорту,
зависят от кинематики станка (см. указания в карте Т-1).
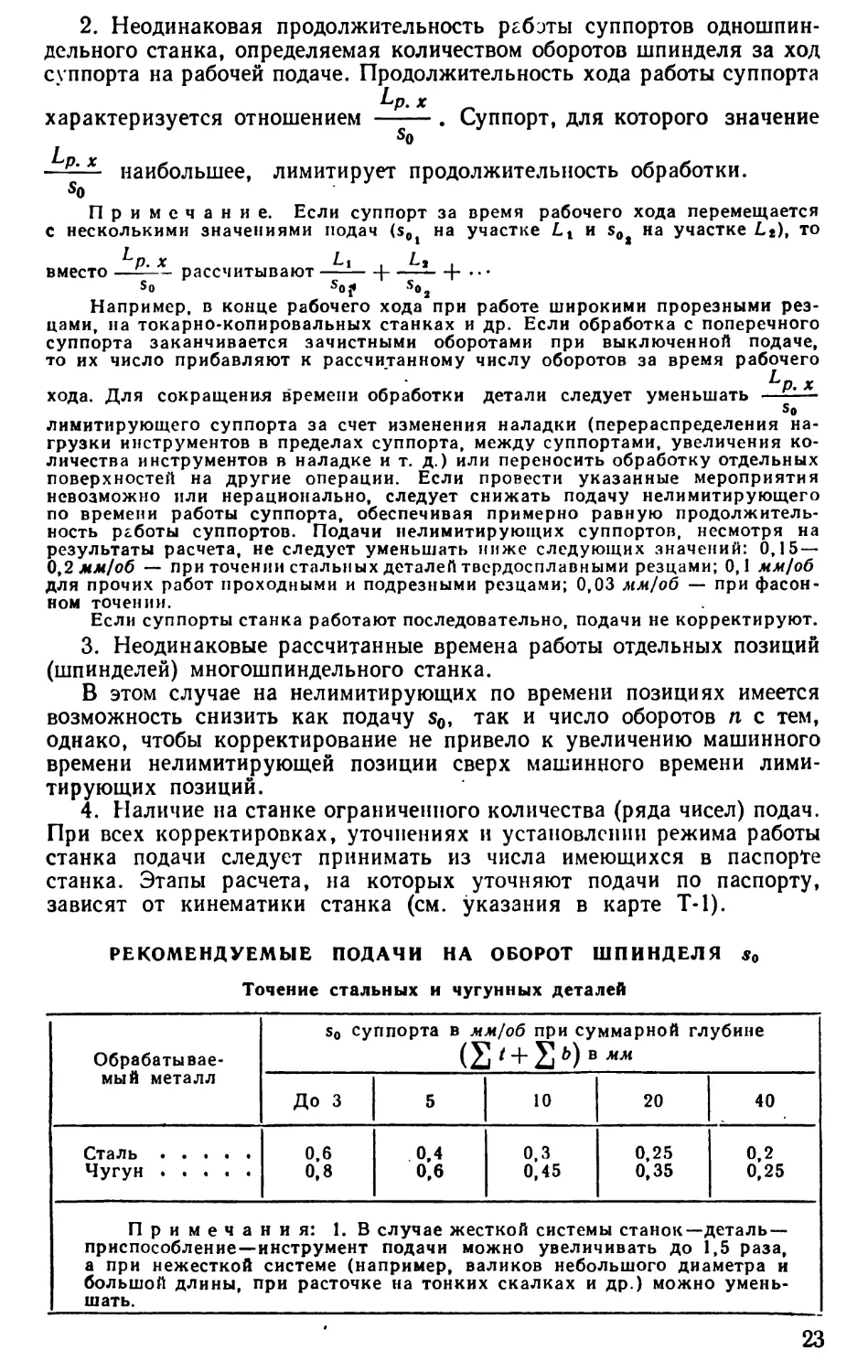
РЕКОМЕНДУЕМЫЕ ПОДАЧИ НА ОБОРОТ ШПИНДЕЛЯ s0
Точение стальных и чугунных деталей
Обрабатываемый металл
s0 суппорта в мм/об при суммарной глубине
До 3
0,6
0,8
5
0,4
0,6
10
0,3
0,45
20
0,25
0,35
40
0,2
0,25
Примечания: 1. В случае жесткой системы станок—деталь—
1 приспособление—инструмент подачи можно увеличивать до 1,5 раза,
1 а при нежесткой системе (например, валиков небольшого диаметра и
1 большой длины, при расточке на тонких скалках и др.) можно умень-
1 шать.
23
Продолжение
1 Класс чистоты
Обрабатываемый
металл
Сталь
Чугун
Скорость
резания и
в м/мин
30 — 50
50 — 80
80—100
Более 100
Весь
диапазон
4 | 5 | 6
s0 в мм/об при радиусе при вершине
резца г в мм
1,5—2
0,45
0,55
0,6
0,65
0,5 —
0,7
0,5
0,15
0,3
0,35
0,4
-
1
0,2
0,35
0,4
0,45
0,35
2
0,25
0,4
0,45
0,5
0,45
1
0,12
0,15
0,2
0,15
2
0,15
0,2
0,25
0,25
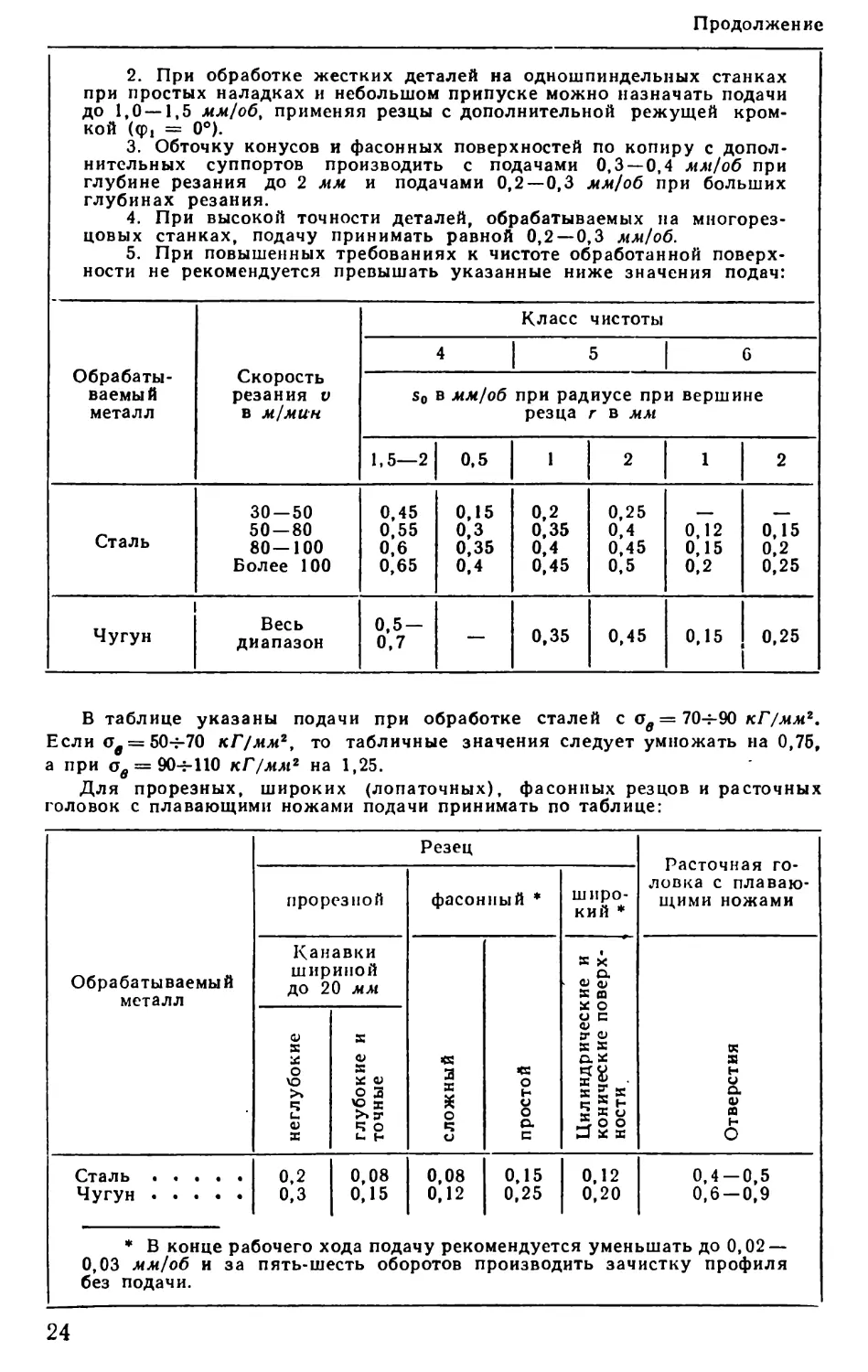
В таблице указаны подачи при обработке сталей с од = 70-J-90 кГ/мм2.
Если ов = 50-^-70 кГ/мм2, то табличные значения следует умножать на 0,76,
а при ов = 90-i-110 кГ/мм2 на 1,25.
Для прорезных, широких (лопаточных), фасонных резцов и расточных
головок с плавающими ножами подачи принимать по таблице:
Обрабатываемый
металл
Чугун
* В конце ра
0,03 мм/об и за
без подачи.
Резец
прорезной
Канавки
ширимой
до 20 мм
неглубокие
0.2
0,3
бочего х
ПЯТЬ-Ш(
глубокие и
точные
0,08
0,15
ода под г
?сть обо
фасонный *
сложный
0,08
0,12
1чу реко
ротов п
о
н
а
о
а
с
0,15
0,25
мендует
роизвод
широкий *
Цилиндрические и
конические
поверхности
0,12
0,20
ся умен
ить зач
Расточная
головка с
плавающими ножами
Отверстия
0,4-0,5
0,6-0,9
ьшать до 0,02 —
истку профиля
24
2. При обработке жестких деталей на одношпиндельных станках
при простых наладках и небольшом припуске можно назначать подачи
до 1,0 — 1,5 мм/об, применяя резцы с дополнительной режущей
кромкой <<р, = 0°).
3. Обточку конусов и фасонных поверхностей по копиру с
дополнительных суппортов производить с подачами 0,3 — 0,4 мм/об при
глубине резания до 2 мм и подачами 0,2 — 0,3 мм/об при больших
глубинах резания.
4. При высокой точности деталей, обрабатываемых на
многорезцовых станках, подачу принимать равной 0,2 — 0,3 мм/об.
5. При повышенных требованиях к чистоте обработанной
поверхности не рекомендуется превышать указанные ниже значения подач:
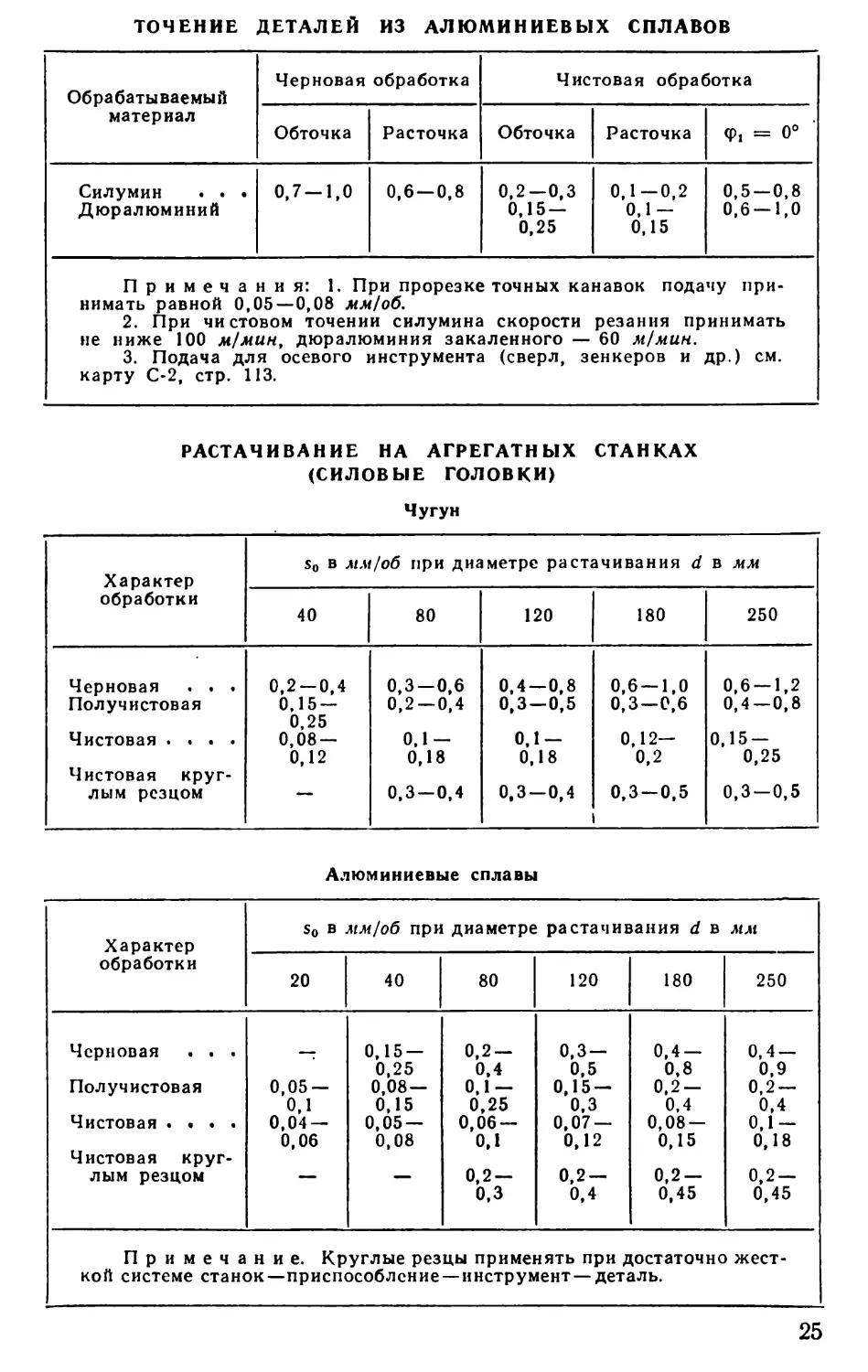
ТОЧЕНИЕ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
Обрабатываемый
материал
Силумин . . .
Дюралюминий
Черновая обработка
Обточка
0,7 — 1,0
Расточка
0,6 — 0,8
Чистовая обработка
Обточка
0,2—0,3
0,15 —
0,25
Расточка
0,1—0,2
0.1-
0.15
Фг = 0°
0,5-0,8
0.6-1,0
Примечания: 1. При прорезке точных канавок подачу
принимать равной 0,05—0,08 мм/об.
2. При чистовом точении силумина скорости резания принимать
не ниже 100 м/мин, дюралюминия закаленного — 60 м/мин.
3. Подача для осевого инструмента (сверл, зенкеров и др.) см.
карту С-2, стр. 113.
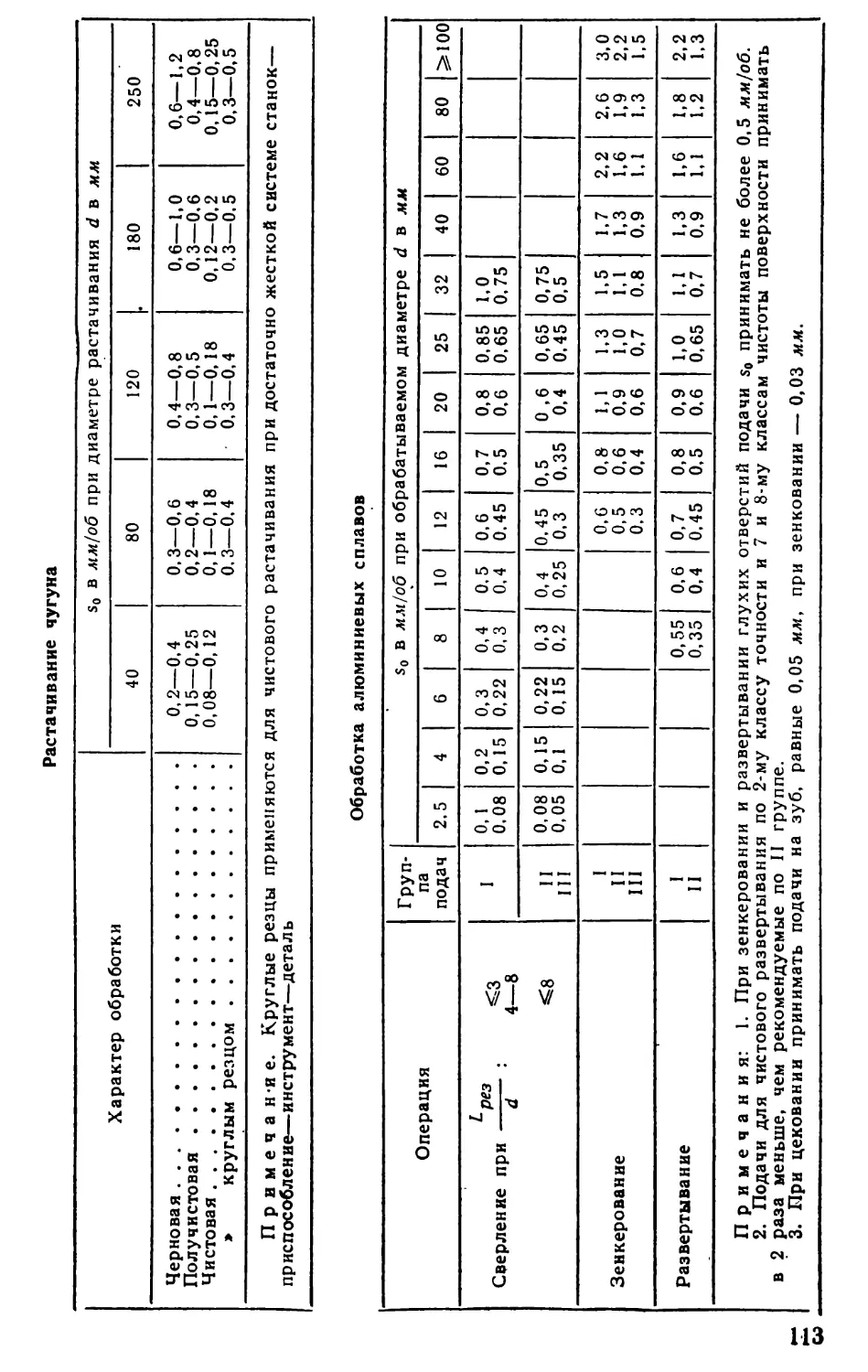
РАСТАЧИВАНИЕ НА АГРЕГАТНЫХ СТАНКАХ
(СИЛОВЫЕ ГОЛОВКИ)
Чугун
Характер
обработки
Черновая . . .
Получистовая
Чистовая ....
Чистовая
круглым резцом
s0 в мм/об при диаметре растачивания d в мм
40
0,2-0,4
0.15-
0.25
0,08-
0,12
80
0,3—0,6
0,2—0,4
0,1 —
0,18
0,3 — 0,4
120
0,4—0,8
0,3-0,5
0,1 —
0,18
0,3-0,4
180
0,6-1,0
0,3-0,6
0,12—
0,2
0,3-0,5
250
0,6-1,2
0,4 — 0,8
0,15 —
0,25
0,3-0.5
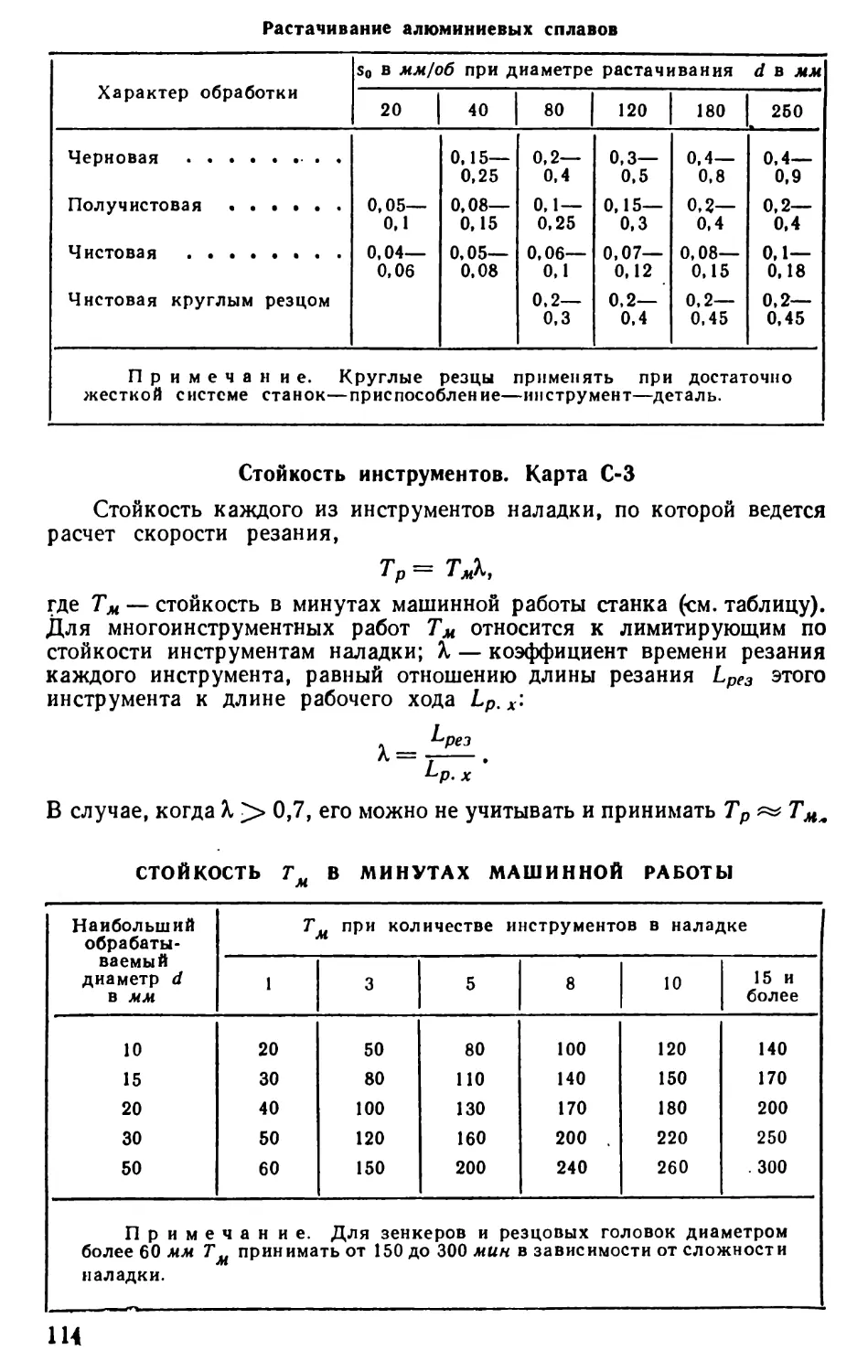
Алюминиевые сплавы
Характер
обработки
Черновая . . .
Получистовая
Чистовая ....
Чистовая
круглым резцом
s0 в мм /об при диаметре растачивания d в мм
20
о,os-
o.i
0,04 —
0,06
40
0,15 —
0,25
0,08 —
0,15
0,05 —
0,08
80
0,2 —
0,4
0.1 —
0,25
0,06 —
0,1
0,2 —
о.з
120
0,3 —
0,5
0,15 —
0,3
0,07 —
0,12
0,2 —
0,4
180
0.4 —
0,8
0,2 —
0.4
0,08 —
0,15
0,2 —
0,45
250
0,4 —
0,9
0,2 —
0,4
0,1-
0,18
0,2 —
0,45
Примечание. Круглые резцы применять при достаточно
жесткой системе станок—приспособление —инструмент —деталь.
25
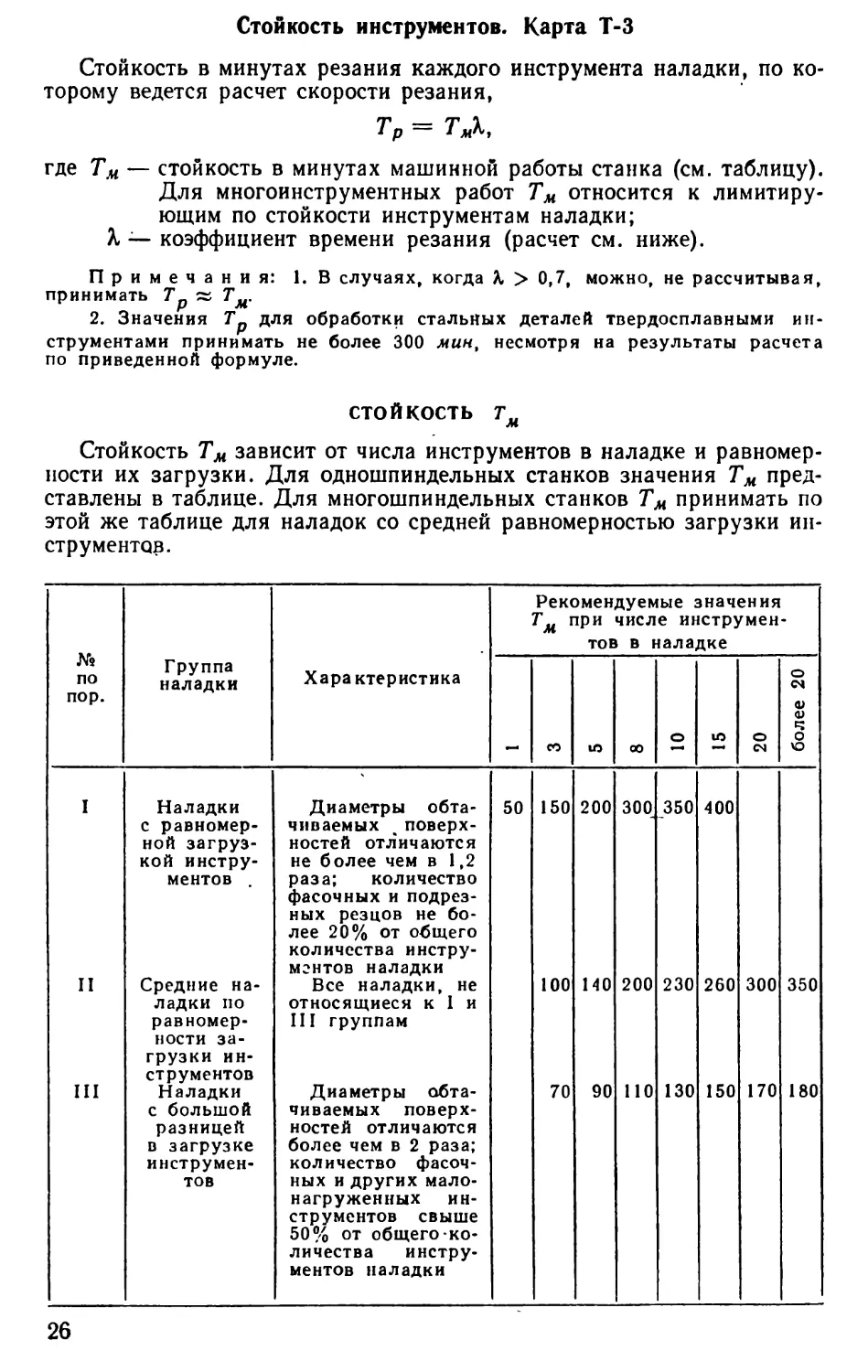
Стойкость инструментов. Карта Т-3
Стойкость в минутах резания каждого инструмента наладки, по
которому ведется расчет скорости резания,
где Тм — стойкость в минутах машинной работы станка (см. таблицу).
Для многоинструментных работ Тм относится к
лимитирующим по стойкости инструментам наладки;
А, — коэффициент времени резания (расчет см. ниже).
Примечания: 1. В случаях, когда Я, > 0,7, можно, не рассчитывая,
принимать Т ж Тм.
2. Значения Тр для обработки стальных деталей твердосплавными
инструментами принимать не более 300 мин, несмотря на результаты расчета
по приведенной формуле.
стойкость тм
Стойкость Тм зависит от числа инструментов в наладке и
равномерности их загрузки. Для одношпиндельных станков значения Тм
представлены в таблице. Для многошпиндельных станков Тм принимать по
этой же таблице для наладок со средней равномерностью загрузки
инструментов.
по
пор.
I
II
III
Группа
наладки
Наладки
с
равномерной
загрузкой
инструментов .
Средние
наладки по
равномерности
загрузки
инструментов
Наладки
с большой
разницей
в загрузке
инструментов
Характеристика
Диаметры
обтачиваемых
жповерхностей отл'ичаются
не более чем в 1,2
раза; количество
фасочных и
подрезных резцов не
более 20% от общего
количества
инструментов наладки
Все наладки, не
относящиеся к 1 и
III группам
Диаметры
обтачиваемых
поверхностей отличаются
более чем в 2 раза;
количество
фасочных и других мало-
нагруженных
инструментов свыше
50% от общего
количества
инструментов наладки
Рекомендуемые значения
Тм при числе
инструментов в наладке |
1
50
3
150
100
70
5
200
НО
90
8
300
200
ПО
10
350
230
130
15
400
260
150
20
300
170
более 20
350
180
26
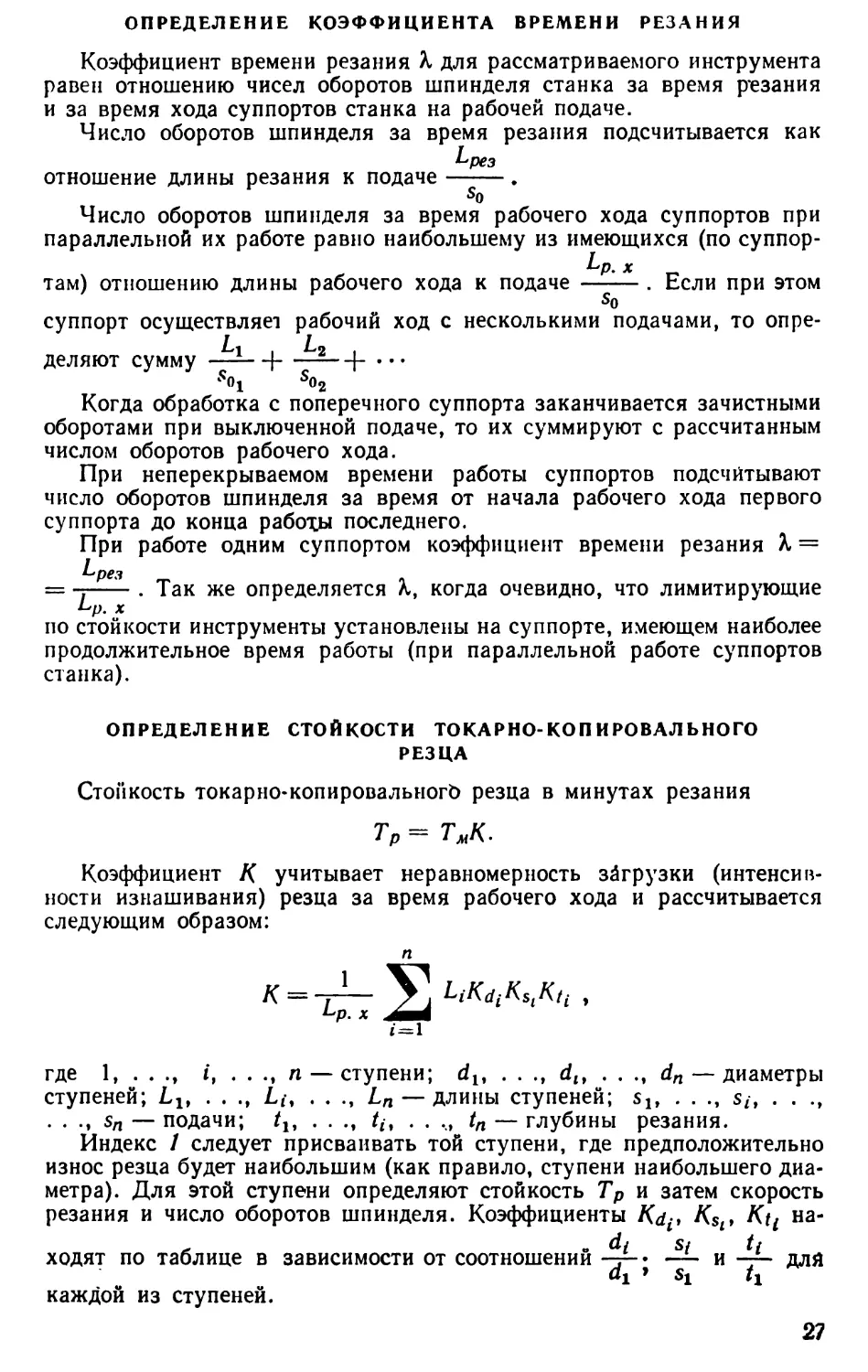
ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ВРЕМЕНИ РЕЗАНИЯ
Коэффициент времени резания X для рассматриваемого инструмента
равен отношению чисел оборотов шпинделя станка за время резания
и за время хода суппортов станка на рабочей подаче.
Число оборотов шпинделя за время резания подсчитывается как
отношение длины резания к подаче
Число оборотов шпинделя за время рабочего хода суппортов при
параллельной их работе равно наибольшему из имеющихся (по суппор-
*-р. х
там) отношению длины рабочего хода к подаче . Если при этом
so
суппорт осуществляет рабочий ход с несколькими подачами, то
определяют сумму
Когда обработка с поперечного суппорта заканчивается зачистными
оборотами при выключенной подаче, то их суммируют с рассчитанным
числом оборотов рабочего хода.
При неперекрываемом времени работы суппортов подсчитывают
число оборотов шпинделя за время от начала рабочего хода первого
суппорта до конца рабохы последнего.
При работе одним суппортом коэффициент времени резания X =
^рез _ .
= -. . Так же определяется А,, когда очевидно, что лимитирующие
Lp. х
по стойкости инструменты установлены на суппорте, имеющем наиболее
продолжительное время работы (при параллельной работе суппортов
станка).
ОПРЕДЕЛЕНИЕ СТОЙКОСТИ ТОКАРНО-КОП ПРОВАЛЬНОГО
РЕЗЦА
Стойкость токарно-копировального резца в минутах резания
Коэффициент К учитывает неравномерность за*грузки
(интенсивности изнашивания) резца за время рабочего хода и рассчитывается
следующим образом:
где 1, . . ., i, . . ., п — ступени; dl4 . . ., dlt . . ., dn — диаметры
ступеней; Llf . . ., Li, . . ., Ln — длины ступеней; sb . . ., s/, . . .,
. . ., sn — подачи; tlt . . ., /,, . . „ tn — глубины резания.
Индекс / следует присваивать той ступени, где предположительно
износ резца будет наибольшим (как правило, ступени наибольшего
диаметра). Для этой ступени определяют стойкость Тр и затем скорость
резания и число оборотов шпинделя. Коэффициенты /(</., /CSi, Kti на-
* о dt Si tt
ходят по таблице в зависимости от соотношении —?-• —— и ~- для
каждой из ступеней.
27
Коэффициент Кд
2,0
1,8
1.6
1.4
1.2
1.0
0.9
0.8
0,7
0,6
До 0,5
10,0
9,0
4,5
3,5
2,0
1.0
0,6
0,4
0,25
0,15
0,07
Ч
Коэффициенты
3,0
2.5
2,0
1 8
1.6
1.4
1.2
1,0
0,7
0,4
0,2
6,0
4.5
3,0
2,7
2.0
1,7
1,3
1,0
0,55
0,22
0,07
\-
3,0
2,5
2,0
1,8
1,6
1,4
1,2
1,0
0,7
0.4
0,2
кч
28
1
атериал
емый м
>абатыва
Обг
1 .
1
)миние-
сплавы
>кий Алк
>i й вые
гун кое
ПР0ЧН1
Чу
и
Чугун серый
аль
Ст
Материал инструмента
So |
t
Быстрорежущая
сталь
Твердый сплав
9
В
мм/об Быстрорежущая
сталь
в мм
в град
плане ф
угле в
хин при
5л в »'л
vmat
45-90
45-90
90
60
45 |
90
60
45 |
90
60 |
45 |
90
60
1 45 1
225
530
120
320
120
105
105
105
160
160
160
57
57
До 0,2 57
190
460
115
115
115
100
100
100
150
150
150
48
48
0,3 48
170
400
110
НО
ПО
93
93
93
135
135
135
42
42
0,4 42
До 1
155
360
105
105
105
88
88
88
130
130
130
40
40
0,5 40
140
330
97
97
97
84
84
84
125
125
125
37
37
0,6 37
125
290
93
93
93
80
80
80
120
120
120
33
33
0,8 33
29
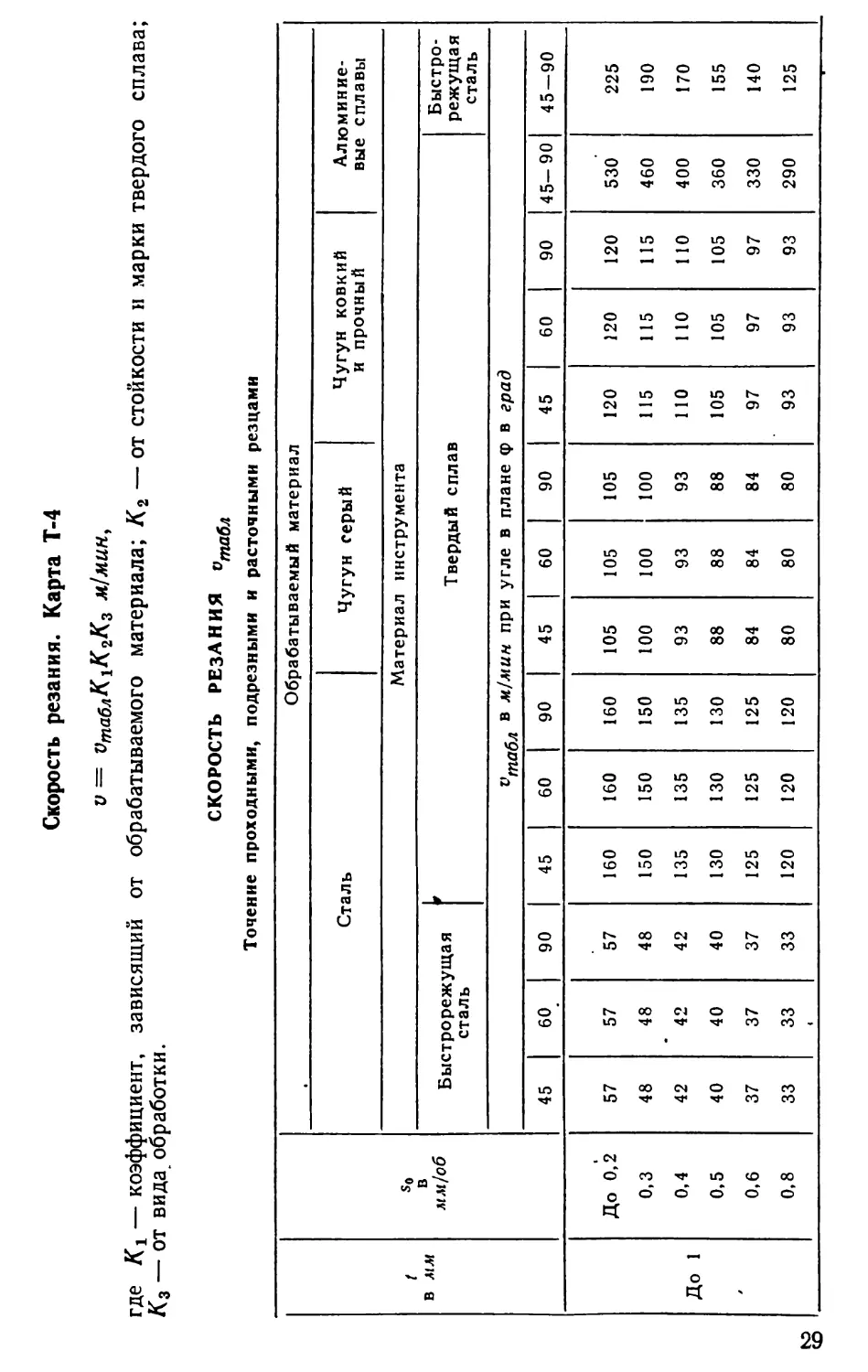
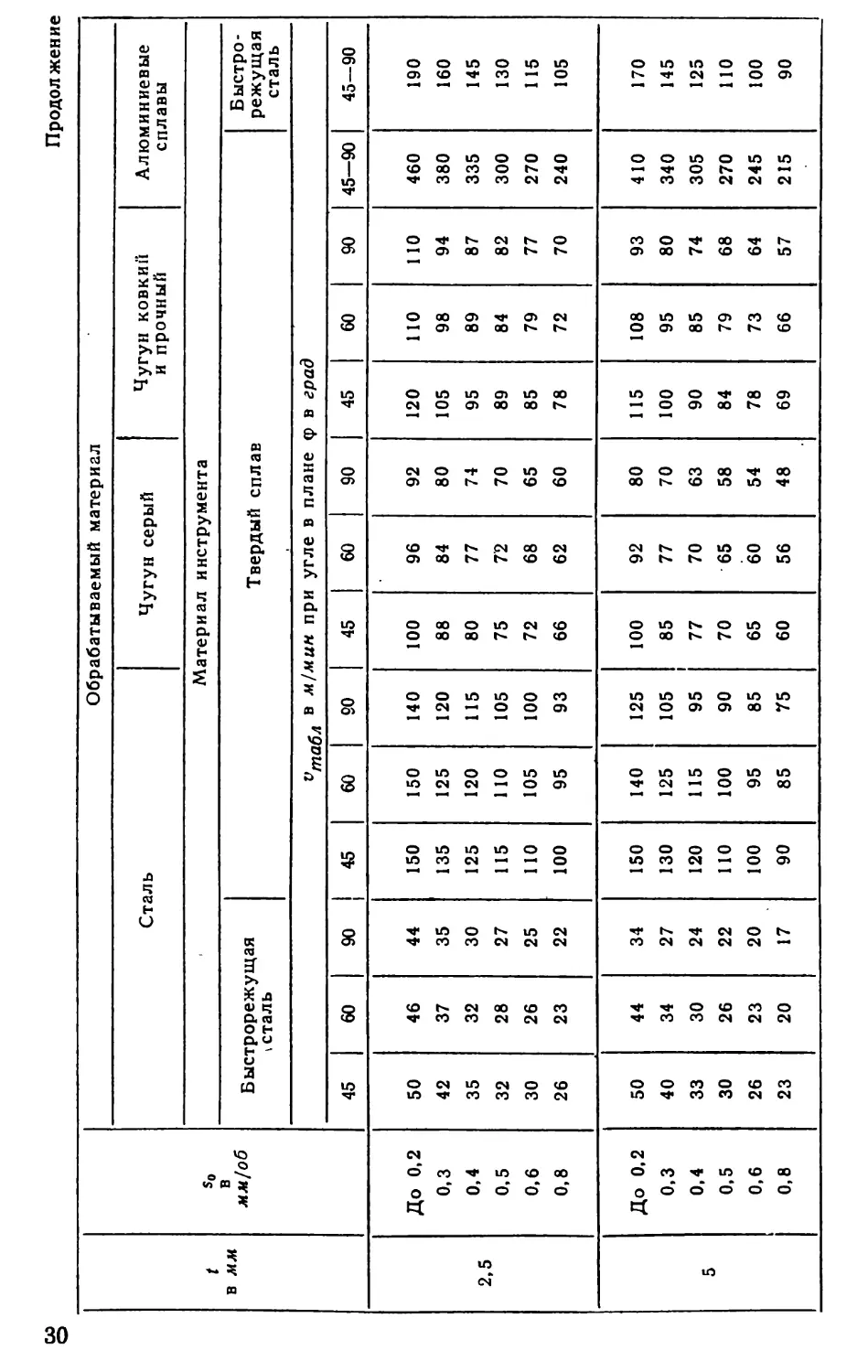
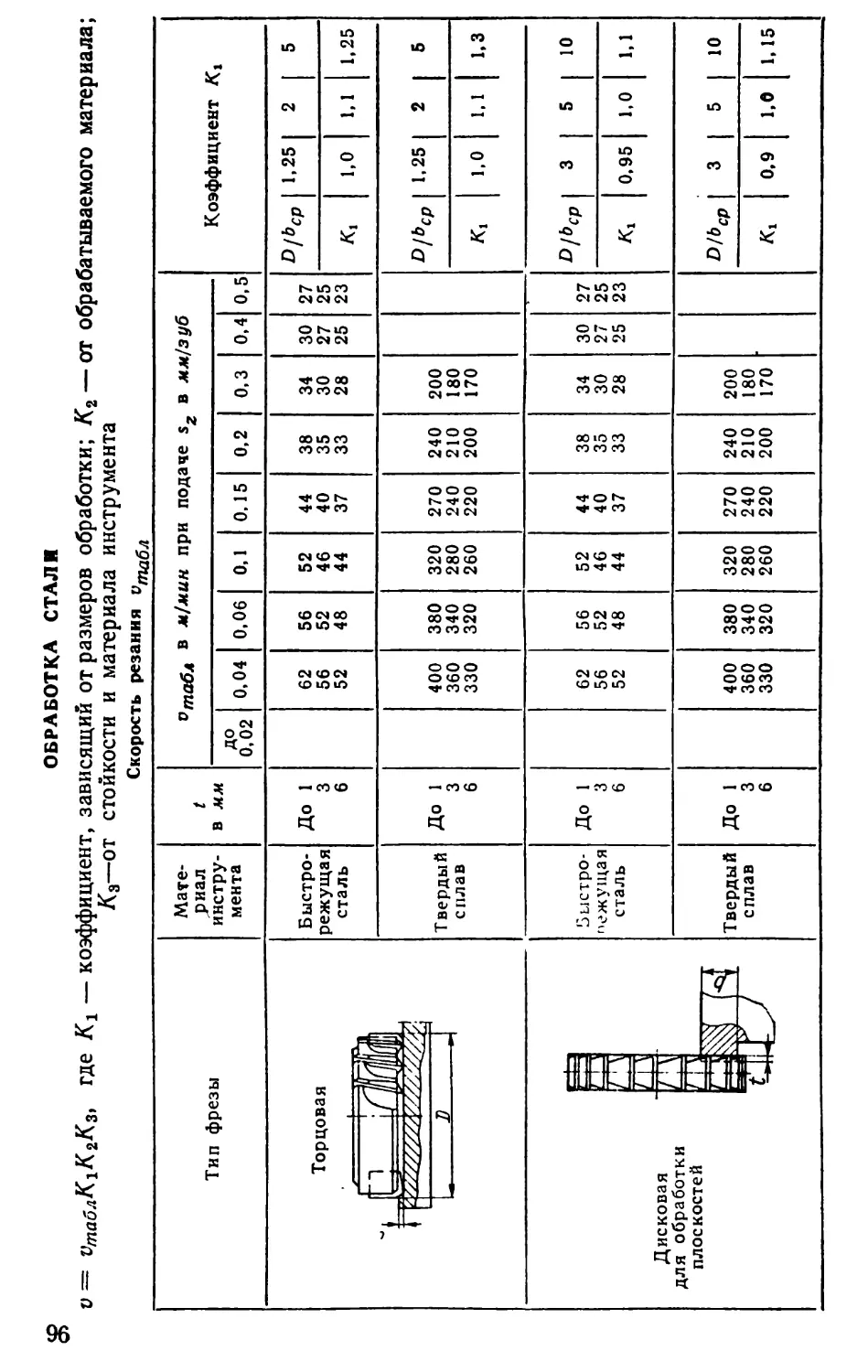
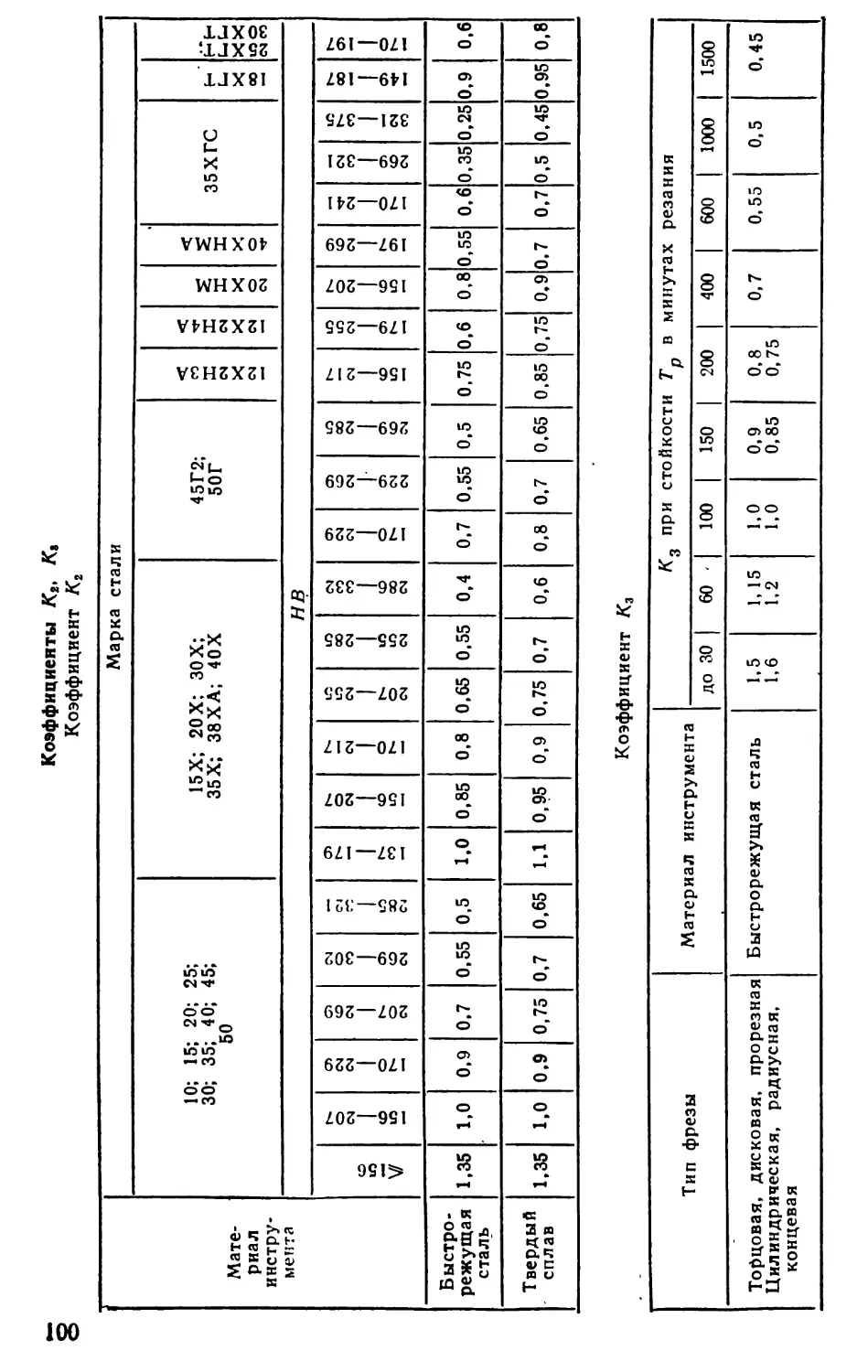
Скорость резания. Карта Т-4
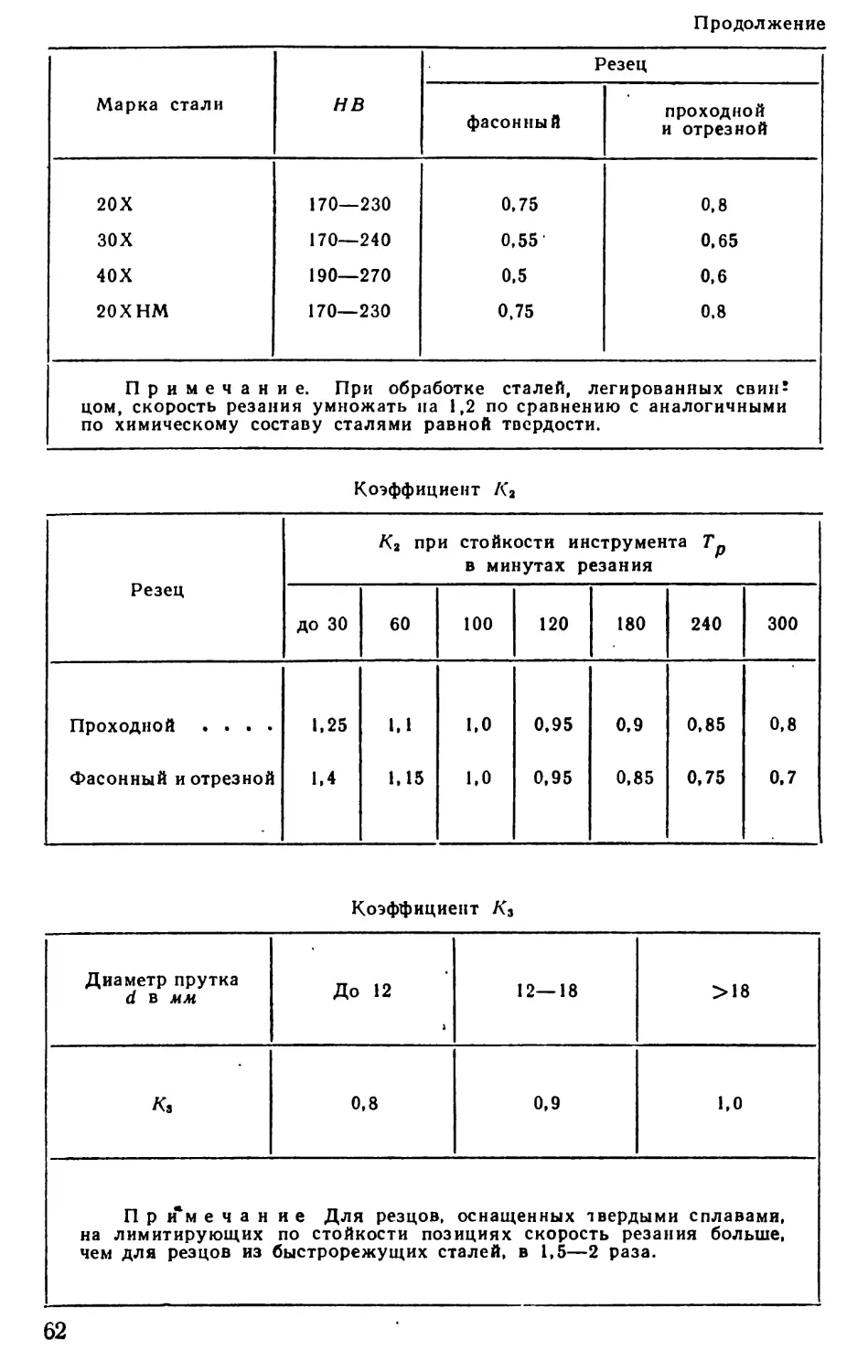
где /Ci — коэффициент, зависящий от обрабатываемого материала; К2 — от стойкости и марки твердого сплава;
/С3 — от вида обработки.
СКОРОСТЬ РЕЗАНИЯ отабл
Точение проходными, подрезными и расточными резцами
Продолжение
атериал
Обрабатываемый м
1
Алюминиевые
сплавы
Чугун ковкий
и прочный
ый
Чугун сер
Сталь
мента
Материал инстру
«0
t
Быстрорежущая
сталь
Й СПЛЭЕ
Тверды
Быстрорежущая
\сталь
в
мм/об
в мм
плане ф в град
vma6A в м/мин ПРИ Угле в
45-90
45—90
90
60
45
90
45 | 60
90
60
45
90
60
45
190
460
НО
НО
120
92
96
100
140
150
150
44
46
50
До 0,2
160
380
94
98
105
80
84
88
120
125
135
35
37
42
0,3
145
335
87
89
95
«
77
80
115
120
125
30
32
35
0.4
130
300
82
84
89
70
72
75
105
ПО
115
27
28
32
0,5
2,5
115
270
77
79
85
65
68
72
100
105
ПО
25
26
30
0,6
105
240
70
72
78
60
62
66
93
95
100
22
23
26
0,8
170
410
93
108
115
80
92
100
125
140
150
34
44
50
До 0.2
145
340
80
95
100
70
77
85
105
125
130
27
34
40
0.3
125
305
74
85
90
63
70
77
95
115
120
24
30
33
0,4
110
270
68
79
84
58
65
70
90
100
ПО
22
26
30
0,5
5
100
90
245
215
64
57
73
66
78
69
54
48
60
56
65
60
85
75
95
85
100
90
20
17
23
20
26
23
0,6
0,8
30
Точение твердосплавными резцами с дополнительной режущей кромкой (ф, = 0е)
ываемый материал
Обрабат
1
Алюминиевые сплавы
Чугун ковкий
и прочный
Чугун серый
аль
Ст
s0 .
в мм
итабл "Р" '
2
1.5
1
0.5
2
1 1,5
0,5
2
1,5
1
0.5
2
| 1.5
1
0,5
225
185
160
240
195
175
260
220
195
315
260
230
77
67
62
90 84
80 72
73 67
105
93
90
65
54
52
68
57
56
74
67
62
84
77
74
100
86
80
110
94
86
113
103
94
136
120
113
1
1.5
2
vma6A в м1мин ПРИ so B мм/об
Резец
Обоабатываемый
0,4 0,5
0,2 | 0.3
0,15
0.1
0,06 0,08
0,04
0,03
Материал
Тип
материал
27
32
35
42
50.
53
Быстроре-
Фасонный
44 | 40 | 36 | 30 | 28 | 23 | 20 | 18
жущая сталь
Сталь
— | ПО | 100 | 85 | 77 | 65 | 57 | 52
— 1 115 | 105 | 90 | 80 | 68 | 62 | 56
- 1 -
Твердый
сплав
Широкий,
прорезной
и отрезной
серый
— 1 105 | 97 | 82 73 | 62 | 56 | 50
ковкий
,ЛУ Уп
'Примечания: 1. Скорости резания для точения сталей и ковкого чугуна даны с учетом применения эмульсии, для
серых чугунов — при работе без охлаждения. В случае охлаждения эмульсией при обработке чугунов скорости резания могут
быть повышены на 15—20% . При скоростном точении стальных деталей эти же данные остаются неизменными и в случае работы
без охлаждения.
2. Скорости резания для осевого инструмента принимать по карте С-4. Для расточных головок с плавающими ножами
скорости резания принимать такими же, как и при развертывании.
31
Точение фасонными, прорезными, отрезными и широкими резцами
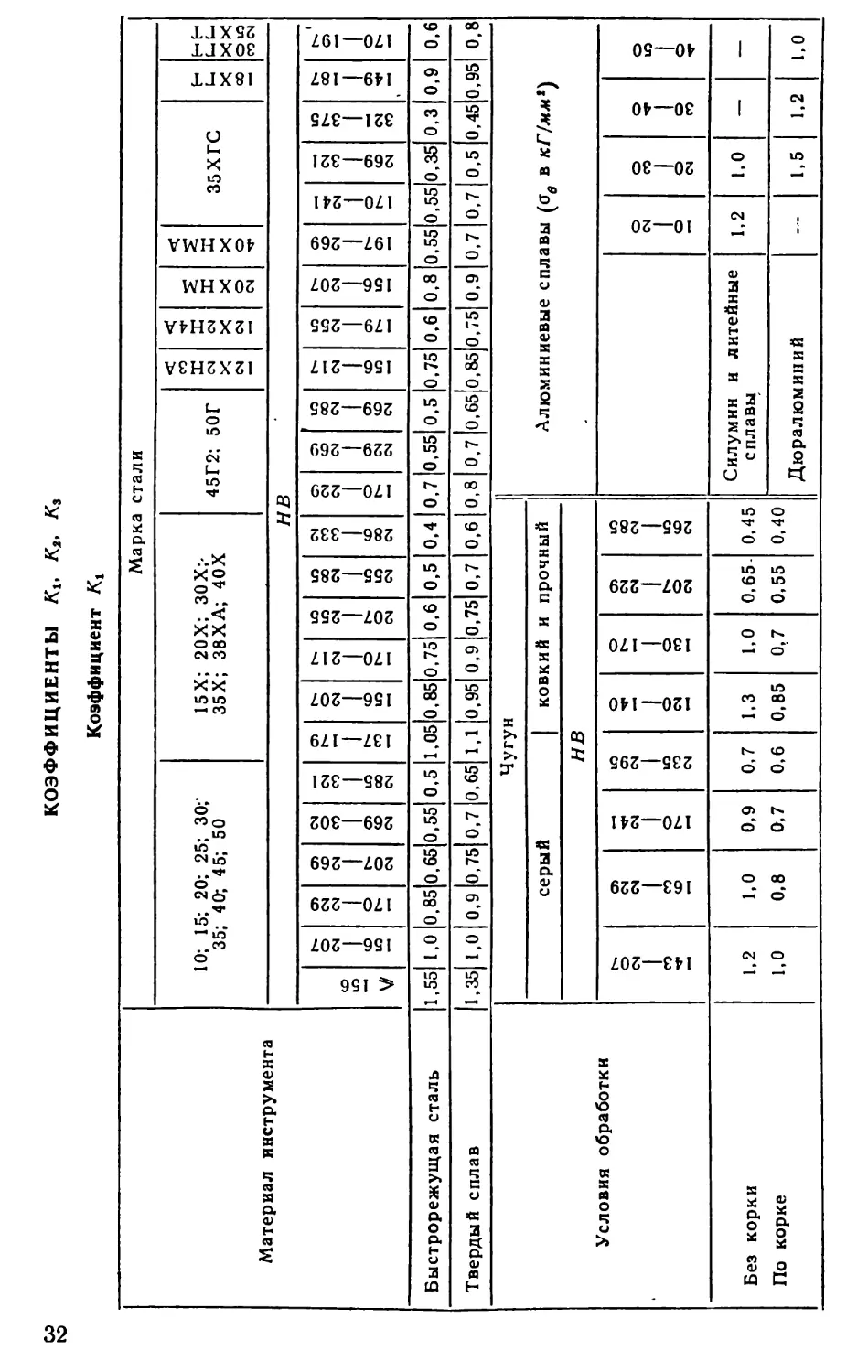
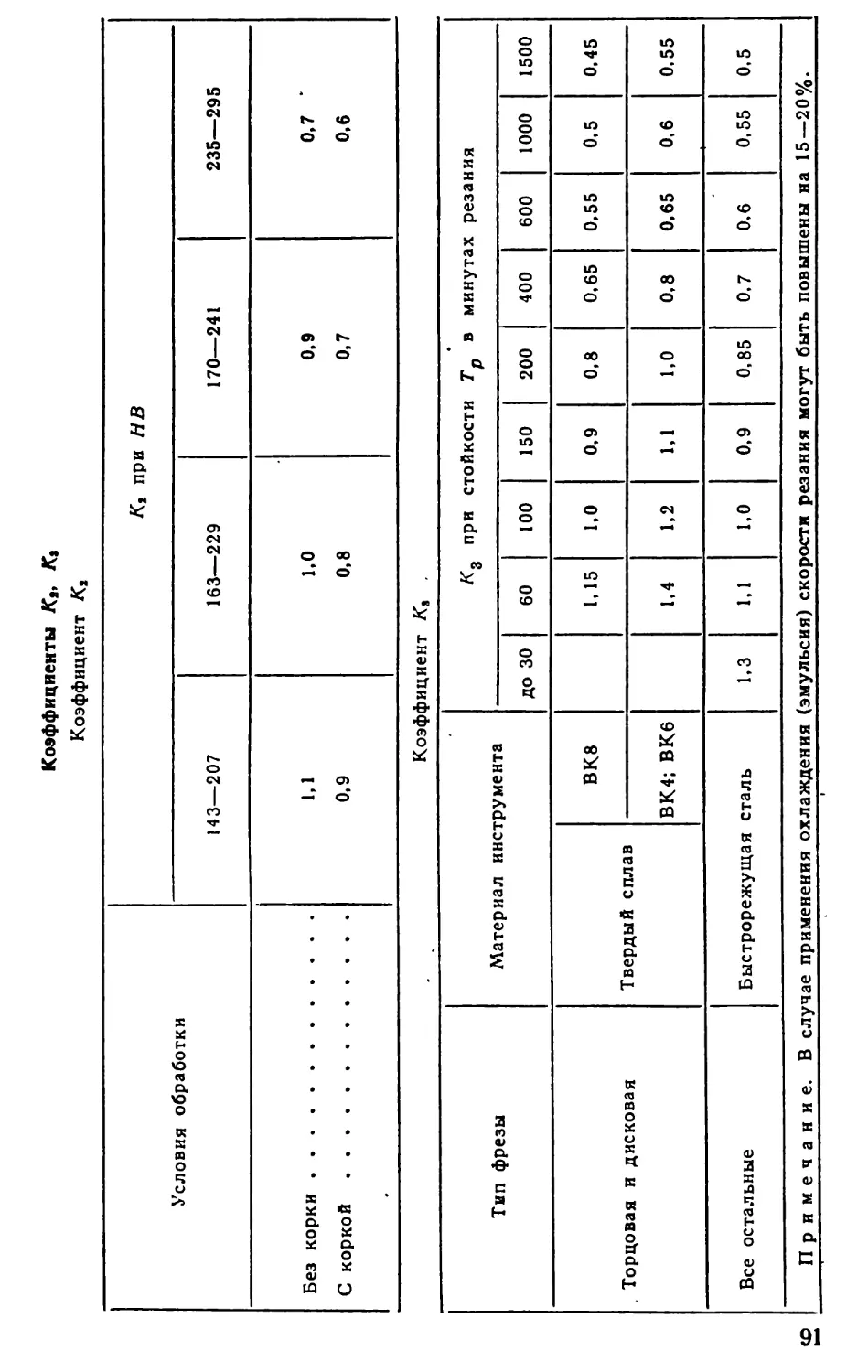
КОЭФФИЦИЕНТЫ
Коэффициент
ли
ста
Марка
©ю
со см
X
00
35ХГС
<
X
о
X
о
cn
<
СМ
X
<
СО
СМ
X
см
>ог
Г2; £
45
15Х; 20Х; ЗОХ;-
35Х; 38ХА; 40Х
); 25; 30;
45; 50
10; 15; 2(
35; 40;
ИВ
о
I
СО
СО
СМ
СО
1
О)
со
СМ
см
о
CN
1
о
CN
<£>
CN
1
CN
1
СО
со
CN
О)
со
CN
CD
CN
1
СМ
CN
О
CN
CN
О
CN
со
со
1
СО
со
СМ
СО
см
CN
1ft
CN
о
CN
CN
1
О
о
CN
1
(О
7
со
CN
CO
1
00
CN
CN
О
CO
CM
<o
CN
о
CN
CN
CN
О
o
CN
1
CO
CO
0,6
0,9
0,3
0,3b
0,55
0,55
0,8
0.6
0,75
0,5
0,55
0.7
0,4
0,5
0,6
0,85|0,75
1,05
0,5
0,55
0,65
0,8b
1.0
Быстрорежущая сталь 1,55
0.8
0,95
0,45
0,5
0,7
0,7
0,75 0,9
0,85
0,65
0.7
0,8
0,6
0,7
0,75
0.95|o,9
1.1
O.bb
0,7
0,75
0,9
1.0
Твердый сплав 1,35
32
в в кГ/мм*)
авы (о
Алюминиевые спл
!
1
о
со
о
CN
о
CN
О
1,0
1.2
Силумин и литейные
сплавы
1.0
1.2
1.5
Дюралюминий
н
чугу
серый 1 ковкий и прочный
ИВ
00
СМ
1
СО
см
CN
CN
1
о
CN
О
т
о
со
о
CN
О
CN
со
см
чГ
CN
О
см
CN
СО
(О
1
Условия обработки
0.45
0,40
0,65-
0,55
1,0
0,7
1.3
0,85
0,7
0,6
0,9
0.7
1,0
0,8
1.2
1.0
Без корки
По корке
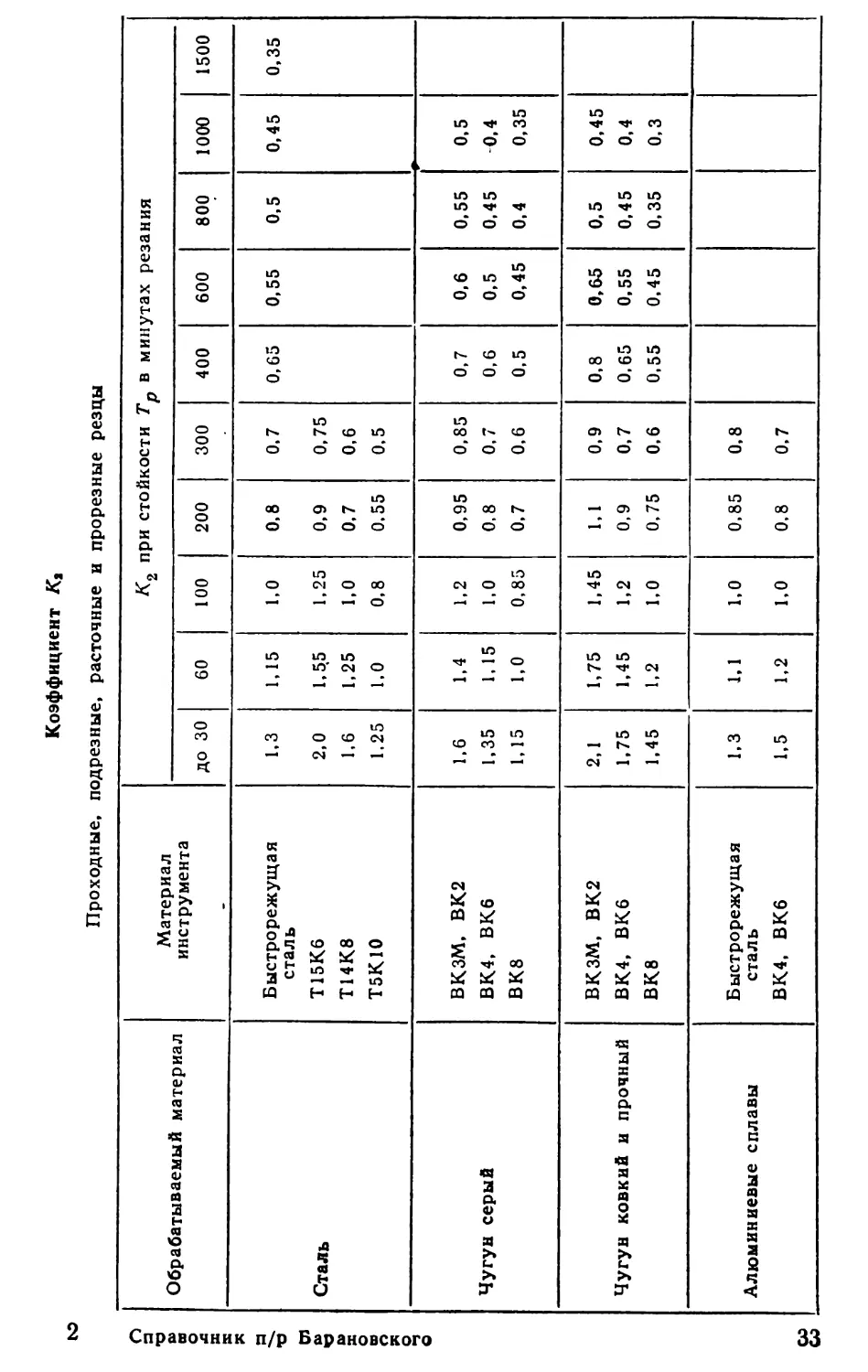
Коэффициент Kt
Проходные, подрезные, расточные и прорезные резцы
/С2 при стойкости Тр в минутах резания
1500
1000
800
600
400
300
200
100
60
до 30
Обрабатываемый материал инструмента
[ 1
0,35
0,45
0.5
0,55
0,65
0.7
0,75
0,6
0.5
0.8
0,9
0.7
0.55
1.0
1,25
1,0
0,8
1,15
1,55
1.25
1.0
1.3
2,0
1.6
1.25
1 Быстрорежущая
1 сталь
Сталь Т15К6
Т14К8
Т5К10
0.5
-0.4
0,35
0,55
0,45
0.4
0.6
0.5
0,45
0,7
0,6
0.5
0,85
0.7
0,6
0,95
0.8
0.7
1.2
1.0
0.85
1.4
1.15
1,0
1.6
1,35
1,15
ВКЗМ, ВК2
Чугун серый ВК4, ВК6
ВК8
0,45
0,4
0,3
0,5
0.45
0.35
0,65
0,55
0.45
0.8
0.65
0.55
0,9
0.7
0.6
1.1
0.9
0.75
1,45
1,2
1,0
1,75
1,45
1.2
2,1
1,75
1.45
ВКЗМ, ВК2
Чугун ковкий и прочный ВК4, ВК6
ВК8
0,8
0,7
0.85
0.8
1.0
1.0
1,1
1,2
1.3
1,5
Быстрорежущая
Алюминиевые сплавы сталь
ВК4, ВК6
Справочник п/р Барановского
33
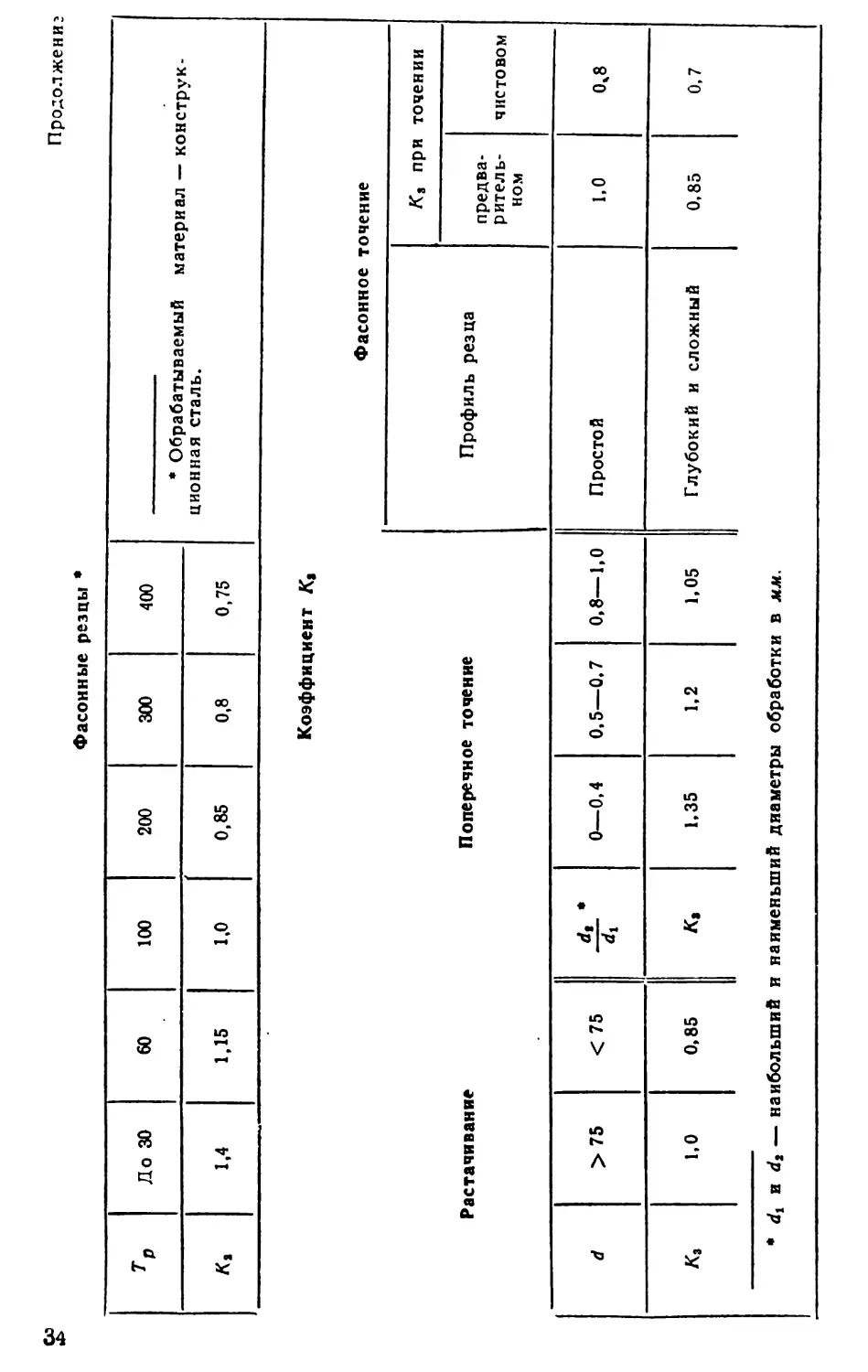
Фасонное точение
/Ся при точении
чистовом
рительном
астачивание Поперечное точение Профиль резца
1
Р<
0Ч8
1.0
0—0.4 0.5—0,7 0,8—1,0 Простои
<75 \\ -т-
1
>75
d
0.7
0,85
1,35 1,2 1,05 Глубокий и сложный
1 1 II
0.85 /С,
1,0
к3
и d2 — наибольший и наименьший диаметры обработки в мм.
* di
34
Фасонные резцы *
Продол жен и э
Коэффициент
* Обрабатываемый материал —
конструкционная сталь.
400
300
200
100
60
Тр До 30
0,75
0,8
0,85
1.0
1,15
К, 1,4
Pz табл в кГ при глУбине резания / в мм
10
8 ,
6
5
4
3
2,5
2
1.5
1
0,5
0,25
Подача s0
в мм/об
300
330
360
430
510
600
700
800
1000
1200
1400
1700
2000 !
2300
240
260
290
340
400
480
570
650
800
950
1100
1350
1600
1850
180
200
220
260
300
360
430
490
600
720
820
1000
1200
1400
150
170
180
220
260
300
360
400
500
600 .
680
850
1000
1150
120
130
140
170
200
240
280
320
400
480
540
680
800
920
90
100
ПО
130
150
180
?10
240
300
360
410
510
600
690
75
85
90
ПО
130
150
180
200
250
300 •
340
420
500
570
60
65
70
85
100
120
140
160
200
240
270
340
400
460
45
50
55
65
75
90
ПО
120
150
180
200
250
300
340
30
33
36
45
50
60
70
80
100
120
135
170
200
230
15
17
18
23
26
30
35
40
50
60
70
85
100
115
7,5
8
9
11
13
15
18
20
25
30
35
45
50
60
До 0,06
0.08
0,1
0,12
0 16
0.2
0,25
0,3
0,4
0,5
0,6
0,8
1.0
1.2
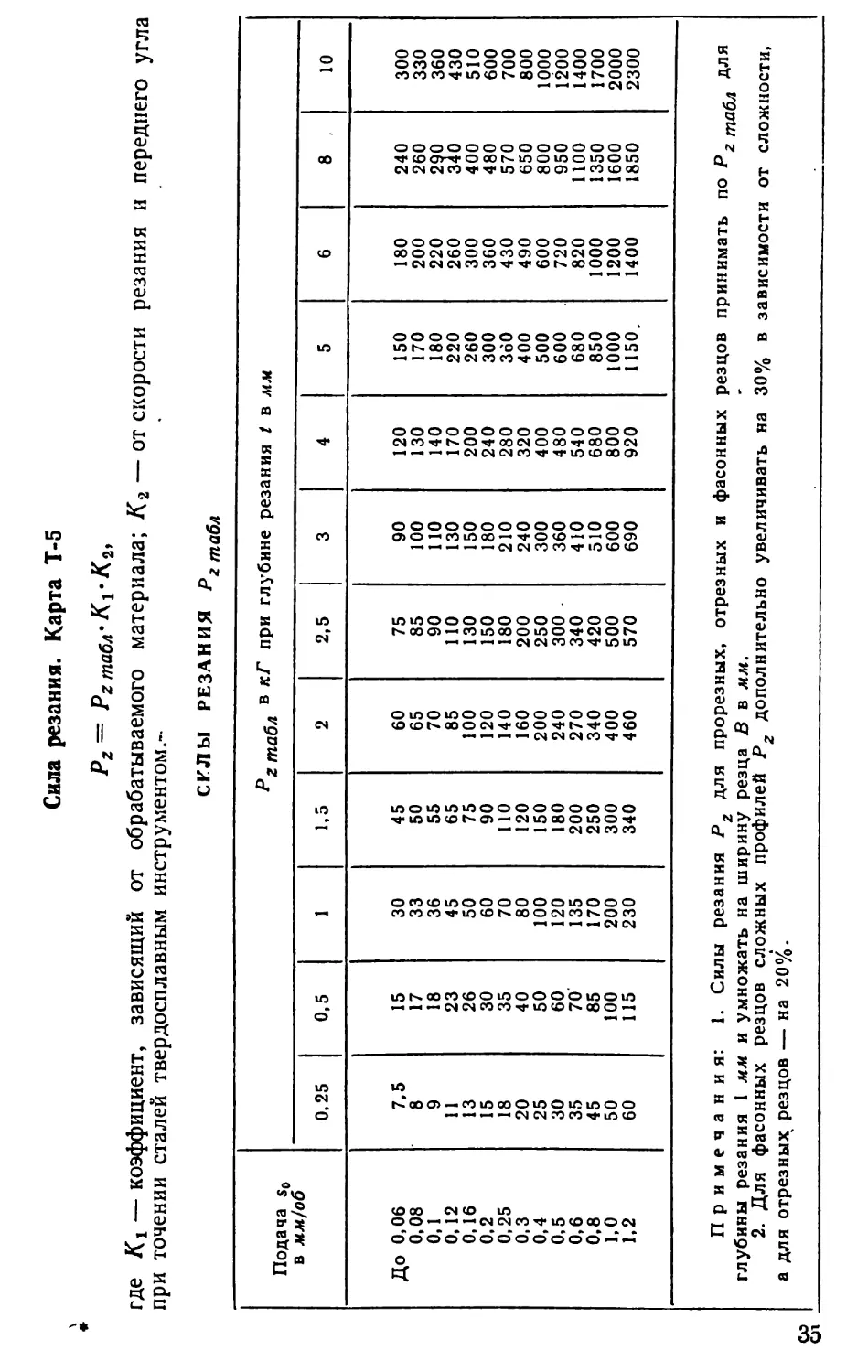
Примечания: 1. Силы резания Рг для прорезных, отрезных и фасонных резцов принимать no P2 g для
глубины резания 1 мм и умножать на ширину резца В в мм.
2. Для фасонных резцов сложных профилей Pz дополнительно увеличивать на 30% в зависимости от сложности,
а для отрезных резцов — на 20%.
35
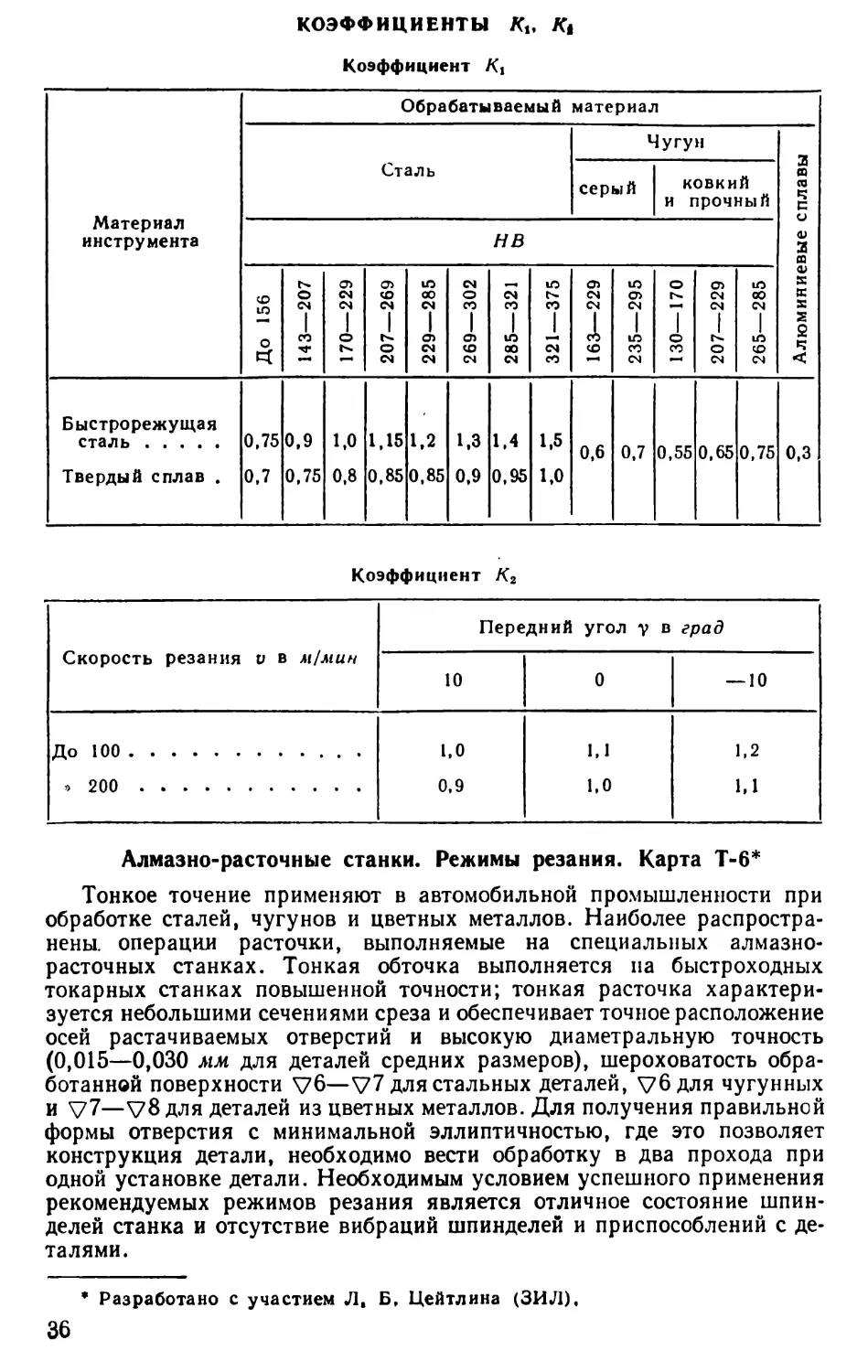
Сила резания. Карта Т-5
*z == *z табл' А1 * А 2»
где /Сх — коэффициент, зависящий от обрабатываемого материала; /С2— от скорости резания и переднего угла
при точении сталей твердосплавным инструментом.-
СИЛЫ РЕЗАНИЯ Р2та6л
КОЭФФИЦИЕНТЫ /Ci. /Си
Коэффициент Л',
Материал
инструмента
Быстрорежущая
сталь .....
Твердый сплав .
До 156
0,75
0,7
143—207
0,9
0,75
170—229
1.0
0,8
Обрабаты
Сталь
207—269
1,15
0,85
229—285
1,2
0,85
269—302
1,3
0,9
ваемый материал
Чугун
серый
ковкий
и прочный
НВ
285—321
1.4
0,95
321—375
1,5
1.0
163—229
0.6
235—295
0,7
130—170
0,55
207—229
0,65
265—285
0,75
сплавы
Алюминиевые
0,3 \
Коэффициент К2
Скорость резания
v в м/мин
Передний угол v в град
10
1.0
0,9
0
1.1
1,0
— 10
1,2
1,1
Алмазно-расточные станки. Режимы резания. Карта Т-6*
Тонкое точение применяют в автомобильной промышленности при
обработке сталей, чугунов и цветных металлов. Наиболее
распространены, операции расточки, выполняемые на специальных алмазно-
расточных станках. Тонкая обточка выполняется на быстроходных
токарных станках повышенной точности; тонкая расточка
характеризуется небольшими сечениями среза и обеспечивает точное расположение
осей растачиваемых отверстий и высокую диаметральную точность
(0,015—0,030 мм для деталей средних размеров), шероховатость
обработанной поверхности V6—V7 для стальных деталей, V6 для чугунных
и V7—V8 для деталей из цветных металлов. Для получения правильной
формы отверстия с минимальной эллиптичностью, где это позволяет
конструкция детали, необходимо вести обработку в два прохода при
одной установке детали. Необходимым условием успешного применения
рекомендуемых режимов резания является отличное состояние
шпинделей станка и отсутствие вибраций шпинделей и приспособлений с
деталями.
* Разработано с участием Л, Б, Цейтлина (ЗИЛ),
36
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ
Обрабатываемый материал
НВ < 180
НВ 180—229
Сталь ив 229—269
НВ 269—302
НВ < 170
Чугун НВ 170—229
НВ 229—269
Алюминиевые сплавы
Бронза, латунь
| Баббиты
Подача s0
в мм/об
0,05—0,10
0,05—0,10
0,04—0,08
0,04—0.08
0.05—0,10
Скорость
резания v
в м/мин
160—250
НО—170
120—150
100—130
120—140
100—120
80—100
300—500
250—350
300—«00
Материал
инструмента
Т30К4
вкзм
вкзм
вкзм
вкзм
Примечания: 1. Рекомендуемые режимы резания
обеспечивают изложенные выше требования к качеству обработки. При
более низких требованиях режимы могут быть повышены. Например,
если после тонкой расточки стальную деталь хонингуют и при
расточке допустима шероховатость поверхности v 5, подача может быть
увеличена до 0,15 мм/об.
2. Рекомендуемая глубина резания 0,1—0,1-5 мм. Если точение
осуществляется в два прохода, то при первом проходе глубина может
быть увеличена до 0,4 мм (в зависимости от точности
предшествующей обработки и базирования детали).
3. Подачи следует выбирать в зависимости от требований к
чистоте обработанной поверхности и жесткости борштанги. При весьма
нежестких борштангах или необходимости уменьшить шероховатость
обработанной поверхности допускается уменьшение подач по
сравнению с данными в таблице.
4. Допустимая скорость резания зависит не только от
обрабатываемого материала, но и от жесткости борштанги. При обработке
отверстий малого диаметра' (10—15 мм) можно уменьшать скорости
резания по сравнению с указанными в таблице.
5. При отладке операции тонкой расточки стальных деталей
следует учитывать, что увеличение скорости резания может привести
как к уменьшению, так и к увеличению стойкости.
6. Рекомендуемые в таблице режимы резания приведены для
твердосплавных инструментов. При обработке деталей из цветных
сплавов алмазными резцами обеспечивается многократное
увеличение размерной стойкости. Для алмазной обработки рекомендуемая
глубина резания 0,05—0,1 мм, подачи 0,02—0,06 мм/об (для
алюминиевых сплавов до 0,03 мм/об) и скорости резания, соответствующие .
верхнему пределу табличных значений. При обработке чугунных
деталей резцами, оснащеницми режущей керамикой и эльбором
скорости резания можно повышать до 400—500 м/мин.
ТОКАРНЫЕ ПРУТКОВЫЕ АВТОМАТЫ
Рекомендации по расчету режимов резания. Карта А-1
Расчет режимов резания на токарных автоматах проводится в той же последовательности, что и на токарных
станках других типов.
Скорости резания рекомендованы с учетом применения охлаждающе-смазывающих жидкостей.
ОДНОШПИНДЕЛЬНЫЕ ТОКАРНЫЕ АВТОМАТЫ
Расчетная формула
и нормативы
Последовательность определения
режима резания
Определение длины рабочего хода суппортов
и каждой позиции револьверной головки Lp, x
в мм
38
1. Эскиз наладки с указанием
размеров обработки
2. Подвод, врезание и перебег
инструментов у
3. Дополнительная длина хода,
вызванная в ряде случаев особенностями
наладки и конфигурацией детали Lgon
1. Обрабатываемый металл
2. Вид инструмента
3. Диаметр прутка, его вылет, длина
детали н другие размеры обработки
Назначение подач суппортов и каждой
позиции револьверной головки s0 в мм/об. Эти
подачи принимают равными значениям, которые
допускают нормативы для инструментов,
установленных на данном суппорте или в данном
гнезде револьверной головки
39
s
s
I
a
Исходные данные
1. Число оборотов шпинделя за
рабочий ход данного суппорта или
позиции револьверной головки пс
2. Сумма чисел оборотов шпинделя
на все рабочие ходы 2 пс
3. Число оборотов шпинделя за
рабочие ходы поперечных суппортов,
совпадающие по времени с рабочими
ходами револьверной головки пс
1. Вид инструмента
2. Характеристика обрабатываемого
металла
3. Глубина резания /
4. Подача s0
5. Принятая стойкость Тр
6. Отношение чисел оборотов
инструментального шпинделя и шпинделя
станка i
7. Для инструментов, работающих
при замедленном вращении шпинделя,
■ф — отношение чисел оборотов при
замедленном и нормальном вращении
Расчетная формула
и нормативы
Последовательность определения
режима резания
Определение стойкости для
предположительно лимитирующих инструментов Тр в
минутах резания
Расчет скорости резания v в м/мин и числа
оборотов шпинделя п в минуту:
а) определение рекомендуемых
нормативами скоростей резания для
предположительно лимитирующих
инструментов;
б) расчет чисел оборотов шпинделя,
соответствующих рекомендуемым скоростям
резания;
в) 2 назначение числа оборотов шпинделя
по паспорту станка, исходя из
рассчитанных чисел оборотов для
лимитирующих инструментов (не
рекомендуется превышать минимальное
расчетное значение более чем на 10%);
Расчетная формула
и нормативы
Последовательность определения
режима резания
2 Л
40
Продолжение
Исходные данные
1. Установленное число оборотов
шпинделя в минуту при нормальном
вращении п
2. Продолжительность времени
зажима и подачи материала, переключений
револьверной головки и направления
вращения шпинделя по паспорту станка
3. Длина рабочего хода при
нарезании резьбы Lp x и шаг резьбы s
4. Отношение чисел оборотов
шпинделя при нормальном вращении и при
вывертывании резьбонарезного
инструмента ypt
5. Число оборотов шпинделя за
каждый рабочий переход пс и сумма чисел
оборотов шпинделя на несовместимые
рабочие ходы 2"с — пс (см. этап III
расчета режимов резания)
6. Число лучей на отвод отрезного
резца Д0 обычно не менее трех (для
автоматов TOS не менее двух лучей)
г) уточнение скоростей резания для
отдельных инструментов по принятому
числу оборотов шпинделя станка
Определение цикла работы автомата t :
а) определение ориентировочного числа
оборотов шпинделя за время холостых
ходов
(Некоторые переходы, например, подходы
и отходы поперечных суппортов, в большинстве
случаев совмещаемые с переключениями
револьверной головки, на этом этапе расчета не
учитывают);
б) предварительный расчет числа
оборотов шпинделя за цикл работы станка п
и принятие ближайшего большего или
меньшего значения по паспорту станка;
в) определение числа оборотов шпинделя,
соответствующего одному лучу, путем
деления пц на 100 (луч — одна сотая
доля окружности лучевой диаграммы,
применяемой при построении
кулачков);
. 41
Продолжение
Исходные данные
Расчетная формула
и нормативы
Последовательность определения
режима резания
г) расчет (в лучах) центральных углов
кулачкового диска, относящихся к
рабочим и холостым ходам револьверной
головки и поперечных суппортов;
д) проектирование кулачков: производят
разбивку окружности кулачкового
диска револьверной головки, соблюдая
необходимую последовательность
переходов, и вычерчивают кулачок; при этом
число лучей, необходимых для
переключения револьверной головки с ее
подходами и отхода*ми, подачу и зажим
прутка следует уточнять по паспорту
станка в соответствии со значением пц
На чертеже кулачка револьверной головки
наносят контуры кулачков поперечных
суппортов во взаимно согласованных положениях
При проектировании кулачка револьверной
головки может выявиться необходимость в
добавлении лучей на холостые ходы для
предупреждения заклинивания ролика рычага во
впадинах профиля кулачка. Заклинивание
может иметь место при обработке длинных
деталей и если время изготовления детали более
20 сек. При проектировании кулачка следует
стремиться к минимальной сумме лучей на
холостые ходы, так как это повышает
производительность станка;
е) 3 уточнение (по чертежу кулачков)
числа лучей, приходящихся на холостые
ходы 2 А^, и установление
уточненного значения числа оборотов
шпинделя за время цикла п ;
42
Продолжение
Исходные данные
1. Количество лучей за каждый
рабочий переход Ас по чертежу кулачка
2. Число оборотов шпинделя за
рабочий цикл л
3. Длина рабочего хода Lp x
4. Отношение чисел оборотов при
замедленном и нормальном вращении г|?
5. Отношение чисел оборотов
сверлильного шпинделя и шпинделя станка
1. Глубины, подачи и скорости
резания инструментов наладки
2. Обрабатываемый металл и его
твердость
3. Эскиз наладки
4. Мощность двигателя Nge
5. К. п. д. станка
Расчетная формула
и нормативы
Последовательность определения
режима резания
ж) по установленному значению п.
подбирают ближайшее по паспорту станка,
определяют соответствующее время
цикла t и сменные шестерни подачи
Уточнение подач s0 в мм/об, полученных
э результате проектирования кулачков:
а) расчет уточненного числа оборотов
шпинделя за каждый рабочий
переход пс\
б) определение подачи s0
Проверочный расчет по мощности резания:
а) определение по нормативам потребной
мощности резания Npe3 для каждого
инструмента;
б) расчет наибольшей за период работы
станка суммарной мощности резания
2 Npe3, равной сумме Мрез
одновременно работающих инструментов;
в) проверка по мощности двигателя
1 Числа оборотов шпинделя станка п устанавливают по лимитирующим по стойкости инструментам на каждой позиции.
2 Для метчиков, плашек и разверток, работающих при замедленном вращении, при определении числа оборотов
шпинделя станка в расчет принимают число оборотов шпинделя при нормальном вращении, равное —, которое записывают в
скобках рядом со значением п.
а При определении 2 Д~ число лучей на холостые ходы, перекрытые по времени другими холостыми или рабочими ходами,
не учитывается.
Расчетная формула
и нормативы
Последовательность определения
режима резания
*2
43
МНОГОШПИНДЕЛЬНЫЕ ТОКАРНЫЕ АВТОМАТЫ
Исходные данные
Определение длины рабочего хода суппортов
и выбор кулачков:
а) определение длины рабочего хода
каждого суппорта Lp% x;
б) расчет подъема рабочей части кулачка
Н для каждого суппорта и
инструментального шпинделя (за исключением
позиций нарезания резьбы);
в) * подбор по нормалям кулачков,
имеющих подъемы Я, ближайшие большие
к расчетным;
г) уточнение длин рабочих ходов Lp x по
установленным величинам подъемов
кулачков Н
Назначение подач суппортов s0 в мм/об:
а) определение подач суппортов и
инструментальных шпинделей по нормативам.
Эти подачи принимаются равными
значениям подач, которые допускают
нормативы для инструментов,
установленных на данном суппорте или
инструментальном шпинделе;
1. Эскиз наладки с указанием
размеров
2. Величины подвода, врезания и
перебега у
3. Дополнительная длина хода,
вызываемая в отдельных случаях
особенностями наладки и конфигурацией
детали, Ldon
4. Нормали кулачков
5. Соотношение плеч рычагов,
передающих движение от кулачков к
суппортам f
6. Начальный dx и конечный d2
диаметры обработки (для бреющих резцов)
1. Обрабатываемый металл
2. Вид инструмента
3. Диаметр прутка, его вылет, длина
детали и другие размеры обработки
4. Отношение чисел оборотов
инструментального шпинделя и шпинделя
станка i (принимается по паспорту
станка)
5. Центральные углы участка рабочей
подачи кулачков 9
Продолжение
1. Чертежи рабочих кулачков
2. Данные о расположении отверстий
на барабанах и зубчатых колесах
Расчетная формула
и нормативы
Последовательность определения
режима оезания
определение для каждого суппорта и
инструментального шпинделя числа
оборотов шпинделя станка за полный
оборот распределительного вала npt
подсчитанное в предположении, что
распределительный вал все время
вращается на рабочем (замедленном) ходу;
назначение по паспорту станка числа
оборотов шпинделя станка л за оборот
распределительного вала, исходя из
наибольших полученных расчетом
значений. Установленное таким образом пр
является общим для всех суппортов и
инструментальных шпинделей, что
соответствует условию равенства угловых
скоростей вращения всех кулачков
распределительного вала;
■ уточнение подач суппортов и
инструментальных шпинделей s0 в мм/об в
соответствии с установленным на станке
числом оборотов шпинделя станка за
оборот распределительного вала пр
Определение угла поворота
распределительного вала на рабочем ходу 6р. х:
а) для станков типа 1240, 1260, 1А 225 —
по паспорту;
44
Исходные данные
45
Исходные данные
1. Длина резания Lpe3
2. Длина рабочего хода L„ x
3. Значения углов 8 и 6р%х
1. Вид инструмента
2. Характеристика обрабатываемого
металла
3. Глубина резания t
4. Подача se
5. Принятая стойкость Тр
Расчетная формула
и нормативы
Последовательность определения
режима резания
б) 4 для станков типа 123 и ему подобных
угол Qp x равен наибольшему из
установленных значений в с добавлением
угла на зачистку и смещения
кулачков, установленных на барабане
Определение стойкости Тр в минутах
резания для предположительно лимитирующих
инструментов
РасчеЧ скоростей резания v в м/мин и числа
оборотов шпинделей станка п в минуту:
а) определение рекомендуемых
нормативами скоростей резания для
предположительно лимитирующих
инструментов;
Продолжение
Расчетная формула
и нормативы
Последовательность определения
режима резания
расчет чисел оборотов шпинделей п
в минуту, соответствующих
рекомендуемым скоростям резания;
46
Исходные данные
6. Для инструментов. работающих
с дополнительным вращением,
отношение чисел оборотов инструментального
шпинделя и шпинделя станка i
1. Количество оборотов шпинделя
станка за оборот распределительного
вала пр, установленное на этапе Ив
2. Угол поворота распределительного
вала на рабочем ходу Qp х>
определенный на этапе III
3. Принятое на этапе Vb число
оборотов шпинделей станка п
4. Число оборотов распределительного
вала в минуту на холостом ходу пх^ Xt
взятое из паспорта станка
в) назначение чисел оборотов шпинделей
по паспорту станка, исходя из
рассчитанных по лимитирующим
инструментам (не рекомендуется превышать
минимальное расчетное значение более чем
на 10%);
г) уточнение скоростей резания
инструментов по принятому числу оборотов
Определение времени цикла работы станка
tu в мин:
а) расчет времени рабочего хода /« х;
б) определение Бремени холостых ходов
. станка Хх х;
в) установление времени цикла работы
станка t„
Расчетная формула
и нормативы
См. карту А-5, стр. 70—72
Последовательность определения
режима резания
47
Исходные данные
1. Глубины, подачи и скорости
резания для инструментов наладки
2. Обрабатываемый металл и его
гвердость
3. Эскиз наладки
4. Мощность двигателя Nge
5. К- п. Д. станка Г|
1 Для резьбонарезного инструмента применяют специальные кулачки. Для станков, где соотношение плеч f
регулируемое, Lp x устанавливают за счет изменения /.
1 Если нарезание резьбы и отрезку производят на одной позиции, то для отрезного резца, как правило, выбирают
укороченный кулачок. Для каждого кулачка фиксируют величину подъема Н и соответствующие им центральные углы участка
рабочей подачи 9° (без зачистки).
3 Если подачи получаются менее 0,02 мм на лезвие инструмента, их следует увеличить за счет установки кулачков с
большими подъемами.
4 Для рационального размещения кулачков, обеспечивающего наименьшее время обработки, особенно в случаях
нарезания резьбы и при обработке центровым инструментом на позициях отрезки, следует построить циклограмму, как указано
в карте А-1 (стр. 48—50).
• Числа оборотов шпинделей станка п устанавливают по лимитирующим по стойкости инструментам так же, как и для од-
ношпиндельных токарных полуавтоматов (см. примечание к этапам III и IV, карта Т-1, стр. 15).
• Для бреющих резцов мощность рассчитывают по условной подаче Sq усл> соответствующей максимальной толщине
среза: s0 усл. = s0 j/l-(|L.)2.
7 Если 2 Npes > 1»2 N^er\, двигатель следует проверить на пиковую нагрузку и на нагрев (см. приложение 1, стр. 263).
Проверочный расчет мощности резания:
а)' определение по нормативам потребной
мощности резания Npe3 для каждого
'инструмента;
б) расчет наибольшей за период работы
станка суммарной мощности резания
2 Npe3t равной сумме мощностей
одновременно работающих инструментов;
в)7 проверка по мощности двигателя
Циклограмма работы многошпиндельного автомата
Для построения циклограммы необходимо знать расположение
отверстий для установки рабочих кулачков на барабанах и зубчатых
колесах, а также иметь чертежи рабочих кулачков. Затем
разрабатывают специальную схему*расположения отверстий для крепления
кулачков, которая служит основой для построения циклограммы.
Схему строят в предположении, что точки поверхности барабанов и
зубчатых колес распределительного вала, одновременно проходящие
под роликами рычагов, передающих движение суппортам, условно
совмещаются на общих вертикальных линиях (изохронах схемы).
На рис. 1 приведена схема расположения отверстий на барабанах
распределительного вала автомата 123.
Рис. 1
Отверстия / приняты за базовые для установки нормальных
кулачков. Кулачки для резьбы можно устанавливать на отверстия 2—3
для позиции IV и на отверстия 4—5 для позиции ///. За базовые
отверстия в кулачках принимают отверстия, расположенные в широкой
части кулачка. Циклограмму строят в следующей последовательности:
1. На схеме расположения отверстий на барабанах
распределительного вала для каждого суппорта и инструментального шпинделя
отмечают отверстия, принятые за исходные базы для установки
кулачков.
2. От полученных точек откладывают угловые координаты начала
и конца участков зачистки и рабочей подачи кулачков. Эти
координаты берут из чертежей или нормалей на кулачки и отсчитывают от
базовых отверстий, расположенных в конце рабочей части кулачков.
Если координаты заданы в мм, то пересчитывают их в градусы
(размерность, в которой строят циклограмму) следующим образом:
где Li — заданная координата по внутренней поверхности кулачка
в мм; Об — диаметр барабана в мм.
48
3. Точки, соответствующие началу рабочей части кулачка
(крайние правые на циклограмме) и концу зачистки (крайние левые),
соединяют сплошной линией. 'На этой линии наносят и другие отверстия,
в которых будут крепиться рабочие кулачки.
4. На основании построенной циклограммы определяют угол
рабочего хода Эр. х.
Рассмотрим пример построения циклограммы работы автомата" 123
для обработки соединительной гайки (эскиз наладки см.
приложение 6).
Рис. 2
Примем следующие обозначения точек: П — начало подвода
резьбового инструмента; Н — начало нарезания резьбы; О — начало отвода
инструмента; К — конец отвода инструмента.
Линия нарезания резьбы соответствует сумме углов отвода
резьбонарезного инструмента 0ome, реверсирования — 0рев, нарезания
резьбы &нар, подвода инструмента &Подв- Угол &Подв зависит от
конфигурации кулачка и устройства резьбонарезного приспособления
(указан на чертеже кулачка).
Значение 0нар определяют по формуле
Угол древ учитывают, когда необходимо изменить
направление вращения инструмента для его свинчивания (дан в паспорте
станка). ч
На станках 123 время реверсирования равно 0,5 сек, и им можно
пренебречь. В рассматриваемом примере угол $рев принят равным
нулю.
49
®отв определяют по формулам:
для правой резьбы
для левой резьбы
для самооткрывающейся головки
где 5 — шаг резьбы в мм\ 1и^р — число оборотов инструментального
шпинделя за оборот детали при отводе резьбонарезного инструмента
(см. паспорт станка); L0 — необходимая величина отвода
резьбонарезной головки во избежание столкновения с державкой поперечного
суппорта, которую определяют, исходя из размеров детали и инстру-
менталвной оснастки; QK — угол отводного кулачка в град (см. чертеж
кулачка); Dq— диаметр барабана в мм.
Зная угол, соответствующий нарезанию резьбы (линия КП на
циклограмме), определяют положение точки К, в которой должен
закончиться отвод резьбонарезного инструмента. При этом различают
два случая.
Первый случай (соответствует приведенному примеру) —
нарезание наружной резьбы не совмещается с работой поперечного суппорта.
При этом точка К наносится правее точки А на 2—5° во избежание
столкновения резьбонарезной головки с поперечным суппортом.
Во втором случае нарезание резьбы частично совмещается с
работой поперечного суппорта (часто применяется при работе метчиками).
Точка К располагается левее точки А. Угол поворота барабана от
момента окончания нарезания резьбы до окончания работы отрезного
резца
где Ln — длина пути, который должен пройти отрезной резец после
вывертывания метчика (или после раскрытия головки): Ln= В tg ф +
+ 4 — для сплошных деталей; Ln— В tg ф + 2 — для полых деталей
(В — ширина отрезного резца в мм\ ф — его угол в плане); Lp. х —
величина рабочего хода отрезного резца; 9 — угол рабочей части
кулачка отрезного резца; 6эа« — угол зачистки кулачка отрезного
резца.
Значение угла 6' откладывают справа от точки Б. Полученная
точка и является точкой К.
В случаях, когда угол поворота распределительного вала при
нарезании резьбы (линия КП на циклограмме) оказывается чрезмерно
большим, в результате чего Qp, x превышает значения, допустимые для
данного типа станка, следует провести перерасчет за счет увеличения пр
или изменения i с построением новой циклограммы. Если угол 6Р. х
большой и сохраняется в пределах, допустимых по паспорту станка,
целесообразно проверить дополнительные варианты расчета режимов
резания с изменением пр или /.
Первоначальный расчет угла поворота распределительного вала
для нарезания резьбы производится на те сменные шестерни
резьбонарезного приспособления, которые установлены на станке.
50
Подача s0. Карта А-2
ПРОХОДНЫЕ РЕЗЦЫ
е /Cs — коэффициент, зависящий от глубины резания
s„ (табл.) ПРИ обработке |
1
эы
без роликовой опо]
EEef
опорой
с роликовой
не»
Длина детали / в лш
t в мм
d в мм
>60
>60 | до 10 | 10-20 | 20-30 | 30-45 | 45-60
30-45 | 45-60
до 10 | 10-20 | 20-30
0,04
0,07
0,1
0.15
0,18
0,22
0,25
0,28
0,32
0,4
0;03
0,05
0,08
0,1
0,15
0,18
0,2
0,25
0,28
0,32
0,38
0,45
0,03
0,06
0,1
0,12
0,15
0.18
0,2
0,22
0,28
0.3
0,35
0,42
0,5
0,04
0,07
0,1
0,12
0,15
0,18
0,2
0,22
0,25
0.3
0,32
0,38
0,45
0.55
0,05
0,08
0,1
0,12
0,15
0,18
-0,2
0,22
0,25
0,28
0,32
0,35
0,4
0,5
0.6
0,05
0,08
0,1
0,12
0,15
0,18
0,2
0,22
0,25
0,28
0,32
0.35
0.4
0,03 .
0,06
0,1
0,15
0.2
0,25
0,28
0.3
0.35
0,38
0,4
0,42
0,03
0,06
0.1
0.15
0,2
0,25
0.28
0,3
0,35
0,38
0,4
,0,42
0,45
0,03
0.06
0,1
0,15
0,2
0,25
0.28
0,3
0.32
0,38
0,4
0,42
0,45
0.5
0,03
0,06
0,1
0,15
0,2
0,25
0,28
0,3
0,32
0,35
0,4
0,42
0,45
0,5
0,55
0,03
0,06
0,1
0,15
0,2
0,25
0.28
0,3
0,32
0,35
0,38
0,42
0,45
0,5
0,55
0.6
0.06
0,1 '
0,15
0,2
0,25
0,28
О.'З
0,32
0,35
0,38
0,4
0,45
0,48
До 1
1.5
2
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
4
6
8
10
16
18
20
25
32
36
40
45
50
^60
51
3
2,5
2
1.5
1
0,8
0.5
0,2
Отношение
фактической
глубины
к табличной
0,7
0,75
0.8
0,9
1
1,05
1,15
1.35
*s
я уменьшать
ь 0,2 мм/об.
ли ШХ15 табличные значени
подача не должна превышат
ана для стали и латуни. При обработке ста
ия — увеличивать в 1,5 раза,
к шероховатости поверхности (не ниже V4)
Примечания: 1. Таблица д
в 1,5 раза, при обработке дюралюмиь
2. При повышенных требованиях
Дюралюминий 1
| Сталь ШХ15
таль, латунь
Г _. с
Няиялкный
В в мм
в мм/об при ширине резца
So
диаметр
1 пЛпяботки Л
2,5—3 | 5
1,5—2
5
_i±±_
| ,.5-2
5
2,5—3 J
1,5—2
в мм
0,2. |
0,16
0,17
0.18
0,19
0.2
0,07
0,08
0,1
0,11
0,13
0,12
0,06
0,06
0,06
0,07
0,08
0,03
0,03
0,04
0,04
0,05
0,15
0.11
0,12
0,13
0,14
0,15 |
0,05
0,06
0,07
0,08
0,09
4
10
12
14
18
>20
ча не должна к.пре-
к шероховатости поверхности (не ниже v4) пода
ебованиях
повышенных тр
i а н и е. При
м/об.
Приме'
| вышать 0,08 м
Алюминиевые сплавы
Сталь, латуць 1
| Материал |
0,2—0,25
0,15—0,2 |
| s0 в мм/об |
ности (не ниже V5) подачи уменьшать
х требованиях к шероховатости поверх
/об и алюминиевых сплавов до 0,12 мм/об
Примечание. При повышенны
1 при обработке стали и латуни до 0,08 мм
52
Коэффициент
ОТРЕЗНЫЕ РЕЗЦЫ
ПОДРЕЗНЫЕ РЕЗЦЫ
ФАСОННЫЕ (И ПРОРЕЗНЫЕ) РЕЗЦЫ
Обработка без роликовой опоры
_l
Sq2 в мм/об при размере lQ в мм
s0l в мм/об при ширине резания b в мм
«
М
60
50
40
30
25
20
15
10
8
ДО 5
а
1
60
50
40
30
25
20
15
10
8
ДО 5
в мм
0,02
0,03
0,02
0,03
0,045
0,02
0,03
0,045
0,075
0,02
0,02
0,03
0,055
0,08
0.02
0,02
0,03
0,045
0,08
,0,02
0,025
0,035
0,055
0,075
0.08
0.02
0,025
0.045
0,065
0,02
0,035
0,065
0,08
0.025
0,053
0,03
0,025
0.055
0,08
3
4
5
6
7
8
9
10
12
14
^16
1
0,02
0,05
0,0251
0,02
0,04
0.02
0,02
0,05
0,02
0.03
0,08
0,02
0.04
0.08
0,02
0,02
0,045
0,08
0,02
0,03
0,08
.0,02
0,025
0.02
0,04
0,075
0,03
0,03
0.05
0.08
0,02
0,03
0,04
0,035
0,065
0,08
0.025
0,05
0,08
0,02
0,02
0,03
0,05
0,07
0,055
0,08
0,02
0,05
0,08
0,02
|0,03
10.04
0,06
0,08
0,08
0,025
0,045
0,06
0,08
0,08
0,02
0,045
0,08
0.08
0.08
4
б
6
7
8
9
10
10
12
14
16
20
>25
10
12
14
16
20
5
7
10
20
53
Примечания: 1. Принимать наименьшее из двух значений s0i и s02, представленных в таблице. 2. При чистовой
обработке подача не более 0,05 мм/об. 3. При обработке стали ШХ15 умножать на поправочный коэффициент 0,5, а дюралюминия —1,5.
54
MM
резания в
ри ширине
о в мм/об п
s
d
А
70
60
50
40
30
25
20
15
10
8
до 5
в мм
0,02
0,025
0,035
0,02
0,03
0,04
0,02
0,025
0,035
0,05
0,02
0,025
0,035
0,045
0,065
0.02
0,025
0,035
0,045
0.06
0,08
0,02
0,03
0.045
0.06
0,075
0,08
0,02
0.03
0,04
0,055
0,075
0,02
0,025
0,04
0,06
0,025
0,04
0,065
0.03
0,055
0,055
0,08
0,08
0,08
0,08
0.08
4
б
6
7
8
9
10
>12
До 20
0,02
0,03
0,02
0,04
0,02
0,03
0,05
0,02
0,03
0,04
0,065
0,02
0,03
0.045
0.06
0.08
0,025
0,04
0,06
0,075
0,08
0.02
0,035
0,055
0.075
0.08
0,02
0,04
0,06
0,08
5
6
7
8
9
10
>12
До 40
Продолжение
Примечания: 1. При чистовой обработке подача не более 0,05 мм/об. 2. При обработке стали ШХ15 умножать на
I поправочный коэффициент 0,5, а дюралюминия — 1,5.
Обработка с роликовой опорой
БРЕЮЩИЕ ФАСОННЫЕ РЕЗЦЫ
1
s0 'в мм/об при d0 в мм
50
40
32
25 |
20
16
12 | 14
10
9
8
7
6
5
Припуск на диаметр
в мм
0,15
0.15
0,12
0,12
0,12
0,12
0,12.
0,12
0,12
0,12
0,12
0,12
0,12
0,12'
0,12
0,12
0,12
0,12
0,10
0,10
0.12
0,12
0,10
0,10
0,12
0,12
0,09
0,09
0,10
0.10
0,08
0,08
0,09
0.09
0.06
0.06
0,07
0.06
0,06
0,07
0,05
0.05
0,06
0,2
0,3
0.4
0.5
. с понижен-
щим, подачи
15, 35ХГС и др
;тся лимитирук:
Примечание. В таблице даны подачи для обработки стали. При обработке сталей ШХ
ной обрабатываемостью эти значения следует уменьшать в 2—3 раза. Если бреющий резец явлж
могут быть увеличены в соответствии с данными, приведенными в следующих таблицах.
мм
6 "Ри 'mm B
s0 в мм/о
.
>\6
14
1.
1 10
8
7
6
1в в мм
2,0
2,0
2,0
2,0
1.8
1.5
1,2
2.0
2,0
2,0
1.8
1.5
1,2
1.0
2,0
2,0
1.5
1,2
1.0
2,0
1.5
1.2
1.0
1.5
1.2
1.0
1,5
1.0
1.0
До 15
20
25
30
40
50
60
55
s0 в мм/об при ширине резания Ь в мм
dmin
А
50
40
30
25
20
15
в мм
1.0
1.0
1.25
1,0
1,25
1,5
1,1
1.5
2,0
1,25
1,75
2.25
1,5
2,0
2.5
5
6
>7
<20
1,0
1,0
1,5
1,0
1,25
1,75
1,0
1,0
1,5
1,5
2.0
1,1
1,5
2,0
2,0
2,25
1,25
2.0
2,5
5
6
7
8
>20
1
мой поверхности Ь в мм
рине накатывае
(табл) ПРИ ши
\
Обрабатываемый
20
16
13
ю
8
5
3
1,5
диаметр d
в мм
0.015
0.025
0,03
0,04
0,05
0,07
0,015
0,03
0,04
0,05
0,06
0,07
0,09
0,015
0,03
0,04
0,05
0,07
0,08
0,1
0,12
0,015
0,03
0,04
0,06
0,07
0,08
0,09
0,12
0,14
0,015
0,02
0.03
0,045
0,06
0,07
0,08
0,1
0,12
0,14
0,16
0,01
0,02
0,025
0,03
0,045
0.055
0,07
0,09
0,1
0,11
0,13
0,15
0,17
0.02
0,03
0,035
0,045
0.055
0,065
0,08
0.1
0.11
0,13
0,14
0,16
0,19
0,03
0,035
0,045
0,055
0,07
0,08
0,09
0,1
0,13
0,14
0,16
0,18
0,21
3
4
5
6
10
12
16
20
25
32
40
60
56
Обработка с роликовой опорой
НАКАТЫВАНИЕ РИФЛЕНИЙ
s0 = s (табл.)^ мм/об, где/С5 — коэффициент, зависящий от обрабатываемого материала (для углеродистой стали — 1; для
легированной—0,7; для латуни— 1,2; для дюралюминия — 1,3)
С поперечной подачей
2
1,6
1.2
1
0,8
0,6
Шаг накатки в мм
0,1
0,12
0,17
0,2
0,27
0,35
$табл в мм/°б
СВЕРЛЕНИЕ
d в мм
ываемом диаметре
s0 (табл) ПРИ обрабат
40
32
25
22
20
18
16
14
12
10
9
8
7
6
5
4
3
2,5
Диаметр
прутка
в мм
0,13
0.18
0,22
0,25
0.28
0,2
0,3
0,22
0,3
0,14
0,25
0.3
0.16
0,25
0,3
0,18
0,25
0,28
0,12
0,2
0,25
0,25
0,14
0,2
0,22
0,22
0,17
0,2
0,2
0,2
0.17
0,18
0,18
0,18
0,14
0,14
0,14
0,14
0,11
0,11
0,11
0,11
0,08
0,08
0,08
0,08
0,06
0,06
0,06
0,06
12
18
24
>36
Дюралюминий
1 1
Марка стали
Латунь
ШХ15
15НМ,
20ХНМ
40Х
ЗОХ
15Г,
15Х, 20Х
40, 45
15, 20,
30, 35
А12, А20
Обрабатываемый
материал
1,5
1.0
0,5
0,75
0,7
0,75
0,8
0,8
0,9
1,0
К,
57
С продольной подачей
Коэффициент Кг
8d
6d
Ъй
и
2,bd
Глубина сверления
0,75
0.8
0,85
0,9
1,0
Кг
s0 в мм/об при диаметре центрования в мм
20
18
16
14
12
10
8
6
5
4 '
3
Обрабатываемый материал
0.16
0,14
0.22
0,25
0,15
0,13
0,20
0,22
0,14
0,12
0,18
0,20
0,13
0,10
0,16
0,18
0,12
0,09
0,14
0.16
0,11
0,08
0,12
0,14
0,09
0,07
0,10
0,12
0,08
0,06
0.09
0,10
0,06
0,05
0,07
0.08
0,05
0,04
0,06
0,07
0,04
0,04
0,05 1
0,05
цент-
ода ч и
матах г
ix авто
ндельнь
40ГОШПИ
га на м
cynnopi
: одного
лении (
и свер
Примечание. При центровании
рования и сверления равны.
s0 в мм/об при обрабатываемом диаметре d в мм
>30
25—30
20—25
15—20
10—15
ДО 10
Характер обработки
0,75
0.5
0.6
0,4
0.5
0.35
0,45
0,3
0,4
0,25
0,3
0,2
С подрезкой дна торцом зенкера . .
58
MM
ываемом диаметре d e
s0 в мм/об при обраба!
>40
40
32
25
20
16
12
10
8
6
4
2,5
1 Обрабатываемый материал
1 2
1,0
0.85
0,75
0,65
0.55
0,50
0,45
0,35
0.25
0,15
0.1
Сталь углеродистая, легированная I
15Х, 15НМ. 20Х. 20ХНМ
Латунь
1 0
0,85
0,75
0,65
0,55
0.45
0.40
0.35
0,25
0.15
0.1
0,1
Сталь легированная ЗОХ, 40Х
Дюралюминий
рток с торцовой заточкой подача не должна превышать 0,5 мм/об.
Примечание. Для разве
обработке
s0 в мм /об при
зенковкой
0,1—0,2
0.15—0.25
зенкером
0.2—0,4
0,3—0,5
сверлом
0,12—0,3
0,15—0,4
резцом
} 0,05—0,1
0,08—0.15
Обрабатываемый материал
59
РАЗВЕРТЫВАНИЕ
СНЯТИЕ ФАСОК
Стойкость инструментов. Карта А-3
Стойкость каждого из инструментов наладки, по которой ведется
расчет скорости резания,
где Тм — стойкость, в минутах машинной работы станка,
рекомендуемая для одношпиндельных станков, равна 120 мин, а для
многошпиндельных— 150 мин; X — коэффициент времени резания, расчет
которого приведен ниже.
ОДНОШПИНДЕЛЬНЫЕ АВТОМАТЫ
где LPe3 — длина резания в мм; Lp. х — длина рабочего хода суппорта
или револьверной головки в мм; пс — число оборотов шпинделя станка
при его нормальном вращении (несмотря на то, что на отдельных
позициях число оборотов в минуту может быть уменьшенным) за период
рабочего, хода рассматриваемого суппорта или позиции револьверной
головки; пс= —— при вращении шпинделя с нормальным числом
so
оборотов; пс = —^р при вращении шпинделя с уменьшенным
числом оборотов (\\) — отношение чисел оборотов при замедленном
и нормальном вращении); пс = —.?'* |ч — при дополнительном вра-
щении сверл малого диаметра (i — отношение чисел оборотов
инструмента и шпинделя станка); s0 — подача суппорта или револьверной
головки в мм/об, определенная на этапе II, стр. 38; J] пс — сумма чисел
оборотов шпинделя на все рабочие ходы; п'с — число оборотов
шпинделя за рабочие ходы поперечных суппортов, совпадающие по
времени с рабочими ходами револьверной головки.
МНОГОШПИНДЕЛЬНЫЕ АВТОМАТЫ
где 0 — центральный угол рабочей части кулачка (без учета зачистной
части) в град; 6р. % — угол поворота распределительного вала на
рабочем (замедленном) ходу в град.
Скорость резания. Карта А-4
ТОЧЕНИЕ СТАЛЬНЫХ ДЕТАЛЕЙ
у = итаблКгКъКъ, где К\ — коэффициент, зависящий от
обрабатываемого материала; /Са — от стойкости инструмента; /С3 — от
диаметра обрабатываемого прутка для фасонных и отрезных резцов.
60
Скорость резания vma6A
Проходные тангенциальные резцы
Глубина
резания
t в мм
До 1
1.5
2
2,5
з
4
5
6
8
итабл "Ри so B <и*/об
ДО
0,06
67
64
61
59
57
54
53
51
49
0,1
62
58
56
54
52
49
48
46
44
0.12
60
56
54
52
50
47
46
45
43
0,14
57
54
51
50
49
46
45
44
42
0,16
56
52
50
48
47
45
44
43
41
0,18
54
51
49
47
46
44
43
42
40
0,2
53
50
48
46
45
43
42
41
39
0.25
50
47
45
44
43
39
38
37
35
0,3
48
45
43
42
41
37
36
35
33
0.35
46
43
41
40
38
36
35
34
32
0,4
44
41
39
38
36
34
33
32
31
0,45
42
40
37
36
35
33
32
31
30
0,5
41
38
36
35
34
32
31
30
28
0,6
38
36
34
33
32
31
30
29
27
0,7
37
34
33
32
31
30
29
28
26
0,8
35
33
32
31
30
29
28
27
25
So В ММ/Об
итабл
со
оо
с[6
73
0,035
70
0,04
67
Фасон
0,045
65
0,05
61
ные
0,055
58
резцы
0,06
56
0,065
54
0,07
52
0,08
49
0,09
47
о
44
0,11
41
0,12
40
0,14
37
Примеч а н и я. 1. Для резцов сложной конфигурации с
глубоким профилем табличные значения скоростей резания умножать на
0,85; при чистовой обработке (для уменьшения износа) — на 0,8; при
обработке некруглых прутков — на 0,9.
2. При применении инструментов ив быстрорежущих сталей
повышенной производительности скорости резания умножать на 1,2.
s0 в мм/об
ьтабл
0,04
70
0,05
63
Отрезные
0,06
57
0,07
53
резцы
0,08
48
0,09
45
0,1
43
0,12
39
0,14
35
0,16
33
0,18
31
0.2
29
Коэффициенты /С». К2, К3
Коэффициент К\
Марка стали
А12, А20
15
20
30
35, 40
45
15Г
15Х. 15НМ
НВ
150—235
135—200
150—210
170—230
170—230
190—240
150—210
150—220
Резец 1
фасонный
1,0
0,6
0,65
0.65
0,6
0,55
0,65
0,7
проходной
и отрезной
1.0
0,75
0,9
0,8
0,75
0,7 !
0,8
0,8
61
Продолжение
Марка стали
20Х
ЗОХ
40Х
20ХНМ
НВ
170—230
170—240
190—270
170—230
Резец 1
фасонный
0,75
0,55
0,5
0,75
проходной
и отрезной
0,8
0,65
0,6
0.8
Примечание. При обработке сталей, легированных свин:
цом, скорость резания умножать на 1,2 по сравнению с аналогичными
по химическому составу сталями равной твердости.
Коэффициент Кг
Резец
Проходной ....
Фасонный и отрезной
/Са при стойкости инструмента Тр
в минутах резания
до 30
1,25
1.4
60
1.1
1.15
100
1.0
1.0
120
0.95
0,95
180
0,9
0,85
240
0,85
0,75
300
0,8
0,7
Коэффициент /С3
Диаметр прутка
d в мм
К,
До 12
0,8
12—18
0,9
■>18
1,0
П р и*м е ч а н и е Для резцов, оснащенных твердыми сплавами,
на лимитирующих по стойкости позициях скорость резания больше,
чем для резцов из быстрорежущих сталей, в 1,5—2 раза.
62
итабл "Ри so в мм1°6
•0,8
0,7
0,6
0,5
0,45
0,4
0,35
0,3
0.25
0,2
0,18
0,16
0.14
0,12
0,1
0,09
0.08
0,07
0,06
0,05
/ в мм
Обработка латуни (НВ 60—100)
65
61
58
57
56
55
53
68
65
61
59
58
57
55
70
68
62
61
60
59
57
76
73
68
64
62
61
60
58
80
75
70
67
65
63
62
60
84
78
72
70
68
67
65
63
87
80
76
73
71
70
68
65
92
86
80
77
75
73
72
70
94
88
! 82
80
77
75
74
72
96
90
84
82
80
77
76
74
100
94
87
84
82
80
78
76
105
98
91
87
84
83
82
80
ПО
102
95
92
88
87
86
83
i 112
104
98
94
92
90
87
84
116
108
101
98
94
92
90
87
120
113
106
102
98
96
94
91
125
116
110
104
100
98
96
93
130
122
115
ПО
106
104
102
98
0,5
1
з
6
8
Обработка дюралюминия (afl = 40-J-50 кГ/мм2)
75
68
64
61
59
58
55
80
72
67
65
62
61
58
85
76
72
68
65
64
60
90
80
77
72
70
67
65
94
84
80
76
74
70
67
ПО
98
88
83
80
76
74
70
116
104
95
87
83
80
78
74
122
110
97
90
87
85
82
78
126
116
105
97
93
90
88
84
140
126
112
105
102
100
96
90
148
132
118
ПО
106
103
100
95
154
138
124 \
116
ПО
107
104
98
162
144
128
120
116
112
ПО
104
170
153
137
128
123
118
115
110
182
162
145
137
130
125
122
116
190
170
150
142
136
130
127
122
196
177
158
148
140
137
133
126
210
185
165
156
148
143
139
132
216
193
174
163
156
150
146
140
233
208
187
176
167
162
157
150
0,5
1
2
з
4
8
ТОЧЕНИЕ ДЕТАЛЕЙ ИЗ ЛАТУНИ И ДЮРАЛЮМИНИЯ
v = vmaQAt • Кv, где Kv — коэффициент, зависящий от стойкости инструмента.
Скорость резания vmaQA
Проходные тангенциальные резцы
vma6A ПРИ so в мм/об |
1
О*
О
О
о*
со
о
о"
со
о
о
I
о
о
«о
о
о
о
о
о
о*
о
о
о*
о
о*
СО
о
о
СО
о
о*
о
о
CN
о
о
Обрабатываемый
материал
40
56
45
60
47
63
50
66
52
70
53
72
55
74
57
76
59
79
61
83
64
85
6G
90
70
93
73
98
76
104
84
112
90
120
100
132
ПО
147
Латунь
Дюралюминий
резцы
резные
От
итабл ПРИ so B мм/об
0,2
0,18
0,16
0,14
0,1-2
0,11
0,1
0,09
0.08
0,07
0,06
0.05
0.04
0,03
Обрабатываемый
материал
1
38
58
40
60
42
64
45
68
50
74
51
78
53
81
56
86
60
90
64
96
68
105
75
114
84
128
100
150
Дюралюминий . .
Kv при стойкости инструмента в мин 1
?°о
240
180
120
100
60
до 30
Резец
0,8
0.7
0,85
0,75
0,9
0.85
0.95
0.95
1,0
1,0
1,1
1,15
1,25
1.4
64
Фасонные резцы
Примечан не. Для инструментов, оснащенных твердым сплавом, скорость резания увеличивать в 1,5—2 раза.
СВЕРЛЕНИЕ, ЗЕНКЕРОВАНИЕ, РАЗВЕРТЫВАНИЕ СТАЛИ
v = vmaQAKiKiKz, где Ki — коэффициент, зависящий от обрабатываемого материала; Кг — от стойкости инструмента; /С8 —
от глубины сверления.
vma6A пои обрабатываемом диаметре d в мм
<о
40
36
32
25
20
18
16
14
12
10
8
6
5
4
3
2,5
в3*
«о*
46
43
40
36
30
0,04
47
44
40
35
33
30
27
23
0,06
38
35
32
29
27
24
22
19
0,08
50
48
46
44
40
38
37
35
33
30
28
25
23
21
19
16
0.1
44
43
42
39
35
33
32
31
29
27
24
22
20
19
17
14
0.12
39
38
36
34
31
30
29
28
26
24
22
20
18
17
15
12
0.14
37
35
34
32
29
28
27
25
24
22
20
18
17
15
14
0,16
35
33
31
29
26
25
24
23
22
20
19
17
16
14
0,18
32
31
30
27
25
24
23
22
20
19
17
15
14
0.2
29
28
26
25
23
22
21
19
18
17
15
13
0.25
26
25
24
23
21
20
19
17
15
14
13
0.3
24
23
22
21
19
18
17
16
13
12
0,35
23
22
21
20
18
17
16
15
12
11
0,4
3 Справочник п/р Барановского
65
Зенкерован не
s0 в мм/об
До 0,2
0,25
0,3
0,35
0,4
0,45
0,5
0,6
0.7
0,8
итабл ПРИ обрабатываемом диаметре d в мм
до 10
27
25
22
20
19
18
12
28
26
23
21
20
19
18
16
30
27
25
23
21
20
19
18
20
32
28
26
24
22
21
20
19
17
25
33
30
27
25
23
22
21
20
18
17
32
31
28
26
24
23
22
20
18
17
^36
32
29
27
25
24
23
21
19
18
Развертывание
So
в мм/об
До 0,15
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1.0
1.5
ДО 6
18
15
12
10
итабл ПРИ обрабатываемом диаметре
8
19
17
13
11
10
10
18
14
12
11
9
12
19
15
13
11
10
9
16
17
14
12
11
10
18
18
15
13
12
11
10
20
19
16
14
12
11
10
d в мм
25
20
19
16
14
13
12
11
10
32
20
17
15
14
13
12
11
9
>40
20
1 19
17
15
14
13
12
10
* В таблице даны технологические скорости резания (на коэффициент
К, не умножать).
66
Марка стали |
1
°
о
•*•
X
о
со
*
А
<-•
5
со
о
со
о
ю
о
<
<
НВ |
170—
230
190—
270
170—
240
170—
230
150—
220
150—
210
190—
230
170—
230
170—
230
210
135—
200
150—
235
Операция
0,8
0,65
0.65
0.8
0,8
0.8
0,7
0.75
0.8
0.9
0,75
1.0
Сверление, зенкерование ....
1,0
0,8
1.0
1
зания
} в минутах ре
нструмента Г,
)И СТОЙКОСТИ И
Kt Ш
300 |
240
180
120
100 |
60
до 30
Операция
0.8
0,75
0.85
0.8
0.9
0.85
0,95
0,95
1,0
1,0
1,15
1,25
1,35
Зенкерование ....
84
64
54
44
34
До 24
Глубина
сверления
0,6
0,65
0,7
0,8
0.9
1,0
Къ
П римечание. При обработке сталей, легированных свинцом, скорости резания увеличивать в 1,2 раза по сравнению
с аналогичными по химическому составу сталями равной твердости.
67
Коэффициенты Kt,
Коэффициент
Коэффициент К»
СВЕРЛЕНИЕ, ЗЕНКЕРОВАНИЕ, РАЗВЕРТЫВАНИЕ ЛАТУНИ
И ДЮРАЛЮМИНИЯ
v ■= vma6AK1K2Kst где Kt — коэффициент, зависящий от обрабатываемого
материала; К» — от глубины сверления; /С3 — от стойкости инструмента.
Скорость резания vmaQA
Сверление, центрование
5°
в мм/об
0.04
0.06
0.08
0,1
0.12
0.14
0,16
0.18
0.2
0.25
0,3
0,35
0,4
0.45
0.5
0,6
итабл при обрабатываемом диаметре d в мм
2,5
52
40
33
28
25
21
3
63
47
38
33
30
26
24
4
70
52
42
37
33
30
26
24
5
75
58
47
40
35
32
30
28
24
6 8
80
60
50
44
38
35
32
30
26
22
70
55
50
42
38
35
33
30
26
22
10
77
60
53
47
42
38
35
33
30
24
20
19
12
82
65
58
50
45
42
38
35
31
26
21
20
14
60
54
48
44
40
38
33
30
28
26
24
22
| 16
65
56
50
47
42
40
36
33
30
28
25
23
18
67
58
53
50
44
42
37
34
32
30
27
25
20
70
60
55
52
45
44
38
35
33
32
28
26
25
25
77
68
60
56
50
47
44
40
37
35
30
28
27
32
80
74
63
60
54
52
46
42
38
37
32
30
28
36
84
76
66
62
58
54
49
44
40
38
34
32
30
40 1
88
77
68
65
61
56
51
45
42
40
35
34
32
Зенкерование
s0 в мм/об
До 0.2
0.25
0,3
0,35
0.4
0/45
0,5
0.6
0,7
0.8
ьтабл пои обрабатываемом диаметре d в мм
до 10
47
44
39
35
33
32
12
49
45
40
37
35
33
31
16
52
47
44
40
37
35
33
31
20
56
49
46
42
39
37
35
33
30
25
58
53
47
44
40
39
37
35
32
30
32
54
49
46
42
40
38
35
32
30
>32
56
51
47
44
42
40
ЗГ
33
32
Развертывание *
So
в мм/об
До 0,15
0,2
0,3
0,4
0.5
0,6
0,7
0.8
0,9
1,0
1.5
* В
| циент А
итабл ПРИ
до 6
23
19
15
13
таблиц
8
24
21
16
14
13
е даны
"л не умножать)
10
23
18
15.
14
12
техноле
обрабатываемом диаметре
12
24
19
16
14
13
12
16
21
18
15
14
13
18 | 20
23
19
16
15
14
13
24
20
18
15
14
13
гические скорости резан*
d в мм
25
25
24
20
18
16
15
14
13
1 П
(я (на
32
25
21
19
18
16
15
14
1 12
коэф(
>40
25
24
21
19
18
16
15
13
Ьи-
68
Коэффициенты Kt. Кг> Кг
Коэффициент /С|
Операция
Kt при обработке
латуни
дюралюминия
Сверление
Зенкерование
Развертывание
1.0
1.0
1.0
1.8
1.8
2
Коэффициент Kt
Глубина обработки
К%
2d
1.0
3d
0.9
4d
0,8
bd
0.7
6d
0.65
Sd
0.6
Коэффициент Кя
Операция
Зенкерование . . .
Kt при стойкости инструмента Тр в минутах резания
до 30
1,25
1,35
60
1.1
1.15
100
1.0
1.0
120
0,95
0,95
180
0.9
0.85
240
0.85
0.8
300
0.8
0,75
НАРЕЗАНИЕ РЕЗЬБЫ
v = vmaQAKv м/мин, где Kv — коэффициент, зависящий от
обрабатываемого материала.
Скорость резания vmaQA
Метчики и плашки
Диаметр резьбы d
в мм
0.5
7
8
9
10
итабл "Ри шаге
0,75
8
9
10
11
13
1
9
10
11
13
14
1,25
10
11
5 в мм
1.5
11
13
15
16
2
13
15
15
3
14
15
3—6 . .
8—10 . .
12—16 .
18—24 .
27 и более
Резьбонарезные головки
Диаметр резьбы d
в мм
27 и более ....
0,5
10
11
13
14
0,75
11
13
14
15
16
•
13
14
15
16
17
1.25
14
15
1.5
15
16
17
18
2
17
18
19
3
17
18
итабл ПРИ шаге s в мм
Коэффициент Kv
Обрабатываемый материал
*»
Сталь
А12. А20
1
15. 20
0,7
30, 35. 40,
45
0,9
15Г
0,9
15Х, 15НМ,
20Х,
20ХНМ
0.9
ЗОХ. 40Х
0.8
ШХ15
0,5
Латунь
1,2
Дюралюминий
1.4
Примечания: 1. Табличные скорости резания даны для наре- 1
зания резьбы 2-го класса точности. При нарезании резьб 1-го класса 1
точности скорости резания уменьшать на 20%.
2. Для неответственных резьб скорости резания повышать на 10—
20%.
3. Рекомендуемые скорости резания рассчитаны для круглых
гребенок с углом заборной части <р = 20°. При угле заборной части ф = 30°
1 скорости резания уменьшать на 10%, при <р = 45° — на 25%. I
Мощность резания. Карта А-5
Для проходных и подрезных резцов
для фасонных и отрезных резцов
для зенкеров
для сверл
где Nma6Ai, Мтабл2, Мтаблз — табличные значения мощности в кет;
K;v — коэффициент, зависящий от обрабатываемого материала; t —
глубина обработки в мм; В — ширина резания в мм; v — скорость
обработки в м/мин; п — число оборотов в минуту.
70
0,7 0.8
0,6
0.5
0.45
0,4
0.35
0.3
0.25
0.2
0.18
0.16
0.14
0.12
0.1
0.08
До
0,05
s0 в мм/об
1.8 1.9
1.6
1.3
1.2
1.1
1.0
0.9
0,8
0,65
0.6
0,55
0,5
0.45
0.4
0,35
0.2
Итабл х
N табл г при s° B мм/°б
0,24
0,22
0,2
0,18
0,16
0,14
0.12
0.11
0,1
0,09
0,08
0,07
0,06
0,05
0.04
0,03
0,02
| гезец
0,85
1.0
0,8
0,9
0,7
0,85
0,65
0,75
0,6
0,7
0,55
0,63
0,48
0,55
0,44
0,5
0,4
0,47
0,37
0,43
0,34
0.4
0,3
0,35
0,26
0.3
0.23
0.26
0,2
,0.22
0.15
0,17
0,1
0.12
Фасонный простой
Фасонный сложный и
отрезной
Значения Nтабл %
N табл а ПРИ диаметре сверла D в мм
1
40
35
30
25
20
18
16
14
12
10
8
6
5
4
3
2
со а»
7.0
8.0
9.5
5.5
6.5
7,0
4,0
4,5
5.2
2,8
3,2
3.5
1.8
2.0
2,3
1.6
1.1
КЗ
1.5
0.9
1.0
1.1
0,4
1 0,55
0 65
0,75
0,85
0,3
0,4
0,45
0,5
0,6
0.2
0,25
0.28
0,33
0,37
0.08
0.1
0,13
0,16
0,18
0,2
0,05
0,07
0,09
0,11
0,13
0,15
0,03
0,05
0,06
0,07
0,08
0,09
0,02
0.03
0,03
0,04
0,05
0,05
0,01
0.012
0,015
0,017
0.02
0.025
0,04
0,06
0,08
0,1
0,12
0,14
71
МОЩНОСТЬ РЕЗАН НЯ Nта6л
Значения Nтабл х
олженве
Пред
утабл s ПРИ Диаметре сверла D в мм 1
1 «о
40
35
30
25
20
18
16
14
12
10
8
6
5
4
3
2
!
10,5
11.5
12,5
15,0
17.0
19,5
21,5
8,0
8.5
9.5
11.5
13,0
15,0
16.5
5,8
6,5
7,0
8.5
10.0
11,0
12.0
4,0
4.5
5.0
6,0
6.5
7,5
8,5
2,6
2.8
3.0
4,0
4.5
5,0
5.5
2,4
2.6
2,8
3.5
4.0
4.5
5.0
1.6
1,8
2,0
2.4
2.7
3,0
3,5
1 1,3
1.4
1.6
1.8
2,0
2,4
2,6
, 0,93
1.0
1.1
1.3
1,5
1,7
2,0
0,65
0,7
0.8
1 0,9
1.0
1.1
1.3
0,4
0,45
0,5
i 0,6
0,7
0,23
0,26
0,27
0.35
0,16
0,18
0.2
0,1
0,11
0,06
0,16
0,18
0,2
0.25
0.3
0,35
0.4
> *N
фициен!
Коэф
ШХ15
40Х
30 X
20Х.
20ХНМ
15Х» 15НМ
15Г
45
35. 40
30
20
15
А12.
А20
Марка стали
200
2.3
230
1.25
205
1.2
200
1.25
190
1.3
180
1,25
210
1.2
205
1.15
200
1,15
180
1.25
170
1.3
195
1
нв
1
зть следующие коэффициенты:
али другой твердости приним
ботке ст
| Примечания: 1. При обра
1.3 1
1 хл
1,1
1.0
0.9
0.8
0.7
0.6
1 Отношение фактической твердости
| к табличной
1.25 |
| 1.15
1.1
0.95 | 1,0
| KN | 0,75 | 0,85 | 0.90
э отношению к стали
НИИ МОЖНО ВЫЧИС-
кГм.
v 1
иния, применять коэффициенты п
кГм при сверлении и зенкерова
и .зенкеровании Мкр = 3.06——
1 2. Определяя мощность резания при обработке латуни и дюралюм
1 А12 соответственно 0,3 и 0,5.
1 3. Силу резания Рг в кГ при точении и крутящий момент Мкр в
лить по следующим формулам:
Мрея
Р2 = 6120—-— кГ; при сверлении Мкр = ^та^А* Kpj кГм; пр
72
Исходные данные
Расчетная формула
и нормативы
Последовательность определения
режима резания
1 №
этапа
1. Длина резания Lpev равная длине
обработки, измеренной в направлении
резания
2. Длина подвода, врезания и
перебега инструмента у
3. Дополнительная длина хода,
вызванная в ряде случаев особенностями
наладки и конфигурации детали L$on
4. Площадь фрезеруемых
поверхностей F |
с ^
£я§
~Г во 1 сп
^ • .«« Q.
+ 5" и
р. а>и II
fi. к со &
„ я я
II «-
***
-0 Ч
Расчет длины рабочего хода Lp x в мм и
средней ширины фрезерования Ьср в мм. (При
одновременной обработке нескольких деталей
их рассматривают как одну деталь)
~
73
ФРЕЗЕРНЫЕ СТАНКИ
С учетом кинематических особенностей различных типов станков рекомендации по расчету приведены для
отдельных видов обработки:
одноинструментной;
многоинструментной на одношпиндельных станках с прямолинейной подачей;
на многошпиндельных станках с прямолинейной подачей;
на многошпиндельных станках с круговой подачей.
Рекомендуемые скорости резания ориентированы на применение охлаждения эмульсией при обработке деталей
из стали и ковкого чугуна и работе без охлаждения по серому чугуну. При скоростном фрезеровании стальных
деталей эти же данные практически приемлемы и при работе без охлаждения.
Рекомендации по расчету режимов резания. Карта Ф-1
ОДНОИНСТРУМЕНТНАЯ ОБРАБОТКА
74
Продолжение
Исходные данные
1. Обрабатываемый металл и его
твердость
2. Тип фрезы
3. Инструментальный материал
4. Для отдельных типов фрез —
глубина резания t, ширина фрезерования Ъ
и диаметр фрезы D
1. Тип фрезы и ее диаметр D
2. Инструментальный материал
3. Коэффициент времени резания X
1. Обрабатываемый металл и его
твердость
2. Тип фрезы и ее материал
3. Диаметр фрезы D и число зубьев гц
4. Подача на зуб s2
5. Для отдельных типов фрез —
глубина резания t, ширина фрезерования b
6. Стойкость Тр
7. Для станков с круговой подачей —
средний диаметр расположения деталей
на столе dpacn, равный полусумме
наибольшего dH и наименьшего de
диаметров расположения деталей на столе
Расчетная формула
и нормативы
Последовательность определения
режима резания
Определение рекомендуемой подачи на зуб
фрезы по нормативам s2 в ммjзуб
Определение стойкости инструмента по
нормативам Г_ в минутах резания
Расчет скорости резания v в м/мин, числа
оборотов шпинделя п в минуту, минутной
подачи smb мм/мин. а для станков с круговой
подачей также числа оборотов стола пст в
минуту:
а) определение рекомендуемой
нормативами скорости резания;
б) расчет числа оборотов шпинделя,
соответствующего рекомендуемой скорости
резания, и уточнение его по паспорту
станка;
в) уточнение скорости резания по
принятым оборотам шпинделя;
г) расчет минутной подачи по принятому
значению числа оборотов шпинделя
Для станков с прямолинейной подачей:
д) уточнение расчетной минутной
подачи sM по паспорту станка
Для станков с круговой подачей:
е) определение числа оборотов стола пст
по расчетному значению минутной
подачи, уточнение его по паспорту станка
и расчет минутной подачи sM по
принятым оборотам стола
Продолжение
Последовательность определения
режима резания
«I
«н S
II
И
41
&S 555Я
S» g aSg"
в!в§ва|Л
rti * (О Я 5 Я
3«iq a p.H с <и
о о. я о о £ e g
ас о а аяg5
•ft) OS С Ctfpjp.
а ^
С
14
75
Исходные данные
1. Для станков с прямолинейной
подачей — длина рабочего хода стола Z,„ x
и принятая минутная подача sM
2. Для станков с круговой подачей —
число оборотов стола в минуту пст
1. Число зубьев фрезы zu
2. Наибольший диаметр
расположения деталей на столе dH
3. Установленные минутная
подача sM, число оборотов шпинделя п,
число оборотов стола пст
1. Обрабатываемый металл и его
твердость
2. Тип фрезы и число зубьев zu
3. Материал инструмента
4. Максимальная ширина
фрезерования ьтах
5. Глубина резания /
6. Скорость резания v ,
7. Мощность двигателя Nq8
8. К. п. д. станка т]
9. Допустимый по прочности для
данного числа оборотов шпинделя
крутящий момент Мкр в кГм
Расчетная формула
и нормативы
Выявление подачи на зуб фрезы sz в мм/зуб
по принятым режимам резания
1 Длину рабочего хода Lp, x для станков с круговой подачей не определяют; Ьср находят в случае переменной ширины
фрезерования.
1 Если по паспорту станка минутная подача sM или число оборотов стола пст значительно меньше расчетных, в целях
повышения стойкости инструмента целесообразно снизить число оборотов шпинделя в минуту, сохранив подачу на зуб фрезы
в пределах:, рекомендуемых картой Ф-2.
МНОГОИНСТРУМЕНТНАЯ ОБРАБОТКА НА ОДНОШПИНДЕЛЬНЫХ СТАНКАХ
С ПРЯМОЛИНЕЙНОЙ ПОДАЧЕЙ
Расчетная формула
и нормативы
Последовательность определения
режима резания
Расчет длины рабочего хода Lp x в мм и
средней ширины фрезерования Ьср в мм. (При
одновременной обработке нескольких деталей
их комплект рассматривается как одна деталь)
Назначение расчетной подачи на зуб
фрезы sz в мм/зуб:
а) определение рекомендуемой подачи на
зуб фрезы для каждого инструмента по
нормативам;
б) расчет подач на оборот sQ для каждой
фрезы и принятие общей подачи на
оборот шпинделя по меньшим из
полученных расчетом значений;
в) уточнение расчетной подачи на зуб для
каждого инструмента по общей подаче
на оборот
Определение стойкости инструментов по
нормативам Тр в минутах резания
Расчет скорости резания v в м/мин, числа
оборотов шпинделя п в минуту и минутной
подачи sM в мм/мин:
а) определение рекомендуемых
нормативами скоростей резания всех
инструментов;
б) расчет чисел оборотов шпинделя,
соответствующих рекомендуемым скоростям
резания;
76
Исходные данные
Те же, что и при одноинструментной
обработке (см. этап I, стр. 73)
1. Те же, что и при
одноинструментной обработке (см. этап II, стр. 74)
2. Число зубьев фрезы ги
1. Те же, что и при
одноинструментной обработке (см. этап III, стр. 74)
2. Количество инструментов в
наладке
1. Те же, что и при
одноинструментной обработке (см. этап IV, стр. 74)
2. Принятая" подача на оборот
шпинделя Sq
Продолжение
77
Исходные данные
1. Длина рабочего хода стола L^ x
2. Минутная подача sM
1. Число зубьев фрезы ги
2. Установленные минутная
подача sM и число оборотов шпинделя п
1. Обрабатываемый металл и его
твердость
2. Тип фрезы
3. Число зубьев фрезы ги
4. Инструментальный материал
5. Максимальная ширина
фрезерования 6тах
6. Глубина резания /
7. Скорость резания инструментов о
8. Эскиз наладки
9. Мощность двигателя N$в
10. Коэффициент полезного действия
станка г\
11. Допустимый по прочности для
данного числа оборотов шпинделя
крутящий момент МКр в кГм
Расчетная формула
и нормативы
Последовательность определения
режима резания
в) назначение числа оборотов шпинделя
станка по паспорту, исходя из
рассчитанных чисел оборотов (не
рекомендуется превышать минимальные значения
расчетных чисел оборотов более чем на
10—15%);
г) уточнение скоростей резания по
принятому числу оборотов шпинделя;
д)а определение минутной подачи по
принятому числу оборотов шпинделя и
уточнение ее по паспорту станка
Расчет основного машинного времени
обработки tM в мин на комплект (комплект
включает все детали, установленные на столе станка)
Выявление подачи на зуб для каждой фрезы
s2 в мм/зуб по принятым режимам резания
Проверочные расчеты по мощности резания:
а) определение по нормативам потребной
для каждой фрезы мощности резания
Npe3 в кет;
б) расчет наибольшей за период работы
станка суммарной мощности резания
2 Npe3 в квт* Равной сумме Npea
одновременно работающих инструментов
(при затруднениях в ее определении
рекомендуется строить график расхода
мощности, как это указано в
приложении 1, стр. 262);
Продолжение
Исходные данные
Расчетная формула
н нормативы
Последовательность определения
режима резания
<ъ 6 о х
я Ф
1 552
а *'.
■ н * а^
S" X «о и
я 5 в .»
cd «a 4 SB
2 Sg»*
а " о.и в а»
1ЦЦ1
с ш Б ef P вг
J?"
ОБРАБОТКА НА МНОГОШПИНДЕЛЬНЫХ СТАНКАХ С ПРЯМОЛИНЕЙНОЙ ПОДАЧЕЙ
Исходные данные
Расчетная формула
и нормативы
Последовательность определения
режима резания
этапа
Те же, что и при одноинструментной
обработке (см. этап I, стр. 73)
(значение у см. в
приложении 3, стр. 303)
°ср = 7—
ьрез
Расчет длины рабочего хода Lp x в мм и
средней ширины фрезерования Ьср в мм (при
одновременной обработке нескольких деталей
их комплект рассматривается как одна деталь)
I »
78
1 Ьср определяют в случае переменной ширины фрезерования.
* Когда осуществимая на станке минутная подача значительно меньше расчетной, целесообразно в целях повышения
стойкости инструмента снизить число оборотов шпинделя в минуту, сохранив подачу на зуб фрезы в пределах,
рекомендуемых картой Ф-2.
• Если по прочности привода выбранный режим резания не ограничивается, а 2 Nрез ^ l'2Nde^' TO Авигатель следует
проверить на пиковую нагрузку и по нагреву (см. приложение 1, стр. 263).
79
Продолжение
Исходные данные
1. Те же, что н при одноинструмент-
ной обработке (см. этап II, стр. 74)
2. Число зубьев фрезы ги
Те же, что и при многоинструментной
обработке на одношпиндельных станках
(см. этап III, стр. 76)
Те же, что и при одноинструментной
обработке на одношпиндельных станках
(см. этап III, стр. 74)
Расчетная формула
и нормативы
Последовательность определения
режима резания
Назначение расчетной подачи на зуб для
каждой фрезы sz в мм /зуб:
а) определение рекомендуемой подачи на
зуб фрезы для каждого инструмента по
нормативам;
б) расчет подачи на оборот sQ для каждой
фрезы и принятие для фрез,
работающих на одной оправке, общей подачи
по меньшим из полученных расчетом
значений;
в) уточнение расчетной подачи на зуб для
каждого инструмента по общей для
оправки подаче на оборот
Определение периодов стойкости
инструментов по нормативам Г в минутах резания
Расчет скоростей резания v в м/мин,
минутной подачи sM в мм/мин и чисел оборотов
шпинделей п в минуту:
а) определение рекомендуемых
нормативами скоростей резания всех
инструментов;
б) расчет чисел оборотов каждого
инструмента, соответствующих
рекомендуемым скоростям резания, и принятие для
фрез, работающих на одной оправке,
общего числа оборотов шпинделя по
меньшим из полученных расчетом
значений;
Продолжение
Расчетная формула
и нормативы
См. этап VII (см. стр. 78)
при многоинструментной
обработке на одношпнн-
дельных станках
Последовательность определения
режима резания
1 ЬСр определяют в случае переменной ширины фрезерования.
8 Если расчетные числа оборотов шпинделей значительно больше, то необходимо в соответствии с установленными (по
паспорту) значениями п и расчетными значениями подачи на зуб sz пересчитать минутную подачу и уточнить ее по паспорту.
этапа
g
Исходные данные
в) расчет минутной подачи по принятым
оборотам шпинделей, установление
общей минутной подачи стола по меньшим
из полученных расчетом значений и
уточнение ее по паспорту станка;
г) расчет чисел оборотов шпинделей по
принятой минутной подаче и уточнение
их по паспорту станка;
д) уточнение скоростей резания
инструментов по принятым числам оборотов
шпинделей
Расчет основного машинного времени
обработки tM в мин на комплект
Выявление подачи на зуб для каждой
фрезы s2 в мм/зуб по принятым режимам резания
Проверочные расчеты по мощности
производят так же, как и при многоинструментной
обработке на одношпиндельных станках
1. Длина рабочего хода стола Lp x
2. Принятая минутная подача sM
1. Число зубьев фрезы ги
2. Установленные минутная
подача sM и число оборотов шпинделя п
См. этап VII (см. стр. 78) при
многоинструментной обработке на одно-
шпиндельных станках, причем расчет
ведется раздельно для каждой фрезы
или группы фрез, имеющих общий
привод
81
ОБРАБОТКА НА МНОГОШПИНДЕЛЬНЫХ СТАНКАХ С КРУГОВОЙ ПОДАЧЕЙ
Исходные данные
1. Площадь фрезеруемых
поверхностей F
2. Длина резания Lpe3, равная длине
обработки, измеренной в направлении
резания
Те же, что и при одноинструментной
обработке (см. этап II, стр. 74)
Те же, что и при многоинструментной
обработке на одношпиндельных станках
(см. этап III, стр. 76)
1. Те же, что и при
многоинструментной обработке на одношпиндельных
станках (см. этап IV, стр. 76)
2. Средний диаметр расположения
деталей на столе dpacn
Расчетная формула
и нормативы
Последовательность определения
режима резания
Определение средней ширины фрезерования
ЬСр в мм (при одновременной обработке
нескольких деталей их комплект рассматривают
как одну деталь)
Определение рекомендуемой подачи на зуб
для каждой фрезы по нормативам sz в мм/зуб
Определение стойкости инструментов по
нормативам Тр в минутах резания
Расчет скорости резания v в м/мин, числа
оборотов стола пст в минуту, минутной
подачи sM в мм/мин и числа оборотов шпинделей л
в минуту:
а) определение рекомендуемых
нормативами скоростей резания всех
инструментов;
б) расчет чисел оборотов шпинделей,
соответствующих рекомендуемым
скоростям резания;
в) определение минутной подачи по
рекомендуемым числам оборотов шпинделей;
г) определение числа оборотов стола в
минуту для каждого шпинделя по
рассчитанным минутным подачам, принятие
общего для всех инструментов числа
оборотов стола по меньшим из
полученных расчетом значений и уточнение его
по паспорту станка;
82
1 Если расчетные числа оборотов шпинделей значительно больше, то необходимо в соответствии с установленными (по
паспорту) значениями оборотов п и расчетным значением подачи на зуб sz пересчитать минутную подачу s^, число оборотов
стола пст и уточнить по паспорту.
Продолжение
Исходные данные
Те же, что и для одноинструментных
станков с круговой подачей (см. этап V,
стр. 75)
Те же, что н для одноинструментных
станков с круговой подачей (см. этап VI,
стр. 75)
См. этап VII (стр. 78) при мно-
гоинструментной обработке на одно-
шпиндельных станках, причем расчет
ведется раздельно для каждой фрезы
или группы фрез, имеющих общий
привод
Расчетная формула
и нормативы
См. этап VII (стр. 78) при
многоинструментной
обработке на одношпиндель-
ных станках
Последовательность определения
режима резания
д) уточнение по принятому числу
оборотов стола минутной подачи;
е) расчет чисел оборотов шпинделей по
принятой минутной подаче и уточнение
их по паспорту станка;
ж) расчет скоростей резания инструментов
по принятым числам оборотов
шпинделей
Расчет основного машинного времени
обработки tM в мин на комплект
Выявление максимальной подачи на зуб для
каждой фрезы sz в мм/зуб по принятым
режимам резания
Проверочные расчеты по мощности
производят так же, как и при многоинструментной
обработке на одношпиндельных станках
Подача на зуб фрезы sz. Карта Ф-2
ОБРАБОТКА ЧУГУНА
Глубина
резания t
в мм
s2 фрезы
торцовой с
пластинками из
твердого сплава
дисковой из быстрорежущей стали
и твердого сплава для обработки
плоскостей
НВ чугуна
до 229 >229 до 229 >229 до 229 >229
До 2
2—5
>5
0,2—0,35
0,15—0,3
0,12—0,2
0,15—0,3
0,12—0,2
0,1—0,15
0.15—
0,25
0,12—0,2
0.1—0,15
0,12—0,2
0,1—0,15
0,08—0,12
0.07 ♦-
0.15
0.08 *-
0.12
* Применять при обработке узких глубоких пазов и при работе
фрезами небольших размеров.
Ширина фрезерования
прорезной фрезой
из быстрорежущей- стали
Ь в мм
До 2
2—3
3—6
0,03—0.05
0.05—0.06
0.06—0,08
Глубина резания t
в мм
s2 при диаметре концевой фрезы из быстрорежущей
стали D в мм
16
>30
До 5
10
>20
0,01—0.02
0,006—0.01
0.02—0.04
0.015—0,03
0,07—0,1
0,05—0,1
0,03—0,04'
83
Продолжение
Глубина резания /
в мм
До 2
3—5
6—10
s2 при ширине фрезерования цилиндрической
крупнозубой фрезой из быстрорежущей
стали Ь в мм
до 50
0,3—0,45
0,25—0,35
0,1—0,2
>50
0,25—0,35
0,2—0,3
0,1—0,15
Примечания: 1. Большие значения подачи применять при
жесткой системе станок—деталь—приспособление, меньшие — при 1
невысокой жесткости.
2. В случае весьма жесткой системы подачи могут быть увеличены,
при весьма нежесткой — уменьшены.
3. Для чистовой обработки фрезами, не имеющими зачистных
ножей, подачи принимать до 0,12 мм/зуб.
4. При обработке прорезными фрезами пазов повышенной точности
(до 0,1 мм) подачу на зуб уменьшать в пределах 30%.
5. Для концевых фрез, обеспечивающих лучший отвод стружки
вследствие большого объема впадины и более крутой спирали, подача
может быть увеличена до 0,15—0,25 мм/зуб. 1
6. Для цилиндрических мелкозубых фрез подачи уменьшать
в 2 раза.
ОБРАБОТКА АЛЮМИНИЕВЫХ СПЛАВОВ
| Материал
фрезы
Твердый сплав
(Быстрорежущая
1 сталь ....
s2 фрезы
торцовой
0,2 0,3
дисковой для обработки
плоскостей
пазов
со вставными
ножами
0,15—0.2
0,10—0,15
плоскостей
пазов
цельной
0.10—0,15
0,08—0,12
84
sz фрезы
3j
дисковой для обработки
пазов*
плоскостей
торцовой
а
Твердый сплав
Быстрорежущая
сталь
Твердый сплав
Быстрорежущая
сталь
Твердый сплав
Быстрорежущая
сталь
i
ив
>287
229-
287
<229
>287
229—
287
<229
>287
22&-
287
<229
>287
229—
287
<229
>287
229-
287
<229
>287
229-
287
<229
•1
0,05-
0.07
0.06-
0.08
0,07-
0.1
0,03-
0.08
0,05-
0.1
0,07-
0.12
0,06-
0,08
0,06-
0.08
0,08-
0.1
0,Об-
O.l
0,1-
0.12
0,08-
0.1
0,1-
0,15
0,08—
0,12
0,12—
0,2
0,1-
0,15
0,15-
0,25
0,12-
0,2
0,08-
0,1
0, Об-
O.l
0,1-
0,15
0,08-
0.12
0,15-
0,2
0,12—
0.18
0,12-
0,2
0,1-
0,15
■
0,15-
0,25
0,12-
0,2
0.2-
0.3
0.15-
0,25
До 2
2-5
0,05-
0,06
0,06-
0,08
0,08-
0.1
0,06-
0,1
0,08-
0,12
0.1-
0,15
0,06-
0.08
0.08-
0.1
0.1-
0.15
0,07-
0,12
0,1-
0,15
0,12-
0,2
>5
s при ширине фрезерования прорезной фрезой из быстрорежущей стали Ь в мм
3—6
2—3
до 2
1вердость стали
0,04—0,055
0,03—0,04
0,035—0,045
0,025—0,03
0,02—0.035
0,01—0,025
НВ < 229
ИВ > 229
* Меньшие значения принимать при обработке узких глубоких пазов и при работе фрезами небольших размеров.
8")
ОБРАБОТКА СТАЛИ
Продолжение
s2 при диаметре концевой фрезы из быстрорежущей стали D в мм
Примечания: 1. Большие подачи принимать при жестких станках, деталях и оснастке, меньшие — при невысокой
жесткости.
2. При весьма жесткой системе станок—деталь—приспособление подачи могут быть увеличены, при весьма нежесткой
системе — уменьшены.
3. При чистовой обработке подачи принимать ло 0,1 мм/зуб.
4. При обработке прорезными фрезами пазов повышенной точности (до 0,1 мм) подачу на зуб уменьшать в
пределах 30%.
5. При работе концевыми фрезами, обеспечивающими лучший отвод стружки вследствие большого объема впадины и
более крутой спирали, подача может быть увеличена до 0,08—0,12 мм/зуб.
6. При обработке цилиндрическими мелкозубыми фрезами подачи уменьшать в 2 раза.
радиусной выпуклой
и угловой
радиусной вогнутой
цилиндричной крупнозубой
Ширина
фрезерования в мм
для
обработки
пазов
сегментных
шпонок
s2 фрезы из быстрорежущей стали
Стойкость инструментов. Карта Ф-3
Стойкость каждого инструмента в минутах резания, по которому
определяется рекомендуемая для него по нормативам скорость резания и,
где 7V, Тм2 и т. д. — стойкости первого, второго и т. д. инструментов
наладки; % — коэффициент времени резания каждого инструмента,
равный отношению длины резания Lpe3 этого инструмента к длине
рабочего хода стола Lp.x:
Примечания: 1. Для станков с круглым столом длина
резания Lpe3 для каждой фрезы является суммарной длиной резания всех
деталей, установленных иа столе и обрабатываемых этой фрезой.
За длину рабочего хода Lp x следует принимать длину
окружности я^-)асл, по которой ведется обработка (<*пдСД — средний диаметр
расположения поверхностей, обрабатываемых данной фрезой).
2. В случаях, когда А >0,7, его можно не учитывать.
Кф — коэффициент, учитывающий количество инструментов в
наладке. Значения Кф приведены в таблице.
Количество
инструментов
\кф
1
2
а. 85
4
0,7
6 и .более
0.6
Примечание. При работе одинаковыми и одинаково нагру-
| жен ними фрезами Кф = 1 независимо от числа фрез в наладке.
СТОЙКОСТЬ ФРЕЗЫ Ти В МИНУТАХ МАШИННОЙ РАБОТЫ
Мате-
1 риал
1
струмента
Бы-
стро-
режу-
щая
1 сталь
Твердый
1 сплав
Тип фрезы
Торцовая и
дисковая • • .
Прорезная . . .
Концевая . . .
Цилиндрическая
Радиусная . . .
Двухугловая . .
Для обработки
пазов
сегментных шпонок
Торцовая и
дисковая
двусторонние . .
Дисковая
трехсторонняя . .
Тм при диаметре фрезы D в мм
20
60
60
50
100
80
80
100
60
100
75
i 120
90
170
80
150
90
130
100
130
100
280
100
170
120
160
150
170
ПО
400
200
200
200 1
250
120
300
300
300
; зоо
500
400
400
Q00
500
500
800
87
Коэффициент /Ci
и подаче sz в мм/зуб
"табл в м1мин "Г
0,5
0.4
0,3
0.2
0.15
0,1
0.06
0,04
ДО
0,02
t
в мм
Материал
струмента
D/bcp 1 1,25 12 15
Kt 1.0 1 1,1 1.3
90
75
65
100
90
75
110
100
80
120
МО
90
130
120
100
155
130
120
175
155
140
До 1
3
6
Твердый
сплав
D/bcp 1 3 | 5 1 10
Кх 0.95 1.0 1,1
30
27
24
36
33
30
42
38
36
50
45
43
56
50
47
67
63
58
75
70
67
До 1
3
6
Бы-
стро-
режу-
щая
сталь
D/bcp | 3 1 5 1 10
Kt 0,9 1,0 1.15
90
75
65
100
90
75
ПО
100
80
120
НО
90
130
120
100
155
130
120
175
155
140
До 1
3
6
Твердый
сплав
88
Скорость резания-о. Карта Ф-4
ОБРАБОТКА СЕРОГО ЧУГУНА
v = Vma6A^iK2Kst где К{ — коэффициент, зависящий от размеров обработки; К2 — от состояния
обрабатываемой поверхности и ее твердости; К3 — от стойкости и материала инструмента.
Скорость резания vmaQA и коэффициент Kt
Продолжение
Коэффициент Kt
итабл в м/мин ПРИ подаче s2 в мм/зуб
0.5
0.4
0.3
0,2
0.15
0.1
0.06
0,04
ДО
0.02
t
в мм
Материал
струмента
D/b 1 3 1 6 1 10 1 20
Kt 1,0 1,1 1,15 1,2
D/b I 4 1 6 I 12
/С, 1,0 1.15 1.25
50
35
25
18
55
40
30
20
65
45
35
25
80
55
40
30
90
65
45
35
95
70
50
40
115
85
60
45
До 3
5
10
20
Бы-
стро-
режу-
щая
сталь
120
100
80
60
130
ПО
90
70
140
120
100
80
160
140
ПО
90
180
160
120
100
210
180
140
120
240
200
160
140
До 3
5
10
20
Твердый
сплав
D/b | 15 1 20 1 40 I 75
Кг 1.0 1,1 1.2 1,4
32
26
18
13
9
44
35
22
18
12
57
44
30
22
15
65
48
35
26
18
До
1,5
3
6
12
25
Бы-
стро-
режу-
щая
сталь
89
Коэффициент /Ci
итабл в MfMUH ПРИ подаче s2 в мм/зуб
0.5
0.4
0,3
0,2
0,15
0.1
0,06
0,04
ДО
0.02
t
в мм
Материал
струмента
D \ 16 | 30
Кх 1.0 1,1
25
20
18
27
22
19
30
24
21
34
27
24
До 5
10
15
D/t 1 10 1 20 1 30
Кг 0,7 1,0 1,2
20
17
15
25
20
18
30
25
20
35
30
25
40
35
30
45
40
35
50
45
40
55
50
45
6 = 40
6 = 60
6=100
Бы-
стро-
режу-
щая
сталь
90
Коэффициенты
Коэффицнен
Кг, При НВ
236—295
170—241
163—229
143—207
Условия обработки
0,7 *
0.6
0.9
0.7
1.0
0.8
1.1
0.9
к, .
фициент
Коэф
ия
х резан
минута
/С3 при стойкости Г в
1500
1000
600
400
200
150
100
60
до 30
Материал инструмента
Тип фрезы
0.45
0,5
0,55
0.65
0,8
0.9
1.0
1,15
ВК8
0.55
0,6
0.65
0,8
1,0
1,1
1,2
1.4
ВК4; ВК6
Твердый сплав
Торцовая и дисковая
0.5
0.55
0,6
0.7
0.85
0,9
1,0
1,1
1,3
сталь
Быстрорежущая
Все остальные
15-20%.
огут быть повышены на
(эмульсия) скорости резания м
Примечание. В случае применения охлаждения
91
итабл в м/мин ПРИ подаче sz в мм/зуб
t
Мате-
, риал
Коэффициент Кх
0,5
0.4
0,3
0.2
0,15
0.1
0,06
0,04
ДО
0,02
в мм
инструмента
D/bcp 1 1.25 1 2 1 Ь
Л', 1,0 1.1 1,з:
140
120
110
150
130
120
170
140
130
190
160
140
200
170
150
210
180
160
220
190
170
До 1
3
6
Твердый
сплав
D/bcp | 3 1 5 | 10
Кг 0.95 1,0 1.1
D/bcp | 3 | 5 1 10
*i 0.9 1,0 1.15
35
30
25
40
35
30
55
40
35
65
45
40
70
55
50
85
60
55
90
65
60
До 1
3
6
Быстрорежущая
сталь
140
120
ПО
150
130
120
170
140
130
190
160
140
200
170
150
210
180
160
220
190
170
До 1
3
6
Твердый
сплав
92
ОБРАБОТКА КОВКОГО ЧУГУНА
v = и/тшбл/Сх/Сг^Сз» гДе #1 — коэффициент, зависящий от размеров обработки; К2 — °т твердости и состояния
обрабатываемой поверхности; ^3 — от стойкости и материала инструмента.
Скорость резания vmagA и коэффициент Kt
Продолжение
м/зуб
52 В М
даче
ри по
мин п
в м/
vma6j
t
Мате-
оиал
Коэффициент Ai
0,5
0,4
0,3
0.2
0.15
-0.1
0,06
0,04
ДО
0,02
в мм
инструмента
D/b\ 3 1 6 1 10 1 20
Кг 1.0 1,11.15 1,2
55
40
35
60
45
40
70
55
45
80
60
50
85
70
55
95
75
60
100
85
70
До 3
5
10
Быстрорежущая
сталь
28
30
35
40
45
50
55
20
D/b 14 1 6 1 12
150
120
180
150
200
170
230
190
250
210
280
230
300
250
До 3
5
Kt 1.0 1.15 1,25
100
120
140
150
170
180
200
10
Тверды й
сплав
80
100
ПО
120
140
150
160
20
D/b 1 15 1 20 1 40 1 75
Кх 1.0 1,1 1,2 1.4
60
50
40
65
53
45
70
55
48
75
65
52
До 1.5
3
6
Быстрорежущая
сталь
34
37
40
45
12
27
30
32
35
25
Дисковая
для обработки
пазов
Прорезная
93
Коэффициент /Ci
*/зуб
'z в мл
даче 2
ри по
'мин г
"табл в »>
0.5
0.4
0.3
0.2
0.15
0,1
0.06
0,04
ДО
0.02
t
в мм
Материал
инструмента
D 1 16 1 30
Kt 1.0 1,0
30
28
26
32
30
28
34
32
30
36
34
32
До 5
10
15
Dft 1 10 I 20 I 30
Кг 1,0 1,2 1,4
30
28
25
35
33 |
30
40
37
35
48
45
42
55
50
48
60
56
53
65
64
60
70
67
65
6=40
6=60
6=100
Быстрорежущая
сталь
94
Продолжение
Коэффициенты /С>, К»
Коэффициент Kt для чугуна ковкого и прочного
К* при НВ
265—285
207—229 J
130—170
120—140
Условия обработки
0,50
0,45
0.65
0,55
1.0
0,7
1.2
0.85
.
Коэффициент
95
К3 при стойкости Г в минутах резания
1000
600
400
200
150
100
60
до 30
Материал инструмента
Тип фрезы
0,4
0,5
0.5
0,6
0.6
0,7
0,75
0,9
0,85
1.0
1,0
1.2
1.2
1.4
ВК8
Твердый сплав
ВК4; ВК6
Торцовая и дисковая
0.5
0.55
0.7
0,8
0,8
0.9
0,85
1.0
,1.0
1,15
1.2
1,5
Торцовая, дисковая, прорезная
1.5
Цилиндрическая, концевая
ОБРАБОТКА СТАЛИ
где /Сх — коэффициент, зависящий от размеров обработки; /С2 — от обрабатываемого материала;
/С3—от стойкости и материала инструмента
Скорость резания v^^»
ффицнеыт /Ci
Коз
/зуб
в жл
и подаче s2
им пр
в jm/jm
табл
0
0,5
0,4
0,3
0,2
0.15
0,1
0,06
0.04
ДО
0.02
t
в лии
Материал
инструмента
5
2
1,25
D/bcp
1,25
1.1
1,0
/с,
27
25
23
30
27
25
34
30
28
38
35
33
44
40
37
52
46
44
56
52
48
62
56
52
До 1
3
6
Быстрорежущая
сталь
5
2
1.25
Dlbcp
1.3
1.0
Кг
200
180
170
240
210
200
270
240
220
320
280
260
380
340
320
400
360
330
До 1
3
6
Твердый
сплав
10
5
3
D/bcp
1.1
1.0
0,95
Кг
27
25
23
30
27
25
34
30
28
38
35
33
44
40
37
52
46
44
56
52
48
62
56
52
До 1
3
6
[Зьлстро-
сталь
10
5
3
ыьср
1.15
1.0
0.9
Кг
200
180
170
240
210
200
270
240
220
320
280
260
380
340
320
400
360
330
До 1
3
6
Твердый
сплав
Дисковая
для обработки
плоскостей
96
Коэффициент /С|
аче s2 в мм/зуб
vma6A *.м/мин при под
0,5
0,4
0,3
0,2
0,15
0,1
0,06
0,04
ДО
0,02
t
в мм
Материал
инструмента
D/b 1 3 1 6 1 10 1 20
Кг 1.0 1,1 1,2 1,3
D/b 1 4 1 6 1 12
/С, 1,0 1 1.15 1,25
D/b 1 15 1 25 1 40 1 75
Кг 1,0 1,1 1,2 1 ,5
37
30
26
20
42
35
30
24
48
40
34
27
330
290
230
180
55
46
40
32
380
330
270
220
47
38
32
26
21
65
55
46
37
460
400
320
260
52
42
35
29
23
70
60
50
40
490
430
340
280
55
44
37
30
24
80
67
56
45
530
460
370
300
60
50
40
33
26
До 3
5
10
20
До 3
5
10
20
До 1,5
3
12
25
Быстрорежущая
сталь
Твердый
сплав
Быстрорежущая
сталь
I Справочник n/р Барановского
97
Продолжение
зуб
че s2 в мм/
vma6A * */*«« ПРИ п°Да
0.5
0,4
0,3
0.2
0,15
0,1
0,06
0.04
До
0,02
в мм
Материал
инструмента
D \ 15 I 30
Ki 1,0 1,1
24
23
22
26
24
23
До б
10
15
D/t 1 5 I 10 | 20
/С, 1.0 1,251 1.5
38
35
33
43
38
35
46
43
38
50
46
42
6=4
6 = 25
Быстрорежущая
сталь
D/t 1 10 | 20 I 40.
/С, 1.0 1,25 1,5
.
30
28
25
34
30
28
36
33
30
40
36
34
6=8
6=20
6=40
Тип фрезы
98
Продолжение
Концевая
для обработки
пазов
Радиусная
выпуклая
Радиусная
вогнутая
Продолжение
Коэффициент Ki
табл в м/мин ПРИ подаче s2 в мм/зуб
1
0,5
0,4
0,3
0,2
0,15
0,1
0,06
0,04
До
0.02
t
в мм
Материал
инструмента
D/t 1 5 1 10 1 20
Kt 1,0 1,25 1,5
30
28
25
34
30
28
36
34
32
40
36
34
6 = 4
6 = 20
D/t 1 10 1 20 1 30
/Ci. 1.0 1,2 1,4
21
20
19
24
23
21
28
26
25
34
33
30
38
36
34
42
40
38
47
- 45
43
50
48
46
27
30
6=40
6 = 60
6=100
Быстрорежущая
сталь
9»
100
Коэффициент
ия
минутах резан
и Тр в
тойкост
з при с
к
1500
1000
600
400
200
150
100
60-
до 30
Материал инструмента
Тип фрезы
0 45
0,5
0,55
0,7
0,8
0,75
0,9
0,85
1.0
1.0
1,15
1.2
1.5
1.6
Быстрорежущая сталь
Торцовая, дисковая, прорезная
Цилиндрическая, радиусная,
концевая
Коэффициенты
Коэффициент
а стали
Марк
1JX0E
U.JXSZ
1JX8I
35ХГС
VWHXOfr
WHX02
V*H2X2I
VCH2X21
45Г2;
50Г
15Х; 20Х; ЗОХ;
35Х; 38ХА; 40Х
10; 15; 20; 25;
30; 35; 40; 45;
50
Материал
инстру-
oq-
мента
Z61—0ZI
Z8I—6frl
sze—ize
ISC—692
\n—ozi
693—ie i
Z02—991
992—6ZI
LIZ— 991
982—693
692—622
622—0ZI
Z££— 982
982—SS2
992—Z02
Z12~OZI
Z02—991
6Z1— Z€l
lot,' — 982
20G—692
692—Z02
622—0ZI
Z02—991
99l>
■
0,6
0,9
0,25
0,35
0.6
0,55
0,8
9*0
0.75
0.5
0,55
0,7
0,55
0.65
0.8
0,85
©^
0.5
0,55
о
0,9
O'l
1,35
Быстрорежущая
сталь
0,8
0,95
0,45
0,5
0,7
о
о
0.75
0,85
0,65
0,7
0,8
0,6
0,7
0.75
о*
0,95
1.1
99*0
0,7
0,75
6*0
1.0
1,35
Твердый
сплав
элжение
Прод
1500
а
к Т в минутах резани
тойкост
3 при с
К
1000
600
400
200
150
100
60
до 30
Материал инструмента
Тип фрезы
0,6
0,5
0,4
0,75
0,6
0,5
0,85
0,7
0,6
1.0
0,8
0,65
1,2
0,95
0,8
Т15К6
Т14К8
Т5КЮ
Торцовая и дисковая
АЛЮМИНИЕВЫХ СПЛАВОВ
ОБРАБОТКА
v в м/мин
Материал инструмента
Тип фрезы
300—400
500—700
Быстрорежущая сталь
•Твердый сплав
Дисковая цельная
600—900
Твердый сплав
Торцовая и дисковая со вставными ножами
Примечание. Меньшие значения рекомендуются при больших подачах.
Мощность резания. Карта Ф-5
Для торцовых и дисковых двусторонних фрез
101
для дисковых трехсторонних, цилиндрических, концевых (для обработки плоскостей), радиусных, прорезных
и угловых фрез
где Е — величина, определяемая по таблице; v — скорость резания в м/мин; t — глубина резания в мм;
ги — число зубьев фрезы; bmax — максимальная ширина фрезерования; Кг — коэффициент, зависящий от
обрабатываемого матер нала; К2 — от типа фрезы и скорости резания (для твердосплавных фрез)
Значение Е для фрез
1
дисковой трехсторонней, цилиндрической, концевой, прорезной,
радиусной и угловой
торцовой и дисковой двусторонних
N
D : t 1
D •- "max |
2 | 1.5 1
5 1 3
12 | 8
20
100 | 60 | 40
200
1,5 J
2
3
• 1
8
12 1
20
40
О *
Сталь, чугун ковкий и прочный
0,5
0.7
1 0
1 5
1.6
2,0
2,4
3,2
3,8
4,4
5,0
0,4
0,6
0,8
1.1
1,3
1.6
1,9
2,4
3,0
3,4
3.9
0,3
0,4
0,6
0,8
0,9
1,1
1,3
1.7
2,1
2,4
2.8
[ 0,17
0,25
0.35
0,5
0,6
0,8
0,9
1,2
1,5
1,7
1.9
0,11
0,2
0,25
0,35
0,4
0,5
0,6
0,8
0,9
1.0
1.2
0,08
0,12
0,17
0,25
0,3
0,35
0,4
0,5
0,7
0.8
0.9
0,05
0,08
0.11
0,16
0,18
0,23
0,26
0,35
0,42
0.5
0.6
0,03
0,05
0,06
0,09
0.1
0,13
0,15
0,2
0,24
0,27
0.3
0,02
0,03
0,04
0,06
0,07
0,09
0,1
0,13
0,16
0,19
0.22
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,09
0,1
0.12
0,14
0,007
0,01
0,02
0,025
0,03
0.035
0,04
0,05
0,06
0,07
0.08
0,4
0,7
0,9
1.4
1.5
1,9
2,3
3,2
4,0
4,7
5,4
0,3
0,5
0,7
1,0
1,1
1,4
1,7
2,4
2,9
3,4
4,0
0,2
0,3
0,4
0,6
0,7
0,9
1,1
1,5
1,9
2,2
2,6
0,1
0,17
0,24
0,35
0,4
0,5
0,6
0,85
1.0
1.2
1,4
0,06
0,1
0,15
0,2
0.25
0,3
0,4
0,5
0,6
0,8
0.9
0,04
0,07
0,09
0,14
0,16
0,2
0,24
0,3
0,4
0,5
0.6
0,02
0,04
0,05
0,08
0.09
0,12
0,14
0,2
0,24
0,3
0.32.
0.01
0,02
0,03
0,04
0,05
0,06
0,07
0,09
0,11
0,13
0,15
0,02
0,04
0,06
0,10
0,12
0,16
0,20
0,30
0,40
0,50
0,60
0,3
0,4
0,6
0,8
0.9
1,0
1,2
1,6
1,8
2,0
2,4
[ 0,2
0,3
0,5
0,6
0,7
0,8
1.0
1.2
1.5
1,7
1.9
0.16
0.25
0.33
0.43
0,5
0.6
0,7
0,9
1.1
1.2
1.5
0,1
0,18
0,220
0,3
0,35
0,4
0,5
0,6
0,7
0,8
1.0
0.07
0.11
0.15
0.2
0,22
0,26
0,3
0,4
0,45
0,5
0,6
0.05
0,08
0.1
0,14
0,16
0,18
0.22
0.28
0.35
0,4
0,45
0,04
0,05
0,07
0,09
0.1
0,13
0,15
0,2
0,22
0,25
0.3
0,02
0.03
0,04
0.05
0,06
0,07
0.08
0.1
0,12
0,14
0.16
1Й
0,015
0,02
0,03
0.04
0,045
0,05
0,06
0,08
0,09
0,1
0.12
ун серь
1 0,01
0,014
0,02
0,024
0,03
0,035
0,04
0,05
0,06
0,07
0,08
Чуг
0.005
0.008
0,01
0.013
0.016
0,02
0,022
0,03
0,035
0.04
0,045
1 0,24
0,40
0,53
0,78
0,92
1,14
1,30
1,80
2,23
2,60
3,00
0,18
0,30
0,40
0,60
0,70
0,86
1,00
1,36
1,70
2,00
2.26
0.12
0,20
0.26
0,39
0,46
0,57
0,66
0,90
1.12
1.30
1.50
1 0,07
0,12
0.16
0.24
0.28
0,35
0,40
0,55
0,68
0,78
0,92
0,046
0,076
0,10
0,17
0,18
0,22
0,25
! 0,34
0,42
0,50
[ 0,58
0,03
0,05
0,06
0.10
0.11
0,14
0,16
0,22
0,27
0,30
0,37
0.02
0,03
0,04
0,06
0,07
0,08
0.10
0.14
0,17
0,19
0,23
0,009
0,015
0,02
0,03
0,035
0,04
0,05
0,07
0,09
0,10
0,12
0,02
0,04
i 0,06
0,10
0,12
0,16
0,20
0,30
0,40
0,50
0,60
Продолжение
Коэффициенты Klt
Коэффициент Kt
1
Обрабатываемый материал
Чугун
серый | ковкий и прочный
аль
Ст
НВ
Материал
инструмента
265—
285
207—
229
130—
170
235—
295
163—
229
321 —
375
285—
321
269—
302
229—
285
207—
'269
170—
229
143—
207
ДО
156
0,9
1.1
0,8
1,0
0,6
0,75
1,2
1,4
1,0
1,25
1,6
1,55
1.4
1,5
1.3
1,45
1.2
1,4
1,15
1,35
1,0
1,3
0,9
1,25
0,7
1.15
Быстрорежущая сталь . .
мать 0,3—0,4 значений для стали НВ 170 — 229.
прини
я алюминиевых сплавов
Й р и м е ч а н и е. Дл
Для твердосплавных фрез при скорости резания v в м/мин
;*500
400
300
200
до 150
Для фрез
из
быстрорежущей
стали
Тип фрезы
0,75
0.85
0.9
0.95
1.0
1,0
1,0
0,7
0..55
103
СВЕРЛИЛЬНЫЕ СТАНКИ
В разделе содержатся нормативы режимов резания при работе
сверлами, зенкерами, развертками, цековками, зенковками и
метчиками на сверлильных станках различных типов.
Рекомендации по назначению режимов резания охватывают одно-
и многоинструментную обработку, выполняемую одной или
несколькими головками (агрегатные станки).
Нормативы содержат инструктивные указания по расчету режимов
резания и рекомендации по назначению подач, выбору стойкостей,
определению скоростей резания, осевых сил резания и потребной
мощности.
Рекомендуемые скорости резания ориентированы на работу с
охлаждением при обработке деталей из стали и ковкого чугуна и без
охлаждения при обработке деталей из серого чугуна.
Общий порядок расчета режимов резания на всех сверлильных
станках принят единым и отличается для отдельных станков лишь
в связи с их кинематическими особенностями.
Рекомендации по расчету режимов резания. Карта С-1
ОДНОИНСТРУМЕНТНАЯ ОБРАБОТКА
№
этапа
'I
II
III
Последовательность
определения
режима резания
Расчет длины рабочего
хода Lpx в мм
Назначение подачи на
оборот шпинделя станка s0
в мм/об:
а) определение
подачи по нормативам;
б) уточнение подачи
по паспорту станка
Определение стойкости
инструмента по
нормативам Тр в минутах резания
Расчетная
формула и
нормативы
V х =
= Lpe3+y+
+ Ldon
(значение у см.
в
приложении 3, стр.
303)
См. карту С-2,
стр. 110—114
См. карту С-3,
стр. 114
Исходные данные
1. Длина резания
Lpes
2. Длина подвода,
врезания и перебега
инструмента у
3. Дополнительная
длина хода, вызванная
в отдельных случаях
особенностями наладки
и конфигурации
детали, Ldon
1. Условия
обработки
2. Обрабатываемый
металл
3. Вид обработки
4. Диаметр
обработки d
5. Требования к
точности обработки
1. Диаметр
обработки d
2. Коэффициент
времени резания А,
104
Продолжение
этапа
IV
V
VI
Последовательность
определения
режима резания
Расчет скорости
резания о в м/мин и числа
оборотов шпинделя п в
минуту:
а) определение
скорости резания по
нормативам;
б) расчет числа
оборотов шпинделя
станка;
в) уточнение числа
оборотов шпинделя
по паспорту станка;
г) уточнение скорости
резания по
принятому числу оборо-
,тов шпинделя
Расчет основного
машинного времени обработки tM
в мин
Проверочные расчеты:
а) определение
осевой силы резания
Р0 в кГ по
нормативам;
б) определение
мощности резания Npe3
в кет по
нормативам;
в) проверка осевой
силы резания по
допустимому усилию
подачи станка и
мощности резания
по мощности
двигателя
Расчетная
формула и
нормативы
См. карту С-4,
стр. 115—123
1000»
п = —
nd
ndn
V ~ 1000
*" ~ nSQ
См. карту С-5,
стр. 124—126
См. карту С-6,
стр. 126—128
Npe3 <
Исходные данные
1. Обрабатываемый
металл
2. Вид обработки
3. Диаметр
обработки d
4. Подача s0
5.
Инструментальный материал
6. Принятая
стойкость инструмента Тр
7. Точность
обработки и шероховатость
поверхности при
развертывании
1. Длина рабочего
хода Lpx
2. Принятые подача
s0 и число оборотов
шпинделя п
1. Вид обработки
2. Обрабатываемый
металл
3. Диаметр
обработки d
4. Подача s0
5. Глубина резания
t при зенкеровании
6.
Инструментальный материал
7. Число оборотов п
или скорость резания и
ОБРАБОТКА НА СТАНКАХ С ОДНОЙ
МНОГОШПИНДЕЛЬНОЙ ГОЛОВКОЙ
№
этапа
I
Последовательность
определения
режима резания
Определение длины
рабочего хода головки Lp x
в мм, исходя из значений L,
рассчитанных для
отдельных инструментов головки.
Наибольшая из них
является длиной рабочего хода
головки
Расчетная
формула и
нормативы
L e Lpes +
+ У + Ldon
(значение у
см. в
приложении
3, стр. 303);
Lp.x=Lmax
Исходные данные
1. Эскиз наладки с
указанием размеров
обработки
2. Величина
подвода, врезания и
перебега инструментор у
3. Дополнительная
длина хода, вызванная
в ряде случаев
особенностями наладки и
конфигурации детали,
^доп
105
Продолжение
этапа
II l
III «
IV *
Последовательность
определения
режима резания
Назначение подач s0
в мм/об:
а) определение подачи
для инструментов
головки по
нормативам;
б) определение подачи
головки за оборот
шпинделя станка
(ведущего вала) sQtu
по рекомендуемым
для каждого
инструмента подачам. sout
принимают по
паспорту станка,
исходя из наименьших
расчетных
значений $ош;
в) уточнение подач
на оборот для
каждого инструмента
по принятой
подаче головки на
оборот шпинделя
станка 50Ш |
Определение стойкостей
для предположительно
лимитирующих
инструментов Тр в минутах резания
Расчет скоростей
резания v в м/мин, чисел
оборотов п в минуту,
инструментов и минутной подачи
головки sM в мм/мин:
а) определение
скоростей резания для
предположительно
лимитирующих
инструментов;
б) расчет чисел
оборотов инструментов,
соответствующих
рекомендуемым
скоростям резания;
в) определение
минутных подач для
отдельных
инструментов, исходя из
установленной
подачи s0 и
рассчитанного числа
оборотов л;
г) установление
общей минутной
подачи головки по
наименьшей из
рассчитанных
минутных подач
отдельных инструментов;
Расчетная
формула и
нормативы
См. карту С-2,
стр. ПО—114
S0Ui в V
sout
So = т~
См. карту С-3,
стр. 114
См. карту С-4,
стр. 115-123
1000 с;
sm - V
Исходные данные
1. Условия
обработки отверстия
2. Требования к
точности обработки
3. Обрабатываемый
металл
4. Вид обработки
5. Диаметр
обработки d
6. Передаточное
отношение i, равное
числу оборотов
инструментального шпинделя
за оборот ведущего
вала
1. Те же, что и при
1 одноинструментной
обработке (см. этап III,
стр. 104)
2, Количество
инструментов в наладке
Те же, что и для
одноинструментной
работы с учетом
рассчитанных на этапе III
стойкостей (см. этап IV,
стр. 105)
106
Продолжение
1 этапа
IV*
V
VI
Последовательность
определения
режима резания
д) определение числа
оборотов шпинделя
(ведущего вала) и
уточнение его по
паспорту станка;
е) определение чисел
оборотов
инструментов,
соответствующих принятому
числу оборотов
шпинделя станка;
ж) уточнение
скоростей резания по
принятым числам
оборотов;
з) • уточнение
минутной подачи головки
по принятому
числу оборотов
шпинделя станка
(ведущего вала) и подаче
на оборот
Расчет основного
машинного времени обработки /
в мин
Проверочные расчеты:
а) определение по
нормативам осевой
силы резания для
каждого
инструмента Р0 в кГ\
б) расчет суммарной
осевой силы
резания для всех
одновременно
работающих инструментов
JPoB кГ\
в) проверка
суммарной осевой силы по
допустимому
усилию подачи станка;
г) определение по
нормативам потребной
для каждого
инструмента
мощности резания Npe3
в кет;
д) расчет наибольшей
за период работы
станка суммарной
мощности резания
всех одновременно
работающих
инструментов V Ырез
в кет
Расчетная
формула и
нормативы
пш = 1—
п = пшС
jiDn
V ~ 1000
По числу
оборотов
шпинделя
станка
sm ~ niusotu
или любого
из
инструментов
SM = П80
t ->£
м
См. карту С-5,
стр. 124—126
См. карту С-6,
стр. 126—128
Исходные данные
1. Длина рабочего
хода головки Lp x
2. Принятая
минутная подача головки sM
1. Обрабатываемый
металл
2. Диаметр
обработки d
3. Глубина резания
/ и подача s0 для
инструментов наладки
4. Мощность
двигателя Nfo
5. Коэффициент
полезного действия
станка Т)
6. Допустимый по
прочности для данного
числа оборотов
крутящий момент МЛр
в кГм
107
Продолжение
№
этапа
VI
Последовательность
определения
режима резания
е)* проверка по
мощности двигателя
Nдв в квгп'
ж) проверка прочности
привода
(производится только при
малых числах
оборотов шпинделя
обычно на первых
трех - четырех
ступенях)
Расчетная
формула и
нормативы
2 "реэ <
< U2Nder\
2j Npea ^
<Nkp
"кр =
мкрп
= -974-'"'"
Исходные данные
-
1 Для головок с' приводом подачи, кинематически независимым
от вращения шпинделя, принятое значение s по паспорту станка не
уточняют.
2 Минутную подачу головки устанавливают по лимитирующим по
стойкости инструментам, которые выявляют в следующей
последовательности:
1. Для инструментов наладки определяют стойкость Тр в минутах
резания, исходя из принятой общей для всех инструментов стойкости Т
в минутах машинной работы (см. карту С-3).
2. В соответствии с установленными стойкостями Т по
нормативам определяют скорости резания v, рассчитывают числа оборотов п
и минутные подачи sM.
Инструменты, для которых минутные подачи получаются
наименьшими, являются лимитирующими (по стойкости).
При этом, как правило, нет необходимости производить расчеты Т
v, n и sM для всех инструментов, а можно ограничиться расчетами для
предположительно лимитирующих, так как, рассматривая наладку,
1 можно исключить из расчетов явно нелнмитнрующие инструменты.
1 8 Для головок с приводом подачи, кинематически независимым от
I вращения шпинделя, при отсутствии механизма бесступенчатого ее
регулирования, рассчитанную на этапе IV3 минутную подачу головки sM
уточняют по паспорту станка. Если ближайшая минутная подача
значительно меньше расчетной, целесообразно уменьшить число оборотов
1 шпинделя, не превосходя при этом рекомендованных подач на оборот
1 инструментов.
1 * Если по прочности привода выбранный режим резания не
ограничивается, a J] W еэ > \,2N^er\, то двигатель следует проверить на пи-
1 ковую нагрузку и на нагрев (см. приложение 1, стр. 263).
ОБРАБОТКА НА СТАНКАХ С НЕСКОЛЬКИМИ ГОЛОВКАМИ
этапа
I—V1
Последовательность
определения
режима резания
Длину рабочего хода
Lp x, подачу sQ, стойкость
Тр, скорость резания v,
число оборотов
инструментов я, минутную подачу sM
и машинное время tM для
каждой головки
определяют, как для станка с одной
головкой
Расчетная
формула и
нормативы
Исходные данные
См. этапы!—V (стр. 105—108) для
обработки на станках с одной
многошпиндельной головкой и
примечание на стр. 109
108
Продолжение
этапа
VI
VII
VIII
Последовательность
определения
режима резания
Установление
машинного времени работы
станка tM в мин, исходя из
рассчитанных машинных
времен для каждой головки
Корректирование
(уменьшение) минутных подач sM
в мм/мин и чисел оборотов
п в минуту нелимитирую-
щих головок с учетом
установленного машинного
времени работы станка:
а) корректирование
минутных подач,
исходя из
установленного машинного
времени работы станка;
б) расчет чисел
оборотов пщ шпинделей
(ведущих валов) с
учетом
скорректированной
минутной подачи и
уточнение их по
паспорту станка;
в) расчет чисел
оборотов инструментов п
в минуту;
г) уточнение
скоростей резания по
скорректированным
числам оборотов
инструментов
Проверочные расчеты по
осевым силам резания и
мощности для каждой
головки отдельно
Расчетная
формула и
нормативы
LP.x
sm = -J—
lM
n
пш = S
n = nmi
n dn
V ~~ 1000
См. этап VI
(стр. 107) для
одноинстру-
ментной
обработки и
многошпиндельных
головок
Исходные данные
Рассчитанные на
этапе V машинные
времена по головкам
1. Длины рабочих
ходов головок Lp х
2. Машинное время
работы станка tM
3. Подачи на оборот
шпинделя каждой го-
\ ловки s0lu
4. Передаточное
отношение *, равное
числу оборотов
инструментального шпинделя
за оборот ведущего
вала соответствующей
головки
См. этап VI (стр. 107)
для одноинструмент-
ной обработки и
многошпиндельных
головок
1 При определении стойкости инструментов Тр необходимо
учитывать все инструменты станка, а не только установленные на
рассматриваемой головке.
Примечание. Для одношпиндельной головки с приводом
подачи, независимым от вращения шпинделя, расчет режимов резания
производят по указаниям для одноинструментной обработки со
следующими отличиями:
а) подачу s0 в мм/об на этапе Пб по паспорту станка не уточняют;
б) после определения числа оборотов шпинделя в минуту п
рассчитывают минутную подачу s^ » s0n и уточняют по паспорту станка.
Если ближайшая по паспорту минутная подача значительно меньше
расчетной, целесообразно уменьшить число оборотов шпинделя, не
превосходя при этом рекомендованных подач на оборот инструмента;
в) машинное время
Подача s0. Карта С-2
Операция
Сверление
Зенкерование
1 Развертывание
Условия обработки
Сверление быстрорежущими сверлами с
точностью не выше 5-го класса
Сверление быстрорежущими сверлами с
точностью не выше 5-го класса при
пониженной жесткости системы
деталь—приспособление. Сверление твердосплавными
сверлами с точностью не выше 5-го класса
Сверление перед однократным
развертыванием или чистовым зенкерованием.
Сверление при усложненных условиях работы
сверла (наклонные поверхности, «косые»
каналы и т. п.). Сверление под резьбу
Черновое зенкерование
Зенкерование по 5-му классу точности и под
резьбу. Зенкерование под развертывание
с невысокими требованиями к чистоте
поверхности
Зенкерование по 4-му классу точности.
Зенкерование под развертывание
Черновое развертывание под последующее
чистовое.
Чистовое развертывание после чернового
или однократное
Группа
подачи
1
II 1
III
I
II
III
1
II
110
1
н
i в mj
!етре
м диал
)и обрабатываемо
л/об п
о в л«л
S
Груп- |
80 100
60
40
32 |
25
20
16
12
8 | 10
6
4
2,5
па
подач
иперация
0,5
0,4
0,45
0,36
0,4
0,32
0,32
0,28
0,28
0,22
0.22
0.18
0,16
0.14
0,12
0,1
0.08
0,06
0,04
0.03
I
<3
4—8
0,35
0,25
0,32
0,22
0,3
0,2
0,23
0,17
0,18
0,14
0,15
0,11
0,12
0.08
0,09
0,06
О; 06
0,04
0,03
0,02
II
III
d
<8
1.6
1.1
0,95
1.4
1.0
0.85
1.2
0,85
0.7
1.0
0,7
0.6
0,85
0,6
0,5
0,75
0,5
0,45
0,65
0.45
0.40
0,6
0,4
0,35
0,5
0,35
0.30
0,45
0,32
0.27
0,4
0,3
0,25
I
II
III
Зенкерование
2,7
2,1 |
2,4
1.8
2,0
1.5
1,5
1.1
1,35
1.0
1.1
0,8
1,0
0,75
0,9
0,6
0,75
0,5
0,6
0,45
0,5
0,35
1
II
Развертывание
0,55
0.46
0.36
0,22
0.5
0,42
0,32
0,2
0,45
0.38
0,3
0.18
0,4
0,32
0,25
0,12
0.35
0,3
0,2
0,33
0,27
0,3
0,25
0,28
0,25
0,23
Цекование при dH—d$t равном:
5
10
20
>30
0,4
0.35
0,3
0,25
0,18
Q. 15
0,13
0,1
0.08
0,06
Зенкование
111
ПОДАЧИ НА ОБОРОТ ИНСТРУМЕНТА *>
Обработка стали
Примечания: 1. Таблица дана для сталей НВ 229—270. Для сталей НВ < 229 подачу умножать на 1,3, а для
сталей НВ > 270 — на 0,8.
2. При зенкеровании и развертывании глухих отверстий подачи s0 принимать не более 0,5 мм/об.
3. Для сверл-разверток подачи назначать по сверлу.
4. Подачи при цековании и зенковании даны для инструментов, имеющих четыре-шесть зубьев, в остальных случаях
подачи на оборот следует изменять пропорционально числу зубьев.
5. При высоких требованиях к чистоте цекованной поверхности обработку рекомендуется заканчивать двумя-пятью
зачистными оборотами при выключенной подаче.
6. При центровании подачи s0 принимать равным 0,014 меньшего центровочного отверстия.
Обработка чугуна
112
Примечания: 1. Таблица составлена для серого чугуна НВ 170—229 и ковкого чугуна НВ < 170. Для серого
чугуна с пределом твердости ИВ > 229 табличные значения умножать на 0,8.
2. При зенкеровании и развертывании глухих отверстий подачи s0 принимать не более 0,5 мм/об.
3. Подачи для сверл-разверток назначать по сверлу.
4. Подачи при цековании и зенковании даны для инструментов, имеющих четыре-шесть зубьев. В остальных случаях
подачи на оборот следует изменять пропорционально числу зубьев.
5. При высоких требованиях к шероховатости цекованной поверхности обработку рекомендуется заканчивать двумя-
пятью зачистными оборотами при выключенной подаче.
6. Для твердосплавных разверток табличные значения брать по II группе и умножать на 0,7.
о в мм/об при обрабатываемом диаметре d в мм
s
100
80
60
40
20 | 25 | 32
>.
12
10
8
6
4
2,5
Группа
подач
Операция
0.6
0.5
0,55
0.45
0,5
0,4
0,45
0,35
0,35
0.3
0,3
0,25
0,24
0,2
0,18
0.15
0,12
0,1
0,06
0,05
<з
L 4~8
Pes .
0,45
0,3
0,38
0,27
0,35
0.25
0.3
0.22
0,25
0,18
0,2
0.15
0.16
0.12
0,12
0,09
0,08
0,06
0,04
0,03
II
III
сверление при j
2,0
1.5
1.1
1.8
1.4
1.0
1.5
1.2
0.9
1.2
0,9
0.7
1.0
0,75
0,55
0.9
0.65
0.5
0,8
0.6
0.45
0.7
0.5
0.4
0.6
0,45
0,35
0,5
0,4
0,3
0,45
0,3
0.25
I
II
III
Зенкерование
4,5
3,0
4.2
2.6
3.6
2.3
2.8
1.7
2,4
1.6
2,1
1.4
1,8
1.2
1.5
1.0
1.3
0.85
1,1
0,75
1.0
0,60
I
II
Развертывание
0.6
0.55
0.5
0,4
0,35
0.33
0.3
0.28
0.25
0.23
Цекование
0.6
0,55
0.5
0.4
0.35
0.3
0.25
0.2
0.15
0.1
Зенкование
s0 в мм/об при диаметре растачивания d в мм
250
180
120
80
40
Характер обработки
0,6—1,2
0,4—0,8
0,15—0,25
0,3—0,5
0,6—1,0
0,3—0,6
0,12—0.2
0,3—0.5
0.4—0,8
0,3—0,5
0,1—0,18
0,3—0,4
0.3—0,6
0,2—0,4
0,1—0.18
0,3—0.4
0.2—0.4
0,15—0,25
0,08—0,12
эй обрабатываемом диаметре d в мм 1
s0 в мм/об п
Груп-
>100
80
60
32 | 40
25
12 | 16 | 20
,0
8
4 | 6
2.5
па
подач
иперация
1.0
0.75
0,85
0.65
0,8
0,6
0,7
0.5
0.6
0.45
0.5
0,4
0,4
0,3
0,3
0,22
0,2 .
0,15
0,1
0,08
I
1рез <%
Сверление при —-— : „^
а 4—о
0,75
0,5
0,65
0,45
0 ,6
0,4
0,5
0,35
0,45
0,3
0,4
0,25
0,3
0,2
0,22
0,15
0,15
0,1
0.08
0,05
II
III
<8
3,0
2,2
1,5
2,6
1.9
1.3
2,2
1.6
1.1
1.7
1.3
0.9
1.5
1,1
0,8
1.3
1.0
0,7
1,1
0.9
0,6
0,8
0,6
0.4
0.G
0,5
0.3
I
II
III
Зенкерование
2,2
1.3
1.8
1.2
1,6
1.1
1,3
0.9
1.1
0,7
1,0
0,65
0,9
0,6
0,8
0,5
0,7
0,45
0,6
0,4
0,55
0,35
I
II
Развертывание
113
Растачивание чугуна
Обработка алюминиевых сплавов
Примечай-и е. Круглые резцы применяются для чистового растачивания при достаточно жесткой системе станок—
приспособление—инструмент—деталь
Примечания: 1. При зенкеровании и развертывании глухих отверстий подачи s0 принимать не более 0,5 мм/об.
2. Подачи для чистового развертывания по 2-му классу точности и 7 и 8-му классам чистоты поверхности принимать
в 2 раза меньше, чем рекомендуемые по II группе.
3. При цековании принимать подачи на зуб, равные 0,05 мм, при зенковании — 0,03 мм.
Растачивание алюминиевых сплавов
Характер обработки
Получистовая
Чистовая
Чистовая круглым резцом
s0 в мм/об при диаметре растачивания d в мм
20 | 40
0,05—
0,1
0,04—
0,06
0,15—
0,25
0,08—
0,15
0,05—
0.08
80
0,2—
0,4
0,1 —
0,25
0,06—
0,1
0.2—
0,3
120
0,3—
0,5
0,15—
0,3
0.07—
0.12
0,2—
0.4
180
0.4—
0,8
0,2—
0,4
0,08—
0,15
0,2—
0,45
250
0,4—
0,9
0,2—
0,4
0,1—
0.18
0,2—
0,45
Примечание. Круглые резцы применять при достаточно
жесткой системе станок—приспособление—инструмент—деталь.
Стойкость инструментов. Карта С-3
Стойкость каждого из инструментов наладки, по которой ведется
расчет скорости резания,
где Тм — стойкость в минутах машинной работы станка (см. таблицу).
Для многоинструментных работ Тм относится к лимитирующим по
стойкости инструментам наладки; К — коэффициент времени резания
каждого инструмента, равный отношению длины резания Lpe3 этого
инструмента к длине рабочего хода Lp. x:
В случае, когда к >> 0,7, его можно не учитывать и принимать Тр ^ ТМл
СТОЙКОСТЬ Тм В МИНУТАХ МАШИННОЙ РАБОТЫ
Наибольший
обрабатываемый
диаметр d
в мм
10
15
20
30
50
Тм при количестве инструментов в наладке
1
20
30
40
50
60
3
50
80
100
120
150
5
80
ПО
130
160
200
8
100
140
170
200 .
240
10
120
150
180
220
260
15 и
более
140
170
200
250
.300
Примечание. Для зенкеров и резцовых головок диаметром
более 60 мм Тм принимать от 150 до 300 мин в зависимости от сложности 1
наладки.
114
Скорость резания. Карта С-4
ОБРАБОТКА СТАЛИ
При сверлении, зенкеровании, цековании и зенковании v = Vma6AK1K2K^ где /Сх — коэффициент, зависящий от
обрабатываемого материала; /Са — от стойкости инструмента; /С3 — от отношения длины резания к диаметру
"табл "Ри
цеко-
вании
и зен-
кова-
нии
сверлении | зенкеровании
Обрабатываемый диаметр в мм
>40
20—40
до 20
40
32
25
20
16
IZ
10
8
6
4
2,5
в мм/об
22
44
40
36
32
26
22
До 0,06
22
.60
54
46
55
50
44
40
36
32
30
27
24
20
0..
20.
50
42
38
44
40
36
33
30
27
25
23
21
0,15
.8
43
38
33
38
34
32
29
26
23
22
,9
18
0,2
17
16
14
35
30
24
21
19
30
26
22
19
17
26
23
20
16
31
26
22
18
29
24
20
26
23
18
24
21.
17
22
19
19
17
. 18
16
0,3
0,4
0,6
0,8
1,0
115
Примечания: 1. Для инструментов из быстрорежущих сталей повышенной производительности табличные
значения умножать на 1,2.
2. Для сверл-разверток скорости резания назначать по разверткам.
3. При зенкеровании твердосплавным инструментом табличные значения повышать в 2,5—3 раза.
4. Для сверл с двойной заточкой скорости резания повышать на 15%.
5. При зенкеровании стального литья по корке скорости резания понижать на 25%.
Коэффициенты Ки К2, К*
Коэффициент /С|
Марка обрабатываемой стали
Материал
инструмента
Быстрорежущая
сталь
Твердый
сплав
<156
1.3
1,3
10;
15;
J5; А
20;
0; 4
25; 30;
5; 50
156—207
1,0
1,0
170—229
0,9
0,9
207—269
0,8
0,8
269—302
0,7
0,7
285—321
0,65
0,65
НВ
137—179
0.95
1,0
15Х;
156—207
0,85
0,9
20 X;
38ХА
170—217
0,8
0,85
30 X;
; 40Х
207—255
0,7
0,75
35Х;
255—285
0,65
0,7
286—332
0,55
0,6
Марка обрабатываемой стали
Материал
инструмента
Быстрорежущая
сталь
Твердый
сплав
45
170—229
0,65
0,75
Г2; 5(
229—269
0,55
0,65
)Г
269—285
0,5
0,6
12Х2НЗА
156—217
0,75
0.85
12Х2Н4А
179 255
0,65
0,75
1 20ХНМ
156—207
0,7
0,8
40ХНМА
197—269
0,55
0,65
170—241
0.G
0,7
35ХГ
269—321
0.45
0,55
С
321—375
0,4
0,45
18ХГТ
149—187
0,9
0,95
1 25ХГТ;
| ЗОХГТ
170—197
0,6
0,8
Коэффициент Кг для сверла, зенкера, цековки, зенковки
Материал
инструмента
Быстрорежущая
сталь
Твердый сплав . .
К2 при
до 15
1.5
1.6
30
1.25
1.4
стойкости Т в минутах резания
60
1.15
1.2
100
1.0
1.0
150
0.9
0.85
200
0,8
0.75
300
0,7
0,65
400
0,6
0,55
600
0,55
116
Коэффициент Ks
Отношение длины
резания к диаметру
К*
До 5
1,0
8
0,8
10
0,7
Развертывание
Класс
точности
2а—3
Класс чистоты
7
6
5
v в м/мин
при
обработке стали
лизованной
4
7
9
вязкой
и
улучшенной
2
4
G
Класс
точности
За—4
Класс чистоты
6
5
4
v в м/мин
при
обработке стали
лизованной
8
11
16
вязкой
и
улучшенной
5
8
12
Нарезание резьбы машинными метчиками
v = vma6.iKv> где Kv — коэффициент, зависящий от
обрабатываемого материала
Диаметр резьбы d
в мм
3—6
8—10
12—1G
18—24
27 и более
vtnn6i в м1мин ПРИ шаге резьбы S в мм
0,5
6
7
8
9
0,75
7
8
9
10
11
1
8
9
10
11
12
1,25
9
10
1.5
10
11
13
14
2
11
13
13
3
12
13
Коэффициент Kv
Сталь
Углеродистая 30, 40, 45:
нормализованная • •
«„ |
1.0
0,85
1.15
0,7
0,9
Сталь
Легированная:
нормализованная . . .
«v 1
0,85
0,7
Примечания: 1.В таблице даны значения скоростей
резания при нарезании резьбы 2-го класса точности. При нарезании
резьбы 1-го класса точности скорости резания уменьшать на 20%.
2. Для нарезания неответственных резьб скорости резания
повышать на 10—20%.
117
Центрование
Для центрования отверстий скорости резания назначать по
таблице для сверления по наибольшему диаметру фаски центровочного
отверстия.
ОБРАБОТКА СЕРОГО ЧУГУНА
При сверлении, зенкеровании, цековании и зенковании серого
чугуна
v = vma6AKiK2K3, где Kt — коэффициент, зависящий от
обрабатываемого материала; /С2 — от стойкости инструмента; /С3 — от
отношения длины резания к диаметру.
s0
в мм/об
До 0,06
0,1
0.15
0,2
0,3
0.4
0,6
0.8
1.5
итабл в м/мин при
сверлении
зенкеро-
ва-нии
Обрабатываемый диаметр d в мм
ю
см
21
4f
24
21
17
Г *°
27
23
19
17
15
ОО
30
25
20
18
16
о
32
26
22
19
17
15
см
33
28
23
20
18
16
со
36
30
25
22
20
17
15
о
см
38
31
26
23
21
18
16
см
41
32
28
24
22
19
17
см
СО
44
35
30
26
24
21
18
15
о
46
37
32
28
25
22
20
16
о
CSI
О
«=€
45
39
35
31
27
23
21
19
20—40
52
43
38
34
30
25
23
21
17
о
Л
46
41
36
32
27
24
22
18
цековании и
зенковании
23
23
22 1
21
20
19
18
Примечания: 1. Для инструментов из быстрорежущих ста- 1
лей повышенной производительности табличные значения умножать
на 1.2.
2. Для сверл-разверток скорости резания назначать по разверткам. 1
3. При сверлении и зенкеровании твердосплавными инструментами 1
скорости резания повышать в 3 раза, при цековании — в 2 раза. 1
4. Для сверл с двойной заточкой скорости резания повышать на
20%.
5. При зенкеровании по корке скорости резания понижать на 25%.
6. При применении смазочно-охлаждающих жидкостей скорости
| резания увеличивать на 15—20%. |
Коэффициенты Ки Кг. Кз
Коэффициент /Ci
нв
Кх
,143—207
1.2
163—229
1,0
170—241
0,9
235—295
0,7
118
Коэффициент Ki
Материал
инструмента
Быстрорежущая
сталь ....
Твердый сплав
Кл при стойкости Тп в минутах резания
до 15
1,5
2.0
о
со
1.3
1.6
о
to
1,15
1,2
100
1.0
1.0
150
0.9
0.85
200
0.85
0,75
300
0,75
0,65
400
0,7
0.6
600
0,6
800
0,58
1000
0,55
Коэффициент /С5
Отношение длины
резания к диаметру
К*
До 5
1.0
8
0,8
10
0,7
Примечание. При горизонтальном сверлении коэффициент
К* не учитывать.
Развертывание
Обрабатываемая поверхность
Класс
точности
2а—3
За—4
Класс чистоты
Без
охлаждения
5—6
С применением
эмульсии
6—7*
керосина
7—8
Скорость резания v
в м/мин развертками
из
быстрорежущей стали
НВ<
<229
12
16
НВ>
>229
8
12
сплавными
20
30
Нарезание резьбы машинными метчиками
Диаметр резьбы d
в мм
3—6
8—10
12—16
18—24
27 и более
v в м/мин при шаге резьбы S в мм 1
0,5
7
8
9
10
0,75 | 1
8
9
10
11
12
9
10
11
12
13
1,25
10
11
1.5
11
12
14
15
2
12
14
14
3
13
14
1 Примечания: 1. Значения скоростей резания даны для
нарезания резьбы 2-го класса точности. При нарезании резьбы 1-го класса
точности скорости резания уменьшать на 20%.
2. Для неответственных резьб скорости резания повышать на
| 10—20%.
119
ОБРАБОТКА КОВКОГО ЧУГУНА
При сверлении, зенкеровании, цековании и зенковании v —
= ^таблКi/Сг^Сз» гДе ^i — коэффициент, зависящий от
обрабатываемого материала; К2 — от стойкости инструмента; К3 — от
отношения длины резания к диаметру.
Подача s0
в мм/об
До 0,06
0,1
0,15
0.2
0.3
0.4
0.6
0.8
1.0
1,5
итабл в м/мин при
сверлении
зенкеровании
Обрабатываемый диаметр d в мм
24
Tf
27
21
18
«о
31
24
20
17
14
00
35
25
21
19
15
о
36
28
23
20
16
14
сч
38
30
24
21
17
15
to
40
31
26
22
19
16
13
о
42
34
28
24
20
17
14
сч
46
36
30
26
21
18
15
со
50
38
32
28
22
20
16
14
о
-*•
53
41
34
30
24
21
17
15
о
(N
О
<
64
53
48
41
37
29
27
25
21
1
оо
СЧ Tf
58
48
44
37
34
27
25
23
19
о
Л
55
45
41
35
32
25
24
22
18
S
к я
х я
та и 1
Ш о 1
§£
23
23
22
21
20
19
18
Примечания: 1. Для инструментов из быстрорежущих
сталей повышенной производительности табличные значения умножать
на 1,2.
2. Для сверл-разверток скорости резания назначать по разверткам.
3. При сверлении и зенкеровании твердосплавными инструмен- 1
тами скорости резания повышать в 2—2,5 раза, при цековании —
в 2 раза.
1 4. Для сверл с двойной заточкой скорости резания повышать на
20%.
5. При зенкеровании по корке скорости резания понижать на 25%.
Коэффициенты /С,, Кг, К*
Коэффициент /Ci
Чугун
Ковкий
Прочный
НВ
120—140
130—170
207—229
265—285
Kl
1,15
1,0
0,7
0,55
120
Коэффициент Ki
Материал
инструмента
Быстрорежущая
сталь ....
Твердый сплав
/С при стойкости Т в минутах резания
до 15
1,5
2.0
о
СО
1,3
1,6
о
1,15
1,2
100
1,0
1.0
150
0.9
0.85
200
0,85
0,75
300
0,75
0,65
400
0,7
0,6
600
0,6
800
0,58
1000
0,55
Коэффициент Кя
Отношение длины
резания к диаметру
К,
Примечание,
ент Кя не учитывать.
До 5
1.0
8
0,8
10
0,7
При горизонтальном сверлении коэффици-
Развертывание
Обрабатываемая поверхность
Класс
точности
2а—3
За—4
Класс чистоты
Без
охлаждения
5—6
С
применением
эмульсии
6—7
Скорость резания v
в м/мин развертками
из быстрорежущей
стали
НВ <170
12
16
НВ >170
8
12
сплавными
20
30
Нарезание резьбы машинными метчиками
Диаметр резьбы d
в мм
3—6
8—10
12—16
18—24
27 н более
v в м/мин при шаге резьбы 5 в мм 1
0.5
7
8
9
10
0,75
8
9
10
11
12
1
9
10
11
12
13
1,25 | 1.5
10
11
11
12
14
15
, | . |
12
14
14
13
14
Примечания: 1. Скорости резания даны для нарезания
резьбы 2-го класса точности. При нарезании резьбы 1-го класса точности
скорости резания уменьшать на 20%.
2. Для неответственных резьб скорости резания повышать на 10—
| 20%.
121
ОБРАБОТКА АЛЮМИНИЕВЫХ СПЛАВОВ
При сверлении и зенкеровании алюминиевых сплавов v =
= vma6AKiK2K3, где Ki — коэффициент, зависящий от
обрабатываемого материала; К2 — от стойкости инструмента; К3 — от
отношения длины резания к диаметру.
Подача
в мм/об
До 0,06
0.1
0,15
0,2
0.3
0,4
0,6
0,8
1
1.5
2
2,5
75
53
39
4
70
53
43
6
81
62
50
42
8
92
69
56
48
40
итабл D л*/лш« при
сверлении 1 зенкеровании
Обрабатываемый диаметр d в мм
10
100
75
62
52
45
37
12
81
67
56
48
39
16
90
74
62
53
44
38
20
82
68
59
48
42
25
75
64
52
46
32
69
56
49
43
40
1 75
63
54
48
До
20
135
НО
98
79
63
■ 57
50
44
36
20—
40
155
130
ПО
90
78
64
54
49
40
34
* >40
120
96
85
70
58
52
42
37
Коэффициенты Kt, Кг, К»
Коэффициент Кх
Обрабатываемый материал
Литейные сплавы ов = 20—30 кГ/ммг, НВ > 65 (закаленные)
Дюралюминий ов = 40-5-50 кГ/мм%% НВ > 100 (закаленный)
Литейные сплавы ов = 10ч-20 кГ/мм*, НВ < 65
Дюралюминий ов = 30-е-40 кГ/мм*, НВ < 100
Дюралюминий ов = 20-5-30 кГ/мм*
Ki
1.0
1.25
1.5
Коэффициент Kt
Инструмент
Сверло
Зенкер
К2 при стойкости Т в минутах резания
1Л
о
1.45
1,7
о
со
1,25
1.4
о
(О
1.1
1.15
о
о
1.0
1.0
о
ю
0.9
0,9
о
о
см
0.85
0.8
ю
01
0.8
0.75
§
СО
0.8
0,75
о
о
**<
0.75
0.7
о
о
(О
0.7
0,6
о
о
00
0.65
0,55
°
о
0.6
0,5
122
Примечания: 1. Для сверл из стали 9ХС табличные
значения умножать на 0,6.
2. Для твердосплавных зенкеров скорости резания повышать в 1,5—
2 раза.
3. При работе без охлаждения табличные значения скоростей
умножать на 0,8.
Коэффициент К9
Отношение длины
резания к диаметру
Кш
До 5
1,0
8
0,8
10
0,7
1 Примечание. При горизонтальном сверлении коэффициент
Кь не учитывать.
Развертывание
Класс точности
з
2
2
Класс чистоты
6—7
6—7
7—8
v в м/мин
25—50
15—20
8—12
Примечание. Для твердосплавных разверток применять эти же
скорости резания, при этом стойкость повышается не менее чем в 3 раза.
Цекование, зенкование
Операция
v в м/мин при обработке
алюминиевых сплавов
закаленных
60—80
80—100
отожженных
80—100
120—140
Примечание. Для твердосплавных цековок скорости
резания повышать в 2 раза.
Нарезание резьбы машинными метчиками
Диаметр резьбы d
в мм
6
14
20
30
60
0,5
8
11
12
v в м/мин прр
0,75
9
12
13
15
1
10
13
14
16
21
[ шаге резьбы 5
1.5
14
16
18
23
2
15
20
24
' в мм
2,5
18
3
24
Осевая сила резания. Карта С-5
При сверлении, зенкеровании и цековании Р0 = РтаблКр, где Кр — коэффициент, зависящий от
обрабатываемого материала
СВЕРЛЕНИЕ
Ртабл в *Г ПРИ обработке
чугуна
стали
Подача s0 в мм/об
тываемый
диаметр d
0.8
0,6
0,5
Л 4
0,3
0?
0.16
0.14
0,1
0,06
0,8
0,6
0,5
0,4
0,3
0.2
0,16
0,14
0,1
0.06
1190
1530
750
940
1200
520
650
810
1040
275
330
430
550
680
880
175
215
260
340
430
540
690
95
125
155
190
250
310
390
500
80
ПО
130
150
210
260
320
420
45
70
95
115
140
180
230
290
380
25
35
55
70
90
ПО
180
220
290
15
20
25
35
45
55
68
90
114
140
180
2450
1570
2000
1100
1370
1770
750
950
1180
1510
390
465
620
770
970
1240
235
290
350
470
580
730
920
150
200
250
300
400
500
620
800
135
180
265
2*0
365
450
560
725
70
ПО
145,
180
215
280
360
450
570
30
40
50
75
100
125
150
200
250
314
400
2,5
3
4
6
8
10
12
16
20
25
32
124
Примечания: 1. При сверлении чугуна твердосплавными сверлами табличные значения осевых сил резания
увеличивать в 1.3 раза.
2. Для сверл с подточкой перемычки и с двойной заточкой табличные значения осевых сил умножать на 0,75.
Ртабл
Обрабатываемы й
металл
50 в мм/об для обработки алюминиевых
сплавов
ртабл в кГ "Ри п°Даче
1,2
1
0,8.
0.6
0,4
0,3
0,2
0,16
0.1
0,06
О s ш
150s (dt—d>)
100s {dx—dt)
и e. dt и dt —
именьший обра-
ры в мм.
Примечай
наибольший и на
батываемые диамет
1150
780
1000
300
410
520
670
880
200
240
340
430
550
720
120
150
190
260
330
430
560
75
ПО
130
160
220
280
360
460
35
55
80
100
120
160
210
270
360
23
30
50
65
85
100
140
180
230
310
12
17.
23
35
50
65
75
100
130
170
220
10
12
17
25
35
45
55
75
100
120
160
2.5
3
4
6
8
10
12
16
20
25
32
работке
ртабл * кГ при об
чугуна
Г
тали
с
Подача s0 в мм/об
2,5 |
2
1.5
0.6 | 1 ■
0,4
0.3
0,2
2 2,5
1.5
1
0,6
0,4
0,3
0.2
Глубина
резания t
в мм
68
160
364
840
59
138
314
725
50
114
262
605
37
88
200
464
26
63
143
330
20
48
ПО
255
18
40
210
13
30
70
163
79
185
420
970
69
160
367
843
57
133
304
698
44
102
234
536
30
72
166
380
24
56
• 128
295
19
46
105
242
15
36
82
188
0,5
1
2
4
125
ЦЕКОВАНИБ
СВЕРЛЕНИЕ
ЗЕНКЕРОВАНИЕ
Коэффициент
кр
нв
Обрабатываемый материал
*Р
ИВ
Обрабатываемый материал
1,0
1,25
163—229
235—295
Чугун серый
0,9
1.1
1.25
130—170
207—229
265—285
• Чугун ковкий и прочный
0,75
0,9
1.0
1.25 1
1,3
1,45
До 156
143—207
170—229
207—269
269—302
285—321
321—375
Сталь
Мощность резания. Карта С-6
При сверлении
при зенкеровании и цековании
где Nma6A — мощность резания по таблице;
Км — коэффициент, зависящий от обрабатываемого материала;
п — число оборотов инструмента в минуту;
v — скорость резания в м/мин.
126
Ntw6a при п°Даче so в мм/об и обработке 1
чугуна
стали
0,8
0,6
0,3 | 0,4 | 0.5
0,2
0,14 | 0.16
0,1
0,06 |
0,8
0,6
0,5 |
0.4 |
0,3 J
0.2
0,16
0,14 |
0.1
0,06
тываемый
диаметр d
' в мм
11
18 |
5,6
8,8
14
3,1
4,9
7.6
12,5
1.'П
1.5
2.6
4.1
6,4
10,5
0,5
0,8
1.2
2,1
3,3
5.1
8.2
0,21
0,37
0,58
0,83
1.5
2.3
3,6
5.9
0,18
0,32
0,5
0,7
1,3
2
3,1
5
0,07
0,15
0,27
0,43
1 0,62
1,1
2,7
4,5
0,03
0,05
0,12
0,22
0,34
0,49
0,86
1г4
2,1
3.4
02
03
08
14
21
31
55
9
3
2
0
0
0
0
0
0
0
0
1
2
30
14,4
24
8
12,4
20,5
4.3
6,7
10,5
17,2
1,9
3,4
5,3
8,3
13,5
0,60
0,94
2,4
3,8
5,9
9,9
0,29
0,52
0,8
1,2
2,1
3,2
5,0
8,2
0,25
0,45
0,7
1.8
2,8
4,4
7,4
0,09
0,2
0,35
0,55
0,8
1.4
2,2
3,5
5,7
0,03
0,06
0,13
0,22
0,35
0,5
0,9
1.4
2,2
3,6
з
4
6
10
12
16
20
25
32
эванне
Цек
Сверление
Nma6A
Обрабатываемый
металл
^табл ПРИ п°Даче so B мм/°б и обработке алюминиевых сплавов
1.2
1
0,8
0,6
0.4
0,3
0,2
0.16
0.1
0,06
з as
Ог*в
4s0 {dx—dt)
2s0 (d,—d2)
|
Примечание. dt n d2 —
наибольший и наименьший
обрабатываемые диаметры в мм
12,5
6.9
10,5
2,6
3,9
5,8
9,1
0,9
1,25
2,1
3,1
4,7
7,3
0,44
0,66
0,92
1.6
2.3
2.5
5.4
0,21
0,35
0,53
0,75
1,25
1.9
2,8
4,3
0.075
0.16
0.27
0.4
0.54
0,9
1,4
2
3,2
0,04
0,06
0,13
0,22
0,3
0,43
0,73
1,1
1,7
2,7
0,03
0,04
0,09
0,15
0,23
0,33
0,54
0,8
1.2
1,9
0,02
0,03
0,06
0,1
0,16
0,22
0,37
0,55
0,8
1,3
3
4
6
10
12
16
20
25
32
ЗНАЧЕНИЯ Nma6jl
Сверление
Nтабл ПРИ глубине резания t и обработке
алюминиевых сплавов
чугуна
стали
Подача s0
в мм/об
1
0,75
0,6
0,4
4
. 2
1
0,5
4
2
1
0,5
0,4
0,72
1.0
1,5
2.0
2,6
3.0
0,33
0,58
0,8
1,2
1.6
2,0
2,5
0,28
0,5
0,68
1,0
1,4
1,8
2.0
0,2
0,36
0,5
0,75
1,0
1.3
1.6
3,4
5.6
7.2
11,2
15.2
19.0
22,4
1.7
2.8
3.6
5.6
7,6
9,6
11.2
0,87
1,4
1,8
2,8
3,8
4.8
5,6
0,42
0.78
0,9
1.4
1,9
2,4
2.6
5,7
9,4
12,0
18,8
25.4
31,6
37,4
2,8
4,7
6,0
9,4
12,7
15.8
18,7
1.4
2,4
3,0
4,7
6,4
8,0
9,4
0,7
1,2
1,5
2,4
3,2
4,0
4,7
0,2
0,4
0,6
1.0
1.5
2,0
2,5
КОЭФФИЦИЕНТ
**
нв
Обрабатываемый материал
KN
НВ
Обрабатываемый материал
1,0
1,25
0,9
1,1
1,25
163—229
235—295
130—170
207—229
265—285
Чугун серый
Чугун ковкий и прочный
0,75
0,9
1 0
1.1
1,25
1,3
1.45
До 156
143—207
207—229
207—269
269—302
285—321
321—375
Сталь
Примечание. Крутящий момент Мкр,в кГм можно принять равным ^maQ%KN при сверлении и 0,03 N ma6jlKNd
при зенкеровании.
128
Зенкерование
ПРОТЯЖНЫЕ СТАНКИ
В разделе даны нормативы по режимам резания при протягивании
отверстий и наружных поверхностей. Рекомендации по подачам
(подъемам на зуб) в нормативах не приведены, так как величины подач
заложены в конструкцию инструмента и содержатся в чертежах
протяжек.
Скорости протягивания представлены в зависимости от требований
к точности и чистоте обработки и ориентированы на работу с
применением смазочно-охлаждающих жидкостей при протягивании
стальных деталей и на работу без охлаждения или с применением
эмульсии — при протягивании чугунных деталей.
Рекомендации по расчету режимов резания. Карта П-1
ПРОТЯГИВАНИЕ ОТВЕРСТИЙ
этапа
I
Последовательность
определения
режима резания
Назначение скорости
резания v в м/мин:
а) определение
скорости резания по
нормативам;
б) уточнение
скорости резания по
паспорту станка;
в) проверочный
расчет по мощности
резания
Определение силы
резания Р в кг
Корректирование
скорости резания по
мощности двигателя
Расчетная
формула и
нормативы
См. карту
П-2, стр.
132 — 134
Чертеж
протяжки
или
приложение 2,
стр. 273
См. карту
П-4,
стр. 136
Исходные данные
1. Обрабатываемый
материал, его твердость
2. Характер
протягиваемой поверхности, ее
точность, шероховатость
3. Мощность двигателя,
установленного на станке
N$в в кет
Справочник п/р Барановского
129
Продолжение
JMb
этапа
Последовательность
определения
режима резания
Расчетная
формула и
нормативы
Исходные данные
Чертеж
протяжки
1. Общая длина
протяжки L в мм
2. Длина протяжки до
первого зуба lt в мм
3. Длина
протягивания 1Ц в мм
4. Дополнительная
длина хода 1#оп, равная 30—
50 мм
5. Скорость
протягивания v в м/мин
6. Коэффициент,
учитывающий соотношение
скоростей рабочего (v) и
обратного (vQ х) ходов, К
Тип станка
Одноплунжерный с
ускоренным
обратным ходом
Одноплунжерный без
ускоренного
обратного хода
Двухплун-
жерный
Непрерывного действия
1 Если скорость резания лимитируется мощностью
электродвигателя, следует рассмотреть возможность уменьшения силы резания Р
в кГ путем изменения конструкции протяжки.
Расчет машинного
времени протягивания
tM в мин:
а) определение
длины рабочей
части
протяжки 1п в мм (при
отсутствии
чертежа протяжки
для
ориентировочных
расчетов могут быть
использованы
примеры длин
рабочей части
протяжек,
приведенные в
приложении 2, стр.
275);
б) расчет длины
рабочего хода
в) определение
машинного
времени
протягивания
комплекта деталей,
установленных на
станке, tM в мин
X
X
а.
ш
ей
Q
с
X
3
я
*
<
х
си
я
X
<
А
X
и
S
о.
Б
Исходные данные
Расчетная формула
и нормативы
Последовательность определения
режима резания
со
о. С
0)
См. этап I для протягивания
отверстий
1. Общая длина протяжки,
закрепляемой хвостовиком, L в мм
2. Длина протяжки до первого
зуба 1у в мм
3. Длина комплекта протяжек,
закрепляемых на колодке, Lt в мм
4. Дополнительная длина хода 1^0Пз
равная 30—50 ям i
5. Расстояние между комплектами
протяжек, закрепленных на конвейере
станка, Вп в мм
6. Расстояние между деталями,
закрепленными в приспособлениях на
конвейере станка, В$ в мм
7. Скорость резания v в м/мин
8. Коэффициент, учитывающий,
соотношение скоростей рабочего (v) и
обратного (v0 х) ходов, К (значения К.
см. в таблице ьтапа III для
протягивания отверстий)
См. карту П-2, стр. 132
См. карту П-4, стр. 136
Чертеж протяжки 1п =
= L — tt для протяжек,
закрепляемых
хвостовиком; ln = Lx для
протяжек, закрепляемых на
колодке;
Lp. х ~ 1п + 1и "^ 1доп
для станков с
возвратно-поступательным
движением; L„ х = Вп
для станков непрерывного
действия с движущимися
протяжками; L„ x = Bq
для станков непрерывного
действия с движущейся
деталью (типа Футбурт
и т. п.)
л К
l* lOOOw
Назначение скорости резания (рабочего
хода) v в м/мин
Расчет машинного времени протягивания tM
в мин:
а) определение длины рабочей части
протяжки 1п в мм (прл отсутствии чертежа
протяжки для ориентировочных
расчетов могут быть использованы длины
рабочей части протяжек, приведенные
в приложении 2);
б) расчет длины рабочего хода Lp х в мм
в) определение машинного времени
протягивания комплекта деталей,
установленных на станке, tM в мин
~ ~
131
Скорость резания. Карта П-2
Группа
обрабатываемости
1 1
! п
ш
IV
Цилиндрические
отверстия
V 6, 2-й класс
точности
V5,
3-й класс
точности и грубее
Шлице вые
отверстия
V 6, 2-й класс
точности
7 5,
3-й класс
точности
Наружные
поверхности
и шпоночные
пазы
V 6, допуск
0,03—0,05 мм
S7 5,
допуск свыше
0,05 мм
Все виды
протягивания
v в м/мин
6
5
4
3
8
7
6
4
5
4,5
3,5
2.5
8
7
6
4
7
6
5
3.5
10
8
7
4
4
3
2,5
2
Примечания: 1. Рекомендуемые скорости резания
рассчитаны на применение широко распространенных конструкций
протяжек, смазочно-охлаждающих жидкостей и станков. При применении
новых, более эффективных СОЖ и быстроходных станков скорости
резания могут быть увеличены.
2. При протягивании секциями протяжек с фасонным профилем
наружных поверхностей с допуском 0,03 мм и точнее скорость реза-
иия снижается на 25 — 40%.
3. Для всех видов протягивания 7 класс чистоты стабильно
получают при условии применения протяжек со специальной
конструкцией чистовой и калибрующей частей и особо тщательной заточки
зубьев.
ГРУППЫ ОБРАБАТЫВАЕМОСТИ МЕТАЛЛА
ПО СКОРОСТИ РЕЗАНИЯ
Сталь
Углеродистая и
автоматная
Марка стали
10, 15, 20
25, 30
35
40, 45, 50, А12, А20, АЗО
ив
До 156
До 187
До 197
197—269
До 269
Группа об-
раба-
тывае-
мости
IV
III
II
I
i
Продолжение
Сталь
Марганцовистая
Хромистая
Хромоникелевая
Хромомарганцовистая
Хромокремн истая
Хромованадиевая
Марка стали
20Г
ЗОГ
40Г, 50Г. 60Г, 65Г
30Г2, 35Г2, 45Г2. 50Г2
20ХН
30 X. 35 X, 38XА, 40X
45Х. 50Х
20ХН
12ХН2, 12ХНЗА.
12Х2Н4А
40ХН, 50ХН
20ХНЗА, 20Х2Н4А,
ЗОХНЗ
37ХНЗА
20ХГ
35ХГ2
33 ХС, 38 ХС
20ХФ
40ХФА, 50ХФА
ИВ
До 187
До 197
107—269
" До 229
229—269
269—321
До 229
229—269
269—321
•До 187
» 229
До 229
229—269
269—321
До 269
269—321
До 187
» 229
229—269
269—321
До 269
269—321
До 197
• 269
269—321
Группа об-
раба-
тывае-
мости
III
III
II
I
II
III
I
II
III
III
II
I
II
III
III
IV
II
I
II
III
1 III
IV
III
II
III
133
Продолжение
Сталь
Хромокремнемарганцови-
стая
Хромоникелемолибденовая
Хромомарганцовистотита-
нистая
[ Хромомолибденовая
Хромомарганцовомолибде-
новая
Кремнемарганцовистая
Никелевая"
Ннкелемолибденовая
Марка стали
20ХГС '
ЗОХГС, 30 X ГС А,
35 X ГС А
ЗОХГС, 38 X ГС А
18Х2Н4МА. 20ХНМ,
20Х2Н2М
40ХНМА
18ХГТ, 25ХГТ
ЗОХГТ
20ХМ
ЗОХМА, 35ХМА
18ХГМ
40ХГМ
2 ОС Г, 35СГ
25Н, ЗОН 1
25НЗ, ЗОНЗ
15НМ, 20НМ
40НМ
НВ
• До 229
» 269
269—321
До 229
229—269
269—321
До 229
До 229
229—269
До 187
До 229
229—269
269—321
До 229
До 229
229—269
269—321
До 229
229—269
269—321
До 197
» 229
229—269
До 197
До 229
229—269
269—321
Труп-1
па об-
раба-
тывае-
мости
II
II
III
II
III
IV
II
II
III
II
III
III
II
II
III
III
IV
IV
III
II
III
III
II
III
134
Ковкий
Чугун
НВ
До 180
Св. 180
Группа обрабатываемости
I
11
I
Примечание. Группу обрабатываемости назначать по
верхнему пределу заданной твердости обрабатываемого металла.
Сила резания. Карта П-3
Сила резания на 1 мм длины режущей кромки
где р — удельная сила резания при протягивании в кГ/мм2; sz
подача (подъем) на зуб в мм.
Подача на зуб
s2 в мм
0.01
0,02
0,025
0,03
0,04
0,05
0,06
0,07
0,075
0,08
0,09
0,10
0,11
0,12
0,125
0,13
0,14
0,15'
0,16
0,17
0,18
0,19
0,20
0,21
0,22
0,23
0,24
0,25
0,26
0,27
0,28
0.29
0.30
0,40
0,50
углеродистой
НВ <
<197
6,5
9,5
10,9
12,3
14,3
16.3
17,7
19.6
20.2
21.3
23,1
24,7
26.6
28,5
29,4
30.4
32.4
34.2
36,0
37,8
39,5
41,1
42,7
44,2
45,6
46.8
48.0
49,5
51,0
52,5
54,0
54,9
56,4
75,0
94,0
НВ
197—
229
7,1
10,5
12,1
13.6
15.8
18,1
19,5
21,7
22,4
23,5
25,5
27,3
29,4
31,5
32,6
33.6
35.7
37.9
39,8
41,6
43.6
45,5
47,3
48.8
50.3
51,7
53,1
54,5
56,1
57,4
58.8
60,0
61.5
82.0
102.5
F 1
стали
НВ>
>229
8.5
12.5
14.4
16,1
18,7
21,6
23,2
25,8
26,9
28,0
30.4
32,5
35,0
37,5
38.7
39.8
42.5
45,0
47,2
49,6
52,0
54,0
56,2
58,0
60,0
61,6
63,2
65.0
66,6
68.2
70,0
72,0
73,0
97,5
121.5
а к Г/мм
при обработке
легированной
НВ<\
<197
7,6
12,6
14,2
15,7
18.4
20,7
23,8
26,0
27,0
28,0
30,4
32,8
35,1
37,8
39,0
40,3
42,3
44,5
47,1
49,5
52,5
55,5
57,6
58,0
62,0
64,0
66,2
68.0
70.6
72,2
74,4
76,0
78,5
104.5
131.0
НВ
197—
229
8,5
13,6
15,2
16,9
19,8
22,2
25,5
28,2
29.2
30,2
32.8
35.4
38.1
40,7
42,0
43,4
45,7
48,0
51.0
53.6
56,5
60,0
62,0
64,3
66.7
68,7
70.9
73,0
75,3-
77,6
79,8
83,0
84,5
113.0
141.0
стали
НВ>
>229
9,1
15.8
16.8
18.6
21.8
24.5
28,2
31,2
32,5
33,5
36,2
39,0
42,0
45,0
46,5
48,0
50,5
53,0
56,0
59,2
62,5
66,2
68,5
71,0
73,8
76,2
78,6
81,0
83,4
85,8
88,3
92,0
93,3
124,0
155,0
чугуна
серого
НВ <
<180
5.5
8.1
9,3
10,4
12,1
14,0
15,1
16,7
17,3
18,0
19,5
20,7
22,6
24,3
25,0
25.8
27,3
29,0
30,5
32,0
33,4
34,6
36,0
37,5
38,5
1 39,5
41,0
42,1
42,9
44,4
45,5
46,2
47,6
63,5
79,5
НВ> 1
>180
7,5
8.9
10.3
11.6
13,4
15,5
16.6
18.4
19,2
20,0
21,6
23,6
25,4
26.8
27,9
28.5
30,3
32,1
33,6
35,3
37,0
38,8
40,2
41,5
42,7
43,8
45,1
46,5
47,7
48,7
50.0
51.0
52,2
69,5
87.0
ковкого
6,3
7,3
8.4
9,4
10,9
12.5
13.4
14,3
15,6
16,4
17,9
19,2
20,6
22,0
23,0
23,4
25,0
26,1
27,6
29,1
30,2
31,9
32,6
33,8
34,9
35,8
36,8
37,6
39,0
40,2
41,3
41.9
43.1
57,5
72.0
135
Мощность двигателя N в кет при скорости резания v в м/мин
14
12
10
8
7
6
5
4
3
2
1
Сила
резания Р
в кГ
0,91
1,80
3,60
5,40
7,30
8,40
10,90
12,70
14,5
16,3
18,1
21,8
25.4
29,0
32,6
36,0
45,3
54,0
63,5
73,0
81,6
90.0
0,78
1,60
3,10
4,70
6,20
7.8
9,3
10,90
12,4
14,0
.15,5
18.6
21.8
24,8
28,0
31,0
38.9
47,0
54,4
62.0
69.9
78.0
0,60
1,30
2,60
3 90
5 20
6,50
7,80
9,10
10,4
11,7
13 0
15,5
18,1
20,7
23,3
25,9
32,4
38,9
45,3
51,8
58,3
64,8
0,52
1,00
2,10
3,10
4,10
5,20
6,20
7,30
8.3
9,3
10 4
12.4
14,5
16.6
18,6
21.0
25,9
31.0
36.3
41,0
46,6
52.0
0.45
0,91
1,80
2,70
3,60
4,50
5,40
6,30
7,3
8,2
9,1
10.9
12,7
14,5
16.3
18.0
22.7
27.0
31.8
36.0
40,8
45.0
0,39
0,78
1,60
2,30
3,10
3,90
4,70
5,40
6,2
7,0
7,8
9.3
10,9
12,4
14,0
16,0
19,4
23,0
27,2
31,0,
35,0
39.0
0.32
0,65
1,30
1,90
2,60
3,20
3,90
4,50
5,2
5.8
6,5
7,8
9.1
10,4
11.7
13.0
16,2
19.0
22.7
26,0
29.1
32,0
0,26
0,52
L.00
1,60
2,10
2.60
3,10
3,60
4,1
4,7
5,2
6,2
7,3
8,3
9,3
10,0
13,0
16,0
18,1
21.0
23,3
26.0
0,19
0,39
0,78
1,20
1.60
1.90
2.30
2.70
3,1
3,5
3.9
4.7
5,4
6.2
7.0
7,8
9.7
12,0
13,6
16.0
17.5
19.0
13
26
52
78
00
30
60
SO
1
3
6
1
6
1
7
2
5
8
1
0
7
0
0
0
0
0
1
2
2
2
3
3
4
4
5
6
7
9
10
11
13
0.06
0,13
0,26
0,39
0,52
0,65
0,78
0,91
1,0
1,2
1,3
1,6
1.8
2,1
2,3
2,6
3,2
3,9
4.5
5.2
5.8
6.5
500
1 000
2 000
3 000
4 000
5 000
6 000
7 000
8 000
9 000 '
10 000
12 000
14 000
16 000
18 000
20 000
25 000
30 000
35 000
40 000
45 000
50 000
Примечания: 1. По таблице можно определить мощность двигателя станка по силе и скорости резания или
допустимую скорость резания по силе резания и мощности двигателя.
2. Для станка с винтовым приводом мощности увеличивать на 30%
136
Мощность резания. Карта П-4
Стойкость инструмента (средние значения). Карта П-5
ПРОТЯЖКИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ. ПРОГРЕССИВНЫЕ
(С ГРУППОВОЙ СХЕМОЙ РЕЗАНИЯ)
Обработка отверстий (длина протягивания до 50 мм)
Обрабатываемый материал
Сталь НВ < 229
Чугун (серый и ковкий) мягкий
Круглые
V 6, 2-й класс
точности
V5, V4.
3-й класс
точности и грубее
Стойкость
(суммарна
де
55
35
70
45
70
55
90
60
Шлицсвые
V 6, 2-й класс
точности
V5, V4,
3-й класс
точности и грубее
ночные
между . переточками
я длина протянутых
галей) Fj в м
45
25
55
35
55
45
70
45
60
45
75
45
Обработка плоскостей, цилиндрических вогнутых и угловых
поверхностей (длина протягивания 30—100 мм)
Твердость
обрабатываемой стали
\НВ 229—300
Стойкость между переточками (суммарная
длина протянутых деталей) 7^ в м
при чистоте обработки
V6
600
250
V 5 и грубее |
(или предварительные)
1250
600
Примечания. 1. При длине протягивания свыше 50 мм »таб-
личные значения повышать примерно на 20%.
2. При применении быстрорежущих сталей Р14Ф4 и Р9Ф5
стойкость возрастает в 1,5—2 раза.
Примечания: I. В таблице даны значения для протяжек,
перетачиваемых по задней грани. Для протяжек наружных,
перетачиваемых по передней грани, стойкость принимать как при обработке
отверстий, причем для фасонных протяжек с генераторной схемой резания
(непрогрессивные) уменьшать на 20%.
В обеих таблицах стойкости даны при условиях:
а) подача черновых зубьев (на сторону) sz составляет для стали
средней твердости 0,07—0,25 мм, у наружных протяжек до 0,3 мм, для
сталей вязких и твердых s2 max = 0,2-j-0,15 мм\
б) угловые переходы зубьев выполнены с углом ф ~ 100° и ах > 0°.
Продолжение
ПРОТЯЖКИ ТВЕРДОСПЛАВНЫЕ (С ПЛАСТИНКАМИ ВК8)
ДЛЯ ОБРАБОТКИ ЧУГУННЫХ ДЕТАЛЕЙ (ПЛОСКОСТЕЙ
И ЦИЛИНДРИЧЕСКИХ ВОГНУТЫХ ПОВЕРХНОСТЕЙ)
Длина протягивания в мм
Стойкость между переточками (суммарная
длина протянутых деталей) Т[ в м . . .
30
1500,
60
2000
250
4000
600
10 000
Примечания: 1. Стойкости даны для обработки
комбинированным комплектом протяжек, где первая часть комплекта,
воспринимающая ударные нагрузки, выполняется с быстрорежущими зубьями (во
избежание выкрашивания твердого сплава).
2. При обработке отливок быстрорежущими протяжками стойкость
уменьшать в 20—40 раз.
2. При высоких требованиях к чистоте обработки (V7 и выше)
табличные значения уменьшать в 1,5—2 раза по сравнению со
стойкостью при V6.
3. Стойкость протяжек непрогрессивных (со стружкоделителями
на зубьях ф< 100°, oti = 0 при sz < 0,06) уменьшать на 30—50%.
4. Для обработки узких плоскостей (зубья без стружкоделителей
с подачей на каждый зуб) принимать табличные значения стойкостей.
5. Критериями затупления являются ухудшение чистоты
поверхности, искажение геометрии или изменение размеров протягиваемых
поверхностей (за пределы допусков), резкое увеличение сил
протягивания (нагрев детали, вибрации протяжки), приваривание стружек, а
также большие износы (посадки) на нескольких зубьях.
Для черновых протяжек, не влияющих на точность и чистоту
обработанной поверхности и перетачиваемых по задней грани, допускаются
износы порядка 2—3 мм.
ЗУБООБРАБАТЫВАЮЩИЕ СТАНКИ
Рекомендации по расчету режимов резания приведены на
следующие виды зубообработки:
нарезание зубьев колес на зубофрезерных станках;
фрезерование шлицев на шлицефрезерных станках;
нарезание зубьев колес на зубодолбежных станках;
обработка зубьев на шевинговальных станках;
абразивное шевингование на зубохонинговальных станках;
предварительное фрезерование прямых зубьев конических колес
с подачей вдоль зуба;
нарезание прямых зубьев конических колес двумя дисковыми
фрезами;
окончательное строгание прямых зубьев конических колес;
горячее накатывание зубьев ведомых конических колес.
Для остальных видов зубообработки в картах режимов резания
указаны скорость резания v и время обработки одного зуба t2, по
которым рассчитывают число оборотов инструмента
шинное время обработки колеса
Режимы резания рассчитаны на применение смазочно-охлаждаю-
щих жидкостей на масляной основе.
Рекомендации по расчету режимов резания. Карта 3-1
НАРЕЗАНИЕ ЗУБЬЕВ НА ЗУБОФРЕЗЕРНЫХ СТАНКАХ
этапа
I
Последовательность
определения
режима резания .
Расчет длины рабочего
хода Lpx в мм
Расчетная
. формула и
нормативы
Lp. х —
= Lpe3+y+
Л-^доп
(значение у см.
в
приложении 3, стр.
304)
Исходные данные
1. Ширина венца lQ
2. Количество
одновременно
обрабатываемых деталей q
3. Длина резания
Lpe3, равная leq
4. Длина подвода,
врезания и перебега у
1 5. Дополнительная
длина хода, вызванная
наладкой и
конфигурацией колеса, Lqqt^
139
Продолжение
этапа
II
III
IV
Последовательность
определения
режима резания
Назначение подачи на
оборот детали s0 в мм/об:
а) определение
рекомендуемой подачи
по нормативам;
б) уточнение подачи
по паспорту станка '
Расчет скорости
резания v в м/мин и числа
оборотов фрезы п в минуту:
а) определение
рекомендуемой скорости
резания по
нормативам;
б) расчет числа
оборотов фрезы в минуту;
в) уточнение числа
оборотов фрезы
по паспорту станка;
г) уточнение скорости
резания по
принятому числу оборотов
Расчет машинного
времени tM в мин (на одну
деталь)
Расчетная
формула и
нормативы
См. карту 3-2,
стр. 148 — 149
См. карту 3-2,
стр. 148 — 149
lOOOo
nDn
V ~~ 1000
t =V£fa_
м sQneq
Исходные данные
1. Характер
обработки
2. Число заходов
фрезы е
3. Число зубьев
детали ZQ
4. Угол наклона зу- i
ба к оси детали р*
5. Модуль т
6. Жесткость
системы
7. Обрабатываемый
металл
8. Материал фрезы
1. Характер обра- |
ботки
2. Обрабатываемый
металл
3. Жесткость
системы
4. Принятый период
стойкости фрезы Тм
5. Диаметр
червячной фрезы D
6. Материал фрезы
1. Длина рабочего
хода Lpm x
2. Число зубьев
детали Zfi
3. Принятая подача
на оборот детали s0
4. Принятое число
оборотов фрезы п
5. Число заходов
фрезы е
6. Количество
одновременно
обрабатываемых деталей q
140
1 При зубонарезании косозубых колес на станках, не имеющих
дифференциала, подачи следует уточнять после подбора сменных
шестерен деления
Расчетная формула
и нормативы
Последовательность определения режима
резания
rai
i .141
ФРЕЗЕРОВАНИЕ ШЛИЦЕВ НА ШЛИЦЕФРЕЗЕРНЫХ СТАНКАХ
При расчете режимов резания для фрезерования шлицев руководствоваться инструктивными указаниями
по нарезанию зубьев на зубофрезерных станках, пользуясь картой 3-3 (стр. 149—150)
НАРЕЗАНИЕ ЗУБЬЕВ НА ЗУ БОДОЛ БЕЖН Ы X СТАНКАХ
Исходные данные
Длина резания Lpe3f равная ширине
венца lQ
1. Характер обработки
2. Диаметр долбяка D
3. Модуль т
4. Число зубьев детали г$
5. Число проходов и
6. Угол наклона зубьев к оси детали 0
7. Обрабатываемый металл
1. Характер обработки
2. Диаметр долбяка D
3. Модуль т
4. Число зубьев детали г$
5. Обрабатываемый металл
1. Припуск на обработку по
межцентровому расстоянию ам
2. Радиальная подача врезания s^ =
= (0,15 -т- 0,2) s0
3. Принятое число двойных ходов п$ ;
4. Модуль m по торцу
5. Число зубьев детали z$
6. Принятая круговая подача s0
7. Число проходов и
Расчет длины рабочего хода Ip x в мм
Назначение круговой подачи на двойной ход
долбяка s0 в мм/дв. ход.:
а) определение рекомендуемой подачи по
нормативам;
б) уточнение подачи по паспорту станка
Расчет скорости резания v в м/мин и числа
двойных ходов долбяка п в дв. ход./мин:
а) определение рекомендуемой скорости
резания по нормативам;
б) расчет рекомендуемого числа двойных
ходов долбяка в минуту;
в) уточнение числа двойных ходов долбяка
по паспорту станка;
г) уточнение скорости резания по
принятому числу двойных ходов
Расчет машинного времени tM в мин
Примечание. Припуск на обработку ам при предварительном и однократном зубодолблении равен высоте зуба h.
142
ОБРАБОТКА ЗУБЬЕВ НА ШЕВИНГОВАЛ ЬНЫХ СТАНКАХ
Исходные данные
1. Модуль m
2. Угол зацепления колеса
3. Угол наклона зуба в
Ширина венца колеса lQ
1. Угол скрещивания осей шевера и
детали ю
2. Диаметр колеса
Угол скрещивания осей шевера и
детали G)
1. Угол скрещивания осей шевера и
детали со
2. Угол наклона зубьев колеса 0
3. Диаметр шевера D
1. Длина рабочего хода стола Lpx
2. Припуск на шевингование по
межцентровому расстоянию ам
3. Минутная продольная подача sM
4. Радиальная подача st
5. Количество калибрующих ходов ик
Расчетная формула
и нормативы
Последовательность определения режима
резания
Назначение величины припуска на
шевингование по межцентровому расстоянию ам в мм
Определение длины рабочего хода стола LD x
в мм н
Назначение минутной подачи стола sM
в мм/мин
Назначение радиальной подачи стола s^
в мм/ход стола
Определение числа оборотов шевера пи в
минуту к скорости резания (скольжения) vbm/muh:
а) определение числа оборотов шевера по
нормативам;
б) уточнение числа оборотов по паспорту
станка;
в) расчет окружной скорости шевера v0
в м/мин;
г) расчет скорости резания (скольжения) *
Расчет машинного времени tM в мин
1 На станке с качающимся столом L„ x =0,8/^; при шевинговании облегающими шеверами длина Lp x должна быть
уменьшена не менее чем в 2 раза.
2 Скорости резания свыше 45 м/мин не рекомендуются.
АБРАЗИВНОЕ ШЕВИНГОВАНИЕ НА ЗУБОХОНИНГОВАЛЬНЫХ СТАНКАХ
1. Принятый метод шевингования
2. Ширина зубчатого венца колеса lQ
в мм
3. Угол скрещивания осей шевера и
детали ©
1. Принятый метод шевингования
2. Диаметр колеса d
3. Угол скрещивания осей шевера и
детали со
1. Принятый метод нагружения
2. Угол зацепления колеса
3. Диаметр колеса d
1. Угол скрещивания осей шевера и
детали о
2. Угол наклона зубьев детали
(колеса) 0
3. Диаметр шевера D
4. Число зубьев шевера zu
5. Число зубьев детали zq
1. Диаметр колеса d
2. Требуемая чистота поверхности
зуба колеса
1. Длина рабочего хода Lp x
2. Минутная подача sM
3. Число ходов стола и
Расчетная формула
и нормативы
Последовательность определения режима
резания.
Определение длины рабочего хода стола
Lp x в мм
Определение продольной минутной подачи
стола sM в мм/мин:
а) назначение минутной подачи по
нормативам:
б) уточнение минутной подачи по паспорту
станка
Назначение нагрузочного усилия
шевингования
Определение числа оборотов шевера п и
колеса Л0 в минуту:
а) определение числа оборотов шевера по
нормативам;
б) уточнение числа оборотов шевера по
паспорту станка;
в) определение числа оборотов колеса;
г) корректирование (уменьшение) пц в
случае, если п# > 900
Назначение числа ходов стола и
Расчет машинного времени tM в мин-
^2
143
ПРЕДВАРИТЕЛЬНОЕ ФРЕЗЕРОВАНИЕ ПРЯМЫХ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС С ПОДАЧЕЙ ВДОЛЬ ЗУБА
144
Исходные данные
1. Длина резания LpeV равная длине
зуба колеса
2. Длина подвода, врезания и
перебега у
Модуль т
1. Модуль т
2. Обрабатываемый металл
3. Подача на зуб s£
4. Диаметр фрезы D
1. Подача на зуб фрезы s2
2. Число зубьев фрезы ги
3. Принятое число оборотов фрезы
1. Число зубьев детали г$
2. Длина рабочего хода Lp x
3. Принятая минутная подача sM
4. Минутная подача обратного хода sx.
постоянная для данного типа станка
5. Время деления t$ по паспорту
станка
6. Количество одновременно
(параллельно) обрабатываемых деталей q
Расчетная формула
и нормативы
Последовательность определения режима
резания
Определение длины рабочего хода Lp x в мм
Назначение рекомендуемой подачи на зуб
фрезы s7 в мм/зуб по нормативам
Расчет скорости резания v в м/мин и числа
оборотов фрезы п в минуту:
а) определение рекомендуемой скорости
по нормативам;
б) расчет числа оборотов фрезы в минуту
в) уточнение числа оборотов фрезы по
паспорту станка;
г) уточнение скорости резания по
принятому числу оборотов
Определение минутной подачи sM в мм/мин:
а) расчет минутной подачи;
б) уточнение минутной подачи по паспорту
станка
Расчет машинного времени tM в мин
НАРЕЗАНИЕ ПРЯМЫХ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС ДВУМЯ ДИСКОВЫМИ ФРЕЗАМИ
(типа «Конифлекс»)
145
Исходные данные
1. Характер обработки
2. Длина зуба 1в
3. Диаметр фрезы D (275 или 490)
в мм
1. Модуль т
2. Длина зуба 1в
3. Характер обработки
1. Время обработки одного зуба t2
в сек/зуб
2. Время холостого хода tx (при
?$ ^ 15 tx = 2,5 сек/зуб; при г$ < 15
/х = 5 се к/зуб)
3. Число проходов о
4. Число зубьев детали г^
Расчет скорости резания v вм/мин и числа
оборотов фрезы п в минуту:
а) определение рекомендуемой скорости
по нормативам;
б) расчет числа оборотов фрезы в минуту;
в) уточнение числа оборотов фрезы по
паспорту станка;
г) уточнение скорости резания по
принятому числу оборотов
Назначение времени обработки зуба tz
в сек/зуб
Расчет машинного времени tM в мин при
различных методах обработки:
а) обкатке или врезании;
б) комбинированном в один проход;
в) комбинированном в два прохода
Последовательность определения режима
резания
Расчетная формула
и нормативы
ОКОНЧАТЕЛЬНОЕ СТРОГАНИЕ ПРЯМЫХ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС
146
Исходные данные
1. Длина зуба 1в
2. Длина подвода и перебега 5—
10 мм
1. Характер обработки
2. Длина зуба 1в
3. Обрабатываемый металл
4. Длина рабочего хода Lp x
1. Модуль т
2. Длина зуба 1в
3. Обрабатываемый металл
4. Жесткость системы
1. Время обработки одного зуба tz
2. Число зубьев детали z^
Определение длины рабочего хода резцов
Расчет скорости резания v в м/мин и числа
двойных ходов резцов п$ в минуту:
а) определение рекомендуемой скорости
по нормативам;
б) расчет числа двойных ходов резцов в
минуту;
в) уточнение числа двойных ходов резцов
по паспорту станка;
г) уточнение скорости резания по
принятому числу двойных ходов
Назначение времени обработки одного зуба
tz в сек/зуб
Расчет машинного времени tM в мин
Последовательность определения режима
резания
Расчетная формула
и нормативы
ГОРЯЧЕЕ НАКАТЫВАНИЕ ЗУБЬЕВ ВЕДОМЫХ КОНИЧЕСКИХ КОЛЕС
147
Исходные данные
1. Диаметр колеса d
1. Диаметр колеса d
2. Модуль т
1. Диаметр колеса d
2. Модуль т
1. Диаметр колеса d
1. Диаметр колеса d
2. Модуль т
1. Материал инструмента
1. Стойкость Tq в шт.
2. Время накатывания tHCLK
3. Время обкатывания /0О-
1. Диаметр колеса d
1. Диаметр колеса d
2. Модель зубонакатного
полуавтомата
Определение числа оборотов детали п в об/мин
Определение времени нагрева tR в сек
Определение времени накатывания tHQK в сек
Определение времени обкатывания 100- в сек
Определение времени подхода инструмента
на рабочей подаче t$ в сек
Определение стойкости зубонакатного
инструмента:
а) Тд в шт.;
б) Тм в минутах машинной работы
Определение времени охлаждения
инструмента и патрона t0XJt в сек
Определение постоянного времени
автоматического цикла tn в сек
Расчет времени цикла t в мин
Последовательность определения режима
накатывания
Расчетная формула
и нормативы
Скорость
резания
итабл
в м/мин
Число зубьев детали zq
более 50
25—45
до 20
Подача фрезы sQ maQA в мм/об из стали
Число
заходов
фрезы е
Модуль т
в мм
Характер обработки
Р9К16
строрежущей
Р9К10
строрежущей
Р9К10
строрежущей
Р9К10
строрежущей
55—65
55—65
30
30
3,0
2,5
3,0
2,4
2,5
2,0
2.6
2,1 1
2,0
1,5
2,0
1.6 |
2
з 1
5—6,5
Предварительная
60—65
60—65
40
40
2,3
1,6
2,4
1.8
2.0
1.5
2,1
1.6
1.5
1,0
1.6
1,2
1
2
2-5
Однократная окончательная
65—75
65—75
45
45
2.7
2,1
3,0
2,3
2,3
1.8
?,6
2.0
1.8
1,3
2,0
1,5
1
2
5—6,5
Окончательная после
предварительной
60—70
60—70
35
35
2,4
1.5
3,0
2,3
1,8
2,1
1.5
2.6
2.0
1,6
1,6
1,0
2.0
1,5
1,2
1
2
3
2—5
Однократная под шевингование
65—70
65—70
45
45
3,0
2.3
3,5
3.0
2.4
2.6
2.0
3.0
2.6
2,1
2,0
1,5
2,6
2.0
1,6
1
2
3
5—6,5
Под шевингование после
предварительной
Зубофрезерование цилиндрических колес. Карта 3-2
Подача s0 в мм/об и скорость резания v в м/мин червячными фрезами из быстрорежущих сталей нормальной
троизводительности и Р9КЮ: s0 = soma6AKs cos Р, где Ks — коэффициент, зависящий от обрабатываемого материала;
5 — угол наклона зуба к оси косозубого колеса; v = итабл KiK2> где /Сх — коэффициент, зависящий от обраба-
гываемого материала; К2 — от стойкости инструмента.
148
Примечания: 1. Если модуль меньше 2, то подачу следует уменьшать до 30%. 2. В таблице отсутствуют значения
подач и скоростей для трехзаходных фрез из стали Р9КЮ, что вызвано ее повышенной хрупкостью. 3. Передний угол на
фрезах из стали Р9К10 должен быть нулевым. 4. При применении червячных фрез, оснащенных твердым сплавом,
скорости резания могут быть увеличены до 150—200 м/мин.
Коэффициенты К{ и К&
Коэффициенты
Кх
К*
Материал инструмента
Быстрорежущая сталь
нормальной
производительности и Р9К10
Быстрорежущая сталь
нормальной производительности
Обрабатываемый материал
Сталь
35;
45
1.1
1.2
40Х;
18ХГТ
1.0
1.0
зохгт
0,9
0,9
Чугун
1,2
1.4
Коэффициент Кг
Материал инструмента
Быстрорежущая сталь
нормальной производительности
Р9КЮ
Кг при стойкости Т в минутах
машинной работы (на одну передвижку)
600
0.8
400 | 240
0.8
1.0
1.0
1.1
160
1.2
Примечание. На станках с автоматической передвижкой
фрезы К2 принимать равным 1,4 для фрез из быстрорежущей стали и
1,2 — для фрез из Р9КЮ.
Нарезание шлицев червячными фрезами. Карта 3-3
Скорость резания v = итаблКи> где Kv — коэффициент,
зависящий от стойкости инструмента
Материал
Углеродистые и
легированные
нормализованные стали
HRC < 25
Характер
обработки
Однократная
под шлифование
Однократная
окончательная
Допуск на
толщину шлицев 6 в мм \
0.1 —
0,15
0,045—
0,06
0.03—
0.04
Высота шлицев h
в мм
2—3,5
4—6
2—3.5
4—6
2—3,5
4—6
Число
шлицев
детали г^
6—8
10—
12
14—
16
Подача s0
в мм на
оборот детали
2.4
2,2
2,0
1.6
1.2
1.0
2,6
2.4
2,2
1.8
1.4
1.2
2,9
2,6
2,4
2,0
1.6
1.4
Скорость резания
vma6n B м/мин
40
35
35
30
35
30
149
Продолжение
Материал
Углеродистые и
легированные
улучшенные
стали
HRC 25—35
Характер
обработки
Однократная
под шлифование
Окончательная
после
предварительной
Однократная
окончательная
Допуск на
толщину шлицев 6 в мм \
0,1 —
0,15
0,045—
0,06
0,03—
0,04
0,045—
0,06
0,03—
0,04
Высота шлицев Л
в мм
1
2—3,5
4—6
2—3,5
4—6
2—3,5
4—6
2—3,5
4—6
2—3,5
4—6
Число
шлицев
детали Zq
6—8
10—
12
14—
16
Подача s0
в мм на
оборот детали
2,0
1,8
1.8
1,6
1,4
1.3
1.4
1.2
1,0
0,8
2,2
2,0
2,0
1,8
1,6
1,5
1,6
1,4
1.2
1.0
2,4
2,2
2,2
2,0
1,8
1,7
1,8
1.6
1,4
1,2
Скорость резания
итабл в м/мин
30
25
40
35
40
35
30
25
30
25
Нарезание зубьев долбяками. Карта 3-4
Подача s0 = soma6AKs\ скорость резания v= итаблКи, где Ks, Kv —
коэффициенты, зависящие от обрабатываемого материала
Характер обработки
Предварительная
Круговая
подача на
двойной ход
долбяка
se табл
в мм/дв. ход
Скорость
резания vma6jl
в м/мин
SO
V
Диаметр делительной
окружности долбяка D в мм
75 | 100 1
Модуль m в мм
2—3 | 3.5—4,5 | 5—6,5
Число зубьев детали г^
до
15
0.35
20
св.
20
0.40
24
ДО
15
0,35
18
св.
20
0.40
22
ДО
15
0,30
18
св.
20
0,35
22 J
150
Примечания: 1. Для станков недостаточной жесткости
подача может быть уменьшена на 10—30%.
2. Для фрезы с «усиками» подача может быть уменьшена до 20%.
3. Режимы резания ориентированы на стойкость фрезы между
передвижками (при отсутствии передвижек — за одну установку)
Тм = 240 мин. Для других стойкостей табличные значения скорости
резания нужно умножать на коэффициент /С-.:
Стойкость Тм в минутах машинной работы
**
400
0,8
320
0,9
240
..0
160
1.2
Продолжение
Характер обработки
Однократная
окончательная
Окончательная после
предварительной
Однократная под
шевингование
Под шевингование после
предварительной
Круговая
подача на
двойной ход
долбяка
s0 табл
в мм/дв. ход
Скорость
резания и та6л
в м/мин
S0
V
«о
V
So
V
So
V
Диаметр делительной
окружности долбяка D в мм
75 | 100
Модуль m в мм
2—3 | 3,5—4,5 '| 5—6,5
Число зубьев детали zq
до
15
0,20
22
св.
20
0,25
25
0,22
30
0,25
24
0,30
28
0.30
30
ДО
15
0,20
20
св.
20
0.25
23
0,22
30
0,25
23
0,30
26
0,30
30
ДО
15
0,15
22
св.
20
0,20
24
0,22
26
0.20
24
0,25
27
0.30
26
Примечания: I. Режимы резания приведены для нарезания
зубьев в один проход; при нарезании в два и более проходов табличные
значения можно увеличить на 20%.
2. Подачи даны для обработки прямозубых колес; для косозубых
колес подачу уменьшать на 15% при угле наклона зуба к оси детали
р до 30е и на 25% при угле наклона до 40°.
3. Режимы резания ориентированы на стойкость Тм = 300 мин
для предварительного зубодолбления и Тм = 400 мин для
окончательного.
Коэффициенты Kv и К$
Коэффициенты
зохгт
0.9
1.0
Обрабатываемый металл
Сталь
40Х
1.05
1,0
35, 45
1,3
1.1
Чугун
1.2
1.4
151
Зубозакругление. Карта 3-5
ЗАКРУГЛЕНИЕ ЗУБЬЕВ ПАЛЬЦЕВОЙ ФРЕЗОЙ
Время обработки одного зуба /
Модуль т
в мм
2
3
4
5
6
7
Число
проходов и
1
2
3
4
4
Подача
на зуб
фрезы s2
в мм/зуб
0,08
0,12
0.18
tz в сек/зуб при числе
оборотов фрезы п в минуту
1200
1.0
1,5
2,6
4,9
5.2
С. 1
1500
0.8
1,2
2.1
3.9
4.2
4,9
1800
0,7
1,0
1,7
3,2
3,5
4.1
ЗАКРУГЛЕНИЕ ЗУБЬЕВ И СНЯТИЕ ФАСОК
НА ЗУБЬЯХ РЕЗЦАМИ И ФРЕЗАМИ
Время обработки одного зуба /
Модуль т
в мм
2
3
i 4
5
6
7
Число оборотов инструмента п в минуту
600 | 700 | 600 | 700
tz в сек/зуб при
зубозакруглении
1.0
1,5
3,0
0,7
1,0
2,0
снятии фасок
0,8
1,2
2,4
0,6
0,8
1.6
Примечание. Режимы резания на зубозакругляющих
станках ориентированы на стойкость Тм = 500 мин.
Шевингование. Карта 3-6
Припуск на шевингование
Угол зацепления
в град
15
20
25
30
Припуск по межцентровому расстоянию ам
при модуле т в мм
2—3,25 | 3,5—4,5
0,18—0,22
0,15—0,18
0,12—0,16
0,10—0,13
0,22—0,27
0,17—0,22
0,14—0.18
0,12—0,16
5—7
0,27—0,32
0,22—0,27
0,17—0,22
0,14—0,20
152
Примечание. Припуски даны для прямозубых колес. Для
косозубых колес табличные значения увеличивать до 1,5 раза.
Продольная подача стола 5
Угол
скрещивания и) в град
До 10
10—15
Св. 15
s в мм/об при диаметре колеса d в мм
до 100
110
120
130
100—150
105
115
125
150—250
100
ПО
120
св. 250
90
100
ПО
Радиальная подача стола s(
Угол скрещивания (о в град
Радиальная подача s^ в мм/ход
5—10
0,02—0,04
10—15
0,04
Св. 15
0,06
Число оборотов шевера п
Угол
скрещивания со в град
До 10
10—15 ....
Св. 15 ....
пи в об/мин при угле наклона зуба колеса 0 в град
0
290
260
230
10—15
270
240
210
20—25
250
220
190
св. 25
230 1
200
170
Примечание. Таблица составлена для диаметра шевера
D = 190 мМ. При других размерах табличное значение умножать на
190
отношение ——— .
Число калибрующих ходов ик
Число калибрующих ходов ик
6—7
4—6
7—8
2—4
Примечания: 1. Общее число ходов стола, равное —— 4- и„
должно быть четным.
2. Для модуля более 4 мм число калибрующих ходов может быть
увеличено до 6.
АБРАЗИВНОЕ ШЕВИНГОВАНИЕ (ЗУБОХОНИНГОВАНИЕ)
Продольная подача стола s
Угол
скрещивания 0)
в град
До 15 ...
15—20 . . .
Св. 20 ...
1
sM в мм/мин при диаметре колеса d в мм 1
ДО
100
100—
150
150—
250
св.
250
Параллельный метод
200
210
220
180
200
210
150
170
180
ПО
120
130
ДО
100
100—
150
! 150—
1 250
св.
250
Касательный метод
100
ПО
120
90
100
115
85
95
ПО
80
90
100
Нагрузочное усилие шевингования
Угол
зацепления
в град
15
20
30
Нагрузочное усилие при диаметре колеса d в мм
ДО
100
100—
150
150—
250
CD.
250
Усилие прижима стола Р
в кГ при радиальном
нагружен ии (двухпрофиль-
ная обработка)
15
20
30
20
30
40
25
40
45
30
45
50
ДО
100
100—
150
150—
250
св.
250
Тормозной момент Мт
в кГм при окружном на-
гружении
(однопрофильная обработка)
0,7
0.75
0.8
1,0
1.1
1.15
1,7
1.8
1,9
2,2
2.3
2,4
Число оборотов шевера пц Число ходов стола и
Угол
скрещивания
в град
До 15
15—20
Св. 20
пи в об/мин при угле
наклона зуба колеса 0
в град
0
760
580
400
15
740
560
380
25
670
540
360
св. 25
660
520
1 340
Класс
чистоты
поверхности
7
8
9
Число ходов и при
диаметре колеса d
в мм
до
100
2
4
6
100—
150
2
4
6
150—
250
4
4
6
св.
250
4
6
8
154
Примечания: 1. Табличные данные рассчитаны для диаметра
инструмента D = 190 мм. При диаметрах инструмента больше или
меньше 190 мм табличные значения пц умножать на отношение .
2. Число оборотов детали не должно превышать 900 в минуту.
3. Режимы резания рекомендуются для обработки стальных
зубчатых колес и ориентированы на применение абразивного инструмента
зернистостью 12—16 на органической и эпоксидной связке при стойкости
этого инструмента 1000—1500 деталей.
Обработка прямозубых конических колес. Карта 3-7
ПРЕДВАРИТЕЛЬНОЕ ФРЕЗЕРОВАНИЕ НА СТАНКАХ
С ПОДАЧЕЙ ВДОЛЬ ЗУБА
4
0.12
5
0,10
6
0,09
7
0.08
8
0.06
Скорость резания и = атаблКу» гдэ /Су — коэффициент, зависящий
от обрабатываемого материала
Модуль m
в мм
4
5
6
7
8
гтабл в м/мин при подаче s^ в мм/зуб
0,06
44
42
40
38
36
0,08
41
39
37
35
33
0,09
38
36
34
32
30
0,10
35
33
31
2d
27
0,12
33
31
29
28
26
Коэффициент К„
Обрабатываемая сталь
*о
18ХГТ
0,9
ЗОХГТ
0,8
35 X
1.1
20ХНМ
1.0
Примечание. Режимы резания ориентированы на стойкость
инструмента Тм = 500 мин.
ПРЕДВАРИТЕЛЬНОЕ ФРЕЗЕРОВАНИЕ НА СТАНКАХ
С РАДИАЛЬНОЙ ПОДАЧЕЙ
Время обработки одного зуба tz
Длина зуба /tf
в мм
30
40
50
t2 в сек/зуб при модуле т в мм
4
8
10
12
5
12
14
16
6
14
16
18
7
16
18
20
8
18
20
22
155
Примечание. Режимы резания даны для обработки
нормализованной стали марки 20ХНМ при скорости резания v = 35 м/мин.
ПРЕДВАРИТЕЛЬНОЕ НАРЕЗАНИЕ РЕЗЦОВОЙ ГОЛОВКОЙ
(ПО МЕТОДУ РЕВЕКС)
Модуль m
в мм
4
6
7
8
Скорость
резания v
в м/мин
35
32
30
27
25
Число оборотов
головки за время
нарезания одного зуба
пг
2
3
4
5
7
Время нарезания
• одного зуба tz в сек
4
7
10
13
20
ОБРАБОТКА МЕТОДОМ КРУГОВОГО ПРОТЯГИВАНИЯ
(РИВАСАЙКЛ)
Характер
обработки
Однократная
окончательная
1 Окончательная
1 после
предварительной
Модуль m
В ММ |
4
5
6
7
8
6
7
8
Скорость резания v
в м/мин
35
30
28
25
20
30
28
25
Время обработки
одного зуба tz
в сек/зуб
3
3,5
4
6
3,5
4
5
Примечания: 1. Режимы резания соответствуют
номинальному диаметру резцовой головки D = 381 мм.
2. При обработке на приведенных режимах резания
нормализованной стали 18ХГТ стойкость Т = 1000 мин.
Примечания: 1. При недостаточной жесткости станка
скорость резания уменьшать на 20%, время обработки одного зуба
увеличивать на 20%.
2. При обработке на приведенных режимах резания
нормализованной стали 20ХНМ стойкость Тм = 1000 мин.
НАРЕЗАНИЕ ДВУМЯ ДИСКОВЫМИ ФРЕЗАМИ
v — vma6A Kv, где Kv — коэффициент, зависящий от
обрабатываемого материала
Характер
обработки
Предварительная без обкатки
Однократная
окончательная
Простой способ с
обкаткой (для колес
с углом
начального конуса <45°)
Комбинированный
способ (врезание
с последующей
обкаткой; для колес
с углом
начального конуса >45°)
Окончательная после фрезерования
Окончательная обработка
штампованного зуба
Длина зуба
1в в мм
20
30
40
20
30
40
20
30
40
20
30
40
20
30
40
Ж «J
35
45
45
45
35
Время обработ- 1
ки зуба t2
в сек/яуб при
модуле m в мм
4
—
10
12
16
—
—
—
5
—
12
16
20
18
22
26
12
16
20
—
6
12
15
18
16
20
24
22
26
32
16
20
24
22
26
30
7
15
18
20
24
28
32
26
32
38
20
24
28
26
30
34
8 J
16
20
22
28
32
38
32
38
44
24
28
32
30
34
38
Примечания: 1. Режимы резания даны для колес
нормальной точности при обработке в один проход.
2. Режимы резания рассчитаны на стойкость дисковых фрез Т =
= 1500 мин.
Коэффициент Kv
Обрабатываемая
сталь
«V
18ХГТ
0,9
ЗОХГТ
0.8
20ХНР
0,9
20ХНМ
i.o ;
,157
Зубострогание конических колес. Карта 3-8
v= vtna6AKv\ tz=* tzma6A Kt2, где Kv и Kt2 —коэффициенты,
зависящие от обрабатываемого материала
Характер обработки
Окончательная после
нарезания резцовой головкой
(Ревекс)
Окончательная после
фрезерования с подачей вдоль
зуба
Окончательная после
фрезерования с радиальной
подачей
(Я
Ю
30
40
50
30
40
50
30
40
50
л Б
на*
2 « а*
£•* "3-
$ х щ
* cd
28
27
25
25
24
22
25
21
19
Время обработки зуба tzmaQA
в сек/зуб при модуле m
в мм
4
8
10
12
12
14
16
15
18.
22
5
10
12
15
14
16
20
18
22
25
6
14
17
20
16
20
24
22
25
28
7
17
20
24
20
24
27
25
28
32
8
21
24
27
24
27
32
32
35
39
Коэффициенты Kv и Kt
Коэффициенты
Обрабатываемая сталь
35Х
1.1
0,9
18ХГТ
0,9
1,1
20ХНМ
1.0
1.0
Зубонарезание спирально-конических колес. Карта 3-9
v = vma6AKv\ tz = tZ{ma6A) К/2, где Kv и Kt 2 — коэффициенты,
зависящие от обрабатываемого материала.
Обработка ведущих колес
Характер обработки
Окончательная ♦ . .
-3
о
* О)
45
55
Степень точности
6—7 | 7—8'
Время обработки зуба tzmaQA
в сек/зуб с модулем m в мм
4
18
25
5
20
30
6 | 8
25
35
30
32
9
35
37
10
40
43
158
Примечания: 1. При недостаточной жесткости станков время
обработки одного зуба увеличивать на 20%.
2. Режимы резания рассчитаны на стойкость инструмента Т' =
= 150 мин.
Обработка ведомых колес
Характер обработки
Предварительная:
Окончательная после
предварительной:
Окончательная (протягиванием)
о. а
■a 5*
й-* *5
US «
40
40
50
50
8
Время обработки
зуба tz{ma6jl) в сек/зуб
с модулем т в лл*
4
12
4
18
10
3,5
5
15
5
20
12
4
6
20
8
25
15
б
8
25
15
30
17
7
9
30
20
«
32
8
10
35
25
35
Коэффициенты Kv и Kt
Коэффициенты
Uc
к
Обрабатываемая сталь
18ХГТ
0.9
1.1
ЗОХГТ
0,9
1.0
20ХНМ
1,0
1,0
Накатывание зубьев ведомых
Определяемая величина
Число оборотов детали п
Время нагрева tH в сек
конических колес Карта 3-10
Диаметр колеса d в мм (m = 5-f-12) •
200
250
300
60—80
19—22
40—42
54—58
350
400
450
40—60
59—62
62—66
66—70
159
Примечания: 1. Режимы резания даны для ведущих колес
с числом зубьев меньше 10. Для других значений время обработки
одного зуба уменьшать в пределах 10%.
2. При нарезании зубьев на станках недостаточной жёсткости
'время обработки одного зуба увеличивать на 20%.
3. Для окончательной обработки зубьев ведущих колес дано время
нарезания одной стороны зуба.
4. Для ведомых колес приведены режимы для работы
двусторонними резцовыми головками. При работе трехсторонними головками
скорость должна быть увеличена на 20%, а время обработки зуба
уменьшено на 20%.
5. Режимы резания рассчитаны на стойкость обычных резцовых
головок Т' = 500 мин, а одноцикловых резцовых головок (протяжек)
Т = 800 мин.
Продолжение
Определяемая величина
Время накатывания tHaK в
Время обкатывания t0g в сек
Время подхода инструмента
на рабочей подаче ts в сек
Время охлаждения
инструмента и патрона Ьохл в сек
Постоянное время
автоматического цикла tn в сек . .
Диаметр колеса d в мм (т— 5-И2)
200
3—5
4
250
5—6
5
1—2
■
300
7—8
6
350
8—9
6
3—4
30—40
16—20
400
9—10
7
460
10—11
8
5—6
50—60
20 1
1
СТОЙКОСТЬ ЗУБОНАКАТНОГО ИНСТРУМЕНТА Г
Материал
12Х2Н4А, 20ХНЗ
5ХНТ, 5ХНМ
ЭИ958, ЗХ2В8
Термическая обработка
Закалка, азотирование . .
Закалка, азотирование . . .
Стойкость
Тд в шт.
1100—1300
1200—1500
2500—3000
Примечания: 1. Меньшее число оборотов и большее время
охлаждения выбирать при больших диаметрах.
2. Большие значения времени нагрева, .накатывания и подхода
инструмента выбирать для больших модулей.
3. Постоянное время автоматического цикла tn принимать для
зубонакатиых полуавтоматов моделей типа 535М, 569—16 сек, для
2008 — 20 сек.
РЕЗЬБООБРАБАТЫВАЮЩИЕ СТАНКИ
Рекомендации по расчету машинного времени и мощности
резания. Карта Р-1
МАШИННОЕ ВРЕМЯ iu
Машинные метчики:
для обычных станков
для станков с ускоренным обратным ходом
гаечные метчики:
резьбонарезные головки:
резьбовые фрезы:
плоские плашки:
круглые ролики:
где Lp, x = Lpe3 + у — длина рабочего хода в мм; Lp?3 — длина
нарезаемой резьбы с полным профилем в мм (при нарезании гаеч шми
метчиками высота гайки); у — величина, учитывающая подход,
врезание и перебег, в мм; S — шаг резьбы в мм; п — число оборотов
в минуту; п0 — число оборотов в минуту на обратном ходу
(ускоренном); Ас — производительность гайконарезного автомата в шт/мин;
Ldon — интервал между гайками при нарезании гаечными метчиками;
6 Справочник п/р Барановского 161
d — диаметр обработки в мм; sz — подача на зуб фрезы в мм; ги —
число зубьев фрезы в мм; пи — число оборотов фрезы в минуту; пп —
число оборотов детали за время профилирования резьбы (см. карту
Р-4); пр — число оборотов ролика в минуту; ги — число заходов
ролика; е$ — число заходов накатываемой резьбы; tK — время
калибрования резьбы, зависящее от точности резьбы и твердости
обрабатываемого металла, для резьб 2-го класса точности tK = 0,02-s- 0,05 мин,
для резьб 1-го класса tK = 0,05-г-0,1 мин; щ.х — число двойных
ходов в минуту.
МОЩНОСТЬ РЕЗАНИЯ
Мкр — крутящий момент кГ. см (см. карту Р-2); п — число
оборотов в минуту детали или инструмента.
Нарезание резьбы. Карта Р-2
Скорость резания v = итиблКи* где Kv — коэффициент,
зависящий от обрабатываемого материала.
СКОРОСТЬ РЕЗАНИЯ ^та^л
Диаметр
резьбы, d в Мм
3—6
8—10
12-16
18—24
27 и более
Метчики машинные
Резьбонарезные
головки с круглыми
гребенками
vma6n в м/мин ПРИ шаге резьбы S в мм
0.5|о,75
6
7
8
9
7
8
9
10
11
1
8
9
10
11
12
1,25
9
10
l.sl 2 | 3 | 0.5|о.75| 1
10
11
13
14
И
13
13
12
13
9
10
11
12
10
11
12
13
14
11
12
13
14
15
1,25
12
13
1,5
13
14
15
16
2
15
16
17
3
15
16
Коэффициент Kv
Обрабатываемый материал
Сталь углеродистая:
30, 40, 45:
нормализованная . .
*а
1.0
0,85
1,15
0,7
0,9
Обрабатываемый материал
Сталь легированная:
нормализованная . •
Чугун серый, бронза . .
Алюминиевые сплавы • .
«V
0,9
0,7
0,8
1,0
1,2
1,3
162
Примечания: 1. Табличные значения даны для нарезания
резьбы 2-го класса точности; при нарезании резьбы 1-го класса точности
скорости резания уменьшать на 20%.
2. Для неответственных резьб скорости резания повышать на 10—
20%.
3. Для гаечных метчиков диаметром до 10 мм, шагом до 1 мм
скорости резания принимать 8—10 м/мин, для других размеров метчиков —
12—14 м/мин.
4. Табличные значения даны для круглых гребенок с углом
заборной части <р = 20°; при угле заборной части ф = 30° скорости
резания уменьшать на 10%, а при ф = 45° — на 25%.
КРУТЯЩИЙ МОМЕНТ М„п
При нарезании цилиндрической резьбы Мкр=Мкр (табл)^1^кГсм*
где Кх — коэффициент, зависящий от диаметра резьбы; К2 — от
обрабатываемого материала
Инструмент
Метчики
Шаг резьбы
S в мм
0.5
0,75
1.0
1.25
1.5
2
3
Мкр {табл.)
в к Г см
22
40
63
90
120
180
340
Инструмент
Резьбонарезные головки
Шаг резьбы
S в мм
0.5
0,75
1.0
1.75
1.5
2,0
3,0
мкр(табл.)
в кГсм
20
40
60
80
100
160
300 '
КОЭФФИЦИЕНТЫ Kt и Кх
Коэффициент /Ci
Диаметр
нарезаемой
резьбы- d
в мм
/с,
Метчики
бонарезные
головки
6,0
0.5
0.55
8,0
0,7
0,77
10
1.0
1.0
12
1.3
1,2
14
1,7
1,5
16
2,0
1,7
18
2,3
1.9
20
2,7
2.2
24
3.5
2.7
30
4.7
3,4
36
6
4
42
7,4
4,8
52
10
6.2
64
13
7.6
Коэффициент Кг
Обрабатываемый материал
Сталь углеродистая:
30, 40, 45:
нормализованная . .
-\
1.0
1.2
0.85
1.3
1 —
1.2 *
Обрабатываемый материал
Сталь легированная:
нормализованная • .
улучшенная ....
Чугун серый, бронза . .
Алюминиевые сплавы • .
Кг
1.1
1.3
0,65
0,9
0,55
0,4
Для круглых гребенок /С, = 1, для метчиков Кг = 1,2.
163
Примечания: 1. Значения Мкр даны для острых
инструментов. При допустимом износе возрастает в 1,5—2 раза.
2. При длине заборной части инструмента менее двух ниток
значение Мкр умножать на 0,8.
НАРЕЗАНИЕ МЕТЧИКОМ КОНИЧЕСКОЙ РЕЗЬБЫ :
В ЧУГУННЫХ ДЕТАЛЯХ (ГОСТ 6111—58, ОТРАСЛЕВАЯ
НОРМАЛЬ ОН025199-64)
Размер резьбы
в дюймах
Мкр в кГсм
1
16
66
1
8
86
1
4
160
3
8
200
. 1 .
2
310
3
4
400
1
600
•4-
840
'i
960
?
1100
Фрезерование резьбы. Карта Р-3
ПОДАЧА НА ЗУБ ФРЕЗЫ s2
Обрабатываемый
металл
Сталь
углеродистая
Сталь
легированная
Чугун серый
Чугун
ковкий
ИВ
До 156
156-217
228—302
156—217
228-321
156-229
150
$г в мм/зуб при диаметре резьбы d в мм 1
20 | . 50 | 100
Шаг резьбы 5 в мм
. 1 2 1 Я
0.03
0.028
0.022
0,022
0,015
0.045
0.032
0.04
0,035
0,028
0,028
0,022
0.06
0.045
0.045
0.042
0,032
0,032
0,025
0,07
0.05
1
0,038
0,035
0,029
0,029
0,021
0,06
0.042
2 | 3 | 1
0,051
0.048
0,038
0,037
0,028
0.08
0.058
0,06
0,056
0.045
0,045
0,032
0,095
0.065
0.048
0,045
0,035
0,035
0.025
0,075
0.055
2 I 3 |
0.065
0.06
0,048
0,048
0,035
0,1
0,07
0,075
0,07
0.055
0,055
0,04
0,12
0,085
Примечание. При нарезании резьбы 1-го класса точности
табличные значения подач умножить на 0,75.
РЕКОМЕНДУЕМАЯ СТОЙКОСТЬ ФРЕЗЫ Тп
Обрабатываемый металл
Сталь ....
Чугун ....
Т в мин при диаметре фрезы D в мм
40
90
150
60
150
210
80
180
270
110
240
330 1
164
Примечания: 1. Мкр даны для резьб длиной / 10 мм. При
других значениях / Мк„ изменять пропорционально —-.
2. При нарезании резьбы в алюминиевых сплавах Мкр уменьшать
вдвое.
3. При допустимом износе Мкр возрастает в 2—2,5 раза.
Скорость резания v » vma^A К\К* где К\ — коэффициент,
зависящий от обрабатываемого материала и его твердости; К% — от
стойкости инструмента.
СКОРОСТЬ РЕЗАНИЯ v^^
Шаг
резьбы 5
1 в мм
0.8
1
1.5
2
3
Сталь • | Чугун серый | Чугун ковкий 1
итабл в м1мин при подаче на зуб фрезы sz в мм/зуб
0,02|о,03
52
48
43
40
35
44
41
37
34
29
0,04
39
36
33
30
26
0,06
33
31
28
26
23
0,08
29
28
25
23
19
0,03
43
40
36
33
29
0,04
38
36
32
29
25
0,06
32
30
27
25
22
0,08
29
27
24
22
19
| 0,1
2G
25
22
20
18
0,03
45
42
38
35
31
0,04
40
37
33
31
26
0,05
37
35
31
28
25
0,06
33
32
28
26
23
0,08
31
28
25
23
20
КОЭФФИЦИЕНТЫ /С, И Кж
Коэффициент АС,
Обрабатываемый материал
Сталь:
20, 30. 35» 40,
45
20Х, ЗОХ, 40Х
ИВ
<156
137—187
156—207
207—255
228—286
255—302
156—207
170—217
241—269
269—321
Кх
1.2
1.1
1.0
0,8
0.7
0.65
0.85
0.8
0,6
0.5
Обрабатываемый материал
20ХМ
30 ХМ А
20ХНМ
40ХНМ
50ХГ
18НГТ. 15НМ
35ХГС
45Г2
Чугун:
серый
ковкий
ИВ
156—217
156—207
156—217
197—269
179—255
156—217
179—256
228—269
269—288
156—229
179—241
150
Кг
0.75
0.7
0,65
0,5
0.5
0,7
0,5
0,5
0.45
1.0
0,9
1.0
Коэффициент Кг
Обрабатываемый
металл
Кг при стойкости Т в минутах резания
90
1.4
1.45
150
1.1
1.2
180
1,0
1.15
210
0.9
1.1
240
0,85
1,05
270
0.8
1.0
330
0,75
0,95
165
Накатывание резьбы. Карта Р-4
НАКАТЫВАНИЕ РЕЗЬБЫ КРУГЛЫМИ РОЛИКАМИ
Скорость накатывания v
Сталь,
ов в кГ/мм*
v в м/мин ....
Менее SO
60—80
50—70
30—50
70—90
15—25
Примечание. Наименьшие скорости рекомендуются для
накатывания резьбы с шагом 5 > 2 мм, наибольшие — для резьб с
S < \ мм..
Число оборотов детали пп за время профилирования резьбы
Шаг резьбы 5
в мм
1.0—1.5
1,75—3
пп при
<50
6—8
8—10
накатывании стали ов в
50—70
10—12
14—18
70—90
14—18
20—30
кГ/мм*
90—120
20—30
30—40
Ориентировочные усилия накатывания Р на 10 мм длины резьбы
Сталь, ав в кГ/мм*
>85
<85
Р в кГ при шаге резьбы 5 в мм
0,5—
0,8
до 900
» 600
0,8—1
1200
800
1—1,5
1500
1000
1.5—2
1700
1100
2—2,5
2000
1300
2,5—3
2300
1500
166
НАКАТЫВАНИЕ РЕЗЬБЫ ПЛОСКИМИ ПЛАШКАМИ
Скорости накатывания v
Сталь,
1 aQ в кГ/мм*
v в м/мин ....
Менее 50
60—70
50—70
25—45
70—90
15—25
Ориентировочные усилия накатывания Р на 10 мм длины резьбы
при обработке стали ав < 85 кГ/мм*
Шаг резьбы S в мм
0,8-1
1500
1—1.5
2500
1,5-2
3500
2-2,5
6000
2,5-3
8000
3-3.5
10 000
Примечание. Скорость при накатывании резьбы плоскими
плашками переменная. В таблице приведены средние значения
скоростей.
ШЛИФОВАЛЬНЫЕ И ОТДЕЛОЧНЫЕ
СТАНКИ
Круглошлифовальные станки. Карта Ш-1
ШЛИФОВАНИЕ ШЕЕК
эти па
Последовательность
определения
режима резания
Расчетная
формула и
нормативы
Исходные данные
III
IV
Расчет скорости
шлифовального круга и в м/сек
Выбор характеристики
шлифовального круга
Расчет скорости v в м/мин
и числа оборотов п в минуту
детали:
а) определение
рекомендуемой
нормативами скорости
вращения детали;
б) расчет числа оборотов
шпинделя,
соответствующего
рекомендуемой скорости, и
уточнение его по
паспорту станка;
в) уточнение скорости
вращения детали по
принятым оборотам
шпинделя
Выбор минутной
поперечной подачи s в мм/мин
I. Диаметр круга D
2. Число оборотов
круга по станку nKD
1. Характер
обработки
2. Класс чистоты
3. Точность
обработки 6
4. Обрабатываемый
металл
5. Скорость
круга vkP
1. Скорость
круга vkP
2. Обрабатываемый
металл
3. Дисбаланс детали
4. Диаметр детали d
1.
Автоматизированный или ручной цикл
шлифования
2. Диаметр детали d
3. Ширина
шлифования Ь
4. Обрабатываемый
металл
5. Скорость кру-
га икр
6. Припуск на
сторону а
168
Продолжение
169
этапа
Последовательность
определения
режима резания
Расчетная
формула и
нормативы
Исходные данные
7. Точность
обработки 6
8. Диаметр круга D
9. Количество
одновременно работающих
кругов qK
10. Характер
поверхности
11. Расстояние
шлифуемой шейки от опо-
Ры 1оп
1. Чистота
обработки
2. Точность
обработки б
3. Ширина
шлифования Ь
4. Диаметр детали d
5. Наличие на
поверхности шпоночных
канавок, срезов и др.
1. Минутная
поперечная подача sM
2. Время выхажива-
ния *вых
1. Общий припуск
на сторону а
2. Припуск на
сторону, снимаемый на
этапе
предварительной Подачи апр =
— (0,4 — 0,5) а
3. Припуск на
сторону, снимаемый на
этапе окончательной
подачи аок = а —
— (апр + авых)
4. Коэффициент,
учитывающий потери
на этапе врезания, 1,3
5. Минутные
поперечные подачи sM
и su при автомати-
мок
ческом цикле; sM —
при тучном цикле
6. Время
выхаживания teblx
7. Слой, снимаемый
на этапе
выхаживания авых
Определение величины
слоя, снимаемого при
выхаживании авых, в мм
Расчет машинного
времени fM в мин:
а) при автоматическом
цикле шлифования;
б) при ручном цикле
Определение времени
выхаживания tebtx в мин
Выбор минутной
поперечной подачи sM в мм/мин
ОДНОВРЕМЕННОЕ ШЛИФОВАНИЕ ШЕЙКИ И ТОРЦА
Исходные данные 1
Расчетная формула
и нормативы
Последовательность определения режима
резания
этапа
1. Диаметр круга D
2. Число оборотов круга по стан-
1. Класс чистота
2. Точность обработки 6
3. Обрабатываемый металл 1
4. Скорость круга vKp
См. этап III, стр. 168
См. этап IV, стр. 168—169
1. Наибольший диаметр
шлифования dl
2. Наименьший диаметр шлифова- 1
ния dt I
3. Обрабатываемый металл
4. Скорость круга vKp
5. Припуск на сторону а
6. Точность обработки 6 1
7. Диаметр круга D s
8. Количество одновременно
работающих кругов дк
vKt>s= Ю00.60
См. стр. 172
См. стр. 173-176
См. стр. 173-176
Расчет скорости шлифовального круга vKp
в м/сек
Выбор характеристики шлифовального
круга
Расчет скорости о в м/мин и числа оборотов
детали п в минуту
Выбор минутной поперечной подачи sM
в мм/мин:
а) шлифование шейки";
б) шлифование торца
1
II
III
IV
170
Продолжение
171
Исходные данные
9. Расстояние шлифуемого торца от
опоры 1оп
См. этап V, стр. 169
1. Класс чистоты
2. Точность обработки 6
3. Наибольший диаметр
шлифования dx
4. Наименьший диаметр
шлифования d%
1. Минутная поперечная подача sM
2. Время выхаживания teblx
См. этап Vila, стр. 169
См. этап VI16, стр. 169
1. Припуск на сторону а
2. Коэффициент, учитывающий потери
на этапе врезания (1,3)
3. Минутная поперечная подача s^
4. Время выхаживания t^ux
5. Слой, снимаемый при
выхаживании авых
Расчетная формула
и нормативы
со
S
К
о.
к
X
X
I
О)
а
ш к
с я
о х
ее
л т
н <и
U О.
о
X
л
5
н
СО
ш
ч
g
б) Шлифование торца
Определение времени выхаживания tebix
в мин:
а) на шлифование шейки t ;
б) » » торца teux;
в) общее время выхаживания
Определение величины слоя, снимаемого при
выхаживании авых, в мм
Расчет машинного времени tM в мин:
а) на шлифование шейки:
при автоматическом цикле
> ручном цикле;
б) на шлифование торца;
в) расчет общего машинного времени
Обрабатываемый металл
Чугун
Сталь
прочный
серый
HRC > 50
ЯЯС 30—50
HRC < 30
Нои
Sag
с; О О.
X о 09
Характер
обработки
Э5 40С2—СТ1 5 К
Э9А25—40С2—
СП б К
КЧ8 40СТ1 —
СТ2 5 К
К39 25—40СТ1—
СТ2 5К
Э5 40С1—С2 5К
Э9А25—40 С1—-
С2 5К
Э5 40С2-СТ15К
Э9А 25—40 С2—
СТ1 5 К
Э5 40СТ1 —
СТ2 5 К
Э5 25—40СТ1 —
СТ2 УК
>0,03
<0,03
5—6
7—8
Шлифование
гладких шеек
Э5 40СТ1—
СТ2 5К
Э9А 25—40СТ1—
СТ2 5К
Э5 40С2—
СТ1 5 К5
Э9А 25—40С2—
СТ1 5 К5
Э5 40СТ1 —
СТ2 5 К5
Э9А25—40СТ1—
СТ2 5 К5
Э5 40СТ2 5К5
Э9А 25—
40СТ25К5
>0.03
<0,03
5—6
7—8
Шлифование шеек
с буртами
Э5 40С2—СТ1 5 К
Э9А25—40С2—
СТ1 5 К
Э5 40СТ1 —
СТ2 5 К
Э9А25—40СТ1 —
Э5 40СТ2 5К
Э9А 25—
40СТ2 5К
>0,03
<0.03
5—6
7—8
Шлифование шли-
цевых шеек
Э5 40СМ2—
С15К
Э9А 25—40 СМ2—
CI 5K
КЧ840С1 —
С2 5К
К39 25—40С1—
С2 5К
Э9А40СМ1—
СМ2 10 К5
Э9А 25—40 СМ 1—
СМ2 10К5
Э5 40 СМ2—
С18К5
Э9А 25—40 СМ2—
С18К5
Э5А40С1—С28К5
Э9А25—40 С1 —
С2 8 К5
>0,03
<0,03
5—6
7—8
Одновременное
шлифование
шейки и торца
172
Характеристика шлифовального круга
Примечание. При скоростном шлифовании применять круги на боросо держащей связке твердостью на одну степень
ниже рекомендуемой.
Скорость вращения детали v
Скорость
круга vKfJ
в м/сек .
30—35
45—50
v в м/мин при обработке
стали
HRC ^
< 30
20—25
20—25
HRC
30—50
25—35
30—40
HRC >
> 50
35—45
40—50
чугуна
серого
20—25
25—30
прочного
30—35
35—40
Примечание. Меньшие значения скорости принимать при
шлифовании деталей со значительным дисбалансом.
Минутная подача $м
Автоматический цикл:
предварительная обработка sM= sMt пр {табАш)К1К.1К^
окончательная обработка sM ок = sMш0К(табл.)KYK2Kr
Ручной цикл: sM = sM {тавл)К1К2К39
™ V ок (таблу sM.nP (табл)*м(табл) — минутные подачи по таблице;
Ki—коэффициент, зависящий от обрабатываемого материала и скорости
круга; К2 — от припуска и точности; К3 — от диаметра круга,
количества кругов и характера поверхности.
Шлифование шеек при автоматическом цикле
Ширина
шлифования
Ь в мм
До 16
25
40
60
100
160
Св. 160
Минутная поперечная подача в мм/мин при диаметре
шлифуемой шейки d в мм
о
ю
CS
о
8
100
160
Св. 160
на предварительном этапе
цикла sM np (табл)
3,4
3.0
2,6
2,2
2.0
1,7
1,5
3.0
2,6
2,2
2.0
1.7
1,5
1.3
2,6
2,2
1.9
1,7
1.5
1.3
1,1
2,1
1.8
1.6
1.4
1.25
1,1
0.9
1,9
1,7
1,5
1,3
1,15
1,0
0.85
1.75
1,5
1.3
1,15
1.0
0,9
0,75
1,6
1.4
1.2
1,05
0.9
0,8
0,7
ДО 16
1/Э
CN
§
8
100
160
Св.160
на окончательном этапе
цикла sMm ок (табл)
1,0
0.9
0.8
0.7
0.6
0,5
0.45
0.85
0,75
0,65
0.6
0,5
0,45
0,4
0.7
0.6
0,5
0.45
0.4
0.35
0.3
0.6
0.5
0.45
0.4
0,35
0,3
0,25
0.5
0.45
0,4
0,35
0,3
0,25
0.2
0,45
0,4
0,35
0.3
0,25
0,2
0,17
0,35
0,3
0,25
0,23
0,2
0.17
0.15
173
Шлифование шеек при ручном цикле
Ширина шлифова
ния Ь в мм
До 16
25
40
60
100
160
Св. 160
Средняя минутная подача sM (табл) в мм/мин при
диаметре шлифуемой шейки к в мм
до 16
1,5
1,3
1.1
1.0
0,85
0,8
0.7
25
1,3
1,1
1,0
0,9
0,75
0,7
0.6
40
1.1
1,0
0,85
0,8
0,65
0,6
0,55
60
1.0
0,9
0,75
0,7
0,6
0,5
0,45
100
0,85
0,75
0,65
0,6
0,5
0,45
0,4
160
0,75
0,65
0,55
0,5
0,45
0,4
0.35
св.
160
0.7
0.6
0,5
0.45
0,4
0,35
0.3
Шлифование торцов
Наименьший
диаметр
шлифования dt в мм
До 25
40
60
100
Средняя минутная подача sM (табл) в мл*/мин
при наибольшем диаметре шлифования dt в мм
до 40
2,9
60
2.6
2.3
; 100
2,3
2.0
1.8
160
1.9
1.7
1.6
1.3
250
1.7
1.5
1.4
и
400
1.5
1.3
1.2
1.0
Коэффициенты /(,. Л',. К$
Коэффициент Кх
Скорость
круга
V*PB
м/сек
25
35
40
50
1
Обрабатываемый металл
Сталь
30, 35, 40, 45, 50, 20Г,
ЗОГ, 40Г, 50Г, 65Г,
70Г, 35Г2, 40Г2, 15Х,
20Х, ЗОХ, 35Х, 38Х,
40Х, 45Х, 50Х, 12X3,
20ХН, 40ХН, 45ХН,
50ХН, 12ХН2,
12ХНЗА, 20ХНЗА,
ЗОХНЗ, 37ХНЗА,
12Х2Н4, 20Х2Н4А,
20ХГ, 35ХГ2, 45Г2
незакаленная
0,9
1.1
1.2
1.4
закаленная
0,8
1,0
1.1
1.3
ЗЗХС, 38ХС, 40ХС,
15ХФ, 20ХФ, 40ХФА,
50ХФА, 20ХМ, ЗОХМ,
ЗОХМА. 35ХМ,
35ХМА, 35ХГМА.
35ХЮА, 20ХГС,
ЗОХГС, ЗОХ ГС А,
35 X ГС А, 38ХГС,
38ХГСА, 18Х2НЗМА.
18Х2Н4МА, 40ХНМА.
20ХНМ, 20Х2Н2М,
25ХНВА, 20ХНФВ,
35ХМФА, 38ХМЮА,
18ХГТ. 25ХГТ, ЗОХГТ
незакаленная
0,7
0,9
1,0
1,2
закаленная
0,6
0,8
0,9
1.1
Чугун 1
серый
1.1
1.3
1,4
1,7
прочный
0.8
1.0
U 1
1,3
Коэффициент /Ci
Точность
обработки Ь ъ мм
0,01
0,015
0,025
0,05
0,1
0,15
К% при припуске на сторону а в мм
0,1
0,5
0.55
0.7
0.9
0.15
0,6
0,65
0.8
1.1
0,20
0,65
0,75
0,9
1.2
1.6
0.25
0,7
0.8
1.0
1,3
1,7
2.0
0,3
0.85
1.1
1.4
1.8
2,1
0,4
1.2
1.5
2.0
2.3
0.5
1.7
2.2
2,5
Примечание. При шлифовании деталей, у которых —— > 7
подачу снижать на 20—30%.
Коэффициент К3
Диаметр
круга D
в мм
350
450
600
750
Характер
поверхности
Гладкая
Шлицевая
Гладкая
Шлицевая
Гладкая
Шлицевая
Гладкая
Шлицевая
/С3 при числе кругов qK
1
0,8
1,1
0,9
1,2
1,0
1.3
1.1.
1.4
2
0,7
1,0
0,8
1.1
0,9
1.2
1.0
1.3
3 -
0,6
0.9
0,7
1,0
0.8
1,1
0,9
1,2
4
0.55
0.8
0.6
0,9
0,7
1,0
0,8
1.1
5
0.5
0,7
0,55
0,8
0,6
0,9
0,7
1.0
Выхаживание
Время выхаживания t(
Шлифование шеек
Точность
обработки б
в мм
<0,025
0,025—0.05
Ширина
шлифования
Ь в мм
До 16
40
100
160 и более
До 16
40
100
160 и более
Класс чистоты поверхности .
7 | 8
*вых в мин ПРИ диаметре шлифуемой
шейки d в мм
ДО
16
0,08
0.09
0,10
0,12
0,06
0,07
0,08
0,09
40
0.09
0.10
0.11
0.13
0,07
0.08
0.09
0.10
100
0,10
0.11
0.13
0,15
0.08
0,09
0.10
0,12
160
и
более
0,12
0,13
0,15
0,18
0,09
0,10
0.11
0,13
ДО
16
0,14
0,15
0.17
0,20
0,10
0.11
0.13
0,15
40
0.16
0.18
0,20
0.23
0,11
0,12
0,14
0,16
100
0,18
0,20
0,22
0,24
0,13
0.15
0,17
0.19
160 1
и
более |
0.20
0,22
0,25
0,27
0,15
0,17
0.19
0,22
175
Продолжение
Точность
обработки о
в мм
>0,05
Ширина
шлифования
b в мм
До 16
40
100
160 и более
Класс чистоты поверхности I
7 1 8 • 1
teblx в мин при диаметре шлифуемой
шейки d в мм
до
16
0,04
0,05
0,06
0.07
40
0.05
0.06
0,07
0.08
100
0.06
0,07
0.08
0,09
160
и
более
0.07
0.08
0,09
0.10
ДО
16
40
100
0,08
0.10
0,12
0,14
160
и
более 1
0, 10
0.12
0,14
0,17
Шлифование торцов
Точность
обработки & в мм
<о,\
>0, I
Наименьший
диаметр
шлифования d2 в мм
<60
>60
<60
>60
Класс чистоты поверхности
| 7
*вых в мин ПРИ наибольшем диаметре шлифования dx
в мм
ДО
100
0,10
0,08
0,06
0.05
160
0,12
0,10
0,08
0,07
250
0, 14
0, 12
0,10
0,09
400
0,16
0,14
0,12
0,11
ДО
100
0, 14
0.12
0,10
0,08
160
0,16
0.14
0,12
0,10
250
0,18
0,16
0, 14
0,12
%00
0,20
0.1S
0,16
0,14
Слой, снимаемый при выхаживании, авых
Время
выхаживания <шх
в мин
0,1
0,15
0,2
0.25
авых в мм ПРИ минутной подаче sM в мм/мин
0,2
0.01
0,01
0,015
0.02
0,5
0,02
0,03
0,035
0.04
1.0
0,03
0,04
0,05
0.00
2,0
0,05
0,06
0,07
0.08
св. 2,0
0.06
0,07
0.08
0.10
176
Примечание. При шлифовании деталей, имеющих на
цилиндрической поверхности канавки, срезы и т. п., время выхаживания уве
личить до 1,5 раза.
Бесцентрово-шлифовальные станки. Карта Ш-2
БЕСЦЕНТРОВОЕ ШЛИФОВАНИЕ МЕТОДОМ ПРОДОЛЬНОЙ ПОДАЧИ
Исходные данные
Расчетная формула
и нормативы
Последовательность определения режима
резания
Кч 1
этапа
1. Исходная точность формы 6и
2. Требуемая точность формы 6
3. Обрабатываемый металл
4. Термообработка
5. Многопроходное шлифование на
нескольких или на одном станке
1. Диаметр круга D
2. Число оборотов круга п по станку
1. Многопроходное или
однопроходное шлифование
2. Многопроходное шлифование на
нескольких или на одном станке
3. Обрабатываемый металл
4. Проход (а, б, в, г, д, е, ж)
5. Диаметр детали d
6. Высота шлифовального круга Вкр
7. Скорость шлифовального круга vKp
8. Диаметр ведущего круга De K
См. стр. 178, 181
__ nDnKP
V*P 1000-60
См, стр. 179-182
См. стр. 179-182
См. стр. 179*-182
1000 с;
V 1000
SM
sina = ——
Определение числа проходов и
Расчет скорости шлифовального круга vKp
в м /сек
Определение удвоенной глубины
шлифования 2t в мм, продольной подачи sM в мм/мин,
скорости детали v в м/мин, угла наклона
ведущею круга а°, числа оборотов ведущего круга
пв к в минуту и характеристики круга:
а) определение удвоенной глубины
шлифования по проходам;
б) назначение продольной минутной
подачи;
в) выявление рекомендуемых скоростей
детали я углов наклона ведущего круга;
г) расчет числа оборотов ведущего круга
по выбранной скорости детали;
д) подбор по паспорту станка ближайшего
(большего) числа оборотов ведущего
круга;
е) уточнение скорости детали по
принятому числу оборотов ведущего круга;
ж) расчет угла наклона ведущего круга
по назначенной минутной продольной
подаче и уточненной скорости детали;
1
II
III
17/
Продолжение
Исходные данные
Расчетная формула
и нормативы
Последовательность определения
режима резания
этапа
1. Длина детали 1$
2. Продольная подача sM
3. Коэффициент проскальзывания 0,95
См. стр. 180, 182, 183
'* 0,95sM
з) выбор характеристики шлифовального
круга
Расчет машинного времени tM в мин
IV
25—0,005
0,005
)5—0,010
0,0(
1—0,015
15—0,03 | 0,0
0,0
)3 0,05
—0,10 | 0,C
0,05
0,10—0.15
III
я
go
|о
III
i!
HI
о
9%
III
И
III
Ю
4
M
о
IS
1 CO
ее el
О ± о
Osrc
n 1
Исходная
точность
формы Ьи
в мм
а. б, в,
г, д, e,
ж
б. в, г,
д, е, ж
в. г, д,
е, ж
г. д, е,
ж
д. е, ж
е, ж
ж
7
6
5
4
3
2
1
а, б, в,
г, д, е
б, в, г,
Д. е
в. г, д, е
г, д, е
Д. е
е
6
5
4
3
2
1
а, б, в, г,
д
б, в, г, д
в, г, д
Г. Д
д
5
4
3
2
1
а, б, в, г
б, в, г
в, г
г
4
3
2
1
а, б, в
б, в
в
3
2
1
а, б
2
1
а
1
0,15—0,3
0,10—0,15
0,05—0,10
0,03—0,05
0,015—0,03
0,01—0,015
0,005—0,01
178
Многопроходное шлифование
Обработка стальных деталей
Число проходов
Требуемая точность формы б в мм
Обозначение проходов
ж
е
Д
Г
в
б
а
Режим
обработки
Диаметр
детали d
в мм,
не более
0,010
2200
50—63
2,0—2,5
0,015
2200
42—50
2,5—3,0
0,03
2200
42—50
2,5—3,0
0,05
2200
36—42
3,0—3,5
0,15
2200
25—32
4,0—5.0
—0,20
2200
25—32
4,0—5,0
It
а0
10
0,010
2000
46—58
2,0—2,5
0,015
2000
36—46
2.5—3.0
0,03
2000
36—46
2,5—3,0
0,05
2000
33—38
3.0—3,5
0,10
2000
28—33
3,5—4,5
0.15
2000
23—28
4,0—5,0
0,20
2000
23—28
4.0—5,0
2*
V
16
0,010
1700
39—49
2,0—2,5
0,02
1700
33—39
2.5—3.0
0,04
1700
33—39
2.5—3,0
|
0,08
1700
28—33
3,0—3.5
0,10
1700
24—28
3,5—4,5
20—24
4.0—5.0
0,25
1700
20—24
4,0—5,0
2*
V
25
0,015
1500
34—43
2.0—2,5
0,025
1500
29—34
2.5—3,0
0,04
1500
29—34
2,5—3,0
0.08
1500
24—29
3.0—3.5
20—24
3.5—4.5
0,20
1500
18—20
4,0—5.0
0,25
1500
18—20
4.0—5.0
2t
V
40
Удвоенная глубина шлифования 2t=2tma6AK1 мм; продольная'минутная подача sM=sM ^табл)К2 мм/мин;
скорость вращения детали v = VmaeAKi м/мин, где /Сх — коэффициент, зависящий от высоты круга, К2 — от
скорости круга; угол наклона ведущего круга а°
Обозначение проходов
ж
е
Д
г
В
б
а
Режим
обработки
Диаметр
детали d
в мм,
не более
0,015
1400
32—40
2,0—2,5
0,025
1400
27—32
2,5—3.0
0,05
1400
27—32
2.5—3.0
0,10
1400
23—27
3,0—3.5
0.15
1400
19—23
3.5—4.5
0,20
1400
16—19
4,0—5.0
0,30
1400
16—19
4.0—5.0
V
60
0,015
J200
28—34
2.0—2,5
0.03
1200
23—27
2,5—3,0
0.05
1200
23—27
2.5—3.0
0.10
1200
20—23
3.0—3,5
0,15
1200
16—20
3.5—4.5
0.20
1200
14—16
4.0—5.0
0,35
1200
14—16
4,0—5.0
2f
Т)
а°
100
Э5 12 ТВ
Э5 12С2—
СТ15К
Э5 I6C1 —
С2 5 К
Э5 25 СЛ-
Сг 5 К
Э5 40С2—
СТ1 5 К
Э5 25С1 —
С2 5К
Э5 40СТ1 5К
Э5 50СТ1 5К
Характеристика
шлифовального круга
9
8—9
8
7—8
7
6—7
5—6
ш
Достигаемый класс
чистоты поверхности
180
Продолжение
Примечание. Проходы а и б предусмотрены для шлифования деталей из незакаленной стали,, последующие — из
закаленной. В случае чистовой обработки деталей из незакаленной стали (проходы в—ж) твердость абразивного инструмента
выбирать на одну степень выше.
Обработка чугунных детален
Число проходов
1
Исходная
точность
1 формы би
в мм
0,15—0,3
0,10—0.15
0,05—0,10
0,02—0.05
0.005—
1 0.02
Требуемая точность формы о в мм 1
0.05—
0.10
Число
проходов
1
Обозначение
прохода
а
0,03—0,05
Число
проходов
2
1
Обозначение
прохода
а. б
б
0,01—0,03
Число
проходов
3
2
1
Обозначение
прохода
а. б.
в
б. в
в
0,005—
0.010
Число
проходов
4
3
2
1
Обозначение
прохода
а. б.
в, г
б. в.
г
в, г
г
0,0025—
0,005
Число
проходов
5
4
3
2
1
Обозначение
прохода
а. б,
в, г,
Д
б. в,
г. д
в. г,
Д 1
г. д
д
Удвоенная глубина шлифования 2t= 2ttna6jiKi мм\
продольная минутная подача sM = sM (табЛ)^2 мм/мин;
скорость вращения детали ц = Vma6AK2 м/мин;
угол наклона ведущего круга а° (7СХ — коэффициент, зависящий
от высоты круга; К2 — от скорости круга)
Диаметр
детали d
В ММ |
16
25
40
00
Режим
обработки
2t
SM
V
а0
It
*M
V
а°
2t
*м
V
21
*м
V
а0
Обозначение проходов
а
0.20
2600
30—37
4—5
0,25
2200
25—31
4—5
0,30
1950
22—27
4—5
0,35
1800
21—25
4—5
б
0.15
2600
30—37
4—5
0.15
2200
25—31
4—5
0.20
1950
22—27
4—5
0.20
1800
21—25
4—5
в
0.10
2600
34—43
3,5—4,5
0.10
2200
28—36
3.5—4,5
0,15
1950
25—32
3.5—4,5
0,15
1800
23—30
3,5—4.5
г
0,05
2600
43—50
3—3.5
0,08
2200
36—43
3—3.5
0.08
1950
32—37
3—3,5
0,10
1800
30—35
3—3,5
д
0,015
2600
50—
58
2,5—3
0,02
2200
4 3—49
2.5—3
0.025
1950
37—45
2,5—3
0,03
1800
35—40
2,5—3
181
Продолжение
Диаметр
детали d
в мм
Режим
обработки
Характеристика
ш л ифова л ьного
круга
Достигаемый класс
чистоты
поверхности
Обозначение проходов
а
КЧ8 50С15К
6—7
б
КЧ8 40С1 5 К
7
в
КЧ8 25 СМ2 5К
8
г
К39 16СМ2 5К
8—9
Д
К36М40С12Б
9—10
Однопроходное шлифование
Удвоенная глубина шлифования 2/= 2tma6AK1 мм; продольная
минутная подача sM = sM {табл)К2мм/мин; скорость вращения детали
v= Vma6AK2 м/мин; угол наклона ведущего круга а° (/С2 —
коэффициент, зависящий от высоты круга; /(2 — от скорости круга)
Диаметр
детали d
в мм
10
16
Режим
обработки
2*
*м
V
а0
2/
*м
V
а°
Припуск на обработку 2а в мм I
0,50—
0,65
0,35—
0,50
0,35
2000
23—29
4—5
0,40
1850
21—27
4—5
0,20—
0,35
0,20
2200
31—42
3—4
0,25
2000
29—39
3—4
0,10—
0,20
0,10
2500
36—48
3—4
0,10
2300
33—44
3—4
0,05—
о.ю
0,05
2900
56—66
2,5—3
0,05
2650
51—60
2,5—3
182
Примечания: 1. При многопроходном шлифовании на одном
станке режимы шлифования устанавливать на все проходы одинаковыми
по уровню последнего прохода.
2. При шлифовании на автоматизированных линиях, где один
рабочий обслуживает несколько станков (без автоподналадчика), число
проходов может быть увеличено на один-два. При осуществлении всех
проходов на одном станке их число можно уменьшить на один. В этих
случаях рекомендуемую нормативами удвоенную глубину
шлифования 2/ следует сохранить на последних (одном-двух) проходах, а на
первых соответственно изменить, оставив неизменным суммарный припуск.
3. Если технологическим процессом предусмотрено шлифование
детали до и после термообработки, то при расчете числа проходов для
незакаленных деталей требуемой является точность, с которой деталь
поступает в термообработку; для термообработанных деталей исходной
является точность, с которой детали возвращаются после
термообработки.
Продолжение
Диаметр
детали d
в мм
25
40
60
100
Режим
обработки
2/
SM
V
а°
2/
V
а°
2/
V
а°
2*
SM
v
а°
Припуск на обработку 2а в мм
0,50—
0.65
0,50
1450
17—21
4—5
0,55
1300
15—18
4—5
0,60
1250
14—18
4—5
0,65
1000
12—14
4—5
0,35—
0.50
0,40
1550
18—22
4—5
0,45
1350
16—19
4—5
0,45
1300
15—19
4—5
0,50
1100
13—1G
4—5
0,20—
0.35
0,25
1700
24—33
3—4
0,30
1500
21—29
3—4
0,30
1400
20—27
3—4
0,35
1200
17—23
3—4
0,10—
0,20
0.15
1900
27—37
3—4
0,15
1700
24—33
3—4
0,20
1500
21—29
3—4
0,20
1350
19—26
3—4
0.05—
0.10
0,05
2200
43—50
2,5—3
0.10
1950
38—44
2.5—3
0,10
1800
35—41
2,5—3
0,10
1500
29—34
2.5—3
150—200
1.0
Примечай
.ходов Э216ТВ.
Коэффициенты К, и Kt
550
1.7
650
2,0
и е. Характеристик
икр
25
0,8
30
0,9
35
1.0
40
1.1
45
1,2
50 1
1.3
а ведущего круга для всех про-
183
Примечания: 1. Продольная подача sM дана для закаленной
стали. При обработке незакаленной стали подачу увеличивать на 20%,
чугуна на 30%.
2. Припуск при однопроходном шлифовании устанавливается в
зависимости от исходной и заданной точности формы по таблицам (см.
стр. 182).
Материал
детали
Сталь
Чугун
Э5 80 СТ2 5 К
КЧ8 80 С2 5 К
Характеристика шлифовального круга
Э5 63СТ1 5 К
КЧ8 63С2 5К
Э5„50СТ1 5 К
КЧ8 50 С1 5 К
Э5 40 С2
-СТ15 К
КЧ8 25—
40 СМ2—
С1 5 К
Э5 16—25
CI— C2 5 К
К39 16
СМ 2 5 К
184
Исходные данные
Расчетная формула
и нормативы
Последовательность определения режима
резания
Определение числа операций
Определение припуска 2а
Расчет скорости шлифовального круга vKp
в м/сек
Определение минутной поперечной подачи sM
в мм/мин, скорости вращения детали v в м/мин,
числа оборотов ведущего круга пв кр в
минуту, характеристики шлифовального круга:
а) определение минутной поперечной
подачи и скорости вращения детали по
нормативам;
б) расчет числа оборотов ведущего круга,
соответствующего рекомендуемой
скорости детали, и уточнение его по
паспорту станка;
1. Многопроходное шлифование на
нескольких или на одном станке
2. Обрабатываемый металл
3. Исходная точность формы Ьи
4. Требуемая точность формы б
1. Обрабатываемый металл
2. Операция (а, б, в, г)
1. Диаметр круга D по станку
2. Число оборотов круга пкр по
станку
1. Припуск на обработку 2а
2. Требуемая точность формы б
3. Диаметр шлифуемой поверхности d
4. Обрабатываемый металл
5. Скорость круга vKp
6. Длина шлифования 1Ш
7. Количество одновременно
работающих кругов qK
8. Диаметр ведущего круга De K
БЕСЦЕНТРОВОЕ ШЛИФОВАНИЕ МЕТОДОМ ВРЕЗАНИЯ
185
Продолжение
Исходные данные
1. Шероховатость поверхности
2. Требуемая точность формы б
3. Диаметр шлифуемой поверхности d
4. Длина шлифования 1Ш
5. Наличие на шлифованной
поверхности шпонок, срезов и т. д.
1. Бремя выхаживания teblx
2. Минутная поперечная подача sM
1. Время врезания tep, равное 0,01—
0,02 мин
2. Припуск на сторону а
3. Слой, снимаемый при
выхаживании ашх
4. Минутная поперечная подача sM
5. Время выхаживания tgblx
Расчетная формула
и нормативы
Последовательность определения
режима резания
в) уточнение скорости детали по
принятым оборотам ведущего круга;
г) выбор характеристики шлифовального
круга
Определение времени выхаживания tgbLX
в мин
Определение слоя, снимаемого при
выхаживании, авых в мм
Расчет машинного времени tM в мин
Обработка стальных деталей
Исходная
точность
формы би
в мм
0,20—0,30
0,10—0,20
0,05—0,10
0,02—0,05
0.10-
Число
операций
1
Число о
п е р а ц и й
Требуемая точность формы б в
-0,15
Обозначение
операции
а
0,05-
Число
операций
2
1
-0,10
Обозначение
операции
а. б
б
0,02—0,05
Число
операций
3
2
1
Обозначение
операции
а, б,
в
б, в
в
мм
0,01-
Число
операций
4
3
2
1
-0,02
Обозначение
операции
а, б,
в, г
б, в,
г
в, г 1
г 1
Обработка чугунных деталей
Числоопераций
Исходная
точность
формы би
в мм
0,15—0,3
0,06—0,15
0,02—0,05
Требуемая точность формы 6 в мм
0,05—0,10
Число
операций
1
Обозначение
операции
а
0,02—0,05
Число
операций
2
1
—9
Обозначение
операции
а, б
б
0,01—0,02
Число
операций
3
2
Обозначение
операции
а, б,
в
б, в
в
Припуск на
диаметр 2а
Операция
а
б
в
2а в мм
0,3—0,5
0,15—0,3
0,05—
0,15
Припуск на диаметр 2а
Операция
а
б
2а в мм
0,3—0,5
0,2—0,3
Операция
в
г
2а в мм
0,1—0,15
0,05—0,1
Примечания: 1. Рекомендации числа операций
предусматривают выполнение их на нескольких станках. Если шлифование деталей
осуществляется на одном станке, то требуемая точность 0,05 может
быть достигнута за одну операцию вместо трех, а точность 0,01 — за
две операции вместо четырех. В этих случаях рекомендуемую минутную
подачу sM (см. стр. 187—189) следует уменьшать до 40%.
2. При шлифовании тонкостенных деталей число операций
увеличивать на 1—2.
Требуемая точность формы 6 в мм на операциях
г
•
6
0,01 J 0,02
0,05
0,03
0,015 J
0,10
0,05
0,03
а
0,05 | 0,10 1 0,15
Режим
обработки
Диаметр
детали d
в мм
0.05
0,10
0,20
0,30
2а
1.5 2.0
I
2,9
2.4
1.9
4,2
3,4
L.2.5
4,0 5.0 5,8
SM
10
25—30
25—30
20—25
20—25
V
0.05
0,10
0,20
0,30
2а
1.4 1.8
2,6
2,1
1.7
4,0
3,2
2,3
3,5 4,4 5,2
1 1
*м
16
25—30
25—30
20—25
20—25
V
0,05
0,10
0,25
0,35
2а
1,2 1,6
2,4
2,0
1.5
3,8
2,8
2.1
3,0 3,8 4.6
*м
25
25—30
25—30
20 25
20—25
V
187
Припуск на диаметр 2а в мм; минутная поперечная подача sM = sM. ma6AKiK2 мм/мин (Ki — коэффициент,
зависящий от обрабатываемого материала и скорости круга, см. карту Ш-1 стр. 174, К2 — от длины шлифования);
скорость вращения детали v в м1мин\ требуемая точность формы б.
ро до л жен не
П
ях
на операци
б в мм
формы
я точность
ребуема
Т
г
0,02
1
в
б
а
0.01
0,05
0,03
0,015
0,05 | 0.10
0,03 |
0,10 1 0,15
0,05
Режим
обработки
Диаметр
детали d
в мм
0.08
0,15
0.25
0.40
2а
1,3
■
1,0
м
1.6
1.2
2.8
2.3 1
1.7
3.8
3,1
2.4
SM
40
20—25
20—25
15—20
15—20
V
0,08
0,15
0.25
0,40
2а
1.1
■
0.9
1.7
1.4
1.0
2.5
2.0 1
1,5
3,1
2,5
2,0
SM
60
0—25
2
20—25
15—20
15—20
V
0.10 !
0,20
0,30
о; 45
2а
1.0 .
0.8
1,5
1.2
0,9
2,3
1.8 1
1,3
2,8
2,3
1,7
5м
100
0—25
2
20—25
15—20
15—20
V
0,10
0,20
0,30
0,50
2а
0,9
0.7
1.3
1
1.1
0 8
2.0
1,5
1.1
2.4
2,0
1.5
SM
160
0—25
2
20—25
15—20
15—20
V
188
Характеристика шлифовального круга
Материал
детали и класс
чистоты
Сталь ....
Чугун . . .
Достигаемый
класс чистоты
поверхности
Припуск на диаметр 2а в мм
0,3—0,5
Э5 40—50
СТ2 5 К
КЧ840—50
С2 5К
6—7
0,2—0,3
Э5 40СТ1 —
СТ2 5 К
КЧ8 40 С2—
СТ1 5 К
7
0,1—0,2
Э5 25СТ1 —
СТ2 5 К
7—8
0,05—0,1
Э5 12—16С2—
СТ1 5 К
КЧ8 12—16
С1 5 К
8
Коэффициент К2
'ш
Кг
40
1.3
60
1.2
80
1.0
100
0,9
160
0,8
250
0,7
Примечания: 1. При одновременном шлифовании двумя кру
гами уровень sM уменьшать в 1,2 раза.
2. Характеристика ведущего круга для всех операций Э2 16 ТВ.
Выхаживание
Время выхаживания
Точность
формы 6
в мм
<0,02
>0,02
Диаметр
детали d
в мм
До 40
Св. 40
До 40
Св. 40
V 7 | V 8 |
'вы* в мин ПРИ Длине шлифования / в мм \
до 100 | св. 100 | до 100
0,02
0,03
0,01
0,02
0,03
0,04
0,02
0,03
0,03
0,04
0,02
0,03
св. 100 I
0,04
0,05
0,03
0,04
Слой, снимаемый при выхаживание
Время выхаживания
W в мин
0,01
0,02
0,03
0,04
0,05
авых в мм ПРИ минутной поперечной подаче s
в мм/мин
до 2,5 | ев 2,5
0,005
0,01
0,02
0,03
0,04
0,01
0,02
0,03
0,05
0,06
Примечание. При шлифовании деталей, имеющих
прерывистую поверхность, время выхаживания увеличивать в 1,5 раза
Расчетная формула
и нормативы
Последовательность определения
режима резания
190
Внутришлифовальные станки. Карта Ш-3
ШЛИФОВАНИЕ ОТВЕРСТИЙ
Исходные данные
1. Обрабатываемый металл
2. Характер отверстия (сквозное,
лухое)
3. Скорость круга окр
1. Диаметр отверстия d
2. Длина шлифования /ш
1. Диаметр шлифовального круга D
2. Скорость круга окр
1. Диаметр отверстия d
2. Скорость круга vKp
1. Диаметр отверстия d
2. Длина шлифования 1Ш
3. Ширина круга В
Выбор характеристики шлифовального
круга
Определение размеров шлифовального круга
Расчет числа оборотов шлифовального круга
пкр в минуту:
а) выбор скорости круга;
б) расчет числа оборотов шлифовального
круга, соответствующих выбранной
скорости, и уточнение его по станку; "
в) уточнение скорости круга по принятым
оборотам
Расчет скорости вращения детали и в м/мин
и числа оборотов детали в минуту п:
а) выбор рекомендуемой нормативами
скорости детали;
б) расчет числа оборотов детали,
соответствующего рекомендуемой скорости, и
уточнение его по паспорту станка;
в) уточнение скорости детали по
принятым оборотам
Определение продольной подачи круга s0
в мм/об
191
Продолжение
Исходные данные
1. Длина шлифования \ш
2. Ширина круга В
1. Продольная подача круга s0
2. Число оборотов детали п
3. Длина рабочего хода круга Lp x
1. Диаметр отверстия d
2. Длина шлифования 1Ш
3. Продольная подача круга s0
4. Припуск на сторону а
5. Точность обработки 6"
6. Характер отверстия (глухое,
сквозное)
7. Обрабатываемый металл
8. Скорость круга vKp
9. Шероховатость поверхности
1. Точность обработки б
2. Диаметр отверстия d
3. Длина шлифования 1Ш
Расчетная формула
и нормативы
Последовательность определения
режима резания
Расчет длины рабочего хода круга Lp x в мм
Расчет числа двойных ходов круга п$ х
в дв. ход./мин
Расчет поперечной подачи круга:
при автоматическом цикле — минутной
подачи круга sM в мм/мин:
а) определение рекомендуемой
нормативами поперечной подачи;
при ручном цикле — поперечной
подачи на двойной ход стола s, в
мм/дв. ход.:
а) определение рекомендуемой
нормативами поперечной подачи;
б) уточнение рекомендуемой
нормативами поперечной подачи по паспорту
станка
Определение времени выхаживания teblx
в мин (при ручном цикле)
192
4>
a
s
I
Исходные данные
1. Поперечная подача Sf
2. Время выхаживания teux
1. Припуск на этапе врезания авр =
= 0.3-5-0,35 а
2. Припуск на этапе предварительной
подачи апр = 0,45-т-0,55 а
3. Припуск на этапе окончательной
подачи аок = 0,05 -Ь0,15 а
4. Минутные подачи на этапе:
врезания sM вр\ предварительной подачи
sM np я окончательной подачи sM 0K
5. Время выхаживания tebix, равное
0.1—0,15 мин
1. Время врезания, равное 0.05—
0,06 мин
2. Припуск на сторону а
3. Слой, снимаемый при
выхаживании, авых
4. Поперечная подача $t
5. Число двойных ходов круга п^ х
6. Время выхаживания t§biX
Расчетная формула
и нормативы
Последовательность определения
режима резания
Определение слоя, снимаемого при
выхаживании, авых в мм
Расчет машинного времени tM в мин:
при автоматическом цикле
при ручном цикле
еристика круга при обработке
Характ
уна
чу г
стали
обработки 6
Класс
чи-
Отвер-
стие
прочного
серого
HRC > 50
HRC 30—50
HRC < 30
в мм
Э9А 40СМ2—С1 7—
8К
Э9А25СМ2—С1 7—
8К
КЧ6 40СМ1 —
СМ2 6—7 К
К39 25СМ1 —
СМ2 6—7 К
Э9А 40СМ1—
СМ2 7—8 К
Э9А 25СМ1—
СМ2 7—8 К
Э9А 40 СМ2—
С17—8 К
Э9А 25 СМ2—
С1 7—8 К
Э9А40С1 —
С2 7—8 К
Э9А25С1—
С2 7—8 К
>0.025
<0,025
5—6
7
Сквозное
Э9А40С1—С2 7—
8 К
Э9А 25 С1—С2 7—
8К
КЧ6 40СМ2—С1 6—
7К
К39 25СМ2—С1 6—
7К
Э9А 40 СМ2—
С1 7—8 К5
Э9А 40СМ2—
С1 7—8К5
Э9А40С1—
С2 7—8 К5
Э9А25С1—
С2 7—8 К5
Э9А 40 С2—
СТ1 7—8 К
Э9А 25 С2—
СТ1 7—8 К
>0,025
<0,025
5—6
7
Гл-ухое
80
60
50
40
32
25
20
16
12
10
Длина
обрабатываемого
отверстия 1ш
в мм
200
Ь60
120
100
80
60
40 50
32
Диаметр
обрабатываемо- , 6 20 25
го отверстия d\ 10
в мм
63
50
40
32
25
20
16
13
■i
10 1
8
Высота
круга В
в мм
150
125
100
80
65
52
45
35
28
Диаметр
круга D 14 18 23
в мм
193
Характеристика шлифовального круга
Примечание. При скоростном шлифовании применять круги на боросо держа щей связке твердостью на одну
степень ниже рекомендуемой.
Скорость вращения детали v
Скорость
круга
в м/сек
20
30
40
50
16
15
20
30
35
20
20
23
35
40
v в м/мин при диаметре отверстия d
25
23
25
40
45
32
25
30
45
55
40
30
35
50
60
50
35
40
55
65
60
40
45
60
70
80
45
50
65
75
100
50
55
70
80
в мм
120
55
60
75
90
160
60
65
80
100
200
65
70
90
ПО
Продольная подача круга sQ = s^B мм/об,
где s^ — подача в долях ширины круга
1ш
| в мм
10
12
16
20
25
32
40
50
60
80
Sj при d в мм
16
0,55
0,5
0,45
0,4
0,35
0,3
20
0.6
0,55
0,5
0,45
0,4
0,35
0.3
25
0,65
0,6
0.55
0,5
0,45
0.4
0,35
0.3
32
0,7
0,65
0,6
0,55
0,5
0,45
0,4
0,35
0,3
40
0,75
0,7
0,65
0,6
0.55
0,5
0,45
0.4
0.35
0.3
50
0,8
0,75
0,7
0,65
0,6
0,55
0.5
0.45
0.4
0,35
60
0,85
0,8
0,75
0,7
0,65
0,6
0,55
0,5
0.45
0,4
80
0,9
0,85
0,8
0,75
0,7
0,65
0,6
0.55
0,5
0.45
100
0,9
0,85
0,8
0.75
0,7
0,65
0,6
0,55
0.5
120
0,9
0,85
0,8
0,75
0,7
0.65
0.6
0.55
160
0,9
0,85
0,8
0,75
0.7
0.65
0.6
200
0,9
0,85
0,8
0,75
0,7
0.65
Поперечная подача круга
При автоматическом цикле минутная поперечная подача на этапе
окончательного цикла sM, 0к = sM. 0к (тс1бл)/С1/С2; минутная
поперечная подача на этапе предварительного ^цикла sM.np = (2,5-т-3,0) sm.0k\
минутная поперечная подача на этапе врезания sM. вр — (2,5^-3,0) sM. np>
где Ki — коэффициент, зависящий от обрабатываемого материала и
скорости круга (см. карту Ш-1, стр. 174); К2—от припуска на сторону а,
точности обработки 6 и характера отверстия.
в мм
10
16
25
40
60
80
sM ок 1щабл) в мл*/мин при диаметре отверстия d в мм
16
0,15
0,12
0,08
20
0,16
0,13
0,09
0,07
25
0.17
0,14
0,10
0,08
32
0,18
0,15
0,11
0,09
0,07
40
0,19
0,16
0,12
0,10
0,08
0,06
50
0,2
0.17
0.13
0.11
0,09
0,07
60
0,21
0.18
0,15
0,12
0,10
0,08
80
0.22
0,19
0,17
0,14
0,11
0,09
100
0,21
0,19
0,16
0,13
0,10
120
0.23
0,21
0,18
0,14
0,11
1G0
0,23
0,19
0,15
0,12
200
0,25
0,20
0,16
0,13
194
При ручном цикле — поперечная подача на двойной ход стола
st = sHma6J,)KiK2MM/de- ход
в мм/об
5
6
8
15
20
25
30
40
s/ (табл) в мм/дв- х°д при диаметре отверстия d в мм
16
0.0035
0,003
0,0025
20
0 004
0,0035
0,003
25
0.0045
0,004
0,0035
0,003
32
0,005
0,0045
0,004
0,0035
0,003
40
0,0055
0,005
0,0045
0,004
0,003
50
0,0065
0.0055
0.005
0,0045
0.004
0,0035
60
0,0065
0,006
0,0055
0.0045
0,004
0,0035
80
0,008
0,007
0,006
0,0055
0.0045
0,004
0,0035
100
0,008
0.007
0,006
0,0055
0,005
0,004
120
0,008.)
0,0075
0,0065
0,0055
0,005
160
0,010
0,0085
0,0075
0,0065
0,0055
200
0,010
0,0085
0,0075
0,0065
А
«О
0,015
0,025
0,05
0,15
Класс
чистоты
7
8
7
8
7
7 ,
0.1
0,5
0,25
0,6
0,3
0,8
Коэффициент /Cj
К% при шлифовании сквозных отверстий
с припуском на сторону а в мм
0.13
0,55
0,3
0,7
0,35
0,9
0.16
0,6
0,3
0,8
0,4
0,95
0,2
0,7
0,9
1.0
1.2
0.25
0,8
1.0
1.1
1.3
0.32
1.1
1.2
1.4
0.4
1.2
1.3
1.5
0,5
1,4
1.7
0.65
1,5
1,8
Шлифование
глухих
отверстий
0,4
0,5
0,6
0,8
Выхаживание (при ручном цикле)
Время выхаживания *вых
Точность
обработки 6 в мм
0,015
0,025
0,05
0,15
10
0.1
0.08
0,07
0,05
Диаметр отверстия d в мм 1
до 16 | 40 | 100 1
*вых в мин ПР" длине шлифования 1ш и мм
25
0,14
0,12
0,10
0,07
60
0,19
0.16
0,13
0,10
100
0,25
0,21
0,17
0,13
10
0,13
0,11
0,09
0,07
25
0.18
0,15
0,12
0,09
60
0,24
0,20
0,17
0,12
100
0,33
0,28
0,23
0.17
10
0,15
0,13
0,11
0,08
25
0.20
0.17
0,14
0,10
60
0,28
0,24
0,20
0,15
100
0,38
0,32
0,27
0,20
195
Слой, снимаемый при выхаживании, at
(6
*
0,002
0,005
авых в мм
при teblx в мин
0,05
0,02
0,03
0,1
0,03
0,04
0,2
0,05
0,07
0,3
0,06
0,10
0,4
0,08
0,13
0,010
0,015
авых в мм
при teblx в мин
0,05
0,04
0,05
0,1
0,07
0,09
0,2
0,11
0.14
0,3
0,15
0,20
0,4
0,19
0,25
ШЛИФОВАНИЕ ТОРЦОВ
этапа
Последовательность т
определения
режима резания
Расчетная
формула и
нормативы
Исходные данные
III
Выбор характеристики
круга
Расчет числа оборотов
шлифовального круга пкр
в минуту:
а) выбор скорости
круга;
б) расчет числа
оборотов шлифовального
круга,
соответствующего выбранной
скорости и
уточнение его по станку;
в) уточнение скорости
круга по принятым
оборотам
Расчет скорости v
в м/мин и числа оборотов
детали п в минуту:
а) определение
рекомендуемой
нормативами скорости
вращения детали;
б) расчет числа
оборотов,
соответствующего
рекомендуемой скорости, и
уточнение его по
паспорту станка;
в) уточнение
скорости детали по
принятым
оборотам шпинделя
1. Обрабатываемый
металл
2. Характер
обработки (шлифование
одного торца или
торца и отверстия)
1. Число оборотов
круга пкр по станку
2. Диаметр круга D
1. Средний диаметр
шлифования dCp
2. Скорость
круга VKP
3. Характер
обработки (шлифование
одного торца или
торца и отверстия)
Продолжение
Характеристика шлифовального круга
Сталь
Характеристика
круга
HRQ < 30
Э5 50С1—С2 6
—7В
HRC 30—50
Эб 40 СМ2—
С1 6—7 Б
HRC > 50
Э5 40 СМ2 6—7 Б
Примечание. При шлифовании торца и отверстия одним
кругом характеристику круга выбирать как при шлифовании отверстия.
197
этапа
Последовательность
определения
режима резания
Расчетная
формула и
нормативы
Исходные данные
Определение минутной
подачи круга sM в мм/мин
1. Наибольший
диаметр шлифования dt
2. Наименьший
диаметр шлифования d%
3. Обрабатываемый
металл
4. Скорость кру-
га vkP
5. Припуск на
обработку а
6. Точность
обработки б
1. Шероховатость
поверхности
2. Точность
обработки б
3. Ширина
обработки Ь
1. Минутная
подача sM
2. Время выхажива-
ния *вых
1. Время врезания
tep, равное 0,02—
0,03 мин
2. Припуск на
сторону а
3. Слой, снимаемый
при выхаживании,
авых
4. Минутная
подача sM
5. Время выхажива-
ния *вых
Определение времени
выхаживания tmx в мин
Определение слоя,
снимаемого при выхаживании,
авых в мм
Расчет машинного
времени tM в мин
Скорость вращения детали v
20
30
40
50
<*1 + <*2
v в м/мин при среднем диаметре шлифования d — - в мм
16
15
20
30
35
20
20
23
35
40
25
23
25
40
45
32
25
30
45
55
40
30
35
50
60
50
35
40
55
65
60
40
45
60
70
80
45
50
65
75
100
50
55
70
80
120
55
60
75
90
160
60
О 5
80
100
200
65
70
90
ПО
Примечание. При шлифовании торца и отверстия в одну
1 операцию скорость детали выбирать, как для шлифования отверстия. |
Минутная поперечная подача круга sM= sM^ma6^ KXK0 мм/мин,
где Кг — коэффициент, зависящий от обрабатываемого металла и
скорости круга vKp (см. карту Ш-.1, стр. 174); К2 — от припуска а и
точности 6.
Минутная поперечная подача круга sM imaQA\
Наименьший
диаметр
шлифования d2
в мм
25
32
40
'50
60
80
120
160
sM (табл) в мм/мин при наибольшем
диаметре шлифования dx в мм
32
1.8
40 | 50
1,5
1,7
1.3
1,5
1,6
60
1,2
1.3
1.4
1.5
80
1.0
1.2
1,3
1.4
1.5
100
0,9
1.0
1.1
1.2
1.3
1.4
120
0,9
1.0
1.1
1,2
1,3
160
0.8
0,9
1.0
1.1
1,2
200
0,8
0,9
1,0
1.1
250 1
0,8
0,9
1.0
1.1
Коэффициент К2
Точность
обработки 6 в мм
0.025
0,05
0.1
>0.1
К% при припуске а в мм 1
0,25
0,7
1.0
1.2
1.4
0,5
0.8
1.1
1.3
1.5
1,0
0.9
1,2
1,4
1,6
Выхаживание
Время выхаживания teMX для получения
поверхности 7 класса чистоты
Точность
обработки б
в мм
0,025
0,05
0,1
*вых в мин при ширине обработки Ь = —^—^—- в мм\
10 | 25
0,07
0,04
0,02
0,09
0.06
0.03
40
0,11
0.08
С.С1
100
0,14
0,11
0,06
160 1
0,20
0,15
0,08
198
Слой, снимаемый при выхаживании, а
SM В
мм/мин
1.0
1.5
2,0
2.5
авых в мм ПРИ *вых в мин
0.02
0,01
0,01
0.02
0.02
0,04
0,02
0,02
0.03
0,03
0,07
0,03
0 03
0.04
0.04
0,15
0,04
0,04
0,05
0,05
Плоскошлифовальные станки. Карта Ш-4
ПЛОСКОЕ ШЛИФОВАНИЕ ТОРЦОМ КРУГА
НА СТАНКАХ С КРУГЛЫМ СТОЛОМ
Последовательность
определения
режима резания
Расчетная
формула и
нормативы
Исходные данные
1. Наружный
диаметр расположения
деталей на столе станка
2. Внутренний
диаметр расположения
деталей на столе станка
"в
1. Площадь
шлифуемых поверхностей F
2. Средний диаметр
расположения деталей
на столе dpacn
1. Число оборотов
круга по станку пкр
2. Диаметр круга D
по станку
1. Обрабатываемый
металл
2. Точность
обработки б
1. Средний диаметр
расположения деталей
на столе станка dpacn
2. Приведенная
ширина шлифования Ьпр
Расчет среднего диаметра
расположения деталей на
столе станка dpacn в мм
Расчет приведенной
ширины шлифования Ьпр в мм
Расчет скорости круга vKp
в м/сек
Выбор характеристики
круга
Расчет средней скорости
вращения деталей v в м/мин
и числа оборотов стола пст
в минуту:
а) определение
рекомендуемой нормативами
средней скорости
вращения деталей;
б) расчет числа
оборотов стола,
соответствующего
рекомендуемой средней
скорости вращения
деталей, и уточнение
его по паспорту
станка;
в) уточнение скорости
вращения деталей по
принятым оборотам
стола
Продолжение
Характеристика шлифовального круга
Обрабатываемый
металл
Сталь
незакаленная
Сталь
закаленная
Чугун
ковкий
Чугун
серый
Характеристика круга 1
при точности 6 в мк
>0,1
ЭЗ—5 50—80 С1 —
С2 7— 8 Б
ЭЗ—5 50—80
СМ1—СМ2 7—8 Б
К7 50—80 МЗ—
СМ1 7—8 Б
КЧ7 50—80
СМ2 7—8 Б
<0,1
ЭЗ—5 25—4 0
СМ1—СМ2 7—8 Б
ЭЗ—5 25—40
МЗ—СМ1 7—8 Б
КЧ7 25—40
МЗ—СМ1 7—8 Б
КЧ7 25—40
МЗ—СМ1 7—8 Б
200
Последовательность
определения
режима резания
Расчетная
формула и
нормативы
Исходные данные
1. Число оборотов
стола пггп
cm
2. Приведенная
ширина шлифования Ьпр
3. Обрабатываемый
металл
4. Скорость
круга vKp
5. Припуск на
сторону а
6. Точность
обработки б
1. Класс чистоты
поверхности
2. Приведенная
ширина шлифования ЬПр
3. Точность
обработки 6
1. Минутная
подача sM
2. Время выхажива-
ния *вых
1. Время врезания
tep, равное 0,05—
0.06 мин
2. Припуск на
сторону а
3. Слой, снимаемый
при выхаживании,
авых
4. Минутная
подача sM
"5. Время выхажива-
ния *вых
6. Количество
одновременно
обрабатываемых деталей q
Определение минутной
подачи круга sM в мм/мин
Определение времени
выхаживания teblx в мин
Определение слоя,
снимаемого при выхаживании, авых
в мм
Расчет машинного
времени tM в мин
Средняя скорость вращения деталей v
Средний
диаметр
расположения
деталей
на столе dpacn
в мм
11111
v в м/мин при приведенной ширине шлифования Ьп
в мм
20
2.2
28
34
39
45
50
17
23
27
30
35
100
14
18
22
25
28
150
12
16
19
22
25
200
11
14
17
20
23
300
10
13 1
15
18
21
Минутная подача круга sM= sM^ma6A^K1K2 мм/мин, где
^—коэффициент, зависящий от обрабатываемого материала и скорости круга
(см-, карту Ш-1 стр. 174); К2 — от припуска а и точности б.
Минутная подача sM (табл)
Число оборотов
стола пст
в минуту
10
15
20
25
30
35
sM (гпабл) в мм/мин при приведенной ширине
шлифования Ьпр в мм
20
0,36
0.45
0,54
0,63
50
0.18
0,25
0,31
0,37
0,43
100
0,10
0.14
0.19
0.24
0.28
0,33
150
0,08
0,12
0,16
0,20
0,24
200
0,07
0.10
0.14
0.18
300
0,06
0,09
0,12
0,15
Коэффициент К2
Точность
обработки
б в мм
0,025
0,05
Кг при припуске ав мм
0,25
0,5
0,7
0,5
0,7
0,9
1,0
0,9
1.1
Точность
обработки
6 в мм
0.1
0,2
К2 при припуске а в мм
0,25
0,9
1.0
0,5
1.1
1.2
1.0
1,3
1.4
201
Выхаживание
Время выхаживания tt
Точность
обработки б в мм
0.025
0,05
0,1
0,2
и
более
Класс чистоты поверхности
7 1
8
*вых в мин ПРИ приведенной ширине шлифования Ьпр в мм
20
0,3
1 0,2
| 0,15
0,1
50
0,4
0,25
0,2
0,15
100
0,45
0,3
0,2
0.15
150
0.5
0,35
0,25
0,2
200
0.55
0.4
0.25
0.2
300
0,6
0,45
0,3
0,2
20 ! 50
0.6
0.4
0.3
0,2
0,75
0,55
0,4
0.25
100
0.9
0,65
0.45
0.3
150
1,0
0,7
0,5
0,35
200
1.1
0,75
0,55
0.4
300 .
1,2
0,85
0,6
0,45
Слой, снимаемый при выхаживании, авых
Минутная
подача sM
в мм/мин
0,1
0.2
0.5
1,0
авых в мм ПРИ *вых в мин
0,1
0,01
0,02
0,03
0,04
0,15
0,02
0.03
0.04
0,05
0,25
0,02
0.03
0,05
0,07
0,4
0,03
0,05
0.07
0,09
0,8
0,05
0,07
0,09
0,11
1.2
0,06
0,09
0.11
0,13
ПЛОСКОЕ ШЛИФОВАНИЕ ТОРЦОМ КРУГА
НА ВЕРТИКАЛЬНЫХ ДВУХШПИНДЕЛ ЬНЫХ СТАНКАХ
с круглым столом
202
Последовательность
определения
режима резания
Расчетная
формула и
нормативы
Исходные данные
1. Наружный
диаметр расположения
деталей на столе станка
2. Внутренний
диаметр расположения
деталей hj столе станка
1. Площадь
шлифуемых поверхностей F
2. Средний диаметр
расположения деталей
на столе станка (1„асп
1. Число оборотов
круга пКр по станку
2. Диаметр круга D
по станку
Расчет среднего диаметра
расположения деталей па
столе станка dpacn в мм
Расчет приведенной
ширины шлифования Ьпрв мм
Расчет скорости круга vKp
в м/сек
Продолжение
Характеристика шлифовального круга
Обрабатываемый
металл
Сталь
незакаленная
Сталь
закаленная
Чугун
серый
Чугун
отбеленный
Чугун
легированный
Позиция
черновая (I)
чистовая (II)
Характеристика круга
ЭЗ—5 50 СМ2—
С1 7—8 Б
ЭЗ—5 50 СМ 1 —
СМ2 7—8 Б
КЧ7 80СМ2—
С1 7—8 Б
КЧ780МЗ—
СМ 17—8 Б
КЧ7 80СМ2—
С1 7—8 Б
Э5 25СМ1 —
СМ2 7—8 Б
Э5 25 МЗ—
СМ1 7—8 Б
КЧ7 40СМ1— 1
СМ2 7—8 Б
КЧ6 40МЗ—
СМ1 7—8 Б
КЧ7 40СМ2—
С1 7—8 Б
203
Последовательность
определения
режима резания
Расчетная
формула и
нормативы
Исходные данные
1. Обрабатываемый
металл
2. Позиция
(черновая или чистовая)
1. Припуск на
сторону а
2. Приведенная
ширина шлифования Ьпр
3. Обрабатываемый
металл
4. Скорость
круга °кр
1. Припуск на
сторону а
2. Позиция
(черновая или чистовая)
1. Число оборотов
стола пст
2. Количество
одновременно
обрабатываемых деталей q
Выбор характеристики
круга
Определение числа
оборотов стола пст в минуту с
уточнением его по паспорту
станка
Определение глубины
шлифования t в мм
Расчет машинного
времени tM в мин
Число оборотов стола пст = пст ^та6л)К1 об/мин, где К± —
коэффициент, зависящий от обрабатываемого материала и скорости круга
(см. карту Ш-1, стр. 174)
Число оборотов стола пст (табл)
Припуск на
сторону а в мм
0,2
0,4
0,5
0,6
0,8
1,0
1,3
1,6
2,0
2,5
3,2
пст (табл) в об/мин при приведенной ширине
шлифования Ьпр в мм
1
1,3
1.3
1.3
1,3
1,3 «
1,2
1.15
1,1
1,05
1,0
0,9
2
1,3
1,3
1,3
1.2
1,15
Ы
1,05
1,0
0,95
0,9
0,8
4
1,2
1,2
1.1
1,05
1.0
0,95
0,9
0,85
0,8
0,75
0,7
6
1.1
1,1
1,05
1.0
0,95
0,9
0,85
0,8
0,75
0,7
0,65
8
1,05
1,05
1.0
0,95
0,9
0.85
0,8
0,75
0,7
0,65
0,6
12
1,0
l.Cf
0,95
0,9
0,85
0,8
0,75
0,7
0,65
0,6
0,55
20
0,95
0,9
0,9
0,85
0,8
0,75
0,7
0,65
0.6
0,55
0,5
30
0,9
0,8
0,75
0,7
0,7
0,65
0,6
0,6
0,55
0,5
0,5
40
0,8
0,75
0.7
0,7
0,65
0,6
0,55
0,55
0.5
0.5
0.45
60
0,75
0,7
0,65
0,6
0,6
0,55
0,55
0,5
0,45
0,45
0,4
80
0,7
0,65
0,6
0,6
0,55
0,5
0,5
0,45
0,45
0,4
0,35
120
0,65
0,6
0,55
0,55
0,5
0,45
0,45
0,4
0,4
0,35
0,3
Глубина шлифования t
Позиция
Черновая
Чистовая
t в мм при припуске на сторону а в мм
0,2
0.13
0,07
0,4
0,27
0,13
0,5
0.35
0.15
0,6
0,4
0,2
0,8
0,55
0,25
1.0
0.7
0.3
1,3
0,9
0,4
1,6
1,1
0,5
2,0
1,4
0.6
2,5
1.8
0,7
3.0
2,4
0,8
ПЛОСКОЕ ШЛИФОВАНИЕ ПЕРИФЕРИЕЙ КРУГА НА СТАНКАХ
С КРУГЛЫМ СТОЛОМ
204
Последовательность
определения
режима резания
Расчетная
формула и
нормативы
Исходные данные
1. Число оборотов
круга пкр по станку
2. Диаметр круга D
по станку
1. Наружный
диаметр расположения
деталей dH
2. Внутренний
диаметр расположения
деталей de
1. Обрабатываемый
металл
2. Точность
обработки б
3. Длина рабочего
хода Lp x
Расчет скорости круга vKp\
в м/сек
Расчет длины рабочего
хода круга Lpt x в мм
Выбор характеристики и
ширины круга В в мм
Продолжение
Последовательность
определения
режима резания
Расчетная
формула и
нормативы
Исходные данные
1. Точность
обработки б
2. Класс чистоты
1. Ширина круга В
2. Продольная
подача круга s0
3. Наружный
диаметр расположения
деталей на столе- rf*
4. Внутренний
диаметр расположения
деталей на столе de
1. Ширина круга В
2. Припуск на
сторону а
3. Точность
обработки 6
4. Обрабатываемый
металл
5. Скорость
круга VKP
1. Число оборотов
стола п™
2. Продольная
подача круга $0
3. Длина -рабочего
хода Lp. x
1. Точность
обработки б
2. Класс чистоты
поверхности
3. Длина рабочего
хода круга Lpx
1. Вертикальная
подача круга Sf
2. Время выхажива-
ния *вых
Определение продольной
подачи круга s0 в мм/об
Расчет средней скорости
вращения деталей v в м/мин,
среднего диаметра
расположения деталей на столе d„acn
в мм и числа оборотов стола
\пст в минуту:
а) определение
рекомендуемой
нормативами средней
скорости вращения
деталей;
б) расчет среднего
диаметра расположения
деталей на столе;
в) расчет числа
оборотов стола,
соответствующего
рекомендуемой средней
скорости вращения
деталей, и уточнение его
по паспорту станка;
г) уточнение средней
скорости вращения
деталей по принятым
оборотам стола
Определение
вертикальной подачи круга на двойной
ход Sj в мм/дв. ход
Расчет числа двойных
ходов круга п$ш x в дв. ход/мин
Определение времени
выхаживания teblx в мин
Определение слоя,
снимаемого при выхаживании,
авых в мм
Продолжение
Обрабатываемый металл
Сталь незакаленная ....
dH~d6
Длина хода Lp х = —ц— мм
\ Ширина круга В в мм . . .
Характеристика круга при точности
<0,1 мм
Э5 50СМ2—С1 5 К
Э5 40СМ1—СМ2 5 К
КЧ7 50СМ1 — СМ2 К
50—100
25—32
>0,1 мм
Э5 40С1—С2 5К
Э5 25СМ2—С1 5 К
КЧ7 40С1—С2К
100—200
| 32—50
200—400
50—100 |
Продольная подача круга s0
Точность 6 в мм
s0 в мм/об стола
(0,3—0,4) В
(0,4—0,5) В
(0,5—0,6) В
206
Характеристика шлифовального круга
Расчет машинного времени
tM в мин
Последовательность
определения
режима резания
Расчетная
формула и
нормативы
Исходные данные
1. Время врезания
tep, равное 0,0G—
0,07 мин
2. Припуск на. сто
рону а
3. Слой, снимаемый
при выхаживании,
авых
4. Число двойных
ходов круга П0 х
5. Вертикальная
подача круга S*
6. Время
выхаживания teblx
7. Количество
одновременно
обрабатываемых деталей д
Примечание. Для обеспечения шероховатости поверхности
77 подачу s0 выбирать по нижнему пределу.
Средняя скорость вращения детали v
В в мм
s0 в мм/об
v в м/мин
25
7
35
10
28
15
18
32
10
38
13
30
19
20
40
12
40
16
32
50
24i 15
22
45
20
36
30
27
63
19| 26
55
40
38
30
80
24
60
32
46
48
35
100
30
65
40
50
60
40
Вертикальная подача круга на двойной ход s/ = sttma6jl)^1 мм/дв. ход,
где Ki — коэффициент, зависящий от обрабатываемого металла и
скорости круга (см. карту Ш-1, стр. 174).
Вертикальная лодача круга s/ (,пабл)
Припуск
а
в мм
0.1
0,2
0,5
1.0
Точность
обработки 6
в мм
<0,1
>0,1
<0,1
>0,1
<0,1
>0,1
<0,1
>0,1
S( (табд) в мм/дв. ход при ширине круга В в мм 1
25
0,011
0.015
0.015
0.02
0.02
0.027
0,027
0,035
32
0,009
0,013
0.014
0.017
0,017
0,022
0,022
0,027
40
0,007
0,009
0.009
0,012
0,012
0,015
0,015
0,019
50
0,005
0,007
0,007
0.009
0.009
0,012
0,012
0.015
63
0,004
0.005
0,005
0.007
0,007
0,009
0,009
0,012
80
0,003
0,004
0,004
0,005
0,005
0.007
0,007
0.009
100
0,002
0,003
0,003
0,004
0.004
0,005
0,005
0.007
Выхаживание
Время выхаживания tt
Точность
обработки б
в мм
0.025
0,05
0.1
0.2
0.5
Класс чистоты поверхности
7 | 8 1
*вых в мин ПРИ длине рабочего хода Lp x в мм
50
0,5
0,5
0,4
0,4
0.3
75
0,6
0,6
0,5
0,4
0.3
100
0.7
0,6
0,6
0,5
0,4
150
РРРРР
200
1.1
0,9
0,8
0.7
0,5
300
1,3
1,2
1.0
0,9
0,6
400| 50 | 75
1,5
1,4
1,2
1.0
0.7
1.0
0,9
0,8
0,7
0,5
1.2
1,1
0,9
0,8
0,6
100
1.4
0.9
0.7
150
1.8
1.5
1,3
1.1
0,9
200
2
1,8
1.5
1,3
1,1
300
2,5
2,2
1,9
1,6
1,3
400
3
2,6
2,3
1.9
1,5
Слой, снимаемый при выхаживании, а(
Вертикальная
подача s,
в мм/дв. ход
0,005
0,010
0,02
0,05 и более
авых в мм ПРИ *вых в мин
0,25
0,005
0,01
0,02
0,03
0,5
0.01
0,02
0,03
j 0,04
1.0
0,02
0,03
0,04
0.05
1,5
0,03
0,04
0,04
: 0,06
2,0
0,04
0.05
0,06
0,08
2,5
0,05
0,06
0,08
0,10
3
0,06
0,08
0,10
0,12
Шлицешлифовальные станки. Карта Ш-5
Последовательность
определения
режима резания
Расчетная
формула и
нормативы
Исходные данные
1. Число оборотов
круга пкр по станку
2. Диаметр
шлифовального круга О
1. Метод
шлифования
2. Наличие
поднутрения шлицев
3. Скорость
круга vKp
4. Шероховатость
поверхности
1. Число
шлифуемых шлицев zjf
2. Длина шлицев 1Ш
3. Время полного
оборота барабана t0Q
1. Метод
шлифования
2. Периметр
шлифуемой поверхности
3. Продольная
подача стола sM
4. Точность шага 6
1. Продольная
подача стола sM
2: Время поворота
барабана на один зуб
'об
Ч
Шероховатость
поверхности
1. Подача круга на
ДВОЙНОЙ ХОД Sj
2. Число проходов
на выхаживание ивых
1. Припуск на
сторону а
2. Слой, снимаемый
при выхаживании,
авых
3. Подача круга на
двойной ход стола Sj
1. Длина шлицев /ш
2. Длина
перебега Уп
3. Число проходов
Wo
4. Число проходов
на выхаживание и^ых
5. Продол ьная
подача стола sM
6. Число шлицев zq
Расчет скорости круга vKp
в м/сек
Выбор характеристики
шлифовального круга
Определение продольной
подачи (скорости) стола sM
в м/мин
Определение подачи круга
на двойной ход стола s,
в мм/дв. ход
Определение длины
перебега уп в мм
Определение числа
проходов на выхаживание
каждого шлица ивых
Определение слоя,
снимаемого при выхаживании,
авых в мм
Расчет числа проходов на
шлифование каждого шли-
•ца и о
Расчет машинного
времени tM в мин
См. карту
Ш-5, стр. 209
См. карту
Ш-5, стр. 209
См. карту
Ш-5. стр. 210
См. карту
Ш-5, стр. 211
См. карту
Ш-5, стр. 211
См. карту
Ш-5, стр. 211
Характеристика шлифовального круга
Продольная подача (скорость) стола su
Примечание. Время на полный оборот барабана зависит от конструкции станка и для большинства станков равно
0,1 или 0,14 мин.
Примечания: 1. Для получения шероховатости поверхности v8 применять круги зернистостью 25.
2. При скоростном шлифовании твердость кругов выбирать по нижнему пределу.
ифовального круга
для шлицев без поднутрения
Характеристика шл
для шлицев с поднутрением
Метод шлифования
Э9А 25—40 CI— CT1 5К 5
Э£А 25—40 СМ2—С2 8—9 К5
Одновременное шлифование боковых сторон и дна
Э5 25—40 СТ2— СТЗ 2—3 Б
Э5 40СТ1—СТ2 6—7 Б
Э9А40СМ2—С1 8—9 К
Шлифование дна
Э5 25—40 СТЗ—Т2 2—3 Б
Э5 25—40 СТ2—СТЗ 6—7 Б
Э9А 25 СМ2—С1 8—9 К5
Шлифование боковых сторон
ло шлнцев zq
Чис
20
16
12
10
8
6
4
sM в м/мин при времени полного оборота барабана tQQ в мин
цев 1ш в мм
0,14
0,1
0,14
0,1
0,14
0,1
0,14
0,1
0,14
0,1
0,14
0,1
0,14
0,1
6,1
10,2
16,0
16,0
16,0
8,6
14.3
16,0
16,0
16,0
6,0
8,2
13,0
16,0
16,0
6,9
11.5
16,0
16,0
16,0
6,0
6,1
9,6
12,2
15,3
6,0
8,6
13,7
16,0
16,0
6,0
6.0
8.1
10.2
12,7
6,0
7,1
11.4
14,3
16,0
6,0
6,0
6,5
8,2
10,2
6,0
6,9
9,2
10,4
14,3
6 0
6,0
6,0
6.1
7.7
6.0
б:о
6,9
8,5
10,7
6,0
6,0
6.0
6,0
6,0
6,0
6.0
6,0
6,0
7,1
60
100
160
200
250
Sf в мм/дв. ход при продольной подаче стола s^b m/muh
16
14
12
10
8
6
Периметр
шлифуемой
поверхности
Р в мм
0,018
0,016
0.014
0.020
0,018
0,016
0,022
0,020
0.018
0,026
0,022
0,020
0,030
0,026
0,023
0,036
0,032
0,028
До 10
15
20
0,019
0,018
0.017
0,021
0.020
0.019
0.023
0.022
0,021
0,027
0,026
0,024
0.031
0,030
0.028
0,038
0,036
0,034
До 5
7
10
0.020
0,019
0.018
0,022
0,021
0,020
0,025
0,023
0,022
0,028
0,027
0,026
0.033
0,031
0,030
0,04
0,038
0,036
До 6
8
10
210
Подача круга на двойной ход стола
Примечание. В таблице даны подачи для точности шага выше 0,015 мм. При точности ниже 0,015 мм s^
увеличивать в 1,3 раза.
Эскиз
Метод обработки
Одновременное шлифование
боковых сторон и дна
Шлифование дна
Шлифование боковых сторон
Длина перебега уп
Время поворота
барабана на
*об
один шлиц
гд
0,005
0,01
0,02
0,04
уп в мм при продольной подаче стола sM в м/мин
6
18
36
72
144
8
24
48
96
192
10
30
60
120
240
12
36
72
144
288
14
42
84
168
336
16
48
96
192
384
Примечание. Длина перебега рассчитана для шлифования
шлицев с выходом круга на одну сторону. При шлифовании сквозных
шлицев к табличной величине прибавлять 3—5 мм.
Выхаживание
Число проходов на выхаживание ивых
(без подачи на двоичной ход)
Класс чистоты
поверхности
1 Число проходов на вы-
1 хаживание ивых . . .
7
2
8
4
Слой, снимаемый
при выхаживании. авых
Число
проходов
на
хаживание
2
4
авых ПРИ подаче
на двойной ход s^
0,015
0,02
0,04
0,025
0,03
0,05
0,04
0,04
0,07
Хонинговальные и суперфинишные станки. Карта Ш-6
ХОНИНГОВАНИЕ ОТВЕРСТИЙ АБРАЗИВНЫМ ИНСТРУМЕНТОМ
211
jSfo Последовательность Расчетная
этапа определения режима формула и Исходные данные
резания нормативы
Расчет длины бруска Lu
в мм
Расчет длины выхода
брусков у в мм (у уточняется при
наладке, в зависимости от
характера и направления
исходной погрешности формы)
Расчет длины рабочего
хода инструмента Lp х в мм
1. Длшю хонинго-
вания 1Х
2. Требуемая
точность формы й
3.
Производительность
1. Длина брусков Lu
2. Исходная
погрешность формы
1. Длина брусков Lu
2. Длина выхода
брусков у
3. Длина хонинго-
ваиня 1Х
Продолжение
212
jsjVj Последовательность Расчетная
этапа определения формула и Исходные данные
режима резания нормативы |
Выбор числа операций и
величины припуска 2а в мм\
Выбор характеристики
абразивных брусков
Выбор скорости вращения |
v в м/мин и числа оборотов
инструмента п в минуту:
а) определение реко-j
мендуемой
нормативами скорости
вращения инструмента;
б) расчет числа
оборотов инструмента,
соответствующего
рекомендуемой
скорости, и уточнение по
паспорту станка;
в) уточнение скорости
вращения
инструмента по принятым
числам оборотов
Выбор скорости
возвратно-поступательного
движения ивш п в м/мин и расчет
числа двойных ходов
инструмента п^% х в дв. ход./мин
Выбор удельного
давления р в кГ/см2
1. Обрабатываемый
металл
2. Предшествующая
обработка
3. Шероховатость и
точность поверхности
после предшествующей
обработки
4. Требуемый класс
чистоты
5. Требуемая
точность
1. Обрабатываемый
металл
2. Шероховатость
поверхности после
предшествующей
обработки
3. Требуемый класс
чистоты
4. Припуск на
диаметр 2а
5. Требуемая
точность
1. Обрабатываемый
металл
2. Шероховатость
поверхности после
предшествующей
обработки
3. Требуемый класс
чистоты поверхности
4. Операция
(предварительная,
однократная,
окончательная)
5. Припуск на
диаметр 2а
6. Характеристика
абразивных брусков
1. Обрабатываемый
металл
2. Шероховатость
поверхности
3. Операция
(предварительная,
однократная
окончательная)
4.. Характеристика
абразивных брусков
5. Длина рабочего
хода Lp. x
1. Обрабатываемый
металл
2. Требуемый класс
чистоты поверхности
3. Характеристика
абразивных брусков
Продолжение
ХОНИНГОВАНИЕ ОТВЕРСТИЙ АЛМАЗНЫМ ИНСТРУМЕНТОМ
jy2 Последовательность Расчетная
этапа определения режима формула и Исходные данные
резания и нормативы
Определение достигаемой
точности формы и
шероховатости поверхности
Определение машинного
времени tM в мин
1. Обрабатываемый
металл
2. Операция
(предварительная,
однократная,
окончательная)
3. Шероховатость
поверхности после
предшествующей
обработки
4. Припуск на
диаметр 2а
5. Характеристика
абразивных бруской
6. Режимы хонинго-
вания v, ve n, р
7. Точность
предшествующей обработки
1. Обрабатываемый
металл
2. Операция
(предварительная,
однократная,
окончательная)
3. Шероховатость
поверхности после
предшествующей
обработки
4. Характеристика
абразивных брусков
5. Режимы хонинго-
вания v, i/ff Л, р
6. Припуск на
диаметр 2а
7. Требуемая
точность формы 6
1 Меньшее значение Lu применять при повышенных требованиях
к точности формы, большее — для повышения производительности
и стойкости брусков.
№ Последовательность Расчетная
этапа определения формула и Исходные данные
режима резания нормативы
Расчет длины брусков LJ
в мм
Примечание.
Меньшее значение Lu применять
при повышенных
требованиях к точности формы,
большее — для повышения
производительности и стойкости
брусков
1. Длина
отверстия 1Х
2. Требуемая
точность б
3.
Производительность
jyfe Последовательность Расчетная
Г этапа определения режима формула и Исходные данные
резания нормативы
Расчет длины выхода
брусков у в мм (у — уточняют
при наладке в зависимости
от характера и направления
исходной погрешности фор-J
мы) I
Расчет длины рабочего
хода инструмента Lp х в мм \
Выбор числа операций и
величины припуска 2а в мм
Выбор характеристики
алмазных брусков
Выбор скорости вращения
v в м/мин и расчет числа
оборотов инструмента п в
минуту:
а) определение
рекомендуемой
нормативами скорости
вращения инструмента;
б) расчет числа
оборотов инструмента,
соответствующего
рекомендуемой
скорости, и уточнение по
паспорту станка;
в) уточнение скорости
вращения
инструмента по принятым
числам оборотов
Выбор скорости возвратно-
поступательного движения
ve n в м/мин и расчет числа
двойных ходов инструмента
пд. х в &*• ход./мин
1. Длина брусков Lu
2. Исходная
погрешность формы би
1. Длина хонинго-
вания 1Х
2. Длина брусков Lu
3. Длина выхода
брусков у
1. Обрабатываемый
металл
2. Предшествующая
обработка
3. Точность и
шероховатость поверхности
после предшествующей
обработки
4. Требуемый класс
чистоты поверхности
1. Обрабатываемый |
металл
2. Точность и
шероховатость поверхности
после предшествующей
обработки
3. Требуемый класс
чистоты поверхности
4. Припуск на хо-
иингование 2а
1. Обрабатываемый
металл
2. Класс чистоты
после
предшествующей обработки
3. Требуемый класс
чистоты поверхности
4. Операция
(предварительная,
однократная,
окончательная)
5. Припуск на хо-
нингование 2а
6. Характеристика
алмазных брусков
1. Обрабатываемый
металл
2. Операция (пред-
I варительная,
однократная,
окончательная)
3. Требуемый класс
чистоты поверхности
4. Характеристика
алмазных брусков
5. Длина рабочего
хода Lp. x
Продолжение
215
jsfe Последовательность Расчетная
этапа определения режима формула и Исходные данные
резания нормативы
| Выбор удельного давления
р в кГ/см*
Определение машинного
1 времени tM в мин
Определение достигаемой
точности формы и класса
чистоты поверхности
Определение расхода
алмаза на 1000 деталей Q в
каратах:
а) выбор среднего
расхода алмаза на 1000
деталей Qma6jl в
каратах;
б) расчет среднего
расхода алмазов на 1000
деталей Q в каратах
1. Обрабатываемый
металл
2. Требуемые классы
чистоты и точность
3. Характеристика
алмазных брусков
1. Обрабатываемый
металл
2. Точность и
шероховатость поверхности
после предшествующей
обработки
3. Операция
(предварительная,
однократная,
окончательная)
4. Характеристика
алмазных брусков
5. Диаметр d и
длина хоннмгования 1Х
6. Режим хонинго-
вания v, ve% л> р
1. Обрабатываемый
металл
2. Точность и
шероховатость поверхности
после предшествующей
обработки
3. Припуск на хо-
нингование 2а
4. Характеристика
алмазных брусков
5. Режим хонинго-
вания v, vg n
6. Жесткость
деталей
1. Обрабатываемый
металл
2. Характеристика
алмазных брусков
3. Операция
(предварительная,
однократная,
окончательная)
4. Диаметр хонинго-
вапия d
5. Длина хонииго-
вания 1Х
6. Припуск на
сторону а
7. Расчетный
диаметр хонингования dp
8. Расчетная длина
хонингования lY
9. Расчетный
припуск на сторону ар
ХОНИНГОВАНИЕ ОТВЕРСТИЙ
Обрабатываемый металл
Серый чугун
Сталь незакаленная
Наименование
детали
Цилиндры
автомобильных
двигателей, гильзы
цилиндров, цилиндры
компрессоров
Гильзы цилиндров
автомобильных
двигателей и
другие нежесткие
детали
Цилиндры гидротор-
мрзов,
компрессоров и др.
Блоки цилиндров (со-
ос ные отверстия под
вкладыши)
Направляющие
толкателей и клапанов
Шестерни
Шатуны
Цилиндры
гидротормозов и гндродом-
кратов
Размеры
отверстия в мм
Диаметр d
50—
ПО
70—
ПО
20—
50
70—
80
9—25
30—
80
40—
70
25—
50
СО
S
S
150—
250
150—
300
50—
150
30—
75
50—
120
20—
70
30—
50
100—
200
Предшествующая
операция
Наименование
Развертывание
Растачивание
Растачивание
Растачивание
Развертывание
Протягивание
Развертывание
Растачивание
Протягивание
Растачивание
Растачивание
Развертывание
Класс чистоты
поверхности
5—6
5—6
6
5-
6—7
6
6
5—6
Требуемый класс чистоты
9
9
10
8
10
8
86
10
Характер
обработки
Предварительная
Окончательная
Предварительная
Получистовая
Окончательная
Предварительная
Окончательная
Однократная
Однократная
Однократная
Однократная
Предварительная
Окончательная
216
АБРАЗИВНЫМ ИНСТРУМЕНТОМ
Средний припуск на диаметр
2а в мм
0,04—
0,08
0,005—
0,01
0,03—
0,05
0,02—
0,03
0,005—
0,008
0,03—
0,08
0,005—
0,008
0,05—
0,08
0,02—
0,03
0,02—
0,06
0,02—
0,04
0,04—
0,07
0,003—
0,005
Характеристика
абразивных
брусков
К37 10СТ2—Т2К
К36 М20—
М2 8 СТ2—Т2 К
К37 10СТ2—Т2К
К37 6 СТ2—Т2 К
КЗ 6 М20—М28
СТ2—Т2 К
К37 8 СТ2—Т2 К
К3 6М14—М20
СТ2—Т2 К
К37 10 Т1—Т2 К
К37 3—6СТ2 К
К36М40—КЗ 74
СТ2—Т2 К
К36М40—К37 4
СТ2—Т2 К
К37 10СТ2—Tl 2K
Э9А 10 С2-СТ2 К
К36М14—М28
CI—CT2 К
Режимы хонипго-
вания
Окружная скорость v
в м/мин
40—80
30—50
40—80
40—70
30—50
40—80
30—50
20—30
30—60
10—30
15—40
10—30
10—30
Скорость возвратно-
поступательного
движения ve n в м/мин
17—22
10—15
17—22
15—20
10—15
12—16
8—12
8—12
10—14
3—6
4—7
8—15
5—8
Удельное давление р
в кГ/смг
8—12
3—5
8—12
6—8
3—5
8—12
3—б
5—8
4—6
2—5
2—5
4—8
2—4
Достигаемые
Точность формы в мк
10—25
8—20
15—25
12—20
10—15
10—20
8—15
10—15
10—15
5—10
6—15
10—20
8—15
Класс чистоты
поверхности
7
9
7
8
9—10
8
10
8
10
8
86
8
10
•-
о
\о
то
Си
vo
о
к
о
<^
0,5—1,0
0,3—0,6
0,5—0,8
0,3—0,4
0,3—0,4
0,3—0,8
0,2—0,5
0,8—1,6
(на все
отверстия)
0.7—1.4
0.3—0.5
0,2—0,4
0,4—0,8
0,5
217
Обрабатываемый металл
Бронза
Сталь закаленная
Наименование
детали
Шестерни с
бронзовой втулкой
Шестерни
Шестерни
Шестерн-и
Втулки, кольца
Размеры
отверстия в мм
Диаметр d
40—
60
20—
70
20—
70
20—
70 .
20—
50
а
40—
50
20—
60
20—
60
20—
60
20—
60
Предшествующая
операция
Наименование
Растачивание
Протягивание
Протягивание
Шлифование
Шлифование
Класс чистоты
поверхности
6
6
6
7
7
Требуемый класс чистоты
10
7
• 9
9
9
Характер
обработки
Однократная
Однократная
Предварительная
Окончательная
Однократная
Однократная
218
Примечания: 1. Меньшие значения 2а принимать при малых исход
2. Большие значения v принимать при меньшем припуске и относитель
3. При грубой исходной поверхности и большем удельном давлении при
4. Большее значение tM принимать при большем припуске и более высо
5. В качестве охлаждающей жидкости рекомендуется применять керосин,
индустриального масла.
Продолжение
Средний припуск на диаметр
2а в мм
0,025—
0,04
0,09—
0,15
0,08—
0,14
0,01 —
0,02
0,01—
0,03
0.01—
0,03
Характеристика
абразивных
брусков
К36М14—М28
МЗ—С1 К
Э9А10СТ1— СТ2К
Э9А10СТ1— СТ2К
Э9АЗ—5С2—СТ2К
Э9АЗ—5С1—СТ1 К
КЗ 7 3—5С1 —
СТ1 К
Э9АЗ—5 СМ2—С2 К
К37 3—5С1 —
СТ1 К
Режимы хонипго-
1 вання
Окружная скорость v
в м/мин
40—70
20—40
20—40
20—30
20—40
20—40
Скорость возвратно-
поступательного
движения ив м/мин
4—8
5—8
5—8
4—7
4—7
4—7
Удельное давление р
в кГ/см*
3—5
12—15
12—15
4—7
5—8
5—8
Достигаемые
Точность формы в мк
10—15
8—15
8—15
6—10
6—12
6—12
Класс чистоты
поверхности
10
7
7
9
9
9
Время обработки tM в мин
0,25—0,5
0,25—0.5
0,25—0,5
0.2—0,4
0,3—0,5
0,3—0,6
219
ных погрешностях формы.
но мягких брусках.
менять более твердые бруски.
ких требованиях к точности обработки.
а при обработке нсзакаленной стали — керосин с добавлением 10—20%
ХОНИНГОВАНИЕ ОТВЕРСТИЙ
Обрабатываемый металл
Серый чугун
Сталь незакаленная
Наименование детали
Гильзы,
цилиндры
двигателей,
компрессоров,
тормозов
Цилиндры
двигателей,
тормозов,
картеры
главного
цилиндра
и др.
Блоки
цилиндров
(отверстия под
коренные
подшипники)
Картеры
амортизаторов,
цилиндры и
корпуса насоса
отбора
мощности и др.
Шатуны
Шатуны
Шестерни и
втулки со
шлицевым
отверстием
Исходная
поверхность
Класс чистоты
5—6
5—7
5—6
5—6
5—7
5—6
5
6
Точность формы в мк
50
40
30
40
30
30
30
30
Класс чистоты по
чертежу
9
10
8
8
86
7—8
7
8
Характер обработки
рительная
Окончательная
рительная
Окончательная
Однократная
Однократная
рительная
Окончательная
Однократная
Однократная
Однократная
1
Припуск на диаметр 2а в мм
0,05—
0,08
0,01
0,04—
0,07
0,005—
0.008
0.05—
0.08
0,05—
0.08
0.02—
0,05
0,005^
0,01
0,03—
0,06
0,02—
0.07
0,02—
0,06
Характеристика ал
Вид алмазного
зерна и зернистость
АСР80/63-100/80
А80/63-100/80
АСМ20/14-28/20
АСР50/40-80/63
А50/40-80/63
V
АСМ14/10
АСМ60/40-АСР50/40
АМ60/40-А50/40
АСМ60/40-АСР50/40
АМ60/40—А50/40
АСР63/50-100/80
АСМ40/28
АСР50/40
АСР50/40
АСМ60/40
220
АЛМАЗНЫМ ИНСТРУМЕНТОМ
мазного бруска
Связка
Ml
Ml
MCI
Ml
Ml
MCI
Ml
Ml
Ml
MCI
Ml
Ml
MCI
Ml
MCI
Концентрация в %
100
100
100
100
50;
100
100
50;
100
100
50;
100
100
100
Режимы хонинго-
вания
Окружная скорость
хона v в м/мин
50—80
30—40
50—80
26—35
50—80
50—80
20—35
20—30
20—35
20—35
20—35
Возвратно-поступательная скорость vQ
в м/мин
15—18
10—12
15—18
8—10
13—15
15—18
8—12
4—8
8—12
3—5
3—5
Удельное давление
брусков р в к Г/см2
8—12
4—6
8—12
3—5
8—12
8—12
4—6
3—5
4—6
3—5
2—4
и
н
О
>о
СО
О.
Ю
О
к
s
си
о.
0,5—
1,0 |
0,4—
0,7
0.3—
0,8
0,2—
0,5
1,0—
1,5
0.4—
0.8
0,3—
0,8
0,3—
0,7
0,5—
1,0
0,3—
0,5
0,3—
0,5
Достигаемая точность формы 6
в мк
15—25
10—20
8—15
6—12
10—15
10—20
8—14
6—12
8—12
4—8
4—8
Достигаемый класс чистоты
7—8
9
7—8
10
8
8
7
86
8
7
8—9
Ориентировочная стойкость
брусков в тыс. шт.
10—30
20—40
10—30
20—50
8—г2
10—30
4—10
10—15
4—10
6—10
6—10
Средний удельный расход
алмаза в мг/г снятого
металла
0,06
0,12
0,06
0,14
0,08
0.07
0,14
0,3
0,14
0,14
0,18
Средний расход алмазов на
1000 деталей QmaQA в каратах
1,4
0,7
1,2
0,6
1.5
1,2
3
1,0
3
1,4
1.4
221
Обрабатываемый металл
Сталь незакаленпая
Сталь закаленная
Наименование детали
Шестерни
и втулки со
шлицевым
отверстием
Шестерни,
втулки,
цилиндры с
гладким
отверстием
Шестерни и
втулки со
шлицевым
отверстием
Исходная
поверхность
3
н
о
н
о
К
э*
CJ
о
со
ч
6
5—6
6
6
5—7
5—7
5—7
Точность формы в мк
30
30
30
30
80
80
80
Класс чистоты по чертежу
9
7
8
9
7
8
9
|
Характер операции
рительная
Окончательная
Однократная
Однократная
рительная
Окончательная
Однократная
рительная
Окончательная
рительная
Окончательная
Припуск на диаметр в мм
0,02—
0,05
0,006—
0,010
0.02—
0.07
0,02—
0,06
0,02—
0,05
0,05—
0,010
0,09—
0,15
0,08—
0,14
0,01—
0,02
0,08—
0,14
0,01
Характеристика ал
Вид алмазного
зерна и зернистость
АСР50/40-63/50
АСМ60/40-АСР50/40
АСМ14/10- 28/20
АСР63/50-80/63
АСР50/40-63/50
АСР80/63-100/80
АСМ20/14-40/28
1
А80/63-100/80
АСР80/63-100/80
АСР80/63-100/80
А80/63-100/80
АСР80/63-100/80
АСР80/63-100/80
АСР50/40
А80/63-100/80
АСР80/63-100/80
АСР80/63-100/80
АСМ40/28
222
Продолжение
мазного бруска
Связка
Ml
MCI
Ml
Ml
Ml
Ml
Ml
Ml
MC3
MC15
Ml
MC3
MC15
Ml
Ml
MC3
MC15
Ml
Концентрация в %
100
100
100
100
100
100
50;
100
50;
100
100
50;
100
50;
100
Режимы хонинго-
вания
Окружная скорость
хона v в м/мин
20—30
20—30
20—35
20—35
20—35
20—30
40—G0
40-60
30—40
40—60
30—40
Возвратно-поступательная скорость ve п
в м/мин
4—6
3—5
6—10
6—10
6—10
4—7
5—7
5—7
2—4
5—7
2—4
Удельное давление
брусков р в кГ/смг
3—5
2—4
4—6
4—6
4—6
3—5
10—12
10^-12
4—6
10—12
4—6
Время обработки tu в мин
0,3—
0,5
0.3—
0,5
0,5—
1.0
0,5—
1,0
0,3—
0,8
0,3—
0.7
0,5—
1,0
0,5—
1.0
0,3—
0S
0,5—
1,0
0,4—
0,6
Достигаемая точность формы
в мк
4—8
4—6
б—10
5—10
6—10
4—8
6—10
6—10
4—8
6—10
4—8
Достигаемый класс чистоты
7
9
7
8
7
9
7
7
8
7
9
Ориентировочная стойкость
брусков в тыс. шт.
10—15
12—20
5—10
5—10
6—12
10—15
0,8—
2,0
0,8—
2,0
2,0—
5,0
0,8—
2,0
2,0—
5,0
Средний удельный расход
алмаза в ме/г снятого
металла
0,14
0,3
0,14
0,14
0,14
0,3
0,6
0,6
1.7
0,6
1.7
8-
со *
та со
e(0
DO
52
1,0
0,8
1,4
1.4
1,0
0,8
15
15
4
15
4
223
Обрабатываемый метал;
Я
зленн
ть зак;
CTaj
Наименование детали
Шестерни,
втулки,
коромысла
клапанов и
др. с
гладким
отверстием
Шестерни,
втулки,
цилиндры,
вилки
Исходная
поверхность
Класс чистоты
5—7
5—7
5—7
7
Точность формы в мк
80
80
80
20
Класс чистоты по чертежу
7
8
9
8
Характер обработки
Однократная
рительная
Окончательная
рительная
Окончательная
Окончательная
Окончательная
Припуск на диаметр в мм
0,09—
0,15
0,08—
0.14
0,01 —
0,02
0,08—
0,14
0,01
0.01 —
0,04
0,01—
0,04
Характеристика ал
Вид алмазного
зерна и зернистость
А160/125-200/160 1
АСВ160/125-200/160
АСВ160/125-200/160 j
А160/125-200/160 1
АСВ160/125-200/160
АСВ160/125-200/160
АСР50/40-63/50
А160/125-200/160
ACB160/125-200/16Q
ACB160/125-200/16Q
АСМ60/40-АСР50/40
АСР50/40-63/50 1
АСМ40/28-АСР50/40
Примечания: 1. В таблице приведен средний расход алмазов на
Обрабатываемый
металл
Чугун серый
» »
Сталь незакалспная
Сталь закаленная
> незакален-
1 ная и закаленная
Характер обработки
Предварительная
Окончательная
Предварительная, однократная
» »
Окончательная
Для других условий хонингования средний расход алмазов определяется
2. При обработке жестких деталей с наименьшими требованиями по точ
3. При хонинговании чугунных деталей (d > 60 мм и f^>70 мм) и сталь
нему пределу.
4. Меньшее значение величины припуска 2а принимать при малых исход
5. Большее значение времени обработки f выбирать при большем при
6. Обработка стальных закаленных деталей алмазными брусками реко
ления отверстий высокоточных с 1Х > 3d и твердостью HRC 58—63.
7. В качестве охлаждающей жидкости рекомендуется применять керосин,
стриального масла. На окончательных операциях хонингования чугунных и
чистоты рекомендуется также добавлять 10—30% индустриального мад'ла.
8. В графе «Характеристика алмазного бруска» для обработки одной
различные характеристики алмазных брусков.
Характеристики для конкретной детали уточнить опытным путем.
Продолжение
мазного бруска
Связка
! Ml
МСЗ
МС16
Ml
МСЗ
МС15
Ml ,
Ml
МСЗ
МС15
Ml
1 Ml
Ml
Концентрация в %
50;
100
50;
100
100
50;
100
100
100
100
Режимы хонинго-
вания
Окружная скорость
хона v в м/мин
40—60
40—60
30—40
40—60
30—40
30—40
30—40
Возвратно-поступа-
тельная скорость vg п
в м/мин
5—8
5—8
2—5
5—8
3—5
3—5
3—5
Удельное давление
брусков р в кГ/см2
12—15
12—15
5—7
12—15
5—7
6—8
6—8
Время обработке tM в мин
0,6-
1,2
0,6—
1,2
0,4—
0.6
0,6—
1.0
0.5—
0,7
0,4—
0.7
0.6—'
1.0
Достигаемая точность формы
в мк
6—10
6—10
4—8
6—10
4—8
4—8
4—8
Достигаемый класс чистоты
7
7
8
7
9
8
9
Ориентировочная стойкость
брусков в тыс. шт.
0,2—
1,5
0,2—
1.5
1.5—
5.0
0.2—
1.5
1,5—
5.0
3,0—
8.0
3,0—
8,0
Средний удельный расход 1
алмаза в мг/г снятого
металла |
0,9
0,9
2,0
0,9
2,0
1,5
1.5
Средний расход алмазов на
1000 деталей QmaQA в каратах
20 1
20
5
20
5
3
3
8 Справочник п/р. Барановского
225
1000 деталей Q в каратах для следующих условий хоиннгования:
Расчетные значения
"р
60
60
60
60
60
1хр
100
100
50
50
50
аР
0,03
0,005
0,02
0,06
0,007
по формуле, приведенной на стр. 215.
ности режимы хониигования выбирать по верхнему пределу,
ных "деталей (d > 40 мм и 1Х > 50 мм) время обработки выбирать по
верхних погрешностях формы Ьц.
пуске 2а и более высоких требованиях к точности обработки б.
мендуется для чистового хониигования, а также при необходимости из готов-
а при обработке незакаленной стали — керосин с добавлением 20—30% инду-
стальных деталей при необходимости получения поверхности высокого класса
и той же группы деталей в некоторых случаях рекомендуются две или три
I
я!мин
Скорость в
S
Предыдущая
операция
со
I
1
ГО
СО
а
X
X
я а
о.н
*х
1
? с
со a
С
х*
со =*
ш о
го t-
о о
со =
сЬ
X
со
о
о
СО *
о s
X X
со
X
X
>>
с
X
а
с
г-
I
s
X
со
со
о
X
О)
X
ГС
X
X
I
СО
а
о
а
си
X
со
а
со
Тип детали
и обрабатываемый
металл
10
0.6
К36
М28 СТ2 К
20—60
1—2
6—8
0,02—
0,03
7
Шлифование
Однократная
Шейки валов (сталь
HRC 58—62)
10
4—5
Э9А
8—10СТ2 К
20—60
10—15
0,1
7
Хромирование после
шлифования
Однократная
Поршневые кольца
хромированные
(40—60 колец на
оправке)
226
ХОНИНГОВАНИЕ НАРУЖНЫХ ПОВЕРХНОСТЕЙ
Примечание. При наружном хонинговании стальных закаленных и хромированных поверхностей применяется
принудительное сближение абразивных брусков по диаметру со скоростью 0,15—0,3 мм/мин.
3
о 1
s 1
CO 1
1
1
!
Is
ex
i
Скорость в и/мин
I
СО о
О И
сЬ
S
a
о
О
S
«0 -*
си
о я
j
Предыдущая
операция
1
X
СО
я
о
X
СО
я
о
со
о
a
CO
a
CO
Тип детали
и обрабатываемый
металл
10
0.7—2
К36 М20—
М28 СМ2 К
3
20—40
1—2
7
0,005 (на
диаметр)
9
Шлифование
Однократная
Пальцы, шкворни,
плунжеры (сталь
HRC 58—62)
9
К37 6
СТ1—Т1 К
5
К36 М40
М2—СМ2 К
3
' 60—100
6
0,05 (на
диаметр)
5
Растачивание
Предварительная
Окончательная
Тормозной барабан
(внутренняя
поверхность, чугун
серый)
8—9
1
К37 5
СТ1 К
5
КЗ6 М28
СМ2 К
3
50—120
7
5
0,020 (на
сторону)
7
Шлифование
Предварительная
Окончательная
Диск сцепления,
маховик (плоскость,
чугун серый)
227
СУПЕРФИНИШИРОВАНИЕ
1
s
a
ffl
к
о
X
Э
со
о
о н
X X
ffl 4>
х S
ев х
<0S
х2
S3
Хх
ffl
X
ч
со
си
о
>>
Скорость в м'/мин
!
со 5
о х
С ffl
X О
со О
О.Х
ffl J9
о ч
X
О
О
X
Ч
СО «
СУ
ч к
О X
X X
a
1
Предыдущая
операция
i
I
X
X
СО
СП
о
X
S
X
со
X
х
о
со
о
X
СО
О.
СО
Тип детали
и обрабатываемый
металл
8—9
0,75—1
АСР 100/80 Ml 100
4
АСМ 60/40 Ml 100
2
50—120
2-5
0,1
6
Точение
Предварительная
Окончательная
Диск сцепления,
маховик (плоскость,
чугун серый)
10
0,5
К36М28
МЗ Б
2
35
60
0,01 (на
сторону)
9
Шлифование
Однократная
Толкатель (сфера,
чугун
специальный)
228
Продолжение
Шлифование и доводка деталей двигателя. Карта Ш-7
КОЛЕНЧАТЫЙ ВАЛ
Круглое шлифование методом врезания
Коренные шейки
Автоматический цикл
•
Выхаживание или
микроподача в
мин
поперечная
мм/мин по
пам
чистовая
Минутная
подача sM в
эта
черновая
вращения
детали в
м/мин
Скорость
шлифовального круга
в м/сек
Характеристика круга
Характер обработки
0.05—0,1
0.1—0,2
0,5—0,8
0.2—0,4
1,0—1,5
0,4—0,8
20—25
25—30
30—35
30—35
Э5 40С2—СТ1 7 К5
Э9А25—32С1—С2 7К5
Предварительная
Окончательная
овых станках.
на многокруг
Примечание. Режимы даны для обработки
Выхаживание в мин
Средняя минутная
поперечная подача sM в мм/мин
Скорость вращения
шлифование
шейки
шлифование
буртов
детали в
м/мин
шлифовального круга
в м/сек
Характеристика круга
Характер обработки
0.05—0.1
0.1—0,2
1.5—2.5
0.6—0,9
15—18
10—12
20—25
25—30
30—35
30—35
Э9А 40 СТ2—СТЗ 5 К5
Э9А 25—32 СТ1—СТЗ 5 К5
Предварительная
Окончательная
229
Ручной цикл
Выхаживание или
микроподача в
мин
Минутная поперечная подача
sM в мм/мин по этапам
Скорость вращения
чистовая
черновая
шлифование буртов
детали в
м/мин
шл ифоваль-
ного круга
в м/сек
Характеристика
круга
Характер
обработки
0,05—0,1
0.1—0.2
0,6—0,8
0,3—0,5
1.5—2,0
1.0—1,5
10—12
8—10
16—20
16—20
30—35
30—35
Э5 40С2—CTl 5K5
Э5 25—32 СМ2—
С2 5К5
Предварительная
Окончательная
Выхаживание в мин
Минутная поперечная
подача sM в мм/мин при
шлифовании
Скорость вращения
шейки
буртов
детали в
м/мин
шлифовального круга
в м/сек
Характеристика круга
Характер обработки
0.05—0,1
0,1—0,2
2,0—3,0
0.8—1,2
15—18
10—12
15—20
10—15
30—35
30—35
Э5 40 СТ2—СТЗ 5 К5
Э9А 25—32 СТ2—СТЗ 5 К5
Предварительная
Окончательная
230
Шатунные шейки
Автоматический цикл
Ручной цикл
Суперфинишированиеf
Достигаемый
класс
чистоты
Машинное
время tM
в мин
Удельное
давление
вращения
v в м/мин
цикле
чистовом
Скорость
детали
при
черновом
Длина
хода Lp x
в мм
Число
двойных
ходов
в минуту
Средний
припуск
на
диаметр
Характеристика
брусков
Класс
чистоты после
шлифования
8
9
9
0,7
1,0
0,5-0,7
2,0-3,0
2,0—3,0
| 5,0—6,0
30—40
30—40
30—40
15-20
15—20
15-20
6
6
3-5
100 — 120
100 — 120
300-500
0,008
0,005
0,02—0,03
Э9АМ28СМ2—С2К
Э9АМ20СМ2—С2К
Э9АМ40-М28 СМ2-
С2К
7
8
7 *
Достигаемый
класс
чистоты
Машинное
время tM
в мин
Скорость
перемещения
ленты v
в м/мин
Длина хода
в мм
Число
двойных
ходов в
минуту «д. х
Число
оборотов
детали в минуту
п
Средний
припуск на
диаметр 2а
в мм
Характеристика ленты
Класс
чистоты
до
полирования
9а
9в
10
1.0
0,3 1,0
0,3 — 1,0
20
4-6
3 6
3-6
50—70
100 400
100—400
100 — 150
100 200
100-200
0,01
0,002—0,004
0,002—0,004
Э53
АСО63/50
Р950 —100%
АСО50/40
Р950-100%
8
8—9
231
1 В случаях, когда суперфинишированием не обеспечивается заданная чистота обработки, можно применить
дополнительно полирование алмазной лентой. * Значения даны для станков с кинематическим замыканием.
Полирование абразивной и алмазной лентой
Примечание. Абразивную ленту применять после шлифования, алмазную — после суперфиниширования.
РАСПРЕДЕЛИТЕЛЬНЫЙ ВАЛ
Круглое шлифование методом врезания
Опорные шейки
Автоматический цикл
Выхаживание или
микроподача, в
мин
путная попе-
as^B мм/мин
гапам
чистовая
Средняя ми
речная подач
по э
черновая
вращения
детали в
м/мин
Скорость
шлифовального круга
в м/сек
Характеристика круга
Характер обработки
0,05—0,1
0,1—0,15
0,3—0,5
0,15—0,3
0,8—1,2
0,4—0,6
20—25
20—25
30—35
30—35
Э5 40С2—СТ1 5 К
Э9А25—32 С1— G2 5K
Предварительная
Окончательная
Выхаживание в мин
Средняя
минутная
поперечная пода-
ча sm в
мм/мин
Скорость вращения
детали в
шлифовального круга
в м/сек
Характеристика круга
Характер обработки
0,05—0,1
0,12—0,15
1,0—1,5
0,5—1,0
20—25
25—30
30—35
30—35
Э5 40СТ1—СТ2 5 К
Э9А 25—32 С2—СТ1 5 К
Предварительная
Окончательная
232
Примечание. Режимы даны для обработки на многокруговых станках.
Ручной цикл
Время
выхаживания в
мин
Средняя
минутная
поперечная
подача sM в
мм/мин
Скорость вращения
детали в
м/мин
шлифовального круга
в м/сек
Характеристика круга
Характер обработки
0,05—0,07
0,08—0,12
0,12—0,15
2,3—3,0
1,3—2,0
0,5—0,7
8—10
5-7
4—6
25—30
25—30
25—30
Э5 50 СТ2—СТЗ 5 К
Э9А 25-40 С2—СТ1 5 К
Э5 16—25 СВ
Э9А 25—CI—C2 5 К
Предварительная
Получистовая
Окончательная
Достигаемый класс
чистоты
кулачков
шеек
Машинное
время tM
в мин
Скорость
перемещения ленты
и в м/мин
Длина
хода Lp x
в мм
Нисло
двойных
ходов
в минуту
пд. х
Число обо -
ротов
детали п в
минуту
Средний
припуск
на
диаметр 2а в
мм
теристика ленты
Класс
чистоты
после
шлифования
86
9
1,0—1,5
20
4—6
50—70
100—150
0,01 0,015
Э5 3—5
0,25-0,6
3—5
300—650
*
90 — 100
0,002—0,005
АСО 80/63
Р950-100%
7—8
233
Кулачки
Полирование абразивной и алмазной лентой
ПОРШЕНЬ АЛЮМИНИЕВЫЙ
Бесцентровое шлифование методом врезания
ПАЛЕЦ ПОРШНЕВОЙ
Бесцентровое шлифование методом продольной подачи
s = sM (табл) Ks мм/мин, где /С$—коэффициент, зависящий от диаметра поршневого пальца d
н 3 о 5 о.н
о S «о н <и о
о <и е; о и о
С< « ас я о х
СЗ в
<и ню
oof*
со
U
>»
а
со
*
a
н
и
Я
а
а>
н
СО
а
со
X
i а>о
§£2
ч и а
О ев X
«- f- ~
S.OO
Скорость
детали у в
м/мин
Я гг. в Ж
<i «я со а{
и
Si 4 6 я
ас н о
К Юе О
о«о я
н 2 2 х
О о S я
я х со 2
Я Я п *
* 1
Номер
прохода
• I
(О
ю
— о
ОО
JU
ОО
о* о
о©©
х*л*я
а
ОО
lOlO
«и.
(МО
11
CNCN
оо
юиэ
оо
CNCN
Я
gSo
3 н
сч
(N —
о о*
1 1
ю со
— о
о" о"
— CN
Достигаемый
класс
чистоты
Достигаемая
точность 6
в мм
Характеристика
круга
Слой на
выхаживание
авых в мм
Время
выхаживания
*вых в ми"
Скорость
детали v в
м/мин
Минутная
подача sM
в мм/мин
Припуск на
диаметр 2а
в мм
Номер
операции
' 6
0,05—0.07
6—7
0,06—0,08
Э5 40СТ1 7 К
КЧ6 40СТ1 5 К
Э5 25 С2 7 К
0,04
0,05
30—40
1,8—2,0
0,15—0,25
1
0,02
0,1
40—50
0,3—0,4
0,06—0,12
2
7
0,04—0,06
Э5 25 С2 7 К
КЧ6 25С1 5 К
0,01
0,2
40—50
0,2—0,3
0,05—0,06
3
Примечание. Режимы на первой операции ориентированы на шлифование поршня без прорезей, на второй и
третьей операциях — на шлифование поршня с прорезями.
Достигаемый
класс
чистоты
поверхности
Достигаемая
точность
формы б
в мм
Характеристика круга
Угол
поворота
ведущего круга а°
Скорость
детали v
в м/мин
Минутная
подача sM
в мм/мин
Состоявшие
обрабатываемой
поверхности
Удвоенная
глубина
шлифования
2/ в мм
Номер
прохода
6—7
7
7—8
8—9
9—10
10
0,03—0.05
0,02—0,03
0,015—0,02
0,01—0,02
0.01—0,015
0,006—0,01
0.0025—0,005
0,0025—0.003
Э5 40СТ15К
Э5 40С2—СТ15К
Э5 25С1—С2 5К
Э5 25С1— С2 5К
. Э5 16С1—С2 5К
Э5 12С2—СТ15К
Э512ТВ
Ведущего
Э216ТВ
Полировального
К36М20СМ2ГЛ
Ведущего
К36М4.0СТ1 Б
4,0—4,5
3,5—4.0
3,0—3,5
2,5—3,0
2,5—3,0
2,0—2,5
2,0—2,5
3,5—4
2—2,5
20—24
24—28
28—33
33—39
33—39
39—49
39—49
-7-12 м/сек
40—50
1700
1700
1700
1700
1700
1700
1700
1760
Закаленная
>
»
0,09—0,12
0,08—0,10
0,06—0,08
0,04—0,06
0,03—0,04
0,02—0,03
0,01—0.015
0,001—0.005
(полирование)
4
7
9
10
1
25—40
30-35
25—30
20—25
d в мм
0,8
0,9
1,0
1,2
«S
235
к
X
й>
§
о
о.
Е
Примечание. Для надежного получения поверхности 10-го класса чистоты при шлифовании на
автоматизированных линиях рекомендуется полировать в два прохода или суперфинишировать на бесцентровосуперфинишных станках
модели 3878 на режимах, приведенных на стр. 227.
Коэффициент
Шлифование торцов поршневых колец
Режимы предусматривают шлифование торцов поршневых колец в две операции: черновую (на специальных
двухручьевых станках с горизонтальным шпинделем типа А-945) и чистовую (на специальных двухручьевых
станках с вертикальным шпинделем типа 3317).
Число проходов и и глубина шлифования t по проходам
5
по проходам
4
ювания t в мм
3
Глубина шлнс
2
1
Число
проходов и
Характер обработки
Припуск на
сторону а в
мм
0,07
0,08
0,01
0,12
0.02
з
2
Черновая
Чистовая
0,3
0,05
0,07
0,10
0,01
0,15
0.02
4
2
Черновая
Чистовая
0,4
0,07
0,10
0,15
0,01
0.15
0,02
2
Черновая
Чистовая
0,5
0,07
0.10
0.10
0,15
0,01
0,15
0,02
5
2
Черновая
Чистовая
0,6
236
Характеристика и скорость круга vKp, продольная подача sM и время обработки одной детали
где d— наружный диаметр кольца
Характеристика круга
Онерация
237
Черновая
Чистовая
Эскиз обработки
КЧ8 40С1—С2 9Б
К39 10—16СМ2—С1 9 Б
Скорость
круга vKp
в м/сек
Продольная
подача s^ в
м/мин
Шлифование торцов толкателей и клапанов
(станок двухшпнндельный с горизонтальным шпинделем)
Число оборотов
барабана п*
Характеристика шлифовального
круга
Требуемый класс
чистоты
1^2
Э2—Б 40—50 CI—CT1 7—8 Б
Э2—5 40—50 CI—CT1 7—8 Б
Э5 16—25 СМ2—С1 7—8 Б
6—7
8—9
Заточка и доводка твердосплавных режущих инструментов. Карта Ш-8
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ И ХАРАКТЕРИСТИКИ АЛМАЗНЫХ И АБРАЗИВНЫХ КРУГОВ
Характеристика круга
Скорость
круга
1'кр в
Hi сек
Подача
поперечная Sf В
мм/дв. ход
продольная
sm в
м/мин
Припуск а
в мм
Операция
Обрабатываемая
поверхность
Наименование
затачиваемого
инструмента
ПП300Э3 40С1 К
20—25
Ручная
Ручная
1.0
Заточка
Задние главная и
вспомогательная грани
по державке
Резец
проходной
238
мин, где q — число деталей, устанавливаемых в барабане;
Примечание. Время обработки одной дета
vKp = 25-f- 30 м/сек.
1
Характеристика круга
Скорость
круга
м/сек
Подача
поперечная S; В
'мм/дв. ход
продольная
м/мин 1
Припуск а
в мм
Операция
Обрабатываемая
поверхность
Наименование
затачиваемого
инструмента
ЧЦ300К39 40МЗ К
АЧК200 АСР 100/80 М
100%
АЧК200 АСР 63/50 Б
50%
15—18
18—20
20—25
0,1—0,12
0,03—
0,04
0,005
Ручная
1,0—1.5
0,5—1,0
0,5—0,7
0,3—0,4 ,
0,05—
0.10
Заточка
Доводка
Задние главная и
вспомогательная грани по
пластинке
АЧК150—200АСР100/80М
100%
АЧК200АСР50/40Б 50%
18—20
20—25
0.01 —
0.015
0,005
1,0—1,5
0,5
0,05—
0.10
Доводка
Передняя грань
АЧК150—200АСР100/80М
100%
АЧК150—200АСР100/80Б
50%
18—20
20—25
0.01—
0,015
0,005
1.0—1,5
0,5
0,1
0.05
Доводка
Радиус при вершине
АПП125Х 2АСР80/63М
100%
18—20
Ручная
Ручная
Доводка
Лунка или порожек
Резец
проходной
1
239
Продолжение
Характеристика круга
Скорость
круга
в м/сек
(,ача
поперечная S{ В
мм/дв. ход
продольная
sm в
м/мин
Припуск а
в мм
Операция
Обрабатываемая
поверхность
Наименование
затачиваемого
инструмента
ППЗОО ЭЗ 40—50 С1—-С2 К
25—30
Ручная
Ручная
1,0
Заточка
Главная и
вспомогательная задние грани
по державке
АЧК150 АСР100/80;М 100%
18—20
0,02—0,04
1,0—2.0
0,3—0,4
Заточка
То же, по пластинке
АЧК125—150 АСР50/40 Б
50%
20—25
0,005—
0,01
0.5—1,0
0,05
Доводка
Фаска передней
поверхности
Резец
отрезной
АЧК200 АСР50/40 Б 50%
20—25
0,005
0.5
0,05
Доводка
Главная задняя грань
АЧК125 АСР50/40 Б 50%
20—25
Ручная
Ручная
Доводка
Радиус при вершине
240
Характеристика круга
Скорость
круга
vkP
в м/сек
Подача
поперечная s( в
мм/дв. ход
продольная
S*B
Mj'MUH
Припуск а
и мм
Операция
Обрабатываемая
поверхность
Наименование
затачиваемого
инструмента
ЧЦ125 К39 25—40 CM 1K
АЧК125 АСР100/80М
100%
15—18
18—20
0,1—0,2
0,02—
0,03
10
1,0—2,0
0.4—0,6
0,1—0.2
Заточка
Доводка
Задняя грань обоих
перьев
Сверло
с
пластинками
твердого сплава
ЧК125К39 25—40МЗК
АЧК125 АСР50/40—
63/50 Б 50%
12
25
0,1
0,01
8
0.2—0.5
1,0—1,2
0,05
Заточка
Доводка
Задняя грань зубьев на
режущей части
Зенкер
насадной
ЧК125К39 25СМ1 К
18 20
0,1—0,12
6—8
Прорезка
Канавка
ЧК125К39 25СМ1 К
АЧК125 АСР63/50Б 50%
ЧЦ150Э9А 25СМ1 К
18—20
20—25
18—20
0.1—0,12
0,005
0.1—0,12
3—4
0,5—1,0
3—4
0,1—0,3
0,05
0,5
Заточка
Доводка
Заточка
Задний угол по
заданным граням согласно
чертежу
Передняя грань
Зенковка
241
Характеристика круга
Скорость
круга
в м/сек
Подача
поперечная Sf В
мм/дв. ход
продольная
м/мин
Припуск а
в мм
Операция
Обрабатываемая
поверхность
1
наименование
затачиваемого
инструмента
ЧК125 К39 25СМ1 К
15—18
0,1—0,12
3—4
0,1—0,3
Заточка
Торец под углом 15—
20°
ЧК125К39 25СМ1 К
15—18
0,1 0,12
3—4
Заточка
Торец под углом 7—
10°
1
1
ЧЦ150Э9А25СМ1 К
15—18
0.1 0.12
3—4
0.5
Заточка
Передняя грань
АЧК125 АСР50/40Б 50%
20 25
0,005
0.5—1,0
0.05
Доводка
Задняя грань
Цековка
1
ЧК.125 К39 40 СМ1—МЗ К
12
0.1
8
0,7
Заточка
Задняя грань режущей
части под углом а2
АЧК125 АСР100/80М 100%
АЧК125 АСР50/40Б 50%
18—20
20—25
0,02
0.005
1—2
0,2—0,5
0.1
0,05
Заточка
Доводка
То же, под углом at
Развертка
машинная
242
Продолжение
Характеристика круга
Подача
1 Скорость
^ при- про. круга
Операция пуск а дольная попереч- „
р мм ' с т, ная sf в КР
| 1 ж/*«« |**/дв. *од\
Наименование затачи- Обрабатываемая
ваемого ин- поверхность
струмента
АЗТ 100X3 АСР50/40Б
100%
18—20
0,02
1.0—2,0
0.3
Заточка
Передняя грань
Поотяжка 1
АПП300 АСР80/63 Б 50%
18—20
0,02
1,0—2,0
0,3
Заточка
круглая 1
Наружный диаметр
ЧК125Э9А 40СМ2 К
20
0,1
3,0
Заточка
Задняя грань по
державке
АЧК125 АСР100/80М 100%
АЧК125 АСР50/40Б 60%
18—20
20—25
0,02
0,005—
0,01
1,0—2,0
0,5—1,0
0,1
0.05
Доводка
Фреза Задняя грань (угол ф и
торцовая переходный фв) режу-
насадная щИХ Кромок по
пластине
АЧК125 АСР50/40Б 50%
25
0,01
1,0
0,05
Доводка
Фаска »а передней
грани
243
Примечание. Для алмазной обработки указан только вид связки (металлическая М или органическая Б) без
конкретизации марки, которая выбирается, исходя из условий работы.
ЧИСТОВАЯ ОБРАБОТКА ПОВЕРХНОСТНЫМ
ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ1
Раскатывание и обкатывание многороликовыми инструментами
с осевой подачей. Карта Д-1
1 В разработке раздела участвовали А. М. Правой (НИИТАвтопро.и^
П. В. Черников (ГАЗ), В. С. Парфиянович (МАЗ), Г. С. Ракошиц (ЗИЛ).
Методика кинематических расчетов дана в разработке А. М. Правона.
244
№ Последовательность опре- Zff^fJJL3?.
этапа деления режима обработки 5Комативы ИсхоА»ые данные
Расчет длины рабочего
хода Lpm х в мм
Определение диаметра
роликов Dp и их количества
ги
Определение подачи на
ролик s_ в мм /рол:
а) для обработки с
принудительной подачей
для инструментов
с ф = 0;
б) для обработки с
принудительной подачей
для инструментов
с ф ф 0;
в) для обработки с
самоподачей для
инструментов с ф^О
Определение подачи на
оборот сепаратора sc в мм/об\
1. Длина обработки
1-обр
2. Дополнительная
длина хода,
вызванная особенностями
наладки, конфигура- i
ции детали и
конструкции
инструмента Ldon
Диаметр
обрабатываемой поверхности
d
1. Обрабатываемый
материал
2. Требуемый класс
чистоты
3. Угол самоподачи
(угол наклона оси
вращения роликов
к оси обрабатываемой
поверхности)
4. Диаметр
обрабатываемой поверхности
d
1. Подача на ролик
2. Число роликов ги
Продолжение
этапа
Последовательность
определения режима обработки
Расчетная
формула и
нормативы
Исходные данные
VI
VII
Назначение окружной
скорости раскатывания или об-
катыва! ия v в м/мин
(скорости перемещения пятна
контакта ролика по
обрабатываемой поверхности) и
определение числа оборотов
сепаратора относительно детали
п0 в минуту:
а) определение
рекомендуемой окружной
скорости
раскатывания или обкатывания
v в м/мин по
нормативам;
б) расчет рекомендуемо
го числа оборотов]
сепаратора
относительно детали п0 в ми
нуту
Определение подачи на
оборот шпинделя станка s<
в мм/об (когда принудитель
но вращается только
инструмент или только обрабаты
ваемая деталь) ■:
а) определение отноше
пйя числа оборотов|
сепаратора
относительно детали к
числу оборотов
шпинделя станка А;
б) расчет подачи на оСо
рот шпинделя с
уточнением ее по паспорту
станка8
Расчет рекомендуемого
числа оборотов шпинделя
станка л в минуту с уточнением
его по паспорту станка
1. Окружная
скорость раскатывания
или обкатывания v
2. Диаметр
обрабатываемой поверхности
d
1. Схема обработки
2. Диаметр
обрабатываемой поверхности
d
3. Диаметр ролика
4. Подача на оборот
сепаратора
относительно детали sc
1. Схема обработки
2. Число оборотов
сепаратора
относительно детали п0
3. Диаметр
обрабатываемой поверхности
d
4. Диаметр ролика
Продолжение
этапа
Последовательность
определения
режима обработки
Расчетная
формула и
нормативы
Исходные данные
VIII
Расчет основного
машинного времени обработки /
в мин
1. Длина рабочего]
хода Lp x
2. Принятые
подача s0 и число
оборотов шпинделя п
1 При раскатывании и обкатывании, когда принудительно
вращаются деталь, и инструмент, отношение А до расчета числа оборотов
определить невозможно. Вследствие этого с G-ro этапа расчет псдется
в следующей последовательности: а) задают число оборотов детали п$
или число оборотов инструментального шпинделя п — пк, пк — число
оборотов опорного конуса инструмента; б) рассчитывают число
оборотов п^ или пк в зависимости от того, что задано п$ или пк, по
следующим формулам: при раскатывании, если задано пл, п„ = ± \пл —
где п и s0 должны быть взяты для одного и того же шпинделя (например,
для шпинделя обрабатываемой детали).
1 При обработке с принудительной подачей инструментами с ф^О
уточненная подача не должна быть меньше расчетной более чем на 10%.
ОБРАБОТКА ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
МНОГОРОЛИКОВЫМИ РАСКАТКАМИ И ОБКАТКАМИ
Диаметр и количество роликов инструмента для обработки
внутренних и наружных поверхностей
Г Диаметр
внутренней
поверхности
d в мм
40—16
| 16—25
25—50
50—75
75—100
100—150
150—250
Диаметр
роликов
Dp в мм
3—4
4—6
6—8
8—10
10—12
12—14
14—18
Количество
роликов zu
4
4—6
6—8
8—10
10—12
12—14
14—20
Диаметр
наружной
поверхности d
в мм
10—16
16—25
25—50
50—75
75—100
100—150
150—200
Диаметр
роликов
D в мм
6—8
6—12
8—12
10—16
12—16
12—18
16—18
Количество
роликов 1
*и
3—4
4—6
6—8
8—10
10—12
12—18
18—24
246
шпинделя детали
Основное машинное время
на оборот инструментального шпинделя
уточненное значение п . По п вычисляют
Подача
подача на оборот
нимается при вращении инструмента и детали в одном направлении,
знак минус (—) — при вращении в противоположных направлениях;
в) рассчитанные числа оборотов шпинделей уточняют по паспорту
станка. По скорректированному числу оборотов шпинделя определяют
В приведенных формулах знак плюс ( + )
привели задано nKf
при обкатыва-
, если задано
нии, если задано
Подача на ролик s.
Обрабатываемый материал
Сталь, алюминиевые и магниевые сплавы,
латунь, бронза
Класс
чистоты
10—11
8—9
G—7
6—8
Подача на
ролик s в мм/рол
0,1—0,4
0,2—0,5
0,4—0,6
0,1—0,3
Окружная скорость раскатывания н обкатывания v
Окружная скорость практически не оказывает влияния на
качество обрабатываемой поверхности. Значение скорости ограничивается
возможностью перегрева детали и инструмента, приводящего к
снижению стойкости инструмента и деформациям детали. Как правило, для
деталей диаметром d ^ 100 мм v= 15-J-40 м/мин, при d> 100 мм
v = 25-т- 60 м/мин.
Расчет значения А
Отношение числа оборотов сепаратора относительно детали к числу
оборотов шпинделя станка
Величину А определяют по таблице в зависимости от схемы обработки.
В схемах и формулах приняты следующие обозначения:
пд — число оборотов детали; пс — число оборотов сепаратора;
пк — число оборотов опорного конуса инструмента; i = -= отно-
ир
шение диаметра обрабатываемой поверхности к диаметру ролика
инструмента.
Значения А и чисел оборотов принимают по абсолютной величине
(без учета направления вращения).
Схема обработки
Раскатывание
Деталь не вращается,
опорный конус раскатки
вращается заодно со
шпинделем, сепаратор вращается
свободно
247
Примечания: 1. Меньшие значения подачи sp рекомендуются
для получения поверхностей более высоких классов чистоты.
2. С увеличением подачи возрастают радиальные и осевые усилия,
вследствие этого при обработке деталей недостаточной жесткости
следует применять меньшие подачи.
3. Шероховатость исходной поверхности и метод предварительной
обработки влияют на величину подачи. При более грубой исходной
поверхности рекомендуются меньшие подачи.
Продолжени е
Схема обрабо
Деталь вращается заодно
со шпинделем, опорный
конус раскатки не вращается,
сепаратор вращается
свободно
Деталь вращается заодно
со шпинделем, опорный
конус раскатки вращается
свободно, сепаратор не
вращается
Деталь не вращается,
опорный конус раскатки
вращается свободно,
сепаратор вращается заодно со
шпинделем
Деталь вращается заодно
со шпинделем станка,
опорный конус раскатки
вращается заодно с
инструментальным шпинделем станка,
сепаратор вращается свободно:
а) деталь и опорный конус
раскатки вращаются в
одном направлении
б) деталь и опорный конус
раскатки вращаются в
противоположных
направлениях
Продолжение
Схема обработки
Обкатывание
Деталь не вращается,
опорный конус обкатки
вращается заодно со
шпинделем, сепаратор вращается
свободно
Деталь вращается заодно
со шпинделем, опорный
конус обкатки не вращается,
сепаратор вращается
свободно
Деталь вращается заодно
со шпинделем, опорный
конус обкатки вращается
свободно, сепаратор не
вращается
Деталь не вращается,
опорный конус обкатки
вращается свободно, сепаратор
вращается заодно со
шпинделем
Деталь вращается
свободно, опорный конус
обкатки вращается заодно со
шпинделем, сепаратор не
вращается
Деталь вращается заодно
со шпинделем станка,
опорный конус обкатки
вращается заодно с
инструментальным шпинделем станка,
сепаратор вращается свободно:
Продолжение
Схема обрабо!
а) деталь и опорный конус
обкатки вращаются в одном
направлении
б) деталь и опорный конус
обкатки вращаются в
противоположных направлениях
Алмазное выглаживание. Карта Д-2
м, Последовательность Расчетная
этапа определения режима формула и Исходные данные
обработки нормативы
Расчет длины рабочего
хода Lp. x в мм
Выбор радиуса рабочей
поверхности алмазного
инструмента R в мм
Назначение усилия
выглаживания Р в кГ
Назначение подачи на
оборот шпинделя s0 в мм/об:
а) определение
рекомендуемой подачи по
нормативам;
б) уточнение подачи по
паспорту станка
1. Длина обработки
^обр
2. Дополнительная
длина хода Lqotv
вызванная особенностями
конфигурации детали
и наладки
1. Обрабатываемый
металл
2. Шероховатость
поверхности
1. Обрабатываемый
металл
2. Радиус рабочей
поверхности
инструмента R
3. Шероховатость
поверхности
4. Жесткость детали
1. Обрабатываемый
металл
2. Шероховатость
поверхности
Продолжение
ПОДАЧА s0, УСИЛИЕ Я, РАДИУС РАБОЧЕЙ
ПОВЕРХНОСТИ ИНСТРУМЕНТА R
Обрабатываемый материал
Сталь
закаленная HRC 50—65
Предшествующая операция
и класс чистоты
поверхности
Шлифование, 7
Шлифование, 8
Класс чистоты после
выглаживания
8—9
9—10
Радиус рабочей
поверхности инструмента (сфе-1
р и чес кой и
цилиндрической) R в мм
1,0—
2,0
1,0—
2.0
Усилие выглаживания
Р в кГ
15—25
15—25
о
А
•
со
СО
V
СО
о'
0,04—
0,08
0,04—
0,08
251
ж. Последовательность Расчетная
этапа определения формула и Исходные данные
режима обработки нормативы
Жесткость и
виброустойчивость
системы
станок—приспособление—инструмент—
деталь
Назначение скорости
выглаживания v в м/мин и рас-
I чет числа оборотов
шпинделя п в минуту: |
I а) назначение скорости
I по нормативам;
б) расчет
рекомендуемого числа оборотов
шпинделя станка;
в) уточнение числа
оборотов шпинделя по
паспорту станка;
г) уточнение скорости
I выглаживания по
I принятому числу
оборотов шпинделя
Расчет основного машин-1
| ного времени обработки* ;/
в мин
1. Длина рабочего
хода Lp, x
2. Принятые
подача s0 и число
оборотов шпинделя п
Примечание. При совмещении алмазного выглаживания
с тонким растачиванием или точением режимы определяют для каждой
позиции по режущему инструменту. Полученные режимы сверяют по
карте Д-2 (стр. 251—252) с рекомендуемыми для алмазного
выглаживания. Если расчетная подача для режущего инструмента превосходит
рекомендуемую, подачу необходимо уменьшить.
Продолжение
Обрабатываемый
материал
Сталь термооб-
работанная
HRC 35—50
Сталь
HRC 30—35
Сталь до HRC 30
Алюминиевые
сплавы, бронза,
латунь
Предшествующая операция
и класс чистоты
Шлифование,
7
8
Чистовое
растачивание или
обтачивание, 5—6
Чистовое
растачивание или
обтачивание, 5—6
Чистовое
растачивание или
обтачивание, 7—8
Класс чистоты после
выглаживания
8—9
9—10
7—8
7—9
9—11
Радиус рабочей
поверхности инструмента
(сферической и
цилиндрической) R в мм
1,5—
2,5
2,0—
3,0
2—4,0
2,5—
4.0
Усилие выглаживания
Р ъ кГ
15—25
10—20
5—15
5—15
Подача s0 в мм/об j
0,04—
0,08
0,04—
0,08
0,04—
0.08
0,04—
0,10
СКОРОСТЬ ВЫГЛАЖИВАНИЯ v
Скорость выглаживания не оказывает существенного влияния на
качество поверхности. Следует назначать возможно большую скорость,
однако необходимо учитывать возможность возникновения вибраций.
Рекомендуется принимать а=50-т-200 м/мин.
Примечания: 1. Применение меньших подач в пределах
указанного диапазона обеспечивает лучшее качество обработки и более
высокий класс чистоты.
2. При обработке тонкостенных и маложестких деталей принимать
меньшие значения из рекомендуемых усилий выглаживания.
ПРИЛОЖЕНИЯ
Дополнительные данные по режимам резания. Приложение 1
КОЭФФИЦИЕНТЫ ОБРАБАТЫВАЕМОСТИ СТАЛЕЙ
Коэффициенты обрабатываемости Км* характеризующие
ориентировочное соотношение между скоростями резания для различных
металлов, даны в зависимости от марки стали и ее твердости при
точении, сверлении, зенкеровании и фрезеровании твердосплавными
инструментами и из быстрорежущей стали.
За исходное значение скорости резания принято ее значение при
обработке углеродистой стали твердостью НВ 207. Значения этой
скорости резания приведены в соответствующих разделах справочника.
Там же даны значения коэффициентов для наиболее широко
применяемых сталей.
В остальных случаях рекомендуется пользоваться настоящим
приложением, при этом для сталей скорость резания v = vUcxKM>
где Vucx — скорость резания по нормативам для углеродистой стали
(2-я группа) с твердостью НВ 207. Коэффициент обрабатываемости
стали Км = КгрКн* здесь Кгр — коэффициент обрабатываемости по
группе; Кн — коэффициент обрабатываемости по твердости.
Коэффициент К
€таль
Автоматная
Углеродистая
Марганцовистая
Хромистая
Хромоникелевая
Хромомарганцови-
стая
Хромокремнистая
Марка стали
А12, А20, АЗО, А40
08, 10, 15, 20, 25, 30, 35, 40, 45, 50
15Г, 20Г, ЗОГ, 40Г, 50Г, 60Г, 65Г,
70Г, 10Г2, 30Г2, 35Г2, 40Г2, 45Г2,
50Г2
15Х, 15ХА, 20Х, 30X, 35Х, 38ХА,
40Х. 45Х, 50Х, 12X3
20ХН, 40ХН, 45ХН, 50ХН, 12ХН2А,
12XH3A, 20XH3A, ЗОХНЗ, 37XH3A,
12Х2Н4, 12Х2Н4А, 20Х2Н4. 20Х2Н4А
20ХГ, 35ХГ2
33XC, 38XG, 40ХС
Материал
инструмента
Быстрорежущая
сталь
1.2
1,0
0.75
0,85
0,8
0,7
0,7
Твердый
сплав
1.1
1.0
0.9
0,95
0,9
0,8
0,8
253
Продолжение
Сталь
Хромованадиевая
Хромомолибденовая
Хромоалюминиевая
Хромокремнемар-
ганцовистая
Хромоникельмолиб-
деновая
Хромоникельволь-
фрамовая
Хромоникельвана-
диевая
Хромо мол ибденова-
надиевая
Хромомолибдено-
алюминиевая
Марка стали
15ХФ, 20ХФ, 40ХФА, 50ХФА
20ХМ, ЗОХМ, ЗОХМА, 35ХМ, 35ХМА,
35Х2МА
35ХЮА
20ХГС, ЗОХГС. ЗОХГСА, 35ХГСА,
38ХГС, 38ХГСА
18Х2НЗМА, 18Х2Н4МА, 20ХНМ,
20Х2Н2М, 40ХНМА
25ХНВА
20ХНФА
35ХМФА
38ХМЮА
Материал
инструмента
Быстрорежущая
сталь
0,85
0,8
0,75
0.7
0,7
0,8
0,75
0,8
0,7
Твердый
сплав
0,8
0,85
0,8
0,8
0,8
0,85
0,85
0.9
0.8
Коэффициент Кн
Материал инструмента
и вид обработки
I. Быстрорежущая
сталь:
точение
сверление и зенке-
рование
фрезерование'. . .
II. Твердый сплав . .
Кн при твердости обрабатываемого металла НВ
156
1,55
1.3
1,35
1.3
179
1,25
1,15
1.15
1.2
187
1,15
1,1
1.1
1.1
197
1.1
1,05
1,05
1 05
207
1,0
1.0
1.0
1,0
217
0.9
0.95
0,95
0,95
229
0,85
0,9
0,9
0,9
255
0,75
0,85
0,75
0,8
285
0,6
0,75
0,6
0 75
321
0,5
0.65
0,5
0,65
332
0.5
0,65
0,45
0,65
375
0,4
0,6
0.35
0,55
ОБРАБАТЫВАЕМОСТЬ МАГНИЕВЫХ СПЛАВОВ1
Магниевые сплавы, в том числе сплав МЛ-5, применяемый при
производстве деталей автомобилей, обладают отличной обрабатываемостью
резанием, что обусловливается в 5—7 раз меньшими силами резания,
чем при точении стали, невысокой твердостью (НВ 45—65) и высокой
теплопроводностью. Стружка ломкая, и специальных средств для
стружколомания не требуется. Обработка производится без смазочно-
охлаждающей жидкости (СОЖ). Применение водных растворов
недопустимо по условиям пожарной безопасности. На отдельных
операциях деталь обдувают сжатым воздухом. В США при обработке
магниевых сплавов в качестве СОЖ используют минеральные масла.
Магниевые сплавы можно обрабатывать при высоких режимах ре-
1 Разработано с участием Н. И. Шарапова (МеМЗ).
254
зания. Там, где это представляется возможным, рекомендуется
применять инструменты из твердых сплавов (ВК8, В Кб).
Режимы резания обычно ограничиваются не режущими свойствами
инструментов, а данными станков, условиями обработки и опасностью
возгорания стружки. Опасность возгорания стружки возрастает с
повышением скорости резания выше определенных пределов и с
уменьшением размеров частиц магния, в частности при небольших
значениях толщины стружки.
Случаи воспламенения стружки имеют место при точении на
высоких скоростях и реже при фрезеровании. Сверление, зенкерование,
развертывание и нарезание резьбы метчиками осуществляются с
относительно невысокими скоростями резания, поэтому воспламенений
почти не бывает. В этих случаях оно может возникнуть от трения
инструмента о направляющую втулку или при работе чрезмерно
затупленным инструментом.
При обработке деталей из магниевых сплавов необходимо тщательно
выполнять специальные правила пожарной безопасности и принимать
необходимые меры для антикоррозионной защиты деталей
(оксидация и др.).
Ниже приведены основные данные по режимам резания на основании
производственной практики и литературных источников.
Подача
Рекомендуется назначать относительно большие подачи,
ограничиваемые возможностями станков, прочностью инструментов, жесткостью
системы станок—деталь—инструмент и требованиями к чистоте
обработанной поверхности.
Ниже приведены допустимые значения подач при точении и
фрезеровании в зависимости от требований к чистоте обработанной
поверхности и подачи осевых инструментов в зависимости от размеров
обработки.
Необходимо исключить условия, приводящие к возникновению
тонких стружек при работе с высокими скоростями резания во
избежание их загораний. В связи с этим не следует применять подачи
меньше 0,05 мм и необходимо полностью исключить контакт
инструмента с деталью при выключенной подаче. .
Точение и торцовое фрезерование
Класс чистоты
Подача s0 в мм/об при точении;
s2 в мм/зуб при фрезеровании
7
0,05-0,08
6
ОД-0,2
5
0,3-0,4
*
4
0,4-0.5
3
0,6—0,8
255
Примечание. При отсутствии специальных требований к
чистоте обработанной поверхности подачи при точении могут быть
увеличены до 1,5—2 мм/об.
Сверление, зенкерование, развертывание
Операция
Сверление и зёнкерова-
ние
Развертывание
s0 в мм1об при обрабатываемом диаметре d в мм
2
0,15
-
4
0,3
0,4-0,6
6
0,5
8
0,6
10
0,7
0,5-0,8
12
0,8
16
0,9
20
1,0
0,6-1,0
30
1,5
0,8-1,5
Скорость резания
При назначении скоростей резания необходимо учитывать числа
оборотов шпинделей, мощности привода, допустимые скорости
возвратно-поступательного движения головок при нарезании резьбы и др.
Уровень скоростей резания
при обработке магниевых сплавов
1
Операция
Точение
Торцовое
фрезерование
Параметры обработки
Глубина
резания t в мм
До 1
1—2
2—4
Подача s0
в мм/об
0,1—0.2
0,2—0,4
0,4—0,6
0,2—0,4
0,4—0,6
Черновое
Чистовое
Сверление, зенкерование, развертывание
Нарезание резьбы метчиками
v в м/мин
при работе инструментами
из твердых
сплавов
1500—2000
1000—1500
800—1000
600—800
500—600
600—1000
1500—2000
-
из
быстрорежущей
стали
500—600
300—400
250—300
200—250
150—200
200—300
400—500
50—100
20—40
256
Примечание. При глубине сверления более 5d и
усложнённых условиях работы подачи рекомендуется уменьшать.
Сила и мощность резания
Силы резания Pz и мощности резания при обработке магниевых
сплавов можно рассчитывать по таблицам для стали твердостью #5200,
умножив данные на 0,18.
ОБРАБАТЫВАЕМОСТЬ МЕТАЛЛОКЕРАМИ ЧЕСКИХ МАТЕРИАЛОВ
Точность заготовок, полученных методом прессования и спекания,
значительно выше, чем штампованных или литых. На долю
механической обработки остаются финишные операции, а также сверление
отверстий небольшого диаметра, выточка канавок и обработка
некоторых других поверхностей, которые невозможно или нерационально
получать прессованием.
Стойкость твердосплавных инструментов превосходит стойкость
инструментов из быстрорежущей стали в большей мере, чем при
обработке сталей и чугунов, поэтому для обработки металлокерамики
следует использовать, где это возможно, твердые сплавы группы В К,
в частности мелкозернистые ВК6М и ВКЗМ, причем последний является
более износостойким и хрупким, и его следует применять при
небольшой нагрузке на режущие кромки, когда исключается опасность их
выкрашивания.
Скорость резания vm = v- Kv, где v — скорость резания при
соответствующей обработке серого чугуна твердостью ИВ 229, Kv —
коэффициент, зависящий от характеристики материала.
Характеристика обрабатываемых материалов
JVe
материала
1
2
3
4
5
6
7
Состав в %
1,3—1,5 С
Остальное Fe
То же
100 Fe
96 Fe; 2,5 Си;
1,5 С
96 Fe; 2,5 Си;
1,5 С
(сульфиди-
рование)
То же
97 Fe; 3 Си
Микроструктура
•Пластинчатый перлит, небольшое
количество феррита и
включения цементита
Феррит, перлит
Феррит
Пластинчатый перлит, небольшое
количество феррита и включения
цементита
Пластинчатый перлит, феррит,
сульфиды *
Зернистый перлит, феррит,
сульфиды
Феррит + твердый раствор меди в
железе
Средняя
твердость НВ
90
70
50
100
70
70
| 100
9 Справочник п/р Барановского
257
Коэффициент Kv
Материал
инструмента
Быстрорежущая
сталь
Твердый сплав
Kv для материала *
■
0,2
0,3
2
0,3
0,55
3
0,65
1.1
4
0,2
0.3
5
0,25
0,5
6
0,4
t
0,65
7
0.2
0,3
Ниже приведены более подробные рекомендации по режимам
точения твердосплавными резцами.
Подача на оборот шпинделя s0
Характеристика
обрабатываемого материала
1,3—1,5% С, остальное Fe
(пластинчатый перлит, феррит,
включения цементита)
100% Fe (феррит)
96% Fe; 2,5% Си; 1,5% С
(перлит, феррит, сульфиды)
Класс чистота поверхности,
обработанной при s0 в мм/об ,
0,03 — 0,06
5
4
6
0,06 — 0,1
5—4
4
6—5
0,1—0,25
4
4—3
5
0,25-0,4
3
з
4
Скорости резания v = vnia6AKiK2K^ м/мин, где Кх — коэффициент,
зависящий от состава и структуры обрабатываемого материала; К2 —
от пористости при обработке желеэографитных композиций, /(3 — от
стойкости и марки твердого сплава.
Скорость резания vma^A
s0 в мм/об
1 До 0.05
0,08
0.10
0.15
0,20
0,25
0,30
0,2
77
60
53
42
36
32
29
итабл при глУбине резания
непропитанных
0,4
58
45
40
32
27
24
22
0,6
50
39
34
27
23
20
18
0,8
44
34
30
24
21
18
16
1.0
40
31
28
22
19
17
15
пропитанных
0,2
112
91
82
69
60
55
50
0,4
99
78
71
59
52
47
43
0.6
86
70
63
52
46
43
38
маслом
0,8
79
64
58
49
42
38
35
1,0 1
74 1
59
54
44
39
36
32
258
1 Пропитка деталей желеэографитных композиций маслом
позволяет повысить скорость резания на 30%. При пропитке маслом
деталей, не содержащих графита, скорости резания могут быть увеличены
еще в большей степени.
Примечания: 1. Величина подач определяется главным
образом требованиями к шероховатости обработанной поверхности. При
подачах более 0,2—0,25 мм/об шероховатость обработанной
поверхности резко возрастает вследствие вырывания частиц материала.
2. При точении пропитанных маслом деталей чистота поверхности
выше на один класс.
Силы резания Рг = Р2 {табл)Кр t кГ, где Кр —коэффициент,
зависящий от состава и структуры обрабатываемого материала; t —
глубина резания.
s0 в мм/об
р
*табл
Силы резания Рz
0,03
9
0.05
14
0,08
22
табл)
0.10
26
при t =
0.15
-37
- 1.
0,20
47
0,25
57
0.30
66
Значения коэффициентов Кг Д'а. Ks н Кр
Коэффициенты Кх и Кр
№ материала
(см. стр. 257)
1
2
з
4
6
7
*
*1
1.0
1.9
3.7
1.0
1.6
2.4
1.0
К"г
1.0
0.8
0.7
1.0
0.85
0,75
1.0
Коэффициент Кя
Коэффициент К9
Пористость
в %
к,
15
0,9
20
1.0
30
1,15
Марка
твердого
сплава
вкзм
ВК6М
К3 при стойкости Тр 1
в минутах резания
30
1,25
1,0
60
1.0
0.8
90
0,9
0.7 1
ПУШЕЧНОЕ СВЕРЛЕНИЕ И РАЗВЕРТЫВАНИЕ»
Пушечными сверлами и развертками обрабатывают относительно
неглубокие отверстия в тех случаях, когда обычные развертки не
обеспечивают требуемой точности, а тонкую растолку нельзя применить
из-за небольших диаметров отверстий. При обработке отверстий под
толкатели в блоках цилиндров, под клапаны в головках блоков, в
деталях гидроаппаратуры и других, обеспечивается точность 0,02—
0,025 мм и концентричность одновременно обработанных поверхностей
1 Разработано с участием М. С. Берлинера (ЗИЛ).
259
* Значения Кх даны для твердосплавных резцов.
0,C12—-0,013 мм. Для получения такой точности необходимо
обеспечить жесткость h точность шпинделей станков, высокую точность
инструментов и кондукторных втулок. Инструменты следует оснащать
твердым сплавом (обычно ВК6).
Возможны две схемы обработки: с вращающимся инструментом
и с вращающейся деталью.
Скорости резания пушечными сверлами и развертками несколько
ниже, чем при растачивании твердосплавными резцами. Глубина
резания при развертывании может быть больше, чем для обычных
разверток; подачи небольшие.
Уровень режимов резания
Обрабатываемый металл
Стали углеродистые и
легированные
конструкционные
Чугун серый
Чугун прочный
Алюминиевые и
магниевые сплавы
Твердость НВ
170—200
210—250
260—310
190—220
240—290
270—350
Скорость
резания V
в
м/мин
120
100
75
75
54
30
200
Подача s0 в мм/об при
диаметре инструмента
6
0,010
0.02
0,008
0,025
12
0,015
0,04
0,012
0,050
25
0,025
0,07
0,03
0,075
50
0,04
0,15
0,05
0,15
РАСКАТЫВАНИЕ РЕЗЬБЫ »
Раскатыванием можно получать внутренние резьбы 1 и 2-го
классов точности и 5—7-го классов чистоты при обработке цветных и
черных металлов повышенной пластичности. Точность резьбы в основном
зависит от исполнительных размеров раскатника и в меньшей степени
от материала детали, режима обработки и других факторов.
Раскатывание производится машинным или ручным способом и, как правило,
с применением сульфофрезола. Стойкость раскатников выше стойкости
метчиков в 6—50 раз.
1 Разработано С. И. Житницким (БАЗ).
260
Примечания: 1. Подача должна быть плавной. Значения
подачи лимитируются условиями отвода стружки. При развертывании
в благоприятных условиях подачи могут быть увеличены.
2. При сверлении в качестве смазочно-охлаждающих жидкостей
применяют сульфидированные или сульфохлорированные масла под
давлением от 20 до 70 атм (расход жидкости для сверл 0 10 мм —
8 л/мин, и 16 мм — 15—20 л/мин). При развертывании, если жидкость
не прокачивается через тело инструмента, то давление невысокое. Во
всех случаях необходимо тщательно фильтровать жидкость.
Раскатывание резьб в деталях из углеродистых, нержавеющих,
жаропрочных сталей и цветных металлов и сплавов с о ^ 36 кГ/мм*
производится по методу открытого контура.
Раскатывание резьб в деталях из низкоуглеродистых сталей,
цветных металлов и сплавов с а < 36 кГ/мм3 может производиться по
методу замкнутого контура. При раскатывании малоответственных
резьб рекомендуется применять метод открытого контура, так как
допуск на диаметр отверстия при этом может быть расширен.
Скорость раскатывания v
Обрабатываемый материал
Сталь:
низкоуглеродистая
углеродистая ....
нержавеющая и жаро-
V
в mJmuh
12
6
4
Обрабатываемый материал
Алюминиевые сплавы . .
V
в м/мин
25
15
15
10
Крутящий момент *
мкр — мкр (табл.) KtKi
, где Kt —коэффициент, зависящий от
обрабатываемого материала; /С» — от угла заборного конуса; L0f)p — длина
обработки в мм; d — диаметр резьбы в мм.
о.
SO £
s S *
4
6
10
12
16
20
М„.п в кГ-см
0.5
7
12
15
18
50
0,7
15
0,75
30
60
85
0,8
30
при шаге резьбы в мм
1,0
35
70
100
1,25
90
135
1.5
150
1,75
250
330
2,5
1000
261
Ориентировочные данные.
Коэффициент К i
Обрабатываемый
металл
Kl
А12
1,25
08
0,7
10
0,9
15
0,95
20
1,0
25
1.15
15Г
1.3
15Х
0.95
20Х
1,15
Алюминиевые
сплавы
0,4
Дюралюминий
0,55
Цинк
0,5
Медь
0,52
Латунь
0,65
Коэффициент К2
Угол заборного
конуса
з
20—30
45 (фаска)
Кл
1.0
1,4
3,5
Область применения
Для гаечных раскатников
» машинных »
» обработки цветных металлов и
низкоуглеродистых сталей
ПРОВЕРКА ЭЛЕКТРОДВИГАТЕЛЯ ПРИВОДА СТАНКА
ПО ПИКОВОЙ НАГРУЗКЕ И НА НАГРЕВ
Машинное время обработки детали tM необходимо разбить на
участки tx\ t2\ ts • • • с примерно одинаковым расходом суммарной
мощности j^Npe3: ^Npe3i'y J^Npe3t; £ N ре3з . . .. Наибольшее
значение суммарной мощности за цикл NntlK.
Для определения изменения 2 ^рез за период машинной работы
при многоинструментной обработке предварительно составляют
хронометрическую карту расхода мощности в следующей
последовательности:
1) строят график, по оси абсцисс которого откладывают время от
нуля до tM, а по оси ординат — мощность;
2) для каждого из инструментов последовательно один за другим
определяют мощность резания Npe3 с учетом времени работы
каждого.
262
Примечание. Машинное время и мощность при
раскатывании рассчитывают так же, как и при нарезании резьбы машинными
метчиками.
Проверка по пиковой нагрузке
где NH — номинальная мощность электродвигателя в кет; г\ — к. п. д.
станка; Кп — допустимый коэффициент перегрузки.
Время работы при пиковой на-
*п
До 2
2
2,1—3
1,75
3,
1—5
,5
Проверка на нагрев
Определяют эквивалентную мощность
где К\ и /С2 — коэффициенты, зависящие от условий пуска
электродвигателя; tM — машинное время; teen — вспомогательное время
операции; при iM^>2 мин можно принять /Cj = /С2 = 0; значения К\ и
К2 ПРИ ^<2 мин даны в таблице.
Условия остановки электродвигателя
Останавливается без торможения или с механическим тор-
Останавливается переключением на постоянный ток . .
Кх
0
0,05
0,1
0.2
Кг
1
0,45
0,45
0,45
Мощность электродвигателя достаточная, когда
Если суммарная мощность резания в результате указанной проверки
по NnuK или N3Ke больше, чем это допустимо по приводу станка,
следует изменить наладку, в частности, последовательность работы
инструментов, или повысить мощность электродвигателя. Если это невозможно,
следует понизить скорости резания.
Технологические рекомендации, используемые
при назначении режимов резания. Приложение 2
НАЗНАЧЕНИЕ МАРОК ТВЕРДЫХ СПЛАВОВ
Марка
ВК2
ВКЗМ
Ориентировочный состав
в %
Карбид
вольфрама
98
97
Карбид
титана
Кобальт
2
3
Средний
предел
прочности
при из-.
гибе
в кГ/мм%,
не менее
ПО
ПО
<Удельцый
вес
15,0—
15.4
15.0—
15.3
Твердость
HRA,
не
менее
90,0 1
91.0
263
Продолжение
Марка
ВК4
ВК6М
ВК6
ВК8
Т30К4
Т15К6
Т14К8
Т5КЮ
Т5К12В
ТТ7К121
Ориентировочный состав
в %
Карбид
вольфрама
96
94
94
92
66
79
78
85
83
81
Карбид
титана
30
15
14
6
5
4 /
Кобальт
4
6
6
8
4
6
8
9
12
12
Средний
предел
прочности
при
изгибе
в к Г/мм*,
не менее
135
135
145
160
90
115
125
135
160
160
Удельный
вес
14.9—
15.1
14,8—
15.1
14,6—
15,0
14,4—
14.8
9,5—9,8
11,0—
11,7
11,2—
12.0
12,3—
13.2
12.8—
13.3
13,0—
13,3
Твердость
HRA,
не
менее
*89,5
90,0
88,5
86,5
92,0
90,0
89.5
88.5
87.0
87.0
Обработка деталей из конструкционных сталей
{НВ 150—320)
Марка
Т30К4
Т15К6
Т14К8
Рекомендуемая область применения при обработке
черновой
Применять не
рекомендуется из-за хрупкости
Точение, фрезерование и
т. д. при благоприятных
условиях (равномерный
припуск, жесткие станки,
детали и оснастка)
Точение, торцовое
фрезерование при отсутствии
резко выраженной ударной
нагрузки
чистовой
Тонкая (алмазная)
расточка и обточка
Чистовая обработка,
за исключением тонкой
обточки и расточки
Применять, когда
использовать твердый сплав
Т15К6 нецелесообразно
из-за его недостаточной
прочности
264
1 Включает 3% карбида тантала.
Эксплуатационная прочность сплава оценивается надежностью
работы твердосплавных инструментов в определенных условиях без
поломок и выкрашиваний режущих кромок.
Эксплуатационная прочность сплава не определяется однозначно
пределом прочности на изгиб. Например, твердые сплавы ВК4 и ВК6М
имеют равное сопротивление при изгибе, а эксплуатационная прочность
ВК4 при черновом и получистовом точении более высокая.
Если эксплуатационную прочность оценивать, как это принято,
допустимыми значениями подачи при каких-либо конкретных условиях
работы, то различие в эксплуатационной прочности значительно
больше, чем разница в показателях временного сопротивления при
изгибе. Например, прочности при изгибе для сплавов Т5К10 и Т5К12В
отличаются на 15%, а допустимые значения подач — в 2—2,5 раза.
Продолжение
Марка
Т5КЮ
Т5К12В
ТТ7К12
ВК6М
Рекомендуемая область применения при обработке
черновой
>
Грубая обработка с
неравномерными припусками,
при прерывном резании или
невысокой жесткости
станка, детали и оснастки
Тяжелая черновая
обработка с большими
сечениями среза, по литейной
корке, сварным швам, с
ударами и т. п. Пригоден для
строгания. Применять
взамен быстрорежущей стали,
когда твердый сплав Т5К10
не обеспечивает надежной
работы без поломок
инструмента
Не пригоден из-за
недостаточной прочности
чистовой
Применять нецелесооб- 1
разно из-за невысокой 1
стойкости инструмента и
точности обработки
Непригоден, так как
показывает худшие
результаты, чем другие
инструментальные
материалы
Точение, развертывание
и т. д. при небольших
сечениях среза и относи- 1
тельно невысоких скоро- 1
стях резания I
Обработка чугунных деталей (НВ 130—250)
Марка
вкзм
ВК2
Рекомендуемая область применения при обработке
черновой
Применять не
рекомендуется из-за хрупкости
чистовой 1
Тонкая (алмазная) рас- 1
точка и обточка.
Допускается применение также
на операциях чистовой
обработки при
благоприятных условиях
(небольшие припуски, жесткие 1
станки, детали и оснастка) 1
265
Примечания: 1. Для инструментов из Т5К12В (или ТТ7К12)
необходимо повышать скорости резания на 40—50% по [сравнению
с применяемыми при работе быстрорежущими инструментами, так как
при равных скоростях твердый сплав может показать худшие
результаты. Эти сплавы допускают увеличение подач в 2—2,5 раза по
сравнению с Т6КЮ и требуют снижения скоростей резания примерное
1,6 раза.
2. В случае, когда необходимо работать со скоростями резания,
более низкими, чем принятые для сплавов группы ТК, являющихся
основными для обработки стальных деталей, лучшие результаты по
стойкости показывают сплав ВК6М (срезание тонких стружек) и
в ряде случаев сплав ВК8 (черновая обработка). Значения скоростей
резания, при которых целесообразно применять эти сплавы, зависят
от свойств обрабатываемого материала, сечения среза, конструкции
инструмента, состояния оборудования и т. п.
3. Покрытие неперетачиваемых пластинок тонким слоем карбида
титана повышает их стойкость в 2—4 раза.
Продолжение
Марка
ВК6М
ВК4
ВКб
ВК8
Рекомендуемая область применения при обработке
черновой
Применять не
рекомендуется из-за недостаточной
эксплуатационной
прочности
При точении и
фрезеровании, за исключением
неблагоприятных условий
работы (нежесткие станки,
детали, оснастка, ударная
нагрузка на режущие
кромки при значительных
припусках и т. п.)
Грубая обработка с
неравномерным припуском,
ударами, недостаточно
жесткие станки, детали и
оснастка, когда более
износостойкий сплав ВК4 нельзя
применять из-за
недостаточной прочности
чистовой
Работа с относительно
невысокими скоростями
резания
Основные сплавы для
чистовой обработки
чугунных деталей
Применять
нецелесообразно из-за невысокой
стойкости инструмента и
точности обработки по
сравнению со сплавами,
рекомендуемыми для
чистовой обработки
Обработка цветных сплавов и металлокерамических материалов
При обработке цветных сплавов и металлокерамических материалов
применяют сплавы группы ВК.
Результаты специальной экспериментальной работы и
производственных испытаний показали, что при обработке
металлокерамических железографитовых композиций перлитной и перлитно-ферритной
структуры лучше применять мелкозернистые твердые сплавы ВК6М
и ВКЗМ.
Эти сплавы показали лучшие результаты при обработке
автомобильных поршней из алюминиевого сплава.
ОБЩИЕ РЕКОМЕНДАЦИИ ПО ВЫБОРУ ХАРАКТЕРИСТИКИ
ШЛИФОВАЛЬНОГО КРУГА
Качество и производительность шлифовальных операций зависят
в значительной мере от правильного выбора характеристики
шлифовального круга, определяемой материалом связки, твердостью и
структурой круга.
Характеристика круга зависит от таких факторов как:
обрабатываемый материал, заданные точность и класс чистоты обработки,
площадь контакта шлифовального круга с обрабатываемой поверхностью,
266
Примечания: 1. Лучшие результаты при тонком точении
обеспечивает, как правило, твердый сплав ВКЗМ. Поэтому во всех
случаях, когда применяется сплав ВК2, следует проверять
целесообразность замены его сплавом ВКЗМ.
2. Твердый сплав ВК.6М более износостойкий, чем ВК4 и ВК6, при
относительно невысоких скоростях резания (v = 40 -S-60 м/мин). При
более высоких скоростях резания сплав ВК6М не имеет заметных
преимуществ по износостойкости и уступает сплавам ВК.4 и ВК6 по
эксплуатационной прочности.
3. Покрытие неперетачиваемых пластинок тонким слоем карбида
титана повышает их стойкость в 2—4 раза.
характер шлифовальной операции, снимаемый припуск, скорость круга
и детали, подача или усилие шлифования, состояние шлифовального
станка, характер оплаты труда рабочего.
Ниже приведены общие рекомендации по выбору характеристики
шлифовального круга в зависимости от параметров обработки.
Рекомендуемые характеристики для каждого вида шлифования
приведены в соответствующих картах (карты Ш1—Ш7).
Параметры круга
Основные факторы, определяющие выбор
параметров шлифовального круга
Материал
абразивного зерна
Зернистость
Твердость
Обрабатываемый материал. При всех методах
шлифования углеродистой, легированной и
быстрорежущей стали, ковкого чугуна, берилловой
бронзы, сварочного железа и др. применяется
электрокорунд
При шлифовании серого и отбеленного чугуна,
латуни и мягкой бронзы, алюминия, меди,
твердых сплавов, резины, кожи применяется карбид
кремния.
Припуск. Чем больше припуск, тем более
крупнозернистые круги следует выбирать для
обеспечения производительного съема.
Заданный класс чистоты поверхности. Чем выше
класс требуемой чистоты поверхности, тем более
мелкозернистые круги рекомендуется применять.
Высокий класс чистоты поверхности может быть
также обеспечен при работе кругами средней
зернистости и соответствующих режимах правки.
Физические свойства обрабатываемого
материала. Для обработки мягких и вязких материалов
следует применять более крупнозернистые круги,
для твердых и хрупких — мелкозернистые.
Площадь контакта круга с деталью. При
большей площади контакта следует применять круги
более крупной зернистости.
Физические свойства обрабатываемого
материала. Для более твердых материалов применять
мягкие круги, для мягких — твердые. Однако для
некоторых мягких материалов (бронза и др.)
используют мягкие круги, что предохраняет их от
засаливания.
Площадь контакта круга с деталью. Чем меньше
площадь контакта, тем большей твердости круги
следует применять.
Характер обрабатываемой поверхности.
Прерывистые поверхности (типа шлицевых валов),
шейки, ограниченные буртами, глухие отверстия и т. д.
следует обрабатывать кругами большей твердости
чем гладкие шейки и сквозные отверстия.
Скорости круга и детали и их отношение —- .
Чем выше скорость круга и больше отношение, тем
меньшей твердости круги следует применять. При
увеличении скорости детали без изменения
скорости круга следует увеличивать твердость круга.
Подача или усилие шлифования. При большей
подаче или усилии шлифования следует выбирать
круги большей твердости.
Состояние шлифовального станка. При
изношенном станке и больших люфтах в шпинделе
следует применять круги большей твердости.
Степень автоматизации. В случае
автоматической подачи и повременной оплаты труда рабочего
следует применять круги меньшей твердости,
чем при ручной подаче н сдельной оплате труда.
267
Продолжение
Параметры круга
Основные факторы, определяющие выбор
параметров шлифовального круга
Связка
Структура
Физические свойства обрабатываемого
материала. Для обработки материалов, склонных к при-
жогам, применять бакелитовую связку.
Площадь контакта круга с деталью. При
больших площадях контакта (например, плоское
шлифование торцом круга) применять бакелитовую
связку.
Характер обрабатываемой поверхности. Для
шлифования шеек с буртами, шлицев,
одновременного шлифования шейки и торца следует
применять боросодержащую связку (типа К5).
Заданная точность и класс чистоты поверхности.
При прецизионном шлифовании следует
применять керамическую связку. Высокий класс чистоты
обеспечивают бакелитовая, вулканитовая или
шеллаковая связки.
Припуск. Для съема больших припусков
рекомендуется использовать круги на керамической
связке. Вулканитовую и шеллаковую связку
применять для съема незначительных припусков.
Физические свойства обрабатываемого
материала. Вязкие и мягкие материалы, склонные к при-
жогам, следует обрабатывать кругами с открытой
структурой, твердые и хрупкие — кругами с
плотной структурой (3, 4).
Заданное качество обработки. В случае высоких
требований к качеству обработки следует
выбирать плотную структуру а при грубой обработке
и неравномерном усилии шлифования —
открытую структуру.
Площадь контакта круга с деталью. Чем меньше
площадь контакта, тем более плотную структуру
можно применять.
Характер шлифовальной операции. При круглом
шлифовании (центровом и бесцентровом) и
плоском шлифовании периферией круга применять
среднюю структуру (5, 6), при внутреннем,
плоском и шлицешлифовании, а также при
одновременном шлифовании шейки и торца — открытую
(7, 8).
ЗУБООБРАБОТКА
Выбор числа заходов червячной фрезы
Двухзаходные червячные фрезы рекомендуется применять при
предварительном или однократном зубофрезеровании под
шевингование колес с числом зубьев более 15 и при однократном окончательном
зубофрезеровании колес с нечетным числом зубьев.
Трехзаходные червячные фрезы рекомендуется использовать при
предварительном зубофрезеровании, однократном зубофрезеровании
под шевингование с числом зубьев более 20 и некратным трем, а также
при окончательном фрезеровании зубьев колес типа маховика.
Трехзаходные червячные фрезы из стали Р9КЮ применять не
рекомендуется из-за их повышенной хрупкости по сравнению с
быстрорежущими сталями нормальной производительности.
268
Определение стойкости червячной фрезы
в зависимости от числа осевых передвижек
Стойкость фрезы может быть повышена за счет периодических
передвижек вдоль оси
где Lu — длина рабочей части фрезы; А = 1,2Д — расстояние от центра
детали до торца фрезы в начальном положении (при первой установке);
С — расстояние от центра детали до другого торца фрезы в конечном
положении; А — величина осевой передвижки.
Величины осевой передвижки двухзаходной червячной фрезы в
зависимости от модуля, числа зубьев колеса и подачи приведены в
таблице.
Подача s0
в мм/об
1,5—2,0
2,0—2,5
Число зубьев
детали г$
До 20
25—45
Св. 50
До 20
25—45
Св. 50
А в мм при модуле т в мм
2
4
6
8
6
8
10
3
6
8
10
8
10
12
4
8
10
12
10
12
14
5
10
12
14
12
14
16
6,5
12
14
16
14
16
18
Угол наклона зуба р* в град
Коэффициент (одноименное
направление зубьев детали и фрезы) . .
15
1,2
20
1,5
25
1.8
35
2,3
40
2,5
Значения С
Угол зацепления
в град ^
20
14,5—15 ....
Расстояние С в мм при высоте головки зуба
детали в мм
2
5
7
3
8
11
4
11
15
5 -
13
18
6
16
22
269
Примечания: 1. При работе однозаходными червячными
фрезами табличные значения Л умножать на 0,8, а при работе трехза-
ходными червячными фрезами — на 1,2.
2. Для шлицевых фрез осевую передвижку принимать равной
половине шага.
3. В таблице Л даны для прямозубых колес; для косозубых колес
эти значения умножать на коэффициент.
Стойкость фрезы с учетом осевых передвижек Т0б= TM(W+ 1),
где Тм — стойкость за одну установку (между передвижками) фрезы.
Выбор угла скрещивания осей шевера и детали
Угол скрещивания со определяется как разность углов наклона
зубьев шестерни и шевера, рекомендуется принимать равным 10—15°.
В том случае, когда конструкция детали не позволяет устанавливать
рекомендуемый угол, он может быть уменьшен до 5°.
Типы резцовых головок и область их применения
Тип,резцовой головки
Односторонняя
Двусторонняя '
Трехсторонняя
Одноцикловая
Область применения
Окончательное нарезание зубьев ведущих
колес
Предварительное нарезание зубьев ведомых
и ведущих колес
Окончательная обработка зубьев ведомых
колес
Предварительное нарезание зубьев ведомых
колес
Окончательное нарезание (протягивание)
зубьев ведомых спирально-конических колес
Методы нарезания конических колес
при обработке двумя дисковыми фрезами на станках
5230 (типа «Конифлекс»)
Метод
Врезание
Обкатка (простая)
Комбинированный
(интенсивное врезание и
окончательное
профилирование обкаткой)
Область применения
Предварительное нарезание,
крупномодульных колес
Чистовое нарезание предварительно
нарезанных заготовок и нарезание зубьев на
цельных заготовках колес с углом начального
конуса до 45°
Нарезание за один или два прохода
зубчатых колес (независимо от модуля) с углом
начального конуса более 45°
270
Критерии затупления зуборезного инструмента
(по задней поверхности)
Инструмент
Фреза червячная
Фреза шлицевая
Долбяк
Фреза дисковая
фасонная
Фреза для станка 5230
(типа «Конифлекс»)
Резец зубострогальный
Головка резцовая («Ре-
векс»)
Протяжка круговая
(сРивасайкл»)
Головка резцовая
дву- и трехстбронняя
Головка резцовая
одно- и двусторонняя
Головка резцовая од-
ноцикловая
Характер обработки
Однократная окончательная . .
Окончательная после предваритель-
Однократная под шевингование
Под шевингование после предвари-
Однократная под шлифование . .
» окончательная . .
Окончательная после предвари-
Однократная окончательная . . .
Окончательная после предваритель-
Однократная под шевингование
Под шевингование после предвари-
Предваритсльное фрезерование
прямых зубьев конических колес
Однократная окончательная . . .
Окончательная после предвари-
Окончательная обработка на зубо-
Предварительное нарезание
прямых зубьев конических колес . .
Окончательное протягивание
прямых зубьев конических колес . .
Предварительное зубонарезание
спирально-конических колес . .
Окончательное зубонарезание
спирально-конических колес . . .
Окончательное зубонарезание
ведомых спирально-конических ко-
Износ в мм
1,4
0,5
0,5
1.0
0,5
1.4
0,5
0,2
1,4
0,2
0,2
0,8
0,5
1.5
1,0
0,3
0,3
0,3
1,0
1.0
1.0
0,2
0,2 J
271
Примечание. Приведенные критерии затупления определены
по качеству поверхности и точности зубчатого колеса. В некоторых
случаях критерием затупления может служить шероховатость
поверхности.
Краткая характеристика процесса накатывания зубьев
ведомых конических колес
Параметры
Сущность метода
Точность обработки
Технологический
процесс
Заготовка
Оборудование
Нагрев заготовки
Зубонакатный инстру-
1 мент
Характеристика параметров
Образование зубчатого венца пластическим
деформированием нагретой заготовки зубона-
катным инструментом взамен
предварительного нарезания зубьев I
Выше точности предварительного зубонаре-
зания
Остается в основном таким же, как и при
нарезании зубьев. Особенности?
1) замена предварительного зубонарезания
накатыванием зубчатого венца;
2) введение дополнительной токарной
операции;
3) введение промежуточной термической
обработки для легированных сталей
Вес заготовки равен весу окончательно
обработанного колеса с учетом припусков на
дальнейшую механическую обработку
Зубонакатные полуавтоматы конструкции
НИИТАвтопрома (мод. 536, 569, 2008). Цикл
автоматизирован, за исключением установки
заготовки. Продолжительность цикла
колеблется от 1,5 до 4 мин в зависимости от
размера колеса
Производится от машинного генератора
мощностью 100—250 кет с частотой 2500 гц
через понижающий трансформатор и индуктор
т. в. ч. непосредственно на зубонакатном
полуавтомате. Температура нагрева
поверхностного слоя заготовки 1100—1150° С, при этом
температура нижних деформируемых слоев
должна быть не ниже 800° С. Контроль
глубины прогрева производится по макрошлифу. 1
Граница нагрева должна быть ниже дна
впадины накатанного зуба примерно на величину,
равную модулю
Представляет собой комплект, состоящий из
зубонакатного колеса, наружной и внутренней
реборд. Зубонакатное колесо выполнено в виде
сопряженного колеса с накатываемым.
Материал сталь ЭИ956, ЭИ958, ЗХ2В8 и др.
(стойкость инструмента приведена в карте 3-10)
*
Продолжение
Параметры
Охлаждение и смазка
Технико-экономические
показатели
Характеристика параметров
Охлаждение инструмента и патрона для
крепления детали производится автоматически
водой в течение 30—60 сек после снятия с
патрона накатанного колеса. Смазка
инструмента применяется для уменьшения трения при
деформации металла и повышения стойкости
инструмента в виде водной суспензии
коллоидного графита
Производительность обработки зуба
увеличивается в 4—5 раз. Один зубонакатный
полуавтомат заменяет не менее трех зуборезных
станков. Уменьшается расход металла на 20%.
Улучшаются физико-механические свойства
зубчатых колес, увеличивается прочность и
износостойкость на 20%
ПРОТЯГИВАНИЕ
Расчет сил резания
Сила резания
где F — сила резания на единицу длины режущей кромки в кГ/мм (см.
карту П-3); J] 6 — суммарная длина режущих кромок всех зубьев,
одновременно участвующих в резании, в мм.
При обработке нескольких поверхностей набором протяжек по этой
формуле рассчитывают силу резания для каждой поверхности отдельно,
при параллельной работе эти силы суммируют, при последовательной —
принимают наибольшую из них.
При протягивании круглых отверстий
где D — наибольший диаметр зубьев в мм; гс — число зубьев в секции
прогрессивных протяжек (для непрогрессивных гс = 1); z/ —
наибольшее число одновременно работающих зубьев.
Для шлицевых отверстий и шпоночных пазов
где Ьи — ширина протягиваемой поверхности (плоскости, паза, уступа)
при постоянной ширине обрабатываемого контура в мм\ п — число
шлицев или шпонок.
При протягивании цилиндрических поверхностей
при профильной и прогрессивной схемах резания
где ос — угол контакта обрабатываемой поверхности
с режущими кромками зубьев протяжки (наружное
протягивание).
273
Для пазов, плоскостей и уступов с постоянной шириной
обрабатываемого контура
где со — угол наклона режущей кромки зуба протяжки.
В приведенных формулах ц = -j- + 1, где 1и —
длина протягивания в мм\ t — шаг зубьев
протяжки в мм. Результат округляют до ближайшего
меньшего целого числа.
Для поверхностей с выточками z/, а для
плоскостей и уступов с переменной шириной
обрабатываемого контура 26 определяют графически.
Графическое определение Z; при обработке отверстий и вогнутых
радиусных поверхностей с выточками
На листе А в масштабе вычерчивают эскиз протягиваемого
отверстия. В том же масштабе на листе Б наносят риски с шагом, равным шагу
зубьев протяжки. Кромку листа Б с
нанесенными рисками совмещают с линией
протягиваемого отверстия и подсчитывают количество
зубьев (рисок), находящихся в контакте с
обрабатываемым отверстием. Затем лист Б
перемещают относительно листа А в направлении
оси отверстия в пределах шага, причем в
двух-трех промежуточных положениях
проверяют числа рисок, находящихся в
контакте с изделием и за величину z,-
принимают наибольшее из них.
Графическое определение J Ь для плоскостей и уступов
с переменной шириной обрабатываемого контура
На листе А в масштабе вычерчивают эскиз протягиваемой
поверхности. В том же масштабе на листе кальки Б наносят
прямые /, соответствующие зубьям протяжки
(т. е. с шагом t под углом наклона зуба
со). Шаг зуба делят на четыре равные
части и через точки деления проводят
прямые //, /// и IV, параллельные /.
Длина отрезков blt b2f b9 и т. д.
соответствует длине лезвий, одновременно
участвующих в резании. На обоих листах
наносят линии, соответствующие
направлению рабочего хода В и Г. Лист Б
накладывают на лист А так, чтобы на
обоих листах совместились линии В и
Г. На всех прямых /, //, III и IV
измеряют длины отрезков b^ b2, b3 и т. д.
Сумма длин отрезков на прямых / соответствует сумме длин лезвий,
одновременно участвующих в резании в первом положении протяжки
относительно детали, и равна 2^1 = Ьх + Ь2 + Ь3 + . • •.
Аналогично подсчитывают суммы длин лезвий на прямых //, ///
и /К. Для расчета силы резания принимают наибольшее из четырех
полученных значений %Ь.
274
Разница в значениях 2б» полученных на прямых /, //, ///, /V,
характеризует неравномерность сил резания.
Ориентировочные значения длины протяжек
с групповой схемой резания — «прогрессивных»
(по примерам производственной практики)
Длина рабочей части протяжки
для обработки цилиндрических отверстий
Диа-
1 метр
1
отверстия d
в мм
Пос
15—18
19—30
31—50
Длина
тягивания
'и
в мм
ле меха
40
30
60
120
50
50
90
120
120
180
Припуск
на
Диаметр
в мм
ническо
0,6
0,9
1.0
1.0
1.5
1.0
2,0
2,3
Сила
тягивания
рст
в m
в мм
й обработки
2 1 150
г*
13
10
17
20
7
16
200
300
650
200
300
450
550
850
950
Диаметр
отверстия d
в мм
51—
100
Без
30—50
30—50
1 30—50
60—80
*
Длина
тягивания
'и
в мм
50
65
100
Припуск
на
Диаметр
в мм
1.0
1.0
1,0
механической
50 1 4
50 5
50
50
Протяп
6
5
звание в
Сила
тягивания
р
гcm
в т
17
20
25
в мм
180
250
550
обработки *
10 1 550
10 650 1
15
20
один п
550
900
роход.
Длина рабочей части протяжки
для обработки шлицевыхотверстий
Диаметр
отверстия d в мм
16—20
21—30
31—40
Длина
протягивания 1и в
мм
35
40
50
40
70
100
30
60
70
90
100
Припуск на дна-f
метр в мм
4
4.5
4
5
6
7
6
6
8
6
8
Сила
протягивания Рст в т
2
До
10
8
10
13
10
15
Количество
проходов
1
■
2
1
1п в мм
500
600
500 '
550 !
800
800
550
700
1000
850
1100
Диаметр
отверстия d в мм
41—50
Св. 50
Длина
протягивания 1и в мм
35
50
60
70
90
90
140
50
50
100
Припуск на
диаметр в мм
5.5
7.5
7,5
7
7
10
8
6,5
10
12
Сила
протягивания Рст в т
12
16
12
10
17
16
18
15
20
Количество
проходов
1
2
1
2
1п в мм
520
700
800
850
900
950
800 l
800
1000
700
Примечания: 1. Для протяжек других конструкций 1п
увеличивать на 30%, при этом в ряде случаев возрастает и число
проходов.
2. При полуавтоматическом цикле протягивания отверстий 1п уве-
личивать на 100—150 мм из-за удлинения заднего хвостовика.
Длина рабочей части протяжек для наружных поверхностей. Примеры
276
омплекта
нта в мм
общая
с учетом
совмещаемых
протяжек in
Длина к
инструме
для
каждой
поверхности
Сила про-
Тип тягива-
станка ния Рст
в т
Максимальный
припуск
на
сторону в мм
Наибольшая
длина
тягивания в мм
Размер
обрабатываемой
поверхности
в мм
Обозначение
поверхности
800
1500
1500
1500
1500
800
500
700
750
40
20
ВП
3,5
4,0
0,5
8
60
60
60
115
0 65
26
А
Б
В
Г
Д
1000
970
920
920
900
900
900
1000
970
920
890
440
680
60
20
ВП
4.0
4 0
3,5
3,5
0,9
0,9
0,5
71,5
212
212
212
212
212
212
141.5
0 74
35
8
34
8
1
А
Б
Г
В
Г
Д
Продолжение
мплекта
нта в мм
общая
с учетом
совмещаемых
протяжек 1п
Длина кс
инструме
для
каждой
поверхности
Сила гро-
тягнва-
ния Рст
в т
Тип
станка
Максимальный
припуск
на
сторону в мм
Наибольшая
длина
протягивания
в мм
Размер
обрабатываемой
поверхности
в мм
Обозначение
поверхности
3200
3000
3000
3200
1500
1600
25
20
20
гп
9.5
5.5
5.6
620
150
150
180
0 65
25X5
А
Б
В
900
• 1150
1150
1250
1250
900
750
400
760
490
20
ВП
2,0
3,5
2,0
4,5
4,0
10
35
35
40
40
34
0 55
0 70
20
А
Б
В
Б
В
277
эмплекта
нта в мм
общая
с учетом
совмещаемых
протяжек 1п
Длина к
инструме
'для
каждой
поверхности
Сила
тягивания Рст
в т
Тип
станка
Максимальный
припуск
на
сторону в мм
Наибольшая
длина
протягивания
в мм
Размер
обрабатываемой
поверхности
в мм
Обозначение
поверхности
1050—
1200
900
900—1200
Ю50—
1200
900
900—1200
20
ВП
5,0—9,0
5,0
3,0—4,5
60
50
24
50
А
Б
В
650
650
20
ВП
3—3,5
55
55
А »
278
Продолжение
Длина комплекта
инструмента в мм
общая
с учетом
совмещае
мых
протяжек 1п
для
каждой
поверхности
Сила
тягивания Рст |
в т
Тип
станка
Максимальный
припуск
на
сторону в мм
Наибольшая
длина
протягивания
в мм
Размер
обрабатываемой
поверхности
в мм
Обозначение
поверхности
1000
850
1000
850
20
20
ВП
ВП
2.5
2.5
80
26
80
0 26
А
Б »
900
900
20
ВП
4.5
15
Сложная
фасонная
поверхность
А *
279
1 Одновременно обрабатывают два торца.
2 Деталь обрабатывают в два перехода.
4)
S
X
<и
X
о
р.
С
КРАТКАЯ ХАРАКТЕРИСТИКА ПРОЦЕССОВ
ЧИСТОВОЙ ОБРАБОТКИ
ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
Раскатывание и обкатывание многороликовыми инструментами
В результате обработки улучшается чистота поверхности и
качество поверхностного слоя, что способствует повышению
эксплуатационных свойств деталей. Для обработки внутренних и наружных
поверхностей (цилиндрических, конических, профильных и торцовых)
применяют различные по конструкции инструменты.
Наибольшее распространение получили многороликовые
инструменты для обработки цилиндрических поверхностей с осевой подачей.
Метод
Раскатывание
многороликовыми
инструментами
Обкатывание
многороликовыми
инструментами
Обрабатываемый
материал
Сталь HRC < 40
Алюминиевые
и магниевые сплавы
Латунь, бронза
Чугун ковкий
Чугун серый
Сталь HRC < 40
Алюминиевые
сплавы, латунь, бронза
ствующая
обработка
Растачивание
Развертывание
Протягивание
Растачивание
Развертывание
Растачивание
Развертывание
Растачивание
Растачивание
Обтачивание
Шлифование
Обтачивание
Класс чистоты
поверхности
исходный
5—7
5—6
6—7
5—7
6—7
6—8
6—7
5—6
5—6
5—6
7—8
6—7
достигаемый
8—10 J
7—9
8—9
8—9
8—9
9—10
8—9
6—9
6—8
8—10
9—11
9—10
280-
Основными технологическими параметрами режимов обработки
многороликовыми инструментами являются усилие обкатывания или
раскатывания, осевая подача и окружная скорость.
Производительность процесса определяется окружной скоростью v
в м/мин и осевой подачей s0 в мм/об, а также схемой обработки.
Осевая подача инструмента (или детали) может быть
принудительной — от привода подач станка, либо за счет самоподачи — при
наклоне оси вращения деформирующих роликов к оси обрабатываемой
поверхности [ф°).
При раскатывании и обкатывании многороликовыми инструментами
обработка производится с натягами 0,01—0,2 мм в зависимости от
материала и конструктивных особенностей деталей, диаметра
обработки, класса чистоты исходной поверхности, конструкции и
геометрии применяемого инструмента и других факторов; изменение
размеров обрабатываемых поверхностей составляет 0,005—0,07 мм на
диаметр. В каждом конкретном случае эти величины уточняют
экспериментально.
Операции поверхностного пластического деформирования
производят на токарных, токарно-револьверных, расточных, сверлильных,
агрегатных, специальных станках, автоматах и автоматических
линиях.
В качестве смазочно-охлаждающей жидкости применяют
индустриальные масла, эмульсию, сульфофрезол.
Алмазное выглаживание
Алмазное выглаживание применяют для обработки наружных,
внутренних и торцовых поверхностей деталей (на обрабатываемой
поверхности не допускается наличие продольных канавок и колебания
твердости более 10 единиц HRC)> вводится в технологический процесс
как дополнительная операция, или взамен отделочных
(суперфиниширования, полирования и т. п.). Обработка осуществляется за один
проход. Выглаживание можно совмещать с тонким растачиванием или
обтачиванием при свободном выходе инструмента в условиях,
исключающих попадание стружки в зону выглаживания.
При обработке цветных металлов и сталей с твердостью до HRC
30—35 чистота повышается на два-три класса по ГОСТу 2789—59,
сталей с твердостью до HRC 62—65 — на один-два класса и
улучшается качество поверхностного слоя. Заданная точность должна быть
обеспечен.а на предшествующей операции. Изменение размеров
обрабатываемой поверхности в результате выглаживания составляет
для закаленных сталей 0,001—0,004 мм на диаметр.
Выглаживание осуществляют на токарных и расточных станках
обычной точности при отсутствии вибраций. Инструмент состоит из
оправки с впаянным кристаллом алмаза, имеющим сферическую или
цилиндрическую форму рабочей поверхности.
Производительность при выглаживании определяется скоростью
выглаживания и подачей. Усилие выглаживания не влияет на
производительность, оно зависит от требований, предъявляемых к
качеству поверхности, исходной чистоты, жесткости и материала детали.
В качестве смазочно-охлаждающей жидкости используют
индустриальное масло. Применение керосина и эмульсии при обработке
стали недопустимо ввиду быстрого износа алмаза. Алюминиевые
сплавы, бронзу и латунь можно выглаживать без охлаждения.
281
ПРИМЕНЕНИЕ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ
ПРИ РЕЗАНИИ МЕТАЛЛОВ1
Выбирая смазочно-охлаждающие жидкости (СОЖ), необходимо
учитывать совокупность условий их применения: характер операции
механической обработки, характеристику обрабатываемого и
инструментального материалов, режимы резания, тип стружки, требуемое
качество обработанной поверхности и др.
Для обработки материалов, применяемых в автомобилестроении,
могут быть рекомендованы следующие составы СОЖ'
по пор
1
1а
2
3
4
5
6
7
Наименование СОЖ по ГОСТу или ТУ и ее характеристика
4—5%-ная эмульсия на основе эмульсола марки Э различной
модификации (ГОСТ 1975—53, ВТУ-ТНЗ-8-60) и 2—3%-ная
эмульсия. Рекомендуется применять с бактерицидной добавкой (гек-
сахлорофеном СТУ 74-5-87-62)
3—12%-ная эмульсия на основе эмульсола НГЛ-205 (СТУ
36-13-772-63). Обладает повышенной эффективностью по
сравнению с эмульсией на основе эмульсола марок Э. Рекомендуется 3—
4%-ная эмульсия при шлифовании, 5—6%-ная эмульсия при
точении, сверлении, фрезеровании, развертывании, 7—10%-ная
эмульсия при протягивании
Масло индустриальное 20 (ГОСТ 1707—61). Применяется при
обработке черных и цветных металлов, где применение сульфо-
фрезола недопустимо
Сульфофрезол (ГОСТ 122—54). Осерненное масло, содержит
до 1,7% серы. Применяется на тяжелонагруженных операциях
в условиях повышенного трения режущих инструментов
5—10%-ная эмульсия на основе эмульсола СДМУ (ВТУ
36-13-154-35). Эмульсол содержит до 1% дисульфида молибдена
МоЗ,. Обладает высокими смазочными свойствами.
Рекомендуется применять на операциях с повышенными требованиями к
чистоте поверхности, а также при тяжелых условиях резания
Жидкость АВК.-1 разработана Горьковским автозаводом.
Прозрачная жидкость. Не эмульгируете маслами. Состав: 0,2% три-
этаноламина, 0,4% нитрита натрия, 0,1% тринатрийфосфата,
0,2% буры, 0,3% кальцинированной соды, 0,1% смачивателя
ОП-7, остальное — вода
50%-ный раствор хлорированного парафина (ТУ МХП 2056—
49) в масле «велосит» (ГОСТ 1840—51). Жидкость, обладающая
противозадирными свойствами. Рекомендуется применять при
обработке вязких материалов, например алюминиевых сплавов
1 Рекомендации разработаны В. М. Николаевой (ЗИЛ), Д. Н. Троицкой
и А. И< Шнурковой (ГАЗ) и отражают опыт этих заводов.
282
Продолжение
по пор.
8
9
10
11
12
13
14
15
Наименование СОЖ по ГОСТу или ТУ и ее характеристика
Жидкость АВК-2 разработана Горьковским автозаводом.
Прозрачная жидкость. Состав: 0,6—0,8% мылонафта, 0,4—0,6%
триэтаноламинового мыла олеиновой кислоты, 0,3—0,4% борной
кислоты, 0,1% кальцинированной соды, 0,3-"-0,б% нитрита
натрия, 0,1 —1,0% смачивателя ОП-7, остальное — вода. 1%
смачивателя ОП-7 вводится при хонинговании. Рекомендуется при
черновой и чистовой обработке стали и чугуна лезвийным
инструментом, а также при абразивной обработке, в том числе при
хонинговании
Жидкость МОТ-2 разработана Горьковским» автозаводом.
Прозрачная жидкость. Состав: 2% мылонафта, 1% олеиновой
кислоты, 0,5% этаноламина, остальное — вода
Керосин (ГОСТ 4753—49). Рекомендуется применять, когда 1
водные растворы и масла не обеспечивают заданного качества
обработки
30—50%-ныи раствор масла индустриального 20 (ГОСТ
1707—61) в керосине (ГОСТ 4753—49)
0,6— 1%-нып раствор СКЖ С,—С1в (ГОСТ 11-275—63) в
керосине (ГОСТ 4753—49). Более эффективен, чем керосин, и
предназначен для отделочных операций, например хонингования
5—8%-ный раствор олеиновой кислоты (ГОСТ 7580—55) в
керосине (ГОСТ 4753—49). Более эффективен, чем керосин, и
предназначен для отделочных операций, например хонингования
15%-пый раствор смазки НГ-203А (МРТУ 12Н 78-64) в
трансформаторном масле (ГОСТ 982—56)
Жидкость РШЖ разработана Автозаводом им. Лихачева.
Состав: 90% масла «велосит», 4% смазки НГ-203А, 5% масла
АС8, 1% хлорированного парафина
Применение СОЖ при обработке металлов инструментами
из быстрорежущей стали и абразивами
Вид обработки
Сталь
струкционная
Чугун
Сталь
ментальная
Медь и
сплавы
Алюминий и
сплавы
283
Продолжение
Вид обработки
Сверление
Развертывание
Протягивание
Резьбонарезание
Хонингование
Зубонарезание
Шевингование
Шлифование
Абразивное
шевингование (зу-
бохонингование)
Сталь
струкционная
1.3
2, 5, 8
1, 3, 4
2, 8, 5
1. 3, 4
2, 5, 6,
8
1. 3. 4
2, 5, 7. 8
10. 13.
8. 12
1, 3. 4
9
4
15
1а
2, 6, 8
15
Чугун
1.3
8
1, 3. 11
8
1. 3
1. 3. 4.
10. 11
8
10, 13,
11
12
1
1. 3. 4
1
6
15
Сталь
инсту-
менталь-
ная
1
1. 5, 8
1
5. 8
1
2, 5
I. 3. 4
7
13
12
—
—
1
2. 6
6
Медь и
сплавы
1.3
1.3
1. 3
1. 3
7
10
3
3
1
—
Алюминий и
сплавы
1.11
2, 7, 9
' 1. 10
2, 7, 9. 14
1. 11
5
1. 11
2.5. 7.9. 14
10
—
—
la I
2, 8
—
Примечания: 1. Жидкости обозначены цифрами,
соответствующими порядковым номерам СОЖ в таблице составов.
2. В первой строке приведены широко распространенные СОЖ,
во второй — еще не получившие широкого распространения, но уже
положительно зарекомендовавшие себя в производстве. Звездочкой
обозначены жидкости, которые можно применять в распыленном
состоянии.
3. Обычно детали из серого чугуна обрабатывают без СОЖ.
ввиду вреднего влияния чугунной стружки на износ станков. Однако
если станки имеют надежную защиту от чугунной стружки, то
рекомендуется применять СОЖ.
Назначение СОЖ при резании твердосплавными инструментами
| Влияние СОЖ на стойкость твердосплавных инструментов зависит
от уровня режимов резания (главным образом, скорости резания v)
и свойств твердых сплавов.
Резание твердосплавными инструментами обычно осуществляется
без СОЖ или с обильным охлаждением эмульсией. В ряде случаев
положительные [результаты получены на Горьковском автозаводе при
охлаждении распыленной жидкостью и сжатым воздухом.
Рационально применяя СОЖ, можно повысить стойкость резцов
от 1,5 до 2 раз по сравнению с работой без охлаждения.
Марка
твердого сплава
Т5КЮ
Т15К6
1 Индус
СОЖ при точении сталей со скоростью резания
v в м/мин
<60
Распыленная
эмульсия,
распыленное масло *
Распыленное
триальное 20 ГОСТ 1
60-150
150
Эмульсия
масло '
707—61:
Распыленное масло1,
распыленная эмульсия
[
При фрезеровании стальных деталей со скоростью резания 170—
300 м/мин целесообразно охлаждать сжатым воздухом или
распыленным маслом (индустриальное 20) с расходом 0,5—2 г/ч, а при более
низких скоростях резания СОЖ не применять. При фрезеровании
чугунов наиболее эффективно применение распыленной 1,5%-ной
эмульсии с расходом 400 г/ч.
Точение серого чугуна обычно производится без охлаждения,
а ковкого чугуна — с эмульсией.
Распыленная эмульсия (5% с расходом 200 г/ч или 1,5% с
расходом до 400 г/ч) обеспечивает повышение стойкости при точении серого
чугуна.
При точении алюминиевых сплавов целесообразно применять
обильное охлаждение эмульсией.
Алюминиевые сплавы целесообразно фрезеровать с охлаждением
эмульсией, распыленным маслом (индустриальное 20, расход 2—5 г/ч),
5%-ной эмульсией (расход 200 г/ч) или 1,5%-ной эмульсией (расход
200—400 г/ч).
На операциях сверления, зенкерования и развертывания
твердосплавными инструментами рекомендуется применять те же СОЖ, что
и на подобных операциях при работе инструментами из быстрорежущей
стали.
285
Приготовление СОЖ
Наименование СОЖ
4—5%-ная эмульсия
на основе эмульсола
марки Э различной
модификации
5— 10%-ная эмульсия
на основе эмульсола СДМУ
Способ приготовления
1. Приготовить эмульсол-пасту (70% змуль- |
сола и 30% воды), перемешивать 30 мин
2. Растворить бактерицидную добавку (гек-
сахлорофен) в 5%-ном растворе (50 г/л)
каустической соды
3. Бак-мешалку залить водой, включить
перемешивание, через 1—2 мин открыть вен-
1 тиль подачи эмульсола-пасты, после чего слить
в него раствор бактерицидной добавки.
Выключить вибратор, добавить кальцинированную
соду и нитрит натрия, включить на 10—
15 мин воздушное перемешивание
4. Отобрать пробу для анализа на
содержание эмульсола и свободной щелочи. В случае
неудовлетворительного анализа — эмульсию
откорректировать 1
Емкость для приготовления эмульсии на */4
объема заполнить водой, включить
перемешивание и постепенно загрузить эмульсол, после
чего долить воды до уровня
Примечания: 1. В случае частичного отбора необходимо
тщательное перемешивание для равномерного распределения добавок
по объему бочки, а при полном отборе оно не требуется.
2. Перед заливкой свежей эмульсии станок должен быть промыт
содовым раствором и протерт ветошью.
3. Для предохранения от загрязнения эмульсол и эмульсию
хранить в закрытой таре или баках.
Жидкость АВК-2
Составить смесь из мылонафта, триэтанола-
минового мыла олеиновой кислоты и
смачивателя ОП-7 (или ОП-10). Тщательно
перемешать. Добавить борную кислоту,
кальцинированную соду и нитрит натрия, предварительно
растворенные в небольшом количестве
горячей воды. Долить холодной воды до требуемого
объема
Примечание. Триэтаноламиновое масло олеиновой кислоты
приготовляется смешиванием олеиновой кислоты и триэтаноламина
| (в весовом соотношении 2 : I). |
Жидкость МОТ-2
0,6—1%-ный раствор
СЖК С9—С1# в керосине
Составить смесь из мылонафта, олеино- 1
вой кислоты и триэтаноламина. Перемешать
и растворить в трехкратном объеме горячей
воды. Долить холодной воды
В емкость налить керосин, включить
перемешивание и на каждый литр керосина
добавить 10 г синтетических жирных кислот
(СЖК С,—С1в) 1
Справочные данные. Приложение 3
МАРКИ ОТЕЧЕСТВЕННЫХ И ЗАРУБЕЖНЫХ КОНСТРУКЦИОННЫХ
СТАЛЕЙ
В таблице приведены некоторые из применяемых в
автомобилестроении марок конструкционных сталей и примерно соответствующие им
марки сталей ряда зарубежных стран (примеры).
286
Примечания: 1. Концентрация свыше 2% недопустима.
2. Станок перед заливкой свежего раствора должен быть промыт и
протерт ветошью.
3. Контроль содержания жирных кислот должен производиться
1 раз в неделю. ^
ным стандартам страны
тали по основ
Марка с
/
Япония
Франция
(AFNOR)
США (AISI)
Италия
ЧССР (CSN)
СССР
Группа стали
S20C
S35C
S45C
C20d
ХС185
C35d
XC38f
C45d
XC48f
(C1020)
(C1034)
(C1035)
(C1045)
(C1016)
C1049
C1050
C21
Fiat C2
C35
C45
C50
Fiat C5
12022
12040
(12041)
12050
12020
20
35
45
15Г
50Г
Углеродистая качественная
SCr22
SCr4 1
18C3
38C4
5120
(5140)
40C4
, 14140
20X
40X
Хромистая
(45M5)
C1335
C1345
(13250)
35Г2
45Г2
Марганцовистая
(SCr4)
16MC5
(20MC5)
(28C4)
(32C4)
(5150)
(5140)
(16MC5)
35CM4
Fiat VMC3
(14220)
14140
18ХГ
40ХГ
Хромомарганцов истая
(25CD4)
(25CD4)
Fiat CRMB
25ХГМА
Хромомарганцовомолибденовая
(SCA51)
(SCMo.
(35CD4)
(C4135)
16CD3
(32CD4)
Fiat CRMC
15XM
35XM
Хромомолибденовая и хромовольфра-
мовая
287
л страны
тали по основным стандарта!»
Марка с
Япония
Франция
(AFNOR)
Италия США (AISI)
1
ЧССР (CSN)
СССР
1 руппа сталей
(SUP10)
(50CV4)
(6120)
j 50Сг4 6150
Fiat MVE
(15232)
(15260)
20ХФ
50ХФА
Хромованадиевая
(SNC1)
SNC22
(20NC6)
(35NC6)
10NC12
14NC12
(12NC15)
(15NC5) 3120
Fiat PIB
(35NC5) 1 3140
Fiat VIB
Е3310
20ХН
40ХН
12ХНЗА
12Х2Н4А
Хромоникелевая
SNCM23
(SNCM8)
(20ND8)
(35NCD6)
17NCD7 4320
Fiat FIMD (4621)
(35NCD7) (E4340)
(40NCD7) (4340)
20XHM
40XHMA
Хромоникельмолибденовая
(ACM1)
(40CAD6-12)
(38CAD7)
15340
38ХНЮА
Хромоалюминиевая (с вольфрамом и
молибденом)
(10F2)
(12MF4)
(20F2)
(35MF4)
(45MF4)
(9SMn23) (B1111)
(10S22) (В1112)
Fiat AB40P
С1120
(СИ 39)
(С1140)
А12
А20
А40Г
Автоматная
288
Примечание. В скобках приведены марки сталей, несколько отличающиеся от отечественных по содержанию ле-
гирующих элементов, а также углерода (до 0,05%), серы и фосфора (до 0,02%, кроме автоматных сталей), кремния (до 0,5%).
Продолжение
3,8-4,4
3,1-3,6
3,8 — 4,4
3,0 — 3,6
3,9—4,4
3,8 — 4,4
4,0-4,6
3.8-4,4
3.8-4,4
4.0—4,6
3,8-4,4
9,5 — 10,5
5,0 — 6,0
5.0-6,0
4,0
4,0
4,0
4,0
4,0
4,0
4,0
4,0
4.0
4,2
8,0
5,0
5,0
8,0
2.0
0
0
0
0
0
0
0
0
5
5,0
0,0
0,0
0,3
Не более 0,5
0,3
3.0-3,6
4,8—5,3
0,4
0,4
0,5
0.3
0,3
0,5
СССР
17,5-19,0
12,0—13,0
8,5 — 10,0
5,5 — 6,5
6,0—6,7
9,0 — 10,5
13,0—14,5
17,5—19,0
9,0-10,5
10,0—11,5
17,5—19,0
0,7—0,8
0,8-0,9
0,85-0,95
0,85 — 0.95
0.80 — 0,85
1,4 — 1,5
1.2 — 1,3
0.85 — 0,95
0,9—1,0
1,45—1,55
л 45—0.95
1,0
2,0
5,0
1,0
2,0
2,7
2,0
5.0
1,2
2,25
8,0
5,0
5,0
8,0
3.5
9,5
6.2
1.2
2,0
4,0
1,0
5.0
3.0
1,5
2.5
4,0
1,0-2,0
1,0 — 2,0
1,0 — 2,0
1,0 — 3,0
1,0 — 3,0
5,0
9,0
6,25
4.5
США
8.0
8.0
2,0
1,5
6,0
6,0
6,5
1,5
5.8
Франция
18,0 |
19,0
13,0
18,0
13,0
9,0
2,0
6,25
5,5
0,7
0,8
1.5
0,8
0,8
1.0
0.85
1,5
1,1
1.15
0,8
0,8
1,3
0.8
1,5
1,3
0,8
1,0
1,3
Р18
Р12
Р9
Р6МЗ
Р6М5
Р9Ф5
Р14Ф4
Р18Ф2
Р9КЮ
Р10К5Ф5
Р18К5Ф2
Т-1
Т-5
Т-15
М-1
М-2
М-3
М-10
М-15
М-42
М-44
Z80W18
Z80WV19
Z130WV13.4
Z80WK18.5
Z160WKV13.10
Z130KWDV10.9
Z8GD9
Z100WDV6.6.2
Z130WDV6.5.4
Справочник п/р Барановского
289
МАРКИ И ХИМИЧЕСКИЙ СОСТАВ БЫСТРОРЕЖУЩИХ СТАЛЕЙ, ПРИМЕНЯЕМЫХ В СССР, США, ФРАНЦИИ,
ЯПОНИИ И ФРГ
1.0-1,4
1,5—1,9
2,0—2,6
2,0 — 2,5
1,7—1,9
4.3 — 5,1
3.4 — 4,1
1,8 — 2,4
2,0—2,6
4,3-5,1
1.8 — 2,4
в в %
Соста
Сг
Со
V 1
Мо
W
С
Марка стали
3,5-4,5
3,5-4,5
3,5—4,5
14,0—16,0
0,8 — 1,2 |
1,0-1,5
1.2 — 1,6
1,8—2,3 1
4,0^6,0
Япония
1*7,0—19,0
18,0—20,0
10,0—12,0
6,0—7,0
0,7—0,85
0,7-0,85
0,7-0,85
0,75 — 0,90
КН2
КН4В
КН6
КН9
3,8 — 4,5
3,8 — 4,5
3,8 — 4,5
3,8-4,5
4
4
4,5
4,2
10,0—11,0
4,5 — 5,0
4,5 — 5,0
5
5
3,0—3,5 |
1,7—2,0
1,4—1,7
1,7 — 2,0
3
2
3,5—4,0
4,7 — 5,2
0,5 — 0,8
4,7 — 5,2
5
5
1
4
ФРГ
9.5-11,0
6,0—6,7
17,5 — 18,5
6.0-6.7
6
6
12
7
1.2 — 1,35
0,88—0,96
0,75—0,83
0,84—0,92
0,95 — 1,05
1,17 — 1,27
1.3 — 1,45
1,05 — 1,15
S10-4-3-10
S6-5-2-5
S18-1-2-5
S6-5-2
SC6—5—2
S6-5-3
S12-1-4-5
S7-4-2-6
Область применения (основная)
Группа по ИСО
Для обработки материалов, дающих сливную стружку (в основном сталей)
Р
» » нержавеющих, жаропрочных сталей и сплавов
М
» » малопластичных материалов и цветных сплавов, в том числе чу-
гунов, медных и алюминиевых сплавов, закаленных сталей, пластмасс
К
290
Продолжение
ОБОЗНАЧЕНИЯ МАРОК ТВЕРДЫХ СПЛАВОВ ПО ИСО, ГОСТ И ПРИНЯТЫЕ В США, ШВЕЦИИ И ФРГ
Группы применения твердых сплавов по ИСО
Обозначение
(
Государственный или
международный
стандарт
Р40
ТТ7К12
Т5К12В
Т5КЮ
S3
С5
Р20
Т14К8
S2
С6
Р10
Т15К6
S1
С7
Р01 *
Т30К4
F1
С8
кзо
ВК8
ВК4
G2
С1
К20
В Кб
ВК4
G1
С2
КЮ
ВК6М
СЗ
К01
ВК2
ВКЗМ
HI; H2
С4
Рекомендации ИСО
ГОСТ (СССР)
DIN (ФРГ)
ЛС (США)
Марка
Изготовитель или
поставщик
Фирменное
название
370
370
78В
350
78
210
320
44А
55А
779
883
905
999
895
General Electric (США)
Carboloy
Т04
NTA
тхн
Т22
TXL
Т31
Т22
Т31
WF~
H; HB
НС
НА
NHA
НЕ
НЕ
HF
Pirth-Stearling (США)
Firthlte
К15
КМ
К42
' КМ
Е21
К42
КЗН
К29
К45
К5Н
К4А
К74
К165
К1
Кб
К8
К68
К8
кп
Kennametal (США)
Kenna metal
S8
R4A
S6
S4
S2
SIP
F02
Н35
Н20
HIP
НЮ
HIP
Н13
Н05
Sandvik Swedich Steels
(Швеция)
Coromant
S6
S7
S4
S2
SI
SIP
S1F
FN
FH
SIG
H30
H32
H20
H02
H13
H13
Fudersta Bruks
(Швеция)
Seco
TT40
TT30
TT20
TT10
TT02
TT03
TT04
TH30
TH20
TH10
TH03
TH05
F. Krupp Widia Fabrik
(ФРГ)
Widia
291
Примерное соответствие марок твердых сплавов по рекомендациям ИСО
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ АБРАЗИВНЫХ КРУГОВ, ПРИНЯТЫЕ В СССР, США, АНГЛИИ
ИТАЛИИ, ЯПОНИИ, ЧССР И ГДР
ГДР
ЧССР
«Kure
Grinding
Wheel
Mfg. Co
Ltd»
(Япония)
«Brevetty
M. B. N.
Abrasive»
(Италия)
«Slmat»
(Италия)
«Universal
Grinding
Wheel Co
Ltd»
(Англия)
«The
borundum Co»
(США)
«Norton
Co» (США)
СССР
Наименование
материала и параметра
Материал зерна *
NK
(95—97)
А96
А (>93)
АА (96)
AT (97)
RO (99,5)
А (96)
AWA (98)
А
А
А
Э5 (95)
Э4 (94)
ЭЗ (93)
Э2, Э2К (92)
Электрокорунд
нормальный
ЕК
А99
А99В
WA (98.8)
BI
(99.5%)
WA (99)
RA (99)
NA
АА, НА
38А
Э9 (99)
Э8 (98)
Э9А (99,3)
Электрокорунд
белый
А98
PW
RU (99,5)
SR
WA, GA.
ВА, FA,
PA, VA
25А, 44А
ЭХ, ЭТ
Электрокорунд
легированный
НК
АН, SH
BL (99.5)
ВА (99.8)
АВ
57А, 75А,
19А, 35А,
15А
Специальные сорта
электрокорунда
DA, SH
_ 1
32А
М8 (97 — 98,3)
М7
(96.5-97,4)
Монокорунд
A/WA
A/DA |
МА
23А
Смесь разных сортов
электрокорунда
X.
в процента
С в карбиде кремния
унде или S
электрокор
е А1208 в
а но содержа ни
1 В скобках указ
292
293
Продолжение
ГДР
ЧССР
Grinding
Wheel
Mfg, Co
Ltd»
(Япония)
Brevet ty
M. В. N.
Abrasive»
(Италия)
«Simat»
(Италия)
«Universal
Grinding
Wheel Co
Ltd»
(Англия)
«The
Carborundum
Co» (США)
«Norton
Co» (США)
СССР
Наименование
материала и параметра
SKS
С48
С
NC; GC
с
ВС
С
37С
КЧ8 (98)
КЧ7 (96-97)
КЧ6 (95 — 96)1
Карбид кремния
черный
SKG
С49
GC
VC
CW
С
GC
39С
К39 (98,5)
К38 (98)
К37 (97-98)
К36
(96.5-97)
Карбид кремния
зеленый
C/GC
RC
Смесь зеленого и
черного карбида
кремния
AC, A1C.
А2С, АЗС
Смесь карбида
кремния с
электрокорундом
Зерн истость
Очень
крупная
315 — 200
Крупная
160 — 80
Средняя
63 — 32
Мелкая
25 — 10
Очень
мелкая
8-5
Порошки
F40-F5
Очень
крупная
8-12
Крупная
14 — 24
Средняя
30—60
Тонкая
70 — 120
Очень
тонкая
180 — 240
Порошки
280 — 600
Крупная
10 — 30
Средняя
36 — 60
Тонкая
70—220
Очень
тонкая
240 — 3000
Крупная
10 — 24
Средняя
30 — 60
Мелкая
70 — 180
Очень
мелкая
220—600
Крупная
8-24
Средняя
30—60
Мелкая
80 — 180
Очень
мелкая
220 — 600
Грубая
8-24
Средняя
30—60
Тонкая
80-180
Очень
тонкая
220—600
Очень
грубая
6 — 12
Грубая
12—24
Средняя
30—60
Тонкая
70 — 120
Очень
тонкая
150-800
Очень
грубая
6 — 10
Грубая
12-30
Средняя
36 — 70
Тонкая
80 — 180
Очень
тонкая
220 — 320
Порошки
400-600
Шлифзерно
200—16
Шлиф-
порошки
12 — 3
Микропорошки
М40-М5
Группа зернистости
ГДР
ЧССР
«Kure
Grinding
Wheel
Mfg, Co
Ltd»
(Япония)
«Brevet ty
M. B. N.
Abrasive»
(Италия)
«Simat»
(Италия)
«Universal
Grinding
Wheel Co
Ltd»
(Англия)
«The
Carborundum
Co (США)
«Norton
Co (США)
СССР
Наименование
материала и параметра
Гвердость
1
Е; F; G
Е; F; G
А; В; С;
D; E; F;
G
D; E; F;
G
Очень мягкие
G; Н; 1;
J; К
Н; I; J;
К
Н; I; J;
К
D; E; F;
G; Н
F; G; Н;
I; J
Е; F; G;
Н; I
Н; I; J;
К
Н; I; J;
к
Ml; M2; МЗ
Мягкие
L; M; N;
О
L; M; N;
О
I; J; К; L; M; N;
L; M; N; О
О; Р
L; M; N;
О; Р
J; К; L
L; M; N;
О
' Z; M; N;
О
СМ1; СМ2;
CI; C2; СТ1;
СТ2; СТЗ
Средние
Р; Q; R;
S
Р; Q: R;
s
Р; Q; R;
S
Q; R; S;
Т; U; Z
Q; R; S;
Т
Q; R; S
Р; Q; R;
S
Р; Q; R;
S'
Tl; T2
Твердые
Т V
Т; U; V;
W; X; Y;
Z
Т; U; V;
W; X; Y;
Z
Т; U; V;
W; X; Y;
Z
Т; U; V;
W; X; Y;
Z
Т; U; V;
z
BTl; BT2;
ЧТ1; ЧТ2
Очень твердые
294
о
к
ВС
о
о.
ГДР
ЧССР
«Kure
Grinding
Wheel
Mfg. Co
Ltd»
(Япония)
«Brevetty
M. B. N.
Abrasive»
(Италия)
«Si mat»
(Италия)
«Universal
Grinding
Wheel Co
Ltd»
(Англия)
«The
Carborundum Co»
(США)
«Norton Co»
(США)
СССР
Наименование
материала и
параметра
Связка и ее разновидности
Кег
>
V; VG;
VH; VK;
VY;
VPO -
пористая;
VS — с
пропиткой
серой;
VSF — с
жировой
пропиткой
V; VA;
VB; VC;
VD; VE;
VF; VG
>
V; V3RE;
V4RE; V5RE;
V6RE; V2G;
VRG; V5G;
V6G; V7G;
V8G; V8B;
V9B; V10B;
V3ARR;
V4ARR;
V7ARR;
V5BRR;
V6BRR;
V7BRR;
V8BRR;
V6RA; V3RB;
V5RB;
V5CRR;
V6CRR;
V3RF; V5RF;
V7RF; V3RR;
V4RR; V5RR;
V7RR;
V10RR;
V6TRA
Для
корундовых
материалов —
V10; VII;
V12; V30;
V40; V60;
VT; V8R1;
V8R2; V16;
V20; V404F;
V65; V67;
V80; V90;
V223.
Для карбн-
докремние-
вых
материалов — VD;
VE; VG;
VGC; VR;
VW4; VS6;
V61; V65
V; VA; VB;
VC; VBE;
VBA; VD;
VP —
пористая
VBEP —
пористая на
связке BE
К; КО; К1;
К5; К7; К8
Керамическая
295
Продолжение
ГДР
ЧССР
«Kure
Grinding
Wheel
Mfg, Co
Ltd»
(Япония)
«Brevetty
M. B. N.
Abrasive»
(Италия)
«Simat»
(Италия)
«Universal
Grinding
Wheel Co
Ltd» ,
(Англия)
«The
Carborundum Co»
(США)
«Norton Co»
(США)
СССР
Наименова- "
ние
материала и
параметра
Связка и ее разновидности
Khz
со
В; BS-ll;
BS-22;
BS-55;
BR;
BPOB —
пористая;
BF—
упрочненная
стекловолокном
В; Bl;
B2; ВЗ;
В4; В5;
В6; В7;
В8; В9;
В10
CQ
В; В15Н;
В31Н; ВЗЗН;
В78Н; B5DK;
B5DM;
BCDOC;
BDD; BDH;
BDK; BDKC;
BDL; BDOA;
BDOD; v
BDSM; BDY;
BFDO;
BFDOH;
BHD; BODD;
BOHOF;
BSDB;
BSDKR;
BSDL;
BTDH
В; BAS;
ВА; BD; ВЗ;
В5; В7; B7N;
BY; BY2.
Для
корундовых
материалов —
BZ; ВНХВ;
ВТ; BYG;
В53; В73;
BBW; ВВХ;
ВАР.
Для карби-
докремние-
вых
материалов — В8;
BRP; B3WS;
ВХ
В; ВН; BL;
В2; В4; В2Н;
B2L; ВА;
BNA; BC4;
ВС5; ВС6;
ВС7; ВС8;
ВС9; ВСЮ;
ВСП; ВС12;
ВС13; ВС14;
BF — фибра
вулкан и-
товая;
BZZ, В, FR —
упрочненные,
BFRD —
упрочненная
нейлоном
Б; Б1; Б2;
БЗ
Бакелитовая
Gum
«
а
ее
R; RVS;
RVT; RVOC;
RVF; RVK
R; RR; RE;
RH; RC
R; R30; R50;
R51; RF
В; Bl; B2;
ВЗ
Вулканито-
вая
ш
ш
ш
ш
ш
в
Шеллаковая
296
Продолжение
ГДР
ЧССР
«Kure
Grinding
Wheel
Mfg, Co
Ltd»
(Япония)
«Brevetty
M. B. N.
Abrasive»
(Италия)
«Simat»
(Италия)
«Universal
Grinding
Wheel Co
Ltd»
(Англия)
cThe
Carborundum Co»
(США)
«Norton Co»
(США)
СССР
Наименование
материала и
параметра
Sil
Mag
S
О
S
SS
S
S
О
S
С
M
Силикатовая
Магнезиальная
Структура
l; 2
1; 2; 3; 4
0; 1; 2;
3; 4; 5
1; 2; 3; 4
1; 2;
3; 4
0; 1; 2; 3; 4;
5
0; 1; 2; 3
G; 1; 2; 3
1; 2; 3; 4
Плотная
3
5; 6
6; 7; 8; 9
5; 6; 7;
8; 9
5; 6;
7; 8
6; 7; 8; 9
4; 5; 6
4; 5; 6
5; 6
Средняя
4; 5
7; 8; 9; 10
10; 11;
12; 13;
14; 15
10; 11;
12; 13;
14; 15;
16
9; 10;
11; 12
10; 11; 12;
13; 14; 15
7; 8; 9
7; 8; 9; 10;
11; 12
7; 8; 9; 10;
11; 12
Открытая
ов
Примеры обозначения шлифовальных круг
297
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Класс
и разряд
чистоты
поверхности
1
2
з
4
5
6а
66
6в
1 7а
76
7в
8а
86
1 8в
1 9а
96
9в
10а
106
10в
11а
116
Ив
12а
126
12в
13а
136
13в
14а
146
14в
ГОСТ 2789—59
Среднее
арифметическое
отклонение
профиля Ra
в мк
80
40
20
10
5
2,5
2
1.6
1,25
1,0
0,8
0,63
0,5
0,4
0,32
0.25
0,20
0,16
0,125
0,10
0,08
0,063
0,05
0,04
0,032
0,025
1 0,02
0,016
0,012
0.01
0,008
1 0,006
1 Д.гя справок
Высота
неровностей Rz
в мк
320
160
80
40
20
10
8
6,3
5,0
4,0
3,2
2,5
2,0 j
1.6
1.25
1.0
0,8
0,63
0,50
0,4
0,32
0,25
0,20
0,16
0,125
1 0.10
0,08
1 0,063
0,05
0,04
1 0,032
ГОСТ 2789—51 «
Среднее
квадратичное
отклонение
микронеровностей Нск
в мк
Сп. 3.2 до 6,3
Св. 2,5до 3.2
» 2,0 » 2,5
» 1,6 » 2.0
Св. 1,25 до 1,6
» 1,0 » 1,25
» 0,8 » 1,0
Св. О.бЗдо 0,8
» 0,5 » 0,63
» 0,4 » 0.5 1
Св.0,32до0,4
» 0,25 » 0.32
» 0.20 » 0,25
Св. 0,16до0,2
Св. 0,125 до
0,16
Св. 0,1 до0,125
Св. 0,08 до 0,1
Св. 0,063 до
0,08
Св. 0,05 до
0.063
Св. 0,94 до
0,05
Св. 0.032 до
0.04
Св. 0,025 до
0,032
Средняя
высота
неровностей нс
в мк
Св. 125 до 200
» 63 » 125
» 40 » 63
» 20 » 40
Св. 0,1 ДО 0,12
Св. 0,08 до
0,1
Св. 0,06до0,08
Св. 0,03до 0,06
Св. 0,03
i
Среднее
квадратичное
отклонение ми-
кроне-
ровноете й
в
родюймах1
Св. 128до,:52
Св. 100 до 128
» 80 » 100
» 64 > 80
Св. 50 до 64
» 40 » 50
> 32 « 40
Св. 25 до 32
» 20 » 25
» 16 » 20
Св. 13до 16
» 10 » 13
» 8 » 10
Св. 6,4 до 8
» 5 » 6,4
» 4 » 5
Св. 3,2 до 4
» 2,5 » 3,2
» 2,0 » 2,5
Св. 1,6до 2,0
. » 1,3 » 1.6
» 1,0 > 1,3
СООТНОШЕНИЕ ЧИСЕЛ ТВЕРДОСТИ ПО БРИНЕЛЛЮ,
РОКВЕЛЛУ, ВИККЕРСУ И ШОРУ
1 По Бринеллю
Диаметр отпечатка
при диаметре шарика
2,5
0,55
1 0,57
0,60
0,63
0,65
0,68
0,70
0,73
0,75
0,78
0,80
0,82
0,85
0,87
0,90
0.93
0,95
0,97
1,00
1,02
1.05
1.08
1,10
! 1,12
1.15
1,17
1.20
1.23
1.25
1.27
1.30
1.32
1.35
1.38
1.40
1.43
1,45
1.47
1.50
1.58
1.67
5,0
1.10
1,15
1,20
1,25
1,3Q
1,35
1.40
1,45
1,49
1,55
1,60
1,65
1,70
1,75
1,80
1.85
1.90
1.95
2.00
2,05
2,10
2,15
2,20
2,25
2,30
2,35
2.40 1
2.45
2,50
2.55
2.60
2.65
2,70
2,75
2,79
2,85
2,90
2,95
3,01
3,16
3,33
10,0
2,20
2,30
2,40
2,50
2,60
2,70
2,80
2,90
2,99
3,10
3,20
3,30
3,40
3,50
3,59
3,70
3,80
3,90
4.01
4,10
4,20
4,31
4,40
4,49
4,60
4,70
4,80
4,90
5,00
5,10
5,20
5,30
5,40
5,50
5,59
5,71
5,81
5,90
6,01
6,32
6,67
НВ
782
713
652
600
555
512
477
444
418
387
364
340
321
302
286
269
255
241
228
217
207
196
187
179
170
163
156
149
143
137
131
126
121
116
112
107
103
99
95
85
75
По
HRA
89
85
83
81
79
77
76
74
73
71
70
69
68
67
66
65
64
63
62
61
60
58
57
56
55 J
53 1
52
51
50
Роквеллу
HRC
72
67
63
59.
56
52
49
47
44
41
39
37
35
33
30
28
26
24
22
20
18
HRB
100
98
97
95
93
91
88
86
84
82
80
76
75
72
69
67
65
62
59
57
54
По
Вик-
ксрсу
11V
1220
1021
867
74 Г»
04 У
587
534
474
435
401
380
344
320
305
285
272
255
240
226
217
209
197
186
177
171
162
154
149
144
По
Шору
107
96
88
81
75
70
66
61
57
53
50
47
45
42
40
38
36
35
33
32
30
29
28
27
26
25
24 .
23
22
ДЛИНА ПОДВОДА, ВРЕЗАНИЯ И ПЕРЕБЕГА
Длину подвода уПодв> врезания yepe3 и перебега.уп рассчитывают,
исходя из конкретных условий обработки, при этом необходимо
учитывать конструкцию инструмента и геометрию режущей части, припуск
на обработку, форму и размеры детали и др.
Составляющая длины рабочего хода
299
При определении у следует учитывать только те составные части,
которые имеют место в конкретных условиях.
Приведенные ниже величины подвода врезания и перебега
соответствуют наиболее распространенным условиям обработки.
Точение
Длина врезания
Схема резания
Угол
в
плане Ф
в град
Через0, мм ПРИ глУбине резания t
в мм
45
60
70—751
45—90
10
45
60
70—751
Длина подвода и перебег;
Заготовка
Предварительно обточенная заготовка и
Уподв+Уп мм ПРИ точении
на проход
4
6
в упор
2
3
Автоматная обработка
Длину подвода уподв для инструментов продольных суппортов
одношпиндельных автоматов принимают равной 1—1,5 мм,
многошпиндельных — 1,5—2 мм.
Для поперечных суппортов Уп^ = 0,5-ь 1 мм. Перебег
инструмента, где он должен учитываться по условиям обработки, принимают
равным длине подвода.
Врезание уврез для различных инструментов рассчитывают в
соответствии с конструкцией, размерами инструментов и схемой обработки.
300
9врез+Уп в мм Для Фрезы диаметром D в мм
400
360
320
300
280
250
220
200
180
160
120
100
80
50
40
32
ДО
20
Ширина
фрезерования Ь в мм
12
15
19
22
27
33
39
46
54
62
73
85
100
13
16
21
25
31
37
45
54
64
76
91
110
139
14
17
22
27
33
40
48
58
71
85
105
138
11
15
18
24
29
36
44
54
66
81
105
156
11
15
19
24
31
39
48
60
75
97
9
12
16
20
27
34
43
55
71
95
9
13
17
22
30
39
50
60
92
6
7
10
14
18
25
34
45
61
105
6
6
7
10
15
21
29
49
56
6
6
8
,12
17
26
35
71
5
6
7
8
12
20
30
49
5
6
7
8
14
24
54
5
5
6
7
10
2р
5
6
7
9
14
5
6
7
10
5
7
10
6
16
20
25
32
40
60
80
100
120
140
160
180
200
220
240
260
280
300
320
340
301
Торцовые и концевые фрезы, работающие симметричным методом
мм для фрезы диаметром D в мм
/врез~^~Уп в
.
I^vfiHHa Аоезеоо-
250
200
180
150
140
120
ПО
100
90
80
70
60
50
40
32
25
До
16 |
вания t в мм
21
28
32
37
40
43
49
54
59
63
66
69
73
80
84
87
91
97
105
20
25
30
33
37
40
45
49
53
56
60
63
65
71
74
76
81
84
92
19
24
28
32
35
37
42
46
50
53
56
59
61
66
69
71
75
79
18
23
26
30
32
35
39
43
46
49
52
54
56
61
64
66
69
17
22
26
29
31
34
37
41
44
47
50
52
54
59
61
63
16
21
24
27
29
31
35
38
41
44
46
48
50
54
56
15
19
22
25
27
29
34
37
40
42
45
47
48
14
18
21
24
26
28
31
34
37
39
41
43
45
14
18
20
23
25
27
30
32
35
37
39
41
42
13
17
19
22
24
25
28
31
33
35
37
38
1
12
16
18
21
22
24
26
28
30
32
34
12
15
17
19
21
22
25
27
28
11
14
16
18
19
20
22
24
26
9
12
14
15
16
17
19
21
9
11
12
13
14
15
16
18
7
9
10
11
12
13
5
6
7
7
7
1 '
2
3
4
5
6
10
12
14
16
18
20
25
•28
30
35
40
50
302
Дисковые, прорезные, цилиндрические и фасонные фрезы
Фрезерование
Во многих случаях при фрезеровании сумму Lpe3 + Уврез удобно
определять графически. Для этого на чертеж или отпечаток детали
накладывают кальку с вычерченной на ней фрезой и перемещают в
направлении подачи от положения, соответствующего началу врезания,
до окончания резания.
Длину перебега при фрезеровании, как правило, принимают
равной 2—5 мм в зависимости от размеров и конструкции детали,
инструмента и условий обработки.
При торцовом фрезеровании с высокими требованиями к чистоте
поверхности длину врезания и перебега принимать равной D + (2-5) мм,
где D — диаметр фрезы в мм.
При симметричном фрезеровании торцовыми и концевыми фрезами
поверхностей с постоянной шириной фрезерования
где D — диаметр фрезы в мм; Ь — ширина фрезерования в мм.
Для дисковых, прорезных, цилиндрических и фасонных фрез при
постоянной глубине фрезерования на всем участке врезания
Уереэ = V Dt-t\
У врез = VDt-t\
где D — диаметр фрезы в мм; t — глубина фрезерования в мм.
Рассчитанные по указанным формулам значения уврез с
добавлением перебега уп приведены в таблицах (стр. 301—302).
Сверление, зенкерование, развертывание
и нарезание резьбы
Операции
Обработка сквозных
отверстий сверлами:
с нормальной уточкой
с двойной затопкой
Сверление глухих отверстий
Зенкерование отверстий;
Обработка сквозных
отверстий развертками с углом
заборного конуса:
15ъ (обработка стали)
5° (обработка чугуна)
Развертывание глухих От-
Нарезание резьбы:
машинными метчиками:
в сквозных отверстиях
в глухих отверстиях
резьбонарезными
головками
2,5
2
1.Б
Длина
бега у
6 |
3
2
а
10
2
10
5
6
4
10
12
3
подвода,
в мм и
тром
врезания и
нструмента ;
D в мм
16 | 20 | 25
6
8
6
3
2
12
15
3
8
10
7
4
2
14
17
3
10
15
9
5
2
16
20
3
32 | 40
12
16
11
5
2
18
22
4
15
18
14
6
3
20
25
4
пере-
циаме-
50
6
3
24
28
4
60
8
4
26
32
5
80
8
4
28
34
5
Длина заборной части -f два-три шага
резьбы
Длина заборной части + один-два шага
резьбы
Длина заборной части
Примечание. Длину подвода, врезания и перебега
инструмента у следует назначать с учетом припуска на обработку и
конструкции инструмента.
303
Зубофрезерование и шлицефрезерование
Нарезание зубьев цилиндрических колес
червячными фрезами
Фреза
D
в мм
50
90
ПО
130
т в мм
1
1,5
2
3
4
5
6
у в мм при угле наклона зуба к оси колеса Р в ерад\
0
12
14
22
27
33
37
43
20 | 25 | 30
14
16
24
29
35
39
45
16
18
26
31
37
41
47
18
21
29
35
41
45
51
35
20
25
32
40
45
50
55
Нарезание шлицев червячными фрезами
Диаметр фрезы D в мм
Высота шлицев h в мм
Длина подвода, врезания и
перебега у в мм
70
2
14
3
17
90
4
21
5
24
6
26
Черновое нарезание зубьев конических колес
дисковыми фасонными фрезами
Диаметр фрезы D в мм
Модуль т в мм
Длина подвода, врезания
и перебега у в мм
90
4
29
5
32
6
34
8
38
105
4
32
5
34
6
37
8
42
120
4
34
5
37
6
40
8
45
Основные зависимости (формулы), принятые
при составлении рекомендации по скоростям резания
Приложение 4
ДАННЫЕ ДЛЯ РАСЧЕТА СКОРОСТЕЙ РЕЗАНИЯ vl00
ПРИ ТОЧЕНИИ, СВЕРЛЕНИИ, ЗЕНКЕРОВАНИИ
И ФРЕЗЕРОВАНИИ
Резцы проходные, подрезные и расточные
Таблицы скоростей резания составлены на основании зависимости
скорости резания у100 от характеристики резания х% выражающей
совокупное влияние /, s0, <p и т на скорость резания.
При разработке справочника и установлении уровня режимов
резания значения х определяли графически.
Представленная аналитическая зависимость для расчета х
предложена проф. М. И. Клушиным.
1 Составлены при участии В. П. Ксюниной и Ф. Г. Тарасовой (ГАЗ).
304
Обрабатываемый металл
Сталь 45 (НВ 207)
Чугун серый (НВ 229)
Чугуны ковкие и прочные
(НВ 170)
Материал инструмента
Быстрорежущая сталь
Твердый сплав Т14К8
Твердые сплавы ВК4, ВК6
Твердый сплав ВК8
С
20
82
54
64
Ь
0,6
0,4
0,4
0,4
где
или
Для упрощения расчетов «вручную» параллельно приведены
степенные зависимости у10о от s, / и ф
Обрабатываемый
1 материал
Марка
1 Сталь 45
Ковкий
чугун КЧ 35-10
Серый чугун
СЧ 18-36
Сталь 45
Ковкий
чугун КЧ 35-10
Серый чугун
СЧ 18-36
Твердость
ив
207
150
190
207
150
190
Материал
инструмента
Быстрорежущая
сталь
Т5КЮ
ВК8
ВК8
/ «
Cv
30,8
40
30,5
91
106
86
< 1
У
0,390
0,182
0,182
0,210
0,182
0,182
1 < *< 3
Cv
20,5
30,3
25
71
79
67
У
0,520
0.306
0,324
0,316
0.306
0,324
t >3
С0
17,8
27,3
20,2
64
73
59
У
0,565
0,356
0,362
0,360 1
0,356
0,362
305
Коэффициент К{
Глубина
| резания
/ < 1
1 <t <3
/> з
Ф в град
45
60
90
45
60
90
45
60
90
Обрабатываемый материал
Сталь
Материал инструмента
быстрорежущая сталь
1
1,12
1
1
1,13
I
0,8
твердый
сплав
1
1,-05
1,05
1
0,88
Ковкип
чугун
1
1
1
1,08
1
1
1,06
1
0,86
Серый
чугун
1
1
1
1,05
1
1 1
1,08
1
0,88
Резцы фасонные, прорезные, отрезные
Резцы
Прорезные,
-отрезные
1 Фасонные
Прорезные,
отрезные
Фасонные
Обрабатываемый
материал
Марка
Сталь 45
Сталь 45
Сталь 45-
Ковкий чугун
КЧ 35-10
Серый чугун
СЧ 18-36
Твердость
НВ
207
207
207
150
190
Материал
инструмента
Быстрорежущая сталь
Т5КЮ
ВК8
ВК8
Cv
14
12
32
46
45
У
0,4
0,45
0,4
0.4
0,4
Сверла и зенкеры из быстрорежущей стали
Инструмент
Сверло
Зенкер
Обрабатываемый материал
Сталь 45, НВ 207
Ковкий чугун КЧ 35-10,
НВ 150
Серый чугун СЧ 18-36,
НВ 190
Сталь 45, НВ 207
Ковкий чугун КЧ 35-10,
НВ 150
Серый чугун СЧ 18-36,
НВ 190
Cv
4.0
6.2
7.3
5,7
13,8
13.5
2
0,4
0,3
0,25
t3
0,2
У |
0.5
0,5
0,4
0,5
0,4.
0,4
306
Фрезы
Тип фрезы
Торцовая
Дисковая
Для
зерования
пазов
Прорезная,
отрезная
Торцовая
Дисковая
Для
зерования
пазов
Торцовая
Обраба-
4 тывае-
мын
материал
Сталь 45,
НВ 207
Сталь 45,
НВ 207
Ковкий
чугун
КЧ 35-10,
НВ 150
Серый
чугун
СЧ 18-36,
НВ 190
Материал
инструмента
Быстрорежущая
сталь
Твердый
сплав
Т5КЮ
Твердый
сплав
ВК8
Подача
на
зуб
sz
>0,1
<0,1
>0,1
<0,08
>0,08
<0.06
>0,0G
<0,18
>0.18
Си
25,8
1G.2
30
19,2
22
180
80
160
73
181
126
85
г
0,25
0,25
0,25
0,25
0,25
0,2
0,2
0,2
0,2
0,22
0,22
0,2
X
0,1
0,1
0,3
0,3
0,3
0,1
0.1
0,3
0,3
0,17
0,17
0,15
У
0.2
0,4
0,2
0,4
0,2
0,1
0,4
0,12
0.4
0,1
0,32
0,35
и
0,15
0,15
0.1
0,1
0,2
0,2
0,2
0,1
0,1
0,22
0,22
0,2
п
0,1
0,1
0.1
0,1
0,1
0
0
0
0
0
0
0
Влияние твердости НВ на скорость резания
Обработка сталей
Вид обработки
Точение
Сверление, зенкерование
Фрезерование
Материал инструмента 1
Быстрорежущая сталь
НВ 140-250 | НВ > 250
йй'-5
йг
207
НВ
/207\1.5
\нв)
(Я)"
4iS)°
Твердый
сплав
207
НВ
(ЙГ
207
НВ
307
Обработка чугуна Показатель л
Ковкий и
прочный
чугуны
/ 150 у
\ \"В )
Серый чугун
/ 190 \п
\НВ )
Вид обработки
Сверление, аенке-
рование,
зенкован ие иг цекование
Фрезерование . . .
п при обработке
чугуна
ковкого
и
прочного
1,45
1.3
1.25
серого
1.45
1.3
1.25
где Т — стойкость в мин\ а и b — коэффициенты
Материал
инструмента
Быстрорежущая
сталь
Твердый сплав
Инструмент
Резец
Сверло, зенкер
Зенковка,
цековка
Фреза
Резец
Фреза
Зенкер, цековка
Сверло, зенкер
Зенковка,
цековка
Обрабатываемый
материал
Сталь
Чугун:
ковкий
серый
Сталь
Чугун
Сталь
Сталь, чугун
ковкий
Чугун серый
Сталь
Чугун:
ковкий
серый
Сталь
Чугун серый
Сталь
Чугун
»
а
—3,8465
—3,9692
—3,5101
—3.8164
— 12.804
— 12,804
—32,258
— 12,804
—4,6951
—3,7431
—4,0208
— 107,009
—32,258
— 12,804
— 107,009
—32,258
Ь
1,9.206
2,3100
3,0896
1,7779
0,6401
0,.6401
0,1897
0,6401
0,9591
1,4073
1,6209
0,04788
0,1897
0,6401
0,04788
0,1897
308
Расчет режимов резания на электронно-вычислительных
машинах. Приложение 5 *
Содержащиеся в справочнике рекомендации по режимам резания
для одно- и многоинструментных токарных, фрезерных и
сверлильных (агрегатных) станков ориентированы на получение заранее
установленных значений стойкости инструментов, обеспечивающих
экономически рентабельный режим работы.
Существует также расчетный метод определения значения
экономической стойкости при многоинструментной обработке, основанный
на использовании степенных зависимостей стойкости от скорости
резания (Т—V).
При расчетах режимов резания на ЭВМ можно использовать более
достоверные нестепенные зависимости Т—V, исключить такой
промежуточный этап, как определение условно-экономической стойкости
инструментов наладки, и вычислять для каждого из возможных
вариантов режимов резания итоговые показатели: производительность,
технологическую себестоимость, расходы по инструменту, потребную
мощность и др.
Основным преимуществом расчетов на ЭВМ является развернутая
технико-экономическая оценка возможных вариантов режимов
резания, что позволяет принять наиболее обоснованное решение как при
проектировании и отладке нового технологического процесса
производства, так и при совершенствовании действующего.
Для расчета на ЭВМ принимают те же нормативные исходные
данные по обрабатываемости конструкционных материалов и режущим
свойствам инструментов, что и при обычных методах расчета.
Дополнительно (взамен рекомендуемой стойкости) вводят значения
технологической стоимости станко-минуты для различных типов
станков, расходы на инструмент, отнесенные к одному периоду
стойкости, а также затраты времени на смену и регулирование
инструментов.
Полученные результаты можно сравнить с фактическими
[результатами работы станка, поскольку один из расчетных вариантов будет
совпадать с установленным на станке.
В случае значительных расхождений расчетной и фактической
стойкости лимитирующего инструмента можно произвести расчет, исключив
расхождения между нормативной и фактической оценками
обрабатываемости.
Такой перерасчет необходим, когда станок и инструментальная
оснастка эксплуатируются в нормальных условиях. Если станок,
приспособление или инструмент неисправны, то, прежде всего следует
устранить неполадки.
Благодаря ускорению расчетов при применении ЭВМ можно
проанализировать наладку и проверить, правильно ли выбран станок
и распределена работа между инструментами. Для этих целей на одну
и ту же операцию составляют несколько наладок (на разные станки,
с применением различных инструментов и т. д.). При этом вариант
обработки выбирают с учетом выдаваемых ЭВМ экономических
оценок.
1 Методика разработана НИИТАвтопромом, ГАЗ и НИИУАвтопром. В
составлении приложения участвовали Ф. Б. Малев, В. П. Ксюнина и Ф. Г.
Тарасова.
309
Программы расчета режимов резания для одно- и многоинструмент-
ных наладок разработаны на наиболее распространенные в
автомобилестроении станки.
Токарные:
1) одношпиндельные многорезцовые полуавтоматы типа МТ-20,
МТ-30, МТ-44, МТ-45, 1720, 1730;
2) вертикальные многошпиндельные полуавтоматы типа 1282,
1283, 1А283;
3) копировальные типа 1712, 1722.
Сверлильные:
1) одношпиндельные типа 2125, 2175, 2А125, 2А150;
2) одношпиндельные станки с многошпиндельной головкой;
3) многошпиндельные агрегатные станки типа ЭНИМС;
4) агрегатные с несколькими головками типа MAC.
Фрезерные:
1) одношпиндельные одно- и многоинструментные типа 680, 682,
6Г82;
2) многошпиндельные специальные;
3) агрегатные специальные;
4) карусельно- и барабанно-фрезерные.
По предлагаемой методике подачи устанавливают до расчета на
ЭВМ, как и при обычных методах, когда подачи назначают до
определения скорости резания и времени обработки.
Примечание. НИИ ПМК, НИИТАвтопром, ГАЗ ведут работы
по созданию методики расчета режимов резания на ЭВМ и необходимых для
этого исходных данных, которые одновременно давали бы оптимальные
значения скоростей резания и подач.
Пример расчета на ЭВМ
310
311
№ позиции
1
//
///
3
IV
6
Суппорт или i
ловка
2
Г
В
в
Условный №
инструмента
3
/
2
3—4
5
6
7
8
9
10
11
Наименование
и тип
4
Резец
подрезной
Резец
подрезной
Резец
кана-
вочный
Резец
расточной
!?1
Резец
проходной
Резец
расточной
Резец
расточной
Количество
инструментов
одинаковых
5
1
1
2
1
1
1
1
1
1
1
Hi
№ чертежа
6
9-У-12452
9-У-12448
9-У-15884
9-У-15884
9-У-12459
9-У-12448
9-У-12450
9-У-14452
1струмент
Материал
инструмента
7
ВК4
ВК8
ВК4
Сечение НхЬ
или диаметр D
8
16X26
12Х 12
16X26
16X26
12Х 12
12Х 12
Главный угол в
плане ф, форма
заточки сверла
9
45
45
—
90
45
90
Передний угол
у, профиль
фасонного резца
10
10
Радиус при
вершине г
11
2
2
—
2
Число зубьев г
12 1
—
—
—
—
—
312
Исходные данные для расчета
Деталь: Ступица переднего колеса
(наименование и номер)
Станок: 6-шпиндельный полуавтомат 1А283
(наименование, тип, модель, инвентарный номер)
Операция: Обработка со стороны фланца
(номер, содержание)
Количество одновременно обрабатываемых деталей шт.
Примечания: 1. При проектировании нового станка задать предва
пь .
2. Ограничить ряд чисел оборотов. Принять nmin-- - об/мин\ лтах---
3. При расчете мощности исключить инструменты с порядковыми номе
4. Повторить расчет с изменением стойкости инструментов.
режимов резания на ЭВМ
Материал КЧ 35-10 Твердость НВтах 149
Т„сп мин. Время холостого хода Тх. х = 0.1 мин
Охлаждение — эмульсия
Средний диаметр расположения деталей на круглом столе (для
фрезерных станков) мм
рительно наиболее вероятный ряд чисел оборотов: л4 - - -, пг - - -, п3 - - -, пА- - -,
сб/мин.
рами. . .
Таблица J
Вид токарной
обработки
13
п
п
п
р
н
н
р
р
Наличие корки
14
К
К
БК
К
БК
К
БК
БК
Класс точности
обработки
15
Данные об обработке
Диаметр
обработки D
16
265
85
245
70
60
263
265
74
64
71,75
Глубина
резания /
17
i
3
3
—
1,5
1,5
1
3
2
2
0,85
Ширина
резания В
18
12
к
X
X
СО
СО
О»
о.
СО
19
50
10
4,5
35
8
1
35
И
8
35
о
и
<и
V
СО
а с*.
co-J
20
53
53
37
Подача на зуб
sz
21
о
СО
X
СО
ег о
со ьо
I*
С о.
.22
0,389
0,389
0,326
313
№ позиции
1 1
IV
V
VI
Суппорт или
головка
2
В
Г
В
Условный №
инструмента
3
12
13
14
15
16
17
Наименование
и тип
4
Резец
проходной
ill
Резец
проходной
Резец
фасоч-
ный
Резец
проходной
Развертка
с
правлением
Количество
инструментов
одинаковых
5
1
1
1
1
1
1
Инструмеи
СО
о.
6
9-У-15884
9-У-14452
9-У-12446
9-У-12441
9-У-12467
13-У-1790
Материал
инструмента
.7
ВК4
ВК8
т
Сечение ИхЬ
или диаметр D
8
16X25
72
Главный угол в
плане ф, форма
заточки сверла
9
45
75
75
90
—
Передний угол
V, профиль
фасонного резца
10
10
Радиус при
вершине г
И
2
Число зубьев z
12
—
—
—
1
-!
6 Г
Примечание. Приняты следующие обозначения: Г — горизонталь
, П — поперечное точение; Р — растачивание; Рз — развертывание; К — обра
Результаты рас
Показатели
Число оборотов
шпинделей:
1
2
3
4
5
Варианты
1
33,300
29,500
29,500
33,300
26,000
2
37,400
33,300
33,300
37,400
29,500
3
44,200
37,400
37,400
41,800
33,300
4
51,800
41.800
41,800
46,600
37,400
5
57,500
46,600
46,600
51,800
41,800
6
57,500
51,800
51,800
51,800
44,200
7
63,600
51,800
51,800
57,500
46,600
8 |
70,200|
57,500
57,500
63,600
51,8001
314
Продолжение табл. 1
Данные об обработке
Вид токарной
обработки
13
Н
Н
П
Н
П
Рз
Наличие корки
14
БК
БК
БК
БК
БК
БК
Класс точности
обработки
15
Диаметр
обработки D
16
163
76
260
85
161
72
Глубина
резания t
17
1
1
1
0,5
0,5
0,12
Ширина
резания В
18
Длина резания
Lpe3
19
7
1
47
5,5
7,5
24
Длина рабочего
хода Lfia x
20
37
49
26
26
Подача на зуб
21
Подача на
оборот s0
22
0,326
0,398
0,26
0,26
пый суппорт; В — вертикальный суппорт; Н — наружное продольное точение;
Гютка по корке; БК — обработка после снятия корки.
Таблица 2
чета на ЭВМ
расчета " 1
9
77.700
63.600
63,600
70,200
57.500
10
86,000
70,200
70,200
77,700
63.600
11
95,000
77,700
77,700
86,000
70,200
12
105.00
86.000
86,000
95,000
77,700
13
116.00
95.000
95,000
105,00
86.000
14
130.00
105.00
105.00
116,00
95,000
15
137.00
116.00
116,00
130,00
105.00
16
161.00
130,00
130,00
144,00
116,00
17
181,00
144,00
144,00
161,00
130,00
18
181,00
161,00
161,00
161,00
137.00
315
Показатели
Номер
лимитирующего
по стойкости
1 инструмента
Минимальная
стойкость ин-
1 струмента в шт.
Максимальное
время рабочего
| хода в мин
Штучное время
в мин
Производительность станка
J в шт.
Стоимость
операции в коп.
Затраты на
инструмент
1 в коп./дет.
Пиковая
нагрузка
Эквивалентная
мощность
Скорость
развертки
Варианты
1
1,0000
285,45
3,9990
4,3577
13,769
13,421
0,3473
7,1843
2,5719
5.8811
2
1,0000
265,12
3,5606
3.9002
15,384
12,063
0,3619
8.1048
2,8894
6,6727
з
1,0000
235,73
3,0347
3,3516
17,902
10,436
0,3815
9,1448
3,3297
7,5323
4
1,0000
207,91
2,7152
3,0204
19,865
9,4654
0,4042
10,268
3,7339
8.4597
5
1,0000
189,79
2,4356
2,7309
21,971
8,6192
0,4264
11.441
4,1518
9,4549
6
1,0000
189,79
2,3767
2,6710
22,463
8,4488
0,4357
12,546
4.3593
9,9978
7
1,0000
172,53
2,1911
2,4790
24,203
7,8889
0,4519
12,711
4,6022
10,541
8 |
1,0000
155,93
1,9739
2,25651
26.590
7,2510|
0,4814
14,100|
5,092б|
11,7171
Представленные результаты расчета на ЭМВ содержат технико-
экономическую оценку возможных вариантов режимов резания.
В таблице варианты расчета расположены в порядке возрастания
чисел оборотов шпинделя по паспорту станка. Для каждого из них
указано пять чисел оборотов шпинделей соответственно числу рабочих
позиций станка.
По вертикали даны основные показатели, характеризующие
рассматриваемый вариант режимов резания.
Продолжение табл. 2
расчета
1 •
1,0000
139,25
1,7845
2,0644
29,065
6. 7096
0,5165
15,596
5,6185
13,006
10
1,0000
123,04
1,6168
1,8962
31,643
6,2475
0.5589
17,221
6,1871
14,386
11
1,0000
107,68
1,4607
1,7422
34,440
5,8376
0,6111
19,057
6,8254
15,879
12
1,0000
92,834
1,3197
1,6065
37,349
5,4957
0,6763
21,088
7,5270
17,575
13
1,0000
78,738
1,1947
1,4908
40,246
5,2318
0,7593
23,296
8,2846
19,453
14
1,0000
63,533
1,0809
1,3934
43.059
5,0577
0,8774
25,783
9,1336
21,488
15
1,0000
56.888
0,9784
1,3097
45,811
4.9267
0,9975
28,366
9,9980
23,750
16
1,0000
37,939
0.8731
1,2551
47,806
5,0660
1,3008
31,924
11,197
26,239
17
1,0000
25,660
0,7882
1,2520
47,925
5,5156
1,7598
35,427
12,360
29,405
18
1,0000
25.660
0,7647
1,3482
44,503
6,3466
2,3019
39,039
13,025
30,989
Расчет на ЭВМ показал, что условию наибольшей
производительности соответствует 17-й вариант режимов резания, а наименьшей
стоимости — 15-й вариант.
Для обеспечения требований к чистоте обработанной поверхности
при развертывании (V6) скорость резания не должна превышать
20 м/мин, поэтому допустимым является 13-й вариант. При отсутствии
чаких требований к чистоте обработанной поверхности
производительность станка может быть увеличена (15-й вариант).
Тип и фирма Модель Мощность Инв. № Охлаждение
Станок :
Вес в кг Материал и его
твердость
№ детали
и наименование
318
Технико-нормировочная карта
для металлообрабатывающих станков автомобильного
производства
№ позиции, перехода
№ суппорта, головки
№ по эскизу
Инструмент
Наименование с
указанием основных
размеров (диаметр D, число
зубьев zw ширина В,
угол в плане ф и др.)
и марка материала
(или характеристика
шлифовального круга)
Диаметр d
Размеры
в
Точность б
Глубина /, припуск а
обработки
мм
Ширина Ь
Длина Lpea
Длина рабочего хода Lp% x
на s
по нормативам
уб
принятая
№ операции и наименование с указанием основных
размеров обработки (диаметр d с допуском, модуль т,
число зубьев детали г и др.)
Количество одновременно обрабатываемых деталей q, диаметр
расположения деталей на круглом столе dpacn, скорость круга
VKp и др.
обработки
Подача в мм
па оборот или
двойной ход
So
по
нормативам
принятая
St (на
глубину)
по
нормативам
принятая
в
минуту
*м 1
по нормативам или
рассчитанная
принятая
Стойкость Т
Скорость
V
в м/мин
по
нормативам
рассчитанная по
принятому п
Число
оборотов
(двойных
ходов) в
минуту
п
рассчитанное по
нормативной V
принятое
Основное технологическое
(машинное) время tM в мин
Я
■ ев
О.
VO
S
к
Я
Я
со
m
CV
а
в?
8 л 1
18
319
Завод
Цех
Участок
Заготовка
Эскиз обработки
Расчет вспомогательного времени
JVe
по пор.
Наименование приема
Продолжительность
в мин
Отметка о
включении
в норму
320
Начальник _ Начальник
Нормировщик БОТИЗ Технолог техчасти
№ позиции, перехода
№ суппорта, головки
Режим
работы
станка
Режим обработки
принятый по расчету
(дата)
Подача в мм
на оборот или
двойной ход
So | st
в минуту
SM
Данные о сменных
шестернях, кулачках и др.
Число оборотов
(двойных ходов) в минуту
п
Время обработки
в мин
*м
установленный в цехе
(дата)
Подача в мм
на оборот или
двойной ход
s0
s/
в минуту
SM
Число оборотов
(двойных ходов) в минуту
п
Стойкость в шт.
и
а
СО
а
о
о
*
а) 1
а
CQ
ч
Затраты времени, производительность, разряд работы и расценка
1. Основное технологическое (машинное) время
2. Вспомогательное время
3. Время технического обслуживания станка
4. Время организационного обслуживания
рабочего места
5. Время перерывов на личные надобности и
отдых
tM в мин/шт
tQ в мин/uim
tmoB мин/шт
Торг в мин/см
Т' в мин/см
6. Штучное время | tQ в мин/шт
7. Трудоемкость операции
8. Производительность
станка
часовая (расчетная,
цикловая)
сменная
9. Норма выработки рабочего
10. Разряд работы
11. Расценка на одну деталь
Начальник
лаборатории резания
Начальник
участка
Начальник
цеха
t в мин/шт
А час в шт1ч
Асм в шт/см
Ар в шт/см
-
R в коп./шт.
Лист
Листов
И Справочник п/р Барановского
321
Примеры расчета режимов резания. Приложение б
Примеры расчета режимов резания приведены на основные виды
обработки, охваченные нормативами.
Расчеты выполнены на единой для всех операций механической
обработки форме технико-нормировочной карты (см. стр. 318—321),
при этом использована лишь лицевая ее сторона (стр. 318—319), так
как обратная (стр. 320—321) предназначена в основном для
нормирования полного времени обработки детали на станке.
Для операций обработки на токарных прутковых одно- и
многошпиндельных автоматах, а также на сверлильных станках с одной и
несколькими многошпиндельными головками выполнены на
специальных бланках подробные расчеты, которые рекомендуется производить
при сложных многоинструментных наладках перед заполнением
основной технико-нормировочной карты.
Для отдельных примеров в приложении приведены в качестве
иллюстрации выдержки1 из паспортов станков, по которым при расчете
принимались и уточнялись параметры режимов резания.
На лицевой стороне технико-нормировочной карты имеется четыре
свободные (безымянные) графы, предусмотренные для записи в них
специфических для данного вида обработки параметров режима (число
оборотов круглого стола пс при фрезеровании, время врезания и
выхаживания при шлифовании и др.). В эти же графы вносят
дополнительные данные, уточняющие расчеты (число оборотов и подача по
принятому машинному времени работы станка на многошпиндельных
вертикальных токарных полуавтоматах).
При заполнении технико-нормировочной карты целесообразно
производить конкретизацию в наименовании граф, например, при зубо-
фрезеровании графу «Точность 6» именовать «Точность б по
межцентровому расстоянию», а при бесцентровом шлифовании графу «Глубина /,
припуск а именовать «Удвоенная глубина 2Ь и т. д.
Рассчитанное по установленным режимам резания основное
технологическое время (tM) вместе с вспомогательным (te)
предопределяют часовую производительность станка, а с учетом других затрат
времени — сменную и годовую его производительность.
1. Часовая (расчетная) производительность станка
2. Сменная производительность станка
3. Годовая производительность (производственная мощность) станка
322
В этих формулах
tc — полное (штучное) время, затрачиваемое на обработку одной
детали; г\см — коэффициент операционной работы; Т0бсл — время
обслуживания станка и рабочего места в течение смены (Т0б*л =
= Тт. о + Торг + Тп); t06cA — то же, приходящееся на одну деталь
(*обсл = tm.o+ tope+ W; Торг и Тп — затраты времени в течение
смены на оргобслуживание и другие перерывы по нормативам; Т^рг
и Г*— то же, приходящееся на одну минуту рабочего времени; t
и tn — то же, приходящееся на одну деталь; tm, 0 — время
технического обслуживания, приходящееся на одну деталь^ Тн — время на
наладку и подналадку за период стойкости; Тм — стойкость
инструмента в минутах машинной работы; FCM — продолжительность рабочей
смены в ч; FH — годовой номинальный фонд рабочего времени в ч\
ТКр — затраты времени (в году) на капитальный ремонт в ч\ Тотк —
технически неизбежные затраты времени в ч на устранение возникающих
в процессе эксплуатации отказов в работе механизмов, которые
учитываются только для автоматических линий и для очень сложного
оборудования (как правило, новой конструкции).
* Эта зависимость справедлива не только для одноинструментной, но
так же (приближенно) и для многоинструментной обработки (принимая Тн
и Тм для лимитирующего инструмента наладки и считая, что он работает
на станке один).
Характерные отношения
1. Для токарных одношпиндельных станков, оснащенных
быстрорежущими инструментами, —0,05; оснащенных твердосплавными инструментами—0,1:
для многошпиндельных станков — в 2 раза больше.
2. Для сверлильных и агрегатных станков — 0,1#
3. Для фрезерных станков — 0,05,
* 323
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
Станок
Тип и фирма
Токарно-многорезцо- 1
вый центровой
полуавтомат
№ детали
и наименование
Модель
1А730
Кожух полуоси
Мощность
11,2 кет
Инв. №
Вес в кг
№ операции и наименование с указанием основных
размеров обработки (диаметр d с допуском, модуль т.
число зубьев детали zq и др.)
Охлаждение
Эмульсия
Материал и его
твердость
Сталь 45,
НВ 176—207
Обточить оконча
Количество одновременно обрабатываемых деталей q, диаметр
расположения деталей на круглом столе йрасч' СК0Р0СТЬ круга vKp и др.
Расчет режима
л
°
X
а
с
к
X
Я"
т
°
«
К
а
о
о
U
«г
а.
:уппо
%
1
и
Инструмент
>.
К
X
и
о
с
%
1
2
3
4
5
6
7
8
Наименование
с указанием
основных размеров
(диаметр D, число
зубьев zw
ширина В, угол в
плане ф и др.) и марка
материала (или
характеристика
шлифовального круга)
Резец проходной
Ф = 75°; Т14К8
Резец проходной
ф = 75°; Т14К8
Резец проходной
Ф = 75°; Т14К8
Резец проходной
Ф = 75°; Т14К8
Резец проходной
Ф = 75°; Т14К8
Резец проходной
Ф = 75°; Т14К8
Резец фасочный
Ф = 10°; Т14К8
Резец фасочный
ф = 45°; Т14К8
Размеры обработки в мм
■q
а
н
со
35 •
'К
95
89
74
71
71
70
93
67
.о
А
и
О
X
sr
о
н
а
X
&
к
а
с
"•*
СО
X
о
1
1
1
1.5
1.5
1.5
5
3
•о
со
X
a
а
s
a
-J
Длина
54
30
38
36
36
55
3
3
н
d
■J
S
о
о
й>
о
Л
о-
2
5
60
60
60
60
60
60
5
5
на зуб
sz
S
И
н
2
О.
о
о
с
к
S 1
Я
а
с
324
325
Завод
Цех
Участок
Заготовка
Поковка
юльно кожух полуоси
моста
.Паспортные данные станка см. на
стр. 338
обработки
Подача в мм
на оборот или
двойной ход
So
я
н
3
о.
о
*s
о со
с о
0,35
0,35
0,35
0,35
0,35
0,35
0,35
0,35
ев
н
К
X
Я
а.
с
0,34
0,34
0,34
1 0,34
0,34
0,34
0,05
0,05
(на
глубину)
5
Н
СО
2
а
о
X
s
О Я
с а
СО
н
«
X
S
а
с
в
минуту
я
4
X
S
СО
2 к
о£
X э>
о
о
82.
со
н
К
X
X
а
с
Я
СО
д. 1
§
о
а
а
л
н
о
о
А я
150
75
Скорость У
Я
СО
О.
О
X
S
О са
с а
121
160
X
х а-
Sec
я о >»
и о
о к н
CO СО К
106
100
82,5
79
1 79
78
104
75
Число
оборотов 1
(ДВОЙНЫХ
ХОДОВ)
в минуту
л
s О х
? с а
и *
о cj f-
ео о л
ах z
405
572
8
«
X
S
а
а
355
355
со
Основное технологическое (л
шинное) время tM в ли«
0,5
1?
н
о
о
со
a
о
(Я
я
X
со
СП
► а
X
a' a
l.i
М
0,9
1,3
1,3
1,3
1.8
0.8
№ позиции, перехода
№ суппорта, головки
/
Инструмент
>>
т
я
X
и
Л
о
с
2
1
2
3
4
5
Наименование
с указанием
основных размеров
(диаметр D, число
зубьев ги,
ширина В, угол в
плане <р и др.) и марка
материала (или
характеристика
шлифовального круга)
Резец проходной
ф = 90°, Т14К8
(по копиру)
Резец подрезной
Ф = 90°, Т14К8
Резец канавочный
Ф = 90°, Т14К8
Резец подрезной
Ф = 90°, Т14К8
Резец подрезной
Ф = 90°, Т14К8
Размеры обработки в мм
Диаметр d
54
69
104
114
155
76
100
65
Точность 6
0,15
0,13
0.15
Глубина t, припуск а
2
2
2
2
3,5
21
5
5
Ширина b
Длина Lpe3
45
22
75
14
23
14
17,5
7,5
Длина рабочего хода Lp x
203
25
на зуб
sz
по нормативам
принятая
.
326
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
Станок
Тип и фирма
Токарный
многорезцовый
копировальный полуавтомат
Модель
1722
Мощность
22,4 кет
Инв. №
-
Охлаждение
Эмульсия
№ детали и
наименование
Шестерня ведущая
цилиндрическая
Вес в кг
№ операции и наименование с указанием основных
азмеров обработки (диаметр d с допуском, модуль т,
число зубьев детали zq и др.)
Материал и его
твердость
Сталь 20ХНМ,
НВ 156—207
Обточить 0 50 Л•
вП0-«Л1 И
Количество одновременно обрабатываемых деталей ?, диаметр
расположения деталей на круглом столе dpacrv скоРость круга у
и др.
Завод
Цех
Участок
Заготовка
Поковка
0 65; <а100-°'13; Q72;
подрезать торцы
обработки
327
Подача в мм
1 на оборот 1 в
мнили двойной нуту
1 ход 1 sm
So
по
нормативам
0,6
0,6
0,6
0.6
0,2
0,12
0,2
0,12
принятая
0,6
0,12
(на
бину)
к
н
СО
s
о.
о
X
Л s
О СО
с а
к
со
(-
к
X
Я
а
с
по нормативам или
рассчитанная
принятая
Стойкость TD в мин по
нормативам р
29
90
50
60
25
Скорость
V
в мин
по
нормативам
144
150
116
169
189
рассчитанная по
принятому п
102
139
68
90
58
Число
оборотов
(двойных
ходов)
в минуту
п
рассчитанная по
нормальной V
400
308
принятая
285
Расчетное машинное время /J
в мин
1.19
0,76
Уточненная подача по
принятому iM работы станка
0.6
0,08
Основное технологическое
(машинное) время tM в мин
1.19
Мощность резания (обработки)
Npe3 в кет
3.2
1.9
5,2
1.7
1.1
13,1
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
№ позиции, перехода
и
III
IV
V
VI
№ суппорта, головки
А
Б
В
Г
Д
Е
Инструмент
№ по эскизу
/
2
3
4
5
6
7
8
9
10
11
12
13
Наименование
с указанием
основных размеров
(диаметр D, число
зубьев гц,
ширина В, угол в
плане б и др.) и марка
материала (илн
характеристика
шлифовального круга)
Резец подрезной
ф = 45°; ВК4
Резец подрезной
Ф = 45°; ВК4
Резец подрезной
Ф = 90°; ВК4
Резец расточной
Ф = 90°; ВК4
Резец расточной
Ф = 90°; ВК4
Резец расточной
Ф = 90°; ВК4
Резец проходной
Ф = 90°; ВК4
Резец фасочный
i ф = 45°; ВК4
Резец широкий
Ф = 12°; ВК4
Резец расточной
Ф = 90°; ВК4
Резец расточной
Ф = 90°; ВК4
Плавающие ножи
ф = 90°; ВК4
Плавающие ножи
Ф = 90°; ВК4
Размер
Диаметр d
145
145
270
128
123
108
270
132
267
130
[ -125
130
125
Точность о
ы обработки в мм
Глубина t, припуск а
2
2
4
1
2,5
1,5
1,5
1,5
23
1
1
0,2
0,2
Ширина Ь
Длина Lpe3
10
10
40
20
22
12
23
1,5
5
20
22
20
22
Длина рабочего хода L„ x
43
43
43
29
29
29
29
7
7
25
25
25
25
на
зуб
sz
по нормативам
принятая
328
Станок
Тип и фирма
^Токарный 6-шпин-
дельный полуавтомат
завода «Красный
пролетарий»
№ детали
и наименование
Модель
1284
Ступица заднего
колеса
Мощность
17 кет
Инв. №
Вес в кг
Охлаждение 1
Эмульсия
Материал и его
твердость
Ковкий чугун,
НВ 121 — 149
№ операции и наименование с указанием основных размеров обработки
(диаметр d с допуском, модуль т, число зубьев детали z$ и др.) |
Количество одновременно обрабатываемых деталей q, диаметр расположс-1
ния деталей на круглом столе dpacn, скорость круга vKp и др.
Подача в мм
I на оборот
или двойной
| ход
s
по нормативам
0,55
0,55
0,8
0,2
0,3
0,3
0,6
0,6
>
принятая
0.51
0,51
0,22
0,22
0,24
0,24
0,61
0,61
5; (на
глубину)
по нормативам
принятая
в
минуту
Sm
по нормативам или
рассчитанная
принятая
*
Стойкость Т. в мин по нормативам
210
210
210
210
210
о
U ffl
по нормативам
63
75
70
117
117
40
40
рассчитанная
по принятому л
64
78
69
75
72
42
40
Число
оборотов
(двойных ходов)
в минуту п
рассчитанное по
нормативной v
74
88
84
286
300
98
102
принятое
75
92
83
184
184
103
103
Расчетное машинное время tM в мин
1М2|
0,62
0,38
0,57
0,57
0,4
0,4
Уточненные
числа
оборотов
и подач
по
принятому
машинному
времени
работы
станка
с
75
83
45,5
127
127
68
68
1/>
0,51
0,34
0,17
0,22
0,22
0,34
0,34
Скорость резания v в м/мин,
рассчитанная по уточненному числу
оборотов п
34
34
64
33
32
i
28
71
19
38
52
50
28
27
Основное технологическое
(машинное) время t в мин
JU2J
1,03
0,9
0,9
0,9
1.08
1.08
^Мощность резания (обработки)
мреэъквт
0,5
2,0
0,3
0,6
0,3
0,8
0,1
3,1
0,2
0,2
8. И
329
Завод
| Цех
Участок
Токарная
4 •
Заготовка
Отливка
(см. эскиз обработки)
Эскиз обработки
Эскиз обработки см. стр. 342 и
паспортные данные станка на
стр. 339
ТЕХНИКО-НОРМИРОВОЧНАЯ КАРТА
для металлообрабатывающих станков автомобильного производства
Станок
Тип и фирма
Одношпиндель-
ный автомат
Модель
1124
Мощность
3,7 кет
Инв. №
Охлаждение
Сульфофрезол
№ детали
и наименование
Сопло горелки
Вес в кг
Материал и его
твердость
ЛС-59-1
№ операции и наименование с указанием основных
размеров обработки (диаметр d с допуском, модуль т,
число зубьев детали zq и др.)
Автоматная (см.
Количество одновременно обрабатываемых деталей д, диаметр
расположения деталей на круглом столе dpacnt скорость круга vKp и др.
Na позиции, перехода
И
III
• IV
V
VI
VII
JV» суппорта, головки
Инструмент
Кя по эскизу
Наименование
с указанием
основных
размеров (диаметр £>,
число зубьев zu,
ширина В, угол
в плане ф и др.)
и марка
материала (или
характеристика
шлифовального
круга)
Сверло D = 10,
; -£90°; Р9
Сверло D = 3;
Р9
Резец
проходной; Р9
Резец
фасонный; Р9
Плашка; Р18
Резец
отрезной; Р9
Размеры обр
Диаметр d
4
3
9.2
9,2
6
7,5
Точность б
Глубина t, припуск а
1.0
Расчет режима
аботки в мм
Ширина Ъ
13
2
Длина Lpe3
2
4,2
4.4
1.0
5.5
4,0
Длина рабочего хода Lp x
2,5
5.2
5.4
1.5
7.5
5.0
на зуб
по нормативам
принятая
330
Примечание. Подробный расчет см. в прилагаемом бланке расчета
обработки
Подача в мм
на оборот или
двойной ход
s0
по нормативам
0,05
0.08
0.14
0.06
0,75
0,07
принятая
0.05
0.08
0.14
0.06
0,75
| 0,065
(на
глубину)
по нормативам
принятая
в
минуту
*м
по нормативам или
рассчитанная
принятая
Стойкость 7*_ в мин по нормативам
16
22
12
7
23
режима обработки на одношпиндс
Скорость
V В
м/мин
по нормативам
75
48
115
90
1 &
90
рассчитанная
по принятому п
24
18
55
55
7
45
Число
оборотов
(двойных
ходов)
в минуту
п
рассчитанное
по нормативной
6000
5000
4000
3100
425
3800
принятое
1900
1900
1900
1900
380
1900
Основное технологическое
(машинное) время (м в мин
О
II
Мощность резания (обработки)
Мрез в кет
»льном автомате (стр. 332—333).
331
Завод
Цех
Участок
Заготовка
Пруток
эскиз обработ»
си)
Эскиз обработки
Эскиз обработки см. на стр. 343 и паспортные
данные станка — на стр. 340—341
Бланк расчета режимов обработки на одношпиндельные
автоматы (приложение к технико-нормировочной карте)
Переход
№ по эскизу
1
/
II
III
IV
V
VI
VII
Наименование
2
Подача
материала
Переключение
револьверной
головки
Центрование
Переключение
револьверной
головки
Сверление
Переключение
револьверной
головки
Обточка
Отход
револьверной головки
Фасонное
точение
Калибрование
профиля
Отход фасонного
резца
Нарезание
резьбы
Свертывание
плашки
Отход
револьверной головки
Отрезка
Отвод отрезного
резца
Инструмент
№ по эскизу
3
/
2
3
4
5
6
Наименование
и материал
4
Сверло 0 10;
Р9
Сверло 0 3;
Р9
Резец
проходной; Р9
Резец
фасонный; Р9
Плашка; Р18
Резец
отрезной; Р9
Размер обработки
в мм
Диаметр d
5
4
3
9,2
9,2
6
7,5
Глубина t, ширина Ъ
6
1,0
13
2
о.
СО
Я
я
с*
7
2
4,2
4,4
1,0
| 5,5
4
н
ci.
-J
СО
с*
О
X
о
ей
V
О
ю
СО
а
со
я
я
с*
8
2,5
5,2
5,4
1,5
7.5
5
Подача s0 в мм/об (по нормативам)
9
0,05
0,08
0,14
0,06
0,75
0,07
Отношение чисел оборотов на
замедленном и нормальном
вращении "ф
10 |
1:5
! *;=о:
Примечание. Результаты расчета записывают в технико-нормиро
вочную карту.
333
;}ппод
|Мсчет числа
шпинделя
_J Количество оборотов шпинделя
— | за рабочий ход п£
50
65
38
25
50
72
2С=3(
Коэффициент времени резания г|)
*о
0,13
0,18
0,1
0,06
0,19
X)
Стойкость Тр в мин (по
нормативам)
00
16
22
12
7
23
Цех
Участок N° детали
оборотов
Скорость v в м/мин (по
нормативам)
14
75
48
115
90
8
90
Число
оборотов
шпинделя в
минуту
рассчитанное по
нормативной v в м/мин
15
6000
5000
4000
3100
425
С2100)
3800
принятое
16
1900
1900
1900
1900
380
1900
Скорость v в м/мин по принятому п
17
24
18
55 I
55
7 '
45
Модель станка
и инв. №
Расчет времени
Количество оборотов шпинделя
за холостой ход пх
18
32
21
21
21
15
5
10
10
2>
Количество оборотов шпинделя
за цикл п
19
JL Рассчитанное л = 450, по паспорту станка я = 475
Расчетное количество лучей
20
6,5
4,5
10,5
4,5
13,5
4,5
8
3
5,5
1
3
10,5 1
2
2
15
4
Пр
прое
НИИ
число лучей Ас и Ах
21
7
5
10
4,5
13,5
4,5
7,5
2
5,5
0,5
3,5
10,5
2,5
1
16
6,5
loo
цикла
инятое
при
ктирова-
кулачков
число оборотов
шпинделя за цикл п„
время цикла t в мин
22
По принятому количеству лучей на холостые ходы
Пц == 475, по паспорту п„ == 475
23
0,25
№ операции
Уточнение
подачи s0
Уточненное число оборотов
шпинделя пс
24
50
65
38
25
50
76
Уточненная подача s0 в мм/об
25
0,05
0,08
0,14
0,06
0,75
0,065
I £
ботки) Npe
Мощность резания (обра
26
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
№ позиций, перехода
/
11
III
IV
№ суппорта, головки
№ по эскизу
/
2
3
4
5
6
■ 7
8
Инструмент
Наименование
с указанием
основных размеров
(диаметр D, число
зубьев 2и,
ширина В, угол в
плане ф и др.) и марка
материала (или
характеристика
шлифовального круга)
Резец фасонный;
Р9
Сверло D = 12; Р9
Резец фасонный;
Р9
Сверло D = 7,9; Р9
Резец фасонный;
Р9
Развертка D =
= 8,3; Р9
Гребенка; Р18
Резец отрезной; Р9
Размеры обр
Диаметр d
19,6
9,6
19,6
7,9
14.2
8,3
14
15
Точность 6
Глубина /, припуск а
0,2
а бот к и в мм
Ширина Ъ
24
24
14
3
Длина Lpg3
3,6
4,8
2,8
24,5
2,1
21,4
9,5
4,4
Длина рабочего хода Lp x
5
26
4
26
4
27,7
6
на 1
зуб
S* I
по нормативам
принятая
334
Станок
Тип и
фирма
Токарный 4-шпин-
дельный автомат
№ детали и
наименование
Модель
123
Гайка
соединительная
Мощность
11,8 кет
Инв.
Вес в кг
№ операции и наименование с указанием основных
размеров обработки (диаметр d с допуском, модуль т,
число зубьев детали zq и др.)
№
Охлаждение
Сульфофрезол
Материал и его
твердость
Сталь 30.
НВ 170—230
Автоматная
Количество одновременно обрабатываемых деталей д, диаметр
расположения деталей на круглом столе dDacn, скорость
круга vKp и др.
Расчет режима
Подача в мм
1 * 1 в
на оборот или н.
двойной ход $
s0
по
нормативам
0,08
0.2
0,08
0,2
0,05
0,35
1.5
0,13
принятая
0,04
0,2
0,03
0,2
0,03
0,21
1,5
0,09
(на
глубину)
по
нормативам
принятая
S
ч
X
2
* со
1"
SS
и
л о
О со
с о.
ми-
гту
принятая
я
н
Л
Z
о.
о
S
g
Стойкость 7*_
вам
85
25
75
120
60
45
Скорость
V В
м/мин
по
нормативам
46
19
46
12
55
17
12
44
рассчитанная по
принятому п
30
15
30
12
22
13
7
23
Число
оборотов
(двойных
ходов)
в минуту
п
рассчитанное по
нормативной V
принятое
750
635
750
485
1240
650
840
930
491
Основное технологическое
(машинное) время tM в мин
=Д,35
Мощность резания (обработки)
Npes в квт 1
335
обработки
Завод
Цех
Участок
Заготовка
Пруток
(см. эскиз обработки)
Эскиз обработки см. на стр. 344
Эскиз обработки
Бланк расчета режима обработки на многошпиндельные
токарные автоматы
(приложение к технико-нормировочной карте)
№ позиции по эскизу
1 /
11
III
IV
И!
№ суппорта по эскизу
Исходные данные для расчета
Суппорт или
струментальный
шпиндель
Наименование
Поперечный
Продольный
Поперечный
Продольный
Поперечный
Инструментальный шпиндель
Инструментальный шпиндель
Поперечный
№ по эскизу
/
2
3
4
5
6
7
8
Инструмент
Наименование
Резец фасонный
Сверло
Резец фасонный
Сверло
Резец фасонный
Развертка
Гребенка
Резец отрезной
Материал
Р9
Р9
Р9
Р9
Р9
Р9
Р18
Р9
Размеры
обработки
в мм
Наибольший диаметр
обработки d
19,6
9,6
19,6
7,9
14,2
8,3
14
14
Глубина (ширина)
обработки {Ь)
24
-
24
-
14
0,2
—
3
Длина L_ee
""• рез
3,6
4,8
2,8
24,5
2,1
21,4
9,5
4,4
Передаточное отношение
число оборотов инструмента
число оборотов детали
0
0
0
0
0
0
0,674
0
336
Станок
Инв. №
Тип и фирма
Токарный 4-шпиндель-
ный автомат 123
Мощность
11,8 кет
Охлаждение
Сульфофрезол
* Угол поворота распределительного вала (55°) при нарезании резьбы
= 0°; вопгв = 9°). Уточненное по паспорту станка число оборотов шпин
число оборотов шпинделей п = 491 об/мин. Число оборотов распределитель
Время цикла./ = 0,35 мин.
Завод
Цех
Участок
№ и наименование детали
Гайка соединительная
№ операции
Материал и его твердость
Сталь 30, НВ 170—230
Расчет длин рабочих ходов и подач
Расчет скоростей и чисел
оборотов
определен при построении циклограммы (Оподв =* 15°» ®нар ж 31°» ^рев в
деля за оборот распределительного вала п = 426. Принятое по паспорту
ного вала на ускоренном ходу (по паспорту станка) пХш х » 18,2 об/мин.
Расчетная длина рабочего хода 1
^р. х в мм 1
4,6
26
4
26
3,5
27
15
6
Соотношение плеч рычагов f 1
1,54
Подъем кулачков, уточненный
по чертежу Я, в мм
5
26
4
26
4
18
-
6
Угол рабочей части кулачка в
103,5
112
103
112
103
112
55*
55
Длина рабочего хода,
уточненная по кулачкам L„ x в мм
5
26
4
26
4
27,7
-
6
Подача s0 в мм/об по
нормативам
0,08
0,2
0,08
0,2
0,05
0,35
1.5
0,13
Расчетное число оборотов шпин- 1
деля за один оборот
распределительного вала п„
216
418
175
420
280
254
-
305
Уточненная подача s0 в мм/об по
! ПРИНЯТОМУ Пр |
0,04
0,2
0,03
0.2
0,03
0,21
-
0,09
Угол поворота распределительного
вала на рабочем ходу 6„ х
130
Стойкость Тр в минутах резания
85
25
75
120
60
-
-
45
Скорость v в м/мин по нормативам
46
19
46
12
55
17
12
44
Расчетное число оборотов
шпинделя п в минуту
750
635
750
485
1240
650
840
930
Скорость, уточненная по
принятому числу оборотов шпинделя
30
15
30
12
22
13
7 (
23
Мощность резания (обработки)
I Nnao в кет
Паспортные данные токарного полуавтомата 1А730
(к примерам расчета режимов обработки на токарных
многорезцовых полуавтоматах)
Число оборотов шпинделя п в минуту:
56, 71, 91, 112, 140, 180, 224, 280, 355, 450, 560, 710.
Наибольший допустимый крутящий момент Мкр в кГм:
200, 155, 123, ПО, 100, 79, 62,5, 45, 32, 26, 20,5, 15,8.
Подачи суппортов s,
Длина хода
суппорта
1 *" п y ** мм
дольного
250
250
250
250
250
| 250
250
250
214
176
139
108
речного
25
32,5
40
50
65
80
97
122
135
135
135
135
0,12
0,016
0,021
0,027
0,03
0,04
0,05
0,06
0,08
0,1
0,13
0.16
0,20
So
0,17
0,02
0,03
0,04
0,05
0,06
0,07
0,09
0,11
0,14
0,18
0,23
0.29
в мм/об при продольной подаче
0,23
0.03
0,04
0,05
0,07
0,09
0,1
0,13
0,15
0,19
0,25
0,31
0,4
0,34
0,05
0,06
0,08
0,1
0,12
0,15
0,19
0.22
0,28
0,36
0,45
0,58
0,49
0,07
0,09
0,11
0,14
0,18
0,22
0,26
0,31
0,4
0,52
0,65
0,83
0,71
0,1
0,13
0,16
0,2
0,26
0,31
0,38
0,46
0.58
0,76
0,95
1,22
0,97
0,13
0,17
0,22
0,28
0,36
0,43
0,52
0,62
0,79
1,03
1,29
1,66
1,38
0,19
0,24
0,31
0,4
0,51
0,61
0,74
0,89
1,13
1,47
1.84
- 2,37
338
Продолжение
Эффективная мощность на шпинделе в кет 11,2
Допустимая мощность по слабому звену 11,6
Расчетный коэффициент полезного действия станка . . . 0,8
Паспортные данные токарно-карусельного станка 1284
(к примеру расчета режима обработки на многошпиндельном
токарном полуавтомате)
Подачи s0 в мм/об
0.17—0,22—0,24—0,34—0.41 —0,51 —0.61 —0.76— 1.17— 1.62— 1,98—
2,45—3.0—3.65—5.1—5,7—7.3
Примечание. Для «сдвоенных» суппортов с соотношением
ходов 1 * 1; 1 : 2; 1 : 3 подача горизонтального суппорта
соответственно равна подаче вертикального суппорта или меньше ее в 2 или
3 раза.
Числа оборотов шпинделей п в минуту:
21—23—26—29,5—33—37—41—45,5—50—56—62—68—75—83—92— ,
103—108—114—127—143—162—184
Примечания: 1. Максимальный крутящий момент Мкр*
допускаемый на одном шпинделе, 155 кГм.
2. Максимально допустимая мощность на одном шпинделе
12 л. с.
3. Суммарная мощность N на всех резцах до 21 л. с. Нормально
шпиндели должны получить число оборотов до 75, на числа оборотов
до 114 можно настраивать для одновременной работы до трех
шпинделей в зависимости от момента инерции массы патрона и детали
(по условиям торможения).
Наладка на число оборотов от 114 до 184 может производиться
только на основе экспериментальной проверки, в результате
которой могут потребоваться индивидуальные тормоза на шпиндели.
Из паспорта одношпиндель
(к примеру расчета режима обработки на
Сменные шестерни коробки скоро
Рабочее время для
обработки одной детали в сек
8
^
10
и
12
13
14
15
1С
17
18
20
22
24
26
Число зубьев
сменных шестерен п
на приводном валу
75
75
70
75
70
75
60
75
75
60
70
75
50
75
50
на гитаре
спереди
40
60
35
50
35
65
75
60
25
40
35
25
60
30
65
сзади
60
80
60
55
75
80
80
80
50
65
50
40
65
40
60
одачи
на червячном
валике
30
30
40
30
60
40
30
50
80
55
60
80
40
80
40
Число сотых
делений кулачков,
потребных для
подачи и зажима
прутка
13
12
11
10
9
8
8
7
7
6
6
5
5
5
4
одного
переключения
револьверной
головки
Первое
ключение
9
8
7
6
6
5,5
5
4,5
4,5
4
4
4
3
3
3
Каждое
последующее
ключение
9
8
7
6
6
5,5
5
4,5
4,5
4
4
4
4
'4
4
3,2
4
Число
190 240
70
76
82
68
72
80
88
96
104
340
Сменные шестерни подачи и
Каждой паре^ шестерен соответствуют два значения чисел оборотов в
Сменные
шестерни *
26 58
30 54
35 49
40 44
Обороты шпинделя
левые
480 190
600 240
760 300
960 380
правые
240 95
300 120
375 150
480 190
Сменные
шестерни *
44 40
49 35
54 30
58 26
ного автомата 1124
токарном одношпиндельном прутковом автомате)
стей и числа оборотов шпинделя
Обороты шпинделя
левые
1200 480
1500 600
1900 750
2400 950
правые
600 240
750 300
950 375
1200 480
Продолжительность переключения
револьверной головки 0,67 сек.
Продолжительность подачи и зажима
прутка 1 сек.
Продолжительность переключения
быстрого и медленного вращения 0,25 сек.
Продолжительность переключения
правого и левого вращения 0,25 сек.
зависимости от положения муфты коробки скоростей.
время изготовления детали
Число оборотов шпинделя в 1 сек
5
1
6,3
8
10
12.5
16
20
25
31,7
40
оборотов шпинделя за один оборот распределительного вала'(за время
обработки одной детали) при числе оборотов шпинделя в 1 мин
300
70
75
80
85
90
100
ПО
120
130
380
70
76
82
89
95
102
108
114
127
140
152
165
480
64
72
80
88
96
104
112
120
128
136
144
160
176
192
208
600
80
90
100
ПО
120
130
140
150
160
170
180
200
220
240
260
750
100
113
125
138
150
163
175
188
200
213
225
250
275
300
Э25
960
128
144
160
176
192
208
224
240
256
272
288
320
352
384
416
1200
160
180
200
220
240
260
280
300
320
340
360
400
440
480
620
1500
200
225
250
275
300
325
350
375
400
425
450
500
550
600
650
1900
253
285
317
348
380
412
443
475
507
538
570
633
697
760
823
2400
320
360
400
440
480
520
560
600
640
680
720
800
880
960
1040
341
Эскиз обработки ступицы заднего колеса
(к примеру расчета режима обработки на токарном
полуавтомате)
342
Эскиз обработки сопла горелки
(к примеру расчета режима обработки на токарном
1 одношпиндельном прутковом автомате)
Лучи
Наименование
перехода
Револьверная головка
Подача до упора и
зажим прутка
Переключение
револьверной головки
Центрование
Переключение
револьверной головки
Сверление
Переключение
револьверной головки
Обточка
Отход револьверной
головки
Нарезание резьбы
Свертывание плашки
Отход револьверной
головки
Передний суппорт
Фасонное точение
Зачистка
Отход фасонного резца
Задний суппорт
Отрезка
Отход отрезного резца
Итого. . .
холостого 1
хода |
7
5
4,5
4,5
2
2,5
1
0,5
3,5
6,5
37
рабочего
хода
10
13,5
7,5
10,5
5,5
16
от
0
7
12
22
26,5
40
44,5
52
63,5
74
76,5
54
59,5
60
77,5
93,5
63 1
А°
7
12
22
26,
40
44,
52
54
74
76,
77.
59,
60
63,
93,
_Ш
Примечание. В перечне переходов холостые ходы,
совмещенные по времени, не приведены.
343
Схема кулачков
(к примеру расчета режима обработки
на токарном одношпиндельном
прутковом автомате)
Эскиз обработки соединительной гайки
(к примеру расчета режима обработки на токарном
многошпиндельном прутковом автомате)
344
Эскиз обработки колодки ручного тормоза
и паспортные данные станка 2А135
(к примеру расчета режима обработки на сверлильном
станке с многошпиндельной головкой)
На станке установлены 6-шпиндельная головка и 4-позиционное
приспособление.
На позиции одновременно обрабатываются две детали.
Паспортные данные вертикально-сверлильного станка
2А135 завода им. Ленина
Число
оборотов
шпинделя
пш
в минуту
68
100
140
195
276
400
530
750
1100
1600
Допустимый крутящий момент на шпинделе в кГ'См
4000
Мощность электродвигателя N$g в кет
4,5
Коэффициент полезного действия станка
0,75
345
Подачи So
в мм/об
0,12
0,15
0,2
0,25
0,32
0,43
0,57
0,725
0.9G
1,22
1,0
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
№ позиции, перехода
//
///
IV
№ суппорта, головки
Инструмент
№ по эскизу
Наименование с
указанием
основных размеров
(диаметр D,
число зубьев zu,
ширина В, угол
в плане ф и др.)
н марка
материала (или
характеристика
шлифовального круга)
Сверло D =
= 18,5; Р9
Зенкер D =
= 19,7; Р9
Развертка D =
— ОП- DO
Размеры обра(
Диаметр d
18,5
19,7
20
Точность в
0,15
0,033
Глубина t, припуск а
0,6
0,15
5отки в мм
Ширина Ь
Длина Lpe3
17+20
17+20
17+20
Длина рабочего хода Lp x
118
118
118
на
s
S
со
л
К
н
л
2
о.
о
X
о
с
зуб
к
я 1
*- 1
s
а
с
346
Расчет режима
№ операции и наименование с указанием основных
размеров обработки (диаметр d с допуском, модуль
т, число зубьев детали zq и др.)
Количество одновременно обрабатываемых деталей д, диаметр
расположения деталей на круглом столе dpacn,
скорость круга vKp и др.
Обработать
а) свер
б) зенке
в) развернуть до
Станок
Тип и фирма
Вертикально-сверлильный завода
им. Ленина
Модель
2А135
Мощность
4,5 кет
Инв. №
Охлаждение
Эмульсия
№ детали и
наименование
Колодка ручного
тормоза
Вес в кг
Материал и его
твердость
Чугун ковкий,
НВ < 163
Примечание. Подробный расчет см. на прилагаемом бланке расчета
Завод
Цех
Участок
Заготовка
Отливка
два отверстия в линию
лить до О 18,5;
ровать до 5) 19,7+°-15
0 20+0»*Ш с шероховатостью поверхности
V6
На каждой из четырех позиций
станка с 6-шпиндельноЙ головкой
установлено по две детали
Эскиз обработки
Эскиз обработки и паспортные
данные станка см. на стр. 345
обработки
Подача
на обор
двойне
s0
по нормативам
принятая
0,33
0,45
1,2
0,34
0,34
0,57
в мм
от или
)Й ХОД
st (на
глубину)
по нормативам
принятая
в
ну
S
X
по нормативам i
рассчитанная
140
235
95
ми-
ту
м
принятая
84
84
84
Стойкость Тр в мин по нормативам
40
40
Ci
ро
V
м/
<о-
сть
в
мин
по нормативам
рассчитанная
по принятому п
23,8
24,4
12
14
15
9
Чис
оборе
(дв<
ни
ходе
В МИ
ту
ло
)ТОВ
эй-
X
>в)
ну.
п
рассчитанное по
нормативной v ..
принятое
410
394
191
245
245
145
Передаточное отношение i
1,25
1,25
0,75
Подача на оборот шпинделя станка
S0Ui Е мм/°б
0,43
Число оборотов шпинделя станка
пщ в минуту
195
Осевая сила резания Р0 в кГ
800
34,0
"834
Основное технологическое
(машинное) время tM в мин
1,4
(0,7 на
одну
деталь)
ия (обработки)
Мощность резан
Nрез в кет
1,35
0,9
2.25
режима обработки на сверлильные станки при многоинструментной обработке.
347
Бланк расчета режима обработки на сверлильные станки
при многоинструментной обработке
(приложение к технико-нормировочной карте)
Станок
№ головки
Инв. №
Тип, фирма и
модель
Вертикально-сверлильный 2А135,
завода им. Ленина
Инструмент
№ по эскизу
Наименование
5 Сверло
Зенкер
Развертка
Диаметр D в мм
18,5
19,7
20
Материал
Р9
Р9
Р9
Количество
2
2
2
Глубина (ширина) обработки t (b) в мм
0,6
0,15
Длина обработки Lpg3 в мм
17+20
17+20
17+20
Длина рабочего хода L« x в мм
101
96
118
Мощность
4,5 кет
Передаточное отношение
число оборотов инструментов
число оборотов шпинделя станка
1,25
1,25
0,75
Охлаждение
Эмульсия
Подача s0
в мм/об
по нормативам для инструментов
0,33
0,45
1.2
шпинделя
с учетом
i
расчетная
0,41
0,56
0,9
принятая по паспорту
0,43
принятая для инструментов
0,34
0,34
0,57
Примечание. Основные данные по расчету записывают в технико-
Завод
Цех
Участок
.
Стойкость Т в мин по нормативам
40
40
Скорость v в м/мин по нормативам
23,8
24,4
12
Число оборотов п в минуту, рассчитанное по v нормативной
410
394
191
Минутная
подача
*м в
мм/мин
инструментов
головки
140
134
109
109
Число
оборотов
шпинделя
в минуту
расчетное
принятое по паспорту
254
195
Рекомендуемый
режим
работы
инструментов
Число оборотов л в минуту
Скорость v в м/мин
Минутная подача sM в мм/мин
245
245
145
14
15
9
84
Основное технологическое (машинное) время tM в мин
м
(0,7
на
одну
деталь)
Уточненный
режим
обработки по
принятому
машинному
времени
работы станка
Минутная подача sM в мм/мин
Число оборотов шпинделей пш в минуту
Число оборотов инструментов п в минуту
Скорость v в м/мин
Скорректированное основное технологическое (машинное)
время tM в мин
Осевая сила резания Р в кГ
800
34,0
834
Мощность резания (обработки) Nреэ в кет
1,35
0,9
2,25
нормировочную карту.
349
№ головки и тип
6-шпиндельная
головка
№ детал и и
наименование
Колодка ручного
тормоза
№ операции
Материал и его
твердость
Чугун ковкий,
НВ < 163
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
Станок
Тип и фирма
Вертикально-сверлильный завода
им. Ленина
№ детали
и наименование
Модель
2А135
Шестерня
паразитная заднего хода
коробки передач
Мощность
4,5 кет
Инв. №
•
Вес в кг
№ операции и наименование с указанием основных
размеров обработки (диаметр d с допуском, модуль т,
число зубьев детали zq и др.)
Охлаждение
Эмульсия
Материал и его
твердость
Сталь 35X
НВ 170—217
Сверлить отверстие
стороны
Количество одновременно обрабатываемых деталей q, диаметр
расположения деталей на круглом столе dpacn,
скорость круга vKp и др.
Расчет режима
No позиции, перехода
№ суппорта, головки
Инструмент
№ по эскизу
/
Наименование с
указанием основных
размеров (диаметр
£>, число зубьев ги
ширина В, угол в
плане ф и др.) и
марка
материала (или
характеристика
шлифовального круга)
Сверло D= 18; Р9
Размеры обработки в мм
Диаметр d
18
Точность б
Глубина t, припуск а
Ширина Ь
Длина Lpe3
29
Длина рабочего хода Lp, x
38
на зуб
S2
по нормативам
принятая
350
Завод
Цех
Участок
Заготовка
Поковка
0 18 на длину 29 со
малого торца
обработки
Подача в
на оборот
двойной
S°
по нормативам
0,47
принятая
0,43
мм
или
ход
st (на
глубину)
по нормативам
принятая
в
минуту
SM
по нормативам или
рассчитанная
принятая
Стойкость Тр в мин по нормативам
30
Скорость
о в м/мин
по нормативам
20
рассчитанная по
принятому п
15.5
Число
оборотов
(двойных
ходов) в
минуту п
рассчитанное
по
нормативной V
352
принятое
275
Осевая сила резания Р0 в кГ
950
Основное технологическое
(машинное) время t в мин
0,32
Мощность резания (обработки)
Ырез в квт
1.6
Паспортные данные станка 2А135
см. на стр, 345
351
Станок
Тип и фирма
Горизонтально-
сверлильный
трехсторонний
№ детали
и наименование
Модель J Мощность
Картер
№ операции и наименование с указанием
основных размеров обработки (диаметр d
с допуском, модуль т, число зубьев
детали zq и др.)
6 кет
Инв. №
Вес в кг
Охлаждение
Эмульсия
Материал и его
твердость
Чугун серый
НВ 163—229
Сверлить 12
а) 4 отв. § 8,3 на дли
б) 4 отв. (S) 10 на дли
в) 4 отв. Б) 6 на дли
Количество одновременно обрабатываемых деталей q,
диаметр расположения деталей на круглом столе dpacnt
скорость круга vKp и др.
Расчет режи
w
№ позиции, переход
№ суппорта, головки
/
II
III
Инструмент
№ по эскизу
/
2
3
Наименование
с указанием
основных
размеров (диаметр
D, число
зубьев 2и, ширина
В, угол в
плане ф и др.) и
марка
материала (или
характеристика
шлифовального круга)
Сверло D =
= 8,3 (4 шт.);
Р9
Сверло D =10
(4 шт.); Р9
Сверло D = 6
(4 шт.); Р9
Размеры обработки в мм
Диаметр d
8,3
10
6
Точность 6
—
Глубина /, припуск а
—
Ширина Ь
—
Длина Lpe3
25
22
23
Длина рабочего хода Lp x
30
28
28
на зуб
sz
по нормативам
—
принятая
—
Примечание. Подробный расчет см. на прилагаемом бланке расчета
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
ма обработки
Подача в мм
на оборот или
двойной ход
so
по
нормативам
0,16
0,15
0,15
принятая
0,16
0,15
0,15
st (на
глубину)
по
нормативам
—
—
—
принятая
—
—
—
в минуту
*м
по нормативам или
рассчитанная
ПО
92
115
принятая
115
102
104
по нормати-
Стойкость Тр в мин
вам
120
120
120
Скорость
и в м/мин
по
нормативам
19,2
21,1
18,3
рассчитанная
по принятому
п
19
21,5
15
Число
оборотов
(двойных
ходов)
в минуту
п
рассчитанное
по
нормативной V
735
637
973
принятое
720
680
695
-
еское (ма-
мин
я
X 2
н а
со
о
ч
6в
0,26
0,28
0,27
(обработки)
S
п
а
-1
О «
X
з г1
О Q.
^ 1
0,9
1.4
0,5
2,8
12 Справочник п/р Барановского
353
Завод
Дех
Участок
Заготовка
Отливка
отверстий:
ну 25 под резьбу;
ну 22 под развертывание;
ну 23
В каждой головке закреплено четыре
сверла. Головки работают одновременно
Подача гидравлическая
Бланк расчета режима обработки на сверлильные станки
при многоинструментной обработке
(приложение к технико-нормировочной карте)
Станок
Инв. Л?
Гип и фирма
Горизонтально-
сверлильный
трехсторонний
Мощность
6 кет
Охлаждение
Эмульсия
№ головки
и тип
Примечание. Основные данные по расчету записывают в технико-
354
№ головки
/
//
///
№ по эскизу
/
2
3
Инструмент
менование
Сверло
Сверло
Сверло
Диаметр D в мм
8,3
10
6
Материал
Р9
Р9
Р9
Количество
4
4
4
Глубина (ширина) обработки
t (b) в мм
-
Длина обработки Lpeti в мм
25
22
23
Длина рабочего хода Lp хв мм
30
28
28
Передаточное отношение
число оборотов инструментов
число оборотов шпинделя станка
1,2
1
0,8
Подача s0 в мм/об
по нормативам для
инструментов
0,16
0. 15
0,15
Шпинделя
с учетом /
расчетная
0,19
0. 15
0,12
принятая по
паспорту
0,19
0,15
0,12
принятая для инструментов
0,16
0,15
0,15
Стойкость Т в мин по нормативам
120
120
120
с
00
U 2
СО
\л S
о н
О со
US
о а
* о
U в
19,2
21,1
18,3
Число оборотов п в минуту, рас- 1
считанное по vHOpM
735
673
973
Минутная
подача
sM в
мм/мин
инструментов
118
100
146
ГОЛОВКИ
118
100
146
Число
оборотов
шпинделя пш
в минуту
расчетное
610
673
1210
принятое по
паспорту
600
680
985
Рекомендуемый
режим
работы
инструментов
Число оборотов п в
минуту
720
680
790
Скорость v в м/мин
19
21,5
15
Минутная подача sM
в мм/мин
115
102
119
Основное технологическое (ма- 1
шинное) время tM в мин
0,26
0,28
0,24
Уточненный
режим резания по
принятому
машинному времени
работы станка
Минутная подача
sM в мм/мин
Число оборотов
шпинделей пш в минуту
115
102
104
600
680
870
Число оборотов
инструментов п в
минуту
720
680
695
Скорость v в м/мин
19
21,5
13
Скорректированное основное техноло-
гнческое (машинное) время tM в мин
0,26
0,28
0,27
Осевая сила резания Р0 в кГ
440
490
300
1230
Мощность резания (обработки) N е в квт\
0,9
1,4
0,5
2,8
355
Завод
Цех
Участок
№ детали и наименование
№ операции
Материал и его твердость
Чугун серый. НВ 163.—229
Картер
Инструмент Размеры обработки в мм
№ позиции, перехода
№ суппорта, головки
№ по эскизу
/
2
3
Наименование с
указанием основных
размеров
(диаметр D, число
зубьев zw
ширина Ь, угол в
плане ф и др.) и марка
материала (или .
характеристика
шлифовального
круга)
Дисковая
двусторонняя фреза
D =* 90; ги =
в. 20; Р9
Дисковая
трехсторонняя фреза
D = ПО; zu =
= 20; Р9
Дисковая
двусторонняя фреза
D = 90;
= 20; Р9
Диаметр d
Точность 6
0,1
Глубина t, припуск а
2
11,5
^
Ширина Ь
13
14
16
Длина L^3
16
20
16
Длина рабочего хода Lp x
60
60
60
на зуб
sz
по нормативам
0,2
0,1
0,2
принятая
0,1
0,1
0,1
356
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
Станок
Тип
и фирма
Горизонтально-
фрезерный
№ детали и
наименование
, Модель
6М82
Вилка
переключения
Мощность
7,8 кет
Вес в кг
Инв. №
Охлаждение
Эмульсия
Материал и его твердость
Сталь 35, ИВ 143—196
№ операции и наименование с указанием основных 1
размеров обработки (диаметр d с допуском, модуль т, 1 Фрезеровать
число зубьев детали zq и др.)
Количество одновременно обрабатываемых деталей q, диаметр
расположения деталей на круглом столе ^«асл* ск°Р°сть
круга vKp\i др.
Завод
Цех
Участок
Заготовка
Поковка
паз и плоскость гребня
Эскиз обработки
обработки
12 1123
357
Подача в мм
на
оборот или
двойной
ход
«0
по
нормативам
4
2
4
принятая
2
Г
2
(на
глубину)
по
нормативам
принятая
в минуту
*м
по нормативам или
рассчитанная
210
210
210
принятая
182
182
182
Стойкость Тр в минутах резания
по нормативам
82
100
82
Скорость
V В
м/мин
по нормативам
65
44
65
рассчитанная
по принятому п
30
36
30
Число
оборотов
(двойных
ходов)
в минуту
п
рассчитанное по
нормативной v
230
127
230
принятое
105
105
105
Подача на зуб s2, уточненная по
принятому режиму
0,09
0,09
0,09
Максимальная ширина
фрезерования 6тах |
17
14
22
Основное технологическое
(машинное) время t в мин
0,33
Мощность резания (обработки)
"рез в квт 1
0,7
2,7
0,9
•4,3
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
Станок
Тип и фирма
Каруселыю
фрезерный
Модель
6М23
Мощность
13,5 кет
Инв. №
Охлаждение
Без
охлаждения
№ детали
и наименование
Диск сцепления
Вес в кг
Материал и его
твердость
Серый чугун,
ИВ 179—229
№ операции и наименование с указанием основных
размеров обработки (диаметр d с допуском, модуль т,
число зубьев детали zq и др.)
Фрезеровать торцы
в размер
Количество одновременно обрабатываемых деталей д, диаметр
расположения деталей на круглом столе dpacn,
скорость круга vKp и др.
№ позиции, перехода
/
11
№ суппорта, головки
Инструмент
№ по эскизу
/
2
Наименование
с указанием
основных
размеров (диаметр D,
число зубьев гц,
ширина В, угол
в плане ф и др.)
и марка
материала (или
характеристика
шлифовального
круга)
Торцовая фреза
D = 375; zu =
= 40; ВК4
Торцовая фреза
D = 375; 2и =
= 40; ВК4
Диаметр d
Размеры обработки в мм
Точность 6
0.24
Глубина t, ярнпуск а
1,5
0,5
Ширина Ъ
200
200
Длина Ьрез
330
330
Длина рабочего хода Lp x
на
&
2
я
Л
Ж
free
2
а
о
X
о
с
0,3
0,25
зуо
к
л
к
X
*
о-
с
0,29
0,18
358
Расчет режима
Подача в мм
на обо
рот или
двойной
ход
1 st (на
so глу-
1 бину)
го нормативам
принятая
по норма-. 1!вам
принятая
в м
ту
по нормативам или
рассчитанная
570
750
ипу
SM
принятая
545
545
Стойкость Г' в мин по нормативам
1000
1000
Скорость
V В
м/мин
по 1 орматпвам
(31
82
рассчитанная по
ПРИНЯТОМУ П
5G
88
Число
оборо
то в
(двойных
ходов) в
минуту п
рассчитанное по
нормативной v
52
70
принято?*
47,5
75
Число
оборотов
стола пст
в минуту
рассчитанное
0. 158
0,20
принято.
0, 15
0.15
Максимальная ширина фрезеро
вания *тах |
300
300
Основное технологическое (ма- 1
шинное) время f в миы
1,33
Мощность резания (обработки) 1
7.6
2,7
10.:)
359
Завод
Цех
Участок
Заготовка
Отливка
диска с двух сторон
11.88—11,64
Одновременно
обрабатывается 10 деталей, пять —
: одной стороны и пять —
с другой; dpacn = И5°
№ позиции, перехода
No суппорта, головки
Инструмент
N° по эскизу
Наименование с
указанием
основных размеров
(диаметр D, число
зубьев zw ширина В.
угол в плане (р и др.)
и марка материала
(или
характеристика шлифовального
круга)
Протяжка круглая
прогрессивная с
числом зубьев в
секции zc = 3.
Шаг зубьев t =
= 18. Длина
рабочей части 1п=
= 600; быстроре-
1 жущая сталь
Размеры обработки в мм
Диаметр d
40.4
Точность 6
0,05
Глубина t, припуск а
Ширина Ь
Длина Lpel
120
Длина рабочего хода Lp x
7G0
на зуб
S2
по нормативам
принятая
0.16 1
360
Количество одновременно обрабатываемых
деталей q диаметр расположения деталей на круглом
столе d . скорость круга vK и др.
№ и наименование операции с указанием
основных размеров обработки (диаметр d
с допуском, модуль т, число зубьев детали zq
и др.)
Протянуть круглое отвер
ховатостью
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
Станок
Тип и
фирма
Горизонтально-
протяжной
завода им. Кирова
№ детали
и наименование
Модель
7Б520
Конец карданного
вала
Мощность
20 кет
Инв №
Вес в кг
Охлаждение
Сульфофрезол
Материал и его
твердость
Сталь 40Х,
НВ 170—207
Завод
Цех
Участок
Заготовка
Поковка
стие Q 40,4"Г"0'05 длиной 120 с шеро-
поверхности v6
Эскиз обработки
ма обработки
361
Подача в мм
на оборот
или двойной
ход
s
по
нормативам
0
принятая
st (на
глубину)
по
нормативам
принятая
в ми
ту
по нормативам или
рассчитанная
1
ну-
SM
принятая
1
Стойкость Т
Скорость
V В
м/мин
по
нормативам
6
принятая
(3
Число
оборотов
(двойных
ходов)
в
минуту
п
рассчитанное
по
нормативной V
' 1
принятое
1
Число одновременно работающих
зубьев zt-
7
Скорость обратного хода v0 x в
м/мин
25
Сила протягивания Р ъ m
15,5
Основное технологическое
(машинное) время tM в мин
0,16
Мощность резания (обработки)
Lpe3 в кет
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
Станок
Тип и фирма | Модель | Мощность I Инв. № | Охлаждение I
Вертикал ьно-протяж-|
ной завода им. Кирова
двухпозиционный
7С720
20 кет
Эмульсия
ДА» детали
и наименование
Шатун и крь
шатуна
Вес в кг
Материал и его
твердость
Сталь 45Г,
НВ 170—207
№ операции и наименование с
указанием основных[ размеров обработки
(диаметр d с допуском, модуль т.
число зубьев детали zq и др.)
Протянуть у шатуна и крышки шатуна
ховатостью поверхности V6 и полуци
ховатостыо поверхности v5, выдерж
Количество одновременно
обрабатываемых деталей д, диаметр
расположения деталей на круглом столе
dDacn, скорость круга vK и др.
Одновременно на каждой из позиций ст
талей, состоящий из шатуна и крышки
расположены на общей колодке. Последов
плоскости /—предварительные, для полу
окончательные. То же для
Расчет режи
362
1
№ позиции, перехода
№ суппорта, головки |
Инструмент
№ по эскизу
Наименование с указанием основных
размеров (диаметр D, число зубьев гш
ширина В, угол в плане <р и др.) и марка
инструментального материала (или
характеристика шлифовального круга)
Протяжки плоские предварительные для
поверхностей / и 3 прогрессивные (с
трапецеидальной схемой резания); число
зубьев в секции гск= 2; шаг зубьев 10;
Р18:
Протяжки круглые для поверхностей 2 и
4 прогрессивные (с трапецеидальной
схемой резания); шаг зубьев / = 10; Р18:
для шатуна (число зубьев в секции
для крышки шатуна (число зубьев в
секции гс = 2)
Протяжки плоские окончательные для
поверхностей / и 3 непрогресснвные. Число
зубьев в секции гс = 1, шаг зубьев t =
= 8; быстрорежущая сталь
Длина рабочей части комплекта / = 1200
Размеры обработки вмм
Диаметр d
53.8
Точность б
0,1
Глубина t, припуск а
Ширина b
30
30
30
30
Длина Lpe3
35
35
35
35
35
35
Длина рабочего хода L„ x
1300
на
s
z
то
П
S
09
2
а
о
X
8
зуб
г
к
со
я
о.
с
0,18
0,18
0,17
0,08
0,02
0.02
на оборот
или двойной
ход
st (на
so
глубину)
по нормативам
принятая
по нормативам
принятая
•
в
минуту
*м
X
V
u
<■>
СО
а
X
по нормативам hj
тайная
принятая
Стойкость 7*
Скорость
V В
м/мин
по нормативам
10
10
10
10
7
7
рассчитанная по
принятому п
7
7
7
7
7
7
число
оборотов
(двойных
ходов)
в
минуту
п
рассчитанное по
нормативной v
принятое \
Число одновременно работающих
зубьев zt-
4
4
4
4
5
5
Скорость обратного хода v0 x
в м/мин
Для двухпозиционного станка равна
скорости протягивания
Сила протягивания Р в m
5,7
5,7
5,0
4,0
4,0
4,0
11,47
Основное технологическое (маши]
ное) время tM в мин
0,18 на один
комплект
деталей
Мощность резания (обработки)
L„e3 в кет
363
ма обработки
Завод
Цех
Участок
Заготовка
Поковка
плоскости прилегания (/ и 3) с шеро-
линдры (2 и 4) 0 53,8±0'05 с шеро-
ав толщину радиусного бурта 5+0-3
анка протягивается комплект де-
шатуна, протяжки для которых
ательно размещены протяжки для
цилиндра 2 и для плоскости / —
поверхностей 3 и 4.
№ позиции, перехода
№ суппорта, головки
№ по эскизу
Инструмент
Наименование с указанием
основных размеров
(диаметр D, число зубьев zu,
ширина В, угол в планеф
и др.) и марка материала
(или характеристика
шлифовального круга)
Червячная двухзаходная
фреза D se ПО;
быстрорежущая сталь
Диаметр d
Размеры обработки в мм
Точность' ё по межцентровому
расстоянию
0,1
(на
оборот
детали)
Глубина /, припуск а
Ширина Ь
Длина Lpe3
120
Длина рабочего хода Lp x
170
на зуб
се
а
я
free К
SE л
а S
*
о а
364
Станок
Тип и фирма -
Зубофрезерный
завода им.
Коминтерна
№ детали
и наименование
Модель
5А312
Шестерня
цилиндрическая
3-й передачи
Мощность
7,5 кет
Инв. №
Вес в кг
Охлаждение
Сульфофрезол
Материал и его
твердость
Сталь 60ХГТ,
НВ 156—207
Sl° операции и наименование с указанием
сновных размеров обработки (диаметр d
с допуском, модуль т, число зубьев
детали zq и др.)
Количество одновременно обрабатываемых
деталей д, диаметр расположения детале!
а круглом столе dpacn, скорость круга и,
и др.
Нарезать прямые зубья под шевин
\
Одновременно обраба
Подача в мм
< 1 в
мина оборот или нуту
ДВОЙНОЙ ХОД j
s0
по нормативам
1,8
принятая
2,0
st (на
глубину)
по нормативам
принятая
по нормативам или
рассчитанная
принятая
Стойкость Т' в мин по нормативам
240
Скорость
V В
м/мин
по нормативам
31,5
рассчитанная по
принятому п
33
Число
оборотов
(двойных
ходов)
в
минуту
рассчитанное по
'•опмагивной v
91
принятое
95
Основное технологическое
(машинное) время tM в мин
3,7
Мощность резания (обработка)
LDe3 B Kem
365
Завод
Цех
Участок
Заготовка
Поковка
гование (однократно) т = 3,75;
= 33
тывается четыре детали
ма обработки
№ позиции, перехода
№ суппорта, головки
Инструмент
№ по эскизу
Наименование с
указанием
основных размеров
(диаметр D, число
зубьев ги, ширина В..
угол в плане ф и др.)
( н марка материала
1 (или
характеристика шлифовального
круга)
Шлицевая одноза-
ходная фреза с
«усиками» D =
= 75;
быстрорежущая сталь
Размеры обработки в мм
Диаметр й
Точность 6 по толщине шлица
0,05
Глубина t, припуск а
Ширина Ь)
Длина Lpel
45
Длина рабочего хода Lp x
62
на зуб
SZ
по нормативам
принятая
366
Станок
Тип и фирма
Шлицефрезерный
Средневолжского
завода
№ детали
и наименование
Модель
5350
Ведущий вал
коробки перемены
передач
Мощность
(5,5 кет
Инв. №
Вес в кг
Охлаждение
Сульфофрезол
Материал и его
твердость
Сталь 40 X,
НВ 170—217
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
№ операции и наименование с указанием
основных размеров обработки (диаметр d
с допуском, модуль т, число зубьев
детали zq и др.)
Нарезать шлицы окончательно од-
щине 5,38—5,33; zq = 6;высота шли
Количество одновременно обрабатываемых
деталей д, диаметр расположения деталей
на круглом столе dpacnt скорость круга vK
и др.
Завод
Цех
Участок
Заготовка
Поковка
нократно в размер по тол-
h = 4,4; длина 45
Эскиз обработки
ма обработки
Подача в мм
на оборот
двойной
s0
по нормативам
1.44
принятая
1.5
г или
ход
st (на
глубину)
по нормативам
принятая
в it
iiyi
Ь
6
я
CL
S
ч
S
ЗЕ
2
S
а*
8s
1И-
гу
к
СО
t-
R
X
X
а
с
Стойкость Тм в мин по нормативам
.240
Скорость
V в
м/мин
по нормативам
30
рассчитанная по
принятому п
29,8
Число
оборотов
(двойных
ходов)
в
минуту п
рассчитанное по
нормативной v
127
примятое
125
Основное технологическое
(машинное) время tM в мин
2.0
ия (обработки)
Мощность резан
Lpe3 в кет
367
№ позиции, перехода
Л° суппорта, головки
Инструмент 1 Размеры обработки в мм 1
№ по эскизу
Наименование с
указанием
основных размеров
(диаметр D, число
зубьев zu,
ширина В, угол в
плане ф и др.) и марка
материала, (или
характеристика
шлифовального
круга)
Долбяк чистовой
D = 75;
быстрорежущая сталь
Диаметр d
Точность б по межцентровому
расстоянию
0,08
(на
оборот
детали)
Глубина t, припуск ам
0,5
Ширина Ь
Длина Lpel
31
Длина рабочего хода Lp x
37
на 1
зуб
sz 1
по нормативам
принятая
368
Станок
Тип и
фирма
Зубодолбежный
завода им.
Б. Хмельницкого
№ детали
и наименование
Модель
5В12
Шестерня
коленчатого вала
Мощность
2,2 кет
И
IB. №
Вес в кг
Охлаждение
Сульфофрезол
Материал и его
твердость
Сталь 35,
ИВ 156—207
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
№ операции и наименование с указанием Нарезать зубья под шевингова
основных размеров обработки (диаметр d обработки в один проход т =
с допуском, модуль т, число зубьев -
детали zq и др.) зуоьев
Количество одновременно обрабатываемых I
деталей q, диаметр расположения деталей на
круглом столе dрасПу скорость круга и и др.
Завод
Цех
Участок
Заготовка
Поковка
ние после предварительной
2,54; ?0= 27; угол наклона
0 = 39° 31'
Эскиз обработки
ма обработки
Подача в мм
на оборот или
двойной ход
s0
по нормативам
0.33
принятая
0,31
st (на
глубину)
по нормативам
о.ос
принятая
0,06
в мин
ту .
по нормативам или
рассчитанная
у-
;м
принятая
Стойкость Тм в мин по нормативам
400
Скорость
V В
м/мин
по нормативам
33
рассчитанная по
принятому п
35
Число
оборотов
(двойных
ходов)
в
минуту п
рассчитанное по
нормативной v
446
принятое
475
Основное технологическое
(машинное) время tM в мин
2.4
Мощность резания (обработки)
Lpe3 в кет
369
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
Станок
Тип и фирма
Зубозакругляющий
№ детали
и наименование
Модель
5582
Шестерня
скользящая
№ операции и наименование с указанием
основных размеров обработки (диаметр d
с допуском, модуль т, число зубьев
детали zq и др.)
Мощность
1,7 кет
Инв. Л»
Вес в кг
Охлаждение
Эмульсия
Материал и его
твердость
Сталь 40Х,
НВ 179—217
Закруглить зубья по торцам в два
Количество одновременно обрабатываемых
деталей q, диаметр расположения деталей на
круглом столе d n , скорость круга vKp и др.
Расчет режи
№ позиции, перехода
№ суппорта, головки
Инструмент
Л° по эскизу
Наименование с
указанием
основных размеров
(диаметр D, число
зубьев zw
ширина В, угол в
плане ф и др.) и
марка материала (или
характеристика
шлифовального
круга)
Пальцевая фреза
D = 12; 2и = 2;
быстрорежущая
сталь
Размеры обработки в мм
Диаметр d
Точность 6
1
Глубина t. припуск а
1.2
Ширина b
Длина Lve^
Длина рабочего хода L„t x
на зуб
sz
по нормативам
0,12
принятая
0,12
Подача' в мм
на оборот
или двойной
ход
S0
по нормативам
принятая
глубину)
по нормативам
принятая
в
минуту sm
по нормативам или
рассчитанная
принятая
Стойкость Тм в мин по нормативам
500
Скорость
V В
м/мин
по нормативам
рассчитанная по
принятому п
56
Число
оборотов
(двойных
ходов)
в
минуту п
рассчитанное по
нормативной v
1500
принятое
1500
Время
работки
зуба в
сек/зуб
по нормативам
2,1
принятое
2.4
(ма-
Основное технологическое
шинное) время tM в мин
0,96
Мощность резания (обработки)
Lpe3 в кет
371
прохода т = 3,63; zq = 24
Поковка
Заготовка
Участок
Цех
Завод
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
Станок
Тип и фирма
Шевинговальный
завода им.
Коминтерна
№ детали
и наименование
Модель
5702
Шестерня
коленчатого вала
№ операции и наименование с указанием
основных размеров обработки (диаметр d
с допуском, модуль т, число зубьев
детали г$ и др.)
Мощность
3,0 кет
Инв. №
Вес в кг
Охлаждение
Сульфофрезол
Материал и его
твердость
Сталь 45,
НВ 170—225
Шсвинговать зубья колеса d =
зацепления 15° 30'; угол наклона
Количество одновременно обрабатываемых
деталей q, диаметр расположения деталей
на круглом столе dDacn> скорость круга о
и др.
Угол скрещивания осе,й
Расчет режи
№ позиции, перехода
№ суппорта, головки
Инструмент
№ по эскизу
Наименование с указа
нием основных
размеров (диаметр D, число
зубьев 2цУ ширина В,
угол в плане ф и др.) и
марка материала (или
характеристика
шлифовального круга)
Шевер дисковый D =
— 173; zu = 63;
быстрорежущая сталь
Размеры обработки в мм
Диаметр d
—
Точность 6 по межцентровому
расстоянию
0,05
(на обо
рот
детали)
Припуск ам
0,22
Ширина Ь
Длина Lpe3
29
Длина рабочего хода Lp x
33
на зуб
S2
по нормативам
принятая
372
Завод
Участок
Цех
Заготовка
Поковки
100; т = 2,54; ?д = 28; угол
0 = 25°; ширина венца / = 29
шевера и детали о) = 15е
ма обработки
Подача в
мм
на оборот или
двойной ход
s0
по нормативам
0,35
принятая
st (на
глубину)
по нормативам
0,04
принятая
0,04
в минуту
SM
по нормативам или
рассчитанная
120
принятая
141
Стойкость Тм в мин по нормативам
Ско
рость
V В
м/мин
по нормативам
рассчитанная по
принятому п
36
Число
оборотов
(двойных
ходов)
в
минуту п
рассчитанное по
нормативной v
220
принятое
230
Число калибрующих ходов ик
'2
Основное технологическое
(машинное) время tM в мин
1.76
отки)
ия (обраб
Мощность резан
Lpe3 в кет
373
№ позиции, перехода
№ суппорта, головки
Инструмент
№ по эскизу
Наименование
с указанием
основных размеров
(диаметр D. число
зубьев ги,
ширина В, угол в
плане 1ф и др.) и
марка материала (или
характеристика
шлифовального
круга)
Модульная
дисковая фреза D=110;
2и—\2\
быстрорежущая сталь
Размеры обработки в мм
Диаметр d
Точность 6
Глубина /, припуск а
Ширина Ь
Длина. Lpe3
38
Длина рабочего хода Lp x
65
на зуб
по нормативам
0,09
принятая
0.1
374
Станок
Тип и
фирма
Зубопрорезной
завода «Комсомолец»
№ детали
и наименование
Модель
ЕЗ-40
Шестерня полуоси
Мощность
5,5 кет
Hi
iв. №
Вес в кг
Охлаждение
Сульфофрезол
Материал и его
твердость
Сталь 18ХГТ,
НВ 149—207
№ операции и наименование с указанием
основных размеров обработки (диаметр d
с допуском, модуль т, число зубьев
детали zq и др.)
Количество одновременно обрабатываемых
деталей q, диаметр расположения деталей
на круглом столе d acn, скорость круга vKp
и др.
Нарезать зубья колеса предва
Одновременно (параллель
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
Подача в мм
1 на оборот
или
двойной ход
s0
по нормативам
принятая
(на
бину)
по нормативам
принятая
в минуту
$м
по нормативам или
рассчитанная
118
принятая
120
Стойкость Тм в мин по
нормативам
500
Скорость
v в ,
м/мин
по нормативам
34
рассчитанная по
принятому л
34,6
Число
оборотов
(двойных
ходов)
в
минуту п
рассчитанное по
нормативной v
98
принятое
100
э хода
Минутная подача обратной
sx в мм/мин
2840
зуб
Время деления tдел в мин/
0,07
(ма-
Основное технологическое
шинное) время tM в мин
13,9
(4,63 на
одну
деталь)
гки)
Мощность резания (обрабоп
Npe3 в кет
375
но) обрабатываются три детали
рительно т =» 6,35; г$ — 22
Поковка
Заготовка
Участок
Цех
Завод
ма обработки
№ позиции, перехода
№ суппорта, головки
Инструмент
№ по эскизу
Наименование
с указанием
основных размеров
(диаметр D, число
зубьев zu,
ширина В, угол в
плане ф и др.) и
марка материала (или
характеристика
шлифовального
круга)
Фрезы левая и
правая Z) = 275; 2Ц=
= 16;
быстрорежущая сталь
Размеры обработки в мм
Диаметр; d
Точность 6
Глубина t, припуск а
Ширина Ь
—Л
Длина Lpe3
Длина рабочего хода Lp x
на зуб
sz
по нормативам
принятая
376
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
Станок
Тип и фирма
Зуборезный СЗТЗС
Модель
5230
Мощность
4,5 кет
Инв №
Охлаждение
Веретенное
масло
№ детали
и наименование
Шестерня полуоси
Вес в кг
1.0
Материал и его
твердость
Сталь 20ХНМ,
НВ 156—207
№ операции и наименование с указанием
основных размеров обработки (диаметр d
с допуском, модуль т, число зубьев
детали zd и др.)
Нарезать зубья колеса оконча
Количество одновременно обрабатываемых
деталей q, диаметр расположения деталей
на круглом столе d acn, скорость круга vK
и др
Подача в мм
на оборот
или двойной
ход
So
по нормативам
принятая
(на
глубину)
по нормативам
принятая
в
минуту s*
по нормативам или
рассчитанная
принятая
Стойкость Тр в мин по
нормативам
1
Скорость
V В
м/мин
по нормативам
45
рассчитанное по
принятому п
48
Число
оборотов
(двойных
ходов)
в
минуту л
рассчитанное по
нормативной v
52
принятое
55
Время
обработки
t2 в сек
по нормативам
12
принятое
12,6
Основное технологическое
(машинное) время tM в мин
5,5
Мощность резания (обработки)
Npe3 в квпг
\
13 1123
377
ма обработки
тельно m =» 5; zq = 22; 1в = 20
Поковка
Заготовка
Участок
Цех
Завод
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
Станок
Тип и фирма
Зубострогальный
СЗТЗС
№ детали
и наименование
Модель
526
Шестерня полуоси
№ операции и наименование с указанием
основных размеров обработки (диаметр d
с допуском, модуль т, число зубьев
детали zq и др.)
Мощность
2,2 кет
Инв. №
Вес в кг
Охлаждение
Сульфофрезол
Материал и его
твердость
Сталь 18ХГТ,
ИВ 143—207
Строгать прямые зубья оконча
головками сРевекс»
Количество одновременно обрабатываемых
деталей q, диаметр расположения деталей
на круглом столе d сл, скорость круга vKp
и др
Расчет режи
Me позиции, перехода
№ суппорта, головки
Инструмент
№ по эскизу
Наименование
с указанием
основных размеров
(диаметр D, число
зубьев 2и
ширина В, угол в
плане ф и др.) и
марка материала (или
характеристика
шлифовального
круга)
Резцы зубостро-
гальные;
быстрорежущая сталь
Размеры обработки в мм
Диаметр d
Точность б по шагу
0,12
Глубина и припуск а
0,5
Ширина Ь
Длина Lpe3
38
Длина рабочего хода Lp x
45
на зуб
по нормативам
принятая
378
Завод
Цех
Участок
Заготовка
Поковка
тельно после фрезерования
т я 6,35; г$ « 22
Эскиз обработки
ма обработки
Подача
в мм
1 на оборот
или двойной
1 ход
$0
по нормативам
принятая
(на
глубину)
по нормативам
принятая
в
минуту
SM
по нормативам или
рассчитанная
принятая
i
Стойкость Тм в мин по
нормативам
150
Скорость
V В
м/мин
по нормативам
24,3
рассчитанная по
принятому п
24,8
Число
оборотов
(двойных
ходов)
в минуту
п
рассчитанное по
нормативной v
270
принятое.
276
Время
обработки
зуба
*z
в сек/зуб
по нормативам
19
принятое
19,7
Основное технологическое
(машинное) время tM в мин
7,2
Мощность резания (обработки)
Nрез в кет
379
№ позиции, перехода
№ суппорта, головки
Инструмент
Na по эскизу
Наименование
с указанием
основных размеров
(диаметр D, число
зубьев zw
ширина В, угол в
плане ф и др.) и
марка материала (или
характеристика
шлифовального
круга)
Резцовая головка
двусторонняя
D = 228,6; 2Ц=12;
быстрорежущая
| сталь
Размеры обработки в мм
Диаметр d
Точность б
Глубина t, припуск а
Ширина Ь '
Длина Lm
'Длина рабочего хода Lp x
на зуб
S2
по нормативам
принятая
380
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
Станок
Тип и фирма
Зуборезный
станок,
СЗТЗС
Модель
525Б
Мощность
5,5 кет
Инв.
№
Охлаждение
Сульфофре-
зол
№ детали и
наименование
№ операции
с указанием ос
обработки (диам
модуль т, числе
и
Шестерня
ведущая
и наименование
новных размеров
етр d с допуском,
зубьев детали zq
Др.)
Вес в кг
Материал и его
твердость
Сталь ЗОХГТ,
ИВ 156—207
Нарезать зубья спирально-конического
т = 9; 2q = 11
Количество одновременно обрабатываемых
деталей q, диаметр расположения деталей
на круглом столе dpacn, скорость
круга vKp и др.
Завод
Цех
Участок
Заготовка
Поковка
колеса предварительно
Эскиз обработки
ма обработки
Тодача в мм
на оборот
или двойной
ход
So
2
09
Д
К
н
СО
S
О.
о
к
о
с
принятая
(на
глубину)
по нормативам
принятая
в
минуту
SM
по нормативам или
рассчитанная
принятая
i Стойкость Тм в мин по нормативам
500
Скорость
t/ в
м/мин
по нормативам
45
рассчитанная по
принятому п
.37,4
Число
оборотов
(двойных
ходов)
в минуту
п
рассчитанное по
нормативной v
62,6
принятое
52,2
Время
обработки
зуба t2
в сек
по нормативам
35
принятое
35
Основное технологическое (машинное)
время tM в мин 1
6,42
Мощность резания (обработки) ^рез
в кет
381
№ позиции, перехода
№ суппорта, головки
Инструмент
№ по эскизу
Наименование
с указанием
основных размеров
(диаметр D, число
зубьев ги,
ширина В, угол в
плане ф и др.) и
марка материала (или
характеристика
шлифовального
круга)
Комплект зубона-
катного
инструмента D = 331,85;
гц = 41; сталь
ЭИ958
Размеры обработки в мм
Диаметр d
Точность 6
Глубина t, припуск а
^Ширина Ь
40
Длина Lpe3
14
Длина рабочего хода L- х
15
на зуб s2
по нормативам
.
Переменная
принятая
382
Количество одновременно обрабатываемых
деталей д, диаметр расположения деталей
на круглом столе d^^. скорость круга
vkP и ДР-
№ операции и наименование
с указанием основных размеров
обработки (диаметр d с допуском,
модуль т, число зубьев
детали zq и др.)
Накатать зубья спирально-коннекого
колеса т = 8; г — 40; d = 320-°«5
№ детали
и наименование
Шестерня
ведомая коническая
Вес в кг
11,0
Материал
и его твердость
Сталь У6А,
НВ 156—207
Станок
Тип и фирма
Зубонакат-
ный
полуавтомат
Модель
569
Мощность
154 кет
(средняя
за цикл)
Инв. №
Охлаждение
Вода
Завод
Цех
Участок
Заготовка
Поковка
Эскиз обработки
ма обработки
Подача в мм
1 на оборот
или двойной
ход
So
по нормативам
принятая
(на
глубину)
по нормативам
принятая
в мину-
ТУ 8м
по нормативам или
рассчитанная
принятая
Стойкость Т
Скорость
V В
м/мин
по нормативам
62
рассчитанная по
принятому п
62
Число
оборотов
(двойных
ходов)
в
минуту п
рассчитанное по
нормативной v
принятое
60
60
Время
обработки
зуба tz
сек/зуб
по нормативам
1,8
принятое
1,8
Основное технологическое (машинное
время tM в мин
1,2
Мощность резания (обработки) Nрез
в кет
3,05
383
Тил и фирма Модель Мощность Инв. J\fo Охлаждение
Станок
Круглошли-
фовальный
ХСЗ
ЗА151
7 кет
Эмульсия
3-4% НГЛ205
Расчет режи
№ позиции, перехода
№ суппорта, головки
Инструмент
№ по эскизу
Наименование
с указанием
основных размеров
(диаметр D, число
зубьев гц,
ширина В, угол в
плане ф и др.) и
марка материала (или
характеристика
шлифовального
круга)
Шлифовальный круг
ПП 600X75X305
Э9 25 С2 5 К
Размеры обработки в мм
Диаметр d
45
Точность 6
0,025
Глубина /, припуск а
0,25
Ширина Ь
67
Длина Lpe3
Длина рабочего хода Lp x
на зуб
sz
по нормативам
принятая
J\fe детали
и наименование
Шестерня
ведущая
коническая
Вес в кг
Материал и его
твердость
Сталь 12Х2Н4А,
HRC 56—62
№ операции и наименование
с указанием основных размеров
обработки (диаметр d с допуском,
модуль т, число зубьев детали
гд и др.)
Шлифовать окончательно шейку
до 0 45-°.°25
Количество одновременно обрабатываемых
деталей q, диаметр расположений деталей
на круглом столе dpacn, скорость круга
vKp и др.
пкр = 1! 15 об/мин; vKp= 36 м/сек;
/£= 273 мм, шероховатость
поверхности v 7
Завод
Цех
Участок
Заготовка
Поковка
ма обработки
Подача
в мм
1 на оборот
или двойной
1 ход
So
по нормативам
1
принятая
st
(на
глубину)
по нормативам
принятая
в минуту
sm \
по нормативам или
рассчитанная
1.7
0,45
, принятая
1,7
0,45
Стойкость Т
Скорость
V В
м/мин
по нормативам
45
рассчитанная по
принятому п
45
Число
оборотов
(двойных
ходов)
в минуту
п
рассчитанное по
нормативной v
318
принятое
318
Время выхаживания tebtx B мин
0,09
Основное технологическое
(машинное) время t в мин
0,40
Мощность резания (обработки) NMr,
рез
в кет
385
1 1 Инструмент 1 Размеры обработки в мм 1
№ позиции, перехода
а
б
в
г
№ суппорта, головки
Л*9 по эскизу
Наименование с
указанием основных размеров
(диаметр D, число
зубьев 2и, ширина В,
угол в плане <р и др.)
и марка материала (или
характеристика
шлифовального круга)
Шлифовальные круги (по
проходам):
ПП 500X150X305
Э5 50 СТ1 5 К
ПП 500X150X305
Э5 40 СТ1 5 К
ПП 500X150X305
Э5 40 С2 5 К
ПП 500X150X305
Э5 25 С1 5 К
Ведущий круг для всех
проходов
- ПВД 300 X 150X203
! Э2 16ТВ
Диаметр d
38
38
38
38
Точность б
0,1
0,05
0,03
0,017
Удвоенная глубина 2/
0,25
0,20
0,15
0,08
Ширина Ь
Длина Lpe3
Длина рабочего* хода Ьрщ x
на 1
зуб
*г 1
по нормативам
386
Станок
Тип и фирма
Бесцентрово-шл и-
фовальный
№ детали и
наименование
Модель
3184
Шкворень
поворотного
кулака
Мощность
14 кет
Вес в кг
Йнв. JVfc
Охлаждение
Эмульсия
Материал и его твердость
Сталь 18ХГТ
HRC 50—55
№ операции и наименование с указанием
основных размеров обработки (диаметр d
с допуском, модуль т, число зубьев
детали гд и др.)
Количество одновременно обрабатываемых
деталей q, диаметр расположения деталей
на круглом столе dpacn, скорость круга
икр и др.
Шлифовать наружную поверх
до 0 38_од)17 на
Исходная точность заготовки
« 1337
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
на оборот
или
двойной ход
«0
по нормативам
принятая
st
(на
бину)
по нормативам
принятая
в минуту
SM
по нормативам или
рассчитанная
1500
1500
1500
1500
принятая
1500
1500
1500
1500
Стойкость Т
Скор
ость
v в м/мин
по нормативам
18—20
18-20
20—24
24—29
рассчитанная по
принятому п
18,8
18,8
23,5
26,4
Число
оборотов
(двойных
ходов)
в
минуту п
рассчитанное по
нормативной v
20,2
20,2
25,5
27,6
принятое
20
20
25
28
Угол
наклона
ведущего
круга
а в град
по нормативам
4—5
4-5
3,5 —
4.5
3,0 —
3,5
принятый
4,5
4,5
3,7
3,0
Класс чистоты поверхности
5-6
6-7
7
7-8
Основное технологическое
(машинное) время tM в мин
0,155
0,155
0,155
0,155
Мощность резания (обработки) N„
в кет
387
6и = 0'1' vkP = 35 м/сек* пкр =
об [мин
и ость шкворня в четыре прохода
длине 221 мм
Пруток калиброванный
Заготовка
Завод
Цех
Участок
№ позиции, перехода
а
б
в
1 г
№ суппорта, головки
Инструмент 1
«п
S
0)
о
с
Наименование с указанием
основных размеров
(диаметр D, число зубьев гц,
ширина В, угол в плане <р
и др.) и марка материала
(или характеристика
шлифовального круга)
Шлифовальные круги по
операциям:
ПП 500X150X305
Э5 50 СТ2 5К
ПП 500X150X305
Э5 40 СТ2 5К
ПП 500X150X305
Э5 25 СТ1 5К
ПП 500X150X305
Э 16 С2 5К
Ведущий круг для всех
операций
ПВД 300X150X203
Э2 16 ТВ
Размеры обработки в ми 1
Диаметр d
9
9
9
9
Точность 6
| 0,1
0,05
0,03
0,02
Глубина /, припуск а
0,15
0,1
0,05
0,025
Ширина Ь
Длина Lpe3
Длина рабочего хода Lp x
на 1
зуб
$г 1
по нормативам
принятая
388
№ операции и наименование с указанием
основных размеров обработки (диаметр d
с допуском, модуль т, число зубьев
детали гд и др.)
Количество одновременно обрабатываемых
деталей q, диаметр расположения деталей
на круглом столе dpacwскорость круга vKp
и др.
Шл
ифовать стебель клапана в че
«* 1ш =
Исходная точность заготовки
пкр = 1337 об/мин. Шеро
Станок
Тип и фирма
Бесцентрово-шл и-
фовальный
Модель
3184
Мощность
14 кет
Инв. J\fo
Охлаждение
Эмульсия
Ко детали и
наименование
Клапан
Вес в кг
Материал и его твердость
Сталь 40Х. HRC 80—37
Завод
Цех
Участок
Заготовка
Поковка
тыре операции до 0 9_q 05 на дли'
104 мм
&и = 0,25; vKp = 35 м/сек;
ховатость поверхности у 8
ма обработки
Подача в мм
1 на оборот
или
двойной ход
So
по нормативам
принятая
1 5*
(на
бину)
по нормативам
принятая
в минуту
SM
по нормативам или
рассчитанная
4,5
3,06
2,16
1,8
принятая
4,6
3,0
2,1
1,8
Стойкость Т |
Скорость
V В
м/мин
по нормативам
25
25
30
30
рассчитанная по
принятому п
25
25
30
30
Число
оборотов
(двойных
ходов)
в минуту
п
рассчитанное по
нормативной v
26,6
26,6
32
32
принятое
26,6
26,6
32
32
Класс чистоты поверхности
6-7
7
7-8
8
Слой, снимаемый при выхаживании,
авых в мм
0,01
0,01
Время врезания tep в мин
0,01
0,01
0,01
0,01
Время выхаживания tebLX в мин
0,02
0,02
Основное технологическое
(машинное) время / в мин
0,077
0,077
0,078
0,057
Мощность резания (обработки) Npe
в кет \
Эскиз обработки
Примечание. Шлифование
осуществляется на четырех станках одинаковой
модели.
389
№ позиции, перехода
1
2
Л* суппорта, головки
№ по эскизу
Инструмент
Наименование с
указанием основных размеров
(диаметр D, число
зубьев zw ширина В,
угол в плане <р и др.)
и марка материала
(или характеристика
шлифовального круга)
Шлифовальный круг
ПП 55X40X20
Э9 25 СМ1 7К
Шлифовальный круг
ПП 55X40X20
Э9 25 СМ1 7К
Размеры
Диаметр d
65
Точность б
0,025
6,05
обработки
Глубина /, припуск а
0,25
0,25
Ширина Ь
1,25
•
в мм 1
Длина Lpe3
Длина рабочего хода Lpm x
33
на 1
зуб
sz \
по нормативам
принятая
Ь90
Станок
Тип и фирма
Внутришлифо-
вальный
Модель
ЗА227
Мощность
7,5 кет
Инв. №
Охлаждение
Эмульсия
3-4% НГЛ205
№ детали и
наименование
Шестерня
5-й передачи
промежуточного
вала
Вес
в кг
Материал и его твердость
Сталь 25ХГМ, HRC 58—62
№ операции и наименование с указанием
основных размеров обработки (диаметр d
с допуском, модуль т, число зубьев
детали гд и др.)
Количество одновременно обрабатываемых
деталей q, диаметр расположения деталей
на круглом столе dpacn, скорость
круга vKp и др.
1. Шлифовать отверстие
2. Шлифовать торец ше
vKp = 36 м1 сек, пкр = 12 600
шлифования dx = 90 мм; наи
dt — 65 мм; щерохова
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
Подача
в мм
на оборот
или двойной
ход
«о
по нормативам
20
принятая
20
st
(на
бину)
по нормативам
принятая
в м>
S
по нормативам или
рассчитанная
0,79
0,27
0,09
1,04
жуту
м
принятая
0,79
0,27
0,09
1,0
Стойкость Т
Скорость
V В
м/мин
по нормативам
рассчитанная по
принятому п
52
57
52
62
Число
оборотов
(двойных
ходов)
в минуту
п
рассчитанное по
нормативной v
принятое
255
69
228
255
69
255
s
Слой, снимаемый при выхаживани
авых в мм
0,02
Время врезания tep в мин
0,02
Время выхаживания teblx в мин
0,1
0,04
Основное технологическое
(машинное) время tM в мин
0,97
0,29
1,26
РЭ
Мощность резания (обработки) Nпо
в кет
391
об/мин\ наибольший диаметр
меньший диаметр шлифования
тость поверхности v 7
0 65+0,025 на /^ = 46з мм.
стерни в размер 46,3~~°'05.
Завод
Цех
Участок
Заготовка
Поковка
№ позиции, перехода
№ суппорта, головки
Инструмент 1
№ по эскизу
Наименование
с указанием
основных размеров
(диаметр D, число
зубьев гц,
ширина В, угол в
плане ф и др.) и
марка материала (или
характеристика
шлифовального
круга)
Шлифовальный круг
ПП 450X125X127
Э5 25 МЗ 7Б
Размеры обработки в мм 1
Диаметр d
Точность б
0,05
Глубина Л припуск а
0,25
Ширина Ь (приведенная)
37,4
Длина Lpe3
Длина рабочего хода Lpm x
на зуб
sz
по нормативам
принятая
392
№ операции и наименование с указанием
основных размеров обработки (диаметр d
с допуском, модуль т, число зубьев
дета л и *zq и др.)
Количество одновременно обрабатываемых
деталей q, диаметр расположения деталей
на круглом столе dpacn, скорость
круга vKp и др.
Шлифовать торец шестер
vKp = 25 м/сек; dpacn = 400 мм\
поверхностей F = 47 000 лш*;
Станок
Тип и фирма
Плоскошлифовальный МСЗ
Модель
ЗБ756
Мощность
28 кет
Инв.
Nt
Охлаждение
Эмульсия
№ детали и
наименование
Шестерня
2-й передачи
вторичного
вала
Вес в кг
Материал и его твердость
Сталь 15ХГНТА.
HRC 58—62
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
Подача в мм
1 на оборот
или двой-
1 ной ход
s0
по нормативам
принятая
st
(на
бину)
по нормативам
принятая
в минуту
SM
по нормативам или
рассчитанная
0,126
принятая
0,126
Стойкость Г
Скорость
V В
м/мин
по нормативам
рассчитанная по
принятому п
30
26,8
Число
оборотов
(двойных
ходов)
в минуту
п
рассчитанное по
нормативной v
23,9
принятое
21,4
1И,
Слой, снимаемый при выхаживанр
авых в мм
0,02
Время врезания tep в мин
0,05
Время выхаживания teblx в мин
0,22
Основное технологическое (машин
ное) время tM в мин
2,1
(0,017
на
одну
деталь)
Мощность резания (обработки) Npe3
в кет
393
д= 117; площадь шлифуемых
шероховатость поверхности v 7
0 о
ни в размер 42__о £б
Поковка
Заготовка
Участок
Цех
Завод
№ позиции, перехода
/
JSfe суппорта, головки
Инструмент
№ по эскизу
Наименование
с указанием
основных размеров
| (диаметр D, число
зубьев ги, шири-
1 на В, угол в
плане ф и др.) и
марка материала (или
характеристика
шлифовального
круга)
Шлифовальный круг
ПВ 450Х 125X203
КЧ7 80 СМ2 7Б
Шлифовальный круг
ПВ 450X125X203
КЧ7 40 СМ1 7Б
Размеры обработки в мм
Диаметр d
Точность 6
0,28
^Глубина t, припуск а
0,7
о.з
Ширина b (приведенная)
16,3
16,3
Длина Lpe3
Длина рабочего хода Lp x
на зуб
S2
по нормативам
принятая
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
Станок
Тип и фирма
Плоскошлифовальный двух-
шпиндельный
Модель
3772Б
Мощность
28 кет
Инв. №
Охлаждение
Эмульсия
№ детали
и наименование
Крышка картера
коробки передач
№ операции и наименование с
указанием основных размеров
обработки (диаметр d с допуском,
модуль т, число зубьев детали
2д и др.)
Вес в кг
Материал и его
твердость
Серый чугун
Шлифовать плоскость фланца
Количество одновременно обрабатываемых
деталей q, диаметр расположения деталей
на круглом столе dpacn* скорость
круга vKp и др.
* = * икр = 25 м/сек- йрасп^
поверхностей F = 40 000 мм*}
Подача в мм
на оборо-
1 двойной
1 s0
по нормативам
принятая
г или
ход
st
(на
глубину)
по нормативам
принятая
в
минуту
по нормативам или
рассчитанная
принятая
Стойкость Т
Скорость
V В
м/мин
по нормативам
рассчитанная по
принятому п
Число
оборотов
(двойных ходов)
в минуту п
рассчитанное по
нормативной v
0,935
0,935
принятое
0,935
0,935
Основное технологическое (машин
ное) время tM в мин
1,07
(0,267
на одну
деталь)
Мощность резания (обработки) Nрез
в кет
395
780 мм; площадь шлифуемых
шероховатость поверхности v 7
в размер 60+°.28
Отливка
Заготовка
Участок
Цех
Завод
№ позиции, перехода
№ суппорта, головки
Инструмент
№ по эскизу
Наименование
с указанием
основных размеров
(диаметр D, число
зубьев 2W
ширина В, угол в
плане ф и др.) и
марка материала (или
характеристика
шлифовального
круга)
Шлифовальный круг
ПП 350X40X127
Э5 25 СМ2 5К
Размеры обработки в мм
Диаметр d
Точность б
0,025
Глубина /, припуск а
0,2
Ширина Ь
Длина Lpel
Длина рабочего хода Lp x
145
на зуб
по нормативам
принятая
396
Техн и ко- нормировочная карта для металлообрабатывающих
станков автомобильного производства
Станок
Тип и фирма
Плоскошлифовальный
Модель
ЗБ740
Мощность
9,47 кет
Инв. №
Охлаждение
Эмульсия
№ детали
и наименование
Шестерня
2-й передачи
вторичного вала
Вес
в кг
Материал и его
твердость
Сталь 35Х,
HRC 58—63
№ операции и наименование
с указанием основных размеров
обработки (диаметр d с допуском,
модуль т, число зубьев детали
гд и др.)
Количество одновременно обрабатываемых
деталей q, диаметр расположения деталей
на круглом столе dpactv скорость
круга vKp и др.
Шлифовать торец шестерни
пкр =: 1900 об/мин* Я = 39;
шероховатость
ма обработки
Подача в мм
1 на оборот или
1 двойной ход
s„
по нормативам
12
принятая
12
st (на
глубину)
по нормативам
0,009
принятая
0,009
в
нуту
по нормативам или
рассчитанная
принятая
Стойкость Т
Скорость
V В
At /MUH
по нормативам
40
рассчитанная по
принятому п
40
Число
оборотов
(двойных
ходов)
в минуту
п
рассчитанное по
нормативной v
62
2,65
принятое
62
2,65
s
Слой, снимаемый при выхаживани
авых в мм
0,05
Время врезания t$p в мин
0,06
Время выхаживания tmx в мин
1,8
Основное технологическое (машин
ное) время tM в мин
8,2
(0,21
на
одну
деталь)
СП
Мощность резания (обработки) Np
в кет
397
Завод
Цех
Участок
Заготовка
Поковка
в размер 28,2_0(оз
vkP = З5 м'сек' dpacn = 205 мм>
поверхности v 8
№ позиции, перехода
№ суппорта, головки
Инструмент
№ по эскизу
Наименование
с указанием
основных размеров
(диаметр D, число
зубьев 2W
ширина By угол в пла-
1 не ф и др.) и
марка материала (или
характеристика
шлифовального
круга)
Шлифовальный круг
ПП 200X20X32
Э9А 40 С2 9К5
Размеры обработки в мм
Диаметр d
Точность б
0,25
0,06
Глубина t, припуск а
0,3
Ширина Ь
14
Длина Lpe3
Длина рабочего хода L„ x
160
на зуб
по нормативам
принятая
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
Станок
Тип и фирма
Шлицешлифо-
вальный
Модель
3451Г
Мощность
2,8 кет
Инв. №
Охлаждение
№ детали
и наименование
Вторичный вал
коробки перемены
передач
№ операции и наименование
с указанием основных размеров
обработки (диаметр d с допуском,
модуль т, число зубьев детали
гд и др.)
Вес в кг
Материал и его
твердость
Сталь 12ХНЗА,
HRC 58—62
Шлифовать шесть шлицев в
Количество одновременно обрабатываемых
деталей q, диаметр расположения деталей
на круглом столе dpacn, скорость
круга vKp и др.
пкр = 3200 об/мин;
время одного оборота барабана
1ш= ЮО мм; периметр шлифуе
ватость по
Завод
Цех
Участок
Заготовка
Поковка
размер bOZ°0f X 14lJ;g
икр = 45 м/сек-г
^=» 0,1 лш«; длина шлицев
мой поверхности 20 мм; шерохо-
верхности v 7
Эскиз обработки
Примечание. Метод
шлифования — одновременная обработка боковых
сторон и дна шлицев.
ма обработки
Подача в мм
на оборот или
двойной ход
S0
по нормативам
принятая
Sj (на
глубину)
по нормативам
0,028
принятая
0,028
в ми
S
И1ГИ NESHIBWdOH OU
6000
нуту
н
принятая
6000
Стойкость Т
Скорость v
в м/мин
по нормативам
рассчитанная по
принятому п
то в
IOB)
Число оборо
(двойных хо;
в минуту п
рассчитанное по
нормативной v
принятое
уп в мм
Длина перебега
60
"о
Число проходов
10
1ИИ
на выхажива*
Число проходов
ивых в мм
2
ании
при выхажиЕ
Слой, снимаемый
ашхвмм
0,03
этическое (машин-
мин
Основное технол
ное) время tM в
3,84
Npe
аботки)
Мощность резания (обр
в кет
399
ЛЬ позиции, перехода
Л° суппорта, головки
/
//
///
№ по эскизу
/
2
3
Инструмент
с указанием
основных размеров
(диаметр £>, число
зубьев ги,
ширина В, угол в
плане Ф и др.) и
марка материала (или
характеристика
шлифовального
круга)
Раскатка
многороликовая, жесткая,
регулируемая;
Раскатка
многороликовая, жесткая,
регулируемая;
Dp=12; ги=\2
Раскатка
многороликовая, жесткая,
регулируемая;
V=i2; *в-1«:
Dp=8; *u=8
Размеры
Диаметр d
100
100
115
62
Точность б
0,035
0,035
0,035
0,03
обр
'Глубина Л припуск а
аботки в мм
Ширина Ь
Длина Lo6p
20
20
30
22
н
Длина рабочего хода L,
22
22
35
на ролик |
SP
по нормативам
0,15
0,15
0,15
0,15
принятая
0,07
0,07
0,07
0,12
400
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
Станок
Тип и фирма
Вертикально-сверлильный, завод
им. Ленина,
модернизированный
Модель
2А150
Мощность
7 кет
Инв. №
Охлаждение
Эмульсия
№ детали
и наименование
Картер
Вес
в кг
25
№ операции и наименование с указанием
основных размеров обработки (диаметр d
с допуском, модуль т, число зубьев
детали zq и др.)
Материал и его твердость
Ковкий чугун КЧ 35-10
НВ 163 (max)
Одновременно раскатать четыре
нйкиз
два отверстия до 0 100+0,035 MM.f
одно отверстие до 0
115+0.035
мм;
одно отверстие до 0 62~д'^{ мм;
шероховатость поверхности до
Количество одновременно
обрабатываемых деталей q, диаметр
расположения деталей на круглом
столе dpacn, скорость круга vKp
и др.
Завод
Цех
Участок
Заготовка
Отливка
отверстия под подшип-
раскатывания у5
ма обработки
Подача в мм
на оборот или
двойной ход
s0
по нормативам
0,77
0,77
0,79
'0,5
принятая
0,4
0,4
0,4
0,4
5{ (на
глубину)
по нормативам
принятая
в м*
S
по нормативам или
рассчитанная
шуту
м
принятая
л
н
о
о
<с
о
н
О
Скорость
v в м/мин
по нормативам
30
30
50
30
рассчитанная по
принятому п
25
25
48
24
Число
оборотов
(двойных
ходов)
в минуту
п
рассчитанное по
нормативной v
218
218
313
366
принятое
220
220
300
Класс чистоты поверхности
после раскатывания
7
7
7
7
Основное технологическое
(машинное) время tM в мин
0,29
Мощность обработки N0Qp в кет
Эскиз обработки
/Z7
401
№ позиции, перехода
№ суппорта, головки
№ по эскизу
Инструмент
Наименование с
указанием основных
размеров (диаметр D,
число зубьев zu,
ширина В, угол в
плане ф и др.) и марка
материала (или
характеристика
шлифовального круга)
Специальный алмазный
наконечник с
цилиндрической формой
рабочей поверхности
(#=1,5 мм)
Размеры обработки в мм
Диаметр d
112
Точность 6
0.07
Глубина /, припуск а
Ширина Ь
Длина Lo6p
26Х4«
= 104
Длина рабочего хода Lp x
ПО
на
зуб
sz
по нормативам
принятая
402
Количество одновременно обрабатываемых _
деталей д. диаметр расположения деталей Я- 4; ■«W«*jr°J!|0"acc
на круглом столе dpacn, скорость °и ~ и'и/ мм* исхоДныи класс
круга о и др. чистоты поверхности 7—8
№ детали
и наименование
Кольцо
сальника
ступицы
переднего
колеса
Вес
в кг
Материал и его твердость
Сталь 45, HRC 56-62
№ операции и наименование
с указанием основных размеров
обработки (диаметр d с допуском,
модуль т, число зубьев детали
2д и др.)
Выгладить алмазом наружную
цилиндрическую поверхность кольца
сальника Q 112 о 07 мм* Длиной /=26 мм
Станок
Тип и фирма
Токарно-винто-
резный, завода
«Красный
пролетарий»
Модель
1К62
Мощность
7,5 кет
Инв. Mb
Охлаждение
Индустриальное масло
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
Завод
Цех
Участок
Заготовка
Поковка
Эскиз обработки
ма обработки
Подача в мм
на оборот
ДВОЙНОЙ 3
s0
по нормативам
0,08
принятая
0,074
или
сод
st
(на
бину)
по нормативам
принятая
в
минуту
SM
«по нормативам или
рассчитанная
принятая
Стойкость Т
Скорость
V В
м/мин
по нормативам
200
рассчитанная по
принятому п
176
Число
оборотов
(двойных
ходов)
в минуту
п
рассчитанное по
нормативной v
569
принятое
500
Усилие выглаживания Р в кГ
25
Класс чистоты поверхности после
выглаживания
9—10
Число проходов i
1
Основное технологическое
(машинное) время tM в мин
2,97
(0,74
на одну
деталь)
Мощность обработки N0Qp в кет
403
№ позиции, перехода
№ суппорта, головки
№ по эскизу
/
2
3
Инструмент
Наименование
с указанием
основных размеров
(диаметр D, число
зубьев ги,
ширина В, угол в
плане ф и др.) и
марка материала (или
характеристика
шлифовального
круга)
Расточной резец
Т30К4, <р = 50°
Расточной резец
Т30К4, ф=50#
Алмазный
наконечник со
сферической формой
рабочей
поверхности, радиус сферы
R = 2 мм
Диаметр d
48,9
49
49
Размеры обработки
Точность 6
; 0,05
0,021
0,021
Глубина Л припуск а
0,2
0,06
Ширина Ь
в мм
Длина Lo6p
28
28
28
Длина рабочего хода Lpt x
80
на зуб
sz
по нормативам
принятая
404
Количество одновременно обрабатываемых
деталей q, диаметр расположения деталей
на круглом столе dpacn, скорость
круга vKp и др.
№ операции и наименование
с указанием основных размеров
обработки (диаметр d с допуском,
модуль т, число зубьев детали
гд и др.)
Обработать отверстие втулки:
предварительно расточить до 0 48,9 мм,
окончательно расточить и выгладить
алмазом до 0 49Tq'oo6 mm
№ детали
и наименование
Втулка
Вес
в кг
Материал и его твердость
Сталь 40Х, HRC 30—35
Станок
Тип и фирма
Алмазно-расточной полуавтомат
Одесского завода
Модель
2705
Мощность
1,5 кет
Инв.
№
Охлаждение
Масляный
туман
Технико-нормировочная карта для металлообрабатывающих
станков автомобильного производства
Подача в мм
на оборот или
двойной ход
«0
по нормативам
0,08
0,08
0,08
принятая
0,08
st (на
глубину)
по нормативам
принятая
в
минуту
*м
по нормативам или
рассчитанная
принятая
Стойкость Т
Скорость
м/мин
по нормативам
170
170
170
рассчитанная по
принятому п
146
146
146
Число
оборотов
(двойных
ходов)
в
минуту п
рассчитанное по
нормативной v
1110
1110
1110
принятое
950
кГ
Усилие выглаживания Р в
15
после
Класс чистоты поверхности
выглаживания
5-6
7 — 8
машин-
Основное технологическое
ное) время tM в мин
1,05
в кет
Мощность обработки N0Qp
405
Завод
Цех
Участок
Заготовка
Труба горячекатаная
Эскиз обработки
ЛИТЕРАТУРА
1. Аэаревич Г. М., Берштейн Г. Ш. Чистовая обработка
наружных цилиндрических поверхностей пластическим деформированием.
Изд. НИИТракторосельхозмаша, М., 1963.
2. Барановский Ю. В., Комиссар жевская В. Н.
Чистота поверхности деталей в автотракторостроении. М., Машгиз, 1953.
3. Берлинер М. С. и Брахман Л. А. Сверление и
развертывание пушечными сверлами. «Автомобильная промышленность», 1967, № 7.
4. Б е р ш т е й н Г. Ш. Выбор конструктивных параметров
многороликовых инструментов и режимы чистовой обработки давлением. М., Изд.
НИИТракторосельхозмаша, 1962.
5. Б р а х м а и Л. А. и др. Расчет режимов резания с применением
ЭВМ. «Автомобильная промышленность», 1966, № 10.
6. Б р о д с к и й Ц. 3. Автоматизированное хонингование чугунных
и стальных деталей алмазными брусками. «Автомобильная, промышленность»,
1966, № 7.
7. Бродский Ц. 3. и Кузнецова Л. А. Рекомендации по
технологии хонингования чугунных и стальных деталей алмазным
инструментом. Изд. НИИТАвтопрома, 1969.
8. Бромберг Б. М. и др. Алмазно-расточные ста г: кн. М.,
«Машиностроение», 1965.
9. Гораецкий Н. И. и Бродский Ц. 3. Автоматизированное
хонингование чугунных цилиндров брусками из синтетических алмазов.
Алмазная обработка деталей машин. Изд. НИИТракторосельхозмаша, 1965.
10. Г о р е ц к а я 3. Д. Протягивание с большими подачами. М.,
Машгиз, 1960.
11. Горецкая 3. Д. и др. Протягивание чугунных деталей двигателя
твердосплавным инструментом. «Автомобильная промышленность», 1967, № 4.
12. Горячее накатывание зубьев конических колес задних мостов
автомобилей и тракторов. Руководящие материалы. Изд. НИИТАвтопрома, 1967.
13. Дечко Э. М. Сверление железографитовых металлокерамических
материалов. Технология автомобилестроения. Вып. 14. Изд. НИИТАвтопрома,
1964.
14. Житницкий СИ., Андрейчиков О. С. Износ и
стойкость инструмента для накатывания внутренних резьб. «Станки и инструмент»,
1967, № 3.
15. Зорев Н. Н. Расчет проекций сил резания. М., Машгиз, 1958.
16. Исаев А. И. и Берлинер Э. М. Крутящие моменты при
нарезании конической резьбы метчиками. «Станки и инструмент», 1968, № 11.
17. Калашников С. Н. «Автомобильная и тракторная
промышленность», 1956, № 4.
18. Калашников С. Н. Опыт применения рациональных
конструкций резцовых головок. М., Машгиз, 1960.
19. Кедринский В. Н. и Писманик К. М. Станки для
нарезания конических зубчатых колес. М., «Машиностроение», 1967.
20. Комиссаржевская В. Н. Измерение макрогеометрии и
установление зависимости некруглости от режимов шлифования. Сб.
«Вопросы точности при шлифовании». М., Изд. ДНТП, 1957.
21. Комиссаржевская В. Н. Автоматизация круглошлифоваль-
ных станков. «Технология машиностроения», 1960, № 4.
22. Конструкции твердосплавных протяжек для обработки наружных
поверхностей чугунных деталей (Типовые наладки). Изд. НИИТАвтопрома, 1966.
23. К о н я ш о в В. В., К с ю н и н а В. П. Стойкостная зависимость
для расчета режимов резания. «Автомобильная промышленность», 1967, № 4.
24. К о р з и и к и н В. И., Свиридов А. Н., Т а р а м ы-
к и н Ю. П. Устройство для хонингования зубьев зубчатых колес. «Станки
и инструмент», 1965, № 8.
25. Методика расчета режимов резания при многоинструментной
обработке на металлорежущих станках. М., Изд. НИИТруда М., 1962.
406
26. Многошпиндельные головки. Изд. НИИТАвтопрома, 1959.
27. Н а е р м а н М. С. Алмазное хонингование. Сб. «Рациональная
эксплуатация алмазного инструмента». М., «Машиностроение», 1965.
28. Наружное протягивание. Руководящие материалы. Изд.
НИИТАвтопрома, 1962.
29. Обозначения шлифовальных кругов выпускаемых зарубежными
фирмами. Л., Изд. ВНИИАШ, 1966.
30. Общемашиностроительные нормативы времени и режимов резания
на токарно-автоматные работы. М., Машгиз, 1959.
31. Общемашиностроительные нормативы режимов резания и времени
для технического нормирования работ иа фрезерных станках. Крупносерийное
и массовое производство. М., Машгиз, 1959.
32. Общемашиностроительные нормативы режимов резания и времени
на протяжные работы. М., Машгиз, 1959.
33. Общемашиностроительные нормативы режимов резания и времени
для технического нормирования работ на шлифовальных станках.
Крупносерийное и массовое производство. М., Машгиз, 1959.
34. Общемашиностроительные нормативы режимов резания и времени
для технического нормирования на токарных станках. Серийное
производство. М., Машгиз, 1960.
35. Общемашиностроительные нормативы режимов резания и времени
для технического нормирования работ на сверлильных станках. Серийное
производство. М., Машгиз, 1962.
36. Общемашиностроительные нормативы режимов резания и времени
для технического нормирования-доводочных работ. Серийное, крупносерийное
и массовое производство. М., Машгиз, 1961.
37. Общемашиностроительные нормативы режимов резания и времени
для технического нормирования резьбонарезных и резьбонакатных работ.
М., Машгиз, 1965.
38. Общемашиностроительные нормативы режимов резания для
технического нормирования работ на шлифовальных и доводочных станках. Изд.
НИИПТИАММАШ, 1966.
39. Парфиянович В. С. Чистовая обработка поверхностей
роликовым инструментом. Минск, ИНТИП, 1966.
40. Поправочные коэффициенты на скорость резания при одноинструмент-
ной обработке конструкционных углеродистых и легированных сталей. ВНИИ,
М., 1966.
41. Р о м а н о в В. Ф., К р и н з б е р г Ц. 3., X а с и н Я. Ш.
Новый технологический процесс отделки зубьев цилиндрических колес.
«Вестник машиностроения», 1964, № 1.
42. Рекомендации по назначению твердых сплавов. Изд. 3-е.
НИИТАвтопрома. ВНИИТС. 1964.
43. Романов В. Ф. и др. Технология изготовления абразивных
шеверов. «Автомобильная промышленность», 1967, № 7.
44. Руководство к зуборезному полуавтомату мод. 523а. Изд. ЭНИМС, 1962.
45. С а з а р М. А. Новые марки быстрорежущих сталей. «Технология
автомобилестроения», 1959, № 5.
46. Са-зар М. А. Исследование новых инструментальных сталей для
зубофрезерования. Сб. «Прогрессивные методы производства зубчатых колес
и их технологичность». М., Машгиз, 1962.
47. С а з а р М. А. Внедрение новых марок быстрорежущих сталей в
автомобильной промышленности. «Автомобильная промышленность», 1963, № 1.
48. Саза р М. А. Применение новых марок быстрорежущих сталей
в автомобильной промышленности. Сб. «Пути повышения производительности
режущего инструмента». Московский Дом научно-технической пропаганды
им. Ф. Э. Дзержинского, 1963.
49. Справочник нормировщика-машиностроителя. Том 2. М., Машгиз, 1961.
50. Т е м ч и н Г. И. Теория и расчет многоннструментных наладок.
М., Машгиз, 1957.
51. Ф е л ь д ш т е й н Э. И. и др. Рекомендации по механической
обработке металлокерамических материалов. Технология автомобилестроения.
Вып. 9. Изд. НИИТАвтопрома, 1962.
52. Ф р а г и н И. Е., С а ф р о н о в В. Г. Исследование процессов
хонингования. М., Изд. НИИМАШ, 1965.
53. Ч е к а и Г. И. Алмазное выглаживание закаленных сталей.
«Вестник машиностроения», 1965, № 6.
54. Черников П. В. и др. Алмазное выглаживание автомобильных
деталей. «Автомобильная промышленность», 1967, № 6.
55. Чистовая обработка поверхностей автомобильных деталей
пластическим деформированием. Изд. НИИТАвтопрома, 1970.
56. Ш н е й д е р Ю. Г. Чистовая обработка металлов давлением. М.,
Машгиз, 1963.
407
Коллектив авторов под редакцией
Ю.В.Барановского
РЕЖИМЫ РЕЗАНИЯ МЕТАЛЛОВ
Редактор издательства 3. 3. Акчурова
Технический редактор В. Д. Элькйнд
Корректор Ж. Л. Суходолова
Переплет художника А. Я- Михайлова
Сдано в набор 26/1V 1971 г.
Подписано к печати 25/11 1972 г. Т-01861
Формат 84X108/32. Бумага типографская №2.
Усл. печ. л. 21,42. Уч.-изд. л. 29,3.
Тираж 100 С00 (1-ый з-д 1—40 000) экз.
Заказ 1123. Цена 1 р. 70 к.
Издательство сМашиностроение»,
Москва, Б-66, 1-й Басманный пер., 3
Типография № 6 Главполиграфпрома
Комитета по печати
при Совете Министров СССР
193144, Ленинград#ул. Моисеенко, 10