/
Текст
МИНИСТЕРСТВО ЦВЕТНОЙ МЕТАЛЛУРГИИ СССР
ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ * ИНСТИТУТ ИНФОРМАЦИИ
И ТЕХНИКО-ЭКОНОМИЧЕСКИХ ИССЛЕДОВАНИЙ ЦВЕТНОЙ МЕТАЛЛУРГИИ
АППАРАТЫ И ПРОЦЕССЫ РЕКТИФИКАЦИОННОЙ МЕТАЛЛУРГИИ
МОСКВА 1970
УД
АППАРАТЫ И ПРОЦЕССЫ РЕКТИФИКАЦИОННОЙ МЕТАЛЛУРГИИ
Составители Л.А.Нисельсон и А.А.Титов
Аннотация
Настоящая работа посвящена определению оптимальных конструкций ректификационных аппаратов и исследованию кинетики процесса в условиях ректификации металлов, их соединений и полупроводниковых материалов.
Дан анализ достижений и перспектив применения ректификации в технологии цветных и редких металлов и полупроводниковых материалов.
Редактор института «Цветметинформация"
Е.Б.Златкис
ВВЕДЕНИЕ
Развитие науки и техники значительно расширило число практически используемых металлов и соединений и предъявило новые, необычайно строгие требования к ид чистоте.Многие процессы разделения находят применение в новых, не обычных областях. Примером является использование ректификации для получения ряда металлов и полупроводниковых материалов [1-10].
Расширение областей применения ректификации в металлургии -требует надежных рекомендаций по выбору и расчету ректификационных аппаратов. Несмотря на большое число работ, посвященных теории и технике данного процесса,для использования ректификации в металлургии необходимо решить целый ряд специфичес-- них проблем. Для каждого нового объекта приходится, как правило, заново решать многочисленные задачи, связанные со свойствами ректифицируемых продуктов, особенностью поведения примесей, масштабностью процесса, необходимостью разделения очень близких по свойствам металлов или их глубокой очистки и т.п.
К этим задачам в первую очередь следует отнести определение . оптимальных конструкций ректификационных аппаратов и условий ведения процесса, поиски новых конструктивных материалов и т.п. В связи с необходимостью получения особо чистых веществ в промышленном масштабе большое значение приобретают также исследования кинетики массообмена при ректификации разбавленных растворов. Исследования по массообмену в большинстве случаев ограничивались областями средних концентраций, тонкое разделение смесей методом ректификации изучено еще недостаточно.
В нестоящей работе собраны и рассмотрены результаты исследо- -ваний, проведенных в Гиредмете Ю.В.Голубковым, А.Д.Микляевым, ( Г.Н.Райтман и К.В.Третьяковой под руководством авторов.
Основное внимание при этом уделено некоторым специальным вопросам, последовательное решение которых может способствовать дальнейшему прогрессу ректификационной металлургии.
3
Г разделе "Конструкции ректификационных колонн й их характе-' _ рустики" даны рекомендации по оптимальным размерам барботажных аппаратов и описаны конструкции маломаситабных и среднемаситаб-аы>- ректификационных колонн, применяемых в металлургии.
Раздел "Кинетике ректификации" посвящен вопросам расчета и моделирования процесса ректификации. Полученные в результате йооледовавий уравнения позволяют надежно оцанить эффективность очистки металлов и их соединений от примесей.
В разделе “Некоторые специальные вопросы" изложены основные принципы выбора типа ректификационных аппаратов и дана - опенка влияния масштабных эффектов на работу колонн. Рассмотрено также влияние давления и поверхностных явлений на кинетику ректификации. "
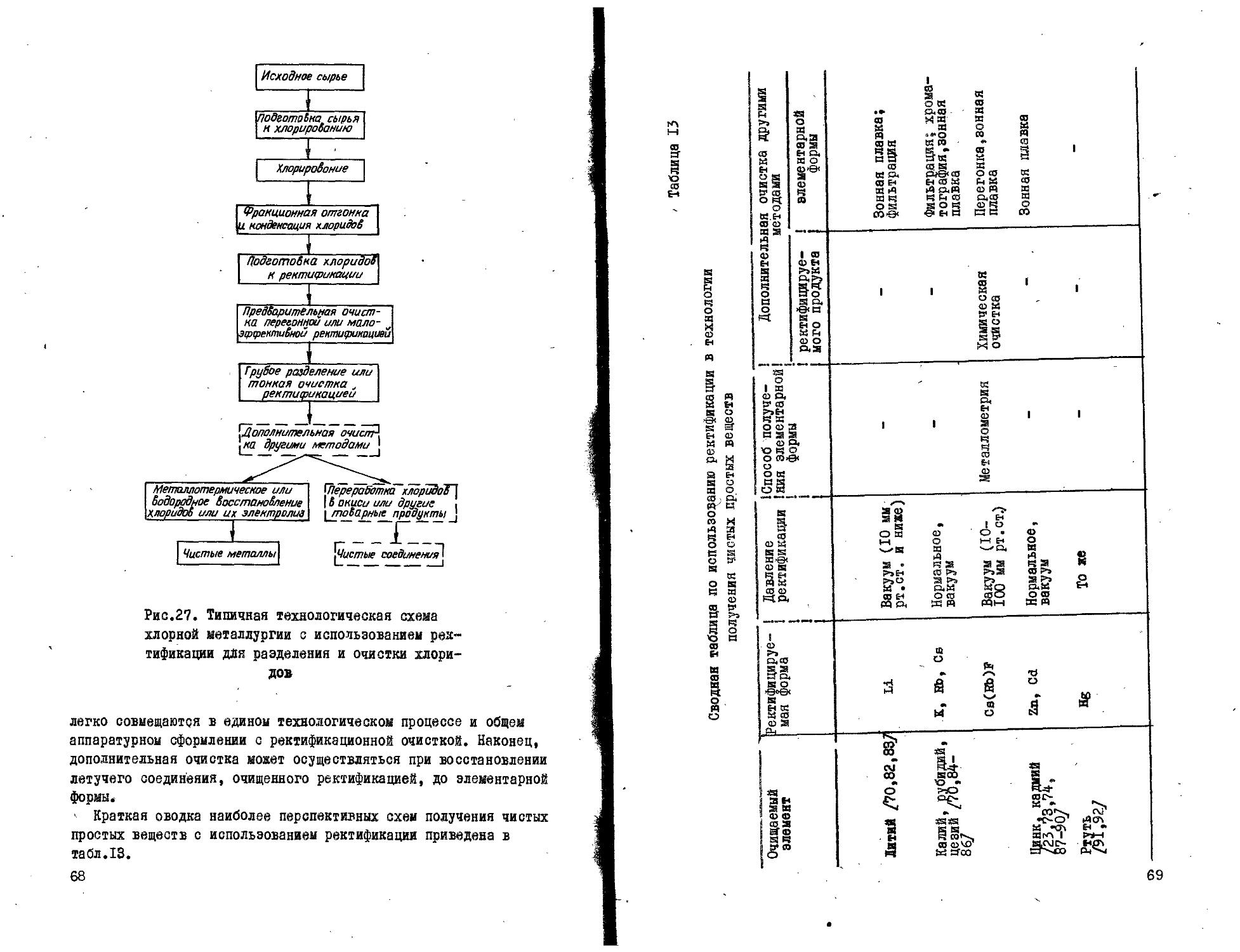
Раздел "Место ректификации в металлургической технологии" посвящен обзору достижений и возможностей применения ректификации в технологии цветных, редких и особо чистых металлов Ъ полупроводниковых материалов.
'
КОНСТРУКЦИИ РЕКТИФИКАЦИОННЫХ колонн и их
„ “ , С . ' ХАРАКТЕРИСТИКИ
Ч - ' - - V . . '
Процессы разделения и очистки веществ методом ректификации . требуют реиення специальных вопросов аппаратурного и конструктивного оформления. Существующие нормативы на ректификационные колонны в химической и нефтяной промышленности не могут быть использованы в металлургии из-за специфичности свойств соединений металлов и полупроводниковых материалов.
' ~ В настоящем разделе приводятся результаты специальных мс-., следований конструкций маломасштабных и среднемасштабных ректш-
. ' фикационных колонн;-даются их нагрузочные характеристики и описание режимов работы.
ч . Определение оптимальных конструктивных характеристик
провальных тарелок методом математического планировании эксперимента
Современное состояние теории массопередачи не позволяет произвести расчет оптимальной конструкции контактного устройства ректификационной колонны. Решение этой задачи опытным путем из-за больного числа_взаимозависимых факторов,определяющих оптимальную конструкцию колонны и оптимальный режим ее работы,очень сложно. В последнее время для решения подобного рода экспери-; ментальных задачуспеино применяется метод математического пла-нированмя эксперимента /П/. ,
Ниже приведены результаты определения оптимальных конструкций реиетчатых барботажных тарелок методом математического планирования эксперимента /12/.
' В качестве объекта исследования была выбрана колонна с провальными тарелками диаметром 100 мм. Колонна представляла собой съемную царгу с 5 реальными тарелкамш.
Правильная и объективная оценка того или иного диффузионного аппарата может быть дана при одновременном учете его гидродинамических и диффузионных характеристик. Такой характеристш-
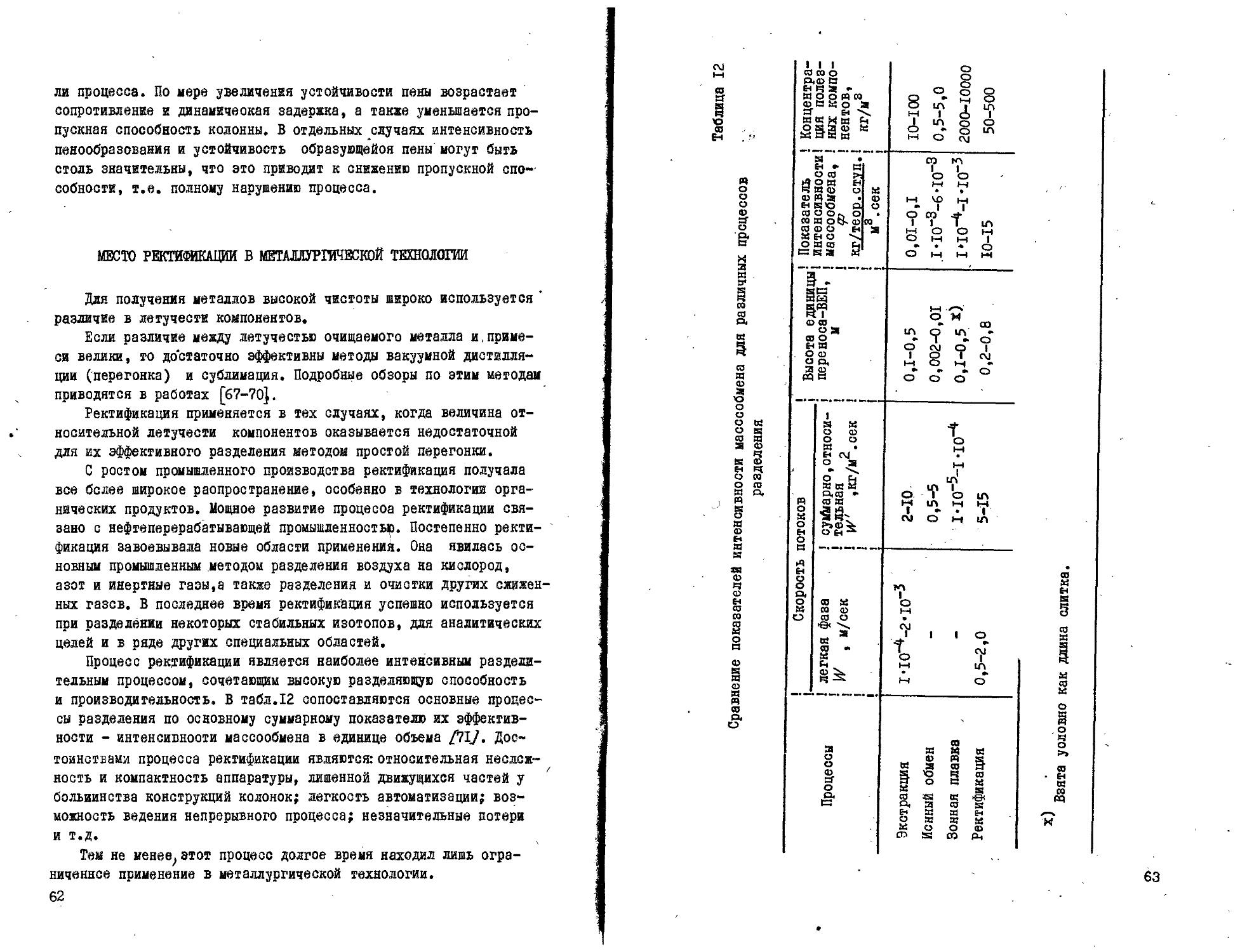
кой, позволяющей сопоставлять колонны различных конструкций о учетом как их разделяющей, так и пропускной способности, является показатель интенсивности массообмена, 9 /13,147:
ЗЬ = 11* ,...кг.._т.е|,рр,ступд_ , . h м3.сек
где Ьуд~ удельное количество жидкости, проходящей через единицу площади поперечного сечения колонны в единицу времени, кг/м2-сек;
h - высота, эквивалентная теоретической ступени, м/теор.ступ.
Известно, что при ректификации на провальных тарелках при фиксированном диаметре на величину в основном влияют следующие факторы: ширина щели (Xj); свободное сечение тарелки (Х2); расстояние между тарелками (Х3). Поскольку зависимость эффективности провальных тарелок от их толщины незначительна, этот показатель был исключен. Необходимо было получить представление о функции отклика у = f (Xj,X2, Х3) в виде уравнения регрессии: .
У = Во + BjXj + В2Х2 + в3Х3 (2)
и определить макоимальное значение у . Для этого,изменяя в выбранных интервалах параметры варьирования х, экспериментально изучали изменение параметра оптимизации у .
Эксперименты проводили на разбавленном раотворе йода в четыреххлористом углероде.
Данные по равновесию жидкость-пар системы ^2~СС14 взяты из работы /157, согласно которой <Z в области чистого cci4 равна 2,46. Анализ йода в пробах, отбираемых с верха и с низа колонны, осуществлялся фотоколориметрически.
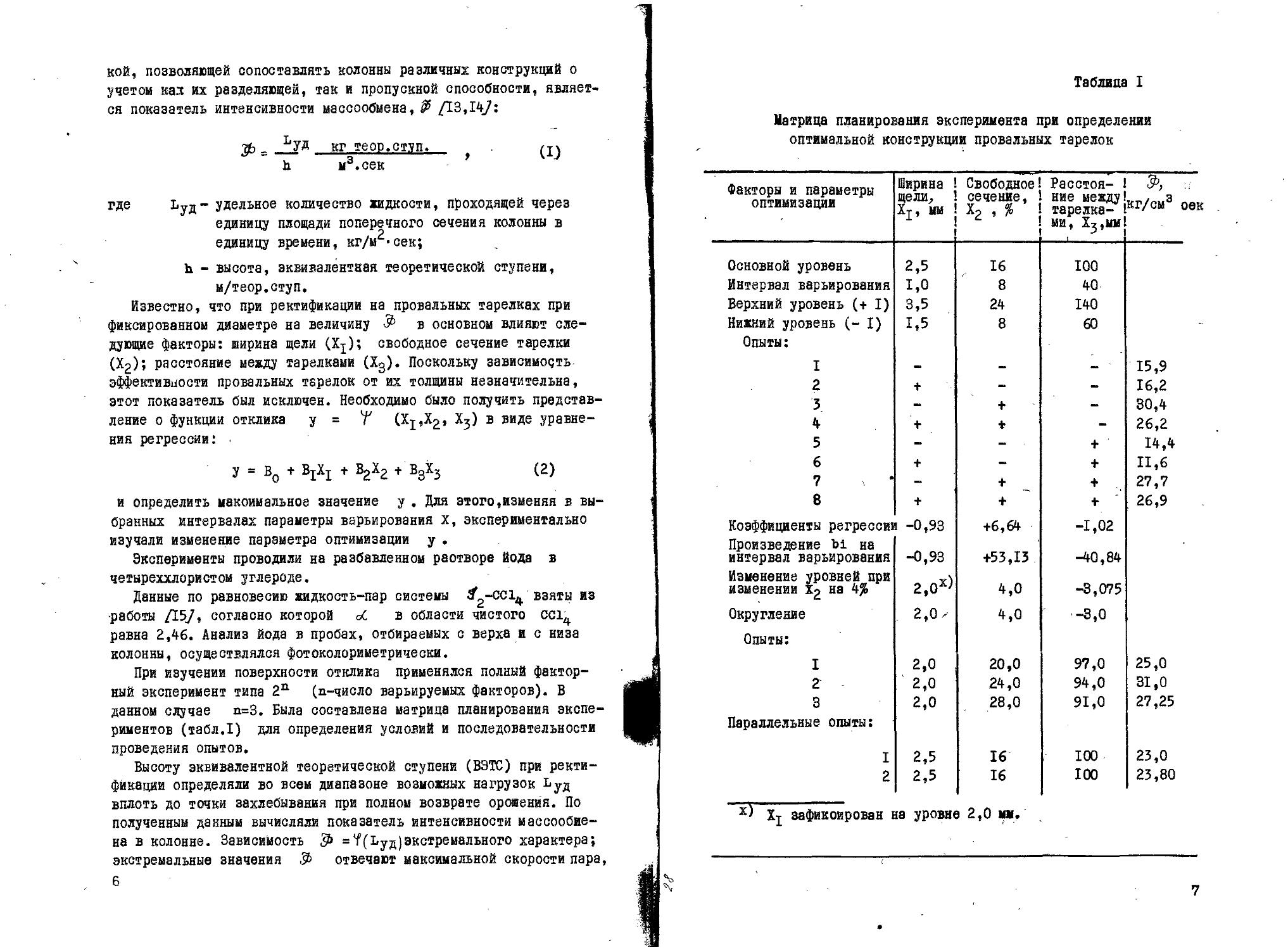
При изучении поверхности отклика применялся полный факторный эксперимент типа 2П (n-число варьируемых факторов). В данном случае п=3. Была составлена матрица планирования экспериментов (табл.1) для определения условий и последовательности проведения опытов.
Высоту эквивалентной теоретической ступени (ВЭТС) при ректификации определяли во всем диапазоне возможных нагрузок Ьуд вплоть до точки захлебывания при полном возврате ороиения. По полученным данным вычисляли показатель интенсивности массообие-на в колонне. Зависимость ф = *f(Lys) экстремального характера; экстремальные значения отвечают максимальной скорости пара, 6
Таблица I
Матрица планирования эксперимента при определении оптимальной конструкции провальных тарелок
Факторы и параметры оптимизации Ширина щели. Хр мм Свободное сечение, х2 , % Расстояние между тарелками, Хрмм кг/см3 оек
Основной уровень 2,5 16 100
Интервал варьирования 1,0 8 40
Верхний уровень (+ I) 3,5 24 140
Нижний уровень (-1) 1,5 8 60 -
Опыты:
I - - 15,9
2 + - « 16,2
3 + « 30,4
4 + * - 26,2
5 - + 14,4
6 + - + 11,6
7 + + 27,7
8 + + + 26,9
Коэффициенты регрессии -0,93 +6,64 -1,02
Произведение Ы на интервал варьирования -0,93 +53,13 -40,84
Изменение уровней при изменении на 4% 2,0х) 4,0 -3,075
Округление 2,0 х 4,0 -3,0
Опыты:
I 2,0 20,0 97,0 25,0
2 2,0 24,0 94,0 31,0
3 2,0 28,0 91,0 27,25
Параллельные опыты:
I 2,5 16 100 23,0
2 2,5 16 100 23,80
Xj зафиксирован на уровне 2,0 мм.
7
при которой колонна работает еще устойчиво. Согласно рекомендациям [11] были вычислены коэффициенты регрессии и получено уравнение, адекватно описывающее экспериментальные данные:
у » 21,17 - 0.9S.XJ + 6,64Д2 - I.OZ.Xj. (3)
Знак и величина коэффициентов соответствуют направлению и силе действия каждого фактора, следовательно, критерий Ф в наибольшей степени зависит от свободного оечения тарелок.
Анализ полученного уравнения регреосии производили по критерию J? /II/.
Проведенный анализ подтвердил адекватность полученной математической модели экспериментальным данным.
На еледующем.этапе исследования был применен "шаговый" метод изучения поверхности отклика, а также была намечена серия опытов для крутого восхождения по его поверхности.
В качестве "единичного шага" была выбрана величина наиболее сильно влияющего фактора - свободного сечения, равная 4% . Имея в виду, что шаг для фактора х^. в несколько десятков раз меньше шагов для х2 и х^ и учитывая отрицательное направление силы его действия, решено зафиксировать значение хх на уровне 2,0 мм и варьировать только факторы Х2 и Х5.
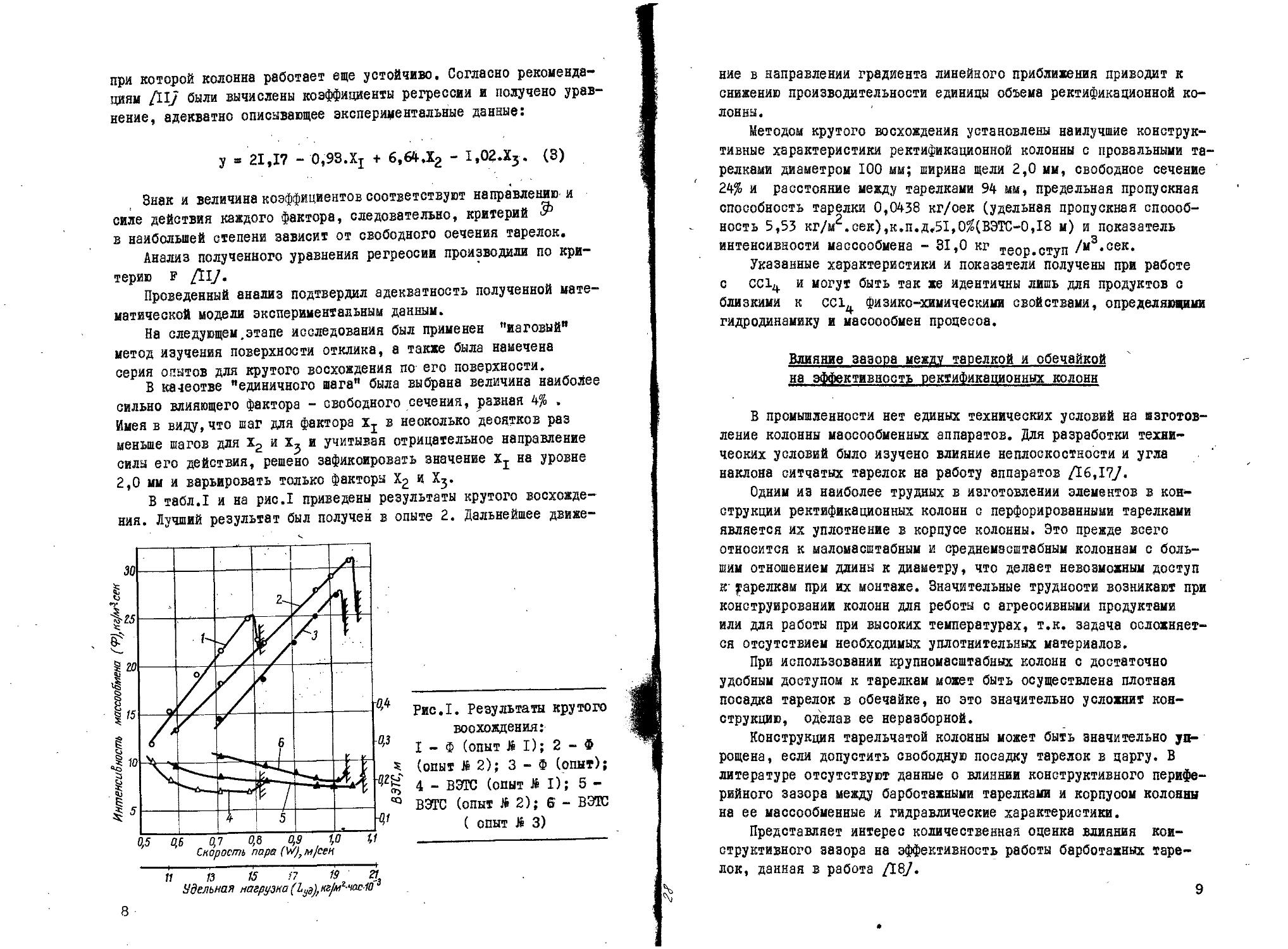
В табл.1 и на рис.1 приведены результаты крутого восхождения. Лучший результат был получен в опыте 2. Дальнейшее движе-
Рис.1. Результаты крутого восхождения:
I - Ф (опыт Ji I); 2 - Ф (опыт Л 2); 3 - Ф (опит);
4 - ВЭТС (опыт № I); 5 -ВЭТС (опыт Я 2); 6- ВЭТС
( опыт № 3)
8
ние в направлении градиента линейного приближения приводит к снижению производительности единицы объема ректификационной колонны.
Методом крутого восхождения установлены наилучшие конструктивные характеристики ректификационной колонны с провальными тарелками диаметром 100 мм; ширина щели 2,0 мм, свободное сечение 24% и расстояние между тарелками 94 мм, предельная пропускная способность тарелки 0,0438 кг/оек (удельная пропускная способность 5,53 кг/м2.сек),к.п.д»51,0%(ВЭТС-0,18 м) и показатель интенсивности массообмена - 31,0 кг теОр.ступ /м3.сек.
Указанные характеристики и показатели получены при работе с СС14 и могут быть так же идентичны лишь для продуктов с близкими к cci4 физико-химическими свойствами, определяющими гидродинамику и масоообмен процесса.
Влияние зазора между тарелкой и обечайкой на эффективность ректификационных колонн
В промышленности нет единых технических условий на изготовление колонны маосообменных аппаратов. Для разработки технических условий было изучено влияние неплоскостности и угла наклона ситчатых тарелок на работу аппаратов /16,17/.
Одним из наиболее трудных в изготовлении элементов в конструкции ректификационных колонн с перфорированными тарелками является их уплотнение в корпусе колонны. Это прежде всего относится к маломасштабным и среднемасштабным колоннам с большим отношением длины к диаметру, что делает невозможным доступ к- тарелкам при их монтаже. Значительные трудности возникают при конструировании колонн для реботы с агреосивными продуктами или для работы при высоких температурах, т.к. задача осложняется отсутствием необходимых уплотнительных материалов.
При использовании крупномасштабных колонн с достаточно удобным доступом к тарелкам может быть осуществлена плотная посадка тарелок в обечайке, но это значительно усложнит конструкцию, сделав ее неразборной.
Конструкция тарельчатой колонны может быть значительно упрощена, если допустить свободную посадку тарелок в царгу. В литературе отсутствуют данные о влиянии конструктивного периферийного зазора между барботажными тарелками и корпусом колонны на ее массообменные и гидравлические характеристики.
Представляет интерес количественная оценка влияния конструктивного зазора на эффективность работы барботажных тарелок, данная в работа /18/.
9
Иожно считать, что кольцевой зазор по периферии тарелок работает так же,как остальные щели (отверстия) тарелки. За счет зазора величина свободного сечения тарелки увеличивается, что при G ж L ж const ведет к изменению гидравлического сопротивления и высоты светлого слоя жидкости на тарелке. Если при этом конвективная массопередача от пузырьков не изменяется, то изменение эффективности барботажных тарелок при увеличении зазора связано только с высотой светлого слоя жидкости на тарелке.
Величину h0 можно определить по гидравлическому сопротивлению:'
h ~ лР-ЛРс-&Рё
t*' ft ( * )
где дР - полное сопротивление тарелки;
дРс - сопротивление сухой тарелки;
дР^ - потеря напора на преодоление поверхностного натяжения;
- плотность жидкости.
Перепад давления д Р на провальных тарелках с зазором и без зазора определяется уравнением, предложенным в работе /I9J. Исходя из данных этой работы,можно показать, что:
. _ L_ (5)
ho'WW)(1-T) 'J
где £ - коэффициент сопротивления;
X, - удельный вес газа (пара);
Ко - скорость пара в щелях тарелки;
(S’ - поверхностное натяжение;
q - ширина щели; •
<1 - доля живого сечения щелей тарелки, через которую стекает жидкость;
fi - отноиение между действительным средним весом столба паро-жидкостной смеси и веоом столба чистой жидкости той же высоты.
Для колонн с ситчатыми тарелками величина h0 может быть определена из соотношения:
4 1g 3 3
(6)
10
где - высота сливной перегородки;
how - высота жидкости над сливной перегородкой.
Соотношение (6) получено преобразованием уравнения, предложенного в литературе [2.QJ.
Зная величину hQ при разных зазорах можно оценить изменение эффективности тарелок, если использовать кинетические уравнения, характеризующие массообмен на барботажных тарелках.
Согласно этим исследованиям для одной и той же системы оказываются справедливыми соотношения:
N = ah °»51 И К «= hh 0,8 у О X о
(7 )
где N_ и В - фазовые числа единиц переноса. *
Далее по уравнению аддитивности диффузионных фазовых сопротивлений несложно определить общее число единиц переноса Noy;
1 1 Am ' (8)
где Л - соотношение потоков фаз;
т - тангенс угла наклона равновесной линии.
Для исследования были выбраны провальные щелевые тарелки со свободным сечением перфораций 16% и шириной щели 2,5 мм и ситчатые тарелки со свободным сечением 6% и диаметром отверстий 1,25 мм. Диаметр тарелок 100 мм. Расстояние между тарелками 80 мм. В колонне устанавливали 5 тарелок. В качестве рабочей смеси использовали разбавленный раствор йода в четыреххлористом углероде. Опыты проведены в широком интервале нагрузок при полном орошении.
В ходе эксперимента,меняя величину зазора дв между тарелкой и стенкой колонны в интервале 0 - I мм, определяли к.п.д. тарелки по Мерфри Ет, число единиц переноса на ступень коу , предельную нагрузку Lt , перепад давления по колонне Др , высоту светлого слоя жидкости и высоту пены на тарелке.
К.п.д. тарелки по Мерфри и число единиц переноса на ступень вычисляли,предполагая полное перемешивание жидкооти на тарелке. Все показатели определяли при величинах- зазора 0,025; 0,1; 0,225; 0,375; 0,575 и 0,975 мм.
Концентричности тарелок и обечайки достигали их специальной обработкой: корпус колонны подвергали расточке, тарелки в едином блоке обрабатывали на токарном станке.
II
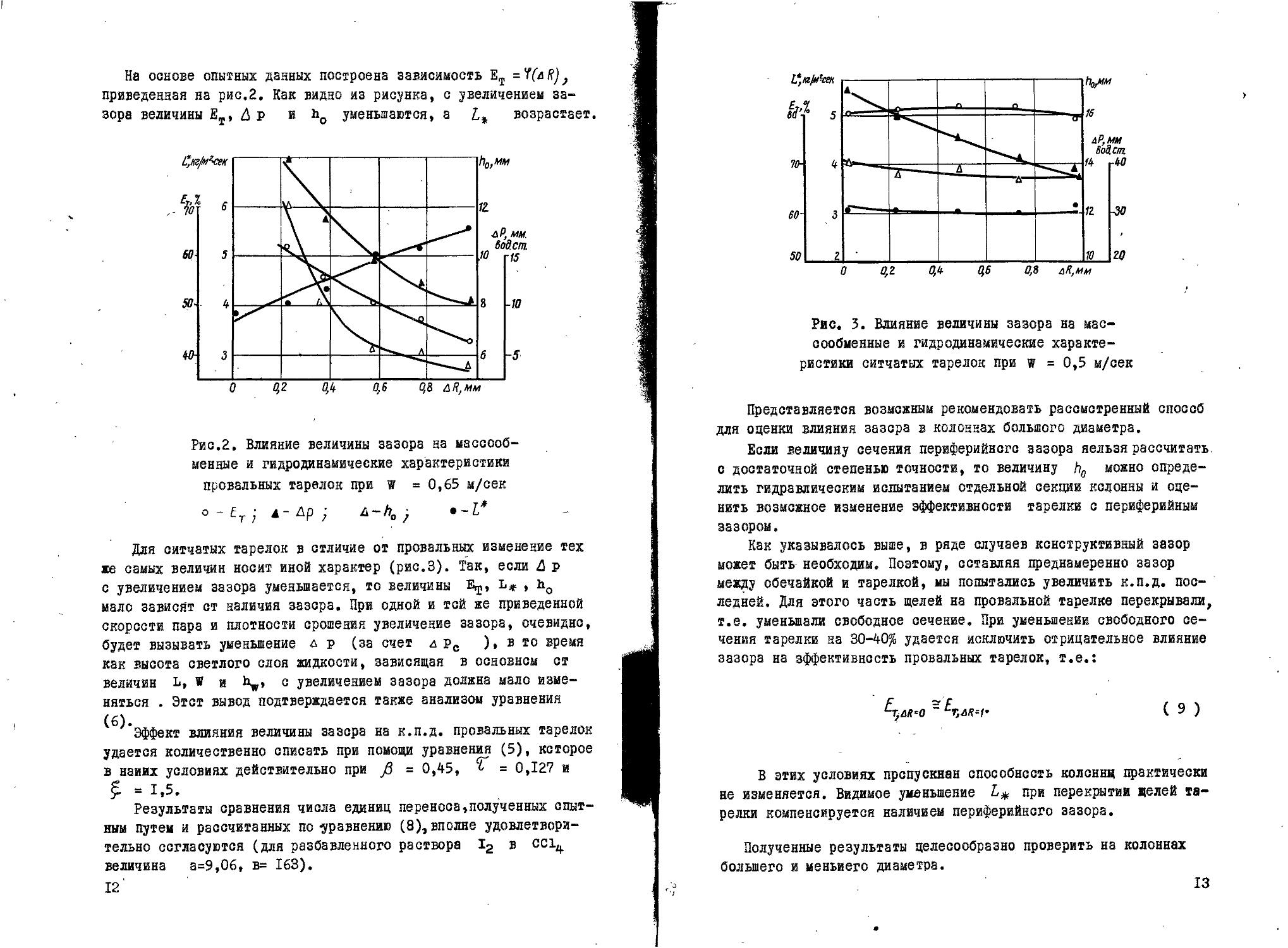
На основе опытных данных построена зависимость Ет = приведенная на рис.2. Как видно из рисунка, с увеличением зазора величины Ет, Д р и hQ уменьшаются, a Z,t возрастает.
Рис.2. Влияние величины зазора на массообменные и гидродинамические характеристики провальных тарелок при w =0,65 м/сек ° - Ег ; 4- Др ; Д-Ло ; •-£*
Для ситчатых тарелок в отличие от провальных изменение тех же самых величин носит иной характер (рис.З). Так, если ZJ р с увеличением зазора уменьшается, то величины Егр» L# , h0 мало зависят ст наличия зазора. При одной и той же приведенной скорости пара и плотности орошения увеличение зазора, очевидно, будет вызывать уменьшение др (за счет д рс ), в то время как высота светлого слоя жидкости, зависящая в основном ст величин L, W и с увеличением зазора должна мало изменяться . Этот вывод подтверждается также анализом уравнения (6).
Эффект влияния величины зазора на к.п.д. провальных тарелок удается количественно списать при помощи уравнения (5), которое в наиих условиях действительно при fi = 0,45, % = 0,127 и £ = 1,5.
Результаты сравнения числа единиц переноса,полученных опытным путем и рассчитанных по-уравнению (8), вполне удовлетворительно согласуются (для разбавленного раствора 12 в СС14 величина а=9,06, в= 163). 12
Рис. 3. Влияние величины зазора на массообменные и гидродинамические характеристики ситчатых тарелок при w =0,5 м/сек
Представляется возможным рекомендовать рассмотренный способ для оценки влияния зазора в колоннах большого диаметра.
Если величину сечения периферийного зазора нельзя рассчитать, с достаточной степенью точности, то величину h0 можно определить гидравлическим испытанием отдельной секции колонны и оценить возможное изменение эффективности тарелки с периферийным зазором.
Как указывалось выше, в ряде случаев конструктивный зазор может быть необходим. Поэтому, оставляя преднамеренно зазор между обечайкой и тарелкой, мы попытались увеличить к.п.д. последней. Для этого часть щелей на провальной тарелке перекрывали, т.е. уменьшали свободное сечение. При уменьшении свободного сечения тарелки на 30-40% удается исключить отрицательное влияние зазора на эффективность провальных тарелок, т.е.:
Е-Т.М'О ~
( 9 )
В этих условиях пропускная способность колонны практически не изменяется. Видимое уменьшение L* при перекрытии целей тарелки компенсируется наличием периферийного зазора.
Полученные результаты целесообразно проверить на колоннах большего и меньиего диаметра.
13
Конструкции и характеристики маломасштабных ' стеклянных ректификационных колонн
В настоящее время процессы ректификации получили широкое распространение в научно-исследовательской и препаративной практике.
В некоторых случаях, например в технологии получения редких металлов, металлов особой чистоты и полупроводниковых продуктов, даже маломасштабные ректификационные колонны могут обеспечить промышленное производство.
В работах /21,22/ дается обзор большого числа конструкций лабораторных колонн, приведены некоторые типы насадочных, тарельчатых колонн и колонн с орошаемыми стенками. Из предложенных цельностеклянных колонн с перфорированными тарелками наиболее удачной можно считать конструкции, предложенную Ольдер-шоу /23/. Колонны этой конструкции сочетают высокие массообменные показатели с относительной простотой изготовления.
В настоящем разделе подробно рассматриваются вопросы, связанные с конструкцией, способом изготовления и характеристикой различных типов лабораторных колонн с перфорированными тарел-камш, имеющими переточные трубки [ 24 ]. Колонны этого типа получили широкое применениехв ректификационной металлургии /5/.
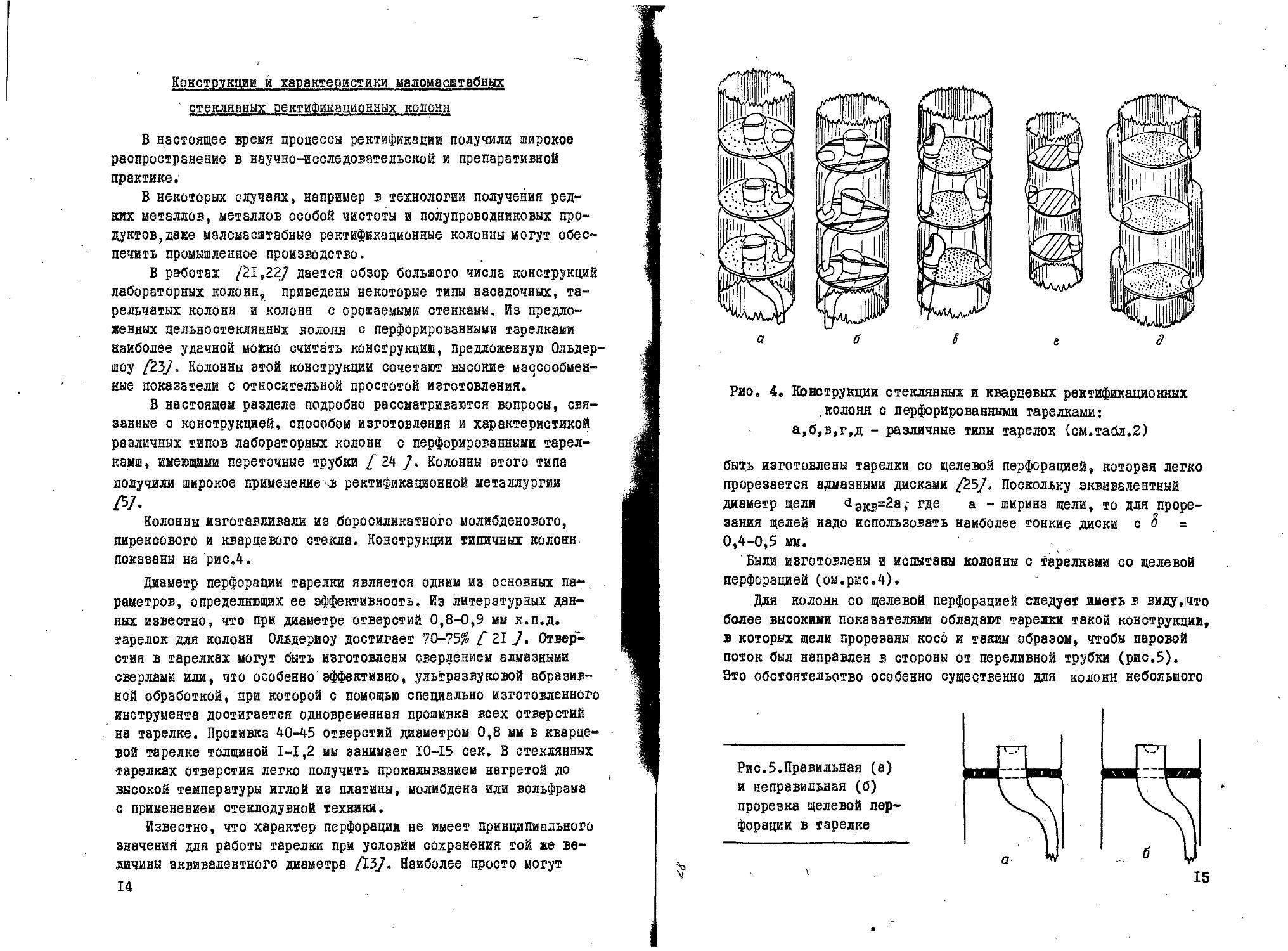
Колонны изготавливали из боросиликатного молибденового, пирексового и кварцевого стекла. Конструкции типичных колонн показаны на рис.4.
Диаметр перфорации тарелки является одним из основных параметров, определяющих ее эффективность. Из литературных данных известно, что при диаметре отверстий 0,8-0,9 мм к.п.д. тарелок для колонн Ольдериоу достигает 70-75% [ 21 ]. Отверстия в тарелках могут быть изготовлены сверлением алмазными сверлами или, что особенно эффективно, ультразвуковой абразивной обработкой, при которой с помощью специально изготовленного инструмента достигается одновременная прошивка всех отверстий на тарелке. Прошивка 40-45 отверстий диаметром 0,8 мм в кварцевой тарелке толщиной 1-1,2 мм занимает 10-15 сек. В стеклянных тарелках отверстия легко получить прокалыванием нагретой до высокой температуры иглой из платины, молибдена или вольфрама с применением стеклодувной техники.
Известно, что характер перфорации не имеет принципиального значения для работы тарелки при условии сохранения той же величины эквивалентного диаметра /13/. Наиболее просто могут 14
Рио. 4. Конструкции стеклянных и кварцевых ректификационных .колонн с перфорированными тарелками:
а,б,в,г,д - различные типы тарелок (см.табл.2)
быть изготовлены тарелки со щелевой перфорацией, которая легко прорезается алмазными дисками /25/. Поскольку эквивалентный диаметр щели йэкв=2а,' где а - ширина щели, то для прорезания щелей надо использовать наиболее тонкие диски с 8 = О,4-0,5 мм.
Были изготовлены и испытаны колонны с тарелками со щелевой перфорацией (ом.рис.4).
Для колонн со щелевой перфорацией следует иметь в виду,что более высокими показателями обладают тарелки такой конструкции, в которых щели прорезаны косо и таким образом, чтобы паровой поток был направлен в стороны от переливной трубки (рис.5).
Это обстоятельство особенно существенно для колонн небольшого
прорезка щелевой перфорации в тарелке
Рис.5.Правильная (а) и неправильная (б)
15
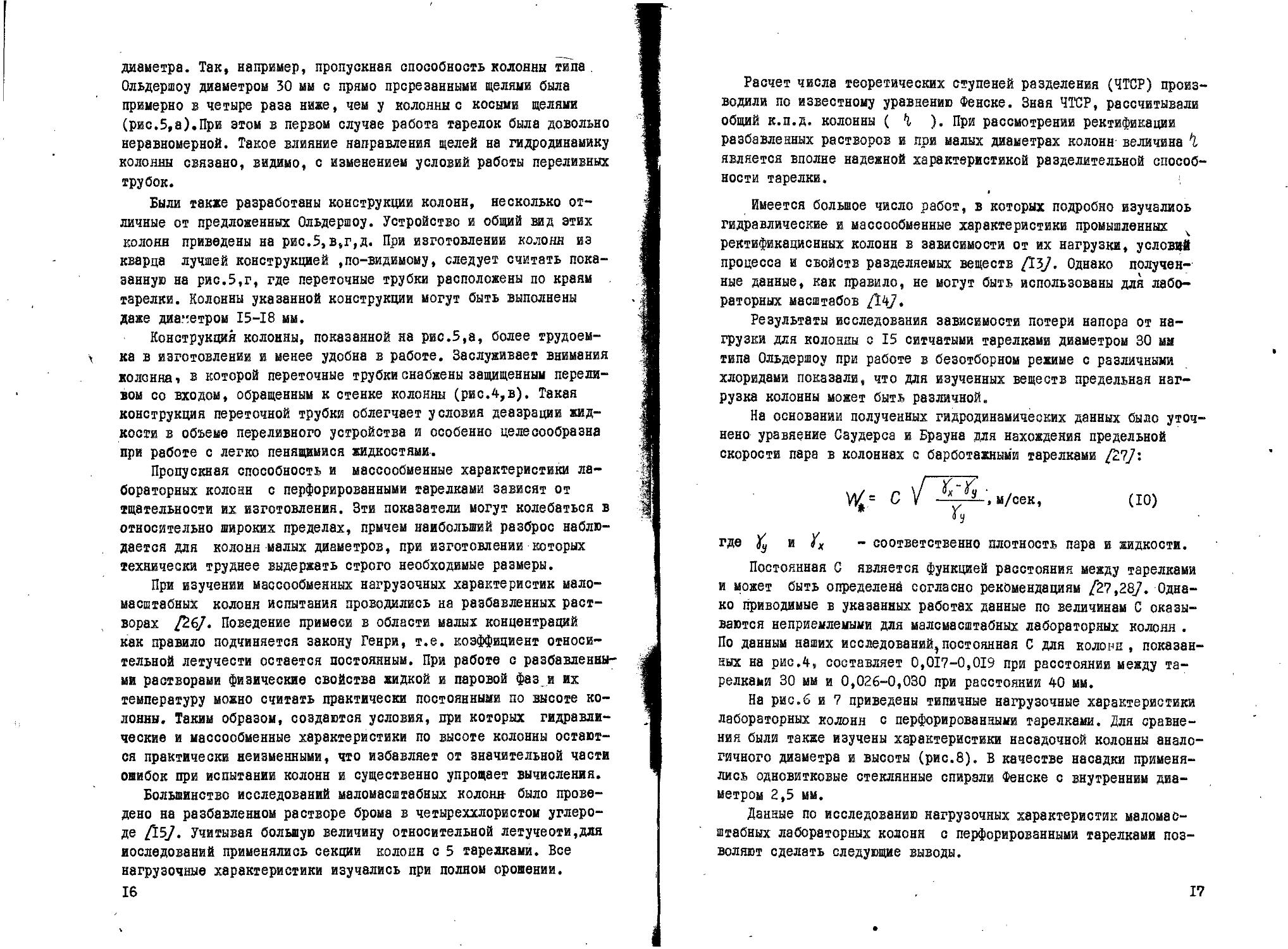
диаметра. Так, например, пропускная способность колонны типа . Ольдершоу диаметром 30 мм с прямо прорезанными щелями была примерно в четыре раза ниже, чем у колонные косыми щелями (рис.5,а).При этом в первом случае работа тарелок была довольно неравномерной. Такое влияние направления щелей на гидродинамику колонны связано, видимо, с изменением условий работы переливных трубок.
Были также разработаны конструкции колонн, несколько отличные от предложенных Ольдершоу. Устройство и общий вид этих колонн приведены на рис.5, в,г,д. При изготовлении колонн из кварца лучшей конструкцией ,по-видимому, следует считать показанную на рис.5,г, где переточные трубки расположены по краям тарелки. Колонны указанной конструкции могут быть выполнены даже диаметром 15-18 мм.
Конструкция колонны, показанной на рис.5,а, более трудоем-\ ка в изготовлении и менее удобна в работе. Заслуживает внимания колонна, в которой переточные трубки снабжены защищенным переливом со входом, обращенным к стенке колонны (рис.4,в). Такая конструкция переточной трубки облегчает условия деаэрации жидкости в объеме переливного устройства и особенно целесообразна при работе с легко пенящимися жидкостями.
Пропускная способность и массообменные характеристики лабораторных колонн с перфорированными тарелками зависят от тщательности их изготовления. Зти показатели могут колебаться в относительно широких пределах, причем наибольший разброс наблюдается для колонн малых диаметров, при изготовлении которых технически труднее выдержать строго необходимые размеры.
При изучении массообменных нагрузочных характеристик маломасштабных колонн испытания проводились на разбавленных растворах /26/. Поведение примеси в области малых концентраций как правило подчиняется закону Генри, т.е. коэффициент относительной летучести остается постоянным. При работе с разбавленными растворами физические свойства жидкой и паровой фаз и их температуру можно считать практически постоянными по высоте колонны. Таким образом, создаются условия, при которых гидравлические и массообменные характеристики по высоте колонны остаются практически неизменными, что избавляет от значительной части ошибок при испытании колонн и существенно упрощает вычисления.
Большинство исследований маломасштабных колонн- было проведено на разбавленном растворе брома в четыреххлористом углероде [15J. Учитывая большую величину относительной летучеоти,для иоследований применялись секции колонн с 5 тарелками. Все нагрузочные характеристики изучались при полном орошении. 16
Расчет числа теоретических ступеней разделения (ЧТСР) производили по известному уравнению Фенске. Зная ЧТСР, рассчитывали общий к.п.д. колонны ( *1 ). При рассмотрении ректификации разбавленных растворов и при малых диаметрах колонн величина является вполне надежной характеристикой разделительной способности тарелки.
Имеется большое число работ, в которых подробно изучались гидравлические и массообменные характеристики промышленных ч ректификационных колонн в зависимости от их нагрузки, условий процесса и свойств разделяемых веществ /13/. Однако полученные данные, как правило, не могут быть использованы для лабораторных масштабов Д4.7.
Результаты исследования зависимости потери напора от нагрузки для колонны с 15 ситчатыми тарелками диаметром 30 мм типа Ольдершоу при работе в безотборном режиме с различными хлоридами показали, что для изученных веществ предельная нагрузка колонны может быть различной.
На основании полученных гидродинамических данных было уточнено уравнение Саудерса и Брауна для нахождения предельной скорости пара в колоннах с барботажными тарелками Д7/:
У|/ = С м/сек, (10)
«9
где и - соответственно плотность пара и жидкости.
Постоянная С является функцией расстояния между тарелками и может быть определена согласно рекомендациям Д?,28/. Однако приводимые в указанных работах данные по величинам С оказываются неприемлемыми для малсмасштабных лабораторных колонн . По данным наших исследований,постоянная С для колонн, показанных на рис.4, составляет 0,017-0,019 при расстоянии между тарелками 30 мм и 0,026-0,030 при расстоянии 40 мм.
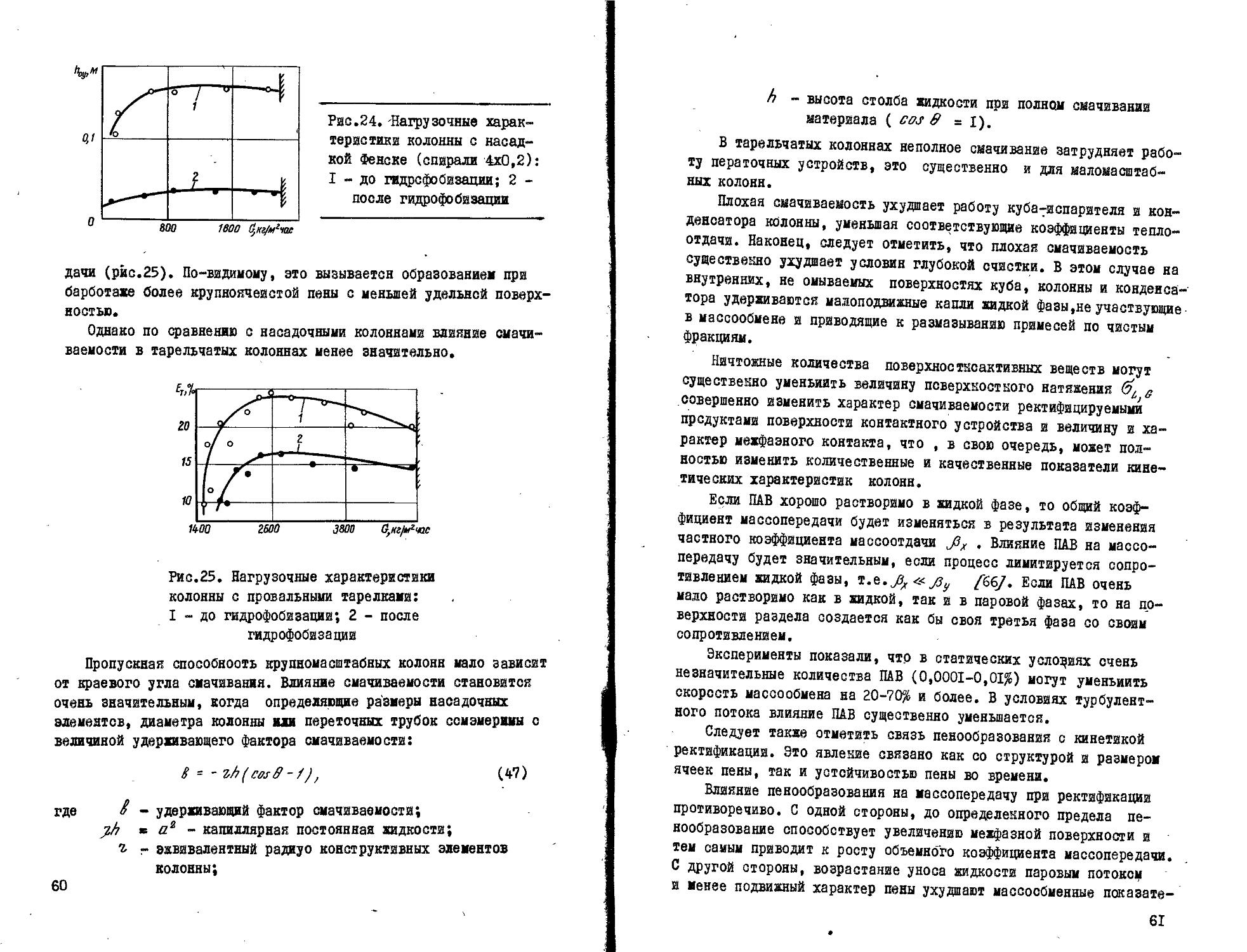
На рис.6 и 7 приведены типичные нагрузочные характеристики лабораторных колонн с перфорированными тарелками. Для сравнения были также изучены характеристики насадочной колонны аналогичного диаметра и высоты (рис.8). В качестве насадки применялись одновитковые стеклянные спирали Фенске с внутренним диаметром 2,5 мм.
Данные по исследованию нагрузочных характеристик маломасштабных лабораторных колонн с перфорированными тарелками позволяют сделать следующие выводы.
17
0
Сюрост пара, м/сек
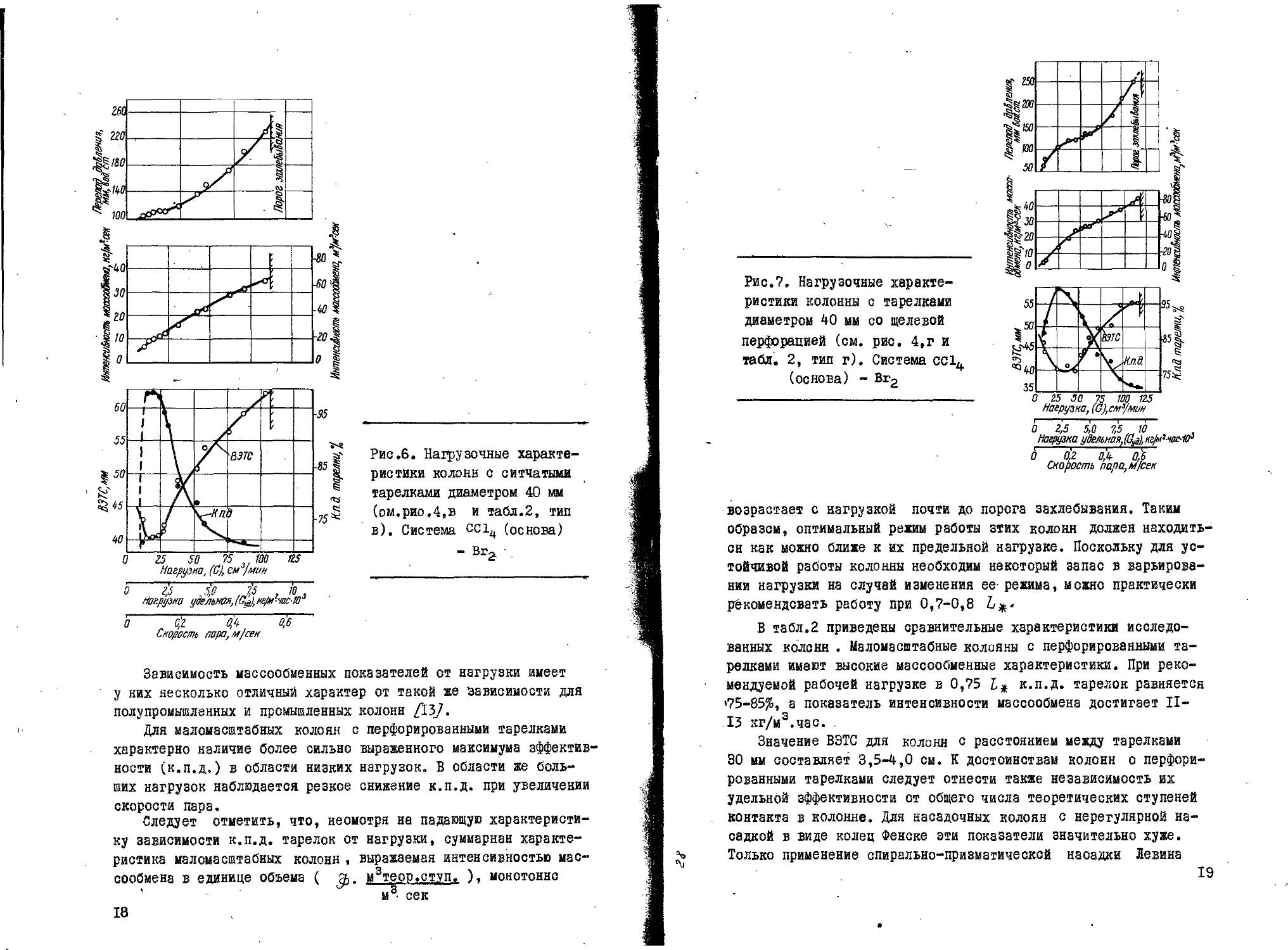
Рис.6. Нагрузочные характеристики колонн с ситчатыми тарелками диаметром 40 мм (ом.рио.4,в и табл.2, тип в). Система cci4 (основа) - вгг _
Зависимость массообменных показателей от нагрузки имеет у них несколько отличный характер от такой же зависимости для полупромышленных и промышленных колонн [Y5].
Для маломасштабных колонн с перфорированными тарелками характерно наличие более сильно выраженного максимума эффективности (к.п.д.) в области низких нагрузок. В области же больших нагрузок наблюдается резкое снижение к.п.д. при увеличении скорости пара.
Следует отметить, что, неомотря на падающую характеристику зависимости к.п.д. тарелок от нагрузки, суммарнан характеристика маломасштабных колонн , выражаемая интенсивностью мас-сообмена в единице объема ( м3теор.ступ, ), монотонно м3 сек 18
Рис.7. Нагрузочные характеристики колонны с тарелками диаметром 40 мм со щелевой перфорацией (см. рис. 4,г и табл. 2, тип г). Система СС14 (основа) - Вг2
возрастает с нагрузкой почти до порога захлебывания. Таким
образом, оптимальный режим работы зтих колонн должен находить-
ся как можно ближе к их предельной нагрузке. Поскольку для ус-
тойчивой работы колонны необходим некоторый запас в варьирова-
нии нагрузки на случай изменения ее режима, можно практически
рекомендовать работу при 0,7-0,8 L*.
В табл.2 приведены сравнительные характеристики исследо-
ванных колонн . Маломасштабные колонны с перфорированными та-
релками имеют высокие массообменные характеристики. При реко-
мендуемой рабочей нагрузке в 0,75 L* к.п.д. тарелок равняется
>75-85%, а показатель интенсивности массообмена достигает II-
13 кг/м* 3 * * * * В * * * * 13.час. .
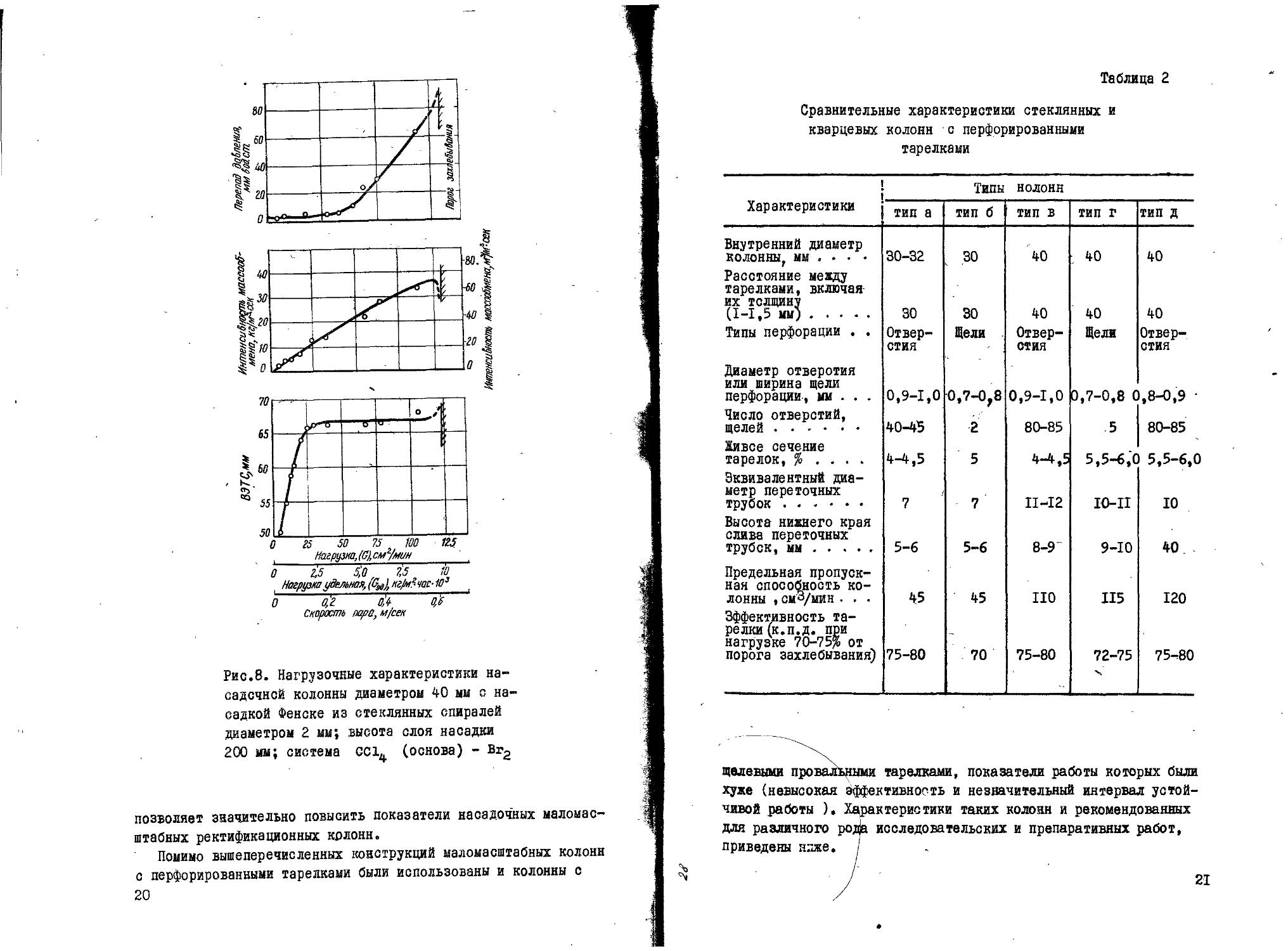
Значение ВЭТС для колонн с расстоянием между тарелками 30 мм составляет 3,5-4,0 см. К достоинствам колонн о перфорированными тарелками следует отнести также независимость их удельной эффективности от общего числа теоретических ступеней контакта в колонне. Для насадочных колоян с нерегулярной насадкой в виде колец Фенске эти показатели значительно хуке. Только применение спирально-призматической наоадки Левина
19
Рис.8. Нагрузочные характеристики насадочной колонны диаметром 40 мм с насадкой Фенске из стеклянных спиралей диаметром 2 мм; высота слоя насадки 200 мм; система СС14 (основа) - Вт2
позволяет значительно повысить показатели насадочных маломасштабных ректификационных колонн.
Помимо вышеперечисленных конструкций маломасштабных колонн с перфорированными тарелками были использованы и колонны с 20
Таблица 2
Сравнительные характеристики стеклянных и кварцевых колонн с перфорированными тарелками
Типы нолонн
Характеристики тип а тип б тип в тип г тип д
Внутренний диаметр 30-32 30 40 40 40
колонны, мм . • • • Расстояние между тарелками, включая их толщину
(1-1,5 мм) 30 30 40 40 40
Типы перфорации . . Диаметр отверстия или ширина щели Отверстия Щели Отверстия Щели Отверстия
перфорации, мм . . . Число отверстий, 0,9-1,0 0,7-0,8 0,9-1,0 0,7-0,8 С ,8-0,9 -
щелей Живее сечение 40-45 2 80-85 5 80-85
тарелок, % . . . . Эквивалентный диаметр переточных 4-4,5 5 4-4,5 5,5-6,С 5,5-6,0
трубок Высота нижнего края слива переточных 7 7 П-12 IO-II ю
трубок, мм Предельная пропускная способность ко- 5-Ь 5-6 8-9 9-10 40.
лонны , смЗ/мин . . . Эффективность тарелки (к. п.д. при нагрузке 70-75% от 45 45 НО 115 120
порога захлебывания) 75-80 70 75-80 72-75 75-80
щелевыми провальными тарелками, показатели работы которых были хуже (невысокая эффективность и незначительный интервал устойчивой работы ). Характеристики таких колонн и рекомендованных для различного рода исследовательских и препаративных работ, приведены ниже. /
’ / 21
1
Конструкции и характеристики среднемасштабных 1
ректификационных колонн
j
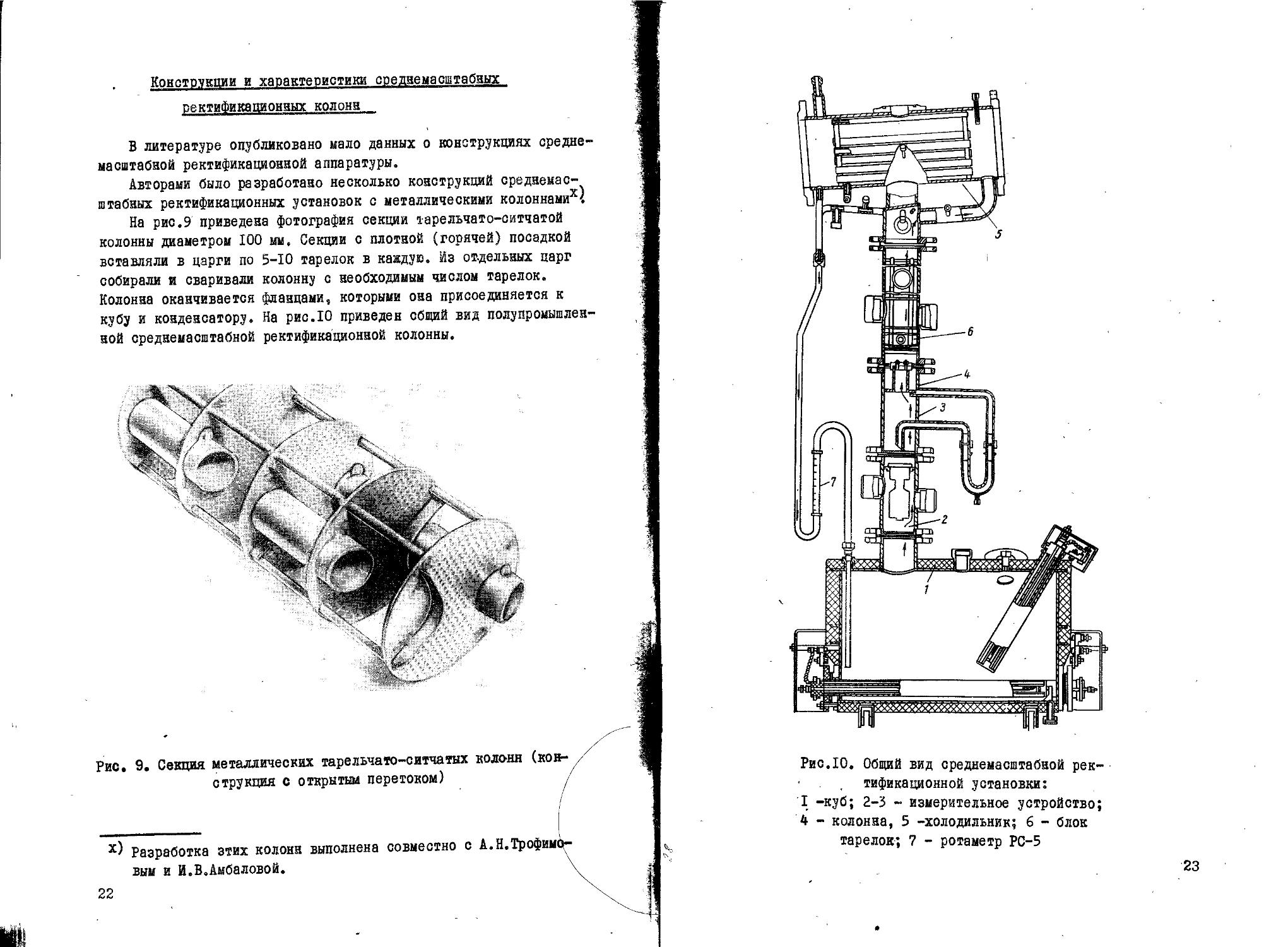
В литературе опубликовано мало данных о конструкциях средне-масштабной ректификационной аппаратуры.
Авторами было разработано несколько конструкций среднемасштабных ректификационных установок с металлическими колоннами*}
На рис. 9 приведена фотография секции тарельчато-ситчатой колонны диаметром 100 мм. Секции с плотной (горячей) посадкой вставляли в царги по 5-10 тарелок в каждую. Из отдельных царг собирали и сваривали колонну с необходимым числом тарелок. Колонна оканчивается фланцами, которыми она присоединяется к кубу и конденсатору. На рис.10 приведен общий вид полупромышленной среднемасштабной ректификационной колонны.
х)
22
Разработка этих колонн выполнена совместно с А.Н.Трофим! вым и И.В.Амбаловой.
Рис.10. Общий вид среднемасштабной ректификационной установки:
I -куб; 2-3 - измерительное устройство;
4 - колонна, 5 -холодильник; 6 - блок тарелок; 7 - ротаметр РС-5
Конструкции разработанных авторами тарелок несколько отличались устройством переточных трубок и величиной расстояния между тарелками. Тарелки этого типа выполнялись из хромоникелевых сталей марок IXI8H9T, ЭИ-435 и ЭИ-835, наиболее устойчивых к воздействию ряда хлоридов. Была также изготовлена и испытана секция тарелок из молибдена, который также отличается высокой коррозионной устойчивостью ко многим хлоридам. Особенностью этой конструкций Ввиду плохой свариваемости молибдена является отсутствие сварных соединений.
Для ситчатых тарелок с переливом характерно перекрестное движение фаз. Статический уровень жидкости на тарелках задается интенсивностью жидкого потока и высотой сливной перегородки. Жидкость на тарелках движется в горизонтальном направлении от приемного к переливным карманам, контактируя в процессе, движения с паром, проходящим в вертикальном направлении через контактные элементы тарелок. Такое движение жидкости обусловливает появление гидравлического градиента, возникают также условия для перемешивания жидкости на тарелке.
В расчетах для колонн небольших диаметров можно принять полное перемешивание жидкости на тёрелке /29,30,3$. Ориентировочно число ячеек полного перемешивания можно оценить по соотношению, предложенному Ю.К.Молокановым:
Ь
Пе =г~зь^ ’
где Ь - длина пути жидкости на тарелке; - высота сливного порога.'
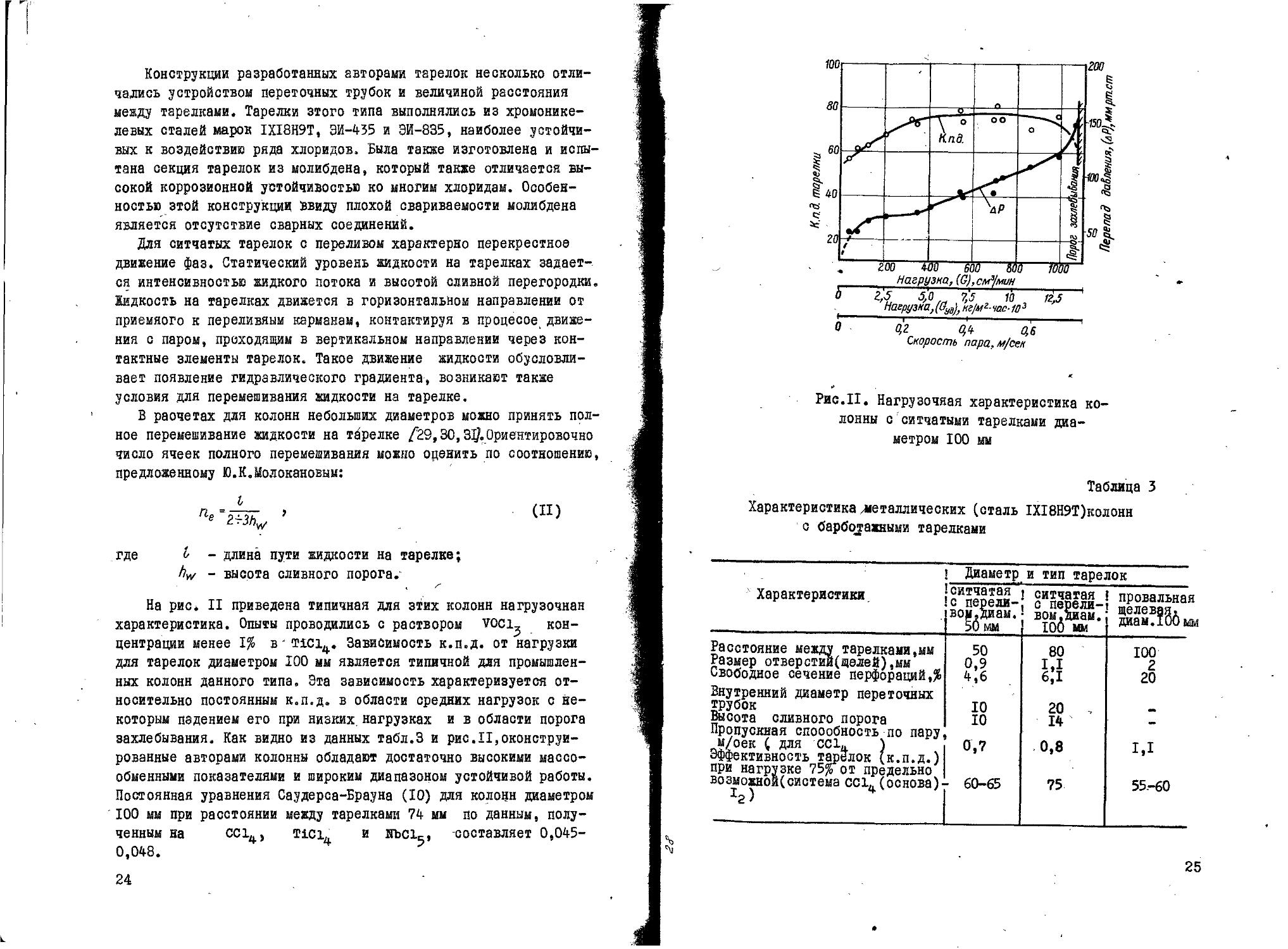
На рис* II приведена типичная для этих колонн нагрузочная характеристика. Опыты проводились с раствором voci^ концентрации менее 1% в' Т1С14* Зависимость к.п.д. от нагрузки для тарелок диаметром 100 мм является типичной для промышленных колонн данного типа. Эта зависимость характеризуется относительно постоянным к.п.д. в области средних нагрузок с некоторым падением его при низких, нагрузках и в области порога захлебывания. Как видно из данных табл.З и рис.II,сконструированные авторами колонны обладают достаточно высокими массообменными показателями и широким диапазоном устойчивой работы. Постоянная уравнения Саудерса-Брауна (10) для колонн диаметром 100 мм при расстоянии между тарелками 74 мм по данным, полученным на СС14> TiC14 и НЪС!,-, -составляет 0,045-0,048. ?
24
Рис.II. Нагрузочная характеристика колонны с ситчатыми тарелками диаметром 100 мы
Таблица 3
Характеристика гМеталлических (сталь Ш8Н9Т)колонн с барботажными тарелками
! Диаметр и тип тарелок_________
Характеристики, ситчатая с перели-во^диам. ситчатая с переливом,диам. 100 мм провальная щелевая, диам.100ш
Расстояние между тарелками,мм Размер отверстий(щелей),мм Свободное сечение перфораций,% Внутренний диаметр переточных трубок Высота сливного порога Пропускная способность по пару м/оек ( для СС1„ ) Эффективность тарелок (к.п.д.) при нагрузке 75% от предельно возможной система cci4(основа) 1г) 50 0,9 4,6 10 10 0,7 • 60-65 80 1,1 6jl 20 , 14 0,8 75 100 2 20 1,1 55.-60
25
Расчет гидравлического сопротивления ситчатых тарелок целесообразно проводить по уравнению /20/:
ЛР=Mhw+h<w)+/№ P<J> (12)
где Лои/= 2,9.10-31/^* ,*
- нагрузка тарелки по жидкости на единицу длины олив-_ ной,перегородки;
I,4-1,8 - коэффициент сопротивления сухой тарелки; hw- высота сливной перегородки;
др^-- сопротивление, обусловленное поверхностный натяжением жидкости;
V/ - скорость пара в отверстиях тарелки;
j' - плотность пара.
Ширккое практическое применение получили щелевые провальные тарелки.
На этих тарелках отсутствуют сливные устройства и имеет место противоточное движение фаз.
Статический уровень жидкости на тарелках создается в результате гидродинамического равновесия пара и жидкости, имеющего динамический характер. Подача пара на тарелку и протекание жидкости на нижележащую тарелку происходит через отверстия (щели) и имеет произвольный характер. Большинство типов этих тарелок практически не имеет гидравлического градиента. Возникают условия, близкие к полному перемешиванию и, следовательно, концентрационный градиент незначителен.
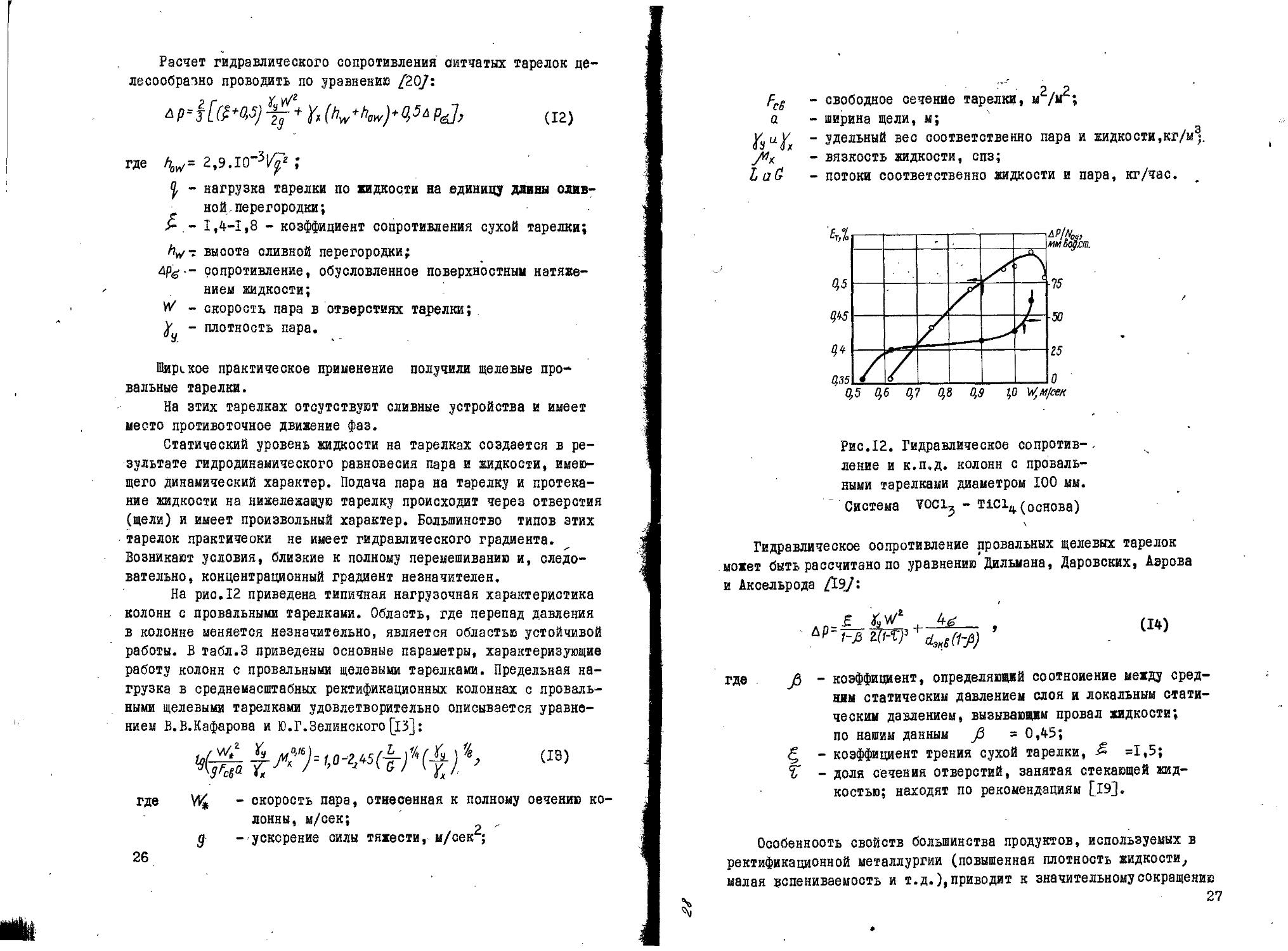
На рис.12 приведена типичная нагрузочная характеристика колонн с провальными тарелками. Область, где перепад давления в колонне меняется незначительно, является областью устойчивой работы. В табл.З приведены основные параметры, характеризующие работу колонн с провальными щелевыми тарелками. Предельная нагрузка в среднемасштабных ректификационных колоннах с провальными щелевыми тарелками удовлетворительно описывается уравнением В.В.Кафарова и Ю.Г. Зелинского [13]:
(1Э)
где
9
26
- скорость пара, отнесенная к полному оечению колонны, м/сек;
- ускорение силы тяжести, м/сек2;
FcS - свободное сечение тарелки, м^Лг;
а - ширина щели, м;
~ удельный вес соответственно пара и жидкости,кг/м®
- вязкость жидкости, спз;
LuG - потоки соответственно жидкости и пара, кг/час.
Рис.12. Гидравлическое сопротив- , ление и к.п.д. колонн с провальными тарелками диаметром 100 мм. Система voci5 - т±С14 (ОСНОва) \
Гидравлическое сопротивление провальных щелевых тарелок может быть рассчитано по уравнению Дильмана, Даровских, Аэрова и Аксельрода £1Э}'.
_ (I4)
где j6 - коэффициент, определяющий соотноиение между средним статическим давлением слоя и локальным статическим давлением, вызывающим провал жидкости;
по нашим данным fi =0,45;
- коэффициент трения сухой тарелки, & =1,5;
Г - доля сечения отверстий, занятая отекающей жидкостью; находят по рекомендациям [I9J.
Особенность свойств большинства продуктов, используемых в ректификационной металлургии (повышенная плотность жидкости,, малая вспениваемость и т.д.),приводит к значительному сокращению % 27
допустимого расстояния между тарелками, а значит «уменьшению капитальных затрат на аппаратуру.
Исследования, проведенные авторами в колоннах диаметром 100 и 200 мм, показали, что увеличение расстояния между тарелками от 80 мм и выше практически не оказывает существенного влияния на эффективность тарелок (как ситчатых, так и щелевых провальных).
Сводные данные характеристики вышеперечисленных келонн (ситчатых и провальных) приведены в табл.З.
КИНЕТИКА. РЕКТИФИКАЦИИ
Основные дараметры, характеризующие кинетику ректификации
Процесс ректификации осуществляется в условиях контакта двух фаз - паровой и жидкой. При отсутствии равновесия между фазами происходит переход вещества из одной фазы в другую -массопередача. Массопередача является сложным процессом,состоящим из переноса вещества в каждой из фаз и переноса вещества через границу раздела фаз.
Уравнение массопередачи в дифференциальной форме мсжет быть записано в виде:
Gdy = Koy(yp-y)Sah и Ldx = Kox(x-xp)Sdh,
(15)
(16)
где коу и кох - объемные коэффициенты массопередачи, выраженные через движущую силу в паровой и
жидкой фазах, соответственно;
(ур-у) И (х-х^)
у и X
7РИ V
- движущая сила процесса, выраженная по паровой и, ссответственно, жидкой фазам;
- содержание более летучего компонента в паре и в жидкости, соответственно;
—равновесные концентрации рассматриваемого компонента.
Перенос вещества в каждой фазе характеризуется частными (фазовыми) коэффициентами массоотдачи 7?у и А . Общие коэффициенты массопередачи связаны с фазовыми уравнениями:
’ (I?)
28
_L ^+^-May Д/ -3x
(18)
(19)
Для расчета ректификационных аппаратов можно пользоваться величинами чисел единиц переноса, что равноценно использование коэффициентов массопередачи.
Уравнения (17) и (18) выражают закон аддитивности фазовых диффузионных сопротивлений. Каждое слагаемое в первой части указанных уравнений характеризует диффузионное сопротивление массопереносу со стороны каждой фазы. В зависимости от того, в какой фазе сосредоточено основное сопротивление массопереносу, определяется влияние различных факторов на скорость процесса.
Определение лимитирующей стадии процесса в условинх глубокой очистки веществ может быть осуществлено по способу, предложенному нами ранее /32/.
Для двух разбавленных растворов Аосн - В и AQ0H - С, имеющих одинаковый растворитель Аосн , но разные компоненты В и С в качестве примеси,можно написать
для раствора Аоон - В:
I _ I + a i_
S1 Н' Ь 12 оу у х
для растворе Аосн - С:
_i_ = 1_ + т- £ 1_ .
К A S’ Ь Ни
оу у х
Для разбавленных растворов различие в величинах как ш , так и щ и ц» при одинаковых гидродинами-
ческих условиях будет определяться только коэффициентами диффузии в соответствующих фазах (температура и свойства потоков для обоих растворов практически одинаковы).
Тогда, учитывая, что ну~ и нх~
системы (19) и (20), будем иметь:
n; '
Nt
(20)
и решив
(21)
(22)
Из анализа имеющихся теоретических и экспериментальных данных могут быть определены величины р и q .Определив опытным путем значения чисел единиц переноса, нетрудно вычислить Ул'/ и 1/м“ и определить, какой фазой лимитируется процесс массопередачи. Определение лимитирующей стадии процесса ректификации является необходимым не только при обобщений кинетических закономерностей, но и при анализе влияния различных факторов на процесс ректификации. Так, например, в зависимости от лимитирующей стадии процесса изменение давления по разному будет сказываться на эффективности ректификации. При ректификации в насадочных колоннах эффект влияния распределения жидкости по насадке также будет зависеть от того, в какой фазе сосредоточено основное диффузионное сопротивление переносу массы. Рассмотренные выше соотношения (15) и (16) выведены в предположении "поршневого11 движения потоков жидкости и пара, когда все частицы движутся параллельно, с одинаковыми скоростями и без перемешивания. Действительное движение может значительно отличаться от поршневого, при этом может иметь место перемешивание, обусловленное как движением потоков, так и турбулентной и молекулярной диффузией. Диффузия в направлении оси аппарата (продольное перемешивание) приводит к выравниванию концентраций и , в конечном счете, к снижению эффективности аппарата. В этом случае анализ массообменных процессов в аппаратах с непрерывным контактом фаз следует проводить с учетом этого явления.
Помимо чисел единиц переноса кинетика процесса в аппаратах со ступенчатым.контактом фаз может характеризоваться величиной локального к.п.д. тарелки Ео . '
При полном перемешивании жидкости на тарелке величина Е-о равна к.п.д. тарелки Ет по Мерфри.
Применив уравнение массопередачи длн одной тарелки и считая, что жидкость на тарелке полностью перемешивается, а пар идеально вытесняетсн, получим уравнение длн расчета числа единиц переноса на тарелку [ЪЪ]:
где 1 - общий к.п^д. колонны.
По данным анализа проб, отобранных вверху и внизу колонны, можно определить общий к.п.д. колонны и по уравнению (23) рассчитать .
30
При изучении массообмена в тарельчатых аппаратах многие исследователи отбирают пробы для анализа непосредственно с тарелки. В случае ректификации разбавленных растворов по данным опыта на нескольких тарелках рассчитывают усредненные кинетические параметры процесса длн получения.более надежных результатов.
Массопередача в колоннах с барботажными тарелками
Для расчета и проектирования ректификационных аппаратов в металлургии необходимы надежные уравнения, удовлетворительно описывающие кинетику процесса массообмена. Несмотря на большое число работ в этой области, в связи с различием свойств ректифицируемых продуктов, используемых в металлургии, имеющиеся уравнения требуют определенной корректировки.
В связи с необходимостью получения в промышленном масштабе особо чистых веществ большое значение приобретают также исследования кинетики процесса в условиях микроконцентраций компонента в растворе. Исследования по массообмену в большинстве случаев ограничивались областью средних концентраций, а массопередача микроконцентраций в условиях глубокой очистки методом ректификации изучена недостаточно.
Авторами была изучена кинетика ректификации в барботажных аппаратах на смесях, представляющих интерес в металлургии.
Ниже рассматриваются результаты исследования влияния физико-химических свойств разделяемой смесй и давления на массообмен между паром и жидкостью в условиях ректификации /ззу.
Опыты по ректификации при атмосферном и пониженном давлении проводились в колоннах с различными контактными устройствами, характеристика которых приведена в табл.4.
Как было установлено предварительными опытами на растворах с плотностью жидкой фазы 1,5 г/см3, увеличение расстояния между тарелками выше указанных значений практически не влияет на коэффициент эффективности тарелок, что подтверждается ранее опубликованными результатами работы /127.
Для исследования было выбрано восемь бинарных разбавленных растворов.
Коэффициенты диффузии в жидкости и паре рассчитывали по уравнениям, известным из литературы /34,357. Данные равновесия жидкость-пар используемых разбавленных растворов взяты из работ /15,367.
31
„ . . -
Таблица 4
Характеристика барботажных тарелок
!Джа- !Расстоя-! Свобод-! Лирииа ! Высота Типи фяпйпл» !метр,!ние меж-! нее се-1 щели или! оливно- Типы тарелок !мы !ду тарел4 чение ! диаметр ! го пат- ! !ками,мм ! перфо- ! стверс- ! рубка,
рации,% тия,мм мм
Провальная целевая 300 300 20,0 3,0 -
Провальная целевая 100 95 24,0 2,0 -
Провальная щелевая 40 40 22,2 8,0 -
Провальная целевая 40 40 12,7 2,0 -
Ситчатая с переливом 40 40 4,3 1,0 10
Щелевая о переливом 40 40 6,1 0,8 10
т
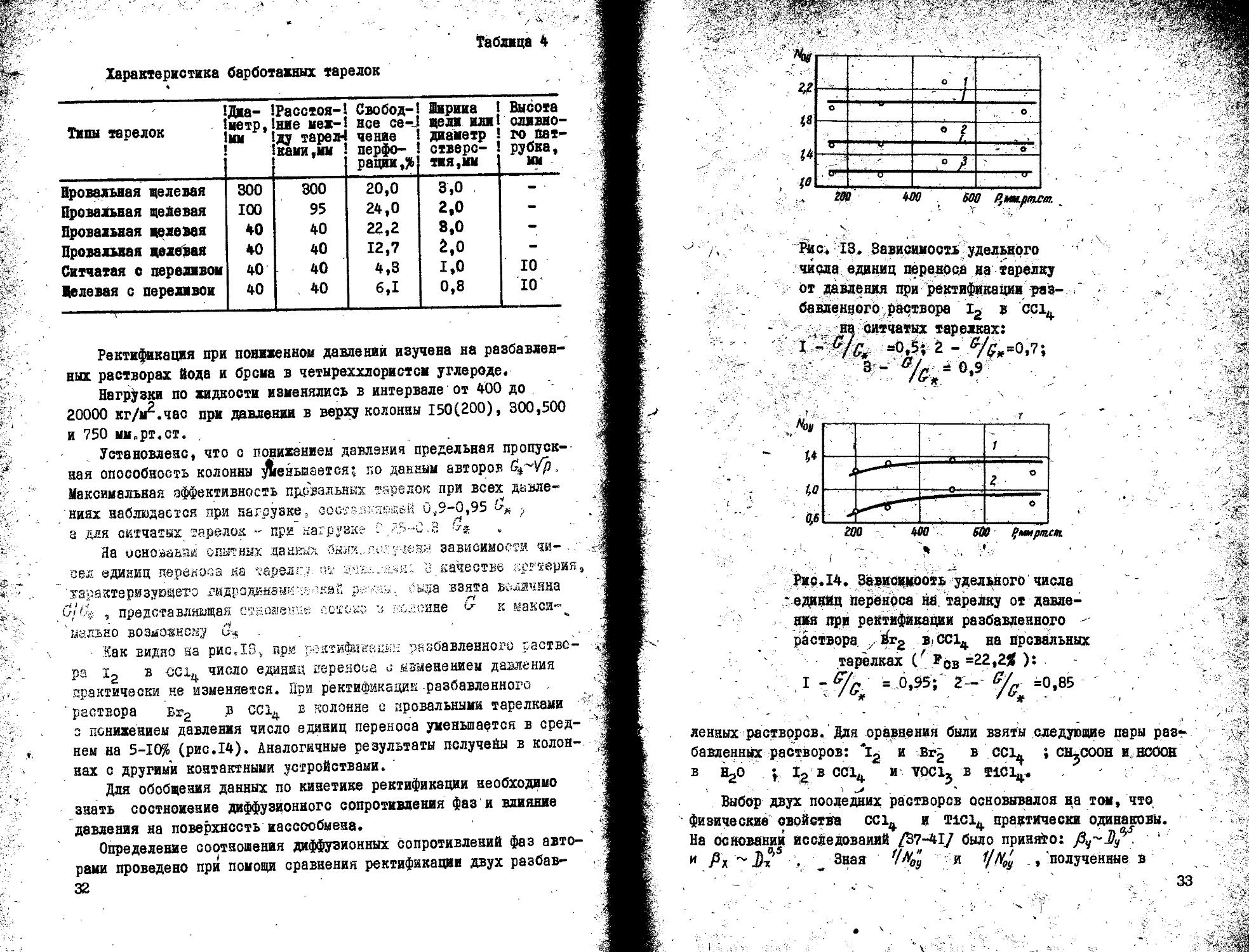
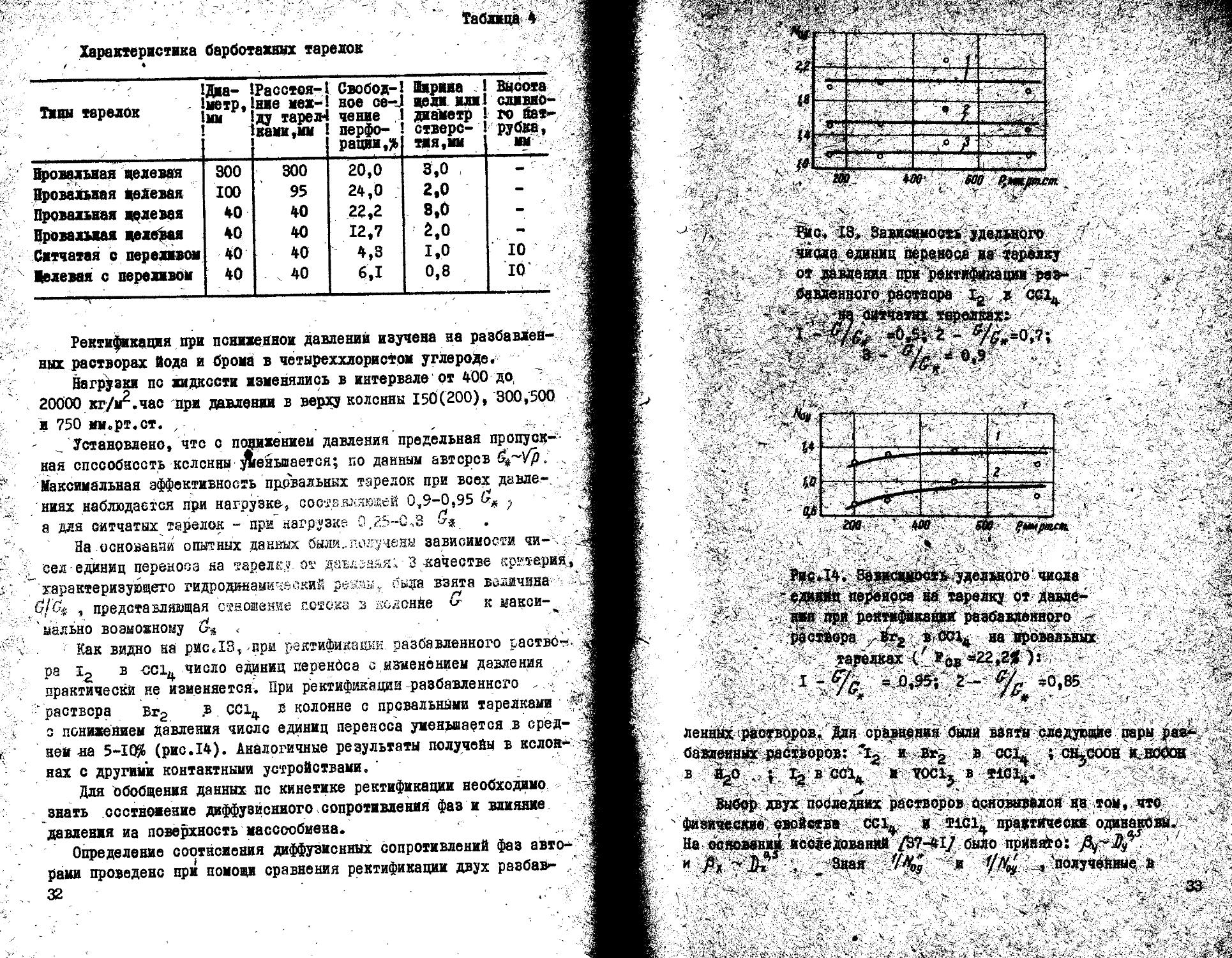
Ректификация при пониженной давлений изучена на разбавленных растворах йода и брсма в четыреххлористсм углероде.
Нагрузки по жидкости изменялись в интервале от 400 до 20000 кг/м2.час при давлении в верху колонны 150(200), 300,500 и 750 мм.рт.ст.
Установлено, что с понижением давления предельная пропускная способность колонны ^геньшается; по данным авторов . Максимальная эффективность провальных тарелок при всех давлениях наблюдается при нагрузке, 0,9-0,95 £г* ?
а для ситчатых тарелок - при нагрузке С.75-С-8
На исноваани' опытных да ней». быля..^ учена зависимости чи-.."_* сел единиц перекоса на тарело. nt в.качестве критерия,
характеризующего гвдродаами*лпкик была взята величина
, представляющая стечение сстскс з псдеяне С- к макси-
' мально возможному й-5 . ' . ...
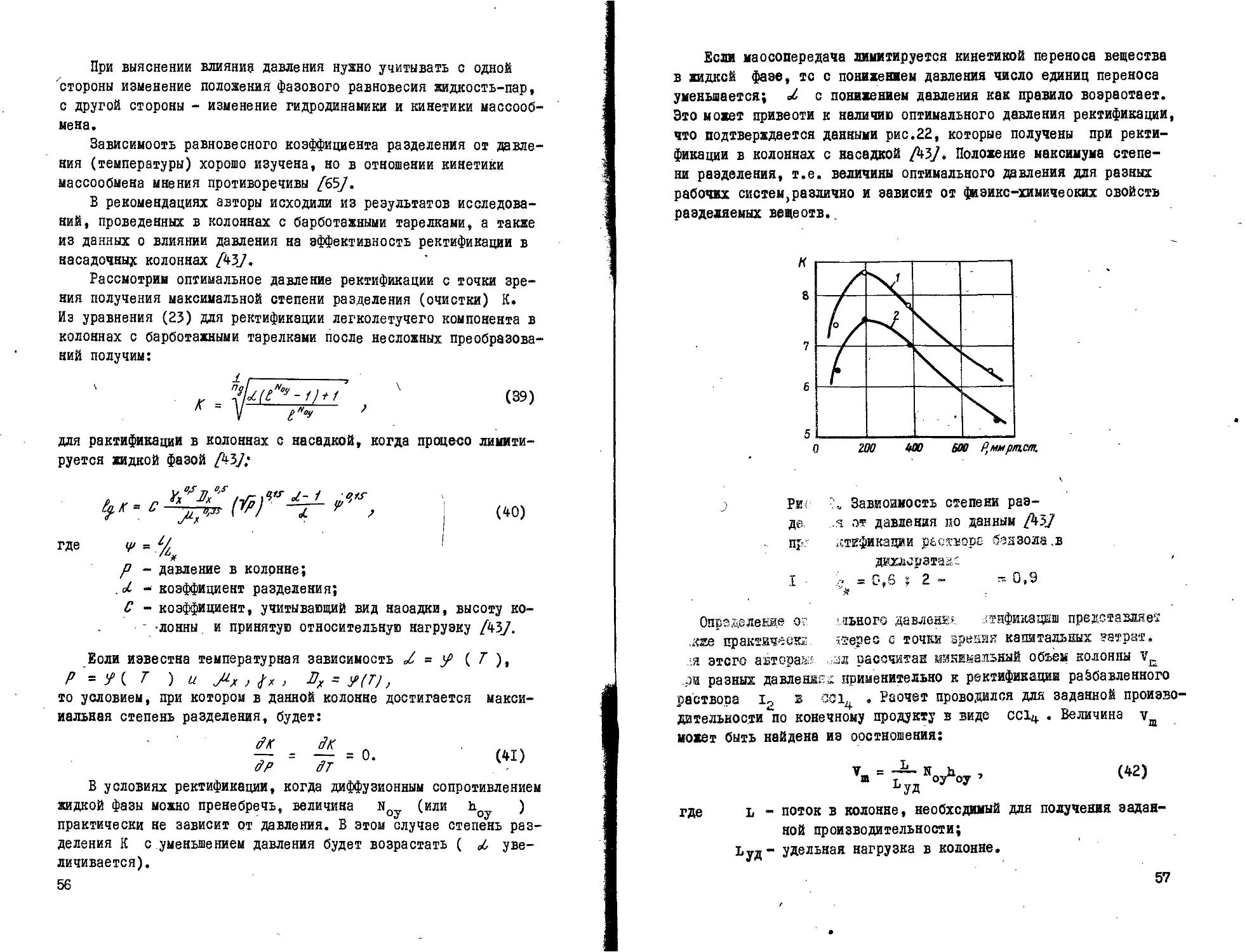
Как видно на рис.13, при рзатификацим разбавленного раство- , ра 12 в число единиц переноса с изменением давления практически не изменяется. При ректификации разбавленного <
‘ раствора Вг2 .в CCi4 в колонне с провальными тарелками з понижением давления число единиц переноса уменьшается в среднем на 5-10% (рис.14). Аналогичные результаты пслучейы в колон- t, нах с другими контактными устройствами. '
Для обобщения данных по кинетике ректификации необходимо знать состноиение диффузионного сопротивления фаз и влияние давления на поверхность иассообмена. j
Определение соотношения диффузионных сопротивлений фаз авторами проведено при помощи сравнения ректификации двух разбав-32
Рис.;18, Зависимостьудельного числа единиц передоен на тарелку от давденин при ректификации раз-бавленного раствора 12 в cci4 f на ситчатых тарелках: ' ' 1 " % =°155 2 - %*0,7;
Э - %, -0,9 •
Рир.14. Зазвисилооть удельного числа * единиц переноса на тарелку от давления при ректификации разбавленного -• раствора у-йг2 в СС14 на Провальных тарелках (/?рв я22«2^ ):
I - = О,ЙГ Z-- G/rr =0,85
ленных растворов. Для сравнения были взяты следующие пары разбавленных растворов: *i2 и вг2 в cci4 ; Олесон и нсоон в HgO । 12 в ССЧ » VQCij в т1С14<
Выбор двух последних растворов основывался на том, что физические свойства cci4 и ИС14 практически одинаковы. На оснований исследований /В7-417 было принято: ‘
и Ах , Зная 7^ и IfNfy , 'полученные в
г
Таблица 4
Характеристика барботажных тарелок
Типы тарелок
1мм !
-! Вирина 1 Высота -.1 щели или! елмвно
I диаметр 1 го йат-! стверс- ! руейса,
рации, тия,мм мм
Провальная щелевая 300 300 20,0 3,0 . — •
Провальная щелевая 100 95 24,0 2,0 -
Провальная щелевая 40 40 22,2 3,0 -
Провальная щелевая 40 40 12,7 2,0 —
Ситчатая с переливом 40 40 4,3 1,0 10
4 Целевая с переливом . ' ' ' '."'-V " — 40 ч 40 6,1 0,8 10'
; Ректификация при пониженной давлении изучена на разбавленных растворах йода и брома в четыреххлористом углероде.
Нагрузки по жидкости изменялись в интервале от 400 до, 20000 кг/м2, час при давлении в верху колонны 150(200), 300,500 и 750 мм.рт.ст. ,
- _ Установлено, чтс с понижением давления предельная пропуск--ная способность кслснны Деньшается; по данным авторов „ Максимальная эффективность провальных тарелок при всех давлениях наблюдается при нагрузке, сост.аккяющей 0,9-0,95 >
а да ситчатых тарелок - при нагрузке 0,25-0,3 G*.
На.основании опытных данных были,получены зависимости чи-сел единиц переноса на тарелку, от дамемя’.-З «ачестве критерия '^характеризующего гидродинамический рекзы, быда взята величиям . , представляющая стноиение потока з кслонйе & к мацой-
ыально возможному Jzs <
V Как видно на рис.18,.при ректификации, разбавленного раствора 12 в cci4 число единиц переноса с изменением давления -практически не изменяется-. При ректификации-разбавленного , -’раствора вг2 в СС14 в колонне с провальными тарелками
о понижением давления числе единиц переноса уменьшается в среднем на 5-10$ (рис.14). Аналогичные результаты получейы в колоннах с другими контактными устройствами. ’
Для обобщения данных пс кинетике ректификации необходимо звать ссстноиение диффузионного сопротивления фаз и влияние давления иа поверхность массообмена.
Определение соотнсиения диффузионных сопротивлений фаз авторами проведено при помощи сравнения ректификации двух разбав-
Д Рис, 13. Зависимостьудельного
адсяа единиц перекоса на тарелку ’ " Д
;.- < от давления приректификациираэ- ~
бавденного.раствора lgz в СС14
₽ис.14.3ависи«бстЬуделмогочисла 7
• едийЯд переноса натарелку от давле- "~
/' .' идя при ректификация разбавленного -
ррсйдара zir2 B:Ccl4- иа провальных
-? тарелках -((»<» =22,2^ )i - Л
: 1 =JM5'f 2---=0,85 .
ленных растворов.'Дая сравнения были взяты следувдае пары раа^-. бавленных растворов: 'i2 и Вг2 в cci^ ; сн^соов и.нсбон .... ' в SgO - т. *2 в ССЧ ж ®^с15 в T1C1V ;
Выбор двух последних растворов бсяовавалоя на том, что ' Д физические свойства cci^ и' з>1С14 практически одинаковы. - ' * На оснований исследований /37-41/ было приняло: 1 ,
и Pi . Зная f^os ' и * ‘полученные в
' ...' ‘ ' ' * • ' . ' .. ?' ! 1 33 .
одинаковых гидродинамических условиях, рассчитывали фазовые числа единиц переноса на тарелку ( Ку и Кх ) и определяли сопротивление массопереносу в фазах по уравнениям (21) и (22).
Результаты расчетов приведены в табл.5.- Как видно из полученных данных, диффузионные сопротивления в жидкой и паровой фазах являются соизмеримыми величинами, и пренебрегать кинетикой процесса массопереноса в какой-либо из фаз нельзя.
Влияние давления на поверхность контакта фаз связано,главным образом, о изменением гидродинамики и физико-химических свойств системы при изменении давления (темпер.атуры).
Величины удельной поверхности контакта фаз на провальных тарелках при различном давлении были рассчитаны по уравнению, приведенному в работе /"38/, а для ситчатых тарелок - в работе Л?/..
Таблица 5
Определение доли диффузионного оопротивлейия t жидкой фазы . .
Относительт ная нагруз-г Разбавленный раствог Разбавленный раствор
Х2 в cci4 Вг2 в ССЦ
G/c4 ! Доля сопротивления в жидкой фазе, %
Г 750 мм 300 мм 750 мм ! 300 мм
1 рт.ст. рт.ст рт.ст. . ! рт.от.
Колонна с провальными тарелками, =22.2%
0,80 20,2 19,2 61,5' 63,6
0,90 21,8 16,7 64,0 60,0
Колонна с ситчатыми тарелками
0,80 9,5 - 6,9 40,0 35‘,7
0,90 11,1 7,7 44,2 38,6
Расчеты показали, что при изменении давления с 750 до 200 мм рт.ст. величина удельной поверхности контакта фаз изменяется длн провальных тарелок от 36 до 40 м2/м2, а для ситчатых - от 10,3 до 10,8 м2/м2, т.е. остается практически неизменной.
Из анализа приведенных выше данных следует, что при ректификации раствора Хг в СС14, . когда сопротивление переносу вещества со стороны паровой фазы составляет 80% и 34 '
"более, изменение давления практически не влияет на эффективность работы колонны. При ректификации разбавленного раствора Вг2 в СС14 , когда диффузионное сопротивление массопередачи жидкой фазы составляло 60-65% на провальных тарелках и 40-44% на ситчатых тарелках, с понижением давления удельное число единиц переноса уменьшалось. Это обусловлено, главным образом, уменьшением скорости переноса массы в жидкой фазе. Понижение давления приводит к снижению температуры процесса, а это вызывает увеличение вязкости и снижение коэффициента молекулярной диффузии в жидкости, что,в конечном счете, ведет к ухудшении» массообмена, аналогично процессу ректификации в-насадочных колоннах /43, 44/
Полученные в работе /33/ экспериментальные данные по кинетике ректификации разбавленных растворов при атмосферном и пониженном давлениях были обобщены в виде критериальных уравнений.
Для массоотдачи в паровой фазе получено уравнение:
Nu = 1,15 Re 0,75We0’58 (24)
У У У
которое аналогично предложенному в работе /40/.
Обработка данных по массоотдаче в жидкой фазе в координа-
данные {39J:
Кц* = S.e.IO-V’W'^’5. (25)
В этих уравнениях Hu, Re, G&, Рт - безразмерные критерии Нуссельта, Рейнольдса, Галлилея и Прандтля соответственно. В качестве характерного размера принята величина слоя жидкости на тарелке.
По полученным зависимостям, используя уравнение ности фазовых диффузионных сопротивлений для А = I,
tgba привела к уравнению, которое подтверждает
светлого
аддитив-
(26)
выполнен расчет коэффициентов массопередачи коу для разбавленных раотворов Ascij в snci4, pci^ в ch^sici^ и RClj в S1C14 при ректификации в колонне диаметром 40 мм, а-также для разбавленного раствора VOCi^ в Т1С14 при ректификации в колонне диаметром 300 мм.
'V
35
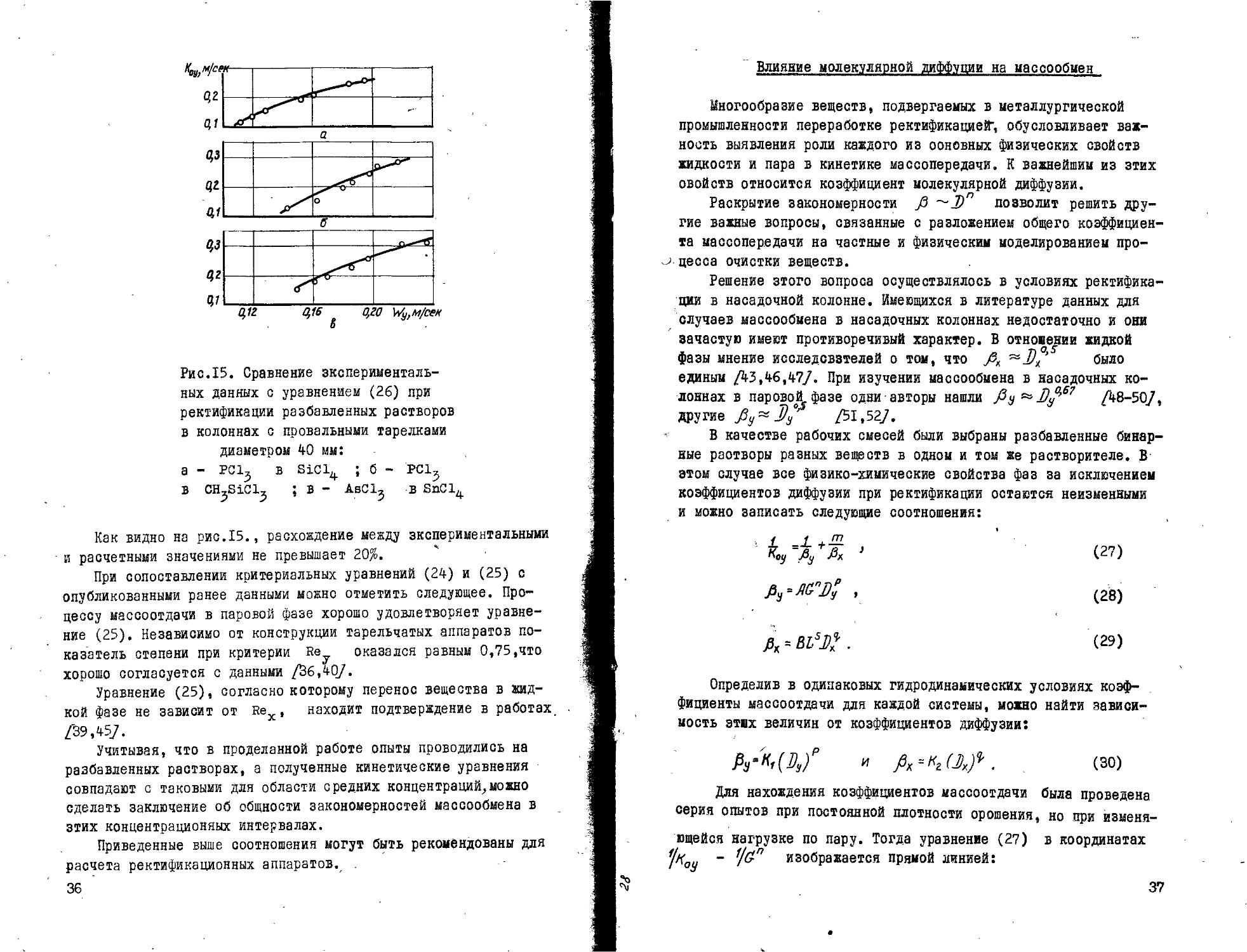
Рис.15. Сравнение экспериментальных данных с уравнением (26) при ректификации разбавленных растворов в колоннах с провальными тарелками диаметром 40 мм:
а - РС13 в SiCl4 ; б - PCI, В CHjSiClj ; в - AbCIj в SnCl4
Как видно на рис.15., расхождение между экспериментальными и расчетными значениями не превышает 20%.
При сопоставлении критериальных уравнений (24) и (25) с опубликованными ранее данными можно отметить следующее. Процессу массоотдачи в паровой фазе хорошо удовлетворяет уравнение (25). Независимо от конструкции тарельчатых аппаратов показатель степени при критерии Re оказался равным 0,75,что хорошо согласуется с данными /Зб,40/.
Уравнение (25), согласно которому перенос вещества в жидкой фазе не зависит от Rex, находит подтверждение в работах. /39,457.
Учитывая, что в проделанной работе опыты проводились на разбавленных растворах, а полученные кинетические уравнения совпадают с таковыми для области средних концентраций,можно сделать заключение об общности закономерностей массообмена в этих концентрационных интервалах.
Приведенные выше соотношения могут быть рекомендованы для расчета ректификационных аппаратов. . 36
Влияние молекулярной диффуции на массообмен
Многообразие веществ, подвергаемых в металлургической промышленности переработке ректификацией’, обусловливает важность выявления роли каждого из основных физических свойств жидкости и пара в кинетике массопередачи. К важнейшим из этих свойств относится коэффициент молекулярной диффузии.
Раскрытие закономерности fi позволит решить другие важные вопросы, связанные с разложением общего коэффициента массопередачи на частные и физическим моделированием про-цесса очистки веществ.
Решение этого вопроса осуществлялось в условиях ректификации в насадочной колонне. Имеющихся в литературе данных для случаев массообмена в насадочных колоннах недостаточно и они зачастую имеют противоречивый характер. В отношении жидкой фазы мнение исследсвзтелей о том, что Д. ~D°‘ было единым /43,46,47/. При изучении массообмена в насадочных колоннах в паровой^ фазе одни авторы нашли Ру~1)у0,Б7 /48-50/,
другие /51,52/.
В качестве рабочих смесей были выбраны разбавленные бинарные растворы разных веществ в одном и том же растворителе. В этом случае все физико-химические свойства фаз за исключением коэффициентов диффузии при ректификации остаются неизменными и можно записать следующие соотношения:
» (28)
Д = BLSJ* . (29)
Определив в одинаковых гидродинамических условиях коэффициенты массоотдачи для каждой системы, можно найти зависимость этих величин от коэффициентов диффузии:
Д-Ш/ " . (30)
Для нахождения коэффициентов массоотдачи была проведена серия опытов при постоянной плотности орошения, но при изменяющейся нагрузке по пару. Тогда уравнение (27) в координатах ffaOy - 1/&п изображается прямой линией:
37
-i- = -±- + C
AGn oy
(31)
разложения общего коэффициента массопередачи
где с = узх .
Данный способ на частные справедлив, когда поверхность контакта фаз в условиях отдельной серии опытов не изменяется.
Показатель п авторы находили по способу, предложенному в работе /5 37. При помощи опытов определяли три значения кОу,1’ КОу92 и кОу,з » соответствующие значениям нагрузки по пару Gj, G2H8j при постоянной скорости жидкости. При этом бралиоь такие нагрузки по пару, чтобы ~ •
С учетом уравнения (31) можно получить следующее соотношение:
П =
Ьа&г
(32)
На основе экспериментальных данных по уравнению (32) находили показатель " п ".
Плотность орошения в одной из серий опытов поддерживалась постоянной, опыты проводили при нагрузках ниже точки подвиса-ния, что позволяло считать поверхность контакта фаз независимой от скорости пара. Эта точка зрения подтверждается рядом исследователей, которые определяли активную и смоченную поверхность колец Рашига, меняя скорости потоков жидкости и газа М,557.
Для дополнительного изучения взаимодействия потоков жидкости и пара авторами были использованы данные по гидродинамике и результаты сравнения ректификации двух разбавленных растворов, имеющих одинаковый растворитель и незначительное различие в коэффициентах молекулярной диффузии. Согласно изложенному ранее можно записать:
'' -j, -
(33)
Если величина (J3X)O определена при скорости пара Go
а (•&*)(, - при , то при L a const^ из уравнения
(33) получим:
38
Lh<u/,o (A/^n) ~q7,Q..
. ( }
Определив из опыта высоты единиц переноса ь" и ь’ на оу оу двух разбавленных растворах для каждого Gz при l = const, можно построить зависимость:
= ' (35)
Wo
Так как о® скорости пара не зависит, то отличие от-» ношения (35) от единицы можно отнести только за счет изменения поверхности контакта фаз от скорости пара. Надежность такого определения будет зависеть от показателя р . Однако при это опасение исключено.
Коэффициенты диффузии, необходимые для обработки опытных данных, вычисляли по известным из литературы полуэмпирическим соотношениям: в паре - по f&ij, в жидкости - по /35/.
Для проведения эксперимента в качестве рабочих веществ было выбрано восемь бинарных разбавленных растворов, имеющих одинаковый растворитель. - четыреххлористый углерод ( табл.6), Предварительно авторами было изучено равновеоие жидкость - пар указанных систем.
Контроль за изменением содержания брома и йода в четыреххлористом углероде осуществляли титрованием тиосульфатом натрия, а остальных веществ - радиометрическим методом, для чеЦо растворенный компонент был помечен радиоактивным изотопом (хлором или углеродом).
-Опыты проведены в колонне диаметром 40 мм. Колонна была заполнена насадкой на высоту 300 мм. В качестве насадки применяли кварцевые кольца Рашига 4x4,5x0,5. Насадка имела свободный объем j?QB = 0,68 и удельную поверхность 1100 м2/м3.
В куб колонны заливали смесь с содержанием растворенного .компонента 0,01-0,05вес.%. Перед началом работы осуществляли так называемое "захлебывание", когда колонна некоторое время работала с затопленной насадкой.
Анализ массообменных процессов в колонне с насадкой авторами проводился как по модели идеального вытеснения, так и по диффузионной модели по обеим фазам.
Вычисление Noy по диффузионной модели авторами было проведено с использованием метода, предложенного в работе /56/. Как показали расчеты, отличие величин коу , рассчитанных по
39
Таблица 6
Некоторые физико-химические константы используемых разбавленных растворов
Разбавленный раствор Коэффициенты диффу- х)
м/сек 1И м2/сек
Гексахлорсилоксан в четырех-хлористом углероде 2,98 3,30. . 0,206
йод в четыреххлористом угле-роде ........... 3,88 5,20 0,408
Трихлорэтилен в четыреххлористом углероде 4,11 4,42 0,716
Толуол в четыреххлористом углероде . . • 4,27 3,9 0,411
Бром в четыреххлористом углероде . . ....... 4,40 6,28 2,44
I-I-дихлорэтан в четыреххлористом углероде . 4,74 4,85 2,20
Хлористый метилен в четыреххлористом углероде ..... 5,50 5,75 3,73
Этиловый спирт в четыреххлористом углероде . ..... 7,15 6,40 1,55
х) Величина тангенса наклона равновесной линии относится
к растворенному компоненту. >
обеим моделям для имевших место в опытах гидродинамических режимов, не превышает 5-7%. Поэтому большинство расчетов проводилось по модели идеального вытеснения.
Предварительное гидравлическое испытание показало, что предельная нагрузка в колонне достигается при G = ь = 6000 кг/м2 час.
При изучении влияния скорости пара на поверхность контакта фаз была проведена ректификация бинарных разбавленных растворов йода и брома в четыреххлористом углероде при нагрузке по пару в интервале 1420-4250 кг/м2- час. Плотность орошения в этих опытах поддерживалась постоянной. По данным эксперимента по уравнению (34) при разных G^ определено соотнсиение:
= "В . причем G.o =. 1420 кг/м2. чао.
В табл. 7 представлены результаты серии опытов при плотности орошения L =1420 кг/м^час для разных р.
40
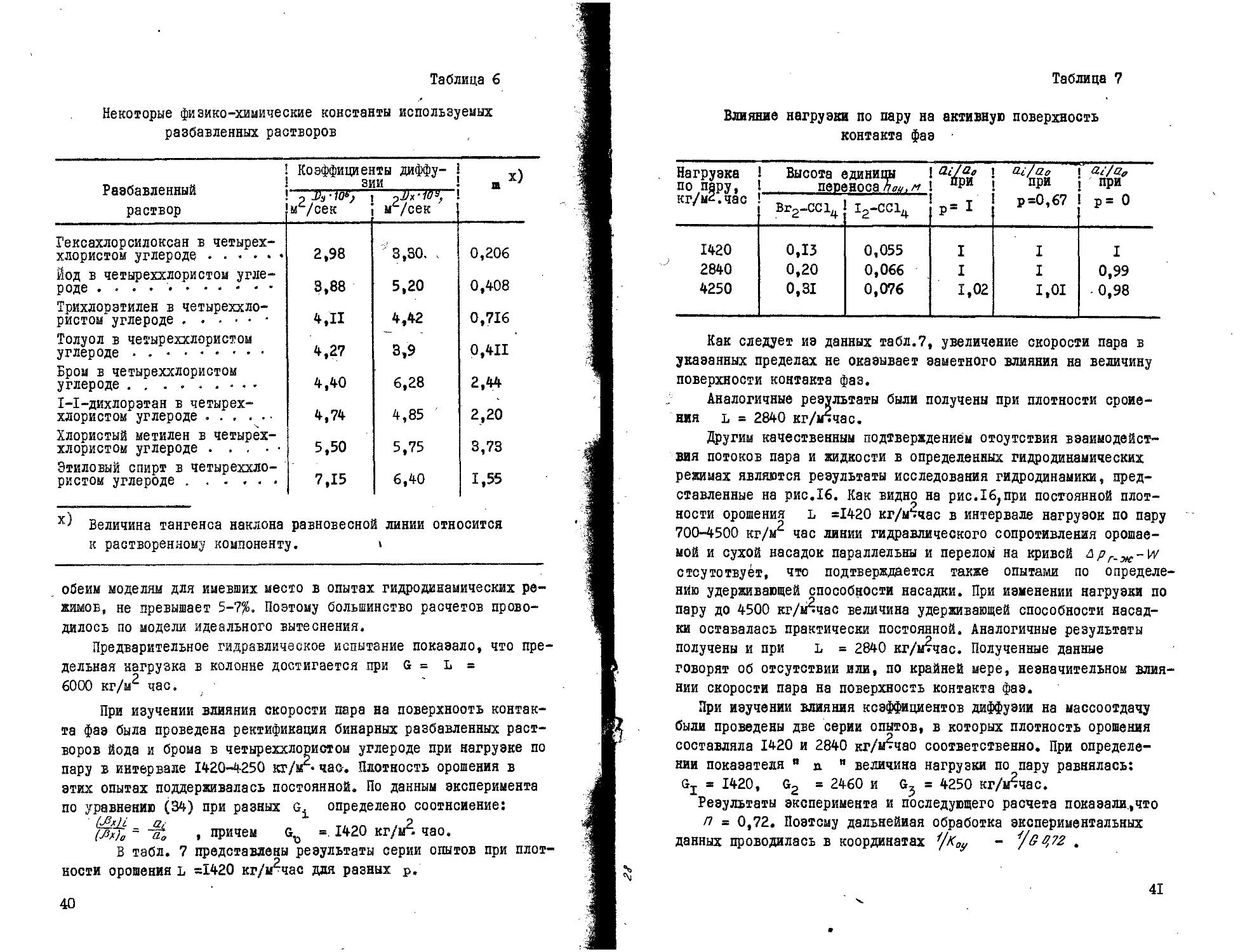
Таблица 7
Влияние нагрузки по пару на активную поверхность контакта фаз
Нагрузка по пару, кг/м2.час Высота единицы пеоеноса Aw,/'? Ч»' р.1 при р=0,67 р = 0
Br2-cci4 12-СС14
1420 0,13 0,055 I I I
2840 0,20 0,066 I I 0,99
4250 0,31 0,076 1,02 1,01 0,98
Как следует из данных табл.7, увеличение скорости пара в указанных пределах не оказывает заметного влияния на величину поверхности контакта фаз.
Аналогичные результаты были получены при плотности сроие-ния l = 2840 кг/1Лчас.
Другим качественным подтверждением отсутствия взаимодействия потоков пара и жидкости в определенных гидродинамических режимах являются результаты исследования гидродинамики, представленные на рис.16. Как видно на рис.1б?при постоянной плотности орошения L =1420 кг/м2час в интервале нагрузок по пару 700-4500 кг/м2 час линии гидравлического сопротивления орошаемой и сухой насадок параллельны и перелом на кривей отсутствует, что подтверждается также опытами по определению удерживающей способности насадки. При изменении нагрузки по пару до 4500 кг/м^час величина удерживающей способности насадки оставалась практически постоянной. Аналогичные результаты получены и при L = 2840 кг/м?час. Полученные данные говорят об отсутствии или, по крайней мере, незначительном влиянии скорости пара на поверхность контакта фаз.
При изучении влияния коэффициентов диффузии на массоотдачу были проведены две серии опытов, в которых плотность орошения составляла 1420 и 2840 кг/м?чао соответственно. При определении показателя " л и величина нагрузки по пару равнялась: Gj = 1420, G2 = 2460 и Gj = 4250 кг/м^час.
Результаты эксперимента и последующего расчета показали.,что п - 0,72. Поэтому дальнейиая обработка экспериментальных данных проводилась в координатах 1/Кц - ,
41
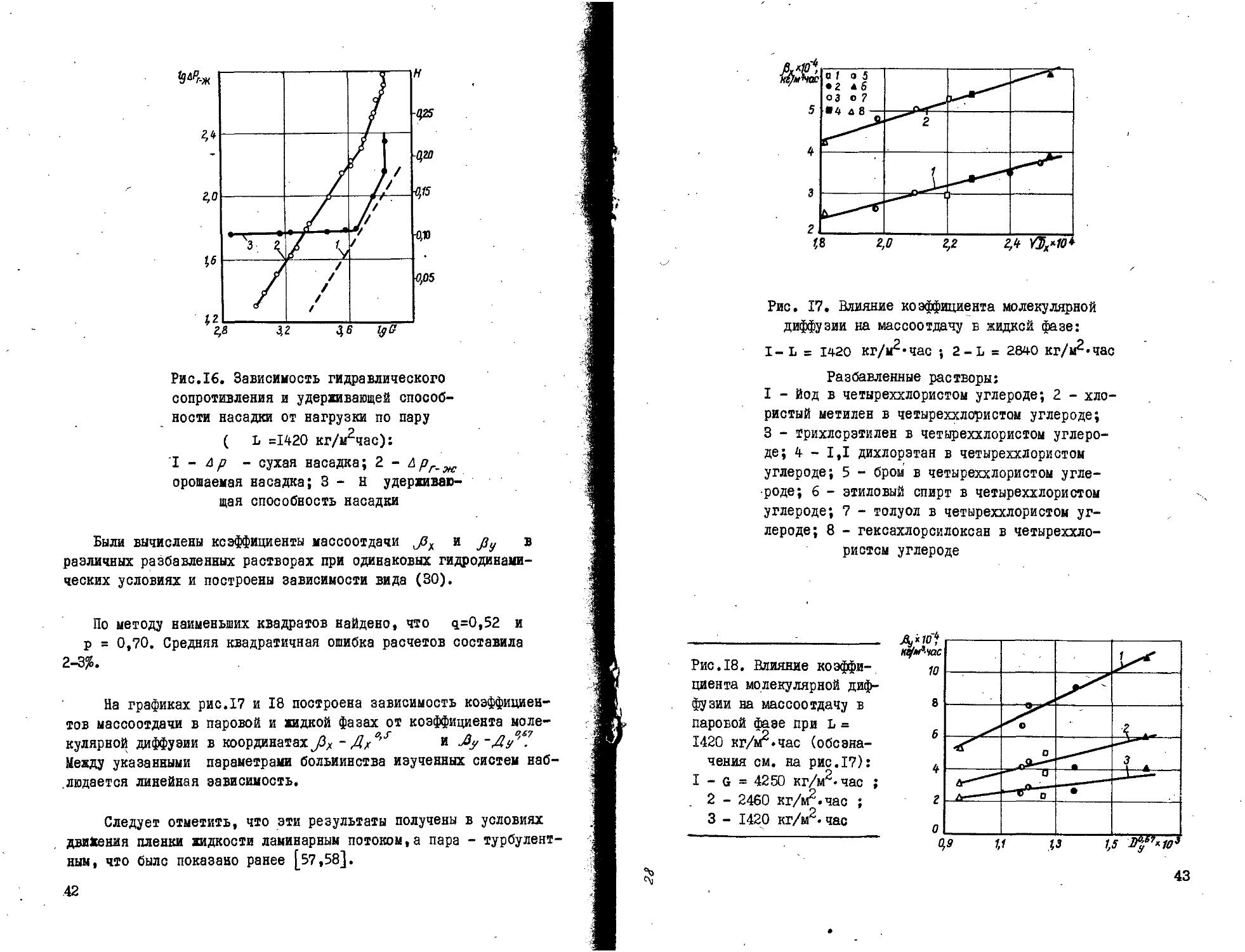
Рис.16. Зависимость гидравлического сопротивления и удерживающей способности насадки от нагрузки по пару ( L =1420 кг/м^ас): 1-4/7 - сухая насадка; 2 -орошаемая насадка; 3 - н удерживающая способность насадки
Были вычислены коэффициенты массоотдачи J3* и jjy в различных разбавленных растворах при одинаковых гидродинамических условиях и построены зависимости вида (30).
По методу наименьших квадратов найдено, что <1=0,52 и р = 0,70. Средняя квадратичная ошибка расчетов составила 2-3%.
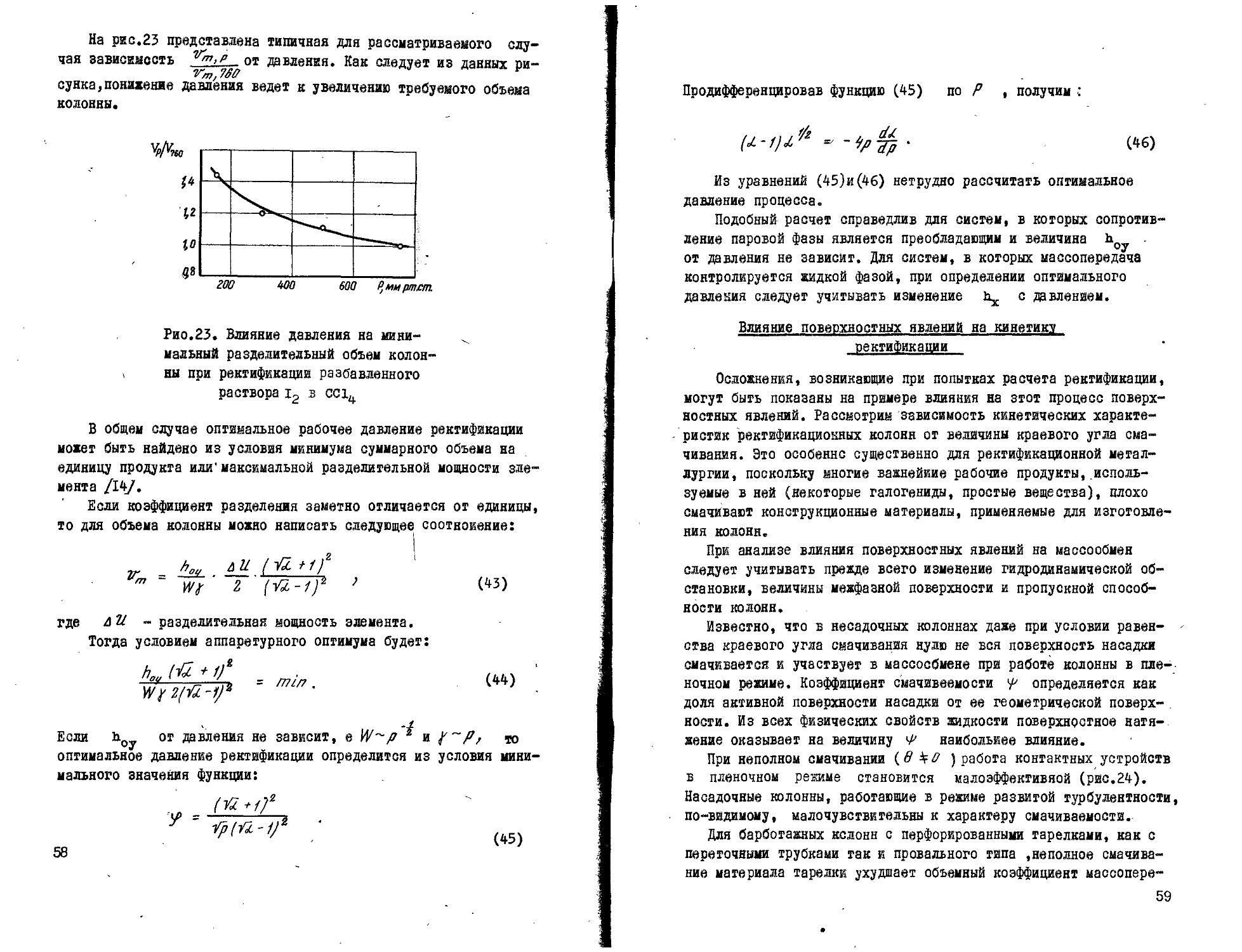
На графиках рис.17 и 18 построена зависимость коэффициентов массоотдачи в паровой и жидкой фазах от коэффициента молекулярной диффузии в координатах - Лх °,s и A’ Между указанными параметрами больиинства изученных систем наблюдается линейная зависимость.
Следует отметить, что эти результаты получены в условиях движения пленки жидкости ламинарным потоком,а пара - турбулентным, что было показано ранее [57,58].
42
Рис. 17. Влияние коэффициента молекулярной диффузии на массоотдачу б жидкой фазе:
I- L = 1420 кг/м^час ; 2-L = 2840 кг/м^.час
Разбавленные растворы;
I - йод в четыреххлористом углероде; 2 - хлористый метилен в четыреххлористом углероде;
3 - трихлорэтилен в четыреххлористом углероде; 4 - 1,1 дихлорэтан в четыреххлористом углероде; 5 - бром в четыреххлористом углероде; 6 - этиловый спирт в четыреххлористом углероде; 7 - толуол в четыреххлористом углероде; 8 - гексахлорсилоксан в четыреххло-риотсм углероде
Рис.18. Влияние коэффициента молекулярной диффузии на массоотдачу в паровой фазе при L = 1420 кг/м* I 2 3.час (обозначения см. на рис.17):
I - G = 4250 кг/м2-час ;
2 - 2460 кг/кг.час ;
3 - 1420 кг/м2- час
43
О моделировании
Сделанные выша обобщения работы ректификационных колонн с барботажными тарелками позволяют дать рекомендации по модели--рованию процесса очистки веществ.
Расчет коэффициентов массопередачи для маломасштабных и среднемасштабных ректификационных колонн всех описанных ниже видов может быть произведен по уравнению (26).
Эффективность аппаратов другого типа, как тарельчатых, так и насадочных, можно оценивать при помощи стандартных систем. Для этих систем нужно определить коэффициент массоотдачи ( J3C ) и установить их зависимость от основных факторов (скорости пара, плотности орошения и т.д.). Переход от стандартных систем к конкретным ( J3K ) в ряде случаев с удовлетворительной точностью может.быть сделан на основе лабораторных испытаний и расчетным путем.
В качестве стандартных смесей могут служить смеси cci4 -Br2, cci4 _ 12, н2о - муравьиная кислота, voci^ - ИС14 и др. В условиях глубокой очистки веществ моделирование может быть осуществлено после определения отношения раторной установке и J3e на промышленной.
При моделировании процесса очистки какого-либо вещества А от ряда примесей (В,С,Д и т.д.)переход от одной системы А к другой может быть сделан расчетным путем:
-4 Л> на лабо-
Примером является моделирование ректификационной очистки тетрахлорида титана от ряда примесей ( vocij, Si2oci6, ccijCOci, s2oci2, coci2 и др.). Если известна эффективность контактных устройств ректификационных аппаратов, определенная в условиях очистки каких-либо двух систем Т1С14 -TiCl4~ примесь, то эффективность очистки от других
примеоей нетрудно рассчитать, используя уравнения (19),(20) и (35,а).
НЕКОТОРЫЁ СПЕЦИАЛЬНЫЕ ВОПРОСЫ
Общие замечания
Точный расчет массообменной аппаратуры возможен только при строгом учете кинатики ш гидродинамики процесса. 44
Существующая до последнего времени практика расчета и проектирования ректификационных аппаратов по среднему к.п.д.колонны несовершенна, так как при этом игнорируется влияние физико-химических свойств на кинетику ректификации. Вносимая при этом ошибка компенсируется введением коэффициента запаса, за счет которого длина аппарата на 20-30$ превышает необходимую.Такой путь приводит к увеличению капитальных затрат на установку, которые при глубокой очистке веществ могут быть весьма значительны.
Наиболее правильным авторам представляется расчет по кинетическим уравнениям, учитывающим перемешивание потоков. Для расчета и проектирования насадочных колонн целесообразно использовать диффузионную модель с расчетом на электронных вычислительных машинах основных параметров установки[59].
Для колонн с провальными щелевыми тарелками диаметром 100-600 мм модно принимать полное перемешивание жидкости на тарелках, а расчет коэффициента массопередачи проводить по приведенным ранее уравнениям. Эти уравнения проверены на объектах, представляющих интерес для технологии получения чистых металлов и полупроводниковых материалов.
Наиболее трудным является учет перемешивания жидкости на ситчатых тарелках. Однако в колоннах диаметром до 200 мм, так же,как на провальных тарелках, можно предположить отсутствие градиента концентраций на тарелках, а при больших диаметрах величина коэффициента турбулентной диффузии может быть вычислена по [6О] .
При проектировании необходимо учитывать масштабные эффекты, связанные с уменьшением эффективности аппарата при увеличении его диаметра. Перенос параметров установки меньшего диаметра на больший (и наоборот) может привести к существенным просчетам.
Многообразие типов ректификационных аппаратов требует дифференцированного подхода к выбору типа аппарата при технологическом оформлении схемы процесса. Учитывая, что в металлургической промышленности и промышленности полупроводниковых материалов наибольшее распространение получили тарельчатые и насадочные колонны, для выбора оптимальной конструкции интересно провести их сравнительную оценку.
Сравнительная оценка ректификационных аппаратов
Большое число имеющихся типов ректификационных аппаратов затрудняет выбор конструкции для каждого конкретного случая. Ректификационные колонны ч'асто работают не при оптимальных ре
45
жимах, что искажает представление об эффективности того или иного вида аппаратов.
При отделении примесей с относительной летучеотью, мало отличающейся от единицы, необходимо применять ректификационные аппареты с наиболее высокими показателями интенсивности масоо-обмена.
В литературе уже рассматривались некоторые вопросы сравнения массообменной аппаратуры [l3,6l]. В работе[б1]сравнение было произведено при помощи расчетов с использованием корреляционных уравнений по массопередаче для разного типа аппаратов. Данные, приведенные в работе [l3,J относятся к колоннам разных диаметров, что не исключает масштабных эффектов.
Длн получения данных по эффективности имеющихся типов ректификационных аппаратов в сопоставимых условиях авторами проведены опыты в колоннах одинакового диаметра на одной и той же рабочей смеои.
При сравнении учитывали характер поля концентраций, определяющий движущую силу процесса массообмена и взаимодействие участвующих в процессе массообмена фаз, определяющее коэффициент массопередачи.
Согласно классификации, предложенной в работе[61],сравнивали следующие типы аппаратов:
I) струйный аппарат полного смещения по жидкости и полного вытеснении по пару - барботажные колонны с провальными и ситчатыми тарелками;
2) струйный аппарат полного вытеснении по жидкости и по пару при противоточном взаимодействии фаз - насадочная колонна, работающая в режиме эмульгировании;
3) пленочный аппарат полного вытеснения по жидкости и по пару при противоточном взаимодействии фаз - насадочная колонна, работающая в пленочном режиме.
Были испытаны провальные тарелки со свободным сечением 12 и 24% и ситчатые тарелки со свободным сечением 4 и 6%. Расстояние между тарелками для колонны диаметром 40 мм составляло 40 мм, для колонны диаметром 100 мм - 90-100 мм.
В качестве насадки использовались керамические и кварцевые кольца Рашига размером 4x4x0,5 и 10x6x1 мм в колоннах диаметром 40 и 100 мм соответственно.
В качестве рабочих смесей применяли разбавленные растворы йода в четыреххлористом углероде и хлорокиси ванадия в четырех-хлориотом титане.
Опыты проведены в интервале нагрузок 0,2-6 кг/м»сек при атмосферном давлении и полном орооении.
46
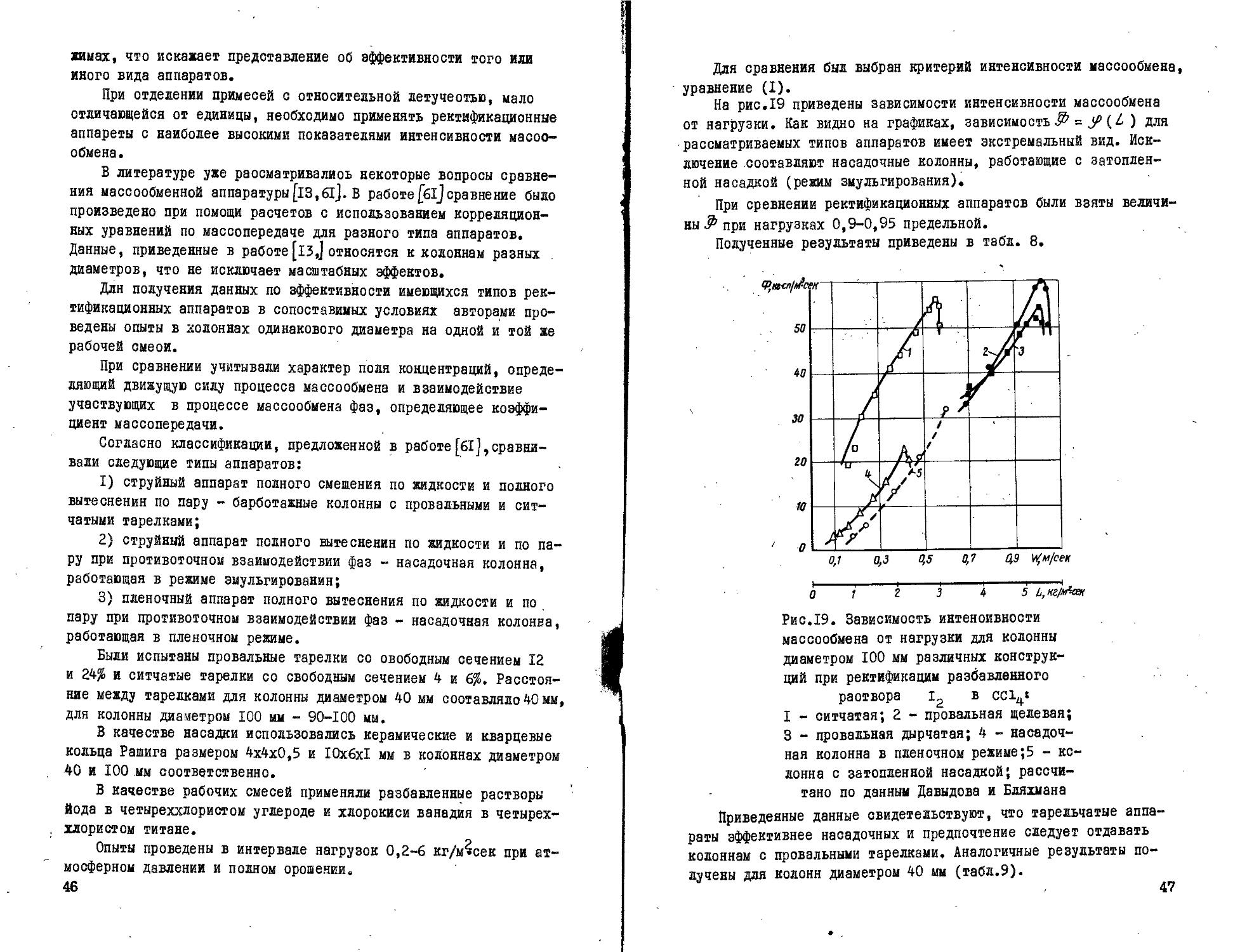
Для сравнения был выбран критерий интенсивности массообмена, уравнение (I).
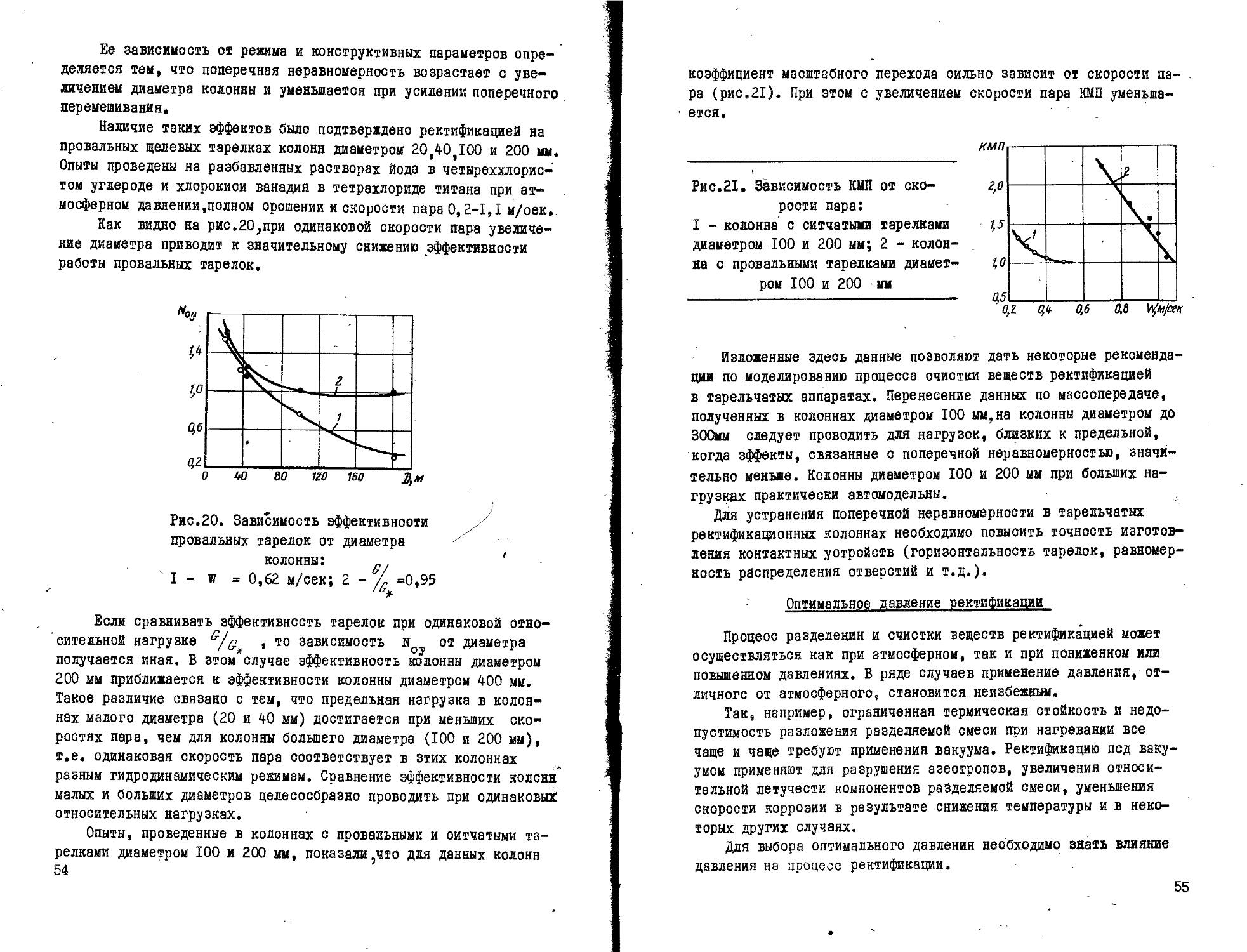
На рис.19 приведены зависимости интенсивности массообмена от нагрузки. Как видно на графиках, зависимость Ф = у(L ) для рассматриваемых типов аппаратов имеет экстремальный вид. Исключение составляют насадочные колонны, работающие с затопленной насадкой (режим эмульгирования).
При сревнеяии ректификационных аппаратов были взяты величины^ при нагрузках 0,9-0,95 предельной.
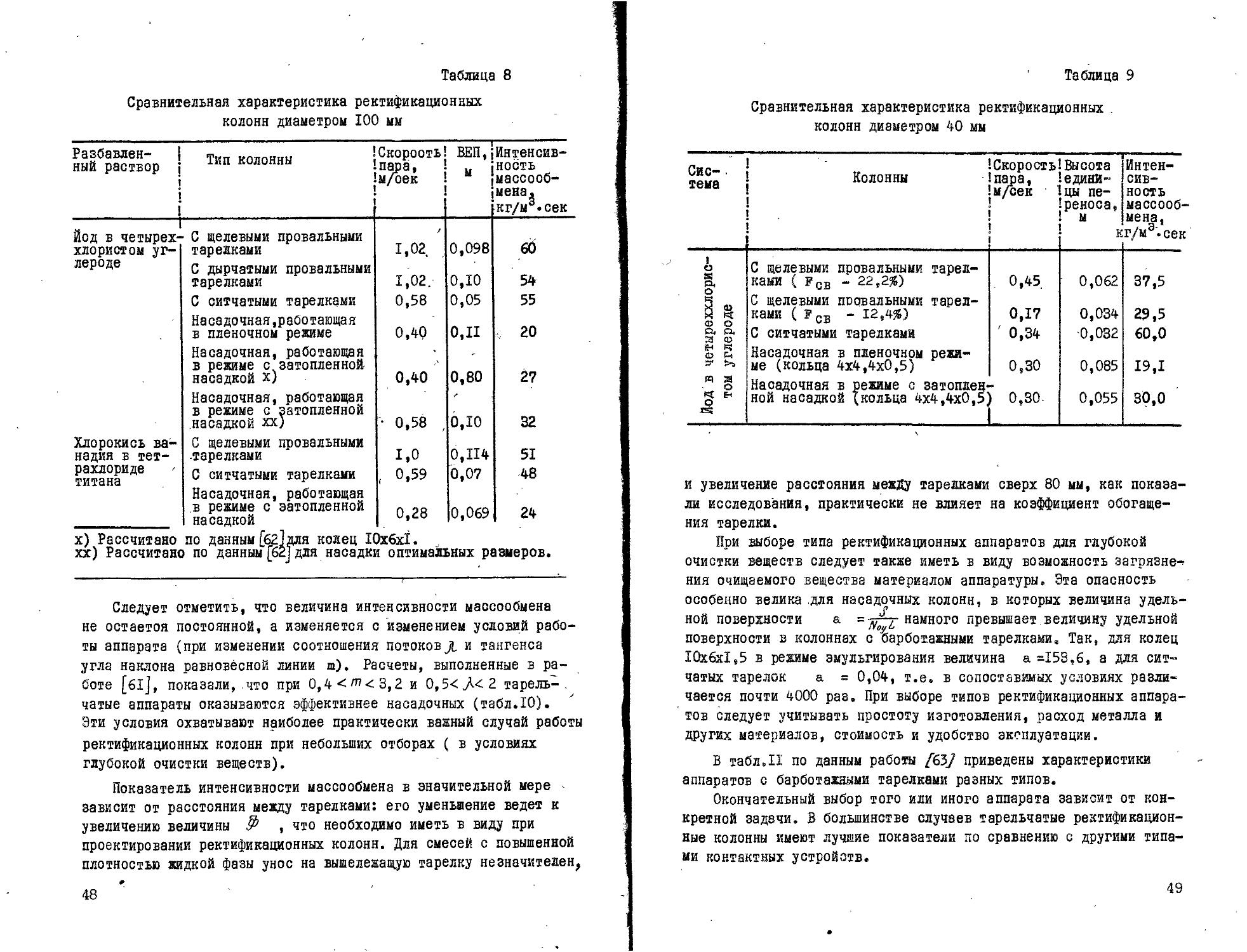
Полученные результаты приведены в табл. 8.
Рис.19. Зависимость интенсивности массообмена от нагрузки для колонны диаметром 100 мм различных конструкций при ректификации разбавленного раствора i в cci4«
I - ситчатая; 2 - провальная щелевая;
3 - провальная дырчатая; 4 - насадочная колонна в пленочном режиме;5 - колонна с затопленной насадкой; рассчитано по данным Давыдова и Бляхмана
Приведенные данные свидетельствуют, что тарельчатые аппараты эффективнее насадочных и предпочтение следует отдавать колоннам с провальными тарелками. Аналогичные результаты получены для колонн диаметром 40 мм (табл.9).
47
Таблица 8
Сравнительная характеристика ректификационных колонн диаметром 100 мм
Разбавлен- | ный раствор j • Тип колонны Скорооть! ВЕП,।Интенсив-
пара, м/оек м ность массообмена. кг/м «сек
Йод в четыреххлористом уг- С щелевыми провальными тарелками 1,02 0,098 60
лероде С дырчатыми провальными тарелками 1,02. 0,10 54
С ситчатыми тарелками 0,58 0,05 55
Насадочная,работающая в пленочном режиме 0,40 0,П 20
Насадочная, работающая в режиме с затопленной насадкой х) 0,40 0,80 27
Насадочная, работающая в режиме с затопленной насадкой хх) • 0,58 , 0,10 32
Хлорокись ванадия в тетрахлориде титана С щелевыми провальными -тарелками С ситчатыми тарелками 1,0 ( 0,59 0,114 6,07 51 48
Насадочная, работающая в режиме с затопленной насадкой 0,28 0,069 24
х) Рассчитано по данным [б2]для колец I0x6xi.
хх) Рассчитано по данным [62] для насадки оптимальных размеров.
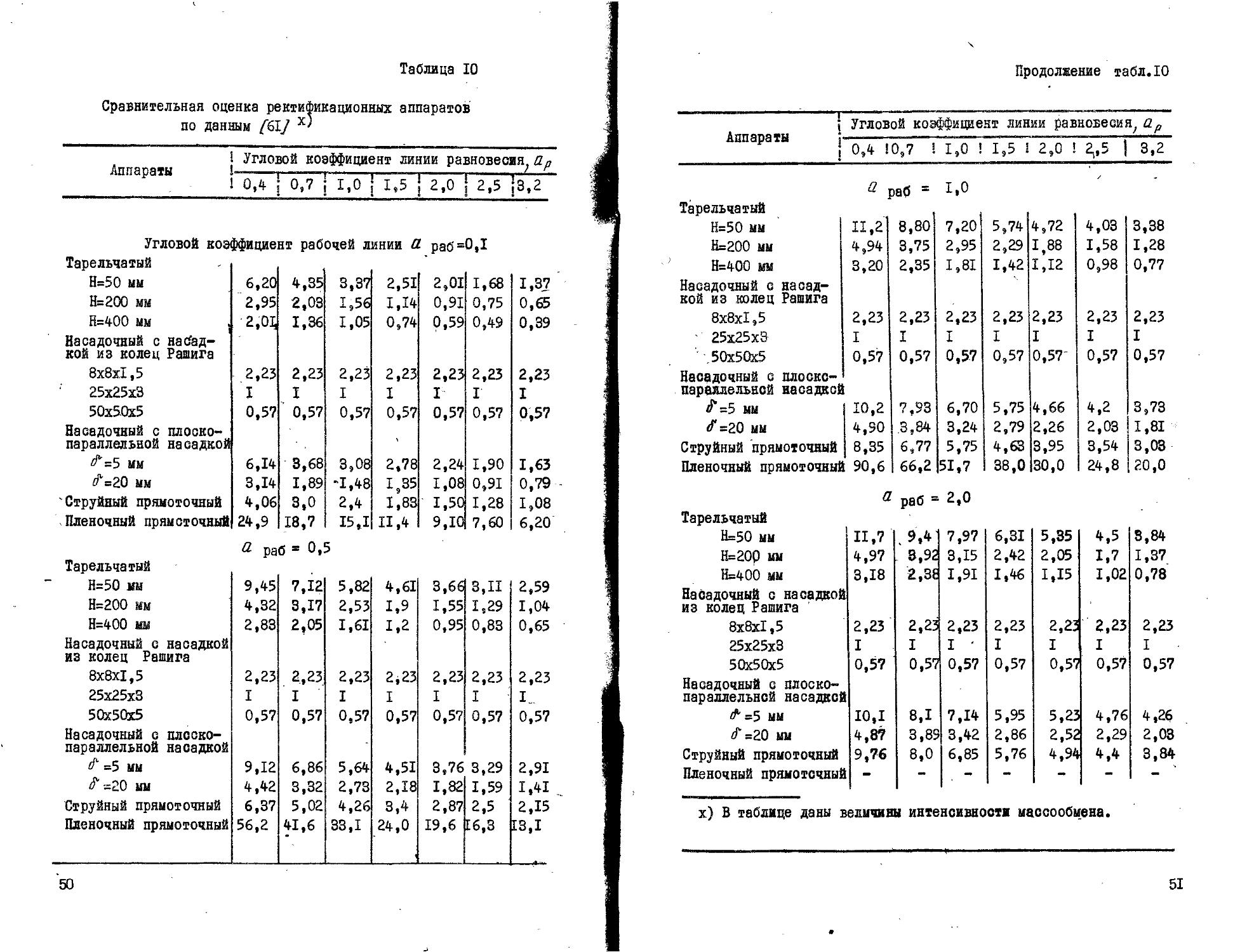
Следует отметить, что величина интенсивности массообмена не остается постоянной, а изменяется с изменением условий работы аппарата (при изменении соотношения потоков jt и тангенса угла наклона равновесной линии и). Расчеты, выполненные в работе [61], показали, что при 0,4 </”<3,2 и 0,5<Л<2 тарель- . чатые аппараты оказываются эффективнее насадочных (табл.10). Эти условия охватывают наиболее практически важный случай работы ректификационных колонн при небольших отборах ( в условиях глубокой очистки веществ).
Показатель интенсивности массообмена в значительной мере ' зависит от расстояния между тарелками: его уменьшение ведет к увеличению величины , что необходимо иметь в виду при проектировании ректификационных колонн. Для смесей с повышенной плотностью жидкой фазы унос на вышележащую тарелку незначителен,
48
Таблица 9
Сравнительная характеристика ректификационных колонн диаметром 40 мм
! !Скорость!Высота Интен-
тема ! Колонны !пара, !едини- сив-
! !м/сек !цы пе- ность
! ! .’реноса, массооб-
! ! ! м мена,
! к г/м .сек
6 С щелевыми провальными тарел-
ками ( к св - 22,2%) . 0,45. 0,062 37,5
С щелевыми провальными тарел-
й ф ч ками ( F св - 12,4%) 0,17 0,034 29,5
а 2S § С ситчатыми тарелками 0,34 0,032 60,0
Ф 8 Насадочная в пленочном веки-
V ме (кольца 4x4,4x0,5) 0,30 0,085 19,1
А о Насадочная в режиме с затоплен-
ной насадкой (кольца 4x4,4x0,5) 0,30- 0,055 30,0
и увеличение расстояния между тарелками сверх 80 мм, как показали исследования, практически не влияет на коэффициент обогащения тарелки.
При выборе типа ректификационных аппаратов для глубокой очистки веществ следует также иметь в виду возможность загрязнения очищаемого вещества материалом аппаратуры. Эта опасность особенно велика .для насадочных колонн, в которых величина удельной поверхности а =намного превышает, величину удельной поверхности в колоннах с барботажными тарелками. Так, для колец 10x6x1,5 в режиме эмульгирования величина а =153,6, а для ситчатых тарелок а - 0,04, т.е. в сопоставимых условиях различается почти 4000 раз. При выборе типов ректификационных аппаратов следует учитывать простоту изготовления, расход металла и других материалов, стоимость и удобство эксплуатации.
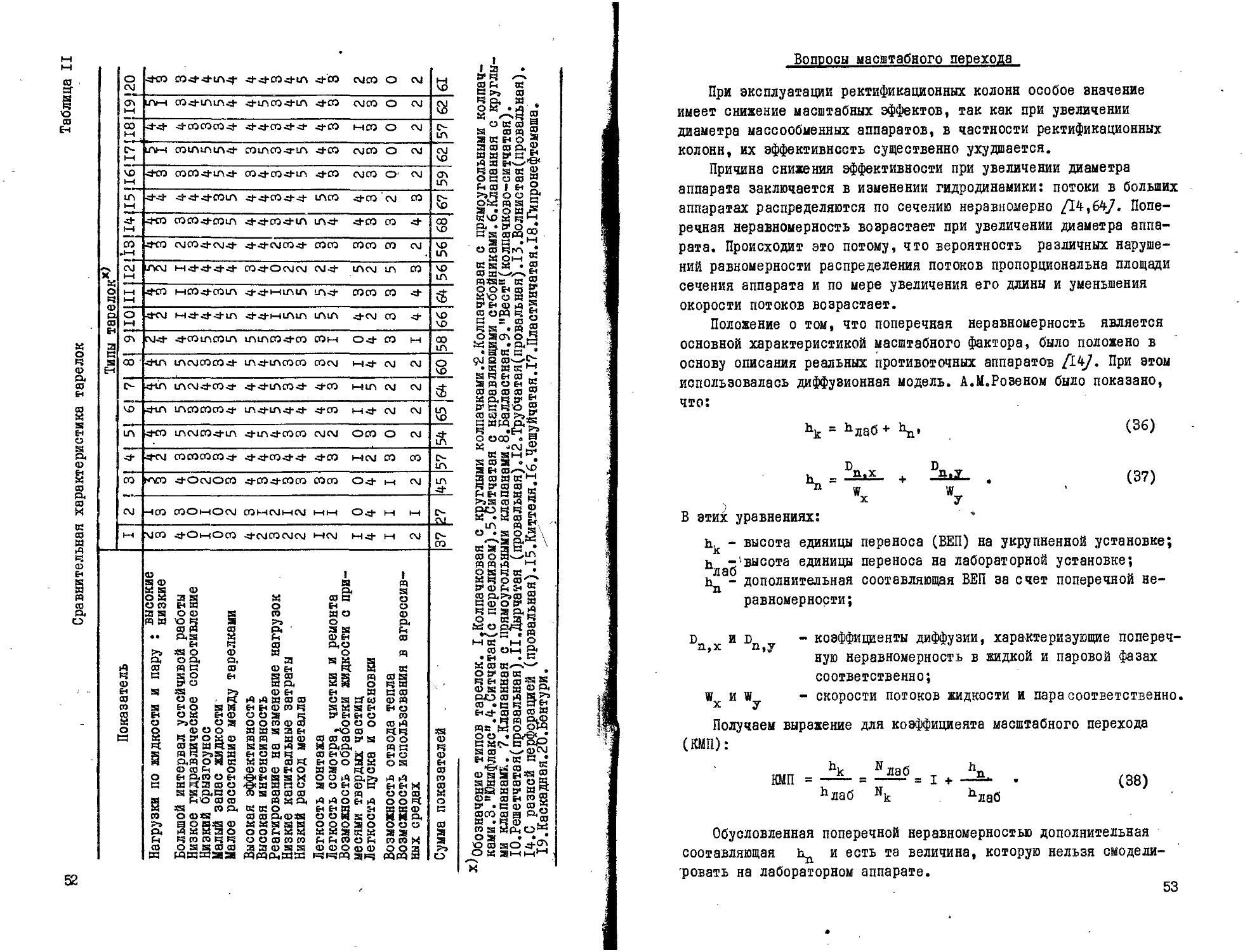
В табл.II по данным работы /63/ приведены характеристики аппаратов с барботажными тарелками разных типов.
Окончательный выбор того или иного аппарата зависит от конкретной задачи. В большинстве случаев тарельчатые ректификационные колонны имеют лучшие показатели по сравнению с другими типами контактных устройств.
49
Таблица 10
Сравнительная оценка ректификационных аппаратов по данным /61/ х
Аппараты : Угловой коэффициент линии равновесия^ zZg ! 0,4 1, 0,7 i 1,0 i 1,5 *| 2,0 I 2,5 |3,2
Угловой коэффициент рабочей линии й раб =0Д
Тарельчатый Н=50 мм 6,20 4,35 3,37 2,51 2,01 1,68 1,37
Н=200 мм 2,95 2,03 1,56 1,14 0,91 0,75 0,65
Н=400 мм । 2,05 1,36 1,05 0,74 0,59 0,49 0,39
Насадочный с наладкой из колец Рашига 8x8x1,5 2,23 2,23 2,23 2,23 2,23 2,23 2,23
25x25x3 I I I I I I I
50x50x5 0,5? ’ 0,57 0,57 0,57 0,57 0,57 0,57
Насадочный с плоскопараллельной насадкой F=5 мм 6,14 3,68 3,08 2,78 2,24 1,90 1,63
&=20 мм 3,14 1,89 '1,48 1,35 1,08 0,91 0,79
'Струйный прямоточный 4,06 3,0 2,4 1,83 1,50 1,28 1,08
Пленочный прямоточный 24,9 18,7 15,1 11,4 9,10 7,60 6,20
О- раб = 0,5
Тарельчатый
Н=50 мм 9,45 7,12 5,82 4,61 3,66 3,11 2,59
Н=200 мм 4,32 3,17 2,53 1,9 1,55 1,29 1,04
Н=400 мм 2,83 2,05 1,61 1,2 0,95 0,83 0,65
Насадочный с насадкой из колец Рашига 8x8x1,5 2,23 2,23 2,23 2*23 2,23 2,23 2,23
25x25x3 I I I I I I 1_
50x50x5 0,57 0,57 0,57 0,57 0,57 0,5? 0,5?
Насадочный с плоскопараллельной насадкой =5 мм 9,12 6,86 5,64 4,51 3,76 3,29 2,91
^=20 мм 4,42 3,32 2,73 2,18 1,82 1,59 1,41
Струйный прямоточный 6,37 5,02 4,26 3,4 2,87 2,5 2,15
Пленочный прямоточный 56,2 41,6 33,1 24,0 19,6 [6,3 13,1
50
Продолжение табл.10
i Угловой коэффициент линии равновесия/ ар
ЛНИараТй 1 0,4 10,7 1,0 1,5 2,0 ! 2,,5 3,2
Тарельчатый 0- раб = 1,0 -
Н=50 мм 11,2 8,80 7,20 5,74 4,72 4,03 3,38
Н=200 мм 4,94 3,75 2,95 2,29 1,88 1,58 1,28
Н=400 мм Насадочный с кой из колец наоад-Рашига 3,20 2,35 1,81 1,42 1,12 0,98 0,77
8x8x1,5 2,23 2,23 2,23 2,23 2,23 2,23 2,23
' 25x25x3 I I I I I I I
.50x50x5 Насадочный с параллельной плоскс-насадксЁ 0,57 0,57 0,57 0,57 0,57- 0,57 0,57
S =5 мм 10,2 7,93 6,70 5,75 4,66 4,2 3,73
S=20 мм 4,90 3,84 3,24 2,79 2,26 2,03 1,81
Струйный прямоточный 8,35 6,77 5,75 4,63 3,95 3,54 3,03
Пленочный прямоточный 90,6 а 66,2 раб = 51,7 2,0 38,0 30,0 24,8 20,0
Тарельчатый
Н=50 мм 11,7 .м 7,97 6,31 5,35 4,5 3,84
Н=20Р мм 4,97 3,92 3,15 2,42 2,05 1,7 1,37
Н=400 мм 3,18 2,ЗЕ 1,91 1,46 1,15 1,02 0,78
Насадочный с насадкой из колец Рашига
8x8x1,5 2,23 2,23 2,23 2,23 2,23 2,23 2,23
25x25x3 I I I I I I I
50x50x5 0,57 0,57 0,57 0,57 0,57 0,57 0,57
Насадочный с плоскопараллельной насадкой
& =5 мм 10,1 8,1 7,14 5,95 5,23 4,76 4,26
6' =20 мм 4,87 3,89 3,42 2,86 2,52 2,29 2,03
Струйный прямоточный 9,76 8,0 6,85 5,76 4,94 4,4 3,84
Пленочный прямотечный - - - - - -
х) В таблице даны величины интенсивности массообмена.
51
Сравнительная характеристика тарелок
I Типы тарелок^ О СМ «ЮТ £0-4-«ИЛ-4- «Ь«ЮТ«ЦА «ЮТ смета о см
2 1ЛН СО«ЦЛ1Л«Ь «ЦАста«ИЛ «Ют СМ ГО о см QJ
00 со со со <t"CO мео о см !л
о- lai-ч craiAiAiA«t- craiAcra«a-iA «ют смета о см $
40 «ют стаста«ил«ь ста«ьста«ил «ют смета о- см <74 LA
1Л -^<t-<t-COLn <t-<t-CO<t-^- LA СО <t"CO см co 40
«ют етаста«ют1л «(-«юто-cn ia«j- «t-ета ста «I- $
со «ют смста«|-см«|- ч|-«|-смста«|- етаста етаста ста см 40 in
<М -Лем f-4«t-«t-«i-«i- ста«юсмсм см«з- iacm ш ста 40 Ш
«2-сга t-tcra«t-craiA <t-«t->—«сгмл m«t- етаста ста «I-
о «КМ М LA <Ь<ЬМ1П Ш LAU*4 <t-CM СО <f* 40 40
04 гм«|- «t-craiAcraiA iAiAcra«t-cra crai-ч o«t ста >-ч 00 1Л
00 - «на 1Асмстаста«|- 1А«цАстаста стаем и«ь см см S
о- 4*1П LACM-sJ-CO^f <Ь<Ь1ЛСО<Ь <f*CO MIA CM CM
40 4ЧЛ LA CO CO CO LA<|-IA<|-<|- <f-CO m<|- cm cm ©
1Л «ют iACMcra«t-iA «цл«ьстаста смем оста о см ж
«КМ СО СО СО СО <f* <t-<t-CO<t-<t- <t-co мем со со й
со лета «юсмоста «ют«ютста етаста o«t- ьч <м 45
СМ чета стаоьчосм ста ы см нем ьчьч о«|- нч ьч см
мета «Юной «t-смстасмсм нем н«|- нч см со
! Показатель Нагрузки по жидкости и пару : нхюнис Большой интервал устойчивой работы Низкое гидравлическое сопротивление Низкий брызгоунос Малый запас жидкости Малое расстояние между тарелками Высокая эффективность Высокая интенсивность Реагирование на изменение нагрузок Низкие капитальные затраты Низкий расход металла Легкость монтажа Легкость осмотра, чистки и ремонта Возможность обработки жидкости с примесями твердых частиц Легкость пуска и остановки Возможность отвода тепла Возможность использования в агрессивных средах Сумма показателей
&
52
X
Вопросы масштабного перехода
При эксплуатации ректификационных колонн особое значение имеет снижение масштабных эффектов, так как при увеличении диаметра массообменных аппаратов, в частности ректификационных колонн, их эффективность существенно ухудшается.
Причина снижения эффективности при увеличении диаметра аппарата заключается в изменении гидродинамики: потоки в больших аппаратах распределяются по сечению неравномерно /14,647. Поперечная неравномерность возрастает при увеличении диаметра аппарата. Происходит это потому, что вероятность различных нарушений равномерности распределения потоков пропорциональна площади сечения аппарата и по мере увеличения его длины и уменьшения скорости потоков возрастает.
Положение о том, что поперечная неравномерность является основной характеристикой масштабного фактора, было положено в основу описания реальных противоточных аппаратов /14/• ПРИ этом использовалась диффузионная модель. А.М.Розеном было показано, что:
hk = 11 лаб + V (36)
h = + SbiX. . (37)
° Wx Wy
В этих уравнениях:
hk - высота единицы переноса (ВЕП) на укрупненной установке;
h -‘высота единицы переноса на лабораторной установке;
ЛЗО rtTITT ы.
h“ - дополнительная составляющая ВЕП за счет поперечной неравномерности;
Dn х и Dn у " К0ЭФФВДенты диффузии, характеризующие попереч-’ ’ ную неравномерность в жидкой и паровой фазах
соответственно;
W и W - скорости потоков жидкости и пара соответственно, х у
Получаем выражение для коэффициента масштабного перехода (КИП):
- hk _ Nna6 т + hn, ьлаб ьИаб
(38)
Обусловленная поперечной неравномерностью дополнительная составляющая и есть та величина, которую нельзя смоделировать на лабораторном аппарате.
53
Ее зависимость от режима и конструктивных параметров определяется тем, что поперечная неравномерность возрастает с увеличением диаметра колонны и уменьшается при усилении поперечного перемешивания.
Наличие таких эффектов было подтверждено ректификацией на провальных щелевых тарелках колонн диаметром 20,40,100 и 200 мм. Опыты проведены на разбавленных растворах йода в четыреххлористом углероде и хлорокиси ванадия в тетрахлориде титана при атмосферном давлении .полном орошении и скорости пара 0,2-1,1 м/оек.
Как видно на рис.20,при одинаковой скорости пара увеличение диаметра приводит к значительному снижению эффективности работы провальных тарелок.
Рис.20. Зависимость эффективности провальных тарелок от диаметра колонны:
I - W = 0,62 м/сек; 2 - Z =0,95 /z7
Если сравнивать эффективность тарелок при одинаковой относительной нагрузке &/о* , то зависимость Noy от диаметра получается иная. В этом случае эффективность колонны диаметром 200 мм приближается к эффективности колонны диаметром 400 мм. Такое различие связано с тем, что предельная нагрузка в колоннах малого диаметра (20 и 40 мм) достигается при меньших скоростях пара, чем для колонны большего диаметра (ТОО и 200 мм), т.е. одинаковая скорость пара соответствует в этих колоннах разным гидродинамическим режимам. Сравнение эффективности колонн малых и больших диаметров целесообразно проводить при одинаковых относительных нагрузках.
Опыты, проведенные в колоннах с провальными и оитчатыми тарелками диаметром ТОО и 200 мм, показали,что для данных колонн 54
коэффициент масштабного перехода сильно зависит от скорости пара (рис.21). При этом с увеличением скорости пара КМП уменьшается.
Рис.21. Зависимость КМП от скорости пара:
I - колонна с ситчатыми тарелками диаметром ТОО и 200 мм; 2 - колонна с провальными тарелками диаметром ТОО и 200 мм
Изложенные здесь данные позволяют дать некоторые рекомендации по моделированию процесса очистки веществ ректификацией в тарельчатых аппаратах. Перенесение данных по массопередаче, полученных в колоннах диаметром ТОО мм, на колонны диаметром до 300мм следует проводить для нагрузок, близких к предельной, когда эффекты, связанные с поперечной неравномерностью, значительно меньше. Колонны диаметром ТОО и 200 мм при больших нагрузках практически автомодельны.
Дйя устранения поперечной неравномерности в тарельчатых ректификационных колоннах необходимо повысить точность изготовления контактных устройств (горизонтальность тарелок, равномерность распределения отверстий и т.д.).
Оптимальное давление ректификации
Процесс разделении и счистки веществ ректифика’цией может осуществляться как при атмосферном, так и при пониженном или повышенном давлениях. В ряде случаев применение давления, отличного от атмосферного, становится неизбежным.
Так, например, ограниченная термическая стойкость и недопустимость разложения разделяемой смеси при нагревании все чаще и чаще требуют применения вакуума. Ректификацию под вакуумом применяют для разрушения азеотропов, увеличения относительной летучести компонентов разделяемой смеси, уменьшения скорости коррозии в результате снижения температуры и в некоторых других случаях.
Для выбора оптимального давления необходимо знать влияние давления на процесс ректификации.
55
При выяснении влияния давления нужно учитывать с одной "стороны изменение положения фазового равновесия жидкость-пар, с другой стороны - изменение гидродинамики и кинетики массообмена.
Зависимость равновесного коэффициента разделения от давления (температуры) хорошо изучена, но в отношении кинетики массообмена мнения противоречивы /657.
В рекомендациях авторы исходили из результатов исследований, проведенных в колоннах с барботажными тарелками, а также из данных о влиянии давления на эффективность ректификации в насадочных колоннах /437.
Рассмотрим оптимальное давление ректификации с точки зрения получения максимальной степени разделения (очистки) К. Из уравнения (23) для ректификации легколетучего компонента в колоннах с барботажными тарелками после несложных преобразований получим:
к _ v (з9)
~ у £ ?
для ректификации в колоннах с насадкой, когда процесо лимитируется жидкой фазой АЗ/,*
(40)
где
р - давление в колрнне;
. - коэффициент разделения;
С - коэффициент, учитывающий вид наоадки, высоту ко-- -лонны, и принятую относительную нагрузку /437.
1?К др
(41)
Воли известна температурная зависимость / = у ( Т ), Р = У ( Т ) и Л = У(Т),
то условием, при котором в данной колонне достигается макси-иальная степень разделения, будет:
дк
— - 0. дТ
В условиях ректификации, когда диффузионным сопротивлением жидкой фазы можно пренебречь, величина (или h ) практически не зависит от давления. В этом случае степень разделения К с уменьшением давления будет возрастать ( <Z увеличивается).
56
Если массопередача лимитируется кинетикой переноса вещества в жидкой фазе, тс с понижением давления число единиц переноса уменьшается; <1 с понижением давления как правило возрастает. Это может привести к наличию оптимального давления ректификации, что подтверждается данными рис.22, которые получены при ректификации в колоннах с насадкой /43/. Положение максимума степени разделения, т.е. величины оптимального давления для разных рабочих систем,различно и зависит от физике-химических свойств разделяемых вещеотв.
Рис Зависимость степени раэ-де. .я от давления по данным пр; ктификацви раствора бензола .в
дихлорэтан
I = 0,6 • 2 - - 0,9
Определение ог. .самого давленк*. .-адфиаацви представляет .кже практически стерео с точка зрения капитальных затрат, ля этого автора» ал рассчитан минимальна! объём колонны vE .;а разных давлениях применительно к ректификации разбавленного раствора хо в . Раочет проводился для заданной производительности *по конечному продукту в виде cci^ . Величина vm может быть найдена из соотношения:
где ь - поток в колонне, необходимый для получения заданной производительности;
Ьуд- удельная нагрузка в колонне.
57
В усжомлх ректафинедим, когда диффузионным (юдаотивлеяие* > жвдаой фазы можно пренебречь, вемчина W (ши ь. . >
йраиячеодж не. загноят qt давления. в атомсяучае степень раз-- ' даненжя К с уменмешгем дамения будет возрастать ( Z у>«-айивается). А
.. Bant массопередача лимитируется кинетикой перевеса вецест»5 в идкой фазе, со о понижением давления число единиц переноса уменьиается; J, с понижением давления как, правило во эра мает. Это может привести к наличии оптимального давления ректификации, что подтверждается данными рис.22, которые получены при ректификации в колоннах с насадкой, ДЗ/. Положение максимума степени разделения, т.е. величины оптимального давления для равных рабочих систем^авлично и зависит от физико-химических свойств разделяемых венеств.~
j Рис.£2. Зависимость степени раз-
деления от давления по данным /43/ » при’ректификация раствора бензола,в дихлорэтане;
г-^.0.8 .
Определение оптамалыого давления ректификации представляет йгакже практический интерес с точки зрения капитальных затрат. Для этого авторами был рассчитан минимальный объем колонны . при разных давлениях применительно к ректификации ра&бавленного раствора 12 в ссц . Расчет проводился для заданной Производительности по конечному продукту в виде сс14 . Величина vm может быть найдена ив соотношения:
<«>
где L - поток в колонне, необходимый для получения заданной производительности; -
Ьуд- удельная нагрузка в кблонне.
На рис.23 представлена типичная для рассматриваемого случая зависимость от давления. Как следует из данных ри-сунка,понижение давления ведет к увеличению требуемого объема колонны.
Рио.23. Влияние давления на минимальный разделительный объем колонны при ректификации разбавленного раствора i2 в cci4
В общем случае оптимальное рабочее давление ректификации может быть найдено из условия минимума суммарного объема на единицу продукта или'максимальной разделительной мощности элемента /14/.
Если коэффициент разделения заметно отличается от единицы, то для объема колонны можно написать следующее соотноиение:
аг - Ле. '
т ~ И7 Z > («)
где л 11 - разделительная мощность элемента.
Тогда условием аппаретурного оптимума будет:
hau М? * / wxzfa-ij*
= mi/?,
(44)
Если hoy от давления не зависит, е W~-p и %~Р, то оптимальное давление ректификации определится из условия мини-
мального значения функции:
' 1Гр(Л-1)г
(45)
58
Продифференцировав функцию (45) по Р , получим :
• (46)
Из уравнений (45)и(4б) нетрудно рассчитать оптимальное давление процесса.
Подобный расчет справедлив для систем, в которых сопротивление паровой фазы является преобладающим и величина hoy . от давления не зависит. Для систем, в которых массопередача контролируется жидкой фазой, при определении оптимального давления следует учитывать изменение с давлением.
Влияние поверхностных явлений на кинетину ректификации
Осложнения, возникающие при попытках расчета ректификации, могут быть показаны на примере влияния на згот процесс поверхностных явлений. Рассмотрим зависимость кинетических характеристик ректификационных колонн от величины краевого угла смачивания. Это особенно существенно для ректификационной металлургии, поскольку многие важнейиие рабочие продукты, используемые в ней (некоторые галогениды, простые вещества), плохо смачивают конструкционные материалы, применяемые для изготовления колонн.
При анализе влияния поверхностных явлений на массообмен следует учитывать правде всего изменение гидродинамической обстановки, величины межфазной поверхности и пропускной способности колонн.
Известно, что в насадочных колоннах даже при условии равенства краевого угла смачивания нулю не вся поверхность насадки смачивается и участвует в массообмена при работе колонны в пленочном режиме. Коэффициент смачиваемости р определяется как доля активной поверхности насадки от ее геометрической поверхности. Из всех физических свойств жидкости поверхностное натяжение оказывает на величину Р наибольиее влияние.
При неполном смачивании (в #О ) работа контактных устройств в пленочном режиме становится малоэффективной (рис.24). Насадочные колонны, работающие в режиме развитой турбулентности, по-видимому, малочувствительны к характеру смачиваемости.
Для барботажных колонн с перфорированными тарелками, как с переточными трубками так и провального типа «неполное смачивание материала тарелки ухудшает объемный коэффициент массопере-
59
Рис.24. Нагрузочные характеристики колонны с насадкой Фенске (спирали 4x0,2): I - до гидрофобизации; 2 -после гидрофобизации
дачи (рис.25). По-видимому, это вызывается образованием при барботаже более крупноячеистой пены с меньшей удельной поверхностью.
Однако по сравнению с насадочными колоннами влияние смачиваемости в тарельчатых колоннах менее значительно.
Рис.25. Нагрузочные характеристики колонны с провальными тарелками: I - до гидрофобизации; 2 - после гидрофобизации
Пропускная способность крупномасштабных колонн мало зависит от краевого угла смачивания. Влияние смачиваемости становится очень значительным, когда определяющие размеры насадочных элементов, диаметра колонны или переточных трубок соизмеримы с величиной удерживающего фактора смачиваемости:
8 - - z/j ( cos в - /), (47)
где % - удерживающий фактор смачиваемости;
к аг ~ капиллярная постоянная жидкости;
г - эквивалентный радиус конструктивных элементов колонны;
60
h - высота столба жидкости при полном смачивании материала ( cos 8 =1).
В тарельчатых колоннах неполное смачивание затрудняет работу ператочных устройств, это существенно и для маломасштабных колонн.
Плохая смачиваемость ухудшает работу куба-испарителя и конденсатора колонны, уменьшая соответствующие коэффициенты теплоотдачи. Наконец, следует отметить, что плохая смачиваемость существенно ухудшает условии глубокой счистки. В этом случае на внутренних, не омываемых поверхностях куба, колонны и конденсатора удерживаются малоподвижные капли жидкой фазы,не участвующие в массообмене и приводящие к размазыванию примесей по чистым фракциям.
Ничтожные количества поверхностксактивных веществ могут существенно уменьшить величину поверхностного натяжения <5^ в совершенно изменить характер смачиваемости ректифицируемыми продуктами поверхности контактного устройства и величину и характер межфазного контакта, что , в свою очередь, может полностью изменить количественные и качественные показатели кинетических характеристик колонн.
Если ПАВ хорошо растворимо в жидкой фазе, то общий коэффициент массопередачи будет изменяться в результата изменения частного коэффициента массоотдачи . Влияние ПАВ на массо-передачу будет значительным, если процесс лимитируется сопротивлением жидкой фазы, T.e.j0(.« jsy Если ПАВ очень
мало растворимо как в жидкой, так и в паровой фазах, то на поверхности раздела создается как бы своя третья фаза со своим сопротивлением.
Эксперименты показали, что в статических условиях очень незначительные количества ПАВ (0,0001-0,01%) могут уменьиить скорость массообмена на 20-70% и более. В условиях турбулентного потока влияние ПАВ существенно уменьшается.
Следует также отметить связь ценообразования с кинетикой ректификации. Это явление связано как со структурой и размером ячеек пены, так и устойчивостью пены во времени.
Влияние ценообразования на массопередачу при ректификации противоречиво. С одной стороны, до определенного предела ценообразование способствует увеличению межфазной поверхности и тем самым приводит к росту объемного коэффициента массопередачи. С другой стороны, возрастание уноса жидкости паровым потоком и менее подвижный характер пены ухудшают массосбменные показате
61
ли процесса. По мере увеличения устойчивости пены возрастает сопротивление и динамическая задержка, а также уменьшается пропускная способность колонны. В отдельных случаях интенсивность ценообразования и устойчивость образующейся пены могут быть столь значительны, что это приводит к снижению пропускной способности, т.е. полному нарушению процесса.
МЕСТО РЕКТИФИКАЦИИ В МЕТАЛЛУРГИЧЕСКОЙ ТЕХНОЛОГИИ
Для получения металлов высокой чистоты широко используется * различие в летучести компонентов.
Если различие между летучестью очищаемого металла и.примеси велики, то достаточно эффективны методы вакуумной дистилляции (перегонка) и сублимация. Подробные обзоры по этим методам приводятся в работах [67-70).
Ректификация применяется в тех случаях, когда величина относительной летучести компонентов оказывается недостаточной для их эффективного разделения методом простой перегонки.
С ростом промышленного производства ректификация получала все белее широкое распространение, особенно в технологии органических продуктов. Мощное развитие процесоа ректификации связано с нефтеперерабатывающей промышленность^. Постепенно ректификация завоевывала новые области применения. Она явилась основным промышленным методом разделения воздуха на кислород, азот и инертные газы,а также разделения и очистки других сжиженных газов. В последнее время ректификация успешно используется при разделении некоторых стабильных изотопов, для аналитических целей и в ряде других специальных областей.
Процесс ректификации является наиболее интенсивным разделительным процессом, сочетающим высокую разделяющую способность и производительность. В табл.12 сопоставляются основные процессы разделения по основному суммарному показателю их эффективности - интенсивности массообмена в единице объема /71/. Достоинствами процесса ректификации являются: относительная несложность и компактность аппаратуры, лишенной движущихся частей у большинства конструкций колонок; легкость автоматизации; возможность ведения непрерывного процесса; незначительные потери и т.д.
Тем не менее,этот процесс долгое время находил лишь ограниченнее применение в металлургической технологии.
62
см
§
s CD g
И a
ЛФ & *
ИООЙЙ 8 1Л
Ф E3 W О ж
я Ен НН 1
И Я И и Рч 1 1Л
3 ф W о
Э « о
Йо и Я Ф
Еч so
G s a
&
ДИНИ! -ВЕП ы О /*> м
Ф СО ль
О Я 1Л о 1Л
СО О ль 1
ЕчИ о см Q
О ф 1 о 1
а л ы о м
3 Ф ль
PQ и о о о
О Рч 1Л
я«м _ 1Л 1
Лео * о 1 от
со И н< т и м
1 * • 1 см о нн т
Ръф^ О Еч -*•
63
Опубликовано несколько обзорных работ, посвященных применении ректификации в металлургии для разделения и глубокой очистки элементов /1,2,5-97 и частично /3,4,6,72 ].
По-видимому, впервые для собственно металлургических целей ректификация была применена для очистки цинка. Процесс был запатентован и осуществлен в 1932-34 гг. в ряде патентов фирмы Нью-Джерси /73,747.
В последние годы ректификация нашла широкое применение в металлургической промышленности. Так, в промышленном масштабе производится очистка тетрахлорида титана для последующего получения из него металла и очистка хлорпроизводных силана, являющихся исходным материалом для получения кремния высокой чистоты. Появляются сообщения о применении ректификации для получения ряда других металлов и полупроводниковых продуктов.
Для того, чтобы продукты можно было подвергнуть раэделению или очистке ректификацией, они должны быть достаточно летучими и термически устойчивыми,иметь широкую область жидкого состоят ния в приемлемом температурном диапазоне, обладать необходимым комплексом свойств, определяющих гидравлику и массообмен процесса (плотность и вязкость жидкости и пара, поверхностное натяжение и т.п.). Наконец, между разделяемыми компонентами или очищаемой основой и примесями должно быть по возможности большее различие в летучести.
Кроме физико-химических свойств ректифицируемых продуктов существенны также их экономическая доступность и возможность включения в общую технологическую схему получения данного металла или полупроводникового материала. Желательно также, чтобы продукты обладали минимальным коррозионным воздействием на аппаратуру.незначительной токсичностью и невоспламеняемостью.. Наиболее легко могут быть подвергнуты ректификации жидкости, обладающие не слишком низкой или высокой температурой кипения при атмосферном давлении. Для удобства работы желательно иметь минимальное давление насыщенного пара в точке плавления и достаточный температурный диапазон жидкого состояния перегоняемых продуктов. Последнее очень важно, так как для проведения ректификации необходимо часть паров, выходящих из колонны, конденсировать и подавать в виде флегмы обратно для ороиения.
Некоторые элементы обладают свойствами, благоприятными для их ректификации в виде простых веществ. Так, например,ректификация жидкого воздуха для получения кислорода, азота и некоторых инертных газов ведется в больших масштабах и может счи-таться классической.
64
4
Освоена в промышленных масштабах ректификация водорода,серы, цинка, кадмия. Ректификации в виде простых веществ могут быть также подвергнуты: фосфор, галогены, ртуть, селен, теллур, щелочные металлы. Ограничения в использовании ректификации для очистки элементов непосредственно в виде простых веществ являются чисто техническими. Эти ограничения вызываются высокими температурами кипения и объясняются низкой летучестью большинства металлов и их большой агрессивностью. Практически уже ректификация лития с его нормальной температурой кипения 1350°С очень затруднительна. Лишь очень значительное изменение давления может заметно изменить температуру кипения, но ректификация в высоком вакууме имеет свои существенные ограничения.
Значительно более широкие возможности открываются при иопользовании в ректификационной металлургии летучих соединений. Основными классами соединений,удовлетворяющими перечисленным выше требованиям, являются: галогениды и их производные, гидриды, карбонилы, а также металло- (элементе-)органические соединения и соединения, содержащие органическую часть.
Применение ректификации для очистки и разделения элементов существенно различается для отдельных объектов (рис.26). По степени научной и технической проработки вопроса применения ректификации все элементы условно разбиты на четыре группы. К настоящему времени из 88 элементов таблицы Менделеева 34 могут быть отнесены к группе, для которой ректификация освоена в укрупненно лабораторном и в промышленном масштабе. Ко второй группе относятся около 17 элементов, для которых лабораторные или поисковые опыты показали эффективность ректификации. К третьей группе могут быть отнесены 23 элемента, для которых отсутствуют экспериментальные данные,, но возможность применения ректификации можно предполагать на основании сведений о свойствах летучих соединений.' Причем в эту группу входят J4 редкоземельных элементов. Для остальных 14 элементов возможность применения ректификационной очистки пока окончательно не установлена.
Из общей проблемы разделения можно выделить три практически важных способа: I) концентрирование; 2) разделение близких по свойствам компонентов; 3) глубокую очистку.
При использовании ректификации для разделения элементов задача концентрирования обычно решается как попутная и возникает относительно редко. В качестве примера можно указать на концентрирование ванадия в виде voci^ при ректификации Tici4
65
Гр уппы
Ш \ Ш ’
элементов
Ne
Аг
ГеС13
Ж
Кг
Хе
Wk На ?
net /с | ?
Т/г \
Ttn
BLCtj
п
0s 04
fl?| +
^-Г; ^-2; + -5; ?-*
Рис.26. Научное и техническое состояние вопроса применения ректификации для разделения и очистки элементов:
I - применяется в промышленности или исследовалась в укрупненном масштабе; 2 - имеются данные лабораторных и поисковых исследований; 3 - имеется принципиальная возможность;
4 - возможность использования не ясна
и селена при ректификации серы. При ректификационной очистке алюминия и молибдена в крупном масштабе возможно концентрирование и извлечение сопутствующих им галлия и рения. Задача разделения близких по свойствам элементов,например таких тесных пар, как Zr - Hf ; Nb - Та; Se - Те и др. решается методом ректификации очень успешно.
Если применять достаточно эффективную аппаратуру и каскадирование можно достигнуть чрезвычайно высоких коэффициентов разделения. Глубокая очистка применяется при необходимости получения материалов особо высокой чистоты.
Как правило, процесс ректификации является переделом общей технологической схемы, включающей:вскрытие сырья, очистку элемента от сопутствующих примесей и получение металла или 66
полупроводникового продукта. Использование ректификации обычно приводит к существенному упрощению всей технологической схемы.
Особенно эффективно применение ректификации в технологи™ ческих схемах хлорной металлургии. Известно, что вскрытие и переработка сырья хлорированием является одним из наиболее прогрессивных методов в металлургии цветных и редких металлов и позволяет осуществлять комплексную переработку сырья /10,75-80/. Уже на стадии хлорирования обычно достигается существенное разделение и концентрирование ценных составляющих. Больиинство хлоридов летуче и обладает свойствами, благоприятными для проведения процесса ректификации.
Процесс ректификации применяется и в схемах фторной металлургии /81/, интенсивное развитие которой в последнее время обусловлено исследованиями в атомной промышленности.
Во многих случаях галогениды являются наиболее удобной формой соединений для получения металлов и полупроводниковых продуктов металлотермическим или водородным восстановлением, диссоциацией и транспортными реакциями, а также электролизом. Совместным восстановлением галогенидов могут быть получены сплавы и тугоплавкие соединения типа карбидов., боридов, силицидов и т.п. Наконец, летучие галогениды высокой чистоты находят все более широкое применение в полупроводниковой технологии микрорадиоэлектроники, получении эпитаксиальных слоев и легировании полупроводниковых материалов.
На рис.27 приводится наиболее обычная последовательность операций в технологических схемах, использующих ректификацию хлоридов и фторидов для разделения и очиотки металлов ш полупроводниковых материалов /80,81/.
Ни один метод очистки, в том чиоле и ректификация, не является универсальным.
Как правило, наиболеа эффективной и глубокой очистки удается достигнуть, применяя последовательно разнообразные способы очистки. Поскольку при ректификации используются преимущественно легколетучие и легкоплавкие продукты, особенно успешно ее сочетание с кристаллофизическими (зонной плавкой, вытягиванием монокристалла) и адсорбционными (жидкостной и паро-газовой хроматографией) методами очистки. Иногда очень эффективными оказываются хишические методы очистки. При зтом существенно, что адсорбционные и химические методы очистки во многих случаях
67
Рис.27. Типичная технологическая схема хлорной металлургии с использованием ректификации для разделения и очистки хлоридов
легко совмещаются в едином технологическом процессе и общем аппаратурном оформлении с ректификационной очисткой. Наконец, дополнительная очистка может осуществляться при восстановлении летучего соединения, очищенного ректификацией, до элементарной формы.
Краткая сводка наиболее перспективных схем получения чистых простых веществ с использованием ректификации приведена в табл.13.
68
CD =Г
S
со
Сводная таблица по использованию ректификации в технологии получения чистых простых веществ
- Z—* О о S
'S
?>£<
SS,
I
69
Продолжение табл.13
I 2 3 4 5 ' б
Бор /93-96/ BClj, ВВг5, Нормальное, для bci5 повышенное Водородное восстановление ; металлотермия, для ВТ} также диссоциация Сорбция.химическая очистка, для bi3 также зонная плавка В процессе водородного восст.; зонная плавка
В2Н6 } Нормальное Термическая диссоциация Сорбция, в про-, цессе синтеза То же
Кремний /2,4 ,-97-99/ SiCl4, S1HC13 Тс же Водородное восстановление, металлотермия Сорбция, химическая очистка Зонная плавка, вытягивание монокристалла
sih4 - и - Термическая диссоциация Сорбция, в процессе синтеза То же
Германий /2,7,100-101/ GeCl4 _ П _ Перевод в двуокись с последующим водородным восстановлением и прямое водородное восстановление Сорбция, химическая очистка Зонная плавка
- GeH4 н ш Термическая диссоциация Сорбция, в процессе синтеза Тс же
Олово /1,2,102/ SnCl4 1 - w - Водородное восстановление Сорбция, химическая очистка - п «
Продолжение табл. 13
I 2 3 4 5 6
Титан /2,103-105/ Т1Я14 Нормальное Металлотермическое восстановление, электролиз Химическая очистка, сорбция Дуговая и электроннолучевая плавка
Ванадий /106/ voci3 _ П • Перевод в пятио-кись или трихлорид с последующей металлотермией Химическая очистка, сорбция Электроннолучевая плавка
vci4 Пониженное (10-50 мм рт.ст.) Водородное восстановление, перевод в трихлорид с последующим металлс-термическим восстановлением В процессе синтеза То же
vp5 Нормальное Водородное вобста-новление Сорбция , в процессе синтеза
Фрофор /хЛ/ J? Нсрмельное (с водяным паром) вакуум (1-ТОмм рт.ст.) - - Сорбция, ионный обмен
4 Нормальное Водородное восстановление Сорбция Перегонка, сорбция
РН3 Тб же Термическая диссоциация Сорбция, в процессе синтеза То же
Продолжение табл. 13
I 2 - 3 4 5 6
Мышьяк /107-109/ AsClj Нормальное Водородное восстановление Сорбция,кристаллизация,1 химическая очистка / Сублимация, направленная кристаллизации
АвН, 5 То же Термическая диссоциация Сорбция, в процессе синтеза То же
Сурьма' /тбв-ио; 8Ъ Вакуум (менее 5 мм рт. ст.) - • \ Зонная плавка
SbClj Нормальное Водородное восстановление Зонная плавка Зонная плавка, вакуумная перегонка
Алюминий /III,112/ А1С1, AlBrg НА1 2,5-3.ат Нормальное Электролиз Химическая очистка Зонная плавка, через субфтори-ды ( -хлориды)
(И80-,ИЛИ ДИИ80-бутилалюминийгид-рид) Вакуум 1-2 мм рт.ст. Термическая диссоциация В процессе синтеза То же
Галлий GaClj 6^(02^15)5 1 Нормальное > . То же Электролиз Термическая диссоциация Зонная плавка, сорбция В процессе синтеза Зонная плавка То же
ММ||М|Й^
ММ
Продолжение табл. 13
I 2 з 4 5 6
Бериллий Ве40(СН,000)6 (основной ацетат) Нормальное Перевод в окись или хлорид В процессе синтеза Перегонка в вакууме, зонная плавка
Ве(с5Но02)2 (ацетилацето-нат) и т.п. соединения Нормальное < Перевод в окись или хлорид В процессе синтеза Перегонка в вакууме, зонная плавка
Цирконий, гафний /8,114-117/ Zr(Hf)Cl4 25-40 атм Металлотермическое восстановление, электролиз Химическая очистка Дуговая и электрон нолучевая плавка, зонная плавка
Продукт взаимодействия Zr(Hf)ClZ1 с РОС1, * 2г(Н?)Вга Zr(Hf)I4 Нормальное 5-15 атм Перевод в тетрахлориды или двуокиси Для Zr(Hf Атермическая диссоциа' ция В процессе синтеза Химическая очистка То же «IL
Ниобий, тантал /8,72,118-1227 КЬ(Та)С15 Нормальное Водородное и ме-таллотермическсе восстановление, электролиз, перевод в ПЯТИОКИси Химическая очистка, сорбция Электроннолучевая плавка в высоком вакууме, зонная плавка
t > ♦
Продолжение табл. 13
I 2 3 4 5 6
НЪ(Та)Р5 Нормальное Водородное восстановление В процессе синтеза, сорбция, химическая очистка Электроннолучевая плавка в высоком вакууме, зонная плавка
Молибден /1,123,124/ МоС15 Нормальное (в токе хлора) Металлотермическое и водородное восстановление, электролиз, перевод в трехокись Химическая очистка Электроннолучевая плавка в высоком вакууме, зонная плавка
SloOgClg х- 2-3 ат Перевод в трехокись Химическая очистка в процессе синтеза То же
MOF6 Нормальное Водородное восстановление Сорбция и химическая очистка
Вольфрам /1.123-126/ WC16 То же Водородное и металлотермическое восстановление Химическая очистка Электроннолучевая плавка в высоком вакууме, зонная плавка
W0Cl4 и — Перевод в трехокись с последующим восстановлением Химическая очистка в процессе синтеза То же
X
Продолжение табл. 13
I 2 3 4 5 | 6
Рений /127-129/ wj?6 Нормальное Водородное восстановление Сорбция, химическая очистка Электроннолучевая плавка в высоком вакууме, зонная плавка
_ W - , Водородное восстановление, перевод в пер-ренат аммония В процессе синтеза Электроннолучевая плавка и зонная плавка
ВеОС14 — и _ Водородное восстановление, перевод в перренат аммония В процессе синтеза и перевода в перренат То же
Ф1Х РчРч Ф ф «Й — п _ Водородное восстановление В процессе синтеза
В1 Вакуум (менее 5 мм рт.ст.) - - Зонная плавка
В1С13 Нормальное Водородное восстановление Зонная плавка, химическая . очистка , Зонная плавка, вакуумная перегонка
/5/ 1п(Т1)С1 _ П _ Электролиз,водородное восстановление, диспропорционирование (для ш ) Зонная плавка Зонная плавка
Ш(Т1)(СН3)5 / _ н _ Термическая диссоциация В процессе синтеза То же
Продолжение табл. 13
I 2 3 4 5 6
Торий /1,5,131/ ThCl4 тьсс^ор^ (ацетилацетона Нормальное „х Пониженное ' (~20 мм рт. ст.) Мет аллотермиче ское восстановление Перевод в двуокись или тетрахлорид В процессе синтеза Вакуумная дуговая плавка То же
Редкоземельные элементы,скан-^й^и иттрий MeCl, 3 Хелаты ди-кетонов Нормальное и вакуум (до 10 ММ рТ.СТ.) Вакуум Электролиз Перевод в окиси или фториды В процессе синтеза, химическая очистка То же Сублимация, донная плавка То же
Сера /13^-135/ 8 Нормальное - - Термическая обработка, противоточная кристаллизация
SgCXg . Вакуум (5-20 мм рт;ст.) Водородное восстановление В процессе синтеза Перегонка
HjjS Нормальное Термическая диссоциация Химическая очистка,сорбцш
Селен /1,7,135-140/ Se ' То же / - Перегонка в вакууме
Продолжение табл. 13
I 2 3 4 5 6
SeOCl2 Вакуум (20-30 мм рт.ст.) Восстановление муравьиной кислотой и т.п.восстановителями В процессе синтеза Перегонка в вакууме
Вакуум Диспропорционирование, водородное восстановление — —
/1*7^39-144/ Те ТеС14 Нормальное и пониженное (до 10 мм рт. ст.) Нормальное Водородное восск новление з-Зонная плавка, химическая очистка Ректификация в токе водорода, зонная плавка Перегонка в токе водорода, зонная плавка
Железо /145/ FeClj Нормальное ( в токе хлора) Восстановление водородом Химическая очистка, газова хроматография Вакуумная и 1 зонная плавка
Fe(CO)5 (С5Н5)2-Ее (ферроцен) и т.п.соединения Нормальное и пониженное (20-50 мм рт. от.) Вакуум Термическая диссоциация В процессе синтеза, зонная плавка, хроматография Перевод в трихлорид (-бромид) с последующим водородным восстановлением 4
ЛИТЕРАТУРА
I. Л.А.Ниоельоон. Разделение и очиска элементов методом ректификации. Сб. "Чистые металлы и полупроводники". И., Метал-лургиздат, 1959.
2. Л.А.Нисельбон. Рефераты докладов и сообщений УП Менделеевского съезда по общей и прикладной химии. Секция неоргани-чеокой химии, изд-во АН СССР, 1959.
3. Я.Д.Зельвенский, В.А.Шалыгин, А.А.Ефремов, А.А.Титов, В.И.Ухин. ТОХГ*', т.1, 1967, № 2, стр.229.
4. Г.Г.Девятых. Труды по химии и хим.технологии, 1962, № 2, стр.221, Горький.
5. Л.А.Ниоельоон. Применение ректификации в металлургии для разделения и глубокой очистки металлов. Сб. "Получение и анализ веществ особой чистоты", М., изд-во "Наука", 1966.
6. Г.Г.Девятых. Некоторые проблемы глубокой очистки вещеотв.
7. В.Н.Черняев, Л.Г.Поведская. Чистые металлы для электроники, вып. 18, 1968. Там же, стр. 3-14.
8. Л. А.Нисельсон. Разделение и очистка галогенидов циркония и гафния: ниобия и тантала методами, основанными на различии в летучеотях. Сб. "Разделение близких по свойствам редких металлов", М.,Металлургиздат, 1962.
9. В.Н.Черняев, В.В.Крапухин. К проблеме глубокой очистки соединений методом ректификации.
10. Сб.докладов на симпозиуме в марте 1956 г» в Лондонском ин-те горного дела и металлургии: "Extraction and Befining of the Bare Metals". London, 1957 (русский перевод, "Извлечение и очистка редких металлов", М., Атомиздат, I960).
II. В.В.Налимов, Н.А.Чернова. Статистические методы планирования экстремальных экспериментов, М., изд-во "Наука", 1967.
ТОХТ - журнал "Теоретические основы хим. технологии", изд. АН СССР.
78
12. А.Д.Микляев, А. А.Титов, Л.А.Нисельсон. ТОХТ, т.1, 1967, te 5, стр. 717.
13. В.В.Кафаров. Основы массопередачи, М., изд-во "Высшая школа; 1962.
14. А.М.Розен. Теория разделения изотопов в колоннах. М., Атом-издат, I960.
15. Л. А.Нисельсон, Ю.В.Голубков. Ж.физ.химии, 41, 1967, № II, стр. 2783.
16. А.Н.Ковшов, А.Д.Никифоров, П.Г.Боярчук, Д.С.Артамонов. Хим. и нефт. машин, 1966, № 6, 7.
17. А.Н.Ковшов, Л.С.Акоельрод, А.Н.Плановский, А.Д.Никифоров, В.В.Дильман, Л.С.Позин. Хим. и нефт. машин . 1966, № 9, стр.28 .
18. Л.А.Нисельсон, А.Д. Микляев, А.А.Титов. "Хим.пром.", 1969, № 7.
19. В.В.Дильман, Е.П.Даровских, М.Э.Азров, Л.С.Аксельрод. Хим. пром., 1956, №.3, стр.156.
20. Ю.К.Молоканов. Хим.пром. 1964, № 10, стр. 728.
21. Под ред. А.Вайсбергера. Перегонка. М., изд-во Ин.лит.,1954.
22. Э.Крель. Руководство по лабораторной ректификации, М., изд-во ин.лит., I960.
23. C.F.Olderschaw Ind.Eng.Chem. Anal. Ed. IJ, H 4, 265,(1941).
24. Л.А.Нисельсон, Ю.В.Голубков, А. А.Титов, К.В.Третьякова, Г.Н.Райтман, Ж.прикл. химии, 40, 1967, № 10, стр.2292.
25. В.Н.Черняев, Л.Г.Поведскан, Ю.Т.Ковалев. £. Прикл. химии, 36, 1963. » I, стр.56.
26. Я.Д.Зельвенский;''В. А.Шалыгин. "Хим. пром.", 1962, № 6, стр. 424.
27» M.Ir.Souders, J.Brown. Ind.Ehg. Chem. 26, N I, 98 (1934).
28. И.А.Александров. Ректификационные и абсорбционные аппараты. М.-Л., изд-во "Химия", 1965.
29. Л.Н.Чекалов, А.Н.Плановский."Хим.пром." 1966, № 12, стр.923
30. А.И.Радионов, А.Н.Кашников, В.М.Радиковский. Труды МХТИ им.Д.И.Менделеева, вып. 47, стр.5. 1964.
31. К.С.Кольцов. Сб."Массообменные процессы химической технологии", Л., изд-во "Химия", 1967, № 2.
32. А.А.Титов, Я.Д.Зельвенский, ТОХТ, т.1, 1967, № 4, стр.550.
33. А.А.Титов, Ю.В.Голубков, Я.Д.Зельвенокий, Л.А.Нисельсон. Исследование массопередачи на барботажных тарелках при пониженном давлении. "И совещание по тепло- и массообмену", т 1У, Минск, 1968.
34. С.В.Wilke, Р.Chang Am. Inst.Chem. Eng. J. I, 264 (1955).
79
35» E.N.Fuller, P.D.-8chettler, I.C.Giddings. Ind, Eng, Chem.
58, N 5, 19 (1966).
36. Г.Я.Рудов, А.Н.Плановский, TOXT, т.1, 1967, » 3, стр.336.
37. А. В.Саруханов, А. Н.Плановский. "Хим.пром.п, 1964, № 4, стр.289.
38. А.И.Радионов, А.Н.Кашников, В.М.Радиковский, "Хим.пром." 1964, К 10, стр.737.
39. Н.В.Кочергин, В.М.Олевский, В.В.Дильман."Хим.пром.", 1961, И» 8, стр.567
40. Г.П.Соломаха, "Хим.пром.", 1964, № 10, стр.749
41. Ю.И.Дытнерский, А.Г.Касаткин, Л.П.Холпанов. Ж.прикл.химии, ' 39, 1966, № I, стр. 92.
42. D.D. van Krevelen, P.I.Hoftijzer Chem. Eng. Progr. 46, N I, 29 (1950).
43. Я.Д.Зельвенский, А.А.Титов, В.Д.Шалыгин. "Хим пром", 1966, В Ю.
44. Н. Bliss, A.M.Eshaya, N.W. Trisch.Chem. Eng. Progr. 48, 12, (1952).
45. К. С.Кольцов, А.Н.Плановский. "Хим.пром.”, 1961, te 7
46. В.Г.Левич. Физико-химическая гидродинамика.. М., Физматгиз, 1959.
47. В. В.Дильман. ТОХТ, т.1, 1967, № 4, стр.438.
48. H.L. Shulman, J.E.Margolis, Am.Inst. Chem. Eng. Journ.3, E 2, 157 (1957).
49. K.Onda, Cada Е.Сайто M. Chem. Eng.(Japan) 25, E II, 82(1961),
50. Н.М.Жаворонков, И.А.Гильденблат, С.А. Крашенинников, В. М. Рамм. Труды МХТИ им.Д.И.Менделеева, вып.ЗЗ, 1961, стр.70.
51 А.В.Vidmans, M.M.Scharma.Chem. Eng. Sci.22, N 4, 673 (1967).
52. E.J.Lynch, C.R.Vilke. Am. Inst. Chem. Eng. Joum. I, 9 (1955).
53. В. М.Рамм. Абсорбция газов. M., изд-во, "Химия", 1966.
54. Н.МЛаворонков, И.А.Гильденблат, В.М.Рамм. Труды МХТИ им. Д.И. Менделеева, вып.40, 1963, стр.19.
55. J.E.Vivian, С. J.King. Am.Inst. Chem. Eng. Joum.IO, Я 2, 221 (1964).
56. T.Miyanchi, T.Vermeulen. Ind.Eng.Chem. Fund,, 2, E 2, 113, 1965.
57. Я.Д.Зельвенский, В.А.Шалыгин, А. А.Титов, А. Д.Райтман. Сб."Масоообменные процессы химической технологии".Л., изд-во"Химия" , 1968, 16 3.
80
58. Я.Д.Зельвенский, А.А.Титов, А. А.Райтман, В.А.Шалыгин. ТОХТ, т.1, 1967, № 6, стр.846.
59. В.В.Кафаров, Е. Н.Марина, В. В.Шестопалов. "Хим.пром.п,1967, № 9, стр. 1210.
60. И.А.Данилычев, А.Н.Плановский, 0.С.Чехов. "Хим.пром.", 1964» № 6, стр.461.
61. А.Н.Плановский, Д. С.Артамонов, Б.Н.Орлов. "Хим.Пром.", 1965, № 4, стр.293.
62. Л.И.Бляхман, С.Л.Давыдов. "Хим.пром.", 1967, № 3, стр.220.
63. Ю.И.Дытнерский. Химическ.машиностр. 1963, № 3, стр. 13.
64. А.М.Розен, Л.С.Аксельрод, В.В.Дильман. ТОХТ» т.1, 1967, К? 4, сгр.446.
65. Я.Д.Зельвенский, А.А.Титов, В.А.Шалыгин. Хим. и техн.топл. и масел, 1966, № 12, стр. 10.
66. Д.Еленков, ТОХТ, т.1, 1967, № 2, стр.158.
67. Сб. "Вакуумная металлургия". Под ред. Р.Ф.Бунша. Перев. о англ., М., Изд-во ин.лит.,1959.
68. Сб."Применение вакуума в металлургии". Под ред.А.М.Самарина, М., Академиздат, 1963.
69. В.А.Пазухин, А. Я.Фишер, Разделение и рафинирование металлов в вакууме. М., изд-во "Металлургия", 1969.
70. В. Е.Иванов, И.И.Папиров, Г.Ф.Тихинский, В. М.Амоненко. Чистые и сверхчистые металлы. М., Изд-во "Металлургия", . 1965.
71. Л.А.Нисельсон. Процессы разделения и очистки в металлургии. Сб."Научные труды Гиредмета", т.10, М., Металлургиздат, 1963.
72. Л.А.Нисельсон. "Способ отделения тантала и ниобия от титана. Авт.свид.(и материалы к нему); № 80921, кл.40а, 46-50, 13 декабря 1949.
73. Hew Jersey Zinc Со, Pat USA, К 1980480, N 199345-58,1932.
74. В.М.Пейрс, Р.К.Вэринг. Рафинирование цинка редестилляцией (процесс Ньв-Джерсей Зинк Ко). Сб.статей американского общества горных инженеров и металлургов "Металлургия цинка", М., Гос.ИТИЛ, 1944.
75. А.А.Черепнев. Проблемы хлорирован® в области редких и рассеянных элементов. М.-Л., Металлургиздат, 1940.
76. И.I.Kroll.Цикл статей: "Chlorine Mettalurgy", Metal. Industry, 81, N 13-17 (1952).
77. Сб."Научные труды Гиредмета за I93I-I956 гг., т.1, М., Металлургиздат, 1959.
78. И.С.Морозов. Применение хлора в металлургии редких й цветных металлов. М.» Изд-во "Наука", 1966. от
79. Сб."Хлорная металлургия редких металлов". Труды Гиредмета, т.24, М., изд-во "Металлургия”, 1969.
80. Л.А.Нисельсон. О классификации хлоридов и применении ректификации в хлорной металлургии."Хлорная металлургия редких металлов". Труды Гиредмета, т. 24, М., изд-во "Металлургия, 1969.
81. Л.А.Нисельсон, Р.К.Николаев, В.И.Тюрин, Ю.М.Королев, В.И. Столяров. Использование летучих фторидов для получения металлов и тугоплавких соединений. Тезисы докладов на "Всесоюзной конференции по методам получения и анализа веществ особой чистоты", Горький, 29 мая - I июня 1968г.
82. Т.Ф.Федоров, Ф.И.Шамрай. Изв.АН СССР, ОТН, "Металлургия и, топливо", I960, № 6,стр.56.
83. В. А.Малюсов, В.Ю.Орлов, Н.А.Малофеев, Н.Н.Умник, Н.МЛаво-ронков. 1961, й 5, стр.435, Атомная энергия,
84. С.А.Зарецкий* В.Б.Буссе-Мачукас, В.А.Малюсов, Получение металлического калия реактивной чистоты марки "Ч*. Сб.изобретений и рацпредложений НИИТЭХИМ, I960, й I, стр.14.
85. В.J.Mcolenaar, P.B.Juckniess. Пат.США Й 310010,от 21 1У 1964
86. А.Ф.Алабышев, К.Я.Грачев, С.А.Зарецкий, М.Ф.Лантратов. Натрий и калий, Л., ГХИ, 1959.
87. Д.М.Чижиков, Н.Н.Севрюков. Изв.АН СССР, Отд.техн.наук, 1941^ й 9, стр.89.
88. В.В.Крапухин. Цветные металлы, 1946, й 4, стр.34.
89. В.Н,Черняев, В.Б.Зернов, Л.Г.Поведская, С.А.Ершова, И.Й.Клофач. Ж.прикл.химии, 39, 1966, Й 6, стр.1259.
90. Труды совещания по металлургии цинка» М., "Иеталлургиздат", 1956.
91. А.К. Brewer, S.L.Madorsky. J.Вез.Bur.Stand 38, 129, 1947.
92. В.Н.Черняев, Л.Г.Поведская, Ю.С.Шашурин. i.прикл.химии, 37, 1964, й 13, стр.2557.
93. Б.Н.Иванов-Эмин, Л.А.Нисельсон, И.В.Петрусевич. Ж.прикл. химии, 34, 1961, Й II, стр. 2378.
94. М.Green, Martin. Trans.Far Soc., 48, 416 (1952).
95. A.Armington Trans.Mettallurg. Soc., A.I.M.E., 230, N 2,350. 1967-
96. Н.Н.Севрюгова. В.И.Ионов. И.Г.Атанов, А.А.Кудинова, Н.М.Жаворонков. Очистка хлористого бора от металлических примесей... Тезисы докладов на Всесоюзной конференции по методам получения и анализа веществ оообой чистоты", Горький, 29 мая - I июня 1968 г.
97. В. Н.Черняев, Л.А.Нисельсон, Изв.Вузов. .Цветная металлургия, I960, й 2, стр.135.
82
98. В.Н.Черняев, В. В.Крапухин, Ю.М.Мартынов. Цветные металлы, 1961, № 8, стр.56.
99. Л. А.Нисельсон. Изв.вузов, "Цветная металлургия, 1963, № 2, стр.133.
100. М.Green, J.A.Kafalac. J.Chem. Soc.^B 8. 1604 (1955).
101. Б.А.Красок, А.И.Грибов. Полупроводники германий и кремний, 1961, М., Металлургиздат.
102. Л.В.Зверев, Н.В.Петрова. Цветные металлы, 1959, 16 12, стр. 37.
103. В.В.Сергеев, Н.В.Галицкий, В.П.Киселев. Металлургия титана, М., изд-во "Металлургия", 1964.
104. В.А.Гармата, Б.С.Гуляницкий; В.Ю.Крамник, Я.М.Липкес, Г.В.Серяков, А.Б.Сучков,-П.П.Хомяков. Металлургия титана, М., изд-во "Металлургия”, 1968.
105. Л.А.Нисельсон, В.Д.Попов, А.С.Якутов, А.Б.Логинов* И.М.Че-прасов, В.П.Кондратьев. Изв. АН СССР, "Металлы", (1968), 16 4, стр.69.
106. Л.А.Нисельсон, К.В.Третьякова, С.А. Амирова, А.Д.Микляев. Иг-sb. АН СССР,"Металлы", 1966, 16 I, стр.61.
107. B.Tougarinoff.Bern Soc. Boyale Beige des ingen. et industr., К 9-10, 428(1966),
108. Л.А.Нисельсон, В.В.Могучева, И.Ф.Селянинова. Очистка сурьмы и мышьяка. Сб. "Получение и анализ веществ особой чистоты", М., изд-во "Наука", 1966.
109. Л.А.Нисельсон, В. В.Могучева. Ж.неорган.химия, II, 1966, te I, стр.144.
НО. Лв Минь-ЧЖИ. Acta Metallurg, sinica, 7, N 4, 442 (1964).
III. С.М.Данов, Г.Г.Девятых, Г. А.Анисимов. Труды по химии и хим.технологии, вып.4, Горький, 1961, стр.727.
112. Сб. "Алюминийорганические соединения", М., изд-во ин.лит., 1962.
ИЗ. Л.А.Нисельсон, Н.Н.Алексеева, Р.В.Иванова. Изв.АН СССР “Металлы", 1965, й 5 , стр.40.
114. D.M.Green, J.J. Katz. J. Am.Chem.Soc.71,3843.(1949).
115. Л.А.Нисельсон. Ж.Неорган.химии, I, 1956,)6 12, стр.2657.
116. M.L.Bromberg. "Purification of Zinconium Tetrachloride, by Fractional Distillation", патент США 16 2.852.446, от 16 сент. 1968.
117. Л.А.Нисельсон, В.И.Столяров, Л.А.Ижванов, Ю.М.Королев. Изв.АН СССР. "Металлы", 1965, № 4, стр.97.
118. Л.А.Нисельсон: Ж. не орган, химии, 3, 1958, 16 12. стр.2603.
' 83
I19. S.G.Parker, O.W.Wilson Ind. and Engin. Chem 4, N 4, 56$, (1965).
120. Л. А. Нисельсон, А.И.Пустильнин. Научно-технический бюллетень ЦИИН, Цветная металлургия, 1968, № 12 (233): стр. 38
121. Л. А.Нисельсон. Научные доклады высшей школы (металлургия), 1958, № 3, стр.285.
122. В.Р.Карасик,- Л.А.Нисельсон, И. В.Петрусевич, А.И.Шальников, И.Ю.Шебалин. Ж.эксп. и теор.физики, Письма в редакцию, 8, 1968, № 9, стр. 479.
123. А.Н.Зеликман, 0. Е.Крейн, Л.А. Нисельсон, З.й.йванова. £. прикл» химии, 35, 1962, № 6, стр.1467.
124. Л.А.Нисельсон, Р.К.Николаев,' Т.Д.Соколова, В.И.Столяров, Ю.М.Королев. йзв.сиб.отд.АН СССР , серия "Хим.науки”, вып.1 1968, № 2, стр.109. .
125. Chem. Engng ?2, N II, 64, 66 (1965).
126. Л.А.Нисельсон, Р.К.Николаев, йзв. АН СССР, 1969, ® 4, стр. 84.
127. Л.А.Ниоельоон, Р.К.Николаев, З.Н.Оршанская. Изв. АН,СССР "Металлы", 1967, № 4, стр.209«
128. Л.А.Нисельсон, Р. К.Николаев, И.й.Василевская, А.Г.Василье-ва. Ж.неорган.химии, 14, 1969, № 5, стр.1136.
129. А.Н.Зеликман. Глубокая очистка соединений вольфрама, молибдена и рения методами сублимации и дистилляции окислов и хлористых соединений. Тезисы докладов на Всесоюзной конференции по методам получения и анализа веществ особой чистоты, Горький, 29 мая - I июня 1968 г.
130. Л.А.Ниоельоон, Н.П.Сажии, З.Н.Оршанская, В.П.Борисова. Получение сурьмы и висмута высокой чистоты путем ректификации их трихлоридов..., Тезисы докладов на Всесоюзной конференции по методам получения и анализа веществ особой чистоты, Горький, 29 мая - I июня 1968 г.
131. А.Одели, Р.Линд, П.Инзленд. Извлечение тория из моноцита. Сб. "Извлечение и очистка редких металлов"., I960, И.,Атом-издат.
132. Р.Мошьер, Р.Сиверс. Газовая хроматография металлов, М., йзд-во "Мир", 1967.
133. М.Г.Журавлева, Г.И. Чуфарова. Ж.прикл.химии, 24, 1951, te I, отр.28.
134. Г.Г.Девятых, А.Й.Односевцев, В.А.Умилин, Ж.приклад.химии, 34, 1961, № II, стр. 1998.
135. ’А. А.Кудрявцев, Н»В.Седов, Г.П. Устюгов, Р.И.Рябова. О разделении серы; селена и теллура, Сб. "Химия и техноло-
84
rsai неорганических ьеЕ&отд', Труда МХТ-: им.Д.И.Менделеева? вып. Ш), 1961.
136. Л.А.йи-зольсок, А.й.Пуотильаик, Л.А.Сошнияова.-Язв. Ай СССР, . ОТН,’ "Металлургия к топлево’’, 1963, Ж 2, отр.79.
137. А.А.Тдаоь, Г.П.Устюгох., З.В.Тареокин, П.Р.Безобразов, Л.А.Нисельзон. Йссгедованив «роцасоа высокотемпературной реИйфккйдяя на примере селена. "И совещеаие во тоало- и массосбуену'% т.1У, стр.76, Минск, йед-во "Наука ч техника”, 19® »•
138; Г.П.Устютов, 3. ВЛ’арэскин, В.Г. Безобразов, -А. Л Летов, Л. А.Нисельсон. Злектронная’техника. Серия 14, "Материалы*’, вып.1, 1968.
£39. Е.П.Перемузов, Л.В.Коаитов, А.В.Ваайков, В.К.Кернохицкий. Глубокая очистка теллура и хлорокиси селена методами перегонки; Тезисы докладов на "Зоесованой конференции «то методам получения v. анализа веществ особой чистоты1’, Горький* 29 кая - I июня 1'968 .
VQ. А.А.Яудрявцев, Хиат и технологии салена и теллура, М., изд-го "Высжая около% I96X.
T4I. В.Н.Черняев. Л. 2.Кожитов, Л.ГЛоведская. А.прикз.хиыим, 1966, » 3. стр.528. .
"42. L.Muliejr, L. Schlosser Seue Hiitte, 9. И I, 17 (1964).
T45. A>А.Кудрявцев, Г.П.Устюгов. Злектронная техника. Серия 14, ’’Материала*', вып» 2. стр. , 1968,
144. С.АЛедведев, П.В.Шанкии, С.Н.МаксимовскиЙ, Ю.В.Клевков, А.Б.Кузнецов. Изв. АН СССР, "Неорганические материалы", -1968, IS 10.
145. Н.А.Белозерзкшй. Карбонилы металлов, М., Металлургиздат, у 1958.
146. Н.С.Г'рейвер и др. Сб."Основы металлургии", Т.П, гл.У, "Никель", стр.667, И., Иеталлургиздатг T9®,
147. Г.Г»Петухов. Е.И.Ермолавв, Р.В.Канлина. Термический распад ружлопеятадкеингкарбкнйдьных соедзнезий никоей. Тезисы докладов не "Бсасовзной кокфереЕцшк по методем- получения к анализа веществ особой чистоты", Гспький, 29 мая -I июня 1968 г.
148. В.А.Умилин, Б.Г.Грибсз, й.Б.-Зверев-, Б.Й.Еозыркив, Г.Г.Девятых. Получение Сйс-этклбензолхрома высокой частоты, Тезисы докладов на "Всесоюзной конференции по методам получения и анализа веществ особой чистоты”^ Горький, 29 мея - I июня 1968 г.
Г19. s.G.Parker, O.W.Wilaon Ind. and Engin. Chem 4, H 4, 365, (1965).
120. Л.А.Нисельсон,'А.И.Пустильник. Научно-технический бюллетень ЦНИИ, Цветная металлургия, 1968, № 12 (233): стр. 38
121. Л. А.Нисельсон. Научные доклады высшей школы (металлургия), 1958, й 3, стр.285.
122. В.Р.Карасик,• Л.А.Нисельсон, И. В.Петрусевич, А.И.Шальников, И.Ю.Шебалин. Ж.эксп. и таор.физики, Письма в редакцию, 8, 1968, № 9, стр. 479.
123. А.Н.Зеликман, 0. Е. Крейн, Л.А. Нисельсон, .3,И.Иванова. Ж. прикл» химии, 35, 1962, й 6, стр.1467.
124. Л.А.Нисельсон, Р.К.Николаев,’Т.Д.Соколова, В.И.Столяров, Ю.М.Королев. Изв.сиб.отд.АН СССР , серия "Хим.науки", вып.1
• 1968J й 2, стр. 109. .
125. Chem. Engng ?2, Н II, 64, 66 (1965).
126. Л.А.Нисельсон, Р.К.Николаев, Изв. АН СССР, 1969, й, 4, стр.84.
127. Л.А.Нисельсон, Р.К.Николаев, З.Н.Оршанская. Изв. АН ,СССР "Металлы", 1967, й 4, стр.209»
128. ЛЛ.Нисельоон, Р. К.Николаев, И.И.Василевская, А.Г.Василье-ва. 1. не орган.химию, 14, 1969, № 5, отр.ПЗб;
129. А.Н.Зеликман. Глубокая очистка соединений вольфрама, молибдена и рения методами сублимации и дистилляцию окиолов и хлористых ^соединений. Тезисы докладов на Всесоюзной конференции по методам получения и анализа веществ особой чистоты, Горький, 29 мая - I июня 1968 г,
130. Л.А.Нисельсон, Н.П.Сажйи, З.Н.Оршанская, В.П.Борисова. Получение сурьмы и Висмута высокой чистоты путем ректификации их трихлоридов.,., Тезисы докладов на Всесоюзной конференции по методам получения и анализа веществ особой чистоты, Горький, 29 мая - I июня 1968 г.
131. А.Одели, Р.Линд, П.Инзленд. Извлечение тория из моноцита. Сб. "Извлечение и очистка редких металлов"., I960, М.,Атом-издат.
132. Р.Мошьер, Р.Сиверс. Газован хроматография металлов, М., Изд-во "Мир", 1967.
133. М.Г.Куравлева, Г.И. Чуфарова. К.прикл.химии, 24, 1951, й I, стр.28.
134. Г.Г.Девятых, А.И.Односевцев, В.А.Умилин, К.приклад.химии, 34, 1961, й II, стр. 1998.
135. ’А. А.Кудрявцев, Н.В.Седов, Г.П. Устюгов, Р.И.Рябова. О разделении серы; селена и теллура, Сб. "Химия и техноло-
84
ген веорганических веществ", Труды ЙХТИ им.Д.И.Менделеева ВНП. ШУ, М., 1961.
136. Л.А.Нйсельсон, А.И.Пустильник, Л.А.Соиникова^йэв. АН СССР, ОТН, "Металлургия к топливо”, 1963, В 2, стр»?й.
137. А.А.Титов, Г,П.Устюгов, З.В.Тарескин, З.Р.Безобразов, Л.А.Нисельсон. Исследование процесса высокотемпературной ректификация на примере селена. м® совещание во тепло- и массообмену", т.1У, стр.76, Минск, Изд-во "Наука « техника", х968.-
138; Г.П.Уствгов, 3. В.Тараскин, В.Г.Везебразов, А.А.Титов, Л. А.Нисельсон. Электронная'техника. Серия 14, "Метериа-лы% вып,1, 1968.
139. Е.П.Перемузов, Л.В.Кожитов, А.В.Ванюков, В.К.Кернохицкий. Глубокая очистка теллура и хлорокиси селена методами пе-регонки^ Тезисы докладов на "Зсееойзной конференций по
' методам получения и анализа веществ особой чистоты”, Горький, 29 иая - I июня 1968 »
140. А.А.Кудрявцев, Хваля и технологи* сеаена и теллура. Я., изд-во "Высшая школа", 1961.
141. В.Н.Черняев* Л. В.Кохитсв, Л.ГЛоввдская. а.нрикл.хжим, 1966, й 3. стр.528.
142» L.Jfijllejr, L- ScHlosser Seue Hiitte, 9, й I, 17 (I9&4).
143» A*A.Кудрявцев, Р.П.Устюгов. Электронная техника. Серия 14, "Материала", вып. 2. стр. , 1968,
144. С.А,Медведев, П.В.Шанкин, С.Н.МаксимовскиЙ, Ю.В.Клевков, А.Б.Кузнецов, йзв. АН СССР, "Неорганические материала", -1968, й 10.
145. И.А.Белозеракий. Карбонилы металлов, М., Металлургиздат, у 1958.
146. Н.С.Грейвер и др. Сб."Основы металлургии"., т.П, гл.У, "Никель", стр.667, М., Металлургиздат; 196",
147. Г.Г.Петухов,. В.й,Ермолаев, Р.В.Капяина. Термический распад циклопентадиенидкарбанильных соединений никеля. Тезисы докладов на "Всесоюзной конференции по методам-получения и анализа веществ особой чистота", Горький, 29 мая -I июня 1968 г.
148. В.А.Умилин, Б.Г.Грмбов, Й.Б.Зверев-, Б.Й.Козыркин, Г.Г.Девятых. Получение бис-этидбензолхрома высокой чистоты, Тезисы докладов на "Всесоюзной конференции по методам получения и еналяза веществ особой чистоты", Горький, 29 мая - I июня 1968 г.
СОДЕРЖАНИЕ
Стр.
Введение . . . ........................................ 3
Конструкции ректификационных колонн и их характеристики ................................................. 4
Определение оптимальных конструктивных характер ристик провальных тарелок методом математического планировании эксперимента-.............. . 4
Влияние зазора между тарелкой и обечайкой на эффективность ректификационных колонн.................. 9 .
Конструкции и характеристики маломасштабных стеклянных ректификационных колонн ....... 14
Конструкции и характеристики среднемасштабных ректификационных колонн........................... 22
Кинетика ректификации ............................... 28
Основные параметры, характеризующие кинетику ректификации.......................................28
/ Массопередача в колоннах с барботажными тарелками ............................................ ... . 31
\ Влияние молекулярной диффузии на массообмен ... 37
О моделировании................................ . . 44
Некоторые специальные вопросы...........................44
Общие замечания ............................... 44
Сравнительная оценка ректификационных аппарате).? ......... ..... ..................... ....... 45
' Вопросы масштабного перехода . . . .................53
Оптимальное- давление ректификации . ..............55
Влияние поверхностных явлений на кинетику ректификации ........................................ 59
Место ректификации в металлургической технологии . ... 62
Литература .......... .......................... ........ 78
I
Редактор С.М.Попялковская Технический редактор И.К.Чеусова
Корректор Л.С.Свалова
Подписано в печать 8/1-70 г.
Бумага 60x90 Z/I6 Объем 5,5 п.л. 4,9 уч.-изд.л. Изд. * 2523
Т - 01507 Тираж 550 акз. Цена 49 коп. Заказ 2.2
Институт "•Цветметинформация'