/

















































































































































































Автор: Абильсиитов Г.А.
Теги: квантовая радиотехника физика радиотехника лазеры радиоэлектроника
ISBN: 5-217-01269-2
Год: 1991




Текст
ТЕХНОЛОГИЧЕСКИЕ
ЛАЗЕРЫ
СпраВочник
В дВух
томах
Под редакцией
д-ра техн, наук Г А. Абильсиитова
Расчет,
проектирование
и* эксплуатация
1
том
М'ХК?'-
?/iALLVi'-:'JCTPC,E>'!l'lE
Научно-техничгская
БИБЛИОТЕКА
Механического завода
ББК 32.86-5я2
Т38
УДК [621.375.826.004.14 : 62] (035)
Авторы Справочника: Г. А. Абильсинтов, В, С. Голубев, В. Г. Гонтарь,
Ю. А. Горохов, А. А. Колпаков, В. С. Майоров, Л. А. Новицкий, Г. И. Рукман,
А. Н. Сафонов, В. В. Сумеоин, В. П. Якушин
Рецензент чл.»кор. АН СССР Н. А. Генералов
Технологические лазеры: Справочник: В 2 т. Т. 1: Расчет.
Т38 проектирование и эксплуатация/Г. ,4. Абильсиитов, В. С. Го-
лубев, В. Г. Гонтарь и др.; Под общ. ред. Г, А. Абимсии-
това.'—Машиностроение, 1991. — 432 с.: ял.
ISBN 5-217-01269-2
Справочник содержит сведения о принципах работы технологически!»
лазеров и лазерных автоматизированных технологических комплексов,
методах их расчета, проектиоования и конструирования.
Приведены справочные данные о механических, теплофизических,
оптических и электрических свойствах материалов, используемых для
оптических элементов. Рассмотрены современные системы автоматического
управления лазерами и лазепными автоматизированными комплексами.
Приведены характеристики технологических лазеров, описаны методы в
средства их измерения.
Справочник предназначен для инженерно-технических работников
конструкторских, технологических и проектных организаций, приборо-
строительных заводов и НИИ. Может быть полезен преподавателям и сту-
дентам соответствующих факультетов вузов и университетов.
2103000000—151
038 (01)—91
ББК 32.86-бя2
ISBN 5-217-01269-2 (Т. 1) © Г. А. Абильсиитов, В. С. Го-
ISBN 5-217-01268-4 лубев, В. Г. Гонтарь и др., 1991
СОДЕРЖАНИЕ
Предисловие ................... 8
Введение....................... 11
Часть I
ТИПЫ И КОНСТРУКЦИИ
ТЕХНОЛОГИЧЕСКИХ ЛАЗЕРОВ
Глава 1. Требования к
промышленным
технологическим
лазерам....................... 19
1. Требования к технологиче-
ским лазерам, используемым
для термической технологии 19
2. Технологические лазеры в
промышленной фотохимии. . 20
3. Общие требования к тех-
нологическим лазеоам и их
основным элементам как к про-
мышленному технологическому
оборудованию.................. 30
Глава 2. Основные прин-
ципы устройства
и классификация
технологических
лазеров ..... 32
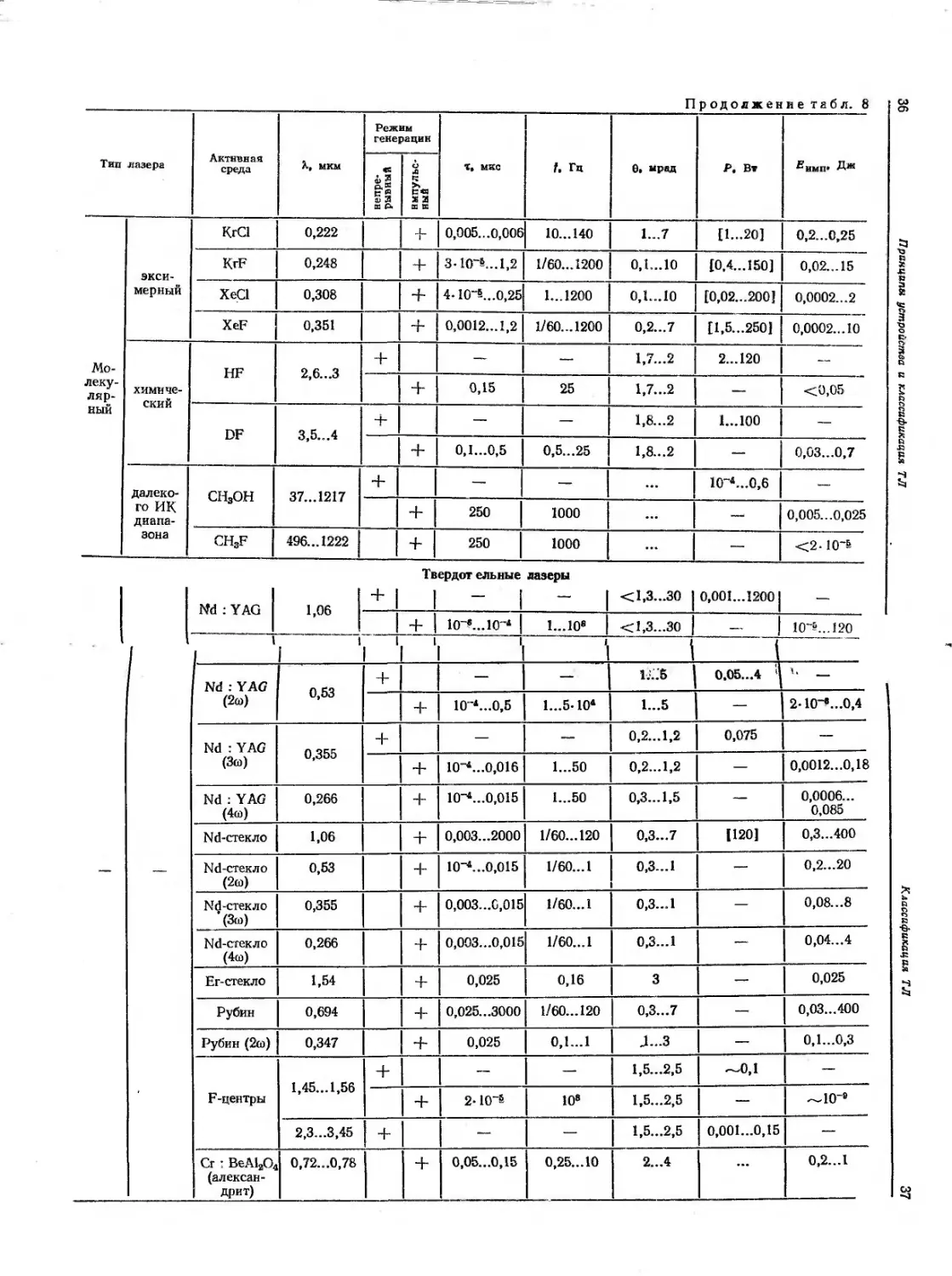
4. Классификация лазеров 32
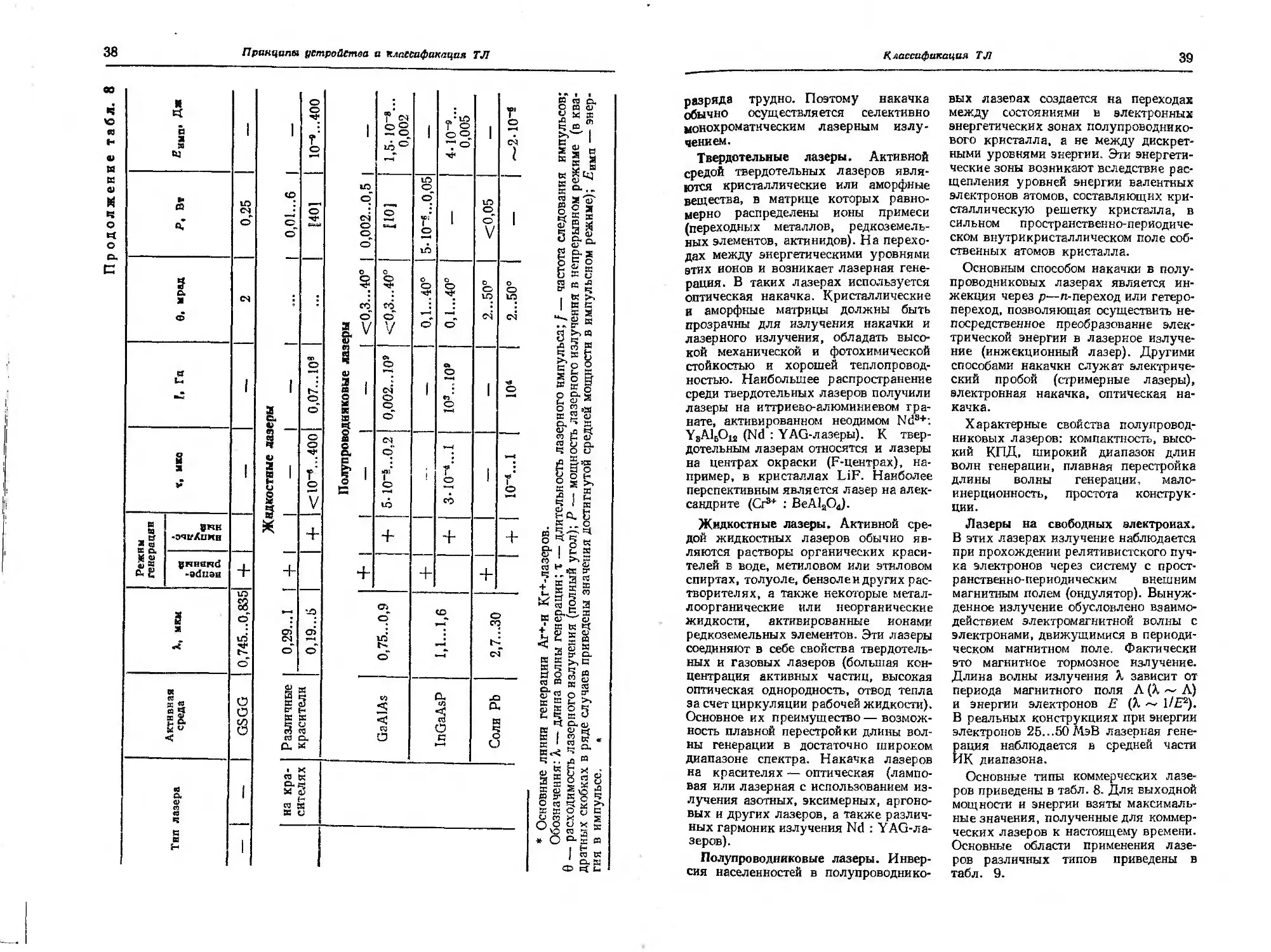
5. Твердотельные лазеры 42
6. Лазеры на ионах аргона 50
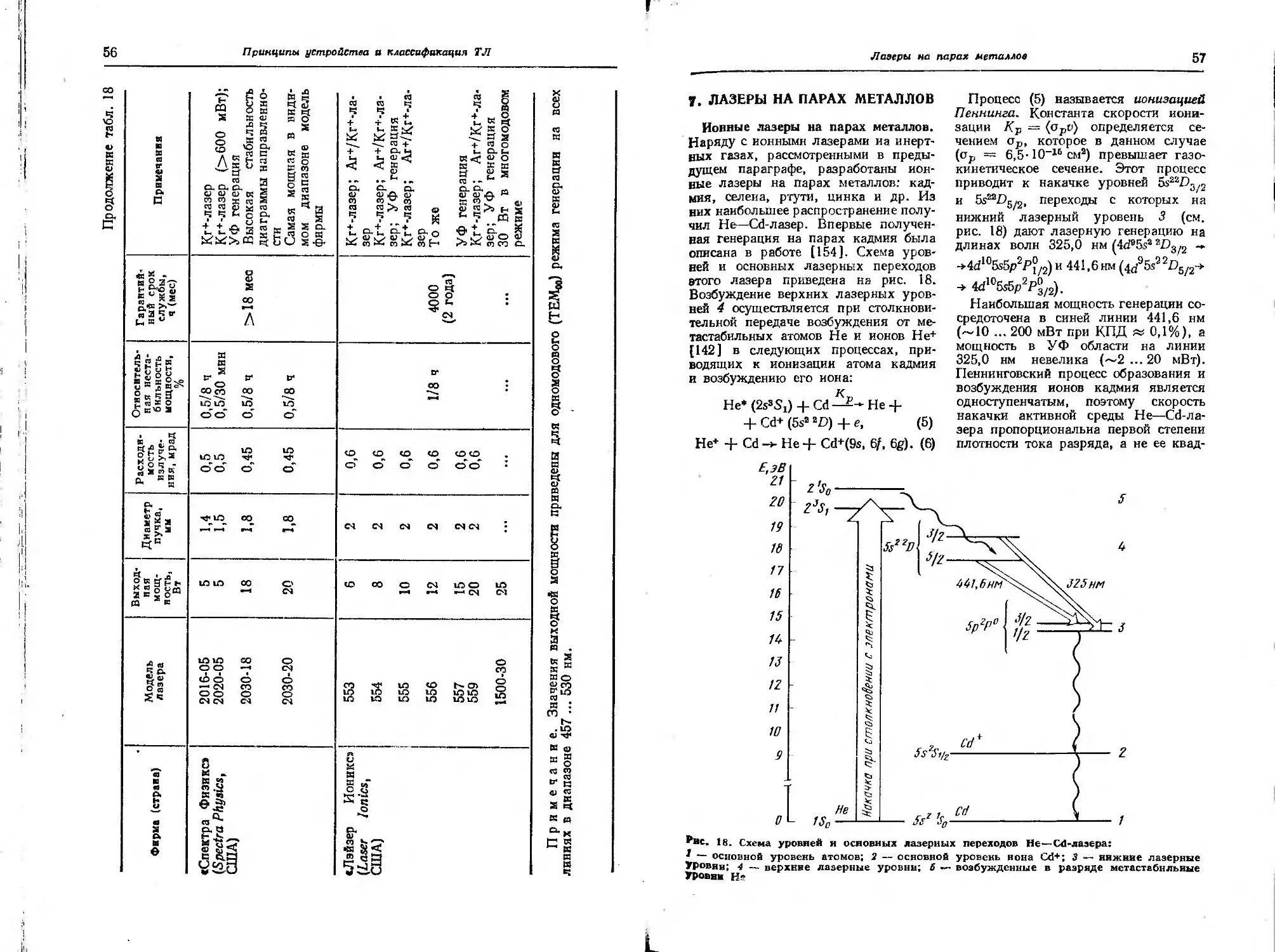
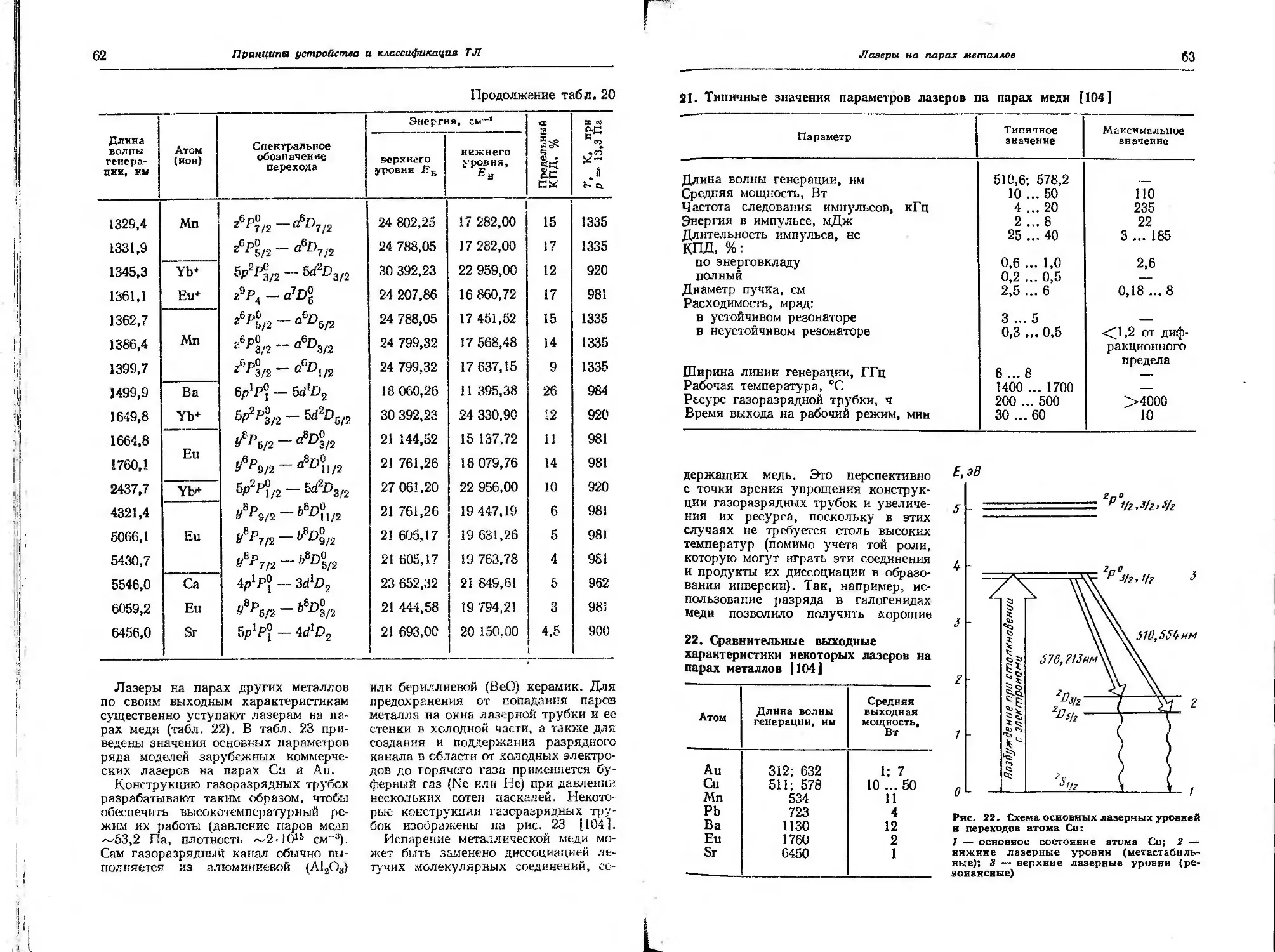
7. Лазеры на парах металлов 57
8. Гелий-неоновые лазеры 65
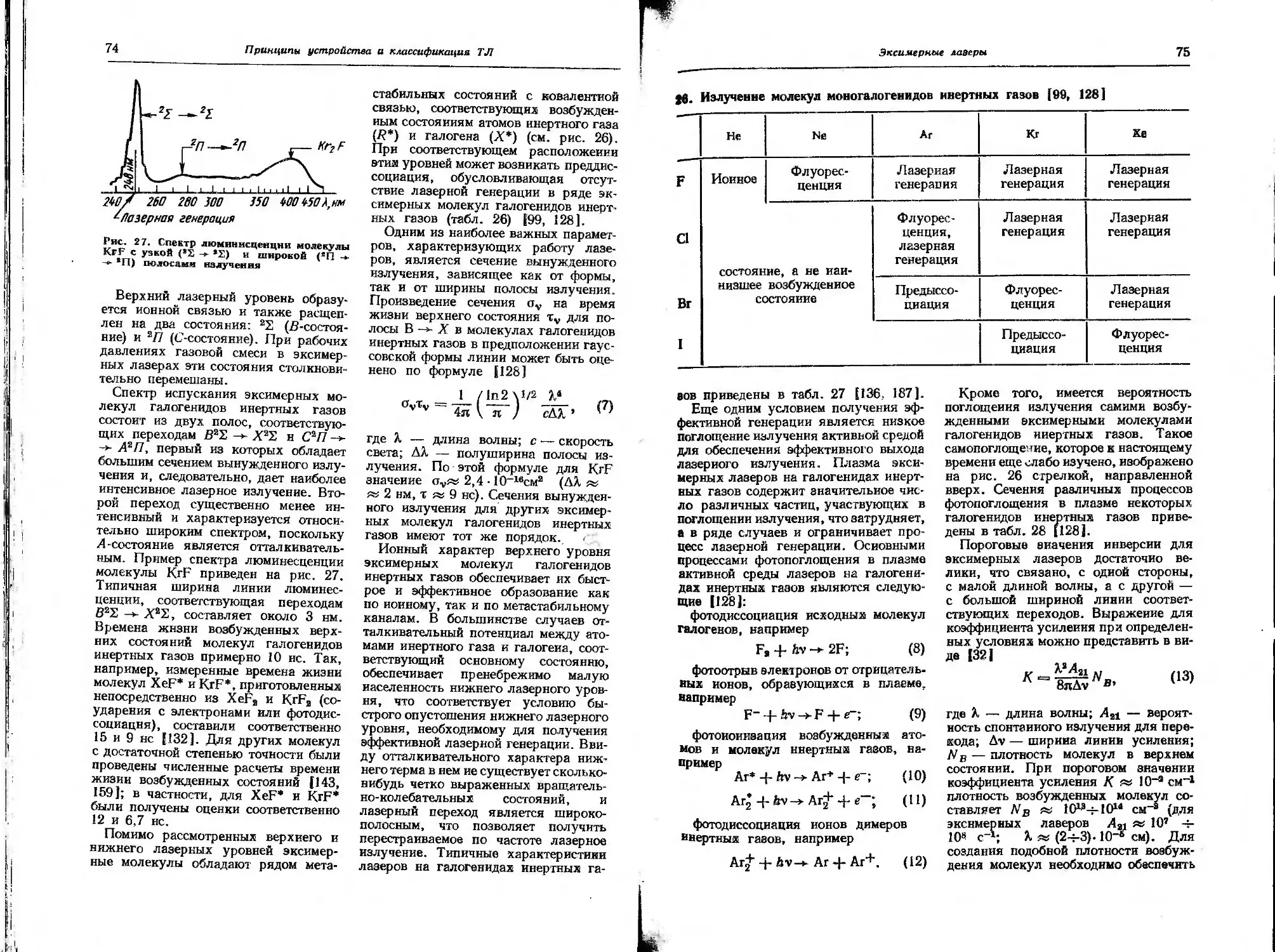
9. Лазеры на эксимерных мо-
лекулах галогенидов инерт-
ных газов..................... 73
10. СОВ- и СО-лазеры........ 81
11. Йодный лазер............. 91
12. Лазеры на красителях . . 94
Глава 3. Твердотельные ла-
зеры и лазерные
технологические
установки на их
основе....................... 105
13. Лазеры ЛТН-101,
ЛТН-102, ЛТН-103. ... 105
14. Лазерные технологические
установки серии «Квант» . . . 107
Глава 4. Газоразрядные
СО2-лазеры с диф-
фузионным охла-
ждением (ЛДО) 114
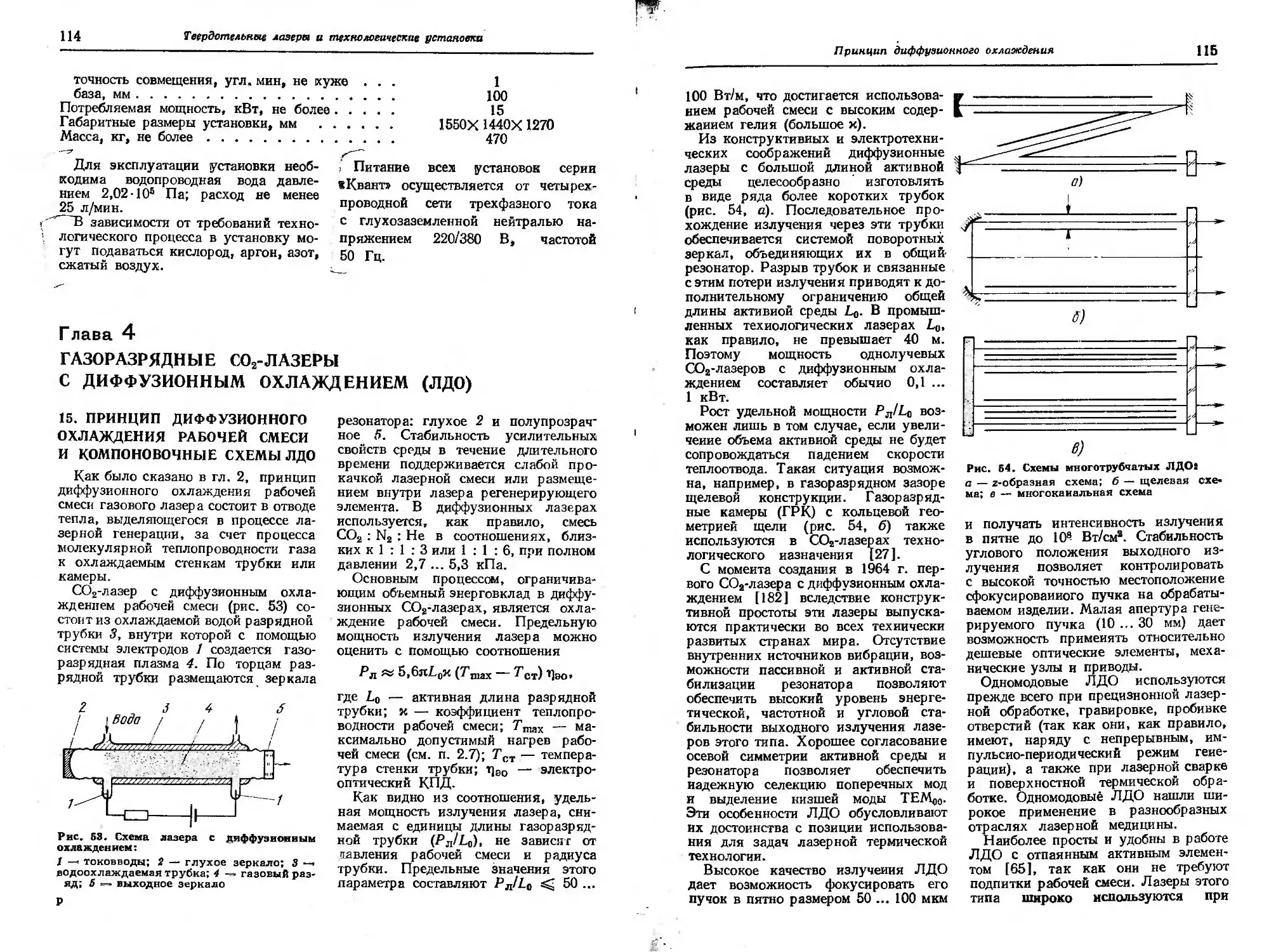
15. Принцип диффузионного
охлаждения рабочей смеси и
компоновочные схемы ЛДО 114
16. Отечественные промыш-
ленные ЛДО. Отпаяные лазе-
ры ИЛГН-705, ИЛГН-704,
ЙЛГН-701 .................... 118
17. ЛДО со слабой прокачкой
рабочей смеси ............... 119
18. Лазер с медленной прокач-
кой ЛГН-702 («Кардамон») . . 121
19. Многоканальный СОа-ла-
зер «Иглан-3»................ 123
20. Промышленный техноло-
гический лазер МТЛ-2. . . 124
Глава 5. Непрерывные бы-
стропроточные га-
зоразрядные С02-
лазеры...................... 128
21. Принцип конвективного
охлаждения рабочей смеси 128
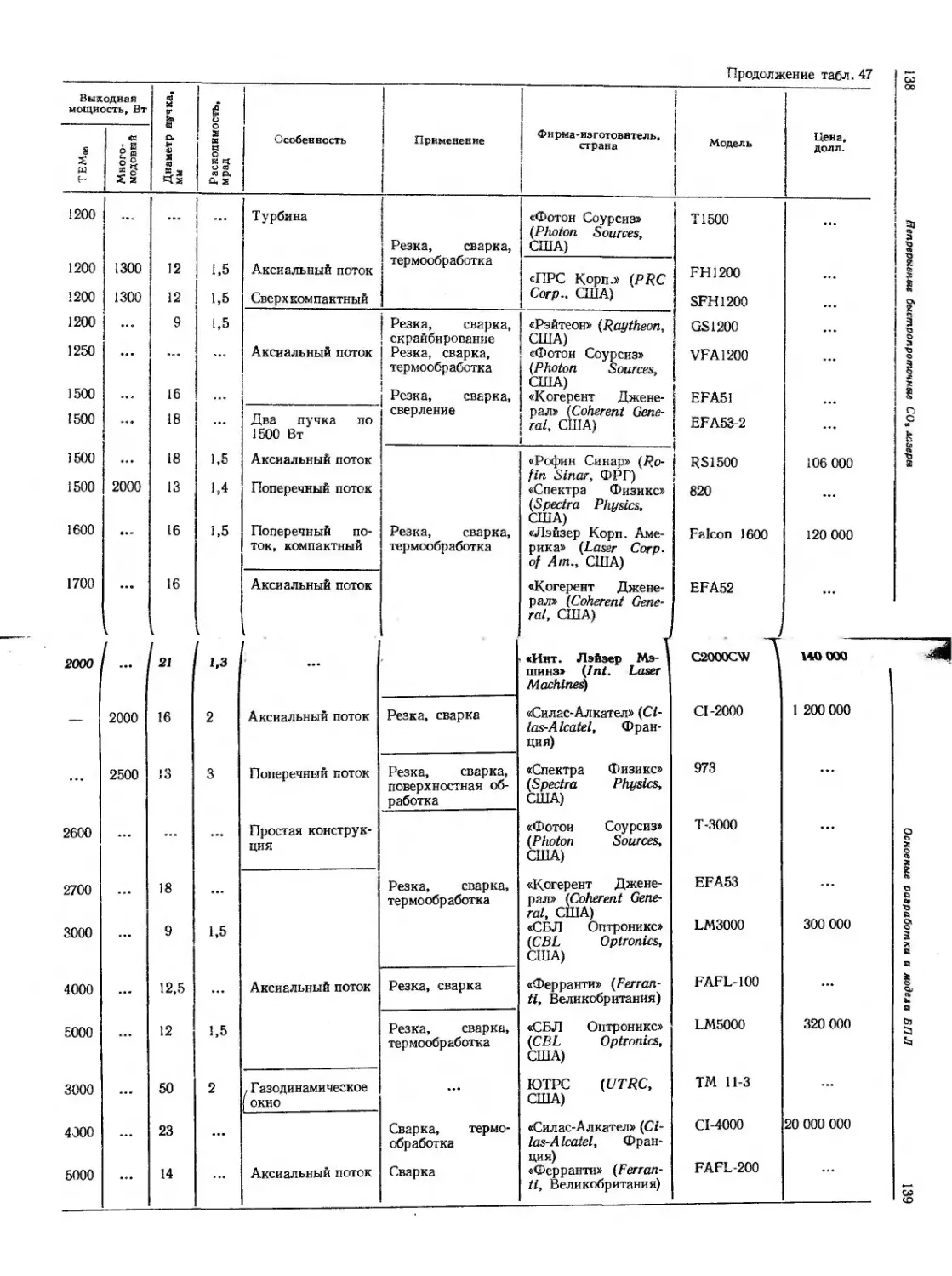
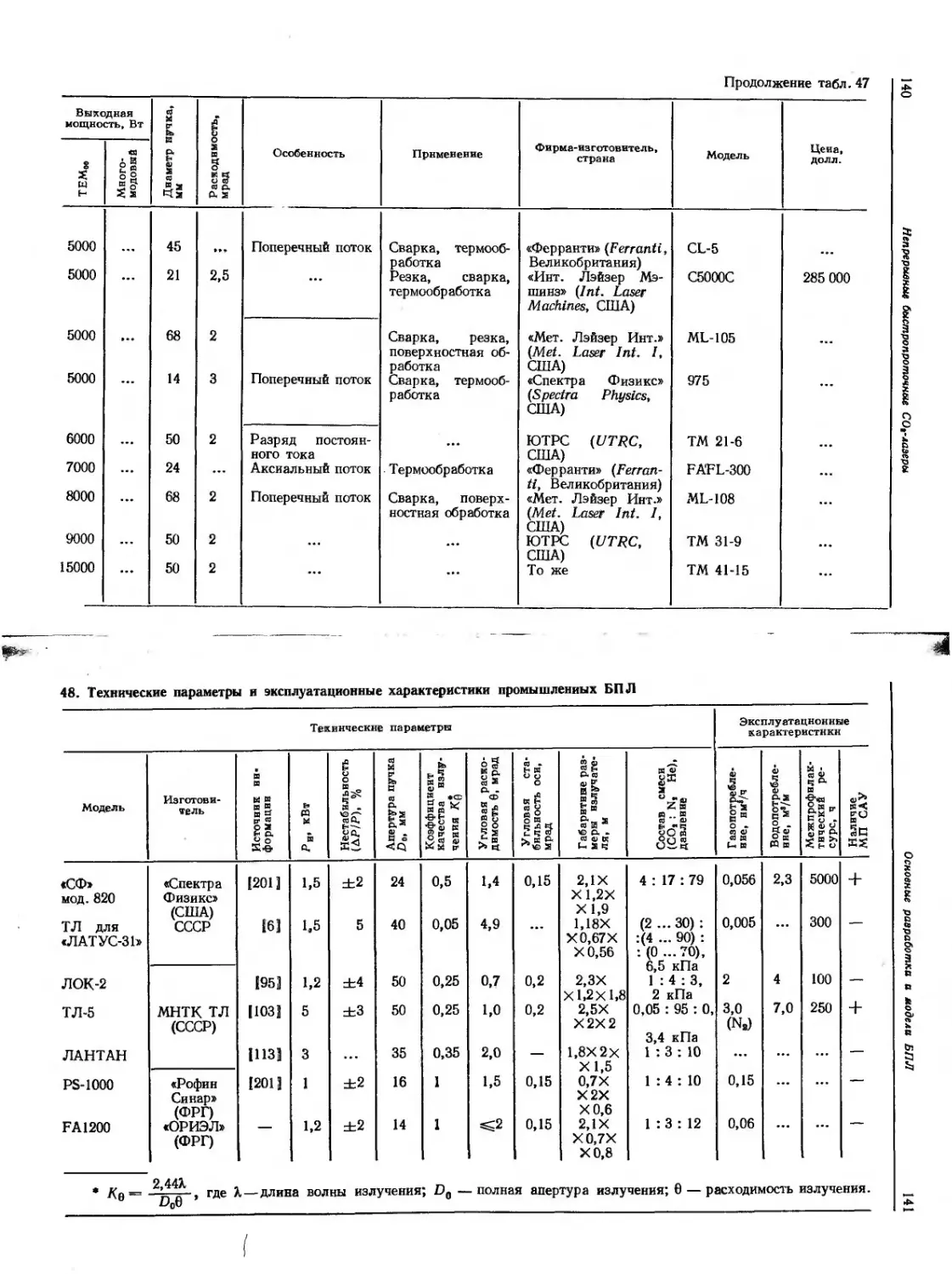
22. Основные разработки и
модели быстропроточных тех-
нологических СОа-лазеров 134
23. Быстропроточные лазеры
фирмы «Спектра Физике». . . 142
24. Лазеры с аксиальной про-
качкой сер. RS, VFA (ФРГ) 148
6
Содержание
25. Лазер ИЛГН («Карат») [5]
26. Быстропроточные лазеры
серии ЛОК [95]..............
27. Промышленный техноло-
гический быстропроточный ла-
зер ТЛ-5М [103].............
28. Лазер комбинированного
действия «Лантан-3» [15, 113]
29. Промышленный быстро-
проточный лазер ТЛ-1,5. .
Глава 6. Импульсно-пе-
риодические СО2-
лазеры (ИПЛ)
30. Основные физические осо-
бенности ИПЛ ...............
31. Лазер «Дятел» для селек-
тивной технологии...........
32. Экспериментальные ла-
зеры для термической техно-
логии ЛПД, ЛГИТ-1 ....
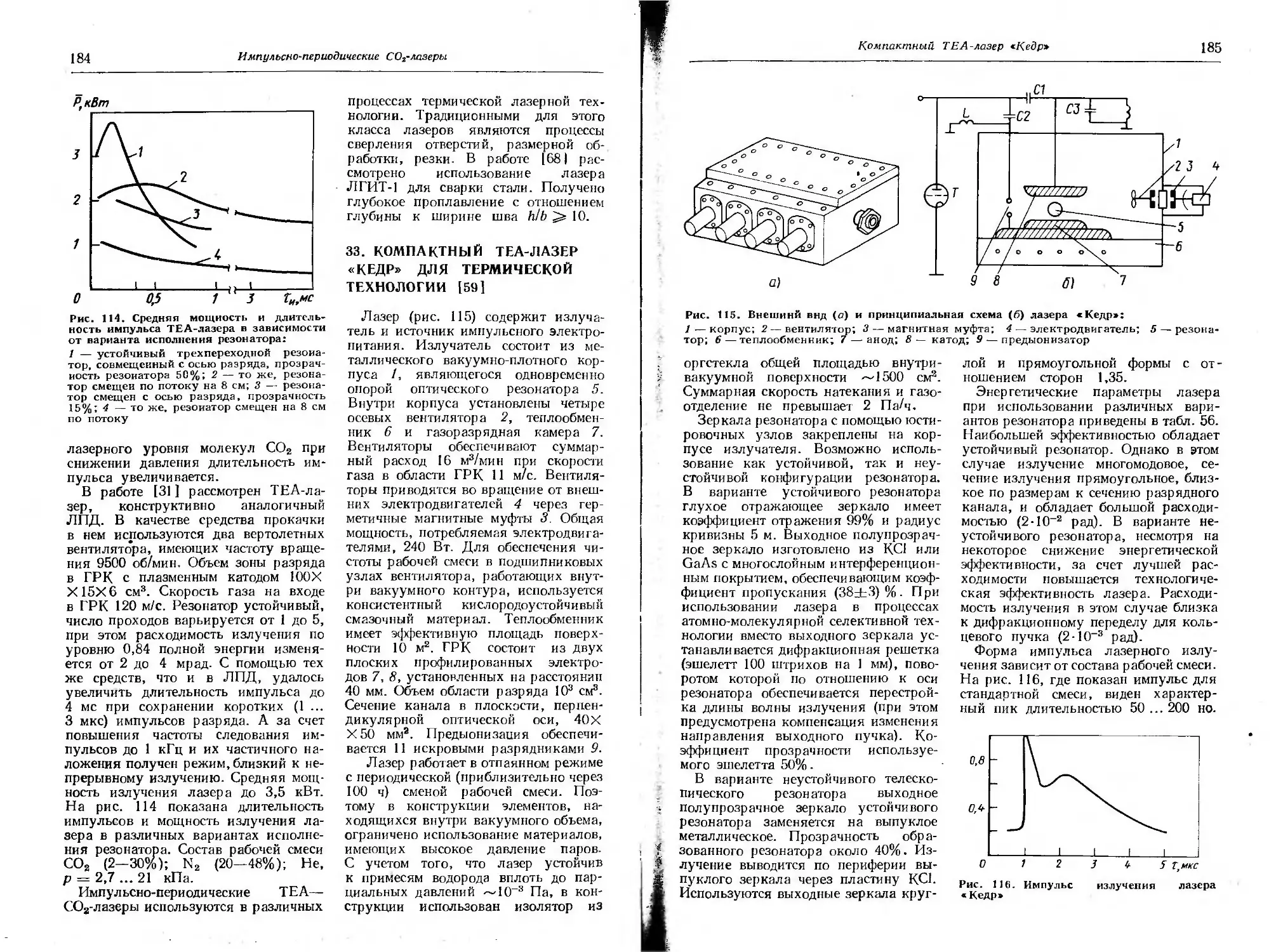
33. Компактный ТЕА-лазер
«Кедр» для термической техно-
логии [59] .........
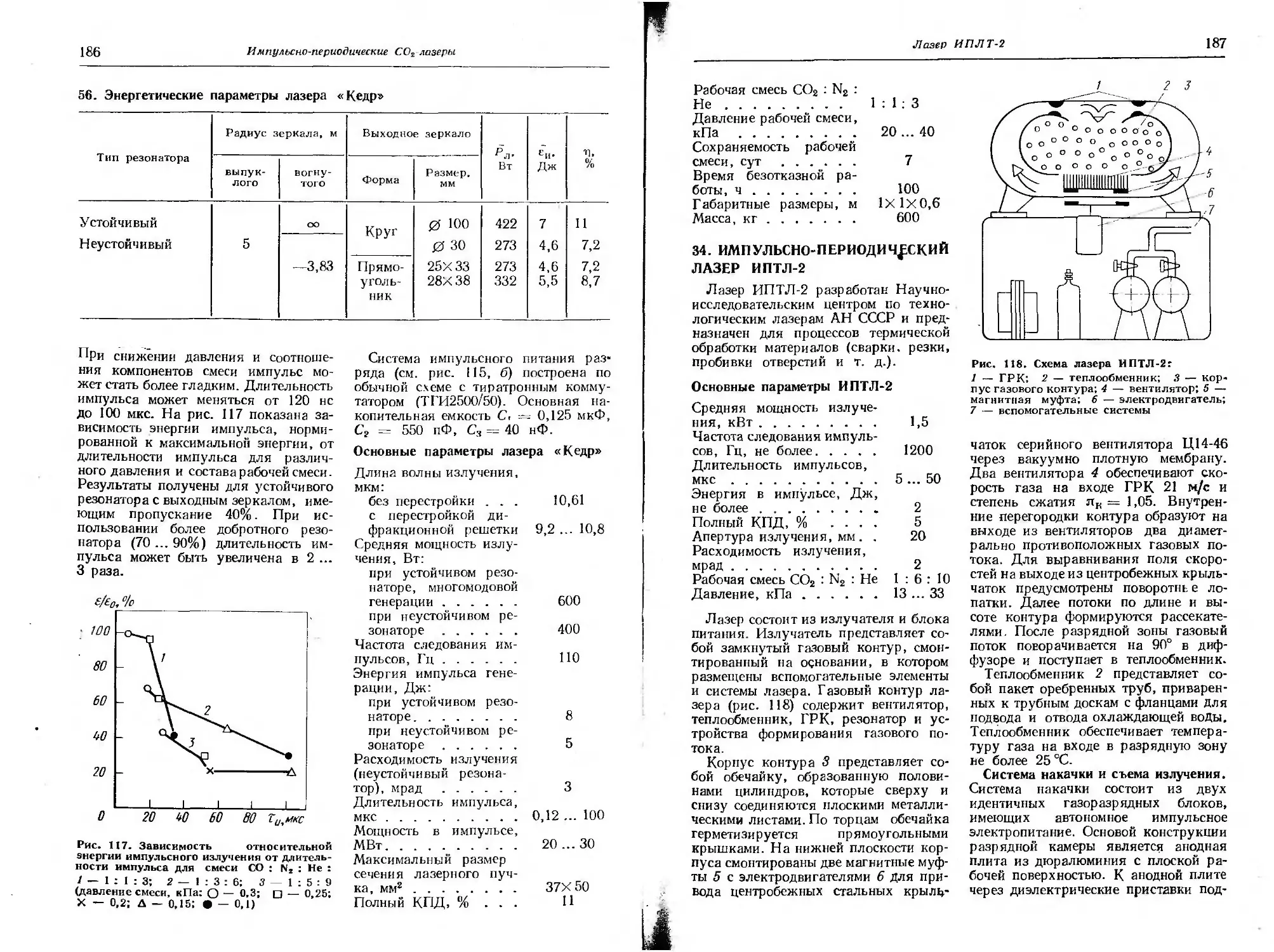
34. Импульсно-периодический
лазер ИПТЛ-2 ...............
35. Импульсно-периодический
СО2-лазер DD-300 фирмы
«Джен-тек» (Канада).........
Глава 7. Основы инженер-
ного расчета и
выбор основных
элементов бы-
стропроточных
СО2-лазеров . . .
36. Гидравлические потери в
замкнутом контуре быстро-
проточного лазера...........
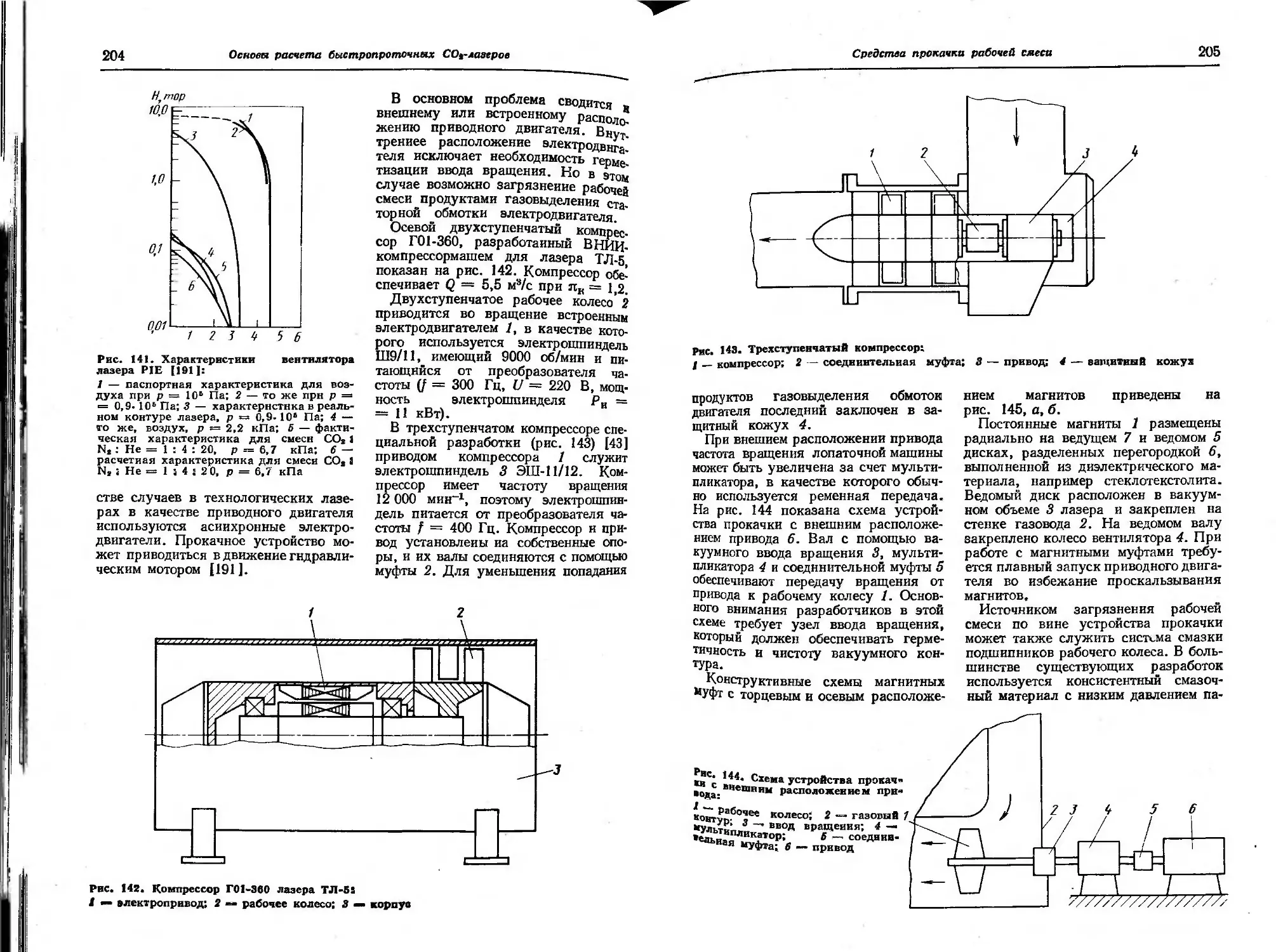
37. Средства прокачки рабо-
чей смеси ..................
38. Тепловые процессы в
быстропроточных СО2-лазерах
39. Методы расчета и выбора
теплообменников ............
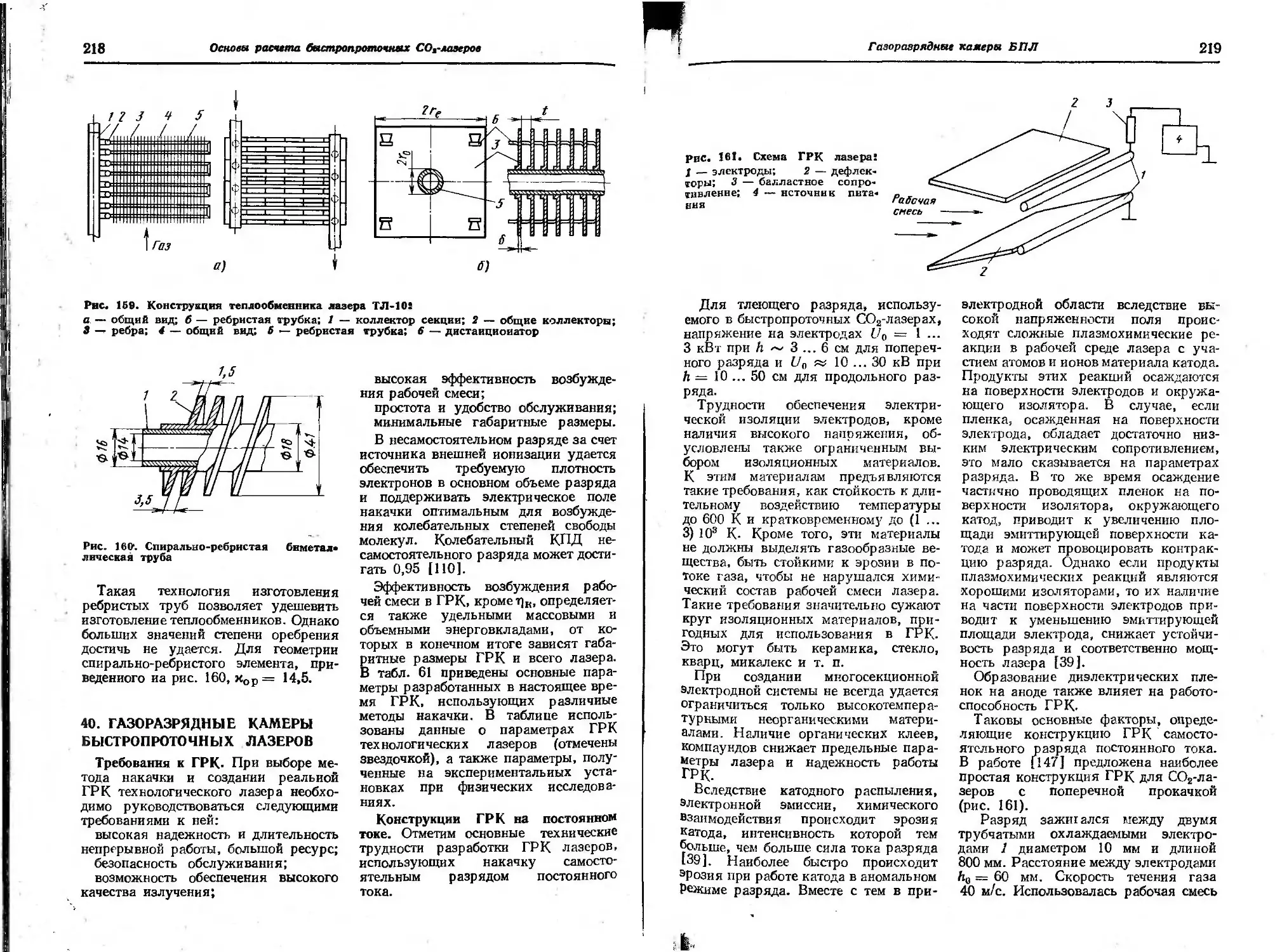
40. Газоразрядные камеры
быстропроточных лазеров. .
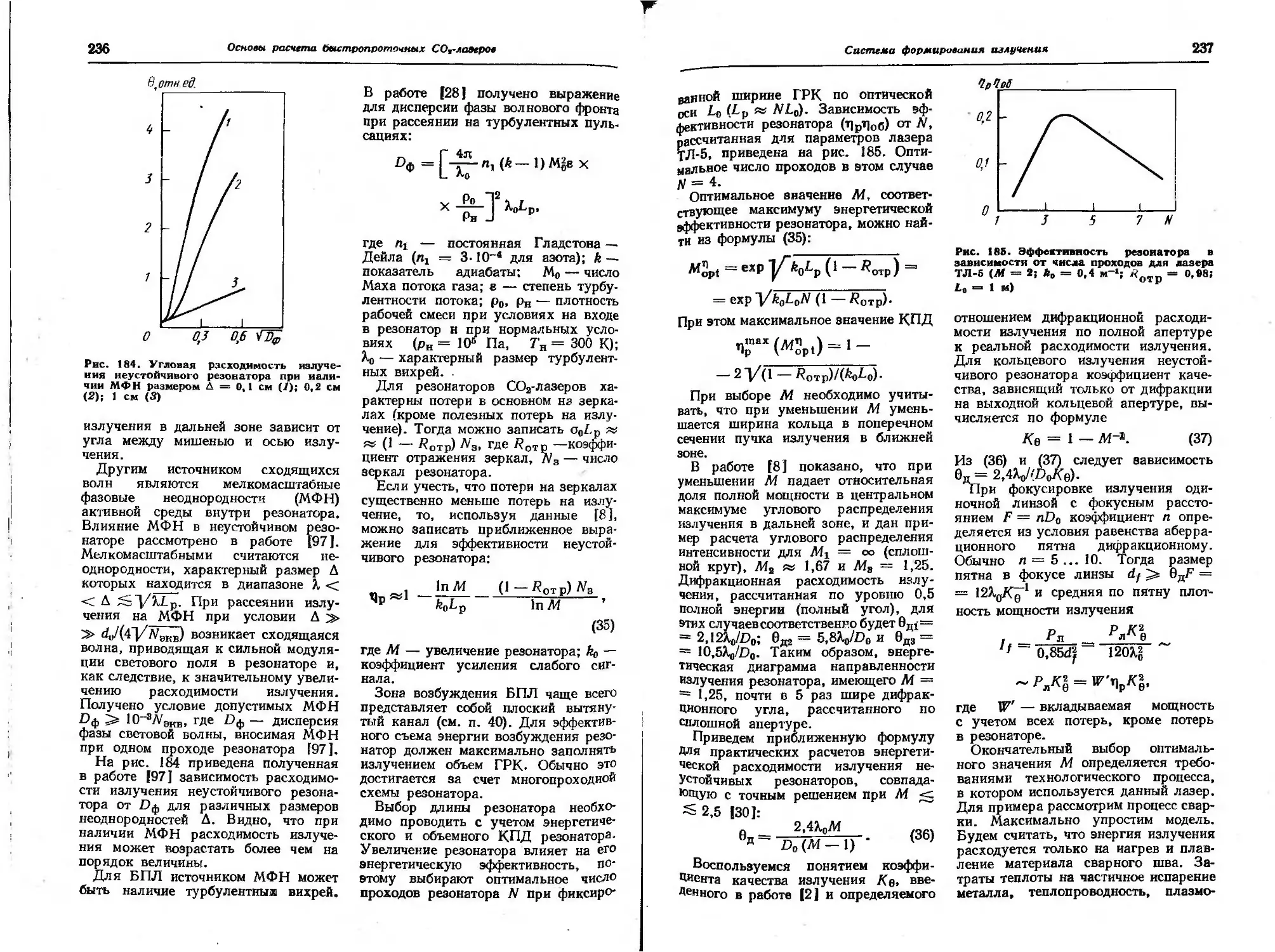
41. Система формирования из-
лучения ....................
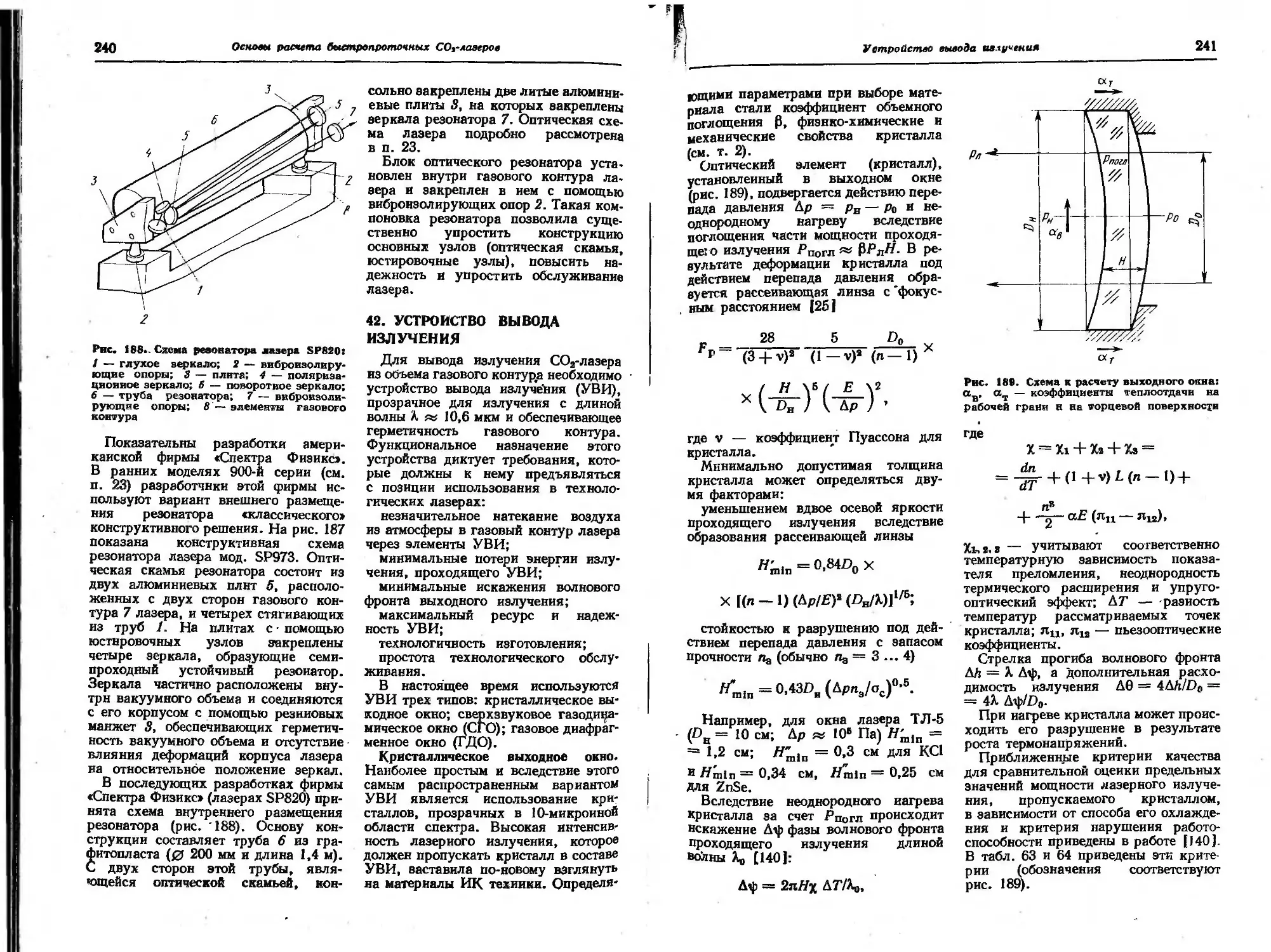
42. Устройство вывода излу-
чения ......................
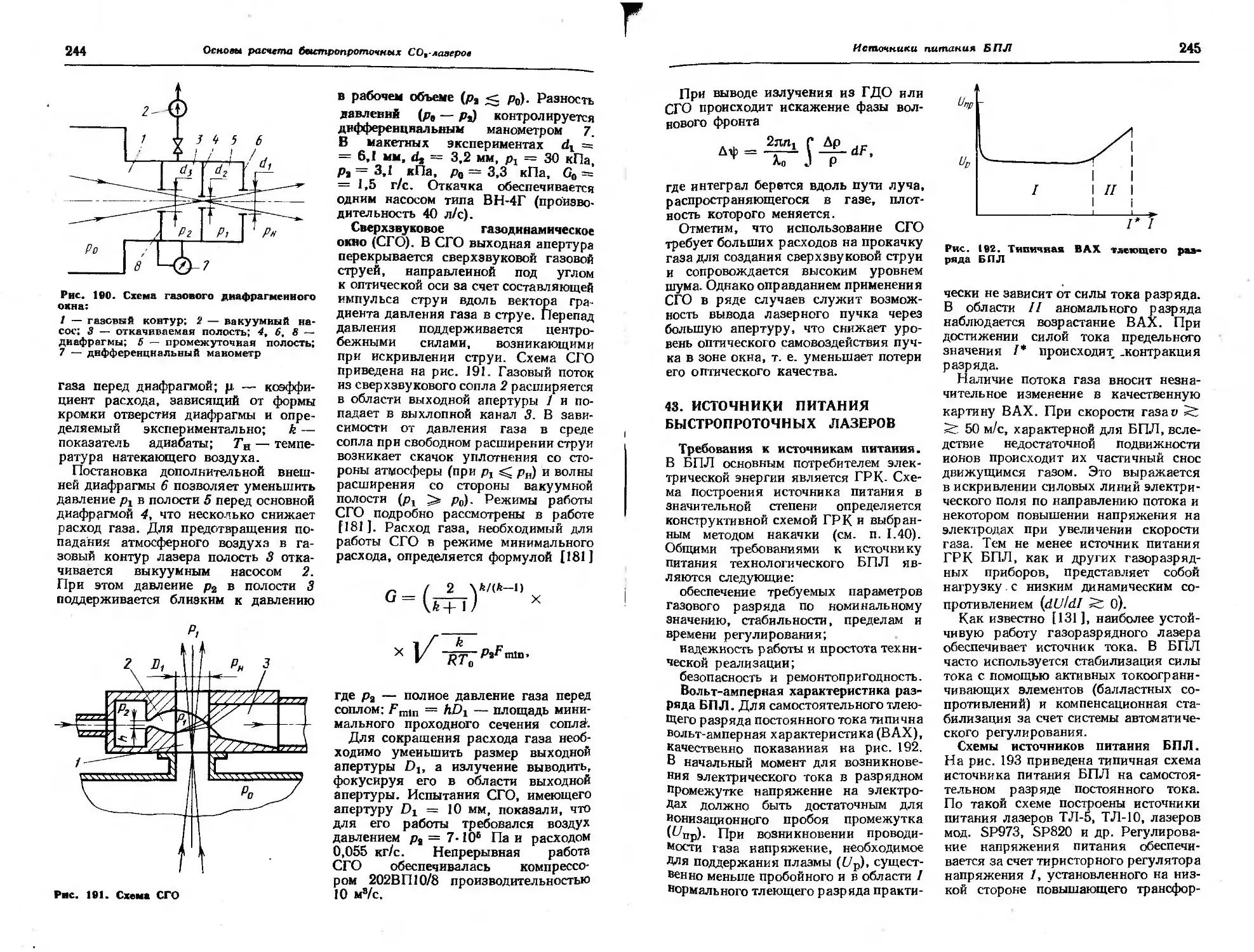
43. Источники питания быстро-
проточных лазеров ..........
44. Система газообмена . . .
Список литературы...........
154
156
159
165
169
173
173
181
182
184
187
189
192
192
199
208
213
218
232
240
245
248
252
Часть II
ЛАЗЕРНОЕ ТЕХНОЛОГИЧЕСКОЕ
ОБОРУДОВАНИЕ
Глава 1. Поглощение ла-
зерного излучения
материалами 263
1. Теплофизические задачи в
лазерной технологии.... 263
2. Поглощение излучения в
среде....................... 269
3. Отражение и поглощение
излучения плоскими поверхно-
стями ...................... 270
4. Поверхностные электромаг-
нитные волны и поглощение
лазерного излучения.... 273
5. Лазерные термохимические
процессы окисления поверх-
ности металлов.......... . 277
6. Влияние плазмы оптическо-
го разряда на эффективность
энерговклада в материал . . . 279
7. Поглощающие покрытия 283
Глава 2. Лазерное поверх-
ностное упрочнение
материалов 286
8. Фазовые переходы и
диаграммы состояний .... 286
9. Фазовые превращения в
сталях при лазерной закалке 287
10. Инженерные расчеты ре-
жимов лазерной закалки ... 291
11. Закалка сканирующим ла-
зерным пучком .............. 293
12. Экспериментальные иссле-
дования закалки железоугле-
родистых сплавов излучением
непрерывных СО2-лазеров. . 297
13. Лазерное легирование и
наплавка................. . 306
Глава 3. Технологические
процессы лазер-
ной обработки
при высоких плот-
ностях энергии 319
14. Лазерная сварка.... 319
15. Лазерная резка......... 319
16. Размерная обработка с
помощью импульсно-периоди-
ческих СО2-лазеров......... 346
Содержание
7
Глава 4. Методы исследо-
вания свойств
материалов после
лазерной обработ-
ки ........................... 348
17. Металлографические мето-
ды исследования микрострук-
туры и свойств................ 348
18. Электронная микроскопия 353
19. Методы рентгенострук-
турного анализа............... 356
20. Методы иераврушающего
контроля...................... 360
21. Фрактографический ана-
лиз .......................... 363
22. Методы исследования ме-
ханических свойств материалов 366
Глава 5. Лазерные техно-
логические ком-
плексы ....................... 377
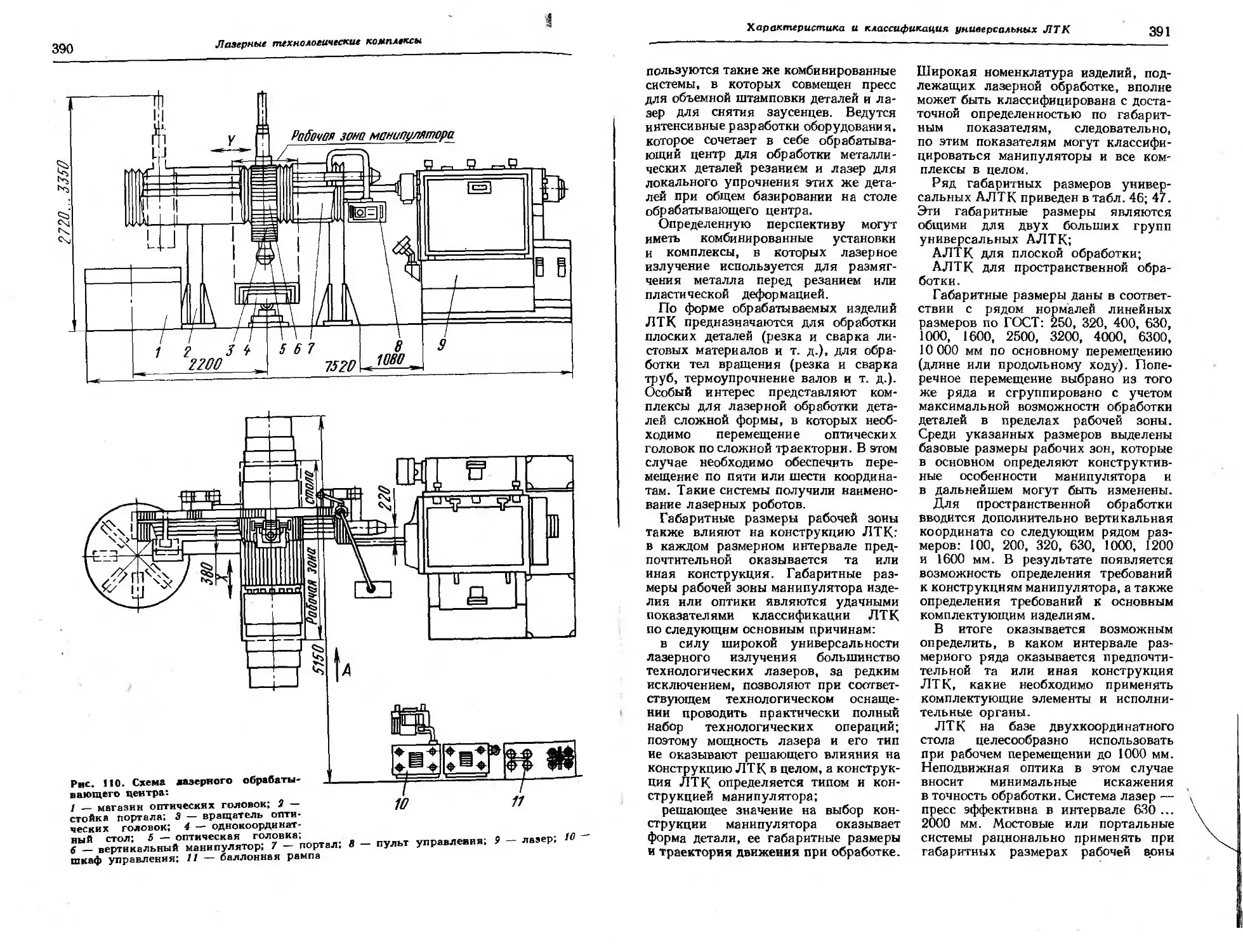
23. Состав лазерного техноло-
гического оборудования . . . 377
24. Специализированные и
специальные лазерные техно-
логические комплексы.... 379
25. Характеристика и клас-
сификация универсальных ла-
зерных технологических ком-
плексов ...................... 381
26. Лазерные технологиче-
ские комплексы с манипуля-
торами изделий................ 394
27. Лазерные технологические
комплексы с манипулятором
оптики........................ 400
28. Лазерные технологические
комплексы смешанного типа 406
29. Комбинированные системы 410
30. Гибкие производственные
системы....................... 413
31. Тенденции и проблемы раз-
вития лазерного технологиче-
ского оборудования ........... 415
Список литературы........... 418
Предметный указатель . . . 430
ПРЕДИСЛОВИЕ
Главная черта современного этапа
научно-технического прогресса —при-
менение в народном хозяйстве принци-
пиально новых технологий, основанных
на самых последних научных достиже-
ниях. Возникновение и развитие новых
отраслей техники, таких, как инфор-
матика, аэрокосмическая техника,
ядериая энергетика, современная био-
медицина, а также дальнейшее развитие
традиционных отраслей машинострое-
ния часто просто невозможны без при-
менения принципиально новых техно-
логий обработки материалов и изготов-
ления изделий. Основные требования
к новым технологиям в настоящее
время, в отличне от времен полувековой
или четвертьвековой давности, заклю-
чаются прежде всего в их экологиче-
ской чистоте, энергетической н ресурс-
ной экономичности, полной автоматиза-
ции при сохранении традиционных
требований высокой производитель-
ности и максимального экономического
эффекта.
Лазерная технология, несомненно,
относится к разряду новых технологий,
что видно как из фактов ее расширяю-
щихся применений, так и из ее очевид-
ных преимуществ. Основными преиму-
ществами этой технологии являются
экологическая чистота, возможность
осуществления процессов, недоступных
большинству других технологий, воз-
можность полной автоматизации
и высокая производительность про-
цессов.
Данный Справочник является первой
попыткой систематического изложения
вопросов выбора, расчета, проектипо-
вания, создания и внедрения техноло-
гических лазеров (ТЛ). Справочник
содержит также сведения об устройстве
ТЛ, методах их конструирования и
эксплуатации, о характеристиках и
особенностях ТЛ, их узлов и элемен-
тов, а также о лазерных технологиче-
ских комплексах. В некоторых литера-
турных источниках к лазерной техно-
логии относят любое применение лазе-
ров, в том числе использование ТЛ
для обработки и передачи информации,
для измерений и контроля, для науч-
ных исследований. В данном Справоч-
нике рассматриваются ТЛ, применяе-
мые при обработке материалов, а также
в химическом производстве и биомеди-
цине, т. е. в областях, связанных с
энергетическим, а не информационным
аспектом лазерного излучения.
К настоящему моменту издано много
монографий, а также несколько учеб-
ных пособий и справочников, в которых
в основном рассмотрены физические
принципы создания лазеров н примене-
ния лазерного излучения. Среди них
можно отметить «Справочник по лазе-
рам» под редакцией акад. А. М. Прохо-
рова, книги О. Шна, Коллека и Родса
«Лазерная техника», О. Звелто «Прин-
ципы лазеров». Имеется несколько
специализированных монографий по
отдельным вопросам, как, например,
книга Ю. А. Ананьева «Оптические
резонаторы и проблема расходимости
лазерного излучения».
Однако большая часть вопросов со-
временной лазерной техники не осве-
щена в монографиях н справочниках.
Для знакомства с этими вопросами
необходимо изучить большой объем спе-
циальной периодической научно-техни-
ческой литературы, материалы конфе-
ренций, патентную литературу и др.
Одной из основных задач «Справоч-
ника» является систематическое изло-
жение всего комплекса физико-техни-
ческих проблем разработки, изготовле-
ния и эксплуатации технологических
лазеров.
Пргдасмвш
9
Особенностью Справочника является
рассмотрение таких важных аспектов
техники ТЛ, практически не затраги-
ваемых в технической литературе, как
инженерно-физические и конструктор-
ско-технологические вопросы разра-
ботки ТЛ, обеспечение стабильности и
технической воспроизводимости резуль-
татов лазерной обработки в условиях
промышленного производства.
В связи с этим в Справочнике боль-
шое внимание уделено вопросам разра-
ботки и выпуска изделий элементной
базы лазерной техники, прежде всего
оптических элементов и систем, микро-
процессорных средств и систем авто-
матического управления ТЛ, датчиков
и измерителей параметров лазерного
излучения и других параметров ТЛ.
Наряду с этим в Справочнике рассмот-
рены автоматизированные лазерные
технологические комплексы (ЛТК), по-
скольку, по мнению авторов, лишь
интегрированный подход к использо-
ванию ТЛ в составе единого комплекса
технологического оборудования в увяз-
ке с особенностями лазерного техноло-
гического процесса позволяет обеспе-
чить успешное внедрение лазерной тех-
нологии в народное хозяйство.
Справочник состоит из двух томов,
включающих в себя пять частей (том
I — части I и II; том II — части
III—V), у которых единый принцип
построения, однотипное расположение
материала, общие обозначения и раз-
мерности приводимых физических вели-
чин.
В части I «Типы и конструкции тех-
нологических лазеров» изложены тре-
бования к ТЛ, используемым в лазер-
ной обработке материалов, в лазерной
химии и в лазерной медицине, физиче-
ские принципы устройства, особенности
конструкций и эксплуатации основных
типов ТЛ. Отдельно рассмотрены инже-
нерные вопросы устройства и выбора
электротехнических, механических и
теплсфизических узлов важнейшего
класса ТЛ — быстропроточных газо-
разрядных лазеров, имеющих важное
значение в технологии машинострое-
ния.
В части II «Лазерное технологиче-
ское оборудование» изложены
физические основы разных способов
лазерной обработки материалов и тре-
бования к ЛТК. Приведены состав и
структура ЛТК, классификация ЛТК
по областям применения лазерной тех-
нологии, методы формирования и транс-
портировки лазерного излучения к об-
рабатываемому образцу. Особое внима-
ние уделено методам исследования
характеристик изделий после лазерной
обработки, а также треоованиям к ла-
зерным манипуляторам, роботам и
другим специальным системам.
В части III «Системы автоматичес-
кого управления технологическими ла-
зерами и лазерными технологическими
комплексами» освещены принципы по-
строения н классификации микропро-
цессорных систем автоматического уп-
равления ТЛ и ЛТК, их архитектура,
элементная база, структура матобеспе-
чения, вопросы помехозащищенности
систем автоматизированного управле-
ния (САУ). Приведены также сведения
о датчиках и исполнительных механиз-
мах, применяемых для автоматического
управления ТЛ и ЛТК с помощью
микропроцессорных систем, рассмотре-
ны требования к этим элементам и
вопросы их сопряжения с САУ. Особое
внимание уделено способам стабилиза-
ции параметров излучения ТЛ с по-
мощью САУ, особенностям САУ ЛТК
различного конкретного назначения,
применению общих принципов инфор-
матики в вопросах проектирования и
производства ТЛ.
В части IV «Оптика ТЛ» рассмотрены
оптические системы и элементы ТЛ,
классифицированные по функциониро-
ванию, расположению и рабочей об-
ласти спектра. Особое внимание уде-
лено обоснованию требований к опти-
ческим элементам, а также характе-
ристикам их материалов, расчету опти-
ческих систем, данным о технологии
и оборудовании для производства опти-
ческих элементов.
Часть V «Методы н средства измере-
ния характеристик технологических
лазеров и их элементов» посвящена
приемникам и измерителям параметров
лазерного излучения, параметров про-
цессов в лазерных средах, характерис-
тик оптических элементов. Особое вни-
мание уделено вопросам поверки ТЛ
и датчиков их параметров.
10
Пр»дасло«и
Во всех частях Справочника приме-
няется система единиц СИ, за исключе-
нием специально оговариваемых слу-
чаев, связанных с исторической специ-
фикой некоторых подразделов техники
лазеров.
Достоверность данных, приводимых
в Справочнике, основывается на тща-
тельном анализе и сопоставлении мате-
риалов первоисточников.
Необходимо отметить, что быстрое
развитие лазерной техники приведет
к неизбежному устареванию части
материалов Справочника*, однако авто-
ры надеются на полезность Справочни-
ка в целом на протяжении достаточно
длительного периода и будут благо-
дарны всем, кто пришлет свои критиче-
ские замечания и улучшающие пред-
ложения.
Авторы тома: Г. А. Абильсиитов
(введение; гл. 1, кроме п. 2; гл. 4,5
ч. I); В. С. Голубев, В. В. Сумерин
(предисловие; п. 10, 11 гл. 2; гл. 4—
7 ч I); Ю. А. Горохов (п. 2 гл. 1,
п. п. 4—9. 12 гл. 2, гл. 3 ч. I);
В. С. Майоров (гл. 1—3 ч. II);
А. Н. Сафонов (гл. 4, 5 ч. II).
• Например, в тексте Справочника в ряде случаев укаваиа принадлежность равра-
боток к ГДР, так как соответствующий материал был представлен до объединения Гер-
мании (Ред.).
ВВЕДЕНИЕ
Лазерная техника переживает период
интенсивного развития. Широкое при-
менение получили лазеры для обра-
ботки материалов, что позволило повы-
сить производительность труда в опера-
циях обработки и контроля, улучшить
качество изготовления, увеличить ре-
сурс изделий, повысить культуру про-
изводства, обеспечить возможность пол-
ной автоматизации технологических
процессов. Все это в итоге приводит к
существенной экономии материальных
и энергетических ресурсов. Быстро
растет применение лазеров в медицине,
полиграфии, информационной технике,
технике связи, промышленном контро-
ле, промышленной химии.
Столь значительный темп развития
лазерной техники вызван ее высокими
экономической эффективностью и фон-
доотдачей от внедрения. Затраты на
внедрение лазерного оборудования
обычно окупаются за срок не более
одного года. Уникальные физические
особенности лазерного излучения, вы-
сокая степень когерентности, монохро-
матичности, возможность достижения
больших интенсивностей обусловили
его применение в различных техноло-
гических процессах тепловой и селек-
тивной (атомно-молекулярной) обра-
ботки материалов и веществ. Высокая
когерентность лазерного излучения да-
ет возможность фокусировать его в
пятно диаметром в несколько длин
волн. Создание технологических лазе-
ров мощностью непрерывного излуче-
ния в несколько киловатт и пиковой
Мощностью импульсного излучения
(длительностью 1О-8...1О-8 с) в сотни
Мегаватт позволяет достичь при фоку-
сировке этого излучения интенсивно-
“Ткй до 108 Вт/см2 в непрерывном
режиме н до 1012 Вт/см2 в импульсном
Режиме. Лазерное излучение прн ин-
тенсивности 104. ..107 Вт/см2 применя-
ется в термических видах технологиче-
ских процессов (закалке, наплавке,
сварке, резке, пробивке отверстий и
др.) и медицине. Высокая монохрома-
тичность лазерного излучения в сово-
купности с большой интенсивностью
при кратковременности импульса излу-
чения (10-и...10-7 с) позволяет исполь-
зовать его в селективной (атомно-моле-
кулярной) технологии (лазерной хи-
мии, биологии, медицине и т. д.).
При термическом воздействии лазер-
ного излучения на поверхность металла
энергия электромагнитной волны пре-
образуется в тепловую энергию элек-
тронов решетки в тонком скин-слое
глубиной 10“® см за время 10-11 с. При
воздействии на диэлектрики, непроз-
рачные для лазерного излучения, глу-
бина поглощения также достаточно
мала и может составлять Ю'Ч-.Ю-4 см.
Эта особенность лазерного излучения,
как поверхностного источника тепла,
обусловливает следующие преимущест-
ва лазерной обработки материалов:
высокий КПД использования энергии,
излучения; локальность воздействия,,
определяющая отсутствие деформаций
изделия после лазерной обработки;
исключение доводочных операций; бы-
строта переходов между фазовыми
состояниями металла, что обусловли-
вает повышенную износостойкость и
коррозионную стойкость обработанных
изделий. Когерентность лазерного из-
лучения, возможность быстрого пере-
мещения пучка и изменения его мощ-
ности приводят к таким преимущест-
вам, как возможность хорошей фокуси-
ровки (обусловливающей локальность
и прецизионность обработки), высокая
производительность процесса (при до-
статочной мощности излучения) и воз-
можность обработки любых материалов
12
Betdtnat
(тугоплавких, сверхтвердых, хрупких,
химически активных, композитных и
т. д.).
При лазерной технологии обработки
материалов нет необходимости ваку-
умировать образец. В этом случае от-
сутствует рентгеновское излучение от
образца (что имеет место при ооработке
электронным пучком). Применение ла-
зерной технологии в производстве ми-
кроэлектронных пленочных систем по-
вволяет существенно уменьшить число
технологических этапов изготовления
изделия, повысить точность изготовле-
иия, снизить процент орака, поднять
производительность процесса.
Области применения лазеров в раз-
личных сферах человеческой деятель-
ности ежегодно расширяются, быстро
увеличивается число разрабатываемые
и производимых типов лазеров разного
назначения с различными длинами
волн генерации (от 0,19 мкм до сотен
микрометров), с разным уровнем мод-
ности и разным временным режимом
работы. По данным журнала «Лазер
Фокус», мировой объем продажи лазе-
ров в странах Запада в 1987 г. составил
около 630 млн. долл, (число лазеров,
выпущенных в том году, составляло
около 16 млн. шт.). Наибольший объем
производства приходился на полупро-
водниковые лазеры, используемые в
принтерах и в системах оптической па-
мяти, в волоконно-оптических линиях
связи; число фирм, выпускающих эти
типы лазеров, около 60.
Следующая по объему продажи груп-
па — лазеры твердотельные, главным
образом на кристаллах АИГ:Ш.
Основные области применения этих
лазеров — лазерная обработка мате-
риалов, маркировка, лазерная меди-
цина. Лазеры данной группы обладают
такими преимуществами, как высокая
эффективность применения, компакт-
ность, надежность. Диапазон длин
волн генерации 0,26... 1,32 мкм (глав-
ным образом 1,06 мкм). Уже выпуска-
ются непрерывные технологические ла-
зеры на АИГ: Nd мощностью до 0,6 кВт.
Главная фирма — производитель этих
лазеров — «Контрол Лэйзер» (Control
Laser Corp., США). В СССР такие
лазеры выпускает в основном элек-
тронная промышленность.
Другая важная группа технологи-
ческих лазеров — разовые: лазеры на
СО,, гелий-неоновые, ионные, на парах
металлов и эксимерные.
Технологические СО,-лазеры харак-
теризуются наибольшими зиачениями
достигнутой средней мощности излуче-
ния (более 20 кВт), хорошей отрабо-
танностью конструкций, высокими зна-
чениями полной энергетической эф-
фективности (до 10%), хорошим опти-
ческим качеством пучка, надежностью
в эксплуатации. Главные области при-
менения СО#-лазеров — в термической
технологии и медицине.
По данным на начало 1990 г. свыше
100 фирм западных стран производит
более 300 моделей СО3-лазеров. Наибо-
лее крупные из этих фирм: «Рофнн
Синар» (Rofln Sinar, ФРГ); «Когерент
дженерал» (Coherent General, США);
«Тошиба» (Toshiba), «Мицубиси» (Mut-
subishi), Япония; «Ферранти» (Ferranti,
Великобритания). В 1990 г. ожидается
выпуск свыше 5200 шт. СО2-лазеров
разных моделей на диапазон мощности
до 25 кВт.
В странах восточной Европы лазеры
этого типа производят: в СССР — элек-
тронная промышленность, МНТК «Тех-
нологические лазеры»; в Болгарии —
ППО «ОЛТ»; в Венгрии — «Тунгорам»
и др.
Гелий-неоновые лазеры выпускают в
больших количествах, так как они
широко применяются в лазерном про-
мышленном контроле и в медицине; их
отличает высокая стабильность и моно-
хроматичность излучения, большой ре-
сурс работы. Один из крупных произ-
водителей этих лазеров на Западе —
фирма «Мэллз Грно» (MellesGriot.CWA),
в СССР — электронная промышлен-
ность.
Ионные лазеры используются в мн-
кротехнологии и медицине; один из
основных производителей этих лазеров
на Западе — фирма «Спектра Фи-
зике».
Лазеры на парах металлов, приме-
няемые в основном в медицине, вы-
пускают фирмы «Омнихром» (Omni-
chrome, США), «Люмоникс» (Lumonics,
США) н др.
Эксимерные лазеры, отличающиеся
прежде всего своим коротковолновым
излучением, лежащим в УФ-области,
и хорошей энергетической эффеитив-
В«Э«н«
13
востыо, применяются в основном в
микротехнологии. Главные производи-
тели таких лазеров — фирма «Лямбда
физик» (Lambda Physik, ФРГ) и
«Экс Эм Эр» (XMR, США).
Интересную и перспективную группу
лазеров составляют лазеры на краси-
телях, обладающие свойством широ-
кой перестраиваемое™ длины волны
излучения в видимой области спектра
и находящие применение в медицине и
в ваучных исследованиях. Наиболее
известные производители этих лазе-
ров — «Каидела Лазер Корпорейшн»
(Candela Laser Corp., США), «Лямбда
Физик».
По оценкам экспертов, к 1990 г.
объем продажи лазерной техники (т. е.
как лазеров, так и сопутствующего
оборудования) достигнет 5 млрд. долл,
для США и 5...10 млрд. долл, для
Японии. Темпы роста объема продажи
лазерной техники превышают средний
прирост производства вычислительной
техники в тех же странах. Наблюдается
хорошая аналогия как по общему объе-
му продажи средств вычислительной и
лазерной техники, так и по темпам
роста со сдвигом во времени иа 17 лет.
В последние годы коммерческие лазеры
составляют 30...60% в общем объеме
лазерной продукции, которая для капи-
талистических стран в 1985 г. оценива-
лась примерно в 6...7 млрд. долл, (с
учетом военных и правительственных
заказов).
Большое развитие за рубежом полу-
чили лазерные системы для обработки
материалов. По оценке журнала «Лэй-
вер—рипот», несмотря иа то, что в
настоящее время самый большой темп
развития лазерной техники наблю-
дается в информационной и медицин-
ской областях, вплоть до 1990 г. лидер-
ство по объему продажи будет принад-
лежать лазерным системам по обработ-
ке материалов. Прирост объема про-
дажи технологических лазеров в запад-
ных странах держится иа уровне 10...
26% в год. Пронсходит переход от
выпуска технологических лазеров к
выпуску лазерных станков, технологи-
ческих комплексов н обрабатывающих
Центров.
В настоящее время около 100 запад-
ных фирм производит ежегодно свыше
1000 лазерных станков и лазерных
технологических комплексов (ЛТК) на
основе лазеров мощностью более 1 кВт
и свыше 10 000 ЛТК на основе лазеров
меиыпей мощности. В 1983...1984 гг.
появились первые модели лазерных
роботов: в Японии создан первый за-
вод, использующий лазерную технику
в автоматизированном производстве.
Аналогичные работы активно ведутся
в США.
Наша страна начиная с 60-х годов
занимает одну из ведущих позиций в
исследованиях по созданию новых ти-
пов лазеров и в разработке новых
методов их применения. В частности,
можно отметить создание электроиоии-
зационных лазеров, полупроводнико-
вых лазеров, лазеров ультрафиолето-
вого диапазона, лазеров на некоторых
типах кристаллов и стекол, лазеров
на красителях и длинноволновых ИК
лазеров. Разработаны методы приме-
нения лазеров в таких областях, как
нелинейная оптика, лазерная спектро-
скопия, разделение изотопов, гологра-
фия, связь и др.
Ученые нашей страны внесли сущест-
венный вклад в возникновение и разви-
тие физики лазеров. Акад. Н. Г. Басов
и А. М. Прохоров были удостоены
Нобелевской премии за открытие прин-
ципиально нового физического явле-
ния, лежащего в основе действия лазе-
ра,— генерации когерентного электро-
магнитного излучения при вынужден-
ных переходах в квантово-механиче-
ских системах. В дальнейшем коллек-
тивы, руководимые акад. Н. Г. Басо-
вым и А. М. Прохоровым, а также
Е. П. Велиховым, Р. В. Хохловым,
А. Ю. Ишлиискнм, чл.-корр. АН СССР
Р. И. Солоухиным, проф. М. Ф. Стель-
махом, активно развивали физику н
технику лазеров, включая разработку
и создание технологических лазеров.
В Физическом институте АН СССР
им. П. Н. Лебедева под руководством
акад. Н. Г. Басова разработаны техно-
логические СО2-и СО-лазеры электро-
ионизационного типа, а также эксимер-
ные, полупроводниковые, химические
и другие лазеры.
В Институте общей физики АН СССР
под руководством акад. А. М. Прохо-
рова созданы газодинамические лазеры,
разрабатываются импульсные газораз-
рядные лазеры, а также заложены и
14
Введение
развиваются основы «силовой> лазер-
ной оптики.
В Институте атомной энергии им.
И. В. Курчатова, а также в Научно-
исследовательском центре по техноло-
гическим лазерам АН СССР под руко-
водством акад. Е. П. Велихова созданы
и внедряются в промышленность газо-
разрядные СО2-лазеры мощностью из-
лучения до 5 кВт непрерывного и
импульсно-периодического действия.
В НИЦТЛ АН СССР создаются авто-
матизированные лазерные технологи-
ческие комплексы с управлением на
базе микропроцессорной техники.
Электронной промышленностью стра-
ны созданы серии промышленных тех-
нологических и медицинских твердо-
тельных лазеров на стекле и ИАГ:
Nd, газовых лазеров на СО2> гелий-
иеоновых, газовых лазеров других
типов.
В МГУ им. Ломоносова под руковод-
ством акад. Р. В. Хохлова были зало-
жены основы нелинейной и адаптивной
оптики.
В институте проблем механики АН
СССР под руководством акад. А.Ю.Иш-
линского созданы и внедряются в про-
мышленное производство технологиче-
ские СО2-лазеры мощностью свыше
1 кВт.
В Институте теоретической н при-
кладной механики Сибирского отделе-
ния АН СССР созданы и внедряются в
промышленность технологические СО2-
лазеры мощностью свыше 1 кВт.
Создание современной лазерной тех-
ники и технологии немыслимо без ис-
пользования последних достижений в
области газодинамики, электротехники,
электроники, теории теплообмена, точ-
ной механики, оптики, измерительной
техники, материаловедения, теории
управления и т. д. Советские ученые и
инженеры внесли существенный вклад
в развитие этих областей науки и тех-
ники.
На экспериментальных лазерных
производственных участках, созданных
в разных отраслях промышленности
нашей страны, накоплен большой опыт
по использованию лазерной техники в
промышленности. Результаты работ
экспериментальных лазерных произ-
водственных участков показали высо-
кую экономическую эффективность ис-
пользования лазерной техники в про-
мышленности и подготовили почву для
ее широкого внедрения. Спрос н по-
требности намного превышают сегод-
няшние возможности по выпуску ла-
зерного технологического оборудова-
ния.
Технологические лазеры н ЛТК,
сконструированные и выполненные с
учетом требований максимальной реа-
лизации физических преимуществ ла-
зерного излучения, а также с учетом
технико-экономических требований
промышленной эксплуатации, демон-
стрируют такие преимущества лазер-
ной технологии, как гибкость (быстрая
перестраиваемость на разные виды
обработки), безотходность, малые габа-
ритные размеры производственной ли-
нии, бесшумд. .сть, надежность н вос-
производимость обработки, возмож-
ность полной автоматизации.
Для успешного применения ТЛ в
народном хозяйстве их конструкции и
параметры излучения должны удовле-
творять жестким требованиям, обуслов-
ленным как потребностями лазерной
технологии, так н условиями эксплуа-
тации на предприятии (или в медицин-
ском учреждении). Эти требования
предусматривают высокое качество ла-
зерного пучка, сводящееся к возмож-
ности его фокусировки в пятно разме-
ром порядка длины волны излучения;
высокую стабильность мощности, модо-
вого и спектрального состава, углового
положения лазерного пучка; широкий
диапазон управления мощностью излу-
чения, временным режимом излучения,
его спектральным составом (в специ-
альных случаях). ТЛ должен быть
автоматизирован, безопасен, должен
быть оснащен комплектом внешних
устройств для использования его излу-
чения, т. е. входить в состав автома-
тизированного ЛТК. ТЛ должен обла-
дать высокой энергетической и техни-
ческой эффективностью, хорошими
эксплуатационными и эргономическими
качествами, т. е. иметь большое время
наработки на отказ, большой ресурс
работы, эстетичную и компактную ком-
поновку и современный дизайн.
Важнейшими узлами ТЛ, определяю-
щими его энергетическую эффектив-
ность и компактность, являются его
устройства иакачки и источники пита-
Betdmtu
15
имя. Основные элементы лазерной
техники — оптические изделия, от
их качества и ресурса работы
первую очередь зависит стабильность
выходных характеристик и надежность
работы лазерной установки в целом.
Однако ии качество отечественных
изделий лазерной оптики, ии их экс-
плуатационные характеристики не мо-
гут в настоящее время удовлетворить
требованиям промышленного исполь-
зования ТЛ. Гарантийный срок работы
оптических элементов, например, вме-
сто необходимых 2...5 тыс. ч (при плот-
ностях мощности до ^1 к Вт/см2 и
мощности до 10 кВт) составляет в
лучшем случае 200...300 ч для резона-
торной оптики; срок службы выходных
окон еще меньше.
Для повышения качества изделий
металлооптики (лазерных зеркал) не-
обходимо принятие следующих мер;
уменьшение термодеформаций выбо-
ром соответствующих материалов для
подложки, а также совершенствова-
нием конструкции систем охлаждения
зеркал;
нанесение защитных и отражающих
покрытий, что позволяет длительное
время поддерживать высокое качество
отражающей поверхности;
совершенствование технологии фи-
нишной обработки оптических поверх-
ностей.
Особой проблемой является создание
надежных ИК прозрачных оптических
элементов для технологических СО4-ла-
зеров. Выбор материалов для этих
целей в настоящее время ограничен в
основном щелочно-галоидными крис-
таллами (КС1, NaCl), имеющими неко-
торые эксплуатационные недостатки
(малая прочность, гигроскопичность н
Др.). Наиболее подходящим материа-
лом для изготовления элементов про-
ходной оптики являются кристаллы
ZnSe и GaAs. Ресурс элементов из
этих кристаллов составляет 1000 ч
для лазеров мощностью до 1,5 кВт;
достижение такого ресурса требует
разработки специальной технологии
приготовления кристаллов и примене-
ния соответствующих просветляющих
покрытий.
Проблемы лаверной оптики не исчер-
пываются трудностями разработки н
изготовления отражательных и про-
ходных оптических элементов.
На повестке дня стоит вопрос созда-
ния и освоения выпуска элементов
«плоской», или «компьютерной»,оптики,
а также элементов и систем адаптивной
оптики. Важными проблемами лазер-
ной оптики являются создание схем
оптических резонаторов, обеспечиваю-
щих одномодовое и высокостабильное
излучение, а также систем транспорти-
ровки и фокусировки излучения на
обрабатываемое изделие. Наличие в
ЛТК и ТЛ большого числа взаимосвя-
занных параметров, влияющих на ха-
рактеристики излучения и качество
обработки детали, высокие требования,
предъявляемые как к точности поддер-
жания параметров, так и к скоростям
их измерения и регулирования, и,
наконец, требования перемещения луча
относительно поверхности детали по
сложной траектории приводят к необ-
ходимости использования систем авто-
матического управления (САУ) на базе
вычислительной (микропроцессорной)
техники.
Целесообразность создания САУ
именно на базе микропроцессор иой
техники обусловлена высокими показа-
телями экономичности, надежности и
компактности элементов этой техники,
возможностью стандартизации, мо-
дульностью и гибкостью программиро-
вания. Системы автоматизации ЛТК
состоят из измерительных преобразова-
телей (датчиков), систем управления и
обработки информации и выходных
преобразователей (исполнительных ус-
тройств в механизмов).
Для выполнения операций лазерной
обработки изделий необходим ЛТК,
выполняющий обработку как автоном-
но, так и в составе более общего ком-
плекса оборудования. Для реализации
таких преимуществ лаверной техноло-
гии, как высокие скорости, прецизион-
ность, локальность обработки, а также
для обеспечения требований безопас-
ности в работе, безаварийности, высо-
кого рерсурса, минимума обслуживаю-
щего персонала ЛТК должен быть
полностью автоматизирован (АЛТК), а
в случае его использования в составе
более общего комплекса оборудования
также роботизирован. В состав АЛТК
входят основные системы: ТЛ, система
16
Введение
транспортировки и фокусировки излу-
чения (СТФИ), лазерный технологиче-
ский пост (ЛТП), САУ и лазерный
робот.
Современные тенденции в производ-
стве малосерийных нлн уникальных
изделий машиностроения состоят в
создании обрабатывающих центров и
гибких производственных систем (ГПС).
Введение АЛТК в состав таких систем
в качестве формирующего, основного
звена (в дополнение к уже известным
механическим обрабатывающим уст-
ройствам) позволяет осуществлять пол-
ный комплекс операций по обработке
изделия, который включает кроме ме-
ханообработки различные виды поверх-
ностной и термической обработки, фор-
мовки, доводки, сборки и другие опера-
ции.‘‘Наиболее широкий круг возмож-
ностей пЪ сравнению с различными ви-
дами традиционных технологий, как
показал анализ; дает лазерная техно-
логия.
В связи с этим в ближайшей перспек-
тиве ожидается создание лазерных
обрабатывающих центров, удовлетво-
ряющих требованиям гибкости яри
широких диапазонах выбора размеров,
форм, материалов, точностей обработ-
ки, количества выпускаемых изделий;
быстроты переналадки оборудования;
многофункциональности, контроля опе-
раций традиционными методами «ма-
шинного зрения» и лазерного промыш-
ленного контроля; полной автоматиза-
ции, надежности и экономичности.
Итак, для создания и промышленного
выпуска ТЛ, удовлетворяющих требо-
ваниям промышленной эксплуатации
в составе АЛТК, необходимы дальней-
шая разработка и внедрение лазерной
техники в технологию обработки изде-
лий. Для удовлетворения указанным
требованиям предусматривается созда-
ние элементной базы лазерной техники,
организация промышленного выпуска
соответствующих изделий, прежде все-
го элементов лазерной оптики и микро-
процессорных систем автоматического
управления, а также механических
компонент ЛТК-
Необходимо иметь в виду, что лазер-
ная технология имеет некоторые осо-
бенности, затрудняющие ее быстрое н
универсальное промышленное освоение.
В первую очередь , к ...ним относятся
большая стоимость (либо дефицитность)
лазерного оборудования, невысокая
энергетическая эффективность процес-
са, часто сложность и «тонкость» уст-
ройств лазерной техники, требующие от
обслуживающего персонала специаль-
ных знаний и высокой технической
культуры. Кроме того, в большинстве
случаев наряду с лазерной технологией
существует много альтернативных тра-
диционных видов технологии, давно
и успешно освоенных в производстве
(обработка электронно- и ионно-луче-
вая, электроэрозионная и электро-
химическая, плазменная технология,
обработка ультразвуком, трением, дав-
лением, взрывом, электросварка, газо-
сварка и газорезка, различные виды
химической обработки и т. д.). В такой
ситуации вопрос об использовании
лазерной технологии должен решаться
в результате всестороннего технико-
экономического и социально-экологи-
ческого анализа.
Имеющийся опыт и перспективы
промышленного освоения и внедрения
ТЛ в промышленность показывают,
что необходимо постоянное и глубокое
сравнительное изучение процессов,
оборудования и экономики лазерной
и конкурирующих с ней промышлен-
ных технологий. Наиболее перспектив-
но внедрение ТЛ в отрасли, где тре-
буется высококачественная обработка
дорогостоящих изделий (приборострое-
ние, электроника, прецизионное и
уникальное машиностроение). Целе-
сообразно в отдельных случаях внедре-
ние лазерной обработки крупносерий-
ных изделий на больших машинострои-
тельных предприятиях, а также выпол-
нение малосерийных заказов для опыт-
но-экспериментальных предприятий. В
перспективе ожидается, что доля лазер-
ной технологии будет составлять 10...
15% общей стоимости производства
машиностроительных видов продукции.
Ввиду того, что создание и внедрение
ТЛ и АЛТК имеют ряд отмеченных
выше специфических трудностей, об-
щая стратегия разработки н внедрения
лазерной техники должна предусматри-
вать проведение всестороннего техни-
ко-экономического анализа условий
производства данного вида изделия
перед решением вопроса о применении
лазерной технологии. При этом необ-
Введение
17
кодимо наряду с экономическими фак-
торами учитывать также социальные
и экологические (повышение культуры
производства, престижность профессии,
эстетичность и чистота оборудования
и операций и т. д.), благоприятствую-
щие внедрению лазерной технологии на
данном конкретном участке. Перед
окончательным решением вопроса о
широком внедрении лазерной техноло-
гии для обработки изделий необходимо
ее испытание в достаточно широких
масштабах процессов на опытно-про-
мышленных участках. Наконец, вы-
пускаемые лазерное технологическое
оборудование, устройства лазерной
техники и их комплектующие должны
быть максимально унифицированы и
стандартизованы.
Дальнейшее развитие лазерной тех-
ники связано, с одной стороны, с
усовершенствованием созданных типов
лазеров, а с другой — с созданием
н развитием новых типов ТЛ.
Усовершенствование созданных ти-
пов ТЛ (твердотельных с оптической
накачкой, газовых СО2-лазеров) про-
исходит по следующим направлениям:
повышениесредней мощности лазеров;
улучшение угловой расходимости и
стабильности излучения;
повышение экономичности, надеж-
ности и ресурса лазеров;
создание оптических систем форми-
рования, позволяющих иметь любое
нужное пространственное распределе-
ние излучения;
создание адаптивных автоматизиро-
ванных систем управления ТЛ в реаль-
ном масштабе времени в соответствии
с требованиями оптимального хода тех-
нологического процесса лазерной обра-
ботки.
В ближайшие годы ожидается созда-
ние (или развитие) новых типов ТЛ:
газодинамических СО2-лазеров;
импульсно-периодических эксимер-
ных газоразрядных лазеров (длина
волны излучения 0,16...0,3 мк, средняя
мощность более 1 кВт);
химических лазеров с генерирующей
молекулой J2 (длина волны излучения
1,13 мк);
твердотельных лазеров на традицион-
ных и новых кристаллах со средней
мощностью более 1 кВт;
перестраиваемых (по длине волны)
лазеров на жидких красителях и на
кристаллах (КРР, ниобат лития) и
других, имеющих длину волны от УФ
до ближнего ИК-
В течение ближайшего десятилетия
ожидается дальнейшее увеличение вы-
пуска ТЛ и роботизированных АЛТК.
Наблюдается, с одной стороны, тенден-
ция использования ТЛ в составе интег-
ральных машиностроительных роботи-
зированных комплексов, включающих
и нелазерные виды обработки материа-
лов, а с другой стороны, тенденция
к интеграции ТЛ с уже существующим
машиностроительным оборудованием
промышленных предприятий.
Конструкции и характеристики ТЛ и
АЛТК будут продолжать улучшаться,
стоимость лазерной технологии сни-
жаться за счет применения прогрессив-
ных компоновочных решений, новых
материалов с высоким ресурсом рабо-
ты, новых методов накачки, использо-
вания автоматизации ТЛ и АЛТК с
применением принципов адаптивного
управления.
Ожидается создание и внедрение
промышленных ТЛ повышенной мощ-
ности (свыше 5 кВт) для решения таких
задач термической лазерной техноло-
гии, как лазерная термообработка в
энергетических отраслях промышлен-
ности (борьба с коррозией и износом
материалов в больших масштабах, ла-
зерная сварка толстостенных конструк-
ций). Одновременно ожидается широ-
кое промышленное применение им-
пульсно-периодических ТЛ в задачах
атомно-молекулярной лазерной техно-
логии (лазерный химический синтез,
сверхтонкая очистка веществ, лазерное
изготовление пленочных структур в
микротехнологии). Ожидается быстрый
рост применения лазеров в медицине.
В целом темпы роста производства
лазерной техники показывают, что
родилась новая отрасль промышлен-
ности, которая в ближайшее десятиле-
тие может быть развита до масштабов,
сравнимых с электронной промышлен-
ностью.
Научно-техническая
БИБЛИОТЕКА
Механиче-ного завода
Часть I.
ТИПЫ И КОНСТРУКЦИИ
ТЕХНОЛОГИЧЕСКИХ ЛАЗЕРОВ
В первой части книги рассмотрены
физические и технические принципы
устройства основных типов ТЛ, нашед-
ших реальное применение прежде всего
в обработке материалов в промышлен-
ных или в лабораторных условиях.
Здесь не описаны типы лазеров, при-
меняющихся в научных исследованиях
или в записи информации (например,
полупроводниковые лазеры, мощные
импульсные газовые и твердотельные
лазеры для термоядерных исследова-
ний и т. п.).
Приведены физическое обоснование
применения лазерного излучения в
процессах термической обработки мате-
риалов и в процессах промышленной
фотохимии, а также требования к пара-
метрам лазерного излучения.
Описаны конструкции и приведены
параметры «маломощных» ТЛ (гелий-
неоновых, аргоновых, эксимерных и на
красителях); выбор такого названия
объясняется тем, что к моменту созда-
ния книги только СО2-лазеры превзош-
ли по мощности рубеж «мощных» лазе-
ров (1 кВт).
В данной части справочника рас-
смотрены конструкции технологиче-
ских лазеров и их инженерных систем,
изложены данные о параметрах и кон-
струкциях отечественных твердотель-
ных технологических лазеров с оптиче-
ской накачкой.
Обширный класс технологических
лазеров представляют СО2-лазеры с
диффузионным охлаждением рабочей
смеси; среди ннх имеются лазеры мощ-
ностью от единиц ватт до нескольких
киловатт.
Конструкции мощных (свыше 1 кВт)
газоразрядных технологических лазе-
ров непрерывного действия, применяе-
мых при обработке изделий машино-
строения, представляют СО2-лазеры с
конвективным охлаждением рабочей
смесн. Отдельно представлены импуль-
сно-периодические СО2-лазеры, по-
скольку число моделей этих лазеров,
выпускаемых в мире, сопоставимо с
числом моделей СО2-лазеров непрерыв-
ного действия, а специфика их приме-
нения имеет свои особенности.
Ввиду того, что быстропроточные
СО2-лазеры являются крупнейшим
классом технологических лазеров, зна-
чительное внимание уделено основам
инженерного расчета и выбора инже-
нерных узлов конструкции этих лазе-
ров (газодинамического тракта, тепло-
обменников, вентиляторов, газораз-
рядных камер, источников питания,
оптических систем, систем газообмена и
охлаждения). Рассмотрены также более
общие и широкие вопросы инженерного
обеспечения технологических лазеров
(оптические элементы, системы автома-
тического управления, устройства из-
мерения параметров лазерного
излучения и лазерной активной
среды).
Требования к ТЛ. используемым для термической технологии
19
Г лава 1
ТРЕБОВАНИЯ К ПРОМЫШЛЕННЫМ
ТЕХНОЛОГИЧЕСКИМ ЛАЗЕРАМ
1, ТРЕБОВАНИЯ
К ТЕХНОЛОГИЧЕСКИМ ЛАЗЕРАМ,
ИСПОЛЬЗУЕМЫМ ДЛЯ
ТЕРМИЧЕСКОЙ ТЕХНОЛОГИИ
Высокий уровень таких физических
параметров лазерного излучения, как
когерентность, монохроматичность, ин-
тенсивность, мощность, обусловил при-
менение ТЛ в различных технологиче-
ских процессах тепловой и селективной
обработки материалов и веществ.
Когерентность лазерного излучения
позволяет фокусировать его в пятно
диаметром в несколько длин волн.
Когерентность лазерного излучения,
возможность хорошей фокусировки,
быстрого перемещения и изменения
мощности пучка определяют следую-
щие преимущества лазерных перед дру-
гими технологическими процессами:
локальность и прецизионность обра-
ботки, высокая производительность
процесса (при достаточной мощности
излучения) и возможность обработки
любых материалов (при достаточной
интенсивности сфокусированного пуч-
ка).
ТЛ представляет собой устройство,
предназначенное для работы в составе
комплекса промышленного оборудова-
ния, производящего изделия машино-
строения и приборостроения или мате-
риалы (вещества) с заданными физиче-
скими и химическими характеристика-
ми. Поэтому ТЛ должен удовлетворять,
во-первых, общим требованиям, предъ-
являемым к любому промышленному
технологическому оборудованию; во-
вторых, специфическим требованиям,
обусловленным самим лазерным техно-
логическим процессом или связанным
с особенностями лазерного луча как
рабочего инструмента. Для выполнения
этих требований ТЛ должен иметь
определенные конструктивные пара-
метры, быть полностью автоматизиро-
ванным, являться составной частью
АЛТК- Конструкция ТЛ и условия
его эксплуатации должны обеспечивать
полную безопасность в работе и удо-
влетворять высоким гигиеническим,
экологическим и эстетическим требова-
ниям.
Особой группой условий промыш-
ленного применения ТЛ является тех-
нико-экономическая целесообразность
использования каждого конкретного
вида лазерной технологии при изготов-
лении определенных промышленных
изделий; этот вопрос должен всегда
рассматриваться комплексно и приме-
нительно к текущему и перспективному
состоянию промышленной технологии
вообще.
Основным критерием, определяющим
физическую возможность того или иного
процесса лазерной обработки изде-
лий при термической технологии, яв-
ляется достаточная интенсивность из-
лучения на поверхности обрабатывае-
мого изделия и длительность воздей-
ствия излучения. Следующим важным
параметром является средняя мощность
излучения, определяющая производи-
тельность процесса, а в некоторых слу-
чаях — и его принципиальную физиче-
скую возможность (например, в слу-
чаях сварки с глубоким проплавлением
и «кинжальной» резки). Диапазон мощ-
ностей ТЛ 0,5.. .5 кВт в настоящее
время, по экспертным оценкам, удо-
влетворяет большей части потребностей
применения ТЛ в технологии машино-
строения.
Требования к угловой расходимости
и апертуре пучка лазерного излучения
связаны с требованиями достижения
необходимой интенсивности излучения
при фокусировке.
Допустимые значения нестабильно-
стей полной мощности излучения, угло-
вой расходимости и углового положе-
ния оси пучка определяют качество
процесса лазерной обработки (однород-
ность закаленного или наплавленного
слоя, однородность глубины и ширины
проплавленной зоны при сварке, пара-
метры шероховатости реза и т. д.).
Анализ требований к качеству лазерной
обработки изделий приводит к довольно
20
Требования к промышленным ТЛ
жестким значениям допустимой неста-
бильности мощности лазерного излуче-
ния в диапазоне частот до 103 Гц.
Более подробное рассмотрение процес-
сов термической лазерной технологии,
позволяющее обосновать требования
к соответствующим технологическим
лазерам, приведено в ч. II.
2. ТЕХНОЛОГИЧЕСКИЕ ЛАЗЕРЫ
В ПРОМЫШЛЕННОЙ ФОТОХИМИИ
При поглощении света молекулы
вещества получают избыток внутрен-
ней энергии, приводящий к различным
фотохимическим процессам, прежде
всего к изменению скорости химиче-
ских реакций. Такое ускорение может
быть вызвано либо за счет возбуждения
электронных состояний молекул (элек-
тронная фотохимия), либо за счет
неравновесного колебательного воз-
буждения в основном электронном
состоянии (колебательная фотохимия),
когда запас колебательной энергии
молекул существенно превосходит
среднюю тепловую энергию. В стличие
от фотохимических реакций, к ускоре-
нию химических реакций, наиболее
широко распространенных в химиче-
ской технологии, приводит и равновес-
ное возбуждение молекул по колеба-
тельно-вращательным состояниям ос-
новного электронного состояния (тер-
мические реакции) (рис. 1) [I79J. К
уникальным свойствам лазерного излу-
Рис. 1. Различные типы возбуждения мо-
лекул, приводящие к усилению химических
реакций*
а — неревповесчое влектронное возбуж -
деине (электроняая фотохимия): б не-
равновесное колебательное возбуждение
(колебательная фотохимия); в — равно-
весное теплоэое возбуждение (термические
реакции)
чения относятся: возможность получе-
ния стимулированного излучения прак-
тически на любой частоте в ИК, види-
мой и УФ областях спектра, т. е. воз-
можность воздействия практически на
любой атом ил.-i молекулу; высокая
монохроматичность, позволяющая до-
стичь высокой селективности возбуж-
дения; высокая интенсивность, обеспе-
чивающая возбуждение значительной
части поглощающих атомов и молекул;
управляемая длительность лазерного
импульса, позволяющая возбуждать
атомы и молекулы за время, меньшее
времени жизни их возбужденных сос-
тояний; высокая пространственная ко-
герентность, обеспечивающая облуче-
ние протяженных объемов вещества.
Эти свойства делают лазерное излуче-
ние незаменимым для осуществления
селективных лазерных фотохимиче-
ских и фотофизических процессов в
лазерной атомно-молекулярной техно-
логии (рис. 2) [72, 124].
При лазерном возбуждении атомов и
молекул возможно изменение их харак-
теристик:
уменьшение энергии активации Ея
химических реакций с участием этих
частиц, что повышает их реакционную
способность;
уменьшение энергии ионизации ато-
ма или молекулы;
уменьшение энергии диссоциации
молекулы;
повышение вероятности преддиссо-
циации молекулы;
повышение вероятности изомериза-
ции молекулы;
фотоотклонение частицы (из-за эф-
фекта отдачи);
изменение характера движения час-
тицы во внешних полях, увеличение
сечения рассеяния и пр. (за счет изме-
нения симметрии волновой функции,
поляризуемости и т. д.).
Для разделении веществ при селек-
тивном лазерном воздействии на атомы
и молекулы существуют следующие
метода:
для атомов — фотохимические реак-
ции, фотоионизация, изменение ско-
рости или фотоотклонение траектории
селективно возбужденных частиц:
для молекул — фотохимические ре-
акции, фотодиссоциация или фотоиони-
зация, фотоизомеризация, изменение
ТЛ « промышленной фотохимии
21
Рис. 2. Процессы селективной лаверной фотофизики и фотохимии и области их приме-
нения
скорости или фотоотклонение селек-
тивно возбужденных частиц.
Основные сравнительные характе-
ристики различных фотохимических
процессов и методов селективного
фотовобуждения применительно к мо-
лекулам приведены в табл. 1, 2
172].
1. Сравнение различных фотохимических молекулярных процессов
Процесс Преимущества Недостатки
Химическая реак- ция молекулы в возбужденном со- стоянии У ниверсальность Необходимость специально- го выбора подходящего ак- цептора; потеря селективно- сти во вторичных фотохими- ческих процессах за счет передачи возбуждения; по- теря возбуждения за счет релаксации
Фотодиссоциация Универсальность (только Необходимость ступенчато-
(фотопреддиссоциа- для фотодиссоциации); ма- го фотовозбуждения (может
ция) лая потеря возбуждения за счет релаксации; отсутствие потери селективности за счет передачи возбуждения отсутствовать для фотопре- диссоциации); специальный выбор подходящего акцеп- тора радикалов; потеря се- лективности во вторичных фотохимических процессах
Фотоизомеризация Малая потеря селективно- сти за счет передачи возбу- ждения; не требуется ак- цептора; отсутствие потери селективности во вторичных фотохимических процессах Отсутствие универсальности
X ГО Я
x
я
§
и х
§ «
8 3
я
я
д
я
л
к
Я
л
о
о
Q)
д
го
2
го
Я
й
я
со
о
о
я
оз
2
S
и
Й Ь я
—I го , я
я 8 2 to К
е §4? ь »
5 § - S -Я1
я л
л
я
О X
S о
3
л
л
к
о
о
S
i
д
X
§
§
л
о
я
я
ю
to
I
о
я
го
X
-3
ES
J3 О
И И
® 3.^
3 Е'Й
Е
3 5»
® to
ГО
л
§ 3
3§
S го
•< G
X
н s
«в го
го
X
я
о
Е
5
л
Е
л
§
го
д
ш
S
к
О
я
о
я
о
д
о
3
го
л
я
д
2
X
О
я
X
2
О
s g
g г
Ч w
я
я
О'
g 8
о
к
л
Е
д
л
X
я
X
я
я
2
го
3
соЕ
я
го
л
г
ГО
н
I
го
X
я
д
со
Л to
ГО 13
О го
О &
X “
§
Я
2
X
я
д
§§
о
л
В
ЕЙ
ь X
55. о Я
г® д
&
д
аэёХ
О S3
Е ячэ
Е я го
Л со
Я О 13
Де О\ g
ГО
X
X
Д
л
я л
Л« О
13
X
Я
2
ьэ
я
л
д
о
« X
Н »
Sg
* я
X
я
л
л
Е
Я
я
и
о
to
О\
д
S
го
л
л
д
о
о
bi
S
дао
S3
2
я
я
2
о
Ь|
го
X
д
g
д
я
х
2
я
я
я
д
Л)
х
§О
° »
П о
го «
« я
-I
s£
? 5
2 я
s ’®’
» «
го
2 »
X л. го
н м
Д
я
g
я
о
2 2
О о
Tf го
о н
я
и 3
2 я
о “
л
д
го
§
Л
3
faE
д я
Д X
i
я
я
и
3
X
Е
2
а
Е ьэ.
Е~
д
- i
sS я
Я ГО
L2 Г1
Sieg
X
X
нн £ ~
ГО !> X
«5?
X
ю
и
W
я
я
ю
я о
"•§•
3
я
я
8
2
го
Д
Л
л
Е
х
л
Е
го
о
§
д
8
о
г
X
о
2
с
ь
го
ж
§
го
ОО »
сп
£8
Ч»
Й о
х
X
о
В§
§
О >
*
§
ЕЕ
о Ф
л
со
о
я о S
О !—
« го Ж
го “
Р Й в
д « Я
X **
<а S3
й го
о и
?
1
о
л
X
го
да я
8
О(
Требования к промышленным ТЛ ^Л в промышленной фотохимии
СО р
g^s!
о ф
° Я
а 5
1з Я
X
2 -
а и
° X н
“ го f
О д S
н g го
ЭЕ"0
и|"
О н
ГО
g §
Л
Ш I-J
S3 ш
X о
я х?
л д
2 §
я
X
я
я
я
и
bi
я
го
I
I
я
СУ
Ss
В
о
Я й
s_
й го го
§ « ?
2 Я
£5 Ч-t
о
з
о
X
го
8
о
<-> ±
X
я
5
»
о
О
£
я «
з о
о Е
Ш К to
о го Я
•S ® X
2 о я
3 S
я
€
я
Е Е
Л« 2
О
S
Xе *т<
ж
« X
to
3 Е
3. Классификация методов разделения изотопов
Метод Физический принцип, на котором основан метод Характеристика метода Приблизительная оценка энергозатрат на атом, эВ
Электромагнитный метод масс-сепара- ции Зависимость параметров дви- жения иона во внешних элек- трических и магнитных полях от массы иона Универсальность; высокий коэффициент однократного разделения (а > 1), бы- стрый запуск; возможность переключе- ния установки с одного элемента на другой; низкие производительность и рентабельность Низкий коэффициент однократного раз- 10е... 10*
Кинетические ме- Различие средней скорости 3-10в (газовая диффузия для aabu-assu), 4^. iOs
тоды (термодиффу- теплового движения молекул деления (а « 1) или обогащения е =
зия, центрифуги- рование) с неодинаковой массой = а — 1 (в <?; 1); возможность масшта- бирования для достижения высокой эффективности (производительности, рентабельности) в промышленном мас- штабе (газовая центрифуга для Иби—.иви)
Физи ко-химиче- Изотопные эффекта в струк- Не являются универсальными, в от- 102 (химический обмен для i°B—UB), 10s (ди-
ские методы (изо- турных свойствах атомов и мо- дельных случаях (особ енно при разде-
топный обмен, ди- стилляция, элек- тролиз и др.) лекул, благодаря которым из- менение атомной массы приво- дит к изменению энергии свя- зи лении изотопов легких элементов) обес- печивают приемлемые коэффициент раз- деления, производительность, низкие энергозатраты стилляция для 10В—“В)
Лазерно-спек- Изотопически-селективное ла- Высокая селективность (коэффициент 103 (ионизация видимым
тральные методы зерное возбуждение электрон- разделения на одной ступени а 1 или УФ излучением при
(фотохимические, ного или колебательного уров- [93]); низкие энергозатраты [71, 73]; КПД лазера 0,5 ... 1%),
фотофизи ческие) ня на квантовом переходе с изотопическим сдвигом и по- следующей химической реак- цией возбужденной частицы с подходящим акцептором либо с последующей фотоионизацией (или фотодиссоциацией) лазер- ным излучением возбужденных частиц возможность выделеления целевого изо- топа; бесконтактный способ разделе- ния; универ сальность (возможность разделения любых элементов — легких, средних, тяжелых, а также возмож- ность разделения изомерных ядер одного изотопа [175]); малый срок пускового периода 102 ... 10s (диссоциация ИК излучением при КПД лазера 5... 10%)
24
Требования к промышленным ТЛ
Рис. 8. Схема иэотопически-селективиого
лазерного возбуждения с указанием процес-
сов, влияющих на селективность:
I — лазерное возбуждение; II — химиче-
ская реакция; III — диссоциация или
ионизация возбужденных молекул (ато-
мов); IV — резонансная передача возбуж-
дения; V — релаксация; VI — тепловое
возбуждение
точники с высокой мощностью излуче-
ния. Лазерное излучение является
идеальным для изотопически-селектив-
ного возбуждения атомов или молекул.
Общая идея изотопически-селектив-
ного лазерного возбуждения заклю-
чается в следующем (рис. 3). Частицы
А (атомы или молекулы) в смеси с час-
тицами В другого изотопного состава
селективно возбуждаются лазерным
излучением и переходят в состояние
А*. Далее возможны фотохимический
и фотофизический процессы разделе-
ния.
В фотохимическом процессе частица
А* участвует в трех конкурирующих
процессах: желаемой химической реак-
ции с подходящим партнером R со
скоростью в передаче возбужде-
ния частице В со скоростью в
релаксации возбуждения и возвраще-
нии в основное состояние со скоростью
1/трел, где трел — время релаксации
возбуждения. Условия высокой изото-
пической селективности фотохимиче-
ского процесса:
1/Треп- (О
Так как все три процесса могут
происходить в одном и том же столкно-
вении, а соотношение между их скорос-
тями не зависит от интенсивности ла-
зерного излучения, то выполнение ус-
ловий (1) требует очень тщательного
выбора фотохимической реакции, воз-
буждаемого уровня, условий экспери-
мента. Таким образом, фотохимический
процесс, основанный на химической
реакции селективно-возбужденной час-
тицы, недостаточно управляем лазер-
ным излучением.
В фотофизическом процессе разделе-
ния процессы фотоионизации атома и
фотодиссоциации молекул основаны
на том, что селективно возбужденный
атом или молекула подвергается воз-
действию дополнительного лазерного
излучения для ионизации или диссо-
циации атома или молекулы со ско-
ростью, превышающей скорости пере-
дачи и релаксации 1/т возбуж-
дения. Так как скорости индуцирован-
ной фотоионизации (П^фи) или фотодис-
социации (1Гфд) пропорциональны ин-
тенсивности излучения /, то условие
высокой селективности и эффектив-
ности фотофизических процессов иони-
зации и диссоциации
^фд(П»<2л.в;
ТС'фи (I) 1/Трел;
Wфд U) 3* 1/Трел (2)
всегда можно выполнить с достаточным
запасом. Эти соображения в равной
мере относятся и к другим фотофизи-
ческим процессам ионизации и диссо-
циации, в частности к многоступенча-
той фотоионизации атомов и много-
фотонной диссоциации молекул, когда
возбуждаемая частица поглощает не
два, а гораздо больше лазерных фото-
нов. Разумеется, во всех случаях необ-
ходимо обеспечить отсутствие потери
изотопической селективности во вто-
ричных процессах с участием продук-
тов ионизации и диссоциации, но это
гораздо легче сделать для продуктов
фотопроцессов, чем для селективно
возбужденных частиц.
Далеко не все методы, которые ус-
пешно осуществлены в лабораторных
условиях, перспективны для разделения
изотопов в масштабе промышленного
производства. Очевидно, что метод,
потенциально пригодный для промыш-
ленного использования, должен отве-
чать, по крайней мере, следующим
требованиям:
экономичность используемого исход-
ного атомно-молекулярного материала
в том его состоянии (пучок, охлажден-
ная струя, газ и др.), в котором удается
ТЛ в промышленной фотохимии
25
Рис. 4. Схемы изотопически-селективной ступенчатой фотоионизации атомов лазерным
излучением:
а — двухступенчатая селективная фотоионизация атомов изотопа А в смеси е другим
изотопом В', б — трехступенчатая фотоионизация; в — ступенчатое селективное воз-
буждение узкого автоионнзационного состояния, распадающегося в континуум; г — сту-
пенчатое селективное возбуждение ридберговского состояния и его фотоионизация ИК-
излучеиием; д — то же и ионизация электрическим полем
достичь необходимых параметров (ко-
эффициент разделения, энергозатраты
и т. п.) лазерного процесса разделения;
возможность получения лазерного
излучения с уровнем средней мощности
1 кВт...1 МВт и более в зависимости
от необходимой производительности;
простота, экономичность и надеж-
ность необходимой лазерной техники
в изготовлении и эксплуатации.
Метод изотопически-селективной фо-
тоионизации атомов * принципиально
пригоден для разделения изотопов
любого элемента, но целесообразнее
его использовать для элементов, кото-
рые трудно вводить в подходящие моле-
кулярные соединения, когда конку-
рентоспособными становятся методы
изотопически-селективной фотодиссо-
циации, например, для щелочных,
щелочно- и редкоземельных, трансура-
новых и других элементов. Он также
пригоден для разделения короткоживу-
щих радиоактивных изотопов, когда
время их жизни слишком мало для
синтеза молекулярного соединения.
Изотопически-селективная фотоиони-
зация атомов может быть осуществлена
по нескольким схемам (рис. 4). Для
возбуждения обычно используют один
• Летохов В. С. Способ фотоионизации
газа лазерным излучением: А. с. 784679
(приоритет от 30.03.1970) — Б. И., 1982,
№ 18, с. 308.
импульс с узким, хорошо контролируе-
мым спектром излучения, настроенным
на линию поглощения целевого изото-
па. Характеристики методов изотопи-
чески-селективной фотоионизации сле-
дующие;
при прямой фотоионизации на пере-
ходе в континуум (рис. 4, а) сечение
ионизации меньше сечения резонанс-
ного возбуждения [ОфИ = (Ю~4
10~6) орез], что является недостат-
ком данной схемы; кроме того, часто
бывает трудно получить коротко-
волновое излучение для второй сту-
пени;
при трехступенчатой фотоионизации
(рис. 4, б) можно использовать более
доступные лазеры видимого диапазона
даже для атомов с потенциалом иони-
зации 6...8 эВ;
ступенчатое возбуждение автоиони-
зационного состояния с последующим
спонтанным распадом в континуум
(рис. 4, в) хорошо пригодно для много-
электронных атомов;
при ступенчатом возбуждении рид-
берговского состояния (рис. 4, г) воз-
бужденное состояние лежит близко к
границе ионизации и атом можно иони-
зировать ИК лазерным излучением
с повышенным сечением ионизации
(см., например, (139]);
при возбуждении высоколежащего
ридберговского состояния (рис. 4, д')
атом можно легко ионизировать им-
26
Требования к промышленным ТЛ
Рис. Б. Принципиальная схема процесса
И К—УФ изотопвчески-селективной фото-
диссоциации молекул Wab в смеси с мо-
лекулами (п^АВ другого изотопного со-
става через промежуточное колебательное
состояние (например* v = 2):
а — схема возбуждения; б — спектры по-
глощения возбужденных (на частоте taj
и иевозбуждениых молекул (^^сдв ве"
личина сдвига спектра поглощения после
возбуждения смеси иа частоте <£>i)
пульсом постоянного электрического
поля [34].
Изотопы любого элемента, который
может быть введен в подходящее моле-
кулярное соединение, могут быть раз-
делены методами изотопически-селек-
тивной фотодиссоциации молекул ла-
зерным излучением. Общая черта этих
методов — изотоп ически-селективное
одно- или многофотонное возбуждение
колебательных уровней с последующей
диссоциацией колебательно-возбужден-
ных молекул либо УФ излучением че-
рез возбужденное электронное состоя-
ние (рис. 5, а) [121 ] *, либо интенсив-
ным ИК излучением в пределах основ-
ного электронного состояния (рис. 6)
[19, 38, 93, 94].
Метод изотопически-селективной
двухступенчатой ИК — УФ фотодис-
социации возможен, если при возбуж-
дении молекулы происходит сдвиг
полосы непрерывного фотопоглощения,
ведущего к фотодиссоциации молекулы.
Тогда, выбирая частоту излучения
<ва второго импульса в области сдвига,
где отношение коэффициентов поглоще-
ния возбужденных и невозбужденных
молекул (рис. 5, б) максимально, мож-
но осуществить фотодиссоциацию моле-
кул нужного изотопического состава,
возбужденных селективно излучением
с частотой <»!. Этот метод перспективен
для разделения изотопов тяжелых
элементов с малым изотопическим
сдвигом, когда ИК излучение умерен-
ной интенсивности используется лишь
для изотопически-селективного воз-
* Летохов В. С. Способ фотодиссоциации
газа лазерным излучением: А. с. 784680
(приоритет от 30.03.1970) — Б. И., 1982,
№ 4, с. 274.
(^0
Рис. в. Схема многофотониого возбуждения и диссоциации многоатомных молекул в силь-
ном И К лазерном поле:
1 — полоса ИК поглощения; 2— однородно уширенная полоса поглощения в кваеиконти-
нууме; 3 —- диссоцноиный континуум; 4 — граница диссоциации (Do); 5 — моиомоле-
куляриый * распад; 6 — колебательный квази кои тину ум, стохастизация колебательной
энергии; 7 — граница колебательного квази континуума (Е кк); 5 ~ Дискретные колеба-
тельно-вращательные уровни; 9 — миогофотонно возбуждаемое колебание
ТЛ в промышленной фотохимии
27
60 -”BCtJ
Рис. 7. Разделение изотопов бора и серы при облучении молекул ВС], я SF, мощными
импульсами ИК излучения COi-лазера, наблюдаемое по изменению спектра ИК погло-
щен ня молекул:
а — ВС1а: 1 — начальная смесь о природным содержанием изотопов; 2, 3 — смесь после
нзотопически-селективной диссоциации молекул *‘ВС1» и *°ВС1, соответственно; б —
SFa(J — смесь с природным содержанием изотопов; 2 — после диссоциации молекул uSFa)
Суждения, а диссоциация осущест-
вляется УФ лазерным излучением.
Явление многофотонной ИК фото-
диссоциации молекул в основном
электронном состоянии под действием
импульса резонансного ИК излуче-
ния — универсальное явление для
многоатомных молекул с большим чис-
лом колебательных степеней свободы,
взаимодействующих между собой за
счет ангармоннзма по мере увеличения
уровня колебательной энергии.
Впервые это явление наблюдалось
для изотопов 10В и Х1В в молекуле
BC1S [38 ] и изотопов S2S и 84S в моле-
куле SF. [94] (рис. 7), а затем было
продемонстрировано на десятках раз-
личных изотопов в сотнях разнообраз-
ных молекул [40]. На рис. 6 схематич-
но изображены основные физические
процессы, происходящие при изотопи-
чески-селективной диссоциации ИК ла-
зерным полем. Частота ИК поля
настраивается в резонанс с колебатель-
ной полосой поглощения молекулы.
Качественно колебательные уровни мо-
гут быть подразделены на три вида по
мере роста энергии: внизу — дискрет-
ные колебательные уровни определен-
ного типа колебания; начиная с некото-
рой границы — относительно широкая
полоса поглощения, постоянно сме-
Рис. 8. Общий вид установки для лазерного разделения изотопов углерода прн миого-
фотонной диссоциации молекул CF,J, CFtBr, CFjHCI и др.:
1 — СО®-лазер; 2 —дифракционная решетка; 3 — исходное сырье; 4— разделение про-
дуктов диссоциации; 5 — сбор облученного газа; 6 —лазерная разделительная ячейка;
средняя выходная мощность импульсно-периодического СО1-лазера<б кВт. длина быстро-
проточной лазерной разделительной ячейки Б м "
28
Требования к промышленным ТЛ
ТЛ в промышленной фотохимии
29
Рис. 8. Лазерный процесс разделения изо-
топов Н и D (или D н Т), основанный иа
изотопически-селективн ой фотодиссоцие -
ции молекул газа-носителя в лазерной раз-
делительной ячейке и изотопном обмене
молекул газа-носителя с сырьем:
1 — лазерная разделительная ячейка; 2 —
обогащенный продукт; 3 — обедненный
носитель; 4 — изотопный обмен; 5 — вое-
ст аиов ленный носитель; 6 сырье
щающаяся в длинноволновую область
за счет ангармоиизма и образующаяся
в результате взаимодействия различ-
ных типов колебаний (колебательный
квазиконтииуум); выше границы дис-
социации — более широкие, быстро
распадающиеся в реальный континуум
состояний колебательные уровни пере-
возбужденной молекулы.
В настоящее время разработаны раз-
личные схемы ИК фотодиссоциации
молекул, позволяющие достичь макси-
мально высоких степени изотопической
селективности и выхода диссоциации.
В частности, методы диссоциации в
двухчастотном ИК поле [101 ], а также
фотодиссоциации в многочастотном по-
ле сравнительно простых многоатом-
ных молекул с высокой границей коле-
бательного квазиконтинуума [148].
Эти методы находят применение для
разработки промышленных установок
лазерного разделения изотопов [92].
Общий вид установки для лазерного
разделения изотопов углерода в НИИ
стабильных изотопов (г. Тбилиси),
созданной совместно с Институтом
атомной энергии им. И. В. Курчатова
и Институтом спектроскопии АН СССР,
представлен на рис. 8 [70], а парамет-
ры процесса приведены в табл. 4.
Схема лазерного разделения изото-
пов водорода и дейтерия D (или трития
Т) методом фотодиссоциации с исполь-
зованием' изотопного обмена |178]
приведена на рис. 9. Такая схема поз-
воляет после первой ступени разделе-
Энеогозатоати. Дж на атом **С ? о 00 I (3,2 ... 4,8»- 1(Г“
Производи- тельность, г/ч на 1 КВТ лазерного излучения С4
Обогащение. 8 (для одной ступени) 98... 99 (для двух ступеней) 1 . 98 1 (ДЛЯ одной ступени)
й Исходное сырье 1'аэ CFaBr CF2HC1 ,
того разделения изотопов углеро « & V п л Ч И S СО2-лазер на одной частоте | СО8-лазер I на двух частотах
Целевой изотоп 1 “С (х0 = 1,1%) | »—< II ¥
в ! Б. к 3 t t 2 Метод разделения изотопов Фотодиссоциация в одноча- стотном ИК лазерном поле [92] Фотодиссоциация в двухча- I стотном И К лазерном поле [148]
s. Требования к лазерам для фотоионизационных методов разделения изотопов
[1851________________________________________________________________
Параметры лавера Значения параметров Примечание
Энергия в импульсе, Дж 0,1 ... 1 Обеспечивает насыщение атомарного перехода
Длительность импульса, нс 20 ... 200 Должна быть меньше времени жизни атомарного состояния
Частота следования им- пульсов, кГц ~10 Обеспечивает эффективное облучение протекающего через реактор атомар- ного газа
Частота генерации Перестраи- ваемая Настраивается на требуемый атомар- ный переход
Ширина линии генера- ции, ГГц Стабильность частоты ге- нерации, МГц 1 ... 3 Должна соответствовать неоднородно- му уширению атомарной линии
±30 Обеспечивает должное перекрытие ато- марной линии с линией генерации
Фазовый фронт ~ЗХ/£> Обеспечивает возможность облучения длинных кювет (малая расходимость: коэффициент качества >0,4)
Примечание. % — длина волны лазерного излучения; D — диаметр
лазерного пучка.
6. Требования к импульсно-периодическим лазерам для селективной технологии
Параметры лазера Значения параметра Примечание
Длина волны генерации, мкм Монохроматичность, ДХ/Х Энергия в импульсе, Дж Длительность импульса, мкс Частота следования импуль- сов, кГц Средняя мощность генера- ции, кВт 2 ... 20 10~8 ... 10“® 1 ... 10 10"а ... 10 0,1 ... 1 1 ... 10 Целесообразно использовать преобразователь частоты ко- герентного ИК излучения Позволяет осуществить много- фотонное возбуждение Обеспечивает требуемую селек- тивность Обеспечивает высокий выход процесса Обеспечивает технологичность процесса
ния и отбора целевого изотопа вновь
использовать обедненное исходное ве-
щество в процессе разделения при усло-
вии восстановления естественного со-
держания изотопов. В приведенной
схеме обогащения исходное вещество
выступает в роли «носителя» целевого
изотопа. Будучи одни раз изготовлен-
ным, вещество-носитель в дальнейшем
потребует только небольшой «подпит-
ки» для компенсации его расхода в
результате отбора целевого изотопа и
конечной селективности многофотонной
диссоциации.
Для фотоионизационных методов
базделения изотопов наиболее пригод-
ны лазеры на красителях с накачкой
излучением лазеров на парах металлов
(Си, Аи и др.) с высокой частотой следо-
вания импульсов [86, 135]. Требова-
ния, предъявляемые к таким лазерам,
приведены в табл. 5," а более общие
требования, предъявляемые к ИК лазе-
рам для воздействия их излучения на
30
Требования к промышленный ТЛ
молекулярные колебания в селектив-
ной технологии, приведены в табл. 6.
3. ОБЩИЕ ТРЕБОВАНИЯ
К ТЕХНОЛОГИЧЕСКИМ ЛАЗЕРАМ
И ИХ ОСНОВНЫМ ЭЛЕМЕНТАМ
КАК К ПРОМЫШЛЕННОМУ
ТЕХНОЛО ГИ Ч ЕСКОМ У
ОБОРУДОВАНИЮ
Применение лазерной технологии и
техники имеет свои специфические
особенности. На основании этих осо-
бенностей и с учетом общепромышлен-
ных условий можно сформулировать
требования к ТЛ, которые подразде-
ляются на три группы.
1. Технико-экономические требова-
ния: независимо от вида лазерной
технологии ТЛ и другие системы ЛТК
(технологический пост, система транс-
портировки и фокусировки излучения,
лазерный робот. САУ) должны обла-
дать высоким полным ресурсом (не
менее 104 ч); характеризоваться высо-
ким средним процентом (не менее 90%)
времени работы оборудования с гене-
рацией и использованием лазерного
излучения; быть компактными, эконо-
мичными в расходовании электроэнер-
гии, рабочих газов, жидкостей, экс-
плуатационных материалов и деталей;
ЛТК должен обслуживаться мини-
мальным числом операторов и быть
полностью автоматизированным.
2. Технические требования к поме-
щению, к инженерным и энергетиче-
ским системам предприятия, на кото-
ром используется ЛТК: должны быть
обеспечены надлежащие мощность и
стабильность силовой электросети, дав-
ление, расход и качество охлаждающей
воды и сжатого воздуха; должны быть
в пределах нормы уровни вибрации и
шума, электромагнитные наводки, а
также температура, влажность и запы-
ленность воздуха. Конкретные значе-
ния всех этих норм зависят от типа,
модели и исполнения ТЛ и ЛТК, так
как в последнее время наметилась
тенденция к созданию максимально
самообеспеченных конструкций (с ав-
тономными замкнутыми системами
охлаждения и газообеспечения, с ак-
тивными фильтрами, с фильтрами газов
и жидкостей, с защитой оптических
элементов и т. п.).
3. Требования обеспечения санитар-
но-гигиенической и экологической без-
опасности эксплуатации лазерного обо-
рудования. Эти требования, имеющие
не только социально-экономический,
но и юридический характер, опреде-
ляются официальными государствен-
ными «Санитарными нормами и прави-
лами устройства и эксплуатации».
4. Требования экономичности изго-
товления ТЛ; модульность конструк-
ции ТЛ, максимальное использование
готовых промышленно выпускаемых
комплектующих узлов и изделий; уни-
фикация и стандартизация ТЛ и его
комплектующих; использование недо-
рогих и недефицитных материалов в
конструкции ТЛ; высокий уровень
конструкторской проработки ТЛ, за-
ключающийся в минимальном числе
отдельных блоков или вообще в моно-
блочности, в максимальном обеспече-
нии ТЛ необходимыми в эксплуатации
механическими, оптическими и элек-
тронными устройствами, в оптималь-
ном сопряжении ТЛ с остальными час-
тями АЛТК и в разумном соотношении
универсализации и специализации ТЛ.
Поскольку амортизационные отчисле-
ния составляют около половины стои-
мости I кВт-ч лазерной энергии, эко-
номичность изготовления ТЛ является
одним из принципиальных факторов,
определяющих перспективность про-
мышленного внедрения лазерной тех-
нологии.
Все изложенное определяет следую-
щие требования к ТЛ:
обеспечение уровня мощности, каче-
ства и стабильности излучения в зави-
симости от вида лазерной технологии,
для которой данный ТЛ предназначен;
экономичность эксплуатации и изго-
товления, отражающаяся на общем и
межремонтном ресурсах и надежности;
полная автоматизация управления
ТЛ посредством САУ;
сопрягаемость с САУ и технологиче-
ским постом АЛТК, т. е. ТЛ должен
быть схемой и конструктивной состав-
ной частью АЛТК;
безопасность в эксплуатации;
промышленный выпуск ТЛ и его
комплектующих.
Краткая сводка основных требований
к ТЛ, применяемых в обработке мате-
риалов, дана в табл 7.
Общи» требования к ТЛ
31
я
рение любому из требований к параметрам лазерного излучения.
Обозначения: ОМ — одномодовый; ММ — многомодовый; Кд —- коэффициент качества пучка, определяемый как от-
ношение дифракционной расходимости пучка к фактически наблюдаемой; МП САУ — микропроцессорная система автома-
тического управления.
32
Принципы устройства а классификация ТЛ
Г лава 2
ОСНОВНЫЕ ПРИНЦИПЫ УСТРОЙСТВА
И КЛАССИФИКАЦИЯ ТЕХНОЛОГИЧЕСКИХ ЛАЗЕРОВ
4. КЛАССИФИКАЦИЯ ЛАЗЕРОВ
К настоящему времени лазерная
генерация в лабораторных условиях
получена на сотнях различных мате-
риалов, используемых в качестве ак-
тивной среды, и этот список новых
лазерных источников излучения про-
должает расширяться. Однако значи-
тельное число новых лазеров имеет
пока чисто академический интерес,
поскольку они либо неэффективны по
своим характеристикам, либо требуют
особых условий для своей работы (на-
пример, сверхвысокотемпературнои ла-
зерной активной среды илн высоко-
реактивных паров металла и пр.).
Многие из новых лазеров, полученных
в лабораторных условиях, обладают
слишком низкой мощностью излучения.
Это относится, в частности, к маломощ-
ным лазерам далекого ИК диапазона,
излучающим в тех областях спектра,
где нет окон прозрачности атмосферы.
Поэтому в настоящей главе рассмот-
рены только те основные типы лазеров,
которые, во-первых, находят широкое
применение в различных областях
человеческой деятельности, а во-вто-
рых, являются коммерческими, т. е.
выпускаются для продажи фирма-
ми и организациями различных
стран.
Лазеры разделяются по типам прежде
всего в зависимости от их активной
среды. Разнообразие свойств активных
веществ приводит к большому числу
возможных механизмов получения ин-
версии населенности и требует различ-
ных способов возбуждения активной
среды. Все это затрудняет введение
достаточно простой, но в то же время
всеобъемлющей классификации лазе-
ров. Тем не менее лазеры можно клас-
сифицировать по следующим призна-
кам: по агрегатному состоянию актив-
ной среды (газовые, твердотельные,
жидкостные, полупроводниковые); ме-
тоду накачки (газоразрядные, газоди-
намические, химические, инжекцион-
ные н др.); временнбму режиму генера-
ции (непрерывные, импульсные, им-
пульсно-периодические); частотному
режиму генерации (одно- и многомодо-
вые, одночастотные); уровню выходной
мощности (энергии) излучения; экс-
плуатационным характеристикам(КПД,
уровню потребляемой мощности, мас-
согабаритным параметрам и пр.).
Газовые лазеры. Газовые лазеры,
в которых в качестве активной среды
используются газообразные вещества,
обладают рядом особенностей. Газооб-
разные среды прозрачны в широком
спектральном диапазоне, поэтому воз-
можна генерация лазерного излучения
от вакуумной УФ области до далекой
ИК области спектра. Поскольку газы
по сравнению с конденсированными
средами обладают большей однород-
ностью, то это позволяет легче дости-
гать дифракционного предела расходи-
мости. Уширение спектральных линий
в газах определяется (при малой плот-
ности газов) главным образом допле-
ровским уширением, что обеспечивает
меньшую ширину линии, чем в конден-
сированных средах, а следовательно,
газовые лазеры обладают высокой мо-
нохроматичностью и направленностью
излучения. Кроме того, в этих лазерах
(в отличие от диэлектрических кристал-
лов и полупроводников) объем актив-
ного вещества может быть большим,
в них легко обеспечить отвод тепла
путем удаления горячего газа нз об-
ласти взаимодействия и, следовательно,
может быть получена высокая мощность
(в газовых лазерах соответствую-
щих типах).
Наиболее распространенным методом
создания инверсии населенностей яв-
ляется газоразрядный. Он используется
для получения как непрерывной, так
и импульсной генерации. Электриче-
ский разряд может быть самостоятель-
ным и несамостоятельным (например,
с предыонизацией УФ излучением,
рентгеновским излучением, электрон-
ным пучком и пр.).
Классификация ТЛ
33
Для получения больших выходных
мощностей используется газодинамиче-
ский метод накачки, при котором ин-
версия населенностей создается в сис-
теме колебательных уровней энергии
молекул газа путем адиабатического
охлаждения нагретых газовых масс,
движущихся со сверхзвуковой ско-
ростью (через сверхзвуковое сопло).
При химическом возбуждении инвер-
сия населенностей создается в резуль-
тате химических реакций, при которых
образуются возбужденные атомы, мо-
лекулы, радикалы. Возможно также
сочетание химического и газодинами-
ческого методов возбуждения. Одной
из разновидностей химического воз-
буждения является фотодиссоционный
способ накачки.
Оптическая накачка в газовых лазе-
рах может быть эффективна, если
источник оптического излучения доста-
точно монохроматичен (лазерное излу-
чение). Это требование обусловлено
малой плотностью газообразных актив-
ных сред и узостью их резонансных
линий поглощения.
Газовые лазеры, в свою очередь, в
зависимости от состава и свойств актив-
ной среды можно подразделить следую-
щим образом.
Лазеры на нейтральных
атомах (атомарные лазеры). Актив-
ной средой атомарных лазеров служат
инертные газы, их смеси (типичный
представитель—Не—Ne-лазер), а также
пары некоторых металлов (лазеры на
парах Си, Аи, РЬ и др.). Способ воз-
буждения — газоразрядный. По струк-
туре лазерных уровней атомарные
лазеры на парах металлов называются
также лазерами на самоограниченных
переходах.
Ионные лазеры. В ионных
лазерах лазерная генерация возникает
при переходах между энергетическими
уровнями одно- или многократно заря-
женных ионов инертных газов (типич-
ный представитель Аг+-лазер) или ме-
таллов (типичный представитель Не—
Cd-лазер).
Молекулярные лазеры.
К этому типу относятся лазеры, актив-
ной средой которых являются молеку-
лярные газы. В молекулах генерация
может осуществляться на злектронно-
колебательных переходах между раз-
2 Г. А. Абильсиитов
личными электронными состояниями
(например, Ь12-лазер, эксимерные лазе-
ры), на колебательно-вращательных пе-
реходах в пределах одного электронного
состояния (СО2-, СО-лазеры) и на вра-
щательных переходах одного и того же
колебательного состояния (например,
Н2О-, HCN-, СН3ОН-лазеры). Наиболь-
шее распространение получили газо-
разрядныемолекулярные лазеры (СО2-,
СО-, Н2-эксимерные лазеры).
В молекулах N3 генерация осущест-
вляется по схеме лазеров на самоогра-
ниченных переходах. Основу активной
среды эксимерных лазеров составляют
молекулы-димеры (ArF, KrF, XeCl и
др.), устойчивые только в возбужденном
электронном состоянии и называемые
вксимерами (от английских слоев exited
dimer). Накачка эксимерных лазеров
может осуществляться также электрон-
ным или протонным пучками, а предыо-
низация — электронным пучком, УФ
или рентгеновским излучением.
Газоразрядные СО2-лазеры представ-
ляют собой целый класс лазеров, раз-
личающихся по способу прокачки,
возбуждения и охлаждения рабочей
смесн:
СО2-лазеры с диффузионным охлаж-
дением рабочей смеси (с медленной
продольной прокачкой);
СО2-лазеры с конвективным охлажде-
нием рабочей смеси (с быстрой продоль-
ной или поперечной прокачкой);
импульсные электроразрядные СО2-
лазеры [типа лазеров с диффузионным
охлаждением, но с импульсным источ-
ником питания; лазеры атмосферного
давления с поперечным разрядом —
ТЕА-лазеры (TEA—от английских
слов Transversely Excited Atmospheric);
импульсно-периодические лазеры];
газодинамические СО2-лазеры;
волноводные СО2-лазеры с ВЧ воз-
буждением.
В некоторых типах СО2-лазеров мо-
жет использоваться накачка электрон-
ным пучком, а также предыонизация
УФ излучением.
К молекулярным лазерам на колеба-
тельно-вращательных переходах отно-
сятся и химические лазеры (HF-, DF-,
НС1-, СО-, СО2- и др.).
В лазерах на вращательных перехо-
дах молекул получить инверсию насе-
ленностей с помощью электрического
8. Основные типы н предельные параметры наиболее распространенных коммерческих лазеров
Тип лазера Активная среда X. мкм Режим генерации T, мкс 1. Гц 6, мрад Р. Вт ^Имп» Дж
непре- рывный импульс- ный
Ато- мар- ный — Не—Ne 0,543 0,6328 1,15 1,523 3,39 + 'азовые лазер Е Illi 1 ~0,9 0,3...4 0,6...1.2 0,6...2,2 0,9...2,8 2-10~* ... 2-10"3 <0,05 0,001...0,015 0,008.. .0,015 0.001...0,022 —
Не—Хе 3,508 + — — ~2 0,0025 —
4 25 10s... 10* ~2 — 0,001
1 1,315 1 + — — 2...4 0,01...0,05 —
4 0,015...2,5 <1 2-4 — 1-3
на па- рах ме- таллов Си 0,51; 0,578 + 0,01...0,06 (2...20). 10s I...6 15-40] 0,001...0,008
Аи 0,628 + 0,01...0,06 (2...20). 10s 3-6 П...101 (0,2... 1,5) 10~3
Ион- ный на НОЙЯХ инерт- ных газов , Аг* 0,33...0,53 (0,488; 0,514)* + — — 0,4—3 0,01...20 —.
+ <1,8-10-* 4-10е... 2,5- 10е 0,4-3 — 8-10-® .. 1,5.10~6
1 1 i 1 1
Кг* 0,35...0,68 (0,647) * + — - 1 0,5... 1,2 j 0.15...6 V —
4 <1,2-10-* 7,6-10? ... 8-10"*
Хе* 0,488...0,54 4 0,5... 1 1...30 3 — (3-6) io-*
на ионах метал- лов Не—Cd 0,325 0,442 4 — — 0,5-3 0,001-0,012 —
+ — — 0.5...3 0,003-0,08 —
Мо- леку- ляр- ный — со» 3,5 4 — — ... <10
9... 11 + — — 0,5...10 1...I50 —
+ 0,05...250 1-10* 0,5... 10 — 0,05... 15
10,6 и -j-" 1 — — <1-25 3-15 000 —
4 0,006—1100 0,1-10* <1-25 — 0,005... 1000
со 5...6,5 4 — — 3-8 2...20 —
4 1...1000 I...1000 3...8 — 0,008—0,04
NO 10...11 4 в — 0,6-4 <15 —
4 —0,1 1...5 0,6-4 — <1
N» 0,337 + 5-10-S...0.0 1...120 0,1...30 -— 4-10"?- 0,035
экси- мерный 1 Fa 0,157 + 0,006...0,01 1...100 3-10 10,03-2] 0,01...0,03
| ArF 0,193 + 0,01...0,025 1...1200 <0,2-10 [0,3-80] 0,015-1
Принципа устройства и классификация ТЛ Классификация ТЛ
Продолжение табл. 8
Тип лазера Активная среда X, мкм Режим генерации Т, мкс !. Гц 6> “рад Р. Вт вимп» Дж
непре- рывный импульс- ный
Мо- леку- ляр- ный экси- мерный КгС1 0,222 _1_ 0,005...0,006 10... 140 1...7 [1-20] 0,2...0,25
KrF 0,248 + 3-10-5... 1,2 1/60... 1200 0.1...10 [0,4... 150] 0,02... 15
XeCl 0,398 + 4- Ю-5.,.0,25 1...1200 0,1-10 [0,02-200] 0,0002-2
XeF 0,351 ~г 0,0012... 1,2 1/60... 1200 0,2...7 [1,5...250] 0,0002... 10
химиче- ский HF 2,6-3 + — — 1,7...2 2-120
+ 0,15 25 1,7...2 — <0,05
DF 3,5...4 + — — 1,8...2 1-100 —
+ 0,1...0,5 0,5...25 1,8...2 — 0,03...0,7
далеко- го ик диапа- зона CH3OH 37...1217 + — 1 — ... 10~4...0,6 —
+ 250 1000 ... — 0,005...0,025
CHSF 496... 1222 + 250 1000 ... — <2-10-5
— — Nd : YAG 1,06 + 1 Твердог ельные лазеры С1.3...30 0,001...1200 | —
1 + 1 IO"?... КГ1 | 1...10» <1,3...30 1 10~«... 120
I 1 1 1 1 1 i 1
Nd:YAG (2co) 0,53 + — — 1...5 0.05—4 1
+ 10“4...0,5 1...5-104 1...5 — 2-10-5...0,4
Nd : YAG (3co) 0,355 + — — 0,2...1,2 0,075 —
+ 10-*...0,016 1...50 0,2...1,2 — 0,0012...0,18
Nd : YAG (4co) 0,266 + 10”4—0,015 1...50 0,3...1,5 — 0,0006... 0,085
Nd-стекло 1,06 + 0,003...2000 1/60... 120 0,3...7 Ц20] 0,3... ЮО
Nd-стекло (2co) 0,53 + 10~4—0,015 1/60... 1 0,3...! — 0,2—20
Nd-стекло '(Зю) 0,355 + 0,003...С,015 1/60... 1 0,3-1 — 0,08...8
Nd-сгекло (4ш) 0,266 + 0,003—0,015 1/60... 1 0,3-1 — 0,04...4
Er-стекло 1,54 + 0,025 0,16 3 — 0,025
Рубин 0,694 + 0,025...3000 1/60... 120 0,3-7 — 0,03-400
Рубин (2со) 0,347 + 0,025 0,1-1 Д-З — 0,1...0,3
F-центры 1,45... 1,56 + — — 1,5-2,5 —0,1 —
+ 2-10-5 10« 1,5...2,5 — —10-»
2,3...3,45 + — — 1,5...2,5 0,001—0,15 —
Сг • BeAI2O4 (алексан- дрит) 0,72...0,78 + 0,05...0,15 0,25... 10 2-4 ... 0,2-1
Принципы устройства и классификация ТЛ Классификация ТЛ
38
Принципы устройства и классификация ТЛ
Продолжение табл.
оо
К к в 1 м 1 1 1 10-».. .400 1 1,5-10-»... 0,002 1 4-Ю-9... 0,005 1 s-oi-г~
Р. Вт 0,25 | 0,01—6 1 О Ю о oi о о о О Ш <Э о 1 О 1О 1 <0,05 1
6. и рад 04 • еры <0,3-40° | о О еб О* V о О о' О О © О О 1О о О in С4
Г. Га | еры | 0,07—10s дияковые лаз © с ь ч э 5* 1 оОГ'сО! 1 О
S 3 V 1 i о а 1 S 1 S и О о т’ о V Полупрово 04 о «3 1 О ю I S»* Э о 1 4—1 Т о
Режим генерации к + + + +
jhhshcI -adnaa + + + + +
| 0,745...0,835 1 0,29...! 0,19...5 0,75...0,9 СО т—* —« 2,7...30
X й я и Ф “ °- £ ° | GSGG Различные красители < < г е 1 InGaAsP -£ С С □ ц а 5
Тип лазера 1 на кра- сителях
1
* Основные линии генерации Аг+-н Кг+-лазеров.
Обозначения: % — длина волны генерации; т — длительность лазерного импульса; f — частота следования импульсов;
О — расходимость лазерного излучения (полный угол); Р — мощность лазерного излучения в непрерывном режиме (в ква-
дратных скобках в ряде случаев приведены значения достигнутой средней мощности в импульсном режиме); £имп — энер-
гия в импульсе. •
Классификация ТЛ
39
разряда трудно. Поэтому накачка
Обычно осуществляется селективно
монохроматическим лазерным излу-
чением.
Твердотельные лазеры. Активной
средой твердотельных лазеров явля-
ются кристаллические или аморфные
вещества, в матрице которых равно-
мерно распределены ионы примеси
(переходных металлов, редкоземель-
ных элементов, актинидов). На перехо-
дах между энергетическими уровнями
этих ионов и возникает лазерная гене-
рация. В таких лазерах используется
оптическая накачка. Кристаллические
и аморфные матрицы должны быть
прозрачны для излучения накачки и
лазерного излучения, обладать высо-
кой механической и фотохимической
стойкостью и хорошей теплопровод-
ностью. Наибольшее распространение
среди твердотельных лазеров получили
лазеры на иттриево-алюминиевом гра-
нате, активированном неодимом Nd3+:
Y8A1eO12 (Nd : YAG-лазеры). К твер-
дотельным лазерам относятся и лазеры
на центрах окраски (F-центрах), на-
пример, в кристаллах LiF. Наиболее
перспективным является лазер на алек-
сандрите (Сг3+ : ВеА1аО4).
Жидкостные лазеры. Активной сре-
дой жидкостных лазеров обычно яв-
ляются растворы органических краси-
телей в воде, метиловом или этиловом
спиртах, толуоле, бензоле и других рас-
творителях, а также некоторые метал-
лоорганические или неорганические
жидкости, активированные ионами
редкоземельных элементов. Эти лазеры
соединяют в себе свойства твердотель-
ных и газовых лазеров (большая кон-
центрация активных частиц, высокая
оптическая однородность, отвод тепла
за счет циркуляции рабочей жидкости).
Основное их преимущество—возмож-
ность плавной перестройки длины вол-
ны генерации в достаточно широком
диапазоне спектра. Накачка лазеров
на красителях — оптическая (лампо-
вая или лазерная с использованием из-
лучения азотных, эксимерных, аргоно-
вых и других лазеров, а также различ-
ных гармоник излучения Nd : YAG-ла-
зеров).
Полупроводниковые лазеры. Инвер-
сия населенностей в полупроводнико-
вых яазепах создается на переходах
между состояниями в электронных
энергетических зонах полупроводнико-
вого кристалла, а не между дискрет-
ными уровнями энергии. Эти энергети-
ческие зоны возникают вследствие рас-
щепления уровней энергии валентных
электронов атомов, составляющих кри-
сталлическую решетку кристалла, в
сильном пространственно-периодиче-
ском внутрикристаллическом поле соб-
ственных атомов кристалла.
Основным способом накачки в полу-
проводниковых лазерах является ин-
жекция через р—n-переход или гетеро-
переход, позволяющая осуществить не-
посредственное преобразование элек-
трической энергии в лазерное излуче-
ние (инжекционный лазер). Другими
способами накачкн служат электриче-
ский пробой (стримерные лазеры),
электронная накачка, оптическая на-
качка.
Характерные свойства полупровод-
никовых лазеров: компактность, высо-
кий КПД, широкий диапазон длин
волн генерации, плавная перестройка
длины волны генерации, мало-
инерционность, простота конструк-
ции.
Лазеры на свободных электронах.
В этих лазерах излучение наблюдается
при прохождении релятивистского пуч-
ка электронов через систему с прост-
ранственно-периодическим внешним
магнитным полем (ондулятор). Вынуж-
денное излучение обусловлено взаимо-
действием электромагнитной волны с
электронами, движущимися в периоди-
ческом магнитном поле. Фактически
это магнитное тормозное излучение.
Длина волны излучения А, зависит от
периода магнитного поля A (X ~ А)
и энергии электронов Е (X ~ 1/Д2).
В реальных конструкциях при энергии
электронов 26...50МэВ лазерная гене-
рация наблюдается в средней часта
ИК диапазона.
Основные типы коммерческих лазе-
ров приведены в табл. 8. Для выходной
мощности и энергии взяты максималь-
ные значения, полученные для коммер-
ческих лазеров к настоящему времени.
Основные области применения лазе-
ров различных типов приведены в
табл. 9.
8. Основные области применения лазеров различных типов
Области применения Типы лазеров
СО, не- прерывные СО, импульсные или импульсно- i периодические ; Nd:YAG Nd-стекло Рубиновые Иоанне Эксимерные На красителях Полупроводни- ковые О О Z Не-Cd Не —Ne На парах метал- лов HF, DF Далекого И К диапазона На F-цеатрак
высокой мощности низкой мощности непре- рывные импульс- ные
Термическая техноло- гия Резка Сварка (пайка) Прошивка отверстий Т ермообр аботка Маркировка + + + + + + + + + + + + + + + +
Микротехиология Отжиг полупроводни- ков Осаждение пленок Легирование Травление Фотолитография Подгонка резистов Устранение дефектов интегральных схе^ Скрайбирование + + + + + + + + + + + + + + + + + + ++++ + ++++ + + + + +
Атомно-молекулярная технология Фотохимия Разделение изотопов + + + + + + + + + + +
Продолжение табл. 9
Области применения Типы лазеров
СО, не- прерывные СО, импульсные или импульсно периодические Nd:YAG Nd-стекло Рубиновые Ионные Эксимерные На красителях Полупроводни- ковые 1 о и Z Не-Cd ад—ад На парах метал- лов HF, DF Далекого И К диапазона | На F-центрах
высокой мощности низкой мощности непре- рывные импульс- ные
Медицина Терапия Хирургия Диагностика Офтальмология Дерматология Гастроэнтрология + + + + + + +++++ + + + + + + + + + + + + +
Диагностика Интерферометрия Спектроскопия Дальнометрия Фотоакустика Голография + + + + + + + + + + + + + + + +++++ 4- + +
Прочие области при- менения Научные исследования Контроль окружаю- щей среды Оптическая связь Запись и обработка информации Печать Юстировка + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + +
Принципа устройства и классификация ТЛ Классификация ТЛ
42
Принципы устройства и классификация ТЛ
5. ТВЕРДОТЕЛЬНЫЕ ЛАЗЕРЫ
Первым твердотельным лазером был
лазер на кристалле рубина £177]
(1960 г.); в 1961 г. был создан лазер,
активной средой которого являлось
неодимовое стекло (стекло, активиро-
ванное ионами Nd3+) [194], а в
1964 г. — лазер на иттриево-алюмини-
евом гранате (Nd3+ : YSAI6O12 или
Nd: YAG-лазер) [156]. Лазеры по-
следних двух типов нашли наиболее
широкое применение в промышленно-
сти в различных технологических про-
цессах. Эти лазеры работают по четы-
рехуровневой схеме (рис. 10). Лазер-
ная генерация возникает при переходе
ионов неодима с уровня 3 на уровень 2.
Заселение метастабильного уровня 3
достигается благодаря безызлуча-
тельным переходам из состояния 4.
Уровень 2 обедняется также за счет
безызлучательных переходов в основ-
ное состояние /. Важным условием
для работы по такой схеме является
малая населенность уровня 2 при тер-
модинамическом равновесии системы.
Это условие будет выполняться при
£2 — £i > kT (k — постоянная Больц-
мана; Т — температура, К).
На практике систему считают че-
тырехуровневой, если £2 — Е1 >
2* 8kT. В рассматриваемых типах ла-
зеров достаточно перевести на уро-
вень 3 лишь небольшую часть ионов
из основного состояния, тогда как
для лазеров, работающих по трех-
уровневой схеме (например, для руби-
новых лазеров), у которых £а — Ег
kT, для создания инверсной насе-
ленности требуется перевести на мета-
стабильный уровень более половины
ионов из основного состояния. В связи
с этим лазеры, работающие по четы-
рехуровиевой схеме, требуют гораздо
меньших затрат энергии, чем лазеры,
работающие по трехуровневой схеме.
Конструктивно твердотельные лазе-
ры состоят (рис. 11) из излучателя,
блока питания, блока охлаждения и
Рис. 10. Схема основных лазерных уровней н переходов ионов Nd,+ в YAG-матрице!
1 — основной уровень; 2 — инжннй лазерный уровень (для основной лннив генерации
с К = 1064 нм); 3 •=• верхний лазерный уровень (метастабильный); 4 = полоса возбуж-
дения (накачки)
Твердотельные ТЛ
43
Рис. 11. Типичная схема твердотельного лазера с ламповой накачкой:
1 — активный элемент; 2 — лампа накачки; 3 — блок питания; 4 — осветитель; 5 —.
блок управления; 6 — управляющий элемент; 7 — зеркала резонатора; 8 — излучатель;
9 •— блок охлаждения; 10 = выходное излучение
блока управления (при наличии эле-
мента. управляющего режимом гене-
рации). Электрическая энергия от
блока питания преобразуется в лампе
иакачки в световую энергию, часть
которой с помощью осветителя фоку-
сируется внутрь активного элемента.
Как правило, осветитель представляет
собой моноблок из кварцевого стекла
(в ряде случаев легированного евро-
пием) в форме эллиптического ци-
линдра с полированной боковой по-
верхностью, покрытой слоем серебра
(рис. 12). На внешний слой серебра
наносится защитное покрытие из меди
и никеля. Активный элемент и лампа
накачки расположены в каналах мо-
ноблока, просверленных по фокаль-
ным осям эллипса. Такая конструкция
осветителя обеспечивает высокую эф-
фективность передачи излучения от
лампы к активному элементу. Обычно
осветитель изготовляют из кварцевого
стекла с легирующими добавками,
которое не пропускает вредного для
активного элемента УФ излучения
лампы накачки, что позволяет исполь-
зовать во внутреннем контуре системы
охлаждения лазера дистиллированную
воду без каких-либо фильтрующих до-
бавок и тем самым значительно по-
высить эксплуатационные свойства ла-
зера. Благодаря эллиптической форме
осветителя распределение накачки по
сечению активного элемента имеет
максимум в центральной часта, что
увеличивает эффективность лазерного
излучения.
В качестве активных элементов для
ТЛ наиболее широко используются
стержни из неодимового стекла и
иттриево-алюминиевого граната. До-
стоинством неодимовых сте-
кол является низкий порог возбу-
ждения, низкая стоимость и простота
производства, высокая оптическая од-
нородность, возможность изготовле-
ния активных элементов практически
любых размеров. К недостаткам нео-
димового стекла следует отнести от-
носительно низкую теплопроводность
и высокий коэффициент теплового рас-
ширения, что ограничивает возмож-
ность работы лазеров на неодимовом
стекле с высокой частотой следования
импульсов. Спектрально-генераци-
онные и физико-химические характери-
стики отечественных и зарубежных
Рис. 12. Сечение осветителя:
1 — лампа накачкн; 2 — активный эле-
мент; 3 — осветитель; 4 » отражающее
покрытие
44
Принципа устройства в классификация ТЛ
10. Сраввительные характеристики Nd: YAG кристалла и неодимового стекла
Характеристика Nd:YAG Nd-стекло 0
Теплопроводность, Вт/(см-град) 0,13 0,003 ... 0,01
Теплоемкость, Дж/(г-град) 0,61 0,54 ... 0,67
Коэффициент термического расширения, 10-6/град 6,96 8 ... 12
Плотность, г/см3 4,55 2,5 ... 3,5
Твердость по Моссу 8,5 —4,5
Прочность на разрыв, 10б МПа 1,75 ... 2,1 —
Концентрация ионов Nds+ • 1020, см-3 —0,5 1,9 ... 5,7
Показатель преломления (при X = 1,06 мкм) 1,816 1,51 ... 1,58
Температурный коэффициент показателя пре- ломления (при X — 1,06 мкм) дп!дТ, 10-6 град-1 9,86 — (0,4 ... 5,7)
Время жизни метастабилиного состояния, мкс —250 250 ... 500
Ширина спектральной линии генерации, см”* —6,5 44 ... 85,5
* Разброс параметров зависит от типа (марки) неодимового стекла.
неодимовых лазерных стекол доста-
точно полно приведены в работе [105].
Лазеры на иттриев о-a л ю ми-
ни е в ом гранате благодаря
хорошей теплопроводности могут
работать при больших частотах следо-
вания импульсов. Низкий порог ге-
нерации этих лазеров позволяет ра-
ботать и в непрерывном режиме ге-
нерации. Основные физико-химиче-
ские характеристики кристаллов
Nd : YAG подробно описаны в работе
[33]. Некоторые сравнительные ха-
рактеристики кристаллов Nd : YAG
и Nd-стекла приведены в табл. 10.
На рис. 10 изображены три ос-
новных лазерных перехода для
Nd : YAG лазера: 4F3/2 -+ 4I3/2
(\ет = 946 нм); 4F3/2 -*• 4111/2 (Чен =
— 1064 нм), 4F3/2 -> 4li3/2 (Хген =
= 1338 нм). Самым интенсивным яв-
ляется переход с X = 1064 нм. Он
примерно в 2,5 раза интенсивнее пере-
хода с X = 1338 нм.
Важной особенностью Nd : YAG-ла-
зеров является то, что они позволяют
получать практически все известные
режимы генерации. Режимы генерации
классифицируются по пространствен-
ным и временным характеристикам
излучения или по способу их реализа-
ции. В настоящее время в зависимости
от характеристик внешнего модулиру-
ющего воздействия наиболее часто реа-
лизуются следующие основные режи-
мы генерации [33]: модуляции доб-
ротности, синхронизации мод, раз-
грузки резонатора, сдвоенной модуля-
ции, а в отсутствие внешнего модули-
рующего воздействия — режим сво-
бодной генерации. Одномодовые
(ТЕМ0||) лазеры могут работать во
всех временных режимах генерации,
а многомодовые (TEMnm) — лишь в
двух режимах: свободной генерации и
модуляции добротности (табл. 11).
В случае непрерывной накачки для
получения режима модуляции доб-
ротности (импульсного режима гене-
рации с частотой следования до 50 кГц)
в качестве управляющего элемента
применяют акустооптический затвор
(АОЗ). В (АОЗ) вследствие дифракции
лазерного луча на ультразвуковой
волне, возбуждаемой в фотоупругой
среде, часть потока, прошедшего через
затвор, отклоняется от первоначально-
Твердотельные ТЛ
45
го направления и не принимает уча-
стия в генерации, т. е. в резонатор вно-
сятся дополнительные потери. Когда
коэффициент суммарных потерь пре-
высит коэффициент усиления, генера-
ция прекращается. В отсутствие гене-
рации под действием непрерывной
накачки происходит возрастание ин-
версной населенности. После быстрого
переключения затвора в состояние
с малыми потерями начинается разви-
тие генерации и запасенная энергия
излучается в виде «гигантского» им-
пульса. Звукопровод затвора изго-
товляют из высококачественного плав-
леного кварца с просветленными бо-
ковыми гранями. Продольная звуко-
вая волна возбуждается пьезопреоб-
разователем из кристаллического
кварца
В случае импульсной накачки, ког-
да коэффициент усиления (~0,5 ...
0,8 см-*) практически на порядок пре-
восходит коэффициент усиления
(~0,05... 0,1) при непрерывной на-
качке, для модуляции добротности
широко применяют электрооптические
затворы (ЭОЗ), работа которых осно-
вана на эффектах Поккельса и Керра
(создание искусственной оптической
анизотропии, а следовательно, и двой-
ного лучепреломления в кристаллах,
помещенных в электрическое поле).
Эффект Керра квадратичен по полю:
величина двойного лучепреломления
Дл пропорциональна квадрату напря-
женности электрического поля Ди =
= knE* (К — постоянная Керра;
п — показатель преломления). Наи-
большее распространение получили
ЭОЗ на основе линейного по толю
эффекта Поккельса (линейного
оптического эффекта) в одноосных
кристаллах без центра симметрии.
Основные кристаллы, используемые
для ЭОЗ: КН3РО4 (KDP), KDaPO<
(DKDP), LiNbOg, LiTaOs,
BaTiO6, Ba2NaNBSO1B, CsDsAsO4
(DOHA) н ряд других. Более под-
робная информация о свойствах ма-
териалов для ЭОЗ содержится в рабо-
тах [105, 106].
Довольно часто на практике исполь-
зуются пассивные модуляторы доброт-
ности, принцип действия которых осно-
ван на свойстве фототропных сред,
резонансно поглощающих на частоте
генерации лазера, изменять коэффи-
циент поглощения (просветляться) под
действием интенсивного светового по-
тока. Для Nd : YAG-лазеров обычно
используются различные растворы
полиметиновых красителей, теплофи-
зические и физико-химические свой-
ства которых не позволяют работать
с частотой следования импульсов, пре-
вышающей несколько герц. Как пра-
вило, кюветы с растворами этих кра-
сителей изготовляют в едином блоке
с глухим зеркалом резонатора лазера
и присоединяют -к устройству, осуще-
ствляющему прокачку раствора во
время работы лазера [88]. В настоящее
время осваиваются просветляющиеся
фильтры на основе кристаллов с по-
глощающими F-центрами [111]. Ta-
ll. Основные реализуемые режимы генерации Nd: YAG-лазеров
Режим генерации Накачка
непрерывная импульсная
ТЕМ™ TEMnm ТЕМИ ТЕМП„
Свободная генерация Модуляция добротности Синхронизация мод Разгрузка резонатора Модуляция добротности с синхрони- вацией мод +++++ ++ 1 1 1 + + + ++I 1 1
46
Принципы устройства а классификация ТЛ
Ряс. 18. Типичная схема излучателя лазера с пластинчатой геометрией;
/ —* активный элемент ь виде пластины; 2 —• лампы накачкн; 3 — управляющий элемент:
4 зеркала резонатора; 5 « теплоизоляторы; 6 — отражатели
кие затворы позволяют поднять ча-
стоту следования импульсов до
~50 Гц.
Дальнейший прогресс в развитии
лазеров на кристаллах Nd : YAG и
Nd-стекле направлен на увеличение
выходной мощности. Это возможно
за счет совершенствования технологии
и повышения качества активных эле-
ментов — стержней (в традиционных
конструкциях), а также за счет раз-
работок принципиально новых систем,
в которых активный элемент изготов-
лен в виде пластины прямоугольной
формы (146]. При такой геометрии
градиенты температуры оказывают су-
щественно меньшее влияние (во вто-
ром порядке) на выходное излучение,
что позволяет достичь существенно
более высоких уровней мощности при
хорошем качестве пучка. При обыч-
ной стержневой геометрии тепловые
градиенты являются радиальными и
перпендикулярны направлению рас-
пространения потока вдоль оси стержня.
При этом высокая эффективность на-
качки достигается ценой потери одно-
родности усиления и однородности луча.
В случае пластинчатой геометрии
накачка и охлаждение активного эле-
мента осуществляются с лицевых сто-
рон пластины. Если направление рас-
пространения излучения выбрано та-
ким образом, что распространяющий-
ся луч испытывает одинаковые инте-
гральное усиление и фазовый сдвиг
в любом месте пучка вдоль его пути
в лазерной среде, то в результате ни-
каких амплитудных и фазовых иска-
жений не будет. При этом высокая
эффективность накачки будет совме-
щаться с высоким качеством луча даже
при высокой средней мощности. Та-
кая геометрия позволяет, во-первых,
сориентировать напряжения в одном
направлении, а во-вторых, использо-
вать зигзагообразный оптический путь
луча в целях уменьшения фокусирую-
щего влияния напряжений.
Типичная схема лазера с пластинча-
той геометрией приведена на рис. 13.
Конструктивно лазеры с пластинчатой
геометрией могут быть двух типов:
зигзагообразный лазер — лазер, в ко-
тором используется одна пластина,
что позволяет получать выходную мощ-
ность до нескольких киловатт; диско-
вый лазер — лазер, активный элемент
которого набран из ряда пластин, что
принципиально дает возможность по-
лучить сколь угодно большую мощ-
ность.
Существенным методом повышения
КПД и стабильности частоты твердо-
тельных лазеров является использо-
вание узкополосных источников на-
качки — лазерных диодов и диодных
матриц. Лазерные диоды, в отличие от
ламп, имеют узкую спектральную ли-
нию излучения, позволяющую обе-
спечить практически идеальное согла-
сование их спектра излучения с по-
лосами поглощения активного эле-
мента. В сочетании с высоким КПД
лазерных диодов это дает возможность
в 5 ... 10 раз повысить КПД твердо-
тельных лазеров в широком диапазоне
значений мощности (энергии) накачки,
снизить потребляемую электрическую
мощность, избавиться от громозд-
ких систем питания и охлаждения.
Полупроводниковые источники на-
качки позволяют в широком диапа-
зоне регулировать длительность и
Теердотельнсч ТЛ
47
12. Зарубежные твердотельные лазеры с полупроводниковой накачкой
Фирм» Модель лазера Длина вол- ны генера- ции, им Мощность ИЛИ энергия в импульсе Стабиль- ность, % Тнп накачки
«Адлас» (Adlas, ФРГ) DPY-101C/101 DPY-101SM DPY-201C/201 DPY-105C DPY-115C 1064 1064 1064 532 532 >40 мВт >40 мВт (ТЕМ00) >100 мВт >2 мВт >5 мВт ±5 ±5 ±5 Торце- вая
<Амоко-лазер Ком- пани» (Amoco-Laser Со. США) ALC-1064-50 ALC-1320-25 ALC-532-5 1064 1320 532 50 мВт 25 мВт 5 мВт ±2 ±2 ±5 Торце- вая
«И-Эс-Ай» (ESI, США) 7200/7900 1064 532 10 ... 20 мкДж 1,5 ... 5 мкДж ±5 ±5 Торце- вая через оптиче- ское волокно
«Лэйзер Диод Про- дакте» (Laser Diode Products, США) LDP-250 LDP-500 LDP-2QR7 1064 1064 1064 200 мВт 500 мВт 1 мДж/200 мВт ... ... ... Боковая
«Лайтвэйв Электро- нике» (Lightwave Electronics, США) 120-01 120-02 120-03 120-04 ПО ... ... 1064 1319 1064 1319 1064 1047 532 2 мВт 0,5 мВт 40 мВт 25 мВт 10 ... 20 мДж 20 ... 40 мкДж Б ... 10 мкДж ±10 Торце- вая
±5
«Фотон- Контрол» (Photon-Control, Великобритания) 1,06-1/2/3/5 1,06-55 1,3-1 1.06-2/6Q 1.06-2/6QS 1064 1064 1300 1064 1064 1 ... 5 мВт 5 мВт 1 мВт 2 ... 6 мкДж 2...6 мкДж (ТЕМ^о) ±1,5 Торце- вая
...
«Спектра Физике» (Spectra- Physics, США) 7900-Y106 7900-Y132 7900-L104 7900-L131 7950-L104 7955-L532 7900-L532 1064 1319 1047 1313 1047 532 532 35 ... 70 мВт 12 ... 25 мВт 35 ... 70 мВт 12 ... 25 мВт 10 ... 20 мкДж 1,5 ... 5 мкДж 1 ... 10 мВт ±5 Торце- вая через оптиче- ское волокно
...
Примечание. В лазерах всех моделей используется кристалл Nd : YAG,
кроме мод. 7900-L104, 7950-L104 фирмы «Спектра Физике» и одной модели фирмы
«Лайтвэйв Электронике» (кристалл Nd : YLF).
48
Принципа устройства а классификация ТЛ
13. Технические характеристики отечественных моделей твердотельных лазеров
с полупроводниковой накалкой
Характеристики ЛТИ-101 ЛТИ-407
Длина волны генерации, мкм Средняя выходная мощность, мВт Частота следования импульсов, Гц Расходимость, мрад 1,06 0 ... 7,5 0 ... 100 2 0,53 1 ... 10 0 ... 100 3
Тип накачки Масса, кг: Торцевая Торцевая
излучателя источника питания 0,66 3.9 1.5 3,5
форму импульса накачки, стабилизи-
ровать энергию иакачки, а следова-
тельно, улучшить характеристики ге-
нерации твердотельных лазеров и по-
высить их универсальность и ресурс
[63]. В настоящее время для накачки
твердотельных лазеров разрабаты-
ваются мощные лазерные диоды и ре-
шетки на их основе с выходной мощ-
ностью 100 ... 500 мВт в непрерывном
режиме *.
Характеристики основных моделей
зарубежных коммерческих твердо-
тельных лазеров с диодной накачкой
приведены в табл. 12 [153], а харак-
теристики отечественных моделей
твердотельных лазеров с накачкой
линейными сборками светодиодов —
в табл. 13 [63].
В настоящее время интенсивно ис-
следуются новые перспективные ла-
зерные среды, позволяющие повысить
КПД генерации, энергию и среднюю
выходную мощность на единицу объема
активной среды, снизить порог гене-
рации и получить перестраиваемую
• Ga AlAs diode laser puts out 200mW
C W//Lasers and Applications, 1985. V. 4.
No 9. P. 146.
600-mW continuouswave diode laser//La-
sers and applications, 1986. V. 5. No 12.
P. 73.
200-mW CW laser dlode//Laser Focus.
1985. V. 21. No 12. P. 124.
генерацию в широком спектральном
диапазоне. Один из путей увеличения
эффективности активных сред — вве-
дение в кристаллическую решетку
матрицы дополнительных ионов, по-
глощающих не используемую активной
средой часть энергии излучения на-
качки и передающих энергию воз-
буждения излучающим ионам актив-
ной среды. Этот эффект называется
сенсибилизацией люминесценции. Он
хорошо работает применительно к кри-
сталлам галлиевых гранатов, основные
характеристики которых (а также ряда
других кристаллов) приведены в табл.
14.
Перестраиваемые твердотельные ла-
зеры со сравнительно небольшой сред-
ней мощностью находят применение
в промышленности, медицине, науч-
ных исследованиях. В перспективе
(при увеличении средней мощности и
КПД) твердотельные лазеры смогут
применяться в таких областях, как
рентгенолитография, инициирование
термоядерных реакций, разделение
изотопов и т. Д.
Большой прогресс в настоящее время
достигнут и в области разработок
мощных твердотельных лазеров с лам-
повой накачкой, которые в ряде про-
мышленных применений могут соста-
вить конкуренцию мощным СО2-лазе-
рам. Примеры таких лазеров приве-
дены в табл. 15 [163].
Твердотельные ТЛ
49
14. Основные характеристики перспективных перестраиваемых твердотельных
лазеров
Кристалл Диапазон генерации, нм Режим генерации Средняя выходная мощ- ность, Вт Источник накачки
непре- рывный импульс- ный
Сг8* : ВеА1,О, (алек- сандрит) Сг8+ - Be3Ala(SiO3)e 701 ... 826 I + 100 Лампа
729 ... 809 4- 0,32 Кг* -лазер
(изумруд) Сг8* : Cd3Sc,GaaOla 685 742 ... 842 + 4- 4- 0,25 Лампа Аг--,
(GSGG) Кг+ -лазеры.
лампа
Ст8* ; Cd3Ga6Ols (GGG) Cr8* : Y,GaaOla(YGG) 760 4- ...
740 4- ... Лазер
Сг®+ : LagLugGsgO^jj (LLGG) 820 4- ...
Cr8* : CdsSc,Al,Ole —780 4- 0,09
(GSAG) Cr8* : KZnF, 785 ... 865 + 0,085 Кг* -лазер
Cr8* : ZnWO, 980 ... 1050 4- 0,07
Tis* : A1SOS 660 ... 986 4-
Co : MgF, 1500 ... 2300 + 4- Аг* -лазер Лазер на
Ni : MgF, 1620 ... 1800 4- 4- Nd-стекле
V : MgF, 1000 4- Лазер, лампа Лампа
Nd : LaF, 172 4-
Ce : YLF 325 4- Лазер
Ce : LaF, 286 4-
16. Примеры моделей мощных Nd : YAG-лазеров непрерывного действия
с ламповой накачкой
Фирма Модель Выходная мощность, кВт Примечание
.Тошиба» (Toshiba, Япония) LAY-656 1 Максимальная мощность 1,4 кВт в режиме модуляции. Конструк- ция — три стержня Nd : YAG (вы- ходная мощность каждого стержня 400 Вт)
НЭК (NEC, Япония) YL117—413 1.2 Система фокусировки позволяет по- лучить диаметр пятна в фокусе около 0,5 мм; возможна передача мощного излучения по гибкому кварцевому световоду
50
Принципы устройства и классификация ТЛ
6. ЛАЗЕРЫ НА ИОНАХ АРГОНА
Ионные газоразрядные лазеры яв-
ляются источником непрерывного ко-
герентного излучения в видимой и УФ
областях спектра. В этих лазерах
переходы происходят между энерге-
тическими уровнями одно- или много-
кратно ионизованных атомов главным
образом инертных газов (Аг, Кг, Хе
и др.). В ионных лазерах высоко рас-
положенные (десятки электронвольт)
и разреженные уровни ионов по сравне-
нию с нейтральными атомами позво-
ляют получить лазерную генерацию
в сине-зеленой, видимой и УФ обла-
стях спектра. Кроме того, вероятность
переходов между лазерными уровнями
у ионов выше, чем у атомов, что обе-
спечивает существенно более высокий
уровень выходной мощности в непре-
рывном режиме по сравнению с ато-
марными лазерами.
Среди ионных лазеров на инертных
газах наибольшее распространение по-
лучил аргоновый лазер, обладающий
наибольшей мощностью непрерывного
излучения в видимом диапазоне (до со-
тен ватт). Первые независимые раз-
работки аргонового лазера были сде-
ланы в работах [129, 134, 196, 158].
Упрощенная схема уровней для ар-
гонового лазера с указанием основных
лазерных переходов приведена на
рис. 14. Верхний уровень (уровни 4р2
и 4р4) вблизи 19 ... 20 эВ (энергия
отсчитывается от основного состояния
иона ЗрБ) может заселяться [54, 22]
из основного состояния атома аргона
в результате столкновений атома о
электронами разряда в одноступенча-
том процессе возбуждения и иониза-
ции, а также в двухступенчатом про-
цессе, включающем ионизацию
Аг + е Аг 4- 2е (3)
Ряс. 14. Схема уровней в основных лазерных переходов аргонового лазера:
1 — основной уровень атома Аг; 2 — основной уровень иона Аг+; 3 — нижние лазерные
уровни; 4 —• верхние лазерные уровни; 5 — группа более высоких уровней возбуждения
(Цифрами указаны основные длины волн генерации, нм)
Лазеры на ионах аргона
51
Рнс« 16. Схема охлаждаемой водой газоразрядной трубка аргонового лазера!
1 — выход воды; 2 — капилляр; 3 — соленоид (магнит); 4 вход воды; б ««• а иод;
б — обводный канал; 7 — катод
и последующее возбуждение
Аг+ + е_^(Аг*)* + е. (4)
Возможны и другие механизмы, на-
пример, передача возбуждения с воз-
бужденных метастабильных уровней
иона Аг+ или заселение верхнего ла-
зерного уровня за счет переходов
с более высоких уровней иона Ат+.
Инверсия населенности создается, по-
скольку время жизни верхнего лазер-
ного уровня примерно в 25 раз больше
времени жизни нижнего лазерного
уровня. Быстрое опустошение ниж-
него лазерного уровня (4s2) происхо-
дит путем спонтанного испускания
в области вакуумного ультрафиолета
при переходе в основное состояние иона
Аг1 (ЗрБ) и далее в основное атомарное
состояние (Зр6). Можно отметить, что
схема лазерной генерации аргонового
лазера близка к четырехуровневой
схеме. Поскольку энергия верхнего
лазерного уровня велика (~35 эВ)
и существует множество процессов
возбуждения низколежащих уровней
при столкновении атомов Аг с электро-
нами, КПД аргонового лазера, как и
других ионных лазеров на инертных
газах, невелик. КПД аргоновых лазе-
ров с водяным охлаждением не пре-
вышает 0,15 %.
Схема возбуждения аргонового ла-
зера накладывает определенные тре-
бования на его конструкцию. Для ио-
низации нейтральных атомов Аг и
поддержания высокой степени иони-
зации (~20%) и высокой температуры
электронов необходимо пропускать че-
рез газ ток большой плотности (от
сотев до нескольких тысяч ампер
на квадратный сантиметр). Действи-
тельно, поскольку при двухступенча-
том процессе (3)—(4) вероятности про-
цессов ионизации и возбуждения про-
порциональны плотности разрядного
тока /разр- то эффективность накачки
в первом приближении будет пропор-
циональна /разр- Резко увеличить
плотность разрядного тока можно пу-
тем уменьшения диаметра газоразряд-
ной трубки, т. е. используя сильно-
точный дуговой разряд в капилляре.
Дуговой разряд создают в тонком ка-
пилляре диаметром 1 ... 10 мм при
давлении 13,3 ... 66,5 Па (рис. 15).
Высокая удельная тепловая нагрузка
(до нескольких сотен ватт с одного
сантиметра длины капилляра) требует
эффективного охлаждения конструкции
проточной водой. Для увеличения кон-
центрации электронов по оси капил-
ляра, а также для предохранения
капилляра от разрушения ионным
пучком в разрядном промежутке ис-
пользуют постоянные магниты 3 (или
соленоиды, часто также охлаждаемые
водой). С их помощью создается ак-
сиальное магнитное поле напряжен-
ностью ~79 580 А/м, сжимающее об-
ласть разряда и уводящее ее от стенок
капилляра. Поскольку электроны,
эмиттируемые катодом 7, под дейст-
вием электрического поля движутся по
капилляру к аноду 5, то и газ в ка-
пилляре начинает перемещаться в этом
же направлении, что приводит к га-
шению разряда. Для выравнивания
давления катодную и анодную обла-
сти газоразрядной трубки соединяют
обводным каналом 6. Для того чтобы
в нем не горел разряд, его длина дол-
жна быть больше, а диаметр меньше,
чем у основного капилляра.
Большие плотности разрядного тока
предъявляют высокие требования к
62
Принципы устройства и классификация ТЛ
16. Основные длины волн генерации аргонового лазера
Длина волны в воздухе, нм Ион Спектральный переход
351,119 ± 0,004 363,786 ± 0,004 454,504 ± 0,01 457,936 ± 0,016 465,795 ± 0,002 472,689 ± 0,004 476,488 ± 0,004 487,986 ± 0,004 496,509 ± 0,002 501,717 ± 0,002 514,533 ± 0,002 528,700 ± 0,1 Аг+ + 4р3Р2—>4з35° 4р^3->4з1Д“ 4Р2^3/2 4s‘'^3/2 4Р251/2“* 4г-Р1/2 4Р2^1/2~* 4®2^3/2 4р2Оз/2—* ^s~^3/2 4P2f>3/2 “* 4s2^l/2 ^^5/2^ 4s2^3/2 *" 4s ^1/2 4p2F°/2 —► 3^2^з/2 4Р4£)5/2~’’ 4‘,2p3/2 4p4D«/2-> 4s27>1y2
Аг+
материалу газоразрядной трубки: он
должен обладать высокой стойкостью
к воздействию плазмы, высокими изо-
ляционными свойствами и хорошей
теплопроводностью В первых ар-
гоновых лазерах использовались квар-
цевые капилляры с ресурсом не более
сотен часов. Применение графита, бе-
риллиевой (ВеО) керамики позволило
существенно увеличить ресурс лазеров.
Наилучшим материалом оказалась бе-
риллиевая керамика, теплопровод-
ность которой больше теплопровод-
ности графита примерно в 100 раз.
Ресурс лазеров на основе ВеО пре-
вышает 1000 ч.
Блок питания аргонового лазера
представляет собой мощный (~10 кВт)
выпрямитель с напряжением на вы-
ходе 200 ... 400 В [106]. Разряд в ка-
пилляре можно возбуждать и высоко-
частотным полем. При этом ресурс
капилляра несколько возрастает за
счет того, что ионы, ударяющие в стен-
ки капилляра в высокочастотном поле,
не успевают приобрести большой ско-
рости. Однако блок питания в этом
случае получается более сложным, и
на практике высокочастотное возбу-
ждение используется редко.
В аргоновых лазерах происходит
одновременная генерация на несколь-
ких длинах волн (см. рис. 14), причем
45 и 35% общей мощности излуча-
ется на линиях 488,0 и 514,5 нм соот-
ветственно. Для получения монохро-
матического излучения внутрь резона-
тора лазера вводят дисперсионные эле-
менты, например призмы.
Следует отметить, что при тех же
условиях разряда образуются и дву-
кратно ионизованные атомы, т. е.
ионы Аг++, излучение которых попадает
в УФ диапазон. В непрерывном режиме
наиболее интенсивными являются ли-
нии 363,8 и 351,1 нм. Мощности
излучения на этих линиях обычно
достигают единиц ватт. В табл. 16
приведены основные длины волн ге-
нерации аргонового лазера с указа-
нием соответствующих квантовых пере-
ходов [105, 142].
Перспективными конструкциями
разрядных трубок ионных лазеров
на инертных газах явлются конструк-
ции из набора металлических и ди-
электрических шайб, позволяющие по-
высить ресурс, надежность и мощно-
стные характеристики. Одной из оп-
тимальных разработок такого типа
Лаэеры на ионах аргона
53
Рис. 16. Схема конструкции лазерных тру-
бок моделей ионных лазеров сер. 2000 фир-
мы «Спектра Физике» :
1 — магнит; 2 — медные перегородки для
отвода тепла; 3 — вольфрамовые диски;
4—керамические изоляционные кольца;
б — внешний кожух; 6 — охлаждающая
вода; 7 — основная керамическая оболоч-
ка газоразрядного промежутка; 8 — от-
верстия, играющие роль обводного кана-
ла; 9 — отверстия, играющие роль капил-
ляра
Медные перегородки 2 благодаря вы-
сокой теплопроводности способствуют
хорошей передаче тепла на керамиче-
скую оболочку 7, также обладающую
высокой теплопроводностью. Отвер-
стия 8 в перегородках 2 играют роль
обводного канала. Медные перего-
родки припаиваются к керамической
оболочке 7, которая предварительно
металлизируется никелем и покры-
вается молибдено-марганцевым спла-
вом. Пайка осуществляется медно-се-
ребряной эвтектикой. Керамические
кольца 4 способствуют снятию на-
пряжений, возникающих в результате
различия в коэффициентах теплового
расширения металла и керамики. Все
технологические операции осущест-
вляются в чистых условиях (класс
100).
Другим перспективным направле-
нием разработок Аг+-лазеров является
создание конструкций с воздушным ох-
лаждением. Примером таких лазеров
могут служить мод. 161 и 162 фирмы
«Спектра Физике» [122] (рис. 17). Ре-
сурс лазеров такого типа составляет
10 ... 15тыс. ч. Хотя эти лазеры не об-
ладают высокой мощностью излучения
(до нескольких сотен милливатт), бла-
годаря своей компактности и удобст-
вам в эксплуатации они могут иметь
широкий спектр применений.
Мод. 161С Аг+-лазера с воздушным
охлаждением фирмы «Спектра Физике»
имеет следующие параметры:
является конструкция моделей ион-
ных лазеров сер. 2000 фирмы «Спектра
Физике» (Spectra Physics, США)
(рис. 16). Вольфрамовые диски
благодаря высокой температуре плав-
ления и низкой способности к распы-
лению обеспечивают стабильность раз-
меров канала разряда (а следователь-
но, и моды) и высокий ресурс лазера.
Длина волны генерации,
нм..................... 488
Выходная мощность
(ТЕМТО), мВт........... 10
Поляризация............Линейная
Диаметр пучка, мм. . . . 0,65
Стабильность диаграммы
направленности, мрад . . ±0,03
Ряс. 17. Схема аргонового лазера
с воздушным охлаждением и вну-
тренними зеркалами:
1 — блоки внутренних зеркал; 2 —
Медный радиатор; 3 — поляризую-
щая пластина; 4 — металлокера-
мический катодный отсек; 5 — раз-
рядный промежуток нз бериллие-
вой (ВеО) керамики
54
Принципы устройства и классификация ТЛ
Габаритные размеры из-
лучателя, мм............ 349Х103Х
Х158
Масса излучателя, кг. . . 4,8
Гарантийный срои служ-
бы, мес...................... 12
Расходимость излучения,
мрад...................... ^0,95
Относительная нестабиль-
ность мощности, % ... ±1
(за 2 ч)
Мод. 162 Аг-лазера этой фирмы
имеет мощность излучения до 25 мВт
в сине-зеленой области спектра.
В табл. 17 приведены основные пара-
метры некоторых моделей отечествен-
ных Аг+ -лазеров, а в табл. 18 — мощ-
ных зарубежных коммерческих Аг+-
лазеров. Основные области приме-
нения Аг+-лазеров приведены ниже:
медицина и биология: офтальмология
(фотокоагуляция сетчатки, капсуло-
томия, хирургия катаракты, диабетиче-
ская ретинопатия, тромбозы сетчат-
ки), оториноларингология (удаление
опухолей), нейрохирургия, дермато-
логия (удаление родимых пятен и пр.),
фотодинамическая терапия, ангио-
пластика, диагностика (флуоресцент-
ная спектроскопия) раковых заболе-
ваний, сортировка и счет биологиче-
ских клеток;
микротехнология: фотолитография,
скрайбирование тонких пленок, мар-
кировка;
промышленность: маркировка, не-
разрушающий контроль;
фотохимия: инициирование химиче-
ских реакций, многоступенчатое воз-
буждение, разделение изотопов, на-
качка лазеров на красителях;
научные исследования и диагностика:
приборы и методы спектрального ана-
лиза (абсорбционная, флюоресцент-
ная спектроскопия, спектроскопия
комбинационного рассеяния света и
пр.), накачка лазеров на красителях,
голография, хроматография;
связь и информационные системы:
подводные локация, телевидение и
связь; системы аэрофоторазведки, цвет-
ное телевидение, запись и считывание
информации, печатающие устройства
(безударная печать, фотонабор, изго-
товление клише), оптические запоми-
нающие устройства.
с
S
•я
к
к
п
г
о
г
, u я я И W Р* о о©©© :© 1Й1Л1Л ь . © V/
я £ изл; теля
га 274 О© о о о © чф о © © со СЧ СЧ СЧ СЧ СЧ —»
5зч цВз 290Х хххххх о © о о© о со © со о © сч сч сч сч со сч сч
is.* и ва 1040Х ХХХХХХ © © © о о о с сч о о © о —’ СЧ —' сч ь- со
Минималь- ный ре- сурс, ч 500 100 2000 400 2000 2000 5000 (средний ресурс)
л i Я л и" к S3
S’ u X и 5 а з £ я s о 5 В'О 2 I ES) 2 (за 30 м
Расходи- мость излуче- ния, мрад 10 . ^ч < ©ОО© Г*© о о с-1 о" о"
Диаметр я а 2 е со • 10 сч сч со со сч сч V/
Я к
® g ▼—ч ^-ч •C'WL'jOO . »-ч »—1
я В
И й So S ч
Вых< МОЩНО' на одной линии 1 (0,488) 5 (6,488)
3 1 s 2 ч ° -сГ 00 со СЧ СП © © ©о 0,515 0,515 0,515 0,515 0,515 0,515
я Я ST • '
К я ч Г я сх я 1S -Ф со © СО о о 0,465 0,465 0,465 0,455 0,465 0,455
»-ч
£ ч а е с £ лазера ЛГ-106 м ЛГ-109 СО СЧ СО Ю-ч о О О О —’ £?££££
1
Лазеры на ионах аргона
55
18. Основные параметры некоторых моделей мощных (^5 Вт) зарубежных коммерческих Аг*-.
Гарантий- ный срок __ службы, Примечания ч (мес) | Возможна УФ генера- ция То же до 400 мВт опплгях То же Д° 800 мВт 2000 (х8) То же до 1,3 Вт То же до 2 Вт То же до 2,5 Вт с о •=1 о о * я с о -Н 6 Ч LQ О Может работать как Кг+-лазер; возможна УФ генерация Конструкция из двух последовательных тру- 18 мес бок; Кг+-лазер; УФ ге- нерация То же Инваровый резонатор модульной конструкции; две последовательные ла- зерные трубки; Кг+-ла- зер; УФ генерация 2000 Конструкция из двух по- следовательных лазер- ных трубок 2000 То же 2000 »
Расходи- Относитель- ность ная места- излуче- оильность ния, мрад мощности, Я я Я о со «5 о Ю -т о 0*0*00*000' 0,7 0,6 0,2/8 ч 0,6 0,6 СТ V V • сч сч сч о* о* о* СО lO ЮЮ о* о* о* о
Выход- Модель кая Диаметр лазера * ° 4' пучка, ность, мм Вт Innova 90-5 5 1,5 Innova 90-6 5 1,5 Innova 100-10 10 1,9 Innova 100-12 12 1,9 Innova 100-15 15 1,9 Innova 100-18 18 9 Innova 100-20 20 1,9 Innova 100-UVE 20 1,9 3050 5 1,4 4080 8 1,6 4100 10 1,6 4120 12 1,6 Excel 5000 5 1,3 295-8 8 1,6 295-10 10 1,6 295-12 12 1,6
я я я X 0 а. Э* «Когер ент Ин кор порейтид» (Cohe- rent Inc., США) «Континентал Лэйзер Корп.» (Continental Laser Corp., США) «Купер Лэйзер Со- никс> (Cooper Laser Sonics, США)
Продолжение табл. 18
линиях в диапазоне 457 ... 530 нм.
Лазеры на парах металлов
57
7. ЛАЗЕРЫ НА ПАРАХ МЕТАЛЛОВ
Ионные лазеры на парах металлов.
Наряду с ионными лазерами на инерт-
ных газах, рассмотренными в преды-
дущем параграфе, разработаны ион-
ные лазеры на парах металлов: кад-
мия, селена, ртути, цинка и др. Из
них наибольшее распространение полу-
чил Не—Cd-лазер. Впервые получен-
ная генерация на парах кадмия была
описана в работе [154]. Схема уров-
ней и основных лазерных переходов
этого лазера приведена на рис. 18.
Возбуждение верхних лазерных уров-
ней 4 осуществляется при столкнови-
тельной передаче возбуждения от ме-
тастабильных атомов Не и ионов Не+
[142] в следующих процессах, при-
водящих к ионизации атома кадмия
и возбуждению его иона:
Не* (2ssS1) + Cd —2- Не +
+ Cd+ (5s2 гП) + e, (5)
He* + Cd-> He-f- Cd+(9s, 6f, 6g). (6)
Процесс (5) называется ионизацией
Пеннинга. Константа скорости иони-
зации Кр = (opti) определяется се-
чением Up, которое в данном случае
(ар = 6,5-10-16 см2) превышает газо-
кинетическое сечение. Этот процесс
приводит к накачке уровней 5s22£>5,2
и 5s22D5y2, переходы с которых на
нижний лазерный уровень 3 (см.
рис. 18) дают лазерную генерацию на
длинах волн 325,0 нм (4dB5s2 2D3/2 -»
->4d105s5p2P$l/2) и 441,6 нм (4j95s2 2D5/2-»
+ 4d105s5p2.P°/2).
Наибольшая мощность генерации со-
средоточена в синей линии 441,6 нм
(—10 ... 200 мВт при КПД « 0,1%), а
мощность в УФ области на линии
325,0 нм невелика (~2 ... 20 мВт).
Пеннинговский процесс образования и
возбуждения ионов кадмия является
одноступенчатым, поэтому скорость
накачки активной среды Не—Cd-ла-
зера пропорциональна первой степени
плотности тока разряда, а не ее квад-
Е,эВ
яг. 18. Схема уровней и основных лазерных переходов Не—Cd-лазера:
1 — основной уровень атомов; 2 — основной уровень нона Cd+; 3 — нижние лазерные
Уровни; 4 — верхние лазерные уровни; 6 — возбужденные в разряде метастабнльиые
Уровни И“
58
Принципа устройства и классификация ТЛ
Рис. 19. Схемы конструкций Не—Cd-лазеров*.
а — с двумя анодами и постоянной подпиткой кадмия в разряд; 1 — аноды; 2 — катод;
5— подогреватель; 4 — газоразрядная трубка; 5 — металлический кадмий; 6 — нспа-
ритель; 7 — конденсатор; б — с рециркуляцией паров кадмия; / — окна под углом
Брюстера; 2 — резервуар высокого давления для гелия; 3 — анод; 4 — резервуар для
кадмия; 5 — капилляр; 6 — катод; 7 — холодная ловушка
рагу, как в аргоновом лазере, что
приводит к существенно меньшим плот-
ностям тока и низкой удельной тепло-
вой нагрузке (достаточно воздушного
охлаждения) [48].
Для получения лазерной генерации
необходимо создать продольный разряд
в смеси Не (~532 ... 798 Па) и паров Cd
(~0,27 Па). Из-за явлений катафореза
(направленного движения ионов в га-
зовом разряде постоянного тока под
действием внешнего электрического
поля) пары кадмия движутся в сторону
катода, что ведет к запылению окна
лазерной трубки металлическим кад-
мием и уменьшению длины активной
области в результате большого гради-
ента концентрации. Для предотвра-
щения этого были разработаны раз-
личные конструкции, например, с
двумя анодами (рис. 19, а) и постоян-
ной подпиткой кадмия в разряд (та-
ким образом удалось положительно
использовать явление катафореза для
создания однородного распределения
паров кадмия в разряде) или более
современные конструкции с рецир-
куляцией паров кадмия (рис. 19, б).
Ресурс современных зарубежных Не—
Cd-лазеров превышает 5000 ч.
Не—Cd-лазер, а также другие лазе-
ры этого типа (Не—Zn, Не—Se и
др.) хорошо дополняют Не—Ne-ла-
зер, существенно расширяя набор длин
волн генерации на всю видимую и
частично на УФ области спектра. В
табл. 19 приведены основные длины
волн генерации некоторых ионных ла-
зеров на парах металлов.
Примером выпускаемого отечествен-
ной промышленностью Не—Cd-ла-
зера может служить лазер ЛГ-70 [51 ],
имеющий следующие характеристики.
Излучатель:
Длина волны генерации,
нм.....................
Мощность излучения,
мВт ...................
Относительная неста-
бильность мощности, %
Режим работы . . . .
Поляризация ....
Диаметр лазерного пуч
ка, мм..............
Расходимость, мрад
Средний ресурс, ч . .
Габаритные размеры, мм
Масса, кг............
Охлаждение...........
Источник питания:
Сила тока нагрузки, мА
Напряжение питания, В
Габаритные размеры, мм
Масса, кг............
441,6
25
<10
Непрерыв-
ный одно-
модовый
Линейная
<1,5
<0,4
<5000
1000Х 280Х
Х280
<25
Воздушное
90
220
600Х 420Х
Х230
<50
Лазер ЛГ-70 предназначен для за-
писи и считывания информации в счет-
но-решающих и запоминающих уст-
ройствах. Он может использоваться
для изготовления фотошаблонов в фо-
толитографии, в лазерных сканирую-
щих системах для печатающих уст-
ройств, для голографической записи
телевизионной информации на дисках,
для голографического контроля рас-
пределения температуры и плотности
частиц в газонаполненных лампах.
На основе лазера ЛГ-70 можно создать
Лазеры на парах металлов
69
19. Основные длины волн генерации некоторых ионных лазеров на парах металлов
Длина волны генерации, нм Ион Спектральный переход
325,000 441,560 ± 0,07 440,460 ± 0,05 484,500 ± 0,05 497,610 ± 0,05 499,290 ± 0,05 506,870 ± 0,05 517,600 ± 0,05 522,760 ± 0,05 530,550 ± 0,05 605,630 ± 0,05 645,300 ± 0,07 684,400 ± 0,07 747,830 ±0,16 758,750 ± 0,16 Cd* 5s2 2£>з/2 ~5Р2/>?/2 5s22Ds/2->5p2P°/2 5р22£>°/2—>- 5s4P5y2 5p4S®/2—»- 5s4PSy2 5p2D°/2-+4s4p42P3/2 5s4 ^3/2 бр^б/г-* ^4^б/2 5р4£,5/2-’’ &4^3/2 5p4D®/2 —> ^Р2^з/2“* ^^1/2 5р27>®/2-> 104 873,7 (J = 3/2) ®Р2^>3/2""> ®s2^I/2 ®р2/°?/2 —* ^^1/2 4s2 2Р5/2 —> 4р2Р3/2
Se*
Sn*
Zn*
В,эВ
высокочувствительное устройство для
контроля загрязнения воздуха. Он
может быть использован для исследо-
ваний в спектроскопии комбинацион-
ного, бриллюэновского, релеевского
рассеяний, абсорбции, флюоресцен-
ции. Перспективно применение по-
добных лазеров в медицине, биологии
и химии для анализа крови, определе-
ния состава сложных растворов и т. д.
Атомарные лазеры на парах метал-
лов. Как уже указывалось выше,
квантовая эффективность, а следова-
тельно, и КПД ионных лазеров не-
высоки, поскольку в непрерывных
газоразрядных лазерах основная доля
энергии разряда идет на ионизацию и
возбуждение низколежащих уровней,
верхний лазерный уровень располо-
жен высоко (десятки электронвольт),
а квант лазерного излучения относи-
тельно невелик (единицы электрон-
вольта). Один из путей повышения
КПД — использование таких актив-
ных сред, в которых в качестве верх-
Рис. 20. Типичная схема энергетических
уровней для лазеров на самоограничениых
переходах:
1 — основной уровень атома; 2 — мета-
стабильный уровень атома, являющийся
иижннм лазерным уровнем; 3 — первый
резонансный уровень атома» являющийся
верхним лазерным уровнем
60
Принципы устройства и классификация ТЛ
Sc
'Cs
СП
La
Li
VNa
Fr
Ra
Не'/
Tl
To
lr
Nb
Mo
Pd
Ru
Rh
Hf
Ac
Xe
re
Tl
Po
Th Pa U Np Pu Am Cm Bk Cf Es Fm Md No Lr
Al
Gay
Ta
W
Re
Os
Ir
Pt
Rn
Рис. 81. Периодическая система элементов:
правой штриховкой отмечены элементы, на атомах которых получена лазерная генерация;
левой штриховкой — элементы, на иоиах которых получена лазерная генерация
них лазерных уровней используются
первые резонансные уровни атомов и
нонов. Эти уровни (рис. 20, уровень 3)
обладают наибольшими сечениями воз-
буждения электронным ударом, по-
скольку их матричные элементы ди-
польного момента перехода в основ-
ное состояние велики. При этом ниж-
ним лазерным уровнем (уровень 2)
может быть только метастабильный
уровень, расположенный обычно ниже
резонансного. Сечение возбуждения
нижнего лазерного уровня мало, следо-
вательно, в процессе возбуждения воз-
никает инверсия, которая при соот-
ветствующих условиях приводит к
лазерной генерации, продолжающей-
ся до момента выравнивания населен-
ностей, так как время жизни уровня 2
достаточно велико. Опустошение уров-
ня 2 может происходить в результате
столкновительной дезактивации, диф-
фузии на стенки или физического уда-
ления атомов в системе с прокачкой.
В рассматриваемой схеме нарушены
условия стационарной инверсии, ге-
нерация носит импульсный характер,
а частота следования импульсов оп-
ределяется временем жизни уровня 2.
Такая импульсная генерация на пере-
ходах, оканчивающихся на метаста-
бильных уровнях, называется само-
ограниченной или генерацией на само-
ограниченных переходах.
Такой структурой уровней обладает
целый ряд металлов, в парах которых
получена лазерная генерация
(табл. 20) [104]. На рис. 21 представ-
лена периодическая система элемен-
тов, где штриховкой отмечены эле-
менты, на атомах и ионах которых
к настоящему времени получена ла-
зерная генерация. Наилучшие харак-
теристики генерации (с точки зрения
КПД и средней мощности в импульсно-
периодическом режиме) имеет лазер
на парах меди. Впервые полученная
генерация на парах меди была опи-
сана в работе [145]. Упрощенная
схема основных энергетических уров-
ней и лазерных переходов приведена
на рис. 22. Два близко расположен-
ных уровня 2Р^2 и 2Pj/2 эффективно
возбуждаются электронным ударом.
Оценочные значения сечения возбужде-
ния для них составляют соответствен-
но 9,7-10-16и 4,5-10-1® см2, что выше,
чем у всех подобных металлов. Время
жизни верхних рабочих уровней при
условии пленения резонансного из-
лучения относительно велико и состав-
ляет -~770 и ~370 нс соответственно,
что значительно снижает требования
к источнику питания [105]. Типичные
значения параметров лазеров на парах
меди с продольным разрядом, а также
максимально достигнутые значения
приведены в табл. 21.
Лазеры на парах металлов
61
20. Краткая характеристика переходов с резонансного на метастабильный
уровень, на которых получена лазерная генерация на нейтральных атомах или
ионах металлов [104]
Длина волны генера- цяи, нм Атом (нон) Спектральное обозначение перехода Энергия, см~* Предельный КПД, % Т, К, при р — 13,3 Па
верхнего уровня £в нижнего уровня, Ен
312,2 Au 6р2Р3/2 — 6s2 2£>5/2 41 174,30 9 161,30 47 1840
363,9 6p7s3P° — 6р2 3Pt 6p7s3P° — 6р2 3Р2 35 287,24 7 819,35 39 1105
405,7 РЬ 35 287,24 10 650,47 44 1105
452,9' Fe х5Л° — аБР3 39 625,83 17 550,21 25 1920
472,2 Bi 7s4Pj/2 6р3 2£>3;,2 32 588,17 И 419,03 43 1050
510,6 Си 4р2Ро/2 — 4s2 2£)-/2 г o/Z 0/2 30 783,69 11 203,56 38 1690
534,1 Мп fl6^9/2 35 769,97 17 052,29 29 1335
535,0 Т1 7^ $112 ®Р2^3/2 26 477,50 7 792,70 47 979
542,0 J76^3/2 fl6^7/2 35 725,35 17 282,00 30 1335
547,0 ,,6р0 6П У Г5/2 а иЦ2 35 725,35 17 451,52 25 1335
551,7 Мп П6гу У .3/2 а иЗ/2 35 689,98 17 568,48 25 1335
553,8 tftpQ „6 Г) У *3/2 а и 1/2 35 689,98 17 637,15 17 1335
578,2 Си 4р2Р«/2-4з22П3/2 30 535,30 13 245,42 36 1690
614,2 Ва* 6р2Рз/2 — ^^5/2 21 952,42 5 674,82 44 984
627,8 Аи ^1/2 ®$2 ^3/2 37 358,90 21 435,30 24 1840
649,7 Ва+ ^Р2^/2 5^2^3/2 20 261,56 14 873,85 51 984
664,5 Еи+ z9Ps -asD°e 26 172,83 11 128,28 31 981
722,9 РЬ 6p7s3P? — 6р2 *D2 35 287,24 21 457,90 24 1105
854,2 4р2?з/2 25 414,43 13 710,96 28 962
866,2 ^Р2^/2 — Зб/2О3/2 25 191,54 13 650,21 31 962
1001,9 Ей 27Р4 -Л>° 26 838,30 16 860,72 20 981
1016,8 Еи+ z7P4 -a7D° 26 838,30 . 17 004,06 18 981
1032,7 1091,4 Sr+ 5р2Р3/2 4<Й?5/2 5p2Fi/2 24 517,00 23 715,00 14 556,00 14 836,00 25 27 900 900
1130,3 Ва бр’Р? — 5d3O2 18 060,26 9 215,52 31 984
1290,0 Мп «6р0 6г) 2 г7/2 а и9/2 24 802,25 17 052,29 14 1335
62
Принципы устройства и классификация ТЛ
Продолжение табл. 20
Длина волны генера- ции, нм Атом (ион) Спектральное обозначение перехода Энергия, см'1 Предельный КПД, % Т, К, при р = 13,3 Па
верхнего уровня Еъ нижнего уровня, Ен
1329,4 Мп г6р7/2 ” - a6Dr/„ 24 802,25 17 282,00 15 1335
1331,9 ^5/2” - a6D7/2 24 788,05 17 282,00 17 1335
1345,3 Yb* 5^/2 — 5d2D372 30 392,23 22 959,00 12 920
1361,1 Ей* г9Р4 - 24 207,86 16 860,72 17 981
1362,7 г6Р°, - ~ “б£>5/2 24 788,05 17 451,52 15 1335
1386,4 Мп '6 Р0 - *’ гЗ/2 - a6D3/2 24 799,32 17 568,48 14 1335
1399,7 ^/2 " ~ °6di/2 24 799,32 17 637,15 9 1335
1499,9 Ва бр’Р® - -5d'n2 18 060,26 11 395,38 26 984
1649,8 Yb* 5р2-Рз/2 — 5d2£>5/2 30 392,23 24 330,90 12 920
1664,8 1760,1 Ей У6^5/2 " ^6f>6/2 ' -“М/2 “ °8£>П/2 21 144,52 21 761,26 15 137,72 16 079,76 11 14 981 981
2437,7 Yb* 5р2Р°/2 - ^Ч/2 27 061,20 22 956,00 10 920
4321,4 УЬР$/2 — fe8D° ° ^11/2 21 761,26 19 447,19 6 981
5066,1 Ей УЪРц2' — ьеп° 21 605,17 19 631,26 5 981
5430,7 У%Г2 — hSD° 21 605,17 19 763,78 4 981
5546,0 Са iplP°i - -3d’£>2 23 652,32 21 849,61 5 962
6059,2 Ей УВРъ/2 -fcM/2 21 444,58 19 794,21 3 981
6456,0 Sr Sp'Pl - - 4d1£>2 21 693,00 20 150,00 4,5 900
Лазеры на парах других металлов
по своим выходным характеристикам
существенно уступают лазерам на па-
рах меди (табл. 22). В табл. 23 при-
ведены значения основных параметров
ряда моделей зарубежных коммерче-
ских лазеров на парах Си и Au.
Конструкцию газоразрядных трубск
разрабатывают таким образом, чтобы
обеспечить высокотемпературный ре-
жим их работы (давление паров меди
— 53.2 Па, плотность — 2-1015 см”3).
Сам газоразрядный канал обычно вы-
полняется из алюминиевой (А12О3)
или бериллиевой (ВеО) керамик. Для
предохранения от попадания паров
металла на окна лазерной трубки и ее
стенки в холодной части, а также для
создания и поддержания разрядного
канала в области от холодных электро-
дов до горячего газа применяется бу-
ферный газ (Ne или Не) при давлении
нескольких сотен паскалей. Некото-
рые конструкции газоразрядных тру-
бок изображены на рис. 23 [104].
Испарение металлической меди мо-
жет быть заменено диссоциацией ле-
тучих молекулярных соединений, со-
Лазеры на парах металлов
63
21. Типичные значения параметров лазеров на парах меди [104]
Параметр Типичное значение Максимальное значение
Длина волны генерации, нм 510,6 578,2 —
Средняя мощность, Вт 10 ... 50 110
Частота следования импульсов, кГц 4 ... 20 235
Энергия в импульсе, мДж 2 ... 8 22
Длительность импульса, нс 25 ... 40 3 ... 185
КПД, %: по энерговкладу 0,6 ... 1,0 2,6
полный 0,2 ... 0,5 —
Диаметр пучка, см 2,5 ... 6 0,18 ... 8
Расходимость, мрад: в устойчивом резонаторе 3 .. 5 —
в неустойчивом резонаторе 0,3 ... 0,5 <1,2 от диф-
Ширина линии генерации, ГГц 6 ... 8 ракционного предела
Рабочая температура, °C 1400 ... 1700 —
Ресурс газоразрядной трубки, ч 200 . .. 500 >4000
Время выхода на рабочий режим, мин 30 .. 60 10
держащих медь. Это перспективно
с точки зрения упрощения конструк-
ции газоразрядных трубок и увеличе-
ния их ресурса, поскольку в этих
случаях не требуется столь высоких
температур (помимо учета той роли,
которую могут играть эти соединения
и продукты их диссоциации в образо-
вании инверсии). Так, например, ис-
пользование разряда в галогенидах
меди позволило получить хорошие
22. Сравнительные выходные
характеристики некоторых лазеров на
парах металлов [104]
Атом Длина волны генерации, нм Средняя выходная мощность, Вт
Ап 312; 632 1; 7
Си 511; 578 10 ... 50
Мп 534 11
РЬ 723 4
Ва ИЗО 12
Ей 1760 2
Sr 6450 1
Е,эВ
Рис. 22. Схема основных лазерных уровней
и переходов атома Си:
1 — основное состояние атома Си; 2 —-
ннжнне лазерные уровни (метает абнль-
ные); 3 — верхние лазерные уровни (ре-
зонансные)
64
Принципы устройства и классификация ТЛ
Гелий-неоновые лазеры
65
23. Параметры ряда коммерческих моделей лазеров на парах Си и Au, выпускаемых некоторыми зарубежными фирмами
Примечания ф а ф а то X с Воздушное/водяное охла- ждение в <L 1 * с 1 Возд ушное/водяное ох ла- । ждение Высокий КПД 1 генерации на Au, РЬ 1 1
Воздушное
ф Возможна парах Мп,
с С а ?
.5 CD СХ S •Т о со С© сч СО СО Ю
S
0, Ml (ПО ypoi 1/е’) IT о 44 т—4 44 2 л to сч s
‘tod о 50 2,5 •—< со CS г—i о о xF
кГц с с ... 20 05 - оо ... 20 о CD CD
о СО О1 СМ м
с о о о о о О О
ХВМП’ НС ш ю о сч о 20...; О
Еимп- мДж г- 0,25 1Л^ мН сч OO
X 511,578 511,578 О е 0 3 628 511,578 511,578 511,578 511,578
к О ТО 5
Фирма, модель «Оксфорд Лэйзерз Лтд.» (( ford Lasers Ltd., Великоб; таиия) сию CU40 AU2 AU10 «Си-Джей Лэйзер Кори.» ( Laser Corp., США) MLV-2008CU MLV-2012CU «Лэйзер Соникс» («Плаг Кинетике») [Laser Sonic (Plasma Kinetics), СШ/ 151 451
Рис. 23. Некоторые конструкции газоразрядных трубок лазеров аа парах металлов:
а — go встроенным нагревателем в виде спирали; 1 — электроды; 2 герметичный
кожух; 8 — газоразрядный канал (AljOa или ВеО); 4 -- нагреватель; б — самораэогре-
вная трубка о внутренним теплоизолятором; / — гааоразрядный канал (А1,Оа или
ВеО); 2 — герметичная иельиопаяиая внешняя оболочка (стекло, кварц или керамика);
3 — тесло- н электроизолирующий материал
карактеристики лазера на парах меди
при температуре ~500 °C.
Лазеры на парах металлов находят
применение в самых различных об-
ластях лазерной технологии. Возмож-
ность хорошей фокусировки и гене-
рация в видимом диапазоне спектра
позволяют с успехом применять ла-
зер на парах меди для скрайбирования
и резки тонколистовых материалов.
Этот лазер является одним из широко
используемых лазеров для накачки
перестраиваемых лазеров на краси-
телях; он находит применение в на-
вигационных системах, в системах
гидрографии прибрежных вод и зон-
дирования атмосферы, а также (вместе
с лазерами на парах золота) в меди-
цине и ряде других областей науки и
техники.
8. ГЕЛИЙ-НЕОНОВЫЕ ЛАЗЕРЫ
К настоящему времени лазерная ге-
нерация получена на многих нейтраль-
ных атомах (см. рис. 21). Типичным
лазером на нейтральных атомах и
наиболее распространенным из всех
типов лазеров является Не—Ne-лазер.
Впервые лазерная генерация на смеси
газов Не и Ne была получена в 1961 г.
1166]. Создание инверсии основано
иа процессе возбуждения атомов Не
при столкновениях с электронами раз-
ряда и передаче возбуждения атомам
Ne, между переходами которого про-
исходит индуцированное излучение.
Упрощенная схема энергетических
Уровней атомов Не и Ne и основных
лазерных переходов изображена на
3 Г. А. Аоильснитов
рис. 24. Для возбуждения газовой сме-
си используется тлеющий разряд, соз-
даваемый в газоразрядной трубке ли-
бо постоянным током, либо высоко-
частотным полем. В разряде в резуль-
тате столкновений с электронами часть
атомов Ne переходит на долгоживущие
уровни 3s и 2s (уровень 3s с энергией
20,66 эВ и шириной ~0,3 эВ имеет
десять подуровней 3st — 3s10, уровень
2s с энергией 19,77 эВ имеет четыре
подуровня 2s2 — 2ss). Для атомов Ne
время жизни s-состояний (~100 нс)
на порядок больше времени жизни
p-состояний (~10 нс), поэтому даже
при равной скорости их возбуждения
возможно создание инверсии населен-
ности по отношению к короткоживу-
щим уровням 2р (уровень 2р с энер-
гией 18,7 эВ имеет десять подуровней
2рг — 2р10) и Зр (уровень Зр с энер-
гией 20,3 эВ имеет четыре подуровня
Зра — ЗрБ), а следовательно, и не-
прерывной лазерной генерации прн
переходах s р (правилами отбора
разрешены переходы только в р-
состояния).
Отрицательную роль в создании
инверсии играет метастабильный уро-
вень 1s (уровень с энергией 16,6 эВ
имеет четыре близко расположенных
подуровня Isa—lsB), поскольку способ-
ствует интенсивному заселению прн
столкновениях с электронами разряда
нижних лазерных уровней за счет пере-
ходов 1s — 2р и 1s — Зр. Для устра-
нения влияния этого фактора имеется
два пути.
Первый путь — эффективный рас-
пад состояния 1s за счет столкновения
66
Принципы устройства и классификация ТЛ
Рис. 24. Схема энергетических уровней атомов Не и Ne и основных лазерных переходов
(штриховыми стрелками обозначена резонансная передача энергии при столкновении
возбужденных атомов Не с невозбужденными атомами Ne)
возбужденных атомов Ne со стенками
газоразрядной трубки. При достаточно
малом ее диаметре практически все
возбужденные частицы в состоянии 1s
за время своей жизни успевают столк-
нуться со стенкой трубки. При этом
населенность уровней 2р и Зр практи-
чески не меняется вследствие малого
их времени жизни. Время диффузии
к стенкам накладывает ограничение
сверху на произведение давления ра-
бочей смеси р и диаметра разрядной
трубки D (pD « 399... 1995 Па-мм)
и на силу тока разряда (25 ... 50 мА).
В обычных условиях оптимальный
внутренний диаметр трубки 3 ... 7 мм.
Дальнейшее его уменьшение приводит
к увеличению дифракционных по-
терь и снижению мощности излуче-
ния.
Второй путь — увеличение населен-
ности верхних лазерных уровней 3s
и 2s. Этого можно достичь добавлением
гелия в рабочую смесь. Гелий имеет
два метастабильных уровня 21S0
(20,6 эВ) и 23Si (19,8 эВ) с временем
жизни ~1 мс, находящихся практи-
чески в резонансе с верхними лазер-
ными уровнями неона. В результате
резонансной передачи энергии при
столкновении возбужденных атомов Не
с невозбужденными атомами Ne по
схеме
Не (21S1), 2SS1) + Ne (PS0)
-* He(l'S0)-|- Ne (3s, 2s)
населенность верхних лазерных уров-
ней существенно возрастает.
В настоящее время выпускаются
коммерческие зарубежные лазеры, ра-
ботающие на следующих длинах волн,
нм: 325; 441,6; 543,4; 632,8; 1152,3;
3391,3. Основными линиями являются
линии с длиной волны 632,8 нм (пере-
ход 3s2— 2pt) и 3391,3 нм (переход
3s2 — Зр4). Эти линии имеют общий
верхний лазерный уровень, а ИК
линия обладает наибольшим усилением,
поэтому для получения генерации в
видимой области необходимо исполь-
зовать соответствующие селективные
зеркала, обладающие высоким коэф-
фициентом отражения на 632,8 нм
и малым — на 3391,3 нм. Продольное
магнитное поле (0,02 Тл) также может
использоваться для подавления ИК
линии вследствие зеемановского рас-
щепления.
Типичные конструкции Не—Ne-ла-
зеров схематично изображены на
Гелий-неоновые лазеры
67
Рис. 25. Схемы Не— Ne-лазеров;
о — с внешними зеркалами: 1 — зеркала резонатора; 2 — выходные окна, расположен-
ные под углом Брюстера; 3 — газоразрядная трубка (капилляр); 4 — катод; б — анод;
б — с внутренними зеркалами; 1 — «зеркала; 2 — катод*. 3 — разрядный капилляр; 4 —
анод; 5 — смесь Не ; Ne
рис. 25. Лазер состоит из газоразряд-
ной трубки, зеркал оптического резо-
натора и блока питания. Трубка обыч-
но изготовляется из высококачест-
венного стекла и заполняется смесью
Не и Ne в соотношении от 10 : 1 до
5:1. Питание постоянным током при
напряжении 1 ... 2 кВ осуществляется
с помощью стабилизированных вы-
прямителей. Для зажигания разряда
в трубке используется наружный элект-
род, на который подается импульсное
напряжение —-10 кВ, получаемое при
разряде конденсатора (1 ... 2 мкФ)
через первичную обмотку импульс-
ного трансформатора.
Типичные характеристики Не—Ne-
лазеров приведены ниже.
Типичные значения параметров
Не— Ne-лазеров, работающих на длине
волны 632,8 нм
Выходная мощность, мВт. . 0,5 ... 50
Стабильность выходной мощ-
ности, %/ч, не более. ... 5
Удельная мощность, Вт/м . . ~0,05
КПД, %.................... —0,1
Диаметр лазерного луча, мм 0,5 ... 2
Расходимость излучения,
мрад......................0,5 ... 2
Доплеровская ширина линии
генерации, ГГЦ.............. ~1,5
Состав рабочей смеси Не : Ne 5:1
Значение pD, Па-мм. . . —665
Ресурс, тыс. ч............10 ... 20
Ширина линии генерации Не—Ne-
лазеров определяется [32 J столкно-
вительным уширением атомов Ne
(—0,6 МГц), естественным уширением
(~20 МГц) и доплеровским уширением
(~1,5 ГГц). Следовательно, в Не—
Ne-лазерах уширение лазерных линий
обусловливается эффектом Доплера.
Поскольку расстояние между собствен-
ными частотами резонатора в исполь-
зуемых конструкциях Не—Ne-лазеров
составляет приблизительно 1ГГц, то
можно получать одночастотную гене-
рацию на одной продольной моде с вы-
сокой степенью монохроматичности и
высокой стабильностью (Av/v0 ~ 10-6).
Эти качества, а также возможность
генерации в видимом диапазоне длин
волн делают Не—Ne-лазер незамени-
мым элементом во многих оптических
устройствах, предназначенных для из-
мерения расстояний, контроля раз-
меров и перемещений (лазерная ин-
терферометрия), а также в устройствах
связи, голографии и в научных иссле-
дованиях. Очень часто Не—Ne-лазер
используется в качестве вспомогатель-
ного оборудования для юстировки и
визуализации положения луча в дру-
гих лазерных системах. Интерес вы-
зывает и возможность эффективного
использования Не—Ne-лазеров в меди-
цине (терапия).
С Не—Ne-лазерами в ряде областей
применения начинают конкурировать
полупроводниковые лазеры в связи
с повышением уровня мощности, а
3*
68
Принципы устройства и классификация ТЛ
также с расширением диапазона их
генерации в видимом диапазоне вплоть
до 500 нм. Поэтому тенденции развития
Не—Ne-лаверов заключаются в по-
вышении стабильности излучения и
уменьшении их габаритных размеров.
Основные параметры некоторых мо-
делей отечественных Не—Ne-лаверов
приведены в табл. 24.
Особенностью миниатюрных Не—
Ne-лазеров ЛГ-78 (ЛГ-78-1) и ЛГН-105
является использование в их конструк-
циях холодного катода. Минимальные
габаритные размеры и масса достига-
ются за счет того, что стеклянная
оболочка активного элемента является
несущей резонатора лазера; это, кроме
того, устраняет необходимость в подъ-
юстировке. Нестабильность оси диа-
граммы направленности у данных мо-
делей лазеров за 8 ч работы составляет
~0,1 мрад. Эти лазеры обладают до-
статочно высокими виброустойчиво-
стью и ударопрочностью и имеют
диапазон рабочих температур соот-
ветственно —25...-|-40°С и —30...
-J-50 °C. Они предназначены для юсти-
ровки, монтажа кранов, центрирования
турбогенераторов; контроля качества
поверхности; считывания и передачи
информации (видеопроигрыватели,
электронно-вычислительная техника).
Кроме того, они используются во всех
видах работ, где требуется задание
направления, а также в медицине
(офтальмология, иглотерапия) и био-
логии (распределение по размерам
биологических клеток и микрочастиц,
анализ клеток, подсчет клеток крови).
Одночастотные Не—Ne-лазеры
(ЛГ-77, ЛГ-302) характеризуются от-
носительной нестабильностью частоты
за 8 ч работы ~Ы0'~в н находят при-
менение главным образом в интерферо-
метрических устройствах для контроля
линейных перемещений в точном ма-
шиностроении (до 10-7 и выше от изме-
ряемой величины), а также в различ-
ных технологических установках и мет-
рологии (измерение длины).
Не—Ne-лазеры мощностью несколь-
ко десятков милливатт (ЛГ-75, ЛГ-38
и др.) применяются в следующих об-
ластях: медицине для диагностики и
лечения хронических язв, ожогов,
дерматитов, стоматитов, бронхиаль-
ной астмы, хронической пневмонии
гипертонии, радикулитов, ускорения
заживления ран и костных тканей при
переломах; растениеводстве для уве-
личения урожайности, повышения со-
держания в плодах питательных ве-
ществ (обработка семян); животно-
водстве для активизации питьевой
воды; биологии для увеличения скоро-
сти размножения микроорганизмов;
ветеринарии; дефектоскопии для конт-
роля качества поверхности металлов.
Лазеры, позволяющие получать ге-
нерацию в ИК области спектра
(71Г-126), предназначены для исследо-
вания оптической прозрачности ма-
териалов; диагностики плазмы; иссле-
дования оптических кабельных линий
связи; контроля качества керамиче-
ских резистов и бесконтактного конт-
роля микросхем; интроскопии ма-
териалов и деталей; полиграфии.
В лазерах ЛГ-126 перестройка длины
волны просто и быстро осуществляется
поворотом обоймы глухих зеркал без
замены зеркал.
В различных направлениях научных
исследований находят широкое при-
менение также лазеры типа ЛГ-52.
Зарубежные коммерческие Не—Ne-
лазеры в настоящее время имеют жест-
копаяную конструкцию, в которой
используется спай стекла с металлом
без промежуточного эпоксидного слоя.
Кроме того, главным направлением
в технологии Не—Ne-лазеров явля-
ется переход к коаксиальным газо-
разрядным трубкам с холодным като-
дом и внутренними зеркалами. Все
это позволило резко уменьшить раз-
меры лазеров и увеличить их ресурс
и надежность работы. Типичный ре-
сурс зарубежных коммерческих Не—
Ne-лазеров составляет 20 ... 30 тыс. ч,
а срок сохраняемости до 10 лет. Осо-
бенности технологии Не—Ne-лазеров,
позволяющие зарубежным фирмам до-
биваться высокого ресурса Не—Ne-
лазеров, заключаются в следующем:
использование твердых спаев окон
н зеркал с газоразрядной лазерной
трубкой, что уменьшает натекание и
позволяет производить высокотемпе-
ратурную обработку трубок перед
герметизацией;
использование твердых сортов бор-
силикатного стекла для газоразряд-
Гелий-неоновые лазеры
№
24. Основные параметры некоторых моделей отечественных Не—Ne-лазеров
Выходная мощность, мВт, в режиме [ка, мм излуче- я неста- яцяости ы» % рс, тыс. ч ые размеры ля» мм Масс
а, кг
Модель лазера г о м 6 в о льна ь мс забот ресу го
g 5 £ н 2 сс 3= с. «а Ф ь х о и* X X <у X й ф х
Я о х О я ГО X И - о й о Лео X ЕС Ф CXtr го >, « ч «я и ЕГ ч °* 5 о G3 О х
о Я 0 tC Л X 016 СП О U. X X X к
ЛГ-77* 0,25 0,73 2,7 10 4 300Х 125Х 95 5 12
ЛГН-302* 0,5 0,6 ... 5 10 320Х96Х 121 3,2 4,6
ЛГН-303 0,5 0,6 ... 3 10 ЗЗОХ 0 36 0,9 3,5
ОКГ-13 0,5 1,3 2 20 260Х 46Х 51 1,5 3,5
ЛГН-203 1 2 2 4 10 350X0 35 0,2 3
ЛГН-213 1 2 2 4 10 350X0 50 0,8 3
ЛГН-207А 1,5 1,4 2,15 5 22 280X0 36 0,45 0,58
ЛГН-207Б 1 1,4 2,15 5 22 280X0 36 0,45 0,58
ЛГН-208А 2 1,4 2,15 5 22 280X0 36 0,45 0,58
ЛГН-208Б 1 1,4 2,15 5 22 280X0 36 0,45 0,58
ЛГ-78-1 1,5 2,5 3 5 (за 6 330X0 35 0,7 5
ЛГ-78 2 2,5 3 4 ч) 5 (за 6 330X0 35 0,7 5
ЛГН-105 2 2,5 3 4 ч) 10 10 340X0 58 1 5
ЛГ-44 3 2,5 ...
ЛГ-79-2 8 2 1 5 5,0 678Х 90Х 90 5,5 8,5
ЛГ-79-1 15 2 1 5,0 795Х 90Х 90 6,5 8,5
ЛГ-52-1 8 0,6 3 7,5 770Х 120X93 9 4,5
ЛГ-52-2 4 0,6 3 7,5 620Х 120X93 6,5 4,5
ЛГ-52-3 2 0,6 3 7,5 370Х I20X 93 6,5 4,5
ЛГ-126 10 4 2,9 2,0 1150Х 126Х 146 15 19
ЛГН-Ш 25 4 3 2 20,0 1030X0 70 3,5 5
ЛГ-75-1 25 4 3 10,0 1100Х П4Х 103 10 12,5
ЛГ-75-А ЛГ-38 50 20 6 2,5 2,9 0,6 ... 5,0 1080Х 109Х 112 1800X 320X 290 50 12,5
(ЛГ-215) ЛГ-104 50 1,5 12,5
ЛГН-215 55 55 1,8 0,5 5 3,0 1910Х 285Х 280 43 12,5
ЛГ-36А 40 80 5 1,4 1800Х 290Х 290 66 20
Примечания: 1. Звездочкой отмечены модели лазеров, работающих
в одночастотном режиме.
2. Длина волн генерации 0,6328 мкм, кроме мод. ЛГ-126 (0,6328; 1,15;
3,39 мкм), ЛГ-75-А (3,39 мкм), ЛГН-215 (0,6328; 0,73 мкм).
3. В лазерах ЛГН-208А и ЛГН-208Б излучение неполяризованное.
ных трубок, что уменьшает утечку
Не до «1,33 Па за один год (высокий
срок сохраняемости);
использование твердых диэлектри-
ческих покрытий внутренних зеркал,
не ухудшающих своих свойств в среде
газоразрядной трубки;
применение специальных конструк-
ций коаксиальных катодов, обеспечи-
вающих их минимальное распыление;
в настоящее время именно распыление
катода, загрязняющее оптические по-
верхности,является основным фактором,
лимитирующим ресурс лазер ной трубки.
В табл. 25 приведены основные пара-
метры некоторых моделей зарубежных
26. Основные параметры некоторых моделей зарубежных коммерческих Не—Ne-лазеров мощностью >6 мВт
с длиной волны генерации 0,6328 мкм
Фирма (страна) Модель лазера Выход- ная мощ- ность •, мВт Диаметр пучка, мм Расходи- мость излуче- ния, мрад Относитель- ная неста- бильность мощности за 8 ч работы, % Поляриза- ция излу- чения Примечания
линей- ная иеполя- ризоваио
«Аэротек Корп.» {Aerotech Corp., США) LT5 5 0,83 0,97 5 + + —
LT8M 8 1,4 4 5 + Генерация только в много- модовом режиме
«Хьюгс» {Hughes, США) 3025НР 5 0,83 1 5 + —
(«Джодон Инк.» Jodort inc., США) HNT-5 5 0,83 0,96 5 + Для применения в промыш- ленности
HN-7G HN-10G HN-15G HN-20G 7 10 15 20 1,2 1,2 1,42 1,42 0,6 0,6 0,57 0,57 5 5 5 5 ++++ Инваровый резонатор е внешними зеркалами; воз- можна генерация на дру- гих длинах волн
HN-50 50 2,01 0,42 5 + Возможна генерация на дли- нах волн 1,15 и 3,39 мкм с невысокой выходной мощ- ностью
«Лейзер Электро- нике» {Laser Elec- tronics Pty. Ltd., Австралия) LE-305B 5 0,8 1 1 + Для применения в промыш- ленности
MCL20K 5 30 —- 1 + Для использования в мая- ках (видимость до 20 км)
/ / 1 !
LE-DL-5XY 5 0,8 1 1 — 1 — Для использования в раз- влекательных программах (диско-лазер)
LE-307R 7 0,8 1 1 + Портативная конструкция
SL-A 8 0,8 1 1 + Противоударная конструк- ция
LE-310SP 10 1 1 1 + Для научных исследований; инваровый резонатор
MCL-30K 10 30 — 1 + Для использования в мая- ках (видимость до 30 км)
LE-315SP LE-325SP 15 25 1,1 1,5 1 1,5 1 1 + + Для научных исследований; инваровый резонатор
«Меллее-Гриот» (tMelles-Griot, США) 05LHR360 05LHR171 05LHR980 5 7 16 2 1 1,5 8 0,8 1,4 5 5 5 + + +++ Генерация только в много- модовом режиме
«НЭК Кори.» {NEC Corp., Япо- ния) GLG 5260 5 0,8 1 5 + —
GLG 5400 10 0,7 1,2 5 +
GLG 5600 15 1,1 0,7 5 + Возможна генерация на дли- не волны 1,153 мкм с мощ- ностью 5 мВт
GLG 5730 25 1,2 0,7 5 + То же с мощностью 7 мВт
GLG 5800 50 1,7 i 0,5 5 + То же с мощностью 15 мВт
72
Принципы устройства а классификация ТЛ
Продолжение табл, 2 5
Примечания 1 Инваровый резонатор с внешними зеркалами | То же | Возможна генерация на дли- нах волн 1,153 и 3,39 мкм | Компактная конструкция длиной —50 см Возможна генерация на дли- нах волн 1,153 и 3,39 мкм
Поляриза- ция излу- чения ОНВИОБИЙ -вгоиан + + + + +
вен -gaHHir + + + + + + + + + + + +
Относитель- ная неста- бильность мощности за 8 ч работы, % сч сч сч сч СЧ 1 СЧ СЧ СЧ СО СЧ СЧ СЧ
Расходи- -я о ч " & X m д Ж —4 •• 1 1.5 | 0,8 1 0,8 -Г сч 1 0,9 | in оо о «—4 1,2 0,75 0,66 1 o'
Диаметр пучка, мм 1 8‘0 I ОО о 1 0,63 1 1,25 1,25 оо o' ОО о' 0,63 ш сч оо о 0,68 1,1 ю сч 1,25 |
Выход- ная мощ- ность •, мВт ь- О ю сч | 30 LQ г- о о io сч <о О ю сч 35 |
Модель лазера PL-750 | PL-770 | PL-790 PL-2500 PL-3000 LGR 7628 | | LGR 7636 | LGR 7623 | LGR 7653 сч <с рг с 120S 901 124В 107В-1 | 1 127-35 ]
Фирма (страна) «Политек» (Poly- I tec, ФРГ) «Сименс» (Siemens, США) «Спектра Физике» (Spectra Physics, < 3
* Значения выходной мощности приведены для одномодового (ТЕМСС) режима генерации (за исключением отмеченных
примечаниях моделей, работающих только в многомодовом режиме).
Эксимерные лазеры
73
доммерческих Не—Ne-лазеров мощ-
ностью >5 мВт.
Основные области применения Не—
Ne-лазеров:
передача и обработка информации —
ввдеопроигрывающне устройства, фак-
симильная техника, печатающие и за-
писывающие устройства, системы счи-
тывания информации;
контрольно-измерительная тех-
ника — контроль качества, дистан-
ционные измерения, интерференцион-
ные сист :ми;
юстировочная техника — контроль
поверхностей, управление землерой-
ными машинами, центрирование турбо-
генераторов и пр., системы для под-
водных работ;
медицина и биология — лучевая
терапия, офтальмология, рентгеноско-
пия, анализ и диагностика.
9. ЛАЗЕРЫ НА ЭКСИМЕРНЫХ
МОЛЕКУЛАХ ГАЛОГЕНИДОВ
ИНЕРТНЫХ ГАЗОВ
Эксим! рные лазеры — молекуляр-
ные газовые лазеры на электронно-
колебательных переходах эксимерных
молекул (возбужденных димеров — от
английских слов excited dimer), устой-
чиво существующих только в возбу-
жденном состоянии. Генерация в та-
ких лазерах происходит на переходах
между двумя термами эксимерной мо-
лекулы, нижний из которых является
отталкивательным и составлен обычно
из атомов, находящихся в основном
состоянии, а верхний имеет потенциаль-
ный минимум. В настоящее время лазер-
ная генерация получена на множестве
эксимерных молекул — на эксимерных
молекулах инертных газов, их оксидах
и галогенида , парах металлических
соединений. Впервые эксимерный ла-
вер с длиной волны генерации 172 нм
был реализован Н. Г. Басовым с кол-
лективом сотрудников [12, 55] на
переходах между возбужденным (мета-
стабильным) и основным (отталкива-
тельным) термами молекул Хе2 при
возбуждении жидкого ксенона элект-
ронным пучком. В настоящее время
наиболее разработанными являются
вксимерные лазеры на галогенидах
инертных газов. Первый такой лазер
Рис. 26. Схема типичных потенциальных
кривых и лазерных переходов галогенидов
инертных газов (/? — атом инертного газа;
X — атом галогена; If — потенциальная
анергия; г — межъядерное расстояние):
1 — нижний лазерный уровень, образуе-
мый ковалентной связью и представляю-
щий собой совокупность двух состояний
X’S и А*11; 2 — уровни с ковалентной
связью, соответствующие возбужденным
состояниям атомов инертного газа (/?*:
н (илн) галогена (X*); 3 — верхний ла-
зерный уровень с ионной связью, состоя-
щий из двух состояний и (ЗП
иа молекуле ХеВг был изготовлен
в 1975 г. [190].
Схема типичных потенциальных
кривых галогенидов инертных газов
приведена иа рнс. 26. Нижиий лазер-
ный уровень (основное состояние эк-
симерной молекулы) образуется ко-
валентной связью и представляет со-
бой совокупность двух состояний: сла-
бо связанного или практически пло-
ского состояния 2S, характеризующе-
гося наименьшей энергией (Л-состоя-
иие), и всегда отталкивательного со-
стояния 2 77 (А-состояиие). Например,
для молекулы ХеС1 состояние 2S яв-
ляется слабо связанным (энергия связи
255 см-1). Исключение из всех моно-
галогенидов инертн х газов пред-
ставляет молекула XeF, обладающая
в основном состоянии энергией связи
1065 см-».
74
Принципы устройства а классификация ТЛ
Гис. 27. Спектр люминнсценцни молекулы
KrF с узкой (’2 -► *2) и широкой (’П -*
-ы *П) полосами излучения
Верхний лазерный уровень образу-
ется ионной связью и также расщеп-
лен на два состояния: 22 (В-состоя-
ние) и 2/7 (С-состояние). При рабочих
давлениях газовой смеси в эксимер-
ных лазерах эти состояния столкнови-
тельно перемешаны.
Спектр испускания эксимерных мо-
лекул галогенидов инертных газов
состоит из двух полос, соответствую-
щих переходам В2Х -+ X2S н С2/7 -т-
А^П, первый из которых обладает
большим сечением вынужденного излу-
чения и, следовательно, дает наиболее
интенсивное лазерное излучение. Вто-
рой переход существенно меиее ин-
тенсивный и характеризуется относи-
тельно широким спектром, поскольку
Д-состояние является отталкиватель-
ным. Пример спектра люминесценции
молекулы KrF приведен на рис. 27.
Типичная ширина линии люминес-
ценции, соответствующая переходам
S2S Х2Х, составляет около 3 нм.
Времена жизни возбужденных верх-
них состояний молекул галогенидов
инертных газов примерно 10 нс. Так,
например, измеренные времена жизни
молекул XeF* и KrF*, приготовленных
непосредственно из XeFB и KrFa (со-
ударения с электронами или фотодис-
социация), составили соответственно
15 и 9 нс [132]. Для других молекул
с достаточной степенью точности были
проведены численные расчеты времени
жизни возбужденных состояний [143,
159]; в частности, для XeF* и KrF*
были получены оценки соответственно
12 и 6,7 нс.
Помимо рассмотренных верхнего и
нижнего лазерных уровней эксимер-
ные молекулы обладаю! рядом мета-
стабильных состояний с ковалентной
связью, соответствующих возбужден-
ным состояниям атомов инертного газа
(/?*) и галогена (X*) (см. рис. 26).
При соответствующем расположении
этих уровней может возникать преддис-
социация, обусловливающая отсут-
ствие лазерной генерации в ряде эк-
симерных молекул галогенидов инерт-
ных газов (табл. 26) [99, 128].
Одним из наиболее важных парамет-
ров, характеризующих работу лазе-
ров, является сечение вынужденного
излучения, зависящее как от формы,
так и от ширины полосы излучения.
Произведение сечения ov на время
жизни верхнего состояния tv для по-
лосы В -» X в молекулах галогенидов
инертных газов в предположении гаус-
совской формы линии может быть оце-
нено по формуле [128]
_ 1 /1п2\1/2 ??
°v4 ~ я ) сдх »
(7)
где л — длина волны; с — скорость
света; АА, — полуширина полосы из-
лучения. По этой формуле для KrF
значение ov«j 2,4 • 10-1всм2 (ДА »
я» 2 нм, т «г 9 нс). Сечения вынужден-
ного излучения для других эксимер-
ных молекул галогенидов инертных
газов имеют тот же порядок. <
Ионный характер верхнего уровня
эксимерных молекул галогенидов
инертных газов обеспечивает их быст-
рое и эффективное образование как
по ионному, так и по метастабильному
каналам. В большинстве случаев от-
талкивательный потенциал между ато-
мами инертного газа и галогена, соот-
ветствующий основному состоянию,
обеспечивает пренебрежимо малую
населенность нижнего лазерного уров-
ня, что соответствует условию бы-
строго опустошения нижнего лазерного
уровня, необходимому для получения
эффективной лазерной генерации. Вви-
ду отталкивательного характера ниж-
него терма в нем ие существует сколько-
нибудь четко выраженных вращатель-
но-колебательных состояний, и
лазерный переход является широко-
полосным, что позволяет получить
перестраиваемое по частоте лазерное
излучение. Типичные характеристики
лазеров на галогенидах инертных га-
Эксимерные лазеры
75
j®. Излучение молекул моногалогенидов инертных газов [99, 128]
Нс Ne Аг Кг Хе
F Ионное Флуорес- ценция Лазерная генерация Лазерная генерация Лазерная генерация
С1 состояние, а не иаи- Флуорес- ценция, лазерная генерация Лазерная генерация Лазерная генерация
Вг низшее возбужденное состояние Предиссо- циация Флуорес- ценция Лазерная генерация
I Предиссо- циация Флуорес- ценция
вов приведены в табл. 27 [136. 187].
Еще одним условием получения эф-
фективной генерации является низкое
поглощение излучения активной средой
для обеспечения эффективного выхода
лазерного излучения. Плазма экси-
мерных лазеров на галогенидах инерт-
ных газов содержит значительное чис-
ло различных частиц, участвующих в
поглощении излучения, что затрудняет,
а в ряде случаев и ограничивает про-
цесс лазерной генерации. Основными
процессами фотопоглощения в плазме
активной среды лазеров на галогени-
дах инертных газов являются следую-
щие [128]:
фотодиссоциация исходных молекул
галогенов, например
F, + &v -> 2F; (8)
фотоотрыв электронов от отрицатель-
ных ионов, образующихся в плаеме,
например
F_ -f- trv -> F + е~; (9)
фотоионизация возбужденных ато-
мов и молекул инертных газов, на-
пример
Аг* ftv -> Аг* 4- е~; (10)
Аг^ 4- frv-> Аг^* -ф е~; (11)
фотодиссоциация ионов димеров
инертных газов, например
Аг^" 4-hv-»-Аг 4-Аг+. (12)
Кроме того, имеется вероятность
поглощения излучения самими возбу-
жденными эксимерными молекулами
галогенидов инертных газов. Такое
самопоглощеиие, которое к настоящему
времени еще слабо изучено, изображено
на рис. 26 стрелкой, направленной
вверх. Сечения различных процессов
фотопоглощения в плазме некоторых
галогенидов инертных газов приве-
дены в табл. 28 [128].
Пороговые значения инверсии для
эксимерных лазеров достаточно ве-
лики, что связано, с одной стороны,
с малой длиной волны, а с другой —
с большой шириной линии соответ-
ствующих переходов. Выражение для
коэффициента усиления при определен-
ных условиях можно представить в ви-
де [32]
<13>
где X — длина волны; At± — вероят-
ность спонтанного излучения для пере-
хода; Av — ширина линии усиления;
— плотность молекул в верхнем
состоянии. При пороговом значении
коэффициента усиления К ж 10-а см-1
плотность возбужденных молекул со-
ставляет N в » 1(}1»-i. юн см-» (для
эксимерных лаверов Л2) яз 10’ ч-
10» с-’; X « (24-3)-10-» см). Для
создания подобной плотности возбуж-
дения молекул необходимо обеспечить
76
Принципы устройства а классификация ТЛ
азеры на галогенидах инертных газов
Галогено- носитель но сч Си НО F„ NF, Вт,
Буферной газ Не Не Не Не, Ne (разряд); Ne, Аг (элек- тронный пучок) Не
Et С со о>
Область перестройки, нм 1 192,25 ... 194,45 | 247,5 ... 249,75 1
Спектральное обозначение перехода +S- и сч t +5 м СЧ СЧ ~К^~ М сч >< t сч М сч +S м сч >< t СЧ "Н> и сч CQ СЧ 4“^ и сч t сч W сч «5 4-^ м t сч 4“^г м oq
Длина волны генерации, нм О/Э стТю" СО ь- 193,3 222,0 248,5 281,8
Эксимерная молекула АгС1 ArF КгО KrF ХеВг
Эксимерные лазеры
77
J8. Сечения о, см1, различных процессов фотопоглощения в плазме некоторых
галогенидов инертных газов [128] (R-атом инертного газа, X—атом
галогена)
RX к. HM О iS о О F iS to a (₽*)• 10” a («**)• 10“ to о •o> to 00 c +<M 3 to
АгС1 175 <0,10 3,20 2 2 3
ArF 193 — 0,93 1 3 4 0,7 —..
KrCl 222 <0,10 1,90 4 3 5 —
KrF 249 1,5 0,55 6 4 3 0,31
XeBr 282 <0,10 2,30 -— -— 11 1,7
XeCl 308 17 2,20 — — 14 16
XeF 351 0,66 2,00 — — — 48
высокую плотность энергии иакачки
с энерговкладом не менее 10-2 Дж/см®
ва время 10~®...10_’ с. Столь высокую
плотность энергии иакачки можно
получить при пропускании через газ
пучка быстрых электронов достаточно
высокой плотности или мощного им-
пульсного разряда. При использовании
двух указанных способов введения
энергии в активную среду реализу-
ются различные механизмы создания
инверсной населенности, основанные на
различных кинетических процессах.
Кинетические процессы, протекаю-
щие при возбуждении газовой смеси и
в процессе генерации в лазерах на
галогенидах инертных газов, очень
сложны по сравнению, например, с
процессами в газоразрядных СОа-ла-
верах: протекают реакции нейтраль-
ных атомов и нескольких видов ионов,
Двух- и трехчастичные реакции, столк-
новительные и релаксационные про-
цессы, процессы поглощения и пр.
Кинетические процессы практически
во всех лазерах на галогенидах инерт-
ных газов довольно схожи, за исклю-
чением XeF-лазера. Заселение верх-
него ионного состояния лазеров на
Галогенидах- инертных газов проис-
ходит по двум главным каналам [99].
Один из них (ионный) обусловлен
рекомбинацией положительных ионов
R+ инертного газа и отрицательных
ионов Х~ галогена, т. е. реакцией
J?+ + X’~ + A4-»-J?X* + Al, (14)
а второй (метастабильный) — взаимо-
действием возбужденных атомов
инертного газа с молекулами — гало-
геноносителями, а именно
R* + АХ RX* + А. (15)
Реакции типа (14) при давлениях
ниже 1,01-10® Па протекают с трех-
частичной константой скорости
йгЮ-2® смв/с, а выше 3,03-10® Па
значение константы скорости начинает
ограничиваться диффузией; при давле-
ниях (1,01 ... 3,03) 10® Па константа
скорости является почти постоянной,
причем значение эффективной двух-
частичной константы скорости состав-
ляет ~10_® см®/с [151, 152].
Реакции типа (15) также протекают
с высокой скоростью. Их в ряде слу-
чаев можно отнести и гарпунным ре-
акциям, идущим между галогеном и
атомом щелочного металла. Этот атом
легко ионизуется, таи каи энергия
связи возбужденного электрона мала.
В силу высокого сродства галогена
и электрону этот электрон легко от-
рывается и при столкновении соответ-
ствующих атомов даже на достаточно
больших расстояниях переходит на
новую орбиту, образуя ионную пару,
удерживаемую кулоновской силой
78
Принципы устройства а классификация ТЛ
Рнс. 28. Основная кинетика процесса обра-
зования KrF* при накачке электронным
пучком смеси Ar— Kr™-Fs
(«.гарпун»), Константы скорости реак-
ций (15) составляют (1 ... 7) 10~и см3/с
[200]. Существенную роль в общем
балансе процессов, ведущих к обра-
зованию эксимерных молекул RX*,
играет также реакция
/?++ ЛХ + еЯХ* + А. (16)
При накачке электронным пучком
определяющим процессом образо-
вания возбужденных состояний яв-
Рис. 29. Основная кинетика процесса
образования KrF* прн накачке смеси
Аг—Кг—Ft электрическим разрядом с УФ
предыон нзацней
ляется ионный канал. Метастабильный
канал может играть главную роль,
когда гибель вторичных электронов
определяется скоростью электрон-ион-
ной молекулярной рекомбинации. Ме-
тастабильный канал, как правило,
представляет собой основной канал
образования возбужденных частиц,
когда накачка осуществляется раз-
рядом, управляемым электронным пуч-
ком. В электроразрядных лазерах с
УФ предыонизацией образование воз-
бужденных частиц определяется обо-
ими каналами.
Лазеры на галогенидах инертных
газов требуют наличия в рабочей
смеси буферного газа, который при
возбуждении электронным пучком слу-
жит для размножения электронов пуч-
ка и преобразования их высокой энер-
гии в энергию, соответствующую эф-
фективному возбуждению молекул, а
при газоразрядном возбуждении — для
обеспечения быстрого развития объ-
емной ионизации и достижения плот-
ности электронов пе = 10144-1016 см-8.
Лазерные смеси для RX*-лазеров
содержат аргои или гелий при дав-
лении от нескольких десятков тысяч
паскалей до ~ 1,5- 10s Па, инертный
газ R при давлении несколько тысяч
паскалей и галоген или галогеноносн-
тель (несколько сотен паскалей).
Для иллюстрации на рис. 28 схема-
тически показана основная кинетика
образования возбужденных молекул
KrF* (приблизительно в 100 реакциях
участвуют 23 частицы) при накачке
электронным пучком, а на рис. 29—
при накачке электрическим разрядом
с УФ предыонизацией [99]. Ниже
приведены константы К скорости не-
которых реакций типа (15) образования
ряда возбужденных эксимерных моле-
кул галогенидов инертных газов [200]:
к. ю,в
Реакция; CKs/c
Аг* + F - ArF* + F (7,5 ... 9)
Аг* + С1а- АгС)* + С1 7,1
Ar?4-F2— ArF* 4- Ar +
4-F................... (3 ... 5,2)
Кг* 4- F2- KrF* 4- F (5,2 ... 7,2)
Kr* 4- Cl, - KrCI* 4- Cl 7,3
Kr.; 4- F«- KrF’ 4-
4 Kr4-F ............... (2,1... 4)
Эксимерные лазеры
79
Kr* + OFa^ KrF*+(?) 5,3
Kr* + NFs-> KrF* + (?) (0,89 ... 1,1)
Kr* + NOF-- KrF*+(?) 4,7
Xe* + -* XeF* + F 7,5
Xe* 4 Cl2- XeCl*+Cl 7,2
Xe+ Br2-+ XeBr* + Br 6,0
Xe* + OF2- XeF*+(?) 5,7
Xe*+NFS- XeF*+(?) 0,9
Xe* + NOF — XeF* + + (?) • 3,9
Xe* + HCl- XeCl* + H 5,6
Сразу после образования возбужден-
ных галогенидов может начаться их
радиационный распад; они могут так-
же тушиться тяжелыми частицами и
электронами или в условиях лазерной
генерации тушиться за счет вынужден-
ного излучения. Для эффективного
вывода лазерной энергии вероятность
вынужденного излучения должна быть
больше, чем общая вероятность рас-
пада возбужденных состояний вслед-
ствие радиационных и столкновитель-
ных процессов. В табл. 29 |99] при-
ведены константы скорости основных
процессов тушения эксимерных моле-
кул ArF*, KrF* и XeF*, которые опре-
делялись главным образом по данным
наблюдения интенсивности излучения
на переходе В -> X в зависимости от
парциальных давлений различных ком-
понентов газовой смеси.
Для накачки эксимерных лазеров
на галогенидах инертных газов при-
меняются три основных метода: на-
качка электронным пучком, накачка
разрядом, управляемым электронным
пучком, и накачка разрядом (лавин-
ным) с УФ предыонизацией.
При накачке электронным пучком
необходимо создать пучок с энергией
от 300 кэВ до 1 МэВ и выше. Форми-
рование его осуществляется отдельной
электронной пушкой, сам пучок вво-
дится в активный объем лазера через
тонкий слой фольги, отделяющий ва-
куумный объем электронной пушки
29. Основные реакции тушения возбужденных эксимерных молекул ArF*
(время жизни т = 4 ис), KrF* (т == в,5 нс) и XeF* (т ~ 16 нс) [99]
Константа скорости реакции
Реакций
К- 10”, см"/с К- 10й, ем’/с
ArF* 4 - F. 19
ArF* 4- Ar 0,09
ArF* -4 - e 2-10»
ArF* 4- 2Ar ... (4,0 ... 5,3)
KrF* -| LF2 (4,8 ... 7,8)
KrF* - L Kr 0,086
KrF*- н Ar 0,018
KrF* - e 2-10s
KrF*-| k 2Kr .о. (2,9 ... 9,7)
KrF*- - 2Ar ... (0,7 ... 1,1)
KrF* 4- Kr + Ar ... 6,5
XeF* - - f2 (1,2 ... 3,3)
XeF* - -nf8 (0,15 ... 3,3) IO"’
XeF* - - Xe 0,18 ... 0,6
XeF* - 1- Ar (0,061 ... 4,9) 10“’
XeF* - h Ne (0,18 ... 7,7) 10 s
XeF* - 1- e 4,0-10s
XeF*- [- 2Xe 2,6
XeF*- h 2Ar 0,15 ... 0,72
XeF* - I- 2Ne 0,025 ... 0,045
XeF* 4- Xe 4- Ai 3,0
XeF* + Xe 4- Ne ... 7,8
80
Принципы устройства а классификация ТЛ
Рис. 80. Схемы накачки эксимерных лазеров:
а — электронным пучком (7 — вакуумная камера электронной пушкн; 2 — подача вы-
сокого напряжения на электронную пушку; 5 — катод электронной пушки; 4 — зеркала
резонатора; 5 — камера высокого давления с активной газовой смесью; б — фольга;
7 — электронный пучок); б — поперечным разрядом с УФ предыонизацией (1 — искро-
вой разрядный промежуток для УФ предыонизации; 2 — к источнику питания искро-
вых разрядов; 5 — лазерная кювета с активной газовой смесью; 4 — к источнику пита-
ния основного разряда; 6 — электроды основного разряда)
от рабочего объема лазера с высоким
давлением (рис. 30, а). Длительность
импульсов возбуждения может со-
ставлять от десятков микросекунд до
нескольких десятков наносекунд, а
плотность тока электронного пучка от
3...5 до ~1000 А/см2. Возбуждение
электронным пучком имеет ряд до-
стоинств, в частности, возможность
возбуждения высоколежащнх уровней
атомов, возможность возбуждения га-
зов прн высоком давлении и больших
объемах, что обеспечивает получение
больших энергий излучения, возмож-
ность работы при частотах следования
импульсов до 100 н более герц и,
следовательно, получение больших
средних мощностей излучения. К недо-
статкам этого способа возбуждения
можно отнести трудности введения
энергии электронного пучка в газ с до-
статочно равномерным ее распределе-
нием по объему, необходимость элект-
ронных ускорителей, существенно ус-
ложняющих конструкцию лазера и
повышающих его стоимость.
В случае накачки активной среды
разрядом, управляемым электронным
пучком, большая часть электронов
разряда (но не все) образуется за счет
высокоэнергетического пучка. Раз-
ряд, обеспечивающий наибольшую
мощность накачкн, вызывает иониза-
цию, которая дополняет ионизацию,
производимую быстрыми электрона-
ми. В этом случае требуется два источ-
ника накачкн: электронный ускори-
тель и источник импульсного высоко-
вольтного напряжения, однако боль-
шая доля энергии накачки приходится
на электрический разряд, что позво-
ляет использовать для предыонизации
относительно маломощные электрон-
ные ускорители. Такой способ воз-
буждения позволяет сохранить преиму-
щества возбуждения электронным пуч-
ком и создать возможности более пол-
ного использования энергии электри-
ческого разряда.
Более простым в технической реали-
зации, нашедшим наибольшее рас-
пространение в коммерческих экси-
мерных лазерах, является способ на-
качки быстрым (лавинным) попереч-
ным разрядом с УФ предыонизацией
(рис. 30, б). В таком разряде длитель-
ность импульса возбуждения должна
быть меньше времени установления
стримерного разряда.
В качестве генераторов импульсов
накачки в рассматриваемых лазерах
используются формирующие линии,
заряжаемые до напряжения в несколь-
ко десятков киловольт и разряжающи-
еся через активную лазерную среду за
время от нескольких единиц до не-
скольких десятков наносекунд. Искро-
вые разряды между дополнительными
COt- и СО-лазеры
81
электродами, установленными вдоль
электродов основного разряда, обе-
спечивают предыонизацию активной
среды. Преимуществом такой схемы
является простота конструкции (не
требуется электронной пушки и пр.),
возможность получения более высоких
частот следования импульсов (свыше
1 кГц). В настоящее время имеются
коммерческие эксимерные лазеры с вы-
ходной средней мощностью 200 Вт
при частоте следования импульсов
400 ... 600 Гц (например, модели 5100
и 5101 фирмы XMR Inc., США).
Типичные значения длительности им-
пульсов генерации — десятки нано-
секунд.
Помимо перечисленных основных
способов накачки эксимерных лазе-
ров существуют и другие способы, на-
пример, накачка протонным пучком
(ядерная накачка) и оптическая на-
качка. Прямая ядерная накачка поз-
воляет избежать трудностей, связан-
ных с пинчеванием пучка, нагревом
фольги и др. Оптическая накачка
характеризуется низкими коэффициен-
тами усиления и требует для получения
лазерной генерации большой активной
длины лазера. В электроразрядных
лазерах предыонизация может быть
также осуществлена рентгеновским из-
лучением или коронным разрядом.
КПД эксимерных лазеров достаточ-
но велик; так, например, квантовый
КПД KrF-лазера составляет ~50%
(hv ~5 эВ, а наинизшее возбужденное
состояние имеет энергию Е* « 9,9 эВ).
Если КПД накачки электронным пуч-
ком также составляет ~50%, то
предельный (теоретический) КПД будет
равен ~25%. Предельный КПД для
KrF-лазера при накачке электриче-
ским разрядом составляет ~40%. Ре-
ально же достижимые значения КПД
составляют 3 ... 5%, и имеется пер-
спектива повышения КПД эксимер-
ных лазеров.
Эксимерные лазеры являются уни-
кальными источниками мощного УФ
Излучения, допускающими плавную
перестройку частоты, обладающими
высокими энергиями в импульсе, поз-
воляющими работать с высокими ча-
стотами следования импульсов. Они
Широко применяются в научных иссле-
дованиях (например, в нелинейной
лазерной спектроскопии), для накачки
лазеров на красителях, для осущест-
вления процессов селективной фото-
химии (разделение изотопов, тонкая
очистка веществ и пр.). Эксимерные
лазеры находят все большее примене-
ние в микроэлектронике в процессах
травления (абляции), литографии,
осаждения пленок. В последние годы
они начали интенсивно применяться в
медицине (хирургии, офтальмологии).
Еще одна возможность применения
эксимерных лазеров связана с экспе-
риментами по осуществлению термо-
ядерных реакций. С этой целью в
1983 ... 1985 гг. в Лос-Аламоской ла-
боратории США был разработан KrF-
лазер с поперечным сечением пучка
1X 1 м2 и энергией в импульсе ~ 10 кДж
[167], а в ряде работ {164, 167] даны
теоретические предпосылки создания
KrF-лазеров в МДж-диапазоне энер-
гий.
В табл. 30 приведены основные па-
раметры некоторых моделей зарубеж-
ных коммерческих эксимерных лазе-
ров.
10. СО2- И СО-ЛАЗЕРЫ
Электроразрядные С02-лазеры. Ла-
зер на колебательно-вращательных
переходах молекулы углекислого га-
за является одним из наиболее рас-
пространенных типов современных ла-
зеров. Это связано с его высокой эф-
фективностью, простотой реализации
и возможностью Достижения большой
мощности излучения. В настоящее вре-
мя созданы СО2-лазеры мощностью от
единиц ватт до сотен киловатт в не-
прерывном режиме и до десятков ки-
лоджоулей — в импульсном. Полный
КПД технологических СО2-лазеров до-
стигает 5 . . . 20% (см. гл. 6, 7). На-
иболее распространенным методом воз-
буждения СО2-лазера является элек-
троразрядный.
Первый электроразрядный СО2-ла-
зер был создан Пателом в 1964г. [182].
Этот лазер работал иа чистом СО2 и
имел мощность 1 мВт. Добавление в
СО2 азота и гелия [85] позволило по-
лучить рекордную по тем временам
мощность 10 Вт и КПД 10%. А уже
в середине 1966 г. фирмой «Рэйтион»
(Raytheon, США) был создан СО2-ла-
3^ Основные параметры некоторых моделей зарубежных „рчесы(х эксимерных дазеров
Фирма (страна) Модель лазера Эксимер- ная молекула 1 Длина волны гене- рации, нм Энергия в им пуль се, мДж Длительность им- пульса, нс СП — КГ К — 1 Максимальная т средняя мощность, j Вт Размеры пучка, мм Расходи мость излуче- ния, мрад к *5 я 2 « 8 Зо X и . О ф "а
к <5 a л ч « 2 М о Я <5 £ стота следовав! импульсов. Гн
EMG 105i ArF KrF XeCl XeF 193 248 308 351 15 30 15 15 17 13 8 15 500 750 750 7КП 5 20 10 9 10X22 16X8 16X8 16X8 Г,5X3 1,5X3 1,5x3 1,5X3 ...
«Лямбда Физик» («Lamb- EMG 160Т MSC ArF2 KrF8 XeCl4 XeF6 193 248 308 351 100 250 140 70 13 17 17 250 250 250 9КП 15 60 33 12 21X4 21X5 21X6 21X5 0,2 0,2 0,2 0,2
193 248 308 351 13 17 17
da Physik GmbH», ФРГ) EMG 160 MSC KrF XeCl XeF 240 500 240 130 250 250 250 9КП 40 100 45 22 21X4 21X5 21X6 21X5 0,2 0,2 0,2 0,2
EMG 203 MSC ArF KrF XeCl XeF 193 248 308 351 300 400 400 200 23 34 28 30 250 200 50 9RA 60 100 100 35 8X22 8X22 8X22 8Х 22 1,5X3 1,5X3 1,5X3 1,5X3
EMG 302 MSC ArF KrF XeCl XeF 193 248 308 351 600 1000 1000 500 17 23 36 23 100 100 100 1 АА 60 100 100 ЗОХ 16 ЗОХ 17 15X30 10X30 2X4 2X4 2X4 2X4
EMG 401е
XeCl 308 2000 35 50 100 40X50 ...
«Люмоникс Инк.» (Lumo- F 157 i 10 6 50 1 0,4 1 / j j
i 1 / / /
nics Inc., Канада) ArF 193 125 10 Б( 5
ЕХ-510 KrCI 222 20 5 70 1 ... ... ...
KrF 248 200 14 60 10 ... ...
XeCl 308 80 10 75 5 ... ... ...
XeF 351 100 10 70 5 ... ... ...
Не-460-SM F 157 10 4( 0,4 ...
ArF 193 180 10 140 20 ... ...
KrCI 222 45 6 130 6 ... ... ...
KrF 248 400 15 150 60 ... ...
XeCl 308 200 15 165 30 ...
XeF 351 275 15 100 22 ... ... ...
Принципы устройства а классификация ТЛ
«Квестек Инк.» (Questek Inc., США) 2860 F ArF KrCI KrF XeCl XeF 157 193 222 248 308 351 25 425 200 1000 700 350 20 25 25 20 100 100 100 100 100 100 2 25 20 100 24 10X20 12X 20 12x 20 13X20 2X3 2X3 <0,2 <0,2 2X3 0,06 0,4 n 2,0 .° 0,2 =
3860
2860
«Оксфорд Лэйзерз» (Ox- ford Lasers Ltd., США) KX1 F ArF KrF XeCl 157 193 248 308 30 300 350 120 10 10 12 14 1 1 1 1 0,03 0,3 0,35 0,12 5X 20 5X20 5X 20 5X20 3X 10 3X 10 3X 10 3X 10 о 0,014 Ё 0,04 5 0,04 * 0,1
«Симер Лэйзер Техноло- джис» (Cymer Laser Tech- nologies, США) Series CX ArF KrF XeCl XeF 193 248 308 351 125 250 150 125 25 30 30 30 100 100 100 100 ... 8X20 9X20 9X 20 9X20 2X3 2X3 2X3 2X3 ...
«Технолас Лэйзер Тех- ник» (Technolas Laser Technik GmbH, ФРГ) MAX-10 ArF KrF XeCl XeF 193 248 308 351 200 270 180 100 15 15 15 15 50 50 50 50 20 20 20 20 7X25 7X25 7X25 7X 25 2X4 2X4 2X4 2X4 i’,b Co 00
84
П ранцам устройства а классификация TJI
Продолжение табл. 30
•пии ,01* ‘иээиэ Vosoeej тadXoaj 1*0 6,8 100,0 100,0 100,0 100,0 : ; О о' о
СО СО СО СО
и- Л ® ЕГ и У р о о о о юююю о о сч
хххх ХХХХХ хххх XX X
ь-. ь-. ь- ь-« ю ю ю ю т—< » 1 сч
А, 01 о о о о о о
о о
И . юююю ю юю ю ю со сою со сч сч сч сч о о о со
Разме пучк мм хххх ХХХХХ о оо о о сч сч сч сч сч хххх оо со со СО счсч со сч XX о о о о ю сч
Ь0 •ЧХЭОНПТОИ HKHVodD кннчсгеииэмеу/ оооо 00 ОО ОО ОО оооо ю о о ю — сч сч сч 100
hj ‘ноэчюХиии оооо 10 10 10 50 10 Q О
кинсясЛГэюэ вхолэ оооо сч сч сч сч SSSS eg се о
-Bh КРНЧЮВИИЭЯеу^
эн *еэч1гХп юююю b- CD b- Ю СО ю Ю о о оо оо $
-ии чхэончггахи1г1/ СЧСЧ СО СО сч сч
ГИЯ уль- Дж оооо о оо о о оооо о о о о о
схс а оооо ю ю ю о ю ою о о о о
«> а . оооо СО сч 'ф сч со сою ю о
J5 к о и °
со оо ОО —« СО сч оо оо ’-ч оо оо оо —< ОС
о ою О СЧ ою о ою ю О
-знал га Hiros enHirtf — сч СО со —< сч сч со со сч со со со СЧ СО со
Р. ч Ф >ъ еС1
XX X
ffi X
«я
А.
ф ад ад ч СЧ со о ю О
л X с£ ю о—• ’"7 ОО O(J юю ю X о
ф 5 щ ш HL
Multi- IXMR 'ориз» ries, зер Inc.,
страна Си «я ЛНХ « О 4Э « к а си СО CQ нк.» ( a6opai aorato Лэй Laser
ад а е •5с Ou СТ £ « 52 'р И А) *х <Т1_1
S е KJ С—< Ч ^^4 ГИЛ Ш1 <2 а ч — ЛЬ-, (н:
о * <т> со л —s
И « ХЗ * ЕГ J
Ф 54 о Н S £ «ЕН << V3 к 6 <Т> с м •— «Ма (Ма СШ <Эй Инг СШ
1 Значения приведены для спада мощности до 80% номинального значения. 2 Ширина линии 0,005 нм, перестрой-
ка в пределах 1 нм. 3 Ширина линнн 0,001 нм, перестройка в пределах 1 нм. 1 Ширина линии 0,003 нм, перестрой-
ка в пределах 0,7 нм. 5 Перестраиваемый с узкой линией. • С рентгеновской предыонизацией.
COjt и С0-лазеры
85
Рис. 81. Схема колебательных уровней и основные процессы в активной среде СО2-лазера:
штриховая линия — процессы электронного возбуждения; волнистая— V—Т-релакса-
ция; двойная стрелка — излучательные процессы
вер мощностью 500 Вт [170J. С этого
времени СО2-лазеры занимают проч-
ные лидирующие позиции в различ-
ных областях лазерной техники и
технологии.
Молекула углекислого газа вслед-
ствие линейной симметрии имеет три
набора колебательных состояний
(рис. 31): симметричный (с0°0), де-
формационный (Ot/o) и антисимметрич-
ный (00%). Здесь V — число квантов,
соответствующих колебаниям дан-
ного типа, а I указывает поляризацию
деформационного типа колебаний.
Молекула азота имеет один тип
колебаний с квантовым числом v.
Причем первый колебательный уро-
вень Na близок по энергии (с разницей
Ав яа 18 см-1) к первому антисиммет-
ричному типу колебаний молекулы
СО2, являющемуся верхним уровнем
в процессе лазерной генерации. Это
обеспечивает возможность быстрой ре-
зонансной передачи колебательной
энергии между этими уровнями.
Основные кинетические процессы,
обеспечивающие формирование ин-
версной населенности СО2-лазера пока-
заны на рис. 32 [32]. На рисунке при-
ведены также константы скоростей
этих процессов. Заселение верхнего
Уровня 00°1 СО2 происходит за счет
прямого электронного возбуждения и
передачи колебательной энергии от
Na (v = 1). Излучательный переход
молекулы СО2 (00°1) может проис-
ходить на уровень 10°0 (10-микрон-
ная полоса) либо на уровень 02°0
(9-микронная полоса).
Каждый изображенный на рис. 31
колебательный уровень состоит из
вращательных подуровней, характери-
зуемых квантовым числом j и отстоя-
щих друг от друга на значение энер-
гии
- 0,39 см ®оо1> ®юо» kГ
где e.t — энергия уровня <; kTr —
поступательная энергия.
В результате интенсивного обмена
энергией между вращательной и по-
ступательной степенями свободы моле-
кул СО2 устанавливается больцманов-
ское распределение частиц по враща-
тельным состояниям Nv,j. Величина
Wo, j имеет максимум при
/ 1
/max ” У ^со. 2 *
86
Принципы устройства и классификация ТЛ
Рис 88, Основные кинетические процессы, приводящие к формированию инверсной
населенности молекулы ОО,
Согласно правилам отбора, в мо-
лекуле СОа переходы между различ-
ными колебательными уровнями воз-
можны при изменении вращательного
квантового числа на А/= —1 (/?-
ветвь генерации) или А/ — -|-1 (Р-ветвь
генерации). Таким образом, линия
усиления рабочей среды СО2-лазера
состоит из большого числа линий,
соответствующих разным /, причем
каждая из линий однородно уширена
за счет столкновений на величину Av£;
Avl = 5.7-10* (рСОв + O..73Pn +
+ о,8рИе)Узад.
* Столквовительное уширение опреде-
ляет контур линии усиления при давле-
нии газа выше 2 кПа При меньшем дав-
лении определяющим является доплеров-
ское уширение.
где рсо>, pNj, рНе — парциальное
давление соответственно углекислого
газа, азота и гелия в рабочей смеси
в паскалях; Тг — абсолютная тем-
пература рабочей смеси.
Сечение вынужденных переходов для
СО2-лазера зависит от значения /,
состава смеси, давления, температуры
газа и составляет о0 гк (2-=-5) 10~1е см2.
Для максимально заселенных враща-
тельных подуровней (jmax « 20) его
можно вычислить более точно с помо-
щью соотношения
6,7-10~18 ехр (—215/Тг)
Т^^г(₽со, +0,73pNi +
+ 0,6рНе)
Максимальные коэффициенты уси-
ления имеют переходы Р-ветви, т. е.
переходы (00°1, (у— 1) ->• 10 °1, /).
COt- и СО-лазеры
87
Значения коэффициента усиления сла-
бого сигнала в центре лоренцевского
контуре линии Р-ветви определяются
по формуле
д , №hcBrr. /
/г __Q.21 ____io, <
°~2п2 AvrkT~*
Lt V
X exp
hcB со,
kTr
X
/(/-1)] X
г/тгу N1o°
Пороговое условие генерации в СО2-
лазере может удовлетворяться для
различных собственных частот резо-
натора, попадающих в пределы конту-
ров усиления для переходов между
разными вращательными подуровнями,
и поэтому, если не принимать специ-
альных мер, СО2-лазер может гене-
рировать излучение на нескольких
вращательных переходах одновременно.
Эффективность электронного воз-
буждения нижних колебательных
уровней азота и уровня 00 °1 СОа
может быть очень высокой, что обе-
спечивает колебательный КПД СО2-
лазера Г]к<; 0,9. Зависимость доли
электронов, идущей на возбуждение
колебательных уровней электронных
состояний и ионизацию молекул СО2
и N2, показана на рис. 33. Оптималь-
ная для возбуждения нижних колеба-
тельных уровней азота и уровня
(00 °1) СО2 энергия электронов соот-
ветствует параметру E/N = (14-
2) 10“16В-см2 (Е — напряженность
электрического поля; N — плотность
молекул газа в 1 см8). При этом доля
энергии электронов, расходуемая по
другим каналам, не превышает 10%.
На рисунке видно, что азот — эф-
фективный накопитель колебательной
энергии. Эффективность прямого элек-
тронного возбуждения СО2 (00 °!) не
превышает 65% [32]. Поэтому основ-
ным каналом заселения верхнего ла-
зерного уровня СО2 является резо-
нансная передача колебательной энер-
гии от азота.
Весьма существенным в процессе
создания инверсной населенности ла-
зерных уровней является быстрое опу-
стошение нижних уровней, что в зна-
чительной степени обеспечивается на-
Рис. 83. Относительная доля анергии алек-
тронов, расходуемых на:
1 — возбуждение колебательных уровней
N, (о = 1 ... 8); 2 — ионизацию N,; 3 —
ионизацию СО,; 4 — электронное возбуж-
дение N, и СО, и различных колебатель-
ных состояний СО, (штриховые линии).
Рабочая смесь СО, : N, ; Не = 1 ; 1 ; 8
личи ем Не в составе рабочей смеси.
Вместо Не для расселения нижнего ла-
зерного уровня могут использоваться
водород или пары воды. Замена Не
парами воды позволяет упростить и
удешевить эксплуатацию СО2-лазера.
Однако это не всегда целесообразно,
так как снижается удельная мощность
лазера. Кроме увеличения скорости
релаксации нижних лазерных уровней
Не несет существенную функцию на-
копителя тепловой энергии вследствие
его высокой теплоемкости. От тем-
пературы рабочей смеси существенно
зависит коэффициент усиления актив-
ной среды. При этом увеличение тем-
пературы приводит к следующим не-
гативным процессам [27 ].
1. Поскольку релаксация нижних
лазерных уровней обусловлена столк-
новительными V—7-процессами, их
населенность определяется больцма-
новским равновесным распределением,
а значит, увеличивается с ростом тем-
пературы газа (7Г).
2. Возрастает константа скорости
V—7-релаксации верхнего лазер-
ного уровня.
3. Уменьшается поперечное сече-
ние процесса вынужденного излуче-
ния.
88
Принципа устройства а классификация ТЛ
Рис. 84. Зависимость Ко от концентрации
электронов и температуры газа для смеси
СО, : N, : Не = 1 : 1 : 8, р = 1330 Па
Все эти явления приводят к умень-
шению усилительных свойств актив-
ной среды лазера. Зависимости коэф-
фициента усиления Ко слабого сигнала
от Тг для разных значений концентра-
ции электронов в разрядной плазме
показаны на рис. 34. Видно,
что повышение Тг от 300 до 700 К
приводит к резкому (на два порядка
величины) падению Ко. Поэтому
Т’тах — 600 ... 700 К является пре-
дельно допустимым для СОа-лазера.
Из сказанного ясно, что одним из
основных условий работы СОа-лазера
является недопустимость перегрева ла-
зерной смеси выше 7'гпах, а следова-
тельно, необходимость ее эффективного
охлаждения. Отвод тепла от рабочей
смеси СОа-лазера может осуществля-
ться либо за счет диффузии теплоты
к охлаждаемой стенке разрядной труб-
ки, либо путем замены нагретой пор-
ции газа новой. Поэтому по спссобу
охлаждения рабочей смеси газоразряд-
ные СОа-лазеры принято делить на
лазеры с диффузионным и конвектив-
ным охлаждением. Стабилизация раз-
ряда в диффузионных лазерах осуще-
ствляется за счет процессов амбипо-
лярной диффузии заряженных частиц.
В конвективных лазерах с продольной
прокачкой стабилизация разряда, как
правило, также осуществляется диф-
фузией заряженных частиц к стенкам
трубки, но поток выделяющегося в
разряде тепла уносится газом. В ла-
зерах с поперечной прокачкой стаби-
лизация разряда, так же как и ох-
лаждение рабочей смеси, обеспечива-
ется выносом газа из зоны возбуждения.
При этом неустойчивость разряда
не успевает развиться за время пролета
газом зоны возбуждения.
Конструктивные особенности раз-
личных типов СОа-лазеров подробно
рассмотрены в гл. 4, 5.
Газоразрядные СО-лазеры. СО-лазе-
ры появились практически одновре-
менно с С0а-лазерами [133, 183 [.
В 1968 г. был создан лазер, охлаждае-
мый жидким азотом, мощностью 9 Вт
при КПД 20%, а в 1971 г. — СО-ла-
зер, работающий при 20 °C при мощ-
ности излучения 10 Вт и КПД 2%
[32].
В СО-лазерах используется кас-
кадная генерация между колебатель-
но-вращательными уровнями молеку-
лы моноокиси углерода, возбужден-
ными в результате столкновения с
электронами газового разряда:
е + СО (о = 0) е + СО (v > 1).
Добавление молекулярного азота
способствует протеканию следующих
реакций:
е + Na (у == 0) ->- е + Na (v > 1);
Na (v) + CO (t> = 0) Na (t> — 1) +
+ CO (v = I),
являющихся дополнительным источ-
ником колебательного возбужде-
ния СО.
Возбужденные молекулы СО уча-
ствуют в столкновительных процессах
v — Т- и v — о-обменов:
СО (о) + М —- СО (о — 1) + М-
СО (t-J + СО (г2) -* СО (V1 — i) +
+ со (оа + Z);
СО (t>) + М (п= 0) — СО (V— 1)+
-h М (и > 0).
Здесь М означает различные молекулы
из состава рабочей смеси.
Основным процессом является ка-
скадная генерация колебательно-
COt- и СО-лазеры
89
возбужденных молекул СО на основ-
ных частотах v0:
СО (о) СО (v — 1) + hvB.
Схема колебательно-вращательных
уровней молекулы СО показана на
рис. 35. Она имеет вид ряда колеба-
тельных уровней, постепенно сбли-
жающихся с ростом энергии; каждый
из уровней, в свою очередь, представ-
ляет собой набор вращательных под-
уровней; распределение молекул по
ним описывается формулой Больцмана.
Наиболее благоприятные условия
создания инверсии имеют место для
переходов Р-ветви, т. е. с А/ = 4-1.
Отношение заселенностей двух про-
извольных соседних состояний, об-
условливающее усилительные свой-
ства среды,
N,
Nv—1, 1+1
01. /
Область
преаблаОани»
v-Трелаксации
Область
► плато
~ Nc(2/ + 1) руп ( 2Всо1\
~tf0-i(2/+3)eXI4 Тг )’
где jV0 и /Vo-i — полные заселенности
соответствующих колебательных уров-
ней; В со = 2,78 К — вращательная
постоянная молекулы СО. При доста-
точно больших / и малых поступатель-
ных температурах Тг инверсная засе-
ленность между подуровнями (о, /)
и (v— I, / + 1), т. е. условие
IV о, У^о-1, J-i > 1 может появиться
даже при No < Nv_y для вращательных
41-срл:
In ^2=1- 1.
Nd
лазеров на коле-
первходах
'' 2ВСО
В основе действия
бательно-вращательных переходах
СО и других двухатомных молекул
лежит всзможность создания такой
частичной инверсии.
Практическая возможность дости-
жения частичной инверсной заселен-
ности в СО обусловлена специфичным
характером заселенности вращатель-
ных уровней молекулы СО, связанным
с ее энгармонизмом и большим числом
каналов эффективного v — v- и v — Т-
- обменов энергий.
Генерапня излучения при переходах
Между верхними уровнями приводит
последовательно к образованию ин-
--------------- V = 0
Рис. 35. Схема колебательных уровне!. мо-
лекулы СО
версной заселенности между более
низкими уровнями, и поэтому в не-
прерывном режиме генерации СО-ла-
зер излучает сразу на нескольких
длинах волн в интервале 5 ... 6,5 мкм,
а при импульсном возбуждении раз-
личные частоты генерации появляются
последовательно. Каскадный харак-
тер переходов, приводя к некоторому
разбросу частот генерации, позволяет
очень эффективно использовать энер-
гию колебательного возбуждения верх-
них уровней и получать высокие значе-
ния КПД ее преобразования в излуче-
ние. Теоретически т]кв может достигать
~0,9.
Рабочая среда СО-лазера обычно
состоит из CO-N2-Xe(O2)—Не. Роль
азота проявляется в ускорении про-
цессов v — v-обмена, приводящем
к повышению инверсии населенности
колебательных состояний СО.
Небольшие добавки ксенона или
молекулярного кислорода стабилизи-
руют химический состав рабочей смеси,
препятствуя процессу диссоциативной
рекомбинации иоиа СО+ за счет более
низкого потенциала ионизации этих
газов [32].
90
Принципы устройства и классификация ТЛ
31. Зависимость мощности РЛ
излучения и КПД т] от температуры
стенки Тст разрядной трубки для С0-
лазера с диффузионным охлаждением
СО?» Ря. в» и. %
77 91 28
150 25 20,8
220 42,5 21
300 10 5,5
-
Гелий способствует v — Т-релакса-
ции нижнего уровня (t> = 1) СО:
СО (1) + Не СО (0) + Не,
а также повышает теплоемкость рабо-
чей смеси, что для СО-лазера крайне
важно.
Максимальная эффективность СО-
лазера получена при криогенной тем-
пературе рабочей смеси. В табл. 31
приведены значения мощности излу-
чения (Рл) и КПД (т]) СО-лазера с диф-
фузионным охлаждением [32 ] в за-
висимости от температуры стенки раз-
рядной трубки (7СТ). Рабочая смесь
СО : N2 : Не : Оа : Хе = 0,45 : 3 : 12,5 :
0,02 : 0,4.
Высокая чувствительность СО-ла-
вера к температуре смесн обусловлена
Рис. Зв. Относительное неравновесное
распределение молекул СО по колебатель-
ным состояниям СО при температуре газа
326 (/) и 200 К, (2)
карактером распределения возбу-
жденных молекул по колебательным
состояниям (рис. 36).
В области малых значений колеба-
тельного квантового числа v v* вид
функции распределения близок ктри-
норовскому [32 ] :
*7 J\ Г Хе (»+ !)
= Мо exp I fttoo <----
где Хе — постоянная энгармонизма;
Тг — температура газа; Tv — колеба-
тельная температура, определяемая
полным запасом колебательной энер-
гии в системе.
Область средних значений v* <' v <
< v** характеризует слабую зависи-
мость N (&):
Nv яс const/»,
что в основном определяет возмож-
ность достижения значительной ин-
версии населенности колебательных
уровней в этой области. При v > v**
преобладают процессы v—Т’-рела
ксации, поэтому здесь распределение
Л'в близко к больцмановскому:
= A'p.i exp .
Повышение температуры газа сдви-
гает в область больших значений v
нижнюю границу существования не-
равновесного распределения. Макси-
мальная температура, при которой
инверсия практически исчезает,
Гщах = 350 ... 400 К [32]. Вследствие
теплового ограничения в СО-лазерах
с диффузионным охлаждением макси-
мальная мощность на единицу длины
трубки ограничена теплопровод-
ностью газа и составляет 100 ...
150 Вт/м. Для улучшения охлаждения
и повышения мощности используется
быстрая прокачка газа через зону
генерации (аналогично охлаждению
СОа-лазеров). Для накачки среды СО-
лазера в основном используют не-
самостоятельный разряд с ионизацией
электронным пучком.
В работе [79] сообщается о создании
непрерывного технологического элек-
троионизационного СО-лазера мощ-
Йодный лазер
91
ностью 10 кВт. Лазер представляет
собой замкнутый газодинамический
контур. Охлаждение рабочей смеси
осуществлялось криогенным тепло-
обменником газ — жидкий азот.
Температура газа на входе в зону
возбуждения 100 К. Рабочая смесь
СО : Na : Ar : Не ~ 1 : 2 : 8 : 9, дав-
ление р яэ 10 кПа. Максимальное зна-
чение КПД 24% при удельном энерго-
съеме 65 Дж/г. Отмечена возможность
увеличения удельных параметров.
Несмотря на интересные экспери-
ментальные результаты, СО-лазеры
пока еще не нашли широкого распро-
странения в технологии. В основном
это обусловлено техническими труд-
ностями охлаждения и осуществления
быстрой прокачки смеси. Однако по-
тенциальные возможности использо-
вания этих лазеров в технологических
целях весьма велики. Высокие уровни
мощности, возможность осуществле-
ния различных режимов генерации,
более короткие (по сравнению с СО2-
лазерами) длины волн, а также широ-
кий диапазон генерируемых частот
делают СО-лазеры перспективным ин-
струментом при решении различных
задач селективной и термической ла-
зерной технологии.
11. ЙОДНЫЙ ЛАЗЕР
Спектроскопия атома йода. Йодный
лазер был первым газовым лазером,
в котором использован квантовый пе-
реход между двумя электронными со-
стояниями атома. В данном случае
используется магнитно-дипольный
переход между состояниями дублета
тонкой структуры, квантовые числа
которых соответственно равны Д =
=3/2 и /2—-1/2 [13]. Переход можно
обозначить как 2j°lz2 -► 2Рзл. Длина
волны излучения к ~ 1,3152 мкм.
Из-за малой вероятности магнитно-
дипольного перехода верхний уровень
2Pi ,2 —метастабильный, что является
Условием создания инверсной населен-
ности в лазерной среде. Лазерные
Уровни тонкой структуры атома йода
имеют дополнительное расщепление
на подуровни вследствие возможности
различной ориентации ядерного
углового момента изотопа !2’/, ядерный
спин которого равен 5/2 [13]. На
рис. 37, а показана сверхтонкая струк-
тура лазерных уровней Верхний ла-
зерный уровень / ---- 1/2 расщеплен
на два подуровня, а нижний уровень
/ = 3/2 на четыре. Правило отбора
ДА 0, j-i приводит к спектру из
двух групп по три линии в группе.
На рис. 37, б показано расположение
этих линий. Каждая группа соответ-
ствует пеоеходам о одного из под-
уровней уровня / = 1/2.
Методы возбуждения. Лазерно ак-
тивная среда йодного лазере может
быть создана гремя различными спосо-
бами: оптической накачкой, электри-
ческим разрядом и химическим воз-
буждением. В первом случае инверсия
населеншхли лазерных уровней ато-
марного йода создается за счет про-
цесса фотодиссоциации йодсодержа-
щих молекул [40]:
д‘7 т /iv Ц + / (2pi/2).
Фотодиссоционный метод возбу-
ждения был впервые применен для
газообразного vFgl еще в 1964 г. [ 168].
Была осуществлена лазерная гене-
рация на длине волны 1,315 мкм.
В 1966 г. ангоры работы [137] полу-
чили импульсы свободной генерации
с энергией до 60 Дж Институтом
квантовой оптики Макса Планка в Гар-
шинге в 1973 г. создана установка
Arterix 111, предназначенная для ис-
следований по лазерному термоядер-
ному синтезу. В установке достигнуты
импульсы длительностью до 0,28 мс
и энергией до 300 Дж.
В качестве йодсодержащих молекул
в фотодиссоционных лазерах исполь-
зуются алкиллодиды CHSI; CD8I; CFSI;
CF3CH2j; C2HJ; C.«F61 и t. д. [13].
Спектры поглощения алкилйидидов
мало различаются и содержат сплош-
ную пологу е максимумом на уровне
?.тах и шириной ДХ иа половине от
максимума [13]. Измеренные спектры
поглощения наиболее распростра-
ненных алкилйодидов приведены
в табл. 32.
В качестве источников фоттвозбуж-
дения используются мощное не-
когерентное излучение газового раз-
92
Принципы устройства а классификация ТЛ
ZP’/z
2=1,315 мкм
- 0,555смЗ'
- 0,311
- 0,113
— 0,026
-0,090
- 0,118
6)
Рис. 37. Сверхтонкая структура спектра лазерного перехода в йоде:
а — расщепление лазерных уровней, определенное расчетным путем; б — расположение
спектральных линий. Расстояния между линиями даны в см~*, на линиях указаны отно-
сительные интенсивности в процентах
ряда (импульсные ксеноновые лампы,
открытый сильноточный разряд, по-
верхностная искра, дуговой разряд),
а также излучение, в частности, лазер-
ное эксимерных лазеров. Ксеноновые
лампы, разработанные в Институте
квантовой оптики Макса Планка [13],
обеспечивают эффективность излуче-
ния в требуемом спектральном диапа-
зоне до 7%. Применение открытого
сильноточного разряда впервые пред-
ложено в ФИАН СССР [7]. Длинный
цилиндрический разряд иницииро-
вался за счет взрыва тонкой метал-
лической проволоки длиной 1,5 м,
расположенной в лазерном газе. Авто-
ры работы [155] использовали сколь-
зящий по поверхности искровой раз-
ряд. В плазме разряда происходит
частичное испарение материала по-
верхности (в основном оксидов метал-
лов). Такой метод позволяет получить
большую частоту повторения, чем при
использовании объемного разряда.
В качестве источника накачки можно
применять излучение плазмы, обра-
зующейся в луче СО2-лазера вблизи
поверхности мишени [193]. При эф-
32. Спектры поглощения алкилйодидов
Параметр CF,I CaF,I H-C,F, ИЗО—C,F,I (CF.),C1
266 266 .. 26'7 270 273 .. 274 288
АХ, нм 35 ... 37 38 .. 40 41 ... 43 ч2 .. 43 50
Рщах-10-18, см2 5,4 ... 5,6 6,4 .. 6,5 7,1 ... 7,8 6,0 .. 6,2 6,0
Йодный лазер
93
фектигности, равной эффективности
ксеноновой лампы, такой способ на-
качки позволяет обеспечивать более
короткие импульсы при большей ча-
стоте их повторения. Наиболее эффек-
тивным источником накачки фотодис-
соционного йодного лазера является
излучение эксимерных молекул
KrF, XeBr, ХеС1, обеспечивающих
высокую селективность возбужде-
ния [13].
Из перечисленных способов полу-
чения излучения накачки наибольшее
практическое развитие получила
ламповая накачка. Например, фирмой
Vutnan Ltd. (Великобритания) был соз-
дан промышленный фотодиссоционный
лазер с ламповой накачкой, имеющий
энергию излучения в = 1 ... 5 Дж
при длительности импульсов ти =
= 3 ... 6 мкс [123]. Активная лазер-
ная кювета имеет длину 30 ... 50 см
и диаметр 16 ... 22 см. Лазер пред-
назначен для применения в опто-
электронике, анализа скоростных
химических реакций в растворах, ис-
следования плазмы, в медицине и ла-
зерной технологии.
Большое развитие в последнее время
получили химические лазеры, ис-
пользующие столкновительную пере-
дачу энергии возбуждения от синглет-
ного кислорода к атомарному йоду,
находящемуся в основном электронном
состоянии. Синглетный кислород
О2 ( А) образуется в химическом реак-
торе пропусканием С12 через щелочно-
водный раствор П2О- [7]:
Н2О2 + С12 + 2NaOH -> О3 4~
+ 2NaOH + 2Н2О.
В этой реакции образуется 35 ...
40% О2 ('А), что обусловлено метаста-
бильностью этого состояния. Далее
синглетный кислород подается из реак-
тора в лазерную кювету, где смеши-
вается с молекулярным йодом. В про-
цессе движения кислорода от реактора
До кюветы нарабатывается О2 ('£),
который обеспечивает диссоциа-
цию J2. Таким образом, основными
процессами, способствующими лазер-
ной генерации, являются следующие:
°2 С А) + О2 ('А) -> О2 ('X) + О2 («X);
OS('X) + J2-O2 (32)4-2.1;
О2('Д)+ J =>*О2(3!);
.1* 4- ftv J 4- 2/iVjj,
где ,J* = ,1 (2Р1/2); J = J (2₽з/2)-
Химический кислородно-йодный ла-
зер обладает рядом существенных пре-
имуществ по сравнению с фотодиссо-
ционным лазером:
отсутствие потребления электро-
энергии;
использование дешевых рабочих
компонентов: воды, кислорода, щелочи,
молекулярного йода;
более низкий насыщенный коэффи-
циент усиления, что повышает эффек-
тивность резонатора и улучшает каче-
ство излучения.
В кислородно-йодном лазере до-
стигается съем энергии излучения до
300 Дж/г с единицы массы всех ис-
пользуемых компонент. При давлении
в лазерном объеме 13,3 кПа, скорости
потока реагирующих компонент о =
= 100 м/с был получен съем мощности
излучения 1,6 кВт/см2 с единицы
площади поперечного сечения по-
тока [7].
В работе [11 ] сообщается о создании
кислородно-йодного лазера продоль-
ной геометрии на смеси СН31 и О2 ( А).
Диссоциация алкилйодидов обеспечи-
валась вспышкой двух ламп ИФП-2000,
подключенных к батарее конденсато-
ров. Использовалась смесь СН31 4-
4- О2 ('А) 4- О2 4- Аг при парциальном
давлении компонент Ро = 66,5 Па;
PCHjI = 16 Па; РАг = 80 Па.
Резонатор длиной 1,2 м образован
двумя зеркалами, имеющими на
X = 1,315 мкм коэффициент отражения
99,9 и 99,6%. Получены импульсы
генерации ви = 5 мДж с активного
объема 65 см8.
В работе [149] сообщается о созда-
нии непрерывного кислород-йодного
лазера мощностью 4 Вт.
Кислородно-йодный лазер вслед-
ствие сравнительной простоты и
отсутствия потребления энергии
является перспективным типом мощ-
ного лазера в ближней ИК области
для применения в различных процессах
лазерной технологии.
94
Принципы устройства и классификация ТЛ
12. ЛАЗЕРЫ НА
КРАСИТЕЛЯХ
Лазеры на красителях — наиболее
распространенный тип жидкостных
лазеров. Среди других типов лазеров
они занимают особое место благодаря
присущей активным средам этих лазе-
ров большой ширине линии излучения,
что позволяет создавать конструкции,
способные перестраивать длину вол-
ны генерации в широком спектральном
диапазоне — от ближнего УФ до ближ-
него ИК (0,19... 5 мкм). Лазеры на
красителях относятся к лазерам с опти-
ческой накачкой. В качестве источ-
ников накачки используются как
некогерентные источники — различные
типы ламп накачки (линейные, ко-
аксиальные и др.), так и различные
типы лазеров (на стекле с Nd,
Nd ; YAG, рубиновые, на парах меди,
аргоновые, азотные, эксимерные
и др.). Лазеры на красителях могут
работать как в импульсном, так и
в непрерывном режимах.
Наибольшее распространение полу-
чили лазеры на органических красите-
лях. В настоящее время эффект лазер-
ной генерации получен на нескольких
сотнях различных органических со-
единений; к наиболее эффективным
органическим красителям относятся
ксантеновые, полиметиновые, окса-
зиновые красители, кумарины, фла-
лимиды, производные оксазола и диа-
зола. Одним из наиболее эффективных
и распространенных красителей яв-
ляется родамин 6G (C2eH27N2O8Cl),
обладающий следующей струк-
турой:
Родамин 6G растворим в метиловом
и этиловом спиртах и в воде. Подробно
характеристики лазерных сред на
основе органических красителей
приведены в работах [53, 173, 176].
Для иллюстрации на рис. 38 при-
ведены спектральные характеристики
ряда зарубежных органических
красителей (с накачкой от Аг+- и
Кг+-лазеров) [172]. В последнее вре-
мя в СССР разработано новое поколе-
ние красителей спектрального диапа-
зона 0,66 ... 0,86 мкм для лазеров
с ламповой и лазерной накачками
[82, 83]. Эти красители обладают
высокими КПД и фотостойкостью
(табл. 33—35).
Спектральные характеристики не-
которых из этих красителей приведены
на рис. 39 и 40.
Из приведенных данных следует,
что новые красители для лазеров
с ламповой накачкой генерируют ла-
зерное излучение в спектральном диа-
пазоне 660 ... 860 нм со сравнимой
эффективностью, а у красителей
ЛК-678, ЛК-78) и ЛК-840 даже пре-
вышающей этот показатель для луч-
шего лазерного красителя — родамина
6G; фотостойкость у всех красителей
находится на уровне родамина 6G,
а у ЛК-678, ЛК-740, ЛК-747, ЛК-800,
ЛК-810 и ЛК-840 превосходит его.
Если новые красители сравнивать по
эффективности с полиметиновыми кра-
сителями, то следует отметить увеличе-
ние КПД в 30 ... 200 раз при одно-
временном увеличении фотостойкости
более чем на два порядка. Что касается
новых красителей для лазеров с лазер-
ной накачкой, то очевидно, что они
эффективнее широко применяемых
до настоящего времени как отече-
ственных (например, оксазин 17 и
полиметин № 4378-j), так и зарубеж-
ных (например, LD-700 фирмы «Лямбда
Физик;') красителей в ближней ИК
области спектра как при накачке
рубиновым (Хнвк = 694 нм), так н при
накачке ^-лазером (Хнак = 337 нм).
Кроме того, даже самые нестойкие
из новых красителей ЛКК-768
и ЛКК-761 превышают по фотостой-
кости полиметиновый краситель
№ 3966 = 752 нм, КПД « 35%)
более чем на порядок, а некоторые —
Лазеры на красителях
95
Рис. 98. Спектральные характеристики ряда зарубежных красителей при накачке от Аг+-
и Кг+-лазеров:
1 — спълъЪея 1; 2 — стильбен 3; 3 — кумарин 102; 4 — кумарин 7; 5 — кумарин 6
£ — родамин 110; 7 — родамин 6G; 8 — DCM; 9 — пиридин 1; 10 — LD-700; 11 — окса-
аии 750; 12 — стирил 9; 13 — HITC-P; 14 — IR140
более чем на два порядка. Генерация
новых красителей может быть полу-
чена не только в ацетонитрильных,
но и в спиртовых и водно-органических
растворах.
Лазеры на красителях относятся
к лазерам, работающим по четырех-
уровневой схеме (рис. 41), учитыва-
ющей взаимодействие синглетных
и триплетных состояний. Все молекулы
красителя находятся главным обра-
зом в нижней части основного состо-
яния So. При облучении световым
излучением с длиной волны, соответ-
ствующей разности энергий состояний
So и S> (красители характеризуются
рис. so. Зависимость энергии излучения новых красителей от длины волны излучения
Аля лазеров с ламповой накачкой в сравнении с родамином 6G:
ЛК-678; 2 - ЛК-703; 3 - ЛК-740; 4 — ЛК-ИТ. 6 — ЛК-7ББ: 6 — ЛК-781; 7 —
ЛК-790; 8 — ЛК-800; 9 — ЛК-810; to — ЛК-840
96
Принципы устройства и классификация ТЛ
33. Новое поколение красителей спектрального диапазона 0,66 ... 0,86 мкм
для лазеров с ламповой накачкой [83]
Краси- тель Растворитель С-10*. моль/л геи лтах* нм Диапазон перестройки, нм КПД, % Стабильность, кДж/л Tj/2 фотолиза в CH»CN, мнн
ЛК-678 Этанол Этанол 40%, «вода 60% 2,0 2,0 678 673 658 ... 700 653 ... 697 0,3 0,17 900 240 120
ЛК-703 Ацетонитрил 5,0 703 683 ... 720 0,2 180 34
ЛК-740 Ацетонитрил Ацетонитрил 28%, вода 72% 2,5 2,5 740 744 720 ... 760 722 ... 764 0,2 0,15 320 130 63
ЛК-747 Ацетонитрил Ацетонитрил 34%, вода 66% 2,5 2,5 747 749 730 ... 767 731 ... 765 0,25 0,25 520 100 98
ЛК-755 Ацетонитрил 5,0 755 740 ... 775 0,13 300 56
ЛК-781 3,5 780 760 ... 800 0,3 260 21
ЛК-790 3,0 790 770 ... 810 0.25 100 16
ЛК-800 2,0 800 780 ... 820 0,18 380 30
ЛК-810 5,0 810 792 ... 830 0,1 340 45
ЛК-840 3,4 840 823 ... 860 0,29 310 8
Родамин 6G Этанол 3,0 590 570 ... 610 0,25 300 —
достаточно широкими линиями по-
глощения, что обеспечивает высокий
коэффициент использования источни-
ков некогерентного излучения), часть
молекул переходит в первое возбу-
жденное синглетное состояние в ко-
тором в результате быстрой безызлу-
чательной релаксации с выделением
теплоты они оказываются на наиболее
низколежащих уровнях состояния Sx.
Верхние уровни состояния So обычно
не заселены, в результате чего на
переходе Sj So возникает инверсия
населенностей.
С наличием триплетных состояний
связан быстрый (несколько микро-
секунд) конкурирующий процесс
столкновительного безызлучатель-
ного перехода S1-»-T1. Время жизни
состояния У] достаточно велико, что
приводит к переходу 7\ Т2, т. е.
поглощению лазерного излучения и
срыву генерации. Поэтому лазеры на
красителях наиболее эффективно
Лазеры на красителях
97
34. Спектрально-генерационные свойства новых красителей при возбуждении
рубиновым лазером (£нак » * Дж> т = 20 нс)
Краситель ^опт» ммоль/л КПД для ^ОПТ" % .ген \пах’ нм Диапазон перестройки при изменении концентрации, нм Т|/2 фотолиза в CHaCN, мии
ЛКК-732 0,50 64,5 732 710 . . 770 12,5
ЛКК-733 0,05 47,6 733 716 . . 786 20,0
ЛК К-756 0,13 77,9 756 731 . . 784 11,5
ЛКК-761 0,30 72,5 761 738 . . 786 6,0
ЛКК-762 0,15 67,3 762 736 . .. 789 24,0
ЛКК-763 0,15 67,6 763 736 . . 790 25,0
ЛКК-764 0,15 73,3 764 745 . . 791 22,0
ЛКК-765 0,20 63,2 765 744 . . 790 20,0
ЛКК-766 0,15 74,6 766 736 . . 798 16,0
ЛКК-767 0,20 74,4 767 732 . . 798 51,0
ЛКК-768 0,175 64,0 768 743 . . 814 4,8
ЛКК-769 0,15 73,1 769 745 . . 795 18,0
ЛКК-775 0,50 72,8 775 748 . . 790 17,0
ЛКК-780 0,30 62,1 752 712 . . 780 21,0
ЛКК-790 0,15 76,7 752 730 . . 801 16,0
ЛКК-800 0,03 63,3 731 712 . . 793 30,0
ЛКК-810 0,50 69,1 750 725 . . 785 45,0
ЛКК-840 0,05 58,6 765 743 . . 830 8,0
Цианин № 35,0 752 740 . . 766 0,33
3966bCH8CN
35. Генерационные характеристики новых красителей и ацетонитриле,
возбуждаемых N2-лазером (1возб = 337 нм, = 400 кВт, т » 10 нс,
/= 30 Гц, ширина линии генерации ^0,05 нм)
Краситель Сопт» ммоль/л КПД для ^ОПТ’ % .ген \пах» нм Диапазон перестройки, нм
ЛК-747 2,0 9,2 710 688 . . 740
ЛК-740 1,0 9,3 718 688 . . 745
ЛК-790 1,0 6,25 770 725 . . 808
ЛК-800 1,1 7,2 785 740 . .812
ЛК-840 1,4 6,5 820 765 . . 860
работают в режиме коротких импуль-
сов накачки, обеспечивающих полу-
чение короткого лазерного импульса
(десятки наносекунд) до заселения
состояния Тх. Влияние триплетных
состояний может быть уменьшено пу-
тем добавления в раствор красителя
специальных веществ тушителей три-
плетного состояния 7\ (например, кис-
лорода, циклооктотетраена CgH8,
Дициклопентадиена С10Н12 и др.). Ис-
пользование тушителей, быстро воз-
вращающих молекулы из состояния 7\
в состояние So, ведет к снижению
Населенности метастабильного со-
4 г. А. Абильсиитов
стояния и следовательно, к повышению
эффективности работы лазера.
В случае непрерывного режима ге-
нерации в лазерах на красителях
усиление волны с частотой v будет
иметь место, если [48]
^(у)/аБ8(унак)
°SS °ТТ М Тт/ТЙТ
98
Принципа устройства и классификация ТЛ
Ряс. 40. Зависимость максимальной мощи
ности излучения лазера ЛЖИ-507 с накач-
кой азотным лазером «Кроиа-1» (-Тщ/п* =
= 400 кВт; Хнак = 337 вм) от длины вол-
ны:
7 •— оксазин 17; 2 —< полнметин № 4378-j;
3 — ЛК-747; 4 — ЛК-740; 5 — LC-700
(ФРГ)’ 6 — ЛК-790; 7 — ЛК-800; 8 — по-
лиметни № 4501-J: 9 — ЛК-840
где /нак — интенсивность излучения
накачки; vHaK — частота накачки;
°ss — сечение синглет-синглетного
поглощения при переходе So Sj на
частоте V; сТТ — сечение триплет-
триплетного поглощения; <rg и тт —
время жизни соответственно синглет-
ного и триплетного состояний; TgT—
карактерное время интеркомбина-
ционной S — Т конверсии; Уэл —
частота чисто электронного перехода
Sj — So. Обычно tg xST, тогда
В случае хорошего выполнения спек-
троскопического условия положи-
тельности коэффициента усиления в
непрерывном режиме agg (v) >
>°тт xtIxst выражение (17) можно
записать в виде
Лгав
^иак
TS°SS Онак)
(18)
т. е. пороговая интенсивность накачки
должна превышать интенсивность
насыщения синглет-синглетного пе-
Рнс. 41. Упрощенная схема лазерных уровней в лазерах на красителях:
Se — основное синглетное состояние; St — первое возбужденное синглетное состояние;
Г1, Тя — триплетные состояния (волнистыми стрелками показана релаксация в синглет-
ных состоя ни их)
Лазера на красителях
99
рехода, сильно ослабленную больцма-
новским фактором, обусловленным
четырехуровневым характером ин-
версии в лазерах на красителях. Чис-
ловая оценка в сильной степени зави-
сит от величины уал — V, принима-
ющей обычно значения 200...2000 см-1.
При = 1 нс, asa (vHaK) = 5-10-1» см2,
Хцак = 0,4 мкм и при 20 °C пороговое
значение /нак 10s ... 10’ Вт/сма.
В случае импульсного режима для
плотности энергии накачки, приводя-
щей к положительному усилению за
время, меньшее времени жизни
возбужденного синглетного терма,
можно получить оценку
Ецак >
^унак
°SS (VHan)
X exp
(19)
В случае некогерентной накачки
кювета с красителем облучается излу-
чением импульсных ламп высокой ин-
тенсивности, которые должны иметь
крутой фронт импульса излучения,
поскольку время жизни возбужденного
синглетного состояния составляет
около 1 нс.
Типичная схема лазера на красите-
лях с ламповой накачкой приведена
на рис. 42. В некоторых конструкциях
используются отпаянные кюветы,
в силу чего допустимая частота следо-
вания импульсов не превышает долей
герц. Однако большинство лазеров
работает с прокачкой красителя, в ре-
зультате чего частота следования им-
пульсов излучения может достигать
сотен герц.
В лазерах на красителях с лазерной
накачкой помимо широко распростра-
ненного кюветного варианта исполь-
зуются и представляющие большой
интерес консгрукции с использованием
высокоскоростной тонкой плоско-
параллельной струи красителя в воз-
духе (рис. 43).
Активные среды лазеров на краси-
телях отмечаются большой шириной
линии генерации. Для получения ге-
нерации в узкой спектральной полосе
частот в пределах линии генерации
4*
Рис. 42. Типичная оптическая схема лазе-
ра на красителях с ламповой накачкой:
1 глухое зеркало; 2 — лампа накачки;
3 —• кювета с красителем; 4 —> регулируе-
мая диафрагма; 5 — эталон; 6 — выход-
ное аеркало; 7 — выходное излучение
красителя в резонатор лазера вводят
спектрально-селективные элементы.
В качестве таких элементов применяют
призмы, дифракционные решетки,
наклонные эталоны, акустооптиче-
ские и электрооптические элементы.
Широкая линия генерации лазеров на
красителях позволяет реализовать на
их основе перестраиваемые по частоте
генераторы пикосекундной и субпи-
косекундной длительности (активная
и пассивная синхронизация мод).
Представляют интерес лазеры иа
твердых растворах красителей в по-
лимерах типа полистирола или поли-
метилметакрилата, обладающих ма-
лым поглощением в полосе генерации
и высокой лучевой прочностью, срав-
нимой с лучевой прочностью оптиче-
ских стекол (например, неокрашенный
полимер выдерживает до 104 вспышек
при плотности лучевой нагрузки до
0,5 Дж/см2 [100]).
В табл. 36 представлены основные
параметры некоторых моделей оте-
чественных импульсных лазеров на
красителях, в табл. 37 и табл. 38 —
основные параметры зарубежных
коммерческих импульсных и непре-
рывных лазеров на красителях.
Рис. 43. Схема перестраиваемого Непре-
рывного лазера и а красителе с использова-
нием высокоскоростной струи:
1 — излучение накачки; 2 — глухие зер-
кала резонатора; 3 — струя красителя под
углом Брюстера; 4 — фокусирующее зер-
кало иакачки; 5 — эталон; 6 — выходное
зеркало резонатора; 7 — выходное излуче-
ние
88. Основные параметры некоторых моделей отечественных импульсных лазеров на красителях
Модель лазера Источник накачки Энергия в им- пульсе, Дж Длитель- ность им- пульса, нс Частота следо- вания импуль- сов, Гц Средняя мощ- ность, Вт Диапазон длин волн генера- ции, им Ширина линии генерации, нм Расходи- мость излуче- ния, мрад Габаритные размеры излучателя, мм
ЛЖИ-402 ЛЖИ-403 Линейные лампы, эллиптические 0,02...0,5 3000... 6000 =£30 Sa0,2 450...470 15 (1,5) * ==£5 560X 300X 210
ЛЖИ-401 осветители «• * • •• ... «а» ... ...
ЛЖИ-404 ^2,5 ... 5...50 0,2...2 450...700 ... •••
ЛЖИ-409 »«• ... ... ...
ИЛЖИ-501 Nd : YAG- лазер ... ... ... ... ... • #в ...
ЛЖИ-501 «*# ••• ... ... ... ... ...
ЛЖИ-504 Лазер на парах Си «Криостат-1» ... 20 =£10* 0,06 530...710 0,05 (0,01) * ==£5 549X 265X 220
ЛЖИ-502 Ng-лазер «Кабальеро-1> б-Ю-6 10 =£500 • я. 360...850 1 (0,1)* 2,5 320X370X480
ЛЖИ-507 Ия-лазер «Крона-1> ••• =£20 10...100 is 0,019 415... 695 *• =£0,05 =£3 1200X430X290
ВЛ-18 Эксимерные, Nd : YAG- лазеры, 2-я гармоника Nd : YAG- лазера 217...950 <0,001 <0,5 1100X 300X 250
ВИЛ-5 ... ... ... ... 260...950 0,03(0,003) * 0,5 300X250X950
ВИЛ-6 ... ... ... ... 260...950 0,01(0,001)* 0,5 300X250X950
* С эталоном в резонаторе. л „„
* * При использовании нелинейных преобразователей на кристаллах (например, KDP) и вынужденного комбинаци-
онного рассеяния в парах щелочных металлов дипазои длин волн генерации может быть расширен до 217 ... 023U нм.
37. Основные параметры некоторых моделей зарубежных коммерческих лазеров непрерывного действия на красителях [172]
Фирма (страна) Модель лазера Источник иакачки (мощность накачки) Выход- ная мощ- ность *, Вт Диапазон длин волн генерации, им Ширина линии генера- ции, МГц Диаметр пучка, мм Расхо- димость излуче- ния, мрад Примечания
«Когерент» (Cohe- rent, США) 599-21 Аг+- и Кг+- лазеры (=£5 Вт) 0,88 400 ... 1000 40 000 0,6 1,5 —
699-21 Ионные лазеры 1 400 ... 1000 0,5 0,75 1,6 Одночастотиая генерация
699-01 Аг+- и Кг+- лазеры 1,25 400 ... 1000 2 000 0,75 1,6
699-29 Ионные лазеры 1 450 ... 750 0,5 0,75 1,6
Принципа устройства и классификация ТЛ I Лазера на красителях
Продолжение табл. 37
Фирма (страна) Модель лазера Источник накачки (мощность накачки) Выход- ная мощ- ность *, Вт Диапазон длин волн генерации, нм Ширина линии *• генера- ции, МГц Диаметр Пучка, мм Расхо- димость излуче- ния, мрад Примечания
«Когерент» (Cohe- rent, США) 701 702 Ионные или Nd : Y AG- лазеры с син- хронизацией мод 0,1 0,05 570 ... 900 580 ... 850 Пере- менная • •• ••• Генерация пико- секундных им- пульсов Генерация субпи- косекундных им- пульсов
«Спектра Физике» (Spectra-Physics, США) 375В 380D 380А 380В 380С 375В-ЕХТ 355 Аг+- или Кг+-лазеры 1 I I I 1 о,1 I 403 ... 990 408 ... 910 408 ... 910 408 ... 910 408 ... 910 410 ... 1000 582 ... 663 40 000 0,5 5,0 5,0 3 000 300 000 0,5 0,7 0,7 0,7 0,7 2 0,6 1,4 2 2 2 2 1,5 1,4 Лазер общего на- значения
Одночастотная ге- нерация
Возможно удвое- ние частоты
Генерация пико- секундных и фем- тосекундный им- пульсов Одночастотная ге- нерация
Ионные или Nd : Y AG- лазеры с син- хронизацией мод Аг+- или Кг+-лазеры
«Континентал Лэйзер Корп.» (Continental Laser Corp., США) Сер. 900 Аг+- или Кг+-лазеры 1,5 500...800 30 000 1 1,5
Принципа устройства а классификация ТЛ
«Купер Соиикс» Лэйзер (Cooper Lexel 700L Ar+- лазер (3 Вт; 514 нм) 0,72 572 ... 750 30 000 1 1.2 •••
Leser США) Sonics, Lexel 600 Аг+-лазер 1,5 572 ... 750 500 000 1,08 1.8 Компактная кон-
(7,5 Вт; на всех линиях) струкция может иметь общий ре- зонатор с лазером накачки
* Значения выходной мощности приведены для одномодового
сителем является родамин 6G.
♦♦ Значения ширины линии даны для родамина 6G.
(ТЕМфо) режима генерации в предположении, что кра-
38. Основные параметры некоторых моделей зарубежных коммерческих импульсных лазеров на красителях [172]
Фирма (страна) Модель лазера Источник накачки Энергия в им- пульсе*, Дж Длитель- ность импуль- са, нс I Максимальная ча- стота следования । импульсов, Гц Максимальная средняя МОЩНОСТЬ, Вт Диапазон длин воли генера- ции, нм Ширина линии * генера- ции, нм Размера пучка, нм Расходимость излу- чен ня, мрад
«Люмоиикс» (Lu- monics, Канада) HD-300 Эксимерные и Nd : YAG-лазеры =50,15 — 600 3- 205...1000 0,002 1X2 1
«Лямбда Физик» (Lambda Physik, ФРГ) FL-3002 FL3002E Эксименные, Nd : YAG-лазеры и лазеры на па- рах Си =50,085 =50,07 7 ... 25 7 ... 25 500 500 14 12 320 ... 970 332 ... 860 0,0067 0,0013 (с этало- ном в резона- торе) 2,5 2,5 0,5 0,5
bi
i
Я
3
104
Принципы устройства и классификация ТЛ
Продолжение табл. 38
tfudw ‘кинэь -ХкЕИ ЧХЭОИИЙОХЭВс} сч сч сч со О со оо со ю
ИН ‘В31ЬА11 NdSHEUd 13 22 3X8 10 со СЧ —- ОШО — со со ю ю
Ширина линии генера- ция, нм 0,2 0,2 0,2 0,2 о о
Диапазон длин волн генера- ции, нм О о о о Ю Ю Ю LQ о о о о со со СО со СО СО rF О С ООО со со IClClC СО ОСО сч сч ь- ь- 500 ...700
‘чхэоиПток BBHifedo ВВНЧЫВЙИЭМВу/ ю сч — сч с о сч ю — — : : : О ю
tij ‘ноэчггХпкн BHHBsotfairo вхохэ -В fa ввнчывкнэяиэд 0,5 0,1 100 10 100 1 0,2 0,1 0,1 о со
Длитель- ! ность импуль- са, НС 700 2500 1500 2200 1 000 500 1 400 2 000 4 000 100 000
к а • о 2 о и схк £ * о д и CD С 1О сч СЧ О О ю СЧ О —« Ш о о счио о оо о о о А
Источник накачкн Коаксиальная лампа То же Две линейные лампы То же Линейная лампа Коаксиальная лампа То же ъ » Сдвоенная ли- нейная лампа едены для родамин.
Модель лазера SLL-1050 SLL-5000 TFDL-20 LFDL-20 га и S о о S £3 О О о с _1 — со — — со сч со ср KJ QQQ 6000D аметров прив
Фирма (страна) «Кандела Лэйзер Корп.» (Candela Leser Corp., США) «Фэйз-Р» (Phase-R, США) «Мэньюфэктурииг» (R-K Manufactur- ing, США) * Значения пар
Глава 3
ТВЕРДОТЕЛЬНЫЕ ЛАЗЕРЫ И ЛАЗЕРНЫЕ
‘ ТЕХНОЛОГИЧЕСКИЕ УСТАНОВКИ НА ИХ ОСНОВЕ
13. ЛАЗЕРЫ ЛТН-101,
ЛТН-102, ЛТН-103
t" Лазеры серии ЛТН-100 представ-
ляют собой мощные многомодовые
Nd : YAG-лазеры непрерывного дей-
ствия с непрерывной накачкой [33].
Их основные параметры приведены
в табл. 39. Лазер ЛТН-102 имеет две
модификации: ЛТН-102А и ЛТН-102Б
с мощностью излучения 125 и 30 Вт
на длинах волн 1,06 и 1,32 мкм соот-
ветственно (при мощности накачки
”4,5 кВт). Конструктивно лазеры
/"серии ЛТН-100 выполнены в виде
блока излучателя, блока зажигания,
I стойки питания со встроенным блоком
I охлаждения. Схематично излучатель
лазеров серии ЛТН-100 изображен
на рис. 44. Элементы излучателя мон-
тируют в корпусе, являющемся несу-
щей конструкцией. На торцах корпуса
крепят узлы юстировки зеркал. При
выборе схемы резонатора для много-
модовых лазеров определяющим
является возможность достижения
максимальной выходной мощности
при сохранении относительно неболь-
шой расходимости излучения. Этому
условию удовлетворяет резонатор,
образованный плоскими зеркалами,
расположенными на расстоянии 360 мм
один от другого при длине излучателя
550 мм (для лазеров ЛТН-101
и ЛТН-102). Такой резонатор обеспе-
чивает линейную зависимость мощ-
ности излучения во всем рабочем
диапазоне мощности накачки. Увели-
чение мощности излучения в лазере
ЛТН-103 до 250 Вт (при мощности
накачки ~9 кВт) достигается за счет
установки второго квантрона и удво-
ения длины резонатора (720 мм) при
длине излучателя 850 мм. При этом
используется измененная конструк-
ция крепления узлов зеркал.
Квантрон представляет собой не-
сущий корпус, выполненный обычно
из коррозионно-стойкой стали, вну-
три которого находятся отражатель,
активный элемент и лампа накачки.
В лазерах серии ЛТН-100 исполь-
зуются квантроны типа К-301 с актив-
ными элементами диаметром 6,0 мм
и длиной 60 мм (для ЛТН-101) и диа-
метром 6,3 мм и длиной 100 мм (для
ЛТН-102 и ЛТН-103). Лампами на-
качки служат дуговые криптоновые
лампы непрерывного горения типа
ДПН-6/60 (для ЛТН-101) и ДПН-6/90
(для ЛТН-102-103). В обозначении
модели лампы накачки числитель опре-
деляет диаметр разрядного промежут-
ка, а знаменатель — его длину. Отра-
жатель изготовлен из монолитной за-
готовки легированного европием
кварцевого стекла в форме эллипти-
ческого цилиндра (большая ось эллипса
30 мм, расстояние между фокусами
13,5 мм). В отражателе параллельно
оси просверлены два канала, внутри
которых располагают актигный эле-
мент и лампу накачки. Кроме того,
через эти каналы протекает охлажда-
ющая жидкость. Из условий парал-
лельного охлаждения диаметры кана-
лов выбраны равными 8 мм (канал
активного элемента) и 12 мм (канал
лампы накачки). Длина отражателей
в соответствии с длиной разрядного
39. Основные параметры лазеров серии ЛТН-100
Модель лазера Длина волны излучения, мкм Мощность излучения, Вт Расходимость, мрад
ЛТН-101 1,06 65 10
ЛТН-102А 1,06 125 12
ЛТН-102Б 1,32 30 12
ЛТН-103 1,06 250 18
106
Твзрдотзлыим лазгра а техномеаческие установки
Рис. 44. Схема излучения лазеров серив
ЛТН-100:
I — глухое зеркало; 2 —• излучатель; 3 —
квантрон; 4 — выходное зеркало
промежутка составляет 60 мм (для
ЛТН-101) и 90 мм (для ЛТН-102
и ЛТН-103). Одноламповый освети-
тель с отражателем такой конструкции
обеспечивает высокую эффективность
накачки за счет фокусировки излуче-
ния накачки в центральную часть
активного элемента, а также филь-
трацию УФ излучения лампы.
Питание ламп накачки лазеров (за
исключением ЛТН-103) осуществляет-
ся стабилизированным источником
с регулировкой силы тока в интервале
10 ... 40 А и номинальной выходной
мощностью 5 кВт. Источник питания
и система охлаждения размещены в от-
дельной стойке. Система охлаждения
УО-1 двухконтурного типа. В кон-
туре, подключенном к излучателю,
циркулирует дистиллированная вода
с расходом 20 л/мин. Второй контур
теплообменника подключен к линии
водоснабжения технической водой.
В состав лазера ЛТН-103 входит
источник питания повышенной мощ-
ности и более эффективная система
охлаждения УО-2. Технические и экс-
плуатационные характеристики лазе-
ров ЛТН-101 и ЛТН-102А приведены
в табл. 40.
На основе мощных лазеров непре-
рывного действия серии ЛТН-100 соз-
дан ряд технологических установок,
в частности установка направ-
ленного термораскалывания стекла
(«Квант-20»), базовая установка авто-
матизированной пайки, сварки и
резки материалов («Квант-50»). Наи-
большее применение лазеры этой серии
находят для резки листовых матери-
алов. Например, на основе лазера
ЛТН-103 создана установка автомати-
40. Технические и эксплуатационные характеристики некоторых лазеров
серин ЛТН-100
X арактер истика ЛТН-101 ЛТН-102А
Режим работы Непрерывный многомодовый Непрерывный многомодовый
Длина волны генерации, мкм 1,06 1,06
Мощность излучения, Вт 63 125
Расходимость излучения, мрад <10 <12
Диаметр пучка, мм 6 6
Потребляемая мощность (220/380В, 50 Гц), кВ-А <5 5
Расход водопроводной воды при давлении 0,06 МПа, л/мин Масса, кг: 5 5
излучателя <15 <15
блока зажигания <7 <7
стойки питания и охлаждения Габаритные размеры, мм: <200 <200
излучателя 550Х 130Х 160 550Х 130X160
блока зажигания 180Х 350Х 130 180Х 350Х 130
стойки питания и охлаждения 600Х 590Х 1200 600Х 590Х 1200
Время непрерывной работы (с последующим перерывом 45 мин), ч 8 8
Средняя наработка на отказ, ч >200 >200
Установка серии «Квантл
107
41. Основные параметры мощных многомодовых непрерывных Nd ; YAG-лазеров
некоторых зарубежных фирм
Модель Выходная Диаметр Расходи-
(страна) лазера мощность, Вт пучка, мм мость, мрад
«Контрол Лэйзер Корп.» 531 100 12
(Control Laser Corp., 532 200 14
США) 534 400 6 15
«Лэйзерметрикс» (Laser-
metrics, США) 95100 100 8
95150 150
95200 200 8 10
96200 300
96300 400
«Квантроникс» (Quan- 117F-M/CW-100 100 11
tronics, США) 118F-M/CW-250 250 6 14
«ЮС Лэйзер Корп.» (US 250
Laser Corp., США) Сер. 400 500 20
1000 30
«Тошиба Корп.» (Toshiba LAY-652 ЮС 12
Corp., Япония) LAY-653 300 ОК
LAY-654 600
NEC/IBB GmbH (Япо- YL-117-2B 600 8
иия, ФРГ) YL-117-4B 1200 15
вированного изготовления шаблонов
для контроля изнашивания штампов.
Мощные Nd : YAG-лазеры находят
все большее применение благодаря
своей компактности, высокой эксплу-
атационной надежности, хорошему
качеству лазерного излучения (высо-
кая стабильность и малый диаметр
луча при относительно небольшой рас-
ходимости), меньшему по сравнению
с излучением СО2-лазеров коэффициен-
ту отражения от металлов. При даль-
нейшем повышении уровня мощности
до 500 ... 1000 Вт лазеры серии
ЛТН-100 смогут широко применяться
в различных областях лазерной терми-
ческой технологии. Преимуществом
Nd : YAG-лазеров является также тот
факт, что для систем транспортировки
излучения используется традицион-
ная стеклянная или кварцевая оптика.
Например, в настоящее время создана
и серийно выпускается фокусирующая
оптическая система СОК-1, в состав
которой входят двух- и четырехкрат-
ные телескопы и сменные объективы
с фокусным расстоянием 50 и 100 мм.
Для сравнения в табл. 41 приведены
основные параметры мощных
(>100 Вт) непрерывных многомодовых
Nd : YAG-лазеров ряда зарубежных
фирм.
14. ЛАЗЕРНЫЕ
ТЕХНОЛОГИЧЕСКИЕ УСТАНОВКИ
СЕРИИ «КВАНТ»
Лазерные технологические уста-
новки сер. «Квант» на базе твердо-
тельных Nd : YAG-лазеров с длиной
волны генерации 1,06 мкм предназна-
чены для выполнения операций резки,
сварки, пайки, прошивки отверстий,
108
Твердотельное лазера а технологические установки
Рве. 4В. Схема установки «Квант-9М» 9
1 •— излучатель; 2 — оптическая система;
3 — стол для обрабатываемой детали; 4 —
педаль включения; 5 — блок управления;
б — блок питания; 7 — система охлажде-
ния
скрайбирования и ряда других в раз-
личных технологических процессах.
Установка «Квант-9М* предназна-
чена для прошивки отверстий главным
образом в заготовках алмазных волок,
а также в различных труднообрабаты-
ваемых материалах (твердых спла-
вах, керамике и т. д.). Она состоит
из излучателя, оптической системы,
Рис. 4в. Схема установки «Квант-ПМ»!
1 — стойка питания; 2 — оптическая си-
стема; 3 — излучатель; 4 — ставок
обеспечивающей фокусировку лазер-
ного излучения на обрабатываемой де-
тали и позволяющей контролировать
продольное сечение отверстий при об-
работке прозрачных материалов,
источника питания, системы управле-
ния и системы охлаждения (рис. 45).
Технические и эксплуатационные
характеристики установки
« Квант-9М»
Максимальная энергия
импульса излучения, Дж,
при частоте следования
импульсов, Гц:
0,1 ... 2................. 8
3......................... 5
Длительность импульса,
мс...................... 0,5
Частота следования им-
пульсов в автоматиче-
ском режиме, Гц. . . . 0,1 ... 3
Максимальные размеры
обрабатываемой детали,
мм.................... 50X50X15
Ход координатного сто-
ла, мм:
продольный.............. 15
поперечный.............. 15
Вертикальный ход ме-
ханизма подъема детали,
мм........................ 20
Частота вращения обра-
батываемой детали,мин-1 1 ... 12
Угол наклона оси вра-
щения детали, ° ... . 0 ... 30
Потребляемая мощность,
кВт...................... 3,5
Габаритные размеры, мм 1300Х 695Х
Х1200
Масса, кг................ 200
Установка «Квант-ИМ» предна-
значена для использования в произ-
водстве изделий электронной тех-
ники, а именно для прошивки отвер-
стий и контурной резки полупровод-
никовых, диэлектрических и меха-
нических материалов толщиной до
1 мм. Установка состоит из стойки
питания, станка с излучателем и опти-
ческой системой (рис. 46). В станке
предусмотрено место для размещения
специализированных устройств за-
крепления и перемещения обрабатыва-
емых деталей.
Установка серии «Квант»
109
Технические и эксплуатационные
характеристики установки
«Квант-11М»
Лазер
Средняя мощность излу-
чения при частоте следо-
вания импульсов 100 Гц,
Вт................. . <19
Частота следования им-
пульсов, Гц............ 12,5; 25;
50; 100
Длительность импульса
излучения, мс........... 0,2
Оптическая система
фокусное расстояние, мм 50; 100
Увеличение визуального
канала, X: •
бинокулярной насадки 42; 21
экранной насадки . . 22; 11
Поле зрения визуаль-
ного канала, мм:
бинокулярной насадки ЗХ 6
экранной насадки . . 2,5x5
Минимальный диаметр
светового пятна, мкм. . 30
Рабочий отрезок фоку-
сирующего объектива,
мм..................... 34; 83
Потребляемая мощность,
кВт, не более............. 6
Габаритные размеры, мм:
станка................. 1500Х 700Х
X 1200
стойки питания . . . 700Х700Х
Х1700
Масса, кг
станка.................. 250
стойки питания . . . 250
Для эксплуатации
установки необхо-
димы:
водопроводная вода,
под давлением
2,02-10Б Па, расход не
менее 25 л/мин;
сжатый воздух под
Давлением 5,05-106 Па;
централизованный
форвакуум.
- АЙ*'
А
Установка «Квант-12» предназна-
чена для шовной импульсной сварки
металлов малой толщины (до 0,3 мм)
и особенно рекомендуется для сварки
Рис. 47. Схема установки «Квант-12» :
1 — стойка питания; 2 — излучатель; 3 —•
сварочный стол; 4 — пульт сварочного
стола
деталей приборов и устройств, чув-
ствительных к нагреву и термическим
деформациям. Установка выполнена
в виде двух устройств: - сварочного
стола, на котором размещен лазер,
и источника электропитания (рис. 47).
Оператор находится в процессе ра-
боты за сварочным столом. Для удоб-
ства обслуживания установки основ-
ные органы управления источником
электропитания дублируются на
пульте сварочного стола. Встроенная
оптическая наблюдательная система
позволяет контролировать качество
сварного соединения непосредственно
в процессе сварки.
Технические и эксплуатационные
характеристики установки
« Квант-12»
Скорость сварки.
мм/мин, не менее. . . . 150
Диаметр светового пят-
на, мм...................0,25 ... 1,0
Глубина проплавления,
мм, не более.............. 0,3
Энергия импульса излу-
чения, Дж, не менее. . 3
Длительность разрядно-
го импульса, мс. . . . 1,5; 2,0;
2,5; 4,0
Частота следования им-
пульсов, Гц................ 10
110
Твердотельной лаавры а технологические установки
Длина волны излучения,
мкм .................. 1,06
Система охлаждения . . Двухкон-
турная
водяная
Увеличение наблюда-
тельной системы, х . . . 20; 40
Поле зрения наблюда-
тельной системы (в пло-
скости обработки), мм 3x6
Режим работы:
одиночный........... с ручным
запуском
частотный...........запуск от
внутреннего
генератора
с частотой
0,1 ... 20 Гц
Потребляемая мощность,
кВт................... 6
Габаритные размеры, мм:
сварочного стола. . . 1000Х950Х
Х1230
стойки питания . . . 720Х620Х
Х1900
Масса, кг............. 822
Установка «Квант-15» (рис. 48)
предназначена для шовной и точечной
сварки черных, цветных и тугоплавких
металлов, прошивки технологических
отверстий, а также для термообра-
ботки (упрочнение, отжиг, нормали-
зация и т. д.) н резки различных
материалов.
Оптическая система установки
фокусирует иа поверхность детали
импульсное излучение лазера в пятно
требуемых размеров. Сфокусирован-
ная энергия импульса осуществляет
резку или плавление материала дета-
лей и их сварку.
Технические характеристики
установки «Квант-15»
Средняя мощность излу-
чения, Вт, не менее. . . 100
Максимальная энергия
излучения, Дж:
при частоте импуль-
сов 10 Гц.........•. До 10
при мононмпульсном
режиме.................. До 15
Частота повторения им-
пульсов излучения, Гц:
при длительности им-
пульса 2,0; 2,5 и 4,0 мс 0,1 ... 10
при длительности им-
пульса 1,5 мс . . . . До 20
Диапазон регулирования
размеров пятна излуче-
ния, мм................0,25 ... 3,0
Максимальная толщина
реза по черным метал-
лам, мм................... До 5
Максимальная скорость
резания, мм/мин .... До 350
Скорость прошивки (пер-
форации) отверстий на
материалах толщиной до
1 мм, отв/с.............. 20
Глубина проплавления
при сварке черных ме-
таллов, мм............. 0,8 ... 1,0
Скорость сварки, мм/мин До 350
Максимальная глубина
отверстий, мм............. До Ю
Скорость термообработ-
ки (линейная), мм/мин До 1000
Потребляемая мощность,
кВт, не более............ 12
Увеличение наблюда-
тельной системы, х, при
объективе с фокусным
расстоянием:
50 мм................... 40
100 мм................... 20
Установка серии «Кланга
111
Система охлаждения
двухконтурная:
внешний контур . . . Подсоеди-
няется к
водопро-
водной
сети
внутренний............ Контур
заполняется
дистилли-
рованной
водой
Расход водопроводной
воды при давлении
0,06 МПа, л/мнн, не
менее................. Б
Габаритные размеры,
мм, не более:
станка с генератором 1000Х960>
X 1200
модулятора МТ-42М 720Х 620Х
Х1900
Масса установки, кг, не
более:
станка с генератором 200
модулятора МТ-42М 615
Установка «Квант-17» предназна-
чена для герметизации штырьковых
металлостеклянных корпусов интег-
ральных систем (ИС) способом лазер-
ной сварки и может быть использована
для сварки прямоугольных корпусов
с размерами сторон до 40 мм.
Отличительными особенностями
процесса лазерной герметизации
корпусов ИС являются: высокое каче-
ство сварных соединений и незначи-
тельный нагрев изделий при сварке,
что обусловливает высокий процент
выхода годных изделий на этой опе-
рации.
'''’В состав установки входят (рис. 49):
сварочный стол, в котором кон-
структивно объединены лазер, опти-
ческая система, механизм перемеще-
ния свариваемых корпусов, устрой-
ство охлаждения и система подвода,
защитного газа;
источник электропитания.
Корпуса ИС, подлежащие гермети-
"Вации, закрепляются на установке
в сменных кассетах, которые устанав-
ливаются на механизме перемещения.
Импульсный лазер на иттриево-алю-
минневом гранате н две раздельные
оптические системы формируют два
Рис, 48. Схема установки «Кваит-17» :
1 — сварочный стол с лазером, оптической
системой, механизмом перемещения, уст-
ройством охлаждения и системой подвода
защитного газа; ' —> источник питания
равных по энергии лазерных луча,
фокусируемых на противоположные
стороны свариваемого корпуса ИС.
Это позволяет удвоить производитель-
ность установки «Квант-17» по сравне-
нию с установками, генерирующими
один пучок.
Технические и эксплуатационные
характеристики установки «Кваит-17»
Число пучков излучения 2
Максимальная энергия
импульса излучения в
каждом пучке, Дж. . . 4
Максимальная частота
следования импульсов
излучения (регулируе-
мая), Гц............. 10
Максимальная скорость
сварки одним пучком,
мм/мин............... 250
Глубина проплавления,
мм................... 0,1 ... 0,3
Длительность одного
цикла работы установ-
ки, мин.............. 2
Число корпусов ИС, гер-
метизируемых за один
цикл работы ......... 4 ... 6
Потребляемая мощность,
кВт.................. 12
Система охлаждения . . Двухкон-
турная
водяная
Расход защитного газа,
л/ч.................. 600
Габаритные размеры, мм:
сварочного стола. . . 1600Х 200Х
Х680
стойки питания . . . 2146Х595Х
Х595
Масса, кг............ 800
112
Твердотельные лазера а технологические установки
Рис. 60. Схема установки <Кваит-20»:
1 — источник питания; 2 — координат»
иый стол; 3 лазер ЛТН-101
Установка «Квант-20» использует-
ся в производстве изделий электронной
техники и предназначена для резки на
заготовки листов термически полиро-
ванного стекла.
Резка осуществляется методом
управляемого термораскалывания,
при котором стекло разделяется по
всей толщине трещиной, развиваю-
щейся за движущимся по траектории
разделения лучом твердотельного
лазера ЛТН-101 (рис. 50).
Возможность регулировки мощно-
сти излучения лазера, скорости пере-
мещения обрабатываемого материала
и диаметра пятна излучения, а также
наличие фотоэлектрического индика-
тора настройки позволяют легко пере-
налаживать установку на резку стекла
различных марок и контролировать
режим резки.
Бескоитактность, отсутствие отхо-
дов из зоны воздействия излучения
лазера при низких параметрах шеро-
ховатости поверхности реза исклю-
чают загрязнение и повреждение
рабочих поверхностей заготовок
в процессе резки.
Технические и эксплуатационные
характеристики установки «Квант-20»
Длина волны излучения,
мкм ...................... 1,06
Мощность излучения, Вт 63
Скорость резки, мм/мин
Размеры исходных ли-
стов стекла, мм:
минимальные ....
максимальные ....
Максимальная ширина
получаемых заготовок,
мм....................
Допуск на размер заго-
товок (точность разде-
ления), мм............
Потребляемая мощность,
кВт...................
Габаритные размеры, мм,
не более .............
Масса, кг, не более. . .
60 ... 360
100X50X1
650X 500X3
150
0,2 ... 1
10
1450Х 850Х
Х1400
400
Для эксплуатации установки необ-
ходимы водопроводная вода и сжатый
воздух.
Установка «Квант-30» предназна-
чена для импульсной точечной лазер-
ной сварки деталей малых толщин
(до 0,1 мм).
Отличительными особенностями
установки являются высокая стабиль-
ность и широкий диапазон регулиро-
вания параметров импульса лазерного
излучения. Это делает ее пригодной
для выполнения ряда таких техноло-
гических операций, как пайка, сверле-
ние отверстий, обработка пленок
и т. Д. Оптическая система установки
оснащена стереоскопическим каналом
наблюдения за процессом обработки.
Увеличение канала наблюдения
4,5... 56*. Предметный стол установки
позволяет размещать и закреплять на
нем специализированную оснастку
г' I
Рис. 61. Схема установки « Квант-30» :
1 » стойка питания; 2 •— лазер
Установка серии «Квант»
113
Рис. 62. Схема установки < Квант-50» :
1 — стойка питания; 2 — лазер ЛТН-102; 3 — координатный стол
с габаритными размерами до 300 X
X 300X100 мм (рис. 51).
Технические характеристики
установки «Квант-30»
Энергия импульса ла-
зерного излучения, Дж 0,05 ... 2
Нестабильность энергии
излучения, %, не более 2
Длительность импульса
излучения, мс.........0,1 ... 5
Частота следования им-
пульсов, Гц...........0,1 ... 20
Диаметр зоны воздей-
ствия излучения, мм. . 0,05 ... 0,3
Г абаритные размеры, мм :
станка................ 965Х 690Х
Х1150
стойки питания . . . 750Х 856Х
Х1550
Масса, кг:
станка. ................. 150
стойки питания . . . 300
Потребляемая мощность,
кВт, не более.............. 5
Установки «Квант-50» и
«Квант-50-01» предназначены для пай-
ки навесных элементов на печатные
платы, резки диэлектрических и
металлических материалов, сварки
и термоупрочнения металлических
материалов.
Установка может использоваться
только в комплекте с устройством
закрепления и перемещения обраба-
тываемой детали. Конструкция уста-
новки обеспечивает возможность
использования устройств с про-
граммным управлением (рис. 52).
Технические характеристики установок «Квант-50» и «Кваит-50-01»
Лазер
Длина волны излучения, мкм ..................................... 1.06
Диапазон регулирования мощности излучения, Вт .................. 0 ... 125
Оптическая система
Размер пятна излучения, мм:
круглой формы.................................
прямоугольной формы.........................
Система наблюдения:
тип...........................................
увеличение х, не менее .....................
поле зрения, мм ............................
Микроскоп совмещения:
увеличение X, не менее .......................
поле зрения, мм ............................
«Квант-50» «Квант-50-01»
1 ... 5 0,2 ... 0,8
2Х 2 0,2Х 1
Т елевизионный
8 16
ЮХ 13 5Х 6,5
5,5
15X20
114
Твердотельное лазера и технологические установки
точность совмещения, угл, мин, не хуже . . .
база, мм...................................
Потребляемая мощность, кВт, не более.........
Габаритные размеры установки, мм ............
Масса, кг, не более..........................
Для эксплуатации установки необ-
ходима водопроводная вода давле-
нием 2,02-105 Па; расход не менее
25 л/мин.
Ъ зависимости от требований техно-
логического процесса в установку мо-
гут подаваться кислород, аргон, азот,
сжатый воздух.
1
100
15
1550Х 1440Х 1270
470
। Питание всех установок серии
«Квант» осуществляется от четырех-
проводной сети трехфазного тока
с глухозаземленной нейтралью на-
пряжением 220/380 В, частотой
50 Гц.
Г лава 4
ГАЗОРАЗРЯДНЫЕ СО2-ЛАЗЕРЫ
С ДИФФУЗИОННЫМ ОХЛАЖДЕНИЕМ (ЛДО)
15. ПРИНЦИП ДИФФУЗИОННОГО
ОХЛАЖДЕНИЯ РАБОЧЕЙ СМЕСИ
И КОМПОНОВОЧНЫЕ СХЕМЫ ЛДО
Как было сказано в гл. 2, принцип
диффузионного охлаждения рабочей
смеси газового лазера состоит в отводе
тепла, выделяющегося в процессе ла-
зерной генерации, за счет процесса
молекулярной теплопроводности газа
к охлаждаемым стенкам трубки или
камеры.
СО2-лазер с диффузионным охла-
ждением рабочей смеси (рис. 53) со-
стоит из охлаждаемой водой разрядной
трубки 3, внутри которой с помощью
системы электродов 1 создается газо-
разрядная плазма 4. По торцам раз-
рядной трубки размещаются зеркала
Рис. БЗ. Схема лазера с диффузионным
охлаждением:
1 — токовводы; 1 — глухое зеркало; 3 —«
водоохлаждаемая трубка; 4 — газовый раз-
яд; 5 — выходное зеркало
резонатора: глухое 2 и полупрозрач-
ное 5. Стабильность усилительных
свойств среды в течение длительного
времени поддерживается слабой про-
качкой лазерной смеси или размеще-
нием внутри лазера регенерирующего
элемента. В диффузионных лазерах
используется, как правило, смесь
СО2 : N2 : Не в соотношениях, близ-
ких к 1 : 1 : 3 или 1:1:6, при полном
давлении 2,7 ... 5,3 кПа.
Основным процессом, ограничива-
ющим объемный энерговклад в диффу-
зионных СО2-лазерах, является охла-
ждение рабочей смеси. Предельную
мощность излучения лазера можно
оценить с помощью соотношения
Рл 5,6nL0X (Тjnax — Гст) 1]э0,
где LB — активная длина разрядной
трубки; х — коэффициент теплопро-
водности рабочей смеси; 7'тах — ма-
ксимально допустимый нагрев рабо-
чей смеси (см. п. 2.7); Тст — темпера-
тура стенки трубки; t)8o — электро-
оптический КПД.
Как видно из соотношения, удель-
ная мощность излучения лазера, сни-
маемая с единицы длины газоразряд-
ной трубки (Рд/Ео), не зависит от
давления рабочей смеси и радиуса
трубки. Предельные значения этого
параметра составляют Рл/Ьв 50 ...
Р
Принцип диффузионного охлаждения
115
100 ВтУм, что достигается использова-
нием рабочей смеси с высоким содер-
жанием гелия (большое х).
Из конструктивных и электротехни-
ческих соображений диффузионные
лазеры с большой длиной активной
среды целесообразно изготовлять
в виде ряда более коротких трубок
(рис. 54, а). Последовательное про-
хождение излучения через эти трубки
обеспечивается системой поворотных
зеркал, объединяющих их в общий-
резонатор. Разрыв трубок и связанные
с этим потери излучения приводят к до-
полнительному ограничению общей
длины активной среды Lo. В промыш-
ленных технологических лазерах Lo,
как правило, не превышает 40 м.
Поэтому мощность однолучевых
СО2-лазеров с диффузионным охла-
ждением составляет обычно 0,1 ...
1 кВт.
Рост удельной мощности РЛ/0в воз-
можен лишь в том случае, если увели-
чение объема активной среды не будет
сопровождаться падением скорости
теплоотвода. Такая ситуация возмож-
на, например, в газоразрядном зазоре
щелевой конструкции. Газоразряд-
ные камеры (ГРК) с кольцевой гео-
метрией щели (рис. 54, б) также
используются в СО2-лазерах техно-
логического назначения [27].
С момента создания в 1964 г. пер-
вого COj-лазера с диффузионным охла-
ждением [182] вследствие конструк-
тивной простоты эти лазеры выпуска-
ются практически во всех технически
развитых странах мира. Отсутствие
внутренних источников вибрации, воз-
можности пассивной и активной ста-
билизации резонатора позволяют
обеспечить высокий уровень энерге-
тической, частотной и угловой ста-
бильности выходного излучения лазе-
ров этого типа. Хорошее согласование
осевой симметрии активной среды и
резонатора позволяет обеспечить
надежную селекцию поперечных мод
и выделение низшей моды ТЕМ00.
Эти особенности ЛДО обусловливают
их достоинства с позиции использова-
ния для задач лазерной термической
технологии.
Высокое качество излучения ЛДО
дает возможность фокусировать его
пучок в пятно размером 50 ... 100 мкм
Рис. 64. Схемы многотрубчатых ЛДО»
а — z-образная схема; б — щелевая схе-
ма; в — многоканальная схема
и получать интенсивность излучения
в пятне до Ю8 Вт/см8. Стабильность
углового положения выходного из-
лучения позволяет контролировать
с высокой точностью местоположение
сфокусированного пучка на обрабаты-
ваемом изделии. Малая апертура гене-
рируемого пучка (10 ... 30 мм) дает
возможность применять относительно
дешевые оптические элементы, меха-
нические узлы и приводы.
Одномодовые ЛДО используются
прежде всего при прецизионной лазер-
ной обработке, гравировке, пробивке
отверстий (так как они, как правило,
имеют, наряду с непрерывным, им-
пульсно-периодический режим гене-
рации), а также при лазерной сварке
и поверхностной термической обра-
ботке. Одномодовыё ЛДО нашли ши-
рокое применение в разнообразных
отраслях лазерной медицины.
Наиболее просты и удобны в работе
ЛДО с отпаянным активным элемен-
том [65], так как они не требуют
подпитки рабочей смеси. Лазеры этого
типа широко используются при
116
СОг-лазера Б Виффузаоняая охлаасдеяаел
физических измерениях, в метеороло-
гии, системах связи, локации и т. д.
Одним из определяющих параметров
этих лазеров является долговечность
активного элемента. Она зависит пре-
жде всего от съема энергии излучения
с единицы длины разрядной трубки,
материала электродов, наличия ре-
зервного газового объема, исходного
состава газов и системы восстановле-
ния состава рабочей смеси в процессе
работы. При оптимальном подборе
этих параметров в современных от-
паянных ЛДО достигнут ресурс 5 ...
10 тыс. при съеме 10 ... 20 Вт с 1 м
длины разрядной трубки. Лазеры этого
типа в нашей стране выпускаются
мощностью до 100 ... 150 Вт(ЛГН-701).
В работе 1189] предложено в каче-
стве катода использовать перовскит,
обладающий высокой проводимостью
(~106 ом-1-см-1) при 20 °C и высокой
каталитической активностью в отно-
шении реакции окисления СО при
температуре выше 500 К. Ладер с таким
катодом в виде стержня диаметром
9,7 мм и длиной 10 мм и анодом из
платины имел диаметр разрядной труб-
ки 1 см, длину 60 см. Выходная мощ-
ность лазера 20 Вт. Ресурс свыше
1000 ч.
При наличии слабой прокачки газа
через разрядную трубку достигается
повышение удельной мощности ЛДО
до 40 ... 70 Вт/м. При этом использо-
ванная рабочая смесь вместе с про-
дуктами эрозии электродов выносится
из зоны возбуждения. В настоящее
время'выпускаются ЛДО с медленной
прокачкой мощностью до 1 ... 1,2 кВт.
Основные зарубежные фирмы-
изготовители коммерческих ЛДО на
СО2 мощностью 900 ... 1200 Вт и основ-
ные параметры этих лазеров при-
ведены в табл. 42 [174].
Значительное увеличение мощности
и снижение габаритных размеров СО2-
лазера с диффузионным охлаждением
возможно при использовании так на-
зываемых многолучевых или много-
канальных лазерных систем, со-
стоящих из большого числа газораз-
рядных элементов с малым поперечным
размером, помещенных в общий для
всех этих элементов оптический резо-
натор. Простейшим вариантом много-
лучевого лазера является изобра-
женная на рис. 5ч, в система из набора
охлаждаемых газоразрядных трубок,
параллельных оптической оси и поме-
щенных между двумя плоскими зерка-
лами резонатора. Предельная мощ-
ность такого лазера составляет
^мл ~ 1До) LTNт »
где Pf — мощность изл} чения одной
трубки; LT — полная длина трубки;
Л’т — число трубок; Dcf, и dT —
диаметры всей сборки и каждой трубки
отдельно; П — коэффициент заполне-
ния, зависящий от конструкционного
решения и способа возбуждения среды.
Достижение одновременной гене-
рации большого числа газоразрядных
трубок в общем плоском резонаторе
возможно лишь при высокой степени
параллельности этих трубок. Констру-
ирование и эксплуатация лазера су-
щественно облегчаются при волно-
водном режиме работы резонатора,
т. е. при выполнении условия
£rl(4LLv) < 1. Если не предпринимать
специальных мер, каждая газоразряд-
ная трубка работает как независимый
лазер, и поэтому излучение всей сборки
представляет собой набор некогерент-
ных между собой лазерных пучков.
Предельная интенсивность излучения
многоканального лазера при некоге-
рентном сложении пучков всех трубок
составляет S я* P^flOX)2. Увеличение
числа трубок в сборке приводит к про-
порциональному росту мощности ла-
зера, но не приводит к росту плот-
ности мощности в фокальном пятне.
При этом в фокальной плоскости воз-
никает дифракционная картина,
основной пик распределения интен-
сивности которой несет мощность
~ ПР;1, сосредоточенную в пятне с ди-
фракционным размером dp яа (5 ...
10) X. Рост числа трубок в этом случае
сопровождается пропорциональным
увеличением мощности и плотности
мощности в фокальном пятне. При
Lt = 1 м, — Ю2 и П = 0,5 можно
достичь значений S т 10а Вт/см2, что
обеспечивает возможность проведения
любых процессов термической лазер-
ной технологии.
Принцип диффузионного охлаждения
117
42. Параметры зарубежных ЛДО [174]
Фирма-изготовитель, страна Модель Мощность излу- чения, Вт Диаметр излуче- ния, мм Расходи- мость, мрад
В ТЕМ00 моде Много- модовый режим
«Ферранти ПСд» (Ferran- ti PCd, Великобритания) MF-400 400 — 6 —
«Фотон-Соурсиз», США MF-400 Т1000 V-1200 400 1000 1100 — 10 1,55
«МБ Каттин Систем» (МВ Cutting System, США) GL500 — 500 16 2
«Контрол Лэйзер» (Con- trol Laser, США) ML-1 — 500 7
«Лазер Текник» (Laser Technique, Франция) LT-450 KELT51 500 600 600 10 12 1 ... 3 2
«Когерент эд С2» (Cohe- rent ad С2, США) 725 725 875 — —
«СИЛАС» (CILAS, Фран- ция) 263 1000 — —
Многолучевые лазеры (МЛЛ) при
сохранении общих достоинств ЛДО
(большая экономичность изготовле-
ния и эксплуатации) имеют ряд до-
полнительных преимуществ по срав-
нению с быстропроточными лазерами
(БПЛ);
высокую стабильность параметров
излучения (мощности, расходимости,
углового положения оси диаграммы
направленности), причем в отличие
от БПЛ увеличение мощности лазера
не сопровождается ухудшением каче-
ства излучения;
высокую компактность блока гене-
рации;
возможность создания практически
любой конфигурации распределения
плотности мощности на поверхности
изделий.
Многолучевая схема ЛДО была впер-
вые реализована в образце лазера типа
«Иглан» (табл. 43) мощностью излуче-
ния 3 кВт, в котором применена на-
качка с помощью разряда постоянного
тока. Другой вариант МЛЛ, в котором
для возбуждения активной среды ис-
пользуется емкостный безэлектрод-
ный разряд переменного тока частотой
Ки = 10 ... 20 кГц, реализс зан в об-
разцах лазеров типа МТЛ (см.
табл. 43).
Метод накачки МЛЛ переменным
током позволяет получить ряд допол-
нительных преимуществ:
ликвидировать потери в активных
балластных сопротивлениях и тем
самым поднять технический КПД ла-
зера;
снизить рабочее напряжение при
одновременном увеличении рабочего
давления;
устранить наружные электроды
и индивидуальные токоподводы к ним,
118
С О t-лазеры с сиффуаионняя охлаждением
43. Параметры наиболее мощных отечественных технологических С02-лазеров
с диффузионным охлаждением
Название лазера
(pro общая характеристика)
Р,
кВт
Число
разряд-
ных
трубок
NT, шт.
Число
зеркал
резона-
тора
JV3,
шт.
₽/(£т"т)-
Вт/м
P/L-r,
Вт/м
ЛГН-702 (однолучевой ла-
зер с возбуждением среды
самостоятельным продоль-
ным разрядом постоянного
тока) [65]
«Иглан 3» (многолучевой ла-
зер с накачкой самостоя-
тельным разрядом постоян-
ного тока) [56]
МТЛ-2 (многолучевой лазер
с возбуждением разрядом
переменного тока) [26]
0,8 6,0
3,0 3,6
2,0 1,5
37
127
33
22
10
133
830
1400
увеличив плотность упаковки разряд-
ных элементов и энергосъем с единицы
длины и объема конструкции;
упростить конструкцию газораз-
рядного блока, повысить его техно-
логичность и надежность;
устранить металлические электроды
в зоне разряда, где они подвержены
эрозии и окислению.
Основным недостатком МЛЛ являет-
ся сравнительно большая общая
апертура пучка, представляющего
собой набор параллельных пучков от
каждой трубки, при относительно вы-
сокой расходимости излучения,
определяющейся диаметром одиноч-
ной трубки. Это создает трудности
для систем транспортировки излучения
и препятствует острой фокусировке
луча МЛЛ.
МЛЛ наиболее перспективны для
поверхностной термообработки, где
требуемый уровень плотности мощно-
сти не превышает ~106 Вт/см2. При
дальнейшем развитии конструкций
МЛЛ в направлении повышения каче-
ства пучка в результате разработки
специальной лазерной оптики (напри-
мер, устройств компактизации луча,
«компьютерной» и адаптивной оптики)
область использования МЛЛ может
быть распространена на все направ-
ления термической лазерной техно-
логии (включая сварку и резку). Сле-
дует отметить еще один класс ЛДО —
капиллярные лазеры, особенно ла-
зеры с накачкой поперечным к ка-
пилляру ВЧ-разрядом. В настоящее
время эти лазеры генерируют мощ-
ность в пределах единиц — десятка ватт
и применяются в спектроскопии, меди-
цине и микротехнологии.
16. ОТЕЧЕСТВЕННЫЕ
ПРОМЫШЛЕННЫЕ ЛДО.
ОТПАЯННЫЕ ЛАЗЕРЫ ИЛ ГН-705,
ИЛГН-704, ИЛГН-701
Лазеры ИЛГН-705, ИЛГН-704,
ИЛГН-701 имеют сходные конструк-
ции. Они состоят из излучателя и блока
питания. Рассмотрим конструкцию
лазера ИЛГН-704 (рис. 55). Основ-
ными элементами излучателя яв-
ляются активный элемент 2, резона-
тор 3, 8 и основание 1.
Активный элемент представляет
собой стеклянную водоохлаждаемую
трубку диаметром 15 мм с резервным
баллоном 6 диаметром 90 мм. С одной
стороны трубки расположено окно
Брюстера из GaAs, а с другой — глу-
хое вогнутое зеркало резонатора. Вну-
Отечественные ЛДО
119
Рис. 66. Конструктивная схема излучателя лазера ИЛГН-704:
1 — основание; г — активный элемент; 3 — выходное зеркало резонатора; 4 — узел
юстировки резонатора; 5 — диафрагма: 6 — резервный баллон; 7 — рубашка охлажде-
ния; 8 — глухое зеркало резонатора
44. Технические характеристики лазеров ИЛГН-705, ИЛГН-704, ИЛГН-701
Параметр ИЛГН-705 ИЛГН-704 ИЛГН-701
Режим работы Мощность излучения, Вт 2 ... 6 Непрерывны 30 ... 45 i 100 ... 120
Диаметр пучка излучения, мм 4 10 .18
Поляризация излучения Расходимость излучения, мрад 5 Линейная —
Наработка на отказ, ч 1000 1000 —
Минимальный ресурс активного 3000 3000 1000
элемента, ч Сохраняемость, год 3 3 1
Расход воды, л/мин 1 ... 2 2 ... 4 3 ...5
Габаритные размеры, см: излучателя 65х 20х 19 160X 25X 21 180X 25X 24
блока питания 50X21X32 93Х 60Х 60 115X60X60
Масса, кг: излучателя 10 35 30
блока питания 25 120 150
три трубки установлен кольцевой анод.
Катод размещен в отдельной колбе
с регенератором на основе СнО. Вы-
водное полупрозрачное плоское
веркало резонатора из GaAs располо-
жено на внешнем юстировочном уст-
ройстве 4. Для выделения низшей
поперечной моды имеется ирисовая
Диафрагма 5. Вакуумные уплотнения
оптических элементов выполнены
пайкой и сваркой.
Источник питания состоит из
повышающего трансформатора, вы-
прямителя и балластных резисторов.
Основные технические характери-
стики этих лазеров приведены
в табл. 44.
17. ЛДО СО СЛАБОЙ
ПРОКАЧКОЙ РАБОЧЕЙ СМЕСИ
В качестве характерного примера
данного типа ЛДО можно рассмотреть
лазеры «Эверлэйз» фирмы «Коге-
рент» (США). Эти лазеры выпускают
в нескольких моделях иа разные уров-
ни номинальной мощности излучения
Рв (100... 800 Вт). Каждая модель
120
СО,-лазеры с диффузионным охлаждением
46. Технические параметры одномодовых промышленных ЛДО «Эверлэйз»
фирмы «Когерент» [26]
Параметры Модель
150 350 500 700
Мощность излучения, Вт 185 375 575 775
Пиковая мощность в импульсном режиме, кВт Газопотребление, нл/ч 1 2 3,5 3,5
20 40 80 80
Водопотребление, м3/ч 1,1 1,3 2,2 2,2
Габаритные размеры кожуха 3X0,8Х 4.6Х 4.6Х 4,6Х
Х0.66 Х0.94Х Х0,66 X 0,94Х Х0.66 X 0.94Х Х0.66
Рис. 56. Схема лазера фирмы «Когерент» S
1 — юстировочные винты; 2 — штанги оптической скамьи; 3 — разрядные трубки; 4
охлаждаемые элементы; 5 — поворотные зеркала резонатора; 6 — оптическая скамья;
7 — опора резонатора; 8 —* стальная труба; 9 —> плита для электродов; 10 — держа*
тели зеркал
имеет диапазон регулировки мощ-
ности (0,3 ... 1,1) Рн\ нестабильность
мощности не превышает ±2%; рабо-
чая смесь СО2 : Ь12 : Не ... = 4,5 :
13,5 :82; минимальная длитель-
ность импульсов в ИПР 100 мкс,
максимальная частота следования
импульсов 2,5 кГц. Остальные важней-
шие технические параметры этих ТЛ
представлены в табл. 45.
Конструктивно ТЛ скомпонован
в виде единого блока, заключенного
в прямоугольный кожух и помещен-
ного на подставку. В этом блоке смон-
тирован оптический резонатор с сек-
циями газоразрядных лазерных тру-
бок 3 (рис. 56). Защита резонатора
от шумов и вибраций осуществляется
с помощью опор 7. Система охлаждения
и термостабилизации, система газо-
ЛДО с медленной прокачкой
121
обмена и система электропитания смон-
тированы в том же блоке. Питание
разряда осуществляется током от
стабилизированного источника. Для
работы в импульсно-периодическом ре-
жиме в секциях газоразрядных трубок
предусмотрены поджигающие элек-
троды; в источнике питания имеется
импульсный блок модуляции разряда.
Оптический резонатор и секции га-
воразрядных трубок крепятся к сталь-
ной трубе 8 и оптической скамье 6,
термостабилизированной с точностью
±0,5 °C. Зеркала резонатора 5
термостабилизируются с точностью
±0,1 °C. Секции газоразрядных
труб охлаждаются маслом и термоста-
билизируются с точностью ±0,5 °C
(вместе с резонатором) с помощью
теплообменника масло — вода. Излу-
чение лазера линейно поляризовано.
Это реализуется применением в резо-
наторе зеркала, стоящего под углом 45°
к оси. Держатели 10 зеркал резона-
тора — съемные, не требующие юсти-
ровки после вторичной установки.
Юстировка резонатора выполняется
на заводе-изготовителе; при эксплу-
атации ТЛ необходима только подъ-
юстировка выходного зеркала по
максимуму выходной мощности.
Система контроля и управления
ТЛ — автоматическая микропроцес-
сорная, размещается в стандартном
крейте шириной 48,3 см. Система
выполняет функции: блокировки по
электропитанию, охлаждению, газо-
напуску; контроля силы тока и напря-
жения разряда; контроля выходной
мощности излучения (с помощью не-
прерывного измерителя мощности);
программного задания циклограммы
мощности излучения.
Лазеры снабжаются набором внеш-
них оптических элементов и другими
устройствами: коллиматопом-расши-
рителем лазерного пучка; охлажда-
емыми зеркалами для поворота пучка
на 90°; фокусирующими линзами с F =
== 3,8 .. 25,4 см из просветленных
GaAs, ZnSe, Ge; устройством тонкой
подъюстировки фокуса с кронштей-
ном-держателем; микроскопом для
установки луча на объект; телевизион-
ной системой установки луча на объект;
сопловым блоком для лазерной обра-
ботки; пультом дистанционного
Рис. 57. Внешний вид излучателе лазера
«Кардамон»
управления; координатным столом
(25,4 см/с, 40.6Х 40,6 см2); устрой-
ством для перемещения луча; автома-
том для лаз^р-’ой гравировки с фото-
считывателем.
18. ЛАЗЕР С МЕДЛЕННОЙ
ПРОКАЧКОЙ ЛГН-702
( «КАРДАМОН» ) [66]
Лазер выполнен в виде четырех
отдельных блоков: излучателя, блока
питания, регулятора напряжения
и блока прокачки газов. Излучатель
состоит из четырех стеклянных газо-
разрядных труб длиной около 6 м
каждая. Трубы размещены внутри
круглой стальной трубы диаметром
~400 мм, являющейся корпусом излу-
чателя (рис. 57).
Газоразрядные трубы имеют наруж-
ные рубашки охлаждения. Накачка
рабочей смеси осуществляется само-
стоятельным разрядом постоянного
тока. Постоянное напряжение U т
« 20 кВ подается от блока питания на
кольцевые катоды, расположенныевну-
три газоразрядных труб., через
индивидуальные балластные рези-
сторы.
Зеркала устойчивого полукон-
фокального резонатора закреплены
на ториевых фланцах корпуса. Резо-
натор состоит из глухого вогнутого
зеркала, изготовленного из меди либо
суперинвара с золотым покрытием,
четырех плоских поворотных зеркал
и выходного полупрозрачного плоского
зеркала из арсенида галлия (либо КС1
с отражающим покрытием). Поворот-
ные зеркала обеспечивают последова-
тельный охват излучением всех газо-
разрядных труб. Выходное излуче-
123
' СО2-лазеря с диффузионным охлаждением
Рис. 68. Блок подачи газов лазера < Кардамои> :
1 — баллоны с газами: 2 — редукторы; 3 — стабилизаторы давления; 4 — регуляторы;
Б — вентили; 6 — натекатели; 7 — смесительная емкость; 8 — электромагнитный кла-
пан; 9 — мановакуумметр; 10 — излучатель; 11 — отсечной клапан; 12 — масляная
ловушка; 13 — вакуумный насос
ние — многомодовое, так как устрой-
ство селекции поперечных мод ие
предусмотрено.
Источник питания собран по обыч-
ной схеме регулируемого высоковольт-
ного выпрямителя. Ои состоит из
повышающего трансформатора, вы-
прямительного трехфазного диодного
моста и сглаживающего фильтра. Ре-
гулировка мощности излучения
производится за счет изменения напря-
жения питания с помощью отдельного
автотрансформатора, подключенного
к повышающему трансформатору.
Контур водяного охлаждения разо-
мкнутый. Охлаждающая вода по-
дается иа газоразрядные трубы, узлы
крепления зеркал резонатора, блок
балластных резисторов.
Блок подачи газа (рис. 58) обеспе-
чивает непрерывную медленную
прокачку рабочей смеси через газо-
разрядные трубы. Рабочие газы СО2,
N2 и Не подаются из баллонов 1 по
идентичным линиям, состоящим из
редукторов 2, стабилизаторов 3 дав-
ления газа, регуляторов 4, вентилей 5
и натекателей 6, в смесительную ем-
кость 7. Давление смеси газов в емко-
сти контролируется образцовым
мановакуумметром 9. Из смесительной
емкости при включенном клапане 8
рабочая смесь подается в излучатель
10. Отработавшая смесь откачи-
вается вакуумным насосом 13. Для
исключения попадания масла из
вакуумного иасоса в газоразрядные
трубы предусмотрены масляная
ловушка 12 и отсечной электромагнит-
ный клапан 11.
Технические характеристики
лазера ЛГН-702
Номинальная мощность
излучения, Вт........ 800
Режим работы..........Непрерыв-
ный
Расходимость излучения,
рад.................. 2 ... 10~s
Апертура излучения, мм 45
Потребляемая мощность,
кВт.................. <20
Расход охлаждающей
воды, л/мин.......... 20
Расход газов, нл/мин . . 2,5 ... 6
Габаритные размеры, мм:
излучателя......... 6300Х 450Х
Х450
блока питания . . . 1000Х 900Х
Х1790
регулятора напряже-
ния ................ 520Х 520Х
Х815
Многоканальный СО^-лазер <Иглан-3*
123
блока прокачки газов 560Х 725Х
Х965
Масса, кг:
излучателя............. 600
блока питания . . . 600
регулятора напряже-
ния .................... 220
блока прокачки газов 200
19. МНОГОКАНАЛЬНЫЙ
СО2-ЛАЗЕР «ИГЛАН-3» [56,75]
Лазер «Иглан-3» состоит из четырех
основных систем: I — газовая система;
II — лазерная головка; III — система
охлаждения; IV — система электро-
питания и стабилизации разряда
(рис. 59).
Лазерная головка включает в себя
два одинаковых пакета из 37 газо-
разрядных стеклянных трубок 11
с внутренним диаметром 1 см, толщи-
ной стенки 1 мм и активной длиной
180 см. Трубки уложены параллельно
в заранее отъюстированные сепара-
торы Р. Каждая из трубок состоит из
двух секций длиной по 90 см, раз-
деленных диэлектрической вставкой,
исключающей пробой между катодами
Рис. 69. Схема лазера «ИГЛАН-3»;
/ — вакуумный насос; 2 — редуктор; 3 баллон с рабочим газом; 4 — вакуумметр
ВДГ-1; 5 — натекатель; 6 — глухое зеркало; 7 — сепаратор-уплотнитель; 8 — анод;
9 — сепаратор; 10 — катод; 11 — разрядная трубка; 12 — выходное зеркало; 13 —
лазерные пучки; 14 — теплообменник; 15 — маслоиасос; 16 — бак с балластными рези-
сторами; 17 — выпрямитель; 18 — регулируемый высоковольтный трансформатор;
19 охлаждающая вода
124
CCj-лазера с диффузионная охлаждением
секций при отсутствии разряда в одной
из них.
Накачка рабочей среды обеспечи-
вается самостоятельным разрядом
постоянного тока. Электродами служат
тонкие металлические цилиндры 8, 10,
прилегающие к внутренним поверх-
ностям трубок. Аноды 8 все заземлены.
Катоды 10 подключены к общему
источнику питания через ограничи-
вающие резисторы с сопротивлением
Др = 306 кОм. Рабочее напряжение
на разряде UB = 12,2 кВ, номинальный
ток через одну разрядную трубку
it = 18 мА.
Резонатор лазера состоит из двух
плоских зеркал. Глухое зеркало 6 —
медное охлаждаемое; выходное 12—
плоскопараллельная пластина из крис-
талла ZnSe с коэффициентом отраже-
ния 0,29. Резонатор работает в волно-
водном режиме. Число Френеля Nf =
= R2/(kLp)K:0,6, где R—радиус труб-
ки, Ар— длина резонатора. КПД резо-
натора т]р=0.75. Зеркала резонатора с
помощью юстировочных устройств
крепятся к общему жесткому корпусу.
Газовая система обеспечивает
поддержание рабочего давления и не-
прерывную медленную прокачку
через лазерную головку. Она состоит
из двух вакуумных насосов 2НВР-5,
1, баллонов 3 с рабочими газами,
редукторов 2 и натекателей 5. Давле-
ние контролируется вакуумметром
ЕДГ-1 4.
Система охлаждения собрана по
двухконтурной схеме. Внутренний
контур с трансформаторным маслом
состоит из маслонасосов 15, теплооб-
менников 14 и охлаждает лазерную
головку и блок балластных резисто-
ров 16. Масло охлаждается водой 19,
подключаемой от внешней сети.
Источник высоковольтного пита-
ния состоит из регулируемого высоко-
вольтного трансформатора 18 и
трехфазного выпрямителя 17. Положи-
тельный полюс выхода выпрямителя
заземлен.
Технические параметры лазера
«Иглан-3»
Режим работы.........Непрерыв-
ный
Номинальная мощность
излучения, кВт .... 3
Максимальная мощность
излучения (выходное
зеркало из GaAs), КВт 5
Флуктуация мощности
излучения, %.......... ±3
Энергетическая расхо-
димость излучения по
уровню, рад:
0,9 полной энергии 7,5-10-3
0,5 полной энергии 1,5-10-3
Апертура излучения,
мм......................... 94
Коэффициент полезного
действия, %:
полный.................. 10
электрический .... 14
Параметры рабочей сме-
си:
состав ................СО2 : N2 :
: Не=
= 1 : 1,8: 5,5
давление, кПа .... 2,7
Расход газов, нм3/ч . . 0,9
Потребление воды, м3/ч 10
Габаритные размеры, м8 5,6X0,8X1,8
20. ПРОМЫШЛЕННЫЙ
ТЕХНОЛОГИЧЕСКИЙ ЛАЗЕР
МТЛ-2 126]
Лазер МТЛ-2 представляет собой
моноблок с расположенным в верхней
части конструкции блоком генерации
(рис. 60). При необходимости встраива-
ния лазера в подвижную технологи-
ческую линию лазерная головка может
быть выполнена в виде отдельного
блока. На рис. 61 приведен габаритный
чертеж лазера. В верхней части моно-
блока расположена лазерная голов-
ка — блок генерации 3. Она установ-
лена на функциональном блоке 1,
где размещены вспомогательные си-
стемы лазера. Управление работой
лазера осуществляется с помощью мик-
ропроцессорной системы управления
(МП САУ) с пульта 2, вынесенного
иа шарнирной стойке за общий га-
барит.
В функциональном блоке лазера,
в его левом отсеке (см. рис. 61), раз-
мещены коммутационные цепи си-
стемы управления МП САУ и источ-
ники питания МП САУ. Во втором
и третьем отсеках находится низко-
вольтная силовая часть источника
Промышленный лазер М ТЛ~2
125
электропитания (ИЭП). В верхней ча-
сти четвертого отсека расположены
высоковольтные схемы ИЭП, в нижней
части — агрегаты системы водомасля-
ного охлаждения, системы откачки
и газонапуска. Внутри металлического
кожуха, закрывающего лазерную
головку, кроме блока генераций на-
водятся оптический Затвор с поглоти
телем излучения и система трасси-
ровки излучения. В нижней части
лазера размещается маслоблок си-
стемы охлаждения.
В лазере имеется пять основных
функциональных систем:
блок генерации (БГ), содержащий
пакет параллельно расположенных
разрядных трубок и оптический резо-
натор:
ИЭП, который преобразует пере-
менный ток промышленной частоты
в переменный ток с частотой 15...
20 кГц и обеспечивает необходимые
параметры газового разряда;
система охлаждения блока генера-
ции и элементов ИЭП;
система откачки и газонапуска;
МП САУ, охватывающая все под-
системы лазера и осуществляющая
управление режимами работы лазера,
Рис. во. Общий вид лазера МТЛ-2
контроль функционирования, связь
с внешними устройствами, защиту и
блокировку.
Рис. 61. Габаритный чертеж лазера МТЛ-2;
3 “ блок функциональный; 2 ~ пульт управления; 3 >- блок генерации
126
СО-лазера с диффузионная охлаждение»
Рис. 62. Блок генерации луча лазера МТЛ-2:
1 — коллиматорный блок; 2 — разрядные трубки; 3 — кожух; 4 — юстировочные узлы;
В — Не—Ne-лазер подсветка
Излучение лазера представляет
собой набор параллельных гауссовых
пучков, геометрия которого соответ-
ствует геометрии пакета трубок. Гене-
рация в каждой из трубок в общем
случае идет независимо, т. е. пучки
взаимно некогерентны, и расходимость
излучения лазера определяется рас-
ходимостью излучения одной трубки.
Кратко опишем работу основных
систем.
Блок генерации. БГ лазера МТЛ-2
(рис. 62) выполнен в виде жесткого
каркаса из четырех штанг и двух
торце; ых плит, изготовленных из спла-
ва 36Н. На этом каркасе монтируются
направляющие, с помощью которых
обеспечивается требуемая схема
протекания хладагента и обеспечивает-
ся крепление пакета разрядных тру-
бок 2. Пакет содержит 85 трубок дли-
ной 1700 мм каждая. Полный световой
диаметр лазерного луча в плоскости
выходного зеркала составляет 94 мм.
Каркас помещен в металлический гер-
метичный кожух 3, внутри которого
протекает хладагент.
На торцах БГ в юстировочных
устройствах установлены плоские
зеркала резонатора диаметром 100 мм.
Одно из них — глухое, охлаждаемое,
изготовленное из бескислородной меди:
другое — выходное, полупрозрачное,
изготовленное из ZnSe. Одна грань
полупрозрачного зеркала имеет
отражающее покрытие с коэффициен-
том отражения на длине волны 10,6 мкм
/?ОТр = 0,5, а другая грань просвет-
лена.
Для уменьшения апертуры выход-
ного излучения вместо выходного пло-
скопараллельного зеркала можно
использовать съемный коллиматор-
ный блок /, представляющий собой
двухлинзовый телескоп Галилея
с увеличением 0,5. Линзы коллиматор-
ного блока изготовлены из ZnSe. Одна
из линз плосковыпуклая с отража-
ющим и просветляющим покрытием,
имеет коэффициент отражения от пло-
ской грани 0,5 ... 0,65 и является
выходным зеркалом резонатора, а дру-
гая — выпукло-вогнутая с просветля-
ющими покрытиями. В центре глухого
зеркала имеется отверстие, закрытое
кварцевой пластиной. Через это
отверстие и центральную трубку раз-
рядного пакета вводится луч Не—Ne-
лазера 5 для подсветки траектории
основного ИК излучения при настрой-
ке технологической оснастки. Элек-
тропитание разряда переменного
тока (/ = 18 кГц) подводится к медным
цилиндрическим электродам, напы-
ленным на наружную поверхность каж-
дой трубки газоразрядного пакета.
Одним из основных узлов БГ, в зна-
чительной степени определяющим
надежность и ресурс лазера в целом,
является узел герметизации пакета
разрядных трубок, т. е. вакуумное
уплотнение между объемом хлад-
агента, циркулирующего в меж-
трубном пространстве, и объемом ак-
тивной среды лазера. Конструкция уз-
ла герметизации полностью исключает
течь хладагента в вакуумный объем.
Разрядные трубки, используемые
в лазере МТЛ-2, изготовлены из квар-
цевого стекла с высокой однород-
ностью механических и геометриче-
ских параметров.
Промышленный лазер М ТЛ-2
127
Системы охлаждения и газообеспе-
чения. Система газообеспечения ла-
зера состоит из входного блока, блока
газонапуска и блока откачки. Входной
блок и блок газонапуска имеют три
идентичные линии для рабочих газов
СО2, воздуха, Не. В каждой из линий
установлены ротаметры. Прокачка
рабочей смеси осуществляется фор-
вакуумным насосом через регулиру-
емые клапаны, с помощью которых
осуществляется стабилизация давле-
ния в блоке генерации. Система газо-
обеспечения поддерживает постоян-
ство расхода каждого из газовых ком-
понентов с точностью 1%, что дости-
гается двойным редуцированием вход-
ного давления, и постоянство рабочего
давления в газоразрядном блоке с точ-
ностью 60 Па.
Система охлаждения содержит два
контура. Первый — открытого типа,
второй — замкнутый. В первом кон-
туре в качестве хладагента исполь-
зуется водопроводная вода. В нем
имеется теплообменник и регулятор
прямого действия, который предназ-
начен для стабилизации температуры
специального теплоносителя во вто-
ром, замкнутом контуре, предназна-
ченном для охлаждения элементов
БГ и НЭП.
Источник электропитания. В ка-
честве источника электропитания ла-
зера МТЛ-2 используется специаль-
но разработанный тиристорный пре-
образователь частоты с автономным
инвертором ППЧ-25-18 ИПЛ номи-
нальной мощностью 25 кВт при рабо-
чей частоте до 18 кГц, разработанный
НИЦТЛ совместно с СКТБ «Вихрь»
(г. Уфа).
Упрощенная электрическая схема
ИЭП представлена на рис. 63. Пере-
менное трехфазное напряжение
380 В/50 Гц, подводимое к преобразо-
вателю, через силовые элементы ком-
мутационной аппаратуры подается
иа силовой выпрямитель. После сгла-
живания пульсаций в блоке фильтра
С1 — L1 напряжение поступает
на инвертор. В инверторе, принцип
работы которого основан на колеба-
тельной перезарядке коммутиру-
ющего конденсатора С2, через вен-
тили инверторного моста, конденсатор
фильтра СЗ, коммутирующий дроссель
2.2 и первичную обмотку выходного
трансформатора Тр, происходит пре-
образование напряжения постоянного
тока в напряжение переменного тока
повышенной частоты. Выходное напря-
жение повышается в выходном высоко-
вольтном блоке Тр — L3 и пос-упает
на токопроводы блока генерации
(R - С).
Пусковой конденсатор С4 служит
для облегчения зажигания разряда
и для лучшего согласования ИЭП
с нагрузкой.
Система управления ИЭП выполняет
следующие функции:
формирование управляющих им-
пульсов инвертора;
защита ИЭП от аварийных ситуаций;
регулирование мощности, переда-
ваемой в нагрузку;
стабилизация силы тока разряда.
Управление ИЭП возможно как в
ручном, так и в автоматическом
режиме.
МП САУ. Основой МП САУ лазера
МТЛ-2 является специализированный
Рис, 63. Принципиальная электрическая схема ИЭП лазера МТЛ-2
128
СОг-лаэеры с диффузионным охлаждением
контроллер, выполненный на БИС
серии КР 580. На единой печатной
плате собран центральный процессор,
запоминающие устройства, аналого-
цифровой преобразователь, платы
дискретных входов-выходов. Про-
грамма управления лазером содер-
жится в постоянной памяти, причем
предусмотрена возможность смены
информации. К последовательному ка-
налу подключен пульт управления,
по функциональному назначению
аналогичный пульту управления
лазеров ТЛ-5М и ТЛ-1,5.
В результате исследования образцов
лазера МТЛ-2 были сделаны следу-
ющие выводы.
1. Имеется незначительная (~10%)
модуляция излучения на частотах 300
и 900 Гц, которая обусловлена ИЭП;
в принципе, возможно значительное
снижение этой модуляции.
2. Самопроизвольное «долговре-
менное» изменение мощности излу-
чения лазера МТЛ-2 ± 2%, а в от-
дельных случаях не превышает ± 1 %.
Высокая стабильность мощности
излучения лазера МТЛ-2 соответствует
современному уровню требований
к ТЛ и обусловлена следующим ком-
плексом активных и пассивных мер:
оптическая скамья резонатора из-
готовлена из инвара, юстировочные
узлы имеют достаточную жесткость;
применена активная стабилизация
температуры хладагента;
использована совершенная система
газонапуска и откачки с активной
стабилизацией давления от МП САУ;
предусмотрена активная внутрен-
няя стабилизация силы тока разряда
в ИЭП, дополненная стабилизацией
мощности от МП САУ.
3. Распределение плотности мощ-
ности излучения в фокальном пятне
соответствует сумме гауссовых пуч-
ков отдельных излучателей. Рас-
ходимость излучения практически
не зависит от уровня выходной мощ-
ности излучения и на половинном угле
интенсивности по уровню 1/е3 состав-
ляет 6 == 2,1 ... 2,3 мрад.
Основные технические характеристики
лазера МТЛ-2
Режим работы .... Непрерыв-
ный
Номинальная мощность
излучения, кВт .... 2
Стабильность мощности
излучения, %.............. ±2
Энергетическая расходи-
мость излучения, мрад 3(6)
Пределы регулирования
мощности, кВт .... 0,5 ... 2,3
Апертура излучения, мм 90 (45)
Полный КПД, % ... 10
Состав рабочей смеси СО2; воз-
дух; Не
Давление рабочей смеси,
кПа ..................... 2,7
Расход газов, нм®/ч:
гелий технический . . 0,03
двуокись углерода . . 0,02
Расход охлаждающей
воды, м3/ч .............. 1,2
Габаритные размеры, м 3,1Х0,86Х
Х2.25
Достигнутый ресурс ра-
боты, ч................ 1500
Г лава 5
НЕПРЕРЫВНЫЕ БЫСТРОПРОТОЧНЫЕ
ГАЗОРАЗРЯДНЫЕ СО2-ЛАЗЕРЫ
21. ПРИНЦИП КОНВЕКТИВНОГО
ОХЛАЖДЕНИЯ РАБОЧЕЙ СМЕСИ
В лазерах с конвективным охлажде-
нием рабочей смеси, осуществляемым
путем ее быстрой прокачки через
зону газового разряда, достигаются
большие уровни рабочих давлений н
удельного объемного энерговклада по
сравнению с соответствующими пара-
метрами ЛДО. Это обеспечивается за
счет резкого сокращения времени тс
охлаждения смеси при быстрой про-
качке по сравнению со временем td
диффузионного охлаждения. Если эф-
фективный размер, определяющий теп-
Конвективное охлаждение рабочей смеси
129
левую диффузию, Л, а длина воны
возбуждения по потоку I, то
xd « Aa/(ZroT) ps Aa/Xras,
где Хг — длина свободного пробега
частиц газа; от — их тепловая ско-
рость; аа — скорость ввука.
При скорости прокачки газа vB
справедливо соотношение тс г« //v0.
Отношение
тй/тс « (Л/М (Л/Z) (vB/aa)
вависит от схемы прокачки газа. Ла-
веры с продольной прокачкой газа
(рис. 64, а) отличаются от диффузион-
ных лишь наличием быстрого потока
газа. Поэтому при характерных зна-
чениях Л аг 1 см, Хг аг 10~4 см, I аг
аг I м конвективное охлаждение
сравнивается с диффузионным уже
при оо/а„ аг 10-а.
При фиксированном радиусе трубки
продольная прокачка газа может уве-
личить удельный съем мощности излу-
чения с единицы длины приблизительно
иа порядок, т. е. до P/LB г%г 500 ...
1000 Вт/м. Турбулентный характер
течения газа может привести к воз-
растанию скорости его охлаждения,
сравнимому со скоростью конвектив-
ного охлаждения.
Перспективной с точки зрения по-
вышения мощности лазера является
также схема с поперечной прокачкой
газа (рис. 64, б). Время т0 конвектив-
ного охлаждения в этой схеме может
быть на 3 ... 4 порядка меньше тй.
При этом основным фактором, огра-
ничивающим значение вкладываемой
в разряд мощности, становится устой-
чивость разряда. Мощность лазера
с поперечной прокачкой, имеющего
газоразрядную камеру (ГКР) с длиной
вдоль оптической оси LB и высотой Ло,
определяется полным расходом газо-
вой смеси GT, максимальной темпера-
турой ее нагрева Tmayi и электроопти-
ческим КПД т]ао, т. е.
Р ж (Тшах — Тв) бгт)ао ==
= (^шах — Ро) СрРг/1вРвивТ]во,
где Ср — удельная теплоемкость при
постоянном давлении; рг — плотность
рабочей смеси.
В условиях конвективного охлажде-
ния смеси поперечным потоком с еди-
5 Г. А. АбильсииФов
а — о продольной; б — о поперечной про-
качкой: 1 — корпус гаэоводов; Г — резона-
тор: 3 — газоразрядная камера; 4 — вы-
ходное окно; Б — вентилятор; 6 — тепло-
обменник
ницы длины в направлении оптиче-
ской оси можно снять мощность излу-
чения PnlLB ps 0,3 ... 100 кВт/м, что
существенно превышает удельные съе-
мы излучения, достигаемые при дру-
гих способах охлаждения рабочей сме-
си. Как правило, прокачка рабочей
среды осуществляется по замкнутому
газодинамическому тракту.
Типичные газодинамические и опти-
ческие схемы конвективных СОг-ла-
зеров с продольной и поперечной про-
качкой (см. рис. 64) состоят из не-
скольких цилиндрических (в случае
продольной прокачки) или одной пря-
моугольной (в случае поперечной про-
качки газа) разрядных камер 3, ре-
зонатора 2, теплообменников 6, вен-
тилятора 5, газоводов 1 и выходного
окна 4. Стабильность химического со-
става активной среды в условиях
замкнутого газодинамического цикла
поддерживается непрерывным обнов-
лением малой доли смеси (~0,1 ...
1% расхода в контуре) или с помощью
размещаемых в контуре регенераторов.
Лазеры с быстрой продольной про-
качкой газа состоят из нескольких
Конвективное охлаждение рабочей смеси
131
130
Непрерывные быстропроточные СО,-лаэеры
достаточно коротких газоразрядных
трубок, соединяемых последовательно
общим резонатором.
Основные различия между быстро-
точными лазерами с поперечной и про-
дольной прокачкой с точки зрения кон-
струкции и оптического качества пучка
излучения состоят в следующем.
1. Габаритный объем вакуумного
контура лазера в случае поперечной
прокачки определяется в основном
объемами газодинамических устройств
формирования потока: диффузоров,
конфузора, газоводов, поскольку при
такой прокачке требуется однород-
ность параметров потока по всему
объему ГРК, что должно достигаться
тщательностью выполнения газодина-
мического контура. Большие габа-
ритные размеры вакуумного контура
лазера затрудняют достижение малых
скоростей натекания и газоотделения
в контур и, как следствие, вызывают
необходимость больших скоростей об-
новления рабочей смеси.
Как правило, лазеры с быстрой
продольной прокачкой могут работать
при больших рабочих давлениях, чем
лазеры с поперечной прокачкой, по-
этому они требуют меньших объемны?
расходов рабочего газа в контуре,
что способствует снижению его габа-
ритных размеров и небольших скоро-
стей обновления рабочей смеси.
2. В лазерах с поперечной прокач-
кой требуются меньшие значения сте-
пени сжатия прокачного средства, чем
в случае с продольной прокачкой.
3. Для лазеров с поперечной .про-
качкой характерны более низкие на-
пряжения и более высокие значения
силы тока разряда, нежели для ла-
зеров с быстрой продольной прокачкой.
4. Большое сечение газоразрядного
объема ГРК лазеров с поперечной
прокачкой затрудняет применение ус-
тойчивых резонаторов, которые могут
обеспечить высокое оптическое ка-
чество генерируемого пучка излучения
в моде ТЕМоО.
Как правило, конфигурация ГРК
лазеров с поперечной ирокачкой дик-
тует необходимость применения много-
проходных резонаторов, что снижает
угловую стабильность оси пучка ла-
зерного излучения. Дополнительное
снижение этой стабильности дает при-
менение схемы неустойчивого резо-
натора.
Помимо этого, поперечные к на-
правлению пучка градиенты плотности
газа в ГРК лазеров с поперечной про-
качкой вызывают дополнительное ухуд-
шение качества пучка; в то же время
в ГРК лазеров с продольной прокач-
кой осевая симметрия распределения
плотности газа позволяет добиться
практически одномодового пучка
ТЕМоо- Компоновка газоразрядных
труб в лазере с быстрой продольной
прокачкой позволяет применять ре-
зонаторы с малым числом проходов.
Благодаря этому обстоятельству, а
также благодаря применению схем
устойчивых резонаторов достигается
высокая угловая стабильность оси
пучка лазерного излучения.
При этом апертура пучка излуче-
ния лазера с быстрой продольной
прокачкой (10 ... 20 мм), как правило,
заметно меньше апертуры пучка из-
лучения лазера с поперечной про-
качкой (30 ... 80 мм), что является
существенным преимуществом, так как
малоапертурные оптические элементы
дешевле и менее дефицитны. Схемы
типичных ГРК лазеров с быстрой по-
перечной прокачкой представлены в
табл. 46.
Формы газового разряда, применяе-
мого для накачки рабочей смеси лазе-
ров с kohi ективным охлаждением. Наи-
ба’ее распространенным в настоящее
время способом накачки лазеров с кон-
вективным охлаждением является са-
мостоятельный разряд постоянного то-
ка. В простейшем варианте ГРК та-
ких лазеров состоит из трубитого
катода и сплошного или секциониро-
ванного в поперечном потоку газа
направлении анода (поз. 1 в табл. 46).
Полное однородное заполнение катода
током в таких системах возможно
лишь при малом давлении смеси ~2 ...
2,7 кПа, малом межэлектродном за-
зоре (h0 са I ... 3 см) и высокой сте-
пени однородности характеристик по-
тока газа. Повысить давление смеси,
величину ho, а следовательно, и мощ-
ность лазера можно, лишь повысив
устойчивость разряда. В случае само-
стоятельного разряда постоянного тока
это можно сделать с помощью глубо-
кого секционирования одного из элек-
Вепрервшнви быстропроточнеи СО,-лазеры
Конвективное охлаждение рабочей смеси
133
Продолжение табл. 46
тродов вдоль и поперек потока газа.
Так как нормальная плотность тока
на катоде /н ~ р2, то повышение
давления рабочей смеси приводит к не-
обходимости сокращения эмиттирую-
щей площади поверхности. Поэтому
катоды в таких ГРК имеют вид равно-
мерно распределенных по плате шты-
рей или пластин (поз. 2 табл. 46).
Однородное распределение тока по
всей разрядной камере обеспечивается
включением в цепь каждого катодного
элемента балластного резистора
на котором выделяется ~30 ... 50%
мощности источника питания. Длина
воны разряда по потоку определяется
предельными значениями удельного
объемного энерговклада (/£)* и оце-
нивается с учетом допустимого нагрева
смеси с помощью соотношения
Z0 = (Topt-rBx)CpPr^0/W-
Глубокое секционирование электро-
дов позволяет заметно увеличить удель-
ный объемный энергоклад и полную
мощность излучения СО2-лазеров.
Значительное улучшение удельных
параметров достигается применением
для накачки быстропроточных лазе-
ров несамостоятельного разряда
(поз. 3 табл. 46). Несамостоятельный
разряд можно поддерживать при оп-
тимальных по энергетике накачки ра-
бочей среды значениях параметра
Е!Рй, и поэтому он обладает максималь-
ными значениями т]к » 0,95. Другое
преимущество несамостоятельного раз-
ряда — его более высокая стабиль-
ность, что позволяет поднять давление
смеси, увеличить h0, а следовательно,
и мощность лазера. Перспективы су-
щественного роста мощности техноло-
гических лазеров связывают с при-
менением несамостоятельного разряда,
поддерживаемого электронным пуч-
ком.
В настоящее время в эксперимен-
тальных устройствах данного типа
Достигнуты мощности генерации более
10 кВт [118]. Говоря об эксплуата-
ционных особенностях лазеров с иони-
зацией электронным пучком, необ-
ходимо отметить, что наличие высоко-
вольтного (до 250 кВ) ускорителя
электронов не только усложняет кон-
струкцию и эксплуатацию установок,
но и требует создания эффективной
биологической защиты обслуживаю-
щего персонала. Поэтому внедрение
и широкое использование лазеров с та-
кой накачкой целесообразно, по всей
вероятности, лишь в тех случаях, когда
более простая и безопасная накачка
самостоятельными разрядами стано-
вится неэффективной, т. е. в ла-
зерах с повышенным уровнем мощно-
сти.
Указанные технические и эксплуа-
тационные сложности реализации раз-
рядов с ионизацией электронным пуч-
ком можно во многом обойти, исполь-
зуя несамостоятельный разряд, под-
держиваемый периодическими импуль-
сами ионизации [113]. Наиболее про-
двинутая в плане практической реа-
лизации схема такого разряда при-
ведена в табл. 46 (поз. 4).
Одним из перспективных и в настоя-
щее время активно развиваемых спо-
собов возбуждения мощных СО2-лазе-
ров являются также самостоятельные
ВЧ разряды и разряды переменного
тока (см. п. 6.5). Схема электродного
варианта ГРК и достигнутые харак-
теристики лазеров с возбуждением
разрядом переменного тока приведены
в табл. 46 (поз. 5). Разрядный ток
протекает между большим числом рав-
номерно расположенных по плате элек-
тродов, в цепи каждого из них вклю-
чен балластный конденсатор. Безэлек-
тродный вариант ВЧ разряда иллю-
стрируется в табл. 46 (поз. 6). Разряд
зажигается между охлаждаемыми ди-
электрическими профилированными
электродами, внутри которых располо-
жены токоподводы. Роль распреде-
ленного балластного емкостного со-
противления играет при этом диэлек-
трическое покрытие.
В отличие от других типов разряда
в ВЧ разряде и разряде переменного
тока величина Ё!РВ изменяется во
времени и может достигать в макси-
муме 0,15 ...0,2 В/(см-Па). Поэтому
колебательный КПД этих разрядов
уступает КПД несамостоятельных раз-
рядов и не превышает 0,8. По своим
удельным характеристикам разряд пе-
ременного тока и ВЧ разряд близки
к несамостоятельным разрядам с пе-
риодической ионизацией.
134
Непрерывные быстропроточные СО^-лазеры
22. ОСНОВНЫЕ РАЗРАБОТКИ
И МОДЕЛИ БЫСТРОПРОЧНЫХ
ТЕХНОЛОГИЧЕСКИХ СО2-ЛАЗЕРОВ
В настоящее время ва рубежом вы-
пускается несколько десятков ком-
мерчески доступных моделей непре-
рывных быстропроточных СОв-лазеров
с диапазоном мощности 0,5 ... 15 кВт
(табл. 47) (126]. Наибольшее число
моделей являются лазерами с быстрой
продольной прокачкой, генерирующи-
ми, как правило, излучение с гауссо-
вым распределением интенсивности в
поперечном сечении. Все чаще в лазе-
рах обоих типов прокачки приме-
няется ВЧ разряд. Перспективы при-
менения ВЧ разряда с частотой
~106 Гц особенно возросли в связи
с созданием мощных высоковольтных
промышленных транзисторов, работа-
ющих в этом диапазоне частот, что
позволяет резко сократить габарит-
ные размеры источника питания ла-
зера.
В нашей стране осуществляется или
налаживается [2] промышленный вы-
пуск быстропроточных лазеров с диа-
пазоном мощности излучения 1 ...
10 кВт (табл. 48). Как правило, в этих
лазерах используется поперечный са-
мостоятельный разряд постоянного то-
ка, за исключением лазера, где приме-
няется быстрая продольная прокачка
[6] или комбинированный разряд
[ИЗ].
Первое сообщение о создании быстро-
проточного СО2-лазера с замкнутым
контуром появилось в 1969 г. [197].
Американской фирмой «Сильвания»
(Sylvania, США) был разработан лазер
мод. 970 мощностью 1 кВт при длине
разрядного промежутка 1 м. Была
использована быстрая поперечная про-
качка рабочей смеси через вону раз-
ряда.
В последующие годы на базе этого
лазера был разработан ряд лазеров
мощностью 1; 2,5 и 5 кВт соответ-
ственно мод. 971, 973, 975, которые
были освоены в серийном изготовлении
фирмой «Спектра-Физикс». Во всех
этих моделях использована ГРК с об-
щим катодом и секционированным
анодом, работающая на самостоятель-
ном поперечном разряде постоянного
тока. Последующая модернизация от-
дельных элементов и систем без изме-
нения основного принципа накачки
привела к созданию фирмой «Спектра
Физике» мод. 820, ааменившей мод. 971.
В 70-х годах в ряде стран, в том числе
в Советском Союзе, появляются дру-
гие оригинальные разработки быстро-
проточных технологических СОв-лазе-
ров.
Фирмой «Авко» (Avco, США) создан
лазер HPL-10, использующий накачку
поперечным несамостоятельным раз-
рядом с ионизацией электронным пуч-
ком мощностью Рл = 10... 15 кВт
[184]. Однако в результате недоста-
точно высокой надежности работы
узла ввода электронного пучка в
ГРК эта модель не получила широкого
распространения. В 1976 г. появился
лазер CL-5 [195], разработанный фир-
мой «Калхэм Лэйборэтори Инк.»
(Culham Laboratory Inc., Великобри-
тания). Серийное изготовление этих
лазеров освоено фирмой «Ферранти»
[126] в двух модификациях: CL-5
(Рл = 5 кВт) и CL-10 (Рл = 10 кВт).
Вторая модификация собирается из
двух модулей CL-5, объединенных об-
щим резонатором. Модуль CL-5 имеет
две ГРК, использующие поперечный
самостоятельный разряд постоянного
тока с общим катодом и двумерным
секционированием анода.
В 1975 ... 1976 гг. в Канаде в уни-
верситете провинции Альберта был
разработан лазер на поперечном не-
самостоятельном разряде с высоко-
частотной импульсной ионизацией.
С 1982 г. компания MLS начала се
рийное изготовление этих лазеров мощ-
ностью 10 и 20 кВт [180]. В/лазерах
использована вертикальная йомпонов-
ка газового контура. ГРК лазера мош,
ностью 10 кВт состоит из 12 модулей
с общей длиной вдоль оптической оси
3 м. К штыревым электродам из кор-
розионно-стойкой стали подводится по-
стоянное напряжение иакачки и им-
пульсы предыонизации. За счет вы-
сокой однородности несамостоятельно-
го разряда получена близкая к дифрак-
ционной (6 = 1,5 мрад) расходимость
излучения неустойчивого резонатора.
Диаметр выходного излучения £)0 =
= 6 см, увеличение резонатора М =
= 1,8. Лазер мощностью излучения
20 кВт использует тот же принцип
Основные разработки и модели Б ПЛ
135
возбуждения, увеличенный объем ГРК
и апертуру резонатора О0 =
= 9 см,
В системе Итальянского националь-
ного совета специальных проектов
фирмой ЧИЗЭ (C1SE) создан техноло-
гический лазер мощностью излучения
5 кВт [150]. ГРК этого лазера состоит
нз трех охлаждаемых медных трубок
длиной 90 см. Анод представляет
собой неохлаждаемые медные «кнопки»
с индивидуальным балластированием,
расположенные на расстоянии 4 см
от катодов. В лазере используется
сложный резонатор, имеющий по на-
правлению потока неустойчивую, а
вдоль электрического поля — устой-
чивую конфигурацию. Это позволяет
в двухзеркальном резонаторе обеспе-
чить такую же эффективность, как
и в многопроходных резонаторах [199].
Лазер имеет два разрядных промежут-
ка и может работать в двух режимах:
два луча по 2,5 кВт и один луч 5 кВт.
Расходимость излучения 3,3 ... 4 мрад
(Рл = 2,5 кВт) и 2,5 ... 4 мрад (Рл =
= 5 кВт), причем меньшие значения
расходимости соответствуют неустой-
чивому направлению резонатора, а
большие — устойчивому.
В конце 70-х — начале 80-х годов
в рамках национальной программы
Японии «Flexible Manufacturing Sys-
tem Complex Provided with Laser»
(FMSCP with Laser) японскими фир-
мами «Мицубиси» (Mitsubishi); «Элек-
трик Корп.» (Electric Corp.); «Тошиба»
(Toshiba); Хитачи Кавасаки (Hitachi
Kawasaki) разработаны и осваиваются
в серийном производстве лазеры мощ-
ностью 1 ... 20 кВт [198]. Во всех
разработках используется самостоя-
тельный разряд постоянного тока с раз-
личной ориентацией относительно га-
зового потока и оси излучения. В ла-
зерах с поперечным разрядом фирмы
Мицубиси предусмотрена предвари-
тельная ВЧ ионизация газа, позволя-
ющая повысить устойчивость разряда
в 3 раза. Лазер мощностью 20 кВт
имеет габаритные размеры 3,4xL8x
Х1,7 м. Излучение апертурой Ос =
~ 80 мм выводится через кристалл
КО или ZnSe и имеет расходимость
6 = 1,7 мрад (Кд = 0,8). Фирма Хи-
тачи использует принцип быстрой ак-
сиальной прокачки (fast-axial flow)
при создании лазеров мощностью 2 ...
20 кВт.
Лазер мощностью 20 кВт имеет
шесть разрядных трубок, соединенных
с общим резонатором, диаметром
134 мм, длиной 1 м. Резонатор не-
устойчивый. Размеры лазера 4,8х
X 1,8x2,! м.
В 1986 г. фирма «Камбашен Инж.»
(Combustion Engin., США) сообщила
о создании промышленного образца
быстропроточного СО2-лазера мощно-
стью 8 кВт мод. СЕ-8000 [165], раз-
работанного фирмой «Метал-вокинг»
(Metal-working Las. Inc., Израиль).
Лазер имеет четыре ГРК с попереч-
ным самостоятельным разрядом пе-
ременного тока частотой f = 10 кГц,
расположенные квадратом. Оптическая
схема резонатора за счет переворота
поля излучения обеспечивает компен-
сацию фазовых искажений, возникаю-
щих между катодами и анодами ГРК.
Отмечается высокая эффективность
разряда переменного тока и большой
ресурс электродов.
Фирмой «Рофин Синар» (Rofin Sinar,
ФРГ) разработана серия лазеров мощ-
ностью 500... 1500 Вт (RS = 500,
RS = 1000, RS = 1500) с накачкой
самостоятельным разрядом постоянно-
го тока в продольном потоке газа.
Фирмы ОРИЕЛЬ (ORIEL, ФРГ) и
«Фотон Соурсиз» (Photon Sources, США)
совместно выпустили серию лазеров
с ВЧ накачкой мощностью 600 ...
5000 Вт с быстрой продольной про-
качкой (VFA600, VFA1200, VFA1750,
VFA2500, VFA5000). Лазеры обеих
фирм обеспечивают непрерывное из-
лучение с высокой стабильностью, а
также импульсно-периодический ре-
жим в широком диапазоне изменения
длительности импульсов и частоты их
следования при дифракционной расхо-
димости излучения на ТЕМ0(|-попереч-
ной моде.
Одним из первых мощных технологи-
ческих быстропроточных СО2-лазеров
в нашей стране была установка ЛТ-1,
разработанная ИАЭ им. И. В. Курча-
това [91]. В установке используется
поперечный самостоятельный разряд
постоянного тока. Номинальная мощ-
ность излучения лазера 5 кВт. Про-
качка газа по замкнутому контуру
осуществляется двумя двухроторными
47. Технологические непрерывные С02-лазеры, выпускаемые западными фирмами [126] 136 Непрерывные бысгпропроточные С0,-лазеры
Выходная мощность, Вт Диаметр пучка, мм Расходимость, мрад Особенность Применение Фирма-изготовитель, страна Модель Цеиа( долл.
и Много- модовый
500 500 500 550 550 600 600 600 625 i 725 750 800 900 900 1000 1000 1000 1000 1000 1100 1100 1200 1200 600 700 ••• 1000 1000 • •• о»« 16 7 13 10 8 10 10 9 • •• 1 13 10 16 10 10 9 15 19 16 20 11 10 12 <2 <2 1,5 1,5 1,7 1,5 1.5 2 1.3 1,5 1,5 1.5 2 2 1.5 2 1.3 1.5 Аксиальный поток Возможен им- пульсный режим, аксиальный поток Аксиальный по- ток, импульсный режим Резка, скрайбиро ванне Сварка, резка, скрайбирование Скрайбирование, резка, термоуп- рочнение • •• Сварка, резка • •• 1 Резка, скрайбиро- вание, сверление «Матсу шита» [Mat- sushita, Япония) «Рэйтеон» {Raytheon, США) «Рофин Синар» (До- Чп Sinar, ФРГ) Пенн Рисоч (Репп Research, США) «Спектра Физике» (Spectra Physics, США) YB506 (5) LA-3Y GS60C RS500 FM-11 810 FH-1200/2 SFH-1200/2 GS1200-2 VFA-600 1 1 EFA-50 LE-507C Falcon 800 FH900 SFH900 LM1000 CI-1000 YB1006 (5) LA-3Y RS 1000 LAC-553P MFK V-1200 LE-512C FH-1 60 000 90 000
Аксиальный поток
Два пучка по 600 Вт, аксиаль- ный поток Сверх компактный, два пучка по 600 Вт Два пучка по 600 Вт, аксиаль- ный поток «ПРСи Корп.» (PRC Corp., США)
«Рэйтеон» (Raetheon, США) «Фотон Соурсиз» (Photon Sources, США) «Korepen Джене- рал ^(Coherent Gene- ral, США) «Лэйзер Электро- нике» (Laser Electr. Pty., США) «Лэйзер Корп. Аме- рика» (Laser Corp, of America, США) «ПРС Корп.» (PRC Corp., США)
Аксиальный поток
80 000 100 000 850 000 95 000 99 338 1 Основные разработка а яодела Б ПЛ 137
Резка, сверление, сварка
Поперечный по- ток, сверх ком- пактный Аксиальный поток СверХдомпактный Сварка, резка, термообработка
«СиБЛ Оптроник» (CBL Optronic, США) «Сил ас-Алкател» (Cilas-Alcatel, Фран- ция) «Матсу шита» (Mat- sushita, Япония) «Рофин Синар» (Ro- fin Sinar, ФРГ) «Тошиба Корп.» (To- shiba Corp., Япония) «Ферранти» (Ferran- ti, Великобритания) «Фотон Соурсиз» (Photon Sources, США) «Лэйзер Электро- нике» (Laser Electr. Pty, США) «Пенн Ресоч» (Репп Research, США)
Аксиальный поток
Резка, сварка
Резка, сварка, термообработка Резка Резка, сварка
Импульсный и непрерывный Компактная кон- струкция
Резка, сварка, сверление
Аксиальный поток
Продолжение табл. 47 138 йепрерявняе быстропроточняе СО9 дазеря
Выходная мощность, Вт Диаметр пучка, мм Расходимость, мрад Особенность Применение Ф и рма - из готов нтел ь, страна Модель i Цена, долл.
ТЕМм Много- модовый
1200 1200 1200 1200 1250 1500 1500 1500 1500 1600 1700 2000 2600 2700 3000 4000 5000 3000 4Э00 5000 1300 1300 2000 1 2000 2500 12 12 9 16 18 18 13 16 16 21 16 ' 3 18 9 12,5 12 50 23 14 1,5 1,5 1,5 1,5 1,4 1,5 1,3 2 3 1,5 1,5 2 Турбина Аксиальный поток Сверх ком пактный Резка, сварка, термообработка «Фотон Соурсиз» (Photon Sources, США) Т1500 FH1200 SFH1200 GS1200 VFA1200 EFA51 EFA53-2 RS1500 820 Falcon 1600 EFA52 Cl'OOOCv, А CI-2000 973 Т-3000 EFA53 LM3000 FAFL-100 LM5000 ТМ 11-3 CI-4000 FAFL-200 106 000 120 000
«ПРС Корп.» (PRC Corp., США)
Аксиальный поток Резка, сварка, скрайбирование Резка, сварка, термообработка Резка, сварка, сверление «Рэйтеон» (Raytheon, США) «Фотон Соурсиз» (Photon Sources, США) «Когерент Джене- рал» (Coherent Gene- ral, США)
Два пучка по 1500 Вт Аксиальный поток Поперечный поток Поперечный по- ток, компактный
Резка, сварка, термообработка «Рофин Синар» (Ro- fin Sinar, ФРГ) «Спектра Физике» (Spectra Physics, США) «Лэйзер Корп Аме- рика» (Laser Corp, of Ат., США) «Когерент Джене- рал» (Coherent Gene- ral, США) «Инт. Л йзер Мэ- шинз» (Int. Laser Machines) «Силас-Алкател» (Ci- las-Alcatel, Фран- ция) «Спектра Физике» (Spectra Physics, США) «Фотои Соурсиз» (Photon Sources, США) «К огерент Джене- рал» (Coherent Gene- ral, США) «СБЛ Оптроникс» (CBL Optronics, США) «Ферранти» (Ferran- ti, Великобритания) «СБЛ Оптроникс» (CBL Optronics, США) ЮТРС (UTRC, США) «Силас-Алкател» (Ci- las- Alcatel, Фран- ция) «Ферранти» (Ferran- ti, Великобритания)
Аксиальный поток Аксиальный поток Поперечный поток Простая конструк- ция
140 000 1 200 000 300 000 320 000 20 000 000 Основные разработка а модеда БПЛ 139 _ ...
Резка, сварка
Резка, сварка, поверхностная об- работка
Резка, сварка, термообработка
Аксиальный поток
Резка, сварка
Резка, сварка, термообработка Сварка, термо- обработка Сварка
, Газодинамическое 1 окно
Аксиальный поток
Продолжение табл. 47
Выходная мощность, Вт Диаметр пучка, мм Расходимость, мрад Особенность Применение Фирма-изготовитель, страна Модель Цена, долл.
S щ Много- модовый
5000 ... 45 — Поперечный поток Сварка, термооб- работка «Ферранти» {Ferranti, Великобритания) CL-5 ...
5000 21 2,5 ... Резка, сварка, термообработка «Инт. Лэйзер Мэ- шинз» (Int. Laser Machines, США) С5000С 285 000
5000 ... 68 2 Поперечный поток Сварка, резка, поверхностная об- работка «Мет. Лэйзер Инт.» (Met. Laser Int. I, США) ML-105 ...
5000 ... 14 3 Сварка, термооб- работка «Спектра Физике» (Spectra Physics, США) 975 ...
6000 50 2 Разряд постоян- ного тока ... ЮТРС (UTRC, США) ТМ 21-6 ...
7000 24 ... Аксиальный поток Термообработка «Ферранти» (Ferran- ti, Великобритания) FAFL-300 ...
8000 ... 68 2 Поперечный поток Сварка, поверх- ностная обработка «Мет. Лэйзер Инт.» (Met. Laser Int. I, США) ML-108 ...
9000 ... 50 2 ... ... ЮТРС (UTRC, США) ТМ 31-9 ...
15000 ... 50 2 ... ... То же ТМ 41-15 ...
48. Технические параметры и эксплуатационные характеристики промышленных БПЛ
Технические параметры Эксплуатационные характеристики
Модель Изготови- тель Источник ин- формации ха» ,Bd Нестабильность (А₽, Р), % Апертура пучка Do, мм Я й. и Й я •е •е ст с качества излу- чения Угловая расхо- димость 0, мрад Угловая ста- бильность оси, мрад Габаритные раз- меры излучате- ля, м Состав смеси (СО, : N, Не), давление Газопотребле- вие, нм’/ч Водопотребле- вие, м’/м Межпрофвлак- твческий ре- сурс, ч Наличие 1 МП САУ
«СФ» мод. 820 ТЛ для «ЛАТУС-31» «Спектра Физике» (США) СССР 1201] 163 1,5 1.5 ±2 5 24 40 0,5 0,05 1,4 4,9 0,15 2,IX XI,2Х X 1,9 1.18Х Х0,67Х Х0.56 4 : 17 : 79 (2 ...30): :(4 ... 90) : : (0 ... 70), 6,5 кПа 1:4:3, 2 кПа 0,05 : 95 : 0, 3,4 кПа 1 : 3 : 10 0,056 0,005 2,3 5000 300 +
ЛОК-2 ТЛ-5 ЛАНТАН мнтк тл (СССР) 195] |103] 1113] 1,2 5 3 ±4 ±3 50 50 35 0,25 0,25 0,35 0.7 1,0 2,0 0,2 0,2 2,ЗХ XI,2X1,8 2.5Х Х2Х2 1.8Х2Х X 1,5 0,7 X Х2Х Х0,6 2,IX Х0,7Х Х0,8 2 3,0 (N,) 4 7,0 100 250 +
PS-1000 FA1200 «Рофин Синар» (ФРГ) «ОРИЭЛ» (ФРГ) I201J 1 1,2 ±2 ±2 16 14 1 1 1,5 <2 0,15 0,15 1 : 4 : 10 1 : 3 : 12 0,15 0,06 ... ... —
Где х—длина волны излучения; Do — полная апертура излучения; 6 — расходимость излучения.
. к - 2’44Х
Ке пое ’
Непрерывные быстропроточные СО-лазеры [ Основные разработка а модели БПЛ
142
Непрерывные быстропроточные С Os-лаз еры
вакуумными насосами 2ДВН-1500,
обеспечивающими суммарный расход
до 3 rf/c. В качестве теплообменника
использован серийный калорифер.
ГРК содержит плоский медный анод
размерами 900x 500 мм и катодную
плату, находящуюся на расстоянии
40 мм от анода и состоящую из набора
катодов «ножевого» типа с керамиче-
ской облицовкой, собранных на стек-
лотекстолитовой плите. Общее число
катодов 250. Резонатор трехпроход-
ный неустойчивый конфокальный, М =
= 1,4. Оптическая скамья резонатора
расположена вне вакуумного объема
и закреплена на корпусе ГРК. Излу-
чение выводится через окно из КС1.
Используется рабочая смесь СО2 : Na :
Не = 1 : 2 : 20 при давлении р =
= 5,2 кПа. Источником питания слу-
жит серийный регулируемый выпрями-
тель ТДЕ-5/20000 мощностью 100 кВт.
В ФИ АН СССР разработан быстро-
проточный лазер мощностью 10 кВт
СОа-ЭИЛ [118]. Для накачки рабочей
смеси используется несамостоятельный
разряд с ионизацией активного объема
электронным пучком. Прокачка рабо-
чей смеси осуществляется двумя цен-
тробежными вентиляторами с внеш-
ними электроприводами. ГРК разме-
рами 18х 100 см состоит из сетчатого
медного катода прозрачностью 70% и
анода из двух медных плит. Расстоя-
ние анод — катод 10 см. Электронный
пучок ионизации формируется триод-
ной электронной пушкой. Ускоряющее
напряжение пушки может регулиро-
ваться в пределах 0 ... 250 кВ. Элек-
тронный пучок вводится в рабочий
объем через алюминиевую фольгу тол-
щиной 30 мкм, расположенную над
катодом основного разряда. Полость
электронной пушки откачивается до
давления ~10~а Па. К электродам
основного разряда подводится посто-
янное напряжение до 5 кВ от высоко-
вольтного выпрямителя. Наличие
внешней ионизации обеспечивает ста-
бильность разряда без дополнительной
балластной нагрузки, а также быстрое
регулирование силы тока основного
разряда и соответственно мощности
излучения за счет сеточного управле-
ния электронной пушки. Таким об-
разом, обеспечивается импульсно-пе-
риодический режим работы лаеера
с плавным изменением длительности
импульсов от 1 мкс до 1 мс с любой
требуемой скважностью, а также не-
прерывный режим.
В конструкции лазера «СОа-ЭИЛ»
предусмотрена регенерация состава ра-
бочей смеси с помощью палладиевого
катализатора, установленного в бай-
пасной линии. Использование регене-
ратора и неоольшне добавки СО в
смесь СОа : Na : Не позволяют обес-
печить длительную работу лазера с ма-
лой степенью обмена смеси.
Резонатор лазера трехпроходный не-
устойчивый конфокальный, М = 1,4.
Медные охлаждаемые зеркала сдвину-
ты относительно электродов ГРК на
5 см вниз по потоку рабочей смеси.
Расходимость излучения на уровне
0,5 полной мощности составляет
~10-3 рад в непрерывном режиме и
(4 ... 5) 10-4 рад в импульсно-перио-
дическом; дифракционная расходи-
мость при апертуре выходного излу-
чения Do = 100 мм составляет 3,5х
X 10"4 рад.
В ряде других учреждений АН СССР
(Институт проблем механики, Инсти-
тут теоретической и прикладной меха-
ники, Научно-исследовательский центр
по технологическим лазерам) также
разработаны быстропроточные лазеры
мощностью 1 ... 5 кВт. Освоение про-
мышленного выпуска этих лазеров
возложено на Межотраслевой научно-
технический комплекс «Технологиче-
ские лазеры». В настоящее время
подготовлены к серийному производ-
ству лазеры ЛОК-2 (Рл = 1,2 кВт),
«Лантан» (Рл = 2 ... 3 кВт непрерыв-
ного и Рл — 1,5 кВт импульсно-пе-
риодического излучения), ТЛ-5 (Рл =
— 5 кВт) [2].
Основные технические и эксплуата-
ционные параметры отечественных и
варубежных серийных быстропроточ-
ных лазеров приведены в табл. 48.
23. БЫСТРОПРОТОЧНЫЕ ЛАЗЕРЫ
ФИРМЫ «СПЕКТРА ФИЗИКС»
Основой разработок фирмы служит
лазер мод. 970, первое сообщение о соз-
дании которого фирмой «Сильвания»
появилось в 1969 г. [197]. Фирма
«Сильвания» впервые использовала
быструю поперечную прокачку, что
БПЛ фирмы «Спектра Физике»
143
49. Параметры быстропроточных лазеров фирмы «Спектра Физике*
Параметра Модель
971 973 975 820
Номинальная мощность излучения, кВт 1,2 2,5 5,0 1.5
Максимальная мощность излучения, кВт 2 4 8 1 2.5
Нестабильность излуче- ния, % Апертура излучения, мм ±5 ±5 1 ±Б ±2
24 44 44 19
Расходимость излучения, 1.4 3,0 3,0 1,4
Рабочая смесь COS : (N2 -f- + О2) : Не Потребляемая мощность, 1 : 5 ; 20 1 : 6 : 13 1 : 6 : 13 2 : 15 : 22
кВт Потребление газов, нм3/ч: 20 30 60 20
Не 0,05 0,057 0,112 0,0311
N2+ О2(Ю%) 0,0112 0,0252 0,05 0,0221
СО2 0,0022 0,0042 0,008 0,0031
Потребление воды, м:7ч Габаритные размеры, м: 1,8 3 6 2,5
излучатель 1,9Х 1,ЗХ XI,5 1,6Х 2X2,5 1,7Х 2X3 1,2X2,IX Х1,9
источник питания 1,9Х О,6Х Х1,3 1,9х0,6Х Х2,3 1,9Х0,6Х Х2,3 —
стойка управления Масса, т: 1,2Х 0,7Х Х0,6 1,2х0,6Х Х0,6 1,2Х0,6Х Х0,6 —
излучатель 1,32 2,25 4,1 1,36
источник питания 1,35 1.6 2,4 —
стойка управления 0,09 0,09 0,09
* В настоящее время фирма «Спектра Физике» прекратила промышленный
выпуск мощных СО2-лазеров.
позволило получить мощность около
1 кВт при длине воны разряда 1 м.
Принципиальной основой этого лазера
и последующих моделей этой фирмы
явилась система накачки рабочей смеси
с использованием поперечного само-
стоятельного разряда постоянного то-
ка, поперечного секционирования ано-
да и общего трубчатого катода. Физи-
ческие и конструктивные особенности
этой электродной системы подробно
рассмотрены в п. 5 гл. 7.
За счет увеличения габаритных раз-
меров и применения принципа модуль-
ности фирма «Сильвания» создала ряд
технологических лазеров мощностью
1,2; 2,5; 5 кВт мод. 971, 973 и 975
соответственно. Промышленный вы-
пуск этих лазеров был освоен фирмой
«Спектра Физике» (табл. 49), которая
провела их серьезную конструктив-
ную модернизацию, оставив неизмен-
ной принципиальную схему системы
накачки. Одним ив результатов этой
модернизации явился лазер мод. 820,
выпуск которой был освоен с начала
80-х годов.
Принципиальная схема газового кон-
тура лазера мод. 971 приведена на
рис. 65. Рабочая смесь (CO2-N2-He)
144
Непрерывней быстропроточные С0,-лазеры
Рис. 88. Схема газового контура ла-
зера мод. 971:
1 — осевой вентилятор; 2 — елек-
тродвигатель; 3 — корпус вентиля-
тора; 4 — поворотный газовод; 5 —
смотровое окно; 6 — труба резона-
тора; 7 — стеклянная крышка; 8 —
катод; 9 — ГРК; 10 — несущая
плита; 11 ~ аиод; 12 — балластные
резисторы; 13—теплообменник;
14 — направляющие лопаткн
прокачивается по замкнутому кон-
туру с помощью одноступенчатого
осевого вентилятора 1, вращаемого
с частотой 3000 об/мин встроенным
электродвигателем 2. Замкнутый га-
зовый контур образуется поворотными
газоводами 4 и 15, корпусом вентиля-
тора 3 и газоразрядной камерой 9.
Внутри поворотных газоводов рас-
положены направляющие лопатки 14,
уменьшающие потери давления газа
нри повороте. В поворотном газово-
де 15 размещен трубчато-ребристый
теплообменник 13, обеспечивающий ох-
лаждение газа после выхода его из
воны возбуждения.
ГРК состоит из охлаждаемого водой
трубчатого катода 1 и сегментирован-
ного анода 3 (рис. 66). Балластные
резисторы 2 каждого сегмента анода
расположены вне вакуумного объема
и охлаждаются водой. Рабочая смесь
прокачивается в объеме, ограничен-
ном стенкой ГРК, в которой имеется
стеклянное окно 5 (см. рис. 65) для
визуального наблюдения разряда.
С той же целью верхняя крышка /
корпуса выполнена из стекла.
Оптическая скамья резонатора (см.
рис. 65), расположенная вне вакуум-
ного объема, выполнена из двух не-
сущих плит 10 и четырех продольных
Рис. 68. Схема ГРК лазера мод. 971;
1 — катод; 2 — балластный резистор; 3 — анодная секция; 4 — зеркало резонатора
Б ПЛ фирмы «Спектра Физике*
145
труб 6, внутри которых протекает
вода для обеспечения их термостабили-
зации. На плитах вакреплены оптиче-
ские элементы резонатора (зеркала
с юстировочными узлами), затвор,
измеритель мощности и система под-
светки оптической оси.
Оптическая схема резонатора пока-
вана на рис. 67. Резонатор устойчивый
семипроходный, состоит из четырех
веркал. Два плоских, полностью от-
ражающих зеркала 1 большого диа-
метра, обеспечивают по три отражения
излучения каждый. Для уменьшения
паразитного излучения перед зерка-
лами установлены металлические диа-
фрагмы 2 с тремя отверстиями. Зер-
кало 3 глухое, полностью отражающее.
Выходное зеркало 4 из кристалла
ZnSe выполняет одновременно роль
выходного окна.
Плоские зеркала 1 расположены
внутри газового контура вместе с уз-
лами подвески и юстировки. Юстиро-
вочные винты основных зеркал 3 и 4
резонатора вынесены из вакуумного
объема газового контура, что позво-
ляет проводить вручную подъюстиров-
ку резонатора в процессе рабогы ла
вера.
Рис. 67. Оптическая схема резонатора ла--,
зера мод. Й71:
1 — плоское зеркало; 2 — диафрагма; 3
глухое зеркало; 4 —< выходное зеркало
Лазер мод. 971 (рис. 68) состоит
из трех основных блоков: блока гене-
рации /, шкафа электропитания и
управления 2 и пульта оперативного
управления 3.
Блок генерации является основным
функциональным узлом и кроме газо-
вого контура, схема которого была рас
смотрена выше, содержит схему ваку-
умной откачки, систему охлаждения
и отдельные исполнительные элементы
системы управления.
В шкафу питания и управления раз
мещен источник питания, обеспечи-
Рис. 68. Внешний вид лазера мод. 971:
1 — блок генерации; 2 — шкаф электропитания и управления; 3 — пульт ог.ерачяввогс
управления
Непрерывные быстропроточные COt-лаяеры
Рис. 60. Лазер мод. 973
вающий электропитание все» систем
лазера, и органы управления и кон-
троля режимов работы лазеров. С по-
мощью этих органов управления и
контроля вручную осуществляются
операции включения, выключения, вы-
бора режимов работы всех элементов
и систем лазера.
Для удобства работы основные ор-
ганы управления мощностью излуче-
ния вынесены на пульт оперативного
управления, который может быть рас-
положен в непосредственной близости
от технологического поста обработки.
Лазер мод. 973 (рис. 69) по принци-
пиальной схеме и конструкции подо-
бен мол. 971. Увеличение мощности
достигается за счет увеличения разме-
ров ГРК и расхода рабочей смеси.
Лазер мод. 975 (рис. 70) представляет
собой двухмодульную сборку из двух
газовых контуров лазера мод. 973,
объединенных общим резонатором.
Особенности второго поколения ла-
зеров фирмы «Спектра Физике» (800-х
моделей) рассмотрим на примере ла-
зера мод. 820.
Лазер мод. 820 имеет номинальную
мощность 1,5 кВт; разработан фир-
мой взамен мод. 971.
Преимущества и основные особен-
ности этой модели:
БПЛ фирмы «Спектра Физике»
147
лазерная головка, блок питания и
система управления совмещены в од-
ном конструктивном модуле;
ТЛ снабжен системой транспорти-
ровки луча с воздушной продувкой,
системами фокусировки и сканирова-
ния. устройствами для манипулирова-
ния обрабатываемыми образцами;
в качестве средства прокачки при-
менен диаметральный вентилятор, что
еначительно улучшило компоновку ли-
верной головки;
применено замкнутое водяное ох-
лаждение источника питания с ис-
пользованием теплообменника вода—
воздух;
имеется система замкнутого охла-
ждения электродов газоразрядной ка-
меры деионизованной водой;
осуществляется непрерывный кон-
троль мощности лазерного излучения
с помощью быстродействующего дат-
чика, установленного позади частично
пропускающего (0,5%) глухого зер-
кала резонатора;
все дверцы и крышки лазерной го-
ловки обеспечивают быстрый оператив-
ный доступ к любому элементу лазера;
микропроцессорная система автома-
тического управления ТЛ позволяет
осуществить полный пуск из нерабо-
чего состояния путем нажатия одной
кнопки.
Имеется встроенный микропроцес-
сорный программатор мощности для
лазерной сварки. Можно подъюстн-
ровать выходную мощность и выходное
зеркало кнопками контрольной панели
(выходная мощность стабилизируется
по силе тока питания разряда с по-
мощью обратной связи от датчика
мощности). Все индикаторы блокиров-
ки и диагностики размещены на единой
контрольной панели оператора с сен-
сорными кнопками.
Конструктивно лазер выполнен в ви-
де моноблока (рис. 7J). Газовый кон-
тур цилиндрической формы установ-
лен на шкаф-подставку, внутри кото-
рого располагаются все вспомогатель-
ные системы лазера. Рабочая смесь
прокачивается по замкнутому кон-
ТУРУ диаметральным вентилятором 1
(рис. 72). Скорость газа на входе
в ГРК 60 м/с. Газ охлаждается пла-
стинчато-трубчатым водяным тепло-
обменником 7. Зеркала резонатора
Рис. 71. Лазео мод5 820
установлены иа двух литых металл и-
четких консольных плитах 3, закреп-
ленных с двух сторон графитопласто-
вой трубы имеющей близкий к ну-
левому коэффициент линейного рас-
ширения и являющемся оптической
скамьей. Катод в виде охлаждаемой
мерной трубки 4 расположен в верх-
ней по потоку части ГРК. Анодный
блок 5 набран из 60 ориентированных
вдоль потока медных пластин, каж-
дая из которых подключена к по-
ложительному полюсу источника пи-
тания через индивидуальные балласт-
ные резисторы 6,
Оптическая схема лазера приведена
на рис. 73. Резонатор устойчивой кон-
фигурации имеет пять проходов в ак-
тивной среде. Заднее вогнутое зер-
кало 1 из Ge имеет пропускание 0,5%,
позволяющее измерять мощность из-
лучения с помощью калориметриче-
ского датчика 2. Поворотное зерка-
ло 3 обеспечивает линейную поляри-
зацию выходного излучения. Плоские
зеркала 3—5 изготовлены из кремния
с серебряным отражающим покрытием.
Выходное зеркало 7 из ZnSe имеет
пропускание 45%. Перед ним уста-
новлена апертурная зиафря'ма 8, вы-
полняющая функцию выделения ос-
новной поперечной моды ТЕМ^. Иа
148
Непрерывные быстропроточные СО,-лазеры
Рнс. 72. Схема лазера мод. 820:
1 — диаметральный вентилятор: 2 — плата резонатора; 3 — графитопластовая труба
резонатора; 4 — катод; 6 — анодный блок; 6 — балластные сопротивления; 7 — тепло-
обменник
вакуумного объема излучение выво-
дится с помощью окна из ZnSe 6
с просветляющими покрытиями обеих
граней.
Все зеркала, кроме выходного, за-
креплены на жестких юстировочных
устройствах, не требующих дополни-
тельной юстировки при замене опти-
ческих элементов. Выходное зеркало
дистанционно юстируется по двум уг-
ловым координатам. В автоматическом
режиме юстировка проводится по мак-
симальной мощности излучения, из-
меряемой датчиком 2. Все оптические
элементы охлаждаются за счет опти-
ческого контакта с охлаждаемой водой
металлической пластиной.
Система микропроцессорного управ-
ления обеспечивает основные операции
автоматического включения-выключе-
ния лазера, стабилизацию рабочих
параметров (два режима стабилиза-
ции — по мощности излучения и по
току разряда), работу в циклическом
режиме по заданной программе.
24. ЛАЗЕРЫ С АКСИАЛЬНОЙ
ПРОКАЧКОЙ СЕР. RS, VFA (ФРГ)
Лазеры сер. RS (RS600, RS1000,
RS1500). Лазеры этой серии выпу-
скаются фирмой «Рофин Синар» (Rofin
Sinar, ФРГ); они используют принцип
Рис. 73. Оптическая схема ла-
зера мод. 820:
/ — глухое зеркало резонато-
ра; 2 — калориметрический дат-
чик мощности; 3—5 — поворот-
ные вериала; 6 — выходное
окно; 7 — выходное зеркало;
8 — апертурная диафрагма; 9 —
активная среда
Лазеры с аксиальной прокачкой сер. RS, VFA
149
60. Лазеры сер. RS фирмы «Рофин Синар» (ФРГ)
Параметра RS500 RS1000 RS1500
Номинальная мощность, Вт 500 1000 1500
Максимальная мощность, Вт 600 1200 1600
Диапазон регулирования 50 ... 500 100 ... 1000 150... 1500
мощности, Вт Нестабильность мощности, % ±2 ±2 ±2
Апертура излучения, мм 13 16 18
Расходимость излучения, 1,5 1,5 1,5
мрад Потребляемая мощность, кВт 10 20 25
Потребление газов, л/ч: Не 97,5 100 100
n2 46,5 45 45
со2 6 10 10
Габаритные размеры, мм: излучатель 670Х 2020Х 1185Х 2025Х 1185Х2025Х
Х620 Х640 X 640
блок питания и управле- 1800Х 1200Х 1800Х 1800Х 1800Х 1800Х
НИЯ Х620 Х620 Х620
Масса, кг: излучатель 280 800 905
блок питания и управления 450 250 1050
быстрой аксиальной прокачки газа
через газоразрядные трубы (fast-axial-
flow) (табл. 50). Конструктивно эти
лазеры идентичны. Рассмотрим их на
примере лазера RS1000.
Лазер состоит из двух основных
блоков: излучателя и блока питания
и управления. Фирмой-изготовителем
может поставляться также блок во-
дяного охлаждения.
Внешний вид излучателя и блока
питания и управления показан на
рис. 74. Излучатель представляет собой
коробчатую конструкцию, состоящую
из двух частей. В верхней части 2
располагаются газоразрядные трубы
и резонатор, в нижней 3 — элементы
газового контура (компрессор, тепло-
обменники, трубопроводы). Боковые
стенки корпуса излучателя откиды-
ваются, обеспечивая доступ к нахо-
дящимся в нем элементам. Излучение
выводится через торцевую стенку.
На другой торцевой стенке имеются
штуцеры подвода газов, воды, кабелей
электропитания и управления.
Блок питания и управления выпол-
нен в виде трехсекционного шкафа.
В двух секциях 5 размещен высоко-
вольтный источник питания газораз-
рядных труб. В третьей секции 6
расположены элементы ручного и ав-
томатического управления 7 и система
газоподачи 8. На передние панели
блока выведены основные приборы
контроля параметров лазера и органы
управления.
Накачка самостоятельным разрядом
постоянного тока осуществляется в
двух стеклянных газоразрядных тру-
бах 1, разделенных на четыре разряд-
ные участка каждая (рис. 75). Разряд
горит между цилиндрическими като-
дами 2 и стержневыми анодами 3.
Вдоль оси трубы в направлении от
катода к аноду прокачивается рабочая
смесь СО2 : N2 : Не= 1 : 4,5 : 10 при
давлении рд = 10 кПа со скоростью
о0 = 100 м/с. Области разряда ва-
штрихованы.
Для облегчения зажигания разряда
вблизи анода снаружи газоразрядной
150
Непрерывные быстропроточные СО^-лазеры
а)
6)
Рис. 74. Внешний вид лазера RS1000:
а — излучатель; б — шкаф питания и управ-
ления; 1 — окно вывода излучения; 2 — блок
ГРК; 8 — блок вспомогательных систем; 4 —
кабели питания н управления; 5 — система
электропитания; 6 — система управления; 7 —
пульт управлении; 8 — блок подачи газовой
смеси
трубы установлен поджигающий коль-
цевой электрод 4. Постоянное напря-
жение между анодом и катодом основ-
ного разряда недостаточно для про-
боя разрядного промежутка. При по-
даче импульса напряжения на под-
жигающий электрод зажигается им-
пульсный разряд на участке трубы
между анодом и поджигающим элек-
тродом. Это способствует загоранию
основного разряда.
Резонатор лазера устойчивый полу-
конфокальный. За счет оптимального
соотношения длины резонатора Лр и
апертуры излучения U = (D2/(4XLp) я*
~ 1 обеспечивается устойчивое вы-
деление основной поперечной моды
ТЕМС0. Резонатор состоит из глухого,
двух поворотных и выходного полу-
прозрачного зеркал, закрепленных на
общей жесткой термостабильной опти-
ческой скамье, состоящей из водоох-
лаждаемых инваровых труб. Зеркала
могут вручную юстироваться в про-
цессе работы лазера.
Прокачка газа осуществляется по
замкнутому контуру одним вакуум-
ным насосом типа RUTS по параллель-
ным ветвям через каждый разрядный
промежуток. На рис. 76 приведена
схема прокачки газа для одной газо-
разрядной трубы. После выхода из
насоса 2 рабочая смесь охлаждается
в теплообменнике 3 и поступает в га-
зоразрядную трубу 4 в двух точках.
Нагретая в четырех разрядных про-
+ Л
А + Л /
Л. 4-
Опппгтс
Рис. 75. Схема газоразряд-
ных труб лазера RSI000:
1 — газоразрядная труба;
2 — катод; 3 — анод; 4 —
поджигающий электрод; Б —
глухое зеркало; 6 — выход-
ное зеркало; 7 — поворот-
ное зеркало
© ?
Лаверы с аксиальной прокачкой сер. RS, VFA
151
межутках смесь охлаждается в тепло-
обменнике 1 и поступает на вход на-
соса.
Источник питания (рис. 77). По-
стоянное высоковольтное напряжение
(U = 21 кВ), формируемое трансфор-
матором 1 и выпрямителем 2, подается
параллельно на восемь разрядных
промежутков 5. Для стабилизации и
управления током разряда в каждой
цепи установлен высоковольтный те-
трод 3 и дополнительный балластный
резистор 4. На поджигающий элек-
трод подается импульсное напряжение
7/п = 600 В от отдельного источника 6.
За счет сеточного управления тетро-
дом обеспечивается быстрое регулиро-
вание тока разряда. При этом воз-
можны следующие режимы работы
лазера:
непрерывный (время регулирования
мощности от 100 до 1000 Вт — 0,01 ...
Ю с);
работа по заданной программе;
импульсно-периодический режим
(длительность импульса 100 мс ...
10 мкс, время паузы тп — 100 мс ...
10 мкс);
режим пачки импульсов (время пач-
ки т = 100 мкс ... 1 с, время паузы
Тшаувы = ЮО мкс ... 1 с);
режим работы от внешнего гене-
ратора.
Система газообмена (рис. 78). Ра-
бочие газы СОа, Na, Не подаются из
баллонов 1 через редукторы 2, рота-
метры 3 и стабилизаторы расхода 4
в смеситель 5. Из смесителя газ посту-
пает для частичной замены рабочей
смеси, циркулирующей в замкнутом
контуре излучателя 7. Давление в га-
зоразрядных трубах стабилизируется
за счет регулирования откачки с по-
Рис. 76. Схема прокачки газа для одной
газоразрядной трубы
1,3 — теплообменник; 2 — навое; 4 — га-
зоразрядная труба; 5 — соединительные
трубопроводы
мощью форвакуумного насоса 9 и
электромагнитного клапана 8.
Система управления. Система управ-
ления лазера RS1000 построена на
основе аналоговых электронных эле-
ментов.
Запуск лазера выполняется в опре-
деленной последовательности. Вруч-
ную проводится включение форва-
куумного насоса. При достижении
в замкнутом контуре давления 0,8 кПа
автоматически включаются насос зам-
кнутой прокачки газа и клапан на-
пуска рабочей смеси. После установ-
ления рабочего давления в контуре
оно автоматически стабилизируется,
гаснет световая сигнализация, сви-
детельствующая о готовности газовой
системы.
Оператор набирает на панели управ-
ления требуемый режим работы ла-
Рнс. 77. Схема источника питания RS1000:
1 — трансформатор; 2 — выпрямитель; 3 — управляемый тетрод; й — балластный ре-
виетор; 5 — вона разряда; 6 — блок поджига разряда
152
Непрерывные быстропроточные СО,-лаэеры
Рис. 78. Система газообмена лазера RS1000:
1 — баллоны в гавами; 2 — редукторы; 3 — ротамерм; 4 — етабиливаторы расхода; S —
смеситель; 6, 8 — электромагнитные клапаны; 7 — нвлучатель; 9 — форвакуумный
насос
зера и включает подачу высокого на-
пряжения. Система управления осу-
ществляет реализацию заданного ре-
жима работы (непрерывный, импульс-
ный, по заданной программе и т. д.)
и стабилизацию параметров излуче-
ния лазера. Мощность непрерывного
излучения измеряется калориметри-
ческим датчиком, установленным за
глухим зеркалом резонатора, пропу-
скающим 0,5% мощности излучения
для измерения.
Система охлаждения. Основные эле-
менты лазера — зеркала и трубы оп-
тической скамьи резонатора, тепло-
обменники и насос RUTS — имеют
принудительное водяное охлаждение.
Для обеспечения требуемой стабиль-
ности мощности излучения (< ±2%)
колебания температуры охлаждающей
воды не должны превышать ±0,5’.
В конструкции лазера предусмотрен
блок охлаждения, обеспечивающий по-
дачу воды с температурой (10 ...
20 °C) ± 0,5 °C. Требуемая температу-
ра в указанном диапазоне устанавли-
вается оператором вручную. Блок
охлаждения заполняется дистиллиро-
ванной водой и обеспечивает ее зам-
кнутую циркуляцию через охлаждае-
мые элементы излучателя. Темпера-
тура воды стабилизируется фреоновым
холодильником. Тепло с конденсатора
холодильника снимается воздушным
вентилятором.
При наличии блока охлаждения для
работы лазера RS1000 не требуется
внешних водяных коммуникаций.
Лазеры серии VFA. Лазеры се-
рии VFA (very-fast-axial) разработаны
совместно фирмой ORIEL (ФРГ) и
«Фотон Соурсиз» (США) (табл. 51).
Основное отличие этих лазеров от
рассмотренных выше лазеров серии RS
заключается в использовании безэлек-
тродного ВЧ разряда для иакачки и
микропроцессорной техники в системе
автоматического управления. Это по-
зволяет повысить компактность лазе-
ров, уменьшить расход газов, упро-
стить обслуживание, обеспечить пол-
ную автоматизацию работы лазера,
а также возможность подключения
к внешним системам управления, в том
числе к ЧПУ.
Лазеры VFA1200, VFA1750 выпол-
нены из двух отдельных блоков
(рис. 79): излучателя и блока питания
и управления. Излучатель смонтиро-
ван иа раме. В верхней части располо-
жены разрядные трубы и резонатор
(головка лазера), в нижней — блок
прокачки газа (прокачной насос, теп-
лообменники), соединенный подводя-
щей и отводящей газ трубами с лазер-
ной головкой.
Лазеры с аксиальной прокачкой сер. RS, VFA
153
51. Лазеры серии VFA
Параметр VFA600 VFA1200 VFA1750 VFA2500 VFA5000
Номинальная мощность не- прерывного излучения, Вт 625 1250 1750 2500 5000
Диапазон регулирования 200 ... 400... 600... 800 ... 800 ...
мощности, Вт ... 625 ... 1250 ... 1750 ... 1250 ... 5000
Нестабильность мощно- сти, % Импульсно-периодический режим работы: ±2 ±2 ±2 ±2 ±2
минимальная длитель- ность импульсов, мкс 200 200 200 300 500
максимальная частота следования импульсов, Гц 1000 1000 1000 1000 1000
Апертура излучения, мм (по уровню 1/е®) 12 14 15 20 25
Расходимость излучения (полный угол), мрад <2 <2 <3 <3 <3
Максимальная потребляемая мощность, кВт Потребление газов (макси- мальное), л/ч: 8 16 22 32 64
Не 42 42 42 42 42
N, 13,5 13,5 13,5 13,5 13,5
СО» Габаритные размеры, м: 3 3 3 3 3
лазерной головки 2,1Х Х0.7Х Х0,8 2,IX Х0.7Х Х0,8 2,IX Х0.7Х Х0,8 2,IX Х0,7Х Х0,8 2,IX Х0,7Х Х0,8
блока питания и управле- 1,7Х 1,7Х 1,7Х 2.4Х 1,7Х IX
НИЯ Х0.6Х Х0,7 ХО,6Х Х0,7 Х0,6Х Х0,7 X IX 1,2 Х0,7
блока прокачки — 0,7Х Х0.7Х Х1.3 0,7Х Х0,7Х Х1,3 — —
пульта управления Масса, кг: — 0,6Х Х0,5Х X 1,3
лазерная головка 315 245 245 272 300
блок питания и управле- ния 150 150 150 1590 150
блок прокачки — 295 295 — 600
пульт управления — — — 22,7 —
154
Непрерывные быстропроточные СОГ лазеры
80. Лазеры VFA2600, VFA6000
Лазеры VFA2500, VFA5000 выпол-
нены в виде моноблока с небольшим
выносным пультом управления
(рис. 80). В верхней части моноблока
расположена лазерная головка, в ниж-
ней — все вспомогательные системы,
включая систему замкнутой прокачки
газа.
Лазер VFA600 выполнен из двух
блоков — лазерной головки и блока
питания и управления.
По требованию потребителя отдель-
ные блоки лазеров могут располагаться
на расстоянии до 15 м друг от друга
(это относится также к лазерной го-
ловке и блоку прокачки лазеров
VFA1200 и VFA1750).
25. ЛАЗЕР ИЛГН
(«КАРАТ») [57]
В лазере ИЛГН используется прин-
цип быстрой аксиальной прокачки
газа через разрядные трубы. Лазер
изготовлен (рис. 81) в моноблочном
исполнении. В верхней части располо-
жен замкнутый газовый контур излу-
чателя. Его корпус имеет Ш-образную
форму. Рабочая смесь прокачивается
одноступенчатым центробежным вен-
тилятором 8 производительностью
1,2 м3/с и степенью сжатия 1,15.
Вентилятор вращается со скоростью
1200 об/мин от внешнего электродви-
гателя через торцевую магнитную муф-
ту (10, 11). Полумуфты 10 и 11 с по-
стоянными магнитами разделены пла-
стиной из керамики 22ХС, обеспечи-
вающей герметичность газового кон-
тура. Подшипники вентилятора 9 сма-
зываются консистентным гигроскопи-
ческим смазывающим материалом типа
ВНИИНП-260, подтвердившим низ-
кое газсотделение в течение длитель-
ной эксплуатации.
После охлаждения в теплообменни-
ках 6 рабочая смесь поступает парал-
лельными потоками в четыре пары
одинаковых разрядных труб /. Каж-
дая разрядная труба представляет
собой трубу из кварцевого стекла,
внутри которой зажигается продоль-
ный тлеющий разряд. Общая длина
активной среды 1 м. Напряжение на
электродах составляет 10 кВ, макси-
мальная вкладываемая мощность
15 кВт. Около 40% мощности теряется
на балластных резисторах, обеспечи-
вающих стабилизацию тлеющего раз-
ряда. Подробно конструкция разряд-
ного канала описана в п. 40. Резона-
тор устойчивый, состоит из зеркал:
медного глухого 5, выходного 4 —
из GaAs (пропускание 50%) и плоских
медных 2. Все зеркала закреплены
на охлаждаемой оптической скамье,
расположенной вне вакуумной каме-
ры, и соединяются с газовым контуром
через сильфонные переходники 3. Чис-
ло Френеля резонатора Np = 8. Из-
лучение лазера многомодовое.
Распределение плотности мощности
по радиусу пучка г0 излучения в ближ-
ней зоне приведено на рис. 82. Испы-
тания лазера с неустойчивым кон-
фокальным резонатором с увеличением
М яз 1,5 показали возможность полу-
чения мощности Рл = 1040 Вт при
расходимости излучения, близкой к
дифракционной.
Все вакуумные соединения газового
контура выполнены с помощью сварки,
пайки с использованием прокладок из
вакуумной резины с низкой скоростью
газоотделения при 250... 300 °C. При
сборке элементов контура применяются
типовые процессы очистки и химиче-
ской обработки внутривакуумных по-
верхностей (обезжиривание, травле-
ние, высокотемпературный отжиг в во-
дородных печах и т. д.).
Ресурс лазера — 3 ... 5 тыс. ч при
периодических регламентных работах
через 800 ... 1000 ч.
В нижней части моноблока, являю-
щейся подставкой излучателя, рас-
положены вспомогательные системы
лазера.
Блок питания лазера выполняется
на основе трехфазного высоковольтного
Лазер ИЛГН (*Карат»)
155
Рис. 81. Принципиальная схема конструкции излучателя лазера «Карат* :
а — вид сверху; б — внд сбоку; 1 — разрядные каналы; 2 — поворотные отражатели;
3 — сильфоны развязки; 4 — выходное зеркало; 5 — торцевое отражающее зеркало;
6 — теплообменник; 7 — вводы охлаждающей жидкости; 8 — рабочее колесо компрес-
сора; 9 — подшипниковый узел; 10 — внешняя магнитная полумуфта; 11 — внутри-
вакуумная магнитная полумуфта
регулятора переменного напряжения
дискретного действия (РДД). Не изме-
няя формы напряжения, он обеспечи-
вает наименьшие пульсации высокого
напряжения и может быть объединен
с силовым трансформатором. Регули-
ровка осуществляется по первичной
стороне трансформатора, вторичная —
соединена с выпрямителем. В РДД
имеется система стабилизации выход-
ного напряжения. Модулятор пита-
ния позволяет перейти на импульсный
режим. Предусмотрена система фор-
мирования вспомогательного импульса
напряжения для поджига разряда.
Газовакуумная система (система от-
качки и напуска газов) имеет ручное
Рис. 82. Распределение плотности мощ-
ности по сечению лазерного пучка (2г0 =
= 45 мм)
156
Непрерывные быстропроточные СО,-лааеры
и автоматическое управление (откачка
и напуск смеси проводятся автомати-
чески за 2 мин). Обеспечивается авто-
матическое поддержание давления в из-
лучателе и периодическая перезарядка
рабочей смесью (1 раз в смену).
Технические параметры лазера
«Карат»
Номинальная мощ-
ность излучения, кВт 1
Максимальная мощ-
ность излучения, кВт 2
Нестабильность мощ-
ности излучения, % 2—3
Расходимость излуче-
ния, мрад:
0,9 полной энергии 4,9
0,5 полной энергии 3,3
Апертура излучения,
мм ....................... 40
КПД, %:
полный ............. 8
электрооптический 15
Состав рабочей смеси СО2 : N2 : Не=
= (2—30) :
:(4—90): (0—70)
Давление, кПа . . . 1,33 ... 6,65
Расход газов, м8/ч. . 0,005
Габаритные размеры,
м................. 0,56X0,67X1,18
Масса, кг.......... 500
26. БЫСТРОПРОТОЧНЫЕ ЛАЗЕРЫ
СЕРИИ ЛОК [95]
Быстропроточные лазеры с накач-
кой поперечным самостоятельным раз-
рядом постоянного тока с несекцио-
нированными электродами сер. ЛОК
(ЛОК-2М, ЛОК-ЗМ, ЛОКОН) разра-
ботаны ИТПМ СО АН СССР (табл. 52).
На основе одной из этих разработок
ВНИИЭТО и СКВ ПО «Сибэлектро-
Рис. 83. Схема газового контура лазера
ЛОК-2М:
/ — ГРК И резонатор; 2 — теплообменник;
3 — вентилятор
терм» в рамках МНТК «Технологиче-
ские лазеры» освоили промышленный
серийный выпуск лазерной технологи-
ческой установки ЛН1.2НО-И1. В со-
став установки входит лазер, техноло-
гическая кабина, система транспорти-
ровки и фокусировки луча, источник
питания, шкаф управления, выносной
пульт управления, газовый шкаф.
Лазер, входящий в состав установки
ЛН1.2НО-И1, разработан на основе
лазера ЛОК-2М. Газовый контур ла-
зера установлен на подставке, в кото-
рой размещены система газообмена и
система охлаждения. Источник пита-
ния и система управления выполнены
в виде отдельных шкафов.
Излучатель лазера представляет со-
бой замкнутый газовый контур
(рис. 83). Рабочая смесь прокачивается
двумя центробежными колесами вен-
тилятора 3, закрепленными на одном
валу. Вентилятор вращается от внеш-
него электродвигателя через ремен-
ную передачу. Теплообменник 2 труб-
чато-ребристого типа расположен в
цилиндрическом корпусе за разрядной
камерой по потоку газа. Площадь
поверхности теплообмена 22 м2. Теп-
лообменник рассчитан на мощность
теплосъема 30 кВт при температуре
газа на входе не более 200 °C и на
выходе до 40 °C.
ГРК лазера является частью газо-
вого контура. Она состоит из трубча-
того, охлаждаемого водой медного
катода диаметром 14 мм. Медный
плоский анод, имеющий плоскую ра-
бочую поверхность размерами 100Х
Х900 мм, закреплен в изоляторе и
охлаждается водой. На входе в ГРК
установлена решетка для выравнива-
ния профиля скоростей газового по-
тока. Расстояние между анодом и ка-
тодом 70 мм. Разряд инициируется
импульсами длительностью 8 мкс и
амплитудой 3,5 кВ, подаваемыми на
дополнительный поджигающий элек-
трод.
Медные зеркала резонатора закреп-
лены на боковых плитах оптической
скамьи, связанных между собой тер-
мостабилизированными стержнями. Ре-
зонатор размещен внутри герметичного
корпуса ГРК. Резонатор конфокаль-
ный неустойчивый трехпроходный, уве-
личение М = 1,7. Излучение выво-
БПЛ сер. Л ок
157
62. Параметры лазеров серии <ЛОК»
Параметры ЛОК-2М лок-зм локон
Номинальная мощность излучения, кВт 1,2 2 5
Максимальная мощность излуче- ния, кВт Диапазон регулирования мощности, 1,5 0,2 ... 1,2 2,5 6
— —
кВт Нестабильность мощности излуче- ния, % ±4 — —
Апертура излучения, мм Расходимость излучения, мрад: 50 50 0,7 50
по уровню 0,5 мощности 1 —
по уровню 0,9 мощности — 1,3 1,3
Полный КПД, % Состав газовой смеси: 6,5 7 —
СО2 : N2 : Не 2:8:6 1:3:2 1:3:2
СО2 : N2 (воздух) Расход газов, л/ч 2 : 8 2.10s — ~108
Расход охлаждающей воды, м8/ч Габаритные размеры, м: 4 — —
излучателя 2,ЗХ 1,2Х 2,ЗХ 1,6Х 1 1.9Х1.05Х
X 1,8 (без под- ставки) Х1,6
блока питания 3,4Х0,8Х 1,8 — —
Масса, кг 2000 — 1600 (излуча-
тель)
дится через окно из монокристалла
КС1, установленного под углом 45°
к оси излучения. Газовакуумная си-
стема выполнена по традиционной
схеме пассивной стабилизированной
подачи трех компонентов и активной
стабилизации давления в контуре за
счет регулирования скорости откачки
газа.
Система охлаждения открытого типа
снабжена электроподогревателем для
стабилизации температуры воды, ох-
лаждающей резонатор.
Источник питания собран по схеме
с промежуточным преобразователем
частоты (см. п. 8 гл. 7) и обеспечивает
нестабильность тока разряда не более
2%, а также быстрое (20 мс) отклю-
чение тока разряда (в случае его кон-
тракции) и повторное включение.
ГРК лазера ЛОК-ЗМ имеет два раз-
рядных промежутка, образованных об-
щим пластинчатым анодом и двумя
катодами, расположенными с двух
сторон анода вблизи диэлектрических
стенок канала. Электроды медные во-
доохлаждаемые. Катоды выполнены
в виде труб круглого поперечного
сечения Диаметром 16 мм с изолято-
рами, ограничивающими рабочую
часть катодов. Длина электродов
800 мм.
Резонатор неустойчивый конфокаль-
ный, М = 2, имеет шесть проходов
через активную среду — по трн про-
хода в каждом разрядном промежутке 1
(рис. 84). Между парой трехпроход-
ных участков установлен уголковый
отражатель 3, обеспечивающий пово-
рот поля излучения относительно на-
правления потока рабочей среды при
переходе с одного разрядного проме-
жутка к другому. Это обеспечивает
компенсацию оптической неоднород-
ности активной среды, связанной с ее
нагревом при течении через вону воз-
158
Непрерывные быстропроточные СО?-ла&еры
Рис. 84. Оптическая o.eiwa лазер;»
ЛОК-ЗМг
/ - разрядите пром'э&у«рки; 2 ~ позоре®-
йог зеркало; 3 — уг(.зю«май отрАжати^к,
4 - выходное окно; Л иыводное зерка-
ло: 6 --- г!г~укяс>е Б^ркело; 7 глухое
о г. I j WOe "‘рока л с
Оуждения. Излучение из резонатора
выводится зеркалом >5 с О1верстием
ечнян. па кодят имея вблизи выпуклого
звякал» (> После одного усилитель-
ного прохода излучение выводится
через окно 4 из KCJ
' 1цинципы разработки тазеров на
базе мнеекционировавной электродной
системы получили дальнейшее раз-
жужч < конструкции лазера ЛОКОН.
Рис. 85. Схема излучателя лазера ЛОКОН:
1 корпус, г — резонатор; 3 — анод; 4 —
катоды; 5 - изолятор; & — теплообмен
ник: 7 вентилятор
Принципиальное отличие этой раз-
работки от предыдущих состоит в том.
что все элементы газодинамического
контура (включая газоразрядную ка-
меру и резонатор) размещены внутри
общего герметичного корпуса,имею-
щего один технологический разъем
для обеспечения сборки. Для движе-
ния газа предусмотрены два парал-
лельных газодинамических контура,
имеющих общий канал в области
электродной системы и теплообмен-
ника. Конструктивная схема излуча-
теля показана на рис. 85.
Электроразрядная система образо-
вана двумя трубчатыми катодами 4
и плоским обтекаемой формы ано-
дом 3. установленными в расширяю-
щемся канале, стенками которого яв-
ляются изоляторы из листового стекла.
Рейвер электродов по направлению
Оптической оси 1,1 м. зазор между
катодом и анодом 60 мм. Диаметр
катодов 20 мм.
По конструкции и схеме резонатора
/КЖОН аналогичен ЛОК-ЗМ, изме-
нено только увеличение до М — 3
и усовершенствованы юстировочные
элементы.
Прокачка газа осуществляется дну
мя центробежными вентиляторами 7
с лопатками цилиндрической формы
Вентиляторы обеспечивают расход
9 м8/с. при частоте вращения 5500 об/мо
и давлении газовой смеси 2,7 кПа.
Общая мощность привода вентилято-
ров 5 кВ г. Для охлаждения газа при-
менен теплообменник 6 ребристого
типа с поверхностью оребрения 50 м2
Направляющие элементы контура, ра-
диаторы теплообменника и стенки кор-
пуса связаны в единую силовую кон-
струкцию. Для изготовления корпу-
са 1 используется тонколистовой ма-
териал. При мощности излучения бо-
лее 5 кВт масса излучателя не превы-
шает 1600 кг, а габаритные размеры
1,5 (высота)X 1,9X 1,05 м. Удельные
характеристики газодинамического
контура; габаритный объем 0,6 м3/кВт;
мощность на прокачку 1 кВт при
выходной мощности излучения 1 кВт;
масса 0.3 т/кВт.
Все системы лазера имеют резерв
для увеличения мощности генерации.
Система электропитания позволяет
вкладывать в электрический разряд
Лазер ТЛ-5М
159
мощность более 100 кВт, что должно
обеспечить надежную работу лазера
в течение длительного времени.
27. ПРОМЫШЛЕННЫЙ
ТЕХНОЛОГИЧЕСКИЙ
ЬЫСТРОПРОТОЧНЫЙ ЛАЗЕР
ТЛ-5М [103]
Лазер ТЛ-5М предназначен для при-
менения в автоматизированных лазер-
ных технологических комплексах для
сварки и резки материалов больших
толщин, а также поверхностной термо-
обработки и наплавки.
Основные параметры лазера ТЛ-бМ
Номинальная мощность
излучения, кВт, на сме-
сях *
Не : N2 : СО2 ....
Na : СО2 : НаО . . .
воздух: СО2........
Диапазон регулирова-
ния модности, кВт. . .
Нестабильность мощно-
сти излучения, % . . .
Апертура излучения, мм
Расходимость излуче-
ния, мрад............
Полный КПД, % . . .
Расход газов, нм3/ч:
для гелиевой смеси:
гелий технический
азот технический. .
двуокись углерода
для азотной смеси:
азот технический. .
двуокись углерода
Расход охлаждающей во-
ды, м3/ч ............
Достигнутый ресурс, ч
Габаритные размеры, м
6
5
5
0,2 ... 7,0
±3
50
1,5
6,5
0,3
0,3
0,02
0,6
0,03
7
500
3,5Х 2,46Х
ХЗ,02
Модель характеризуется следующи-
ми конструктивными и технологиче-
скими признаками.
1. Используется самостоятельный
газовый разряд постоянного тока с эк-
випотенциальным анодом и плоским
глубокосекционированным (как попе-
рек, так и вдоль потока газа) катодом.
Это позволило обеспечить приемле-
мый уровень удельного объемного
Рис. 86. Общий вид лазера ТЛ-БМ
энерговклада (2 Вт/см3) при использо-
вании повышенного давления молеку-
лярной компоненты рабочей смеси.
2. Возможно использование безге-
лиевой рабочей смеси СО2 : Na : Н2О
или наиболее дешевой смеси воздух:
СОа.
3. Для прокачки газовой смеси в
замкнутом контуре применяется вы-
сокооборотный электрокомпрессор осе-
вого типа специальной разработки,
в конструкции которого имеется
встроенный электродвигатель.
4. Используется неустойчивый ре-
зонатор, генерирующий одномодовое
излучение кольцевого поперечного се-
чения во всем диапазоне регулирова-
ния мощности. Это обеспечивает при
коэффициенте качества излучения
Ке — 0,2 ... 0.3 плотность мощности
в пятне фокусировки до 107 Вт/см2,
что достаточно для эффективной сварки
и резки материалов больших толщин.
Конструкция ТЛ-5М (рис. 86, 87)
выполнена в виде моноблока для по-
вышения компактности, надежности,
удобства в управлении. Верхняя часть
лазера — блок 1 генерации луча —
представляет собой герметичный га-
зовый контур с разрядной камерой
и резонатором, газоводами и теплооб-
менниками. В нижней части лазера
расположен блок электропитания 3,
в котором размещены: источник пи-
тания, блок балластных нагрузок,
160
Непрерывные быстропроточные С О>-лазеры
блок откачки и система управления
МЛ САУ с выносным пультом управле-
ния 2. Излучение выводится через
выходное окно из монокристалла КС1.
Лазер состоит из следующих основ-
ных узлов и систем: газоразрядной
камеры; оптического резонатора; си-
стемы прокачки и охлаждения; си-
стемы газообмена; источника пита-
ния; МП САУ. Дадим их краткое
описание.
Газоразрядная камера (рис. 88) со-
стоит из анода 3 и катодной платы 2.
Размеры разрядной камеры: 100 см
(поперек потока), 70 см (вдоль потока)
и 6 см — расстояние анод—катод.
Скорость потока на входе в разрядную
камеру 100 м/с.
Анод представляет собой медную
пластину с припаянным к ней с обрат-
ной стороны змеевиком охлажде-
ния.
Катодная плата состоит из 17 ка-
тодных рядов, расположенных попе-
рек потока, которые крепятся к боко-
вым плитам разрядной камеры.
Для обеспечения поджига разряда
перед первым по потоку катодным
рядом установлен предыоннзатор 1,
гальванически соединенный с анодом.
ИС. S8. Газоразрядная камера лазера ТЛ-6М:
— предыоннзатор; Л- катодная плата; 3 — анод
Лазер ТЛ-5М
161
Рис. 89. Катодный ряд лазера ТЛ-5М:
1 — катод; 2 — трубка охлаждения; 3 — токопровод
Катодный ряд (рис. 89) собран из
17 катодных элементов, которые на-
деты на охлаждаемые металлические
трубки, покрытые слоем диэлектрика.
Зазор между катодным элементом и
трубкой заполнен теплопроводящей па-
стой. Нижняя часть катодного ряда,
за исключением эмиттера, облицована
термостойкой керамикой.
Оптический резонатор в ТЛ-5М яв-
ляется телескопическим неустойчивым
пятипроходным с одним усилитель-
ным проходом (рис. 90). Выходное
излучение представляет собой кольцо
с внешним диаметром 50 мм и внутрен-
ним 25 мм. Коэффициент пропускания
резонатора 0,74, увеличение 1,96, дли-
на оптической оси 6600 мм.
Конструкция резонатора представ-
ляет собой жесткую пространственную
ферму, состоящую из передней и зад-
ней плит, стянутых четырьмя штан-
гами из инвара. На плитах в соответ-
ствии с оптической схемой закреплены
зеркала. Каждое из поворотных зер-
кал опирается на три юстировочных
винта, установленных в плитах ре-
зонатора.
Глухое и выпуклое резонаторные зер-
кала 3, 6 крепятся в отдельных уз-
лах, имеющих дистанционную подъ-
юстировку, осуществляемую с по-
мощью шаговых двигателей
ШДА-2ФКА с редукторами.
Зеркала представляют собой диски
диаметром 100 мм и толщиной 15 мм.
Рис. 90. Оптическая схема резонатора лазера ТЛ-5М:
1 — плоские поворотные зеркала; 2 — выводное зеркало; 3 — выпуклое зеркало; 4 —
выходное окно; 5 ось выходного излучения; 6 — глухое зеркало; 7 — апертурная
диафрагма
6 Г- А. Абильсиитов
162
Непрерывные быстропроточные СО-лазеры
изготовленные из кремния с защитны-
ми и отражающими покрытиями. Охла-
ждение зеркал осуществляется через
тепловой контакт тыльной части зер-
кала с охладителями, к которым под-
ведена охлаждающая вода.
Резонатор установлен внутри кор-
пуса блока генерации луча на упругих
амортизаторах, допускающих регули-
ровку по высоте.
Система прокачки и охлаждения со-
стоит из осевого, компрессора
ГО 1-360, двух теплообменников (до
и после разрядной камеры), канала
разрядной камеры, конфузора и диф-
фузора, плавно изменяющих сечение
газодинамического тракта при пере-
ходе от разрядной камеры к теплооб-
менникам.
Компрессор Г01 -360 — двухступен-
чатый осевой с встроенным электро-
шпинделем. Частота вращения шпин-
деля 9000 об/мин, диаметр рабочего
колеса 450 мм. Параметры компрес-
сора: расход 6 м3/с, напор 1,15 ...
1,18, потребляемая мощность 6 кВт.
Питание шпинделя — трехфазное, на-
пряжение 220 В, частотой 300 Гц от
электромеханического преобразователя
ПВС16.
Теплообменники представляют со-
бой пакеты оребренных труб, охлажда-
емых проточной водой. Сечение потока
на входе в теплообменник 0,6 м2,
площадь ребер 36 м2 на каждый теп-
лообменник. Первый теплообменник
служит для отбора тепла у потока
газа, нагретого в ГРК- Второй тепло-
обменник служит для компенсации
разогрева газа вследствие сжатия ком-
прессором, а также как газодинами-
ческое устройство для выравнивания
потока на входе в ГРК.
Система газообмена обеспечивает под-
питку газовакуумного контура свежей
рабочей смесью, автоматическую от-
качку контура, автоматический напуск
смеси газов в необходимом соотноше-
нии парциальных давлений. Система
газообмена -содержит вакуумный на-
сос НВР-16ДМ с производительностью
16 л/с. систему клапанов, ротаметры,
регуляторы расхода, реле вакуума и
реле давления. Датчиком давления
служит прибор «Сапфир 22ДА».
Откачка контура лазера и наполне-
ние смесью происходит автоматически
по командам МП САУ в следующем
порядке включение вакуумного на-
соса, затем клапана медленной от-
качки По достижении давления в кон-
туре лазера 13 кПа открывается кла-
пан быстрой откачки. После достиже-
ния давления р = 7,0 Па откачка
заканчивается, клапан быстрой от-
качки закрывается и последовательно
по команде от МП САУ после достиже-
ния определенных значений давления
включаются и выключаются клапаны
быстрого наполнения N2, СО2, Не.
После достижения необходимого сум-
марного давления (7 кПа для гелиевой
смеси и 3,5 кПа для безгелиевой)
все клапаны быстрого напуска вклю-
чаются и осуществляется медленный
напуск через калиброванные ротаме-
тры с игольчатыми натекателями. Сум-
марное давление стабилизируется кла-
паном медленной откачки, включаю-
щимся или выключающимся по коман-
де от МП САУ.
Источник питания состоит из тири-
сторного регулятора, повышающего
трансформатора мощностью 100 кВт,
высоковольтного выпрямителя, соб-
ранного по схеме Ларионова, и сгла-
живающего Л?С-фильтра. Напряжение
источника питания регулируется в диа-
пазоне 1,5 ... 4 кВт, сила тока, про-
текающего через ГРК, изменяется
при этом от 0 до 25 А. Источник пита-
ния подключен к разрядной камере
через блок балластных нагрузок, пред-
ставляющий собой совокупность
289 охлаждаемых резисторов номина-
лом 5 кОм.
Микропроцессорная система управле-
ния (МП САУ) обеспечивает функцио-
нирование лазера в целом и выполняет
следующие задачи:
автоматическое включение лазера и
вывод его на режим;
стабилизация давления смеси газов
в газодинамическом контуре лазера;
стабилизация силы тока разряда;
программное изменение мощности
излучения в соответствии с требуемой
технологической циклограммой;
поддержание требуемых динамиче-
ских характеристик мощности излу-
чения.
Основой МП САУ является одно-
платная микроЭВМ «Электроника
НЦ80», имеющая быстродействие
Лазер ТЛ-5М
163
6*
164
Непрерывные быстро про точные СО2-лазеры
Рр'КВт
Рис. 92. Зависимость мощности иьпчс-
ния ТЛ-5М от тока разряда (семипроход-
ный резонатор, М — 2); X — воздух: N-, :
: Не : СО2 = 10 : 15 : 25 : 2.5; О — 10 :
: 10:2
200 тыс. оп/с и емкость ОЗУ 32К
байт.
К магистралям микроЭВМ подклю-
чены модули устросйтв связи с объ-
ектом: аналогово-цифровой преобразо-
ватель (АЦП), цифроаналоговый пре-
образователь, устройство дискретного
ввода и вывода. На входы АЦП по-
ступают сигналы о режиме работы
лазерной установки: давление в газо-
динамическом контуре, напряжение
разряда, сила тока разряда, мощность
излучения. С цифрового преобразо-
Рис. 93. Зависимость электрооптическо-
го КПД ТЛ-5М от вкладываемой мощ-
ности.
Смесь N2 : О, : Не : СО2 = 25 : 1 : 10 :
ХСО,:
1 — ^СО, — 0-13 кПа; 2 — 0,27 кПа; 3 —
0,4 кПа ’
вателя сигнал подается на источник
питания для управления силой тока
разряда.
В .МП САУ программно реализованы
два контура управления: стабилизации
давления и стабилизации силы тока
разряда.
Стабилизация давления обеспечи-
вается кратковременным включением
электромагнитного клапана в цепи
ткачки смеси из газодинамического
контура.
В контуре стабилизации силы тока
: .тзряда используется интегральный
а кон регулирования. Перерегулирова-
ние составляет не более 2% и время
переходного процесса не более 0,2 с.
В состав МП САУ входит много-
функциональный пульт управления
(рис. 91), состоящий из цифровых
индикаторов, клавиатуры и микропро-
цессорного устройства управления и
обработки информации. Связь между
пультом и микроЭВМ осуществляется
по последовательному каналу.
На пульте управления отображают-
ся все параметры, характеризующие
режим работы лазера, а также инфор-
мация о возникающих неисправностях
в агрегатах лазера. Все команды уп-
равления поступают с клавиатуры
пульта управления.
В результате испытаний установле-
но, что в номинальном режиме работы
лазер ТЛ-5М имеет следующие харак-
теристики.
1. Полная потребляемая мощность
90 кВт.
2. Потери энергии, кВт:
в балластной нагрузке...........35
в приэлектродных слоях разряда 10
3. Удельный энерговклад:
по массе................ 180 Дж/г
по объему ..............«1,5 Вт/см3
4. Мощность излучения линейно за-
висит от силы тока разряда (рис. 92).
Зависимость электрооптического КПД
от вкладываемой мощности показана
на рис. 93. Максимальное значение
т]эо = 14,5% при Рп « 6,5 кВт. Опти-
мальная концентрация СО2 состав-
ляет 12 ... 13% концентрации азота.
Максимальная мощность излучения на
смеси с гелием на 1,5 кВт больше,
чем для смеси без гелия. Оптимальная
JJизер ко и бин и рова н н ого дей с тон я
165
О 5 10 15 20 25 х,мм
Рис. 94. Распределение по поперечному
сечению приведенной интенсивности излу-
чения лазера ТЛ-5М в фокусе вогнутого
зеркала радиусом 50 м; смесь N2 : Не :
: СО2 = 25 : 25 : 2,5; Рл - 5 кВт
концентрация паров воды для без-
гелиевой смеси составляет 0,5%, т. е.
»10 Па.
5. Средняя плотность мощности из-
лучения по кольцевому поперечному
сечению выходного пучка в ближней
зоне составляет около 400 Вт/см2,
максимальная — до 1000 Вт/см2. Рас-
пределение относительной интенсив-
ности излучения в поперечном сечении
пучка в дальней зоне показано на
рис. 94. При увеличении мощности от
2 до 5 кВт расходимость излучения
по уровню ~0,86 полной энергии
возрастает от 0,8 до 1,2 мрад (рис. 95)-
При этом происходит смещение оси
диаграммы направленности в сторону,
противоположную течению газа в ГРК
на угол 0,15 ...0.2 мрад.
6. Измерения спектра флуктуации
мощности излучения показали нали-
Рис. 95. Расходимость излучения ТЛ-5М
в зависимости от мощности излучения.
Смесь Ns: Не: COS = 25: 25: 2,5
чие пульсации на частотах, кратных
50 Гц. Уровень флуктуации в диапазо-
le частот 5 ... 103 Гц не превышает
2.2%.
28. ЛАЗЕР КОМБИНИРОВАННОГО
ДЕЙСТВИЯ «ЛАНТАН-3»
115, 113]
«Лантан-3» представляет собой бы-
тропроточный лазер с несамостоя-
;ельным продольным разрядом и по-
перечным к нему направлением оси
генерируемого лазерного пучка.
В табл. 53 приведены его основные
параметры.
Лазер выполнен в виде единого
блока, требующего только подвода
электроэнергии и охлаждающей воды,
и управляется от выносного малогаба-
ритного микропроцессорного устрой-
ства, связанного с ним оптоволокон-
ными линиями.
Мощность излучения можно изме-
нять от 100 Вт до максимальной за
время около 1 мс. С этим свойством
связана возможность работы установ-
ки как в непрерывном, так и в им-
пульсно-периодическом режиме с мгно-
венным переключением из одного ре-
жима в другой.
Используются четыре электрода: два
для основного разряда и два для
предыонизации. Отсутствует секцио-
нирование и балластирование элек-
тродов.
Установка полностью автоматизиро-
вана на базе специализированного ми-
кропроцессорного устройства управ-
ления. Возможна работа практически
с любым внешним технологическим
оборудованием (координатным столом,
станком с ЧПУ, роботом и т. д.).
Возможно использование двух типов
резонаторов: многомодового — для по-
лучения мощного лазерного излучения
(номинальная мощность 3, максималь-
ная 5 кВт) и близкого к одномодовому,
формирующему высококачественный
уч малой апертуры (15 ... 20 мм)
и расходимости (1 мрад) мощностью
до 2 кВт. Резонатор первого типа
используется для лазерной сварки,
термоупрочнения и т. д., а второго
типа предназначен для резки различ-
ных материалов.
166
Непрерывные быстропроточные СО,-лазеры
53. Основные параметры лазера «ЛАНТАН-3»
Параметры Вариант
многомодовый близкий к одномодовому
Номинальная выходная мощность излуче- ния, кВт 3 2
Максимальная мощность излучения, кВт 5 3
Глубина регулировки мощности, % 5 .. 100
Постоянная времени регулировки мощ- ности, мс Расходимость излучения, мрад о
2,5 1,5
Апертура излучения, мм 35 ... 40 20 ... 25
Число проходов резонатора 5 7
Электрооптический КПД, %' 15 10
Полный КПД, % Число электродов; 10 7
основного разряда 2
предыонизации 2
Содержание гелия в смеси, % Давление рабочей смеси, кПа Скорость газа в камере, м/с Габаритные размеры, мм: 40
4,4
70
лазера 1700Х 2500X2100
пульта управления 500Х 1000X350
Масса лазера, т 2,5
Остановимся более подробно на кон-
струкции установки и ее особенно-
стях.
Рис. 96. Общий вид лазера <Лантан-3>:
1 — системный блок; 2 — газовый контур
Внешний вид и габаритные размеры
лазера приведены на рис. 96. Условно
его можно разделить на две части:
системный блок 1 и установленный на
нем газовый контур 2.
В герметичном газовом контуре на-
ходится рабочая смесь газов при дав-
лении 4 ... 4,6 кПа, в том числе
0,2 кПа углекислого газа, 2,7 кПа
азота, остальное—гелий. Основные
части контура выполнены из корро-
зионно-стойкой стали и вакуумно-
плотно соединены между собой. В ниж-
ней секции расположено устройство
прокачки газа, состоящее из двух
авиационных вентиляторов, со встро-
енными в них стандартными электро-
шпинделями. Устройство управления
электрошпинделями позволяет изме-
нять частоту вращения вентиляторов
и таким образом регулировать ско-
рость газа в камере в диапазоне
0 ... 70 м/с. Разогнанный вентилято-
рами газ проходит через входную
поворотную секцию газового контура
и попадает в ГРК, расположенную
в верхней части газового контура.
Лазер комбинированного действия
167
В газовом контуре находятся два
теплообменника на входе и выходе
газа из вентиляторов. Разрядная ка-
мера представляет собой плоский канал
прямоугольного сечения, ограничен-
ный сверху и снизу электродами им-
пульсной предыонизации, а с боковых
сторон — стенками, имеющими отвер-
стия для прохода лазерного излучения
к расположенным снаружи зеркалам.
Каждый электрод предыонизации со-
стоит из водоохлаждаемой металличе-
ской пластины, покрытой слоем ди-
электрического материала. На элек-
троды предыонизации подаются вы-
соковольтные импульсы тока длитель-
ностью 100 нс и частотой около 5 кГц.
За счет емкостного разряда обеспечи-
вается постоянная концентрация элек-
тронов в объеме около 2 -1010 см 3.
Основной разряд горит между двумя
медными водоохлаждаемыми трубча-
тыми электродами, расположенными
в верхней и нижней по потоку частях
ГРК, в несамостоятельной фазе при
оптимальной приведенной напряжен-
ности электрического поля, что обес-
печивает достижение высокого зна-
чения электрооптического КПД (до
20%). Кроме того, отсутствует не-
обходимость в активной балластной
нагрузке, на которой обычно теряется
до 50% подведенной к ГРК мощ-
ности.
В лазере «Лантан-3» используются
две модификации резонатора. Одна
из них позволяет получить максималь-
ную выходную мощность до 5 кВт
в многомодовом режиме. В этом ва-
рианте резонатора используется пять
проходов излучения через разрядную
камеру. Диаметр выходного луча около
40 мм, расходимость 2 мрад. Излуче-
ние имеет форму круга с небольшим
повышением интенсивности к центру.
Качество луча вполне приемлемо для
сварки металлов толщиной до 5 мм,
термоупрочнения, поверхностного ле-
гирования. Для процессов же резки
и раскроя материалов необходимо ис-
пользовать более качественное излу-
чение. С этой целью используется дру-
гой тип резонатора, позволяющий по-
лучить излучение, близкое к одномодо-
вому. Он имеет уже семь проходов
в разрядной кам<ре и диаметр луча
около 20 мм.
Все зеркала, кроме выходных, для
обоих типов резонаторов — медные без
покрытия. Стойкость их обусловлена
главным образом чистотой газового
контура, так как плотность мощности
лазерного излучения далека от пре-
дельной для меди, и основной причи-
ной порчи зеркал становится налипа-
ние на них частиц пыли. Конструк-
ция зеркала представляет собой пло-
скую медную пластину, оптически по-
лированную с одной стороны и прижи-
маемую другой стороной к водоох-
лаждаемой подложке юстировочного
блока.
Корпус юстировочного блока выпол-
нен из коррозионно-стойкой стали и
через стеклотекстолитовый изолятор
закреплен на раме резонатора, общей
для всех зеркал.
Выходное зеркало изготовлено из
селенида цинка, наружная сторона
которого просветлена, а на сторону,
обращенную внутрь резонатора, на-
пылено покрытие с заданным значе-
нием коэффициента отражения. Зер-
кало установлено на оптическом кон-
такте в водоохлаждаемом корпусе юсти-
ровочного блока. Блок выходного зер-
кала юстируется с помощью шаговых
электродвигателей, в отличие от
остальных зеркал, настраиваемых
вручную один раз при сборке резонато-
ра. Неизменность взаимного располо-
жения зеркал обеспечивается кон-
струкцией рамы резонатора, состоя-
щей из двух плит, скрепленных между
собой четырьмя трубами, термоста-
билизированными проточной водой. Ра-
ма резонатора установлена на аморти-
заторах для предотвращения передачи
вибраций от корпуса установки. Зер-
кала с той же целью связаны с каме-
рой через манжеты из силиконовой
резины.
Для смены одного типа резонатора
на другой необходимо заменить только
торцевые стенки камеры и юстировоч-
ные блоки зеркал. Рама резонатора не
меняется.
Для удобства настройки лазера и
технологических устройств служит ге-
лий-неоновый лазер, видимое излуче-
ние которого можно направлять как
внутрь резонатора для его юстировки,
так и на технологическое устройство
для визуализации оси излучения.
168
Непрерывные быстропроточные С О 2- лазеры
Рис. 97. Расположение элементов в
схемном блоке лазера «Лантан-3>
си-
Расход газов для обмена смеси опре-
деляется в основном уровнем натека-
ния в установку атмосферного воз-
духа, так как плазмохимические ре-
акции в несамостоятельном разряде
идут гораздо менее эффективно, чем
в самостоятельном- Поэтому при обес-
печении натекания воздуха менее
7 Па/ч можно работать полную рабо-
чую смену на одной заправке газовой
смеси.
Рис. 98. Схема лазера «Лантан-3»:
/ — распределительный электрощит;
2 — источник питания предыонизации;
3 — генератор предыонизации; 4 — источ-
ник питания основного разряда; 5 - раз-
рядная камера; 6 — газовый контур; 7 —
лазерный резонатор; 8 — блок коммута-
ции н контроля излучения; 9 — электро-
привод нагнетателей; 10 — газовая систе-
ма; 11 — система охлаждения; — систе-
ма управления; 13 — микропроцессорное
устройство управления; 14 — блок связи
с внешним устройством
Газовый контур установлен на си-
стемном блоке, в котором размещены
все устройства, обеспечивающие ра-
боту лазера. План расположения ос-
новных элементов системного блока
показан на рис. 97 (вид сверху со
снятым газовым контуром).
В центральной части блока размещен
источник питания 1 основного раз-
ряда. Он обеспечивает протекание
тока через разрядную камеру силой
до 6 А при напряжении 6 кВ. Слева
от него расположен источник питания
предыонизации 2, в котором при на-
пряжении 4 кВ сила тока может до-
стигать 1 А. Источники питания сна-
бжены устройствами защиты от корот-
кого замыкания и от перегрузки по
току.
Система газообмена 3 позволяет про-
водить откачку газового контура с по-
мощью встроенного вакуумного на-
соса и наполнение его газовой смесью
с заданным соотношением компонен-
тов. При необходимости система газо-
обмена может проводить обмен газо-
вой смеси во время работы установки.
Водяная система 4 предназначена
для охлаждения водой всех элементов,
испытывающих нагрев во время ра-
боты. В ней установлены электро-
клапан подачи воды в установку, реле
давления и реле протока для кон-
троля состояния системы.
С противоположной стороны от ис-
точника питания основного разряда
расположены транзисторные преобра-
зователи 5 в 6 для питания приводов
вентилятора, электрощит 7 и блок
управления 8. На электрощите уста-
новлены пускатели и автоматические
выключатели всех систем, потребляю-
щих электроэнергию. Там же рас-
положены и помехоподавляющие филь-
тры.
Блок управления 8 выполняет не-
сколько функций. Во-первых, в нем
размещены электронные схемы лазер-
ной установки. Во-вторых, в нем
расположены схемы автоматики, по-
зволяющие управлять всеми системами
лазера не только в автоматическом
режиме, но и вручную при наладке.
И, в-третьих, самая важная функ-
ция — связь с внешним микропроцес-
сорным устройством управления. Схе-
ма лазера приведена на рис. 98.
Промышленный лазер ТЛ-1,5
169
Блок управления выполнен в виде
отдельного устройства и связан с ла-
зером с помощью стандартных оптово-
локонных систем. Расстояние между
блоком управления и лазером может
достигать 300 м и ограничено длиной
поставляемого оптоволоконного кабе-
ля. Применение оптического волокна
обеспечило помехозащищенность си-
стемы управления при работе ее в це-
ховых условиях.
На передней панели блока располо-
жена 34-клавишная мембранная кла-
виатура и матричный газоразрядный
индикатор ИМГ-1-03 информационной
емкостью 10 строк по 16 символов.
Микропроцессорное устройство уп-
равления смонтировано на двусторон-
ней печатной плате размерами 340Х
Х233.4 мм. Элементная база— микро-
схемы серий 580, 155, 573, 541. Пе-
чатная плата, блок питания ГН-09-01,
сетевой фильтр, оптоволоконные бло-
ки, газоразрядный индикатор раз-
мещены в герметичном корпусе на-
стольного исполнения размерами 470Х
X 300X360 мм.
Оптоволоконные устройства «Элек-
троника МС 8201», «Электроника
МС 8401» и три устройства «Электро-
ника МС 4101» осуществляют связь
с датчиками и исполнительными меха-
низмами лазера. С их помощью устрой-
ство управления может анализировать
16 аналоговых и 19 цифровых входных
сигналов и посылать в блок управле-
ния лазером 8 аналоговых и 38 цифро-
вых выходных сигналов, что вполне
достаточно для реализации любого
алгоритма работы лазерной установки.
Устройство управления выполняет
следующие основные функции:
осуществляет автоматическое вклю-
чение установки и выход ее на задан-
ный режим;
обеспечивает правильную последо-
вательность выключения лазера при
окончании работы;
позволяет управлять мощностью из-
лучения от любого внешнего техноло-
гического оборудования;
проводит постоянный контроль ос-
новных параметров лазера и обеспе-
чивает его отключение в случае ава-
рийных ситуаций;
выдает оператору информационные
и аварийные сообщения.
29. ПРОМЫШЛЕННЫЙ
БЫСТРОПРОТОЧНЫЙ ЛАЗЕР
ТЛ-1,5
Лазер ТЛ-1,5 предназначен для ис-
пользования в автоматизированных ла-
зерных технологических комплексах
прецизионной резки, сварки или по-
верхностной обработки материалов.
Прототипом конструкции ТЛ-1,5 яви-
лась мод. 820 фирмы «Спектра Фи-
зике».
Технические параметры лазера ТЛ-1,5
Длина волны излучения,
мкм...................... 10,6
Номинальная мощность из-
лучения, кВт ......... 1,5
Предел регулирования мощ-
ности, кВт...............0,1 .... 1,7
Флуктуация мощности из-
лучения, % ....... , +2
Апертура излучения, мм . . 20
Расходимость излучения,
мрад............. ... 1,4
Полный КПД, % . . 7
Расход газов, нм3/ч:
гелий технический . . . 0,031
смесь азота технического
и кислорода в соотноше-
нии 90 и 10%........... 0,022
двуокись углерода . . . 0,003
Расход охлаждающей воды,
м3/ч..................... 2,4
Достигнутый ресурс рабо-
ты, ч............ 1000
Эта модель характеризуется следую-
щими основными физическими и кон-
структивными признаками:
применена схема самостоятельного
газового разряда постоянного тока
с трубчатым эквипотенциальным като-
дом и плоским секционированным по-
перек потока анодом;
используется рабочая смесь, содер-
жащая молекулярную компоненту (N2,
СО2, О2) при суммарном давлении до
1,6 ... 1,7 кПа, а также Не парциаль-
ным давлением 2,7 кПа;
применен устойчивый резонатор, ге-
нерирующий основную поперечную мо-
ду ТЕМоо- Это позволяет в данном
поддиапазоне мощности достигать зна-
чений интенсивности в пятне фокуси-
ровки до 107 Вт/см2, т. е. осуще-
ствлять любые операции термической
170
Непрерывные быстропроточные СОг-лазеры
Рис. 99. Общий вид лазера ТЛ-1,5
лазерной технологии, прежде всего
лазерную резку.
Внешний вид лазера ТЛ-1,5 показан
на рис. 99, а габаритный чертеж ла-
зера на рис. 100. В верхней части
моноблока расположен блок генерации
луча. В нижней части смонтированы
источник питания и микропроцессор-
ная система автоматического управле-
ния, системы газообмена, системы ох-
лаждения и пульт управления.
Блок генерации луча представляет
собой вакуумный контур, образован-
ный корпусом 5 и крышками 4, ко-
торые выполнены из алюминиевого
сплава; внутри корпуса располага-
ются разрядные камеры 7, 11, опти-
ческий резонатор 3, теплообменник 6
и вентилятор 10.
Выбор конструкции газоразрядной
камеры (рис. 101) обусловлен требова-
нием простоты и надежности устрой-
ства, а также требованиями однород-
ности и стабильности разряда. Раз-
рядная камера с цилиндрическим
сплошным катодом 3 и секционирован-
ным анодом 1 позволяет увеличить
объем разряда и повысить его ста-
бильность. При расстоянии между
анодом и катодом 30 мм общая высота
разрядной камеры выбрана 60 мм.
Для облегчения «поджига» разряда
над катодом располагается предыони-
затор 2.
Газовый контур лазера обладает
компактностью и очень малым аэро-
2200
1 — затвор; 2 — блок выходной; 3 — резонатор; 4 — крышка; 5 — корпус; 6 — тепло-
обменник; 7 — катод; 8 — блок генерации: 9 — блок газонапуска; 10 — вентилятор;
11 — анод; 12 — пульт управления; 13 — блок электропитания
Промышленный лазер ТЛ-1,5
171
динамическим сопротивлением. Напор
вентилятора не превышает 0,1 кПа.
Низкое сопротивление контура позво-
ляет применять в качестве прокачного
средства диаметральный вентилятор
с электроприводом при частоте враще-
ния 3000 об/мин.
Конструкция пятипроходного резо-
натора (рис. 102) выполнена в виде
жесткой пространственной фермы, со-
стоящей из передней и задней плит,
соединенных между собой тремя водо-
охлаждаемыми штангами из сплава
32 НКД. обладающим низким темпера-
турным коэффициентом линейного рас-
ширения.
На плитах в соответствии с оптиче-
ской схемой расположены пять зер-
кал резонатора.
Конструктивные особенности данно-
го резонатора:
каждое из двух поворотных зеркал 4
диаметром 100 мм работает на два
прохода:
зеркало-поляризатор 1 отклоняет
ось луча перед задним зеркалом 3
на угол 90° относительно продольной
оси и угол 45° относительно плоскости
генерации.
Необходимость постановки поляри-
зующего излучение элемента опреде-
ляется требованием получения пучка
с круговой поляризацией для резки
металлов и сплавов. Размещение его
внутри резонатора избавляет от не-
обходимости излома оптической си-
стемы транспортировки луча вне ре-
зонатора при постановке фазосдви-
гающего зеркала, осуществляющего
Рис. 101. ГРК лазера ТЛ-1,5:
1 — анодный блок; 2 — предыонизатор;
3 — катод
преобразование линейной поляризации
в круговую.
Для выделения низшей моды ТЕМ0!)
перед поворотными зеркалами уста-
новлены диафрагмы 5.
Заднее глухое зеркало 3 имеет воз-
можность пропускания 0,3 ... 0,5% из-
лучения на измеритель мощности 2.
Рис. 102. Схема резонатора лазера ТЛ-1.5:
— поворотное зеркало-поляризатор; 2 — измеритель мощности; 3 — глухое зеркало
резонатора; 4 — плоские поворотные зеркала; 5 — диафрагма; 6 — полупрозрачное зер-
кало резонатора: 7 — выходное окно
172
Непрерывные быстропроточные СО? лазеры
Каждое из зеркал резонатора, кроме
выходного 6', опирается своей вне-
световой поверхностью на три юстиро-
вочных резьбовых опоры. Прижим
зеркал к опорам осуществляется через
охладители подпружиненными винта-
ми. Юстировочные опоры выставля-
ются и фиксируются в процессе за-
водской юстировки резонатора, что
позволяет впоследствии осуществлять
замену зеркал без дополнительной
юстировки. Выходное зеркало 6, уста-
новленное в специальной оправе, име-
ет возможность дистанционной подъ-
юстировки в процессе эксплуатации,
которая осуществляется с помощью
шаговых двигателей с пульта управ-
ления.
В качестве материала для поворот
ных зеркал и зеркала-поляризатора
используется кремний, который после
обработки и нанесения защитно-от-
ражающего покрытия имеет коэффи-
циент отражения не менее 98% . Зад-
нее зеркало, из! отопленное из ZnSe
или GaAs, имеет многослойное отра-
жающее покрытие с пропусканием
0,3 . . 0,5% излучения.
Выходное зеркало также выполнено
из ZnSe и имеет пропускание 60%.
Охлаждение всех зеркал, кроме вы-
ходного, осуществляется через тепло-
вой контакт тыльной части зеркала
с охладителем, через который проте-
кает вода.
Выходное зеркало охлаждается за
счет теплового контакта его оправки
через теплопроводящую пасту с охла-
дителем.
Система газообмена обеспечивает от-
качку контура, быстрое заполнение
его рабочей смесью до рабочего давле-
ния 5,3 кПа, поддержание заданного
давления в контуре, обновление рабо-
чей смеси.
Система газообмена включает в себя
блок газонапуска и систему откачки.
Блок газонапуска состоит из ре-
дуктора давления, предназначенного
для стабилизации входного давления
газов, реле давления для контроля
входного давления, электромагнитных
клапанов быстрого и медленного на-
пуска, ротаметров с игольчатыми на-
текателями и клапанами управления
давления в контуре.
Система откачки состоит из вакуум-
ного насоса, расположенного в блоке
электропитания и вакуумного кла-
пана, расположенного в блоке гене-
рации луча. Контроль рабочего давле-
ния в контуре осуществляется с по-
мощью измерительного преобразова-
теля «Сапфир 22ДА», который вы-
дает сигнал на систему автоматиче-
ского управления.
Система охлаждения предназначена
для охлаждения элементов лазера и
представляет собой два контура: зам-
кнутый контур охлаждения элементов
газоразрядной камеры деионизован-
ной водой и контур охлаждения
остальных систем сетевой водой.
Источник питания разрядной камеры
представляет собой высоковольтный
регулируемый выпрямитель с импульс-
но-фазовым управлением, состоящий
из силового трансформатора мощно-
стью 63 кВт, высоковольтного -вы-
прямителя, £С-фильтра, тиристорного
регулятора напряжения и системы
управления, в которую входит кон-
троллер и детектор дуг.
Напряжение на вторичной стороне
трансформатора выпрямляется трех-
фазным мостовым выпрямителем.
Отфильтрованное постоянное напря-
жение (С/вып= 0 ... 1,6 кВ) подается
на газоразрядную камеру. Детектор
дуг, входящий в систему управления
источником питания, осуществляет
контроль за тлеющим разрядом.
Узлы блока электропитания обес-
печены автономной замкнутой систе-
мой воздушного охлаждения.
Микропроцессорная система автома-
тического управления (МП САУ) ла-
зера ТЛ-1,5 по функциональному ис-
полнению аналогична МП САУ лазера
ТЛ-5М.
В качестве элементной базы приме-
нен программируемый контроллер
МП САУ-002, выпускаемый Симферо-
польским электромеханическим заво-
дом. Контроллер разработан в
НИЦТЛ АН СССР. МП САУ выпол-
нена на модульном принципе и вклю-
чает в свой состав следующие модули:
центральный процессор (ЦП), выпол-
ненный на микропроцессорном наборе
БИС серии КР580, модули памяти,
последовательных каналов, аналого-
цифрового устройства, дискретных вхо-
Основные физические особенности ИЛЛ
173
дон выходов, межинтерфейсной связи,
источника питания.
Через модуль последовательных ка-
налов ЦП соединен с пультом управ-
ления. Пульт образован многофунк-
циональной клавиатурой и индикато-
рами. На пульте управления отража-
ются цифровые значения давления,
силы тока разряда, мощности излуче-
ния. В пульт встроен микропроцессор-
ный контроллер, выполняющий функ-
ции обработки информации с клавиа-
туры с ЦП. позволяющий разгрузить
ЦП от выполнения вспомогательных
операций.
Все режимы лазера задаются с по-
мощью клавиатуры пульта управле-
ния, в том числе задание динамических
характеристик мощности излучения
лазера.
Глава 6
ИМПУЛЬСНО-ПЕРИОДИЧЕСКИЕ CO.-ЛАЗЕРЫ (ИПЛ)
30. ОСНОВНЫЕ ФИЗИЧЕСКИЕ
ОСОБЕННОСТИ ИПЛ
Импульсно-периодические лазеры об-
ладают рядом особенностей, обуслов-
ленных в основном нестационарностью
протекающих в них процессов на-
качки и генерации.
Инверсия в импульсных СО2-лазе-
рах достигается либо путем создания
объемно-однородного импульсного са-
мостоятельного разряда, либо с по-
мощью импульсного (также объемно-
однородного) несамостоятельного раз-
ряда, поддерживаемого импульсным
пучком быстрых электронов.
Возбуждение активной среды за
короткие интервалы времени позво-
ляет существенно повысить значение
(/£) по сравнению со стационарными
разрядами, а также осуществить одно-
родный разряд при высоком давлении
(вплоть до 105 ... 106 Па). Предельный
массовый энерговклад при этом оста-
ется на том же уровне (200 ...
300 Дж/г) и определяется по-преж-
нему недопустимостью перегрева ла-
зерной смеси.
Рабочая смесь в импульсных СО2-ла-
зерах состоит из тех же компонентов,
что и в непрерывных лазерах, однако
их процентное содержание может за-
метно различаться.
Колебательный КПД Т]к импульс-
ного разряда зависит от вида разряда,
Давления среды и конкретной кон-
струкции газоразрядной камеры. Как
правило, т]к изза более высоких зна-
чений Е/рв для импульсных лазеров
ниже, чем для непрерывных. Электро-
оптический КПД импульсных лазеров
обычно не превышает 5 ... 10%. Энер-
гия импульса лазерного излучения
еи определяется возможным удельным
массовым энерговкладом Wg, объемом
активной среды Va и плотностью
гяза p0i
fin л? СУ^РоКа'Ъо-
В импульсно-периодическом режиме
работы рабочую смесь лазера перед
следующим импульсом накачки не-
обходимо охладить. Это осуществляют
так же, как и в лазерах непрерывного
действия, с помощью процессов диф-
фузии или конвективного теплообмена.
Конструктивное исполнение основ-
ных элементов в ИПЛ низкого давле-
ния и непрерывных лазерах анало-
гично. Изменению подлежит система
электропитания, обеспечивающая мо-
дуляцию разрядного тока, что позво-
ляет работать лазеру как в непрерыв-
ном, так и импульсно-периодическом
режимах (см. гл. 5). Параметры им-
пульсов излучения в этом случае
могут меняться в широких пределах
(гп = 10~2 ... 10-° с; /„ I ... 104 Гц),
возможна работа чередующимися пач-
ками импульсов. При повышенном
давлении рабочей смеси (что вызвано
стремлением уменьшить габариттные
размеры лазера) возможен только им-
пульсный разряд. Параметры ИПЛ,
выпускаемых в различных странах,
приведены в табл. 54 [172]. В боль-
54, Импульсные технологические СО2-лазеры [172]
Фирма-изготовитель Модель h o 3 ao f- o sm Энергия импульса, мДж 1 Максималь- ная часто- та, Гц Максималь- ная дли- тельность импульса, с Модовая структура Диаметр пучка, мм Расходи- мость, мрад Тип про- качки Тип раз- ряда
«Лэйзер Аппликейшен Лтд.» (Laser Application Ltd} LT610 100 10 000 10 2-10-6 од 40 1 пп ПР
«Пасифик Ресоч» 100 100 5 000 Н од 9 2 САП АР
(Pacific Research) 150 150 5 000 н од 9 2 САП АР
«Директид Энерджи Инк.» (Directed Energy Inc.) 120Т-1 130 2 000 25-10 од 9 3,5 Отпаянная пп, РЧ. АР
«Электрокс Лтд.» М140 140 5 000 Н од 10 2 САП
(Ejectrox Ltd.) М500 500 10 000 н од 13 1,5 АП АР
М800 800 10 000 н БОМ 15 2 АП АР
Ml 200 1200 10 000 н од 15 2 АП АР
«Люмоникс Метириал Про- Ml 500 V-150 1500 140 10 000 3 300 н н од од 15 13 2 2 АП САП АР АР
сесин» (Lumonics Material V-500 475 2 500 н од 15 2 САП АР АР
Proceesing) Saber-Laser 475 2 500 н од 15 2 САП
VbA-600 600 1 000 н од 12 2 АП АР
VFA1200 1200 1 000 н од 14 2 АП АР
«Эдвансид Кайнетикс» V-1700 SL150 1700 175 1 000 10 000 н н БОМ од 17 8 3 з АП САП САП САП САП САП АР АР АР АР АР АР
(Advanced Kinetics) «Апполо Лэйзерс» (Appolo Lasers) «Рофин-Синар Лэйзерс» SL150 3150 150 150 150 150 150 150 10 000 1 000 1 000 10 000 10 н н н од од од од 5 8 8 8 3 2 2 1,5
(Rofin-Sinar Lasers) RS700 2 500 н од 13 1,5 АП АР
RSI 500 1500 2 500 н од 18 1,5 АП АР
RS2500 2500 10 000 н мм 25 1,5 АП ПР,
5000 5000 10 000 н мм 25 5 АП РЧ ПР,
RSI 200 1200 2 500 н од 16 1,5 АП РЧ АР
M46-2 200 1 2 500 1-10 1 од | 1 101 САП / АР
«Когереит Джеиерал» Everlase E3500 275 1000 ' а а од 1 А АР
(Coherent General) Ever lose M46 325 800 2 500 i-ib од 12 САП
Everlase E7000 550 3000 2 500 н од 12,5 2 АП
Everlase S48 800 4000 2 500 1-10 од 28 САП АР
Everlase 48 800 4000 2 500 1-10 од 28 САП АР
M51 1250 1200 1 000 1-10 од 16 АП АР
M51-2 1250 1200 1 000 1-10 од 16 АП АР
M53 2700 2000 100 н од 18 АП АР
M53-2 3000 1000 1 000 н од 16 АП АР
«ПРС Корп.» (PRC Corp.) FH200 250 150 5 000 н од 10 2 САП АР
FH200/2 500 150 5 000 н од 10 2 АП АР
FH900 950 450 500 н БОМ 10 3 АП АР
FH600 650 350 5 000 н од 10 2 АП АР
FH1500 1250 550 5 000 н од 12 2 АП АР
FH900/2 1300 350 5 000 ч од 10 2 АП АР
FH1501 1550 650 5 000 н од 12 2 АП АР
FX2000 2000 850 5 000 н од 12 2 АП АР
«Спектра Физике» 810EP 300 250 2 500 2,5-10 од 8 1,7 АП АР
(Spectra-Physics) 810 600 600 5 000 Н БОМ 8 1,7 АП АР
«Ферранти» (Ferranti) MF400P 450 2 500 Н од 7 САП АР
МГКР 1100 2 000 Н од 11 САП АР
AF24 2500 2 500 Н мм 16,5 5 АП АР
AF3L 3600 2 500 Н мм 16,5 5 АП АР
AF4L 4800 2 500 Н мм 16,5 5 АП АР
AF5L 6000 2 500 Н мм 16,5 5 АП АГ
«Трумпф» (Trumpf) TLF500 500 10 000 Н од 10 1 АП РЧ
TLF1000 1000 10 000 н од 13 1 АП РЧ
TLF1500 1500 10 000 н од 13 1 АП РЧ
TLF2500 2500 10 000 н мм 20 1,5 АП ПР,
РЧ
TLF5000 5000 10 000 н мм 25 1,5 АП ПР,
РЧ
«Рэйтеон» (Paytheori) GS-600 625 2 500 >1-10 од 8 2 АП АР
«С-Е индастриал Лазере» CE1000 1030 500 н БОМ 16 1,5 ПП ПР,РЧ
(С-Е Industrial Lasers) CE1500 1500 500 н БОМ 16 1,5 ПП ПР, РЧ
«Тошиба Корп.» AC-553P 1000 1000 и БОМ 20 2 ПП ПР
(Tosaiba Corp.) LAC-554P 3000 1000 н мм 45 3 АП ПР
LAC-555P 5000 1000 н мм 45 2 ПП ПР
176
Импульсно-периодические С02-лазеры
Продолжение табл. 54
eVkc! 1 -serf ии£ Примечание. Н — непрерывное излучение; ОД — одномодовое; БОМ — больше одной моды; ММ — многомо- довые; ПП — поперечная прокачка; САП—слабая аксиальная прокачка; АП — аксиальная прокачка; ПР —попереч- ный разряд; АР — аксиальный разряд; РЧ — радиочастотный.
ИМ НЕЯ -odu них <<<
Vedw ‘чхэои -HtfoXOErf СМ СМ СМ
ни ‘еяьХи dxawEii'H' см см см см см см
ЕЙЛхяЛйхэ KEHotfoyv ООО иди
э ‘ЕЭЧЦ-ЛИНИ ЧХЗОНЧ1ГЭ1 I -HirV КЕН -ЧГГЕМИЭЯЕЭД ООО сч см см
T1J 4ЕХ -ОХЭЕЬ КЕН -ЧГГЕЙИЭМЕМ ООО ООО см сч см
ж’п'и 4ЕЭЧ1ГЛиИИ KHJdOHg
j XS ‘чхэонТпои KKHfado 2000 3000 5000
Модель С2000Р С3000Р С5000Р
Фи рма-изготовител ь «Интернейшенал Лэйзер Ма- шине» (International Laser Machines)
Рис. 103. Форма импульса излучения
ТЕЛ —СО2-лазера
шинстве лазеров используется модуля-
ция питания для обеспечения им-
пульсно-периодического режима.
В данной главе речь идет об импульс-
но-периодических СО2-лазерах, харак-
терной особенностью которых явля-
ется использование импульсного раз-
ряда в газовой смеси при высоком
давлении, когда время разряда огра-
ничено временем развития его не-
устойчивости.
При наличии равномерно распре-
деленной по объему начальной кон-
центрации электронов удается обеспе-
чить однородный объемный разряд при
давлении рабочей смеси до 105 ...
106 Па. Наиболее распространенным
способом создания предварительной
ионизации газа является УФ излуче-
ние вспомогательных искровых раз-
рядов (см. п. 34). При этом характер-
ное время разряда составляет 10-6 ...
10-7 с. Как уже отмечалось выше,
состав рабочей смеси ИПЛ так же,
как и для БПЛ, включает три основ-
ных компонента: СО2, N2, Не. Пар-
циальное соотношение компонентов оп-
ределяется режимами разряда и тре-
буемой формой импульса излучения.
Типичная форма импульса такого ла-
зера показана на рис. 103. Передний
мощный пичок длительностью тп ~
т 0,1 мкс обусловлен снятцрм инвер-
сии, накопленной в молекулах СО2
в основном за счет их прямого элект-
ронного возбуждения. Затем следует
менее интенсивный «хвост» импульса,
связанный с перекачкой колебательной
энергии от N2 к СО2-—N2 (ц = 1)->
—> СО2 (00°1)]. При уменьшении от-
Основные физические особенности ИПЛ
177
носительной доли N2 в рабочей смеси
импульс может состоять из одного пи-
ка. Уменьшением доли СО2 можно
снижать интенсивность переднего пнч-
ка и добиваться более гладкого длин-
ного импульса.
Максимальная энергия, вкладывае-
мая в единицу объема разряда, огра-
ничивается его допустимым нагревом
и, как правило, составляет w = 3 ...
5 Дж/(м3-Па). Для повышения средней
мощности излучения лазеров ис-
пользуется быстрая поперечная (по
отношению к электродам и оси излу-
чения) прокачка рабочей смеси в замк-
нутом газовом контуре. Это обеспечи-
вает возможность импульсно-периоди-
ческого режима работы лазера при
частоте следования импульсов
/и /так = Оо/^о >
где г0 - скорость потока на входе
ГРК; /0 — длина зоны разряда по
потоку рабочей смеси. Числовое зна-
чение коэффициента k ~ 5 ... 6 в ти-
пичных условиях при со =
= 3 Дж/(м3-Па) 140 ] обусловлено
газодинамическими и акустическими
явлениями, рассмотренными ниже.
Лазеры этого типа носят название
ТЕА-лазеры (Transversely Excited At-
mospheric). Разработанные к настоя-
щему времени образцы ТЕА-лазеров
имеют среднюю мощность Рл = еп/и =
= Ю2 ... 104 Вт, импульсную мощность
Ри = ент~*= 103 ... 108 Вт. При этом
энергия излучения в импульсе гене-
рации ти = 0,1 ... 10 Дж, длительность
импульса генерации ти = 10“’ ...
10~4 с.
Области применения ТЕА-лазеров.
Режим импульсной генерации ТЕА-
лазеров позволяет получить высокие
значения плотности мощности излу-
чения до 1010 ... 1012 Вт/см2, что обе-
спечивает их использование в различ-
ных технологических процессах. Это
прежде всего процессы атомно-моле-
кулярной селективной технологии, та-
кие, как лазерный фотосинтез и раз-
деление изотопов (см. гл. 1).
Для процессов лазерной фотохимии
принципиальное . значение имеет им-
пульсное воздействие высокоинтен-
сивного лазерного излучения (ти
« 10~6 ... 10-8 с), так как они основаны
Рис. 101. Области применения ТЕА-лазе-
ров:
/ — термическая технология; II — разде-
ление изотопов; III — фотохимия
на селективном возбуждении колеба-
тельных степеней свободы молекул,
а повышение поступательной и враща-
тельной энергии, возникающее при
более длительном воздействии, сни-
жает эффективность требуемого про-
цесса [40]. Для повышения выхода
готового продукта фотохимических ре-
акций необходимо использование им-
пульсно-периодического режима ра-
боты лазера с высокой частотой повто-
рения импульсов (100 ... 1000 Гц) и
достаточно большой энергией в им-
пульсе (1 ... 100 Дж). Примерные диа-
пазоны параметров ТЕА-лазеров раз-
личного назначения приведены на
рис. 104.
Импульсно-периодическое излучение
используется также для разнооб-
разных процессов термической техно-
логии (пробивка отверстий, скрайби-
рование, размерная обработка, пре-
цизионная резка, сварка и др.) [81 ].
Причем некоторые из этих процессов
(например, пробивка отверстий) ха-
рактерны только для импульсного
режима воздействия. Лазеры, работа-
ющие в монопмпульсном режиме или
с небольшой частотой повторения им-
пульсов, находят применение в науч-
ных исследованиях по взаимодействию
излучения с веществом, для задач
лазерной локации, исследования ла-
зерного термоядерного синтеза и т. д.
Конструкция ТЕА-ИПЛ. Схема ти-
пичного ТЕА-лазера (рис. 105) подоб-
на схеме непрерывного БПЛ. Замк-
нутый газовый контур включает в се-
178
И лтулъсно-периодические СО2-лазеры
Рис. 105, Схема ТЕА-лазера:
И С — импульсная схема; В В — высоко-
вольтный выпрямитель; С ГО — система
газообмена; СУ — система управления;
СО — система охлаждения
бя газоразрядную камеру 1, как пра-
вило, состоящую из двух металличе-
ских профилированных протяженных
электродов, однопроходного резона-
тора 2, электродов предыонизации 5,
вентилятора 4, теплообменника 3 и
ряда вспомогательных систем.
Газодинамика TEA-лазеров. При ха-
рактерных для ТЕА-лазеров значениях
длительности импульса разряда (I0-7 ...
10-6 с) практически при любой ско-
рости течения газа для одиночного им-
пульса можно считать газ неподвиж-
ным. После импульса разряда вслед-
ствие быстрой V — Т-релаксации газ
нагревается и условия формирования
следующего импульса могут значи-
тельно измениться. Поэтому быстрая
прокачка газа необходима для удале-
ние. 106. Параметры средств прокачки:
-------линии равного объемного расхода,
л/с;---линии равной скорости газа-
м/с; в скобках указаны перепады давле-
ния. Па, создаваемого средством прокачки
ния из зоны разряда «пробки» нагре-
того газа. При этом, согласно эмпири-
ческой зависимости (20), скорость газа
в 5 ... 6 раз превышает необходимую
для простого выноса горячей «пробки».
Это определяется рядом взаимосвя-
занных газодинамических, тепловых
и акустических процессов, основными
из которых являются следующие: на-
личие волн расширения горячего
газа до выравнивания давления и тем-
пературы; более медленный вынос
нагретого газа из приэлектродных
областей, находящихся в пограничных
газодинамических слоях; резонансное
возбуждение стоячих акустических
волн как вдоль потока газа, так и
по длине электродов; развитие пере-
гревно-акусти ческой неустойчивости
разряда.
Последние два взаимосвязанных яв-
ления приводят к нарушению одно-
родности разряда и ухудшению опти-
ческих свойств активной среды, что
в конечном итоге снижает энергию
излучения лазера на частотах fa =
=- (mln) (a/L), где m, п — целые числа;
а — скорость звука; L — характерный
размер акустического резонатора [40].
При необходимости работы лазера на
частотах /и 5г fa следует использовать
акустические поглотители типа сеток,
перфорированных стенок и т. д.
В реальных разработках ТЕА-ла-
зеров при длине зоны разряда по по-
току /0 — 1 ... 5 см и /и = 100 ...
1000 Гц скорость газа в зоне ГРК
По — 10 ... 100 м/с. Скорость газа на
остальных участках газового тракта
существенно меньше, поэтому, как
правило, в ТЕА-лазерах основными по-
терями давления газа являются кон-
фузорно-диффузорные потери в ГРК-
Расчет, выполненный для типового
газового контура ТЕА-лазера (рис. 106)
[80], позволяет определить ориенти-
ровочные параметры средств прокачки.
Оптика ТЕА-лазеров. Схема оптиче-
ского резонатора ТЕА-лазера зависит
от задачи использования излучения
данного лазера в конкретном те^ноло-
гическом процессе. Для лазеров, пред-
назначенных для термической техно-
логии, где используется тепловое воз-
действие излучения на материал, под-
ход к построению резонаторов тради-
ционен. Определяющим в данном слу-
Основные физические особенности ИПЛ
179
чае является достижение максималь-
ной осевой яркости выходного излу-
чения. Импульсно-периодические СО2-
лазеры, работающие при высоком дав-
лении и большой относительной доле
СО.,, обладают большим усилением
(£0=1 ...Змч) и удельным объемным
энергосъемом 0,3... 0,5 Дж/(м3-Па).
Поэтому активная область этих лазе-
ров имеет сравнительно небольшие раз-
меры, а число Френеля резонатора
Nf 1. При таких условиях лучшие
пространственные характеристики из-
лучения обеспечивает неустойчивый
резонатор, так как устойчивый резона-
тор работает в многомодовом режиме.
Конкретные параметры резонатора вы-
бираются по зависимостям, рассмот-
ренным вп. 41.
Для задач селективной лазерной
технологии необходимо стабилизиро-
вать спектральные характеристики из-
лучения. При давлении, близком к ат-
мосферному, контур спектральной ли-
нии обусловлен столкновительным
уширением. Ширина контура про-
порциональна давлению (Av ~ р) и
для атмосферного давления составляет
Av аг 35 ГГц.
Относительная интенсивность коле-
бательно-вращательных линий моле-
кулы СО2 условно показана на рис. 107.
Левая серия линий относится к Р-
и /?-ветвям 9-микронной полосы (пе-
реход 00°1—02°0), а правая — к Р-
и /?-ветвями 10-микронной полосы
(переход 00°1—10°0) (см. п. 10).
В обычных условиях СО2-лазера
наибольшим усилением обладают ли-
нии 10Р18—10Р22. Вследствие ма-
лого различия усиления на этих ли-
ниях и разного рода неоднородностей
спектр излучения резонаторов без
спектральной селекции состоит из не-
скольких десятков одновременно либо
последовательно генерируемых ко-
лебательно-вращательных линий Р- и
Я-ветвей. Для выделения нужной ча-
стоты генерации необходимо исполь-
зовать селективный резонатор, имею-
щий минимальные потери на этой ча-
стоте. В качестве селективного эле-
мента обычно используют дифракци-
онные решетки.
На рис. 108 показаны схемы устой-
чивого (а) и неустойчивого (б) се-
лективных резонаторов с использова-
ние. 107. Спектр генерации TEA—СОг-
лазера:
а — колебательно-вращательный спектр
молекулы СО2; б — спектр двух соседних
вращательных линий; в — ширина спектра
генерации двух соседних продольных мод
нием дифракционной решетки (ДР)
типа эшелетта [801. Вследствие зави-
симости частоты отражаемого излуче-
ния от угла падения на эшелетт за
счет поворота ДР обеспечивается пере-
стройка резонатора по линиям коле-
бательно-вращательного спектра.В про-
стейшем случае резонатора (рис. 108, а)
при перестройке частоты изменяется
направление выходного излучения.
Этот недостаток отсутствует в схемах
рис. 108, в, г с дополнительным зерка-
лом. Дополнительное зеркало в вари-
анте рис. 108, в жестко связано с ДР.
При перестройке частоты они враща-
ются одновременно вокруг точки пере-
сечения плоскости решетки и зеркала.
На схеме рис. 108, г излучение дваж-
ды отражается от ДР при одном пол-
ном проходе резонатора, что повышает
селективные свойства резонатора. Пе-
рестройка частоты.осуществляется по-
воротом дополнительного зеркала
[80].
В резонаторе с ДР частота генера-
ции излучения соответствует одной
вращательной линии с шириной кон-
тура, определяемой столкновительным
уширением, как показано на рис. 107.,.
При этом внутри контура укладыва-
180
Импульсно-периодические С0л-лазеры
TEA
Рис. 108. Схемы селективных резонаторов:
а — устойчивый резонатор; б — неустой-
чивый резонатор; в, г — устойчивые резо-
наторы с неизменным направлением вы-
ходного излучения при перестройке частоты
ется много продольных мод резонато-
ра, расстояние между которыми по
шкале частот зависит от длины резона-
тора Av = с/(2/р). При отсутствии
мер по выделению одной продольной
моды происходит модуляция интенсив-
ности и изменение частоты излучения
в пределах контура усиления, выз-
ванные самопроизвольным биением
продольных мод. При наличии стаби-
лизации частоты излучения импульс
излучения становится гладким, а ши-
рина его спектра определяется шири-
ной одной продольной моды. Методами
обеспечения одночастотного режима
генерации являются: инжекция ста-
билизированного излучения, исполь-
зование гибридной схемы, установка
внутри резонатора эталона Фабри-
Перо [80].
Одной из проблем, требующей ре-
шения при создании высокоэнергетич-
ных ТЕА-лазеров, является стойкость
оптических материалов к воздействию
импульсного излучения большой плот-
ности энергии. Для медных и молиб-
деновых зеркал с серебряным покры-
тием при длительности импульса ти т
яй 100 нс предельная плотность энер-
гии составляет 20 Дж/см2 [80]. Для
проходных оптических элементов из
\aCI, ZnSe, GaAs максимальная им-
пульсная мощность не превышает зна-
чений (0,6 ... 1,1) 108 Вт/см2 [80].
Основные принципы построения
TEA—СО2-лазеров используют при со-
здании эксимерных лазеров. В на-
стоящее время рядом зарубежных фирм
уже выпускаются серийные ТЕА-ла-
зеры, работающие на различных газо-
вых смесях, как СО2, так и галогени-
дах благородных газов. При этом ос-
новная конструкция лазера сохра-
няется, а замене подлежат оптические
элементы, рассчитанные на соответ-
ствующий спектральный диапазон.
В табл. 55 приведены для примера
параметры лазера мод. 525 фирмы
«Люмоникс».
55. Параметры лазера мод. 525 фирмы «Люмоникс»
Параметр Излучающая молекула
F2 ArF KrCl KrF XeCl XeF CO,
е„, т} 10 400 550 — 275 750
fa, Гц 40 90 —. 100 —- 100 40
ти, нс Апертура излуче- .— 10 ... 12 — 10 ... 15 .—, 10 ... 20 1000
-— 8X33 — 10X33 —• 9X33 10X30
НИЯ, мм Длина волны, нм 157 193 222 249 308 350 10 600
Лазер «Дятел» для селективной технологии
181
31. ЛАЗЕР «ДЯТЕЛ» ДЛЯ
СЕЛЕКТИВНОЙ ТЕХНОЛОГИИ
Типичным представителем ТЕА-ла-
зера для атомно-молекулярной еелек-
тивной технологии является установка
«Дятел», разработанная в Институте
атомной энергии им. И. В. Курчатова
[40]. Эта установка использовалась,
в частности, для проведения крупно-
масштабных экспериментов по разде-
лению изотопов <£ры методом диссо-
циации элегаза SF6 [74]. Лазер
(рис. 109) состоит из замкнутого кон-
тура прокачки рабочей смеси через
зону возбуждения с помощью ротаци-
онной газодувки 6, имеющей произ-
водительность 0,3 м3/с и степень сжа-
тия лк - 1,8. В газовый контур 5,
изготовленный из коррозионно-стой-
кой стали, установлены два холодиль-
ника 1. ГРК состоит из двух сплош-
ных металлических профилированных
электродов 3 длиной вдоль оптиче-
ской оси 0,6 м. Объем зоны разряда
~600 см3. Скорость газа на входе
в ГРК 30 м/с. Неоднородность ско-
рости газа по ширине ГРК. не более
10%. Предыонизация обеспечивается
УФ излучением искровых разрядников
4, расположенных сбоку от основных
электродов в нижней по потоку ча-
сти ГРК. Для выравнивания потока
на входе в ГРК установлена решетка 2
с прозрачностью 0,4.
Система электропитания на основе
тиратрона Т и малоиндуктивных кон-
денсаторов (L = 30 нГн, С\ = 0,1 мкФ)
позволяет получить амплитуду им-
пульса до 50 кА. Время нарастания
импульса тока 100 нс, длительность
1 мкс. Для УФ предыонизации ис-
пользуются конденсаторы КВИ-2 (С2 =
= 470 пФ), которые заряжаются от
высоковольтного выпрямителя регули-
руемым напряжением UB = 10 ...
50 кВ. Пульсации напряжения сгла-
живаются конденсаторной батареей ем-
костью С3 = 1,2-10-5 Ф.
Резонатор устойчивый селективный,
образован медным вогнутым зеркалом
(г=10м) с коэффициентом отражения
98,5% и дифракционной решеткой,
имеющей 100 штрихов на I мм. Резо-
натор позволяет обеспечивать гене-
рацию на любом колебательно-вра-
щательном переходе Р- и Д-ветвей
9- и 10-микронных полос в диапазоне
длин волн 9,2 ... 10,8 мкм. Расходи-
мость излучения 0 = 10~3 рад [17].
Импульс излучения имеет характер-
ную для ТЕА-лазеров форму — на-
чальный пик длительностью около
100 нс и протяженный по времени
«хвост» до 1,5 мкс. При работе
на смеси газа без азота (СО2 : Не =
= 1:5) «хвост» в импульсе отсут-
ствует.
Лазер может устойчиво работать
при давлении до 80 кПа рабочей смеси
СО2 : N2 : Не при энерговкладе со* ==
= 3 Дж/(м3-Па). При этом энергия
в импульсе еи 10 Дж, частота пов-
торения /и 2 л) Гц. КПД лазера
составляет 10%. Для обеспечения дли-
тельной непрерывной работы лазера
используется непрерывное обновление
(около 1%) рабочей смеси, циркулиру-
ющей по замкнутому контуру. Типич-
ная зависимость средней мощности
Рис. 109. Схема лазера «Дятел»:
а — схема газового контура; б — схема источника питания
182
Импульсно-периодические СО^-лазеры
Рис. ПО. Зависимость средней мощности
излучения лазера «Дятел» от частоты сле-
дования импульсов для давления рабочей
смеси:
1 — 80 кПа; 2 — 50 кПа; 3 — 40 кПа
излучения лазера «Дятел» от частоты
следования импульсов и давления ра-
бочей смеси приведена на рис. ПО.
32. ЭКСПЕРИМЕНТАЛЬНЫЕ
ЛАЗЕРЫ ДЛЯ ТЕРМИЧЕСКОЙ
ТЕХНОЛОГИИ ЛПД, ЛГИТ-1
При использовании импульсно-пе-
риодических лазеров в различных
процессах термической технологии не-
обходимо уменьшать пиковую мощ-
ность в импульсе излучения Ра —
= EhV1 = РХ1т7‘-таккакпРи₽и>
РИс^ Ill. Внешний вид ЛГИТ-1
107 Вт/см2 вблизи поверхности об-
рабатываемого материала образуется
плотный факел, поглощающий излу-
чение. Снижение пиковой мощности
при сохранении Рл и наличие огра-
ничений на /и, о которых говорилось
выше, возможно только за счет увели-
чения длительности импульсов.
В НИКИЭТ разработан лазер
ЛГИТ-1 средней мощностью Рл =
= 1 кВт [67]. Параметры лазера:
Вшах = 3,5 Дж; /max ~ 600 Гц; т =
= 15 мкс. Конструктивно лазер вы-
полнен в виде моноблока (рис. 111).
В верхней части расположен замкну-
тый газовый контур, в нижней —
вспомогательные системы энерго- и
газообеспечения и пульт управления.
Газовая смесь лазера прокачива-
ется по замкнутому контуру тремя про-
мышленными центробежными венти-
ляторами типа СВМ общей производи-
тельностью 12 м3/с при давлении ра-
бочей смеси СО2, N2, Не р = 33 кПа.
ГРК состоит из профилированного
алюминиевого катода и плоского ано-
да из коррозионно-стойкой стали. Объ-
ем зоны разряда Vp = 3X3X80 см3.
Предыонизация осуществляется УФ
излучением искровых разрядов, рас-
положенных в нижней по потоку части
ГРК. Используется устойчивый резо-
натор из двух медных зеркал с золо-
тым покрытием. Многомодовое излу-
чение выводится через отверстие свя-
зи в одном из зеркал диаметром при-
близительно 8 мм.
Расходимость излучения 10 мрад.
Полный КПД лазера 10%. Увеличе-
ние длительности импульсов до 10 ...
20 мкс достигается за счет снижения
доли СО2 в рабочей смеси. Зависимость
длительности импульсов от содержа-
ния СО2 приведена на рис. 112. При
парциальном давлении СО2 1,1; 1,6;
2,0 кПа длительность импульса на
уровне 0,5 максимального значения
интенсивности излучения составляет
15, 20, 25 мкс соответственно.
Увеличение длительности импуль-
сов излучения может быть достигнуто
за счет повышения концентрации N2
по отношению к концентрации СО2.
При этом снижается мощность перед-
него «пичка» импульса, образованного
за счет вынужденного излучения мо-
Экспериментальные лазеры
183
лекул СО2, накаченных прямым элект-
ронным ударом, и удлиняется «хвост»
импульса, который формируется за
счет резонансной перекачки колеба-
тельной энергии от N2 (и = 1) к СО2
(001). Если N2 заменить на СО, у ко-
торого скорость передачи колебатель-
ного возбуждения на верхний лазер-
ный уровень СО2 выше, чем у N2, то
импульс излучения лазера еще больше
удлинится 1157].
Дополнительным средством уве-
личения длительности импульсов
ТЕА-лазеров является смещение ре-
зонатора вниз по потоку по отношению
к разрядной зоне. Однако при этом
часть энергии накачки теряется на
релаксацию, что снижает КПД лазера.
В Институте атомной энергии им.
И. В Курчатова создан эксперимен-
тальный лазер ЛПД, в котором ис-
пользуются оба приведенных выше
способа удлинения импульсов излу-
чения [17]. Удалось получить импуль-
сы длительностью до 150 мкс при ча-
стоте повторения до 500 Гц, средней
мощности излучения 1 кВт и КПД
5%. Лазер представляет собой замк-
нутый газовый контур. Прокачка ра-
бочей смеси состава СО2 : N2 : Не =
= 10 : 45 : 45 при давлении р
16 кПа обеспечивается двумя ва-
куумными двухроторными насосами
2ДВН-1500 с суммарным расходом
1,5 м3/с. В лазере используется ГРК
с плазменным катодом, который обра-
зуется на поверхности с помощью
заделанных заподлицо с поверхностью
катода искровых разрядников. Предыо-
низация рабочего объема обеспечива-
ется УФ излучением искровых разря-
дов. Основной разряд загорается меж-
ду плазменным катодом и профили-
рованным металлическим анодом.
Максимальный удельный энерговклад
составляет 500 Дж/(л-атм) при дав-
лении газа 10 кПа. Объем зоны раз-
ряда 4Х 4Х 50 см3. Резонатор устой-
чивый полуконфокальный, состоит из
глухого вогнутого медного зеркала,
покрытого золотом (диаметр 60 мм и
радиус кривизны 10 м), и плоской
германиевой пластины с интерферен-
ционным покрытием, обеспечивающим
коэффициент отражения 85%. Внутри
резонатора установлена апертурная
квадратная диафрагма со стороной 4 см.
Рис. 112. Длительность импульсов излуче-
ния лазера ЛГИТ-1 в зависимости от кон-
центрации СО2 в рабочей смеси:
1 — рГГ1 = 1,1 кПа; 2 — 1,6 кПа; 3 —
СО 2
2,0 кПа
Экспериментальная зависимость
длительности импульса излучения ла-
зера ЛПД от концентрации СО2 и по-
ложения резонатора приведена на
рис. 113. На рисунке также проил-
люстрировано влияние снижения дав-
ления рабочей смеси. За счет умень-
шения скорости релаксации, верхнего
Рис. ИЗ. Длительность импульсов излу-
чения лазера ЛПД в зависимости от кон-
центрации СО2 и различного положения
осей резонатора по отношению к оси разря-
да (то = 3 Дж/(м3- Па), р = 10 кПа):
I — ось резонатора совпадает с осью раз-
ряда; 2 — ось резонатора смещена на 2 см
вниз по потоку рабочей смеси; 3 — то же,
давление газа 5 кПа
184
Импульсно-периодические С02-лазеры
Рис. 114. Средняя мощность и длитель-
ность импульса ТЕА-лазера в зависимости
от варианта исполнения резонатора:
1 — устойчивый трех переходной резона-
тор, совмещенный с осью разряда, прозрач-
ность резонатора 50%; 2 — то же, резона-
тор смещен по потоку на 8 см; 3 — резона-
тор смещен с осью разряда, прозрачность
15%; 4 — то же, резонатор смещен на 8 см
по потоку
лазерного уровня молекул СО2 при
снижении давления длительность им-
пульса увеличивается.
В работе [31 ] рассмотрен ТЕА-ла-
зер, конструктивно аналогичный
ЛПД. В качестве средства прокачки
в нем используются два вертолетных
вентилятора, имеющих частоту враще-
ния 9500 об/мин. Объем зоны разряда
в ГРК с плазменным катодом 100Х
Х15Х6 см3. Скорость газа на входе
в ГРК 120 м/с. Резонатор устойчивый,
число проходов варьируется от 1 до 5,
при этом расходимость излучения по
уровню 0,84 полной энергии изменя-
ется от 2 до 4 мрад. С помощью тех
же средств, что и в ЛПД, удалось
увеличить длительность импульса до
4 мс при сохранении коротких (1 ...
3 мкс) импульсов разряда. А за счет
повышения частоты следования им-
пульсов до 1 кГц и их частичного на-
ложения получен режим, близкий к не-
прерывному излучению. Средняя мощ-
ность излучения лазера до 3,5 кВт.
На рис. 114 показана длительность
импульсов и мощность излучения ла-
зера в различных вариантах исполне-
ния резонатора. Состав рабочей смеси
СО2 (2—30%); N2 (20—48%); Не,
р = 2,7 ... 21 кПа.
Импульсно-периодические TEA—
СО2-лазеры используются в различных
процессах термической лазерной тех-
нологии. Традиционными для этого
класса лазеров являются процессы
сверления отверстий, размерной об-
работки, резки. В работе [681 рас-
смотрено использование лазера
ЛГИТ-1 для сварки стали. Получено
глубокое проплавление с отношением
глубины к ширине шва hlb 10.
33. КОМПАКТНЫЙ ТЕА-ЛАЗЕР
«КЕДР» ДЛЯ ТЕРМИЧЕСКОЙ
ТЕХНОЛОГИИ [59]
Лазер (рис. 115) содержит излуча-
тель и источник импульсного электро-
питания. Излучатель состоит из ме-
таллического вакуумно-плотного кор-
пуса 1, являющегося одновременно
опорой оптического резонатора 5.
Внутри корпуса установлены четыре
осевых вентилятора 2, теплообмен-
ник 6 и газоразрядная камера 7.
Вентиляторы обеспечивают суммар-
ный расход 16 м3/мин при скорости
газа в области ГРК 11 м/с. Вентиля-
торы приводятся во вращение от внеш-
них электродвигателей 4 через гер-
метичные магнитные муфты 3. Общая
мощность, потребляемая электродвига-
телями, 240 Вт. Для обеспечения чи
стоты рабочей смеси в подшипниковых
узлах вентилятора, работающих внут-
ри вакуумного контура, используется
консистентный кислородоустойчивый
смазочный материал. Теплообменник
имеет эффективную площадь поверх-
ности 10 м2. ГРК состоит из двух
плоских профилированных электро-
дов 7, 8, установленных на расстоянии
40 мм. Объем области разряда 103 см3.
Сечение канала в плоскости, перпен-
дикулярной оптической оси, 40Х
Х50 мма. Предыонизация обеспечи-
вается 11 искровыми разрядниками 9.
Лазер работает в отпаянном режиме
с периодической (приблизительно через
100 ч) сменой рабочей смеси. Поэ-
тому в конструкции элементов, на-
ходящихся внутри вакуумного объема,
ограничено использование материалов,
имеющих высокое давление паров.
С учетом того, что лазер устойчив
к примесям водорода вплоть до пар-
циальных давлений ~10-3 Па, в кон-
струкции использован изолятор из
Компактный ТЕА-лазер «Кедр»
185
а)
Рис. 115. Внешний вид (с) и принципиальная схема (6) лазера «Кедр>:
1 — корпус; 2 — вентилятор; 3 — магнитная муфта; 4— электродвигатель; 5 — резона-
тор; 6 — теплообменник; 7 — анод; 8— катод; 9— предыонизатор
оргстекла общей площадью внутри-
вакуумной поверхности —1500 см2.
Суммарная скорость натекания и газо-
отделение не превышает 2 Па/ч.
Зеркала резонатора с помощью юсти-
ровочных узлов закреплены на кор-
пусе излучателя. Возможно исполь-
зование как устойчивой, так и неу-
стойчивой конфигурации резонатора.
В варианте устойчивого резонатора
глухое отражающее зеркало имеет
коэффициент отражения 99% и радиус
кривизны 5 м. Выходное полупрозрач-
ное зеркало изготовлено из К.С1 или
GaAs с многослойным интерференцион-
ным покрытием, обеспечивающим коэф-
фициент пропускания (38±3) %. При
использовании лазера в процессах
атомно-молекулярной селективной тех-
нологии вместо выходного зеркала ус-
танавливается дифракционная решетка
(эшелетт 100 штрихов на 1 мм), пово-
ротом которой по отношению к оси
резонатора обеспечивается перестрой-
ка длины волны излучения (при этом
предусмотрена компенсация изменения
направления выходного пучка). Ко-
эффициент прозрачности используе-
мого эшелетта 50%.
В варианте неустойчивого телеско-
пического резонатора выходное
полупрозрачное зеркало устойчивого
резонатора заменяется на выпуклое
металлическое. Прозрачность обра-
зованного резонатора около 40%. Из-
лучение выводится по периферии вы-
пуклого зеркала через пластину КС1.
Используются выходные зеркала круг-
лой и прямоугольной формы с от-
ношением сторон 1,35.
Энергетические параметры лазера
при использовании различных вари-
антов резонатора приведены в табл. 56.
Наибольшей эффективностью обладает
устойчивый резонатор. Однако в этом
случае излучение многомодовое, се-
чение излучения прямоугольное, близ-
кое по размерам к сечению разрядного
канала, и обладает большой расходи-
мостью (2-10-2 рад). В варианте не-
устойчивого резонатора, несмотря на
некоторое снижение энергетической
эффективности, за счет лучшей рас-
ходимости повышается технологиче-
ская эффективность лазера. Расходи-
мость излучения в этом случае близка
к дифракционному переделу для коль-
цевого пучка (2-1 (Г3 рад).
Форма импульса лазерного излу-
чения зависит от состава рабочей смеси.
На рис. 116, где показан импульс для
стандартной смеси, виден характер-
ный пик длительностью 50 ... 200 но.
186
Импульсно-периодические СО2 лазеры
56. Энергетические параметры лазера «Кедр»
Тип резонатора Радиус зеркала, м Выходное зеркало ?л- Вт Ен. Дж •»1. %
выпук- лого вогну- того Форма Размер, мм
Устойчивый оо Круг 0 100 422 7 11
Неустойчивый 5 0 30 273 4,6 7,2
—3,83 Прямо- уголь- ник 25X33 28Х 38 273 332 4,6 5,5 7,2 8,7
При снижении давления и соотноше-
ния компонентов смеси импульс мо-
жет стать более гладким. Длительность
импульса может меняться от 120 нс
до 100 мкс. На рис. 117 показана за-
висимость энергии импульса, норми-
рованной к максимальной энергии, от
длительности импульса для различ-
ного давления и состава рабочей смеси.
Результаты получены для устойчивого
резонатора с выходным зеркалом, име-
ющим пропускание 40%. При ис-
пользовании более добротного резо-
натора (70 ... 90%) длительность им-
пульса может быть увеличена в 2 ...
3 раза.
Рис. 117. Зависимость относительной
энергии импульсного излучения от длитель-
ности импульса для смеси СО : Ь12 : Не :
/—1:1:3; 2 — I : 3 : 6: 31:5:9
(давление смеси, кПа: О — 0,3; □ — 0,25;
X — 0,2; Д — 0,15; • — 0,1)
Система импульсного питания раз-
ряда (см. рис. 115, 6) построена по
обычной схеме с тиратронным комму-
татором (ТГИ2500/50). Основная на-
копительная емкость С, = 0,125 мкФ,
Cs = 550 пФ, С3 = 40 нФ.
Основные параметры лазера «Кедр»
Длина волны излучения,
мкм:
без перестройки . . . 10,61
с перестройкой ди-
фракционной решетки 9,2 ... 10,8
Средняя мощность излу-
чения, Вт:
при устойчивом резо-
наторе, многомодовой
генерации............... 600
при неустойчивом ре-
зонаторе ............... 400
Частота следования им-
пульсов, Гц................ ПО
Энергия импульса гене-
рации, Дж:
при устойчивом резо-
наторе .................. 8
при неустойчивом ре-
зонаторе ................ 5
Расходимость излучения
(неустойчивый резона-
тор), мрад ................ 3
Длительность импульса,
мкс.....................0,12 ... 100
Мощность в импульсе,
МВт...................... 20 ...30
Максимальный размер
сечения лазерного пуч-
ка, мм2.................. 37X50
Полный КПД, % . . . И
Лазер И ПЛ Т-2
187
Рабочая смесь СО2 : N2 :
Не..................... 1:1:3
Давление рабочей смеси,
кПа ..................... 20 ... 40
Сохраняемость рабочей
смеси, сут ................ 7
Время безотказной ра-
боты, ч.................. 100
Габаритные размеры, м 1Х 1X0,6
Масса, кг................ 600
34. ИМПУЛЬСНО-ПЕРИОДИЧЕСКИЙ
ЛАЗЕР ИПТЛ-2
Лазер ИПТЛ-2 разработан Научно-
исследовательским центром по техно-
логическим лазерам АН СССР и пред-
назначен для процессов термической
обработки материалов (сварки, резки,
пробивки отверстий и т. д.).
Основные параметры ИПТЛ-2
Средняя мощность излуче-
ния, кВт................. 1,5
Частота следования импуль-
сов, Гц, не более.......... 1200
Длительность импульсов,
мкс......................5... 50
Энергия в импульсе, Дж,
не более.................... 2
Полный КПД, % .... 5
Апертура излучения, мм . . 20
Расходимость излучения,
мрад........................ 2
Рабочая смесь СО2 : N2 : Не 1:6:10
Давление, кПа.............13 ... 33
Лазер состоит из излучателя и блока
питания. Излучатель представляет со-
бой замкнутый газовый контур, смон-
тированный на основании, в котором
размещены вспомогательные элементы
и системы лазера. Газовый контур ла-
зера (рис. 118) содержит вентилятор,
теплообменник, ГРК, резонатор и ус-
тройства формирования газового по-
тока.
Корпус контура 3 представляет со-
бой обечайку, образованную полови-
нами цилиндров, которые сверху и
снизу соединяются плоскими металли-
ческими листами. По торцам обечайка
гер мети зи р у ется п р я моу гол ь н ими
крышками. На нижней плоскости кор-
пуса смонтированы две магнитные муф-
ты 5 с электродвигателями 6 Для при-
вода центробежных стальных крылц-
Рис. 118. Схема лазера ИПТЛ-2;
1 — ГРК: 2 — теплообменник; 3 — кор-
пус газового контура; 4 — вентилятор; 5 —
магнитная муфта; 6 — электродвигатель;
7 — вспомогательные системы
чаток серийного вентилятора Ц14-46
через вакуумно плотную мембрану.
Два вентилятора 4 обеспечивают ско-
рость газа на входе ГРК 21 м/с и
степень сжатия лк = 1,05. Внутрен-
ние перегородки контура образуют на
выходе из вентиляторов два диамет-
рально противоположных газовых по-
тока. Для выравнивания поля скоро-
стей на выходе из центробежных крыль-
чаток предусмотрены поворотпь е ло-
патки. Далее потоки по длине и вы-
соте контура формируются рассекате-
лями. После разрядной зоны газовый
поток поворачивается на 90° в диф-
фузоре и поступает в теплообменник.
Теплообменник 2 представляет со-
бой пакет оребренных труб, приварен-
ных к трубным доскам с фланцами для
подвода и отвода охлаждающей воды.
Теплообменник обеспечивает темпера-
туру газа на входе в разрядную зону
не более 25 °C.
Система накачки и съема излучения.
Система накачки состоит из двух
идентичных газоразрядных блоков,
имеющих автономное импульсное
электропитание. Основой конструкции
разрядной камеры является анодная
плита из дюралюминия с плоской ра-
бочей поверхностью. К анодной плите
через диэлектрические приставки под-
188
Имиульсно-периодические С02-лазеры
вешепы два профилированных медных
катода.
Для создания УФ предыонизации
используются 34 автомобильных све-
чи, закрепленных на аноде. Ряд све-
чей сдвинут вниз по потоку на 40 мм
от оси разряда. Электроды свечей
выступают на 2 мм над рабочей по-
верхностью анода. Конденсаторы вспо-
могательного разряда (КВИЗ, 470 пФ,
16 кВ), соединенные в столбики, за-
креплены над анодом непосредственно
около свечей.
Разрядные камеры позволяют воз-
буждать смесь в объеме 2Х(1Х0,2Х
Х0,25) м3 и обеспечивают удельный
энерговклад до 2 Дж/^-Па) при ча-
стоте следования импульсов 250 Гц.
Обе разрядные камеры объединены
П-образным устойчивым резонатором.
Резонатор состоит из выходного узла,
сферического зеркала (радиус кри-
визны 15 м) и двух поворотных зер-
кал. Зеркала расположены на двух
плитах, связанных между собой тремя
стержнями из инвара. Сферическое
и поворотные зеркала — медные и
охлаждаются проточной водой.
Выходной узел состоит из нагружен-
ного выходного окна (просветленная
пластина из КС1 или ZnSe) и полу-
прозрачного зеркала (плоскопарал-
лельная пластина GaAs). Для вы-
деления основной поперечной моды
предусмотрена диафрагма, располо-
женная вблизи выходного зеркала.
Сочетание двух камер и резонатора
позволяет получить три режима работы
лазера:
одновременное срабатывание раз-
рядных камер;
поочередное срабатывание раз-
рядных камер;
срабатывание одной разрядной ка-
меры с некоторой задержкой относи-
тельно другой.
В первом режиме энергия в импульсе
достигает 2 ... 4 Дж при частоте сле-
дования импульсов 1 ... 600 Гц. Во
втором режиме частота следования
импульсов увеличивается вдвое с соот-
ветствующим уменьшением энергии в
импульсе. В третьем режиме проис-
ходит удлинение импульса излучения.
Блок газообмена (рис. 119) состоит
из трех систем: системы откачки, си-
стемы газонапуска, системы разгер-
метизации контура. Расположены си-
стемы в основании блока генерации
излучения.
Система газонапуска содержит
две смесительные камеры /, автономно
заполняемые газовой смесью через
систему электромагнитных клапанов 2,
и обеспечивает через натекатель 5
подпитку контура с расходом до
0,1 м3/с.
Система откачки контура состоит
из вакуумных насосов 6 с электромаг-
нитными вакуумными клапанами 5,
позволяющими использовать два ре-
жима работы откачки. Одновременная
работа двух насосов обеспечивает бы-
струю откачку контура до давления
не выше 90 Па. В процессе работы
лазерной установки второй режим
(работа одного вакуумного насоса че-
рез регулируемый вентиль) стабили-
зирует давление в газовом контуре в
пределах 13 ... 33 кПа с. точностью
+ 133 Па. Приготовленная в смеситель-
ной емкости смесь поступает в ак-
кумуляторную емкость и далее в газо-
вый контур. В момент, когда давление
в емкостях понижается до определен-
ного значения, выключается смеси-
тельная емкость, в которой начинает
подготавливаться рабочая смесь по
парциальным давлениям, а подпитка
газового контура в это время осуще-
ствляется из аккумуляторной емко-
сти. По достижении рабочего давления
в смесительной емкости открывается
перепускной клапан, объединяющий
смесительную и аккумуляторную
емкости, и цикл повторяется.
Система электропитания. Для за-
рядки накопительных емкостей раз-
работаны специализированные источ-
ники питания. Емкости заряжаются
за один импульс длительностью
~150 мкс, затем через 200 мкс на сетку
тиратрона поступает отпирающий им-
пульс, происходит импульсный раз-
ряд и формируется импульс излуче-
ния. Преимущество таких источников
питания по сравнению с источниками
постоянного тока, которые также ис-
пользуются для импульсно-периоди-
ческих лазеров, состоит в том, что даже
при максимальной частоте следования
импульсов (600 Гц) конденсаторы и
тиратроны находятся под высоким на-
пряжением около 20% времени. Это
Импульсно-периодические С02-лазеры
189
Рис. 119. Схема системы газообмена лазера ИПТЛ-2
повышает надежность запирания ти-
ратронов, уменьшает потери энергии
за счет токов утечки и делает лазер
более безопасным. Кроме того, у та-
ких источников массогабаритные по-
казатели значительно меньше, чем у
источников постоянного тока
Микропроцессорная система автома-
тического управления. Она предназна-
чена для оперативного управления ра-
ботой лазера, контроля за параме-
трами систем и поддержания их на
заданном уровне.
Блоки силовых элементов и испол-
нительных механизмов управляют: на-
калом тиратрона, охлаждением тира-
трона, юстировкой зеркал, прокач-
кой смеси в контуре, аварийной раз-
герметизацией контура, аварийной
блокировкой систем при расцеплении
магнитных муфт.
Блок управления выполняет сле-
дующие главные функции:
запуск тиристоров инвертора;
запуск тиратронов и регулировка
этого запуска, а также задержки меж-
ду моментами включения тиратронов
1-го и 2-го газоразрядных блоков;
регулировка и стабилизация выход-
ного напряжения.
Блок управления предусматривает
возможность работы каждого канала
от внешнего задающего генератора,
индикацию частоты и напряжения на
выходе силового блока, световую ин-
дикацию включения в сеть, готовности
к работе, аварийного режима.
35. ИМПУЛЬСНО-ПЕРИОДИЧЕСКИЙ
С02-ЛАЗЕР DD-300
ФИРМЫ «ДЖЕН-ТЕК» (КАНАДА)
Канадская фирма «Джен-Тек» яв-
ляется одним из крупнейших в мире
производителей мощных импульсно-
периодических ТЕА-лазеров на СО2
(табл. 57), предназначенных для ис-
пользования в термической технологии
190
Импульсно-периодические СО-лазеры
57. Параметры ТЕА-лазеров фирмы «Джен-Тек»
Модель Рл. Вт еИ" Дж (и- Гц тн, мкс.
DD-250 200 0,8 250 0,1 ... 10
DD-300 300 1 300 0,15 ... 20
DD-1000 1000 1 1000 0,15
Рис. 120. Газовый контур лазера DD-300
(пробивка отверстий, резка керамики,
пластмассы и др ), а также для раз-
личных процессов атомно-молекуляр-
ной селективной технологии (лазер-
ный фотосинтез, химическая очистка
вещества, разделение изотопов и т. п.).
Особенности конструкции лазеров
этой серии рассмотрим на примере ла-
зера DD-300.
Основные технические характеристики
DD-300
Средняя мощность, Вт 300
Пиковая мощность в им-
пульсе, МВт, не более 2
Энергия импульса, Дж,
не более ............. 1
Длительность импульса,
мкс..................... 0,1 ... 20
Частота повторения, Гц 0 ... 300
'Диаметр пучка в моде
ТЕМдо, см ...... 1,5
Угловая расходимость
пучка, мрад:
в моде ТЕМоо .... 1
в мн огомодовом режиме -5
Газопотребление (по ра-
бочей смеси), л/мин. . 24
Водопотребление, л/мин 17,6
Рабочая смесь СО2 : Ы2 :
Не (при давлении
106 Па).................... 1:1:8
Чистота газов, % . . . 99,95
Габаритные размеры, мм 2,03Х 1,12х
X 1,77
Масса, кг.................. 800
Конструктивно лазер состоит из двух
отдельных блоков, выполненных в виде
шкафов — излучателя и стойки уп-
равления и электропитания. Блок
излучателя содержит основной газо-
вый контур лазера и импульсную
схему электропитания. Замкнутый
газодинамический контур лазера по-
казан на рис. 120. Поток рабочей смеси
со скоростью 20 ... 25 м/с проходит
через ГРК 5 и попадает в выходной
диффузор 3, на выходе которого уста-
новлена сетка 2, гасящая крупную
турбулентность потока. После этого
газ охлаждается в теплообменнике 1
и с помощью двух вентиляторов типа
«ВУДС» 9 подается на вход ГРК
Для обеспечения стабильности состава
рабочей смеси часть потока по бай-
пасной линии проходит через катали-
тический регенератор 10.
ГРК лазера содержит сплошной про-
филированный анод 8 и сетчатый ка-
тод 6. Однородность разряда между
анодом и катодом обеспечивается за
счет УФ излучения плазмы вспомо-
гательного разряда между катодами
и штыревыми электродами предыони-
зации 7.
Оптический резонатор 4 состоит из
двух концевых плит с виброопорами,
четырех стержней из инвара, соединя-
ющих эти плиты, двух оптических
юстировочных узлов, смонтированных
на плитах, и соответственно двух оп-
Лазер DD-300 фирмы «Джен-тек»
191
Рис. 121. Схема импульсного питания лазера DD-300
тических элементов (выходного и глу-
хого зеркал), имеющих водяное ох-
лаждение. Зеркала сообщаются с по-
лостью ГРК через сильфоны, предот-
вращающие передачу вибраций на
зеркала от корпуса ГРК- После вы-
хода излучения из резонатора уста-
новлен оптический затвор.
Схема электропитания ГРК- Электро-
питание ГРК осуществляется через
высоковольтный источник питания п
генератор импульсов. Источник пи-
тания состоит из инвертора, дающего
переменный ток частотой 5 кГц при
напряжении 300 В, и высоковольтной
секции, на выходе которой формиру-
ется постоянное напряжение до 40 кВ.
Генератор импульсов (рис. 121) раз-
мещен непосредственно на ГРК. Для
питания основного разряда (цепь К—
А—С1—L4—L2, L3 — тиратроны Т1;
7'2) используются два параллельных
тиратрона, для выравнивания силы
токов которых применяется встречное
включение индуктивностей L2, L3.
Предыонизующий разряд в проме-
жутке ШЭ—К зажигается после сраба-
тывания тиратронов и последующего
появления напряжения на электроде
ШЭ. Время нарастания напряжения
предыонизации определяет произве-
дение C2Z.R. Временная задержка меж-
ду зажиганием разряда предыониза-
ции и главным разрядом опреде-
ляется значением и отношением
Cj/Cj.
Система газообмена обеспечивает по-
дачу газа от баллонов по трем раз-
дельным линиям быстрого наполнения
в режиме подготовки лазера к работе
Для составления требуемых концентра-
ций рабочих компонентов газовой
смеси. Во время работы лазера обеспе-
чивается стабилизация суммарного ра-
бочего давления газа и медленный об-
мен его состава. При этом компоненты
рабочей смеси подаются по линиям
медленной подачи, состоящим из ка-
либрованных вентилей и манометра
с электрическим выходом.
Система контроля и управления со-
стоит из четырех модулей: общего
управления, управления частотой им-
пульсов. блокировок, управления ге-
нератором импульсов. Модуль общего
управления осуществляет функции:
включения источника питания ГРК;
вывода на режим систем охлаждения,
газоподачи, регенератора и вентиля-
торов (в течение 20 мин, причем как в
ручном, так и в автоматическом ре-
жиме). При нажатии кнопки «Вклю
чено» вентиляторы и теплообменники
продолжают функционировать авто-
матически, пока температура регене-
ратора не упадет ниже 100 °C, лишь
после этого все отключается.
Модуль блокировок обнаруживает
электрические и термические непо-
ладки во всех подсистемах лазера;
информация о неполадках, если они
произошли, высвечивается на перед-
ней панели модуля блокировок; от-
ключаются высокие напряжение и не-
которые электрические цепи для пред-
отвращения перегрева.
Система водяного охлаждения вклю-
чает: главный теплообменник рабочей
смеси (расход воды 10 л/мин); охла-
ждение оптических элементов
(1,3 л/мин); охлаждение дросселей
(1,3- л/мин).
192
Основы расчета быстропроточных СО2- лазеров
Особенности эксплуатации лазера.
Конструкция ГРК предусматривает
возможность юстировки электродов
для обеспечения их параллельности
(при наличии неоднородностей раз-
ряда, вызванных непараллельностью
электродов). Перед началом эксплуа-
тации лазера следует провести юсти-
ровку оптического резонатора с пос-
мощью гелий-неонового лазера, эк-
рана с отверстием и полупрозрачной
пластинки. Хорошо отъюстированный
резонатор обеспечивает прямоуголь-
ную форму сечения лазерного пучка
в ближайшей зоне сечением 2.2х 2 см2.
Через каждые 200 ч работы лазера с
генерацией необходима периодическая
чистка зеркал (с помощью специального
чистящего средства), через каждые
6 мес. — смазывание подшипников
вентиляторов. По мере необходимости
предусмотрена чистка катода ГРК
(специальным абразивом).
Г лава 7
ОСНОВЫ ИНЖЕНЕРНОГО РАСЧЕТА И ВЫБОР
ОСНОВНЫХ ЭЛЕМЕНТОВ БЫСТРОПРОТОЧНЫХ
со2-лазеров
36. ГИДРАВЛИЧЕСКИЕ ПОТЕРИ
В ЗАМКНУТОМ КОНТУРЕ
БЫСТРОПРОТОЧНОГО ЛАЗЕРА
Схема газового контура. Типичная
схема газового контура БПЛ приве-
дена на рис. 122. Устройство прокачки
(вентилятор или компрессор) 1 обе-
спечивает циркуляцию рабочей смеси
лазера по замкнутому контуру, сос-
тоящему из зоны возбуждения и ре-
зонатора 5, теплообменников 3, 7,
поворотных элементов 2, входного
устройства 4 и диффузора 6.
«Горячий» теплообменник 7 установ-
лен на выходе потока из зоны воз-
буждения и резонатора и обеспечивает
Рис. 122. Схема газового контура БПЛ
охлаждение газа перед входом его
в устройство прокачки.
«Холодный» теплообменник 3, уста-
новленный перед входом потока в зону
возбуждения, охлаждает газ, нагре-
тый за счет сжатия в устройстве про-
качки. Необходимость в холодном теп-
лообменнике возникает в лазерах с
использованием прокачного средства,
имеющего высокую степень сжатия
газа. В газовом контуре лазеров малой
мощности скорость течения газа и
степень сжатия вентилятора невысо-
кие, поэтому газ при сжатии нагрева-
ется незначительно; в этом случае
достаточно одного теплообменника, рас-
положенного после зоны возбуждения
по течению газа.
Необходимость в наличии входного
устройства и диффузора возникает
практически всегда. Это связано с тем,
что скорость газа в зоне возбуждения
обычно составляет 50 ...100 м/с, а
в остальных элементах газового кон-
тура стремятся скорость газа умень-
шить до 10 ... 20 м/с для снижения
затрат на прокачку газа. Такая схема
газового контура характерна для не-
прерывных и импульсно-периодических
СО2-лазеров с поперечной прокачкой,
а также для эксимерных лазеров с вы-
сокой частотой повторения импульсов
и небольшой энергией одного импульса
Гидравлические потери в замкнутая контуре
193
88. Теплофизические свойства основных компонентов рабочей сме~и С0а-лазера
Т, °C V10», Вт Число Прандтля Рг о,- 10’, м*/о СР' кДж k = Ср/С° а-10я» м2/с Р. кг/мя
м-град КГ. Град
Не
0 143 0,684 105 5;20 1,67 55,2 0,1785
100 178 0,667 176 5,20 1,67 94,8 0,1305
200 213 0,660 270 5,20 1,67 143,0 0,1030
300 245 0,656 362 5,20 1,67 199,0 0,0850
400 276 0,648 474 5,20 1,67 263,0 0,0724
500 305 0,642 611 5,20 ^2 1,67 336,0 0,0627
0 24,30 0,705 13,3 1,030 1,402 6,89 1,250
100 31,52 0,678 22,5 1,034 1,400 11,60 0,916
200 38,50 0,656 33,6 1,043 1,394 18,30 0,723
300 44,89 0,652 46,4 1,060 1,385 25,50 0,597
400 57,70 0,659 60,9 1,082 1,375 33,30 0,508
500 55,82 0,672 76,9 С 1,105 А 1,364 41,10 0,442
0 14,65 0,780 7,09 0,8148 1,301 3,28 1,9767
100 22,79 0,733 12,60 0,9136 1,260 6,21 1,4470
200 30,94 0,715 19,20 0,9926 1,235 9,83 1,1430
300 39,08 0,712 27,30 1,0570 1,217 14,10 0,9440
400 47,22 0,709 36,70 1,1100 1,205 19,10 0,8020
500 54,89 0,713 47,20 ( 1,1547 20 1,195 24,60 0,6980
0 23,26 0,740 13,3 1,041 1,400 6,46 1,250
100 30,12 0,718 22,6 1,025 1,397 11,30 0,916
200 36,52 0,708 33,9 1,058 1,389 17,90 0,723
300 42,57 0,707 47,0 1,080 1,379 23,80 0,596
400 48,50 0,711 61,8 1,009 1,367 31,10 0,508
Расчет газового контура. При рас-
чете параметров потока рабочей смеси
необходимо определить режим течения.
Для этого требуется найти критерий
Кнудсена К = Kid = 1,26М Уй/Re,
где Л — длина свободного пробега
молекул газа при рабочем давлении;
d — размер газового канала; М —
число Маха потока; k — CplCv\ Re =
= wfp/p. — число Рейнольдса; v,
р, р. — скорость, плотность и динами-
ческая вязкость газа. При К > 0,01
режим течения является молекуляр-
ным, а при К <С 0,01 — вязкостным
[3].
Основные теплофизические свойства
газов, используемых в составе рабочей
7 Г. А. Абильсиитов
смеси СО2-лазера, приведены в табл. 58.
Свойства смеси газов можно опре-
делить по следующим зависимостям:
молярная масса Л4СМ = 2 грИ,-;
газовая постоянная RCM = RD/MCMi
удельная теплоемкость СРсм =
~ ^jSiCpii
массовая доля 1-го компонента gj =
= riM;/MCM, где г, — объемная доля
1-го компонента; М( — его молярная
масса.
Характерными параметрами БПЛ
являются следующие: d = 0,1 ... 0,5 м;
k = 1,4 ... 1,5; Re = 103 ... 10е. Тогда
К = 10-4 ... 10-6, т. е. режим течения
вязкостный, и для расчета газодина-
194
Основа расчета быстропроточных COj •лазеров
Рис. 123. Коэффициент сопротивления
треиию при переходном режиме течения
газа
мическнх параметров можно пользо-
ваться известными законами движения
сплошной среды [3].
Потери полного давления газа при
течении его по замкнутому контуру
др2= 5 (др;р + д₽7), (20)
i
1 3 tfl
где Др}р = Х’р Р~2~ ~ потери
давления на трение потока о стенки;
Др" — местные потери участка канала.
Lt — длина участка канала; dr —
его гидравлический диаметр [37]. Па-
раметры газа определяются по вход-
ному сечению канала. Коэффициент
трения
1тр = 64 Re"1 для Re < 2000 (21)
или
Хтр = 0,3164 Re“°’25 для
4000 < Re < 100 000. (22)
При переходном режиме течения
(2000 Re <5 4000) величина Хтр оп-
ределяется по графику, приведенному
на рис. 123 [47].
Для расчета газового контура на-
чальными параметрами являются па-
раметры рабочей смеси на входе в зону
возбуждения (сеченне 0—0 на рис.
1.122): То, р%, р0, vQ — соответственно
температура, полное и статическое дав-
ления и скорость газа.
Зова возбуждения. Зона возбужде-
ния представляет собой, как правило,
прямоугольный канал постоянного се-
чения. При течении газа в зоне воз-
буждения происходит его нагрев вслед-
ствие V—7-релаксации и прямого
нагрева в разряде. Это обусловливает
основные потери полного давления
потока на этом участке.
Параметры потока на выходе из зоны
возбуждения (сечение /—/ на рис. 122)
можно определить из уравнений нераз-
рывности, сохранения импульса, со.
стояния газа и сохранения анергии;
1 = Ро^о^ оЗ
Pi + РЛ — Ро + Ро°о1
Pi — Pi^’i^cm!
?л О — ^зо) Тв
(23)
= =
= Cp(71--7-)=G,
где Ff — площадь поперечного сечения
i-ro участка канала; RCM — газовая
постоянная рабочей смеси; т]эо —
электрооптический КПД лазера; G —
массовый расход рабочей смеси в газо-
вом контуре; ув — доля мощности на-
качки, идущая на нагрев газа в зоне
возбуждения; Wg — удельный мас-
совый энерговклад; 7* = 7/ +
+ 4o2/(2gCp) — температура тормо-
жения потока в 2-м сечении; А =
= (427)-1; g = 9,81 м/с2.
Решая систему (23), считая FB = Ft,
можно получить [3]:
2^оРо _______.
(1 + —
— j/"(l+^o)2 — 41q X . • • "*
(24)
Гидравлические потери в замкнутом контуре
195
r._ JL = «Лкр — коэффициент ско-
/г 1 / 2А V
рости; fe= CplCv; акр — |/ k j X
аЦТ'— критическая скорость [31.
Полное давление потока [3]
/. k— 1 , \ */(*-!)
P1=P’V й+17"1/
= Pin (М.
где Я Р) — известная газодинамическая
функция.
Потери полного давления потока
в зоне возбуждения, обусловленные
нагревом газа («тепловые потери»),
ДРо—1 = р1 ро-
При оценочных расчетах можно поль-
зоваться упрощенной зависимостью,
полученной в предположении, что
Xg <с 1, для относительной потери дав-
ления в зоне возбуждения
Ар0_! = AT* = kqMo
Ро Т’ ? 2СрТ*0 ’
где М„ — число потока на входе в зону
возбуждения.
Увеличение энерговклада в зоне
возбуждения ограничено достижением
скорости потока на выходе из зоны
возбуждения критического значения
(Xi = 1), соответствующего тепловому
кризису.
Обусловленное этим предельное
значение скорости потока на входе
в зону возбуждения (31
(Up =«КРо (1 -]Л1-7’17Т‘) =
= Скр(1-]/'Д7'/7’о) =
При этой скорости газа на входе в
зону возбуждения предельно допусти-
мое значение удельного массового
энерговклада
IW } _ СрГо N
е)пр—
гДе М = (1 _ + kMzy_
зонТН0СИтельные потери давления в
Гср5.В03бУждения, обусловленные на-
== 1 C/M Газа 11 рассчитанные для k =
•Л, приведены на рис. 124.
7*
Рис. 124. Относительные тепловые потери
давления газа в зависимости от относи-
тельного удельного энерговклада и скоро-
сти потока на входе в зону возбуждения
Местные потери полного давления
потока на остальных элементах газо-
вого контура определяются по зависи-
мости Арм = £ро2/2, где £ — коэффи-
циент местных потерь давления, за-
висящий от конфигурации участка
канала [37].
Диффузор. Для участка выхода по-
тока из зоны возбуждения наимень-
шими потерями обладает диффузор
с углом раскрытия а 10° (рис. 125).
Для прямолинейного плоского диф-
фузора коэффициент потерь определя-
ется по зависимости [37]
51-2 = фрасш (1 — ра/р1)2 + 5тр>
где ____
Фрасш 3,2 tg (а/2) ytg(a/2)
для 0 < а < 40°;
Рис. 125. Схема для расчета плоского диф-
фузора
196
Основы, расчета быстропроточнях СОл-лазеров
Рис. 126. Способы уменьшения газодинамического сопротивления диффузора;
а отсос газа со стенок; б — вдув газа; в, г, д — использование дефлектора, вставки,
разделительных стенок; е — профилирование; ас — применение ступенчатого диффузора
Хтр определяется по формулам (21)
или (22).
В работах [37, 47] для уменьшения
потерь в коротких диффузорах ре-
комендуются некоторые приемы
(рис. 126).
Диффузор с криволинейными стен-
ками (рис. 126, е) наиболее часто ис-
пользуется в лазерах в силу своей кон-
структивной простоты и эффективности
при углах расширения а 25°. При
углах a <7 20° потери в криволинейном
диффузоре больше, чем в прямолиней-
ном.
Оптимальной формой образующей
криволинейного диффузора является
кривая, полученная из условия
dpldx = const (см. рис. 126, е):
а (х) __________аг/2__________
2 V » + I(«»/«x)a ~ ’
(27)
где /я — длина диффузора.
Рис. 127. Поправочный коэффициент для
расчета криволинейного диффузора
Коэффициент сопротивления криво-
линейного диффузора с образующими,
определяемыми выражением (1.27),
при 0,1 0,9 вычисляется
по формуле
Е1-3 = Фо (1.43 - 1,3 FJFJ (1 -
-fo/Л)2.
Коэффициент фо определяется по
графику, представленному на рис. 127.
При больших углах раскрытия диф-
фузора a tv 90° наилучший эффект
достигается с помощью установки на-
правляющих лопаток (дефлекторов)
(рис. 126, а). Рекомендации по опти-
мальному расположению лопаток мож-
но найти в работе [37].
Участок поворота потока. Коэффи-
циент сопротивления участка поворота
на 90° (рис. 128) определяется по кри-
вым, представленным на рис. 129,
в зависимости от соотношения разме-
ров канала на входе (bla^) и соотно-
шения размеров входного и выходного
сечений (аэ/а2) [37].
Рис. 128. Участок поворота потока
Гидр авлические потери • ваякнутоя контуре
197
।___0,25; 2 — 1,0; 3 ~ 4,0; 4 — со
Рис. 130. Коэффициент сопротивления
участка поворота в зависимости от радиуса
скругления наружной (г«) или внутренней
(г0) стенок канала
Уменьшение коэффициента сопро-
тивления участка поворота на 90°
может быть достигнуто аа счет «скруг-
ления» стеиок канала. При этом наибо-
лее эффективно скругление внутренней
стенки (рис. 130) при г0 = аг.
Существенное уменьшение потерь
на участке поворота потока можно
получить за счет разделения канала
концентрическими лопатками
(рис. 131). Оптимальное расположение
лопаток определяется по формуле
ri = 1,26г/_! -|- 0,07а,.
Теплообменник. Потери полного дав-
ления потока при течении в теплооб-
меннике складываются из потерь на
трение, а также на сужение и расшире-
ние потока при обтекании рядов тепло-
обменных трубок. Для расчета коэф-
фициента сопротивления трубчато-реб-
ристых теплообменников рекоменду-
ется формула Марьямова [37 J
e3-4 = [i.5Z(i-f;/f;) +
+ (1.7 + ^P/T/dr) (FJFtfT^,
(28)
J?г — число рядов труб; F'z — пло-
чен саМого Узкого сечения при те-
(висИ|чо\ГаЭ? в теплообменнике
- 132); F" — площадь сечения меж-
У пластинами в межрядном участке;
/т — длина теплообменника вдоль
потока газа; dr — гидравлический диа-
метр охлаждающих труб (для круглых
труб dr = dTp); — коэффициент
сопротивления трения единицы длины
теплообменника; 7'8_4 = (Т8 — Т^!Т3—
средняя абсолютная температура газа.
Формула (28) справедлива для
3000 < Re = МЛз < 2,5-10*. При
4-103 С Re < 104 А?’ = 0,98 (Re)~I/3.
При Re > 104 %’р= 0,21 (Re)”1/6.
Если обозначить (см. рис. 132) STp
шаг расположения трубок в ряду, fn
шаг расположения теплообменных пла-
стин и их толщину, то формулу (28)
можно записать в более удобном виде:
l^p/S^+U + X^X
X (1 4-Тз-аУ^тр
(1 — бц/^п)2 О —^тр/^тр)2
(29)
Рис. 131. Участок поворота с коицентри-
ческимв разделительными стенк мна
198
Основы расчета быстро проточных С0глазерсв
Рис. 183. Схема для расчета сопротивле.
ния турбулизирующей решетки
1т
Рис. 132. Схема для расчета гидравличе-
ского сопротивления теплообменника
При 6П С /п и d7 р < STp, что ха-
рактерно в основном для непрерыв-
ных быстропроточных лазеров, рабо-
тающих при низком давлении рабочей
смеси, зависимость х29) можно уп-
ростить:
53_4«1.7+1.5zdTp/Sip +
Входной участок. Для выравнивания
потока на входе в зону возбуждения
иногда во входном сечении устанавли-
вают турбулизаторы потока типа ре-
шеток или сеток.
Характерным размером при расчете
является гидравлический диаметр про-
ходного сечения сетки или решетки dr
(рис. 133). Параметры потока берут
по сечению перед входом в решетку
(сетку), скорость — максимальную
Рис. 134. Кривые для
расчета сопротивления
решетки
Средства прокачки рабочей смеси
199
Рис 185* Варианты исполнения входных участков:
'внезапное сужение; б — скругление углов; в — конический конфузор; 8 — про-
филированный конфузор
В живом сечении решетки 1371. При
Re.< Ю6
£р = [^+2?е(Еа-/)2]/Л
где £о= 1 + 0.707 УТ^Г. Р = FJFi~
прозрачность решетки (сетки); Fo—
площадь живого сечения; Ft — пло-
щадь сечения канала перед_решеткой
(сеткой). Параметры и 2 о' опРе"
деляются по графикам на рис. 134.
При Reo > 10®
Ер = (Ео-/)7Р-
Сопротивление участка сужения ка-
нала иа входе в зону возбуждения за-
висит от формы этого участка. При
ограниченных габаритных размерах
входного участка он может быть вы-
полнен в виде внезапного сужения
(рис. 135, а). Коэффициент сопротив-
ления такого элемента [37] £8_0 —
— 0,5 (1 — /), где f = F0/Fe — степень
сужения канала.
Некоторого снижения этого коэф-
фициента можно достичь скруглением
входной кромки канала (рис. 135, б).
(‘“О’ где =
~~ 6 (г/£>г); г — радиус скругления
входной кромки; Dr — гидравличе-
ский диаметр канала на входе в зону
возбуждения (сечение 0—0 на рис. 122).
JjPJ* большой ширине канала (Z.o “
£ / / 2^0' График функции
6 приведен на рис. 136.
Минимальным сопротивлением обла-
плавный конфузор с прямыми или
Риволинейными стенками (см.
to 35’ ®> г)- Для случая криволиней-
тивл конФУзоРа коэффициент сопро-
ед“Ленин определяется только трени-
Ы’ 1тР и вычисляется по фор-
1^0). Для прямолинейного кон-
Рис. 136. К расчету сопротивления вход-
ного участка со скругленными углами
Рис. 137. Зависимость коэффициента со-
противления прямолинейного конфузора от
параметров решетки
фузора £ = & (1 — Л + £тр- На рис.
137 приведена зависимость gj (а,
/К/Ог) [37].
87. СРЕДСТВА ПРОКАЧКИ
РАБОЧЕЙ СМЕСИ
Типы средств прокачки. В БПЛ в ка-
честве устройства прокачки газа по
вамкнутому контуру чаще всего ис-
пользуются лопаточные машины —
центробежные, осевые или диамет-
ральные. В табл. 59 приведены пара-
метры и типы средств прокачки БПЛ.
Устройство прокачки лазера дол-
жно удовлетворять ряду специфических
требований, обусловливающих его
конструкцию:
герметичность газового контура;
200
Основа расчета баетропроточяах СО -лазеров
59. Параметры средств прокачки технологических БПЛ
Марка лазера Стадия разработки лазера Тип устройств прокачки Расход Q, м’/с Степень сжатия Як Мощность / ттпг/ппгта /
ТЛ-10 Экспериментальная Компрессор осевой 5,5 1,22 11
(СССР) ТЛ-5 разработка Опытная разработка двухступен чатый То же 6 1,20 г
(СССР) «Карата Серийная разра- Вентилятор центре- 1,2 1,15
(СССР) ЛСУ-5 ботка Опытная разработка бежный одноступен- чатый Компрессор осевой 5,5 1,25
(СССР) «Лантан» » трехступенчатый Вентилятор осевой 4,0 1,06
(СССР) ЛОК-2 Серийная разра- одн осту пен чатый (8А-6311-00) Вентилятор центре- 5 ~5
(СССР) «Кедр» ботка То же бежный (2 колеса на одном валу) Осевой вентилятор Общий
(СССР) ЛГИТ-1 Экспериментальная одн оступен чатый. Специальная разра- ботка 4 шт. Серийный центро- 16 м3/мин 6 1,08 r-f
(СССР) Мод. разработка Серийная разра- бежный вентилятор Ц14-46 № 3 (3 шт.) Вентилятор осевой ~2 1,05
SP973 (США) PIE-laser ботка Серийная разра- одноступенчатый. Специальная разра- ботка Шесть трехступен- 40 1,05 31
(Канада) ботка чатых вентилято- ров, включенных параллельно; один приводной мотор
Средства прокат! рабочей слеси
201
Число обо- 1 ротов п, | мии “S \ Характеристика привода Тип смазоч- ного мате- риала подшип- ников Габаритные размеры, мм Характеристика рабочей смеси
15- Ю4 Встроенный электро- двигатель (f = = 500 Гц, v — 220 В) Вакуумное масло ВМ-6 0 = 400, / = 800 (с приво- дом) СО2 — воздух, Хсо, — 4... 5%, р — 3,35 кПа
9000 Электрошпиндель (f = 300 Гц) Консистентный ВНИИНП-260 550X 800 N2—СО2 — воздух, Хсо, = 4 ... 5%, р — 3,35 кПа
1,2-Ю4 Электродвигатель вынесен из контура. Магнитная муфта То же ... СО2—N2—Не, р = 5- 10s Па
1,2-Ю4 Встроенный (элек- трошпиндель) ЭШП 11/12 (/ = 400 Гц) ... Na : Не = 1:1, Хсо, = 6%, р = 6,5 кПа
6.10s Электродвигатель вы- несен (/ = 400 Гц) Ввод вращения с ре- зиновыми манжета- ми, охлаждаемыми трансформаторным маслом Консистент- ный 0 = 400, 1= 150 (без при- вода) Непрерывный режим, N2 : СО2 : : Не = 3 : 1 : 10, р = 4 ... 5 кПа
4,5.10s Вынесенный электро- двигатель (л = = 3000 мин-1). Вра- щение через ремен- ную передачу. То же 500Х 100 (1 колесо) COS : N2 : Не = = 2,5 : 7,5 : 5, р — 2 кПа
... Вынесенный электро- двигатель. Ввод че- рез магнитную муфту > ... СО2, N2, Не, р = 20 ... 40 кПа
3.10s 3000 Внешний электродви- гатель. Ввод через манжетное уплотне- ние. Лабиринтное уплотнение с откач- кой промежуточной полости Встроенный электро- двигатель (/ = 50 Гц) 1 * ... СО2, N2, Не, р = 33 кПа N2—СО2—Не, р = 4 кПа
8000 Внешний электро- двигатель (л = == 3000 мин-1) 0 430 СО2 : N2 : Не = = 1 : 4 : 20, р = 6,5 кПа
202
Основы расчета быстропроточкях СОв-лазерое
Марка лазера Стадия разработки лазера Тип устройства прокачки Расход Q, м’/с Степень 1 сжатия лк Мощность / привода, I
RS-1000 (ФРГ) Серийная разработка Вакуумный двух- роторный насос ти- па RUTS 2 ~2 ———-
Мод. SP820 » Диаметральный вен- тилятор 2,5 ... ...
«Контрол Лэйзер Корп.» (США) Опытная разработка Вакуумный двух- роторный насос ~2 ...
Примечание. Хсо, — объемная доля СО2 в рабочей смеси.
вакуумная чистота рабочей смеси
лазера;
согласование рабочей характеристики
прокачного устройства и газового кон-
тура лазера во всем диапазоне изме-
нения мощности генерации;
минимальный уровень шума и виб-
раций;
минимальные габаритные размеры;
энергетическая эффективность;
удобство компоновки в газовом кон-
туре.
Последнее требование определяется
существенным влиянием типа средства
Рис. 138. Расположение диаметрального
вентилятора в газовом контуре лазера
SP820:
1 — газоводы; 2 вентилятор; 3 ₽* зона
возбуждения; 4 корпус; 5 — тепло-
обменник
прокачки на конфигурацию и габарит-
ные размеры всего газового контура.
Наиболее просто компонуется диа-
метральный вентилятор. При этом га-
зовый контур может иметь простей-
шую форму цилиндра, как, например,
в лазере мод. SP 820 фирмы «Спектра
Физике» (рис. 138).
Предложена компоновка газового
контура, использующая особенности
газодинамики центробежного вентиля-
тора *. При этом обеспечивается про-
качка газа параллельными потоками
через четыре зоны возбуждения, рас-
положенные квадратом. Такая схема
повышает компактность и улучшает
качество излучения лазера (рис. 139).
Примером удачного использования
осевых вентиляторов может служить
компоновка шести трехступенчатых
вентиляторов, объединенных ременной
передачей с общим приводом в 10 кВт-
ном лазере Р1Е (рис. 140) [180]. В ка-
честве материала лопаток рекоменду-
ется делрин или полиамидное стекло,
а для приводных ремней — полиуре-
тан, обладающие малым газоотделе-
нием и не образующие пыли в процессе
изнашивания [191].
• J. Daniel. High-power lasers. Пат-
4564947, США. заявл. 30.09.1982.
№ 431.252. Опубл. 14.01.86,
н0153/22» НКИ 372/58.
Средства прокачка рабочей смеси
203
Продолжение табл. 59
Число обо- \ ротов п, \ МИН-S \ Характеристика привода Тип смазоч- ного мате- риала подшип- ников Габаритные размеры, мм Характеристика рабочей смеси
3000 Внешний Жидкое масло ... СО2, N2, Не, р = 8 кПа
3000 Встроенный электро- двигатель Консистент- ный 200Х 1000 СО3, N2, Не, р ~ 9,3 кПа
3000 Внешний Жидкое масло СО2, N2, Не
При заимствовании проточной части
средств прокачки из других областей
техники необходимо учитывать воз-
можность ухудшения их параметров
при работе в газовом контуре лазера.
Исследования, проведенные автора-
ми работы [191], показали, что ре-
альная характеристика вентилятора
лазера значительно отличается от пас-
портной, рассчитанной для атмосфер-
ного давления (рис. 141). Для рабочей
смеси рсм = 0,626 г/моль, что соответ-
ствует воздуху при р = 2,2 кПа.
1*ИС. 13g г
Пидсмя ГРк^Ма газов0г0 контура с че«
3 ^Т₽сбе«ный вентилятор; 2 — ГРК:
Резонатор; 4 _ теплообменник
При создании лазеров, использую-
щих быструю аксиальную прокачку
газа в трубах (см. п. 22), например
серии RS (RS500, RS1500) фирмы
«Рофин Синар» (Rofin Sinar, ФРГ), ла-
зеров фирмы «Контрол Лэйзер Корп.»,
(Control Laser Corp., США) возникает
большое гидравлическое сопротивле-
ние газового контура, поэтому опти-
мальным решением является исполь-
зование серийных двухроторных ва-
куумных насосов сер. RUTS, обеспе-
чивающих высокую степень сжатия
(лк кг 2).
Привод устройства прокачки. Серьез-
ной проблемой при создании устрой-
ства прокачки является выбор типа
привода. В подавляющем большин-
Рнс. 140. Схема газового контура лазера
РТЕ [1801:
1 — ГРК; 2 — направляющие лопатки'.
3 — трехступенчатый осевой вентилятор;
4 ременная передача; S = привод
204
Основы расчета быстропроточных СО г лазеров
Рис. 141. Характеристики вентилятора
лазера PIE [191]:
1 — паспортная характеристика для воз-
духа при р == 10® Па; 2 — то же прн р =
= 0,9. 10® Па; 3 — характеристика в реаль-
ном контуре лазера, р » 0,9-10® Па; 4 —
то же, воздух, р — 2,2 кПа; 5 — факти-
ческая характеристика для смеси COS I
Nt: Не = 1 : 4 : 20, р = 6,7 кПа; 6 —
расчетная характеристика для смеси СОа I
Nf ; Не = 1 ; 4 ; 20, р = 6,7 кПа
стве случаев в технологических лазе-
рах в качестве приводного двигателя
используются асинхронные электро-
двигатели. Прокачное устройство мо-
жет приводиться в движение гидравли-
ческим мотором [191].
В основном проблема сводится
внешнему или встроенному располсь
жению приводного двигателя. Вцут
трениее расположение электродвнг-
теля исключает необходимость герме'
тизации ввода вращения. Но в этом
случае возможно загрязнение рабочей
смеси продуктами газовыделения ста-
торной обмотки электродвигателя.
Осевой двухступенчатый компрёс-
сор Г01-360, разработанный ВНИИ-
компрессормашем для лазера ТЛ-5
показан на рис. 142. Компрессор обе-
спечивает Q — 5,5 м8/с при лк = 1,2
Двухступенчатое рабочее колесо’ 2
приводится во вращение встроенным
электродвигателем 1, в качестве кото-
рого используется электрошпиндель
Ш9/11, имеющий 9000 об/мин и пи-
тающийся от преобразователя ча-
стоты (/ = 300 Гц, U = 220 В, мощ-
ность электрошпинделя Р„ =
— 11 кВт).
В трехступенчатом компрессоре спе-
циальной разработки (рис. 143) [43]
приводом компрессора 1 служит
электрошпиндель 3 ЭШ-11/12. Ком-
прессор имеет частоту вращения
12 000 мин-1, поэтому электрошпин-
дель питается от преобразователя ча-
стоты f = 400 Гц. Компрессор и при-
вод установлены на собственные опо-
ры, и их валы соединяются с помощью
муфты 2. Для уменьшения попадания
Рис. 142. Компрессор Г01-360 лазера TJ1-5S
1 — электропривод; 2 — рабочее колесо; 3 корпус
Средства прокаяка рабочей caeca
205
Рис. U3. Трехступенчатый компрессор:
I — компрессор: 2 — соединительная муфта; 3 — привод; 4 — аащитвыЯ кожух
продуктов газовыделен ия обмотои
двигателя последний заключен в за-
щитный кожух 4.
При внешнем расположении привода
частота вращения лопаточной машины
может быть увеличена за счет мульти-
пликатора, в качестве которого обыч-
но используется ременная передача.
На рис. 144 показана схема устрой-
ства прокачки с внешним расположе-
нием привода 6. Вал с помощью ва-
куумного ввода вращения 3, мульти-
пликатора 4 и соединительной муфты 5
обеспечивают передачу вращения от
привода к рабочему колесу 1. Основ-
ного внимания разработчиков в этой
схеме требует узел ввода вращения,
который должен обеспечивать герме-
тичность и чистоту вакуумного кон-
Конструктивные схемы магнитных
Муфт с торцевым и осевым расположе-
нием магнитов приведены на
рис. 145, а, б.
Постоянные магниты 1 размещены
радиально на ведущем 7 и ведомом 5
дисках, разделенных перегородкой 6,
выполненной из диэлектрического ма-
териала, например стеклотекстолита.
Ведомый диск расположен в вакуум-
ном объеме 3 лазера и закреплен на
стенке газовода 2. На ведомом валу
закреплено колесо вентилятора 4. При
работе с магнитными муфтами требу-
ется плавный запуск приводного двига-
теля во избежание проскальзывания
магнитов.
Источником загрязнения рабочей
смеси по вине устройства прокачки
может также служить система смазки
подшипников рабочего колеса. В боль-
шинстве существующих разработок
используется консистентный смазоч-
ный материал с низким давлением па-
кя'с ^хема устройства прокач-
вОда. н«Шним расположением при-
Контур60»6* колесо; 2 — газовый 7
“Ультип... ~ ввод вращения; 4 —
,КЩ,игя"“?’ор' 6 ~ соеДиив"
иая муфта; 6 — привод
206
Основы расчета быстропроточных СОг-лазеров
Рис. 145. Схемы магнитных муфт:
а — с торцевым расположением магнитов: б — с радиальным; 1 магниты: 2 — стенка
газовода; 3 — вакуумный объем; 4 — колесо вентилятора; 5 — ведомый диск; 6 — пере-
городка; 7 — ведущий диск
ров, не газящпн в рабочих условиях
лазера. Например, консистентный сма-
зочный материал ВНИИНП-260 ис-
пользуется в компрессоре Г01-360,
а также в лазере «Карат» при частоте
вращения вентилятора 12000 об/мин
[57 ]. В лазере Р1Е используется авиа-
ционный консистентный смазочный ма-
териал Aero Schell при частоте враще-
ния ротора вентилятора 8000 мин-*
[180].
Расчет основных параметров. Устрой-
ство прокачки должно обеспечить мас-
совый расход рабочей смеси в замкну-
том контуре
G = =
ЧЭ0Ср(7-7‘) =
= (1 — т1эо)
и степень сжатия
где Др2 — — суммарное
сопротивление газового контура (ин-
дексы соответствуют рчс. 122).
Процессы сжатия газа в лопаточных
машинах в общем случае описываются
уравнением политропы
рр~п = const, или pVn = const,
где п <3 k = Ср/Ср.
Отступление от адиабатичности
обусловлено наличием внешнего теп-
лообменника и внутренних потерь
на вихреобразование потока и трение
о стенки канала.
Работа сжатия единицы расхода газа
в реальном политропном процессе
^п=74-г/?7;[яГ1)/п-1]-
Идеальная адиабатическая работа
сжатия [3]
— ^п*Пвн
связана с реальной работой лопаточной
машины через внутренний КПД ма"
шины
п — !]•
’Ibh — . , L31* J
‘б~1Ъ
' Средства прокачка рабочей сяеса
207
Рис- Нв. Треугольники скоростей центробежного колеса!
0 — схема для расчета лопатки; б — треугольник скоростей иа входе; е — треугольнин
скоростей на выходе из колеса
Мощность привода лопаточной ма-
шины можно определить следующим
образом:
ЬадС
Рп- Кв,
где Ка — коэффициент запаса; т)п —
полный КПД машины, учитывающий
неизотермичность процесса сжатия, а
также потери мощности в мульти-,
пликаторе н подшипниках, т)п =
= 1Ъ.|1’1пер11пд- КПД одной пары под-
шипников Т)пд = 0,96 ... 0,97 в зави-
симости от их типа, числа и состоя-
ния; п — число пар подшипников;
Чпер — КПД мультипликатора. Для
клиноремениой передачит]пер = 0,9 ...
Приведем соотношения, используе-
мые для расчета основных геометриче-
ских и газодинамических параметров
лопаточных машин. Рассмотрим тре-
угольники скоростей потока на входе
(рис центР°бежн°го колеса
В теории лопаточного колеса при-
ято раскладывать абсолютную ско-
„ „2ТЬ потока Ci на переносную (или
^Ружную) скорость щ = cori (со —
ьплГ°В\ая частота вращения рабочего
в аеса)>.«апРавленную по касательной
п и НО” точке к окружности радиуса
ь и относительную скорость юг-> на-
АиЛЛенную по касательной к про-
ю лопатки в точке i (рис. 146, а),
и Реугольники скоростей на входе
на пи0^ потока из лопатки показаны
треу’ *46, б, в. На основании этих
лучитеЛЬННКОВ «оростей можно по-
ib Уравнение для приращения
полного давления потока в рабочем
колесе с равномерным профилем ско-
ростей и бесконечным числом лопа-
ток (уравнение Эйлера):
APL2 = ₽«2C2U-₽«1C1U =
= PC2u«2
где Cat = Ci cos ctf — скорость закру-
чивания потока; Cut = Cut/ui —
безразмерное закручивание потока.
Уравнение Эйлера справедливо так-
же для осевой лопаточной машины.
Часть полного давления £Дри теряется
в самом колесе и внешнем диффузоре,
поэтому действительное приращение
полного давления
ДР1—2 = РПк (С2и С1ии%), (30)
где т)к = (М-2 - 2 дРк)/дР1-2 —
гидравлический КПД лопаточного ко-
леса.
При отсутствии закрутки потока
на входе потока в колесо (Cfu « 0)
ДР1_2 = = РР“1 =
= ри/рг%,
где р = Ч^С2и — безразмерное дав-
ление.
Из формулы (1.30) можно сделать
вывод, что приращение полного дав-
ления (напор) центробежного лопа-
точного колеса определяется геометри-
ческими параметрами г2, закруткой
лопатки на выходе Саи; частотой вра-
щения колеса со и плотностью р (дав-
лением) рабочей смеси лазера.
208
Основа расчета бястропроточнах СОя-лазеров
Рис. 147. Геометрические размеры центро*
бежного вентилятора
С расчетом геометрических парамет-
ров осевых лопаточных машин можно
познакомиться, например, в работе
[14]. Надежная методика расчета гео-
метрических параметров диаметраль-
ного вентилятора в настоящее время
отсутствует. Основным методом созда-
ния таких машин являются макетные
продувки. В работе [60] рассмотрены
вопросы создания диаметральных вен-
тиляторов и приведены основные ха-
рактеристики вентиляторов Д24-43;
Д20-27, разработанных ЦАГИ.
Входные кромки лопаток центро-
бежных колес при отсутствии закрут-
ки на входе (С1и = 0) должны выпол-
няться радиальными или отогнутыми
в направлении вращения (0у У 90°)
для обеспечения безударного входа
потока в лопатку.
В расчете лопаточных колес исполь-
зуется также критерий быстроход-
ности пу, предложенный ЦАГИ [47]
для вентиляторов:
„ _ „ QI/2W
У (Дрв)3/4
При этом напор Ap0 приводится к нор-
мальной плотности газа р0 =
= 1,2 кг/м3.
Геометрические размеры центро-
бежного вентилятора (рис. 147) опре-
деляются следующим образом [47].
1. Диаметр входа потока в вентиля-
тор Do = « D; k = 1,6...
1,8 в зависимости от пу (при пу =
= 20 ... 55 для лопаток, загнутых
вперед, k — 1,65, а при пу — 40 ...
80 для лопаток, загнутых назад,
k= 1,75).
2. Внешний диаметр колеса D2 =
= 60£>0/пу для вентиляторов с по-
стоянной шириной лопаток bf = b2,
загнутых вперед, и лу = 20 ... 55.
Для лопаток, загнутых назад, и л» =
= 40... 80 ЦАГИ рекомендует [47]
D2 = 1О5£>о/лу.
3. Ширина колеса (fej = b2 = b)
b = &в£>0/4; kj, =1,2 ... 2,5 для лопа-
ток, загнутых вперед, и feB = 1,05...
1,25 для лопаток, загнутых назад.
4. Число лопаток колеса г —
= я (D2 4- D1)/(D2 — DJ округля-
ется до чисел, кратных 4 или 6.
38. ТЕПЛОВЫЕ ПРОЦЕССЫ
В БЫСТРОПРОТОЧНЫХ СО2-
ЛАЗЕРАХ
Каналы потери энергии. Серьезным
недостатком существующих лазеров
является низкая эффективность пре-
образования электрической энергии
в энергию когерентного излучения.
Физическим пределом эффективности
лазера является квантовый КПД Т]кв,
определяемый как отношение энер-
гии кванта излучения к энергии, за-
траченной на возбуждение верхнего
лазерного уровня. Для СО2-лазера
т)кв ~ 0,41. В то же время полный
КПД технологических быстропроточ-
ных СО2-лазеров т] = 0,05 ...0,08.
Остальная часть подводимой к лазеру
энергии превращается в теплоту вслед-
ствие несовершенства основных
элементов лазера.
Схема основных каналов потерь
энергии быстропроточного СО2-лазера
показана иа рис. 148. В соответствии
с этой схемой полный КПД лазера
можно представить в виде
г, - Рл ..ТКнТКэл ТГ0 Ги^р
11 Ws WH WBn Wo WK x
Wn Pn
X — ПвВДэлПвЧнв X
x 'Чр'Поб ~ ‘Пв'Пн'Чвл'ПэО!
где ITZ — полная электрическая мощ-
ность, подведенная к лазеру; WK —
мощность, расходуемая на питание си-
стемы накачки; 1ГЭЛ —мощность, под-
веденная к электродам ГРК; WB —
мощность, вкладываемая в рабочую
Тепловые процессы в БПЛ
209
Рл
рис. 1^8. Схема основных
каналов потери энергии БПЛ
смесь; WK — мощность, запасенная
в нижних колебательных степенях
свободы молекул N2 и уровня 001СО2;
W'p — мощность, которая может быть
получена в виде излучения при 100%-
ной эффективности резонатора, пол-
ностью охватывающего весь объем
ГРК; W'n — мощность излучения ре-
ального резонатора при полном запол-
нении излучением объема ГРК; Лв =
= WH/W2 = 1 - Рп/Г2 - кпд,
учитывающий потери мощности во
вспомогательных системах лазера
(^в); Лн = ^эл/^н = 1 — (/’ип +
+ P^)/WK — КПД, учитывающий по-
тери мощности в источнике питания
(РИп) и балластной нагрузке (Рб);
*)эл= ^О/Гэл = 1 -- рэл/W8n - КПД,
учитывающий потери мощности в прн-
электродных слоях разряда (Рал);
Чк = W'k/^'o = 1 — Pni/lP'o — коле-
бательный КПД, учитывающий по-
тери мощности, вложенной в рабочую
смесь, на прямой нагрев, химические
преобразования и т. д. (Рпн); Ч1кв =
= Wp/WK = I - Ррел/Гк - кван-
товый КПД, который учитывает ре-
лаксационные потери (Ррел); ’’Ip =
= Wn/Wp = 1 - Pp/Wp - КПД ре-
зонатора (Рр—потери мощности в ре-
зонаторе); т)об = P„/Wn = 1 —
— ^об/^п — объемный КПД (Роб —
потери мощности вследствие непол-
ного заполнения излучением объема
ГРК); т]эо = т)кт)квт)рт)об — Рл/^о —
электрооптический КПД.
Основными потерями вспомогатель-
ных систем БПЛ являются затраты на
прокачку рабочей смеси
Рл ~ Рпр =
= -т^-r (л**-1»/* - 1) =
k — 1 Т)п V К >
= рлкРТ01 / (A-l)/fe _ . \
Т)пТ1эо (k - 1) wK I к
где k — показатель адиабаты; R —
газовая постоянная рабочей смеси;
т]п — КПД средства прокачки; лк —
степень сжатия средства прокачки.
Потери мощности в балластной на-
грузке, в основном определяющие т)н,
зависят от типа разряда и схемы ис-
точника питания. Для самостоятель-
ного разряда постоянного тока с ис-
пользованием активных балластных
элементов т)н = 0,5 ... 0,7 [23].
Потери мощности в приэлектродных
слоях разряда зависят от типа и гео-
метрии разряда:
р _ _____
®Л ’lao (Е/ро) poho ’
где С/эл — суммарное приэлектрод-
ное падение напряжения; Е — сред-
няя по длине ГРК напряженность по-
ложительного столба разряда; р0 —
давление рабочей смеси; Ло — меж-
электродное расстояние.
Поскольку £/р0 не зависит от р0>
а определяется только типом разряда
[для самостоятельного разряда
Е/р0 « 10... 15 В/(м-Па)], то
Колебательный КПД несамостоя-
тельного разряда может достигать
т]к = 0,95 [НО]. Для самостоятель-
ного разряда постоянного тока при
давлении молекулярного компонента
рабочей смеси рм 2,5... 3,5 кПа
т]к = 0,8 ... 0,85 и снижается до =
= 0,7 ... 0,75 при рм 6,5 кПа (23].
Эффективность преобразования энер-
гии в резонаторе можно характери-
зовать отношением реальной мощности
излучения на выходе из резонатора
к мощности на выходе идеального
резонатора, не имеющего вредных по-
терь. в котором интенсивность свето-
вой волны настолько велика, что вся
запасенная в нем инверсная населен-
210
Основы расчета быстропроточных СОглазеров
Рис. 149. Схема ГРК с совмещенным ре-
зонатором:
1 — газоразрядная камера; 2 — проходы
резонатора
ность преобразуется в лазерное излу-
чение [8].
Для устойчивого и плоского резона-
тора прн многомодовой генерации эф-
фективность резонатора [8]
In (1/R’)
Чр In (1/7?') + 2o0Lp Х
х In (!//?')+2g0Lp \
\ 2^Lp /'
где R' — коэффициент отражения вы-
ходного зеркала резонатора, т. е.
In (1/7?') яа 1 — 7?' определяет полез-
ные потери резонатора; а0 — коэф-
фициент «нерезонансных» потерь в ре-
зонаторе на поглощение и рассеяние
в активной среде и на зеркалах; £р —
длина резонатора; k0 — коэффициент
усиления слабого сигнала.
Для неустойчивого конфокального
резонатора при условии малости
(a0Lp) в работе [8] предлагается вос-
пользоваться той же формулой *;
In М
~ In Л/ + о0/~ Х
X (1 - —Л1 + Рр£'Р") .
Объемный КПД т]Об учитывает
пользование объема инверсно-возбу-
жденной активной среды. Схема ГРК
с совмещенным резонатором, типичная
для быстропроточного С0а-лазера, по-
ис-
• В случае значительного рассеяния
на неоднородностях среды или прн нали-
чии оптических элементов внутри резона-
тора энергетические и фазовые характе-
ристики излучения могут значительно
изменяться в результате увеличения интен-
сивности сходящейся волны [97], что
повлияет, в частности» и иа эффективность
резонатора.
ЙО
казана на рис. 149. В соответствии
с этой схемой можно записать
» ~ 1 26
Чоб « -Vй = 1
До
о
=1—J—уХм/.
До
где Л, — размер ГРК поперек потока
газа.
Эта зависимость получена при условии
несущественной релаксации колеба-
тельного возбуждения газа за время та
пролета его между проходами резо-
натора, т. е. при условии с0т2 » l0IN —
— Do и без учета вноса колебатель-
ного возбуждения в зону резонатора из
приэлектродных зон за счет турбулент-
ности потока.
Кроме того, апертура неустойчи-
вого резонатора должна выбираться из
условия £>0 я» h0 — 26, где 6 =
= УЩ7.
Для примера рассмотрим характер-
ные диапазоны изменения составляю-
щих КПД быстропроточного СОа-ла-
зера с самостоятельным поперечным
разрядом постоянного тока: г) = 5 ...
15%; Т)в = 95...98%; Чн = 50...
95%; т)эл = 80 ...90%; чР = 50...
80%; Чоб = 60... 90%; Чк = 70...
80%.
Таким образом, наибольшие потери
могут возникать за счет резистивной
стабилизации разряда в источнике пи-
тания системы возбуждения, а также
в резонаторе за счет его недостаточной
энергетической эффективности и не-
полного согласования объемов резо-
натора и ГРК.
Система охлаждения БПЛ. Часть
подведенной к лазеру энергии идет
на нагрев рабочей смеси и основных
элементов лазера, поэтому следует
предусмотреть систему охлаждения
лазера. Рассмотрим баланс энергии
лазера ТЛ-5. Подводимая полная мощ-
ность W2 = 140 кВт. Потери во вспо-
могательных системах (в электропри-
воде и подшипниках компрессоров,
а также в элементах системы управ-
ления) Рв = 7 кВт. Потери за счет
френелевского отражения на гранях
выходного окна (монокристалл КС1)
/’вых = 0,5 кВт. Мощность, поглощен-
ная в зеркалах резонатора, Рвер =
Тепловые процессы в БПЛ
211
= 1,2 кВт. Мощность Рв = 28,6 кВт,
обусловленная нагревом газа в ком-
прессоре, должна сниматься в «хо-
лодном» теплообменнике, а Ррел +
Рр = 52 кВт — в «горячем». Схема
системы охлаждения должна быть по-
строена так, чтобы при минимальном
расходе воды был обеспечен требуе-
мый температурный режим всех эле-
ментов лазера.
Система охлаждения лазера ТЛ-5,
показанная на рис. 150, построена на
основе открытого контура. В соответ-
ствии с уровнем снимаемой тепловой
мощности охлаждаемые элементы ла-
зера разбиты на три группы, подклю-
ченные параллельно, а именно: а) ре-
зонатор 5 и компрессор 10 (Ра =
= Рзер + Лв 4” ^вых ~ 1,2 -|- 7 -|-
4- 0,5 = 8,7 кВт); б) балластная на-
грузка 6 и газоразрядная камера 9
(Рб = 25,1 + 14,8 = 39,9 кВт);
в) холодный и горячий теплооб-
менники 7, 8 (Р-в « РП 4- РреЛ +
-|- Рр = 28,6 4- 52 = 80,6 кВт). Для
распределения расхода воды по па-
раллельным ветвям в соответствии
со снимаемой мощностью установлены
регулируемые дроссели 4 и реле про-
тока 3.
При охлаждении балластной на-
грузки и катодов ГРК может возник-
нуть высоковольтный потенциал на
охлаждающей воде. ' Поэтому под-
водящий и отводящий трубопроводы
выполнены из диэлектрических шлан-
гов, уложенных в заземленные металло-
рука ва.
Схема системы охлаждения лазера
мод. SP820 фирмы «Спектра Физике»
приведена на рис. 151. В схеме ис-
пользуется охлаждение электродов
ГРК, находящихся под высоким по-
тенциалом, водой, циркулирующей во
внутреннем замкнутом контуре. Кон-
тур состоит из резервуара 12 с ди-
стиллированной водой и насоса 13.
Для сохранения в течение длительной
работы низкого электрического со-
противления воды в контуре установ-
лен деионизатор 11. Теплота, снимае-
мая с электродов, в теплообменнике 10
переходит к воде, текущей в открытом
контуре.
Расчет системы охлаждения. Расчет
системы охлаждения зависит от кон-
кретной конструкции охлаждаемого
Рис. 150. Схема системы охлаждения ла-
зера ТЛ-5:
1 — фильтр; 2 — вентиль; 3 — реле про-
тока; 4 — регулируемые дроссели; б — ре-
зонатор; 6 — балластная нагрузка; 7 —
«холодный* теплообменник; 8 — «горячий»
теплообменник; 9 — ГРК; 10 — компрес-
сор; 11 — елнвной коллектор
элемента. Рассмотрим схему охлаж-
дения ГРК, характерную для по-
перечного самостоятельного разряда
постоянного тока.
Тепловая мощность, выделяемая еди-
ницей площади поверхности электро-
да, определяется как
п -
qs ~(Е/Р)Р ’
где ДЭл — приэлектродное падение
напряжения.
Для тлеющего разряда в потоке газа
основные параметры прикатодного
слоя такие же, как и в нормальном
тлеющем разряде в трубках [18].
Рис. 151. Схема охлаждения лазера SP820:
1 — датчик температуры; 2 — редуктор;
3 — датчик давления; 4 — теплообменник
воздух—вода; 5 — теплообменник основ-
ной; 6 — охлаждаемые элементы резона-
тора; 7 — вентилятор; 8 — катод ГРК;
9 — аноды ГРК; 10 — теплообменник во-
да-вода; 11 — деионизатор; 12 — резер-
вуар; 13 — насос
212
Основе* расчета быстропроточных СОглазеров
Катодное падение потенциала зави-
сит от состава газа и материала ка-
тода [29]. Для медного катода и
рабочей смеси СО2-лазера UK « 300 ...
350 В. Характерный размер 6И прн-
катодного слоя (области катодного па-
дения потенциала) определяется ви-
дом газа и линейно зависит от давле-
ния газа. В работе [29] для азота
приводится полученное эксперимен-
тальное значение рбк = 0,41 ...
0,56 Па-м, что дает для давления
р = 0,2 ... 3,5 кПа характерное для
быстропроточного СО2-лазера 6К =
= 0,1 ... 0,2 мм.
Размер анодной области разряда
значительно превышает толщину при-
катодного слоя и составляет 6а «
г» 0,1 ... 1 см [18]. Поэтому наличие
потока газа сказывается на параметрах
анодного слоя. Анодное падение по-
тенциала V& = 50... 100 В (для
тлеющего разряда в трубках Ua =
= 10 ... 30 В [18]).
Толщина пограничного слоя, обра-
зующегося на поверхностях электро-
дов 6Х = 4,64 Re“0,s для ламинарного
пограничного слоя (Rex <7 2- 10 е)
или 6Х = O.SZRe^T0,2 для турбулент-
ного пограничного слоя (2-10Б <
<С Rex<C Ю’) [3]. Здесь 0 х /0
обозначена координата вдоль потока,
Rex = t>opox/p. При условиях, типич-
ных для быстропроточного СО2-ла-
зера (о0 = 50 ... 100 м/с; р0 = 2 ...
3,5 кПа, /0 = 0,1 ... 0,5 м), Rex=;o
103, т. е. имеем ламинарный по-
граничный слой на всей длине ГРК.
Характерные размеры пограничного
слоя 6Х=1 1 см. Таким образом,
6к < fix=Z.> 6а ~ 6х=/. и Расчет ох-
лаждения электродов можно прово-
дить по обычным зависимостям для
поверхностного источника теплоты.
Среднее по длине /0 значение числа
Нуссельта для ламинарного погранич-
ного слоя [120]
ЫБ, = 0,646Re*/2Pr1/3,
где Рг — число Прандтля.
Среднее по длине значение коэф-
фициента теплоотдачи
а{ = Nu{X//o-
При наличии принудительного (во-
дяного) охлаждения электродов доля
приэлектродной теплоты, снимаемая
рабочей смесью, будет q' = а; (Тв —
— Грс), гДе Тв — температура по-
верхности электродов, Урс — средняя
температура рабочей смеси в ГРК.
Для конструкции катода, показанной
на рис. 1.169, проводились измерения
температуры катода на расстоянии
0,5 мм от поверхности эмиттера. При
силе тока катода 0,1 ... 0,2 А, что
соответствует (jE) = 2,4 Вт/см3,
температура катода не превышала
Тк — 100 °C. Средняя температура
рабочей смеси в этих экспериментах
составляла ТрС » 100... 120 “С.
Катоды могут быть выполнены в виде
штырей диаметром </ш, выступающих
в поток рабочей смеси (см. рис. 172)
[160]. При этом теплота, выделяюща-
яся в прикатодном слое, вопринимается
рабочей смесью. Для расчета коэффи-
циента теплоотдачи можно восполь-
зоваться критериальным уравнением
для цилиндра, обтекаемого потоком
газа при ламинарном режиме течения
(Red = -^p0<103):
Nud = 0,5Re°/Pr^(Prr/Prm)°’25,
(31)
где dm — диаметр штыря; Ргг и Ргш —
критерии Прандтля для рабочей смеси
при средних температуре смеси и тем-
пературе поверхности цилиндра.
Температура катода, полученная
на основании (31), достигает несколь-
ких сот градусов (в зависимости от
токовой нагрузки), поэтому катоды
выполняются из молибдена [160].
При обычной схеме охлаждения ра-
бочей смеси ее температура на входе
в зону возбуждения определяется вход-
ной температурой теплоносителя.
Обычно теплоносителем служит вода,
температура которой может существен-
но меняться в зависимости от условий
эксплуатации лазера (местных кли-
матических условий, времени года
и т. д.) от +10 до +30 °C. Колебания
температуры смеси при отсутствии со-
ответствующей системы стабилизации
приводят к колебаниям мощности из-
лучения лазера. Для стабилизации
Методы расчета и выбора теплообменников
213
Рве. 152. Удельные массовый 1Гг (/, 2)
я объемный 1РЛ (3, 4) енергосъемы элек-
тровонизацнонного лазера прн температу-
ре смеси (СО, : N, : Не = 1 : Б : 4) Г» =
= 300 К (Z, 3) в Г, = 200 К (2, 4) в за-
ввснмости от давления смеси
температуры смеси нередко исполь-
зуют криогенную систему стабилиза-
ции температуры теплоносителя.
При этом также удается снизить тем-
пературу рабочей смеси на входе в зону
возбуждения. Так, например, в ла-
зере RS1000 (ФРГ) фреоновый холо-
дильник обеспечивает температуру
воды 10 ... 15 °C с точностью поддер-
жания заданной температуры ±0,5°
(см. п. 24). Экспериментально было
получено повышение эффективности
импульсного СО2-лазера в 1,5 ... 2 раза
при снижении температуры рабочей
смеси с 300 до 200 К [141 ].
Повышение эффективности СО2-ла-
зера при низких температурах свя-
зано в основном с резким уменьшением
скорости релаксации верхнего лазер-
ного уровня 00°1 СО2 при уменьшении
температуры. Снижение температуры
приводит к повышению оптимального
давления рабочей смеси, что в конеч-
ном итоге повышает мощность лазера
и повышает удельный съем энергии
с единицы массы газа [112].
На рис. 152 показаны зависимости
от давления максимальных удельных
объемного и массового энергосъемов
при комнатной (300 К, зависимости 1
и 3) и криогенной (100 К, кривые 2
и 4) температурах смеси, рассчитанные
в работе [112] для непрерывного элек-
тронони зационного СО2-лазера. Энер-
госъем с единицы массы уменьшается
вследствие уменьшения релаксацион-
ных потерь с ростом давления. При
криогенной температуре уменьшение
релаксационных потерь приводит
к увеличению съема энергии с единицы
Хассы рабочей смеси.
Ряс. 153. Схема газового контура с турбо-
компрессорным охлаждением рабочей смеси:
1 — электронная пушка; 2 — ГРК; 3 —
турбина; 4 — теплообменник; 5 — ком-
прессор
Рис. 154. Термодинамические циклы тур-
бокомпрессорного охлаждения:
а — в координатах р—V; б — в координа-
тах р* — Т*
Охлаждение рабочей смеси до крио-
генных температур может быть
достигнуто за счет использования хо-
лодильной машины либо за счет
испарения жидкого азота.
В работе [112] предложен способ
охлаждения рабочей смеси за счет
постановки в газовый контур турбины.
При этом холодильный цикл обеспе-
чивается в рабочем газовом, контуре.
На рис. 153 приведена предлагаемая
в [112] схема газового контура, а иа
рис. 154 — термодинамический цикл
такой лазерной установки с турбо-
компрессорным охлаждением в коор-
динатах р — V и р* — Т*. Соответ-
ствующие точки цикла обозначены иа
рис. 154 цифрами.
39. МЕТОДЫ РАСЧЕТА
И ВЫБОРА ТЕПЛООБМЕННИКОВ
Требования к теплообменникам. Теп-
лообменник в замкнутом контуре тех-
нологического БПЛ служит для обес-
214
Основы расчета быстропроточных COi-лазеров
Рис. 155. Схема течения теплоносителей
(а) и изменение их температуры по длине
теплообменника (б)
печения стабильной температуры газа
на входе в зону возбуждения. Мощ-
ность теплообменника определяется
мощностью В?! энерговклада в зоне
возбуждения и теплотой W2, возника-
ющей за счет сжатия смеси в устрой-
стве прокачки:
W± = Рл ;
Лэо
ь
Г2 ^-—rRT* х
k — 1
X Гя(М/*_п±.
I к J г)л
Температура газа на выходе из ГРК
(при условии полной релаксации коле-
бательного возбуждения)
Т __Т -4- ___
ьр
__ f I Рп (1 Лэо)
бСрЦэо
Температура газа на выходе из
средства прокачки
/ Ufe-D/fe \
Тв = Л —--------------1 .
\ Чп /
К теплообменникам технологиче-
ских лазеров должны предъявляться
следующие требования:
высокая надежность гидравличе-
ских соединений и других элементов
конструкции, исключающих попада-
ние хладагента в рабочую смесь ла-
зера;
минимальное гидравлическое со-
противление потоку рабочей смеси;
минимальная температура рабочей
смеси на выходе из теплообменника;
минимальные габаритные размеры;
простота и технологичность кон-
струкции;
надежность, отсутствие необходи-
мости профилактического обслужи-
вания.
Требование минимальной темпе-
ратуры газа на выходе из теплообмен-
ника приводит к необходимости по-
строения теплообменников по пере-
крестно-противоточной схеме. В тех-
нологических лазерах обычно ис-
пользуется схема течения теплоноси-
телей, показанная на рис. 155. Здесь
и в дальнейшем в этом параграфе
параметры теплоносителей на входе
в теплообменник обозначаются с одним
штрихом, на выходе — с двумя штри-
хами. Индексом «г» отмечаются пара-
метры рабочей смеси, индексом «в» —
параметры теплоносителя.
Расчет теплообменника. Тепловой
расчет теплообменников, как изве-
стно, сводится к решению уравнений
теплового баланса и теплопередачи:
^-сгсрг(т;-т"г) =
=gbcb(F"-t^
F
J Ki Kt dF = К KTF,
о
где Gt, Cpt —массовый расход и тепло-
емкость при постоянном давлении те-
плоносителя; Ki — коэффициент
теплопередачи; Д/ = Kt (/') — локаль-
ное значение разницы температур те-
плоносителей; F — площадь поверх-
ности теплообмена.
В общем случае изменения тепло-
обмена по поверхности среднее значе-
ние коэффициента теплопередачи
п
^=—п----------- =
2^
i=i
Для случая теплопередачи через
плоскую стенку локальное значение
Методы расчета а выбора теплообменников
215
коэффициента теплопередачи вапи-
сывается в виде [41 ]
(«Pi)’1 +
т
+ S + («в<)
/=1
где «ri Р «в{ — коэффициенты тепло-
отдачи от газа к стейке и от стенки
к хладагенту; бу, Лу — толщина и
коэффициент теплопроводности /-го
слоя стенки.
Среднее значение температурного на-
пора может быть найдено следующим
образом [41 ]:
Д7 =
Поправочный коэффициент е (Р, R)
зависит от схемы течения теплоноси-
телей. На рис. 156 приведена номо-
грамма для нахождения е (Р, R) для
перекрестно-противоточной схемы
[41]. Вспомогательные коэффициенты
Р, R вычисляются по формулам [41 ]
. К-К 67В .
Тг Тв АТтах ’
т'г-К втг
Тв-Т'в М'в •
Для расчета коэффициента тепло-
отдачи от стенки к теплоносителю
рекомендуется критериальное урав-
нение [41]
NuB = 0,021 Re^Pr”’43 X
/ Рг„ \о,2б
х(₽е)
где NuB = aBrf/X — среднее значение
критерия Нуссельта; d — диаметр
трубки, в которой течет теплоноситель;
Re = t,d/v — критерий Рейнольдса
Для средней скорости v течения хлад-
агента и его кинематической вязкости
V; Ргв> Ргст = via — критерии Праидт-
ля для теплоносителя при его средней
Рис. 1Б6. Поправочный коэффициент е
(pH) Для перекрестно-противоточной схемы
температуре и температуре поверх-
ности охлаждаемой стенки соответ-
ственно; а — коэффициент темпера-
туропроводности хладагента. Зави-
симость (32) получена М. А. Михеевым
для длинных гладких труб любого
поперечного сечения: круглого, ква-
дратного, прямоугольного, кольце-
вого (dj/dj = 1 ••• 5, 6), щелевого
(aib = 1 :40) и для всех упругих
и капельных жидкостей при 1-104^
< Red < 5-10“ и 0,6 < Ргв < 2500.
За определяющий размер принят экви-
валентный гидравлический диаметр
трубы.
При ламинарном течении хлад-
агента, согласно [120],
NuB = O.lTRe^Pr^Gr3-1 X
X
где критерий Грасгофа GrB =
= £0 ATdW, g = 9,81 м/с2; ₽ —
коэффициент термического объемного
расширения хладагента.
Вследствие того что, как правило,
аг < ав, теплообменную поверхность
со стороны газа необходимо увеличи-
вать за счет использования ребер.
Уравнение теплопередачи для реб-
ристой трубы записывается следу-
ющим образом:
IFT = KTFTp Д7',
где Ртр — площадь поверхности не-
оребренной трубы.
216
Основа расчета бвитропроточнах СОглазеров
Рис. 1Б7. Использование ребер на стенках
теплообменника:
а плоских; б — цилиндрических
Локальное значение коэффициента
теплопередачи в этом случае запи-
шется как
1
(т х
2 6у/ч +
/=1 /1
1 Гтр
“пр -Fpc
Приведенный
отдачи от газа к
коэффициент тепло-
ребристой стенке
сХпр — tXrpE
Fpc
Здесь Fp, Fc, Fpc — площади поверх-
ности ребер, части трубы без ребер
и общая площадь ребристой поверх-
ности (FpC = Fp+Fc); ар и аг —
коэффициенты теплоотдачи от газа
к ребру и к части трубы без ребер,
рассчитанные по средней температуре
ребра и трубы соответственно.
Коэффициент Е, называемый эф-
фективностью ребра, определяет
эффективность использования пло-
щади поверхности ребра.
Для плоского ребра (рис. 157, о)
th (m/p)
mlv
Для круглого ребра (рис. 157, б)
эффективность ребра
Е
2гв
т('2е-га)
X
• h (f>Ve) Ki (nvo) — -
— Ki (mre) (tnr0)
4 №0} Ki (mre) —
— Ij. (mre) Кг (mr0)
Функции It, Ki — модифицирован-
ные функции Бесселя и Ганкеля;
т = Д/2«р/(Хр6р); Д-р — коэффи-
циент теплопроводности материала
ребра. Обозначения геометрических
параметров ясны из рис. 157.
Отношение площадей ребристой
поверхности трубы к площади гладкой
трубы называется коэффициентом
оребрения хор = Fpc/FTp.
Оптимальное значение коэффициен-
та оребрения можно определить из
условия равенства термического со-
противления теплоотдачи от хлад-
агента к внутренней стенке трубы
и термического сопротивления тепло-
отдачи от газа к ребристой поверх-
ности трубы. Это условие может быть
записано как %ор ~ ав/апр.
При использовании воды в качестве
хладагента типичное значение ав
>1000 Вт/(»^-К); коэффициент те-
плоотдачи от газа к стенке при пара-
метрах, характерных для непрерывных
СО2-лазеров, апр 30 Вт/(м2-К).
Таким образом, оптимальный коэффи-
циент оребрения в этом случае хор >
>30.
Расчет коэффициента теплоотдачи
от газа к ребристой стенке определяет-
ся конкретной геометрией теплообмен-
ника и параметрами течения газа.
Согласно [41J, при Rej я: 10? —
105 коэффициент теплоотдачи для оп-
ределенного ряда пучка труб может
быть найден из формулы
Nud = CRe2Pr°-33(^)°’268i8s,
(33)
где С = 41 и п = 0,6 для шахмат-
ного расположения пучка труб, С =
«= 0,26 и л = 0,65 —для коридорного.
Метода расчета а вендора теплообменников
217
рис. 1Б8. Схема расположе-
ния пучков труб в тепло-
обменнике:
а — коридорная; б — шах-
матная
а)
В формуле (33) определяющим раз-
мером является наружный диаметр
трубы, а скорость берется для самого
узкого сечения пучка труб.
Поправочный коэффициент es учиты-
вает влияние относительных шагов.
Для глубинного ряда коридорного
пучка (рис. 158, a) 8s = (sa/d)~°’16; для
шахматного (рис. 158, б) е8 =
= («1/«2)1/6 при si/s2 < 2 и е, = 1,12
при si/s2 2. Поправочный коэффи-
циент е,- учитывает номер рида. При
малой турбулентности потока можно
принять значения е^, приведенные
в табл. 60 [41J.
При относительно большом коэффи-
циенте оребрения хор существенное
значение имеет процесс теплообмена
в межреберном пространстве. Для
ламинарного режима течения коэффи-
циент теплоотдачи можно опреде-
лить из зависимости [120]
Nux =
, ( 1 х ч —1/з
1,31е (-=----j— 1 х
V Re аг /
где
в = 0,35
1 х 1/6
Re dr )
X
₽е = RepCp/X — критерий Пекле;
* — длина теплообменника по потоку
рабочей смеси.
При расчете локальных параметров
теплообмена необходимо учитывать
изменение физических свойств рабо-
Чей смеси вследствие изменения ее
температуры и давления. Коэффициент
гидравлического сопротивления при
течении газа для трубчато-пластинча-
тых теплообменников может быть най-
ден по зависимости (29).
Конструктивное исполнение. Тепло-
обменник лазера ТЛ-10 (рис. 159)
состоит из одинаковых теплообменных
секций 4, объединенных с помощью
коллекторов 1. Каждая секция пред-
ставляет собой набор из десяти U-об-
разных трубок 5 диаметром 8 мм из
коррозионно-стойкой стали, на кото-
рые напаяны охлаждающие медные
ребра 3 толщиной 6р = 0,2 мм. Шаг
расположения ребер t = 4 мм. Трубки
вварены в коллекторы 2. Ребра имеют
дистанционаторы 6, обеспечивающие
жесткость конструкции и постоянство
межребериого расстояния. Коэффи-
циент оребрения трубы хор = 63. В те-
плообменнике реализована перекре-
стно-противоточная схема течения
теплоносителей.
В конструкции теплообменника ла-
зера «Лантан» [15] используется би-
металлическая ребристая труба
(рис. 160), в которой на стальной вну-
тренней трубе 1 по спирали накатаны
алюминиевые ребра 2.
60. Значения поправочного
коэффициента ej
Номер Ряда Коридор- ный пучок Шахматный пучок
1 0,6 0,6
2 0,9 0,7
3 и более 1,0 1,0
218
Основа расчета беитропроточных СО,-лазеров
Рве. 1Б9. Конструкция теплообменника Л1_ ера ГЛ-10:
а — общий вид; б — ребристая трубка; 1 — коллектор секции; 2 — общие коллектора;
3 —г ребра; 4 — общий вид; б — ребристая трубка; б — дистаициоиатор
Рис. 160*. Спирально-ребристая биметал*
лическая труба
Такая технология изготовления
ребристых труб позволяет удешевить
изготовление теплообменников. Однако
больших значений степени оребрения
достичь не удается. Для геометрии
спирально-ребристого элемента, при-
веденного иа рис. 160, хор = 14,5.
40. ГАЗОРАЗРЯДНЫЕ КАМЕРЫ
БЫСТРОПРОТОЧНЫХ ЛАЗЕРОВ
Требования к ГРК- При выборе ме-
тода накачки и создании реальной
ГРК технологического лазера необхо-
димо руководствоваться следующими
требованиями к ней:
высокая надежность и длительность
непрерывной работы, большой ресурс;
безопасность обслуживания;
возможность обеспечения высокого
качества излучения;
высокая эффективность возбужде-
ния рабочей смеси;
простота и удобство обслуживания;
минимальные габаритные размеры.
В несамостоятельном разряде за счет
источника внешней ионизации удается
обеспечить требуемую плотность
электронов в основном объеме разряда
и поддерживать электрическое поле
накачки оптимальным для возбужде-
ния колебательных степеней свободы
молекул. Колебательный КПД не-
самостоятельного разряда может дости-
гать 0,95 [ПО].
Эффективность возбуждения рабо-
чей смеси в ГРК, кроме Ци, определяет-
ся также удельными массовыми и
объемными энерговкладами, от ко-
торых в конечном итоге зависят габа-
ритные размеры ГРК и всего лазера.
В табл. 61 приведены основные пара-
метры разработанных в настоящее вре-
мя ГРК, использующих различные
методы накачки. В таблице исполь-
зованы данные о параметрах ГРК
технологических лазеров (отмечены
звездочкой), а также параметры, полу-
ченные на экспериментальных уста-
новках при физических исследова-
ниях.
Конструкции ГРК на постоянном
токе. Отметим основные технические
трудности разработки ГРК лазеров,
использующих накачку самосто-
ятельным разрядом постоянного
тока.
Газоразрядные камеры БПЛ
219
рве. 161. Схема ГРК лазера:
I — электроды; 2 — дефлек-
торы; 3 — балластное сопро-
тивление; 4 — источник пита-
ния
Для тлеющего разряда, использу-
емого в быстропроточных СО2-лазерах,
напряжение на электродах t/0 = 1 ...
3 кВт при h ~ 3 ... 6 см для попереч-
ного разряда и U„ « 10 ... 30 кВ при
h = Ю ... 50 см для продольного раз-
ряда.
Трудности обеспечения электри-
ческой изоляции электродов, кроме
наличия высокого напряжения, об-
условлены также ограниченным вы-
бором изоляционных материалов.
К этим материалам предъявляются
такие требования, как стойкость к дли-
тельному воздействию температуры
до 600 К и кратковременному до (1 ...
3) 103 К. Кроме того, эти материалы
не должны выделять газообразные ве-
щества, быть стойкими к эрозии в по-
токе газа, чтобы не нарушался хими-
ческий состав рабочей смеси лазера.
Такие требования значительно сужают
круг изоляционных материалов, при-
годных для использования в ГРК.
Это могут быть керамика, стекло,
кварц, микалекс и т. п.
При создании многосекционной
электродной системы не всегда удается
ограничиться только высокотемпера-
турными неорганическими матери-
алами. Наличие органических клеев,
компаундов снижает предельные пара-
метры лазера и надежность работы
ГРК.
Вследствие катодного распыления,
электронной эмиссии, химического
взаимодействия происходит эрозия
катода, интенсивность которой тем
больше, чем больше сила тока разряда
139]. Наиболее быстро происходит
эрозия при работе катода в аномальном
Режиме разряда. Вместе с тем в при-
электродной области вследствие вы
сокой напряженности поля проис-
ходят сложные плазмохимические ре-
акции в рабочей среде лазера с уча-
стием атомов и ионов материала катода.
Продукты этих реакций осаждаются
на поверхности электродов и окружа-
ющего изолятора. В случае, если
пленка, осажденная на поверхности
электрода, обладает достаточно низ-
ким электрическим сопротивлением,
это мало сказывается на параметрах
разряда. В то же время осаждение
частично проводящих пленок на по-
верхности изолятора, окружающего
катод, приводит к увеличению пло-
щади эмигрирующей поверхности ка-
тода и может провоцировать контрак-
цию разряда. Однако если продукты
плазмохимических реакций являются
хорошими изоляторами, то их наличие
на части поверхности электродов при-
водит к уменьшению эмиттирующей
площади электрода, снижает устойчи-
вость разряда и соответственно мощ-
ность лазера [39].
Образование диэлектрических пле-
нок на аноде также влияет на работо-
способность ГРК.
Таковы основные факторы, опреде-
ляющие конструкцию ГРК самосто-
ятельного разряда постоянного тока.
В работе [147] предложена наиболее
простая конструкция ГРК для СО2-ла-
зеров с поперечной прокачкой
(рис. 161).
Разряд зажигался между двумя
трубчатыми охлаждаемыми электро-
дами 1 диаметром 10 мм и длиной
800 мм. Расстояние между электродами
ha — 60 мм. Скорость течения газа
40 м/с. Использовалась рабочая смесь
61. Основные параметры ГРК с различными способами возбуждения | о § 1 1 !> Л ! I 1 п 3 □ э
Размеры ГРК. см Параметры смеси на входе в ГРК Характеристика электродов Библи- ографн- ческий источ- ник
h 1 L о. м/с р, кПа состав СО, : N, : Не </£), Вт/см8 №д. Дж/г Катод Анод
10,0 3,3 5,0 5,5 53,0 10,0 1,9 16,0 3,6 1.5 4.0 6,0 6,0 6,0 6,0 6,0 2,6 5,0 1,8 3,7 4,0 3,0 3,5 5,3 ... 5,7 5,0 2X3,8 20,0 3,0 5,0 76,0 6,4 5,0 1,9 5,0 4,0 8,0 2,5 ... 6,0 39 60 100 15 120 67 244 15 25 94 48 90 15 8,0 Hecai 90 150 90 220 130 130 80 70 80 60 30 ... 80 100 100 яостоятель 6,5 20,0 20,0 -{есамосто! 4,0 4,0 6,5 4,0 5,3 П< 4,5 8,4 6,5 ... 27,0 Пер 4 6,5 ный разряд с иониг 1 : 28 : 16Х X (4-0,6Хе) 1 : 30 : 15 1 : 12 : 12 стельный разряд с 1 : 7 : 12 1 : 6 : 12 1 : 20 : 20 1:2:3 1 : 15 : 10 временный ток част 1 : 4 : 17 1 : 20 : 3,2 1 : 12 : 8 еменный ток с час: СО2 : воздух = = 1 : 20 1 : 9 : 10 ацией эле 4,5 16,0 60,0 №низацие| 2.2 2,0 5,0 10,0 2,0 ОТОЙ ^>1 i 1,3 30,0 18,0 готой ~10 4,0 ... 4,5 6,0 ... 7,0 ктронным 170 200 ' 250 t импульсг 280 400 240 100 155 И Гц 30 кГц 280 250 ... 300 210 ... 240 300 300 80 >го тока 125 80 200 350 ... 400 320 90 270 290 150 пучком Сетка » > ши Штыри » Стержни Штыри Широкая металли- ческая пластина Диэлек- трическое покрытие Штыри (шаг 12 мм, 0 2 ... 4 мм) То же Керамиче- ские и эма- лирован- ные диски Штыри Стеклян- ные трубки Штыри Штыри (0 3 мм, шаг 8 мм) Штыри (0 8 мм, шаг 15 мм) Пластинча- тый много- элементный (400Х 1 мм) Пластинча- тый много- элементный (40Х 1 мм) То же » Трубки, медь Секциони- рованные пластины 40Х 1 мм Плоский » > Две трубки Плоский Стержни Трубки Широкая металли- ческая пластина • • • • • • Диэлек- трическое покрытие Штыри (шаг 12 мм, 0 2 ... 4 мм) То же Керамиче- ские и эма- лирован- ные диски Штыри Стеклян- ные трубки Сплошной Плоский сплошной Сплошной охлаждае- мый Сплошной » » » Трубки, медь Коррозион- но-стойкая сталь, сплошной [пег i [ПО] ] [И4] | [ПО] 1 [144] | 78] | 186] 1 [15]* 1 [188] $ 8 <ъ [90] [44] [87] [П6] » [211 1 » [1921 [171]* [1621* ! 1 [119]* 1 I [61]* i 1 [45] : [43]* [125] [108]* ь к
60 16,0 5,0 15,0 20,0 36,0 50,0 27,0 12,0 8,0 130 75 160 90 90 100 16 89 80 130 100 50 25 70 20 45 40 70 150 117 40 120 1 3,3 4,0 ... 5,3 5,7 13,0 Самос 20,0 27,0 4,6 10,6 6,5 17,0 6,5 4,3 4,0 СО2 : воздух = = : 20 N2 : СО2 : Н2О N2 : СО2 = 20 : 1 СО2 : СО : Na : Не = 5 : 2 : 60 : 33 :тоятельный разряд 1 : 7 : 20 СО2: СО : Na : Не 1 : 9 : 10 1 : 20 : 20 Воздух — С02 То же 1:8:8 3,5 : 4 : 7 N2 : воздух : СО2 = 10 : 10 : 1 4,5 ... 5,0 8,0 7,0 ... 8,0 6,0 ПОСТОЯННС 13,0 20,0 5,5 5,0 ... 6,0 5,0 6,0 4,6 6,0
222
Онавы расчета быстропроточных СОглаэеров
Продолжение табл. 61
Библи- ографи- ческий источ- ник [109]* [35, 115]*
Характеристика электродов Диод Коррозион- но-стойкая сталь, сплошной Сплошная пластина
Катод Секциони- рованные пластины 45Х 1,5 мм Одна трубка
Параметры смеси иа входе в ГРК Е,д- Дж/г О Q LQ ОО —> СО
1,5 5,0 ... 7,0
состав СО2 : N2 : Не N2: воздух : СО2 =10:10:1 1:3:2
р, кПа 3,4 2,0
о, м/с 90 35 ... 40
Размеры ГРК, см >4 06 006
40,0
< С 1Л о
Рис. 162. Схемы с секционированием обоих
электродов:
а — продольная; б — поперечная
состава СО2 : N2 : Не = 3,5 : 4 : 7 при
р = 2 кПа. В лазере была получена
мощность генерации 700 Вт.
В том же году был опубликован па-
тент США (№ 679704), где предложено
секционировать оба электрода — катод
и анод и отдельно балластировать
каждую секцию. При этом была рас-
смотрена как продольная (рис. 162, о),
так и поперечная (рис. 162, б) по отно-
шению к газовому потрку конфигура-
ции разряда.
Принцип простейшего несекци-
оннрованного электрода использован
также в отечественном лазере ЛОК-2,
разработанном в ИТПМ СО АН СССР
[35]. В одной из первых работ [142]
ГРК представляла собой два трубча-
тых электрода по аналогии с ГРК,
описанной в [147]. С помощью пово-
ротных стеклянных дифлекторов,
установленных на входе потока в ГРК,
удалось обеспечить диффузный раз-
ряд при давлении молекулярного газа
до 1,3 кПа. Для увеличения объема
разряда и соответственно мощности
лазера анод был выполнен пластинча-
тым (рис. 163).
На основе этой электродной системы
был разработав лазер ЛОК-2, а затем
совместными усилиями ИТПМ СО АН
СССР и ВНЙИЭТО создана промыш-
Рис. 163. Схема ГРК лазера ЛОК-2:
/ — катод; 2 — газодинамический слеД>
3 — положительный столб разряда; 4 —
анод
Газоразрядные Калеры БПЛ
223
1
Рве. 164. Схема ГРК лазера ЛОКОН!
I — катод; 2 анод; 3 — ограничители
потока; 4 — область разряда
ленная лазерная технологическая
установка ЛН-1 мощностью 1,2 кВт,
серийное изготовление которой начато
на новосибирском заводе «Сибэлектро-
терм». В работе [58] предложен ва-
риант лазера мощностью 5 кВт с ис-
пользованием ГРК. состоящей из двух
разрядных промежутков (рис. 164),
аналогичных рассмотренному выше
с двумя трубчатыми катодами 1 диа-
метром 20 мм и общим анодом 2.
Расстояние анод — катод hB = 60 мм.
Длина электродов по оптической оси
£0 = 1,1 м. Предельные параметры
разряда в ГРК простейшей конструк-
ции, состоящей из несекционирован-
ных электродов (типа ЛОК), рассмо-
трены в работах [36, 95]. На рис. 165—
167 приведены зависимости влияния
размеров электродной системы и пара-
метров потока газа на область устой-
чивой работы разряда, а также энер-
гетические характеристики лазера.
Приведенные характеристики ГРК
Рис. 166. Зависимость удельного объем»
кого энерговклада ГРК ла зера ЛОК от меж»
электродного расстояния
vania, США) был применен принцип
секционирования анода поперек
потока рабочей смеси. Это позволило
повысить устойчивость разряда при
снижении требования к однородности
потока и тем самым поднять давление
молекулярного компонента рабочей
смеси до рм = 2 кПа и расширить
динамический диапазон работы ГРК
(диапазон устойчивого горения разряда
при изменении тока). Схема такой
ГРК показана на рис. 168.
За счет малости прианодного паде-
ния напряжения проблему охлаждения
отдельных секций анода 5 удалось
решить, используя тепловой контакт
медной пластины анода с керамиче-
ской плитой 6, охлаждаемой водой.
Ряс. 167. Скорость потока в зависимости
Рис. 165. Зависимость предельного энерго- * от давления рабочей смеси состава СО, :
вклада на единицу длины электродов от N» 8 Не =1:3:2 для Ло, см:
скорости потока газа для ГРК типа ЛОК I — 2,81 2 — 6,1; 3 — 7,6
224
Основы расчета быстропроточных СОглаэеров
Рис. 168. Схема ГРК с секционированием
анода
В плите размещаются и охлаждаются
также балластные резисторы 1 каждой
секции анода. Катод 4 выполнен в виде
медной трубки, внутри которой про-
текает охлаждающая вода. Для улуч-
шения устойчивости такого разряда
используется дополнительный мало-
мощный разряд между основным като-
дом и дополнительным электродом 3,
который подключен к положительному
полюсу источника питания через ре-
зистор 6 с большим ограничивающим
сопротивлением.
Дальнейшее повышение степени сек-
ционирования анода, используемое
в лазерах CL-5, CL-10 фирмы «Калхэм»
(Culham, Великобритания), позволило
создать лазеры мощностью до 10 кВт *.
Схема ГРК лазера CL-5 приведена на
рис. 169. Отдельные секции анода 2
представляют собой цилиндрические
кнопки диаметром 12 мм и высотой
6 мм. Материал анода — медь или
никель. Катод 3 выполнен в виде
трубки из меди, расположенной вдоль
оптической оси. А перед анодной
структурой по потоку газа установлена
керамическая плита 1, создающая тур-
булизованный след в потоке на аноде,
что повышает устойчивость разряда.
Конструктивные схемы ГРК со шты-
ревыми катодами [162] для лазера
мощностью до 2 кВт приведены на
рис. 170. Дальнейшее развитие этих
схем позволило создать промышленные
технологические лазеры мощностью
до 20 кВт (см. ниже).
Катоды первого типа (рис. 170, а)
имеют диаметр 1 мм и изогнуты в на-
правлении газового потока. Эта схема
наиболее работоспособна при давлении
газа (0,2 ... 1)10s. Катоды второго типа
(рис. 170, б) имеют диаметр 3 мм.
На катоды надеты керамические втул-
ки 5, ограничивающие рабочую по-
верхность катода. Высота открытой
цилиндрической поверхности катода
• A. Kaye. Discharge gas lasers. Англий-
ская заявка: кл. Н1С (Н01 3/097)
№ 200257?, заявл. 24.08.77, № 7834440,
опубл. 21.02.79.
Рис. 169. Схема ГРК лазера
CL-5S
1 — диэлектрическая плита;
2 — секция аиода; 3 — катод;
4 — разделитель потока; 5 —
балластный резистор
$8 £&% 5S&1 £88
5
Газоразрядные камеры БПЛ
225
Ряс. 17о. Варианты исполнения ГРК со
штыревыми катодами:
а — загнутый катод; б — ограниченный
катод; 1 — балластное сопротивление; 2 —
катод; 3 — анод; 4 — положительный столб
разряда; б — керамическая втулка
3 мм. Оптимальный диапазон рабочих
давлений катодов второго типа 13 ...
65 кПа.
Несмотря на то, что предельное
значение силы тока на одном катоде
первого типа примерно в 2 раза ниже,
чем на катоде второго типа, суммарная
сила тока ГРК не зависит от типа
катода, а определяется в основном
химическим составом рабочей смеси
[162].
Трудности надежного охлаждения
катодов в условиях длительной работы
технологического лазера с повышен-
ным (2,7 ... 6,7 кПа) давлением моле-
кулярной компоненты привели к раз-
работке пластинчатых катодов. Пред-
₽ис* 171. Пластинчатый катод
® Г. А. Абильсиитов-
ложена конструкция катода, показан-
ная на рис. 171 *.
Эмиттером является торцевая по-
верхность металлической пластины 3
(6 = 1 ... 1,5 мм; Ь = 40 ... 50 мм).
Пластина прикреплена к охлаждаемо-
му корпусу 1, котовый со всех сторон
облицован высокотемператургой ке-
рамикой (типа А12О3). Свободной оста-
ется только рабочая поверхность эмит-
тера. Соединение керамики с кор-
пусом и пластиной катода осуще-
ствляется с помощью эпоксидного
клея.
Разрядная камера с такими като-
дами показана на рис. 172. Анод 1
выполнен в виде сплошной металличе-
ской пластины. Катодная плата со-
стоит из множества (до нескольких
сотен) отдельных катодных элемен-
тов 2, которые закреплены на общей
диэлектрической плите 3.
Испытания электродной платы
в лазере ЛТ-1 показали возможность
достижения (/£) = 5... 6 Вт/см®
и ша= 350 ... 400 Дж/г при давлении
молекулярной компоненты рабочей
смеси рм < 4 кПа и hB 4 см [61, 62].
Аналогичная электродная система
была использована при создании лазе-
ров ТЛ-5, ТЛ-10 [103, 109], где меж-
электродный промежуток увеличен
до 6 см.
Увеличение hn привело к уменьше-
нию удельного объемного энерговкла-
да. Это связано, с одной стороны,
с использованием безгелиевой рабочей
* Иофис Н. А., Лаврова Ж- А., Лу-
нев Е. И., Нестеренко В. М. Электродный
элемент электроразрядного лазера.
А. о. 665677, СССР, МКИ HO1S 3/02.
Рис. 172. Разрядная камера с пла-
стинчатыми катодами
I
226
Основа расчета бастоопроточнах СОглазеров
смеси, а с другой — со снижением
устойчивости разряда при увеличе-
нии ha.
Традиционными материалами ка-
тода являются медь [109] и корро-
зионно-стойкая сталь [61]. В рабо-
тах [10, 24] для катода предлагается
использовать композиционные мате-
риалы на основе Mo(W) и Си, обла-
дающих высокой теплопвоводностью
и эрозионной стойкостью.
ГРК лазеров с аксиальной прокачкой.
Все большее признание в последнее
время получают лазеры с быстрой
аксиальной прокачкой. Разрядная ка-
мера лазеров этого типа представляет
собой трубку, изготовленную из стекла
или кварца, внутои которой горит тле-
ющий разряд.
Конструкция одного канала ГРК
лазера «Карат» [57] показана на
рис. 173. В лазере имеется восемь
таких каналов, работающие в парал-
лельных газовых потоках.
Кварцевая трубка 5 герметично за-
креплена одним концом в корпусе
лазера 1, а другим — в керамическом
переходнике 2. В переходнике впаяны
высоковольтные электрические вво-
ды 3. Переходник, в свою очередь,
уплотняется в корпусе лазера. Для
уплотнения используется вакуумная
резина с низкой скоростью газоотделе-
ния при температуре 250 ... 300 °C.
Разряд 4 горит внутри кварцевой
трубки между высоковольтными
вводами и заземленным анодом 6.
Наличие встречного потока рабочей
смеси (покзэдн стрелками) препят-
ствует горению разряда вдоль кера-
мического переходника 2 на корпус
лазера 1.
ГРК лазера «Карат» работает на
рабочей смеси СО2 : N2 : Не = 1 ;
: 10 : 10, ро = 5 кПа. Удельный объем-
ный энерговклад достигает значения
{jE) = 15 Вт/см®. Электрооптический
КПД лазера т)эо =15%, полный КПД
т] = 8%. Номинальная мощность
лазера Рв = 1 кВт, максимально
достигнута мощность Р™ах= 2,1 кВт.
Рассмотренной конструкции по-
добна конструкция ГРК лазеров
сер. RS мощностью 500... 1500 Вт,
подробно описанная в п. 24 на при-
мере мод. RS1000.
Аксиальная геометрия ГРК поз-
воляет обеспечить возбуждение рабо-
чей смеси при давлении молекулярной
компоненты ры до 3 кПа при высоких
значениях удельного объемного и
массового энерговклада. Использо-
вание этого метода возбуждения поз-
воляет создавать лазеры мощностью
до 1,5... 5 кВт с устойчивым резона-
тором, работающим на низшей попереч-
ной моде [162] и до 20 кВт с неустой-
чивым резонатором [160, 198]. Япон-
ской фирмой «Хитачи» создан про-
мышленный технологический лазер
с аксиальной прокачкой мощность»’1
20 кВт [198]. ГРК лазера имеет шесть
разрядных трубок диаметром 134 мм
и длиной 1 м каждая.
Методы предыонизации. В ГРК ла-
зеров, использующих накачку само-
стоятельным разрядом постоянного
Газоразрядные камеры БПЛ
тока, обычно применяется предвари-
тельная ионизация рабочей смеси.
В ряде разработок используется до-
полнительный импульсный разряд,
обеспечивающий первоначальный
пробой разрядного промежутка. Это
позволяет поддерживать на основных
электродах накачки потенциал ниже
потенциала зажигания разряда. Такая
схема используется в лазерах RS1000
и SP820.
Для повышения устойчивости раз-
ряда в ГРК с трубчатым катодом
и секционированным анодом исполь-
зована дополнительная триггерная
система, состоящая из 43 штыревых
вспомогательных электродов, рас-
положенных вблизи катода [202]. Сила
тока вспомогательного разряда со-
ставляет около 0,1 А при силе тока
основного разряда 9 А. Наличие вспо-
могательных электродов способствует
однородному горению основного раз-
ряда по всей длине трубчатого катода
(£0 = 0,86 м) и снижает требования
к параллельности основных элек-
тродов.
В качестве предыонизатора часто
используется вспомогательный раз-
ряд, обеспечивающий ионизацию
рабочей смеси перед поступлением ее
в зону основного разряда. Тем самым
снижается напряжение зажигания
разряда и повышается его устойчи-
вость. Мощность вспомогательного
разряда невысокая и составляет обыч-
но несколько процентов мощности
основного разряда. Поэтому вклад
Разряда предыонизации в накачку ра-
бочей смеси несущественный и основ-
ной задачей его является равномерная
по сечению газового потока ионизация
рабочей смеси, что и обусловливает
его стабилизирующее воздействие
на основной разряд.
В лазерах мощностью излучения
До 20 кВт, разработанных японской
фирмой «Мицубиси» (рис. 174), ис-
пользуется ГРК с поперечным разря-
дом, состоящая из 300 штыревых
катодов 2 и плоского анода 3. Выше
основного разряда по потоку газа
Расположен вспомогательный элек-
трод 4 ВЧ-предыонизации, представ-
ляющий собой кварцевую трубку со
вставленным внутри тоководом.
Частота ВЧ-генератора 1 / «= 25 кГц.
8»
Рве. 174. Схема ГРК с ВЧ предыониза-
цией
На предыонизацию расходуется 5%
основной мощности. Наличие ВЧ-
предыонизации позволило в 3 раза
увеличить удельный энерговклад. Раз-
меры ГРК: £0 = 3 м, h0 = 7 см, /0 as
as 7 см.
Непрерывный вспомогательный раз-
ряд предыонизации эффективен так-
же в ГРК с глубоким секционирова-
нием катода (в лазерах типа ТЛ-5).
Для этой цели используется один ряд
катодов, расположенный в верхней
по потоку части ГРК (рис. 175). Ка-
тоды предыонизации / через собствен-
ные балластные резисторы R под-
ключаются к отдельному источнику
стабилизированного напряжения
Вследствие того, что | | > | Uo ,|
необходимо, чтобы расстояние по
потоку от катодов предыонизации до
первого ряда катодов основного раз-
Z, и„
R Ro
Рис. 175. Схема ГРК с секционированным
катодом и предыонизацией вспомогатель-
ным разрядом в лазере ТЛ-51
228
Основы расчета быстрспроточных СО,-лазеров
Рис. 176. Схема ГРК ЭИЛ
ряда li было больше Ло [/г = (1,3 ...
1,5) М-
Наличие предыонизации газа
в длинных камерах (/0 > Ло) выравни-
вает профиль распределения сопро-
тивлений Rb балластных резисторов
катодов основного разряда, необхо-
димый для обеспечения равномерного
энерговклада основного разряда по
потоку рабочей смеси.
Затраты мощности на предыониза-
цию составляют г^5% мощности энер-
говклада в основной разряд. Вслед-
ствие того, что предыонизация оказы-
вает влияние только на верхнюю
по потоку зону разряда и не обеспечи-
вает высокой плотности электронов,
разряд в основном объеме является
самостоятельным и может гореть
без предыонизации, но имеет худшие
энергетические характеристики. При
повышении эффективности внешнего
ионизатора разряд переходит в не-
самостоятельную стадию.
ГРК электроионизационных лазеров.
Одним из основных преимуществ не-
самостоятельного разряда является
его повышенная устойчивость при вы-
соких давлениях рабочей смеси, что
позволяет создать достаточно компакт-
ные лазеры мощностью Рл > 10 кВт.
Для несамостоятельного разряда,
использующего для ионизации внеш-
ний электронный пучок (электро-
ионизационный метод возбуждения),
вольтамперные характеристики основ-
ного разряда являются возрастающи-
ми, поэтому не требуется дополнитель-
ных мер стабилизации разряда (типа
секционирования или баллистирова-
ния). Приэлектродное падение потен-
циала электроионизапионного раз-
ряда составляет 400 ... 500 В (110].
Предельное значение удельного объем-
ного энерговклада (JE) линейно воз-
растает с увеличением давления газа
|110]. Это означает, что предельная
плотность тока разряда (/) не зависит
от давления при р0 40 кПа (так как
Е/р » const). В реальных электро-
ионизационных лазерах (ЭИЛ) дости-
гаются значения (/£) = 60 Вт/см’
Ц14].
Затраты мощности на создание элек-
тронного пучка составляют 5 ... 10%
мощности, вложенной в положитель-
ный столб разряда (т)н = 0,9 ... 0,95).
Потери в прнэлектродных слоях со-
ставляют не более 10% (т]эл = 0,9).
Затраты на прямой нагрев ~5% (т)к =
= 0,95 ... 0,9). Таким образом, КПД
разряда ЭИЛ Т]р = т]нт]элт]к = 0,8 ...
0.85.
Типичная схема ГРК ЭИЛ с источ-
ником внешней ионизации (электрон-
ной пушкой) показана на рис. 176
[118]. Триодная электронная пушка 3
с размером сечения электронного пучка
18х 100 см имеет прямонакальный ка-
тод 4, состоящий из восьми вольфрамо-
вых ните?, параллельно подключен-
ных к источнику накала. Ускоряющее
напряжение на катоде пушки может
плавно регулироваться от 0 до 250 кВ.
Остаточное давление в вакуумной по-
лости электронной пушки составляет
3-10~Б Па. Электронный пучок вво-
дится в область основного разряда 2
через, охлаждаемую пластину 5 из
алюминиевой фольги толщиной 30 мкм.
Максимальная плотность электрон-
ного тока через фольгу составляет
je = 70 мкА/см2, а плотность тока
в области катода 6 разряда /0 —
= 10 мкА/см2. Неравномерность плот-
ности тока в плоскости анода разряда 1
составляет не более 15%.
Катод 6 представляет собой медную
решетку с прозрачностью ~70%, рас-
положенную на расстоянии 2 см от
пластины из фольги 5. Анод 1 состоит
из двух медных охлаждаемых водой
плит. На анод подается постоянное
напряжение до 5 кВ с пульсациями
<J5%. Стенки рабочего объема ГРК
защищены диэлектрическими пли-
тами.
Расстояние анод — катод основ-
ного разряда h0 = 10 см, ширина
ГРК L, = 1м, длина по потоку /0 =
Газоразрядные камеры БПЛ
229
==20 см. Скорость рабочей смеси на
входе в ГРК Ц) = 90 м/с. Неравно-
мерность поля скоростей в ядре потока
не более 10%.
ГРК комбинированного разряда. Дей-
ствие комбинированного разряда
основано на том, что короткие (10~“ ...
Ю-’ с) вспомогательные импульсы
ионизации создают в объеме основной
активной воны ГРК концентрацию
электронов = 10й ... 1011 см~8.
За период между импульсами концен-
трация электронов уменьшается по
вакону \/пе — l/п^ -|- ₽0/. где ₽0 —
эффективный коэффициент рекомби-
нации. Квазистационар ная концен-
трация электронов при частоте следо-
вания импульсов ионизации fB опре-
деляется выражением [78]
(ле) = /и/₽о 1п(1 + ₽япе<Ля)-
Для обеспечения (л;) = 1(Я0 см~8
при Ро я: 10~7 см*8-с~х необходима
частота повторения импульсов иони-
зации f„ » 10s Гц [110]. В промежут-
ках между импульсами в распада-
ющейся плазме протекает постоянный
ток от основного источника накачки.
В условиях несамостоятельного разря-
да постоянное поле накачки можно под-
держивать оптимальным для возбу-
ждения колебательных степеней сво-
боды молекул рабочей смеси [Е/р як
я» 4,5 ... 6 ВУ/м-Па)]. Колебательный
КПД несамостоятельного разряда
достигает 0,95. Для поддержания вы-
сокой эффективности накачки в ком-
бинированном разряде необходимо,
чтобы импульсы ионизации были ко-
роткими. При длительности импульсов
ти як 10-7 е мощность импульсной
ионизации составляет менее 5% мощ-
ности основного разряда. Тем самым
обеспечивается КПД комбинирован-
ного разряда т]р = 0,8 ... 0,85 [ПО].
ГРК комбинированного разряда
можно разделить на два основных
типа. В ГРК первого типа применяют
одни и те же электроды для импульсов
ионизации и основного поля накачки.
Как правило, используется поперечная
геометрия разряда (рис. 177) [78].
Импульсы ионизации подаются на
Катоды от генератора импульсов ГИН,
обеспечивающего импульсы длитель-
ностью 100 ... 400 нс напряжением
Рнс. 177. Схема ГРК комбинированного
поперечного разряда:
1 — катодная плата; 2 — анод; 3 — шты-
ревой катод; 4 — балластное сопротивле-
ние
до 35 кВ при частоте повторения
< 20 кГц. Регулируемый источник
постоянного напряжения UH= 0 ...
10 кВ имеет мощность 100 кВт. Кон-
денсатор С1 и катушка индуктивности
L обеспечивают взаимную развязку
источников.
В ГРК второго типа импульсы иони-
зации подаются на отдельные от основ-
ного разряда электроды. На этом
принципе основана ГРК лазера «Лан-
тан» 1см. п. 5.8). Импульсы длитель-
ностью т < 1 мкс подаются с частотой
/и як 10 кГц. На ионизацию затрачи-
вается около 4% мощности основного
разряда, пе = I010 см-8, Ро = 1,5 х
X 10~7 см3/с. За время между импуль-
сами концентрация электронов па-
дает в 1,5 раза.
В лазере «Лантан» реализован также
импульсно-периодический режим ра-
боты. При этом конструкция ГРК
остается неизменной, а схема питания
основного разряда меняется на им-
пульсную. Импульсы ионизации по-
даются синхронно с основными им-
пульсами накачки с упреждением по
времени на 0,5... 1,5 мкс. В этом
режиме работы ГРК частота следова-
ния основных импульсов fB 500 Гц,
максимальная энергия в импульсе ге-
нерации еи = 4 Дж, длительность
ти = 50 ... 150 мкс.
Благодаря высокой однородности
разряда, что связано с однородностью
объемной ионизации и практически
отсутствием влияния приэлектродных
230
Основы расчета быстропроточных СО,-лазеров
Рис. 178. Схема ГРК разряда переменно-
го тока
зон, лазер «Лантан» обладает высоким
качеством излучения, близким к ди-
фракционному.
ГРК лазеров на переменном токе.
Промежуточное положение между
самостоятельным и несамостоятель-
ным разрядом занимает разряд пере-
менного тока.
По схеме электропитания он отно-
сится к самостоятельному разряду,
так как питание подводится от одного
источника и дополнительных источни-
ков ионизации нет. Однако по физи-
ческому механизму разряд перемен-
ного тока напоминает комбинирован-
ный разряд. Так же как и в несамо-
стоятельном разряде, ионизация
основного объема рабочей смеси проис-
ходит в короткие моменты, соответству-
ющие максимуму электрического
поля. В остальное время разряд имеет
несамостоятельный характер и горит
в распадающейся плазме.
ГРК для разряда переменного тока
может быть выполнена секциониро-
ванной аналогично ГРК для самосто-
ятельного разряда (рис. 178) [188].
Металлические секционированные
электроды 3 подключаются к общему
источнику питания через индивидуаль-
ные балластные конденсаторы 2.
Общая для электродов одной платы
катушка индуктивности 1 компенси-
рует емкостные потери, что обеспечи-
вает замыкание источника питания
на разрядный промежуток. В силу
того, что время смены полярности
меньше времени развития термической
неустойчивости, допускаются элек-
троды с более крупным секционирова-
нием, чем при разряде постоянного
тока.
Более полно возможности перемен-
ного тока реализуются в случае, если
металлический электрод со стороны
разряда закрыт диэлектриком (емко-
стный безэлектродный разряд). При
этом любая часть поверхности элек-
трода имеет собственное емкостное со-
противление за счет диэлектрического
покрытия. Таким образом обеспечи-
вается бесконечно высокая степень
секционирования, что обусловливает
повышенную устойчивость разряда
к контракции. Вместе с тем отсутствие
открытых металлических поверхно-
стей электродов способствует увели-
чению ресурса ГРК- В качестве ди-
электрика обычно используются стек-
ло, кварц, керамика, т. е. материалы,
обладающие высокой химической
и эрозионной стойкостью.
Для накачки лазера мощностью
~1 кВт можно использовать попереч-
ный разряд переменного тока частотой
f = 10 ... 13 кГц [192]. В этом случае
ГРК состоит из двух одинаковых
наборов трубчатых электродов, вытя-
нутых вдоль оптической оси. Электрод
в виде металлической проволоки встав-
лен в стеклянную трубку, через кото-
рую прокачивается деионизованная
вода. Таким образом обеспечивается
емкостное замыкание тока с металли-
ческого электрода на стеклянную труб-
ку и далее на рабочий промежуток
и исключается электролиз охлажда-
ющей воды.
При повышении частоты до мегагер-
цевого диапазона конструкция элек-
тродов может быть еще более упро-
щена, так как увеличивается толщина
диэлектрического покрытия. При
этом уменьшается вероятность элек-
трического пробоя покрытия, что по-
вышает надежность работы ГРК-
ГРК импульсно-периодических ла-
зеров. Подобно ГРК непрерывных ла-
зеров ГРК импульсно-периодических
лазеров можно классифицировать в за-
висимости от типа разряда — само-
стоятельный или несамостоятельный
и по геометрии разряда — поперечный
или продольный.
Газоразрядный катары БПЛ
231
Fl
Рис. 178. Схема ГРК импульсного разряда с плазменными электродами
Выше уже рассматривались воз-
можности и особенности импульсно-
периодического режима ГРК с не-
самостоятельным разрядом с иониза-
цией электронным пучком и вспомога-
тельными поперечными импульсами.
Кроме этого, для импульсных лазеров
достигнута несамостоятельная стадия
горения разряда за счет вспомогатель-
ного скользящего разряда [77].
Схема экспериментальной уста-
новки, описанной в работе [77], пока-
зана на рис. 179. Рабочий объем ГРК
имеет размеры: сечение 150х 150 мм
И длину Lq = 800 мм. Он образован
двумя одинаковыми электродами,
выполненными из фольгированного
стеклотекстолита толщиной 1,5 мм.
Вдоль поверхности стеклотекстолита
между электродами 1 и 3 загорается
скользящий разряд. Плазма скользя-
щего разряда 2 является электродом
основного разряда (заштрихованная
область между электродами), по-
этому отсутствуют области при-
Электродных падений потенциала, что
способствует повышению устойчиво-
сти разряда. Стабилизирующее дей-
ствие плазменного катода заключается
также в его собственном активном
сопротивлении.
УФ излучение плазмы скользящего
Рзряда обеспечивает эффективную
ионизацию основного разрядного
промежутка с начальной концентра-
цией электронов пСа до 1018... 1014 см-8.
При этом удельная напряженность
основного электрического поля накач-
ки составляет Е/р = 7,5 В/(м-Па) для
смеси СО» : Na : Не = 1 : 1 : 8 и Е/р —
= 8,7 В/(м-Па) для смеси СО2 : Ns :
:Не = 1 : 1 : 6 (р = 106 Па), что
близко к оптимальному значению для
возбуждения нижних колебательных
степеней свободы молекул азота.
В силу несамостоятельности основ-
ного разряда и отсутствия приэлек-
тродных падений напряжения распре-
деление электрического поля в основ-
ной части межэлектродного промежут-
ка достаточно равномерно. Это об-
условливает равномерность энерго-
вклада по объему зоны накачки и
соответственно ее оптическую изо-
тропность. Энерговклад в ГРК дости-
гает 2 Дж/(м8-Па), а удельный энерго-
съем 0,3 Дж/(м3-Па), что соответствует
т]эп = 15%.
Испытания аналогичной ГРК с меж-
электродным зазором 70 мм показали
[9] возможность достижения удель-
ного энерговклада до 3,5 Дж/(м3-Па)
в рабочую смесь СОа : Na : Не =
= 1:1:8. Измеренный максималь-
ный за время импульса коэффициент
усиления слабого сигнала составлял
232
Основы расчета быстропроточных СОч-лазеров
Система формирования излучения
233
предыонизации, обеспечивающие Уф
ионизацию основного разрядного
промежутка ва счет искрового разряда.
41. СИСТЕМА ФОРМИРОВАНИЯ
ИЗЛУЧЕНИЯ
Рис. 180. Схема ГРК TEA.мазера
Ко 0,41 см-1 для смеси СОа : Ng :
:Не = 2 : 1 : 7 и Ко = 0,036 см~»
для СОа : Ng : Не = 1:1:3. Макси-
мальный КПД достигал т]эо « 15%
на смеси СОа : N2 : Не = 1:1:3 при
W т 2 Дж/(м3-Па), а максимальное
эначение W — 3,5 Дж/(м3-Па) на
смеси СОа : Ng : Не == 1 : 1 : 8 при
ЧэО 10%.
ГРК импульсно-периодических ла-
зеров с самостоятельным поперечным
разрядом состоит, как правило, из
двух протяженных электродов 1 с про-
филированными краями (рис. 180) (50].
Профилирование необходимо для
обеспечения однородного электриче-
ского поля в рабочем объеме ГРК.
Наиболее широкое применение полу-
чили профили Чанга [117], рассчитан-
ный для реальной геометрии электро-
дов конечной ширины, и Боюса, подо-
бранный экспериментально [50].
Электроды изготовляются из меди
или латуни и закрепляются на ди-
электрических элементах газоразряд-
ного канала -2. В нижней части ГРК
по потоку рабочей смеси устанавли-
ваются вспомогательные электроды 3
В быстропроточных COg-лазерах для
формирования излучения используют
открытые резонаторы как устойчивой,
так и неустойчивой конфигурации
(табл. 62).
Устойчивые резонаторы. В устойчи-
вом резонаторе световая волна рас-
пространяется от периферии к оси,
образуя ограниченную каустическую
поверхность. Радиусы апертуры свето-
вой волны на основных зеркалах
резонатора (рис. 18!) для основной
поперечной моды ТЕМоо (81 в общем
случае записываются в виде
х _______Гр (Rg.l — Гр)______
(Ях.в — Гр) (Rt + Ro — Гр) ’
(34)
где Гр — длина резонатора; R2, Rt —
радиусы кривизны зеркал. Радиус све-
тового пятна в перетяжке для моды
ТЕМоо ©о — I^KL-p/я, а для мод высо-
кого порядка TEMmn [89]
= ©о {2/n + п + 1 +
+ [(2т + 1) (2т + 2п + 1 )]1/2}1/2-
В БПЛ используют, как правило,
вывод излучения из устойчивого резо-
натора с помощью полупрозрачного
Рис. 181. Схема устойчивого резонатора:
1 — глухое зеркало; i — активная среда; 3 — апертурная диафрагма; 4 — выходное
зеркало; 3 — выходное нвлучеяве
234
Основы расчета быстропроточных СО9-лаэеров
Рис. 182. Схема неустойчивого резонатора:
1 — глухое зеркало; 2 — активная среда;
3 — выходное зеркало; 4 — поперечное се-
чение выходного пучка излучения
плоского зеркала. В этом случае пере-
тяжка каустической поверхности
(<Оо) располагается в плоскости выход-
ного зеркала (полуконфокальный
резонатор).
Расходимость излучения, выходя-
щего из устойчивого резонатора, в об-
щем случае состоит из геометрической
составляющей 6Г, которая может быть
скомпенсирована, например, линзой,
и дифракционной составляющей 6Д.
Для моды ТЕМоо дифракционная со-
ставляющая расходимости излучения
минимальна и составляет
0 — — I /~
д л<в0 г лЬр
Для зеркал радиусом r0 >
максимальный номер моды устойчивого
резонатора
'о _ " Г1 я к,
,пах~(й2 ~ 2 AL ~ 2 Nf’
где Np — число Френеля.
Угловая расходимость моды TEMmn
растет с увеличением номера моды
(в предположении т = л) при т > 1:
По уровню 90% полной мощности
расходимость для m = 1 ... 6 состав-
ляет соответственно 1,8; 2,3; 2,8; 3,12;
3,3; 3,36 мрад. При размеряя зеркал.
ббльшия апертуры основной моды,
могут одновременно возбуждаться'
несколько поперечных мод, что еще
больше увеличивает расходимость из-
лучения.
Расходимость Многомодового излу-
чения 18]
0Д « К1/(2а),
где К «1,5 -|-In р^’а/У
о0 — коэффициент вредных потерь;
р2 — коэффициент отражения выход-
ного зеркала.
Надежное выделение моды ТЕМоо
зависит также от степени равномер-
ности возбуждения активной среды
в поперечном сечении резонатора.
В лазерах с поперечной прокачкой
активной смеси, как правило, имеет
место поперечная неоднородность
накачки по сечению резонатора. Это
затрудняет устойчивое выделение
основной моды. Лучшими качествами
активной среды обладают лазеры с ак-
сиальной прокачкой, так как неравно-
мерность накачки в этих лазерах
имеет цилиндрическую симметрию,
близкую к симметрии ТЕМ^-моды.
Жесткая связь апертуры излучения
устойчивого резонатора с его длиной
|см. зависимость (34) ] ограничивает его
использование в лазерах большой мощ-
ности. Практически устойчивые
резонаторы используются в лазерах
мощностью менее 5 кВт (см. табл. 63).
Неустойчивые резонаторы. В лазе-
рах большой мощности используют
неустойчивые резонаторы, апертура
излучения которых не зависит от Ер-
Световая волна в неустойчивых резо-
наторах зарождается в приосевой об-
ласти и имеет размеры порядка первой
зоны Френеля dj = УХЕр, а затем
распространяется к периферии зеркал
еа счет последовательного отражения
от них. Расширение апертуры излу-
чения за один полный проход резона-
тора называется увеличением резо-
натора М.
Возможно несколько схем не-
устойчивых резонаторов (см., напри-
мер, [8]). В БПЛ чаще всего исполь-
зуется телескопический резонатор
(конфокальный неустойчивый резо-
натор положительной ветви Rt > 0.
Rt < 0). На рис. 182 приведена схема
Система формирования излучения
235
такого резонатора. Вывод излучения
иэ резонатора осуществляется по пери-
ферии выходного зеркала 3. Попереч-
ное сечение выходного пучка — кольцо
с внешним диаметром Do и внутренним
д,. Параметры телескопического не-
устойчивого резонатора связаны
простыми соотношениями. Условие
конфокальности: (R, — R7) = 2Ер.
Увеличение М = Ri/Rt = DjdB. Про-
врачность резонатора 6р == 1 — М~*.
Эквивалентное число Френеля N6KB —
= d20 (М - l)/(81Lp).
Условием подобия неустойчивых
резонаторов является равенство М
и NBKB.
В неустойчивых резонаторах также
могут существовать различные кон-
фигурации светового поля (моды ре-
зонатора). Особенности поперечных
мод неустойчивого резонатора за-
ключаются в том, что, во-первых,
их апертурные размеры не зависят от
длины резонатора и для всех мод
примерно равны. Во-вторых, распре-
деление поля различных мод в области
выходной кольцевой апертуры изме-
няется незначительно, поэтому раз-
личие модовой структуры поля мало
сказывается на параметрах выходного
излучения лазера с неустойчивым ре-
зонатором. На рис. 183 показано рас-
пределение амплитуды А и фазы <р
низших мод в неустойчивых резонато-
рах с гауссовыми зеркалами (8] *.
Вертикальные штриховые линии
условно показывают часть световой
волны, выходящую из резонатора
(в геометрическом приближении). Вид-
но, что в области выходной апертуры
волновой фронт плоский с незначи-
тельным отличием распределения
амплитуды поля низших мод.
Одной из существенных особенно-
стей неустойчивого резонатора яв-
ляется чувствительность к наличию
Для неустойчивого резонатора, со-
стоящего нз зеркал с гауссовым законом
изменения коэффициента отражения, ре-
шение интегральны» уравнений для
Распределения поля записывается • в
®ВДе ит (х) „ у, (ж) Нт (2 х
X V- i«W9KB2x/d0), где U, (*) =
= евр (~6x?7[dl (М1 — 1)]; Нт - полн-
°м Эрмита) т = 0, 1, 2, 3 ... — ввдека
МоДы.
Рис. 183. Амплитуда и фаза полей низших
мод неустойчивых резонаторов с гауссовы-
ми зеркалами
световой волны, сходящейся под ма-
лым углом к оси резонатора. Такая
волна, усиливаясь при последователь-
ных отражениях в резонаторе, дости-
гает приосевой области, интерферирует
с основной расходящейся волной и
может в значительной степени изме-
нить параметры излучения как внутри
резонатора, так и выходящего полез-
ного сигнала. «Естественным» источ-
ником сходящихся волн могут слу-
жить острые края выходного зеркала.
В работе [8] показано, что наличие
геометрически острого края зеркала
обусловливает вырождение потерь
мод резонатора и может привести
к многомодовому режиму генерации.
Однако такое рассмотрение носит су-
губо теоретический характер. Нали-
чие на краю зеркала, например, фаски
шириной Оф = <V(4/VaKB) [89 ] доста-
точно для исключения влияния крае-
вой дифракции на структуру неустой-
чивого резонатора.
Сходящаяся волна может возни-
кать вследствие отражения излучения
от обрабатываемого материала. На
квазинепрерывном СО2-лазере с не-
устойчивым резонатором исследова-
лось влияние мишени, устанавлива-
емой на выходе излучения нз резона-
тора в фокусе линзы [84J. Показано,
что наличие мишенн значительно уве-
личивает расходимость излучения. По-
казано влияние рассеяния излучения
от мишени, так как распределение
236
Основы расчета быстропроточных СОглаоеров
Рис. 184. Угловая
ния неустойчивого
чии МФК размером
(2); 1 см (3)
расходимость излуче-
резонатора при иали-
Д = 0,1 см (/); 0,2 см
излучения в дальней зоне зависит от
угла между мишенью и осью излу-
чения.
Другим источником сходящихся
волн являются мелкомасштабные
фазовые неоднородности (МФН)
активной среды внутри резонатора.
Влияние МФН в неустойчивом резо-
наторе рассмотрено в работе [97].
Мелкомасштабными считаются не-
однородности, характерный размер Д
которых находится в диапазоне X <
< Д При рассеянии излу-
чения на МФН при условии Д
S’ du/(4"[/Nвкв) возникает сходящаяся
волна, приводящая к сильной модуля-
ции светового поля в резонаторе и,
как следствие, к значительному увели-
чению расходимости излучения.
Получено условие допустимых МФН
Нф > Ю”3МЭКВ, где Оф — дисперсия
фазы световой волны, вносимая МФН
при одном проходе резонатора [97 ].
На рис. 184 приведена полученная
в работе |97] зависимость расходимо-
сти излучения неустойчивого резона-
тора от Оф для различных размеров
неоднородностей Д. Видно, что при
наличии МФН расходимость излуче-
ния может возрастать более чем на
порядок величины.
Для БПЛ источником МФН может
быть наличие турбулентных вихрей.
В работе [28 ] получено выражение
для дисперсии фазы волнового фронта
при рассеянии на турбулентных пуль-
сациях:
°Ф =[Х'П’ <*~1)Мо8Х
х "V-"] ^Р*
Рн J
где rtj — постоянная Гладстона —
Дейла («! = 3-10-4 для азота); k —
показатель адиабаты; Мо — число
Маха потока газа; а — степень турбу-
лентности потока; р0, рн — плотность
рабочей смеси при условиях на входе
в резонатор н при нормальных усло-
виях (рн = 106 Па, 7’н = 300 К);
Хо — характерный размер турбулент-
ных вихрей.
Для резонаторов СО2-лазеров ха-
рактерны потери в основном на зерка-
лах [кроме полезных потерь на излу-
чение). Тогда можно записать ов1.р ~
« (1 — Яотр) А'з, где /?отр —коэффи-
циент отражения зеркал, Ns — число
зеркал резонатора.
Если учесть, что потери на зеркалах
существенно меньше потерь на излу-
чение, то, используя данные [8],
можно записать приближенное выра-
жение для эффективности неустой-
чивого резонатора:
___. _In М_____(1 — Rp-rp) Na
Чр k„Lp In М
(35)
где Af — увеличение резонатора; k0 —
коэффициент усиления слабого сиг-
нала.
Зона возбуждения БПЛ чаще всего
представляет собой плоский вытяну-
тый канал (см. п. 40). Для эффектив-
ного съема энергии возбуждения резо-
натор должен максимально заполнять
излучением объем ГРК. Обычно это
достигается за счет многопроходной
схемы резонатора.
Выбор длины резонатора необхо-
димо проводить с учетом энергетиче-
ского и объемного КПД резонатора-
Увеличение резонатора влияет на его
энергетическую эффективность, по-
этому выбирают оптимальное число
проходов резонатора N при фиксиро-
Система формирования излучения
237
ваяной ширине ГРК по оптической
оси io (ip « Mi®)- Зависимость эф-
фективности резонатора (Лр’Поб) от Л/,
рассчитанная для параметров лазера
ТЛ-5, приведена на рис. 185. Опти-
мальное число проходов в этом случае
№4.
Оптимальное значение М, соответ-
ствующее максимуму энергетической
эффективности резонатора, можно най-
ти из формулы (35):
opt = ехР ^(Лр О ^отр) =
= exp"^i®i®M (1 ^?отр)-
При этом максимальное значение КПД
«н) = 1 -
-2У(1-/?отр)/(Л0Г0).
При выборе М необходимо учиты-
вать, что при уменьшении М умень-
шается ширина кольца в поперечном
сечении пучка излучения в ближней
зоне.
В работе [8] показано, что при
уменьшении М падает относительная
доля полной мощности в центральном
максимуме углового распределения
излучения в дальней зоне, и дан при-
мер расчета углового распределения
интенсивности для = со (сплош-
ной круг), М2 « 1,67 и Л4Я = 1,25.
Дифракционная расходимость излу-
чения, рассчитанная по уровню 0,5
полной энергии (полный угол), для
этих случаев соответственно будет 0дт=
- 2,12? С®; 0д2 - и 0д3 =
= 10,5А®/£)0. Таким образом, энерге-
тическая диаграмма направленности
излучения резонатора, имеющего М —
~ 1,25, почти в 5 раз шире дифрак-
ционного угла, рассчитанного по
сплошной апертуре.
Приведем приближенную формулу
Для практических расчетов энергети-
ческой расходимости излучения не-
устойчивых резонаторов, совпада-
ющую с точным решением при М <
S 2,5 |30]:
2,4Х0М
д~ Д0(Л1-1) •
Воспользуемся понятием коэффи-
циента качества излучения вве-
денного в работе [2] и определяемого
Рис. 185. Эффективность резонатора в
зависимости от числа проходов для лазера
ТЛ-б (М === 2; Ло = 0,4 м“*; = 0,98;
Lo = 1 м) ₽
отношением дифракционной расходи-
мости излучения по полной апертуре
к реальной расходимости излучения.
Для кольцевого излучения неустой-
чивого резонатора коэффициент каче-
ства, зависящий только от дифракции
на выходной кольцевой апертуре, вы-
числяется по формуле
Ke = 1 — М-». (37)
Из (36) и (37) следует вависимость
0д = 2,410/(Р0Ке).
При фокусировке излучения оди-
ночной линзой с фокусным рассто-
янием F — nD0 коэффициент п опре-
деляется из условия равенства аберра-
ционного пятна дифракционному.
Обычно п = 5 ... 10. Тогда размер
пятна в фокусе линзы df вдГ =
— 12?.0К^'1 и средняя по пятну плот-
ность мощности излучения
f~0,85d2f~ 120Z.2 ~
= Ve-
где W — вкладываемая мощность
с учетом всех потерь, кроме потерь
в резонаторе.
Окончательный выбор оптималь-
ного значения М определяется требо-
ваниями технологического процесса,
в котором используется данный лазер.
Для примера рассмотрим процесс свар-
ки. Максимально упростим модель.
Будем считать, что энергия излучения
расходуется только на нагрев и плав-
ление материала сварного шва. За-
траты теплоты на частичное испарение
металла, теплопроводность, плазмо-
238
Основы расчета быстропроточных СО^-лазеров
Рис. 186. КПД резонатора, средняя плот-
ность мощности излучения в фокусе и
эффективность сварки в зависимости от
увеличения неустойчивого резонатора для
параметров лазера ТЛ-5
образование, нагрев окружающего
газа не учитываем. Размеры сварного
шва: ширина dy и глубина Лсв.
Считаем, что фокальная плоскость
линзы расположена на поверхности
свариваемых деталей. Баланс энер-
гии в этом случае будет определяться
выражением
Рле = (С + Р ^/^св^св»
(38)
где е — коэффициент поглощения излу-
чения обрабатываемым материалом;
с, г, р — удельная теплоемкость, те-
плота плавления и плотность матери-
ала мишени; ДТ = 7'пл— То — нагрев
материала мишени до температуры
плавления; осв — скорость сварки.
Эффективность рассматриваемого
технологического процесса зависит
от произведения Ловчев- Если записать
df = 12кМ/(М — 1), то из (38) можно
получить
Есв ~ (Лсв°св) =
_ 0,8W"e (М — 1) ~
~ (с + г) р ЬТкМ ПР *
~т)р(1-.М-Ч~ЧрКв. (39)
Зависимость (39) показывает, что эф-
фективность использования лазерного
излучения в конкретном технологи-
ческом процессе пропорциональна
КПД резонатора и коэффициенту ка-
чества излучения. На рис. 186 пока-
заны зависимости т)р, Есв, If от М,
рассчитанные для параметров лазера
ТЛ-5. Можно видеть, что оптимальные
значения параметра увеличения резо-
натора меняются в зависимости от
параметра оптимизации <
< Mopt < Af$. Окончательный вы-
бор М определяется задачей конкрет-
ного использования излучения данного
лазера.
Конструкция резонатора. Конструк-
тивно резонатор представляет собой
два или более зеркал, закрепленных
на общей оптической скамье и рас-
положенных вне области прокачки
основного потока рабочей смеси так,
чтобы обеспечить прохождение из-
лучения через возбужденную рабочую
смесь. При этом излучение резонатора
может проходить непосредственно
через зону возбуждения (совмещенная
схема размещения резонатора) либо
располагаться после зоны возбуждения
по течению газа (разнесенная схема).
Разнесенная схема целесообразна в том
случае, когда апертура излучения дол-
жна быть больше ширины проходного
сечения ГРК, а релаксация колеба-
тельного возбуждения незначительна
за время пролета газа через зону ГРК-
В подавляющем большинстве случаев
в существующих технологических ла-
зерах используется совмещенная
схема.
Особенности конструирования ре-
зонатора БПЛ связаны прежде всего
с наличием в составе лазера источни-
ков вибрации. Такими источниками
являются вакуумный насос, венти-
лятор (компрессор) и газоводы.
Вибрация резонатора может при-
водить к флуктуации оси диаграммы
направленности излучения, а при боль-
шой амплитуде вибрации зеркал —
к снижению мощности излучения. Для
неустойчивого резонатора угловой
уход оптической оси а при повороте
выходного зеркала на угол ра, а глу-
хого зеркала — можно найти из
зависимостей
„ - R 2 „ R 2М
—1’ ,= ₽1Л1 —Г
С испила формирования Облучения
239
РЯС. 187. Схема резонатора
лазера SP873:
/ — соединительные трубы;
j — диафрагма; 3 — реэи-
Вовая манжета; 4 — плоское
зеркало; б — алюминиевая
плита; 6 — выходное аерка-
ло; 7 — газовый контур; 8 —
глухое зеркало
Оптическая ось излучения на глу-
хом зеркале смещается на расстояние
01 - “1£р лтзгу -
„ , 4Ма
-Р1Ч>(ЛГТТ)5-,
на выходном зеркале на расстояние
R _ , 2М „ r 4М
о, - aaLpM _ ( - раьр _ 1)а .
Для примера рассмотрим допусти-
мые угловые уходы оптической оси
зеркал резонатора лазера ТЛ-5 (£р =
= 5 м; М — 2). Примем максимально
допустимое значение а = 10~4 рад
(6д= 10‘3рад), тогда Р1 = 2,5-10-ь;
Ра ~ 5-10“®; 61,2 = 2 мм.
Для устойчивого резонатора харак-
терна меньшая чувствительность
к разъюстировке зеркал. В соответ-
ствии с критерием Синклера [891
допустимый угол разъюстировки
зеркал устойчивого резонатора на-
ходится из условия, чтобы каусти-
ческая поверхность данной моды
не достигала ограничивающей апер-
тУры (обозначения см. на рис. 181):
tg 2р <-------(°* ~ ^1-----.
ЯзД/Я? — (°i — wf)2
Возможны два варианта размещения
резонатора в газовом контуре лазера:
оптическая скамья вместе с зерка-
лами целиком расположены внутри
Газового контура; при втом опоры
оптической скамьи должны быть уста-
новлены в местах газового контура,
обладающих наибольшей простран-
ственной стабильностью при изме-
нении давления и температуры газа;
оптическая скамья располагается
вне вакуумного объема лазера; зеркала
резонатора полностью нли частично
находятся внутри газового контура
и соединяются с ним с помощью герме-
тичных виброизолирующих элементов.
В табл. 63 указан вариант размеще-
ния резонатора в существующих раз-
работках технологических БПЛ.
При внешнем размещении оптиче-
ской скамьи резонатора элементы юсти-
ровки зеркал могут располагаться вне
вакуумного объема лазера. Это сни-
жает требования к качеству предвари-
тельной юстировки зеркал и стабиль-
ности юстировки во время длительной
работы лазера. Кроме того, соединения
системы охлаждения элементов ре-
зонатора могут также располагаться
вне вакуумного объема, что снижает
требования по герметичности этих со-
единений.
Для ТЛ условия эксплуатации в про-
мышленном технологическом процессе
требуют снижения затрат на профилак-
тическое обслуживание лазера. По-
этому схема с внутренним размещением
более прогрессивна и чаще исполь-
зуется в лазерах, вышедших на миро-
вой рынок. Кроме того, эта схема
позволяет использовать более сложные
схемы резонатора, обеспечивающие
высокое качество излучения.
240
Основы расчета быстропроточных СОглазерое
Рис. 188*. Схема резонатора лазера SP820:
1 — глухое зеркало; 2 — виброизолиру*
ющие опоры; 3 — плита; 4 — поляриза-
ционное зеркало; б — поворотное зеркало;
б — труба резонатора; 7 — виброизоли-
рующие опоры; 8 элементы газового
контура
Показательны разработки амер и-
каиской фирмы «Спектра Физике».
В ранних моделях 900-й серии (см.
п. 23) разработчики этой фирмы ис-
пользуют вариант внешнего размеще-
ния резонатора «классического!
конструктивного решения. На рис. 187
показана конструктивная схема
резонатора лазера мод. SP973. Опти-
ческая скамья резонатора состоит из
двух алюминиевых плнт 5, располо-
женных с двух сторон газового кон-
тура 7 лазера, и четырех стягивающих
из труб 1. На плитах с помощью
юстировочных узлов закреплены
четыре зеркала, образующие семи-
проходный устойчивый резонатор.
Зеркала частично расположены вну-
три вакуумного объема и соединяются
с его корпусом с помощью резиновых
манжет 3, обеспечивающих герметич-
ность вакуумного объема и отсутствие
влияния деформаций корпуса лазера
на относительное положение зеркал.
В последующих разработках фирмы
«Спектра Физике» (лазерах SP820) при-
нята схема внутреннего размещения
резонатора (рис. ’188). Основу кон-
струкции составляет труба 6 из гра-
фитопласта (0 200 мм и длина 1,4 м).
С двух сторон этой трубы, явля-
ющейся оптической скамьей, кон-
сольно закреплены две литые алюмини-
евые плиты 3, на которых закреплены
зеркала резонатора 7. Оптическая схе-
ма лазера подробно рассмотрена
в п. 23.
Блок оптического резонатора уста-
новлен внутри газового контура ла-
зера и закреплен в ием с помощью
виброиэолирующих опор 2. Такая ком-
поновка резонатора позволила суще-
ственно упростить конструкцию
основных узлов (оптическая скамья,
юстировочные узлы), повысить на-
дежность и упростить обслуживание
лазера.
42. УСТРОЙСТВО ВЫВОДА
ИЗЛУЧЕНИЯ
Для вывода излучения СО2-лазера
из объема газового контура необходимо
устройство вывода излучения (УВИ),
прозрачное для излучения с длиной
волны А. яг 10,6 мкм и обеспечивающее
герметичность газового контура.
Функциональное назначение этого
устройства диктует требования, кото-
рые должны к нему предъявляться
с позиции использования в техноло-
гических лазерах:
незначительное натекание воздуха
из атмосферы в газовый контур лазера
через элементы УВИ;
минимальные потери энергии излу-
чения, проходящего УВИ;
минимальные искажения волнового
фронта выходного излучения;
максимальный ресурс и надеж-
ность УВИ;
технологичность изготовления;
простота технологического обслу-
живания.
В настоящее время используются
УВИ трех типов: кристаллическое вы-
ходное окно; сверхзвуковое газодина-
мическое окно (СГО); газовое диафраг-
менное окно (ГДО).
Кристаллическое выходное окно.
Наиболее простым и вследствие этого
самым распространенным вариантом
УВИ является использование кри-
сталлов, прозрачных в 10-микроиной
области спектра. Высокая интенсив-
ность лазерного излучения, которое
должен пропускать кристалл в составе
УВИ, ваставила по-новому взглянуть
на материалы ИК техники. Определи-
Устройство вывода излучения
241
ющими параметрами при выборе мате-
риала стали коэффициент объемного
поглощения ₽, физико-химические и
механические свойства кристалла
(см. т. 2).
Оптический элемент (кристалл),
установленный в выходном окне
(рис. 189), подвергается действию пере-
пада давления &р — рв — р0 и не-
однородному нагреву вследствие
поглощения части мощности проходя-
щею излучения РП0гл « №лН. В ре-
зультате деформации кристалла под
действием перепада давления обра-
вуется рассеивающая линза с 'фокус-
ным расстоянием [251
„28 5 О0
(3 _|_ v)a (1—v)« (n— 1) X
Рис. 189. Схема к расчету выходного окна:
ав* ат — коэффициенты теплоотдачи на
рабочей грани и на торцевой поверхности
H \6f E у
DB И ДР ) ’
где v — коэффициент Пуассона для
кристалла.
Минимально допустимая толщина
кристалла может определяться дву-
мя факторами:
уменьшением вдвое осевой яркости
проходящего излучения вследствие
образования рассеивающей линзы
"min = °.»4Л0 X
X [(л -1) (Ьр/Е)* (Лв/Х)],/5;
стойкостью к разрушению под дей-
ствием перепада давления с запасом
прочности «а (обычно Яд = 3 ... 4)
^П1П=0-43Он(Дрл3/ос)0-5.
Например, для окна лазера ТЛ-5
(DB = 10 см; Др « 10s Па) //^1п =
== 1,2 см; Я"п1п = 0,3 см для КС1
н //min =0,34 CM, //mln = 0,25 см
Для ZnSe.
Вследствие неоднородного иагрева
кристалла за счет РПогл происходит
искажение Дф фазы волнового фронта
проходящего излучения длиной
волны Ла [140 J:
Дф = 2я/7% ДТ/Ла,
где
X ~ Xi + Ха + Хе =
= + (1 + v) L (п — 1) +
я®
Ч---2 ~~
Хы.» — учитывают соответственно
температурную зависимость показа-
теля преломления, неоднородность
термического расширения и упруго-
оптический эффект; ДГ — разность
температур рассматриваемых точек
кристалла; ли, л12 — пьезооптические
коэффициенты.
Стрелка прогиба волнового фронта
Дй = Л. Дф, а дополнительная расхо-
димость излучения Д6 = ^Eh/D0 =
= 4Л. Дф/О0.
При нагреве кристалла может проис-
ходить его разрушение в результате
роста термонапряжений.
Приближенные критерии качества
для сравнительной оценки предельных
значений мощности лазерного излуче-
ния, пропускаемого кристаллом,
в зависимости от способа его охлажде-
ния и критерия нарушения работо-
способности приведены в работе [140].
В табл. 63 и 64 приведены эти крите-
рии (обозначения соответствуют
рис. 189).
242
Основы расчета быстропроточных СОг-лазеров
63. Критерии нарушения работоспособности выходного окна
Способ охлаждения Искажение волнового фронта Термическое разрушение
II V о о X. 2Х fa Do а₽£
о* о II л В в сфЕ (Х + ав 2 ) Pc - । - °о \ 2 а₽£ |/ + “в 2 )
64. Критерии качества И К материалов
Материал Коэффициенты искажения волнового фронта 10“*, град“* Критерии качества, отн. ед.
Xi Х1 X» X ₽тх асХ а₽т£
Ge 277 23,1 16,7 316,8 0,093 0,04
GaAs 149 17,5 —6 160,5 30 14
CdTe 107 13,2 3 123,2 5 0,6
ZnSe 48 15,8 2,9 66,7 27 1,5
Nad —33 30 3,6 0,6 109 0,00148
KC1 —27,5 23 4 —0,5 1850 0,039
K'RS-5 —237 106 27 —103,3 530 22
Примечание. 0Т — теоретические значения коэффициента поглоще-
ния; ос — предел упругости материала на сжатие.
Критерии качества позволяют
выбрать материал выходного окна в за-
висимости от критерия нарушения
работоспособности. Так, например,
щелочно-галовдные кристаллы зна-
чительно уступают полупроводнико-
вым материалам по механической проч-
ности и соответственно по стойкости
к термораскалыванию. Одиако искаже-
ние волнового фронта в этих кристал-
лах меньше, чем у лучших полупро-
водников, что обусловливает их при-
менение в мощных лазерах. В табл. 65
приведены типы УВИ, используемые
в технологических БПЛ. В большин-
стве случаев предусматривается при-
нудительное водяное охлаждение
опорных фланцев. При отсутствии при-
нудительного охлаждения кристалл
охлаждается за счет естественной кон-
векции воздуха. В работе [251 при-
ведены максимальные значения мощ-
ности излучения лазера при условии
двухкратного уменьшения осевой
яркости излучения для реальных кри-
сталлов, охлаждаемых естественной
конвекцией воздуха и имеющих 0
3,5-10~4 см-1. Для кристалла КС1
Р = 15 кВт, для ZnSe Ртах — Ю кВт.
Кристаллы, установленные в УВИ,
должны иметь просветляющие покры-
тия. Потери мощности излучения на
отражение от двух граней кристалла
составляют 7% для КС1, 34% для
ZnSe и 57% для GaAs. Кроме того,
щелочно-галоидные кристаллы из-за
высокой гигроскопичности требуют
защиты от атмосферной влаги. Для
Устройство вывода излучения
243
65. Параметры УВИ технологических быстропроточиых лазеров
Тип лазера» страна Р„, кВт D„ см Q, Вт/см* Тип УВИ Наличие прину- дитель- ного охлажде- ния Библио- графи- ческий источник
Мод. SP973, США Мод. SP820, США RS1000, ФРГ PIE, Канада Лазеры фирмы «Мицубиси», Япо- ния «Лантаи», СССР ЛОК-2, СССР ТЛ-Е, СССР ТЛ-Ю, СССР «Карат», СССР ЛСУ-5, СССР HPL-10, США 2,5 1.5 1,0 10 20 2.0 2.5 5 10 1,5 7,5 10 ... 15 4,4 6 1.6 7 8 3,5 ... 4 5 5 5 0,6 165 750 500 370 730 200 185 340 680 2,6-104 ZnSe ZnSe ZnSe ZnSe KC1 ZnSe NaCl KC1 KC1 GaAs ГДО его +++++ 11I+++ 125] [126] [201 [180 [160 15] 95] 103] 109] 57] 43] 184]
Примечание, q — плотность мощности излучения иа УВИ.
Л = 10,6 мкм для покрытий исполь-
зуются следующие материалы [140]:
ThF4; NaF; NaCl; КС1; BaFa; SrFa;
BiJa; KF4; CaF4; As^; As^e; ZnS;
ZnSe и т. д. Кроме коэффициента отра-
жения важными параметрами покры-
тия являются поглощение и оптиче-
ская стойкость. На кристаллах ZnSe
несколько слоев (до четырех) покрытия
ThF4/ZnSe или TF4/ZnS обеспечивают
коэффициент отражения 0,02 ... 0,03%,
поглощение Т = Р6 = (3...6)10-4.
Покрытие выдерживает импульсное
излучение (тн ж 1 мкс) с плотностью
энергии до 30 Дж/см* 2. Покрытия
кристаллов КС1 на основе ТМ4 или
нескольких пар слоев TlJ4/ThF4 дают
коэффициент отражения Й0,1% и стой-
кость до 130 кВт/см2 в непрерывном
режиме. Хорошие результаты полу-
чены с покрытиями КС1 на основе
AsaSe/ThFj, а также халькогенидная
керамика O,3PbSeO,7GeiBAso,6Se.
Газовое диафрагменное окно (ГДО).
В отдельных случаях, особенно в ла-
верах повышенной (более 5 кВт) мощ-
ности, в качестве УВИ используют
ГДО (см. табл. 66).
В ГДО излучение выводится в атмо-
сферу через одну или несколько диаф-
рагммалого диаметра, установленных
на оптической оси *. Одна из схем
ГДО приведена на рис. 190. Газовое
окно состоит из трех диафрагм 4, 6, 8.
Лазерное излучение после выхода из
резонатора фокусируется так, чтобы
фокальная плоскость располагалась
в плоскости второй диафрагмы. Через
диафрагму 4 атмосферный воздух на-
текает с критической скоростью. Для
изоэнтропийного течения расход газа
через вторую диафрагму для закрити-
ческого перепада давления [3]
где Fa — площадь поперечного сечения
отверстия; р* — полное давление
• 1) Н ..ig E.D., Patrick R. М., Е. V. Lo-
cke et al. Aerodynamic laser window. Пат.
США Ni '1851273, кл. 331/945, 26.11.1974.
2) Kepler С. E., Hartford E., Guile R. N.
Single nozzle free-vortex aerodynamic
window. Пат. США № 3973218, кл. 331/94.5,
03.08.1976.
244
Основы расчета баияпропроточных СО,-лазеров
Рис. 190. Схема газового диафрагменного
окна:
1 — газовый контур; 2 — вакуумный на-
сос; 3 — откачиваемая полость; 4, 6, 8 —
диафрагмы; Б — промежуточная полость;
7 — дифференциальный манометр
газа перед диафрагмой; р — коэффи-
циент расхода, зависящий от формы
кромки отверстия диафрагмы и опре-
деляемый экспериментально; k —
показатель адиабаты; Тв — темпе-
ратура натекающего воздуха.
Постановка дополнительной внеш-
ней диафрагмы 6 позволяет уменьшить
давление рг в полости 5 перед основной
диафрагмой 4, что несколько снижает
расход газа. Для предотвращения по-
падания атмосферного воздуха в га-
зовый контур лазера полость 3 отка-
чивается выкуумным насосом 2.
При этом давление р2 в полости 3
поддерживается близким к давлению
Рис. 191. Схема СГО
в рабочем объеме (р, < р„). Разность
давлений (р, — pj контролируется
дифференциальным манометром 7.
В макетных экспериментах =
= 6,1 мм, d, = 3,2 мм, pj = 30 кПа,
р% = 3,1 кПа, р0 = 3,3 кПа, Go =
= 1,5 г/с. Откачка обеспечивается
одним насосом типа ВН-4Г (произво-
дительность 40 л/с).
Сверхзвуковое газодинамическое
окно (СГО). В СГО выходная апертура
перекрывается сверхзвуковой газовой
струей, направленной под углом
к оптической оси за счет составляющей
импульса струи вдоль вектора гра-
диента давления газа в струе. Перепад
давления поддерживается центро-
бежными силами, возникающими
при искривлении струи. Схема СГО
приведена на рис. 191. Газовый поток
из сверхзвукового сопла 2 расширяется
в области выходной апертуры / и по-
падает в выхлопной канал 3. В зави-
симости от давления газа в среде
сопла при свободном расширении струи
возникает скачок уплотнения со сто-
роны атмосферы (при рг рн) и волны
расширения со стороны вакуумной
полости (р, р0). Режимы работы
СГО подробно рассмотрены в работе
[181]. Расход газа, необходимый для
работы СГО в режиме минимального
расхода, определяется формулой [181]
где Ра — полное давление газа перед
соплом: Fmln = hDi — площадь мини-
мального проходного сечения сопла!.
Для сокращения расхода газа необ-
ходимо уменьшить размер выходной
апертуры £>ъ а излучение выводить,
фокусируя его в области выходной
апертуры. Испытания СГО, имеющего
апертуру Dr — 10 мм, показали, что
для его работы требовался воздух
давлением р2=7-106 Паи расходом
0,055 кг/с. Непрерывная работа
СГО обеспечивалась компрессо-
ром 202ВП10/8 производительностью
10 ма/с.
Источники питания БПЛ
245
При выводе излучения из ГДО или
СГО происходит искажение фазы вол-
нового фронта
2nn, Г Др
ДчЬ = —-—- \ —— dr,
т Хо J Р
где интеграл берется вдоль пути луча,
распространяющегося в газе, плот-
ность которого меняется.
Отметим, что использование СГО
требует больших расходов на прокачку
газа для создания сверхзвуковой струи
и сопровождается высоким уровнем
шума. Однако оправданием применения
СГО в ряде случаев служит возмож-
ность вывода лазерного пучка через
большую апертуру, что снижает уро-
вень оптического самовоздействия пуч-
ка в зоне окна, т. е. уменьшает потери
его оптического качества.
43. ИСТОЧНИКИ ПИТАНИЯ
БЫСТРОПРОТОЧНЫХ ЛАЗЕРОВ
Требования к источникам питания.
В БПЛ основным потребителем элек-
трической энергии является ГРК. Схе-
ма построения источника питания в
значительной степени определяется
конструктивной схемой ГРК и выбран-
ным методом накачки (см. п. 1.40).
Общими требованиями к источнику
питания технологического БПЛ яв-
ляются следующие:
обеспечение требуемых параметров
газового разряда по номинальному
значению, стабильности, пределам и
времени регулирования;
надежность работы и простота техни-
ческой реализации;
безопасность и ремонтопригодность.
Вольт-амперная характеристика раз-
ряда БПЛ. Для самостоятельного тлею-
щего разряда постоянного тока типична
вольт-амперная характеристика (ВАХ),
качественно показанная на рис. 192.
В начальный момент для возникнове-
ния электрического тока в разрядном
промежутке напряжение на электро-
дах должно быть достаточным для
ионизационного пробоя промежутка
(^пр). При возникновении проводи-
мости газа напряжение, необходимое
Для поддержания плазмы (t/p), сущест-
венно меньше пробойного и в области /
нормального тлеющего разряда практи-
Рис. 102. Типичная ВАХ тлеющего раз-
ряда БПЛ
чески не зависит от силы тока разряда.
В области // аномального разряда
наблюдается возрастание ВАХ. При
достижении силой тока предельного
значения /* происходит .контракция
разряда.
Наличие потока газа вносит незна-
чительное изменение в качественную
картину ВАХ. При скорости газар
50 м/с, характерной для БПЛ, всле-
дствие недостаточной подвижности
ионов происходит их частичный снос
движущимся газом. Это выражается
в искривлении силовых линий электри-
ческого поля по направлению потока и
некотором повышении напряжения на
электродах при увеличении скорости
газа. Тем не менее источник питания
ГРК БПЛ, как и других газоразряд-
ных приборов, представляет собой
нагрузку. с низким динамическим со-
противлением (dUldl 0).
Как известно [131 ], наиболее устой-
чивую работу газоразрядного лазера
обеспечивает источник тока. В БПЛ
часто используется стабилизация силы
тока с. помощью активных токоограни-
чивающих элементов (балластных со-
противлений) и компенсационная ста-
билизация за счет системы автоматиче-
ского регулирования.
Схемы источников питания БПЛ.
На рис. 193 приведена типичная схема
источника питания БПЛ на самостоя-
тельном разряде постоянного тока.
По такой схеме построены источники
питания лазеров ТЛ-5, ТЛ-10, лазеров
мод. SP973, SP820 и др. Регулирова-
ние напряжения питания обеспечи-
вается за счет тиристорного регулятора
напряжения 1, установленного на низ-
кой стороне повышающего трансфор-
246
Основы расиста быстропроточных СОглаасрос
Рис. 1S1. Схема источника питании лазера ТЛ-8
матора 2. Повышенное до требуемого
уровня (несколько киловольт) напря-
жение выпрямляется в трехфазном
диодном мосте 3. Для сглаживания
пульсаций напряжения установлен
фильтр 4, который, как правило,
строится по Т-обраэной ГС-схеме.
Пульсации сглаживаются до уровня
;£ 1%. Рабочее напряжение на элек-
троды ГРК 6 подается через активную
балластную нагрузку 5, При этом бал-
ластная нагрузка может быть подклю-
чена как на оба электрода (катод и
анод), так и на один из них. В ГРК 6
с секционированными электродами бал-
ластные сопротивления устанавлива-
ются в цепи питания каждого электрод-
ного элемента.
Характеристика источника тока обес-
печивается за счет активной балластной
нагрузки, а также системы стабилиза-
ции силы тока с помощью обратной
связи 7 на тиристорный регулятор.
Устройство формирования сигнала об-
ратной связи обеспечивает также ава-
рийную защиту ГРК от дугообразова-
ния.
Основным недостатком рассмотрен-
ной схемы источника питания является
наличие активного балластного сопро-
тивления, на котором теряется до
50% мощности источника питания.
Предложен вариант исполнения источ-
ника питания секционированной ГРК,
в котором вместо активной балластной
нагрузки используется индуктивность*.
При этом цепи питания каждой секции
электродов разделяются уже после
повышающего трансформатора. В каж-
* Абильсиитов Г. А., Лебедев В. К.,
Шел я гин В. Д. в др. Устройство для пита-
ния лазерный установок. А. в. 997200
СССР, МКИ 7(10.
дой цепи устанавливается последова-
тельно балластная катушка индуктив-
ности, выпрямитель и сглаживающий
фильтр. Такая схема источника пита-
ния позволяет практически исключить
потери в балластных элементах. В то
же время сложность и громоздкость
этого источника питания не позволяет
широко использовать его в реальных
разработках технологических лазеров.
Кроме того, недостатками как актив-
ного, так и реактивного способа стаби-
лизации силы тока является большая
постоянная времени регулирования
источника питания. В лазере ТЛ-5
время регулирования тока разряда от
порога генерации (5...6 А) до номи-
нального значения (25...30 А) состав-
ляет 1,5...2 с. Для выполнения техно-
логических операций, требующих изме-
нения мощности лазера по циклограмме
(например, сварка или резка по замк-
нутому контуру) время изменения мощ-
ности должно быть не более 0,2 с.
Свободной от многих указанных вы-
ше недостатков является схема источ-
ника питания, использующего в каче-
стве балластной нагрузки электронные
стабилизаторы тока.
В лазере RS1000 используются мощ-
ные электронные лампы (тетроды),
обладающие низким активным сопро-
тивлением и высоким динамическим
сопротивлением. ВАХ таких электрон-
ных ламп прн различной силе тока 1с
на управляющей сетке показаны на
рис. 194 (кривые 2, 3). При такой
схеме источника питания жестко стаби-
лизируется ток разряда, который зави-
сит только от«с. На рис. 194 показаны
рабочие точки А и /а на ВАХ разряда
(кривая /), соответствующие токам
сетки лампы icl и ica. За счет высокой
Источники питания БПЛ
247
стабилизации тока устойчивый режим
работы ГРК может быть обеспечен при
силе тока, близкой к силе тока контрак-
ций (/*). Время регулирования тока
разряда может составлять несколько
микросекунд. Такая схема позволяет
реализовать в лазере RS1OOO импульс-
но-периодический режим с высокой
частотой повторения импульсов за счет
сеточного управления лампой.
Для несамостоятельного разряда с
импульсной ионизацией источник пита-
ния состоит из двух отдельных источ-
ников (рис. 195) [15J. Источник по-
стоянного тока 1,обеспечивающий пита-
ние основного продольного разряда
накачки, собран по обычной схеме
регулируемого выпрямителя. Источ-
ник импульсной поперечной ионизации
4 собран на основе водородного тира-
трона ТГИ 1000/25 5 и трансформатора
3, удваивающего импрльсное напряже-
ние. Устойчивость основного разряда
обеспечивается внешней ионизацией,
поэтому в схеме источника / отсутст-
вует балластная нагрузка.
В работе [98] изложен рациональный
подход к построению источников пита-
ния лазеров на базе электронного ин-
вертора. Такой источник (рис. 196)
состоит «з низковольтного выпрямите-
ля /, инвертора 2, блока повышающих
трансформаторов 3 и блока высоко-
вольтных выпрямителей 4. Основным
элементом схемы является инвертор 2,
построенный на основе высокочастот-
ных тиристоров. На выходе инвертора
формируется переменное напряжение
с профилем, близким к прямоугольно-
му, частотой 1...5Гц. Регулирование
тока обеспечивается изменением час-
Рис. 194. ВАХ источника питания с ис-
пользованием тетрода (2, 3) в качестве ста-
билизатора тока; 1 — часть ВАХ разряда
тоты. Динамический диапазон регули-
рования составляет 5...6, что является
достаточным для измеиеиия мощности
лазера от порога генерации до номи-
нального значения. За счет простого и
надежного управления тиристорами
инвертора с помощью электронных
ключей [46] реализуется характерис-
тика источника тока или источника
мощности. Данная схема может быть
универсальной для различных лазеров.
Путем изменения устройств согласова-
ния инвертора' и ГРК обеспечивается
питание переменным током и импульс-
но-периодический режим в широком
диапазоне изменения частоты и дли-
тельности импульсов.
В работе [46] рассмотрен вариант
конкретного исполнения такого источ-
ника для лазеров ЛН-1, 2НО-1 и
ЛН-1, 5НМ-1. Испытания источников
показали их высокую эффективность:
без учета потерь в низковольтном
выпрямителе КПД источника питания
Рис. 195. Схема источпи-
Ка питания лазера «Лан-«
таи»:
1 — источник постоянного
тока; 2 — ГРК; 8 —- транс-
форматор; 4 — источник
Импульсной предыониза-
ции; б — тиратрон
248
Основы расчета быстропроточных СОглаггпов
1
2
ГРК
Рис. 198. Схема источника питания с пре-
образователем частоты
составил ~0,9 при полной потребляе-
мой мощности 5...25 кВт.
Использование промежуточной час-
тоты позволяет значительно снизить
габаритные размеры и массу источника
питания. Указанный выше источник
имеет размеры 0,8Х0,8Х1м и массу
200 кг.
44 СИСТЕМА ГАЗООБМЕНА
Химические процессы в рабочей сме-
си БПЛ"СО2. В замкнутом контуре
БПЛ за счет электрохимических про-
цессов в плазме газового разряда про-
исходит постепенное изменение исход-
ного состава рабочей смеси. Умень-
шается концентрация основных компо-
нентов рабочей смеси и накапливаются
продукты плазмохимических реакций.
В работе [102] для исходного состава
рабочей смеси СО2, N2, Не, СО, Н2
рассматривается около 300 плазмохи-
мических реакций, в которых участ-
вуют атомарные, молекулярные и ион-
ные компоненты плазмы. Взаимодейст-
вие этих компонентов и их концентра-
ция определяют свойства плазмы и ки-
нетику возбуждения лазерных уровней
молекул СО2.
Основными из этих процессов явля-
ются реакции диссоциации и восста-
новления СО2:
СО2 е~ СО + О + е~;
О+О+СО,— О,+СО,;
со + о + О, — СО,;+ о,.
При включении разряда в начальный
момент времени интенсивно протекает
процесс диссоциации, в результате
которого в рабочей смеси уменьшается
концентрация СО2 и накапливается
СО. За счет обратной реакции через
некоторое время устанавливается рав-
новесная концентрация СО, и СО
(хсо,: хсо)-
Уменьшение концентрации СО, при-
водит к снижению мощности генерации
лазера в начальный период его работы.
Доля снижения мощности зависит от
конкретных условий работы лазера
(объема газового контура, плотности
тока разряда, особенности конструкции
элементов газового контура и т. д.)
и может достигать 20...50% [52, 169].
Наличие в рабочей смеси атомарного
кислорода способствует образованию
окислов азота:
N.M + O-NO + Nto-),
NO + O —О$,
которые увеличивают скорость релак-
сации колебательно-возбужденных
уровней азота и СО,, повышают долю
электрической мощности, идущей на
прямой нагрев газа и снижают устой-
чивость разряда.
Существенными,, особенно для неса-
мостоятельного разряда, являются
процессы прилипания электронов к
электроотрицательным компонентам
газа [52], например:
О, + е~ — О + О~;
NO2+ — NO+ О-;
NO+ е" — N + О-;
NO2+ е~+ М — NOj+ М,
снижающие устойчивость разряда и
приводящие к образованию химиче-
ски активных отрицательных Йонов.
Продукты плаэмохимических реакций
оказывают существенное влияние иа
кинетику возбуждения азота и СО2,
а также нарушают устойчивость раз-
ряда.
Как показали измерения, примеси
в рабочей смеси молекул NO и NO,
в количестве 10"* % приводят к за-
метному снижению мощности генера1-
ции, в то время как для молекул NO4
и О, соответствующие уровни опас-
ных концентраций лежат в диапазо-
не 1 ... 3%, а для молекул СО Н2 —
в диапазоне 10% [26].
Все эти процессы наиболее сильно
проявляются в «отпаянном» режиме
работы лазера. При этом существен-
ными процессами являются также нате-
кание атмосферного воздуха и выделе-
ние адсорбированных газов из конст-
руктивных элементов лазера. При
Система газообмена
249
создании лазера «Карат» [57] особое
внимание было уделено вопросам обес-
печения герметичности газового кон-
тура и подбору конструкционных мате-
риалов.
В конструкции элементов этого лазе-
ра, находящихся в вакууме, исполь-
зуются в основном металл, кварц и
керамика. Лазер допускает работу в
отпаянном режиме (рис. 197). Однако
без предварительной тренировки мощ-
ность излучения значительно падает
в первые часы работы лазера. Предва-
рительная длительная тренировка ла-
зера в нагретом гелии или в нагретой
рабочей смеси позволяет уменьшить
падение мощности генерации лазера.
В процессе тренировки происходит
удаление адсорбированных газов с
поверхности конструктивных элемен-
тов.
Обновление состава рабочей смеси.
Наиболее простым и радикальным сред-
ством борьбы против уменьшения мощ-
ности генерации лазера вследствие
изменения состава его рабочей смеси
является непрерывное добавление све-
жей рабочей смеси и соответственно
откачка отработавшей. Таким образом
удается стабилизировать стационарный
состав рабочей смеси на уровне, близ-
ком к исходному. Без дополнительных
средств восстановления состава газа
оптимальная степень обмена (доля
расхода постоянно обмениваемого газа
к расходу рабочей смеси в замкнутом
контуре БПЛ) составляет 0,2...0,5%
для лазеров иа самостоятельном раз-
ряде, работающих на «классической»
смеси СО2—Na—Не [20]. При высокой
концентрации кислорода в рабочей
смеси степень обмена может достигать
1% [76].
Гомогенный катализ. Вследствие вы-
сокой стоимости гелия необходимость
непрерывного обновления газа значи-
тельно удорожает эксплуатацию тех-
нологического лазера. Степень обнов-
ления может быть уменьшена за счет
гомогенного или гетерогенного ката-
лиза. Гомогенный катализ достигается
введением в исходную рабочую смесь
газовых компонент, способствующих
Ускорению реакции восстановления
СО2. Такими компонентами являются
моноокись углерода и кислород. В ра-
боте [76] показано, что в отпаянном
Рис. 107. Мощность излучения лазера
< Карать при длительной работе:
/ — с обновлением смеси; 2 — в отпаян-
ном режиме без обезгажнвания внутрен-
них поверхностей; 3 — после тренировки
в нагретом гелнн; 4 — после тренировки
в нагретой рабочей смеси
режиме работы стационарная степень
диссоциации СО2 при увеличении кон-
центрации кислорода (хо>) от 2 до 8%
уменьшается вдвое. При дальнейшем
увеличении xOj скорость диссоциации
СО2 возрастает, что объясняется взаи-
модействием атомарного кислорода с
окислами азота. В БПЛ фирмы «Спек-
тра Физике» используется рабочая
смесь состава. СО2—N2—Оа—Не, при-
чем хо tn 10%.
В разработках японскими фирмами
БПЛ мощностью до 20 кВт [160] ис-
пользуется рабочая смесь с добавле-
нием СО, причем хсо tn 0,5хсо . В ра-
боте [162] показано, что наличие моно-
окиси углерода и использование моле-
кулярного сита для удаления паров
воды позволяет обеспечить отпаянный
режим работы лазера в течение 150 ч
без уменьшения мощности генерации.
Гетерогенный катализ. При гетеро-
генном катализе восстановление соста-
ва рабочей смеси Происходит на поверх-
ности специального катализатора. При-
чем возможно не только каталитиче-
ское восстановление СО2, но и разру-
шение окислов азота [52]:
2N0-*O2+ N2;
2NO+ 2СО -* N2+ 2СОа.
Каталитические регенераторы СО2
в настоящее время находятся в стадии
разработок. Требования к этим регене-
раторам состоят в следующем: высокая
и стабильная каталитическая актив-
250
Основы расчета быстропроточных СОглазеров
Рис. 198. Каталитическая активность
Pd-катализатора в зависимости от концен-
трации СО и температуры катализатора
ность к окислению СО при температуре
ниже 300 °C; достаточная механическая
прочность каталитического слоя; от-
сутствие сорбции паров воды и компо-
нент рабочей смеси.
В качестве рабочих веществ катали-
тических регенераторов используют:
оксиды металлов (MnO2, СозО4, CdO,
CuO, ZnO2, ZnO, Fe2Oa, ZrO2, A12O8);
они изменяют фазовой и химический
состав смеси. Например, гопкалит
состоит из смеси MnO2, CuO, А12О8,
Сс>зО4, которая может окислять СО
при температуре 20 °C;
цеолиты (ионы переходных метал-
лов): Ag, Cd, Си, Ni, Fe, Мп и другие,
сорбирующие избирательно те или
иные газы;
металлы: палладий Pd, платина Pt,
золото Au; на поверхности этих катали-
заторов происходит реакция окисления
СО в СО2.
В работе [52] описан случай, когда
в качестве катализатора использовался
Рис. 199. Энергия импульса излучения
ТЕА-лазера:
/ — без катализатора; 2 — прн использо-
вании в качестве катализатора гопкалита
Pd, нанесенный на поверхность корро-
зионно-стойкой стали. Катализатор
был установлен в электроиониэацион-
ном лазере (СО2 — ЗИЛ) мощностью
10 кВт на дополнительной байпасной
линии, через которую параллельно
ГРК проходило 10% суммарного рас-
хода. Катализатор подогревался до
температуры 300 °C. На рис. 198 пока-
зана зависимость каталитической ак-
тивности К палладиевого катализатора
от концентрации СО при различной
температуре катализатора. Можно ви-
деть, что оптимальной является темпе-
ратура 300...350 °C.
В работе [107] описан случай, когда
в качестве катализатора использовали
гопкалит для стабилизации состава
рабочей смеси быстропроточиого ТЕА-
лазера средней мощностью 1 кВт. Ос-
новное отличие гопкалита от палладие-
вого катализатора — возможность эф-
фективной работы при 20 °C. Гопкалит
массой 3 кг размещался в байпасном
контуре. За счет катализатора удалось
застабилизировать энергетические па-
раметры излучения лазера (рис. 199).
За 8 ч работы лазера в отпаянном
режиме мощность излучения уменьши-
лась менее чем на 10%.
Состав рабочей смеси. Эффективность
как гомогенного, так и гетерогенного
катализа зависит от чистоты самих
газов, газоотделения из конструктив-
ных элементов и натекания атмосфер-
ного воздуха в газовый объем лазера.
В промышленных технологических ла-
зерах достаточную чистоту газов обес-
печить крайне сложно. Газы техниче-
ской чистоты (N2, Не, СО2) могут содер-
жать значительные примеси кислорода,
паров воды и органических веществ.
В лазерах большой мощности не всегда
удается исключить использование ьв
конструкции органических материалов
типа эпоксидных смол, масел и т. Д-
Поэтому в реальных разработках тех-
нологических лазеров, как правило,
используется частичная смена рабочей
смеси.
При наличии обмена рабочей смеси
эксплуатация лазера значительно уде"
шевляется при замене гелия иа пары
воды. В лазерах ТЛ-10 [109] и ТЛ-5
[103] используется рабочая смесь
N2—воздух—СО2. Доля воздуха варьи-
руется в зависимости от его влажности-
Система газообмена
251
66. Параметры рабочей смеси и расход газа
ва обновление в некоторых БПГЛ
Тип лазера ^Л- кВт Ря? кПа Состав рабочей смеси Расиод газа на обновле- ние, нм*/ч
Мод. SP973 2,5 5,3 СО, : (N,+ О,) : Не = 2 : 12 : 7 0,085
Мод. SP820 1,5 5,3 СО, : (N, + О,) : Не = 2 : 15 : 22 0,056
ЛОК-2 1,2 2,1 СО, : N, : Не = 1:4:3 0,3
ТЛ-5 5 2,7 СО, : N, : воздух = 1 : 10 : 10 3
Япония 1 13 СО, : N, : Не : СО = 2 : 6 : 32 : 1 —
Химический состав смеси в этом слу-
чае: СО,—N,—О,—Н2О. В работе [76]
доказано, что при повышении степени
обмена до 1% возможна работа лазера
иа смеси воздух—СО, без существен-
ного ухудшения удельных параметров.
Оптимальная концентрация основ-
ных компонентов рабочей смеси значи-
тельно варьируется в зависимости от
типа лазера (метода накачки, режима
работы, мощности, объема газового
контура и т. д.). В табл. 66 приведены
основные параметры рабочей смеси
существующих разработок технологи-
ческих лазеров.
Схемы системы газообмена. Возмож-
ны две схемы подачи рабочих компо-
нентов в газовый контур лазера. По
первой схеме строится, например,
система газообмена лазера ИПТЛ-2
(см. п. 34). В такой схеме парциаль-
ный состав рабочей смеси готовится
в смесителях газа СП, СГ2 (рис. 200),
куда газовые компоненты поочеред-
но подаются из баллонов при высо-
ком давлении. Состав газа контро-
лируется по парциальному давлению
газовых компонентов в смесителях.
После приготовления смеси в одном из
смесителей она подается в газовый кон-
тур лазера ГК, а в другом смесителе
готовится новая порция рабочей смеси.
Отработавшая смесь откачивается ва-
куумным иасосом ВН. Постоянство
Расхода натекающего газа обеспечи-
вается за счет стабилизации давления
газа перед дроссельной шайбой ДШ
с помощью стабилизатора давления
СД. На дроссельной шайбе поддержи-
вается сверхкритический перепад дав-
ления.
Схема другого типа более распростра-
нена. По этому принципу строится
система газообмена большинства тех-
нологических лазеров. В этой схеме
газовые компоненты подаются отдельно
и смешение их происходит в самом кон-
туре лазера. На рис. 201 приведена
упрощенная схема газообмена лазера
SP820. Перед началом работы лазера
газовый контур откачивается до давле-
ния ~ 100 Па. Затем происходит по-
очередное заполнение контура компо-
нентами смеси по линиям 1 быстрого
заполнения с большим проходным сече-
нием. При этом контролируется парци-
альное давление каждого компонента.
Рис. 200. Схема системы газообмена со
смешением:
ГК — газовый контур; СГ1, СГ1 — смеси-
тели; К1 ... КН — электромагнитные кла-
паны; СД — стабилизатор давления;
ДД1 ... ДДЗ — датчики давления; ДШ —
дроссельная шайба; ВН — вакуумный на-
сос; Р1—РЗ — редуктора
252
Основы расчета быстропроточных СОг-лазеров
SP820 (Обозначения аналогичны обозначе-
Рис. 201. Схема системы газообмена лазера
ниям на рис. 1.200)
После заполнения контура до рабочего
давления включаются линии 2 одновре-
менной подачи газов, проходные сече-
ния которых тарируются на требуемый
расход данного компонента смеси.
Одновременно включается линия ва-
куумной откачки. Давление рабочей
смеси в контуре лазера стабилизиру-
ется с помощью клапана откачки КО.
Система обеспечивает максимальную
флуктуацию давления в газовом кон-
туре ±1%.
СПИСОК ЛИТЕРАТУРЫ
1. Абильсиитов Г. А., Голубев В. С.
Основные проблемы лазерной техно-
логии и технологических лазеров.
НИЦТЛ АН СССР, препр. 1981.
№ 1. 39 с.
2. Абильсиитов Г. А., Голубев В. С.
Проблемы н тенденции развития ла-
зерной технологии обработки материа-
лов. Применение лазеров в народном
хозяйстве//Всесоюзная конференция,
Звенигород (17—20 мая 1985) М.:
Наука, 1986. С. 3—23.
3. Абрамович Г. Н. Прикладная
газовая динамика. М.: Наука, 1969.
824 с.
4. Авербах В. С., Власов С. Н.,
Талапов В. И. О влиянии аберраций
первого и второго порядков на харак-
теристики открытого резонатора//Ра-
диотехника и электроника. 1965. Т. 10.
№ 6. С. 1150.
5. Александров А. Ф., РухадзеА. А.
Сильноточные электроразрядные источ-
ники света//УФН. Т. 112. Вып. 2.
С. 193—230.
6. Алейников В. С., Беляев В. П.,
Печении К>. В. Принципиальные во-
просы создания эффективных газовых
лазеров для высокопроизводительного
технологического оборудования//Элек-
тронная промышленность. 1981. № 5 —
6. С. 39—51.
7. Анализ энергетики химического
кислород-йодного лазера/Л. Г. Вино-
градова, М. В. Загиддулин, В. И. Иго-
шин и др.//Квантовая электроника.
1982. Т. 9. № 6. С. 1193—1198.
8. Ананьев Ю. А. Оптические ре-
зонаторы и проблема расходимости
лазерного излучения. М.: Наука, 1979.
328 с. ' v
9. Атанасов П. А., Зарослов Д. Ю.,
Карлов Н. В. СО2-лазер с плазменны-
ми электродами//Письма в ЖТФ. 1983.
Т. 9. № 5. С. 928—932.
10. Барсук В. А., Нестеренко В. М-
Продукты взаимодействия материалов
эмиттеров с рабочей средой быстро-
проточных электроразрядных СОг-ла-
зеров с самостоятельным разрядом//
Всесоюзное совещание по применению
лазеров в технологии машиностроения.
Звенигород (1982 г.). М.: Наука,
1982. С. 15.
Список литераторы
253
11. Басов Н. Г., Вагин Н. П., Крю-
ков П. Г. СН81 и CaF7I как доноры
атомов йода для импульсного хими-
ческого кислород-йодного лазера//
Квантовая электроника. 1984. Т. 11.
№ 10. С. 1893—1894.
12. Басов Н. Г., Данилычев В. А.,
Полов Ю. М. Вынужденное излучение
в области вакуумного ультрафиоле-
та//Квантовая электроника. 1971. № 1.
С. 29—34.
13. Бредерлов Г., Филл Э-, Витте К.
Мощный йодный лазер. М.: Энерго-
атомиздат, 1985. 158 с.
14. Брусиловский И. В. Аэродина-
мический расчет осевых вентиляторов.
М.: Машиностроение, 1986. 188 с.
15. Быстропроточный технологи-
ческий СО2-лазер комбинированного
действия/Н. А. Генералов, В. П. Зима-
ков, В. Д. Косынкин и др.//Квантовая
электроника. 1982. Т. 9. № 8. С. 1549—
1557.
16. Вакуленко В. М., Иванов Л. П.
Источники питания лазеров. М.: Сов.
радио, 1980. 104 с. (Массовая библио-
тека инженера «Электроника»),
17. Веденов А. А. Физика электро-
разрядных СОг-лазеров. М.: Энерго-
издат, 1982. 112 с.
18. Велихов Е. И., Голубев В. С.,
Пашкин С. В. Тлеющий разряд в по-
токе газа//УФН. 1982. Т. 137. Вып. 1.
С. 117—150.
19. Взаимодействие молекулы SFe
с мощным инфракрасным лазерным
импульсом и разделение изотопов се-
ры/Р. В. Амбарцумян, Ю. А. Горохов,
В. С. Летохов и др.//ЖЭТФ. 1975.
Т. 69. Вып. 6(12). С. 1956—1970.
20. Влияние скорости замены рабо-
чего газа на характеристики СО2-лазе-
ра с замкнутым циклом/С. С. Ворон-
цов, А. И. Иванченко, Р. И. Солоухин
и др.//ПМТФ. 1977. № 3. С. 6—9.
21. Гаврнлюк В. Д., Лебедев Ф. В.
Некоторые вопросы применения раз-
ряда переменного тока для накачки
непрерывных СО2-лазеров с конвек-
тивным охлаждением//Всесоюзное со-
вещание по применению лазеров в тех-
нологии машиностроения. Звенигород
(1982 г.). М.: Наука, 1982. С. 37.
22. Газовые лазеры/Под ред. И. Мак-
Даниеля и У. Нигэна. М.: Мир, 1986.
23. Газоразрядная камера быстро-
Проточного лазера на самостоятельном
разряде постоянного тока/В. С. Голу-
бев, В. X. Гойхман, А. В. Кажидуб
и др. НИЦТЛ АН СССР. Препр.
1986. № 18. 42 с.
24. Гнесин Г. Г. Принципы созда-
ния спеченных композиционных мате-
риалов для газоразрядных камер тех-
нологических лазеров//Всесоюзное со-
вещание по применению лазеров в тех-
нологии машиностроения. Звенигород
(1982 г.) М.: Наука, 1982. С. 13.
25. Голубев В. С., Кокора А. Н.,
Ульянов В. А. Практические аспекты
применения ИК прозрачных материа-
лов в технологических СО2-лазерах.
НИЦТЛ АН СССР. Препр. 1986.
Ns 14. 33 с.
26. Голубев В. С., Лебедев Ф. В.
Инженерные основы создания тех-
нологических лазеров. Лазерная тех-
ника и технология/Под ред. А. Г. Гри-
горьянца. М.: Высшая школа, 1988.
Кн. 2. 176 с.
27. Голубев В. С., Лебедев Ф. В.
Физические основы технологических
лазеров/Под ред. А. Г. Григорьянца.
М.: Высшая школа. 1987. Кн. 1.
192 с.
28. Голубев В. С., Сумерин В. В.
Комплексная оценка параметров бы-
стропроточных газоразрядных тех но-
логических СО2-лазеров. НИЦТЛ АН
СССР. Препр. 1987. № 30. 33 с.
29. Грановский В. Л. Электриче-
ский ток в газе. Установившийся
ток. М.: Наука, 1971. 544 с.
30. Григорьянц А. Г., Фромм В. А.
Оптимизация характеристик сфокуси-
рованного лазерного луча для сварки.
НИЦТЛ АН СССР. Препр. 1984.
№ 5. 56 с.
31. Дробязко С. В., Павлович Ю. В.,
Сенаторов Ю. М. Импульсно-периоди-
ческий и непрерывный СО2-лазеры
с накачкой импульсным самостоятель-
ным разрядом для термической техно-
логии//Квантовая электроника, 1985.
Т. 12. № 12. С. 2467—2470.
32. Елецкий А. В., Смирнов Б. М.
Физические процессы в газовых ла-
зерах. М.: Энергоатомиздат, 1985.
98 с.
33. Зверев Г. М., Голяев Ю. Д.,
Шалаев Е. А. Лазеры на алюмоиттрие-
вом гранате с неодимом. М.: Радио
и связь, 1985. 144 с.
254
Основы расчета быстро проточных СОл-лазеров
34. Иванов Л. Н., Летохов В. С.
Селективная ионизация атомов све-
товым и электрическим полем//Кван-
товая электроника. 1975. Т. 2. № 3.
С. 585—590.
35. Иванченко А. И., Крашенин-
ников В. В., Шепеленко А. А. Быстро-
проточный СОа-лаэер с несекциони-
рованными электродами//Всесоюэное
совещание по применению лазеров в
технологии машиностроения. Звени-
город (11—13 окт. 1982.) М.: Наука,
1982. С. 18.
36. Иванченко А. И., Пономарен-
ко А. Г., Шепеленко А. А. Предель-
ные характеристики самостоятельного
разряда в СО2-лазере замкнутого цик-
ла. Всесоюзное совещание по примене-
нию лазеров в технологии машино-
строения. Звенигород (11—13 окт.
1982) М.: Наука, 1982. С. 58—59.
37. Идельчик И. Е. Справочник по
гидравлическим сопротивлениям. М.—
Л.: Госэнергоиэдат, 1969. 464 с.
38. Изотопически-селективная хи-
мическая реакция молекул ВС1в в
сильном инфракрасном поле лаэе-
ра/Р. В. Амбарцумян, В. С. Летохов,
Е. А. Рябов и др.//Письма в ЖЭТФ.
1974. Т. 20. Вып. 9. С. 597—600.
39. Изучение разрушения поверх-
ности катодных композиционных ма-
териалов в быстропроточном СО2-лазе-
ре/Г. Г. Гнесин, Г. В. Левченко,
Р. Б. Лубан и др.//Поверхность. Фи-
зика, химия, механика. 1984. № 7.
С. 107—112.
40. Импульсные СО2-лазеры и их
применение для разделения изото-
пов/Е. П. Велихов, В. Ю. Баранов,
В. С. Летохов и др. — М.: Наука,
1983. 304 с.
41. Исаченко В. П., Осипова В. А.,
Сукомел А. С. Теплопередача. 4-е изд.,
перераб. и доп. М.: Энергоиздат,
1981. 416 с.
42. Использование протяженного
тлеющего разряда в СО2-лаэере замк-
нутого цикла с конвективным охлажде-
нием/П. И. Беломестнов, А. И. Иван-
ченко, Р И. Солоухин и др.//ПМТФ.
1974. № 1. С. 4—12.
43. Исследования активной среды
быстропроточного технологического
СО2-лазера замкнутого цикла/
В. В. Елов, В. А. Куклин, Н. С. Ле-
шенюк и др.//Квантовая электроника
1982. Т. 9. Ns 8. С. 1558—1565.
44. Исследование высокочастотно-
го разряда в потоке гаэа/И. А. Алек-
сеев, А. Г. Баранов, Ю. Б. Бутаев
и др.//VI Всесоюзная конференция по
физике низкотемпературной плазмы.
Ленинград (1983 г.) Л.: Наука, 1983.
Т. 2. С. 141—143.
45. Исследование электроразрядной
камеры быстропроточного СО2-лаэе-
ра/А. В. Артамонов, В. И. Блохин,
А. А. Веденов и др.//Квантовая элек-
троника. 1977. Т. 4. № 2. С. 581.
46. Источники питания технологи-
ческих лазеров на базе преобразовате-
лей с повышенной промежуточной ча-
стотой/В. С. Иванов, В. Д. Поляков,
Ю. А. Силантьев и др.//Электротехии-
ка. 1987. № 11. С. 47—51.
47. Калинушкии М. П. Вентилятор-
ные установки. 7-е изд. переработ.
и доп. М.: Высшая школа, 1979. 224 с.
48. Карлов Н. В. Лекции по кванто-
вой электронике. М.: Наука, 1988.
49. Карлов И. В., Прохоров А. М.
Лазерное разделение изотопов//УФН.
1976. Т. 118. Вып. 4. С. 583—609.
50. Капнюшии В. И., Солоухин Р. И.
Макроскопические и молекулярные
процессы в газовых лазерах. М.: Атом-
издат. 1981. 200 с.
51. Касьян В. Г., Киселева Г. Г.
Гелий-кадмиевый лазер ЛГ-70//Кван-
товая электроника. 1985. Т. 12. Ns 1.
С. 238.
52. Каталитическая регенерация
газовой смеси электроионизационного
СО2-лазера замкнутого цикла/
3. И. Ашурлы, И. К. Бабаев,
А. П. Дэисяк и др.//Квантовая элек-
троника. 1981. Т. 8. Ns 11. С. 2418—
2424.
53. Каталог активных лазерных сред
на основе растворов органических
красителей и родственных соедине-
ний/Под ред. Б. И. Степанова. Минск:
ИФ АН БССР. 1977.
54. Квантовая электроника. Малень-
кая энциклопедия/Под ред. С. А. Ахма-
нова, М. Е. Жаботинского,
Д. Н. Клышко и др. М.: Сов. энцикло-
педия, 1969. 432 с.
55. Квантовый генератор в вакууМ'
ной области спектра при возбуждении
жидкого ксенона электронным пуч-
Список литературы
255
Ком/Н. Г. Басов, В. А. Даиилычев,
Ю М. Попов и др.//Письма в ЖЭТФ.
1970. Т. 12. Вып. 10. С. 473—474.
56. Козлов Г. И., Кузнецов В. А.
Многолучевой непрерывный газораз-
рядный С0,-лазер «ИГЛАН-3>//Кваи-
товая электроника, 1985. Т. 12. № 3.
С. 553-561.
57. Компактный излучатель на угле-
кислом газе на основе замкнутого
цикла конвективного охлаждения ра-
бочей смеси/В. С. Алейников, В. В. Би-
бикова, О. С. Лысогоров и др.//Элек-
троиная промышленность. 1981. № 5—
6. С. 71—75.
58. Компактный излучатель техно-
логического СО2-лаеера/А. И. Иван-
ченко, В. В. Крашенинников, А. Г. По-
номаренко и др.//Квантовая электро-
ника. 1985. Т. 12. № 10. С. 2155—2156.
59. Компактный импульсный излу-
чатель на углекислом газе и перспек-
тивы его применения/В. С. Алейни-
ков, Ю. Ф. Бондаренко, Л. И. Сапфе-
рова и др.//Электронная промышлен-
ность. 1981. Ns 5—6. С. 77—82.
60. Коровкин А. Г. Характеристики
диаметральных вентиляторов ЦАГИ
с различной шириной колеса//ЦАГИ.
Сер. Промышленная аэродинамика.
Вып, 28. М.: Машиностроение, 1966.
С. 214—235.
61. Косырев Ф. К-> Косырева Н. П.,
Лунев Е. И. Экспериментальная ла-
зерная установка ЛТ-1//Автоматиче-
ская сварка. 1976. № 9. С. 174—176.
62. Косырев Ф. К., Лунев Е. И.,
Нестеренко В. М. Электродная систе-
ма быстропроточного СО2-лаэера с са-
мостоятельным разрядом (на примере
опыта эксплуатации установок типа
ЛТ-1)//Всесоюзное совещание по при-
менению лазеров в технологии маши-
ностроения. Звенигород (1982 г.) М.:
Наука, 1982. С. 22.
63. Куратев И. И. Высокоэффек-
тивные твердотельные лазеры с накач-
кой полупроводниковыми излучателя-
ми//Электронная промышленность.
1987. Вып. 9 (167). С. 97—102.
64. Лазеры на алюмоиттриевом гра-
нате с иеодимом/Г. М. Зверев,Ю. Д. Го-
Ляев, А. Е. Шалаев и др.//М.: Радио
и связь, 1985. 144 с.
65. Лазеры на углекислом газе с
отпаянным активным элементом/
°- С. Алейников, В. В. Карпецкий,
О. С. Лысогоров и др.//Электронная
промышленность. 1981. Ns 5—6.
С. 70—71.
66. Лазерная и электронно-лучевая
обработка материалов/Н. Н. Рыкалин,
А. А. Углов, И. В. Зуев и др.: Справ.
М.: Машиностроение, 1985. 496 с.
67. Левин Г. И. Мощный техноло-
гический импульсный СО2-лазер//Кван-
товая электроника. 1983. 10. Ns 12.
С. 2493—2496.
68. Левин Г. И. TEA—СО2-лазер—
технологический инструмент//Свароч-
ное производство. 1980. Вып. 9.
С. 29—30.
69. Летохов В. С. Лазерное разделе-
ние изотопов//Атомная энергия. 1987.
Т. 62. № 4. С. 252—262.
70. Летохов В. С. Лазерно-индуци-
рованные процессы в атомах и моле-
кулах/ZB мире науки. 1987. Ns 1.
С. 46—57.
71. Летохов В. С. Нелинейные се-
лективные фотопроцессы в атомах и
молекулах. М.: Наука, 1983. 408 с.
72. Летохов В. С. Селективное дей-
ствие лазерного излучения на веще-
ство//УФН. 1978. Т. 125. Вып. 1.
С. 57—96.
73. Летохов В. С., Мур С. Б. Лазер-
ное разделение изотопов (обзор)//Кван-
товая электроника. 1976. Т. 3. № 2.
С. 248—289; № 3 С. 485—516.
74. Летохов В. С., Устинов Н. Д.
Мощные лазеры и их применение. М»:
Сов. радио, 1980. 112 с.
75. Многоканальный СО2-лазер
«ИГЛАН-ЗМ» мощностью 4 кВт/
А. Э. Абалиев, Л. О. Гурвич, М. Б. Гут-
ман и др.//Применение лазеров в на-
родном хозяйстве. Всесоюзная конфе-
ренция. Звенигород (17—20 мая 1985 г.)
М.: Наука, 1985. С. 4—5.
76. Мощный газовый технологиче-
ский электроразрядный лазер, рабо-
тающий на смеси воздух—ССУ
Г. А. Абильсиитов, В. С. Голубев,
С. В. Дробяэко и др.//Изв. АН СССР.
Сер. физическая. 1983. Т. 47. Ns 8.
С. 1513—1518.
77. Мощный импульсный СО2-ла-
эер с плазменными электродами/
В. П. Горьковский, Н. В. Карлов,
И. О. Ковалев и др.//Квантовая элек-
троника. 1984. Ns 9. С. 1867—1869.
78. Наумов В. Г., Шашков В. М.
Исследование комбинированного раз-
256
сковы расчета быстропроточных СОглазеров
ряда, используемого для накачки бы-
стропроточны" "азеъов//Квантовая
электроника. 1977. Т. 4. № 11.
С. 2427—2439.
79. Непрерывный технологический
електроиониечционный СО-лаэер
мощностью 10 кВт/A. П. Аверин,
Н. Г. Басов, Л. А. Васильев и др.//
Квантовая электроника. 1982. Т. 9.
№ 12. С. 2357—2358.
80. Низьев В. Г., Голубев В. С.
Импульсно-периодические СО2-лазе-
ры для селективной технологии.
НИЦТЛ АН СССР. Препр. 1982. № 2.
г. Троицк. 54 с.
81. Низьев В. Г., Полулях В. П.,
Сейдгаз >в Р. Д. Импульсно-периоди-
ческие лазеры для термической тех-
нологии. НИЦТЛ АН СССР. Препр.
1983. № 4. 37 с.
82. Новое поколение красителей
спектрального диапазона 688—860 нм
для лазерного возбуждения/Б. И. Сте-
панов, Н. Н. Бычков, Л. В. Левшии
и др.//Письма в ЖТФ. 1988. Т. 14.
Вып. 7. С. 653.
83. Новое поколение красителей
спектрального диапазона 660 ... 860 нм
для лазеров с ламповой накачкой/
Б. И. Степанов, Н. Н. Бычков,
В. Г. Никифоров и др.//Письма в
ЖТФ. 1988. Т. 14. Вып. 7. С. 650.
84. О расходимости излучения элек-
троразрядного СО2-лазера с неустой-
чивым резонатором/Е. В. Даныциков,
В. А. Дымшаков, Ф. В. Лебедев и др.//
Квантовая электроника. 1982. Т. 9.
№ 8. С. 1581—1585.
85. Пател К- Мощные лазеры на
двуокиси углерода//УФН. 1969. Т. 97.
Вып. 4. С. 697—713.
86. Перестраиваемые лазеры на
красителях с высокой частотой повто-
рения импульсов с накачкой лазером
на парах меди/А. Н. Жерихии,
В. С. Летохов, В. И. Мишин и др.//
Квантовая электроника. 1981. Т. 8.
№ 6. С. 1340—1343.
87. Перспективы использования
разряда переменного тока для накач-
ки технологических быстропроточных
СОа-лазеров замкнутого цикла/
А. В. Бондаренко, В. Д. Гаврнлюк,
В. С. Голубев и др.//Квантовая элек-
троника. 1980. Т. 7. № 4. С. 775—780.
88. Пилипович В. А., Ковалев А. А.
Оптические квантовые генераторы с
просветляющимися фильтрами. Минск:
Наука и техника, 1975. 214 с.
89. Польский Ю. Е. Оптические ре-
зонаторы мощных газовых лазеров//
Итоги науки и техники. Сер. Радио
и техника. М.: ВИНИТИ, 1980. Т. 21
С. 116—232.
90. Применение стационарного ВЧ
Е-разряда для возбуждения быстро-
проточного COj-лазера/О. С. Акиртава,
В. Л. Джикия, 3. А. Квития и др.//
Письма в ЖТФ. 1981. Т. 7. Вып. 20
С. 1231—11 5.
91. Промышленная лазерная техно
логическая установка мощностью
5 кВт/Ф. К. Косырев, Н. П. Косырева,
А. П. Леонов и др.//Автоматическая
сварка. 1978. № 10. С. 51—52.
92. Разделение изотопов методом
многофотониой диссоциации молекул
излучением мощного СОа-лазера. Мас-
штабирование процесса для изотопов
углерода/Г. И. Абдушелишвили,
О. Н. Аватков, В. Н. Баграташвили
и др.//Квантовая электроника. 1982.
Т. 9. Ns 4. С. 743—759.
93. Разделение изотопов методом
многофотонной диссоциации молекул
излучением мощного СО2-лазера. I Пу-
ти практической реализации процесса/
Е. П. Велихов, В. С. Летохов, А. А. Ма-
каров и др.//Квантовая электроника.
1979. Т. 6. Ns 2. С. 317—326.
94. Разделение изотопов серы с коэф-
фициентом обогащения ss-lO3 при воз-
действии излучения СО2-лазера на мо-
лекулы SFg/P.В.Амбарцумян, Ю. А. Го-
рохов, В. С. Летохов и др.//Письма
в ЖЭТФ. 1975. Т. 21. Вып. 6. С. 375—
378.
95. Разработка и создание техно-
логических СО2-лазеров мощностью
2—5 кВт/А. И. Иванченко, В. В. Кра-
шенинников, А. Г. Пономаренко и др.//
Применение лазеров в народном хо-
зяйстве. Всесоюзная конференция.
Звенигород (17—20 мая 1975 г.). М.:
Наука, 1986. С. 53—62.
96. Разработка, испытания и пути
совершенствования лазерной техноло-
гической установки мощностью излу-
чения 1,2 кВт/A. Я. Бритва, В. Я. Гу-
тенберг, М. Б. Гутман и др.//Приме-
нение лазеров в народном хозяйстве.
Всесоюзная конфепеиция. Звенигород
(17—20 мая 1985 г1). М.: Наука, 1986.
С. 62—66.
Список литературы
257
97. Расчет пространственных ха-
рактеристик излучения лазера с не-
устойчивым резонатором, содержащим
случайные мелкомасштабные фазовые
неоднородности/С. И. Завгородиева,
Л. В. Ковальчук, В. Е. Семенов и др.//
Квантовая электроника, 1984. Т. 11.
№ 2. С. 324—330.
98. Рациональная структура источ-
ников питания мощных лазерных тех-
нологических установок/О. Г. Була-
тов, В. С. Иванов, В. Д. Поляков
и др.//Электротехника, 1987. № 11.
С. 42—47.
99. Рокии М., Джакоб Дж. X.
Лазеры иа галогенидах инертных га-
зов//Газовые лазеры/Под ред. И. Мак-
Даниеля и У. Нигана: Пер. с англ./Под
ред. П. П. Пашинина. М.: Мир, 1986.
С. 332—382.
100. Рябов С. Г., Торопкин Г. Н.,
Усольцев И. Ф. Приборы квантовой
электроники. М.: Радио и связь, 1985.
101. Селективность диссоциации
многоатомных молекул в двухчастот-
иом ИК лазерном поле/Р. В. Амбарцу-
мян, Ю. А. Горохов, В. С. Летохов
и др.//Письма в ЖЭТФ. 1976. Т. 23.
Вып. 4. С. 217—220.
102. Смит К., Томсон Р. Численное
моделирование газовых лазеров. М.:
Мир, 1981. 516 с.
103. Создание лазерной технологи-
ческой установки УЛГН5.02 на базе
лазера ТЛ-5/Г. А. Абильсиитов,
В. Л. Азанчевский, В. С. Голубев
и др.//Всесоюзная конференция по
применению лазеров в народном хо-
зяйстве. Звенигород (17—20 мая
1985 г.) М.: Наука, 1985. С. 3—4.
104. Солдатов А. Н., Соломо-
нов В. И. Газоразрядные лазеры на
самоограниченных переходах в парах
металлов. Новосибирск: Наука. Си-
бирское отделение, 1985. 151 с.
105. Справочник по лазерам: Пер.
с англ./Под ред. А. М. Прохорова.
М.: Сов. радио. 1978. Т. 1.
106. Справочник по лазерной тех-
нике/Л. М. Андрушко, Ю. В. Байборо-
дин, С. В. Блохин и др. Под ред.
Ю. В. Байбородина, Л. 3. Криксу-
нова, О. Н. Литвиненко. Киев: Тех-
ника, 1978.
107. Стабилизация состава газовой
среды импульсно-периодического СО2-
лазера с помощью гопкалита/В. Ю. Ба-
9 г. А. Абильсиитов
ранов, Г. Ф. Дроков, В. А. Кузьмен-
ко и др.//Квантовая электроника, 1986.
Т. 13. № 5. С. 989—992.
108. Стационарный технологиче-
ский СО2-лазер замкнутого цикла с
мощностью излучения 6 кВт/
А. В. Артамонов, Ю. А. Егоров,
А. В. Кажидуб и др.//Квантов а я
электроника. 1978. Т. 5. № 4, С. 920—
922.
109. Стационарный технологиче-
ский COj-лазер мощностью 10 кВт/
Г. А. Абильсиитов, А. В. Артамонов,
Е. П. Велихов и др.//Квантовая элек-
троника. 1980. Т. 7. № 11. С. 2467—
2471.
110. Схемы и методы накачки мощ-
ных газоразрядных СО2-лазеров/
Г. А. Абильсиитов, Е. П. Велихов,
В. С. Голубев и др.//Квантовая элек-
троника. 1981. Т. 8. № 12. С. 2517—
2540.
111. Твердотельные перестраивае-
мые лазеры на центрах окраски в
ионных кристаллах/Т. Т. Басиев,
Ю. К. Воронько, С. Б. Миров и др.//
Изв. АН СССР. Сер. физическая.
1982. Т. 46. № 8. С. 1600—1610.
112, Теоретическое исследование
перспективных способов повышения
энергетических характеристик непре-
рывных технологических электроиони-
эационных лазеров/Н. Г. Басов,
В. А. Данилычев, Е. П. Глотов и др.//
Мощные газовые лазеры и взаимодей-
ствие излучения с веществом: Труды
ФИАН им. П. Н. Лебедева. М.: Наука,
1983. Т. 142. С. 95—116.
113. Технологическая лазерная
установка УЛ Г-2.01. Комбинирован-
ного действия: импульсно-периодиче-
ского и непрерывного/М. П. Богданов,
В. М. Верин, Н. А. Генералов и др.//
Применение лазеров в народном хо-
зяйстве. Всесоюзная конференция. Зве-
нигород (17—20 мая 1975 г.). М.: Нау-
ка, 1986. С. 50—53.
114. Технологический СО2-лазер
непрерывного действия с несамостоя-
тельным разрядом/А. И. Бондаренко,
И. В. Елизаров, Ф. К. Косырев и др.//
Квантовая электроника. 1982. Т. 9.
№ 7. С. 1309—1313.
115. Технологический СО2-лазер
средней мощности/А. И. Иванченко,
В. В. Крашенинников, А. Г. Понома-
ренко. Всесоюзное совещание по при-
258
Основа расчета быстропроточнах COt-лазеров
меиению лазеров в технологии маши-
ностроения. Звенигород (11—
13 октября 1982 г.). М.: Наука, 1982.
С. 9.
116. Характеристики СО2-лазера с
возбуждением емкостным разрядом пе-
ременного тока/В. Д. Гаврилюк,
А. Ф. Глова, В. С. Голубев и др.//Кван-
товая электроника. 1979. Т. 6. № 3.
С. 548—552.
117. Чанг. Улучшение профиля
электродов, применяемых для созда-
ния однородного поля в лазерах с по-
перечным разрядом и других высоко-
вольтных устройствах//ПНИ 1973. № 4.
С. 44—46.
118. Электроионизационный СО2-
лазер замкнутого цикла непрерывно-
го действия/Н. Г. Басов, И. К. Бабаев,
В. А. Данилычев и др.//Квантовая
электроника. 1979. Т. 6. № 4. С. 772—
781.
119. Электроразрядныб технологи-
ческий СО2-лазер непрерывного дей-
ствия/П. А. Василец, В. П. Гаращук,
В. И. Кирсей и др.//Квантовая элек-
троника. 1982. Т. 9. № 10. С. 2028.
120. Юдаев Б. Н. Теплопередача.
М.: Высшая школа, 1973. 360 с.
121. Ambartsumian R. V., Letok-
hov V. S. Selective two-step (STS)
photoionization of atoms and photo-
dissociation of molecules by laser ra-
diation//Appl. Opt., 1972. V. 11. N 2.
P. 354—358.
122. Anderson S. G. Air-cooled argon
ion lasers and their applications in
the information processing market//Pro-
ceedings of SPIE. 1986. V. 610. P. 158—
163.
123. Bannister J. J., Kung T. A.
The atomic iodine photodissociation
laser. Laser Focus/Elec.—Opt., 1984.
V. 20. No 8. P. 88—90.
124. Bauer S. H. Overview—Laser
applications to industrial chemistry.
Proceedings of SPIE, 1984. V. 458.
P. 2—10.
125. Baumann Z., Dothan F., Yat-
siv S. Glow discharge stabilization
in a transverse flow CW CO2 laser.
J. Phys. E. Sci. Instrum. 1978. V. 11.
P. 189—190.
126. Belforte D., Levitt M. The
industrial laser annual handbook. Penn
well books, Tulsa, Oklahoma, USA.
1986.
127. Bhaumik M. L., Lacina W. B.,
Mann M. M. Characteristics of a CO2 la-
ser. J. of IEEE Quantum Electr..
1972. V. 8. No 2. P. 150—160.
128. Brau Ch. A. Rare gas halogen
excimers//Excimer laser/Ed. Ch. K.
Rhodes. Springer—Verlag, 1984. P. 87—
137.
129. Bridges W. B. Laser oscillation
in singly ionized argon in the visible
spectrum./Appl. Phys. Lett., 1964. V. 4.
N 7. P. 128—130.
130. Brown С. O., Davis I. W. Clo-
sed—cycle performance of a high-power
electric—discharge laser. Appl. Phys.,
1972. V. 21. No 10. P. 480—481.
131. Burnham R., Harris N. W.
Radiative lifetime of the C state of
XeF*. J. Chem. Phys. 1977. V. 66. No6.
P. 2742—2743.
132. Burnham R., Searls S. K- Ra-
diative lifetime of KrF*. J. Chem.
Phys. 1977. V. 67. No 12. P. 5967—
5968.
133. Center R. E. High-power effi-
cient electrically—excited CO lasers.
North-holland publishing company,
1979. 131 p. Laser handbook./ed. by
M. L. Stitch. P. 98—102.
134. Convert G., Armand M., Marti-
not-Lagarde P. Effet laser dans des
melanges mercure-gas fares, par MM.—
Comp. Rend. 1964. V. 258. No 12.
P. 3259—3260.
135. Davis J. I., Holtz J. Z.,
Spa :th M. L. Status and prospects
for lasers in isotope separation. Laser
focus, 1982. V. 18. № 9. P. 49—54.
136. Davis R. S., Rhodes Ch. K-
Electronic transition lasers/CRC hand-
book of laser science and technology.
M. J. Weber CRC Press Inc., Boca
Raton. Florida, 1985. V. II. Gas lasers.
P. 273—312.
137. De Maria A. J., Ultee C. J.
High-energy atomic iodine photodisso-
ciation laser. Appl. Phys. Lett., 1966.
V. 9. No 1. P. 67—69.
138. Dermott W. E. Me., Pchel-
kin N. R., Benard D. J. An electronic
transition chemical laser. Appl. Phys.
Lett., 1978. V. 32. No 8. P. 469—470.
139. Detection of Rydberg states in
atomic uranium using time-resolved
stepwise laser photoionization. R. W. So-
lars, C. A. May, L. R. Carlson, et
Список литератиры
259
el /Phys. Rev. A. 1976. V. 14. No 3.
p.’1129—1136.
140. Deutsch T. F. Laser window
materials. J. Elect. Mater., 1975.
V. 4. No 4. P. 663—719.
141. Douglas-Hamilton D. H.,
Feinberg R. M., Lowder R. S. Experi-
mental and theoretical electron beam
sustained CO2 laser output at 200 and
300 K- J- Appl. Phys., 1975. V. 46.
P. 3566—3575.
142. Duley W. W. Laser processing
and analysis of materials./Plenum
Press. New York and London. 1983.
463 p. ,
143. Dunning T. H., Jr., Hay P. J.
The covalent and ionic states of the
rare gas monofluorides. J. Chem. Phys.
1978. V. 69. No 1. P. 134—149.
144. Eckbreth A. C., Davis J. W.
Cross-beam electric-discharge convec-
tion laser.//Appl. Phys. Lett., 1971.
V. 19. No 4. P. 101—103.
145. Efficient pulsed gas discharge
lasers/W. T. Walter, N. Solimene,
M. Pitch et. al .//IEEE J. Quant.
Electr., 1966. V. QE-2, No 9. P. 474—
480.
146. Eggleston J. M., Albrecht G. F.
Prospects for high average power slab
geometry solid state lasers. Proceedings
of SPIE, 1984. V. 461. P. 82—88.
147. Electrode configuration and po-
wer output for a transverse flow CO2 la-
ser/Ben—Yosef N., Bin—Nun E., Dot-
han—Deutsch F. et al .//J. of Physics E:
Sci. instrum., 1971. V. 4. P. 708—709.
148. Evseev A. V., Letokhov V. S.,
Puretzky A. A. Highly selective and
efficient multiphoton dissociation of
polyatomic molecules in multiple-fre-
„quency IR laser field.//Appl. Phys. B,
1985. V. 36. No 2. P. 93—103.
149. Experimental analysis of a
chemical oxygen-iodine laser/Bonnet J.,
David D., Georges E. et al.//Appl.
Phys. Lett., 1984. V. 45. No 10.
P. 1009—1011.
150. Fantini V., Incerti G., Cerri W.
A 5kw CW CO2 laser for industrial
applications. Gas flow and chemical
lasers, 1984. 5-th Int. Symp. Oxford
(20—24 Aug., 1984). Bristol, Boston.
P- 17-20.
151. Flannery M. R., Yang T. P.
Ionic recombination of Kr+ and Kr2+
with F~ in dense buffer rare gases.
9*
Appl. Phys. Lett., 1978. V. 33. No7.
P. 574—576.
152. Formation and quenching pro-
cesses in e-beam-pumped Kr/F2 mix-
tures/J. H. Jacob, M. Rokni, Manga-
no J. A. et al.//Appl. Phys. Lett.,
1978. V. 32. No 2. P. 109—111.
153. Forrest G. T. Diode-pumped so-
lid-state lasers have become a main-
stream technology. Laser Focus, 1987.
V. 23. No 11. P. 62—74.
154. Fowles G. R., Silfvast W. T.
Laser action in the ionic spectra of
zinc and cadmium. IEEE J. Quant.
Electr., 1965. V. QE-1. N 3. P. 131.
155. Gensel P., Kompa K. L-, Wan-
ner J. Flash characteristics as an impor-
tant parameter in chemical laser expe-
riments. Chem. Phys. Lett., 1970.
V. 7. No 6. P. 583—586.
156. Geusic J. E., Marcos H. M.,
Van Vitett L. G. Laser oscillations in
Nd-doped yttrium aluminium, yttrium
gallium garnets//Appl. Phys. Lett.,
1964. V. 4. No 10. P. 182—184.
157. Girard A., Beaulieu A. J. A
TEA CO2 laser with output pulse length
adjustable from 50 ns to over. 50 ms.//
IEEE J. of Quantum Electron., 1974.
V. QE—10. No 6. P. 521—526.
158. Gordon E. I., Labuda E. F.,
Bridges W. B. Continuous visible laser
action in singly ionized argon, krypton
and xenon.//Appl. Phys. Lett., 1964.
V. 4. No 10. P. 178—180.
159. Hay P. J., Dunning T. H., Jr.
The electronic state of KrF.//J. Chem.
Phys., 1977. V. 66. No 3. P. 1306—
1316.
160. High power industrial COa la-
sers./N. Tabata, H. Nagai, H. Yoshida
et al.//Gas flow and Ghem. lasers,
1984. 5-h Int. Symp. Oxford. (20—
24 Auq., 1984) Bristol, Boston. P. 1—6.
161. High power lasers. Sensor Re-
view. Jan., 1986. P. 51.
162. High-pressure sealed CW CO2 la-
ser with high efficiency. H. Nagai,
M. Hishii, K. Shibayama et. al.//IEEE
J. of Quantum Electronics, 1982. V.
QE—18. No 3. P. 416—422.
163. Holmes L. M. Lamp-pumped
Nd : YAG lasers move toward higher
perfomance. Laser Focus, 1987. V. 23.
No 11. P. 78—85.
164. Hunter A. M., II, Hunter R. O.,
Jr., Johnson T. H. Scaling of KrF
1
260 Основ» расчета бяетрапраточних С0,-лозеров
lasers for internal confinement fusion.
IEEE J. Quant. Electr., 1986. V. QE-22.
No 3. P. 386—404.
165. Industrial laser Review. 1987.
V. 1. No 12. P. 1—6.
166. Javan A., Bennett W. R., Jr.,
Heriott D. R. Populaiion inversion and
continuous optical maser oscillation
in a gas discharge containing a He—Ne
mixturee//Phys. Rev. Lett., 1961. V. 6.
No 3. P. 106—111.
167. Jensen R. J. Los Alamos KrF
laser programZ/Conference on lasers and
electro-optics (21—24 May, 1985). Digest
of technical papers, paper TLH1. P. 186.
168. Kasper J. V. V., Pimentel G. C.
Atomic iodine photodissociation laser
(CFSI : CHS1). Appl. Phys. Lett., 1964.
V. 5. P. 231—234.
169. Kaye A. S. Catalitic recombi-
nation in a multikilowatt CO2 laser//
Optoelectron. Techn. Vortr. 6. Int.
Kongr.: Laser 83 optoelectron. Munchen,
Dez., 1983. Berlin e. a., 1984. P. 275—
279.
170. Klass P. I. Pentagon seeks to
channel research. Aviation week and
space technology. 1975. V. 103. No 9.
P. 50—56.
171. Lancashire R. B., Alger D. L.,
Manista E. J. The NASA high-power
carbon dioxide laser a versatile tool
for laser applications. Optical Engi-
neering, V. 16. N 5. P. 505—512.
172. Lasers and Optronics 1988
Buying Guide. Ed. Quantel Internatio-
nal Santa Clara. CA, 1988. 594 p.
173. Laser Dye Catalogue. Exciton.
1986.
174. Lasers gas SW. Laser Focus.
1981. Buyer’s Guide. P. 174.
175. Letokhov V. S. Possibility of
the optical separation of the isomeric
nuclei by laser radiation.//Opt. Comm.,
1973. V. 7. No 1. P. 59—60.
176. Maeda M. Laser Dyes.—Tokyo:
Academic Press, 1984.
177. Maiman T. H. Stimulated opti-
cal radiation in ruby.Z/Nature. 1960.
V. 187. No 4736. P. 493—494.
178. Marling J. B., Hermann I. P.
Deuterium separaton with 1400-fold
single-step isotopic enrichment and
high yield by CO2 laser multiple-photon
dissociation of 2,2-dichloro-l-1-1-trif-
luoroethane.//Appl. Phys. Lett., 1979.
V. 34. No 7. P. 439—442.
179. Multiple photon infrared laser
photophysics and photochemistry/
V. N. Bagratashvili. V. S. Letokhov.
A. A. Makarov et. al.//Harwood Aca-
demic Publishers, 1985. 512 p.
180. Nath A. K., Setuin J. J.(
Sequin V. A. Optimisation studies of
a multikilowatt PIE CO2 laser. IEEE
J. of Quantum Electronics, 1986
V. QE-22. No 2. P. 267—274.
181. Parmentier E. M. Aerodynamic
window for high-power CO2 lasers
AIAA paper. 1972. No 72—710. P. 1—
182. Patel С. K- N. Continuous-
wave laser action on vibration rotational
transitions of CO2.//Phys. Letts., 1964
V. 12. P. 1187.
183. Patel С. K. N., Kerl R. J.
Laser oscillation on XJZ+ vibrational-
rotational transitions of CO. Appl.
Phys. Lett., 1964. V. 5. No4. P. 81—83.
184. Performance characteristics of a
10 kW industrial CO2 laser system/
Hoag E., Pease U., Staal J. et al.//Appl.
Opt., 1974. V. 13. No 8. P. 1954—1964.
185. Ream S. L. Present and future
industrial acceptance of high-power
CO2 iasers./ZLaser Focus. 1982. P. 43—
47.
186. Reilly J. P. Pulser/susteiner
eiectric-discharge laser.—J. Appl.
Phys., 1972, V- 43. No 8. P. 3411—3416.
187. Reitjes J. F. Coherent ultra-
violet and vacuum ultraviolet sources.
Laser Handbook. Ed. M. Bass,
M. L. Stitch. — Noth-Holland, Amster-
dam, Oxford, New—York, Tokio. 1985.
V. 5. P. 1—102.
188. Schock W., Hugel H., Hoffmann.
Ein neues Laserkonzept: Quergestrom-
ter CO2 laser mit Hochfrequenzanre-
gung.//Laser-|-Electrooptik, 1981. No 2.
P. 76—77.
189. Sealed-off CO2 lasers with La^x
Srx CoOs oxide cathodes/N. КагиЬё,
N. lehisa, K. Fukuya et al.//Appl-
Phys. Lett., 1983. V. 43. No 12.
P. 1086—1088.
190. Searls S. K., Hart G. A. Stimu-
lated emission at 281. 8 nm from XeBr.
Appl. Phys. Lett., 1975. V. 27. No4.
P. 243—245.
191. Seguin J. J., Dow J., Se-
quin V. A. Simple and economic comp-
ressors for large-volume gas transport
laser systems. Rev. Sci. Instrum.,
1983. V. 54. N 10. P. 1338-1345-
Список литературы
261
192. Shigenori Y., Tabata N. Silent
discharge CW CO2 laser. Conf, on la-
sers and electroopt. Wasfington, D. C.,
10—12 June. 1981.
193. Silfvast W. T., Szeto L. H.,
Wood 0. R. 11. C3F7I photodissocia-
tion laser initiated by a CO2 laser-
produced plasma. Appl. Phys. Lett.,
1974. V. 25. P. 593—595.
194. Snitzer E. Optical maser action
of Nd*3 in a barium crown glass. Phys.
Rev. Lett., 1961. V. 7. No 12. P. 444—
446.
195. Spalting I. J. High power laser
for processing of materials; a compari-
son of available systems. Optics and
laser technology. 1978. No 2. P. 29—32.
196. Super-radiance, excitation me-
chanisms and guasi-cw oscillation in
the visible Ar+ laser/W. R. Bennet,
Jr. Knutson J. W., Jr. Mercer G. N.
et al//Appl. Phys. Lett., 1964. V. 4.
No 10. P. 180—182.
197. Tiffany W. B., Targ R. and
Foster J. D. Kilowatt CO2 gas transport
Laser. Appl. Phys. Lett., 1969. V. 15.
No 3. P. 91—93.
198. Two 20-KW C02 lasers from
Japan. Lasers and Applications, 1984.
P. 54.
199. Unstable—stable resonators
with toroidal mirrors/A. Borghese,
R. Canevari, V. Donati et al.//Appl.
Opt., 1981. V. 20. No20. P. 3547—3552.
200. Velazco J. E„ Kelts J. H.,
Setser D. W. Quenching rate constants
for metastable argon, kripton, and
xenon atoms by fluorine containing
molecules and branching ratios for
XeF* and KrF* formation. J. Chem.
Phys., 1967. V. 65. No 9. P. 3468—
3480.
201. Wirth P. A new fast axial flow
CO2 laser with 1000-watt output power.
Pros. SPIE, 1984. V. 455. P. 21—23.
202. Zheen W., Baorong S., Shaoyi.
A 2.5 KW transverse flow CO2 laser.
Beijing-Shanghai Proc. Int. Conf. La-
sers, Shahghai and Beijing, May, 1980.
New York e. a. P. 415—419.
Ik
Часть ||
ЛАЗЕРНОЕ ТЕХНОЛОГИЧЕСКОЕ
ОБОРУДОВАНИЕ
Мощные технологические СО2-лазе-
ры, лазерные установки и комплексы
все шире используются в промышлен-
ности для обработки материалов:
упрочнения, сварки, резки и т. п.
Ввиду локальности воздействия и воз-
можности высокой концентрации энер-
гии лазер как источник тепла является
во многом уникальным инструментом.
Несмотря на то, что в рассматриваемых
процессах основное действие лазерного
излучения тепловое, к принципиаль-
ным относятся явления и особенности,
связанные с острой направленностью,
локальностью, монохроматичностью н
когерентностью лазерных пучков. Этот
комплекс свойств лазерного излучения
в первую очередь проявляется в меха-
низмах передачи энергии от электро-
магнитной волны излучения в обраба-
тываемый материал. Именно поэтому
гл. 1 посвящена вопросам взаимодей-
ствия лазерного излучения с конденси-
рованными средами.
В гл. 2 описаны технологические
процессы обработки материалов при
средних плотностях мощности лазер-
ного излучения в отсутствие испарения
вещества. Это — лазерная закалка, ле-
гирование, наплавка.
В гл. 3 рассмотрены требующие высо-
ких интенсивностей излучения про-
цессы лазерной резки, сварки, размер-
ной обработки, в которых испарение
является важным, а часто и определяю-
щим фактором. Все основные резуль-
таты приведены для технологических
СО2-лазерсв мощностью несколько
кВт. Процессы, выполняемые на лазе-
рах других типов (в частности, твердо-
тельных импульсных и непрерывных),
достаточно подробно описаны в литера-
туре и здесь не рассматриваются.
Механизмы процессов лазерной обра-
ботки материалов весьма сложны, и в
настоящее время их физико-математи-
ческие модели до конца не проработа-
ны. Так, при решении задачи по лазер-
ной сварке необходимо корректно учи-
тывать: процессы теплопроводности в
твердой, жидкой и газообразной фазах
с учетом движения фазовых границ и
изменяющихся от температуры тепло-
физических параметров; процессы гид-
ро- и газодинамики; процессы плазмо-
образования; явления рефракции и
поглощения излучения и т. д. При этом
большинство из входящих в уравнения
параметров и констант известно с недо-
статочной степенью точности. Полные
объемы расчетов, учитывающих все
многообразие происходящих процес-
сов, превосходят возможности сущест-
вующих ЭВМ.
В данной части мы ограничиваемся
описанием физической картины про-
цессов и даем по возможности их прос-
тые модели с формулами, позволяю-
щими провести необходимые оценки
режимов лазерной обработки и ее
результатов. Главным критерием пра-
вильности моделей полагается соответ-
ствие функциональных зависимостей,
характеризующих какой-либо техноло-
гический процесс лазерной обработки,
полученных из эксперимента, и теоре-
тической модели при условии, что тео-
рия дает нужный порядок величин,,
В этом случае, предварительно скор-
ректировав по калибровочному опыту
результаты расчетов через всегда имею- ,
щиеся в феноменологических теориях
недостаточно точно известные констан-
ты (свободные параметры), можно полу-
чить разумное количественное согласие
с экспериментом.
Для каждого технологического про-
цесса лазерной обработки материалов
выделены, во-первых, группа режимов
и параметров лазерной обработки; во-
Теплофизические задача в лазерной технолоеаа
263
вторых, набор величин и характерис-
тик результатов обработки. Даны ха-
рактерные примеры причинно-следст-
венных связей и зависимостей резуль-
татов лазерного воздействия от его
параметров. Приведены данные о слу-
жебных характеристиках образцов ма-
териалов, прошедших лазерную обра-
ботку. Основное внимание уделено
достаточной полноте эксперименталь-
ных данных, описывающих закономер-
ности и особенности лазерных техно-
логических процессов.
В гл. 4 приведен анализ методов
исследования микроструктуры и
свойств сплавов после лазерной обра-
ботки. В настоящее время накоплен
уже достаточно большой опыт по при-
менению различных стандартных и
уникальных методов и методик. При
всех видах лазерных технологических
процессов наиболее широко исполь-
зуются металлографические н металло-
физические методы анализа, измерение
микротвердости. Некоторые методы
нашли ограниченное применение.
В гл. 5 дана классификация лазер-
ного технологического оборудования,
в частности лазерных технологических
комплексов,по ряду признаков. При-
ведены технические характеристики
различных автоматизированных лазер-
ных технологических комплексов
(АЛТК). В завершение проанализиро-
ваны типовые тенденции в развитии
лазерного технологического оборудо-
вания.
Глава 1
ПОГЛОЩЕНИЕ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ
МАТЕРИАЛАМИ
1. ТЕПЛОФИЗИЧЕСКИЕ ЗАДАЧИ
В ЛАЗЕРНОЙ ТЕХНОЛОГИИ
Во все физические модели лазерной
технологии входит выражение закона
сохранения энергии. Чаще всего им
является уравнение теплопроводности
в различной постановке, которое для
изотропных движущихся сред записы-
вается в виде
Pc(-^- + vgradT^ —
— div (1 grad 7) = q (r, t),
(1)
где p — плотность; с — удельная теп-
лоемкость; Т (г, t) — температура;
°(г» 0 — вектор поля скоростей; t —
время; X — теплопроводность; г — ко-
ордината; q (г, 0 — объемная плот-
ность мощности источников тепла.
Характер и эффективность воздей-
ствия электромагнитных волн лазер-
ного излучения на вещество опреде-
ляется плотностью потока энергии /
(плотностью мощности илн интенсив-
ностью) электромагнитного поля. На-
чальные и граничные условия конкрет-
ной тепловой задачи ставятся исходя
из специфики рассматриваемого про-
цесса. Возникающий в конденсирован-
ной среде лазерный объемный тепловой
источник q (г, t) очень часто можно
считать поверхностным. Теплофизиче-
ские коэффициенты, которые являются
функциями температуры, в инженер-
ных расчетах обычно считают постоян-
ными и используют их усредненные
значения.
Для оценок значений параметров
многих тепловых задач часто исполь-
зуется решение одномерного линей-
ного уравнения теплопроводности, опи-
сывающего нагрев полубесконечной
среды (z > 0) неограниченным одно-
родным поверхностным источником:
Т (z, t) = 2 VEt ierfc
X Wat)’
(2)
где А — поглощательная способность
среды; /0 — интенсивность падающего
264
Поглощение лазерного излучения Материалами
Теплофизические задачи е лазерной технологии
265
1. Физические свойства чистых металлов и полупроводников [174, 178J
Назва- ние эле- мента Символ Плотность при темпе- ратуре около 20 °C, о, г/см3 Теплоемкость при температуре около 20 °C, с, Дж/(г- градус; Теплопроводность прн температуре около 20 °C, X, Вт/(см* градус) | Удельное электриче- ское сопротивление при температуре око- ло 20 °C, pv„, 10« Ом-и Температура плавле- аия Тпл. «С Удельная теплота плавления ДНПЛ, Дж/г Температура испаре- ния (кипения) 7кип> °с Удельная теплота испарения ДЯВСП, кДж/г
Алюмини Барий Бериллий Бор Ванадий А1 Ва Be В V 2,70 3,6 1,85 2,4 6,11 0,90 0,20 1,8 1,0 0,49 2,18 1,6 0,31 2,63 50,0 4,1 1,8.10е 21,8 660 727 1287 2075 1920 400 52 1380 2090 450 -2500 -I860 2507 —3700 -3400 10,8 1,01 32 47 8,7
Висмут Вольфрам Галлий Гафний Германий Bi W Ga Hf Ge 9,8 19,3 5,1 13,1 5,35 0,12 0,13 0,41 0,14 0,32 0,09 1.8 0,34 0,22 (100 °C) 0,60 107,0 5,0 53,4 32,7 9-104 271 3420 29,8 2230 958 53 320 89 120 510 1564 —5700 2403 4620 -2850 0,85 4,0 4,1 3,2 4,7
Железо Золото Индий Иттрий Кадмий Fe Au In Y Cd 7,87 19,32 7,31 4,47 8,65 0,448 0,13 0,23 0,30 0,23 0,75 3,13 0,24 0,10 0,93 9,7 2,25 8,37 65 6,8 1539 1046 156 1528 321 250 63 28 130 55 3200 2947 2024 3322 766 6,27 1,77 2,0 4,1 8,86
Калий Кальций Кобальт Кремний Литий К Ca Co Si Li 0,86 1,55 8,90 2,33 0,539 0,75 0,64 0,42 0,71 3,58 1,0 1,26 0,70 0,83 0,71 6,2 3,43 5,6 106 8,6 63,5 842 1494 1415 180 60 210 276 1770 432 760 1495 2960 —3250 1336 2,28 3,78 6,4 12,7 19,3
Магний Марганец Медь Молибден Натрий Mg Mn Cu Mo Na 1,74 7,43 8,94 10,2 0,97 1,0 0,47 0,385 0,223 1,23 1,60 1,56 4,0 1,52 (100 °C) 1,34 4,46 259 1,72 5,0 4,2 650 1245 1084 2620 97,8 350 230 204 375 113 1095 2070 2540 -4600 883 5,3 4,13- 4,75 5,8 3,87
Никель Ниобий Олово Палладий Платина Ni Nb Sn Pd Pt 8,90 8,57 7,3 12,0 21,46 0,43 0,265 0,227 0,242 0,1321 0,92 0,50 0,64 0,70 0,70 6,84 15,1 11,5 10,8 9,8 1455 2500 232 1554 1772 300 297 60 157 111 2900 4927 2620 -2940 -3900 6,3 7.Н 2,49 3,32 2,6
Продолжение табл. 1
Назва- ние эле- мента Символ Плотность при темпе- ратуре около 20 °C р, г/см3 Теплоемкость при температуре около 20 °C с, Дж/(г. градус) Теплопроводность при температуре около 20 °C X, Вт/(см* градус) Удельное электриче- ское сопротивление при температуре око- ло 20 °C руд, 10е Ом* м Температура плавле- ния Тпл, *С Удельная теплота плавления ДНПЛ, Дж/г Температура испаре- ния (кипения) гкип> °с Удельная теплота испарения ДЯИСП, кДж/г
Рений Re 21,0 0,13 0,71 21 3190 170 5600 3,8
Рубидий Rb 1,52 0,36 0,36 (150 °C) 12,5 39,5 26 685 0,81
Рутений Ru 12,37 0,238 — 8,3 2250 237 4200 5,96
Свинец Pb 11,34 0,127 0,35 20,6 327 23 1745 0,86
Сера S -2 0,72 0,0021 — 115 54 444 2,8
Селен Se 4,81 0,32 — — 221 85 685 0,38
Серебро Ag 10,49 0,235 4,20 1,5 961,9 105 2170 2,47
Стронций Sr 2,6 0,31 —. 25 768 96 1390 1,53
Сурьма Sb 6,69 0,207 0,19 39 630 164 1634 1,02
Таллий Tl 11,85 0,13 0,39 18 304 21 1457 0,79
Тантал Ta 16,6 0,139 0,52 13,4 2014 190 -5500 4,1
Теллур Те 6,24 0,21 0,058 2-Ю6 450 137 990 0,40
Титан Ti 4,5 0,52 0,23 48 1668 320 3330 8,6
Торнй Th 11,7 0,117 0,38 (200 °C) 16,8 1750 67 4200 2,34
Углерод (графит) C 2,22 0,69 -1,5 -10s -3500 — -3900 —
Уран u 19,0 0,117 0,25 40 1134’ 39 -4200 2,0
Хром Cr 7,19 0,45 0,67 13 1890 400 2680 6,7
Цезий Cs 1,9 0,24 -0,25 19 28,4 16 667,6 0,50
Цинк Zn 7,13 0,389 1,13 5,9 419,5 112 906 1,76
Цирконий Zr 6,5 0,28 0,32 (150 °C) 35 (150 °C) 1855 160 -4340 6,1
излучения; а = Х/рс — температуро-
проводность. В частности, выражением
(2) пользуются для нахождения од-
ной из величин Т, /0, t по значениям
Двух остальных, например, для опре-
деления критической плотности мощ-
ности /пл = (^я>.7’ил)/(2Уёт), погло-
щенной на поверхности и необходимой
Для начала плавления материала, или
Критической плотности мощности
/кип=(1/йХ7’КИГ1)/(2 ’]/ат), при которой
начинается испарение поверхностного
слоя через время т после начала облу-
чения. Глубина h, на которую тепло
проникает в течение времени т, оцени-
вается выражением h ~ 2 ~\/7л. Одно-
мерное приближение справедливо, если
размер лазерного пучка на поверх-
ности материала существенно превы-
шает глубину проникновения тепла в
материал.
Решение прямых задач теплопровод-
ности, пусть нелинейных и весьма
сложных, возможно если не аналити-
чески, то на ЭВМ, и в принципе позво-
ляет по заданным режимам лазерной
266
Поглощение лазерного азлучения материалами
2. Теплопроводность К, Вт- см~х- градус"1, и теплоемкость с, Дж-г-*-градус-1
0°С 100 “С 200 °C 300 *с 400 °C
Материал А 0 А 0 А С А 0 А 6
Алюминий 2,09 2,36 0.896 0,83 2,13 0,913 2,20 0,938 2,26 2,38 0.954 1,00 2,30 0,986
Алюминие- вые сплава АМгб АМц AK4-I АЛ2 АЛ4 АЛ9 АЛ19 1.17 1,80 1,78 1,76 1,46 1,51 1,05 1 1 И I 1 1 1,21 1,85 1,55 1,55 0,921 1,09 0,837 0,837 0,753 0,879 0,837 1,26 1,93 1,59 1,63 НИШ 1,30 2,01 1,67 1,59 1,67 1,42 0,921 0,837 1,00 1,05 1,38 1,88 1,55 1,67 1,09 1,30 1,05
Вольфрам 1,82 1,30 0,13 0.129 0,137 *-* — 1,49 1,26 0,14 0,14 — —
Железо 0,744 0,44 0,680 0,46 0,616 0,481 — —* 0,488 0,523
Стали: 20 40 У8 У12 Р18 ШХ15 Х18Н10Т 1Х18Н9Т 0,519 0,481 0,50 0,452 0,244 0,155 0,48 0,50 0,511 0,778 0,721 0,481 0,593 0,481 0,448 0,40 0,160 0,486 0,469* 0,477 0,486 0,486 0,40* 0,51 0,485 0,665 0,582 0,465 0,531 0,451 0,427 0,267 0,176 0,502 0,481* 0,502 0,515 0,515 0,423* 0,444 0.440 0,414 0,402 0,192 0.519 0,519 0,532 0,532 0.427 0,477 0,465 0,411 0,469 0.381 0,372 0.279 0,208 0,540 0,556* 0,540 0,548 0,544 0,448*
Чугуны: КЧЗО-6 K43S-10 0,586 0,628 0,511 0,511 — я—ч -* — —
Магний 1,45 0,975 1,40 1,03 1,35 1,06 1,30 1,09 1,29 1,11
Магнневые сплавы MAI МА2 ВМД1 1,26 0,963 1,23 1,00 1,13 1,05 1,34 1,05 1,28 1,05 1.17 1,09 1,09 1,30 1,13 1,21 1,15 1 М 1 1
Медь 3,93 0,390 3,85 0,393 3,38 0,398 3,71 3,65 0,406
Латуни: Л90 Л 80 Л70 1,78 1,14 1,42 1,21 0,381 0,389 0,377 1,26 1111 1,7г 1 I I 1 1/57 1,74 \ И И '
Теплофизические задачи в лазерной технологии
неЕ570рь-х металлов к сплавов прн различных температурах
SCO °C 600 °C 800 °C 1000 °C 1200 °C Библиограф, источник
X а X С X с X 0 X c
2,35 0,996 — 1,02 -^4 — IIS'
t 1 И I I I 1 mini I III И 1 П I П I 1 m mi num m i m (ii m i I III 111 1103)
— 1,20 0,15 1,48 1,15 ** 1,46 [53] [156]
— 0,384 0,578 0,308 0,645 0,682 *—• 0,678 1158]
0,393 0,418 0,385 0,407 0,352 0.347 0,223 0.561 0,557 0,569 0.565 0,787 0,356 0,372 0,361 0.327 0,320 0,267 0.369 0,238 ООО .° TII спел I сп I елся llltocoolcoloto ОСТД СП оо 0,259 0,279 0,267 0,243 0,237 0,256 0,276 0,703 0,716 0,716 0,716 0,531 • 0,277 0,267 0,269 0,261 0,31 0,695 0,695 0,70 0.70 0,557* 0,728 0,298 0,300 0,302 0,286 0,687 0,682 0,691 0,691 0,565* 11581 1103] [1801 [158] [180] [158] [158] [180] [180] , [ЮЗ] [103,, 180]
— & «* Ы «• [103]
1,31 1,13 1,15 1"» мч e-» [158]
6ЯЯ [103]
3,59 — 3,54 0,414 3,41 0,423 3,20 0,431 F—4 [158]
1,88 1111 2,01 mi ПИ I I I I mi mi i m mi [103 [157 [ЮЗ [103
268
Поглощены лазерного излучения иатериалали
Материал 0 °C 100 °C 200 °C 300 °C 400 °C
X С X С X С X С X С
Бронзы: БрБ-2 БрС-30 БрА-7 0,837 1,42 0,97 0,42 0,42 1,05 1,14 — 1,22 — 1,29 1-1
Никель 0,675 0,427 0,616 0,448 0,582 0,473 — — 0,523 0,510
Титан 0,224 0,531 0,207 0,540 0,198 0,552 0,194 — 0,194 0,573
Титановые сплавы: ВТ5 ВТ6 ВТ14 0,088 0,084 0,084 — 0,096 0,092 0,092 0,544 0,544 0,502 0,105 0,105 0,105 0,586 0,586 0,544 0,113 0,113 0,117 0,628 0,670 0,586 0,126 0,126 0,120 0,670 0,711 0,628
Хром 0,965 0,448 0,921 0,460 0,874 0,473 0,822 — 0,769 0,494
• Среднее значение параметра в диапазоне температур от 20 °C до указанной.
обработки найти тепловые поля и по
ним рассчитать параметры и оценить
результаты лазерной обработки. Чаще
всего именно таким путем строятся
теоретические расчеты и проверяется
правильность исходных физических
моделей. Но наиболее практически
ценными являются немногочисленные
модели процессов, где по заданным
результатам и известным физическим
константам можно найти режимы ла-
зерного воздействия; это требует реше-
ния обратных задач теплопроводности,
которые относятся к некорректным
задачам и нуждаются в специальных
методах решения.
Большинство существующих анали-
тических решений задач, характерных
для нагрева материалов концентриро-
ванными потоками энергии, можно
найти в литературе [51, 53, 69, 86, 91,
142, 144], и здесь они не рассматри-
ваются. Некоторые физические свой-
ства веществ, необходимые для тепло-
физических расчетов, приведены в
табл. 1 и 2. Более подробные данные
имеются в соответствующих справоч-
ных изданиях [103, 154, 156—158, 174,
178,180]. Отметим, что значения тепло-
физических параметров нередко в силь-
ной степени зависят от наличия микро-
примесей и незначительных вариаций
состава материала, от внутренней
структуры и термической предыстории
образца и т. п.
В любом случае лазерного теплового
воздействия на материалы важна не
просто мощность лазерного излучения,
а мощность, поглощенная материалом
и идущая на получение полезного ре-
зультата. Поглощательная способность
А, стоящая коэффициентом при /о
в выражении (2), в той нли иной форме
фигурирует во всех лазерных техноло-
гических процессах. В следующих
параграфах настоящей главы будут
рассмотрены физическиепроцессы, при-
водящие к поглощению излучения, и
проанализированы методы повышения
эффективности передачи энергии лазер-
ного луча в обрабатываемый мате-
риал.
Понощаии азлцчмая в сред»
269
Продолжение табл. 2
500 °C 600 "С 800 "С 1000 °C 1200 °C Библиограф, источник
— С А С А С А С А С
L—-— [юз]
—а —э —» я , я—» я—я ят [103]
1.35 1.41 [157]
—* 0,570 0.519 0,651 0,523 — 0,527 —* [158]
0,196 — 0,20 0,594 0,211 0,619 0,225 0,630 0,240 — [157, 158]
0.142 0,711 0,155 0,753 0,180 0,20 [103]
0,138 0,795 0,155 0,879 — —« —- >—< —-ч —
0,138 0,670 —* —, — •-* —’
0,726 >—» 0,688 0,519 0,640 0,544 0,608 0,565 0,576 0,590 [157, 158]
2. ПОГЛОЩЕНИЕ ИЗЛУЧЕНИЯ
В СРЕДЕ
Интенсивность световой электромаг-
нитной волны, распространяющейся в
обрабатываемом материале, изменяется
по закону Бугера—Ламберта
/ (г) — А1й ехр (—аг). (3)
Здесь А — поглощательная способ-
ность материала (Л = 1 — R, где R —
коэффициент отражения); /0 — интен-
сивность падающего лазерного излу-
чения; а — коэффициент поглощения
света в среде; г — координата, направ-
ленная от поверхности в глубь мате-
риала. Тепловой источник q, возни-
кающий в материале под действием
лазерного излучения, характеризуется
Как общей мощностью, пропорциональ-
ной А, так и локализацией в объеме,
зависящей от а.
Поглощенная энергия распростра-
няется в веществе за счет различных
Механизмов теплопроводности. Для ме-
таллов и вырожденных полупроводни-
ков основной является электронная
теплопроводность, а для невырожден-
ных полупроводников и диэлектри-
ков— фононная [62, 91, 111, 144].
Поглощение света диэлектриками
обусловлено наличием колебательных
степеней свободы кристаллической ре-
шетки, молекул и атомов, межмолеку-
лярными колебаниями, имеющимися
примесями, дефектами структуры и
т. п. Коэффициент поглощения а за-
висит от длины волны X и обычно имеет
большее значение как в области ультра-
фиолетового (УФ), так и в области
инфракрасного (ИК) излучений; в про-
межуточной спектральной области ди-
электрики могут быть частично или
полностью прозрачными. Данные о
спекрах поглощения различных ве-
ществ можно найти, например, в ра-
ботах [73, 122, 170].
На длине волны излучения СО2-лазе-
ров (X = 10,6 мкм) большинство ди-
электриков имеют высокие коэффици-
енты поглощения, и излучение погло-
щается в поверхностном слое толщиной
270
Поглощение лазерного излучения материалами
в несколько микрометров, что в боль-
шинстве случаев позволяет считать
источник тепла поверхностным. Имеет-
ся довольно ограниченное число ве-
ществ, прозрачных для 1 = 10,6 мкм;
эти вещества применяются для изготов-
ления оптических ИК элементов. Неко-
торые диэлектрики поглощают И К
излучение СО2-лазера в достаточно тол-
стых слоях (от долей миллиметра и
более), и для них лазерный тепловой
источник необходимо считать объем-
ным.
В металлах поглощение ИК излуче-
ния происходит в тонком поверхност-
ном скин-слое (6 ~ 10“5...10-в см, т. е.
а ~ 105... 10е см-1) на электронах про-
водимости [149]. Поскольку время
установления равновесия в газе элек-
тронов значительно меньше времени
установления равновесия между элек-
тронами и решеткой атомов, в металле
возникаютдве термодинамические под-
системы с различными температурами-—
электронная н фононная [68]. Однако
ввиду того, что характерное время
обмена энергией между этими подсисте-
мами т ~ 10-1О...10-11с, а времена воз-
действия излучения на вещество при
лазерной обработке материалов по
крайней мере на несколько порядков
больше *, мы везде в дальнейшем бу-
дем использовать общую температуру
металла [51, 68, 91, 144].
Полупроводники имеют низкую кон-
центрацию свободных электронов, и
если энергия светового кванта меньше
ширины запрещенной зоны (to < Е),
то их оптические свойства подобны
свойствам диэлектриков (без учета
нелинейных, многофотонных эффектов
при высоких интенсивностях излуче-
ния). Если to > Е, то за счет внутрен-
него фотоэффекта электроны нз валент-
ной зоны переходят в зону проводи-
мости. Время их жизни до электронно-
дырочной рекомбинации с выделением
тепла в решетке составляет примерно
10~7...10“ес [62].При достаточно боль-
шой интенсивности излучения число
* Имеются в виду технологические про-
цессы лазерной обработки материалов
(в машиностроении и т. п.); для других
областей, где применяются импульсы ла-
зерного излучения длительностью короче
10“® с, это положение может быть неспра-
ведливо.
свободных электронов существенно
возрастает, значительно увеличивая
долю световой энергии, поглощенной
электронным газом и передаваемой в
решетку за время 10-10...10_11с.
3. ОТРАЖЕНИЕ И ПОГЛОЩЕНИЕ
ИЗЛУЧЕНИЯ ПЛОСКИМИ
ПОВЕРХНОСТЯМИ
Эффективность использования энер-
гии лазерного излучения при обработке
материалов непосредственно зависит
от их поглощательной способности А.
Считая, что среда поглощает всю
преломленную электромагнитную вол-
ну (толщина среды 2>1/а), рассмотрим
поглощательную способность (или, что
эквивалентно, коэффициент отражения
R = 1 — А) материала с идеальной
гладкой плоской поверхностью.
Пусть плоская линейно поляризован-
ная электромагнитная волна падает
прд углом Uj на поверхность материала
(рис. 1). Из уравнений Максвелла и
граничных условий для компонент
электрического и магнитного полей
находятся решения волнового уравне-
ния для отраженной и преломленной
волн [16, 52]. Угол преломления опре-
деляется из известного выражения
sin 02 = sin 0x/n, (4)
а компоненты полей — по формулам
Френеля:
р(г) _ p(i) tg (ei ~ °а).
“ " tg^ + ej’
р(г) _ p(i) sin (0г — 62) .
А 1 sin (Oj -f- 62) ’
(5)
р(О __ _____2 sin 62 cos 6]__
И И sin (0Х 02) cos (0Х — 02) ’
₽(О _ р(О 2 sin ег cos 61
Sin(01 + 0s) • ''
В общем случае поглощающей среды
коэффициент преломления является
комплексным:
й = л (1 — ЭД, (7)
где % = а/(2k) — коэффициент экс-
тинкции.
Отражение и поглощение излучения плоскими поверхностями
271
Из формул Френеля непосредственно
слеДУ10’1' выражения для коэффициен-
тов отражения R.
Для прозрачных сред (% = 0), если
вектор Е падающей волны лежит в
плоскости падения (р-поляризация), то
d Ц — (в* (8)
tg2 (0!-ь 6а) ’ U
а если вектор Е перпендикулярен
плоскости падения (s-поляризация), то
sin2 (91 — 62) ,9.
sina(e1 + e2)-
При угле Брюстера 02 = л/2 — Qf
компонента Е^ отраженной волны
становится равной нулю (рис. 2).
Для поглощающих сред угол 02 в
выражении (4) из-за комплексности
показателя преломления также будет
комплексным, и это надо учитывать
при подстановке его значения в фор-
мулы (5) н (6). При нормальном паде-
нии (6т = 0) коэффициент отражения
(л-1)2+л2х2
(« +1)2 + «V
(10)
Если л/ (л + 1), то R as 1; таким
образом, при нормальном падении силь-
Рис. 1. Отражение и преломление плоской
электромагнитной волны от границы раз-
дела
ное отражение связано с большим по-
глощением излучения в среде. При
наклонном падении полученные в ре-
зультате описанной процедуры выра-
жения довольно сложны [52, 92]; если
п2 + п2%2 > 1, то справедливы следую-
щие соотношения:
Я|1 =
_ л2 (1 4~ X2) cos2 0Х — 2л cos 0) -|- 1
“ л2 (1 + х2) cos2 0! + 2л cos 0j -|- 1 ’
(Н)
Рис. 2. Зависимости коэффициента отражения от угла падения для компоненты Е
U
Вые Z) и (кривые 2) в случае*
° прозрачной среды при п «=» 1,5; б поглощающей среды при п = 1,5 ж и =
(крн-
1
272
Поглощение лазерного излучения яатериалажи
— п* (* + х8)—2я cos 01 ~Ь cos* 61
~ п2 (1 + х2) + 2л cos Oi 4- cos2 0г '
(12)
Компонента электрического вектора
отраженной волны, лежащая в плос-
кости падения, достигает минимума при
некотором определенном угле падения
(рис. 2). Этот минимум равен нулю для
прозрачных сред, но не равен нулю для
поглощающих.
Для металлов Л2 = е [1 — i X
X (4о)/(есо) ] и в большинстве случаев
4от<о 3> 1, поэтому (10) принимает вид
V 310 ’
(13)
где в — диэлектрическая проницае-
мость вещества; о — проводимость;
<о — частота света. Соотношение Хаге-
на—Рубенса (13) для статического зна-
чения проводимости хорошо согласу-
ется с экспериментальными данными
для длин волн X > 5 мкм. В видимом
и ближнем ИК диапазонах следует
вводить зависимость проводимости о от
частоты <о (используя, например, мо-
дель Друде) и учитывать не только газ
электронов проводимости металла, но
и связанные электроны.
Поверхностный импеданс металла
£ = ~|/р7е (где р — магнитная прони-
цаемость) в области частот, для которых
е выражается через обычную проводи-
мость, записывается как
(14)
и является единственной величиной,
характеризующей свойства металлов,
которую нужно знать для нахождения
поля отраженной волны [92].
Учитывая малость С, можно найти
выражения для коэффициентов отра-
жения поляризованного излучения при
наклонном падении:
7?т = 1 — 4£'cos 0;
R и
ICOS0 —g I2
I COS 0 + С I
(15)
(16)
Выражение (16) для угла <p = л/2 —
— 0 = | J | 1 имеет минимум
R™in»0,17; соответственно погло-
щательная способность достигает 83%.
В подтверждение этого на рис. 3 при-
ведены угловые зависимости коэффи-
Рнс. 8. Угловые зависимости отражательной способности:
а — железа; б —« меди; кривые 1 соответствуют Е (р-полярнзацня), кривые 2 — Е
(s-поляризации); сплошные линии — прн температуре 20 °C; штриховые — при 1000 °C
Поверхностные электро магнитные волны
273
3. Поглощательная способность некоторых металлов
при;к= 10,6 мкм и 20 °C
Металл А1 W Fe Си Мо NI Ti Ag
,А 0,019 0,026 0,035 0,015 0,027 0,030 0,080 0,014
циентов отражения железа и меди
(53 , 86].
Металлы являются хорошими про-
водниками, поэтому в соответствии с
формулой (13) их поглощательная спо-
собность на длине волны излучения
С02-лазера мала (табл. 3).
С ростом температуры поглощатель-
ная способность растет соответственно
уменьшению проводимости. При плав-
лении большинства металлов их элек-
тропроводность скачком уменьшается
в несколько раз, что вызывает скачок в
поглощении.
4. ПОВЕРХНОСТНЫЕ
ЭЛЕКТРОМАГНИТНЫЕ ВОЛНЫ
И ПОГЛОЩЕНИЕ ЛАЗЕРНОГО
ИЗЛУЧЕНИЯ
Реальные поверхности материалов
не бывают абсолютно гладкими, нали-
чие же даже незначительного рельефа
и микрошероховатостей может карди-
нально изменить описанный в п. 3
характер взаимодействия и поглощения
лазерного излучения веществом. При
падении световой волны на шерохова-
тую поверхность за счет дифракции
возникают поверхностные поляритоны
(или поверхностные электромагнитные
волны — ПЭВ). ПЭВ не являются
строго поперечными электромагнит-
ными волнами, а представляют собой
поперечные магнитные волны ТМ-типа
с ненулевой проекцией электрического
поля на направление своего распрост-
ранения вдоль границы раздела [2].
Максимальное значение поля ПЭВ
Достигается на поверхности среды, по
обе стороны от которой оно экспонен-
циально спадает. Интерференция ПЭВ
с падающей, отраженной и преломлен-
ной волнами определяет характер элек-
тромагнитного поля у поверхности и
его диссипацию. В результате любая
чистая, неокисленная поверхность мо-
жет иметь очень высокую поглощатель-
ную способность А -► 1, если поверх-
ностный рельеф имеет определенную
периодичность, глубину модуляции и
ориентацию.
Поскольку произвольную шерохова-
тость можно представить ее простран-
ственным фурье-спектром, то в прин-
ципе задача о дифракции на поверх-
ностных шероховатостях сводится к
задаче о дифракции на синусоидальном
рельефе (рис. 4). В зависимости от
частоты, поляризации и угла падения
излучения определенные фурье-компо-
ненты рельефа взаимодействуют с излу-
чением резонансно. Интенсивности
волн, дифрагированных на этих резо-
нансных решетках, уже при достаточно
малых амплитудах шероховатостей
(ад/Х 0,01...0,05) могут превосхо-
дить амплитуду френелевской волны.
Суммарное поле внутри среды увеличи-
вается, что ведет к существенному воз-
растанию поглощаемой энергии [15,
28, 30, 33, 55—57, 80, 166, 198 и др.].
Рассмотрим падение плоской элек-
тромагнитной волны
Et (х, у, г, t) =
= Ej exp (iktx 4- ikzz — iwt) 4*
4- компл. сопр. (17)
на поверхность среды с диэлектриче-
ской проницаемостью е (со) = е' (со) 4~
+ се' (со) = (п 4 im)* и магнитной
проницаемостью р, = 1, заполняющей
полупространство:
z>E(*. «/) = 2а9cos (?? + <р) =
=Eg exp (—icp-) 4-компл. сопр.,
(18)
274
Поглощение лазерного излучения материалами
Рнс, 4. Геометрия дифракционного рассеяния электромагнитной волны на гофрирован*
ной поверхности:
а общий вид; б « вид в плоскости раздела сред
где kt — kD sin 6, kz = k0 cos 6 — про-
екции волнового вектора k0 падающей
волны (kB = <о/с) на оси х, z; —
амплитуда произвольной фурье-компо-
ненты рельефа поверхности; q — вол-
новой вектор решетки; г = {х, у} —
радиус-вектор, лежащий в плоскости
г = 0; 0 — угол падения волны (см.
рис. 4).
В результате дифракции падающего
излучения (17) на модулированной
границе (18) возникает набор дифраги-
рованных полей как вне среды
Ер — Ер exp (ikpr + Гр2 — lot);
rp = kP~k0, О9)
так и внутри среды
е'р = Е'р ех₽ (‘V—V—‘ш9;
= (20)
где индекс р (р = 0; ±1; ±2; ...)
означает порядок дифракции; kp =
= kt — pq. Значению р = 0 соответ-
ствуют зеркально отраженная и пре-
ломленная френелевские волны.
Выражения для амплитуд полей вне
и внутри среды определяются из урав-
нений Максвелла и граничных условий
для компонент суммарного электро-
магнитного поля [11, 55, 57]. Если
высота шероховатостей много меньше
длины волны света в среде (толщины
скин-слоя в металлах), то можно вос-
пользоваться теорией возмущений и
электромагнитные поля представить
в виде суперпозиции падающей и всех
дифрагированных на фурье-решетках
волн. Если шероховатости сопостави-
мы или превышают толщину скин-
слоя, то становится существенным про-
цесс дифракции волны на одних фурье-
решетках и затем перерассеяние этих
волн на других решетках; в этом слу-
чае решение можно найти путем сумми-
рования только по резонансным решет-
кам [11].
Для «мелкого» рельефа, согласно
методу возмущений [55, 57], поля в
вакууме (воздухе) и среде оказываются
пропорциональны электромагнитному
резонансному фактору
+ (2П
Амплитуды Еа, Е& дифрагированных
полей (р — а == ±1) как в металлах
(т > п), так и в диэлектриках (т «)
резко возрастают для тех решеток, для
которых kp « kB; при этом волнам
Еа соответствуют ПЭВ (рис. 5). В двух-
резонансном случае (рис. 5, а) две
дифрагировавшие волны с векторами
kt и k-t одновременно находятся в
резонансе (6 = 0, направление q про-
извольное; 0 0, q X kt). В однорезо-
Поверхностные электромагнитные волны
275
рис. Б. Векторные диаграммы закона сохранения импульса:
а _ двухрезоиаисиая; б <— однорезоиансная; резонансные векторы и лежат иа
окружности с радиусом, приблизительно равным k0
каноном случае (рис. 5, б) лишь одна
из волн kr или k_! находится в резо-
нансе. Зеркально отраженная волна
подавляется [57], и поглощательная
способность гофрированной поверх-
ности А яз 1 [55], если параметры
решетки и геометрия облучения удов-
летворяют условиям
9II Eiv (q _L kt); q = k0 V n*2 — sin2 6;
n*2 = 1 + m2/(m2 + n2)2;
(koaq)2 = n [2 (m2 + n2) cos3 0]"1 (22)
для s-поляризованного (£/0 = 0) па-
дающего излучения, или
Я II Eix (4 II ktY, g = feo(n*±sin0);
n*2 = 1 -]- т2Цт2 + n2)2;
^ + - (Г^07 <и>
для р-поляризованного (Ety — 0) па-
дающего излучения.
Описанная теория дает достаточно
корошее количественное согласие с
экспериментом (при небольшом числе
пространственных гармоник в спектре
поверхностного рельефа). Например,
в экспериментах [198] исследовалась
поглощательная способность дюралю-
миниевой решетки (период d =
= 13,6 мкм, глубина штрихов 4сд =
= 3 мкм, q || kt) р-поляризованного из-
лучения с i = 10,6 мкм в зависимости
от угла 6. При нормальном падении
А ± яз 2,9%, а максимум поглощатель-
ной способности (4 яз 15%) дости-
гался при 6 = 12,5°. Теоретические
расчеты показали (при использовании
оптических констант алюминияД/е =
= 30,2 + «98,4), что максимальная по-
глощательная способность А » 100%
достигается при 0 = 12,74° и 4«9о =
= 0,44 мкм. Когда при том же 0 =
= 12,74° положить, как в эксперимен-
те, 4а9 = 3 мкм, вычисления дают
значение А яз 10,4% (более корректно
использовать амплитуду первой фурье-
гармоннки ад — 3/п мкм яз 0,955 мкм
и взять экспериментально полученное
значение 4п/(п2 + т2) = А± = 0,029;
тогда получим А = 0,165, что практи-
чески совпадает с экспериментом).
Для случая «глубокого» рельефа
произвольной формы решение получено
в работе [11]. Показано, что оптималь-
ные £ и 0 существенно зависят от формы
профиля поверхности и могут сильно
отличаться от соответствующих значе-
ний для синусоидального рельефа.
Возможное изменение вида зависи-
мости поглощательной способности А
от угла 0 показано на рис. 6. Угловое
положение максимума поглощения сме-
щается при переходе от гармониче-
ских решеток к шероховатым поверх-
ностям, причем Amax я» 1 остается
только для оптимального рельефа (ког-
да резонансная ПЭВ на других фурье-
решетках также переизлучается в
276
Поглощение лазерного излучения материалами
Рис. 6. Зависимость поглощательной
способности от угла 0:
1 — синусоидальный рельеф при оптималь-
ном значении £; 2 — рельеф, представляю-
щий собой суперпозицию резонансной ре-
шетки (с теми же параметрами, что для
кривой /) и нерезонансных решеток, пере-
рассеивающих резонансную ПЭВ в соот-
ветствующие им ПЭВ; 3 — к резонансной
решетке с теми же параметрами, что для
кривой /, добавляются нерезонансиые
решетки, перерассеивающне ПЭВ в ра-
диационные волны
ПЭВ). В общем случае резонансная
ПЭВ частично переизлучается в радиа-
ционные вакуумные волны и Лтах < 1.
Статистически случайная шерохова-
тая поверхность неоптимальна для
резонансной генерации ПЭВ и вызы-
вает их сильное переизлучение; умень-
шается зеркальное и увеличивается
диффузное рассеяние света. Поглоща-
тельная способность при этом меняется
слабо, хотя (см. эксперимент в (191])
и может увеличиться на несколько
процентов.
Нанесение периодических мелко-
масштабных решеток на поверхность
материалов является технически слож-
ной и трудоемкой задачей, однако
имеется крайне красивый и эффектив-
ный способ получения резонансных
решеток непосредственно с помощью
лазерного излучения. При падении
электромагнитного излучения на среду
в результате рассеяния на случайных
дефектах (микроцарапинах, трещинах)
или шероховатостях поверхности гене-
рируются ПЭВ, которые интерфери-
руют с падающей волной. Если элек-
тромагнитное поле у поверхности до-
статочно велико, чтобы изменять ее
свойства (например, в результате ис-
парения, плавления, окисления, термо-
капиллярных эффектов и т. д.), то в
соответствии с интерференционной кар-
тиной на поверхности могут вынужден-
ным образом генерироваться резонанс-
ные периодические структуры [30, 31,
208 и др.]. Поглощательная способ-
ность при этом возрастает в несколько
раз. Подобные эффекты, а также возни-
кающие при этом сложные автоколеба-
тельные и стохастические процессы
должны обязательно приниматься не-
внимание при анализе всех реальных
экспериментов, связанных с лазерным
возбуждением приповерхностных уча-
стков твердых тел и жидкостей, в том
числе прн лазерной резке, сварке,
упрочнении материалов.
При падении р-полярнзованного из-
лучения под углом 0 образующиеся
поверхностные периодические струк-
туры (ППС) имеют периоды dll2«
«г X/(l ± sin 0), а при падении s-поля-
ризованного излучения — период
da ж 1/cos 0. Направление ППС пер-
пендикулярно вектору Е линейно поля-
ризованного лазерного излучения. Ге-
нерация ППС наблюдалась на поверх-
ностях монокристаллов NaCl, BaF2,
AgCl [36], кварца [208], полупровод-
ников [3, 71, 123], металлов [123, 140].
Пороговая плотность мощности обра-
зования ППС зависит от начального
рельефа поверхности. Так, присутст-
вие на поверхности прошедшего алмаз-
ное точение алюминиевого образца
решетки большого периода, ориентиро-
ванной резонансно к возбуждению
ПЭВ в 20-м дифракционном порядке,
снижало порог разрушения материала
[26].
Увеличение поглощательной способ-
ности среды при резонансной генерации
ПЭВ сопровождается специфическими
размерно-ориентационными зависи-
мостями [15, 28, 80, 140, 166]. Причина
эффекта связана с переходом энергии
в тепло не только в зоне облучения,
но и частично вне этой зоны на расстоя-
нии длины пробега ПЭВ L = ссо’/(у(£>2)
в результате ее диссипации (здесь с —
скорость света; <ор и у — плазменная
частота и частота столкновений свобод-
ных электронов; со — частота излуче-
ния). Эффективная поглощательная
способность, таким образом, зависит
не только от эффективности возбужде-
ния ПЭВ, но и от диаметра лазерного
пучка на поверхности образца, длины
Термохимические процессы окисления
277
пробега ПЭВ, взаимной ориентации
векторов направления перемещения об-
разца, проекции электрического век-
тора и волнового вектора ПЭВ. При
генерации ПЭВ форма и распределение
интенсивности поверхностного тепло-
вого источника уже не совпадают
с модовой структурой лазерного пучка.
5. ЛАЗЕРНЫЕ
ТЕРМОХИМИЧЕСКИЕ
ПРОЦЕССЫ ОКИСЛЕНИЯ
ПОВЕРХНОСТИ МЕТАЛЛОВ
Как указывалось в п. 3, металлы
имеют высокий коэффициент отражения
в ИК области. В то же время их оксиды
обычно хорошо поглощают излучение.
Поэтому наличие даже очень тонкой
пленки оксида на поверхности металла
может значительно увеличить погло-
щательную способность. Оксидная
пленка может существовать на металле
изначально, до лазерного облучения,
но может и вырасти на чистой металли-
ческой поверхности непосредственно
в процессе лазерного нагрева в окисли-
тельной среде.
Поглощательная способность А сис-
темы «полубесконечная среда—плоско-
параллельный слой вещества» (в част-
ности, это может быть металл — оксид)
описывается выражением [92]
А = 1-|г|>;
r . rlt exp (—21ф) + rts
exp (—21ф) г12г23 ’ ' 7
где ф = -5L * = JL х (п im) =
= -£-(₽ + ia); га=
Z r12r13 1
индексы 1, 2, 3 соответствуют вакууму
(воздуху), поверхностному слою и
среде; г12 и г13 — амплитудные коэфф-
фициенты отражения светового поля от
гРаниц «вакуум—вещество и вакуум—
среда»; е2 и х—комплексная диэлектри-
ческая проницаемость вещества слоя и
его толщина; со — частота излучения;
с — скорость света; а == 2шт/с — ко-
эффициент поглощения света в слое.
В случае нормального падения ИК
излучения на покрытый оксидом ме-
талл поглощательная способность опре-
Рис. 7. Экспериментальная зависимость
изменения температуры со временем облу-
чения Т (t) и поглощательной способности
с ростом температуры А (Г) при нагреве
медной мишени (массой ~о, 12 г) в воздухе
излучением непрерывного СО2-лазера (Ро =
= 30 Вт, 7=1,3 кВт/смя) ЦО]
деляется приближенной формулой [25]:
. , , «2А0 + 2m (0х — sin fx)
А W - „2 _|_ (1 _ „2} sin2 (рх/2) •
(25)
При выводе формулы (25) из (24) учи-
тывали, что г12 = (1 —1/ёЭ/О +Ve2)>
а поглощательная способность чистых
металлов Ао 1 и для них rls
at —1 + (1 — О А0/2 [92]. Учитыва-
лось также, что для оксидов металлов
при 1 = 10,6 мкм, как правило, вы-
полняется условие а). < I и для тон-
кого слоя оксида (х ~ X) его оптиче-
ская толщина мала: ах «С 1.
Как следует из (24) и видно из (25),
рост толщины оксидной пленки в про-
цессе нагрева металла лазерным пуч-
ком приводит к немонотонному, осцил-
лирующему характеру увеличения по-
глощательной способности, что объяс-
няется интерференцией света в плоском
слое оксида. Подобные осцилляции
поглощательной способности неодно-
кратно наблюдались экспериментально
(рис. 7).
Рост оксидной пленки вызывает из-
менение поглощательной способности и,
соответственно, изменение темпа роста
температуры. Вследствие аррениусов-
ской зависимости констант скоростей
реакций окисления от температуры и
неизотермичности процесса прн лазер-
ном нагреве часто проявляется термо-
химическая неустойчивость — возник-
новение в системе положительной об-
ратной связи н лавинообразное ускоре-
ние реакции окисления через некоторое
278
Поглощение лазерного излучения материалами
Рнс. 8. Расчетные кривые и эксперимен-
тальные точки времени активации как
функции начальной поглощательной спо-
собности меди для условий быстрого (/) и
к ваз нстаци онарного (2) нагрева
характерное время ia (время активации
реакции) после начала облучения.
Подобные явления описываются в рам-
ках общего подхода к лазерной термо-
химии систем со многими степенями
свободы [17, 18, 168]. Для расчета
нагрева металла в окислительной ат-
мосфере необходимо совместно решить
систему уравнений теплопроводности,
теплообмена со средой и кинетики окис-
ления с учетом изменения поглоща-
тельных характеристик поверхности
при окислении. Различные выражения
для времени активации получены в ра-
Рнс. 9. Зависимости температуры мише-
ни от времени, полученные при нагреве
пластины из коррозионно-стойкой стали
толщиной 0,2С мм излучением С0с-яазера
различной витеаснвиости /
ботах [18, 25] для условий быстрого и
квазистационарного нагрева; соответ-
ствующие расчетные кривые и экспе-
риментальные точки приведены на
рис. 8.
В работе [96] определено время
активации /а реакции окисления при
сравнительно низкоинтенсивном ква-
эистационарном лазерном нагреве, ког-
да термохимической неустойчивости
предшествует стабилизация температу-
ры среды при исходном поглощении
Ло. Время /а существенно зависит от
мощности падающего излучения и на-
чальной поглощательной способности
мишени, а также от кинетических и
оптических констант оксидного слоя.
Для медленных процессов характерна
экспоненциальная зависимость /а от
обратной квазистационарной темпера-
туры. Для быстрой активации при
интенсивном облучении зависимость
t8 от параметров задачи слабая. Воз-
никновение термохимической неустой-
чивости при нагреве стали на воздухе
излучением СО2-лазера описано, на-
пример, в работе [192] (рнс. 9).
Реальные оксидные слои имеют не-
равномерную толщину, в силу чего
при широких лазерных пучках н отно-
сительно больших мишенях не удава-
лось наблюдать более 2—3 интерферен-
ционных осцилляций поглощения [162].
Неоднородности оксидного слоя могут
возникать, во-первых, из-за неравно-
мерного распределения интенсивности
излучения, а следовательно, и темпера-
турного поля на поверхности мишени
и, во-вторых, вследствие развития
неустойчивостей в течение реакции.
Кроме того, могут наблюдаться и мел-
комасштабные периодические модуля-
ции (с амплитудой порядка длины вол-
ны света) толщины окисла; возникнове-
ние таких поверхностных периодиче-
ских структур связывается с генера-
цией поверхностных электромагнитных
волн (см. п. 4).
Наклонное падение лазерного пучка
вносит изменения в поглощательные
характеристики слоистой системы, в
результате чего скорость протекания
процессов окисления в сильной степени
зависит от поляризации и угла падения
излучения [17]. Поглощательная спо-
собность А (6) металлов и в этом случае
описывается гыражением (24), где ве-
Влияние плазмы оптического разряда на гнерговклад
279
личины ф, г12, зависят от угла паде-
ния е 116, 92]:
Ф (6) = х Ves —sin® в; (26)
± /П) _ cos 6 — 1/е2 — sin2 6 .
Г*2 cos6 + T/ea — sin2 6
л
г{з (6) = -1 + О - О cos 6; (27)
JI (tn — Vе» ~ SiDa в — 62 COS 6 .
"|/вг — sin2 6 + е2 cos 6
,ц — 2(1 +9 cos 6
'13 <е> = Ао-j-2 (1-|-i) cos 6 • (28)
Эти формулы справедливы для излу-
чения, поляризованного соответственно
перпендикулярно (J_) и параллельно
(|[) плоскости падения.
Поглощательные способности чистой
меди, окиси меди и меди со слоем
окисла в зависимости от угла падения
и поляризации излучения показаны
на рис. 10.
Для металлов, способных гореть в
окислительной атмосфере, лазерный
нагрев приводит к новым явлениям:
многопороговым режимам воспламене-
ния, обострениям теплового поля, коле-
бательным и стохастическим измене-
ниям температуры образца в ходе горе-
ния [124]. При наклонном падении
излучения на поверхность порог вос-
пламенения образца зависит от поля-
ризации и может значительно снижать-
ся по сравнению со случаем нормаль-
ного падения [17, 19]. На рис. 11
приведена экспериментальная зависи-
мость времени воспламенения вольфра-
ма от угла падения неполяризован-
ного излучения непрерывного одномо-
Дового излучения СО2 лазера мощ-
ностью 0,7 кВт. Оптимизация угла 6
в общем случае дает выигрыш в энерго-
ватратах в 102...103 раз.
В заключение отметим, что слож-
ность, а часто и принципиальная неста-
бильность кинетики окисления метал-
лов под действием лазерного излучения
служит препятствием для практичес-
кого использования данного процесса,
например, в технологии лазерного
Упрочнения. Для других же примене-
поглощательной способности:
а — окисла CusO; б — меди; в — слоистой
системы Си 4- СиаО с толщиной окисиой
пленки 3,5 мкм для s- и р-поляризаций
(кривые 1 и 2)
Рнс. 11. Экспериментальная зависимость
от угла падения времени воспламенения
/в вольфрамовой пластины толщиной
~0,2 мм. Диаметр пучка излучения прн
нормальном падении составлял /^5 мм н
был много меньше характерных попереч-
ных размеров пластины (£ ~ 5 см)
ний лазеров, особенно резки, знание
и умение управлять термохимией про-
цесса крайне полезно и необходимо.
6. ВЛИЯНИЕ ПЛАЗМЫ
ОПТИЧЕСКОГО РАЗРЯДА
НА ЭФФЕКТИВНОСТЬ
ЭНЕРГОВКЛАДА В МАТЕРИАЛ
Фокусировка лазерного излучения
до плотности мощности ~10в Вт/см*
приводит к испарению или возгонке
материала, возникновению эрозион-
280
Поглощение лазерного излучения материалами
кого факела, образованию плазмы.
Особенности протекания этих процес-
сов определяются тремя группами
характеристик: параметрами излуче-
ния (длиной волны, мощностью, про-
странственным распределением, вре-
менем взаимодействия и др.); свойст-
вами материала мишени (химическим
составом, физическими константами
атомов и ионов, наличием примесей и
дефектов на поверхности и т. п.);
параметрами окружающей среды (со-
ставом, давлением, температурой,ско-
ростью потока и т. д.).
Наличие плазмы оптического разря-
да вблизи поверхности материала вызы-
вает рефракцию излучения, его погло-
щение и передачу энергии в окружаю-
щую среду, в том числе в обрабатывае-
мый материал. Для металлов, имеющих
низкую поглощательную способность
для излучения СО2-лазеров (см.табл.3),
эти процессы могут привести к повыше-
нию вклада энергии в материал и к
интенсификации лазерной обработки.
Приповерхностная плазма может су-
ществовать в виде эрозионного факела
(ЭФ) продуктов разрушения мишени,
в виде оптического разряда в парах
(ОРП) мишени, в виде оптического раз-
ряда в газе (ОРГ), окружающем мишень
[50]. Каждый вид плазмы возникает
при определенных условиях н имеет
свои особенности.
ЭФ возникает при достижении по-
верхностью температуры кипения (воз-
гонки, окисления и т. п.) и представ-
ляет собой струю слабоионизированных
паров. Температура такой эрозионной
плазмы близка к температуре кипения
(разрушения) материала (ЙД,3 эВ), а
спектр ее излучения состоит в основном
из молекулярных полос. ЭФ прозра-
чен для лазерного излучения, если не
содержит компонентов с резонасным
поглощением на длине волны лазера.
Увеличение плотности мощности из-
лучения до определенного порога вы-
зывает лавинообразный рост поглоще-
ния и температуры плазмы — возни-
кает ОРП. Этот разряд поджигается и
поддерживается за счет поглощения
излучения на свободных электронах,
однако может сказаться и резонансное
поглощение молекул (для X = 10,6 мкм
ими могут быть, например, WOS или
S1O). При атмосферном давлении такая
плазма имеет температуру вВ
плотность электронов ~(1...3)1017см~3
и коэффициент поглощения лазерного
излучения а ра 3 см~х.
При достаточно больших интенсив-
ностях оптический разряд может, рас-
пространяясь по лазерному лучу, пере-
ходить из области паров мишени в
окружающий газ. Пороговая интенсив-
ность возникновения ОРГ в присут-
ствии мишени снижается на 2...3 по-
рядка по сравнению с пробоем в чистом
газе. Установлено [134, 135] существо-
вание принципиально различающихся
механизмов ОРГ у металлической по-
верхности: лавинная ионизация элек-
тронами, определяемая интенсивно-
стью излучения, и тепловой взрыв газа,
определяемый полной мощностью излу-
чения. При интенсивности ~10в Вт/см2
пробой атомарного газа происходит по
первому, а молекулярного газа — по
второму механизму. Коэффициент по-
глощения излучения С0а-лазера у
плазмы ОРГ почти на порядок ниже,
чем у ОРП, и составляет а рл 0,5 см~х.
Различные состояния плазмы —- ЭФ,
ОРП, ОРГ — характеризуются воз-
растающим значением температуры, но
не всегда при лазерном воздействии на
мишень обязательна последовательная
реализация этих стадий.
Пространственная локализация плаз-
мы в различных состояниях изменяется
[50, 155]. ЭФ ориентирован по норма-
ли к поверхности мишени (рис. 12, о).
Для ОРП характерно появление асим-
метричного выступа в направлении
падающего луча, но плазма в целом
выбрасывается по нормали к поверх-
ности и соредоточена в области пере-
тяжки лазерного пучка (рис. 12, б).
ОРГ сильно растянут вдоль направле-
ния лазерного луча (рис. 12, е).
Разный вид пространственных харак-
теристик ОРГ и ОРП объясняется раз-
личием их энергетических балансов.
Излучательная способность нагретых
ионизированных газов относительно
невелика, и выделяющаяся в ОРГ
мощность отводится за счет теплопро-
водности. Существенной для поддержа-
ния плазмы в теплопроводностном ре-
жиме является полная мощность излу-
чения [137], поэтому ОРГ далеко рас-
пространяется от фокуса лазерного
пучка, несмотря на многократное сии-
Влияние плазмы оптического разряда на внерговклад
281
исение интенсивности. Излучательная
способность плазмы в парах металлов
существенно выше, чем в газе (непре-
рывная часть спектра пропорциональна
коэффициенту поглощения а и, кроме
того, у атомов и ионов металла гораздо
более сильный линейчатый спектр, чем
у газов). Поэтому почти вся выделяю-
щаяся в ОРП мощность отводится излу-
чением. В этом излучательном режиме
главным параметром поддержания
плазмы является интенсивность излу-
чения и плазма ОРП сосредоточена в
области фокуса.
В области ОРП поглощается боль-
шая часть мощности излучения лазера,
которая затем переизлучается плазмой
ОРП в коротковолновой области спек-
тра н эффективно поглощается метал-
лом в зоне пятна фокусировки. Кроме
того, значительная доля энергии пере-
дается в материал через непосредст-
венный тепловой контакт с прилегаю-
щей плазмой [113].
Эксперименты, проделанные на им-
пульсном СО2-лазере (энергия ~500
Дж, длительность импульса
~15мкс), показали скачкообразное
увеличение доли поглощенной лазер-
ной энергии Аа мишенями из А1 и Ti
после оптического пробоя [212]. После-
дующий плавный спад Ап, наблюдаю-
щийся при росте плотности энергии J
(рис. 13), объясняется возникновением
лазерной волны поглощения, увеличе-
нием плотности н размеров плазмен-
ного облака и усилением его экрани-
рующего действия. При больших мощ-
ностях потока значительно большая
часть энергии вводится в материал,
если давление окружающего газа мало
и порог пробоя высок (рис. 14).
Важной характеристикой лазерного
нагрева поверхности материала явля-
ется локальность воздействия. При
возникновении оптического разряда
проявляется размерный эффект увели-
чения эффективной поглощательной
способности металлических мишеней
с ростом отношения их размера к ра-
диусу пятна облучения [ИЗ]. В работе
[155] приведены экспериментально из-
меренные в процессе облучения СО2-ла-
зером радиальные распределения тем-
пературы на поверхности танталовой
Мишени (рис. 15). Обший энерговклад
в металл и скорость нагрева образца в
Рис. 12. Схемы образования:
а — эрозионного факела; б — оптического
разряда в парах; в — оптического разряда
в газе; 1 — луч лазера; 2 — мишеиь
Рис. 13. Средняя поглощательная способ-
ность алюминиевой и титановой мишеней
в режиме оптического пробоя как функция
плотности анергии импульса
282
Поглощение лазерного излучения материалами
Рис. 14. Зависимость средней поглоща-
тельной способности от плотности энергии
в импульсе при различных давлениях окру-
жающего газа (материал мишени А1, пло-
щадь мишени 25,8 см*, площадь пятна фо-
кусировки 6,3 см*):
О — 101 кПа, □ — 26 кПа, А
0,0665 кПа
центре лазерного пучка возрастают
после достижения порога ОРП. Плазма
ОРГ из-за значительной удаленности
от поверхности передает энергию на
большую площадь, в результате чего в
центре лазерного пучка на металле
отрицательное экранирующее действие
ОРГ оказывается основным и лишь на
периферии сказывается нагрев плазмы
(рис. 16).
Экранировка лазерного пучка плаз-
мой и перераспределение энергии мо-
жет приводить к развитию колебатель-
ной неустойчивости процесса; колеба-
ния физических параметров происхо-
дят в диапазоне частот 102...104 Гц при
действии иа материалы непрерывного
(нли квазинепрерывного) излучения с
интенсивностью 1О4...1О’ Вт/см2. Неко-
торые теоретические модели подобных
автоколебаний приведены в работе
[168].
При соответствующей организации
процесса взаимодействия излучения с
веществом возможно стационарное су-
ществование приповерхностной плазмы
определенного вида, что может быть
использовано в лазерной технологии.
Так, в работе [133] описан экспери-
мент, в котором мишени из алюминие-
вого сплава, стали и латуни переме-
щались со скоростью sSjlO см/с под
сфокусированным пучком непрерыв-
ного СО2-лазера. ОРГ в виде лазерной
волны поглощения в воздухе возникал
при интенсивности излучения >2 X
X 10® Вт/сма. Мощность излучения,
необходимая для поддержания ОРГ
в воздухе, слабо зависит от диаметра
пятна фокусировки, что согласуется
с теорией [137]. При интенсивностях
до 2-10® Вт/см2 на алюминиевом сплаве
поддерживался стационарный ЭФ,
спектр излучения которого состоял из
молекулярных полос АЮ. Вблизи
поверхности стали и латуни происхо-
дил пробой, и спектр ОРП состоял из
линий атомов и ионов материала мише-
ни. Таким образом, перемещение ми-
шени со скоростью до 10 см/с не влияет
на порог поджигания и свойства при-
поверхностной плазмы, т. е. время
облучени я т » dB/v « 5 мс превышает
характерное время установления ста-
ционарного режима.
Плазма в области воздействия излу-
чения СО2-лазера на материал может
поджигаться и сторонним источником,
например излучением импульсного не-
Рис. 15. Радиальные распределения температуры металла в пятне фокусировки на поверх-
ности тантала в моменты времени 0,2 (/), 0,5 (2) и 0,8 мс (3) от начала воздействия ла-
зерного излучения интеисивиостью:
а — = 4,2; б — 5,2; е — 6 МВт/см* (при 5,2 МВт/см* образуется ОРП)
Поглощающие покрытия
283
Рис. 16. Распределения температуры иа
поверхности танталовой мишени в момент
времени 0.8 мс от начала облучения в арго-
не (слева) и в воздухе (справа) при 70 =
= 4,2 (/); 5,2 (2); 6,6 (3); 8,2 (#); 9,2 (Я)
и 10,3 (6) МВт/см2. Штриховая линия —.
распределение плотности мощности лазер-
ного пучка иа мишени
одимового лазера [119]. При таком
способе организации ОРП эффектив-
ный коэффициент поглощения Ап воз-
растал от 5,8 до 18,5% в случае алюми-
ниевой поверхности и от 1,6 до 14,1%
в случае медной.
Применение плазмы ОРП для повы-
шения энерговклада предполагает вы-
полнение определенных технологиче-
ских режимов и условий [155]. Интен-
сивность излучения должна обеспечи-
вать стабильное существование при-
поверхностного ОРП. Для предотвра-
щения перехода к ОРГ можно исполь-
зовать снижение давления газа или
использовать газовую среду с высокой
излучательной способностью (такой
средой, в частности, являются сами
пары металлов, поэтому в описываемом
процессе сдувать нх не следует). Для
повышения скорости нагрева и локали-
зации плазмы у поверхности следует
Уменьшать протяженность /0 перетяжки
пучка; при этом, если а/0 < 1, авто-
колебания не возникают и процесс
стабилен.
Особый интерес представляет поведе-
ние приповерхностной плазмы при
высоких давлениях окружающего газа
[98]. Оптический разряд в газовых
средах определенного состава может
использоваться для поверхностного уп-
рочнения и легирования материалов.
При повышении давления газа до
Ю... 15 МПа температура кипения мате-
риала мишени повышается весьма силь-
но, что подавляет испарение и разруше-
ние мишени. В этом случае пробой в
газе может в основном инициироваться
термоэмиссией электронов и ионов с
поверхности.
7. ПОГЛОЩАЮЩИЕ ПОКРЫТИЯ
Лазерная закалка осуществляется,
как правило, без оплавления поверх-
ностного слоя. Интенсивность излуче-
ния в зоне закалки составляет 108...
104 Вт/см2, а время локального воздей-
ствия обычно лежит в пределах 0,01...
1 с. При этом приповерхностной плаз-
мы нет; заметные оксидные пленки,
имеющие большое поглощение, не успе-
вают вырасти. Поверхности реальных
металлов с определенной шерохова-
тостью, покрытые неоднородным слоем
загрязнений, эмульсии, масла, окали-
ны, имеют невысокую * и сильно
колеблющуюся поглощательную спо-
собность (обычно для X = 10,6 мкм А
лежит в диапазоне 5...15%). Малое
поглощение металлами излучения СОа-
лазеров сильно снижает технологиче-
скую эффективность, производитель-
ность и экономическую целесообраз-
ность лазерной закалки. Наконец, не-
стабильность поглощательной способ-
ности вообще не позволяет обеспечить
требуемую повторяемость результатов
обработки.
Сделать поглощательную способ-
ность высокой и стабильной помогают
специальные поглощающие покрытия,
наносимые на поверхность металла.
Выбор поглошающих покрытий для
термообработки обусловлен рядом тре-
бований: температурная стойкость, вы-
сокий коэффициент поглощения лазер-
ного излучения вплоть до температуры
плавления металла, хорошая адгезия
с металлом, высокая теплопроводность,
простота нанесения и удаления (если
это необходимо), однородность и кон-
тролируемость толщины и др. [5].
Очевидно также, что покрытия н про-
дукты их термического разложения
должны быть нетоксичными, а компо-
ненты покрытий и способы применения
— дешевыми.
* Напомним, что здесь речь идет об
обработке материалов излучением мощ-
ных технологических СОг-лазеров. В ви-
димой и особенно УФ областях спектра
поглощательная способность металлов зна-
чительно возрастает.
284
Поглощение лазерного излучения материалами
4. Результаты закалки лазерным излучением (Ро= 1 кВт,
®= 1,5 м/мин) чугуна СЧ21 * с различными поглощающими покрытиями
Покрытие Глубина зоны закалкн, мм
Шлифованная поверхность Полированная поверхность
Покрытие МЦС-510 0,517 0,525
Желтая цинковая гуашь 0,453 0,472
Черная гуашь 0,435 0,47?
Полиграфическая краска 0,405 0,397
Грунтовка ВМЛ 0,225 0,20
Фосфат марганца 0,420 0,435
Сажа 0,05 0,05
Без покрытия 0 0
* Старая марка СЧ24-44.
Невозможно подобрать одно веще-
ство. в полной мере удовлетворяющее
всем перечисленным требованиям, по-
этому в последнее время переходят от
простых, но недостаточно эффективных
поглощающих покрытий . к сложным.
В этих многокомпонентных покрытиях
каждый составной элемент предназна-
чен для выполнения своей определен-
ной функции.
Существуют различные способе.! опре-
деления эффективности поглощающих
покрытий: фотометрические методы из-
мерения коэффициента отражения /? =
= 1 — А; калориметрические методы
нахождения поглощательной способ-
ности А; сравнительные металлографи-
ческие исследования образцов с различ-
ными поглощающими покрытиями, про-
шедших лазерную обработку в одина-
ковых условиях.
Одними из первых в практике лазер-
ной закалки железоуглеродистых спла-
вов нашли применение химические
фосф( тные покрытия Мп3 (РО4)2 или
Zn3 (РО4)2. Их поглощательная способ-
ность для 1 = 10,6 мкм изменяется от
90 до 55% при увеличении температуры
от 20 °C до температуры плавления
железа ~1500 °C [188, 210]. Фосфат-
ные покрытия, наносимые на деталь
при погружении в раствор, покрывают
всю ее поверхность. Важными преиму-
ществами использования фосфатных
покрытий являются: отработанный в
промышленности технологический про-
цесс их нанесения, контролируемость
толщины по времени процесса нанесе-
ния, однородность слоя. Однако фос-
фатные покрытия ухудшают шерохо-
ватость поверхности, являются трудно-
удалимыми и не всегда могут быть нане-
сены на локальный участок детали.
Оксидные пленки толщиной в не-
сколько микрометров, нанесенные хи-
мическими методами (Fe3O4 при воро-
нении стали, А1ЕО3 при анодировании
алюминия), повышали поглощатель-
ную способность до 50% [191, 206].
Укажем еще, что в работе [191 ] приве-
дена поглощательная способность суль-
фидного покрытия Fe2S3 на стали;
она невысока (20...40%) вследствие
низкой температурной стойкости ука-
занного покрытия.
Противоречивые данные имеются в
отношении углеродистых покрытий (иа
основе графита или сажи). По-види-
мому, эффективность их невысока
(табл. 4).
Изучение пригодности для лазерной
закалки существующих лакокрасочных
материалов и композиций показало,
что наиболее подходящими для этой
цели являются цветные гуаши (табл. 4).
Их высокое поглощение обусловлено
оксидами различных металлов, входя-
щими в состав красок. Отметим малую
Поглощающие покрытия
285
б. Поглощающие покрытия для лазерной обработки
Марка покрытия Основа покрытия Погло- щатель- ная спо- собность А, % Цвет Упрочняе- мые мате- риалы Изменение поверх- ности металла после обработки
МЦС-510 Мети л цел- люлоза и силикат натрия 70 ... 80 Белый Железо- углеро- дистые сплавы Незначительное окисление
СГ-504 Силикат натрия 80 ... 90 Темно-ко- ричневый Железо- углеро- дистые сплавы Окисление и не- значительное оплавление
ФС-1М Алюмо- хромфосфат 80 ... 90 Темно- веленый Алюминие- вые сплавы Незначительное окисление ровной поверхности оплавленного слоя
адгезию гуаши с металлами, недоста-
точную технологичность и экономич-
ность их использования для лазерной
вакалки.
В качестве поглощающих покрытий
можно использовать эмалевые покрытия
на основе различных оксидов. Предло-
женная в работе [109] грунтовая эмаль
при толщине 20 мкм обеспечивала по-
глощение 80% падающей энергии.
При нагреве лазерным излучением
эмаль плавится, образует капли и рас-
текается по поверхности металла. После
лазерной обработки эмаль с закален-
ной зоны можно удалить механиче-
скими методами.
Наиболее перспективными являются
водорастворимые полимерные покры-
тия, разработанные специально для
лазерного упрочнения (табл. 5). По-
крытия созданы на основе многоплано-
вого изучения свойств различных ком-
позиций и роли отдельных компонентов
(6, 115...117]. Исследовались характе-
ристики и взаимовлияние разнообраз-
ных связующих, пленкообразователей,
модификаторов, поглощающих пиг-
ментов и наполнителей, поверхностно-
активных веществ, пластификаторов.
Разработанные покрытия дешевы, не-
токсичны, не горят и не выделяют
копоть прн лазерном нагреве, легко
наносятся на металлы различными,
хорошо отработанными методами (по-
гружением, пневмораспылением, обли-
вом, окраской кистью или валиком и
т. п.), имеют высокое поглощение и
обеспечивают хорошее качество упроч-
ненной поверхности.
1
286
Лазерное поверхностное упрочнение материалов
Г лава 2
ЛАЗЕРНОЕ ПОВЕРХНОСТНОЕ УПРОЧНЕНИЕ
МАТЕРИАЛОВ
8. ФАЗОВЫЕ ПЕРЕХОДЫ
И ДИАГРАММЫ СОСТОЯНИЙ
Многие металлы могут существо-
вать в разных кристаллических фор-
мах или, иначе, в разных модифика-
циях. Металл переходит из одной
полиморфной модификации в другую
в том случае, если при данной тем-
пературе новая кристаллическая ре-
шетка металла имеет меньшую сво-
бодную энергию. Переход металла из
одной полиморфной модификации в
другую сопровождается поглощением
тепла в случае нагрева и выделением
тепла в случае охлаждения. Для поли-
морфных. превращений нужен некото-
рый перегрев (или переохлаждение)
относительно равновесной температу-
ры, чтобы возникала разность свобод-
ной энергии между исходной и обра-
зующейся новой модификациями. Пре-
вращение может быть диффузионным
или бездиффузионным (мартенситным).
Термическая обработка служит для
целенаправленного изменения и улуч-
шения механических свойств металлов
и повышения эксплуатационных ха-
рактеристик изготовляемых нз них
деталей. При термообработке в про-
цессе нагрева и охлаждения происхо-
дит ряд фазовых превращений н из-
менений структуры металла, характер
которых определяется видом терми-
ческого цикла. Каждый сплав в за-
висимости от состава и предыстории
проявляет свои индивидуальные свой-
ства, что, естественно, должно быть
принято во внимание при выборе тех-
нологических режимов обработки. Од-
нако сформулированные и обоснован-
ные закономерности процесса позво-
Жидкость
+ феррит
Феррит
Рерритк пт
+ аустенит
1500
JM500
Т°С
D'
Жидкость
Аустенит
* феррит
Феррит ~
1600
1559
1990
1200
1155 С
С
1100
7/47 °C
К
Жидкость ,
к цементит
(перВиинь/и}
Цементит
к ледебурит
1000
910^
900
Аустенит *
-г цементит -
+ ледебурит
Жидкость
* аустенит
1500
~ / f* цементит |
/(®тоРичнь’и) |
Феррит +
f цементит Г'-
(третичный) OUU
- р---------------------р-----------------------
§ Цементит* । Перлит * цементит * ti
. | нперлит I1 е ледебурит 11 Цементит н ледебурит
перлит^ ч ।»
О 0,8 1
21 219 3
211
> / 45
6
L
।_____।-----1------1-----1-----1------1-----1-----1------1----1
О 10 20 50 90 50 60 10 80 90
йе3С-°/о
Рис. 17. Диаграмма состояния Fe— Fe,C (сплошные линии) и Fe—С (штриховые линии);
концентрации £ приведены в массовых долях
фазовые превращения в сталях
287
ляют вести этот поиск более направ-
ленно и обоснованно.
Удобным объектом для выяснения
принципиальной физической картины
фазовых и структурных изменений при
высоких скоростях нагрева и охлажде-
ния, характерных для лазерной за-
калки, являются сплавы железа с уг-
леродом. Диаграмма состояния же-
лезо—углерод (железо—цементит) при-
ведена на рис. 17. Система Fe—FesC
метастабильная. Образование графита
вместо цементита более выгодно с точки
зрения минимума свободной энергии,
однако кинетическое образование кар-
бида железа более вероятно.
9. ФАЗОВЫЕ ПРЕВРАЩЕНИЯ В
СТАЛЯХ ПРИ ЛАЗЕРНОЙ ЗАКАЛКЕ
Термическая обработка стали начи-
нается с нагрева в область температур
устойчивого существования аустенита.
Конечные свойства закаленной стали
зависят от скорости и температуры на-
грева, времени выдержки в нагретом
состоянии, от закона охлаждения,
а также от исходной структуры (т. е.
от предварительной термообработки
и механообработки).
По диаграмме состояния, являю-
щейся диаграммой фазовых равнове-
сий, принципиально невозможно опре-
делить кинетические условия аусте-
низации при лазерной закалке, ха-
рактеризующейся высокими скоростя-
ми нагрева и охлаждения (~103...
10е градус/с). При лазерной закалке
так же, как и при других методах ин-
тенсивного нагрева, кинетика а -> у-
превращения в стали лимитируется
Диффузией углерода, что приводит
к необходимости введения понятия
сдвига критических точек темпера-
туры фазового перехода. Под крити-
ческой точкой при быстром нагреве
Понимают некоторое условное «нача-
ло» превращения одной фазы в другую,
которое фиксируется применяемым ме-
тодом измерения [172]. Несомненно,
при этом не фиксируется истинное
начало превращения, т. е. момент воз-
никновения первого зародыша новой
фазы, а отражается лишь некоторая
его стадия, доступная для регистра-
ции принятым методом исследования.
Истинная термодинамическая крити-
ческая точка остается на уровне тем-
ператур фазового равновесия, указан-
ного на диаграмме состояния. В зави-
симости от структурного состояния
(плотности дефектов, дисперсности и
морфологии фаз) реальные темпера-
туры фазовых превращений могут не-
сколько отличаться от указанных на
равновесной диаграмме, приведенной
иа рис. 17 [54]. Перегрев над точкой
равновесия фаз переводит систему в
мета стабильное состояние, и возни-
кают зародыши высокотемпературной
фазы (аустенита) без подготовитель-
ного инкубационного периода. Так
как процесс образования аустенита
является эндотермическим, кинетика
превращений может реализовываться
лишь в той мере, в какой условия теп-
лопередачи позволяют передавать не-
обходимое количество энергии к месту
появления или роста зародыша новой
фазы.
При лазерном нагреве в каждом
микроскопическом объеме металла тер-
мический цикл описывается своей тер-
мической кривой Т — Т (t). Первые
зародыши аустенита появляются в мо-
мент tal, когда температура Т (tal)
достигает равновесной температуры пе-
рехода Aci. Завершение аустениза-
ции происходит через некоторое время
Д/, в момент ta = АЛ и при
этом температура аустенизации
7а (<а) = Alci + ЬТ. Таким образом,
критическая точка аустенизации при
быстром нагреве металла характери-
зуется временем протекания диффу-
зионных процессов А/ и перегревом Д7”
относительно равновесной температуры
перехода. Чем больше средняя ско-
рость нагрева Кн = £±Tl l\t, тем бы-
стрее происходит а -* у-превращение
(Д/ уменьшается) и тем выше сме-
щается критическая точка перехода
(ДУ увеличивается).
Оценка смещения критической точ-
ки для эвтектоидной стали дана в ра-
ботах [70, 172]. Рассматривается ре-
шение одномерной задачи диффузии
углерода в полубесконечной среде при
заданной концентрации на границе:
Ес(*. о=^ах И -ф (1,
1 \2]/Dt /J
(29)
288
Лазерное поверхностное упрочнение материалов
6. Зависимость коэффициента диффузии углерода
в аустените от температуры
Т. °C 740 760 780 800 820 840 860 900
£>-108, см2/с 1,78 2,41 3,22 4,26 5,58 7,21 9,28 14,9
где Ф — интеграл вероятностей. При-
нимается, что диффузионное расстоя-
ние х соответствует структурному фак-
тору ав (половине среднестатистиче-
ского расстояния между двумя сосед-
ними пластинами или зернами цемен-
тита в перлите); в качестве g™3* при-
нимается концентрация углерода в
аустените иа границе с цементитом
и в качестве Вс (<2о. ДО — концентра-
ция углерода в аустените на границе
с ферритом с учетом их зависимости
от температуры [берется пересечение
прямой Т = Га с линиями SE и GS
(см. рис. 17) диаграммы Fe—Fe3C
соответственно); учитывается, что в
температурном интервале ДТ эффек-
тивный коэффициент диффузии угле-
рода в аустените D = £>/3 (D — коэф-
фициент диффузии при температуре
Та). В результате получается выраже-
ние для смещения критической точки:
дГ==^Гн]*/3, (30)
где К ~ 130 °C — коэффициент.
В табл. 6 дана зависимость коэффи-
циента диффузии углерода в у-железе
[70].
Для грубой структуры перлита 2oq as
» 10~4 см, для тонкопластинчатой
(нормализованной) 2со«3-10-6 см,
для закаленной 2а0 » 2-10“6 см (172).
Более общее и корректное описание
процесса аустенизации при скоростном
нагреве предполагает совместное ре-
шение тепловой и диффузионной задач
с учетом характерных особенностей
реального процесса диффузии угле-
рода в стали (в частности, с учетом
объемных конфигураций различных
фаз в микроструктуре, с диффузией
углерода во всех фазах и движением
границ фаз, с изменением коэффици-
ента диффузии во времени и простран-
стве и др.). Для лазерной закалки
определенные результаты такого более
общего подхода изложены в работах
[49, 147].
Кинетика образования аустенита в
доэвтектоидной стали при нагреве ха-
рактеризуется определенными особен-
ностями, связанными с наличием в ней
структурно-свободного феррита. Пре-
вращение начинается при температуре
ЛС1 с образования аустенита в пер-
литных участках структуры, где оно
протекает в полном соответствии с рас-
смотренными выше закономерностями
перекристаллизации эвтектоида. В
межкритнческом интервале темпера-
тур ЛС1 ... Лсз происходит диффузи-
онное взаимодействие избыточного фер-
рита и образовавшегося в перлитных
участках аустенита, в результате чего
феррит растворяется в аустените эв-
тектоидного состава, постепенно по-
нижая концентрацию углерода в у-фазе
вплоть до соответствующего среднего
состава стали. Однако при достаточно
быстром нагреве до температуры Лс3,
очевидно, возможно независимое пре-
вращение структурно-свободного фер-
рита в безуглеродистое у-железо.
Особенность аустенизации заэвтек-
тоидной стали состоит в том, что при
медленном нагреве образовавшийся из
перлита при температуре эвтек-
тоидного превращения аустенит в даль-
нейшем растворяет избыточный пе'
ментит вплоть до температуры Лст>
определяемой линией SE диаграммы
(см. рис. 17); цементит полностью
исчезает в структуре, когда темпера;
турная кривая пересекает линию Sc
диаграммы состояния железо—цемен-
тит. При скоростном нагреве эта схе-
ма изменяется, так как цементит не
успевает полностью раствориться, и
Фазовые превращения в сталях
289
в области высоких температур (при
f >1147 °C) на границах с аустени-
том будет происходить фазовое пре-
вращение: эвтектическая реакция пре-
вращения цементитно-аустенитной сме-
си в расплавленный эвтектический
чугун (который после охлаждения про-
является в виде ледебуритной состав-
ляющей). Если температура не до-
стигнет 1147 °C, то в структуре тер-
мообработанной стали будет содер-
жаться нерастворенный цементит.
Итак, можно сделать общий вывод,
что при скоростной аустенизации стали
во всех случаях превращение эвтек-
тоидной части (перлита) происходит
вследствие диффузии углерода. Избы-
точные фазы (феррит, цементит) при
умеренном иагреве, взаимодействуя
с образовавшимся аустенитом, умень-
шают в нем конечную концентрацию
углерода в доэвтектондной стали и
повышают ее в заэвтектоидиой стали.
Однако при быстром нагреве, особенно
в случае грубых структур, диффузион-
ное взаимодействие избыточных фаз
с аустенитом не успевает полностью
или частично осуществиться и можно
четко наблюдать два независимых пре-
вращения основных структурных со-
ставляющих стали [172]. Эти превра-
щения можно отобразить на диаграмме
состояния в виде трех зон (рис. 18):
S* при температуре выше 723 °C —
диффузионное превращение перлита,
<5* при температуре выше 910 °C —
бездиффузионное превращение избы-
точного феррита (у доэвтектондной
стали), Е* при температуре выше
И47 °C — превращение аустеиитно-це-
ментной смеси в расплавленный эв-
тектический чугун (для заэвтектоидиой
стали). Температурное положение зон
$*, G*, Е* тем выше, чем больше
скорость нагрева.
Результат термообработки опреде-
ляется свойствами продуктов распада
аустенита при охлаждении и поэтому,
естественно, зависит от размера зерен
и степени концентрационной однород-
ности аустенита. Различают два пре-
дельных типа сталей по склонности
к росту зерна: наследственно крупно-
зернистые н наследственно мелкозер-
нистые [93].
В наследственно крупнозернистой
стали сильный рост зерен аустенита
Г. А. Абильсиитов
Рис. 18. Зоны фазовых превращений при
скоростном нагреве S* — перлита; О* —
избыточного феррита; Е* — аустенитно-
цемеитнтной смеси
наблюдается даже при незначительном
перегреве выше Дс1. В наследственно
мелкозернистой стали при иагреве до
весьма высоких температур 1000 ...
1050 °C зерно увеличивается незна-
чительно, однако при более высоком
нагреве наступает бурный рост зерна
(рис. 19). Объясняется это наличием
в мелкозернистых сталях частиц —
модификаторов. Такие равномерно рас-
пределенные в матрице частицы после
достижения зерном аустенита опре-
деленного размера тормозят его рост
Рис. 19. Влияние температуры нагрева на
размер зерна аустенита dд наследственно
крупнозернистой (/) и мелкозернистой (2)
евтектоидной (0,8% С) стали:
а — исходное зерно бывшего аустенита;
б — начальное зерно аустенита; в, г —
размеры зерна, полученные в стандартных
условиях технологической пробы
290
Лазерное поверхностное упрочнение материалов
Рис. 20. Зависимость характеристики ре-
шетки мартенсита от содержания углерода:
а — кристаллическая решетка мартенси-
та; б — периоды решетки мартенсита а н с
{£(-> и Cq — массовая и атомарная концен-
трации углерода в решетке)
до тех пор, пока сами не растворятся
в аустените.
Лазерная закалка характеризуется
«жестким» термическим циклом и зна-
чительным (как правило) перегревом,
поэтому для нее наиболее подходят
наследственно мелкозернистые стали.
Отметим, что размер зерна стали не
оказывает существенного влияния на
твердость и комплекс механических
свойств, получаемых при испытаниях
на статическое растяжение (о012, ов,
6, ф), ио с ростом зерна резко сни-
жается ударная вязкость, особенно
при высокой твердости, уменьшается
работа распространения трещины и
повышается порог хладноломкости.
Сущность закалки состоит в без-
диффузионном превращении при бы-
стром охлаждении гранеиентрирован-
ной кубической решетки аустенита
Рис. 21. Влияние концентрации углеро-
да (в массовых долях) на температуру
начала А1Н и конца Мк мартенситного пре-
вращения
в искаженную объемно-центрирован-
ную кубическую решетку мартенсита.
Мартенсит является частично упоря-
доченным пересыщенным твердым рас-
твором углерода в феррите. Степень
тетрагональности решетки мартенсита,
определяемая отношением параметров
решетки da, прямо зависит от содер-
жания углерода (рис. 20).
Характерными особенностями мар-
тенсита являются его высокая твер-
дость и прочность, с одной стороны,
и низкая пластичность и склонность
к хрупкому разрушению, с другой
стороны. Мартенсит по сравнению
с другими структурными составляю-
щими стали и особенно с аустенитом
имеет наибольший удельный объем,
что является одной из основных при-
чин возникновения при закалке боль-
ших внутренних напряжений, вызы-
вающих деформацию изделий или даже
появление трещин.
Мартенситное превращение начина-
ется прн охлаждении до температуры
Мн (рис. 21) и протекает в интервале
температур вплоть до Мк. Положение
точек AfH и AfK не зависит от скорости
охлаждения и обусловлено химиче-
ским составом аустенита. Чем больше
в аустените углерода, тем ниже тем-
пература мартенситного превращения.
Количество образовавшегося мартен-
сита в зависимости от температуры,
до которой охлажден образец, может
быть выражено так называемой мар-
тенситной кривой (рис. 22). Превра-
щение аустенита в мартенсит не идет
до конца, поэтому в закаленной стали
наряду с мартенситом всегда присут-
ствует в некотором количестве остаточ-
ный аустенит.
Аустенит при охлаждении ниже
температуры становится метаста-
бильным и превращается в более ста-
бильные структуры. Прн небольшой
скорости охлаждения образуется пер-
лит, при большей скорости — сорбит,
затем троостит; наконец, при некоторой
высокой скорости охлаждения (назы-
ваемой критической скоростью закалки)
перлитный распад аустенита стано-
вится вообще невозможным и весь
аустенит переохлаждается до точки Мв
[93; 1311. Данные о температурных
интервалах протекания фазовых пре-
вращений при непрерывном охлажде-
Расчет режимов лазерной закалки
291
рис. И- Мартенситные кри-
вые:
с _ для высокоуглероди-
стой стали; б — для средне-
углеродистой стали; C,vj и
— объемные концентра-
ции мартенсита и остаточно-
го аустенита
550 250 150 50 20 If С
б)
нии и об образующихся при этом
структурных составляющих приводят-
ся на так называемых термокинети-
ческих диаграммах (см., например,
[131]).
10. ИНЖЕНЕРНЫЕ РАСЧЕТЫ
РЕЖИМОВ ЛАЗЕРНОЙ ЗАКАЛКИ
Теоретическое изучение высокоин-
тенсивных тепловых процессов закал-
ки в широком диапазоне изменения
параметров приводит к необходимости
исследования сложных нелинейных за-
дач теплопередачи. Наличие нелиней-
ностей связано с зависимостями от
температуры теплофизических харак-
теристик материала, с фазовыми пе-
реходами, с вариациями граничных
условий и другими причинами.
Для определения конфигурации ха-
рактерных структурных зон при ла-
зерной закалке обычно решались пря-
мые задачи теплопроводности (чаще
всего путем численного расчета про-
странственных температурных полей
при нагреве деталей движущимся ис-
точником тепла) с последующим ана-
лизом термических циклов в раз-
личных точках тела. На практике же
требуется решение обратной задачи,
когда по заданным свойствам и раз-
мерам закаленной зоны требуется опре-
делить режимы лазерной обработки
и параметры теплового источника. Та-
кая инженерная модель была построена
в работе [7].
Рассмотрим задачу нагрева полу-
бесконечной среды с теплопроводно-
стью л и температуропроводностью а
Движущимся со скоростью v поверх-
ностным однородным тепловым источ-
ником шириной 2г, длиной 2гО и
Мощностью АР0 (здесь Ра — мощность
лазерного излучения, А — поглоща-
тельная способность поверхности ма-
териала, G — параметр). Поглощенное
тепло распространяется от зоны на-
грева как в глубь материала, так и в
стороны. На рис. 23 показана рассчи-
танная иа ЭВМ для тепловых источ-
ников различной формы зависимость
доли у распространяющейся в глубь
металла энергии от безразмерного па-
раметра R — vr/(2a). Простые фор-
мулы для расчетов были получены
при переходе к эквивалентной тепло-
вой задаче: нагрев полубесконечной
среды бесконечным поверхностным теп-
ловым источником с интенсивностью
l^yAP^G), (31)
действующим в течение времени
^вак — /v- (32)
Рис. 23. Доля тепла-у, распространяющая-
ся в направлении оси г в глубь материала,
в еависимости от параметра R — vri(2a)z
1 — движущийся поверхностный однород-
ный тепловой источник в виде полосы с от-
ношением длина/ширина >10; 2 — источ-
ник в виде прямоугольника с отношением
длина/шнрина ^3 ... 5; 3 — источник в
виде круга
10*
292
Лазерное поверхностное упрочнение материалов
Рис. 24. Расчетная номограмма для опре-
деления режимов закалки чугуна СЧ21 ла-
зерным пучком круглого сечения
Для достижения глубины закалки
гзак без ухудшения исходной геоме-
трии детали (когда температура на
поверхности Ттах может достигать,
но не превышать температуру плавле-
ния Тпл) режим лазерной закалки для
лазера мощностью Рв определяется
по формулам:
'M'PpZaaK_________.
блХ (Tmajt — Тa) ’
(33)
_ Зс (Ттпах — Та)3/2
пТ2 г3'2
‘ гпажзак
1/ уАРе
Г 6л/,
(34)
Рис. 25. Расчетная номограмма для на-
хождения по заданной глубине упрочне-
ния *зак параметров режима закалки г,
v стали У10 движущимся однородным круг-
лым лазерным пучком
В выражениях (33) и (34) следует
брать усредненные во всем температур-
ном интервале значения теплофизиче-
скнх постоянных, температуру аустени-
зации Та = ЛС1+ ДТ определять из
(30) и пользоваться графиком на рис. 23.
Вместо выражений (33) и (34) в ряде
случаев удобно применять следующую
эквивалентную пару формул:
_ пгзак / \2,
max Т а)
гзак
гэф___ \ {Т
7 0----------
Закалка сканирующим лазерным пучком
293
Рассчитанные таким образом режимы
закалки чугуна СЧ24-44 и стали У10
представлены на рис. 24 и 25 соот-
ветственно. Задав требуемую глубину
закалки гаак, по этим графикам можно
определить необходимые параметры г
и v.
Закалка предполагает ие только
нагрев металла выше температуры Т&,
но и его охлаждение со скоростью
больше критической. Охлаждение при
лазерной закалке происходит за счет
передачи тепла от нагретого поверх-
ностного слоя в массу детали. В рам-
ках используемой в работе [71 мо-
дели кривые охлаждения поверхност-
ного слоя, описываемые выражением
Т (^охл) = шах £ 1 + Q
_('_^хл_у/21 (37)
х ‘зав / J
накладываются иа известные из ли-
тературы [131 ] термокинетические диа-
граммы превращения аустенита, от-
куда находится максимальное время
ПРИ котором еще возможна пол-
ная закалка на мартенсит, а затем
оценивается максимально достижимая
глубина закалки.
Большую роль в процессе тепло-
отвода при охлаждении играет форма
и масса обрабатываемой детали. Если
форма детали препятствует эффектив-
ному отводу тепла (например, в случае
закалки тонких острых кромок), то
охлаждение будет существенно за-
медленным по сравнению с (37). Если
масса невелика, то средняя темпера-
тура всей детали после цикла лазер-
ной обработки может превысить тем-
пературу начала мартенситного пре-
вращения и закалки на мартенсит
не произойдет. В обоих этих случаях
Для повышения эффективности лазер-
ной закалки следует пользоваться
охлаждающими средами.
Ч. ЗАКАЛКА СКАНИРУЮЩИМ
ЛАЗЕРНЫМ пучком
Одним из основных требований при
лазерной закалке является равномер-
ность глубины закаленной зоны и
отсутствие дефектов иа ее поверхности.
Чтобы достичь таких результатов, не-
обходимо использовать однородный по-
верхностный источник тепла. Однако
реальный лазерный пучок как одно-
модовый, так и многомодовый такого
равномерного нагрева обеспечить не
может. Необходимы устройства, пре-
образующие структуру лазерного пуч-
ка в однородное распределение. Эти
устройства можно разделить на две
группы.
Первая группа — это специальные
оптические элементы и системы, пере-
распределяющие энергию лазерного
пучка в пространстве (например, мо-
заичные зеркала, элементы компью-
терной оптики — кинсформы, калей-
доскопы) [47, 82, 175]. Определение
режима закалки в этом случае сво-
дится к теплофизической задаче с по-
стоянным во времени тепловым источ-
ником, распределенным по поверх-
ности металла по некоторому задан-
ному закону.
Вторая группа — оптико-механиче-
ские сканирующие системы, не изме-
няющие модовый состав пучка, но
многократно перемещающие его по
зоне нагрева, создавая за время тер-
мического цикла закалки в среднем
равномерный тепловой источник. В ка-
честве таких сканаторов могут ис-
пользоваться вращающиеся зеркаль-
ные пирамиды илн барабаны [82]
(рнс. 26, а, б). В силу ряда присущих
им недостатков (сложности изготовле-
ния, высокой стоимости, слишком боль-
ших углов сканирования) такие си-
стемы не получили широкого распро-
странения в лазерной технологии.
В последнее время все чаще приме-
няются оптико-механические колеба-
тельные сканаторы с электродинами-
ческим возбуждением [78, 82]
(рис. 26, в, г). В этом случае в тепло-
вой задаче о закалке необходимо учи-
тывать не только пространственную,
но и временную структуру теплового
источника.
Для расчета режимов лазерной за-
калки со сканированием можно вос-
пользоваться обоснованной в работе
[7] и описанной в п. 10 процедурой
перехода от трехмерной задачи нагрева
металла ограниченным движущимся
поверхностным тепловым источником
к эквивалентной одномерной тепло-
294
Лазерное поверхностное упрочнение материалов
S) г)
Рис. 26. Различные системы сканирующих устройств:
а — вращающаяся многогранная зеркальная пирамида; б — вращающийся зеркальный
барабан; в — сканатор с наклонным вращающимся зеркалом; г — скаиатор с колеблю-
щимся зеркалом; 1 — зеркало; 2 — фокусирующая система; 3 — лазерный луч; 4 — зона
лазерной обработки; б — материал
вой задаче нагрева металла бесконеч-
ным поверхностным тепловым источ-
ником, дополнив ее параметрами, ха-
рактеризующими режим сканирования
[101].
Пусть лазерный пучок мощностью
Ро и площадью сечения о = № ска-
нирует с частотой f по зоне нагрева
площадью S = Go, перемещающейся
по полубесконечной среде со скоро-
стью v (рис. 27). Таким образом, на
каждый участок зоны нагрева дей-
ствует свой импульсно-периодический
тепловой источник 1 = / (t). Поэтому
вместо рассмотрения нагрева зоны S
сканирующим по ней лазерным пуч-
ком перейдем к эквивалентной тепло-
вой задаче нагрева зоны S импульсно-
периодическим лазерным пучком од-
нородной интенсивности. Для общей
оценки возьмем средний характерный
вид зависимости / = /(/) как после-
довательности прямоугольных импуль-
сов, скважность которых определяется
отношением площади всей нагревае-
мой при сканировании зоны к пло-
щади сечения лазерного пучка: G =
= Slo (рис. 28, а) Такой тепловой
источник можно представить как ряд
Фурье:
I (О = /о
1 + 2 cos
*=1
АРп
Gnr3
X cos (2nfkt)
(38)
Считая теплофизические параметры
не зависящими от температуры, в силу
линейности уравнения теплопровод-
ности поле температур можно записать
Закалка сканирующим лазерным пучком
295
Рис. 27. Схема лазерной вакалки со скани-
рованием:
1 — лазерный пучок; 2 — фокусирующая
система; 3 — сканатор с колеблющимся
по некоторому закону зеркалом; 4 — обра-
батываемый материал; 5 — сечение зака-
ленной дорожки; Ре — мощность лазер-
ного излучения; г — радиус лазерного пуч-
ка на поверхности материала; о — пло-
щадь сечения лазерного пучка; d — ампли-
туда сканирования; S — площадь зоны
нагрева; zQe<, — глубина зоны закалки;
v — скорость перемещения обрабатывае-
мого материала относительно зоны нагрева
*
в виде суммы решений для постоянной
составляющей теплового источника [7]
и для набора температурных волн [69]:
Общий вид температурных циклов
«а различной глубине от поверхности
закаливаемого материала показан на
Рис. 28, б.
6)
Рис. 28. Нагрев материала импульсно-пе-
риодическим лазерным излучением:
а — временная диаграмма воздействия
эквивалентного теплового источника при
сканировании лазерного пучка по зоне
обработки [период следования импульсов
т ~ 1/f, длительность импульсов т0 = t/G,
пиковая интенсивность теплового источ-
ника — 4 Ро/(зтг’) ]; б — температурные
циклы при нагреве материала импульсно-
периодическим поверхностным тепловым
источником (/ — на поверхности материа-
ла г = 0; 2 — в середине зоны закалки;
3 — на нижней границе эоны закалки z =
“ 2за>?
Критерием выбора частоты сканиро-
вания может служить малость вто-
рого слагаемого по сравнению с пер-
вым в формуле (39) на границе зоны
закалки г ₽= z3aK. Для характерных
режимов лазерной закалки серого пер-
литного чугуна и углеродистой стали
зависимости критической (минимально
допустимой) частоты сканирования /кр
от глубины закалки гзак приведены на
рис. 29. На рисунке видно, что скана-
торы в лазерных технологических уста-
новках должны иметь рабочие частоты
не ниже нескольких сот герц.
Режим закалки со сканированием
должен обеспечивать необходимую глу-
бину упрочнения слоя при отсутствии
на поверхности локальных оплавлен-
ных участков, т. е. одновременно долж-
296
Лазерное поверхностное упрочнение материалов
Рис. 28. Минимально допустимая частота
сканирования при закалке железоугле-
род истых сплавов на заданную глуби*
иу *вак:
1 — стали; 2 —- чугуна
ны выполняться условия Та = Т (z8aF,
^зак) и 7\иах = Т (О» ^зак)’ Из ЭТИХ
условий можно найти необходимое
время действия теплового источника
t — П Г ^тах 2 I
8ан~ 4а L Tmm-TR 2аак +
Та V? _20
У (Тшах — ТR) itk
Xsin(^-) }/^]2 (40)
и его интенсивность
/о =
____________(Т max — Т в)________
^a«+2Ssin(??)i//<
k=i
(41)
Видно, что как при увеличении ча-
стоты сканирования (/ -► оо), так и
при уменьшении амплитуды сканиро-
вания (точнее, при G -* 1) формулы
(11.40), (11.41) переходят в соответ-
ствующие выражения (11.35), (П.36).
Был поставлен эксперимент по ла-
зерной закалке серого чугуна СЧ20
и стали 40Х излучением непрерывного
СО2-лазера мод. SP-973 с использо-
ванием сканатора с рабочими часто-
тами 150 ... 200 Гц. Рассчитанные по
предложенной модели режимы лазер-
ной закалки железоуглеродистых спла-
вов хорошо согласуются с эксперимен-
тальными данными (табл. 7).
Оптимальность режима термообра-
ботки со сканированием характери-
зуется производительностью процесса.
Производительность лазерной закал-
ки П, т. е. закаленная в единицу
времени площадь поверхности при
заданной глубине упрочнения г8аи,
определяется выражением
n^4^G//8aE. (42)
Зависимость производительности от
глубины закалки чугуна для различ-
ных частот сканирования иллюстри-
7. Режимы лазерной закалки железоуглеродистых сплавов со сканированием
• (числитель—эксперимент, знаменатель—расчет)
чэ О д Мощность излучения Ро, кВт Глубина закалки 2зак» см Частота сканиро- вания /, Гц Амплитуда сканиро- вания dt см Радиус лазерного пучка г, см Скорость движения образца о, см/с
СЧ20 2150...2200 0,045...0,055 160...175 0,60...0,65 0,20...0,22 0,52...060
2200 0,05 170 0,68 0,22 0,74
40Х 2450...2550 0,08...0,09 160...175 0,85...0,95 0,27...0,28 0,60.,.0,70_
2500 0,085 170 0,825 0,25 0,77
Исследования закалки железоуглеродистых сплавов
297
Рис. 30. Влияние параметров режима ска-
нирования на производительность лазер-
ной закалки серого перлитного чугуна без
оплавления его поверхности (Ро — 2500 Вт,
А = 0,75, Q « 5):
ос; 2 — f ~ 400 Гц; 3 — f «
«= 200 Гц; 4 — f ~ 100 Гц
руется рис. 30. Видно, что повышение
частоты сканирования увеличивает
производительность процесса. Рост G
производительность уменьшает, что
особенно заметно прн небольших глу-
бинах закалки.
12. ЭКСПЕРИМЕНТАЛЬНЫЕ
ИССЛЕДОВАНИЯ ЗАКАЛКИ
ЖЕЛ ЕЗОУ ГЛ ЕРОД ИСТЫ X
СПЛАВОВ ИЗЛУЧЕНИЕМ
НЕПРЕРЫВНЫХ СО2-ЛАЗЕРОВ
Лазерная закалка основана на бы-
стром нагреве зоны обработки излу-
чением лазера выше температуры фа-
зового перехода и происходящим затем
самоохлаждением ее за счет отвода
тепла в глубь металла. Если макси-
мальная температура в области, на-
греваемой лазерным лучом, не пре-
вышает температуры плавления ме-
талла, то все фазовые переходы про-
исходят в твердом состоянии и ка-
чество механической обработки по-
верхности остается прежним.
Возможна закалка из жидкого со-
стояния, когда металл в области об-
работки плавится. Как правило, ка-
чество поверхности детали прн этом
ухудшается, однако становится воз-
можным получение других структур.
Если рассмотреть поперечное сече-
ние упрочненной лазерным излучением
дорожки, то в нем можно выдели*
несколько основных зон (рнс. 31):
зону оплава (зону закалки из жидкого
состояния), зону закалки, зону от-
пуска и исохдную структуру мате-
риала. В ряде частных случаев неко-
торые из этих зон могут отсутство-
вать (например, может отсутствовать
зона оплава при закалке без оплав-
ления поверхности или зона отпуска
при закалке предварительно отожжен-
ного металла). Характерный внешний
вид упрочненных дорожек без оплав-
ления и с оплавлением поверхности
приведен на рис. 32.
Каждая зона в свою очередь может
состоять из нескольких слоев и иметь
по своему сечению различия в микро-
структуре, элементном составе, соот-
ношении составляющих ее фаз и т. п.
В сталях типичным является ден-
дритное строение зоны оплавления,
причем дендриты растут перпендику-
о) 6)
₽ис. 31. Схема поперечного сечеиия зоны лазерной обработки («) и распределение микро-
твердости по глубине зоны обработки (б):
— исходный металл; 2 — зона отпуска; 3 — зона закалки; 4 — зона аакалкв ив жид-
кого состояния
298
Лазерное поверхностное упрочнение материалов
Рис. 32. Структуры закаленных зон после обработки образцов излучением СО2-лазера:
а — закалка без оплавления серого перлитного чугуна (Х50); б — закалка с оплавле-
нием серого перлитного чугуна (Х25)
лярно границе раздела в направлении
отвода тепла в тело образца. Карбиды
при этом обычно растворяются, и ос-
новной структурной составляющей яв-
ляется мартенсит.
При оплавлении чугунов графит
растворяется в расплаве, н после кри-
сталлизации формируется мелкодис-
персная структура белого чугуна. Сте-
пень растворения графита зависит от
его вида (пластинчатый, шаровой) и
от длительности термического цикла.
Выделение газов, адсорбированных
графитом, часто приводит к образо-
ванию пор (как это видно на рис. 32, б).
Распространенными дефектами явля-
ются также трещины.
Зоны закалки стали в твердом со-
стоянии неоднородны по сечению. Как
и следует из общих положений (см.
п. 9), в глубине наряду с мартенситом
имеются элементы исходной струк-
туры: феррит (для доэвтектоидной
стали) и цементит (для заэвтектоидной
стали), а ближе к поверхности после
охлаждения гомогенизированного
аустенита формируется мартенсит и
остаточный аустенит. Перекристалли-
зация сопровождается измельчением
зерна и гомогенизацией аустенита,
особенно если производить ее в тече-
ние достаточного времени без сильного
перегрева, т. е. с выдержкой при тем-
пературе выше Т& [14]. Растворение
избыточного цементита при перегреве
заэвтектоидных сталей приводит к по-
вышению доли остаточного аустенита
и к понижению микротвердости по
сравнению с зоной оптимального на-
грева, содержащей наряду с мартен-
ситом нерастворенные карбиды.
При лазерной закалке без оплавле-
ния фазовые превращения в матрице
чугунов связаны с ее структурой и со
степенью насыщенности ее углеродом.
В наибольшей степени матрица на-
сыщается углеродом вблизи скопле-
ний графита, особенно если они имеют
развитую поверхность и время на-
грева достаточно продолжительно. Ми'
кротвердость в зоне закалки ввиду
большой неоднородности структуры
отличается большим разбросом зна-
чений (от 3000 до 9000 МПа), причем
в ферритных чугунах микротвердость
всегда меньше, чем в перлитных.
Исследования закалки железоуглеродистых сплавов
299
НцЮ^МПа
Рис. 33. Зависимость микротвердости
упрочненного излучением СОс-лазера (Рл =
с= 1 кВт) слоя от содержания углерода в
стали при различных скоростях обработки,
м/мин 1 — 0,6; 2 — 1,8; 3 — 3,0; 4 —
4,2 159]
Закалка в первую очередь характе-
ризуется твердостью материала. Каж-
дая зона обработанной лазерным из-
лучением дорожки имеет свою микро-
твердость, и, как правило, распреде-
ление микротвердости по глубине ма-
териала имеет вид, изображенный на
рис. 31, б.
Для различных, широко распро-
страненных марок сталей и чугунов
средние значения микротвердости за-
каленных лазером слоев, а также их
геометрические размеры приведены в
табл. 8.
С увеличением содержания угле-
рода в стали твердость закаленного
слоя возрастает (рис. 33), несколько
изменяясь в зависимости от режимов
лазерной закалки и исходной струк-
туры металла. Обычно твердость после
лазерной закалки на несколько единиц
Н&.С выше, чем твердость после тра-
диционных методов закалки.
При изменении глубины упрочнен-
ного слоя поддержание оптимальности
режима закалки требует одновремен-
ного изменения двух параметров про-
цесса, например скорости перемеще-
ния v лазерного луча по образцу и
Радиуса пучка г (см. п. 10). При
этом в соответствии с формулой (34)
глубина закаленной дорожки гаак ~
~ Т /Зо~2/3, что было подтверждено
(Рис. 34) специально поставленными
Рис. 34. Глубина закалки стали У10 (/) и
чугуна СЧ21 (2) излучением С0,-лазера
. „ —2/3
мощностью I кВт как функция о при ус-
ловии варьирования г в соответствии с фор-
мулами (11.33), (11.34)
экспериментами [183]. В опытах чаще
всего варьируется каждый параметр
в отдельности. В случае изменения
скорости глубина закаленного слоя
растет примерно пропорционально
t>—*^2, что соответствует простой одно-
мерной тепловой модели [21, 144]
(рис. 35). Зависимость глубины за-
Рис. 35. Зависимость глубины вакалкн
-1/2:
от о
1 — сталь 40Х (Р = 1 кВт, г = 1,7 мм);
2 — сталь 40Х (Р = 0,8 кВт, г = 1,7 мм);
3 — сталь 35 (Р = 5 кВт, г = 2.5 мм);
4 — сталь SK5 (Р = 1,3 кВт, г = 3.6 мм);
I — 3 — неустойчивый резонатор [120]; 4 —
многомодовый режим резонатора
(ТЕМо0 4-ТЕМц), поверхность покрыта
Мп,(РО4),-2Н,О 12071
300
•Лазерное поверхностное
упрочнение материалов
Исследования закалки железоуглеродистых сплавов
301
юсти от режимов обработки 6 • * * S ж Л я » tr ® « о ь «а и [691] [691] [691] | 1 [691] [691] [95] [95] и? ю OJ ь—а»
ОТКИ Ширина ^зак» мм 1,02 ... 1,7 1,0 ... 4,2 со о о 1,6 ... 3,3 2,4 ... 3,58 • •
езультат обраб Глубина ®зак» мм со О o' 0,12 ... 0,86 0,15 ... 3,4 0,3 ... 0,7 0,38 ... 1,09 1 0,9 ... 1,35 0,75 ... 1,0 1,1 ... 1,35 0,7 ... 1,2
р Микро- твердость /7^-10-’, МПа СМ о 5,8 ... 10 6,1 ... 11,4 7,4 ... 12,2 О О) 7,6 ... 9 1 7,5 ... 8,5 7,1 ... 7,8
иеры упрочненных зон в зависал ами непрерывного действия 1 г, ~ X « о S о Е ю и со 33 ... 83 33 ... 83 27 ... 50 27 ... 50 8,3 8,3 8,3 8,3
лазерной об г, мм 0,8 0,4 ... 1 • • • •
гежим Ро, кВт СО со 1 0,5... 4 | со СО см ю СМ Ю см Ю см ш
ГО С1. ад х 7 хб* 5° Cl л 5 0) е £ « е 2 о W а = »< а л з <ь Н Г 2 У Q 3 2-х н Cl 5- к «О 3 X §• S © 5 * о х 2 С е; 00 S Микротвер- дость Нц-10-, МПа 1,7 ... 1,86 (феррит); 2,5 ... 2,8 (перлит) 3,8 ... 4,4 1 3,1 ... 3,8 । 2,8 ... 3 4,7 ... 5,8 • • • •
i X о. а * X X О го к »=: 1 са S Оч о 1 X UO 45 1 §«- О X сталь 45 (закалка 4- + низкий отпуск) Сталь 40л — —— 1 сталь 9л п. . — 1 сталь ШХ15 (закал- ка 4- низкий отпуск) чугун ВЧ 60-2 см 3м и Т Чугун ХНМч Чугун КЧ 35-10
калки от мощности — линейная при
небольшом превышении пороговой
плотности мощности—затем становится
логарифмической (рис. 36).
Характер и уровень остаточных
напряжений, возникающих в металле
после лазерной закалки, влияют на
степень деформации упрочняемых де-
талей, а также различным образом
проявляются при эксплуатации изде-
лий. Остаточные напряжения форми-
руются в течение всего термического
цикла лазерной закалки как за счет
процессов расширения и сжатия ма-
териала при нагреве и охлаждении,
так и за счет изменения объема при
различных фазовых превращениях; при
этом существенны пластические эф-
фекты и взаимное влияние различных
слоев зоны лазерной обработки и
окружающего металла. В результате
возникает сложное распределение ос-
таточных напряжений, которое за-
труднительно предсказать теоретиче-
ски. Область с измененными напря-
жениями значительно больше разме-
ров зон лазерного воздействия и имеет
определенную симметрию относительно
геометрии нагрева. В поверхностном
слое зоны закалки углеродистых ста-
лей за счет большого удельного объема
мартенсита обычно возникают сжи-
мающие напряжения, переходящие в
растягивающие на периферии и в глу-
бине (рис. 37); в структуре закален-
ного слоя легированных малоугле-
родистых сталей наблюдается боль-
шое количество остаточного аустенита,
и объемный эффект за счет мартен-
ситного превращения снижается; в ре-
зультате на поверхности этих сталей
после лазерной обработки превали-
руют растягивающие напряжения
Рис. Зв. Зависимость глубины закалки чу-
гуна ВЧ60-2 от мощности при о—1 см/с
с разным покрытием (8):
1 — фосфат марганца; 2 — черная гуашь;
3 — полиграфическая краска; 4 — без по-
крытия
Изменяя режимы лазерной обработ-
ки, можно влиять на распределение
остаточных напряжений (рис. 38). При
работе деталей в режиме знакопере-
менных нагрузок сжимающие напря-
жения в поверхностном слое являются
полезными, а растягивающие играют
отрицательную роль.
Лазерная обработка позволяет про-
водить локальную закалку неболь-
ших участков, испытывающих при
эксплуатации наибольшие нагрузки;
при этом деформации деталей практи-
чески не возникает. Однако, вопреки
распространенному мнению, деформа-
ции при лазерной закалке могут быть
весьма велики, особенно если упроч-
нению подвергается большая плошадь
поверхности изделия. Так, для при-
мера в табл. 9 приведены значения
прогиба реек из нормализованной ста-
•*нс. 87. Распределение на-
пряжений в образце стали
у8 (128):
а ~ на поверхности единич-
ной Дорожки лазерной обра-
о тки; б — по толщине зоны
лазерного воздействия
а) 6)
302
Лазерное поверхностное упрочнение материалов
Рис. 38. Распределение поперечных остаточных напряжений оост на поверхности стали
У8 по ширине Ь полосы на различном расстоянии от цеитра полосы после обработки
непрерывным 00,-лазером по режимам:
1 — Ре = 1 кВт; V *= 4,2 см/с; 2 — Р„ = 0,5 кВт; о = 3,3 см/о [43]
ли 40Х размерами 15X 30X 450 мм
после нанесения единичной закален-
ной полосы по всей длине на стороне
шириной 30 мм. Нанесение пяти за-
каленных полос шириной ~20 мм н
глубиной ~0,5 мм (обработка с ис-
пользованием сканатора) вдоль чу-
гунного бруса размерами 50Х120Х
X1800 мм приводило к его изгибу
с вогнутостью, направленной к лазер-
ному лучу [126]. Отмечено, что пере-
рыв после наложения каждой полосы
длительностью 5 мин позволял суще-
ственно уменьшить прогиб, хотя более
эффективным оказался предваритель-
ный изгиб бруса (табл. 10).
Состояние поверхностного слоя име-
ет определяющее значение для уста-
лостной прочности материала, кото-
рая при лазерной закалке может уве-
личиваться за счет возрастания микро-
твердости, измельчения структуры,
формирования сжимающих напряже-
ний, сглаживания микрорельефа по-
верхности (при оплавлении). В работе
[27 ] показано, что лазерная обработка
галтельного перехода с диаметра 18 мм
на диаметр 10 мм у цилиндрических
образцов из сталей 40Х н У7 (Ро =
= 700 Вт, 70да2-1О» Вт/см2, о»
« 4 см/с, гцаи « 0,3 мм, гопл «г 0,04-?
0,2 мм, закалка по спирали без
перекрытия) приводила к (10 ... 20)-
кратному увеличению числа циклов
до разрушения при испытаниях со
знакопеременной нагрузкой на элек-
тродинамическом вибростенде. Если
шаг спирали уменьшался и лазерные
дорожки перекрывались, то долговеч-
ность образцов существенно (в 5 ...
10 раз) уменьшалась, что, возможно,
было связано с концентрацией напря-
жений в зонах перекрытия.
Целесообразно использовать методы
8. Прогиб реек из стали 40Х после лазерной закалки
Режим обработки Результаты обработки
Мощность Ро, кВт Скорость V, м/мии Радиус пучка г, мм Амплитуда сканирова- ния 2d, мм Твердость HRC Прогиб централь- ной части рейки f, мм
2,5 0,4 0,9 16 56 . . 61 —0,45
2,7 0,3 2,2 16 56 . . 61 -0,6
Исследования закалки железоуглеродистых сплавов
303
10. Прогиб центральной части брусьев из чугуна СЧ20
после нанесения пяти закаленных полос
Режим обработки Прогиб после лазер- ной обра- ботки мм
Мощ- ность Ро. кВ1 Скорость о, м/мин Радиус пучка г, мм Амплиту- да скани- рования 2d, мм Условия обработки
2,2 1,0 3,2 16 Брус в свободном состоя- нии —3,15
2,2 1,3 3,2 16 Выдержка после нанесения каждой полосы 5 мин —1,2
2,5 0,5 2,2 17 Предварительный изгиб f — -]-4,5 мм —0,25
лазерной закалки, которые обеспе-
чивают одинаковость свойств по всей
поверхности, работающей при цикли-
ческой нагрузке. В работах [ПО,
182] описан случаи применения бы-
строго вращения (2850 об/мин) ци-
линдрических образцов с диаметром
шейки 7,5 мм при их медленном пере-
мещении под лучом лазера, в резуль-
тате чего поверхность шейки оказы-
вается равномерно закаленной. Опи-
саны два режима обработки: без оп-
лавления (Ро — 2,5 кВт, г= 1,5 мм,
а=1,5 см/с, z8aK « 0,3 мм) и с оплав-
лением поверхности (Ро = 3 кВт, г =
= 1,5 мм, 4=2 см/с, гаак » 0,3 мм,
2спл 0,05=0,1 мм). Основными ма-
териалами для исследований были
взяты стали 09Г2, 35, 40Х, 75Г и
чистое железо 008ЖР. Испытания на
усталость были проведены на машине
МУИ-6000 по методу Локати в усло-
виях знакопеременного изгиба по сим-
метричному циклу с вращением об-
разца. В результате были построены
кривые зависимостей предела вынос-
ливости от содержания углерода при
различных методах упрочнения об-
разцов (рис. 39). Видно, что лазерная
закалка без оплавления поверхности
повышает предел выносливости в сред-
нем на 70 ... 80% по сравнению с за-
калкой с оплавлением и со стандарт-
ной термообработкой. Характер раз-
рушения на низкоуглеродистых ста-
лях вязкий, а на эвтектоидной стали
получен рельеф квазискола.
Для образцов из указанных выше
материалов в исходном состоянии и
закаленных лазером были проведены
исследования [182] по сопоставлению
ряда свойств, определяющих конструк-
тивную прочность (табл. 11): износо-
стойкости, временного сопротивления
разрыву оЕ, предела текучести о012,
относительных удлинения % и суже-
ния ф, ударной вязкости он, предела
выносливости G_x, контактной вынос-
ливости он.
Чаще всего лазерную закалку при-
меняют для деталей, работающих в па-
рах трения, так как в результате этой
закалки значительно повышается из-
носостойкость и улучшается прира-
батываемость. На рис. 40 представ-
лены графики временных зависимо-
стей износа образцов из стали 45,
прошедших различную термическую
£,, МПа
0 \ \ 0,2 ,'0^0,6 /‘4%
ООвЖР 09Т2 Сталь 55 ЬОХ 75 Г
Рис. 89. Зависимость предела выносливос-
ти от содержания углерода:
1 — нормализация; 2 — лазерная закал-
ка с оплавлением поверхности; 3 — лазер-
ная аакалка без оплавления
304
Лазерное поверхностное упрочнение материалов
11. Результаты испытаний образцов, подвергнутых лазерной закалке
(числитель) и взятых в термически неупрочненном состоянии (знаменатель)
Материал Параметр изнаши- вания, мг/м °в °0.2 О-1 °к 6. аи, МДж/м1, при
МПа % 20 °C —60 °C
Железо 008ЖР — 590 380 440 270 280 150 — 22,4 21,0 88,5 85,3 1,83 2,13 —
Сталь 09Г2 0,47 0,65 590 490 440 340 320 250 — 18,9 28,0 57,6 68,0 1,54 1,88 0,88 1,25
Сталь 40Х 0,04 990 900 870 710 — 225 — — 0,27 0,99 0,19 0,80
0,10 130
Сталь 75Г 0,02 940 900 540 530 550 320 170 100 9,8 27,3 30,8 0,07 0,46 0,07 0,29
0,09 13,5
обработку [67]. Образцы имели раз-
мер 80X30X10 мм и испытывались
на машине 77-МТ в режиме трения без
смазочного материала при возвратно-
поступательном движении относитель-
но контртела из стали Р18. Износо-
стойкость упрочненной • лазерным из-
лучением стали увеличилась примерно
в 80 раз по сравнению с необработан-
ной сталью и более чем в 4,5 раза по
сравнению со сталью, закаленной обыч-
ным способом. Существенное повыше-
ние износостойкости сталей после ла-
Рис. 40. Зависимость износа стали 46 во
времени:
I — везакаленный образец; 2 — образец,
закаленный термическим способом; 3 —
образец, обработанный лазерным излуче-
нием
зерной закалки подтверждается и дан-
ными табл. 11.
Существует много видов химико-
термической обработки металлов, по-
этому важны комплексные исследова-
ния и сравнение их с лазерными ме-
тодами упрочнения. Для большого
числа железоуглеродистых сплавов та-
кие сравнительные испытания на из-
носостойкость были проведены иа ма-
шине трения МИ1-М [61 ]. Исследуемые
образцы в виде роликов работали без
масляной ванны в паре с контртелом
из закаленной до HRC 57 ... 59 стали
ШХ15СГ под нагрузкой 0,8 ... 0,9 кН
с 10%-ным проскальзыванием. Резуль-
таты приведены в табл. 12. В большин-
стве случаев правильно подобранная
комбинация предварительной химико-
термической и окончательной лазер-
ной обработки существенно увеличи-
вала износостойкость.
Сплошная лазерная закалка по всей
рабочей поверхности детали не всегда
является оптимальной. Согласно прин-
ципу Шарпи, структура из отдельных
включений твердой, но хрупкой струк-
турной составляющей в вязкой метал-
лической матрице имеет высокие ан-
тифрикционные, противозадирные па-
раметры и характеристики изнашива-
ния. В работе [29 J на основе экстра-
поляции принципа Шарпи от микро-
к макросвойствам было показано, что
Исследования закалки железоуглеродистых сплавов
305
12. Результаты испытаний иа износостойкость образцов после
различных видов термообработки
Марка стали или чугуна Вид обработки Средний износ аа 1 ч испыта- ний, мг Относи- тельная износо- стой- кость Твердость HRC
20 Нормализация 765 0,05 —
Нормализация 4- лазерная обработка 420 0,09 26
Цементация 4- нормализация 61 0,64 22
Цементация закалка от- пуск при 430 К 39 1 59
Цементация 4- лазерная обра- ботка 38 1,03 62
20ХНЗА Нормализация 140 0,28 24
Нормализация 4- лазерная обработка 124 0,31 50
Цементация -j- нормализация 50 0,78 40
Цементация закалка 4- от- пуск при 430 К 33 1,18 57
Цементация -j- лазерная обра- ботка 36 1,08 62
Цементация 4- закалка -j- от- пуск при 430 К + лазерная обработка 32 1,22 64
35 Нормализация 970 0,04 18
Нормализация -|- лазерная обработка — — 64
45 Нормализация 974 0,04 18
Нормализация лазерная обработка 60 0,65 61
40 Закалка ТВЧ -j- отпуск при 430 К 43 0,91 54
Нитроцементация ТВЧ 4- от- пуск при 430 К 37 1,05 59
40Х Закалка ТВЧ 4- отпуск при 430 К 48 0,81 52
Нитроцементация ТВЧ 4- за- калка ТВЧ -|- отпуск при 430 К 28 1,39 61
40ХН Закалка ТВЧ 4- отпуск при 430 К 56 0,70 58
Нитроцементация ТВЧ 4 за- калка ТВЧ 4- отпуск при 430 К 23 1,70 61
ШХ15СГ —— Закалка + отпуск при 430 К 38 1,03 58
306
Лазерное поверхностное упрочнение материалов
Продолжение табл. 12
Марка стали или чугуна Вид обработки Средний износ за 1 ч испыта- ний, мг Относи- тельная износо- стой- кость Твердость HRC
СЧ21 Отжиг 240 0,16 19
Отжиг лазерная обработка 40 0,98 59
КЧ37-12 Отжиг 665 0,06 17
Отжиг -| лазерная обработка 30 1,3 55
Высоко- Отжиг 300 0,13 22
прочный чугун Отжиг -|- лазерная обработка 35 1,12 60
Примечание. ТВЧ — токи высокой частоты.
наилучшие результаты по износостой-
кости будут иметь поверхности с сет-
кой закаленных лазером дорожек,
занимающей 20 ... 25% всей площади
(для перлитных чугунов) и 5 ... 10%
(для ферритных чугунов).
13. ЛАЗЕРНОЕ ЛЕГИРОВАНИЕ
И НАПЛАВКА
Лазерное легирование принципиаль-
но отличается от закалки из жидкого
Рис. 41. Схема процесса лазерного леги-
рования:
1 — движущийся со скоростью v образец;
2 — легированная дорожка; 3 — ванна
расплава; 4 — лазерный пучок; 5 — фоку-
сирующая система; 6 — защитный газ;
7 — легирующая обмазка
состояния тем, что изменяется хими-
ческий состав упрочненного слоя. Ока-
зывается возможным на деталях из
простых конструктивных материалов
создавать локальные области с высо-
кими служебными характеристиками
вместо того, чтобы эти детали цели-
ком изготовлять из дефицитных спла-
вов. Здесь важен экономический фак-
тор: деталь изготовляется 11з легко-
обрабатываемого механическими спо-
собами недорогого материала, а до-
рогие и дефицитные компоненты рас-
ходуются только в тонком слое на
локальном участке изделия.
Исходя из целей лазерного легиро-
вания (повышение износостойкости,
коррозионной стойкости, контактной
выносливости и других служебных
характеристик), необходимо учи-
тывать известные результаты работ
по химико-термической обработке.
Вместе с тем нельзя сразу сопостав-
лять процессы формирования легиро-
ванного поверхностного слоя при оп-
лавлении лазером с процессами хи-
мико-термической обработки, при ко-
торой легирование идет как диффузия
в твердом состоянии.
Схема типичного процесса лазер-
ного легирования показана на рис. 41.
Образец с тонким слоем легирующей
обмазки при движении под лазерным
лучом локально оплавляется, легирую-
щие компоненты переходят в объем
жидкой ванны металла, которая за-
тем кристаллизуется. При лазерном
Лазерное легирование и наплавка
307
Рис. 42. Схема конвективного массопереноса в расплавленной зоне при лазерном леги-
ровании
легировании происходят взаимосвя-
занные процессы тепломассопереноса
и микрометаллургические процессы.
Структура и свойства легированных
слоев зависят от многих факторов,
действие которых часто противопо-
ложно. Поэтому, по-видимому, про-
цесс лазерного легирования следует
рассматривать в два этапа. Вначале
необходимо изучить теплофизику яв-
ления, гидродинамические течения и
перераспределение легирующих доба-
вок по сечению, конвективную тепло-
передачу и термические циклы, фор-
мирование и кристаллизацию жидкой
ваины. Затем, имея в виду данные об
элементном составе и полученные кон-
центрационные зависимости, термиче-
ские циклы и градиенты изменения
температуры, на основе металловед-
ческих представлений уже можно про-
гнозировать возможные структуры и
свойства легированных слоев.
Вышесказанное предполагает боль-
шой научный потенциал исследова-
телей, подкрепленный весьма сложной
и разноплановой высокоавтоматизиро-
ванной экспериментальной базой. Ви-
димо, поэтому полных комплексных
исследований лазерного легирования
проведено не было. Отметим основные
известные результаты.
Все экспериментальные данные по-
казывают весьма однородное распре-
деление легирующей добавки по сече-
нию жидкой ванны. Это однозначно
Указывает на главную роль конвек-
тивного массопереноса по сравнению
с диффузионным. Испарением металла
(и соответственно давлением отдачи
паров) при легировании пренебре-
гается, так как практически всегда
процесс легирования идет ниже тем-
пературы кипения материала.
Конвективные течения в жидкой
ванне наиболее наглядно описываются
одномерной моделью термокапилляр-
ной конвекции. Она позволяет разумно
оценить два наиболее важных пара-
метра легирования, связанные с про-
цессами массопереноса. Во-первых, это
характерная скорость движения рас-
плава и степень его перемешивания
(число конвективных циклов — оборо-
тов расплава за время существования
жидкой ванны). Во-вторых, это сте-
пень искажения профиля поверхности
легированной зоны (т. е. толщина слоя,
который необходимо будет удалить
при окончательной, чистовой механи-
ческой обработке детали).
Рассмотрим конвекцию в жидкой
ванне расплава при лазерном легиро-
вании (рис. 42). При толщине жидкого
слоя ^1 мм главной движущей силой
процесса являются градиенты поверх-
ностного натяжения (см., например,
(216J). Положим, что жидкость не-
сжимаема (т. е. ее плотность р =
— const) и ее динамическая вязкость
постоянна (р. = const). Тогда уравне-
ния непрерывности и Навье—Стокса
примут вид
div « = 0; (43)
=7— -ygradp + vto, (44)
308
Лазерное поверхностное упрочнение материалов
где и (х, у, t) — скорость жидкости в
точке х, у в момент времени /; g —
ускорение силы тяжести; р (х, у. t) —
давление; v = р/р — кинематическая
вязкость.
Граничные условия на нижней по-
верхности (у = 0) соответствуют при-
липанию жидкости к твердой поверх-
ности :
V (х, О, t) = 0. (45)
На поверхности жидкости граничные
условия определяются равенством сил
вязкости (ньютоновского трения) и
поверхностных сил (напряжение сдви-
га равно градиенту поверхностного
натяжения):
дих I
I1 —гЧ
ду
до
дх ’
(46)
где о — поверхностное натяжение.
Естественно предположить, что дав-
ление в жидком слое будет мало от-
личаться от величины
Р (х, у, t) = р0 -(- pg [Л (х, t) — у] +
+ Рл (х. t), (47)
где р0 — давление пара над поверх-
ностью (для открытой поверхности —
атмосферное давление); рл — лапла-
сово давление под искривленной по-
верхностью жидкости. Кроме того,
если не рассматривать области, близ-
кие к границам х = 0 и х — ±d,
то можно пренебречь вертикальными
составляющими вектора скорости.
С учетом этого для стационарного
случая установившихся потоков урав-
нение Навье—Стокса примет вид
d*vx dh 1 дрл
V~dy^~ ~ 8 "дх + "р" ~дх~
и суммарный поток в любом попереч-
ном сечении будет равен нулю:
h
[ux<ty = 0. (49)
б
Проинтегрировав выражение (48)
дважды с учетом (45), (46) и подста-
вив результат в (49), получим
_ 3____1 За______1 аРл (Wi
дх 2 pgh дх pg дх ' '
Стационарный профиль скоростей
в поперечном сечении в этом случае
будет параболическим:
<5»
Считая форму искривленной поверх-
ности в первом приближении синусо-
идальной, найдем разность лапласовых
давлений между сечениями х = d и
х= 0:
Ьрп = л2о ДА/d2, (52)
что позволяет из формулы (50) полу-
чить выражение для деформации по-
верхности [13):
ДЛ = -к- ——2 ..м . (53)
2 Pgh -ф- aVh/cP '
Формула (53) отличается от извест-
ного выражения [187] наличием члена,
учитывающего лапласово давление.
Оценки показывают, что для харак-
терных режимов лазерного легирова-
ния этот член значительно больше
гравитационного.
Разность поверхностных натяжений
между сечениями х = d и х = 0 за-
висит от разности температур поверх-
ности жидкости на границе кристал-
лизации и в зоне нагрева лазерным
пучком
До = ™ ДТ = (Тпл - Ттах).
(54)
При круговой циркуляции жидкости
в ванне расплава ее поверхностный
слой толщиной б як ф/от за время
т » d!v™&* нагревается лазерным из-
лучением интенсивностью /0 на вели-
чину
Д7 =
4ар d2/^
yj ар~
Х Л | дТ
1/3
(55)
Из формул (53)—(55) получаем окон-
чательное выражение для оценки де-
Лазерное лееирование и наплавка
309
Рис. 43. Характер перемешивания жидкости в ванне расплава за счет:
а — термокапиллярной конвекции; б — концентрационно-капиллярной конвекции
формации поверхности легированной
зоны:
ЛА 3 1 до
2 pgh + л*оЫ& дТ
X
4ар d2f% “I
Xaft | да/дТ | J
1/3
(56)
Сделаем оценки по полученным фор-
мулам для случая легирования стали
(режим обработки: Р„ я* 5 кВт, г tv
tv 0,25 см, v « 0,5 см/с; размеры жид-
кой ванны h tv 0,05 см; 2d tv 0,5 см),
приняв р tv 7,8 г/см3, а и 1,4 Н/м
(1400 дин/см), дя!дТ tv —0,5Х
X 10-3 Дж/(м2-градус), a tv 0,06 см2/с,
И ~ 0,08 г/(см-с), Л « 0,3 Вт/(см-гра-
дус).
Из (56) получим ДЛ tv —0,4 мм,
а из (51) найдем огаах tv 2 м/с. За
время t tv 2т I v существования ванны
расплава жидкость в ней успеет со-
вершить приблизительно 400 оборотов,
т. е. перемешивание будет полным.
В общем трехмерном случае задача
конвекции является очень сложной
и требует применения больших ЭВМ.
Аналитические выражения для двух-
мерной задачи при больших числах
Рейнольдса (что характерно для ла-
верного легирования металлов) с уче-
том конвективных членов в уравнении
Навье—Стокса получены в работе
И 59]. Интересные результаты по оп-
ределению формы дна жидкой ванны
и Распределению скоростей приведены
в Работе [195] на основе численного
Решения двумерной задачи тепломас-
сопереноса со стефановскими гранич-
ными условиями.
Отметим, что форма поверхности
ванны расплава (вогнутая, выпуклая),
направление конвективных потоков на
поверхности (к краям или к центру
жидкой ванны), отношение глубина/
/ширина сечения легированной дорож-
ки и другие параметры зависят от зна-
чения и знака производной да!дТ.
Для чистых веществ всегда да/дТ <_ 0,
однако наличие даже микропримесей
как поверхностно-инактивных [100],
так и поверхностно-активных [99,
100] может привести к смене знака
производной и кардинально изменить
характер конвекции при лазерном ле-
гировании (рис. 43). В работе [102]
экспериментально исследовано влия-
ние концентрации поверхностно-актив-
ного вещества (ПАВ) на конвекцию
расплава и результаты лазерного ле-
гирования. Например, добавление в
легирующую обмазку селена или серы
в качестве ПАВ позволило регулиро-
вать профиль поверхности и форму
сечения легированных дорожек
(рис. 44).
Систематизированных данных по ла-
зерному легированию металлов с по-
мощью мощных технологических лазе-
ров непрерывного действия в настоя-
щее время недостаточно. Основные
полученные результаты касаются осо-
бенностей образующихся структур при
конкретных способах легирования без
их обоснования. Служебные характе-
ристики слоев, легированных с по-
мощью непрерывных СО2-лазеров,
практически не исследовались. Это
говорит о том, что рассматриваемая
проблема находится в стадии научного
3io
Лазерное поверхностное упрочнение материалов
Рис. 44. Влияние добавок ПАВ в легирую-
щие композиции на геометрические харак-
теристики легированных дорожек:
а — изменение перепада высот поверхност-
ного профиля легированной дорожки в
завнснмостн от поверхностной концентра-
ции содержащейся в обмазке серы (мощ-
ность СО2-лазера 1,5 кВт: диаметр лазер-
ного пучка 1 мм: скорость перемещения
образца 0,5 см/с; □ — армко-железо, • —
сталь ШХ15): б — отношение глубины к
ширине поперечного сечения легирован-
ных дорожек в завнснмостн от поверхност-
ной концентрации серы, содержащейся
в обмазке
изучения и не проработана для кон-
кретного практического использова-
ния в технологии.
При лазерном легировании в ре-
зультате «жесткого» термического цик-
ла с большими скоростями нагрева и
охлаждения характерным является об-
разование перенасыщенных метаста-
бильных структур высокой дисперс-
ности, что недостижимо при обычной
химико-термической обработке.
В качестве легирующих добавок
традиционно используют три основные
группы веществ: неметаллы, металлы
и сплавы, карбиды.
Легирование неметаллическими ком-
понентами (например, С, N, В, Si)
является альтернативой традиционным
методам цементации, азотирования,
борирования, силицирования. Легиро-
вание малоуглеродистых сталей угле-
родом приводит естественным образом
к формированию мелкозернистой
структуры из мартенсита и остаточного
аустенита, причем микротвердость до-
стигает 9000 МПа. В структуре сталей
после лазерного азотирования име-
ются азотистый мартенсит, остаточный
аустенит и нитриды железа.
В структуре борированных лазером
зон при небольшом содержании бора
имеется a-Fe и боридная эвтектика.
При этом микротвердость составляет
(6 ... 12) 10s МПа. При увеличении
концентрации бора в структуре появ-
ляется большое количество боридов
(FeB, Fe2B, Fe3B), остаточный аусте-
нит отсутствует, микротвердость резко
повышается и составляет (14 ... 21)X
X 103 МПа. Легированная поверхность
с повышенным содержанием фазы FeB
хорошо работает при абразивном из-
нашивании, тогда как при ударном
воздействии рекомендуется получать
в структуре бориды Fe2B и Fe3B [43].
При увеличении концентрации крем-
ния при лазерном силицировании кро-
ме a-Fe в структуре зоны лазерного
воздействия образуются силициды
Fe3Si, Fe2Si3, FeSi, FeSi2 и микротвер-
дость сталей увеличивается от 8-103
до (14 ... 15) I03 МПа: значительно
увеличиваются также теплостойкость,
износостойкость и коррозионная стой-
кость [43].
Легирование чистыми металлами
(Со, Cr, Ni, Мп, Mo, W, Ti, V и т. д.),
а также сплавами (Ст—Мо—W; Ni—
Nb и др.) приводит к формированию
пересыщенных твердых растворов и
образованию интерметаллидов. Так,
при оплавлении излучением СО2-ла-
зера с интенсивностью (2 ... 7)Х
X104 Вт/см2 образцов из стали УЮ
с легирующей обмазкой (50%
порошкообразного хрома и 50%
оксиметилцеллюлозы в качестве свя-
зующего) толщиной 0,1 ... 0,3 мм об-
разовывались легированные дорожки
глубиной до 1 мм. Наблюдалось рав-
номерное распределение хрома по всей
глубине, содержание которого изме-
Лазерное легирование и наплавка
311
13. Изменение структуры, фазового состава
я микротвердости легированного слоя в зависимости от концентрации хрома
Материал Концентра- ция хрома, % Период решетки с^, нм Тип карбида Содержа- ! ние аусте- нита, % Микротвер- дость МПа
6 0,3605 15 10 000
11 0,3612 85 4 800
Сталь 15 0,3616 MesC 80 5 000
УЮ 20 0,3619 70 5 400
25 — 50 4 000
Чугун 5 15 — Ме3С 50 1 200 1 200
20 40 — Ме7Сз 60 20 1 200 1 200
СЧ21
нялось при варьировании режимов
обработки. В табл. 13 приведены дан-
ные о фазовом составе и микротвер-
дости легированных слоев. Отмечается,
что первой кристаллизующейся фазой
после лазерного воздействия является
аустенит; при этом концентрация хрома
во всех одновременно присутствующих
фазах (a-фаза, аустенит, карбид) оди-
накова [89]. Поверхностное лазерное
легирование хромом значительно улуч-
шает сопротивление коррозии [146],
как это видно из потенциодинамиче-
ских кривых (рис. 45).
Помимо легирования черных метал-
лов, перспективным является леги-
рование цветных металлов. Например,
легирование железом или никелем
алюминиевых сплавов АЛ4 или АЛЗО
приводило к образованию иитерметал-
лидов и а твердого раствора легирую-
щих элементов, причем микротвер-
дость легированных зон повышалась
до (2 ... 3) 10s МПа, а в скоплениях
интерметаллидов — до (8 ... 10)X
Х105 МПа [1].
Наличие карбидов в структуре ма-
териала позволяет существенно под-
нять его твердость и износостойкость.
Лазерное легирование карбидами ту-
гоплавких металлов (TIC, VC, ТаС,
WC и др.) целесообразнее проводить
при подаче легирующего порошка в
струе инертного газа, хотя применяют-
ся также электроискровое легирование
или нанесение обмазок. В первом слу-
чае более легко управлять степенью
растворения карбидов в ванне рас-
-1 О 1 tqi -10 12 Iql
а) S)
₽ИС. 45. Анодные потенцнодннамические кривые в 20%-ном растворе H,SO,:
° — стали УЮ; б — чугуна СЧ21; 1 — до легирования; 2 — после легирования в содер-
жанием 6% Ст; 3 — 15% Сг; 4 — 20% Cr; I — плотность тока, мА/см1
312
Лазерное поверхностное упрочнение материала»
14. Микротвердость и фазовый состав поверхностных слоев сталей
после лазерного легирования (режимы обработки Р= 0,5 ... 1,5 кВт;
<о = 2,2 ... 4,7 см/с; г = 1 мм)
Марка стали Микротвердость в зоне оплавления, МПа Фазовый состав (по данным рентгеновского анализа)
Оплавление пасты
с Ti + С с TIC
СтЗ ШХ15 Р6М5 2 000 ... 5 700, локально до 16 500 2 400 ... 9 800, локально до 16 500 3 800 ... 6 440 3 900 ... 6 900 8 700 ... 13 500 8 600 ... 10 100 a-Fe; следы y-Fe, a-Ti, TiC a-Fe; y-Fe; следы a-Ti, TiC a-Fe; y-Fe; следы a-Ti, TiC
Подача порошка TiC в зону обработки
Нераство- ренные карбиды Между карбидами У зоны сплавления
СтЗ Р6М5 12 460 16 800 6400 ... 6800 8460 6000 ... 6200 6440 TiC; Fe2Ti a-Fe; a-Ti
плава. Характеристики легированных
карбидом титана сталей Р6М5, ШХ15,
СтЗ приведены в табл. 14 [66].
Некоторые сводные данные по ле-
гированию различных материалов из-
лучением импульсных и непрерывных
лазеров и получаемой при этом микро-
твердости приведены в работе [88].
Легирующие вещества могут посту-
пать в зону легирования как непосред-
ственно в процессе лазерной обработки
в виде вдуваемого порошка или пода-
ваемой проволоки, так и предвари-
тельно наноситься на поверхность
металла (гальваническим осаждением,
плазмо-вакуумным напылением, в виде
шликерной обмазки или газотермиче-
ского покрытия) и затем расплав-
ляться лазерным лучом.
Разновидностью лазерного легиро-
вания является лазерно-плазменная об-
работка [143, 161], когда расплавлен-
ный лазерным излучением металл вза-
имодействует с плазмой приповерх-
ностного оптического пробоя в газах
или жидкостях и насыщается различ-
ными элементами и добавками.
Лазерная наплавка во многом по-
добна лазерному легированию. Основ-
ное ее отличие обусловлено конечной
целью: лазерная наплавка служит для
получения сплавленного или прива-
ренного иа материал подложки слоя
другого металла или сплава. Характе-
ристики наплавленных слоев могут
быть совершенно отличны от свойств
подложки, даже легированной. В ка-
честве формального критерия разли-
чия наплавки и легирования можно
взять коэффициент перемешивания у
(отношение массы расплавленного ме-
талла подложки к общей массе рас-
плавленного слоя), который в первом
случае <Д2, а во втором случае
>0,5. Это означает, что при легирова-
нии идет расплавление присадочного
материала и металла основы и их
интенсивное перемешивание для полу-
чения заданного состава поверхност-
ного слоя. При наплавке процесс
ведут с минимальным подплавлением
основы, а состав и свойства металла
поверхности практически полностью
определяются свойствами присадочного
материала. Для лазерной наплавки
присадочный материал можно исполь-
зовать в виде шликерной пасты, фольги
или прутков, либо предварительно
Лазерное легирование и наплавка
313
наносить его на поверхность гальва-
ническим способом или газотермиче-
ским напылением, либо подавать в зону
обработки газовой струей в виде по-
рошка одновременно с воздействием
лазерного излучения.
Основное развитие получили два
вида лазерной наплавки — шликерная
и газопорошковая.
Способ лазерной наплавки при оп-
лавлении покрытий описывается теп-
ловой задачей нагрева и плавления
двухслойной среды с учетом гидро-
динамических процессов тепломассо-
переноса, когда плавление идет от
поверхностного слоя к материалу ос-
новы. При газопорошковой наплавке
механизм другой: основную роль игра-
ют процессы нагрева и плавления ле-
тящих через лазерный пучок частиц
порошка и их взаимодействие с на-
гретой лазерным излучением подлож-
кой, за счет чего происходит постепен-
ное наращивание наплавляемого слоя.
Если наплавочный материал имеет
существенно более высокую темпера-
туру плавления, чем подложка, и,
будучи расплавлен сам, оплавляет ее
поверхностный слой, растекается и
приваривается, то такой процесс на-
плавки называется плакированием.
Наплавка применяется, как пра-
вило, для улучшения износостойкости
при высоких температурах или в кор-
розионных средах.
Основой наплавочных материалов
служат традиционные составы и ком-
позиции (табл. 15) [114], из которых
следует выделить самофлюсующиеся
сплавы на основе никеля — колманои
и на основе кобальта — стеллиты.
Помимо наплавляемого порошка в
состав шликерной обмазки входят свя-
зующие, обеспечивающие технологич-
ность нанесения и достаточную проч-
ность сцепления обмазки с деталью.
Связующие не должны препятство-
вать формированию наплавленного
слоя и ухудшать его свойства. Выбор
связующих является сложной задачей,
что подтверждается данными, приве-
денными в табл. 16 [85].
При расплавлении порошка ряд
элементов (углерод, бор и др.) могут
выгорать или переходить в шлак.
Поэтому скорость перемещения луча
По детали при наплавке следует выби-
15. Химический состав (%) и твердость сплавов, обычно используемых при лазерной наплавке HRC Ю щ Ю г* оо сч СО XJ* ю М* Ю СЧ 00 О Tf Щ СЧ
о о 1 1 1 1 1 Осталь- ное
Мо Mill 1 |°- 1 I ш
* 1 1 1 1 1 4,0 17
Z Осталь- ное 3,0
V Им Ю iq Ю Ю Ю СО щ V/V/V/V/V/V/ 1 1 1
СО •— 00 00. сч г-- ю СЧ* СЧ СО* СО хг сч* io 0.00 1О сч* сч* сч* —* 1 1 1
<75 О.Ю 1П г^о о. со* СО* "’f* СО in со* 0.10.0.0.0.0. сч* сч* со со* сч* 1 1 1
б 1Л Ю <гГ 00 ю о ю •—* —< «—< —Ч —— сч щ ш со о сч СО 00 сч ь* СЧ со СЧ
и in о* о* —* О* -'* о* СЧ.-* О lO OSCO. 0*0*0 00*0* 1,1 2,5 0,25
Марка сплава ПГ-СР2 ПГ-СРЗ Г1Г-СР4 СНГН-50 СНГН-60 ПГ-ХН80СР2 I10X28K63B4 250X32 К44В1 25Х27К61М5НЗ
314
Лазерное поверхностное упрочнение материалов
1в. Влияние связующих на характеристики наплавленных слоев хромборникелевого порошка ПГ-ХН80СР2
на стали 45, выполненных с помощью непрерывного излучения СО2-лазера мощностью до 5 кВт
исооенности Интенсивный выброс в виде хлопьев сажи Неравномерная ши- рина шва Каплевидный шов Наплывы на шве 0 О а •к 3 я CQ О (X 1 Пористость
1 Микротвер- | лость /при нагрузке 50 г), МПа 3 800 ... 5 000 3 660 ... 7 940 5 830 ... 6 770 6 440 ... 10 100 5 400 ... 9 400 с с с с с е ю 4 660 ... 7 940 6 770 ... 10 100 1
Ширина наплавки, мм 0,14 ... 0,38 2.23 сч 1,1 ...2,5 О с с с 0 ч со со сч 1,72 ... 2,97 2,14 ... 2,8 ,
Высота наплавки, мм 0,14 ... 0,34 0,9 со 0,6 ... 1,4 1,1 ... 1,28 со 1О г—< сч 1,0 ... 1,26 1,48 ... 1,58
Е- и д. S И в •е •е О перемешивания 0,6 ... 0,8 0,1 1 О О о ю о о 1‘0 О
тип связующего Клей синтетический, эпоксидная смола ЭД-5, самотвердеющая пласт- масса «протакрилл», раствор буры в ацетоне, спиртовой раствор канифоли Изопропиловый спирт Жидкое стекло, силикатный клей Клейстер । 1 •£ fa Е D 1 ) г S U 2 Напоил як • fe Я В 5 X X X X Е □ч В +" S JJ =5 С Клейстер + флюс Ф34А
Лазерное легирование и наплавка
315
Рнс. 4в. Макроструктура валика, полученного методом газопорошковой лазерной на-
плавки из ПГ-СР2 с использованием поперечного (по отношению к движению образца)
сканирования лазерного пучка (увеличение 5*)
рать таким образом, чтобы избежать
перегрева ванны и диссоциации соеди-
нений. Кроме того, расплавляя об-
мазку, необходимо обеспечить удале-
ние (испарение) элементов связую-
щего вещества при равномерном (без
пор, капель, раковин и других дефек-
тов) формировании наплавленного ва-
лика. Наконец, оплавление подложки
должно быть минимальным. Все это
приводит к существованию узкой об-
ласти технологических режимов ла-
зерной наплавки из нанесенных на
поверхность образца слоев. Данные
табл. 17 [46] дают представление о ха-
рактерных режимах лазерной наплав-
ки и свойствах полученных покрытий.
При газопорошковой наплавке в си-
лу другого механизма процесса диа-
пазон рабочих режимов существенно
шире. Энергоемкость этого процесса
составляет 30 ... 60 Дж/мм3, в то
время как для получения такого же
наплавленного слоя оплавлением шли-
керных обмазок удельная энергия со-
ставляет 60 ... 120 Дж/ммя, а при
Лазерном оплавлении газотермически
напыленных покрытий 180 ...
J30 Дж/мм* [45]. Это позволяет су-
щественно уменьшить тепловое воз-
действие на наплавляемые детали и
вести процесс на более высоких ско-
ростях. Последовательным наложением
валиков можно получить наплавлен-
ные слои различной ширины и вы-
соты. Использование быстрого попе-
речного сканирования лазерного пучка
позволяет существенно улучшить фор-
мирование однородного наплавленного
слоя и расширить технологические
возможности процесса Так, при мощ-
ности лазера до 2,5 кВт на скоростях
в несколько миллиметров в секунду
оказалось возможным производить за
один проход наплавку стандартных
порошковых материалов на основе
Ni, W, Си шириной до 2 см и толщиной
до 0,5 мм [129] (рис. 46).
Важной характеристикой техноло-
гического процесса лазерной наплавки
является коэффициент использования
порошка
*и. п = ^пок/^Е,
где Л4Пок — масса порошка, идущего
на покрытие; — масса израсходо-
ванного порошка. Подача порошка
может осуществляться вслед движе-
316
Лазерное поверхностное упрочнение материалов
17. Режимы лазерной обработки и свойства наплавленный слоев
Ь.
<ZJ
0
св
О
о
о 6
Z
в-
со U
В
и
о
л
О
-я
3 I
• 3
•a S
я
ы ч
X
к 'С®
►С t*
о
ю
я
сх ю _ Ег
о Я
3
3
к
№ -Я
XV а 3
л
л к
я о о
X tf Ч _
S о 3 о 2.2 1“ = £
eoheedoo
HHJdsn йэлоц
... 92 00 со
TJ" ОС
ю
o' V/ V
00
со СЧ
; । о
— ф
сч 0,8 3 о Л О со
у с > с о
-хн« 5,0 « D D о S О
пг с* ) со X to*
порошка с 0,38 2,4 ... О о порошка
«а о СО о с •а о
3 3 с о 1,27 о •а а
кггообрав! 301 ”• 09 сч _s 69 " 99 Г/ма о <р а а Ж CU й
А. Пг СЧ . 10,4) ГЕ 2,7 ... | 3,7 . 1,5) ГВ' с го fC3
150 ... 230 = (2,3 .. 80 ... 175 О 11
ю
о
0,5 (органиче- ская связ- ка—синте- ти чес кии клей СК-1) 1,5 (связка— цапонлак)
— •—
73 ... 83 55 ... 64
О V/ о" V/
1,2 ... 1,4
15... 25 35 ... 42
0,67 ... 0,8 0,25
: о ' со о сч сч 21,0 ... 23,0
1,76 ... 1,84 8,0
1,4 ... 1,9 0,74 ... 1,07
0,7 120 4 171 /, = 10,4 ГВт/м2 1,75 120 4 69 ё л о
О О
III ►—1
П р имечание. Еа — удельный энерговклад.
Лазерное легирование и наплавка
317
Рис. 47. Схема процесса на-
плавки лучом лазера износостой-
кого порошка:
— подача порошка углом впе-
ред; б — углом назад; / — луч
лазера мощностью Ро; 2 — пи-
татель с расходом порошка Сп>
д — наплавленный металл; 4 —
движущаяся со скоростью ин
пластина; L — расстояние от
сопла питателя до эоны наплав-
ки; А/ — степень дефокусиров-
ки; а — угол наклона сопла
к оси лазерного пучка
нию образца или навстречу движению
(рис. 47). В первом случае Ки. п
20%, а во втором — существенно
больше: КИ_ п 40% [179].
Основной проблемой при всех спо-
собах лазерной наплавки являются
трещины, возникающие в результате
действия растягивающих напряжений
или деформаций, накопленных в ме-
талле при охлаждении. Инициатором
разрушения являются концентраторы
в виде оксидных пленок, крупных
карбидов или боридов, пор, нераспла-
вившихся частиц порошка, кристалли-
зационных (горячих) трещин. Услож-
няет ситуацию и то, что ряд материа-
лов (например, порошки системы Ni—
Сг—В—Si) в пределах разброса со-
става химических элементов для одной
марки порошка имеют различные мор-
фологию выделения фаз, интервал
кристаллизации и склонность к об-
разованию трещин при лазерной на-
плавке [4]. Для снижения вероятности
появления трещин следует уменьшать
внутренние деформации за счет под-
бора материалов наплавки и подложки
с близкими коэффициентами теплового
расширения, снижения количества по-
даваемого порошка, уменьшения ско-
рости наплавки, использования пред-
варительного подогрева подложки [4].
Кроме того, небольшие добавки ферро-
сплавов могут значительно снизить
склонность к трещииообразованию
вследствие формирования в структуре
наплавленного металла пластичной у-
фазы, способной релаксировать вы-
сокие напряжения в процессе охла-
ждения [39].
Микроструктура сплавов, наплав-
ленных лазером, существенно отли-
чается от микроструктуры слоев, по-
лученных другими методами. Напри-
мер, после газопламенного нанесения
порошка ВСНГН (смесь около 40%
карбидов вольфрама с порошком си-
стемы Ni—Сг—В—Si) в матрице с ми-
кротвердостью = 3000 ... 7700МПа
имеются карбиды размером 40 ...
160 мкм с микротвердостью 7/„ —
= (264-36) 10s МПа (рис. 48, с). После
лазерного переплава (удельная энер-
гия Es = Pldnv составляла
~102 Дж/мм8) в верхней части зоны
оплавления карбиды не различаются,
а структура квазиэвтектического типа
имеет микротвердость (15 ... 21)Х
X 103 МПа. В нижней части зоны ла-
зерного оплавления встречаются из-
мельченные карбиды размером 5 ...
20 мкм (рис. 48, б). В целом наблю-
дается выравнивание микротвердости,
идет растворение карбидов и пересы-
щение матрицы. Все структурные со-
ставляющие значительно мельче, чем
при газопламенной наплавке или на-
плавке ТВЧ.
Пересыщение твердых растворов, из-
мельчение и глобуляризация упроч-
няющих фаз, образования мартенсит-
ных метастабильных структур, раство-
рение хрупких карбидных фаз — все
это приводит к значительному повы-
шению эксплуатационных характери-
стик покрытий, наплавленных с по-
мощью лазера.
Прочность сцепления наплавленно-
го лазером слоя с основой равна проч-
ности одного из материалов — подлож-
ки или наплавленного сплава. На-
пример, для сплава ПГ-СР2 это зна-
чение составляет 280 ... 320 МПа, что
примерно равно прочности сцепления
318
Лазерное поверхностное упрочнение материалов
Рис. 4S. Микроструктура сплава ВСНГН (ХБОО):
а — наплавленного газопламенной горелкой; б — переплавленного лазерным лучом
Лазерная сварка
319
при индукционной наплавке и в 3 ...
5 раз превышает соответствующие зна-
чения при напылении покрытий. После
лазерной наплавки значительно по-
вышается теплостойкость сплавов.
Увеличивается износостойкость, осо-
бенно в условиях высоких удельных
нагрузок. Например, опенка изно-
состойкости на трение скольжения по
пальчиковой схеме показала, что стой-
кость сплава ПГ-СР2, наплавленного
лазером, в 3 ... 5 раз выше износо-
стойкости плазменного покрытия, оп-
лавленного газопламенной горелкой,
и более чем в 10 раз выше, чем у на-
плавленного ТВЧ [43]. Кроме того,
у покрытия, нанесенного с по-
мощью лазерного излучения, вре-
мя приработки значительно мень-
ше.
Глава 3
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛАЗЕРНОЙ
ОБРАБОТКИ ПРИ ВЫСОКИХ ПЛОТНОСТЯХ
ЭНЕРГИИ
4. ЛАЗЕРНАЯ СВАРКА
При достаточно большой интенсив-
ности лазерного излучения-
0106 Вт/см2) температура поверхно-
сти металла резко возрастает и дости-
гает температуры кипении Ткип, не-
смотря иа малую (^15%) поглоща-
тельную способность излучения СО2-
лазеров. Давление паров испаряю-
щегося металла вытесняет расплав
из зоны нагрева, и луч лазера заглуб-
ляется в материал. Образуется паро-
газовый канал, в котором поглощается
основная часть энергии лазерного из-
лучения, и сварочный процесс пере-
ходит в режим глубокого («кинжаль-
ного») проплавления. Перемещаясь по
образцу, лазерный луч оставляет за
собой узкий и глубокий сварной шов.
, Процесс лазерной сварки во многом
близок к электронно-лучевой сварке
186], но, конечно, имеет и свои осо-
бенности.
Форма сварочной ванны обычно име-
вид, показанный на рис. 49, и
может характеризоваться целым набо-
ром геометрических параметров. Изме-
нение формы и размеров ванны распла-
Ва на примере сварки образцов- из ста-
ли 08Х18Н10Т непрерывным излуче-
нием СО2-лазера мощностью 3,6 кВт
Иллюстрируется рис. 50 [125]. Меж-
фазная поверхность в продольном се-
ении на высоте h* имеет «ступеньку»,
оторая отсутствует при аргонно-ду-
говой сварке. При малых скоростях
сварки ступеньки ие наблюдается.
Повышение мощности излучения при-
водит к возрастанию отношения глу-
бина ступень ки/глубина проплавле-
ния. Парогазовый канал искривлен,
лазерное излучение в основном нагре-
вает его переднюю стенку, и поэтому-
за счет реактивного давления паров
и частично за счет градиентов поверх-
ностного натяжения расплав с перед-
ней стенки переносится в хвостовую
часть сварочной ванны.
Сварка материалов мощным непре-
рывным лазерным излучением сопро-
вождается релаксационными колеба-
тельными процессами. В работах ряда
авторов [107, 189] описывались мо-
дельные эксперименты по лазерной
сварке, в которых динамика процесса
проплавления регистрировалась ско-
ростной киносъемкой. Анализ экспе-
риментальных данных показал, что
металл в зоне воздействия лазерного
луча вблизи передней стенки канала
нагревается от температуры, близкой
к температуре плавления 7'пл, до
температуры Т > Т’кип. после чего
за счет реактивного давления паров
расплав быстро переносится в хвосто-
вую часть сварочной ванны; затем
цикл повторяется. В процессе суще-
ственную роль может играть увлече-
ние жидкого слоя потоком пара [21].
Наличие паров вещества при повы-
шении плотности мощности приводит
320
Лазерная обработка при высоких плотностях анергии
Рис. 49. Форма сварочной ванны!
а — продольное сечение; б — вид сверху; в — топограмма дна ваииы в поперечных се*
чениях 1 —/0; расстояние от оси луча; а — до поперечного сечения шва с максимальной
глубиной проплавления; g — до поперечного сечения шва с максимальной шириной;
с — до начала «ступеньки»; /* и Л* — длина и высота «ступеньки»; /. b и h — длина,
ширина и глубина сварочной ванны; d — диаметр лазерного пучка
к оптическому пробою и образованию
плазмы вблизи поверхности образца,
в результате чего лазерный пучок
Рнс. 50. Влияние скорости сварки иа гео-
метрические параметры сварочной ваииы
(обозначения см. на рис. 2.49)
в плазменном сгустке поглощается и
дефокусируется.
Поскольку время существования
плазменной фазы сравнимо со време-
нем разогрева свариваемых материалов
от Тпл до Тцип или превосходит его,
для устранения вредного влияния плаз-
менного факела можно использовать
импульсно-периодический режим
(ИПР) лазерного воздействия.
Возможность пробоя в парах металла
накладывает ограничение на ин-
тенсивность излучения. При I ~
= 107 Вт/см2 время развития оптиче-
ского пробоя составляет мкс,
при этом в окружающем газе возбу-
ждается радиационная волна с давле-
нием рр. в > 5 МПа. Столь высокое
давление приводит к выплескиванию
расплава, уменьшению КПД и ухуд-
шению качества сварки. Условие
₽р. в < 1 МПа позволяет оценить ма-
ксимальную интенсивность, не ухуд-
шающую качество сварки: I « 0 •••
2) 10е Вт/см2; при этом время Ра3’
Лазерная сварка
321
витяя пробоя в испаренном веществе
составляет 30 ... 40 мкс. Препятство-
вать развитию плазменного факела
наиболее рационально можно перио-
дическим отключением лазерного из-
лучения, т. е. работой в ИПР. Макси-
мальная частота следования импуль-
сов определяется условием удаления
паров от поверхности образца на та-
кое расстояние S, когда пробой в них
в начале следующего импульса ста-
новится невозможен: /тах « un/S. При
средней скорости истечения паров
Un де 20 м/с и расстоянии S де 3 ...
4 см получаем де 600 Гц.
Проведенное рассмотрение позволяет
сформулировать основные требования,
предъявляемые к технологическим СО2-
лазерам для сварки: работа в ИПР,
регулирование частоты следования им-
пульсов в интервале 102 ... 108 Гц,
плавное изменение длительности им-
пульсов в диапазоне 0,3 ... 3 мс, ре-
гулирование скважности следования
импульсов в интервале 2 ... 10. Модо-
вые состав излучения и фокусирую-
щая оптика должны обеспечивать до-
стижение интенсивности от (1 ... 2)Х
Х108 до (2 ... 5) 10е Вт/см2.
Первые же эксперименты по им-
пульсно-периодической сварке на СО2-
лазере [94] выявили ряд ее преиму-
ществ перед непрерывной сваркой:
снижение пороговой мощности глу-
бокого проплавления и повышение
проплавляющей способности. Однако
оптимальным для сварки может быть
комбинированный режим генерации
лазера: последовательность импульсов
излучения при наличии постоянной
составляющей. Так, в работе [34]
теоретически определены параметры
последовательно действующих на ма-
териал длинных лазерных импульсов
невысокой интенсивности (плавильных
импульсов) и коротких высокоинтен-
сивных импульсов (испарительных им-
пульсов).
Физический процесс лазерной свар-
ки весьма сложен и до сих пор нет
Теоретической расчетной модели, опи-
сывающей его во всей полноте. Как
правило, расчеты касаются какой-либо
одной стороны явления. Тем не менее
Некоторые полезные выводы можно
сделать на основе общих физических
положений и законов сохранения.
Г. А. Абильсиитов
Сварочные процессы характеризуют-
ся тремя энергетическими КПД. Эф-
фективный КПД сварки т]эф есть от-
ношение энергии, вложенной в ма-
териал, и всей подведенной к нему
энергии. Термический КПД Т]т яв-
ляется той долей от поступающей в ме-
талл теплоты, которая идет на плав-
ление. Полный тепловой КПД про-
плавления равен произведению эф-
фективного и термического КПД:
Т]пр — ЯэФПт-
Ряд авторов [79, 118] предлагают
закон сохранения энергии для массы
расплава, переплавленного лазерным
лучом в единицу времени, записывать
в виде
ПирРо = + toSVor/G Д, (57)
где Ро — средняя мощность лазерного
луча; h — глубина проплавления; v —
скорость сварки; d — диаметр луча;
Д ~ Р Iе (Гкип — Гпл) + Дпл1;
2 1/ax/G — размер распространения
расплавленной фазы в направлении,
перпендикулярном плоскости шва; т =
= d/v; G — скважность излучения; а,
р, с, Нпп — соответственно темпера-
туропроводность при Т Ш Тпл, плот-
ность, теплоемкость и скрытая теплота
плавления. Аналогично записывается
закон сохранения энергии, выделен-
ной в металле при сварке:
ЧэфДо = to dE + te2 "[Лгг/G Е +
+ to'2 Д/ат/G Е', (58)
где Е' ср (Тпп — Го).
При больших v из формул (57) и
(58) получаем
Пэф = Ппр (1+2 W(toG)). (59)
Эффективный КПД практически не
зависит от средней мощности лазер-
ного излучения и является некоторой
константой для конкретного лазер-
ного пучка, оптической фокусирую-
щей системы и данного материала.
Например, для коррозионно-стойкой
стали Т]вф = 0,7 (непрерывный режим)
и »1эф = 0,55 (ИПР излучения лазера).
На основе этих выражений опреде-
ляется проплавляющая способность
h =
Г» Е dv (1 + 2 l/«/(toG))2
322
Лазерная обработка при высоких плотностях анергии
Рис. 81. Зависимость проплавляющей спо-
собности (сплошные линии) и полного
КПД проплавления (штриховые линии) от
скорости в И ПР (кривые 1, 2) и в непрерыв-
ном режиме (кривые 3, 4) (образец из ста-
ли 0Х18Н10Т)
и предельная проплавляющая способ-
ность при малой скорости
<*>
На рис. 51 приведены эксперимен-
тальные данные и расчетные зависи-
мости полного КПД проплавления и
проплавляющей способности от ско-
рости сварки для ИПР с G — 4, f =
= 300 Гц, и непрерывного лазерного
воздействия (G = 1) при £ = ЭХ
XIО3 Дж/см8; а = 0,05 см2/с.
Совместное решение уравнений (59)
и (60) позволяет получить выражение
для оценки коэффициента формы шва
(коэффициента ккинжальности»):
h __ Ро W ,fi2.
d d2t>£ (i+2 Vc/(dpG))2’ ' '
откуда следует, что при одинаковых
средней интенсивности излучения и
скорости сварки коэффициент hid в
ИПР выше, чем в непрерывном режи-
ме. Выражение для предельного зна-
чения коэффициента будет
h \ лт)8ф<1
d /шах “ 16а£ 'ср ~
16а£ имп~
16а£
(63)
где /ими — интенсивность излучения
в импульсе; I* — максимальная ин-
тенсивность, не ухудшающая каче-
ства сварных швов.
В глубокой каверне лучи света ис-
пытывают многократные отражения от
стенок, поскольку коэффициент по-
глощения света на поверхности метал-
ла мал. Поэтому парогазовый канал
возникающий в образце, можно рас-
сматривать как металлический волно-
вод, возбужденный излучением лазера
[23 ]. Существенно, что затухание элек-
тромагнитной волны в волноводе за-
висит от поляризации.
Если интенсивность излучения не
слишком высока (пренебрегается эф-
фектами плазмообразования) и паро-
газовый канал не слишком глубок
(мало затухание волны в волноводе),
то можно прийти к модели проплав-
ления среды линейным тепловым ис-
точником постоянной интенсивности.
Приближенное аналитическое решение
такой задачи найдено в работе [226].
Получено выражение для ширины рас-
плавленной зоны. Показано, что тер-
мический КПД не может превышать
48% (при дуговых способах сварки
полубесконечной среды сосредоточен-
ным источником тепла термический
КПД всегда меньше 34% [142]).
Более полную и точную картину
могут дать численные решения трех-
мерной тепловой задачи. Так, в ра-
боте [211] определяются температур-
ные поля в бесконечном (в направлении
движения) образце конечной ширины
и толщины при нагреве лазерным пуч-
ком с гауссовским распределением.
При этом предполагается, что в ка-
верне излучение поглощается плазмой
в соответствии с законом Ламберта—
Бера.
Рассмотрим основные эксперимен-
тальные результаты исследовании раз-
личных аспектов процесса лазерной
сварки.
Первым по значимости параметром
лазерной сварки является глубина h
проплавления материала. Плавление
начинается, когда плотность мощности
теплового источника достигает значе-
ния <?пл tn Ул ХТплД/Зо/.но образо-
вание парогазового канала и резкое
увеличение глубины проплавления воз-
можно только при q > 9Кип *
« Ул. ХТКЯП/У^1 [ 144 ]. Эксперимен-
Лазерная сварка
323
Рис. 651. Глубина проплавления как функция мощности лазера при скоростях 1,6 см/с
(сплошные линии) и 0,6 см/с (штриховые линии):
а — иа коррозионно-стойкой стали 316; б — углеродистой стали DUCOL W30
тальные зависимости глубины про-
плавления от мощности лазерного из-
лучения (рис. 52) подтверждают эти
соображения [2311. В режиме глу-
бокого проплавления глубина h про-
порциональна мощности излучения Р
(рис. 52 и 53, а). С повышением ско-
рости сварки глубина л и ширина b
шва уменьшаются. На рис. 53, б
видно, что снижение h наиболее резко
происходит при сравнительно неболь-
ших скоростях сварки и замедляется
при исчезновении парогазового канала
на больших скоростях сварки.
Форма и размеры сварочной ванны
весьма сильно зависят от степени
4<окусировки излучения я от положе-
ния фокального пятна лазерного пучка
относительно поверхности образца (см.,
например, [ 121, 181 ], а также рис. 53, в
и рис. 54). Соответственно от степени
фокусировки изменяется и объем пере-
плавленного (в единицу времени) ме-
талла, хотя и сохраняется линейная
зависимость площади сечения свар-
ного шва от погонной энергии (рис. 55).
Практически во всех работах признает-
ся оптимальным заглубление фокуса
излучения в материал на I ... 2 мм.
Технологическим приемом улучше-
ния проплавляющей способности мо-
жет служить способ динамической
фокусировки, когда с помощью спе-
циального оптико-механического уст-
ройства фокусирующая линза (и со-
ответственно перетяжка лазерного пуч-
ка) совершает продольные колебания
с амплитудой в несколько милли-
ЭкспеРиментальные зависимости глубины сварочного шва иа низколегированной
'Ваг>иТ МП1ЧИОСТИ лазерного луча при скорости сварки v => 60 ... 75 м/ч; б — от скорости
₽кн при р = 5 кВт; в — от заглубления фокуса пучка в материал при р = 5 кВт
11*
324
Лазерная обработка при высоких плотностях энергии
Лазерная сварка
325
Рис, 54. Зависимость глубины проплавле-
ния Л, ширины шва на поверхности
< П-CJ в
и средней его ширины от расположения
фокальной плоскости относительно поверх-
ности образца (материал сталь 12Х18Н10Тг
р --4 и Вт, о == 120 м/ч? фокусное расстоя-
ние линзы 68 см) (181 ]
Рис. 65. Зависимость площади поперечно»
го сечения сварного шва от поготшой энер -
гии при различных положениях фокальной
плоскости (Г — 68 см; сталь 12Х18Н10Т)
[181]
метров и с частотой несколько десят-
ков герц [130]. При этом глубина про-
плавления иа сталях, титановых и
алюминиевых сплавах увеличивается
на 30 ... 45% и улучшается формиро-
вание сварного шва.
Нежелательное влияние атмосфер-
ного воздуха на процесс сварки исклю-
чается применением газовой защиты
18. Влияние защитного газа иа эффективность лазерной сварки
Газ Глубина проплав* ления fe. мм Коэффи- циент формы шва fe/d Эффектив- ность про- плавления ’’Inp/^np. Не Плотность, газа Ро» кг/м8 Расход газа-10*, м’/с
Гелий 6,1 2,8 1 0,178 5
Углекислый газ 5,1 1,8 0,84 1,98 2,83
Воздух 4,9 2,1 0,77 1,29 —-
Азот 4,2 1,9 0,72 1,25 2,83
Аргои 1,0 0,6 0,14 1,78 2,83
Рис. 66. Зависимость эффективности про-
плакжния (Поти = Ппр.гпаЛ1пр.Н1() кор-
розионно-стойкой стали от состава смеси
аргон—гелий (42] (g — объемная концен-
трация)
сварного шва. При этом можно до-
стичь уменьшения степени поглощения
и расфокусировки лазерного луча в
плазменном факеле. Эффективность
сварки в различных газах можно оце-
нивать по полному КПД проплавления
[42]. В табл. 18 представлены резуль-
таты сварки коррозионно-стойкой ста-
ли лазерным излучением мощностью
5 кВт при скорости 3,3 см/с и фокус-
ном расстоянии линзы 23 см. В чистом
аргоне легко возникает оптический
пробой, и плазма поглощает большую
долю энергии излучения. Наилучшие
результаты получаются при свар хе
в среде гелия, однако это экономиче-
ски невыгодно. Рекомендуется исполь-
зовать различные смеси газов [42, 72 л
Так, добавление к гелию до 2/3 аргов'Д
практически не ухудшает характери-
стик лазерной сварки (рис. 56).
Для лазерной сварки стали
10ГН2МФА в качестве газовой защиты
поедлагается использовать углекислый
газ или смесь 70% СОа + 20% О.;
для стали 08Х18Н10Т — гелий, угле-
кислый газ или смесь 70% Не +
30% Ng, которые обеспечивают хо-
рошее проплавление и качество швов.
Эффективность сварки можно повы-
сить за счет снижения концентрации
продуктов испарения иа пути лазер-
ного луча при его наклонном падении
на деталь [163]. Максимальное зна-
чение термического КПД наблюдается
при отклонении луча на угол, соиз-
меримый с углом раскрытия парогазо-
вого канала; при этом глубина про-
плавления увеличивается иа 15 ...
20%, снижаются корневые дефекты
и поры в шве.
Поляризация лазерного излучения
существенно влияет на результаты
сварки. Согласно формулам Френеля,
p-компонента электромагнитного поля
при больших углах падения на металл
имеет меньший коэффициент отраже-
ния, чем s-компонента. В таких усло-
виях преимущественное поглощение
лазерного пучка происходит в тех
местах поверхности парогазового ка-
нала, которые пересекаются плоско-
стью колебаний вектора Е. Следова-
тельно, при прочих равных условиях
для £ || о глубина сварки должна
быть больше, чем при Е J. v. Было
показано экспериментально [35], что
при плоскости колебаний электриче-
ского вектора, параллельной направле-
нию сварки, глубина проплавления
увеличивается в 1,7 раза по сравне-
нию с ориентацией плоскости колеба-
ний перпендикулярно направлению
сварки.
Скорость сварки листовых материа-
лов может быть значительно повышена
за счет комбинированного воздействия
на материал лазерного пучка и элек-
трической дуги [225]. Лучшие резуль-
таты получаются при нагреве дугой
обратной стороны листа (рис. 57). Одно-
временно повышается стабильность
процесса лазерной сварки, исклю-
чается образование подрезов, улуч-
шается формирование сварочного шва.
Погоииая энергия при лазерной
Рис. 67. Скорость сварки о как функция
тока / дуги:
а — сварка титана толщиной 0,8 мм (одно-
временное действие сверху лазерного луча
и дуги); о — сварка среднеуглеродастой
стали толщиной 0.2 мм (лазерный луч —
сверху, дуга — снизу листа металла)
сварке существенно ниже, чем при
дуговой, а скорость сварки значитель-
но больше. Это, с одной стороны,
уменьшает степень теплового воздей-
ствия на околошовную зону, а с дру-
гой — значительно повышает скорость
охлаждения металла сварного соеди-
нения. В связи с этим наряду с изме-
нением формы сварного шва (перехо-
дом к «кинжальному» проплавлению)
наблюдается значительное изменение
структуры металла и свойств сварных
соединений. Данное обстоятельство
оказывает решающее влияние на тех-
нологическую прочность, прежде всего
на склонность к образованию горя-
чих и холодных трещин.
Технологические трещины возника-
ют без приложения внешнего нагруже-
ния за счет изменения внутренней
энергии конструкции. Горячие тре-
щины (ГТ) развиваются под действием
нарастающих в процессе охлаждения
растягивающих напряжений, в холод-
ные трещины (XT) образуются в про-
цессе релаксации внутренних напря-
жений при вылеживании изделия после
сварки. Трещины возникают, когда
запас пластичности при межзеренном
разрушении оказывается меньше де-
формации ползучести, накопленной в
процессе сварки (ГТ) или выдержки
после иее (XT). Характерной об-
326
Лазерная обработка при высоких плотностях анергии
Рис. 68. Суммарная длина Д/ горячих тре-
щин при проплавлении с различными ско-
ростями проб:
J — лазерная сварка с защитой гелием
и СО»; 2 — электронно-лучевая сварка;
3 — аргоиио-дуговая сварка; сплошные ли-
нии — сталь 12Х2Н4А; штриховые ли-
нии — сталь ЗБ
ластью образования ГТ является об-
ласть температур эффективного ин-
тервала кристаллизации и подсолидус-
ных температур — так называемый
температурный интервал хрупкости.
Сравнительные исследования аргон-
но-дуговой, электронно-лучевой и ла-
зерной сварки сталей 10, 35, 12Х2Н4А,
18ХГТ и их сочетаний показали су-
щественное повышение свойств свар-
ных соединений, выполненных луче-
выми способами (152). Так, из сравне-
Рис. 69. Влияние скорости сварки на по-
казатель а сопротивляемости образованию
холодных трещин в соединениях, выполнен-
ных лазерной сваркой (сплошные линии),
электронно-лучевой сваркой (штрихпункти-
рные линии), аргоиио-дуговой сваркой
(штриховые линии):
1 — сталь I2X2H4A; 2 — 18ХГТ; 3 —
12Х2Н4А+18ХГТ; 4 — сталь 10; 5 —
сталь ЗБ; 6 — сталь 354-сталь 10
ния результатов проплавления листо-
вых образцов видно, что при лучевых
способах, особенно при лазерной свар-
ке, стойкость против образования ГТ
оказывается выше (рис. 58).
Показателем сопротивляемости об-
разованию XT в соответствии с мето-
дикой ЛТП2 [150] может служить
минимальное напряжение от внешней
нагрузки в средней части сваренного
образца, когда появляются трещины.
Результаты испытаний (рис. 59) ука-
зывают на то, что применение высоко-
концентрированных источников энер-
гии при сварке среднелегированных
сталей 12Х2Н4А и 18ХГТ снижает,
а в случае углеродистой стали 35
и ее сочетаний со сталью 10, наоборот,
повышает склонность к образованию
ХГ по сравнению с аргонно-дуговой
сваркой. Связано это с тем, что в пер-
вом случае при аргонно-дуговой сварке
структура шва мартенситно-бейнит-
ная, а переход к лучевым методам
сварки приводит к образованию в шве
значительно более мелкой мартенсит-
ной структуры, микротвердость ко-
торой остается на прежнем уровне.
Во втором случае в исходном состоя-
нии сталь 35 имеет перлитную струк-
туру, которая сохраняется в шве после
аргонно-дуговой сварки; переход к лу-
чевой сварке приводит к образованию
в шве и зоне термического влияния
структуры углеродистого пластинча-
того мартенсита с высоким уровнем
напряжений второго рода.
Малая продолжительность термиче-
ского цикла и большие градиенты тем-
ператур, характерные для лазерной
сварки, приводят к существенным от-
личиям в значениях и распределении
деформаций и напряжений по сравне-
нию со сваркой плавлением [5, 1121-
Исследования проплавленных образ-
цов проводились механическими мето-
дами, при которых освобождение от
остаточных напряжений осуществля-
лось за счет полного или частичного
разрезания образца. Разгрузка ме-
талла от напряжений происходит уп-
руго, поэтому, измеряя упругую оста-
точную деформацию е. , можно оп-
упр
ределить остаточное напряжение
о. — —Ее, (Е — модуль упрУ'
ОСТ упр
гости). Описанным методом были полу-
Лазерная сварка
327
Рис. ВО. Распределение продольных деформации в поперечных сечениях пластин из ти-
танового сплава ВТ28 толщиной 2 мм:
1 — аргонно-дуговая вварка (₽8ф = 0,88-10* Вт, 0ПОГ = 1,86. 10“ Дж/м, о= 4,5.10~* м/с);
2 — лазерная сварка (Р8ф = ч8фР0 = 0,92.10" Вт, впог = 0,83. 10" Дж/м, о =
== 11.10“" м/с); 3 — лазерная сварка (₽вф = Ч8ф1°0 = 1.8-10" Вт, ?пог = 0,47.10" Дж/м,
о — 38,5-10-* м/с)
чены графики, представленные на
рис. 60 ... 62. Уровень максимальных
остаточных продольных деформаций
при лазерной сварке в 3 ... 5 раз,
а поперечных деформаций — в 5 ...
6 раз ниже, чем при аргонно-дуговой.
Это объясняется в первую очередь
понижением погонной энергии в не-
сколько раз при переходе от дуговых
к лучевым методам сварки. Уровень
максимальных остаточных напряже-
ний примерно одинаков для различ-
ных способов сварки (рис. 62), од-
нако ширина зоны пластических де-
формаций при лазерной сварке умень-
шается и максимальные сжимающие
напряжения оказываются на 40 ...
70% ниже, чем при дуговой. Таким
образом, лазерная сварка является
прецизионной операцией, в большин-
стве случаев не требующей последую-
щего устранения остаточных дефор-
маций или механической обработки
сварных узлов и конструкций.
Выполненные лазерным лучом свар-
ные швы отличаются хорошими меха-
ническими свойствами. Так, на образ-
цах из стали СтЗсп толщиной 3 ...
6 мм временное сопротивление раз-
рыву оп шва не ниже, чем у основного
металла, угол изгиба а не меньше
*80°, ударная вязкость ап при 20 °C
составляет 55 ... 125 Дж/см® 1145].
Соединения низколегированной стали
у ГС характеризуются ов за 6804-
'30 МПа, « 3304-4800 МПа,
а я; 180°, ан « 404-105 Дж/см® при
20 °C, ан я> 40—70 Дж/см® при —20 °C.
Механические испытания образцов из
высокопрочного титанового сплава по-
казали (табл. 19), что шов практически
равнопрочен основному металлу, а
микротвердость несколько выше вслед-
ствие наличия закалочной структуры
[145]. В работе [97] отмечено, что
соединения высокопрочных трубных
сталей, выполненные лучом непрерыв-
ного СО2-лазера, обладают комплек-
сом механических свойств, в котором
прочность и сопротивляемость хруп-
кому разрушению превышают анало-
гичные характеристики соединений,
выполненных дуговыми или контакт-
ными способами сварки.
Используя лазерное излучение, мож-
но получать качественные сварные
Рис. 81. Распределение остаточных про-
дольных напряжений в поперечных сече-
ниях пластины (обозначения см. на
рис. 80)
328
Лазерная обработка при высоких плотностях энергии
Рис. 62. Распределение по.
перечной усадки по длине
сварочного шва (обозначе-
ния см. на рис. 60)
соединения цветных металлов и спла-
вов (в частности, медных [20] или алю-
миниевых [87, 127]), хотя при этом
требуется применение специальных
технологических приемов. Сравне-
ние свойств сварных соединений сплава
АМгб, выполненных различными спо-
собами (табл. 20), показало перспек-
тивность использования лазерной
сварки [127].
19. Характеристики соединений из титанового сплава толщиной 4 ... 20 мм,
выполненных лазерным излучением мощностью 4 ... 25 кВт
на скорости 160 ... 95 м/ч
Зона образца <?в» МПа а. ° аи, Дж/см* МПа
20 °C —20 °C
Основной металл 1016 42 53 59 2806 ... 3257
Металл шва 1065 42,5 60 ... 64 59 ... 79 3237 ... 3826
20. Свойства сварных соединений алюминиевого сплава АМгб
Толщина материала, мм Свойства основ- ного металла Электронно-лучевая сварка Лазерная сварка
я С и е аи, Дж/см® ов, МПа °н< Дж/см* Мощность излучения, кВт Скорость сварки, м/ч Заглубле- ние фокуса, мм МПа * flH> Дж/см*
2,0 360 22 330 ... 350 29 ... 37 2,3 100 1.0 340 ... 360 29 ... 34
4,0 340 25 — — 3,5 90 2.0 310 ...350 30 ... 35
Лазерная резка
329
16. ЛАЗЕРНАЯ РЕЗКА
Наибольшее распространение среди
лазерных методов обработки материа-
лов получила лазерная резка. Основ-
ные ее разновидности и сферы приме-
нения приведены в табл. 21. Из таб-
лицы видно, что для различных ма-
териалов реализуются различные фи-
зические механизмы разделения мате-
риала и соответственно оптимальными
являются свои типы лазерной резки.
Не может быть единой, универсаль-
ной модели лазерной резки; сущест-
вуют и разрабатываются теоретиче-
ские модели конкретных типов про-
цесса .
Теоретические модели газолазерной
резки. Известная модель газолазерной
резки [12] построена в приближении
движущегося в пластине линейного
сосредоточенного или гауссовского
теплового источника, причем в ней
в отличие от модели, описанной в ра-
ботах [142, 226], учитывается и теп-
лота экзо- или эндотермической ре-
акции окисления.
Для сосредоточенного источника в
цилиндрической системе координат
(г — радиальная координата) полу-
чена система двух уравнений, свя-
зывающих режим резки (мощность
лазерного пучка Р, скорость его пере-
мещения ц), ширину реза Ь = 2«/0,
удельное энерговыделение Q химиче-
ских реакций и фазовых переходов,
характеристики разрезаемого матери-
ала [толщину d, температуру окисле-
ния, разрушения или плавления 7’0,
Удельную теплоемкость с, плотность р,
тепло- и температуропроводность 1 и а].
п=±Ро V1 - [Ко (Ро)/К1 (Ро)1я; (64)
—<65)
гДе использованы безразмерные пара-
метры т] = vt/0/(2a); р = vr/(2a); =
== Р/(2лМ7’0); ф = Ql(cT0)- и —
модифицированные функции Бесселя
второго рода нулевого и первого по-
рядков. Формулы (64), (65) и график
зависимости 1ГЛ (я) [12] при ф = О
полностью совпадают с соответствую-
щими выражениями и графиком в ра-
боте [226].
Термохимический параметр ф
не зависит от условий резки и является
характеристикой материала и подду-
ваемого газа. Нижняя граница его со-
ответствует случаю, когда энергия
лазера затрачивается на испарение
материала, а вклад экзотермических
реакций мал:ф = <2исп/(сТисп) —10
(для большинства материалов). Этот
режим обычно встречается при резке
без поддува струей газа. Для случая,
когда затраты энергии лазера связаны
с плавлением, и влияние химических
реакций незначительно, ф =
= Фпл^сТпл) ~ —0,4 (что характерно
для лазерной сварки металлов). При
кислородной резке малоуглеродистой
стали основной реакцией окисления
является Fe + 0,5 О2 = FeO +
4- 64 кал/моль, откуда фшах — 5,3.
Реально при резке стали —0,4 sj
^ф 5,3.
Для большинства органических ма-
териалов энергия, с одной стороны,
затрачивается на разрыв химических
связей и разрушение материала, а
с другой — выделяется при окислении;
в результате —5 < ф < 2.
Из уравнении (64), (65) следует, что
при ф < 1,9 справедливо условие
дй7л/<9т| > 0, т. е. увеличение г; при-
водит к росту 1Гл и режим резки яв-
ляется устойчивым. Приф > 1,9 имеем
dWnid^ < 0, т. е. режим резки яв-
ляется неустойчивым (лазерный пу-
чок только инициирует процесс го-
рения, и затем резка переходит в авто-
генный режим).
Если рассматривать источник тепла
с гауссовским распределением ин-
тенсивности, то выражение (65) не-
обходимо заменить на следующее;
2 2
(66)
где Et — интегрально-показательная
функция; U — vral(2a), гл — радиус
гауссовского пучка; <р ~ Ф (УсЛл) •
Семейство графиков W (U) при раз-
личных значениях параметра <р при-
ведено на рис. 63. При небольших
скоростях резки расчеты по моделям
сосредоточенного и распределенного
330
Лазерная обработка при высоких плотностях анереии
21. Разновидности лазерной резки
Тип лазерной резки Механизм разделения материалов — 1 и» Вид разрезаемый материалов
Газолазерная рез- ка с использова- нием кислорода Плавление материалов ва счет энергии излучения и тепла экзотермической реакции и выдувание рас- плава из реза газовой струей Углеродистая и малолегиро- ванная сталь, коррозионно- стойкая сталь, цветные ме- таллы
Газолазерная рез- ка с использова- нием неактивных и инертных газов Плавление материала ла- зерным излучением и вы- дувание расплава газовой струей Титановые, алюминиевые, магниевые сплавы; стекло
Возгонка и (или) разложе- ние материала с образова- нием газообразных соеди- нений; газовая струя помо- гает удалению паров, сажи и капельных фракций из зо- ны разреза Плексиглас, винипласт, дре- весина, фанера, резина, ткань
Термодеструкция материала с образованием нелетучих, дисперсных, вязких, смоло- образных и других подоб- ных веществ, их частичное испарение и удаление из ре- за газовой струей Композиционные материа- лы, текстолит, стеклопла- стик, бетон
Термораскалыва- ние Создание в хрупких мате- риалах термических напря- жений, превышающих пре- дел прочности Стекло обыкновенное и квар- цевое, керамика, ситаллы
Скрайбирование Выполнение поверхностного надреза за счет испарения вещества высокоинтенсив- ным лазерным излучением и механический разлом ма- териала по надрезу Стекло обыкновенное и квар- цевое, керамика, ситаллы, кристаллы полупроводни- ков
Лазерная резка
331
гауссовского тепловых источников сов-
падают, но при U > 0,8 начинают
расходиться. На рис. 63 видно, что
при росте (J неустойчивые режимы
резки переходят в устойчивые.
В работах [20, 32] рассматривается
гидродинамическое влияние газовой
струи и ее окисляющих свойств на ско-
рость резки и глубину окисления
жидкого металла. Течение расплава
описывается в рамках теории лами-
нарного пограничного слоя в расплав-
ленной жидкости. При раздельном
рассмотрении и последующем <сши-
вании» решений тепловой и гидро-
динамической задач выводится следую-
щее трансцендентное уравнение относи-
тельно скорости и:
(^v3d/a2zty'2 = In ,
(67)
где р — динамическая вязкость жид-
кой окисной пленки; т, — напряже-
ние трения газовой струи с поверх-
ностью расплава. Модель дает зна-
чения, сопоставимые с эксперименталь-
ными результатами, при умеренных
плотностях мощности и невысоких
скоростях газового потока.
Рассмотренные выше модели дают
возможность определить верхнюю гра-
ницу режимов лазерной резки. Вме-
сте с тем известно, что на предельных
режимах качество резки невысокое.
Феноменологическая модель процесса
лазерной резки металлов, связываю-
щая размерные и качественные пара-
метры реза с режимами обработки,
предложена в работе [75]. В основу
ее положены следующие представле-
ния о динамике формирования реза.
Если при некоторой плотности мощ-
ности теплового источника скорость
Распространения изотермы плавления
больше скорости резания, то перед
Движущимся лазерным пучком (диа-
метр сфокусированного пучка d0) в
верхней зоне прорезаемого материала
будет образовываться расплавленный
Участок, удаляемый газовой струей,
причем этот процесс носит периодиче-
ский релаксационный характер. В ре-
зультате в этой верхней зоне реза
(зона /, рис. 64) должны образовы-
ваться отдельные борозды шириной х,,
-/------------------------
Рис. 63. Расчетные зависимости УУЛ (£7>
для модели лазерной резки гауссовским
пучком
что и наблюдается в действительности»
Разрушение (плавление) зоны II в
глубине реза под действием осталь-
ной части лазерного пучка происходит
непрерывно, но и эта зона также имеет
бороздчатую структуру (однако ме-
нее выраженную) вследствие периоди-
ческого удаления продуктов разру-
шения под действием струи кислорода
из зоны I. Наличие зоны III, располо-
женной в нижней части реза, указы-
вает на продолжение процесса резки
в этой области без участия лазерной
энергии, а только за счет окисления
в струе кислорода и воздействия теп-
ки
332
Лазерная обработка при высоких плотностях знереии
Рис. 65. Возможные области режимов га-
золазериой резки:
А — автогенный режим; В — бороздооб-
разование в верхней и средней зонах реза;
С — область качественной резки; D —
резка с сильным гратом; Е — отсутствие
сквозного реза (при — const)
лоты от выдуваемого из верхней части
перегретого расплавленного металла
и его окислов. Качество кромок при
этом ухудшается.
Такая модель позволила вывести
зависимости для определения ширины
образующихся борозд
х, = 1/2 (О/0(а-₽),/2 (68)
и предела скоростей резки, выше ко-
торых явление бороздообразования не
наблюдается,
<69>
где а = [1-Хо(Тпл-Тн)/(а7)],/2;
₽ = [1 _.Ха(Го_Тн)/(0;)]М2. j _
плотность мощности излучения; То —
температура границы разрушения;
Тн — исходная температура металла.
Параметр шероховатости реза может
быть оценен как
Яг=0,134ха. (70)
В рамках данной модели были рас-
считаны скорости границ периодиче-
ского и непрерывно протекающего
разрушения, а также глубины и ши-
рины резов [75, 77, 151]. При этом
отмечалось, что полученные расчет-
ные значения параметров резов не
более чем на 30% расходятся с экспе-
риментальными данными.
Таким образом, можно выделить
четыре основные области режимов газо-
лазерной резки (рис. 65). Автогенная
резка осуществляется при малой ско-
рости (область А). В области В на
скоростях резки, не превышающих цб1
наблюдается бороздообразован ие в
верхней (7) и средней (II) зонах рева.
Наилучшее качество реза реализуется
в области С режимов. Затем в области D
по указанным выше причинам возни-
кают и увеличиваются дефекты в ниж-
ней (III) зоне реза и растет грат.
Выше области D на более высоких
скоростях резки при заданной мощ-
ности излучения сквозное разрезание
материала невозможно. Естественно,
что некоторые из этих областей могут
отсутствовать (например, область А
при резке с неактивным газом) и гра-
ницы их могут пересекаться (в част-
ности, при фиксированной мощности
лазера в случае роста толщины мате-
риала сближаются и сливаются об-
ласти В и D, а область С качественной
резки пропадает).
Качество резки оценивается сле-
дующими показателями: ширина реза,
шероховатость поверхности, наличие
грата, неперпендикуляриость кромок
реза, ширина зоны термического влия-
ния.
С точки зрения практического ис-
пользования, среди широкого диапа-
зона возможных режимов лазерной
резки наибольший интерес представ-
ляют область качественных резов и,
реже, область максимальной произ-
водительности при любом качестве
реза. К приведенным во множестве
в литературе экспериментальным дан-
ным не следует относиться слишком
категорично, так как обычно не ука-
зывается, к какой области относятся
рекомендуемые режимы лазерной рез-
ки. Тем не менее с учетом сказанного
выше представляется целесообразным
дать наиболее распространенные ре-
зультаты по лазерной резке сталей
(табл. 22) и цветных металлов
(табл. 23).
Лазерная резка — многофакторное
явление, следствия которого (резуль-
таты резки) через механизм процесса
определяются большим набором ис-
ходных параметров (режимов резки,
параметров излучения, характеристик
и состава газовой струи, свойств мате-
риала). Анализ существующих физи-
Лазерная резка
333
22. Режимы газолазерной резки сталей (с кислородом)
— Разрезаемый материал Мощность излучения Р, кВт Скорость резки и, м/мнн Толщина материала ht мм Ширина реза Ь. мы Библио- графиче- ский неточная
Стали 0,5 * — 3 ... 6 * — [165]
1.0 • — 5 ... 8 * —.
4,9 * — 8 ... 20 * —
Низкоуглероди- 0.1 1,0 ... 1,6 1 [165]
стые стали 0,45 2,0 ... 3,0 1
0,85 1,5 ... 1,8 2,2
2,0 5,0 ... 7,0 2 —
1,0 1,5 ... 1,8 3 .
0,9 1.2 ... 1,8 4 __
0,9 1,0 ... 1,3 6 —
Углеродистая 1.5 1,0 5,2 0,51 [76]
сталь (0,3% С) 1.5 2,0 3,3 0,49
1.5 4,0 2,2 0,44
1.5 6,0 1 0,41
1,5 * 2,5 * 5,2 * 0,46
1.5 • 3,5 * 3,3* 0,45
1.5 * 5,0* 2,2 * 0,43
1.5 * 8,0* 1.0 * 0,37
0.3 2,3 ... 2,7 0,5 „ [165]
0,9 1,2 ... 1,6 3
4,9 6,0 ... 7,0 3 ,
0,9 0.8 ... 1,6 5 -
4.9 Й,1 ... 2,5 5
Коррозиоино-стой- 0,9 2,0 0.8 0,5 ... 0,8 1,5 ... 2,0 0,3 ... 0,4 6 6,5 9 —-
кие стали —
1.5 3,0 2,0 0,39 [76]
1.5 2,0 2,0 0,41
1.5 * 3,5 * 2,0 • 0,38
1.5* 3,0 * 2,0* 0,40
Сталь Х15Н5Д2Т 0,7 ... 1 2,5 1,5 0,3 [164]
0,7 ... 1 1.3 3,0 0,5
0,7 ... 1 0,6 5,0 0,6
3 ...5 7,0 3,0 1.5
3... 5 4,5 5,0 1.7
Сталь ЗОХСНД 0,7 ... 1 0,5 6 1.0 [164]
3 ... 5 3,0 6 2,0
3 ...5 2,0 8 2,0
* Указан предельный режим работы по мощности или скорости.
334
Лазерная обработка при высоких плотностях энергии
23. Режимы газолазерной резки цветных металлов и сплавов
Разре- заемый материал Мощность излучения Р, кВт Режущий газ Скорость резки v, м/мнн Толщина мате- риала В, мм Ширина реза bt мм Библио- графи- ческий источник
Алюминие- вый сплав АМг 3,0 Кислород 1,5 0,7 1,4 0,6 8,0 4,0 2,7 5,0 8,0 5,0 8,0 1,5 3,0 4,0 1,0 1,0 0,5 0,5 0,3 0,5 0,5 [165]
Азот
4,9
4,0
Титановый сплав ОТ-4 2,0 0,14 0,21 0,25 0,26 0,6 0,6 Воздух 12,0 13,7 3,8 2,8 2,54 4,0 2,5 1,2 0,5 2,2 6,3 9,9 10,0 15,0 0,38 0,76 1,02 1,65 [165]
Кислород
Никелевый сплав 2,0 7,9 1,0 — [165]
Молибден 4,0 0,5 4,0 1,0 [165]
Вольфрам 4,0 0,3 3,0 1,0 [165]
Титан 1,5 Аргон 0,15 МПа Аргон 0,3 МПа 0,5 2,2 2,0 2,0 0,34 0,4 [76]
Алюминий 1,5 * 1,5 Кислород 0,5 * 0,2 2,0 2,0 0,34 0,37 [76]
Вольфрам 3—5 Инертный газ 0,5 3 1,0 [164]
Молибден 3—5 0,3 4 1,0 [164]
Медь 2 2 Кислород 1,1 0,21 1 3 0,46 0,67 [200]
Ламрная рввка
335
Рис. 68. Зависимости глубины качественного реза Лк (сплошные линии) и максимально
достижимого реза Л (штриховые линии) в углеродистой стали:
0 — от мощности излучения прн равлнчнв:х скоростях резки; б — от скорости резки при
различных давлениях кислорода
ческих моделей газолазерной резки
показал, что они дают только каче-
ственное или полуколичественное сог-
ласие с реальными результатами. Поэ-
тому развиваются и экспериментально-
статистические методы для получения
уравнений регрессии, устанавливаю-
щих влияние режимов обработки на
параметры реза [77, 136, 151]. Обычно
же исследуется влияние каждого фак-
тора в отдельности. Рассмотрим эти
основные экспериментальные зависи-
мости и закономерности.
Газолазерная резка металлов. На гра-
фиках изменения максимально дости-
жимой (й) и качественной (йк) глубин
реза в зависимости от технологических
параметров (рис. 66 ... 68) видно, что
наибольшее влияние на глубину реза
оказывает скорость о, затем мощность
излучения Р и, наконец, давление
поддуваемого газа р [77, 136, 151].
Отметим, что при резке пластин из
углеродистой стали повышение мощ-
ности в 2 раза (от 0,5 до 1 кВт) позво-
ляет повысить скорость резки в сред-
нем всего в 1,16 раза (при постоянной
толщине) или увеличить максималь-
ную толщину разрезаемого металла
приблизительно в 1,3 раза (при по-
стоянной скорости). С повышением
мощности лазерных установок соот-
ветственно растет их стоимость, поэ-
тому не рекомендуется применять бо-
лее мощное оборудование, чем реально
требуется для резки сталей в конкрет-
Вом производстве. Более того, иа
Рис. 67 видно, что при резке кор-
розионно-стойкой стали толщиной бо-
лее 3 мм повышенное качество можно
получить лишь при не слишком боль-
ших уровнях мощностей и плотности
излучения. Для титановых сплавов
(рис. 68) максимальная глубина ка-
Рис. 67. Зависимость глубины реза в кор-
розионно-стойкой стали от мощности ла-
зера при различных значениях скорости
обработки и условиях фокусировки:
при = 0,4 мм (вплошные линии); h
при d^ = 0,4 мм (штриховое линии); h
прн de==0,65 мм (штрнхпунктнрные лнинн)
Рис. 68. Влияние скорости резки и давле-
ния поддуваемого газа на глубину реза hK
(сплошные линии) и h (штриховые линии)
в титановом сплаве
336
Лазерная обработка при высоких плотностях анергии
Рис. 69. Влияние скорости резки на ше-
роховатость поверхности реза углероди-
стой стали в зонах Л, II, III (см. рис. 64)
при мощности Р — 0,9 кВт и давлении
кислорода р — 0,15 МПа
Рис. 70. Зависимость верхнего предела
интененвностн излучения от скорости рез-
ки, обеспечивающего качественную резку
различных материалов:
1, 3 н 4 — углеродистых, коррозионно-
стойких сталей и титановых сплавов в сре-
де кислорода; 2 — титановых сплавов в
среде инертных газов
Рис. 71. Влияние давления подаваемого в
резак кислорода иа глубину реза в углеро-
дистой стали
чественно выполненного реза соответ-
ствует скоростям порядка 1,5...
2 м/мин.
Для качественного реза следует вы-
бирать оптимальное соотношение ме-
жду скоростью резки и плотностью
мощности излучения с учетом типа
поддуваемых газов. Параметр шерохо-
ватости Rz описанных выше трех
зон поверхности реза углеродистой
стали (рис. 69) минимален в определен-
ном интервале скоростей резки [76 j.
Зависимость верхнего предела интен-
сивности излучения в зоне обработки
от скорости резки показана на рис. 70.
Превышение указанного предела при
резке с кислородом углеродистых ста-
лей и титана ведет к автогенному про-
цессу резки, а при обработке кор-
розионно-стойких сталей и титана в
инертной среде — к ухудшению ка-
чества реза.
Влияние давления кислорода на
различные параметры газолазерной
резки иллюстрируется рис. 71 и 72.
При возрастании давления усили-
вается экзотермическая реакция, за-
тем наступает ее насыщение и, нако-
нец, при дальнейшем увеличении р
происходит некоторое уменьшение глу-
бины и ширины реза в результате уси-
ления охлаждающего действия газо-
вой струи. Глубина б зоны термиче-
ского влияния (ЗТВ) при повышении
давления снижается [77 ]. В отличие
от резки с неактивным газом при ис-
пользовании кислорода в энергетиче-
ский баланс процесса резки за счет
экзотермической реакции вносится до-
полнительный вклад, в результате
чего увеличиваются скорость и ши-
рина реза (табл. 24). Данные о коли-
честве теплоты, выделяющейся при
окислении различных металлов, при-
ведены в табл. 25.
С ростом скорости v или с увеличе-
нием диаметра d0 сфокусированного
пучка толщина разрезаемого мате-
риала уменьшается (рис. 73, а), но
при получении качественных резов
эта зависимость не всегда справед-
лива (рис. 73, б). При резке углероди-
стых сталей необходимо повышать
плотность мощности излучения в зоне
обработки. При резке коррозионно-
стойких сталей стремиться к повыше-
нию плотности мощности не всегда
целесообразно. Качественная же резка
титановых сплавов возможна или при
относительно низких скоростях и ии-
Лазерная резка
337
Рис. 72. Влияние давления кислорода при различных значениях скорости резки иа пара-
метры газолазерной резки углеродистой стали:
а — ширины реза; б — глубины зоны термического влияния
тенсивностях излучения, или при вы-
соких.
Оптимальное положение перетяжки
лазерного пучка находится на поверх-
ности материала или на малом сме-
щении в его глубину. При использо-
вании для резки линз с фокусным рас-
стоянием F « 100-е-125 мм расфокуси-
ровка на ±1 мм мало влияет на харак-
теристики резания. Кромки реза полу-
чаются почти параллельными, если
луч сфокусирован на поверхности (для
тонких листов), или заглублен на
1 ... 2 мм (для более толстых).
При поддержании постоянного дав-
ления газа р > 0,2 ... 0,3 МПа на
входе в оптический резак размерные
характеристики резов практически не
зависят от диаметра выходного отвер-
стия сопла. В целях экономии газа
диаметр нужно уменьшать, но следует
иметь в виду, что касание лазерным
пучком кромки сопла приводит к рез-
кому ухудшению качества реза [24].
Глубина и качество реза при зазорах
менее 1 мм не зависят от расстояния
среза сопла до детали, а при зазорах
более 1 мм они снижаются.
Так же как и при сварке, на про-
цесс лазерной резки в сильной сте-
пени влияет поляризация излучения.
Максимальная скорость и наиболее
узкий рез достигаются, если вектор Е
излучения лежит в плоскости реза.
В случае промежуточных (между 0
24. Влияние типа газа на параметры резки [165]
Разре- заемый материал Толщина й, мм Режущий газ
Кислород Азот
Скорость резки и, м/мии Ширина реза Ь, мм Скорость резки v, м/мин Ширина реза Ь, мм
Сталь 6 3 2,2 1 1,0
зохснд 8 2 2,5 0,5 1,1
12 1 2,8 0,25 1,2
Сталь ВНС-2 3 7 1,5 4 0,6
Алюминие- 5 1,5 1 1,5 0,5
вый сплав 8 0,7 1 0,7 0,7
338
Лазерная обработка при высоких плотностях знврвии
25. Температура плавления некоторых металлов и окислов
и теплота экзотермических реакций окисления
Металл rr> мет тх гпл к Окисел 7°*, К ПЛ Теплота окисления, кДж/моль Теплота окисления 1 г метал- ла, кДж/г
FeO 1700 270 4,83
Fe 1812 FesO4 1840 1118 6,67
Fe2Os 1810 831 7,44
Al 932 AlgOg 2320 1642 30,41
Со 1768 CogOg 1170 — —
Сг 2163 Сг2Од 2260 1135 10,91
Си 1356 Cu2O 1500 170 1,34
Mg 923 MgO — 612 25,19
Ni 1728 NiO — 220 3,75
Та 3269 TagOg 1740 2100 5,80
Ti 1941 TiOs 1910 905 18,89
Zn 693 ZnO 2000 350 5,35
и 90°) углов между плоскостью поляри-
зации и плоскостью реза наблюдаются
искажения и наклоны разреза [53,
86, 213, 2141. При малых и больших
толщинах металла поляризация меньше
сказывается на результатах, чем при
средних толщинах [186]. Для обес-
печения повторяемости и стабильного
качества лазерной резки высказыва-
лись предложения вращать плоскость
поляризации в соответствии с измене-
нием направления реза, хотя практи-
чески более приемлемо использование
оптических элементов (внутри или
вне лазера), преобразующих линей-
ную поляризацию в круговую.
Наличие грата на нижней кромке
сильно снижает качество резки. Грат
образуется из застывших капелек
жидкого металла и окислов, удален-
ных из полости реза. При резке угле-
родистых сталей с наибольшей произ-
водительностью наблюдается значи-
тельное гратообразование, а на режи-
мах, обеспечивающих малую шерохо-
ватость, нижняя кромка, как правило,
свободна от грата. При разрезании
коррозионно-стойких сталей и титана
'иях фок^ировки:СКО,>ОСТИ °6рав°”и иа « «—„о реза яри различных усло-
а ~ качественная резка углеродистой стали; б - резка коррозионно-стойкой стали;
1 - 4К прн dB - 0,4 мм; 2 - h прн = 0,4 мм; 3 - h* при d0 = 0.65 мм
Лазерная резка
339
грат образуется на любых режимах
резки, однако на режимах, позволяю-
щих получить высокое качество, его
образуется значительно меньше. Эф-
фективным является нанесение на де-
таль таких поверхностно;активных ве-
ществ, которые предотвращают сма-
чивание металла его окислами, не раз-
рушаясь при этом от воздействия вы-
соких температур. Иногда образова-
ние грата подавляется при подаче
в зону резки совместно с рабочим га-
зом струи охлаждающей жидкости,
например воды [77, 108].
Ввиду высокой концентрации энер-
гии и быстроты процесса обработки
рез характеризуется малой глубиной
литой зоны (сотые доли миллиметра)
и малой ЗТВ (для сталей примерно
0,1 мм). Повышение скорости резания
ведет к снижению глубины и некото-
рому уменьшению степени шерохова-
тости в ЗТВ. Закалочные структуры
металла в ЗТВ не оказывают влияния
на механические свойства вырезанных
лазерным лучом деталей. Так, испыта-
ния на растяжение и испытания на
угол загиба образцов, изготовленных
на гильотинных ножницйх, а также
газолазерной резкой с удалением и
без удаления литой зоны, показали
одинаковые результаты независимо от
способа подготовки образцов [165].
Общая оценка газолазерной резки
металлических материалов в соответ-
ствии с ГОСТ 14792—80 показывает,
что точность и качество выполняемых
резов при обработке на оптимальных
режимах соответствует 1-му (высшему)
классу.
Газолазериая резка неметаллов. По-
давляющее большинство неметалличе-
ских материалов имеет высокую погло-
щающую способность для излучения
с Х = 10,6 мкм и низкую теплопровод-
ность, поэтому СО2-лазеры даже относи-
тельно небольшой мощности (несколько
сот ватт) эффективно используются
Для их резки.
При резке материалов больших тол-
щин, несмотря на значительные (до 10°)
Углы схождения лазерного пучка в ре-
заке. вследствие самофокусировки и
волноводного распространения излу-
чения наблюдается лишь незначитель-
ное расширение полости реза книзу
1173, 190].
При резке большинства диэлектри-
ков для поддува обычно используется
сжатый воздух, так как применение
азота или аргона не дает существен-
ных изменений в качестве и скорости
резания, а использование кислорода
приводит к значительному обгоранию
кромок. При фиксированной мощности
лазера скорость резания значительно
растет с повышением давления газа
в резаке до 0,2 ... 0,3 МПа, а при даль-
нейшем увеличении давления изме-
няется мало.
Некоторые данные о лазерной резке
различных неметаллических материа-
лов приведены в табл. 26
Ввиду того, что резка диэлектриков
осуществляется, как правило, без экзо-
термической реакции горения- и для
разрушения материала в сечении реза
используется только энергия лазер-
ного излучения, представляется по-
лезным введение понятия удельной
внергии ревания LB. В случае, когда
ширина реза и плотность материала
слишком неопределенные и нельзя
корректно оценить массу удаляемого
из реза вещества, вместе £0 удобнее
пользоваться параметром погонной
внергии резания Ln, приведенным к од-
ному слою материала [12]. В табл. 27
приведены значения £0 или Ln для
ряда веществ.
Лазерная резка стеклоткани, ком-
позиционных и синтетических мате-
риалов наряду с повышенным каче-
ством реза обеспечивает и улучшение
гигиены производства за счет умень-
шения выделения стеклянной, абра-
зивной и другой пыли. Отсутствие
механического контакта позволяет рас-
краивать кожу, ткани, пленки и дру-
гие мнущиеся материалы. Для предот-
вращения сваривания синтетических
материалов при резке многослойных
пакетов можно применять либо меж-
слойные прокладки из тонкой бумаги,
либо увлажнять слои.
Оценки, сделанные на основании
измеренных значений LB, показывают,
что лишь небольшая доля вещества
удаляется вследствие испарения. По-
видимому, в процессе разрушения ре-
шающую роль играет выдувание из
зоны резания мелкодисперсной и ка-
пельной фракций. Исключение состав-
ляют материалы на основе фенолфор-
340
Лазерная обработка при высоких плотностях энергии
26. Режимы газолазерной резки неметаллических материалов
Разрезаемый материал Мощ- ность излуче- ния Р, кВт Режущий газ Скорость резания V, м/мнн Толщина мате- риала h, мм Ширина реза Ьл мм Бнб- лногр. источ- ник
Плексиглас 0,4 — 1,3 9 — [165]
0,9 .—- 3,5 10 —
0,9 — 0,5 30 —
Винипласт 0,5 — 2,0 4,0 1,5 [165]
Пенопласт 0,5 —- 10,0 11,0 1,5
Фанера 0,5 —. 2,0 5,0 1,5
Асбоцемент 0,5 — 0,05 5,0 0,5
Кирза 0,2 -— 10 1.5 0,3
Кожезаменитель 0,2 — 15—30 0,8—1,5 0,3
Дерматин 0,2 -— 35 0,4 0,3
Резиностекло- 0,4 3,7 3,0 — [164,
пластик 0,8 Инерт- 1,0 7,0 0,7 165]
4,0 ный газ 2,0 4,5 2,2
4,0 2,0 7,0 2,0
Стеклоткань 0,8 6,5 0,8 1,0 [164,
0,8 0,8 4,0 Инерт- ный газ 3,0 0,75 4,0 2,0 5,0 5,0 1,2 0,8 2,0 165]
4,0 3,0 10,0 2,0
Витринное стекло 0,5 1,5 I 0,6 [165]
0,5 — 0,04 6 0,8
Стекло 0,2 — 0,006 3 1.8 [105]
Кварцевое стекло 0,2 0,028 3,5 — [105]
Стеклотекстолит 2,0 Воздух 0,3 11 0,55 164]
2,0 или азот 1,0 7 0,25
мальдегидных или эпоксидных смол.
Под действием лазерного излучения
в них образуется спекшаяся вязкая
масса, которая не удаляется газовой
струей из зоны реза. Это частично объ-
ясняет большие энергозатраты при
резке таких материалов, когда энер-
гия дополнительно расходуется на
испарение вторичных продуктов раз-
рушения [12]. Такие связующие при
нагревании коксуются и разлагаются,
минуя жидкую фазу, с образованием
свободного углерода [44, 64]. В ре-
зультате этого поверхность реза слои-
стых пластиков оказывается обуглен-
ной и электропроводной. Кроме того,
уже прн интенсивностях излучения
108 ... 104 Вт/сма наблюдается интен-
сивный выброс аэрозоля, что приводит
к экранированию и существенному
ослаблению излучения.
Объектом излучения при лазерном
разделении являлись и горные по-
роды, и минералы. В непрозрачных
диэлектриках, к которым, как пра-
вило, относятся минералы и природ-
ные камни, поглощение света описы-
вается законом Бугера — Ламберта-
Лазерная резка
341
27. Удельная или погонная анергия резания различных
неметаллических материалов
Материал Ь». кДж/г Материал Ц>. Дж/см
Плексиглас 2,0 Брезент 28,0
Винипласт 1,8 Кирза 28,0
Текстолит 50,0 Кожа искусственная 30,0
Стеклотекстолит 47,0 Полихлоридная пленка 12,0
Картон 0,8 Стеклоткань стропная 25,0
Фанера клееная 5,4 Шелк натуральный 3,5
Сосна 0,9 «Шотландка» 7,0
Дуб 5,4 Шерсть 14,0
Резина вакуумная 2,1 Полушерсть 15,0
Асбоцемент 28,0 Буклированная ткань 15,0
Ситалл 25,0
Стекло обычное 31,0
Стекло кварцевое 45,0
Керамика 30,0
Коэффициент поглощения у них в
10® ... 10® раз меньше, чем у металлов,
и поглощение светя происходит в по-
верхностном слое толщиной 0,1 ...
1 мм, поэтому в тепловых задачах сле-
дует учитывать объемный характер
теплового источника. Механизмы раз-
деления природного камня под дей-
ствием лазерного излучения могут быть
различными: термораскалывание,
плавление с выдуванием расплава га-
зовой струей, послойное поверхност-
ное испарение, возгонка, термохими-
ческое разложение. Энергоемкость
процесса газолазернсй резки горной
породы составляет 3 ... 6 кДж/см8 и
повышается до 20 ... 40 кДж/см8 при
переходе к испарительному механизму.
Подробный список литературы по дан-
ному вопросу приведен в обзоре 1148].
Резка и термораскалывание хрупких
материалов. Определенные особенно-
сти имеют процессы лазерного разде-
ления стекла: газолазерная резка и
термораскалывание [104].
Основными физическими свойст-
вами стекла, предопределяющими ме-
тоды его изготовления и обработки,
являются хрупкость при нормальной
температуре и высокая пластичность,
плавно меняющаяся в широком диапа-
зоне температур, начиная от темпера-
туры стеклования (размягчения).
Используемые в промышленности
методы обработки стекла являются
в большой степени субъективными,
трудно поддаются автоматизации и
требуют широкого применения руч-
ного труда. Поэтому в ряде случаев
использование лазеров в этой области
открывает новые возможности.
Краткие данные о температурных
в теплофизнческих свойствах некото-
рых стекол и других хрупких мате-
риалов приведены в табл. 28 и 29.
Подробные характеристики этих мате-
риалов можно найти в работах [58,
153].
Большой интерес представляет резка
стекла лазерным лучом путем воз-
гонки дорожки с одновременным оп-
лавлением краев среза. В работе [105]
описаны результаты экспериментов по
резке листовых, трубчатых и профиль-
ных образцов с толщиной стенки до
4,5 мм. При умеренной мощности ла-
зерного луча или большой скорости
перемещения луча возгонка сквоз-
ного паза не обеспечивается, а в месте
попадания луча образуется жидкая
ванна. В результате как с лицевой,
так и с противоположной сторон листа
получаются полукруглые канавки, и
стекло как бы утоняется вдоль линии
нагрева за счет сил поверхностного
натяжения. При увеличении энерго-
342
Лазерная обработка при высоких плотностях энергии
28. Температурные характеристики стекол
Марка стекла Температура, °C Термостой- кость А 7 °C
зоны отжига размяг- чения стекло- вания
Электровакуумные стекла: С5-1 1250 1200
С37-1 (№ 40) 580 ... 750 806 485 185
С39-1 (№ 17) 410 ... 540 630 466 230
С48-1 (ЗС—8) 360 ... 500 555 480 200
С82-1 (№ 36) — 600 — 130
С89-1 (№ 2) 410 ... 520 560 — 105
С93-1 (ЗС—4) 360 ... 450 500 422 100
Приборные стекла: № 29 540 603 155
360 540 600 — 141
АБ-1 510 690 — 130
Л-80 540 — — 134
Пирекс 560 620 — 266
29. Теплофизические характеристики хрупких материалов
Тип, марка материала Плотность, г/см’ Коэффициент тер- мического расши- рения 10’, 1/°С Модуль Юнга, ГПа Коэффициент Пуассона Предел прочности на изгиб, МПа за § а 0^ в* о * в< (У Ь ->са Удельная тепло- емкость, Дж/(кг- К) 1 емиературопри- водность, 10*, м2/о
Листовое стекло вер- тикальной вытяжки Листовое прокатное стекло Боросиликатное стек- ло Цирконовое стекло Кварцевое стекло С5-1 Стекло: С37-1 (№ 40) С39-1 (№ 17) С89-1 (№ 2) С93-1 (ЗС-4) 360 Пирекс Ситалл: СТ0-1 СТ50-1 2,45 2,55 2,74 3,31 2,2 2,56 2,3 2,5 3,04 2,59 2,25 2,5 2,65 89,0 88,0 90,0 33,0 5,0 37,5 39,5 97,0 93,5 85,6 33,4 1,0 50,0 68 68 73,5 72 78 87,6 61 73,8 62,5 98 0,221 0,225 0,214 0,184 0,165 0,191 0,194 0,223 0,198 70 62 90 175 265 0,88 0,92 0,88 1,13 1,34 0,92 1,05 0,84 0,592 0,92 1,05 1,16 1,45 860 837 837 830 837 800 845 688 830 766 0,41 0,44 0,43 0,58 0,692 0,43 0,57 0,396 0,31 0,427 0,607
Керамика: 22ХС Брокерит-9Н КВФ-4 Поликор 3,86 2,85 3,16 3,96 75,0 75,0 100,0 80,0 247,5 306 150 380 — 340 200 170 280 10,45 167,5 3,34 32,5 670 1000 760 4,25 58,7 10,7
Лазерная резка
343
вклада утоняемая часть стекла пол-
ностью возгоняется, образуя закруг-
ленный с обеих сторон край. Для
предохранения стекла от растрески-
вания его помещают таким образом,
чтобы непосредственно за местом по-
падания луча на стекло оно продви-
галось в печь для частичного снятия
напряжений, а затем стекло подвер-
гали полному отжигу; Факел из про-
дуктов разложения и возгонки уда-
ляется струей воздуха. Цвет факела
соответствует спектру натриевых и
кальциевых компонентов стекла [196].
Факел включает также облако мелко-
дисперсной белой пудры, состоящей
главным образом из двуокиси кремния.
Резка кварцевого стекла является
простой и легкоосуществимой опера-
цией в силу малости коэффициента
термического расширения. Темпера-
тура плавления кварца близка к тем-
пературе разложения окиси кремния,
поэтому в области резки практически
не образуется жидкой ванны, а наблю-
дается только небольшое оплавление
краев среза с получением полирован-
ной поверхности [104, 105]. Автокана-
лизация излучения в полости реза поз-
воляет резать достаточно толстые квар-
цевые пластины с большой точностью
при умеренной мощности (несколько
сот ватт).
При лазерной возгонке стекЛа про-
исходит последовательный ряд про.-.диаметра луча от мощности излучения
цессов: нагрев, плавление, возгонка
и разложение компонентов. Энергию,
идущую на все эти превращения еди-
ницы массы удаляемого вещества,назы-
вают параметром лаверной возгонки.
Для кварцевого стекла этот параметр
равен 450 кДж/см8, для оконного
стекла — 405 кДж/см8 [105].
Газолазерная резка стекла с выду-
ванием расплава из области резки
(без заметной возгонки материала)
позволяет значительно повысить ско-
рость; так, при толщине стекла 4 мм
и мощности лазера 400 Вт она дости-
гает 1,4 м/мин [12]. Удельная энер-
гия резания £0 для кварцевого стекла
составляет 99 кДж/см8, а для окон-
ного стекла — 79 кДж/см8.
В работе [196] описаны эксперимен-
ты по резке стекла излучением лазе-
ров мощностью 0,4; 5 и 10 кВт. Для
пРедохранения стекла от разрушения
рнс. 74. Экспериментальная зависимость
оптимального диаметра сфокусированного
лазерного луча от его мощности для раз-
личной толщины стекла
в процессе обработки и после нее об-
разцы в специал щой печи нагревались
примерно до 600 °C. Снижение тем-
пературы образцов до 500 °C приво-
дило к разрушению стекла в процессе
резки, а при нагреве до 700 °C оно
сильно деформировалось. Лазерный пу-
чок должен быть достаточно сфокуси-
рован, однако разделение стекла воз-
можно только в том случае, если бу-
дет уда ен достаточный объем мате-
риала. Этот объем определяется си-
лами поверхностного натяжения, ши-
риной проплава и толщиной стекла.
Результаты экспериментального иссле-
дования зависимости оптимального
при разных толщинах материала при-
ведены на рис. 74. Максимальное зна-
чение скорости резки линейно зависит
от мощности лазерного луча и про-
порционально квадрату толщины стек-
ла (рис. 75) при условии оптималь-
ности диаметра лазерного луча.
Термораскалывание стекла и дру-
гих хрупких материалов (керамики,
ферритов, кварца, сапфира и др.) осу-
ществляется при локальном нщреве
поверхности материала до темпера-
туры, превышающей предел термо-
стойкости, когда наведенные термо-
напряжения превышают предел проч-
ности. При определенных условиях
возникшая трещина следует на не-
котором расстоянии за лучом лазера
по описываемой им траектории. Длина I
запаздывания начала трещины от пере-
мещающейся со скоростью V точки
облучения поверхности определяется
344
Лазерная обработка при высоких плотностях энергии
Рис. 75. Зависимость максимальной ско-
рости резки листового стекла от мощности
лазерного излучения
временем диффузии тепла поперек
пластины [104]:
/=ийа/(4п). (71)
Чем больше запаздывает начало
трещины по отношению к положению
движущегося следа луча, тем меньше
вероятность ее следования за лучом.
Качественное термораскалывание
обеспечивается при длине отставания,
равной по порядку величины толщине
разделяемого материала. Кроме того,
из формулы (71) следует, что при за-
данном I скорость термораскалывания
прямо пропорциональна температуро-
проводности материала и обратно про-
порциональна квадрату его толщины.
Следовательно, никакими изменениями
параметров лазерного излучения (в ча-
стности, мощностью) увеличить эту
скорость не представляется возмож-
ным. Скорость управляемого термо-
раскалывания можно увеличить в 4
раза только при одновременном воз-
действии лазерного излучения на две
противоположные стороны материала.
Для качественного и максимально
быстрого термораскалывания диаметр
луча должен равняться толщине стек-
ла; производная температуры по ра-
диусу должна быть положительной,
т. е. лазерный луч должен быть коль-
цевым (лучше эллиптическим, вытя-
нутым в направлении движения); мак-
симальная температура стекла должна
быть близка к температуре стеклова-
ния Тс, но не превышать ее [104].
Для этих условий было получено
выражение для мощности лазерного
излучения Р, необходимой для управ-
ляемого термораскалывания стекла
с заданной скоростью:
Р = 2,8577 "|//isApcv- (72)
Экспериментально было установлено,
что разделяемые методом управляе-
мого термораскалывання поверхности
получаются более ровными и глад-
кими, чем при обычных методах раз-
деления. Края среза достаточно ост-
рые, но без мелких зазубрин, неров-
ностей ит. п. дефектов.
Определенные трудности управле-
ния образованием и ходом трещины
наблюдаются на начальном и конеч-
ном ее участках, при резке несим-
метричных изделий или фигурных
образцов, при наличии остаточных
напряжений в материале [104]. Ре-
зультаты работ по управляемому
термораскалыванию некоторых хруп-
ких материалов приведены в табл. 30.
Определенные особенности имеет ла-
зерное термораскалывание труб. Наи-
более надежная и качественная резка
обеспечивается при многократном воз-
действии лазерного излучения на
стекло при вращении трубы относи-
тельно луча. Нагретая кольцевая зона
на поверхности стремится расширить-
ся, а внутренние, еще холодные слои
препятствуют этому. В результате на
внешней поверхности трубки возни-
кают напряжения сжатия, а на вну-
тренней — растяжения. Начало тре-
щины возникает с внутренней стороны
трубы на одном из наиболее значи-
тельных дефектов стекла, что приво-
дит к практически одновременному
раскалыванию трубы но намеченному
контуру. Решение теплофизической за-
дачи о нагреве вращающейся трубы
лазерным лучом с учетом того, что
температура по всей линии разделе-
ния должна достигнуть предела термо-
стойкости Д7’ стекла, позволяет оп-
ределить время резки [104, 160]:
, 0,1ft j- n>WA7’ J, (73)
где Л, D — толщина и диаметр трубы-
Мощность излучения должна выби-
раться ИЗ уСЛОЙИЯ Рга1п < Р <. РГПаХ’
где
T’mln = 2л%£> Д7'; Рщах РщЩ Т '
(74)
Лазерная резка
345
30. Режимы управляемого лазерного термораскалывания
некоторых хрупких материалов
Материал Размеры образцов, мм Мощность лазер- ного пучка, Вт Скорость перемещения, мм/с Отстава- ние тре- щины, ММ
Тол- щина Попе- речные размеры Расчет Экспе- римент Рас- чет Экспе- римент
Оконное стекло 1.0 60X50 3,88 2Х 7,77 7,0 8,62 2Х 17,3 13,0 15,25 2X39 10 2Х 10 10 10 15 2,03 8,1 7,1 9,95 40,5 6,3 1,6 1,62 2,0 10 7 35 6,7 1.7 1.0 1,0 3,5 4,9 5,0 7,0 5,0 5,0
1.5 2.5 5,0 190Х 130 250X 50
Ситалл СТ-50 1,0 60X50 — 30 — 5,0 —
Полимер 1,0 35X30 — 30 41,8 33,0 1.0
Алюмоксид- иая керамика 0,635 — — 100 — 50,8 —
31. Режимы термораскалывания стеклянных труб излучением С02-лазера
Марка стекла Размеры труб, мм Расчетная оптимальная частота вращения, об/мин Мощность лазер- ного излучения, Вт Время резания, с
Наруж- ный диаметр Тол- щина Расчет Экспе- римент Расчет Экспе- римент
С93 2 85 2,5 1,0 12 56,8 47 30 37,4 22,4 20—25
58 2,2 1,2 26,4 281 32,2 30 15,25 6,94 10—20
С52-1 85 2,5 1,0 16,9 78,0 96,0 — 116 69,4 —
35 2,0 1,0 79,8 642 39,6 30 15,7 7,85 10—15
№ 360 20 1,0 342 16,25 30 1,71 1,4 ... 2
Пирекс 22,5 1,75 204 39,4 40 6,95 6 ... 10
АМ-К 140 250 11,0 4,5 0,1 0,74 108 194 50 50 279 366 3—5 мин 3—5 мин
346
Лазерная обработка при высоких плотностях энергии
При уровне мощности, меньшем Рткх,
термораскалывание маловероятно, так
как за время обработки теплота успеет
далеко распространиться и градиент
температуры, а следовательно, и
термоиапряжения будут недостаточны
для разрушения. При мощности, пре-
вышающей Рщах. будет наблюдаться
локальный перегрев, приводящий к не-
управляемому разрушению стеклян-
ной трубки. Учитывая, что наиболь-
шая вероятность получения качест-
венного разделения достигается, когда
максимальная температура на по-
верхности равна температуре стекло-
вания при общем нагреве кольцевой
зоны выше предела термостойкости,
можно определить оптимальную ча-
стоту вращения стеклянной трубки
_ 0,04Р2______
(Тс — &Т)й Dhslpc‘ 1 ’
Результаты экспериментов по уп-
равляемому термораскалыванию труб
и сопоставление их с расчетными оцен-
ками представлены в табл. 31.
16. РАЗМЕРНАЯ ОБРАБОТКА
С ПОМОЩЬЮ ИМПУЛЬСНО-
ПЕРИОДИЧЕСКИХ С02-ЛАЗЕР0В
Вопросы размерной обработки мате-
риалов излучением импульсных твердо-
тельных лазеров достаточно широко
и подробно освещены в литературе
[51, 86, 91, 144, 151, 229] и здесь не
рассматриваются.
Появление технологических СОЯ-
лазеров импульсно-периодического
Риг. 76. Зависимость аффективной
удельной анергии разрушения металла от
длительности импульса излучения при
анергии импульса е = 1,3 Дж; диаметр
фокального пятна dt = 0,4 мм [171]
действия открывает новые перспективы
для лазерной технологии. Наиболь-
ший интерес представляет примене-
ние импульсно-периодических (ИП) ла-
зеров для перфорации отверстий, скрай-
бирования, резки, сварки. Большое
число параметров, характеризующих
воздействие излучения ИП лазеров
иа материалы, позволяет вести про-
цесс более оптимально и гибко, но
одновременно усложняет интерпрета-
цию экспериментальных данных.
Рассмотрим некоторые результаты ис-
следований взаимодействия с веще-
ством излучения ИП лазеров.
Образование кратера и заглубление
лазерного луча в материал зависит
от конкретного механизма удаления
вещества нз зоны облучения, а именно
испарения и (или) выброса в виде
жидких капель. Эффективная удель-
ная энергия L разрушения материала
имеет минимум при некотором зна-
чении параметров излучения, обеспе-
чивающих достижение температуры ки-
пения Тцип в фокальном пятне, когда
импульс отдачи паров выбрасывает
расплавленную массу вещества из ми-
шени (соответствующую оценку дли-
тельности импульса тт и плотности
мощности Im можно получить из из-
вестного критерия 4ат = л (1Т//)2; ми-
нимальная эффективная удельная энер-
гия разрушения при этом равна Lm «
« Р^кип)- При дальнейшем росте
энергии вынос металла осуществляется
в режиме выплеска, к^гда расплав
выдавливается давленаем паров от-
дачи [22, 173]. При недогреве вски-
пания и выброса жидкости не будет,
т. е. L велико. При увеличении ин-
тенсивности энерговклада удаление ма-
териала будет происходить вследствие
испарения, т. е. L в этом случае воз-
растает и приближается к удельной
теплоте испарения (рис. 76).
Начиная с некоторой глубины лунки
лучи света, отражаясь от ее боковой
поверхности, могут снова попадать на
стенки и дно кратера. Вследствие этого
плотность потока энергии излучения
вблизи дна каверны может возрастать
по сравнению с начальным значением
этой величины, что в свою очередь
может привести к существенному уве-
личению скорости заглубления луча.
Увеличение угла падения излучения
Размерная обработка с помощью ИПЛ
347
на боковую поверхность кратера при
росте параметра <кинжальности> hid
приводит к уменьшению плотности
потока световой энергии, поглощае-
мой на стенках, и, следовательно,
к уменьшению скорости расширения
каверны в радиальном направлении.
При этом доля энергии, отводимая
за счет теплопроводности, возрастает.
В результате при больших значениях
времени воздействия т » т0 ~ dLlI
размеры кратера принимают некото-
рые стационарные значения [173].
Используя этот подход, можно по-
казать, что предельная глубина про-
никновения ИП луча в материал при
сверлении описывается соотношением
[173]
П’аХ л dpc7'KIin Д/пт
I In /____^max \ /76)
2л171кип \dfl/2 + "]/alf / *
где в, т — энергия н длительность им-
пульса; f — частота следования им-
пульсов; d0 — диаметр фокального
пятна; с, р, %, а — теплоемкость, плот-
ность, теплопроводность и температуро-
проводность.
Экспериментальные данные о влия-
нии параметров излучения СО2 ИП
лазера на процесс сверления показали,
что увеличение частоты следования
импульсов позволяет в несколько раз
увеличить глубину каверны при умень-
шении удельных энергозатрат (рис. 77)
[171 ]. При превышении некоторой
частоты (/>200 Гц) рост глубины
каверны прекращается. Объем уда-
ляемого материала с ростом f увеличи-
вается медленнее, чем й, следовательно,
материал, удаляемый со дна каверны,
частично задерживается на боковых
стенках отверстия.
Динамика роста глубины каверны
с полным числом импульсов в цуге
fJHc. 78) носит сложный характер
21, 171]. Участки с быстрым ростом
глубины чередуются с участками, где
глубина изменяется медленно. Отме-
чается, что при У > 250 уменьшается
Факел и с этим связывается второй
Участок быстрого роста h. Рост h
на третьем участке при N > 103 объ-
ясняется нагревом большого объема
Металла вокруг каверны до темпера-
Рис. 77. Зависимость глубины Л, объема
каверны V и удельных энергозатрат L от
частоты следования импульсов f при числе
импульсов N = 600, 8 = 4 Дж, т = 80 мкс
Рис. 78. Зависимость глубины каверны h
в коррозионно-стойкой стали от числа
импульсов N при f = 200 Гц, е = 2 Дж
1 = ВО мкс
Рнс. 70. Зависимость максимальной глу-
бины каверны Лта)( от f для различных
энергий импульса; прямые линии — расчет-
ные по формуле (70)
туры ~1000 К; прн этом существенно
изменяется форма каверны и увеличи-
вается входной диаметр отверстия.
При JV>4-102 глубина не растет.
В качестве предельной глубины hmax
348
Методы исследования свойств материалов после лазерной обработки
Рис. 80. Зависимость максимальной глу-
бииы каверны Лшах от средней мощности
лазерного излучения при сверлении в атмо-
сфере гелия (/, 3) и на воздухе (2, 4) при
f == 100 (/, 2) и 400 Гц (3, 4); прямые ли-
нии — расчетные по формуле (76)
в (76) следует брать значение Л на
участке квазинасыщения (N = 500 ...
1000), когда форма каверны изме-
няется мало.
На рис. 79 и 80 приведены зависимо-
сти максимальной глубины каверны
от частоты импульсов и средней мощ-.
ности излучения ИП лазера. На ри-
сунках видно, что совпадение экспери-
ментальных точек с кривыми, рассчи-
танными по формуле (76), достаточно
хорошее. Для процесса сверления ока-
зывается важной не только средняя
мощность, но и энергия е в импульсе.
Например, при 8=4 Дж (f = 100 Гц)
глубина в 3 раза превышает глубину,
получаемую при в = 1 Дж (f =
= 400 Гц), т. е. наблюдаются те же
тенденции, что и при сварке излуче-
нием ИПД. Это наводит на мысль,
что механизмы предельного углубле-
ния луча в металл при импульсно-
периодической сварке и резке близки,
а различия в направлении массопер е-
носа имеют второстепенное значение.
Г лава 4
МЕТОДЫ ИССЛЕДОВАНИЯ СВОЙСТВ МАТЕРИАЛОВ
ПОСЛЕ ЛАЗЕРНОЙ ОБРАБОТКИ
17. МЕТАЛЛОГРАФИЧЕСКИЕ
МЕТОДЫ ИССЛЕДОВАНИЯ
МИКРОСТРУКТУРЫ и свойств
Металлографические методы ис-
следования материалов и изделий после
их лазерной обработки являются наи-
более распространенными и доступ-
ными, хотя они и относятся к разру-
шающим методам контроля. Условно
металлографические методы можно раз-
делить на две группы: макроструктур-
ный и микроструктурный анализ.
Каждая группа требует различной
подготовки образцов для анализа и
проводится на оборудовании различ-
ного вида.
Макроструктурный анализ осуще-
ствляется при увеличении исследуе-
мого объекта до 50\ Для проведения
анализа вырезается образец, причем
при разрезке принимаются меры для
исключения его разогрева. Вырезка
образцов после лазерной сварки не-
упрочняемых сплавов или после ла-
зерной резки обычно проводится с по-
мощью отрезных фрез. После лазер-
ной закалки, легирования или на-
плавки необходима вырезка на от-
резных абразивных кругах или на
электроэрознонных станках. Техни-
ческие характеристики отрезных стан-
ков приведены в табл. 32. Далее ис-
следуемую поверхность шлифуют,
обезжиривают и подвергают травлению
в различных растворах. Состав рас-
твора определяется задачей анализа
и химическим составом сплава.
С помощью макроструктурного ана-
лиза выявляют дефекты после лазер-
ной сварки, закалки, легирования и
наплавки (трещины, поры, несплав-
лення с подложкой), а также неодно-
родности структуры и распределения
легирующих элементов, размеры свар-
ных швов и зон лазерного воздействия
и др. Составы некоторых растворов
и режимы травления стальных образ-
Исследование микроструктуры и свойств
349
32. Технические характеристики станков для изготовления шлифов [81]
Наименование станка Страна-из- готовитель Габаритные раз- меры станка, мм Максимальный диаметр образ- цов, мм
Абразивные отрезные станки
«Метасекар» 68-А ; ГДР ПНР 1000Х 600Х 1360 660Х 300Х 1100 60 180
«Дискотом» 550Х 380Х 620 60
«Мезотом» Дания 495X 485X 370 35
«Радиак» 1200Х 800Х 1500 30
Шлифовальные станки
«Метасинекс» ГДР 620Х ЗЗОХ 180 50
«Дископлан» «Кнут- Ротор» «Абраплан/Абрапол» ДАП Дания 700X 410Х 325 700X 535X 260 510Х 850Х 1420 380Х 580Х 240 15 ... 50 100 50
«Нерис ЗЕ881» СССР 1060X580X900 120
Полировальные станки
«Метаполан» ГДР 450Х 350Х 200 20
«Педемакс» «Стелапол» «Транспол» «Планопол» Дания 390Х 290Х 420 450X 450X 350 260Х 140Х 190 450Х 690Х 435 40 32 100
Электрополировальные установки
«Лекстропол» 1 'loi’t/c? 445Х 250Х 250 1 2
«Элитопол» 225X 140X 385 1 ...2
нов приведены в табл. 33, более пол-
ные списки реактивов даны в работах
[74, 81).
Протравленную поверхность иссле-
дуют визуально нли с помощью лупы,
оптического микроскопа МБС-9.
Иногда применяют метод отпечатков,
суть которого состоит в получении
изображения на фотобумаге или пленке
после плотного соприкосновения
шлифа, покрытого специальным ре-
активом.
Микроструктурный анализ осуще-
ствляется при увеличении от 50 до
2000Х. Вырезка образцов проводится
так же, как и для макроструктурного
анализа, однако требования к мини-
мальному нагреву в процессе резання
здесь выше. Нужно учитывать, что
при резке резцом микроструктура мо-
жет искажаться на глубину до 2 мм,
при разрезке абразивным кругом —
на глубину до 1 мм. Сейчас широко ис-
пользуются специальные отрезные
станки с абразивными кругами, при
вырезке на которых микроструктура
искажается на значительно меньшую
глубину. Технические характеристики
таких станков приведены в табл. 32.
Обычно при резке на отрезных стан-
ках обеспечивается интенсивное ох-
лаждение водой или водомасляной
эмульсией. Наиболее перспективна вы-
резка образцов для микроструктур-
350
Методы исследования свойств материалов после лазерной обработки
33. Составы реактивов и режимы травления для выявления
макроструктуры [74, 811
Выполняемая задача Состав реактива, мл Режимы травления
Общий анализ макро- 1. Азотная кислота 1 ... 5, Время травления
структуры, дендритное дистиллированная вода 100 30 ... 60 с
строение, распределение 2. Хлорное железо 1 ... 25 г, Протирка тампо-
легирующих элементов, включений, примесей соляная кислота 1 ... 50, вода 100 ... 120 3. Хлорное железо 200 г, азотная кислота 300, вода 100 ном 10 ... 60 с Протирка тампо- ном 1 ... 5 мин
Анализ размеров зон 1. 4%-ный раствор пикрнно- Время травления
лазерного воздействия БОЙ кислоты в этиловом спир- те 2. 10%-ный раствор HNOS в этиловом спирте 1,5 ... 6 ч
Исследование ликвации 1. Йод 1 ... 50 г, этиловый Время травления
марганца, серы, мышья- ка, анализ неметалли- ческих включений в era л и спирт 100 2. Хлорная медь 1 г, пикри- новая кислота 0,5, соляная кислота 1,5 ... 2,5, вода 10 3. 2%-ный водный раствор соляной кислоты 4. Хлористоаммиачная медь 5 ... 15 г, вода до 100 до 10 с Время травления 15 ... 20 с Время травления 1 мин
Анализ макроструктуры латуней Водный раствор хромпика 50 ... 100, серная кислота 10 Подогрев до 60°
Выявление включений и Азотная кислота 10, соляная Время травления
пор в стали кислота 20, серная кислота 10, вода 60 5 мнн
ного анализа на электроэрозионных
станках.
Перед шлифованием анализируемой
поверхности предпринимаются особые
меры для предотвращения скругления
кромок. Для этого сварные образцы
заливают в сплав с низкой температу-
рой плавления (олово, свинец, сплав
Вуда и др.) илн в серу, запрессовы-
вают в полиэфирные или эпоксидные
смолы, самотвердеющие пластмассы
(«Протакрил», «Норакрнлл» и др.).
Для более качественного анализа вы-
резанные образцы зажимают в струб-
цины, причем между стальной поверх-
ностью струбцины и образцом про-
кладывают фольгу из мягкого металла,
например из меди. Рекомендуется после
импульсной лазерной обработки об-
разцы покрывать слоем железа 20 ...
50 мкм в электролите с. рН-1 следую-
щего состава [84]: сернокислое (за-
кисное) железо 400 г/л, хлористый
натрий 200 г/л. Железнение проводят
при температуре 80... 90 °C и плот-
ности тока 2 А/дм2 в течение 30 ...
60 мин, при этом катодом является
образец, а анодом — армко-железо.
Приготовленные таким образом об-
разцы подвергают шлифованию для
удаления слоя с искаженной прн вы-
резке микроструктурой. Шлифование
обычно выполняют в четыре-шесть
заходов как с водяным охлаждением,
так и без него, причем прн каждом
заходе постепенно уменьшают зерни-
стость шлифовального материала (шли-
фовального круга, шлифовальной
шкурки илн пасты). После отрезки
на токарных, фрезерных станках н
ленточных пилах шлифование начи-
нают на абразиве с размером зерен
Исследование микроструктуры и свойств
351
34. Составы шлифовальных паст, %
Компоненты Паста ГОИ Хромоалюминневая паста
тонкая сред- няя грубая тонкая сред- няя грубая
72 76 86 32 35 37
412О8 — — — 32 35 37
Стеарин, парафин 24 20 12 30 24 20
Олеиновая кислота 1,8 1,8 — 3 3 3
Керосин 2 2 2 2 2 2
Сода 0,2 0,2 1 1 1
50 ... 160 мкм, после отрезки на от-
резных станках с абразивным кругом
или на электроэрозионных станках
шлифование начинают на абразиве
с размером зерен 50 мкм. При переходе
на другой, более мелкозернистый аб-
разив образец поворачивают на 90°
и плоскость шлифуют до исчезновения
рисок от предыдущего захода. Шлифо-
вание ведут вручную или на шлифо-
вальных станках, технические характе-
ристики которых приведены в табл. 32.
На завершающей стадии проводят
полирование абразивными пастами,
представляющими собой суспензии
I а базе оксидов Fe8O4, Сг2О8,
Ви2Л8, MgO и алмазной пыли
Втабл. 34).
“ При полировании высоколегирован-
ных сталей в пасту добавляют 2%-ный
раствор хлорной меди в смеси спирта
с соляной кислотой.
Полирование поверхности образца
(шлифа) проводят на вращающихся
дисках, обтянутых войлоком, сукном
или бархатом. На диск подается вод-
ная суспензия нз окиси хрома, реже
из окиси железа или алюминия. Ха-
рактеристики станков для полировки
приведены в табл. 32.
Для снижения возможности наклепа
применяют электрохимическое поли-
рование, при котором образец, яв-
ляющийся анодом, помещают в элек-
тролит. После полирования шлифы
промывают в воде и спирте.
Для выявления микроструктуры
шлифы подвергают травлению, по-
гружая полированную поверхность в
реактив. Иногда реактив наносят на
полированную поверхность пипеткой
или смачивают тампоном. Качество
травления зависит от режимов трав-
ления и от состава реактива, который
подбирается индивидуально для каж-
дой группы сплавов (табл. 35).
• Для выявления микроструктуры кор-
розионно-стойких сталей иногда ис-
пользуют электрохимическое травле-
ние в растворах щавелевой кислоты.
Травление алюминиевых сплавов после
лазерного легирования и закалки про-
водят в следующем реактиве: 0,5%
HF4- 1,5% НС! -j- 2,5% HNO8 с до-
бавкой глицерина [63]. После трав-
ления шлифы промывают и сушат.
Анализ микроструктуры сплавов
обычно выполняют с помощью оп-
тических микроскопов. Исследования
визуального характера или при реги-
страции на фотопленку при небольшом
увеличении можно проводить на ми-
кроскопах ММР-2Р, ММР-4, «Метам»
(СССР) или «Метавал» (ГДР). Более
качественные исследования с фото-
графированием при увеличении до
2000х рекомендуется проводить на
микроскопах горизонтального типа
МИМ-90 (СССР) и «Неофот» (ГДР).
При фотографировании обычно
используются фотопластинки «Микро»
или репродукционно-штриховые сверх-
контрастные.
В результате микроанализа опреде-
ляют форму фазовых и структурных
составляющих в различных зонах ла-
зерного воздействия, а также их
взаимную ориентировку. Кроме того.
352
Методы исследования свойств материалов после лазерной обработки
Электронная микроскопия
353
ЗБ. Наиболее распространенные составы реактивов
для травления микрошлифов [74]
Группа сталей Состав реактива, мл Рекомендации по трав- лению
Углеродистые и низколегирован- ные стали, дру- гие сплавы 1. Азотная кислота 100, эти- ловый спирт 100 Время травления — не- сколько секунд
2. Азотная кислота 5, глице- рин 100 Время травления до 1 ... 2 мин
3. Пикриновая кислота 4 г, этиловый спирт 100 С многократной перепо- лировкой
4. Азотная кислота 100, вода 0 ... 100 —
Высоколегирован- ные н сложноле- гнрованные ста- ли, другие сплавы 1. Соляная кислота 3 части, азотная кислота 1 часть (цар- ская водка) С многократной перепо- лировкой
2. Соляная кислота 3 ... 5 мл, пикриновая кислота 1 ... 4 г, этиловый спирт до 100 мл Время травления до 60 с, иногда с многократной переполировкой
3. Пикриновая кислота 2 ... 5 г, едкий натр 20 ... 25 г, вода дистиллированная до 100 Время травления 5 ... 30 мин при 60 °C
Коррозионно- стойкие стали Азотная кислота 30, уксусный ангидрид 20 Реактив наносить тампо- ном
Алюминиевые сплавы 1. Соляная кислота 5 ... 20, этиловый спирт 100 2. Плавиковая кислота 10 ... 20, вода 100 Т равить последователь- но в составах 1 и 2 по несколько секунд
Сплавы меди, цинка, олова, вис- мута, свинца и др. 1. Соляная кислота 100, вода 0 ... 100 Время травления 1 ... 10 мин
2. Азотная кислота 10, соля- ная кислота 5, вода дистилли- рованная 5 Травить при 70 °C
Борированные слои 5%-ный спиртовой раствор иода Время травления 5 с
—'
Рис. 81. Принципиальная схема прибо-
ров для автоматизированного анализа мик-
роструктуры:
I — получение изображения; II — опре-
деление геометрических параметров; III х-
обработка данных; I — микропроцессор;
2 — светящийся индикатор; 3 — печатаю-
щий аппарат; 4 — компьютер
I
I
I
удается выявить наличие микроде-
фектов: мнкротрещин и микропор.
Для определения относительного
числа фаз или структурных состав-
ляющих, распределения нх по раз-
мерам, объемной доли частиц и сред-
него диаметра зерен необходимо про-
ведение количественной металлогра-
фии. Поскольку методы количествен-
ной металлографии сложны, они реа-
лизуются в автоматизированных си-
стемах, совмещающих оптические ми-
кроскопы н автоматические анализа-
торы. По определенному участку ми-
крошлифа на экране телемонитора
сканирует электронный луч н реги-
стрируются импульсы, поступающие
от разных фаз. Счет импульсов или
точек идет автоматически, информа-
ция может подаваться на печатающий
аппарат или на компьютер (рис. 81).
На экране телемонитора можно полу-
чить максимальное увеличение 6500*
и максимальную разрешающую спо-
собность. Относительное количество
феррита и мартенсита в зоне термиче-
ского влияния стали 35 после лазер-
ной закалки можно определить на
установке «Квантимет» фирмы «Иманко»
(Imanco, Великобритания) [38]. Из-
вестны также автоматизированные
Установки «Эпиквант» фирмы «Карл
Цейо (Carl Zeiss, ГДР), «Видеомат»
Фирмы «Оптрон»» (Optron, США) и
«Омникон» фирмы «Баут и Ломб»
Ч~аУ$ and Lomb, США), «Кассимат»
Фирмы «Лейтц» (Leitz. ФРГ).
12 Г. А. Абильсиитов
18. ЭЛЕКТРОННАЯ
микроскопия
Просвечивающая электронная мик-
роскопия. Принципиальная схема про-
свечивающего микроскопа показана
на рис. 82, а, б [83]. Раскаленная
вольфрамовая нить 1 служит катодом.
Электрод 2 имеет отрицательный по-
тенциал относительно катода и дей-
ствует как собирающая линза. Элек-
трод 3, являющийся анодом, дей-
ствует как рассеивающая линза. Элек-
тромагнитная катушка 4 играет роль
конденсорной линзы для пучка быстро-
летящих электронов. С помощью этой
катушки электронный пучок направ-
ляется на анализируемый объект 5.
Прошедшее через объективную линзу 6
и диафрагму 7 изображение увеличи-
вается в 100 раз в плоскости селектор-
ной диафрагмы 8. Увеличенное изо-
бражение переносится промежуточной
линзой 9 к плоской полевой диафраг-
ме 10 с увеличением до 10 раз. Глав-
ная проекционная линза И у * личи-
вает изображение иа экране 12 при-
мерно в 100 раз. Общее увеличение
Рис. 82. Принципиальная оптическая
схема просвечивающего электронного мик-
роскопа:
а — в режиме получения микроскопиче-
ского изображения; б — в режиме дифрак-
ции
354
Методы исследования свойств материалов после лазерной обработки
36. Технические данные электронных микроскопов
Марка
микроскопа
Страна-
изгото-
витель
Разрешающая
способность,
им
Ускоряющее
напряжение,
кВ
Увеличение
10—•
А. Просвечивающие микроскопы
JEM 100CX 0,14 20 ... 100 0,33 . .2500
JEM 200CX 0,14 80 ... 200 0,60 . . 450
JEM 1250 Япония 0,31 250 ... 1250 0,15 . . 300
JEM 2000EX 0,28 20 ... 200 0,05 . . 1000
Б. Растровые электронные микроскопы
JSM-35C JSM-840 Япония 6 4 0 ... 39 0,2 ... 40 0,01 . 0,01 . .. 180 ..300
РЭМ-200 CCCD 200
РЭМ-ЮОУ 100
В Микроанализаторы
JXA-733 Япония 70 1 ... 50 0,02 . . 3600
достигает 100 тыс. раз и может изме-
няться при изменении силы тока в об-
мотках линз 6, 9 н 11 проекционной
системы.
Уменьшая силу тока в обмотке
линзы 9, увеличивают фокусное рас-
стояние до /2 (рнс. 82, б), прн этом
дифракционная картина АВС перено-
сится в плоскость диафрагмы 10.
Тогда в плоскости диафрагмы 10 воз-
никает дифракционная картина А 'В'С',
а на экране отобразится ее увеличен-
ное изображение Л"В"С*. В этом со-
стоит сущность метода электронной
микродифракции.
Для просвечивающей электронной
микроскопии подготовка образцов яв-
ляется трудоемкой операцией. Обычно
нз требуемого участка зоны лазер-
ного воздействия на электроэрознон-
ном станке вырезается полоска тол-
щиной 200 ... 300 мкм. Прн изучении
свойств сплавов после обработки не-
прерывным лазером вырезку полоски
рекомендуется вести вдоль упрочнен-
ной полосы или сваренного шва. В та-
ком случае обеспечивается большая
однородность структуры по длине об-
разца. Далее необходимо механически
сошлифовать образец до толщины 50 ...
70 мкм, а затем следует электрохими-
ческое травление образца до толщины
несколько микрон.
При проведении просвечивающей
электронной микроскопии решают це-
лый ряд задач по исследованию струк-
турных особенностей. Среди таких
задач основное место занимает ана-
лиз дефектов кристаллического строе-
ния: дислокаций и дислокационных
петель, дефектов упаковки, границ
зерен н субзерен, двойников. Во вто-
рой группе задач, решаемых путем
сравнивания просвечивающего н ми-
кродифракционного изображения, на-
ходится анализ различных выделений
и включений.
Характеристики некоторых просве-
чивающих микроскопов приведены в
табл. 36.
Растровая электронная микроскопия.
Пучок электронов (рис. 83) с малым
сечением (зонд) с помощью генера-
тора сканирования приводят в режим
сканирования по заданной площади
анализируемого образца по строчка >
образующим квадрат, круг и т. Д-
Непосредственно у поверхности оо-
разца расположен коллектор отражен-
ных электронов, передающий сигналы
иа катодно-лучевую трубку. Катодно'
лучевая трубка работает от генера-
Электронная микроскопия
355
Рис. 83. Принципиальная схема растро-
вого электронного микроскопа:
1 — пушка; 2 — анод; 3 — линзы конден-
сора; 4 — отклоняющая система; б — лин-
за объектива; 6 — образец; 7 — коллек-
тор электронов; 8 — усилитель видеосиг-
нала; 9 — генератор сканирования; 10 —
катодно-лучевая трубка
тора сканирования. Таким образом
на экране трубки формируется изобра-
жение анализируемого участка по-
верхности.
При исследовании с помощью растро-
вого электронного микроскопа обычно
используются образцы, приготовлен-
ные для металлографического анализа.
Наибольшие увеличения в современ-
ных растровых микроскопах дости-
гаются порядка 150 ... 200 тыс.и, а
разрешающая способность достигает
7 ... 10 нм. На рис. 84 показано срав-
нение характеристик оптических и
растровых электронных микроскопов.
Характеристики растровых элек-
тронных микроскопов приведены
в табл. 36.
Микроренттевоспектральиыб анализ.
Он основан на анализе интенсивности
рентгеновских спектров, возбуждае-
мых при облучении поверхности об-
разца электронным зондом. Микро-
анализатор (рис. 85) состоит из элек-
тронной пушки, рентгеновских спек-
трометров, светового микроскопа для
выбора участка облучения, устрой-
ства для получения растрового изо-
бражения.
12*
Разрешение
Увеличение изображения
Рис. 84. Разрешение или полезное увели-
чение и глубина резкости:
II — растровый электронный микроскоп;
I д — иизкоапертуриый световой микро-
скоп; /д — высокоапертурный световой
микроскоп
Рентгеновское излучение от поверх-
ности образца отражается под рав-
ными углами в зависимости от поряд-
кового номера анализируемого эле-
мента. Для анализа излучения по
длинам волн приборы снабжаются
Рис. 85. Схема рентгеновского микроана-
лизатора:
1 — колонна; 2 — электронная пушка;
3 — конденсор; 4 — конденсорная диа-
фрагма; 5 — объектив; 6 — отклоняющие
катушкн; 7 — объективная диафрагма;
8 — коллектор электронов; 9 — образец;
10 — спек-рометр; 11 — счетчнк; 12 —
кристалл-анализатор; 13 — бЛ1 к регули-
ровки увеличения; 14 — блок сканирова-
ния; 15 — изображение в отраженных
электронах; 16 — изображение в характе-
ристическом рентгеновском излучении;
17 — изображение в поглощенных элек-
тронах; 18 — счетно-регнстрнрующее уст-
ройство; 19 — полупроводинковый детек-
тор; 20 — ЭВМ; 21 — дисплей
356
Методы исследования свойств материалов после лазерной обработки
набором кристалл-анализаторов: слю-
да, монофталат калия, стеарат свинца,
кварц, пентаэритрит.
Для получения всего спектра отра-
женного излучения от анализируемого
сплава кристалл обычно перемещается
для прохождения через определен-
ный интервал углов отражения. Совре-
менные микроанализаторы имеют ска-
нирующее устройство для анализа
определенного участка анализируемой
поверхности. При этом кристалл ана-
лизатора и счетчик устанавливают в оп-
ределенное положение для анализа
характеристического излучения от
одного элемента.
Поскольку в растровых электрон-
ных микроскопах и в рентгеновских
микроанализаторах для облучения ис-
пользуется поток электронов в виде
зонда, то оба эта прибора, как пра-
вило, объединены в один (см. табл. 36).
С помощью микрорентгеноспектраль-
ного анализа и комбинации с растро-
вой электронной микроскопией опре-
деляется распределение легирующих
элементов в зонах лазерного воздей-
ствия после лазерного легирования и
наплавки, проводится идентификация
фазовых составляющих, иногда удается
изучить распределение примесей в
сварных швах и зонах термического
влияния.
19. МЕТОДЫ
РЕНТГЕНОСТРУКТУРНОГО
АНАЛИЗА
В основе рентгеноструктурного ана-
лиза лежит облучение исследуемого
сплава пучком параллельных рентге-
новских лучей и получение интерфе-
ренционных прн отражении этих лу-
чей максимумов от различных плоско-
стей кристаллов согласно уравнению
Вульфа—Брегга
id-hki sin 6 = nX,
где dhtii — параметр кристаллической
решетки, т. е. расстояние между атом-
ными плоскостями с индексами Л,
k, /; 6 — угол падения; п — целые
числа 1, 2, 3...; X — длина волны
рентгеновского излучения. В случае
полукристаллических материалов для
получения интерференционных макси-
мумов применяется съемка в параллель-
ном пучке монохроматического излу-
чения, так называемый метод Дебая—
Шерера. Дифракционные максимумы
получаются для тех кристаллов, в ко-
торых плоскости с индексами (hkl)
образуют угол 6 с падающими рентге-
новскими лучами. Отраженные от ана-
лизируемого материала дифрагирован-
ные лучи образуют конические по-
верхности, ось которых совпадает с
осью падающего излучения, а угол
раствора равен 46. Регистрация ди-
фрагированных лучей на плоскую или
цилиндрическую фотопленку осуществ-
ляется в специальных камерах. Рент-
геновское излучение, проникающее в
сплав на глубину приблизительно 20 ...
30 мкм, можно сфокусировать на по-
верхности в пятно нли полоску шири-
ной 0,5 мм и даже меньше. Образцы
для рентгеновского анализа, как пра-
вило, после лазерной обработки под-
вергают только небольшой сошлифовке
для снятия окисной пленкй. Таким
образом, рентгеноструктурный анализ
является удобным средством для ис-
следования фазового состава различ-
ных участков зон лазерного воздей-
ствия.
Внешний вид камеры для съемки
на цилиндрическую пленку (камеры
Дебая) показан на рис. 86 [83]. Об-
разец в виде проволочки диаметром
0,1 ... 1,0 мм и длиной 5... 15 мм
устанавливают в держателе 1, который
закрепляется в камере на магните.
Юстировка образца проводится с по-
мощью микроскопа. Фотопленку уста-
навливают на внутреннюю поверх-
ность цилиндрического корпуса, при-
жимая ее к стенкам распорными
кольцами. Пучок рентгеновских лучей
проходит в камеру через коллиматор 2.
Для получения сплошных линий при
съемке образец вращают. Принци-
пиальная схема получения дифраги-
рованных лучей н внешний вид
рентгенограммы показан на
рис. 87, а.
Полученная рентгенограмма исполь-
зуется для определения межплоскост-
ных расстояний. Сначала определяют
угол из условия, что угол раствора
конуса дифрагированных лучей со-
ставляет 46(> а длина дуги, по которой
Методы рентгеноструктурного анализа
357
он пересекает пленку, равна 27.;
(рис. 87, а):
ег = 57,3 [2£г/(2Ой)],
где Од — диаметр цилиндра из пленки
после ее проявления и сушки. Необ-
ходимо отметить, что измеренная на
фотопленке длина дуги 2£изм будет
отличаться от действительной 2L{
вследствие усушки после проявления
|на величину поправки:
до/ — 27 ( £>ст
-- Z*-H3M j ,
гдеОст — диаметр стандартной камеры
Дебая. Значения Д27. сведены в таб-
лицы и даны в справочниках по рент-
геноструктурному анализу. Крометого,
при определении 2Lt необходимо учесть
поправку на то, что формирование
дифрагированных конусов происходит
не от центра цилиндрического образца,
а от его поверхностного слоя. Это учи-
тывается поправкой
Др = р (1 + cos 26),
где р — радиус образца.
Тогда с учетом всех поправок длина
дуги определится по формуле
2Z.J = 2Тиам Я- Д2Т — Др.
При асимметричном способе за-
кладки пленки в камеру, когда конус
лучей пересекает пленку несимме-
трично относительно коллиматора, эф-
фективный диаметр камеры оп-
ределяется по рентгенограмме как
Рис. 36. Внешний вид камеры Дебая:
1 — держатель; 2 — коллиматор; 3 —
крышка камера
= (Д + В)/п (см. рис. 87, а). При
симметричном способе закладки пленки
в камеру эффективный диаметр опреде-
ляется нз уравнения
nDh — xi~ 2Li,
где xt — расстояние от центра основа-
ния дифрагированного конуса до про-
тивоположного края пленки (см.
рис. 87, а).
Затем определяют угол 6/ по фор-
муле
0, = (57,3/DCT) (2Lt/2).
Рис. 87. Схемы съемки и вид рентгено-
грамм, полученных:
а — в цилиндрической камере Дебая;
б — прн плоской съемке на просвет;
г — при плоской съемке на отражение
8)
358
Методы исследования свойств материалов после лазерной обработки
В большинстве случаев камера Де-
бая выполнена так, что диаметр пленки
в ней кратен размеру 57,3 мм. Тогда
формула для определения угла 0<
упрощается. Для стандартной камеры
диаметром 57,3 мм
0, = 2Lt/2.
После нахождения определяют
межплоскостные расстояния: (d/n)j =
= Л/2 sin 0j, где d — параметр ре-
шетки; п — целые числа 1, 2, 3 и
т. д. Облучение образцов и получение
рентгенограмм обычно проводят при
наличии фильтров с выделением ха-
рактеристического ^„-излучения. В
противном случае при наложении Лр-
излучення необходимы дополнитель-
ные расчеты.
Применяется также съемка с пло-
ской поверхности, схема которой по-
казана на рис. 87, б, в. Отличитель-
ная особенность рентгенограмм, полу-
ченных с плоской поверхности, —
размытие дифракционных линий на
пленке в результате дефокусировки.
Общее условие фокусировки от пло-
ского образца выведено Г. В. Курдюмо-
вым в виде формулы
tg’l’ =
sin 20
cos 20
R
где ф — угол наклона поверхности
образца; R — расстояние от образца
до пленки; г — расстояние от образца
до входной щели диафрагмы. По-
скольку г > R, то на пленке наиболее
четко фиксируются линии с углами
0 < ф.
Расчет рентгенограммы со стандарт-
ным диаметром 57,3 мм проводят по
формуле
LJh
где 0/ — угол дифракции от i-ft плос-
кости; Lf — расстояние от ближайшей
самой четкой линии до линии, образо-
ванной i-й плоскостью.
Методы съемки на плоскую пленку
«на просвет» или «на отражение»
(рис. 87, б, в) применяют при необходи-
мости определения линий с малыми
или большими углами 0.
Расчет рентгенограмм, снятых «на
просвет» и «на отражение», проводят
соответственно по формулам
tg20/ = 'S’: tg<18°-2е) = >•
Съемку на плоскую пленку проводят
в камере Закса илн в камере КРОС.
Рентгеновская дифрактометрия. От-
личительная особенность этого метода
в том, что дифракционная линия реги-
стрируется последовательно с помощью
специального прибора — дифракто-
метра. Схема съемки на дифракто-
метре с фокусировкой по Бреггу—Брен-
тано показана на рнс. 88, а. Рентге-
новские лучи, выходя из источника F,
попадают на плоский образец Р и
отражаются в щель S2 счетчика С.
Источник излучения н щель счетчика
расположены на окружности радиу-
сом Rr, в центре которого находится
образец. Анализируемая плоскость об-
разца касается фокусирующей окруж-
ности, на которой, кроме того, нахо-
дится источник излучения и щель
счетчика. Радиус фокусирующей ок-
ружности изменяется с изменением
угла отражения: Гф = Rrl(2 sin 0).
Источник представляет собой проек-
цию фокуса рентгеновских лучей, вы-
ходящих из рентгеновской трубки.
Ширина проекции // определяется
шириной фокуса bf и углом выхода
первичного пучка а:
bf = bj sin а.
Угол а обычно находится в пределах
2 ... 6°.
Используются точечная и линейча-
тая проекции фокуса (рис. 88, б, в).
При точечной проекции (см. рнс. 88, б)
с. шириной фокуса bf — 0,2 ... 0,5 мм,
высотой Hf ^5 мм для ограничения
расходимости рентгеновского пучка в
горизонтальной и вертикальной пло-
скостях после источника устанавливают
щели Sj и Sa. Тогда на поверхности
образца Р пятно рентгеновского из-
лучения имеет размер Нр, а его отра-
женное изображение в щели счетчика
S, —bc и Нс. Прн использовании
линейчатой проекции фокуса (см.
рис. 88, е) с bf = 0,05 ... 0,1 мм и
Hf = 10 ... 12 мм перед образцом и
перед счетчиком устанавливают щели
Методы рентгеноструктурного анализа
359
Рис. 88. Схема дифрактометра с фокусировкой по Бреггу—Брентано:
а — ход лучей в плоскости фокусировки; б — съемка с точечной проекцией фокуса;
е — съемка с линейчатой проекцией фокуса
Соллера Sg и Sg, представляющие со-
бой стопку тонких металлических пла-
стинок. Тогда расходимость лучей
определяется отношением hll, где h —
расстояние между пластинками, а I —
их длина.
Рентгеновская трубка, держатель об-
разца и счетчик устанавливаются на
гониометрическом устройстве. Дер-
жатель образца и счетчик прн съемке
приводят в движение с помощью
синхронного электродвигателя таким
образом, что при повороте образца
на угол 6 счетчик поворачивается на
угол 20. От счетчика сигнал поступает
на самописец, при этом на диаграм-
мной бумаге отмечаются также угло-
вые интервалы. В результате на диа-
граммной бумаге фиксируется дифрак-
тограмма отраженного излучения в ко-
ординатах «интенсивность — угол от-
ражения» (рис. 89).
На ряде углов 20 имеет место отра-
жение определенной серии излуче-
ния а или Р от плоскостей с индек-
сами (nkl), и интенсивность отражен-
ного ’излучения резко возрастает,
вследствие чего на днфрактограммах
появляются соответствующие этим ин-
дексам линии, обозначаемые как (111) Р,
011) а и т. д.
В практике исследования структуры
сплавов после лазерной обработки
наиболее распространена задача рент-
геновского фазового анализа, т. е.
определения состава фаз и нх количе-
ства в исследуемом образце. Чтобы
узнать фазовый состав, необходимо
Рис. 89. Участия дифрактограммы с по-
верхности меди
360
Методы исследования свойств материалов после лазерной обработки
найти углы отражения и интенсивности
линий и сравнить их с табличными
данными для предполагаемых фаз.
Сравнение обычно начинают с наи-
более интенсивных линий предпола-
гаемых фаз.
Межплоскостные расстояния различ-
ных фаз приводятся в справочниках
[37], а также в картотеках Американ-
ского общества испытаний материа-
лов — ASTM.
Если в анализируемом образце име-
ется несколько фаз, то линии от раз-
личных плоскостей фаз могут наклады-
ваться друг на друга, что может за-
труднить расшифровку дифракто-
грамм. В этом случае результаты ме-
таллографического или электронно-
микроскопического анализа могут об-
легчить задачу определения количе-
ства и состава фаз.
Поскольку интенсивность линий
каждой фазы в смеси пропорциональна
качеству, то, сравнивая интенсивности
линий друг с другом, можно опреде-
лить количественное соотношение фаз.
На этом принципе основан количест-
венный фазовый анализ. Для смеси
двух фаз а и Р справедливо соотно-
шение
Jnkl
ь
fe“₽ 1 - Va
где J„ki, — интенсивности ли-
ний а- и Р-фаз; feap — коэффициент
пропорциональности; Va — объемная
доля a-фазы. Значение kap обычно
определяют экспериментально, сни -
мая рентгенограммы с образцов с раз-
личными известными объемными со-
отношениями а- и P-фаз, т. е. методом
построения градуированных графиков.
Метод может быть применен и для
Анализа многофазных кристаллических
систем.
Иногда для определения количе-
ства данной фазы в сплаве сравни-
вают интенсивности линий с рентгено-
грамм сплава и эталона.
Отечественная промышленность вы-
пускает дифрактометры общего на-
значения ДРОН-3, ДРОН-ЗМ, поз-
воляющие проводить как качествен-
ный, так и количественный фазовый
анализ. Для количественного анализа,
кроме того, применяют специализи-
рованные дифрактометры ДРФ-2 и
ДРПМК-2,0. Последний дифрактометр
многоканального типа позволяет опре-
делять одновременно интенсивность че-
тырех линий и фона с помощью пяти
счетчиков. Автоматизированный ди-
фрактометр ДРОН-УМ2 позволяет про-
вести съемку с 30 образцов по заранее
заданной от ЭВМ программе, в ре-
зультате которой с помощью цифро-
печатающего устройства выдается фа-
зовый анализ каждого образца.
20. МЕТОДЫ НЕРАЗРУШАЮЩЕГО
КОНТРОЛЯ
Для контроля качества готовых из-
делий после лазерной обработки мо-
гут применяться некоторые методы
неразрушающего контроля. Наиболее
перспективны следующие методы: ви-
зуально-оптический анализ, просвечи-
вание рентгеновскими лучами, уль-
тразвуковой анализ, магнитный и
электроиндуктивный методы.
Визуально-оптический анализ осу-
ществляется визуально или с помощью
оптических приборов при большом
увеличении—-до 50*. Проводится для
обнаружения крупных поверхностных
дефектов. Таким образом, с помощью
микроскопа МБС-9 определяли число
трещин в наплавляемых лазером ва-
ликах.
Метод просвечивания рентгеновски-
ми лучами основан на различном рас-
сеянии этих лучей материалом, со-
держащим несплошности и включения.
Рентгеновские лучи, проходящие че-
рез включения (рис. 90), могут погло-
щаться более интенсивно, чем прохо-
дящие через основной материал. В то
же время в материале без дефектов
лучи поглощаются в большей степени,
чем в порах и трещинах. В результате
эпюра интенсивности прошедшего из-
лучения может иметь понижения И
повышения. Эта эпюра может реги-
стрироваться на фотопленке или на
телевизионном экране.
Характеристики некоторых рентге-
новских аппаратов приведены в
табл. 37.
Для обнаружения трещин в свар*
иых швах наиболее часто применяют
Методы нвраврушающеео контроля
361
схемы просвечивания (рис. 91). Видно,
что при сварке встык применяется
облучение под углом 90° а при тавро-
вом соединении деталей — под углом
45°.
По ГОСТ 7512—82 в сварных швах
неметаллические включения и не-
сплошности подразделяются на сле-
дующие группы: отдельные дефекты,
цепочки дефектов, скопление дефектов.
Съемка под несколькими углами
позволяет определить глубину зале-
гания дефекта от поверхности.
Ультразвуковые методы основаны
иг. способности ультразвуковых волн
распространяться в твердых телах на
большую глубину и отражаться от
границ раздела двух веществ или от
поверхности пустот, трещин. В за-
висимости от систем излучения и при-
ема имеется несколько методов уль-
тразвукового анализа (рис. 92).
Теневой метод использует свойство
ультразвуковых волн проходить через
анализируемый объект насквозь и по-
глощаться дефектами. На приемнике
отображается «тень» от дефектов.
В СССР выпускается несколько уста-
новок, работающих по этому методу:
УЗД-НИИМ-2, ДУК-6В, ДСК-1.
Эхо-метод заключается в регистра-
ции отраженных сигналов от противо-
положной поверхности детали и от
Рис. ВО. Принципиальная схема рентге-
новского контроля дефектов:
1 — источник излучения; 2 — контроли-
руемое изделие; 3 — включение; 4 —
пора; 5 — фотопленка; 6 — эпюра интен-
сивного излучения
дефекта. Метод достаточно эффективен
при регистрации мелких дефектов;
при этом удается определить и расстоя-
ние от поверхности до дефекта. Как
правило, большинство приборов, ис-
пользующих теневой метод, могут ра-
ботать и по эхо-методу.
Резонансный метод основан на под-
боре частоты излучателя до совпаде-
ния ее с частотой возбуждаемых коле-
баний в исследуемом объекте. При на-
личии дефектов собственная частота
изменяется, в результате удается опре-
делить также расстояние до дефекта.
Метод удобен тем, что позволяет рас-
37. Характеристики просвечивающих рентгеновских аппаратов [81]
Тип аппарата Анодное напряжение, кВ Сила анодного тока, мА Предельная толщина просвечивае- мого образца стали, мм Исполненне аппарата
РУП 120-5-1 50 ... 120 5 25 Переносной
РУП 160-6П 40 ... 160 6 45
РУП 400-5-1 240 ... 400 5 70 Передвижной
РАП 150-7 20 ... 150 7 ... 10 12 ... 14
РАП 150/300 100 15 70 Стационарный
РИНА 1Д 200 — 25
РИНА 2Д 300 — 40 Переносной
РИНА ЗД 450 — 60
СМ-300/50 60 ... 300 5 70
(Бельгия) Стационарный
2501 (Дания) 75 ... 250 1 ... 8 60
362
Методы исследования свойств материалов после лазерной обработки
Рнс. 91. Схемы просвечивания сварных соединений:
а — стыковых; б — нахлесточных; в — тавровых; 1 —
соединение; 3 — кассета с пленкой
источник излучения; 2 — сварное
а)
Рнс. 92. Схемы ультразвукового контроля:
а — теневой метод; б — эхо-метод; в — резонансный метод; 1 — контролируемый объект;
2 — генератор; 3 — излучатель колебаний; 4 — дефект; 5 — приемник колебаний; 6 —
блок индикаций; 7 — блок резонансов
положить излучатель и приемник с од-
ной стороны детали.
Магнитные методы основаны на ис-
следовании рассеяния магнитного по-
тока в намагниченном исследуемом
материале. Применяются для выяв-
Рис. 93. Схема образца с дефектом и изме-
нения в нем:
а — магнитных силовых линий; б — на-
пряженности магнитного поля в зависи-
мости от координаты расположения де-
фекта
ления несплошностей, сегрегаций, кор-
розионных образований, для опреде-
ления толщины покрытий.
Контролируемое изделие подвергают
намагничиванию во внешнем магнит-
ном поле постоянного магнита или
соленоида. Направленность магнит-
ного поля подбирается для получения
максимального искажения магнитных
силовых линий. Напряженность ма-
гнитного поля зависит от типа анали-
зируемого сплава и находится в пре-
делах 1,5 ... 15 кА/м. При наличии на
поверхности образца или на неболь-
шой глубине от поверхности дефекта
в виде поры или трещины происходит
искривление магнитных силовых ли-
ний (рис. 93).
Метод регистрации рассеяния ма-
гнитного потока обусловливает при-
менение того или иного метода кон-
троля. При магнитопорошковом ме-
тоде используется магнитный поро-
шок, который оседает по краям пор
и трещин, оттеняя их границы. Основ-
ной состав порошков — различные
окислы железа. Для проведения кон-
троля этим методом в СССР выпу-
скается целый ряд приборов: М-21',
Фрактографический анализ
363
ЛМП-72, ДМП-78, ПМД-70, ПМД-79,
ДМЛ-71, ДМЛ-79, МД-50П.
При магнитно-люминисцентном ме-
тоде используются порошки и эмуль-
сии, светящиеся в ультрафиолетовом
свете. В основном используются вод-
ные или керосиномасляные эмульсии,
содержащие окисел железа РезО4 с раз-
мерами частиц от 0,1 до 50 мкм и
с люминесцентными добавками. Кон-
троль проводится на установках «Лю-
магпор-1», «Люмагпор-2», МЛ-1, МЛ-2
(СССР), «Флюкса F» (ФРГ) и др.
При магнитографическом методе к
поверхности исследуемой детали при-
кладывается лента, намагничивающая-
ся пропорционально потоку, а затем
на поверхность ленты осаждают ма-
гнитный порошок.
Во всех магнитных методах реги-
страция дефектов, изучение их кон-
фигурации, размеров и расположения
осуществляются визуально.
Электроиндуктивный метод основан
на возбуждении в исследуемом мате-
риале вихревых токов и измерении
взаимодействия магнитных полей в ма-
териале и датчике. Может применяться
для определения качества закалки,
глубины упрочненного слоя, обнару-
жения дефектов и т. д. Вихревые токи
возбуждаются в исследуемом мате-
риале различными катушками с дат-
чиками, создающими переменное ма-
гнитное поле. Для исследования струк-
туры и свойств сплавов применяют на-
кладные датчики. Датчики бывают
двух типов: абсолютные и дифферен-
циальные. Абсолютные датчики изме-
ряют сигнал от изделия, дифференци-
альные датчики — разницу между сиг-
налами от изделия и эталона. Сигнал
с датчика измеряется различными спо-
собами: прямым измерением силы тока
и напряжения, с помощью мостовых
схем и др.
В СССР выпускаются несколько
электромагнитных приборов, которые
можно использовать для анализа
структуры й дефектов после лазерной
закалки: ВС-ЗОК, КИФИ-1М, ВЭ-20Н,
ВЭ-21Н, ВЭ-22Н. Все они имеют стре-
лочную индикацию. Приборы «Магна-
тест У3610» (ФРГ) и «Веримет
М900-И» (США) кроме стрелочного и
®кРанного индикаторов имеют выход
На внешнюю автоматику. Эти приборы
могут использоваться для сплошного
контроля. В Польше разработан прибор
«Виротест 03», который успешно ис-
пользуется для измерения глубины
и твердости зоны лазерного воздей-
ствия после лазерной закалки желе-
зоуглеродистых сплавов.
21. ФРАКТОГРАФИЧЕСКИЙ
АНАЛИЗ
Фрактография — это метод иссле-
дования поверхности изломов и тре-
щин для выявления характера разру-
шений, а также для определения при-
роды трещин. Фрактографический ана-
лиз проводят визуально, на оптиче-
ских или электронных микроскопах,
с помощью рентгеновского и микро-
рентгеноспектрального анализа.
По характеру разрушения излом
может быть вязким, хрупким, усталост-
ным, внутризерениым и межзерениым,
междендритным и т. д. [81, 176].
Вязкий излом имеет характерное
ямочное строение. Он образуется при
разрушении вязкого пластичного ме-
талла или сплава. Разрушение в этом
случае начинается с возникновения
целого ряда микропор в местах дефек-
тов и включений. Далее эти поры
растут, а перемычки вытягиваются
до разрушения, в результате чего и
образуется ямочный рельеф. Характе-
ристики излома коррелируют со струк-
турными особенностями: для сталей
с ферритной структурой размер ямой
совпадает с размером ферритных зе-
рен, а для сталей с мартенситной
структурой — с размером зерен аусте-
нита [81 ]. В сталях с перлитной струк-
турой ямки зарождаются на границе
цементитных пластин.
Разрушение с образованием ямоч-
ного характера излома происходит
как по границам зереи, так и внутри
зерна. При развитии разрушения по
границам зереи формируется более
дисперсный ямочный рельеф, что обус-
ловлено наличием на границах зерен
повышенного количества дефектов,
инициирующих образование ямок.
Геометрические размеры ямок, их
форма и характер распределения по
поверхности излома зависят от пласти-
ческих характеристик материала. В
связи с этим разработан ряд методик
364
Методы исследования свойств материалов после лазерной обработки
Рнс. 04. Сериальная кривая вязкой со-
ставляющей в изломе стали 40 |81 |
для определения пластических свойств
материала по характеристикам ямоч-
ного излома [81].
Хрупкий излом имеет характер
скола. В этом случае поверхность
разрыва развивается по нескольким
параллельным плоскостям с после-
дующим разрушением перпендикуляр-
ных перемычек между ними. На по-
верхности излома образуется система
ступенек. Участки с плоскими гра-
нями получили название фасетки ско-
ла. Ступеньки скола образуют на фа-
сетках ручьистый узор. Направление
ручьев указывает, в каком направле-
нии развивалось разрушение. Сту-
пеньки могут быть либо прямолиней-
ными, либо извилистыми в зависимости
от хрупкости разрушенного материала.
В средне-, высокоуглеродистых ста-
лях со структурой мартенсита и ниж-
него бейнита ручьистый узор очень
извилистый. В ферритных чугунах,
отожженных и нормализованных ста-
лях наблюдается ручьистый узор с чет-
ким направлением разрушения. В пер-
лите и верхнем бейните размер фасе-
ток скола коррелирует с размером
исходного зерна аустенита, а в мартен-
сите и нижнем бейните — с размером
игл. Имеются методики оценки сте-
пени хрупкости материала по узору
ручьев и характеристикам ступенек.
Межзеренный излом наблюдается при
разрушении сплава по границам зерен.
В электронном микроскопе четко про-
сматривается огранка зерен. В этом
случае процесс разрушения отличается
малой энергоемкостью. Межзеренный
излом имеет место в том случае, когда
разрушению подвергаются хрупкие ма-
териалы, а также тогда, когда границы
зерен ослаблены различными включе-
ниями и выделениями. В качестве
примеров можно привести разрушение
хромистых сталей, подверженных меж-
кристаллитной коррозии, разрушение
сталей после перегрева. В некоторых
случаях, например после фазового
старения с распадом твердого раствора
по границам субзерен, имеет место
разрушение по границам субзерен,
отличающееся более дисперсным релье-
фом, наличием более размытой огран-
ки и иногда формированием ямочного
излома.
Во многих случаях на поверхности
сплава можно обнаружить признаки
различных видов изломов. В частно-
сти, можно различить фасетки скола,
окруженные ямками. Такой вид из-
лома называется квазисколом. Он ха-
рактерен для сплавов с различными
свойствами фазовых составляющих.
В эвтектоидной стали можно разли-
чить скол по перлиту и рядом ямочное
строение. При некоторой температуре
происходит разрушение, приводящее
к переходу от вязкого излома к хруп-
кому. Температура, при которой про-
исходит смена механизма разрушения,
называется критической температу-
рой хрупкости- В большинстве слу-
чаев переход идет в некотором интер-
вале температур, где излом имеет
смешанный характер. Визуально или
с помощью электронной микроскопии
на поверхности изломов для ряда
температур определяют процентное со-
отношение площадей с вязкой и хруп-
кой составляющей на поверхности из-
лома. Далее строят так называемые
сериальные кривые, которые дают пред-
ставление об изменении характера
разрушения в некотором интервале
температур (рис. 94). По сериальным
кривым можно определить значения
критических температур хрупкости:
/10, 4о. соответствующие наличию
в изломе 10, 50 и 90% вязкой состав-
ляющей.
Поверхность трещин в наплавлен-
ных лазером валиках из сплавов си-
стемы Ni—Сг—В—Si исследовали с по-
мощью растрового электронного ми-
кроскопа РЭМ-200 [167]. Фрактогра-
фические исследования позволили вы-
явить аналогию развития трещины
с разрушением гладкого цилиндриче-
Фрактографический анализ
365
рис. 95. Схема процесса
усталостного разрушения:
а — вязкое; б — хрупкое;
р — напряжение; N — «ве-
ло циклов
ского образца при одноосном растяже-
нии. На поверхности излома валика
имелись три зоны. У поверхности
располагалась зона среза шириной
~200 мкм с заметно выраженным раз-
воротом к плоскости трещины. Под
зоной среза находилась радиальная
зона, занимающая основную часть по-
верхности трещины. Мелкие рубцы
направлены к месту зарождения тре-
щины. Местами зарождения трещин
являются поры и нерасплавившиеся
частички порошка. На поверхности
трещины были обнаружены фасетки
скола, очерченные гребнями и ямками.
Таким образом, развитие трещин про-
исходило в диапазоне температур вяз-
кохрупкого перехода.
При усталостном разрушении по-
верхность излома состоит из двух ос-
новных зон: усталостной зоны и зоны
долома. Между этими двумя зонами
расположена переходная зона, кото-
рая не всегда обнаруживается. В уста-
лостной зоне хорошо различимы уста-
лостные полосы, которые расположены
перпендикулярно распространению
трещины. Наличие усталостных по-
лос свидетельствует о том, что раз-
рушение происходит скачкообразно по
мере достижения напряжений пре-
дела текучести материала. Чем меньше
расстояние между усталостными поло-
сами, тем меньше скорость распростра-
нения трещины.
В зоне долома излом имеет характер
ямочного, хрупкого, межзеренного в
зависимости от типа и свойств сплава.
Строение поверхности усталост'ного
излома зависит от температурного по-
рога хладноломкости. В интервале
вязкого разрушения поверхность из-
л°ма имеет классический характер
с хорошо различающимися тремя зо-
нами. В интервале хрупкого разруше-
ния усталостная зона имеет очень
небольшие размеры, равные размерам
зерна. Переходная зона не выявляется,
а основную часть излома занимает
зона долома, имеющая вид скола.
В интервале температур вязкохруп-
кого перехода с понижением темпера-
туры размеры усталостной зоны умень-
шаются, а зоны долома увеличи-
ваются.
Процесс усталостного разрушения
делят на три этапа (рис. 95): I — обра-
зование усталостной трещины; II —
распространение усталостной трещины;
III — долом. Соотношение этих эта-
пов в значительной степени зависит
от характера разрушения. Следова-
тельно, определив характер излома,
можно судить о способности мате-
риала к сопротивлению разрушению
при циклических нагрузках. При хруп-
ком разрушении время работы детали
определяется в основном временем
образования трещины. При вязком
разрушении долговечность работы де-
тали при знакопеременных нагрузках
определяется как временем образова-
ния трещины, так и временем распро-
странения трещины. Все факторы, по-
нижающие критическую температуру
хрупкости, повышают способность де-
талей сопротивляться разрушению при
знакопеременной нагрузке.
На характер излома большое влия-
ние оказывают условия испытания
материала: амплитуда напряжений,
схема нагружения и т. д. Например,
при повышении амплитуды напряже-
ния увеличиваются размеры зоны хруп-
кого долома.
По результатам фрактографического
анализа усталостного излома опре-
деляют вязкость разрушения Л1с. Для
366
Методы исследования свойств материалов после лазерной обработки
цилиндрических образцов при изгибе
с вращением
где о — напряжение цикла, МПа; а —
критическая длина трещины, мм.
Критическая длина трещины опреде-
ляется по размеру усталостной зоны.
22. МЕТОДЫ ИССЛЕДОВАНИЯ
МЕХАНИЧЕСКИХ СВОЙСТВ
МАТЕРИАЛОВ
Прочностные свойства при растяже-
нии. Диаграмма растяжения в коор-
динатах «напряжение — относитель-
ная деформация» (рис. 96) представ-
ляет основные характеристики проч-
ности материала. Условное напряже-
ние определяется усилием и начальным
Рис. 87. Стандартные образцы для испы-
тания иа растяжение при температуре 20 °C:
а — короткие цилиндрические; б — нор-
мальные цилиндрические; в — плоские
поперечным сечением: о == P/FBt
а относительная деформация — при-
ращением длины образца к его началь-
ной длтне: е = AZ/Z. Модуль нормаль-
ной упругости равен тангенсу угла
наклона прямой: Е = tg а = о/е; он
характеризует жесткость материала
и в малой степени зависит от струк-
туры сплава (для сталей Е я: 2 X
X 10е МПа, для алюминиевых сплавов
Е « 0,7-10® МПа). Предел упруго-
сти Ор — условное напряжение, прц
котором наблюдается отклонение
диаграммы растяжения от линейной
зависимости. Предел текучести o0i2 —
условное напряжение, при котором
достигается необратимая деформация,
равная 0,2%. Напряжение деструк-
ции ид характеризует участок рас-
тяжения, при котором в материале
происходят процессы пластической
деформации, сопровождающиеся
упрочнением: двойникование, раз-
множение дислокаций, а также возни-
кают несплошности и поры. Временное
сопротивление или предел прочности
ов соответствует максимально достиг-
нутому условному напряжению.
За точкой ов резко уменьшается сече-
ние образца и в точке г имеет место
полное его разрушение.
Относительное удлинение образца
при доведении его до разрушения,
а также относительное сужение ф
сечения в месте разрыва являются
характеристиками пластичности.
Наиболее часто применяемые для
испытания иа растяжение образцы
приведены на рис. 97. Рабочая длина I
цилиндрических образцов должна
выбираться в интервале /0, -р 0,5ф ...
Zo -р 2dB, где /0 — участок рабочей
длины, на котором определяется удли-
нение. Рабочая длина плоских обрав-
цов толщиной свыше 3 мм
Zo -р 2,5 "|/FB > I > Zo -р 1,5 ~l/FB>
а толщиной менее 3 мм
Z» + 2Z„ > I > Zo + 0,5Z>0,
где FB — площадь поперечного сече-
ния в рабочей части.
В зависимости от расчетной длины
применяются короткие образцы (Zo в
= 5,65 VK и Zo = 5d„), а также
Методы исследования механических свойств
367
38. Машины для исследования прочностных свойств
Наименование, тип Предельная нагрузка, Н Габаритные размеры, мм Рабочий код актив- ного аахва- та, мм
Машина для испытания на растяжение: МР-100 100 1 440X710X2 019 410
МР-500 500 18 200X 710X 2 547 420
Машина разрывная: Р-0,5 5 460Х 1 260Х 1 850 700
Р-5 50 710Х 1 400X2 065 700
Р-20 200 1 535Х 972Х 2 901 300
Машина универсальная: 123 1У-Ю 100 700Х 1 600Х 2 400 1000
125 ЗУ-2-2 20 000 2 200Х 700Х 2 000 700
длинные образцы (Zo = П.З^Ро и
/0 = 10<4). Абсолютные размеры об-
разцов по ГОСТ 1497—84 могут изме-
няться в широких пределах. Из круг-
лых наиболее распространены «гага-
ринские» образцы, изображенные на
рис. 97, а с размерами dB = 6 мм, 1В =
= 30 мм. Из плоских наиболее рас-
пространены образцы, изображенные
иа рис. 97, в с размерами ав = 1 ...
2 мм и 1В = 50 ... 70 мм.
Испытания на растяжение проводят
на машинах, технические характери-
стики которых приведены в табл. 38.
Основные узлы испытательных ма-
шин — приводное устройство для
деформирования образца и сило-
измерительный механизм. Приводной
механизм может быть механическим
при усилии до 0,1 ... 0,15 МН и ги-
дравлическим при усилии до 1 МН.
Силоизмерительные механизмы боль-
шинства машин снабжены диаграмм-
ным аппаратом, записывающим диаг-
рамму растяжения, на которой можно
сразу определить ов, о0>г и Е. Дефор-
мационные характеристики (относи-
тельные удлинение 6 и сужение ф)
определяют, измеряя деформацию
непосредственно на образце.
При исследовании на растяжение
сварных соединений сварной шов обыч-
но накладывают посредине образца
поперек растяжения. При термообра-
ботке, легировании и наплавке не-
прерывными лазерами упрочненные
полосы следует накладывать вдоль
оси образца, поскольку при наложении
полос поперек возникающая неодно-
родность структуры зон лазерного
воздействия (ЗЛ В) не позволит оценить
влияние поверхностной обработки
на изменение механических свойств.
Влияние поверхностной лазерной
обработки на механические свойства
выявляется при сравнении с резуль-
татами испытаний неупрочненных
образцов.
Измерение твердости и микротвер-
дости. Под твердостью и микротвер-
достью понимают свойство материала
сопротивляться внешней локальной
деформации со стороны другого твер-
дого недеформируемого тела — инден-
тора. При измерении твердости размер
индентора значительно больше раз-
мера структурных составляющих
в сплаве, в результате чего получается
усредненное значение твердости. При
измерении микротвердости размер
индентора меньше или соизмерим с раз-
мерами структурных составляющих,
в результате чего удается получить
значение твердости каждой состав-
ляющей.
В зависимости от скорости приложе-
ния внешней нагрузки к индентору
различают статические и динамиче-
ские методы определения твердости
и микротвердости, а в зависимости от
способа приложения этой нагрузки
различают методы вдавливания и
368
Методы исследования свойств материалов после лазерной обработки
39. Приборы для измерения твердости и микротвердости
Марка прибора Метод измерения Габаритные размеры, мм Примечание
ТШ-2М По Бринеллю 730Х 225Х 880 —
ТКП-1 2090-ТР По Роквеллу 315Х 200Х 430 800Х 1100Х 1700 Автоматизирован
ТК-14-250 Супер-Роквелл 580X 330X 770 —
ТП-7Р-1 ТПП-2 По Виккерсу 720Х 370Х 1150 220Х 125Х 240 Переносной
ПМТ-3 Микротвердость
методы царапания. Наиболее распро-
странены метода статического вдав-
ливания.
Во всех случаях перед измерением
твердости необходимо тщательно
отшлифовать анализируемую поверх-
ность, а при измерении микротвердо-
сти — отполировать. Перечень при-
боров для измерения микротвердости
приведен в табл. 39.
Твердость по Бринеллю.
Согласно ГОСТ 9012—59 измерения
проводят при вдавливании стального
шарика диаметром D нагрузкой Р
в течение определенного времени. Пос-
ле снятия нагрузки с помощью лупы
или микроскопа измеряют диаметр
отпечатка d на поверхности образца.
Число твердости по Бринеллю НВ
определяется как отношение нагрузки
к площади поверхности отпечатка:
р
L i-i/i -WD) ]
Диаметр шариков составляет 2,5; 5
и 10 мм. Этим методом измеряют твер-
дость цветных сплавов или неупроч-
ненных сталей и чугунов в пределах
НВ 8 ... 450. При большей твердости
исследуемого материала шарики
деформируются. Для сталей вы-
держка под нагрузкой составляет
10 с, для цветных сплавов — 30 и 60 с.
Для поддержания постоянства соотно-
шений Р/Г)*-, d/D и получения одина-
ковых значений НВ при измерениях
разными шариками пользуются стан-
дартным сочетанием нагрузки и диа-
метром шариков (табл. 40).
Поскольку диаметр шарика соизме-
рим с размером зон лазерного воздей-
ствия, этот метод для исследования
свойств после лазерной обработки ис-
пользуется редко.
Твердость по Роквел-
лу. В этом случае, согласно
ГОСТ 9013—59, в исследуемый мате-
риал вдавливается алмазный конус
с углом при вершине 120° и радиусом
закругления 0,2 мм или стальной
шарик диаметром 1,5875 мм под дей-
ствием двух нагрузок: предваритель-
ной Ро и основной Pt. Число единиц
твердости по Роквеллу (HR) является
безразмерной величиной — мерой глу-
бины вдавливания индентора в ис-
следуемый материал; при этом чем
больше число HR, тем меньше глубина
вдавливания.
При использовании алмазного ко-
нуса твердость по Роквеллу опреде-
ляют по шкале А : HRA (Ро = 100 IR
Pt = 600 Н) и по шкале С : HRC
(Ро = 100 Н, Pj = 1400 Н). При
использовании стального шарика
твердость определяют по шкале
В : HRB (Ро = 100 Н, Pi = 900 Н)-
По шкале А измеряют твердость в
интервале HRA = 70 ... 85, по шкал®
В — в интервале HR В = 25 ... Ю0,
по шкале С — в интервале HRC
= 20 ... 67.
Методы исследования механических свойств
369
40. Нагрузки Р (Н) при различных диаметрах шариков D
для измерения твердости по Бринеллю [60]
Отношение D, мм Область применения
10 5 2,5
30 30 000 7500 1875 Стали, чугуны, высокопрочные цветные сплавы с НВ = 130 ... 450
10 10 000 2500 625 Алюминиевые сплавы, латуни, бронзы с НВ = 35 ... 130
5 5 000 1250 312,5 Алюминий, магний, цинк, латуни
2,5 2 500 625 156,25 Подшипниковые сплавы
1,25 1 250 312,5 78,125 Свинец, олово, припои
0,5 500 125 31,25 Мягкие сплавы при повышенной температуре
Приборы для измерения твердости
по Роквеллу типа ТК применяются
для сплавов, упрочненных до высокой
твердости термической обработкой.
При наличии поверхностного упроч-
нения толщина упрочнения должна
быть более 1 мм. В противном случае
индентор под нагрузкой продавливает
тонкий слой и измерить его твердость
не удается. В связи с этим приборы
типа ТК находят ограниченное при-
менение для исследования свойств
сплавов после лазерной обработки.
Для измерения твердости тонких
слоев после лазерной обработки более
приемлемым является прибор типа
Супер-Роквелл. В этом приборе имеет-
ся более точная шкала индикации,
а нагрузки на индентор значительно
меньше: Ре = 30 Н, Рг = 150, 350
и 450 Н. Согласно ГОСТ 2295—75,
при использовании алмазного конуса
при нагрузке Pi = 150 Н измеряют
HRN, а при использовании стального
шарика при нагрузке Pi = 450 Н
измеряют HRT.
Твердость по Виккерсу.
Согласно ГОСТ 2999—75, по этому
Методу в поверхность образца вдавли-
вается алмазная четырехгранная
Пирамида с углом при вершине а »
?? 136° под нагрузкой Р = 10 ...
*000 Н в течение 10 ... 15 с. После
снятия нагрузки измеряется диагональ
отпечатка d и число твердости по
“Нккерсу определяют делением на-
13 Г. А. Абвльаиитов
грузки в килограммах на площадь
поверхности отпечатка:
Р 2Р sin а/2
HV — -^2 j — jg
2 sin а/2
1,854Р
“ d2
Между значениями микротвердости,
полученными по разным методам и пре-
делам прочности, имеется приблизи-
тельная корреляция (табл. 41). Для
различных Р и d значения HV затабу-
лированы.
Измерение микротвердости. Этот ме-
тод наиболее распространен при
исследовании структуры и свойств в зо-
нах лазерного воздействия. Согласно
ГОСТ 9450—76, в исследуемый мате-
риал плавно вдавливается алмазная
пирамида с углом при вершине 136°
при нагрузках Р = 0,05 ... 5 Н. Число
микротвердости определяют отноше-
нием нагрузки (в ньютонах) к площади
(в метрах) поверхности пирамидаль-
ного отпечатка с диагональю d:
Н» = WW = 1.854-10W.
По ГОСТ число микротвердости в ме-
гапаскалях записывают без единицы
измерения.
Наиболее распространен в СССР для
измерения микротвердости прибор
370
Методы исследования свойств материалов после лазерной обработки
41. Корреляция чисел твердости и предела прочности [48]
HV НВ нвв ов. МПа HV НВ HRC °в- МПа HV HRC
100 100 52,4 340 240 240 20,3 810 490 47,5
105 105 57,5 360 245 245 21,2 830 500 48,2
110 НО 60,9 370 250 250 22,1 850 520 49,6
115 115 64,1 390 255 255 23,0 870 540 50,8
120 120 67,0 410 260 260 23,9 880 560 52,0
125 125 69,8 420 265 265 24,8 900 580 53,1
130 130 72,4 440 270 270 25,6 920 600 54,2
135 135 74,4 460 275 275 26,4 930 620 55,4
140 140 76,6 480 280 280 27,2 950 640 56,5
145 145 78,3 490 285 285 28,0 970 660 57,5
150 150 79,9 510 290 290 28,8 990 680 58,4
155 155 81,4 530 295 295 29,5 1000 700 59,3
160 160 82,8 540 300 300 30,2 1020 720 60,2
165 165 84,2 560 310 310 31,6 1050 740 61,1
170 170 85,6 580 320 319 33,0 1080 760 62,0
175 175 87,0 590 330 328 34,2 1110 780 62,8
180 180 88,3 610 340 336 35,3 1140 800 63,6
185 185 89,5 630 350 344 36,3 1170 820 64,3
190 190 90,6 650 360 352 37,2 1200 840 65,1
195 195 91,7 660 370 360 38,1 1220 860 65,8
200 200 92,8 680 380 368 38,9 1250 880 66,4
205 205 93,8 700 390 376 39,7 1280 900 67,0
210 210 94,8 710 400 384 40,5 1310
215 215 95,7 730 410 392 41,3 1330
220 220 96,6 750 420 400 42,1 1360
225 225 97,5 760 430 408 42,9 1390
230 230 98,4 780 440 416 43,7 1410
235 235 99,2 800 450 425 44,5 1440
240 240 100,0 810 460 434 45,3 1470
470 443 46,1 1510
480 452 46,8 1540
42. Микротвердость структурных составляющих железоуглеродистых
сплавов [41]
Марка стали Феррит Перлит Карбиды Аустенит
08 1250
30 2750 ... 3150 3 250 ... 3 450 — —•
У7 2550 2 750 ... 3 300 — —•
ШХ15 Х12 2950 ... 3400 2 150 И 560 ... 2 850 ... 13 700 — —
Х12М 12Х18Н9Т 2750 ... 3100 11 560 ... 12 500 _ 5200 1750
Чугун — 3 000 ... 11 500 3 000 ... 11 500 4250 ... 4950
Методы исследования механических свойств
371
Рис. 98. Типы образцов для испытания иа ударную
„ — Менаше; б — Шарпи; в — Дроздовского
45°
вязкость:
ПМТ-3, представляющий собой соче-
тание оптического микроскопа с уст-
ройствами для вдавливания индентора
и измерения размеров отпечатка. Для
определения значения Hq по величи-
нам Р и d имеются специальные та-
блицы, номограммы. Поскольку изме-
рение микротвердости является мо-
дификацией метода измерения микро-
твердости по Виккерсу, то для гомо-
генных структур эти значения при-
мерно совпадают.
Микротвердость измеряют на ме-
таллографических шлифах, методы
приготовления которых описаны в п. 1.
В табл. 42 приведены значения микро-
твердости различных структурных
составляющих.
Ударная вязкость. Испытание на
ударную вязкость заключается в раз-
рушении образца с надрезом, лежащего
на двух опорах, и определении работы,
затраченной на разрушение. При этом,
согласно ГОСТ 9474—73, используются
три типа образцов, показанные на
рис. 98. Основной тип образцов имеет
поперечное сечение 10Х10 мм и
длину 55 мм. Расстояние между опо-
рами при испытании обычно состав-
ляет 40 мм. Удар наносится со сто-
роны, противоположной надрезу.
Ударная вязкость образца склады-
вается из работы зарождения трещины
ав и работы распространения тре-
щины ар:
ав = ав + ар-
При испытании образцов с трещи-
ной ав = 0 определяется только работа
распространения трещины. Построив
температурную зависимость ан или
зависимость доли вязкой составляющей
в изломе от температуры с помощью
фрактографии, определяют порог хлад-
ноломкости. Упрочненные полосы
или сварные швы в образцах после
лазерной обработки могут быть рас-
положены как вдоль надрезов, так
и поперек их.
Испытания образцов на двухопор-
ный ударный изгиб в соответствии
с ГОСТ 9454—78 проводят с помощью
маятниковых копров (табл. 43).
Износостойкость. Согласно ГОСТ
27674—88 износостойкость — это спо-
собность материала сопротивляться
изнашиванию. Она оценивается вели-
чиной, обратной скорости или интен-
сивности изнашивания. Виды изна-
шивания можно разделить на две
большие группы: 1) нормальное изна-
шивание, которое включает нормаль-
ное окислительное изнашивание
пленок некислородного происхожде-
ния, окислительное абразивное изна-
шивание; 2) недопустимое изнаши-
43. Технические характеристики копров для испытания
ва ударную вязкость
Тип копра Максимальный за- пас потенциаль- ной энергии, Дж Габаритные 1 размеры, мм Размеры испытуе- мых образцов, мм
Ио 5003-0,3 2010 КМ-30 ———- 300 300 2100Х 800Х 1560 2060Х685Х 1530 55Х I0X Ю
13*
372
Методы исследования свойств материалов после лазерной обработки
Рис, 99. Кинетическая кривая изнаши-
вай ия
вание, которое включает схватывание
I и II рода (холодный и горячий за-
диры), фреттинг-процесс, абразивную
повреждаемость, контактную уста-
лость, коррозию, эрозию, кавитацию
и др. [60]. Среди первой группы
наиболее распространено нормальное
окислительное изнашивание, при
котором на трущихся поверхностях
образуются защитные окисные пленки.
Для нормального изнашивания на
кривой «износ — время» имеются
три участка, соответствующие трем
стадиям изнашивания (рис. 99). На
стадии 1 (приработка) идет уменьше-
ние интенсивности изнашивания в ре-
зультате устранения начальных неров-
ностей на поверхности. На стадии 2
(установившееся изнашивание) ско-
рость изнашивания почти постоянна.
На стадии 3 скорость изнашивания
увеличивается обычно по экспоненте.
Наиболее благоприятным с точки
зрения долговечности трущихся пар
является нормальное установившееся
изнашивание.
Схватывание I рода, или холодный
задир, происходит при малых скоро-
стях перемещения трущихся пар
с удельными нагрузками выше предела
текучести. Схватывание II рода, или
горячий задир, наблюдается при высо-
ких скоростях перемещения с боль-
шими удельными нагрузками и де-
формациями. Фретп. нг-процесс за-
ключается в образовании ямок, воз-
никающих при небольших перемеще-
ниях возвратно-поступательного типа.
Контактная усталость — это на-
копление повреждений в поверхно-
стных слоях под действием цикличе-
ских контактных нагрузок, в процессе
которого имеет место образование тре-
щин, а также наблюдается появление
питтингов.
Различные схемы испытания на
изнашивание представлены на рис. 100.
Результаты испытаний различными
методами обычно несопоставимы. При
испытании на изнашивание сплавов
после лазерной обработки поверхности
в большинстве случаев используют схе-
мы, в которых испытывается в паре
трения довольно большая упрочненная
поверхность. Схема наложения упроч-
ненных полос в этом случае является
предметом исследований.
Для локального исследования изно-
состойкости структуры в той или иной
части зоны лазерного воздействия при-
меняется «пальчиковая» схема, при
которой сферическое контртело не-
больших размеров находится в кон-
такте с тем или иным участком ЗЛВ.
Хорошие результаты получены при
использовании метода акустической
эмиссии при регистрации параметров
изнашивания. Износ обычно измеряют
в линейных, объемных, массовых вели-
чинах. Коэффициент трения опре-
деляется соотношением р = F/N,
где F — сила, препятствующая вза-
имному перемещению: W — нормаль-
ная составляющая внешней силы, цей
ствующей на контактную поверхность.
Отношение работы трения А, затрачен-
ной на удаление массы ДЛ4, к этой
массе является общим критерием раз-
рушения:
Лн = А/АМ.
Характеристики машин для испы-
тания на трение и изнашивание пред-
ставлены в табл. 44.
Усталостная выносливость. Основ-
ные схемы нагружения образцов при
испытаниях на усталостную вы-
носливость (ГОСТ 25502—82) приве-
дены на рис. 101. Обычно применяется
схема чистого изгиба при вращении
с частотой со, особенностью которой
является постоянство изгибающего
момента под действием силы Р на всей
рабочей длине образца. Используются
также схемы поперечного изгиба при
вращении (рис. 101, б), чистого изгиба
в одной плоскости под действием изги-
бающих моментов Ми (рис. 101, «)>
а также поперечного изгиба в одной
плоскости под действием знакопере-
Методы исследования механических свойств
373
—Сопло
V/77T777?/.VH7"’
е) Образец
Испытание
подшипников
Рис. 100. Схемы испытаний на изнашивание:
а — при скольжении без смазочного материала;
б — при скольжении со смазочным материалом;
в — трение со смазочным материалом н без него;
г — при качении без смазочного материала; д —
при ударном воздействии; е — кавитациоииое;
ао — специальные виды
менного усилия Р (рис. 101, г). Недо-
статок схем изгиба при вращении за-
ключается в том, что изгибающий
момент неравномерно распределен
по длине образца и максимальное его
значение достигается вблизи осно-
вания консоли.
Для испытания по схеме повторно-
переменного растяжения — сжатия
(рис. 101, д) применяют гидрспульса-
44. Машины для испытания на трение и изнашивание
Тип машины Диапазон вращения образца, об/мин Максимальный момент трения. Нм Г абаритные размеры, мм
2070 СМТ-1 А. 75 ... 750 20 1165Х530Х 1060
2168 УМТ Б. 150 ... 1500 10 650Х750Х 1650
I. 15... 150 40 650Х 850Х 1700
II. 30... 300 40 600Х 750Х 900
III. 150 ... 1500 20
IV. 300 ... 3000 20
374
Методы исследования свойств материалов после лазерной обработки
I Образец,
। Образец
В)
Образец
е)
Образец
6)
Рис. 101. Схемы нагружения образцов при усталостных испытаниях:
а — чистый изгиб при вращении; б — поперечный изгиб при вращении; в — чистый изгиб
в одной плоскости; г — поперечный изгиб в одной плоскости; д — повтор ио-перемен ное
растяжение—сжатие; е — повторно-переменное кручение
Рис. 102. Форма стандартных образцов и схемы испытания на усталость:
а — цилиндрические гладкие; б — плоские; в — цилиндрические с надрезом; Мя —
изгибающий момент; Л1и — момент кручения; Р — растягивающее усилие
ционные и резонансные испытатель-
ные машины. Испытания при по-
вторно-переменном кручении под дей-
ствием знакопеременных крутящих
моментов AfH осуществляют на спе-
циальных машинах (рис. 101, е). На
рис. 102 приведены типы стандартных
образцов, применяющихся при раз-
личных схемах нагружения. Диаметр
рабочей части цилиндрических гладких
образцов d составляет обычно 5 ...
10 мм, а диаметр образцов с надрезом
D = 10 ... 20 мм, при глубине надреза
t = 0,250. В плоских образцах ши-
рина рабочей части В = 10 ... 22 мм,
а толщина h = 5 ... 10 мм. Качество
поверхности образцов должно соот-
ветствовать 9—10-му классам чистоты.
В результате усталостных испыта-
ний находят различные характери-
стики. Долговечность определяется
числом циклов до разрушения образца
при заданном напряжении, предел
выносливости oR — наибольшим зна-
чением максимальных напряжений
цикла, при которых не наступает
усталостное разрушение образца при
сколь угодно большом числе циклов
нагружения. При постоянном сред-
нем напряжении цикла за предел вы-
носливости принимают наибольшее
значение средней амплитуды напря-
жений цикла Оа = (Стах
при которых не происходит устало-
стного разрушения. Для определения
предела выносливости проводят не-
сколько испытаний образцов при раз-
личных значениях максимальных
напряжений цикла и строят так назы-
ваемую кривую усталости, обычно
в логарифмических координатах
(рис. 103). Постоянное значение птях
равно пределу выносливости ов.
В случае, когда кривая усталости не
достигает горизонтального участка
(кривая 2, рис. 103), определяют огра-
ниченный предел усталости, равный
наибольшему значению напряжений
°тах> которое материал выдерживает,
не разрушаясь в течение определенного
числа циклов, т. е. базы цикла.
По ГОСТ 25502—82 за базу цикла
рекомендуется выбирать N = 10’ цик-
лов при испытаниях на многоцикловую
Методы исследования механических свойств
375
усталость при частоте нагружения
10 ... 300 Гц.
При испытаниях на малоцикловую
усталость частота нагружения обычно
3 ... 5 Гц и база испытания не пре-
вышает 5-107 циклов. Испытания на
малоцикловую усталость чаще всего
проводят по схеме растяжение —
сжатие. При этом чаще всего приме-
няются образцы в виде пластины
толщиной Л = 3 ... 6 мм, шириной
В = 30 ... 40 мм, длиной более чем
L > 4В с отверстием в центре диаме-
тром d = В/6. Характеристики вы-
носливости при малоцикловой уста-
лости — ограниченный предел вы-
носливости, усталостная долговеч-
ность, отношение агоах/ ов, при котором
происходит разрушение после за-
данного числа циклов.
В условиях малоциклового нагру-
жения обычно проводят испытания на
циклическую трещиностойкость, в ре-
зультате чего определяют скорость
роста трещины при усталости dl/dN.
При этом обычно используются прямо-
угольные образцы с прорезью и уста-
лостной трещиной, нанесенной перед
испытанием в прорезь. Поверхность
трещины перпендикулярна растяги-
вающим напряжениям при испытании.
Наибольшее распространение полу-
чили образцы шириной В = 200 ...
500 мм, длиной L — ЗВ и длиной
исходной щели 21е = 0,3В—4 мм, при-
чем 21/В — 0,3, где / = /0 + А/,
а А/ — длина предварительно нане-
сенной усталостной трещины (1,5 ..
2 мм). При испытаниях измеряют
длину I развивающейся трещины по
мере увеличения числа циклов нагру-
жения, затем вычисляют скорость роста
трещины и строят диаграмму устало-
стного разрушения в координатах
lg (dl/dN) — lgkmsx (рис. 104), где
*шах — коэффициент интенсивности
напряжений цикла. Иногда вместо kwax
вводится Д& — размах коэффициента
интенсивности напряжений. Коэффи-
циент интенсивности напряжении
зависит от схемы нагружения и опре-
деляется по формулам:
при растяжении — сжатии k^ax =
= У (PmaxVirtVb)-.
при изгибе с вращением femax =
= (И.2Л1етах1/^-|/ХУ.
Рис. 103. Кривые усталости:
1 — для железоуглеродистых сплавов; 2 —
для некоторых цветных сплавов
где У — коэффициент, определяемый
геометрией образца; Втах — макси-
мальная нагрузка цикла; X — без-
размерная длина трещины; t — тол-
щина образца; Ь — размер образца
вдоль оси трещины; Мтах — макси-
мальный изгибающий момент.
Диаграмма усталостного разруше-
ния состоит из трех участков (рис. 104).
На участке 1 при низких значениях
скорости роста трещин dl/dN (менее
10~6 мм/цикл) значения йтах прибли-
жаются к пороговому значению ks,
при котором трещина не развивается
на протяжении заданного цикла на-
гружений. На участке 2 в диапазоне
dl/dN — 106 ... 10s мм/цикл имеют
место зависимости
dl/dN = с (kms^)m' или
dl/dN = с (Afe)m,
где с, с', т, т' — числовые коэффи-
циенты, причем т = 2 ... 10, т =
= 2 ... 6.
Igldl/dN)
Рис. 104. Диаграмма усталостного разру-
шения
376
Методы исследования свойств материалов после лазерной обработки
На участке 3 скорость роста тре-
щины резко возрастает с увеличением
Лп1ах. Значения Лтах или АЛ, при кото-
рых происходит разрушение образцов,
обозначают Л1С или kc и называют
циклической вязкостью разруше-
ния.
Испытания на циклическую трещи-
ностойкость проводят на машинах,
оснащенных приборами для точного
определения длины трещины, на-
пример микроскопами.
Остаточные напряжения. Качествен-
но формирование напряжений при
охлаждении поверхности можно
представить таким образом. После пре-
кращения лазерного воздействия
наиболее быстро охладится внутренний
слой металла, лежащий возле непро-
гретого исходного слоя. Приповерх-
ностный слой охлаждается и, следова-
тельно, сжимается в последнюю оче-
редь. В процессе сжатия он воздей-
ствует на внутренний слой, формируя
и в нем сжимающие напряжения, в то
время как на поверхности форми-
руются растягивающие Вместе с тем
в поверхностном слое сталей мартен-
ситное превращение идет в последнюю
очередь. Поскольку мартенсит имеет
большой удельный объем, то в при-
поверхностном слое в это время идет
расширение и возникновение сжима-
ющих напряжений за счет фазовых
превращений. В результате значение
и знак остаточных напряжений оост
зависит от соотношения термических
°терм и фазовых Офаз напряжений с
учетом возможных пластических эффек-
тов. При отерм > Офаз на поверхности
формируются растягивающие напря-
жения, а при атерМ< °фаз —сжима-
ющие.
Для исследования распределения
остаточных напряжений в поверхно-
стных слоях после лазерной закалки
применяют два метода: метод стравли-
вания (метод Давиденкова) и рентге-
новский метод. Экспериментальное
определение остаточных напряжений
в поверхностном слое по методу Дави-
денкова основано на регистрации изме-
нения прогиба свободного конца пло-
ского образца после стравлирчния ис-
следуемого поверхностного слоя.
Тогда остаточные напряжения можно
определить по формуле
£с? АД
°- 3Z2 (1 — р) АЛ • <77)
где Е — модуль упругости (модуль
Юнга); р — коэффициент Пуассона;
d — толщина образца; I — длина
образца; Д/р— стрела прогиба; АЛ —
толщина снятого слоя [40].
Для получения корректных резуль-
татов упрочнению необходимо под-
вергать полностью всю сторону пла-
стины. Вычисленное по формуле (77)
значение является усредненным для
всего стравливаемого объема. При ла-
зерной обработке имеется значительная
неравномерность распределения тем-
пературы по глубине и ширине зоны
лазерного воздействия и значитель-
ная структурная неоднородность. Это
приводит к большой неравномерности
в распределении остаточных напря-
жений. В таком случае метод Давиден-
кова для исследования остаточных
напряжений по поверхности зон ла-
зерного воздействия непригоден.
Рентгеновский метод определения
остаточных напряжений основан на
точном измерении периодов решетки.
При плосконапряженном состоянии
изменение периода кристаллической
решетки в нескольких зернах в не-
котором произвольном направлении
пропорционально деформации в этом
направлении. Тогда между остаточным
напряжением о^,, действующим по по-
верхности образца, и изменением пе-
риода кристаллической решетки имеет-
ся аналитическая связь:
Е 1
а<₽ — 1 + р. sin2 ф dy ’
где ф — угол падения рентгеновского
пучка; d± — межплоскостное рассто-
яние для плоскостей, параллельных
поверхности; — межплоскостное
расстояние для того же семейства
плоскостей, перпендикулярных к на-
правлению, определяемому углами <Р
и ф [141]. При съемке с помощью
дифрактометра межплоскостные рас-
стояния удобно выразить через угол 20:
£ ctg О (20о — 20ф)
ач> ~ 2 (1 _|_ р.) sin2 ф ’
где 20о — брегговский угол при ф = 0;
Состав лазерного технологического оборудования
377
26^, — брегговский угол при наклонной
съемке под углом ф. Исследование
проводится без разрушения поверх-
ности. напряжения определяются
в тонком приповерхностном слое глу-
биной до 30 ... 50 мкм. Ширина рент-
геновского пучка на поверхности может
составлять 0,5 мм, поэтому метод
применяется для исследования рас-
пределения напряжений по упрочнен-
ной лазером поверхности.
Для анализа железоуглеродистых
сталей фиксируют центральную
часть профиля дифракционной линии
[211]. В связи со значительным уши-
рением дифракционных линий при
лазерной обработке для определения
смещения линий, обусловленного
макронапряжениями, рекомендуется
использовать смещение вершины
квадратичной параболы, аппроксими-
рующей центральную часть дифрак-
ционной линии [138].
Г лава 5
ЛАЗЕРНЫЕ ТЕХНОЛОГИЧЕСКИЕ КОМПЛЕКСЫ
23. СОСТАВ ЛАЗЕРНОГО
ТЕХНОЛОГИЧЕСКОГО
ОБОРУДОВАНИЯ
Универсальные свойства лазер-
ного излучения позволяют осуще-
ствлять широкий спектр технологи-
ческих операций в машиностроении.
Оборудование для выполнения этих
операций может быть различно как
по составу, так и по назначению [87].
В настоящее время нет четких клас-
сификационных систем лазерного тех-
нологического оборудования. По со-
ставу лазерное технологическое обо-
рудование может быть технологиче-
ским лазером (ТЛ), лазерной техноло-
гической установкой (ЛТУ) и лазерным
технологическим комплексом (ЛТК).
Осуществление большинства опера-
ций невозможно без использования
вспомогательной технологической
оснастки (ВТО).
Технологический лазер — это источ-
ник лазерного излучения, соответству-
ющий заданным техническим требо-
ваниям с необходимым комплектом
запасных частей. Технологическое на-
значение лазера и основные характе-
ристики определяет заказчик исходя
из условий производства. ТЛ является
основным компонентом лазерного
технологического оборудования, хотя
самостоятельно в промышленности
практически не применяется.
Лазерная технологическая уста-
новка — это технологический лазер
с внешним оптическим трактом, ком-
плектом внешней оптики и соответ-
ствующим числом запасных частей.
В некоторых случаях в ЛТУ имеется
манипулятор изделий, работа которого
не связана с работой технологического
лазера. ЛТУ предназначены в основ-
ном для создания специализированных
комплексов на предприятиях заказ-
чика. Технические требования к внеш-
ней оптике определяются обычно со-
вместно заказчиком и изготовите-
лем.
Практически все зарубежные фирмы
в настоящее время на продажу вы-
ставляют не технологические лазеры,
а как минимум лазерные технологиче-
ские установки. Выпускаемая в СССР
мелкими сериями установка «Кипр»
содержит кроме СО2-лазера мощностью
около 900 Вт внешний оптический
тракт трубчатого типа, в котором опти-
ческая головка с отклоняющим зерка-
лом может перемещаться в пределах
450 мм от выходного окна лазера.
В ГДР на комбинате точной меха-
ники (г. Халле) на базе СО2-лазера
SM-400 (диапазон регулирования вы-
ходной мощности 150 ... 400 Вт, апер-
тура 12 мм, стабильность мощности
±2%) выпускаются ЛТУ, в состав
которых входит оптический распре-
делитель луча, резак, стол для крепле-
ния всех составных частей ЛТУ [203].
В СССР на базе лазера «Карат» вы-
пускаются ЛТУ «Комета» и «Латус-31»,
которые кроме оптического тракта и
378
Лазерные технологические комплексы
комплекта внешней оптики имеют не-
большой технологический столик.
Как в социалистических, так и в ка-
питалистических странах наибольшее
распространение получили лазерные
технологические комплексы. Лазер-
ный технологический комплекс — это
ЛТУ, снабженная манипулятором
изделия или оптики, ВТО и общей
системой управления для проведения
технологических операций. Все части
ЛТК функционально связаны между
собой для выполнения технологиче-
ского процесса. Практически только
при наличии ЛТК можно успешно
выполнять те или иные технологиче-
ские операции в достаточном объеме.
В случае применения автоматизиро-
ванного манипулятора изделия или
оптики и наличия соответствующих
систем связи между системами управ-
ления манипулятором и лазером ком-
плекс считается автоматизированным
технологическим комплексом (АЛТК).
По назначению и способности вы-
полнять то или иное число операций
всю гамму лазерного технологического
оборудования принято делить на уни-
версальное, специализированное и
специальное. Соответственно этому
оно используется в мелком, серийном
и массовом производстве.
Специализированный ЛТК создает-
ся на основе одного отработанного
технологического процесса при обра-
ботке одной детали и предназначен
для предприятий, выпускающих огра-
ниченную номенклатуру изделий
крупными сериями. При смене техно-
логического процесса на новый боль-
шая часть такого оборудования, в ча-
стности манипулятор изделия или оп-
тики, подлежит замене.
Специальные ЛТК создаются для
решения специальных единичных
крупных задач, возможно разового
исполнения.
Универсальные ЛТК и АЛТК яв-
ляются общепромышленнным оборудо-
ванием и предназначены для выполне-
ния целого ряда операций или для
обработки нескольких деталей. Обычно
универсальные ЛТК используются в се-
рийном и мелкосерийном производстве,
и при смене технологического процесса
они сохраняют свой состав и основные
функции.
Вспомогательная технологическая
оснастка является дополнительным
оборудованием, обеспечивающим вы-
сокое качество технологических про-
цессов. ВТО носит общепромышленный
характер и может включаться в со-
став ЛТК по требованию заказчика
в зависимости от выполняемой задачи.
ВТО можно разделить на несколько
групп.
1. Оборудование для подготовки
технологического процесса. К нему от-
носятся установки и приспособле-
ния для нанесения покрытий перед
лазерной закалкой. Наиболее часто
для этой цели применяют пневмо-
распылители , а для сушки покрытия —
подогретый воздух. При нанесении
поглощающих покрытий с помощью
фосфатирования и оксидирования
применяется типовое промышленное
оборудование для осуществления этих
процессов. Для загрузки деталей и за-
готовок большое распространение
получили роботы-загрузчики со
специальными захватными устрой-
ствами. Например, в качестве захват-
ных устройств для загрузки листов
используются чашечные присосы [177].
2. Датчики и устройства для контро-
ля за ходом технологического процесса.
Это визуализаторы лазерного излу-
чения, пирометры, датчики зазора ме-
жду обрабатываемым материалом
и оптико-фокусирующей головкой.
В установках и комплексах для мар-
кировки изделий телевизионные эк-
раны визуализаторов имеют коорди-
натные сетки для контроля за про-
цессом. ЛТК английской фирмы «Ла-
зер катинг» (Laser Ratting, Велико-
британия) оснащены системой слеже-
ния за линией шва и свариваемыми
кромками. Для качественного осу-
ществления технологического про-
цесса крайне важным является нали-
чие связи этих датчиков с системой
управления комплексом.
3. Вспомогательные устройства для
качественного проведения технологи-
ческих процессов. Широко применя-
ются устройства, используемые при
проведении сварочных работ и напла-
вочных работ в машиностроении. На-
пример, для подачи присадочного по-
рошка используются горелки для газо
пламеииого напыления покрытий.
Специализированные ЛТК
379
Для подачи присадочной проволоки
могут применяться системы планетар-
ного типа «Изоплан» и «Изомодуль»,
выпускаемые в НРБ. Разрабатываются
и специальные устройства для подачи
присадочных материалов при лазер-
ной обработке.
Устройства для водяного и воздуш-
ного охлаждения, а также сопла для
подачи защитного газа в зону обра-
ботки имеют конструктивные особен-
ности, которые в сильной степени
зависят от типа фокусирующих голо-
вок, типа лазера, типа процесса и др.
Для осуществления процесса лазер-
ной сварки применяются в большом
количестве различные зажимы и
фиксаторы свариваемых частей.
4. Средства защиты и техники безо-
пасности. К ним в первую очередь от-
носятся шкафы, кожухи, закрыва-
ющие оптический тракт, защитные
экраны, общая и локальная системы
вентиляции. Наиболее полно вы-
полняются требования техники без-
опасности при использовании шкафов,
вмещающих в своем объеме весь мани-
пулятор изделия и оптики, как это
сделано в АЛТК фирмы «Мультик»
(Multik, ФРГ). Однако при больших
габаритах рабочей зоны, что имеет
место в АЛТК портального типа, это
оказывается невозможным.
5. Системы контроля качества обра-
батываемых изделий. К этой группе
также относятся приборы, использу-
ющиеся в общем маши построении: твер-
домеры, контрольно-измерительные
машины, профилографы-профиломе-
тры, микроскопы и т. д.
24. СПЕЦИАЛИЗИРОВАННЫЕ
И СПЕЦИАЛЬНЫЕ ЛАЗЕРНЫЕ
ТЕХНОЛОГИЧЕСКИЕ КОМПЛЕКСЫ
Обычно специализированные и спе-
циальные ЛТК предназначены для
обработки одной детали. Для обра-
ботки определенной детали необхо-
димо одно или несколько простых
перемещений, и эти перемещения опре-
деляют конструкцию и компоновку
ЛТК. Например, резка труб реализует-
ся обычно двумя перемещениями: по-
дача трубы в рабочую зону и переме-
щение трубы под стационарным лазер-
ным лучом. Зная эти перемещения, раз-
работчик выбирает уже известные узлы
и механизмы для реализации переме-
щений, компонует их в конструкцию
и привязывает к общему технологи-
ческому потоку. Никаких лишних уз-
лов в специализированном ЛТК не
бывает.
Специализированные АЛТК компо-
нуются таким образом, чтобы достичь
максимальной производительности.
В состав специализированных АЛТК,
кроме ЛТУ, входит конвейерная ли-
ния, механизм подачи заготовок из
конвейерной линии в зону обработки
и обратно, манипулятор изделия.
Примером специализированных ком-
плексов являются ЛТК для лазерного
термоупрочнения картеров рулевого
управления на предприятии «Джене-
рал Моторе» (General Motors, США)
[230]. Программа в 30 тыс. деталей
в год выполняется по двум вариантам:
на пятнадцати лазерах фирмы «Фотон
соурсес» (Photon Sources, США) при
мощности 0,5 кВт и скорости 1,54м/мин
и на двух лазерах фирмы «Спектра
Физике» (Spectra Physics, США) мо-
дели 971 при мощности 1 кВт и ско-
рости 2,7 м/мин. В состав комплекса
кроме лазера входит технологический
пост и оптическая головка для нанесе-
ния упрочненных полос на внутренней
поверхности втулки из феррито-
перлитного ковкого чугуна.
В СССР в 1978 г. на АЗЛК внедрен
специализированный лазерный техно-
логический комплекс для термо-
упрочнеиия опорных поверхностей
корпуса коробки дифференциала зад-
него моста автомобиля «Москвич»
[132]. На комплексе, который вклю-
чает в себя два лазера «Кардамон»,
манипулятор изделия, оптико-меха-
ническую систему, при двухсменной
работе обрабатывается около 1200 де-
талей в сутки.
В ГДР на предприятии «Упаковоч-
ная тара* создан специализированный
комплекс для упрочнения валов для
рифления картона на базе лазера
SM-400. Здесь оптическая головка пе-
ремещается вдоль вала, упрочняя вер-
шину зуба. Затем вал поворачивается
иа шаг зуба и упрочнение идет в об-
ратном направлении.
380
Лазерные технологические комплексы
Рис. 106. Схема автоматизированной линии LBWe6000R для лазерной сварки фирмы
«Лейбольд Херауес» (ФРГ)
Максимальный эффект от использо-
вания специализированных ЛТК полу-
чают при работе их в составе автома-
тизированных линий. Примером такого
специализированного АЛТК является
автоматизированная и роботизиро-
ванная линия «Комау» для лазерной
сварки шестерен легкового автомобиля
на фирме «Фиат» (Fiat, Италия). В со-
став линии входит технологический
лазер «Спектра физикс-973», конвейер
для подачи шестерен, технологический
стол для вращения и перемещения
изделий, роботы-манипуляторы для
установки деталей на технологический
стол и снятия их, а также пресс для
запрессовки шестерни на трубчатую
заготовку перед сваркой.
При разработке таких линий особое
внимание уделяется обеспечению вы-
сокой производительности, поскольку
оборудование предназначено для
работы в условиях массового произ-
водства. В связи с этим необходимо
обеспечить наибольшее время работы
лазера. На рис. 105 приведена схема
линии LBW-600R фирмы «Лейбольд
Херауес» (Leybold Heraeus, ФРГ), пред-
назначенной для сварки деталей на
базе лазера мощностью 6 кВт. Деталь
с конвейера переставляется на двух-
позиционный поворотный стол с по-
мощью робота-перегрузчика. На
одной позиции поворотного стола идет
сварка, а на другой в это время —
установка и подготовка заготовок.
Такой же принцип используется и на
автоматизированной линии «Комау».
В конструкции линии LBW-1500 S3
этой же фирмы, предназначенной для
сварки шестерен, предусмотрено три
рабочие позиции (рис. 106). На эти
позиции поочередно подается излуче-
ние от лазера мощностью 1,5 кВт.
В технической литературе описана
установка фирмы «Мессер Грисхайм»
(Messer Griesheim, ФРГ) для сварки
тарельчатых толкателей на автомо-
бильном заводе. Установка пущена
в 1984 г., производительность ее 20 тыс.
деталей в день при двухсменной ра-
боте 1193].
Аналогичную линию для сварки ги-
дравлических толкателей клапанов ди-
зельных двигателей создала в 1984 г.
фирма «Спектра физике» по заказу
фирмы «Даймлер Бенц» (Daimler Вепг,
ФРГ). Здесь используется лазер
Характеристика и классификация универсальных ЛТК
381
для лазерной сварки шестерен LBW-I600
Рис. 106. Схема автоматизированной линии
S3 фирмы «Лейбольд Херауес» , (ФРГ)
мод. 820 мощностью 1,5 кВт. Манипу-
лятор разработан и изготовлен фирмой
«Гельд Зондермашиненбау» {Held Son-
dermaschienenbau, ФРГ). Установка
имеет два сварочных поста, которые
попеременно обслуживаются лучом
лазера.
В мировой практике имеется уни-
кальный комплекс для резки банкнот
Английского банка. На выставке «Ла-
зер-87» в г. Монхене фирма «Спектра
Физике» показала ЛТК для резки
матов из стекловаты. В установке
применены три лазера мод. 820 мощ-
ностью 1,5 кВт с тремя объединенными
оптическими головками. Скорость
резки стекловаты 20 м/мин.
ЛТК для пробивки отверстий в дет-
ских сосках разработан фирмой «Ко-
герент Лтд.» {Coherent Ltd., США,
английский филиал фирмы «Коге-
рент», США). СО2-лазер мощностью
150 Вт с частотой следования импуль-
сов 80 Гц одновременно обрабатывает
Пять сосок, делая в каждой четыре
отверстия диаметром 0,15 ... 0,5 мм.
Производительность комплекса 10 тыс.
отверстий в минуту, стоимость 120 тыс.
долларов. В мире работают 12...
15 таких систем. Этой же фирмой
создана специализированная ситсема
для прожигания отверстий в резино-
вых диафрагмах клапанов-регуляторов
автомобилей. Здесь используется
СО2-лазер мощностью 100 Вт. Отвер-
стие диаметром 0,64 мм в резине тол-
щиной 0,5... 1,25 мм пробивается за
0,8 с без образования заусенцев.
Практика использования специали-
зированных ЛТК показала их высо-
кую эффективность при очень большой
программе изделий, т. е. в условиях
массового производства.
25. ХАРАКТЕРИСТИКА
И КЛАССИФИКАЦИЯ
УНИВЕРСАЛЬНЫХ ЛАЗЕРНЫХ
ТЕХНОЛОГИЧЕСКИХ
КОМПЛЕКСОВ
Универсальные ЛТК не содержат
в своем составе узлов для привязки
их к общему технологическому потоку
на производстве. Универсальные ЛТК
могут использоваться как в массовом.
382
Лазерные технолоеические комплексы
Рнс. 107. Схема АЛТК, разработанного на предприятия <Униои> (ГДР) на базе метал-
лообрабатывающего центра CBFK-00:
1 — лазер; 2 — затвор; 3 — лучепровод; 4 — места соединений; 5 — вертикальный ту-
бус лучепровода; 6 — отклоняющая система; 7 — поворотный механизм; б — корпуо
шпинделя; 9 — поляризатор; 10 — корпуо головки; 11 — обрабатывающая головка;
12 — сталь; 13 — станина; 14 — подставка
так и в серийном производстве. На
первых стадиях разработки при созда-
нии нового ЛТК иногда используют
уже известные конструкции традицион-
ного оборудования в станкостроении
и робототехнике. Использование этих,
уже отработанных в станкостроении
компоновок, хотя и не учитывает
специфичности лазерного оборудова-
ния, дает экономию при разработке
ЛТК и позволяет быстро реализовать
разработку. Примером такого кон-
структивного решения является ЛТК
для лазерной резки, созданный в ГДР
и экспонировавшийся на выставке
в Берлине в 1987 г. [203]. Излучение
СО2-лазера SM-400 мощностью 400 Вт
подается на однокоординатный стол
металлообрабатывающего центра
CBFK-90, выпускаемого на предпри-
ятии «Унион» (Union, ГДР) (рис. 107).
Оптическая система перемещается
по координатам у и z с помощью
шпиндельной части центра, имеющей
гидропривод с грузоподъемностью
5000 кг. Ввиду излишней грузоподъем-
ности и наличия гидростанции кон-
струкция отличается громоздкостью.
Кроме того, в силу большой массы
перемещающихся частей имеются огра-
ничения по скорости обработки, что
не позволяет в полной мере реализовать
преимущества лазерного излучения.
Однако подавляющее большинство
ЛТК максимально используют досто-
инства и специфику лазерного излуче-
ния. Поэтому конструкции ЛТК резко
отличаются от конструкций технологи-
ческого оборудования, применяемого
для обработки материалов в машино-
строении.
Примеры универсальных АЛТК,
выпущенных промышленностью за-
падных стран в 1979 ... 1987 гг., и их
технические характеристики при-
ведены в табл. 45. Видно, что наи-
большее число универсальных АЛТК
разработано и выпущено фирмами
ФРГ, США, Швейцарии, Японии. По-
давляющее большинство АЛТК пред-
назначено для резки материалов. В ос-
новном применяются СО2-лазеры мощ-
ностью 0,5 ... 1,5 кВт, хотя в послед-
ние годы интенсивно ведутся работы
и ад созданием комплексов на базе
твердотельных лазеров. Однако имеют*
Характеристика и классификация универсальных ЛТК
383
ся комплексы, включающие в свой
состав более мощные лазеры. Так,
фирма «CBL оптроникс» (CBL optro-
niks, Бельгия) выпустила АЛТК для
сварки, резки и термообработки
Д/И 5000 с размерами рабочей зоны
3700X 2000X1400 мм на базе СО2-ла-
зера мощностью 5,0 кВт, а фирма
«Херауес» такой же АЛТК с разме-
рами рабочей зоны 2600X1800 X
X 1500 мм на базе СО2-лазера мощ-
ностью 6 кВт.
Для резки и обработки плоских
деталей используются АЛТК, имеющие
2 ... 3 степени свободы. Для про-
странственной обработки комплексы
имеют 5 ... 6 степеней свободы. Габа-
ритные размеры рабочей зоны ком-
плексов находятся в интервале 1000 ...
2600 мм, хотя АЛТК для маркировки
могут иметь значительно меньшие раз-
меры рабочей зоны. Однако имеются
и весьма крупногабаритные компле-
ксы. Фирма «Мурата Варнер» (Murata
Warner, Япония), на базе лазера
0,5 кВт разработала комплекс для
резки с габаритными размерами рабо-
чей зоны 7000Х 6300Х 1500 мм, при
этом точность позиционирования со-
ставляет 0,05 мм, а точность обработки
0,08 мм. В целом, как видно из та-
блицы, точность позиционирования со-
временных комплексов находится
в пределах 0,1 ...0,2 мм. Однако
в Швейцарии и Японии наблюдается
тенденция к значительному повышению
точности позиционирования. Так,
в АЛТК TLC-203 японской фирмы
«Марубени» точность позиционирова-
ния достигает 0,01 мм на базовой
длине 300 мм. Точность же вырезки
деталей может быть на порядок ниже.
Максимальные скорости обработки
современных АЛТК в большинстве
случаев находятся на уровне 10 ...
15 м/мин. В комплексах швейцарской
фирмы «Оптимо», а также итальянской
фирмы «Соитааб ди Монза» рабочие
скорости достигают 60 м/мин, а в ком-
плексах фирмы «Амада лазер» (США) —
даже 80 м/мин. Для реализации таких
скоростей в качестве исполнительных
механизмов перемещения используют-
ся линейные электродвигатели на
аэростатических опорах.
На особенности универсального ЛТК,
его конструкцию и основные техноло-
гические возможности решающее вли-
яние оказывают тип манипулятора
изделия или оптических систем и ха-
рактер их взаимного перемещения.
Определенное значение имеют также
тип лазера, размер и форма деталей,
характер выполняемой операции.
В связи с многочисленными особен-
ностями классификация универсаль-
ных АЛТК довольно сложна. Обычно
используются классификационные си-
стемы по ряду признаков: по соотно-
шению перемещения оптики и манипу-
лятора изделий, по числу выполняемых
операций, по форме обрабатываемых
изделий, по габаритным размерам ра-
бочей зоны и др. На рис. 108 при-
ведена классификация по наиболее
распространенному признаку — по
соотношению перемещения оптики и
изделия. В зависимости от этого при-
знака возможны следующие крупные
классы комплексов [202, 222]:
ЛТК с манипулятором изделий, т. е.
оптика неподвижна, а манипулятор
перемещает деталь;
ЛТК с манипулятором оптики, т. е.
деталь неподвижна, а оптика дви-
жется;
ЛТК смешанного типа, в которых
оптика и деталь подвижны.
В связи с этим в зависимости от
характера манипулятора изделий
имеются комплексы на базе двух-
координатных систем линейного
перемещения, на базе ротационных
систем и на базе манипуляторов изде-
лия со сложным перемещением.
ЛТК с манипуляторами изделия со
сложным перемещением обычно соз-
даются на базе двухкоординатных сто-
лов, на которые могут устанавли-
ваться различные ротационные си-
стемы. Могут также применяться в ка-
честве манипуляторов промышленные
роботы.
По характеру манипулятора оптики
можно выделить системы с перемеще-
нием оптических элементов по линей-
ной и вращательной траектории. ЛТК
с манипуляторами оптики со сложной
траекторией получили название
«лазер-робот».
ЛТК смешанного типа включают
перемещение оптики и детали как по
линейным, так и по сложным траек-
ториям.
К. 45. Технические хара ктеристики лазерных технологических комплексов
Модель Фирма, страна Мощность излучения, кВт Манип луча улятор изделия Габаритные раз- меры рабочей зоны, мм Точ- ность обра- ботки Скорость резки, м/мин Точ- ность пози- циони- рования
«Труматик лазер- пресс 180Т W» «Труматик лазер- пресс 300Z.IT» «Труматик Z.2000» «Труматик L5000» LB7-6A «Белкут» 618L 625L 1025L TLC-203 T’Z.C-303 TLC-306 TLC-408 TLC-510 «Трумпф» (Trumpf, ФРГ) «Береис» (Behrens, ФРГ) «Белкут» (Belkut, ФРГ) 0,375; 0,75; 1,0; 1,0; 1,5 1,0; 1,5 1,0; 1,5 1,0; 1,5 1,25 1,25 1,25 1,25 0,5; 1,0; 1,5 0,5; 1,0; 1,5 0,5; 1,0; 1,5 0,5; 1,0; 1,5 0,5; 1,0; 1,5 0,5; 1,0; 1,5 Y, Z А, В А, В, С X, Z Y, Z Y, Z Y, Z А, В, У, Z X, Y X, Y X X, Y, Z X, Y X, Y X, Y X, Y X X X X 1600X 2500 1580Х 2700 1600X 2000 3200Х 2000Х 750 1650Х 2500 1260Х 2000 1260X 2000 1250Х 2500 800Х 600Х 200 1000Х 1000Х 200 1900Х 950х 200 2500Х 1300Х 200 3100Х 1600Х 200 1350Х 2250Х 800 3200Х 2250Х 800 3200Х 2600Х 1500 5500Х 2600Х 1500 2000X 1250Х 600 1250Х 2000Х 400 2000Х 6000Х 600 2000Х 6000Х 600 ±0,01 / 1 ±0,1 ±0,1 Ь0,1 ±0,1 ±0,25 ±0,75 45 45 ’зо 10 1 ...6 1 ... 6 1... 6 1 ... 6 1... 6 / \ 60 60 60 60 0,1 ... 4 ±0,1 ±0,1 ±0,005
«Марубени корп.» (Marubeni corp, США) \- 300 ±0,02 300 ±0,02 300 ±0,03 300 ±0,04 300 ±0,01 ±0,01 ±0,01 ±0,01 ±0,1 ±0,125 ±0,125
«Сериес 100» «Сериес 200» «Сериес 500» «Сериес 600» ТЛК-1А 1825 LPC-66 LPC-48 LPC16-600 SS-525 SS-550 YAG TOOL LAY-608А АЛТК Тип 0 Тип 1 Тип 2 Тип 3 «Оптимо» (Optimo, Швейцария) ХООТ, Болгария «Аполло лазере» (Apollo lasers, США) eXMR лазер сис- теме» (XMR La- ser Systems, США) «Ласаг» (Lasag, Швейцария) «Рэйтон» (Raytheon, США) «Лазерметрикс» (Lasermetrics, США) «Тошиба» (Toshiba, Япония) «Дженерал элек- трик» (General Electric, США) «L Баллив» (L Balliv, Бель- гия) 0,2 ... 1,0 0,2 0,03; 0,1; 0,2; 0,3; 0,4 0,2 0,4 0,6 0,4 х, Y, г X, Y, Z X, Y, Z X, Y, Z X, Z X, Z X, Y, Z X, Y, Z : 1 1 < : : : : : : : : ; IIII
Лазерные технологические комплексы Характеристика и классификация универсальных ЛТК
Продолжение табл. 45
Модель Фирма, страна Мощность излучения, кВт Манипулятор Габаритные раз- меры рабочей зоны, мм Точ- ность обра- ботки Скорость резки, м/мин Точ- ность пози- циони- рования
луча изделия
«Юктхозес» <Лазконтур 50/50» «Л азконтур квин- та» «Л азконтур» LBW 1500S3 LBW 6000 BW 1000 WR/T800 В0750-3 АЛТ К для резки АЛТК для резки и сварки LIT241 АЛТК для резки То же САР-1000 А/С-1000-111 САР-1250 Fl С-1250-30-1500 «Мессер Грисхайм» 1,2 1,2 1 ... 4 1,2 1.6 3 ... 6 5 5 5 0,4 ... 1,2 0,4 ... 1,5 1,1 1,1 1,1 1,1 1 0,6 0,4 0,4 0,5; 0,85; 1,5 0,5; 1,0; 1.5 0,42 0,35; 0,5 0,35; 0,5 0,5; 1,0; 1,25 X, Y Y, Z, С, А Z Z X,’ Y, Z X, Z X, Y, Z X, У X, Y Z х, У, Z У, Z, А. С X, Y X, У X, Y X, Y X, У X х, У, А С С X, У, С, А С С X, Y С С X, Y X, Y X, У X X, Y X, Y 3000Х 2000Х 800 1650Х 600Х 1200 950Х 950х 950 800Х 800 1500Х 1000X 750 150Х 2000 100Х 1300Х 1000 500Х 500 1270Х 1270 1000Х 1250 1250Х 1250 1300Х 1500 3000Х 2000Х 250 3000Х 2000Х 250 4000Х 2400Х 250 1000Х 1000Х 400 2000Х 1500Х 400 3000Х 2000Х 400 1016Х 2032 | 1524x 3657 2438Х 1219Х 355 2015Х 1450 3000Х 1500 • • • 1000Х 1400; 1300Х 1900; 1500Х 2400 1250Х 1000 2500Х 3000 500X 400 900Х 1200 ±0,1 ±0,1 ±0,1 ±0,1 ±0,1 ±0,1 ±0,1 ±0,05 ±0,05 ±0.05 ±0,2 ±0,4 од ... 10 До 12 10 10 12 20 12 2000 2000 2000 2000 12 12 12 60 60 60 80 80 ’во’ 21 40 12 10 6 • • • 10 6 ±6,01 ±0,1 ±0,050 ±0,05 ±0,05 ±0,1 ±0,1 ±0,1 ±0,1 ±0,05 ±0,002 ±0,02 ±0,2 ±0,1 ±0,3 ±0,03 ±0,02 на 1000
«Лейбольд Хе- рауес» (Leybold Heraeus, ФРГ) «Херауес» (Heraeus, ФРГ)
«Лазер Уорк» (Laser Work, Швейцария)
«Лаурель инду- стрии» (Laurel Industries, США)
АЛТК для резки «Соитааб ди Монза» (Soitaab di Monza, Италия)
LC 644 11 LC 667 11 LCF 644 LCM 6510 АЛТК для резки, сварки Робот /ЯВ160В4- -4- лазер /?S-500 LCS 400-1 Эртемас Проделаз 2000 «Валкут LBCt LRF-420X «Мультисек» «Статосек» LA0404 «Националь» «Амада лазер» (Amada Laser, США)
«Беренс» (Behrens, ФРГ)
«Асеа» (ASEA, Швеция)
ГДР, ЧСФР
«Эртемас Хинен нейстакс» (Erte- тас chinen neus- tax, ГДР)
«Лазер текник» (Laser Techniques, Франция)
«Фольст альпине» (Foist alphine, Австрия)
«Раскин» (Raskin, Швей- цария)
«Мессер Грисхайм» (Messer Griesheim, ФРГ)
«Танака» (Tana- ka, Япония)
«Националь» (National, Япо- ния)
38S
Лазерные технологические комплексы
пмпшио напндЛ1эыаЛэи нынмоиз 03 ымашэпу ыыашзпз аын - HonbWLuod+ ипшdo у
ЛТК смешанного типа
иошз т<1ншрнпрЛооя + иошЛоу
пяпшио впнаЛчанаЛаи огонпанпи мнашэпу юнашзпз а юн -Honhowod + и ошЛоу
U0LU3 П1ЧНШОНПрЛооЯ + иршЛоу
пяпшио мапна'танадаи м/анжоиз оз 1ЯНЭШЗПЗ
ЛТК с манипулятором оптики
Универсальные ЛТК — шороЛ -Лас о у
пяпшио мэпна'трЛд э ымашэпу nxtdoia HoanfrioiDhwdg
оиояЛэс кзапЬпсноЬпоЛу
пяпшио ипнаТпамаЛаи огонпанпи tQWdujang иошЛои кзппЫЬятд V
аыичиошЛоу
•
нэпнаУпаыаЛаи hJIQHMOUD ОО 1чдошкивипнрр/ ыЛошнивипнРн - м шоу оу
ЛТК с манипулятором изделия
1ЧНдШЭПЗ anHHonhoujod-ciwouij а1чншонпрЛоояходУ
ыыашзпэ aKJHHonhoujod а1ЯнчиршноспЛог -ончиомпшЛад
Э1янч1/ошноспЛоу
а1Чнч1/ояпшЛэд
HnHainatuadau огонпанпш /ямашапэ а/чн -зрнпдЛоомЛдрГ' одшз -поЛшзЛ д1яншодхос 'ai4HLUDHngdoo>ndigtf
IQl/ОШЭ a!<JHШDнnpdoo>^*fig,g,
Рис. 108. Классификация ЛТК по соотношению перемещения оптики и изделия
Характеристика и классификация универсальных ЛТК
389
По количеству и типу выполняемых
операций имеются ЛТК. для однотип-
ных операций, например для лазерной
резки, лазерной сварки, термообра-
ботки и т. д. (рис. 109). Имеются также
многоцелевые ЛТК, которые скон-
струированы таким образом, что могут
после некоторой переналадки выпол-
нять несколько операций, например
сварку, резку и термообработку. В том
случае, когда переналадка при пере-
ходе с одной операции на другую
происходит автоматически, универ-
сальный комплекс имеет название «ла-
зерный обрабатывающий центр»
(ЛОЦ). Сейчас распространение полу-
чили ЛОЦ на базе твердотельных
лазеров (см. табл. 45).
На рис. НО приведена схема ЛОЦ
иа базе СО2-лазера, разработанного
в СССР. Он включает в свой состав
однокоординатный стол 4, однокоор-
динатный портал 7, по которому пере-
мещается вертикальный манипулятор 6
с вращателем 3 и оптической голов-
кой 5. Оптические головки подсоеди-
нены к вертикальному манипулятору
через специальную систему, позволя-
ющую операцию смены головок произ-
водить автоматически. Рядом с коор-
динатным столом расположен магазин
с оптическими головками барабанного
типа /. Смена оптических головок,
предназначенных для выполнения раз-
личных операций сварки, резки и
термообработки, происходит автома-
тически при соответствующем положе-
нии вертикального манипулятора
над магазином. Применение ЛОЦ Эф-
фективно при большом количестве мел-
ких партий деталей, подлежащих ла-
зерной обработке.
Максимальной универсальностью об-
ладают гибкие производственные си-
стемы (ГПС), в которых не только
смена оптических головок, но и весь
процесс при смене цикла деталей и
операций автоматизирован.
Комбинированные ЛТК кроме опе-
раций по лазерной обработке могут
выполнять и другие операции. Сейчас
ведутся разработки ЛТК для совме-
стного использования воздействия
лазерного излучения и неконцентри-
рованных источников нагрева, напри-
мер плазмы, газового пламени, элек-
трической дуги и т. д. В таких ком-
плексах удается повысить скорость
обработки, в несколько раз увеличить
глубину резки или сварки при сохра-
нении всех преимуществ лазерной об-
работки.
Большую перспективу имеют ком-
бинированные системы, использую-
щие лазер и оборудование для меха-
нической обработки материалов.
Комбинация лазера и пресса для вы-
рубки , высечки и штамповки уже
реализована в комплексах, получив-
ших название «лазер-пресс». Уже ис-
390
Лазерные технологические комплексы
2720... 3320
Рис. ПО. Схема лазерного обрабаты- J_______
вающего центра*.
1 — магазин оптических головок; 2 —
стойка портала; 3 — вращатель опти-
ческих головок; 4 — однокоординат-
ный стол; 6 — оптическая головка;
6 — вертикальный манипулятор; 7 — портал;
шкаф управления; 11 — баллонная рампа
8 — пульт управления; 9 — лазер; Ю
Характеристика и классификация универсальных ЛТК
391
пользуются такие же комбинированные
системы, в которых совмещен пресс
для объемной штамповки деталей и ла-
зер для снятия заусенцев. Ведутся
интенсивные разработки оборудования,
которое сочетает в себе обрабатыва-
ющий центр для обработки металли-
ческих деталей резанием и лазер для
локального упрочнения этих же дета-
лей при общем базировании на столе
обрабатывающего центра.
Определенную перспективу могут
иметь комбинированные установки
и комплексы, в которых лазерное
излучение используется для размяг-
чения металла перед резанием или
пластической деформацией.
По форме обрабатываемых изделий
ЛТК предназначаются для обработки
плоских деталей (резка и сварка ли-
стовых материалов и т. д.), для обра-
ботки тел вращения (резка и сварка
труб, термоупрочнение валов и т. д.).
Особый интерес представляют ком-
плексы для лазерной обработки дета-
лей сложной формы, в которых необ-
ходимо перемещение оптических
головок по сложной траектории. В этом
случае необходимо обеспечить пере-
мещение по пяти или шести координа-
там. Такие системы получили наимено-
вание лазерных роботов.
Габаритные размеры рабочей зоны
также влияют на конструкцию ЛТК:
в каждом размерном интервале пред-
почтительной оказывается та или
иная конструкция. Габаритные раз-
меры рабочей зоны манипулятора изде-
лия или оптики являются удачными
показателями классификации ЛТК
по следующим основным причинам:
в силу широкой универсальности
лазерного излучения большинство
технологических лазеров, за редким
исключением, позволяют при соответ-
ствующем технологическом оснаще-
нии проводить практически полный
набор технологических операций;
поэтому мощность лазера и его тип
ие оказывают решающего влияния на
конструкцию ЛТК в целом, а конструк-
ция ЛТК определяется типом и кон-
струкцией манипулятора;
решающее значение на выбор кон-
струкции манипулятора оказывает
форма детали, ее габаритные размеры
и траектория движения при обработке.
Широкая номенклатура изделий, под-
лежащих лазерной обработке, вполне
может быть классифицирована с доста-
точной определенностью по габарит-
ным показателям, следовательно,
по этим показателям могут классифи-
цироваться манипуляторы и все ком-
плексы в целом.
Ряд габаритных размеров универ-
сальных АЛТК приведен в табл. 46; 47.
Эти габаритные размеры являются
общими для двух больших групп
универсальных АЛТК;
АЛТК для плоской обработки;
АЛТК для пространственной обра-
ботки.
Габаритные размеры даны в соответ-
ствии с рядом нормалей линейных
размеров по ГОСТ: 250, 320, 400, 630,
1000, 1600, 2500, 3200, 4000, 6300,
10 000 мм по основному перемещению
(длине или продольному ходу). Попе-
речное перемещение выбрано из того
же ряда и сгруппировано с учетом
максимальной возможности обработки
деталей в пределах рабочей зоны.
Среди указанных размеров выделены
базовые размеры рабочих зон, которые
в основном определяют конструктив-
ные особенности манипулятора и
в дальнейшем могут быть изменены.
Для пространственной обработки
вводится дополнительно вертикальная
координата со следующим рядом раз-
меров: 100, 200, 320, 630, 1000, 1200
и 1600 мм. В результате появляется
возможность определения требований
к конструкциям манипулятора, а также
определения требований к основным
комплектующим изделиям.
В итоге оказывается возможным
определить, в каком интервале раз-
мерного ряда оказывается предпочти-
тельной та или иная конструкция
ЛТК, какие необходимо применять
комплектующие элементы и исполни-
тельные органы.
ЛТК на базе двухкоординатного
стола целесообразно использовать
при рабочем перемещении до 1000 мм.
Неподвижная оптика в этом случае
вносит минимальные искажения
в точность обработки. Система лазер —
пресс эффективна в интервале 630 ...
2000 мм. Мостовые или портальные
системы рационально применять при
габаритных размерах рабочей воны
392
Лазерные технологические комплексы
46. АЛТК для плоской обработки
Габаритные размеры ра- бочей зоны, мм Тип системы, приводные пары Привод по координат- ным осям Мощ- ность излуче- ния, кВт
Переме- щение изделия, оптики Ско- рость, м/мин Точность пози- ционирования, мм
рабочая устано- вочная
250X 250 320Х 250 320Х 320 400X 320 400Х 400 630Х 400 630Х 630 Двухкоординатные сто- лы: высокомоментный двигатель 4- ШВП -|- -f- линейный датчик; линейный шаговый электродвигатель 4- ли- нейный датчик; шаго- вый двигатель 4- ШВП Мани- пулятор изделия 5 5 ±0.01 0,02 ... 0,5
10 10 0,5 ... 2,5
1 000Х 630 1 ОООХ 1 000 1 600Х 1 000 1 600Х 1 200 1 600Х 1 600 2 500Х 1 200 2 500Х 1 600 2 500Х 2 000 Лазер-пресс: высокомо- ментный двигатель -|- 4- ШВП 4- линейный датчик; линейный электропривод постоян- ного тока линейный датчик 20 20 ±0,05
Смешан- ные системы 1,5 ... 20
3 200Х 1 600 3 200Х 2 000 3 200Х 2 500 6 300Х 2 500 6 300Х 3 200 10 000X 2 500 10 ОООХ 3 200 10 ОООХ 10 000 Портальные системы: линейный электропри- вод постоянного тока 4- -|- линейный датчик; малоинерционный дви- гатель 4- рейка-шестер- ня 20 40 ±0,1
Мани- пулятор оптики ±0,25
±0,5
Примечание. ШВП — шариковинтовая пара.
от 1200 и выше, что связано с возмож-
ностью перемещения оптики на
большие расстояния.
Точность обработки является средне-
статической величиной и определяется
интегральной совокупностью многих
факторов, к главным из них можно
отнести:
точность движения манипулятора
изделия или оптики в соответствии
с заданной программой, т. е. точность
позиционирования;
точность положения светового пятна
на поверхности материала с погреш-
ностью резонатора и внешней оптиче-
ской системой;
точность формы каждой детали, ма-
териала и изменения ее характеристик
в процессе обработки.
Основным фактором, определя-
ющим точность позиционирования и
скорость манипулятора, является
привод по координатным осям. Наи-
более распространенным является
Характеристика и классификация универсальных ЛТК
393
47. АЛТК для пространственной обработки
Габаритные раз- меры рабочей зоны, мм Тип системы Пере- мещение изделия, оптики Привод по коорди- натным осям Мощ- ность излу- чения, кВт
Скорость, м/мин Точность позицио- ниро- вания
рабочая устано- вочная
250Х 250х 50 320Х 320Х ЮО 320Х 320Х 200 400Х 400Х 200 400Х 400Х 400 630Х 400Х 200 630Х 630Х 320 630Х 630Х 630 1 000Х 630Х 400 1 000Х 1 000Х 630 1 600Х 1 000Х 630 1 600Х 1 600Х 1 000 2 500Х 1 600Х 630 2 500Х 1 600Х 1 000 3 200Х 2 000Х 1 000 4 ОООХ 1 600Х 1 000 4 000Х 2 000Х 1 200 4 ОООХ 2 500Х 1 200 6 ЗООХ 2 500Х 1 200 6 ЗООХ 3 200Х 1 200 10 000X 3 200X X I 600 >10 000 Двухкоор- динатный стол Мани- пулятор изделия 5 10 ... 20 ±0,01 на ско- рости 1 м/мин 0,02 ... 1,5
Двухкоор- динатный стол. Лазер- робот 5 ... 10 0,25 ... 25
Мани- пулятор изделия, смешан- ные си- стемы
Лазер- робот. Портал- стол Смешан- ные си- стемы, манипу- лятор оптики 15 20 ... 40 ±0,025 на ско- рости 5 м/мин
15 20 ... 40
Портал ь- ные си- стемы. Портал- стол
20 40 ± 0,1 на ско- рости 5 м/мин
Мани- пулятор оптики 40 100
Порталь- ные си- стемы
привод в виде высокомоментного дви-
гателя, шариковинтовой пары и ли-
нейного датчика положения с типовым
электроприводом. Применение дан-
ного привода целесообразно при раз-
мерах перемещений 1600 Мм. Увели-
чение размеров перемещений вызывает
необходимость применения мало-
инерционных шариковинтовых пар.
При увеличении перемещения свыше
2500 мм наибольшие преимущества
имеет система рейка — шестерня
с малоинерционным двигателем и ре-
дуктором.
При существующей тенденции к ро-
сту скорости обработки резко повы-
шаются требования к динамике систем,
что приводит к необходимости перехода
к новым приводам, исключающим ме-
ханические узлы. Перспективными
394
Лазерные технологические комплексы
в этом случае являются линейные элек-
троприводы, которые конкурентоспо-
собны во всем габаритном диапазоне.
Линейный шаговый электропривод
хорошо себя зарекомендовал в диапа-
зоне до 1000 мм, а в большем размер-
ном интервале более перспективен ли-
нейный двигатель постоянного тока
с установкой линейных бесконтактных
датчиков положения и скорости. Раз-
работка данных приводов снимает огра-
ничения по динамике и скорости пере-
мещения. В будущем возможно ис-
пользование приводов и другого типа,
например несоосных передающих ме-
ханизмов и др.
Для обеспечения необходимых
параметров лазерной технологии
крайне важным является создание эле-
ментной базы АЛТК- К ним относятся
линейные датчики положения с длиной
хода до 10 000 мм, специальные виды
подшипников, направляющие и т. д.
Следовательно, в состав АЛТК вхо-
дит обязательное оборудование: тех-
нологический лазер; многокоординат-
ный манипулятор изделия или оптики;
технологический объектив резки;
сварки, термообработки; система га-
зовой защиты, система газовой под-
готовки; технологическая кабина;
поворотные зеркала; сканатор; си-
стемы измерения мощности; оптиче-
ский затвор; системы ЧПУ; система
связи ЧПУ с МПСАУ технологиче-
ского лазера; программное обеспече-
ние. Кроме того, в состав АЛТК
может входить ВТО, поставляемое по
требованию заказчика; роботы-манипу-
ляторы загрузки — выгрузки; системы
нанесения и контроля поглощающих
покрытий; системы контроля качества
обработки; система обратной связи по
расстоянию до поверхности детали,
поиску стыка, определению границ
заготовок; программы на основные тех-
нологические процессы; системы опти-
мизации и ведения технологического
процесса.
26. ЛАЗЕРНЫЕ
ТЕХНОЛОГИЧЕСКИЕ КОМПЛЕКСЫ
С МАНИПУЛЯТОРАМИ ИЗДЕЛИЙ
Как уже сообщалось, в зависимости
от характера манипулятора изделий
имеются ЛТК на базе двухкоординат-
ных систем, на базе ротационных
систем и на базе смешанных систем
(см. рис. 108).
ЛТК на базе двухкоординатных си-
стем линейного перемещения. Эти ЛТК
бывают двух видов: на базе двух-
координатных столов и на базе систем
координатного перемещения. Ком-
плексы на базе двухкоординатных сто-
лов являются наиболее универсаль-
ными, так как на этих ЛТК можно
выполнять все технологические опера-
ции: сварку, резку, термообработку.
Обычно деталь закрепляется на коор-
динатном столе и перемещается во
время обработки по двум координатам
X и Y (рис. 111). Рядом со столом уста-
новлена стойка с консолью, на которой
закреплен вертикальный манипуля-
тор. Вертикальный манипулятор пере-
мещает оптическую головку по оси Z.
Лазер располагают непосредственно
за стойкой, и длина оптического тракта
минимальна. Управление комплексом
осуществляется обычно с единого пуль-
та. Эти системы достаточно надежны
и приспособлены к заводским усло-
виям. Постоянная длина оптического
тракта, а также стационарные пово-
ротные зеркала (часто одно зеркало)
обеспечивают высокую точность и вы-
сокое качество обработки этих ком-
плексов при небольших габаритных
размерах рабочей зоны (преимуще-
ственно до 1000 мм).
Примером АЛТК иа базе двухкоор-
динатного стола служит система «Искар
500» (Болгария), предназначенная для
резки листовых материалов (рис. 112).
Она создана на базе СО2-лазера с бы-
строй продольной прокачкой мощно-
стью 500 Вт. Лазер, расположенный
в верхней части С-образной рамы,
максимально приближается к центру
двухкоординатного стола. Стойка для
закрепления вертикального манипу-
лятора отсутствует, что приводит к по-
вышению точности обработки. Двух-
координатный стол имеет перемещение
1100 мм по осям X и Y. Движение от
двигателей постоянного тока пере-
дается шариковинтовой парой. Наи-
большие обрабатываемые габаритные
размеры листа с перестановкой 1000 X
X 2000 мм. Лист прижимается к раме
стола с помощью пневматических за-
хватных устройств. Под листом в раме
ЛТК с манипуляторами изделий
395
стола устроены металлические полосы
со скосами. Для предотвращения их
повреждения при попадании на них
излучения они выполнены качающи-
мися, вследствие этого они отклоняют-
ся под действием газовой струи из
резака. Скорость позиционирования
8 м/мии, скорость резки до 4 м/мин.
Потребляемая мощность от сети 9 кВт,
напряжение питания 3X380 В, 50 Гц.
Постоянство расстояния оптико-
фокусирующей системы резака до ли-
ста обеспечивается плотным при-
жатием головки к листу. К месту реза
может подаваться охлаждающая
жидкость.
К системам на базе двухкоординат-
ных столов можно также отнести ком-
плексы для маркировки. Компоновки
таких комплексов швейцарской фирмы
«Лазер Уорк» показаны на рис. 113.
Рабочий стол мод. 818 имеет перемеще-
ние по осям X и У, соответственно
400 и 250 мм, высота обрабатываемых
деталей до 150 мм. Выпускаются раз-
личные модификации этих комплексов.
В мод. 819 стол может перемещаться
по оси 1 в пределах 250 мм. Мод. 820
предназначена для маркировки дета-
лей на непрерывно движущемся кон-
вейере. Комплексы фирмы «Лазер
Уорк» комплектуются твердотельным
лазеоом мощностью 60 Вт, имеют
Рис. 111. Схема ЛТК с манипулятором
изделия — двухкоординатным столом
поле разметки размером 100X100 мм.
Они могут наносить 10 видов шрифтов
высотой 0,25 ... 80 мм. Производитель-
ность комплексов 20 знаков в секунду
при высоте 3 мм. Габаритные размеры
комплекса 2600X2200 м.
Аналогичного типа комплекс для
маркировки «Луч 16» создан в СССР
на базе твердотельных лазеров. Он
имеет двухкоординатный стол АП400,
в котором в качестве приводов исполь-
зуются линейные двигатели, уста-
новленные на гранитную плиту. Ма-
ксимальная скорость перемещения
стола 15 м/мин. Рабочий ход стола
400Х 500 мм, ускорение по оси X —
Рис. 112. Внешний вид АЛТК «Искар S00> , предназначенного для резки листовых мате-
риалов
396
Лазерные технологические комплексы
Рис. 118. Схема комплексов для маркировки фирмы «Лазер Уорк» :
о — мод. 818; б — мод. 819; в — мод. 820
6 м2/с, по оси Y — 8 м2/с, точность
позиционирования ±0,01 мм, по-
требляемая мощность 2 кВт. Стол
управляется от ЧПУ «Микролид 20-1»
с емкостью памяти 64 К байт. Грузо-
подъемность стола до 10 кг.
Стол АП400 с ЧПУ «Микролид 20-1»
может быть основой для разработки
многих АЛТК данного типа. Напри-
мер, на выставке «Электро-87» в Москве
экспонировался комплекс с СО2-лазе-
ром мощностью 1,2 кВт на базе
этой системы, предназначенный для
гравировки и термоупрочнения штам-
пов.
В НРБ на базе твердотельного лазера
мощностью 50 Вт и двухкоординатного
стола выпускается комплекс для мар-
кировки «Неодим».
Разновидностью двухкоординатных
систем являются комплексы для ла-
зерной резки листовых материалов,
в которых стол является неподвижным,
а листы перемещаются по столу по
двум координатам с помощью спе-
циальных захватных устройств. Для
перемещения листа обычно исполь-
зуется электропривод с двигателями
постоянного тока в сочетании с ша-
риковчнтсвыми парами. По данной
схеме по< троены АЛТК «Труматик
2000» фир:.ы «Трумпф», «Белкут» фир-
мы «Беренс», ФРГ; «Раскин», Швейца-
рия; «Лаурель Индастри», США Все
они имеют высокие технические харак-
теристики, применяются только для
резки листового материала. Имеется
достаточный опыт их применения в про-
изводстве.
На рис. 114 приведена схема мод.
ЛРФ-4201, созданного по такому же
принципу, швейцарской фирмы «Ра-
скин». Комплекс содержит СО2-лазер
мощностью 600 Вт с апертурой пучка
12 мм и расходимостью 2 мрад. Пере-
мещение по осям X и Y 1250Х 1000 мм,
скорость обработки до 24 м/мин, точ-
ность вырезки деталей 0,2 мм/м. Са-
мый большой формат обрабатываемого
листа после поворота и повторного
позиционирования 2000X2500 мм, ма-
ксимальная масса листа 60 кг. Расход
гелия составляет 50 ... 100 л/ч, азота
10 ... 20 л/ч, СО2 5 ... 10 л/ч, режу-
щего газа 1,5 ... 2 мЗ/ч, сжатого газа
1 м2/ч, воды 1000 л/ч. Полная масса
АЛТК 5,2 т, занимаемая площадь 30 м2.
Потребляемая мощность 15 кВ-А
(3X380 В, 25 А, 50 Гц).
На неподвижном столе имеются две
направляющие штанги, по которым
по оси Y движется траверса. На тра-
версе закреплены две направляющие
штанги, по которым по оси X движется
суппорт с гидропневматическими за-
жимами, обеспечивающими захват
листа или кассеты с мелкими заготов-
ками. В качестве привода исполь-
зуются малоинерционные двигатели
с дисковым ротором, положение каж-
дого двигателя определяется импуль-
сами от датчика положения.
Система управления комплексом
двухпроцессорная. Главный процес-
сор осуществляет отработку про-
граммы, управляет основными пара-
метрами резки. Вторичный процессор
обрабатывает информацию от глав-
ЛТК с манипуляторами изделий
397
Рис. 114. Схема АЛТК мод.
ЛРФ-4201 для лазерной рез-
ан листовых материалов фир-
мы « Раскин > :
1 — частично отражающее
зеркало; 2 —- резонатор; 3 —
полностью отражающее зер-
кало; 4 — выходящий луч;
5 — отклоняющее зеркало.
6 — фокусирующая линза;
7 — узел лазерной резки;
8 — отсос газа; 9 — отвод
жидкости; 10 — выход де-
талей; И — сепаратор; 12 —
кассета; 13 — зажим заго-
товки; 14 — система пере-
мещения
ного процессора и раскладывает ее
по осям.
Аналогичную конструкцию имеет
комплекс ЛРФ-4201 фирмы «Раскин»
на базе лазера мощностью 1,2 кВт
(222]. Схема узла резки этого ком-
плекса показана на рис. 115. В резак
может подаваться режущий газ, а в бо-
ковые щели в резаке — охлаждающая
жидкость для предотвращения пере-
грева тонких деталей. В плите не-
подвижного стола имеется сепаратор.
Вырезанные детали размером менее
100 мм падают на наклонную решетку
и удаляются из сепаратора через окно,
в котором имеется заслонка. На пути
лазерного луча имеется конус для
рассеяния излучения ниже плоскости
реза. Через верхнее отверстие обеспе-
чивается мощный отсос отработанных
газов и пыли. Наличие отсоса обеспе-
чивает хорошую стабильность газо-
вой струи между кромками реза и тем
самым достигается высокое качество
реза. При резке деталей, размещенных
в кассете, отсос подводится к кассете.
Охлаждающая жидкость удаляется
через нижнее отверстие. Внутри сепа-
ратора имеется столик с пластинкой
для юстировки луча.
В Румынии по такому же принципу
создан ЛТК для лазерной резки листо-
вых материалов на базе СО2-лазера
мощностью 400 Вт. Подвижная система
имеет рабочий ход 1200X 900 мм, точ-
ность обработки по контуру ±0,05 мм,
скорость перемещения 0,1 ... 10м/мин.
Ротационные системы. Они предна-
значены для обработки различных ва-
лов, труб, втулок и дисков. Различают
ротационные системы вертикального,
горизонтального и вертикально-
горизонтального типов. Примером
АЛТК с ротационным манипулятором
вертикального типа является система
для термоупрочнення втулок цилин-
дров (рис. 116). Втулка вращается
на планшайбе с переменной частотой
вращения. Внутрь втулки вводится
оптическая головка, в которой имеется
фокусирующая линза и отклоняющее
зеркало, расположенное под углом 45°
Рис. Иб. Схема узла лазерной резки ком-
плекса ЛРФ-4201:
1 — разрезаемый лист; 2 — плоскость фо-
кусировки; 3 — отсос газов; 4 — конус
рассеяния; 5 — сепаратор; 6 — заслонка;
7 — отвод жидкости
398
Лазерные технологические комплексы
Рис. 116. Схема АЛТК для упрочнения
внутренних цилиндрических поверхностей:
1 — СО>-лазер; 2 — отклоняющее зерка-
ло; 3 — система перемещения по оси Z;
4 — фокусирующая линза; 5 — оптиче-
ская головка; 6 — отклоняющее зеркало;
7 — обрабатываемая деталь; 8 — зажим
детали; 9 — вращающая планшайба
к оси лазерного луча. Оптическая
головка перемещается по оси Z.
Другим примером АЛТК с манипу-
лятором вертикального типа является
система швейцарской фирмы «Лазер
Уорк» (мод. 817), предназначенная
для маркировки. Она аналогична си-
стеме, изображенной на рис. ИЗ, но
отличается тем, что стол выполнен
в виде вращающейся планшайбы диа-
метром 400 мм. Достаточно широко
распространены такие системы для
сварки труб в вертикальном положе-
нии.
АЛТК с ротационными манипулято-
рами горизонтального типа часто
создаются на базе устройств, анало-
гичных токарным станкам. В основном
они предназначены для резки и сварки
труб, обечаек различных типоразмеров.
АЛТК с ротационными манипулято-
рами вертикально-горизонтального
типа являются комбинацией двух
предыдущих и позволяют вращать де-
таль в изменяющемся положении от
вертикального до горизонтального.
Системы со сложным перемещением.
Эти АЛТК относятся к системам для
пространственной обработки деталей.
Они реализуются в двух вариантах:
комбинация двухкоординатного стола
и ротационных систем; использование
в качестве манипулятора изделий про-
мышленных роботов. Первый вари-
ант — двухкоординатный стол с уста-
новленными на нем ротационными си-
стемами (чаще всего вертикально-гори-
зонтального типа) — является наи-
более распространенным типом ком-
плексов из класса АЛТК с использо-
ванием манипуляторов изделия.
В состав такого АЛТК (рис. 117)
входит двухкоордннатный стол 6, пере-
мещающий изделия по координатам X
и У. Рядом со столом установлена
стойка 2 с консолью, на которой за-
креплен вертикальный манипулятор 3
с оптической головкой 4. На стол уста-
новлен ротационный манипулятор 5,
который может вращать изделие во-
круг двух взаимно перпендикулярных
осей. Лазер 1 расположен за стойкой,
управление осуществляется от общей
системы управления 7.
Примером таких систем является
АЛТК, комплектуемый лазерами
«Спектра Физике 973» и двухкоорди-
натными столами «Анорад». Кроме
перемещения деталей по осям X и Y,
имеется возможность перемещения
оптической головки по оси Z (для этого
на столе устанавливается вращатель-
ное устройство).’ Комплекс предназна-
чен для широкого круга операций:
термообработки, резки и сварки дета-
лей малых и средних размеров.
Второй вариант — применение робо-
тов в качестве манипулятора изде-
лия — очень привлекателен по той
причине, что промышленные роботы
в настоящее время уже достаточно
хорошо отработаны. В этом случае
необходимо решить лишь проблему
создания прецизионных захватных
устройств деталей и обеспечить опти-
мальную траекторию перемещения
детали под лучом. Реализация этого
принципа была продемонстриро-
вана на выставке «Электро-87» в Мо-
скве, где экспонировался АЛТК, со-
стоящий из лазера «Лантан-3» мощ-
ностью.З кВт и промышленного робота-
манипулятора. АЛТК осуществлял
ЛТК с манипуляторами изделий
399
Рис. 117. Схема АЛТК на базе двухкоордииатного стола с ротационными системами
лазерную сварку кругового шва на
донной части стакана из коррозионно-
стойкой стали. Известен роботизи-
рованный АЛТК, предназначенный
для термоупрочнения колец подшип-
ников турбобуров (139]. Робот
ТУР-ЮК вращает деталь в виде коль-
ца, и на нее воздействует излучение
от лазеров МТЛ-2 и ТЛ-5М.
Несмотря на простоту, роботизиро-
ванные АЛТК, построенные по это-
му принципу, нельзя считать пер-
спективными по следующим причинам.
Во-первых, эти комплексы предназна-
чены для отработки деталей небольших
масс и размеров, которые не требуют
перемещения по сложной простран-
ственной траектории. Во-вторых,
возникают значительные погрешности
позиционирования деталей в захватном
устройстве робота, особенно при захва-
те деталей нескольких типоразмеров.
Таким образом, эти ограничения до-
пускают применение роботизирован-
ных АЛТК для обработки одного типа
деталей. В условиях массового произ-
водства применение роботизированного
АЛТК, построенного по этому прин-
ципу, экономически невыгодно, по-
скольку много времени будет затрачено
на захват детали и перенос ее в зону
обработки. Здесь более конкуренто-
способны специализированные АЛТК
с простыми, но надежными манипуля-
торами.
Наряду с преимуществами данному
классу АЛТК с манипуляторами изде-
лия присущи определенные недостатки,
среди которых можно выделить сле-
дующие:
перемещение листа или крупногаба-
ритных деталей под лазерным лучом
ведет к громоздкости конструкции и
к значительным занимаемым площа-
дям:
несмотря на то, что изделия при
обработке удерживаются специаль-
ными устройствами (листы — зажи-
мами, валы и трубы — люнетами),
при больших скоростях тонкие листы
400
Лазерные технологические комплексы
и валы могут вибрировать; это ведет
к снижению качества обработки;
в случае обработки толстых листов
или крупных деталей с большой пере-
мещаемой массой необходимо умень-
шать скорости перемещения, что ведет
к снижению производительности.
27. ЛАЗЕРНЫЕ
ТЕХНОЛОГИЧЕСКИЕ КОМПЛЕКСЫ
С МАНИПУЛЯТОРАМИ ОПТИКИ
Системы линейного перемещения оп-
тики. Среди АЛТК с манипуляторами
оптики с линейным перемещением сле-
дует выделить двухкоординатные пор-
тальные системы и системы с движу-
щимся однокоординатным порталом.
Двухкоордииатные портальные (мос-
товые) системы наиболее распростра-
нены для плоской обработки, при кото-
рой деталь и лазер неподвижны, а об-
работка осуществляется за счет пере-
мещения зеркал. Схема манипуля-
тора оптики приведена на рис. 118.
За рубежом для этих систем приме-
няется термин «летающая оптика».
АЛТК работает следующим образом:
поперечная планка, на которой за-
креплен вертикальный манипулятор,
перемещается вдоль оси X. Сам вер-
тикальный манипулятор двигается
вдоль поперечной планки по оси Y.
Оптический объектив перемешается
по направляющим вертикального
Рнс. 118. Схема ЛТК с манипулятором
оптики — координатным порталом (мосто-
вая схема) /
манипулятора вдоль оси Z. Имеется
ряд преимуществ, реализуемых в дан-
ной схеме:
высокая скорость обработки (до
100 м/мин);
возможность быстрой смены деталей;
высокая точность обработки, так как
масса перемещаемых элементов всегда
постоянна;
возможность обработки деталей
больших габаритных размеров.
Перемещения по осям X и Y обычно
реализуются электроприводом с дви-
гателями постоянного тока в соче-
тании с шариковинтовыми парами.
Обычно АЛТК применяются для
выполнения всех технологических опе-
раций.
Главным недостатком такой си-
стемы является переменный оптиче-
ский тракт. Поэтому для реализации
этой схемы необходимы жесткие тре-
бования к лазерному лучу, позволя-
ющие максимально снизить влияние
изменений свойств и геометрических
параметров оптического тракта.
Основным лазерным оборудова-
нием двухкоординатных портальных
систем, представленным на мировом
рынке, продолжают оставаться ЛТК
для резки листовых материалов. Это
объясняется тем, что данные ЛТК
разрабатывались одними из первых,
для них имеется широкая номенкла-
тура деталей, достаточно отработана
технология обработки и довольно бла-
гоприятное соотношение параметра
цена — надежность. ЛТК, выполнен-
ные по схеме двухкоординатных пор-
тальных систем, продаются фирмами
«Бистроник» (Bystronik, Швейцария)
(тип 84); «CBL оптиникс» («Тип 1»,
«Тип 2»), Бельгия; «Лазер Уорк»
(Z.IT693K), Швейцария; «Мессер Грис-
хайм» (Октхозес), ФРГ; «Лазер Техник»
(«Проделаз 200б>), «Лектра Системе»
(Lectra Systems, Франция) (Е161): «Фер-
ранти» (Ferranti, Великобритания) и
другими фирмами.
По такой же схеме выполнен ком-
плекс для резки листовых материалов
LCS 400-1 (ЧСФР —ГДР) на базе ла-
зера SM-400. АЛТК имеет довольно
высокие технические характеристики:
максимальная скорость перемещения
стола 21 м/мин, точность позициони-
рования ±0,02 мм.
ЛТК с манипуляторами оптики
401
Рнс. 119. Схема АЛТК с манипулятором
резки листовых материалов
оптики двухкоординатным порталом для
В Ивановском станкостроительном
производственном объединении в СССР
эксплуатируется ЛТК портального
типа для термоупрочнения, разрабо-
танный фирмой <Гельд», ФРГ. Большим
преимуществом портальной схемы
является то, что без затрат больших
средств можно достаточно сильно уве-
личить габаритные размеры рабочей
зоны по одной координате, что позво-
лит обрабатывать довольно протяжен-
ные листы. Например, габаритные раз-
меры рабочей зоны установки <Тип 84»
фирмы «Бистроник» составляют
1,5X4 м.
Комплексы, выполненные по схеме
портального типа с слетающей опти-
кой», имеют большое будущее, так как
при больших размерах обрабатыва-
емого листа только эта схема позво-
ляет реализовать высокие скорости
обработки [227].
АЛТК для автоматизированной
лазерной резки по сложному контуру
деталей из листовых материалов метал-
лических и неметаллических толщиной
до 16 мм в промышленных условиях,
разработанный в СССР, представлен
на рис. 119. В состав комплекса вхо-
дят лазер 4 типа ТЛ-1,5 и технологи-
14 г. А. Абильсиитов
ческий стол портального типа 3. Тех-
нологический лазер ТЛ-1,5 представ-
ляет собой быстропроточный электро-
разрядный СО2-лазер, генерирующий
одномодовое излучение в непрерывном
режиме мощностью 1,5 кВт. Техноло-
гический стол представляет собой
манипулятор оптики портального типа
высокоточного перемещения, оптиче-
ская фокусирующая головка 2 пере-
мещается по осям X, Y, Z по предва-
рительно заданной программе от кон-
турной системы управления 5.
Перемещение оптической головки
осуществляется с помощью линейных
двигателей, установленных на гра-
нитные плиты. Рабочий ход по осям X,
Y, Z составляет 2500X1600 X
X 80 мм, точность позиционирова-
ния ±0,025 мм/м. Легко осуществляет-
ся замена линейных двигателей на
шариковинтовых парах. Рабочая
скорость по осям X и У составляет
0,1 ... 10 м/мин. Для расширения тех-
нологических возможностей пред-
усмотрены системы автоматизирован-
ной загрузки материалов, для этого
стол выкатывается по направля-
ющим 1. Имеется система вытяжки
газов.
402
Лазерные технологические комплексы
Рис. 120. Планировка АЛТК «Труматик 1.3000» с системами загрузки и выгрузки листов
Планировка АЛТК портального
типа «Труматик 7.3000», созданного
в 1987 г. фирмой «Трумпф», ФРГ,
показана на рис. 120. Комплекс ком-
плектуется одномодовыми лазерами
мощностью 1,0 и 1,5 кВт этой же
фирмы. Рабочий ход по осям X и К
составляет 3000Х1500 мм, точность
позиционирования ±0,1 мм, скорость
ЛТК с перемещающимся
Рве. 111. Cxei
порталом ,
позиционирования до 60 м/мин. Рас-
ход, л/ч: гелия 40; СО2 2,5; азота 10;
кислорода 1500 ... 3000; азота для рез-
ки 20; воды 50. Габаритные размеры
комплекса 11 600X 7000X 2000 мм.
Отличительная особенность ком-
плекса состоит в том, что он может
комплектоваться автоматизирован-
ны 1и системами для загрузки и вы-
грузки листов. Поддоны с листами
выезжают на рабочую позицию, и далее
специальная система перегружает
листы на стол лазерного комплекса.
Выгрузка осуществляется другой
специальной системой. Захват листов
происходит с помощью чашечных при-
сосов [177].
ЛТК с движущимся однокоординат-
ным порталом (рис. 121) является
разновидностью портальных систем.
Однокоординатный портал переме-
щается по направляющим вдоль оси X.
Компоновка имеет все преимущества
систем, у которых при обработке деталь
неподвижна. К недостаткам можно
отнести необходимость перемещения
массивного портала, а также достаточ-
но большую длину оптического тракта.
Данная компоновка реализована
ЛТК с манипуляторами оптики
403
в установке фирмы «Шин зиппон коки»
(Shin chippon koki, Япония).
Еще одной разновидностью данных
схем является ЛТК, в котором лазер
подвижен и размещается на портале.
В этом случае достигается минималь-
ная длина. оптического тракта, что
было недостижимо в предыдущей схеме.
К тому же при лазерной обработке
длина оптического тракта не меняется.
Среди установок, построенных по этой
схеме, можно назвать ЛТК «Севан»,
разработанный в СССР, в котором
используется твердотельный лазер
ЛТГ1-103 мощностью 250 Вт. Комплекс
позволяет разрезать листы размером
2000X2000 мм с максимальной ско-
ростью 10 м/мин. Максимальная тол-
щина разрезаемой стали 3 мм. Система
управления УЧПУ 2Р32, габаритные
размеры комплекса 3500X3500 X
X 1500 мм.
Малая мощность лазера ограничи-
вает возможности установки в целом,
поэтому эффективность ее использова-
ния в производстве невелика. Увели-
чение мощности лазера ведет к увели-
чению его массы и к ухудшению пара-
метров ЛТК. При реальных мощно-
стях, используемых в установках для
плоской резки (0,5 ... 2 кВт), масса
лазера возрастает до такой степени,
что установка лазера на портал и
дальнейшая его работа конструктивно
становится практически невозмож-
ной. Постоянное перемещение лазера
с порталом сказывается на качестве
работы лазера, так как ускорение
отрицательно действует на резонатор
[228]. Поэтому несмотря на большое
преимущество в отношении качества,
данная схема найдет ограниченное
применение в ближайшее время.
Необходимо отметить, что большин-
ство установок портального типа имеют
третью дополнительную координату Z,
обычно используемую для более точ-
ной установки фокуса при изменении
толщины обрабатываемого материала.
Системы с вращением оптики н не-
подвижной деталью применимы в тех
случаях, когда луч по изделию пере-
мещается на небольшое расстояние.
Это наиболее эффективно в ЛТК,
предназначенных для маркировки.
В системах для маркировки фирмы
(Марубени» типа «Блазер 2000» на
14*
Рис. 122. Схема ЛТК «Блазер 2000» с вра-
щающимися зеркалами, предназначенного
для маркировки
базе лазера Nd : YAG мощностью
70 Вт знаки наносятся с помощью
двух вращающихся зеркал (рис. 122).
Размер обрабатываемого участка
101,6Х 101,6 мм, для смещения обраба-
тываемого участка используется двух-
координатный стол. Габаритные раз-
меры комплекса 2184X762X1524, мас-
са 650 кг.
В комплексе «Лазермарк» фирмы
«Люмоникс» (Lumonics, Канада) за-
ложен иной принцип маркировки.
Схема его приведена на рнс. 123.
Лазерное излучение проходит на
своем пути через вращающийся диск
с масками. Этот метод применим для
маркировки мелким шрифтом различ-
ных неметаллических материалов в
радиоэлектронике, медицине и т. д.
Системы со сложной траекторией оп-
тики. Когда для проведения обработки
необходима достаточно сложная тра-
ектория с одновременным использова-
нием нескольких координат, рассмо-
тренные выше конструкции ЛТК ста-
новятся неприемлемыми. В этом слу-
чае идут другим путем: используют
уже имеющееся оборудование, способ-
404
Лазерные технологические комплексы
Рис. 123. Схема ЛТК «Лазермарк» с вра-
щающимся экраном, предназначенного для
маркировки
иое выполнять сложную траекторию,
т. е. промышленные роботы.
Примером создания АЛТК по этому
принципу является система лазер—
робот. В АЛТК лазер—робот (рис. 124)
оптическая головка 1 помещена в за-
хватном устройстве 2 робота. Раз-
работчику АЛТК остается решить
сложную проблему передачи излуче-
ния от лазера в оптическую головку.
В зависимости от оборудования, входя-
щего в состав лазера—робота, АЛТК
данного типа могут использоваться
и как специальные, и как универсаль-
ные. Это дает большие преимущества
Рис. 124. Схема манипулятора оптической
головки в системе лазер—робот:
1 — оптическая головка; 2 — робот
системе лазер—робот перед установ-
ками, построенными по другим прин-
ципам, поскольку такие АЛТК легко
встраиваются в автоматизированные
линии, действующие в производстве.
Начиная с 1983 г. в США для сварки
СО2-лазерами роботы выпускались ря-
дом фирм: «Цинциннати милакрон»(С1'л-
cinnati Milacron), «Индастриал робот
див» (Industrial Robot Div.), «Когерент
лазер системе» (Coherent Laser Sys-
tems), «Контрол Лазер Корп.» (Control
Laser Corp.), «Фотон Соурсес».
Существует две принципиально рав-
ные системы соединения лазера и
робота:
схват стандартного робота переме-
щает гибкий лучепровод из оптоэлек-
тронного световода;
луч проходит внутри специально
сконструированного лучепровода, со-
держащего несколько зеркал на шар-
нирах.
Первая система получила более ши-
рокое применение, чем вторая. Число
отклоняющих зеркал в этих системах
минимально. Однако мощность лазера
при этом, как правило, не превышает
0,5 кВт. Световоды обычно изготов-
ляют из кварцевых волокон, иногда
используют для передачи излучения
элементы из хлористого калия и се-
ленида цинка. Для каждого диаметра
волокон существует предельная мощ-
ность, обеспечивающая малые потери:
для диаметра 0,6 мм — 270 Вт, для
диаметра 0,8 мм — 400 Вт, для диа-
метра 1,2 мм — 540 Вт. При передаче
излучения мощностью 600 Вт по све-
товоду без острых углов обеспечи-
вается передача 90% энергии [1851-
Лазер-робот на базе лазера мощ-
ностью 0,5 кВт и робота Т-726 с гиб-
ким световодом создан в 1983 г. фир-
мой «Когерент лазер систем» (США).
В 1984 г. на международной выставке
в Чикаго продемонстрирован такой же
АЛТК фирмы «Рэйтон» с лазером мощ-
ностью 0,4 кВт и оптоволоконным
кабелем длиной 10 м, выполнявший
опытные резы листов толщиной 3 мм.
Фирма «Дженерал Электрик» (США)
демонстрировала такой же АЛТК ла-
зер—робот, входящий в состав гибкого
технологического комплекса сварки и
монтажа электродвигателей в бытовых
электрон рибор ах.
ЛТК. с манипуляторами оптики
405
При реализации системы лучепро-
вода с шарнирными зеркалами имеется
возможность повысить мощность излу-
чения, однако при этом предъявляются
высокие требования к механике луче-
, провода. На рис. 125 показана си-
стема лазера—робота «Кобра», разра-
ботанный фирмами «Флексибле лазер
системе» (Flecsible Laser Systems,
США) и «Кульман лабораториес» (Cul-
тап Laboratories, США).. Излучение
мощностью 1 кВт передается в опти-
ческую головку 1 по лучепроводу 3,
расположенному внутри плеча ро-
бота 2. Оптическая головка переме-
щается по пяти координатам- Сейчас
лазер—роботы «Кобра» выпускаются
фирмой «Ферранти». В рабочем объеме
около 1 м8 обеспечивается точность
±0,05 мм.
В 1984 г. в США фирмами «Спектра
физике» и «Лазерфлекс» (Laserfleks)
создан роботизированный комплекс
«Лазерфлекс» на базе лазера «Спектра
Физике» (мод. 820) мощностью 1,5 кВт
и лазера «Асеа». Особенность этого
лазера—робота в том, что лучепровод
от лазера до оптической головки на-
ходится вне плеча лазера (рис. 126).
Такие комплексы получили большее
распространение. На рис. 127 при-
ведена схема лазера—робота FBG япон-
ской фирмы «Тошиба», предназначен-
ного для выполнения различных тех-
нологических операций. Он создан
на базе СО2-лазера LAG-553P мощ-
ностью 1,2 кВт и робота SR-1808V,
имеющего пять степеней свободы. Ла-
зер—робот может перемещать оптиче-
скую головку в пределах рабочей
зоны объемом до 1 м3 со скоростью
до 2 м/мин и с точностью позициони-
рования ±0,5 мм. Плечо робота может
быть подвесным. Излучение передается
по шарнирному лучепроводу, имею-
щему восемь зеркал. Выходная апер-
тура 20 мм, модовый состав TEMdl.
На ярмарке «Сварка и резка» в Эс-
сене фирма «Кука» (Kuka, ФРГ) пред-
ставила роботизированный комплекс
аналогичной конструкции. В его со-
став входят два робота фирмы «Кука»
IR160/60 и IR161/15 и СО2-лазер.
Комплекс предназначен для резки и
сварки по сложному контуру [219].
Помимо роботов фирмы «Кука» в ла-
зерных роботизированных комплексах
J
Рис. 126. Система лазер—робот «Кобра»
используются роботы фирм «ЕСАБ*
(ESA В), «АСЕА» (Швеция), роботы
«Интелидженс» (Intelligence, Велико-
британия).
Фирма «Цинцинати Милакрон» раз-
работала лазер-—робот, в котором по
шарнирному лучепроводу передается
излучение мощностью 5 кВт. Сейчас
на фирме «Вестингхауз Электрик»
(Westinghouse Electric, США) ведутся
разработки на базе роботов фирмы
«Юманите» (Jumanite, Италия) и ла-
Рис. 126. Схема шарнирного телескопи-
ческого лучепровода для системы лазер—
робот «Лазерфлекс* :
1 — оптическая головка; 2 — место соеди-
нения с роботом; 3 — оптический прием-
ник; 4 — телескопический тубус; 5 — опти-
ческий передатчик; 6 — установочная ба-
за; 7 — подвод излучения лазера
406
Лазерные технологические комплексы
Рис. 127. Схема АЛТК лазер—робот FBG
фирмы «Тошиба» :
1 — лазер; 2 — лучепровод; 3 — плечо ро-
бота
зеров мощностью 25 кВт фирмы «Авко
Эверетт» (Avco Everett, США).
Необходимо отметить, что создание
систем лазер—робот стало возможным
лишь в последние годы, когда на рынке
появились роботы с высокими техни-
ческими характеристиками по ско-
рости перемещения, точности позицио-
нирования и другими, способные эф-
фективно реализовать все преимуще-
ства лазерной обработки. Анализ ди-
намики цен на роботы на мировом
рынке дает основание предполагать
еще большее распространение в бу-
дущем АЛТК типа лазер—робот.
Одним из основных требований к
АЛТК типа лазер—робот является
высокая надежность. Улучшение этого
показателя в АЛТК всегда требует
высоких затрат. В свое время показа-
тель надежности являлся практически
главным фактором, сдерживающим раз-
витие робототехники. Фирмы — про-
изводители роботов затратили боль-
шие средства и добились повышения
показателя надежности, поэтому ис-
пользование роботов в составе АЛТК
снижает затраты при создании АЛТК
с высоким показателем надежности.
Нельзя не отметить следующего
преимущества АЛТК. построенных по
принципу лазер—робот. Все специа-
лизированное оборудование имеет су-
щественный недостаток — при смене
номенклатуры обрабатываемых дета-
\лей нли технологического процесса
оро практически полностью заменяет-
ся. АЛТК лазер—робот способен гибко
реагировать на изменения в произ-
водстве. В условиях, когда стоимость
АЛТК остается достаточно высокой,
этот факт приобретает большое зна-
чение, АЛТК типа лазер—робот легко
переналаживаются и могут встраи-
ваться в ГПС.
28. ЛАЗЕРНЫЕ
ТЕХНОЛОГИЧЕСКИЕ КОМПЛЕКСЫ
СМЕШАННОГО ТИПА
Системы линейного перемещения оп-
тики. ЛТК, построенные по этому
принципу, осуществляют перемеще-
ние оптики по линейной или враща-
тельной траектории. Первым вариантом
является система портал—координат-
ный стол, в которой по одной коорди-
нате перемещается оптика, а по дру-
гой — обрабатываемая деталь, причем
оба перемещения осуществляются по
линейным траекториям (рис. 128).
В результате удается уменьшить не-
достатки, обусловленные изменением
длины оптического тракта. Использо-
вание стандартного станкостроитель-
ного оборудования — координатного
стола •— значительно удешевляет
стоимость оборудования АЛТК- АЛТК
этого вида достаточно широко пред-
ставлены на мировом рынке «Лаз-
контур Квинта» фирмы «Мессер Грис-
хайм», ФРГ; ТЛЦС фирмы НТЦ,
Япония; «Колос 5000» фирмы СВЛ,
Бельгия; АЛТК фирмы «Беренс». По
этой схеме выполнен комплекс ТЛК-1А
Рис. 128. Схема АЛТК с манипулятором
смешанного типа при линейном перемеще-
нии оптики и изделий
ЛТК смешанного типа
407
Рис. 129. Схема и габаритные размеры комплекса ТЛК-1А (НРБ):
1 — одиокоординатиый стол а порталом; ! — СО,-лааер; 3 — блок питания; 4 — иульт
управления
(НРБ) на базе лазера «Хебр-1А»
(рис. 129).
Электроразрядный СО2-лазер
«Хебр-1А» с поперечной прокачкой
имеет мощность 1,3 кВт. Стабильность
выходной мощности ±5%, расходи-
мость лазерного луча не более 4 мрад,
потребляемая мощность 30 кВт. Тех-
нологическая часть комплекса — уста-
новка ТЛУ-1000, она имеет ра-
бочий ход по оси X 1200 мм, по оси У
2000 мм: Точность позиционирования
±0,05 мм/м, установочная скорость
8 м/мин, рабочая скорость до 4 м/мин.
На рабочий стол в горизонтальном
или вертикальном положении может
устанавливаться ротационный модуль,
позволяющий обрабатывать круглые
детали массой до 50 кг, диаметром
50 ... 300 мм и длиной до 1500 мм.
Установка ТЛУ-1000 управляется уст-
ройством ЧПУ ЗИТ 500М.
Оптический тракт АЛТК показан
на рис. 130. Для поддержания посто-
янного расстояния от сопла до поверх-
ности разрезаемого материала опти-
ческая головка перемещается по оси Z
в пределах до 600 мм. Поддержание
постоянного зазора осуществляется ав-
томатически с помощью емкостного
датчика, подключенного к системе
обратной связи. Вследствие этого мож-
но резать металлические листы со зна-
чительной волнистостью. Все оптиче-
ские элементы имеют водяное охла-
ждение.
Вторым вариантом данных комплек-
сов является схема портал—ротацион-
ные системы. По этой схеме создаются
ЛТК для обработки тел вращения:
труб, валов. Портал в этом случае
может быть как однокоординатным,
так и двухкоординатным.
Принципиальная схема такой си-
стемы с двухкоординатным порталом
приведена на рис. 131. Обрабатывае-
Рис. 130. Схема внешнего оптического
тракта комплекса ТЛК-1А:
1 — отклоняющие зеркала; 2 — лазерный
луч; 3 — оптическая головка; 4 — подача
газа; 5 — фокусирующая линза; 6 —
емкостный датчнк; 7 — обрабатываемый
материал; 8 — рабочий стол
408
Лазерные технологические комплексы
Рис. 131. Схема системы с двухкоординат-
иым перемещением оптики и ротационным
перемещением детали
мая деталь обычно вращается, а опти-
ческая головка перемещается по двум
координатам X и У. Дополнительно
возможно перемещение оптической го-
ловки по оси Z.
Выпускаемый в Швейцарии ком-
плекс такого типа «Лазер Уорк» пред-
назначен для лазерной резки труб
диаметром до 500 мм и длиной до
2000 мм. Он комплектуется лазерами
мощностью 500 ... 1200 Вт. Точность
позиционирования ±0,1 мм, габарит-
ные размеры комплекса 5200Х3000Х
Х2200 мм.
В рамках международной программы
«Эврика» разрабатывается англо-испа-
но-датский проект АЛТК на базе ла-
зера мощностью 25 кВт [199].
Манипулятор оптики выполнен в ви-
де двухкоординатного портала
(рис. 132). Под порталом имеется не-
сколько позиций для обработки по
линейному контуру, а также для об-
работки трубных изделий в горизон-
тальном и вертикальном положениях.
Системы со сложной траекторией оп-
тики. ЛТК, построенные по этому
принципу, предназначены для про-
странственной обработки. В отличие
от ЛТК для плоской обработки, где
основной упор делается на резку,
ЛТК для пространственной обработки
успешно применяют для резки, свар-
ки, термообработки и т. д.
Для лазерной обработки в простран-
ственных координатах необходимо
обеспечить перемещение на значитель-
ное расстояние по всем трем коорди-
натам и перпендикулярность лазер-
ного луча к поверхности обрабатывае-
мой детали. Поэтому перемещение по
координате Z в системах для простран-
Рис. 182. Схема проекта комплекса портального типа с ротационными системами
ЛТК смешанного типа
409
Рис. 133. Варианты оптических головок, выпускаемых фирмой «Прима индастрп» :
а — А = 360°, В •= ±80°; б — А = 360°, В = =с80°, С = d=7,6 мм; в — А = 400°,
В = ±120°
ственной обработки значительно боль-
ше, чем в системах для плоской обра-
ботки. В дополнение к этому оптиче-
ская головка имеет возможность вра-
щаться вокруг вертикальной оси в на-
правлении А, отклоняться от верти-
кального положения в направлении В
и перемещаться по оси Z в направле-
нии С (рис. 133). Наличие в таких
системах перемещений по пяти коор-
динатам послужило основанием на-
звать такие АЛТК пятикоординатными
портальными роботами.
Большая длина вертикального ма-
нипулятора, наличие на нем меха-
низмов вращения и отклонения опти-
ческих головок приводят к ухудшению
точностных характеристик.
Фирма «Прима Индастри» (Prima
Indastri, Италия) выпускает три типа
оптических головок (рис. 133). В си-
стеме двухкоординатного типа верти-
кальный манипулятор крепится на
консоли, поэтому такая конструкция
применяется редко. Обычно исполь-
зуют следующие АЛТК: однокоорди-
натный портал 4* однокоординатный
стол; двухкоординатный портал; од-
нокоординатный портал + ротацион-
ная система. В первой системе пере-
мещение по одной из координат осу-
ществляется столом с закрепленной на
нем деталью. По этой схеме разра-
ботаны и представлены на рынок
следующие АЛТК: «Лазконтур Квин-
та» фирмы «Мессер Грисхайм»; «Ко-
лос 5000» и «Минотавр» фирмы CBL;
TLC-5 фирмы «Ниппей Товама Корп.»
(Nippej Tovama Corp., США); «Тру-
матик L5000» фирмы «Трумпф»;
LMD1500-10G фирмы «Синнипполон-
коки», Япония.
В АЛТК «Лазконтур-квинта»
(рис. 134) скорость перемещения по
осям X, У и Z составляет 17 ... 170 мм/с
при точности позиционирования
±0,005 мм. Скорость вращения го-
ловки вокруг горизонтальной и верти-
кальной осей составляет 1 ... 100 гра-
дусе при угловом разрешении 0,01°.
На фирме «Беренс» разработан стол
для такого АЛТК с использованием
лазера «Рофин Синар». АЛТК приме-
няют для резки объемно-дефор миро-
ванной жести. Основной потребитель
этих комплексов — автомобильная и
авиационная промышленность. В ком-
плексе такого типа, созданном в ГДР
(см. рис. 107), используется не совсем
обычное конструктивное решение. Вра-
щающаяся оптическая головка укреп-
лена не на портале, а на поднимающей-
ся консоли. На координатный стол
устанавливается планшайба, в ре-
зультате представляется возможность
вырезки щелевых прорезей в фигур-
ных корпусах турбин [203].
Другой схемой системы для про-
странственной обработки является схе-
ма, в которой перемещения по всем
пяти координатам осуществляются оп-
тикой, а деталь при обработке оста-
ется неподвижной. Система представ-
ляет собой портальный робот. На
рынке среди прочих представлены сле-
дующие комплексы, выполненные по
этой схеме: «Транслаз» фирм «Гельд»
(ФРГ) и «Спектра физике» (США);
комплексы фирм МВВ (ФРГ), «Прима
Индастри» и «Соитааб ди Моиза»
410
Лазерные технологические комплексы
Рис. 134. Схема АЛТК «Лазконтур квинта» портального типа дли пространственной
обработки
(Италия). Примерами такого типа
АЛТК могут служить также комплек-
сы «Сериес» фирмы «Прима Прогетти»
(Prima Progetti, Италия).
Назовем следующие преимущества
таких АЛТК:
независимость точности обработки
от массы детали;
удобство доступа к зоне обработки;
способность к наращиванию зоны
обработки по координатам X и Y
введением дополнительных пролетов.
Иногда для пространственной обра-
ботки используется шестая дополни-
тельная координата — перемещение
сопла объектива. С помощью датчика
постоянно отслеживается расстояние
между поверхностью детали и соплом,
тем самым достигается более высокое
качество обработки. Перемещение по
шестой координате обычно составляет
не более 15 мм. Шестая координата
является самостоятельной координа-
той . Наличие или отсутствие ее в
АЛТК не влияет на схему его построе-
ния.
В приведенных примерах представ-
лены основные компоновки лазерных
ЛТК- По мере развития ЛТК эти
компоновки будут совершенствовать-
ся и расширяться. Так, на выставке
в Мюнхене в 1987 г. был представлен
АЛТК LB1-6A, в котором три основ-
ных перемещения по осям X,Y, Z осу-
ществляются трехкоординатным сто-
лом; одно перемещение реализуется
качающимся порталом, а два — опти-
ческой головкой.
29. КОМБИНИРОВАННЫЕ
СИСТЕМЫ
Комбинированные системы включа-
ют в свой состав кроме лазера другие
машины и инструменты. Наибольшее
распространение получили АЛТК ДлЯ
резки, в которых кроме лазера имеется
Комбинированные системы
411
револьверный режущий или вырубной
пресс небольшой мощности. Такие
АЛТК получили название лазер-пресс.
По конструкции манипулятора эти
АЛТК относятся к двухкоординатным
системам, поскольку листы при обра-
ботке перемещаются с помощью спе-
циальных захватных устройств по
двум координатам. Комбинация лазера
и пресса в одном комплексе существен-
но расширила возможность каждого
из этих инструментов. При обработке
листовых материалов имеется воз-
можность повышения производитель-
ности. Например, в листе длиной
1500 мм лазер-пресс фирмы «Трумпф»
выполняет 14 отверстий небольшого
диаметра вырубкой за 5 с, пять оваль-
ных пазов высечкой за 20 с, а вырезку
фасонного контура за 30 с [177].
В итоге один лист обрабатывается за
65 с, тогда как на листоштамповочном
прессе только высечка сложного кон-
тура выполняется за 80 с. Кроме того,
при резке иа лазере-прессе сокращает-
ся время на загрузку и разгрузку,
так как все операции осуществляют на
одном станке.
Основными производителями этих
АЛТК в Европе являются фирмы «Бе-
ренс», «Трумпф» (ФРГ). ЛТК, изготов-
ленные этими фирмами, отличаются
высокими параметрами надежности,
точности и качества обработки. Пер-
вый раз эти установки были представ-
лены на 3-й Международной выставке
ЕМО в Милане [194, 209]. В АЛТК
фирмы «Трумпф» (рис. 135) оптиче-
ская головка и зажим вырубного
пресса размещены в одной С-образной
станине. Воздействие пресса на юсти-
ровку оптического тракта снижается
Рис. IS5. Схема комплекса «Труматик ла-
зер-пресс 300LW»
тем, что во время штамповки установка
поднимается на воздушной подушке.
Фирма «Трумпф» изготовляет два
типа комплексов. АЛТК «Труматик
лазер-пресс 180LU7» выпускается в
двух габаритных размерах и комплек-
туется четырьмя лазерами мощностью
450 и 750 Вт фирмы «Когерент», а
также мощностью 1000 и 1500 Вт фир-
мы «Трумпф». АЛТК «Труматик ла-
зер-пресс 300Е W» выпускается в одном
габаритном исполнении и комплек-
туется лазерами фирмы «Трумпф». Ла-
зеры имеют автономную систему водо-
охлаждения. Основные характеристи-
ки этих АЛТК приведены в табл. 48
и 49.
Обрабатываемый лист зажимается
в координатной направляющей с по-
мощью гидравлических захватных уст-
ройств. Для обеспечения постоянства
расстояния от фокусирующей системы
до плоскости реза резак плотно при-
48. Характеристики лазеров, входящих в АЛТК
лазер-пресс фирмы «Трумпф>
Тип лазера Мощность лазера, Вт Раснод газов, л/ч Потреб- ляемая мощность, кВ-А
со, Не N, О, Смесь
«Когерент М* 450 4 74 12 1500 90 20
«Когерент S» 750 5 99 16 1500 120 29
TLF 1000 2,5 40 10 3000 —- 27
TLF 1500 2,5 40 10 3000 — 43
412
Лазерные технологические комплексы
49. Размеры и масса АЛТК фирмы «Трумпф»
Тип АЛТК Занимаемый объем, мм Масса, »
«Труматик 180LW-1300» 9 190X 7 850X 2 300 14,65
«Труматик 180LW-1600» 9 690Х 7 850Х 2 300 17,0
«Труматик 300LW-1600» 10 080Х 8 160Х 2 600 19,5
жимается к листу, причем на прижи-
маемой плоскости резака имеются ша-
рики для обеспечения движения листа;
такие же шарики вмонтированы в по-
верхность стола. Как и в АЛТК двух-
координатного типа фирмы «Раскин»
(см. рис. 114), в станине стола имеются
сепаратор и система отсоса отработан-
ных газов, что также способствует
получению высокого качества реза.
Для штамповки АЛТК оборудован
монозахватным гидравлическим уст-
ройством. Вырубные штампы исполь-
зуют при изготовлении сквозных от-
верстий простой формы с небольшим
диаметром. Для труднообрабатывае-
мых лазером материалов (например,
алюминия и меди) применяют штампы
для вибрационной высечки. Кроме
Характеристики штамповки и высечки
Общее усилие, кН................................
Максимальная толщина листа, мм..................
Максимальное число штамповок при расстоянии между
центрами отверстий, мм:
5.............................................
200 ..........................................
Точность позиционирования, мм...................
Лазер-пресс фирмы «Беренс» отли-
чается тем, что в нем стол отделен от
пресса, чтобы колебания станины прес-
са не передавались на координацион-
ный стол. Для перемещения листов
используются пневматические зажимы,
в состав АЛТК входит конвейер для
удаления вырезанных деталей. Ма-
газин штампов в мод. 618 имеет 18 по-
зиций, а в мод. 625 — 25 позиций.
Максимальная толщина обрабатывае-
мого листа 6 мм. Комплексы комплек-
туются лазерами «Когерент/Евролаз
325», RS1000 или EFA51 мощностью
того, могут выполняться операции
вытяжки полых заготовок, отбортовки.
Комплект инструментов для штам-
повки и вибрационной высечки со-
стоит из штампа, матрицы и съем-
ника; они устанавливаются оператором
в магазине за 15 с. Установка ин-
струмента в захват производится ав-
томатически по команде от ЧПУ.
Магазин в АЛТК «Труматик лазер-
пресс 180LW7» имеет 15 станций с ма-
ксимальным диаметром инструмента
76 мм, а магазин в АЛТК «Труматик
лазер-пресс 300Z. U7»— 17 станций с ма-
ксимальным диаметром инструмента
105 мм. Пресс работает от привода
эксцентрикового типа. Некоторые ха-
рактеристики штамповки приведены
ниже.
на лазерах-прессах фирмы «Трумпф»
«Труматик «Труматик
лазер-пресс лазер-пресс
180LW» 300LW»
205 330
6,4 10
420 400
ПО 100
±0,1 ±0,1
1250 Вт. Переход от механической
штамповки или высечки на лазерную
резку осуществляется менее чем за
одну секунду.
На рис. 136 показана схема AJ11K
лазер-пресс LA1C250/400, разработан-
ный в Венгрии на комбинате СИМ. От-
личительная особенность компоновки
комплекса — это то, что лазер"
ная и прессовая части жестко не свя-
заны и расположены навстречу ДРУГ
другу. Габаритные размеры комплекса,
мм: а = 7230; Ь = 2100, 3100, 4100;
с =2180; d= 1045. Это позволяет
Гибкие производственные системы
413
Рис. 136. Схема компоновки комплекса лазер-пресс LMC 260/400
исключить влияние вибраций от прес-
са на оптический тракт. В комплексе
используется СО2-лазер TLS-400 фир-
мы «Тунгсрам» (Tungsram, ВНР) мощ-
ностью 400 Вт. АЛТК комплектуется
двумя типами пресса: LMC250 с уси-
лием прессования 250 кН и LMC400
с усилием прессования 400 кН. Преду-
сматривается создание шести двух-
координатных систем перемещения ли-
стов со следующими комбинациями
перемещений по осям X и У: 1000,
1250, 1500, 2000 мм.
В Болгарии создан комплекс лазер-
пресс на базе лазера «Хебр-1А» и
обрабатывающего центра SHT-TS-30.
30. ГИБКИЕ
ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ
В отличие от АЛТК ГПС должна
включать в свой состав автоматизи-
рованный склад с поиском, робокар,
робот для загрузки и выгрузки, АЛТК
с набором сменных оптических голо-
вок, датчиков и вспомогательных тех-
нологических приспособлений нли на-
бор АЛТК, центральную систему уп-
равления.
На начальном этапе развития идео-
логии создания ГПС и гибких авто-
матизированных производств (ГАП)
с использованием технологических ла-
зеров задача лазерного излучения оп-
ределялась как расширение возмож-
ностей металлообрабатывающих стан-
ков в составе ГПС или ГАП: размягче-
ние металла при резании, снятие
заусенцев, локальная термообработка
и т. д. [224]. Так, в состав ГПС
в г. Цугами (Япония) входит участок
механической обработки с четырьмя
гибкими сверлильно-фрезерными и рас-
точными станками, а также участок
для лазерной обработки с СО2-лазе-
ром мощностью 10 кВт [217]. Кроме
414
Лазерные технологические комплексы
Рис. 137. Схема ГПС, созданной в г. Цукуба (Япония)
того, в этой ГПС имеется устройство
для настройки инструмента, склад
инструментов, участок сборки при-
способлений и установки для них
деталей, моечная машина, склад для
плит-спутников, автоматизированный
контрольно-измерительный комплекс с
термостабилизированным помещением,
склад заготовок с двумя роботами-за-
грузчиками, робокары, участок авто-
матической сборки и т. д.
На современном этапе решается про-
блема создания лазерных ГПС, спо-
собных самостоятельно решать целый
круг задач.
Первым шагом в создании ГПС яви-
лось создание для АЛТК лазера-пресса
фирмы «Трумпф» автоматизированного
многоярусного склада листовых заго-
товок с автоматическим складирова-
нием и поиском. Передающее автома-
тическое устройство «Трумалифт-L» с
помощью чашечных присосов подни-
мает лист и укладывает его на стол
АЛТК. Процесс загрузки длится 20 с.
Для выгрузки из пресса готовых пане-
лей служит другое устройство «Трума-
лифт-Е» с большим числом присо-
сов.
Простейшая ГПС такого типа уста-
новлена на фирме «Оки электрик»
в г. Такасаки [177]. Она включает
в свой состав три лазера-пресса фирмы
«Трумпф» и выполняет операции по
изготовлению шасси печатающих уст-
ройств к ЭВМ. В результате замены
операций вырубки на механических
прессах удалось сократить число ра-
ботников. Экспериментальная ГПС,
созданная в г. Цукуба (Япония),
включает в свой состав СО2-лазеры
мощностью 5 и 10 кВт, а также алюмо-
иттриевый ИАГ-лазер мощностью
300 Вт [184] (рис. 137). Лазерный
обрабатывающий модуль имеет три
рабочие позиции. На рабочей позиции
лазера мощностью 10 кВт имеются
две обрабатывающие головки для рез-
ки и сварки листов толщиной до 20 мм-
На рабочей позиции лазера мощностью
5 кВт имеется одна обрабатывающая
головка для поверхностной термооб-
работки торцевых поверхностей валов
и шестерен, внутренних поверхностей
Тенденции развития лазерноео оборудования
415
в валах, поверхностей зубьев шестерен.
Головка оснащена сканатором, ко-
леблющим луч с частотой 120 Гц.
На рабочей позиции ИАГ-лазера име-
ются две обрабатывающие головки:
одна предназначена для размягчения
металла при токарной обработке, а
вторая — для снятия заусенцев с
зубьев шестерен.
Аналогичная ГПС создана на фирме
«Сименс» (Siemens, ФРГ) в г. Аугсбурге
для лазерной резки. Она включает
два лазерных комплекса фирмы «Бе-
ренс».
31. ТЕНДЕНЦИИ И ПРОБЛЕМЫ
РАЗВИТИЯ ЛАЗЕРНОГО
ТЕХНОЛОГИЧЕСКОГО
ОБОРУДОВАНИЯ
В области разработки лазерного
технологического оборудования рабо-
ты ведутся в следующих направлениях.
1. Совершенствование конструкции
технологических лазеров, повышение
их мощности и надежности, уменьше-
ние габаритных размеров. Мощность
технологических лазеров, предлагае-
мых на мировом рынке в составе ЛТК
и ЛТУ различными фирмами, до-
стигла среднего уровня 4 ... 5 кВт,
возможно к 1990 г. уровень увели-
чится в 1,5 ... 2 раза. Однако наиболь-
шим спросом пользуются лазеры и
ЛТК мощностью 1 ... 1,5 кВт.
При разработке СО2-лазеров боль-
шинство фирм ориентируются на вы-
пуск унифицированного ряда техно-
логических лазеров. Для этого широко
используется модульный принцип об-
разования таких рядов, где в качестве
базового элемента могут выбираться
газоразрядные трубки, как у лазеров
фирмы «Рофин Синар» (Rofin Sinar,
ФРГ), «CBL оптроникс», «Мессер
Грисхайм», или газоразрядная камера
совместно с системой прокачки газов,
как у лазера фирмы МВВ (ФРГ). В ка-
честве базового элемента (модуля) мо-
гут быть использованы и самостоя-
тельные лазеры (фирмы «Спектра Фи-
зике» и «Юнайтед Технолоджи», США).
Имеет место также тенденция созда-
ния моноблочных ЛТУ, предусматри-
вающих компоновку всех функцио-
нальных узлов лазера в одном блоке.
По этому принципу выполнены лазеры
фирмы «Спектра Физике» мод. 820
и 825, по этому принципу в СССР
создаются лазеры ТЛ5М; ТЛ 1,5;
МТЛ-1. При этом значительно сокра-
щается площадь, занимаемая ЛТУ
и ЛТК, облегчаются вопросы упаковки
и транспортировки.
2. Совершенствование ЛТК и ии
составных частей, а именно:
комплектование лазерами большой
мощности с лучшими характеристи-
ками;
дальнейшее совершенствование су-
ществующих конструкций и компо-
новок ЛТК, а также создание новых;
разработка ЛТК по модульному
принципу, т. е. создание гаммы ЛТК,
различающихся габаритными размера-
ми рабочей зоны, а также мощностями
комплектуемых лазеров;
улучшение динамических и точност-
ных характеристик ЛТК за счет ис-
пользования более совершенных ма-
териалов и конструктивных элемен-
тов, ЧПУ и других комплектующих;
разработка многопостовых ЛТК;
создание ЛТК в комбинации с дру-
гими агрегатами: лазер—шлифоваль-
ный станок, лазер—электросварочный
аппарат, лазер—металлорежущий ста-
нок, лазер—роторная линия и т. д.;
оснащение ЛТК современными мо-
делями вспомогательной технологиче-
ской оснастки: датчиками (расстояния
от поверхности детали до сопла, сле-
жения за стыком и др.), системами
загрузки и выгрузки, системами под-
готовки процесса и т. д.
3. Разработка лазерных ГПС и
ГАП. Проработка вопросов «встраи-
вания» АЛТК в существующие меха-
носборочные ГПС и ГАП в целях
увеличения их эффективности и рас-
ширения их возможностей.
4. Увеличение программы выпуска
комплектующих изделий и запчастей,
особенно оптических элементов.
Производство и сбыт. Относительно
точного количества выпускаемых ла-
зеров и ЛТК имеются разноречивые
данные. По данным работы [205],
в странах Запада для обработки ма-
териалов в 1986 г. продано всего свыше
2 тыс. лазеров (табл. 50).
416
Лазерные технологические комплексы
БО. Число проданных лазеров для обработки материалов
в западных странах в 1986 г.
Тип лазера Мощность лазера. кВт Обработка металлов Обработка неметаллов Общее число
Резка Сварка Термо- обра- ботка Марки- ровка Резка Другие ВИДЫ
со2 Св. 5 0 6 1 0 0 0 7
со2 2 ... 5 11 22 6 0 0 0 39
со2 0,1 ...2 490 120 13 0 108 12 743
со2 Менее 0,1 27 98 0 220 135 15 495
Твердотельные — 120 190 1 200 250 0 761
2045
Следовательно, всего в 1986 г. про-
дано 2045 лазеров, из них 789 СО2-ла-
зеров мощностью 0,1 кВт и выше.
Темпы сбыта лазеров на мировом
рынке несколько снижаются. Если
Сумма продажи, млн. долл
Темпы прироста, %
Если рассмотреть динамику разви-
тия лазерной техники по областям
применения, то здесь имеются значи-
тельные различия по темпам прироста.
Большие темпы прироста имеют лазеры
для медицинской диагностики, опти-
Продажа, млн. долл
Количество лазеров
Возможно, что в 2000 г. выпуск
технологических газовых лазеров в
США вырастет до 35 000 шт. Пред-
полагается, что на выпуск лазерной
техники к середине 90-х годов будет
израсходовано 1,6 млрд, долл., из
них на газовые лазеры — свыше
750 млн. долл. [218].
Фирмы ФРГ принимают активное
участие в реализации западно-европей-
ской программы по разработке и со-
вершенствованию ряда СОа-лазеров ти-
па «Евролаз» мощностью 0,5 ... 4 кВт.
Создан филиал фирмы «Рофин Синар*
в Италии.
в начале 80-х годов темпы прироста
сбыта составляли более 20%, то в
1986 г. по сравнению с 1985 г. они
составили около 14%, а к концу
1987 г. — около 10%:
1985 г. 1986 г. 1987 г.
447 509 560
13,8 9,9
ческих накопительных систем. При-
рост сбыта технологических лазеров
в 1986 г. составил 18,4%, а в 1987 г.—
16,7%. Динамика продажи СО2-ла-
зеров для обработки материалов пред-
ставлена ниже.
1985 г. 1986 г. 1987 г.
70,956 84,0 97,5
1220 1400 1625
В Японии с 1977 г. реализуется на-
циональный проект комплексного про-
изводства мощных СО2-лазеров про-
мышленного назначения. Имеются со-
общения о том, что к 1985 г. в Японии
выпущено около 2000 лазеров для
технологии, 40% из них СО2-лазеры.
Можно ориентировочно считать, что
в СССР и странах — членах СЭВ до
настоящего времени выпущено всего
несколько тысяч лазеров для обра-
ботки материалов. В основном вы-
пускаются крупными сериями им-
пульсные установки серии «Квант»
для термоупрочиеиия, сварки, резки,
Тенденции развития лазерного оборудования
417
скрайбирования, а также непрерыв-
ные твердотельные лазеры серии
ЛТН.
В СССР на предприятиях Мииэлек-
Тропрома выпущено несколько десят-
ков СО2-лазеров типа «Катунь» и
«Кардамон» мощностью около 1 кВт.
Сейчас на этих предприятиях выпу-
скаются мелкие серии ЛТУ «Кипр»,
«Комета», «Латус-31» мощностью около
1 кВт. К началу 1987 г. выпущено
лазеров типа «Кардамон» и «Катунь»
около 150 шт., ЛТУ «Комета», «Ла-
тус» — несколько десятков штук. Кро-
ме того, выпущено более десятка ла-
зеров мощностью более 1 кВт.
В Болгарии в Хозяйственном объ-
единении «Оптические технологии» (г.
Пловдив) выпущено несколько десят-
ков лазеров типа «Хебр» и технологи-
ческих комплексов ТЛК-1А.
В ГДР на комбинате точной меха-
ники в г. Халле выпущено около
десятка лазеров SM-400, в 90-х годах
предполагается увеличить программу
выпуска до 70 лазеров.
Из сказанного выше можно сделать
ваключенне о том, что развитие ла-
верной техники и ее производство на-
ходятся на устойчивом долгосрочном
подъеме.
Экономические тенденции. ЛТУ и
ЛТК все еще дороги. Например, стои-
мость установки с лазером мощностью
0,5 кВт для резки листовых материа-
лов с габаритными размерами рабочей
воны 3,1x1,55 м фирмы «Бистроннк»
составляет 600 тыс. западногерман-
ских марок, а установок с лазером мощ-
ностью 1,0 кВт — 720 тыс. западно-
германских марок. Стоимость уста-
новки для резки листовых материалов
фирмы «Хан энд Колб» (Hann and
Kolb, Великобритания), включающей
в свой состав лазер мощностью
0,4 кВт и двухкоординатный стол со
скоростью перемещения до 12 м/мин
и точностью позиционирования
±0,01 мм, составляет 100 тыс. долл.
[198].
Специалисты ФРГ считают, что уста-
новка с лазером мощностью 10 кВт
для лазерной сварки стали толщиной
10 мм будет иметь стоимость около
2 млн. западногерманских марок.
Часто стоимость механической си-
стемы сравнима со стоимостью Ла-
вера. Например, стоимость (в тыс.
западногерманских марок) пятикоор-
динатного технологического комплекса
для резки, проданного фирмой «Рофин
Синар» фирме «Вольво» (Швеция), рас-
пределяется так:
лазер и оптическая головка для
резки...........................550
технологический стол с порталом 500
система управления и математиче-
ское обеспечение................300
Однако несмотря на постоянное усо-
вершенствование ЛТУ и ЛТК и рас-
ширение нх технологических возмож-
ностей, в ближайшие годы следует
ожидать заметного снижения цен на
лазерную технику. Так, если капиталь-
ные затраты на ЛТУ мощностью около
1 кВт до недавнего времени состав-
ляли 100 ... 120 долл/Вт, то сейчас
они понизились до 60 ... 80 долл/Вт
1215].
Снижение цен на ЛТУ благоприятно
скажется на продаже лазерной тех-
ники и будет способствовать более ши-
рокому внедрению ее в промышлен-
ность.
Использование лазерного технологи-
ческого оборудования. Основными по-
требителями лазерной техники явля-
ются фирмы США. По данным фирмы
«Спектра Физике», в промышленности
работает около 1000 лазерных уста-
новок. Освоены более 30 областей про-
мышленного применения лазерной тех-
нологии, среди которых основные: ав-
томобилестроение, металлообработка,
заготовительное производство. На каж-
дом предприятии фирмы «Дженерал
Моторе» имеется по 40 ... 50 лазерные
установок. Стоимость продукции, про-
изведенной в США с использованием
технологических лазеров в 1980 г.,
оценивается в 1,5 млрд, долларов
[223].
Примерно 60 ... 70% лазерных уста-
новок используется для резки, а
30 ...40% —для термообработки и
сварки. Следует отметить, что лазеры
мощностью более 5 кВт находят огра-
ниченное применение вследствие вы-
сокой стоимости. В частности, фирмой
«Юнайтед Текнолоджи» для корпора-
ции «Прат энд Уитни» создан надёж-
ный СО2-лазер мощностью 10 кВт
с поперечной прокачкой и разрядом
418
Лазерные технологические комплексы
постоянного тока со штыревыми ка-
годами. Однако его стоимость очень
высока — 1 млн. долл.
На промышленных предприятиях
стран Западной Европы находятся
в эксплуатации более 100 лазерных
установок фирмы «Спектра физике»
(США). В промышленности ФРГ для
технологических целей используются
свыше 200 С0а-лазеров мощностью
0,3... 20 кВт [221].
Следует обратить особое внимание на
то, что относительно большое число
установок в мире работает в научно-
исследовательских центрах и завод-
ских исследовательских лабораториях.
Известен также пример неудачной по-
пытки внедрения в поточном произ-
водстве на фирме «Форд Мотор» ла-
зерной сварки кузовов автомобилей
на лазере мощностью 6 кВт [220].
Причины медленного внедрения ла-
зерной техники следующие.
1. Высокая стоимость лазерного
оборудования.
2. Лазеры не являются традицион-
ным промышленным оборудованием,
при их эксплуатации возникает ряд
новых особенностей, много дополни-
тельных требований и ограничений.
Игнорирование этих особенностей н
невыполнение требований мешает эф-
фективному использованию, а также
широкому внедрению лазерной тех-
ники в производство.
3. Конкуренция со стороны других,
более дешевых и более отработанных
технологических процессов. Это в пер-
вую очередь относится к сварке, где
имеется острая конкуренция со сто-
роны электронно-лучевых методов.
4. Выпуск в ряде случаев лазерных
установок, не укомплектованных вспо-
могательной технологической оснаст-
кой. Это в первую очередь относится
к оборудованию для лазерной сварки.
Например, в ФРГ сейчас работает
около 25 установок, для сварки, и
большинство из них поставлено без
полного набора вспомогательной тех-
нологической оснастки (устройство для
слежения за стыком, устройства для
подачи присадочной проволоки и т. д.)_
Фирмы «Херауес» и «Лейбольд
Херауес» выпускают специализирован-
ные лазерные установки BW1000,
BWR/T800, ВО750-3 для сварки с вы-
сокой точностью позиционирования
(0,05 мм) и скоростью перемещения
до 10 м/мин. Как правило, они уком-
плектованы собственными лазерами
мощностью до 5 кВт.
5. Имеется некоторая дискредитация
перспектив и возможностей лазерной
техники и технологии. Эта дискреди-
тация вызвана низкой работоспособ-
ностью некоторых первых лазерных
установок, низкой мощностью первых
лазеров и небольшими их возмож-
ностями, игнорированием особенностей
лазерной техники со стороны потре-
бителей.
В связи с этим проблеме сбыта и
внедрения лазерных комплексов в
промышленность уделяется достаточно
большое внимание. Для повышения
эффективности использования лазер-
ной техники предпринимается целый
ряд мер:
увеличение числа организаций и
фирм, занимающихся вопросами при-
менения лазерной техники на пред-
приятиях;
улучшение сервисного обслужива-
ния ЛТК и ЛТУ, разработка методов
диагностики с использованием телеви-
зионного контроля;
создание фирм и организаций, кото-
рые имеют в своем распоряжении
несколько ЛТК и выполняют заказы
по лазерной обработке.
СПИСОК ЛИТЕРАТУРЫ
1. Абильсиитов Г. А., Андрия-
хин В. М., Сафонов А. Н. Модифици-
рование поверхностей материалов с
помощью лазерного излучения//Изв.
АН СССР. Сер. физическая. 1983.
Т. 47, № 8. С. 1468—1478.
2. Агранович В. П., Гинзбург В. Л-
Кристаллооптика с учетом простран-
ственной дисперсии и теория эксито-
нов. М.: Наука, 1979.
3. Аксенов В. П., Журкин Б. Г.
Образование периодической структу-
Список литературы
419
ры прн воздействии мощного когерент-
ного излучения на поверхность полу-
проводииков//ДАН СССР. 1982. Т. 265,
№ 6. С. 1365—1366.
4. Анализ условий образования тре-
щин при лазерной наплавке порошков
системы Ni—Сг—В—Si/B. П. Моро-
зов, А. И. Мисюров, А. Г. Григорьянц
и др.//Сварочное производство. 1987.
Ns 5. С. 32—34.
5. Андрияхин В. М. Процессы ла-
зерной сварки и термообработки. М.:
Наука. 1988. 176 с.
6. Андрияхин В. М., Майоров В. С.,
Якунин В. П. О поглощательной спо-
собности покрытий для лазерной тер-
мообработки черных металлов//Физи-
ка и химия обработки материалов.
1984. № 5. С. 89—93.
7. Андрияхин В. М., Майоров В. С.,
Якунин В. П. Расчет поверхностной
закалки железоуглеродистых сплавов
с помощью технологических СО2-лазе-
ров непрерывного действия//Поверх-
ность. Физика, химия, механика. 1983.
Ns 6. С. 140—147.
8. Андрияхин В. М., Чекано-
ва Н. Т. Влияние мощного излучения
СО2-лазера на структуру и свойства
чугунов//Поверхность. Физика, химия,
механика. 1983. Ns 1. С. 129—137.
9. Андрияхин В. М., Чекано-
ва Н. Т. О некоторых видах покрытий,
используемых при обработке металлов
излучением лазера//Поверхность. Фи-
зика, химия, механика. 1983. № 2.
С. 145—149.
10. Арзуов М. И., Конов В. И.,
Метев С. М. Исследование кинетики
нагрева металлов в окислительной
среде излучением непрерывного СО2-
лазера//Физика и химия обработки
материалов. 1978. Ns 5. С. 19—23.
11. Ахманов С. А., Семнногов В. Н.,
Соколов В. И. Дифракция света на
шероховатой поверхности с «глубоким»
произвольным профилем: взаимодей-
ствие дифрагированных волн, ано-
мальное поглощение, максимально до-
стижимые локальные поля//Журнал
экспериментальной и теоретической
физики. 1987. Т. 93. Вып. 5 (11).
С. 1654—1669.
12. Бабенко В. П., Тычинский В. П.
Газолазерная резка металлов//Кван-
товая электроника. 1972. Ns 5(11).
С. 3—21.
13. Безуглый Б. А., Майоров В. С.
Роль поверхностных сил при формиро-
вании изображения на тонких жидких
пленках//Журнал научной и приклад-
ной фотографии и кинематографии.
1981. Ns 6. С. 422—429.
14. Бертяев Б. И., Завестов-
ская И. Н., Игошин В. И. Сравни-
тельный анализ двух- и трехстадийных
термических циклов прн поверхност-
ной лазерной закалке сталей//Физика
и химия обработки материалов. 1986.
№ 3. С. 88—95.
15. Бонч-Бруевич А. М., Либен-
сон М. Н., Макин В. С. Роль генера-
ции мощных поверхностных электро-
магнитных волн в воздействии интен-
сивного света иа конденсированные
среды//Оптнка и спектроскопия. 1985.
Т. iS Вып. 6. С. 1350—1354.
16. Борн М., Вольф Э. Основы
оптики. М.: Наука. 1973. 720 с.
17. Бункин Ф. В., Кириченко Н. А.,
Лукьянчук Б. С. Термохимические
явления, стимулированные лазерным
излучением//Изв. АН СССР. Сер. фи-
зическая. 1981. Т. 45. Ns 6. С. 1018—
1042.
18. Бункин Ф. В., Кириченко Н. А.,
Лукьянчук Б. С. Термохимическое
действие лазерного нзлучения//Успехн
физических наук. 1982. Т. 138. Вып. 1.
С. 45—94.
19. Бункин Ф. В., Кириченко Н. А.,
Морозов Ю. Ю. Лазерный нагрев и
горение металлов при наклонном па-
дении излучения//Квантовая электро-
ника. 1986. Т. 13. Ns 5. С. 993—998.
20. Быстрова Т. В., Либрович В. Б.,
Лисицын В. Н. Элементы теории го-
рения в газолазерной резке металлов//
Физика горения и взрыва. 1973. Т. 9.
Ns 5. С. 725.
21. Веденов А. А., Гладуш Г. Г.
Физические процессы при лазерной
обработке материалов. М.: Энерго-
атомиздат. 1985. 208 с.
22. Веденов А. А., Гладуш Г. Г.,
Дробязко С. В. Физические процессы
при сверлении и сварке лучом импульс-
но-периодического лазера//Всесоюзное
совещание по применению лазеров в
технологии машиностроения. Звени-
город (И—13 октября 1982 г.). М.:
Наука, 1982. С. 63—64.
23. Веденов А. А., Левченко Е. Б.
О предельной глубине проникновения
420
Лазерные технологические комплексы
лазерного луча в поглощающую ере-
ду//Квантовая электроника. 1983.
Т. 10. № 10. С. 2107—2108.
24. Влияние газовой струи на ка-
чество газолазерной резки металлов/
Н. М. Никитченко, М. Ю. Вайткявн-
чус, Р. — М. В. Канапенас, В. Н. Аугу-
тис//Лазерная технология. Вильнюс:
Институт физики АН Литовской ССР.
1987. Вып. 3. С. 20—29.
25. Влияние интерференционных
эффектов в окисных пленках на дина-
мику нагрева металлов лазерным излу-
чением./М. И. Арзуов, А. И. Барчу-
ков, Ф. В. Бункин и др.//Квантовая
электроника. 1979. Т. 6. № 3.
С. 466—472.
26. Влияние крупномасштабной
решетки на формирование поверхност-
ных периодических структур./
Р. Й. Петрушкявичюс, Ш. А. Талан-
дис, Р.—М. В. Канапенас, Ю. Й. Рекс-
нис.//Квантовая электроника. 1987.
Т. 14. № 8. С. 1671—1673.
27. Влияние лазерного упрочнения
поверхности на усталостную проч-
ность стали./Г. Г. Бородина, В. С. Кра-
пошин, Ю. В. Курочкин, В. В. Степа-
нов//Поверхность. Физика, химия, ме-
ханика, 1986. № 1. С. 123—127.
28. Влияние поверхностных элек-
тромагнитных мод на тепловое дей-
ствие лазерного излучения на поверх-
ность./В. В. Баженов, А. М. Бонч-
Бруевич, М. Н. Либенсон, В. С. Ма-
кин.//VII Всесоюзная конференция по
взаимодействию оптического излуче-
ния с веществом. Ленинград (14—
18 марта 1988). Л.: ГОИ. 1988. С. 360—
361.
29. Влияние схемы упрочнения гильз
цилиндров лазерным излучением на
износостойкость/В. М. Андрияхин,
В. А. Васильев, В. К. Седунов,
Н. Т. Чеканова//Металловедение и
термическая обработка металлов.
1982. № 9. С. 41—43.
30. Возбуждение поверхностных и
волновых мод интенсивным лазерным
излучением и их влияние на характер
поверхностного разрушения конден-
сированных сред/А. М. Бонч-Бруевич,
М. К. Коченгина, М. Н. Либенсон
и др./Изв. АН СССР. Сер. физическая.
1982. Т. 46. № 6. С. 1186—1193.
31. Воздействие мощного лазерного
излучения на поверхность полупровод-
ников и металлов: нелинейно-опти-
ческие эффекты и нелинейно-оптиче-
ская диагностика/С. А. Ахманов,
В. И. Емельянов, Н. И. Коротеев^
В. Н. Семиногов и др.//Успехи физи-
ческих наук. 1985. Т. 147. Вып 4
С. 675—745.
32. Газолазерная резка металлов.
Т. В. Быстрова, Г. И. Козлов,
В. М. Кузнецов и др.//Физика горе-
ния и взрыва. 1974. Т. 10. № 6. С. 857.
33. Гандельман Н. М., Кондратен-
ко П. С. Полное подавление металли-
ческого отражения при резонансном
возбуждении поверхностных плазмен-
ных волн//Письма в ЖЭТФ. 1983.
Т. 38. Вып. 5. С. 246—248.
34. Ганюченко В. М. О параметрах
лазерного излучения при сварке с
глубинным проплавлением//Физика и
химия обработки материалов. 1987.
№ 2. С. 40—46.
35. Гаращук В. П., Кирсей В. И.,
Шинкарев В. А. Влияние поляриза-
ции излучения СОа-лазера на геоме-
трические параметры проплава при
сварке металлов//Квантовая электро-
ника. 1986. Т. 13. № 12. С. 2515—2518.
36. Горбунов А. В., Классен Н. В.
Периодическое повреждение поверх-
ности прозрачных диэлектриков
импульсом СО2-лазера//Поверхносгь.
Физика, химия, механика. 1983. № 4.
С. 96—99.
37. Горелик С. С., Расторгуева Л. Н.,
Скаков Ю. А. Рентгенографический
и электронно-оптический анализ.
М.: Металловедение, 1971. 366 с.
38. Горюшии В. В., Мартьяко-
ва А. В. Влияние лазерной обработки
на структуру и свойства стали 35//Ме-
талловедение и термическая обработка
металлов. 1987. № 1. С. 53—55.
39. Грезев А. Н., Сафонов А. Н.
Трещинообразование сплавов, наплав-
ленных с помощью лазера//Сварочное
производство. 1986. № 3. С. 6—8.
40. Гречин А. Н., Католичук В. А.
Остаточные напряжения после лазер-
ной обработки/Электронная обработка
материалов. 1984. № 1 (115). С. 29—
32).
41. Григорович В. К- Твердость и
микротвердость металлов. М.: Наука,
1976. 230 с.
42. Григорьянц А. Г., Моря-
щев С. Ф., Фромм В. А. Влияние со-
Список литературы
421
става газовой атмосферы на эффектив-
ность проплавления при сварке//Изв.
вузов. Машиностроение, 1980. № 5.
С. 109—112.
43. Григорьянц А. Г., Сафонов А. Н.
Методы поверхностной лазерной обра-
ботки. М.: Высшая школа, 1987. 191 с.
44. ГригорьянцА. Г., Соколова. А.
Энергетические особенности резки
слоистых пластиков излучением не-
прерывного СО2-лазера//Сварочное
производство. 1986. № 1. С. 32—34.
45. Григорьянц А. Г., Сафо-
нов А. Н., Шибаев В. В. Влияние
режимов порошковой лазерной на-
плавки на условия формирования и
размеры наплавленных валиков//Сва-
рочное производство. 1983. № 6.
С. 11—13.
46. Григорьянц А. Г., Сафо-
нов А. Н., Шибаев В. В. Получение
износостойких хромникелевых и хром-
борникелевых покрытий при помощи
лазерного излучения//Изв. вузов. Ма-
шиностроение. 1982. № 3. С. 87—92.
47. Грожан Р. Е., Фелдмен Д.,
Роуч Дж. Е. Получение пучков почти
с прямоугольным профилем от лазеров
большой энергии//Приборы для науч-
ных исследований. 1980. № 3. С. 119—
120.
48. Гуляев А. П. Металловедение.
М.: Металлургия, 1986. 544 с.
49. Гурвич Л. О., Соболь Э. Н.
Влияние кинетики (а -> у) превра-
щения, лимитируемого диффузией, на
расчет толщины закаленного слоя при
лазерной термообработке стали//Изв.
АН СССР. Сер. Металлы. 1984. №6.
С. 154—158.
50. Даньщиков Е. В., Лебедев Ф. В.,
Рязанов А. В. Состояние плазмы
вблизи поверхности металла, облу-
чаемого СО2-лазером//Физика плазмы.
1984. Т. 10, Вып. 2. С. 385—391.
51. Действие излучения большой
мощности на металлы/С. И. Анисимов,
Я. А. Имас, Г. С. Романов, Ю. В. Хо-
дыко. М.: Наука, 1970. 272 с.
52. Дитчберн Р. Физическая оптика.
М.: Наука, 1965. 632 с.
53. Дьюли У. Лазерная технология
и анализ материалов. М.: Мир, 1986.
504 с.
54. Дьяченко С. С. Образование
аустенита в железоуглеродистых спла-
вах. М.: Металлургия, 1982. 128 с.
55. Емельянов В. И., Семино-
гов В. Н. Аномально высокая погло-
щательная способность и аномально
быстрый нагрев шероховатой поверх-
ности конденсированных сред электро-
магнитным излучением//Квантовая
электроника. 1987. Т. 14. № 1. С. 47—
54.
56. Емельянов В. И., Семино-
гов В. Н. Самоиндуцированные резо-
нансы локального поля н аномально
высокая поглощательная способность
на поверхности конденсированных
сред//ХП Всесоюзная конференция по
когерентной и нелинейной оптике.
Москва (26—29 августа 1985 г.) Ч. 1.
С. 399—400.
57. Емельянов В. И., Семино-
го в В. Н., Соколов В. И. Дифракция
света на поверхности с большой ампли-
тудой модуляции рельефа и поверх-
ностные нелинейно-оптические эффек-
ты//Квантовая электроника. 1987. Т. 14
№ 1. С. 33—46.
58. Ерошев В. К. Металло-керами-
ческие вакуумно-плотные конструк-
ции. М.: Энергия, 1970.
59. Закономерности упрочнения
железоуглеродистых сплавов непре-
рывным излучением мощного СО2-ла-
зера/Л. Ф. Головко, В. С. Коваленко,
В. С. Черненко и др.//Электронная
обработка материалов. 1980. № 6.
С. 26—29:
60. Золотаревский В. С. Механиче-
ские свойства металлов. М.: Метал-
лургия, 1983. 352 с.
61. Износостойкость образцов из ста-
ли и чугуна, упрочненных лазерным
лучом и обычными методами/П. П. Го-
лубев, П. С. Гурченко, М. В. Кабако-
вич, А. И. Корунчиков//Автомобиль-
ная промышленность. 1982. № 11.
С. 27—29.
62. Иоффе А. Ф. Физика полупро-
водников. М.: Изд-во АН СССР, 1957.
492 с.
63. Исследование микроструктуры
алюминиевых и медных сплавов после
обработки непрерывным СО2-лазером/
А. Н Сафонов, А. Г. Григорьянц,
Н. А. Макушева, А. В. Сергеев//Элек-
тронная обработка материалов. 1984.
№ 1. С. 26—29.
64. Исследования процесса газола-
зерной резки листовых электроизоля-
ционных материалов/А. Г. Григорьянц,
422
Лазерные технологические комплексы
Б. Г. Колкер, А. И. Петрашко и др.//
Электротехника, 1983. № 6. С. 26—28.
65. Исследование процесса лазер-
ной наплавки чугунных и хромборни-
келевых порошков на железоуглеро-
дистые сплавы/А. Г. Григорьянц,
А. Н. Сафонов, В. В. Шибаев и др.//
Электронная обработка материалов.
1984. № 2. С. 36—39.
66. Исследование структуры сталей
при упрочнении и легировании по-
верхности непрерывными лазера-
ми/А. Н. Сафонов, А. Г. Григорьянц,
В. М. Тарасенко и др.//Изв. вузов.
Машиностроение, 1984. № 5. С. 94—98.
67. Исследование термоупрочне-
ния и износостойкости стали 45, обра-
ботанной излучением мощного много-
лучевого СО2-лазера/Г. И. Козлов,
В. А. Кузнецов, А. Д. Сокуренко,
О. Р. Гринчицкий//Поверхность. Фи-
зика, химия, механика. 1987. № 1.
С. 68—73.
68. Каганов М. И., Лифшиц И. М.,
Танатаров Л. В. Релаксация между
электронами и решеткой//Журнал экс-
периментальной и теоретической фи-
зики. 1956. Т. 31. Вып. 2 (8). С. 232—
237.
69. Карслоу Г., Егер Д. Теплопро-
водность твердых тел. М.: Наука,
1964. 488 с.
70. Кидин И. Н. Фазовые превра-
щения при ускоренном нагреве стали.
М.: Металлургиздат, 1957. 94 с.
71. Кинетика образования гофра на
поверхности германия при облучении
мощным лазерным излучением/
А. М. Прохоров, В. А. Сычугов,
А. В. Тищенко, А. А. Хакимов//Пись-
ма в ЖТФ. 1982. Т. 8. Вып. 23.
С. 1409—1413.
72. Ковалев В. В., Сурков А. В.,
Новожилов Н. М. Влияние состава за-
щитных газов на формирование швов
при лазерной сварке//Сварочное про-
изводство. 1983. № 9. С. 20—21.
73. Ковалев И. П., Титов Е. В.
Инфракрасные спектры поглощения
некоторых групп природных соедине-
ний: Атлас спектров. Харьков: Изд-во
Харьковского университета, 1966.
203 с.
74. Коваленко В. С. Металлографи-
ческие реактивы. М.: Металлургия,
1981. 120 с.
75. Коваленко В. С., Романен-
ко В. В. Механизм резки материалов
излучением СОа-лазера//Технология и
автоматизация машиностроения. 1982
Вып. 30. С. 29—34.
76. Коваленко В. С., Романен-
ко В. В. Технологические характерис-
тики резки металлических материалов
лазерным излучением//Технология и
организация производства. 1980
№ 1. С. 44—46.
77. Коваленко В. С., Романен-
ко В. В., Олещук Л. М. Малоотходные
процессы резки лучом лазера. Киев:
Техника, 1987. 112 с.
78. Кольцов И. М., Крылосов В. В.,
Михеев В. П. Особенности использо-
вания зеркальных отклоняющих уст-
ройств, применяемых в лазерной тех-
нологии/Технология автомобилестрое-
ния. 1983. № 6. С. 7—9.
79. Комбинированный способ оцен-
ки параметров процесса лазерной свар-
ки/С. Г. Горный, В. А. Данилычев,
В. А. Лопота и др.//Сварочное произ-
водство. 1986. № 7. С. 29—31.
80. Конов В. И., Токарев В. Н.
Размерные эффекты при лазерном облу-
чении периодических поверхностных
структур. ИОФ АН СССР. Препр.
1985. № 70.
81. Контроль качества термической
обработки стальных полуфабрикатов
и деталей: Справочник/Под общ. ред.
В. Д. Кальнера. — М.: Машинострое-
ние, 1984. 348 с.
82. Криксунов Л. 3. Справочник по
основам инфракрасной техники. М.:
Советское радио, 1978. 400 с.
83. Кристаллография, рентгено-
графия и электронная микроскопия/
Я. С. Уманский, Ю. А. Скаков,
А. Н. Иванов, Л. Н. Расторгуев.
М.: Металлургия, 1982. 632 с.
84. Криштал М. А., Жуков А. А.,
Кокора А. Н. Структура и свойства
сплавов, обработанных излучением ла-
зера. М.: Металлургия, 1973. 192 с.
85. Лазерная наплавка и обработка
износостойких покрытий/Г. А. Абиль-
сиитов, А. Н. Сафонов, В. В. Шибаев,
А. Г. Григорьянц//Сварочное произ-
водство. 1983. № 9. С. 16—17.
86. Лазерная и электронно-лучевая
обработка материалов: Справочник/
Н. Н. Рыкалин, А. А. Углов,
Список литературы
423
И. В. Зуев, А. Н. Кокора. М.: Машино-
строение, 1985. 496 с.
87. Лазерная сварка алюминиевых
сплавов/В. М. Андрияхин, А. Г. Гри-
горьянц, В. М. Соловьев, А. Н. Хво-
рост//Тезисы докладов Всесоюзного
совещания по применению лазерной
технологии в машиностроении. Зве-
нигород (11—13 октября 1982 г.) М.:
Наука, 1982. С. 95—96.
88. Лазерное легирование/Л. С. Ля-
хович, С. А. Исаков, В. М. Картош-
кин, В. П. ПахадняУУМеталловедение
и термическая обработка металлов.
1987. № 3. С. 14—19.
89. Лазерное легирование хромом
стали У10/В. М. Андрияхин,
Н. В. Еднерал, X. А. Мазорра,
Ю. А. СкаковУУПоверхность. Физика,
химия, механика. 1982. № 10. С. 134—
139.
90. Лазерное технологическое обо-
рудование: Обзор/С. В. Бородина,
В. Г. Волков, Н. М. Голуб, А. М. Оси-
пова//Радиоэлектроника за рубежом.
1976. № 13. С. 3—24.
91. Лазеры в технологии/Ф. Ф. Во-
доватов, А. А. Чельный, В. П. Вейко,
М. Н. Либенсон. М.: Энергия, 1975.
216 с.
92. Ландау Л. Д., Лифшиц Е. М.
Электродинамика сплошных сред. М.:
Наука, 1982. 620 с.
93. Лахтин Ю. М. Металловедение
и термическая обработка металлов.
М.: Металлургия. 1983. 360 с.
94. Левин Г. И. Об эффективности
лазерной технологииУУНаучно-техни-
ческий сборник «Сварочное производ-
ство». М.: Научно-исследовательский
и конструкторский институт монтаж-
ной технологии. 1979. Вып. 6 (3).
С. 60—65.
95. Леонтьев П. А., Хан М. Г.,
Чеканова Н. Т. Лазерная поверх-
ностная обработка металлов и спла-
вов. М.: Металлургия, 1986. 141 с.
96. Либенсон М. Н. Термохимиче-
ская неустойчивость конденсирован-
ных сред при нагреве светомУУПисьма
в ЖТФ. 1978. Т. 4. Вып. 15. С. 917—
921.
97. Лурье Э. С., Шмелева И. А.,
Смирнов В. С. Свойства сварных соеди-
нений высокопрочных трубных ста-
лей, полученных лучом непрерывного
СО2-лазераУУСварочное производство.
1986. № 9. С. 17—18.
98. Мажукин В. И., Углов А. А.,
Четверушкин Б. Н. Низкотемператур-
ная лазерная плазма вблизи металли-
ческих поверхностей в газах высокого
давления: ОбзорУУКвантовая электро-
ника, 1983. Т. 10. № 4. С. 679—701.
99. Майоров В. С. Использование
поверхностно-активных веществ для
изменения характера конвекции при
лазерном легированииУУУП Всесоюз-
ная конференция по взаимодействию
оптического излучения с веществом.
Ленинград (14—18 марта 1988 г.):
ГОИ, 1988. 452 с.
100. Майоров В. С. Разделение жид-
ких смесей на компоненты при тепло-
вом действии непрерывного лазерного
излученияУУДАН СССР, 1977. Т. 237.
№ 5. С. 1073—1075.
101. Майоров В. С. Расчет пара-
метров лазерной закалки со сканиро-
ваниемУУФизика н химия обработки
материалов. 1989. № 1. С. 38—43.
102. Майоров В. С., Матросов М. П.
Влияние поверхностно-активных ве-
ществ на гидродинамику лазерного
легирования металловУУКвантовая
электроника. 1989. Т. 16. № 4. С. 806--
810.
103. Материалы в машиностроении:
Справочник. В 5 т.УПод ред. И. В. Куд-
рявцева. М.: Машиностроение, 1967.
С. 68.
104. Мачулка Г. А. Лазерная обра-
ботка стекла. М.: Советское радио,
1979. 136 с.
105. Мачулка Г. А., Гурьянов В. М.,
Муратова Л. П. Резка стекла лазер-
ным лучомУУСтекло и керамика. 1972.
№ 10. С. 10—12.
106. Миркин Л. И. Рентгеновский
анализ: Справочное руководство. Инди-
цирование рентгенограмм. М.: Наука,
1980.
107. Миткевич Е. А., Лопота В. Д.,
Горный С. Г. Динамика формирования
шва при сварке СО2-лазеромУУАвтома-
тическая сварка. 1982. № 2. С. 22—25.
108. Михайлов-Тепляков В. А.,
Богданов М. П. Автоматизированная
лазерная резка материалов. Л.—М.:
Машиностроение, 1976. 208 с.
109. Михеев А. Ю., Морящев С. Ф.,
Старцев А. А. Окисные поглощающие
покрытия для закалки излучением
424
Лазерные технологические комплексы
СОа-лазера//Поверхность. Физика, хи-
мия, механика. 1986. № 1. С. 117—
122.
ПО. Морящев С. Ф., Воинов С. С.
Влияние режима лазерной закалки
на предел выносливости и износостой-
кости сталей//Поверхность. Физика,
химия, механика. 1984. № 2. С. 138—
142.
111. Мосс Т. Оптические свойства
полупроводников. М.: Изд. иностр,
лит., 1962. 304 с.
112. Мощные газоразрядные СО2-
лазеры и их применение в техноло-
гии/Г. А. Абильсиитов, Е. П. Вели-
хов, В. С. Голубев и др. М.: Наука,
1984. 106 с.
113. Нагрев металлов излучением
импульсного СО8-лазера/В. П. Агеев,
А. И. Барчуков, Ф. В. Бункин,
В. И. Конов и др.//Квантовая элек-
троника. 1979. Т. 6, № 1. С. 78—85.
114. Наплавочные материалы
стран — членов СЭВ/Под ред.
И. И. Фрумина, В. Б. Еремеева.
Киев. — М.: ВИНИТИ, 1979.
115. Никоноров В. И., Мульчен-
ко Б. Ф. Полимерные покрытия для
лазерного упрочнения деталей//Авто-
мобильная промышленность, 1986. № 7.
С. 32.
116. Никоноров В. И., Мульчен-
ко Б. Ф., Ройтенбург Д. И. Влияние
неорганических пигментов и наполни-
телей на эффективность поглощения
излучения СО8-лазера при термоупроч-
нении стали//Технология автомобиле-
строения. 1983. № 6. С. 12—16.
117. Никоноров В. И., Ройтен-
бург Д. И. Методы нанесения и свой-
ства поглощающих покрытий, приме-
няемых при лазерной обработке ме-
талла//Автомобильное производство.
1985. № 2. С. 15—17.
118. Непрерывный и импульсно-пе-
риодический режимы сварки электро-
ионизационным СО2-лазером/Н. Г. Ба-
сов, В. В. Башенко, Е. П. Глотов
и др.//Изв. АН СССР. Сер. физическая.
1984. Т. 48. № 12. С. 2310—2320.
119. Об эффективности комбини-
рованного воздействия лазерного из-
лучения на металлическую поверх-
ность/А. А. Бляблин, А. С. Ковалев,
А. М. Попов, Б. В. Селезнев//Журнал
технической физики. 1985. Т. 55.
Вып. 8. С. 1650—1652.
120. О некоторых зависимостях тер-
мообработки лазером/В. В. Корнеев,
Ф. К- Косырев, С. Ф. Морящев^
А. А. Украдиженко//Физика и химия
обработки материалов. 1980. № 3
С. 3—7.
121. Оптимизация положения фо-
кальной плоскости при сварке лазе-
ром/Ю. В. Волобуев, В. Г. Федоров,
А. Г. Григорьянц и др.//Автоматиче-
ская сварка. 1982. № 4. С. 62—64.
122. Оптические спектры твердых
тел в области собственного поглоще-
ния: Пер. с англ./Под ред. В. П. Жузе.
М.: Мир, 1968. 176 с.
123. О развитии периодических
структур на поверхности металлов и
полупроводников под действием излу-
чения импульсного СО2-лазера/
В. Н. Анисимов, В. Ю. Баранов,
Л. А. Большов и др.//Поверхность.
Физика, химия, механика. 1983. № 7.
С. 138—144.
124. Особенности воспламенения
металлов в воздухе под действием
непрерывного лазерного излучения/
Ф. В. Бункин, Н. А. Кириченко,
Б. С. Лукьянчук и др.//Квантовая
электроника. 1986. Т. 13. № 6.
С. 1227—1234.
125. Особенности кристаллизации
шва при сварке лучом лазера/
В. С. Гаврилюк, А. Г. Григорьянц,
В. В. Иванов, М. Е. Щеглов./Автома-
тическая сварка. 1983. № 6. С. 27—29.
126. Особенности лазерной закалки
стальных и чугунных изделий в усло-
виях сканирования/Ю. А. Иванов,
Г. П. Ивашов, В. С. Майоров и др.//
Физика и химия обработки материа-
лов. 1987. № 4. С. 50—54; 1988,
№ 2. С. 143.
127. Особенности лазерной сварки
сплава АМгб/А. Г. Григорьянц,
И. Н. Шиганов, В. В. Иванов и др.//
Сварочное производство. 1983. Ns 9.
С. 17—19.
128. Остаточные напряжения в
углеродистых сталях после поверх-
ностного упрочнения излучением
СО2-лазера/В. С. Великих, В. П. Гон-
чаренко, А. Ф. Зверев, В. С. Картав-
цев//Металловедение и термическая
обработка металлов. 1985. № 4. С. 9—
12.
129. Повышение производитель-
ности и расширение возможностей
Список литературы
425
лазерной наплавки/Н. Н. Одинцов,
Л. А. Штернин, В. С. Смирнов и др.//
Сварочное производство, 1987. № 2.
С. 1—4.
130. Повышение эффективности
проплавления при лазерной сварке с
динамической фокусировкой луча/
В. В. Иванов, В. В. Байков, А. Г. Гри-
горьянц, И. Н. Шиганов//Сварочное
производство. 1984. № 5. С. 9—И.
131. Попов А. А., Попова Л. Е.
Изотермические и термокинетические
диаграммы распада переохлажденного
аустенита: Справочник термиста. М.:
Металлургия, 1965.
132. Применение лазерной техноло-
гии на АЗЛК/В. Е. Архипов,
Е. М. Биргер, А. Н. Гречин идр.//Тех-
нология автомобилестроения. 1980.
Ne 5. С. 24—27.
133. Приповерхностная плазма в
луче непрерывного СО2-лазера/
В. В. Васильцов, А. М. Забелин,
О. Л. Захаркина и др.//Квантовая
электроника. 1985. Т. 12. № 7.
С. 1527—1528.
134. Пробой атомарных газов излу-
чением СО2-лазера вблизи металли-
ческой поверхности/Е. В. Даныциков,
В. А. Дымшаков, Ф. В. Лебедев,
А. В. Рязанов//Квантовая электро-
ника. 1982. Т. 9. № 1. С. 99—105.
135. Пробой молекулярных газов из-
лучением СО2-лазера вблизи металли-
ческой поверхности/Е. В. Даныциков,
В. А. Дымшаков, Ф. В. Лебедев,
А. В. Рязанов//Квантовая электро-
ника. 1982. Т. 9. № 1. С. 106—110.
136. Разработка и анализ матема-
тических моделей процесса лазерной
резки конструкционных материалов/
В. В. Романенко, В. С. Коваленко,
В. П. Гаращук и др.//Электронная
обработка материалов. 1981. № 3.
С. 15—19.
137. Райзер Ю. П. Лазерная искра
и распространение разрядов. М.: Нау-
ка, 1974. 308 с.
138. Распределение остаточных
напряжений на поверхности сталей,
упрочненных непрерывным СО2-лазе-
ром/А. Г. Григорьянц, А. Н. Сафонов,
В. С. Майоров н др.//Металловедение
и термическая обработка металлов.
1987. Ns 9. С. 45—49.
139. Роботизированный лазерный
комплекс для лазерного термоупроч-
нения деталей машин/Г. А. Абиль-
сиитов, В. Г. Гонтарь, А. Н. Сафонов
н др.//Всесоюзная научно-техн. конф.
«Новые материалы и ресурсосберегаю-
щие технологии термической и хими-
ко-термической обработки — основа
повышения надежности и долговеч-
ности деталей машин н инструмента».
Телави, 1987. С. 94.
140. Роль ПЭВ в воздействии на
металлы сканируемого пучка непре-
рывного лазерного излучения/В. В. Ба-
женов, А. М. Бонч-Бруевич,
Р.-М. В. Канапенас и др.//Письма в
ЖТФ. 1986. Т. 12. Вып. 3. С. 151—156.
141. Русаков А. А. Рентгенография
металлов. М.: Атомиздат, 1977. 480 с.
142. Рыкалин Н. Н. Расчеты тепло-
вых процессов при сварке. М.: Маш-
гиз, 1951. 296 с.
143. Рыкалии Н. Н., Углов А. А.
Процессы лазерно-плазменного синте-
за соединений и восстановление туго-
плавких металлов. Физика и химия
обработки материалов. 1985. № 4.
С. 3—9.
144. Рыкалин Н. Н., Углов А. А.,
Кокора А. Н. Лазерная обработка ма-
териалов. М.: Машиностроение, 1975.
296 с.
145. Сварка деталей и титановых
сплавов на мощных СО2-лазерах/
В. К. Лебедев, О. А. Величко,
Ф. К. Косырев и др.//Автоматическая
сварка. 1979. № 4. С. 30—34.
146. Скаков Ю. А., Едиерал Н. В.
Легирование поверхностных слоев при
использовании лазерной обработ-
ки//Изв. АН СССР. Сер. физическая.
1983. Т. 47. № 8. С. 1487—1496.
147. Соболь Э. Н., Кокора А. Н.
Расчет толщины закаленного слоя при
лазерной термообработке стали без
оплавления поверхности//Инженерно-
физический журнал. 1989. Т. 56. № 4.
С. 632—639.
148. Соболь Э. Н., Углов А. А.
Лазерная обработка горных пород:
Обзор//Физика и химия обработки
материалов. 1983. № 2. С. 3—17.
149. Соколов А. В. Оптические свой-
ства металлов. М.: Физматгнз, 1961.
464 с.
150. Справочник по сварке/Под ред.
В. А. Винокурова. М.: Машинострое-
ние, 1979. Т. 3. 567 с.
426
Лазерные технологические комплексы
151. Справочник по технологии ла-
зерной обработки/Под общ. ред.
В. С. Коваленко. Киев: Техника,
1985. 167 с.
152. Сравнение технологической
прочности соединений, выполненных
лучевыми и дуговыми способами свар-
ки/А. Г. Григорьянц, В. М. Андрия-
хин, А. Н. Грезев и др.//Автомати-
ческая сварка. 1980. № 10. С. 11—14.
153. Стекло: Справочник/Под ред.
Н. М. Павлушкина. М.: Стройиздат,
1973.
154. Столович Н. Н., Миниц-
кая Н. С. Температурные зависимости
теплофизических свойств некоторых
металлов. Минск: Наука и техника,
1975. 157 с.
155. Структура и свойства плазмы
оптического разряда в луче СО2-ла-
зера вблизи поверхности мишени/
Е. В. Даньщиков, В. А. Дымшаков,
Ф. В. Лебедев, А. В. Рязанов//Кван-
товая электроника, 1985. Т. 12. № 5.
С. 1002—1008.
156. Таблицы физических величин:
Справочник/Под ред. И. К- Кикоина.
М.: Атомиздат, 1976. 1006 с.
157. Теплопроводность твердых
тел: Справочник/Под редакцией
А. С. Охотина. М.: Энергоатомиздат,
1984. 320 с.
158. Теплофизические свойства ве-
ществ: Справочник./Под ред.
Н. Б. Варгафтика. М.—Л.: Госэнерго-
издат, 1956. 368 с.
159. Термокапиллярная конвекция
в жидкости под действием мощного ла-
зерного излучения/Г. Г. Гладуш,
Л. С. Красицкая, Е. Б. Левченко,
А. Л. Черняков//Квантовая электро-
ника. 1982. Т. 9. № 4. С. 600—667.
160. Термораскалывание стеклян-
ных трубок лазерным излучением/
В. И. Борода, А. Ц. Вартаньянц,
Н. Н. Карпов, Г. А. Мачулка//Элек-
тронная промышленность. 1976.
Вып. I (49). С. 59—63.
161. Термохимическая обработка
при воздействии лазерного излучения
на поверхность металлов в газах и
жидкостях/Р. В. Арутюнян, В. Ю. Ба-
ранов, Л. А. Большов и др.//Поверх-
ность. Физика, химия, механика. 1986.
№ 9. С. 5—19.
162. Термохимические неустойчи-
вости в гетерогенных процессах, сти-
мулированных лазерным излучением/
Д. Т. Климов, Ш. Атабаев, Ф. В. Бун-
кин и др.//Поверхность. Физика, хи-
мия, механика. 1982. № 8. С. 12—21.
163. Технологические особенности
сварки наклонным лучом/В. В. Ба-
шенко, В. А. Лопота, Е. А. Митке-
вич и др.//Сварочное производство
1981. № 7. С. 19—21.
164. Тихомиров А. В. Состояние и
перспективы лазерной резки//Изв. АН
СССР. Сер. физическая. 1983. Т. 47
№ 8. С. 1481—1486.
165. Тихомиров А. В. Технология
н машины для газолазерной резки
металлов и неметаллических материа-
лов: Обзорная информация.
Сер. ХМ-12. М.: ЦИНТИХимнефте-
маш, 1982. 39 с.
166. Токарев В. Н. Поглощение ла-
зерного излучения на рифленой по-
верхности металла за пределами облу-
чаемого пятна//УП Всесоюзная кон-
ференция по взаимодействию оптиче-
ского излучения с веществом. Ленин-
град (14—18 марта 1988 г.) Л.: ГОИ.
1988. С. 347.
167. Трещинообразование при ла-
зерной обработке хромборникелевых
порошковых сплавов/А- Н. Сафонов,
В. В. Шибаев, А. Г. Григорьянц,
А. Я. Овчаров//Изв. вузов. Машино-
строение. 1984. № 12. С. 90—94.
168. Углов А. А. Селищев С. В.
Автоколебательные процессы при воз-
действии концентрированных потоков
энергии М.: Наука, 1987. 149 с.
169. Упрочнение поверхности спла-
вов лазерным излучением/А. Г. Гри-
горьянц, А. Н. Сафонов, В. М. Тара-
сенко и др.//Поверхность. Физика,
химия, механика. 1983. № 9. С. 124—
131.
170. Физико-химические свойства
окислов: Справочник./Под ред.
Г. В. Самсонова. М.: Металлургия,
1978.
171. Физические закономерности
обработки металлов излучением
импульсно-периодического СО2-лазе-
ра/А. А. Веденов, Г. Г. Гладуш,
С. В. Дробязко и др.//Квантовая элек-
троника. 1986. Т. 13. № 7. С. 1473—
1477.
172. Физические основы электротер-
мического упрочнения стали/
В. Н. Гриднев, Ю. Я. Мешков,
Список литературы
427
С. П. Ошкадеров, В. И. Трефи-
лов. Киев: Наукова думка, 1973.
335 с.
173. Физические процессы при
глубоком проникновении лазерного
луча в металлы/А. А. Веденов,
Г. Г. Гладуш, С. В. Дробязко,
Е. Б. Левченко//Изв. АН СССР. Сер.
физическая. 1983. Т. 47. № 8.
С. 1473—1480.
174. Физические свойства сталей
и сплавов, применяемых в энергетике:
Справочник/Под ред. Б. Е. Неймарк.
М.—Л.: Энергия, 1967. 240 с.
175. Фокусировка излучения в за-
данную область пространства/
М. А. Голуб, С. В. Карнеев,
А. М. Прохоров и др.//Письма в
ЖТФ, 1981, Т. 7. С. 618—623.
176. Фрактография и атлас фрак-
тограмм: Справочник/Под ред.
Дж. Феллоуза. М.: Металлургия, 1982.
489 с.
177. Хартли Дж. ГПС в действии/
Пер. с англ. Под ред. В. М. Кудинова.
М.: Машиностроение, 1987. 328 с.
178. Химический энциклопеди-
ческий словарь. М.: Сов. энциклопе-
дия, 1983. 792 с.
179. Шибаев В. В., Сафонов А. Н.,
Григорьянц А. Г. О коэффициенте
использования порошка при наплавке
лучом лазера//Автоматическая свар-
ка. 1983. № 10. С. 35—37.
180. Шмыков А. А. Справочник тер-
миста. М.: Машгиз, 1961. 392 с.
181. Шовкопляс В. М., Аврамчен-
ко П. Ф., Кирсей В. И. Влияние
условий фокусировки на образование
швов при лазерной сварке//Автомати-
ческая сварка, 1980. № И. С. 19—
20.
182. Шур Е. А., Воинов С. С., Кле-
щева И. И. Повышение конструктив-
ной прочности сталей при лазерной
закалке//Металловеденне и термиче-
ская обработка металлов. 1982. № 5.
С. 36—38.
183. Экспериментальная проверка
расчетов термоупрочнения железо-
углеродистых сплавов с помощью
СО2-лазера непрерывного дейст-
вия/В. М. Андрияхин, В. С. Майоров,
Н. Т. Чеканова, В. П. Якунин//По-
верхность. Физика, химия, механика.
1983. № 9. С. 145—150.
184. Advances in Laser Metal wor-
king//American Machinist. 1985,
January. P. 79—81.
185. Affolter P. K-, Durr U. Feins-
chweissen und Schneiden mit Fest-
korper laser Lichtleiter und Roboter//
Technische Rundschau. 1986. 78. N 22.
S. 62—65.
186. An Investigation of the Laser
Cutting Process with the Aid of a Plane
Polarized CO, Laser Beam/M. Lepore,
M. Dell’Erba, C. Esposito, G. Daure-
lio//Optics and Lasers in Engineering.
Я983. Vol. 4. N 4. P. 241—251.
187. Anthony T. R„ Cline H. E.
Surface Rippling Induced by Surface—
Tension Gradients During Laser Sur-
face Melting and Alloying//J. Appl.
Phys. 1977. Vol. 48. N 9. P. 3888—
3894.
188. Arata Y., Manio H., Miyamo-
to I. Application of Laser for Mate-
rial Processing. Heat Flow in Laser
Hardening//Int. In-te Weld. Doc. 1978.
Vol. IV. P. 241.
189. Arata Y., Miyamoto I. Laser
Welding//Technocrat. 1978. Vol. 11.
N 5. P. 33—42.
190. Arata Y.f Miyamoto I. Some
Fundamental Properties of High Power
Laser Beam as a Heat Source. Report 1.
Beam Focusing. Characteristics of COa
Laser//Transaciions of the Japan Wei
ding Society. 1972; April. Vol. 3. N 1 -
P. 143—151.
191. Arata Y., Miyamoto I. Some
Fundamental Properties of High Power
Laser Beam as a Heat Source. Report 2.
CO2-Laser Absorption Characteristics
of Metals/ZTrans. Jap. Weld. Soc.
1972. Vol. 3. N 1. P. 152.
192. Asmus J. F., Baker F. S. Nonli-
near Surface Phenomen Associated with
Laser Beam Penetration of Metals//
Record of 10th Symposium on Electron,
Ion and Laser Beam Tecnology (L. Mar-
ton, ed.). San Francisco Press Inc;
1969. P. 241—246.
193. Bechnisch H., Dienst H. Strahls-
chweisstechniker im Wettsteit//Maschi-
ne-|-Werkzeug. 1986. N 19. S. 32—34,
36-41.
194. Behzeger M. Neue Laser Di-
mensionen//Maschinen Werkzeug. 1986.
N 23. S. 10—16.
195. Chan C., Mazumder J.,
Chen M. M. A Two-Dimensional Tran-
428
Лазерные технологические комплексы
sient Model for Convection in Laser
Melted Pool/ZMetallurgical Transa-
ctions. 1984. Vol. 15A. N 12. P. 2175—
2184.
196. Chui G. K. Laser Cutting of
Hot Glass//Ceramic Bulletin. 1975.
Vol. 45. N 5.
197. CNC Laser Profiling System//
Sheet Metal Industries. 1986. October.
Vol. 63. N 10. P. 594.
198. CO2 Laser Radiation Absorption
by Metal Gratings/I. Ursu, I. N.,Mi-
hailescu, Al. Popa et al.//Appl. Phys.
Lett. 1984. Vol. 45. N 4. P. 365—367.
199. Dansk teknisk tidsskrift. 1987.
N4. VIII. — S. 7.
200. Daurelio G., Dell’Erba M., Cen-
to L. Cutting Copper Sheets by CO2-
Laser//Laser & Applications. 1986.
Vol. 5. N 3. P. 59—64.
201. Dell’Erba M. CO2 Laser Wel-
ding of Copper Slabs//Optics and Laser
Technology. 1985. Vol. 17. N 5.
P. 261—262.
202. Eichhorn F., lachertz H. P.
Schweissen mit CO2-Hochleistungsla-
sem//Industrie Anzeiger. 1985. Vol. 107.
N 6. S. 16—20.
203. Flemuxing D., Haffner P.,
Krause H.—P. Ehtwicklung und Einsatz
einer flexiblen 3-D-Laser-Mehrzweck
Bearbeitungsanl age VMaschinenbautech-
nik. 1987. N 4. S. 182—187.
204. Fumio Goto, Shigeo Suzuki//
Tool Engineering. 1985. 29. N 10.
P. 24—26.
205. Industrial Laser Review. 1987/
N 1.
206. lorgensen M. Increasing Energy
Absorption in Laser Welding/ZMetal
Construction. 1980. Vol. 12. P. 88—89.
207. Kawasumi H.//Technocrat. 1978.
Vol. 11. N 6. P. 11—21.
208. Keilmann F., Bai Y. H. Pe-
riodic Surface Structures Frozen into
CO2 Laser-Melted Quartz/ZApplied Phy-
sics A. 1982. Vol. A29. P. 9—18.
209. Kombiniertes Blechbearbei-
tungsystem mit hoher Produktionssi-
cherheit/ZTechn ik - R eport-Spezial. 1981,
September. S. 53—56.
210. Laser Heat Treating of Steels//
G. H. Harth, W. C. Leslie, V. G. Greg-
son, В A. Sanders.—J. of Metals.
1976. Vol. 28. .J 4. P. 5.
211. Mazumder J., Steen W. M.
Heat Transfer Model for Laser Mate-
rial Processing//.!. Appl. Phys. 1980-
Vol. 51. N 2. P. 941—947.
212. Marcus S., Lowder J. E.,
Mooney D. L. Large—Spot Thermal
Coupling of CO2 Laser Radiation to
Metallic Surfaces//Journal of Applied
Physics. 1976. Vol. 47. N 7. P. 2966—
2968.
213. Olsen F. O. Cutting with Pola-
rized Laser Beams//DVS Berichte 63
Strahltechnik. 1980. P. 197—200.
214. Olsen F. O. Studies of Sheet
Metal Cutting with Plane—Polarized
CO2-Laser//Optoelektron. Tech. Vort. 5
Zut. Kongr. Laser 81, Miinchen—Ber-
lin. 1982. S. 227—231.
215. Osterink L. M.//Proc. Soc. Pho-
to-Opt. Instrum. Eng. 1984. N 461.
P. 16.
216. Pearson J. R. A. On Con-
vection Cells Induced by Surface Ten-
sion//.!ournal of Fluid Mechanics. 1958.
Vol. 4. Part 5. P. 489—500.
217. Perspektiven der Werkzeugmas-
chienenproduktion in der EG und
in Japan,7VDI-Z. 1985. N 10. Mai.
g 551 55g
218. Polym. News. 1984. 9. N 12.
P. 366.
219. Roboter/Laser Anlage fur die
Metallbearbeitung Industrieroboten fur
die raumadre Laser—Strahl—Material-
bearbeitung//Fachberichte fur Metall-
bearbeitung. 1986. 63. N 9. S. 444.
220. Sayegh G., Moy I. P. L’utilisa-
tion et les perspectives des faiseaux
laser duus le traviail des matanx//
Vilry/Seine, Sciaky (j. a), 26pp. Inter-
national Institute of Welding. Docu-
ment WIV—209—77. 1977. 26 p.
221. Schultz R. S.//Welding and
Metal Fabrik. 1977. Vol. 45. N 7.
P. 460.
222. Schweizer B. Neuerungen in
der Laserschneidetechnik//Blech Rohre
Profile. 1985. Vol. 32. N 4. S. 185—187.
223. Seaman F. D.//Zeme Collog in
Sondage et fusion faisceau efectron
et laser. Lyon, 5—9 Sept., 1983. Vol. 1.
P. 37.
224. Seaman F. D., Radjagopal S.//
Laser Focus. Electrooptics. 1983., No-
vember. P. 75.
225. Steen W. M., Eboo M. Arc
Augmented Laser Welding/ZMetal Con-,
struction. 1979. Vol. 11. N 7. P. 332—
335.
Список литературы
429
226. Swift-Hook D. Т., Gick А. Е. F.
Penetration Welding with Lasers//Wel-
ding Journal. 1973. Vol. 52. N 11.
P. 492S—499S.
227. Urs W. Hunziker. Erfahrungen
mit «fliegender Optik» beim Laserschnei-
den//Schweisstechnik. 1987. N 4.
S. 62—65.
228. Urs W. Hunziker. Scharfer
Stahl//Masch.—Anlag.—Verfiihr. 1987.
N 1—2. S. 18—20, 25—26.
229. Von Allmen M. Laser Drilling
Velocity in MetalsZ/Joumal of Applied
Physics. 1976. Vol. 47. N 12. P. 5460—
5463.
230. Wick C. Laser Hardening//Ma-
nufacturing Engineering and Manage-
ment. 1967. Vol. 76. N 6. P. 35—37.
231. Willgoss R. A., Megaw J. H.
P. C., Clark J. N. Laser Welding of
Steels for Power Plant//Optics and
Laser Technology. 1979. Vol. 11. N 2.
P. 73—81.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Атомарный лазер См. Лазер на нейтраль-
ных атомах
Аустенизация 288—289
Быстропроточный лазер непрерывный —
Конвективное охлаждение 128, 210 — Па-
раметры 131, 132 — Расчет (Гидравличе-
ские потери 192 — Газоразрядная каме-
ра 218 — Источник питания 245 — Система
газообмена 248 — Система формирования
излучения 232 — Средства прокачки 199 —
Тепловые процессы 208 — Теплообмен-
ник 213 — Устройство вывода излуче-
ния 240) — Способы накачкн 130—133 —
Схемы 129
— ИЛГН 154-156
— «Лантан—3» 165—169
— Л ок 156—159
— технологический 132 —142, 159—263
— фирмы «Спектра Физике» 142—148
Время активации 278
Газовый контур — Входной участок 198 —
Диффузор 195 — Зона возбуждения 194 —
Расчет 193 — Схема 192, 203 — Теплооб-
менник 197
Газовый лазер — Классификация 33 —
Методы иакачки 32—33 — Общие сведе-
ния 32 — Параметры 34 — 38
— газоразрядный иа СО — Каскадная ге-
нерация 88 — Колебательно-вращатель-
ные уровни 89
— йодный — Методы возбуждения 91 —
93 — Спектроскопия атома йода 91 — иа
гелогенидах инертных газов — Общие све-
дения 73 — Параметры моделей 82—84 —
Способы накачки 39—81 — Характери-
стики 76
— электроразрядный на СО2 — Основные
кинетические процессы 85—86 — Способы
охлаждения 88
Газоразрядная камера (ГКР) -- Конструк-
ция 218, 226 — Методы предыонизации
226 — Параметры 220—222 — Схема 219,
222—226, 228. 229 — Требования 218
— импульсно-периодических лазеров 23Q
— комбинированного разряда 229
— лазеров на переменном токе 230
----электроионизационных 228
Газоразрядный СО2-лазер с диффузионным
охлаждением (ЛДО) — Параметры 117 —
Принцип охлаждения 114 — Схема 114, 115
— «Иглаи-3» 122
— ИЛГН 118, 119
— капиллярный 118
— многолучевой 117
— с медленной прокачкой 121
— со слабой прокачкой 121
Диаграмма состояний 286
Жидкостный лазер — Виды красителей
94 — Источник накачки 94 — Лазерные
уровни 98 — Общие сведения 39 — Опти-
ческая схема 99 — Параметры 100—104
Закалка лазерная — Общие сведения 290 —
Расчет режимов 291—292 — Расчетные
номограммы 292 — Режимы 296 — Системы
сканирующих устройств 294 — Схема
295 — Частота сканирования 295—296
Ионный лазер на нонан аргона — Блок
питания 50 — Длина волны генерации 52 —
Конструкция 53 — Механизм действия 50,
51 — Параметры 54—56 — Схема газораз-
рядной трубки 51
— иа парах металла — Атомарный 59 —•
Ионный 57 — Параметры 64 — Сравнитель-
ные характеристики 63
Импульсно-периодический СО2-лазер
(ИПЛ) — Общие сведения 173—177 — Па-
раметры 174—176 — Размерная обработ-
ка 346
— «Дятел» — Назначение 181 — Пара-
метры — 181 — Состав 181
— ИПТЛ-2 — Блок газообмена 188 —
Микропроцессорная система автоматиче-
ского управления 189 — Назначение 187 —
Система накачки и съема излучения 188
— «Кедр» — Вариант с неустойчивым ре-
зонатором 185 — Вариант с устойчивым ре-
зонатором 184 — Параметры 186 — Уст-
ройство 184
— ЛГИТ-1, ЛПД — Параметры 182 —
Способы увеличения длительности импуль-
са излучения 183
— ТЕА-лазер — Газодинамика 178 — Кон-
струкция 177 — Оптика 178 — Примене-
ние 177
— фирмы «Джеи Тек» — Конструкция
190 — Параметры 190 — Электропита-
ние ГРК 191
Источник питания БПЛ Требования
245 — Схема 245—248
Коэффициент отражения 271
Критическая точка 287
Лазер на свободных электронах 39
— на~ свободных красителях См. Жидко-
стный лазер
— иа нейтральных атомах — Общие све-
дения 33 — Не—Ne-лазер (Конструкт
ция 67 — Параметры 62—72 — Примене-
ние 67 — Схема энергетический уровней
65 — Характеристики 67)
Предметный указатель
431
Лазерный обрабатывающий центр 389, 390
Лазерный технологический комплекс —
Классификация 388, 389 — Состав 378 —
Характеристики 384—387
— с манипулятором изделия — На базе
двух координатных систем 394 — Ротацион-
ные системы 397 — Системы со сложным
перемещением 398
— — оптики — Двухкоординатные пор-
тальные мостовые системы 400 — С вра-
щением оптики 403 — Со сложной траек-
торией оптики 403
— смешанного типа — Линейного переме-
щения оптики 406 — Со сложной траекто-
рией оптики 408)
— специализированные 379
— универсальные 382 __
Легирование лазерное — Легирующие до-
бавки 310 — Назначение 306 — Схема 306
Макроструктурный анализ 248, 350
Микроструктурный анализ 249, 352
Молекулярный лазер — КПД 81 — Коэффи-
циент усиления 75 — Общие сведения 33,
73—75 — Понятие 72 — Сечение вынуж-
денного излучения 74 — Способы накачки
79—81 — Фотопоглощение 75 — Харак-
теристики 76, 82—84
Наплавка лазерная — Виды 313 — Коэффи-
циент использования порошка 315 — Общие
сведения 312 — Режимы лазерной обра-
ботки 316
Неразрушаютий контроль — Визуально-
оптический анализ 360 — Магнитные ме-
тоды 362 — Просвечивание рентгеновскими
лучами 360 — УЗ-методы 361 — Электро-
иидуктивный метод 363
Оснастка технологическая вспомогатель-
ная 378
Плазма 280
Поглощательная способность 270, 273,
276 — 279, 281, 282
Покрытия поглощающие — Виды 284 —
285 — Параметры 285 — Требования 283
Полупроводниковые лазеры — Общие
сведения 39 — Применение 12 — Способы
накачки 39
Рабочая смесь — Гетерогенный катализ
249 — Гомогенный катализ 249 — Обнов-
ление состава 249 — Параметры 251 —
Свойства 193 — Состав 250 — Средства
прокачки 199 — Химические процессы 248
Размерная обработка 346
Расчет теплофизический — Уравнение теп-
лопроводности 263 — Физические свой-
ства металлов, полупроводников, спла-
вов 264—269
Резка газолазерная — Виды 330 — Режимы
333, 334 — Теоретические модели 329
— металлов 335
— неметаллов 339
— хрупких материалов 341
Резонатор — Конструкция 238 — Неустой-
чивый 234 — Параметры 233 — Схема 239,
240 — Устойчивый 232
Рентгеиоструктурный анализ — Камера
Дебая 356—357 — Общие сведения 356 —
Рентгеновская дифрактометрия 358 — Типы
дифрактометров 360
Сварка лазерная — Глубина проплавления
материала 322—324 — Защитный газ 324 —
КПД 321 — Сварочная ваниа 320, 323 —
Скорость сварки 325, 326 — Технологиче-
ские трещины 325, 326 — Требования к ла-
зерам 321
Свойства материалов — Износостойкость
371 — Микротвердоеть 369 — Остаточные
напряжения 376 — Прочностные 366 —
Твердость 367 — Ударная вязкость 371 —
Усталостная выносливость 372
Система газообмена — Катализ 249 — Со-
став рабочей смеси 250 — Схемы 251 — Хи-
мические процессы в рабочей смесн 248
Система формирования излучения 232
Средства прокачки рабочей смеси — Пара-
метры 200—203 —Привод 203—Расчет 206—
208 — Типы 199 — Схема 205
Твердотельный лазер — Активный эле-
мент 43 — Акустический затвор 44 — Гео-
метрия активных элементов 46 — Источ-
ники накачки 46 — Конструкция 43 — Об-
щие сведения 39 — Осветитель 43 — Пас-
сивный модулятор добротности 45 •— При-
менение 12 — Режим генерации 44 — Схема
уровней 42 — Электрооптический затвор 45
— серии 100 — Конструкция 105 — Пара-
метры 105, 106 — Питание ламп накач-
ке 106
Теплообменник — Конструкция 217, 218 —
Расчет 214 — Требования 213
Термораскалывание лазерное — Общие све-
дения 343 — Режимы 345
Технологическая установка «Квант-9М»
107, 108
— «Квант-11М» 109
— «Квант-12» 109
— «Квант-15» 110
— «Квант-17» 111
— «Кваит-20» 112
— «Квант-30» 112
— «Квант-50, «Квант-50-01» 113, 114
Технологический лазер — Классифика-
ция 32 — Понятие 377 — Требования 30
— в промышленной фотохимии — Виды
фотохимии 20 — Изотонически-селектив-
ная фотоионизация атомов 25 — Лазерное
разделение изотопов 22, 23 — Методы раз-
деления веществ 20 — Сравнение молеку-
лярных процессов 21, 22
— в термической технологии — Критерии
применения 19 — Требования 19
Устройство вывода излучения — Газовое
диафрагменное окно 243—Кристаллическое
окно 240 — Расчет 241 — Сверхзвуковое
газодинамическое окно 244 — Требова-
ния 240
Фрактографический анализ — Вязкий из-
лом 363 — Зона взлома 365 — Критиче-
ская температура хрупкости 364 — Меж-
зеренный излом 364 — Сериальные кри-
вые 364 — Усталостная зона 365
Эксимерный лазер См. Молекулярный лазер
Электронная микроскопия — Микрорент-
геиоспектраль ный анализ 253 — Просве-
чивающая 353 — Растровая 354