



















Автор: Григорянц А.Г.
Теги: электротехника отдельные машиностроительные и металлообрабатывающие процессы и производства машиностроение лазеры издательство машиностроение лазерные технологии лазерная сварка
ISBN: 5-217-00432-0
Год: 1989




А.Г григОРНЯНи
ОСНОВЬ'
ЛАЗЕРНОЙ
ОБРАБОТКИ
МАТЕРИАЛОВ
WkU>WOBLn.BU
ББК 34.64 .
Г83 ... /
удк 621.з7|Ш«тг«г№^^
иле»”-* •
Рецензент канд. техн, наук Ю. Н. Иванов
Григорьянц А. Г.
Г83 Основы лазерной обработки материалов. —М.: Машино-
строение, 1989.— 304 с.: ил.
ISBN 5-217-00432-0
Рассмотрена возможность применения лазеров для сварки, резки,
термоупрочнення и наплавки конструкционных материалов. Изложены
методы расчетов фокусирующих систем лазерных технологических уста-
новок, рассмотрены физические явления, возникающие при передаче
энергии лазерного излучения непрозрачным твердым материалам. Иссле-
дованы структуры и свойства металлов, приобретенные в результате лазер-
ного воздействия. Описаны технологические процессы лазерной сварки,
резки, термообработки и наплавки, даны практические рекомендации по
их применению в промышленности.
Для ИТР машиностроительных заводов и организаций.
2704060000—016
Г 038 (01)—89 ,6—89
ББК 34.64 + 34.651
е
ISBN 5-217-00432-0 © Издательство «Машиностроение», 1989
ВВЕДЕНИЕ
Бурное развитие квантовой электроники, в значительной мере
обусловленное выдающимися достижениями советских научных
школ академиков Н. Г. Басова и. А. М. Прохорова, удостоенных
совместно с американским ученым Ч. Таунсом Нобелевской пре-
мии, привело к созданию принципиально новых источников
энергии — лазеров.
Лазерное излучение характеризуется гигантской концентра-
цией энергии, обеспечивающей' значительную интенсификацию
процессов обработки материалов. Наряду с увеличением произ-
водительности лазерная технология дает принципиально новые
результаты обработки материалов. Достижения в области лазер-
ной технологии в свою очередь стимулируют разработку лазерной
техники. В последние годы созданы простые и надежные промыш-
ленные лазеры с большим ресурсом работы и управляемыми пара-
метрами излучения.
Всемерное развитие лазерной техники и технологии является
сегодня одним из приоритетных направлений ускорения научно-
технического процесса, важным фактором интенсификации маши-
ностроительной, приборостроительной и других отраслей про-
мышленности. В СССР и за рубежом выполнен большой объем
исследований по применению лазеров в обработке материалов,
сформированы основные научные направления и созданы условия
для активного внедрения лазеров в промышленное производство.
Результаты этих работ регулярно публикуются в научно-техни-
ческих журналах, а также в виде сборников и монографий.
Однако наряду с изучением отдельных вопросов необходимы
системный анализ и общее решение инженерных проблем, возни-
кающих при освоении и внедрении в производство прогрессивных
методов лазерной обработки. В данной книге реализован комплекс-
ный подход к изучению современных проблем лазерной техноло-
гии от разработки теоретических основ до формулирования прак-
тических рекомендаций по эффективному использованию энергии
лазерного излучения в конкретных технологических процессах.
Значительная часть материала, представленного в книге,
отражает результаты научных исследований, выполненных на
кафедре «Оборудование и технология лазерной обработки» МВТУ
им. Н. Э. Баумана под руководством автора.
1*
3
ЧАСТЬ
ТЕОРЕТИЧЕСКИЕ
ОСНОВЫ
ЛАЗЕРНОЙ ОБРАБОТКИ
1. ТЕХНОЛОГИЧЕСКИЕ ЛАЗЕРЫ
ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ
Диаметр пятна нагрева, см
Успехи в развитии квантовой электроники способствовали соз-
данию лазеров. Лазер представляет собой генератор электромаг-
нитных волн в диапазоне ультрафиолетового, видимого и инфра-
красного излучений, характеризующихся высокой степенью моно-
хроматичности и высокой когёрентностью. Благодаря этим ка-
чествам лазерное излучение можно сфокусировать на чрезвычайно
малую площадь, теоретически соизмеримую с квадратом длины
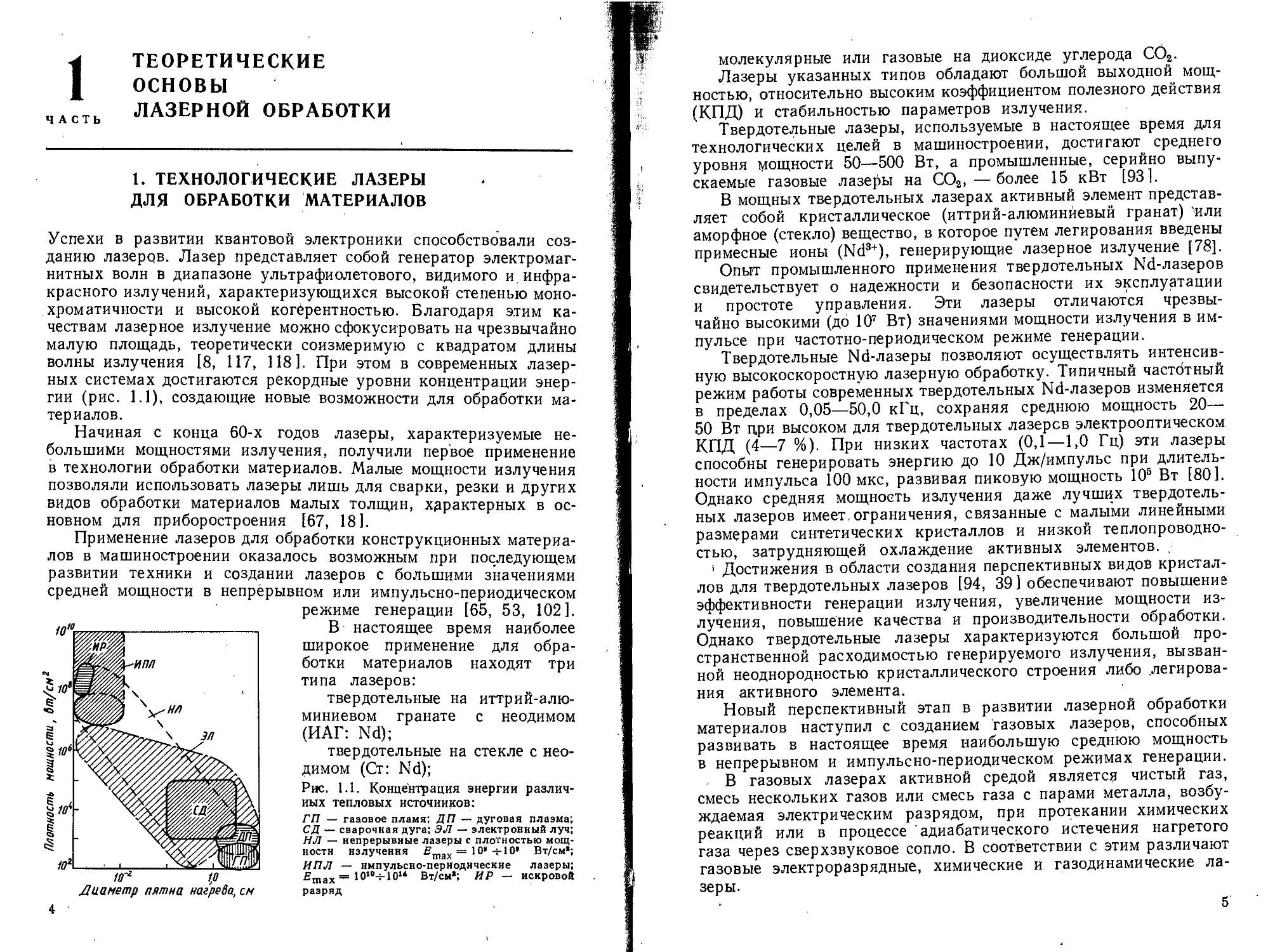
волны излучения [8, 117, 118]. При этом в современных лазер-
ных системах достигаются рекордные уровни концентрации энер-
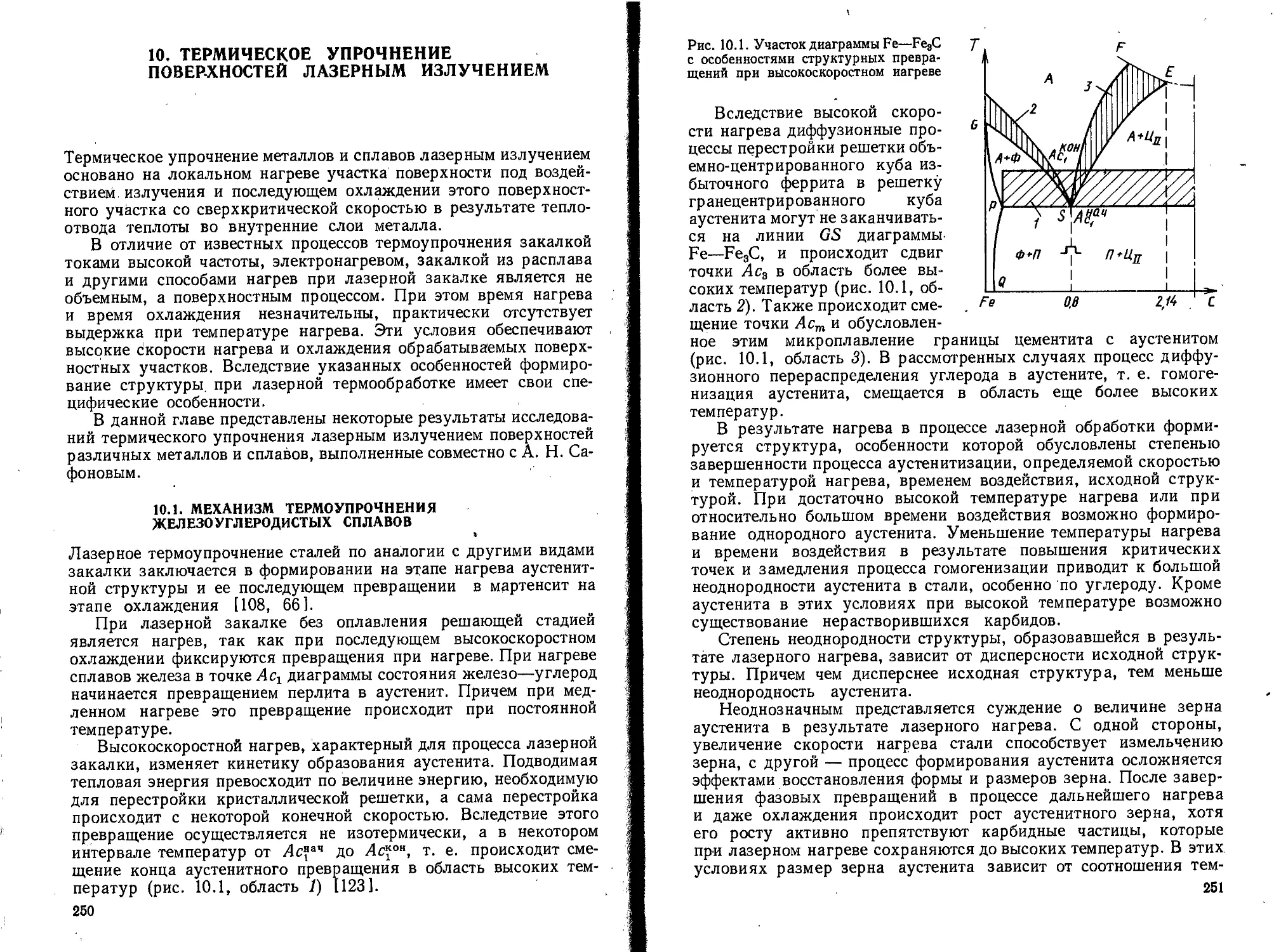
гии (рис. 1.1), создающие новые возможности для обработки ма-
териалов.
Начиная с конца 60-х годов лазеры, характеризуемые не-
большими мощностями излучения, получили первое применение
в технологии обработки материалов. Малые мощности излучения
позволяли использовать лазеры лишь для сварки, резки и других
видов обработки материалов малых толщин, характерных в ос-
новном для приборостроения [67, 18].
Применение лазеров для обработки конструкционных материа-
лов в машиностроении оказалось возможным при последующем
развитии техники и создании лазеров с большими значениями
средней мощности в непрерывном или импульсно-периодическом
режиме генерации [65, 53, 102].
В настоящее время наиболее
широкое применение для обра-
ботки материалов находят три
типа лазеров:
твердотельные на иттрий-алю-
миниевом гранате с неодимом
(ИАГ: Nd);
твердотельные на стекле с нео-
димом (Ст: Nd);
Рис. 1.1. Концентрация энергии различ-
ных тепловых источников:
ГП — газовое пламя; ДП ~ дуговая плазма;
СД — сварочная дуга; ЭЛ — электронный луч;
НЛ — непрерывные лазеры с плотностью мощ-
ности нзлучення £max = 1 О’-г 1 О’ Вт/см’;
ИПЛ — нмпульсно-перноднческне лазеры;
£тах= ««-НО” Вт/см’; ИР — искровой
разряд
4
молекулярные или газовые на диоксиде углерода СО2.
Лазеры указанных типов обладают большой выходной мощ-
ностью, относительно высоким коэффициентом полезного действия
(КПД) и стабильностью параметров излучения.
Твердотельные лазеры, используемые в настоящее время для
технологических целей в машиностроении, достигают среднего
уровня мощности 50—500 Вт, а промышленные, серийно выпу-
скаемые газовые лазеры на СО2,—более 15 кВт [931.
В мощных твердотельных лазерах активный элемент представ-
ляет собой кристаллическое (иттрий-алюминйевый гранат) 'или
аморфное (стекло) вещество, в которое путем легирования введены
примесные ионы (Nd3+), генерирующие лазерное излучение [78].
Опыт промышленного применения твердотельных Nd-лазеров
свидетельствует о надежности и безопасности их эксплуатации
и простоте управления. Эти лазеры отличаются чрезвы-
чайно высокими (до 107 Вт) значениями мощности излучения в им-
пульсе при частотно-периодическом режиме генерации.
Твердотельные Nd-лазеры позволяют осуществлять интенсив-
ную высокоскоростную лазерную обработку. Типичный частотный
режим работы современных твердотельных Nd-лазеров изменяется
в пределах 0,05—50,0 кГц, сохраняя среднюю мощность 20—
50 Вт цри высоком для твердотельных лазеров электрооптическом
КПД (4—7 %). При низких частотах (0,1—1,0 Гц) эти лазеры
способны генерировать энергию до 10 Дж/импульс при длитель-
ности импульса 100 мкс, развивая пиковую мощность 10® Вт [801.
Однако средняя мощность излучения даже лучших твердотель-
ных лазеров имеет, ограничения, связанные с малыми линейными
размерами синтетических кристаллов и низкой теплопроводно-
стью, затрудняющей охлаждение активных элементов.
1 Достижения в области создания перспективных видов кристал-
лов для твердотельных лазеров [94, 39] обеспечивают повышение
эффективности генерации излучения, увеличение мощности из-
лучения, повышение качества и производительности обработки.
Однако твердотельные лазеры характеризуются большой про-
странственной расходимостью генерируемого излучения, вызван-
ной неоднородностью кристаллического строения либо легирова-
ния активного элемента.
Новый перспективный этап в развитии лазерной обработки
материалов наступил с созданием газовых лазеров, способных
развивать в настоящее время наибольшую среднюю мощность
в непрерывном и импульсно-периодическом режимах генерации.
В газовых лазерах активной средой является чистый газ,
смесь нескольких газов или смесь газа с парами металла, возбу-
ждаемая электрическим разрядом, при протекании химических
реакций или в процессе адиабатического истечения нагретого
газа через сверхзвуковое сопло. В соответствии с этим различают
газовые электроразрядные, химические и газодинамические ла-
зеры.
5
Химические и газодинамические лазеры пока не находят ши-
рокого технологического применения. Наиболее широкое при-
менение в промышленности нашли разнообразные электрораз-
рядные газовые лазеры.
Схемы й принципы работы электроразрядных газовых лазеров
подробно описаны в многочисленных трудах. Остановимся лишь
на некоторых характерных разновидностях газовых лазеров,
используемых в обработке материалов [80, 93
Наибольшее применение в технологических установках полу-
чили электроразрядные СО2-лазеры, в которых используются
нижние колебательные уровни возбужденных молекул СО2 для
генерации инфракрасного излучения с длиной волны 10,6 мкм.
Для повышения эффективности генерации излучения молекул
углекислого газа в большинстве СО2-лазеров используется га-
зовая смесь с различным процентным содержанием диоксида уг-
лерода СО2, азота N2 и гелия Не. Добавка азота в рабочую тазовую
смесь способствует усилению генерации лазерного излучения,
а гелий в основном интенсифицирует отвод теплоты во время ге-
нерации вследствие высокой теплоемкости и теплопроводности,
понижая тем самым общую температуру .смеси.
В СО2-лазерах наиболее распространена схема с самостоятель-
ным электрическим разрядом, совмещающим функции накачки
рабочей смеси и ионизации. Такие типы лазеров конструктивно
оформляются наиболее просто, и в большинстве известных оте-
чественных и зарубежных лазеров мощностью излучения до 10 кВт
используется схема электроразрядного лазера с самостоятельным
разрядом.
Следует остановиться на особенностях лазеров с несамостоя-
тельным разрядом, в которых используется внешний ионизатор
и разрядная накачка рабочей смеси. Известны схемы ионизации
электронным пучком и периодическими импульсами.
Для создания малогабаритных лазеров повышенной мощности
(10 кВт и более) используют конструкции с несамостоятельным
разрядом с внешней ионизацией в виде пучка быстрых электро-
нов. Известные модели этого типа отечественной разработки
СО2-ЭИЛ [134, 127] и зарубежной HPL-15 [80] мощностью до
15 кВт представляют практический интерес для обработки ма-
териалов мощным лазерным излучением.
На основе несамостоятельного разряда с ионизацией периоди-
ческими импульсами создана отечественная лазерная установка
«Циклон» номинальной мощностью 6 кВт, обладающая высоким
качеством излучения при сравнительно простой схеме исполне-
ния [120].
Большую перспективу для лазерных технологических устано-
вок представляет быстропроточный лазер «Лантан», в котором
предионизация осуществляется короткими емкостными разрядами
[28, 93]. Этот лазер генерирует излучение как в непрерывном
режиме с мощностью Р 2,0 кВт, так и в импульсно-периодиче-
6
ском режиме со средней мощностью Рср 1,2 кВт. Причем весьма
важным для практического использования является простой пе-
реход от непрерывного режима генерации к импульсно-периодиче-
скому переключением схемы электропитания и изменением состава
газовой смеси.
В современных конструкциях СО2-лазеров для увеличения эф-
фективности использования рабочей смеси•необходимо поддер-
живать ее температуру на оптимальном уровне и не допускать
перегрева. С этой целью осуществляется .охлаждение либо по
принципу отвода теплоты от разрйдной трубки (СО2-лазеры с диф-
фузионным охлаждением рабочей смеси), либо непосредственной
циркуляцией рабочей смеси с целью замены нагретых объемов
(лазеры с конвективным охлаждением).
Непрерывные СО2-лазеры с диффузионным охлаждением ра-
бочей смеси, иногда называемые лазерами с медленной прокач-
кой, как> правило, конструируются в виде водоохлаждаемых раз-
рядных трубок. Такие лазеры обеспечивают высокие показатели
удельных мощностей, снимаемых с единицы длины блока генерации.
Однако излучение лазеров с диффузионным охлаждением от-
личается повышенной расходимостью из-за наличия большого
числа поворотных зеркал и многомодового характера излучения.
Вследствие этого при фокусировке излучения максимальные зна-
чения плотности мощности ограничены (104—105 Вт/см2)- К ла-
зерам этого типа относятся отечественные лазеры мод. «Иглан-3»
мощностью 3 кВт [57], мод. МКТЛ-1 мощностью 1,0 кВт [811,
мод. «Юпитер» мощностью 1,0 кВт [13.5], а также мод. М-400
(Ferranti, Англия) мощностью 0,4 кВт [80] и лазер фирмы «Pho-
ton Soures Inc» (США) мощностью 1,0 кВт [80].
Излучение лазеров с диффузионным охлаждением рабочей
смеси, отличающееся невысокой степенью концентрации энергии,
может быть использовано для поверхностной обработки, а для
процессов лазерной сварки, резки и размерной обработки материа-
лов является малоэффективным.
В отличие от схемы диффузионного охлаждения в непрерывных
СО2-лазерах с конвективным охлаждением, рабочей среды, также
называемых лазерами с быстрой прокачкой, достигаются более
высокие мощности излучения. В зависимости от направления по-
тока рабочей смеси по отношению к оптической оси резонатора
различают лазеры с продольной и поперечной прокачкой.
В быстропроточных лазерах с продольной прокачкой обеспе-
чивается направление потока газа вдоль оптической оси. Схемы
прокачки газовой смеси носят замкнутый цикл с охлаждением в те-
плообменнике рабочего газа перед подачей в зону разряда.
Одним из отработанных лазеров подобного типа следует счи-
тать лазер мод. «Карат» [59]. Рабочая смесь СО2', N2 и Не благо-
даря совершенной конструкции установки практически не требует
обновления газов в замкнутом цикле прокачки, т. е. процесс ла-
зерной генерации происходит с минимальным расходом газов. Ла-
7
зер «Карат» обеспечивает высокую временную стабильность мощ-
ности излучения на уровне 1—2 кВт и отличается большим тех-
ническим ресурсом. Эта модель используется в серийных лазерных
технологических установках «Комета» и «Латус-31» для разно-
образных видов обработки. Известны модели лазеров такого типа
и на большие уровни мощности, например зарубежная модель
фирмы United Technology (США) мощностью 6 кВт [80]. Однако
по оценкам специалистов быстропроточные схемы с продольной
прокачкой газовой смеси нецелесообразно использовать в кон-
струкциях лазеров мощностью более 5 кВт вследствие техниче-
ских сложностей и возможного ухудшения качества лазерного
излучения [80].
Большую мощность излучения в установках для лазерной
обработки в настоящее время обеспечивают быстропроточные
лазеры с поперечной прокачкой газовой смеси, когда направление
потока газа перпендикулярно оптической оси лазера. В большин-
стве современных лазеров данного типа, различающихся неко-
торыми конструктивными решениями, используется поперечный
самостоятельный разряд постоянного тока.
Типичными конструкциями такого типа являются серийно
выпускаемые промышленные лазеры фирмы Spectra Phusic's
(США) мод. GTE-971 мощностью 1,2 кВт, мод. GTE-820 и мод.
GTE-973 мощностью 2,5 кВт и мод. GTE-975 мощностью 5 кВт.
Газоразрядная камера в этих лазерах представляет собой труб-
чатый катод и анод, секционированный в поперечном к потоку
газа направлений. Такая схема позволяет достигать мощности
излучения 1—5 кВт [80].
При секционировании катодных элементов как в поперечном,
так и в продольном к потоку газа направлениях можно при рав-
ных габаритах газоразрядной камеры получать большие мощности
излучения. По этой схеме выполнена установка ЛТ-1 мощностью
5 кВт [60]. Подобная схема секционированного катода,.использо-
вана в лазерной установке ЛСУ мощностью 7 кВт [80], эксплуа-
тируемой в производственных условиях при выполнении ряда опе-
раций лазерной сварки. Этот же принцип устройства газоразряд-
ной камеры позволяет получать еще большие значения мощностей
излучения, например, в установке ТЛ-10 мощностью 10 кВт [121 ].
Большой интерес представляет разработка унифицированного
ряда технологических лазеров на базе модуля мощностью 5 кВт
(установка ТЛ-5), в которой используется поперечный самостоя-
тельный разряд с быстрой прокачкой [93].
Поперечный самостоятельный разряд использован также в кон-
струкциях лазеров ЛОК-2 мощностью 1,2 кВт и ЛОК-ЗМ мощно-
стью 2 кВт с непрерывной генерацией излучения [46]. По-видимому,
не представляется целесообразным создание лазеров мощностью
более 10 кВт по данной схеме [80].
Газовые СО2-лазеры могут обеспечивать не только непрерыв-
ный режим генерации излучения, но и импульсно-периодический
8
режим, который достигается либо импульсным самостоятельным
разрядом, либо несамостоятельным разрядом, управляемым им-
пульсным пучком электронов. Рабочие смеси состоят из тех же
компонентов [70, 93].
Импульсно-периодические лазеры с малой длительностью им-
пульсов и высокой частотой повторения находят применение
в селективной технологии. В ряде случаев поверхностной обра-
ботки в целях аморфизации, сварки, резки, прошивки отверстий
также могут успешно применяться импульсно-периодические га-
зовые лазеры. Основные характеристики импульсно-периодических
СО2-лазеров: лазер «Лантан» [28, 93 ] — величина энергии в им-
пульсе = 6 Дж, длительность импульса генерации ти =
= (5-г 15)-10~5 с, возможная частота повторения импульсов
излучения Fa — 500 Гц, средняя мощность лазера Рор = 1,2 кВт;
лазер «Дятел» [961 — Wa = 5-ь 10 Дж, ти'= 10-7 с, Fa — 100-ь
200 Гц, Рор = 1,0 кВт; лазер ИПЛ-1 [17] — Wa = 2 Дж, ти =
= (14- 10). IO’5 с, Fa = 500 Гц, Рор = 1,0 кВт.
Некоторые разрабатываемые лазеры являются перспективными
с точки зрения практического использования в обработке
материалов.
Газовый лазер на молекуле оксида углерода (СО-лазер) обе-
спечивает высокую энергетическую эффективность, различные
режимы генерации на более коротких по сравнению с СО2-
лазерами длинах волн. Газоразрядные лазеры на парах металлов
характеризуются высоким коэффициентом усиления активной
среды, что позволяет получать достаточно большие мощности
з
S1О6
Импульсный, режим Непрерывный режим
.«W.
§
«5»
10*
6 атмосфере
, TEA ,
НАГ-Nd
' СОг ИАГ-Nd '
' НАГ- Nd
10"2 Длительность
импульса^ С
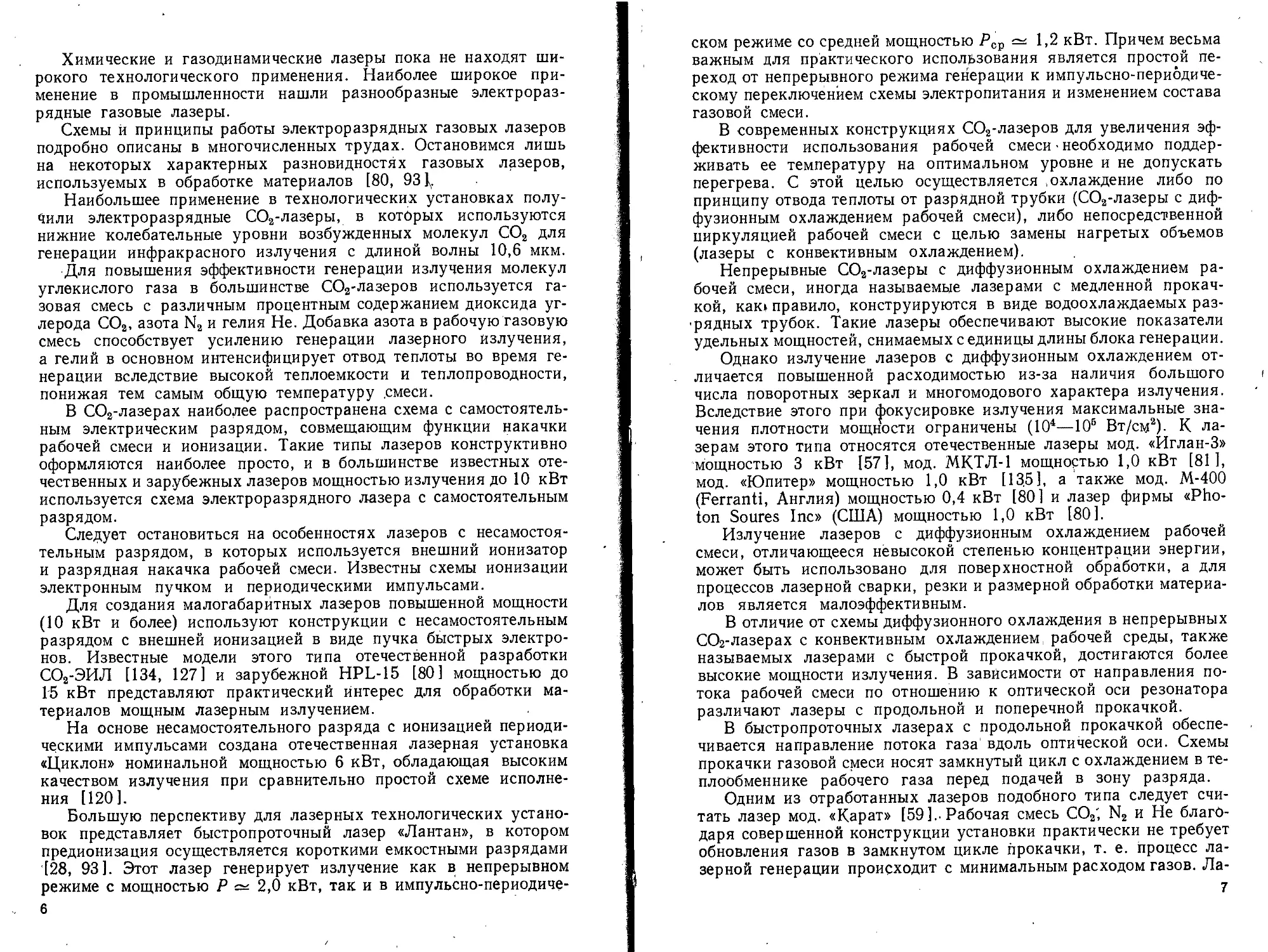
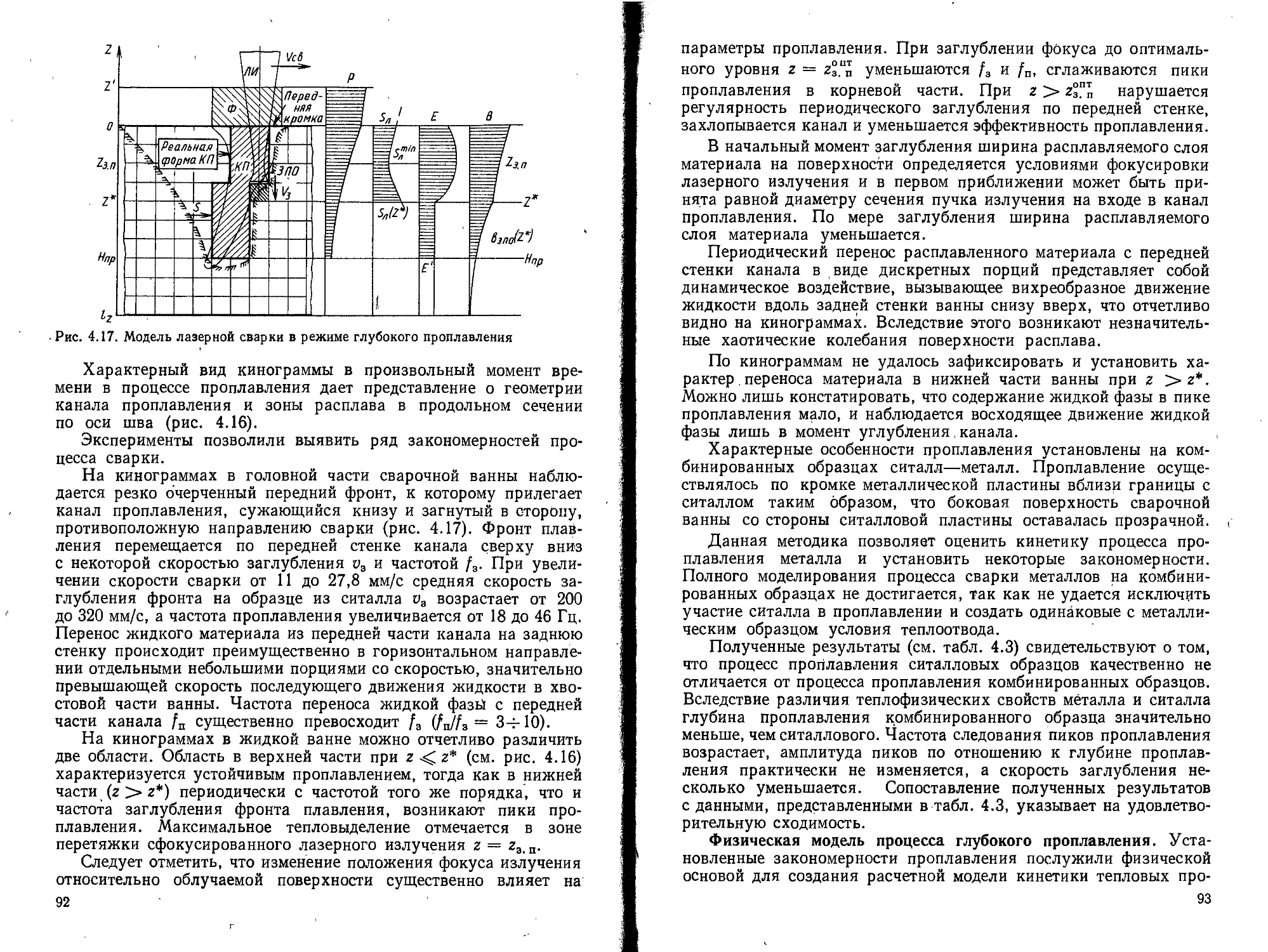
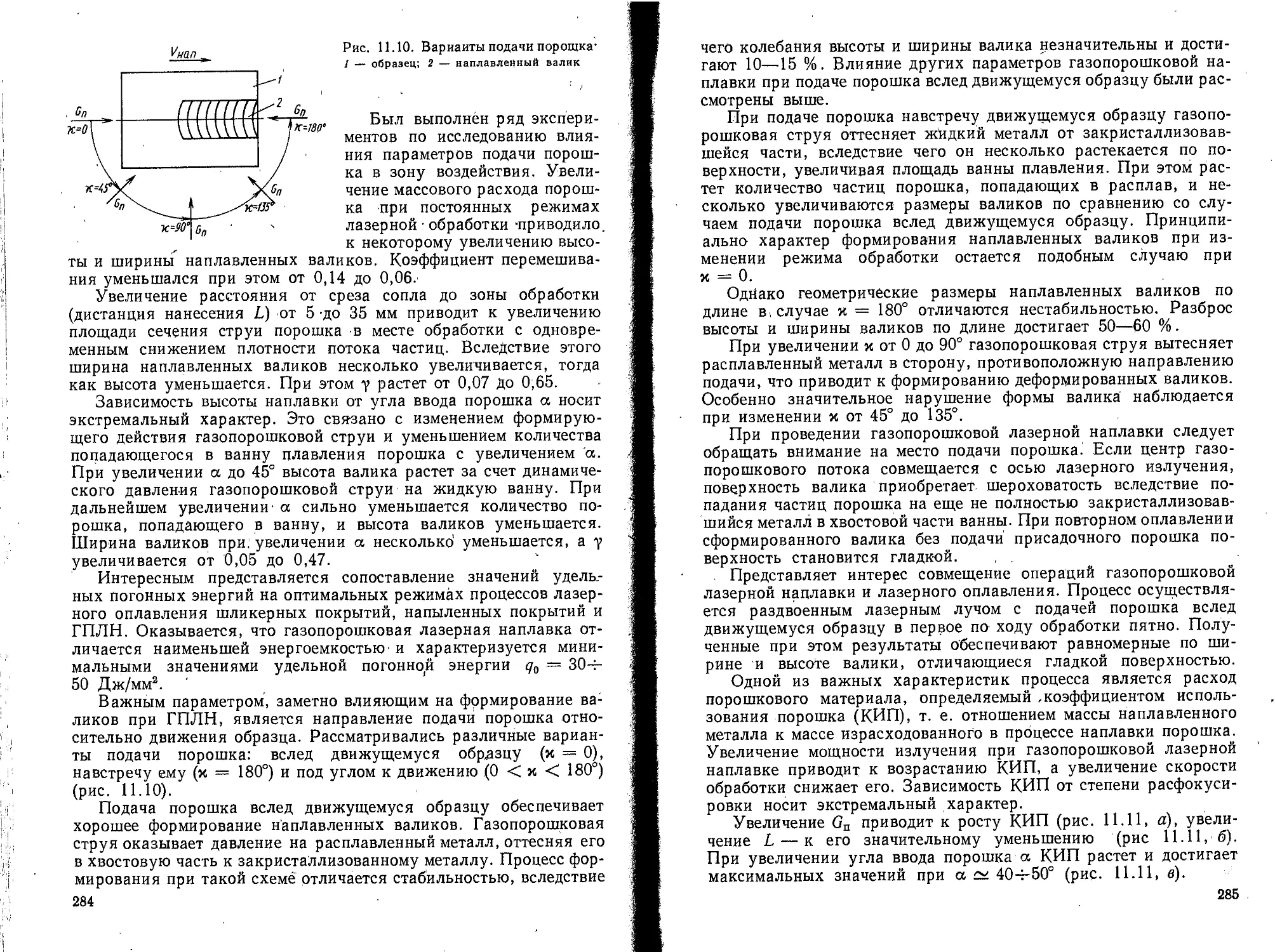
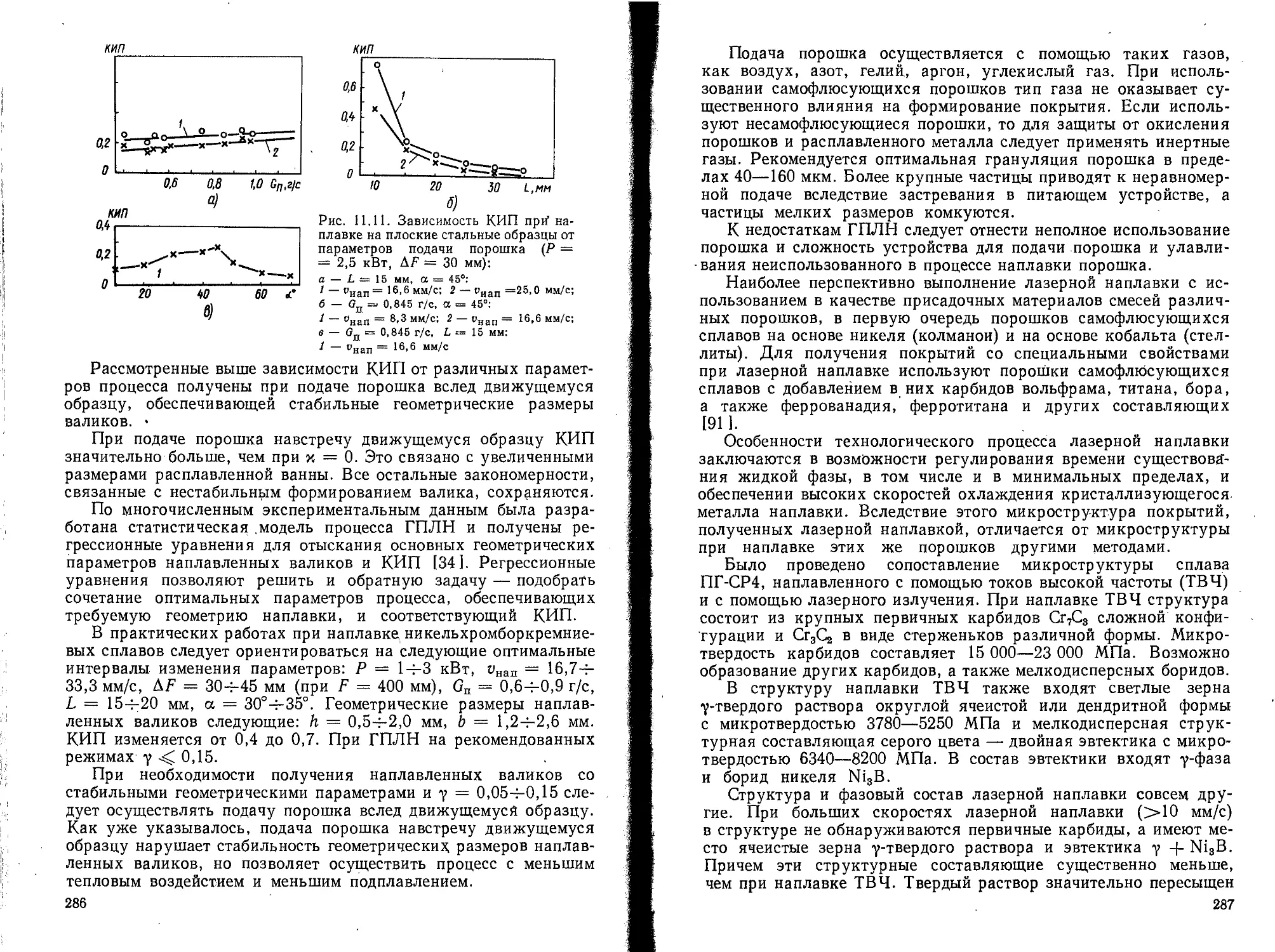
Рис, 1.2. Применение лазеров для различных видов обработки материалов:
I испарение тонких пленок;// — скрайбирование, испарение пленок; /// — сверле-
ние отверстий, перфорация; IV — точечная сварка, термообработка; V — глубокое про-
плавление, газолазерная резка, термообработка, термораскалыванне
9
излучения при малых габаритах лазеров в видимом и ультрафио-
летовом диапазонах спектра излучения. Эксимерные лазеры на
молекулах-димерах некоторых газов и их галоидов обеспечивают
мощное излучение в ультрафиолетовой части спектра и возмож-
ность плавной перестройки частоты генерации в широком диапа-
зоне длин волн.
Большой интерес для технологического применения пред-
ставляют новые перспективные типы лазеров: с безэлектродным
высокочастотным возбуждением активной среды и высококомпакт-
ные волноводные СО2-лазеры, имеющие максимально высокие
удельные характеристики мощности излучения.'
Применение мощных технологических лазеров для. разнооб-
разных видов обработки материалов зависит от энергетических
характеристик и временных параметров. На диаграмме, представ-
ленной на рис. 1.2, показано возможное применение лазеров для
различных видов тепловой обработки.
Большая часть из представленных на рис. 1.2 видов лазерной
обработки уже успешно применяется И промышленности, а не-
которые (ударное упрочнение, аморфизация и др.) находятся
в стадии исследования. Но высокая степень концентрации энер-
гии, отсутствие необходимости ведения процесса в вакууме (в от-
личие от электронно-лучевой обработки) и вследствие этого воз-
можность лазерной обработки элементов конструкций любых раз-
меров, легкость транспортирования энергии лазерного излучения
в пространстве и простота автоматизаций процесса являются не-
сомненными преимуществами лазерной обработки материалов.
Вследствие этого в Последние годы наблюдается повышенный
интерес к использованию лазеров в обработке материалов во
всех' промышленно развитых странах.
Более широкое промышленное применение лазеров может
быть обеспечено с помощью технологических лазерных комп-
лексов, простых, удобных и надежных в эксплуатации, совме-
щающих лазерную обработку материалов с другими видами об-
работки, с единой автоматизированной системой управления.
2. ФОКУСИРОВКА ЛАЗЕРНОГО ИЗЛУЧЕНИЯ
Для успешной реализации любого технологического процесса
лазерной обработки необходима разработка соответствующей оп-
тической системы, являющейся важным элементом современной
лазерной установки. Под оптической системой в широком смысле
слова следует понимать оптический резонатор лазера, являющийся
первым элементом оптического тракта, и используемую в техно-
логии фокусирующую, управляющую оптику и другие оптические
элементы системы преобразования параметров лазерного луча.1
2.1. ХАРАКТЕРИСТИКИ ОПТИЧЕСКИХ РЕЗОНАТОРОВ,
ПРИМЕНЯЕМЫХ В ЛАЗЕРНЫХ ТЕХНОЛОГИЧЕСКИХ
УСТАНОВКАХ
Система зеркал, расположенная определенным образом и обеспе-
чивающая существенное увеличение эффективной длины активной
среды за счет многократного отражения излучения между зер-
калами, называется оптическим резонатором.
Простейшим типом оптического резонатора, использованного
в ранних конструкциях твердотельных технологических лазеров,
являлись плоскопараллельные зеркала. Однако в таком резона-
торе возникают большие дифракционные потери, и лазерное из-
лучение на выходе из резонатора характеризуется нестабильностью
энергетических параметров.
В современных оптических резонаторах, как правило, ис-
пользуются сферические зеркала или комбинации сферического
и плоского зеркал. Основными параметрами оптического резона-
тора являются радиусы кривизны отражающих поверхностей гг
и г2, расстояние между зеркалами L, диаметр апертурной диаф-
рагмы D, ограничивающей поперечный размер пучка (рис. 2.1).
Оптические резонаторы характеризуются обобщенными пара-
метрами
<7i = l-b/rt, (2.1)
<?2 = 1 — Ь/Г2-
При выполнении условия
О < <7^2 < 1 (2.2)
резонатор называется устойчивым (рис. 2.2, ж, з). В таком резо-
наторе луч света, отклонившийся от оптической оси, при много-
кратных отражениях от зеркал остается вблизи оси.
1 Результаты исследований получены совместно с В. А. Фроммом.
11
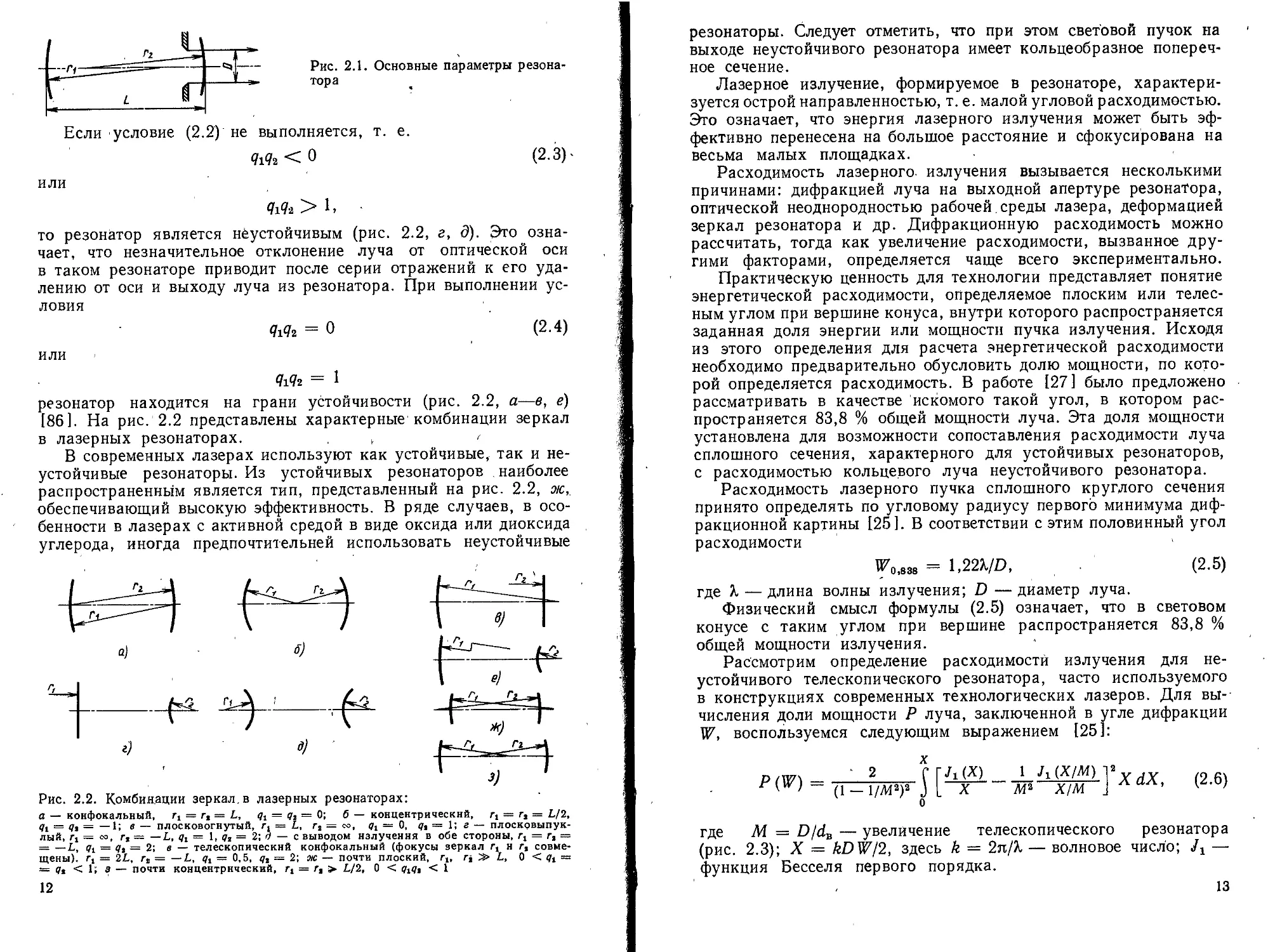
Рис. 2.1. Основные параметры резона-
тора
Если условие (2.2) не выполняется, т. е.
<71<7а < 0 (2.3)-
или
> 1,
то резонатор является неустойчивым (рис. 2.2, г, 5). Это озна-
чает, что незначительное отклонение луча от оптической оси
в таком резонаторе приводит после серии отражений к его уда-
лению от оси и выходу луча из резонатора. При выполнении ус-
ловия
= 0 (2.4)
или
<71?2 = 1
резонатор находится на грани устойчивости (рис. 2.2, а—в, е)
[86]. На рис. 2.2 представлены характерные комбинации зеркал
в лазерных резонаторах. , >
В современных лазерах используют как устойчивые, так и не-
устойчивые резонаторы. Из устойчивых резонаторов наиболее
распространенным является тип, представленный на рис. 2.2, ж,
обеспечивающий высокую эффективность. В ряде случаев, в осо-
бенности в лазерах с активной средой в виде оксида или диоксида
углерода, иногда предпочтительней использовать неустойчивые
Рис. 2.2. Комбинации зеркал.в лазерных резонаторах:
а — конфокальный, rt = г, = L, <7, = q, = 0; б — концентрический, г, = г, = L/2,
<71 = <7> = —1; « — плосковогнутый, г, = L, гг = со, qt — 0, q, = 1; г — плосковыпук-
лый, rt = со, г, = — L, ft = 1, ?, = 2; о — с выводом излучения в обе стороны, г, = гг =
— —L, Qi = qt — 2; в — телескопический конфокальный (фокусы зеркал г, н г, совме-
щены). = 2L, г„ = —L, <?1 = 0,5, qt — 2; ж — почти плоский, ru rt » L, 0 < qt =
= qt < 1; а — почти концентрический, = г, > Z./2, 0 < qtq, < 1
12
резонаторы. Следует отметить, что при этом световой пучок на
выходе неустойчивого резонатора имеет кольцеобразное попереч-
ное сечение.
Лазерное излучение, формируемое в резонаторе, характери-
зуется острой направленностью, т. е. малой угловой расходимостью.
Это означает, что энергия лазерного излучения может быть эф-
фективно перенесена на большое расстояние и сфокусирована на
весьма малых площадках.
Расходимость лазерного излучения вызывается несколькими
причинами: дифракцией луча на выходной апертуре резонатора,
оптической неоднородностью рабочей, среды лазера, деформацией
зеркал резонатора и др. Дифракционную расходимость можно
рассчитать, тогда как увеличение расходимости, вызванное дру-
гими факторами, определяется чаще всего экспериментально.
Практическую ценность для технологии представляет понятие
энергетической расходимости, определяемое плоским или телес-
ным углом при вершине конуса, внутри которого распространяется
заданная доля энергии или мощности пучка излучения. Исходя
из этого определения для расчета энергетической расходимости
необходимо предварительно обусловить долю мощности, по кото-
рой определяется расходимость. В работе [27] было предложено
рассматривать в качестве искомого такой угол, в котором рас-
пространяется 83,8 % общей мощности луча. Эта доля мощности
установлена для возможности сопоставления расходимости луча
сплошного сечения, характерного для устойчивых резонаторов,
с расходимостью кольцевого луча неустойчивого резонатора.
Расходимость лазерного пучка сплошного круглого сечения
принято определять по угловому радиусу первого минимума диф-
ракционной картины [25]. В соответствии с этим половинный угол
расходимости
F0,838 = 1.22X/D, (2.5)
где X — длина волны излучения; D — диаметр луча.
Физический смысл формулы (2.5) означает, что в световом
конусе с таким углом при вершине распространяется 83,8 %
общей мощности излучения.
Рассмотрим определение расходимости излучения для не-
устойчивого телескопического резонатора, часто используемого
в конструкциях современных технологических лазеров. Для вы-
числения доли мощности Р луча, заключенной в угле дифракции
W, воспользуемся следующим выражением [25]:
Р '2 С ГД (X) 1 Ji (Х/М) I2 у ,у ,п с\
= д— 1/A12)2'J М2-х7лг-] XdX> (2-6>
о
где М = D/dB — увеличение телескопического резонатора
(рис. 2.3); X = kDW/2, здесь k = 2л/Х — волновое число; Л —
функция Бесселя первого порядка.
13
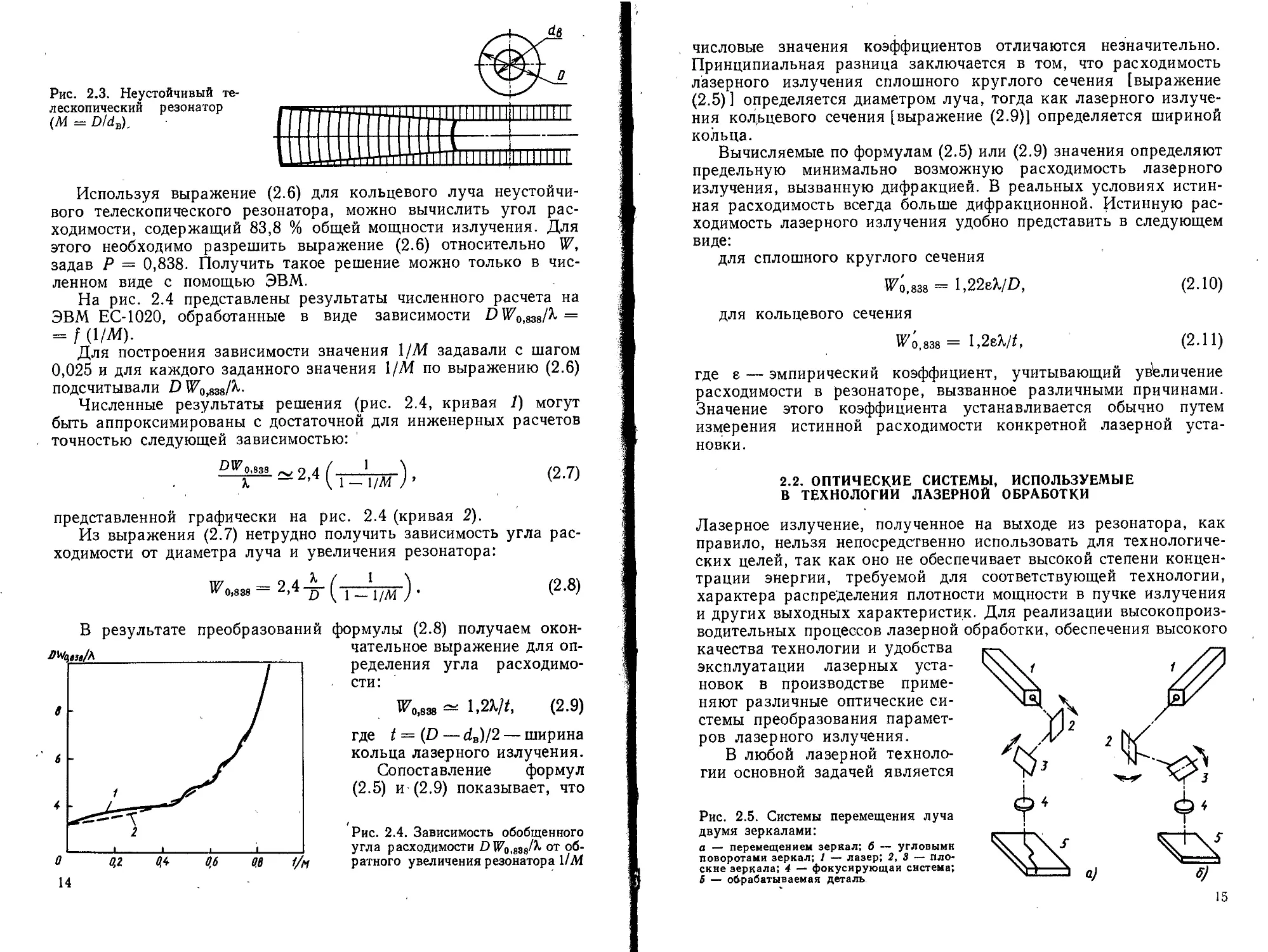
Рис. 2.3. Неустойчивый те-
лескопический резонатор
(М = D/dB).
Используя выражение (2.6) для кольцевого луча неустойчи-
вого телескопического резонатора, можно вычислить угол рас-
ходимости, содержащий 83,8 % общей мощности излучения. Для
этого необходимо разрешить выражение (2.6) относительно W,
задав Р = 0,838. Получить такое решение можно только в чис-
ленном виде с помощью ЭВМ.
На рис. 2.4 представлены результаты численного расчета на j
ЭВМ ЕС-1020, обработанные в виде зависимости DW0lS33/'k = i
= f (1/M).
Для построения зависимости значения 1/М задавали с шагом
0,025 и для каждого заданного значения 1/Л4 по выражению (2.6)
подсчитывали D Ц70>838/%.
Численные результаты решения (рис. 2.4, кривая 1) могут
быть аппроксимированы с достаточной для инженерных расчетов
точностью следующей зависимостью:
представленной графически на рис. 2.4 (кривая 2).
Из выражения (2.7) нетрудно получить зависимость угла рас-
ходимости от диаметра луча и увеличения резонатора:
(2.8)
В результате преобразований
формулы (2.8) получаем окон-
чательное выражение для оп-
ределения угла расходимо-
сти :
№0,838 ~ 1,2%//, (2.9)
где t — (D — dB)/2 — ширина
кольца лазерного излучения.
Сопоставление формул
(2.5) и (2.9) показывает, что
Рис. 2.4. Зависимость обобщенного
угла расходимости £>®о,838/% от об-
ратного увеличения резонатора 1/М
числовые значения коэффициентов отличаются незначительно.
Принципиальная разница заключается в том, что расходимость
лазерного излучения сплошного круглого сечения [выражение
(2.5)] определяется диаметром луча, тогда как лазерного излуче-
ния кольцевого сечения [выражение (2.9)] определяется шириной
кольца.
Вычисляемые по формулам (2.5) или (2.9) значения определяют
предельную минимально возможную расходимость лазерного
излучения, вызванную дифракцией. В реальных условиях истин-
ная расходимость всегда больше дифракционной. Истинную рас-
ходимость лазерного излучения удобно представить в следующем
виде:
для сплошного круглого сечения
К838 = 1,22еХ/О, (2.10)
для кольцевого сечения
Го,838 = 1,2еЖ (2.11)
где е — эмпирический коэффициент, учитывающий увеличение
расходимости в резонаторе, вызванное различными причинами.
Значение этого коэффициента устанавливается обычно путем
измерения истинной расходимости конкретной лазерной уста-
новки.
2.2. ОПТИЧЕСКИЕ СИСТЕМЫ, ИСПОЛЬЗУЕМЫЕ
В ТЕХНОЛОГИИ ЛАЗЕРНОЙ ОБРАБОТКИ
Лазерное излучение, полученное на выходе из резонатора, как
правило, нельзя непосредственно использовать для технологиче-
ских целей, так как оно не обеспечивает высокой степени концен-
трации энергии, требуемой для соответствующей технологии,
характера распределения плотности мощности в пучке излучения
и других выходных характеристик. Для реализации высокопроиз-
водительных процессов лазерной обработки, обеспечения высокого
качества технологии и удобства
эксплуатации лазерных уста-
новок в производстве приме-
няют различные оптические си-
стемы преобразования парамет-
ров лазерного излучения.
В любой лазерной техноло-
гии основной задачей является
Рис. 2.5. Системы перемещения луча
двумя зеркалами:
а — перемещением зеркал; б — угловыми
поворотами зеркал; 1 — лазер; 2, 3 — пло-
ские зеркала; 4 — фокусирующаи система;
5 — обрабатываемая деталь
15
Рис. 2.6. Система перемещения луча
тремя зеркалами
обеспечение относительного пе-
ремещения луча и обрабатывае-
мой детали. Эта задача решает-
ся разработкой различных спо-
собов перемещения лазерного
луча в случае обработки тяже-
лых деталей, имеющих большие габариты, или же разработкой
соответствующих приспособлений для перемещения обрабатывае-
мых деталей, что является рациональным для малогабаритных
деталей.
Схема обработки неподвижных деталей по любому заданному
контуру в простейшем случае реализуется с помощью двух под-
вижных зеркал (рис. 2.5) [67]. На рис. 2.5, а плоские зеркала 2
и 3 перемещаются линейно при их неизменном угловом положе-
нии. Зеркало 2 перемещается вдоль оси выходящего из лазера 1
луча, а зеркало 3 перемещается вдоль оси луча, отраженного от
зеркала 2. Фокусирующая система 4 и зеркало 3 перемещаются
синхронно с зеркалом 2. Перемещение луча можно задать и колеб-
лющимися зеркалами без их линейного перемещения (рис. 2.5, б).
В этом случае зеркала колеблются в двух взаимно перпендику-
лярных плоскостях.
Для обработки неподвижных крупногабаритных деталей мо-
жет быть использована схема управления лазерным излучением
с помощью трех поворотных зеркал (рис. 2.6) [37]. Система на
рис. 2.6 имеет подвижную раму б, перемещающуюся по рельсам 7
над обрабатываемой деталью 8. Первое отклоняющее зеркало 2
направляет луч лазера 1 параллельно направлению перемещения
рамы, второе зеркало 3 — вдоль подвижной рамы. Третье зер-
кало 4 установлено на подвижной каретке 5, перемещающейся
совместно с фокусирующей системой 9 вдоль рамы 6.
В различных технологиях лазерной обработки возникает
необходимость перемещения луча по траектории окружности.
В ряде случаев для этого достаточно направить луч на вращаю-
Рис. 2.7. Преобразование излуче-
ния сплошного круглого сечения в
излучение кольцевого сечения:
1 — аксикон; 2 — линза; 3 — обрабаты-
ваемая деталь; 4 — лазерное излучение
Рис. 2.8. Система для обра-
ботки поверхностей цилинд-
рических деталей
16
0
(j
щееся рлоское зеркало, установленное под углом 45° к оси луча или
использовать более сложные комбинации плоских зеркал в фоку-
сирующей системе [37]. Оригинальными и простыми в конструктив-
ном отношении являются устройства на основе вращающихся линз.
Для ^сварки кольцевых швов на плоскости предлагается при-
менять фксиконы в виде прозрачных конусов, обращенных ос-
нованием к лучу (рис. 2.7), или экраны с кольцевым отверстием,
преобразующие излучение сплошного сечения в кольцевое излу-
чение. Полученное таким образом кольцевое излучение далее
проходит через фокусирующую систему для увеличения концен-
трации энергии путем уменьшения ширины кольца излучения и
создает на свариваемом изделии кольцевое распределение энер-
гии (см. рис. 2.7). Сварка деталей может быть выполнена за один
импульс без перемещения луча или деталей. Описанное устройство
не обеспечивает высокой плотности энергии на свариваемых дета-
лях вследствие большой площади поперечного сечения сфокуси-
рованного излучения. Поэтому область применения такого спо-
соба ограничивается сваркой или наплавкой с малой глубиной
проплавления. Этот способ можно рекомендовать для термообра-
tj, ботки кольцевых участков, где требуемые плотности мощности
несколько ниже, чем для сварки и наплавки.
Следует отметить, что в технологических лазерах с неустойчи-
вым технологическим резонатором, где лазерное излучение имеет
кольцевое сечение, нет необходимости в применении аксиконов
или экранов с кольцевыми отверстиями. Достаточно использовать
лишь одну фокусирующую линзу для выполнения лазерной обра-
ботки сразу по всей кольцевой поверхности.
Определенный интерес представляет лазерное устройство для
обработки поверхностей цилиндрических деталей, которое состоит
из трех конических зеркал и фокусирующей линзы (рис. 2.8)
[37]. Зеркало 2 имеет внешнюю отражательную поверхность,
а зеркала 6 и 3 — внутреннюю. Зеркала 2 и 6 преобразуют
исходное излучение сплошного или кольцевого сечений в кольце-
вое излучение большего диаметра. Сфокусированное линзой 5
лазерное излучение 1 после отражения зеркалом 3 попадает на
обрабатываемую деталь 4. Обработка деталей осуществляется сразу
по всей кольцевой поверхности. Перемещением линзы вдоль ее
оси можно регулировать плотность энергии на поверхности де-
талей. Недостатком этого устройства является создание низкой
плотности энергии на обрабатываемой поверхности.
В ряде случаев для увеличения производительности процесса
лазерной обработки, в особенности для импульсно-периодической
обработки, на изделии следует создать вытянутое пятно нагрева.
С помощью цилиндрической линзы можно сфокусировать лазерное
излучение в линию. Вытянутое пятно может быть получено также
путем установки фокусирующей линзы со смещением оптической
оси по отношению К оси лазерного излучения в направлении пере-
мещения деталей при обработке^-——— —
. •
? S’ucy^ap* • .
v Неуч?*
1 АШТ >
FKR g
.>-»«эг© f
- I
17
Рйс. 2.9. Система для
сварки с подогревом око-
лошовной зоны
Рис. 2.10. Устройство для сварки с подогре-
вом с помощью осесимметричного обращен-
ного объектива Кассегрена
Лазерное излучение легко поддается регулированию и управ-
лению путем деления его на несколько частей с помощью простых
оптических устройств. Это свойство излучения можно эффективно
использовать, осуществляя подогрев околошовной зоны в целях
снижения скорости охлаждения в процессе сварки, подогрев шва
или наплавленного металла сразу вс^ед за сваркой для проведения
местного отпуска и в других целях. В работе [37 ] была предло-
жена простая система для разделения лазерного излучения с по-
мощью фокусирующей линзы с центральным отверстием (рис. 2.9).
Центральная часть лазерного излучения 2 беспрепятственно про-
ходит через отверстие 1 в фокусирующей линзе 3 к Свариваемым
деталям 4 и образует на соединяемых кромках деталей круглое
пятно нагрева с низкой плотностью энергии, достаточной для осу-
ществления подогрева. Периферийная часть лазерного излучения
фокусируется линзой в место сварки. Изменяя размер отверстия
в линзе, можно регулировать температуру подогрева и скорость
охлаждения шва и околошовной зоны.
Лазерное излучение можно разделить с помощью устройства,
выполненного на основе конструкции осесимметричного обра-
щенного объектива Кассегрена (рис. 2.10). Лазерное излучение
2 отражается от выпуклого зеркала 1 и попадает на два кольце-
вых вогнутых зеркала 3 и 4, имеющих различные фокусные рас-
стояния. Часть излучения, попавшего на внутреннее зеркало 3,
фокусируется на малое пятно в целях получения высокой кон-
центрации энергии для обработки деталей. Внешнее зеркало 4
имеет фокусное расстояние большее, чем внутреннее, и осуществ-
ляет фокусировку лазерного излучения в виде кольцевого сече-
ния. Плотность энергии этого излучения должна быть достаточной
для подогрева свариваемых кромок и достижения требуемых ско-
ростей .охлаждения шва и околошовной зоны. Температура подо-
грева и скорость охлаждения регулируются перемещением внеш-
него зеркала 4 в направлении оси излучения.
Эффективность лазерной обработки в значительной степени
определяется поглощательной способностью материала. Все ма-
териалы, в том числе и в случае использования поглощающих
18
покрытий, отражают ту или иную часть падающего излучения,
снижая энергетическую эффективность процесса обработки. Для
повышения эффективности предлагается использовать накладные
камеры с отражающим покрытием с внутренней стороны. В камере
имеются отверстия для ввода луча и подачи газа. Рассеянное излу-
чение отражается стенками и направляется повторно в зону об-
работки. Подаваемый в камеру газ служит для защиты обрабаты-
ваемой поверхности.
Оптические системы обеспечивают возможность плавного ре-
гулирования интенсивности излучения непосредственно в про-
цессе обработки. Это достигается перемещением фокусирующей
системы вдоль оси излучения, вследствие чего фокус линзы уда-
ляется, или приближается к обрабатываемой поверхности и кон-
центрация энергии в пятне нагрева уменьшается.
Для фокусировки лазерного излучения применяется как проз-
рачная оптика проходного типа (линзы), так и отражательная
металлооптика (зеркала). Фокусирующие прозрачные линзы ис-
пользуются при мощностях лазерного излучения до 1 кВт. При
более высоких мощностях используют зеркальные фокусирующие
системы из металлооптики, обеспечивающие значительно больший
срок службы.
Зеркальные фокусирующие системы используются в виде
одиночного фокусирующего зеркала или какого-либо варианта
двухзеркального объектива Кассегрена. Лазерная обработка оди-
ночным фокусирующим зеркалом может осуществляться по схе-
мам, показанным на рис. 2.11. На рис. 2.11, а фокусирующее
сферическое зеркало 3 установлено под углом со к оси падающего
излучения. В данной схеме использовано дополнительно плоское
отклоняющее зеркало 4, которое необходимо при обработке круп-
ногабаритных деталей. Если обрабатываемые детали имеют, не-
Рис. 2.12. Классическая схема объек-
тива Кассегрена:
1 — параболоидальное вогнутое зеркало;
2 — гнперболоидальное выпуклое зеркало;
3 — лазерное излучение
Рис. 2.11. Схемы обработки с оди-
ночным фокусирующим зеркалом:
1 — лазерное излучение; 2 — ось фо-
кусирующего зеркала; 3 — фокусиру-
ющее сферическое зеркало; 4 — плоское
сплошное зеркало; 5 — обрабатываемая
деталь; 6 — плоское кольцевое зеркало
19
большие размеры, то лазерное излучение можно направлять не-
посредственно на фокусирующее сферическое зеркало (по траек-
тории отраженного от плоского зеркала излучения). На 'схеме
рис. 2.11, б используется плоское кольцевое зеркало 6, а'фоку-
сирующее сферическое зеркало 3 установлено соосно с падающим
излучением. Эту схему фокусировки целесообразно использовать
в тех случаях, когда лазерное излучение имеет кольцевое сечение.
Большими возможностями фокусировки мощного лазерного
излучения для технологических целей обладают двухзеркальные
объективы. Классическая схема двухзеркального объектива, пред-
ложенного еще в XVII веке Кассегреном, представлена на
рис. 2.12. Объектив состоит из большого вогнутого параболои-
дального и малого выпуклого гиперболоидального зеркал. Осо-
бенностью этого объектива является то, что он обеспечивает иде-
альное изображение бесконечно удаленной точки, т. е. обладает
хорошими фокусирующими свойствами для достижения высокой ,
концентрации энергии лазерного излучения [251.
Объектив Кассегрена в представленном классическом виде при
использовании в качестве фокусирующей системы для лазерной
обработки имеет существенные недостатки:
экранирование излучения малым зеркалом в случае, когда
внутренний диаметр кольцевого луча меньше диаметра малого
зеркала;
сложность изготовления зеркальных поверхностей второго
порядка;
высокая концентрация энергии на малом зеркале, приводя-
щая к геометрическому искажению отражающей поверхности
вследствие тепловых деформаций и ухудшению фокусирующих
характеристик. 1
При лазерной обработке для устранения недостатков класси-
ческой схемы было пред-
z ложено использовать об-
ращенный осевой объектив
Кассегрена (рис. 2.13), со-
стоящий из двух ‘ сфериче-
ских зеркал. Такая схема
фокусировки позволяет
устранить второй и третий
недостатки классической
схемы, тогда как возмож-
ность экрайировки цент-
Рис. 2.13. Схема фокусировки
лазерного излучения обращен-
ным осевым объективом Кассе-
грена:
1 — малое выпуклое сферическое
зеркало; 2 — большое вогнутое
кольцевое сферическое зеркало; 3 —
лазерное излучение
20
Рис. 2.14. Схема фокуси-
ровки лазерного излуче-
ния обращенным внеосе-
вым объективом Кассе-
грена:
1 — малое выпуклое сфери-
ческое зеркало; 2 — боль-
шое вогнутое сферическое
зеркало; 3 — лазерное из-
лучение
ральной части лазерного излучения остается. Поэтому при ис-
пользовании в технологии обращенного осевого объектива Кас-
сегрена необходимо, чтобы лазерное излучение имело строго
кольцевое сечение с внутренним диаметром, меньшим диаметра
малого зеркала. Кроме того, накладывается ограничение на рас-
стояние от лазера до места обработки, так как с удалением от
резонатора правильная кольцевая форма излучения быстро ут-
рачивается.
Более приемлемой для лазерной обработки является схема
фокусировки с помощью обращенного внеосевого объектива Кас-
сегрена (рис. 2.14). В этой схеме отсутствует экранирование излу-
чения, и вся энергия излучения независимо от ее распределения
по. сцчению достигает обрабатываемой поверхности.
Зеркальную оптику для мощных технологических лазеров
обычно изготовляют из чистой меди, обеспечивающей высокие
коэффициенты отражения и теплопроводности. Металлические
зеркала изготовляют достаточно массивными и жесткими, чтобы
они могли выдерживать высокий уровень лазерного излучения и
не допустить значительных тепловых деформаций поверхности.
В лазерах большой мощности применяют принудительное ох-
лаждение медных зеркал водой для снижения тепловых деформа-
ций и повышения стойкости. Для увеличения стойкости зеркал при
хранении и эксплуатации рекомендуется использовать защитные
и многослойные просветляющие покрытия.
Фокусировка лазерного излучения небольшой мощности (до
I кВт) обычно осуществляется линзами из оптически прозрачных
материалов. Для наиболее распространенных технологических
СО2-лазеров с длиной волны излучения % = 10,6 мкм использу-
ются искусственные оптические кристаллы из хлористого натрия
(NaCl), хлористого калия (КС1), фтористого натрия (NaF), бро-
мистого калия (КВг), бромисто-йодистого таллйя марки KRS-5
и бромисто-хлористого таллия марки KRS-6, фтористого бария
(BaF2). Менее распространены оптические линзы из германия (Ge),
селенида цинка (ZnSe), теллуристого Кадмия (CdTe), кремния
21
(Si), арсенида галлия (GaAs), имеющие более высокий коэффициент
преломления и вследствие этого увеличенные потери на отражение.
Поэтому на линзы из этих материалов требуется наносить интер-
ференционные просветляющие покрытия.
Просты и дешевы в изготовлений линзы из монокристаллов
КС1 и NaCl. Они имеют небольшие показатели преломления,
обеспечивают малые потери на отражение и используются без пок-
рытия. Существенными недостатками этих материалов являются
их гигроскопичность, низкая прочность и малая стойкость.
Представленный анализ различных разработок оптических
систем наглядно демонстрирует широкий интерес исследователей
к этому важному вопросу, определяющему уровень совершенства
лазерной технологии. Однако в большинстве случаев различные
предложения остаются на уровне авторских свидетельств и па-
тентов. Отсутствуют систематические исследования влияния пара-
метров оптических систем на технологию и апробированные ре-
комендации для их оптимизации.
Для успешной разработки лазерной технологии и оборудования
необходимо детальное исследование влияния характеристик оп-
тических фокусирующих систем на технологические параметры.
Эффективность большинства процессов лазерной обработки в зна-
чительной степени определяется концентрацией энергии в пятне
нагрева, поэтому основное внимание при проектировании фоку-
сирующих систем обращается на достижение минимальных раз-
меров фокального пятна. ,
2.3. ОБЩИЕ ПОЛОЖЕНИЯ РАСЧЕТА ПАРАМЕТРОВ
ФОКУСИРУЮЩИХ СИСТЕМ
Расчет параметров фокусирующих систем осуществляется на ос-
нове положений оптики. Следует различать физическую и гео-
метрическую оптику [25]. В физической оптике рассматривается
волновая природа света и изучаются свойства последнего (моно-
хроматичность, интерференция, когерентность, поляризация и др.).
В геометрической оптике закономерности устанавливаются на ос-
нове представления светового луча как направления распростра-
нения энергии. Расчеты в геометрической оптике выполняются на
основе законов прямолинейного и независимого распространения
луча света, преломления и отражения.
Рассмотрим основные понятия геометрической оптики, не-
обходимые для расчетов оптических систем. Под световым лучом
понимают ось световой трубки, т. е. подразумевается геометриче-
ское понятие. Пучок лучей, выходящий из одной точки или соеди-
няющийся в одной точке, называется гомоцентрическим. Лучи, про-
ходящие близко к оптической оси, называются параксиальными.
Важным понятием, крайне необходимым для установления
закономерностей прохождения излучения в оптических системах,
является аберрация. Под аберрацией понимают погрешность изоб-
22
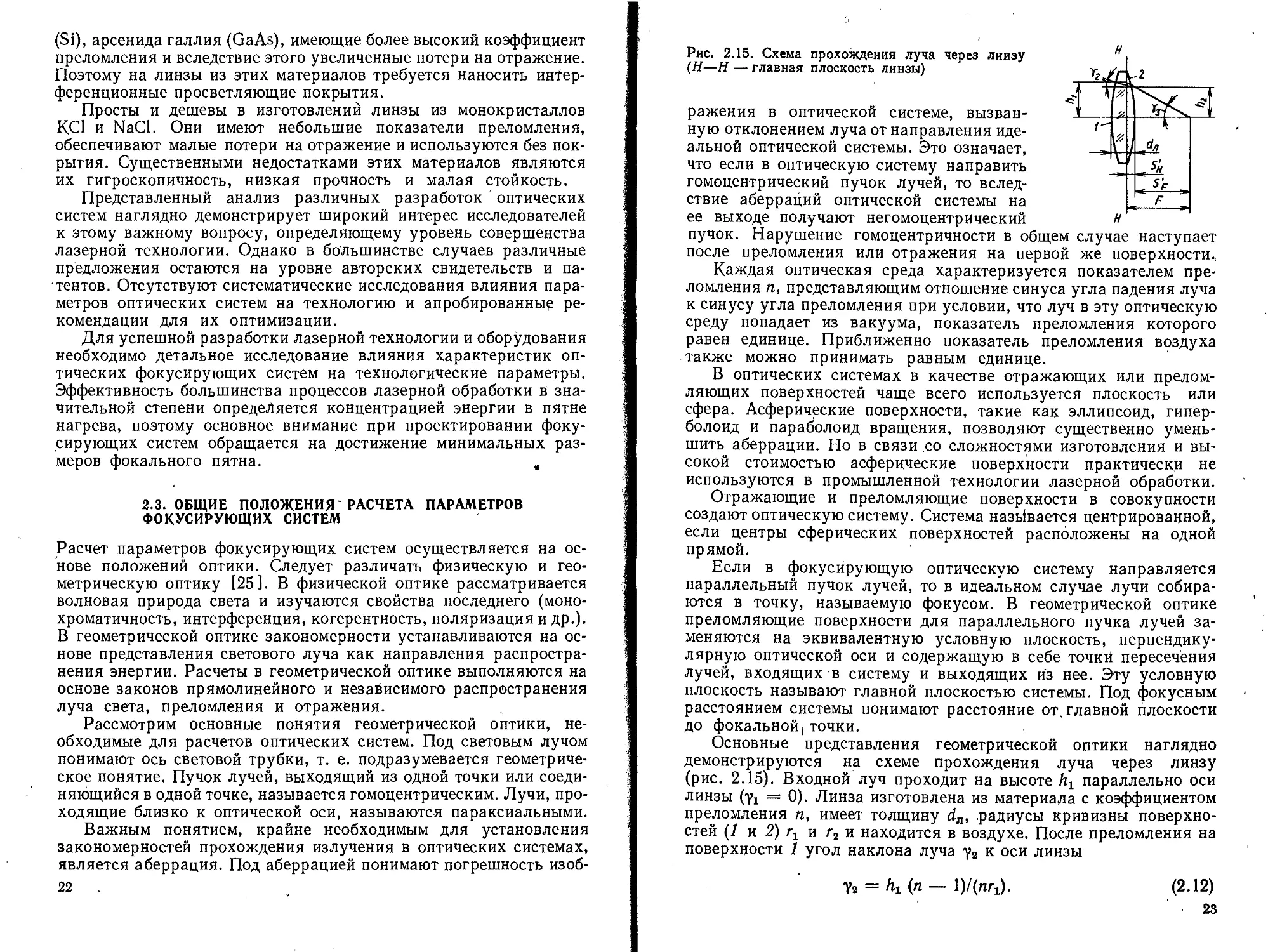
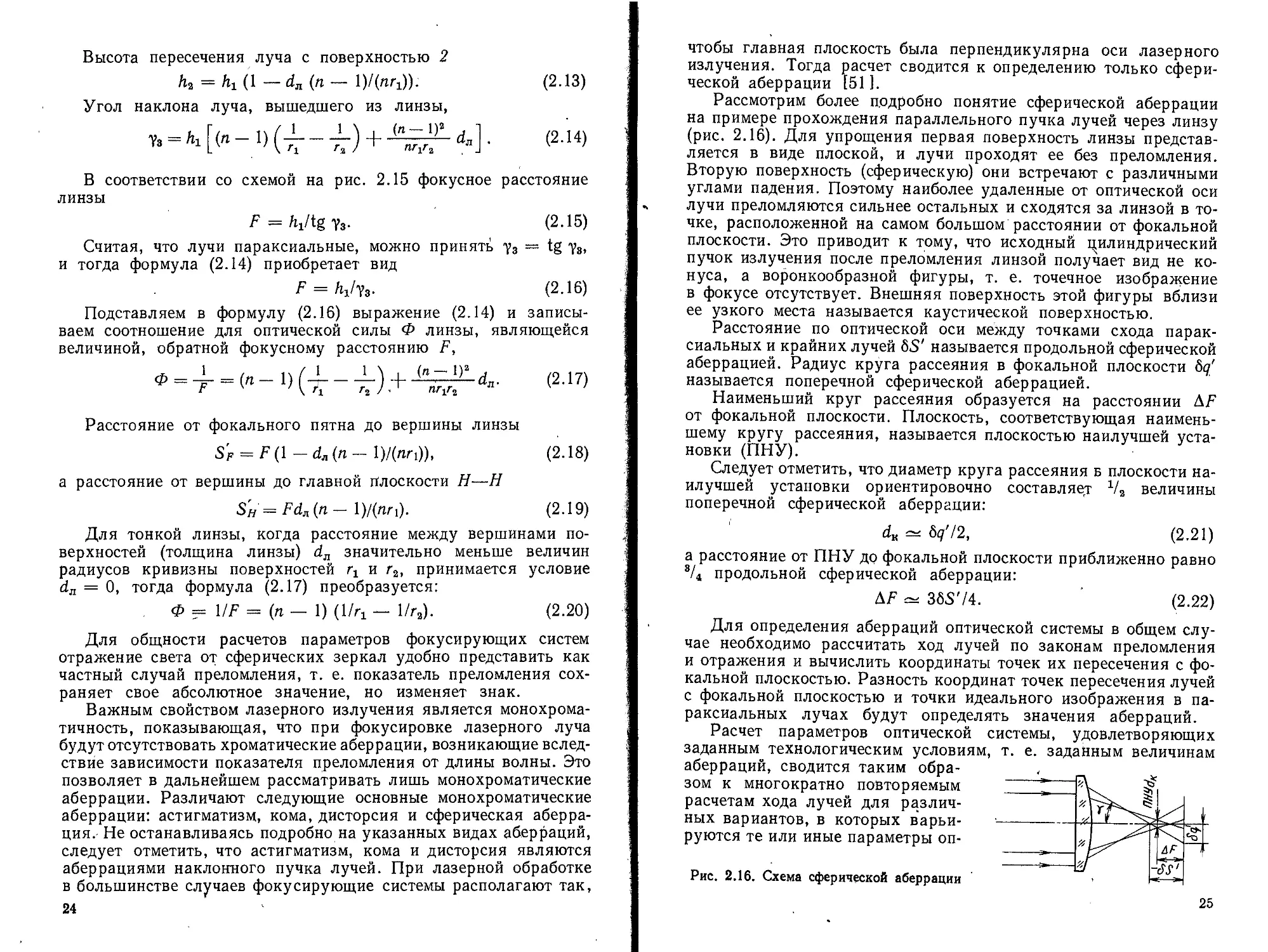
Рис. 2.15. Схема прохождения луча через лиизу
(Н—Н — главная плоскость линзы)
ражения в оптической системе, вызван-
ную отклонением луча от направления иде-
альной оптической системы. Это означает,
что если в оптическую систему направить
гомоцентрический пучок лучей, то вслед-
ствие аберраций оптической системы на
ее выходе получают негомоцентрический
пучок. Нарушение гомо центр ичности в общем случае наступает
после преломления или отражения на первой же поверхности.
Каждая оптическая среда характеризуется показателем пре-
ломления п, представляющим отношение синуса угла падения луча
к синусу угла преломления при условии, что луч в эту оптическую
среду попадает из вакуума, показатель преломления которого
равен единице. Приближенно показатель преломления воздуха
также можно принимать равным единице.
В оптических системах в качестве отражающих или прелом-
ляющих поверхностей чаще всего используется плоскость или
сфера. Асферические поверхности, такие как эллипсоид, гипер-
болоид и параболоид вращения, позволяют существенно умень-
шить аберрации. Но в связи со сложностями изготовления и вы-
сокой стоимостью асферические поверхности практически не
используются в промышленной технологии лазерной обработки.
Отражающие и преломляющие поверхности в совокупности
создают оптическую систему. Система называется центрированной,
если центры сферических поверхностей расположены на одной
прямой.
Если в фокусирующую оптическую систему направляется
параллельный пучок лучей, то в идеальном случае лучи собира-
ются в точку, называемую фокусом. В геометрической оптике
преломляющие поверхности для параллельного пучка лучей за-
меняются на эквивалентную условную плоскость, перпендику-
лярную оптической оси и содержащую в себе точки пересечения
лучей, входящих в систему и выходящих из нее. Эту условную
плоскость называют главной плоскостью системы. Под фокусным
расстоянием системы понимают расстояние от, главной плоскости
до фокальной;точки.
Основные представления геометрической оптики наглядно
демонстрируются на схеме прохождения луча через линзу
(рис. 2.15). Входной луч проходит на высоте параллельно оси
линзы (ух = 0). Линза изготовлена из материала с коэффициентом
преломления п, имеет толщину da> радиусы кривизны поверхно-
стей (/ и 2) и г2 и находится в воздухе. После преломления на
поверхности 1 угол наклона луча у2 к оси линзы
= hi (п — l)/(nri).
(2.12)
23
Высота пересечения луча с поверхностью 2
/12 = /11 (1 — 4 (П - l)/^)). (2.13)
Угол наклона луча, вышедшего из линзы,
= (2.14)
В соответствии со схемой на рис. 2.15 фокусное расстояние
линзы
F^i/tg^. (2.15)
Считая, что лучи параксиальные, можно принять у3 = tg у3,
и тогда формула (2.14) приобретает вид
F = h1/ya. (2.16)
Подставляем в формулу (2.16) выражение (2.14) и записы-
ваем соотношение для оптической силы Ф линзы, являющейся
величиной, обратной фокусному расстоянию F,
ф== 2. = A.)+ (2.17)
Расстояние от фокального пятна до вершины линзы
Sf = F(1 — d„(n— l)/(nn)), (2.18)
а расстояние от вершины до главной плоскости Н—Н
S'h = Fd„(n — l)/(nri). (2.19)
Для тонкой линзы, когда расстояние между вершинами по-
верхностей (толщина линзы) dn значительно меньше величин
радиусов кривизны поверхностей гг и г2, принимается условие
dn = 0, тогда формула (2.17) преобразуется:
ф = MF = (п — 1) (1/гх — 1/г3). (2.20)
Для общности расчетов параметров фокусирующих систем
отражение света от сферических зеркал удобно представить как
частный случай преломления, т. е. показатель преломления сох-
раняет свое абсолютное значение, но изменяет знак.
Важным свойством лазерного излучения является монохрома-
тичность, показывающая, что при фокусировке лазерного луча
будут отсутствовать хроматические аберрации, возникающие вслед-
ствие зависимости показателя преломления от длины волны. Это
позволяет в дальнейшем рассматривать лишь монохроматические
аберрации. Различают следующие основные монохроматические
аберрации: астигматизм, кома, дисторсия и сферическая аберра-
ция. Не останавливаясь подробно на указанных видах аберраций,
следует отметить, что астигматизм, кома и дисторсия являются
аберрациями наклонного пучка лучей. При лазерной обработке
в большинстве случаев фокусирующие системы располагают так,
24
чтобы главная плоскость была перпендикулярна оси лазерного
излучения. Тогда расчет сводится к определению только сфери-
ческой аберрации [51].
Рассмотрим более подробно понятие сферической аберрации
на примере прохождения параллельного пучка лучей через линзу
(рис. 2.16). Для упрощения первая поверхность линзы представ-
ляется в виде плоской, и лучи проходят ее без преломления.
Вторую поверхность (сферическую) они встречают с различными
углами падения. Поэтому наиболее удаленные от оптической оси
лучи преломляются сильнее остальных и сходятся за линзой в то-
чке, расположенной на самом большом расстоянии от фокальной
плоскости. Это приводит к тому, что исходный цилиндрический
пучок излучения после преломления линзой получает вид не ко-
нуса, а воронкообразной фигуры, т. е. точечное изображение
в фокусе отсутствует. Внешняя поверхность этой фигуры вблизи
ее узкого места называется каустической поверхностью.
Расстояние по оптической оси между точками схода парак-
сиальных и крайних лучей 6S' называется продольной сферической
аберрацией. Радиус круга рассеяния в фокальной плоскости dq'
называется поперечной сферической аберрацией.
Наименьший круг рассеяния образуется на расстоянии AF
от фокальной плоскости. Плоскость, соответствующая наимень-
шему кругу рассеяния, называется плоскостью наилучшей уста-
новки (ПНУ).
Следует отметить, что диаметр круга рассеяния в плоскости на-
илучшей установки ориентировочно составляет х/2 величины
поперечной сферической аберрации:
dK 8q'/2, (2.21)
а расстояние от ПНУ до фокальной плоскости приближенно равно
3/4 продольной сферической аберрации:
kF 36S74. ‘ (2.22)
Для определения аберраций оптической системы в общем слу-
чае необходимо рассчитать ход лучей по законам преломления
и отражения и вычислить координаты точек их пересечения с фо-
кальной плоскостью. Разность координат точек пересечения лучей
с фокальной плоскостью и точки идеального изображения в па-
раксиальных лучах будут определять значения аберраций.
Расчет параметров оптической системы, удовлетворяющих
заданным технологическим условиям, т. е. заданным величинам
аберраций, сводится таким обра-
зом к многократно повторяемым
расчетам хода лучей для различ-
ных вариантов, в которых варьи-
руются те или иные параметры оп-
Рис. 2.16. Схема сферической аберрации
25
тической системы для получения заданной аберрации. Такой путь
расчета представляется трудоемким, его возможно осуществить
в численном виде на ЭВМ. Но при этом трудно установить об-
щие закономерности и функциональную связь величин аберра-
ций, с параметрами фокусирующей системы.
Для инженерных расчетов предпочтительным является уста-
новление приближенных зависимостей между аберрациями и
параметрами фокусирующей системы с использованием теории
аберраций.
В общем виде величины аберраций, функционально завися-
щие от ряда параметров оптической системы, записывают в теории
аберраций в виде степенных рядов. На основании некоторых
соображений в степенных рядах оставляют группы слагаемых
нечетных порядков, начиная с третьего порядка.
Для практических вычислений достаточно оперировать первым
слагаемым, имеющим третий порядок. Такое представление носит
название теории аберраций третьего порядка [25]. Из этой
теории можно получить формулу для вычисления поперечной
сферической аберрации в случае, когда лазерное излучение пред-
ставляет собой параллельный пучок лучей, имеющих сечение
круглой формы и главная плоскость фокусирующей системы пер-
пендикулярна оси лазерного излучения (фокусирующая система
считается тонкой, т. е. 4 = 0):
к
б<7' = S ^(WW2), (2.23)
где k — номер оптической поверхности; D — диаметр исходного
лазерного излучения; F — фокусное расстояние линзы. Параметр
РК вычисляется по формуле
Ph = (Лаь/Дрь)2 Aaftp,h, (2.24)
где Аай = aft+1, — ah, здесь ah — тангенс угла наклона пери-
ферийного лазерного луча после преломления на оптической по-
верхности; Ацй = р,й+1 — р.А, здесь Ца = l/nh — величина, об-
ратная коэффициенту преломления.
Таким образом, формулы теории аберраций третьего порядка
позволяют получить простые и наглядные выражения для рас-
четов размеров фокального пятна, а следовательно, и концентра-
ции энергии в сфокусированном луче.
При расчете размера фокального пятна dn следует учитывать,*
что последний складывается из составляющей dw, обусловленной
расходимостью, и составляющей 4, обусловленной аберрациями:
1 4 = 4^ + 4- (2.25)
В свою очередь, составляющая dw определяется по формуле
dw = FW. (2.26)
26 ‘ I
Составляющая da определяется по формуле
da = 6972, (2.27)
где б/ — аберрация, вычисляемая по формуле (2.23).
2.4. ФОКУСИРОВКА ЛАЗЕРНОГО ИЗЛУЧЕНИЯ
ОДИНОЧНЫМИ ЛИНЗАМИ
В большинстве случаев лазерная обработка осуществляется с ис-
пользованием в качестве фокусирующей оптики одиночных линз,
устанавливаемых коаксиально с лазерным излучением. При этом
главная плоскость фокусирующей линзы располагается перпенди-
кулярно оси лазерного излучения. В соответствии с положениями
п. 2.3 вычисление аберрационной составляющей размера фо-
кального пятна сводится к расчету сферической аберрации (2.23).
k
Значение суммы Р* = У Рй, входящей в формулу (2.23), вы-
числяется в предположении, что линза располагается в воздуш-
ной среде, имеющей коэффициент преломления п = 1,
= (-гагМ’“>м- <2-28>
В формуле (2.28) а2 — тангенс угла наклона диаметрального
луча после преломления на первой оптической поверхности
линзы радиусом кривизны rlt вычисляется по формуле
а2 = (п — 1) (2.29)
Для тонкой линзы с учетом формулы (2.20) выражение (2.29)
преобразуется к следующему виду:
сс2 = l/[n (1 — С)]; (2.30)
С = гх/г2. (2.31)
Формула (2.23) определяет величину поперечной аберрации,
удвоенное значение которой составляет диаметр фокального
пятна da, обусловленного аберрацией,
da = P*D7(32F2). (2.32)
Наименьшие значения диаметра фокального пятна, обуслов-
ленного аберрацией (2.32), соответствуют минимальным величинам
параметра Р*, достигаемым при условии
С = (2п2 — п — 4)/(2п2 + п). (2.33)
Формула (2.33) дает возможность проанализировать, какая
форма линзы, изготовленной из материала с заданным значением
п, обеспечивает наименьшие аберрации. Так, для широко исполь-
зуемых при лазерной обработке линз из хлористого калия (п —
= 1,455) наименьшие аберрации достигаются при С = —0,215
27
(Р* = 2,45), т. е. при фокусировке луча двояковыпуклой лин-
зой с неравными радиусами кривизны поверхностей. При этом
линза должна быть установлена более выпуклой стороной к из-
лучению.
Анализ формулы (2.32) позволяет сделать еще один важный
вывод, связанный со значительной зависимостью аберраций от
диаметра лазерного излучения. В лазерных установках малой
мощности излучение генерировалось пучками незначительных
поперечных сечений и в соответствии с формулой (2.32) при фо-
кусировке таких излучений аберрации невелики. В современ-
ных же технологических установках большой мощности диаметр
лазерного излучения во много раз выше и составляет десятки
миллиметров, вследствие чего аберрационные характеристики
фокусирующих систем приобретают важное значение.
В ряде технологических процессов (лазерная резка, сварка,
наплавка и др.) оптимальным условием проведения качественной
обработки является достижение максимальной концентрации
энергии при заданных параметрах лазерного излучения. Рассмот-
рим расчетную зависимость (2.25) для определения размера фо-
кального пятна с учетом расходимости и аберраций. Подставляя
в формулу (2.25) соответствующие выражения для размера пятна,
вызванного расходимостью лазерного излучения кольцевого се-
чения (2.11) и (2.26), и размера пятна, вызванного аберрацией
(2.32), можно получить формулу для расчета размера фокального
пятна:
4 = l,2eWi + P*D3/(32F2). (2.34)
Из формулы (2.34) можно получить выражение для расчета
оптимального фокусного расстояния, обеспечивающего минималь-
ный размер фокального пятна. Для этого необходимо продифферен-
цировать выражение (2.34)
по F, приравнять получен-
ную производную к нулю,
решение этого уравнения
даст значение Ропт, обес-
печивающее 4 min:
Ропт ~ 0,370 ^/(еА)Г/3 -
(2.35)
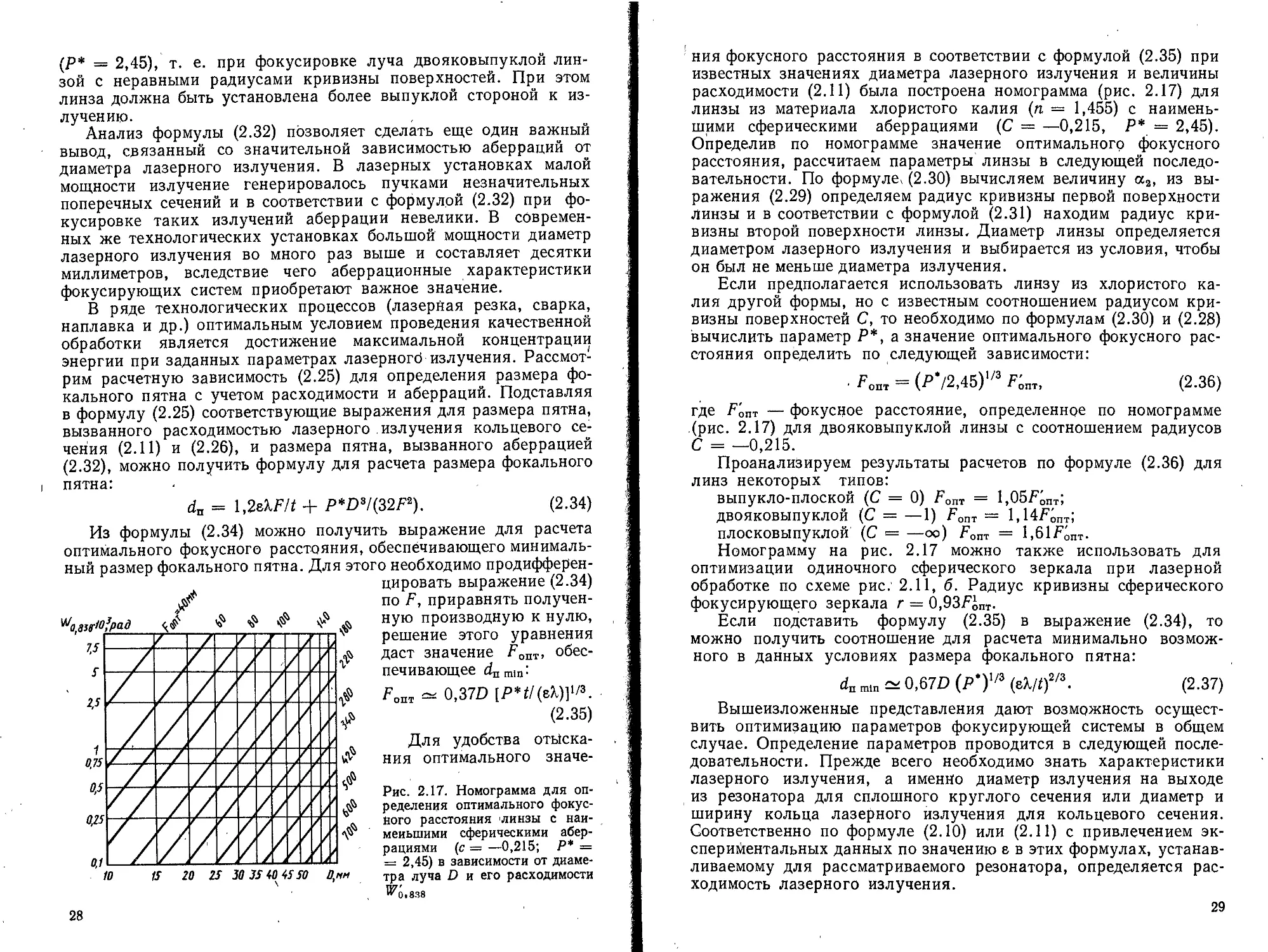
Для удобства отыска-
ния оптимального значе-
Рис. 2.17. Номограмма для оп-
ределения оптимального фокус-
ного расстояния линзы с наи-
меньшими сферическими абер-
рациями (с = —0,215; Р* ==
= 2,45) в зависимости от диаме-
тра луча D и его расходимости
1^0.838
28
ния фокусного расстояния в соответствии с формулой (2.35) при
известных значениях диаметра лазерного излучения и величины
расходимости (2.11) была построена номограмма (рис. 2.17) для
линзы из материала хлористого калия (и — 1,455) с наимень-
шими сферическими аберрациями (С = —0,215, Р* = 2,45).
Определив по номограмме значение оптимального фокусного
расстояния, рассчитаем параметры линзы в следующей последо-
вательности. По формуле^ (2.30) вычисляем величину а2, из вы-
ражения (2.29) определяем радиус кривизны первой поверхности
линзы и в соответствии с формулой (2.31) находим радиус кри-
визны второй поверхности линзы. Диаметр линзы определяется
диаметром лазерного излучения и выбирается из условия, чтобы
он был не меньше диаметра излучения.
Если предполагается использовать линзу из хлористого ка-
лия другой формы, но с известным соотношением радиусом кри-
визны поверхностей С, то необходимо по формулам (2.30) и (2.28)
вычислить параметр Р*, а значение оптимального фокусного рас-
стояния определить по следующей зависимости:
Лшт = (Р‘/2,45)1/3 Е;пт, (2.36)
где Еопт — фокусное расстояние, определенное по номограмме
(рис. 2.17) для двояковыпуклой линзы с соотношением радиусов
С = —0,215.
Проанализируем результаты расчетов по формуле (2.36) для
линз некоторых типов:
выпукло-плоской (С = 0) Еопт = 1,05Е;пт;
двояковыпуклой (С = —1) Еопт = 1,14?опт;
плосковыпуклой (С = —оо) Еопт = 1,61Ёопт.
Номограмму на рис. 2.17 можно также использовать для
оптимизации одиночного сферического зеркала при лазерной
обработке по схеме рис. 2.11, б. Радиус кривизны сферического
фокусирующего зеркала г = 0,93Е£Пт.
Если подставить формулу (2.35) в выражение (2.34), то
можно получить соотношение для расчета минимально возмож-
ного в данных условиях размера фокального пятна:
4 mln ~ 0,67£> (Р*)1/3 (е%//)2/3. (2.37)
Вышеизложенные представления дают возможность осущест-
вить оптимизацию параметров фокусирующей системы в общем
случае. Определение параметров проводится в следующей после-
довательности. Прежде всего необходимо знать характеристики
лазерного излучения, а именно диаметр излучения на выходе
из резонатора для сплошного круглого сечения или диаметр и
ширину кольца лазерного излучения для кольцевого сечения.
Соответственно по формуле (2.10) или (2.11) с привлечением эк-
спериментальных данных по значению е в этих формулах, устанав-
ливаемому для рассматриваемого резонатора, определяется рас-
ходимость лазерного излучения.
29
Далее задаемся значением показателя преломления п, кото-
рый определяется в зависимости от выбранного материала, ис-
пользуемого для изготовления линзы. По формуле (2.33) вычис-
ляем величину соотношения радиусов линзы С, обеспечивающую
наименьшие аберрации.
В последующем по формуле (2.30) вычисляем тангенс угла
наклона луча a2j а по формуле (2.28) — параметр Р*. Оптимальное
фокусное расстояние определяется по формуле (2.35). Это поз-
воляет вычислить радиус кривизны первой оптической поверх-
ности в соответствии с формулой (2.29) и по формуле (2.31)'опре-
делить радиус кривизны второй оптической поверхности. В за-
ключение по формуле (2.37) можно определить ожидаемый мини-
мально возможный размер фокального пятна.
Анализируя формулу (2.37), можно установить некоторые воз-
можности дополнительного уменьшения минимального размера
фокального пятна dnmm- Основную возможность представляет
использование фокусирующих систем с уменьшенными аберра-
циями, что было подробно рассмотрено выше. Кроме этого, для
уменьшения dnmin следует уменьшать диаметр излучения D.
Естественно это необходимо достигать не за счет установки диаф-
рагм на пути излучения, когда одновременно с уменьшением диа-
метра уменьшается мощность излучения, а, например, уменьшать
диаметр излучения с помощью телескопической системы. Однако
при этом пропорционально уменьшению диаметра возрастает
расходимость излучения. Поэтому при уменьшении диаметра D
в т раз минимальный размер фокального пятна уменьшится при-
близительно в /п1/3 раза, т. е. эффект усиления концентрации
энергии будет незначительным.
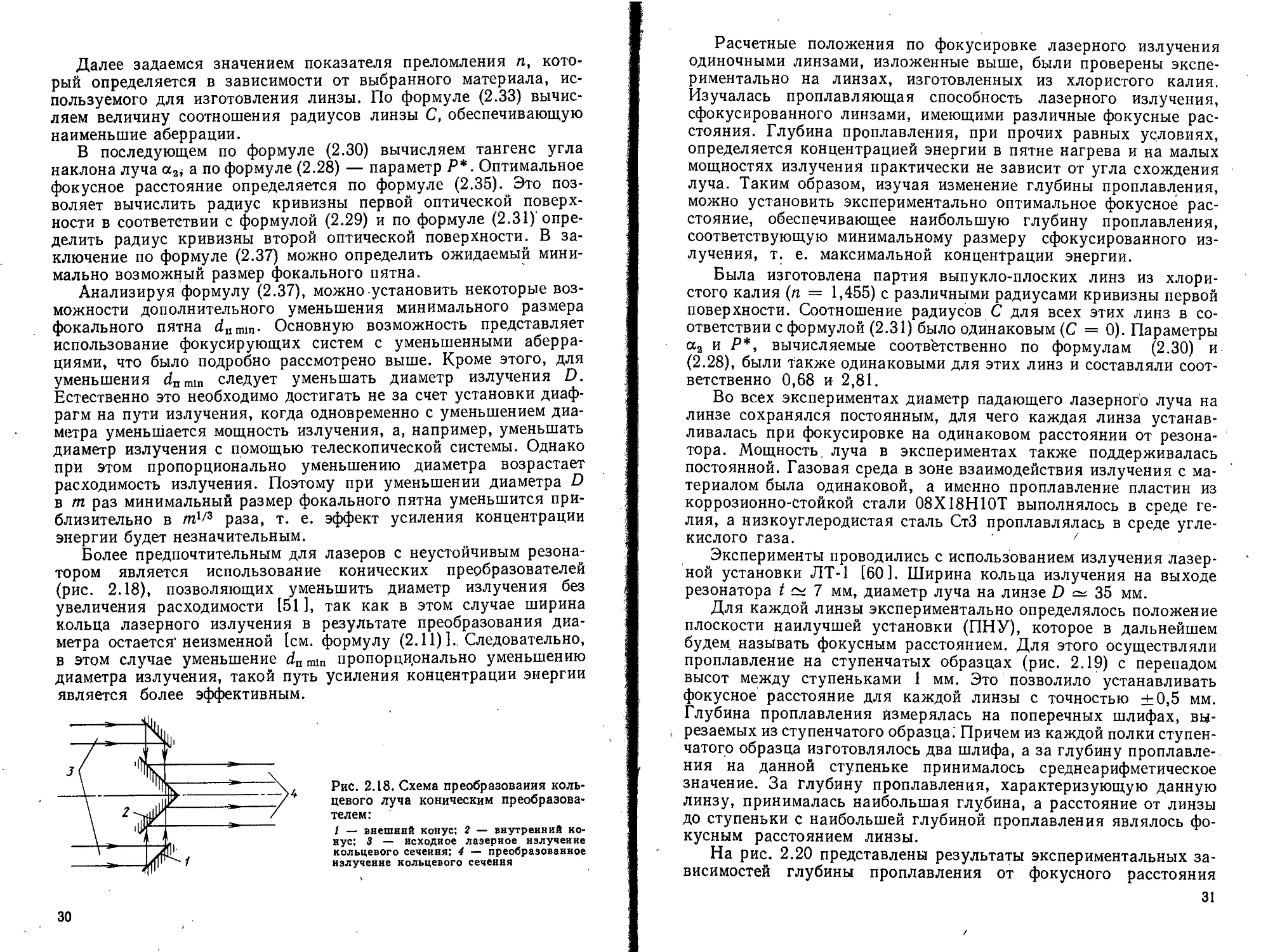
Более предпочтительным для лазеров с неустойчивым резона-
тором является использование конических преобразователей
(рис. 2.18), позволяющих уменьшить диаметр излучения без
увеличения расходимости [51 ], так как в этом случае ширина
кольца лазерного излучения в результате преобразования диа-
метра остается'неизменной [см. формулу (2.11)]., Следовательно,
в этом случае уменьшение dnmln пропорционально уменьшению
диаметра излучения, такой путь усиления концентрации энергии
является более эффективным.
Рис. 2.18. Схема преобразования коль-
цевого луча коническим преобразова-
телем:
/ — внешний конус: 2 — внутренний ко-
нус: 3 — исходное лазерное излучение
кольцевого сечеиня; 4 — преобразованное
излучение кольцевого сечения
30
Расчетные положения по фокусировке лазерного излучения
одиночными линзами, изложенные выше, были проверены экспе-
риментально на линзах, изготовленных из хлористого калия.
Изучалась проплавляющая способность лазерного излучения,
сфокусированного линзами, имеющими различные фокусные рас-
стояния. Глубина проплавления, при прочих равных условиях,
определяется концентрацией энергии в пятне нагрева и на малых
мощностях излучения практически не зависит от угла схождения
луча. Таким образом, изучая изменение глубины проплавления,
можно установить экспериментально оптимальное фокусное рас-
стояние, обеспечивающее наибольшую глубину проплавления,
соответствующую минимальному размеру сфокусированного из-
лучения, т. е. максимальной концентрации энергии.
Была изготовлена партия выпукло-плоских линз из хлори-
стого калия (п — 1,455) с различными радиусами кривизны первой
поверхности. Соотношение радиусов С для всех этих линз в со-
ответствии с формулой (2.31) было одинаковым (С = 0). Параметры
а2 и Р*, вычисляемые соответственно по формулам (2.30) и
(2.28), были также одинаковыми для этих линз и составляли соот-
ветственно 0,68 и 2,81.
Во всех экспериментах диаметр падающего лазерного луча на
линзе сохранялся постоянным, для чего каждая линза устанав-
ливалась при фокусировке на одинаковом расстоянии от резона-
тора. Мощность, луча в экспериментах также поддерживалась
постоянной. Газовая среда в зоне взаимодействия излучения с ма-
териалом была одинаковой, а именно проплавление пластин из
коррозионно-стойкой стали 08Х18Н10Т выполнялось в среде ге-
лия, а низкоуглеродистая сталь СтЗ проплавлялась в среде угле-
кислого газа. ' '
Эксперименты проводились с использованием излучения лазер-
ной установки ЛТ-1 [60]. Ширина кольца излучения на выходе
резонатора t ~ 7 мм, диаметр луча на линзе D 35 мм.
Для каждой линзы экспериментально определялось положение
плоскости наилучшей установки (ПНУ), которое в дальнейшем
будем называть фокусным расстоянием. Для этого осуществляли
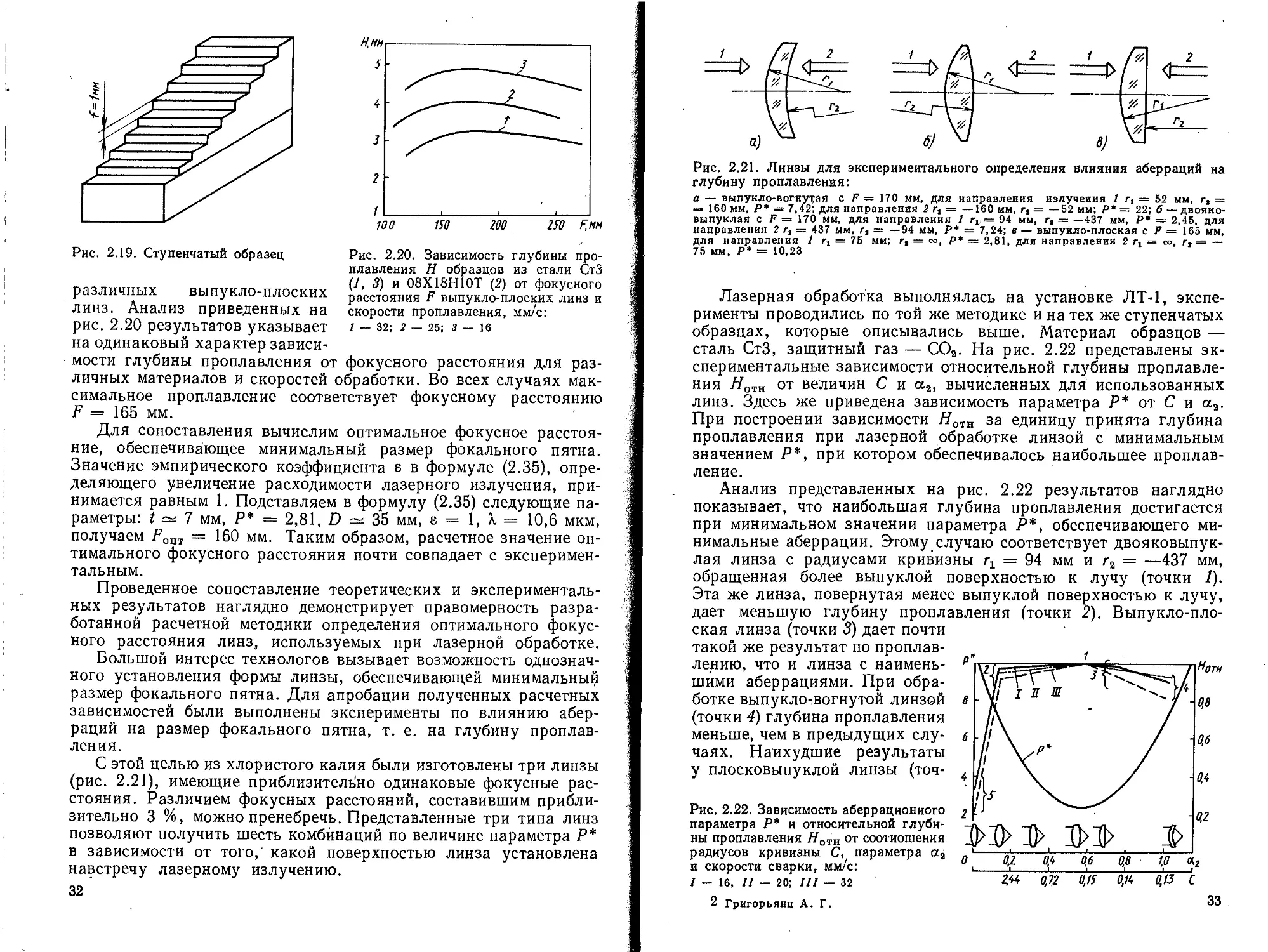
проплавление на ступенчатых образцах (рис. 2.19) с перепадом
высот между ступеньками 1 мм. Это позволило устанавливать
фокусное расстояние для каждой линзы с точностью ±0,5 мм.
Глубина проплавления измерялась на поперечных шлифах, вы-
резаемых из ступенчатого образца; Причем из каждой полки ступен-
чатого образца изготовлялось два шлифа, а за глубину проплавле-
ния на данной ступеньке принималось среднеарифметическое
значение. За Глубину проплавления, характеризующую данную
линзу, принималась наибольшая глубина, а расстояние от линзы
до ступеньки с наибольшей глубиной проплавления являлось фо-
кусным расстоянием линзы.
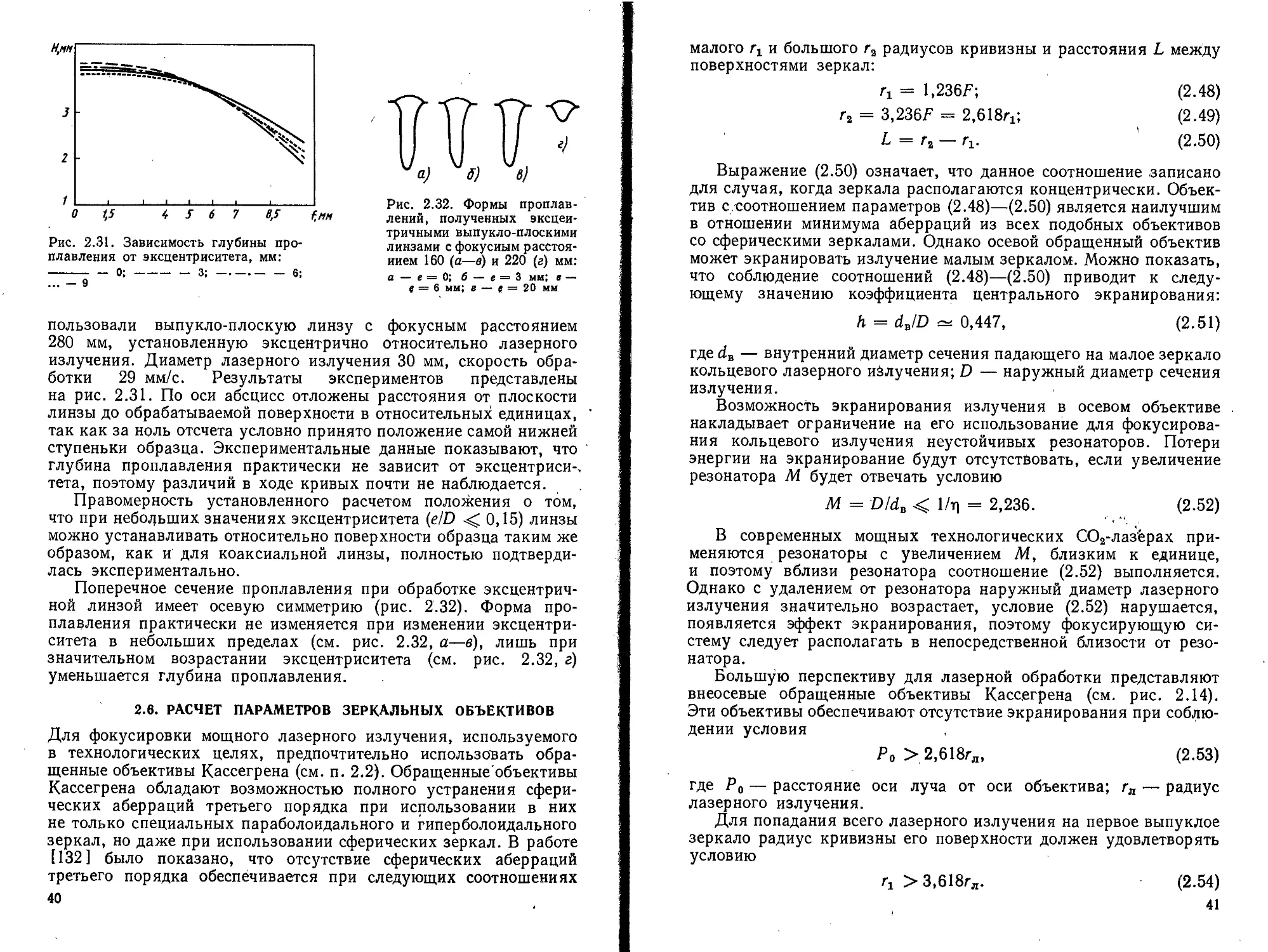
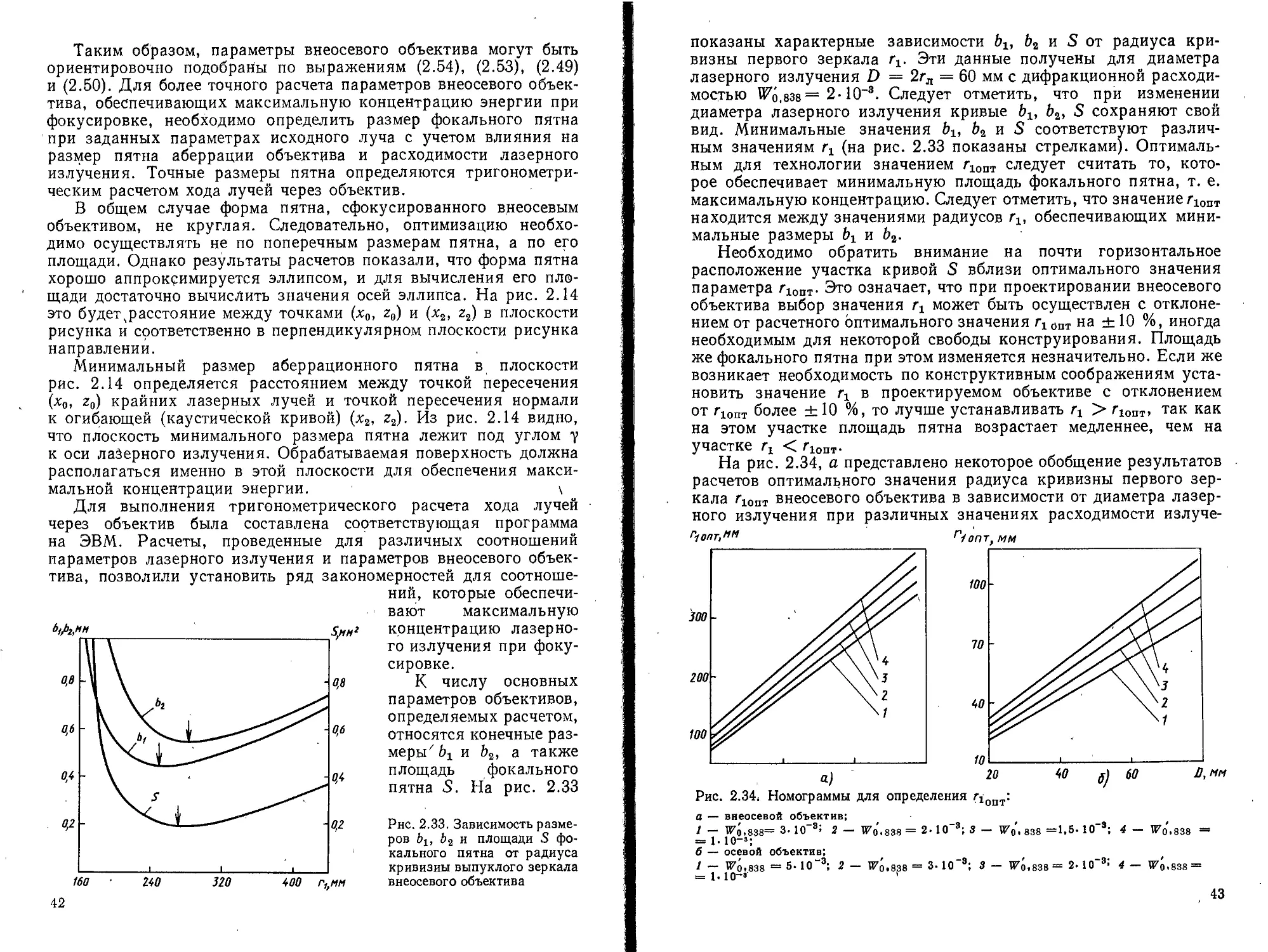
На рис. 2.20 представлены результаты экспериментальных за-
висимостей глубины проплавления от фокусного расстояния
31
Рис. 2.20. Зависимость глубины про-
плавления Н образцов из стали СтЗ
(/, 3) и 08Х18Н10Т (2) от фокусного
расстояния F выпукло-плоских линз и
скорости проплавления, мм/с:
1 — 32; 2 — 25; 3 — 16
различных выпукло-плоских
линз. Анализ приведенных на
рис. 2.20 результатов указывает
на одинаковый характер зависи-
мости глубины проплавления от фокусного расстояния для раз-
личных материалов и скоростей обработки. Во всех случаях мак-
симальное проплавление соответствует фокусному расстоянию
F = 165 мм.
Для сопоставления вычислим оптимальное фокусное расстоя-
ние, обеспечивающее минимальный размер фокального пятна.
Значение эмпирического коэффициента е в формуле (2.35), опре-
деляющего увеличение расходимости лазерного излучения, при-
нимается равным 1. Подставляем в формулу (2.35) следующие па-
раметры: t 7 мм, Р* — 2,81, О 35 мм, е = 1, X = 10,6 мкм,
получаем Аопт — 160 мм. Таким образом, расчетное значение оп-
тимального фокусного расстояния почти совпадает с эксперимен-
тальным.
Проведенное сопоставление теоретических и эксперименталь-
ных результатов наглядно демонстрирует правомерность разра-
ботанной расчетной методики определения оптимального фокус-
ного расстояния линз, используемых при лазерной обработке.
Большой интерес технологов вызывает возможность однознач-
ного установления формы линзы, обеспечивающей минимальный
размер фокального пятна. Для апробации полученных расчетных
зависимостей были выполнены эксперименты по влиянию абер-
раций на размер фокального пятна, т. е. на глубину проплав-
ления.
С этой целью из хлористого калия были изготовлены три линзы
(рис. 2.21), имеющие приблизительно одинаковые фокусные рас-
стояния. Различием фокусных расстояний, составившим прибли-
зительно 3 %, можно пренебречь. Представленные три типа линз
позволяют получить шесть комбинаций по величине параметра Р*
в зависимости от того, какой поверхностью линза установлена
навстречу лазерному излучению.
32
Рис. 2.21. Линзы для экспериментального определения влияния аберраций на
глубину проплавления:
а — выпукло-вогнутая с Р = 170 мм, для направления излучения 1 г, = 52 мм, г, =
» 160 мм, Р* = 7,42; для направления 2 = —160 мм, г» = —52 мм; Р* = 22; б — двояко-
выпуклая с F — 170 мм, для направления 1 п — 94 мм, г9 = -—437 мм, Р* — 2,45, для
направления 2 г9 = 437 мм, г9 = —94 мм, Р* — 7,24; в — выпукло-плоская с Р — 165 мм,
для направления 1 rt = 75 мм; г9 = к>, р* = 2,81, для направления 2 г9 = со, г9 — —
75 мм, Р* = 10,23
Лазерная обработка выполнялась на установке ЛТ-1, экспе-
рименты проводились по той же методике и на тех же ступенчатых
образцах, которые описывались выше. Материал образцов —
сталь СтЗ, защитный газ — СО2. На рис. 2.22 представлены эк-
спериментальные зависимости относительной глубины проплавле-
ния Яотн от величин С и а2, вычисленных для использованных
линз. Здесь же приведена зависимость параметра Р* от С и а2.
При построении зависимости /70ТН за единицу принята глубина
проплавления при лазерной обработке линзой с минимальным
значением Р*, при котором обеспечивалось наибольшее проплав-
ление.
Анализ представленных на рис. 2.22 результатов наглядно
показывает, что наибольшая глубина проплавления достигается
при минимальном значении параметра Р*, обеспечивающего ми-
нимальные аберрации. Этому случаю соответствует двояковыпук-
лая линза с радиусами кривизны = 94 мм и г2 = —437 мм,
обращенная более выпуклой поверхностью к лучу (точки /).
Эта же линза, повернутая менее выпуклой поверхностью к лучу,
дает меньшую глубину проплавления (точки 2). Выпукло-пло-
ская линза (точки 3) дает почти
такой же результат по проплав-
лению, что и линза с наимень-
шими аберрациями. При обра-
ботке выпукло-вогнутой линзой
(точки 4) глубина проплавления
меньше, чем в предыдущих слу-
чаях. Наихудшие результаты
у плосковыпуклой линзы (точ-
Рис. 2.22. Зависимость аберрационного
параметра Р* и относительной глуби-
ны проплавления Нотн от соотношения
радиусов кривизны С, параметра а2
и скорости сварки, мм/с:
I — 16, II — 20; III - 32
2 Григорьянц А. Г.
ки 5), причем в этом случае глубина проплавления уменьшается
существенно.
Таким образом, экспериментальные результаты подтверждают
основные расчетные зависимости, позволяющие в конечном итоге
правильно выбрать тип фокусирующей линзы и ее основные пара-
метры, обеспечивающие максимальную эффективность процесса
лазерной обработки. •
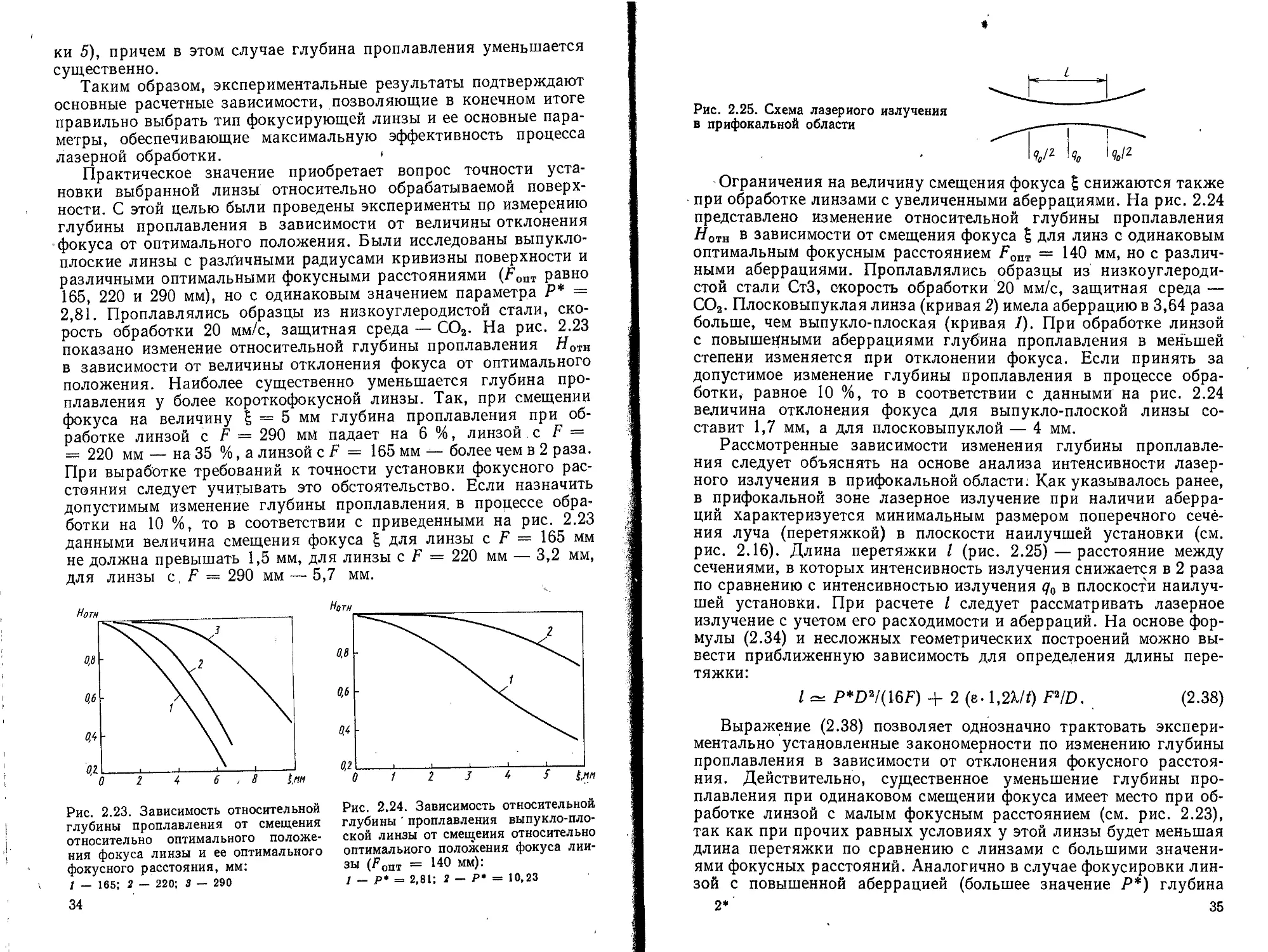
Практическое значение приобретает вопрос точности уста-
новки выбранной линзы относительно обрабатываемой поверх-
ности. С этой целью были проведены эксперименты пр измерению
глубины проплавления в зависимости от величины отклонения
фокуса от оптимального положения. Были исследованы выпукло-
плоские линзы с различными радиусами кривизны поверхности и
различными оптимальными фокусными расстояниями (Еопт равно
165, 220 и 290 мм), но с одинаковым значением параметра Р* —
2,81. Проплавлялись образцы из низкоуглеродистой стали, ско-
рость обработки 20 мм/с, защитная среда — СО2. На рис. 2.23
показано изменение относительной глубины проплавления Нот
в зависимости от величины отклонения фокуса от оптимального
положения. Наиболее существенно уменьшается глубина про-
плавления у более короткофокусной линзы. Так, при смещении
фокуса на величину £ = 5 мм глубина проплавления при об-
работке линзой с F = 290 мМ падает на 6 %, линзой с F =
= 220 мм — на 35 %, а линзой с F = 165 мм — более чем в 2 раза.
При выработке требований к точности установки фокусного рас-
стояния следует учитывать это обстоятельство. Если назначить
допустимым изменение глубины проплавления, в процессе обра-
ботки на 10 %, то в соответствии с приведенными на рис. 2.23
данными величина смещения фокуса £ для линзы с F = 165 мм
не должна превышать 1,5 мм, для линзы с F = 220 мм — 3,2 мм,
для линзы с, F = 290 мм — 5,7 мм.
Рис. 2.23. Зависимость относительной
глубины проплавления от смещения
относительно оптимального положе-
ния фокуса линзы и ее оптимального
фокусного расстояния, мм:
1 — 165; 2 — 220; 3 — 290
Рис. 2.24. Зависимость относительной
глубины ' проплавления выпукло-пло-
ской линзы от смещения относительно
оптимального положения фокуса лин-
зы (F0UT = 140 мм):
1 - Р* = 2,81: 2 — Р* = 10,23
34
Рис. 2.25. Схема лазерного излучения
в прифокальной области ------——Г"'"-'-.
Ivz L Uz
Ограничения на величину смещения фокуса 5 снижаются также
при обработке линзами с увеличенными аберрациями. На рис. 2.24
представлено изменение относительной глубины проплавления
/70ТН в зависимости от смещения фокуса 5 для линз с одинаковым
оптимальным фокусным расстоянием Аопт — 140 мм, но с различ-
ными аберрациями. Проплавлялись образцы из низкоуглероди-
стой стали СтЗ, скорость обработки 20 мм/с, защитная среда —
СО2. Плосковыпуклая линза (кривая 2) имела аберрацию в 3,64 раза
больше, чем выпукло-плоская (кривая /). При обработке линзой
с повышенными аберрациями глубина проплавления в меньшей
степени изменяется при отклонении фокуса. Если принять за
допустимое изменение глубины проплавления в процессе обра-
ботки, равное 10 %, то в соответствии с данными на рис. 2.24
величина отклонения фокуса для выпукло-плоской линзы со-
ставит 1,7 мм, а для плосковыпуклой — 4 мм.
Рассмотренные зависимости изменения глубины проплавле-
ния следует объяснять на основе анализа интенсивности лазер-
ного излучения в прифокальной области; Как указывалось ранее,
в прифокальной зоне лазерное излучение при наличии аберра-
ций характеризуется минимальным размером поперечного сече-
ния луча (перетяжкой) в плоскости наилучшей установки (см.
рис. 2.16). Длина перетяжки I (рис. 2.25) — расстояние между
сечениями, в которых интенсивность излучения снижается в 2 раза
по сравнению с интенсивностью излучения д0 в плоскости наилуч-
шей установки. При расчете I следует рассматривать лазерное
излучение с учетом его расходимости и аберраций. На основе фор-
мулы (2.34) и несложных геометрических построений можно вы-
вести приближенную зависимость для определения длины пере-
тяжки:
I =* P*D2/(16F) + 2 (е-1,21/0 F/D. (2.38)
Выражение (2.38) позволяет однозначно трактовать экспери-
ментально установленные закономерности по изменению глубины
проплавления в зависимости от отклонения фокусного расстоя-
ния. Действительно, существенное уменьшение глубины про-
плавления при одинаковом смещении фокуса имеет место при об-
работке линзой с малым фокусным расстоянием (см. рис. 2.23),
так как при прочих равных условиях у этой линзы будет меньшая
длина перетяжки по сравнению с линзами с большими значени-
ями фокусных расстояний. Аналогично в случае фокусировки лин-
зой с повышенной аберрацией (большее значение Р*) глубина
2* 35
проплавления при отклонении фокуса изменяется в меньшей сте-
пени (см. рис. 2.24), так как длина перетяжки при этом в соответ-
ствии с формулой (2.28) будет больше по сравнению с линзами
с меньшими аберрациями.
Таким образом, повышение стабильности глубины проплавле-
ния при лазерной обработке достигается увеличением длины пере-
тяжки за счет увеличения фокусного расстояния, или применением
фокусирующей системы с увеличенными аберрациями. Естест-
венно, что повышение стабильности не должно сопровождаться
значительным снижением концентрации лазерного излучения и
энергетической эффективности процесса лазерной обработки, поэ-
тому следует проводить сравнительный анализ для конкретно
используемой фокусирующей системы с учетом мощности излуче-
ния, скорости обработки, рода защитного газа и т. д.
2.5. ПРИМЕНЕНИЕ ЭКСЦЕНТРИЧНЫХ ЛИНЗ
ДЛЯ ФОКУСИРОВКИ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ
В тех случаях, когда линза установлена относительно луча не
точно, возникающий эксцентриситет е приводит к увеличению
аберраций и снижению эффективности обработки. С другой сто-
роны, смещение оси линзы относительно оси лазерного излучения
вызывает соответствующее смещение фокуса луча, что может быть
использовано при проектировании систем наведения луча на ли-
нию обработки и систем слежения. Это явление может также найти
применение при обработке поверхностей по круговой траектории,
возникающей при вращении эксцентричной линзы вокруг оси
луча. В частности, ’ на этом принципе может быть разработан
эффективный процесс сварки круговых швов на плоских и сфери-
ческих поверхностях.
Для достижения высокой эффективности процесса обработки
вращающейся эксцентричной линзой необходимо решить вопрос
оптимизации параметров фокусировки, обеспечивающих минималь-
ный размер фокального пятна и максимальную концентрацию
энергии.
Расчет формы и размеров фокального пятна основан на учете
сферической аберрации и дифракционной расходимости излучения
аналогично коаксиальным линзам (см. п. 2.4), при этом исполь-
зуется теория аберраций третьего порядка. Однако в отличие от
коаксиальной линзы, где плоскость наилучшей установки од-
нозначно определяется величиной продольной аберрации (см.
рис. 2.16), при эксцентричном расположении линзы продольная
аберрация по контуру изменяется, что делает неопределенным по-
ложение плоскости наилучшей установки. Так как для лазерной
обработки в конечном итоге важно получить минимальную пло-
щадь фокусного пятна и максимальную концентрацию энергии,
то целесообразно считать плоскостью наилучщей установки нор-
мальную к оси линзы плоскость, в которой площадь поперечного
сечения лазерного излучения будет минимальной.
36
Рис. 2.26. Схема фокусировки луча экс-
центричной линзой
Поперечная сферическая абер-
рация в сечении фокуса- в эксцен-
тричной линзе является перемен-
ной величиной, так как периметр
падающего излучения находится
на переменном расстоянии h от
оси линзы (рис. 2.26). Согласно
выражению (2.23) поперечная сфе-
рическая аберрация прямо про-
порциональна кубу расстояния элементарного луча h от оси
линзы и обратно пропорциональна квадрату фокусного расстоя-
ния линзы F:
6q' = Pnhs/F2, , (2.39)
где Рл = Р*12.
Из подобия треугольников (см. рис. 2.26) можно определить
продольную сферическую аберрацию
6S' = 69Т/(Л + , (2.40)
Тангенс угла наклона диаметрального луча 1 на выходе из
линзы
—tg у = а — — dq'/dS' = —(h + dq')/F. (2.41)
Уравнение прямого луча 1 запишем в следующем виде:
z = ах + h = —[(А + bq')/F] х + h. (2.42)
Подставляем (2.39) в (2.42):
z = — (h/F + Pah3/F3) х + h. (2.43)
Для отыскания уравнения каустической кривой 2 следует
продифференцировать уравнение (2.43) по переменной h. Получим
уравнение каустики в параметрической форме:
х = + 3P„k*r, I
' z = 2P„W/(F, + 3P.W). J ' '
Исключив из системы уравнений (2.44) переменную h, получим
уравнение каустики в явном виде:
^(^У'’2^- <2Л5>
Таким образом, ход лучей после линзы описывается двумя
уравнениями: прямой 1 (2.43) и кривой 2 (2.45). Положение точки
Хо перехода от прямой к каустической кривой (рис. 2.26) опре-
деляется совместным решением уравнений (2.43) и второго урав-
нения системы (2.44):
Хо = (h — F2 + ”p*ht ) а + ?лАз (2-46)
37
Уравнения (2.43), (2.45) и (2.46) позволяют найти поперечное
сечение сфокусированного излучения в любой произвольной пло-
скости, проведенной перпендикулярно оси линзы.
Вычисления делают для ряда плоскостей, проводимых в зоне
фокуса с шагом, Определяющим точность решения. Плоскость,
определяющая минимальное значение поперечного сечения, яв-
ляется искомой плоскостью наилучшей установки.
Для определения полной площади поперечного сечения сфоку-
сированного излучения следует к вычисленной площади аберра-
ционного пятна добавить составляющую, вызванную расходи-
мостью и вычисляемую по формулам (2.10) или (2.11).
Ниже представлены некоторые результаты расчетов, выпол-
ненных для выпукло-плоских линз из хлористого калия, аберра-
ции которых близки к минимальным. Расчеты выполнялись
применительно к излучению лазерной установки ЛТ-1 [60]
с варьированием параметров в следующих пределах: D = 204-
40 мм, 1Уо,838 = (1,54-2,0) • 10"®, F = 1004-300 мм, е = 24-
10 мм.
Характерные зависимости площади фокального пятна от фокус-
ного расстояния линзы при различных е представлены на
рис. 2.27. Эксперименты проводили с лазерным излучением диа-
метром 30 мм и расходимостью 2-10-3 (стрелкой указана мини-
мальная площадь пятна, соответствующая оптимальному фокус-
ному расстоянию). Если построить зависимость оптимального
фокусного расстояния от эксцентриситета (рис. 2.28), то она будет
иметь практически линейный характер:
^опт — Fопт (е = 0) 4- етк, (2А7)
Рис. 2.27. Зависимость площади фо-
кального пятна от фокусного расстоя-
ний выпукло-плоской линзы и эксцен-
триситета, мм:
1 — 2; 2 — 4; 3 — 6; 4 — 8; 3—10
Рис. 2.28. Зависимость оптимального
фокусного расстояния выпукло-плос-
кой линзы от эксцентриситета и диа-
метра лазерного 'излучения (й^взв =
= 2-10~3), мм:
1 — 20; 2 — 30; 3 — 40
38
где Fопт (е = 0) — оптимальное фокусное расстояние коаксиаль-
ной линзы (при е = 0), рассчитываемое по формуле (2.35) или по
номограмме на рис. 2.17; тк — коэффициент пропорциональности,
определяющий наклон прямой.
Анализ расчетов показывает, что коэффициент тк зависит
только от расходимости луча: при W'o 1838 = 2-10“3 тк 8,2; при
1^о,838 = 1,5-10~3 тк=^8,9. При небольших значениях эксцентри-
ситета в относительных единицах (e/D 0,15) можно устанавли-
вать величину оптимального фокусного расстояния без учета
эксцентриситета, т. е. как для коаксиальной линзы. Погрешность
в этом случае составит менее 1Q %. При e/D > 0,15 оптимальное
фокусное расстояние следует вычислять по формуле (2.47).
При фокусировке излучения эксцентричной линзой (по ана-
логии с коаксиальной линзой) ПНУ, в которой сфокусированное
излучение имеет наименьшее поперечное сечение, не совпадает
с фокальной плоскостью, а расположена от последней на рассто-
янии ЛА ближе к линзе. На рис. 2.29 представлена зависимость
ЛА от эксцентриситета. Из анализа этих данных следует, что
смещение ПНУ при больших эксцентриситетах в некоторых слу-
чаях может существенно отличаться от соответствующего смеще-
ния для коаксиальной линзы (е = 0). Значение ЛА в эксцентрич-
ных линзах зависит не только от эксцентриситета, но и от фокус-
ного расстояния А. Чем меньше А при е = const, тем больше ЛА.
Сфокусированное эксцентричной линзой пятно в ПНУ имеет
неправильную вытянутую форму (рис. 2.30).
Проверка изложенных выше расчетных прложений по опти-
мизации параметров фокусирующей эксцентричной линзы осу-
ществлялась экспериментально на образцах из коррозионно-
стойкой стали 08Х18Н10Т. Образцы
го сечения луча от эксцентри-
ситета и фокусного расстояния,
мм: .
1 — 300; 2 — 180; 3 — 100
Рис. 2.30. Поперечное сечение сфокусиро-'
ванного эксцентричной линзой излучения в
ПНУ (е = 6 мм, D = 30 мм, F = 180 мм, по-
строено без учета расходимости)
39
Рис. 2.31. Зависимость глубины про-
плавления от эксцентриситета, мм:
----------0;-----------3;-------------6;
... — 9
Рис. 2.32. Формы проплав-
лений, полученных эксцен-
тричными выпукло-плоскими
линзами с фокусным расстоя-
нием 160 (а—в) и 220 (г) мм:
а — е = 0; б — е = 3 мм; в —
е = 6 мм; е — е = 20 мм
пользовали выпукло-плоскую линзу с фокусным расстоянием
280 мм, установленную эксцентрично относительно лазерного
излучения. Диаметр лазерного излучения 30 мм, скорость обра-
ботки 29 мм/с. Результаты экспериментов представлены
на рис. 2.31. По оси абсцисс отложены расстояния от плоскости
линзы до обрабатываемой поверхности в относительных единицах,
так как за ноль отсчета условно принято положение самой нижней
ступеньки образца. Экспериментальные данные показывают, что
глубина проплавления практически не зависит от эксцентриси-,
тета, поэтому различий в ходе кривых почти не наблюдается.
Правомерность установленного расчетом положения о том,
что при небольших значениях эксцентриситета (e/D С 0,15) линзы
можно устанавливать относительно поверхности образца таким же
образом, как и для коаксиальной линзы, полностью подтверди-
лась экспериментально.
Поперечное сечение проплавления при обработке эксцентрич-
ной линзой имеет осевую симметрию (рис. 2.32). Форма про-
плавления практически не изменяется при изменении эксцентри-
ситета в небольших пределах (см. рис. 2.32, а—в), лишь при
значительном возрастании эксцентриситета (см. рис. 2.32, г)
уменьшается глубина проплавления.
2.6. РАСЧЕТ ПАРАМЕТРОВ ЗЕРКАЛЬНЫХ ОБЪЕКТИВОВ
Для фокусировки мощного лазерного излучения, используемого
в технологических целях, предпочтительно использовать обра-
щенные объективы Кассегрена (см. п. 2.2). Обращенные объективы
Кассегрена обладают возможностью полного устранения сфери-
ческих аберраций третьего порядка при использовании в них
не только специальных параболоидального и гиперболоидального
зеркал, но даже при использовании сферических зеркал. В работе
[132] было показано, что отсутствие сферических аберраций
третьего порядка обеспечивается при следующих соотношениях
40
малого гх и большого г2 радиусов кривизны и расстояния L между
поверхностями зеркал:
гх = 1.236F; (2.48)
r2 = 3.236F = 2,618^; (2.49)
L = г2 — гх. (2.50)
Выражение (2.50) означает, что данное соотношение записано
для случая, когда зеркала располагаются концентрически. Объек-
тив с/соотношением параметров (2.48)—(2.50) является наилучшим
в отношении минимума аберраций из всех подобных объективов
со сферическими зеркалами. Однако осевой обращенный объектив
может экранировать излучение малым зеркалом. Можно показать,
что соблюдение соотношений (2.48)—(2.50) приводит к следу-
ющему значению коэффициента центрального экранирования:
h = dB/D 0,447, (2.51)
где dB — внутренний диаметр сечения падающего на малое зеркало
кольцевого лазерного излучения; D — наружный диаметр сечения
излучения.
Возможность экранирования излучения в осевом объективе
накладывает ограничение на его использование для фокусирова-
ния кольцевого излучения неустойчивых резонаторов. Потери
энергии на экранирование будут отсутствовать, если увеличение
резонатора М будет отвечать условию
М = D/dB < 1/т] = 2,236. (2.52)
В современных мощных технологических СО2-лазёрах при-
меняются резонаторы с увеличением М, близким к единице,
и поэтому вблизи резонатора соотношение (2.52) выполняется.
Однако с удалением от резонатора наружный диаметр лазерного
излучения значительно возрастает, условие (2.52) нарушается,
появляется эффект экранирования, поэтому фокусирующую си-
стему следует располагать в непосредственной близости от резо-
натора.
Большую перспективу для лазерной обработки представляют
внеосевые обращенные объективы Кассегрена (см. рис. 2.14).
Эти объективы обеспечивают отсутствие экранирования при соблю-
дении условия
Ро > 2,618гл, (2.53)
где Ро — расстояние оси луча от оси объектива; гл — радиус
лазерного излучения.
Для попадания всего лазерного излучения на первое выпуклое
зеркало радиус кривизны его поверхности должен удовлетворять
условию
Г1 >3,618гл. (2.54)
41
Таким образом, параметры внеосевого объектива могут быть
ориентировочно подобраны по выражениям (2.54), (2.53), (2.49)
и (2.50). Для более точного расчета параметров внеосевого объек-
тива, обеспечивающих максимальную концентрацию энергии при
фокусировке, необходимо определить размер фокального пятна
при заданных параметрах исходного луча с учетом влияния на
размер пятна аберрации объектива и расходимости лазерного
излучения. Точные размеры пятна определяются тригонометри-
ческим расчетом хода лучей через объектив.
В общем случае форма пятна, сфокусированного внеосевым
объективом, не круглая. Следовательно, оптимизацию необхо-
димо осуществлять не по поперечным размерам пятна, а по его
площади. Однако результаты расчетов показали, что форма пятна
хорошо аппроксимируется эллипсом, и для вычисления его пло-
щади достаточно вычислить значения осей эллипса. На рис. 2.14
это будет ^расстояние между точками (х0, z0) и (х2, z2) в плоскости
рисунка и соответственно в перпендикулярном плоскости рисунка
направлении.
Минимальный размер аберрационного пятна в плоскости
рис. 2.14 определяется расстоянием между точкой пересечения
(х0, 2о) крайних лазерных лучей и точкой пересечения нормали
к огибающей (каустической кривой) (х2, z2). Из рис. 2.14 видно,
что плоскость минимального размера пятна лежит под углом у
к оси лазерного излучения. Обрабатываемая поверхность должна
располагаться именно в этой плоскости для обеспечения макси-
мальной концентрации энергии. \
Для выполнения тригонометрического расчета хода лучей •
через объектив была составлена соответствующая программа
на ЭВМ. Расчеты, проведенные для различных соотношений
параметров лазерного излучения и параметров внеосевого объек-
тива, позволили установить ряд закономерностей для соотноше-
ний, которые обеспечи-
вают максимальную
концентрацию лазерно-
го излучения при фоку-
сировке.
К числу основных
параметров объективов,
определяемых расчетом,
относятся конечные раз-
мерь/ Ьг и &2, а также
площадь фокального
пятна S. На рис. 2.33
Рнс. 2.33. Зависимость разме-
ров blt 62 и площади S фо-
кального пятна от радиуса
кривизны выпуклого зеркала
внеосевого объектива
42
показаны характерные зависимости blt Ь2 и S от радиуса кри-
визны первого зеркала гх. Эти данные получены для диаметра
лазерного излучения D = 2гл = 60 мм с дифракционной расходи-
мостью Го,838 = 2-Ю-3. Следует отметить, что при изменении
диаметра лазерного излучения кривые &х, fe2, 5 сохраняют свой
вид. Минимальные значения &х, 62 и S соответствуют различ-
ным значениям гх (на рис. 2.33 показаны стрелками). Оптималь-
ным для технологии значением г1опт следует считать то, кото-
рое обеспечивает минимальную площадь фокального пятна, т. е.
максимальную концентрацию. Следует отметить, что значение г10ПТ
находится между значениями радиусов гх, обеспечивающих мини-
мальные размеры bi и Ь2.
Необходимо обратить внимание на почти горизонтальное
расположение участка кривой S вблизи оптимального значения
параметра г10ПТ. Это означает, что при проектировании внеосевого
объектива выбор значения гх может быть осуществлен с отклоне-
нием от расчетного оптимального значения г10пт на ± 10 %, иногда
необходимым для некоторой свободы конструирования. Площадь
же фокального пятна при этом изменяется незначительно. Если же
возникает необходимость по конструктивным соображениям уста-
новить значение гх в проектируемом объективе с отклонением
от г10пт более ±10 %, то лучше устанавливать гх > гХ0Пт> так как
на этом участке площадь пятна возрастает медленнее, чем на
участке гх < г1опт.
На рис. 2.34, а представлено некоторое обобщение результатов
расчетов оптимального значения радиуса кривизны первого зер-
кала г10пт внеосевого объектива в зависимости от диаметра лазер-
ного излучения при различных значениях расходимости излуче-
Рис. 2.34. Номограммы для определения Попт:
а — внеосевой объектив;
1 — W'o.838= 3- 10 3’ 2 — IFo.838 = 2- 10 3; 3 — IFo, 838 ==1,6- 10 3; 4 — 1Го,838 —
= 1-1 о-3;
б — осевой объектив;
7 — 1^0,838 = 5- 10 3; 2 — 1^0,838 = 3- 10 3; 3 — 1Го,838 = 2- 10 3’ 4 — 1Го,838 =
= 1.10-’ '
43
ния. В пределах заданной расходимости зависимость г10ПТ от D
носит практически линейный характер. Представленные на
рис. 2.34 а графики позволяют по известным значениям D и Wo.ese
находить Гюпт- При значениях D и W'Q,33s, выходящих за пределы
указанных на рис. 2.34, а, гопт следует определять интерполяцией
и экстраполяцией представленных результатов.
Рассмотрим некоторые соображения по расчетной оптимизации
осевого объектива.' При рассмотрении области применения обра-
щенных объективов Кассегрена, указывалось, что в осевом объек-
тиве происходит центральное экранирование лазерного излучения.
Однако в тех случаях, когда лазерное излучение имеет кольцевое
поперечное сечение, осевой объектив может быть рекомендован
к применению.
Расчетная оптимизация осевого объектива выполняется на
основе зависимостей, рассмотренных выше для внеосевого объек-
тива. На рис. 2.13 схематично изображен ход лучей в осевом
объективе. Из этой схемы следует, что радиус фокального пятна га,
обусловленный аберрацией, равен расстоянию от оси X точки
пересечения каустической кривой с крайним лучом. Для опре-
деления полного размера фокального пятна следует добавить
составляющую, вызванную расходимостью.
На рис. 2.34, б показаны результаты расчетов осевого объек-
тива в виде зависимостей оптимального значения радиуса кри-
визны первого зеркала Гц обеспечивающего минимальный размер
фокального пятна, от диаметра лазерного излучения при различ-
ных значениях- расходимости.
Представляет интерес сопоставление результатов расчета осе-
вого и внеосевого объективов. При заданных параметрах лазер-
ного излучения одна и та же степень фокусировки <(т. е. одинако-
вый размер фокусируемого пятна) может быть достигнута осевым
объективом, имеющим меньший размер радиуса кривизны первого
зеркала и соответственно меньшие габариты, чем внеосевым.
Это объясняется тем, что при равных диаметрах лазерного излу-
чения аберрации осевого объектива значительно меньше. Или,
иначе говоря, при равных габаритах осевого и внеосевого объек-
тивов меньший размер фокального пятна обеспечивается осевым
объективом, и с этой точки зрения он предпочтительнее внеосевого.
Сопоставление результатов расчетов, представленных, на рис. 2.34,
с номограммой для выбора фокусного расстояния линз
(см. рис. 2.17) показывает, что осевые и внеосевые объективы
в свою очередь дают большую концентрацию лазерного излучения,
чем линзы.
Обращенные объективы Кассегрена были использованы при
фокусировке лазерного излучения в широком диапазоне измене-
ния мощности. Экспериментальные исследования лазерной обра-
ботки сфокусированным излучением проводились с использова-
нием осевых и внеосевых объективов, имеющих различные
геометрические параметры и конструктивное оформление.
44
Анализируя экспериментальные данные, следует отметить,
что область применения оптимальных по концентрации энергии
осевых объективов Кассегрена, характеризующихся большими
углами схождения сфокусированного излучения, ограничена ори-
ентировочно значениями мощности 10 кВт. При прочих равных
условиях, они имеют преимущество перед объективами с малыми
углами схождения, так как обеспечивают большую глубину про-
плавления при одинаковой начальной мощности излучения. При
значениях мощности более 10 кВт предпочтительнее использовать
объективы с малыми углами схождения. Конечно, указанная
граница 10 кВт является в какой-то мере условной. В частности,
если обработку поверхности проводить с большой скоростью
перемещения лазерного излучения, когда и при мощности более
10 кВт глубина проплавления мала, угол схождения излучения
практически не имеет значения. И определяющим фактором
остается высокая концентрация сфокусированного излучения,
обеспечиваемая объективом с оптимальными параметрами, харак-
теризуемыми большим углом схождения.
Таким образом, область применения осевых объективов с боль-
» шими углами схождения ограничена мощностями вследствие
влияния угла схождения на глубину проплавления. При после-
дующем увеличении мощности рекомендуется переходить на осевые
объективы с малыми углами схождения. Но здесь также имеется
ограничение по дальнейшему увеличению мощности в связи
с возрастанием потерь в объективе. В частности, при использова-
нии в экспериментах осевого объектива с малым углом схождения
Р = 10° (см. рис. 2.13), несмотря на увеличение мощности излу-
чения и сохранение кинжальной формы, глубина проплавления
ограничивалась ориентировочно 25 мм. В условиях повышенных
мощностей .йеобходимо переходить к использованию внеосевых
объективов.
Эксперименты по проплавлению с использованием внеосевых
объективов показали, что с увеличением мощности излучения
Таблица 2.1
Соотношении для выбора параметров объективов (см. рис. 2.13 и 2.14)
Сечение излучения Тип объек- тива Р, кВт Г1 Г* D1 D,
Кольцевое, dB/O = 0,45 Осевой <10 По номо- грамме 2,618г! — D 4,50
>10 7,ID
Произвольное Внеосе- вой <10 По номо- грамме 1,40 1,10 50
>10 7,10
45
глубина проплавления монотонно возрастает. Ограничений по
глубине проплавления с ростом мощности не обнаружено.
Было проведено сопоставление проплавляющей способности
лазерного,излучения, сфокусированного зеркальным объективом
и линзой. Были использованы внеосевой объектив и выпукло-
плоская линза с одинаковыми фокусными расстояниями. Обра-
ботка образцов из коррозионно-стойкой стали осуществлялась
в одинаковых условиях излучением мощностью 3 кВт со ско-
ростью 15 мм/с. В этих экспериментах глубина проплавления
объективом оказалась больше, чем линзой. Это связано с большей
концентрацией энергии при фокусировке объективом и с меньшими
потерями мощности на фокусирующей системе, так как поглоще-
ние в зеркалах меньше, чем отражение на преломляющих поверх-
ностях линзы. С учетом полученных результатов можно реко-
мендовать для случаев обработки металлов излучением СО2-лазера
зеркальные объективы, обеспечивающие большую эффективность
процесса и значительно больший срок эксплуатации по сравнению
с линзами.
Из анализа расчетных данных и результатов обработки с раз-
личными объективами можно рекомендовать приближенные соот-
ношения для расчета параметров обращенных осевых и внеосевых
объективов с учетом формы сечения лазерного излучения и его
мощности (табл. 2.1).
Параметры объективов следует выбирать в следующей после-
довательности. Прежде всего в зависимости от сечения излучения
выбрать тип объектива. Основной параметр зеркальных объекти-
вов Кассегрена — радиус кривизны первого выпуклого зеркала —
определяется в зависимости от мощности Р лазерного излучения.
В частности, при Р 10 кВт значения гх для осевого и внеосевого
объективов устанавливаются соответственно по графикам
на рис. 2.34. Если мощность излучения Р > 10 кВт, то Гх вы-
числяется по приведенной в табл. 2.1 эмпирической формуле,
выведенной на основе обобщения экспериментальных результатов.
Остальные параметры объективов вычисляются по приведенным
в табл. 2.1 соотношениям.
3. ПЛАЗМЕННЫЕ ПРОЦЕССЫ ПРИ ЛАЗЕРНОЙ
ОБРАБОТКЕ
Для достижения высокой производительности и качества обра-
ботки в технологических процессах лазерной сварки, резки,
наплавки, термообработки и других необходимо использовать
лазерные установки большой мощности и высокой плотности
мощности излучения, характеризующей громадную концентрацию
энергии на обрабатываемом участке поверхности. Лазерное излу-
чение представляет на сегодняшний день наиболее концентриро-
ванный источник энергии, используемый в технологических целях.
Концентрация энергии лазерного излучения превосходит возмож-
ности широко распространенной электронно-лучевой обработки.
Однако при равных затратах энергии, т. е. при одинаковой мощ-
ности излучения, электронно-лучевая обработка обеспечивает
большую глубину проплавления, чем лазерная. В первую оче-
редь это связано с различным характером взаимодействия потоков
электронов при электронно-лучевой обработке и потоков фотонов
при лазерной обработке с металлической поверхностью. Кроме
этого существует принципиальное различие в технологических
процессах. Если электронно-лучевая обработка требует вакуума,
что создает определенные технологические затруднения, то лазер-
ная обработка может осуществляться в любой газовой среде
с атмосферным давлением. Причем состав газовой среды подби-
рается для соответствующей технологии и обрабатываемого мате-
риала таким, чтобы” обеспечить защиту поверхности металла,
нагреваемого в процессе лазерной обработки до высоких темпе-
ратур. Это является преимуществом лазерной обработки.
Однако при высоких значениях плотности мощности лазерного
излучения, используемого в технологиях обработки материалов,
в защитных газах или в воздухе возникает низкотемпературная
плазма. Существует предположение, что низкая эффективность
использования энергии при обработке мощным лазерным излуче-
нием в значительной ^мере обусловлена плазменными процессами,
вызывающими поглощение и рассеяние излучения и, вследствие
этого, снижение мощности и степени сосредоточенности теплового
источника на поверхности материала. В данной главе кратко
изложены некоторые представления об образовании и развитии
лазерной плазмы и представлены результаты теоретического
и экспериментального исследований плазменных процессов при
лазерной'обработке в защитных газах х.
1 Результаты исследований получены совместно с В. В. Марущенко.
47
3.1. ВОЗНИКНОВЕНИЕ И РАЗВИТИЕ ЛАЗЕРНОЙ ПЛАЗМЫ
Существуют различные представления и теоретические подходы
к описанию механизма образования плазменного факела. Фунда-
ментальные исследования процесса возникновения оптического
пробоя в газах под воздействием лазерного излучения были
выполнены в работе [97], где установлены условия осуществления
лазерной искры (пробоя) и последующего распространения этого
разряда. В работе [15] разработана теоретическая концепция
возникновения плазмы, основанная на испарении вещества с об-
лучаемого лазером участка нагрева и последующем процессе
поглощения лазерного излучения в парах с быстрым ростом
температуры и степени ионизации.
Развивается и другой подход, основанный на образовании
плазмы вследствие лавинной ионизации в прилегающих к обра-
батываемой поверхности объемах газа [31 ]. Но порог ионизации
снижается в результате электронной эмиссии с облучаемого уча-
стка поверхности, прогрева газа ударной волной испаряющегося
вещества и дополнительного подогрева объема газа при контакте
с горячей поверхностью.
Значительное влияние на плазмообразование оказывают также
наличие окисленного слоя, дефектов структуры и микронеоднород-
ностей на обрабатываемой поверхности, возможные химические
реакции между парами и окружающим газом [15].
Следует отметить, что почти при всех видах лазерной обра-
ботки, связанной с нагревом металла до плавления и последующего
испарения, над обрабатываемой поверхностью присутствуют пары
металла. Поэтому на начальной стадии образования плазменного
факела следует рассматривать ионизацию с учетом концентрации
частиц металлического пара, которые обладают низким потен-
циалом ионизации. Механизм возникновения и развития элек-
тронной Лавины в легкоионизируемой примеси описан в работе
[97]. Ионизация вызывается быстрыми электройами, приобрета-
ющими энергию в результате поглощения фотонов. Электроны,
обладающие достаточной энергией, могут вызвать ионизацию
при столкновении с атомом. При этом появляются щва свободных
электрона с небольшой энергией. Процесс поглощения фотонов
электронами и последующая ионизация при столкновениях с ато-
мами повторяются. Описанный процесс приводит к лавинной
ионизации, т. е. к возникновению плазменного факела.
В начальный период возникновения плазменного факела сво-
бодные электроны рассеиваются и при столкновениях с нейтраль-
ными атомами пара и газа отбирают энергию. Плазменный факел
на стадии окончательного формирования уже характеризуется
сильной ионизацией. Вследствие малости поглощения излучения
оптического и инфракрасного диапазонов для заметной диссипации
его энергии в области ограниченных размеров требуются очень
высокие степени ионизации, т. е. высокие температуры (15 000—
48
20 000 К). Только при таких температурах в плазме будет вы-
деляться достаточное для ее поддержания количество энергии.
В этих условиях поглощение энергии лазерного излучения будет
осуществляться при столкновениях электронов с положительными
ионами, а не с нейтральными атомами, как это было в начальный
период ионизации. При степени ионизации, превышающей не-
сколько процентов, рассеяние электронов на ионах намного
превышает рассеяние на атомах.
Существует и несколько иная точка зрения на причины обра-
зования плазменного факела вблизи поверхности металлов при
лазерном облучении. В работе [16] было теоретически обосновано,
что физическая природа образования пробоя может быть упо-
доблена' «поджигу» горячей поверхностью химических реакций
горения, т. е. пробой происходит благодаря термической иониза-
ции паров металла, хотя испарение материала при этом может
быть незначительным. Пороговое значение плотности мощности,
обеспечивающее пробой, в основном зависит от таких свойств
материала обрабатываемой поверхности как теплопроводность,
коэффициент поглощения, энергия испарения, потенциал иониза-
ции атомов пара. Согласно этой теории свойства окружающего
газа и его давление незначительно влияют на величину пороговой
плотности мощности.
В работе [55] рассмотрен механизм пробоя газа лазерным
излучением' вблизи металлической поверхности в результате
значительного повышения напряженности электрического поля
падающего потока у вершин микронеровностей поверхности.
Малые участки микровыступов нагреваются до температуры
кипения за чрезвычайно короткий промежуток времени, на не-
сколько порядков быстрее, чем макроучастки в пятне нагрева
лазерным лучом. На этих микровыступах поверхности образуются
области полностью ионизированной плазмы, которые при высоких
плотностях мощности являются источниками светодетонационных
волн. Эти волны распространяются за доли микросекунд на весь
облучаемый лазером участок поверхности.
В ряде работ рассмотрено развитие лазерной искры и образо-
вание волны горения газа, т. е. распространение оптического'
разряда. В работе [105] проведено детальное исследование раз-
вития искры фотографическим методом с временной разверткой,
методом высокоскоростной покадровой съемки, голографическим
и другими методами специальной фотографии. Исследованиями
установлено, что эта волна распространяется в направлении от
поверхности навстречу излучению до тех пор, пока плотность
потока излучения остается достаточно высокой. Образование
волны связывается с достижением плотностью мощности ее поро-
гового значения. Причем эффект возникновения волны сопро-
вождается яркой вспышкой света и резким возрастанием шума.
При движении волны навстречу излучению происходит изме-
нение параметров плазмы. Одной из важных характеристик,
49
определяющей параметры и различные особенности поведения
оптического разряда, является его скорость распространения.
В работе. 156] описаны скоростные параметры оптического раз-
ряда и на этой основе рассмотрен процесс стабилизации опти-
ческого разряда в сфокусированном лазерном излучении про-
дольным, т. е. в направлении излучения, потоком газа. Теорети-
ческими и экспериментальными исследованиями было установлено,
что при распространении оптического разряда навстречу излуче-
нию происходит падение скорости распространения фронта раз-
ряда с одновременным уменьшением максимальной температуры
в плазме.
Наилучшим образом осуществляется стабилизация ‘ оптиче-
ского разряда в сфокусированном лазерном излучении потоком
газа, направленным по лучу. При заданной мощности лазерного
излучения фронт разряда будет располагаться на различных
расстояниях от фокуса в зависимости от скорости потока газа,
а именно в таком сечении луча, гда плотность мощности излучения
обеспечивает скорость распространения фронта разряда, равную
скорости набегающего потока газа.
Мощность лазерного излучения, необходимая для поддержа-
ния оптического разряда, зависит от давления газа. С повышением
давления газа возрастает коэффициент поглощения и, следова-
тельно, увеличивается тепловыделение, определяемое произ-
ведением плотности мощности лазерного излучения на коэффи-
циент поглощения. Поэтому для компенсации потерь теплопро-
водности, необходимой для поддержания оптического разряда,
при более высоких давлениях газа достаточны меньшие плотности
мощности.
Образование лазерной плазмы приводит к существенному
изменению оптических свойств среды, в которой распространяется
лазерное излучение. Обычно исследователи связывают это изме-
нение оптических свойств с изменением расходимости светового
пучка. В определенных условиях эти явления могут приводить
к уменьшению расходимости, т. е. к самофокусировке света.
Обычно эффект самофокусировки уподобляется появлению ди-
электрического волновода, созданного нелинейным изменением
диэлектрической проницаемости [4].
Распределение плотности мощности в поперечном сечении
излучения оказывает сильное влияние на процесс,самофокуси-
ровки. Уменьшение плотности мощности вблизи оси луча может
приводить к фокусировке основной части луча в сред?, где в об-
щем случае лазерное излучение расфокусируется.
Экспериментально наблюдалась самофокусировка лазерного
излучения в сильнопоглощающем плазменном факеле. Само-
фокусировка наблюдалась в области холодных паров, т. е. фоку-
сировка осуществлялась после прохождения излучения через
плазму. Механизм самофокусировки основан на изменении ди-
электрической проницаемости плазмы. Лазерное излучение создает
50
в поперечном сечении плазмы распределение диэлектрической
проницаемости с максимумом на оси луча. Так как в неоднородной
среде световой луч всегда отклоняется в сторону увеличения
диэлёктрической проницаемости, то лазерное излучение будет
при этом фокусироваться.
Таким образом, состояние изучения вопроса возникновения
и развития лазерной плазмы показывает, что проведенные теоре-
тические и экспериментальные исследования направлены в основ-
ном на раскрытие физической природы явления и установление
ряда закономерностей зарождения и развития плазмы при лазер-
ном облучении поверхностей в газовых средах. Однако практи-
чески не исследованы прикладные вопросы о характере влияния
' плазменного факела в различных газовых атмосферах, исполь-
зуемых при лазерной обработке, на глубину проплавления и
энергетическую эффективность той или иной лазерной технологий.
Большой интерес представляет уточнение механизма взаимо-
действия паров материала, газовой атмосферы и лазерной плазмы
в условиях развитого испарения, характерного для процессов
лазерной сварки, резки, наплавки и термообработки с оплавле-
нием поверхностей. Проведение исследований в данной области
позволит осуществить разработку способов и устройств для по-
вышения эффективности лазерной обработки.
3.2. ОСОБЕННОСТИ ПЛАЗМЕННЫХ ПРОЦЕССОВ
ПРИ ЛАЗЕРНОЙ ОБРАБОТКЕ В ЗАЩИТНЫХ ГАЗАХ
При лазерной обработке, связанной с нагревом до высоких тем-
ператур, близких к температурам плавления легированных сталей
и других высокоактивных металлов и сплавов, применяют в ка-
честве защитного газа одноатомные инертные газы — аргон и ге-
лий. При тепловой обработке, в том числе и лазерной, низко-
легированных сталей и целого ряда конструкционных материалов
в качестве защитной среды используют углекислый газ, азот
и воздух. Тщательное исследование влияния состава защитного
Таблица 3.1
Параметры проплавления в среде защитных газов
Защитный газ Я, мм н/ь ’'np/’'пр Не Ро, кг/м’ Я-10‘, м*/с
Не 6,1 2,8 1,00 0,178 5,00
СО2 5,1 1,8 0,84 1,980 2,83
Воздух 4,9 2,1 0,77 1,290 —
N. 4,2 1,9 0,72 1,250 2,83
Аг 1,0 0,6 0,14 1,780 2,83
Условные обозначения: b — средняя ширина шва; р0 — плотность газа при О °C
и 0,1 МПа; Япр/Лпр Не — отношение глубины проплавления в данном газе к глубине
проплавления в Не, условно принятом за единицу; R — расход газа.
51
газа на глубину проплавления при лазерной сварке было про-
ведено в работе [33]. В результате было установлено, что состав
газа в зоне взаимодействия лазерного излучения с металлом
оказывает существенное влияние на эффективность проплавления,
•при прочих равных условиях.
В табл. 3.1 представлены результаты лазерной обработки
образцов из коррозионно-стойкой стали проплавлением их в среде
различных защитных газов. Использовалось излучение СО2-лазера
ЛТ-1 [60] мощностью 5 кВт. Фокусное расстояние линзы 230 мм,
скорость обработки 33 м/с. Защитный газ подавался через спе-
циальное сопло коаксиально лазерному излучению. Лазерная
обработка сопровождалась образованием характерного плазмен-
ного факела.
Для выяснения влияния состава газа на эффективность про-
плавления металла лазерным излучением рассмотрим прежде
всего свойства газов, используемых в качестве защитных
(табл. 3.2).
Известно, что молекулярные газы при высоких температурах
диссоциируют на составные элементы: 1
N2 2N — 945 кДж/моль (—9,8 эВ);
СО2 =₽* СО + О'— 532 кДж/моль (—7,3 эВ);
СО С + О— 1076 кДж/моль (—11,1 эВ). ,
В плазменном факеле происходят высокотемпературные про-
цессы, и поэтому при составлении баланса энергии необходимо
учитывать энергию диссоциации.
Рассмотрим условия возникновения плазменного факела при
' обработке в среде защитных инертных газов. Для большинства
процессов лазерной обработки характерен режим развитого испа-
рения, когда вблизи обрабатываемого участка поверхности при-
сутствуют пары металла. Очевидно, они будут приводить к сни-
жению эффективного потенциала ионизации парогазовой смеси.
Теплофизические свойства газов
Таблица 3.2
Газ Потенциал ионизации, эВ Потенциал диссоциа- ции, эВ Суммарный потенциал, . эВ Коэффици- ент тепло- проводности при Т - 370 К, ВтДм.К) Коэффици- ент тепло- емкости при Р = const и Т = 370 к, кДж/(кг- К)
Не 24,58 24,58 0,1730 5,20
Аг 15,76 — 15,76 0,0210 0,52
n2 15,58 9,80 25,38 0,0237 .1,04
Воздух 11,70 10,00 21,70 0,0250 1,01
СО2 13,80 18,40 32,20 0,0210 0,92
52
Рис. 3.1. Зависимость эффективного потенциала ионизации смеси аргона (а)
или гелия (б) с парами железа от температуры, К'.
1 — 5800; 2 — 11 600; 3 — 17 400; 4 — 23 200
Количественная оценка влияния паров металла может быть про-
ведена по формуле (3.1) определяющей значение. эффективного
потенциала ионизации,
k
г г Т 1 X? 1/2 / 580017„ \ /0 ,,
Уэф 5800 П /1ехР ( Т ) ’ (3*0
(=1
где Т — температура, К; k — число компонентов в парогазовой
смеси; v; —объемная концентрация i-ro компонента, %.
На рис. 3.1 представлены результаты расчетов по формуле.(3.1)
для основных защитных инертных газов Аг й Не при различных
температурах, соответствующих 0,5—2,0 эВ (1 эВ = 11 600 К),
с содержанием паров железа от 0 до 5 об. %. Результаты расчетов
свидетельствуют, что основное снижение эффективного потен-
циала ионизации парогазовой смеси происходит в области кон-
центрации паров железа vFe 5 % для Аг и Не. При содержании
vFe — 5 % разница потенциалов смесей становится незначитель-
ной и составляет ~2 эВ. Таким образом, при реализации режима
испарения условия для возникновения свободных электронов
над обрабатываемой поверхностью в среде Аг и Не примерно
одинаковы.
В общем случае расчет возможности возникновения непрерыв-
ного оптического разряда в чистом газе можно проводить в облег-
ченной постановке задачи, так как точная формулировка связана
с большими математическими трудностями реализации решения
и, самое важное, с рядом неопределенностей модели, в частности
с недостаточностью знаний о сечениях столкновения и возбужде-
ния различных уровней атомов и молекул. Поэтому оценку воз-
можности возникновения непрерывного оптического разряда в газе
или пробоя в парах материала можно проводить с помощью
53
упрощенного выражения (3.1), т. е. через степень ионизации газа
при данной температуре и с учетом баланса энергии.
Рассмотрим механизм развития оптического пробоя паро-
газовой смеси. Свободные электроны и положительные ионы
попадают в область воздействия лазерного излучения из паров
металла, нагретых до 3000—6000 К. Свободные электроны на-
бирают энергию в поле положительных ионов и ионизируют
нейтральные атомы паров. Нарастание степени ионизации пара
приводит вследствие теплопроводности к увеличению температуры
газа и коэффициента поглощения лазерного излучения. Можно
приближенно оценить пороговую плотность мощности для СО2-ла-
зера, необходимую для пробоя в парах металла ,ЕПОр 6 X
X 105 Вт/см2.
Такое значение плотности мощности легко достигается при
фокусировке излучения СО2-лазера мощностью Р 1 кВт. При
этом плазменный факел возникает на парах металла. Для после-
дующего формирования устойчивого разряда в газе следует рас-
смотреть баланс энергии с учетом частоты ионизации, потерь
энергии электронов и самих электронов. Частота ионизации
должна обеспечивать восполнение заряженных частиц в области
разряда со скоростью, превышающей скорость потерь электронов.
По данным работы [97 ], по балансу энергии плазмы можно
оценить минимальную мощность лазерного излучения, необхо-
димую для поддержания непрерывного оптического разряда.
Значения пороговой мощности Pmln для поддержания непрерыв-
ного оптического разряда в газах ориентировочно составят
/’min (Аг) > 670 Вт,
Pmln (Не) > 7600 Вт.
Для апробации расчетных данных проводилось эксперимен-
тальное измерение пороговой мощности поддержания плазмы
в Аг и Не. С этой целью лазерное излучение фокусировалось
в струе газа, направленной вдоль оси светового пучка и после
расфокусировки поглощалось в конусе измерителя мощности.
Кратковременный дуговой разряд, создаваемый между вольфра-
мовыми электродами сварочным источником питания ВДУ-305,
обеспечивал возникновение плазмы в области фокуса лазерного
луча. Затем дуговой разряд отключался и плазменное состояние
газа поддерживалось лазерным излучением. В процессе экспери-
мента мощность лазерного излучения плавно уменьшалась до
порогового значения, при котором исчезал оптический разряд.
Излучение фокусировалось в горизонтальном луче линзой из
хлористого калия с фокусным расстоянием 400 мм. Эксперимен-
тальные значения пороговой мощности поддержания плазмы
составили Pm)n (Аг) 800 Вт, Pmin (Не) 8000 Вт, что согла-
суется с расчетными данными.
Таким образом, качественный характер изменения глубины
проплавления, представленный в табл. 3.1 при лазерной обра-
54
Рис. 3.2. Влияние состава газа (смесь
Аг + Не) на, относительную глубину про-
плавления т]Отн (по сравнению с глубиной
проплавления в Не) при лазерной сварке
коррозионно-стойкой стали (асв — 33 мм/с,
Р = 5 кВт)
ботке в среде защитных инертных
газов, можно объяснить также
изменением пороговой мощности,
необходимой для поддержания оп-
тического разряда в газе.
К подобному выводу можно
прийти, анализируя эксперимен-
тальные данные по влиянию со-
става газа (смесь Аг — Не) на
глубину проплавления при лазерной сварке коррозионно-стойкой
стали, представленные на рис. 3.2 [33]. Резкое снижение глубины
проплавления было отмечено при уменьшении содержания гелия
в смеси от 40 до 20 %. Эффективный потенциал ионизации смеси
газа при этом изменяется в незначительных пределах, и по при-
ближенным оценкам в соответствии с формулой (3.1) С/Эф (20 %
Не) 16 эВ; иэф (40 % Не) 16,4 эВ. Соответственно макси-
мальный коэффициент поглощения излучения СО2-лазера состав-
ляет ориентировочно 7<д 0,66 см-1 при Т 18 000 К. При
этой температуре коэффициенты теплопроводности смеси состав-
ляют %т (20 % Не) 1,97 Вт/(м-К); К (40 % Не) 3,23 Вт/(м-К)
(указанные значения получены экстраполяцией значений коэф-
фициентов теплопроводности в область высоких температур).
Если вычислить значения пороговой мощности Pmln для поддер-
жания непрерывного оптического разряда в смеси газов Аг'и Не
по данным работы [97 ] с использованием представленных зна-
чений Хт, и Т, то получим Pmln (20 % Не) = 3,4 кВт;
Р mln (40 %. Не) 5,4 кВт.
В данном случае качественный характер изменения глубины
проплавления при сварке в смеси инертных газов объясняется
разницей значений пороговой мощности, необходимой для под-
держания оптического разряда в газе переменного состава.
При мощности лазерного излучения Р, превышающей порого-
вую мощность для данного газа, возникающая в области каустики
пучка плазма может распространяться по световому лучу. Холод-
ный газ, прилегающий к поглощающему слою плазмы со стороны
источника излучения (рис. 3.3), нагревается до высокой темпе-
ратуры, при которой уже сам начинает поглощать энергию свето-
вого пучка, т. е. поглощающий слой плазмы переместится в на-
правлении источника излучения. Процесс перемещения плазмы
в конусе сфокусированного луча осуществляется до тех 'пор,
пока поглощаемая мощность компенсирует потери на теплоотвод
из .зоны высоких температур и потери на излучение. Передний
55
фронт плазмы останавливается на некотором расстоянии /пл от
каустики пучка, где плотность мощности лазерного излучения
еще обеспечивает компенсацию потерь в окружающую среду.
Ориентировочно значение /пл можно установить по выраже-
нию [97]
1ПЛ ~ ПГ&-1 /Р - (Pt + Pr)/Pr, (3.2)
где г0 — радиус минимального пятна фокусировки; 1 — длина
волны лазерного излучения; Р — мощность лазерного излучения;
Pt, Рг — характерные мощности, связанные с энергетическими
потерями соответственно на теплопроводность и излучение.
Для экспериментального определения удаления переднего
фронта плазмы от фокальной плоскости светового пучка были
проведены опыты по схеме, представленной на рис. 3.4. Пробой
газа в различных сечейиях светового конуса осуществлялся
дуговым разрядом, который вызывался замыканием двух воль-
фрамовых электродов. На электроды подавалось напряжение 70 В
от источника питания ВДУ-305. После возбуждения разряда
питание дуги отключалось и разряд поддерживался только лазер-
ным излучением.. Для устранения влияния паров металла излуче-
ние фокусировалось на расстоянии около 30 мм от поверхности
образца. Результаты вычислений по выражению (3.2) и экспери-
ментальных измерений для инертного газа аргона представлены
на рис. 3.5. Некоторое расхождение экспериментальных резуль-
татов с расчетными данными объясняется тем, что в расчете не
учитывалось распределение плотности мощности по сечению
лазерного излучения.
Оптический разряд в
газе создает большие градиенты тем-
ператур, вследствие чего возни-
кают конвективные газовые по-
токи. Экспериментальные ре-
зультаты [56] позволили уста-
новить, что движение плазмы
по сходящемуся конусу сфо-
кусированного излучения про-
Рис. 3.3. Схема распростране-
ния облака ионизированного га-
за:
1 — лазерное излучение; 2 — холод-
ный газ; 3 — ионизированный газ;
4 — нагретый газ; 5 — погранич-
ный слой; 6 — пары металла
Рис. 3.4. Схема проведения экспери-
мента по измерению параметров ла-
зерной плазмы:
1 — фотоаппарат; 2 — зеркало; 3 — изме-
ритель мощности; 4 — мишень
56
Рис. 3.5. Зависимость удаления фронта иониза-
ции непрерывного оптического разряда в аргоне
от мощности Р излучения СО2-лазера (верти-
кальный луч):
1 — расчетные данные; 2 — экспериментальные дан-
ные
исходит с переменной скоростью. При-
чем, чем выше плотность мощности
излучения в рассматриваемом сечении
пучка, тем больше скорость перемеще-
ния плазмы. Холодный газ будет вте-
кать в зону нагрева со скоростью
распространения теплоты вследствие
теплопроводности. Можно считать, что
при оптическом, разряде в газе возни-
кает последовательный механизм пре-
вращения энергии. Энергия электромагнитного поля погло-
щается газом, уже предварительно нагретым вследствие тепло-
проводности. Тепловая энергия выносится навстречу холодному
газу и подогревает его. В конечном итоге выделившаяся энергия
выносится из разряда в виде излучения вместе с газовым потоком.
Так, в общем^виде можно представить оптический разряд в газовом
потоке, подаваемом на обрабатываемую поверхность при воздей-
ствии лазерного излучения в процессах сварки, наплавки, резки
и других технологических процессах, осуществляемых с подачей
газа.
При проникании лазерного излучения через плазму к фокусу
плотность его мощности, с одной стороны, нарастает вследствие
схождения фокусируемых лучей, с другой стороны — падает
в результате поглощения. Ослабленный при прохождении через
плазму луч сможет сформировать при определенных условиях
еще один оптический разряд в том сечении конуса, где плотность
мощности достигает критического значения. Если создать условия
для исчезновения первоначальной волны горения, например
при переходе из защитного газа аргона в окружающий воздух,
то над поверхностью обрабатываемых деталей будет формиро-
ваться последовательность волн горения, которые перемещаются
одна за другой в направлении источника излучения. Наблюдение
таких волн затруднительно из-за яркости высокотемпературной
плазмы и разогретых паров металла. Однако можно фиксировать
образование оптического пробоя, сопровождаемое характерным
хлопком.
Большой практический интерес представляет установление
расхода защитного газа, подаваемого соосно лазерному излучению
на обрабатываемую поверхность таким образом, чтобы плазма
непрерывного оптического разряда перемещалась в область кау-
стики сфокусированного лазерного луча. При этом температура
газа, вышедшего из зоны поглощения, должна быть максимально
высокой.
57
Рис. 3.6. Профили темпе-
ратуры в газовом потоке,
полученные расчетом при
различных значениях рас-
хода аргона, 10-4 м3/с:
1 — 0; 2 — 1.0; 3 — 1,5;4— 2
С этой целью была составлена система уравнений для расчета
температурного поля в дополнительном газовом потоке, направ-
ленном вдоль оси лазерного пучка на обрабатываемую поверх-
ность при существовании непрерывного оптического разряда [75].
Решение осуществлялось с помощью ЭВМ. На рис. 3.6 в качестве
примера представлены результаты вычислений для лазерной
сварки в аргоне при мощности излучения 4 кВт. Результаты расче-
тов показывают, что при изменении расхода газа температурное
поле в газовом потоке существенно изменяется. При увеличении
расхода защитного газа аргона зона поглощения излучения пере-
мещается в направлении входа в канал вдоль оси лазерного излу-
чения, причем максимальная температуры плазмы при этом уве-
личивается. Если температура газа, входящего в канал, превы-
шает начальную температуру ионизации парогазовой смеси,
заполняющей канал, то значения температуры получают скачок
вследствие появления еще одной волны горения. При дальнейшем
увеличении расхода газа оптический разряд формируется уже
в канале, и над поверхностью свариваемых деталей отсутствует
зона поглощения.
Разработанная расчетная модель позволяет в каждом кон-
кретном случае обработки лазерным излучением определить
оптимальный расход газа в дополнительном потоке. Оптимальный
расход обеспечивает перемещение области поглощения лазерного
излучения в зону каустики фокусируемого луча, располагаемую
или на поверхности обработки, или же с некоторым заглублением.
Одновременно достигается минимальный осевой градиент темпе-
ратуры газа. Выполнение этих условий обеспечивает высокую
эффективность использования энергии лазерного излучения и
минимальные потери излучения в окружающую среду.
Данные положения нашли практическое применение при
разработке нового процесса лазерной обработки с дополнительным
газовым потоком.
3.3. ЭКРАНИРУЮЩЕЕ ДЕЙСТВИЕ ЛАЗЕРНОЙ ПЛАЗМЫ
Непрерывный оптический разряд, формируемый вблизи поверх-
ности при воздействии на нее лазерного излучения, изменяет
условия поглощения й фокусировки излучения. Световой луч
58
при прохождении через неоднородную среду отклоняется в сто-
рону увеличения диэлектрической проницаемости. В первом
приближении диэлектрическая постоянная плазмы [29]
, е = 1 — (Ор/(со vm), (3-3)
где Юр — плазменная частота; <в — частота лазерного излучения;
vm — эффективная частота столкновений электронов с тяжелыми
частицами.
Плазменная частота определяется по формуле [29]
(ор = 5,65-104(пе)1/2, (3.4)
где пе — плотность электронов.
Так как значение эффективной частоты столкновений электро-
нов с тяжелыми частицами vm существенно меньше частоты лазер-
ного излучения со (для излучения СО2-лазера со — 1,78-1014 рад/с),
то в выражении ,(3.3) значением vm можно пренебречь и предста-
вить диэлектрическую постоянную с учетом формулы (3.4) в сле-
дующем виде:
е = 1—10-19пг. (3.5)
Ограничиваем максимальное значение плотности электронов
««шах < 3-1023 м-3, тогда из формулы (3.5) получаем условие для
диэлектрической постоянной плазмы [29]
1 > е > 0,97. (3.6)
Выражаем показатель преломления плазмы ппл через ди-
электрическую постоянную:
«пл = / ер,, (3.7)
где р. — магнитная проницаемость плазмы, р = 1 = const.
Тогда
1> «пл >0,985. (3.8)
Выражение (3.8) позволяет оценить предельное отклонение
лазерного луча, т. е. его перефокусировку при рефракции в плазме.
Для этого необходимо задать закон изменения плотности элек-
тронов в плазме — закон изменения показателя преломления.
Рассмотрим два возможных случая распределения плотности
электронов в плазме.
1. Плазма имеет ярко выраженное ядро, плотность электронов
в котором постоянна и резко падает за его пределами. Этому слу-
чаю соответствует рефракция излучения в непрерывном оптиче-
ском разряде, имеющем малые размеры и расположенном вблизи
каустики лазерного излучения. В этом случае угол преломления
зависит только от угла падения лазерного луча на поверхность
плазмы (рис. 3.7):
sin Тпл = sin уп/ппл. (3.9)
59
Рис. 3.7. Рефракция света в лазерной плазме
при постоянной плотности электронов
Принимая показатель преломле-
ния холодного газа п = 1, из вы-
ражения (3.9) получаем
sin т>пл = sin у/ппл. (3.10)
Из формулы (3.10) следует, что
рефракция в лазерной плазме возра-
стает по мере увеличения угла накло-
на лучей к поверхности плазмы. В од-
нородной плазме это приводит к сме-
щению фокальной плоскости излуче-
ния вдоль оси луча.
2. Границы плазмы размыты,
плотность электронов плазмы рапре-
делена по нормальному закону:
Че, — Че max exp ( Г Ae)>
(3.11)
где ге — радиус плазмы.
В этом случае лазерное излучение проходит через слой плазмы,
имеющей неравномерное в радиальном направлении распределение
показателя преломления в соответствии с выражением (3.5).
Из анализа формулы (3.11) следует, что плотность электронов
на оси излучения максимальна, следовательно, диэлектрическая
постоянная на оси принимает минимальное значение, тогда как
в радиальном направлении к периферии значение диэлектрической
постоянной возрастает до единицы. Таким образом, из анализа
рассмотренного случая следует, что лазерный луч должен от-
клоняться от оси к периферии плазмы, т. е. произойдет расфоку-
сировка излучения.
Безусловно, в реальной лазерной плазме явление рефракции
излучения происходит по более сложному закону. Однако при-
веденный выше упрощенный механизм позволяет оценить влияние
рефракции излучения в лазерной плазме на распределение плот-
ности мощности в зоне обработки.
В целом ряде случаев лазерная обработка связана с нагревом
металла до высоких температур (плавление, кипение). Возника-
ющий при этом металлический пар оказывает заметное воздействие
на оптический разряд в газе. Общая постановка задачи об изме-
нении оптических свойств среды при взаимодействии потока пара
с непрерывным оптическим разрядом и ее решение представляют
значительные трудности. Представляет интерес упрощенный ана-
лиз влияния парового потока на рефракцию излучения лазера,
имеющего первостепенное значение при его фокусировке. Рас-
смотрим механизм изменения коэффициента поглощения KL лазер-
ного излучения. Пары металла в значительной степени изменяют
60
Рйс. 3.8. Влияние эффективного потенциала ионизации газовой атмосферы иа
максимальные значения коэффициента поглощения
потенциал ионизации газовой атмосферы £/эф, что приводит к соот-
ветствующему изменению коэффициента поглощения излучения Kl
(рис. 3.8). Как показано на рисунке, максимальные значения Kl
возрастают при снижении U3$. При этом понижаются соответ-
ствующие температуры. Установленная закономерность позволяет
провести качественный анализ влияния парового потока на
рефракцию излучения СО2-лазера. Поглощение и рефракция
лазерного излучения в непрерывном оптическом разряде, рас-
пространяющемся в защитном газе, сменяются поглощением
и рефракцией света в эрозионном плазменном факеле, образован-
ном паровым потоком в плазме. Наличие парового сгустка в плазме
приводит к снижению эффективного потенциала ионизации и уве-
личению коэффициента поглощения излучения. Возрастание по-
глощательной способности в эрозионном плазменном факеле может
приводить к значительному экранированию участка нагрева
и проплавления металла от воздействия лазерного излучения.
Переход от режима просветления плазмы к режиму развитого
экранирования осуществляется за малый промежуток времени.
Экранирорание проплавляемого участка приводит к остановке
процесса испарения.
Скорость разлета парового сгустка возрастает вследствие
нагрева лазерным излучением. Эрозионный плазменный факел
разлетается, мощность потока излучения, падающего на поверх-
ность металла, возрастает до первоначального значения. В зоне
высокой плотности мощности может опять возникнуть непрерыв-
ный оптический разряд. Таким образом процесс проплавления
материала является периодическим. Характерные времена экра-
нирования и проплавления определяются теплофизическими свой-
ствами материала и защитного газа, а также параметрами лазер-
ного излучения.
61
Ат
A}t
, L .1. .1. L
1
0
2 t,C
0
1
6)
2 t,C
Рис. 3.9. Осциллограммы звуко-
вых волн при лазерной сварке с
местной газовой защитой арго-
ном (Лзв — амплитуда звуковой
волны):
а —- Р = 3 кВт: б — Р = 4 кВт;
в — Р = 4,6 кВт
Проведенный анализ позволяет сделать вывод, что лазерное
излучение сильно рефрагирует в непрерывном оптическом раз-
ряде. В процессе охлаждения плазмы паровым сгустком фокуси-
ровка светового пучка улучшается, однако возникновение эро-
зионного плазменного факела приводит к экранированию участка
проплавления и остановке процесса испарения.
Периодический характер процессов лазерной сварки, резки
и других, связанных с нагревом материала до высоких температур
плавления и кипения, неоднократно подтверждался многочислен-
ными исследованиями и объяснялся различным образом. Для
доказательства рассмотренного выше положения о том, что пери-
одический характер проплавления также связан с процессами,
происходящими в лазерной плазме, были проведены эксперимен-
тальные измерения электрической проводимости лазерной плазмы
при воздействии светового потока на металлический образец [30].
В экспериментах мощность излучения непрерывного СОа-лазера
изменялась от I до 3 кВт, образцы перемещались с постоянной
скоростью 10 мм/с. Экспериментально было установлено, что над
поверхностью обрабатываемого материала постоянно существует
область с высокой электрической проводимостью, т. е. область
с достаточно высокой концентрацией электронов. Снижение элек-
трической проводимости и значительное падение амплитуды про-
ходящего тока наблюдается в течение малых промежутков времени
«5-IO’3 с). С увеличением мощности частота крупномасштабных
пульсаций тока возрастает, и при мощности, равной 3 кВт,
частота / =; 100-j-300 с-1.
Очень часто при лазерной обработке поверхность материала
защищается газом или смесями газов от воздействия воздуха.
Если в защитном слое газа формируется волна горения, то она
движется по расширяющемуся конусу сфокусированного излуче-
ния до перехода в воздух и распадается, после чего вблизи поверх-
62
ности возникает новая волна горения, и т. д. При непосредствен-
ном наблюдении волны горения в аргоне установлено, что при
ее распаде во время перехода в воздух появляется характерная
ударная волна. Это вероятно связано с переходом тепловой энер-
гии волны в акустическую энергию. Измерения параметров звуко-
вых волн при лазерной сварке в среде защитного газа аргона
представлены на рис. 3.9. Эксперименты показали, что частота
следования звуковых волн в аргоне изменяется в зависимости
от мощности лазерного излучения и в диапазоне от 3 до 5 кВт
f 2ч-4 с-1.
4. ТЕПЛОВЫЕ ПРОЦЕССЫ В МЕТАЛЛАХ
ПРИ ЛАЗЕРНОЙ ОБРАБОТКЕ
В основе лазерной обработки материалов лежит способность
лазерного излучения создавать на малом участке поверхности
высокие Плотности теплового потока, достаточные для нагрева,
плавления или испарения практически любого материала. Это
связано с термическим эффектом поглощения излучения непро-
зрачными твердыми телами.
В настоящее время известно большое число различных моделей
взаимодействия лазерного излучения с материалом. Рассмотрим
лишь . основные, наиболее апробированные в настоящее
время [79, 102, 63].
Световой поток лазерного излучения, направленный на поверх-
ность обрабатываемого материала, частично отражается от нее,
а частично проходит в глубь тела. Излучение, проникающее
в глубь металла, практически полностью поглощается свободными
электронами проводимости в приповерхностном слое толщиной
0,1 — 1 мкм. Это приводит к повышению энергии электронов и,
вследствие этого, к интенсификации их столкновений между
собой. Энергия, поглощенная электронами, в начальный момент
времени /нач =; 10-11 с незначительно передается кристаллической
решетке металла. Поэтому в это время тепловое состояние металла
будет характеризоваться двумя значительно различающими
температурами: электронной Те и решетчатой Tt, причем Те
Интенсивность передачи энергии свободных электронов кри-
сталлической решетке с течением времени возрастает. Начиная
с времени релаксации /рел 10"9 с, разность температур Те — Tt
становится минимальной, и тепловое состояние металла можно
характеризовать общей температурой Тм при условии, что плот-
ность мощности излучения в зоне обработки не превышает
109 Вт/см2.
Основная доля теплоты при лазерном нагреве переносится
в глубь металла посредством электронной проводимости [40].
Таким образом, тепловые процессы при лазерном нагреве имеют
ту же физическую природу, что и традиционные способы тепло-
вого воздействия на металлы. Это дает основание рассматривать
распространение теплоты в металлах при лазерной обработке
с классических позиций теории теплопроводности.
Чтобы воспользоваться разработанным математическим аппа-
ратом теории теплопроводности, необходимо соответствующим
образом описать тепловой источник на поверхности или в объеме
металла в месте воздействия лазерного излучения. Однако это
можно сделать лишь с учетом специфических особенностей взаимо-
действия лазерного излучения с твердым телом.
64
4.1. ПЕРЕДАЧА ЭНЕРГИИ ИЗЛУЧЕНИЯ ОБРАБАТЫВАЕМЫМ
МАТЕРИАЛАМ
Лазерное излучение при падении на поверхность твердого тела
частично отражается. Интенсивность отражения энергии опре-
деляется значением коэффициента отражения, который зависит
от рода материала и длины волны излучения. В табл. 4.1 пред-
ставлены значения коэффициентов отражения £?, полученные при
нормальном падении луча и нормальной температуре, для раз-
личных металлов в диапазоне длин волн наиболее распростра-
ненных типов лазеров [63].
Следует обратить внимание на высокие значения коэффициента
отражения металлических поверхностей при воздействии излу-
чением СО2-лазеров, рассматриваемых в настоящее время в каче-
стве перспективных мощных технологических лазеров. Важным
обстоятельством является существенное увеличение поглощатель-
ной способности с ростом температуры поверхности. Поглоща-
тельная способность неокисленной металлической поверхности
на длине волны лазерного излучения X == 10,6. мкм определяется
уравнением Хагена — Рубенса
А = 112,2 (о'о’1)1/2> (4.1)
где 4 = 1 — 7? — коэффициент поглощения; ст0 — удельная
электрическая проводимость металла для постоянного тока, См/м.
Электрическая проводимость металлов уменьшается с ростом
температуры, соответственно возрастают коэффициенты погло-
щения. Кроме этого важным фактором является состояние поверх-
ности. В частности, если лазерная обработка поверхности осу-
ществляется в воздушной или какой-либо другой окислительной
среде, то происходят рост окисной пленки на поверхности образца
и увеличение поглощательной способности (табл. 4.2). Коэффи-
циент поглощения инфракрасного излучения с длиной волны
излучения X =s 10,6 мкм окисленной поверхностью возрастает
в несколько раз.
Таким образом, энергетическая эффективность процессов ла-
зерной обработки может быть значительно повышена соответству-
Таблица 4.1
Коэффициенты отражения
Характеристика лазера R металла
Активное вещество К, мкм Au Сг Ag N1
Ат 0,488 ‘ 0,415 0,437 0,952 0,597
Рубин 0,694 0,930 0,831 0,961 0,676
ИАГ—Nd 1,064 0,981 0,901 0,964 0,741
СОа 10,600 0,975 0,984 0,989 0,942
3 Григорьянц А. г. I 65
Таблица 4.2 Коэффициенты поглощения (К = 10,6 мкм) ющей обработкой поверхности. Эффект достигается изменением как топографии поверхности, так и химического состава. По данным Arata Y, увеличение степени шероховатости Rz от 34 до 120 мкм приводит к увели-
А поверхности
'Металл полирован- ной не- окисленной окисленной (Г = 873 К, t = 2 ч)
Au Al Fe Zr Ti 0,010 0,034 0,050 0,083 0,094 1 0,25—0,50 0,33—0,74 0,45—0,56 0,18—0,25 чению коэффициента поглоще- ния инфракрасного излучения в 1,2—1,5 раза для коррозионно- стойкой стали и в 2,5—2,8 раза для технического железа. Погло- щательная способность возрас-
тает в 2—2,5 раза при использо-
вании в качестве покрытия мелкой металлической пудры или спе-
циальной краски с высоким значением коэффициента поглощения.
Изменение топографии поверхности с целью повышения эффек-
тивности лазерной обработки не всегда представляется технологи-
чески оправданной операцией, тогда как использование различных
поглощающих покрытий, существенно увеличивающих эффектив-
ность лазерной обработки, в особенности, если последняя осуще-
ствляется при сравнительно низких температурах (Т < Тпл),
является безусловно оправданным. При операциях лазерной
поверхностной термообработки, особенно гладких шлифованных
поверхностей, применение поглощающих покрытий становится
в большинстве, случаев обязательным условием.
Рассмотрим некоторые положения, определяющие выбор по-
крытия для поверхностной обработки.
Главным условием является высокая оптическая поглощатель-
ная способность покрытия. Чем выше электрическое сопротивле-
ние покрытия, тем лучше его поглощательная способность.
Состав покрытия должен быть простым в изготовлении, не-
дорогим, легко наносимым на поверхность с обеспечением высокой
адгезионной способности с металлом,'безвредности и стабильности
при длительном хранении. Оно должно обладать достаточно
высокими температурами плавления и испарения, а также высокой
теплопроводностью для обеспечения подвода энергии к обраба-
тываемому металлу.
Универсального покрытия, в равной степени удовлетворя-
ющего основным требованиям, не найдено. Находят применение
следующие типы покрытий:
химические покрытия: фосфатирование марганцем или цинком,
сульфидирование, оксидирование и др.;
красящие составы, содержащие оксиды металлов Al, Zn и др.;
коллоидные растворы углерода в ацетоне, спирте и др.;
напыленные оксиды различных металлов;
сажа, получаемая на поверхности при сжигании резины,
масел и т. д.
66
Каждое покрытие имеет те или иные недостатки. В частности,
при нанесении сажи не обеспечивается равномерность ее слоя
на поверхности. Коллоидные растворы не обеспечивают необхо-
димой адгезии с металлами. Напыленные покрытия дорогие,
сложна технология их нанесения.
Следует отметить, что в 'зависимости от режима обработки
эффективность покрытий может существенно изменяться. С целью
установления сравнительной эффективности покрытий в зависи-
мости от режимов обработки лазерным излучением непрерывного
СО2-лазера рассмотрено упрочнение поверхности стали 45 с ис-
пользованием различных поглощающих покрытий [1291. Исполь-
зовались три типа покрытия:
химические, полученные фосфатированием Мп3(РО4)а, суль-
фидированием Fe^Sa и гальваническим черным хромированием;
растворы углерода, наносимые кистью, распылением или оку-
нанием;
красящие составы, содержащие оксиды металлов с высокой
поглощательной способностью.
Толщина углеродного и оксидного покрытий составляла 10—
60 мкм, а химических покрытий — 2—10 мкм.
После лазерной обработки из образцов вырезали макрошлпфы
для оценки эффективности обработки по глубине зоны лазерного
воздействия (зоны закалки). На рис. 4.1 представлены экспери-
ментальные результаты определения глубины лазерного воздей-
ствия на полированном образце из стали 45 при различных по-
крытиях. Следует отметить, что эффективность покрытий зависит
от скорости обработки, определяющей время воздействия и тем-
пературу поверхности. При больших скоростях обработки v >>
> 6 мм/с в экспериментах отсутствовало оплавление поверхности.
Наилучшие результаты были получены при использовании по-
крытий, содержащих оксиды алюминия и цинка, а также сажу
Рис. 4.1. Изменение глубины h зоны лазерного воздействия на полированной
стали 45 при различных поглощающих покрытиях:
а — Е к 20 МВт/м’; б — Е = 50 МВт/м«;
1 — аэрозольная сажа; 2 — А1ЯО3 с органическим связующим: 3 — водный раствор
ZnO; 4 — ZnO с органическим связующим; 5 — водный раствор сажи; 6 — раствор гра-
фита в ацетоне; 7 — сульфидное покрытие; 8 — гальванический черный хром (• — обра-
ботка с оплавлением, О — обработка без оплавления)
3* 67
Рис. 4.2. Изменение глубины h зоны ла-
зерного воздействия Е ~ 20 МВт/м2 на
шлифованной стали 45 при различных по-
глощающих покрытиях:
I — аэрозольная сажа; 2 — АЦО8 с органиче-
ским связующим; 3 — гуашь иа основе смеси
оксидов; 4 — ZnO с органическим связующим;
5 — водный растврр сажи; 6 — раствор гра-
фита в ацетоне; 7 и 8 — слои фосфата марган-
ца толщиной соответственно 5 и 10 мкм (• —
обработка с оплавлением, О — обработка без
оплавления) t
в виде аэрозоля (кривые 1—4). При
этом отмечается значительный рост
зоны лазерного воздействия.
Подобные закономерности отме-
чены и на шлифованном образце из
этогб же материала с рассмотрен-
ными ранее покрытиями (рис. 4.2).
Следует отметить, что глубина зоны лазерного воздействия при
использовании фосфатных покрытий сопоставима с глубиной зоны
при использовании покрытий, включающих оксиды А12О3 и ZnO.
Максимальные значения глубины зоны лазерного воздействия
на шлифованном образце несколько больше, чем на полированном
с теми же покрытиями, что может быть связано с лучшей адгезией
покрытий на шлифованной поверхности.
Безусловно, рассмотренный выше пример не охватывает всех
случаев Вопрос о разработке новых, более эффективных, дешевых
и технологических покрытий для лазерной поверхностной обра-
ботки различных материалов нельзя считать решенным, работы
в этом направлении следует продолжать.
В большинстве случаев лазерной сварки и резки поглощающие
покрытия не используются. Но следует особо отметить заметное
влияние формы поверхности на коэффициент поглощения при
лазерной сварке в условиях, когда под действием лазерного излу-
чения образуется так называемое «кинжальное» проплавление,
связанное с формированием узкого и глубокого канала про-
плавления [137].
Интенсивность нагрева при увеличенном проплавлении воз-
растает вследствие поглощения излучения стенками узкого и глу-
бокого каналов. В работе [149] было показано, что увеличение
отношения глубины проплавления к диаметру канала от 1,0
до 3,0 приводит к значительному возрастанию коэффициента
поглощения от 0,38 до 0,80.
Кроме рассмотренных выше факторов (состояние и форма по-
верхности) на поглощательную способность металлов влияют
характер распределения плотности мощности в фокальном пятне,
направленность облучения, угол сходимости лазерного луча и др.
Однако решающее влияние на поглощательную способность ока-
зывает уровень плотности мощности лазерного излучения в зоне
обработки.
68
Основные виды лазерной обработки можно расположить в сле-
дующей последовательности -по количеству энергии, вводимой
в единицу объема обрабатываемого материала: поверхностная
термообработка, лазерная сварка, газолазерная резка. Между
этими видами лазерной обработки нет определенной количествен-
ной границы, но качественный анализ процессов можно провести
с общих теплофизических позиций.
Характер и эффективность того или иного вида лазерной обра-
ботки в первую очередь определяются плотностью мощности
лазерного излучения в зоне обработки. При Е — 104-ь106 Вт/см2
происходит активный локальный разогрев материала до некото-
рого температурного стационарного состояния, при котором не
происходит заметного испарения или разрушения материала.
В данном случае можно принять, что на поверхности обрабатыва-
емого тела действует в зависимости от степени концентрации
излучения точечный или распределенный источник теплоты плот-
ностью мощности
<7п = Л£. (4.2)
Такой источник нагрева обычно используется для термической
обработки поверхностей с оплавлением и без него, наплавки,
легирования, а также для сварки металлов небольшой толщины.
Значение коэффициента поглощения для различных металлов
в процессах лазерной наплавки и сварки малых толщин оказы-
вается ниже (Л < 0,35), чем при термообработке с использованием
специальных поглощающих покрытий. Следует отметить, что для
расчетной оценки температурных полей в этих случаях можно
использовать соответствующие выражения, полученные реше-
нием линейного уравнения теплопроводности [100].
Необходимо иметь в виду, что для металлов имеет место поро-
говое значение плотности мощности £*, определяющее нагрев при
лазерном воздействии без разрушения. Характерный уровень £*,
после превышения которого начинаются активное плавление,
испарение и разрушение материала, для большинства металлов
составляет 106—10’ Вт/см2 в зависимости от теплоты испарения,
теплопроводности и длительности нагрева. Ориентировочные зна-
чения пороговой плотности мощности для ряда материалов при
лазерном облучении их на воздухе по данным [63] приведены
ниже:
Материал............ Ag Al Au Cr Cu Fe Mg Феррит
£*-10~4, Вт/сма .... 640 240 350 22 260 30 97 4
Если лазерная обработка будет осуществляться при значи-
тельном превышении Е над £*, то установится режим стационар-
ного разрушения [40, 146]. В этом режиме основная доля погло-
щенной энергии расходуется на интенсивное испарение материала
и увеличение внутренней энергии разлетающихся паров, капель.
При этом теплота, затрачиваемая на правление материала, от-
носительно мала, вследствие чего жидкая фаза в зоне воздей-
69
Рис. 4.3. Схема энергозатрат в устано-
вившемся режиме проплавления метал-
ла сфокусированным лазерным излу-
чением:
1 — сфокусированный луч лазера; 2 — ос-
новной металл; 3 — кратер (парогазовая
каверна); 4 — жидкий металл: 5 — пере-
плавленный металл (сварной шов); 6 —
плазменный факел
ствия практически отсутствует.
Такой режим оказывается слиш-
ком жестким для сварки, но
весьма подходит для лазерной
резки материалов.
Эффективность лазерной рез-
ки значительно возрастает при
дополнительном воздействии на
зону обработки вспомогательны-
ми газами (Оа, Аг, СО2, N и др.), формирующими узкий рез с практи-
чески параллельными кромками. В основном коэффициент погло-
щения А = О,5-=-0,6, а иногда приближается к 1,0 [137] вслед-
ствие эффекта пристеночной самофокусировки [1461. Последний
заключается в том, что при многократном отражении лазерного
излучения от стенок глубокого и узкого канала происходит
периодическое увеличение плотности мощности по оси пучка и,
как следствие, дополнительное углубление канала [1481. В ряде
случаев предельные значения коэффициента поглощения не зави-
сят от физических свойств металла, состояния его поверхности
и химического состава среды. При значениях плотности мощности,
несколько ниже порогового уровня (Е 106 4- 10е Вт/см2), суще-
ственно увеличивается объем жидкой фазы в зоне обработки
в связи с интенсивным подплавлением стенок канала по всей глу-
бине. В результате этого в канале образуется сварочная ванна.
При перемещении лазерного луча под действием давления па-
ров и разности сил поверхностного натяжения в центральной
и хвостовой частях сварочной ванны расплавленный металл вслед-
ствие их различных температур оттесняется по боковым стенкам
канала в хвостовую часть ванны. В результате кристаллизации
образуется сварной шов.
Вызывает интерес распределение энергии лазерного излучения
в наиболее общем случае установившегося режима проплав-
ления (рис. 4.3) [19]. Связь между основными источниками
энергии и различными видами энергозатрат может быть установ-
лена с помощью следующих уравнений баланса:
Qn (Фф 4“ Qorp 4" Qpasp) — Qn>
Фф = Qi 4~ Сф»
Qn 4~ Сф = Qb 4~ Qt>
(4-3)
70
где <2л — энергия сфокусированного лазерного излучения; —
энергия, поглощенная в объеме плазменно-парового факела внутри
кратера и над его поверхностью; фф — энергия, рассеиваемая
в окружающую среду излучением из, плазменного факела; <2ф —
часть энергии Q$ факела, поглощаемая стенками канала в ре-
зультате конвективного и лучистого теплообмена; Q0Tp — энергия
лазерного луча, отраженная от поверхности основного металла
и дна кратера; Qpa3p — полная энергия продуктов разрушения,
уносимая реактивной парогазовой струей; — энергия лазер-
ного луча, поглощенная в процессе фотон-электронных соударе-
ний на стенках канала; QB — полное теплосодержание жидкого
металла в сварочной ванне; QT — энергия, отводимая в глубь
основного и переплавленного металла вследствие теплопровод-
ности .
Эффективность передачи энергии лазерного излучения обра-
батываемому материалу определяется значением эффективного
коэффициента поглощения, который фактически характеризует
эффективный КПД процесса лазерной обработки. Приближенное
значение этого коэффициента может быть получено из системы
уравнений (4.3)
4Эф = Лэф — (Сл <Эф)/Фл- (4.4)
На основе анализа многочисленных теоретических и Экспери-
ментальных данных оценки тепловой эффективности различных
процессов лазерной обработки можно установить соотношение
между плотностью мощности и предельной температурой в зоне
обработки при непрерывной генерации излучения.
В современной лазерной технологии используют плотности
мощности от 104 до 108 Вт/сма. В указанном диапазоне можно
установить соответствие между ориентировочными значениями
температур предельного состояния, значением плотности мощности
излучения и характерным уровнем вычисленного [40] или изме-
ренного экспериментально [1491 эффективного коэффициента по-
глощения. В результате такого
температурная диаграмма тепло-
вой эффективности процессов
лазерной обработки (рис. 4.4).
Представленная на рис. 4.4
диаграмма позволяет для соот-
ветствующего вида лазерной об-
работки оперативно провести
предварительную оценку тепло-
Рис. 4.4. Упрощенная температурная
диаграмма лазерной обработки метал-
лов:
1 — термообработка; 2 — сварка; 3 •— га-
аолааерная резка; 4 — прошивка отверстий;
S — размерная обработка; 6, 7 — прочие
виды
анализа построена упрощенная
Равновесная температура
71
вой эффективности по значению плотности мощности излу-
чения.
Дальнейший анализ тепловых процессов можно провести по той
или иной теплофизической модели, используя полученное значение
эффективной тепловой мощности источника теплоты.
Наиболее просто вычисляются температурные поля в пред-
положении линейного характера дифференциального уравнения
теплопроводности с принятием ряда допущений [100]. Основные
расчетные выражения для этих случаев будут рассмотрены ниже.
Более сложные теплофизические модели на основе нелинейных
представлений для описания тепловых процессов при лазерной
сварке с глубоким проплавлением представлены в п. 4.4.
4.2. ТЕПЛОФИЗИЧЕСКИЕ ПОКАЗАТЕЛИ ЛАЗЕРНОЙ
ОБРАБОТКИ
Оптимальные режимы лазерной обработки позволяют в полной
мере использовать основные достоинства процесса — высокую
степень концентрации энергии и максимальную эффективность
ее использования.
По аналогии с теорией тепловых процессов при сварке [100]
эффективность использования лазерного излучения можно харак-
теризовать эффективным КПД процесса т]Эф (4.4). Существует
понятие эффективной тепловой мощности q, выражающей коли-
чество теплоты, введенной в металл за единицу времени при соот-
ветствующем виде лазерной обработки:
Ч = ЛэфР> (4.5)
где Р — мощность лазерного излучения.
, В формуле (4.5) г]Эф — отношение количества теплоты, вве-
денной в металл за единицу времени, к мощности лазерного излу-
чения, подведенного к обрабатываемой поверхности. Этот коэф-
фициент характеризует эффективность процессов выделения
теплоты и теплообмена.
В случае поверхностной термообработки без расплавления
введенное понятие эффективного КПД совпадает по смыслу
с коэффициентом поглощения А, а при лазерной обработке, свя-
занной с расплавлением металла, — с эффективным коэффициен-
том поглощения 4Эф. Однако удобнее пользоваться единым поня-
тием эффективного КПД однозначно характеризующим эффек-
тивность любого процесса лазерной обработки.
Для тех видов лазерной обработки, которые связаны с рас-
плавлением металла, эффективность использования введенной
в металл тепловой энергии характеризуется термическим КПД,
который представляет собой отношение количества теплоты,
необходимой для проплавления, ко всей теплоте, введенной в изде-
лие или образец [100],
Ят = vPup^un/q> (4-6)
72
Рис. 4.5. Теоретические уровни тепло-
вой эффективности лазерной сварки,
определенные в соответствии с моделью
[151 ] (---— степень расплавления;
-----— коэффициент преобразова-
ния энергии; О — 20 кВт, AVCO Eve-
rett; □ — 8 кВт, AVCO Everett; Л —
3,8 кВт, United Aircraft; X —0,25 кВт,
тонкие пластины)
где v — скорость лазерной обра-
ботки; Кпр— площадь попереч-
ного сечения проплавленной зо-
ны металла; SnjI — удельное объ-
емное теплосодержание расплав-
ленного металла, включая скры-
тую теплоту плавления.
Введенные понятия эффек-
тивного и термического КПД
процессов лазерной обработки
материалов позволяют однозначно характеризовать оптимальные
режимы обработки, обеспечивающие максимальную эффектив-
ность использования энергии лазерного излучения и высокую
производительность расплавления материала, т. е. высокие зна-
чения эффективного и термического. КПД.
Приведенные в п. 4.1 данные позволили установить, что эффек-
тивность лазерной поверхностной термообработки зависит от
состояния и состава поверхности облучаемого материала. Исполь-
зование специальных поглощающих покрытий позволяет довести
значения эффективного КПД до относительно высокого уровня.
Менее изучена оценка эффективности процессов лазерной сварки.
Весьма неопределенными и противоречивыми представляются
опубликованные в литературе оценки уровня термического
КПД.
Следует отметить исследования тепловой эффективности про-
цессов лазерной сварки, выполненные на основе теории движу-
щихся источников теплоты [50]. В работе [151] предложена
обобщенная тепловая модель сварки металлов с глубоким про-
плавлением линейным источником теплоты, в которой коэффи-
циент формы шва а/b связан с мощностью луча Р, скоростью
обработки v (рис. 4.5). Используя уравнения теплопроводности,
было получено [151] семейство нормализованных кривых. По
данным графическим зависимостям можно количественно оценить
влияние скорости сварки и мощности лазерного излучения на
эффективность передачи энергии в зону обработки и степень рас-
плавления металла. По этим номограммам была установлена
эффективность передачи энергии луча металлу для режимов
лазерной сварки, подобранных опытным путем:
до 100 % при глубоком проплавлении на уровне мощности
20 кВт;
73
свыше 50 % при глубоком проплавлении на уровне мощности
3;8—8,0 кВт;
менее 20 % при лазерной сварке тонких пластин на уровне
мощности 250 Вт.
Теоретическая оценка уровня эффективного КПД на основе
модели [1511 носит приближенный характер-и нуждается в экспе-
риментальном уточнении. Надежные экспериментальные данные
о тепловой эффективности реальных процессор лазерной сварки
практически отсутствуют. В ряде опубликованных работ они
носят противоречивый характер. Поданным работы [149], эффек-
тивный КПД процесса лазерной сварки коррозионно-стойкой
стали, определенный экспериментально, изменяется от 0,28 до 0,52
в зависимости от скорости сварки. В то же время авторы работ
[153, 140] получрли этот показатель равным 0,8—0,9 при сходных
условиях сварки. Расхождение результатов довольно значитель-
ное, что затрудняет обобщение полученных данных. Также про-
тиворечивы данные по оценке термического КПД, процессов
лазерной сварки, представленные в работах [139, 140, 145].
В связи с этим совместно с Ю. Н. Ивановым были выполнены
экспериментальные исследования эффективного и термического
КПД при лазерной сварке различных материалов. Предвари-
тельно была отработана методика оперативцого и достоверного
определения значения эффективной мощности, определяющей
долю энергии лазерного излучения, поглощенной металлом в еди-
ницу времени и преобразованной в тепловую энергию. Эффектив-
ную мощность в конечном счете определяют эффективный и тер-
мический КПД.
Эффективную мощность при лазерной сварке устанавливали
способом калориметрирования в соответствии с известными ре-
комендациями [100]. В экспериментах использовали плоские
образцы размером 150X100, толщиной 2,0—4,5 мм из конструк-
ционных материалов (титановый сплав, коррозионно-стойкая сталь
08Х18Н10Т, низкоуглеродистая сталь СтЗ и др.). Образцы сва-
ривали встык и подвергали проплавлению в центральной части.
Эксперименты проводили на лазерной установке ЛТ-1 [60] с не-
прерывным СО2-излучением мощностью до 5 кВт.
Проведенные эксперименты позволили установить следующие
основные закономерности эффективности поглощения энергии.
Было показано, что поглощение энергии лазерного излучения
существенно зависит от параметров режима и условий сварки.
В тех случаях, когда сварку осуществляют на уровне мощности,
близком к максимальному увеличение скорости сварки приводит
к значительному изменению эффективного КПД т]Эф. Например,
при сварке тонких пластин (2 мм) из титанового сплава лучом
мощностью 5,0 кВт т]Эф лазерной сварки возрастает в 2,5—2,8 раза
при увеличении скорости сварки почти в 10 раз (рис. 4.6, кри-
вая /). Сварку вели с защитой лицевой стороны гелием, а корня
шва — аргоном. Если сварку вести на минимально возможном
74
Рис. 4.6. Зависимость эффективного КПД лазерной сварки титановой пластины
толщиной 2 мм от скорости сварки и мощности лазерного излучения в различных
условиях (фокусирующая линза из хлористого калия, Р = 215 мм):
i — р = 5,0 кВт = const; 2 — глубина проплавления ЛПропл = * = const; 3 — Пэф,
вычисленный по модели [1511
уровне мощности, при котором еще обеспечивается полное про-
плавление при данной скорости сварки, то эффективность исполь-
зования лазерного излучения оказывается практически неизмен-
ной (кривая 2). При этом значения Лэф, по-видимому, близки
к предельном, так как установившееся значение т]Эф (кривая 2)
практически совпадает с экстремумом, к которому асимптотически
стремится кривая 1.
Подобные закономерности были получены экспериментально
на пластинах из низкоуглеродистой стали СтЗ толщиной 3,5 мм.
В этом случае наблюдалось совпадение экспериментальных и
установившихся значений КПД (0,6—0,7). Эффективный КПД
заметно зависит от скорости сварки (рис. 4.7). Это связано с влия-
нием размеров и формы парогазового канала на поглощающую спо-
собность лазерного излучения, поэтому представляет интерес ана-
лиз последовательного изменения формы поперечного сечения свар-
ного шва в зависимости от скорости сварки. В случае сварки при
повышенной мощности (точки /) происходит интенсивное расплав-
ление металла с образованием сквозного канала.' Очевидно, что
в данных условиях часть лазерного излучения проходит по ка-
налу сквозь пластину без передачи энергии кромкам металла.
Именно вследствие этих потерь энергии тепловая эффективность
процесса сварки оказывается очень низкой, хотя и обеспечивается
нормальное формирование сварного шва.
С увеличением скорости сварки сквозной канал последова-
тельно сужается (точки //), а затем исчезает (точка III). В этом
случае сечение шва носит ярко выраженный характер «кинжаль-
ного» проплавления, обеспечивается максимальная эффективность
процесса с наибольшими значениями КПД. При дальнейшем
увеличении скорости сварки (точки IV) несколько уменьшается
глубина проплавления, ухудшаются условия поглощения лазер-
75
иого излучения в канале проплавления, что приводит к некоторому
уменьшению значения т]Эф.
В тех случаях, когда режимы сварки характеризуются мини-
мальными затратами энергии лазерного излучения и поддержа-
нием постоянной глубины проплавления, равной толщине пла-
стины, увеличение скорости сварки приводит к незначительному
уменьшению средней ширины шва. Это наглядно иллюстрируется
серией профилей поперечных сечений, представленных на рис. 4.8.
Коэффициент формы шва изменяется незначительно, поэтому и
эффективность поглощения излучения практически не изме-
няется.
Установленные закономерности тепловой эффективности про-
цесса лазерной сварки позволяют сформулировать рекомендации
по выбору мощности лазерного излучения. В общем случае наи-
более целесообразен интенсивный режим лазерной сварки, харак-
теризуемый максимальной производительностью и энергоемкостью.
При этом величина скорости сварки определяется положением
экстремума т]Эф, обеспечивающего высокую эффективность энер-
гетических затрат на единицу длины шва.
В тех случаях, когда меньшая скорость сварки задается из
других соображений, например в целях обеспечения технологиче-
ской прочности, для получения требуемой глубины проплавления
более приемлем «мягкий» режим лазерной сварки, осуществляе-
мый с минимальными энергозатратами на установившемся уровне
эффективности поглощения.
Рис. 4.7. Зависимость эффективного КПД от скорости сварки и физико-химиче-
ского состояния поверхности образца толщиной 3,5 мм из стали СтЗ при Р =
= 5 кВт (F = 215 мм, защитный газ СО2, сопло наклонное с козырьком):
1 — после механической обработки; 2 — в состоянии поставки; 3 — после химического
травления
76
Рис. 4.8. Зависимость эффективного КПД от скорости сварки и физико-химиче-
ского состояния поверхности образца толщиной 3,5 мм из стали СтЗ при минималь-
ной мощности лазерного излучения, обеспечивающей постоянную глубину про-
плавления (F = 215 мм, сопло — наклонное с козырьком):
1 — после механической обработки, защитный газ — Не; 2 — в состоянии поставки, защит-
ный газ — СО»; 3 — после хнмнческого травления, защитный газ — смесь Аг и Не
Термический КПД т]т при лазерной сварке определяли по
формуле (4.6). С этой целью наряду с опытами, описанными
выше, были проведены опыты по определению площади попереч-
ного сечения проплавленной зоны металла с помощью макро-
шлифов.
В физическом смысле т]т определяет долю энергии, затрачивае-
мой на расплавление металла, ихарактеризует сумму потерь,
обусловленных теплопереносом в твердой фазе и перегревом
жидкого металла. Исходя из этого определения, можно прогно-
зировать характер изменения % в зависимости от скорости сварки.
Если источник теплоты перемещается с малой скоростью, то зна-
чительная часть энергии успевает вследствие теплопроводности
распределиться по объему металла (в том числе и в направлении
движения источника), вызывая значительный подогрев металла
в твердой фазе, окружающей расплавленную зону. Эффективность
проплавления при этом невысока. При увеличении скорости
сварки основные потоки теплоты распространяются в направле-
нии, перпендикулярном шву, и потери, обусловленные тепло-
проводностью, снижаются, т]т растет.
Подобная закономерность подтвердилась экспериментальными
данными. Так, при скорости сварки 6—8 мм/с пластины из ти-
танового сплава % = 0,23—0,26 (рис. 4.9, кривая /), а при
увеличении иов до 36 мм/с значение г]т возросло до 0,4.
77
Рис. 4.9. Зависимость термического КПД лазерной сварки пластин из титанового
сплава толщиной 2 мм от скорости сварки и мощности лазерного излучения в раз-
личных условиях. Обозначения — см. рис. 4.6
Приблизительно так же изменяется кривая II на рис 4.9
и кривые на рис. 4.10 и 4.11. И в этих случаях на участке насы-
щения значения т]т достигают 0,44—0,46. Следует отметить, что
указанные значения термического КПД близки к предельному
теоретическому (0,484), вычисленному для случая проплавления
тонкой пластины линейным мощным быстродвижущимся источ-
ником теплоты [1001. Таким образом, независимо от абсолютного
уровня мощности существует область оптимальных режимов
сварки в диапазоне скоростей 20—40 мм/с, обеспечивающая
высокий уровень эффективности проплавления в сочетании с вы-
сокой производительностью. Достигаемые значения т]т = 0,35-?-
0,45 значительно превосходят значения т]т традиционных способов
сварки плавлением, не превышающие 0,22 (1091.'
Представляет интерес оценка влияния физико-химического
состояния поверхности и рода защитного газа на эффективность
поглощения энергии лазерного излучения при сварке. Рассма-
тривалось изменение эффективного и термического КПД на пло-
ских образцах из СтЗ толщиной 3,5 мм с различными состояниями
поверхности, отличающимися поглощательной способностью (см.
рис. 4.7, 4.8, 4.10, 4.11).
Из результатов экспериментов следует, что эффективность
поглощения инфракрасного излучения при сварке мало зависит
от химического состояния поверхности. Значения эффективного
КПД для образцов в состоянии поставки и после механической
обработки (см. рис. 4.7 и рис. 4.8) практически одинаковы, хотя
устойчивость формирования и качество швов при сварке механи-
чески обработанных образцов выше.
Рис. 4.10. Зависимость тер-
мического КПД лазерной
сварки образца толщиной
3,5 мм из стали СтЗ от скоро-
сти сварки и физико-химиче-
ского состояния поверхности
образца при Р = 5 кВт. Обо-
значения — см. рис. 4.7
78
Рис. 4.11. Зависимость термиче-
ского КПД лазерной сварки об-
разца толщиной 3,5 мм из низ-
коуглеродистой стали СтЗ от ско-
рости сварки и физико-химиче-
ского состояния поверхности
при минимальном уровне мощ-
ности лазерного излучения, обе-
спечивающем постоянную глу-
бину проплавления. Обозначе-
ния — см. рис. 4.8
Изменение размеров и вида микронеровностей поверхностей
свариваемых пластин приводит к незначительному изменению
эффективности поглощения энергии. Экстремальные значения эф-
фективное? КПД (1%ф csx 0,7) для образцов с тремя различными
состояниями поверхности практически одинаковы (рис. 4.7).
Более заметное влияние на эффективность поглощения энер-
гии при лазерной сварке оказывает род защитного газа. Изменение
состава защитной атмосферы при переходе с СО2 на смесь Аг ± Не
(рис. 4.7 и 4.8, см. кривые 3) приводит к снижению эффективности
поглощения при сварке с одинаковыми параметрами. Это явление
связано с особенностями плазменных процессов при лазерной
обработке.
При разработке технологического процесса лазерной сварки
в производственных условиях практический интерес представляют
влияние отклонений от заданного режима на формирование
сварного шва и качество сварного соединения. В частности, изме-
нение положения фокальной плоскости оптической системы отно-
сительно поверхности свариваемого изделия может быть вызвано
неточностью настройкй или выходом из плоскости свариваемых
кромок. Отклонение условий фокусировки приводит, как известно,
к изменению концентрадии энергии на свариваемых кромках и
характера плазменных процессов в факеле. В связи с этим важна
оценка влияния изменения положения фокальной плоскости
оптической системы на эффективность поглощения лазерного
излучения.
Было установлено, что изменение положения фокальной пло-
скости оптической системы на ±2,0 мм относительно оптимального
уровня приводит к уменьшению т]эф от 0,63 до 0,42 при сварке
пластин из СтЗ в состоянии поставки толщиной 3,5 мм (рис. 4.12).
Причем максимальное значение достигается при некотором «за-
глублении» фокуса под поверхность материала.
Значительное повышение эффективности проплавления ла-
зерным лучом достигается при лазерной сварке в режиме осцил-
лирования сфокусированного излучения, разработанном сов-
местно с В. В. Ивановым и В. В. Байковым. Осциллирование
осуществляется в результате периодического заглубления фокуса
79
Рис. 4.12. Зависимость эффективного
КПД лазерной сварки от положения
фокальной плоскости оптической си-
стемы относительно поверхности сва-
риваемого образца (Р = 5,0 кВт, иов =
= 16 мм/с, F = 230 мм)
Рис. 4.13. Схема осциллирования фо-
куса лазерного луча по глубине ме-
талла (f — частота колебаний, А —
амплитуда колебаний; ДД — заглуб-
ление фокуса)
луча в сварочную ванну (рис. 4.13) при согласовании скорости
перемещения фокуса со скоростью фронта плавления и испарения
на передней стенке парогазового канала.
При сварке сталей, титановых и алюминиевых сплавов при
неизменном уровне мощности лазерного луча только лишь за
счет режима осциллирования сфокусированного излучения повы-
шается термический КПД приблизительно на 60—80 %, тогда как
эффективный КПД сварки увеличивается лишь на несколько
процентов [90]. Это обеспечивает повышение глубины проплав-
ления до 40 % по сравнению с общепринятой схемой процесса
лазерной сварки с фиксированной фокусировкой, когда распо-
ложение фокуса излучения относительно поверхности сваривае-
мых деталей остается неизменным в процессе сварки.
4.3. МЕТОДЫ ТЕОРЕТИЧЕСКОГО ИССЛЕДОВАНИЯ
ТЕПЛОВЫХ ПОЛЕЙ ПРИ ЛАЗЕРНОЙ ОБРАБОТКЕ
Наиболее просто параметры полей при лазерной обработке можно
вычислять по известным аналитическим выражениям [1001, кото-
рые представляют собой решения дифференциальных уравнений
теплопроводности в линейной постановке при линейных гранич-
ных условиях. Это означает, что коэффициенты теплофизических
свойств (теплопроводность Хт и объемная теплоемкость су, коэф-
фициент теплоотдачи ат) считают не зависящими от температуры.
Рассмотрим некоторые решения в замкнутой форме [100],
которые можно непосредственно использовать при простейшей
лазерной обработке.
В случаях лазерной обработки отдельным сфокусированным
импульсом или непрерывным сфокусированным излучением в те-
чение короткого промежутка времени можно использовать реше-
ния, полученные для мгновенных сосредоточенных источников.
Процесс распространения теплоты Q мгновенного сосредо-
точенного источника, выделившегося на поверхности полубес-
80
конечного тела в начальный момент времени t = 0 в точке О
(мгновенный точечный источник), выражается уравнением
Т (#> 0 =-----ТГ е“*!/(4а0 , (4.7)
где а = %т/(су)— коэффициент температуропроводности; R2 =
= х2 + у2 + га — квадрат расстояния от источника теплоты до
точки тела А с координатами х, у, г.
Формулой (4.7) можно пользоваться для приближенного вы-
числения температур при кратковременном действии лазерного
источника на поверхность массивного тела.
Процесс распространения теплоты Q мгновенного линейного
источника, выделившегося в тонкой пластине толщиной б с равно-
мерным распределением по толщине в начальный момент вре-
мени t = 0 в точке О, выражается уравнением
Т (г> 0 = > (4.8)
где г2 — х2 + у2 — квадрат расстояния' от источника теплоты
до точки А с координатами х, у; b = 2ат/(суб) — коэффициент
температуроотдачи, учитывающий поверхностную теплоотдачу
в окружающую среду.
С помощью формулы (4.8) можно вычислить приближенные
значения температур при кратковременном действии линейного
лазерного источника нагрева, например при импульсном или
кратковременном непрерывном излучении, используемом при
сварке точечного соединения в пластинах.
Если точечный или линейный источники действуют какое-то
произвольное время t, то можно использовать принцип наложения
температур, заключающийся в соответствующем интегрировании
выражений (4.7) или (4.8) по t.
Этот же принцип1 наложения используется для вывода урав-
нений процесса распространения теплоты при движущемся не-
прерывно действующем источнике. Соответствующие преобразо-
вания для произвольного времени действия подвижных источни-
ков сводятся к вычислению интеграла в числовом виде. Однако
для установившегося (квазистационарного) состояния, которое
наступает как предельное при длительном действии подвижного
источника, можно получить аналитические выражения.
Уравнение квазистационарного состояния процесса распро-
странения теплоты точечного источника постоянной тепловой
мощности q, движущегося с постоянной скоростью v по поверх-
ности полубесконечного тела, имеет следующий вид:
Т (4.9)
где 7? — постоянный радиус-вектор в подвижной системе коорди-
нат, т. е. расстояние рассматриваемой точки А от начала 0 по-
81
движной системы; х — абсцисса точки А в подвижной системе
координат.
Оценка температурного поля, возникающего при термообра-
ботке или наплавке массивного тела сосредоточенным источником
лазерного, нагрева, может быть выполнена в первом приближе-
нии по формуле (4.9).
Уравнение квазистационарного состояния процесса распро-
странения теплоты при нагреве пластины подвижным линейным
источником постоянной мощности q, перемещающимся с постоян-
ной скоростью v, следующее;
<4J°>
где г'— плоский радиус-вектор в подвижной системе координат,
связанной с источником теплоты; Ко — Бесселева функция от
мнимого аргумента .второго рода нулевого порядка, значение
которой определяется по таблицам.
Для приближенного описания температурного поля, возни-
кающего при лазерной сварке встык пластин малой толщины
или при лазерной резке пластин, можно использовать выраже-
ние (4.10),
В большинстве случаев технологические процессы лазерной
обработки ведут с высокими скоростями, что дает основания
некоторого упрощения формул -за счет введения так называемых
мощных быстродвижущихся источников [100].
Уравнение предельного состояния процесса распространения
теплоты мощного быстродвижущегося источника в полубесконеч-
ном теле имеет вид
(Уо’ го> 0
---Z----р
(4.И)
где t — время, отсчитываемое от момента, когда источник пере-
секает плоскость yfiz0, проведенную перпендикулярно к оси
движения источника через рассматриваемую точку А; у0, z0 —
неподвижные координаты точки А, связанные с изделием, совпа-
дающие с подвижными координатами у и г.
Предельное состояние процесса распространения теплоты при
нагреве пластины мощным быстродвижущимся линейным источ-
ником описывается следующим уравнением:
Т(у0, 0 = —
v8 К4л%тС7/
(4-12)
Представленные выше уравнения получены для сосредоточен-
ных источников. Теория распространения теплоты сосредоточен-
ных источников позволяет успешно определять температурные
поля в зонах, удаленных от источника на расстояния, превыша-
ющие диаметр пятна лазерного излучения dn в 3—5 раз. Про-
82
Рис. 4.14. Схема воздействии лазерного излучения:
1 — фокусирующая линза; 2 — лазерное излучение; 3 — об-
рабатываемая деталь
цессы распространения теплоты в зонах, рас-
положенных ближе к источнику, можно до-
стоверно описать лишь с учетом характера
распределения плотности мощности в пятне
лазерного излучения.
Рассмотрим простой случай, когда энергия
излучения распределена равномерно по ла-
зерному пятну. При лазерной поверхност-
ной обработке короткими импульсами дли-
тельностью xK^rJa (где гп — радиус пятна нагрева лазерного из-
лучения) задача теплопроводности может рассматриваться в одно-
мерном приближении. При этом принимают, что основной поток
теплоты в материале распространяется нормально к поверхности
в глубину тела, т. е. по оси Ог.
Одномерное по оси Ог температурное поле, создаваемое в по-
лубесконечном теле однородным излучением с равномерным
распределением энергии излучения, описывается следующим урав-
нением (при t > ти):
Т(г,
2<fa /а
— 1 — xaierfc
(4.13)
где z — расстояние, отсчитываемое по оси Ог (рис. 4.14); ierfc —
функция интеграла вероятности.
При 0 < t <Z ти уравнение (4.13) приводится к упрощенному
виду
Т(2, (4.14)
В формулах (4.13) и (4.14) плотность мощности теплового
источника qu вычисляется по следующей зависимости: qu = цЭф.Е.
В случае импульсного воздействия плотность мощности Е =
= Рц/(лг%) (где Ри = №и/хк — мощность импульса; — энер-
гия импульса; ти — время импульса).
Для определения температуры на поверхности тела следует
в выражение (4.13) подставить г = 0:
Т (0, 0 = [/7 //л — /7 - тигег/с f—7==^==')1. (4.15)
лт \2 V а (t — ти)/1
83
Для 0 < t < ти выражение (4.15) упрощается и для прибли-
женного вычисления температур в точке г = 0 на поверхности
тела приводится к следующему виду:
Т(0, t) =
(4-16)
С целью последующего вычисления протяженности по глубине
зоны нагрева до температуры Т удобнее использовать выражение
для расчета температур в неявном виде, полученное при допу-
щении гп Vat>
Т (г, t) ~ -у5- (2 У at/л — г),
(4.17)
где г — глубина прогрева до температуры Т (г, t).
Из выражения (4.17) можно получить простую формулу для
приближенного определения протяженности по глубине зоны
нагрева до заданной температуры под действием импульса излу-
чения
z ~ 2 / ати/л — Tkjqn. (4.18)
Ряд известных приближенных аналитических решений тем-
пературных задач, аналогичных выше рассмотренной, но с раз-
личным характером распределения плотности мощности в сече-
нии лазерного.излучения и изменением плотности мощности в про-
цессе воздействия, приведен в работе [41].
Представленные аналитические выражения просты, их удобно
использовать для описания тепловых процессов в соответству-
ющих случаях лазерной обработки материалов. Однако расчет
по этим формулам не всегда обеспечивает хорошее совпадение
с экспериментом, так как в реальных процессах лазерного нагрева
теплофизические свойства являются непостоянными. Практиче-
ское применение рассмотренных формул, полученных в линейной
постановке задачи, ограничивается оценочными расчетами тем-
ператур в области нагрева ниже температур плавления металлов.
Более точные результаты расчетов могут быть получены при
учете характера изменения теплофизических свойств материала
в условиях быстрого нагрева и охлаждения при лазерной обра-
ботке. Это приводит к необходимости решения нелинейных диф-
ференциальных уравнений теплопроводности. Решения задач еще
более усложняются тем, что источник теплоты вследствие зависи-
мости поглощательной способности от температуры также допол-
нительно вносит нелинейность в дифференциальное уравнение.
В общем случае к этому добавляется нелинейность граничных
условий. Таким образом, уравнения теплопроводности примени-
тельно к лазерной обработке представляют собой сложную си-
стему нелинейных дифференциальных уравнений.
84
В теории теплопроводности отсутствуют общие методы точного
решения задач с учетом сформулированных выше нелинейностей.
Поэтому обращаются к различным приближенным способам ре-
шения на основе аналитических представлений, численных мето-
дов, принципов моделирования, статистических методов и др.
В приближенных аналитических методах часто аналитическое
выражение доводится до решения численным методом. Но в тех
случаях, когда изменение теплофизических свойств может быть
описано зависимостями невысоких порядков, а граничные усло-
вия задаются в простом виде, аналитическое решение отдельной
частной задачи с последующей обработкой результатов на ЭВМ
может оказаться оперативнее расчета в числовом виде.
В работе [103] получены приближенные аналитические ре-
шения нелинейных задач лазерного нагрева, которые, с учетом
ряда принятых допущений, сводятся к несложным зависимостям.
Решения основаны на использовании известных из теории ана-
литических зависимостей для линейных дифференциальных урав-
нений и линейных граничных условий. При этом вводятся до-
полнительные члены или поправки, учитывающие некоторые
основные нелинейности.
Аналитические решения нелинейных задач теории теплопро-
водности осуществляются также прямыми методами математиче-
ского анализа, например методом Л. В. Канторовича. Эти методы
можно успешно применять для расчетов тепловых процессов
с учетом нелинейности теплофизических свойств.
Для аналитического решения тепловых задач со сложными
граничными условиями широко применяют метод интегральных
преобразований. Известны решения температурных задач при-
менительно к лазерной сварке, позволяющие учесть теплофизиче-
ские свойства свариваемых материалов. В том случае, когда тело
можно рассматривать бесконечно протяженным хотя бы по одной
координате, удобно пользоваться преобразованиями Фурье [50].
Ряд аналитических решений тепловых задач, которые могут быть
использованы для анализа процессов при лазерной обработке,
выполнен зарубежными исследователями [136, 147]. Анализ
некоторых аналитических решений нелинейных задач теплопро-
водности, которые можно с успехом применять для отдельных
случаев лазерного нагрева, проведен в работе [50].
Следует отметить, что в целом аналитические решения нели-
нейных задач теплопроводности могут быть успешно использованы
в относительно простых схематизированных случаях, при реше-
нии отдельных задач, а также для установления качественных
зависимостей в упрощенных постановках задач. Для решения же
,сложных технических задач нелинейной теплопроводности, воз-
никающих в практических случаях лазерной обработки материа-
лов, более перспективными представляются численные методы,
получившие широкое развитие в последние годы в связи с воз-
росшими возможностями современных вычислительных средств.
85
Из численных методов расчета для решения задач нелинейной
теплопроводности широко применяют метод конечных разностей,
метод конечных элементов, метод релаксаций, метод прямых и
другие. Среди них наиболее распространенным в теории тепло-
проводности является метод конечных разностей (МКР). Не-
смотря на большое число работ, посвященных разработке этого
метода, его использование для анализа конкретных технологи-
ческих задач сдерживается отсутствием доступных для исследо-
вателя методик, простых и удобных в обращении.
В последние годы опубликовано большое число разработок
вариационно-разностного метода, в основе которых решение
дифференциальных уравнений представляется в вариационной
формулировке с использованием дискретных моделей. Этот прин-
цип решения чаще всего реализуется на основе метода конечных
элементов. В общем случае под методом конечных элементов по-
нимают определенную процедуру расчетов, в которой конти-
нуальное представление задачи заменяется дискретной моделью
[43, 112]. Однако при решении тепловых задач метод конечных
элементов уступает в экономичности и простоте методу конечных
разностей.
Эффективным для решения линейных задач теплопроводности
является метод релаксаций, представляющий собой разновидность
МКР [144]. Однако линейная постановка задачи является упро-
щенной схематизацией сложного нелинейного характера тепловых
процессов при лазерной обработке.
Интерес представляет некоторая модификация численно-ана-
литического подхода, когда исходное дифференциальное уравне-
ние заменяется системой дифференциальных уравнений с мень-
шим числом независимых переменных. В этом методе часть про-
изводных приближённо представляется в конечно-разностном
виде, что дает основание считать этот метод численно-аналити-
ческим. Метод успешно использован для решения задач с нели-
нейными граничными условиями [72], эффективен для решения
задач с внутренним тепловыделением при фазовых переходах,
т. е. задач типа Стефана.
Рассмотренные численные методы анализа относятся к детер-
минированным подходам, наиболее распространенным при иссле-
дованиях тепловых процессов. Но в некоторых случаях с успе-
хом могут быть использованы статистические (вероятностные)
методы, среди которых наиболее апробирован метод Монте-Карло
[42] и некоторые его модификации. Эти методы оказываются
наиболее эффективными для таких случаев, когда свойства ма-
териала в произвольно выбранных точках расчетной области
являются случайными величинами, например для композицион-
ных материалов.
Кроме рассмотренных расчетных методов также находят при-
менение методы моделирования, основанные на установлении
подобия между исследуемым реальным процессом и эксперимён-
86
тально созданной физической моделью. Подобие основано на
адекватности описания реального процесса и модели дифферен-
циальными уравнениями одного и того же вида. Для анализа теп-
ловых процессов находят применение электрические, гидроди-
намические и другие модели. С помощью электрического модели-
рования удобно решать нелинейные задачи теплопроводности
с использованием аналоговых вычислительных машин.
Рассмотренные методы теоретического исследования не всегда
могут быть непосредственно использованы для оценки тепловых
полей при лазерной обработке. При разработке того или иного
расчетного метода анализа тепловых процессов при лазерной
обработке следует учесть ряд особенностей. При лазерной обра-
ботке реализуется высокоинтенсивный нагрев в широком диапа-
зоне изменения температур (от нормальной до температуры испа-
рения.) Это приводит к увеличению степени нелинейности членов
дифференциального уравнения теплопроводности. Важным фак-
тором в тепловом эквиваленте лазерного излучения, а следова-
тельно, и в оценке тепловых полей, является необходимость учета
поглощения и переизлучения в возникающей парогазовой лазер-
ной плазме.
И наконец, в процессах лазерной обработки, связанных с ин-
тенсивным расплавлением металлов (сварка, резка), расчетное
определение тепловых полей следует проводить на основе анализа
кинетики образования канала глубокого проплавления с учетом
динамики тепло- и массопереноса в нем.
Только на основе учета перечисленных особенностей возможна
глобальная постановка задачи о лазерном нагреве и плавлении
металла. Отдельные виды лазерной обработки при этом будут
являться частными случаями этого общего решения. В такой
общей постановке задачи содержится полный набор нелиней-
ностей, встречающихся в теории нестационарной теплопровод-
ности [50], таких как нелинейности дифференциального уравне-
ния (первого рода), нелинейности граничных условий (второго
рода) и нелинейности внутренних источников теплоты (третьего
рода).
Рассмотренные выше методы теоретического анализа не учи-
тывали те или иные из описанных особенностей лазерной обра-
ботки, в частности эффект образования парогазового канала про-
плавления. В отдельных работах применяли различные приемы
для учета канала проплавления. Например, в работе [151] вво-
дится линейный источник в толстую пластину на часть ее тол-
щины, т. е. глубина проплавления в этом случае задавалась
априорно.
Наиболее полно основные физические явления при моделиро-
вании канала проплавления представлены в работе [152]. Здесь
приведены расчетная схема тепловых процессов и некоторые
результаты расчетов при взаимодействии неподвижного источ-
ника лазерного излучения с металлической поверхностью. В мо-
87
дели учитывалось взаимодействие лазерного излучения с плазмой,
теплообмен с потоком защитного газа. Однако возможности этой
модели весьма ограничены стационарностью постановки, неуче-
том скрытой теплоты, нелинейности коэффициентов переноса
и отсутствием теплового баланса в возникающей лазерной
плазме.
В п. 4.4 представлена более общая модель глубокого про-
плавления при лазерной сварке с математическим описанием
основных физических процессов, таких как поглощение излуче-
ния в газовой фазе и металлом на передней стенке канала, после-
дующее тепловое влияние парогазовой среды на стенки канала,
потеря энергии с парами и радиацией в условиях периодического
перемещения фронта плавления и испарения по передней стенке
канала с одновременным переносом расплавленного металла
в хвостовую часть ванны и некоторые другие.
4.4. ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ ЛАЗЕРНОЙ СВАРКЕ
С ГЛУБОКИМ ПРОПЛАВЛЕНИЕМ
Плотность мощности лазерного излучения Е при сварке должна
обеспечить такое состояние, когда скорость подвода энергии пре-
вышает скорость ее распространения вследствие теплопровод-
ности. Такой тепловой баланс приводит к интенсивному нагреву
облучаемой поверхности, плавлению, кипению и испарению ве4
щества. При этом образуется объем жидкой фазы, достаточный
для формирования сварного соединения. До'ля материала, те-
ряемого с парами за счет поверхностного испарения, весьма мала
по отношению к объему жидкой фазы. Эти признаки характерны
для типичного режима лазерной сварки. При этом плотность
мощности лазерного излучения Е не долщна превышать порого-
вого значения Е* (см. п. 4.1), при котором скорость фронта испа-
рения соизмерима со скоростью теплоотвода. При значениях,
превышающих Е*, возникает режим объемного кипения мате-
риала, при котором объем жидкой фазы мал или практически
отсутствует. Это типичный режим прошивки отверстий, резки,
скрайбирования и, в общем случае, разрушения материала. Таким
образом, плотность мощности излучения при сварке ограничена
значением Е*.
Установим нижний предел Е из рассмотрения поверхности
раздела жидкость—пар. В режиме поверхностного испарения,
характерного для сварки, на поверхность раздела жидкость—пар
действует реактивное давление паров [1261
Дз = 0,5ДТп(Т), (4.19)
где К — постоянная Больцмана; п — плотность насыщенного
пара при температуре Т.
Вследствие этого возникает деформация свободной поверх-
ности расплава. В работе [126] приведены расчетные зависи-
88
Рис. 4.15. Расчетные зависимости деформации
поверхности раздела:
I — & = 19,6; 2 — В = 3,8
мости для оценки Деформации по-
верхности расплава при нагреве ми-
шени гауссовым пучком излучения:
-г2/г?
Е (г) = Еое 1 °, (4.20)
где Ей — плотность мощности на оси
пучка; г0 — радиус источника на-
грева.
На рис. 4.15 представлены рас-
четные зависимости относительной
деформации поверхности расплава в
параметра 0;
направлении толщины от
Я_ = ( AE°roL"™ У72
(4.21)
где R — радиус пятна расплава; гр — характерный размер, на
котором меняется Ps; А — коэффициент поглощения; Ь'цСП —
удельная теплота испарения.
Из данных рис. 4.15 следует, что при больших значениях 0
деформация вблизи оси источника резко возрастает, образуя
глубокую воронку — канал проплавления. Плотность мощности
Е', при которой начинается образование канала проплавления,
определяется следующим выражением [1261:
AKr0 У л
/ тЗ/2 г
I 1п————° I
\ П ° (^исп)1/2 / ’
(4.22)
где т — атомная масса; v0 — эйнштейновская частота; о — коэф-
фициент поверхностного натяжения.
Образование канала приводит к заглублению источника в сва-
риваемый материал и формированию «кинжального» проплавления.
Значение плотности мощности Е', рассчитанное по формуле
(4.22), следует рассматривать как нижний предел.
Таким образом, рекомендуемые режимы сварки, обеспечива-
ющие эффективное глубокое проплавление, должны устанавли-
ваться при Е' Е < Е*. При меньших значениях рекомендуется
проводить термообработку, включая и режимы с оплавлением
поверхности. Сварка в этом режиме неэффективна вследствие
малой величины проплавления.
При Е > Е* ведут прошивку отверстий,- резку и другие
технологические процессы интенсивного испарения и разрушения
материала.
89
Экспериментальное исследование механизма глубокого про-
плавления. Существующие представления о формировании канала
проплавления недостаточны для соответствующего математиче-
ского обобщения с целью анализа тепловых процессов при лазер-
ной сварке с глубоким проплавлением.
Воспользуемся известными представлениями из области элек-
тронно-лучевой сварки, близкой по своей сути к процессу лазер-
ной сварки. По вопросу массопереноса в канале проплавления
опубликовано большое Число работ. В работе [48] предложена
схема капельного переноса металла с передней стенки канала
проплавления через его дно. В работе 171 ] высказано мнение
о преобладании переноса металла по боковым стенкам канала.
Повышенное внимание уделялось образованию пиков проплавле-
ния в корне 1йва, которое связывалось с периодическим характе-
ром переноса жидкой фазы по передней стенке [87], а также
с изменением прозрачности плазмы, разлетом сгустков и другими
циклическими процессами, происходящими в газовой среде ка-
нала и факела [45]. Были выполнены теоретические и экспери-
ментальные [71] исследования геометрии канала проплавления.
Проводились скоростная киносъемка движения жидкого металла
в канале проплавления и моделирование этого процесса на жидко-
стях. Обобщение существующих представлений о физических про-
цессах при электронно-лучевой обработке выполнено в работе [101].
Лазерная сварка в отличие от электронно-лучевой осуществ-
ляется в газовой атмосфере и характеризуется значительным отра-
жением светового потока от обрабатываемой поверхности. Это
вносит свою специфику в кинетику проплавления при лазерной
сварке, исследованную в работах [89, 138, 93]. При скоростной
киносъемке процесса лазерного проплавления на кварцевых
пластинах и на границе кварц—металл было установлено движение
области максимального Тепловыделения по передней стенке ка-
нала, колебательный характер изменения светимости факела и
динамика угла разлета паров. Однако при проплавлении кварца
вследствие его быстрой сублимации количество жидкой фазы
весьма незначительно, что делает эту модель пригодной, скорее,
для анализа процесса резки, чем процесса сварки.
Характер переноса жидкой фазы устанавливается по переме-
щениям материала тонких металлических штифтов, закрепленных
на различной высоте на металлическом образце перед его проплав-
лением [89]. Было показано, что в верхней и средней частях
канала проплавления жидкая фаза переносится по боковым
стенкам, а в -нижней части и через дно канала. В работах [138,
85] показан дискретный характер переноса материала с передней
стенки канала проплавления и существование локальных зон
взаимодействия излучения с материалом на передней стенке ка-
нала.
С целью уточнения механизма образования канала проплав-
ления совместно с В. В. Байковым и А. Н. Трофимовым было
90 ’
Результаты обработки кинограмм
Таблица 4.3
Параметр Ситалл Ситалл— Металл Металл
Скорость сварки, мм/с 11 27,8 11 27,8 11 27,8
Глубина проплавления, мм Частота заглубления фронта, Гц 10,9 7,0 5,5 3,8 4,4 3,2
18 46 27,5 76 —
Средняя скорость заглубления фрон- та, мм/с Средняя амплитуда пиков, мм 200 320 150 290 — —
0,8 2,6 0,5 1,8 0,5 1,2
Средний шаг пиков, мм — 0,8 — 0,4 — 0,3
Заглубление перетяжки луча, мм 3,0 3,0 1,5 1,5 1,5 1,5
выполнено моделирование процесса проплавления лазерным излу-
чением на образцах из прозрачных материалов со скоростной
киносъемкой процесса. В качестве модели были выбраны образцы
из ситалла марки СО-115М, имеющий (в отличие от обычных
стекол и других полимерных материалов) коэффициент линей-
ного расширения, близкий к нулю, вследствие этого, высокую
лучевую стойкость, а также комбинированные образцы ситалл—
металл (08Х18Н10Т). Внешний вид проплавления на ситалле
аналогичен проплавлению на металле, так как ситалл имеет по-
ликристаллическую структуру с малым содержанием стекловид-
ной фазы и обладает стойкостью против сублимации.
Процесс проплавления регистрировался скоростной кино-
камерой боковой проекции через красный и оранжевый свето-
фильтры на негативную черно-
белую кинопленку со скоростью
протяжки от 180 до 1000 кад-
ров/с.
В табл. 4.3 представлены ос-
новные результаты обработки
кинограмм, полученных при
проплавлении образцов излуче-
нием СО2-лазера мощностью
3,5 кВт, сфокусированным лин-
зой из хлористого калия с фо-
кусным расстоянием 160 мм.
Рис. 4.16. Геометрия канала проплав-
ления (КП) и зоны расплава (ЗР) в
продольном сечении по оси шва (ЛИ —
сфокусированное лазерное излучение;
Ф — факел над поверхностью; ЯПр —
глубина проплавления; 2ЭП0 — зона
прямого облучения; Z3n — зона пере-
тяжки сфокусированного излучения;
Z — граница области устойчивого и
неустойчивого проплавления)
91
Характерный вид кинограммы в произвольный момент вре-
мени в процессе проплавления дает представление о геометрии
канала проплавления и зоны расплава в продольном сечении
по оси шва (рис. 4.16).
Эксперименты позволили выявить ряд закономерностей про-
цесса сварки.
На кинограммах в головной части сварочной ванны наблю-
дается резко очерченный передний фронт, к которому прилегает
канал проплавления, сужающийся книзу и загнутый в сторону,
противоположную направлению сварки (рис. 4.17). Фронт плав-
ления перемещается по передней стенке канала сверху вниз
с некоторой скоростью заглубления п3 и частотой /3. При увели-
чении скорости сварки от 11 до 27,8 мм/с средняя скорость за-
глубления фронта на образце из ситалла va возрастает от 200
до 320 мм/с, а частота проплавления увеличивается от 18 до 46 Гц.
Перенос жидкого материала из передней части канала на заднюю
стенку происходит преимущественно в горизонтальном направле-
нии отдельными небольшими порциями со скоростью, значительно
превышающей скорость последующего движения жидкости в хво-
стовой части ванны. Частота переноса жидкой фазы с передней
части канала fn существенно превосходит /3 (fn/f3 — Зн-10).
На кинограммах в жидкой ванне можно отчетливо различить
две области. Область в верхней части при z < z* (см. рис. 4.16)
характеризуется устойчивым проплавлением, тогда как в нижней
части (z > z*) периодически с частотой того же порядка, что и
частота заглубления фронта плавления, возникают пики про-
плавления. Максимальное тепловыделение отмечается в зоне
перетяжки сфокусированного лазерного излучения z = z3. п.
Следует отметить, что изменение положения фокуса излучения
относительно облучаемой поверхности существенно влияет на
92
параметры проплавления. При заглублении фокуса до оптималь-
ного уровня z = 2з.ип уменьшаются /3 и /п> сглаживаются пики
проплавления в корневой части. При z > z°n„ нарушается
регулярность периодического заглубления по передней стенке,
захлопывается канал и уменьшается эффективность проплавления.
В начальный момент заглубления ширина расплавляемого слоя
материала на поверхности определяется условиями фокусировки
лазерного излучения и в первом приближении может быть при-
нята равной диаметру сечения пучка излучения на входе в канал
проплавления. По мере заглубления ширина расплавляемого
слоя материала уменьшается.
Периодический перенос расплавленного материала с передней
стенки канала в виде дискретных порций представляет собой
динамическое воздействие, вызывающее вихреобразное движение
жидкости вдоль задней стенки ванны снизу вверх, что отчетливо
видно на кинограммах. Вследствие этого возникают незначитель-
ные хаотические колебания поверхности расплава.
По кинограммам не удалось зафиксировать и установить ха-
рактер . переноса материала в нижней части ванны при z > z*.
Можно лишь констатировать, что содержание жидкой фазы в пике
проплавления мало, и наблюдается восходящее движение жидкой
фазы лишь в момент углубления,канала.
Характерные особенности проплавления установлены на ком-
бинированных образцах ситалл—металл. Проплавление осуще-
ствлялось по кромке металлической пластины вблизи границы с
ситаллом таким образом, что боковая поверхность сварочной
ванны со стороны ситалловой пластины оставалась прозрачной.
Данная методика позволяет оценить кинетику процесса про-
плавления металла и установить некоторые закономерности.
Полного моделирования процесса сварки металлов на комбини-
рованных образцах не достигается, так как не удается исключить
участие ситалла в проплавлении и создать одинаковые с металли-
ческим образцом условия теплоотвода.
Полученные результаты (см. табл. 4.3) свидетельствуют о том,
что процесс проплавления ситалловых образцов качественно не
отличается от процесса проплавления комбинированных образцов.
Вследствие различия теплофизических свойств металла и ситалла
глубина проплавления комбинированного образца значительно
меньше, чем ситаллового. Частота следования пиков проплавления
возрастает, амплитуда пиков по отношению к глубине проплав-
ления практически не изменяется, а скорость заглубления не-
сколько уменьшается. Сопоставление полученных результатов
с данными, представленными в табл. 4.3, указывает на удовлетво-
рительную сходимость.
Физическая модель процесса глубокого проплавления. Уста-
новленные закономерности проплавления послужили физической
основой для создания расчетной модели кинетики тепловых про-
93
цессов при лазерной сварке с глубоким проплавлением, разрабо-
танной совместно с А. Н. Трофимовым.
Рассматривается металлическая пластина большой толщины,
проплавляемая сфокусированным лазерным излучением (ЛИ),
перемещающимся над поверхностью пластины со скоростью
сварки Усв (см. рис. 4.17). Соответственно этому возникающий
при сварке канал проплавления (КП) также перемещается сов-
местно с лазерным излучением синхронно со скоростью псв.
Канал проплавления заполнен оптически поглощающей средой
из паров металла и плазмы, возникающей в результате оптиче-
ского пробоя парогазовой среды в зоне максимальной плотности
мощности.
Следует различать области канала и факела, имеющих раз-
личную концентрацию паров металла при различных темпера-
турах, вследствие чего эти области обладают неодинаковой по-
глощательной способностью. В соответствии с установившимися
представлениями [102, 144] принимаем, что механизм поглощения
в пароплазменной среде описывается законом Бугера—Ламберта.
Для факела Ф над поверхностью образца
Р (z0) = Ре“тФ, (4.23)
где Р (z0) — мощность на входе в канал проплавления; Р — мощ-
ность падающего излучения; т* — степень поглощения излучения
> о
в факеле, тф = j dz (KL$ — коэффициент поглощения
излучения в факеле; г' — высота факела).
Для области канала проплавления
Р (?) = т|Л (z0) е-Ч (4.24)
2
где тк = j KLk dz — степень поглощения излучения в канале;
о
Р (г) — мощность излучения в канале проплавления в произволь-
ном сечении z; т) — коэффициент снижения мощности источника
вследствие горизонтального перемещения лазерного луча с рас-
четной площадки зоны прямого облучения; KiK — коэффициент
поглощения излучения в канале.
Рассмотрим ход лазерных лучей в канале проплавления.
Оптическая система фокусировки создает геометрически направ-
ленный ход лучей, определяемый законами оптики. Однако по
мере заглубления излучения в парогазовую среду канала проплав-
ления происходит рефракция на различных неоднородностях
среды, переотражение от стенок канала, нарушающие оптический
ход лучей. Количественное описание указанных явлений весьма
сложно, но учитывать их необходимо.
В данной модели рассмотрен предельный случай, когда в па-
рогазовом канале установлены две расчетные области, разделен-.
94
ные по высоте критическим сечением z* (см. рис. 4.17), где явления
рефракции и расфокусировки излучения незначительны, погло-
щение излучения определяется условиями начальной фокусировки.
Для этого используется эпюра хода лучей 5Л (z), рассчитанная
для, конкретных условий фокусировки по соответствующей мето-
дике. На рис. 4.17 изображена расчетная эпюра 5Л (г) для кон-
кретного случая излучения с апертурой D = 40 мм с расходи-
мостью Ц70,838 ='2-10-8 рад, фокусируемого внеосевым объек-
тивом Кассегрена с фокусным расстоянием F = 90 мм. Тогда
плотность мощности в верхней части канала проплавления при
| z | z* определяется следующим отношением:
£(z) = Р (z)/[Sn(z)l, (4.25)
где 5Л (z) — площадь сечения излучения, определяемая оптиче-
ским ходом лучей.
Положение критического сечения z* находят в соответствии
с формулой (4.25) из выражения
Е (г*) = Е'= Р (z*)/[Sa (z*)]. (4.26)
В нижней расчетной области канала при z > z* принимаем,
что исходная оптическая фокусировка полностью нарушена вслед-
ствие рефракции и переотражения от стенок канала. Это является
основанием осреднения плотности мощности излучения по сечению
канала. При этом принимается, что плотность мощности излучения
в нижней части канала является постоянной величиной, равной
критическому значению Е' [см. формулу (4.26)1, т. е. Е = Е'.
Это условие теоретически обосновано в работе [45].
Эпюра распределения плотности мощности по глубине канала
в соответствии с изложенными соображениями представлена на
рис. 4.17. Следует заметить, что плотность мощности излуче-
ния на поверхности z = 0 должна быть больше критической
(Е (0) > Е') для обеспечения процесса глубокого проплавления.
Рассмотрим геометрию канала. В критическом сечении z— z*
ширина канала В равна ширине луча. В нижней части канала
ширина определяется из условия постоянства плотности мощ-
ности вследствие автоколебательного характера воздействия излу-
чения [451, т. е. ширина этой части канала изменяется по экспо-
ненциальному закону, повторяя характер изменения мощности
излучения. В верхней части принимаем, что ширина канала
также изменяется экспоненциально от некоторого значения вы-
ходного отверстия канала В (0) на поверхности z = 0 до В (z*).
Ширина канала .
| Р (г)/(Е7гзпо), z<z*,
B(z)= [В(0) [В(г*)/В(0)]г/2‘, z>z\ (4'27)
где /гзпо — высота зоны прямого облучения.
В расчетную модель необходимо ввести скорость заглубления
воны прямого облучения на передней стенке канала. Для этого
95
воспользуемся известными представлениями о движении фронта
плавления и испарения для случая мгновенного удаления рас-
плава и частичного испарения [101, 102]. Значение скорости
получено решением одномерного уравнения теплопроводности
с движущимся фронтом абляции. Указанное решение исполь-
зуется для случая горизонтального движения лазерного луча
со скоростью сварки. Дополнительно вводится модельный пара-
метр (4.29), учитывающий движение луча, а также добавляется
параметр aR, учитывающий объемный характер теплопроводности
и потери на радиацию. С учетом принятых дополнений расчетная
зависимость для определения скорости заглубления на передней
стенке канала принимает следующий вид!
(4-28)
где ап — коэффициент поглощения излучения поверхностью пе-
редней стенки канала; т] — коэффициент снижения мощности
источника, вычисляемый по формуле (4.29); а# — коэффициент
потерь на объемную теплопроводность и радиацию; £пл, L„cn —
удельная теплота соответственно плавления и испарения металла;
А — доля объема испаренного металла; — плотность рас-
плавленного металла.
Одним из элементов модели является условие переноса жид-
кого металла с передней стенки канала, который, как было уста-
новлено экспериментально, носит дискретный характер. Перенос
металла из зоны прямого облучения на передней стенке канала
начинается не сразу после появления жидкой пленки, потому
что при малой толщине пленки сила отдачи паров уравновеши-
вается поверхностными силами-. С увеличением толщины жидкой
пленки ее поверхность деформируется. При определенной тол-
щине она как бы выдавливается из-под луча, и происходит пере-
нос расплавленного и перегретого металла по боковым стенкам
канала проплавления. Разумеется, в расчетной модели перенос,
осуществляется мгновенно в конце каждого временного шага.
При движении жидкости с высокой скоростью можно пренебречь
теплообменом со стенками канала проплавления и объемом
испаренного металла.
В процессе проплавления передней стенки канала по мере
заглубления зоны прямого облучения одновременно осуществ-
ляется горизонтальное перемещение лазерного луча со скоростью
сварки. Однако из экспериментальных данных (см. табл. 4.3)
следует, что и3 приблизительно в 15—20 раз превосходит t»0B.
Это дает основание в расчетной модели сохранить координату х
источника лазерного излучения неизменной на время заглубления.
При этом снижение мощности источника вследствие горизонталь-
ного перемещения лазерного луча с расчетной площадки зоны
прямого облучения учитывается соответствующим параметром
И = 1 - t/ta, (4.29)
96
где t — время заглубления (0< Q; ta = 2}/5Л (О)/л/псв —
время прохождения зоны прямого облучения от поверхности
до дна канала проплавления; S„ —площадь сечения луча на
уровне поверхности пластины (г = 0 на рис. 4.17).
В момент времени t = t3 лазерный луч образует зону прямого
облучения на следующей площадке поверхности, сдвинутой по
оси х, после чего процесс проплавления передней стенки канала
повторяется по глубине сверху вниз.
Таким образом, на передней стенке канала проплавления вы-
деляется часть энергии излучения, пропорциональная величине
(1 — т|). Кроме того, факел рассеивает энергию, переизлучает
ее в* окружающее пространство и действует на образец как по-
верхностный источник с плотностью мощности
(4-30)
где Р — мощность падающего излучения; Р (0) — мощность на
входе в канал проплавления (г — 0); <3Ф — диаметр факела, опре-
деляется размером луча на входе в канал проплавления.
Энергия, поглощенная в парах и плазме канала, и энергия,
отраженная от зоны прямого облучения, в итоге поглощаются
стенками канала проплавления. Это дает основание считать, что
на стенках канала действует поверхностный источник, плотность
мощности которого
Es = ₽ [Р (0) - апР (A3no)]/S, (4.31.)
где р — коэффициент, учитывающий потери энергии из канала
проплавления; S — площадь внутренней поверхности канала
проплавления.
Как было показано экспериментально, особенностью глубокого
проплавления при лазерной сварке является то, что температура
стенок канала мало изменяется по глубине. Однако мощность
излучения, поглощаемого в канале проплавления, согласно фор-
муле (4.24) уменьшается экспоненциально по глубине канала. Это
кажущееся противоречие разрешается в принятой модели введе-
нием зависимости скорости заглубления (4.28) от глубины ка-
нала. Из выражения (4.28) следует, что в нижней части канала
проплавления, где мощность излучения меньше, скорость заглуб-
ления уменьшается, и площадь зоны прямого облучения под-
вергается воздействию источника в течение длительного времени.
В заключение следует перечислить еще ряд положений, при-
нятых в расчетной модели. Теплофизические свойства материала,
такие как удельная теплоемкость, теплопроводность и коэффи-
циент отражения, принимаются функционально зависящими от
температуры. Учитываются тепловые эффекты при наличии фа-
зовых переходов, т. е. в расчетной модели также решается задача
Стефана. Принимается однородное состояние плазмы с постоянной
температурой.
4 Григорьянц А. Г. 97
Таким образом, рассмотренная модель синтезировала суще-
ствующие представления и установленные экспериментально осо-
бенности сложных физических процессов, происходящих при воз-
действии лазерного излучения в процессе сварки с глубоким про-
плавлением. В дальнейшем была выполнена математическая
интерпретация основных физических явлений, позволившая соз-
дать математическую модель глубокого проплавления при лазер-
ной сварке.
Ниже рассмотрены основные положения математической мо-
дели, согласно которой были составлены алгоритм и программа
для решения задачи на ЭВМ.
Математическая модель процесса глубокого проплавления.
Пространственная нестационарная задача теплопроводности в об-
щем случае описывается следующим уравнением:
cy(T)^ + div№ = Q; (x,y,z)^G, (4.32)
где W = —Хт (Т) grad Т — тепловой поток; су — объемная теп-
лоемкость; G — расчетная область; Хт — коэффициент теплопро-
водности; Q — количество теплоты.
Задача лазерной сварки с глубоким проплавлением симме-
трична относительно продольной плоскости движения луча, и
поэтому в качестве расчетной области G рассматривается половина
образца.
В математическую модель вводятся следующие расчетные
области:
| (х, у, z, t) — область зоны прямого облучения (ЗПО) на
передней стенке канала;
л (х, у, z, t) — область, соседняя с ЗПО по ходу движения
лазерного луча;
ф (х, у, z, t) — область поверхностного источника факела;
v (х, у, z, t) — область канала проплавления.
Выделяемое количество Q теплоты определяется из теплового
баланса
(4.33)
Q — Qi + 0.2 + Q8 +
где Qx = f Лзпо/V; (х, у, z)G|; 1 0; (х, у, г) ф В;
<?2={ 0; (х, У, х)€ф; (х, у, г) & ф;
Qs — | 0; (х, у, z)Cn; (х, у, г)^п;
Q4 = { <7CTcr/V; 0; (х, у, z)£v, (х, у, z)t£v,
98
где ст — элементарная площадка поверхности; V — элементарный
объем.
Значения тепловых потоков вычисляют по формулам (4.23), >
(4.24), (4.30), (4.31):
Рзпо = апР(0)е-Н- (4-34)
Р71 = алР (0) (1 - П); (4.35)
<7ф = «п[Рл- P(0)]/[-J-d$(d$+2z')]; (4.36)
<7ст = ₽ IP (0) - апР'(0) е-т«]/3. (4.37)
Для однозначной формулировки следует дополнить математи-
ческую модель граничными условиями. В данном случае исполь-
зуются граничные условия, соответствующие в теории теплопро-
водности третьей краевой задаче:
W = <хт (Т) (То - Т); (х, у, z) G дв; (4.38)
W = 0, у = 0 (из условия симметрии),
где ат — коэффициент полной поверхностной теплоотдачи; Т„ —
температура окружающей среды; dG — граница тела.
В задачах используются начальные условия Т = То = const;
t = 0.
Уравнения (4.32) описывают распространение теплоты в пре-
делах какой-либо фазы (твердой и жидкой). На границе раздела
фаз действуют дополнительные условия по тепловым потокам W:
W — W — J §гас*Ф \ .
иЧ-Ьпл dt , |grad0t ) .
Гх_2 = — (Хт grad Т, Ла4^г) >
1 1 \ т 6 | grad Ф | /1-2
(4.39)
где Lnn — скрытая теплот'а плавления; R (t) — положение гра-
ницы фазового фронта; Ф [Т (R, /)]— уравнение границы фа-
зового фронта.
Фазовый фронт определяется условием Т = Т*, где Т* —
температура фазового перехода, индекс 1 относится к фазе с Т <
< Т*, а индекс 2 — к фазе с Т > Т*.
Система уравнений (4.32) с условием (4.39) на границе раздела
фаз может быть записана в однородном виде
[су (T)+Lb (Т - Т*)] dT/dt + div W = 0, (4.40)
где 6 (х) — дельта-функция Дирака; div W — дивергенция теп-
лового потока.
В решении используется совместное уравнение (4.40), что
позволяет применить метод сквозного счета без явного выделения
фронта фазового перехода.
4* 99
Таким образом, рассмотренная модель синтезировала суще-
ствующие представления и установленные экспериментально осо-
бенности сложных физических процессов, происходящих при воз-
действии лазерного излучения в процессе сварки с глубоким про-
плавлением. В дальнейшем была выполнена математическая
интерпретация основных физических явлений, позволившая соз-
дать математическую модель глубокого проплавления при лазер-
ной сварке.
Ниже рассмотрены основные положения математической мо-
дели, согласно которой были составлены алгоритм и программа
для решения задачи на ЭВМ.
Математическая модель процесса глубокого проплавления.
Пространственная нестационарная задача теплопроводности в об-
щем случае описывается следующим уравнением:
с?(Л+div Г = Q; (х, у, z)QG, (4.32)
где W = —Хт (Г) grad Т — тепловой поток; су — объемная теп-
лоемкость; G — расчетная область; Хт — коэффициент теплопро-
водности; Q — количество теплоты.
Задача лазерной сварки с глубоким проплавлением симме-
трична относительно продольной плоскости движения луча, и
поэтому в качестве расчетной области G рассматривается половина
образца.
В математическую модель вводятся следующие расчетные
области:
| (х, у, z, t) — область зоны прямого облучения (ЗПО) на
передней стенке канала;
л (х, у, z, t) — область, соседняя с ЗПО по ходу движения
лазерного луча;
ф (х, у, z, t) — область поверхностного источника факела;
v (х, у, z, t) — область канала проплавления.
Выделяемое количество Q теплоты определяется из теплового
баланса
(4.33)
Q — Qi + 0.2 + Q8 + Qai
где Qx = ( Лзпо/V; (.x, у, z)gb; I 0; (x, у, z) ф В;
<?2={ <?4>o/V; 0; (x, у, а)Еф; (x, y, z) <£ ф;
Qs — | 0; (x, y, г)£л; (x, y, z)^n;
Q< = { <7CjO/V; 0; (x, y, z)£v, (x, y, z)f£v,
98
где ст — элементарная площадка поверхности; V — элементарный
объем.
Значения тепловых потоков вычисляют по формулам (4.23), >
(4.24), (4.30), (4.31):
РзПо = «п^(0)е-ткт]; (4.34)
Р71 = апР (0) (1 - П); (4.35)
<7ф = ап[Рл- Р(0)]/[-у-аф(йф+2г')]; (4.36)
<7ст = ₽ IP (0) - апР'(0) e-T4/S. (4.37)
Для однозначной формулировки следует дополнить математи-
ческую модель граничными условиями. В данном случае исполь-
зуются граничные условия, соответствующие в теории теплопро-
водности третьей краевой задаче:
W = <хт (Т) (То - Т); (х, у, z) G dG; (4.38)
W = 0, у = 0 (из условия симметрии),
где ат — коэффициент полной поверхностной теплоотдачи; То —
температура окружающей среды; dG — граница тела.
В задачах используются начальные условия Т = То = const;
t = 0.
Уравнения (4.32) описывают распространение теплоты в пре-
делах какой-либо фазы (твердой и жидкой). На границе раздела
фаз действуют дополнительные условия по тепловым потокам W:
— U7 — 7 §гас*ф •
и/2 |grad0|;> (439)
Гх_2 = — (Хт grad Т, Ла4^г) >
1 т ь >| grad ф | у J_2 >
где Lnn — скрытая теплот'а плавления; R (t) — положение гра-
ницы фазового фронта; Ф [Т (R, 7)1 — уравнение границы фа-
зового фронта.
Фазовый фронт определяется условием Т = Т*, где Т* —
температура фазового перехода, индекс 1 относится к фазе с Т <
< Т*, а индекс 2 — к фазе с Т > Т*.
Система уравнений (4.32) с условием (4.39) на границе раздела
фаз может быть записана в однородном виде
[су (Т)+£6 (Т - Т*)] dT/dt + div W = 0, (4.40)
где 6 (х) — дельта-функция Дирака; div W — дивергенция теп-
лового потока.
В решении используется совместное уравнение (4.40), что
позволяет применить метод сквозного счета без явного выделения
фронта фазового перехода.
4* 99
Рис. 4.18. Площади сечения излучения
в фокальной плоскости при различной
расходимости №о>838> Ю*3 рад:
1 — 1; 2 — 2; 3 — 3 ,
Рассмотренная математиче-
ская модель была реализована в
числовом виде совместно с
А. А. Самарским, Ю. П. Попо-
вым, А. Н. Трофимовым,
Ю. А. Повещенко при исполь-
зовании пакета программ
ТЕ КОН, разработанного в институте прикладной математики
АН СССР 188]. Целый ряд особенностей расчетной модели,
алгоритмы и программы решения задач лазерной сварки с глубо-
ким проплавлением рассмотрены подробнее в работе [131 ].
Ниже представлены результаты решения ряда конкретных
задач по оценке кинетики тепловых процессов при лазерной
сварке с несквозным проплавлением. Варьировались скорость
сварки, мощность лазерного луча и величина заглубления фокуса.
Рассматривалась лазерная сварка коррозионно-стойкой стали
08Х18Н10Т с изменением параметров режима в следующих пре-
делах: Р = 34-5 кВт, wCB = 104-40 мм/с; заглубление фокуса
(перетяжки луча) г3.п — 0,54-2,5 мм; защитный газ— Не, апер-
тура излучения 35 мм, F — 150 мм, аберрационный параметр
линзы А = 1,4084; длина волны излучения СО2-лазера % —
= 10,6 мкм; Торезе = 2,0-10-3 рад.
Предварительно рассчитывался ход лазерных, лучей по ме-
тодике, изложенной в п. 2. Результаты расчета представлены
на рис. 4.18. При решении задачи были использованы данные
кривой 2, соответствующей принятой расходимости излучения.
Пороговая плотность мощности Е' = 105 Вт/см3 [102]. Для
расчета температур и коэффициентов поглощения в канале и
факеле были использованы результаты, приведенные в п. 3.2 и
на рис. 4.19, 4.20.
Для заданных условий были получены следующие значения:
Тк = 15 000 К, Тф = 18 000 К, KL = 0,5 мм”1, К£ф = 0,1 мм'1.
Рис. 4.19. Зависимость температуры
плазмы от содержания паров железа
в среде Не и Аг
Рис. 4.20. Зависимость коэффициента
поглощения пароплазменной среды от
потенциала ионизации смеси
100
Высота поглощающего слоя факела принималась равной диа-
метру луча на входе в канал проплавления [14].
Расчет проводился от начального момента времени, соответ-
ствующего началу воздействия лазерного излучения на материал,
до момента достижения квазистационарного распределения тем-
ператур. При этом на каждом шаге оценивалась температура всех
элементов тела. Это дало возможность проанализировать про-
цессы теплонасыщения и переход к квазистатическому состо-
янию.
Наибольший интерес для лазерной сварки с точки зрения
оценки теплового состояния представляют процессы плавления,
поэтому правомерность расчетной модели в первую очередь опре-
делялась сопоставлением с экспериментальными данными по
форме и размерам сварочной ванны.
Для сопоставления использовали экспериментальные данные,
полученные по методике, изложенной в п. 6. Форма расплава
определялась «выстреливанием» образца,, т. е. мгновенным уда-
лением металла сварочной ванны, при одновременном быстром
прекращении процесса сварки. «Выстреливание» осуществлялось
как в направлении сварки, так и в противоположном, ему, чтобы
обнажались соответственно передние ц задние стенки сварочной
ванны, ибо возможно нарушение геометрии противоположной
стенки разлетающимся жидким металлом.
Сопоставление экспериментальных данных с результатами
расчетов, выполненных для аналогичных условий сварки, сви-
детельствуют об удовлетворительном их совпадении (рис. 4.21).
Некоторые расхождения результатов, очевидно, связаны с от-
сутствием в расчетной модели ряда факторов, учитывающих
гидродинамику процессов перемешивания жидкого металла, влия-
ющих на размеры сварочной ванны.
Рис. 4.21. Сравнение расчетных
(-------) и экспериментальных (—)
значений длины и ширины свароч-
ной ванны
Рис. 4.22. Изменение скорости заглубления по глубине канала (исв = 20 мм/с):
1 — решение объемной задачи теплопроводности; 2 — расчет проплавления в одно-
мерной задаче при ац = 0; 3 — расчет проплавления в одномерной задаче при =
= 0,25 1
101
I
Рис. 4.23. Зависимость поправочного
коэффициента ад от скорости сварки
Рис. 4.24. Зависимость глубины про-
плавления от скорости сварки при
Р = 3,5 кВт (-------- — эксперимент,
---------расчет)
Одним из основных параметров, определяющих качество и
эффективность процесса лазерной сварки, правильность уста-
новленного режима, является глубина проплавления.
Результаты численного решения ряда объемных задач тепло-
проводности для случаев лазерной сварки с глубоким проплавле-
нием, а также анализ результатов киносъемок позволили сделать
вывод о том, что глубина проплавления при лазерной сварке
фактически определяется глубиной парогазового канала. Толщина
жидкой прослойки под каналом проплавления пренебрежимо
мала, при определении глубины проплавления.
Представляет интерес сопоставление глубины проплавления
при лазерной сварке, полученное решением объемной задачи
теплопроводности, с результатами одномерной задачи.
Глубину проплавления легко определить, если известен ха-
рактер изменения скорости заглубления и3 по глубине:
ЯПр = рз (*)<#, (4.41)
о
где /3 — время заглубления.
Таким образом, необходимо сопоставить характер изменения
скорости заглубления канала проплавления, полученной при ре-
шении объемной задачи теплопроводности, с ее значениями для
случая одномерной задачи теплопроводности, вычисленными по
формуле (4.28) при аЛ = 0 (рис. 4.22). На. начальной стадии за-
глубления скорости практически совпадают, т. е. характер объем-
ной теплопроводности за короткий промежуток времени не успе-
вает оказать влияние. По мере заглубления обнаруживается не-
которое расхождение.
По обработанным результатам решения ряда объемных задач
можно установить значение поправочного коэффициента ад в фор-
муле (4.28). Для этого сопоставляли эпюры изменения скорости
заглубления, полученные из решения объемной задачи, с резуль-
татами расчетов по формуле (4.28). Рекомендуемым значением
поправочного коэффициента считалось то, которое обеспечивает
102
Рис. 4.25. Зависимость глубины про-
плавления от мощности излучении и
скорости сварки, мм/с:
1 — 16,6; 2 — 27,8(--------эксперимент,
----------расчет)
Рнс. 4.26. Зависимость глубины про-
плавления от заглубления перетяжки
луча при Р'<= 3,5 кВт, уов = 16,6 мм/с,
F = 150 мм (--------- — эксперимент,
---------расчет)
совпадение эпюр и одинаковую -глубину проплавления (см.
рис. 4.22, кривые 1 и 3). Следует отметить, что aR несколько изме-
няется в зависимости от псв при ее малых значениях, а при исв >
> 20 мм/с = 0,25 (рис. 4.'23).
Интерес представляет зависимость глубины проплавления
от технологических параметров режима сварки, полученная ре-
шением объемной задачи теплопроводности. На рис. 4.24—4.26
показано влияние на глубину проплавления скорости сварки,
мощности лазерного излучения и величины заглубления пере-
тяжки под поверхностью. Следует отметить хорошее совпадение
расчетных и экспериментальных результатов, что свидетельствует
о правильности физических представлений и математического
аппарата, использованных в расчетной модели.
Результаты решения объемной задачи теплопроводности для
случаев лазерной сварки с глубоким проплавлением позволили
установить ряд закономерностей по отдельным составляющим
процесса тепловыделения при лазерной сварке.
Несмотря на то, что максимальные температуры имеют место
в зоне прямого облучения на передней стенке канала проплавле-
ния, тепловыделение от этого источника из-за малых размеров
зоны невелико— не превышает 10 % общего количества энергии,
поступающей в металл. Основная доля энергии (до 80 %) поступает
в металл от пароплазменной среды, заполняющей канал проплав-
ления.
Потери энергии .в процессе лазерной сварки с глубоким про-
плавлением связаны с потерями в факеле (кроме части потока
энергии, направленной в металл) и с выходом части энергии из
канала проплавления в виде паров и в результате радиации.
В представлении данной модели из канала удаляется! до 40 %
энергии, сосредоточенной в канале проплавления. Общие потери
составляют от 30 до 50 %.
Представленные результаты имеют самостоятельное значение
для установления закономерностей тепловых процессов при лазер-
ной сварке с глубоким проплавлением. Кроме этого, проведенный
103
анализ позволил выделить наиболее существенные элементы
общей модели глубокого проплавления с целью их использования
в инженерных расчетах тепловых процессов.
4.5. ПОСТАНОВКА ИНЖЕНЕРНЫХ ЗАДАЧ
ДЛЯ ЧИСЛЕННОГО АНАЛИЗА ТЕПЛОВЫХ ПРОЦЕССОВ
Рассмотренная в п. 4.4. расчетная модель тепловых процессов
лазерной сварки с глубоким проплавлением основана на. всесто-
роннем учете сложных физических процессов, происходящих при
взаимодействии лазерного излучения с металлом с образованием
канала проплавления, и их математическом описании. Реализация
такой модели числовыми расчетами связана с определенными
трудностями, которые оправдываются тем, что именно » такой
всеобщей постановке можно установить определенные закономер-
ности процесса в совокупном проявлении основных физических
явлений с учетом их взаимного влияния.
Такого рода обобщения расширяют и углубляют наид пред-
ставления, а с другой стороны позволяют выделить из совокуп-
ности сложных физических явлений те, которые являются наи-
более существенными для оценки тепловых процессов, реализация
которых в расчетной модели ведется простыми и экономическими
вычислительными средствами.
В инженерной практике такие расчетные модели могут быть
легко реализованы при решении разнообразных задач непосред-
ственно исполнителями, что позволяет назвать такого рода модели
задачами инженерного класса. Выделим наиболее существенные
особенности постановки задач инженерного класса для исследова-
ния тепловых процессов при лазерной обработке. К ним относятся
многомерность, нелинейность, нестационарность, необходимость
учета теплоты фазового перехода и поглощательной способности
материала.
Для упрощения задачи в инженерной постановке в отличие от
полной модели необходимо задать параметры источника чагрева:
геометрические размеры по поверхности и глубине, предельные
плотности мощности.
Для поверхностных источников нагрева, исподьзуемдтх при
термообработке, это не вызывает особых сложностей. Источник
теплоты задается поверхностным, а его характеристики; рассчи-
тываются в зависимости от схемы фокусировки, с описанием
источника нагрева для процесса сварки дело обстоит иначе.
Если осуществляется сварка встык элементов небольшой тол-
щины с полным проплавлением, то можно однозначно считать
проплавление равномерным, т. е. остановиться на линейное источ-
нике нагрева. В этом случае, зная мощность лазерного издучения
и принимая во внимание концентрированный характер действия
источника нагрева, легко найти эффективную мощность сосредото-
ченного линейного источника теплоты (см. п. 4.2).
104
Несколько сложнее решается вопрос с заданием параметров
источника нагрева при глубоком проплавлении, так как характер
тепловых процессов в высокотемпературной области в значитель-
ной степени определяется распределением интенсивности тепло-
выделения по толщине свариваемых элементов. Допущение о ли-
нейном характере источника нагрева для случаев сварки металла
большой толщины с «кинжальным» проплавлением является
слишком не точным и существенно искажает описание тепловой
обстановки вблизи сварочной ванны.
Установленные в п. 4.4 закономерности тепловыделения поз-
воляют по термодинамическому расчету проплавляющей способ-
ности луча определить глубину проникания и эпюру распределе-
ния по глубине сварочного источника, если заданы параметры
режима, фокусировки и известны теплофизические свойства сва-
риваемого материала.
Рассмотрим особенности математических моделей, рекомен-
дуемых для решения инженерных задач численным способом.
Лазерная обработка материалов вследствие высокой степени
концентрации энергии источника нагрева осуществляется с вы-
сокими градиентами температур в пространстве и во времени,
следовательно, необходимо использовать модели с мелкой про-
странственной разбивкой и малым шагом по времени.
При решении задач общей модели лазерной обработки, пред-
ставленной fa п. 4.4, использовалась неявная расчетная схема,
которая обеспечивает абсолютную устойчивость численного счета.
Однако с увеличением шага времени выще некоторого значения
точность решения снижается как в результате погрешности раз-
ностной аппроксимации, так и вследствие потери отдельных фаз
движения источника теплоты из-за попытки рассчитать процесс
быстрее, чем он физически развивается. Указанная особенность
Имеет более строгое математическое обоснование [106, 107].
Результатом решения многочисленных задач лазерной обра-
ботки является рекомендация выбора степени дискретизации раз-
ностных сеток не более 0,5—0,8 мм вблизи источника нагрева
с временным шагом не более (1,0—2,0) 10-2 с. Однако решение
с мелким шагом снижает требования о точности разностной аппрок-
симации и линеаризации уравнений. В связи с этим для решения
задач инженерного класса рекомендуется явная интерполяционная
схема расчета, которая требует мелкого временного шага, но
использует простой циклический алгоритм с малым числом опера-
ций счета на каждом шаге.
В задачах общего моделирования (см. п. 4.4) использовалась
неравномерная разбивка расчетной области с переменным шагом
по осям Оу, и 0z, возраставшим в геометрической прогрессии при
удалении от оси источника. Для использования в тех моделях
неявной расчетной схемы такая разбивка являлась экономичной.
Использование переменного шага сетки в явной схеме расчета
нецелесообразно, так как ухудшается устойчивость решения и
105
возрастают погрешности аппроксимации, что в свою очередь
приводит к необходимости дополнительного уменьшения шага
по времени.
Исходя из этих соображений в инженерных задачах исполь-
зуется равномерная сетка. В декартовых координатах простран-
ственные шаги принимаются равными:
hs = hy = hz = h. (4.42)
Разностная аппроксимация первой производной проводимости
по двум узлам
дТ
Т
1 (Ж. /,
b. i+i. *
и, /. fe+d
Т
1 (1—1, /, Aj
Ь. /—1.4
и, I, k—1) .
(4.43)
Вторая производная также аппроксимируется
трем узлам:
минимум по
~ 1
д у
,2.
т
1 (Ж. /.
». i+i. 4
-2Tltl. k-T
[Ж, /. ti-
ll, /—1. k
U. 1, k-\.
(4.44)
Аппроксимация производной по времени проводится по двум
последовательным значениям:,
~ [Ts+1 - Г], (4.45)
где s + 1 — новый (текущий) момент времени; s — предыдущий
момент времени.
Общее дифференциальное уравнение теплопроводности (4.32)
в соответствии с принятыми условиями (4.42)—(4.45) поле неко-
торых преобразований запишется в следующем виде (индекс пре-
дыдущего шага по времени не указан):
г
«=1
Т(I—1, /, м — 2Tit /, k -Ь
b, /—i, 4
и, /.
+ T гГ_|_1. /, М
b. ж,4
u. /, *+d
______________get j, k At_________________
c (Tt, j, k) V (T’i, j, k) Aid. j. k
________(T i, j, ft) At__________
ciTi.i. h k),h
hv
(4.46)
(4-47)
A Vi, j, л — hdiyht,
(4.48)
106
Рис. 4.27. Геометрическое пред-
ставление расчетной области
где q — поглощенная тепло-
вая мощность; с — тепло-
емкость; ег>ЛА— доля мощ-
ности источника, выделив-
шаяся за время Ат от момен-
та s до s + 1 в элементе (i,
/, k)-, Г — размер тела;^ —
номер орта.
Уравнение (4.46) описы-
вает температурное поле
во всех внутренних точках
i'
области G, т. е.
(М - 1)
/ = 2, 3, ... pV- 1
k\ \L - 1
(4.49)
где
— индексный массив.
В большинстве случаев лазерной обработке подвергаются
образцы, детали или узлы, все граничные поверхности которых
являются свободными и контактируют с окружающей средой.
Температура окружающей среды принимается постоянной. Тепло-
обмен с окружающей средой задается граничными условиями
третьего рода, которые выражаются законом Ньютона в диффе-
ренциальной форме:
«,(75-Т.)=-1т(Т5)^|5, (4.50)
где ат — коэффициент полной поверхностной теплоотдачи; Тц —
температура поверхности; п — нормаль к поверхности G.
Рассмотрим уравнение теплообмена в направлении оси х
с граничных поверхностей тела х = 0 и х = 1Х (рис. 4.27). Пре-
образуем уравнение (4.50) в разностную форму и после упроще-
ний получим
107
Аналогичный вид имеют уравнения теплообмена границ в на-
правлениях осей у и z.
Одним из основных условий в постановке тепловых задач
является учет зависимости теплофизических свойств материала
от температуры. Изменение теплоемкости с, теплопроводности Хт,
плотности у материала, коэффициента ат полной поверхностной
теплоотдачи от температуры могут быть заданы функционально
или в табулированном виде. В тех случаях, когда зависимость
параметров теплофизических свойств материала от температуры
носит монотонный характер, используется функциональная ап-
проксимация. Изменение коэффициента теплопроводности мате-
риала обычно хорошо аппроксимируется квадратичным полино-
мом вида
Хт (У) = 10 4- 1ХУ + 12У2. (4.52)
Изменение плотности материала достаточно описать линейной
функцией
Y (У) = уо + УтТ. (4.53)
Зависимость коэффициента полной поверхностной теплоотдачи
от температуры описывается полиномом четвертой степени:
t ат (У) = а0 + агТ + а2У2 + а3У® 4- а4У4, (4.54)
или дробно показательной функцией
ат (У) = а0 + АТ*. (4.55)
Наибольшие сложности возникают при описании закона изме-
нения теплоемкости от температуры. Для металлов, не испыты-
вающих полиморфных превращений при нагреве до температуры
плавления, изменение теплоемкости носит плавный монотонный
характер и хорошо описывается квадратичным полиномом
с (У) = с0 -(- сгТ -]- с2Т2. (4.56)
Если в материалах при нагреве происходит структурное пре-
вращение, вызывающее излом функции с (У), то можно задавать
значения коэффициентов с0, съ с2 различными для каждого из
структурных состояний. Если же изменение теплоемкости носит
резкий или разрывный характер, например при фазовых перехо-
дах, то значения теплоемкости следует задавать в табличном виде.
Безусловно, использование табличных значений усложняет расчет-
ную схему, поэтому рекомендуется использовать табулированные
значения лишь в тех случаях, когда важный смысл приобретает
тепловая оценка фазовых и структурных превращений.
При табличном задании теплофизических параметров и со-
ответствующих реперных температур они заносятся в массив
исходных данных. Значение параметра внутри интервала темпе-
108
* ратур определяется в простейшем виде линейной интерполяцией
^(7’iU.ft) = ^(7’P) + ^(7’p+1)-
- U (Тр)] (Тг, j, h - Тр)/(7’р+1 - Тр), (4.57)
где U — тот или иной теплофизический параметр; р — номер
репера.
В явной схеме расчета значения свойств удобнее брать от
предыдущего момента времени с последующим уточнением в цикле
прямых итераций [1061, причем достаточно двух-трех итераций.
Следует особо остановиться на вопросах учета теплоты фазо-
вого перехода. Известно, что теплоемкость, чистых металлов при
плавлении и кристаллизации терпит разрыв, связанный соответ-
ственно с поглощением или выделением скрытой теплоты. В спла-
вах же переход из одного агрегатного состояния в другое проис-
ходит в интервале температур. При этом тепловой эффект описы-
вается функцией с (Т) в виде 6-функции Дирака.
' Разрывная функция с (Т) непригодна для принятой расчетной
схемы, так как в этом случае нарушается сходимость итераций.
Чтобы избежать этой ситуации, вводится эффективная сглаженная
теплоемкость с, позволяющая заменить скачок соответствующей
функцией в интервале сглаживания 2А — Тлик — Тсол:
ств(Т),
с (Т) = с + LS (Т - Т*),
сж (Т),
Т<Т* — А,
IT —7’*|<Д,
Т>Т* + А,
(4.58)
где с = 1/2 (ств 4- сж); L — скрытая теплота плавления; Т* —
средняя температура фазового перехода.
Для упрощения 6-функцця заменяется трапецией ABCt) с от-
ношением ВС/AD — а=1,5-гЗ (рис. 4.28). Значения теплоемкостей
в точках А и D (сл и cD) можно найти в справочных данных.
Недостающее значение эффективной
теплоемкости в точках В и С (св и сс)
определяется йз условий соответствия
площади (заштрихованной) под трапецией
скрытой теплоте фазового перехода:
Введение в расчет значений сА, св, сс и
cD позволяет записать дифференциальное
уравнение теплопроводности (4.32) в одно-
родном виде для фаз и границы их раздела.
Это существенно облегчает счет на ЭВМ,
- Рис. 4.28. К расчету эффективной сглаженной
теплоемкости при наличии фазового перехода
С
109
делает его сквозным без специального выделения фазового пере-
хода, хотя скрытая теплота фазового перехода при этом учи-
тывается.
Принципиальным вопросом численных расчетов по явной схеме
является устойчивость решения. Принятая разностная аппрокси-
мация считается пригодной, а решение устойчивым, если при
уменьшении шага по пространству оно непрерывно сходится к точ-
ному решению исходного разностного уравнения.
Для пространственных нелинейных параболических уравне-
ний, к числу которых относится дифференциальное уравнение
теплопроводности, при решении разностным методом область
устойчивости определяется следующим соотношением [106 р.
At;
(4.60)
fi=i
р-1, л [т Р+1,
h, I—i, I /+1. fel
\ u. /. k—J / \ [i, i, H-1J J
При выполнении условия (4.60) во всех расчетных точках
решение является устойчивым. Это означает, что допустимый рас-
четный шаг по времени Дтдоп должен выбираться равным наимень-
шему значению
Расчетная схема, безусловно, значительно усложняется, если
для каждой точки расчетной области проводить вычисления по
формуле (4.60) .с соответствующей коррекцией шага по времени.
В целях упрощения предлагается в задачах инженерного класса
проводить расчет с постоянным шагом по времени, предвари-
тельно вычисляемым по следующей формуле:
Д т —
1ДОП -
2k [ft. + h -4- h '
6Лгтах ГЧ ' у < Jmax
(4-61)
Значения cmln,'ymln, %max определяются по графикам теплофи-
зических функций в ожидаемом интервале температур. Вычислен-
ное по формуле (4.61) значение Атдоп является несколько зани-
женным, его можно увеличивать в процессе решения однотипных
задач, подбирая оптимальные значения.
Рассмотренный подход к решению тепловых задач заложен
в качестве основы расчета ряда практических задач лазерной
обработки инженерного класса, приведенных ниже.
4.6. ПРАКТИЧЕСКИЕ ЗАДАЧИ ИНЖЕНЕРНОГО КЛАССА
ДЛЯ РАСЧЕТА ТЕПЛОВЫХ ПРОЦЕССОВ ПРИ ЛАЗЕРНОЙ
ОБРАБОТКЕ
В данном параграфе рассмотрен ряд практических задач лазерной
обработки, выполненных совместно с А. Н. Трофимовым, в кото-
рых анализ тепловых процессов осуществляется расчетами на
ПО
ЭВМ в упрощенной инженерной постановке, представленной
в п. 4.5.
Сварка встык тонких пластин. Освоенный отечественной маши-
ностроительной промышленйостью класс лазерных технологиче-
ских установок мощностью до 5 кВт позволяет осуществлять
однопроходную сварку встык деталей толщиной 1 мм и более
с полным проплавлением. Среди соединений, выполненных свар-
кой встык, наиболее распространены прямолинейные.
Очень часто вопрос' применения лазерной сварки решается
сопоставлением с традиционными процессами дуговой сварки, по-
этому ниже представлена постановка задачи о распространении
теплоты при лазерной и дуговой сварке пластин встык с полным
проплавлением за один проход.
Задача рассматривается как плоская, т. е. без учета изменения
температур по толщине. Пример разбивки пластин показан на
рис. 4.29. Сборочный зазор стыкуемых пластин в расчете не учи-
тывается, так как он практически не влияет на температурное
поле при высоких скоростях сварки.
С полным основанием можно представить источник теплоты
в данном случае лазерной сварки линейным. В направлениях
осей х и у источник теплоты может быть распределен произволь-
ным образом.
При расчете непрерывное движение источника с постоянной
скоростью сварки исв заменяется дискретным действием в узлах
разностной сетки. Исходным является дифференциальное уравне-
ние теплопроводности для рассматриваемого случая [501:
+ ^.[х,(Т)^.]+,-2а,(Т)(Т-W. («2)
Уравнение (4.62) приводим к разностному и после преобразо-
ваний получаем интерполяционную формулу для расчета темпе-
ратур во внутренних точках пластины:
Z7.S4-1 I I' /'Г* | 'Т’ )
Ti, i = Tt,i + с {Tt j} р (Г U1.1 + ^-i, i +
, т , т лт | ^т(7’|+1/) — ч
+ 11, j+ч + 11, i-i — 47 ь j Н-4X7(775)---- i+1’7 ~ 1 i-1’7'+
А-Т (ТI, j+1) I, 7-1) .
+----- "Oi’./j-------(7 h 1+1 — 7 i, i-i) + .
, е*’71? д_ 2”т (Гг’ft2 IT . __ т 4 (4 63)
+ *т (Ti, j) б + Хт(Гг.7)б (Т‘’] Г°<|- ( В *
В записи параметров, относящихся к предыдущему шагу по
времени в уравнении (4.63), индекс s опущен.
111
Рис. 4.29. Разбивка пластины прн моделировании процесса сварки
14 Р 1 f М
На границах тела х{. 1, у{ . 1 температуру рассчитывают
l/x J I, J
по формуле (4.51).
В расчетах тепловых процессов при дуговой сварке пластин
источник нагрева имеет нормально-круговое распределение в плос-
кости пластины. Определение параметров нормально-кругового
источника нагрева осуществляется для конкретного случая ду-
говой сварки в соответствии с методикой, изложенной в [100].
Рассмотренная методика многократно использовалась для расчета
тепловых процессов при лазерной сварке пластин из различных
конструкционных сталей, сплавов титана, алюминия, никеля и
других материалов. Эти расчеты осуществлялись для отработки
режимов сварки, оценки технологической прочности, исследова-
ния структур и .свойств сварных соединений и для других целей.
Представляет интерес сопоставление результатов расчетов не-
линейной плоской задачи для описанной модели с вычислениями
по формуле мощного быстродвижущегося линейного источника
(4.12), полученной фактически решением линейной плоской за-
дачи.
В качестве примера на рис. 4.30 показаны термические циклы
лазерной сварки пластин из титанового сплава ВТ28, рассчитан-
ные по линейной и нелинейной модели, а на рис. 4.31 —изотермы
температурных полей квазистационарного состояния.
Температурные поля, построенные по упрощенной линей-
ной модели и по уточненной не-
линейной модели, существенно
различаются. Особенно это отно-
сится к высокотемпературной об-
ласти (свыше 900 К), где расчет
по уточненной схеме приводит к
Рис. 4.30. Термические циклы для оси
шва при лазерной сварке пластины из
титанового сплава ВТ28 толщиной
2,0 мм (<?„ = 3 Ю8 Вт/ма, »св =
= 26,7 мм/с):
1 — линейная модель; 2 — нелинейная мо-
дель
112
196
196
S)
Рис. 4.31. Изотермы квазистационарного состояния при лазерной сварке пласти-
ны из титанового сплава ВТ28 толщиной 2,0 мм (?п=2,75 • 10е Вт/м2, иов=20 мм/с):
а — линейная модель; б — нелинейная модель
уменьшению линейных размеров соответствующих изотерм квази-
стационарного состояния в 1,5—3 раза.
Характерная длина сварочной ванны, определяемая на
рис. 4.31 протяженностью изотермы плавления Тпл 1960 К,
составляет в зависимости от режимов лазерной сварки по резуль-
татам решения ряда задач не менее 12 мм при расчетах по ли-
нейной модели и 5 мм при расчетах по нелинейной модели в со-
вершенно одинаковых условиях сварки. Обработка серии экспери-
ментов по определению размеров сварочной ванны методом «вы-
бивания» образца, приведенных в тех же условиях сварки, пока-
зала, что в этом же диапазоне режимов длина сварочной ванны со-
ставляла от 3 до 7 мм.
В качестве иллюстрации можно рассмотреть рис. 4.30, где
сопоставление расчетов и экспериментов позволило определить
следующую длину £св ванны:
расчет по линейной модели £св 14,5 мм;
расчет по нелинейной модели £св 4,5 мм;
экспериментально £ов 5,7 мм.
Результаты сопоставления позволили сделать важный вывод
о том, что переход к нелинейной расчетной модели, учитываю-
щей изменение теплофизических свойств материала от темпера-
113
Рис- 4.32. Изменение скорости охлаждения
в интервале 1673—1473К при лазерной свар-
ке стальной пластины ( — расчет; •
-----------эксперимент)
туры, существенно уточняет теорети-
ческие данные по сравнению с упрощен-
ной линейной моделью. Результаты
экспериментов полностью подтверждают
это соображение. >
( На рис. 4.32 представлены результа-
ты изменения скорости охлаждения иохл
в интервале 1673—1473 К на оси шва при лазерной сварке
с полным проплавлением стальной пластины толщиной 1,5 мм
в зависимости от режима сварки. Скорость сварки изменялась
от 4,16 до 55,5 мм/с, а мощность излучения от 2. до 4,6 кВт.
Расчетные данные получены решением нелинейной задачи по
изложенной выше методике. /Термопары непосредственно вво-
дили в хвостовую часть ванны в процессе сварки, таким обра-
зом фиксировалась лишь стадия охлаждения.
Многочисленные результаты свидетельствуют об удовлетвори-
тельном согласовании расчетных данных по нелинейной модели
с экспериментальными измерениями. Это позволяет сделать вы-
вод о том, что инженерные расчеты тепловых процессов при ла-
зерной сварке пластин с полным проплавлением можно с высокой
степенью точности проводить по представленной выше нелиней-
ной плоской модели. Для удовлетворительного описания высоко-
температурных процессов в области плавления материала необхо-
дим учет скрытой теплоты фазового перехода.
Сварка массивных деталей с неполным проплавлением. При
сварке массивных деталей ограниченных размеров тепловые про-
цессы следует анализировать с учетом неоднородности распреде-
ления температур по толщине детали. Это замечание относится
к высокотемпературной области вблизи сварочной ванны, поэтому
задачу анализа тепловых процессов при сварке с неполным про-
плавлением деталей большой толщины следует рассматривать
как пространственную.
В практике производства сварных конструкций часто встре-
чаются два случая сварки: сварка встык толстых пластин прямо-
линейным швом с неполным проплавлением,,сварка пластин круго-
вым швом с неполным проплавлением.
Первый случай является типичным при двусторонней сварке
элементов большой толщины, когда мощность сварочного источ-
ника достаточна лишь для проплавления на глубину, несколько
большую половины, толщины деталей. Кроме того,' этот случай
имеет место в так называемых «замковых» сварных соединениях,
_ когда сварка встык осуществляется как бы на подкладке. —
Круговые швы с неполным проплавлением получают при при-
варке различных труб, фланцев и других цилиндрических эле-
114
ментов к толстостенным деталям. Типичным примером такого
рода сварной конструкции является труба — трубная доска,
когда тонкостенные трубы вваривают в массивную плиту с пред-
варительно просверленными отверстиями. Это сварное соедине-
ние является основным узлом теплообменников разнообразных
конструкций, где сварка концентрированными источниками энер-
гии (электронный и лазерный лучи) является весьма перспектив-
ной.
Для расчета тепловых процессов в данном случае расчетную
область свариваемого образца разбивают (рис. 4.33). Задача
ставится не как осесимметричная, а с учетом движения источника
нагрева в процессе сварки. Это дает возможность математического
моделирования процесса с,учетом физической сущности тепловых
явлений, происходящих в процессе сварки. В частности, такая
модель позволяет проводить анализ тепловых процессов в зоне
перекрытия шва, когда начальный участок сварки после замыка-
ния кольцевого шва вновь частично переплавляется с целью
обеспечения гарантированного качества, этого участка. Более
того, данная модель позволяет проводить расчет программирован-
ного режима лазерной сварки с управлением параметрами воздей-
ствия (мощностью, скоростью и др.) в процессе сварки перекры-
тия кругового шва с целью получения требуемого температурного
поля, в частности, для обеспечения постоянства глубины проплав-
ления.
Удобнее решать задачу в цилиндрических координатах. В раз-
ностное уравнение (4.46), записанное для общего случая объем-
ной теплопроводности с учетом искривления разностной сетки
при переходе к цилиндрическим координатам, вводятся коэф-
фициенты Ламе.
В окончательной форме разностное уравнение для расчета
температур внутренних точек записывается в следующем виде:
А-т (ГI, ft) Дт
с (т{, i. k)y(Ti, i, k)(h
X £p-i. /, м T p-i, /, — 25c /. kTi, i, k +
h, /—i, fcl h, /-i, *1
. u, /, fc-J U, I, fc-J
<7 (t) Bj, }, feAr
W g,_i,>,k= 1 -hr/(2R), = 1 + WR), = 1 +
' 115
Рнс. 4.33. Разбивка расчетной области
при моделировании сварки соединения
труба—трубная доска
+ \hr/(hyR)]\ Вг,Р1)?1=Вь;+1,Л =
= 1 — коэффициенты Ламе;
A Vi, j,k = — объем рас-
четного участка; —коэф-
фициент тепловыделения, опре-
деляющий характер распреде-
ленности теплового источника.
Расчет температур в гранич-
D /Ч
ных элементах R = 1 ?, z =
( Ав)
(° 1
= {. } (см. рис. 4.33) ведут по
Vz J
формуле (4.51). Замыкание границы по углу <р осуществлялось
совмещением плоскостёй <р = 0 и <р — 2л соответствующей пере-
индексацией параметров.
Расчетную модель использовали для установления оптималь-
ного сочетания параметров режима свдрки перекрытия кругового
шва в целях обеспечения постоянства глубины проплавления.
Для этого в расчетную модель вводили вспомогательный мас-
сив для записи температурного поля к моменту совмещения на-
чала и конца шва. Это температурное поле является начальным
для последующего вычисления температуры при переходе луча
на ранее сваренный начальный участок, т. е. при выполнении
перекрытия. При этом вырьировались закон изменения мощности
и длина участка перекрытия с целью обеспечения постоянной глу-
бины проплавления. На рис. 4.34 представлены общий вид тем-
Рис. 4.34. Тепловые процессы при лазерной сварке трубы с трубной доской из
титанового сплава (Р = 3,5 кВт, v0B= 23,3 мм/с, F = 149 мм):
а — температурное поле к моменту замыкания шва; б — термические ци^лы точек верх-
ней плоскости 2= 0 на различных расстояниях от оси в радиальном направлении, мм:
1 — по оси шва; 2 — 0,6; 3 — 1,2; 4 — 1,8; 5 — 2,8 (--------расчет;-------— экс-
перимент)
116
пературного поля к моменту замыкания шва и термические циклы
при лазерной сварке соединения трубы с трубной доской из ти-
танового сплава. Наружный диаметр трубы 11 мм, внутренний
4,0 мм, толщина трубной доски 20 мм. Расчет проводился с учетом
скрытой теплоты фазового перехода, источник нагрева считался
распределенным, теплофизические свойства задавались завися-
щими от температуры. В экспериментах использовались хромель-
алюмелевые термопары диаметром 0,15 мм с записью на шлей-
фовый осциллограф.
Сопоставление расчетных и экспериментальных данных пока-
зывает удовлетворительное совпадение в области температур до
1000 К. Некоторое расхождение в высокотемпературной области
связано с неточностью экспериментальной оценки распреде-
ленности источника нагрева по глубине и инерционностью си-
стемы измерения температур с помощью термопар.
Термообработка плоских и цилиндрических поверхностей.
В большинстве случаев лазерной термообработки используется
поверхностный распределенный источник нагрева или концентри-
рованный сканирующий источник. В машиностроении термо-
обработке подвергаются в основном детали средних и больших
толщин, в которых обеспечивается высокий естественный тепло-
отвод за счет теплопроводности.
В связи с этим расчетное моделирование тепловых процессов
при термообработке с целью обеспечения высокой точности ре-
зультатов должно осуществляться решением объемной задачи
теплопроводности. Лишь в некоторых случаях при термообработке
сканирующим лучом применяют плоскую модель. Рассмотрим
наиболее типичные, случаи.
Термообработка поверхности пл и т ы. По-
становка этой задачи' аналогична постановке задачи для расчет-
ной модели сварки плит с неполным проплавлением. Различие лишь
в представлении источника нагрева. Вместо сварочного источника,
распределенного по глубине, необходимо задавать поверхност-
ный источник. Характер распределения плотности мощности ис-
точника определяется исходными параметрами используемого
лазерного излучения и условиями его фокусировки. Для конкрет-
ных параметров лазерного луча и применяемой фокусирующей
оптики по соответствующим методикам, изложенным выше, оп-
ределяется распределение плотности мощности источника. В тех
случаях, когда распределение описывается нормальным законом,
следует использовать подход, рассмотренный в работе[100].
В принципе в расчетной модели можно использовать любой
характер распределения, включая задание экспериментальных
характеристик распределения плотности мощности лазерного
излучения на поверхности в пятне обработки.
В большинстве случаев термически обрабатывают поверхность
с предварительно нанесенным поглощающим покрытием. Следова-
тельно, в расчет необходимо вводить соответствующее' значение
117
коэффициента поглощения при вычислении эффективной мощности
нагрева (см. п. 4.1). '
Температуры во всех внутренних точках расчетной области
(рис. 4.35, а) определяются при решении общего уравнения тепло-
проводности для объемного характера распространения теплоты
(4.46), а расчет температур в граничных элементах — по форму-
лам (4.51).
Следует отметить, что в инженерной постановке обычно не
удается получить достоверную информацию о скоростях нагрева
металла в точках поверхности, расположенных непосредственно
под лучом. Рассмотренная модель дает возможность однозначно
определять температурное поле с целью оценки размеров зон
структурных превращений и ожидаемого характера распределе-
ния твердости и других механических свойств в зонах обработки.
Термообработка цилиндрических по-
верхностей. Одним из распространенных случаев термо-
обработки деталей и узлов машиностроения является лазерное
упрочнение внешних поверхностей. Наиболее просто это дости-
гается при одновременном вращении детали и равномерном пере-
мещении луча или детали по образующей. Лазерная обработка
цилиндрической поверхности идет по спирали.
Различают обработку с перекрытием дорожек для обеспечения
более равномерного термоупрочнения поверхности или же иногда
достаточно нанести дорожку без перекрытия.
Рис. 4.35. Схемы лазер-
ной термообработки по-
верхности плиты (а) и ци-
линдрического вала (б) по
винтовой траектории и
поверхности плиты скани-
рующим лучом (в)
118
При лазерной обработке цилиндров диаметром более 100 мм
каждый последующий виток практически укладывается на остыв-
шую поверхность. В этом случае может быть использована мето-
дика, применяемая при термообработке поверхности плиты. Бо-
лее сложным для расчета представляется общий случай обработки
цилиндрических поверхностей меньших диаметров, когда подо-
грев от предыдущей дорожки необходимо учитывать.
На рис. 4.35, б представлена схема лазерной термообработки
цилиндрического вала по винтовой линии. Расчет проводили
в объемной постановке задачи, используя для удобства цилиндри-
ческие координаты. Для расчета температур во внутренних точ-
ках области использовали разностное уравнение (4.64). Массив
параметров по углу <р используется в расчетной схеме со сдвигом
граничных плоскостей <р = 0 и <р = 2л вдоль образующей на шагЛв
винтовой линии движения источника. Температура в сечении
(i, 1, k)
(Т I, j, ft) Лт
с (Гi, 1, к) V (Тг, if
hr ]2
V
hz J
£<i-1, i. k i тi, k ч — i, kTi, i, k +
H, N—1, h, N—1,
u. i, k—i J u, 1, k—i J
+ 1, T р+], 1Д1
2, k I 2, k I
u. i. н-n u. i. *h-iJ
(4.65)
Обозначения в формуле (4.65) соответствуют обозначениям, 1
принятым в выражении (4.64).
Для сдвига граничных плоскостей <р = 0 и <р = 2л вдоль об-
разующей на шаг h производится переприсваивание
Ti,N,k = T’i.l.H-n,» (4.66)
где пв — hB/hz — целое число.
Термообработка сканирующим лучом. Для
одновременного получения за один проход широкой упрочненной
дорожки при термообработке применяют сканирование луча по
гармоническому закону в направлении, перпендикулярном его
поступательному перемещению. Если тепловую задачу ставить,
непосредственно описывая возникающую сложную траекторию'
перемещения луча, то она будет трудоемкой и сложной для опе-
ративных инженерных расчетов.
119
в
о
Рис. 4.36. Схема осесимметричного наг-
рева тела вращения
С целью упрощения модель
для приближенной оценки тепло-
вых процессов в инженерных рас-
четах термообработки сканирую-
щим лучом представляется в виде
плоской задачи.
Вследствие тепловой инерци-
онности при больших частотах
сканирования лазерного луча,
обычно используемых при термо-
обработке, источник по своему действию на материал, оказывается,
подобен квазираспределенному полосовому источнику. Этот источ-
ник имеет длину, равную удвоенной амплитуде колебаний, и
ширину, равную диаметру фокусировки луча.
Схема лазерной термообработки сканирующим лучом представ-
лена на рис. 4.35, в. В предложенной схеме пренебрегаем кон-
цевыми эффектами и рассматриваем сечение у = 1у/2 в качестве
расчетного. При этом допущении в расчетном сечении тепловой
поток распространяется лишь в двух направлениях — по осям х
и z, т. е. задача становится плоской. Так как в сечении у = 1у/2
отсутствует тепловой поток в направлении оси у, то при расчете
температур в сечении у = 1у/2 граничные плоскости по оси у
задаются адиабатическими. Расчет осуществляется по разност-
ному выражению (4.63) для плоской задачи теплопроводности.
Источник задается нормально-распределенным по узлам верх-
ней кромки сечения в соответствии с описанием в п. 1.6. Его
расчетная мощность
Я* = Р^п/1у
(4-67)
Осесимметричный нагрев тела враще-
ния. 'В ряде случаев лазерной наплавке, термообработке или
термораскалыванию подвергают различные детали типа труб,
фланцев небольшого диаметра, которые вращаются с большими
окружными скоростями. В этих случаях действие лазерного луча
можно представить в виде квазираспределенного кольцевого источ-
ника. При таком допущении тепловой поток в окружном направ-
лении будет отсутствовать, распределение теплоты будет проис-
ходить в радиальном направлении по оси R и в направлении тол-
щины по оси z (рис. 4.36). Принятые допущения сводят задачу
теплопроводности к плоской. За расчетное сечение может быть
принято любое радиальное сечение, например <р = 0.
Методика расчета температурного поля аналогична рассмо-
тренному выше случаю. В зависимости от вида обработки источ-
ник нагрева может быть поверхностным с определенным, напри-
мер нормальным, законом распределения в радиальном направле-
но
нии, или же объемным в направлении К и по толщине г. Расчет-
ная мощность источника
, ?* = Рг]я/(^), (4.68)-
где D — диаметр обрабатываемой дорожки.
Приведенные модели основаны на упрощении физических
процессов и математической постановки численного решения тепло-
вых задач лазерной обработки для наиболее часто встречающихся
на практике случаев.
На основе рассмотренных инженерных моделей разработан
пакет программ на языке «Фортран», имеющий общие построения
и описания. Для использования программы достаточно ознако-
миться с перечнем вводимых параметров и выводимой на печать
желаемой информацией, ввести в программу конкретные данные
и использовать ее для расчетов на ЭВМ.
5. ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ
ПРИ ЛАЗЕРНОЙ ОБРАБОТКЕ
5.1. ТЕРМОДЕФОРМАЦИОННЫЕ ПРОЦЕССЫ В МЕТАЛЛАХ
ПРИ ВОЗДЕЙСТВИИ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ
Если осуществлять равномерный нагрев материала, то будет
происходить его свободное расширение без возникновения напря-
жений. При неравномерном нагреве тела связи между нагретыми
и ненагретыми участками препятствуют свободному расширению
тела. Вследствие этого в нем возникают собственные температур-
ные напряжения, действующие при отсутствии внешних сил.
Температурные напряжения, возникающие и действующие в про-
цессе тепловой обработки, принято называть временными. Таким
образом, временные напряжения существуют в процессе лазерной
обработки на стадиях нагрева, выравнивания температур и охла-
ждения.
Наряду с температурными деформациями и напряжениями
в теле могут также возникать деформации и напряжения, вызван-
ные фазовыми или Структурными превращениями, происходя-
щими с увеличением или уменьшением объема.
Неравномерный нагрев и изменение объема тела вследствие
температурного расширения, фазовых или структурных превра-
щений приводят к возникновению упругих и пластических де-
формаций. Пластические деформации в теле после его полного
охлаждения ^являются причиной действия собственных напря-
жений, называемых остаточными.
Рассмотрим механизм образования временных и остаточных
напряжений в процессе нагрева кромки пластины движущимся
источником теплоты [20]. В длинной пластине при перемещении
источника создается установившееся температурное поле, харак-
теризуемое по линии перемещения (ось х) участком нагрева впе-
реди источника, максимальной температурой нагрева в точке
расположения источника (точка 0) и участком охлаждения позади
источника (рис. 5.1). Вследствие этого в пластине возникают вре-
менные температурные напряжения ах, действующие в продоль-
ном направлении, совпадающие с осью х. На рис. 5.1, а показано
распределение напряжений в крайнем волокне пластины,
т. е. по оси х. Напряжения ох, действующие на стадиях нагрева
и охлаждения, являются сжимающими. Если условно принять
предел текучести металла сгт бесконечно большим, то это озна-
чает, что максимальные значения напряжений не будут достигать
значения ат и, следовательно, процесс деформирования осуществ-
ляется в упругой области без образования пластических деформа-
ций. В этом случае после полного охлаждения напряжения ока-
жутся равными нулю.
122
Рис. 5.1. Схема образования вре-
менных и остаточных продольных
напряжений в процессе нагрева
кромки пластины движущимся ис-
точником теплоты при различных
значениях предела текучести ме-
талла, МПа:
а — со; б — 400; в — 200
Предположим, что aj =
= 400 МПа и не изменяется
в процессе нагрева пластины.
В этом случае напряжения ах
на стадии нагрева достигают
предела текучести в точке Ах
(рис. 5.1, б). На участке А
происходит пластическая де-
формация укорочения. Если
не учитывать упрочнение ме-
талла, ах = сгт = 400 МПа.
Начиная с точки Blt сжи-
мающие напряжения умень-
шаются по кривой В1С1Ь1, ко-
торая эквидистантна кривой
BD. В точке Ci напряжения ах равны нулю, а далее переходят
в растягивающие. В результате после полного, остывания (точка
Di) будут действовать остаточные растягивающие напряжения
nt0CT , которые в данном случае не достигают предела теку-
чести металла.
Рассмотрим этот же случай в предположении, что предел
текучести имеет меньшее значение, например сгт = 200 МПа
(рис. 5.1, в). Напряжения сжатия ах на стадии нагрева достигают
в точке Д2 значения предела текучести, и на участке А2В2 будет
происходить пластическая деформация укорочения. На стадии
охлаждения напряжения сжатия уменьшаются, в точке С2 они
окажутся равными нулю и далее перейдут в растягивающие.
В точке N растягивающие напряжения достигнут предела теку-
чести, и на участке ND2 могут возникнуть пластические деформа-
ции удлинения. После полного остывания пластины (точка D2)
имеют место остаточные собственные напряжения, равные пре-
делу текучести металла.
Рассмотренные схемы образования деформаций и напряжений
соответствуют различным случаям теплового воздействия на ме-
таллы. Если температура нагрева в процессе обработки незна-
чительна, то предел текучести металла остается без изменений
и возникающие напряжения не достигают предела текучести.
Практически процесс деформирования осуществляется в упругой
области. Это соответствует случаям нагрева в процессе обработки
до максимальных температур Ттйх < 573 К.
123
Рис. 5.2. Оси координат
/ Реальные технологические про-
zi / /У/ /I цессы лазерной обработки осу-
У' ществляются при значительно
jGy // более высоких температурах, и,
/ I // следовательно, возникновение де-
I /Sy // ' формаций и напряжений проис-
// ходит в условиях упругопласти-
// ческого деформирования.
Собственные напряжения (вре-
менные и остаточные) независимо
от характера распределения в
теле всегда уравновешены. В за-
висимости от объема взаимного уравновешивания напряжения
подразделяют на напряжения первого рода, уравновешенные
в макрообъемах; напряжения второго рода, уравновешенные
в объемах одного или нескольких зерен; напряжения третьего
рода, уравновешенные в микрообъемах, соизмеримых с размером
кристаллической решетки.
Изменение формы и размеров конструкции вызывается дей-
ствием напряжений первого рода, тогда как напряжения второго
и третьего рода имеют определяющее значение для анализа усло-
вий возникновения разрушения в процессе обработки.
Собственные напряжения в зависимости от направления дей-
ствия подразделяют на одноосные, или линейные, действующие
в теле лишь в одном направлении; двухосные, или плоскостные,
действующие в плоскости; трехосные, или объемные, действующие
по всем направлениям в пространстве.
В зависимости от формы и размеров обрабатываемых лазер-
ным излучением элементов, а также характера действующего
излучения могут возникать одно-, двух- или трехосные напря-
жения. При лазерной наплавке валика на кромку пластины, при
лазерной сварке или резке длинных узких полос, при лазерной
термообработке кромок элементов можно считать возникающее
напряженное состояние одноосным. При лазерной однопроходной
сварке и резке элементов небольшой толщины, наплавке и термо-
обработке поверхностей возникает двухосное напряженное со-
стояние. И наконец, при лазерной сварке и резке элементов боль-
шой толщины возникает трехосное напряженное состояние, пред-
ставляющее наиболее сложный случай для расчетного и экспери-
ментального определения.
Компоненты напряжений обозначают в соответствии с распо-
ложением осей координат. Общепринятая схема расположения ко-
ординатных осей, когда продольная ось х совпадает с направле-
нием лазерной обработки, показана на рис. 5.2. Соответственно
напряжения, действующие в направлении лазерной обработки,
называют продольными и обозначают ах. Напряжения, действу-
124
ющие в плоскости хОу перпендикулярно направлению обработки,
называют поперечными и обозначают ау. Напряжения, действу-
ющие в направлении, перпендикулярном плоскости обработки хОу,
называют напряжениями по толщине элементов и обозначают az.
Наряду с нормальными компонентами могут действовать соответ-
ствующие касательные напряжения хху, xyz, xzx.
Деформации, возникающие при лазерной обработке, обозна-
чают аналогично напряжениям. Различают нормальные компо-
ненты деформации: еж, еу, е2 и сдвиговые: уху, ууг, у2х. Дефор-
мации определяют изменение линейных и угловых размеров тела
и характеризуют состояние отдельных участков тела.
5.2. ТЕОРЕТИЧЕСКИЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ
ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
Графорасчетные методы. Наиболее просто определяются времен-
ные и остаточные деформации и напряжения в случае одноосного
напряженного состояния, имеющего место при лазерной сварке
или резке длинных узких полос, при лазерной наплавке или тер-
мообработке прямолинейных кромок элементов. Расчет продоль-
ных деформаций еж и продольных напряжений ах в данном случае
легко осуществляется графорасчетным методом, разработанным
Г. А. Николаевым 182].
Основные положения этого метода базируются на следующих
представлениях:
принимается гипотеза плоских сечений, в соответствии с ко-
торой поперечные сечения элементов в процессе обработки не
искривляются;
устанавливается условие, что в обрабатываемых элементах
возникают лишь продольные напряжения ах;
свойства материала принимаются в виде диаграммы идеального
упругопластического тела с постоянным значением сгт до темпе-
ратуры, равной 773 К, и с последующим линейным изменением
предела текучести до ат = 0 при температуре, равной 873 К.
Остальные теплофизические и механические свойства принимаются
постоянными.
Рассмотрим основные положения графорасчетного метода на
примере анализа напряженно-деформированного состояния при
лазерной сварке встык двух протяженных пластин. Лазерный
источник нагрева перемещается вдоль кромок свариваемых пла-
стин шириной В (по оси Ох) со скоростью осв (рис. 5.3, а). Сварка
осуществляется с полным проплавлением. В этом случае лазер-
ный источник нагрева можно представить в виде линейного источ-
ника, перемещающегося с конечной скоростью в пластине, или
мощного быстродвижущегося линейного источника (см. п. 4.3).
Рассматривается квазистационарное температурное состояние
125
Рис. 5.3. Определение продольных де-
формаций и напряжений графорасчет-
ным методом:
а — температурное поле; б — стадия нагре-
ва; в — стадия полного охлаждения
в пластине, описываемое для
данного случая выражениями
(4.10) или (4.12).
Деформации и напряжения
определяются на стадйи нагрева
для сечения а—а (рис. 5.3, а),
где ширина зоны разогрева до
Т = 873 К имеет максимальный
размер. Положение сечения а—а
устанавливается по изотерме
Т ~ 873 К.
Распределение температур в
данном сечении представлено на
рис. 5.3, б, а соответствующие
температурные деформации рав-
ны аТ. Участки металла, рас-
положенные в сечении а—а, уд-
линились бы на величину, соот-
ветствующую значениям сво-
бодных температурных дефор-
маций аТ при условии отсут-
ствия . связей между собой.
Так как эти участки связаны между собой, то их деформа-
ция будет происходить совместно. С учетом гипотезы плоских
сечений деформация удлинения участков на стадии нагрева енагр
будет одинаковой для всех участков и изобразится прямой а^.
Истинное положение данной прямой будет установлено ниже из
условия равновесия напряжений.
В соответствии с этим в участках возникают упругие и пла-
стические деформации. Упругие деформации укорочения показаны
со знаком «—», а удлинения — со знаком «+».
Значения напряжений определяются произведением соответ-
ствующей упругой деформации на модуль упругости Е. В области
нагрева до 773 К напряжения ограничены значением ат, на уча-
стке 773—873 К напряжения линейно уменьшаются до нуля
в соответствии с изменением ат, а при Т 873 К напряжения
равны нулю.
Пластические деформации укорочения на стадии на-
грева е“®гРукор , показанные косой штриховкой, в зоне нагрева
7* ;> 873 К определяются условно равными значению их при
Т — 873 К. Ширина зоны пластических деформаций равна 2ВПП.
Пластические деформации укорочения вызывают остаточные на-
пряжения.
126
Положение прямой ауа^ определяется условием равновесия
эпюры напряжений ах по ширине пластины:
2В
(аЛ = 0, (5.1)
о
т. е. равенством площадей эпюры растягивающих и сжимающих
напряжений.. Истинное положение прямой О&, отвечающее усло-
вию (5.1), обычно устанавливается методом последовательных
приближений.
Следующим этапом является определение остаточных напря-
жений после полного остывания пластины. Если бы остывание
происходило при отсутствии металлических связей, то участки
металла укоротились бы в соответствии с эпюрой cdefkh (рис. 5.7, в),
равной пластическим деформациям укорочения на стадии нагрева
(рис. 5.3, б).
Однако в соответствии с гипотезой плоских сечений сечение
а—а займет положение а2—°2> т. е- произойдет укорочение пла-
стины, равное еост. При этом возникнут упругие й пластические
деформации. Упругие деформации показаны прямой штрихов-
кой. Пластические деформации удлинения е°лЛудл, которые про-
изошли на стадии охлаждения, показаны косой штриховкой.
Остаточные пластические деформации епл.ост (фигура cfnm)
являются деформациями укорочения.
Умножив значения упругих деформаций на модуль упру-
гости Е, получим значения остаточных напряжений алост. По-
ложение прямой а2а2 соответствует условию равновесия эпюры
остаточных напряжений аХОСт п0 аналогии с условием (5.1).
Как следует из рис. 5.3, в, остаточные продольные напряже-
ния ак ост в шве и околошовной зоне равны пределу текучести
металла о^ост = Ее? = ат, что удовлетворительно согласуется
с многочисленными экспериментальными данными для низко-
углеродистой стали.
Подобным образом проводятся построения и для случаев ла-
зерной наплавки или. термообработки прямолинейных кромок
элементов. Но кроме условия равновесия сил (5.1) следует также
соблюдать условие равновесия моментов:
чв i
\axydy = 0. (5.2)
о
Рассмотренный графорасчетный метод можно использовать для
анализа деформаций и напряжений не в Одном, а в ряде сечений
на стадии нагрева и охлаждения. При этом для каждого сечения
выполняют графические построения, аналогичные рассмотренным
выше с последовательным учетом накапливаемых пластических
деформаций. Это позволяет более точно определять напряжения
в процессе обработки. Остаточные напряжения в шве и околошов-
127
ной зоне также оказываются равными пределу текучести мате-
риала. Практически реализация этого метода расчета легко осу-
ществляется в численном виде с помощью ЭВМ.
Графорасчетный метод является простым и наглядным, хорошо
иллюстрирует и вскрывает механизм образования продольных
деформаций и напряжений. уЧетод имеет и практическое значение
для определения остаточных деформаций. В частности, зная отно-
сительные деформации укорочения пластины еост (см. рис. 5.3, в),
нетрудно определить продольные укорочения элемента
^прод = Геост, (5.3)
где L — длина элемента.
Результаты расчетов по формуле (5.3) удовлетворительно сов-
падают с экспериментальными данными на узких пластинах из
низкоуглеродистой стали. Узкими пластинами в данном случае
следует считать такие, в которых при сварке, резке, наплавке
или других видах обработки ширина зоны 2ВПЛ меньше ширины
пластины 2В в 3—4 раза, т. е. понятие ширины пластины при
термическом воздействии непосредственно связано с шириной
зоны нагрева и соответственно с шириной зоны пластических
деформаций.
v Рассмотренный графорасчетный метод можно рекомендовать
для определения остаточных продольных напряжений ахост,
возникающих при лазерной обработке низкоуглеродистой, а также
аустенитной (коррозионно-стойкой) стали. В зоне обработки пхост
близки к пределу текучести, что соответствует экспериментальным
данным, полученным при сварке, резке и наплавке.
Графорасчетный метод не следует применять для определения
остаточных продольных напряжений в титановых, алюминиевых,
магниевых сплавах, так как наблюдается значительное расхожде-
ние с экспериментальными данными. Это несоответствие объяс-
няется не только искривлением сечений и нарушением принятой
гипотезы плоских сечений, но и в значительной степени недоста-
точно точным учетом изменения свойств материалов при изменении
температуры. В связи с этим усовершенствование графорасчет-
ного метода проводили с целью более точного учета изменения
свойств — модуля упругости и предела текучести от температуры,
переменного значения коэффициента линейного расширения для
учета эффекта структурных превращений.
Однако основные допущения графорасчетного метода, связан-
ные с гипотезой плоских сечений и одноосным напряженным
состоянием, при этом сохраняются.
Для случаев лазерной обработки реальных конструктивных
элементов в отличие от узких пластин имеет место, как правило,
сложное напряженное состояние. Здесь уже нельзя применять
графорасчетный метод, а следует переходить к методам, основан-
ным на использовании теорий упругости и пластичности.
128
Методы, использующие аппарат теории упругости. Матема-
тический аппарат теории упругости обычно используют для реше-
ния температурных задач в тех случаях, когда температура изме-
няется в достаточно узких пределах, а физико-механические свой-
ства материала изменяются незначительно. Известен целый ряд
решений на основе теории упругости применительно к нагреву
различных конструкций.
Однако лазерная обработка связана с изменением температуры
в широких пределах и, как следствие, с пластическими деформа-
циями. И здесь применение теории упругости для количественного
анализа напряжеций в редких случаях дает достоверный резуль-
тат. Но для расчетного определения компонентов деформации
и перемещений теория упругости дает достаточно точные резуль-
таты. Результаты решения на основе теории упругости в компо-
нентах напряжений и деформаций являются первым приближе-
нием, как бы первым этапом решения упругопластической задачи,
что вызывает интерес к методам решения на основе теории упру-
гости.
С использованием аппарата теории упругости выполнены реше-
ния задач о распределении напряжений при осесимметричном
нагреве, возникающем при поверхностной лазерной термообра-
ботке локального участка или при лазерной точечной сварке про-
плавлением, определены напряжения в бесконечной пластине при
нагреве ее движущимся линейным источником применительно
к лазерной сварке или наплавке на кромку элементов [20]. Ре-
зультаты решений задач методами теории упругости позволяют
дать качественную оценку кинетики напряженного состояния
в процессе лазерной обработки. Более точные количественные
соотношения могут быть получены с использованием аппарата
неизотермической теории пластичности.
Методы, использующие аппарат теории пластичности. Лазер-
ная обработка металлов связана с нагревом до высоких темпера-
тур в зоне воздействия излучением, вследствие чего в обрабаты-
ваемых участках возникают пластические деформации. Поэтому
более точная количественная оценка по деформациям и напряже-
ниям, возникающим при лазерной обработке, может быть полу-
чена решением задач с использованием теории пластичности при
переменных температурах.
Математический аппарат теории пластичности содержит не-
линейные соотношения компонентов напряжений и деформаций
в пластической области. Поэтому в данном случае. нельзя непо-
средственно использовать методы решения температурных задач
в теории упругости, основанные на суммировании напряжений.
При решении задач теории пластичности наиболее распростра-
нен принцип, в основе которого решение пластической задачи
осуществляется в виде решения последовательно уточняемых
задач теории упругости с некоторыми дополнительными ус-
ловиями.
5 Григорьянц А Г. ',,129
В зависимости от вида дополнительных условий различают
несколько итерационных схем, в которых на каждой итерации
осуществляется решение упругой задачи. В соответствии с этим
наиболее широко применяют метод дополнительных нагрузок,
метод дополнительных деформаций, метод переменных параметров
упругости [20].
Кроме этих методов при решении упругопластических задач
применяют и другие, основанные на сочетании вышеизложенных
принципов упругих решений.
В основу всех методов упругих решений заложен итерацион-
ный процесс уточнения дополнительных условий. С использова-
нием этих принципов разработаны методы решения упругопласти-
ческих задач для определения деформаций и напряжений при
лазерной обработке.
Следует отметить, что решить’ упругопластические задачи
в аналитическом виде удается лишь для отдельных, весьма схема-
тизированных случаев. В большинстве практических задач лазер-
ной обработки необходимо ориентироваться на решения в числовом
виде с помощью современных ЭВМ.
В МВТУ им. Н. Э. Баумана в течение ряда лет успешно разра-
батывались численные методы решения упругопластических за-
дач нагрева при сварке, основанные на принципах упругих ре-
шений. Эти методы используют для анализа напряженно-деформи-
рованного состояния в металлах прц дуговой, контактной и элек-
трошлаковой сварке. Однако специфика лазерной обработки ме-
таллов, связанная с высокой степенью концентрации энергии,
большими градиентами изменения температур, высокими скоро-
стями перемещения источника нагрева и др., не позволила непо-
средственно использовать указанные разработки. Они послужили
основой для создания брлее эффективных численных методов ре-
шения задач лазерной обработки. Ниже представлен численный
метод решения упругопластических задач для определения вре-
менных и остаточных деформаций и напряжений, возникающих
при различных видах лазерной обработки материалов, разрабо-
танный совместно с В. Р. Липгартом.
Основными уравнениями упругопластического деформирова-
ния являются дифференциальные уравнения равновесия и сов-
местности деформаций, а также физические уравнения, устанавли-
вающие ту или иную связь между деформациями и напряжениями
в зависимости от используемой теории пластичности. При реше-
нии задач термопластичности практически для всех случаев ла-
зерной обработки металлов наиболее подходит теория пластиче-
ского течения, в которой физические уравнения устанавливают
связь между приращениями пластических деформаций и напряже-
ний. Упругопластическая задача формулируется при этом в виде
системы линейных дифференциальных уравнений.
Аналитическое решение краевой задачи с нелинейными диф-
ференциальными уравнениями возможно лишь для частных слу-
130
чаев при введении существенных упрощений, искажающих реаль-
ный характер деформирования при лазерной обработке. Поэтому,
в настоящее время отсутствует общий метод аналитического ре-
шения таких задач и применяются численные методы, реализуемые
на ЭВМ.
Для уравнений в частных производных второго порядка, ко-
торыми описываются задачи нестационарной термопластичности,
может быть применен метод сеток. Однако в этом методе замена
производных второго порядка конечно-разностным выражением
требует для достижения необходимой точности аппроксимации
достаточно мелкой сетки, что затрудняет вычисления. Кроме того,
метод сеток плохо приспособлен для непрямоугольных областей..
Функционал, минимизируемый для решения рассматриваемой
задачи, в случае двух пространственных переменных (плоские за-
дачи) в общем виде можно представить следующим образом:
/ = £f[/i(x, у, +м*> у> +
+ fs(x, у, у, t)<p(x, у, o]dS. (5.4)
В выражении (5.4) используется искомая вектор-функция
Ф (х, у, t), выражающая распределение перемещений, скоростей
перемещений и соответствующих функций напряжений; /х, /2,
/з> fi (х, У, О — заданные функции координат и времени, характе-
ризующие изменение в пространстве и во времени механических
свойств материала.
Численные методы минимизации предполагают замену с той
или иной степенью приближения интеграла [функционала (5.4) 1
суммой, квадратично зависящей от конечного' множества значений
неизвестной функции в отдельных, так называемых «узловых»
точках, образуемых при разбивке расчетной области на дискрет-
ные участки.
п т
I ~ /* = S Ё qi,jWi> (5-5)
i=i i=i
где I* — приближенное выражение функционала; ф — узловые
значения искомой функции; т, k, I, qi)}— параметры и коэффи-
циенты, зависящие от заданных функций, входящих в функцио-
нал, и от выбранного метода численного интегрирования; п —
число узлов в разбивке области, выбираемое из соображений
точности.
Так как приближение численного решения к точному при
п -> оо может быть доказано, считается, что отыскание значений
функций при ограниченном числе узлов, доставляющих минимум
конечной сумме, будет приблйженным решением задачи.
5* 131
Руководствуясь общими правилами отыскания минимума функ-
ции конечного числа переменных, получаем систему уравнений
• ‘ ^ = 0, i=l, п. (5.6)
d<f>i ’ v ’
Так как выражение (5.5) представляет собой квадратическую
форму зависимости I* от <рг, то система (5.6) составит, очевидно,
систему линейных алгебраических уравнений относительно <р;:
bt = Е ( Е • (5.7)
i=i \/=i /
Конкретный метод сведения функционала к конечной сумме
(5.5) порождает соответствующий этому методу алгоритм вычисле-
ния коэффициентов матрицы системы уравнений (5.7) и ее струк-
туру.
Наиболее апробированным является в настоящее время метод
крнечных элементов, основы которого приведены в работах [43,
,112].
В распространенном подходе к решению задачи методом ко-
нечных элементов предполагается линейная аппроксимация иско-
мой функции и ее производных по области симплекс-элементов
[112]:
Ф(е) (х, у) = [АГ](е) {Ф}; (5.8)
=[В](е) {Ф}, ' (5.9)
где N — функции формы; Ф — узловые значения искомой функ-
ции; В — матрица производных функции формы. .
Аппроксимация выражения (5.8), проводимая по области эле-
мента одновременно по координатам х и у, избавляет метод от
отмеченных выше трудностей, связанных с сеточным разделением,
что достаточно широко раздвигает границы его применимости.
Следствием этого, как следует из формулы (5.9), является разрыв-
ность напряжений и деформаций на, множестве точек межэлемент-
ных границ, что эквивалентно наличию систематической погреш-
ности даже при точном решении полной системы уравнений
[А][Ф]-(Г]. (5.10)
Решение точным методом полной системы уравнений (5.10),
имеющей высокий порядок и значительную ширину ленты ма-
трицы коэффициентов, в особенности в случае трехмерных задач,
требует большого числа вычислительных операций и значитель-
ного объема оперативной памяти [76, 32]. Для устранения этих
трудностей был разработан иной метод числового решения задачи
минимизации функционала (5.4).
Область решения задачи, т. е. область интегрирования S
в выражении (5.4), представляется совокупностью конечных макро-
элементов (блоков), каждый из которых представляет собой че-
132
Рис. 5.4. Разбивка расчетной области
нй блоки и размещение в них узлов
Рис; 5.5. Схема аппроксимации функ-
ции для внутреннего узла блока
тырехугольник с кусочно-линейными сторонами (рис. 5.4) (для
трехмерного случая — параллелепипед с кусочно-плоскими гра-
нями). Разбивка реально встречающихся областей на блоки, по-
видимому, всегда возможна.
Каждый из блоков разбивается двумя семействами кусочно-
линейных непересекающихся кривых, соединяющих соответствен-
ные точки противоположных сторон, которые называют коорди-
натными линиями. При пересечении координатных линий друг
с другом и с границами блоков образуется множество узлов, на
которых следует определить значения неизвестной функции, если
они не заданы в качестве граничных условий.
Для функционала (5.4), аналогично (5.10), можно записать
(5.11)
где Se — область блока е; п — число блоков.
Приближенное вычисление функционала с использованием
формулы (5.5) осуществляется в следующем виде:
. Ie= JP- С5’12)
' Se '
Для выражения производных" по аналогии с методом конеч-
ных элементов принимается схема, поясняемая рис. 5.5 для од-
ного из внутренних узлов блока. В соответствии со схемой вве-
дены индексы i и / координатных линий. Координаты узла, образо-
ванные пересечением i-й и /-й линий, обозначим х^, уц. Вы-
делим вокруг рассматриваемого узла четыре треугольные области.
Для каждой из них, по аналогии с выражением (5.8), можно за-
писать
।
= [Ве]{Ф}е, (5.13)
Оф
дх
дф
ду
Где е — номер элемента (1 е 4) в произвольной нумерации.,
133
В самом узле значения производных принимаются усреднен-
ными по указанным треугольным областям:
dtp
дх
dtp
~ду
= 4- 2 [^1= № {&}»
* 6=1
(5-14)
Следует отметить, что такое выделение треугольных областей
не является, в отличие от метода конечных элементов, постоянно
закрепленным разбиением блока на симплекс-подобласти, а будет
«локальным» по отношению к узлу, как это видно на рис. 5.5 для
узла (t — 1, /).
Если блок представляет собой прямоугольную область с равно-
мерной разбивкой координатными линиями, выражение (5.14)
дает такой же результат, что и параболическая аппроксимация
функции по обеим, координатам, т. е. точность аппроксимации
производных в узле будет выше, чем принятая в методе конечных
симплекс-элементов для каждой из областей. Следует отметить,
что в соответствии с формулой (5.14) аппроксимация фактически
осуществляется по пятиточечному шаблону, так как
Фг,/ Фг.Аь Tiu-il <Pi+i,;}• (5-15)
Подстановка (5.14) в выражение (5.5) производится с учетом
какого-либо выбранного метода численного интегрирования.
Согласно формуле (5.6) систему можно получить в форме,
аналогичной (5.10):
[К]{Ф} = Ш> (5-16)
где для матрицы системы уравнений [К] оставлено прежнее
обозначение, поскольку она имеет физический смысл и структуру,
близкие к матрице жесткости метода конечных элементов.
При решении представленным способом можно применять точ-
ные методы решения системы линейных уравнений для блоков и
итерационные методы в межблочных точках. Число уравнений
системы в этом случае значительно меньше, чем системы (5.10).
Параметры блоков могут быть выбраны в соответствии с физиче-
скими соображениями из условия оптимальной ширины ленты.
Итерационное решение в точках на межблочных границах не
означает повторного применения всей процедуры решения си-
стемы уравнений для блока, так как изменения касаются только
правых частей уравнений. При этом матрица блочных уравнений
на рассматриваемом временном шаге решения задачи приводится
к соответствующему виду единственный раз. В связи с этим при
изменении правых частей уравнений новое решение отыскивается
сравнительно быстро.
134
Число итераций пропорционально числу итерируемых узлов,
т. е. числу узлов на межблочных границах. Так как число узлов
на межблочных границах значительно меньше, чем общее число
узлов во всей рассматриваемой области, то этим обеспечивается
значительное ускорение процесса итераций по сравнению с мето-
дом конечных элементов.
Рассмотренный способ решения приобретает особое преимуще-
ство при решении задач о деформациях и напряжениях при лазер-
ной обработке, когда относительно малая часть объема металла
подвергается нагреву до высоких температур. Эти соображения
позволяют выделять отдельные блоки области, в которых происхо-
дит незначительный нагрев в процессе лазерной обработки. В та-
ких блоках свойства материала можно считать неизменными.
Тогда и матрица системы уравнений для этого блока в процессе
решения окажется также неизменной, что позволит вести вычисле-
ния для такого блока единственный раз.
Разработанный численный метод решения задач термопластич-
ности значительно облегчает составление универсальных про-
грамм для различных случаев лазерной обработки с различными
граничными условиями. Реальными стали постановка и решение
данным методом наиболее сложной и общей объемной задачи о
деформациях и напряжениях, возникающих в массивных телах
при лазерной обработке. ,
На основе разработанного метода составлены алгоритмы и
программы, использованные для решения одноосных задач для
случаев лазерной сварки, резки, наплавки и термообработки кро-
мок длинных узких элементов; задач плоского напряженного со-
стояния для случаев лазерной обработки тонколистовых плоских,
сферических, цилиндрических и других криволинейных элемен-
тов; задач плоской деформации для случаев наплавки и термо-
обработки толстолистовых элементов; объемных задач для слу-
чаев лазерной сварки и резки деталей большой толщины и для ряда
других задач.
5.3. ЭКСПЕРИМЕНТАЛЬНЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ
ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
Экспериментальные исследования деформаций и напряжений осу-
ществляются на образцах, реальном объекте или его модели.
С помощью моделирования можно добиться воспроизведения про-
цессов образования деформаций и напряжений при лазерной об-
работке образцов небольших размеров вместо реальных объектов.
Масштабное моделирование основано на подобии модели и натуры
[133], причем наиболее просто оно выполняется в случаях, когда
модель и исследуемый объект изготовлены из одного материала.
Этот прием часто используют для анализа остаточных деформа-
ций и напряжений. ' ’
135
Временные деформации и напряжения. Для оценки временных
напряжений, возникающих в процессе тепловой обработки, ис-
пользуют методы оптического моделирования [133], когда деталь
изготовляют из оптически активного материала. Подобие термо-
упругих напряжений модели из оптически активного материала
и металлического образца определяется их геометрическим подо-
бием, а также подобием полей температур.
Более распространено определение деформаций непосредст-
венно на объекте в процессе его тепловой обработки, особенностью
которого является необходимость проведения измерений в высоко-
температурных областях. Большое распространение для таких
измерений находят механические деформометры с разнообразными
кинематическими схемами и датчиками регистрации. В качестве
измерительного устройства в механических деформбметрах находят
применение индикаторные головки, проволочные тензометры,
пневматические тензометры, а также разнообразные электрические
датчики (индуктивные, емкостные и др.).
При исследовании высокотемпературных деформаций приме-
няется методика бесконтактного измерения, основанная на фото-
съемке отметок, предварительно нанесенных в зоне обработки. Для
оценки кинетики деформирования кристаллизующегося металла
в процессе обработки с оплавлением в расплавленный объем перед
затвердеванием вводят металлические включения в виде порошка.
6 дальнейшем киносъемкой данного участка производится непре-
рывная регистрация относительного положения отдельных вклю-
чений. Расшифровка позволяет оценить деформации на стадии
остывания.
В перечисленных методах определения деформаций в процессе
обработки измерительными приборами регистрируется наблюдае-
мая деформация, вызванная одновременным воздействием тем-
пературы и внутренних сил, т. е. напряжений. Сумма упругих еупр
и пластических епл деформаций, вызванных действием напряже-
ний,
®упр ~Ь ®ПЛ == ®Н Сев, (5.17)
где ен — наблюдаемые деформации; есв — свободные температур-
ные деформации.
Из формулы (5.17) следует, что для определения упругих
и пластических деформаций, т. е. собственных деформаций е =
— еупР + епп, необходимо знать не только ен, но и есв. Поэтому
в процессе обработки наряду с регистрацией наблюдаемой де-
формации на базе измерения предусматривается определение тер-
мического цикла на этой же базе (рис. 5.6, а). Далее воспроизве-
дением термического цикла на образце йз исследуемого материала
снимается дилатограмма, по которой определяется есв.
Для определения составляющих деформаций в процессе ла-
зерной обработки для случая плоского напряженного состояния
необходимо проводить измерения на трех базах:' расположенных
136
Рис. ‘5.6. Схемы измерения деформаций в процессе обработки:
а •— одноосное напряженное состояние; б — плоское напряженное состояние; 1 — ‘термо-
пара; 2 — база измерения
вдоль шва [ехн (rf)], под углом 45° к направлению обработки
[е1н(0] и под углом 135° [е2н (01- Одновременно записывается
термический цикл Т (t) (рис. 5.6, б).
С помощью круговой диаграммы деформации Мора устанавли-
вается связь между угловыми и линейными деформациями:
Ухун = е1н е2Н1
&ун — ®1Н + ®2Н ®хн-
(5.18)
Таким образом, продольные деформации ехн измеряются непо-
средственно во время эксперимента, а поперечные еун и сдвиго-
вые уху н вычисляются по экспериментально определенным дефор-
мациям с помощью соотношений (5.18).
В дальнейшем для определения свободной температурной де-
формации есв (t) на дилатометре воспроизводится термический
цикл сварки Т (t). Зная наблюдаемые деформации ен и свободные
температурные есв, в соответствии с формулой (5.17) в каждый
момент времени определяются компоненты собственных дефор-
маций:
= ®хн ®св>
= есв,
Уху~ Ухун-
(5.19)
Для вычисления компонентов собственных напряжений, со-
ответствующих измеренным значениям компонентов собственных
деформаций, следует использовать расчетный аппарат теории
пластичности, так как в общем случае при лазерной обработке
происходят не только упругие, но и пластические деформации.
Для анализа наиболее приемлема теория неизотермического
пластического течения, которая позволяет проследить развитие
Напряжений на всех стадиях нагрева и остывания. Теория тече-
ния рассматривает связь между бесконечно малыми приращениями
деформаций и напряжениями.
Для получения более точных количественных значений соб-
ственных напряжений в расчетах вместо диаграмм идеального
137
упругопластического материала следует использовать отражающие
характеристики сопротивления металла деформированию, а исто-
рию нагружения и физические процессы, происходящие в металле
при лазерной обработке. Такие характеристики сопротивления
деформированию в виде термодеформограммы получаются при
воспроизведении термического и деформационного циклов на
образце с помощью специальных испытательных .машин по ана-
логии с тем, как это делается для случаев сварки металла [201.
Остаточные деформации и напряжения. Наиболее распростра-
нены механические методы определения остаточных деформаций
и напряжений, основанные на принципе упругой разгрузки объема
металла при его освобождении от остаточных напряжений путем
разрезки. При разрезке возникают упругие деформации, зная
значения которых по формулам теории упругости вычисляются
остаточные напряжения.
Существуют разнообразные методы измерения деформаций, ха-
рактеризующих остаточные напряжения. Для этих целей широко
используют электрические тензометры и механические деформо-
метры. В качестве электрических тензометров служат проволоч-
ные или фольговые датчики сопротивления, наклеиваемые на по-
верхность металла. В некоторых случаях используют фотоупру-
гие датчики из оптически активного материала. Механические
деформометры имеют различные конструкции, рассчитанные на
измерение деформаций в различных элементах конструкций.
В зависимости от расположения измеряемых баз механическими
методами можно определять одно-, двух- и трехосные остаточные
напряжения.
Одноосное напряженное состояние, характеризуемое продоль-
ными напряжениями ох, имеет место при лазерной сварке, резке,
наплавке и термообработке кромок длинных узких элементов,
имеющих малую толщину. Для определения остаточных напряже-
ний ах измерительные базы располагают в направлении оси х
(рис. 5.7, а). Длина базы Б устанавливается в зависимости от ожи-
даемого градиента распределения напряжений ох в продольном
направлении. При незначительном изменении напряжений по
длине обработанного участка размер измерительной базы Б
можно выбирать в широких пределах. Ширина базы b устанавли-
вается в зависимости от ожидаемого градиента распределения
напряжений ах в поперечном направлении. В частности, при ла-
зерной сварке и резке характерны высокие градиенты остаточ-
ных напряжений ах в поперечном направлении, т. е. по оси у.
Следовательно, необходимо назначать малую ширину базы Ь,
так как измерениями определяются напряжения, осредненные по
ширине базы. Базы следует измерять с обеих сторон пластины до
и после разрезки, располагая их посередине вырезаемой полоски.
По результатам измерения базы определяются абсолютная
деформация на поверхности полоски Д' = Б2 — Бг, где —
замер после сварки; 52 — замер после разрезки. Аналогичным
138
Рис, 5.7. Расположение измерительных баз при определении остаточных напряже-
ний для различных напряженных состояний:
а — одноосного; б — двухосного; в — двухосного на поверхности тела; г — трехосного
образом по результатам измерения с противоположной стороны
пластины определяется величина А". Затем подсчитывается сред-
нее значение абсолютной деформации А = (А' + А")/2, далее
определяется относительная деформация металла е = А/Б^ воз-
никшая в результате разрезки. Учитывая, что при разрезке ме-
талл разгружается от остаточных напряжений упруго, можно
легко определить величину остаточных напряжений
ах — —Ее, (5.20)
где Е — нормальный модуль упругости металла.
При определении остаточных напряжений в различных про-
тяженных элементах, обработанных лазерным лучом в продоль-
ном направлении (по длине элемента), используется метод замера
прогибов, возникающих при последовательном удалении слоев
металла с остаточными напряжениями. По замеренным прогибам
на основе формул теории упругости определяются остаточные на-
пряжения в удаляемых слоях.
Двуосное напряженное состояние характеризуется двумя ком-
понентами напряжений и возникает при лазерной обработке
139
тонколистовых плоских, сферических, цилиндрических и других
элементов, а также на поверхностях толстых элементов при на-
плавке и термообработке. Для случаев обработки тонколистовых
элементов, когда сварной шов, рез, участок .цаплавки или термо-
обработки располагается в определенном направлении (рис. 5.7, б,
ось х), направления«главных осей приближенно совпадают с‘про-
дольным (по оси х) и поперечным (по оси у) направлениями.
При-этом для определения остаточных напряжений ах и ау до-
статочно расположить измерительные базы в этих двух направле-
ниях. Касательные напряжения хху принимают равными нулю,
так как оси х, у считаются главными.
Базы следует измерять с двух сторон пластины. Ее можно раз-
резать на отдельные квадратики или поперечные полосы (см.
рис. 5.7, б). Значения остаточных напряжений, соответствующие
возникающим при разрезке деформациям ех и еу, вычисляются по
формулам теории упругости для двуосного напряженного со-
стояния:
ах = — Е(ех-]~ veJ/H — v2); )
Р Т 1 » г (5-21)
Oj, = — Е (еу + vex)/(l - v2), J
где v — коэффициент Пуассона.
В тех случаях, когда направления главных осей неизвестны,
следует производить измерения на трех базах, располагая оси
баз под произвольным углом друг к другу. Составляющие напря-
жений определяются по формулам теории упругости в зависимости
от углов между осями баз. Для удобства расчетов оси баз распола-
гаются под углами 60° (рис. 5.7, в). Такие же схемы измерения
используют и для определения двухосных напряжений на по-
верхности толстых элементов. При этом для снятия остаточных
напряжений в поверхностном слое достаточно прорезать металл
на глубину h Q,6D, где D — расстояние между кромками реза
(рис. 5.7, в). Конечно, при такой разрезке не происходит полного
снятия напряжений. Остаточные напряжения в этом случае опре-
деляются приближенно.
Остаточные напряжения при трехосном напряженном состоя-
нии определяются сложнее. В телах цилиндрической формы (на-
пример, при спиральной сплошной наплавке на цилиндрическую
поверхность или сварке встык кольцевых швов цилиндрических
обечаек) осесимметричные напряжения определяют измерением
размеров диаметра тела при его расточке,.Для определения трех-
осных средних напряжейий в толстостенных сварных соединениях
с прямолинейными стыковыми швами .производятся измерения
поверхностных баз в продольном и поперечном направлениях,
а также по толщине пластины. Далее сварные образцы разрезаются
на отдельные полосы в продольном направлении, по возникающим
деформациям вычисляются напряжения, осредненные по толщине
120].
140
Трехосные остаточные напряжения в глубине металла опреде-
ляют'методом глубоких сверлений, заключающимся в определе-
нии деформаций металла с помощью тензометров, устанавливае-
мых В глубине металла в предварительно просверленные отверстия
Малого диаметра (рис. 5.7, г). Для измерений используют цилин-
дрические металлические вставки, на которые наклеены тензодат-
чики сопротивления, или розетку из тензодатчиков сопротивлений, »
устанавливаемую в глубине металла в отверстие малого диаметра
и заливаемую эпоксидной смолой. Деформации подсчитывают по
результатам измерений до и после разрезки металла [20]. Раз-
резку производят фрезерованием или сверлением полым сверлом.
В последние годы для более точного измерения базовых раз-
меров в механических методах определения остаточных напряже-
ний применяют методы лазерной голографии, Высокими чувстви-
тельностью и точностью измерения голография обеспечивает оп-
ределение остаточных напряжений с высокой степенью локаль-
ности [1331.
Большой интерес представляют физические методы опреде-
ления остаточных напряжений, которые в отличие от механических
не связаны с обязательным разрушением металла. Однако эти
методы относительно слабо изучены применительно к особенно-
стям измерения остаточных напряжений, вызванных тепловым
воздействием на металлы. Это связано с тем, что при лазерном
термическом воздействии в металлах не только возникают упруго-
пЛастические деформации, вызывающие появление остаточных
напряжений, но и происходят различные физико-химические
процессы в зоне обработки. Вследствие этого свойства материала
в Зоне воздействия лазерного излучения существенно изменяются
по <?равнению с исходными.
Физические методы основаны на определении изменения свойств
металла, вызванного воздействием остаточных .напряжений. Но
так как изменение свойств металла в зоне обработки вызвано
совокупным воздействием физико-химических процессов в мате-
риалах при лазерной обработке и возникающих остаточных на-
пряжений, то результаты измерений физическими методами не
однЬзначно характеризуют остаточные напряжения в зоне обра-
ботки..
Рассмотрим разработанные физические методы и оценим воз-
можность их применения в отдельных случаях при определении
остаточных напряжений.
Магнитоупругий метод основан на зависимости магнитной
проницаемости объема металла от величины действующих в дан-
ном объеме остаточных напряжений. Возможности метода ограни-
чены лишь металлами, обладающими магнитными свойствами.
Достоверные результаты можно получить при измерении оста-
точных одноосных напряжений в основном металле вне зоны обра-
ботки. Применение данного метода для определения остаточных
напряжений в зоне обработки лазерным излучением может при-
141
вести к большим погрешностям. Это объясняется тем, что магнит-
ная проницаемость в участках металла в обработанной зоне изме-
няется по сравнению с ее значением до лазерной обработки не
только под действием возникших остаточных напряжений, но
и вследствие изменения химического состава, роста зерен, изме-
нения структуры и других явлений.
Ультразвуковой метод определения остаточных напряжений
основан на зависимости скорости распространения ультразвуко-
вой волны в металлах от действующих в них напряжений. Сопо-
ставляются скорости распространения ультразвука на отдельном
участке металла до лазерной обработки и после нее. По изменению
скорости судят о величине остаточных напряжений. При измере-
нии остаточных напряжений на участках металла, расположен-
ных в зоне обработки, неоднородность свойств может приводить
к погрешностям результатов. Положительным в данном методе,
так же как и в магнитоупругом, является мобильность проведения
эксперимента без большой подготовительной работы.
Для исследования поверхностных остаточных напряжений
может быть использован метод, основанный на регистрации твердо-
сти. Установлено однозначное влияние остаточных напряжений
на изменение твердости поверхностного слоя. Практическая реа-
лизация этого метода осуществлялась для основного металла
сварных соединений, т. е. за пределами зоны термического влия-
ния, где получена удовлетворительная сходимость с результатами
измерений остаточных напряжений механическим методом. Для
участков металла, претерпевших высокотемпературную пластиче-
скую деформацию в процессе обработки, этот метод измерения
остаточных напряжений приводит к заметным погрешностям.
Таким образом, метод измерения твердости не позволяет опреде-
лить остаточные напряжения на участках металла непосредст-
венно в зоне обработки.
Рентгеновский метод исследования напряжений (рентгенов-
ская тензометрия) основан на измерении деформаций с последую-
щим вычислением напряжений по формулам теории упругости.
Нормальные компоненты деформаций определяются сопоставле-
нием положения дифракционной линии в отсутствие деформаций
с положением дифракционной линии после деформирования 1131.
В этом методе деформация измеряется весьма локально на базе
величиной порядка десятка микрометров. Рентгеновским спосо-
бом фактически определяются поверхностные напряжения. Важ-
ным обстоятельством является возможность определения напря-
женного состояния образца без его разрушения.
5.4. ОСОБЕННОСТИ РАСПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ
ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
В процессе лазерной обработки протяженного участка на стадии
нагрева происходят пластические деформации укорочения, а на
стадии охлаждения — пластические деформации удлинения. Так
142
Рис. 5.8. Распределение остаточных
продольных пластических деформаций
в поперечном сечении
как пластические деформации
на стадии нагрева по абсолют-
ной величине превосходят пла-
стические деформации на ста-
дии охлаждения, то остаточ-
ные пластические деформации
являются деформациями укоро-
чения (рис. 5.8). Вследствие
этого происходят деформации
укорочения всего обрабатыва-
емого элемента в целом.
Рассмотрим результаты исследований продольных остаточных
деформаций на примере лазерной сварки встык пластин с полным
проплавлением. Эти результаты представлены в сопоставлении
с традиционным процессом дуговой сварки. Деформации измеря-
лись специально разработанным деформометром, обеспечившим
точность измерения базовых расстояний ±1 мкм.
На рис. 5.9 представлены результаты экспериментального ис-
следования распределения продольных деформаций еж в попереч-
ном направлении при дуговой и лазерной сварке встык тонколи-
стовых пластин из титановых сплавов ВТ28 и ПТ-7М, полученные
совместно с Ю. Н. Ивановым.
Параметры режима аргонодуговой сварки (АРДС) выбраны
по литературным данным и обеспечивали полное проплавление
пластины при качественном формировании шва. Режим лазер-
ной сварки ЛС-1 установлен таким образом, чтобы полное про-
плавление при сварке осуществлялось с эффективной мощностью
Рис. 5.9. Распределение остаточных продольных деформаций в поперечном сече-
нии сварных соединений из титановых сплавов:
а — ВТ28; б — ПТ-7М
143
Таблица 5.1
Режимы сварки пластин из титановых сплавов
Материал Способ сварки Эффектив- ная мощ- ность, Вт Погонная энергия, 10-* Дж/м Сварочный ток, А Напряжение на дуге, В Скорость сварки, мм/с Мощность излучения, кВт Эффектив- ный кпд
ВТ-28 АРДС 860 1,51 138 10 5,7 __ 0,62
(6=2 мм) ЛС-1 900 0,83 — — 10,8 3,5 0,26
ЛС-П 1890 0,43 — — 44,5 4,0 0,48
ПТ-7М (6 = 3,5 мм) АРДС 1820 2,33 280 10 7,8 — 0,65
ЛС-1 1840 1,38 — —- 13,3 3,0 0,61
ЛС-П 3230 0,73 — — 44,5 5,0 0,65
источника, приблизительно равной соответствующему значению
при АРДС. Режим лазерной сварки ЛС-П обеспечивает при пол-
ном проплавлении максимальную производительность процесса,
т. е. осуществляется с увеличенными эффективной мощностью
и скоростью сварки. Но скорость сварки увеличена в большей сте-
пени, чем эффективная мощность. Поэтому режим ЛС-П характе-
ризуется меньшим значением погонной энергии, представляющей
отношение эффективной мощности к скорости сварки, т. е. режим
ЛС-П энергетически выгоден, так как характеризуется минималь-
ным удельным тепловложением на единицу длины шва (табл. 5.1).
Результаты экспериментов, представленные на рис. 5.9, сви-
детельствуют о неравномерном распределении продольных оста-
точных деформаций в поперечном сечении сварных пластин во всех
случаях сварки. Причем максимальные значения продольных де-
формаций имеют место в шве. Однако уровни максимальных де-
формаций при аргонодуговой и лазерной сварке существенно
различаются.
Максимальная деформация ехгпах при АРДС (см. рис. 5.9)
в 2,5—3 раза больше, чем при лазерной сварке на типичном ре-
жиме ЛС-1. Это объясняется тем, что лазерную сварку с полным
проплавлением при равной с АРДС эффективной мощностью
можно осуществить со скоростью, в 2—3 раза превышающей со-
ответствующее значение скорости при АРДС вследствие высокой
степени концентрации энергии. Соответственно погонная энергия
процесса лазерной сварки снижается в 2—3 раза по сравнению
с аргонодуговой сваркой.
При более интенсивном режиме ЛС-П, обеспечивающем даль-
нейшее уменьшение погонной энергии, наблюдается еще большее
снижение остаточных максимальных деформаций (см. рис. 5.9).
Сопоставление полученных результатов позволяет сделать
важный вывод о том, что высокая степень концентрации энергии
при лазерной сварке обеспечивает устойчивое проплавление и
144
Таблица 5.2
Режимы сварки пластин из низколегированной стали 12Х2Н4А
Способ сварки Скорость сварки, мм/с Эффек- тивная мощ- ность, Вт Погон- ная энергия, 105Дж/м Ток, А Напря- жение, в Мощ- ность излуче- ния, кВт Эффек- тивный кпд
АРДС 5,6 1290 2,30 180 11 0,65
ЭЛС 33 1750 0,53 0,042 52-Ю3 — 0,80
ЛС 33 2730 0,82 —- — 4,2 0,65
качественное формирование шва при скоростях сварки, в несколько
раз превышающих соответствующие значения при аргонодуговой
сварке. За счет этого при ЛС обеспечивается снижение погонной
энергии по сравнению с АРДС в 3—5 раз. Приблизительно во
столько же раз снижается уровень максимальных остаточных
продольных деформаций.
Процесс сварки в общем случае также характеризуется нали-
чием остаточных поперечных деформаций, которые принято назы-
вать поперечной усадкой Апоп сварного соединения. Эксперимен-
тальные исследования поперечной усадки проводили на сварных
пластинах из титановых сплавов и низколегированной стали
(табл. 5.2), выполненных лазерной, аргонодуговой и электронно-
лучевой (ЭЛС) сваркой. Сварка пластин из титановых сплавов
выполнялась на режимах, представленных в табл. 5.1.
Характерной особенностью полученных результатов является
неравномерность распределения поперечной усадки пр длине шва
при аргонодуговой сварке (рис. 5.10), в особенности на титановых
сплавах. Наибольшее значение поперечная усадка имеет в сере-
дине образца. Распределение поперечной усадки по длине шва
при лазерной сварке отличается большей равномерностью, а ее
величина оказывается значительно меньше, чем при аргонодуго-
вой сварке.
Интерес представляет сопоставление поперечной усадки при
близких значениях эффективной мощности процессов лазерной
и аргонодуговой сварки. Оказалось, что при практически равных
значениях эффективной мощности поперечная усадка при ЛС
почти в 3 раза меньше, чем при АРДС (см. рис. 5.10, а). При этом
погонная энергия на режиме ЛС-1 оказалась лишь в 1,8 раза
меньше аналогичного показателя при АРДС.
Таким же образом изменяется поперечная усадка при сварке
образцов из сплава ПТ-7М. Сопоставление режимов ЛС-1 и АРДС
показывает, что при равных значениях эффективной мощности
процесс лазерной сварки обеспечивает снижение погонной энер-
гии в 1,7 раза, тогда как поперечная усадка при этом снижается
примерно в 4—4,5 раза (см. рис. 5.10, б). При последующем уве-
личении скорости лазерной сварки и соответствующем уменьше-
145
Рис. 5.10. Распределение
поперечной усадки ДПоп
в продольном направле-
нии при сварке металлов:
а — сплава ВТ28; б — спла-
ва ПТ-7М; в — стали
12Х2Н4А
нии погонной энергии происходит дальнейшее уменьшение попе-
речной усадки по сравнению с аргонодуговой сваркой в 4—5 раз
для сплава ВТ28 толщиной 2 мм и в 6—7 раз для сплава ПТ-7М
толщиной 3,5 мм.
Подобная закономерность наблюдается и при сварке низко-
легированной стали 12Х2Н4А. Следует отметить, что электронно-
лучевая сварка, обеспечивая высокую степень концентрации
энергии, как и лазерная сварка, подчиняется почти тем же законо-
мерностям (см. рис. 5.10, в) 1. Полученные результаты можно
обобщить в виде зависимости для определения остаточных попе-
речных деформаций при лазерной сварке. С этой целью исполь-
зуется известная из теории сварочных деформаций и напряжений
[20] формула для вычисления поперечной усадки пластин, сва-
ренных встык за один проход,
Апоп = ^—-А-, (5.22)
vjifi А — эмпирический коэффициент, устанавливающий отноше-
ние экспериментально полученной Дпоп к ее теоретически воз-
можной максимальной величине A„OnX = 2а<7/(суисвб); а — коэф-
фициент линейного расширения.
1 Результаты получены совместно с А. Н. Грезевым.
146
Таблица 5.3
Режимы сварки И значения поперечной усадки
Материал Способ сварки Скорость сварки, мм/с Эффек- тивная мощ- ность, кВт Попереч- ная усадка, мм Эмпири- ческий коэффи- циент , А ^mln/^max
ВТ28 АРДС 5,7 0,86 0,34 0,660 0,55/0,70
(6 = 2,0 мм) ЛС-1 10,8 0,90 0,12 0,423 0,42/0,45
лс-п 44,5 1,89 0,06 0,415 0,38/0,44
ПТ-7М (б = 3,5 мм) АРДС 7,8 1,82 0,36 0,792 0,66/0,84
ЛС-1 13,3 1,84 0,10 0,371 0,33/0,41
ЛС-П 44,5 3,23 0,06 0,424 0,35/0,43
12Х2Н4А АРДС 5,6 1,29 0,28 0,800 0,72/0,85
элс 33 1,75 0,06 0,420 0,38/0,47
(б = 3,0 мм) лс 33 2,73 0,10 0,370 0,33/0,42
Анализ формулы (5.22) проводился по экспериментальным дан-
ным, представленным на рис. 5.10, с использованием рекомендуе-
мых в литературе значений теплофизических величин: для титано-
вых сплавов а = 9,2-10~® К-1, су = 2,7-10® Дж/(м®-К); для
стали 12Х2Н4А «=11,7-10-® К-1, су = 5,1-10® Дж/(м3-К).
Значения остальных параметров, используемых в формуле (5.22),
представлены в табл. 5.3.
Анализ данных, представленных в табл. 5.3, показывает, что
коэффициент А при аргонодуговой сварке изменяется в довольно
широких пределах. Для расчетного определения среднего уровня
поперечной усадки пластин при аргонодуговой сварке может
быть принят А = 0,74-0,8. При лазерной сварке величина коэф-
фициента А по данным многочисленных измерений на различных
сплавах отличается большей стабильностью вследствие более
равномерного характера распределения поперечной усадки по
длине шва. Среднее значение поперечной усадки пластин при
лазерной сварке может быть вычислено при А = 0,404-0,42.
Таким образом, ожидаемую поперечную усадку можно опреде-
лить расчетом по формуле (5.22) с использованием предложенных
значений коэффициента А, зная способ и режим сварки, а .также
свойства свариваемого материала (а, су).
Сопоставление экспериментально установленных значений ко-
эффициента пропорциональности для лазерной и аргонодуговой
сварки позволило установить, что при равных условиях тепло-
вого воздействия, т. е. при одинаковых погонных энергиях, ла-
зерная сварка обеспечивает снижение поперечной усадки прибли-
зительно в 2 раза. С учетом того, что для полного проплавления
пластины лазерным лучом, благодаря высокой концентрации энер-
гии, требуется погонная энергия, в 2—3,5 раза меньшая, чем при
АРДС, следует ожидать снижения поперечной усадки в 5—7 раз.
147
Наиболее характерным для всех сварных соединений, выпол-
ненных различными способами сварки, является наличие оста-
точных напряжений. Как уже указывалось выше, термодеформа-
ционный сварочный цикл приводит к образованию остаточных
продольных пластических деформаций укорочения в шве и около-
Шовной зоне (см. рис. 5.8). Вследствие этого возникают остаточ-
ные продольные напряжения.
Следует отметить, что в различных типах сварных соединений
возможно образование и других составляющих остаточных на-
пряжений. Но в большинстве случаев продольные остаточные на-
пряжения значительно превосходят по абсолютной величине
остальные компоненты напряжений, а при сварке тонколистовых
конструкций толщиной до’ 10 мм являются основными.
В теории сварочных деформаций и напряжений [20] установ-
лено существенное влияние остаточных напряжений на точность
сварных конструкций и их работоспособность. В связи с этим
большой интерес представляет изучение особенностей Образова-
ния остаточных напряжений при лазерной сварке в сопоставле-
нии с процессом дуговой сварки.
Остаточные продольные напряжения ах оот определяли экспери-
ментально механическим методом на сварных пластинах из тита-
новых сплавов ВТ28 толщиной 2,0 мм и ПТ-7М толщиной. 3,5 мм.
Сварка осуществлялась лазером (ЛС-1) и аргонодуговым способом
на режимах, указанных в табл. 5.3.
На рис. 5.11 показано распределение аХООт в поперечном
шву направлении в тонколистовых сварных соединениях. Харак-
тер распределения сгх00т в поперечном сечении для ЛС и АРДС
качественно подобен. В шве и околошовной зоне имеют место
растягивающие напряжения, достигающие максимальных значе-
ний на оси шва, а в основном металле действуют сжимающие на-
пряжения ох. Уровень максимальных растягивающих напряжений
при лазерной сварке приблизительно соответствует уровню мак-
симальных ах ост при АРДС и составляет 0,8—0,9 а0>2 (а0>2 —
условный предел текучести материала).
Рис. 5.11. Распределение продольных остаточных напряжений ох 00г в попереч-
ном шву направлении в тонколистовых сварных соединениях:
а — сплав ВТ28; б — сплав ПТ-7М
148
Ширина зоны пластических деформаций и растягивающих
напряжений .при ЛС существенно меньше, чем при АРДС. Таким
образом, характерным различием для двух способов сварки яв-
ляется уменьшение ширины зоны растягивающих напряжений*
а следовательно, и зоны пластических деформаций при ЛС. Вслед-
ствие этого уровень максимальных сживающих напряжений при
ЛС на 40—70 % ниже, чем при АРДС.
Установленный факт имеет большое практическое значение,
так как именно высокий уровень сжимающих напряжений при
дуговых способах сварки приводит к трудноустранимым деформа-
циям от потери устойчивости листовых элементов. Это положение
подтверждено экспериментально на сварных пластинах, выполнен-
ных лазерным лучом с высокой скоростью и малой погонной энер-
гией, где практически полностью отсутствуют деформации из-
гиба от потери устойчивости образцов.
Многочисленные экспериментальные исследования остаточных
деформаций и напряжений при лазерной сварке разнообразных
углеродистых и легированных сталей, титановых, алюминиевых,
никелевых, магниевых сплавов и других конструкционных мате-
риалов, выполненные в МВТУ им. Н. Э. Баумана, подтверждают
основные выводы. По сравнению с дуговой сваркой остаточные де-
формации при лазерной сварке оказываются в 5 и более раз меньше.
Лазерная сварка обеспечивает значительное уменьшение ширины
зоны пластических деформаций и растягивающих напряжений,
вследствие чего сжимающие напряжения оказываются во всех
случаях меньше, чем при дуговой сварке, и не вызывают потерю
устойчивости сварных элементов. Это свидетельствует о преци^
зионности процесса лазерной сварки, обеспечивающего высокую
точность изготовления сварных конструкций.
При лазерном термоупрочнении поверхностных участков имеет
место крайне неравномерное распределение температур как по
глубине обрабатываемой детали, так и по ее поверхности. Вслед-
ствие этого распределение остаточных напряжений характери-
зуется высокими градиентами. Применение рентгеновского метода
определения остаточных напряжений в данном случае обеспечи-
вает высокую достоверность, так как напряжения можно опреде-
лять на локальном участке поверхности. Практический интерес
представляет распределение остатрчных напряжений на поверх-
ности детали, термоупрочненной лазерным излучением. Известно,
что величина и знак остаточных напряжений оказывают значитель-
ное влияние на- износостойкость, коррозионную стойкость, уста-
лостную прочность и другие свойства термоупрочненного лазером
поверхностного участка.
Ниже представлены результаты экспериментальных исследо-
ваний остаточных напряжений рентгеновским методом на поверх-
ности сталей после лазерного термоупрочнения, выполненные
совместно с А. Н. Сафоновым, А. Ф. Басковым и Г. П. Ивашовым.
Термоупрочнение выполнялось непрерывным СО2-лазером при
149
у*
бу бх
Z / ।
—
Рнс. 5.12. Базы измерения оста-
точных напряжений рентгенов-
ским методом
Рис. 5.13. Распределение оста-
точных напряжений а^ост на по"
верхности Армко-железа в зави-
симости от расстояния от центра
термоупрочненной полосы при
лазерной обработке со скоро-
стью 33 мм/с и различной мощ-
ностью излучения, кВт:
а)
а — 0,9; б — 1,3; я — 2,0; г — 3,0
мощности излучения от
0,5 до 3,5 кВт. Рентгенов-
скую съемку образцов про-
водили на дифрактометре
«Дрон-3», напряжения из-
меряли по известной мето-
дике «sin2 ф» [13], а экс-
периментальные данные
обрабатывали с помощью
ЭВМ. Анализировались
остаточные напряжения
оУ0ст, действующие в нап-
равлении, поперечном уп-
рочненной полосе (рис. 5.12). Характер распределения продоль-
ных напряжений в этом же направлении почти аналогичен.
На рис. 5.13 представлены результаты экспериментального
определения ау ост на поверхности образца из Армко-железа.
Эпюры остаточных напряжений почти симметричны относительно
середины полосы. Распределение сгуост по оси у отличается не-
равномерностью. При мощности лазерного излучения 0,9 и 1,3 кВт
термоупрочнение проводили без оплавления поверхности
(рис. 5.13, а и б), в центре полосы (у = 0) имеются незначительные
растягивающие напряжения (сгу0СТ — 70 МПа). На границе зоны
лазерного воздействия с необлученной поверхностью остаточные
напряжения оУ0СТ являются растягивающими и возрастают до
270 МПа. При дальнейшем удалении от центра полосы на необлу-
ченных участках растягивающие напряжения уменьшаются, до-
стигают нуля и переходят в сжимающие. Увеличение мощности
лазерного излучения вызывает оплавление поверхности и некоторое
150
изменение в распределении остаточных напряжений а„00т. На
поверхности оплавленного металла в центре полосы при Р = 3 кВт
напряжения понижаются до нуля (см. рис. 5.13, г) и становятся
сжимающими (ауоСт = 90 МПа) при Р — 2 кВт (см. рис. 5.13, в).
При увеличении мощности наряду с некоторым возрастанием
ширины упрочненной полосы имеет место увеличение ширины
зоны растягивающих напряжений.
Механизм образования остаточных напряжений при локальном
тепловом воздействии в процессе сварки, резки, термоупрочнения
и др. (см. п. 5.1) определяется наличием остаточных пластических
деформаций укорочения в зоне обработки, вызывающих образова-
ние остаточных растягивающих напряжений в этой зоне. Однако
структурные и фазовые превращения металла в зоне обработки
на стадии охлаждения, связанные с объемными эффектами, могут
коренным образом изменить эту закономерность. Например,
если в процессе охлаждения локально нагретого участка в сталях
происходит мартенситное превращение аустенита, то оно сопрово-
ждается заметным увеличением объема. Вследствие увеличения
объема в зоне обработки появляются значительные сжимающие
напряжения. Это обстоятельство является решающим для ана-
лиза остаточных напряжений при лазерном термоупрочнении
сталей.
В частности, при обработке поверхностей сталей 45 и 40Х
непрерывным СО2-лазером мощностью 0,5 кВт со скоростью
33 мм/с не наблюдается увеличение твердости в облученной по-
лосе, так как в процессе обработки нагрев происходил ниже тем-
пературы фазовых превращений. При этом на поверхности в об-
лученной полосе имеют место остаточные напряжения растяже-
ния ву ост = 250—430 МПа, вызванные пластическими дефор-
мациями укорочения вследствие неравномерного нагрева и' охла-
ждения при обработке. При увеличении мощности лазерного из-
лучения металл в зоне обработки нагревается до температур выше
фазовых превращений (до оплавления), на стадии охлаждения
происходит мартенситное превращение, вызывающее увеличение
объема и появление остаточных напряжений сжатия a&00T.
В центре оплавленной лазером полосы на сталях 45 и 40Х сжи-
мающие напряжения tfy0CT изменяются от —100 до —260 МПа
(см. рис. 5.14).
Максимальные сжимающие напряжения возникают в режиме
микрооплавления при Р = 1 кВт, когда объем жидкой ванны ми-
нимален и, следовательно, имеют место наибольшие скорости
охлаждения. Подобный характер изменения напряжений ауост
в зависимости от мощности излучения имеет место и при упрочне-
нии стали У8 (см. рис. 5.14, кривая /), но с несколько меньшими
напряжениями, чем в сталях 40Х и 45 (см. рис. 5.14, кривые 3
и 4).
Увеличение мощности излучения существенно изменяет тепло-
вые процессы при термоупрочнении, вследствие чего изменяются
151
не только остаточные напряжения стуоот в центре полосы, но
и характер их распределения поперек полосы в направлении оси у.
На рис.'5.15 показано распределение пуоог на поверхности стали
У8 в зависимости от мощности излучения. При Р = 1 кВт
(рис. 5.15, а) распределение ау00т аналогично Случаю термо-
упрочнения Армко-железа (см. рис. 5.14, в),. При Р = 2 кВт
(рис. 5.15, б) характер кривой пуоот изменяется. В центре по-
лосы оплавления qOT незначительны по величине, а на краях
имеют место большие сжимающие напряжения стуоот = —370-=-
—410 МПа, переходящие в растягивающие на границе зоны ла-
зерного воздействия с необлученной поверхностью. Невысокий
уровень остаточных напряжений в центре полосы возможно свя-
зан с увеличением количества остаточного'аустенита. При после-
дующем увеличении мощности излучения до 3 кВт (рис. 5.15, в)
зона оплавления увеличивается по ширине, а распределение
остаточных напряжений по ширине оплавленной полосы характе-
ризуется небольшими по'величине сжимающими напряжениями,
переходящими в растягивающие на границе с необлученной по-
верхностью.
Значительное влияние на распределение остаточных напря-
жений при термоупрочнении оказывает скорость обработки. При
малой скорости обработки 8 мм/с в центре оплавленной полосы
сталей 45 и 40Х формируются растягивающие напряжения ау оот =
Рис. 5.14. Изменение остаточ-'
ных напряжений оу оот в зави-
симости от мощности излучения,
при скорости обработки 33 мм/с
в центре упрочненных Полос
различных сталей:
1 — У8; 2 — Армко-железо; 3 —
40Х; 4 — сталь 45
Рис. 5.15. Изменение остаточ-
ных напряжений оу оот на по-
верхности стали У8 в зависимо-
сти от расстояния от центра тер-
моупрочненной полосы при ла-
зерной обработке со скоростью
33 мм/с и различной мощностью
излучения, кВт:
а — Г, 6—2; в — 3
152
буост, МПц
200г
-300 -
а)
в)
Рис. 5.16. Изменение остаточных
напряжений ау ост в центре упроч-
ненных полос различных сталей в
в зависимости от скорости обработ-
ки при Р = 1 кВт:
1 — сталь 45; 2 — 40Х; 3 — У8; 4 —
ХВГ; S — Р18
500
‘tOO
300
гоо
100
о
-100
а)
Рис. 5.17. Изменение остаточных
напряжений чу ост на поверхности
пластины из стали Р18 в зависимо-
сти от расстояния от Центра тепло-
упрочненной полосы при мощности
излучения Р = 1 кВт и скорости
обработки, мм/с:
а — 25; б — 33; в — 41
= 100-4-140 МПа (рис. 5.16).
При этом по краям полосы
оплавления возникают боль-
шие сжимающие напряжения
(-200-4---440 МПа), а рас-
пределение напряжений в поперечном к обработанной полосе
направлении подобно изображенному на рис. 5.15.
При увеличении скорости обработки' сталей 45 и 40Х напря-
жения Су ост в центре полосы переходят из растягивающих в сжи-
мающие (см. рис. 5.16 кривые 1 и 2), а распределение напряжений
ау ост подобно представленному на рис. 5.15, а.
В стали У8 напряжения сгу0СТ в центре полосы и распределе-
ние напряжений при увеличении скорости обработки изменяются
незначительно (см. рис. 5.16, кривая 3). В стали ХВГ напряже-
ния ауост в центре полосы при малой скорости обработки яв-
ляются сжимающими, а при увеличении скорости становятся
растягивающими (см. рис. 5.16, кривая 4).
При термоупрочнении с оплавлением стали Р18 в центре
обработанной полосы (у = 0) формируются растягивающие оста-
точные напряжения. При скорости обработки v = 25 мм/с
(рис. 5.17, а) в центре полосы ау 00т = 140 МПа, с удалением от
центра полосы напряжения уменьшаются до 20 МПа, а далее
153
возрастают, достигая на границе зоны лазерного воздействия
с необлученной поверхностью максимального значения 230 МПа.
При v = 33 мм/с характер кривой сохраняется (рис. 5.17, б),
а при v — 41 мм/с распределение ауост по ширине обработанной
полосы выравнивается (рис. 5.17, в).
Представленные результаты свидетельствуют о значитель'ной
неоднородности распределения остаточных напряжений на по-
верхностных участках сталей, термоупрочненных излучением
непрерывного СО2-лазера. Характер распределения остаточных
напряжений зависит от типа стали и режимов лазерной обработки.
При всем многообразии показанных на рис. 5.13—5.17 экспери-
ментальных результатов распределение остаточных напряжений
подчиняется определенной закономерности. Значение и знак
остаточных напряжений на термоупрочненных поверхностных
участках зависят от соотношения остаточных пластических де-
формаций, вызванных локальным тепловым воздействием и объем-
ными эффектами структурных превращений. При образовании
в процессе термоупрочнения на стадии охлаждения достаточно
насыщенного мартенсита в сталях 45, 40Х, У8 в центре обработан-
ной полосы формируются сжимающие остаточные напряжения.
Уменьшение насыщенности мартенсита при термоупрочений же-
леза приводит к уменьшению объемного эффекта при охлаждении
и, соответственно, к уменьшению остаточных сжимающих напря-
жений на обработанной поверхности. В легированных сталях
ХВГ и Р18 при лазерном термоупрочнении структура характери-
зуется наличием большого количества остаточного аустенита и
объемный эффект мартенситного превращения незначителен. Вслед-
ствие этого в зоне термоупрочнения на поверхности в основном
действуют растягивающие напряжения.
Знание закономерностей образования остаточных напряжений,
их связей с режимами лазерной обработки позволяет регулировать
распределение остаточных напряжений на термоупрочненных
участках с целью обеспечения высоких служебных характеристик.
6. ТЕХНОЛОГИЧЕСКАЯ ПРОЧНОСТЬ
МЕТАЛЛОВ ПРИ ЛАЗЕРНОЙ ОБРАБОТКЕ
Под технологической прочностью подразумевают способность
металлов сопротивляться разрушениям в процессе технологиче-
ской обработки. Применительно к лазерной обработке необхо-
димо различать следующие виды технологической прочности:
способность наплавленного металла, металла сварного шва
и околошовной зоны воспринимать термодеформационное воздей-
ствие при высоких температурах в процессе лазерной обработки
с расплавлением металла — наплавки, сварки и других процессов
без образования горячих трещин;
формирование свойств металла, обработанного лазерным излу-
чением, на стадии охлаждения без образования холодных трещин
в процессе фазовых и структурных превращений в твердом со-
стоянии,.
6.1. ГОРЯЧИЕ ТРЕЩИНЫ
В процессе лазерной наплавки, сварки и других видов лазерной
обработки, связанных с расплавлением металла, на стадии кри-
сталлизации наплавленного металла или металла шва возможно
возникновение хрупких межкристаллитных разрушений, которые
называют горячими трещинами.
Как было показано выше, в процессе наплавки и сварки на
стадии охлаждения интенсивно развиваются упругопластические
деформации. Если высокотемпературные деформации при охла-
ждении расплавленного металла превосходят его деформационную
способность, то в нем возникают горячие трещины. Таким образом,
для анализа возможности образования горячих трещин необ-
ходимо сопоставлять деформации, возникающие в процессе сварки
или наплавки, с деформационной способностью металла.
Деформации металла при лазерной обработке определяют раз-
личными ‘теоретическими и экспериментальными методами. Наи-
больший интерес для анализа проблемы горячих трещин пред-
ставляет характер изменения высокотемпературных деформаций
на стадии охлаждения расплавленного металла в процессе его
кристаллизации, определяемый темпом деформации ат = д&/(дТ).
Анализ результатов теоретических и экспериментальных иссле-
дований показывает, что темп деформаций в высокотемпературной
области зависит от теплофизических свойств металла, режима
лазерной сварки или наплавки и жесткости обрабатываемых эле-
ментов. Во всех случаях наплавки и сварки плавлением в высоко-
температурном интервале кристаллизующийся металл испыты-
вает значительные упругопластические деформации удлинения,
являющиеся причиной возникновения горячих трещин.
155
Рис. 6.1. Зависимость предела прочно-
сти сталей от температуры:
1 — 10Г2; 2 — ЗОХГСА
от температуры
Деформационная способность металла при высоких темпера-
турах, близких к температуре солидуса, определяется значениями
мгновенных прочности и пластичности. Результаты исследований
показывают, что на кривых прочности (рис. 6.1) можно выделить
два характерных участка СА и АВ. Участок СА соответствует
вязкому характеру разрушения, определяемому межкристаллит-
ной прочностью, т. е. прочностью межкристаллитных связей.
В соответствии с диаграммой состояния железо—углерод
в сталях, как и в большинстве других сплавов, процесс кристал-
лизации происходит в температурном интервале ликвидус (Тл) —
солидус (Тс) (рис. 6.2). При температурах выше Тл сплав нахо-
дится в жидкой фазе, а при температурах ниже Тс сплав пол-
ностью затвердевает. В интервале Тл—Тс сплав находится в двух-
фазном твердожидком состоянии.
В процессе кристаллизации в твердожидкой фазе происходит
специфическое изменение механических свойств сплава. В на-
чальной стадии кристаллизации имеет место большой объем жид-
кой фазы, а отдельные кристаллиты разъединены жидкими про-
слойками. В этом состоянии система характеризуется высокой
пластичностью, определяемой свойствами жидкости (см. рис. 6.2,
участок /). '
При последующем снижении температуры происходят уве-
личение объема твердой фазы и соответствующее уменьшение
объема жидкой фазы. Если при этом кристаллы образуют каркас,
препятствующий циркуляции жидкости, то возникающие при,
лазерной обработке, деформации могут приводить к хрупкому
межкристаллитному разрушению вследствие того, что пластич-
ность этой двухфазной системы падает до весьма малых значений
(см. рис. 6.2, участок 2).
При дальнейшем снижении температуры кристаллы, разви-
ваясь, образуют сплошной каркас, характеризуемый возраста-
нием пластичности кристаллов (см. рис. 6.2, участок 3). На этой
стадии охлаждения межкристаллитное разрушение переходит во
внутри криста ллитное с вязким характером разрушения. Таким
образом, в процессе кристаллизации металлов можно выделить
характерный интервал температур, в котором прочность и пластич-
156
Рис. 6.3. Схема механизма образования горячих трещин:
а — изменение темпа деформации; б — изменение пластичности; в — изменение .ТИХ;
г — графическая оценка запаса технологической прочности
ность весьма малы. Это так называемый температурный интервал
хрупкости (ТИХ). Именно в этом интервале температур Ттих,
который характеризуется уменьшением пластичности, наиболее
вероятно образование разрушений в процессе сварки и наплавки.
Механизм образования горячих трещин при сварке и наплавке
может быть пояснен рис. 6.3 [95]. На нем показано изменение
пластичности металла П в зависимости от температуры в процессе
кристаллизации металла, расплавленного при сварке или на-
плавке. На этих же графиках для сопоставления представлены
упругопластические деформации е, возникающие в процессе кри-
сталлизации расплавленного металла при охлаждении ниже
верхней границы ТИХ. В первом приближении можно считать,
что деформации при охлаждении возрастают прямо пропорцио-
нально изменению температуры, т. е. могут быть изображены
в виде линейных зависимостей.
Если в процессе охлаждения прямая е пересечется с кривой П,
то это свидетельствует, что пластичность металла исчерпана и в нем
образовалась горячая трещина. Возможность образования горя-
чей трещины зависит от ряда факторов. Рассмотрим влияние темпа
деформации при неизменных пластических свойствах металла (см
рис. 6.3, а). Прямая 1 не пересекается с кривой Пластичности.
Это указывает на то, что возникающие в процессе охлаждения
расплавленного металла деформации оказываются ниже его де-
формационной способности, поэтому трещина не возникает. При
возрастании темпа деформации прямая 3 пересекается с кривой
пластичности, а это указывает на то, что пластичность исчерпана
157
и появились трещины. Критическое значение темпа деформации
представлено прямой 2, проведенной в виде касательной к кривой
пластичности.
Чем выше пластичность металла при заданном значении темпа
деформации, тем больше вероятность образования трещин (см.
рис. 6.3, б, кривая /). При возрастании пластичности (кривая 3)
трещины не образуются. Кривая 2 представляет критический слу-
чай: при больших значениях пластичности трещины отсутствуют,
а при меньших возникают.
На рис. 6.3, е изображено влияние ТИХ на вероятность обра-
зования горячих трещин. При прочих равных условиях возраста-
ние ТИХ от Ттихх Д° Ттихг увеличивает вероятность образова-
ния трещин.
Анализ рассмотренных условий показывает, что три основных
фактора, определяющие возможность образования горячих тре-
щин при сварке и наплавке, следующие: темп упругопластических
деформаций при охлаждении расплавленного металла, значение
ТИХ и минимальная пластичность /7т1п металла в этом интервале.
При этом вероятность образования горячих трещин возрастает
с увеличением ат и ТИХ, уменьшением /7Ш1П [111]. В каждом
конкретном случае знание основных факторов позволяет оценить
запас технологической прочности сопоставлением /7т1п и дефор-
мации Де, накопленной в ТИХ, причем запас деформационной
способности • ,
Де3 = ПЮ1П — Де. (6.1)
Разделим обе части равенства (6.1) на Ттих
Дез____^7 mln А8
Т’тих Т'тих Т'тих '
Обозначим запас технологической прочности а3 = Де3/Ттих;
предельный темп деформации ап = ЛЮ1П/7тих, его превышение
приводит к образованию трещин; темп упругопластических де-
формаций ат — &е,/ТтИх в процессе охлаждения расплавленного
металла. Подставив данные обозначения в формулу (6.2), получим
значение запаса технологической прочности (см. рис. 6.3, г)
аа = ап — ат. (6.3)
6.2. МЕТОДЫ ИССЛЕДОВАНИЯ СОПРОТИВЛЯЕМОСТИ
СВАРНЫХ СОЕДИНЕНИЙ ГОРЯЧИМ ТРЕЩИНАМ
В практических случаях оценка запаса технологической проч-
ности в соответствии.с формулой (6.3) весьма затрудняется слож-
ностью экспериментального или расчетного определения ап и а3.
Поэтому разработаны многочисленные методы оценки технологи-
ческой прочности в процессе кристаллизации по различным косвен-
ным критериям. Наиболее распространены испытания на разно-
образных технологических пробах и испытания с помощью машин-
ных методов.
158
(6-2)
Пробы представляют собой неблагоприятные конструкции
сварных узлов. Чаще всего на таких пробах проводят испытания
для оценки склонности сопоставляемых, сплавов, присадочных
материалов, способов и режимов сварки, различных элементов
технологии и других факторов к образованию горячих трещин.
Это дает возможность разделить все испытания на две группы:
с отсутствием трещин и с образованием трещин, т. е. произвести
отбраковку как самих сплавов, так и технологии сварки. Коли-
чественного определения запаса технологической прочности в та-
ких испытаниях не производят.
Известно большое число разнообразных технологических проб,
которые разрабатывали применительно к дуговой сварке [111].
Проведенный анализ различных проб позволил рекомендовать
для оценки технологической прочности при лазерной сварке и
наплавке круговую пробу (рис. 6.4), на которой вели сварку
встык или сквозное проплавление листа по окружности. Эта
проба обеспечивает возможность сварки с большими скоростями,
что характерно для лазерной сварки, малую металлоемкость
и значительную протяженность сварного шва.
Критерием оценки технологической прочности является нали-
чие трещин, частота их образования и суммарная длина. Для
получения наибольшей чувствительности металла шва к образо-
ванию горячих трещин в процессе сварки варьируется диаметр
кругового шва и размеры пробы таким образом, чтобы при сопо-
ставимых способах сварки ее геометрические параметры обеспечи-
вали образование горячих трещин в шве. После полного охлажде-
ния пробы ее рассматривают с помощью инструментального микро-
скопа и подсчитывают суммарную длину трещин на поверхности
шва, которая является критерием оценки технологической проч-
ности при сварке.
В машинных методах испытания производят количественную
оценку склонности сплавов к образованию горячих трещин. Широко,
применяется метод оценки по критической скорости растяжений,
разработанный в МВТУ им. Н. Э. Баумана. Известные в СССР
и за рубежом другие машинные методы, по существу, представ-
ляют различные разновидности методов МВТУ. В этом методе
сварка образца осуществляется с одновременным его растяжением
с помощью машины [95, 111]. Скорость растяжения определяется
скоростью перемещения захватов машины. При этом растяжению
подвергается кристаллизующийся металл шва.
Обычно методика испытаний сводится к сварке серии образ-
цов при использовании заданного режима. От образца к образцу
изменяют скорость деформирования, отыскивая критическое зна-
чение, превышение которого вызывает появление горячих трещин
в образце. Эту критическую скорость икр деформирования об-
разца можно рассматривать в качестве, показателя технологиче-
ской прочности, пригодного для количественного сопоставления
склонности различных сплавов к образованию горячих трещин
159
Рис. 6.4. Жесткая круговая проба с то-
пографией продольных (/) и попереч-
ных (2) трещин
Рис. 6.5. Схема переносной малогаба-
ритной установки ЛТП1-11
при неизменном термическом цикле сварки. Для сопоставления
различных способов сварки, отличающихся термическим воздей-
ствием на металл, используется более универсальный показа-
тель — критический темп деформации:
«кр = Укр/®ТИХ. ' ' (6-4)
где ютих — скорость охлаждения металла шва в ТИХ.
Рассмотренный критерий акр (6.4) определяется пластич-
ностью металла шва в температурном интервале хрупкости и не
зависит от условий испытания.
В МВТУ созданы различные испытательные машины для опре-
деления критического темпа деформации при дуговых способах
сварки [95, 111], однако использование этих испытательных
машин для определения акр при лазерной сварке технически
сложно. Применительно к лазерной сварке в МВТУ была создана
переносная малогабаритная установка ЛТП1-11 (рис. 6.5). В этой
установке осуществляется сосредоточенный изгиб испытываемого
образца 1 на ножевой опоре 4. Деформирующий рычаг 2 шар-
нирно закреплен на станине и связан с приводом 3. При втяги-
вании плунжера электропривода 3‘ рычаг 2 опускается и изги-
бает образец 1. Скорость изгиба образца регулируется за счет
ступенчатого изменения длины плеча рычага при перестановке
шарнирного сочленения с плунжером электропривода в положе-
ния а, б, в, г, д и плавного изменения скорости вращения элек-
тродвигателя. Малые габаритные размеры установки 500Х230Х
Х200 мм позволяют свободно размещать ее на технологическом
стенде, обеспечивающем перемещение установки относительно
неподвижного лазерного луча с заданной скоростью сварки.
Изгиб осуществляется в процессе лазерной сварки и автома-
тически прекращается после сварки участка образца длиной
15—20 мм. Для определения критической скорости деформирова-
ния необходимо испытать 15—20 образцов при одном режиме
160
90
Рис. 6.6. Образцы для определения пластических характеристик кристаллизую-
щегося металла шва в ТИХ при испытаниях на продольные (а) и поперечные (б)
трещины '
сварки, увеличивая скорость изгиба. Скорость изгиба, при кото-
рой возникает горячая трещина, является критической. При этом
ее уменьшение на 5 % не вызывает возникновения горячих тре-
щин при испытании трех образцов. Для последующего определе-
ния критического темпа деформации необходимо знать coT^x,
которая измеряется термопарой, внедренной в сварочную ванну.
В ряде случаев при разработке технологических процессов
представляет интерес не интегральная оценка сопротивляемости
металла шва образованию трещин в виде критического темпа
деформации, а дифференцированное определение параметров пла-
стичности и температурного интервала хрупкости, определяющих
деформационную способность кристаллизующегося металла. Пла-
стичность металла в процессе кристаллизации в ТИХ опреде-
ляется значением деформации, обеспечивающим отсутствие меж-
кристаллического разрушения при растяжении шва с высокой
постоянной скоростью, и границы температурного интервала
хрупкости определяются серией подобных испытаний при раз-
личных температурах.
Проведение испытаний для определения деформационной спо-
собности металла при лазерной сварке должно быть выполнено
с учетом высоких скоростей охлаждения шва, достигающих в об-
ласти температур кристаллизации 2000 К/с и более. Это условие
означает, что испытания кристаллизующегося металла шва при
определении его деформационной способности следует проводить
со значительно большими скоростями деформирования, чем при
дуговой сварке. Вследствие этого представляется целесообразным
определять пластичность металла шва в температурном интервале
хрупкости при лазерной сварке высокоскоростным деформиро-
ванием образцов непосредственно в процессе сварки. Методика
таких испытаний была разработана в МВТУ В. С. Гаврилюком
и М. Е. Щегловым. Образец для проведения испытаний на обра-
зование продольных трещин состоит из двух пластин, сваривае-
мых встык (рис. 6.6, а). В процессе сварки одна из пластин пере-
мещается относительно другой с большой скоростью в направле-
нии, перпендикулярном скорости сварки. При этом деформация
происходит в каждом участке шва, в том числе и в сварочной
6 Григорьянц А. Г. 161
ванне. При испытании на образование поперечных трещин ис-
пользуется образец, деформируемый в процессе сварки в направ-
лении скорости сварки (рис. 6.6, б). Размеры образцов обеспечи-
вают проведение экспериментов в условиях лазерной сварки.
Испытания проводят на серии образцов при последовательно-
дискретном увеличении деформации с целью отыскания такого
ее значения, при котором трещина не образуется. Данное значение
деформации характеризует пластичность металла шва в ТИХ.
Температурный интервал хрупкости
Т’тих = “тих^тих, (6-5)
где /тих — время нахождения металла в ТИХ, которое можно
определить по формуле
/тИХ = ^ТИх/Цзш (6.6)
здесь /тих — длина участка шва, находящегося в ТИХ.
После подстановки формулы (6.6) в выражение (6.5) получаем
Т’тих = ^ТИХ®ТИх/^СВ- (6.7)
Длина /тих определяется длиной трещины /тр, возникаю-
щей при испытании, с учетом смещения /ом этого участка в про-
цессе испытания:
^тих — ^тр + ^см- (6.8)
В свою очередь
/см т3 ^св/д ~ ^св77/Уд, (6.9)
где /д — время деформирования в процессе испытания; П — де-
формация при испытании; ид — скорость деформирования при
испытании.
При проведении испытаний с высокой скоростью цд значение
/ом весьма мало, и в формуле (6.8) им можно пренебречь.
В разработанной методике предусматривается проведение ис-
пытаний с высокими скоростями деформирования шва в процессе
сварки. При выборе скорости деформирования следует ориентиро-
ваться на предельные значения, выше которых могут нарушаться
общие закономерности поведения металла в процессе кристалли-
зации, в связи с чем может уменьшиться пластичность шва.
В результате многочисленных испытаний по определению
пластических характеристик кристаллизующегося металла при
лазерной сварке установлена скорость деформирования, равная
10 мм/с, обеспечивающая минимальное изменение температуры
шва за время его деформирования, практически не оказывающая
влияния на пластичность шва.
Испытания по представленной методике выполнялись на спе-
циально спроектированной и изготовленной установке пружинно-
рычажного действия [261, обеспечивающей высокие растягиваю-
щие усилия при достаточно малых габаритах 550x 200X450 мм.
162
Рис. 6.7. Установка для определения пластических характеристик кристалли-
зующегося металла шва в процессе его сварки:
а — основные элементы установки; 6 и в — приспособления для крепления образцов на
установке при испытаниях соответственно на продольные н поперечные трещины
Установка (рис. 6.7) выполнена в виде подвижного 1 и неподвиж-
ного 2 столов для крепления свариваемого образца 3, состоящего
из двух пластин. После закрепления свариваемого образца на
штифтах 19, клинах 20 и упорах 21 клином 5 устанавливается
необходимая для испытания деформация — Д растяжения шва
в процессе сварки. Вращением рукоятки 22 рычаги 15 и 16 пере-
водятся в «мертвое» положение относительно друг друга. Индика-
тор 23, фиксирующий подвижный стол относительно неподвиж-
ного, устанавливается в исходное нулевое положение.
В процессе сварки образца 3 в заданный момент времени вклю-
чается электромагнит 17, и с помощью скобы 18 рычаги 15 и 16
резко сдвигаются с «мертвой» точки. Освобожденный силовой
рычаг 7 под действием пружины 8 вращается вокруг оси 6 и пере-
мещает коротким плечом подвижный стол 1 до неподвижного
упора 4 на заданную величину Д.
Скорость перемещения стола и, соответственно, скорость де-
формирования шва регулируются демпферным гидроцилиндром
6* 163
путем освобождения пружины 8. Вращением заслонки 13 изме-
няется величина отверстия 14 в дне поршня 11 и Фем самым регу-
лируется расход жидкости 9, перетекающей из корпуса 10 в пор-
шень 11 со штоком 12.
На данной установке в МВТУ были проведены многочисленные
исследования пластических характеристик кристаллизующегося
металла шва в ТИХ при сопоставлении процессов лазерной и
аргонодуговой сварки. Результаты исследований представлены
в п. 6.3.
6.3. ОСОБЕННОСТИ ОБРАЗОВАНИЯ ГОРЯЧИХ ТРЕЩИН
ПРИ ЛАЗЕРНОЙ СВАРКЕ
Совместно с А. Н. Грезевым были выполнены экспериментальные
исследования характера образования горячих трещин при сварке
различными способами углеродистых сталей СтЮ, 20, 35, легиро-
ванных сталей 12Х2Н4А и 10ХГТ толщиной 3—5 мм, широко
применяемых в автомобильной и других отраслях промышлен-
ности. Лазерная сварка образцов выполнялась на установке
ЛТ-1 [601, электронно-лучевая — на установке ВЕ-691 «Seiaky»
(Франция), автоматическая аргонодуговая — на установке типа
АДСВ-2. Параметры режимов сварки подбирали из условия.пол-
ного проплавления образцов за один проход без подачи присадоч-
ного металла. Лазерное излучение фокусировалось линзой из хло-
ристого калия с фокусным расстоянием 200 мм. Мощность лазер-
ного излучения изменялась от 3 до 4,9 кВт, для защиты сварочной
ванны использовали гелий, аргон или углекислый газ. При арго-
нодуговой сварке параметры варьировали в следующих преде-
лах: напряжение на дуге Un = 94-16 В, сила сварочного тока
/ов = 160-4-290 А. Электронно-лучевую сварку проводили при
Ua — 52 кВ, ток /св = 0,034-0,065 А.
Склонность сплавов к образованию горячих трещин оце-
нивали по критическому темпу деформаций [см. формулу (6.4)].
На рис. 6.8 представлены экспериментальные результаты по опре-
делению. критической скорости деформации изгиба икр на уста-
новке ЛТП1-11 при аргонодуговой сварке вольфрамовым электро-
дом и при лазерной сварке. Однако простое сопоставление зна-
чений пкр для аргонодуговой сварки и лазерной сварки, резко
отличающихся термическими циклами, не являются корректным.
Необходима дополнительная информация о Скоростях охлажде-
ния металла шва в температурном интервале хрупкости «тих
для последующего вычисления акр по формуле (6.4). На рис. 6.8,6
показаны результаты изменения скоростей охлаждения сотих
в интервале 1673—1473 К, полученные внедрением спая платино-
платинородиевой термопары в охлаждающуюся зону сварочной
ванны. Из этих результатов следует, что при лазерной сварке на
той же скорости, что и при аргонодуговой сварке, сотих оказы-
вается в 1,5—3 раза больше. При переходе на более интенсивный
процесс лазерной сварки, осуществляемой с более высокими ско-
164
Рис. 6.8. Влияние способов и ре-
жимов сварки на критическую
скорость деформации изгиба об-
разцов икр (а), на скорость охла-
ждения металла шва в темпера-
турном интервале хрупкости
®тих (б)> на критический темп
деформации акр (в):
I — 12Х2Н4А; 2 — 18ХГТ
VKp, мм/с
0,090
0,075
0,000
0,095
0,030
ростями, «тих значитель-
но возрастает, достигая
значений порядка 2000 К/с.
Представляет интерес
сопоставление значений
критического темпа дефор-
мации акр (рис. 6.8, в),
получаемых по формуле
(6.4) с использованием экс-
периментальных результа-
тов рис>. 6.8, а, б.
Наибольшего значения
“кр достигает при аргоно-
дуговой сварке со скоро-
стью 1,66 мм/с, а при уве-
личении скорости сварки
до 11 Miyi/c акр резко
уменьшается. Аргонодуго-
вая сварка на скоростях
более 11 мм/с затруднена
в силу нестабильности про-
цесса формирования шва.
При одинаковой скорости
сварки значения акр, соответствующие способу лазерной сварки,
. оказываются выше, чем при аргонодуговой сварке, т. е. обеспечи-
вается более высокая сопротивляемость металла шва образованию
горячих трещин. Последующее значительное возрастание скорости
лазерной сварки практически не снижает акр.
Подобный результат был получен при сварке жесткой круго-
вой пробы. Сварка кругового шва диаметром 25 мм проводилась
за один проход при полном проплавлении. Скорость лазерной и
электронно-лучевой сварки изменялась от 0,83 до 33,3 мм/с, а ар-
гонодуговой — от 0,55 до 10,4 мм/с. На рис. 6.9 представлены
результаты экспериментов на круговой пробе при скоростях
сварки, когда возникают трещины в швах. Сопоставление рас-
смотренных способов сварки наглядно показывает, что при одних
и тех же скоростях сварки суммарная длина трещин в случае
лазерной сварки в Не (ЛСне) или СО2 (ЛСсо,) оказывается
меньше, чем при электронно-лучевой и аргонодуговой сварке.
165
Рис. 6.9. Влияние спосо-
бов и режимов сварки на
суммарную длину L тре-
щин в шве:
L — 12Х2Н4А; 2 «• сиаль 35
Это свидетельствует о высокой сопротивляемости металла шва
образованию горячих трещин при лазерной сварке по сравнению
с электронно-лучевой, и, в особенности, с аргонодуговой. При
этом отмечено, что наибольшее число трещин (и соответственно
их суммарная длина) возникает при лазерной сварке в диапазоне
скоростей от 4,1 до 8,2 мм/с, а при электронно-лучевой — в диа-
пазоне от 4,1 до 11 мм/с. Последующее увеличение скорости сварки
приводит к исчезновению трещин, в то время как при аргонодуго-
вой сварке это число трещин и их суммарная длина непрерывно
растут.
Из этих экспериментов следует сделать важный вывод: вы-
сокопроизводительная лазерная сварка, выполняемая на повы-
шенных скоростях (псв > 22 мм/с), предпочтительнее с точки зре-
ния отсутствия горячих трещин в швах.
Проведенный металлографический анализ позволил устано-
вить, что одной из причин высокой сопротивляемости металла
шва образованию горячих трещин является измельчение первич-
ной структуры шва с увеличением скорости лазерной и элек-
тронно-лучевой сварки. Кроме того, различная сопротивляемость
образованию горячих трещин связана с изменением содержания
сульфидных включений в сварных швах, выполненных рассмо-
тренными способами сварки. Исследование Характера распределе-
ния сульфидных включений проведено на рентгеновском микро-
анализаторе. Установлено, что при аргонодуговой сварке в зоне
сплавления и зоне оплавленных кристаллитов' (по сравнению
с исходной структурой) имеет место увеличение размера включе-
ний и интенсивности их рентгеновского излучения пропорцио-
нально содержанию серы. В центральной части шва число вклю-
чений незначительно.
При лазерной сварке в центральной части шва включения
практически отсутствуют, а в зоне сплавления и оплавленных
кристаллитов размеры включений и их число не больше, чем
в исходной структуре.
Повышенное содержание серы в участках швов, выполненных
аргонодуговой сваркой, приводит к опасности возникновения
междендритной и зональной ликвации, что влечет за собой сниже-
166
ние нижней границы ТИХ и, соответственно, снижение сопротив-
ляемости образованию горячих трещин. Эксперименты по опреде-
лению ТИХ, проведенные на испытательной установке ЛТПЗ-5
195, 111], позволили установить, что его нижняя граница при ла-
зерной и электронно-лучевой сварке стали 12Х2Н4А приблизи-
тельно на 15° выше, .чем при аргонодуговой сварке.
Подобная тенденция была также установлена Б. Ф. Якуши-
ным, А. И. Мисюровым и Б.М. Федоровым в процессе исследова-
ний сопротивляемости образованию горячих трещин при различ-
ных режимах дуговой и лазерной сварки никелевых сплавов,
выполненных в МВТУ. Было четко показано, что сопротивляе-
мость образованию горячих трещин при лазерной и электронно-
лучевой сварке никелевых сплавоё значительно выше, чем при
аргонодуговой сварке. Применение интенсивных режимов лазер-
ной сварки на повышенных скоростях (t>CD > 36 мм/с) значительно
повышает сопротивляемость образованйю горячих трещин. Это
связано с увеличением пластичности металла шва вследствие
появления объемной схемы кристаллизации и измельчения струк-
туры, а также со смещением нижней границы ТИХ в высокотем-
пературную область за счет уменьшения химической неоднород-
ности при лазерной сварке по сравнению с аргонодуговой.
С целью получения более общих представлений об образовании
горячих трещин при лазерной и дуговой сварке был проведен
сравнительный анализ на образцах из жаропрочных аустенитных
сталей и сплавов. Лазерная сварка и аргонбдуговая сварка не-
плавящимся электродом осуществлялись со скоростями 5,5 и
11 мм/с. Фокусировка лазерного излучения проводилась линзами
с фокусными расстояниями 140—160 мм. Для защиты сварочной
ванны и остывающего шва применяли гелий, для защиты шва
с обратной стороны использовали аргон. Толщина образцов
составляла 1,5—3,0 мм. •
Пластичность кристаллизующегося металла Пm)n и длину /тих
участка шва, находящегося в ТИХ, определяли экспериментально
высокоскоростным деформированием образцов непосредственно
в процессе сварки. Пластические характеристики 77mln и /ТИх,
полученные В. С. Гаврилюком и М. Е. Щегловым при лазерной
и аргонодуговой сварке, представлены в табл. 6.1.
Сопоставление результатов испытаний показывает, что при
псв = 5,5 мм/с пластичность металла в ТИХ практически одина-
кова. При повышении скорости сварки (исв = 11 мм/с) значения
77mln при лазерной сварке значительно больше, чем при аргоно-
дуговой, для всех .рассмотренных материалов.
Длина' 1тнх ПРИ лазерной сварке существенно меньше, чем
при аргонодуговой. Это свидетельствует о высокой скорости
охлаждения шва при лазерной сварке. Действительно, проведен-
ные измерения термических циклов показали, что скорость ютих
охлаждения металла шва в ТИХ при лазерной сварке существенно
выше, чем при аргонодуговой (рис. 6.10).
167
Таблица 6.1
Пластические характеристики кристаллизующегося металла
Скорость сварки, мм/о Способ сварки Пластические характеристики, мм, при толщине образ ца, мм
1,5 3,0 1,5 3,0 3,0 3,0
ХН65ВМТЮ 12Х18Н10Т ХН56ВМТЮ 20Х23Н18 10Х18Н9БЛ 08Х18Н9Т
5,5 АРДС ЛС 0,05/1,60 0,06/0,80 0,12/2,00 -/- 0,04/2,00 0,04/1,00 0,06/2,20 -/- 0,05/2,80 -/- 0,11/1,80 -/-
11 АРДС ЛС 0,04/1,80 0,07/0,90 0,09/2,20 0,11/0,60 0,03/2,50 0,05/1,60 0,05/2,70 0,07/0,90 0,03/3,40 0,06/1,10 0,08/2,00 0,12/0,60
Примечание. В числителе приведено эначеине 17т[п, в знаменателе ~ ?ТИХ-
Значения температурного интервала хрупкости вычисляли по
формуле (6.7) с использованием соответствующих эксперимен-
тальных данных (т'абл. 6.2).
Результаты, представленные в табл. 6.2, показывают, что зна-
чения ТИХ при малых скоростях практически не зависят от спо-
соба сварки, тогда как при увеличении скорости наблюдается
тенденция к снижению значе-
ний ТИХ при лазерной свар-
ке по сравнению с аргоноду-
говой. Результаты экспери-
ментов позволяют однозначно
рассчитать универсальный
Таблица 6.2
Экспериментальные результаты ®тих
и гтих
Скорость свар- ки, мм/о Сплав Сп особ св арки “тих* К/° й я
5,5 ХН65ВМТЮ АРДС ЛС 210 420 61,1 60,6 1
ХН56ВМТЮ АРДС ЛС 210 . 420 80,2 80,1
И ХН65ВМТ1О АРДС ЛС 320 720 62,5 58,2
ХН56ВМТЮ АРДС ЛС 320 720 81,8 78,5
О 5,5 11 16,5 22 v^g/Мм/с
Рис. 6.10. Зависимость скорости
охлаждения металла шва в ТИХ от
скорости сварки
168
Таблица 6.3
Пrnin, ММ
0,12
О,OS
0,04
5,5 11 16,5 22 vcg,MM/c
Рис. 6.11. Влияние скорости
лазерной сварки на /7т1п:
1 « 08Х18Н10Т; 2 — ХН65ВМТЮ
Экспериментальные значения акр
Скорость сварки, мм/о а -10’, мм/К кр
ХН65ВМТЮ ХН56ВМТЮ
АРДС ЛС АРДС ла
5,5 0,818 0,982 0,436 0,498
11 0,642 1,270 0,366 0,637
показатель сопротивляемости металла шва образцванию горячих
трещин при сварке в виде критического темпа деформации акр
по формуле (6.4). В табл. 6.3 представлены результаты для слу-
чаев лазерной и аргонодуговой сварки.
Указанные результаты показывают, что сопротивляемость
металла шва образованию горячих трещин при лазерной сварке
выше, чем при аргонодуговой. Следует отметить, что с повышением
скорости сварки преимущества лазерного процесса с точки зрения
отсутствия горячих трещин становятся очевидными. С целью
более полного обобщения указанного положения была выпол-
нена серия экспериментов по определению пластичности металла
шва при кристаллизации, величины ТИХ и критического темпа
деформации при лазерной сварке никелевого сплава ХН65ВМТЮ
толщиной 1,5 мм и стали 08Х18Н10Т толщиной 2,0 мм на скоро-
стях от 5,5 до 33 мм/с. Режимы лазерной сварки приведены ниже
(в числителе для сплава ХН65ВМТЮ, в знаменателе для стали
08Х18Н10Т).
оов, мм/о ... 5,5 11 16,5 22 27,5 33
Р, кВт ... 2,0/3,5 2,3/3,7 2,6/4,0 2,8/4,3 3,2/4,5 3,4/4,6
Полученные результаты показывают, что с увеличением ско-
рости лазерной сварки пластичность кристаллизующегося ме-
талла шва возрастает (рис. 6.11). Длина участка шва в ТИХ /тих
также возрастает с увеличением скорости лазерной сварки
(рис. 6.12, а). Однако при этом расчетные значения температур-
ного интервала хрупкости (6.7) несколько уменьшаются при уве-
личении скорости лазерной сварки (рис. 6.12, б). В соответствии
с полученными экспериментальными данными значения критиче-
ского темпа деформации, вычисленные по формуле 6.4, возрастают
с увеличением скорости сварки (рис. 6.12, в). Это свидетельствует
о повышении сопротивляемости металла шва образованию горя-
чих трещин.
Таким образом., лазерная сварка обеспечивает более высокую
сопротивляемость металла шва образованию горячих трещин по
169
сравнению с аргонодуговой сваркой. Определяющее влияние на
сопротивляемость шва образованию горячих трещин оказывает
пластичность кристаллизующегося металла. Повышенная пла-
стичность кристаллизующегося металла шва при лазерной сварке
по сравнению с Дуговой в первую очередь определяется более
высокой степенью дисперсности структуры. Было показано, что
металл шва после лазерной сварки имеет столбчатодендритный
тип структуры по аналогии с дуговой сваркой. Но дисперсность
дендритных образований при лазерной сварке существенно выше,
чем при дуговой [22].
Повышение пластичности шва при лазерной сварке'связано
с еще одной особенностью кристаллизации. Экспериментально
было установлено, что при испытаниях высокоскоростным дефор-
мированием в процессе лазерной сварки на скоростях 8—11 мм/с
и выше горячие трещины образуются только в верхней части шва,
распространяясь на глубину, равную не более трети общей глу-
бины проплавления, тогда как при дуговой сварке это вызывает
разрушение шва по всей его глубине (рис. 6.13).
Отмеченная особенность в образо-
вании горячих трещин при лазерной
сварке на высоких скоростях свиде-
тельствует о том, что верхняя и нижняя
части шва обладают различной сопро-
тивляемостью разрушениям в ТИХ.
Данное явление, по-видимому, связано
с особенностями процессов формирова-
ния и кристаллизации шва при ла-
зерной сварке.
Рис. 6.13.. Характер разрушения при испыта-
нии шва в процессе сварки:
а — лазерная сварка; б — аргонодуговая сварка
170
6.4. ФОРМИРОВАНИЕ И КРИСТАЛЛИЗАЦИЯ ШВА
ПРИ ЛАЗЕРНОЙ СВАРКЕ
Особенности формирования шва наглядно демонстрируются кине-
тикой изменения межфазной поверхности, определяемой фронтами
плавления и кристаллизации сварочной ванны.
В существующих аналитических представлениях [95 ] исполь-
зуется условие подобия поперечных сечений фронтов кристалли-
зации по длине ванны, вполне приемлемое для условий дуговой
сварки. При лазерной сварке вследствие высокой концентрации
энергии межфазная поверхность отличается сложной конфигура-
цией с переменным профилем в поперечных сечениях по длине
ванны. Это условие весьма затрудняет применение аналитиче-
ских методов исследования, поэтому был использован эксперимен-
тальный подход для определения конфигурации межфазной по-
верхности.
Большая часть экспериментальных подходов основана на прин-
ципе обнажения поверхности сварочной ванны при принудитель-
ном удалении расплавленного металла в процессе сварки. Исполь-
зовался разработанный В. С. Гаврилюком и М. Е. Щегловым
в МВТУ им. Н. Э. Баумана способ выплескивания жидкого
металла из объема сварочной ванны за счет инерционных сил,
возникающих при сообщении образцу большого ускорения
(рис. 6.14).
В процессе сварки образца 2 после установления квазиста-
ционарного температурного состояния включается электрома-
гнит 8, сдергивающий через скобу 7 фиксатор 6 для освобождения
пружины 4. Пружина 4 резко ударяет по столику 1 с закрепленным
на нем образцом 2, который «выстреливается» из-под источника
нагрева в направлении скорости сварки или в сторону, противо-
положную ей. Под действием, силы инерции жидкий металл сва-
рочной ванны выплескивается в сторону, противоположную дви-
жению образца. В результате на образце обнажается межфазная
поверхность.
В дальнейшем образец с обнаженной поверхностью ванны
подвергался послойной шлифовке сечений, перпендикулярных
продольной оси шва,, через каждые 0,5 мм для установления
формы межфазной границы. Совмещение на одной плоскости кон-
туров поперечных сечений дает топограмму межфазной поверх-
ности кристаллизующейся ванны.
По описанной методике выполнены исследования межфазных
поверхностей сварочных ванн в процессе лазерной и аргонодуго-
вой сварки никелевого сплава ХН65ВМТЮ и аустенитной стали
08Х18Н10Т на образцах толщиной 4 мм.
На рис. 6.15 представлены топограммы для фронта кристалли-
зации шва в его поперечном сечении, полученные при лазерной
и аргонодуговой сварке. Сравнительный анализ показывает су-
щественное отличие формы ванны при лазерной и аргонодуговой
171 ,
Рис. 6.14. Схема установки для удале-
ния жидкого- металла из ванны в про-
цессе сварки образца:
1 — подвижный столик; 2 — образец; 3 “>
упор; 4.— пластинчатая пружина; 5 — экс-
центрик с рукояткой для взвода пружины;
6 — фиксатор; 7 — скоба; 8 — электромаг-’
ннт; 9 лазерный луч
сварке. При аргонодуговой
сварке конфигурация межфаз-
ной поверхности отличается
плавностью линий как в про-
дольных, так и в поперечных
сечениях. Характерной особен-
ностью поверхности фронта кристаллизации при лазерной сварке
является наличие выступа твердой фазы (ступеньки). Этим высту-
пом сварочная ванна разделяется на две резко различающиеся
части: нижнюю — сильно заглубленную и узкую в поперечном
направлении, и верхнюю — более широкую и выдвинутую вдоль
шва. Такая форма ванны имеет место при лазерной сварке с вы-
сокими скоростями (рис. 6.16).
Подобные очертания межфазной поверхности в продольном
сечении получены при фотографировании ванны через кварцевую
пластину непосредственно в процессе лазерной сварки. Металли-
ческий плоский образец толщиной 1,5 мм закреплялся между
двумя пластинами из кварцевого стекла толщиной 1,0 мм и про-
плавлялся с торца лучом лазера.
Сложная форма ванны при лазерной сварке определяется спе-
цификой процессов плавления. Головная часть сварочной ванны
находится под непосредственным воздействием концентрирован-
ного лазерного излучения с высокой плотностью мощности. В этой
части ванны обеспечивается быстрый нагрев металла до темпера-
туры кипения, активное испарение, оказывающее давление на
расплавленный металл. Вследствие этого возникает эффект глу-
бокого проплавления, обычно связанный с образованием паро-
газового канала при лазерной сварке. В хвостовой части ванны
плавление металла связано с процессами теплопереноса вслед-
ствие массообмена и теплопроводности.
В зависимости от мощности излучения, скорости сварки, усло-
вий фокусировки и других параметров режима сварки, а также от
теплофизических свойств материала происходит преимуществен-
ное развитие того или иного процесса нагрева. Соответственно
этому происходит изменение формы проплавления свариваемого
металла. Наибольший интерес представляет собой, как было
указано выше, ступенчатая конфигурация ванны при лазерной
сварке, возникающая при определенном сочетании параметров
режима сварки. Решающее влияние на конфигурацию ванны из
параметров режима сварри оказывает скорость сварки.
172
*)
Рис. 6.15. Топограммы межфазной поверхности фронта кристаллизации шва при
сварке стали 08Х18Н10Т:
а — лазерной, осв = 11 мм/с; б лазерной, осв = 33 мм/с; в аргонодуговой, о =
= 11 мм/о
Анализ многочисленных топограмм межфазной поверхности,
полученных испытаниями по описанной выше методике выплески-
вания жидкого металла, позволил установить, что при увеличении
скорости лазерной сварки до 8 мм/с начинает формироваться сту-
пенька в очертании сварочной ванны; Дальнейшее испытание
скорости сварки приводит к ярко выраженному ступенчатому
характеру межфазной поверхности. При этом имеет место локаль-
ное заглубление ванны с характерной кинжальной формой про-
плавления.
173
Рис. 6.16. Форма сварочной ван-
ны при лазерной сварке
(оов = 22 мм/с, Р = 3,6 кВт)
Для оценки степени
развития процесса форми-
рования ступеньки удобно
пользоваться отношением
высоты ступеньки h к об-
щей глубине проплавления
Н. Чем больше это отно-
шение, тем сильнее выра-
жен ступенчатый характер
формирования шва.
Рассмотренные особенности конфигурации ванны при лазер-
ной сварке определяют соответствующую форму шва. Шов в по-
перечном сечении имеет сложную форму с узкой зоной кинжаль-
ного проплавления в нижней части и с расширенной чашеобраз-
ной верхней частью (рис. 6.17). При этом высота зоны кинжаль-
ного проплавления соответствует высоте выступа на межфазной
поверхности.
На рис. 6.18, а показана зависимость h/H от скорости лазер-
ной сварки. При постоянных скорости и положении плоскости
фокального пятна относительно свариваемой поверхности уве-
личение мощности излучения от 1,5 до 4,5 кВт также ведет к не-
прерывному росту отношения h/H (рис. 6.18, б). Было исследовано
влияние положения плоскости фокального пятна относительно
свариваемой поверхности на h/H (рис. 6.18, в). При AF = О
фокус расположен на свариваемой поверхности, при AF >• О —
над свариваемой поверхностью, при AF < 0 фокус заглублен.
Из этих данных следует, что наибольшая высота зоны кинжаль-
ного проплавления имеет место при заглублении фокуса (AF =
= —1,5 мм), тогда как при AF = 1,0 мм форма шва близка-
к форме, полученной при аргонодуговой сварке.
Представленные результаты позволили установить значения
параметров режима лазерной сварки, обеспечивающие ступенча-
тый характер формирования шва. Особенность формирования
шва обусловливает повышенную сопротивляемость кристалли-
зующегося металла шва образованию горячих трещин '[84].
Рис. 6.17. Форма шва в по-
перечном сечении при ла-
зерной сварке стали
08Х18Н10Т:
а — «св =16.6 мм/о; б »
осв = 27,5 мм/о
174
Рис. 6.18. Зависимость отношения h/H от скорости лазерной сварки (а), мощности
лазерного излучения (б) и положения плоскости фокального пятна относительно
свариваемой поверхности (в)
Это положение было проверено при лазерной сварке со скоростью
22 мм/с технологической пробы без принудительной деформации,
но с обеспечением различных условий формирования шва. Тех-
нологическая проба (рис. 6.19) выполнена в виде трубы с внутрен-
ним диаметром 85 мм и с переменной толщиной стенки (1,5—
5,5 мм). В качестве материала пробы была выбрана литейная аусте-
нитная сталь 10Х18Н9БЛ с высокой склонностью к образованию
горячих трещин в процессе сварки. При вращении проба проплав-
лялась по периметру лазерным лучом мощностью 3,5 кВт.
Рассматривали два варианта сварки. При первом варианте
(рис. 6.20, а) сварка выполнялась при постоянном заглублении
фокуса относительно проплавляемой поверхности металла (&F =
= —1,0 мм). Это условие обеспечивалось вращением трубы отно-
сительно оси наружной поверхности. При отсутствии сквозного
проплавления и постоянном заглублении фокуса условия форми-
рования шва были постоянными по периметру, обеспечивали
Рис. 6.19. Технологическая проба
для определения влияния формы
шва на его склонность к образова-
нию горячих трещин при лазерной
сварке
Рис. 6.20. Варианты проплавления техно^
логической пробы
175
ступенчатый характер межфазной поверхности с максимальной
высотой ступени, т. е. с максимальной высотой зоны кинжального
проплавления. В этом случае в шве по всему периметру трещин
обнаружено не было.
При втором варианте (рис. 6.20, б) плоскость фокального
пятна смещалась по глубине относительно проплавляемой по-
верхности металла. Это обеспечивалось вращением пробы отно-
сительно оси внутренней поверхности трубы. При этом заглубле-
ние фокуса изменялось на разность толщины стенки пробы от
—1,0 мм до —5,0 мм. В таких условиях характер формирования
шва по периметру существенно изменялся. На участке шва при
AF = —(Зч-5) мм высота зоны кинжального проплавления была
минимальной, практически отсутствовал ступенчатый характер
межфазной поверхности при формировании шва. Именно на этом
участке шва наблюдались горячие трещины. Причем все обнару-
женные трещины располагались только в верхней части шва,
вне зоны кинжального проплавления, как и в случае принудитель-
ного деформирования кристаллизующегося металла шва.
Представленные результаты свидетельствуют о том, что металл
шва зоны кинжального проплавления обладает более высокой
сопротивляемостью образованию горячих трещин, чем металл
верхней части шва. Для' установления закономерностей данного
явления было проведено исследование микроструктуры шва в по-
перечном и продольном сечениях. Металлографическим анализом
было установлено, что в тех случаях, когда зона кинжального
проплавления имеет наиболее выраженный характер, в ней обра-
зуется область равноосных кристаллов или же область разориен-
тированной сильноизмельченной дендритной структуры. Это, как
известно, увеличивает сопротивляемость образованию горячих
трещин [22].
При исследовании структуры металла шва в продольном сече-
нии кинжального проплавления установлен прерывистый харак-
тер формирования и кристаллизации металла шва (рис. 6.21).
Такой характер формирования шва связан с периодическим пере-
носом перегретого жидкого металла из головной части ванны
в зону кристаллизации. В моменты перемещения перегретого
жидкого металла происходит подплавление основного металла.
По снимкам макроструктуры .шва в продольном сечении был
произведен расчет частоты переноса f для случаев лазерной сварки
с различными скоростями, позволивший установить, что с уве-
личением скорости сварки частота переноса жидкого металла
возрастает и при усв = 33 мм/с составляет 70 Гц (рис. 6.22).
Рис. 6.21. Форма шва в
продольном сечении при
лазерной сварке сплава
ХН65ВМТЮ (осв =
= 16,5 мм/с)
176
10В
so
60
60
го
5,5 11 16,5 22 усв,мм/с
Рис. 6.22. Зависимость частоты пере-
носа жидкого металла в ванне от ско-
рости лазерной сварки сплава
ХН65ВМТЮ
Рис. 6.23. Зависимость скорости кри-
сталлизации шва от скорости лазерной
сварки сплава ХН65ВМТЮ
Вследствие периодичности переноса перегретого "жидкого ме-
талла из головной части ванны в хвостовую кристаллизация шва
приобретает прерывистый характер. Образующаяся при этом
слоистая структура повышает деформационную способность ме-
талла шва. Таким образом, прерывистый характер формирования и
кристаллизации зоны кинжального проплавления при лазерной
сварке является одной из причин высокой сопротивляемости об-
разованию горячих трещин металла шва этой зоны.
Важное значение для оценки условий образования горячих
трещин при сварке имеет анализ скоростей кристаллизации раз-
личных участков шва. Известные теоретические модели расчетной
оценки скоростей кристаллизации [95] весьма сложны для исполь-
зования в случае ступенчатого характера формирования шва при
лазерной сварке. Более предпочтительным является расчет ско-
рости кристаллизации в любой точке сварного шва и при любой
схеме его кристаллизации с использованием топограмм межфаз-
ной поверхности (см. рис. 6.15). Скорость кристаллизации опре-
деляется приращением твердой фазы в единицу времени. При этом
направление приращения твердой фазы принимается по нормали
к изотермической линии межфазной поверхности фронта кристал-
лизации. Тогда скорость кристаллизации в любой точке шва
икр = Д//ДД (6.10)
где А/— приращение твердой фазы в рассматриваемой точке,
определяемое кратчайшим расстоянием между двумя соседними
изотермами на топограмме; А/ — время приращения твердой
фазы на А/, А? = Ax/vCB, здесь Ах — расстояние между секущими
плоскостями поверхности фронта кристаллизации (поперечными
сечениями шва), устанавливаемое при послойной шлифовке об-
разца с обнаженной поверхностью ванны для построения топо-
грамм.
177
После подстановки получим
VKp = Усз А//Ах. (6.11)
Таким образом, для определения скорости кристаллизации
в определенной точке шва необходимо по соответствующей топо-
грамме найти в этой точке А/ и, подставив в формулу (6.11),
вычислить окр.
По построенным ранее топограммам (см. рис. 6.15) был вы-
полнен расчет скоростей кристаллизации для нижней и верхней
частей шва при лазерной сварке сплава ХН65ВМТЮ со скоро-
стями от 5,5 до 33 мм/с. На рис. 6.23 представлены зависимости
скоростей кристаллизации верхней (кривая 1) и нижней (кривая 2)
частей шва от скорости сварки. Из приведенных данных следует,
что скорость кристаллизации нижней части шва в 3—4 раза больше,
чем верхней. Причем с увеличением скорости сварки скорость
кристаллизации нижней части шва возрастает интенсивнее, чем
верхней части. Высокая скорость кристаллизации нижней части
шва обусловлена малым объемом жидкого металла в этой зоне и
повышенным теплоотводом в основной металл.
Благодаря большой разнице скоростей процесс кристаллиза-
ции сварочной ванны осуществляется неравномерно по высоте.
Нижняя часть сварочной ванны кристаллизуется быстрее, чем
верхняя. Вследствие этого происходит образование ступеньки
твердой фазы на межфазной поверхности фронта кристаллизации.
Вследствие этого создаются такие условия, когда кристаллизация
нижней части шва происходит под слоем жидкого металла верх-
ней части сварочной ванны. Последовательная кристаллизация
сварочной ванны обеспечивает возможность подпитки кристалли-
зирующегося металла жидким расплавом, что приводит к значи-
тельному повышению сопротивляемости шва образованию горя-
чих трещин [87, 111].
Таким образом, анализ условий формирования и кристаллиза-
ции шва при лазерной сварке позволяет сделать важные выводы
о технологической прочности. Установлено, что при больших ско-
ростях лазерной сварки (более 11 мм/с) фронт кристаллизации
характеризуется образованием ступеньки, разделяющей свароч-
ную ванну на нижнюю узкую зону кинжального проплавления и
верхнюю широкую зону, вытянутую вдоль шва. Ступенчатый
характер формирования , шва при кинжальном проплавлении
существенно повышает его сопротивляемость образованию горя-
чих трещин вследствие подпитки кристаллизующегося металла
жидким расплавом верхней части шва. Повышению сопротивляе-
мости горячим трещинам зоны кинжального проплавления при
лазерной сварке способствует образование области равноосных
кристаллов в центральной части зоны кинжального проплавле-
ния с высокой степенью дисперсности структуры и прерывистый
характер кристаллизации.
178
6.5. ХОЛОДНЫЕ ТРЕЩИНЫ
В сварных соединениях и наплавленном металле на стадии охла-
ждения в области температур ниже 473 К, а также в течение не-
скольких суток после завершения процесса сварки могут возни-
кать трещины, которые называют холодными [74, 95].
Холодные трещины по своей природе имеют характер замед-
ленного разрушения, которое наблюдается при длительном воз-
действии постоянной или малоизменяющейся нагрузки. При этом
сопротивляемость разрушению оказывается значительно ниже
кратковременной прочности. Это связано с тем, что при дли-
тельном воздействии напряжений происходят упругопластиче-
ские деформации сдвига зерен относительно друг друга по гра-
ницам. Границы зерен имеют пониженную сопротивляемость
сдвигу по сравнению с телом зерна вследствие значительной не-
упорядоченности строения металла, высокой концентрации иска-
жений кристаллической решетки и других дефектов на границе.
В результате этого в вершинах зерен, где сходятся скользящие
границы, может зарождаться трещина. Таким образом, возник-
новение холодной трещины обычно наблюдается по границам
зерен, а дальнейшее ее развитие может происходить как по гра-
нице, так и по телу зерна.
В сварных соединениях, а также в наплавленном металле,
полученных,с помощью лазера, или на участках после поверх-
ностной лазерной обработки холодные трещины могут возникать
без приложения внешних нагрузок лишь под действием остаточ-
ных напряжений. Известно, что при воздействии лазерного излу-
чения в процессах сварки, наплавки, термообработки металлов
вследствие неравномерного нагрева и охлаждения, а также из-за
структурных и фазовых превращений происходят упругопласти-
ческие деформации и образуются остаточные напряжения. Если
при этом деформационная способность металла шва и околошовной
зоны по границам зерен оказывается недостаточной, то под дей-
ствием остаточных напряжений возможно образование холодных
трещин.
Анализ многочисленных исследований показывает, что чаще
всего холодные трещины возникают в результате фазовых и
структурных превращений с образованием мартенсита, т. е. в ре-
зультате полной или частичной закалки, а также под влиянием
водорода.
Рассмотрим появление холодных трещин при лазерной обра-
ботке, если в какой-либо зоне воздействия металл получил пол-
ную или частичную закалку. Это означает, что в данной зоне
произошло структурное превращение аустенита в мартенсит,
который характеризуется высокой твердостью, малой пластич-
ностью и повышенным удельным объемом по сравнению с аусте-
нитом. Следует отметитЯ, что превращение аустенита в мартенсит
обычно происходит при температуре 473—673 К, а в ряде слу-
179
чаев при лазерной обработке осуществляется распад остаточного
аустенита и при пониженных температурах (293—473 К). Обра-
зование структуры мартенсита на отдельных участках приводит
к появлению дополнительных напряжений, обусловленных объ-
емным эффектом структурного превращения. Таким образ'ом,
при лазерной обработке закаливающихся сталей создаются пред-
посылки для возникновения холодных трещин.
В ряде случаев лазерной обработки еталей и титановых спла-
вов образование холодных трещин связано с влиянием водорода.
Водород относится к числу газов, растворимость которых в ста-
лях, титановых и других сплавах существенно возрастает при
повышении температуры. Поэтому в процессе лазерной обработки
в разогретом металле, особенно в расплавленном состоянии, рас-
творяется большое количество водорода, содержащегося в виде
влаги в защитных газах, поверхностных покрытиях и т. п., а также
в окружающей среде. Кроме этого в высокотемпературную зону
обработки водород попадает в результате термодиффузии из менее
нагретых участков. Водород находится в расплавленном металле
в атомарном виде и обладает высокой диффузионной способ-
ностью.
В процессе охлаждения уменьшается равновесная раствори-
мость водорода, поэтому его высокая концентрация в металле
шва при лазерной сварке, в наплавленном металле при лазерной
наплавке или в переплавляемом участке при лазерной поверх-
ностной обработке, значйтельно превосходит равновесную раство-
римость. Вследствие этого водород диффундирует из участков
металла, нагревавшихся до расплавления, в соседние окружаю-
щие зоны, где может скапливаться в различных порах, микропу-
стотах и других несовершенствах кристаллической решетки.
Атомарный водород в этих скоплениях переходит в молекуляр-
ную форму. Дальнейшее поступление атомарного водорода при-
водит к образованию новых молекул, вследствие чего существенно
возрастает давление молекулярного водорода. Это приводит к соз-
данию в окружающих объемах металла высоких напряжений,
способствующих образованию холодных трещин. Кроме того,
считают, что водород, адсорбированный на поверхности металла
в микропустотах, вызывает охрупчивание.
В реальных случаях лазерной обработки металлов образо-
вание холодных трещин часто связано с одновременным действием
обоих факторов.
В ряде случаев при изготовлении сварных конструкций из
высокопрочных сталей и титановых сплавов, при наплавке жаро-
стойких и износостойких покрытий проблемы повышения сопро-
тивляемости образованию холодных трещин являются определяю-
щими возможность осуществления технологического процесса.
Среди разнообразных способов предупреждения холодных тре-
щин, Таких как предварительный подогрев, высокий отпуск,
использование аустенитных присадочных материалов и т. д.,
180
применение высококонцентрированных источников энергии, в том
числе лазерного излучения, может занять достойное место.
Предварительный анализ возможного воздействия лазерного
источника нагрева на технологическую прочность привел к не-
однозначным выводам. В частности, увеличение скоростей на-
грева и охлаждения в зоне лазерного воздействия значительно
уменьшает время пребывания металла при высоких, температу-
рах. Это является причиной значительного измельчения пер-
вичной структуры и изменения характера кристаллизации, в ре-
зультате чего металл шва или наплавленный металл становится
более однородным по структуре. Измельчение первичной струк-
туры способствует также уменьшению степени химической не-
однородности и понижению концентрации вредных примесей
по границам кристаллов. Кроме того, значительное сокращение
времени пребывания металла при высоких температурах в зоне
лазерной обработки снижает вероятность попадания водорода
из окружающей среды. Указанные факторы способствуют уве-
личению сопротивляемости образованию холодных трещин. С дру-
гой стороны, большие скорости охлаждения при лазерной обра-
ботке увеличивают возможность образования закалочных струк-
тур и вследствие этого вероятность образования холодных трещин.
Неоднозначность результатов предварительного анализа за-
трудняет 1 априорную оценку влияния лазерной обработки на
образование холодных трещин. Следует установить количествен-
ные характеристики влияния параметров лазерной обработки на
показатели сопротивляемости основных конструкционных мате-
риалов образованию холодных трещин. С этой целью необхо-
димо пользоваться определенными критериями оценки сопро-
тивляемости образованию холодных трещин.
6.6. МЕТОДЫ ОЦЕНКИ СОПРОТИВЛЯЕМОСТИ
ОБРАЗОВАНИЮ ХОЛОДНЫХ ТРЕЩИН
В настоящее время находят применение различные методы оценки
сопротивляемости образованию холодных трещин [74, 111].
Наиболее распространены сварочные и наплавочные технологиче-
ские пробы лабораторного и отраслевого назначения.
Для лабораторных проб используют простые образцы опреде-
ленной формы и небольших размеров. Пробы подбирают таким
образом, чтобы при сварке или наплавке материалов с низкой
сопротивляемостью образованию трещин в образце возникали
трещины. Тогда проба может быть использована для сравнитель-
ной оценки свойств основного металла, свариваемых или наплав-
ляемых материалов, технологии сварки или наплавки по при-
знаку отсутствия в образце холодных трещин. Иными словами,
такие пробы являются качественным критерием оценки сопротив-
ляемости образованию холодных трещин.
Подобный характер качественной оценки дают технологиче-
ские пробы отраслевого назначения. Но в отличие от лаборатор-
181
ных они воспроизводят конструктивные и технологические осо-
бенности реальных деталей или конструкций. Обычно пробы
отраслевого назначения используют для окончательной проверки
выбранного основного материала, состава присадочного мате-
риала, технологии сварки или наплавки. Отсутствие трещин при
сварке или наплавке технологической пробы отраслевого назна-
чения считают приемочным испытанием, достаточным для рекомен-
дации материалов и отработанной технологии в производство.
Основной недостаток технологических проб — качественная
оценка сопротивляемости образованию холодных трещин, которая
не позволяет сопоставлять различные случаи сварки или наплавки
по количественному критерию для обоснованного выбора лучшего
варианта. Этот недостаток отсутствует в количественных методах
оценки, основанных на различных видах механических испытаний
сварных образцов. Широкое применение находят методы испыта-
ния образцов ограниченных размеров непосредственно после
сварки или наплавки, разработанные в МВТУ им. Н. Э. Баумана.
К образцу прикладывают внешнюю постоянную нагрузку и
выдерживают под ней в течение длительного времени, т. е. это
испытание на замедленное разрушение. Количественным крите-
рием оценки сопротивляемости образований) холодных трещин
считают минимальные растягивающие напряжения от внешней
нагрузки, вызывающие трещину в образце при выдержке в течение
20 ч. Увеличение времени выдержки образца под нагрузкой не
приводит к существенному уточнению результатов испытаний.
В зависимости от толщины испытуемого металла используют
различные образцы. Предусматривают растяжение, консольный
изгиб, трех- или четырехточечный изгиб, изгиб под распределен-
ной нагрузкой жестко закрепленного по контуру образца и т. д.
Многообразие видов образцов и схем испытаний обеспечивает
возможность воспроизведения всех видов холодных трещин в ос-
новных случаях сварки или наплавки для оценки сопротивляе-
мости образованию холодных трещин.
Применительно к существующим возможностям лазерной
сварки металлов небольших толщин и лазерной наплавки для
оценки сопротивляемости образованию холодных трещин следует
рекомендовать методику испытания плоского образца на изгиб
под распределенной нагрузкой. Листовые образцы получают
наплавкой валика или проплавлением листа в его центральной
части, сваркой встык двух пластин. Изгиб под распределенной
нагрузкой реализуется при гидростатическом выдавливании та-
кого образца, жестко закрепленного по контуру. При этом в цен-
тральной части образца создается двухосное растяжение с рав-
ными составляющими.
Сопротивляемость такого образца образованию холодных тре-
щин оценивается величиной критического давления или напря-
жения, вызывающего появление трещины при выдержке образца
в течение 20 ч. Если толщина металла большая, то используют
182
тавровое сварное соединение, подвергаемое изгибу в испытатель-
ной машине. Показателем сопротивляемости образованию холод-
ных трещин являются критические напряжения изгиба в сварном
шве, вызывающие появление трещины при выдержке образца под
нагрузкой в течение 20 ч.
В рассмотренных выше методах количественной оценки со-
противляемости определяется совокупное влияние основных фи-
зических процессов, характеризующих образование холодных
трещин. При этом трудно установить связь между отдельными
факторами и критериями сопротивляемости.
Для дифференцированной оценки взаимосвязи отдельных фак-
торов, определяющих образование холодных трещин, с крите-
риями сопротивляемости используют методы испытаний образцов
основного металла с имитацией термодеформационных циклов,
имеющих место при сварке или наплавке, наводораживанием и
испытанием образцов на замедленное разрушение. С этой целью
осуществляют моделирование реальных термических и деформа-
ционных циклов процессов сварки или наплавки, т. е. образец
из основного материала подрергают воздействию этого термоде-
формационного цикла, наводораживают и испытывают на за-
медленное разрушение. Варьирование параметрами термодефор-
мационного воздействия и наводораживание до различных кон-
центраций водорода позволяют воспроизвести реальные условия
для различных участков зоны лазерной обработки, имитировать
изменение режимов и условий лазерной сварки и наплавки и т. д.
Как правило для этих целей используют небольшие плоские
образцы толщиной 1—3 мм, шириной 5—10 мм и длиной 50—
100 мм в зависимости от схемы нагружения при испытаниях на
замедленное разрушение. Образцы предварительно электролити-
чески наводораживают до определенной концентрации водорода,
имитирующей те или иные условия сварки или наплавки. В Даль-
нейшем образец подвергается воздействию сварочного термиче-
ского цикла, обычно путем его нагрева проходящим электрическим
током. В процессе нагрева и охлаждения образец деформируется
путем растяжения, изгиба или кручения, т. е. в нем воспроизво-
дятся те температурные и деформационные условия, которые
имеют место в реальных условиях. После полного охлаждения
образец испытывают на замедленное разрушение. Для полного
анализа условий образования холодных трещин наряду с резуль-
татами испытаний образцов необходимо снять дилатограмму ма-
териала или анизотермическую диаграмму распада аустенита,
получить данные о структуре, размере зерен, твердости, содержа-
нии водорода. Такие испытания позволяют дифференцированно
исследовать и устанавливать влияние каждого фактора на обра-
зование холодных трещин.
Исследование технологической прочности какой-либо сварной
конструкции или наплавляемой детали рекомендуется проводить
в два этапа. На первом этапе используется количественный метод
183
оценки сопротивляемости образованию холодных трещин на об-
разцах-имитаторах и на сварных или наплавленных образцах
ограниченных размеров. Изменяют параметры сварки или на-
плавки, состав присадочного металла и другие условия. По ко-
личественным критериям выбирают оптимальную технологию,
обеспечивающую максимальную сопротивляемость образованию
холодных трещин.
На втором этапе по выбранной технологии осуществляют
сварку или наплавку технологической пробы лабораторного или
отраслевого назначения, если последняя имеется для данного
типа конструкции. Отсутствие холодных трещин на пробах дает
возможность рекомендовать данную технологию в производство.
Если предложенная технология не обеспечивает отсутствия
холодных трещин, то применяют различные способы повышения
сопротивляемости сталей образованию холодных трещин. Эти
способы основаны на регулировании исходного состава и струк-
туры основного металла, химического состава присадочного ме-
талла, режима лазерной обработки, термической обработке не-
посредственно после сварки или наплавки.
6.7. ОСОБЕННОСТИ ОБРАЗОВАНИЯ ХОЛОДНЫХ ТРЕЩИН
ПРИ ЛАЗЕРНОЙ СВАРКЕ
Рассмотрены особенности образования холодных трещин при ЛС
различных материалов в сопоставлении с традиционными'спо-
собами ЭЛС и АРДС. Экспериментальные исследования выполнены
на сталях различных марок: бейнитной 18Х2НЗМДА, мартенсит-
ных ЗОХГСА и 28ХЗСНМВФА, мартенситно-стареющей 09Х16Н4Б,
перлитных — 12Х2Н4А, 18ХГТ, углеродистой стали 35, низко-
углеродистой стали СтЮ, а также на титановых сплавах ПТ-7М
и ВТ28. Режимы сварки указанных материалов представлены
в табл. 6.4.
Сопротивляемость образованию холодных трещин оценива-
лась по методике (рис. 6.24), описанной в п. 6.6. Результаты
испытаний высокопрочных сталей 18Х2НЗМДА, ЗОХГСА,
28ХЗСНМВФА, 10Х16Н4Б на сопротивляемость образованию
холодных трещин, полученные совместно с Ю. Н. Ивановым,
представлены на рис. 6.25. Сопротивляемость образцов образова-
нию холодных трещин оценивалось величиной критического
давления Риагр, вызывающего появление трещин при выдержке
образца в течение 20 ч. Из приведенных результатов следует, что
увеличение скорости АРДС приводит к уменьшению сопротивляе-
мости образованию трещин для всех рассмотренных материалов,
за исключением стали 28ХЗСНМВФА. Трещины во всех случаях
располагаются в металле шва, причем в стали 28ХЗСНМВФА
они являются продольными, а в остальных — поперечными.
При лазерной сварке холодные трещины наблюдаются в свар-
ных соединениях из сталей ЗОХГСА и1 28ХЗСНМВФА. Сопро-
184
Режимы сварки различных материалов
Таблица 6.4
Материал Толщина материала, мм ЛС ЭЛС АРДС
WCB’ мм/о р, кВт WCB’ мм/о I, мА и. кВ WCB' мм/о ^СВ’ А
18Х2НЗМДА, 2,2 11 3,5 11 20 52 3,3 по 9
ЗОХГСА, 27,5 4,5 27,5 30 52 11 190 10
09X16Н4Б 44 5,5 44 48 52 27,5 330 12
11 4,0 И 27 52 3,3 220 11
28ХЗСНМВФА 3,3 27,5 5,5 27,5 32 52 11 320 12
44 6,0 44 55 52 27,5 460 13
12Х2Н4А, 18ХГТ 2,0 11 22 3,0 3,3 И 22 30 35 52 52 3,3 5,5 ПО 135 10 11
33 3,8 33 40 52 И 170 13
Сталь 35, СтЮ 22 3,5 22 37 52 3,3 135 11
3,0 33 4,2 33 42 52 5,5 180 13
55 5,2 55 55 52 11 210 15
11 3,2 3,3 125 9
ВТ28 2,0 22 33 3,5 3,8 —- — — 5,5 11 135 175 10 10
44 4,0 22 240 11
16,5 2,9 16,5 20 52 3,3 160 10
ПТ-7М 3,5 22 4,1 22 27 52 5,5 250> 11
33 4,3 33 33 52 11 310 12
тивляемость образованию холодных трещин повышается с уве-
личением скорости сварки. Лазерная сварка по сравнению с арго-
нодуговой обеспечивает более высокую сопротивляемость.
Сопротивляемость образованию холодных трещин сталей
18Х2НЗМДА и ЗОХГСА при ЛС и ЭЛС практически одинаковая.
Однако увеличение скорости ЭЛС стали 28ХЗСНМВФА приводит
к значительному снижению Рнагр. При этом стойкость к образова-
нию холодных трещин при ЭЛС и ЛС оказывается выше, чем
при АРДС.
Сопоставление лазерного и электронно-лучевого способов сварки
титановых сплавов ПТ-7М и ВТ28 показывает (рис. 6.26), что
сварные соединения, выполненные ЭЛС и ЛС (с гелиевой за-
щитой шва), обладают высокой сопротивляемостью образованию
холодных трещин. Значение Рнагр при ЛС и ЭЛС существенно
выше, чем при АРДС, особенно при высоких скоростях сварки.
185
Рис. 6.24. Нагружение образцов для оценки сопротив-
ляемости образованию холодных трещин
На рис. 6.27 представлены результаты
исследований сопротивляемости образованию
холодных трещин, полученные совместно с
А. Н. Грезевым, при различных спосо-
бах сварки сталей 12Х2Н4А, 18ХГТ и их
соединения, сталей 35 и СтЮ и их соеди-
нения.
При ЛС и ЭЛС термоупрочненных пер-
литных сталей 12Х2Н4А, 18ХГТ и их сочета-
нии холодных трещин не возникает в широком
диапазоне исследованных скоростей сварки. При АРДС этих ста-
лей сопротивляемость образованию холодных трещин значительно
ниже. Высокие показатели были получены при сварке низкоугле-
родистой стали СтЮ всеми рассмотренными способами сварки.
Иные закономерности установлены при сварке углеродистой
стали 35 и ее соединения со сталью СтЮ. Испытания образцов,
выполненных АРДС с невысокими скоростями процесса (осв <
С 11 мм/с), показывают отсутствие холодных трещин. В отличие
от этого при испытаниях образцов, выполненных из стали 35
и соединения стали 35 + СтЮ ЛС и ЭЛС наблюдается образование
холодных трещин, располагаемых вдоль шва с выходом в зону
термического влияния стали 35. При этом с увеличением скорости
сварки сопротивляемость образованию холодных трещин пони-
жается.
Различие сопротивляемости образованию холодных трещин
при изменении способа и скорости сварки связано с изменением
термодеформационных циклов и,' как следствие, с изменением
структуры металла шва и околошовной зоны. Влияние способа и
скорости сварки йа термический цикл представлено на рис. 6.28.
Наиболее характерным в представленных термических циклах
является их существенное различие на стадии охлаждения. При
увеличении скорости сварки повышается скорость охлаждения,
Рис. 6.25. Влияние спо-
соба и скорости сварки на
сопротивляемость йысо-
копрочных сталей обра-
зованию холодных тре-
щин:
1 — 18Х2НЗМДА; 2 —
09Х16Н4Б; 3 — ЗОХГСА!
4 — 28ХЗСНМВФА (------.
ЛС;--------— ЭЛС;
--------АРДС; • — об-
разованне трещин; О **
трещины отсутствуют)
186
Рис. 6.26. Влийние спо-
соба и скорости сварки на
сопротивляемость тита-
новых сплавов образова-
нию холодных трещин:
1 — ВТ28; 2 — ПТ-7М. Ус-
лобные обозначения см.
рно. 6.25
причем ЛС и ЭЛС характеризуются значительно большими ско-
ростями охлаждения в высокотемпературной области как в шве,
так и в околошовной зоне, т. е. более жесткими термическими
циклами по сравнению с АРДС (рис. 6.29, 6.30). Например, ско-
рость охлаждения металла в околошовной зоне для стали
28ХЗСНМВФА в интервале температур 873 — 773 К составила:
<вохл ~ 25 К/с при АРДС и усв = 12 мм/с;
®охл ~ 100 К/с при ЛС и исв = 14 мм/с;
®охл ~ 66 К/с при АРДС и асв — 27 мм/с;
<вохл ~ 280 К/с при ЛС и асв = 27 мм/с.
Анализ изменения структуры металла шва и околошовной
зоны удобно проводить на основе термокинетических диаграмм,
раскрывающих кинетику распада аустенита при различных
скоростях охлаждения (рис. 6.31). Указанные диаграммы снима-
лись на быстродействующих дилатометрах конструкций МВТУ
им. Н. Э. Баумана.
Проведем анализ результатов по сопротивляемости образо-
ванию холодных трещин совместно с термокинетической диа-
граммой и результатами исследования макро- и микроструктуры
на примере стали 18Х2НЗМДА при различных способах сварки.
Температура начала превращения (см. рис. 6.31) монотонно сни-
жается с 668 до 638 К при увеличении скорости охлаждения от
8 до 50 К/с. Дальнейшее увеличение скорости охлаждения не из-
меняет температуру начала у -► ос-превращения. Это означает,
Рис. 6.27. Влияние спосо-
ба и скорости сварки на
сопротивляемость низко-
легированных и углеро-
дистых сталей образова-
нию холодных трещин:
1 — 12Х2Н4А; 2 — 18ХГТ;
3 — разнородное соединение
12Х2Н4А + 18ХГТ; 4 —
СтЮ: 5 — сталь 35: 6 — раз-
нородное соединение сталь
35 и СтЮ. Условные обозна-
чения — см. рис. 6.25
187
Рис. 6.28. Зависимость термических циклов в околошовной зоне от способа и
скорости сварки встык пластин толщиной 3,3 мм из стали 28ХЗСНМВФА, мм/с:
1 *** 12! 2 14; 3 *** 27,5; 4 27,5 ( 11 — ЛС; ЭЛС; ««и*mi»* » АРДС)
что при скоростях охлаждения <оохл >- 50 К/с в этой стали проис-
ходит не бейнитное, а чисто мартенситное превращение. Темпе-
ратура окончания у -* a-превращения при увеличении скорости
охлаждения от 8 до 14 К/с снижается с 488 до 453 К. В этом ин-
тервале скоростей охлаждения сталь претерпевает бейнитное
превращение. При скоростях охлаждения более 14 К/с температура
окончания превращения не изменяется, что указывает на смешан-
ное бейнитно-мартенситное превращение.
Увеличение скорости АРДС от 2,8 до 11 мм/с (см. рис. 6.29)
приводит к ужесточению сварочного термического цикла, т. е.
к увеличению скорости охлаждения. Значения скоростей охлажде-
ния в диапазоне температур 873 — 773 К при этом увеличиваются
Рис. 6.29. Зависимость
термических циклов и
скоростей охлаждения
металла околошовной
зоны в интервале 873—
773 К от способа и ско-
рости сварки встык
пластин толщиной 4 мм
из стали СтЗ, толщи-
ной 3,3 мм из сталей
28ХЗСНМВФА и
18Х2НЗМДА:
1 — 28ХЗСНМВФА,
исв = 12 мм/с; 2 —>
28ХЗСНМВФА, исв =
= 28 мм/с; 3 — СтЗ; 4 —»
18Х2НЗМДА, 5 —
28ХЗСНМФА (--------
ЛС; ---в- — АРДС)
188
ШОХЛ, К/с
Рис. 6.30. Влияние спо-
соба н скорости сварки на
скорость охлаждения ме-
талла шва в интервале
873—773 К:
1 — 12Х2Н4А и 18ХГТЗ
2 — сталь 35 н СтЮ. У слов-
ные обозначения — см»
рис. 6.28
с 25 до 45 К/с в околошовной зоне. Такое увеличение скорости
охлаждения приводит к интенсификации процесса у -> «-превра-
щения, что снижает сопротивляемость металла образованию
холодных трещин (см. рис. 6.25). Положение минимума сопротив-
ляемости образованию холодных трещин обусловлено в данном
случае исчерпанием возможностей бейнитного и бейнитно-мартен-
ситного превращения, характерного для сравнительно низких
скоростей охлаждения: соохл < 45 К/с (см. рис. 6.29). Последую-
щее повышение показателя технологической прочности следует
связывать с измельчением первичной структуры и получением
низколегированного мартенсита, обладающего повышенной стой-
костью к образованию холодных трещин.
Металлографические исследования подтверждают полученные
закономерности. На рис: 6.32 показаны формы швов в поперечных
сечениях сварных соединений из стали 18Х2НЗМДА. Показано,
что для АРДС характер-
на чашеобразная форма
шва с коэффициентом
формы Кф) определяю-
щим отношение глуби-
ны проплавления к ши-
рине шва ~ 0,3 (рис.
6.32, а). При ЛС с не-
высокой скоростью бо-
лее типичная трапецие-
видная, близкая к тре-
угольной форме шва,
для которой Кф 1,0
(рис. 6.32, б). При уве-
личении скорости ЛС
форма шва приближает-
ся к так называемой
Рис. 6.31. Термокинетическая
диаграмма стали
18Х2НЗМДА (по данным
Н. Н. Новикова)
189
Рйс. 6.32. Формы швов в поперечных сечениях сварных соединений:
а АРДС, оов = 12 мм/о; б •— ЛС, иов = 14 мм/о: Ь ЛС, чс0 = 28 мм/о
«кинжальной» с коэффициентом формы шва ~ 2 (рис. 6.32, в).
При АРДС с такой высокой скоростью нарушается формирование
шва, шов становится шире, появляются подрезы и пористость
в корне.
Первичная структура металла шва сварного соединения из
стали 18Х2НЗМДА, выполненного АРДС с исв = 2,8 мм/с, пред-
ставляет собой вблизи линии сплавления ячеисто-дендритную
структуру [221. По мере приближения к Середине шва эта струк-
тура переходит в дендритную с развитыми осями второго порядка,
причем дендриты поворачиваются в направлении скорости сварки.
При сварке с повышенной скоростью (псв = 11 мм/с) структура
шва как в случае АРДС, так и при ЛС является дендритно-столб-
чатой [22]. Принципиальным отличием ЛС является появление
у линии сплавления области очень тонких дендритов. Наличие
такой области указывает на высокую степень переохлаждения в
процессе кристаллизации. Кроме того основные дендриты при ЛС
более короткие, тонкие, с развитыми осями второго порядка.
Такая структура обеспечивает высокую сопротивляемость образо-
ванию холодных трещин швов ЛС по сравнению со швами АРДС.
Увеличение скорости АРДС до 27,5 мм/с приводит к изменению
схемы кристаллизации — первичная структура металла шва ста-
новится дендритно-ячеистой. Для лазерной сварки первичная
структура, как и для сварки со скоростью 11 мм/с, остается
дендритно-столбчатой, но еще более измельченной. Размеры ден-
дритов как по длине, так и по ширине значительно меньше, чем
при пСв = И мм/с. В центре шва наблюдается появление обла-
стей, имеющих полиэдрическую равноосную структуру.
Размер действительных аустенитных зерен в околошовной
зоне сварного соединения, выполненного ЛС с исв — 11 мм/с,
приблизительно в 2—3 раза меньше, чем при АРДС с такой же
скоростью. Увеличение скорости ЛС до 27,5 мм/с приводит к зна-
чительному уменьшению размера зерна.
Степень структурной неоднородности металла сварного соеди-
нения можно оценить по результатам измерения микротвердости
в поперечном сечении шва и околошовной зоны. На рис. 6.33
представлены результаты статистической обработки измерений
микротвердости Н на образцах сварных соединений, выполненных
190 ,
Рис. 6.33. Влияние способа сварки на сте-
пень неоднородности сварного соединения
из стали 28ХЗСНМВФА (I — расстояние
от оси шва, &ш — ширина шва)
ЛС и АРДС с псв = И мм/с.
Сравнительный анализ кривых
регрессии, рассчитанных для
АРДС (кривая 1) и ЛС (кривая 2),
позволил установить следующие
особенности. Средний уровень Н
металла шва при ЛС остается
приблизительно постоянным и
составляет 6300 МПа на всей
его ширине, тогда как при АРДС
Н увеличивается от 6500 МПа
в центре шва до 7000 МПа на линии
сплавления. Это свидетельствует о структурной неоднородности
металла шва при АРДС, вызванной различными условиями охла-
ждения отдельных его участков. Кроме того, повышение микро-
твердости в зоне сплавления, имеющее место при АРДС, при ЛС
проявляется в меньшей мере. Это указывает на изменение условий
кристаллизации при лазерной сварке.
При ЛС значительно уменьшается ширина зон закалки и
отпуска, особенно при большей скорости сварки (псв = 27,5 мм/с)
по сравнению с аналогичными зонами при дуговой сварке, При
нсв = 27,5 мм/с ЛС обеспечивает меньшее разоупрочнение в зоне
отпуска. Это определяется высоким температурным градиентом
и малым временем нахождения зоны термического влияния при
температурах закалки и отпуска в процессе лазерной сварки.
Подобные закономерности повышения технологической проч-
ности с ростом скорости ЛС и ЭЛС сталей 18Х2НЗМДА,
09Х16Н4Б, ЗОХГСА, 28ХЗСНМВФА, 12Х2Н4А, 18ХГТ могут
быть объяснены со сходных позиций, а именно — вследствие
дальнейшего измельчения структуры и повышения структурной
и химической однородности металла сварного соединения (см.
рис. 6.25, 6.27).
Однако при сварке сталей 35, а также разнородного соеди-
нения стали 35 со сталью СтЮ сопротивляемость- образованию
холодных трещин при ЛС и ЭЛС ниже, чем при АРДС, и с увели-
чением скоростей сварки этот показатель при ЛС и ЭЛС пони-
жается (см. рис. 6.27). Данный результат следует рассмотреть
с точки зрения особенностей влияния термодеформационных
циклов на структуру металла шва, причем при сравнении сталей
35 и 12Х2Н4А, отличающихся различной склонностью к образо-
ванию холодных трещин при ЛС и АРДС.
Подобный анализ удобно проводить на основе термокинети-
ческих диаграмм, определяющих кинетику у -* а-превращения.
Для стали 35 при малых скоростях охлаждения (®охл < 50 К/с)
191
наблюдается перлитное превращение, подтверждаемое металло-
графическим анализом и измерением твердости (Н = 2400 МПа).
При росте скорости охлаждения структура становится бейнитной,
а начиная со скорости охлаждения 80 К/с — бейнитно-мартен-
ситной, что сопровождаемся также увеличением Н до 4500 МПа.
При скорости охлаждения более 140 К/с имеет место мартенситное
превращение. Образуется структура глубокого крупноигольча-
того мартенсита, твердость которого достигает Н — 6800 МПа.
Указанные скорости охлаждения металла шва в диапазоне тем-
ператур 873 — 773 К ®Охл > 140 К/с реализуются при лазер-
ной и электронно-лучевой сварке с высокими скоростями
(см. рис. 6.30).
Сопоставляя рассмотренные результаты с сопротивляемостью
углеродистой стали 35 образованию холодных трещин (рис. 6.27),
следует отметить, что холодные трещины образуются в металле
шва с мартенситно-бейнитной или мартенситной структурой.
Для стали 12Х2Н4А при малых скоростях охлаждения (12—
30 К/с), соответствующих термическим циклам АРДС (см.
рис. 6.30), превращение является бейнитно-мартенситным. При
большей скорости охлаждения (а>охл > 30 К/с), имеющей место
при ЛС и ЭЛС (см. рис. 6.30), превращение является мартенсит-
ным. Данный характер структур подтверждается металлографи-
ческими исследованиями сварных образцов.
Однако при сопоставлении структур сварных соединений
сталей 35 и 12Х2Н4А, выполненных различными способами
сварки, обнаружено принципиальное отличие в их дисперсности.
При ЛС и ЭЛС стали 12Х2Н4А с высокими скоростями происходит
существенное измельчение зерна как в шве, так и в околошовной
зоне по сравнению с АРДС. В частности, при АРДС стали 12Х2Н4А
с типичной для этого способа исв = 5,5 мм/с размер аустенитных
зерен составил в шве 120 мкм, в околошовной зоне — 80 мкм.
При ЛС этой же стали с дсв > 33 мм/с, являющейся характерной
для процесса лазерной сварки, размер зерен значительно меньше
и составляет в шве 50 мкм, в околошовной зоне — 35 мкм. При
дальнейшем увеличении скорости лазерной сварки размер зерна
в шве и околошовной зоне уменьшается до 20 мкм.
Металлографические исследования сварных соединений из
стали 35 показали, что при ЛС и ЭЛС в исследуемом широком диа-
пазоне изменения скоростей сварки (рсв = 2,7-^55 мм/с) наблю-
дается лишь незначительное измельчение аустенитного зерна
по сравнению с АРДС. Образующаяся при лазерной и электронно-
лучевой сварке с большими скоростями структура мартенсита
на стадиях охлаждения является крупноигольчатой, имеет по-
вышенную склонность к образованию холодных трещин. При
аргонодуговой сварке стали 35 в шве и околошовной зоне обра-
зуется перлитная структура с низкой микротвердостью, обеспе-
чивающая более высокие показатели сопротивляемости холодным
трещинам по сравнению с ЛС и ЭЛС.
192
В тех случаях, когда при лазерной сварке происходит благо-
приятное изменение структуры, сопротивляемость металла свар-
ного соединения образованию холодных трещин имеет высокое
значение, несмотря на жесткий термический цикл.
К этому же выводу приводит сравнительное исследование
влияния особенностей ЛС, ЭЛС и АРДС на структуру сварных
, соединений из титановых сплавов. Структура металла шва свар-
ного соединения, выполненного АРДС с исв = 7,7 мм/с, неодно-
родна и представляет собой сочетание а' + а + p-фаз с преоб-
ладанием мартенситно-подобной а'-фазы. Эта а'-фаза носит ха-
рактер утолщенных и удлиненных игл, что объясняется малой
скоростью охлаждения в интервале температур мартенситного
превращения.
При электронно-лучевой и лазерной сварке с большими ско-
ростями структурный состав металла шва становится более одно-
родным, состоящим в основном из тонкой мартенситно-подобной
ос'-фазы с некоторые количеством равновесной ос-фазы. Причем
дисперсность а' + а-фазы при этом существенно выше, чем при
АРДС. Это условие является решающим и определяет высокую
сопротивляемость образованию холодных трещин при ЭЛС и ЛС
титановых сплавов по сравнению с АРДС (см. рис. 6.26).
-На основании исследований, выполненных при ЛС сталей
различных марок и титановых сплавов, установлены особенности
образования холодных трещин по сравнению с традиционными
способами ЭЛС и АРДС.
Несмотря на жесткие термические циклы, лазерная сварка
обеспечивает получение более однородного по структуре и свой-
ствам металла шва и околошовной зоны. Если сварка высококон-
центрированными источниками энергии, такими как лазерный
или электронный луч, приводит к образованию тонких, мелко-
дисперсных структур в шве и околошовной зоне, обладающих
высокой пластичностью, то обеспечивается более высокая сопро-
тивляемость образованию холодных трещин по сравнению с ду-
говой сваркой.
Схема кристаллизации металла шва при ЛС и ЭЛС на опти-
мальных режимах становится более благоприятной. Сварные со-
единения отличаются малой шириной шва, меньшими по сравне-
нию с АРДС линейными размерами зон закалки ,и отпуска в со-
четании с малой степенью разупрочнения металла в зоне термиче-
ского влияния. Оптимальными в отношении однородности свойств
являются высокопроизводительные режимы ЛС и ЭЛС с малой
погонной энергией. .
В большинстве случаев лазерная сварка с 'высокими скоро-
стями (более 27,5 мм/с) и малой погонной энергией обеспечивает
высокую сопротивляемость образованию холодных трещин по
сравнению с дуговой сваркой.
7 Григорьянц А.Г.
2 ТЕХНОЛОГИЯ
ЛАЗЕРНОЙ
дгтк ОБРАБОТКИ
7. ЛАЗЕРНАЯ СВАРКА
7.1. ОСОБЕННОСТИ ФОРМИРОВАНИЯ СВАРНОГО
СОЕДИНЕНИЯ
Лазерное излучение обеспечивает высокую концентрацию энер-
гии, значительно превосходящую другие источники энергии,
используемые для сварки. Электронный луч, используемый в на-
стоящее время для сварки ответственных конструкций, также
обеспечивает достаточно высокую концентрацию энергии. Однако
электронно-лучевая сварка осуществляется в вакуумных каме-
рах, что необходимо для устойчивого проведения процесса. Ла-
зерная сварка принципиально отличается от электронно-лучевой
тем, что не требует вакуумных камер. Процесс лазерной сварки
осуществляется на воздухе либо в среде защитных газов: Аг,
Не, СОа и др. Благодаря этому лазерную сварку можно приме-
нять для соединения элементов крупногабаритных конструк-
ций [1131.
Лазерный луч с помощью зеркальных оптических систем легко
транспортируется и направляется в труднодоступные места.
При этом обеспечивается надежное и оперативное управление
процессом лазерной сварки с регулируемыми энергетическими
характеристиками. В отличие от электронного луча, дуги и плазмы
на лазерный луч не влияют магнитные поля свариваемых деталей
и технологической оснастки. Это позволяет получать устойчивое
качественное формирование сварного соединения по всей длине.
Для сварки металлов используются твердотельные и газо-
вые лазеры как периодического, так и непрерывного действия
(см. гл. 1).
Благодаря высокой концентрации энергии лазерного излу-
чения в процессе сварки обеспечивается малый объем расплавлен-
ного металла, незначительные размеры околошовной зоны терми-
ческого влияния, высокие скорости нагрева и охлаждения металла
шва и околошовной зоны. Эти особенности теплового воздей-
ствия предопределяют минимальные деформации сварных кон-
струкций (см. гл. 5), специфику физико-химических и металлур-
гических процессов в деталях при лазерной сварке, высокую
технологическую прочность и характерные свойства получен-
ных сварных соединений.
Лазерная сварка осуществляется в широком диапазоне ре-
жимов, обеспечивающих высокопроизводительный процесс соеди-
нения различных металлов толщиной от нескольких микрон до
194
E=10s-106-^
<С>10~2с
Энергетические признаки
Технико-экономические признаки
С<10~3с
Скорость
сварки
Экономия
материала
Локальность ।
сварки I
•С<10~3с 1lT2c>t>10'3c I
Шовная
Точечная
С защитой шва
С защитой шва
Автоматическая
Ручная
Технологические
признаки
Непрерывное
излучение
без присадки
материала
Со сквозным
проплавлением
без присадки
материала
Импульсное
излучение
В различных
пространствен-
ных положениях
без сквозного
проплавления
С присадкой
материала
без сквозного
проплавления
Непрерывное
излучение
С присадкой
материала
В различных
пространствен -
ных положениях
без защиты шва
от окисления
Со сквозным
проплавлением
Автоматическая
сварка
Импульсно-перио-
дическое излуче -
ние
Глубокое
Сварка
малых толщин
проплавление
(б > / мм)
[б< 1мм)
Рнс. 7.1. Классификация методов лазерной сварки
десятков миллиметров. Разнообразие методов и приемов лазер-
ной сварки затрудняет разработку конкретного технологического
процесса. Для обобщения существующих представлений о про-
цессе лазерной сварки необходимо провести соответствующую
классификацию. Предлагается классификация методов лазерной
сварки, разработанная совместно с И. Н. Шигановым, по трем
основным признакам: энергетическим, технико-экономическим
и технологическим (рис. 7.1).
Энергетические признаки. Основными энергетическими при-
знаками, характеризующими лазерную сварку, являются плот-
ность Е мощности лазерного излучения и длительность воздей-
ствия т. При непрерывном лазерном излучении длительность
воздействия определяется продолжительностью времени экспо-
зиции, а при импульсном излучении — длительностью импульса.
7* 195
Как указывалось в п. 4.4, плотность мощности излучения
при сварке ограничена по верхнему пределу пороговым значе-
нием £*, при превышении которого возникают интенсивные
объемные кипение и испарение, приводящие к выбросу металла
и к дефектам сварного шва. На практике процессы лазерной
сварки осуществляют с плотностями мощности излучения в диа-
пазоне Е — 10б4-10’ Вт/см2. При Е < 10Б Вт/см2 лазерное излу-
чение теряет свое основное достоинство — высокую концентра-
цию энергии. В этом случае целесообразнее использовать тради-
ционные методы сварки плавлением.
Характерным для методов лазерной сварки является опреде-
ленное сочетание плотности мощности с длительностью воздей-
ствия. Предлагается ввести в классификацию режимов лазерной
сварки три основные группы сочетаний плотности мощности
излучения Е и длительности воздействия т.
Первая группа: Е = 10Б—10е Вт/см2; т > 10“2 с. В эту группу
входят методы сварки непрерывным лазерным излучением. Дли-
тельность воздействия представляется отношением диаметра d
сфокусированного излучения к скорости сварки осв:
т = d/vCB. (7.1)
Изменение Е и т в указанных пределах позволяет осуществлять
сварку плавлением разнообразных конструкционных материалов
малых и больших толщин.
Вторая группа: Е = 10е4-107 Вт/см2; т < 10~3 с. В эту группу
входят методы сварки импульсно-периодическим лазерным излу-
чением. Режимы сварки характеризуются высокой плотностью
мощности и кратковременным (повторяющимся) воздействием,
обеспечивающим большую эффективность проплавления. Частота
следования импульсов составляет десятки и сотни герц, а дли-
тельность импульсов значительно ниже значений, определяе-
мых по формуле (7.1). Суммарное воздействие импульсов доста-
точно для получения глубокого проплавления. Режимы этой
группы можно использовать для сварки материалов различных
толщин при значительно меньших энергозатратах, чем при сварке
непрерывным излучением.
Третья группа: Е = 10Б4-10в Вт/см2; 10-8 <т < 10-2. Дли-
тельность импульсов указанного диапазона превышает соот-
ветствующие значения во второй группе. Проплавление на всю
глубину осуществляется в процессе воздействия импульса, т. е.
при действии цмпульса формируется точечное сварное соедине-
ние. Сочетание плотности мощности и времени воздействия из
указанного диапазона обеспечивает проплавление малых толщин.
Технико-экономические признаки. Они характеризуют эффек-
тивность лазерных методов сварки. К технико-экономическим
признакам относятся скорость сварки, экономия материала,
локальность сварки.
196
Лазерная сварка непрерывным излучением осуществляется
на скоростях, в несколько раз превышающих традиционные ме-
тоды сварки плавлением. Это условие экономически целесооб-
разно не только благодаря высокой производительности про-
цесса, но и вследствие малых затрат энергии на единицу погон-
ной длины шва, определяемых низким значением погонной энер-
гии, т. е. отношением мощности излучения к скорости сварки.
Однако при лазерной сварке импульсным излучением скорость
процесса значительно ниже, чем при сварке непрерывным излу-
чением, и практически сопоставима со скоростями при тради-
ционных методах сварки.
Экономия материала достигается при лазерной сварке непре-
рывным излучением больших толщин. Например, дуговая сварка
встык листа толщиной 15—20 мм осуществляется за несколько
проходов с разделкой кромок, с использованием присадочной
проволоки, тогда как мощное лазерное излучение обеспечивает
сварку за один проход без разделки кромок и использования при-
садочного материала. При лазерной сварке малых толщин эко-
номия материала несущественна по сравнению с традиционными
методами сварки плавлением.
Локальность процесса лазерной сварки обеспечивается кон-
центрацией излучения в пятно малых размеров диаметром 0,1 мм
и менее. Благодаря этому условию имеют место малая ширина
шва, незначительные пластические деформации и, как следствие,
минимальные остаточные деформации сварных соединений. Таким
образом, лазерную сварку можно рекомендовать для получения
прецизионной конструкции [83]. Причем высокая точность свар-
ных конструкций обеспечивается без последующей правки или
механической обработки. Малые размеры швов, выполненных
лазерной сваркой, позволяют весьма экономно проектировать
сварные детали и конструкции. В частности, в электронике бла-
годаря этому условию проектируют крайне уплотненные мон-
тажные схемы, снижая тем самым габариты и массу приборов,
их деформации. Наиболее ярко выражена локальность процесса
при лазерной сварке импульсным излучением.
Технологические признаки. Их удобно рассмотреть примени-
тельно к двум основным видам проплавления при лазерной сварке:
глубокое проплавление при сварке материала толщиной б >
> 1 мм; незначительное проплавление при сварке материала
толщиной 6 < 1 мм.
Сварка с глубоким проплавлением может быть выполнена
как в непрерывном, так и в импульсно-периодическом режиме
излучения. При сварке малых толщин, выполняемой непрерыв-
ным и импульсным излучением, используют более «мягкие» ре-
жимы, обеспечивающие лишь расплавление металла в шве без
перегрева до температур интенсивного испарения.
При лазерной сварке с присадочным материалом, используе-
мым для целей легирования металла шва или снижения требо-
197
Ваний по точности сборки, применяют порошок или тонкую про-
волоку диаметром 1,0—1,5 мм и менее. При этом необходимо
обеспечить точную подачу проволоки в зону плавления.
Лазерная сварка с глубоким проплавлением осуществляется
в большинстве случаев с защитой шва, подбираемой соответ-
ствующим образом в зависимости от свариваемого материала.
Сварка деталей малых толщин из низкоуглеродистой стали и не-
которых других материалов может выполняться без дополнитель-
ной защиты зоны сварки, что значительно упрощает технологи-
ческий процесс.
В зависимости от конструктивного оформления соединяемых
деталей используется сварка со сквозным проплавлением в основ-
ном в ответственных силовых конструкциях, и без сквозного про-
плавления для герметизации или для соединения тонких деталей
с массивными.
Следует отметить, что лазерная сварка может беспрепятственно
выполняться в различных пространственных положениях.
Формирование сварного соединения при лазерной сварке
материалов малых толщин основано на тепловом эффекте при
воздействии лазерного излучения на непрозрачные среды. Для
обеспечения эффективного плавления металла длительность ла-
зерного импульса должна соответствовать тепловой постоянной
времени для данного металла, приближенно определяемой по
следующей формуле:
Ч = 6а/(4а), (7.2)
где а = Ат/(су) — коэффициент температуропроводности.
Значения т для тонких образцов (б ~ 0,1-4-0,2 мм) сопоста-
вимы с длительностью импульсов лазеров в режиме свободной
генерации, составляющей порядка нескольких миллисекунд. При
увеличении толщины свариваемых образцов (б 1,0 мм) т (7.2)
значительно возрастает и существенно превосходит достижимые
длительности лазерных импульсов. Вследствие этого лазерная
сварка металлов толщиной б 1,0 мм импульсным излучением
затрудняется.
Значительно более сложным является механизм формирования
сварного соединения при сварке с глубоким проплавлением. При
сварке мощными концентрированными источниками энергии, та-
кими как лазерный или электронный луч, формируется так назы-
ваемое «кинжальное» проплавление, обеспечивающее значитель-
ную глубину при малой ширине шва.
При лазерном излучении плотностью мощности выше крити-
ческой осуществляется нагрев материала со скоростью, значи-
тельно превышающей скорость отвода теплоты за счет теплопро-
водности. При этом происходят процессы локального плавления
и испарения материала, вследствие чего формируется углубле-
ние на поверхности, и при достаточной мощности источника оно
развивается по глубине, что приводит к образованию канала,
198
заполненного парами материалов и окруженного жидким метал-
лом. Давление Паров материала оказывается достаточным для
поддержания канала, и полость канала не заполняется жидким
металлом под действием гидростатического давления и сил по-
верхностного натяжения.
При соответствующей скорости сварки форма канала приобре-
тает динамическую устойчивость. На передней стенке канала
происходит плавление материала, а на задней — затвердевание.
Наличие канала способствует поглощению лазерного излучения
в глубине материала, а не только на его поверхности. При этом
образуется узкий шов с большим отношением глубины проплав-
ления к ширине шва.
При образовании канала над поверхностью материала появ-
ляется светящийся факел, состоящий из продуктов испарения и
выброса, а также частиц конденсированного пара. В общем слу-
чае происходит поглощение лазерного излучения факелом, а также
плазмой, возникающей в результате оптического пробоя в газо-
вой среде. Наличие плазменного факела существенно влияет на
эффективность проплавления. В условиях атмосферного давле-
ния на проплавление влияет состав газа (см. табл. 3.1), что учи-
тывается при выборе защитного газа для лазерной сварки.
Исследование формирования канала и динамики его изменения
в процессе сварки имеет важное значение для оптимизации па-
раметров сварки, обеспечивающих высокую производительность
процесса и отсутствие дефектов в сварном шве. Более информа-
тивными являются экспериментальные методы исследования ка-
нала, которые сводятся к проплавлению материала с одновремен-
ной съемкой участка проплавления. При этом используются мо-
дели из прозрачных материалов (кварцевое и органическое стекло,
ситалл и др.), их комбинации с металлами (составные образцы).
Имеются отдельные сведения о регистрации канала путем просве-
чивания рентгеновским излучением металлических образцов
в процессе сварки.
Принципиальная схема исследования динамики канала про-
плавления, полученная В. С. Гаврилюком, представлена на
рис. 7.2. Обобщенная схема формирования сварного соединения
на основе полученных экспериментальных результатов показана
на рис. 7.3. Видно, что сварочная ванна имеет характерную форму,
вытянутую в направлении сварки.
В головной части ванны расположен канал или кратер 3, за-
полненный парами металла. Эта область наиболее яркого свече-
ния. На передней стенке канала существует слой расплавлен-
ного металла, который испытывает постоянные возмущения.
Здесь наблюдается характерное искривление передней стенки
в виде ступеньки, которая периодически перемещается по высоте
канала. Удаление расплавленного материала с передней стенки
осуществляется при перемещении ступеньки сверху вниз. Перенос
расплавленного металла из головной части в хвостовую проис-
199
Рис. 7.2. Физическое моделирование динамических процессов в сварочной ванне:
а — проплавление комбинированного образца металл — прозрачный материал; б — про-
плавление прозрачного материала; 1 — лазерное излучение; 2 — металл; 3 — прозрач-
ный материал; 4 — светофильтр; 5 — кинокамера; 6 — переплавленный материал '
ходит преимущественно по боковым стенкам канала в горизон-
тальном направлении. Кроме этого наблюдаются восходящие
потоки движения по мере углубления канала. В хвостовой части
ванны расплавленный металл завихряющимися потоками подни-
мается вверх и частично выносится на поверхность сварочной
ванны.
В процессе лазерной сварки над поверхностью сварочной
ванны наблюдается ярко светящееся облако — плазменный фа-
кел 2, размеры и яркость свече-
ния которого периодически из-
меняются с частотами порядка
сотен герц. При значительных
скоростях лазерной сварки фа-
кел отклоняется в сторону,
противоположную направле-
нию сварки, на 20—60°.
Рис. 7.3. Продольное сечение свароч-
ной вйнны:
/ — лазерное излучение; 2 — плазменный1
факел; 3 — парогазовый канал; 4 — хвосто-
вая часть сварочной ванны; 5 — закристал-
лизовавшийся металл; 6 — свариваемый
материал
200
Процессы массопереноса расплавленного металла в свароч-
ной ванне оказывают существенное влияние на формирование
шва, образование характерных дефектов и механические свой-
ства сварного соединения. Основной силой, воздействующей на
расплавленный металл и обеспечивающей его перенос, считается
сила реакции паров. Под действием этой силы жидкий металл
перемещается как сверху вниз по передней стенке канала, так
и в’горизонтальном направлении вокруг канала (см. рис. 7.3).
Перенесенный расплавленный металл обнажает участки металла
с более низкой температурой на передней стенке канала, после
чего процессы плавления и переноса повторяются. Эксперимен-
тально установлено, что скорость переноса жидкого металла су-
щественно превышает скорость сварки и при скорости сварки
2—5 мм/с достигает 1000—2000 мм/с. Перенос жидкого металла
в канале проплавления носит дискретный характер. Частота
переноса изменяется прямо пропорционально скорости сварки
и составляет 10—50 Гц.
Большое значение для лазерной сварки имеет так называемый
эффект автоколебаний [45]. В процессе нагрева материала по-
стоянным во времени потоком лучистой энергии, превышающим
некоторое критическое значение, температура поверхности ко-
леблется. Наличие незатухающих во времени колебаний темпе-
ратур указывает на существование резонансных режимов нагрева
вещества. Это дает возможность разрабатывать новые эффектив-
ные методы сварки с динамической фокусировкой лазерного излу-
чения [90] и дополнительной импульсной подачей газа.
Следует отметить характерные особенности импульсно-перио-
дической лазерной сварки, осуществляемой импульсами с дли-
тельностью от 10"3 до 10-в си частотой следования от 100 Гц до
1 кГц при плотности мощности 106—107 Вт/см8. Глубокое проплав-
ление осуществляется, как и при непрерывном излучении, при
наличии парогазового канала, который не схлопывается после
действия очередного импульса.
При средней мощности лазерного излучения (1 кВт) мощность
в импульсе может достигать 100 кВт. За короткое время действия
импульса металл быстро нагревается до температуры кипения.
Возникающая сила реакции паров перемещает объем расплав-’
ленного металла с передней стенки канала на заднюю [15]. Проис-
ходит циклическое перемещение расплавленного металла в паро-
газовом канале с частотой действия импульсов, что принци-
пиально отличает процесс импульсно-периодической лазерной
сварки от сварки непрерывным излучением. При высокой частоте
следования импульсов поверхность канала не успевает остыть,
вследствие чего максимальная глубина проплавления оказы-
вается больше, чем при действии непрерывного излучения.
Одной из особенностей импульсно-периодической лазерной
сварки является периодичность образования и релаксации плазмы
над поверхностью ванны плавления. При этом между началом
201
(7.3)
импульса и образованием плазмы имеет место некоторая задержка
по времени т1; а после окончания импульса плазма релаксирует
в течение времени та. Временная структура излучения опреде-
ляется соотношением длительностей импульса ти и паузы тп:
ти = (^и)-1; |
Тп = Fй Ти, )
где q — скважность импульсов; Fa — частота следования
импульсов.
Соответствующим подбором параметров временной структуры
можно добиться практически полного устранения влияния плаз-
менного факела на снижение проплавляющей способности лазер-
ного излучения. Для этого необходимо выполнение следующих
условий: ти < Tjj тп > та.
7.2. СВАРКА ДЕТАЛЕЙ МАЛЫХ ТОЛЩИН
Сварка деталей малых толщин выполняется как импульсным,
так и непрерывным излучением. Основными параметрами про-
цесса импульсной лазерной сварки, определяющими качество
сварного соединения, являются энергия и длительность импуль-
сов, диаметр сфокусированного излучения, частота следования
импульсов, положение фокального пятна относительно поверх-
ности свариваемых деталей.
Энергию импульса лазерного излучения, обеспечивающую
расплавление металла без выплеска, можно приближенно опреде-
лить по следующей зависимости:
№и = 0,885ТплХттил;гг/-)Л ати, (7.4)
где г — радиус сфокусированного излучения.
Длительность импульса определяет время нагрева и расплав-
ления металла. Оптимальный диапазон длительности импульса
зависит от свойств и толщины свариваемого металла. В первом
приближении можно рекомендовать следующие ориентировоч-
ные значения ти: для меди 10-4 < ти < 5-Ю-4 с, для алюминия
5-10-4 < ти < 2-10-3 с, для сталей 5-10~3 < ти < 8-10~3 с.
Более точные значения ти необходимо устанавливать экспери-
ментально.
Большое значение имеет форма импульса излучения. Лучшее
качество сварки обеспечивается трапецеидальной либо треуголь-
ной формой импульса с крутым передним и пологим задним фрон-
том.
Диаметр сфокусированного излучения d определяет площадь
нагрева и плотность мощности излучения:
Е = 4№и/(лЛи). (7.5)
Диаметр d выбирают из условия обеспечения требуемой плот-
ности мощности излучения (Е ~ 1054-10в Вт/см2). Для целей
202
сварки диапазон изменения d — от 0,05 до 1,0 мм. Регулиро-
вание d, и соответственно Е, наиболее просто вести расфокуси-
ровкой излучения. При этом поверхность свариваемых деталей
располагают выше или ниже фокальной плоскости, где сфокуси-
рованный световой пучок имеет наименьший диаметр.
Сварной шов при импульсном излучении образуется наложе-
нием сварных точек с некоторым перекрытием (0,3—0,9) в зави-
симости от типа сварного соединения, его прочности и герметич-
ности. Скорость шовной импульсной сварки определяется диа-
метром сварной точки приблизительно равным диаметру лазер-
ного излучения d, коэффициентом перекрытия К и частотой сле-
дования импульсов FB:
»ов = dFn (1 - К). (7.6) '
Промышленные сварочные установки с твердотельными лазе-
рами позволяют вести шовную сварку со скоростью до 5 мм/с
при частоте следования импульсов до 20 Гц. Дальнейшее увели-
чение производительности может быть достигнуто повышением
частоты следования импульсов.
Характерной особенностью сварного соединения, выполнен-
ного импульсной лазерной сваркой, является малое сечение
шва, т. е. малый размер литой зоны. В сочетании с кратковре-
менностью воздействия импульса это приводит к высоким ско-
ростям охлаждения шва и околошовной зоны. Скорости охла-
ждения в литой зоне достигают 105—10е К/с, что вызывает обра-
зование мелкодисперсных и дендритных структур с развитой
междендритной микронеоднородностью. Размеры околошовной
зоны, т. е. зоны термического влияния, незначительны и обычно
не превышают 100—150 мкм. Структура металла в этой зоне
неоднородная.
Введение в сварочную ванну присадочного материала позво-
ляет в широких пределах изменить химический состав металла
шва и тем самым регулировать его структуру и свойства. Кроме
того использование присадки позволяет регулировать геометри-
ческие размеры шва, увеличивать его сечение с целью устране-
ния одного из наиболее распространенных дефектов — ослабле-
ние шва. Присадочный материал используется в компактном
виде (проволока, лента и др.) и в виде порошков. Легирование
сварного шва можно также осуществлять элементами, предва-
рительно нанесенными на поверхность свариваемых кромок на-
пылением, обмазкой, электроискровым способом и др.
Наиболее распространена лазерная сварка импульсным излу-
чением в электронной и электротехнической промышленности
(стыковые, нахлесточные и угловые соединения, приварка тон-
ких деталей к массивным). Приварка тонких деталей к массив-
ным является специфической для лазера, соединения успешно
получают в различных модификациях.
203
a) 5) в) г)~
Рнс. 7.4. Технологические приемы конструирования соединения при сварке тон-
ких деталей с массивными (стрелкой показано направление действия излучения)
Перед лазерной сваркой тонких тел вращения обычно обра-.
батывают кромки. Если свариваемые детали значительно отли-
чаются по толщине, то в процессе сварки лазерный луч смещается
на более толстый материал для выравнивания теплового поля
в соединяемых деталях и достижения равномерного проплавле-
ния обеих деталей (рис. 7.4, а). Тавровое присоединение тонкой
детали к массивной выполняется сложнее и требует использова-
ния дополнительной технологической отбортовки (рис. 7.4, б).
Качественные сварные соединения тонких деталей в виде фольги,
ленты с массивными деталями получают лазерной сваркой по
специальным технологическим проточкам в массивной детали
(рис. 7.4, в). Лазерное излучение в этом случае направляется
по крбмке технологической проточки, обеспечивая расплавление
кромки массивной детали и края тонкой детали с образованием
общей сварочной ванны. Можно непосредственно приваривать
тонкую деталь .в отдельных точках так, чтобы глубина проплав-
ления превышала ее толщину. Образуется так называемое про-
плавное соединение. Хорошие результаты1 достигаются, если
в тонкой детали предусмотреть отверстие. В процессе сварки
кромки отверстия тонкой детали оплавляются совместно с при-
мыкающими поверхностными участками массивной детали с обра-
зованием сварного соединения (рис. 7.4, а).
Оптимальным следует считать стыковое соединение, обеспе-
чивающее наиболее благоприятные условия для процессов на-
грева, плавления и кристаллизации металла. Одним из важных
условий при сборке стыкового соединения является соблюдение
минимально допустимого зазора и перекоса кромок.
Сварку металлов малых толщин можно выполнять с исполь-
зованием газовых и твердотельных лазеров непрерывного излу-
чения мощностью до 1,0 кВт. Типы сварных соединений, выпол-
няемых непрерывными лазерами, не отличаются от импульсных.
7.3. СВАРКА МЕТАЛЛОВ С ГЛУБОКИМ ПРОПЛАВЛЕНИЕМ
Механизм формирования сварного соединения при сварке метал-
лов с глубоким проплавлением характеризуется наличием паро-
газового канала, что является принципиальным отличием от
сварки металлов малых толщин. Основными параметрами режи-
204
«3
Рис. 7.5. Продольное сечение ванны при
лазерной сварке
мов лазерной сварки с глубоким
проплавлением являются мощ-
ность лазерного излучения,
скорость сварки, параметры фо-
кусирующей системы.
Мощность излучения в пер-
вую очередь влияет на проплав-
ляющую способность и характер формирования шва. Наряду с мощ-
ностью излучения на процесс сварки влияют и другие характе-
ристики лазерного излучения, такие как модовый состав, поля-
ризация, распределение плотности мощности в сечении луча,
расходимость. В связи с этим при переходе от одной модели ла-
зера к другой оптимальное значение мощности для процесса
сварки может существенно изменяться.
При данном значении мощности скорость сварки устанав-
ливается в следующем диапазоне: минимальное значение огра-
ничено отсутствием кинжального проплавления, а максималь-
ное — отсутствием качественного формирования шва и появле-
нием дефектов в виде подрезов, пор, непроваров.
На качество сварных соединений влияют условия фокуси-
ровки лазерного излучения. Для целей сварки лазерное излуче-
ние фокусируется в пятно диаметром 0,5—1,0 мм. При меньшем
диаметре пятна повышенная плотность мощности приводит к зна-
чительному перегреву расплавленного металла шва, интенси-
фикации процессов испарения металла, и вследствие этого в шве
появляются дефекты. При диаметре сфокусированного лазер-
ного излучения более 1,0 мм снижается эффективность процесса
сварки.
Геометрические параметры шва зависят от режима лазерной
сварки. Оптимальной для сварки с глубоким проплавлением
является «кинжальная» форма поперечного сечения с коэффи-
циентом формы шва, значительно большим единицы. Параметры
шва также зависят от положения фокальной плоскости относи-
тельно поверхности свариваемых деталей. Максимальная глу-
бина проплавления достигается при расположении фокуса под
поверхностью материала. Оптимальная величина этого смещения
фокуса зависит от свойств материала, толщины деталей и режи-
мов сварки.
Продольное сечение сварочной ванны имеет специфическую
форму (рис. 7.5). Поверхность фронта кристаллизации отли-
чается наличием выступа твердой фазы, который делит ванну на
две характерные части. Нижняя часть ванны значительно заглуб-
лена и имеет малую протяженность в поперечном сечении, тогда
как верхняя часть — более широкая и вытянута вдоль шва.
Анализ подобной формы продольного сечения свидетельствует
о наличии двух процессов проплавления металла при лазерной
205
сварке. Первый процесс определяет эффект глубокого проплав-
ления и заключается в образовании парогазового канала при
воздействии лазерного излучения высокой плотности мощности.
Это условие обеспечивает локальное заглубление сварочной
ванны в месте воздействия лазерного излучения. Второй процесс
представляет собой поверхностное плавление за счет теплопро-
водностных свойств металла. Преимущественное развитие того
или иного из указанных процессов определяет очертание свароч-
ной ванны и зависит в первую очередь от режимов сварки.
Большое влияние на проплавляющую способность лазерного
излучения оказывают условия фокусировки. Наряду с оптими-
зацией фокусирующих систем для достижения минимального
размера сфокусированного излучения, т. е. максимально воз-
можной плотности мощности излучения, необходимо обращать
внимание на угол сходимости сфокусированного излучения.
Расчет основных параметров процесса лазерной сварки, обе-
спечивающих большую производительность наряду с высоким
качеством сварного соединения, затруднен сложным характером
их взаимосвязи. Поэтому в основном используют эксперимен-
тально полученные зависимости и справочные данные. В ряде
случаев на основе регрессионного анализа результатов экспери-
ментов рекомендуют различные эмпирические формулы. В пер-
вом приближении глубина проплавления h может быть опреде-
лена через мощность излучения Р и скорость сварки исв по сле-
дующей формуле [41]:
h = рР1/2п~?, (7.7)
где р и у — коэффициенты, зависящие от лазерного источника,
фокусирующей системы, свариваемых материалов и определяются
в каждом конкретном случае.
Можно воспользоваться предложенной в работе [41] взаимо-
связью параметров через нормализованную мощность P/(/i71nJIXT)
и нормализованную скорость v^dfa (Тал — температура плав-
ления металла; Хт — коэффициент теплопроводности; d — диа-
метр сфокусированного излучения; а — коэффициент темпера-
туропроводности). Обработка ряда экспериментальных данных
показывает, что оптимальные параметры режима сварки в коорди-
натах нормализованная мощность — нормализованная ско-
рость образуют линейную зависимость (рис. 7.6).
Принципиальной особенностью лазерного источника нагрева
является высокая степень концентрации энергии, обеспечиваю-
щая сварку на повышенных скоростях по сравнению с дуговыми
источниками. Этим достигается незначительное тепловое воздей-
ствие на околошовную зону, высокие скорости нагрева и охлажде-
ния металла сварного соединения. Данные специфические усло-
вия лазерной сварки имеют решающее влияние на технологи-
ческую прочность, под которой в теории сварочных процессов
понимают сопротивляемость металла сварного соединения обра-
206
Рис. 7.6. Зависимость нормализованной
скорости от нормализованной мощности
при сварке стали (о) и алюминия (х)
зованию горячих и холодных тре-
щин.. Следует подчеркнуть, что
высокопроизводительный процесс
лазерной сварки, осуществляемый
на скоростях 30 мм/с и более,
обеспечивает для большей части
конструкционных материалов зна-
чительное повышение технологи-
ческой, прочности. Таким образом
лазерный процесс улучшает сва-
риваемость металлов, т. е. дости-
гается возможность получения
качественных сварных соединений
из конструкционных материалов,
плохо свариваемых дуговыми источниками теплоты.
Выполнение лазерной сварки на скоростях 25—30 мм/с обеспе-
чивает существенное снижение (в 3—10 раз) остаточных дефор-
маций по сравнению с традиционными способами дуговой сварки.
Вследствие малой ширины зоны пластических деформаций при
лазерной сварке значения сжимающих напряжений в околошов-
ной зоне оказываются на 40—70 % ниже, чем при дуговой сварке,
и не вызывают трудноустранимых деформаций потери устой-
чивости листовых элементов. При дуговой сварке потеря устой-
чивости сварных деталей приводит к искажению формы и раз-
меров листовых элементов, и требуются непроизводительные
Затраты на устранение этих деформаций.
Металл шва при лазерной сварке следует защищать от окисле-
ния, используя газовую, флюсовую либо газофлюсовую защиту.
Газовая защита осуществляется подачей защитного газа через
сопло непосредственно в зону воздействия лазерного излучения
на материал подобно дуговой сварке. Специфика лазерной сварки
обусловливает применение специальных сопл (рис. 7.7) и соста-
вов защитных газов, обеспечивающих как надежную защиту, так
и эффективное проплавление. При сварке со сквозным проплав-
Рис. 7.7. Конструкции защитных сопл
207
лением для ряда высокоактивных металлов требуется также за-
щита корня шва.
В качестве защитных при лазерной сварке могут быть исполь-
зованы те же газы, что и при дуговой сварке. Однако следует
учитывать их различное влияние на экранирующее действие
факела, а значит, и на эффективность проплавления. Как отме-
чалось ранее, газы, имеющие более высокие потенциал иониза-
ции и теплопроводность, обеспечивают максимальную эффектив-
ность проплавления. Качество защиты обеспечивается соответ-
ствующим расходом газа. При недостаточном расходе защита шва
не эффективна, а излишний расход приводит к неоправданным
экономическим потерям. Приближенно можно ориентироваться
на следующие экспериментально установленные расходы газов,
обеспечивающие надлежащую защиту шва, м3/с: (50—60) 10-5 Не,
(15—20) 10"6 Аг, (45—50) 10’6 смеси 50 % Не и 50 % Аг.
Наряду с газовой защитой шва при лазерной сварке можно
использовать флюсы, примем можно рекомендовать те же составы,
которые используют при дуговой сварке. При лазерной сварке
целесообразно использовать флюсы в виде обмазок.
Важным технологическим приемом при лазерной сварке с глу-
боким проплавление^ является использование присадочного ма-
териала. Это дает возможность регулировать в широких пределах
химический состав шва, обеспечивая требуемые свойства свар-
ных соединений, исключить такие дефекты, как неравномерность
проплавления, поры в корне шва, горячие и холодные трещины,
а также снизить требования к точности сборки деталей под сварку.
Лазерная сварка с присадкой выполняется теми же приемами,
что и дуговая. Особенность заключается в использовании приса-
дочной проволоки малого диаметра (менее 1,0 мм) и в точной по-
даче ее под лазерное излучение с помощью специальных меха-
низмов.
При сварке с глубоким проплавлением наиболее распростра-
ненными дефектами являются- неравномерность проплавления
корня шва и наличие полостей по высоте проплава. Увеличение
скорости сварки при несквозном проплавлении приводит к сни-
жению пикообразования в корне шва. По данным работы [10],
уменьшение пикообразования и пористости в шве достигается
отклонением лазерного луча от вертикали на 15—17° по направ-
лению движения луча. При сварке со сквозным проплавлением
неравномерность проплава можно устранить путем вывода про-
плавления на остающиеся или удаляемые подкладки.
Одним из важных направлений в разработке технологии ла-
зерной сварки является повышение эффективности процесса.
Перспективным представляется использование импульсно-перио-
дических режимов сварки [93]. При частоте следования импуль-
сов 0,4—1 кГц и при длительности. 20—50 мс глубина проплавле-
ния может быть увеличена в 3—4 раза по сравнению с непрерыв-
ным режимом. Оценка термического КПД процесса проплавле-
208
ния при сварке показывает, что при импульсном воздействии
эта величина в 2—3 раза выше, чем при непрерывном излучении.
Однако следует учитывать, что импульсно-периодическая сварка
требует точного наведения -луча на стык, высокого качества под-
готовки стыкуемых кромок и обеспечивает малую скорость про-
цесса сварки, уступающую в несколько раз сварке непрерывным
излучением.
Повышение эффективности процесса сварки непрерывным
излучением достигается за счет осциллирования сфокусирован-
ного лазерного излучения. В этом способе сфокусированный луч
периодически заглубляется в сварочную ванну за счет колебания
фокальной плоскости . относительно поверхности образца. Суть
этого способа лазерной сварки заключается в том, что при увели-
чении скорости перемещения фронта плавления и испарения на
передней стенке канала проплавления глубина проникания излу-
чения в материал увеличивается [90]. Повысить скорость переме-
щения фронта плавления и испарения можно за счет увеличения
плотности мощности на передней стенке канала. Однако при фикси-
рованном положении фокуса относительно поверхности сваривае-
мых деталей с углублением канала плотность мощности снижается
по его высоте, за счет чего и уменьшается скорость перемещения
фронта плавления и испарения -в глубине канала. Необходимо
создать такие условия, чтобы плотность мощности лазерного
излучения оставалась постоянной по глубине канала, способ-
ствуя увеличению скорости движения фронта, а следовательно,
и увеличению глубины проплавления. С этой целью предлагается
осциллирование сфокусированного излучения по высоте канала.
Для этого используют специальные механические или пьезо-
электрические сканаторы фокусирующей системы (линзы или
объектива), обеспечивающие варьирование частоты в диапазоне
от 0 до 150 Гц с амплитудой колебания, равной толщине сваривае-
мых деталей.
Осциллирование сфокусированного излучения обеспечивает
при сварке большей части конструкционных материалов (сталей,
алюминиевых и титановых сплавов) увеличение глубины про-
плавления на 40 %. Ширина шва при этом возрастает примерно
на 30 %, а коэффициент формы шва увеличивается на 10—15 %.
Одновременно с этим эффектом осциллирование сфокусирован-
ного излучения обеспечивает уменьшение колебания глубины
проплавления и улучшает формирование шва, в том числе и его
внешний вид. Осциллирование обеспечивает существенное по-
вышение термического КПД на 60—80 % по сравнению с обще-
принятой схемой процесса лазерной сварки с неизменным распо-
ложением фокуса излучения по отношению к поверхности свари-
ваемых деталей.
Эффективность проплавления может быть увеличена подачей
непосредственно в зону сварки дополнительного потока газа под
определенным давлением [75]. Дополнительный поток оказывает
209
влияние на параметры плазмы в области взаимодействия излу-
чения с материалом и на гидродинамические процессы в кандле
проплавления. При этом в качестве дополнительного одинаково
эффективно можно использовать любой газ: в частности, аргон
обеспечивает тот же эффект, что и гелий. Эффект увеличения глу-
бины проплавления достигается при оптимальном давлении и
расходе дополнительного газа. Последующее увеличение расхода
приводит к ухудшению формирования шва, появлению в нем
крупных пор, раковин. Еще больший расход газа приводит к вы-
дуванию жидкого металла, процесс сварки может перейти в про-
цесс резки.
В МВТУ им. Н. Э. Баумана разработан способ лазерной сварки
с применением импульсной подачи дополнительного газа, обеспе-
чивающий повышение эффективности проплавления при сварке.
Характер изменения расхода газа определяет перемещение
плазмы с поверхности изделия в глубь канала, а развитие припо-
верхностной плазмы ограничивается наличием постоянной со-
ставляющей газового потока. Оптимальная частота подачи газа
зависит от мощности лазерного излучения, скорости сварки и
свойств свариваемого материала. При этом способе обеспечивается
повышение глубины проплавления на 30—40 % и значительная
стабилизация проплавления, что является важным фактором,
в особенности при сварке с несквозным проплавлением.
Повышение эффективности процесса лазерной сварки может
быть достигнуто совмещением лазерного источника нагрева с дру-
.гими, менее дорогостоящими, источниками теплоты. Ряд иссле-
дований выполнен по лазер но-дуговой сварке. Суммарный эффект
проплавления при лазерно-дуговой сварке оказывается выше,
чем сумма эффектов воздействия каждого источника в отдель-
ности. При мощности дуги, сопоставимой с мощностью лазер-
ного излучения, достигается максимальный эффект. В частности,
скорость сварки при этом может быть повышена в несколько раз.
Следует отметить экономичность лазер но-дуговой сварки по
сравнению с лазерной, так как повышение эффективности про-
цесса сварки достигается дополнительным введением относи-
тельно дешевого источника энергии в виде электрической дуги.
Необходимо усилить внимание к разработкам и исследованиям
процессов сварки, основанным на сочетании лазерного источника
теплоты с другими — дешевыми и менее дефицитными. Такое со-
четание может обеспечить сохранение и усиление положительных
сторон лазерного процесса сварки (высокая степень концентра-
ции энергии, отсутствие вакуумных камер и др.) наряду с увели-
чением энергетической эффективности и улучшением технико-
экономических показателей.
Повышение эффективности проплавления при лазерной сварке
возможно за счет соответствующей подготовки поверхности и
кромок свариваемых деталей 191. Энергетическая эффективность
воздействия лазерного излучения увеличивается введением в зону
210
сварки химических элементов, препятствующих ионизации и
снижающих тем самым экранирующее действие факела [15].
Этот эффект достигается при нанесении на поверхность сваривае-
мых деталей перед сваркой специальных покрытий, содержащих
элементы с низким потенциалом ионизации (К, Na).
Специфические особенности процесса лазерной сварки, заклю-
чающиеся в высокой степени концентрации , энергии, высокой
скорости сварки, малом объеме сварочной ванны, высокой ско-
рости кристаллизации металла шва, обеспечивают возможность
сварки в различных пространственных положениях. Это суще-
ственно расширяет технологические возможности процесса ла-
зерной сварки.
7.4. ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ЛАЗЕРНОЙ
СВАРКИ РАЗЛИЧНЫХ КОНСТРУКЦИОННЫХ
МАТЕРИАЛОВ
В настоящее время отработана технология лазерной сварки
металлов малых и средних толщин до 10 мм. Однако широкое
применение лазерной сварки в ряде случаев сдерживается сооб-
ражениями экономического характера. Стоимость технологиче-
ских лазеров пока еще достаточно высока, что требует тщатель-
ного выбора области применения лазерной сварки. Перспективу
для лазерной сварки представляют такие случаи, когда приме-
нение традиционных способов сварки не дает желаемых резуль-
татов либо технически невозможно. Лазерную сварку можно
рекомендовать к применению в следующих случаях:
получение прецизионной конструкции, форма и размеры ко-
торой практически нс должны изменяться в результате сварки;
значительное упрощение технологии изготовления сварных
конструкций за счет выполнения сварки в виде заключительного
процесса без последующих операций правки либо механической
обработки для достижения требуемой точности;
существенное увеличение производительности, так как про-
цесс осуществляется на скоростях 35 мм/с и более, что в несколько
раз превышает скорость наиболее распространенного традицион-
ного способа дуговой сварки;
сварка крупногабаритных конструкций малой жесткости
с труднодоступными швами, при этом в отличие от электронно-
лучевой сварки не требуются вакуумные камеры;
соединение трудносвариваемых материалов, в том числе раз-
нородных.
Конструкционные низкоуглеродистые и низколегированные
стали. При изготовлении сварных конструкций нашли широкое
распространение низкоуглеродистые стали с содержанием угле-
рода до 0,25 % и низкоуглеродистые низколегированные стали,
в которых суммарное содержание легирующих элементов не пре-
вышает 4,0 %, а содержание углерода 0,25 %.
211
Низкоуглеродистые и низколегированные стали обладают
хорошей свариваемостью, и сварные соединения должны обеспе-
чивать равнопрочность с основным металлом. Лазерная сварка
обеспечивает высокие скорости охлаждения кристаллизующегося
металла шва и минимальное пребывание металла шва и около-
шовной зоны при высоких температурах. Эти условия обеспечи-
вают минимальные размеры зерна. При лазерной сварке терми-
чески упрочненных сталей вследствие жесткого термического
цикла и малой протяженности зоны термического влияния не
происходит разупрочнения на участке отпуска.
Рекомендуются высокопроизводительные режимы лазерной
сварки на больших скоростях (исв = 30-4-40 мм/с), обеспечиваю-
щие повышенной сопротивление образованию горячих и холод-
ных трещин по сравнению с дуговой сваркой.
Механические свойства сварных соединений из низкоуглеро?
дистых и низколегированных сталей, выполненных лазером,
достаточно высоки. Обеспечивается равнопрочность шва с основ-
ным металлом при высоких значениях пластичности и ударной
вязкости. Такие высокие показатели обеспечиваются не только
при сварке встык металла сравнительно небольшой толщины
(б = 34-6 мм). При лазерной сварке стали 17ГС толщиной 15—
20 мм за один проход получена равнопрочность шва основному
металлу при высоком значении ударной вязкости.
Конструкционные средне- и высокоуглеродистые и легиро-
ванные стали. Среднеуглеродистые стали содержат 0,26—0,45 %
углерода и широко используются для изготовления сварных кон-
струкций. ,Высокоуглеродистые стали содержат 0,46—0,75 %|
углерода, отличаются плохой свариваемостью и редко приме-
няются в сварных конструкциях. Конструкционные легирован-
ные стали имеют суммарное содержание легирующих элементов
в пределах 2,5—10 %.
Для сталей этого класса характерной особенностью при сварке
является образование закалочных структур в шве и зоне терми-
ческого влияния, склонных к хрупким разрушениям; возмож-
ность возникновения горячих и холодных трещин в сварном сое-
динении и пор в металле шва. Многолетний опыт изготовления
сварных конструкций из рассматриваемых материалов показы-
вает, что для предупреждения этих явлений часто необходим по-
догрев при сварке, термообработка после сварки, усложняющие
технологию.
Применение высококонцентрированного источника энергии —
лазерного луча позволяет успешно решать эти задачи. Лазерная
сварка по сравнению с дуговой обеспечивает более высокую со-
противляемость металла шва образованию горячих трещин, в осо-
бенности при больших скоростях сварки (исв > 30 мм/с). В боль-
шинстве случаев, когда при лазерной сварке происходит благо-
приятное изменение структуры, сопротивляемость сварного соеди-
нения образованию холодных трещин имеет высокие значения.
212
В сварных соединениях углеродистых и легированных зака-
ливающихся сталей образуется шов с литой структурой и хими-
ческим составом, как правило, отличным от основного металла.
Механические свойства отдельных зон сварного соединения в це-
лом могут изменяться ддя одного и того же металла в зависимости
от исходной структуры, химического состава присадочной про-
волоки, режима сварки и последующей термической обработки.
В случае сварки стали в состоянии отжига минимальный предел
прочности сварного соединения определяется прочностью основ-
ного металла, при сварке предварительно упрочненной закалкой
стали — прочностью зоны отпуска, а при сварке стали с после-
дующей упрочняющей термической обработкой сварного соеди-
нения — прочностью металла шва.
Лазерная сварка обеспечивает повышенные механические свой-
ства сварных соединений. Отличительной особенностью является
минимальное разупрочнение в околошовной зоне термоупрочнен-
ных сталей. В частности, предел прочности сварных соединений
из тер!моупрочненных сталей 12Х2Н4А, 18ХГТ, выполненных
лазером, на 12—15 % выше, чем при дуговой сварке.
Высокая прочность соединений, выполненных лазерной свар-
кой из термоупрочненных сталей, также связана с эффектом
упрочнения «мягкой прослойки». Контактное упрочнение мягкой
прослойки наиболее вероятно при деформировании сварных сое-
динений, выполненных лазером. В этом случае мягкая отожжен-
ная зона, имеющая минимальный размер по сравнению с дуговой
сваркой, упрочняется в процессе деформирования, и разру-
шение происходит по основному неразупрочненному метал-
лу [111 1.
Ударная вязкость сварных соединений из стали 12Х2Н4А
в зоне шва, на линии сплавления и в зоне закалки при лазер-
ной сварке существенно выше, чем при дуговой, и даже превы-
шает ударную вязкость основного металла. В зоне отпуска удар-
ная вязкость лазерных и дуговых сварных соединений прибли-
зительно одинакова. Высокий уровень пластических, свойств
и ударной вязкости сварных соединений, выполненных лазером,
в основном определяется значительным измельчением вторичной
структуры металла шва и околошовной зоны, но возможно также
связан с металлургической очисткой и дегазацией переплавлен-
ного металла.
.Высоколегированные стали. Эти стали содержат более 10 %
легирующих элементов. Широко распространены в сварных кон-
струкциях аустенитные высоколегированные стали и сплавы,
в которых содержание основных легирующих элементов хрома
и никеля обычно не выше 18 и 10 % соответственно, а общее со-
держание легирующих элементов может достигать 55%. Глав-
ной особенностью сварки этих сталей является склонность к обра-
зованию в шве и околошовной зоне горячих трещин, связанных
в основном с формированием крупнозернистой структуры.
213
Основные мероприятия, повышающие сопротивляемость стали
этого типа образованию горячих трещин, следующие:
применение методов сварки, способствующих измельчению
кристаллов и устранению столбчатой структуры;
получение в структуре швов некоторого количества б-феррита;
снижение содержания примесей в швах, образующих легко-
плавкие эвтектики.
Применение лазерной сварки во многих случаях позволяет
реализовать указанные условия и обеспечить отсутствие горя-
чих трещин. При лазерной сварке стали 12Х18Н10Т структура
шва характеризуется мелкодисперсностью, фазовый состав свар-
ного шва содержит 10—20 % б-феррита в отличие от основного
металла, и в составе шва содержится пониженное количество
вредных примесей. Прочность сварных соединений из этой стали
находится на уровне основного металла, а пластичность несколько
выше вследствие пониженного содержания неметаллических
включений.
Для изготовления ответственных сварных конструкций широ-
кое применение находят мартенситно-стареющие коррозионно-
стойкие стали. Высокая прочность в сочетании с высокой пластич-
ностью и вязкостью в этих сталях достигается при формировании
высоколегированной низкоуглеродистой мартенситной матрицы,
обладающей высокой пластичностью, и последующем упрочне-
нии этой матрицы в процессе дисперсионного твердения — ста-
рения.
Сварные соединения из этих сталей, выполненные дуговой
сваркой, склонны к коррозионному растрескиванию и межкри-
сталлитной коррозии в атмосферных условиях вследствие совпа-
дения области действия растягивающих остаточных напряжений
с участками выпадения карбидов хрома по границам зерен в виде
сетки и вторичного твердения металла в зоне термического
влияния.
В. Г. Федоровым и В. М. Шанчуровым было установлено,
что в зонах, нагревавшихся в процессе сварки до критических
температур: 713—753 К, 838—853 К и 863—883 К — повышена
склонность к коррозионному растрескиванию металла вследствие
увеличения его электрохимической активности при частичном
перераспределении хрома. Установлено, что электрохимическая
-активность и склонность металла к межкристаллитной коррозии
интенсивно возрастают начиная с 0,7 с пребывания металла в ука-
занных температурных интервалах и достигают максимума,
когда указанное время составляет 2 с. Дальнейшее увеличение
времени практически не изменяет коррозионную стойкость.
Термические циклы при дуговой сварке характеризуются су-
щественно большим временем пребывания в критических темпе-
ратурных интервалах (10 с и более). Поэтому сварные соедине-
ния, выполненные дуговым методом, отличаются высокой электро-
химической активностью и склонностью к межкристаллитной
214
коррозии. Применение лазерной сварки -на скор'остях более
35 мм/с обеспечивает сокращение времени пребывания при кри-
тических температурах до 1 с, благодаря чему существенно сни-
жается электрохимическая активность в зоне термического влия-
ния. В результате значительно (в 2—3 раза) повышается корро-
зионная стойкость сварных соединений, выполненных лазером,
и обеспечивается их высокая работоспособность.
Особенностью сварки мартенситно-стареющих сталей является
также их склонность к образованию холодных трещин. Важным
обстоятельством является то, что лазерная сварка повышает
сопротивляемость сварных соединений из этих сталей образова-
нию холодных трещин в сопоставлении с дуговой сваркой. Свар-,
ные соединения из мертенситно-стареющих сталей, выполненные
лазерной сваркой, обладают более высокими механическими
свойствами по сравнению с соединениями, выполненными дуго-
вой сваркой.
Алюминиевые сплавы. Эти сплавы обладают малой плотностью,
высокой удельной прочностью и высокой коррозионной стой-
костью. Они применяются в качестве конструкционных мате-
риалов в различных отраслях промышленности.
СвАрка алюминиевых сплавов имеет свою специфику. Алюми-
ний интенсивно окисляется при температуре плавления и выше.
Окисная пленка обладает высокой температурой плавления
(выше 2273 К) и в процессе сварки не расплавляется. Эта пленка
характеризуется высокой адсорбционной способностью к газам
и парам воды, что приводит к появлению в сварочной ванне газов
и различных несплошностей. Частицы окисной пленки могут
попадать в ванну, образуя окисные включения в щвах, снижаю-
щие свойства сварных соединений. Поэтому необходимо разра-
батывать специальные мероприятия по разрушению и удалению
пленки и защите металла от повторного окисления [38].
При сварке алюминиевых сплавов возможно образование
пор, источником которых является водород, хорошо растворяю-
щийся в алюминии при температуре плавления. Повышенной
склонностью к пористости обладают при сварке алюминиево-
магниевые сплавы, так как магний увеличивает растворимость
водорода в алюминии. Для уменьшения пористости используют
рациональную обработку поверхностей перед сваркой с целью
удаления влаги, адсорбированной поверхностью металла и вхо-
дящей в состав бкисной пленки в виде гидратированных окислов.
При сварке алюминия и его сплавов, не упрочняемых термо-,
обработкой, в околошовной зоне наблюдаются рост зерна и неко-
торое разупрочнение, вызванное снятием нагартовки. При сварке
алюминиевых сплавов, упрочненных термической обработкой,
в околошовной зоне также происходит разупрочнение.
Алюминиевые сплавы характеризуются высокой теплопровод-
ностью, вследствие чего для сварки требуется большее коли-
чество энергии, чем для сталей. Благодаря высокому значению
215
коэффициента линейного расширения и низкому значению мо-
дуля упругости алюминиевые сплавы при сварке характери-
зуются значительными остаточными деформациями, превосходя-
щими деформации сварных конструкций из сталей.
Применение для сварки высококонцентрированных источни-
ков энергии, таких как лазерный или электронный луч, обеспе-
чивает значительное устранение рассмотренных трудностей.
Ниже представлены некоторые результаты исследований, вы-
полненных совместно с В. В. Ивановым, И. Н. Шигановым и
С. М. Ракиным. Наиболее полно исследована лазерная сварка
сплавов системы А1—Mg, широко применяемых при изготовле-
нии разнообразных конструкций. ,
Для получения качественного сварного соединения прежде
всего необходима тщательная подготовка поверхности под лазер-
ную сварку. Предусматривается удаление жировой смазки, кото-
рой покрываются полуфабрикаты при консервации, с после-
дующей механической обработкой торцов свариваемых кромок.
Пленку окислов удаляют на ширину 25—30 мм по всей длине
соединения травлением в растворе-50 г NaOH в 1 л воды с после-
дующим осветлением- в 30 %-ном растворе HNO3. После травле-
ния детали тщательно промывают в горячей воде. Очищенная по-
верхность сохраняет свои .свойства в течение 3—4 дней. Непо-
средственно перед сваркой соединяемые поверхности необходимо
зачистить шабером до блеска. Такая подготовка поверхности
позволяет избежать образования дефектов при сварке, в первую
очередь пористости и окисных включений.
При сварке алюминиевых сплавов необходимо обеспечить
качественную защиту шва от окисления. Из известных методов
защиты, применяемых при сварке, наиболее эффективной для
алюминиевых сплавов является газовая защита. Применение
флюсов традиционных составов не обеспечивает положительных
результатов. Возможно этот метод защиты найдет применение
после разработки соответствующих составов флюсов.
Максимальная глубина проплавления и высокое качество
шва обеспечиваются при использовании гелия в качестве защит-
ного газа. Причем обязательна защита шва с обеих сторон. В це-
лях экономии допускается использование гелия для защиты
только верхней части сварочной ванны, а для нижней, корневой,
части может быть* использован аргон.
Основой получения качественных сварных соединений яв-
ляется правильный выбор параметров режимов сварки. Специ-
фикой процесса лазерной сварки алюминиевых сплавов является
наличие порогового уровня мощности лазерного излучения,
обеспечивающего проплавление при сварке. Например, для
сплава АМгб мощность СОг-лазера на уровне 2—2,2 кВт сразу
обеспечивает глубину проплавления 1,5—2,0 мм. При меньшей
Мощности излучения проплавление вообще отсутствует. Это
явление связано с сочетанием высокого коэффициента отраже-
216
ния (0.97). алюминия на
Ь,Ьь
нн нн
Рис. 7.8. Зависимость гео-
метрических параметров
формы шва от скорости
сварки
0 7 /4 2/ 28 35
длине волны 10,6 мкм, высокой тепло-
проводности и теплоемкости алюминия. С нагревом поверхности
алюминия до температур, близких к температуре плавления,
коэффициент отражения резко снижается, и происходит интенсив-
ное проплавление материала с образованием парогазового ка-
нала. Последующее увеличение мощности излучения приводит
к практически линейному возрастанию глубины проплавления.
Следует отметить, что указанный порог мощности зависит от
свойств излучения, степени фокусировки, толщины пластины,
состояния ее поверхности и скорости сварки.
Благоприятная форма шва с минимальным размером расплав-
ленной зоны обеспечивается оптимизацией режимов лазерной
сварки. При этом требуется получить необходимую геометрию
шва: занижение k, провисание klt ширину верхней b и корне-
вой Ьг частей шва. Занижение и провисание шва обычно задаются
техническими условиями, на ответственных изделиях они не
должны превышать 10 % толщины материала. Соотношение ши-
ч рины верхней и корневой частей шва является оптимальным
• при их равенстве.
При лазерной сварке такая форма шва обеспечивается на ско-
ростях сварки более 22 мм/с (рис. 7.8). На пластине из сплава
АМгб толщиной 6 = 2,0 мм достигается проплавление с практи-
чески параллельными кромками при ширине шва около 2 мм,
занижение и провисание шва находятся в допустимых пределах.
С увеличением мощности излучения и глубины проплавления
ширина шва увеличивается незначительно. Дуговыми методами
сварки получить такую форму проплавления невозможно.
Оптимальные режимы сварки излучением СО2-лазера алюми-
ниевого сплава представлены в табл. 7.1.
Пористость сварных, швов сплара АМгб при оптимальной под-
готовке поверхности на указанных в табл. 7.1 режимах лазерной
сварки находится в пределах, допустимых по техническим усло-
виям на наиболее ответственные изделия.
Микроструктура металла сварных соединений, выполненных
лазерным излучением на оптимальных режимах, значительно
217
Таблица 7.1 Режимы сварки алюминиевого сплава АМгб отличается от микроструктуры металла соединений, получен- ных дуговой сваркой. В шве
6, мм Р, кВт Скорость сварки t>CB, мм/с F, мм имеет место мелкодисперсная структура со столбчатыми ден- дритами, причем размеры ден- дритов значительно меньше, чем при аргонодуговой сварке. Вы- деление эвтектики и оплавле- ние границ зерен в непосред- ственной близости от шва не наблюдаются. Структурные из-
2,0 2,1 2,3 25 33 120 120
3,0 2,3 2,8 25 33 140 140
4,0 2,8 3,1 25 33 140 140 менения в зоне термического влияния при лазерной сварке происходят на участке в 5—6 раз
меньшем, чем при аргоноду- говой сварке. Размер зерна в-этой зоне увеличивается незначи- тельно. Подобная структура является благоприятной для дости- жения высокого уровня механических свойств и предотвраще-
ния горячих трещин.
Магниевые сплавы. Сплавы магния, имеющие высокую удель-
ную прочность при низкой плотности, используют в качестве
конструкционных материалов. Сварка магниевых сплавов свя-
зана с рядом трудностей. В первую очередь это определяется их
высокой склонностью к окислению с образованием пленки окис-
лов с весьма высокой температурой плавления. Кроме этого окись
магния имеет высокую плотность, примерно в 2 раза превышаю-
щую плотность металлов. В результате возникает несплавление
кромок при сварке, окислы попадают в сварочную ванну, что
приводит к Низкому качеству шва. Поэтому при сварке магние1
вых сплавов необходима тщательная защита шва.
Отличительной особенностью процесса сварки магния является
повышенная жидкотекучесть его расплава и почти полная потеря
прочности металла при температуре твердожидкого состояния.
Это вызывает необходимость применения при дуговой сварке
прокладок из меди или коррозионно-стойкой стали с целью полу-
чения удовлетворительного формирования шва.
Лазерная сварка устраняет указанные затруднения и обеспе-
чивает высокое качество сварных соединений. Технология сварки
магниевых сплавов принципиально не отличается от сварки
алюминиевых сплавов. Перед сваркой соединяемые кромки необ-
ходимо протравить или зачистить шабером до блеска. Применение
лазерного излучения обеспечивает хорошее формирование швов
при сварке на весу, т. е. в отличие от дуговой сварки не требуется
применения подкладок. Это значительно упрощает технологию
изготовления сварных конструкций, особенно крупногабаритных.
Качественное формирование шва обеспечивается сваркой на
оптимальных скоростях в диапазоне 16—35 мм/с. Требуемая
218
Режимы сварки магниевого сплава МА2-1
Таблица 7.2
Материал 6, мм Р, кВт осв, мм/с F, мм
МА2-1 1.8 1.2 2,0 2,3 27,7 36,0 112 .
мощность для получения полного проплавления на указанных
скоростях несколько ниже, чем для- алюминиевых сплавов.
В табл. 7.2 представлены режимы лазерной сварки магниевого
сплава.
Защита шва от окисления осуществляется гелием, подавае-
мым в верхнюю часть ванны, и аргоном, используемым только
для защиты нижней корневой части шва.
Микроструктуры сварных соединений характеризуется отсут-
ствием крупных зерен в зоне термического влияния. Переход
от основного металла к сварному шву в зоне сплавления проис-
ходит с плавным изменением структуры от двухфазной, характер-
ной для основного металла, до игольчатой в сварном шве.
Благоприятная структура и качественное формирование шва
обеспечивают высокую стойкость к образованию горячих трещин,
возникающих при дуговой сварке магниевых сплавов. Механиче-
ские свойства сварных соединений, выполненных лазерным излу-
чением, находятся на уровне основного металла.
Титановые сплавы. Эти сплавы находят широкое применение
при изготовлении сварных конструкций самого разнообразного
назначения. Характеризуются сочетанием малой плотности с вы-
сокими прочностью и коррозионной стойкостью.
Основная трудность при сварке титана и его сплавов заклю-
чается в высокой химической активности металла при высо-
кой температуре и, особенно, в расплавленном состоянии по отно-
шению к газам (кислороду и водороду). Повышение содержания
в шве и основном металле примесей внедрения (газов), и в первую
очередь водорода, увеличивает склонность ‘сварных соединений
из титановых сплавов к образованию холодных трещин. Кроме
этого титановые сплавы проявляют склонность к росту зерна при
нагреве до высоких температур.
Концентрированные источники нагрева, такие как электрон-
ный и лазерный луч, позволяют осуществлять сварку с минималь-
ной погонной энергией и способствуют преодолению перечислен-
ных выше трудностей. Большое значение при сварке титана имеет
тщательная подготовка свариваемых кромок фрезерованием либо
точением. Применяют комплексную обработку для удаления газо-
насыщенной пленки: дробеструйную или пескоструйную обра-
ботку с последующим химическим травлением, осветлением и про-
мывкой.
219
Таблица *7.3
Режимы сварки титановых сплавов
Материал 0, мм р, кВт иСЙ’ мм/с F, мм
ВТ6 ' 3,0 3,0 22 300
5,0 4,0 22 300
ВТ28 2,0 3,0 4,0 з,з 44 27 230 150
ПТ-ЗВ 4,0 5,0 4,0 4,0 44 27 500 150
так и с нижней стороны. При
Качественное формирова-
ние шва обеспечивается под-
гонкой свариваемых деталей
и строгим соблюдением допу-
стимых зазоров между кром-
ками.
Высокие эксплуатацион-
ные свойства сварных соеди-
нений могут быть получены
лишь при тщательной защите
зоны шва. При лазерной свар-
ке деталей из титановых спла-
вов необходимо осуществлять
их защиту как с верхней,
л обязательно следует защи-
щать не только сварочную ванну, но и остывающие участки
металла шва и околошовной зоны до температуры 773—673 К,
что обеспечивается использованием сопла с дополнительным
хвостовиком для подачи защитного газа. Для -защиты зоны
сварки применяют инертные газы высокой степени чистоты или
бескислородные фторидно-хлоридные флюсы. Для защиты по-
верхности шва и плазмоподавления Используется гелий, а для
защиты остывающей поверхности шва и его корня можно ис-
пользовать аргон.
Рекомендуется выполнять лазерную сварку титановых спла-
вов на повышенных скоростях (более 25 мм/с). При уменьшении
скорости увеличивается ширина шва, образуются неблагоприят-
ные структуры, повышается вероятность насыщения металла
вредными газами и увеличивается склонность к образованию хо-
лодных трещин.
Режимы лазерной сварки некоторых титановых сплавов пред-
ставлены в табл. 7.3.
Высокие скорости сварки обеспечивают высокие скорости
охлаждения и приводят к повышению дисперсности металла шва
и значительному измельчению зерна в околошовной зоне. Благо-
приятные условия кристаллизации, мелкодисперсная структура,
высокая технологическая прочность при лазерной сварке способ-
ствуют получению более высоких механических свойств сварных
соединений по сравнению с другими способами сварки.
Установленные закономерности лазерной ^сварки показывают,
что данный процесс является перспективным для изготовления
сварных конструкций. Тенденция развития лазерной техники
и технологии, постоянное их совершенствование стимулируют
развитие лазерной сварки, Которая становится конкурентоспо-
собной в различных отраслях промышленности.
8. ЛАЗЕРНАЯ РЕЗКА НЕМЕТАЛЛИЧЕСКИХ
МАТЕРИАЛОВ
8.1. ОСОБЕННОСТИ ЛАЗЕРНОЙ РЕЗКИ
Неметаллические материалы с каждым годом находят все более
широкое применение в народном хозяйстве. Растет номенклатура
выпускаемых материалов, увеличиваются показатели их ка-
чества, что предопределяет необходимость изыскания более со-
вершенных процессов обработки неметаллических материалов,
включая заготовительные операции резки. Для разделения йе-
металлических материалов в промышленности наиболее широко
применяют механическую резку, ультразвук, плазму, струю
воды высокого давления и др.
В последние годы наметилась перспектива применения лазе-
ров для резки материалов любой твердости. При этом обеспечи-
ваются высокая точность и качество реза (малая ширина и па-
раллельные кромки), малая зона нагрева, большая производи-
тельность процесса и возможности точного, автоматизированного
управления.
По некоторым данным доля обработки неметаллических мате-
риалов составляет около 70 % от всего объема применения лазер-
ной резки в промышленности, что свидетельствует об очевидных
преимуществах лазерной резки неметаллических материалов.
Лазерной резке одинаково легко поддаются такие высоко-
твердые материалы, как металлокерамика, стеклоуглерод, ком-
позиционные материалы на основе нитей бора и углерода [147,
143]. Значительное повышение производительности резки мате-
риалов на основе бористых эпоксидов получено при переходе на
автоматизированный режим лазерной резки, сокративший время
обработки с 8 ч до 4 мин [141].
Высокое качество реза достигается при лазерной резке стекло-
ткани, наряду с этим улучшаются условия труда за счет умень-
шения количества стеклопыли по сравнению с механической
резкой.
Большее преимущество обеспечивает лазерная резка в дерево-
обрабатывающей промышленности. Например, при раскрое фа-
неры отсутствуют опилки, достигается малая ширина реза; чи-
стая поверхность кромок, высокая тонкость при очень сложных
формах раскроя [122]. Отмечается резкое повышение эффектив-
ности бумагорезательного производства при переходе на лазер-
ный раскрой бумаги и картона [136].
Рассмотрим основные физико-химические особенности резки
неметаллов лазерным излучением, обеспечивающие высокую
эффективность процесса. В первую очередь следует отметить
221
малую температуропроводность неметаллических материалов по
сравнению с металлами. Поэтому при высоких скоростях резки
(пр >> 10 мм/с) и диаметре фокусированного излучения на поверх-
ности не более 0,5 мм слои толщиной более 0,5 мм в теплофизи-
ческом отношении можно считать полубесконечным телом [100].
Это означает, что пороговая плотность мощности, необходимая
для начала резки, практически не зависит от толщины элемента.
Большая часть неметаллических материалов обладает высо-
кой поглощательной способностью’ излучения СО2-лазера с дли-
ной волны 10,6 мкм, коэффициент поглощения достигает 0,9.
При незначительных тепловых потерях лазерного излучения
и малой температуропроводности удается осуществлять резку
неметаллических материалов больших толщин; например, поли-
метилметакрилат (ПММА) толщиной 25 мм успешно разрезается
излучением мощностью 500 Вт.
При воздействии лазерного излучения на органические ма-
териалы происходят различные химические реакции деструкции,
испарения, сублимации, термической диссоциации с выделением
газов [115]. При резке дерева, каучука, бумаги и некоторых
пластиков происходит образование свободного углерода, т. е.
сажи. Кроме образования газов при взаимодействии лазерного
излучения с неметаллическими материалами в ряде случаев обра-
зуется аэрозоль в виде мелкодисперсных частиц испаренного
материала.
При быстром испарении материала под воздействием лазерного
излучения даже небольших плотностей мощности, порядка 103—
104 Вт/сма, образуется эрозионный факел, который экранирует
обрабатываемую поверхность, вызывает поглощение излучения
и снижает интенсивность процесса нагрева. Конкретный уровень
мощности, вызывающий экранировку, зависит от параметров
излучения, свойств обрабатываемого материала и окружающей
среды.
Следует отметить различие в механизме экранировки при
обработке металлов и неметаллов. При воздействии на металлы
плотностей мощности 105—107 Вт/см2 образуется оптический про-
бой в парогазовой среде над обрабатываемой поверхностью,
приводящий к экранировке. При обработке неметаллов в этом
же диапазоне плотностей мощности вследствие образования твер-
дых частиц в потоке испаряющегося вещества экранировка излу-
чения происходит в значительно большей степени.
Кроме рассмотренных явлений поглощения и рассеяния при
обработке неметаллических материалов могут возникать искаже-
ние формы луча, тепловое, расплывание, случайные смещения
центра тяжести пучка излучения.
Для устранения влияния эрозионного факела с целью повы-
шения эффективности резки в зону взаимодействия излучения
с материалом подается активный или нейтральный газ для соот-
ветствующих материалов. Первоочередное назначение этого газа
222
заключается в удалении испарившихся частиц, плазмы и образо-
вавшегося расплава. В ряде случаев, например при газолазерной
резке диэлектриков, поверхностный слой материала разогревается
до температуры разрушения и выдувается газовой струей с после-
довательным разрушением слоев, что способствует увеличению
скорости заглубления и резки.
Кроме того, газовая струя также защищает поверхность опти-
ческой фокусирующей системы от попадания на нее продуктов
выброса из зоны резки.
При резке материалов органического происхождения следует
обратить внимание на меньшую ширину реза, по сравнению с опре-
деляемой геометрией сфокусированного лазерного излучения.
Это связывают с образованием слоя газов из материала разре-
заемого образца под действием лазерного излучения.' Этот слой
газов смешивается с газом, продуваемым из сопла резака, и обра-
зует раскаленную газовую струю, прорезающую в дальнейшем
материал в глубину.
Некоторые особенности возникают при газолазерной резке
материалов на основе фенолоформальдегидных и эпоксидных
смол, таких как текстолит, стеклотекстолит и др. В этом случае
под действием лазерного излучения образуется вязкая, спек-
шаяся масса, которую трудно удалить из зоны реза с помощью
газовой струи. В связи с этим энергозатраты при резке таких ма-
териалов превосходят значения энергии, требуемой для испаре-
ния. Дополнительная энергия затрачивается на испарение вто-
ричных продуктов разрушения [36].
Представленные ниже значения удельной энергии резания Sp
ряда материалов [6] показывают, что удельные энергии резания
слоистых пластиков вследствие перечисленных соображений ока-
зываются значительно большими по сравнению с удельной энер-
гией других неметаллов.
Материал Р’ ,
кДж/г
Текстолит.................. 50
Стеклотекстолит..............47
Облицовочный пластик ... 2
Дерево:
сосна . >.............. 0,9
дуб........................ 5,4
Фанера клееная................5,4
Картон...................... 0,8
Винипласт ............. . . 1,8
Полиметилметакрилат (оргсте-
кло) . .................. 2,0
е
Материал _Р>
кДж/г
Резина:
маслобензостойкая ...’.. 2.5
вакуумная ................. 2,1
Асбоцемент...................28
Асбест листовой..............20
Ситалл.......................25
Керамика.....................30
Стекло:
обыкновенное................31
кварцевое..................45
Композиционные материалы . . 80
Качество и производительность резки неметаллов в значи-
тельной степени определяются оптимальным сочетанием пара-
метров лазерного излучения и газового сопла.
223
Вообще, для газолазерной резки основной считается проблема
удаления продуктов разрушения, в особенности при резке мате-
риалов1 большой толщины. Трудность заключается в том, что
п0и большой мощности луча технически сложно пропорцио-
нально увеличивать динамические параметры вспомогательного
газа [7 ].
В связи с этим одним из факторов, ограничивающих примене-
ние лазеров для резки материалов большой толщины, является
малая ширина реза. Казалось бы, что со многих позиций узкий
рез экономичнее и предпочтительнее широкого, но с точки Зре-
ния газодинамики струи это положение одновременйо затрудняет
осуществление процесса. Действительно, для получения узкого
реза следует применять газовое сопло малого диаметра. Однако
при длине выравнивания параметров свободно расширяющейся
струи, приблизительно равной несколькйм диаметрам сопла, рас-
ширение потока происходит на малой длине, и зона реза приобре-
тает конусную форму. Кроме того, из сопла малого диаметра можно
получить лишь ограниченный поток газа, недостаточный для
чистого удаления расплавленного материала или аэрозоля.
Следует согласиться с мнением авторов работы [7 ], что успехи
лазерной резки материалов большой толщины будут достигнуты
лишь в том случае, если удастся согласовать параметры лазер-
ного излучения и устройства подачи вспомогательного газа.
В связи с этим большое внимание уделяется разработке различ-
ных газодинамических систем. Не останавливаясь подробно на
анализе литературных данных по этому вопросу, следует отме-
тить, что в целом ряде сообщений, патентов и авторских сви-
детельств предлагаются разнообразные устройства, приспособле-
ния и соображения по выбору газодинамических параметров.
Однако до сих пор не''установлены закономерности протекания
физико-химических процессов прй газолазерной резке неметал-
лических материалов.
С этой целью был проведен анализ особенностей разрушения
неметаллических материалов под действием лазерного излучения
с оценкой энергетическрго баланса при лазерной резке. Иссле-
дованы газодинамические характеристики струй применительно
к условиям резки и по установленным закономерностям разра-
ботаны технологические рекомендации.
Перспективными для промышленного использования про-
цесса лазерной резки неметаллических материалов являются мощ-
ные СО2-лазеры непрерывного действия. Импульсно-периоди-
ческое излучение обеспечивает меньшую зону термического влия-
ния и режим испарения с высоким качеством кромок реза. Непре-
рывное излучение СО2-лазера также вызывает испарение при
резке большинства неметаллических материалов и позволяет
достигать высоких скоростей обработки. Представленные ниже
результаты исследований процесса газолазерной резки неметал-
лических материалов получены совместно б А. А. Соколовым.
224
8.2. ЭНЕРГЕТИЧЕСКИЕ ПАРАМЕТРЫ ПРОЦЕССА
Энергетические параметры процесса лазерной резки в первом
приближении можно определить на основе анализа температур-
ного поля. Пороговое значение плотности мощности Еаор, т. е.
минимальную плотность мощности, необходимую для нагрева
поверхности материала до температуры разрушения Т’разр, можно
определить для случая быстродвижущегося источника теплоты
(гл. 4) по следующей формуле:
£пор = е (л/8)1/2 [ар/(агп)]1/2, (8.1)
где — коэффициент теплопроводности материала; R — коэф-
фициент отражения; а — коэффициент температуропроводности;
vp — скорость резки; гп — радиус лазерного излучения.
Выражение (8.1) можно использовать для случаев резки тон-
ких неметаллических пленок (лавсан, фторлон, полипропилен)
и материалов (бумага, картон), принимая Тразр равной темпера-
туре испарения или разложения материала.
При лазерной резке листовых материалов толщиной 6 основ-
ные затраты энергии приходятся на разрушение материала.
При квазистационарном разрушении скорость п0 перемещения
границы разрушения в глубь материала можно приближенно
оценить по формуле
U° = Р (ств +’“пл 4- £и) ’ (8’2)
где qa — эффективная тепловая плотность мощности источника;
р — плотность материала; с — теплоемкость материала; Та —
температура испарения; Апл — скрытая теплота плавления;
— скрытая теплота испарения.
Обычно Ln Lnn, и поэтому в формуле (8.2) величиной Апл
можно пренебречь.
Эффективное время разрушения
тЭф = 2r„/vp — 8a/vo- (8.3)
В этом случае глубина реза в стационарном режиме
6Р = уотэФ. (8.4)
В практических расчетах для неметаллических материалов
вследствие того, что 2ги/ир > 8а/и%, последним членом в выра-
жении (8.3) можно пренебречь. Таким образом, в предположении,
что вся энергия лазерного излучения затрачивается на нагрев
удаляемого материала до температуры кипения и передачу ему
скрытой теплоты испарения, можно вычислить максимальную
глубину реза
Сх = 2Р/[лгпРцр (сТи + Ги)], (8.5)
где Р — мощность лазерного излучения.
8 Григорьянц А. Г. 225
Рис. 8.1. Влияние мощности излуче-
ния СО2-лазера на глубину реза диэле-
ктрика (tip = 16 мм/с):
1 — гетинакс (полиэфиркрилатное связу-
ющее); 2 — гетинакс (фенолформальдегид-
ное связующее); 3 —стеклотекстолит (эпок-
сидное связующее)
В соответствии с формулой
(8.5) глубина линейно зависит
от мощности. Эксперименталь-
ные результаты показывают,
что эта зависимость справедлива
при небольших толщинах разре-
заемого материала. С последую-
щим увеличением Р рост 6Р за-
медляется (рис. 8.1) в связи с увеличением потерь мощности из-за
поглощения части излучения в аэрозоле.
Энергетические условия резки характеризуются удельной
энергией резки Sp, определяющей затраты энергии на разруше-
ние единицы массы вещества, которая является характеристикой
материала и не зависит от условий резки. Энергию W, необходи-
мую на разрушение т грамм вещества за 1 с, можно вычислить
по формуле
W — nwT pasp.
(8-6)
Тогда
Sp — W/m — сТразр-
(8.7)
Значительное влияние на глубину металлов оказывает фокус-
ное расстояние F, определяющее наряду с апертурным размером
угол схождения лучей после фокусирующей системы (рис. 8.2).
Для диэлектрических материалов отражение излучения стен-
ками и волноводный характер распространения луча внутри
канала реза ввиду небольшой отражательной способности ве-
щества не имеют большого значения. Поэтому необходимо, чтобы
сфокусированное излуче-
ние сохраняло высокую
плотность мощности по
глубине канала. Это усло-
вие обеспечивается мини-
мально возможным углом
схождения лучей. Однако
Рис. 8.2. Зависимость глубины
6р реза ПММА СО2-лазером от
мощности излучения и фокусно-
го расстояния, мм:
1 — 50; 2 — 100; 3 — 150; 4 — 200;
5 — 250
226
Рис. 8.3. Влияние угла схождения сфо-
кусированного излучения на глубину
реза стеклотекстолита излучением СО2-
лазера (Р = 1,5 кВт, пр = 10 мм/с)
Рис. 8.4. Зависимость ширины Ь и глу-
бины Sp реза стеклотекстолита от за-
глубления ДГ фокальной плоскости
сфокусированного излучения СО2-ла-
зера (Р — 1,6 кВт, t>p = 11 мм/с)
следует учитывать, что при увеличении фокусного расстояния
выше оптимальных значений возрастает диаметр сфокусирован-
ного излучения и уменьшается плотность мощности. Причем
снижение глубины за счет уменьшения плотности мощности про-
исходит быстрее, чем ее рост, обусловленный уменьшением угла
схождения.
На рис. 8.3 представлены экспериментальные результаты
измерений глубины реза 6Р в зависимости от угла схождения лу-
чей 0 после фокусирующей системы. Эта зависимость сильнее
выражена для кольцевого излучения (кривая 2), характерного
для СО2-лазеров с резонаторами неустойчивого типа. Большую
глубину реза при равных условиях фокусировки обеспечивают
лазеры с резонаторами устойчивого типа (кривая /), формирую-
щие излучение с равномерным распределением плотности мощ-
ности по сечению луча либо с распределением по нормальному
закону.
Геометрия реза также зависит от положения фокальной пло-
скости относительно поверхности разрезаемого материала. Мини-
мальная ширина реза достигается при фокусировке лазерного
излучения на поверхность материала, а максимальная — при по-
ложении фокальной плоскости на поверхности либо при некотором
ее заглублении (рис. 8.4).
На геометрические параметры реза влияет поляризация излу-
чения. Это связано с различием коэффициентов отражения мате-
риала в зависимости от угла падения излучения и положения
вектора поляризации относительно плоскости падения. Лазерное
излучение, линейно поляризованное в плоскости, параллельной
плоскости падения, характеризуется увеличенным энерговкла-
дом на передней поверхности реза. В том случае, когда луч ли-
нейно поляризован в плоскости, перпендикулярной плоскости
8* 227
падения, излучение поглощается в основном боковыми стенками,
что приводит к увеличению ширины реза и зоны термического
влияния, а также к снижению скорости резки. Максимальная
скорость резки зависит от относительной ориентации вектора
поляризации и вектора скорости резки.
Относительная ориентация векторов скорости резки и поля-
ризации линейно поляризованного излучения может приводить
к наклону кромки реза. Поляризация излучения будет сильнее
влиять на геометрию реза при резке материалов, обладающих
достаточно высокой отражательной способностью для данной
длины волны лазерного излучения, например для полупроводни-
ковых материалов. Для материалов с низкими коэффициентами
отражения во всем ближнем ийфракрасном диапазоне, например
для диэлектриков, влияние поляризации СО2-излучения практи-
чески незначительно.
8.3. ГАЗОДИНАМИЧЕСКИЕ ПАРАМЕТРЫ ПРОЦЕССА
Удаление из зоны резки расплавленного материала или про-
дуктов эрозии и частиц конденсата осуществляется струей газа.
Обычно струя газа направляется соосно лазерному лучу на верх-
нюю поверхность разрезаемого материала, проходит через ка-
нал реза, удаляя продукты разрушения и одновременно охла-
ждая стенки канала, вызывая тем самым уменьшение зоны тер-
мического влияния.
Большая часть неметаллических материалов обладает низкой
удельнрй энергией разрушения. Механизм разрушения при ла-
зерной резке реализуется в основном в режиме испарения. Вслед-
ствие этого, процесс разделения неметаллических материалов
характеризуется взаимодействием продуктов разрушения (аэро-
золя) с газовым потоком.
Полное удаление аэрозоля из зоны обработки обеспечивается
равенством работы Wr, совершаемой газовым потоком, и кинети-
ческой энергии частиц, которая для одной частицы может быть
записана в виде
WA = ти\/2, (8.8)
где т — масса частицы; и а — скорость разлета аэрозоля.
Начальные скорости частиц иАо соответствуют приблизи-
тельно звуковым и даже сверхзвуковым скоростям разлета аэро-
золя. Наибольшее экранирующее действие на лазерное излуче-
ние, очевидно, оказывают частицы аэрозоля, которые движутся
навстречу лазерному излучению, т. е. в сторону, противополож-
ную направлению газового потока. Частицы аэрозоля тормозятся
в газовом потоке, полностью захватываются и увлекаются пото-
ком для удаления из зоны реза.
Для уменьшения времени пребывания частиц в поле излуче-
ния и снижения степени экранировки скорость газового потока,
228
(8-9)
направляемого в зону обработки, должна составлять несколько
чисел Маха М или несколько значений коэффициента скорости Л:
+ О
' 1-Х2 (у-!)/(?+1) ’
где у — показатель адиабаты для газа.
Для ускорения потока применяют устройства, которые в га-
зодинамике принято называть соплами. Коэффициент скорости
потока зависит от начального давлейия газа на входе в сопло Ро
и профиля продольного сечения сопла. Различают суживающиеся,
расширяющиеся и комбинированные сопла. Профиль
деляется соотношением степени возрастания объема
скорости в соответствии с уравнением
с2
______________________________^L-dP
2 Д’
уи;
сопла опре-
газа и его
(8.10)
—
/о
— скорость
где /с — площадь поперечного сечения сопла; сяв
звука; иг — скорость газа; Рл — давление.
Из уравнения (8.10) следует, что знак приращения dfc в соп-
лах, где dPn < 0, противоположен знаку выражения (с|в — и?).
Это означает, что сопло должно быть суживающимся, если ско-
рость газа на входе в сопло меньше соответствующего значения
местной скорости звука. Если же скорость газа на входе в сопло
больше местной скорости звука, то сопло должно быть расширя-
ющимся. Анализ уравнения (8.10) показывает также, что в сужи-
вающемся сопле нельзя достичь скорости газа, больше соответ-
ствующей скорости звука. Это так называемый критический
режим истечения.
Критическое значение скорости потока достигается при опре-
. деленном соотношении давления РА окружающей среды (атмо-
сферного давления) и давления газа внутри сопла Р1(р, доторое
называется критическим:
Р вр
Из выражения (8.11) следует, что соотношение давлений
является лишь функцией показателя адиабаты. Для многоатомных
газов у = 1,3; для одноатомных у — 1,6; для двухатомных у = 1,4.
С использованием представленных значений показателя адиабаты
по формуле (8.11) нетрудно подсчитать отношение давлений для
основных газов, применяемых при резке неметаллических мате-
риалов. В частности, критическая скорость (скорость звука)
истечения воздуха в атмосферу достигается при критическом
давлении внутри сопла, равном 0,19 МПа.
Из указанных соображений для газолазерной резки можно
применять сопла различных типов. Рассмотрим характерные газо-
229
V/(V-1)
(8.11)
Рис. 8.5. Схема истечения газового по-
тока в область лазерной резки из сужи-
вающегося сопла:
1 — сопло; 1 — скачок уплотнения; 3 —
канал реза
динамические параметры про-
цесса с использованием наибо-
лее распространенного сужи-
вающегося сопла-конфузора
,(рис. 8.5). В зависимости от со-
отношения начального давления
газа Ро и давления окружающей среды Рд в конфузорах воз'
можны три случая.
Если давление газа внутри сопла меньше критического, то
происходит полное расширение газа, давление уменьшается от
начального Ро на входе до давления среды Рд. Скорость газа при
этом будет меньше местной скорости звука (Хо < 1).
Если давление внутри сопла равно критическому, то также
происходит полное расширение газа от Ро до Рд. Скорость газа
при этом будет критической, равной скорости звука (10 = 1).
При давлении внутри сопла больше критического не происхо-
дит полного расширения газа. Газ вытекает в среду, имея давле-
ние, большее давления среды. Скорость газа на срезе сопла равна
критической (Хо — 1), а за счет избытка давления происходит
ускорение газового потока за срезом сопла. Коэффициент ско-
рости определится в соответствии со следующим выражением:
К2 =
Y+1 Г, _
у-1 L \p<j
(8.12)
При Ро > Рд [2/(у 4- l)](v-i)/v, X > к т. е. на поверхность
материала набегает сверхзвуковой поток.
При газолазерной резке неметаллических материалов ширина
реза значительно меньше диаметра выходного отверстия сопла.
Поэтому можно считать, что истечение газа при лазерной резке
подобно натеканию потока на преграду. Вследствие этого появ-
ляется скачок уплотнения (ударная волна) при соблюдении
следующего газодинамического условия:
лД2 = 1,
(8.13)
где — коэффициент скорости потока до скачка уплотнения;
Х2 — коэффициент скорости потока после скачка.
Условие (8.13) означает, что чем больше скорость натека-
ющего на материал потока, тем меньше она после скачка, т. е.
на входе в канал реза. Таким образом, скорость газа на входе
230
в канал реза в зависимости от Ро будет определяться следующими
соотношениями:
D . п { 2 \(V-1)/V
при
при Р0-=Ра(_Ат)(? 1)ZvXa = X1=l; (8.15)
D . D { 2 \(v-i)/v
при
Я.2 = X]
т+1 [i
v—iL \pJ
(8.16)
Из соотношений (8.14)—(8.16) следует, что скорость газа на
входе в канал реза не может превышать скорость звука при любом
давлении внутри сопла. Для газов с у — 1,4 (азот, воздух) кри-
тическая скорость в канале достигается при Ро — 0,19 МПа.
Скорость газа при дальнейшем его перемещении по каналу за-
висит. от профиля канала в поперечном сечении. Если профиль
канала сужается книзу, то газовый поток будет непрерывно тор-
мозиться. В плоском канале с параллельными стенками скорость
газового потока будет соответствовать критической скорости на
входе в канал. И, наконец, в расширяющемся книзу канале
газовый поток может ускоряться до значения выше критического.
На рис. 8.6 сопоставлены зависимости коэффициентов скоро-
стей свободной струи (кривая 1), вытекающей из сопла в атмос-
феру, рассчитанного по формуле (8.12), и струи на входе в канал
реза (кривая 2), рассчитанного по формулам (8.14) — (8.16)
с учетом появления скачка уплотнения при натекании газового
потока на обрабатываемую поверхность. Видно, что на дозвуко-
вом участке при Ро < Ркр = 0,19 МПа кривые совпадают. При
давлениях выше критиче-
ского зависимости коэффи-
циентов скорости потока
носят противоположный
характер. Следовательно,
наличие поверхности раз-
резаемого материала изме-
няет качественные и ко-
Рис. 8.6. Зависимость коэффи-
циента скорости газа (у = 1,4)
в потоке от давления внутри
сопла
231
личественные газодинамические характеристики потока, воздей-
ствующего на канал реза.
Для более полной характеристики динамического воздействия
струи газа на частицы аэрозоля следует рассматривать не только
скорость газового потока, но и его давление. Их совокупное дей-
ствие оценивается кинетической энергией струи, которая в газо-
динамике носит название скоростного напора G. На основе соот-
ношений газодинамики '
° (S'17)
У -г * \ У -г 1 /
Для реальных условий резки при вычислении G в выражение
(8.17) следует подставлять неР0> а значение давления Рт потока,
набегающего в зону обработки и заторможенного на уровне
поверхности материала. Снижение Рт по отношению к Ро свя-
зано с резким расширением потока на выходе из сопла и потерями
части энергии потока при переходе через скачок уплотнения.
С уменьшением ширины канала реза становится заметным про-
явление вязких свойств газов. При малой ширине канала (<0,2 мм)
его газодинамическое сопротивление столь вейико, что канал
реза практически не продувается струей Таза и поток не способен
эффективно удалить продукты разрушения из зоны ’ обработки.
Максимальные значения скоростного напора и скорости по-
тока в канале реза обеспечиваются на режиме истечения раза,
близком к критическому; в частности, для воздуха и азота опти-
мальным является давление газа внутри сопла Ро ~ 0,2 МПа.
Влияние давления на скоростной напор носит экстремальный ха-
рактер в связи с возникновением скачка уплотнения у поверхности
разрезаемого материала и ограничением скорости потока в ка-
нале реза критическим значением. Максимальная глубина про-
резания материала обеспечивается при достижении скоростным
напором максимального значения, что имеет место при Ро = Ркр.
Такая закономерность справедлива лишь при определенных
режимах резки, когда канал реза имеет ширину, достаточную для
эффективного удаления продуктов разрушения из зоны обра-
ботки. Если ширина канала становится меньше некоторой крити-
ческой величины, зависящей также от толщины разрезаемого
материала, струя газа уже не продувает канал, и последующее
увеличение давления при этом приводит к монотонному уменьше-
нию глубины реза. Поток газа у поверхности в этих условиях как
бы «спрессовывает» аэрозоль, что приводит к увеличению плот-
ности частиц аэрозоля в прифокальной плоскости. Вследствие
этого увеличивается коэффициент поглощения излучения в эро-
зионном факеле, возрастают энергетические потери и снижается
глубина прорезания.
На рис. 8.7 представлены экспериментальные результаты,
демонстрирующие неоднозначное влияние Ро на глубину реза
при различных скоростях резки стеклотекстолита. При цр —
232
Рис. 8.8. Распределение давления газа иа вы-
стеклотекстолита от давления
газа и скорости резки, мм/с:
1 — 11: 2 — 17; 3 — 20
ходе из сопел различных диаметров (ZJC1<
< Z)c2 < Dct <
Рис. 8.7. Зависимость глубины
— И мм/с (кривая 1) и давлении Ро — 0,2 МПа достигается
максимальная глубина реза. Но уже при пр = 20 мм/с вследствие
сужения канала реза рост давления приводит к монотонному
снижению глубины реза.
Род газа при резке неметаллических материалов не оказывает
столь существенного влияния на скорость или глубину, как при
резке металлов. Однако в некоторых случаях, например при
резке материалов органического происхождения, выбор рода газа
очень важен. В этом случае использование кислорода или воз-
духа ухудшает качество реза, так как приводит к увеличению
ширины зоны термического влияния вследствие обугливания
кромок в термореактивных материалах. В этом случае целесооб-
разно применять какой-либо нейтральный газ (аргон, гелий)
или азот.
Следует также иметь в виду, что выбор газа, вступающего
в реакцию с продуктами деструкции полимера, позволяет регули-
ровать процесс коксообразования.
Газодинамические параметры процесса резки, в частности
кинетические характеристики струи газа, обеспечиваются кон-
струкцией сопла: диаметром Dc сопла на выходе, высотой Д
сопла над обрабатываемой поверхностью, распределением давле-
ния по сечению выходного отверстия. Для определенного сочета-
ния значений Д и Ро существует оптимальный диаметр Do, обе-
спечивающий максимальную скорость резки. Диаметр сопла опре-
деляет характер распределения давления по сечению струи.При
одном и том же Ро увеличение Do. приводит к снижению макси-
мального значения давления на оси струи и изменению размеров
области струи с давлением, превышающим некоторое минималь-
ное значение Рд т1п, необходимое для обеспечения резки в дан-
ных условиях (рис. 8.8). Из представленных результатов следует,
233
Рис. 8.9. Влияние диаметру выходного от-
верстия сопла иа скорость резки материа-
ла
что увеличение значения от D01 до
Dc2 приводит к росту размеров
области струи с Рд > Ра т1и (точ-
ки 1 и 2). Последующее увели-
чение диаметра от £>с2 до Dca вы-
зывает уменьшение размеров этой
области (точки 2 и 3). Вследствие этого зависимость скорости
резки от Dc также имеет экстремальный характер (рис. 8.9).
Конструкция сопла в значительной мере зависит от приме-
няемой фокусирующей оптики. При газолазерной резке мощным
излучением более 2 кВт целесообразно использовать для фокуси-
ровки не линзы, а металлические зеркала, применение которых
обеспечивает высокий ресурс работы оптических элементов бла-
годаря их повышенной лучевой стойкости. Для таких фокусиру-
ющих систем рекомендуются сопла с внешней подачей газа. Цен-
тральное отверстие в сопле служит для вывода излучения, а газо-
вые каналы расположены концентрически под углом к оптиче-
ской оси таким образом, что отдельные струи при пересечении
образуют единый поток, направленный в область обработки.
8.4. ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ ПРОЦЕССА
В данном параграфе представлены некоторые общие соображения
и технологические особенности лазерной резки ряда неметалличе-
ских материалов.
Слоистые пластики. Рассмотрим технологические особенности
газолазерной резки некоторых слоистых пластиков, в первую
очередь наиболее часто применяемых в народном хозяйстве,
в частности в электротехнической промышленности, — стекло-
текстолита и гетинакса.
Из соображений, изложенных в пп. 8.2 и 8.3, следует, что наи-
большая эффективность и наименьшая зона обугливания при
резке слоистых пластиков достигаются при подаче в зону обра-
ботки углекислого газа с использованием сопла со сходящимися
струями.
Эксперименты показали (рис. 8.10), что в случае резки с от-
носительно равномерным распределением плотности мощности
по сечению пучка излучения, при прочих равных условиях, обе-
спечивается большая глубина реза, чем в случае излучения,
имеющего «провал» по оси пучка. Поэтому рекомендуется исполь-
зовать лазерное излучение с равномерным или же с гауссовым
распределением плотности мощности в поперечном сечении без
провалов по оси пучка.
Рассмотрено влияние Р на 6р. При увеличении мощности излу-
чения от 0,3 до 2,5 кВт с соответствующим изменением плотности
234
Рис. 8.10. Зависимость глубины реза мате-
риала от мощности излучения («„ = 10 мм/с,
F = 160 мм):
1 — стеклотекстолит; 2 — гетннакс (—:--не-
устойчивый резонатор;-----— устойчивый ре-
зонатор)
мощности от 108до 10е Вт/см2 глуби-
на реза возрастает (рис. 8.11). При
этом затраты энергии при резке стек-
лотекстолита (кривая /) выше, чем
при резке гетинакса с фенолформаль-
дегидным (кривая 2) и полиэфиракри-
латным (кривая 3) связующим. Это
обстоятельство очевидно связано с
различной удельной энергией разру-
шения наполнителей данных пла-
стиков. В частности, удельная энер-
гия разрушения стекла составляет ориентировочно 30 МДж/kV
и превосходит удельную энергию разрушения бумаги (1 МДж/кг),
входящей в качестве наполнителя в состав гетинакса с фенолфор-
мальдегидным связующим. Энергозатраты при резке с термо-
пластичным связующим (полиэфиракрилатом) меньше, чем при
резке гетинакса' с термореактивным (фенолоформальдегидной смо-
лой) связующим за счет практически полного перехода полиэфи-
ракрилата в газообразное состояние при термодеструкции и,
соответственно, меньшей степенью образования аэрозоля.
При возрастании мощности лазерного излучения увеличи-
вается как ширина b реза (рис. 8.12, а), так и ширина Ь3, 0 зоны
обугливания (рис. 8.12, б). Практически такой же характер имеют
зависимости для гетинакса с термореактивным связующим. При
резке гетинакса с термопластичным связующим значение ширины
реза не отличается от аналогичного по режимам резки для ге-
тинакса с термореактивным связующим, а зона обугливания
полностью отсутствует.
При увеличении скорости резки с постоянной мощностью излу-
чения уменьшается энергия, выделяемая на единицу длины реза,
т. е. уменьшается погонная энергия резки. Естественно, это
приводит к уменьшению глубины реза (рис. 8.13).
Поперечный профиль канала реза в значительной степени
определяется скоростью резки. Причем ширина верхней кромки
зависит от диаметра пятна фокусировки, а нижней — от скорости
реза. Уменьшение ширины реза на нижней кромке с увеличением
скорости резки происходит быстрее, чем на верхней (рис. 8.14),
при этом изменяется поперечный профиль реза (рис. 8.15).
Угол скоса кромок на скорости резки, близкой к максималь-
ной, для F — 160 мм не превышает 3—4°.
Профиль зоны обугливания в поперечном к резу сечении при
росте скорости обработки также изменяется от расширяющегося
235
Рис. 8.11. Зависимость глубины реза материа-
ла от мощности излучения (vp — 16,6 мм/с)
Рис. 8.12. Зависимость Ширины реза (а) и ши-
рины зоны обугливания (б) стеклотекстолита
от мощности излучения
при малых скоростях к сужающемуся при больших. Но в отличие
от изменения ширины реза ширина зоны обугливания на нижней
кромке уменьшается, а на верхней — растет (рис. 8.16).
Следует обратить внимание на то, что при скоростях резки
менее 5 мм/с зона обугливания значительно увеличивается. Это
очевидно связано с интенсификацией процесса разрушения ма-
териала из-за увеличения энерговложения и с переходом терми-
ческой деструкции в неуправляемую термоокислительную. Вслед-
ствие этого нецелесообразно резать слоистые пластики на скоростях
менее 5 мм/с.
Для предотвращения воспламенения и значительного увеличе-
ния зоны обугливания ,в зону резки при обработке материалов
Рис. 8.13. Зависимость глубины реза
стеклотекстолита от скорости резки
(Р — 2,0 кВт)
Рис. 8.14. Влияние скорости резки на
ширину верхней (/) и нижней (2) кро-
мок реза стеклотекстолита (6=3 мм;
Р = 1,5 кВт)
236
Рис. 8.15. Зависимость поперечного се-
чения канала реза в стеклотекстолите
(6 = 5 мм; Р = 2 кВт) от скорости рез-
ки, мм/с:
1 — 6,6; 2 — 16,6; 3 — 25; 4 — 33
12 3 4
органического происхождения целесообразно подавать какой1либо
хладагент, например воду. Воду необходимо добавлять в наруж-
ный слой газовой струи — на ее периферию. В случае избыточной
подачи воды будут возрастать потери мощности излучения в ре-
зультате поглощения парами воды.
Кварцевое стекло. Лазерная резка этого материала не вызы-
вает затруднений и может выполняться при незначительных энер-
гозатратах с высоким качеством реза и большой производитель-
ностью. При воздействии лазерного излучения происходит воз-
гонка окиси кремния при температуре, близкой к температуре
плавления стекла, поэтому в процессе резки практически не
образуется жидкая ванна, а наблюдается лишь небольшое оплав-
ление краев реза с получением полированной поверхности.
Для резки кварцевого стекла небольшой толщины достаточно
использовать лазерное излучение мощностью 100 Вт. Характер-
ными параметрами режима лазерной резки пластин из кварце-
вого стекла толщиной 4 мм являются следующие: мощность ла-
зерного излучения 200 Вт, диаметр сфокусированного на по-
верхности' излучения примерно 0,3 мм, ширина реза 1 мм.
В некоторых случаях наблюдается заплывание образуемого при
резке канала расплавленным кварцем. Такое заплывание исчезает
при повышении мощности луча, снижении скорости резки или
выдувании расплава из области реза.
Обычное стекло. Ведение лазерной резки обычного стекла го-
раздо сложнее [77]. Если режим лазерной резки полностью не
обеспечивает возгонку материала, то образуется жидкая вайна
из расплавленного стекла. На
расстоянии 2—3 мм от оплав-
ленного края образуются тре-
щины, являющиеся результа-
том действия напряжений в
стекле на границе нагретой об-
ласти. Для предохранения сте-
кла от разрушений в процессе
обработки и после нее образец
Рис. 8.16. Влияние скорости резки иа
ширину зоны обугливания верхней (/)
и нижней (2) кромок реза (S = 3 мм;
Р = 1,5 кВт)
237
необходимо предварительно равномерно прогреть в печи. Опти-
мальная температура подогрева, обеспечивающая отсутствие
трещин в процессе лазерной резки, составляет 873 К. При более
высокой температуре нагрева возникают значительные деформа-
ции образца.
При резке стекла лазерным лучом образуется факел из про-
дуктов возгонки, который необходимо сдувать струей воздуха
для предохранения оптических поверхностей фокусирующих эле-
ментов. Спектр факела соответствует комбинированному спектру
натриевых и кальциевых компонентов состава стекла. Факел
включает также частицы аэрозоля, состоящего главным образом
из двуокиси кремния.
Качество и производительность лазерной резки повышаются
при подаче в область резки воздуха, выдувающего расплавленный
материал из канала реза. Скорость резки в результате этого
может быть значительно повышена, при Р = 0,4 кВт и 6 = 4 мм
она достигает 23 мм/с. Края стекла со стороны входа луча полу-
чаются чистыми, а со стороны выхода наблюдаются небольшие
натеки плавленного стекла, которые представляют собой сильно
растрескавшуюся, легко отделяемую массу.
Текстиль. Рациональным'и перспективным представляется ис-
пользование лазерной резки в текстильной промышленности.
На оптимальных режимах осуществляется резка многослойного
настила тканей максимальной толщиной 3 мм без обгорания
с шириной реза 0,2—0,5 мм. При многослойной резке синтетиче-
ских материалов (капрон, нейлон и др.) между слоями ткани
устанавливают прокладки из тонкой бумаги либо слои увлаж-
няются, что предотвращает их сваривание в процессе резки.
Лазерная резка обеспечивает хорошее качество края разрезаемого
материала, оплавляя его поверхность и предотвращая распускание.
В табл. 8.1 представлены режимы резки СО2-лазером ряда
неметаллических материалов.
Лазерное излучение используется для разрушения неметалли-
ческих материалов, в частности для удаления изоляции с элек-
трических проводов без повреждения проводника или металличе-
Таблица 8.1
Режимы резки
Материал д, мм Р, Вт мм/с Материал в, мм Р, Вт мм/с
Кварц 3,2 500 12,3 Стеклотексто- 8,0 2500 16,6
Стекло 3,2 5000 76,1 ЛИТ
Фанера 6,4 850 90,1 Стеклоткань 5,0 800 12,5
Картон 19,4 200 1,6 Текстиль 0,45 500 666,6
Керамика 6,5 850 10,0 Нейлон 0,76 200 101,6
Плексиглас 10,0 900 58,3 Кожа 3,20 200 10,5 ,
Асбоцемент 5,0 500 0,83 Резина 2,00 100 31,7
238
ского экрана. Для этой цели применяют излучение СО2-лазера,
хорошо поглощаемое в органических материалах ц в то же время
эффективно отражаемое от металлов. В специальных устройствах
обеспечивается вращение лазерного пучка относительно про-
волоки для создания кольцевого надреза изоляции. Затем для
облегчения съема изоляции на ней делается продольный разрез.
При этом обеспечивается высокая чистота поверхности зачищае-
мой проволоки за счет большого значения коэффициента отраже-
ния металлической поверхностью лазерного излучения с длиной
волны 10,6 мкм. Для зачистки проводов диаметром до 20 мм
достаточно использовать непрерывный СО2-лазер мощностью
~50 Вт.
При разделении хрупких материалов лазерное излучение
используется для их термораскалывания. Этот процесс основан
на создании значительных напряжений в материале, вызванных
высокими температурными градиентами при воздействии высоко-
концентрированного источника теплоты. При превышении
этими напряжениями предела прочности в материале возникают
трещицы, которые при перемещении луча по поверхности распро-
страняются вслед за ним.
Режим термораскалывания характерен для разделения ряда
хрупких неметаллов: керамики, ситалла, стекла и др. Анализ
процессов, происходящих при лазерном термораскалывании хруп-
ких материалов, наиболее полно представлен в монографии [77].
9. ЛАЗЕРНАЯ РЕЗКА МЕТАЛЛОВ
9.1. ВОЗМОЖНОСТИ ЛАЗЕРОВ
Широкое применение находят различные механические методы
разделения металлов, в первую очередь резка ножовочными
полотнами, ленточными пилами, фрезами и др. В производстве
используются разнообразные станки общего и специального на-
значения для раскроя листовых, профильных и других заготовок
из различных металлов и сплавов. Однако при многих достоин-
ствах этого процесса следует отметить недостатки, связанные
с низкой производительностью, высокой стоимостью отрезного
инструмента, трудностью или невозможностью раскроя материалов
по сложному криволинейному контуру [125].
В промышленности получил распространение ряд процессов
разделения материалов, основанных на электрохимическом, элек-
трофизическом и физико-химическом воздействиях. Ацетилено-
кислородная резка, плазменная резка проникающей дугой и дру-
гие физико-химические методы разделения обеспечивают повы-
шение производительности по сравнению с механическими ме-
тодами, но не обеспечивают высокой точности и чистоты поверх-
ностей реза и требуют в большинстве случаев последующей меха-
нической обработки. Электроэрозионная резка позволяет осуще-
ствлять процёсс разделения материалов с малой шириной и вы-
соким качеством реза, но одновременно с этим характеризуется
низкой производительностью.
В связи с этим возникла производственная необходимость
в разработке и промышленном освоении методов резки совре-
менных конструкционных материалов, обеспечивающих высокую
производительность процесса, точность и качество поверхностей
реза. К числу таких перспективных процессов разделения мате-
риалов следует отнести лазерную резку металлов, основанную
на процессах нагрева, плавления, испарения, химических реак-
циях горения и удаления расплава из зоны реза.
Сфокусированное лазерное излучение, обеспечивая высокую
концентрацию энергии, позволйет разделять практически любые
металлы и сплавы независимо от их теплофизических свойств.
При этом можно получать узкие резы с минимальной зоной терми-
ческого влияния. При лазерной резке отсутствует механическое
воздействие на обрабатываемый материал и возникают минималь-
ные деформации, как временные в процессе резки, так и остаточ-
ные после полного остывания. Вследствие этого лазерную резку
можно осуществлять с высокой степенью точности, в том числе
легкодеформируемых и нежестких заготовок илй деталей. Бла-
годаря большой плотности мощности лазерного излучения обеспе-
чивается высокая производительность процесса в сочетании с вы-
240
соким качеством поверхностей реза. Легкое и сравнительно про-
стое управление лазерным излучением позволяет осуществить
лазерную резку по сложному контуру плоских и объемных дета-
лей и заготовок с высокой степенью автоматизации процесса.
Кратко рассмотренные особенности лазерной резки наглядно
демонстрируют несомненные преимущества процесса по сравнению
с традиционными методами обработки.
Лазерная резка относится к числу первых технологических
применений лазерного излучения, апробированных еще в начале
70-х годов. За прошедшие годы созданы лазерные установки с ши-
роким диапазоном мощности (от нескольких десятков ватт до
нескольких киловатт), обеспечивающие эффективную резку ме-
таллов с использованием вспомогательного газа, поступающего
в зону обработки одновременно с излучением лазера. Лазерное
излучение нагревает, плавит и испаряет материал по линии
предполагаемого реза, а поток вспомогательного газа удаляет
продукты разрушения. Данный способ разделения материалов
известен под названием газолазерной резки. Газовый поток не
только транспортирует продукты разрушения. При использовании
кислорода или воздуха при резке металлов на поверхности разру-
шения образуется окисная пленка, повышающая поглощательную
способность материала, а в результате экзотермической реакции
выделяется достаточно большое количество теплоты. ,
В СССР и за рубежом для резки металлов применяют техноло-
гические установки на основе твердотельных и газовых СО2-
лазеров, работающих как в непрерывном, так и в импульсно-
периодическом режимах излучения. С каждым годом растет про-
мышленное применение газолазерной резки, но, безусловно, этот
процесс не может полностью заменить традиционные способы
разделения материалов. Следует отметить, что в сопоставлении
со многими из применяемых на производстве установок стоимость
лазерного оборудования для резки еще достаточно высока, хотя
в последние годы наметилась определенная тенденция к ее сни-
жению. В связи с этим процесс газолазерной резки становится
эффективным только при условии обоснованного и разумного
выбора области применения, когда использование традиционных
способов трудоемко или вообще не возможно.
В настоящее время известно большое число советских и за-
рубежных исследований по газолазерной резке металлов, в кото-
рых рассмотрены научные проблемы и практические вопросы
применения этого процесса [6, 54, 125, 41 ]. В данной главе пред-
ставлены результаты исследований процесса газолазерной резки
металлов, выполненные совместно с А. И. Белунником.
9.2. ФИЗИЧЕСКИЕ ПРОЦЕССЫ
Воздействие лазерного излучения на металлы при резке характе-
ризуется общими положениями, связанными с поглощением и
отражением излучения, распространением поглощенной энер-
9 Григорьянц А. Г. 241
гии по объему материала за счет теплопроводности и других
свойств, а также специфическими для процесса резки особен-
ностями.
На участке воздействия излучения металл нагревается до
первой температуры разрушения — плавления. При дальнейшем
поглощении излучения металл расплавляется и от участка воз-
действия' излучения в объем материала начинает перемещаться
фазовая граница плавления. Наряду с этим энергетическое воз-
действие лазерного излучения приводит к последующему повыше-
нию температуры, достигающей второй температуры разрушения —
кипения, когда имеет место активное испарение. Скорость испаре-
ния экспоненциально зависит от температуры, и максимальное ее
значение достигается при стационарной температуре испарения,
когда скорости фазовых границ плавления и испарения одина-
ковы.
В зависимости от плотности мощности лазерного излучения
количество расплавленного металла, стационарная температура,
скорость плавления и испарейия будут различными. Указанные
параметры характеризуют процесс разрушения, и, следовательно,
изменяя плотность мощности и время воздействия лазерного
излучения на металлы, можно управлять этим процессом.
Значительное влияние на интенсивность процессов нагрева
разрушения оказывает поглощательная способность металлов,
зависящая рт температуры поверхности, длины волны, поляри-
зации и угла падения излучения на обрабатываемую поверхность.
Поглощенная энергия лазерного излучения находится в зависи-
мости от параметров парогазовой плазмы, возникающей как при
непрерывном, так и при импульсном и импульсно-периодическом
режимах лазерного излучения в процессе резки..
Таким образом, при воздействии лазерного излучения на
металлы возможны два механизма резки — плавление и испа-
рение. Поверхность разрушения, так называемый канал реза,
существует по всей толщине в процессе 'резки и перемещается со
средней скоростью в направлении резки. Практическое использо-
вание разрушения металлов посредством механизма испарения
затруднено в связи с достаточно [высокими удельными энергоза-
тратами.
Заметное снижение энергозатрат достигается использованием
вспомогательного газа для удаления продуктов разрушения ме-
таллов из канала реза. Перемещение жидкой ванны расплава осу-
ществляется в основном по толщине материала, т. е. вдоль ка-
нала реза с помощью динамического воздействия газа, превыша-
ющего вязкокапиллярную силу.
При газолазерной резке металлов различают стационарный
характер разрушения, когда жидкая ванна расплава существует
по всей длине канала реза, и нестационарный, характеризуемый
периодическим выносом расплавленного металла из зоны обра-
ботки.
242
Стационарный механизм разрушения достигается в том случае,
когда скорости плавления металла в направлении реза и удаления
расплавленного металла равны в каждом сечении канала. При
скоростях газолазерной резки металлов меньше стационарных
имеет место нестационарный, т. е. неустановившийся характер
разрушения.
Рассмотрим физическую основу нестационарного разрушения.
После удаления очередной массы жидкой ванны из канала реза
в его нижней части вновь образуется ванна, так как из-за расхож-
дения сфокусированного лазерного излучения нижняя часть
канала постоянно находится в поле лазерного излучения. При
последующем перемещении материала относительно лазерного
излучения последнее попадает на зоны канала, расположенные
выше, и подплавляет их. Образованная ванна расплава не уда-
ляется, так как динамическое воздействие дополнительного по-
тока газа оказывается недостаточным. В последующие моменты
времени процесс плавления металла приводит к увеличению
объема ванны, и при достижении определенных размеров ванна
уносится из зоны обработки. Процессы разрушения металла далее
повторяются, в результате чего на боковой поверхности кромок
реза образуются так называемые бороздки.
При газолазерной резке сталей и ряда других сплавов в каче-
стве вспомогательного газа используется кислород, обеспечива-
ющий выделение на поверхности разрушения в канале дополни-
тельной теплоты экзотермической реакции. Кроме этого, на обра-
батываемой поверхности металла появляется окисная пленка,
изменяющая тепловую обстановку в канале реза вследствие изме-
нения поглощательной способности материала. Окисная пленка
заметно влияет также на гидродинамику течения расплава, так
как вязкость окислов существенно превышает соответствующую
величину для жидкого металла.
Применение импульсно-периодического лазерного излучения
при резке позволяет снизить необходимые средние мощности
лазера и вносит специфические особенности в процесс резки.
Температура поверхности жидкой ванны, образованной в резуль-
тате действия очередного импульса, может быть ниже темпера-
туры кипения металла. Расплавленный металл перемещается вдоль
канала реза в результате действия газодинамической силы. Если
при воздействии импульса излучения температура поверхно-
сти жидкой ванны превышает температуру кипения металла,
то на расплавленный металл дополнительно действует ме-
ханический импульс отдачи паров или плазмы, ускоряю-
щий перемещение жидкой ванны вдоль канала реза. Обра-
зование и удаление жидкой ванны из канала реза может про-
исходить как за время импульса лазерного излучения, так и
в паузе между импульсами.
Предпочтительным является способ газолазерной резки, осно-
ванный на механизме разрушения металлов плавлением и обеспе-
9* 243
чивающ'ий снижение средней мощности лазерного излучения
по сравнению с разрушением металлов в процессе резки испаре-
нием.
Широкие возможности лазерной резки металлов открывает
применение импульсно-периодического лазерного излучения.
При оптимальных параметрах процесса можно осуществлять
газолазерную резку с заданным соотношением фаз, т. е. с ре-
гулируемым количеством расплавленного материала в продук-
тах разрушения, обеспечивающим высокое качество разрезан-
ных кромок и повышенную энергетическую эффективность
процесса резки.
Физическая картина разрушения металла в процессе газола-
зерной резки весьма сложна. Оптимизацию процесса можно
осуществить лишь на основе глубокого понимания физических
процессов в их сложном взаимодействии и совокупном представ-
лении. В связи с этим большое значение приобретают теоретиче-
кие работы, основанные на анализе различных моделей резки
металлов.
Возможность и перспективу применения лазерного излучения
для резки металлов первоначально связывали лишь с произво-
дительностью и предельной толщиной обрабатываемого мате-
риала. В качестве основы модели процесса упрощенно рассматри-
вали только тепловые явления в зоне резки, представляя воз-
действие излучения лазера в виде источника теплоты на поверх-
ности, либо в объеме, материала [124, 150]. Такие модели
позволяют рассчитывать производительность и ширину реза
в предположении стационарного, механизма разрушения ме-
таллов.
Впоследствии было учтено количество теплоты, выделяемой
в результате экзотермической реакции нагретого металла с кис-
лородом. На основе подобных подходов были получены прибли-
женные выражения для оценки шероховатости поверхности кромки
реза. Однако эти подходы не позволяют оценивать такие важные
характеристики качества, как профиль реза и количество грата.
Для их расчета необходимо знать распределение объема расплав-
ленного металла по каналу реза, что можно выполнить только
рассматривая одновременно тепловую и гидродинамическую за-
дачи для жидкой ванны материала.
Эти процессы могут быть описаны более сложными физиче-
скими моделями газолазерной резки металлов.
В работе [124] рассматриваются стационарные тепловые,
газогидродинамические и химические процессы для оценки их
совокупного влияния на скорость резки. Математическая модель
представлена тремя уравнениями: одномерное тепловое, гидро-
динамическое и кинетическое окисления.
При решении показана взаимосвязь трех наблюдаемых в
экспериментах физических явлений. Установлено, что темпера-
тура поверхности расплава может быть различной в зависимости
244
от расхода газа. При этом существует минимальный расход,
при котором еще возможна резка металлов. Проведен каче-
ственный' и количественный анализ влияния экзотермической
реакции на тепловые процесс^. На основе таких физических
моделей выполнялись последующие исследования процесса га-
золазерной резки металлов. Недостатками этого подхода яв-
ляются достаточно приближенные представления о течении
газа в зоне резки, невозможность рассмотрения нестационар-
ного процесса газолазерной резки при малых скоростях и ряд
других упрощений.
В последнее время уделяется большое внимание исследованию
качественных показателей процесса газолазерной резки металлов
на основе более глубокого рассмотрения гидродинамического
течения расплава, позволившего получить аналитические выра-
жения для расчета показателей качества. Однако при этом доста-
точно приближенно рассматривается формирование канала реза,
не учитываются поглощение лазерного излучения поверхностью,
разрушение канала реза и не. исследуется течение вспомогатель-
ного газа в зоне резки.
Рассмотренные модели разработаны для газолазерной резки
металлов непрерывным излучением, которое уже зарекомендовало
себя в качестве перспективного процесса для использования в про-
мышленности. Однако при раскрое металлов по криволинейному
контуру при обходе его углов скорость перемещения деталей
изменяется по величине вплоть до нулевых значений. С умень-
шением скорости резки качество обработки резко падает — иска-
жается профиль реза, значительно растет шероховатость его
поверхности, повышаются ширина и другие показатели, что свя-
зано с увеличением времени разрушения материала.
Для повышения качества и одновременно точности изготовле-,
ния деталей по криволинейному контуру необходимо управлять
• параметрами режима газолазерной резки металлов. Большие
возможности в этом отношении представляет применение импульс-
но-периодического излучения для разделительной резки метал-
лов. В настоящее время уже на практике для раскроя материалов
применяются импульсно-периодическйе лазеры. В связи с этим
поставлена задача более глубокого анализа возможности приме-
нения импульсно-периодических' лазеров для резки металлов
с целью разработки технологических рекомендаций по выбору
параметров лазерного излучения.
В теоретических исследованиях газолазерная резка импульсно-
периодическим излучением описывается в испарительном меха-
низме, а рез представляет собой последовательное расположение
отверстий с определенным перекрытием. Такой упрощенный под-
ход не позволяет получать достоверные результаты, так как
реально в продуктах разрушения металлов в основном присут-
ствует жидкая фаза, оказывающая решающее влияние на шерохо-
ватость поверхностей реза.
245
В МВТУ им. Н. Э. Баумана выполнены теоретические исследо-
вания физических процессов при газолазерной резке металлов не-
прерывным и импульсно-периодическим излучением.
9.3. ГАЗОЛАЗЕРНАЯ РЕЗКА НЕПРЕРЫВНЫМ
ИЗЛУЧЕНИЕМ
В расчетной модели резки металлов с применением непрерывного
лазерного излучения, выполненной на основе современных тепло-
вых, газогидродинамических и химических представлений про-
цессов, дан анализ влияния технологических параметров лазера,
фокусирующей оптики и оснастки подачи вспомогательного газа
на производительность и качество резки и показаны оптимальные
диапазоны их изменения для достижения требуемого качества.
Теоретические исследования процесса газолазерной резки ста-
лей непрерывным излучением с использованием кислорода в ка-
честве вспомогательного газа показали существование стационар-
ного и нестационарного механизмов разрушения. Стационарный
механизм характеризуется существованием в канале реза ванны
расплава конечных размеров. При этом толщина ванны расплава
в канале реза не зависит от времени.
Производительность и качесто газолазерной резки металлов
определяются объемом ванны расплава в канале реза, поэтому
расчетная модель описывает образование и течение расплава
в канале. Глубина ванны расплава в канале реза не зависит от
времени. Толщина расплава на передней стенке канала реза
зависит от распределения поглощенной энергии лазерного излу-
чения и выделяемой по поверхности ванны теплоты экзотермиче-
ской реакции, газодинамического воздействия, толщины и свойств
металла.
Шероховатость поверхности кромки реза, профиль реза, коли-
чество грата зависят от толщины ванны расплава на боковой по-
верхности канала, в свою очередь определяемой из физической
модели разрушения объемом ванны на передней стенке канала.
Получены расчетные выражения для вычисления толщины ванны
на боковой поверхности канала реза, а следовательно, и параме-
тров качества обработки. Установлено, что толщина расплава
на боковой поверхности канала реза определяется комплексом
технологических параметров лазера, фокусирующей оптики, осна-
стки подачи вспомогательного газа, теплофизическими и химиче-
скими свойствами и толщиной разрезаемого металла.
Нестационарный механизм разрушения, как уже указывалось
ранее, характеризуется периодическим образованием и удалением
ванны расплава из канала реза. Нестационарный механизм разру-
шения имеет место тогда, когда скорость разрушения металла
в направлении предполагаемого реза выше скорости обработки.
Качество обработки в данном случае определяется толщиной слоя
разрушенного металла в поперечном направлении относительно
246
скорости резки, а следовательно, временем образования и удале-
ния ванны расплава из канала реза.
Значение скорости разрушения ор зависит от физико-химиче-
ских свойств металлов, но, в частности, для большинства сталей ор
имеет приблизительно одинаковые значения. Таким образом,
весь диапазон скоростей газолазерной резки металлов непрерыв-
ным излучением можно представить в виде первой области режи-
мов со скоростью v < пр, соответствующей нестационарному ме-
ханизму разрушения, и второй — v = пр, соответствующей ста-
ционарному разрушению. Каждая из областей характеризуется
определенными физическими условиями существования и показа-
телями качества раскроя сталей.
Исследование процесса окисления сталей при газолазерной
резке с учетом газодинамического течения ванны расплава ука-
зывает на существование тонкой окисной пленки на поверхности
расплава. Поглощательная способность поверхности ванны при
газолазерной резке сталей близка или совпадает с поглощением
излучения окислами соответственно для длин волн генерации
X = 10,6 мкм и X = 1,06 мкм.
Поглощательная способность окислов для реальных углов
падения лазерного излучения на поверхность разрушения сталей
в 2—5 раз превышает поглощательную способность неокисленной
поверхности металлов. Поглощение окислов для двух длин волн
лазерного излучения X = 10,6 мкм и X = 1,06 мкм приблизи-
тельно одинакова. Вклад экзотермической реакции в тепловую
обстановку канала реза при стационарном разрушении сталей
составляет менее 30 %. Использование инертного газа прин-
ципиально не позволяет получать высокую производительность
газолазерной резки сталей вследствие заметного уменьшения по-
глощательной способности поверхности передней стенки канала
реза при увеличении скорости перемещения расплавленного
металла по каналу.
Теоретическое исследование влияния параметров лазера и
фокусирующей оптики на качество раскроя сталей непрерывным
излучением позволило установить, что независимо от их выбора
существует скорость резки, меньше которой достаточно трудно
или невозможно получить требуемое качество. С целью повышения
производительности и качества раскроя сталей по криволиней-
ному контуру на участках прямолинейных и с малой кривизной
необходимо осуществлять раскрой с максимально возможной
скоростью из оптимального диапазона. На участках с большой
кривизной и при вырезке углов контура невозможно достигнуть
требуемого качества при неизменных технологических параметрах.
Для диапазона скоростей резки цр < 10 мм/с независимо от вы-
бора технологических параметров лазера, фокусирующей оптики
и оснастки подачи вспомогательного газа проблематично достиже-
ние требуемого качества раскроя, что физически связано с суще-
ствованием нестационарного механизма разрушения металлов.
247
9.4. ГАЗОЛАЗЕРНАЯ РЕЗКА
ИМИ УЛЬСНО-П ЕРИОД И Ч ЕС КИМ ИЗЛУЧЕНИЕМ
Одним из возможных способов достижения требуемого качества
раскроя сталей при малых скоростях резки, характерных для
участков криволинейного контура с большой кривизной, является
применение импульсно-периодического излучения. Для оптими-
зации параметров выполнено теоретическое исследование про-
цесса газолазерной резки металлов импульсно-периодическим из-
лучением с использованием кислорода в качестве вспомогательного
газа. Модель процесса представлена в виде канала реза в металле
(по всей его толщине), перемещающегося в направлении предпо-
лагаемого раскроя со средней скоростью разрушения материала.
При поглощении энергии лазерного импульса и выделении теплоты
экзотермической реакции в канале реза на его поверхности обра-
зуется ванна расплава металла и окислов конечной толщины, ко-
торая удаляется с помощью вспомогательного газа как в течение
импульса, так и в паузе между импульсами. Во время образования
и удаления ванны из канала реза поглощательная способность
поверхности разрушения канала реза меняется вследствие появле-
ния и удаления окисной пленки. При воздействии очередного
импульса процесс разрушения металла повторяется.
Исследовались две формы импульсов лазерного излучения.
В первой принимался передний фронт импульса в виде линейно
нарастающего, а задний — в виде спадающей экспоненты. Такая
форма импульса излучения характерна для большей части им-
пульсных твердотельных лазеров, а также для газовых ТЕА-
лазеров. Вторая форма импульса — прямоугольная.
Использование кислорода в качестве вспомогательного' газа
при резке сталей импульсно-периодическим лазерным излучением
мало влияло на тепловую обстановку в канале реза, т. е. вклад
теплоты экзотермической реакции был незначителен, если тем-
пература ванны не превышала температуру кипения металлов
и окислов.
Большой интерес представляют результаты анализа показа-
телей качества газолазерной резки в зависимости от пара-
метров импульсно-периодического излучения. Получены выра-
жения для расчета показателей качества газолазерной резки
тонколистовых сталей. Установлено, что ширина реза мало
зависит от теплофизических свойств металлов и практически
не зависит от толщины и, что особенно важно, от скорости
газолазерной резки.- На шероховатость поверхностей реза из
параметров импульсно-периодического лазерного излучения
наиболее сильно влияет частота излучения. Для уменьшения
шероховатости с повышением скорости газолазерной резки ме-
таллов необходимо повышать и частоту импульсно-периоди-
ческого лазерного излучения.
248
В целом исследования показали, что импульсно-периодический
режим лазерного излучения может быть использован для раскроя
тонколистовых сталей при пр 20 мм/с с высокими показателями
качества. При этом необходимо использовать следующие пара-
метры излучения: Fa 400 Гц; 0,5 2,5 мс; 0,5 Wa
5 Дж; скважность q > 2. Указанное сочетание параметров
обеспечивает достижение стационарного разрушения металлов.
Производительностью и качеством раскроя сталей можно
управлять одним технологическим параметром — частотой им-
пульсно-периодического лазерного излучения, что технически
несложно.
Для производительной с требуемым качеством газолазерной
резки тонколистовых сталей по криволинейному контуру следует
использовать непрерывное и импульсно-периодическое излучение,
т. е. требуется лазерная установка, работающая в двух режимах
генерации излучения: непрерывном и импульсно-периодическом.
10. ТЕРМИЧЕСКОЕ УПРОЧНЕНИЕ
ПОВЕРХНОСТЕЙ ЛАЗЕРНЫМ ИЗЛУЧЕНИЕМ
Термическое упрочнение металлов и сплавов лазерным излучением
основано на локальном нагреве участка поверхности под воздей-
ствием излучения и последующем охлаждении этого поверхност-
ного участка со сверхкритической скоростью в результате тепло-
отвода теплоты во внутренние слои металла.
В отличие от известных процессов термоупрочнения закалкой
токами высокой частоты, электронагревом, закалкой из расплава
и другими способами нагрев при лазерной закалке является не
объемным, а поверхностным процессом. При этом время нагрева
и время охлаждения незначительны, практически отсутствует
выдержка при температуре нагрева. Эти условия обеспечивают
высокие скорости нагрева и охлаждения обрабатываемых поверх-
ностных участков. Вследствие указанных особенностей формиро-
вание структуры, при лазерной термообработке имеет свои спе-
цифические особенности.
В данной главе представлены некоторые результаты исследова-
ний термического упрочнения лазерным излучением поверхностей
различных металлов и сплавов, выполненные совместно с А. Н. Са-
фоновым.
10.1. МЕХАНИЗМ ТЕРМОУПРОЧНЕНИЯ
ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ
Лазерное термоупрочнение сталей по аналогии с другими видами
закалки заключается в формировании на этапе нагрева аустенит-
ной структуры и ее последующем превращении в мартенсит на
этапе охлаждения [108, 66].
При лазерной закалке без оплавления решающей стадией
является нагрев, так как при последующем высокоскоростном
охлаждении фиксируются превращения при нагреве. При нагреве
сплавов железа в точке Acx диаграммы состояния железо—углерод
начинается превращением перлита в аустенит. Причем при мед-
ленном нагреве это превращение происходит при постоянной
температуре.
Высокоскоростной нагрев, характерный для процесса лазерной
закалки, изменяет кинетику образования аустенита. Подводимая
тепловая энергия превосходит по величине энергию, необходимую
для перестройки кристаллической решетки, а сама перестройка
происходит с некоторой конечной скоростью. Вследствие этого
превращение осуществляется не изотермически, а в некотором
интервале температур от Ас«ач до Ас*оа, т. е. происходит сме-
щение конца аустенитного превращения в область высоких тем-
ператур (рис. 10.1, область 7) [123].
250
Рис. 10.1. Участок диаграммы Fe—Fe3C
с особенностями структурных превра-
щений при высокоскоростном иагреве
Вследствие высокой скоро-
сти нагрева диффузионные про-
цессы перестройки решетки объ-
емно-центрированного куба из-
быточного феррита в решетку
гранецентрированного куба
аустенита могут не заканчивать-
ся на линии GS диаграммы.
Fe—Fe3C, и происходит сдвиг
точки Аса в область более вы-
соких температур (рис. 10.1, об-
ласть 2). Также происходит сме-
щение точки Аст и обусловлен-
ное этим микроплавление границы цементита с аустенитом
(рис. 10.1, область 3). В рассмотренных случаях процесс диффу-
зионного перераспределения углерода в аустените, т. е. гомоге-
низация аустенита, смещается в область еще более высоких
температур.
В результате нагрева в процессе лазерной обработки форми-
руется структура, особенности которой обусловлены степенью
завершенности процесса аустенитизации, определяемой скоростью
и температурой нагрева, временем воздействия, исходной струк-
турой. При достаточно высокой температуре нагрева или при
относительно большом времени воздействия возможно формиро-
вание однородного аустенита. Уменьшение температуры нагрева
и времени воздействия в результате повышения критических
точек и замедления процесса гомогенизации приводит к большой
неоднородности аустенита в стали, особенно по углероду. Кроме
аустенита в этих условиях при высокой температуре возможно
существование нерастворившихся карбидов.
Степень неоднородности структуры, образовавшейся в резуль-
тате лазерного нагрева, зависит от дисперсности исходной струк-
туры. Причем чем дисперснее исходная структура, тем меньше
неоднородность аустенита.
Неоднозначным представляется суждение о величине зерна
аустенита в результате лазерного нагрева. С одной стороны,
увеличение скорости нагрева стали способствует измельчению
зерна, с другой — процесс формирования аустенита осложняется
эффектами восстановления формы и размеров зерна. После завер-
шения фазовых превращений в процессе дальнейшего нагрева
и даже охлаждения происходит рост аустенитного зерна, хотя
его росту активно препятствуют карбидные частицы, которые
при лазерном нагреве сохраняются до высоких температур. В этих
условиях размер зерна аустенита зависит от соотношения тем-
251
пературы нагрева и времени выдержки при этой температуре.
Лазерная обработка отличается малым временем воздействия,
вследствие чего не успевает произойти укрупнение зерна, как
при длительном нагреве. Однако процесс лазерного термоупроч-
нения стремятся осуществлять с нагревом до максимально воз-
можной температуры, вплоть до температуры плавления с целью
получения достаточной глубины упрочненного слоя. Поэтому
получить сверхмелкое зерно аустенита при лазерном нагреве
не удается. Образование сверхмелкого зерна аустенита возможно
в ограниченной области на границе зоны лазерного нагрева
с исходным металлом, где температура нагрева невелика.
Процесс лазерной обработки с целью термоупрочнения харак-
теризуется высокими скоростями охлаждения, которые приводят
к закалке поверхностных участков. Для получения мартенсита
в сплавах железо—углерод в интервале температур минимальной
устойчивости аустенита (673—873 К) необходимо обеспечить
скорости охлаждения больше критических, которые для боль-
шинства сплавов железа находятся в интервале 50—200 К/с.
Охлаждение при лазерном термоупрочнении без оплавления
характеризуется значительно большими скоростями. Существен-
ное увеличение скорости охлаждения не изменяет состава фаз
и структур. При лазерном термоупрочнении в сталях получаются
те же фазы и структуры, что и при обычной закалке: мартенсит,
цементит (карбиды), остаточный аустенит. Но высокие скорости
охлаждения вызывают большую неоднородность структуры, свя-
занную с негомогенностью аустенита. Возникает повышенная
дефектность структуры вследствие усиления фазового наклепа,
замедления процессов отдыха и рекристаллизации. При этом
происходят измельчение блоков, увеличение плотности дислока-
ций и рост напряжений в кристаллической решетке. Образу-
ющийся мартенсит более дисперсный, чем при обычной закалке.
Из рассмотренных особенностей образования структур видно,
что микротвердость сталей после лазерной закалки на 2000 МПа
и более выше микротвердости сталей, подвергнутых обычным
видам закалки. Однако эта характеристика обеспечивается опти-
мальными режимами обработки.
С целью увеличения глубины упрочненного слоя лазерную
обработку выполняют с оплавлением поверхности. Конечная
структура формируется в’результате охлаждения расплавленного
металла. Для осуществления закалки из жидкой фазы необходимо
обеспечить высокие скорости охлаждения расплавленного ме-
талла, что достигается при лазерной обработке с оплавлением
поверхности.
Скорость охлаждения оказывает значительное влияние на
строение, структуру и свойства затвердевшего участка поверх-
ности. При большой скорости охлаждения размер зерен умень-
шается, хотя однозначную связь установить трудно. Это связано
с тем, что основные параметры кристаллизации — скорость роста
252
кристаллов и скорость.образования зародышей—имеют сложную за-
висимость от переохлаждения, т. е. от разности температуры равно-
весного ликвидуса и действительной температуры кристаллизации.
Однородность химического состава кристаллизующегося объ-
ема металла в значительной степени определяется скоростью
охлаждения. При скоростях охлаждения 10а— 10е К/с имеет
место дендритная ликвация, когда участки зерен, затвердевшие
в начале кристаллизации (центральные оси дендритов), обогащены
тугоплавкими элементами, а участки зерен, затвердевшие в конце
кристаллизации, обогащены легкоплавкими элементами. При
скоростях охлаждения более 10е К/с формируется плоский слой
кристаллизации, перераспределение элементов в жидкой фазе не
успевает происходить, и дендритная ликвация резко уменьшается.
Скорость охлаждения оказывает существенное влияние на
процесс образования фаз и структурных составляющих при кри-
сталлизации и, прежде всего, на формирование эвтектики. С вы-
сокими скоростями охлаждения связаны особенности твердых
растворов. При увеличении скорости охлаждения концентрация
растворенного элемента в твердом растворе увеличивается по
сравнению с равновесной концентрацией. Такие твердые растворы
называют метастабильными или пересыщенными.
При обеспечении сверхвысокой скорости охлаждения возможно
образование аморфных структур, когда не успевают вырастать
центры кристаллизации и объем металла затвердевает как стекло-
образная масса, в которой существует некоторый ближний порядок.
10.2. ОБРАЗОВАНИЕ СТРУКТУР ПРИ ЛАЗЕРНОМ
ТЕРМОУПРОЧНЕНИИ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ
При лазерном термоупрочненйи отдельные слои обрабатываемого
участка прогреваются по глубине до различных температур,
вследствие чего зона лазерного воздействия (ЗЛВ) имеет слоистое
строение. В зависимости от микроструктуры и микротвердости
в сталях по глубине ЗЛВ различают три слоя.
Первый слой — зона оплавления, имеет место при закалке из
расплавленного состояния. Как правило, зона оплавления имеет
столбчатое строение с кристаллами, вытянутыми в направлении
теплоотвода. Основная структурная составляющая — мартенсит,
карбиды обычно растворяются. При оптимальных, режимах за-
калки с расплавлением обезуглероживания не происходит, кра- ,
теры и шлаковые включения отсутствуют. При лазерной закалке
без оплавления первый слой отсутствует.
Второй слой—зона зака'лки из твердой фазы. Его нижняя
граница определяется Температурой нагрева до Асг. В этом слу-
чае наряду с полной закалкой происходит и неполная. По глубине
данный слой характеризуется структурной неоднородностью.
Ближе к поверхности имеются мартенсит и остаточный аустенит,
полученные при охлаждении из. гомогенного аустёниТа. Ближе
к исходному металлу наряду с мартенситом имеются элементы
253
исходной структуры: феррит в доэвтектоидной стали и цементит
в заэвтектоидной.
Третий слой — переходная зона, в которой металл нагревался
ниже точки Асг. Если сталь имеет исходное состояние после за-
калки или отпуска, то в результате лазерной обработки в этом
слое образуются структуры отпуска — троостит или сорбит, ха-
рактеризуемые пониженной микротвердостью.
Подобное слоистое строение характерно для лазерной обра-
ботки как импульсным, так и непрерывным излучением. Кон-
кретные структуры и строение зоны лазерного воздействия рас-
смотрены ниже для ряда сталей.
Доэвтектоидные углеродистые стали. В зоне оплавления низко-
углеродистых сталей с содержанием С < 0,3 % образуется мелко-
игольчатый малоуглеродистый мартенсит. Микротвердость в этой
зоне невелика (5000—6000 МПа).
Зона закалки из твердой фазы в этих сталях характеризуется
большой структурной неоднородностью, зависящей от режима
лазерной обработки. В результате воздействия импульсного излу-
чения и непрерывного излучения с высокой скоростью обработки
в верхней области этой зоны на отдельных небольших участках
бывшего перлита может возникать мартенсит с микротвердостью
до 6000 МПа. При уменьшении скорости обработки непрерывным
излучением образуется однородный реечный мартенсит с микро-
твердостью Н = 43004-5000 МПа. В нижней области зоны за-
калки из твердой фазы структура состоит из крупных зерен
феррита. В целом лазерная закалка низкоуглеродистых сталей не
является перспективной для промышленного применения.
При увеличении содержания углерода до 0,6 % в средне-
углеродистых сталях твердость мартенсита после закалки значи-
тельно возрастает. При закалке нормализованной стали 45 не-
прерывным излучением СО2-лазера в зоне оплавления образуется
мелкодисперсный реечный мартенсит с микротвердостью 7000—
8500 МПа. Зона закалки без оплавления состоит из верхней
области с однородной структурой и нижней — с неоднородной
структурой. В верхней области формируется мартенсит с микро-
твердостью, как в зоне оплавления. В нижней области по глубине
увеличивается неоднородность структуры в следующей последо-
вательности: мартенситотроостит, мартенсит и трооститная сетка;
которая переходит в трооститоферритную, а на границе с исходной
структурой — в ферритную.
При лазерной обработке с повышенными скоростями норма-
лизованной или отожженной стали без оплавления или при
импульсной закалке область однородного мартенсита отсутствует
и трооститоферритная сетка вокруг мартенсита может доходить
до поверхности. Это приводит к снижению твердости, поэтому
такая обработка не целесообразна. Обработку необходимо вести
на малых скоростях (<15 мм/с), желательно со сканированием
лазерного луча для увеличения области однородного мартенсита.
254
Подобный эффект достигается при лазерной закалке сталей после
их улучшения, т. е. закалки и высокого отпуска. Этими рекомен-
дациями следует руководствоваться на практике.
Эвтектоидные и заэвтектоидные углеродистые стали. Лазер-
ная, обработка с оплавлением эвтектоидных и заэвтектоидных
углеродистых сталей характеризуется наличием в зоне оплавле-
ния, кроме мелкодисперсного мартенсита, остаточного аустенита,
содержание которого в стали У8 достигает 40 %, а в стали У10 —
45 %. Нерастворившийся цементит отсутствует, поэтому мартен-
сит и аустенит в значительной степени насыщены углеродом.
Благодаря этому микротвердость мартенсита повышается и в ста-
лях с 1,0—1,2 % С достигает 12 000—13 000 МПа.
В зоне закалки из твердой фазы следует выделить верхнюю
область, расположенную ближе к обрабатываемой поверхности,
характеризуемую растворенными карбидами, и нижнюю, харак-
теризуемую нерастворенными карбидами. В верхней' области
твердый раствор насыщен углеродом, что способствует образова-
нию повышенного количества остаточного аустенита. В нижней
области остаточного аустенита значительно меньше, вследствие
чего достигается максимальная твердость. Отсюда 'следует вывод
о необходимости упрочнения заэвтектоидных сталей с наибольшей
скоростью для получения структур с нерастворенными карби-
дами.
Легированные стали. Анализ этих сталей затрудняется много-
образием влияния легирующих элементов на структуру зоны ла-
зерного воздействия. В низкоуглеродистых сталях, например
в стали 12ХНЗА, легирование обеспечивает повышение микро-
твердости после лазерной закалки по сравнению с нелегированной
сталью с таким же содержанием углерода.
Заметное- повышение микротвердости в ЗЛВ наблюдается
в среднеуглеродистых сталях даже при незначительном легиро-
вании. Например, при обработке непрерывным излучением с ма-
ксимальным оплавлением микротвердость стали 40Х в зоне
оплавления достигает 11 500 МПа, что значительно- больше,
чем стали 45.
В высокоуглеродистых сталях небольшие добавки легиру-
ющих элементов приводят к усилению неоднородности структуры
в зоне лазерного воздействия вследствие уменьшения коэффициента
диффузии углерода и увеличения стойкости карбидов. В зоне
оплавления сталей ШХ15, 9Х, ХВГ возникает мелкодисперсная
структура высокоуглеродистого мартенсита и остаточного аусте-
нита. Высокая скорость лазерной обработки способствует появ-
лению нерастворенных карбидов в приповерхностном слое зоны
оплавления. Благодаря высокой легированности мартенсита в зоне
оплавления достигаются большие значения микротвердости
(~12 000 МПа). Однако в большинстве случаев в этой зоне обна-
руживаются микротрещины, вследствие чего применение лазер-
ной обработки с оплавлением для этих сталей не рекомендуется.
255
Зона закалки сталей ШХ15, 9Х, ХВГ из твердой фазы неод-
нородна. В структуре нижней части этой зоны вследствие неза-
вершенности процесса аустенитизации на стадии нагрева имеются
мартенсит, нерастворенный цементит и остаточный аустенит. Для
сталей, отожженных в исходном состоянии, микротвердость на
этом участке невелика и составляет в некоторых случаях 2700—
3700 МПа. Ближе к середине зоны закалки из твердой фазы, где
сталь нагревалась до более высоких темпертур, образуются вы-
соколегированный мартенсит, а также нерастворившиеся карбиды.
Вследствие этого. микротвердость на данном участке достигает
высоких значений (~12 ООО МПа). В верхней части зоны закалки
из твердой фазы имеются растворенные карбиды. Здесь благодаря
высоким температурам нагрева происходит полная гомогенизация
аустенита и после охлаждения образуется мелкоигольчатый мар-
тенсит и повышенное количество остаточного аустенита с отно-
сительно невысокой микротвердостью (7000 МПа).
Представленные особенности структур носят общий характер.
Варьирование параметрами режима обработки приводит к умень-
шению отдельных зон и областей. Рекомендуются режимы упроч-
нения с малой длительностью воздействия. Этим условием обе-
спечивается частичное растворение карбидов, достаточное для
насыщения мартенсита, но одновременно позволяющее избежать
увеличения содержания остаточного аустенита. Эта цель дости-
гается при импульсной закалке без оплавления или при закалке
непрерывным лазерным излучением с повышенными скоростями
обработки.
Высоколегированные инструментальные стали. Эти стали ха-
рактеризуются низкой подвижностью углерода, вследствие чего
трудно осуществить лазерную закалку при оптимальной степени
аустенитизации, т. е. с минимальным растворением карбидной
фазы и достаточным насыщением твердого раствора. Если при
лазерном нагреве достигается насыщение аустенита, то в резуль-
тате закалки возникают малоуглеродистый мартенсит и остаточ-
ный аустенит. Это имеет место при обработке излучением малой
мощности. При лазерной обработке излучением большой мощ-
ности в результате перенасыщения аустенита за счет растворения
карбидов образуется большое количество остаточного аустенита.
Таким образом, для рассматриваемых сталей лазерную за-
калку следует проводить в узком интервале режимов обработки,
обеспечивающих образование мартенсита с достаточным количе-
ством углерода, когда растворение карбидов находится йа на-
чальной стадии. Причем для каждой марки стали следует под-
бирать конкретный режим. Рассмотренные условия могут быть
обеспечены при лазерной закалке без оплавления либо с мини-
мальным оплавлением поверхности.
Установленные закономерности четко проявляются при ла-
зерной закалке штамповых и быстрорежущих сталей. Высокая
микротвердость (9000—10 5000 МПа) обеспечивается в резуль-
256
Tate закалки структуры, состоящей из мартенсита, карбидов и
небрльшого количества остаточного аустенита.
Такой результат может быть получен при лазерной закалке
импульсным и непрерывным излучением. Оптимальный режим
импульсной обработки достигается использованием энергии излу-
чения на 2—3 Дж ниже критического уровня, при котором имеет
место оплавление поверхности, или подбором длительности им-
пульса излучения для каждого значения энергии. При исполь-
зовании непрерывного излучения высокая микротвердость обеспе-
чивается лазерной обработкой с небольшим оплавлением поверх-
ности.
Чугуны. Лазерная обработка чугунов с оплавлением приво-
дит к растворению графита в расплаве, вследствие чего в зоне
оплавления формируется структура отбеленного чугуна. Кри-
сталлизация происходит при высоких скоростях охлаждения,
поэтому в структуре отбеленного чугуна наблюдается выравни-.
вание концентрации кремния. Эта структура характеризуется
очень мелкими дендритами или ячейками аустенита, в межден-
дритных промежутках которых расположена двухфазная состав-
ляющая — ледебурит. Особенность ледебурита в том, что он
почти полностью состоит из цементита, т. е. кристаллизация осу-
ществляется по механизму, близкому к квазиэвтектическому.
Большое количество цементита определяет высокую твердость
этой зоны.
Микротвердость зоны оплавления чугунов различных марок
несколько отличается и имеет следующие значения, МПа: 8000—
10 000 для ВЧ 60; 6400 — 9450 для ВЧ 50; 7400—9000 для СЧ 24;
6000—8000 для КЧ 35—10.
В некоторых случаях микротвердость поверхностных участков
зоны оплавления имеет пониженные значения. Это связано с на-
личием графита в верхних слоях зоны оплавления ввиду непол-
ного его растворения или всплытия из нижних слоев. Иногда
это явление сопровождается образованием мелких пор в при-’
поверхностных участках.
Граница между зоной оплавления и зоной термического влия-
ния в чугунах является неровной вследствие эффекта «контакт-
ного плавления», заключающегося в насыщении углеродом метал-
лической матрицы около графитовых включений и понижении
температуры плавления согласно диаграмме Fe—Fe3C.
Степень насыщения углеродом на различных расстояниях от
графитовых включений различна. Рядом с графитом образуется
слой с преобладанием цементита, далее — пластинчатый ледебу-
рит, ледебурит и аустенит, однородный аустенит и, наконец, —
аустенитно-мартенситная игольчатая структура.
Микротвердость этих слоев также различна и составляет
6400—6700 МПа для аустенитной и аустенитно-мартенситной
Структуры, 10 000—12 000 МПа для цементитной и ледебуритной
структуры.
257
В нижней части зоны термического влияния насыщение ма-
трицы из графита очень незначительное, потому структура пред-
ставляет собой мартенсит и остаточный аустенит. >
10.3. ЛАЗЕРНОЕ ТЕРМОУПРОЧНЕНИЕ ТИТАНОВЫХ !
И ЦИРКОНИЕВЫХ СПЛАВОВ
Особенности формирования структуры и механизм упрочнения
рассмотрены на основе анализа результатов лазерной обработки
титановых сплавов с псевдо-а (сплав ОТ4) и (а + 0)-структурой
(сплавы ВТ6, ВТЗ-1, ВТ 16).
При лазерной обработке титановых сплавов непрерывным
лазерным излучением с оплавлением образуются две зоны: зона
оплавления и зона термического влияния. При лазерной обра-
' ботке на воздухе или в среде азота зона оплавления имеет ден-
дритное строение со стерженьковыми включениями. Иногда кроме
дендритов появляются зерна 0-фазы средних размеров. Микро-
твердость в зоне оплавления колеблется в широких пределах,
причем с увеличением легированности сплава значения микро-
твердости понижаются (табл. 10.1).
При обработке в гелии зона оплавления состоит из колоний
а-пластин, ориентированных в пределах зерен 0-фазы, вытянутых
в направлении теплоотвода.
Поверхность зоны оплавления при обработке в гелии имеет
белый цвет, на воздухе — темный цвет. В последнем случае на
Параметры термоупрочнения титановых сплавов
Таблица 10.1
Сплав Обработка СО.-лазером (Р = 2 кВт) сплав- ам Микротвердость, МПа
Ско- рость, мм/с Среда Глубина ления, 1 исход- ная ЗОНЫ оплавления зоны термического влияния
ВТ6 14 14 Воздух Гелий 0,77 0,43 3280— 3660 7700—16500 5570—7520 —/(3960—4660) —/(3660—4660)
ВТЗ-1 4,2 14 14 Воздух Воздух Гелий 1,1 0,89 0,3 3400— 3810 5320—10100 7520—13100 5080—7520 (6440—6770)/(3280—5080) —/(3660—5570) —/(4120—5320)
ВТ 16 4,2 14 14 Воздух Воздух Гелий 1,02 0,85 0,4 3530— 3960 6440—8900 5080—6440 4570—5830 (4860—5080)/(2960—4290) —/(3400—4290) —/(3280—4290)
Примечание,
для двухфазного слоя.
В числителе данные для игольчатого слоя, в знаменателе —
258
дифрактограммах образцов значительно возрастают линии окисла
Т1О2 и нитрида TiN, что свидетельствует о формировании на
поверхности пленки из указанных соединений. Это приводит
к повышению поглощательной способности обрабатываемого уча-
стка поверхности, вследствие чего размеры зоны оплавления при
обработке на воздухе значительно больше, чем при обработке
в гелии (см. табл. 10.1).
В структуре зоны оплавления всех сплавов имеется нитрид
титана. Образование мартенситной а'-фазы, насыщение азотом,
кислородом и образование нитрида титана являются причиной
значительного повышения твердости в зоне оплавления.
Зона термического влияния при лазерной обработке титановых
сплавов имеет многослойное строение, что в первую очередь свя-
зано с нагревом до разных температур. В верхней части зоны
термического влияния на границе с зоной оплавления образуется
игольчатая структура, ориентированная в пределах зерен 0-фазы.
Под игольчатым слоем располагается светлый слой с полу-
растворенными частицами 0-фазы. На этом участке, по-видимому,
происходил нагрев в интервале от критической температуры до
температуры полиморфного превращения. Если титановые сплавы
в исходном состоянии имели докритический состав, то на рассма-
триваемом участке возможно образование а'-, а"-, 0-фазы. На
границе с исходной структурой в зоне термического влияния
располагается слой с укрупненными частицами а- и 0-фазы, что
соответствует нагреву до температуры ниже критической. Этот
слой имеет наибольшие размеры. Микротвердость на этом уча-
стке является переходной от структуры игольчатого мартенсита
к исходной структуре.
Аналогичные результаты по расположению основных зон
получаются при лазерной закалке циркониевых сплавов.
Закалка импульсным лазерным излучением с оплавлением
на воздухе приводит к интенсивному выбросу металла из зоны
обработки, вследствие чего обработанная поверхность имеет
неровный рельеф. Закалка непрерывным лазерным СО2-излуче-
нием с оплавлением на воздухе позволяет получать достаточно
ровную обработанную поверхность.
По аналогии с обработкой титановых сплавов в зоне оплавле-
ния циркониевых сплавов образуется мартенситная а'-фаза,
имеющая игольчатое строение и представляющая собой пере-
сыщенный твердый раствор легирующего элемента в гексагональ-
ной плотноупакованной кристаллической решетке циркония. Ми-
кротвердость зоны оплавления после обработки непрерывным
СО2-лазером на воздухе циркониевого сплава Н-1 (=Л % Nb)
достигает 4000—6000 МПа, но уступает по твердости титановым
сплавам. Меньшая микротвердость обусловлена образованием
меньшего количества нитридов.
Лазерная закалка в вакууме этого же сплава приводит к зна-
чительно меньшим значениям микротвердости в зоне оплавления
259
(2200—2500 МПа). Это указывает на существенное влияние рас-
творенных газов на микротвердость. В зоне термического влияния
после обработки непрерывным лазером происходит закалка.^ из
твердой фазы. В верхней части этой зоны при нагреве происхо-
дило а -> P-превращение, в дальнейшем при быстром охлаждении
образовывалась мартенситная а'-фаза, имеющая игольчатое строе-
ние и характеризуемая микротвердостью 2000—2800 МПа. В ниж-
ней части зоны термического влияния имеется переходная зона,
в которой происходил нагрев ниже критических температур.
Здесь имеет место некоторый рост зерен исходной фазы. Микро-
твердость составляет 1600—2000 МПа, что соответствует микро-
твердости сплава Н-1 в исходном состоянии..
• 10.4. ЛАЗЕРНОЕ ТЕРМОУПРОЧНЕНИЕ АЛЮМИНИЕВЫХ
И МЕДНЫХ СПЛАВОВ
Зона лазерного воздействия при термоупрочнении алюминиевых
сплавов отличается от сталей и чугунов наличием лишь одного
слоя, полученного закалкой из жидкого состояния, т. е. зоны
оплавления. Зона термического влияния практически отсутствует.
Состав сплавов АК4 и дюралюминов Д16 и Д18 далек от эвтек-
тического, а структура состоит из a-твердого раствора с различ-
ного рода упрочняющими вторичными фазами. Максимальное
упрочнение этих сплавов достигается искусственным или есте-
ственным старением в целях образования зон Гинье—Престона
или вторичных фаз в метастабильном состоянии. При лазерной
обработке происходит значительное измельчение зерен а-твердого
раствора, а вторичные фазы отсутствуют. Это свидетельствует
о снятии упрочнения, вызванного наличием зон Гинье—Престона
или вторичных метастабильных фаз. Но одновременно повышается
упрочнение за счет измельчения зерна, пересыщения твердого
раствора и увеличения дефектности структуры. В результате
микротвердость в зоне оплавления предварительно термоупроч-'
ненных деформируемых алюминиевых сплавов несколько пони-
жается по сравнению с исходным состоянием (табл. 10.2).
Принципиально другие результаты получают при лазерной
обработке силуминов. Эти сплавы обычно используют в состоянии
закалки и старения по режимам, обеспечивающим наибольшее
упрочнение. Исходная структура доэвтектических сплавов си-
стемы А1—Si (АЛ4, АЛ9) и системы А1—Si—Си—Mg (АЛ 10В,
АЛ25, АЛЗО, АК5М7) представляет собой первичные зерна а-
твердого раствора и эвтектику а + Si, а в заэвтектическом сплаве
АЛ26 первичные кристаллы представляют собой Si. Кроме того,
' возможно выделение различных промежуточных фаз в стабильном
или метастабильном состоянии.
В результате лазерной обработки структура силуминов в зоне
оплавления существенно изменилась. В сплавах, имеющих состав,
близкий к эвтектическому (АЛ4, АЛ9, АЛ1()ВГ АЛ25, АЛ26,
260
Таблица 10.2
Параметры термоупрочнення алюминиевых сплавов
Состояние МикротвердостЬ, МПа
АК4 ' Д16 Д18 АД4 АЛ9
Исходное: первичные зерна эвтектика После ла- зерной об- работки 1110—1180 1660—1790 940—1790 1220—1860 1030—1650 1310—1650 840—1070 700—920 1010—1460 970—1790 810—900 790—970 950—1220
Состояние Микротвердость, МПа
АК5М7 АЛ25 АЛ26 АЛЗО АЛ юв
/ Исходное: первичные зерна эвтектика После ла- зерной об- работки 970—1140 1720—1950 1460—2570 1000—1330 1070—1890 2350—2650 7000—12720 970—2200 940—1790 1030—1140 1790—2030 790—970 1180—1780 1220—2570
АЛЗО), подавляются кристаллизация и рост первичных кристал-
лов а или Si. Структура в зоне оплавления квазиэвтектическая,
отличающаяся мелкодисперсностью фаз. Микротвердость при этом
несколько превосходит значение для эвтектики в исходной струк-
туре (см. табл. 10.2). Наблюдается также изменение морфологии
фаз. Остроугольные фазы в исходной структуре эвтектики в ре-
зультате лазерной обработку приобретают глобулярную форму,
что приводит к улушению механических свойств.
Повышение твердости силуминов при лазерной обработке с оп-
лавлением определяется не только измельчением структуры, но
и пересыщением твердого раствора за счет растворения промежу-
точных фаз и кремния [24]. О высокой степени пересыщения
твердого раствора свидетельствует повышение твердости силуми-
нов при старении после лазерной обработки. При температуре
старения 423 К микротвердость Н в зоне оплавления сплава АЛ25
непрерывно растет в течение 17 ч от 2460 до 3050 МПа, тогда как
в структурных составляющих необработанных лазером участков
значения изменяются незначительно.
Лазерная обработка медных сплавов, как и алюминиевых,
осуществляется с оплавлением поверхности. Результаты лазерного
термоупрочнения медных сплавов не однозначны и зависят от
исходного состава и состояния сплава.
261
Бронза БрНХК в исходном состоянии имеет дисперсно упроч-
ненную структуру без эвтектики с микротвердостью И = 15204-
1860 МПа. В процессе лазерной обработки происходит растворе-
ние метастабильных промежуточных фаз. Но при охлаждении
в зоне оплавления формируется крупнозернистая структура
a-твердого раствора. В результате этих процессов после лазерной
обработки микротвердость на поверхности зоны оплавления прак-
тически не увеличивается и составляет 1460—1900 МПа.
Измерение микротвердости по глубине показывает, что в зоне
оплавления она постепенно уменьшается. В зоне термического
влияния, которая так же, как и в алюминиевых сплавах, металло-
графически не проявляется, наблюдается резкое снижение микро-
твердости до 1030 МПа, что свидетельствует о возможном раство-
рении упрочняющих фаз в твердом состоянии при лазерном на-
греве.
Сплав Fe + 30 % Си в исходном состоянии имеет структуру,
состоящую из первичных карбидов кристаллов Си с микро-
твердостью Н — 1320 ± 140 МПа и Эвтектоида а-фаза + Си
с Н = 2340 ± ПО. Лазерное оплавление поверхности этого сплава
приводит к образованию мелкодисперсной квазиэвтектики. Микро-
твердость в зоне оплавления повышается до 4000 МПа после
обработки непрерывным лазерным излучением и до 4300 МПа
после обработки импульсным излучением.
В сплавах с большим температурным интервалом кристалли-
зации высокая скорость охлаждения может вызвать междендрит-
ную ликвацию- и изменение фазового состава сплава. В частности,
подобный эффект наблюдается при лазерной обработке с оплавле-
нием бронзы БрОЦС-4-4-2,5, имеющей в исходном состоянии
структуру однофазного a-твердого раствора с микротвердостью
860—1070 МПа. В результате лазерной обработки в зоне оплавле-
ния кроме зерен a-фазы имеет место цепочка второй фазы. Ви-
димо, вследствие междендритной ликвации происходит смещение
двухфазной области диаграммы состояния в сторону малых
концентраций и образуются промежуточные 0- или 6-фазы. Это
приводит к увеличению микротвердости до 1650 МПа при обра-
ботке непрерывным лазером и до 1720 МПа при обработке
импульсным лазером. е
10.5. СВОЙСТВА СПЛАВОВ ПОСЛЕ ЛАЗЕРНОГО
УПРОЧНЕНИЯ
Следует отметить, что основной целью лазерного термоупрочне-
ния сталей, чугунов и цветных сплавов является повышение
износостойкости деталей, работающих в условиях трения. В ре-
зультате лазерной закалки достигаются высокая твердость по-
верхности, высокая дисперсность структуры, уменьшение коэф-
фициента трения, увеличение несущей способности поверхностных
слоев и другие параметры.
262
Таблица 10.3
Результаты испытаний на износостойкость образцов из стали 45
Вид обработки Пц пи ппр Атр S, мм* /•Ю’, мм*/м
Лазерная за- калка 310 20—70 2—3 0,39 14,3 0,96
Нормализация 160 190—420 15 0,44 38,7 5,04
Отжиг 150 4—120 25 0,42 46,8 6,5
Закалка в печи 180 — 20 0,68 72,0 8,4
Обозначения: п — чнсл ИМПУЛЬСО! акустнчес кого излуч гния за цик л; лтр — чис-
ло циклов испытаний до приработки; f — коэффициент трения.
Были выполнены сравнительные испытания на износостой-
кость образцов из стали 45 размером 10Х 10X 100 мм после норма-
лизации, отжига, закалки в печи и лазерной закалки. Испытания
проводились на установке «Фрикцион-11» в условиях сухого
трения на воздухе при малой скорости возвратно-поступательного
движения по пальчиковой схеме. В качестве контроля исполь-
зовался палец из закаленной и низкоотпущенной стали ШХ15
Лазерную закалку выполняли без оплавления поверхности со
сканированием луча СО2-лазера мощностью 1 кВт со скоростью
обработки 25 мм/с. Глубина зоны лазерного воздействия состав-
ляла около 1 мм. Интенсивность износа определялась по формуле
/ = £/(/Пц), где S — среднее значение площади поперечного
сечения дорожки износа, определенное с помощью профило-
метра-профилографа на восьми участках; I — путь трения; пц —
число циклов испытания. Результаты испытаний представлены
в табл. 1Q.3.
Сопоставление результатов испытаний, приведенных в табл. 10.3,
показывает, что лазерная закалка обеспечивает наименьшие
износ и коэффициент трения, а закалка в печи — наибольшие.
Наряду с этим лазерная закалка характеризуется очень малой
приработкой (всего два-три цикла), уменьшением верхних зна-
чений числа импульсов акустического излучения и малым интер-
валом изменения числа импульсов. Это происходит вследствие
увеличения однородности микроструктуры поверхностного уча-
стка после лазерной закалки.
Заметно увеличивается износостойкость чугунов и алюминие-
вых сплавов в условиях трения скольжения после обработки
непрерывным лазером. Повышение, износостойкости чугунов после
лазерной обработки обусловлено не только соответствующим
структурным и фазовым составом, но и улучшением условий тре-
ния благодаря сохранившемуся в зоне лазерного воздействия
графиту. Также повышается износостойкость сталей и некоторых
других сплавов при трении в щелочной и кислой средах.
263
Были выполнены исследования износостойкости в условиях
трения качения по следующей методике. По упрочненной поверх-
ности перемещалась танкетка на роликах, прижимаемая к об-
разцу усилием 130 Н. Длина хода танкетки 200 мм, число ходов
в минуту 25.
Испытания проведены на образцах из чугуна СЧ 20 и стали
40Х, термоупрочненных непрерывным излучением СО2-лазера со
сканированием. Испытания образцов из чугуна, термоупро.чнен-
ных без оплавления поверхности, показали, что после 120 тыс.
ходов на поверхности зарегистрировано разрушение глубиной
80 мкм. Исследование микроструктуры участка разрушения после
испытаний показало, что в приповерхностном слое формируется
сетка трещин, развитие которых, очевидно, инициируется гра-
фитными включениями. Таким образом, термоупрочненный лазе-
ром без оплавления поверхности чугун работает в условиях тре-
ния качения неудовлетворительно. t
По такой же Методике были прбведены испытания на износ
в условиях трения качения образцов из стали 40Х, термоупроч-
ненных лазером, и образцов,- закаленных в печи и отпущенных.
Износостойкость образцов, упрочненных лазером, значительно
выше, чем образцов после обычной закалки и отпуска. Заметно
улучшилась прирабатываёмость, уменьшилась шероховатость
в процессе работы в паре. Таким образом, для трения качения
лазерная поверхностная термообработка стали 40Х со сканиро-
ванием лазерного излучения может быть весьма перспектив-
ной.
Известно большое число работ по оценке износостойкости
термоупрочненных лазерным излучением металлов и сплавов [128,
3, 21, 23, 7, 611. Указанные работы наряду с целым рядом других
советских и зарубежных исследований послужили основанием не
только для установления закономерностей процесса лазерного
термоупрочнения, но и для практического использования лазерной
закалки в производстве.
Для упрочнения инструментов применяется лазерная закалка
импульсным излучением [62, 52, 104]. Эффективна обработка
боковых поверхностей вырубных пуансонов, так как в Этом случае
упрочненный слой сохраняется после многократных переточек.
Стойкость пуансонов возрастает в 2—5 раз. Разработаны и ис-
пользуются на практике процессы импульсной лазерной закалки
отрезных и проходных резцов, разверток, метчиков, сверл, фрез,
протяжек, ножей и другого режущего инструмента из сталей Р18,
Р6М5, У8, УЮ, ХВГ, 9ХС, Х12, Х12М, ШХ15 и др. Принци-
пиально возможно применение этого процесса для упрочнения
других деталей ограниченных размеров.
Более высокая производительность закалки обеспечивается
лазерами непрерывного излучения при перемещении обрабатывае-
мой детали относительно луча с постоянной скоростью. При этом
на детали формируются закаленные поверхностные участки в виде
264
полосы ширинок от 1 до 10 мм. Максимальная глубина упрочнения
при закалке сталей и чугунов без оплавления достигает 2,0 мм.
При обработке с оплавлением это значение возрастает, но при
этом ухудшается качество -поверхности.
Закалка непрерывным лазером обеспечивает большую равно-
мерность упрочнения поверхности по сравнению с импульсным
воздействием, так как по длине упрочненной полосы твердость
распределяется равномерно. При обработке больших поверхностей
упрочненные полосы накладывают с перекрытием. В ряде случаев
для обеспечения износостойкости поверхности целесообразно на-
кладывать полосы на некотором расстоянии друг от друга без
перекрытия.
Последующее выравнивание свойств упрочненной полосы и
увеличение ее ширины до 20 мм достигается сканированием ла-
зерного луча в поперечном направлении по отношению к переме-
щению обрабатываемой детали. При высокой частоте сканирова-
ния (200 Гц и более) обеспечивается равномерное воздействие
лазерного излучения по ширине обрабатываемого участка.
Основное назначение лазерного поверхностного упрочнения
непрерывным излучением заключается в обеспечении высокой изно-
состойкости прежде всего при трении качения и скольжения
[73]. В ряде случаев лазерное термоупрочнение приводит к повы-
шению теплостойкости. В общем случае теплостойкость закален-
ной структуры в сплавах зависит от степени метастабильности
структуры и диффузионной подвижности атомов. В сплавах
железа с углеродом искаженность кристаллической решетки и
плотность дислокаций при лазерном термоупрочнении оказы-
ваются больше, чем при традиционной закалке. Это должно при-
водить к более интенсивному процессу распада мартенсита закалки
на ферритно-цементитную смесь, а следовательно, и к более
интенсивному снижению микротвердости в процессе отпуска.
Однако, с другой стороны, при нагреве до 300 °C чугунов,
углеродистых и легированных сталей, термоупрочненных лазер-
ным излучением, возможно превращение остаточного аустенита
в мартенсит. В связи с этим характер изменения твердости в про-
цессе нагрева может быть более сложным.
Рассмотрим изменение микротвердости в процессе нагрева
стали ШХ15 после обработки непрерывным СО2-лазером без
оплавления поверхности и после обычной закалки. На рис. 10.2
представлены результаты измерений твердости по Виккерсу в про-
цессе нагрева до температур 473 К (кривые 1 и 3) и 573 К (кривые 2
и 4) и длительной выдержки до 24 ч. Сопоставление результатов
показывает, что при температуре нагрева 473 К микротвердость
стали после обычной закалки снижается интенсивнее, чем после
лазерной закалки (рис. 10.2, кривые 3 и 7). Это обусловлено зна-
чительным количеством остаточного аустенита, отличающегося
большой дефектностью, в зоне лазерного воздействия. Следова-
тельно, при нагреве происходит интенсивное превращение оста-
265
Рис. 10.2. Изменение микро-
твердости стали ШХ15, уп-
рочненной непрерывным СО2-
излучением без оплавления в
процессе длительной выдерж-
ки при 473 К (7) и 573 К (2) и
упрочненной обычной закал-
кой с температуры 1113 К в
процессе выдержки при
473 К (3) и 573 К (4)
точного аустенита в мартенсит отпуска, способствующее мень-
шему снижению твердости в процессе выдержки при температуре
нагрева.
Указанное явление особенно четко выражено в процессе
выдержки при температуре 573 К. При выдержке до 4 ч распад
закаленной структуры зоны лазерного воздействия приводит
к быстрому понижению микротвердости (рис. 10.2, кривые 2
и 4). Последующая выдержка от 4 до 8 ч вызывает существенное
повышение микротвердости именно, вследствие интенсивного пре-
вращения остаточного аустенита в мартенсит отпуска. Последу-
ющая выдержка приводит к плавному снижению микротвердости.
Во всех рассмотренных случаях микротвердость стали в зоне
лазерного воздействия после нагрева до температур 473 и 573 К
с последующей выдержкой оказывается на 1000—2000 МПа
выше, чем при обычной закалке.
Аналогичные процессы происходят- и в чугунах, термоупроч-
ненных непрерывным лазерным излучением с оплавлением по-
верхности. Нагрев в течение 1—2 ч до различных температур
показал, что в зоне оплавления микротвердость возрастает с уве-
личением температуры до 300—350 °C, а затем резко снижается.
Это явление также непосредственно связано с превращением
остаточного аустенита в мартенсит. В зоне закалки из твердрй
фазы, отличающейся от зоны оплавления значительно меньшим
количеством остаточного аустенита, микротвердость непрерывно
понижается при увеличении температуры нагрева.
Большая пересыщенность твердых растворов после лазерной
закалки, особенно в зоне оплавления, может приводить к выделе-
нию в процессе последующего нагрева большого количества сегре-
гаций и промежуточных фаз, что приводит к увеличению твердо-
сти. Примером могут служить результаты изменения микро-
твердости в зоне оплавления алюминиевого сплава АЛ25, термо-
упрочненного непрерывным СО2-излучением, в процессе длитель-
ной выдержки при повышенных температурах. Изменение микро-
твердости в этих условиях идентично типичным кинетическим
кривым старения (рис. 10.3). Выдержка при температуре 423 К
приводит к непрерывному увеличению микротвердости. При
температурах 473 и 523 К незначительное увеличение микро-
твердости наблюдается только на начальной стадии выдержки
около 1 ч, а последующая выдержка приводит к снижению микро-
266
Рис. 10.3. Изменение мнкротвердо- „ м
стн в процессе старения сплава Н,гпл
АЛ25 после обработки непрерыв-
ным СОа-лазером (--) и без нее 2900
1 — эвтектика; 1 — твердый раствор
2500
твердости. Выдержка при
температуре 548 К приводит 2,00
к монотонному снижению
микротвердости. Во всех слу- 1700
чаях микротвердость в зоне
лазерного воздействия выше
исходной микротвердости Н00
сплава АЛ25, закаленного и
подвергнутого старению по 900
оптимальным режимам. Это
свидетельствует о большей
пересыщенности твердого раствора после лазерной закалки
в сопоставлении с традиционной закалкой.
При эксплуатации деталей в условиях переменных нагрузок
решающее значение приобретает сопротивление усталости. На
сопротивление усталости деталей с термоупрочненными поверх-
ностями решающее влияние оказывают микрогеометрия поверх-
ности и наличие дефектов, знак и значение остаточных напряже-
ний, величина зерна, форма структурных составляющих и другие
особенности микроструктуры. Указанные факторы могут иметь
различное количественное выражение и разнообразное сочетание
при лазерном термоупрочнении сплавов. В связи с этим трудно
установить общие закономерности для оценки сопротивления
усталости в зависимости от параметров режима лазерной закалки,
исходных свойств и структуры сплава, подготовки поверхности
и т. д. Поэтому представляют интерес конкретные эксперимен-
тальные результаты.
Усталостные многоцикловые испытания на гладких цилиндри-
ческих образцах в условиях консольного изгиба показали, что
после импульсной лазерной закалки предел выносливости пони-
жается примерно на 40 % по сравнению с исходным состоянием.
Лазерная закалка непрерывным излучением без оплавления по-
верхностей таких сталей, как 09Г2, 35, 45, 40Х, 75Г, приводит
к повышению предела выносливости до 520 МПа (в исходном со-
стоянии 200—300 МПа). После лазерной закалки с оплавлением
поверхности в большинстве случаев предел выносливости умень-
шался.
Коррозионная стойкость сплавов, как правило, возрастает
при повышении однородности фазового состава. В связи с этим
лазерное термоупрочнение с оплавлением поверхностей некоторых
сплавов, в частности чугунов, алюминиевых и медных сплавов,
267
как и аморфизация поверхностей сплавов, приводит к повышению
коррозионной стойкости зон обработки. Экспериментально пока-
зано, что в результате испытаний на антикоррозионную стойкость
поверхности серого чугуна СЧ 25, упрочненной непрерывным
излучением с оплавлением, замедляются катодные и анодные про-
цессы, а также в 5—40 раз уменьшаются критический ток и ток
пассивации в растворе H2SO4. На потенциодинамических кривых
заметно уменьшение тока коррозии в растворах H2SO4, NaCl,
КОН после лазерной обработки с оплавленйем силуминов.
Если соответствующие режимы лазерного термоупрочнения
коррозионно-стойких сталей обеспечивают растворение карбидов
хрома и равномерное распределение хрома в твердом растворе,
то достигается увеличение стойкости против межкристаллической
коррозии.
Как указывалось в п. 10.2, при лазерном упрочнении углероди-
стых сталей повышается концентрационная неоднородность, сох-
раняются элементы исходной структуры в виде феррита или кар-
бидов, появляется остаточный аустенит. Эти явления могут
приводить к снижению коррозионной стойкости. Таким образом,
оценка коррозионной стойкости термоупрочненных лазером спла?
вов не является однозначной и зависит как от класса обрабатывае-
мых материалов, так и от режима и условий лазерной обработки.
В СССР и за рубежом разработан и успешно применяется про-
цесс термоупрочнения импульсными лазерами разнообразного
штампового и режущего инструмента и ряда деталей машин, ра-
ботающих на износ. Однако этот процесс имеет ряд недостатков:
вследствие недостаточной энергетической эффективности обеспе-
чиваются малая глубина упрочнения и низкая производитель-
ность; свойства поверхностного участка неравномерны.
Эти недостатки импульсных методов упрочнения во многом
устраняются при использовании непрерывных лазеров. Примеры
конкретного применения непрерывных СО2-лазеров в* машино-
строении показывают их высокую эффективность при правильном
выборе деталей для обработки [92, 2, 49]. Наиболее целесооб-
разно применять непрерывные лазеры для локального упрочнения
поверхностей трения практически без деформаций деталей в тех
случаях, когда использование традиционных методов упрочнения
затруднительно вследствие значительных деформаций коробления,
трудностей подвода теплоты, больших габаритов конструкций
и т. д.
Для широкого промышленного освоения термического упроч-
нения поверхностей лазерным излучением в машиностроении не-
обходимы лазеры мощностью 1 кВт и выше, надежные в эксплуа-
тации в производственных условиях с автоматизированной систе-
мой управления лазерного технологического комплекса.
11. ПОЛУЧЕНИЕ ПОВЕРХНОСТНЫХ ПОКРЫТИЙ
С ПРИМЕНЕНИЕМ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ
Одним из важных направлений в развитии современного машино-
строения является получение высококачественных свойств по-
верхностей деталей при их изготовлении и восстановлении после
износа [64]. Наряду с традиционными методами, ни один из кото-
рых не способен удовлетворять всем требованиям производства,
в последние годы развивается новое направление — получение
поверхностных покрытий с применением лазерного излучения.
Поверхностные покрытия, обладающие высокими свойствами,
создают различными видами лазерной обработки: термической,
глазурованием, аморфизацией, ударным упрочнением, легирова-
нием и наплавкой.
В данной главе представлены результаты исследований, вы-
полненных совместно с А. Н. Сафоновым и В, В. Шибаевым.
11.1. ЛАЗЕРНОЕ ЛЕГИРОВАНИЕ НЕМЕТАЛЛИЧЕСКИМИ
КОМПОНЕНТАМИ
Лазерное легирование углеродом, азотом, кремнием и бором
заключается в нанесении на поверхность обмазок или паст и
последующем оплавлении поверхности импульсным или непрерыв-
ным лазерным излучением. Реже производят лазерное легирова-
ние в газовой или жидкой фазе [114]. Средняя глубина образую-
щихся легированных слоев составляет 0,3—0,4 мм при импульсной
обработке и 0,3—1,0 мм при обработке непрерывным излучением.
. Рассмотрим основные виды лазерного легирования. '
Цементация. Лазерную цементацию осуществляют на основе
растворов графита или сажи в ацетоне, спирте и других раство-
рителях. Используют также растворы в различных лаках. В
состав1 обмазок добавляют различные активизирующие добавки
(бура, хлористый аммоний и др.).
Для насыщения углеродом из газовой фазы над обрабатывае-
мой поверхностью необходимо создавать высокое давление
(10 МПа) для усиления диссоциации углеродсодержащих газов.
Лазерная цементация иЗ жидкой фа.зы, иначе называемая
гидролучевой обработкой [116], осуществляется в углерод-,
содержащих растворах. Обрабатываемую деталь помещают в жид-
кость, содержащую углерод (гексан, толуол, четыреххлористый
углерод, минеральное масло и др.) (рис. 11.1). При лазерном воз-
действии в жидкости 4 образуется парогазовый канал 2, через
который излучение 1 попадает на поверхность изделия 5. Непо-
средственно над изделием в жидкости образуется куполообразная
газовая полость 3, насыщенная парами углерода.
269
2 Рис. 11.1. Схема гидролучевой обработки:
/ — лазерное излучение; 2 — парогазовый ка-
2 нал; 3 —- газовая полость; 4 — жидкость; 5 —
J изделие
4 В зависимости от количества
введенного углерода фазовый со-
5 став легированного участка по-
верхности и его микротвердость
могут быть различными. Если в
зону оплавления низко- или
среднеуглеродистой стали вводится небольшое количество угле-
рода, то структура состоит из мартенсита и остаточного аустенита.
Микротвердость в этом случае достигает достаточно высоких зна-
чений (9000 МПа) вследствие высокой насыщенности мартенсита.
При введении большого количества углерода в зону оплавления
количество аустенита может заметно увеличиваться и микро-
твердость будет колебаться в широких пределах (4500—9000 МПа).
Дальнейшее повышение содержания углерода приводит к появ-
лению в структуре кроме мартенсита и аустенита карбидов. По-
добный эффект наблюдается и при лазерной цементации высоко-
углеродистых сталей. Микротвердость с увеличением количества
карбидной фазы повышается от 9000 до 14 000 МПа.
Лазерную цементацию целесообразно использовать для по-
вышения твердости углеродистых сталей.
Азотирование. Лазерное азотирование выполняют с исполь-
зованием паст на основе аммиачной соли, карбамида и др. Для
азотирования сталей из газовой фазы над обрабатываемой по-
верхностью необходимо создать давление азота порядка 9 МПа,
что затрудняет практическое применение этого процесса.
Легко осуществляется газовое азотирование титана, циркония,
гафния и сплавов на их основе. Для этого достаточно провести
лазерное оплавление в струе азота. При азотировании титановых
сплавов в зоне оплавления формируется альфированный слой,
содержащий нитриды титана с высокой микротвердостью (17 000—
20 000 МПа).
Анализ структуры зоны азотирования сталей указывает на
наличие азотного мартенсита, остаточного аустенита и нитридов
железа. Следует отметить, что азотистый мартенсит сохраняется
при нагреве до вйсоких температур, что позволяет рекомендовать
лазерное азотирование для повышения теплостойкости. Основное
же назначение лазерного азотирования — увеличивать твердость
и износостойкость.
Силицирование. Лазерное силицирование осуществляется из
твердой фазы с нанесением обмазок, содержащих порошок крем-
ния, или из жидкой фазы типа суспензии силикагеля и др.
При силицировании сталей с концентрацией кремния до 0,1 %
в структуре образуется фаза а—Fe, очевидно мартенсит. При
последующем увеличении концентрации кремния в структуре зоны
270
легирования кроме фазы а—Fe также образуются силициды
FesSi, Fe5Si8, FeSi и FeSia. Микротвердость в этой зоне возрастает
от 8000 до 15 000 МПа.
Кроме повышения износостойкости лазерное силицирование
приводит к увеличению теплостойкости и коррозионной стойкости
сталей.
Борирование. Лазерное борирование проводят, в основном,
с использованием легирующих составляющих в твердой фазе в виде
смеси порошков бора, карбида бора, борного ангидрида, буры,
ферробора со связующим веществом. Также используются вод-
ные суспензии этих порошков.
Борирование может выполняться оплавлением поверхностных
слоев, напыленных плазмой, а также оплавлением диффузионных
покрытий.
Если легирование осуществляется при небольшом содержании
бора, то структура борированной зоны представляет собой фазу
а—Fe и боридную эвтектику с микротвердостью 6000—12 000 МПа.
При увеличении концентрации бора в структуре появляется боль-
шое количество боридов, таких как FegB, FeaB, FeB, обеспечиваю-
щих повышение микротвердости до 21000 МПа.
В отличие от цементации и азотирования при борировании
в структуре отсутствует остаточный аустенит, что обеспечивает
высокие твердость и износостойкость. При увеличении в структуре
содержания борида FeB обеспечивается высокая стойкость по-
верхности к абразивному износу. Для повышения вязкости в
структуре необходимо получать другие бориды — FesB и FeaB.
Если в структуре имеются бориды FeaB и FeB, то в зоне легиро-
вания высокая твердость сохраняется и при нагреве до 600 °C.
11.2. ЛАЗЕРНОЕ ЛЕГИРОВАНИЕ МЕТАЛЛИЧЕСКИМИ
КОМПОНЕНТАМИ И РАЗЛИЧНЫМИ СОЕДИНЕНИЯМИ '
Наиболее часто легирование осуществляется оплавлением с по-
мощью импульсного или непрерывного излучения компонентов,
предварительно нанесенных на поверхность. Более производи-
телен процесс лазерного легирования с подачей присадочного ма-
териала, в основном порошка, в зону обработки. Этот процесс
ведут с использованием непрерывного излучения, обеспечиваю-
щего синхронизацию подачи присадки и воздействия излучения.
В результате лазерного легирования в структуре зоны обра-
ботки образуются пересыщенные твердые растворы, а в неко-
торых случаях и интерметаллиды. Если легирование железоугле-
родистых сплавов осуществляется тугоплавкими и карбидообра-
зующими компонентами, то это приводит к повышению микро-
твердости.
Лазерное легирование чугуна и стали хромом приводит к уве-
личению коррозионной стойкости при одновременном повышении
ударной вязкости и износостойкости. Легирование хромом и угле-
271
Рис. 11.2. Изменение твердости
алюминиевого сплава АЛЗО в'
процессе выдержки прн темпе-
ратуре нагрева 250 °C:
1 — лазерная закалка без легиро-
вания; 2 — лазерное легирование
Fe; 3 — лазерное легирование Ni;
4 — лазерное легирование сплавом
системы Ni—Cr—B—Sl
родом низкоуглеродистой
никель-молибденовой ста-
ли позволяет получать
слой глубиной 1,25 мм и
твердостью 55 HRC. Одно-
временно с увеличением
износостойкости происхо-
дит и значительное повы-
шение теплостойкости.
Большую перспективу
представляет лазерное ле-
гирование цветных металлов и сплавов, в особенности алюминие-
вых и титановых. Для легирования алюминиевых сплавов обычно
применяют такие компоненты, как Fe, Ni, Ti, феррованадий и
сплавы системы Ni—Сг—В—Si, Со—Си и др. Легированная зона
имеет структуру твердого раствора легирующего элемента в алюми-
нии с соответствующими интерметаллидными фазами FeAl3, VA13,
TiAl3, CoAl,J NiAl3 и др.
В результате лазерного легирования интёрметаллиды имеют
форму, близкую с глобулярной, что обеспечивает высокие эк-
сплуатационные свойства обработанной поверхности. Микротвер-
дость зон легирования алюминиевых сплавов повышается до
3000 МПа, а в скоплениях интерметаллидов достигает 8000—
10 000 МПа.
Представляет интерес сопоставление результатов лазерной
закалки и лазерного легирования (рис. 11.2). Сопоставление ре-
зультатов показывает, что лазерное легирование алюминиевого
сплава АЛЗО обеспечивает твердость на 1000—1500 МПа больше,
чем лазерная закалка без 'легирования. Наибольшие значения
твердости получены в результате легирования сплавом системы
Ni—Сг—В—Si.
Лазерное легирование титановых сплавов хромом, являющимся
для них p-стабилизатором, обеспечивает получение структуры
в виде p-фазы. Микротвердость титанового сплава ОТ4 в резуль-
тате такого легирования увеличивается от 2800 до 6400 МПа,
что приводит к улучшению износостойкости.
В ряде случаев эффективные результаты были получены при
лазерном легировании карбидами тугоплавких металлов TiC,
NbC, VC, ТаС, WC, субкарбидами NbaC, Та3С и сплавами на их ос-
нове ВКЗ, ВК6 и др. Структура и свойства легированной зоны
272
зависят от технологии процесса, в частности от способа введения
легирующих компонентов ' в зону обработки.
Было показано, что можно осуществлять синтез карбидов в ле-
гированной зоне при нанесении на поверхность смеси порошка
тугоплавкого металла и графита и последующей лазерной обра-
ботке. В результате такой обработки в легированной зоне на сталях
микротвердость повышается до 10 000 МПа, т. е. оказывается зна-
чительно ниже микротвердости карбидов или твердых сплавов.
Происходит это вследствие растворения карбидов при лазерном
воздействии и образования в легированной- зоне повышенного
количества остаточного аустенита.
Лазерное легирование карбидами необходимо вести таким
образом, чтобы в расплавленной ванне они не растворялись пол-
ностью. Это условие достигается соответствующим подбором
режимов лазерной обработки, обеспечиваемых непрерывным из-
лучением. В результате микротвердость в зоне лазерного легиро-
вания соответствует микротвердости исходного-карбида, что су-
щественно повышает износостойкость. Лазерное легирование
сталей с введением карбида кремния позволяет получить микро-
твердость в зоне обработки до 17 000 МПа при достаточно боль-
ших размерах зоны.
Большую перспективу представляет лазерное легирование
сложными композициями, например борированными порошками
Ni, Со, Fe, Сг, для получения специальных свойств поверхности..
Лазерное легирование сталей У10, 45, ШХ15 и титановых спла-
вов соединением MoS2 обеспечивает повышение их износостой-
кости в 2—5 раз.
11.3. ЛАЗЕРНОЕ ОПЛАВЛЕНИЕ ШЛИКЕРНЫХ ПОКРЫТИЙ
Качество процесса лазерного оплавления шликерных покрытий
во многом определяется типом и составом связующего вещества.
Для установления оптимального состава в исследованиях были
использованы вещества, применяемые в традиционных процессах
наплавки [58, 68] и опробованные рядом авторов при лазерной
обработке [12, 142, 69], а также были рассмотрены и другие.
К ним относятся различные клеющие вещества, самотвердеющие
пластмассы, жиры, масла, лакокрасочные материалы и др.
(табл. 11.1). Все использованные связующие вещества объединены
в группы. В пределах группы обнаруживаются близкие характе-
ристики процесса оплавления.
Порошковые смеси, приготовленные на связующих веществах
I группы, обеспечивают хорошее сцепление с подложкой. При об-
лучении этих покрытий наблюдается интенсивное разложение и
горение связующих веществ с образованием большого количества
остаточных твердых продуктов, разлетающихся с высокой ско-
ростью из зоны обработки в виде сажи. При этом одновременно
удаляются частицы присадочного материала, зона обработки
10 Григорьянц А. Г. 273
Таблица 11.1 Результат обработки Интенсивный выброс в виде сажи Неравномер- ный шов То же » Наплывы на шве Равномерный £ «и § А О т оз 5 #S м а -е- из « 9S
S ° 3 н О С S О 3 03
Сухой остаток, % О 00 1 о о о ю О 1 15—20
)твер- МПа -5000 -7940 -6 770 -10 100 -9 400 -10 000 -7 940 -9 400 -10 100 -5 400 -5 000
Микрс дость, о 00 со 3 660- 5 830- 1 6 440- 1 5 400- 5 400- 4 660- 5 400- 6 700- о о 00 со 3 660-
Ширина оплавленной зоны, мм 0,14—0,38 2,23 00 см см 1,1—2,5 । 2,0—2,8 СО со" СМ 1,72—2,97 1,50—3,02 2,14—2,8 0,17—0,45
«а о я ® S ,34 ,28 1Л ю 61 ‘ 96* ,58 '
[35] о 5 2 * О Ч 3 я tf) g я • С о О п О о* 0,9 <эсм г" 3 - о I—1‘1 d о Д 1,48—1 0,12—0 1
1ЫХ покрытий Коэффици- ент пере- мешивания | 0,6—0,8 o' о" 0,05 o' Го ' 0,05—0,15 1*0 1 1 о" о" 1
[ оплавления различных шликер» Связующее вещество Клей синтетический, эпоксид- ная смола, самотвердеющая пластмасса, раствор буры в ацетоне, раствор канифоли в спирте, масла Изопропиловый спирт Жидкое стекло \ Силикатный клей Клейстер _ Клей «супер цемент» Цапонлак Цапонлак с бориой кислотой । Цапонлак с бурой Цапонлак с флюсом Ф34А Цапонлак с графитом Цапонлак с керамикой АБН
Результаты Группа чч чч III IV
274
Рис. 11.3. Распределение легирую-
щих элементов по глубине оплав-
ленной зоны при лазерном оплав-
лении шликерного слоя с синтети-
ческим клеем в качестве связующе-
го
оголяется. Размеры получае-
мых валиков весьма незна-
чительны вследствие больших
потерь присадочного порош-
ка. Продукты разложения
связующих веществ I группы
вызывают периодическую эк-
ранировку лазерного излуче-
ния, вследствие чего глубина проплавления отличается по длине
дорожки. Эти недостатки не устраняются варьированием пара-
метров лазерного излучения.
В оплавленной зоне содержится приблизительно 70 % ма-
териала основы, а легирующие компоненты присутствуют лишь
в незначительных, количествах: 11—17 % Ni, 3—7 % Сг. Микро-
рентгеноспектральный анализ позволил установить, что распре-
деление легирующих элементов по глубине зоны обработки до-
статочно равномерное (рис. 11.3).
Большое влияние на геометрические размеры оплавленной
зоны и на содержание в ней легирующих элементов оказывает
удельная погонная энергия
7 о — 73'цэф/(уоплс1п),
(11.1)
где Р — мощность лазерного излучения; т^ф — эффективный КПД
лазерной обработки; уопл — скорость лазерного оплавления;
dn — диаметр сфокусированного пятна лазерного излучения.
Увеличение q0 при обработке приводит к росту геометриче-
ских размеров оплавленной зоны. Одновременно с этим благодаря
большому насыщению оплавленного объема материалом основы
снижаются содержание легирующих элементов и средйяя микро-
твердость.
С целью уменьшения интенсивности разложения связующих
материалов при оплавлении и улучшении качества формирования
оплавленной зоны были использованы более термостойкие мате-
риалы II группы (см. табл. 11.1). При оплавлении шликерных
покрытий, приготовленных на связующих этой группы, интенсив-
ность их удаления из зоны оплавления значительно снижается.
Однако при этом за счет ухудшения смачивания подложки рас-
плавом неудовлетворительно формируется наплавленный слой —
с большими колебаниями геометрических размеров по длине ва-
лика.
10*
275
Можно добиться улучшения формирования Наплавки при уве-
личении <70 за счет повышения мощности излучения или уменьше-
ния скорости. Но одновременно это вызывает значительное про-
плавление основы и соответствующее увеличение коэффициента
перемешивания
у = [S0/(S3 + So) 1-100, ' (11.2)
где So — площадь проплавленного основного материала; Sa —
площадь наплавленного металла.
По-видимому, связующие материалы с высокой термостойко-
стью могут найти применение для целей легирования, а не для
наплавки.
Лучшее каче'ство наплавленных валиков получено при лазер-
ной обработке шликерных покрытий со связующими веществами
на нитроцеллюлозной основе (см. табл. 11.1, группы III и IV).
Наплавленные валики отличаются постоянной геометрией по
длине, минимальным подплавлением основы и малыми значени-
ями коэффициента перемешивания, отсутствием пористости в на-
плавленном металле. Лучшие результаты наплавки обеспечивает
цапонлак. Дальнейшая оптимизация режимов лазерного оплай-
ления шликерных покрытий проводилась с использованием в ка-
честве связующего вещества цапонлака.
Связь между параметрами режима лазерного оплавления шли-
керных покрытий в первом приближении может быть установ-
лена по расчетным зависимостям, полученным решением модель-
ной 1 задачи плавления пористой среды под действием лазерного
излучения [981. Однако расчетные результаты требуют последую-
щего уточнения экспериментальным путем.
Расчетно-экспериментальным путем было установлено, что
в зависимости от соотношения плотности тепловой мощности qa
и скорости лазерного оплавления уопл все режимы можно разде-
лить на две области, граница которой может быть ориентировочно
представлена линейной функцией qa = f (уопл) (риц. 11.4). Область
режимов, расположенная ниже указанной прямой, не обеспечи-
вает равномерного смачивания подложки расплавленной присад-
кой и характеризуется капельным формированием наплавки с на-
по длине. Область ре-
рушением постоянной геометрии валика
Рис. 11.4. Зависимость
плотности тепловой мощ-
ности от скорости оплав-
ления
276
Рис. 11.5. Зависимость коэф-
фициента перемешивания от
плотности мощности
ч
жимов, расположенная
выше прямой, обеспечи-
вает равномерное фор-
мирование наплавлен-
ных валиков.
Однако качество на-
плавки определяется не
только правильной гео-
метрией валика, но и
в. значительной степени
прочностью сцепления с основой и
различием химического состава наплавки и присадочного ма-
териала, которые сильно зависят от степени подплавления
основы. Увеличение подплавления приводит к возрастанию
прочности сцепления наплавки с основой, но при этом воз-
растает доля основного материала в объеме наплавки, вслед-
ствие чего изменяется химический состав и ухудшаются свойства
наплавленного металла. Поэтому для достижения требуемого
качества наплавки необходимо подбирать режим обработки таким
образом, чтобы у — 5-4-15 %. В свою очередь значения коэффи-
циента перемешивания зависят от плотности мощнбсти излучения
и скорости обработки.
Была проведена статистическая обработка большого числа
экспериментальных данных по оплавлению шликерного покрытия
толщиной 1 мм, которая позволила установите в первом прибли-
жении линейную зависимость у от плотности мощности излучения
в пятне обработки (рис. 11.5). Данная зависимости установлена
с учетом взаимосвязи плотности мощности qa и скорости обработки
Ц>пл(см. рис. 11.4).
Совместный анализ результатов, представленных-на рис. 11.4
и 11.5, показывает, что достижение удовлетворительного форми-
рования валиков при заданном минимальном проплавлении
основы возможно в довольно узком диапазоне режимов (Р, уопл,
da), характеризуемых значениями удельной погонной энергии
q0 = 60-1-70 Дж/мм2. При увеличении толщины обрабатываемого
шликерного слоя установленные закономерности сохраняются.
Добиться интенсификации процесса лазерного оплавления
шликерных покрытий за счет увеличения плотности мощности
излучения не удается вследствие резкого возрастания у, связан-
ного, по-видимому, с переходом к режиму глубокого проплавле-
ния.
Следует отметить, что оплавление на оптимальном режиме
шликерного покрытия с использованием в качестве связующего
цапонлака обеспечивает хорошие геометрические характеристики
наплавленных валиков. Например, при толщине шликерного по-
277
Рнс. 11.6. Распределение ле-
гирующих элементов по глу-
бине наплавки при лазерном
оплавлении шликерного слоя
с цапонлаком в качестве свя-
зующего
крытия 1,5 мм ширина
валиков составляет 2,4—
3,3 мм, а высота валика
практически равна тол-
щине первоначального
слоя и составляет
1,25—1,55 мм.
порошковой смеси в опре-
Изменение содержания цапонлака в
деленных пределах практически не сказывается на качестве на-
плавленных валиков. Процентное содержание компонентов уста-
навливается из условия технологичности приготовления и нане-
сения пасты. При содержании в смеси цапонлака менее 5 % шли-
керный слой осыпается, а при содержании более 30 % он стано-
вится жидкотекучим, затрудняется процесс нанесения покры-
тий. Оптимальное содержание цапонлака — 10—20 % количества
смеси.
Материал наплавки характеризуется высокой микротвердо-
стью, достигающей ~10 ООО МПа. По данным микроспектрального
анализа, содержание легирующих элементов в наплавленном ва-
лике мало обличается от исходного содержания в порошке, %:
65—75 Ni, 12—14 Сг, 4—8 Fe, до 1,7 Si (рис. 11.6). Следует об-
ратить внимание, что увеличение содержания железа по сравне-
нию ’с исходным наблюдается лишь у границы сплавления.
При оплавлении шликерных покрытий лазерным излучением
характерной особенностью является разрушение шликерного слоя
вблизи наплавленного валика, оголяющее основной материал.
Это связано с тем, что под действием периферийных участков ла-
зерного излучения, недостаточного для проплавления присадоч-
ного материала, происходит разложение связующего вещества
рядом с наплавленным валиком. Это приводит к потере сцепления
между частицами порошка в данной зоне, смачиванию этих час-
тиц расплавом и затягиванию их в формируемый валик силами
поверхностного натяжения.
Указанное явление разрушения шликерного покрытия рядом
с зоной оплавления делает невозможным последующую наплавку
соседнего валика, так как требуется восстановление шликерного
слоя. Вследствие этого затрудняется получение наплавок на боль-
шой поверхности.
Применение сканирования луча позволяет несколько увели-
чить ширину наплавляемого валика, но не исключает описанного
выше процесса разрушения шликерного покрытия рядом с зоной
обработки. '
278
Добавление в состав связующего материала активных флюсую-
щих веществ для повышения жидкотекучести расплава и сниже-
ния краевого угла смачивания должно способствовать уменьшению
оголения шликерного слоя рядом с валиком. Были проведены эк-
сперименты с добавлением в цапонлак борной кислоты, буры,
флюса Ф34А, состоящего из хлористых солей щелочных металлов.
Действительно ширина зоны оголения несколько сократилась,
но при этом возникла значительная пористость в наплавке, сни-
зившая качество наплавленного слоя.
Сокращению ширины зоны оголения способствует также до-
•бавка в цапонлак термостойких веществ: графита, керамики
(см. табл. 11.1). Однако и в этом случае вследствие пористости
снижается качество наплавки.
Таким образом, окончательно можно рекомендовать процесс
лазерного оплавления шликерных покрытий со связующим ве-
ществом на нитроцеллюлозной основе (цапонлак) для нанесения
одиночных валиков, особенно в труднодоступных местах, а также
при легировании поверхности.
11.4. ЛАЗЕРНОЕ ОПЛАВЛЕНИЕ ПОВЕРХНОСТНЫХ
ПОКРЫТИЙ, ПОЛУЧЕННЫХ ВЫСОКОТЕМПЕРАТУРНЫМ
НАПЫЛЕНИЕМ .
Одним из способов улучшения свойств напыленных покрытий,
связанных с увеличением прочности сцепления с основой и повы-
шением плотности напыленного материала, является их оплавле-
ние. Причем перспективным представляется оплавление высоко-
концентричными источниками энергии. Ниже представлены ре-
зультаты исследований по оплавлению излучением СО2-лазера.
В качестве базового метода высокотемпературного напыления
перед лазерным оплавлением был выбран плазменный процесс
[64], как занимающий ведущее положение среди способов напыле-
ния. Экспериментальные исследования выполнены на цилиндри-
ческих трубчатых образцах диаметром 50 мм и толщиной стенок
3 мм из низкоуглеродистой стали СтЗ. Плазменное напыление осу-
ществлялось на серийной установке порошком из сплава
ПГ-ХН80СР2. Напыление выполнялось на режиме: ток 400 А,
напряжение дуги 40 В, расход плазмообразующего газа (90 % Аг+
+ 10 % N2) 1,2-10"3 м3/с, расход порошка = 0,83-10“3 кг/с, ди-
станция напыления 120 мм, угловая скорость вращения образца
6,28 с-1, продольная подача образца 4 мм/с. Толщина напыленного
слоя 1 мм, пористость 8—10 %.
Лазерное оплавление проводилось при следующих парамет-
рах: мощность излучения 2—3,5 кВт, диаметр сфокусированного
излучения da = 0,54-1,6 мм, что обеспечивало изменение удель-
ной погонной энергии q0 = 25ч-400 Дж/мма.
Результаты исследования представлены на рис. 11.7. Увели-
чение до приводит к некоторому увеличению объема оплавленного
металла за счет одновременного возрастания глубины h и ширины b
279
Рис. 11.7. Зависимость
глубины, ширины и
средней' микротвердо-
сти обработанной зоны
от удельной погоииой
энергии
зоны обработки. При q0 < 180 Дж/мм2 происходит лишь частичное
проплавление покрытия. Причем в оплавленном объеме металла
наблюдаются округлые газовые поры, связанные с дегазацией
нижележащих газонасыщенных слоев напыленного покрытия.
Оптимальной следует считать <?0 = 180-^330 Дж/мм2, обеспе-
чивающую полное оплавление напыленного слоя, а также и ме-
талла основы на глубину до 0,25 мм. В оплавленном объеме ме-
талла поры практически отсутствуют. Дальнейшее увеличение
погонной энергии (<?0 > 330 Дж/мм2) приводит к росту глубины
проплавления основного металла, вследствие чего материал
основы в больших количествах попадает в объем наплавки и ухуд-
шает эксплуатационные характеристики оплавленного покрытия.
Структура оплавленных лазером слоев характеризуется чрез-
вычайной дисперсностью, отсутствием окисных включений и пор.
Оплавленная зона, отличается несколько меньшими значениями
микротвердости по сравнению с плазменным напылением. Следует
отметить, что измерение микротвердости напыленного слоя про-
водилось ! выборочно лишь по объему металлических частиц,
минуя границы раздела и поры, тогда как значение микротвер-
дости оплавленной зоны является среднестатистической характери-
стикой всего объема наплавки [47].
Увеличение удельной погонной энергии лазерного оплавления
приводит к незначительному снижению микротвердости оплавлен-
ной зоны (см. рис. 11.7). Твердость оплавленного слоя на опти-
мальном режиме составляет не менее 8000 МПа, что соответствует
паспортным данным для порошка ПГ-ХН80СР2.
Содержание легирующих элементов в оплавленных участках
по результатам микрорентгеноспектрального анализа мало от-
личается от их содержания в исходном порошке, %: 60—74 Ni,
11—17 Сг, 1,5—2,5 Si, <4 Fe.
Следует отметить, что характер распределения легирующих
элементов по глубине оплавленной зоны, как и в случае оплавле-
ния шликерных покрытий, характеризуется равномерностью, за
исключением границы зоны оплавления. Данный вывод — важ-
ная особенность лазерной обработки, обеспечивающей кратко-
временное расплавление напыленного слоя и последующее охлаж-
дение с высокими скоростями. Это способствует сохранению ле-
280
гирующих элементов, содержащихся в предварительно нанесен-
ных напылением покрытиях, и их равномерному распределению
в объеме наплавки.
Практический интерес представляет исследование возможностей
лазерной обработки протяженной поверхности при перекрытии
оплавляемых зон. Эксперименты проводились при одномерном
вращении и продольном перемещении образца, т. е. обработкой
цилиндрической поверхности по винтовой траектории. На началь-
ной стадии обработки в процессе теплового насыщения глубина
проплавления несколько увеличилась до достижения квазйста-
ционарного состояния. Следовательно, для обеспечения равномер-
ной глубины проплавление в таких случаях необходимо,управлять
режимом обработки.
Для достижения одинаковых свойств поверхности лазерное
оплавление двух соседних зон следует осуществлять с их пере-
крытием, что приводит к двукратному переплавлению в зоне пере-
крытия. Распределение микротрердости поверхностных участков
металла по ширине обработанных зон, включая зону перекрытия,
показало, что при повторном переплаве зоны перекрытия замет-
ного снижения микротвердости не происходило. Это связано
с тем, что при повторном нагреве в оплавленном порошке
ПГ-ХН80СР2 происходят незначительные фазовые изменения.
В объемах оплавленного металла, подвергнутых повторному пере-
плаву, микроструктура и химический состав практически не из-
меняются. Следует отметить, что при соблюдении минимального
подплавления основы на глубину 0,25 мм обеспечивается высокая
прочность сцепления между покрытием и основой, а кратковре-
менность пребывания наплавленного металла в области высоких
температур при лазерном воздействии не создает условий для
активного развития процессов диффузии.
При лазерном оплавлении на оптимальном режиме поверхност-
ных покрытий, полученных высокотемпературным напылением,
можно добиться такого состояния поверхности, что при последую-
щей механической обработке можно сразу осуществлять финиш-
ное операции, например шлифование.
Таким образом, можно сделать вывод о высоком качестве
поверхностей, получаемых лазерным оплавлением покрытий,
-предварительно нанесенных высокотемпературным напылением.
Однако осуществление двухстадийной обработки поверхностей
(напыление и последующее1 оплавление) является трудоемким.
Лазерное оплавление может быть перспективным процессом для
улучшения*свойств напыленных покрытий на локальных тяжелона-
груженных участках поверхности.
11.5. ГАЗОПОРОШКОВАЯ ЛАЗЕРНАЯ НАПЛАВКА (ГПЛН)
ГПЛН заключается в получении поверхностных покрытий при-
нудительной подачей порошка газовым потоком непосредственно
в зону лазерного излучения [34]. Частицы порошка начинают
281
Рис. 11.8. Схема
ГПЛН с подачей по-
рошка вслед (а) и на-
встречу (б) движению
образца:
1 — образец; 2 — на-
плавленный валик
нагреваться в зоне лазерного излучения вплоть до попадания на
обрабатываемую' поверхность. Приближенная оценка условий на-
грева отдельной частицы порошка в зоне лазерного излучения
показывает, что для подогрева частицы до температуры плавления
требуется время ~ 1 мс, а для последующего ее полного расплав-
ления необходимо время ~10 мс.
В реальных условиях путь частиц порошка в лазерном из-
лучении не превышает 10 мм, средняя скорость составляет 10—
30 м/с, и следовательно, время полета частицы в лазерном излу-
чении составляет ~1 мс. Было установлено, что частицы порошка
полностью расплавляются только на обрабатываемой поверхности.
ГПЛН определяется следующими параметрами: мощность ла-
зерного излучения Р; скорость перемещения образца под излу-
чением, т. е. скорость наплавки цНап>' диаметр пятна нагрева ла-
зерного излучения, определяемый условием фокусировки излу-
чения, dn; массовый расход подаваемого в зону обработки по-
рошка Gn; расстояние, с которого вводится порошок, L; угол
ввода порошка а (рис. 11.8).
Экспериментально было установлено влияние отдельных пара-
метров процесса на условия формирования на поверхности на-
плавляемого валика. Наплавка проводилась непрерывным излу-
чением СО2-лазера на плоскую поверхность образца из низкоугле-
родистой стали СтЗ, предварительно очищенную от окалины на
шлифовальном станке. Фокусировка излучения проводилась лин-
зой с фокусным расстоянием F = 400 мм (табл. 11.2).
Изменение диаметра сфокусированного излучения достига-
лось регулированием степени расфокусировки, т. е. изменением
расстояния AF между фокусом и обрабатываемой поверхностью
(см. рис. 11.8).
Увеличение Р от 1,5 до 3,5 кВт приводит к увеличению коли-
чества расплавляемого порошка, вследствие чего также увели-
чиваются ширина и высота наплавленных валиков (рис. 11.9, б).
Коэффициент перемешивания у при этом возрастает от 0,02 до
0,11 в связи с незначительным увеличением глубины проплав-
ления.
282
Таблица 11.2
Параметры ГПЛН
Параметры варьирова- ния Р, кВт инап» мм/с AF, мм оп.1о>, кг/с L, мм а 0
Интервал Шаг варь- ирования 1,5—3,5 0,5 8,3—50 8,3 15—60 15 0,4—1,2 0,1—0,2 5—35 5 10—70 10
Рост скорости обработки от 8,3 до 50 мм/с приводит к суще-
ственному уменьшению геометрических размеров наплавленных
валиков. Ширина валиков уменьшается приблизительно в 2 раза,
а высота — почти в 4 раза (рис. 11.9, а). Это связано с тем, что
с увеличением скорости обработки при постоянной мощности
уменьшаются удельная погонная энергия, а также массовый рас-
ход порошка.
Влияние степени расфокусировки на геометрические параметры
наплавленных валиков проявляется неоднозначно. С увеличением
степени расфокусировки при постоянной мощности уменьшается
плотность мощности излучения, что приводит к снижению коли-
чества расплавленного порошка и уменьшению высоты наплав-
ленного валика (рис. 11.9, в). Ширина же валика первоначально
возрастает за счет увеличения размеров пятна излучения. Даль-
нейшее увеличение степени расфокусировки приводит к умень-
шению ширины валика, хотя размер пятна излучения растет.
Это, по-видимому, связано со значительным уменьшением плот-
ности мощности излучения на периферии пятна нагрева, которая
оказывается недостаточной для расплавления широкой зоны.
Коэффициент перемешивания при увеличении степени расфоку-
сировки в большинстве случаев уменьшается.
283
ширины наплавленных
Рис. 11.10. Варианты подачи порошка-
1 — образец; 2 — наплавленный валик
Был выполнен ряд экспери-
ментов по исследованию влия-
ния параметров подачи порош-
ка в зону воздействия. Увели-
чение массового расхода порош-
ка при постоянных режимах
лазерной•обработки -приводило,
к некоторому увеличению высо-
валиков. Коэффициент перемешива-
ты и
ния уменьшался при этом от 0,14 до 0,06.
Увеличение расстояния от среза сопла до зоны обработки
(дистанция нанесения L) от 5 -до 35 мм приводит к увеличению
площади сечения струи порошка в месте обработки с одновре-
менным снижением плотности потока частиц. Вследствие этого
ширина наплавленных валиков несколько увеличивается, тогда
как высота уменьшается. При этом у растет от 0,07 До 0,65.
Зависимость высоты наплавки от угла ввода порошка а носит
экстремальный характер. Это связано с изменением формирую-
щего действия газопорошковой струи и уменьшением количества
попадающегося в ванну плавления порошка с увеличением а.
При увеличении а до 45° высота валика растет за счет динамиче-
ского давления газопорошковой струи на жидкую ванну. При
дальнейшем увеличении - а сильно уменьшается количество по-
рошка, попадающего в ванну, и высота валиков уменьшается.
Ширина валиков при: увеличении а несколько’ уменьшается, а у
увеличивается от 0,05 до 0,47.
Интересным представляется сопоставление значений удель.-
ных погонных энергий на оптимальных режимах процессов лазер-
ного оплавления шликерных покрытий, напыленных покрытий и
ГПЛН. Оказывается, что газопорошковая лазерная наплавка от-
личается наименьшей энергоемкостью - и характеризуется мини-
мальными значениями удельной погонной энергии q0 — 30ч-
50 Дж/мм2.
Важным параметром, заметно влияющим на формирование ва-
ликов при ГПЛН, является направление подачи порошка отно-
сительно движения образца. Рассматривались различные вариан-
ты подачи порошка: вслед движущемуся образцу (х = 0),
навстречу ему (х = 180°) и под углом к движению (0 < х < 180°)
(рис. 11.10).
Подача порошка вслед движущемуся образцу обеспечивает
хорошее формирование наплавленных валиков. Газопорошковая
струя оказывает давление на расплавленный металл, оттесняя его
в хвостовую часть к закристаллизованному металлу. Процесс фор-
мирования при такой схеме отличается стабильностью, вследствие
284
чего колебания высоты и ширины валика незначительны и дости-
гают 10—15 %. Влияние других параметров газопорошковой на-
плавки при подаче порошка вслед движущемуся образцу были рас-
смотрены выше.
При подаче порошка навстречу движущемуся образцу газопо-
рошковая струя оттесняет жйдкий металл от закристаллизовав-
шейся части, вследствие чего он несколько растекается по по-
верхности, увеличивая площадь ванны плавления. При этом рас-
тет количество частиц порошка, попадающих в расплав, и не-
сколько увеличиваются размеры валиков по сравнению со слу-
чаем подачи порошка вслед движущемуся образцу. Принципи-
ально характер формирования наплавленных валиков при из-
менении режима обработки остается подобным случаю при
х = 0.
ОдНако геометрические размеры наплавленных валиков по
длине Bi случае х = 180° отличаются нестабильностью. Разброс
высоты и ширины валиков по длине достигает 50—60 %.
При увеличении х от 0 до 90° газопорошковая струя вытесняет
расплавленный металл в сторону, противоположную направлению
подачи, что приводит к формированию деформированных валиков.
Особенно значительное нарушение формы валика наблюдается
при изменении х от 45° до 135°.
При проведении газопорошковой лазерной наплавки следует
обращать внимание на место подачи порошка^ Если центр газо-
порошкового потока совмещается с осью лазерного излучения,
поверхность валика приобретает шероховатость вследствие по-
падания частиц порошка на еще не полностью закристаллизовав-
шийся металл в хвостовой части ванны. При повторном оплавлении
сформированного валика без подачи присадочного порошка по-
верхность становится гладкой. , .
. Представляет интерес совмещение операций газопорошковой
лазерной наплавки и лазерного оплавления. Процесс осуществля-
ется раздвоенным лазерным лучом с подачей порошка вслед
движущемуся образцу в первое по ходу обработки пятно. Полу-
ченные при этом результаты обеспечивают равномерные по ши-
рине и высоте валики, отличающиеся гладкой поверхностью.
Одной из важных характеристик процесса является расход
порошкового материала, определяемый .коэффициентом исполь-
зования порошка (КИП), т. е. отношением массы наплавленного
металла к массе израсходованного в процессе наплавки порошка.
Увеличение мощности излучения при газопорошковой лазерной
наплавке приводит к возрастанию КИП, а увеличение скорости
обработки снижает его. Зависимость КИП от степени расфокуси-
ровки носит экстремальный характер.
Увеличение Gn приводит к росту КИП (рис. 11.11, а), увели-
чение L — к его значительному уменьшению (рис 11.11, б).
При увеличении угла ввода порошка а КИП растет и достигает
максимальных значений при а ~ 40-т-50° (рис. 11.11, в).
285
кип кип
б — Gn = 0,845 г/с, а = 45°:
/ — ИНап = 8'3 ““/с! — гнап ~ 16,6 мм/с;
в — Ов = 0,845 г/с, L = 15 мм:
1 — гнап =16,6 мм/с
Рассмотренные выше зависимости КИП от различных парамет-
ров процесса получены при подаче порошка вслед движущемуся
образцу, обеспечивающей стабильные геометрические размеры
валиков. •
При подаче порошка навстречу движущемуся образцу КИП
значительно больше, чем при х = 0. Это связано с увеличенными
размерами расплавленной ванны. Все остальные закономерности,
связанные с нестабильным формированием валика, сохраняются.
По многочисленным экспериментальным данным была разра-
ботана статистическая .модель процесса ГПЛН и получены ре-
грессионные уравнения для отыскания основных геометрических
параметров наплавленных валиков и КИП [34]. Регрессионные
уравнения позволяют решить и обратную задачу — подобрать
сочетание оптимальных параметров процесса, обеспечивающих
требуемую геометрию наплавки, и соответствующий КИП.
В практических работах при наплавке никельхромборкремние-
вых сплавов следует ориентироваться на следующие оптимальные
интервалы изменения параметров: Р = 14-3 кВт, инап — 16,74-
33,3 мм/с, Д/7 = 304-45 мм (при F = 400 мм), Gn = 0,64-0,9 г/с,
L = 154-20 мм, а = 30°4-35°. Геометрические размеры наплав-
ленных валиков следующие: h = 0,54-2,0 мм, b = 1,24-2,6 мм.
КИП изменяется от 0,4 до 0,7. При ГПЛН на рекомендованных
режимах у 0,15.
При необходимости получения наплавленных валиков со
стабильными геометрическими параметрами и у = 0,054-0,15 сле-
дует осуществлять подачу порошка вслед движущемуся образцу.
Как уже указывалось, подача порошка навстречу движущемуся
образцу нарушает стабильность геометрических, размеров наплав-
ленных валиков, но позволяет осуществить процесс с меньшим
тепловым воздейстием и меньшим подплавлением.
286
Подача порошка осуществляется с помощью таких газов,
как воздух, азот, гелий, аргон, углекислый газ. При исполь-
зовании самофлюсующихся порошков тип газа не оказывает су-
щественного влияния на формирование покрытия. Если исполь-
зуют несамофлюсующиеся порошки, то для защиты от окисления
порошков и расплавленного металла следует применять инертные
газы. Рекомендуется оптимальная грануляция порошка в преде-
лах 40—160 мкм. Более крупные частицы приводят к неравномер-
ной подаче вследствие застревания в питающем устройстве, а
частицы мелких размеров комкуются.
К недостаткам ГПЛН следует отнести неполное использование
порошка и сложность устройства для подачи порошка и улавли-
вания неиспользованного в процессе наплавки порошка.
Наиболее перспективно выполнение лазерной наплавки с ис-
пользованием в качестве присадочных материалов смесей различ-
ных порошков, в первую очередь порошков самофлюсующихся
сплавов на основе никеля (колманои) и на основе кобальта (стел-
литы). Для получения покрытий со специальными свойствами
при лазерной наплавке используют порошки самофлюсующихся
сплавов с добавлением в них карбидов вольфрама, титана, бора,
а также феррованадия, ферротитана и других составляющих
[911.
Особенности технологического процесса лазерной наплавки
заключаются в возможности регулирования времени существова-
ния жидкой фазы, в том числе и в минимальных пределах, и
обеспечении высоких скоростей охлаждения кристаллизующегося
металла наплавки. Вследствие этого микроструктура покрытий,
полученных лазерной наплавкой, отличается от микроструктуры
при наплавке этих же порошков другими методами.
Было проведено сопоставление микроструктуры сплава
ПГ-СР4, наплавленного с помощью токов высокой частоты (ТВЧ)
и с помощью лазерного излучения. При наплавке ТВЧ структура
состоит из крупных первичных карбидов Сг7С3 сложной конфи-
гурации и Сг3С2 в виде стерженьков различной формы. Микро-
твердость карбидов составляет 15 000—23 000 МПа. Возможно
образование других карбидов, а также мелкодисперсных боридов.
В структуру наплавки ТВЧ также входят светлые зерна
у-твердого раствора округлой ячеистой или дендритной формы
с микротвердостью 3780—5250 МПа и мелкодисперсная струк-
турная составляющая серого цвета — двойная эвтектика с микро-
твердостью 6340—8200 МПа. В состав эвтектики входят у-фаза
и борид никеля Ni3B.
Структура и фазовый состав лазерной наплавки совсем дру-
гие. При больших скоростях лазерной наплавки (>10 мм/с)
в структуре не обнаруживаются первичные карбиды, а имеют ме-
сто ячеистые зерна у-твердого раствора и эвтектика у -|- Ni3B.
Причем эти структурные составляющие существенно меньше,
чем при наплавке ТВЧ. Твердый раствор значительно пересыщен
287
легирующими компонентами, а в состав эвтектики входят мета-
стабильные фазы, представляющие одну из форм карбидов и бо-
ридов. В результате микротвердость сплава значительно ровнее
по сравнению с наплавкой ТВЧ и составляет 7900—8900 МПа.
Лазерная наплавка чугунного порошка СЧ 21 приводит
к образованию структуры отбеленного чугуна, состоящей из мел-
кодисперсной аустенитно-цементитной смеси с частичным превра-
щением аустенита в мартенсит и обеспечивающей микротвердость
в 5250—8900 МПа.
Рассмотренные особенности структуры лазерной наплавки,
заключающиеся в измельчении структуры, растворении хрупких
карбидных фаз и образовании пересыщенных твердых растворов,
обеспечивают высокие свойства поверхностных покрытий, в пер-
вую очередь износостойкость.
Были проведены испытания на износостойкость при трении
скольжения. Стойкость, лазерной наплавки, полученной с исполь-
зованием никельхромборкремниевого сплава ПГ-СР2, в 3—5 раз
превосходила износостойкость плазменного покрытия, оплавлен-
ногб газоплазменной горелкой, и была в 10 раз больше износо-
стойкости покрытия, полученного ТВЧ с использованием того же
сплава. Время приработки покрытия, нанесенного ГПЛН, ока-
залось также значительно меньше.
Лазерная наплавка характеризуется высокой прочностью
сцепления покрытия с основой, равной прочности одного из ма-
териалов — подложки или наплавленного металла. Результаты
испытаний показывают, что прочность сцепления при лазерной
наплавке в 3—5 раз превышает прочность при напылении покры-
тий.
1 Газопорошковая лазерная наплавка благодаря высоким свой-
ствам покрытий представляет перспективу для увеличения стой-
кости наиболее тяжелонагруженных локальных участков различ-
ных деталей, таких, как уплотнительные фаски клапанов газорас-
пределительного механизма двигателей внутреннего сгорания,
посадочные поверхности деталей газо- и водораспределительной
арматуры, металлургического оборудования и др. Кроме того,
лазерная наплавка может быть успешно использована при ремонт-
но-восстановительных работах локально изношенных участков
деталей благодаря высоким механическим свойствам покрытий и
отсутствию деформаций.
i СПИСОК ЛИТЕРАТУРЫ
\ г
1 1 '
!. Алейников В. С., Беляев В. П., Печении Ю. В. Принципиальные во-
просы создания эффективных газовых лазеров для высокопроизводительного
технологического оборудования//Электроиная промышленность. 1981. Mi в—в,
С. 39—:51 .
2. Андрияхин В. М., Фишкис М. М. Лазеры и перспектива их применения
в автомобилестроении. М.: НИИИНАвтопром, 1980. 63 с. v ’
3. Андрияхин В. М., ЧекановаН. Т. Влияние мощного СО2-лазера на струк-
туру и свойства чугунов//Поверхиость. Физика, химия, механика. 1983. Mt 3.
С. 129—137, 1 • ,
4. Аскарьян Г. А. Эффект самофокусировки//Успехи физ. наук. 1'97®.
Т. III. вып. 2. С. 249—260.
5. Афанасьев Ю. А., Крохин О. Н. Испарение металлов под действием
луча лазера//Журнал экспериментальной и теоретической физики. 1967. Т. 32,
№ 4. С. 966—972. 1 , .
6. Бабенко, В. П., Тычинский В. П. Газолазерная резка материалов. Л.1 >
ЛДНТП, 1976. 34 с. V ( ,
7. Банас К. М., Уэбб Р. Лазерная обработка материалов//Труды инжене-
ров института по электронике и радиотехнике. 1982. Т. 70. № 6. С. 35—45.
8. Басов Н. Г., Данилычев В. А. Мощные лазеры в технологии// Наука
и человечество. М.: Знание, 1985. С. 261—278.
9. Башеико В. В., Куликов Н. В., Сурков А. В. Влияние состояния поверх-
ности и подготовки кромок на проплавление металла при лазерной сварке// .
Сварочное производство. 1984. № 5. С. 16—18.
10. Башеико В. В., Лопота В. А. Технологические особенности сварки на-
клонным пучком//Сварочное производство. 1981. № 7. С. 19—21.
11. Бункин Ф. В., Кириченко Н. А., Лукьяичук Б. С. Лазерная термохи-
мия//Изв. АН СССР. Сер. физ. 1982. Т. 46. № 6. С. 1150—1169.
12. Бураков В. А., Барышевская Е. А., Буракова Н. М. Локальная цемента-
ция железа в условиях импульсного лазерного нагрева и скоростей закалки//
Изв. вузов. 1981. № 11. С. 28—31.
13. Васильев Д. М., Трофимов В. В. Современное состояние рентгеновского
способа измерения макронапряжений//3аводская лаборатория. 1984с № 2.
С. 20—29.
14. Веденов А. А. Физика электроразрядных СО2-лазеров. М.: Энергоиздат.
1982. 111с.
15. Веденов А. А., Гладуш Г. Г. Физические процессы при лазерной обработ-
ке материалов. М.: Энергоатомиздат, 1985. 207 с.
16. Веденов А. А., Гладуш Г. Г., Явохин А. Н. К теории стационарного
оптического пробоя газов вблизи поверхности металлов//Квантовая электроника.
1981. Т. 8. № 7. С. 1485—1490.
17. Веденов А. А., Дробязко С. В., Корзинкин М. М. Характеристики ла-
зерного излучения импульсно-периодического СО2-лазера с замкнутым газовым
циклом//Кзантовая электроника. 1980. Т. 7. № 6. С.' 1186—1191.
18. Вейко В. П. Лазерная обработка пленочных элементов. Л.: Машино-
строение. 1986. 248 с.
19. Величко О. А., Молчаи И. В., Моравский В. Э. Современное состояние
технологии непрерывной лазерной сварки//Автоматическая сварка. 1977. № 5.
С. 44—50.
20. Винокуров В. А., Григорьянц А. Г. Теория сварочных деформаций и на-
пряжений. М.: Машиностроение, 1984. 279 с.
21. Влияние лазерной обработки на износостойкость и теплостойкость ин-
струментальных сталей/В. С. Великих, В. П. Тоичаренко, В. С. Картавцев и
др.//Технология и организация производства. 1978. № 4. С. 52—53.
289
22. Влияние лазерной сварки на структуру металла сварного соединения/
В. Г. Федоров, А. Г. Григорьянц, И. Ф. Попова и др.//Изв. вузов. 1979. № 2.
С. 122—125. /
23. Влияние схемы упрочнения гильз цилиндров лазерным излучением на
износостойкость/В. М. Андрияхин, В. А. Васильев, В. К. Седуиов и др.//Метал-
ловедение и термическая обработка металлов. 1982. № 9. С. 41—43. /
24. Волгин В. И. Влияние лазерного легирования поверхности иа твердость
алюминиевого сплава АЛ25//Поверхность. Физика, химия, механика/ 1983.
№ 1. С. 125—128. <
25. Ворн М., Вольф Э. Основы оптики. М.: Наука, 1973. 719 с.
26. Гаврилюк В. С., Щеглов М. Е. Установка для определения пластических
характеристик кристаллизующегося сварного шва//Автоматическая сварка.
1982. № 8. С. 70—71.
27. Гаращук В. П. Требования к параметрам светового пучка СО2-лазера
для сварочных установок//Автоматическая сварка. 1980. № 2. С. 49—52.
28. Генералов Н. А., Зимаков В. П., Косыикин В. Д. Быстропроточ-
ный технологический лазер комбинированного действия//Кваитовая электроника.
1982. Т. 9. № 8. С. 1549—1558.
29. Гинзбург В. А. Распространение электромагнитных воли в плазме. М.:
Физматгиз, 1960. 314 с.
30. Гладков Э. А., Иванов В. В., Тулубеиский М. Г. Диагностика процесса
формирования сварного шва при лазерной сварке с помощью плоского двойного
зонда//Сварочное производство. 1985. № 3. С. 40—42.
31. Голубев В. С., Киселевский Л. И., Снопро В. Н. Спектроскопическое
исследование непрерывно горящего оптического разряда//Жур- прикладной
спектроскопии. 1977. № 26. С. 983—988.
32. Григорьянц А. Г. Расчетный метод исследования кинетики сварочных
деформаций и напряжений//Изв. вузов. Машиностроение. 1978. № 5. С. 146—150.
33. Григорьянц А. Г., Морящев С. Ф., Фромм В. А. Влияние состава газо-
вой атмосферы иа эффективность проплавления при сварке//Изв. вузов. 1980.
№ 5. С. 109—112.
34. Григорьянц А. Г., Сафонов А. Н., Шибаев В. В. Влияние некоторых
технологических факторов на особенности формирования валиков при лазерной
газопорошковой наплавке//Порошковая металлургия. 1984. № 9. С. 39—42.
35. Григорьянц А. Г., Сафонов А. Н., Шибаев В. В. Выбор связующих ве-
ществ при лазерной наплавке износостойкими хромборникелевыми порошками//
Электронная обработка материалов. 1982. № 5. С. 32—37.
36. Григорьянц А. Г., Соколов А. А. Энергетические особенности резки
слоистых пластиков излучением непрерывного СО2-лазера//Сварочное производ-
ство. 1986. № 1. С. 32—34.
37. Григорьянц А. Г., Фромм В. А. Оптимизация характеристик сфокусиро-
ванного лазерного луча для сварки//Препринт. НИЦТЛ АН СССР. 1984. № 5. 56 с.
38. Гуревич С. М. Справочник по сварке цветных металлов. Киев: Наукова
думка, 1981. 375 с.
39. Данилов А. А., Никольский М. Ю., Щербаков И. А. Особенности тепло-
вых и генерационных режимов твердотельных лазеров на основе оптически
плотных активных сред//Изв. АН СССР. Сер. физ. 1987. Т. 51. № 8. С. 1431—1440
40. Действие излучения большой мощности на металлы/С. И. Анисимов,
Я. М. Имас, Г. С. Романов и др. М.: Наука, 1970. 272 с.
41. Дьюли У. Лазерная технология и анализ материалов: Пер. с англ. М.:
Мир, 1986. 504 с.
42. Ермаков С. М. Метод Монте-Карло и смежные вопросы. М.: Наука,
1971. 327 с.
43. Зенкевич О. С. Метод конечных элементов в технике: Пер. с англ. М.:
Мир, 1975. 541 с.
44. Зуев В. Е. Распространение лазерного излучения в атмосфере. М.: Радио
и связь, 1981. 288 с.
45. Зуев И. В., Селищев С. В., Скобелкин В. И. Автоколебания при воздей-
ствии концентрированных источников энергии иа вещество//Докл. АН СССР,
1980. Т. 254. № 6. С. 1326.
290
'46 . Иванченко А. И., Крашенинников В. В., Пономаренко А. Г. Исследо-
вание и разработка СО2-лазеров для технологии//Новосибирск: Препринт.
Ин-'tтеор. проблем механики СО АН СССР. 1986. № 6. 34 с. z
47. Исследование процесса лазерной обработки плазменных хромборникеле-
вых покрытий//А. Г. Григорьянц, А. Н. Сафонов, В. В. Шибаев и др.//Тр.
ЦНИИТмаш. 1982. № 168. С. 52—55,
44| . Кайдалов А. А., Назаренко О. К- Особенности движения металла у фрон-
та плавления при электронно-лучевой сварке// Автоматическая сварка. 1974.-
№ 12.SC. 60—61.
49. Кальнер В. Д., Волгин В. И., Андрияхин В. М. Упрочнение алюминиево-
го сплава излучением СО2-лазера//Поверхность. Физика, химия, механика. 1982.
№ 12. С. 131—134.
50. Карслоу Г., Егер Д. Теплопроводность твердых тел: Пер. с англ., 2-е
изд. М.: Наука, 1964. 487 с.
51. Климков К). М. Основы расчета оптико-электронных приборов с лазерами.
М.: Советское радио, 1978. 262 с.
52. Коваленко В. С. Обработка материалов импульсным излучением лазе-
ров. Киев: Вища школа, 1977. 144 с.
53. Коваленко В. С. Прогрессивные методы лазерной обработки материалов.
Киев: Вища школа, 1985. 88 с.
54. Коваленко В. С., Романенко В. В., Олещук Л. М. Малоотходные процессы
резки лучом лазера. Киев: Техника, 1987. 112 с.
55. Ковалев А. С., Попов А. М. О пробое газа излучением СО2-лазера вблизи
металлической поверхности в отсутствие режима развитого испарения//Журн.
теор. физ. 1981. Т. 51. Вып. 1. С. 73—77.
56. Козлов Г. И. Лазерный плазмотрон с протоком газа//Письма в журн.
теор. физ. 1978. Т. 4. Вып. 10. С. 586—589.
57. Козлов Г. И., Кузнецов В. А. Многолучевой непрерывный газоразрядный
СО2-лазер «Иглан-3»//Квантовая электроника. 1986. Т. 12. № 3. С. 553—558.
58. Коломыцев П. Т. Жаростойкие диффузионные покрытия. М.: Металлур-
гия, 1979. 271 с.
59. Компактный излучатель иа углекислом газе на основе замкнутого цикла
конвективного охлаждения рабочей смеси/В. С. Алейников, В. В. Бибикова,
О. С. Лысогоров и др.//Электронная промышленность. 1981. Вып. 5—6. С.
71—75.
60. Косырев Ф. К., Косырева Н. П., Лунев Е. И. Экспериментальная лазер-
ная установка ЛТ-1//Автоматическая сварка. 1976. № 9. С. 72—73.
61. Крапошин В. С. Обработка поверхности металлических материалов ла-
зерным излучеиием//Поверхность. Физика, химия, механика. 1982. № 3. С. 1—12.
62. Криштал М. А., Жуков П. А., Кокора А. Н. Структура и свойства спла-
вов, обработанных излучением лазера. М.: Металлургия, 1973. 192 с.
63. Крылов К. И., Прокопенко В. Т., Митрофанов А. С. Применение лазеров
в машиностроении и приборостроении. Л.: Машиностроение, 1978. 336 с.
64. Кудинов В. В. Плазменные покрытия. М.: Наука. 1977. 184 с.
65. Лазерная и электронно-лучевая обработка материалов: Справочник//
Н. Н. Рыкалин, А. А. Углов, И. В. Зуев и др. М.: Машиностроение, 1985. 496 с.
66. Лазерное и электроэрозионное упрочнение материалов/ В. С. Коваленко,
А. Д. Верхотуров, Л. Ф. Головко и др. М.: Наука, 1986. 276 с.
67. Лазеры в технологии/Под общ. ред. М. Ф. Стельмаха. М.: Энергия, 1975.
216 с.
68. Лахтин Ю. М., Арзамасов Б. Н. Химико-термическая обработка метал-
лов. М.: Металлургия, 1985. 254 с. /
69. Лахтнн К). М., Коган Я. Д., Тарасова Т. В. Исследование процессов
лазерного легирования коррозионно-стойких сталей//Электроиная обработка ма-
териалов. 1985. № 3. С. 28.
70. Левин Г. И. Мощный технологический импульсный СО2-лазер//Кванто-
вая электроника. 1983. № 12. С. 2493—2496.
71. Лесков Г. И., Нестеренков В. М. Потоки плазмы, тепловые и гидродина-
мические процессы в парогазовом канале при ЭЛС мёталлов//Автоматическая
сварка. 1978. № 6. С. 23—26.
291
72. Лисковец О. А. Метод прямых (обзорная статья)//Диффереициальные
уравнения. 1965. Т. 1. Ns 12. С. 1662—1666. г
73. Лукин В. Д., Повалиев В. А., ПужевскийС. Н. Износы в паре седло—
клапан механизма газораспределения и борьба с ними путем подбора материалов
и закалки ТВЧ//Двигателестроение. 1980. Ns И. С. 39—43. J
74. Макаров Э. Л. Холодные трещины при сварке легированных сталей. М.:
Машиностроение, 1981. 248 с. I
75. Марущенко В. В., Григорьянц А. Г., Иванов В. В. Влияние газового по-
тока на глубину проплавления при сварке конструкционных материалов (лучом
СО2-лазера//Автоматическая сварка. 1983. Ns 12. С. 38—44. /
76. Махненко В. И. Расчетные методы исследования кинетики сварочных
напряжений и деформаций. Киев: Наукова думка, 1976. 320 с. »
77. Мачулка Г. А. Лазерная обработка стекла. М.: Сов. радий, 1979. 136 с.
78. Микаэлян А. Л., Тер-Микаэлян М. Л., Турков Ю. Г. Оптические гене-
раторы на твердом теле. М.: Сов. радио, 1967. 384 с.
79. Миркнн Л. И. Физические основы обработки материалов лучами лазера.
М.: Изд-во МГУ, 1975. 383 с.
80. Мощные газоразрядные лазеры и их применение в технологии/Г. А. Абиль-
сиитов, Е. П. Велихов, В. С. Голубев и др. М.: Наука, 1984. 106 с.
81. Мощный многолучевой СО2-лазер, возбуждаемый разрядом переменного
тока/В. В. Антюхов, А. И. Бондаренко, А. Ф. Глова и др.//Квантовая электро-
ника; 1981. Т. 8. Ns 10. С. 2234—2237.
82. Николаев Г. А. Сварные конструкции. М.: Машгиз, 1962. 552 с.
83. Николаев Г. А., Григорьянц А. Г. Лазерная обработка в машииострое-
нии//Изв. АН СССР. Серия физическая. 1983. Т. 47. № 8. С. 1458—1467.
84. Особенности кристаллизации шва при лазерной сварке/В. С. Гайрилюк,
А. Г. Григорьянц, В. В. Иванов и др.//Автоматическая сварка. 1983. Ns 6.С. 27—
29.
85. О формировании сварного шва при сварке непрерывным лучом СО2-
лазера/В. В. Башеико, С. Г. Горный, А. А. Лопота и др.//Использование высоко-
концентрированных источников энергии в сварочном производстве. Л.: ЛДНТП.
1983. С. 7—16. .
86. О’Шиа Д., Коллен Р., Родс У. Лазерная техника: Пер. с англ. М.: Атом-
издат, 1980. 256 с.
87. Патон Б. Е., Лесков Г. И., Живага Л. И. Специфика образования шва
при электронно-лучевой сварке//Автоматическая сварка. 1976. № ’3. С. 1—5.
88. Повещенко Ю. А., Попов Ю. П. ТЕКОН. Пакет программ для решения
тепловых задач//Препринт. М.: Ин-т прикладной мат. АН СССР. 1978. Ns 65.
24 с.
89. Повышение эффективности и качества лучевых методов сварки высоко-
концентрированными источниками/В. В. Башенко, В. А. Лопота, Е. А. Митке-
вич и др.//Методы сварки высококонцентрированными источниками энергии. Л.:
ЛДНТП. 1980. С. 8—15. •
90. Повышение эффективности проплавления при лазерной сварке с ди-
намической фокусировкой луча/В. В. Иванов, В. В. Байков, А. Г. Григорьянц
и др.//Сварочное производство. 1984.' № 5. С. 9—11.'
91. Порошковые наплавочные материалы, получаемые распылением в инерт-
ной атмосфере/Д. А. Дудко, В. И. Земзин, И. Г. Прихно и др.//Современные
методы наплавки и наплавочные материалы. Киев: Наукова Думка, 1978. С. 17—
18.
92. Применение лазерной технологии на АЗЛК/В. Е. Архипов, Е. М. Бир-
гер, А. Н. Гречин и др.//Технология автомобилестроения. 1980. № 5.
С. 24—27.
93. Применение лазеров в народном хозяйстве/Тр.Всесоюз. конференции. —
М.: Наука, 1986. 216 с.
94. Прохоров А. М., Щербаков И. А. Лазеры на кристаллах редкоземель-
ных гранатов с хромом//Изв. АН СССР. Серия, физ. наук. 1987. Т. 51. Ns 8.
С. 1341—1353.
95. Прохоров Н. Н. Физические процессы в металлах при сварке. Т. 2.
М.: Металлургия, 1976. 599 с.
292
96. Разделение изотопов методом многофотоиной диссоциации молекул
излучением мощного СО2-лазера/В. Ю. Баранов, Е. П. Велихов, С. А. Казаков
и др,//Квантовая электроника. 1979. Т. 6. № 4. С. 811—823.
' 97. Райзер Ю. П. Основы современной физики газоразрядных процессов.
М.: Наука, 1980. 416 с.
98. Расчет режимов порошковой лазерной наплавки/А. Г. Григорьянц,
Ю. Н. Редкобородый, В. В. Шибаев и др.//Изв. вузов. 1983. № 3.
С. 1551-159.
99. Рахманов Б. Н., Чистов Е. Д. Безопасность при эксплуатации лазер-
ных установок. М.: Машиностроение, 1981. 113 с..
100, Рыкалин Н. Н. Расчеты тепловых процессов при сварке. М.: Машгиз,
1951. 296 с.
101. Рыкалин Н. Н., Зуев И. В., Углов А. А. Основы электронно-лучевой
обработки материалов. М.: Машиностроение, 1978. 239 с.
102. Рыкалин Н. Н., Углов А. А., Кокора А. Н. Лазерная обработка мате-
риалов. М.: Машиностроение, 1975. 296 с.
103. Рыкалин Н. Н., Углов А. А., Смуров И. Ю. Пространственные нели-
нейные задачи нагрева металлов излучением лазера//Физика и химия обработки
материалов. 1979. № 2. С. 3—8.
104. Рэди Дж. Обработка материалов: Пер. с англ.//Тр. ин-та инж. по элек-
тротехнике и радиоэлектронике: 1982. Т. 70. № 6. С. 7—20.
105. Рэди Дж. Промышленные применения лазеров: Пер. с аигл. М.: Мир,
1981. 638 с.
106. Самарский А. А. Теория разностных схем. М.: Наука, 1977. 614 с.
107. Самарский А. А., Попов Ю. П. Разностные схемы газовой динамики.
М.: Наука, 1980. 351 с.
108. Сафонов А. Н., Григорьянц А. Г. Лазерные методы термической обра-
ботки в машиностроении. М.: Машиностроение, 1986. 47 с.
109. Сварка в машиностроении: Справочник: В 4 т. Т. 1/Под общ. ред.
Н. А. Ольшанского. М.: Машиностроение, 1978. 504 с.
ПО. Сварка в машиностроении: Справочник: Т. 2/Подобщ. ред. Акулова А. И.
М.: Машиностроение, 1978. 464 с.
111. Сварка в машиностроении: Справочник: Т. З/Под общ. ред. В. А. Вино-
курова. М.: Машиностроение, 1979. 568 с.
112. Сегерлинд Л. Применение метода конечных элементов. М.: Мир, 1979.
392 с.
113. Синев В. П. Лазерная сварка//Итоги науки и техники. Сер. Сварка.
Т. II. М.: ВНИИТИ. 1979. С. 3—64.
114. Скаков Ю. А., Еднерал Н. В. Легирование поверхностных слоев при
использовании лазерной обработки//Изв. АН СССР. Серия физ. 1983. Т. 47.
№ 8. С. 1487—1495.
115. Соболь Э. Н. Особенности разрушения диссоциирующих материалов
при действии интенсивных потоков энергии//Жур. технической физики. 1982.
Т. 52. № 8. С. 1697—1699.
116. Спивак А. В. Взаимодействие непрерывного излучения СО2-лазеров
с жидкостями//Докл. АН СССР. Т.290. № 5. 1986. С. 1107—1111.
117. Справочник по лазерам/Под общ. ред. А. М. Прохорова. Т. 1. М.: Со-
ветское радио, 1978. 504 с.
118. Справочник по лазерам/Под общ. ред. А. М. Прохорова. Т. 2. М.: Со-
ветское радио, 1978. 400 с.
119. Справочник по технологии лазерной обработки/В. С. Коваленко,
В. П. Котляров, В. П. Дятел и др./Под общ. ред. В. С. Коваленко. Киев: Техника,
1985. 167 с. ' ' '
120. Стационарный несамостоятельный разряд С ионизацией безэлектрод-
ными импульсами в лазере на замкнутом цикле/Н. А. Генералов, В. Д. Косын-
кин и др.//Физика плазмы. 1980. Т. 6. № 5. С. 1152—1161.
121. Стационарный технологический СО2-лазер мощностью 10 кВт/
Г. А. Абильсиитов, А. В. Артамонов, Е. П. Велихов и др.//Квантовая электро-
ника. 1980. Т. 7. № 11. С. 2467—2473.
293
122. Стрижев Ю. Н. Применение лазерных установок для резания древесных
материалов//Экспресс-информ.: Плиты и фанера. М.: ВНИПИЭИлеспром, 1983.
32 с.
123. Теоретическое исследование кинетики аустенитизации в сталях при
нагреве непрерывным лазерным излучеиием/Е. И. Ким, А. Г. Григорьянц,
А. Н. Сафонов и др.//ИижеиерНо-физический журнал. 1987. № 3. С. 444—449.
124. Тихомиров А. В. Состояние и перспективы развития лазерной резки//
Изв. АН СССР. Сер. физ. 1983. Т. 47. № 8. С. 1481—1486.
125. Тихомиров А. В. Технология и машины для газолазериой резки метал-
лов и неметаллических материалов. М.: ЦИНТИхимиефтемаш, 1982. 40 с.
126. Трибельский М. И. О форме поверхности жидкой фазы при плавлении
сильиопоглощающих сред лазерным излучеиием//Кваитовая электроника. 1978.
Т. 5. № 4. С. 804—812.
127. Универсальный технологический электроионизациоиный СО2—СО-ла-
зер/А. Б. Аверии, Н. Г. Басов, Е. П. Глотов и др.//Изв. АН СССР. Сер. физ.
1983. Т.47. № 8.С.1519—1526.
128. Упрочнение деталей лучом лазера/В. С. Коваленко, Л. Ф. Головко,
Г. В. Меркулов и др. Киев: Техника, 1981. 132 с.
129. Упрочнение поверхности стали 45 непрерывным СО2-лазером с исполь-
зованием различных поглощающих покрытий/В. М. Андрияхин, А. Г. Григорь-
янц, В. С. Майоров и др.//Изв. вузов. 1983. № 8. С. 121—126.
130. Установки для исследования фрикционного взаимодействия материалов
с регистрацией ультразвукового излучения/В. И. Денисов, А. А. Кузнецов,
Г. А. Сарычев и др.//Техника радиационного эксперимента. М.: Энергоиздат,
1982. С. 73—78.
131. Численное моделирование тепловых процессов при лазерной сварке
с глубоким проплавлением/А. Г. Григорьянц, А. В. Захаров, О. А. Кузнецов
и др.//Препринт. Ин-т прикладной математики им. М. В. Келдыша АН СССР.
1985. № 14. 26 с.
132. Чуриловский В. Н. Теория хроматизма и аберраций третьего порядка.
Л.: Машиностроение, 1968. 366 с.
’ 133. Экспериментальные методы исследования деформаций и напряжений/
Б. С. Касаткин, А. Б. Кудрин, Л. М. Лобанов и др.//Киев: Наукова думка,
1981. 584 с.
134. Электроионизациоиный СО-лазер замкнутого цикла непрерывного д'ей-
ствия/Н. Г. Басов, Н. К. Кабаев, В. А. Данилычев и др.//Квантовая электроника.
1979. Т. 6. № 4. С. 772—776.
135. Электроразрядная камера СО2-лазеров/В. Ю. Колесников, Б. В. Ор-
лов, Ю. Е. Польский и др.//Квантовая электроника. 1984. Т. II. № 5. С. 957 —961.
,. 136. Ainsworth Н. S. Laser cutting/ZPaper Technology and Ind. 1978. 19.
N 7. P. 220—225.
137. Arata Y., Miyamoto I. Laser Welding//Technocrat. 1978. 11. N 5. P. 33—42.
138. Arata Y., Miyamoto I. Metal Heating by Laser Beam//Welding Con-
struction. 1978. 57. N 8. P. 1—43.
139. Banas С. M. High Power Laser Welding//Optical Engineering. 1978.
17. N 3. P. 210—216.
140. Breinan E. M., Banas С. M. Hign Power Laser Welding//Advanced Wel-
ding Technology: Proc, of 11 Intern. Symp. of JWS. Osaka. 1975. P. 1—6.
141. Desforges C. D. Laser Applications//Engineering. 1977. 217. N 10.
P. 1—8.
142. Gnanamuthu D. S. Laser Surface Treatment//Optical Engineering. 1980.
19. N 5. P. 783—792.
143. Mayfield J. Hornets fly on composite wings/ZAmerican Machinist. 1978.
122. N 11. P. 107—110.
144. Mazumder J., Steen W. M. Heat Transfer Model for CW Laser Material
ProcessingZZJournal of Applied Physics. 1980. 51. N 2. P. 941—947.
145. Mazumder J. M., Steen W. M. Welding of Ti — 6A1 — 4V by continuous
wave CO2-laser/ZMetal Construction. 1980. 12. N 9. P. 423—427.
146. Megaw J. H. PC., Kaye A. S. Multikilowatt laser processing//Laser — 77
Opto-Electronics: Proc, of Conference. JPC business press. 1977. P. 291—296.
294
147. Moy Y. P. Utilization et perspectives des faiscerux de haute puissense
dans le traul des metaux/ZSoudage et techniques connexes. 1977.31. N 5. P. 197—206.
148. Schawlow A. L. Laser interactions with materials//Laser—77 Opto-Elec-
tronics: Proc, of Conference. JPC business press. 1977. P. 263—266.
149. Sepold G., Bodecker V., Juptner W. Intensitatsabhabhangige Schmelzbad-
geometrie beim Schweissen mit Laser stahlen//Laser — 77 Opto-Electronics. Proc,
of Conference. JPC business press. 1977. P. 109—112.
150. Steen W. M., Kamalu J. N. Laser Cutting//Imperial College of Science
and Technology. London. SW7. 2 BP. NK — 1985. Ill p.
151. Swift—Hoock D. T., Gick A. E. F. Penetration welding with lasers//
Welding Journal. 1973. 52. N 11. P. 492s—499s.
152. Warren R. E., Sparks M. Laser Heating of a Slab Having Temperature —
Dependent Surface Absorptance//Journal of Applied Physics. 1979. 50. N 11.
P. 7952—7957.
153. Willgoss R. A., Megaw J. H. P. C., Clark J. N. Laser welding of steels
for power plantZZOptics and Laser Technology. 1979. N 2. P. 73—78.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Аберрация 22—25, 26
Б
Базы для измерения деформации 136—138
Бугера—Ламберта закон 94
В
Ванна сварочная 172, 174, 200—201
Д
Дефекты при сварке с глубоким проплавлением 208
— в виде горячих трещин 155—170
----— холодных трещин 179—193
Диаграмма температурная лазерной обработки упрощенная 71
Длина перетяжки 35
3
Защита металла шва 207—208
И
Излучение лазерное:
газы защитные 52, 57—58
дифракция 13
модели взаимодействия с материалом 64
расфокусировка 60
расходимость 13
регулирование 18—19
самофокусировка 50—51, 70
схема воздействия 83
фокусировка 19
Интервал хрупкости температурный 157
К
Канал проплавления:
геометрия 91—92, 95
массоперенос 90—93, 96
плотность мощности 95
схема исследования динамики 199, 200
ход лазерных лучей 94—95
Кассегрена объектив классический 19—20
----обращенный внеосевой 21
------- осевой 20—21
Каустика 37
Классификация методов лазерной сварки 195’
Коэффициент использования порошка 285
— отражения 65
— поглощения 65—66
КПД термический 72, 77, 78, 79
296
— эффективный 72, 75, 76, 77, 80
Критерий оценки технологической прочности 159
Л
Лазер:
применение 9—10
регулирование излучения 18—19
способы перемещения луча 16—17
типы 4—5
Лазер газовый 5—10
— твердотельный 4—5
Легирование:
азотирование 270
борирование 271
металлическими компонентами и соединениями 271—273
силицирование 270—271
цементация 269—270
Линза эксцентричная 36—40
Луч световой 22
— параксиальный- 22
М
Методы определения деформаций и напряжений:
графорасчетные 125—128
использующие аппарат теории пластичности 129—135
---------- упругости 129
эксперимёитальиые 135—142
Мощность тепловая эффективная '72, 74
Н
Йаплавка газопорошковая 281—288
Напряжения временные 122—123, 136
— двухосные 124, 139
— одноосные 124, 135, 138
— остаточные 122—123, 138, 140, 142, 148
— поперечные 124, 145, 150
— продольные 124, 143
— трехосные 124, 140, 141
О
Оплавление поверхностей 279—281
— шликерных покрытий 273—279
Оптика геометрическая 22, 23
— физическая 22
Особенности резки:
металлов 240—249
пластиков слоистых 234—237
стекла кварцевого 237
— обычного 237—.238
текстиля 238—239
— сварки:
сплавов алюминиевых 215—218
— магниевых 218—219
— титановых 219—220
сталей высоколегированных 213—215 1
297
— конструкционных низкоуглеродистых и низколегированных 211—212
----средне-, высокоуглеродистых и легированных 212—213
Осциллироваиие сфокусированного излучения 209
— фокуса лазерного луча 80
П
Плотность мощности 68—69
Плоскость наилучшей установки 25
— системы главная 23
Показатель преломления 23
Покрытия поглощающие 66—68
Пробой оптический 49
Признаки сварки технико-экономические 197—198
---технологические 197—198
---энергетические 195—196
Проба для оценки влияния формы шва иа его склонность к образованию горячих
трещин технологическая 115
-------сопротивляемости образованию холодных трещин лабораторная 181
--------------- — технологическая отраслевого назначения 181—182
-------технологической прочности круговая жесткая 160
Проплавление глубокое:
исследования механизма экспериментальные 90—93
модель процесса физическая 93—98
потеря энергии 103
Р
Разрушение внутрикристаллитное 156
— межкристаллитное 156
Расстояние фокусное 23
Расчет скорости кристаллизации сварного шва 177, 178, 199
— тепловых процессов:
осесимметричный нагрев тела вращения 120—121
сварка встык тонких пластин 111—114
— массовых деталей с неполным проплавлением 114—117
термообработка поверхности плиты 117—118
— сканирующим лучом 119—120
— цилиндрических поверхностей 118—119
Режимы резки 238
— сварки 144, 145, 147, 185, 218, 219, 220
— термоупрочнении 258, 261
Резонатор оптический 11—12
С
Система оптическая 11
Скорость изгиба критическая 161
Сопла защитные 207
Т
Темп деформации критический 160
Трещины горячие 155—170
— холодные 179—193
У
Упрочнение термическое:
сталей высоколегированных инструментальных 256—257
298
— легированных 255—256
— углеродистых доэвтектоидных 254—255
----заэвтектоидных 255
------ эвтектоидных 255
чугунов 257—258 "
Установка для определения критического темпа деформации при дуговой сварке
160
-------пластических характеристик кристаллизующегося металла шва в про-
цессе сварки 163
----удаления жидкого металла из ваниы в процессе сварки 171, 172
Ф
Фокус 23
X
Хагена—Рубенса уравнение 65
Э
Эффект автоколебаний 201
СОДЕРЖАНИЕ
Введение........................................................... 3
Часть I. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ЛАЗЕРНОЙ ОБРАБОТКИ
1. Технологические лазеры дли обработки материалов ............... 4
2. Фокусировка лазерного излучения .............................. 11
2.1. Характеристики оптических резонаторов, применяемых в ла-
зерных технологических установках........................ 11
2.2. Оптические системы, используемые в технологии лазерной
обработки ................................................. 15
2.3. Общие положения расчета параметров фокусирующих систем 22
2.4. Фокусировка лазерного излучения одиночным^ линзами . . 27
2.5. Применение эксцентричных линз для фокусировки лазерного
излучения.............................................. 36
2.6. Расчет параметров зеркальных объективов ............. 40
3. Плазменные процессы при лазерной обработке...................... 47
3.1. Возникновение и развитие лазерной плазмы................. 48
3.2. Особенности плазменных процессов при лазерной обработке
в защитных газах ............................................. 51
3.3. Экранирующее действие лазерной плазмы ................... 58
4. Тепловые процессы в металлах при лазерной обработке ............ 64
4.1. Передача энергии излучения обрабатываемым материалам 65
4.2. Теплофизические показатели лазерной обработки ....'. 72
4.3. Методы теоретического исследования тепловых полей при <
лазерной обработке ........................................... 80
4.4. Тепловые процессы при лазерной сварке с глубоким проплав-
лением , . . ,.......ч........................................ 88
4.5. Постановка инженерных задач для численного анализа тепло-
вых процессов............................................... 104
4.6. Практические задачи инженерного класса для расчета тепло-
вых процессов при лазерной обработке.......................... НО
5. Деформации и напряжения при лазерной обработке ..............’ 122
5.1. Термодеформационные процессы в металлах при воздействии
лазерного излучения . . .'................................... 122
5.2. Теоретические методы определения деформаций и напряжений 125
5.3. Экспериментальные методы определения деформаций и на- ;
пряжений ................................................... 135
5.4. Особенности распределения остаточных деформаций и напря-
жений ..................................................... 142
6. Технологическая прочность металлов при лазерной обработке .... 155 :
6.1. Горячие трещины ........................................ 155
6.2. Методы исследования сопротивляемости сварных соединений
горячим трещинам.............................................. 158
6.3. Особенности образования горячих трещин при лазерной сварке 164
6.4. Формирование и кристаллизация шва при лазерной сварке 171
6.5. Холодные трещины ........................................ 179
6.6. Методы оценки сопротивляемости образованию холодных
трещин ...................................................... 181
300
6.7. Особенности образования холодных трещин при лазерной
сварке...................................................... 184
Часть II. ТЕХНОЛОГИЯ ЛАЗЕРНОЙ ОБРАБОТКИ........................... 194
7. Лазерная сварка . .........................‘f................ 194
7.1. Особенности формирования сварного соединения ...... 194
7.2. Сварка деталей малых толщин ...................' . . 202
7.3. Сварка металлов с глубоким проплавлением............... 204
7.4. Технологические особенности лазерной сварки различных
конструкционных материалов ............................... 211
8. Лазерная резка неметаллических материалов . . . ...... . 221
8.1. Особенности лазерной резки............................. 221
8.2. Энергетические параметры процесса...................... 225
8.3. Газодинамические параметры процесса ................... 228
8.4. Технологические параметры процесса..................... 234
9. Лазерная резка металлов..................................... 240
9.1. Возможности лазеров.................................... 240
9.2. Физические процессы................................... 241
9.3. Газолазерная резка непрерывным излучением.............. 246
9.4. Газолазерная резка импульсно-периодическим излучением 248
10. Термическое упрочиеиие поверхностей лазерным излучением .... 250
10.1. Механизм термоупрочнения железоуглеродистых сплавов 250
10.2. Образование структур при лазерном термоупрочнеиии же-
лезоуглеродистых сплавов .................................. 253
10.3. Лазерное термоупрочнение титановых и циркониевых спла-
вов 258
10.4. Лазерное термоупрочнение алюминиевых и медных сплавов 260
10.5. Свойства сплавов после лазерного упрочнения........... 262
11. Получение поверхностных покрытий с применением лазерного из-
лучения ......................................................... 269
11.1. Лазерное легирование неметаллическими компонентами . . 269
11.2. Лазерное легирование металлическими компонентами и раз-
личными соединениями ....................................... 271
11.3. Лазерное оплавление шликерных покрытий................ 273
11.4. Лазерное оплавление поверхностных покрытий, полученных
высокотемпературным напылением.............................. 279
11.5. Газопорошковая лазерная наплавка (ГПЛН)............... 281
Список литературы......................................... . . . 289
Предметный указатель ............................................. 296