/






































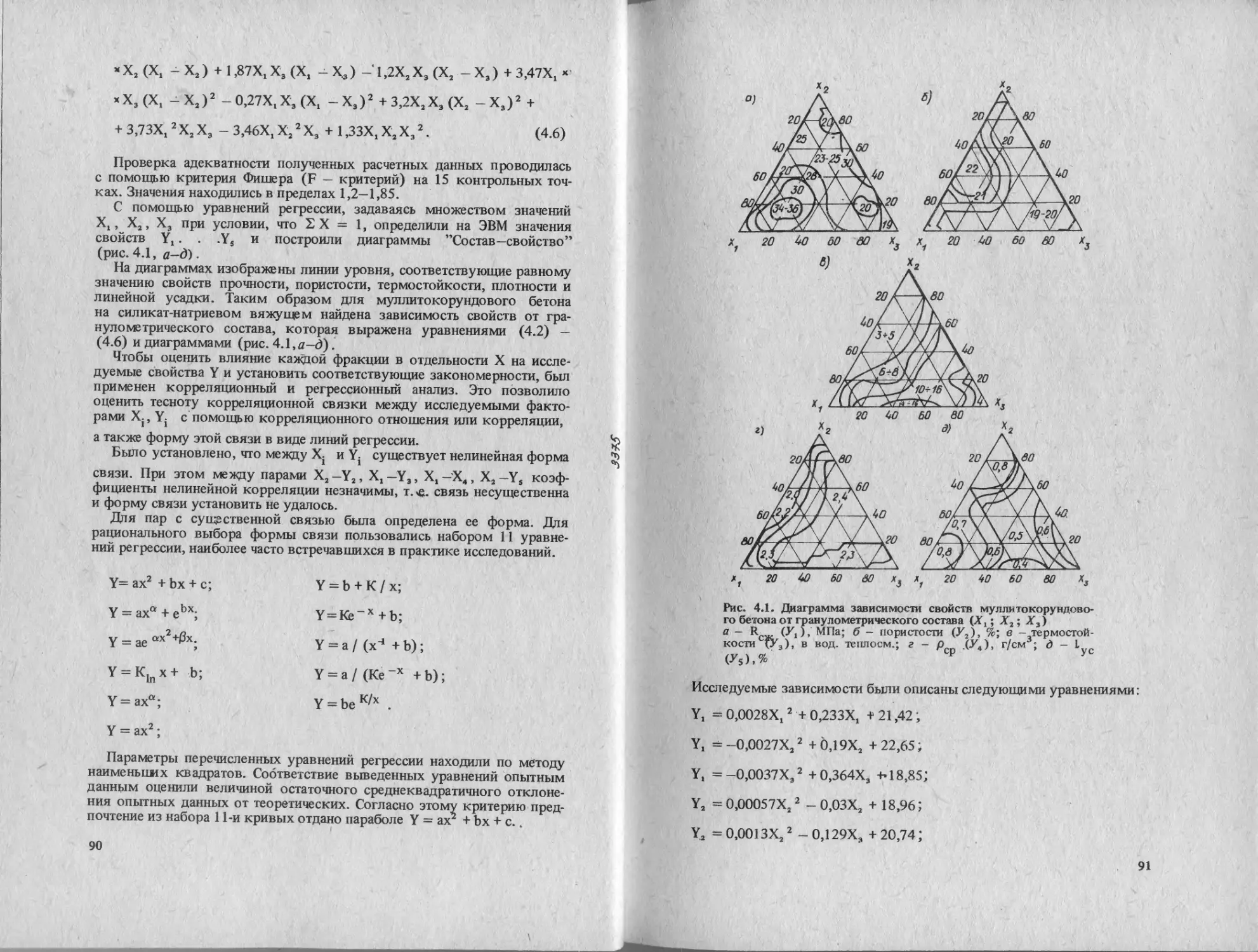
























































Текст
Б. Д. Тотурбиев СТРОИТЕЛЬНЫЕ
МАТЕРИАЛЫ
НА ОСНОВЕ
СИЛИКАТ-
НАТРИЕВЫХ
КОМПОЗИЦИЙ
УДК 666.964)15.4:666.11.002.34
ТС?» I
Тотурбиев Б.Д. Строительные материалы на основе сили-
катчтатриев ьакомпрзи^и. - М . Стройиздат, 1988 208 с.-
Освещены теоретические и экспериментальные основы приме-
нения силикат-натриевых композиций для производства бесцемент-
ных строительных материалов Приведены результаты исследова-
ний силикат-натриевых композиционных вяжущих бетонов и тепло-
изоляционных материалов на их основе. Показана технико-экономи-
ческая эффективность бесцементных строительных материалов.
Для научных и инженерно-технических работников научно-иссле-
довательских организаций.
Табл. 54, ил. 129, список лит 78 назв.
Печатается по решению секции литературы по строительным мате-
риалам редакционного совета Сгройиздата
Рецензент д-р техн. наук. проф. В В. Жуков.
32U3000000 - 276
Т--------------------120-88
047 (01) - 88
ISBN 5-2744)01614)
©Стройиздат, 1988
ПРЕДИСЛОВИЕ
В Основных направлениях экономического и социального развития СССР на
1986-1990 годы и на период до 2000 года намечено усилить режим экономии
добиться рационального расходования всех видов ресурсов, снижения их потерь»
осуществить переход к ресурсосберегающим и безотходным технологиям
Технический прогресс в области стро цельных материалов будет развиваться
благодаря совершенствованию старых и созданию новых эффективных материа-
лов не требующих при изготовлении больших топливно энергетических, трудовых
и других материальных затрат
В этой связи практический интерес представляет разработка новых видов бео-
цементных строительных материалов на основе природного сырья по энергосбе-
регаюши м технологиям.
Перспективным является создание жаростойких бетонов на бесцементных свя-
зующих. В этом направлении проводятся научно-исследовательские работы в
НИИЖБе, ВНИИТеплоизоляция, Восточном институте огнеупоров, УралНИИстрой
проекте. ВНИИПИТе<1Лопроекте, МИГИ им. В В Куйбышева КИСИ, ДИСИ, ОИСИ,
ХЬгПТИ и в ряде других организаций
Весьма эффективны жаростойкие бетоны на жидко стекольных композициях.
Активное управление структурой и эксплуатационными свойствами этих бетонов
п> гем изменения различных технологических факторов содержания в бетонной
смеси жидкого стекла, вида и количества добавок-отвердителей и тонкомолотых
огнеупорных добавок гранулометрии, вида и природы крупного заполнителя,
режимов и способов уплотнения бетонных и растворных смесей, их исходного
водосодержания и т. п , позволяло создать надежную технологию жаростойких
бетонов и других видов строительных материалов различного назначения, обеспе-
чивающую получение материала с заданными свойствами.
Опнак». анализ современной теории и практики получения строительных мате-
риалов на жидкостных связующих показал, что образование их слитной структуры
возможно при создании на поверхности всех зерен огнеупорного заполнителя
сплошной пленки связующею объемного и моноличи вания В условиях хими-
ческого взаимодействия и высыхания она формируется в толстую пористую про-
слойку, клеевой шов, находящийся в напряженном состоянии. При механических
или термических напряжениях в таких швах, имеющих повышенную дефектность,
активно гарождаются и развиваются трещины, что и предопределяет высокую
хрупкость и пониженную прочность, водостойкость и термостойкость строитель-
ных материалов на жидкостных связующих
Принципиально в других условиях происходит формирование клеящей пленки
и омоноличивание строительных материалов на безводных связующих. Формиро-
вание клеящих новообразований происходит в ’’стесненных условиях” из сильно
пересыщенной жидкой фазы. При этом превалирует избирательное инконгруэнт-
ное растворение с ориентацией новообразований в пространстве относительно по-
верхности заполнителя, в результате чего создаются тонкие высокопрочные швы,
обеспечивающие повышенную прочность материала при низкой концентрации
связующего. Характерная особенность такой структуры локальность контакт
них омоноличивающих швов, отсутствие сплошного шва, что позволяет при ма-
лом расходе связующего достигать удовлетворительной прочности при сжатии и
3
растяжении, сохранять эту прочность при эксплуатации материалов в различных
средствах.
В Дагестанском политехническом институте совместно с МИСИ им.
В.В Куйбьшвва и НЙИЖБ Госстроя СССР в результате всесторонних теоретиче
ских и экспериментальных исследований получены эффективные, виды безвод-
ных силикат-натриевых композиционных вяжущих и на их основе строительных
материалов различного назначения.
Вяжущие свойства этих композиций проявляются главным образом вследствие
приобретения безводным силикатом натрия адгезионных свойств, определяющих
клеящую способность этого компонента, и когезионной прочности клеевых кон-
тактов, прочность и долговечность которых в свою очередь зависит от условий их
образования
Большинство рассматриваемых в данной работе строительных материалов на
различных силикат-натриевых композиционных вяжущих прошли промышленную
проверку в Минчермете СССР и УССР (НПО ’’Тулачермет”, трест ’’Донбассдом-
наремонт”, Ждановский металлургический комбинат им. Ильича, Донецкий и
Енакиевский металлургические заводы, Христофоровский завод огнеупорных
блоков и бетонов), МПСМ РСФСР (Хасавюртовский кирпичный завод объедине-
ния ’’ДагестанстроЙматериалы”), Минводхоз СССР (завод стройматериалов
г. Хасавюрта, керамзитовый цех Шамхальского завода ЖЬИ трест ’’Дагводстрой-
индустрия”, на строительных участках объединения ’’Промжйлстрой”) , Госагро-
прома ДАССР (завод ЖБИ, кирпичные заводы объединения ’’Дагестанагропром-
строй”) в виде монолитных и сборных крупноблочных изделий и конструкций
в строительстве различных зданий и сооружений, а также при футеровке агрегатов
с рабочей температурой до 1600°С При этом была выявлена высокая эксплуа-
тационная стойкость изделий и конструкций из разработанных материалов. Эко-
номический эффект от опытно-промышленного внедрения составил около
1 млн руб.
1 ЛАВА 1 ТЕОРЕТИЧЕСКИЕ И ЭКСПЕРИМЕНТАЛЬНЫЕ ОСНОВЫ
ПОЛУЧЕНИЯ БЕЗВОДНЫХ СИЛИКАТ-НАТРИЕВЫХ КОМПОЗИЦИЙ
ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
1.1. БЕЗВОДНЫЕ СИЛИКАТЫ НАТРИЯ (БСН), КАК ОСНОВА
ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННоК ВЯЖУЩИХ
Формирование структуры строительных материалов на основе водных
растворов силикатов натрия (жидкое стекло) сложный физико-хи-
мический процесс, определяемый в основном физическим взаимодей-
ствием и химическими реакциями между силикатами натрия и минера-
лами наполнителями, используемыми для получения того или иного
строительного материала Этот процесс еще более усложняется при ис-
пользовании в качестве связующего безводных силикатов натрия (БСН)
(силикат-глыбы) взамен жидкого стекла.
В настоящее время для получения жидкого стекла безводные или
гидратированные силикаты натрия ’’развариваются” в автоклавных
силикатоварках различной конструкции. В последние годы применяют
также безавтоклавный способ растворения щелочных силикатов, пре-
имущественно с низким кремнеземистым модулем.
При применении БСН в качестве вяжущего для изготовления строи-
тельных материалов перевод его в жидкое стекло (растворение) осу-
ществляется непосредственно в самом материале путем добавления в
смесь определенного количества воды и последующего температурного
воздействия на изделие (тепловая, автоклавная обработка).
Процесс растворения БСН имеет ряд особенностей, пока еще доста-
точно полно неизученных. По М.А. Матвееву, этот процесс состоит из
отдельных стадий, следующк х одна за другой.
1. Гидратация присоединение воды к составным частям раствори-
мого стекла с образованием гицратных соединений:
Na, О - nSiO2 + mH 2 О 5? Na, О nSiO2 mN, О. Этот процесс сопро-
вождается выделением тепла и набуханием гидратированных частиц,
которые становятся более растворимыми.
2. Первоначальное растворение, заключающееся в переходе в раствор
образовавшихся ги^ратных соединении
3 Гидролиз с образованием едкой щелочи Na2 О nSiO, тпН2 О
2NaOH + FuSiO, - (m 1) Н2 О, присутствие которой обусловливает
щелочную реакцию раствора.
4. Пептизация коллоидное растворение SiO2 образовавшейся
щелочью.
5 Электролитическая диссоциация перешедших в раствор силикатов
с образованием простых и сложных ионов
Na3SiO3 2Na+ + S1032 _ ,
Na, Si, О, 2Na+ • Si,Of2“.
Впервые on >пы по изучению растворимости БСН с кремнеземистым
модулем 2,7 в кипящей воде были проведены в 1939 г. Установлено,
что чем мельче зерна силиката натрия, тем быстрее они растворяются.
5
При этом рекомендуется воду для растворения Na2O 2,7SiO2 нагре-
вать до 100°С и затем при непрерывном перемешивании загружать
измельченный силикат натрия из расчета 100 кг порошкообразного
силиката на 2S0- 300 л воды С повышением температуры воды раство-
римость натриевого силиката (трехмодульного) при любой его дисперс-
ности возрастает и достигает максимальною значения при 100°С Лучше
всего растворяется порошок силиката натрия со средним диаметром
зерен 0,1 мм Кроме того, БСН с повышенными отношениями S1O2
Na2 О в одних и тех же условиях растворяются в воде всегда с большим
трудом, чем БСН с пониженным силикатным отношением (модулем),
поэтому обычно при их растворении в воде массовое отношение SiO2 '
: Na2 О изменяется в сторону относительного увеличения содержания
последнего Вследствие гидролиза и диффузии в раствор Na2 О на поверх-
ности частиц силиката натрия откладывается слой коллоидного кремне-
зема, который препятствует проникновению воды внутрь частиц и
дальнейшему растворению силиката Поэтому высокомодульные сили-
каты натрия рекомендуется растворять во вращающихся автоклавах.
Давление в автоклаве изменяют в зависимости от силикатного модуля.
При модуле не выше трех рекомендуется давление 0,4 МПа
При безавтоклавном способе растворения БСН должна быть увеличена
поверхность его соприкосновения с водой, на практике это достигается
путем измельчения зерен до оптимальной дисперсности. Немаловажное
значение имеет и количество роды, применяемое для растворения.
Силикаты натрия необходимо растворять в минимально допустимом
количестве воды, так как в этом случае образуется раствор с более
концентрированной едкой щелочью, в котором SiO2 будет легче раст=
воряться. Растворить высокомодульные силикаты натрия без остатка
даже при большом количестве воды и температуре около ]00°С практи-
чески невозможно, так как выделяющийся при этом кремнезем будет
i ораздо слабее пептизироваться раствором едкой щелочи. Когда же
диспергированный Na2O nSiO2 вводится непосредственно в формо-
вочную смесь, одним из важнейших факторов, влияющих на раство-
рение твердого силиката натрия, будет равномерное его распределение
в объеме смеси и одинаковое обводнение частиц.
Известно, что малое количество материала, особенно находящегося
в твердой фазе (в данном случае это БСН), очень трудно равномерно
распределить в большом объеме другого материала. Обеспечить гомо-
генность в таких смесях можно путем совместного помола БСН с частью
основного материала и последующего смешивания полученного тонко-
молотого продукта (силикат-натриевого композиционного вяжущего)
с другим компонентом (заполнителем)
Наличие тонкомолотого продукта обеспечивает полидисперсность
смеси и, следовательно, более плотную ее укладку, что в конечном
счете снизит пористость материала и, как следствие, повысит его стой-
кость в агрессивных средах. Кроме того, такое совместное измельче-
ние создаст хорошие условия для образования гомогенных формовоч-
ных масс и обеспечит наибольшую полноту и ускорение прохождения
химических реакций
Таким образом, тонкомолотый продукт получаемый путем совмест-
ного помола БСН и основного минерального компонента, выполняет
роль вяжущего в материале (силикат-натриевое композиционное вя-
жущее) Вид вяжунрго определяется видом минерального компонента,
6
Рис. 1.1. Влияние количества воды на
время растворения безводного Na, О
2,7SiO2
КОЛИЧЕСТВО воды, мл
входящего в его состав Процессы структурообразования в изучаемых
композициях в известной степени аналогичны процессам, протекающим
в композициях на основе жидких стекол, так как вяжущие свойства
они, в конечном счете, приобретают вследствие обводнения БСН, т е.
за счет образования концентрированного раствора жидкого стекла.
Поэтому обводнение БСН непосредственно в самой композиции
основной и наиболее важный процесс, от полноты завершения кото-
рого зависит дальнейшее структурообразование материалов, изготов-
ленных на его основе.
Основные факторы, влияющие на растворение БСН это его кремне-
земистый модуль, дисперсность, количество воды, температура и про-
должительность тепловой обработки, а также равномерное распределе-
ние композиционного вяжущего в получаемом материале
Кинетика растворения БСН в силикат-натрие-
вой композиции. Растворимостью БСН, а следовательно, его
клеяней способностью, можно управлять путем изменения дисперс-
ности его частиц, соотношений SiO2 . Na2 О ; Н2 О : Na2 О nSiO2, тем-
пературных условий и т. д. Этот вопрос достаточно подробно исследо-
вался с целью определения технологических режимов изготовления
жидкого стекла. В данном случае объектом исследования являлось
изучение кинетики растворения БСН в условиях,иденгичных техноло-
гии приготовления силикат-натриевого композиционного вяжущего,
изготовление из него сырца изделия, а также температурной обработки,
необходимой для растворения БСН. Для сравнения растворимость
БСН изучена отдельно вне композиции в этих же технологических
условиях.
В качестве активного компонента БСН был выбран силикат-глыба
с кремнеземистым модулем 2,6—3, широко используемый для раз-
личных целей промышленности.
Силикат-натриевую композицию готовили из корунда и силикат-глыбы
состава 80 • 20 в % по массе Количество воды для растворения было
принято из расчета Na2SiO3 : Н2О 1 2 (рис 1.1) В начале было изу-
чено влияние кремнеземистого модуля на растворимость БСН
(табл. 1.1).
С увеличением кремнеземистого модуля от 2,6 до 3 время раство-
рения БСН как в композиции, так и вне ее увеличивается в три раза.
1
Таблица 1 Влияние кремнеземистого модуля на растворимость БСН
Кремнеземистый модуль БСН Время растворения, ч
БС Н | БСН в композиции
2,6 1,8 1,2
2,7 2,7 1,8
2,8 3,68 2 4
2,9 4,57 3
3 5,5 3,6
Таблица 1.2. Влияние дисперсности частиц на растворимость безводного
Na2 S1O3
Диаметр зерен БСН, мм Время растворения, ч
БСН | БСН в композиции
0,08-0,14 3,8 2,6
0,14 0,315 3,9 2,7
0,315-0,63 4 2,8
0,63-1,25 5,7 4,9
1,25 2,5 8,3 7,2
2,5 5 25,6 23
Наиболее интенсивное растворение БСН происходит в силикат-натрие-
вой композиции, так как при равномерном распределении частиц
Na2 SiOa в ее объеме последние находятся в стесненных условиях с
ограниченным количеством воды,
В дальнейшем при изучении влияния дисперсности частиц силикат-
глыбы на ее растворимость была использована силикат-глыба с кремне-
земистым модулем 2.8—2,9, как наиболее распространенная в промыш-
ленности, применяемая при изготовлении жидкого стекла для произ-
водства строительных материалов.
В табл. 1.2 приведены результаты определения растворимости без-
водного Na2 О • 2,8SiO2 в зависимости от дисперсности его частиц.
С увеличением удельной поверхности силикат-глыбы ее раствори-
мость повышается
Изучение влияния температуры на растворимость БСН проводилось
непосредственно в композиции в интервале температур 40-100°С при
одинаковых времени (3 ч) и содержании воды (водовяжущее отно-
шение 0,25)
С повышением температуры до 80—90°С его растворимость увели-
чивается (рис I 2) и составляет 98—99%, а при температуре 100°С —
90%, что обусловлено нехваткой воды в композиции для растворения
тонкоизмельченного БСН (S уд = 2500 см2/г) ’за счет интенсивного
испарения ее при этой температуре.
Поэтому при дальнейшем изучении кинетики растворения БСН в
максимально приближенных к реальным условиям получения из сили-
кат-натриевого композиционного вяжущего сырца изделия за опти-
мальную температуру растворения было принято 80—90°С. Были при-
готовлены вяжущие смеси на корунд-силикат-натриевой композиции
8
Рис. 1.2. Влияние температуры на время
растворения безводного Na2O 2,8 S1O3
Таблица 1.3. Кинетика растворения БСН в силикат-натриевой композиции
и вне ее
Вид раство- ра Темпе- gaiypa, Время, мин Содержание в раство- ре разбавленном, мг/л Степень извлечения, Кремнезе- мистый модуль раствора SiO2-Na2O
% яо, Na2O
SiO2 Na2O
кснк* 20 5 120 320 0,53 3,96 0,52
БСН** 20 5 145 303 0,64 3,75 0,48
КСНК 20 15 133 333 0,59 4,18 0,39
БСН 20 15 202 337 0,89 4,2 0,69
КСНК 20 30 146 370 0,64 4,6 0,39
БСН 20 30 205 337 0,9 4,2 0,61
КСНК 20 60 158 354 0,7 4,4 0,45
БСН 20 60 209 320 0,9 4 0,65
КСНК 80 5 233 404 1,03 5 0,58
БСН 80 5 628 706 2,77 8,75 0,89
КСНК 80 15 278 404 1,22 5 0,69
БСН 80 15 939 775 4,14 9,6 1,21
КСНК 80 30 3001 1620 13,2 20,1 1,85
БСН 80 30 2590 1310 11,5 16,2 1,98
КСНК 80 60 7780 3190 34,3 39,4 2,44
БСН 80 60 5835 2420 25,7 30 2,41
*КСНК - корунд-силикат-натриевая композиция
**БСН - безводный силикат-натрия
состава 80—20 (корунд: силикат-глыба, масс, ч., %) и для сравнения
результатов отдельно на БСН.
Тонкость помола сухих компонентов вяжущих соответствовала
удельной поверхности 3000 см2/г. Сухие смеси перемешивали с водой
(Н2 О Na2 SiO3 = 0,2) в лабораторной мешалке принудительного дей-
ствия. Полученные формовочные смеси загружали в формы с размерами
ячеек 5x5x5 см и подвергали вибрации в течение 1 мин. Через каждые
5, 15, 30 и 60 мин образцы сырца разбавляли водой 25 раз и быстро
отфильтровывали на вакуум-фильтре. Причем отсчет времени раство-
рения силикат-глыбы производился с момента затворения водой сухих
9
компонентов смеси. Содержание Na, О в части фильтра определяли
фотоколориметрическим методом по желтому кремнемолибденовому
комплексу [2]. В другой части фильтра определяли содержание SiO,
атомно-спектрофотометрическим методом [53] Результаты определе-
ния приведены в табл. 1.3.
При низком модуле в растворе при 20°С и в начальный период при
80°С имеет место механизм растворения, приведенный в обзоре.
(ТВ) (р-р) (р-р) (ТВ)
Na,O-3SiO, + хН,0 ♦ xNaOH + (1 - х/2) Na,O-3SiO2 -х/2Н,О
(р-р)
(р-р)
ОН
ОН +2Н,0 + ОН~* H3SiO; ---------- он
----он.
Вторая стадия начинается только после достаточного накопления
в растворе ионов ОН- Затем уже в растворе по мере повышения кон-
центрации идет реакция поликонденсации.
2H3Sio; H„siO,2- + н2о.
2 — Si - OH ST - Si - О - Si £9 + H2 О
и при достижении максимальной концентрации структура силикат-
анионов близка к линейным полимерам
он он 1 1 он 1
1 1 О - Si - О - S1 0 - ... 1 Si-О
1 он он он
со степенью полимеризации около 40 50, при полном растворении
сипикат-глыбы степень полимеризации - около 90 [2].
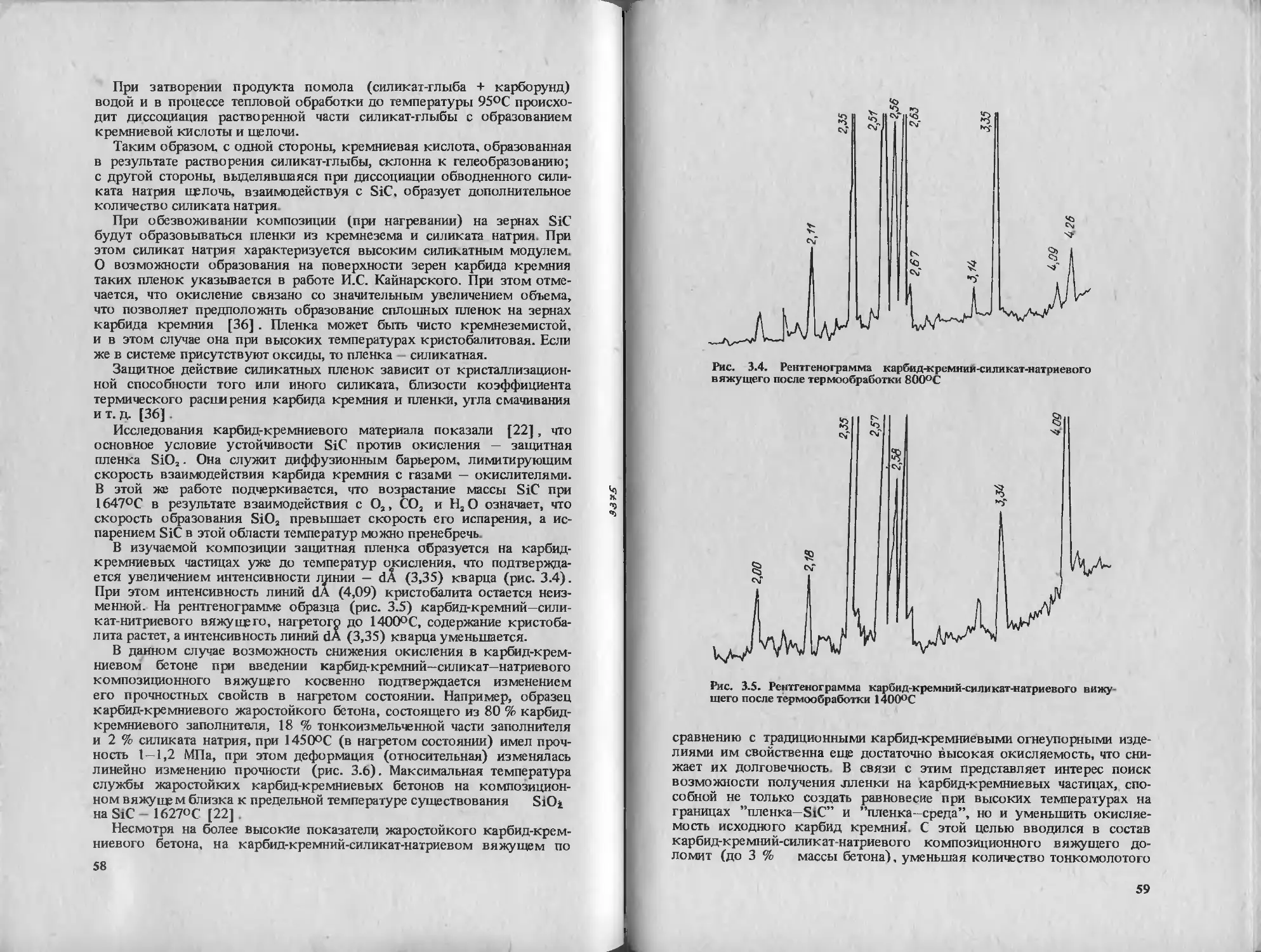
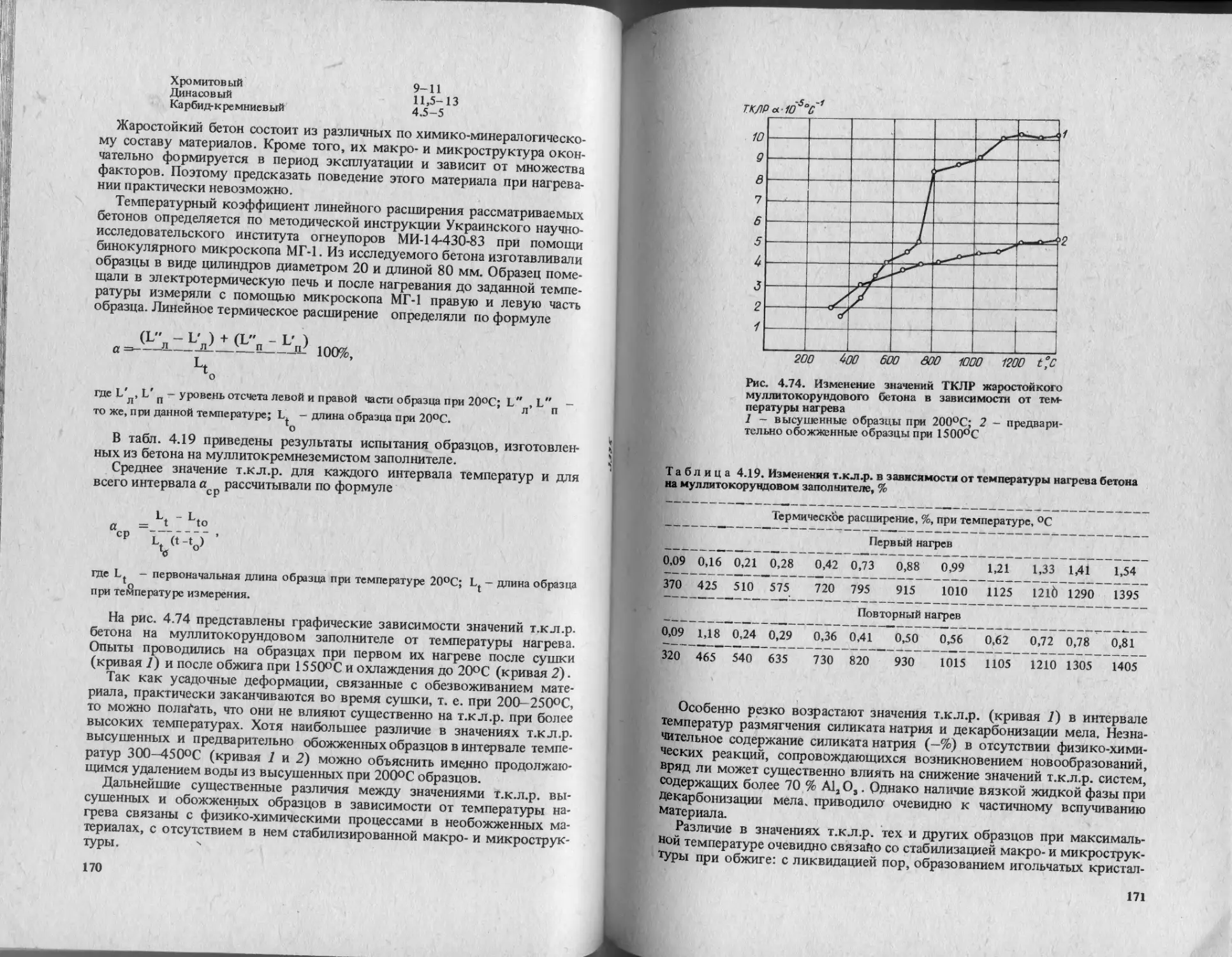
Графический анализ (рис. 1.3—J 5) кинетики растворения БСН по-
казывает, что при 20°С имеет место процесс насыщения, как по Na, О,
так и по SiO,, что связано со слабым извлечением, т. е. с небольшой
степенью разрушения силикатной решетки. Наоборот, при 80°С после
краткого индукционного периода [15 мин (рис. 1.5)] извлечение обоих
оксидов резко интенсифицируется, что объясняется растворением по-
верхностного слоя SiO,. В результате этого в раствор переходят новые
порции Na, О. При этом pH раствора повышается и вызывает ускорение
растворения SiO, и т. д. Скорость растворения Na, О и SiO2 стабилизи-
руется на весьма высоком значении и процесс растворения приобретает
линейный характер по времени. Экстрополяция показывает, что полное
10
Рис. 1.3 Кинетика извлечения Na, О и S1O, в процессе затворения водой безводно-
го Na, О 2,8 S1O, и корунд-силикат-натриевого вяжущего при 20°С (а) и 80°С (6)
1, 2 - извлечение S10, из силикат-глыбы и корунд-силикат-натриевого вяжущею
соответственно; 3,4 извлечение Na, О из соответствующих растворов
Рис. 1.4. Зависимость кремнеземис
того модуля в растворе силикат-
глыбы и корунд-силикат-натриевого
вяжущего от времени затворения
Рис. 1 Л. Кинетика растворения Na £>
• 2,8 Si Oj в процессе затворения
водой при 20 и 80°С
1, 2 - при отдельном затворении
вне композиции соответственно 20
и 80 °C; 3, 4 — при затворении в
композиции соответственно 20 и
80 °C
растворение будет иметь место, при 20°С для каждого раствора пример-
но за 60 ч и при 80°С — за 2,5 ч для КСНК и за 3,8 ч для БСН.
При малой интенсивности растворения некоторым преимуществом
по скорости обладают растворы БСН, что вероятно связано с отсутстви-
ем адсорбции ионов Na+ и H, SiO7 на частицах корунда, которая снижа-
ет концентрацию ионов в растворе. При быстром растворении (Na, О
при 20°С, Na, О SiO, при 80°С после 20 мин затворения) заметно боль-
шая скорость наблюдается для КСНК, что объясняется, очевидно, обра-
11
j
зованием ячеек из частиц корунда вокруг БСН. При этом, как уже от-
мечалось, частицы последних будут находиться в ’’стесненных условиях”,
которые способствуют ускорению процесса растворения. Кроме того
в этих условиях отсутствует слипание частиц БСН, что приводит к уве-
личению эффективной поверхности его растворения, на которой идет
зта реакция.
Таким образом, проведенные экспериментальные исследования сви-
детельствуют о том, что равномерное распределение тонкоизмельчен-
ных БСН в порошке корунда способствует более интенсивному ходу
процесса растворения
Влияние концентрации Na2 SiO3 и степени обвод
нения на клеящую способность вяжущего. Известно,
что упрочнение жидкостекольных композиционных смесей — следст-
вие одновременно протекающих процессов, приводящих к повышению
адгезионной и когезионной прочности. Одно из необходимых условий
при этом, как уже отмечалось, — хорошее смачивание связующим ве-
ществом (жидким стеклом) поверхности частиц заполнителя, т е
объемное омоноличивание системы.
Поскольку БСН в силикат-натриевой композиции в процессе об-
воднения представляет собой тоже водный раствор силикат-натрия
(жидкое стекло), то он омоноличивает систему путем склеивания
частиц заполнителя в местах их контактов (контактное омоноличи-
вание). Способ этот основывается на общих принципах склеивания
двух контактирующих поверхностей тонкими клеевыми прослойками
[24] Качество такого клеевого соединения зависит от двух условий.
Это адгезия клеевой композиции к поверхности склеиваемых частиц
и когезионная прочность самой клеевой прослойки. Прочность же и
долговечность контактной зоны и в целом изделия зависят от таких
физико-химических и технологических факторов как природа склеи-
ваемых частиц и состояние их поверхности, характер контакта клея-
щих композиций, возможность химического взаимодействия омоно-
личиваемых частиц с клеевой композицией в условиях изготовления
и эксплуатации изделия, площадь контакта, толщина клеевого шва,
температура и характер окружающей среды, цикличность изменения
этих ее параметров в процессе службы изделия.
В данном случае прочность связей во многом зависит от свойств
клеящего вещества - адгезива и его отношения к склеиваемому ма-
териалу. Химическое или физическое взаимодействие адгезива с твер-
дой поверхностью определяет характер деформаций и разрушения омо-
ноличенного материала и ряд других его свойств.
Следует подчеркнуть, что теории адгезии (адсорбционная, электри-
ческая. диффузионная и др.) не позволяют получить исчерпывающее
представление о сложном комплексе явлений, возникающих в процес-
се склеивания. Можно лишь считать определенно установленным что
образование прочного клеевого соединения невозможно без оптималь-
ного числа связей, независимо от их природы. Известно, что связи,
образующиеся при адгезии, включают ван-дер-ваальсовые силы; водо-
родные связи; комбинацию ионных и ковалентных связей, процессы
хемосорбции, физической адсорбции или их комбинацию, диффузию
одной в другую под влиянием тепла, давления, растворителя или их
комбинации
12
Общепризнано, что в большинстве случаев превалирующей является
адгезия, т е определяющее значение приобретает химическая природа
адгезива, находящегося в вязкопластическом состоянии, и твердой
поверхности. При получении материала с запанными свойствами адге-
зивы должны обеспечить смачиваемость поверхности зерен заполни-
теля. Это первая стадия адгезии. Ее можно охарактеризовать критиче-
ским поверхностным натяжением смачивания v . Полнота смачивания
клеевой композицией склеиваемых поверхностей зависит от соотно-
шения поверхностных натяжений на трех межфазных границах клей
воздух (i>K), твердая поверхность—воздух (1>п) и клей—твердая по-
верхность (е, п ) Клеевая композиция полностью смачивает мате-
риал при i>K > i?c. Вводя в клеевые композиции ПАВ, пластификаторы,
разбавители, наполнители и т п. можно регулировать смачиваемость
Следует отметить, что для жидкого стекла характерны высокие
адгезионные свойства по отношению к материалам, используемым
в огнеупорной промышленности. Клеящая способность у него в 3—5 раз
вьшв. чем у цементов. Поэтому и пЬлучают на его основе высококаче-
ственные жаростойкие бетоны, эксплуатируемые при температуре до
1600°С.
Одним из определяющих факторов как в адгезии клеевых компози-
ций к твердым телам, так и в формировании структуры поверхностно-
го слоя контакта во всех случаях является адсорбция, с которой начи-
нается формирование любого клеевого соединения. Происходит погло-
щение вецрства (адсорбанта) из клеевого раствора поверхностью твер-
дых тел (адсорбентами). В результате в поверхностном слое твердого
вещества увеличивается концентрация адсорбанта. Процесс этот, про-
исходящий под действием молекулярных сил, протекает активнее,
с увеличением удельной поверхности адсорбента. При определенных
условиях возможно и химические взаимодействие между адсорбентом
и адсорбантом, так называемая хемосорбция, усиливающая связь между
веществами.
На прочность клеевого соединения во многом влияет олщина кле-
евого слоя Оптимальная величина ее зависит от вида вещества и от
характера поверхности твердого тела. С увеличением толщины клеево-
го слоя нередко снижается его прочность из-за большего числа дефек-
тов структуры. На прочность клеевого соединения и, следовательно
на прочность получаемого материала существенно влияет и когезион-
ная прочность самой клеевой композиции, зависящая от сил межмо-
лекулярного сцепления в этой композиции
Таким образом процесс структурообразования в силикат-натриевом
композиционном вяжущем, равно как и в бетоне на его основе, зависит
от многих факторов; важнейшим из которых можно считать приоб-
ретение безводным силикатом-натрия (его тонкодисперсными части
цами) адгезионных свойств определяющих клеящую сг'собность
этого компонента и когезионную прочность клеевых контакюв, обес-
печивающих механическую прочность композиции. Поэтому изучение
влияния концентрации Na, S03~ и степени обводнения на клеящую спо-
собность силикат-натриевого вяжущего является необходимой задачей.
При этом можно ожидать более высокую клеящую способность вяжу-
щего на БСН, чем на жидком стекле в силу теоретических положений,
положенных в основу научной концепции данной работы
13
Таблица 1.4. Прочность (RH3r> МПа) образцов, склеенных связкой на БСН
Концентрация БСН Во до вяжущее отношение
г/см2 1 1 р 1 1 0,45 0,5 0,6 | 0,7 0,8 0.9J ..LJ 1,1 J 7....
0,05 • 2 0,85 0,90 1 1 д ] .4 2,2 2,4 2 1,9
0,14 5 0,90 0,95 1.1 1,15 1,6 2,4 2,6 2.2 2
0,2 7 0.95 1 1 25 1,35 1,65 2 7 3 2,5 2,2
0,28 10 0.95 1,2 1,25 1,35 2,3 2,8 2.4 2,1
0,43 15 0,95 i 1,2 1,35 1,35 2,2 2,8 2,4 2,1
Исследованию подвергались связки на Na:O 2,8SiO-, твердых
силикат-натриевых, , также жидкостекольных композициях состава
80 20, % по массе, шамот БСН (соответственно жидкое стекло) при
различной степени обводнения Удельная поверхность твердых компо-
нентов связки соответствовала 4000 см2/г
Клеящая способность связок определялась исходя из сопоставления
прочностных показателей () шамотных образцов балочек размера-
ми 11x6, 5x5,5 см, выпиленных из огнеупорного кирпича и попарно
склеенных между собой с вышеуказанными связками Клеящий состав
(связки) наносился на горцы склеиваемых образцов, предварительно
плотно притертых в сухом состоянии Затем образцы устанавливались
в вертикальном положении в сушильный шкаф Сушка проводилась
по режиму подъем температуры до 80°С и выдержка 3 ч, затем подъ
ем до 200°С и выдержка 3 ч. При этом концентрация связки в клеевом
шве изменялась от неполного его заполнения до толстого слоя Причем
концентрация жидкостекольной связки на БСН достигалась при одина-
ковом содержании Na SO , соответственно Образцы остывали в печи
до комнатной температуры, после чего подвергались испытанию на
изгиб Результаты испытаний приведены в табл 1.4 1.6.
Из анализа резул ьтагов влияния различной концентрации Na2 S1O,
и степени обводнения (В/В) на клеящую способность связок можно
сделать следуюпще выводы
Равнопрочные клеевые ншы получаются при концентрации БСН
в 2,5—3.5 раза мепьшг концентрации жидкого стекла (на 1007 силикат-
натрия) Высокая прочность клеевого шва и омоноличенной контакт
ной зоны достигается при расходе БСН 0,034—0,057 г на каждый см2
склеиваемой поверхности, а при использовании жидкого стекла — 0,14—
0,28 г/см2 (на 100% сикикат-натрия)
Такая существенная разница в концентрации клеящей основы ука-
зывает, что решающее влияние на прочность шва и зоны склеивания
оказывает не концентрация силиката натрия, а плотность клеящего
шва и адгезия к адгезиву Характерно, что образцы, омоноличенные
связкой на БСН и жидком стекле с р 1,5 г/см, разрушались по адге-
зиву Однако .акая п отность жидкого стекла не технологична, так
как гомогенизацию массы с такой связкой в промышленных условиях
реализовать невозможно Снижение плотности (а следовательно и вяз-
кости) до 1.3 14 г/см3 приводит к снижению прочности соответствен-
но на 10 и 30 при этом разрушение контактной зоны проходит по
шву, не задевая адгезив.
14
Таблица 1.5. Прочность (Кизг, МПа) образцов, склеенных связкой
на тонкомолотом шамоте и БСН
Концентрация БСН. г Водовяжущее отношение
0.75 -1--L 1,25 -L L 2
1 1,2 1,6 1,5 1,4 1,2
1,25 1,9 2,5 2,3 2 1,8
2 2,5 3,2 3,2 3 2,4
3 2,2 2,8 2.6 2,4 2,2
4 1,9 2,2 2,1 1,9 1,7
склеенных связкой
Таблица 1.6. Прочность (RH3r, МПА)образцов,
на тонкомолотом шамоте и жидком стекле
Концентрация жидкостекольной связки по со- держанию БСН. г Водовяжушее отношение
1,25 J 1’7 1 *’6J 4,1
2 1,2 1,1 0,95 0,25
5 3,2 3 2,3 0,6
10 3 2,8 2,2 0,55
15 2,7 2,5 1,7 0,5
20 1,5 1,3 1,4 0,45
Использование чистого БСН без наполнения требует повышенного
расхода связующего (0,14—0.2 г/см2) Вызвано это тем, что при малых
дозировках БСН (0,057 г/см2) в связи с неровностями контактных
поверхностей адгезива после проведения омоноличивания остаются
места не заполненные клеем, что естественно, снижает прочность склей-
ки. Поэтому роль наполнителя в композициях с БСН при малых расхо-
дах связующего велика, так как обеспечивает полное заполнение кон-
тактной зоны и создает ’’стесненные условия” для формирования омоно-
личиваюших новообразований.
Сопоставление клеящей способности силикатов натрия в бетонных
системах позволяет ввести понятие о коэффициенте использования —
Кисп- Этот коэффициент для БСН в 2,5—3,5 раза выше, чем для
жидкого стекла и увеличивается по параболической зависимости при
снижении плотности жидкого стекла
Влияние технологических факторов на вяжу
щие свойства силикат-натриевой композиции. По
нашему мнению, формирование структуры гонкоизмельченной силикат-
натриевой композиции зависит от вяжущих свойств силикат-натриевой
композиции при обводнении силикат-натриевого составляющего не-
посредственно в композиции и последующем упрочнении полученной
жидкостекольной композиции обезвоживанием, т.е. дегидратацией вод-
ного раствора силиката натрия при нагреве.
При изучении вяжущих свойств силикат-натриевой композиции
исследовалась зависимость прочности материалов от технологических
факторов- количества БСН в материале и его кремнеземистого модуля;
дисперсности и равномерности распределения; исходной влажности
15
Таблица 1.7. Влияние соотношении Naa’.SiO3 БСН на свойства
силикат-натриевого композиционного вяжущего
Кремнеземистый модуль БСН в композиции Прочность при сжатии, МПа О1иеупорность, °C
2,6 34,2 1500
2,7 32,4 1560
2,8 30 1600
2,9 29,4 1650
3 28,6 1700
3,3 27,2 1800
формовочных масс, вида тонкодисперсного твердого компонента;
его соотношения с БСН по массе; режима тепловой обработки. Резуль-
таты этих исследований позволят дать рекомендации по рациональным
технологическим приемам, обеспечивающим в наилучшей степени ис-
пользования свойства Na, SiO3
Как известно, растворимость БСН во многом зависит от его кремне-
земистого модуля, т. е. от соотношения SiO, : Na, О. Низкомодульные
БСН (кремнеземистый модуль не более 2) легко растворяются в воде,
но создают нестойкие по отношению к воне клеевые контакты. Кроме
того, высокое содержание в них щелочного компонента предопределяет
весьма невысокую огнеупорность материалов, изготовленных из них.
Наоборот, высокомодульные виды (кремнеземистый модуль более 3)
БСН характеризуются низкой растворимостью даже при высоких тем-
пературах и давлениях Однако в данном случае, когда растворение
БСН осуществляется непосредственно в силикат-натриевой компози-
ции, этот процесс происходит более интенсивно и, следовательно, по-
является возможность применения высокомодульного БСН.
В табл. 1.7 приведены показатели свойств силикат-натриевого вяжу-
щего, изготовленного из БСН (кремнеземистый модуль 2,6—3,3) и ми-
нерального наполнителя (корунда), взятых в соотношении 20 : 80,
% по массе, с S = 2500 см2 /г.
Огнеупорность вяжущего при увеличении модуля БСН от 2,6 до 3,3
повышается на 300°С при незначительном уменьшении его прочности.
Следовательно, целесообразно применение высокомодульного БСН
для изготовления жаростойких вяжущих.
Тем не менее в работе для дальнейших исследований будет исполь-
зован БСН (силикат-глыба) с кремнеземистым модулем 2,8—2,9, про-
изводство которого налажено нашей промышленностью
Существенное влияние на прочность силикат-натриевого компози-
ционного вяжущего оказывает процентное содержание в нем БСН.
На рис. 1.6 приведены результаты испытаний образцов размером
5x5x5 см, изготовленных из различных составов вяжущих и подверг-
нутых тепловой обработке по режиму: подъем температуры от 20 до
90°С 1,5 ч, выдержка при 90 ± 5°С — 2,5 ч, подъем температуры до
200°С 1 ч, выдержка 2 ч.
Кривые зависимости имеют при этом экстремальный характер. По
характеру левых восходящих ветвей можно сделать вывод о недостат-
ке силикат-глыбы в композиции, что делает невозможным создание
оптимального числа клеевых контактов. При 20—25%-м содержании
16
Рис. 1.6. Зависимость прочности вы-
сушенных образцов из силикат-нат-
риевых композиционных вяжущих
от содержания силикат-глыбы и ви-
да наполнителя
1 карбид-кремниевый; 2
муллитокорундовый; 3 корун-
довый; 4 - хромомагнезитовый;
5 - шамотный; б кварцитовый;
7 — динасовый
I
Na2 SiO3 в системе достигается максимум прочности. Существенно впи
яет на прочность образцов при этом плотность огнеупорного заполните-
ля- образцы с более высокой прочностью при одном и том же расходе
силикат-глыбы имеют более плотный заполнитель (кривые 1—3).
-j. На всех рассматриваемых кривых есть правые нисходящие ветви.
Они свидетельствуют о спаде прочности при дальнейшем увеличении в
системах содержания Na2SiO3 Это можно объяснить рядом причин и
'г' прежде всего тем, что обводненный и затем высушенный Na2 SiO3 го-
' раздо менее прочен, чем огнеупорный заполнитель Кроме того, на раст-
4 - ворение большего количества силиката натрия расходуется больше
воды. В итоге при получении вяжущего к тепловой обработке образцов
появляется большее количество гидратированного Na2 SiO3, в результате
чего при нагревании до 150—200°С образцы вспучивались, давая значи-
тельный прирост объема (до 20 % и более) Это объясняется объемным
омоноличиванием огнеупорных порошков обводненным Na2 Si03
Обезвоживание Naa SiO3 интенсивно протекает при 150- 200°С и
сопровождается вспучиванием материала, поскольку вязкость всей
композиции исключает возможность выхода паров воды, так как сво-
бодных проходов при объемном о монопичивании для них нет
При контактном омоноличивании огнеупорного порошка вспучи-
вания не было, так как пары воды через материал, не имеющий сплош-
ности, проходят свободно.
Следовательно, предельное содержание силикат-глыбы в компози-
ции 20—25 % в зависимости от вида заполнителя. При этом компо
зиционные вяжущие имеют довольно высокую прочность (20-40 МПа)
При таком содержании силикат-глыбы в вяжущем образуется оптималь-
ное число клеевых контактов. Если их будет еще больше система
превратится в объемно омоноличенную композицию, т е межзерновая
пористость почти полностью будет заполнена клеящим веществом.
Кроме того, повышение содержания силикат-глыбы нежелательно
и из-за большого количества образующейся при этом щелочи, которая
существенно снижает рабочую температуру бетона.
17
Рис. 1.7. Влияние тонкости помо-
ла и вида тонкомолотого огне-
упорного компонента на проч-
ность высушенных образцов из
силикат-натриевых композиций
1 на шамоте; 2 — на корунде
Дисперсность материалов, входящих в композицию, плотность и
характер поверхности зерен заполнителя (огнеупорного порошка)
также влияют на прочность силикат-натриевого вяжущего (рис. 1.7).
При использовании шамота, например, при одинаковом содержании
силикат-глыбы (20 %) прочность 20 МПа достигается при удельной
поверхности композиции 3000 см2/г, а при корунде удельная поверх-
ность может бьпь уменьшена до 2000 см2/г. Прочность композиции на
корунде примерно на 20—30 % выше, чем на шамоте. Здесь, видимо,
корунд, являясь абразивом, при помоле обусловливает более тонкое
измельчение силикат-глыбы, что благоприятно влияет на все последую-
щие технологические процессы и свойства материала. Поверхность
зерен корунда плотная и ровная, поэтому не требует излишка клеящего
вещгства Шамот же имеет значительно меньшую твердость Поэтому,
чтобы достичь той же степени измельчения силикат-глыбы, что и в пер-
вом случае, необходим более тонкий помол всей композиции. К тому же
при менее ровной и плотной поверхности заполнителя надежные контак-
ты образуются при большем расходе клеящего вещества.
Интенсивность растворения силикат-глыбы существенно зависит от
соотношения Na2SiO3 :Н20
Зависимость плотности и прочности образцов, изготовленных с ис-
пользованием в качестве огнеупорных добавок шамота и корунда, от
водовяжущего фактора приведена на рис 1.8 Анализ кривых, характер
которых подобен наблюдаемым в цементных растворах, показывает,
что композиции, в которых использованы более плотные заполнители с
зернами, имеющими меньше дефектов, требуют меньше воды затворе-
ния. чем вяжущие на пористых материалах.
Максимальной прочности вяжущего при равных условиях с учетом
смачивания огнеупорных порошков можно достичь при соотношении
Na3SiO3 .Н2О=1 0,9...0,8.
Оптимальное соотношение В/В на кривой для корундовой компо-
зиции несколько смещается влево Это объясняется уменьшением со-
держания воды, расходуемой на смачивание поверхности его зерен,
по сравнению с требуемой при более пористых зернах шамота.
Полученные результаты хорошо согласуются с ранее сделанными
выводами Они подтверждают положение, по которому с повышением
концентрации раствора едкой щелочи, образующейся при гидролизе
18
Рис. 1-8. Зависимость прочности
и средней плотности образцов из
силикат-натриевых композицион-
ных вяжущих, высушенных при
t = 200 °C, от водовяжущего
отношения
] 2 - с шамотным
огнеупорным компонентом; 3 —
р - 4 Ксж с корундовым
огнеупорным компонентом
ВОДП ППЖУЩЕЕ ОТНОШЕНИЕ
Рис. 1.9. Зависимость прочности образ-
цов из корунд-силикат-натриевых ком-
позиционных вяжущих, высушенных
при t = 200°С, от продолжительности
перемешивания после затворения водой
и способа подготовки сухой смеси
I - совместный помол компонентов;
2 - раздельный помол компонентов с
последующим сухим перемешиванием
в течение 5 мин
ПРОДОЛЖИТЕЛЬНОСТЬ СМЕШИВАНИЯ МИН
силикат-глыбы Na20 n SiO2 + m Н2О И 2NaOH + n SiO, (m - 1)Н2О,
увеличивается и растворимость SiO2 в нерастворенной части силикат-
глыбы.
Как уже отмечалось выше, необходимые условия структурообразо-
вания композиции равномерное распределение в ней частиц силиката
натрия, последующее обводнение его, хорошее смачивание поверхности
частиц минерала растворенным силикатом натрия и обезвоживанием
его путем термообработки. Равномерное распределение силикат-глыбы
в материале с наибольшим эффектом достигается при совместном сухом
помоле компонентов (рис. 1 9). Для помола можно использовать шаро-
вые одно-и двухсекционные мельницы.
Равномерное увлажнение композиции происходит при смешивании
в течение трех-четырехминутном перемешивании массы в лопастной
лабораторной мешалке (см. рис. 1.9)
На прочность затвердевшего силикат-натриевого вяжущего значитель-
ное влияние оказывают методы и режимы уплотнения (формования)
смесей (табл. 1.8).
При повышении степени уплотнения формовочных смесей за счет
улучив ния контактов между зернами заполнителя и силикат-глыбы
прочность образцов увеличивается
На растворение и последующее обезвоживание системы оказывает
значительное влияние тепловая обработка. Для исследования этого
влияния сформованные вибрированием с пригрузом образцы по-
19
Таблица 1.8. Зависимость прочности высушенных образцов, изготовленных
из корундо-силикат-натрневой композиции, от методов и режимов формо-
вания
Режим формования Метод формования | Ксж,МПа
I Вибрирование 27,8 30,6 28,3
II Вибрирование с пригрузом 34,3 36,6 33,6
ш Прессование (одноступенчатое в пресс- форме) 46 48,5 47
ТУ Прессование (двухступенчатое в пресс- форме) 52,1 54,4 53,8
Примечание Параметры режимов I частота вибрации 50 Гц, амплиту-
да колебаний вибратора 2 мм, время вибрирования 60 с; II соответственно
50 Гц; 2 мм; 60 с при давлении пригруза 0,012 МПа; III - давление пригруза
0,5 МПа; ТУ давление пригруза двухступенчатое 0,24 МПа и 0,5 МПа.
мешали для тепловой обработки в лабораторный сушильный шкаф и
нагревали по режиму повышение температуры от 20 до 90°С 1 ч,
выдержка при 90 ± 5°С 2 ч. подъем температуры до 180°С — 1 ч,
выдержка 2 ч. Затем шкаф отключали и образцы охлаждались. Цель
такой обработки - обеспечить дальнейшее растворение зерен силикат-
глыбы и улучшить за счет этого клеевые контакты. Наиболее интенсив-
ное безавтоклавное растворение силикат-глыбы с кремнеземистым
модулем в пределах 2,6—2,8 происходило при 90—95°C. При подъеме
же температуры до 180—200°С дбстигается почти полное обезвожива-
ние системы. Следовательно, клеевые контакты упрочняются главным
образом вследствие резкого повышения когезионной прочности сили
ката натрия.
Результаты проверки эффективности других режимов тепловой
обработки (табл. Г.9) подтвердили приведенные выше выводы.
В результате сокращения изотермической выдержки при 90иС (ре-
жим II) существенно снижается прочность образцов. Частицы сили-
кат-глыбы не успевают раствориться в достаточной степени и следо-
вательно число клеевых контактов невелико. Тепловая обработка
в целом способствует увеличению числа этих контактов, а затем их
упрочению за счет обезвоживания системы
В данных опытах испытывались образцы-близнецы из вяжущего
одинаковых составов с соотношением Al 2°3 Na 2SIO3 = 85; 15
(масс, ч., %),В1В при этом составляли 0,18 для вибрированных об-
разцов и 0,12 для образцов, изготовленных прессованием. Как видно,
данные, приведенные в табл. 3.7., свидетельствуют о том, как велики
возможности регулирования прочности материалов.
Исследования показали, что прочные клеевые контакты в силикат-
натриевой композиции могут быть созданы при следующих основных
условиях равномерном распределении тонкоизмельченных частиц
силикат-глыбы в порошке минерального составляющего, обводне-
20
Таблица 1.9. Влияние тепловой обработки на прочность образцов
нэ корунд-силикат-натриевой композиции
Режим сушки Еи^-МПа 1 Ксж’МПа
I 19 30,1
17,3 27,9
17,6 28,3
11,2 24
II 10.9 22,8
11 23,1
9,3 18,1
14 9 19,3
8,7 17.8
Примечание Т режим подъем температуры до 90°С -1ч, выдержка -
2 ч, подъем до 180°С -1ч, выдержка 2 ч, охлаждение в шкафу; И режим
подъем температуры до 90°С 1 ч, выдержка - 0,5 ч, подъем до 180°С 1ч, вы-
держка 2 ч, охлаждение в шкафу, III режим подъем температуры до 180°С
2,5 ч, выдержка 2 ч, охлаждение в шкафу.
нии этих частиц для образования тончайших клеевых пленок на их
поверхности, уплотнении при формовании образцов, тепловой обра-
боткой с обезвоживанием и твердением системы.
1.2. ТЕОРЕТИЧЕСКИЕ И ЭКСПЕРИМЕНТАЛЬНЫЕ ОСНОВЫ
ОМОНОЛИЧИВАНИЯ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
БЕЗВОДНЫМИ СВЯЗУЮЩИМИ
В условиях полифракпионных композиций, обязательных для полу-
чения плотных материалов, при использовании жидкостных свя-
зок омоноличивание возможно только при создании на поверхности
всех зерен сплошной или сетчатой пленки связующего. Так как
создание сетчатой пленки технологически невыполнимо, то формиру-
ется сплошная пленка связующего и соответствующая ей слитная
структура бетона. Из фундаментальной теории поверхностей и кле-
ев следует, что с увеличением толщины шва его прочность в силу по-
ниженной когезионной связи падает-. Современная технология мате-
риалов на жидкостных связующих предусматривает введение отвер-
дителей. Поэтому формирование новообразований происходит пример-
но с одинаковой скоростью во всем объеме прослойки, что исключает
эпитаксиальный характер формирования клеящего шва. В таких
условиях, да еще при повышенной толщине в прослойке должен чет-
ко прослеживаться средний (промежуточный) слой, прочность которо-
го определяется когезионными явлениями.
Для жаростойких бетонов на жидком стекле характерен еще ряд
дополнительных факторов, осложняющих получение прочных связую-
щих прослоек. Главный из них связан с большим содержанием воды
в составе связующего 55 — 70 %. Удаление влаги происходит в сфор-
мировавшемся каркасе бетона, в котором, хотя определенные дефор-
мации усадки возможны и даже имеют место, однако полностью
21
усадка (пропорциональная объему удаленной влаги) реализоваться
не может, а та, что происходит, — неоднородна по объему материала.
В результате таких задержанных усадок формируется пористая про-
слойка связующего, находящаяся в напряженном состоянии. Кроме
того, как показали электронно-микроскопические исследования
М.М. Сычева [68], из жидкостекольных композиций при введении от-
вердителей выделяются аморфные частицы шарообразной формы.
Твердение идет за счет слипания этих частиц, однако при этом захва-
тывается значительное количество дисперсной среды и формирующиеся
пленки получаются рыхлыми. При механических или термических
напряжениях в таких клеевых швах, отличающихся повышенной де-
фектностью, активно зарождаются и развиваются трещины, что и
предопределяет повышенную хрупкость и пониженную прочность и
термостойкость бетонов на жидкостных связующих.
Принципиально в других условиях происходит формирование клея-
щей пленки и омоноличивание материала на безводных связующих,
склеивание которыми протекает при последовательном ходе процессов
гидратации, растворения и отвердения системы "БСН — полярный
растворитель”. Эти отличия можно сгруппировать в три основные по-
зиции.
Позиция первая. Известно, что в традиционных материалах — бетонах
на жидком стекле расход последнего определяется, в первую очередь,
технологическими факторами: приготовлением бетонной смеси и ее
уплотнением На первый план выдвигается проблема достижения одно-
родности и распределения жидкого стекла в массе, обеспечивающей
омоноличивание всех частиц (зерен) массы между собой при твердении.
В результате каждое зерно бетона обволакивается пленкой жидкого
стекла, что также делает массу подвижной и удобоукладываемой. В
этих условиях имеет место объемное омоноличивание бетона. Дости
жение однородности распределения связующего, представленного жид-
кой фазой, возможно лишь при больших его дозировках. Проблема
осложняется высокой вязкостью связующего. Чем выше вязкость
жидкости, тем сложнее ее гомогенизация в массе, тем более толстый
слой жидкости формируется на каждом зерне, тем больше нужно свя-
зующего для получения технически однородной смеси. Известно мно-
жество способов снижения вязкости жидкостей, но к сожалению, дня
растворимого стекла, как клеящей композиции, нет альтернативного
решения Наиболее действенный и простой способ снижения вязкости
разбавление водой - неприемлем, ибо это должно привести к резкому
падению плотности и прочности клеящей прослойки, которая даже в
условиях высокой вязкости (высокой плотности раствора) после от-
вердевания не имеет высокой прочности (2 5 МПа по данным А.П. Та-
расовой) . Поэтому в жаростойких бетона^ на жидком стекле расход
последнего составляет 300—400 кг/м3.
Проведенные исследования показали (табл. 10), что при дозировке
жидкого стекла с модулем 2,8, плотностью 1,36 г/см3 в бетоне соста-
ва молотый шпак (отвердитель) 120, тонкбмолотый шамот-400,
мелкий шамотный заполнитель — 550 и крупный шамотный заполни-
тель - 700 кг/м3, достижение удовлетворительной однородности воз-
22
Таблица 1.10. Однородность по Na, SiO3 жаростойкого бетона на жидком
стекле
Расход жидкого стекла, кг/м-> Концентрация Na2 S1O3 , г» в 100 г смеси Коэффици- ент вариа- ции
средняя минимальная максималь- ная
245 6,03 2,92 8,65 42
260 6,42 3,17 8,8 29
275 6,88 3,96 8,23 21
290 7,32 4,52 8.31 19
205 7,74 5,87 8,47 18
Таблица 1.11. Однородность no Na, SiO, жаростойкого бетона на БСН
Способ приготов- ления Расход БСН, % по массе смеси Концентрация Na2 SiO3, г, в 100 г смеси Коэффици- ент ва риа- ции
средняя минималь- ная макси- мальная
Раздельный 1,5 1,42 1,22 1,96 7,8
3 2,96 2,75 3,4 7,6
4,5 4,58 4,33 5 7,9
Совместный 1,5 1,48 1,31 1,84 4,2
помол 3 3,01 2,82 3,19 3,9
4,5 4,51 4,38 4,88 4,2
можно лишь при дозировке жидкого стекла не менее 275—290 кг/м3.
Необходимо отметить, что полученное количество жидкостного свя-
зующего, как показывают теоретические расчеты, можно считать мини-
мальным. Подтверждается это следующими выкладками. Усредненная
дисперсность композиции такого состава равна 75—95 тыс м2/м3. По
данным М.Г. Элбакидзе [78], толщина пленочной воды на поверхности
мелкозернистых материалов плотной структуры составляет не менее
4 мкм. В этом случае расход жидкости затворения должен составлять
не менее 300—350 кг/м3, а с учетом более толстых пленок в случае
применения таких вязких жидкостей, как жидкое стекло, расход жидко-
стной связки увеличится до 400 кг/м3 и более.
Процесс гомогенизации смеси и картина конечного распределения
Na, SiO, в бетоне принципиально меняется при замене жидкого стекла
на БСН. В этом случае в зернистой композиции распределяется сухой
компонент. Для таких систем даже при использовании бетоносмесите-
лей свободного падения коэффициент вариации может быть понижен
До 7—9, а в смесителях принудительного действия до 4—6
Исследовалась однородность жаростойкого бетона такого же состава,
как на жидком стекле, на БСН, приготовленном совместным помолом
связки (БСН-20 и наполнитель 80% масс, ч.) и при раздельном помоле
компонентов связки (табл. 1.11).
В результате этих исследований выявлен высокий уровень однород
ности смеси независимо от концентрации БСН в композиции.
Таким образом,количество силиката натрия, вводимого в жаростой-
кий бетон, в этом случае будет определяться не технологическими па-
раметрами производства, а только фактором склеивания (омоноли-
чивания) для достижения заданных значений первоначальной (техно-
логической) прочности и эксплуатационной несущей способности ма-
териала Такой подход к оптимизации концентрации силиката натрия
в материале открывает реальные возможности существенного снижения
содержания омоноличивающего компонента. Последнее очень важно в
жаростойком бетоне, так как жидкое стекло всегда является сильным
плавнем, существенно снижающим огнеупорные свойства материалов
(по данным АЛ. Тарасовой на 200 300°С для алюминатных и алюмо-
силикатных систем). Поэтому любое снижение клеящего силиката
натрия в составе жаростойкого бетона является важнейшей предпо-
сылкой повышения его огнеупорных свойств.
Позиция вторая. Высокая прочность связки в контактной
зоне Условия формирования омоноличивающих новообразований в
контактной зоне из безводных силикатов натрия принципиально отли-
чаются от образования связующей пленки из жидкого стекла. Связка
из безводного силиката натрия должна характеризоваться высокой
плотностью, что предопределяет повышенную прочность контактной
зоны и бетона в целом. Связано это со следующим.
Во-первых, формирование клеящих новообразований происходит
в стесненных условиях. Бетонная смесь на безводном силикате натрия
приготавливается с очень малым количеством воды затворения. Это
обеспечивает плотную упаковку и тесный контакт зерен БСН и огнеупор-
ного компонента в изделиях в условиях, когда Т/Ж > 1. При нагрева-
нии происходит гидратация и растворение БСН, сопровождающееся
увеличением объема связующего Высокая вязкость продуктов гидра
тации и растворения БСН приводит к тому, что образующийся раствор
остается в зоне контакта и формирование новообразований протекает
в "стесненных условиях”. В этом случае дисперсная фаза сближена до
расстояния, при котором возможны сильное взаимодействие и образо-
вание контактов на агрегативном уровне различной природы. Такие
условия формирования связки всегда способствуют повышенной ад-
гезии клея к адгезиву и высокой когезии клеящего слоя
Таким образом, высокое начальное значение Т/Ж, химическое свя-
зывание воды затворения и увеличения объема продуктов гидратации
и растворения должны создавать "стесненные условия”, предопреде-
ляющие ПОВЫПЕННуЮ плотность и прочность клеящей связки
Во-вторых, в адсорбционном слое на поверхности заполнителя долж-
на наблюдаться ориентация гидратированных комплексов БСН В ре-
зультате выстраивается ориентированная цепочка гидратированных
молекул и ионов силиката натрия, связанная довольно сильным взаимо-
действием; в результате при выделении фазы в последующем омоноли-
чивании происходит ориентированная полимеризация силикат иона.
Сразу после гидратации через раствор или твердую фазу в гидролиз
по первой ступени
Slot Н,0 * HS1O, ОН-
наступает конденсация
24
HSiO3 + HSiO3 = Si20j
и затем снова гидролиз иона
+ Н20
О
I
О - Si - О
О
I
О -S1 о
по первой ступени и последующая его конденсация по активной группе
ОН"; образуется четырехкремниевый анион Si4Oj , имеющий ли-
нейное строение и т. д. Эти процессы поликонденсации ионов ортокрем-
ниевой кислоты должны приводить к преимущественному образованию
ленточных ионов и ионов в виде сеток, в то время как ионы метакрем-
ниевой кислоты обеспечивают преимущественное образование цепоч-
ных ионов [6]. Однако диффузионные явления в системе препятствуют
такой ориентации - диффузионные потоки "’размывают” ориентирован
ные цепочки. Именно такое явление является превалирующим в ма-
териалах на жидком стекле. Высокая вязкость продуктов гидратации и
растворения БСН препятствует дезориентации цепочек и ослабляет
эффект броуновского разупорядочивания.
В-третьих, образованию плотной пленки связки способствует высокая
степень пересыщения растворной фазы. Наличие постоянного большого
пересыщения является принципиальной отличительной чертой процесса
формирования пленки связки в системах на БСН. Причиной пересыще-
ния являются связывание твердой фазой и падение диэлектрической
проницаемости воды с началом активного растворения БСН. Избыток
безводного силиката натрия по отношению к воде обеспечивает непре-
рывный подвод в раствор силиката натрия, одновременно происходит
связывание воды в новообразования (гидратированный Na2 SiO3),
в результате система пересыщается, кроме того, тонкая прослойка воды
между зернами БСН и заполнителем в основном своем объеме может
быть отнесена к связанной. Она как бы состоит из двух пленок, одна
из которых адсорбирована на поверхности БСН, а другая — на поверх-
ности заполнителя Известно, что связанная вода имеет пониженную
диэлектрическую проницаемость, а с понижением падает растворяющая
способность воды. Поэтому при диффузии силиката натрия в прилегаю-
щий к заполнителю слой воды происходит мгновенное пересыщение
раствора и выделение продукта гидратации на подложке (поверхности
заполнителя"). Важно отметить, что в условиях высокого пересыщения
всегда формируется плотная структура выделяющихся новообразо-
ваний
В-четвертых, в условиях омоноличивания БСН можно ожидать эпи-
таксиального характера формирования омоноличивающей пленки свя-
зующего. Связано это с тем, что начало выделения новообразований
будет происходить в первую очередь на поверхности зерен заполнителя,
1- е. подложке. Это следует из приведенных выше положений. Уже при
зарождении новой фазы она окажется связанной сильными и слабыми
взаимодействиями, в том числе и ионными, с поверхностью заполнителя
и между собой. Кроме того, сродство структуры, а в ряде случаев и хи-
мического состава системы (например для алюмосиликатного запол-
нителя) предопределяет предпочтительную направленность эпитакси-
ального наращивания зерен наполнителя в процессе омоноличивания
25
бетона на БСН. Более того, как это показано в работах Л.С. Палатни-
ка, И И Папирова и М.М. Сычева [68], возможно формирование тонкой
клеящей пленки по эпитаксиальной схеме даже в условиях отсутствия
структурного соответствия между продуктами твердения и наполните-
лем при соблюдении отмеченных ранее условий выделения в системе
фазы новообразований. Таким образом, получению плотных пленок и
большой прочности клеящего шва должны способствовать элементы
гетероэпитаксиального сращивания зерен заполнителя продуктами
гидратации БСН
В-пятых, можно ожидать, что при взаимодействии БСН с водой будет
иметь место избирательное инконгруэнтное растворение Естественно,
в начале происходит гидратация катиона Na. Последний будет сорбиро-
ваться на поверхности заполнителя и активизировать его. Особенно
значительная активизация будет наблюдаться для алюмосиликатных
заполнителей. В результате должно возрасти адгезионное взаимодей-
ствие клеящей связки с заполнителем и формирование длинных и проч-
ных цепей кремниевого полимера типа Si — О Si, т е. сильных поли-
конденсационных явлений.
Позиция третья. В условиях смешивания и формования изделий
из бетона на основе сухого связующего (БСН) должна формироваться
специфическая пространственная структура, отличная от структуры
бетона на традиционном связующем. Принципиально возможно и ве-
роятно формирование двух видов структур. Первая частицы БСН
равномерно распределены по поверхности зерен заполнителя; при
уплотнении частицы входят в контакт и при твердении образуют омо-
ноличенную пространственную структуру. Вторая частицы сосредото-
чены только в межузлиях; в процессе перемешивания и уплотнения
формируется плотная пространственная упаковка зерен, при которой
частицы БСН заполняют межузлиях, соответствующие их размерам,
без раздвижки зерен
Анализ вероятности формирования каждого Из этих видов структур,
в основу которого положены некоторые фактические данные приведен-
ных экспериментальных исследований жаростойкого бетона на БСН,
позволяет отметить следующее.
Вероятность равномерного распределения частиц БСН по поверхно-
сти зерен заполнителя (здесь и далее под ним понимается крупная,
мелкая и тонкодисперсная фракция, т. е. каркасообразующий компо-
нент бетона) можно определить из аналитических выкладок по соот-
ношению поверхностей компонентов и физических условий приготовле-
ния бетона. В мелкозернистом жаростойком бетоне с максимальными
размерами зерен 2,5—5 мм и 40 % тонкодисперсной фракции общая
поверхность огнеупорного заполнителя, расходуемого на 1 м3 бетона,
составляет, как показывает расчет, 120-145 тыс. м2. Общая поверхность
связующего в виде тонкодисперсного безводного силиката натрия,
размолотого до удельной поверхности 3200 см2/г, при расходе 60 кг/м3
равна 19,2 тыс. м2 При посадке зерна БСН на заполнитель в перекры-
тии поверхности заполнителя участвуют только частицы БСН макси-
мального сечения Подсчитав по формуле d = 6/S₽ усредненный размер
частиц БСН, а затем массу единичной усредненной частицы и их число,
найдем общую площадь максимальных сечений всех частиц БСН - она
составляет всего менее 5 тыс. м2 Таким образом частицы БСН способ-
ны перекрыть только 3—4 % поверхности огнеупорного каркасообра-
26
эуюцрго компонента и гипотеза о сплошном покрытии поверхности
заполнителя «истицами БСН оказывается недействительной Возможно
случайное распределение БСН на заполнителе. Проанализируем и этот
случай.
При дисперсности БСН около 3200 см2/г и массе 60 кг/м‘ число
частиц в 1 м3 бетонной смеси составляет 9,8 10'3 шт. В бетоне соста-
ва шамот фракций 5-2,5 мм — 40, 2,5 -0.63 мм 17.5, 0 14 мм 12,
тонкомолотый шамот S = 1800 см2/г — 27 масс ч., число частиц
заполнителя 1,6 1014 штиТаким образом, число частиц БСН примерно
равно числу зерен заполнителя, т. е. выдерживается соотношение I 1,6.
При таком соотношении числа частиц связующего и каркасообразую-
щего материала омоноличивапие системы даже в условиях идеальной
пространственной ориентации частиц неосуществимо (с учетом наличия
пустот в межузлиях) Следовательно рабочим должен оказаться второй
гипотетический вид структуры.
В материаловедении считается общепризнанным стремление любой
зернистой системы к наиболее уплотненной упаковке частиц, так как
это соответствует наиболее устойчивому ее состоянию - состоянию
с наименьшей потенциальной энергией. Такому состоянию соответст-
вует упаковка, при которой между крупными зернами (диаметром D)
располагаются в пустотах межузлия зерна меньшего размера диаметр
которых должен быть равен 0,41 D при кубической упаковке или
0,155 D при гексагональной или наиплотнейшей гранецентрированной
кубической укладке В пустотах между зернами размером D и 0,155 D
расположены частицы следующих расчетных размеров 0,06225 D и
т д. Во всех случаях заполнение пустот зернами следующего размера
происходит без раздвижки каркаса из зерен большего размера. При
внедрении в каркас каждой следующей фракции зерен общая пустот-
ность системы снижается от 25,95 % при одномерной плотной гексаго-
нальной упаковке до 18,8 % при четырехмерной плотной упаковке
Дальнейшее внедрение в решетку пятой и последующей фракции зерен
затруднено в связи со сложностью получения зерен с выдержанными
размерами в каждой фракции и трудностью реализации самопроиз-
вольной плотной упаковки частиц пяти и более фракций. Таким образом
даже в условиях четырехфракционного плотного заполнения каркаса
пустотность системы составит 19—20 % и эта пустотность в условиях
традиционного сплошного (объемного) омоноличивания, характерного
для жаростойких бетонов на жидкостных связках, должна быть запол-
нена связующим. Надо отметить, что рассмотренная схема объемного
омоноличивания не включает прослойки связки в контактных зонах,
(по линиям, связывающим геометрические центры зерен), а предус-
матривает линь полное заполнение пустот межузлия. Но на долю БСН
в жаростойком бетоне анализируемого состава приходится только
2 -3 % объема, т. е. может быть заполнена даже в условиях гидратации
БСН и увеличения при этом его объема всего 4—5 % пустоты Таким
образом и такая схема структуры бетона с БСН не реальна.
Технология приготовления тонкодисперсного БСН предусматривает
сухой совместный помол безводного силиката натрия с частью огне-
упорного заполнителя. В процессе такого помола всегда, а у материалов
с различной абразивностью и структурой особенно, образуются конгло-
мераты. включающие зерна обоих компонентов Экспериментальные
микроскопические исследования продуктов совместного помола БСН
27
Рис. 1.10. Схема упаковки частиц
БСН н зерен огнеупорного запол-
нителя в конгломерате связую-
щего
1 частица БСН (ядро конгло-
мерата); 2 - зерна заполнителя;
3 частицы БСН (наружный слой
конгломерата)
и огнеупорного заполнителя с использованием поверхностно-активных
сред показали явно выраженную слоистость таких конгломератов.
Конгломерат имеет ядро из относительно большой частицы БСН разме-
ром 11—14 мкм, вокруг которой в координации 5—9 расположены зер-
на заполнителя размером 16—19 мкм. На поверхности первичного конг-
ломерата достаточно хаотично расположены мелкие частицы БСН раз-
мером 5—9 мкм (рис. 1.10). Один конгломерат включает как правило
одну редко две частицы БСН размером 11-14 мкм, и 6—8 частиц более
мелкого размера Общий размер конгломератов от 45 до 80 мкм;
наибольший размер соответствует в основном двухрядовому конгло-
мерату, содержащему две больших частицы БСН. В описанных конгло-
мератах при соотношении числа частиц БСН и огнеупорного заполнителя
I 1 формируется зерно, наружная поверхность которого покрыта
частицами связки, что позволяет рассматривать весь конгломерат как
зерно связующее. При заполнении каркаса плотной упаковки в мелко-
зернистом жаростойком бетоне зерна четвертой фракции должны иметь
расчетный размер от 0,43 до 0,076 мм в зависимости от вида решетки и
диаметра наибольпей фракции заполнителя, т. е. реальные конгломераты
связки укладываются в размеры четвертой фракции решетки. В этом
случае при гидратации возможны два варианта омоноличивания каркаса
единичной частицей связующего (рис. 1.11). Частица омоноличивает
зерна всех фракций огнеупорного заполнителя (частица 1 контактирует с
зернами фракции А, Б и В, а также с зернами, входящими в конгломе-
рат) таких частиц в бетоне 66 % общего числа и частица связки
омоноличивает две фракции огнеупорного заполнителя (частица 2)
Таких частиц в бетоне 34 %. В пространственном каркасе картина кон
тактирования частиц связующего с заполнителем усложняется, но всегда
в контакте с частицей БСН находится не менее трех-четырех зерен запол-
нителя двух и более фракций (размеров).
В процессе гидратации и постепенного растворения жидкая фаза
связующего заполняет в первую очередь устье контактной зоны сопри-
касающихся зерен, обеспечивая тем самым формирование тонких и
прочных клеевых швов (рис 1.12). Эти швы оказываются армирован-
28
Рис, 1.11- Схема плотной гексаго-
нальной упаковки конгломератов
жаростойкого бетона на БСН
д Б. В огнеупорный заполни-
тель соответственно крупной, мел-
кой и тонкодисперсной фракции;
у конгломераты связующего,
контактирующие с заполнителем
трех фракций; 2 - конгломераты,
контактирующие г заполнителем
двух фракций
Рис. 1.12. Схема зоны омоноличи-
вання каркасообразующих зерен ог-
неупорного заполнителя после гидра-
тации БСН
А, Б, В огнеупорный заполнитель
трех фракций; 1 — пора, образовав-
шейся после шдратации и раство-
рения БСН в конгломерате свя-
зующего; 2 — локальные зоны кон-
тактного омоноличивания
ными гонкодисперсными частицами огнеупорного заполнителя, которые
выносятся из конгломерата вместе с жидкой фазой связующего в устье
контактирующих зерен
Характерной особенностью такой структуры является локальность
контактных омоноличивающих швов, отсутствие сплошного шва. Такая
схема омоноличивания,с одной стороны,обеспечивает высокую проч-
ность структуры при напряжениях сжатия и растяжения, а с другой
стороны,локализует распространение трещины, что с современной пози-
ции прочности должно гарантировать сохранение прочностных свойств
материала в условиях цикличных нагрузок. Последнее очень важно для
Жаростойких бетонов, работающих в условиях циклических теплосмеп
В обычных бетонах с объе,мно-омоноличенной структурой при интенсив
Hbix температурных сменах происходит развитие микротрещин и других
дефектов, которые или сливаются в магистральные разрушающие мате-
риал микротрещины,или образуют сеть трещин. При описанной контакт-
ноомоноличенной структуре будет происходить торможение трещины.
а ее развитие локализовано в небольшом объеме, что должно обеспечи-
29
вать повышенную стойкость жаростойкого бетона на БСН к цикличе-
ским теплосменам.
Обобщив приведенные теоретические положения и эксперименталь-
ные исследования омоноличивания материалов безводными связую-
щими можно отметить следующее.
Использование в качестве связки сухого зернистого медленногидра-
тирующзгб материала позволяет добиться высокой степени гомогениза-
ции его в смеси даже при низкой дозировке его в составе массы. Кон-
центрация связующего компонента в этом случае определяется не усло-
виями гомогенизации и уплотнения смеси, т е. не технологическими,
а только факторами эксплуатационной стойкости. Это открывает воз-
можность значительного снижения концентрации силиката натрия в
массе, и как следствие, снижение в бетоне содержания плавней, что в
конечном счете должно привести к повышению огнеупорности бетона
на БСН и значительному улучшению его термомеханических свойств
Гидратация, растворение, твердение связки на основе БСН растянуто
во времени и происходит в условиях сформированного пространствен-
ного каркаса из зерен заполнителя — каркасообразователя. Поэтому
формирование клеящих новообразований происходит в ’’стесненных
условиях” из сильно пересыщенной жидкой фазы с превалированием
избирательного инкоцгруэнтного растворения с ориентацией новообра-
зований в пространстве и относительно поверхности огнеупорного
заполнителя В результате должны формироваться тонкие высокопроч-
ные швы, обеспечивающие повышенную прочность материала при низкой
концентрации связующего.
В жаростойких бетонах на БСН обеспечивается плотная упаковка
зернистых составляющих с контактным омоноличиванием частицами
гидратированного БСН, зерна тонкодисперсных БСН и огнеупорного
заполнителя формируются в конгломераты, наружный слой которых
состоит из мелких частиц силиката натрия. Эти конгломераты и обеспе-
чивают контактное омоноличивание бетона, при котором создаются
локализованные в пространстве межзерновые клеящие швы Такая
специфическая структура омоноличивания позволит при малом расхо-
де связующего достигать удовлетворительной прочности при сжатии и
растяжении, сохранять ;»гу прочность при повышенной температуре и,
что очень важно, обеспечивать высокую трещиностойкость изделий
при циклическом нагревании охлаждении (термостойкость) и хоро-
шие термо механические показатели.
ГЛАВА 2. СЫРЬЕВЫЕ МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ
СИЛИКАТ-НАТРИЕВЫХ композиционных вяжущих
и СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ на ИХ ОСНОВЕ
2.1. БЕЗВОДНЫЕ СИЛИКАТЫ НАТРИЯ
Основным цементирующим компонентом силикат-натриевых ком-
позиционных вяжущих и материалов на их основе является безвод-
ный силикат натрия, представляющий собой тонкодисперсный поро-
шок состоящий из смеси щелочных силикатов переменного состава
Na2 О - mSiO2
Растворимые щелочные силикаты в настоящее время находят широ-
кое применение в самых различных отраслях народного хозяйства в том
числе и для производства строительных материалов
Сейчас применяются разнообразные растворимые силикаты (в виде
жидкости, кристаллического вещества, твердого порошка и массив-
ного вещества), отличающиеся видом щелочи, молярным отношением,
содержанием воды и др Из большого разнообразия растворимых сили-
катов наиболее изучены в теоретическом плане силикаты натрия
(2Na2O SiO2; Na20 SiO2; Na2O-2SiO2, Na2O 3SiO2).
Их производят в виде силикат-глыбы или гранулята, получаемого
сплавлением пихты из-кварцевого песка и карбоната щелочи при тем-
пературе 1400°С с последующи м охлаждением до стеклообразного
состояния, а также жидкого стекла, образующегося при растворении
кремнезема различной формы в едкой щелочи.
В производстве строительных материалов силикаты натрия приме
няются в основном как вяжущее в виде жидкого стекла. Натриевое жид-
кое стекло нироко используется для производства кислотоупорных,
керамических, теплоизоляционных, жаростойких и других материалов,
изделии и конструкций самого различного назначения
Такой большой диапазон применения жидкого стекла объясняется
его коллоидной природой Разнообразные химические свойства жидко-
ю стекла проявляются при взаимодействии со многими веществами.
При этом образуются новые вещества, представляющие как практи-
ческий. так и теоретический интерес Известно, что материалов, не реаги-
рующих с жидким стеклом, меньше, чем вступающих с ним в химиче-
ское взаимодействие или оказывающих физико-химическое или даже
просто физическое воздействие на него
В последние годы в технической литературе все чаще появляются
сведения об использовании твердого силиката натрия полуфабриката
жидкого стекла для получения различных строительных материалов и,
в частности, жаростойких бетонов
Еще в 1927 г. была опубликована работа Грюна, в которой исследова-
лось влияние добавки порошкообразного растворимого стекла, полу-
ченного перемалыванием остатков растворимого стекла после выпа-
ривания, на прочность цементного раствора и указывалось, что 5 % та-
кой добавки неблагоприятно сказывается на прочности образца. Было
замечено, что добавление такого же количества песка в цемент даст
лучшие результаты. Изучалось также влияние добавки силиката натрия
на химическую стойкость цемента, однако определенных выводов сде-
31
лано не было. Добавление к цементному клинкеру малых количеств
силиката натрия замедляет схватывание цемента, большие же добавки
ускоряют его. Не так давно сообщалось о положительном воздействии
добавок порошкообразного силиката натрия на свойства пропаривае-
мого бетона. При этом добавка силиката натрия рассматривалась как
ускоритель твердения пропариваемого бетона. Указывалось, что из-за
незначительной растворимости в воде при комнатной температуре по-
рошкообразного силиката натрия (ПСН) добавка его в бетон не будет
влиять на условия гидратации цемента в период изготовления бетонных
изделий Следовательно, бетонная смесь будет иметь нормальные сроки
твердения. Но добавка ПСН будет активно влиять на скорость твердения
и формирование структуры бетона при пропаривании с температурой
80 -90°С Известно, что тонкоизмельченный силикат-натриг в таких
условиях будет усиленно гидратироваться с образованием водораство-
римого силиката общего состава Na, О mSiO2 пН2 О, который в даль-
нейшем будет реагировать с Са(ОН)2, выделяющимся при твердении
цемента Na2O nSiO2 пН2О+хСа(ОН)2 =2NaOH + (m l)SiO2 nH2O +
+ (х 1)Н20 + хСаО • S1O2 По этой схеме будут образовываться низко-
основные силикаты кальция, которые и ускорят твердение бетона
Применяется также порошкообразная добавка силиката натрия
в жароупорный раствор на основе глиноземистого цемента, предназна-
ченный для крепления скважин. Предложена сырьевая смесь для изго-
товления стенового строительного материала, состоящего из 9—11% по
массе молотой силикат-глыбы и 89—91 % по массе вулканиче-
ского шпака [1J
При взаимодействии силикат-глыбы с водой образуются коллоид-
ные пленки кремне кислоты, обладающие вяжущими свойствами. Та-
кой вывод был сделан А В Нехорошевым на основании работ академи-
ка И В. Гребенщикова, исследовавшего в свое время химические реак-
ции на поверхности силикатов. Проведенные им работы показали, что
реакция между силикат-глыбой и водой протекает чрезвычайно медлен-
но. В дальнейшем было установлено, что эта реакция может быть зна-
чительно ускорена при добавлении в воду хлористого кальция. В этом
случае эффект цементации возрастает еще больше благодаря взаимо-
действию силиката натрия и хлористого кальция. Если же силикат-глыбу
измельчить в порошок, попобно цементу, то реакция в растворе между
ним и хлористым кальцием будет совершаться с такой же интенсивно-
стью, как и твердение портландцемента. Продукты взаимодействия
силикат-глыбы с хлористым кальцием цементируют частички запол-
нителя и тем самым обусловливают процесс схватывания и твердения.
Следовательно, для получения жаростойкого бетона не обязательно
переводить силикат-глыбу в жидкое состояние (жидкое стекло) и
вводить добавку дефицитного кремнефтористого натрия для выделения
геля кремнекислоты. Такой бетон можно получать по более экономич-
ной цементной технологии, измельчая силикат-глыбу до тонкости це-
мента и затворяя его водой с добавкой хлористого кальция.
В НИИЖБе совместно с Минтяжстроем СССР разработаны кислото-
стойкие бетоны на основе растворимых силикатных стекол, модифи-
цированных неорганическими или органическими материалами [54] ,
один из которых гонкодисперсная силикат-глыба. При разработке
составов этих бетонов основное внимание уделялось модификации
32
вяжупего для снижения кислотоводопроницаемости, повышению водо-
щелоче стойкости; прочности, снижению усадки и т п. Бетоны на осно-
ве модифицированного жидкого стекла характеризуются прочностью
на сжатие от 25 40 МПа, а высокопрочные до 120 МПа. Коэффициент
стойкости их в кислотах составляет от 0,9 до 1,2.
Изучение коррозионной стойкости и долговечности бетонов в усло-
виях совместного воздействия коррозионных процессов и силовых
факторов показали эффективность их применения для несущих кон-
струкций (балок, колонн, ригелей фундаментов), подвергающихся
воздействию кислот высокой концентрации при любой температуре,
наливных сооружений, фундаментов под оборудованием, кислотостой-
ких полов и т п. [31]
Поиск новых материалов, обладающих высокой кислотостойкостью,
привел к разработке гидравлического вяжущего из высококремне-
земистой силикат-глыбы и молотого песка и бетона на его основе -
кремнсбетона, научные принципы получения которого разработаны
ВП Кирилишиным под руководством члена-корреспондента АН СССР
Н.И. Хитарова Ими разработаны также основы технологии производ-
ства кремнебетонных изделий, исследованы основные свойства кремне-
бетона. Обширные исследования по изучению процессов коррозии
кремнебетона в серной кислоте и их взаимосвязи со структурой и фа-
зовым составом цементирующего вещества, видом крупного заполни-
теля, проницаемостью проведены Ю.Р. Седых и К.Б. Фрейдиным
[63, 64]
В НИИЖБе также проведены работы по созданию жаростойкого
газобетона на основе силикат-глыбы и соответствующих отвердителей.
Вяжущим служила смесь тонкоизмельченной силикат-глыбы с жидким
стеклом и отвердителем. Чтобы обеспечить стойкость газобетона при
воздействии высоких температур, в его состав вводили шамотные
тонкомолотые добавки и заполнитель с огнеупорностью не ниже 1670°С.
В зарубежной практике растворимые силикаты натрия в основном
используют в качестве связующего в производство огнеупорных ма-
териалов. Более широкому применению растворимого стекла препят-
ствуют невысокая огнеупорность, способность к пленкообразованию.
Чаще всего используют растворимое стекло в виде жидкости. Из него
выполняют швы или стыки в кирпичной кладке, готовят специальные
строительные растворы, хромистые пластинки, цементы для вагранок
и др. В последнее время за рубежом большое внимание уделяется по-
рошкообразному силикату натрия, как вторичному продукту раство-
римого стекла, применяемому главным образом в качестве связующего
в огнеупорных материалах. Фирма ’’Никон кагаку когё’’ разработала
новый метод получения порошкообразного силиката натрия. Такой
материал, который путем растворения в воде можно легко превра-
тить в растворимое стекло любой концентрации, имеет целый ряд не-
оспоримых преимуществ перед жидким силикатом натрия. Появилась
возможность вводить порошкообразное растворимое стекло в те ком-
позиционные материалы, где отсутствует водная составляющая, можно
контролировать количество выделяющейся щелочи, где необходимы
хорошие адгезионные свойства при высоких температурах. В резуль-
тате возросла доля использования растворимого стекла в материалах
Для торкретирования, в плавлено-литых материалах и др.
33
Таким образом, опираясь на достигнутые в этой области результаты,
полученные советскими и зарубежными исследователями, а также на
результаты наших поисковых опытов, можно отметить следующее.
С целью достижения экономии топливно-энергетических ресурсов и
снижения расхода силиката натрия на единицу продукции целесообраз-
но применять этот компонент вяжущего в виде безводного силиката
натрия (силикат-глыбы) взамен жидкого стекла.
Для обеспечения высоких вяжущих свойств безводному силикату
натрия следует производить его тонкий совместный помол с минераль-
ной добавкой.
При этом можно отметить, что, во-первых, кремнеземистая составля-
ющая (БСН) этого вещества существенно повысит свою активность
(адсорбционную способность) и обеспечит вяжущие свойства и после-
дующее твердение при использовании целого ряда разновидных мине-
ральных материалов, во-вторых, тонкий помол самих минеральных
материалов также повысит поверхностную активность их частиц и,
следовательно, создаст предпосылки к улучшению омоноличивания
композиций за счет контактного твердения; в-третьих, проведение
совместного помола безводного силиката натрия с частью минераль-
ного наполнителя позволит получить гомогенную тонкодисперсную
композицию, играющую роль вяжущего вещества и облегчающую рав-
номерное распределение наиболее активной ее составляющей (силиката
натрия) по всему объему материала
Поскольку придание вяжущих свойств силикат-натриевой компози-
ции и последующее ее упрочнение осуществляется в результате темпе-
ратурного воздействия, то можно предположить, что принудительная
сушка отформованных изделий с применением надлежащих режимов
позволит увеличить прочностные характеристики материалов и резко
ускорить протекание физико-химических процессов, связанных с фор-
мированием структуры композиции и материалов на их основе.
В данной работе в качестве безводного силиката натрия использова-
лась силикат-глыба стекольного завода ’’Дагестанские огни”.
34
Рис- 2.2. Дериватограмма силикат-глыбы
Силикат-глыба (ГОСТ 13079—81 с изм., модуль 2,7—3) —твердая масса
охлажденного расплава, полученного плавлением смеси кварцевого
песка с содой или сульфатом натрия при 1300—1400°С. Его формула
Na, О nSiOj (п - модуль стекла) . Химический состав силикат-глыбы
следующий (%). S1O, - 72; Na,О - 26,1; Al,О, - 1,5; Fe,O, -0,07;
остальные примеси - 0,5
Кварцевые пески, используемые для получения силикат-глыбы,
содержат более 98 % SiO, и до 1,5 %, А1,0, Для получения компо-
зиционного вяжу up го на основе силиката натрия в работе использовали
силикат-глыбу в виде тонкодисперсного порошка удельной поверхно-
стью 2500-4000 см2/ч.
Рентгеноанализ силикат-глыбы (рис. 2.1) свидетельствует о ее рент-
1 еноаморфности, т. е об отсутствии в ней каких-либо кристаллических
модификаций Результаты ДТА показывают (рис 2.2) эндоэффект
ПР^ 115°С, что объясняется потерей воды, а также возможными
с‘ * (3 переходами тридимита. Небольшой эндоэффект при 840°С объ-
ясняется плавлением стеклофазы
35
2.2. ТОНКОМОЛОТЫЕ МИНЕРАЛЬНЫЕ СОСТАВЛЯЮЩИЕ
СИЛИКАТ-НАТРИЕВЫХ КОМПОЗИЦИОННЫХ ВЯЖУЩИХ
Важными составляющими силикат-натриевого композиционного вя-
жущего являются минеральные наполнители, совместно молотые с
безводным силикатом натрия.
Большэе значение в этом случае имеет возможность совместного
использования безводного силиката натрия и необожженных карбонат-
ных пород для получения композиционного вяжущего.
Карбонатные породы в основном применяются в обожженном и
полуобожженном виде. Их используют в производстве цементов, из-
вести, огнеупорных и автоклавных материалов, а в последнее В{(емя в
необожженном виде в качестве тонкомолотых добавок при произ-
водстве некоторых строительных материалов.
Использование природных необожженных карбонатных пород, осо-
бенно магнезиальных, в производстве строительных материалов имеет
большэе значение, так как по данным геологической разведки более
60 % всех разведанных запасов этих пород содержит в своем составе
магнезит. Кроме того известно, что значительная часть стоимости из-
вестняково-песчаных изделий падает на долю извести, точнее на обжиг
известняков. Поэтому применение карбонатов в необожженном виде
несомненно даст большой экономический эффект
Можно предположить, что совместный тонкий помол карбонатных
пород и силикат-глыбы позволит получить вяжущее, твердение кото-
рого будет происходить при сушке как за счет упрочнения контактов
между тонкодисперсными частицами, так и за счет химического взаимо-
действия между силикатом натрия и оксидами кальция и магнезита,
возможность образования которых можно ожидать на поверхности
тонкодисперсных частиц карбонатных пород при их помоле.
Высокая химическая активность аморфного кремнезема особенно
по отношению к СаО и MgO и некоторым другим веществам позволя-
ет предположить, что применяя автоклавную обработку изделий из
смесей карбонатных пород (доломита, известняка, мела и т. д.) и
тонкодисперсной силикат-глыбы, можно достичь омоноличивания
этих систем за счет химического взаимодействия составляющих по
схеме
Na2 О n SiOj + mH2 О г 2 NaOH + nSiO2 (т - 1) Н2 О
t„ р
CaMg (СО3)2 +Н2О * СаСО3 + Mg(OH)2 + СО2t
t р
СаСО3 +nSiO2 тН20* СаО — nSiO2 -rnH2O + CO2 '
2Mg (ОН) 2 + СО2 = Mg (ОН) 2 MgCO3 + Н2 О,
с получением водонерастворимых новообразований и следовательно
водостойких бесцементных материалов.
36
Наличие богатейших запасов карбонатных пород в нашей стране
послужило надежной основой для получения и производства огнеупор-
ных, теплоизоляционных и других строительных материалов. Сырьем
для таких материалов в основном служат магнезиты, известняки, доло-
миты, мел и другие материалы, которые используются как в сыром
виде так и предварительно обработанные (обожженные, плавленные с
добавками и т. д.).
Исследованиями установлено, что наиболее эффективным видом кар-
бонатного минерального составляющего для изготовления силикат-
натриевого композиционного вяжущего и материалов на его основе
являются доломиты
Доломиты относятся к одним из самых распространенных карбонат-
ных пород. Минерал доломит почти нацело состоит из двойной углекис-
лой соли кальция и магния, отвечающей формуле CaC03MgC03. Теоре-
тический химический состав доломита: 30,4 % Са03. 21,7 % MgO, 49,7 %
СО, или 54,3 % СаСО3 и 45,7 "% MgC03, массовое соотношение СаО/
/ MgO = 1,39.
Доломиты весьма распространены в природе, они залегают целыми
массивами или переслаиваются с известняковыми и магнезитовыми
породами. В таких случаях наблюдаются постепенные переходы от
чистых доломитов через доломитизированные известняки к чистым
известнякам или от разной степени доломитиэированных магнезитов
к чистым магнезитам [14]
Примесями доломитов являются, кварцит, глинистое вещество,
кальцит, магнезит, гипс, целестин, оксиды железа, рудные минералы,
анкерит, родохрозит, органические вещества и др. В зависимости от
некоторых примесей доломиты имеют различную окраску. Серый цвет
вызывается присутствием органического вещества, желтый и бурый
оксидами железа.
Пригодность доломитов для промышленных целей определяется
их химическим и минералогическим составом, структурными особен-
ностями, распределением примесей и т. д. В металлургии и для произ-
водства огнеупоров пригодны доломиты, отвечающие по химическому
составу требованиям технических условий МПТУ 2660—50 или МПТУ
2663-50.
По структуре, согласно классификации Г.В. Куколева, металлурги-
ческие доломиты делятся на три группы: 1) мелкокристаллические
(М) с зернами менее 0,1 мм; 2) среднекристаллические (С) с размера-
ми зерен от 0.1 до 0,25 мм; 3) крупнокристаллические (К) - зерна
более 0,25 мм
При обжиге в интервале температур 700—900°С доломит диссоцииру-
ет на углекислоту и смесь оксидов кальция и магния, которая известна
под наименованием каустического доломита и применяется в качестве
вяжущего вещества. В огнеупорных материалах используется как не-
обожженный, так и обожженный доломит. Яри высокотемпературном об-
жиге доломита оксид магния превращается в периклаз, а оксид кальция в
кристаллическую СаО. Температура спекания доломита зависит от содер-
жанияв нейпримесей. А12О3; Fe2O3.Наиболее трудно спекаются чистые
Доломиты. Примеси Si02; 41а О3; Fea О3 и другие образуют при обжиге
Доломита в результате реакций со свободной СаО силикаты, алюминаты
и ферриты кальция, которые хотя и понижают огнеупорность обожжен-
ного доломита, но в то же время играют положительную роль как стаби-
37
Таблица 2.1. Химический состав известняков и мела
отечественных месторождений
Месторож- дение Содержание, %
S1O2 412О3 | Fe2O3 СаО ] MgO
Шуровское 1,22 Известняки 0,31 0,09 54,56 0,6
Алферовское 4,5 Воскресен- 0,5-19,5 1,6 0,6 1,83 0,09-0,23 58,3 52,4 51,1 54,3 1,26 1,39-3,2
ское Южно Топар- 0.78 Следы-2,8 0,021 54,43 Следы-1,25
ское Сухореченское 0,7 0,17 0,2 55 0,65
Невьянское Следы-2 Следы-2,2 0,03-0,5 51,88-55,8 0,06-1,5
Славянское 0,9 3,5 Мел 0,08-0,2 53,3-54,9 0,04-0,5
Ямское 0,61-1,71 0,08-0,1 54,4-55,7 0,24-0,5
Вол чан ское 0,4 1 5 0,63-1,43 0,05-0,19 54,2- 55,1 0,36-0,7
Вольское 1,9 5,19 0,34 1,12 0,03 0 4 52,3-54,3 0,09-0,1
Новоселки 0,1 1,59 0,01-0,86 0.06 0.1 54,3-56,5 0,06-0,5
Ищолна 1,1 2,86 0,01 0,45 0,06-0.2 54,5—55.5 0.28-0,5
Белгород- ское 1,01-11,3 0,2-1,16 0,06-0.3 47-54,1 0,08-0,8
лизаторы, предотвращающие его гидратацию, разрыхление и потерю
им механической прочности
Наибольшее значение по запасам доломита имеют Донецкий бассейн,
Северо-западные и Центральные районы СССР, Урал и Западная Сибирь.
Крупнейшие залежи чистых доломитов имеются среди карбонатных
толщ Саткинского района на Урале, в Западной Сибири, на Украине,
в Криворожском бассейне и в Архангельской области
Несмотря на значительное число выявленных разведанных залежей
доломитов промышленностью Советского Союза освоены лишь 14
месторождений, бассейновые запасы по которым составляют 28 % обще-
союзных Практическое значение приобрели доломитовые месторожде-
ния в Донецком, Подмосковном и Кузнецком бассейнах, в Приуралье
и на Урале, на Кавказе и на Керченском полуострове, в Ленинградской
и Архангельской областях, в Казахской ССР, Узбекской ССР и в некото-
рых районах Сибири и Дальнего Востока, где размещены металлур-
гические предприятия страны.
В данной работе использовался доломит кусковой необожженный по
ТУ 21-01-474-71 Боснийского месторождения светло-серого цвета,
средней плотностью 2,85 г/см3. Твердость по шкале Мооса составляет
3,5 После измельчения в шаровой мельнице удельная поверхность доло-
мита по ПСХ-2 составляла 2,5—3 тыс. см2 /г
Известняки и мел главным образом применяются в производстве
строительных материалов. Основным породообразующим минералом
карбонатов кальция является кальцит, его формула СаСО,. Цвет каль-
цита белый или бесцветный, механические примеси изменяют цвет
от серого до голубого Плотность 2,7 г/см3, твердость — 3. Характер-
ным для кальцита является быстрое растворение с бурным вскипа-
нием в десятипроцентном растворе соляной кислоты. Химический сос-
38
39
тав некоторых отечественных месторождений известняков и мела при-
веден в табл. 2.1 [14]
Наряду с карбонатными породами в качестве тонкомолотых мине-
ральных составляющих для получения силикат-натриевых композицион-
ных вяжущих были применены отходы производства керамзита, вспу-
ченного перлита, стекла, а также различные огнеупорные сырьевые
материалы: шамот, хромомагнезит, магнезит, карбидкремний, корунд,
кварцит, динас, цирконовый концентрат, боксит.
Результаты химического анализа этих минеральных составляющих
приведены в табл 2.2
2.3. ЗАПОЛНИТЕЛИ ДЛЯ ПРОИЗВОДСТВА СИЛИКАТ НАТРИЕВЫХ
КОМПОЗИЦИОННЫХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
Заполнители для жаростойких бетонов. Условия
эксплуатации жаростойких бетонов предъявляют дополнительные требо-
вания к ним и прежде всего сохранение высоких физико-химических
свойств при длительном воздействии повышенных и высоких темпера-
тур или попеременном нагревании и охлаждении тепловых агрегатов
Следовательно,повышается и роль каждого из компонентов бетона.
Роль заполнителя в жаростойком бетоне, как и в обычном бетоне,
сводится к образованию жесткого каркаса, придающего прочность
материалу При этом на конечные свойства материала будут оказывать
влияние не только прочность заполнителя и размер частиц, характер
их расположения, но главным образом и его химико-минералогический
состав В этой связи как количественная, так и качественная оценка
физико-технических характеристик заполнителей с целью дальнейшего
исследования их работы в силикат-натриевом композиционном жаро-
стойком бетоне позволит получить ряп граничных условий, которые
могут оказаться весьма полезными при моделировании реальных эксп-
луатационных условий последних,
В данной работе рассмотрены жаростойкие бетоны на различных
силикат-натриевых композиционных вяжущих, которые изготовлены
с применением шамота, динаса, кварцита, корунда, муллитокорунда,
магнезита, хромомагнезита, карборунда, цирконового концентрата
в качестве огнеупорных заполнителей
Алюмосиликатные заполнители. В качестве алюмо-
силикатного шамотного заполнителя использовали шамот Часовярско-
го комбината следующего химического состава (%) А1203 41,97;
SiOj 53,15; Fe3O, 2,45; TiO2 1,05; примеси - 1,50.
Глины для получения шамота содержат гидрат кремнекислого глино-
зема, каолинит и близкие к нему минералы группы каолинита с общей
формулой А12 О, • 2SiO2 • 2Н2 О
На рентгенограмме исходного шамота обнаружены только линии,
отвечающие межплоскостным расстояниям кварца (dA 4,26; 3,36;
1,82, (SiO2), кристобалита — (dA -4,10; 2,52; 2,056; 1,78; (SiO2)
и муллита (dA - 3,42, 3,39, 2,39; 2,54; 2,28; 2,25). Ввиду незначи-
тельного количества примесей на рентгенограммах они обнаружены
не были. Термографиметрическими исследованиями шамота (до
1000°С) не выявлено каких-либо эффектов на дифференциально тер-
мической кривой.
40
Анализ полученных данных показывает, что в шамоте, ис-
пользуемом для жаростойкого бетона, имеются кварц, кристобалит,
муллит и значительное количество аморфного вещества, которое яв-
ляется весьма активным материалом и легко реагирует с силикатом
натрия, образуя вязкие системы с образованием высокомодульного
стекла
Шамот характеризуется следующими показателями: огнеупорность —
]730°С, средняя плотность (в куске) 2000 кг/м3; коэффициент
линейного термического расширения 4,5 — 6 • 106°С-1.
Для получения муллитокорундового жаростойкого бетона и иссле-
дования его свойств применяли заполнитель муллитокорундовый
Запорожского огнеупорного завода, поставляемый, согласно ГОСТ
23037—78, четвертого класса с максимальной величиной зерна 5 мм
следующего химического состава А12ОЭ 75,5 %; SiO2-22,4%; Fe2O3 —
0,98 %; CaO - 0,8 %; Na2 О - 0,26 %.
Основными устойчивыми фазами муллитокорундового заполни-
теля являются: муллит (ЗА12 O3-2SiO2) с межплоскостными расстоя-
ниями dA (5,34; 3,39; 2,87; 2,68; 2,53; 2,419; 2,287) и корунд
«-А12О3 - dA (3,465; 2,549; 2,087; 1,736).
Электроплавленый корунд Тихвинского глиноземного завода, в ка-
честве заполнителя применялся трех фракций- 1 максимальной круп-
ностью частиц до 80 мкм; 2 - с максимальной крупностью частиц до
500 мкм, 3 с максимальной крупностью частиц до 630 мкм. Хими-
ческий состав электроплавленого корунда следующий: А12О, 98,11 —
98,79%; SiO2 0,13—0,15; Fe2O3 0,58-1,01; NaO 0,27-0,45%.
Электроплавленый корунд характеризуется следующими показа-
телями. огнеупорность 2050°С; коэффициент линейного расшире-
ния - 8—9 • 10~6; плотность — 3,8—3,92 г/см3; насыпная плот-
ность — 2,2 г/см3; химически стоек; инертен; по минералогическому
составу электроплавленый корунд представлен в основном а — А12 О3
Кремнеземистые заполнители (кварцит, динас) Основной их сос-
тавной частью является кремнезем SiO3, который имеет несколько
кристаллических и одну аморфную модификацию. Технология изготов-
ления изделии кварцитовых бетонов и их эксплуатационные свойства
во многом определяются полиморфными превращениями кремнезема.
Безводный кремнезем известен в следующих модификациях: кварц —
« и/3, тридимит сф и у; кристобалит — а и /3.
Основные физико-технические свойства и химический состав запол-
нителей, использованных для получения кремнеземистых жаростойких
бетонов на силикат-натриевом композиционном вяжущем,приведены
в табл. 2.3.
Карбид кремния (OCT 2МТ 74—8—78) искусственный минерал
впервые был получен в 1881 г. американцем Е.Г. Ачесоном с помощью
реакции синтеза. В природе карбид кремния встречается крайне редко
в виде мелких кристаллов в метеоритах. Для промышленных надоб-
ностей используют синтетический карбид кремния, который получают
при нагреве смеси кварцевого песка и кокса до 2000°С в электриче-
ских печах сопротивления.
В работе был использован технический карбид кремния (черный)
марки 54С Лужского абразивного завода (Ленинградская обл.), плот-
ностью 3200 г/см3, следующего химического состава, %. SiC — 96.21;
Чв ~ °.4; Ссв 0 13; Fe + Al - 1,05; CaO - 0,6; Si02 - 0,94.
41
Таблица 2.3. Физико-технические свойства и химический
состав кремнеземистых заполнителей
Показатели Нормы для заполнителей марок
зкс ЗКВ-97 ЗКВ-95 | ЗД-92 ЗД-87
Плотность, г/см3 2,27-2,3 2,65-2,66 2,65—2,66 2,35-2,45 2,38-2,4
Плотность кажу 1,9-2,15 2,65-2,66 2,65-2,66 1,85-2 1,85 2
щаяся, г/см3 Предел прочности при 30-40 24-34 24-34 10-25 10 25
сжатии, МПа Доля оксидов, % по мас- се. SiO2 99-99,4 97-99 95-97 92-95 87-92
А13О3 До 0,5 До 1,6 До 2 До 2 Не норми-
Fe2O, 0,1 0,8 1 руется Не нормируется
Огнеупорность, °C - 1730 1690 1690 1580
Цирконовый концентрат согласно ОСТ 48 -82—74 для получения
высококачественных огнеупорных материалов должен содержать более
90 % циркона.
Циркон представляет собою минерал, содержащий 67,1 % оксида
циркония и 32,9 % кремнезема, его формула ZnSiO4 В природе он на-
ходится в виде крупных кристаллов, вкрапленных в породу вулкани-
ческого происхождения или входит в состав рудного песка осадочного
происхождения в виде мелких кристалликов.
Больней частью слой рудных песков состоит из следующих компо-
нентов: циркон, ильменит (железотитановая руда), глина, остальное —
кварцевый песок.
ОбогапЕние породы для цирконового концентрата складывается
из следующих стадий, добытая масса проходит через валики для раз-
рыхления комьев, используя разность удеДьных весов, применяют
гравитационный метод для разделения конгломерата на компоненты:
циркон и ильменит, песок кварцевый и глина; электромагнитным
способом отделяют магнитный ильменит от немагнитного циркона и
получают цирконовый концентрат с содержанием циркона более 90 %.
Был использован цирконовый концентрат Верхнеднепровского
ГМК, представляющий песок коричневого цвета (размер зерен 0,5-
0,63 и 0,14—0,2 мм)
Цирконовый концентрат очень устойчив к кислотам и реагирует
только с концентрированной плавиковой кислотой.
На рентгенограмме цирконового концентрата после нагревания до
1600°С обнаружены только линии, отвечающие по межплоскостным
расстояниям циркону, а также незначительное количество примесного
минерала бадделеита.
Термографические исследования цирконового концентрата не выяви-
ли каких-либо тепловых эффектов на дифференциальной кривой до
1600°С, потеря в массе при этой температуре составила всего 0,6 %.
Анализ полученных данных показывает, что цирконовый концентрат
при нагревании до 1600°С проявляет стабильные свойства, существен-
ных изменений его минералогического состава не происходит. Химиче-
ский состав цирконового концентрата следующий, %: ZrO, — 67,4;
42
Таблица 2,4. Марки гравия и щебня для различных классов тяжелого бетона
Класс Марка гравия н щебня нз гравия по дроби-
моста в цилиндре, не более
в 30 н В ЫНЕ Др. 8
В 22,5 Др. 12
В15ивьшю Др. 16
S1O2 30,22; А13 0а - 1,1; Т1О2 - 0,2; Fe, Оэ - 0,5; СаО - 0,1; MgO -
0,1; п.п.п. 0,39.
Цирконовый концентрат характеризовался следующими показателя-
ми огнеупорность 2000°С; насыпная плотность — 2900 кг/м3; коэф-
фициент линейного термического расширения — 4,5 • 10-6 °C-*.
Заполнители из основных оксидов.В качестве основ-
ных заполнителей для изготовления жаростойких бетонов на силикат-
натриевом композиционном вяжущем были применены порошок маг-
незитовый ТУ 14-8-115-74И хромомагнеэитовая смесь ТУ 14-8-60-72.
Порошок магнезитовый спеченный, выпускаемый заводом ’’Магне-
зит” по ЧМТУ 8-74-70, характеризуется следующими физико-хими-
ческими показателями: содержание MgO - не менее 86 %; СаО — не
более 8, SiO2 не более 4 %. Потери при прокаливании — не более 1 %.
Зерновой состав- зерна размером более 6 мм не допускаются, раз-
мером от 3 до 6 мм — 10—30 %, размером менее 0,1 мм — 20—30 %.
Химический состав хромомагнезитовой смеси для жаростойких бето-
нов марки СХМ; Сг2О3 - 16—30 %, MgO — не менее 50. Влажность
не более 2 %.
Заполнители для обычных тяжелых и легких
бетонов, теплоизоляционных материалов. Требова-
ния к заполнителю в тяжелом бетоне на силикат-натриевом вяжущем
как на традиционных вяжущих (цементах) регламентируются по ГОСТ
10268—80 (заполнители для тяжелого бетона).
Щебень, гравий и щебень из гравия, применяемые как крупный за-
полнитель для тяжелого бетона, должны отвечать также требованиям
ГОСТ 8267-82, ГОСТ 8268-82 и ГОСТ 10260-82.
В качестве крупного заполнителя для бетона допускается приме-
нение промышленных отходов и хвостов металлургической и горно-
добывающей промышленности, а также асбестового производства.
Для этого необходимо проведение соответствующих испытаний и тех-
нико-экономическое обоснование
Марка щебня из естественного камня, определяемая по дробимости
при сжатии в цилиндре, как правило,должна быть выше марки бетона.
Марки гравия и щебня из гравия, определяемые по дробимости при
сжатии в цилиндре, для бетонов различных марок в соответствии с
ГОСТ 10268-80 приведены в табл. 2.4.
Зерновой состав крупного заполнителя в бетоне принято разделять
на фракции, раздельно'дозируемые в процессе приготовления бетона,
мм:
ОТ 5 до 10;
”10” 20;
” 20 ” 30;
” 40 ” 70.
43
Таблица 2.5. Зерновой состав мелкого заполнителя для тяжелого бетона
Размер отверстий контрольных сит, мм |полные остатки на контрольных ситах, %
5
2,5
1,25
0,63
0,315
0,14
0
0-20
15 45
35-70
70 90
90-100
Соотношние между фракциями крупного заполнителя, а также
расход других компонентов бетона обычно определяют в соответствии
с установленным классом бетона и конкретным его назначением.
После соответствующего обоснования допускается также применение
дробленого песка из горных пород и отходов промышленности или
отсев каменной мелочи и др.
Стандарт устанавливает ограничения на фракционный состав, содер-
жание пылевидных, глинистых и илистых частиц в песке. Мелкие фрак-
ции песка,не отвечающие требованиям стандарта,запрещается использо-
вать для приготовления бетона без укрупняющих добавок, которые
обеспечивают зерновой состав смеси в соответствии с табл. 2.5.
Отступление от этих требований допускается при соответствующем
обосновании и только в том случае, если расход вяжущего не превыша-
ет установленных норм.
Пористые наполнители для легких бетонов и теплоизоляционных
материалов на силикат-натриевом композиционном вяжущем должны
соответствовать ГОСТ 9757—83. Гранулометрический состав заполните-
лей, использованных для получения этих материалов, приведен в
табл. 2.6
Вспученный перлит. В зависимости от размера частиц вспу-
ченный перлит используется в качестве заполнителя в бетонах и раство-
рах для изготовления теплоизоляционных изделий и огнезащитных
штукатурок, а также применяется как мелкий заполнитель в конструк-
Таблица 2.7. Физико-технические характеристики вспученного перлита
Показатель
Песок
Щебень
75 100 150 200 250 300 400 500 600
Насыпная плотность, 75 100 150 200 250 300 400 500 600
кг/мЗг не более
Коэффн- 0,041 0,052 0.058 0,064 0,07 0,075 0,081 0,093
циент
теплопро-
водности
в сухом
состоянии
прн сред-
ней темпе-
Вт/ (м °C)
44
Таблица 2.6. Гранулометрический состав заполнителей
£
S
§
с
1
д
о
Е
Е
5
К
S
п
S
&
<и
РЭ
8
о
5
о
X
<8
н
о
к
45
Таблица 2.5. Зерновой состав мелкого заполнителя для тяжелого бетона
Размер отверстий контрольных сит, мм |] Полные остатки на контрольных ситах, %
5 0
2,5 0-20
1,25 15-45
0,63 35-70
0,315 70-90
0.14 90-100
Соотнопвние между фракциями крупного заполнителя, а также
расход других компонентов бетона обычно определяют в соответствии
с установленным классом бетона и конкретным его назначением.
После соответствующего обоснования допускается также применение
дробленого песка из горных пород и отходов промышленности или
отсев каменной мелочи и др.
Стандарт устанавливает ограничения на фракционный состав, содер-
жание пылевидных, глинистых и илистых частиц в песке. Мелкие фрак-
ции песка, не отвечающие требованиям стандарта,запрещается использо-
вать для приготовления бетона без укрупняющих добавок, которые
обеспечивают зерновой состав смеси в соответствии с табл. 2.5.
Отступление от этих требований допускается при соответствующем
обосновании и только в том случае, если расход вяжущего не превыша-
ет установленных норм.
Пористые наполнители для легких бетонов и теплоизоляционных
материалов на силикат-натриевом композиционном вяжущем должны
соответствовать ГОСТ 9757—83, Гранулометрический состав заполните-
лей, использованных для получения этих материалов, приведен в
табл 2.6
Вспученный перлит. В зависимости от размера частиц вспу-
ченный перлит используется в качестве заполнителя в бетонах и раство-
рах для изготовления теплоизоляционных изделий и огнезащитных
штукатурок, а также применяется как мелкий заполнитель в конструк-
та б л и ц а 2.7. Физико-технические характеристики вспученного перлита
Показатель Песок
Щебень
75 100 150 200 250 300 400 500 600
Насыпная 75 100 150 200 250 300 400 500 600
плотность,
кг/мз, не
Коэффи- 0,041 0,052 0,058 0,064 0,07 0,075 0,081 0,093
циент
теплопро-
водности
в сухом
состоянии
при сред-
ней гемпе-
Вг/(м °C)
44
Таблица 2-6. Гранулометрический состав заполнителей
О
оо
40
ОО
ОО
ЧО
со
оо
45
тивно-теплоизоляционном бетоне и для засыпки при температуре изоли-
руемых поверхностей, начиная с области глубокого холода (—200°С) и
до 1200- 1300°С Перлитовый щебень используют в качестве заполни-
теля в теплоизоляционных и конструктивно-теплоизоляционных бето-
нах.
Физико-технические характеристики песка и щебня перлитового вспу-
ченного по ГОСТ 10832— 83 (с изм ) приведены в табл. 2.7.
В данной работе для получения теплоизоляционных материалов
на силикат-натриевом вяжущем использовался вспученный перлит цеха
объединения ’’Дагагропромстрой” Насыпная плотность вспученного
перлита колебалась от 80 до 120 кг/мэ
ГЛАВА 3. СИЛИКАТ-НАТРИЕВЫЕ КОМПОЗИЦИОННЫЕ ВЯЖУЩИЕ
Совместно измельченные композиции из силикат-глыбы с кремне-
земистым модулем 2,7—2,9 и различных огнеупорных веществ при за-
творении водой, уплотнении и последующей тепловой обработке (суш-
ке) приобретают вяжущие свойства [70—72] Прочностные свойства
этих композиций зависят от многих условий, варьируя которые можно
уверенно управлять первичным структурообразованием этих матери-
алов
Основные физико-механические свойства силикат-натриевых компо-
зиционных вяжущих, предназначенных для получения обычных тяжелых
и легких бетонов, теплоизоляционных материалов, приведены в
табл. 3.1
Таблица 3.1. Физико-механические свойства силикат-натриевых композиций
Сослав, % по массе 70 30 Насыпная /3 °б- Rr» пос разм
плотность разцов ле суш- после 3
силикат- после ки при сут в во-
натриевых сушки 200°С, де
компо- 200°С, МПа
зиций кг/м3
кг/м3
Перлит, силикат-глыба 470 1030 65 0,9
Керамзит силикат-глыба 700 1500 260 0,95
Доломит: силикат-глыба 1000 1900 400 0,9
Свойства, приобретенные жаростойкими силикат-натриевыми компо-
зициями при формовании и последующей низкотемпературной тепловой
обработке, могут обеспечить лишь монтажную прочность жаростойкого
материала. Эксплуатационные свойства жаростойкого бетона будут
зависеть от изменений в композиционных силикат-натриевых вяжущих
при высоких температурах. Поэтому была проведена серия опытов по
определению огнеупорности силикат натриевых композиций. При этом
исследовались огнеупорные свойства и прочностные характеристики
этих вяжущих, а также влияние на эти свойства соотношения компо-
нентов в вяжу ней композиции Подученные результаты приведены в
табл. 3.2
46
Таблица 3.2. Характеристика жаростойких силикат-натриевых
композиционных вяжуцдех
Вид силикат-натрие- вого композицион- ного вяжущего Со стай, % по массе Огне- упор- ность, °C Темпера- тура на чала де- форма- ции под нагруз- кой 0,2 МПа, °C Средняя плотность т/м3 Проч- ность при сжатии после сушки при 200°С, МПа
огне- упорный мате- риал силикат- глыбы
Хромомагнезите- 95 5 1680 1470 2,6 6
вое 90 10 1650 1330 2,5 15
80 20 1600 2,15 25
Магнезитовое 95 5 1750 1650 2,5 3
90 10 1750 1600 2,4 5,5
80 20 1700 1530 2,25 10,4
Кварцевое 95 5 1690 1500 1.75 15
90 10 1630 1400 1,7 22
80 20 1560 1390 1,65 30
Динасовое 95 5 1650 1450 1,67 12
90 10 1620 1370 1,65 20
80 20 1580 1310 1,6 28
Корундовое 95 5 1850 1500 2,36 14
90 10 1730 1380 2,25 19
80 20 1600 1300 2,2 28
Шамотное 95 5 1690 1400 2 8
90 10 1580 1230 1.97 12
80 20 1500 1100 1,75 20
Муллито кор ундо- 95 5 1750 1520 2,25 15,2
вое 90 10 1690 1450 2,2 20
80 20 1630 1400 2,2 31
Карби д-к ре мниевое 95 5 1550 2,25 17
90 10 1420 2,16 22
80 20 — 1300 2,05 40
С повышением процентного содержания огнеупорного каркасооб-
разующего материала прочность композиции снижается, а огнеупор-
ность растет. Кроме того, огнеупорные свойства определяются также
и видом каркасообразующего материала.
С целью установления поведения рассматриваемых вяжущих при
высоких температурах были проведены их термомеханические и фи-
зико-химические исследования. При этом вяжущие системы были рас-
смотрены в соответствии с общими физико-химическими процессами,
определяющими структурообразование при нагреве: вяжущие, полу-
ченные на основе взаимодействия Na2SiOs с кремнеземом и кремне-
земистыми соединениями (кварцит, динас, карборунд, цирконовый
концентрат); основные огнеупорные оксиды (магнезит, хромомагне-
зит) ; алюмосиликатные соединения (шамот, муллитокорунд, корунд,
боксит); карбонатные породы (доломит, кальцит, мел).
47
3.1. ВЯЖУЩИЕ НА ОСНОВЕ БСН И КАРБОНАТНЫХ ПОРОД
Общеизвестно, что вяжущие свойства карбонатным породам при-
дают путем их высокотемпературного обжига. Однако отмечается про-
явление вяжу них свойств карбонатными породами в определенных
технологических режимах и условиях твердения при изготовлении
строительных материалов.
Так,в работе Вейера сообщаются результаты изучения реакции между
карбонатом кальция и кремнеземом. Показано что в закрытой систе-
ме их взаимодействие может быть описано уравнением
СаСО3 + xSiO2 = CaO xSiO2 + С02 *
Образование силикатов кальция из тонкоизмельченной смеси карбо-
ната кальция и осажденного кремнезема исследовали Тремель и Хильд.
Такую же реакцию, протекавшую с выделением С02 из карбонатов,
наблюдали Тамман и Эльсен. Однако все упомянутые процессы про-
исходят при температурах выше 600°С. При автоклавировании же тем-
пература достигает 170—200°С при давлении 1—2,5 МПа. Но и в этих
условиях смеси, содержащие кремнезем и карбонатные породы, могут
быть активны и их компоненты могут взаимодействовать друг с дру-
гом. Отметим, что при повышенных температурах и давлении по дан-
ным Мори увеличивается растворимость карбонатных пород магне-
зита и доломита в воде, причем эти соединения разлагаются’
(t р)
1) MgCO3 +^0 -► Mg(OH)2 +С02 1
(t.p)
CaMg(CO3)2 + Н2О ‘ СаСО3 + Mg (ОН) 2 + СО3 t
В результате исследований взаимодействия карбоната магния с крем-
неземом в процессе гидротермальной обработки установлено, что крем-
ниевая кислота вытесняет углекислоту из магнезита
MgCO3 + mSiO2 пН2 О = MgO mSiO. пН2 О + СО2 t ,
образуя гидросиликаты магния такого же типа, как и при непосредст-
венном взаимодействии кремнезема с Mg(OH)2. Эти исследователи
утверждают, что аналогичным образом ведет себя и доломит, но с той
лишь разницей, что реакция затрагивает его магнезиальную часть, а вхо-
дящий в состав доломита СаСО3 остается неизменным, так как магне-
зит обладает меньшей стабильностью в условиях избыточного давления
водяного пара и более высокой растворимостью, чем доломит (и тем
более кальцит) В результате взаимодействия доломита с кремнекисло-
той в автоклавных условиях наблюдается [16] образование гидроси-
ликата магния состава 1,16 MgOSiO2 - 0,9 Н2 0 по схеме
CaMg(C03)2 + mSiO2 nH2O * СаСО3 +MgO mSiO3 Н2О + СО2 t .
48
При запаривании смесей доломита с известью, согласно результатам,
приведенным в работе [24], идет обменная реакция
CaMg(CO3)2 + Са(ОН)2 = 2СаСО3 + Mg(OH)2 .
Определенный интерес представляет работа Бузенберга и Пламмера,
посвященная исследованию кинетики растворения доломита С02—Н20
при температурах от 1,5 до 65°С и давлении Рсо от 0 до 0,1 МПа. Раст-
ворение доломита можно представить в виде ’
CaMg(CO3)2 * Са2+ • Mg2+ 2СО32
Кроме того, в зависимости от присутствия Н+, Н2 СО3, Н2 О эту реакцию
можно записать в виде
CaMg(CO3)2 + 2Н -> Са2+ + Mg2+ + 2СО; ;
CaMg(CO3)2 +2Н2СО3 ♦ Са2+ + Mg2+ + 4НСО; ;
CaMg(CO3)2 + 2Н2О - Са2+ + Mg2+ + 2НСО"+ 2ОН.
Однако эти уравнения отражают только цистую стехиометрию раство-
рения доломита. Авторами установлено, что компоненты доломита
СаСО3 и MgCO3 растворяются с различными скоростями на разных
стадиях. На первоначальной стадии растворения доломит высвобожда-
ет болыге Са , что свидетельствует о том, что поверхность доломита
обогащает магнием, тогда как компонент СаСО3 быстрее переходит
в раствор. Принимая это во внимание, уравнения (7) (9) можно пере-
писать в виде следующих параллельных реакций-
К„
CaMg^CO3)2 + Н+ * MgCO2 + Са2+ + НСО3 ;
К,
MgC03+H+ * Mg2++HCO‘.
причем К, > К2 (константы скорости реакции).
к',
CaMg(CO3)2 +Н2СО3 > MgCO3 +Са2+ + 2НСО; ;
К'2
MgCO3 + Н2 СО3 * Mg2+ + 2НСО3
где К, ’ > К2 ‘ .
к"
CaMg (СО3)2 + Н2 О > MgCO3 + Са2++ НСО3-+ОН’;
49
к2 ,.
MgCO3+H2O * Mg2++HCO3 ЮН-.
гдеК“ > К''
На второй, бопее длительной стадии оба компонента доломита вы-
свобождались в стехиометрической пропорции.
Данные, полученные в работе Бузенберга и Пламмера, свидетель-
ствуют о том, что при растворении образцов с маленькой площадью
поверхности и в течение длительного времени наблюдается процесс,
соответствующий стехиометрии вещества. При растворении же образ-
цов с больней площадью поверхности растворение в короткий про-
межуток времени протекает неконгруэнтно, т. е в раствор быстрее
переходит компонент СаСО3, чем MgCO3, и поверхность образца обо-
гащается магниевой составляющей
Поскольку такие результаты были получены при температурах выше
комнатной (до 65°С), в присутствии и в отсутствии С02 можно пред-
полагать аналогичное течение процесса растворения доломита и при
более высоких температурах.
Для исследования влияния вида карбонатной породы и его количе-
ственного соотношения в вяжущем на его физико-механические свой-
ства изготавливали образцы-кубы из различных составов с размером
ребра 7,07 см. Уплотнение смеси производили вибрированием на вибро-
площадке при частоте 3000 коп/мин и амплитуде - 0,35 мм в течение
45 с. При этом использовали смеси с В/В — 0,19 Твердение образцов
осуществлялось в различных условиях (естественное твердение, суш-
ка, автоклавная обработка) В качестве карбонатной породы были при-
менены доломит, мел, известняк, химический достав которых при-
веден в гл. 2. Автоклавную обработку образцов осуществляли по ре-
жиму подъем давления до 1 МПа — 2 ч. изобарическая выдержка — 4 ч,
спуск давления 2 ч.
Результаты испытаний образцов вяжущего разных составов (Д СТ =
= 90 10, 80 20 и 70 30), приведенные в табл. 3.3, свидетельствуют о
гом, что в естественных условиях процесс твердения сильно растянут
во времени, прочность образцов повышалась медленно и достигла И
21 МПа после 240 суточной выдержки. Естественно предположить, что
в таких условиях низкая скорость твердения вяжущего объясняется
малой растворимостью силикат-глыбы в воде и, следовательно, замед-
ленной коагуляцией гепя кремниевой кислоты из раствора, образующего
силикат натрия под действием углекислого газа воздуха Невысокие
прочности образцов даже при длительных сроках твердения объясня-
ются, по-видимому, тем что образующаяся на поверхности образцов
жидкостекольная пленка препятствует дальнейшему проникновению
углекислого газа в более глубокие слои и полной коагуляции геля
кремниевой кислоты. Из-за невысокой температуры замедляется также
обезвоживание геля и его дальнейшее структурирование.
Поскольку автоклавная обработка вяжущего обеспечивает нормаль-
ное твердение образцов и их высокие прочностные характеристики
(рис. 3.1 а-е) было высказано предположение о решающем влиянии
повышенной температуры и каталитического действия водяного пара
50
Таблица 3.3. Зависимость прочности образцов доломит-силикат-натриевого вяжущего от времени твердения
в естественных условиях
Прочность на сжатие, МПа, после твер- дения, сут 3 1 14 28 240 1 1
Прочность на изгиб, МПа, после твердения, сут 3 7 14 28 240
чость вяжущих, кг/м3, гния,сут • 14 28 240
1 о а 1 .КФ I 5 В г- S «О 1 1
= 5 1 ' 5 о & е _ и । ” ।
1 • • • ' , 1 5 i g Ets
51
Рис. 3.1. Зависимость прочности об-
разцов из карбонат-силикат-натрие-
вого вяж>шего от природы карбо-
ната
а — доломит; б — мел; в извест-
няк, А — автоклав С - сушка
на твердение. Поэтому процесс исследовали также в режиме сушки,
при котором соблюдали условия, позволяющие осуществлять интенсив-
ную паровлажностную обработку материала. Для этого образцы сушили
при температуре 90—200°С по специально разработанному режиму
4ч — самозапаривание при 90—110°С, 2 ч сушка при 200°С. Образцы,
твердевшие по этому режиму, показали высокие прочности (см.
рис. 3.1, а) и мало уступали образцам, подвергнутым автоклавному
твердению
Еще одно доказательство возможности разложения доломита при авто-
клав ной обработке под действием паров воды расхождение в харак-
тере изменения прочностных характеристик образцов из доломитоси-
ликатного вяжущего, в котором в качестве карбонатной породы ис-
пользовали мел или известняк.-После автоклавной обработки прочность
образцов доломитосиликатного вяжущего увеличивается, очевидно, за
счет участия в процессе твердения соединений магния, тогда как у об-
разцов на известняке и меле прочность намного ниже (см. рис 3 ' б, в)
Исходя из известных литературных данных и полученных экспери-
ментальных данных, можно высказать некоторые предположения о
физико-химических процессах, протекающих при автоклавной обработ-
ке доломит силикат-натриевого вяжущего. При нагревании ускоряется
гидратация тонкоизмельченной силикат-глыбы и ее растворение в не-
большом количестве воды. Получаемый раствор под действием повы-
шенных температур гидролизуется с выделением свободной щелочи
и геля кремниевой кислоты.
52
Можно предположить, что в условиях гидротермальной обработки
(Т = 170- 200°С, р = 1 МПа) доломит также остается инертным, и с
ним могут происходить некоторые превращения. В этих условиях раст-
ворение доломита ускоряется.
CaMg(CO3)2 + 2Н2О ♦ Са2++ Mg2++ 2НС0Г +2ОН“.
Это уравнение аналогично уравнению (2), только учитывает и переход
СаС03 в раствор в виде Са(НС03)2. Принимая во внимание, что ком-
понент СаСО3 быстрее переходит в раствор в первоначальной стадии,
чем магниевый компонент, можем полагать, что образующаяся соль
кальция в растворе способна реагировать в автоклаве с кремниевой
кислотой с образованием гидросиликатов кальция, наличие которых
подтверждается данными рентгенофазового анализа-
Са(НСОэ)2 +mS102 -пН20 =* СаО • mSiO2 (п + 1)Н2О + 2СО2 1
В присутствии же щелочи, связывающей часть углекислоты в соду,
этот процесс можно представить следующим образом:
t.p
CaMg(CO3)2 +2NaOH * СаСО3 + iMg(OH)2 +Na2CO3 ;
t.p
CaCO3 + mSlOj + nH2 О > СаО • mSiO2 nH2 О + CO2
Первая реакция аналогична уравнению (4), где в качестве щелочи
взят гидроксид кальция Реакция же образования гидросиликатов
кальция обязательно предполагает гидролиз карбонатов кальция
tp
СаСО3 +2Н2О * Са(ОН)2 t Н2О+СО1
в результате которого появляется Са(ОН)2, образующий с гелем крем-
некислоты гидросиликаты. Возникающий же в результате распада доло-
мита под действием температуры и давления и каталитического дейст-
вия пара гидроксид магния — Mg(OH)2 может частично карбонизо-
ваться, образуя MgC03, и затем давать с ним комплексное соединение
типа гидромагнезита
Кроме того, возможность образования гидросиликатов кальция
можно объяснить наличием в тонкоизмельченном вяжущем свободных
оксидов кальция и магния, образовавшихся в результате частичной
декарбонизации в условиях термомеханического воздействия при сов-
местном их помоле в шаровой мельнице О возможности такого процес-
са указывалось в ряде работ [35] Присутствие хотя бы незначительных
количеств свободных оксидов кальция и магния может обусловливать
образование гидросиликатов кальция и гидроксида магния как в про-
цессе автоклавной обработки, так и в менее жестких условиях.
53
3.2. ВЯЖУЩИЕ НА ОСНОВЕ БСН, КРЕМНЕЗЕМА
И КРЕМНЕЗЕМИСТЫХ СОЕДИНЕНИЙ
Кв арцит-силикат-натриевое композиционное
вяжущее Необходимость исследования вяжущих свойств кварцит-
силикат-натриевой композиции диктовалось рядом возможностей
Во-первых, это вероятность получения аморфной стеклофазы как при
растворении кварца щелочью, так и самого силиката натрия для минера-
лообраэования с повышением температуры. Во-вторых, возможность
сохранения аморфной стеклофазы и активного влияния на минерало-
образование щелочного оксида до высоких температур; в-третьих,
это создание условий для улетучивания щелочного компонента Na, О
и последующей кристаллизации высокотемпературных минералов.
Основное внимание было уделено регулированию количества жидкой
фазы и рекристаллизации из нее высокотемпературных кристалличе-
ских фаз
Известно [34], что количество жидкой фазы должно иметь какие-то
оптимальные пределы: если ее слишком мало, то она неспособна вы-
полнить основные функции по перекристаллизации твердых компонен-
тов смеси и сцеплению между собой отдельных кристалликов, а если
ее слишком много, то материал получается хрупким и термически
нестойким.
В исследуемой композиции после затворения продукт гидролиза
силиката натрия NaOH растворяет кристаллический кварц до установ
ления ’’равновесия” между ним и щелочным раствором Водовяжущее
отношение выбиралось таким, чтобы воды было достаточно для раство-
рения силиката натрия, щелочность раствора была бы максимальной,
а количество его достаточным для сцепления частиц материала. Раство-
рение кристаллического кварца щелочью из водного раствора силиката
натрия подтверждается рентгенограммами (рис. §.2. 6) образцов, на-
гретых до 200°С Интенсивность линий кварца (dA 4,29, 3,35; 2,45,
2,12) в образцах, нагретых до 200°С, уменьшается по сравнению с пи-
ниями исходного кварца (рис 3.2, а). На рентгенограмме образца, пред-
варительно нагретого 800°С наблюдается некоторый рост интен-
сивности линий кварца (рис 3 2, в), что объясняется началом модифи-
кационных превращений «-кварца в у-три лимит при температуре пере-
хода - 870°С
На термограммах кварцита и кварцит-силикат-натриевого компози-
ционного вяжущего (рис. 3.3) при 58О°С наблюдается одинаковый
эндотермический эффект, что объясняется модификационным превра-
щением р- в «-кварц На термограммах обнаружен также плавный экзо-
термический эффект с максимумом при 260°С, а на термограмме ком-
позиции не больной эндотермический эффект при 120°С. Эндотер-
мический эффект при 120°С объясняется потерей воды в вяжущем,
а плавные экзотермические эффекты на термограммах кварца и вяжу-
щего превращением «-кристобалита кварца в ^-кристобалит Присут-
ствие «-кристобалита при комнатной температуре в опалах и кварцитов
в опаловом цементе подтверждает возможность появления плавного
эндотермического эффекта Небольшой эндотермический эффект при
840°С на термограмме композиционного вяжущего свидетельствует
о превращении а-кварца в а-тридимит
54
Рис. 3.2. Рентгенограммы кварцит-сили-
кат-иатриевого вяжущего после термо-
обработки
а. - исходный кварцит; б - 200°С;
в 800°С; г - 1250бС; д - 16ОО°С
I_________1 . J_______I_______I-----1
50 45 40 J5 30 25 20
Рис. 3.3. Термограммы кварцита н квар-
цитового силикат-натриевого компози-
ционного вяжущего
/ - кварцит; 2 вяжушее после суш-
ки 200°С
При нагревании образца до 125О°С образование тридимита (dA
4,32; 3,83, 3,25; 2,96) протекает интенсивно Однако при 125О°С
он кристаллизуется в кристобалит (dA - 4,06; 3,14; 2,85; 2,49) из
аморфного кремнезема, полученного в процессе обезвоживания геля
кремниевой кислоты. Установлено, что при добавке сульфатов ще-
лочных металлов в интервале 900 1400°С кристаллизация геля идет
весьма интенсивно, причем в дальнейшем кристобалит превращается
в тридимит И.С. Кайнарский также отмечает, что фазовый состав про-
дуктов нагревания аморфного SiO, зависит как от присутствия, так и
от состава минерализатора
Рентгенографический анализ образца, нагретого до 1600ОС (рис. 3.2,
д), подтверждает ^наличие интенсивности линий, соответствующих толь-
ко тридимиту (dA — 3,26; 2,94, 2,53), т.е. кристобалит превращается
в тридимит.
55
Итак в кварцит-силикат на~риевой композиции щелочь при водо-
затворении, как и в других композициях водного раствора силиката
натрия,частично растворяет кварцит, а затем с повышением температуры
«-кристобалит прсврах хается в |3-кристобалит, однако этого кристобалита
на рентгенограммах не видно, так как он имеет скрытокристаллическую
структуру [39]. При дальнейшем повышении температуры цо 580°С
уже (3-модификация кварца переходит в «-кварц, а при 840°С этот же
«-кварц превращается в «-тридимит. Затем из аморфного кремнезема,
полученного при обезвоживании геля кремьиевой кислоты, т. е. из
аморфной стеклофазы, содержащей возможно единичные несовершен-
ные формы кристаллов силиката натрия, при 1250°С [55] (температура
улетучивания Na2O) кристаллизуется кристобалит, а при 1600°С кристо-
балит и кварц переходят в тридимит.
Таким образом, исследование кварцит-силикат-натриевого вяжущего
еще раз подтвердило возможности многогранного использования раство-
ров силикатов натрия как материала, проявляющего в вяжущем свой-
ства минерализатора и одновременно с этим выделяющего аморфную
фазу SiO2, подобную скрытокристаллической, по аналогии с цементами
кварцитов.
Карборунд-силикат-натриевое композицион-
ное вяжущее. Технический карборунд или карбид кремния - ис-
кусственный материал, получаемый путем восстановления кремнезема
углеродом в электропечах сопрсшвлеяия при 2200—25ОО°С. Соотноше-
ние компонентов в этом веществе, условия синтеза влияют на его струк-
туру . Существует две полиморфные модификации карбида кремния -
«-SiC и (3-SiC. fl-SiC — кубическая, a «-SiC - гексагональная модифика-
ции. По данным И.С. Каинасского [36] . в «-и (З-SiC атомы SiC тетраэд-
рически окружены атомами углерода.
Карбид-кремниевые изделия характеризуются высокой огнеупор-
ностью, температура диссоциации 2800°С, высокой температурой де-
формации под удельной нагрузкой (1700—185О°С). низким коэффи-
циентом термического расширения, высокой теплопроводностью
в 5—10 раз выше теплопроводности других огнеупоров, весьма
\р
высокой прочностью, в 10—12 раз превышающей прочность шамотных
огнеупоров. Все эти свойства делают этот материал термически устой-
чивым и, следовательно, более долговечным по сравнению с другими
огнеупорными материалами, особенно в конструкциях, подвержен-
ных циклическим температурным воздействиям Однако карбид крем-
ния подвержен окислению, особенно при температуре выше 1200°С,
что существенно снижает его долговечность. С этим недостатком бо-
рются, применяя различные технологические приемы покрытие по-
верхности изделий химически устойчивыми веществами, введение в
состав материала различных добавок, образующих на зернах карбида
кремния газонепроницаемые пленки, предотвращающие или замедляю-
щие процесс окисления SiC.
Положительные свойства карборунда реализуются главным образом
в металлургической промышленности. В последнее время отходы кар-
борундовых изделий благодаря работам Всесоюзного научно-исследова-
тельского института теплоизоляции и НИИЖБ Госстроя СССР нашли
применение в качестве компонента жаростойкого бетона на жидком
56
стекле, используемого в керамической промышленности для футеров-
ки печных вагонеток.
Такой бетон, в состав которого входят 50 % шамота 50 карборунда
и примерно 260 280 кг жидкого стекла с добавками-отвердителями,
отличается высокой термической стойкостью и, следовательно, долго-
вечностью при циклическом воздействии высоких температур. Однако
высокое содержание в нем щелочного компонента не позволяет приме-
нять его при температурах выше 1200°С, что существенно снижает эф-
фективность применения такого высокоогнеупорного материала, как
карборунд. Кроме того, высокое содержание карборунда в бетоне
существенно повышает теплопроводность последнего, что также явля-
ется негативным моментом для футеровочного материала, предназначен-
ного для защиты металлоконструкций. С другой стороны, многие отрас-
ли промышленности остро нуждаются в высокоогнеупорном материале,
получаемом по бетонной технологии и отличающемся высокой терми-
ческой стойкостью.
Примером такой потребности могут служить фасонные изделия
для различного рода горелок — горелочные камни. Здесь бетон на карбо-
рунде в случае предотвращения или существенного снижения интенсив-
ности окисления SiC может стать наиболее эффективным материалом.
Применение карборунд-силикат-натриевого композиционного вяжу-
щего и карборундового заполнителя делает возможным получение высо-
коогнеупорного термостойкого бетона
Исследо'ванию предотвращения или снижения интенсивности окисляе-
мости карборунда посвящено достаточно много работ Однако этот
вопрос в связи с многогранностью влияния применяемых минеральных
добавок и самой среды решен не до конца.
С целью снижения интенсивности окисления карбида кремния по
данным работы [36] следует вводить добавку в виде СаО в количестве
1,4 % по массе. По данным авторов эта добавка вначале интенсифици-
рует процесс окисления, а затем существенно его замедляет и делает
менее интенсивным, чем в случае применения карборунда без добавок.
Значительный интерес представляют данные, приведенные в работе
[36], где показано влияние некоторых стекловидных веществ на окис-
ляемость карборунда. В частности указывается, что по мере насыщения
стекол кремнеземом существенно замедляется процесс окисления кар-
борунда при температурах 1200—1300°С. Это явление авторы связы-
вают с уменьшением подвижности кислорода по мере возрастания
кремнеземистого модуля.
Химический состав карборунда, использованного при проведении ис-
следований, приведен в гл. 2.
Как и в предыдущих случаях композиция готовилась путем совмест-
ного помола карборунда и силикат-глыбы, взятых в соотношении 85 : 15
(% по массе).
С целью определения возможности совместной работы силиката нат-
рия и карборунда при высоких температурах проведен комилекс ис-
следований по выявлению физико-химических процессов, протекающих
в системе SiC + Na2 О • SiO2.
Основываясь на литературных источниках, рассмотрим вероятность
тех или иных физико-химических процессов, происходящих в системе
"карбид кремния—силикат натрия—вода”.
57
При затворении продукта помола (силикат-глыба + карборунд)
водой и в процессе тепловой обработки до температуры 95°С происхо-
дит диссоциация растворенной части силикат-глыбы с образованием
кремниевой кислоты и щелочи.
Таким образом, с одной стороны, кремниевая кислота, образованная
в результате растворения силикат-глыбы, склонна к гелеобразованию;
с другой стороны, выделявшаяся при диссоциации обводненного сили-
ката натрия щелочь, взаимодействуя с SiC, образует дополнительное
количество силиката натрия.
При обезвоживании композиции (при нагревании) на зернах SiC
будут образовываться пленки из кремнезема и силиката натрия. При
этом силикат натрия характеризуется высоким силикатным модулем.
О возможности образования на поверхности зерен карбида кремния
таких пленок указывается в работе И.С. Кайнарского. При зтом отме-
чается, что окисление связано со значительным увеличением объема,
что позволяет предположить образование сплошных пленок на зернах
карбида кремния [36] . Пленка может быть чисто кремнеземистой,
и в этом случае она при высоких температурах кристобалитовая. Если
же в системе присутствуют оксиды, то пленка - силикатная.
Защитное действие силикатных пленок зависит от кристаллизацион-
ной способности того или иного силиката, близости коэффициента
термического расширения карбида кремния и пленки, угла смачивания
и т. д. [36]
Исследования карбид-кремниевого материала показали [22], что
основное условие устойчивости SiC против окисления — защитная
пленка SiO2. Она служит диффузионным барьером, лимитирующим
скорость взаимодействия карбида кремния с газами — окислителями.
В этой же работе подчеркивается, что возрастание массы SiC при
1647°С в результате взаимодействия с О2, СО, и Н2О означает, что
скорость образования SiO2 превышает скорость его испарения, а ис-
парением SiC в этой области температур можно пренебречь
В изучаемой композиции защитная пленка образуется на карбид-
кремниевых частицах уже до температур окисления, что подтвержда-
ется увеличением интенсивности линии — dA (3,35) кварца (рис. 3.4).
При этом интенсивность линий dA (4,09) кристобалита остается неиз-
менной. На рентгенограмме образца (рис. 3.5) карбид-кремний -сили-
кат-нитриевого вяжущего, нагретого до 1400°С, содержание кристоба-
лита растет, а интенсивность линий dA (3,35) кварца уменьшается.
В данном случае возможность снижения окисления в карбид-крем-
ниевом бетоне при введении карбид-кремний—силикат—натриевого
композиционного вяжущего косвенно подтверждается изменением
его прочностных свойств в нагретом состоянии. Например, образец
карбид-кремниевого жаростойкого бетона, состоящего из 80 % карбид-
кремниевого заполнителя, 18 % тонкоизмельченной части заполнителя
и 2 % силиката натрия, при 1450°С (в нагретом состоянии) имел проч-
ность 1 — 1,2 МПа, при этом деформация (относительная) изменялась
линейно изменению прочности (рис. 3.6). Максимальная температура
службы жаростойких карбид-кремниевых бетонов на композицион-
ном вяжуще м близка к предельной температуре существования SiOi
на SiC - 1627°С [22].
Несмотря на более высокие показатели жаростойкого карбид-крем-
ниевого бетона, на карбид-кремний-силикат-натриевом вяжущем по
58
33
Рис. 3.4. Рентгенограмма карбид-кремнии-силикат-натриевого
вяжущего после термообработки 800°С
Рис. 3.5. Рентгенограмма карбид-кремний-силикат-натриевого вижу
шего после термообработки МОО^С
сравнению с традиционными карбид-кремниевыми огнеупорными изде-
лиями им свойственна еще достаточно высокая окисляемость, что сни-
жает их долговечность. В связи с этим представляет интерес поиск
возможности получения .пленки на карбид-кремниевых частицах, спо-
собной не только создать равновесие при высоких температурах на
границах ’’пленка—SiC” и ’’пленка—среда”, но и уменьшить окисляе-
мость исходного карбид кремния. С этой целью вводился в состав
карбид-кремний-силикат-натриевого композиционного вяжущего до-
ломит (до 3 % массы бетона), уменьшая количество тонкомолотого
59
Рис. 3.6. Зависимость прочности
нагретых образцов жаростойкого
карбид-кремниевого бетона от тем-
пературы (состав 80:18:2 запол-
нитель: тонкоизмельчениыи карбид
кремний: силикат натрия!
карбида кремния и сохраняя содержание силиката натрия неизменным.
При этом учитывалось, что составляющие доломита, появившиеся после
декарбонизации исходного доломита, будут взаимодействовать и да-
вать новые соединения с образовавшейся силикатной пленкой. Напри-
мер, при низких температурах продукты силикатной пленки будут об-
разовывать с MgO низкотемпературные силикаты магния, которые, на-
ходясь в избытке кремнезема, при последующих высоких температурах
переходят в форстерит Образование форстерита возможно при отноше-
нии MgO к SiO2 в пределах 0,94—1.33. Оксид кальция, взаимодействуя
с аморфным SiO2 при температуре 1 100—1200°С, интенсивно образует
2 CaO SiO2
Таким образом, находящиеся скорее всего на границе оболочки
продукты разложения доломита (СаО и MgO), вступая в соединение с
частью S1O,, будут образовывать более температуроустойчивую пленку,
которая препятствует окислению карЙща кремния.
Компоэиционное вяжущее на основе силиката
натрия и цирконового концентрата. Среди цирконий-
содержащих материалов в огнеупорной промышленности большое рас-
пространение получили диоксид циркония (ZnO2) и цирконовый кон-
центрат (ZrSiO,). встречающийся преимущественно в щелочных поро-
дах (сиенит) и продуктах их разложения Поведению циркона при вы-
соких температурах в огнеупорных материалах посвящено немало
работ Известно много исследований системы ZrO2 • SiO2.
Изучались условия диссоциации циркона при различных воздейст-
виях, а также синтез циркона из эксидов кремния и циркония. Между
тем, в литературе отсутствует единое мнение как о конечных продук-
тах диссоциации циркона, так и о ее температуре.Определенно установ-
лено лишь, что температура диссоциации падает с увеличением содер-
жания примесей.
Поэтому представляют интерес работы по использованию ряда ми-
нерализаторов, в присутствии которых при перемешивании с цирконом
(в процессе обработки, в том числе термической) он частично, а мине-
рализатор полностью диссоциируют Продукты диссоциации циркония
и минерализатора образуют новые минералы, выполняющие роль связки
до полной диссоциации циркона к последующего спекания полученного
диоксида циркония (ZnO2).
В качестве исходного огнеупорного компонента для получения ком-
позиционного вяжущего использован цирконовый концентрат ZrSiOx.
60
Химический состав исходного цирконового концентрата (масс. %)
приведен в гл 2 Роль минерализатора играл натриевый компонент,
появляющийся в водном растворе силиката натрия.
При 200°С и выше продукты гидролиза и диссоциации силиката нат-
рия, взаимодействуя с цирконовым концентратом ZnSiO,, разлагают
его на диоксид циркония ZrO2 и диоксид кремния SiO2 Продукты
гидролиза и диссоциации при дальнейшем повышении температуры,
взаимодействуя с продуктами разложения ZnS04, образуют ренпено-
аморфные силикаты натрия и цирконаты натрия, благодаря которым
композиция сохраняет прочность до температур размягчения циркона-
тов и силикатов натрия
В зависимости от содержания щелочи при спекании а зачем тлавле-
нии цирконового концентрата возможно появление двойных или трой
ных соединений. Например, при большем содержании щелочи обра-
зуются двойные соединения (силикаты и цирконаты натрия), а при
меньшем тройные цирконосиликаты натрия Na2ZnSi2O, Взаимо
действие водного силиката натрия с цирконом явно заметно при срав-
нении рентгенограммы исходного циркона с рентгенограммой образца
композиционного вяжущего, нагретого дз 200°С (рис. .7. а, б)
В промышленности пронес спекания и сплавления цирконового
концентрата с содой или едким натром используется к;: к для получе
ния металлического циркония и гафния, так и различных их соединений
При исследовании взаимодействия циркона с едким нитром или седо
установлено, что характер его определяется образованием н свойствами
соединений в системе Na2O- ZrO2 SiO2 В частности, . . стеме Na2O
Si02 появляются силикаты Na2 SiO3 (t = 1098o( J, Tsia SiO, (8"4<4 i
Na6Si2O (1115 1122°C) и инконгруентно плавящийся NajSiO,
(Ш8°С), по другим данным [35] при 960°С Na2O-ZrO2 SiO
лагается с образованием Na2Si2 О, Na2 Si 07 или Na<, Si. О (75
Na6 SiOs. а в системе Na2 О ZrO2 известно одно соединение
конат Na2 ZrO3, имеющий две полиморфные модификации [35]
В тройной системе Na2 О— ZrO2 — SiO2 отсутствуют условия з
чтобы кремний находился в виде 'иликата, а цирконий в н> с
Даже при низком содержании натрия часть i оксида вег в . ,
действие, образуя цирконосиликаты натрия (аиболее jot ими кре ии
цирконосиликат натрия Na2ZrSl2О сущеыоует цирк : । ю.
дом циркония.
Описанные выше процессы рассчитаны т« шко на 1ю > . ш
растворимых соединений циркония, но не ;. 1 пря'ч. :
диоксида циркония
Обычно разложение циркона содой осуществляв;i с - :
выше 1000°С, реакция с едким натром начинается 1 и/
процесс ’’вскрытия” цирконового концентрата .щким г. ;
дит при температуре 700°С. Для спекания и с.иин.в ,я Щ
концентрата в производстве применяют два технолог".1, к -\ варн и
та, принципиально отличающихся по расходу щелочного р- ,
первом из них при Na2O . ZrSiO, •= i получают цирков .г i
Na2 ZrSiO5 который затем обрабатывают кислотой, выбирая
позволяющий в последующих операциях разделить циркони
ний. Во втором варианте разделение циркония и кремния про хо, и.
при расходе ’’вскрывающего’’ реагента (Na.zO или NaOH), увеличенном
61
Рис. 3.7. Рентгенограммы силикат-нат-
риевого вяжущего на цирконовом
концентрате после термообработки
а - исходный цирконовый концент-
рат; б — 200°С; в - 400°С, г -
1600°С
втрое в расчете на получение Na3 ZrOa и растворимого в воде Na, SiO,
В этом случае кислотному выщелачиванию предшествует водное
Следовательно наиболее близки к процессам, протекающим в цир-
кон-силикат-натриевом композиционном вяжущем до 900—1000°С,
те, что относятся ко второму варианту. В рассматриваемой компози-
ции процесс образования силиката и цирконата натрия из циркона в силу
многих причин протекает очень сложно, так как едкий натр добавля-
ется в композицию не в готовом виде, а получается в процессе раство-
рения и гидролиза силиката натрия в воде. Сода Na, СОа, если даже и
образуется в композиции, го е.е так мало, что влияние ее на процесс
разложения циркона не учитывается. Образующихся силикатов и цир-
конатов натрия также, видимо, мало или они рентгеноаморфны при
62
Рис. 3.8. Термограммы цирконового силикат-
натриевого композиционного вяжущего
1 исходный цирконовый концентрат; 2
вяжущее после сушки 200°С
низких температурах, так как при 200 и 400°С их на рентгенограммах
выделить невозможно
Как было показано выше, разложение циркона в композиции состава
80 % циркона + 20 % силиката натрия протекают медленно по мере об-
разования пелочи NaOH из водного раствора силиката натрия и не
полностью, так как количество щелочи для полного разложения цирко-
на меньше требуемого.
По данным авторов работ, для образования Na2ZrO и Na2SiO„ надо
расходовать не менее 1,31 части (по массе) едкого натра на одну часть
циркона. Указывают также [50], что при расходе около 5 молей NaOH
на 1 моль циркона можно получить частично цирконосиликат натрия.
На полученных термограммах циркона (рис. 3.8) и цирконо-силикат-
натриевой композиции до 1000°С заметен один плавный экзотермиче-
ский эффект при 260°С и на кривой ДТА композиции небольшой эндо-
термический эффект при 750°С. Экзотермический эффект в компози-
ции больше, чем у циркона. Это объясняется частичной кристаллизацией
цирконатов и силикатов натрия в виде единичных кристаллов неправиль-
ной формы
Эндотермический эффект при 750°С на кривой термограммы компо-
зиции объясняется плавлением силикатов натрия, при этом понижается
прочность и увеличивается деформативность образцов композицион-
ного вяжущего. Образцы композиционного вяжущего нагревались до
1600°С в фарфоровых тиглях. На рентгенограммах этих образцов име-
ются линии, интенсивность которых соответствует в основном диокси-
ду циркония ZrO2 (dA — 3,69; 3,78; 2,86), силициду циркона ZrSi2
(dA 3,75: 2,63; 2,36) и кристобалиту SiO2 (dA — 4,10). Аморфный
63
кремнезем, образовавшийся из силикатов натрия, возможно после уле-
тучивания натрия из состава композиции при высоких температурах
переходит в кристобалит.
Процесс кристаллизации при высоких температурах в пиркон-сили-
кат-натриевом композиционном вяжущем аналогичен процессу кристал-
лизации кристобалита в шамот-силикат-натриевом композиционном
вяжущ; м. Образец циркон-силикат-натриевого композиционного гяжу-
щего после нагревания до ГбОО°С и охлаждения характеризовался
большой пористостью и прочностью. Преимущества циркон-силикат-
натриевого композиционного вяжущего заключаются также в способ-
ности превращаться в устойчивые фазы (ZrO2 SiO2) при высоких
температурах
3.3. ВЯЖУЩИЕ НА ОСНОВЕ БСН И ОСНОВНЫХ ОГНЕУПОРНЫХ ОКСИДОВ
Магнезит силикат-натриевое композиционное
вяжущее. Проявление вяжущих свойств магнезита при его затворе-
нии жидким стеклом [69] , а также особенности связей кремнезема
с магнезитом, побудили к проведению исследований по определению
вяжущих свойств композиции из магнезита и силиката натрия, получае-
мого путем их совместного сухого помола. Известно, что в зависимости
от температуры обжига магнезита получают каустический или спекший-
ся магнезит. Первый образуется при 700—900°С и применяется в ка-
честве вяжущего. Магнезит, обожженный при 1500—1600°С, называют
спекшимся или металлургическим, хотя он реагирует с водой медлен-
но, но также обладает вяжущими свойствами, что открывает новые
перспективы использования спекшегося магнезита в производстве
безобжиговых изделий.
Для изготовления магнезит-силикат-натриевого композиционного
вяжу него в исследованиях использован спекшийся магнезит химиче-
ского состава, приведенного в гл. 2.
Количество примесей в магнезите, предназначенном для огнеупор-
ных изделий, не должно превышать: СаО 2 3, SiO2 3—5, FesO3 —
5 % (в прокаленном состоянии). На производстве магнезиальных вяжу-
щих вещества затворяют не водой, а растворами хлористых и сернокис-
лых солей, поскольку при затворении водой получается камень не-
больпюй прочности.
Рентгенографическим анализом исходного магнезита установлено
(рис. 3.9) наличие в нем периклаза MgO (dA - 2,10; 2,44, 1,49), мон-
тичеллита (dA - 3,63; 2,40, 1,91, 1,8]), силиката кальция Ca3Si2O,
(dA 2,68; 2,65), а также линий, соответствующих бруситу Mg(OH)2
(dA — 4,79; 2,75; 2,39) На кривой ДТА исходного магнезита
(рис. 3.10) есть два эндотермических эффекта при 360, 450°С, экзо-
термический эффект при 960°С и небольшие эндотермические эффек-
ты при 710, 830°С.
На рентгенограмме сухой смеси молотого магнезита и силиката нат-
рия, затворенной водой и высушенной при 200°С (рис. 3.9, б), видны
линии, соответствующие магнезиту и бруситу. Это означает, что хотя
MgO и очень мало растворяется в воде и образуется брусит, который
при повышении температуры теряет воду и разлагается, но разложение
64
Рис. 3.9. Рентгенограммы магне-
зит-силикат-натриевого вяжущего
после термообработки
а - исходный магнезит; б 200°С;
в - 400°С; г - 600°С; д 800°С;
е - 1000°С; ж - 1450°С
55 50 i5~ 40 55 X 25 20
при 200°С неполное, так как пленка жидкого стекла, образовавшаяся
при растворении силиката натрия, возможно закрывает брусит С увели-
чением же содержания воды она разрывается, и эти оболочки из жидко-
го стекла и брусита теряют воду Эндотермический эффект, соответ-
ствующий разложению брусита при 480°С, показан на термограмме
кривой ДТА образца вяжущего после сушки (рис. 3 10). На кривой
ДТА образца вяжущего, предварительно высушенного при 200°С, имеет-
ся также небольшой эндотермический эффект при 150°С, соответст
вующий удалению химически несвязанной воды, а также эффекты при
310, 410, 480 и 760°С и один экзотермический эффект при 720°С.
При исследовании взаимодействия Mg(0H)2 с жидким стеклом
авторы работы [69] обнаружили отсутствие образования силикатов
магния; наблюдалось лишь обволакивание частиц Mg(OH)2 гелеобраз-
ной массой и разложение брусита Mg (ОН) 2 при 430 -440°С В данном
случае жидкое стекло, образующееся непосредственно в вяжущем,так-
же не взаимодействует до 400°С с Mg (ОН) 2
65
Рис. 3.10. Термограммы магнезита (7) и магнезит-
силикат-натриевого вяжущего (2)
В исходном магнезите содержатся активные силикаты кальция и
монтичеллит. Возможно, что переход силикатов кальция из высоко-
основных в низкоосновные силикаты кальция дает небольшой эндотер-
мический эффект при 340°С (рис. ЗЛО). Эндотермические эффекты
при 410, 480°С свидетельствуют о разложении брусита Mg(OH)2 с по-
терей воды. Рентгенограмма предварительно нагретого до 400°С образ-
ца (рис. 3.9, в) показывает, что интенсивность Ьйний MgO стала боль-
ше, чем в исходном магнезите, что связано с образованием MgO из со-
держащегося в нем брусита.
Рентгенографический анализ образца при 600°С не обнаружил каких-
либо других образований, уменьшилась лишь интенсивность линии
MgO. Такое возможно при образовании из MgO и кремнезема рентгено-
аморфной фазы. На возможность появления такой фазы при 400—700°С
указывает И.С. Кайнарский [35] . По его данным при нагревании сер-
пентинит претерпевает изменения, причем образуются две группы мине-
ралов. При возникновении первой промежуточной аморфной фазы
H4Mg3Si2O9 -* Mg3Si2O7 (аморф.) + 2Н2 О.
При превращении серпентина на рентгенограммах полностью исчеза-
ют соответствующие линии.
Линии форстерита впервые появляются при температурах выше
700°С.
Mg3Si2O7 -> Mg2 Si04 + MgSiO3 (аморф.).
66
Во второй группе минералов при нагревании одновременно с про-
межуточной аморфной фазой образуются форстерит и аморфный ме-
тасиликат
H4Mg3Si2O9 -> Mg3Si2O7 • 2Н2О + Mg2SiO4 + MgSiO3 .
Далее аморфный метасиликат превращается в энстатит при 1150°С,
а свободный кремнезем обнаружен не был [35]. Аморфный метасер-
пентин образуется при удалении воды из серпентина при 400 -700°С.
На рентгенограммах (рис. 3.9, Э) образца композиционного вяжу-
щего, предварительно нагретого до 800°С, линии, соответствующие
MgO, полностью исчезают и появляются линии с интенсивностями,
характерными для форстерита, акерманита и талька. По данным
А.П. Тарасовой [69], при затворении оксида магния жидким стеклом
происходит взаимодействие MgO с Na2O • nSiO2 и образование фор-
стерита. Если в смесь ввести более активный отвердитель из силикатов
кальция, то количество MgO, взаимодействующее с жидким стеклом,
уменьшается, а оксид магния реагирует с SiO2 жидкого стекла только
при температуре выше 800°С в твердом состоянии с образованием
форстерита. Наличие в смеси 2СаСУ • SiO2 приводит к образованию
магнийкальциевогб силиката CaMgSiO4, который отличается высокой
огнеупорностью.
Следовательно, отсутствие линий интенсивностей MgO на рентгено-
грамме (рис. 3.9, е) объясняется образованием форстерита и метасили-
катов магния. Авторы работы-также указывают на то, что при нагревании
до 1000°С из серпентина получается форстерит и метасиликат магния
(вода удаляется уже при 700—750°С). Экзотермический эффект при
720°С на кривой ДТА образца вяжущего, нагретого до 800°С, объяс-
няется кристаллизацией форстерита. Метасиликат магния MgSiO3 не
относится к огнеупорным соединениям, но тем не менее имеет важное
значение, так как образуется при нагревании ряда гидросиликатов маг-
ния, пригодных для изготовления форстеритовых огнеупоров [35].
Водный раствор силиката натрия, увеличивающийся при растворе-
нии безводного силиката натрия, в процессе перемешивания компози-
ции полностью обволакивает частицы MgO и брусита тонким слоем,
и в процессе сушки они закрываются. Это способствует удержанию
воды бруситом вплоть до 500°С. Повышение модуля жидкого стекла
в пределах от 2 до 2,7 способствует возникновению новообразований
MgO • SiO2 • Н2 О и щелочных гидросиликатов магния типа Na2 О • MgO •
• SiO2 • Н2 О. •
При 800°С весь MgO входит в различные минералы, находящиеся
в метастабильных и стабильных фазах. При дальнейшем нагревании,
разлагаясь эти минералы выделяют MgO. Начиная с 800 и 1000°С в
композиции образуются минералы, 'близкие по структуре к тальку,
монтичеллиту, форстериту. Тальк после обжига до 1000°С переходит
в кристобалит.
При нагревании до 900°С тальк разлагается по реакции (упрощенно)
Mg3 (OH)2Si4OI 0 * 3MgSiO; + SiO2 + 2Н2О
и кремнезем, выделившийся в аморфном состоянии при 1100°С, пере-
ходит частично в кристобалит.
67
55 50 45 40 35 30 25 20
Рис. 3.11. Рентгенограммы хромомагне-
зит-силикат-натриевого вяжущего после
термообработки
а - исходный хромомагнезит; б -
200°С; в - 800°С; г - 1250°С; д -
1450°С; е — 1600°С
Хромомагнезит-си л икат-натриевое компози-
ционное вяжущее. Рентгенографическим анализом исходного
хромомагнезита о(рис. 3.11, а) обнаружено присутствие в нем оксида
магния MgO (dA 2,44; 2,10), пикрохромита MgCr2O4 (dA — 3,02;
2,94; 2,07), монтичеллита CaOMgO SiO2 (dA — 3,63; 2,76; 2,64;
2,57; 2,17), форстерита Mg2 SiO4 (dA —3,92; 3,52; 3,02; 2,76; 2,46).
На кривой ДТА (рис. 3.12) наблюдается только один эндотермиче-
ский эффект в интервале температур от 120 до 365°С.
При затворении композиции из силиката натрия и хромомагнезита,
нагретого до 200°С водой, MgO частично растворяется с образованием
рентгеноаморфных силикатов магния, так как на рентгенограмме на-
блюдается уменьшение интенсивности линий, характерных для MgO,
не образуются и другие кристаллические фазы.
Рентгенограмма образца, предварительно нагретого до 800°С
(рис. 3.11, в), показывает также дальнейшее уменьшение интенсивно-
68
Рис. 3.12. Термограммы хромомагнезит-сили-
кат-натриевого вяжущего
сти линий MgO, что свидетельствует о растворении MgO с образованием
аморфных силикатов магния.
Аморфные магнезиты представляют собой продукт разрушения
пород, состоящих преимущественно из силикатов магния, при воз-
действии на них углекислоты в присутствии воды. Поэтому возможно
образование аморфных силикатов магния в тех частицах MgO, которые
обволакивались гелем кремниевой кислоты. Впоследствии, обезвожи-
ваясь, она превращается в активный кремнезем. В исследуемой компо-
зиции активная роль щелочи была незаметна.
В присутствии MgO возможно образование промежуточных соедине-
ний Na2MgSiO4, которые на некоторое время выводят часть щелочных
оксидов из сферы реакций минералообразования [15] . Отрицательное
влияние повышенных количеств Na3O существенно уменьшается в при-
сутствии MgO. При большом содержании MgO в обжигаемом материале
улетучиваемость щелочей уменьшается вследствие образования трудно-
летучих Na2MgSiO4. Однако в исследуемом композиционном вяжущем
при различных температурах кристаллизации фаз, соответствующих
Na2 MgSiO4 не наблюдалось.
Авторы работы [15], исследовавшие влияние MgO на процессы свя-
зывания СаО в известняках, отмечают, что при увеличении содержания в
обжигаемом материале MgO сверх 2—3 % степень усвоения извести при
различных режимах обжига понижается, и в магний содержащем клинке-
ре остается повышенное количество несвязанной CaO. Flo в данных опы-
тах рентгенографическим анализом не обнаружено присутствие СаО или
Са(ОН)2 отдельно или в виде двухкальциевого силиката. Значит, СаО
существует в композиции в виде легкоплавкого монтичеллита
69
CaMgSiO4. Отмечалось также, что в обожженном магнезите свободный
СаО может превращаться в легкоплавкий монтичеллит.
При обжиге магнезитовых изделий спекание материала происходит
главным образом при рекристаллизации периклаза MgO и особенно
вследствие расплавления силикатного ’’цемента” (преимущественно
монтичеллита CaMgSiO4). В исследуемом композиционном вяжущем
также возможно активное проявление вяжущих свойств за счет мон-
тичеллита, содержащегося в магнезите и вновь образующегося при
1000°С в композиционном вяжущем. Авторы работ также указывают
на то, что при повышении температуры обжига магнезита сверх 1000°С
начинается образование силикатов: сначала простых Са2 SiO4 и
Mg2SiO4, а затем двойного — монтичеллита CaMgSiO4 .
В связи с тем, что содержание кальция в хромомагнезите ограни-
чено, а в силикате натрия практически отсутствует, то в исследуемом
композиционном вяжущем в основном будут появляться силикаты
магния, из которых при дальнейшем нагревании будет образовываться
форстерит. Итак, в начале после затворения водой и сушки при 200°С
наблюдается сильное растворение оксида магния в присутствии водно-
го раствора силиката натрия. Оно продолжается до 125О°С. На рентгено-
грамме образца, нагреюго при 1250°С, видно увеличение интенсивности
линий, соответствующих форстериту и монтичеллиту. Значения меж-
плоскостных расстояний монтичеллита и форстерита в основном близки.
На образцах, нагретых до 1450°С и до 1600°С, магнезит рекристаллизу-
ется, что видно по резкому увеличению интенсивности линий магнезита
(рис. 3.11, д, е).
Следовательно, можно предположить, что силикат натрия в хромо-
магнезит-силикат-натриевых композициях будет способствовать обра-
зованию высокотемпературного форстерита и улучшению свойств це-
ментирующего монтичеллита. Однако надо учитывать, что чрезмерное
увеличение содержания монтичеллита повысит деформативность хромо-
магнезитовых огнеупоров, а образование больших количеств форстери-
та при обжиге огнеупоров сделает их хрупкими вследствие анизотропии
теплового расширения форстерита.
Отсутствие необходимости предварительного обжига более чем поло-
вины исходного материала (хромита) обусловливает экономическую
эффективность производства и применения хромомагнезитовых огне-
упоров по сравнению с магнезитовыми. Это преимущество скорее всего
будет сохраняться и для жаростойких хромомагнезитовых бетонов на
хромомагнезит-силикат-натриевом композиционном вяжущем.
3.4. ВЯЖУЩИЕ НА ОСНОВЕ БСН
И АЛЮМОСИЛИКАТНЫХ СОЕДИНЕНИЙ
Корунд-силикат-нагриевое композиционное вяжущее. Результаты
термомеханических испытаний образцов корунд-силикат-натриевого
вяжущего, представленных на рис. 3.13, позволяют установить зави-
симость прочности нагретого материала от температуры нагрева. От-
сюда следует, что при температурах выше температуры начала размяг-
чения силиката натрия (760—800°С) при кремнеземистом модуле 2,8—
3.0 прочность этой композиции низкая. При 800°С она составляла всего
0,4 МПа. При 1000°С прочность была еще меньше (0,3 МПа). В интер-
70
Рис. 3.13. Зависимость прочности на-
гретых образцов из корунд-силикат-
натриевого композиционного вяжущего
от его состава и температуры нагрева
1 - корунд Na2SiO3 =85 : 15. % по мас-
се-2 - корунд : мел : Na2 SiO3 = 60 :
: 32 : 8 % по массе (цифры на кривых -
значения прочности, МПа, при данной
температуре нагрева)
I
вале температур 1000—1100°С за счет твердофазовых реакций между
SiO2 и стеклофазой заполнителя прочность несколько повышалась
(до 0,6 МПа), но оставалась крайне неудовлетворительной. При 1200—
125О°С она практически равна нулю.
Поэтому для получения высоких термомеханичеёких свойств в сос-
тав вяжущего нужно ввести компонент, который, вступая в реакцию
с составляющим данного вяжущего при высоких температурах, обра-
зовывал бы высокоогнеупорные соединения.
В связи с этим особый интерес представляло поведение исследуемо-
го материала в интервале температур 800—1000°С. Установлено, что в
системе CaO Al2O3SiO2FeO вероятность существования оксида каль-
ция весьма низка. Он реагирует с компонентами системы даже при са-
мых незначительных концентрациях, образуя при этом сначала силикаты,
а затем алюминаты и прочие соединения.
По И.С. Кайнарскому реакции в твердой фазе мевду оксидом каль-
ция и кремнеземом могут начинаться при 550—650°С, но значительно
активизируются лишь при 1000-1200°С. В.И. Шубина [77] указывает на
то, что высокоогнеупорные кальциевые силикаты образуются при моле-
кулярном соотношении CaOSiO, равном 3, 4. . .4,3 и более.
С учетом всех этих данных в состав корунд-силикат-натриевого ком-
позиционного вяжущего был введен кальцийсодержащий компонент.
Это были либо молотая известь, либо известняк, либо мел.
В вяжущее последовательно вводили до 20 % молотой извести, гаше-
ной извести и известняка. Образцы при этом после сушки имели невы-
сокую прочность: соответственно не более 6,9 и 14 МПа. Помимо этого,
образцы, в состав которых входила известь, особенно негашеная, теряли
прочность со временем. Наилучшие результаты были получены на об-
разцах из композиции с мелом — до 30 МПа.
Потеря прочности образцами, содержащими известь, по истечении
времени после их сушки при 180—200°С,вероятно, объясняется продол-
жающимся гашением извести влагой воздуха.
Образцы же с мелом и известняком, практически инертные при такой
температуре материала, сохраняют приобретенную при тепловой обра-
ботке прочность. Все это обусловило выбор мела для изучаемой сили-
кат-натриевой композиции. Были проведены опыты с целью выявить
влияние каждого компонента вяжущего на прочность образцов после
сушки и нагрева до высокой температуры. В состав композиции вво-
дили Na2 SiO3, а-А12 О3 и СаСОз в виде мела.
71
При этом учитывалось как влияние диссоциации мела при высокой
температуре, так и появление пористости при удалении СО2. Кроме
того, определялись необходимое соотношение между СаО и А12 О3,
Na2 SiO3 для реакции с образованием высокоогнеупорных силикатов
кальция и возможность образования алюминатов кальция, а также
муллитоподобных соединений и самого муллита.
Оптимизация состава вяжущего по прочности после сушки, проч-
ности при высоких температурах и по температуре начала деформации
под удельной нагрузкой 0,2 МПа дала возможность установить наиболее
рациональное соотношение между компонентами вяжущего, которое
составило (% по массе соответственно) : силикат натрия : мел : корунд =
= 8 : 32 + 35 : 60 + 57. Образцы из такой композиции (удельная поверх-
ность 2600—2700 см2/г) при В/В — 0,18 характеризовались средней
прочностью при сжатии после сушки 28,4 МПа и средней плотностью —
2,42 г/см3.
Поведение вяжущего при термомеханических испытаниях представ-
лено на рис. 3.13.
Чем же объясняются значительно более высокие термомеханические
характеристики вяжущей композиции с кальцийсодержащим компонен-
том как при средних (700—900°С), так и при высоких температурах
(1200°С и выше). При тонком помоле мела на поверхности его частиц
за счет термо механического воздействия вполне возможно появление
в каком-то количестве СаО. При затворении же вяжущего водой начи-
нается, как известно, гидратация этого оксида с образованием Са(ОН)2,
при затворении композиции водой, энергично взаимодействует с раство-
ренной частью силикат-глыбы, т. е. с жидким стеклом. А.П. Тарасовой
[69] показано, что Са(ОН)2, вступая в реакцию с гелем кремниевой
кислоты, образует силикат кальция СаО • SiO2 • пН2 О при температурах
до плавления силиката натрия. В итоге температура размягчения систе-
мы несколько повышается. При дальнейшем повышении температуры
происходит диссоциация СаСО3 и последующее образование двух-
кальциевого силиката, а также сложных алюмонатриевых силикатов.
Взятые молекулярные соотношения между СаО и SiO2, равные 3:1,
благоприятствуют интенсивному образованию высокоогнеупорных си-
ликатов кальция типа 2СаО • SiO2. Кроме того, в интервале температур
1000— 1400°С должны образовываться алюминаты кальция и муллит.
Эти вещества существенно повышают огнеупорность вяжушего и тем
самым его термомеханические характеристики.
Комплексные физико-химические исследования (химический, диф-
ференциально-термический, рентгенографический и электронно-микро-
скопический анализ) процессов, протекающих в вяжущем при измене-
нии температурных условий, в основном подтвердили приведенные
выше положения. Соотношение компонентов в масс. % в исследован-
ном вяжущем было таким: силикат-глыба - 8; мел — 32; корунд — 60.
Химический состав, %: SiO2 - 5,6; А12О3 - 60,23; Fe2O - 0,83;
СаО — 16,8; MgO — 0,82; TiO2 — 0,62; Na2O — 2,0; прочие примеси —
13,1.
Из этих данных следует, что высокоогнеупорного компонента А12О3
в системе 60,2 %, а щелочи не больше 2 %. При этом повышается тем-
пература начала деформации под нагрузкой. Прочие примеси в основ-
ном включают СО2, привнесенный с мелом. Соотношение компонен-
тов SiO2 : А12О3 ~ 1 : 10,8; СаО : SiO2 « 1 : 3,0; СаО : А12О3 ~ 3,6
72
Рис. 3.14. Рентгенограмма композиции корунд-
мел-силикат натрия, нагретой до 200°С
2,5k
Рис. 3.15. Рентгенограмма композиции: корунд-
мел-силикат натрия, нагретой до 800°С
весьма благоприятно для получения высокоогнеупорных соединений
типа 2СаО SiO2; СаО • 2А12 О3; ЗА12 О3 2SiO2.
Основные компоненты вяжущего после сушки при t = 200°С — это
корунд, характеризуемый dA (3,48; 2,55; 2,38), СаСО3 с dA (3,85;
3,03; 2,49; 2,28) и аморфная фаза в виде силиката натрия (рис. 3.14).
После нагрева до 800°С СаСО3 диссоциируется. В этом случае ос-
новными фазами будут корунд — dA (3,48; 2,54; 2,37) и оксид каль-
ция — dA [2,75; 2,68; 2,19 (рис. 3.15)]. Обнаруживаются также следы
соединений 5СаО • ЗА12О3 dA (4,94); СаО • А1^О3 (3,03 А) и 2СаО •
• SiO2 (2,83 А). Таким образом, хотя при этой температуре и преобла-
дает декарбонизация СаСО3, она весьма важна и для образования высо-
коогнеупорных соединений.
С повышением температуры до 1000, 1200 и 1400°С существенно
активизируются процессы образования высокоогнеупорных соедине-
ний. После нагревания до 1400°С в составе связки, кроме корунда,
находят двухкальциевый силикат — dA (3,41; 3,24; 2,27; 2,51); ди-
алюминат кальция — dA — (3,19; 2,495; 1.523), образующий агрегаты
тонкоигольчатых кристаллов, муллит — dA (3,39; 2,85; 2,55; 2,21;
2,12; 1,71; 1,695^ 1,404; 1,354; 1,236) и в очень небольшом количе-
стве - анортит с dA (3,6; 1,96; 1,838).
При нагревании вяжущего до 1600°С формируются окончательно его
структура и фазовый состав, уменьшается пористость, повышается
содержание муллита и диалюмината кальция. В структуре вяжущего
73
t------i------1------1------1------1------1------1
53 50 45 чС 35 30 25 29
Рис. 3.16. Рентгенограммы шамот-си-
ликат-натриевого вяжущего после тер-
мообработки
а — исходный шамот; б — 200°С; в —
800°С; г - 1250°С; д - 1450°С
присутствуют также зерна 2СаО • SiO2 и СаО • А12 03. Они равномерно
распределены в игольчатой структуре муллита и диалюмината кальция.
Следовательно, вводя в состав корунд-силикат-натриевого связующе-
го мел (известняк) при сохранении определенных соотношений между
компонентами можно существенно улучшить термо механические ха-
рактеристики и тем самым повысить как температуру применения
вяжущего, так и жаростойкого бетона на его основе, в особенности
при высокоогнеупорном заполнителе.
Шамот-с и л и к а т-н атриевое композиционное вя-
жущее. Рентгенограммы исследуемой системы, нагретой до 200,800,
1250 и 1450°С, представлены на рис. 3.16, б-д.
Отмечается некоторое увеличение аморфного вещества в препарате
при сравнении рентгенограмм исходного шамота (рис. 16, а) и вяжуще-
го, нагретого до 200°С, с рентгенограммой вяжущего, нагретого до
74
800°С (рис. 3.16, б, в). Это может объясняться растворением под воз-
действием оксида натрия части кварца, присутствующего в шамоте.
По рентгенограмме вяжущего, нагретого до 1250°С (рис. д.16, г),
можно судить о наличии в системе муллита — de(2,20; 2,29; 2,54; 2,68;
2,89; 3,42 JI), кристобалита - d (2,1,2; 4,09 А) и кварца — d (1,81
3,35; 4,26 Л). Однако, если сравнивать ее с рентгенограммой вяжущего,
нагретого до 800°С, то отмечается заметное снижение интенсивности
линий кварца и кристобалита. Это явление, возможно,объясняется воз-
действием на систему оксида натрия, поскольку тот, образуя с текло фа-
зу с кварцем, препятствует выделению кристобалита.
С увеличением температуры обжига до 1450°С (рис. 3.16, д) на
рентгенограмме вяжущего прослеживается рост интенсивности линий
кристобалита (4,09; 2,12 X), а линия кварца d (4,26 А) почти полностью
исчезает. Объясняют это явление тем, что при этой температуре интен-
сивно кристаллизуется кристобалит из аморфного кремнезема, полу-
ченного при дегидратации геля кремниевой кислоты. Пинии же кварца
исчезают вследствие его перехода в аморфную форму (в стеклофазу)
под действием оксида натрия, т. е. при превращении кварца в высоко-
модульный силикат натрия.
Данные термомеханических испытаний вяжущих композиций на
шамоте, содержащих 25 и 20 % силикат-глыбы (кривые 2 и 5), при-
ведены на рис. 3.17. Сравнение ведется с композицией из корунда и
15 % силикат-глыбы*
Отсюда следует, что при использовании тонкомоготого шамота термо-
механические свойства вяжуще го при средних (750—900°С) темпера-
турах существенно повышаются вследствие физико-химических про-
цессов, проходящих в системе ’’шамот-силикат-глыба” при нагревании.
Необходимо отметить, что при прочностях образцов в нагретом до
1000—1200°С состоянии от 2,3 до 0,6 МПа (кривые 2 и 3) рабочая
температура бетона на шамотном заполнителе может быть не менее
1250—1350°С, так что композиционное силикат-натриевое вяжущее с
огнеупорным компонентом в виде тонкомолотого шамота вполне
пригодно для получения жаростойких бетонов, способных выдерживать
температуру более 1250°С.
Боксит-си ликат-натриевое композиционное
в я ж у щ е е. Рентгенографическим анализом исходного боксита
(pijc- 3.18, а) установлено, что в боксите имеется бемит 7-AIGH
(dA — 3,18; 2,34; 1,99), трехводный, гидроксид алюминия А1(ОН)3
(dA — 4,42; 3,62; 2,70; 2,45), оксид железа Fe?O3 (6А - 2,69; 2,5*1;
2,20) и интенсивность линий, соответствующих каолиниту
Ai2Si2O5 (GH)4 (dA — 4,40; 3,56; 2,56). Явных линий, соответствую-
щих кристаллическому кварцу, на ренггеногра?лме исходного боксита
нет. Кремнезем з боксите существует, по-видимому в аморфном виде.
Анализ показал, что исследуемый боксит относится к гиббсит-бемито-
вым, а красный цвет подтверждает наличие рксида железа.
Рассмотрим дифференциальную кривую нагревания исследуемого
гиббсит-бемитового боксита (рис. 3.19). На его термограмме имеются
два больших эндотермических «эффекта, первый при 330°С (он начи-
нается с 280°С), а второй при 580°С (он начинается с 520°С)^ Первый
эндотермический эффект при 330°С объясняется превращением бемита
в А12О3. Судя по количеству теряемой воды при 330 и 580°С первый
75
1
2
__J и %
200 400 600 600 1000 1200 t°,C
Рис. 3.17. Зависимость прочнос-
ти образцов из шамот силикат-
натриевого вяжущего от тем-
пературы нагрева, вида запол-
нителя и содержания силикат-
глыбы
1 - корундовый огнеупорный
наполнитель; содержание си-
ликат-глыбы 15% по массе; 2 -
шамотная огнеупорная добавка;
содержание силикат-глыбы 25%
по массе; 3 - то же, содержа-
ние силикат-глыбы 20% по мас-
се (цифры на кривых —> зна-
чения прочности образцов1 при
данной температуре нагрева)
।________i________i_______j_________i--------1--------1--------1
i5 50 45 40 J5 30 25 20
Рис. 3.18. Рентгенограммы бок-
сит-силикат-натриевого вяжуще-
го после термообработки
а - исходный боксит; б -
200 °C; в - 800 °C; г -
1250 °C; д - 1600 °C
76
эндотермический эффект должен быть намного больше второго. Для
сравнения с полученной термограммой рассмотрим дифференциальные
кривые нагревания гиббсита, бемита и диаспора, приведенные в работе
[43].
На рис. 3.20 изображены кривые нагревания гиббсита, отличающиеся
от кривой 1 на рис. 3.21. Кривая 1 характеризуется тремя эндотерми-
ческими эффектами, кривая 2 — двумя, кривая 3 — одним большим и
вторым — незначительным.
Федотьев, изучавший продукты обезвоживания и кривые нагревания
природного и искусственного гиббсита, считает, что первый эндотерми-
ческий эффект на кривой 1 (рис. 3.20) складывается из двух: началь-
ного, протекающего в очень коротком температурном интервале при'
потере 1/2 моля воды, и конечного, наступающего сразу после началь-
ного эффекта соответствующего окончательному выделению первых
двух молей воды. Третий эффект с максимумом при 520—53О°С —
фиксирует удаление третьего моля воды и превращения бемита в
7-А12 О3.
77
Рас. 3.22. Термограмма обезвожива-
ния гиббсита
Термограммы, приведенные в работе, резко отличаются от полу-
ченной (рис. 3.19). Отличие термограммы исследуемого гиббсито-
бемитового боксита (рис. 3.19) от термограмм, приведенных на
рис. 3.20-3.21, можно объяснить, во-первых, различием сравнитель-
ных исходных вешеств. Второе отличие можно объяснить в первом при-
ближении тем, что. бемита в исходном боксите больше, чем гиббсита.
Однако, по данным различных авторов, гиббсит и бемит переходят в
а-А12 О3 по-разному. Броун, Кларк и Эллиот дают несколько иное объ-
яснение трем ярко выраженным эндотермическим эффектам на полу-
ченной ими термограмме обезвоживания гиббсита (рис. 3.22).
До 190°С гиббсит стоек, но между 200 и 300°С (первый эндо-
термический эффект) он медленно разлагается до бемита, причем до
300°С оба гидрата присутствуют примерно в равных количествах. При
330°С (второй эффект) остаточный гиббсит быстро переходит в без-
водный Х-глинозем, и образуется смесь глинозема и бемита. Отноше-
ние между этими фазами не изменяется до 53О°С, когда бемит быстро
переходит в у-А12 О3 и образец состоит из смеси X и у-А12 О3 -
Итак, по данным работы у-А12О3 (бемит) — единственный проме-
жуточный безводный продукт на пути к получению а-А12 О3. Однако
Руксби, исследуя продукт разложения гиббсита, нашел в нем наряду
с бемитом мелкодисперсный оксид алюминия, отличающийся от
у-А12О3 линиями d 1,90 А и названный Х-А12О3. Другие исследователи
продукт разложения байерита назвали ту-А12 О3, т. е. по другому обозна-
чили у-А12 О3.
Заальфельд отметил еще одну плохо ©кристаллизованную модифи-
кацию А12 О3, образующуюся при дегидратации монокристаллов гиб-
бсита в вакууме и переходящую в 7?-А12О3, которая названа им
0-А12О3. Фазу, возникающую при нагревании гидраргиллита в интер-
вале 500—600°С, Сато обозначил X-Ai3O3, а Гемзер е-А12О3. В работе
[164] отмечается переход 7-А12О3 в 6-А12О3 через мета стабильное
состояние А12О3, а Руксби это метастабильное состояние по данным
рентгене исследований обозначает Q-At3O,, считая, что оно возникает
из 7-А12 О3 через 6-А12О3. Кроме Q-A12O3 обнаружена еще одна мо-
дификация х-А12О3, возникающая из кА12О3 в интервале 800—1000°С
при укрупнении кристалла.
78
Отмечают также [43] , что температурные превращения гидроксидов
алюминия зависят от условий нагрева, атмосферы, размеров частиц
и чистоты препаратов. Превращение гидроксида, полученного по спо-
собу Байера и состоящего из геббсита и бемита, происходит в двух
направлениях по схеме:
гиббсит —► х
а-А12 О3-
бемит
У
Руксби дает следующую схему последовательных превращений гидро-
ксидов алюминия:
>150°С
байерит-----1 ---*“ Q ----*“ а
бемит
>150° С
гиббсиг ------------*- х -------*- х ----а
450°С
диаспор --------------а
А.М. Калинина [65] считает, что при термическом разложении гио-
бсита до кристаллизации стабильного а-А12 О3 существуют две или три
метастабильные фазы (у,-\ — Q), так как наряду с бемитом, образую-
щимся при обезвоживании гиббсита при атмосферном давлении, всегда
возникает аморфная или высокодисперсная форма А12О3. Каждая
из этих фаз при дальнейшем нагревании может развиваться независи-
мо, с последовательной кристаллизацией метастабильн^гх переходных
форм А12О3.
Таким образом, нет единого взгляда на количество и строение поли-
морфных превращений оксида алюминия.
Эти противоречия объясняются [43] влиянием способа получения
исходного вещества на механизм термического разложения и условия-
ми дегидратации гидроксидов алюминия — температуры, давления,
продолжительности, состава атмосферы. Однако введением примесей,
играющих роль стабилизаторов или модификаторов, можно регулиро-
вать процессы полиморфных превращений оксида алюминия. Для полу-
чения боксит-силикат-натриевого композиционного вяжущего вводи-
мые в боксит компоненты должны играть не только роль регулятора
метастабильных фаз А12О3 в процессе получения устойчивого а-А^Од,
но и направлять эти промежуточные процессы в сторону улучшения
вяжущих свойств композиции при изготовлении жаростойких бетонов.
Установлено, что стабилизатором модификационных превращений
гидроксидов алюминия в бокситах являются щелочи и щелочно-земель-
ные оксиды. В связи с этим рассмотрим более подробно природу обра-
зования различных соединений силиката натрия с минералами исходно-
го боксита, а также возможные их превращения при взаимодействий с
силикатом натрия до высоких температур. В гиббситбемитовом бокси-
ту содержатся: каолинит — Al2 Si2 О5 (0Н)4 (d X — 4,40; 3,56; 2,56),
гематит a-Fe2O3 (dA - 2,69; 2,51* 2,20), бемит у-АЮН (<Ц — 3,18;
2,34; 1,99), гиббсит - А1(ОН)3 (dA - 4,22; 3,62; 2,70; 2,45), аморф-
79
ный и кристаллический кремнезем SiO2 (dA - 3,34; 3,06; 1,84).
При затворении боксит-силикат-натриевого композиционного вяжуще-
го водой из силиката натрия образуется щелочь NaOH, концентрация
которой в растворе увеличивается до полного растворения силиката
натрия. Если учесть, что Na. О в силикате натрия содержится до 26,1 %,
а в силикат-натриевом бокситовом композиционном вяжущем соста-
ва (% по массе) 80 : 20 (боксит : силикат-глыба), то его содержание
составит 5,22 %.
Этого количества (5,22 %) Na2O достаточно для создания щелочной
среды в вяжущем для растворения гидроалюминатов и для растворе-
ния части кварца боксита. В работе [43] показано, что если в воде
растворена щелочь, то гиббсит превращается в бемит при температуре,
меньшзй чем 150°С. Здесь отмечается также, что в щелочной среде
алюмогели стареют быстрее, а небольшие добавки щелочи к алюмоге-
лю (5 г/л NaOH) резко ускоряют процесс старения: с увеличением
pH скорость старения алюмогеля возрастает. При старении свежего
алюмо геля в воде при 98—100°С уже через час появляется бемит.
Кремнезем взаимодействует с щелочами и алюминатными раствора-
ми по упрощенным реакциям
SiO2 + 2NaOH = Na2 SiO3 + H2 О;
l,7Na2SiO2 + 2NaA102 +3,4H2O = Na2OAl2O3 +l,7SiO2 1,7H2O+
+ 3,4NaOH.
Каолинит в щелочных и алюминатных растворах разлагается с пере-
ходом его составляющих в раствор по реакции
Al2 О3- 2SiO2 • 2Н2 О + 6NaOH * 2Na2 SiO3 + 2NaA102 + 5H2 О
с последующим осаждением гидроалюмосиликата натрия [43]. Таким
образом, процесс превращения кремнезема боксита в гидроалюмоси-
ликат натрия протекает в две стадии: 1) растворение кремнезема в
щелочно-алюминатном растворе; 2) кристаллизация гидроалюмосили-
ката из раствора [43] .
Химический состав выделившегося гидроалюмосиликата натрия
непостоянен, зависит от температуры, состава и концентрации алю-
минатного раствора и соответствует условной формуле
nNa2 О • А12 О3 (1,4-2,0) SiO2 • 4Н2 О.
Итак, после рассмотрения возможных реакций между минералами
боксит-силикат-натриевого композиционного вяжущего при низких
температурах проанализируем полученные результаты при нагревании
вяжущего при различных температурах. На рентгенограмме образца
вяжущего, нагретого до 200°С (рис. 3.18, б), имеются линии, интен-
сивности которых соответствуют бемиту (dA — ЗД8; 2,34; 1,99),гема-
титу (dA — 2.69; 2,51; 2,20; 1,83), каолиниту (dA — 4,40; 3,56; 2,56)
и кварцу (dA — 3,34; 3,06; 1,84). Линии, соответствующие бемиту,
несколько уменьшились по сравнению с линиями бемита в исходном
боксите. Хотя предполагалось увеличение содержания бемита за счет
разложения гиббсита, но при нагреве до 200°С стало больше аморфной
80
части вяжу пр го, образования же других кристаллических фаз не на-
блюдалось.
Все эти изменения показывают, что, во-первых, происходит обезво-
живание гиббсита при одновременном воздействии щелочи и темпера-
туры, и при этом гиббсит, обезвоживаясь, переходит в высокодисперс-
ную аморфную форму А12ОЧ. А.М. Калинина [37] отмечает, что при
обезвоживании гиббсита при атмосферном давлении наряду с бемитом
всегда образуется аморфная и высокодисперсная форма А12О3. Обез-
воживание при 200°С подтверждается и результатом дифференциально
термического анализа (рис. 3.19). При температурах от 200 до 800°С
рентгеновский анализ образцов не проводился.
На рентгенограмме образца, нагретого при 800°С (рис. 3.18, в), вид-
но, что сохранился гематит a-Fe2O3 и произошла кристаллизация в
небольшом количестве 0-глинозема (0-А12О3). Из бемита и каолини-
та, видимо, образовался аморфный глинозем при потере воды, так как
структура становится рыхлой. На термограмме потеря воды бемитом
отразилась небольшим по сравнению с термограммой исходного бок-
сита эндотермическим эффектом. При нагревании вяжущего до
125О°С образуется а-А12О3 (dA — 3,50; 2,56; 2,39), натриевый глино-
зем Na2O (11 — 12) А12О3 (dX — 2,51; 2,45; 2,39) и сохраняется ге-
матит y-Fe2 О3. Муллит не образуется (рис. 3.18, г).
Установлено, что в группу 0-глинозема входят высоко глиноземис-
тые алюминаты, представляющие собой соединения глинозема с щело-
чами состава Na2O • (11—12) • А12О3. По всей вероятности в исследуе-
мом вяжущем до 1250°С образуется натриевый глинозем Na2 О • (11 —
-12) -А12О3.
Отсутствие кристаллизации муллита хорошо объясняется результа-
тами исследований Л.И. Карякина [39]. Им показано, что на кристал-
лизацию муллита сильно влияют оксиды щелочных металлов. При
наличии 4,5Na2O муллит не образуется, а вместо него кристаллизует-
ся щелочной 0-глинозем Na2 О • (11—12) • А12 О3.
Исследуемое бокситовое композиционное вяжущее, чтобы опреде-
лить состав окончательных новообразований, нагревался до 1600°С.
На рентгенограмме (рис. 3.18, д) этих образцов есть линии, соответ-
ствующие а-А12О3 (dA — 3,50;. 2,56; 2,49; 2,40; 2,09) и свидетель-
ствующие об образовании небольшого количества муллита (dA — 3,38;
2,89), а линии, отвечающие 0-глинозему и гематиту, отсутствуют. От-
сутствие линий 0-глинозема еще раз подтверждает справедливость вы-
водов и проведенных ранее исследований по улетучиванию натрия при
высоких температурах. Отсутствие линий гематита объясняется пере-
ходом гематита в стеклофазу при уменьшении щелочного компонента
в составе вяжущего. Это подтверждается многими исследователями.
Например, ими показано, что при обжиге многощелочных глин,
содержащих оксиды железа, гематит образуется, а в малощелочных —
нет, и Fe2 О, переходит в стеклофазу.
Все сказанное выше позволяет выявить достоинства и недостатки
боксит-силикат-натриевого вяжущего. Основные его преимущества —
возможность получения высокотемпературной модификации глинозе-
ма, а также регулирования вяжущих свойств и модификационных
превращений гидроксидов алюминия. Важно и то, что высокотемпе-
ратурные модификации глинозема, получаемые при потере воды
гидроксидами алюминия, имеют рыхлую структуру до температур
81
плавления, а это благоприятствует увеличению реакционной способ-
ности модификации глинозема при взаимодействии с другими ми-
нералами.
К недостаткам можно отнести то, что в гидроксидах алюминия ос-
новная часть воды сохраняется до 250—350°С, а структурно-связан-
ная вода сохраняется до 800—900^0, из-за чего вяжущее дает сильные
усадки. Усадки вяжущего, как известно, создают большие внутрен-
ние напряжения на границах вяжущее—заполнитель. Уменьшение объ-
ема при переходе в у-глинозем для гидроаргиллита составляет 60 %,
для бемита — 33, а для глинозема — 13 %.*
Следовательно, композиционное вяжущее возможно хорошо будет
’’работать” с заполнителями с большим температурным коэффициен-
том линейного расширения, например, корундом, кварцитом. Гемати-
ты в вяжущем сохраняются до высоких температур (1250°С), а затем
переходят в стеклофазу. Однако можно предположить, что если ввести
в вяжущее оксиды магния, то они будут связываться с гематитами с
образованием таких высокотемпературных соединений, как магнезио-
феррит MgO • Fe2 Оя.
Такое вяжущее при соответствующем выборе вида исходных мине-
ралов может оказаться весьма эффективной композиционной состав-
ляющей жаростойкого бетона.
ГЛАВА 4. ЖАРОСТОЙКИЕ БЕТОНЫ НА СИЛИКАТ-НАТРИЕВОМ
КОМПОЗИЦИОННОМ ВЯЖУЩЕМ
4.1. ПРОЕКТИРОВАНИЕ СОСТАВОВ ЖАРОСТОЙКИХ БЕТОНОВ
При проектировании жаростойких бетонов, йак и обычных стро-
ительных, придерживаются, разумеется, общих принципов такого про-
ектирования [8] . Однако при этом проектирование жаростойких бе-
тонов имеет свои отличия, определяемые спецификой их эксплуатации,
тем, что они предназначены для службы в различных средах, при раз-
личных температурных режимах. По существу, всему многообразию
требований, предъявляемых к жаростойким бетонам, не отвечает ни
один из существующих жаростойких бетонов. Именно этим объясня-
ется их многообразие, а также необходимость совершенствования и
разработки новых видов жаростойких бетонов с улучшенными свой-
ствами и в первую очередь с достаточной прочностью во всем интервале
температур и термической стойкостью.
Известно, что предельно допустимая температура применения, сред-
няя плотность, монтажная прочность и прочность при рабочей темпера-
туре зависят от вида вяжущего и огнеупорного заполнителя. Кроме
того, они определяют термическую стойкость данного бетона, а также
стойкость в той или иной эксплуатационной среде.
В данной работе рассмотрены жаростойкие бетоны на различных
силикат-натриевых композиционных вяжущих, рассмотренных в гл. 3,
изготовленные с применением ъ качестве заполнителей алюмосиликат-
ного шамота, динаса, кварцита, корунда, муллито-корунда, магнезита,
82
хромомагнезита (ГОСТ 20955—75); карборунда (ОСТ 2—114—71),
цикронового концентрата (ОСТ 8—82—74), широко используемые
для изготовления жаростойких бетонов на различных вяжущих Мате-
риалах, а также обжиговых огнеупоров [5].
Как известно, в различных температурных интервалах в жаростой-
ком бетоне протекают физико-химические процессы, связанные с де-
гидратацией вяжущего и образованием новых химических соединений,
полиморфными превращениями или жидкостным спеканием, катали-
тической и термической полимеризацией.
Поэтому чем меньше число компонентов в таком бетоне при про-
чих равных условиях, чем ближе они друг к другу по своей природе
и химическому составу, тем меньше число новообразований, различ-
ные объемы которых способствуют образованию микротрещин в
структуре конгломератного материала, что уменьшает его прочность.
Кроме того, увеличение числа компонентов существенно усложняет
технологию, что связано с увеличением производственных площадей,
усложнением оборудования, т. е. снижением технико-экономических
показателей. Поэтому7 стремились к тому, чтобы вид,огнеупорного
заполнителя соответствовал виду тонкомолотого огнеупорного ком-
понента, входящего в состав композиционного силикат-натриевого
вяжущего, т. е. старались ограничиться использованием двухкомпонент-
ных смесей, а там, где это невозможно, применяли трехкомпонентные
смеси.
Такой подход к проектированию жаростойких бетонов позволяет
надежно регулировать физико-химические процессы, происходящие
в бетоне при его нагреве, й обеспечить тем самым однородность мате-
риала в горячей зоне, что положительно влияет на его эксплуатацион-
ные свойства и в первую очередь на термическую стойкость бетона.
При этом упрощается также организация производства. Проектируя
составы рассматриваемых жаростойких бетонов, ставили также цель
достичь минимально возможного содержания в его составе силикат-
глыбы (плавня), добиться такого соотношения между наиболее круп-
ной, средней и мелкой фракциями заполнителями, которое обеспечи-
вало бы наибольшую плотность зерен, т. е. наименьшую межзерновую
пористость. Минимально возможное содержание в составе бетона си-
ликат-глыбы определялось, главным образом, прочностью бетона после
сушки при 180—200°С (монтажной или отпускной прочностью).
В отличие от бетона на жидком стекле удобоукладываемость рас-
сматриваемых бетонов определяется количеством воды затворения
и практически не связана с содержанием в бетоне силиката натрия.
Это принципиальное отличие приводит к тому, что удобоукладывае-
мость не зависит от содержания щелочного компонента, а это дает
больше свободы при проектировании состава бетона.
Однако в данном случае; как и в других видах бетона повышенное
содержание воды затворения сопряжено с увеличением пористости
вследствие усадочных деформаций и, следовательно, с потерей проч-
ности. Кроме того, как было показано ранее, желательно иметь такое
количество воды, которое обеспечит наилучшие условия для раство-
рения силикат-глыбы. Поскольку в рассматриваемых бетонах применя-
ется маловязкий затворитель (вода), а не высоковязкий (жидкое
стекло), можно рассчитывать на то, что для достйжения необходимой
83
удобоукладываемости бетонной смеси жидкой фазы может понадобить-
ся значительно меньше, чем в случае применения жидкого стекла.
Наибольшая плотность укладки зерен заполнителя необходима для
создания жесткого каркаса в материале, снижения расхода вяжущего,
как материала с более низкой огнеупорностью, и повышения плотности,
а следовательно, и всех основных эксплуатационных показателей бетона.
Чрезвычайно важным показателем качества жаростойкого бетона,
определяющим продолжительность его службы, особенно при цикличе-
ских воздействиях высоких температур, является термическая стой-
кость. Она же по существу определяет и тепловой режим работы того
или иного теплового агрегата (первого нагрева при пуске и последую-
щих нагревах), от которого в значительной степени зависят технологи-
ческие возможности данной тепловой установки. Многочисленные
исследования термической стойкости различных жаростойких мате-
риалов однозначно свидетельствуют о большом влиянии на этот пока-
затель гранулометрии заполнителя или гранулометрии шихты для об-
жиговых материалов. При этом большое влияние оказывает наиболь-
шая крупность заполнителя.
Практически во всех случаях, за некоторым< исключением, приме-
нение крупного заполнителя снижает термическую стойкость жаро-
стойкого бетона. Показана также целесообразность снижения сред-
него диаметра наиболее крупных частиц при получении обжиговых
огнеупоров ё целью повышения их термической стойкости. Особенно
это касается материалов с большим ТКЛР, так как крупные куски
обусловливают при нагревании деформагивную разновидность в струк-
туре материала, вызывая тем самым дополнительные напряжения.
Наряду с этим заполнителй в жаростойких бетонах следует рассмат-
ривать как химически активные компоненты, которые, взаимодейст-
вуя с вяжущим при высоких температурах, образуют окончательную
структуру бетона с определенными свойствами. Иными словами, ос-
новные свойства жаростойких бетонов формируются под действием
физико-химических процессов, происходящих как на стадии твердения
вяжущих, так и в процессе нагрева бетона до рабочей температуры и
далее во время эксплуатации.- Следовательно, в бетонах с мелкозернис-
той структурой интенсивность всех физико-химических процессов,
особенно протекающих при высоких температурах, будет существенно
выше, чем в бетонах на крупном заполнителе, поскольку она опреде-
ляется при прочих равных условиях величиной контактирующей по-
верхности.
В каждом отдельном случае выбор наибольшего размера зерен запол-
нителя и соотношения фракций в смеси должен производиться с учетом
тангенциальных напряжений на границе цементирующего вещества и
заполнителя, обусловленных различием их ТКЛР.
В литературе по этому вопросу встречается достаточно мною реко-
мендаций [7, 35, 60, 65, 66], но зачастую они носят сугубо частный
характер или же противоречивы.
Некрасов К.Д. [50] считает, что в условиях повышенных температур
напряжения бетона и дефектность структуры тем выше, чем крупнее
заполнитель. В бетоне при нагреве возникают тангенциальные напряже-
ния на контакте вяжущего с заполнителем, величина которых пропор-
циональна крупности заполнителя.
84
По мнению К.К. Стрелова и др., крупный заполнитель в жаростойком
бетоне играет армирующую роль [66]. Рекомендуемый верхний предел
крупности зерен для кварцитов 4 мм, магнезита 5—15 мм, высокогли-
ноземистых заполнителей до 10 мм. Однако при этом следует учитывать,
что однородность макроструктуры бетона уменьшается с увеличением
предела крупности заполнителя. В бетоне с большой крупностью запол-
нителя раньше образуются волосяные трещины и их больше там, где
крупность заполнителя выше вследствие разницы температурных дефор-
маций заполнителя и вяжущего.
Рассматриваемые в работах [4, 12, 65, 66] жаростойкие бетоны на
мелком заполнителе обладают более благоприятной структурой с равно-
мерно распределенными порами, что обеспечивает высокую их прочность
при высоких температурах.
Как следует из литературных данных, верхний предел крупности
зерен заполнителя в зависимости от химической и физической природы
огнеупорного материала может колебаться для мелкозернистых бетонов
в весьма широких пределах от 0,4 до 6 мм.
Учитывая эти обстоятельства было принято решение не вводить в
состав жаростойких бетонов на силикат-натриевом композиционном
вяжущем крупный заполнитель и верхний предел крупности зерен огне-
упорных заполнителей был принят в соответствии с выводом, получен-
ным на основе обобщения литературных данных. Средняя крупность
огнеупорных заполнителей, применяемых для мелкозернистых жаро-
стойких бетонов, следующая.
Заполнитель
Алюмосиликатный шамот
Динас
Электроплав леный ко рунд
Карбид кремния
Магнезит
Хро мо магне зит
Цирконовый концентрат
Муллитокорунд
Средняя крупность заполнителя, мм
5 - 0,63;
5 0,2;
1 -0,16;
1,2 - 0,8;
6 - 0,2;
6 - 0,2;
0,63 - 0,12;
5 -0,315.
Таким образом, подбор состава жаростойких бетонов на силикат-
натриевом композиционном вяжущем сводился к определению рацио-
нального соотношения между крупными и мелкими фракциями запол-
нителя и выбору рационального содержания вяжущего и воды затво-
рения.
Определение оптимальной гранулометрии за-
полнителя. Проблеме подбора рационального гранулометрического
состава заполнителя искусственных конгломератов посвящены работы
многих советских и зарубежных исследователей [7, 11, 35, 60, 61, 65,
66] . Заслуживает внимание методика, разработанная под руководством
П.И. Боженова [11]. По этой методике многофракционные смеси сле-
дует компоновать таким образом, чтобы соотношение диаметров зерен
смежных фракций было в пределах от 1 : 4 до 1 : 5. При таких соотно-
шениях максимально возможная часть объема пустот, образованных
крупной фракцией независимо от размеров первой фракции заполня-
ется последующей без существенной раздвижки зерен.
На практике применяют в основном два способа подбора зернового
состава жаростойкого бетона: при первом — стремятся создать наиболее
85
плотную структуру материала с максимально плотной упаковкой зерен
различного диаметра. Материал при этом получается плотный, прочный
и более шлако устойчивый. При втором — придавая материалу зернистую
структуру, получают менее плотный, но более термостойкий бетон.
В жаростойких бетонах с целью получения более плотной упаковки
в единице объема чаще используют зерна с дискретной гранулометрией,
что позволяет заполнять пустоты, образованные зернами большого диа-
метра, частицами меньшего диаметра. При этом, как это следует из
теории плотных упаковок, соотношение между размерами зерен каждой
фракции должно быть строго определенным. Однако реальные материа-
лы характеризуются средним размером зерен. Поэтому здесь могут быть
отклонения.
В жаростойких мелкозернистых бетонах весьма рациональны трех-
фракционные смеси заполнителя. Поэтому в данной работе мы исполь-
зовали дискретные трехфракционные составы заполнителей различных
огнеупорных материалов, дающие наибольший эффект при получении
плотных упаковок.
Была проведена оптимизация гранулометрического состава муллито-
корундового заполнителя с применением математико-статистических
методов.
Оптимизации подлежали: составы после термообработки при темпе-
ратуре 200°С — прочность при сжатии (Уг); пористость (У2) ; средняя
плотность (У4); после термообработки при температуре 155О°С — ли-
нейная усадка (У5); и термостойкость (У3). Для математической
обработки результатов экспериментов и составления уравнений рег-
рессии с целью сокращения числа экспериментов и определения свойств
бетона по заданному гранулометрическому составу с помощью мате-
матической зависимости был применен симплекс-решетчатый метод
планирования эксперимента.
При планировании эксперимента с помощью {3, 4} — решетки
мы имеем N = С3+4+] экспериментальных точек. Составили матрицу
планирования и результатов экспериментой для {3, 4) решетки, в
которой значения X,, Х2, Х3 соответствуют гранулометрическому
составу заполнителя^ мм: 5—3; 1,25—1 и менее 0,315 соответственно
(табл. 4.1).
Для экспериментов изготавливали образцы жаростойкого бетона с
муллитокорундовым заполнителем из смеси с 20 % вяжущего опти-
мального состава. Водовяжущее отношение (В/В) приняли равным
0,35. Образцы получали виброформованием с пригрузом 0,015 МПа,
с последующей термообработкой по режиму — 1, принятому ранее
(см. гл. 3, табл. 1.9).
Наряду с параметрами оптимизации определяли такие показатели,
как прочность и среднюю плотность термообработки до температуры
1500°С, пористость после термообработки 800°С. Результаты испы-
таний приведены в табл. 4.2.
Уравнения регрессии показателей свойств жаростойкого бетона
подлежащих оптимизации, были представлены в виде полиномов чет-
вертого порядка.
86
Sn
к
<и
О
о
«
о)
к
Ж
о
я
Я
о
РЗ
я
<и
2
о
о
к
а
►д
я
„ о °
н S sqJ
о РУд
Р Р Рп
о О О рч
Свое
О'00 00С£>см'«С,О'О\О'СМ»—1 ЧС> см 40 ’tf'
0000000000-0000
Г-4С>Г~-СО4О4О — Г-ООСМОО—'^Г4С>тГ
О О —10спсмсчг-чсм<мо4^-<мсм(м
04 О1 О) 04 04 04 04 04 04 04 04 СЧ ГЧ CS <4
40 —I
COTtTt«Z)r-l’-*«nW-)00’!tir)'OTtO\00
счм-Г'00сччОт^чотепг'О\чочОг-ц
OunriO О COOO^OO О
ГШ N СЧ r-n no о ом n
Таблица 4.1. Матрица планирования эксперимента
сч
Tt^O^r'lDOOQO’—Ю r- ’t n. un Xt
O^t ПОСПФ. О C'^-О-4U4 ОС
TtC00\00ir)»-HOlC000C4Cr>TtTtC0r~
_l_t,-4,-^C'4cnc4<SC4<NOlcne<>O>C'l
bTvl
00-0000
un un IT) UT) IM IM
04 04 r~- CM СЧ >M Г"-
oooooooo
IM IM *M IM IM »M
<M r-04 04 CM 04
o—<0000000000000
CM IM
»\ rs
CM cm *M
CM 04 04 04
•s *» e. **
т-чОООООООООООООО
•«owrtmmnnn
w- СЧ м СЧ Л сч <ч Л С»
87
Таблица 4.2. Показатели жаростойкого бетона после термообработки
при высокой температуре
№ состава Прочность при сжа- тии после обжига 1550°С, МПа Средняя плотность, г/см3 Пористость после обжига 800°С, %
1 15,03 1,98 25,1
2 13,94 2,02 26,8
3 23,07 2,06 25,3
4 19,94 1,93 23,8
5 32,03 2,26 21,2
6 38,55 2,27 21,3
7 23,41 2,15 23,1
8 25,15 1,99 24,8
9 30,2 2,25 21,8
10 28,61 2,23 21,6
И 28,42 2,15 22,7
12 39,35 2,3 22,2
13 29,54 2,25 22,4
14 30,12 2,25 21,4
15 31,23 2,21 21,6
xX1XjXk. (4.1)
Уравнения регрессии в виде полиномов четвертого порядка с вы-
численными коэффициентами (табл. 4.3) имеют следующий вид:
1. Для прочности
Y, = 14,04Х, + 13,46Х2 + 19,34Х3 + 18,08Х,Х2 + 33,44Х,Х3 +
+ 59,52Х2Х3 -2.77Х.Х, (X, -Х2) + 19,75Х,Х3 (X, -Х3) +
+ 9,97Х3 Х3 (Х2 -Х3) + 127.04Х, Х2 (X, -Х2)2 +98,2Х1Х3(Х, -
-Х3)2 - 1ОЗ,57Х2Х3 (Х2 -Х3)2 + 891,45Х2, Х2Х3 - 307,43X, Х2 2 Х3
- 648,61 X, Х2Х3 2, (4 2
где X,, Х2, Х3 — доли зернового состава заполнителя
X, + Х2 +Х3 =1.
2. Для пористости
Y2 = 23.2Х, + 25,4Х2 + 22,7Х3 -6,0Х,Х2 - 15.0Х.Х, - 13,8Х2Х, +
+ 3,2Х, Х2 (X, - Х2) - 10,OX, Х3 (X, - Х3) - 14,7Х3Х3 (Х2 - Х3) -
88
Таблица 4.3. Коэффициенты уравнений регрессии
№ пп.
Y. прочность при сжа- тии, МПа
1 1,04
2 13,46
3 19,34
4 18,08
5 33,41
6 59,52
7 -2,77
8 18,75
9 9,97
10 127,04
11 98,2
12 -103,57
13 891,75
14 -307,43
15 -648,61
Физический смысл показателя свойств бетона
Y, пористость, % Y3 термостой- кость при 1300°С
23,2 3
25,4 4
22,7 4
-6 6
-15 50
-13,8 28
3,2 2,7
-10,9 2,7
-14,7 -5,3
-38,9 8
-20 -104
-31,2 -101,2
213,6 240
19,3 -301,4
-130,7 56
средняя плотность, г/см3 Ys линейная усадка, %
2,07 0,7
2,06 0,8
2,17 0,8
-0,02 -0,2
0,96 -1
1,94 -0,8
0,19 -0,8
0,48 1,87
0,56 -1,2
2,75 3,47
1,28 -0,27
0,13 2
6,27 3,73
-0,06 -3,47
-1,73 1,33
- 38,9Х, Х2 (X, - Х2) 2 - 20,ОХ, Х3 (X, - Х3) - 31,2Х2 Х3 (Х2 -
-Х3) 2 + 213,6Х, 2 Х2 Х3 + 19,ЗХ, Х2 2 Х3 - 130,7Х, Х2 Х3 2; (4.3)
3. Для термостойкости
Y3 = ЗХ, + 4Х2 + 4Х3 + 6Х, Х2 + 50Х. Х3 + 28Х, Х3 + 2,7Х. Х2 (X, -
- Х2) + 2,7Х, X, (X, -Х3) — 5,ЗХ2Х3(Х2 -Х3) -8Х,Х2 (X, -Х2)2 -
-104Х,Х3 (X, -Х3)2 -101,ЗХ2Х3(Х2 -Х3)2 —240Х,2Х2Х3-
-301,4Х, Х22Х3 + 56Х,Х3Х,2 ; (4.4)
4. Для средней плотности
Y„ = 2.07Х, + 2.06Х, +2,17Х3 -0,02Х,Х2 + 0,96Х, Х3 + 1,94Х2Х3 +
+ 0,19Х,Х2(Х1 -Х2) + 0,48Х,Х3(Х, -Х3) +0,56Х2Х3(Х2 -Х3) +
+ 2,75Х, Х2 (X, -Х2)2 + 1,28Х,Х3(Х, -Х3)2 +0,13Х2Х3(Х2 -
-X,) 2 + 6.27Х, 2 Х2 Х3 - 0,06Х, ХД, — 1,7 ЗХ, Х2 Х3 2 ; (4.5)
5. Для линейной усадки
Ys = 0,7Xt + 0,8Х2 + 0,8Х3 - 0,2Хх Х2 - 1,0Хх Х3 - 0,8Х2 Х3 - 0,8Хх *
89
» Х2 (X, - Х2) + 1,87Xt Х3 (X, - XJ 1,2Х2 Х3 (Х2 - Х3) + 3,47Х, *
«Х3(Х, — Х3)2 — 0,27Х,Х3(Х1 — Х3)2 + 3,2Х2Х3(Х2 -Х3)2 +
+ 3,73Х. 2 Х2 Х3 - 3,46Х. Х2 2 Х3 + 1 ,ЗЗХ. Х2 X 2. (4.6)
Проверка адекватности полученных расчетных данных проводилась
с помощью критерия Фишера (F — критерий) на 15 контрольных точ-
ках. Значения находились в пределах 1,2—1,85.
С помощью уравнений регрессии, задаваясь множеством значений
Хх, Х2, Х3 при условии, что 2 X = 1, определили на ЭВМ значения
свойств Yt. . .Ys и построили диаграммы ’’Состав—свойство”
(рис. 4.1, а-д).
На диаграммах изображены линии уровня, соответствующие равному
значению свойств прочности, пористости, термостойкости, плотности и
линейной усадки. Таким образом для муллитокорундового бетона
на силикат-натриевом вяжущем найдена зависимость свойств от гра-
нулометрического состава, которая выражена уравнениями (4.2) —
(4.6) и диаграммами (рис. 4.1, а-д).
Чтобы оценить влияние каждой фракции в отдельности X на иссле-
дуемые свойства Y и установить соответствующие закономерности, был
применен корреляционный и регрессионный анализ. Это позволило
оценить тесноту корреляционной связки между исследуемыми факто-
рами X., Y. с помощью корреляционного отношения или корреляции,
а также форму этой связи в виде линий регрессии.
Было установлено, что между X* и Y. существует нелинейная форма
связи. При этом между парами Х2—Y2, Х2— Y3, Х2-Х4, Х2— Y5 коэф-
фициенты нелинейной корреляции незначимы, т.>е. связь несущественна
и форму связи установить не удалось.
Для пар с существенной связью была определена ее форма. Для
рационального выбора формы связи пользовались набором 11 уравне-
ний регрессии, наиболее часто встречавшихся в практике исследований.
Y= ах2 + Ьх + с;
Y = аха + еЬх;
Y = ае
У = Кых+ Ь;
Y = ах“;
Y = b + К / х;
Y=Ke“x + b;
Y = a/ (х4 + b);
Y = а / (Ke -х + b);
Y = beK/x .
Y = ax2;
Параметры перечисленных уравнений регрессии находили по методу
наименьших квадратов. Соответствие выведенных уравнений опытным
данным оценили величиной остаточного среднеквадратичного отклоне-
ния опытных данных от теоретических. Согласно этому критерию пред-
почтение из набора 11-и кривых отдано параболе Y = ах2 + Ьх + с. .
90
Рис. 4.1. Диаграмма зависимости свойств муллитокорундово-
го бетона от гранулометрического состава (Я\ ; Х2 ; Jf3)
а ~ C^i), МПа; б — пористости (У2), %; в - термостой-
кости С?У3), в вод. тепл о ем.; г - Ргп .(У4), г/см , д - 1
(У5),% у
Исследуемые зависимости были описаны следующими уравнениями:
Y, = 0.0028Х, 2 + 0.233Х, +21,42;
Y, =-0,0027X32 +0.19Х, +22,65;
Y, = —0,0037Х32 + 0,364Х3 -к 18,85;
Y, = 0,00057Х2 2 -0,03Х2 + 18,96;
Y2 =0,0013Х22 — 0,129Х3 +20,74;
91
Рис. 4.2. Зависимость прочности и усад-
ки от содержания в муллитокорундо-
вом бетоне фракций Хх — 5—3 мм
1 - прочность при сжатии после термо-
обработки 200°С; 2 - линейная усадка
Рис. 4.3. Зависимость прочности (2),
пористости (2) и плотности (5) от со-
держания в муллитокорундовом бе-
тоне фракций Х2 — 1,25 - 1 мм
Y3 = - 0,0018Х3 2 + О,186Х3 +3,87;
= -0,000106Х3 2 + 0,0108Х3 +2,12;
Y5 = 0.000072Х, 2 — 0,0071Xj +0,76;
Ys = 0,000089Х32 - 0,0075 Х3 0,74.
На основании полученных уравнений регрессии были найдены графи-
ки зависимости X, —Yj (рис. 4.2—4.4). Анализ графиков 4.1—4.3 по-
казал, что существенное влияние на прочность, линейную усадку и термо-
стойкость оказывают фракции Хх й Х3, т. е. крупная и мелкая фракция,
содержание которых должно составлять от 40 до 50 %. Это можно объ-
яснить следующим образом. Как известно, термическое расширение мул-
литокорунда достаточно велико (« — 7,5-10“с) и термическая стойкость
обжиговых огнеупоров из него не превышает пяти водяных теплосмен
при 1300°С. Поэтому хотя оптимизация состава жаростойкого бетона
по плотности и прочности образцов после сушки и по их термической
стойкости, определенной с применением симплекс-решетчатого метода
планирования эксдеримента, показала, что наивысшей плотностью и
наибольшей прочностью характеризовались образцы, изготовленные из
заполнителя со следующим гранулометрическим составом: частиц
3—3 мм, 45—47 % по массе, частиц 1,25—1 мм — 10—12 % по массе и
частиц диаметром менее 0,315—45 —42 % по массе (при этом расход
вяжущего составлял 20 % по массе и учитывался в составе мелкой
фракции). Однако термическая стойкость образцов из этого состава
не превышала восьми водяных теплосмен от 1300°С.
Очевидно, средняя фракция несколько раздвигает крупные зерна,
вступая с ними в контакт. При нагревании и охлаждении за счет тер-
мического расширения, которое для муллитокорунда достаточно ве-
лико, при отсутствии между зернами заполнителя компенсатора
(связи) за счет высоких сдвиговых (при нагревании) и растягивающих
92
Рис. 4.4. Зависимость прочности (7), пористости (2), термостойко-
сти (5), средней плотности (4), линейной усадки (5) от содержания
в муллитокорундовом бетоне фракций Х3 0,31 мм
(при охлаждении) напряжений в бетоне происходят деструктивные
процессы с образованием доступных для воды трещин, за счет чего
деструктивные явления интенсифицируются.
Расчетами по уравнениям регрессии, а также экспериментальным
путем установлено, что наивысшая термостойкость 16-и водяных
теплосмен соответствует зерновому составу, не содержащему средней
фракции. Учитывая важность таких показателей как термостойкость,
линейная усадка и прочность зерновой состав муллитокорундового
заполнителя был принят следующим:
крупная фракция 3—5 мм . . .50—45 %; средняя фракция 1 —
1,25 мм. . .3—5 %; мелкая фракция 0,315 мм. . .47—50 %. Аналогичным
методом определены оптимальные гранулометрические составы и для
других видов огнеупорных заполнителей, используемых для жаростой-
ких бетонов на силикат-натриевом композиционном вяжущем. Резуль-
таты определений приведены в табл. 4.4.
Подбор состава жаростойкого бетона. Для опреде-
ления качества жаростойких бетонов изучались их основные свойства:
монтажная прочность (прочность после сушки); остаточная прочность
(прочность после нагрева до максимальной температуры применения);
прочность при данной температуре нагрева; объемные изменения (пол-
зучесть, усадка, расширение) в зависимости от температуры нагрева;
теплопроводность, термическая стойкость; продолжительность службы в
реальной конструкции.
Все эти показатели зависят от структуры данного бетона, которая
формируется практически на всех стадиях переработки материалов и
зависит от состава бетона и технологических параметров.
Процесс структурообразования в жаростойком бетоне, равно как и в
силикат-натриевом композиционном вяжущем, зависит от многих
факторов, важнейшими из которых можно считать приобретение без-
93
Таблица 4.4. Оптимальные гранулометрические составы огнеупорных
заполнителей
Заполнитель Зерновой состав заполнителя по фракциям, мм, в % по массе
6-3 5- 2,5 1,25- 0,63 1,2- 0,8 0,63- 0,5 0,63- 0,3 0,2 0,14 менее 0,14
Алюмосиликат- 50— 50- 30- ный шамот 25 30 20 Электроплавле- 65- 20- 30- ный корунд 50 15 20 Карбид кремния 55- 15- 20- 60 25 25 Динас 40- 30- 10- 20- 30 20 20 30 Магнезит 20- 15- 5-10 20-30 30- 30 20 20 Хромомагнезит 30-30 20- 15- 15- 30- 30 10 10 20 Цирконовый 65- 0-12 8-28 концентрат 86
водным силикатом-натрия (его тонкодисперсными частицами) адгези-
онные свойства, определяющие клеящую способность этого компонента,
и когезионную прочность клеевых контактов, обеспечивающих Меха-
ническую прочность бетона после сушки.
Прочные клеевые контакты в жаростойком бетоне могут быть'созда-
ны при равномерном распределении тонкоизмельченных частиц силиката
натрия в массе огнеупорного заполнителя, обводнения этих частиц при
80—90°С для образования тончайших клеевых пленок на их поверхно-
сти, т. е. при создании условий для возникновения адгезии, тепловой
обработке при 180—200°С с целью дальнейшего обезвоживания систе-
мы и, следовательно, придания когезионной прочности клеевым кон-
тактам.
Отсюда следует, что главным критерием оценки первичной структу-
ры, которым следует руководствоваться при подборе оптимального
количественного соотношения компонентов жаростойкого бетона,
будет монтажная (первоначальная) прочность после сушки 90—200°С.
На рис. 4.5 приведены результаты исследования влияния количест-
венного соотношения силикат-натриевого вяжущего и крупного запол-
нителя на прочность жаростойких бетонов после сушки при 90—200°С.
Видно, что с увеличением содержания вяжущего в составе бетона прак-
тически повышается прочность всех рассматриваемых видов жаростой-
ких бетонов. Зависит она также и от вида используемого заполнителя.
Однако повышение первоначальной прочности жаростойкого бетона
(после сушки) не всегда улучшает его эксплуатационные свойства при
высоких температурах. Высокие прочности жаростойких бетонов на
силикат-натриевом вяжущем после сушки, как правило, достигаются
путем увеличения расхода вяжущего. Поскольку вяжущие являются
плавнем, то это при высоких температурах приводит к уменьшению
вязкости системы и, как следствие, к снижению термо механических
свойств бетона.
Следовательно, выбирать начальную прочность необходимо с учетом
прочности бетона при температуре службы в условиях одностороннего
94
Рис. 4.5. Влияние количественного содер-
жания вяжущего и заполнителя на проч-
ность жаростойких бесцементных бето-
нов
1 — шамотный; 2 — корундовый; 3 —
карборундовый; 4 — цирконовый; 5 -
динасокварцитовый; 6 — хромомагнези-
товый; 1—6 — бетоны на вяжущем
состава 80 : 20 % массы (огнеупорный
материал : силикат-глыба); 2—5 —
состава 90 : 10 %
нагрева. При этом для обеспечения возможности перевозки и монтажа
изделий из бетонов первоначальная прочность должна находиться в
пределах 15—20 МПа.
С этой целью было исследовано влияние количественного соотноше-
ния .вяжущего (совокупность тонко молотых < огнеупорных наполни-
телей и силикат-глыбы) и мелкозернистого заполнителя на прочность
бетонов.
В данной работе наиболее полно представлены результаты исследо-
вания алюмосиликатного шамотного жаростойкого бетона, наиболее
широко применяемого для футеровки тепловых агрегатов.
С этой целью изготавливали образцы (цилиндры) из алюмосили-
катного шамотного бетона размерами h = 65 мм, ф = 25 мм методом
послойного трамбования из различных составов (табл. 4.5) и подвер-
гали их испытаниям на прочность при сжатии после сушки и при данной
температуре нагрева. При этом гранулометрический состав шамотного
заполнителя был постоянным (табл. 4.4). Результаты этих испытаний
представлены на рис. 4.6, анализ кривых которого позволяет сделать
следующие выводы: повышение содержания в составе бетона силикат-
глыбы оказывает решающее влияние на прочность бетона как после
сушки, так и при данной температуре. Увеличивая содержание сили-
кат-глыбы, можно более чем в три раза повысить прочность бетона
после сушки, т. е. монтажную прочность (рис. 4.6, кривые 1, 4 и 6, 9).
Однако в этом случае максимальная температура применения сущест-
венно снижается.
При одинаковом содержании силикат-глыбы с увеличением содер-
жания тонкомолотого шамота, с одной стороны, повышается прочность
после сушки при средних температурах (кривые 6, 8), ас другой —
существенно снижается несущая способность при высоких темпера-
турах.
Таким образом, изменяя состав бетона (содержание силикат-глыбы
и тонкомолотой добавки), можно направленно регулировать исходную
прочность и термо механические свойства материала. Это наводит на
мысль, что в условиях нагрева из жаростойкого бетона можно изгото-
вить футеровочные элементы с вариотропным содержанием этих компо-
нентов и тем самым, зная распределение температур по сечению конст-
рукции, добиваться равнопрочности элемента при его одностороннем
нагреве, т. е. изменяя содержание силикат-глыбы в сторону увеличения
к холодной части изделия, можно достичь весьма высокой монтажной
95
Рис. 4.6. Зависимость прочности при сжатии образцов
в нагретом состоянии от температуры нагрева для раз-
личных составов жаростойкого шамотного бетона.
Цифры на кривых - номера составов в соответствии с
таблицей
и эксплуатационной прочности. Тогда появляется возможность в каком-
то узком слое изделия, прилегавшем к огню довести до минимума
содержание силикат-глыбы и еще больше повысить температуру приме-
нения бетона.
Изучение поведения алюмосиликатного шамотного бетона на си-
ликат-натриевом вяжущем при нагревании выявило, кроме всего про-
чего, следующие закономерности.
Составы № 1, 4 (табл. 4.5) приемлемы только для изготовления
мелкошгучных изделий, когда не нужна высокая монтажная прочность;
в данном случае для ее обеспечения не хватает вяжущего вещества.
Зато предельная температура применения материала из этих составов,
особенно из состава № 1, значительно превышает 1300°С (при этом бе-
тон характеризуется достаточно высокой несущей способностью). Даль-
нейшее снижение содержания вяжущего в бетоне, особенно силикат-
глыбы, когда количество тонкомолотых веществ меньше 10% массы
бетона, вызывает осыпание граней образцов щ следовательно, неприем-
лемо. Содержание в бетоне вяжущего более 20 % и особенно увеличение
содержания силикат-глыбы (составы № 6, 8, 9) приводит к резкому
снижению предельной температуры применения.
Всесторонняя оценка поведения жаростойкого бетона при термо-
механических испытаниях позволила принять в качестве основного
(при уплотнении бетонной смеси трамбования или прессованием)
состав № 2, а при вибрировании — № 5 (табл. 4.5).
Учитывая тесную взаимосвязь между В/Т и количественным соот-
ношением сухих компонентов бетона (при прочих равных условиях),
рациональное водосодержание бетонной смеси определили, основываясь
на изменении прочности жаростойкого бетона после его сушки в зави-
симости от В/Т. На рис. 4.7 представлены результаты этих исследова-
96
Таблица 4.5. Составы жаростойкого шамотного бетона на шамот-силикат -
натриевом композиционном вяжущем
Состав компози- ционного вяжу- щего Компоненты бетона Состав бетона, % по мас- се
Молотый карбид- кремний силикат-глыба заполнитель вяжущее 90 80 70- ГО 20 30 Номер состава
90_ Шамот Молотый шамот Силикат-глыбы 1 90 9 1 2 3 80 70 18 27 2 3
10 Номер состава
80 20 Шамот Молотый шамот Силикат-глыба 4 5 6 90 80 70 8 16 24 2 4 6 Номер состава
70 30 Шамот Молотый шамот Силикат-глыба 7 90 7 3 8 9 80 70 14 21 6 9
Рис.
4.7. Зависимость прочности после сушки жаро-
стойкого бетона от В[Т и состава смеси
1 — состав №2; 2 - состав № 3; 3 - состав № 4; в
соответствии с табл. 4.5
97
Рис, 4.8, Зависимость прочности высушенных образ-
цов из жаростойкого бетона на шамоте от степени
уплотнения формовочной смеси и В/Т: Rt и R2 —
кривые прочности образцов, изготовленных прессова-
нием и вибрированием соответственно; р 1 и р -
средняя плотность образцов, изготовленных прессо-
ванием и вибрированием соответственно
ний. С целью получения более общей зависимости при проведении опы-
тов применялись составы: № 3, 4 (табл. 4.5), которые существенно раз-
личаются по содержанию тонкомолотого шамота, во всех случаях снижа-
ется прочность бетона, при этом оптимум, водосодержания бетонной
смеси смещается влево.
В данных опытах бетонную смесь уплотняли вибрированием с при-
грузом при следующих параметрах: частота вибрации (А) — 50 Гц,
амплитуда колебаний — 2,0 мм; масса пригруза от 0 до 0,15 МПа, время
виброуплотнения составляло 45 с. Сушили образцы в сушильном шкафу
по режиму: подъем температуры до 90—95°С — 1,5 ч, выдержка — 3 ч,
подъем температуры до 200°С — 1,5 ч, выдержка — 1ч, охлаждение
до 20°С непосредственно в шкафу при выключенном нагревателе и
открытой дверце. Выборочный контроль показал, что образцы после
тепловой обработки имели постоянную массу. На основании испытаний
для основного состава № 5 было принято В/Т, равное 0,08—0,085.
Значительный интерес представляет состав бетона № 1 (табл. 4.5),
характеризующийся самым низким содержанием силикат-глыбы. При
таком составе, хотя и не удается получать достаточную для крупнораз-
мерных изделий начальную прочность (рис. 4.6), однако при темпера-
туре 1350°С изготовленный из него бетон характеризуется весьма вы-
сокой кратковременной прочностью около 3 МПа. Поэтому его с успе-
хом можно применять для изготовления фасонных изделий (огнеупор-
ный припас, замковые и другие виды камней, лещадь и т. п.). При ис-
следовании прочностных показателей вяжущего (табл. 1.1, гл. 1) было
выявлено, что наивысшие прочностные показатели достигаются при
98
1
Рис. 4.9. Зависимость температуры деформации
шамотного бетона под нагрузкой 0,2 МПа от со-
держания вяжущего и силикат-глыбы в нем
прессовом способе формования образцов (полусухое прессование),
что вполне приемлемо для мелких изделий.
С целью проверки и установления прочностных характеристик изде-
лий из шамотного бетона (состав № 1) после сушки при 90—200°С
по приведенному выню режиму были изготовлены на кирпичном прес-
се полусухого прессования образцы обычного кирпича. Результаты
испытаний образцов приведены на рис. 4.8. Сравнение кривых (рис. 4.8)
показывает, что полусухое прессование позволяет примерно в два раза
повысить исходную прочность изделия за счет снижения В/Т и лучшего
уплотнения смеси (кривые Ксж Р ср ) •
Термомеханические испытания образцов этого состава (рис. 4.6)
свидетельствуют о высокой несущей способности материала при 1350°С,
что вполне естественно, так как содержание в данном бетоне щелочи
не превышает 0,24 %.
Согласно ГОСТ 20910-82х предельно допустимая температура приме-
нения при одностороннем нагреве определяет класс бетона. Соответствие
жаростойких бетонов классами устанавливают по температуре дефор-
мации под нагрузкой 0,2 МПа для особо тяжелых, тяжелых и облег-
ченных бетонов. Температуры деформации под нагрузкой должны
Для каждого класса соответствовать значениям, приведенным в табл. 4.6.
На рис. 4.9 приведены результаты испытаний шамотного жаростой-
кого бетона для всех исследуемых составов (табл. 4.5).
Анализ данных позволяет выявить следующие общие закономерно-
сти. У всех девяти исследуемых составов при нагревании до 400—500°С
наблюдалось некоторое расширение бетона, а в интервале температур
99
Таблица 4.6. Температуры деформации, °C, в зависимости от класса
жаростойкого бетона (по ГОСТ 20910— 82. с изм.)
Класс жаростойкого бетона Деформация
4 %-ная | 40 %-ная (разрушение)
Не ниже температуры при- Выше температуры при-
менения бетона , °C: менения бетона не менее,
°C:
9-10 900-1000 50
11 1080 1150
12 1180 1250
13 1270 1350
14 1360 1420
15 1450 1500
•16 1520 1600
550—700°С возникали небольшие усадочные деформации, которые
можно объяснить модификационными превращениями кварца и раз-
мягчением силикат-глыбы. Затем почти у всех‘составов в интервале
температур 800—1000°С происходило расширение бетона, очевидно,
за счет образования тридимита карбида кремния и увеличения кремне-
земистого модуля силиката натрия и, следовательно, повышения темпе-
ратуры его размягчения.
У образцов с 6—9 %-м содержанием силиката натрия (составы
N0, 6, 8, 9) температура начала деформации не превышала 900—1100°С.
Бетон с малым содержанием силикат-глыбы (составы №1,2, 4) продол-
жал расширяться вплоть до 1350°С. При этом наблюдались небольшие
пластические деформации при температуре 1170—1230°С, которые
можно объяснить переходом кристаллического кварца шамота в аморф-
ное соединение под воздействием Na2 О. Некоторое расширение бетона
всех составов кроме № 6, 8 и 9 при температуре выше 1250° С объясня-
ется кристаллизацией кристобалита из аморфного кремнезема.
Ниже Приведены данные о температуре разрушения жаростойкого
бетона всех исследуемых составов. Они свидетельствуют о широком
диапазоне предельной температуры применения бетона в зависимости
от его состава.
Состав бетона, № 123456789
Температура разрушения, 1450 1420 1 280 1440 1 380 1 050 1400 1100 1 000
°C
Таким образом, выбранный для изготовления крупноразмерных
изделий базовый состав № 5 обеспечивает получение жаростойкого бе-
тона не ниже 13 класса, а при точном соблюдении всех технологиче-
ских параметров и 14 класса.
Оптимизация состава других видов жаростойкого бетона проводилась
теми же способами, что и при проектировании состава бетона на алюмо-
силикатном шамоте. При этом особое внимание было уделено терми-
ческой стойкости бетона, его плотности и прочности после низкотемпе-
ратурной обработки (сушки при 200°С) и прочности при высоких
температурах.
100
Таблица 4.7. Рекомендуемые составы бетонных смесей при использовании
огнеупорного заполнителя различных видов
Класс бетона Расход заполнителя на 1 м бетона, кг, по фракциям, мм Расход вяжущего на 1 м3 бетона, кг, по компонентам Расход воды затворения, % массы твердых компонен- тов
5-2,5 2,5-0,63 менее 24 тонкомолотые
шамот силикат- глыба
Жаростойкий бетон на алюмосиликатном шамоте
10 720 380 300 480 120 10-11
11 770 410 320 420 80 9-9,5
12 800 350 250 540 60 10-11
13 800 450 350 360 40 8-8,5
13* 900 500 400 160 40 4-4,5
14* 900 550 350 180 20 4,3-4,5
Жаростойкий бетон на динасовом заполнителе
5-2,5 1,25-0,63 0,63-0,2 кварцит или кар- би д-к ре м- ний силикат-глы- ба
14 644 460 276 387 73 8-9
15 644 460 336 400 50 5-6
Жаростойкий бетон на муллитокорундовом заполнителе
5-3 1,25-1 менее 0,315 тонко молотые
корунд или кар- би д-к ре м- ний мел силикат- глыба
15 990 100 710 360 190 50 8
16 1060 120 740 290 150 40 7
Жаростойкий бетон на корундовом заполнителе
0,63-0,5 0,2-0,14 тонко молотые
карбид- кремний мел силикат- глыба
16 1680 560 320 180 60 7-8
16* 1740 580 400 140 40 5-6
Жаростойкий бетон на цирконовом концентрате
0,63-0,5 0,2-0,14 тонко молотые
цирконо- вый силикат-глыба
16 2030 290 522 58 7-8
16* 2100 300 560 40 5-6
101
Продолжение табл. 4.7
Жаростойкий бетон на карбид-кремниевом заполнителе
1,2-0,8 0,63-0,3 карбид- к ре мни я тонко молотые
доломит силикат- глыба
16 1380 460 387 73 46 7-8
16* 1500 500 380 80 40 5-6
Жаростойкий бетон на магнезитовом заполнителе
5-2,5 1,25-0,63 0,63-0,3 0,2-0,14 тонко молотые
кварцит или маг- силикат- глыба
незит
16 460 460 230 460 598 92 8-10
16* 500 500 250 500 680 70 6-7
Жаростойкий бетон на хромомагнезитовом заполнителе
1 1 1 1,25-0,63 0,63-0,3 0,2-0,14 тонко молотые
магнезит силикат-
или кв ар- глыба
цит
16 810 540 405 405 432 108 8-10
16* 840 560 420 420 476 84 6-7
* Бетон, предназначенный для мелких фасонных изделий, полученных полусухим
прессованием
Полученные результаты позволяют рекомендовать для получения
жаростойких бетонов соответствующих классов следующие составы
бетонных смесей (табл. 4.7).
4.2. ИССЛЕДОВАНИЕ ВЛИЯНИЯ ТЕХНОЛОГИЧЕСКИХ ФАКТОРОВ
НА ОСНОВНЫЕ СВОЙСТВА БЕТОНОВ
Структура жаростойкого бетона, определяющая его важнейшие
свойства, обусловлена не только составом его компонентов, но и тех-
нологическими факторами — качеством перемешивания бетонной смеси
и эффективностью ее уплотнения при формовании.
В жаростойких бетонах необходимо добиваться интенсивного смеши-
вания и образования однородной массы еще и потому, что неоднород-
ность структуры влияет на огнеупорность и термо механические свой-
ства. В данном случае равномерность распределения зерен заполнителя
и композиционного вяжущего должна способствовать образованию
максимального числа клеевых контактов, однородности структуры
бетона при твердофазовых реакциях в вяжущем, достижению макси-
мальной термостойкости и т. д.
Смешение массы — процесс,зависящий от многих факторов. Скорость
и качество смешения во многом определяются формой и размером
частиц, общим зерновым составом и составом каждого компонента
102
Таблица 4.8. Влияние способа и режимов приготовления бетонной смеси
на прочность контрольных образцов после их сушки
Смеситель Режимы смешивания компонен- тов Прочность контрольных образцов после сушки, МПа
1 2 3 4 5 6 7 8
1 9 10 9 15 13 24 15 10
2 И 14 10 17 18 25 16 13
Лопастной 3 13 19 12 20 20 28 18 15
4 19 24 17 25 24 30 20 18
1 6 9 7 12 11 21 13 9
Гравитационный 2 10 12 10 14 13 22 14 10
3 12 15 11 17 18 24 15 12
4 20 27 19 20 22 27 18 14
1 9 15 10 18 15 28 17 15
Ви бро сме сите л ь 2 13 19 14 20 19 29 19 16
3 17 21 17 26 21 30 20 17
4 23 28 22 33 25 35 25 20
Примечание. 1—8 бетоны на шамотном, муллитокорундовом, динасовом,
корундовом, карбид-кремниевом, цирконовом концентрате, хромомагнезитовом,
магнезитовом заполнителях соответственно.
в отдельности, числом смешиваемых компонентов, соотношением их
количеств и плотностей, трением между частицами, способностью частиц
к агрегации, степенью увлажнения, наличием клеящих добавок, степе-
нью изменения зернового состава при смешивании, зависящей от проч-
ности частиц. На эффективность Смешивания и его интенсивность влия-
ет также конструкция смесителя, определяющая скорость и траекторию
перемещения частиц, порядок загрузки компонентов и др.
С целью выявления влияния способа и режимов приготовления бетон-
ной смеси на ее однородность проведен ряд экспериментов. Косвенным
показателем однородносзи массы бетона принят прочность при сжатии
после сушки. Сушка образцов производилась по первому режиму
(табл. 1.9) как наиболее оптимальному обеспечивающему растворение
частиц силикат-глыбы и, следовательно, увеличение числа и площади
клеевых контактов в структуре жаростойкого бетона.
Для приготовления смеси использовали одинаковые составы, но
смешивание производили в различных типах смесителей: лопастном,
гравитационном и вибросмесителе. В каждом случае применяли четыре
режима смешивания компонентов. Первый режим: загрузка всех компо-
нентов и воды одновременно, смешивание в течение 8—10 мин; второй
режим: подача 30 % воды, загрузка всех компонентов, смешивание
2—3 мин; подача остального количества воды и смешивание 5—6 мин;
третий режим: загрузка всех компонентов одновременно — сухое пере-
мешивание 3—4 мин; затворение водой и смешивание 5—6 мин; четвер-
тый режим: загрузка мелкой фракции и вяжущего — смешивание 3 мин;
загрузка остальной части заполнителя — смешивание 3—4 мин; затво-
рение водой и смешивание в течение 5—6 мин.
103
Из полученных бетонных смесей вибро формованием изготавливали
образцы размером 10x10x10 см и после термообработки определяли их
прочность на сжатие. Результаты приведены в табл. 4.8
Полученные результаты свидетельствуют о том, что наилучшее рас-
пределение вяжущего и равномерность структуры достигаются при
тщательном сухом перемешивании компонентов и последующем затво-
рении их водой и продолжении смешивания (режим 4). В этом случае
равномерное распределение вяжущего достигается среди мелкой фрак-
ции, а затем мелкой фракции среди крупной. Поэтому для приготов-
ления бетонной смеси принят четвертый режим, оказавшийся наиболее
рациональным.
Определенное влияние на прочностные характеристики бетонных
образцов оказывают и способы смешивания (тип смесителя). Наилуч-
шие результаты получены при вибросмешивании, наихудшие при гра-
витационном смешивании компонентов смеси. Это объясняется тем,
что в смесителях гравитационного действия при вращении барабана
зерна заполнителей, падая, как бы внедряются в бетонную смесь, улуч-
шая этим качество смешивания. С увеличением крупности зерен запол-
нителя эффект падения возрастает, а при мелких заполнителях сущест-
венно снижается. Кроме того, в этих смесителях трудно достичь необ-
ходимой гомогенности жесткой бетонной смеси, мелкозернистых бе-
тонов.
Известно [18, 21, 28, 52, 56], что для смешивания мелкозернистых
жестких бетонных смесей наиболее эффективны смесители принуди-
тельного действия, особенно в сочетании с вибрацией, когда от часто
повторяющихся встряхивающих импульсов бетонная смесь даже боль-
шей жесткости приобретает текучесть. Это подтверждают показатели
механической прочности на сжатие различных бетонных смесей при
таком способе перемешивания. Однако вибросмесительное оборудо-
вание не получило еще широкого применения при смешивании бетон-
ных смесей в промышленных условиях. Кроме того, при этом способе
смешивания ухудшаются условия труда (создаются большой шум
и вибрация), оборудование быстрее выходит из строя. Поэтому для
смешивания мелкозернистых бетонных смесей на силикат-натриевом
композиционном вяжущем выбран лопастной бетоносмеситель прину-
дительного действия. Влияние продолжительности смешивания после
загрузки всех компонентов бетонной смеси по выбранному режиму 4
(табл. 4.8) на прочность при сжатии и плотность иллюстрируется на
рис. 4.10.
Анализ кривых (рис. 4.10, а, б) свидетельствует о том, что лучшие
результаты достигаются при смешивании в течение 5—7 мин. С увели-
чением продолжительности смешивания физико-механические свой-
ства бетона не улучшаются очевидно из-за частичного расслоения смеси.
Эти данные еще раз подтверждают правильность выбранного четвер-
того режима для смешивания бетонных смесей на силикат-натриевом
вяжущем.
Другой важный передел в технологии жаростойких бетонов — уплот-
нение бетонной смеси, т. е. формование изделий.
Способность бетонной смеси на силикат-натриевом вяжущем пласти-
чески деформироваться при формовании, приобретая определенную
форму и превращаясь в изделия с высокой плотностью структуры,
обусловлена особенностями композиционного вяжущего. Как и цемент,
104
Рис. 4.10. Зависимость прочности и средней плот-
ности карбид-кремниевого (а) и шамотного (б)
бетонов от продолжительности смешивания ком-
понентов
она представляет собой дисперсную систему и отличается высокораз-
витой поверхностью раздела с избытком свободной энергии.
Известны различные приемы формования жаростойких бетонов.
Наиболее распространены прессование, трамбование и виброформова-
ние.
Сравнение результатов влияния методов и режимов уплотнения
смесей корундового силикат-натриевого композиционного вяжущего,
приведенных в гл. 1 (табл. 1.8), и жаростойкого муллитокорундового
бетона (табл. 4.9) свидетельствуют о важности выбора метода фор-
мования.
Результаты опытов, приведенные в таблицах, показывают эффектив-
ность уплотнения формовочных смесей методом прессования. Повыше-
ние степени уплотнения способствует сближению частиц вяжущего и
заполнителя, а также увеличению числа связей за счет увеличения пло-
щади контакта. Во время тепловой обработки эти контакты увеличи-
ваются, а затем после обезвоживания закрепляются.
Однако уплотнение бетонной смеси методом прессования применяют
редко, хотя по технологическим показателям этот способ высокоэф-
фективен и позволяет получать бетон особо высокой плотности и проч-
105
Таблица 4.9. Зависимость прочности рбразцов от метода формования
Метод формования Параметры режима фор- мования Прочность при изгибе, МПа Прочность при сжа- тии, МПа
Виброформование f - 50 Гц А - 0,3 мм t — 90 с 3 18,4
Виброформование с при- тру зом f - 50 Гц А — 0,3 мм t — 90 с Р - 0,0015 МПа 6,4 28,3
Прессование одноступен- чатое в прессформе Р - 5 МПа 9,5 42
Прессование двухступенча- тое в прессформе Р. - 2 МПа 11,4 48,6 Р2 - 5 МПа
ности при минимальном расходе вяжущего. Прессование широко приме-
няется только при формовании мелкоштучных фасонных изделий.
Наиболее распространенным является способ уплотнения бетонной сме-
си вибрированием. Однако и он не дает желаемого результата, особен-
но при уплотнении жестких бетонных смесей.
Сущность вибрирования бетонных смесей и достигаемый при этом
эффект тиксотропного понижения их структурной вязкости, а также
вопросы виброформования изделий из малоподвижных и жестких
смесей изучались многими исследователями [5, 19, 21, 76] . Они ука-
зывают на необходимость выбора конкретного режима виброуплотне-
ния для каждого определенного состава бетонной смеси.
Вибрируемый бетон в заданный момент характеризуется коэффи-
циентом пластической вязкости, который является функцией состава
бетона (гранулометрии, природы заполнителя, водосодержания и др.)
и параметрами вибрации (частоты f, направленности колебаний ампли-
туды — А, времени воздействия — Би интенсивностью уплотнения — И).
На рис. 4.11—4.15 представлены зависимости средней плотности и
прочности при сжатии шамотного и карбид-кремниевого жаростойких
бетонов от параметров виброуплотнения. Отсюда следует, что при по-
стоянных значениях интенсивности виброуплотнения с увеличением
частоты вибрационного воздействия возрастают физико-механические
показатели бетона после сушки, что соответствует данным других ис-
следований [76].
Возрастание значений рср и Ксж отмечается и с увеличением интен-
сивности вибрационного воздействия до определенного значения, рав-
ного 300—400 см2/с3; 268— 320 м2/с3 для карбид-кремниевого и шамот-
ного бетонов соответственно. Дальнейшее же возрастание значений
интенсивности виброуплотнения приводит к небольшому ухудшению
свойств бетона, очевидно^ за счет снижения однородности смеси в ре-
зультате некоторого ее расслоения.
Следовательно, для эффективного уплотнения мелкозернистых
жаростойких бетонов на силикат-натриевом вяжущем способом виб-
106
Рис. 4.11. Зависимости прочности
при сжатии образцов жаростойкого
шамотного бетона от амплитуды
колебаний при различных частотах
(Гц)
1 -50; 2-100; 3- 150
Рис* 4.12. Зависимость прочности при сжатии и средней
плотности образцов жаростойкого шамотного бетона
от интенсивности колебаний при виброуплотнении
бетонной смеси
Гис. 4.13. Зависимость р карбид-
ср
кремниевого бетона от амплитуды
ви броу плотнения
1 ~ частота вибрационного воздейст-
вия 50 Гц; 2 - то же, = 75 Гц; 3 -
то же, =100 Гц
рирования рационально применять высокие частоты вибрационного
воздействия. Однако в промышленности за редким исключением такие
частоты вибрирования бетона не применяются, т. е. вибрирование бе-
тона осуществляется при промышленной частоте — 50 Гц.
107
Рис. 4.14. Зависимость R карбид-
V лк
кремниевого бетона от А виброуп-
лотнения
1 — частота виброуплотнения 50 Гц;
2 - то же, 75 Гц; 3 - то же, 100 Гц
Рис. 4.15. Зависимость R _ и
СЖ V JJ
карбид-кремниевого бетона от ин-
тенсивности виброуплотнения
Таблица 4.10. Рекомендуемые режимы виброуплотнения бетонных смесей
на различных заполнителях
Параметры виброуплотнения
Заполнитель
частота коле- баний, Гц амплитуда коле- баний продолжитель- ность, с
Алюмосиликатный шамот 50 0,2-0,25 60-90
Динасовый 50 0,2-0,25 90-120
Муллитокорундовый 50 0,25 80-90
Ка рби д-к ре мниев ый 50 0,25 45-60
Корундовый 50 0,2-0,25 45-60
Хро мо магне зитов ый 50 0,15-0,2 90-120
Цирконовый концентрат 50 0,2-0,25 45-60
Магнезитовый 50 0,15-0,2 90-120
Следует учитывать, что для каждой бетонной смеси при принятых
параметрах колебаний есть своя оптимальная продолжительность виб-
рирования. так как при недостаточной продолжительности вибрирования
наблюдается недоуплотнение бетона и снижение его прочности, а слиш-
ком длительное вибрирование не приводит к заметному повышению
плотности и прочности бетона [8]. Кроме того, вибрирование рассматри-
ваемых жестких мелкозернистых бетонных смесей при больших ампли-
тудах колебания вызывает разрыхление бетонной смеси и тем самым
ухудшает свойства бетона. В этом случае виброуплотнение жестких
бетонных смесей существенно повышается при применении пригруза
в процессе вибрации. Под действием давления, вызываемого пригрузом,
исключается разрыхление верхней части бетонной смеси и быстрее
уплотняется вся смесь, становится компактнее ее структура и, следова-
108
тельно, повышаются прочностные показатели бетона (табл. 4.9). На
практике оптимальная величина пригруза рекомендуется в пределах
40—80 г/см2, но в специальных формовочных установках его увеличи-
вают до 200 г/см2 [42].
Проведенные исследования показали, что на качество виброуплотне-
ния влияют не только параметры работы вибромеханизма (частота и
амплитуда), но также величина пригруза и продолжительность вибри-
рования. Как уже отмечалось, для каждой бетонной смеси в зависимо-
сти от ее подвижности существует своя оптимальная продолжитель-
ность виброуплотнения. При более длительной обработке затраты энер-
гии возрастают в значительно большей степени, чем повышается плот-
ность смеси.
В табл. 4.10 приведены рекомендуемые режимы виброуплотнения
с пригрузом 0,0012—0,0015 МПа для различных бетонных смесей.
4.3. ИССЛЕДОВАНИЕ ТЕРМОМЕХАНИЧЕСКИХ СВОЙСТВ
ЖАРОСТОЙКИХ БЕТОНОВ
Трудности проектирования конструкций тепловых агрегатов из жаро-
стойких бетонов отчасти объясняются необходимостью разработки точ-
ных методов расчета напряженно-деформированного состояния футе-
ровки. Это предусматривает комплексное изучение процессов напряже-
ния, деформации и ползучести бетона при различных режимах работы
тепловых агрегатов для обоснованного назначения коэффициентов
запаса прочности термической стойкости, а также определения опти-
мальной формы и размеров блоков [20, 51].
В связи с этим большой интерес представляет определение прочности
жаростойких бетонов в нагретом состоянии при различных температу-
рах. Однако сложность такого испытания и неопределенность рабочей
температуры до последнего времени заставляли отдавать предпочте-
ние определению температур деформации при постоянной нагрузке
[49, 58] . В последние годы разработаны методики и установки для
высокотемпературных испытаний огнеупорных материалов, позволяю-
щие в различных средах проводить комплексное изучение напряжен-
но-деформированного состояния футеровочных изделий с максималь-
ным приближением к условиям эксплуатации.
Так, под руководством проф. В.М. Панферова в лаборатории проч-
ности и ползучести при высоких температурах Института механики
при МГУ им. М.В. Ломоносова создан комплекс испытательных уста-
новок, позволяющих получать наиболее достоверные сведения о термо-
механических свойствах материалов при высоких температурах. На
одной из таких установок (СТС) в лаборатории Дагестанского поли-
технического института проводились термо механические исследования
некоторых видов разработанных жаростойких бетонов. Общий вид
установки приведен на рис. 4.16.
Универсальная автоматическая установка СТС состоит из следующих
основных элементов, агрегатов и систем: собственно
силой; системы нагревания образца, в которую входят источник энер-
гии, автоматическое электронное устройство, регулирующее темпера-
туру нагревателей; измерителей деформации образца; автоматических
программирующих и регистрирующих систем.
109
Управляющие устройства установки позволяют вести нагружение
образцов и автоматическое регулирование температуры в диапазоне
от 20 до 155О°С с точностью ± 1°С. Регистрационные приборы уста-
новки непрерывно ведут запись диаграммы ’’усилие” Р — Д'! ’’удли-
ненные” (Д1) при растяжении или сжатии с погрешностью не более 2 %.
Первичные диаграммы (’’усилие—перемещение”, ’’перемещение —
время”) после обработки перестраиваются в диаграммы приведенных
характеристик: ’’напряжение-деформация”, ’’деформация-время”. Эти
величины в опытах на образцах простой формы при простом нагруже-
нии в однородном нагревании определяются соотношениями:
По характеру этих диаграмм, полученных при определенной про-
грамме нагружения, определяют свойства и характер поведения ма-
териалов. Для определения упругости или пластичности программу
нагружения составляют так, чтобы повторялась частичная нагрузка
и разгрузка образца. Если при нагружении образца силой Ру размеры
его восстанавливаются, значит, до напряжений, соответствующих этой
силе, материал обладает свойством упругости, а соответствующие на-
пряжения и деформация (опу и епу) — характеризуют предел упру-
гости. Незначительное увеличение сйлы Р приводит к остаточным
деформациям.
ПО
Таблица 4.11. Деформационные и прочностные характеристики муллитокорун-
дового бетона при одноосном сжатии
Характеристики Температура испытания, °C
20 | 600 800 1000 | 1400 1500
О , МПа пу’ € • 10 3 20,5 20,9 10,4 4,4 1,6
4,3 4,8 2 1,8 1,2
у Е-104, МПа 0,56 0,44 0,52 0,24 0,13
О , МПа 31,2 34,1 24,1 12,1 3,8 0,8
UzK ~ е -10'3 8,2 9 6,2 15,6 23,4 24,6
Р 0,52 0,53 0,32 0,12 0,05
Рис. 4.17. Деформационные кривые
одноосного сжатия муллитокорун-
дового бетона при температурных
нагревах (20, 600, 800. 1200, 1400,
1500°С)
Соответствующее значение сг$,
ции составляют определенную величину, например 2 % от е
вают пределом текучести. Деформация этого предельного состояния
характеризуется пределом текучести es. Если дальнейшая деформация
происходит при увеличении нагрузки, то материал называют уплот-
няющимся № характеризуют модулем упрочнения, который опреде-
ляется тангенсом угла между касательной к кривой диаграммы ’’на-
пряжение — деформация” и осью деформации. Напряженно-деформиро-
ванное состояние, предшествующее разрушению образца, характери-
зуется предельными значениями ав и деформацией .
Для испытаний изготавливались образцы-цилиндры диаметром
^5 мм и высотой 85 мм. На рис. 4.17 и в табл. 4.11 представлены ре-
зультаты испытаний образцов муллитокорундового бетона на компо-
зиционном силикат-натриевом вяжущем, позволяющие установить
зависимость прочности нагретого материала от температуры нагрева.
Значение характеристик опу; еу; асж; ер определялись экспери-
ментально по диаграммам деформаций (рис. 4.17). Значение модуля
Упругости Е и меры хрупкости х находили по формулам: о = еЕп;
при котором остаточные деформа-
пу’ назы’
111
Рис. 4.18. Зависимость проч-
ности (7) и предел про-
сж
порциональности ПЛу (2) мул-
литокорундового бетона от
температуры
Рис. 4.19. Зависимость модуля уп-
ругости Е муллитокорундового бе-
тона от температуры
У
X =------, в которые подставляли соответствующие значения характе-
6Р
ристик из табл. 4.11.
Изменение предела прочности предела пропорциональности
опу и модуля упругости Е от температуры нагрева представлено
на рис. 4.18, 4.19. Анализируя данные в табл. 4.11 и рис. 4.17, приходим
к выводу, что твердофазовые процессы в вяжущем, рассмотренные
в гл. 3, при температурах 800°С и выше ведут к упрочению системы.
В наиболее опасном интервале температур 800—1000°С, связанном с
плавлением силикат-глыбы, жаростойкий бетон характеризуется вы-
сокими показателями прочности о — 24,1 МПа; Е = 0,5 • 104МПа.
В это время происходит активное образование силикатов и алюмина-
тов кальция. При 1400°С жаростойкий бетон сохраняет упругий ха-
рактер деформации и характеризуется модулем упругости Е = 0,12 х
* 104 МПа. Кратковременная прочность образцов бетона при 1500°С
составляет 0,8 МПа, что свидетельствует о возможности применения
бетона при температурах выше 1500°С в условиях одностороннего
нагрева.
В предыдущей главе было отмечено положительное влияние карбо-
натной добавки (доломита) на процесс окисления карбид-кремние-
112
рис. 4.20. Диаграммы ’’напряжение-
деформация” карбид-кремниевого
бетона на карбид-кремниевом сили-
кат-натриевом вяжущем при различ-
ных температурах испытания
вого силикат-натриевого вяжущего и карбид-кремниевого бетона на
его основе. Следовательно, можно ожидать, что этот процесс окажет
определенное влияние и на другие свойства карбид-кремниевого бе-
тона, в том числе на термо механические. Поэтому для комплексной
оценки свойств жаростойкости карбид-кремниевого бетона исследо-
вания термо механических свойств проводилась как на карбид-крем-
ниевом силикат-натриевом вяжущем,так и на карбид-кремний-доло-
мит-силикат-натриевом вяжуще м (SiC + Na2 SiO3 + CaMg (CO3) 2).
На рис. 4.20 приведены диаграммы ’’напряжение—деформация”
для карбид-кремниевого жаростойкого бетона на карбид-кремниевом
силикат-натриевом вяжущем. Откуда видно, что бетон обладает доста-
точно высокими упругими напряжениями при средних (до 600°С)
и повыпенных температурах. Здесь также четко прослеживается сни-
жение упругих свойств материала и преобладание пластических дефор-
маций при высоких температурах. Качественные изменения деформа-
тивных свойств в бетоне возникают в интервале температур 600—800°С,
когда происходит окончательное обезвоживание системы и формиро-
вание структуры бетона. Очевидно, при этих температурах начинается
и топохимическое взаимодействие вяжущего и тонко молотой части
карбида кремния. Некоторое упрочнение бетона происходит при тем-
пературе 1200°С. Вероятно, этот процесс можно объяснить частичным
окислением карбид-кремниевого заполнителя, которое приводит к
образованию SiO2 кристобалита и некоторому уплотнению структуры.
Пластические деформации, возникающие при температуре 1400°С
и более относительно невысоких напряжениях, во многом ограничи-
вают температуру эксплуатации жаростойкого карбид-кремниевого
бетона на карбид-кремниевом силикат-натриевом вяжущем. Как ука-
зывалось выце, доломит в сочетании с молотой силикат-глыбой ис-
пользовали с целью снизить окисляемость карбида кремния. На
рис. 4.21 приведены зависимости ’’напряжение—деформация” для жаро-
стойкого карбид-кремниевого бетона на трехкомпозиционном вяжу-
щем из SiC + Na2 SiO3 + CaMg(CO3)2. При комнатной температуре
и с повышением температуры испытаний вплоть до 1600°С бетон на
этом виде вяжущего характеризуется более высокими показателями,
113
Рис. 4.21. Диаграммы ’'напряжение-деформа-
ция” жаростойкого бетона на карбид-кремний-
доломит-силикат-натриевом вяжущем при раз-
личных температурах испытания
т.е. незначительными относительными деформациями при более высо-
ких напряжениях.
Здесь определенное влияние оказывает участие доломита в физико-
химических процессах, происходящих в бетоце. Характер изменения
кривых при этом остается аналогичным (рис. 4.20). Температура
800°С, при которой происходит заметное увеличение деформации и
уменьшение напряжений, соответствует не только началу процессов
спекания в бетоне, но и декарбонизации доломита, поэтому при этой
температуре по сравнению с фиксируемой на кривой бетона на кар-
бид-кремниевом силикат-натриевом вяжущем наблюдается некото-
рый рост деформации. Это объясняется процессом удаления СО2 и
частичным разрыхлением структуры бетона. Дальнейшее же увеличе-
ние температуры испытания и непродолжительная выдержка при этих
температурах свидетельствуют о прохождении твердофазных реакций
и связанных с ними структурных изменениях.
Проявление пластических свойств жаростойкого бетона, которые
начинают преобладать над упругими свойствами, начинается при темпе-
ратурах более 1000°С. Эта величина является до некоторой степени
условной, также как и термин ’’упругие свойства при повышенных и
высоких температурах”, поскольку в большинстве случаев в огнеупор-
ных материалах, а равно и в жаростойких бетонах отсутствует хрупкое
разрушение при высоких температурах. Сравнивая кривые ’’напряже-
ние-деформация” при температуре 1400°С на рис. 4.20 и 4.21, легко
заметить положительное влияние доломита на термопрочностные пока-
затели карбид-кремниевого бетона. Очевидно, при этой температуре
начинается процесс обезвоживания высокотемпературных соединений
114
Рис. 4.22. Влияние температуры нагревания
на деформативные свойства карбид-кремние-
вого бетона на карбид-кремний-силикат-натрие-
вом вяжущем
Рис. 4.23. Зависимость прочности при сжа-
тии и модуля упругости жаростойкого бето-
на на карбид-кремний-доломит-силикат нат-
риевом вяжущем от температуры нагревания
из свободного оксида кальция и кремнезема типа 2СаО • SiO2 и ЗСаО •
SiO2.
На рис. 4.22, 4.23 приведены изменения прочности при сжатии, мо-
дуля упругости и относительной деформации жаростойкого карбид-
кремниевого бетона на трехкомпонентном вяжущем в упругой и плас-
тичной зоне от температуры испытания. По мере повышения темпера-
туры нагревания (см. рис. 4.22) упругие деформации карбид-крем-
ниевого бетона изменяются неодинаково. В начальном интервале от
20 до 400°С наблюдается характерное снижение епу, а затем заметен
быстрый рост. Максимальные упругие деформации возникают при тем-
пературе 600°С, а затем идет быстрое до 800°С и медленное вплоть до
1600°С увеличение этих деформаций. Характер изменения пластических
деформаций жаростойкого бетона до 1200°С в целом остается анало-
гичным изменениям упругих деформаций, дальнейшее же повышение
температуры ведет к преобладающему росту пластических деформаций.
Зависимости изменения прочности при сжатии и модуля упругости
карбид-кремниевого бетона на вяжущем SiC + Na2 SiO3 + CaMg (CO3) 2?
115
г
Рис. 4.24. Диаграммы ’’напряжение-де-
формация” жаростойкого цирконового
бетона при различных температурах
Рис. 4.25. Зависимость прочности при сжатии и модуля
упругости жаростойкого цирконового бетона от темпера-
туры нагревания
приведенные на рис. 4.23, в целом подтверждают изложенные ранее
положения и указывают на характерное не только для жаростойких
бетонов, но и для огнеупоров вообще, снижение прочности при сжатии.
Особенно это заметно после 1200°С. Однако прочность R > 0,2 МПа,
вполне достаточная для нормальной службы жаростойких бетонных
элементов в тепловых агрегатах, при одностороннем нагреве сохра-
няется вплоть до температуры 1600°С.
Причина такого своеобразного повышения, а затем и снижения проч-
ности карбид-кремниевого бетона объясняется особенностями приме-
ненного трехкомпонентного вяжущего и появляющихся при темпера-
туре более 1200°С пластических деформаций, сдерживающих разруше-
116
Рис. 4.26. Зависимость предель-
ной деформации разрушения
жаростойкого цирконового бе-
тона от температуры нагрева-
ния
е,°/о/ч
Рис. 4.27. Зависимость скорости
ползучести жаростойкого цир-
конового бетона при нагрузке
0,2 МПа от времени выдержки
и температуры
ние жаростойкого бетона. Резкое уменьшение модуля упругости при
800°С вызвано декарбонизацией доломита и за счет этого частичным
разрыхлением структуры вследствие удаления углекислого газа.
Результаты термомеханических исследований цирконового жаро-
стойкого бетона приведены на рис. 4.24—4.27. Из диаграммы о — е
(см. рис. 4.24) следует, что при высоких температурах деформации
бетона носят упругий характер. Начиная с температуры 1200°С,соот-
ветствуюп^й началу спекания вяжущего, наблюдается снижение уп-
ругих свойств материала. При 1500— 1600°С бетон приобретает плас-
тические свойства, деформации становятся необратимыми.
На рис. 4.25 показаны изменения прочности при сжатии и модуля
упругости в зависимости от температуры. Здесь отмечено снижение
Ксж и Е с повышением температуры. Более интенсивно идет этот про-
цесс в интервале температур 1000—1200°С, что также указывает на
начало спекания в бетоне. Предельная деформация разрушения бетона
при сжатии, равная 2,1% (рис. 4.46), наступает при максимальной тем-
пературе испытания цирконового жаростойкого бетона.
Одной из важнейших характеристик бетона является ползучесть.
Для поликристаллической керамики, к которой можно отнести и
мелкозернистый бетон в спекшемся состоянии, наиболее характер-
ным механизмом ползучести является диффузия точечных дефектов-
вакансий [3, 31, 40, 59] . Однако при высоких температурах часто на-
блюдается вязкая деформация — ’’скольжение” по границе зерен, часто
сопровождающаяся их деформацией.
Как отмечено рядом исследователей [10, 59], макроструктура бе-
тона наряду с микроструктурой оказывает большое влияние на его
Информативность при температурном воздействии. При одной и той же
общей пористости у бетона с изолированными порами ячеистого харак-
тера ползучесть меньше, чем у бетона, в котором преобладают поры
в виде капилляров и трещин.
117
Результаты исследований ползучести цирконового жаростойкого бе-
тона представлены на рис. 4.27, откуда следует, что скорость ползуче-
сти с увеличением температуры от 1200 до 1600°С возрастает с 0,08
до 0,22 ч"1. При отмеченных скоростях закон ползучести аппроксими-
руется формулой
е = Во exp {-Q / R (1 / Т - 1 / То) } (тД
где П внешнее напряжение; OQ напряжение, соогветствующее пре-
делу ползучести; R универсальная газовая постоянная; BQ, 0, в -
экспериментальные параметры материала, соответственно равные: BQ =0,0432;
Q = 1°C; n =1,14.
Таким образом, скорость ползучести с достаточной для практики
степенью точности может быть вычислена при любой нагрузке в ис-
следуемом интервале температур. Следует отметить, что в реальных
условиях скорость ползучести жаростойкого бетона будет несколько
отличаться от определенной экспериментальным путем, поскольку ско-
рость нагрева изменится и, кроме того, материал будет нагреваться с
одной стороны.
Для выявления термо механических свойств жаростойкого шамот-
ного бетона на силикат-натриевом композиционном вяжущем нами
проведены исследования необожженных и обожженных образцов бе-
тона (содержание в шамоте А12 О3 — 42 %).
Цель исследований — определить зависимость значений прочности,
полной деформации, статического модуля упругости и ползучести от
температуры и провести сравнительный (с огнеупором) анализ свойств
бетона выбранного состава, т. е. проследить, как влияет структурная
нестабильность жаростойкого безобжигового шамотного бетона на
его термомеханические свойства.
На основе результатов исследования термомеханических свойств
построены кривые зависимости R = f (е, Т), en = f (Т), Е = f (Т); е =f (Т)
На рис. 4.28 показаны деформационные кривые ’’напряжение—де-
формация”; а для образцов, выпиленных из шамотного огнеупор-
ного кирпича; б - для шамотного бетона оптимального состава после
сушки; в — для шамотного бетона оптимального состава после предва-
рительного нагрева до 1350°С в течение 2 ч.
Образцы этих материалов испытывали на одноосное сжатие в на-
гретом состоянии после изотермической выдержки при температурах
от 20 до 1350°С. Кривые зависимости прочности от температуры
(рис. 4.29) свидетельствуют о том, что прочность бетона исследуемого
состава после сушки (200°С) и нагретого до 1350°С возрастает с уве-
личением температуры испытания вплоть до 800°С, при этом прочность
жаростойкого шамотного бетона, предварительно нагретого при 1350°С,
больше прочности шамотного огнеупора и необожженного бетона в ин-
тервале температур 400—800°С. После 800°С прочность всех испытуе-
мых образцов уменьшается достаточно резко до 1100°С и плавно пос-
ле 1100°С.
Повышение прочности необожженного бетона с увеличением темпе-
ратуры до 800°С объясняется уплотнением геля кремниевой кислоты.
118
ПОЛНАЯ ДЕФОРМАЦИЯ, %
Рис. 4.28. Зависимость прочности образцов при сжатии в нагретом
состоянии от деформации при различных температурах
а — шамотный огнеупор; б — жаростойкий шамотный бетон после
сушки при 200°С; в - то же, после обжига при 1350°С
Рис. 4.29. Зависимость прочности образцов в нагре-
том состоянии от температуры
1 - шамотный обжиговый огнеупор: 2 — шамот-
нё1й бетон, высушенный при 200°С; 3 - шамотный
бетон, предварительно обожженный при 1350°С
Уменьшением прочности бетона при температурах выше 800°С объяс-
няется увеличение и содержания жидкой фазы в бетоне, а при темпера-
турах выше 1200°С скорость падения прочности замедляется в связи с
кристаллизацией кристобалита. Полученные данные хорошо соотносятся
с результатами работы, автор которой указывает,-что у высокоглинозе-
мистых огнеупоров при высоких температурах (около 1000—1100°С)
повышается предел прочности при изгибе. Объясняет он это явление
увеличением содержания кристобалита в связке и соответствующим
уменьшением содержания жидкой фазы.
119
Рис. 4.30. Зависимость
предельной деформации Рис. 4.31. Зависимость модуля
от температуры упругости от температуры
1 - жаростойкий шамотный
бетон после сушки при 200°С;
2 - то же, после обжига при
1350°С; 3 — шамотный огне-
упор
В шамотном бетоне в составе силиката натрия содержится щелочной
компонент Na2O (0,56 %), который, как известно, тормозит кристал-
лизацию кристобалита вплоть до температуры 1200°С. Соответственно
прочность бетона довольно интенсивно уменьшается до 1200°С, а далее
это уменьшение идет медленнее вследствие кристаллизации кристо-
балита.
Прочность предварительно обожженного бетона при испытании в
интервале температур 20—800°С также несколько возрастает, а затем
падает более резко, чем у обжигового огнеупора. При 1350°С она близ-
ка к значению прочности обжигового материала и существенно превы-
шает прочность высушенного бетона. Последнее обстоятельство сви-
детельствует о том, что при высоких температурах в высушенном бетоне
происходит структурирование, уменьшение содержания стеклофазы
за счет перехода части аморфного кремнезема в тридимит и кристоба-
лит. Этим же объясняется более высокая прочность предварительно
обожженного бетона при 20°С.
Небольшой прирост прочности в интервале температур 20—800°С
можно объяснить незавершенностью структурирования бетона во время
его предварительного обжига.
По результатам исследований термомеханических свойств жаро-
стойкого шамотного бетона оптимального состава определялись зна-
чения статического модуля упругости и деформации при различных
температурах (рис. 4.30) и (рис. 4.31). Этот выбор сделан потому,
что при определении динамического модуля разброс значений намного
больше, хотя этот показатель считается более ’’структурно-чувстви-
тельным”, например, для необожженного бетона [9] .
При 1200°С модуль упругости шамотного огнеупора меньше, чем
у предварительно нагретого бетона, модуль упругости которого в свою
очередь меньше, чем необожженного бетона. Это свидетельствует о
том, что упругая деформация шамотного огнеупора больше, чем на-
гретого и ненагретого бетона.
120
Модуль упругости определялся по программе ’’нагружение — раз-
гружение” при ступенчатом изотермическом нагреве одного и того
же образца.
Как показано в работах [24, 25], значение статического модуля
упругости бетона при низких температурах не всегда прямо пропор-
ционально его прочности, а зависит от В/В, степени гидратации цемен-
та, модулей упругости заполнителя, вяжущего и их количества в еди-
нице объема бетона. Для более плотных бетонов с увеличением мо-
дуля упругости возрастают температурные напряжения.
Всесторонние исследования влияния технологических параметров
жаростойкого бетона при низких температурах на характер изменения
модуля упругости проведены в работе [27] , где показано, что при на-
греве модуль упругости некоторых бетонов (в зависимости от запол-
нителя) с повышением температуры увеличивается или, по крайней
мере, не уменьшается. При комнатных температурах модуль упругости
необожженного шамотного жаростойкого бетона меньше, чем шамот-
ного огнеупора и обожженного бетона того же состава.
Модуль упругости обожженного шамотного жаростойкого бетона
на силикат-натриевом композиционном вяжущем по сравнению со
значениями этого показателя для шамотного огнеупора не меняется
до 800°С, а для необожженного бетона, начиная с 640 и 850°С на-
блюдается небольшэе его увеличение. Это происходит вследствие из-
менения фазовых переходов SiO2. При первом нагреве изменение мо-
дуля упругости возможно из-за протекания химических реакций в бе-
тоне, а при повторном оно объясняется различием степени кристалли-
зации стеклофазы и вида модификаций.
При форсированных многократно повторяющихся нагревах и на-
гружении модуль упругости бетона при охлаждении уменьшается, что
объясняется появлением и ростом микротрещин.
При нестационарном нагреве на работу конструкций и стойкость
бетона оказывают влияние деформации ползучести. Ползучесть харак-
теризуется изменением деформации во времени или способностью
материала течь при высоких температурах (но ниже температуры
плавления) под воздействием напряжения, которые меньше предела
прочности [65].
Изделия, эксплуатируемые при высокой температуре, накапливают
деформации ползучести, которые по истечении некоторого времени
могут стать недопустимо большими.
Как известно, ползучесть условно подразделяют на три периода:
неустановившийся (первая ползучесть), период постоянной ползуче-
сти (вторая ползучесть) и период кратковременной (третьей) ползу-
чести (разрушение).
Из-за большэго разброса экспериментальных данных от образца к
образцу ползучесть определяют по программе ступенчатого нагруже-
ния при изотермической выдержке и по ступенчатому нагреву с посто-
янной нагрузкой. В данном случае опыты проводились при ступенчатом
нагреве до 135О°С с постоянной нагрузкой. Определялась также эффек-
тивная динамическая вязкость по известной ползучести.
Так как шамотный бетон и огнеупор содержит одновременно аморф-
ные и кристаллические конденсированные фазы, ползучесть этих фаз
в большей мере определяется их взаимным соотношением. По
121
Рис. 4.32. Ползучесть при раз-
личных температурах 1100,
1350° С и постоянной нагруз-
ке 0,2 МПа
1 - жаростойкий шамотный
бетон после сушки при 200°С;
2 - то же, после обжига при
1350°С; 3 - шамотный огне-
упор
И.И. Вишневскому, ползучесть огнеупоров определяется напряжением
и кажущейся вязкостью аморфно-кристаллической структуры е = о / т?.
Так как в работе использовались цилиндрические образцы, то эффек-
тивная динамическая вязкость определялась по формуле Н.В. Соло-
мина Г) = от (h — A h) / (3Ah),
где о — напряжение; т — продолжительность испытания под нагрузкой;
h — начальное значение высоты образца; Ah — уменьшение высоты за
время т.
Отсюда е = r3Ah / т • т (h • Ah) = 3Ah / т (h • Ah).
Результаты этих испытаний шамотного огнеупора, предварительно
обожженного шамотного жаростойкого бетона и шамотного необож-
женного бетона приведены на рис. 4.32. Кривые ползучести здесь сум-
марные, поскольку они фиксируют структурные и деформационные
изменения.
На кривых ползучести образцов шамотного огнеупора можно отме-
тить два участка: на первом — скорость деформации со временем уве-
личивается, на втором — становится постоянной.
Ползучесть при постоянном напряжении предварительно обожжен-
ных при 1350°С образцов (рис. 4.32) меньше чем ползучесть необож-
женных образцов, что объясняется установлением некоторого равно-
весия после фазовых превращений в бетоне при нагревании. Итак, из
рассматриваемых материалов большей ползучестью при постоянной
нагрузке 0,2 МПа при температуре 1350°С обладает необожженный
шамотный бетон. Ползучесть предварительно обожженного бетона
при этой же температуре существенно выше, чем обжигового материа-
ла, что можно объяснить большим содержанием в нем тонкодисперсного
компонента. Однако в течение 6 ч этот показатель стабилизируется
и не превышает 0,7 %.
Другим термо механическим показателем, который остается до
сегодняшнего дня основным критерием определения оптимальной
максимальной температуры применения как огнеупоров, так и жаро-
стойких бетонов (класс бетона), является деформация под нагрузкой
при высоких температурах. Поскольку большинство огнеупорных
материалов в конструкциях тепловых агрегатов работают под нагруз-
кой, не превыгшющей 0,2 МПа, для испытываемых бетонов принималась
такая нагрузка и испытание проводилось на цилиндрах диаметром
3,6 и высотой 5 см согласно ГОСТ 23283—78.
Известно, что у шамотных и высоко глиноземистых огнеупорных
изделий при повышении температуры непрерывно увеличивается ко-
122
Таблица 4.12. Влияние содержания композиционного вяжущего на температуру
деформации муллитокорундового жаростойкого бетона под нагрузкой 0,2 МПа
Содержание вяжу- щего, % Температура, °C
начала размягче- ния 4 %-й деформации 40 %-й деформации
10 1280 1335 1335
15 1440 1480 1480
20 1520 1580 1580
25 1520 1560 1560
30 Д460 1480 1480
40 1320 1340 1340
Таблица 4.13. Температура деформации под нагрузкой 0,2 МПа
Температура, °C
Бетон
начала раз- мягчения 4 %-й дефор- мации 40 %-й де- формации
Магнезитовый 1520 1580 1600
Хро мо магне зитов ый 1500 1550 1580
Динасо кварцитовый 1480 1500 1510
Цирконовый 1580 1650 1700
Кар би д-к ре мни ев ый 1550 1600 1620
Корундовый 1500 1580 1600
личество жидкой фазы и ее вязкость вследствие растворения в ней
кремнезема и глинозема. Поэтому температурный интервал их дефор-
мации значительно выше (150—200°С) и имеет плавный характер.
Образцы в большинстве случаев не разрушаются, а приобретают бо-
ченкообразную форму.
Следовательно, существенное влияние на температуру деформации
под нагрузкой 0,2 МПа жаростойких бетонов на силикат-натриевом
композиционном вяжущем оказывает количество вяжущего в бетоне.
Эта зависимость для жаростойкого бетона на алюмосиликатном шамоте
наиболее подробно рассмотрена в п. 4.1 рис. 4.9.
Зависимость температуры начала деформации и разрушения мул-
литокорундового бетона под нагрузкой 0,2 МПа от содержания вя-
жущего приведена в табл. 4.12.
Как видно из данных табл. 4.12, при оптимальном содержании вя-
жущего в бетоне (20 %) температура начала размягчения и 4 %-й де-
формации составляет 1520 и 1580 соответственно. Температура 4 %-й
деформации совпадает во всех случаях с температурой разрушения
образца, что характерно для большинства бетонов. С увеличением со-
держания вяжущего снижается как температура начала деформаций,
так и температурный интервал деформации. Это свидетельствует о
том, что с ростом количества вяжущего растет в бетоне и содержание
соединений с невысокой температурой плавления, котсрые увеличи-
вают количество жидкой фазы по границам зерен, способствующей
разрушению образца. Бетон, сбдержащий меньше 20 % вяжущего, ха-
рактеризуется несовершенством структуры и пониженной прочностью.
Такой характер влияния количества силикат-натриевого вяжущего в
бетоне на температуру деформации под нагрузкой 0,2 МПа хорошо со-
123
гласуется с данными проведенных ранее исследований алюмосиликат-
ного шамотного бетона (п. 4.1 рис. 4.9). В принципе такая зависимость
будет показательна и для жаростойких бетонов других видов на сили-
кат-натриевом композиционном вяжущем.
Результаты определения температуры деформации под нагрузкой
0,2 МПа жаростойких бетонов оптимальных составов приведены в
табл. 4.13.
г
4.4. ФИЗИКО-ХИМИЧЕСКИЕ ПРОЦЕССЫ, ПРОИСХОДЯЩИЕ
В ЖАРОСТОЙКИХ БЕТОНАХ
Для исследования физико-химических процессов, происходящих в
структурах нагрева, применялись комплексный, термический и ка-
чественный рентгенографический анализы. Для сравнения результатов
исследования жаростойких бетонов проводились при тех же температу-
рах, что и при изучении композиционных вяжущих.
На рис. 4.33 приведена дифференциальная термограмма жаростой-
кого шамотного бетона. На кривой ДТА эндотермический эффект
в интервале 75—205°С соответствует удалению адсорбционной воды
и части воды геля кремниевой кислоты. До 1000°С на кривой ДТА
не наблюдаются какие-либо эффекты, что объясняется отсутствием
интенсивного протекания физико-химических процессов. Однако от
300 до 1000°С кривая ДТА в целом расположена выше нулевого уров-
ня, что связано с возможным образованием единичных неправильной
формы кристаллов различных силикатов натрия.
Анализ кривой ДТА показал, что удаление основной части воды в
бетоне происходит в интервале температур от 75 до 205°С. Следова-
тельно на этом участке режим первого нагревания должен быть более
плавным.
Рентгеноструктурный анализ шамотного жаростойкого бетона после
термообработки при 200, 800, 1250, 1450°С показал, что в этом случае
так же как и в шамотном силикат-натриевом вяжущем образуются
кварц и кристобалит (см. гл. 3, рис. 3.27).
Из сравнений рентгенограмм следует, что содержание кварца и
кристобалита с увеличением температуры до 800°С уменьшается, при
125О°С количество кварца в бетоне меняется, а кристобалита умень-
шается. При 1450°С кварц в бетоне полностью переходит в аморфный
кремнезем, а из него кристаллизуется кристобалит.
Уменьшение, интенсивностй линий кварца и кристобалита в системе
до 1250°С объясняется растворением их в бетоне под действием щелочи
и образованием высокомодульного силиката натрия.
Щелочные оксиды, обладающие малой энергией взаимодействия
с кислородными анионами, дробят кремнийкислородные комплексы,
делая их меньше, подвижнее, что способствует снижению вязкости
расплава. Кристаллизация кристобалита из аморфного кремнезёма
при температурах выше 1250°С объясняется частичным улетучиванием
натрия, который до этого не дает кристаллизоваться кристобалиту.
Улетучивание натрия отмечается в работе [55] и подтверждено
спектрофотометрическими исследованиями жаростойкого шамотного
бетона путем выжигания твердого вещества. Кристаллизация кристо-
балита несколько уменьшает катастрофическое падение прочности
124
Рис. 4.33. Дериватограмма жаростойкого ша-
мотного бетона
Рис. 4.34. Дериватограмма муллитокорундово-
го жаростойкого бетона
бетона, что подтверждается термомеханическими исследованиями.
При всех исследованных температурах заметного изменения содер-
жания муллита не наблюдается.
Дериватограмма муллитокорундового бетона, приведенная на
рис. 4.34, свидетельствует о том, что в интервале температур 100—
450°С кривой ДТА имеются незначительные эндотермические пере-
гибы, которым соответствует суммарная потеря массы (7Т -кривая »
в 0,67 %, что совпадает по-видимому с потерей влаги в бетоне. Далее
при температуре 750—780°С отмечается эндотермический эффект
(кривая ДТА), соответствующий диссоциации СаСО3. Эффект сопро-
вождается потерей 3,2 % массы пробы. Суммарная потеря массы пробы
125
Рис. 4.35. Рентгенограмма муллитокорундового
бетона после термообработки
а - 200°С; б - 800°С
в интервале температур от 20 до 800°С составляет 3.8 % и связана с
потерей влаги и СО2.
Изучение фазового состава муллитокорундового бетона (рис. 4.35,
а) после термообработки до 200° С показало, что основными фазами
бетона являются: муллит ЗА12ОЭ • 2 SiOt с межплоскостными расстоя-
НИЯМИ - dA (3,43; 3,39; 2,88; 2,69; 2,54; 2,20; 2,45; 20; 1,877);
корунд - dA (3,47; 2,26; 2,90; 2,74); мел СаСО, - dA (3,85; 3,04;
2,50; 2,28; 1,91) следы кварца — SiO2 и аморфная фаза, представляю-
щая силикат-глыбу.
Соответственно при повышении температуры термообработки до
800°С в вяжущем происходит диссоциация СаСО3 с образованием
СаО
На рентгенограмме (рис. $.35, б) представлены следующие кристал-
лические фазы: муллит — dA (3,42; 3,38; 2,28; 2,69; 2,54; 2,22); ко-
рунд - dA (3,47; 2,55; 2,37; 2,08; 1,60); метосиликат кальция
/3- CaO'SiO. - dA (3,03; 2,78; 2,74; 2,18; 2,08; 1,88); следы кварца
(a-SiO2) и аморфная фаза, состоящая из СаО и силикат-глыбы.
Подъем температуры до 1000°С приводит к активному образованию
алюминатов кальция (рис. 4.36. а).
126
Рис. 4.36. Рентгенограмма муллитокорундового бе-
тона после термообработки
а- 1000°С; б - 1200°С
Структура бетона состоит из муллита — dA (3,42; 3,38; 2,87; 2,69;
2,54; 2,21); корунда — dA (3,47; 2,54; 2,37; 2,087; 1,73); ортосили-
ката кальция 0-2СаО • SiO2 — dA (3,81: 2,78; 2,74; 2,60; 2,10); одно-
кальциевого алюмината СаОА12О3 — dA (4,69; 2,97; 2,52; 2,41; 2,20).
Имеется незначительное количество кварца a-SiO2 и метасиликата
кальция /3-СаО • SiO2.
Наличие свободного оксида алюминия а-А12О3 делают процесс мул-
литообразования более заметным на фоне образования силикатов и
алюмосиликатов кальция. Структура бетона после термообработки
1200°С (рис. 4.36, б) имеет следующий фазовый составу муллит — dA
(2,28; 2,88; 2,69; 2,51; 2,21; 2,11); корунд а-А12О, -dA (3,47; 2,55;
2,08; 1,74); однокальциевый алюминат СаО • А12О3 — dA (4,69; 2,97;
2,52; 2,41; 1,92); ортосиликат кальция 2СаО • SiO2 — dA (3,06; 2,78;
2,27; 2,18; 1,62); метасиликат кальция 0-СаО • SiO2 и следы геленита.
При температуре 1300°С в структуре бетона появляются много-
численные образования игольчатой структуры (рис. 4.37), которые
принадлежат диалюминату кальция СаО • 2SiO2 и муллиту. Особенно
заметное количество игольчатых кристаллов образуется у поверхности
зерен заполнителя, наиболее обогащенных несвязанным кремнеземом.
127
Рис. 4.37. Микроструктура муллитоко-
рундового бетона после термообработ-
ки 1300°С (увеличение 50)
Рис. 4.38. Рентгенограмма муллитокорундового бетона после термооб-
работки при1400°С
Следовательно, данные петрографического анализа подтверждают ре-
зультаты рентгенофазного анализа (см. рис. 4.36) о начале образования
муллитоподобных соединений и муллита при 1200°С.
С повышением температуры до 1400°С интенсифицируются про-
цессы образования высокоогнеупорных соединений. В составе бетона
увеличивается количество,, соединений, представляющих диалюминат
кальция СаО • 2А12ОЧ — dA (4,44; 3,60; 3,52; 3,08; 2,60; 2,05) и мул-
лита - dA (3,41; 3,38; 2,78; 2,22; 2,12; 1,84) (рис. 4.38).
Анализируя полученные данные можно сделать вывод, что основ-
ные фазовые превращения в бетоне связаны с изменениями, происхо-
дящими в структуре вяжущего. При температуре 1200°С более заметен
процесс муллитообразования в структуре бетона, благодаря наличию
свободного кремнезема SiO2, вносимого заполнителем, и корунда,
имеющегося в составе вяжущего и заполнителя. Нагрев до 1400 и
1600°С приводит к образованию высокоогнеупорных соединений,
которые представлены: диалюминатом кальция СаО • 2А12О3, двух-
кальциевым силикатом 2CaOSiO2, муллитом ЗА12О, • 2SiO2. В бетоне
формируется структура, состоящая из тонкоигольчатых кристаллов
с пористостью в виде замкнутых объемов. На границе зерен заполните-
ля и вяжущгго имеются микротрещины вдоль всей поверхности зерен
заполнителя. Как известно, такая структура способствует увеличению
термостойкости изделий из бетона.
128
Рис. 4.39. Термограммы жаростойкого карбид-кремниево-
го бетона
1 — бетон на карбид-кремний-силикат-натриевом вяжущем;
2 — бетон на карбид-кремний-доломит-силикат-натриевом
вяжущем
Однако наряду с высокоогнеупорными соединениями в вяжущем
образуются и соединения с температурой плавления 1600°С и ниже
(геленит, метасиликат кальция, однокальциевый алюминат), влияю-
щие на огнеупорность бетона в целом. Поэтому увеличение процент-
ного содержания вяжущего, как было определено в гл. 3, приводит
к снижению огнеупорности бетона и следовательно нецелесообразно.
Для сравнительного анализа фазовых превращений в карбид-крем-
ниевом бетоне применен комплексный ДТА жаростойкого бетона
на карбид-кремний-силикат-натриевом (карбид кремния: силикат-
глыба) и карбид-кремний — доломит-силикат-натриевом вяжущем.
Кривые ДТА карбид-кремниевого бетона на этих видах вяжущих
приведены на рис. 4.39, на кривой ДТА фиксируются двойные экзо-
термические эффекты.
Экзотермические эффекты в интервале температур 95—35О°С вы-
званы взаимодействием продукта диссоциации растворения силикат-
глыбы — NaOH с тонкоизмельченным карбидом кремния (8уд =
= 2500 см2/г), в результате которого вновь образуются силикаты на-
трия, причем высокомодульного.
Этот процесс в карбид-кремниевом бетоне при применении в ка-
честве вяжущего композиции SiCNa2 SiO3CaMg(CO3)2 смещен
вправо в сторону увеличения температуры.
129
Am,c7a
Рис. 4.40. Влияние температуры на
окисляемость карбид-кремниевого
бетона
1 - бетон на карбид-кремний-сили-
кат-натриевом вяжущем; 2 — бетон
на карбид-кремний-доломит-силикат-
натриевом вяжущем
Am, °/o
Рис. 4.41. Зависимость приращения мас-
сы крабидкремниевого бетона на кар-
бид- кре мний-до л омит-си ли кат-н атрие-
вом вяжущем от продолжительности
окисления
Основываясь на полученных данных при изучении фазовых превра-
щений доломит-силикат-натриевого вяжущего при сушке (100—200°С),
экзотермический эффект в интервале температур 95—350°С помимо
образования силиката натрия можно еще объяснить образованием
низкоосновных гидросиликатов кальция и возможно магния в ре-
зультате взаимодействия геля кремниевой кислоты с продуктами частич-
ного разложения доломита (СаО и MgO). Наиболее полно образование
силикатов кальция и возможно магния в бетоне будет происходить при
высоких температурах 800—1200°С и выше, снижая тем самым интен-
сивность процесса окисления карбид-кремниевого ^етона.
Использование карбид-кремниевого-доломит-силикат-натриевого вя-
жущего в бетоне не только уменьшает окисление карбида кремния,
но и способствует удалению из доломита СО2. Приращение мас-
сы вследствие частичного окисления жаростойкого бетона карбид-
кремний-доломит-силикат-натриевом вяжущем начинается несколько
позднее по сравнению с чистым карбидом кремния и бетоном на кар-
би д-кремний-силикат-натриевом вяжущем. Этому способствует СаО,
образующийся при декарбонизации доломита. Начало окисления жаро-
стойкого бетона приходится на температуры 1100—1200°С, т. е. почти
на 100°С позже, чем чистого карбида кремния. Эти данные подтверж-
даются и исследованиями окисляемости жаростойкого бетона, приве-
денными на рис. 4.40, 4.41. На рис. 4.40 показано влияние температуры
на окисляемость карбид-кремниевого бетона на карбид-кремний-сили-
кат-натриевом вяжущем и карбид-кремний-доломит-силикат-натриевом
вяжуц^м. Так, бетон на карбид-кремниевом-силикат-натриевом вяжу-
щем характеризует ранняя окисляемость, примерно с 800°С, связанная
с прибавлением массы, а при нагревании до 1600°С увеличение дости-
гает 8—9 %. А между тем окислительные свойства карбид-кремниевого
бетона на основе карбид-кремний-доломит-силикат-натриевого вяжуще-
го проявляются заметно позже, при температуре 1000—1100°С, а прибав-
130
Рис. 4.42. Рентгенограммы жаростойкого карбид-кремниевого бетона на кар-
бид-кремний-доломит-силикат-натриевом вяжущем после термообработки при
800°С
пение массы идет плавно, достигая только 2 % при нагревании до 1600°С.
Это, по-видимому, объясняется присутствием доломита в составе вяжу-
щего, который при высоких температурах взаимодействует с кремне-
земом, образовавшимся при окислении карбида кремния, образуя при
этом силикаты кальция и магния.
На рис. 4.41 приводится зависимость приращения массы карбид-
кремниевого бетона на карбид-кремний-доломит-силикат-натриевом
вяжущем от продолжительности окисления. Как видно из рисунка,на
скорость окисления, которая составляет от 10 до 60 ч, большее влия-
ние оказывает температура, чем продолжительность окисления. При
этом привес массы — только 2 %. При подъеме же температуры при
постоянной ее выдержке привес массы достигает уже 5—6 %. Проведен
также рентгеноструктурный анализ жаростойкого карбид-кремниевого
бетона на карбид-кремний-доломит-силикат-натриевом вяжущем, по-
зволяющий сравнить его с бетоном на карбид-кремний-силикат-натрие-
вом композиционном вяжущем.
На рентгенограммах (рис. 4.42) жаростойкого бетона на карбид-
кремний -доломит-силикат-натриевом вяжущем, нагретого до 800°С,
не видно каких-либо существенных изменений. На рентгенограммах
же карбид-кремний-силикат-натриевого вяжущего при 800°С (рис. 4.43)
появляется дифракционная линия — dA (4,00), свидетельствующая о
начале процесса окисления и образования кристобалита. В образцах
жаростойкого бетона на карбид-кремний-доломит-силикат-натриевом
вяжущем начало процесса окисления SiC и образования кристобалита —
dA (4,09) отмечается при 1200°,С (рис. 4.44). При этой температуре
У бетона на карбид-кремний-силикат-натриевом вяжущем наблюдается
увеличение числа линий кристобалита — (4,09) (рис. 4.45).
131
Рис. 4.43. Рентгенограмма жаростойкого карбид-кремниевого бетона
на карбид-кремний-силикат-натриевом вяжущем после термообработки
при 800°С
Таким образом, ренпеноструктурный анализ полностью подтвер-
дил данные дифференциально-термического анализа. Об этом свиде-
тельствует термо механические исследования жаростойкого карбид-
кремниевого бетона на этих видах вяжущих (рис. 4.21). Наиболее
характерные изменения в жаростойком бетоне происходят в интервале
температур 800— 1200°С. Это процесс декарбонизации доломита и на-
чало образования силикатов кальция, а также частично начинающееся
окисление карбид-кремниевого заполнителя. Дальнейшее окисление
карбида кремния замедляется в присутствии 1000—1200°С и силикатов
кальция и вследствие образования плотной и прочной кристобалитовой
пленки на зернах заполнителя и идет только за счет увеличивающейся
температуры. Заметно медленнее происходит этот процесс при изотер-
мической выдержке и при определенной температуре.
На рис. 4.46 приведена дифференциальная термограмма цирконового
бетона на силикат-натриевом вяжущем. На кривой ДТА эндотерми-
ческий эффект в интервале 150—350°С соответствует удалению физи-
чески связанной воды. Это можно заметить и по кривой потери массы,
величина которой снизилась на 2,6 %. Второй эндотермический эффект
в интервале 500—900°С очевидно соответствует удалению химически
связанной воды. Потери массы при этом составляют 1,2 %.
В интервале температур от 20 до 1320°С не происходит модифика-
ционных превращений бетона. Небольшой экзотермический эффект в
районе температур 1320—1380°С свидетельствует о начале взаимодей-
ствия тонко молотого обезжелезненного циркона и силикат-натриевого
вяжущего. В интервале температур 1400—1450°С обнаружен еще один
экзотермический эффект.
132
Рис. 4.44. Рентгенограмма жаростойкого карбид-кремниевого бетона
на карбид-кремний-доломит-силикат-натриевом вяжущем после термо-
обработки при 1200°С
Рис. 4.45. Рентгенограмма жаростойкого карбид-кремние-
вого бетона на карбид-кремний-силикат-натриевом вяжу-
щем после термообработки при 1200°С
133
Рис. 4.46. Комплексная термограмма жаро-
стойкого цирконового бетона на силикат-
натриевом вяжущем
Дифференциально-термический анализ показал, что удаление ос-
новной части воды в бетоне происходит в интервале от 150 до 350°С,
поэтому на данном участке более плавным должен быть режим первого
нагревания. Общая потеря массы пробы бетона при нагревании от 20 до
1500°С составила 3,9 %.
Образцы для рентгеноструктурного анализа отбирали в соответ-
ствии с термоэффектами^ определенными при комплексном терми-
ческом анализе и при температурах предполагаемой службы жаростой-
кого бетона.
На рентгенограмме исходного бетона после сушки (180—200°С)
(рис. 4.47) обнаружена в качестве основной фазы циркона (dA 3,3%,
2,52, 1,72, 1,66 и т. д.), установлено также наличие бадделеита (dA
3,66, 3,16, 2,85, 2,64, 1,84 и т. д.). Рентгенограммы образцов жаро-
стойкого бетона после нагревания до 800 и 1200°С не показали каких-
либо новообразований.
С ростом температуры от 1320°С и выше начинается диссоциация
циркона на Zr02 и SiO2. При этом,видимо,одновременно идет синтез
из SiO2, находящегося в аморфном виде в вяжущем, и ZrO2, содержа-
щегося в цирконовом концентрате и обезжелезненном цирконе в форме
бадделеита. Избыток кремнезема в системе ZrSiO4 — SiO2 препятст-
вует разложению циркона при высоких температурах, смещение реак-
ции идет в сторону его синтеза. Это подтверждается рентгенограммой
134
L___________1___________1____________1____________1
50 25 20 15 W
Рис. 4.47. Рентгенограммы жаростойкого цирконового
бетона
1 — исходный состав; 2 — после нагревания до 800°С;
3 — то же. 1200°С; 4 — то же, 1600°С
жаростойкого бетона после нагревания до 1600°С, где фаза диоксида
циркония отсутствует и сохраняется основная фаза циркона.
Исследование магнезитового бетона на магнезит-силикат-натриевом
вяжущем в основном подтвердило факт появления аналогичных ново-
образований, что* было отмечено и при изучении магнезит-силикат-
натриевого вяжущего.
В результате рентгеноструктурного анализа образцов бетона было
установлено, что взаимодействие между оксидом магния и силикатом
натрия начинается при нагревании до 900°С. С увеличением темпера-
туры обжига образцов содержание форстерита заметно растет и стекло-
видная фаза полностью исчезает. И после нагревания до 1500°С обна-
ружено значительно больше форстерита, чем в образце, нагретом до
1300°С.
135
Таким образом установлено, что при реакциях в твердой фазе между
тонко молотыми компонентами бетона—магнезитом и силикатом нат-
рия при нагревании образуются форстерит и щелочные силикаты маг-
ния, которые в свою очередь способствуют улучшению термомехани-
ческих свойств магнезитового бетона на силикат-натриевом вяжущем.
Физико-химические процессы, зафиксированные в динасокварцито-
вом бетоне при его нагревании, весьма похожи на те, которые наблю-
дались при исследовании кварцит-силикат-натриевой композиции. При
высоких температурах (1250—1450°С) происходила кристаллизация
кристобалита.
4.5. ДИЛАТОМЕТРИЧЕСКИЕ ИССЛЕДОВАНИЯ ЖАРОСТОЙКИХ БЕТОНОВ
«
С момента формования в жаростойком бетоне в различных тем-
пературных интервалах происходят физико-химические процессы,
связанные с дегидратацией вяжущего, образованием новых химических
соединений, полиморфными превращениями, каталитической или тер-
мической полимеризацией, диффузионным или жидкостным спекани-
ем. В строении композита, каким является жаростойкий бетон, можно
выделить заполнители — дисперсную фазу, представляющую собой
жаростойкий оксид и композиционное вяжущее (матрицу) — совмест-
но молотую смесь части заполнителя с силикатом натрия.
Как известно, основным требованием к жаростойким бетонам яв-
ляется постоянство объема, усадка представляет собой наибольшую
опасность для них [46] . К.Д. Некрасовым и Г.И. Горчаковым [29,
46, 47] показано, что усадка бетона зависит от многих факторов, в
частности, от расхода и вида цемента (матрицы), вида и грануломет-
рического состава заполнителя, условий твердения, водовяжущего
отношения и т. д.
Дополнительной линейной усадкой или ростом жаростойких бетон-
ных изделий, как известно, называют необратимые изменения их раз-
меров в результате нагревания при высоких температурах [67] . На-
ряду с необратимыми изменениями размеров в результате нагревания
при высоких температурах жаростойких бетонов важное значение име-
ет обратимое термическое расширение, характеризуемое температур-
ным коэффициентом линейного расширения (т.к.л.р.) .
Значения т.к.л.р. определяют различными методами. Например, если
тело сложного строения, то среднее значение т.к.л.р. может быть опре-
делено по формуле Кингери [40]
__^k.i^ (р, +«2i<2f2)I’, + PL
“cP=“k“f, (Р, +K2F2) Р2 ~ “SKjFj/P.
Эта формула применима для определения т.к.л.р. чистых оксидов,
но не для композиционных материалов, где имеет место спекание. В
жаростойких бетонах при спекании нитридный слой покрывает оксид
заполнителей на заключительной стадии спекания. При охлаждении
оксид, из-за большого значения его т.к.л.р,,сжимается в большей мере,
чем нитридный слой. В результате между слоями образуется зазор,
не учитываемый приведенной выше формулой Кингери [65] .
136
Т.кл.р. определяют и рентгеновским методом, и для исследования
структуры представляет интерес сравнение рентгеновского т.к.л.р. с
дилатометрическим. Это позволяет установить, как влияют на общее
расширение материала те фазы (примеси), которые не входят в крис-
таллическую ре ню тку главного оксида [65] .
Дилатометрический метод, применяемый для определения темпера-
турного коэффициента линейного расширения исследуемых бетонов,
позволяет учитывать не только расширение частиц оксидов — основ-
ного компонента бетонной композиции, но и изменение объема при
образовании новых фаз в результате химических реакций между ком-
позиционным вяжущим и заполнителем.
Т.к.л.р. композиционных материалов определяют, чтобы выявить
термическую совместимость компонентов многокомпонентных бе-
тонных смесей, как фактора, влияющего на образование трещин. Пра-
вильный учет т.кл.р. позволяет повысить надежность слоистых кон-
струкций и конгломератных материалов, работающих в условиях пере-
менной температуры [29] .
В данной работе температурный коэффициент линейного расшире-
ния исследуемых жаростойких бетонов определяли дилатометрически
при скорости нагревания свободно стоящего образца 3 град/мин. Ис-
следования проводились во ВНИИФТРИ на высокотемпературном ди-
латометре — ДКС-900 (дилатометр кварцевый системы Стрелкова с
температурой нагрева до 900°С), который позволяет изучать образцы
как в стационарных, так и в динамических режимах при температу-
рах до 900°С.
Измерения проводились как на предварительно нагретых до высоких
температур образцах, так и на ненагретых образцах при первом нагреве,
а также при последующих нагревах в динамическом режиме до 900°С.
При этом испытывали по три образца жаростойкого бетона одной марки.
Образцы имели форму кубика с ребром 7—10 мм или прямоуголь-
ного параллелепипеда высотой 7—10 мм и основанием 6x6 мм.
По полученным значениям относительного удлинения исследованных
образцов жаростойкого бетона вычислялись интегральные значения
е. - е,
т.к.л.р.по формуле а=------ и дифференциальные значения
по формуле da =------------------ Под интегральными значениями
4 +1 - 4
т.кл.р. здесь подразумеваются абсолютные его значения во всем диа-
пазоне от исходной температуры до заданной, а под дифференциаль-
ными — приращение значений т.кл.р.в двух последующих испытаниях.
Значения относительного удлинения 20 - t предварительно нагре-
тых, ненагретых и повторно нагретых образцов корундового жаро-
стойкого бетона, а также результаты вычисления интегральных и диф-
ференциальных значений т.кл.р.приведены на рис. 4.48 — 4.50.
Как видно из рис. 4.48 резкое увеличение относительного удлине-
нения наблюдается на предварительно ненагретых образцах бе-
тона, начиная с 600«С, и при 630°С составляет + 7299 • 10"6, а при даль-
нейшем нагреве до 700°С резко уменьшается до + 3766 • 10’6 и при
Рис. 4.48. Зависимость относитель-
ной линейной деформации жаро-
стойкого корундового бетона от
температуры
1 — первый нагрев; 2 — повторный
нагрев; 3 - первый нагрев образ-
ца после обжига; 4 — охлаждение
образца после обжига
Рис. 4.49. Зависимость интеграль-
ных значений т.кл.р. жаростойкого
корундового бетона от температуры
1 - первый нагрев; 2 - повторный
нагрев; 3 - первый нагрев образ-
ца после обжига; 4 - охлаждение
образца после обжига
Рис. 4.50. Зависимость дифферен-
циальных значений т.кл.р. жаро-
стойкого корундового бетона от
температуры
1 — первый нагрев; 2 — повторный
нагрев; 3 - первый нагрев образца
после обжига; 4 - охлаждение об-
разца после обжига
900°С плавно увеличивается до + 4666 • 10"6. При повторном нагреве
этого же образца до 900°С значение относительного удлинения увели-
чивается почти линейно с ростом температуры и при 900°С составляет
+ 7946 • 10"6. Значение предварительно нагретого до 1000°С образца,
138
так же как и при повторном нагреве предварительно не нагретого об-
разца, изменяется лйнейно с температурой и при 900°С составляет
+ 6424*1О'6. Значения е при охлаждении этого образца до 20°С в це-
лом подобны характерным для прямого нагрева за исключением зна-
чения при 20°С, где е равно — 82 • 10~^.
Приведенные на рис. 4.49 графические зависимости интегральных
значений от температуры представляют интерес для качественной ха-
рактеристики изменения температурной деформации во всем исследуе-
мом температурном диапазоне. Интегральные значения в последующем
будут нужны для сравнения показателей температурной деформации
с результатами деформации, полученными при одновременном воздей-
ствии нагрузки и температуры, т.е. с результатом термомеханических
исследований. Это позволит определить в первом приближении деформа-
ции, появляющиеся за счет возрастающей нагрузки. Чтобы выяснить
характер изменения деформации вследствие химических процессов,
протекающих в образцах при заданных интервалах температуры при
одной и той же скорости нагрева, а также в условиях первого нагрева
бетонов, целесообразно установить температурный коэффициент линей-
ного расширения образцов дифференцированно для каждого расчетно-
го интервала.
На рис. 4.50 видно, что при первом нагреве образцов корундового
жаростойкого бетона на кривой зависимости дифференциального
т.кл.р. от температуры наблюдается небольшое их расширение при
50°С + 4,3 • 1 О'ё С-1, затем сжатие — при 100°С — 1,25 • 10'6С-1,
далее от 100 до 200°С плавное расширение, составляющее при
200°С + 7,33 • 10~6 С“1. Начиная *с 500°С и особенно в интервале тем-
ператур 600-630°С наблюдается резкое расширение образца и при
630°С т.кл.р. будет равен + 70,03 • 10'1 С"1. Далее при 630-700°С
наблюдается резкое сжатие до — 50,39 • 10'6 С'1, а с 700 до 800°С
резкое расширение + 1,78 • 10" 6 С'1 и наконец до 900°С — плавное
расширение образца, а значение т.кл.р составляет уже + 7,22 • 10'6 С'1.
Этот же образец после охлаждения до комнатных температур, не
снимая, нагревался повторно (рис. 4.50,2 — нагрев). В этом случае
наблюдалось плавное увеличение дифференциального т.кл.р. до темпе-
ратуры 100°С, при которой он составил + 8,96-10- 6 С"1. Далее до 500°С
т.кл.р. почти постоянен, а с 500 до 630°С наблюдается небольшое рас-
ширение образца, а при 630°С т.кл.р. равен + 13,33 10'6 С'1. После
этого образец плавно сжимается до 900°С, и т.кл.р. составляет уже
+ 10,48 • 10'6 С'1.
Итак, анализируя дифференциальный т.кл.р. при первом и повтор-
ном нагреве образцов, можно сделать вывод, .что при повторном на-
гревании по сравнению с первым эффекты сжатия наблюдаются при
Ю0°С и при 5ОО-63О°С, эффект сжатия при 630-700°С и эффект рас-
ширения при 700—900°С не повторяются при вторичном нагревании.
Это означает, что в этих условиях химические процессы, протекаю-
щие в образце, более стабилизированы.
Сжатие при первом нагревании при 100°С объясняется уплотнени-
ем геля кремниевой кислоты при удалении физически связанной воды,
а Расширение с 100 до 250°С— модификационными превращениями
волокнистого кремнезема Na2WO47 * /3 (116-13О°С) и (3 * а (160-
'5°С), т. е. низкотемпературными превращениями тридимита. Рас-
ширение образца с 500 до 630°С объясняется размягчением аморфно-
139
го гелевого кремнезема, а последующее сжатие до 700°С — кристал-
лизацией из этого кремнезема тридимита. Тридимит резко расширя-
ется до 800°С при превращении в a-модификацию. Образование высоко-
температурной a-модификации тридимита из силикатного расплава при
700-900°С объясняется присутствием щелочного компонента Na2O, ин-
тенсифицирующего минерализацию.
Для проверки наличия обратимых модификационных превращений,
а также связанного с ними изменения т.к.л.р., дилатометрические ис-
следования проводились на образцах корундового жаростойкого бето-
на, предварительно нагретого до 900°С. По дифференциальным зна-
чениям т.кл.р. при первом нагреве предварительно нагретый до 900°С
образец в интервале температур с 20 до 100°С расширяется. При 100°С
т.кл.р. составляет + 13,18 • 10"6 С"1. Далее с 100 до 200°С наблюдается
плавное сжатие образца, чему соответствуют значения т.кл.р. до
+ 6,72'10" 6 С" 1, а начиная с 200 и до 900°С происходит значительное
его расширение с т.кл.р. до + 8,45 • 10" 6С"1. Дифференциальный
т.кл.р. этого образца определяется и при охлаждении (обратный ход).
В интервале с 900 до 200°С каких-либо изменений образцов не наблю-
далось, а с 200 до 100°С имело место наибольшее расширение, которое
при 100°С составляло + 9,044 • 10" 6 С"1, а при перепаде температур
от 100 до 50°С происходило резкое сжатие до — 4,1 • 10“* С"1.
Как было показано выше, при первом нагреве предварительно не
нагретый образец корундового бетона при 100°С сжимается, чему со-
ответствуют значения т.кл.р. — 1,25 • 10 " 6 С"1. Такое изменение
т.кл.р. предварительно нагретых при 100°С образцов по сравнению
с предварительно ненагретыми объясняются^ обратимыми низкотем-
пературными превращениями тридймита ({3 -тридимит 7-тридимит).
Об обратимости низкотемпературных модификационных превраще-
ний тридимита можно судить также по значениям т.кл.р., полученным
при охлаждении образца.
Дилатометрические исследования корундового жаростойкого бетона
на силикат-натриевом композиционном вяжущем показали, что при
повторном нагреве происходит стабилизация материала, причем макси-
мум деформации приходится на интервал температур 600-800°С и тем-
пературное расширение при 630°С составляет 0,7 %, а сжатие при
700°С — 0,5 %. Эти исследования, предупредившие о возможности
появления или усилении трещин, появившихся под воздействием тем-
пературы, хорошо корреспондируются с рентгенографическими и диф-
ференциально термическими исследованиями. Они позволяют оценить
роль температурных деформаций при одновременном воздействии
нагрузки и температуры при исследовании термомеханических свойств
образцов.
Как известно, температурный коэффициент линейного расширения
заполнителя для жаростойких бетонов имеет большое значение, ибо
одна из причин снижения прочности бетона при первом нагревании —
дополнительные напряжения, возникающие из-за разных значений де-
формаций цементного камня и заполнителей [47] . В связи с этим пред-
ставляют интерес поиски возможности уменьшить резкие отличия
т.кл.р. матрицы и заполнителя, т. е. найти способ или материал, играю-
щие роль мостика, способствующего плавному изменению деформа-
ции заполнителя и матрицы без образования трещин.
140
Рис. 4.51. Зависимость относительной
деформации жаростойкого динасо-
кварцитового бетона от температуры
1 — первый нагрев; 2, 3 — повторный
нагрев (второй и третий); 4 - первый
нагрев образца после обжига
Кроме того, на деформационные свойства при прочих одинаковых
технологических параметрах бетонного композита влияет грануло-
метрический состав заполнителя. В настоящей работе сближение тем-
пературных коэффициентов линейного расширения заполнителя и мат-
рицы достигалось путем введения в композицию матрицы части за-
полнителя в процессе совместного помола с силикатом натрия.
Поэтому, учитывая большую способность кварцита расширяться,
его вводили в состав динасового бетона в тонкоизмельченном виде
путем совместного помола с силикатом натрия до удельной поверх-
ности 3000 см2/г, т. е. как кварцит-силикат-натриевое композицион-
ное вяжущее. При этом предполагалась возможность уменьшения числа
мелких трещин в бетоне, а также повышения реакционной способно-
сти кварцита по отношению к силикату натрия при низких и высоких
температурах. Кроме того, возможно, что усадочные явления, возникаю-
щие в вяжущем, будут компенсировать расширение динасового запол-
нителя.
Дилатометрические исследования динасокварцитового бетона пр:-
водились при первом, втором и третье!^ нагревании, а также при первом
нагревании образца, предварительно нагретого при 900°С в течение
Двух часов. Зависимость значений относительного удаления от темпе-
ратуры показана на рис. 4.51. При первом и повторном нагревах не-
141
обожженного образца и первом нагревании обожженного образца динасо-
кварцитового жаростойкого бетона от 20 до 500°С относительные уд-
линения составляют соответственно, %; +0,87, + 0,59, + 0,46 и + 0,71.
Затем от 500 до 600°С при первом и повторных нагревах необожжен-
ного и первом нагреве обожженного образца наблюдаются резкие расши-
рения его, составляющие соответственно, %'• + 1,78, + 0,95, + 0,85 и
+ 1,13. При последующих нагреваниях дальнейшее расширение до 630°С
характерно только для первоначального нагревания исходного образца
и составляет + 2,02, и зат$м до 900°С происходит резкая его усадка
+ 0,88 %, а при повторных нагреваниях необожженного образца и первом
после обжига нагревании сразу после 630°С наблюдается плавное сжатие
до 900°С и,соответственно,%, на: +0,75, + 0,67 и + 1,03.
Из анализа графиков зависимостей относительного удлинения от тем-
пературы (рис. 4.51) видно, что при повторном нагреве значение отно-
сительного удлинения уменьшается при каждом последующем нагреве
по сравнению с предыдущим во всем исследуемом интервале темпе-
ратур. Особенно резко оно уменьшится при 600°С, когда происходит
максимальное расширение.
Однако для обожженного образца при первом нагревании значения
относительного удлинения во всем интервале температур выше значе-
ний, соответствующих второму, третьему нагреванию, но ниже резуль-
татов первого нагревания.
К.Д. Некрасовым и А.П. Тарасовой [46} установлено, что при пер-
вом нагревании температурный коэффициент линейного расширения
142
значительно меньше, чем при повторном. Это объясняется влиянием
усадки на абсолютную величину расширения и означает, что при нагре-
вании усадка превосходит абсолютную величину расширения бетона.
Известно, что усадка будет минимальной в основном тогда, когда
матрица (композиционное вяжущее) после технологических операций
(в основном после формования и сушки) стабильна до высоких тем-
ператур. В этом случае абсолютные значения расширения при задан-
ных температурах больше усадки при этой температуре, т. е. бетон
технологически верно изготовлен и количество матрицы в нем доста-
точно для связывания частиц в межзерновом пространстве при плотной
укладке частиц. В этом случае основные свойства жаростойких бето-
нов, такие как прочность, деформативность и термостойкость возможно
определяются величиной т.кл.р. Если же усадка жаростойких бетонов
больше, чем значение абсолютного расширения, т. е. расширение не
может компенсировать усадку, то усадка оказывает отрицательное
влияние как на бетон, так и на готовую конструкцию.
Рассмотрим теперь возможность определения усадки в динасо-
кварцитовом жаростойком бетоне на базе дилатометрических дан-
ных, т. е. в основном из графических зависимостей интегральных
значений'т.кл.р. от температуры. Из рис. 4.52 видно, что абсолютные
значения т.кл.р. при повторном нагреве во всем температурном ин-
тервале испытывания меньше значений т.кл.р. при первом нагревании.
Такое явление возможно только при меньшей усадке и больших аб-
солютных значений т.кл.р. бетона. Поэтому у динасокварцитового
жаростойкого бетона на кварцит-силикат-натриевом композиционном
вяжущем преобладает расширение.
Рассмотрим, как соответствуют результаты дилатометрических
определений данным физико-химических исследований динасоквар-
цитового жаростойкого бетона. Из рис. 4.53 видно, что дифферен-
циальный т.кл.р. при всех четырех случаях нагрева до 100°С фикси-
рует расширение образцов, и при первом нагревании для обожженно-
го образца составляет + 13,98 • 10"6 и + 14,74 • 10“6 С"1 а для
второго и третьего равен соответственно + 8,56 • 10" 6 и +8,76*
х 1Q-6 £-1 Расширение исходного образца до 100°С при первом на-
гревании объясняется растворением кристаллического кварца ще-
лочью из водного раствора силиката натрия. Это наблюдается также
на рентгенограммах образцов, нагретых до 200°С, в виде уменьшения
интенсивностей линий кристаллического кварца, а на термограмме
Динасокварцитового жаростойкого бетона в виде эндотермического
эффекта при 120°С.
Небольшое сжатие от 100 до 150°С при первом нагревании объяс-
няется уплотнением геля кремниевой кислоты при удалении физи-
^Ки связанной воды. Далее от 150 до 500°С наблюдается плавное
соответственно при 150°С
Ю 6 С"1, а при 500°С +26,28 • 10"6 С"1. Резкое расширение
* 00 до 600°С (при 600°С оно равно + 96,02 • 10"6 С"1) возможно
ледствие перехода кварца из /3- и «-модификацию, а также размяг-
4 Нил стеклофазы при температуре 580ОС. По данным работ [35,
1> Изменение объема при модификационных превращениях в
вставляет ± 0,82 %.
Расширение, которое составляет
+Ю,44 • Ю”6 СТ1,
143
Рис. 4.53. Зависимость дифферен-
циальных значений т.к.л.р. жаро-
стойкого динасокварцитового бетона
от температуры
1 — первый нагрев; 2, 3 - повтор-
ный нагрев (второй и третий);
4 — первый нагрев образца после
обжига
С 600 до 800°С происходит сжатие бетона и при 800°С оно состав-
ляет —80,17 • 10“6 С"1, что объясняется спеканием бетона на силикат-
натриевом композиционном вяжущем. Резкое расширение до 900°С
(900°С — 23,99 ’ 10~6 С-1) подтверждается переходом а-кварца и
«-тридимита. Изменение объема при этом составляет +16,1%.
При повторных нагревах необожженного и первом нагреве обож-
женного образцов переход (3 «-модификацию в интервале темпе-
ратур 500—600°С является обратимым, причем ход кривой при пер-
вом нагревании обожженного образца при 199°С такой же, что и при
первом нагревании необожженного образца, что объясняется (3
переходом тридимита, который не успевает завершиться при повтор-
ных нагреваниях, так как в этом случае образец очень мало выдержива-
ется при 800—900°С, и тридимит не успевает полностью образоваться.
Различные значения дифференциального т.к.л.р. необожженных и обож-
женных образцов в интервале от 700 до 900°С для первого—третьего
нагревания объясняются неполнотой превращения «-кварца в «-три-
димит.
Учитывая особенности физико-химических превращений в маг-
незитовом жаростойком бетоне, дилатометрические исследования
проводились при первом и втором нагревании.
На рис. 4.54, 4.55 показаны графические зависимости относитель-
ного удлинения, интегрального и дифференциальных значений от
температуры. Из рис. 4.54 видно, что относительные удлинения об-
разцов как при первых, так и при повторных нагревах имеют почти
линейный характер от 20 до 500°С и при 500°С составляют +6018—
+5084 • 10“^ и +5383 • 10“ 6, далее при первом нагревании до 700°С
144
Рис. 4.55. Зависимость интегральных (с), дифференциальных (6) значений т.к.л.р.
жаростойкого магнезитового бетона от температуры
2 — первый нагрев; 3 — повторный нагрев
образец сначала сжимается плавно, а с 700°С - резко. При этом от-
носительные удлинения составляют —3989 • 10 6. При температуре
До 900°С сжатие плавное, а при 900°С относительные удлинения равны
-4550 --4511-10-6 С-<
Повторный нагрев образцов (рис. 4.54 ) поюзал, что начиная с
500 и до 700°С наблюдается сжатие,при 700°С т.к.л.р. составляет
+1616 • 10"6, далее - плавное сжатие до 800°С (+1871 • 10"6), а затем-
До 900°С (+1714- 10~6).
Абсолютные значения т.кл.р. при первом нагревании от 20 до 50°С
Доказывают резкое расширение образца, затем плавное расширение до
0°С, с 200 до ЗОО^С изменений нет, с 300 до 600°С образец плавно
сжимается, но с 600 до 700°С сжатие как и относительное удлинение —
резкое, а затем до 900°С наблюдается незначительное расширение.
145
В отличие от первого при повторном нагревании сжатие продолжается
до 900°С.
Анализ показателей относительных удлинений и абсолютных ве-
личин расширения образцов при первом и повторном нагревании по-
зволил установить, что до 630°С абсолютная величина расширения
не превосходит усадку, а с 630 до 900°С усадка образца превышает
величину абсолютного расширения. Для более детального выяснения
причин изменения деформации в бетоне, вызванного температурой,
рассмотрим зависимость дифференциальных значений т.кл.р. от тем-
пературы.
При первом нагревании до 20—50°С происходит растворение сили-
ката натрия, и одновременно начинается поглощение воды магнием и
образование брусита. Расширение при 50°С составляет +9,93 • 10-6 С"1.
Далее от 50 до 200°С наблюдается плавное расширение, и при 200°С
т.к.л.р. составляет +17,54 • 10“ 6 С"1. Такое расширение при первом
нагревании объясняется интенсивным образованием брусита, что под-
тверждается также и рентгенограммами. Термическое расширение
за счет образования брусита больше, чем сжатие, связанное с удалением
воды при уплотнении геля кремневой кислоты. Затем от 200 до 500°С
происходит сжатие, которое для двух различных образцов при первом
нагревании до 400°С почти одинаково, а при 500°С в первом случае
характеризуется значением т.кл.р. +11,67 • 10“ 6 С“ 1, а во втором
—5,89 • 10“ 6 С“ 1, но и в первом случае после 500 до 700°С так же,
как и во втором, при 700°С сжатие составляет —84,05 • 10“6 С-1, а во
втором —78,35'10“6 С’1. Объясняется это двумя причинами.
Прежде всего в обоих случаях в образцах-близнецах при первом
нагревании идет обезвоживание брусита до 500°С, а разница значений
т.к.л.р. при параллельных исследованиях объясняется как количеством
брусита, так и в основном степенью его защищенности пленкой жидко-
го стекла, образовавшейся из водного раствора силиката натрия. Кроме
того, после размягчения и разрушения пленкичв интервале температур
от 500 до 600°С брусит интенсивно теряет воду, что вызывает резкое
сжатие. При 600°С для обоих образцов при первом нагревании оно сос-
тавляет почти одинаковую величину. Так, для первого образца т.кл.р.
равен —12,03 • 10“6 С”1, а для второго —12,38 • 10'6 С-1.
Резкое сжатие от 600 до 700°С объясняется возможным удалением
воды из метастабильных рентгеноаморфных силикатов магния и крис-
таллизацией из них форстерита. Начиная с 700 до 800°С наблюдается
резкое расширение т.кл.р., при 800°С составляет для первичного образ-
ца —4,92 • 10“ 6 С“ \ а для второго —3,17 • 10“6 С-1, что объясняется
возможным разложением аморфных силикатов магния, из которых при
дальнейшем повышении температуры при 900°С выделяется MgO. По-
мимо этого при 800—900°С идет кристаллизация небольшого количе-
ства минералов, близких по структуре к тальку. Плавный рост т.кл.р.
от 800 до 900°С объясняется возможным размягчением легкоплавкого
монтичеллита. Второй образец после первого нагревания охлаждали
до комнатной температуры и затем исследовали при повторном на-
гревании.
Из рис. 4.55,5 видно, что значения дифференциальных т.кл.р. резко
увеличиваются в интервале от 20 до 100°С, затем наблюдается сжатие
до 200°С. Расширение при 100°С и сжатие при 200°С характеризуются
соответственно значениями т,к.л.р. —17,74 • 10“6 С-1 и —10,82 • 10“6С4 ,
146
Рис. 4.56. Зависимость относитель-
ного удлинения образца жаростой-
кого шамотного бетона от темпе-
ратуры
1 -.при первом нагреве; 2 - при
повторном нагреве
Рис. 4.58. Зависимость дифферен-
циальных значений т.кл.р. от тем-
пературы
1 - при первом нагреве; 2 при
повторном нагреве
Рис. 4.57. Зависимость интеграль-
ных значений т.к.л.р. от темпе-
ратуры
1 - при первом нагреве; 2 — при
повторном нагреве
что объясняется разложением карбонатов при 100°С, а сжатие до 200°С—
кристаллизацией силикатов магния.
Сравнивая графики первого и повторного нагревания образцов,
видно, что в интервале температур 50—150°С усадка магнезитового
бетона больше, чем расширение. Это же явление наблюдается и в интер-
вале температур 300—500°С, а также при 630—85О°С. Особенно сильно
преобладание усадки при 700°С, что объясняется кристаллизацией
метастабильных силикатов магния при удалении химически связанной
воды, а также кристаллизацией форстерита. Протекание кристаллиза-
ционных процессов при 700°С подтверждается экзотермическим эф-
фектом при 720°С на кривой термограммы магнезитового жаростой-
кого бетона.
Результаты дилатометрических исследований шамотного бетона
в виде графических зависимостей относительного удлинения, интег-
рального и дифференциального т.кл.р. от температуры приведены
«а рис. 4.56, 4.57, 4.58.
Зависимость относительного удлинения от температуры ^см.
Рис. 4.56) показывает, что при первом нагревании трех одинаковых
°бразцов повторяемость результатов исследований наблюдается от 20
До 650°С. При дальнейшем повышении температуры до 900°С наблю-
дается расхождение результатов, особенно при 900°С, например, т.к.л.р.
Для первого, второго и третьего образцов составляет соответственно, %:
и>81} +0,76, +0,73. Такое различие в результатах относительного удли-
147
нения одинаковых образцов объясняется неодинаковым содержанием
аморфной стеклофазы в шамоте.
Из зависимости абсолютных значений т.кл.р. от температуры
(рис. 4.57) следует, что для трех образцов шамотного жаростойкого
бетона при первом нагревании наблюдается повторяемость результатов
от 20 до 700°С, а далее от 700 до 900° имеется расширение, которое
при 50°С для первого образца характеризуется значением т.к.л.р.
+6,67 • 10" 6 С“ \ а для второго +5,43 • 10“ 6 С"1 и для третьего
+ 3,7 • 10“ 6 С“ \ далее от 50 до 100°С в образцах наблюдается резкое
сжатие, соответственно т.кл.р. равны —4,13, —5,2, -3,91 • 10“ 6 С"1,
и от 100 до 200°С происходит резкое расширение, и при 200°С т.кл.р.,
составляет соответственно для каждого образца +2,6, +3,42, +3,58 *
х 10“6 С'1. Начиная с 200 до 700°С абсолютные значения т.кл.р. дока-
зывают плавное расширение, при 700°С они составляют соответственно
+9,2, +9,09, +8,64 • 10“ 6 С"1. При 900°С значения т.кл.р. для трех об-
разцов составляют +9,15, +8,34, +6,46 • Ю'6 С-1.
Чтобы установить, происходила ли усадка, а также определить темпе-
ратурный интервал, в котором она превосходит абсолютные значения
т.кл.р., мы осуществили дилатометрические исследования. Из срав-
нения результатов графических зависимостей абсолютных значений
т.кл.р. от температуры установлено, что начиная с 70 до 650°С усадка
превышает величину абсолютного т.кл.р.., особенно большие усадки
наблюдаются при температурах от 80 до 200°С, а с 650 до 900°С т.кл.р.
превышает величину усадки в образцах.
Для определения причин и степени деформируемости образцов жаро-
стойкого шамотного бетона проведен сравнительный анализ зависимости
дифференциальных значений* т.кл.р. от температуры с результатами
физико-химических исследований шамот-силикат-натриевого компози-
ционного вяжущего при тех же температурах, при которых определены
значения дифференциального т.кл.р.
При водозатворении и сушке в интервале температур от 80 до 90°С
идет процесс интенсивного растворения силиката натрия, что сопро-
вождается расширением бетона.
Возможно, что при температурах от 90 до 100°С продолжается об-
разование щелочи и геля кремниевой кислоты в очень малых коли-
чествах, но с 90°С вода из геля кремнекислоты начинает интенсивно
удаляться. В процессе удаления гелевой воды частицы шамота, находя-
щиеся в контакте с гелем, притягиваются друг к другу, и этим объяс-
няют тот факт, что усадка в бетоне превышает абсолютное значение
т.кл.р., и т.кл.р. образцов при первом нагревании при 100°С состав-
ляет соответственно —10,6, —10,54, —10“^ С-1, а для повторного на-
греваемого образца при 100°С — +8,54 • 10“ 6 С-1. Сближение частиц
за счет стягивающих сил уплотняющего геля способствует увеличению
площади контакта щелочного компонента с частицами заполнителя.
Щелочь же в свою очередь с повышением температуры от 100 до 200°С
интенсивно растворяет часть кристаллического кварца шамота, прев-
ращая ее в рентгеноаморфный силикат натрия. Такое предположение
хорошо подтверждается резким расширением бетона при первом нагре-
вании в интервале температур 100—200°С, причем расширение при
20СРС превосходит усадку, и т.кл.р. составляют для первого нагрева-
ния соответственно +15,38, +14,92, +15,34 • 10“6 С-1, а для повторного
нагревания — +12,34 • 10“4 С"1.
148
При дальнейшем повышении температуры до ЗОО°С происходит
небольшое термическое сжатие бетона как для образцов, подвергнутых
первому нагреванию, так и для повторно нагреваемого образца, и т.кл.р.
составляет при ЗОО°С соответственно +9,28, +9,26, +7,46 *10“ 6 С’ 1 и
7,28*10“6 С’1. Такое обратимое сжатие шамотного жаростойкого бетона
объясняется низкотемпературным (340—270°С) превращением «-крис-
тобалита в 0-кристобалит. Не исключено также, что сжатие — это
результат продолжающегося удаления воды из геля кремнекислоты,
так как температурный интервал удаления гелевой воды 100—300°С.
От 300 до 500°С значения а т.кл.р. для образцов при первом и по-
вторном нагреваниях практически не изменяются за исключением одно-
го из них, подвергнутого первому нагреву. В этом образце наблюдается
небольшое расширение при температурах от 300 до 400°С, а затем до
500°С — сжатие.
Термическое расширение бетонов, температура образования в них
жидкой фазы и температура спекания зависят от количества примесей,
вводимых с вяжущими материалами [60]. В связи с этим аномалия зна-
чений т.кл.р., наблюдаемая у одного из образцов при первом нагрева-
нии, возможно объясняется наличием в бетоне примесей, поскольку у
других образцов всего этого не было.
Резкое расширение в интервале от 500 до 600°С образцов, подверг-
нутых первому нагреванию, и плавное расширение при повторном на-
греве объясняется модификационными превращениями «-кварца
в 0-кварц (573°С). Соответственно т.кл.р. при 600°С составляют
+15,89, +16,06, +16,68 и +9,67 • 10~6 С"1. Начиная с 600°С У образцов
при первом нагревании наблюдается резкое термическое сжатие вплоть
до 800°С. При этом значения т.кл.р. составляют +9,07, +1,68 • 10~6 С-1,
а у повторно нагреваемого образца в интервале от 400 до 700°С имеет
место плавное расширение, а с 700 до 900°С плавное сжатие. Кроме
того, наблюдаемая при температурах от 500 до 700°С усадка значитель-
но меньше расширения. Сжатие до 800°С объясняется уплотнением
бетона при размягчении и сжатии матрицы на величину т.к.л.р. После
800°С усадка начинает превосходить расширение.
Однако, как было указано в данной работе ранее, всякое расши-
рение — это результат или модификационных превращений минера-
лов, или разрушения плотной структуры. Поэтому сжатие при темпе-
ратурах 600—800°С объясняется возможными рекристаллизационными
процессами, когда происходит формирование одиночных кристаллов
различных силикатов натрия неправильной формы из аморфного крем-
незема. При дальнейшем повышении температуры от 800 до 900°С
сжатие образца практически прекращается, и в некоторых случаях
т.кл.р. не изменяется до 900°С, что объясняется плавлением образо-
вавшихся до 800 — 850°С единичных кристаллов силиката натрия.
При исследовании физико-химических процессов в жаростойком
шамртном бетоне с учетом данных, полученных М.А. Матвеевым и
И.В. Рыжковым, выдвинуто предположение о возможности изменения
кремнеземистого модуля водного раствора силиката натрия в шамот-
ном жаростойком бетоне вследствие растворения щелочью части крис-
таллического кварца шамотного заполнителя. Например, И.В. Рыжков
[62], исследуя кристаллизационные способности жидкого стекла в
зависимости от модуля, отмечал, что в двухмодульных стеклах на-
блюдается низкотемпературная форма дисиликата натрия, образую-
149
Таблица 4.14. Значения интегрального, дифференциального и относительного
удлинения жаростойкого карбид-кремниевого бетона на карбид-кремний-силикат-
н атриев ом композиционном вяжущем
Температура, °C Образец после обжига 900°С
относительное уд- линение е=д i/io- io-6 интегральные значе- ния т.к.л.р. а= (е.- е.) /(t. - -t.)! io-6 с"1 дифференциаль- ные значения т.кл.р. “=(ei + i-9/ ЧО-6 С'1
20 0 — —
50 83 2,77 2,77
100 302 3,78 4,38
150 527 4,05 4,5
200 784 4,36 5,14
300 1278 4,56 4,94
400 1777 4,68 4,99
500 2263 4,72 4,86
590 2651 4,65 4,31
600 2618 4,51 -3,3
700 2899 4,26 2,81
800 31*53 4,04 2,54
900 3239 3,68 0,86
щаяся при инверсии а- и (З-формы (678°С). Повышение температуры
нагревания до 900°С приводит к расплавлению кристаллической фазы
(874°С) и образованию слабопористого стеклообразного вещества.
В трехмодульных стеклах при нагревании до 700°С им обнаружены
кристаллы (не более 1 %), соответствующие трисиликату натрия. Сле-
довательно температурные деформации шамотного жаростойкого бе-
тона на силикат-натриевом композиционном вяжущем зависят не
столько от наличия силиката натрия, сколько от совместной работы
силиката-натрия и тонкомолотого шамота.
Из данных дилатометрических исследований вытекает также, что
в шамотном жаростойком бетоне наиболее опасен с точки зрения
трещинообразования йнтервал температур от 50 до 200°С, когда усад-
ка намного превышает расширение.
Дилатометрические исследования карбид^кремниевого бетона на
карбид-кремниевом силикат-натриевом вяжущем проводили на образ-
цах бетона/тредварительно нагретых до 900°С.
Полученные результаты приведены в табл. 4.14, откуда следует, что
относительное удлинение с ростом температуры увеличивается равно-
мерно до 900°С, и при 900°С т.кл.р. составляет +0,32 %. Значение
т.кл.р. от 20 до 100°С резко увеличивается и при 100°С составляет
+3,78 • 10“ 6 С”1. Далее до 150°С значение т’кл.р. не меняется, а от
150 до 200°С наблюдается небольшое расширение образца. При этом
т.к.л.р. = +4,36 • 10“ 6 С" 1. От 200 до 500°С т.к.л.р. практически не
меняется. Значение его, начиная с 600 до 900°С, плавно уменьшается
и при 900°С составляет +3,68 • 10“6 С"1
Описанные выше деформации можно объяснить тем, что при пред-
варительном обжиге до 900°С возможно происходит увеличение со-
150
Рис. 4.59. Относительное удлинение карбид-кремниевого бетона
7 - бетон на карбид-кремний-доломит-силикат-натриевом вяжущем; 2 -
бетон на карбид-кремний-силикат-натриевом вяжущем
держанйя стеклообразного кремнезема, поскольку при 900°С карбо-
рунд начинает окисляться.
При повторном нагревании обожженного образца из стеклообразно-
го кремнезема (кварцевое стекло) кристаллизуется кристобалит, что
сопровождается усадкой [60] . На рентгенограммах образцов, нагретых
до 800°С, наблюдается кристаллизация кристобалита. Она продолжается
до 1000°С, при этом происходит уменьшение интенсивности линий
кварца.
С целью выявления влияния карбонатной добавки (доломита) на от-
носительное удлинение карбид-кремниевого бетона при нагревании
дилатометрические исследования проводились и на образцах карбид-
кремниевого бетона с добавкой (до 3 %) доломита, причем содержание
силиката-натрия и в первом случае составляло 2 % массы бетона.
Сравнение графических зависимостей относительной усадки от темпе-
ратуры нагрева карбид-кремниевого бетона с карбонатной добавкой
и без него приведено на рис. 4.59, откуда следует, что усадка в бетоне
на карбид-кремний-доломит-силикат-натриевом вяжущем в два раза
меньше, чем в бетоне на карбид-кремниевом силикат-натриевом вяжу-
щем.
Зависимость относительной линейной деформации цирконового
жаростойкого бетона от температуры представлена на рис. 4.60.
Усадочные явления в бетоне при первом нагревании наблюдаются
в интервале 250—35О°С, что свидетельствует об удалении физически
связанной воды. Они незначительны, не уменьшают размеров образца,
а лишь снижают расширение на 0,05 %.
Небольшой рост и дальнейшее снижение кривой деформации в ин-
тервале 800— 1100°С, очевидно, характеризует удаление химически свя-
занной воды и начало процесса спекания вяжущего. При температуре
эксплуатации деформация характеризуется величиной 0,2 %.
При охлаждении образца (кривая 5) наблюдается линейное изменение
Деформации. Это свидетельствует об отсутствии каких-либо фазовых
превращений в бетоне и термодинамической устойчивости продуктов
твердофазовых реакций, прошедших в бетоне.
151
Рис. 4.60. Зависимость относитель-
ной линейной деформации жаро-
стойкого бетона от температуры
1 - первый нагрев; 2 — повторный
нагрев; 3 - охлаждение
Рис. 4.61. Зависимость коэффи-
циента линейного термического
расширения жаростойкого бетона
от температуры
1 — первый нагрев; 2 — повтор-
ный нагрев
Повторное нагревание бетона (кривая 2) дает линейную зависимость
относительных линейных деформаций с постоянным углом наклона.
Коэффициент линейного термического расширения т.кл.р. бетона при
первом нагревании (рис. 4.61), кривая 1 резко изменяется с повыше-
нием температуры. В интервале температур 200—400°С наблюдается
всплеск в сторону уменьшения т.кл.р. При температуре 300°С абсо-
лютное значение т.кл.р. достигает 1,1 • 10" 6 град-1. Второй темпера-
турный интервал, при котором наблюдается повторное снижение
т.к.л.р. — от 800 до 1000°С.
Повторное нагревание образцов не вызывает резких колебаний кри-
вой т.кл.р. (кривая 2), что указывает на полноту прохождения реакций
в бетоне. Рост т.кл.р. идет почти по прямой с небольшим углом накло-
на. Абсолютное значение т.кл.р. жаростойкого бетона при 1500°С,
равное 3,8 • 10" 6 град' 1, несколько ниже, чем т.кл.р. керамического
материала аналогичного состава (4,6 • 10"6 град"1), что и обусловли-
вает более высокую термостойкость его по сравнению с цирконовой
керамикой.
4.6. ОГНЕУПОРНОСТЬ ЖАРОСТОЙКИХ БЕТОНОВ
НА СИЛИКАТ-НАТРИЕВОМ КОМПОЗИЦИОННОМ ВЯЖУЩЕМ
Огнеупорность жаростойкого бетона зависит главным образом от
химико-минералогического состава компонентов и наличия примесей.
На огнеупорность материала влияет и дисперсность составляющих бето-
на, так как скорость реакции взаимодействия различных веществ,
образующих легкоплавкие соединения, во многом определяется раз-
мером поверхности их взаимодействия.
Огнеупорность не может исчерпывающе характеризовать поведение
жаростойкого бетона при высоких температурах. Бетоны с почти оди-
наковыми химическими составами и равной огнеупорностью могут
по разному вести себя при термических ударах или механическом
напряжении. Кроме того,, огнеупорность жаростойких бетонов, опре-
деленная по стандартной методике, несколько занижена [49].
152
Поэтому только рассмотрение огнеупорности в сочетании с другими
термическими свойствами (температура начала деформации под на-
грузкой, модуль упругости и скорость ползучести при высоких тем-
пературах) дает возможность с большей степенью надежности опре-
делить максимальную температуру применения жаростойких бетонов.
В жаростойких бетонах на силикат-натриевом композиционном
вяжущем наиболее легкоплавкая составляющая силикат-глыба.
Поэтому в работе была сделана попытка максимально снизить ее
содержание в бетоне. Опыт эксплуатации огнеупоров и соответствую-
щие исследовательские работы свидетельствуют о том, что при высо-
ких температурах в футеровке могут служить материалы с содержа-
нием жидкой фазы в системе 5—10 % [40, 93, 96]. Есть учесть, что в
жаростойких бетонах на силикат-натриевом композиционном вяжу-
щем жидкую фазу составляет в основном аморфный кремнезем
(Na2SiO3 —1 — 4 %), обладающий высокой активностью при высоких
температурах по отношению к другим компонентам бетона, способ-
ствующий образованию высокотемпературных соединений, то можно
предполагать, что рассматриваемые бетоны будут иметь высокую
огнеупорность.
Результаты определения огнеупорности мелкозернистых жаростой-
ких бетонов на силикат-натриевом композиционном вяжущем при-
ведены ниже. Из этих данных следует, что огнеупорность бетонов до-
статочно высокая и зависит от вида применяемого заполнителя при
прочих равных условиях.
Бетон Огнеупорность, °C
Муллитокорундовый 1780
Шамотный 1650
Корундовый 1870
Карбид-кремниевый 1900
Цирконовый 1720
Динасокварцитовый 1730
Магнезитовый 1770
Хро мо магне зитов ый 1750
4.7. ТЕПЛОФИЗИЧЕСКИЕ СВОЙСТВА ЖАРОСТОЙКИХ БЕТОНОВ
Т е пл опроводность. Теплопроводность жаростойких бетонов
имеет большое значение при определении потери тепла, выбора мате-
риала футеровки для тепловых агрегатов, толщины стен и сводов при
проектировании. Кроме того, она влияет на напряженное состояние
материала при его нагреве. Например, по данным П.П. Будникова, с
увеличением теплопроводности огнеупора в известной степени повы-
шается его термическая стойкость, а следовательно и долговечность.
В настоящее время существует ряд методов определения теплопро-
водности материалов, основанных на измерении стационарного и не-
стационарного потоков тепла. В данной работе теплопроводность
жаростойкого бетона определялась по методике ВНИПИТеплопроекта,
основанной на измерении стационарного потока тепла. Эта методика
позволяет определять теплопроводность материалов при нагревании их
До температуры 1200°С.
153
Рис. 4.62. Общий вид установки для определения тепло-
проводности жаростойких материалов
Рис. 4.63. Схема установки для
определения теплопроводности жа-
ростойких материалов при высо-
ких температурах
1 — плита на основе каолиновой
ваты и глиняной связки толщиной
22 см; 2 — каолиновая вата; 3 -
электронагреватель; 4 — нагрева-
тельная плита с углублениями для
термопар; 5 — испытуемый мате-
риал; 6 - каолиновата (второй
слой) толщиной 5 см; 7 - тепло-
мер; 8 — измерительные термо-
пары; 9 - металлический кожух;
10 — прижимное устройство; 11 —
П-образный кронштейн
Общий вид и схема установки для определения теплопроводности
жаростойких материалов приведены на рис. 4.62, 4.63. Установка сос-
тоит из плоского электронагревателя J, выполненного из проволоки
марки Х2310 ТА диаметром 0,6 мм (ГОСТ 12766.1—77). Проволока
вложена в фарфоровые трубки диаметром 7 мм. Над электронагре-
вателем установлена плита 4 из стали марки Х23Н18, собранная из
двух плит размером 500 х 500 х 5 мм, сваренных между собой и имею-
щих сквозные отверстия для измерительных термопар.
На нагревательную плиту помещают испытуемый образец 5, на го-
рячем и холодном концах которого устанавливают термопары 8, затем
154
Рис. 4.64. Зависимость теплопро-
водности от температурь!
/ — шамотный огнеупор; 2 —
то же, после обжига при 135О°С;
3 - шамотный бетон после сушки
накладывают слой муллитокремнеземистой ваты толщиной 5 см, а на
него помещают тепломер 7. Тепломер при помощи прижимного при-
способления 10 плотно прилегает к слою муллитокремнеземистой
ваты.
Тепломер изготовлен из приклеенных пластин паранита в форме дис-
ка диаметром 250 мм, в средней части которого установлены три диф-
ференциальные термопары 72, 13, 14. Весь прибор помещен в металли-
ческий ящик 9. При этом боковые поверхности испытуемого образца
теплоизолированы муллитокремнеземистой ватой.
В комплекс прибора входят: терморегулятор типа Ш 4501, потен-
циометр ПП263, лабораторный автотрансформатор, переключатель
термопар МГР, амперметр технический переменного тока до 10 А.
Образец, высушенный до постоянной массы, укладывают на нагре-
вательную плиту и прижимают тепломером. Затем устанавливают
терморегулятор на заданную температуру и включают нагреватель
в сеть. После установления стационарного режима, при котором в те-
чение 30 мин показания тепломера будут постоянными, отмечают по-
казания термопар по шкале потенциометра.Малоинерционный тепломер
отградуирован и количество тепла, проходящего через образец в на-
правлении, перпендикулярном его поверхности, рассчитывают по фор-
муле
Q • К • Е [Вт / (м2 • с)],
где Е - электродвижущая сила (ЭДС); К - постоянная тепловая мера, получен-
ная при градуировке.
Теплопроводность материала рассчитывают по формуле
QS
\ - ----- .
где 5 - толщина образца, м; t, — температура горячей поверхности образца, °C;
t2 - температура холодной поверхности образца, °C.
Температуру поверхности образца измеряют с точностью до ± 1°С,
а теплопроводность до ± 0,001 Вт/(м • К) .
В данной работе исследовано влияние температуры нагревания жаро-
стойкого шамотного бетона в интервале от 200 до 1200°С на его тепло-
проводность после сушки при 200°С после обжига при 1350°С. Для
155
сравнения приведена теплопроводность шамотного огнеупора. Резуль-
таты исследований показаны на рис 4.64 С повышением температуры
теплопроводность огнеупора увеличивается монотонно до 1200° С (кри-
вая 7), что объясняется в основном увеличением кондуктивной тепло-
передачи и стабильностью структуры огнеупора. Теплопроводность
бетона после сушки при 200°С (кривая 3) с повышением температуры
от 200 до 500°С уменьшается, начиная с 500 и до 900°С не изменяется
и с 900 до 1200°С увеличивается.
Уменьшение теплопроводности бетона в интервале температур 200—
500°С объясняется увеличением количества аморфного кремнезема
под действием щелочи и удалением оставшейся части физически свя-
занной воды и воды, удерживаемой гелем кремниевой кислоты. По-
стоянство показателя теплопроводности бетона в интервале температур
5ОО-8ОО°С объясняется компенсацией кондуктивной теплопроводности
за счет продолжающегося увеличения количества аморфного кремне-
зема.
Увеличение теплопроводности бетона при температурах 800—1200°С
объясняется образованием единичных неправильной формы кристаллов
различных силикатов натрия при взаимодействии диоксида натрия с
частью аморфного кремнезема и ростом кондуктивной составляющей
всей системы.
Теплопроводность жаростойкого шамотного бетона, предварительно
обожженного при 1350°С (кривая 2), выше, чем у бетона после сушки
при 200°С (кривая 5). Это объясняется уменьшением количества аморф-
ного кремнезема за счет кристаллизации кристобалита при нагреве бе-
тона дб 1350°С и стабилизацией его структуры.
По данным авторов работ [40, *44], теплопроводность уменьшается
с увеличением концентрации SiO2 в аморфной форме, а образование
кристаллических модификаций SiO2 способствует увеличению тепло-
проводности. Теплопроводность обожженного огнеупора (кривая 7)
несколько выше, чем у обожженного бетона очевидно потому, что в
его составе меньше аморфного кремнезема.
Аналогичная картина наблюдается и при определении теплопровод-
ности муллитокорундового жаростойкого бетона. Результаты опреде-
лений приведены ниже.
Теплопроводность муллитокорундового бетона при низких тем-
пературах находится почти на уровне теплопроводности шамотных
огнеупорных изделий и ниже чем у муллитокорундовых огнеупоров
почти в два раза, что можно объяснить пористостью и трещиноватостью
структуры бетона. С ростом температуры до 1200°С теплопроводность
уменьшается, что закономерно дЛя кристаллических тел, теплопровод-
ность которых снижается при нагревании, так как преобладающими
фазами в них являются муллит и корунд.
Низкая теплопроводность способствует уменьшению тепловых потерь
при работе тепловых агрегатов.
Как уже отмечалось, теплопроводность химически чистого карбида
кремния чрезвычайно высока 40,7 [22], а диоксида циркония низка —
16 Вт / (м • К). При температуре 100°С можно увидеть, что эта разница
составляет почти 25, при температуре 1400°С. Она уменьшается до 8,
но также остается значительной.
Высокую теплопроводность карбида кремния используют для по-
лучения огнеупоров, стойких к термическим ударам. Быстрая отдача
156
рис. 4 65. Влияние температуры
нагревания на теплопроводность
карбид-кремниевых материалов
I — жаростойкий карбид-кремние-
вый бетон; 2 - карбид-кремние-
в ый огнеупор с добавкой 10 %
глины; 3 - рекристаллизацион-
ные карбид-кремниевые изделия
с пористостью 21,7 %; 4 то же,
с нулевой пористостью
тепла из футеровки при высоких температурах позволяет избегать
накопления критических напряжений, обусловленных перепадом тем-
пературы между ней и окружающей средой [38].
Поэтому при разработке жаростойкого карбид-кремниевого бетона
на дологлит-карбид-кремний-силикатном вяжущем одной из основных
задач, максимальное сохранение хороших теплофизических свойств
исходного карбида кремния. Этого можно добиться при повышенном
содержании карбида кремния в системе, создавая непрерывную струк-
туру из зерен заполнителя, причем необходимо стремиться к умень-
шению количества вяжущего, оставляя его только для омоноличи-
вания зерен заполнителя тончайшей пленкой на поверхности контактов.
Теплопроводность жаростойкого карбид-кремниевого бетона на
карбид-кремний-доломит-силикат-натриевом вяжущем исследовалась
в интервале температур 20— 1200°С. Влияние температуры нагревания
на теплопроводность карбид-кремниевого бетона приведена на рис. 4.65.
С повышением температуры наблюдается снижение теплопровод-
ности (кривая 7), при температуре 1000°С она стала почти равной
1/3 величины, характерной для 2СРС. Более плавное изменение тепло-
проводности с повышением температуры от 1000°С и выше объясняется
следующими моментами: во-первых, с повышением температуры газов,
заключающихся в порах бетона, возрастает их теплопроводность, во-вто-
рых, с увеличением температуры теплопередача излучением в сравнении
с теплопередачей за счет кондукции и конвекции становится преобла-
дающей.
Сравнивая кривые изменения теплопроводности карбид-кремниевых
материалов можно сказать, что чем больше содержание основного ком-
понента в материале, тем выше теплопроводность и с повышением
температуры прослеживается ее стабилизация.
Сопоставление теплопроводности карбид-кремниевого бетона и
рекристаллизованного огнеупора из карбида кремния, практически
близких по пористости, показывает, что определенное влияние на
теплопроводность оказывает присутствие в бетоне вяжущего. Таким
образом с повышением температуры теплопроводность жаростойкого
карбид-кремниевого бетона снижается. При температурах более 800°С
значения теплопроводности жаростойкого бетона и штучного огнеупора
157
Рис. 4.66. Зависимость теплопроводно-
сти цирконового жаростойкого бетона
от температуры
1 - при первом нагреве; 2 — при повтор-
ном нагреве; 3 - огнеупор с 99 %-м со-
держанием циркона
практически выравниваются. Следовательно, можно ожидать, что ис-
следуемый бетон будет обладать высокой термостойкостью. Резуль-
таты определения теплопроводности жаростойкого цирконового бетона
приведены на рис. 4.66. С повышением температуры наблюдается сни-
жение теплопроводности (кривая 7), при температуре 1000°С она стала
равной почти 1/3 величины, характерной для 20°С. Более плавное изме-
нение теплопроводности с повышением температуры от 1000°С и выше
объясняется: во-первых, тем, что с повышением температуры Л газов,
заключающихся в порах бетона, возрастает, во-вторых, тем, что с увели-
чением температуры теплопередача излучением становится преобла-
дающей.
Небольшое отличие в теплопроводности при первом (кривая 7)
и повторном (кривая 2) нагреваниях объясняется некоторым разрых-
лением структуры бетона в интервале температур от 100 до 600°С,
вызванным испарением воды при первом нагревании.
Сравнительная кривая изменения теплопроводности цирконового
кирпича с 99 % содержанием циркона свидетельствует об ослаблении
кристаллических свойств жаростойкого бетона, вызванных влиянием
вяжущего.
С целью анализа внутренней структуры жаростойкого бетона при
изменении теплопроводности рассмотрим модуль Эйкена для смешан-
ной системы. Исходя из того, что вещество в круглом теле гомогенно
распределяется в непрерывной среде, он вывел для смешанной системы
из двух компонентов следующую формулу:
. А А
1 - ф, А /
А = (1-Х, /Х2) / (2 X, /Х2 +1),
где - теплопроводность непрерывной фазы; \ - теплопроводность разоб-
щенной фазы; ф2 объемное соотношение: Хт'— теплопроводность смешанной
системы из двух компонентов. Если, приняв мелкозернистый жаростой-
кий бетон за смешанную систему из двух компонентов (из кристалли-
ческих частиц циркона и силикат-натриевой вяжущей фазы), ввести в
формулу, приведенную выше. Л циркона [1’0, 12 Вт/(м • °C)] и Л си-
158
рис. 4.67. Связь между теплопровод-
ностью и концентрацией циркона в
жаростойком бетоне
I - в случае, когда циркон неприрыв-
но связан; 2 - циркон разобщен фазой
вяжущего
ликат-натриевого вяжущего [1,9 Вт/(м °C)], (в обоих случаях тепло-
проводность взята при комнатной температуре) и подсчитать Хт, то
получим график, показанный на рис. 4.67. Чтобы исключить влияние
пористости \,при расчете не учитывается.
Значения X для жаростойкого бетона с содержанием циркона 92 и
86 % (0 — 0,84 и 0,79), рассчитанные по формуле, когда цирконовый
заполнитель является непрерывной фазой и бетона с содержанием цир-
кона 80 и 74 % (ф = 0,74 и 0,67) и когда вяжущее является непрерывной
фазой, располагаются на близком расстоянии. Это означает, что по перво-
начально предложенной модели в первых двух системах циркон является
непрерывной фазой, в последних он становится разобщенной. Другими
словами, если доля присутствия второй фазы в жаростойком бетоне пре-
вышает 15 %, то эта фаза становится непрерывной. Став такой между
границами частиц циркона,она нарушает прямую связь между частицами
и не позволяет сохранить свойства циркона в достаточной мере. Поэтому
для сохранения высоких физико-технических свойств циркона в жаро-
стойком бетоне необходимо, чтобы в бетоне его было более 85 %.
Результаты определения теплопроводности для других видов жаро-
стойких бетонов на силикат-натриевом композиционном вяжущем в
зависимости от температуры приведены в табл. 4.15.
Таблица 4.15. Теплопроводность жаростойких бетонов при различных темпе-
ратурах
Бетон Температура, °C
2 400 600 800 1000 1200
Динасокварцитовый 0,85 0,9 0.94 0,99 1,08 1,2 Хромо магнезитовый 1,93 1,8 1,54 1,52 1,49 1,47 Корундовый 1,96 1,43 1,28 1,36 1,37 1,38 Магнезитовый 1,68 1,52 1,51 1,43 1,41 1,4
Термическая стойкость. Основной показатель долговеч-
ности жаростойкого бетона термическая стойкость, которая, как из-
вестно, зависит от многих факторов, в том числе и от состава бетона,
его макро- и микроструктуры, химической природы заполнителей и
вяжущего.
159
Теорией и практикой доказано, что по этому показателю жаростой-
кие бетоны на жидком стекле [68] превосходят другие виды жаро-
стойких бетонов.
В бетоне на жидком стекле, как правило, не отмечается снижение
прочности после нагрева До температуры эксплуатации, так как в нем не
происходят деструктивные процессы, как при дегидратации цемент-
ных вяжущих. Наоборот, повышение температуры в большинстве слу-
чаев способствует увеличению прочности материала за счет новообра-
зований, возникающих в результате взаимодействия между силикатом
натрия и огнеупорными компонентами бетона.
То же происходит, как это было показано выше, и в случае приме-
нения силикат-глыбы. Однако на термическую стойкость любого бето-
на оказывают влияние многие факторы, важнейшие из которых: гра-
нулометрия и природа заполнителя, количество вяжущего, размер и
форма изделия, температуро- и теплопроводность материала.
Следует отметить, что до настоящего времени нет единой методики
определения термической стойкости жаростойких материалов. Обжиго-
вые материалы испытывают, применяя одни методы, для жаростойких
бетонов — другие. Поэтому результаты не поддаются сравнению.
Для получения сравнимых результатов испытания проводились с
применением обоих методов. С целью сравнения показателей термиче-
ской стойкости исследуемых бетонов с обжиговыми материалами,
образцы в виде нормального кирпича подвергали одностороннему на-
греву до заданной температуры, выдерживали 15 мин и охлаждали
проточной водой комнатной температуры.
Для получения показателей по которым можно было бы провести
сравнение с другими видами жаростойких бетонов, испытывали образ-
цы-кубы с размером ребра 7,07 см, которые подвергали всесторонне-
му нагреву до заданной температуры, выдерживали при ней в течение
45 мин и охлаждали в воде 3—4 мин. Затем образцы выдерживали на
воздухе 5—10 мин и повторяли цикл до разрушения образцов или по-
тери ими 20 % массы. Результаты испытаний всех составов жаростой-
кого бетона на шамоте приведены в табл. 4.16.
Анализируя полученные результаты, можно сделать следующие вы-
воды: увеличение содержания в бетонной смеси силикат-глыбы (до
рассматриваемых пределов) вызывает повышение термической стой-
кости бетона; увеличение содержания тонкомолотого карбида крем-
ния повышает термическую стойкость бетона (составы № 2 и 5), ша-
мотные жаростойкие бетоны на диспергированной силикат-глыбе по
термической стойкости вполне конкурентоспособны по отношению
как к обжиговым материалам, так и к жаростойким бетонам на жид-
ком стекле.
Оптимизация состава муллитокорундового жаростойкого бетона
по плотности и прочности образцов после сушки и по их термической
стойкости с применением симплекс-решетчатого метода планирования
эксперимента (п. 4.1) дала следующие результаты.
Наивысшей плотностью с наибольшей прочностью характеризовались
образцы, изготовленные из состава со следующей гранулометрией за-
полнителя диаметром: 5—3, 1,25—1 и менее 0,315 составили соответст-
венно, % по массе: 45 - 47, 10 - 12 и 45 - 42. При этом расход вяжуще-
го был равен 20 % по массе и учитывался в составе мелкой фракции.
160
Таблица 4.16. Термическая стойкость высушенного жаростойкого бетона
на шамотном заполнителе в зависимости от состава бетонной смеси
№ состава в соответст- вии с табл. 4.2 Состав бетонной смеси, % по массе Термическая стой- кость, водяные тепло- смены при1200°С
шамот донкомолотый шамот силикат-глы- ба
при одно- сторон- нем на- греве при всесто- роннем на- греве
1 90 9 1 11 13
2 80 18 2 29 34
3 70 27 3 22 29
4 90 8 2 15 18
5 80 16 4 41 45
6 70* 24 6 43 48
7 90 7 3 19 23
8 80* 14 6 более 50 более 50
9 70 21 9 ” 50 ” 50
составляла’эеЮ®?3 НЗГРеВа °бразцов’ изготовл?нных бетонов из данных составов,
Однако термическая стойкость образцов из этого состава не пре-
вышала 8 водных теплосмен при 1300°С.
Наиболее высокая термическая стойкость (16 водных теплосмен
при 1300°С) была получена на образцах в виде нормального кирпича,
изготовленных из бетонной смеси со следующей гранулометрией за-
полнителя диаметром: 5—3, 2,25 и менее 0,315 мм составили соответ-
ственно, % по массе: 50 - 55,0 - 5 и 45 - 50.
При этом отмечалось снижение средней плотности (на 1,2%) и проч-
ности (на 2,2 %) образцов по сравнению с образцами, изготовленными
из первого состава.
При выполнении исследований была отмечена также зависимость
термической стойкости бетона от его прочности после сушки, на кото-
рую, в свою очередь, влияет содержание в составе бетона вяжущего и,
в конечном счете, силиката натрия (рис. 4.68).
Наиболее высокие показатели термической стойкости бетона наблю-
дались при прочности 26—30 МПа. Повышение прочности приводило к
161
снижению показателя термической стойкости. Это явление можно объ-
яснить увеличением образования стеклофазы при нагревании бетона за
счет повышения содержания силиката натрия и в конечном счете повы-
шения жесткости структурных связей.
Следовательно, не надо стремиться к чрезмерному повышению ис-
ходной прочности бетона за счет увеличения расхода вяжущего, так
как при этом существенно снижается продолжительность службы ма-
териала. Кроме того, следует отметить важную особенность жаро-
стойкого бетона на муллитокремнеземистом заполнителе. В его струк-
туре, а точнее в структуре вяжущего при температурах 720—900°С
происходят изменения - идет образование микропор за счет удале-
ния СО2, возникающее при декарбонизации мела. Прирост общей по-
ристости бетона за счет этого невелик и составляет 2,6 %. Однако эта
пористость при равномерном распределении ее в материале, как нам
представляется, является компенсатором термических напряжений,
чем частично можно объяснить повышенную термическую стойкость
данного бетона. Вторым фактором, повышающим термическую стой-
кость бетона, является образование муллита и диалюмината кальция
в результате физико-химических процессов, происходящих в вяжущем
при температуре выше 1250°С. Из-за игольчатой структуры, эти ново-
образования не создают сплошного контакта с зернами заполнителя,
так как оси игольчатых кристаллов, в основном, направлены перпен-
дикулярно к поверхности зерен заполнителя. Такое строение контакт-
ной поверхности также способствует релаксации термических напря-
жений в бетоне.
При аналитической оценке термической стойкости материала следует
учитывать, что его физические свойства обычно зависят от температуры.
Поэтому показатели этих свойств следует определять при температуре
возникновения максимальных напряжений в теле при термическом
ударе. В общем случае сопротивление изделия разрушению при терми-
ческом ударе повышается с увеличением теплопроводности и проч-
ности, а также при уменьшении модуля упругости и коэффициента
расширения материала. Наилучшим образом этому условию отвечает
жаростойкий бетон на карбид-кремниевом заполнителе. А присутст-
вие в бетоне карбонатной добавки-доломита, как в бетоне на мул-
литокорундовом заполнителе, будет способствовать образованию равно-
мерной пористости структуры, компенсируя тем самым термические
напряжения, обусловленные частичным окислением карбида кремния.
Кроме того, продукт декарбонизации доломита (СаО и MgO) при высо-
ких температурах взаимодействует с кремнеземом, образовавшимся в
результате гидролиза силиката натрия и при частичном окислении кар-
бида кремния, образуя при этом гидросиликаты кальция и магния.
Это же в свою очередь, как уже отмечалось ранее, будет способствовать
уменьшению процесса окисления карбид-кремниевого бетона.
Рассматривая в этом плане термическую стойкость динасокварци-
тового бетона можно отметить, что значения прочности, теплопровод-
ности и модуля упругости динаса могли бы обеспечить достаточную
прочность, высокую термостойкость бетона. Однако вследствие боль-
шой величины а при температурах низкотемпературных превращений
кварца тридимита и особенно кристобалита, динас термически неустойчив
162
при относительно низких температурах, главным образом ниже 300°С.
Если же при охлаждении нагретого динаса не перейти температурный
предел низкотемпературных превращений, то мы получим огнеупор
с очень высокой термостойкостью, так как величина а при высоких
температурах весьма мала.
Существуют разные способы повышения термической стойкости
динаса. Один из них — введение в состав материала различных доба-
вок. Например, незначительное снижение содержания А12 03 умень-
шает допустимую скорость нагрева динаса, что может быть объяснено
меньшим температурным интервалом превращения кристобалита при
малом содержании глинозема. С другой стороны, уменьшение содержа-
ния в динасе А1203 значительно повышает модуль сдвига. Таким об-
разом, при малом содержании А12О3 интенсивность расширения при
превращении кристобалита возрастает, тогда как жесткость черепка
увеличивается, что и должно приводить к снижению термостойкости.
Введение оксидов железа снижает термостойкость динаса, что связано
с некоторым увеличением модуля его сдвига. Добавка алюмината бария
повышает термическую стойкость динаса Установлено, что термостой-
кость динаса повышается также при насыщении его растворимым стек-
лом. Следовательно динасокварцитовый бетон на силикат-натриевом
композиционном вяжущем будет обладать высокой термостойкостью
по сравнению с традиционным динасом.
Результаты испытаний на термическую стойкость динасокварцито-
вого, а также других видов исследуемых нами бетонов приведены в
сводной табл. 4.17, где даны основные физико-технические свойства
жаростойких бетонов на силикат-натриевом композиционном вяжущем.
Анализируя табл. 4.17 можно отметить, чго наряду с высокой проч-
ностью бетонов после сушки, а также после нагрева до температуры
начала деформации и высокими термо механическими свойствами прак-
тически для всех бетонов на силикат-натриевом композиционном вя-
жущем характерна высокая термическая стойкость, объясняемая от-
сутствием в их составе гидратных соединений, малокомпонентностью
систем, и их специфической структурой омоноличивания.
Распределение температурных полей при одно-
стороннем нагреве крупноблочных образцов жаро-
стойких бетонов.В процессе эксплуатации футеровочные конст-
рукции (штучные кирпичи, блоки и др.) подвергаются одностороннему
нагреву и распределение темпераауры в различных материалах различное.
Для конструкций футеровок из жаростойких бетонов характерна и
Другая особенность. Окончательное формирование структуры бетона
происходит непосредственно в тепловом агрегате с односторонним под-
водом тепла. При этом в бетонном элементе, пропорционально степени
его нагрева (параллельно соответствующим изотермам), происходит
ряд физико-химических процессов, связанных с объемными изменения-
ми. Вследствие этого в нем возникают значительные внутренние напря-
жения, которые могут превосходить критические, в результате чего мате-
риал разрушается. Следовательно, значение характера распределения
температуры в жаростойких бетонных элементах конструкций при одно-
стороннем их нагреве позволит правильно оценить не только теплофизи-
ческие свойства бетонов, но и физйко-химические процессы и связанное
с ним напряженное состояние бетонов при формировании их структуры.
163
Таблица 4.17. Основные показатели свойств жаростойких бетонов на силикат-натриевом композиционном вяжущем
й)
СТ)
СП
ст)
о
Термостойкость, число водяных теплосмен после 50 40-50 16-17 10-15 6-7 20-22
термообработки при 1300°С
164
рис. 4.69. Схема расположения термо-
пар* в жаростойком бетонном блоке
(мм)
Поэтому в настоящей работе приведены исследования распределения
температуры в блоках произвольно выбранных размеров (500х250х
200 мм) при одностороннем нагреве в условиях, близких к эксплуата-
ционным.
Распределение температуры при одностороннем нагреве изучали на
шамотных, корундовых, муллитокорундовых, хромомагнезитовых и
карборундовых жаростойких бетонных блоках оптимальных составов
на соответствующих силикат-натриевых композиционных вяжущих.
При одностороннем нагреве измерение распределения температуры
в бетоне сопряжено с определенными трудностями. Одна из них — не-
обходимость обеспечения тепловой изоляции боковых граней испы-
туемого блока [49, 75] . Жаростойкие бетонные блоки для испытания
изготовлены по следующей технологии. При изготовлении каждого блока
на различных расстояниях от одного из его торцов устанавливали термо-
пары, а затем формовали вибрированием. Твердели блоки в сушильной
камере при температуре 200°С в течение 6 ч.
В связи с тем, что в исследуемых оптимальных составах жаростойких
бетонов содержится незначительное количество тонкомолотой добавки
и силикат-глыбы (соответственно до 18-20 и 2—4 % по массе), блоки
нагревали в более жестком режиме. Средняя скорость нагрева на горя-
чем торце блока составила 500°С/ч. Нагревание велось до температуры
1450—1520°С на горячем торце блока. При этой температуре осуществля-
ли изотермическую выдержку до установления постоянного градиента
температур в блоке.
Температура в блоках измерялась хромель-алюмелевыми (ХА) и
платино-платинородиевыми (ППР) термопарами диаметром 0,5 мм,
спаи которых изготовлены газосваркой. Схема термопар в блоке пока-
зана на рис. 4.69. Расстояние между термопарами по горизонтали и по
вертикали, а также расстояние от граней блока ближайших термопар
составляло 50 мм.
Перед включением нагрева печи боковые поверхности блока тща-
тельно теплоизолировались, так чтобы нагревался только один торец
блока.
Для исследуемых жаростойких бетонов по результатам измерений
распределения температуры в блоках построены зависимости темпера-
туры от времени нагрева и графики изменения температуры на различ-
ных расстояниях от нагреваемых торцов. Кривые зависимости темпе-
ратуры от времени нагрева и изменения температуры на различных рас-
стояниях от нагреваемого торца через каждые 20 мин для шамотного
бетона приведены на рис. 4.70, 4.71.
165
Рис. 4.70. Зависимость распределения
температуры по толщине шамотного
жаростойкого бетонного блока от вре-
мени
РАССТОЯНИЕ ОТ НАГРЕВАЕМОЙ
ПОВЕРХНОСТИ, м
Рис. 4.71. Изменение темпе-
ратуры на различных расстоя-
ниях от нагреваемой поверх-
ности блока из жаростойкогр
шамотного бетона
Из графиков распределения температуры по толщине блоков и в
зависимости от времени установлено, что в любой части блока по тол-
щине скорость распространения температуры имеет линейный харак-
тер, и температура на холодном и нагреваемом торцах в конце терми-
ческого цикла в блоках соответственно достигает: в шамотном 190—
1455, карбид-кремниевом 485-1500, в корундовом 350-1500, мулли-
токорундовом 350—1520, хромомагнезитовом 340—1520, в магнези-
товом 485— 1500°С. Время одного термического цикла 3,5—4 ч.
Различные температуры на холодных торцах блоков исследованных
жаростойких бетонов в основном объясняются неодинаковой тепло-
проводностью этих бетонов. Теплопроводность в материале характе-
ризует меру инертности температурного поля. Чем она больше, тем
меньший градиент температуры возникает внутри этого тела.
Поэтому в настоящей работе по данным распределения температур-
ных полей в блоке, скорости нагрева и с учетом геометрических раз-
меров блока при первом нагреве температуропроводность рассчитана
по формуле
_KR2
а=бдГ
гДе К —^скорость нагрева образца, °С/ч; R - рассгояние между спаями термопар,
Mj At — tnQB - t. — разность температур на нагреваемой поверхности и до каж-
166
Рис. 4.72. Изменение температуропро-
водности в зависимости от измене-
ния температуры нагреваемой поверх-
ности блока из жаростойкого шамот-
ного бетона
Цифры на кривых — номера термопар,
установленных в блоке
0,1 0,2 0,3 0,Ь
РАССТОЯНИЕ ОТ НАГРЕВАЕМОЙ ПОВЕРХНОСТИ
БЛОКА. М
Рис. 4.73. Изменение темпера-
туропроводности в различных
точках от нагреваемой поверх-
ности блока из жаростойкого
шамотного бетона
Цифры на кривых — время
нагрева торца блока в мину-
тах
дого спая термопар в образце, °C; 6 - коэффициент, зависящий от геометриче-
ских размеров исследуемого блока.
Результаты расчета температуропроводности шамотного жаростой-
кого бетона приведены в табл. 4.18. На рис. 4.72 показано изменение
температуры, а на рис. 4.73 — изменение значений а с изменением рас-
стояния от нагреваемой поверхности до измеряемой точки через каж-
дые 20 мин до конца термического цикла.
Из графика зависимости а = f (Т) (рис. 4.72) видно, что на различных
расстояниях от нагреваемой поверхности температуропроводность с
увеличением температуры от 900 до 1000°С уменьшается резко, а выше
1000°С — плавно. Уменьшение температуропроводности в интервале
температур 900-1000°С объясняется малым градиентом температур
в бетоне из-за большого количества стеклофазы. С увеличением темпе-
ратуры часть стеклофазы кристаллизуется и структура бетона стабили-
зируется. С этим возможно связано плавное уменьшение температуро-
проводности при температурах от 1000 до 1450°С.
Аналогичное влияние стеклофазы на температуропроводность на-
блюдается и на графике зависимости а = f (1), т. е. с увеличением рас-
стояния от горячего торца до измеряемой точки температуропровод-
ность увеличивается на исследуемом расстоянии тем меньше, чем боль-
ше время и температура нагрева. Это объясняется, во-первых, умень-
шением градиента температуры, во-вторых, увеличением объема связую-
щей аморфной стеклофазы.
167
I
168
Таким образом, исследованиями распределения температуры в жаро-
стойких бетонах на силикат-натриевом композиционном вяжущем при
одностороннем нагреве установлены характер изменения температуры
в зависимости от расстояния и времени, а также температуропроводности
от температуры нагрева, от расстояния между торцом и измеряемой
точкой.
Установленные зависимости температуропроводности от перечислен-
ных факторов позволяют правильно выбрать скорость первого нагрева
того или иного жаростойкого бетона в конструкции футеровки.
4.8. ДОПУСТИМЫЕ СКОРОСТИ НАГРЕВА ЖАРОСТОЙКИХ БЕТОНОВ
НА СИЛИКАТ-НАТРИЕВОМ КОМПОЗИЦИОННОМ ВЯЖУЩЕМ
%
Допустимые или критические скорости первого и последующих на-
гревов ограждающих конструкций промышленных печей, выполненных
из жаростойкого бетона, зависят от многих факторов. Существенно
влияют на трещинообразование в бетоне его прочность, де форматив-
ные явления, возникающие под воздействием высоких температур, мас-
сивность деталей, их форма, такие свойства как температуропровод-
ность и, конечно же, химико-минералогический состав бетона.
При первом нагреве на трещинообразование в бетоне оказывают влия-
ние вода и формы ее связи с твердыми компонентами, физико-химиче-
ские процессы, протекающие под воздействием средних и особенно вы-
соких температур, и ряд других факторов.
Остановимся на температурных деформациях бетона и рассмотрим
такой важный показатель как термическое расширение, который чаще
всего характеризуется температурным коэффициентом линейного рас-
ширения т.кл.р. Термическое расширение жаростойкого материала су-
щественно влияет на его термическую стойкость, которая в свою оче-
редь во многом определяет режим первого и повторных нагревов ог-
раждающих конструкций тепловых агрегатов, из того или иного жаро-
стойкого материала. При этом следует учитывать, что нагрев конструк-
ций, как правило, носит односторонний характер, что усугубляет опас-
ность тре ценообразования в материале, так как практически у всех
материалов т.кл.р. изменяет свою величину при изменении температуры.
Поэтому для оценки термических напряжений в материале при его одно-
стороннем нагреве необходимо знать не только среднее значение этого
показателя, но и его истинные значения на отдельных участках высоко-
температурного нагрева.
Температурный коэффициент линейного расширения зависит от при-
роды данного материала, от его химико-минералогического состава.
Ниже указаны средние значения т.кл.р. наиболее широко применяемых
огнеупорных материалов. Как правило, чем выше т.кл.р.,тем ниже тер-
мическая стойкость материала. Из приведенных материалов наиболее
высокой термической стойкостью обладает карбид-кремниевый огнеупор.
Огнеупор а = 10"6°С-1
Шамотный 4,5-6
Муллитовый 5,5-5,8
Муллитокорундовый 7-7,5
Корундовый 8-8,5
Магнезитов ый 14-15
169
9-11
11,5-13
4.5-5
Хромитовый
Динасовый
Карбид-кремниевый
Жаростойкий бетон состоит из различных по химико-минералогическо-
му составу материалов. Кроме того, их макро- и микроструктура окон-
чательно формируется в период эксплуатации и зависит от множества
факторов. Поэтому предсказать поведение этого материала при нагрева-
нии практически невозможно.
Температурный коэффициент линейного расширения рассматриваемых
бетонов определяется по методической инструкции Украинского научно-
исследовательского института огнеупоров МИ-14-430-83 при помощи
бинокулярного микроскопа МГ-1. Из исследуемого бетона изготавливали
образцы в виде цилиндров диаметром 20 и длиной 80 мм. Образец поме-
щали в электротермическую печь и после нагревания до заданной темпе-
ратуры измеряли с помощью микроскопа МГ-1 правую и левую часть
образца. Линейное термическое расширение определяли по формуле
а -----------а
0-----100%,
о
где L' , L' п - уровень отсчета левой и правой части образца при 20°С; L" , L"n -
то же, при данной температуре; L, - длина образца при 20°С.
1о
В табл. 4.19 приведены результаты испытания образцов, изготовлен-
ных из бетона на муллитокремнеземистом заполнителе.
Среднее значение т.кл.р. для каждого интервала температур и для
всего интервала «с рассчитывали по формуле
1
а „
Р \ (t-‘o> ’
О
где Lt — первоначальная длина образца при температуре 20°С; Ц — длина образца
при температуре измерения.
На рис. 4.74 представлены графические зависимости значений т.кл.р.
бетона на муллитокорундовом заполнителе от температуры нагрева.
Опыты проводились на образцах при первом их нагреве после сушки
(кривая 1) и после обжига при 155О°С и охлаждения до 20°С (кривая 2).
Так как усадочные деформации, связанные с обезвоживанием мате-
риала, практически заканчиваются во время сушки, т. е. при 200—250°С,
то можно полагать, что они не влияют существенно на т.кл.р. при более
высоких температурах. Хотя наибольшее различие в значениях т.кл.р.
высушенных и предварительно обожженных образцов в интервале темпе-
ратур 300—450°С (кривая 7 и 2) можно объяснить имедао продолжаю-
щимся удалением воды из высушенных при 200°С образцов.
Дальнейшие существенные различия между значениями т.к.л.р. вы-
сушенных и обожженных образцов в зависимости от температуры на-
грева связаны с физико-химическими процессами в необожженных ма-
териалах, с отсутствием в нем стабилизированной макро- и микрострук-
туры.
170
Рис. 4.74. Изменение значений ТКЛР жаростойкого
муллитокорундового бетона в зависимости от тем-
пературы нагрева
1 - высушенные образцы при 200°С; 2 - предвари-
тельно обожженные образцы при 1500°С
Таблица 4.19. Изменения т.кш.р. в зависимости от температуры нагрева бетона
на муллитокорундовом заполнителе, %
Термическое расширение, %, при температуре, °C
Первый нагрев
0,09 0,16 0,21 0,28 0,42 0,73 0,88 0,99 1,21 1,33 1,41 1,54
370 425 510 575 720 795 915 1010 1125 1210 1290 1395
Повторный нагрев
0,09 1,18 0,24 0,29 0,36 0,41 0,50 0,56 0,62 0,72 0,78 0,81
320 465 540 635 730 820 930 1015 1105 1210 1305 1405
Особенно резко возрастают значения т.кл.р. (кривая 7) в интервале
температур размягчения силиката натрия и декарбонизации мела. Незна-
чительное содержание силиката натрия (—%) в отсутствии физико-хими-
ческих реакций, сопровождающихся возникновением новообразований,
вряд ли может существенно влиять на снижение значений т.кл.р. систем,
содержащих более 70 % А12О3. Однако наличие вязкой жидкой фазы при
Декарбонизации мела, приводило очевидно к частичному вспучиванию
материала.
Различие в значениях т.кл.р. тех и других образцов при максималь-
ной температуре очевидно связайо со стабилизацией макро- и микрострук-
туры при обжиге: с ликвидацией пор, образованием игольчатых кристал-
171
Рис. 4.75. Изменение значений т.к.л.р. жаростойкого
шамотного бетона в зависимости от температуры
нагрева
1 - высушенные образцы при 200°С; 2 - предва-
рительно обожженные образцы при 1 ЗОО°С
лов муллита и диалюмината кальция, их стабилизацией и другими процес-
сами. Кроме того, большинство огнеупорных материалов характеризуется
наличием дополнительной усадки при повторном обжиге, связанной с
дальнейшей стабилизацией структуры.
Таким образом, можно констатировать, что жаростойкий бетон на мул-
литокорундовбм заполнителе после обжига характеризуется невысокими
значениями т.к.л.р. в интервале температур 20—1400°С (а ~ 6,2 *
х10-6ос-1) и весьма высокими значениями этого показателя 11,2*
*10~6°С" г) при первом нагреве. Из этого следует, что первый нагрев,
особенно в интервале температур 720—900°С, следует вести нефорсиро-
ванно.
Последующие нагревы могут осуществляться более быстро, так как в
данном случае материал характеризуется невысоким значением т.к.л.р.,
близким к т.кл.р. муллита и шамота, т. е. весьма термостойким мате-
риалом, и изменяется плавно.
Исследования по методу кольца позволили выявить критические ско-
рости нагрева высушенного и обожженного бетона, выше которых на об-
разцах-кольцах образовывались трещины. Для сухого бетона эта ско-
рость составляет 1,6°С/мин до температуры 900°С и 4,7°С/мин — до
рабочей температуры, что составляет соответственно 100 и 280°С/ч.
Для обожженного материала скорость нагрева при выводе печного агре-
гата на рабочий режим после технологической остановки может нахо-
диться в пределах 300—320°С/ч.
Аналогичные исследования проведены для жаростойких бетонов на
шамотном заполнителе (рис. 4.75).
При исследовании образцов из .бетона на шамоте резких колебаний
т.кл.р. не наблюдалось. Некоторые различия в значениях т.к.л.р. при
1200°С можно объяснить модификационными превращениями кварца,
содержащегося в шамоте.
Стабилизация микроструктуры во время обжига привела к некото-
рому снижению среднего значения т.кл.р. (от 6,1 до 5,2*10~6оС“1). По
этому показателю обожженный бетон на шамоте весьма близок к таким
термостойким материалам, как муллитовый, шамотный и даже карбид-
кремниевый огнеупоры.
172
Критическая скорость нагрева (первого и повторных) от 20 до 135О°С,
определенная по методу кольца, составила 360°С/ч. Следовательно,
шамотный бетон на силикат-натриевом композиционном вяжущем вы-
держивает без снижения прочности и видимых дефектов довольно высо-
кие скорости нагрева.
Для определения допустимой скорости нагрева бетонных элементов
до 1000°С проведены специальные исследования. Допустимые значения
выше 1000°С не определялись, так как в диапазоне этих температур
величины напряжения считаются релаксированными за счет размягче-
ния аморфной стеклофазы.
Дня вычисления этого параметра применялась методика, разрабо-
танная в НИИЖБ В.В. Жуковым и другими сотрудниками. Для расчета
использовались термомеханические характеристики (оп, опу, еп, Е, е, 77),
полученные при исследовании лабораторных образцов, показатели тем-
пературы при одностороннем нагревании крупных изделий в условиях
эксплуатации.
Формула скорости первого нагрева не только полно отражает свой-
ства жаростойких бетонов, но и, как указано в работе [33], позволяет
осуществить связь между параметрами в треугольнике ’’материаловеды-
конструкторы — разработчики” или в треугольнике ’’конструкция —
заданные условия эксплуатации — свойства материалов”. Результаты
расчета можно сравнить с результатами натурных экспериментов. Рас-
смотрим формулу для расчета первого нагрева
% 'ЗЧ
Vt= -
а. - к --------------------
бР ATi+l‘o Vi+1
где — температурный интервал, для которого находят скорость температуры;
Ai’ ^i+1 - соответственно коэффициенты, учитывающие изменения модуля упру-
гости бетона в состояниях i, i + 1; Qn - максимально допустимый уровень напряже-
ний; - начальный модуль упругости при 20°С; - абсолютное значение коэф-
фициента линейной температурной деформации бетона, т. е. с учетом усадки и набу-
хания; 77 — коэффициент эффективной динамической вязкости бетона, вычисляемый
по формуле Траутона
77=^_лт+Лп2_
3 еп
При постоянной нагрузке (напряжении), например при ао = 0,2 МПа,
за период времени At, деформации образца изменяются за это же время
на величину еп; К в формуле — коэффициент, зависящий от размера эле-
мента, закрепления концов слоя, вида напряжений, т. е. коэффициент,
характеризующий статическую необратимость рассматриваемого эле-
мента.
В данной работе для расчета был принят вариант, когда свободные
Деформации ограничены от перемещений и поворота, ь е. /С=0.
173
Таблица 4.20. Показатели расчета допустимых значении скорости нагрева шамотного жаростойкого бетона
174
рис. 4.76. Зависимость допустимых
значений скорости нагрева первого
жаростойкого шамотного бетонного бло-
ка от температуры нагрева
Значения времени, необходимого для достижения стабильного темпе-
ратурного градиента при заданной температуре нагрева торца изделия,
вычислялись по формуле
At- h2 / 4 • 2а = h2 / 8а,
где а - температуропроводность, определяемая по формуле а = KR2/6At,B
которую подставлены результаты определений распределения температуры при
одностороннем нагреве изделия; h - толщина блока.
При наличии внешней нагрузки до нагрева расчет по формуле (1)
при определении первого слагаемого выполняют, исходя из разницы
между максимальными напряжениями от нагрузки и допускаемым
уравнением напряжения.
В дальнейшем после достижения допускаемого уровня напряжений
подъем температуры осуществляется только с учетом возникающих
деформаций ползучести при сохранении достигнутого уровня напряже-
ний о, что учитывается параметром
A t = 1 / ад t • а / 3 rj.
По рекомендации, содержащейся в работе, при первом нестационарном
нагреве бетонных элементов необходимо рассматривать следующие
случаи:
1. Определение допускаемой скорости нагрева элементов: а) при за-
данных напряжениях, вызываемых нагревом в отсутствии внешней на-
грузки; б) при заданных до нагрева напряжениях от внешней нагрузки;
в) при заданных напряжениях до нагрева и внешней нагрузке.
2. Определение напряжений при заданной скорости нагрева, возникаю-
щих: а) только от нагрева; б) от совместного действия температуры
и нагрузки.
В первом случае появляется необходимость ограничить развивающие-
ся в элементе напряжения определенным уровнем.
Результаты расчета допустимых значений скорости первого нагрева
ДДя жаростойкого шамотного бетона на силикат-натриевом компози-
ционном вяжущем приведены в табл. 4.20, по данным которой построен
график зависимости = f(T), приведенный на рис. 4.76. Полученные
Результаты расчета допустимой скорости первого нагрева жаростойкого
етона в интервале температур 200—1000°С были проверены в реальных
Условиях на блоках размером 1100x900x240 мм.
175
Таблица 4.21. Прочность при сжатии образцов жаростойкого бетона, подвергну-
тых первому нагреву по расчетному режиму и со скоростью 50°С/ч
№ образ- цов Место блока Е<сж’ МПа, (расчетный режим нагрева) R МПа (V = Vzl\ L =50°С/ч)
1 Верхняя поверхность 25,4 26
2 26,1 25,9
3 25,6 25,3
4 Нижняя поверхность 27,1 26,9
5 26,3 26,8
6 26,6 26,2
7 Середина 24,4 24,6
8 24,8 25,1
9 25,2 24,3
Для сравнения такие же блоки подвергались нагреву со значительно
меньшей скоростью, равной 50°С/ч. Выпиленные из этих блоков образ-
цы (по три с поверхностей и по три из середины) подвергались испыта-
нию на прочность при сжатии. Результаты испытаний приведены в табл.
4.21. Они свидетельствуют о том, что разработанный шамотный бетон
малочувствителен к действию температуры в рассмотренном интервале,
а также о правильности сделанных расчетов Vt, т. е. о справедливости
примененной формулы.
Если сравнить два рассмотренных вида жаростойкого бетона, то мож-
но заметить, что стабилизация структуры гораздо быстрее и без замет-
ных колебаний т.к.л.р. идет в наиболее простом двухкомпонентном, с
точки зрения химико-минералогического состава, минерале — в бетоне
на шамоте. Введение же мела в состав вяжущего для бетона на мулли-
токорундовом заполнителе существенно усложняет процесс структуро-
образования. Это обстоятельство еще раз подтверждает правильность
подхода к созданию жаростойких бетонов с применением малокомпо-
нентных шихт.
Ниже приведены результаты определения допустимых значений перво-
го нагрева для других видов рассматриваемых жаростойких бетонов
на силикат-натриевом вяжущем.
Жаростойкий бетон Средняя оптимальная
скорость нагрева, °С/ч
Карбид-кремниевый 360
Динасокварцитовый 150
Корундовый 170
Хромомагнезитовый 180
Магнезитовый 140
Цирконовый 320
4.9. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ
ИЗ ЖАРОСТОЙКОГО БЕТОНА
Технология изготовления изделий из жаростойкого бетона на силикат-
натриевом композиционном вяжущем достаточно проста и включает
следующие основные операции: приготовление вяжущего, подготовку
176
Рис. 4.77. Технологическая схема производства изделий из жаро-
стойкого бетона на силикат-натриевом композиционном вяжущем
1,9 — приемные бункера для исходных компонентов вяжущего;
2, 10 - дробилки; Л И - ковшовые конвейеры; 4 - бункер для
силикат-глыбы; 5 - бункер для огнеупорного материала; 6, 13,
15, 16 — ленточные конвейеры; 7 ~ шаровая мельница для сухого
помола компонентов вяжущего; 8 — бункер для огнеупорного
заполнителя; 12 - бункер для дробленого огнеупорного мате-
риала; 14 — механическое сито; 17 -'"бункера для различных
фракций заполнителя; 18 - бункер вяжущего; 19 — приемный
бункер для компонентов бетона; 20 — емкость для воды; 21 —
бетоносмеситель; 22 — участок формовки; 23 — сушильная ка-
мера; 24 - участок расформовки изделий; 25 — участок сборки
форм; 26 - склад готовой продукции
заполнителя; приготовление бетонной смеси; формование изделий;
тепловую обработку изделий. Схема технологического процесса приве-
дена на рис. 4.77.
В соответствии с ней силикат-натриевое вяжущее приготовляют из
двух компонентов в случае использования в качестве огнеупорной до-
бавки алюмосиликатного шамота цирконового концентрата, хромо-
магнезита, магнезита, динаса, введением в состав вяжущего кальцийсо-
держащую породу (мел, доломит) и т. п.
В случае применения для изготовления жаростойкого бетона трех-
компонентного композиционного вяжущего технологический процесс
осуществляется по схеме, приведенной на рис. 4.78.
Для облегчения совместного помола материалов в начале их подвер-
гают предварительному измельчению: мел — в молотковой дробилке,
а огнеупорные материалы и силикат-глыбу в шаровых мельницах до
Удельной поверхности 1200—1500 и 1000—1200 см3/г соответственно.
177
Рис. 4.78. Технологическая схема производства изделий из жаростойкого бетона
на трехкомпонентном силикат-натриевом композиционном вяжущем (в данном
конкретном случае на СаСОэ • А12 О3 • Na 2 SiO3)
Предварительно измельченные компоненты вяжущего накаливают
в бункерах, откуда через весовые дозоры подают в шаровую двухсек-
ционную мельницу, в которой осуществляют совместный помол до
удельной поверхности 2500—3000 см2/г. Рекомендуемая величина
удельной поверхности достигается для шамота за 5—6, для динаса за
6—7 и для мул л ито корунда за 7—8 ч помола. Приготовленное таким об-
разом вяжущее хранят в бункере запаса. Возможно централизованное
приготовление вяжущего и его последующая отправка потребителям
в полиэтиленовых или бумажных мешках.
Во избежание слеживаемости вяжущего в связи с частичным обвод-
нением силикат-глыбы продолжительность его хранения не должна пре-
вышать одного месяца.
Заполнители муллитокорундовый, алюмосиликатный, динасовый ша-
мот и др. рассеивают на соответствующие фракции и создают их запас
в бункерах. При рассеве муллитокорундового заполнителя большую
часть промежуточной фракции 1,25—1 мм целесообразно домалывать
до прохождения продукта помола через сито с размером ячеек 0,315 мм,
так как потребность в ней невелика.
178
Рис. 4.79. Рекомендуемые режимы низкотемпературной
тепловой обработки изделий из жаростойких бетонов
на силикат-натриевом вджущем
1 - для изделий толщиной до 0,2 м; 2 - для изделий
толщиной до 0,4 м
Бункера запаса всех фракций заполнителя и силикат-глыбы должны
быть оборудованы весовыми дозаторами. Отдозированные по массе
фракции заполнителя и вяжущего загружают в смеситель гравитацион-
ного, вибрационного или лопастного типов в следующем порядке при
непрерывной работе смесителя: мелкая фракция, вяжущее, заполни-
тель, вяжущее — двухминутное сухое смешивание, остальные фракции
заполнителя — двух-тр^хминутное смешивание, вода затворения — пяти-
шестиминутное смешивание. При таком порядке приготовления бетон-
ной смеси вяжущее наиболее равномерно распределяется в смеси, что
косвенно подтверждается контрольным измерением прочности образцов
после сушки.
Рекомендуемые составы бетонных смесей приведены в табл. 4.7. При-
готовленную бетонную смесь при помощи бетоноукладчика или кабеля
укладывают в форму, установленную на виброплощадке и подвергают
вибрации с пригрузом. Пригруз ограничивается размерами изделий и
может достичь 0,1 МПа.
Рекомендуемые режимы виброуплотнения для различных бетонных
смесей приведены в табл. 4.9.
Готовые изделия в формах накрывают металлической крышкой,
укладываемой непосредственно на бетон, и направляют в сушильные
камеры на тепловую обработку, которую ведут по режиму, представ-
ленному на рис. 4.79.
Выдержка при 80—95°С в течение 3—6,5 ч в зависимости от толщины
изделия необходима для интенсификации растворения силикат-глыбы
и, вследствие этого, увеличения поверхности клеевых контактов. Вы-
держка при 180—200°С имеет целью закрепить клеевые контакты за
счет обезвоживания системы и повышения вследствие этого когезион-
ной прочности силиката натрия. Нарушение рекомендуемых режимов,
особенно 3—8-ч выдержки при 80—95°С, неизбежно приводит к сущест-
венному (до 30—40%) снижению прочности изделий.
Для распалубки изделий и проведения подъемно-транспортных опера-
ций во время виброуплотнения бетонных смесей через специальные про-
179
рези в плите пригруза устанавливают по 2—4 монтажные петли в зави-
симости от массы изделия. После распалубки изделия направляют на
склад готовой продукции, а формы готовят к последующему исполь-
зованию.
Контроль производства и качества жаростойких бетонов и изделий
производится путем проверки качества исходных материалов; правиль-
ности дозировки компонентов; технологического режима приготовле-
ния и формования бетона; режима сушки бетона; технических характе-
ристик бетонных изделий после сушки.
Контроль качества исходных материалов производится в соответствии
с требованиями действующих стандартов или технических условий на
эти материалы.
Контроль технологических параметров и качества жаростойких бето-
нов производится в лаборатории завода. Для этого отбираются образцы,
а результаты фиксируются в лабораторных журналах. Прочность изделий
после сушки контролируют при помощи неразрушающих методов —
ультразвуком или путем испытания контрольных кубов.
ГЛАВА 5. ОБЫЧНЫЕ БЕТОНЫ И ТЕПЛОИЗОЛЯЦИОННЫЕ
МАТЕРИАЛЫ
В данной работе рассматриваются обычные тяжелые и легкие бетоны,
теплоизоляционные материалы [72, 74] на силикат-натриевых компо-
зиционных вяжущих, основные физико-технические характеристики
которых приведены в гл. 3.
При этом большое внимание уделено применению карбонатсиликат-
натриевого композиционного вяжущего в качестве исходного мине-
рального сырья, для которого используется необожженная карбонатная
порода — доломит.
Экспериментальными исследованиями установлено, что совместно
измельченные (помол) карбонатные породы (доломит, известняк, мел)
и безводные силикаты натрия (силикат-глыба) до удельной поверхности
3000—4000 см2/г при затворении и перемешивании их с водой (В/Т~
=• 0,19—0,2) проявляют вяжущие свойства в условиях сушки (180—
200°С) и автоклавной обработки (1 МПа,2—4—2) , и обеспечивают получе-
ние образцов с высокими прочностными характеристиками (гл. 3,
рис. 3.1).
Омоноличивание системы на силикат-глыбе объясняется процессами
разжижения последней, ее адгезией к карбонатным породам и последую-
щим упрочнением при обезвоживании. Однако в условиях автоклавной
обработки и сушки по определенному режиму возможны, по-видимому,
и химические взаимодействия исходных компонентов через промежу-
точные продукты их превращений с образованием новых соединений,
обеспечивающих высокие прочностные характеристики.
Высокие физико-механические свойства карбонат-силикат-натриевого
композиционного вяжущего создали предпосылки для получения из него
различных строительных материалов (тяжелые и легкие бетоны, тепло-
изоляционные материалы и др.) путем сушки (150—200°С) и автоклав-
ной обработки (1 МПа,2—4—2) изделий, а это в свою очередь позволяет
180
Рис. 5.1. Принципиальная технологическая схема получения карбонат-
силикат-натриевого вяжущего
расширить область применения карбонатных пород, особенно магнези-
альных в производстве строительных материалов.
Производство карбонат-силикат-натриевого вяжущего исключает об-
жиг породы, характеризуется отсутствием вредных выделений и не требу-
ет больших капитальных вложений. Стоимость 1 т вяжушеко составляет
10—20 руб. в зависимости от количественного соотношения исходных
компонентов. Технология получения карбонат-силикат-натриевого вяжу-
щего включает операции: дробление и совместный помол исходных ком-
понентов до удельной поверхности 3000—4000 см2/г; рассеивание про-
дукта совместного помола; упаковку и хранение вяжущего (рис. 5.1).
Тяжелые и легкие бетоны. В ходе исследований изучались
основные физико-механические свойства и регулирование их благода-
ря установлению зависимостей от удельного содержания силикат-глыбы,
как в вяжущем, так и в бетонной смеси, крупного и мелкого заполните-
лей, а также от параметров и режимов сушки бетонных изделий.
Влияние этих факторов неоднозначно. Важнейший из них, при прочих
равных условиях*- это удельный расход силикат-глыбы в бетоне.
В табл. 5.1—5.3 приведены результаты исследования влияния коли-
чественного соотношения карбонат-силикат-натриевого вяжущего, его
исходных компонентов и заполнителей на прочность крупнозернистого
и мелкозернистого бетонов после сушки 180—200°С.
Из таблиц следует, что с увеличением содержания силикат-глыбы до
9 % в массе как крупнозернистого, так и мелкозернистого бетона, проч-
ность образцов после сушки повышается, следовательно при таком со-
держании силикат-глыбы в бетоне образуется оптимальное число клее-
вых контактов. Если их будет еще больше — бетон превратится в объем-
ноомюноличенную систему, т. е. межзерновая пористость почти полно-
стью будет заполнена клеящим веществом.
Кроме того, повышение содержания силикат-глыбы нежелательно
и из-за большого количества щелочи, которая при этом образуется, так
как это существенно снижает водостойкость бетонов, следовательно,
морозостойкость. Результаты испытания на морозостойкость образцов
бетона размером 10x10x10 см из составов мелкозернистого и крупно-
181
Таблица 5.1. Влияние количественного соотношения исходных компонентов
на прочность крупнозернистого бетона
№ об- разца вяжущее Состав бетона, % массы Прочность при сжатии, МПа Средняя плот- ность, кг/м5
доломит заполнители
силикат- глыба щебень песок
1 6 14 56 24 25 2140
2 6 14 56 24 24 2100
3 6 14 56 24 23 2080
1 9 21 49 21 28,5 2150
2 9 21 49 21 30 2180
3 9 21 49 21 31 2180
1 12 28 42 18 21 2180
2 12 28 42 18 23 1190
3 12 28 42 18 21,5 2200
1 15 35 35 15 19 2270
2 15 35 35 15 19,6 2250
3 15 (/ / 35 35 15 18,5 2220
Таблица 5.2. Влияние количественного соотношения компонентов мелкозер-
нистого бнгона
Состав бетона, % массы Средняя плотность, кг/м3 Прочностьпри сжатии, МПа
вяжущее доломит: :силикат-глыба 70:30 песок
17 75 1705 150
20 80 1812 230
25 75 1880 310
30 70 1906 340
35 65 1910 280
Таблица 5.3. Влияние состава карбонат-силикат-натриевого вяжущего на проч-
ность мелкозернистого бетона
Состав вяжущего доломит- силикат-глыба, % массы . Состав бетона, % массы, вяжу- щее: песок Прочность при сжатии, МПа
90 : 10 25 : 75 7,5
80 : 20 25-75 12 -
70 : 30 25 : 75 30,9
60 :40 ( 25 :75 27
зернистого бетонов с одинаковым содержанием вяжущего приведены
в табл. 5.4. Испытания проводились в центральной лаборатории произ-
водственного объединения ’’Ддгестанстрой материалы” на морозильной
установке фирмы ’’GRONLAND” ГДР с максимальной отрицательной
температурой —35°С (рис. 5.2).
Из табл. 5.4 следует, что мелкозернистые бетоны обладают понижен-
ной морозостойкостью ввиду недостаточной их плотности и прочности,
видимо связанной с нехваткой вяжущего для заполнителя межзерно-
вой пористости бетона.
182
я
S
Я
Л
я & д
я о о
к я ЯП-
и н о S
€> О
pt! «
кю X
о
го
О\
Таблица 5.4. Результаты определения морозостойкости бетона
о
е
и
о
я
о
о
Л
о
о
S
о
X
к
о
183
Рис. 5.2. Технологическая схема производства перлитовых теплоизоляционных
изделий на основе силикат-натриевых композиций
1 — приемный бункер для доломита; 2, 10 - дробилки; 3, 11 — ковшовые кон-
вейеры; 4 — бункер измельченного доломита; 5, 13 — ленточные конвейеры;
6 - сушильная печь; 7 — бункер накопитель; 8, 14 - весовые дозаторы; 9 - при-
емный бункер силикат-глыбы; 12 — бункер измельченной силикат-глыбы; 15 —
шаровая мельница; 16 - пневмонасос; 17 — склад вяжущего; 18 — расходный
бункер вяжущего; 19 — расходный бункер перлита; 20 — растворосмеситель;
21 - бункер накопитель формовочной массы; 22 - установка для формования
плит; 23 ~ пресс; 24 — укладчик форм; 25 — вагонетка; 26 — передаточная те-
лежка
Морозостойкость крупнозернистого бетона на карбонат-силикат-нат-
риевом вяжущем оказалась более высокой, что может быть объяснено
большей плотностью и монолитностью образцов бетона. Водопотреб-
ность бетонов при изготовлении изделий методом вибрирования сос-
тавляет для мелкозернистых — 10—13 % и крупнозернистых — 9—10 %
массы сухих компонентов бетонной смеси. Рациональный режим сушки
изделий практически для всех видов бетонов следующий: подъем тем-
пературы до достижения в массе бетона 90—100°С, выдержка — 4 ч,
а затем подъем температуры до 180—200°С и выдержка — 2 ч.
Образцы бетонов после такой термообработки обладают высокой
прочностью и водостойкостью. По прочности они значительно превы-
шают прочность образцов, твердевших длительное время (280 сут) в
естественных условиях, и мало уступают по прочности образцам, под-
вергнутым автоклавной обработке (1 МПа,2—4—2).
Технология приготовления бетонов и выпуск изделий и конструк-
ций из них не требуют какого-либо нестандартного оборудования и ана-
логично технологическому процессу производства жаростойких бетон-
ных изделий и включает получение карбонат-силикат-натриевого вяжу-
184
щего (рис. 5.1), приготовление формовочной массы, формование из-
делий и тепловую обработку (сушку). Приготовление формовочной
массы рекомендуется осуществлять бетоносмесителем гравитационным
(крупнозернистого) или принудительного действия (мелкозернистого)
в течение 5—7 мин.
Формование изделий можно осуществлять вибрированием или вибро-
формованием с пригрузом при промышленной частоте 3000 мин-1.
Одним из главных направлений в развитии и усовершенствовании
строительной техники является максимальное снижение массы строи-
тельных изделий. Особенно это важно в таком массовом строитель-
стве как жилищно-гражданское, где еще до сих пор применяются ма-
териалы и конструкции малоэффективные по плотности и другим по-
казателям. В настоящее время ставится вопрос о том, чтобы средняя
плотность несущих ограждающих конструкций находилась в пределах
800—1200 кг/м3. К сожалению, такое снижение плотности стенового
материала при применении легкого бетона в качестве стенового материала
возможно осуществить в основном за счет применения ячеистых бетонов.
Однако проведенные экспериментальные исследования по разработке
легкого бетона на силикат-натриевом вяжущем показали возможность
получения керамзитобетона средней плотностью 800—1200 и прочностью
при сжатии 2,5—10,2 МПа при небольшом расходе силикат-натриевого
вяжущего (10—30 % массы бетона). При этом содержание безводного
силиката натрия (силикат-глыбы) в бетоне колеблется от 3—10 % соот-
ветственно при прочности последнего от 0,8—10,5 МПа.
Известно, что принципы подбора состава легких бетонов основаны
на логическом выводе о том, что прочностные и деформационные свой-
ства бетона зависят от физико-механических свойств составляющих ком-
понентов. При увеличении объемной концентрации более прочного компо-
нента — цементного раствора — прочность легкого бетона повышается.
Поэтому в основных нормативных материалах для обеспечения задан-
ной прочности бетона при одном и том же качестве керамзита и цемента
рекомендуется уменьшать содержание керамзита и увеличивать количе-
ство растворной составляющей. Однако эти выводы, справедливые в ка-
кой-то мере для легких бетонов на традиционных вяжущих — цемен-
тах, не могут быть отнесены к легким бетонам на силикат-натриевом
вяжущем, так как принцип омоноличивания их имеет иной характер.
В легком керамзитобетоне на БСН упаковка зернистых составляющих
в зависимости от требуемой плотности обеспечивается контактным омо-
ноличиванием частицами гидратированного БСН, в результате которого
формируются тонкие высокопрочные локализованные в пространстве
межзерновые клеящиеся швы. Такая специфическая структура омоноли-
чивания позволяет при малом расходе связующего достичь удовлетво-
рительной прочности при сжатии и растяжении, сохранять эту прочность
при эксплуатации и обеспечивать высокую морозостойкость.
В табл. 5.5 приведены результаты испытаний различных составов
легких бетонов на карбонатном и керамзит-силикат-натриевом вяжущем.
Аналиризуя их можно отметить, что характер изменения физико-ме-
ханических показателей легкого бетона в зависимости от количествен-
ного содержания компонентов аналогичен тяжелым бетоном на сили-
кат-натриевом вяжущем. С увеличением содержания силикат-глыбы в
массе легкого бетона более 12 % как на карбонатном, так и на керамзит-
силикат-натриевом вяжущем образцы после сушки вспучивались, при
185
Таблица 5.5. Результаты испытаний различных составов легкого керамзитового
бетона на основные физико-механические свойства
Состав бетона, % массы Средняя плотность, кг/м5 Прочность при сжатии, МПа
тонкомолотые наполнители заполнитель
доломит керамзит силикат- керамзит
глыба
7 3 90 1000 0,8
7 3 90 900 0,7
16 6 78 1100 4,2
16 6 78 1000 3,8
21 9 70 1240 10,2
21 9 70 1100 10,5
28 12 60 1220 10,3
28 12 60 1070 9,8
35 15 50 1120 7,9
35 15 50 980 6,7
этом показатели средней плотности и прочности при сжатии бетона соот-
ветственно уменьшались, следовательно, бетон имеет объемно-омоно-
личенную структуру.
Водотвердое отношение В/Т (т. е. отношение массы воды к массе вя-
жущего и керамзита) при вибрационной технологии получения изделий
из керамзитобетона на силикат-натриевом вяжущем значительно меньше,
чем у аналогичных бетонов на цементе и составляет 0,15—0,17. Керам-
зитобетон на силикат-натриевом вяжущем имеет ячеистую структуру с
замкнутыми порами, следовательно, характеризуется низкими водопогло-
щаемостью, теплопроводностью и высокой морозостойкостью (табл. 5,4).
Сравнительные показатели теплопроводности в зависимости от средней
плотности различных легких бетонов на цементе и керамзитобетона на
силикат-натриевом вяжущем приведены в табл. 5.6.
По морозостойкости керамзитобетон на силикат-натриевом вяжу-
щем можно рекомендовать для ограждающих конструкций влажных
промышленных помещений в особенности в районах с суровым клима-
том, где требуются более морозостойкие легкие бетоны. Морозостойкость
легкого бетона сильно повышается, когда в качестве вяжущего приме-
няется керамзит-силикат-натриевая композиция. В этом случае общее
содержание керамзита составляет 97—93 %, силиката натрия 3—7 % по
массе бетона. Установлены следующие марки керамзитобетона на силикат-
натриевом вяжущем по морозостойкости в циклах замораживания
(—35°С) и оттаивания — 100,150,200.
Теплоизоляционные материалы. В современном строи-
тельстве важное место занимают теплоизоляционные материалы и из-
делия, главной функцией которых является тепловая изоляция ограж-
дающих конструкций промышленного и энергетического оборудования,
обеспечивающая снижение массы конструкций и экономию энергетиче-
ских затрат. Применение эффективных теплоизоляционных материалов
позволяет повысить степень сборности, размеры конструктивных эле-
ментов, облегчить здание и сооружение, их использование становится
важным элементом индустриализации современного строительства. Одним
из эффективных материалов, позволяющих значительно увеличить вы-
пуск облегченных строительных конструкций, является вспученный
33^5
186
Таблица 5.6. Теплопроводность легких бетонов
Керамзитобетон Теплопроводность, Вт/ (м • К), при средней плотности, кг/м3
800 1000 1200 1300
На цементе 0,25 0,3 0,4 0,45
На карбонат-силикат-нат- 0,22 0,25 0,3 0,34
риевом вяжущем На керамзит-силикат- 0,19 натриевом вяж5тцем 0,22 0,28 0,31
перлит — легкий эффективный материал, обладающий хорошими тепло-
изоляционными и огнезащитными свойствами.
Именно этот вид сырья был выбран в данной работе для разработки
теплоизоляционных изделий на основе силикат-натриевого вяжущего.
В настоящее время в нашей стране разработано более 20 видов перли-
товых теплоизоляционных материалов с различными свойствами. Про-
мышленность выпускает перлитоцементные, битумоцементные, перлито-
фосфогелевые, керамоперлитовые, перлитобитумные, перлитопластобе-
тонные теплоизоляционные материалы и мешкоперлит. Годовой объем
их производства около 800 тыс. м3 и 500 тыс. м3 битумоперлитовой
изоляции труб. Однако энергетические проблемы и экономия энерге-
тических ресурсов вызывает необходимость изыскивать еще более деше-
вые и эффективные виды теплоизоляционных материалов. Одним из
таких направлений явились проведенные нами исследования по разра-
ботке теплоизоляционного материала на основе вспученного перлита.
В качестве связующих в них используются различные силикат-натриевые
композиции, техническая характеристика которых приведена в гл. 3
табл. 3.1.
Технология получения перлитовых теплоизоляционных изделий на
основе силикат-натриевых композиций не предусматривает таких энерго-
и трудоемких технологических операций, как автоклавная обработка и
обжиг по специальному режиму.
Технологический процесс изготовления включает в себя следующие
операции: приготовление силикат-натриевой композиции; приготовление
формовочной массы из вспученного перлита и силикат-натриевой компо-
зиции; прессование изделий; сушка изделий в сушильной камере с ис-
пользованием в качестве теплоносителя продуктов сгорания газа.
На рис. 5.2 приведена принципиальная технологическая схема произ-
водства разработанных перлитовых теплоизоляционных изделий.
Силикат-глыба или отходы стекольного Производства и карбонатная
порода (доломит), или другие виды сырья (перлит, керамзит и т. д.),
из исходных бункеров 7, 9 подаются отдельно в дробилку любого типа
с наибольшей фракцией на выходе 3Q—50 мм 2, 10. Затем дробленый
доломит подается в сушку барабанного или распылительного типа 6,
где он сушится до влажности 2—3 %. Доломит и силикат-глыба после
дробления через автоматические весовые дозаторы в определенных со-
отношениях подаются в шаровую мельницу 15 для совместного помола
до удельной поверхности 3000r-4Q00 см2/г.
Готовая силикат-натриевая композиция и перлитовый песок накапли-
ваются в расходных бункерах на верхней отметке линии приготовления
187
I _
Рис. 5.3. Перлитовые теплоизоляционные изделия на
1 — карбонат-силикат-натриевом вяжущем; 2 — ке-
рамзит-силикат-натриевом вяжущем; 3 - перлит-
си ликат-натриевом вяжущем
Таблица 5.7. Основные технические характеристики теплоизоляционных
материалов на основе вспученного перлита
Материалы Плотность, кг/м3 Прочность, МПа Теплопро- водность, Вт/ (м-град)
при сжа- тии при из- гибе
Армикс-ЗТ 150-250 0,5-1,5 0,4-1,4 0,05-0,065
Армик с-3 А 180-300 0,6-1,8 1,6-1,8 —
Битум оперлитовая 350 0,15 0,098
смесь 400 0,2 — 0,11
450 0,25 — 0,12
500 0,3 — 0,134
550 0,35 0,145
Лингонперлит 160 0,25 0,15 0,057
200 0,4 0,2 0,06
250 0,7 0,4 0,067
Неподпрессованный мешкоперлит 75 —— — 0,047
100 — — 0,052
150 — — 0,058
ПАК 350 0,5 — 0,093
400 0,8 — 0,105
Перлиталь 200 0,25 — 0,063
225 0,3 — 0,067
250 0,35 — 0,072
Перлитобитумные плиты 200 0,2 0,15 0,076
225 0,2 0,15 0,079
150 0,25 0,15 0,082
300 0,3 0,19 0,087
Перлитовый обжиговый легковес 200 0,3 0,156 0,058
Перлитокерамические изделия* 250 о,4/0,3 - 0,076-0,122
300 0,7/0,5 — 0,081/0,128
350 0,9/0,7 — 0,093/0,14
400 1,2/1 — 0,105/0,151
337^
188
Продолжение табл, 5.7
Материалы ч Плотность кг/м 3 Прочность, МПа Теплопро- водность, Вт/ (м-град)
при сжа- тии при из- гибе
Перлитопластбетон ** высшей категории качества: группа А ” Б первой категории качества: группа А ” Б 90 90 100 100 0,12 0,15 0,12 0,13 0,18 0,044 0,23 0,044 0,18 0,037 0,23 0,047
Перлитофосфогелевые изделия***:
высшей категории 200 0,4 0,2/0,5 0,064
качества 250 0,5 03/0,6 0,076
300 0,6 0,4/0,7 0,082
первой категории качества 200 0,35 0,14/0,45 0,064
250 0,45 0,45/0,55 0,076
300 0,55 0,35/0,65 0,082
Перлитоцементные изделия:
высшей категории качества 225 — 0,25 0,058/0,093
250 — 0,25 0,06/0,1
первой категории качества 225 — 0,22 0,065/0,108
250 — 0,23 0,07/0,116
300 — 0,25 0,076/0,122
350 — 0,28 0,081/0,128
Плиты на органофосфатной связке”* 175 0,4 0,3-0,6 0,052
275 1,2 1,0/1,3 0,072
Термоперлит 250-250 0,4-0,6 0,2-0,25 0,056-0,058
ТИОР 200-350 — 0,15-0,4 0,063-0,087
ТИОР при смеси скопа с илом 200 — 0,3 0,051
Вспученный перлит:
церлит-силикатная композиция 300-500 0,56-1 0,25-0,4 0,07-0,096
керамзит-силикатная композиция 300-500 0,64-1,3 0,3-0,6 0,076-0,09
доломит-силикатная композиция ————»— —7 300-500 0,70-2 035-0,67 0,08-0,095
*По перлитокерамическим и перлитоцементным изделиям в гр. ’’Теплопровод-
ность” в числителе теплопроводность при температуре 25°С, в знаменателе - при
температуре ЗОО°С; в гр. ’’Прочность при сжатии”- в числителе - предел прочности
для изделий высшей категории качества, в знаменателе — для изделий первой кате-
гории качества.
** По перлитофосфогелевым изделиям и плитам на органо-фосфатной связке в гр.
’’Прочность при изгибе” в числителе приведены показатели по изделиям без упроч-
няющего покрытия, в знаменателе - по изделиям, обернутым в бумагу на битуме.
”**По перлитопластобетонным изделиям к группе А относятся теплоизоляцион-
ные плиты, к группе Б — конструктивно-теплоизоляционные.
массы 18. Из бункеров эти компоненты через весовые дозаторы 14 по-
ступают в лопастной или шнековый смеситель 20. Продолжительность
перемешивания должна быть 2—3 мин.
Приготовленная масса выгружается в бункер-накопитель 21, под
которым монтируется транспортер подачи поддонов под форму пресса.
189
Таблица 5.8. Физико-механические характеристики теплоизоляционных изделий
Показатель Марки по плотности материала
300 400 500
Средняя плотность, кг/м3^ не более 300 400 500 Теплопроводность в с ухом состоянии, Вт/ (м • °C) 0,088 0,091 0,096 Предел прочности при изгибе, МПА,не менее 0,3-0.4 0,4-0,5 0,5-0,6 Предел прочности при сжатии, МПА 0,5-0,6 1,2-1,5 1,7-2,1 Линейная температурная усадка при 1000°С, %,не 1,5 1,5 1,5 более Влажность, % по массе,не более 3,5 3,5 3,5
Поддоны загружаются отдозированным количеством массы и пода-
ются к прессу 23 (давление от 0,2 до 0,6 МПа).
По окончании прессования форма пресса с отформованным изделием
попадает на укладчик 24, который укладывает их в вагонетку 25.
Заполненная отформованными изделиями вагонетка с помощью толка-
теля передаточной тележки по рельсовому пути подается в сушильную
камеру. Изделия сушатся в течение 6—8 ч при температуре 150—200°С.
Изделия могу!*изготавливаться в виде плит, кирпичей (рис. 5.3) раз-
мерами 500x300x75, 500x500x125, 250x120x65 мм, а также полуцилинд-
ров и сегментов длиной от 450 до 1000 мм и внутренним диаметром от
40 до 100 мм.
Разработанные перлитовые теплоизоляционные изделия предназначен
для тепловой изоляции строительных конструкций промышленного,
гражданского и сельского строительства, а также для тепловой изоляции
поверхностей промышленного оборудования, печей и трубопроводов при
температуре 700— 1000°С в зависимости от применяемой силикат-натрие-
вой композиции.
Основные технические характеристики разработанных перлитовых
теплоизоляционных изделий на основе силикат-натриевых композицион-
ных вяжущих в сравнении с другими видами теплоизоляционных ма-
териалов [13] приведены в табл. 5.7.
Получены также теплоизоляционные изделия на основе карбонат-
силикат-натриевого вяжвдего и гидрофобного перлита. Для изготовления
перлитовых изделий на кар бонат-силикат-н атриев ом вяжущем применя-
ли песок перлитовый вспученный рядовой не выше марки 150 по ГОСТ
10832—83 с объемной насыпной плотностью 75—150 кг/м3, обработанный
гидрофобизатором, выпускаемый согласно СТП-02-5-5-77 на установке
гидрофобизации перлита, разработанный институтом ’’Южгипронисель-
строй” (ныне ВНИПКПстройиндустрия).
Физико-механические характеристики теплоизоляционных изделий
из гидрофобного перлита на карбонат-силикат-ратриевом вяжущем в
зависимости от средней плотности приведены в табл. 5.8.
ГЛАВА 6. ПРИМЕНЕНИЕ И ТЕХНИКО-ЭКОНОМИЧЕСКАЯ
ЭФФЕКТИВНОСТЬ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
НА СИЛИКАТ-НАТРИЕВОМ КОМПОЗИЦИОННОМ ВЯЖУЩЕМ
Большинство рассматриваемых в данной работе строительных ма-
териалов на различных силикат-натриевых композиционных вяжущих
прошли промышленную проверку в Минчермете СССР и УССР (НПО
’’Тулачермет”, трест ’’Донбассдомнаремонт”, Ждановский металлурги-
ческий комбинат им. Ильича, Донецкий и Енакиевский металлургиче-
ские заводы, Христофоровский завод огнеупорных блоков и бетонов),
МПСМ РСФСР (Хасавюртовский кирпичный завод объединения ”Да-
гестанстройматериалы”), Минводхозе СССР (завод стройматериалов
г. Хасавюрта, керамзитовый цех Шамхальского завода ЖБИ трест
’’Дагводстройиндустрия”, на строительных участках объединения
’’Дагестанагропромстрой”) в виде монолитных и сборных крупноблоч-
ных изделий и конструкций в строительстве различных зданий и соору-
жений, а также при футеровке тепловых агрегатов с рабочей темпера-
турой! до 1600°С. При этом была выявлена высокая эксплуатационная
стойкость изделий и конструкций из разработанных материалов. Эконо-
мический эффект от опытно-промышленного внедрения составил около
1 млн руб.
В настоящее время институтом ВНИПКПстройиндустрия (г. Красно-
дар) спроектирована технологическая линия на 15 тыс., м3 теплоизоля-
ционных изделий на основе вспученного перлита и карбонат-силикат-
натриевого композиционного вяжущего, на базе цеха битумоперлитовых
изделий завода ЖБИ объединения ’’Дагестанагропромстрой” Госагро-
прома ДАССР (г. Махачкала) (рис. 6.1).
Наиболее широкое применение находят жаростойкие бетоны на сили-
кат-натриевом композиционном вяжущем в различных тепловых агрега-
тах металлургической промышленности и предприятий по производству
строительных материалов.
Бетон на муллитокорундовом заполнителе был применен трестом
’’Донбассдомнаремонт” в методических печах листопрокатных станов, а
также в печах трубопрокатного цеха Ждановского металлургического
комбината им. Ильича. Из него изготавливали фасонные камни для горе-
лок нагревательных печей взамен обжиговых огнеупорных изделий 9 и
11 классов сложности,.изготовляемых огнеупорной промышленностью
по индивидуальным заказам.
В декабре 19<81 г. на металлургических печах № 1 и 2 листопрокатного
стана 2540 была выполнена монолитная футеровка горелочных стен то-
мильной и сварочных зон. После двух лет эксплуатации горелочные стены
находились в удовлетворительном состоянии и были оставлены на следую-
щий двухлетний период эксплуатации. Здесь уместно отметить, что мате-
риал горелочной стены, особенно футерующий сами горелки, работает в
условиях частых теплосмен около 150—200 раз в году. Кроме того, его
эксплуатация происходит в агрессивной среде, особенно в случае сжига-
ния жидкого топлива (рис. 6.2).
В этих условиях обжиговые высокоглиноземистые изделия, применяе-
мые для футеровки горелок, не всегда выдерживают в течение одного-
двух лет эксплуатации. В то же время горелочная стена, выполненная из
жаростойкого бетона, в таких условиях прослужила около четырех лет
191
\
I
Рис. 6.1. Цех вспученного перлита и битумоперлитовых
изделий в г. Махачкале
I
л
Рис. 6.2. Монолитная футеровка горелочной из жаростой-
кого бетона
и находилась еще в удовлетворительном состоянии. Бетонная футеровка
была заменена новой в ноябре 1985 г. Замена обжиговых огнеупорных
изделий жаростойким бетоном позволяет в данном случае снизить расход
дефицитного сырья на 1 т стали, по крайней мере, в два раза. При этом
трудовые затраты снижаются не менее чем в три раза, а также исключает-
ся обжиг при производстве изделий, что позволяет существенно снизить
затраты топлива.
Монолитные футеровки горелочных стен были применены на методи-
ческих печах № 1, 4, 5 листопрокатного цеха 1700 в 1982—1983 гг. Бетон
укладывали в опалубку и уплотняли пневматическими трамбовками.
Эксплуатация бетонных монолитных футеровок при температуре до
1400°С продолжается до сих пор.
192
Промышленная проверка свойств муллитокорундового жаростойкого
бетона в методических печах листопрокатных станов послужила началом
промышленного внедрения фасонных изделий на жаростойком бетоне
для футеровки горелок этих агрегатов. Фасонные изделия для футеровки
горелок с 1984 г. начали применять и в методических печах трубопрокат-
ного цеха.
Использование жаростойкого высокоглиноземистого бетона на
силикат-натриевом вяжущем и муллитокорундовом заполнителе для фу-
теровки горелочных стен позволило повысить межремонтный период
печей и срок эксплуатации в два раза, а также увеличить надежность
работы цехов.
Широко применяется этот вид бетона в качестве защитного покрытия
рабочей поверхности стен. Для лучшего удержания защитного покрытия
поверхность стены выполняют ребристой, после чего с помощью торкрет-
машины наносят защитный слой.
В июне 1983 г. на доменной печи № 1 Енакиевского металлургического
завода трест ’’Донбассдомнаремонт” осуществил укрепление жаропроч-
ного фундамента. С этой целью методом инъекции закачивали жидкопод-
вижный жаростойкий раствор на силикат-натриевом вяжущем за кожух
фундамента доменной печи, что уплотняло и скрепляло разрушавшиеся
частицы. В результате отпала необходимость остановки и демонтажа пе-
чи с последующим усилением фундамента. При этом дополнительный вы-
пуск металла составил 20 тыс. т.
Муллитокорундовый жаростойкий бетон па высокоглиноземистом
и карбид-кремниевом силикат-натриевых вяжущих был применен для
изготовления холодильных плит кожуха шахты доменной печи взамен
чугунных изделий, продолжительность эксплуатации которых не пре-
вышает 1—1,5 лет. Холодильные плиты были установлены на Донецком
металлургическом заводе и Ждановском металлургическом комбинате
им. Ильича.
Бетонные холодильные плиты в конструкции шахты доменной печи
Донецкого металлургического завода служат с июля 1984 г. без каких-
либо признаков разрушения. На рис. 6.3 показан фрагмент укрупненно-
го узла кожуха доменной печи с холодильными плитами из жаростойко-
го бетона на муллитокорундовом заполнителе.
На Ждановском металлургическом комбинате им. Ильича в 1985 г.
впервые в мировой практике применили в опытном порядке монолитную
футеровку кожуха шахты доменной печи № 4 из жаростойкого бетона.
Бетонирование осуществлялось непосредственно на металлических листах
кожуха размером 10,5x4,1 м. Бетон укладывали в форму и уплотняли
виброрейкой. Внутри бетонного массива во время бетонирования устанав-
ливали металлические трубы для водоохлаждрния футеровки. Фрагмент
такой футеровки (карты), установленный на специальном вагоне, направ-
ляли в камерную сушилку размером 14x8 м, где подвергали низкотемпе-
ратурной тепловой обработке при 250°С. После остывания карту монти-
ровали в конструкцию ограждения доменной печи. Его масса составляла
50—55 т, а масса бетона в одной карте до 20 т (рис. 6.4).
В 1986 г. при капитальном ремонте доменной печи № 4 монолитным
бетоном были полностью зафутерованы холодильники в зоне шахты.
Такой способ футеровочных работ в высокой степени индустриален.
Его применение позволяет высвободить 210 каменщиков, которым тре-
193
Рис. 6.3. Фрагмент укрупненного уз-
ла кожуха доменной печи с холо-
дильными плитами из жаростойкою
бетона
Рис. 6.4. Подъем укрупненного узла
кожуха доменной псчч в процессе
монтажа
буется пять суток для устройства футеровки из мелкоштучных обжиго-
вых изделий для одной доменной печи.
На этом комбинате для футеровки штуцеров горелки и горячего
дутья в воздухонагревателе № 18 ДП—5 был использован жаростойкий
бетон на силикат натриевом композиционном вяжущем. В ноябре 1981 г.
в доменной печи № 4 и в мае 1982 г. в доменной печи № 5 были торкрети-
рованы купол и устье газоотводов. Общая поверхность футеровки сос-
тавила 120 м2. Состав торкрет-масс из шамотного бетона на силикат-нат-
риевом композиционном вяжущем дополнительно вводили до 2% глино-
земистого цемента. Торкретирование производилось полусухим спо-
собом. Для лучшего сцепления торкретного покрытия с чугунными пли-
тами купола армировали металлическими сетками, которые приварива-
лись Т-образными шпильками к кожуху купола. Поверхность купола
после торкретирования была ровной, без видимых наплывов (рис. 6.5,
6.6).
В начале июля 1983 г. на Христофоровском заводе огнеупорных бето-
нов и блоков Минчермета УССР на основе силикат-натриевого компози-
ционного вяжущего была выпущена опытная партия огнеупорных бегон-
иях блоков с хромомагнезитовым и динасокварцитовым заполнителем
для нагревательных колодцев пеха ’’Слябинг-1150”. Девять промышлен-
ных блоков БК-5 массой 1,6 т каждый были уложены в стены нагрева-
тельных колодцев для испытания в рабочих условиях. При этом срок
194
Рис. 63. Армирование внутри купола доменной печи
Рис. 6.6. Внутренняя поверхность купола доменной печи
службы блоков составил 7,5 мес, тогда как штучные высокоглиноземис-
тые огнеупоры и аналогичные динасокварцитэвые бетонные блоки служат
до 4 мес.
Опыт Ждановского металлургического комбината им. Ильича свиде-
тельствует о высокой эффективности жаростойких бетонов на силикат-
натриевом композиционном вяжущем. По данным предприятия замена
огнеупорной футеровки, выполненной из высокоглиноземистого обжиго-
вого материала, на жаростойкую бётойную (в расчете на 1 т огнеупора)
только за счет снижения стоимости футеровочного материала дает эко-
номию средств в сумме около ?00 руб. При замене 1 т фасонных обжи-
говых изделий (горелочных камней г этот эффект возрастает до 200—
220 руб. Если же учесть увеличение долговечности жаростойкого бетона
по сравнению с обжиговым материалом и существенное снижение трудо-
195
затрат на устройство футеровки, то экономический эффект увеличится
по крайней мере еще в два раза.
Сейчас на Ждановском металлургическом комбинате им. Ильича трес-
том ’’Донбассдомнаремонт” организован производственный участок
по изготовлению различных изделий из жаростойкого бетона для нужд
комбината. Здесь же освоено изготовление сухих бетонных смесей, кото-
рые применяются для устройства монолитных футеровок различного
назначения.
Горкрет-массы из сухих смесей используют на комбинате для бето-
нирования стен печей и нагревательных колодцев.
Промышленные испытания жаростойкого карбид-кремниевого бе-
тона на карбид-кремний-доломит-силикат-натриевом вяжущем проводи-
лись в научно-производственном объединении ’’Тулачермет” Министер-
ства черной металлургии СССР и на Ждановском металлургическом
комбинате им. Ильича. Были тщательно проанализированы условия
работы агломерационных машин и горелочных камней из жаростойкого
бетона, устанавливаемых в зажигательном горне агломашины. Анке-
тированием предприятий черной металлургии, в агломашинах которых
установлены плоскопламенные горелки, было установлено, что для из-
готовления горелочных камней используют бетоны различных составов:
шамотный на высокоглиноземистом цементе; шамотный на ортофосфор-
ной кислоте с добавками дистенсиллиманита, огнеупорной глины и др.
Разработка конструкций зажигательного горна для агломерацион-
ных машин, в котором впервые в мировой практике реализован косвен-
ный радиационный нагрев агломерационной шихты, была осуществлена
в Институте газа АН УССР. С этой целью в своде горна установлены плос-
копламенные горелки, также разработанные в Институте газа АН УССР.
Особенность таких горелок — закручивание воздушного потока при
помощи винта и подачи в этот поток газового топлива тонкими струями,
а также наличие горелочного камня с сопряженными цилиндрической и
трапециедальней поверхностями. Закрученная газовоздушная смесь под
действием центробежных сил поднимается к внутренней поверхности
горелочного камня и, обтекая ее, образует разомкнутый факел малой
толщины. Схема расположения горелочных камней для плоскопламен-
ных горелок на своде агломерационной машины приведена на рис. 6.7.
Условия эксплуатации горелочных камней из жаростойкого бетона
для плоскопламенных горелок и без того сложные, усугубляют частыми
перерывами в работе агломашин. Остановки агломашин в течение суток
иногда на 8—10 ч приводят к снижению температуры в горне до 200—
300°С. Для работы в таком режиме жаростойкий бетон должен был
обладать достаточной термической стойкостью. Кроме того, в отличие
от дискофакельных горелок горелочные камни в плоскопламенных
горелках больше подвержены действию высокотемпературной эрозии.
Если учесть еше форму горелочного камня, состоящего из двух, блоков
сложной конфигурации (рис. 6.8), то ясно станет, каким требованиям
должен отвечать горелочный камень.
Систематические наблюдения за работой горелочных камней из жаро-
стойкого шамотного бетона, установленных в горне агломашины № 2
НПО ’’Тулачермет”, показали, что горелочные камни разрушаются слоя-
ми по 5—10 мм по всей поверхности, соприкасающейся с огнем. Одновре-
менно с этим появляются и вертикальные трещины через каждые 6—8 см
по окружности. Основными причинами разрушения являются частые до
196
Рис. 6.8. Горелочный камень из
жаростойкого бетона
Рис. 6.7. Схема расположения горелочных камней в зажи-
гательном горне агломашины ।
5—6 раз в сутки смены температур из-за остановок агломашин и выклю-
чения пламени в горелках. При этом температура горелочных камней
падает с 1400 до 500 иногда и до 100°С. Специалисты объединения также
отмечали, что горелочные камни быстрее других элементов футеровки
выходят из строя. Средняя продолжительность службы горелочных кам-
ней по НПО ’’Тулачермет” составила 5—6 мес.
Исцользование горелочных камней из жаростойкого карбид-кремние-
вого бетона на карбид-кремний-доломит-силикат-натриевом вяжущем
в НПО ’’Тулачермет’’ взамен жаростойкого шамотного бетона на высоко-
глиноземистом цементе позволило продлить срок службы их до 12 мес,
превысив межремонтный период почти в два раза.
Алюмосиликатный шамотный жаростойкий бетон был применен для
футеровки тепловых агрегатов и огнеупорных припасов на заводе строи-
197
Рис. 6.9. Печная вагонетка для обжига кирпича футе-
рованная из монолитного жаростойкого бетона
тельных материалов. Жаростойкий бетон был использован для футеровки
пода обжиговых вагонеток туннельной печи.
Футеровка быда монолитной (сплошное бетонирование пода вагонет-
ки) и сборной (монтажиз крупных блоков) (рис. 6.9, 6.10).
При проведении футеровочных работ корректировали разработанный
состав жаростойкого бетона, уточняли режимы приготовления бетонной
смеси, формования изделий и сушки, изучали свойства изделий в зависи-
мости от характеристики сырья, выбирали основное оборудование и т*д.г
Известно, что к футеровочным материалам для вагонеток туннельных
печей предъявляют такие требования: Материал должен обладать термо-
стойкостью и прочностью на сжатие, сопротивлением изгибающим воздей-
ствиям, максимально возможной монолитностью, минимальным числом
температурных швов, низкой теплопроводностью, иметь хорошую адге-
зию к металлу, быть не дефицитным и дешевым.
Систематические наблюдения, установленные за эксплуатацией опыт-
ных вагонеток в течение двух лет как в монолитном, так и в сборном
вариантах, показали, что жаростойкий бетон на силикат-натриевом вя-
жущем наиболее полно отвечает перечисленным выше требованиям к
футеровочному материалу.
Результаты исследований легли в основу разработки задания на про-
ектирование экспериментального цеха по производству жаростойких
бетонных блоков для футеровки вагонеток туннельных печей на Хаса-
вюртовском кирпичном заводе производственного объединения ”Да-
гестанстройматериалы” МПСМ РСФСР, производительностью 1600 бло-
ков в год (400 вагонеток). В 1985 г. опытный цех введен в действие.
На этом заводе проводились испытания с целью выявления возмож-
ности использования боя шамотного и красного. строительного кирпича
бывшего в эксплуатации жаростойкого бетона для изготовления футе-
ровочных блоков. Обнадеживали особенности физико-химических про-
цессов, протекающих в системе ’’шамот-силикат-натрия” при температу-
ре обжига кирпича (1000-1100°С).
Как было установлено при разработке жаростойких бетонов на шамот-
силикат-натриевом вяжущем, монтажная прочность изделий достигается
198
I
Рис. 6Л0. Печная вагонетка для обжига кирпича фу-
терованная блоками из жаростойкого бетона
главным образом за счет адгезионно-когезионных свойств тонкодисперс-
ных частиц силикат-глыбы и обеспечивается сушкой при 180—200°С по
приведенному выше режиму.
Полная же стабилизация структуры шамотного жаростойкого бетона
и его конечная прочность достигается при высоких* температурах. При
температуре, не превышающей 1100°С, главным физико-химическим
процессом, протекающим в бетоне, является насыщение
стеклофазы шамота кремнеземом под воздействием оксида натрия и,
следовательно, повышение ее кремнеземистого модуля. Этот процесс,
в основном, обеспечивает несущую способность материала, необходи-
мую для выдерживания осадки без деформирования футеровки. А так
как в шамоте, в том числе бывшем в эксплуатации, практически всегда
есть стеклофаза, то возможность обеспечения прочности бетона, изготов-
ленного на его основе, во время службы в качестве футеровки очевидна.
Положительные результаты, полученные при испытании футеровочных
блоков обжиговых вагонеток, изготовленных из шамотного боя бывше-
го в употреблении,послужили основанием для дальнейшего использования
этого вида материала в качестве заполнителя жаростойких шамотных
бетонных блоков.
Жаростойкий бетон на шамотном заполнителе можно изготавливать на
любом кирпичном заводе. Особенно просто организовать производство
изделий из него при наличии предприятия, централизованно приготов-
ляющего сухие смеси, состоящие из всех необходимых компонентов.
Не исключается применение жаростойкого бетона на шамоте на пред-
приятиях по выпуску строительных материалов для футеровки ограждаю-
щих конструкций промышленных печей, боровов, топок котлов и других
тепловых аппаратов, рабочая температура которых не превышает 1350°С.
Так, на комбинате строительных изделий ПО ’’Железобетон” Главкав-
минкурортстроя (г. Пятигорск) была изготовлена опытная монолитная
футеровка зоны вспучивания вращающейся печи для обжига керамзито-
вого гравия из жаростойкого шамотного бетона на силикат-натриевом
вяжущем. Наблюдение за футеровкой печи в течение 6 мес службы пока-
зало высокую стойкость жаростойкого шамотного бетона. При осмотре
не было обнаружено трещин, сколов, а также истирания поверхности
монолитной бетонной футеровки гранулами керамзита.
Жаростойкий бетон на силикат-натриевом композиционном вяжущем
был применен в очалках туннельной печи для обжига глиняного кирпича
199
Рис. 6.11. Горелочный камень из жаростойкого бетона
для туннельной печи
на Хасавюртовском заводе строительных материалов треста ’’Дагвод-
стройиндустрия”. Изготовленные из него горелочные камни (рис. 6.11)
показали высокие эксплуатационные показатели по сравнению с кладкой
из огнеупорного кирпича межремонтные сроки сократились в 2—3 раза,
повысился срок службы их и улучшились условия труда.
На этом же заводе в кольцевой печи был применен жаростойкий бетон
из лома шамотного огнеупора и силикат-натриевого вяжущего. Монолит-
ный бетонный под печи по сравнению с ранее применявшейся огнеупор-
ной кладкой кирпича на ребро ’’под елку” также подтвердил высокую
экономическую эффективность этих бетонов, возросла стойкость бетона
к истирающим воздействиям, а также увеличился их срок службы.
Таким образом, опытно-промышленное применение жаростойких
бетонов на силикат-натриевом композиционном вяжущем для футеровки
тепловых агрегатов металлургических заводов и предприятий промыш-
ленности строительных материалов, осуществленное в 1981—1986 гг.,
показало их высокую стойкость и эффективность.
Эффективность производства и применения взаимозаменяемых строи-
тельных материалов является частью отраслевой проблемы повышения
эффективности капитальных вложений. Согласно действующим норма-
тивным документам оценка экономической эффективности капитальных
вложений производится с помощью системы показателей, включающих
капитальные вложения (единовременные затраты) и себестоимость про-
дукции (текущие издержки).
Каждый из этих показателей в отдельности не позволяет оценивать
сравниваемые варианты, поэтому в качестве критерия сравнительной
экономической эффективности различных строительных материалов
принимаются суммарные приведенные народнохозяйственные затраты,
вычисляемые по формуле
П = С + ЕК,
где С — себестоимость производства единицы продукции; К - удельные капиталь-
ные вложения, необходимые для производства единицы продукции; Е - норма-
тивный коэффициент эффективности капитальных вложений (0,15).
200
Таблица 6.1. Сравнительные стоимостные характеристики традиционных и пред-
лагаемых материалов
Наименование материала Еди- ница изме- рения Оптовая цена на единицу измерения традици- онных материа- лов Расчетна ного ма1 видах вг карбо- нат-си- ликат- натрие- вом я стоимость аналогич- гериала на следующих гжущих: керам- перлит- зит-сили- силикат- кат-нат- натрие- риевом вом
Тяжелый бетон В22,5 м3 28-90 23-30 -
Керамзитобетон В7,5 34-40 28-20 29-70
Теплоизоляционный материал на основе перлита 21-20 17-80 18-30 19-70
Примечание. Расчеты выполнены для девятого территориального района.
В научной и методической литературе рекомендуется следующий
порядок расчетов экономической эффективности: выбор эталона (ба-
зы для сравнения предлагаемого (нового) материала); установление
основных и вспомогательных показателей, характеризующих экономи-
ческую эффективность в данной группе взаимозаменяемых материалов;
определение величины каждого показателя; сравнение показателей пред-
лагаемого (нового) материала с эталонными и определение величины
экономического эффекта.
При этом важное значение имеет соблюдение условий сопоставимости
и правильный выбор номенклатуры технико-экономических показателей.
Материалы, отобранные для сравнения, должны иметь одинаковое назна-
чение, аналогичные физико-механические характеристики, стоимостные
показатели должны быть определены в единых ценах для одного и того
же территориального района.
Технико-экономическая оценка рассматриваемых в данной работе
материалов и их сравнение с традиционными строительными материала-
ми проводилась на основании изложенной выше методики, а также
с учетом положений действующих отраслевых инструкций по определе-
нию экономической эффективности новой техники, изобретений и рацио-
нализаторских предложений.
При расчетах себестоимости трудозатраты, расходы электроэнергии,
топлива, основных и вспомогательных материалов принимались по нор-
мам технологического проектирования или применительно к проектам
отдельных предприятий. Для эталонных материалов принимались факти-
ческие технико-экономические показатели предприятий. Стоимостные
показатели сырья рассчитывались с применением единой сметно-норма-
тивной базы. Сравнительные стоимостные характеристики традицион-
ных и предлагаемых материалов приведены в табл. 6.1.
Экономическая эффективность жаростойких бетонов на силикат-
натриевом композиционном вяжущем в сравнении с аналогичными жа-
ростойкими бетонами на других видах вяжущих материалов по их рас-
четной стоимости (табл. 6.2) иллюстрируется данными табл. 6.3.
Таким образом, теоретически обосновано и реализовано на практике
новое направление в технологии бесцементных строительных материалов
201
Таблица j6.2. Расчетная стоимость жарострйких бетонов на различных видах
вяжущих материалов
Жаростойкий бетон Расчетная стоимость 1 м 3 бетона, руб.
ГЦ ВГЦ на фосфат- ном вя- жущем на жид- ком стек- ле на сили- кат-нат- риевом вяжущем
Шамотный 94 110 166-00 91-00 52-00
Карбид-кремниевый 840 910-00 960-00 620-00 560-00
Муллитокор ундов ый 370-00 410-00 440-00 360-00 304 -00
Корундовый 1150 1180 12220 940-00 830-00
Динасокварцитовый 370-00 420-00 460-00 310-00 280-00
Магнезитовый 160-00 175-00 217-00 150-00 95-00
Хромомагнезитовый 310-00 335-00 360-00 270-00 190-00
Цирконовый 1440 1480 1560-00 1410-00 1320-00
Таблица 6.3. Разница в расчетной стоимости жаростойких бетонов в сравнении
с бетоном на силикат-натриевом композиционном вяжущем
Жаростойкие бетоны на силикат-нат- риевом композиционном вяжущем Экономическая эффективность по сравнению с аналогичными бетонами на различных вяжу- щих, руб.
ГЦ ВГЦ на фосфат- ном вя- жущем на жидком стекле
Шамотный 42-00 58-00 114-00 39-00
Карбид-кремниевый 280-00 350-00 400-00 60-00
Муллитокорундовый 66-00 106-00 136-00 56-00
Корундовый 320-00 350-00 390-00 110-00
Динасокварцитовый 90-00 140-00 180-00 30-00
Магнезитовый 65-00 80-00 122-00 55-00
Хромо магне зитов ый 120-00 145-00 170-00 80-00
Цирконовый 120-00 160-00 240-00 90-00
на безводном силикат-натриевом композиционном вяжущем с повышен-
ными эксплуатационными свойствами по упрощенной малоэнергоемкой
технологии, позволяющей интенсифицировать и механизировать производ-
ственный процесс, снизить трудозатраты, уменьшить капиталовложения
и добиться высокого качества продукции.
Список литературы
1. А.с. СССР № 952806 БИ., 1982, № 31.
2. Айлер Р.К. Химия кремнезема. Т. 1. — М.: ’’Мир”, 1982. - 416 с.
3. Александровский С.В., Вагрий В.Я. Ползучесть бетона при периодических
воздействиях. - М.: Стройиздат, 1970.—162 с.
4. Аристов Г.Г. Огнеупорные изделия для разливки стали. — М.: Металлургия,
1969. - 261 с.
5. Ахвердов И.Н. Основы физики бетона. — М.: Стройиздат, 1981. - 464 с.
6. Бабушкин В.И., Матвеев Г.М., Мчедлов-Петросян О.П. Термодинамика сили-
катов. — М.: Сгройизлат. 1986. — 408 с.
7. Баженов Ю.М., Комаров А.Г. Технология бетонных и железобетонных изде-
лий. - М.: Стройиздат, 1984. - 670 с.
8. Баженов Ю.М. Способы определения состава бетона различных видов. — М.:
Стройиздат, 1975. - 268 с.
9. Баранов В.М., Коростин О.С., Милосердии Ю.В. Ультразвуковая установка
для измерения модулей упругости, внутреннего трения и статической твердости
материалов в широком интервале температур / УШ Всесоюз. акустич. конф. Рефе-
раты докл. Г. 2 - М.: Изд. АН СССР, 1973. - С. 234-235.
10. Безухов Н.И. Основные теории упругости, пластичности и ползучести. — М.:
Высшая школа, 1968. - 512 с.
11. Боженов П.И. Технология автоклавных материалов. - Л.: Стройиздат, 1978. -
357 с.
12. Будников П.П., Бережной А.С., Булавин А.И. и др. Технология керамики и
огнеупоров. - М.: Стройиздат, 1962. - 249 с.
13. Булкина Г.Х. Экономическая эффективность производства и применения
вспученного перлита в строительстве. - М.: Стройиздат, 1987. - 96 с.
14. Бутт Ю.М., Дудеров Г.Н., Матвеев М.А. Общая технология силикатов. — М.:
Стройиздат, 1976. 600 с.
15. Бутт Ю.М., Сычев М.М., Тимашев В.В. Химическая технология вяжущих
материалов. Под редакцией В.В. Тимашева. - М.: Высшая школа, 1980. - 472 с.
16. Виноградова Б.Н. Сырье для производства автоклавных силикатных бето-
нов. - М.: Стройиздат, 1966. — 480 с.
17. Вок Р. Методы разложения в аналитической химии. - М.: Химия, 1984. —
314 с.
18. Волженский А.В., Буров Ю.С., Колокольников В.С. Минеральные вяжущие
вещества. — М.: Стройиздат, 1979. - 480 с.
19. Воробьев В.А., Комар А.Г. Строительные материалы. — М.: Стройиздат,
1979.- 475 с.
20. Гвоздев А.А. Прочность, структурные изменения и деформация бетона. —
М.: Стройиздат, 1978. - 300 с.
21. Гершберг О.А.Технология бетонных и железобетонных изделий. - М.:
Стройиздат, 1971.-359 с.
22. Гнесин Г.Г. Карбид-кремниевые материалы. - М.: Металлургия, 1977. -
216 с.
23. Гоберис С. Футеровка вагонеток туннельных печей жаростойким бето-
ном// Строительство и архитектура, 1981, № 6. - С. 27-29.
24. Горлов Ю.П., Меркин А.П., Устенко А.А. Технология теплоизоляционных
материалов.-М.: Стройиздат, 1980. — 499 с.
25. Горлов Ю.П., Меркин А.П., Зейфман М.И., Тотурбиев Б.Д. Жаростойкие
бетоны на основе композиций из природных и техногенных стекол. М.: Строй-
издат, 1966. - 144 с.
26. Горлов Ю.П. Лабораторный практикум по технологии теплоизоляцион-
ных материалов. - М.: Высшая школа, 1982. - 239 с.
27. Горлов Ю.П., Еремин Н.Ф., Седунов Б.У. Огнеупорные и теплоизоляцион-
ные материалы. - М.: Стройиздат, 1979. - 193 с.
28. Горчаков Г.И., Кашкин М.М., Скрамтаев Б.Г. Повышение морозостойко-
сти бетона в конструкциях промышленных и гидротехнических сооружений.-М.:
Стройиздат, 1965.
29. Горчаков Г.И., Лифанов И.И., Терехин Л.Н. Коэффициенты температурно-
го расширения и температурные деформации строительных материалов. - М.:
Изд. Комитета стандартов, мер и измерительных приборов при Совете Министров
СССР, 1968, — 167 с.
203
30. Граник В.Г. Исследования прочности и деформации жаростойкого бетона
на глиноземистом цементе при возведении высокой температуры и нагрузки //
Энергетическое строительство, 1975, № 2, — С. 24—28.
31. Гузеев Е.А. Основы расчета и проектирования железобетонных конструк-
ций повышенной стойкости в коррозионных средах. - М.: Госстрой СССР
НИИЖБ, 1981. - 363 с.
32. Джемрек У.Д. Процессы и аппараты химико-минералогической технологии
редких металлов. - М.: Атомиздат, 1965. - 354 с.
33. Иванов А.Б., Бакунов В.С. Показатели качества и теплофизические свой-
ства огнеупоров. - М.: Институт высоких температур АН СССР. 1982. - 56 с.
34. Иотаутас К.П., Некрасов К.Д., Тарасова П.А. и др. Стойкие футеровки
вагонеток туннельных печей// Строительные материалы, 1973, № 11. - С. 18—21.
35. Кайнарский И.С. Процессы технологии огнеупоров. - М.: Металлургия.
1969.- 350 с.
36. Кайнарский И.С., Дегтярев Э.В. Корборундовые огнеупоры. - Харьков:
Металлургиздат, 1963. - 252 с.
37. Калинина А.М. Химия и технология глинозема. - Новосибирск: Наука,
1971.- 368 с.
38. Карклит А.К. Потребность в огнеупорах для черной металлургии// Огне-
упоры, 1982, № 4. — С. 57—58.
39. Карякин Л.И. Петрография огнеупоров. — Харьков : Металлургия, 1962. —
814 с.
40 Кингери У.Д. Введение в керамику. Пер. с англ. - М.: Стройиздат, 1967. -
499 с.
41. Куколев Г.В. Химия кремния й физическая химия силикатов.-М.: Выс-
шая школа, 1966. - 463 с.
42. КолоколЬников В.С. Технология бетонных и железобетонных изделий. -
М.: Высшая школа, 1970. - 392 с.
43. Лайнер А.И., Еремин Н.И., Лайнер Ю.А. и др. Производство глинозема, -
М.: Металлургия, 1978. - 344 с.
’ 44. Литовский Е.Я. Переносные свойства вещества. Тепло и массоперенос. -
Минск : АН БССР, 1972. т. 7. - С. £24-432.
45. Методические указания. Дилатометры кварцевые системы Стрелькова:
Методы и средства проверки. МИ 293—83. М., 1983.
46. Некрасов К.Д., Тарасова А.П. Жаростойкий бетон на портландцементе. -
М.: Стройиздат, 1969. - 192 с.
47. Некрасов К.Д., Масленникова М.Г. Легкие жаростойкие бетоны на порис-
тых заполнителях. - М.: Стройиздат, 1982- - 162 с.
48. Некрасов К.Д., Жуков В.В., Шевченко В.И. Исследования крупных блоков
из жаростойкого бетона при одностороннем нагреве// Огнеупоры, 1967, № 6. —
С. 21-26.
49. Некрасов К.Д. Состояние и перспективы развития научных исследований
и применения жаростойких бетонов// Исследования в области жаростойкого
бетона. — М.: Стройиздат, 1981. - С. 14-31.
50. Некрасов К.Д., Жуков В.В., Гуляева В.Ф. Тяжелый бетон в условиях
повышенных температур. - М.: Стройиздат, 1972. - 128 с.
51. Некрасов К.Д., Жуков В.В., Гуляева В.Ф. Сушка и первый нагрев тепловых
агрегатов из жаростойких бетонов*- М.: Стройиздат, 1976. - 95 с.
52. Немец И.К., Добровольский Г.Б. Новая технология производства
огнеупорных материалов. — Киев: 1968. — 62 с.
53. Остроумов Г.В. Определение щелочных и щелочно-земельных элементов
в минеральном сырье. - М.: Недра. 1984. - 240 с.
54. Отрепьев В.А., Путляев И.Е. Кислотостойкие бетоны на активных запол-
нителях и модифицированном вяжущем// Бетон и железобетон. 1978, № 8. -
С. 8-10.
55. Павлов В.Ф. Физико-химические основы обжига строительной керамики. -
М.: Стройиздат, 1976. - 240 с.
56. Пивоваров А.Д. Исследования и разработка технологии карбид-кремние-
вых капселей// Огнеупоры. 1978. № 4. - С. 10-13.
57. Пименов А.Н. Высокопрочный кислотостойкий бетон на основе жидкого
стекла и активного наполнителя// Повышение долговечности промзданий и со-
оружений за счет применения полимербетонов. - Ташкент. 1978. - С. 210—211.
58. Полубояринов Д.Н., Рутман Д.С. Высокотемпературные материалы. - М.:
Металлургия, 1966. - 224 с.
204
59. Полубояринов Д.Н., Лукин Е.С., Сысоев Э.П. Исследования ползучести и
длительной прочности керамики из алюмо магнезиальной шпинели// Огнеупоры.
1970. № 12.- С. 26-27.
60. Пургин А.К., Цибин И.П., Жуков А.В., Дьячков П.И. Кремнеземистые
бетоны и блоки. - М.: Металлургия. 1975. — 216 с.
61. Пьяных Е.Г., Антонов Т.Н. Влияние зернового состава и давления прес-
сования на свойства магнезиальных образцов// Огнеупоры. 1973. № 10. -
С. 46-53.
62. Рыжков И.В., Толстой В.С. Физико-химические основы формирования
свойств смесей с жидким стеклом. - Изд. Харьковского университета. 1975. -
136 с.
63. Седых Ю.Р., Фрейдин К.Б. Кислотостойкость кремнебетона как материала
для дымовых труб ТЭЦ// Тезисы докладов Всесоюзного совещания: Современ-
ные проблемы разработки, проектирования и возведения промышленных железо-
бетонных груб. — М.: Стройиздат, 1979.
64. Седых Ю.Р. Влияние заполнителей на кислотостойкость кремнебетона.
Экспресс-информация, сер. ’’Строительство тепловых электростанций”. Вып. 9,
1979.
65. Стрелов К.К. Структура и свойства огнеупоров. М.: Металлургия, 1982. -
208 с.
66. Стрелов К.К. Теоретические основы технологии огнеупорных материа-
лов. — М.: Металлургия, 1985. - 480 с.
67. Стрелов К.К. Технический контроль производства огнеупоров. - М.:
Металлургия, 1979. - 280 с.
68. Сычев М.М. Твердение вяжущих веществ. - Л.: Стройиздат, 1974. - 79 с.
69. Тарасова А.П. Жаростойкие вяжущие на жидком стекле и бетоны на их
основе. - М.: Стройиздат, 1982. - 130 с.
70. Тотурбиев Б.Д. Силикат-натриевые композиции для жаростойких бето-
нов // Бетон и железобетон, 10, 1985. - С. 5-6.
71. Тотурбиев Б.Д., Габибов Н.О. Доломитсиликатное вяжущее // Геологиче-
ское строение и особенности образования месторождений минерального сырья
Дагестана. Тр. ИГ Даг. ФАН СССР, 1986. Вып. 35. - С. 109-121.
72. Тотурбиев Б.Д. Получение перлитовых теплоизоляционных изделий по
энергосберегающей технологии // Промышленное строительство, № 5, 1985. -
С. 42-41.
73. Тотурбиев Б.Д. Бесцементные жаростойкие бетоны на силикат-натриевых
композиционных вяжущих // Бетон и железобетон, № 1, 1986. - С. 35-36.
74. Тотурбиев Б.Д. Бесцементные строительные материалы // Жилищное
строительство, № 9,1985. - С. 26-27.
75. Шахов И.И. Определение напряженного состояния в футеровках из жаро-
стойкого бетона при первом нагреве // Сушка и первый нагрев из жаростойкого
бетона. - М.: ВНИИПИТеплопроект, 1973. Вып. 22. — С. 119—126.
76. Шмигальский В.Н. Виброуплотнение и контроль качества смесей и бето-
нов. — Новосибирск. 1966. — 108 с.
77. Шубин В.И., Кайнарский И.С., Василик А.В. и др. Совершенствование
минерального состава огнеупоров для цементной промышленности // Огнеупо-
ры. 1982, №9. - С. 13-17.
78. Элбакидзе Б.Г. Прессование и вибропрессование цементного теста, рас-
твора и бетона /Изв. ТНИСТЭН, 1971, Т. 21.
СОДЕРЖАНИЕ
Предисловие............................................... 5
Глава 1. Теоретические и экспериментальные основы получения
безводных силикат-натриевых композиций для производства
строительных материалов................................... 5
1.1. Безводные силикаты натрия (БСН), как основа для
получения композиционных вяжущих...................... 5
1.2. Теоретические и экспериментальные основы омоноли-
чивания строительных материалов безводными связую-
щими................................................ 21
Глава 2. Сырьевые материалы для изготовления силикат-натрие-
вых композиционных вяжущих и строительных материалов на
их основе................................................ 31
2.1. Безводные силикаты натрия....................... 31
2.2. Тонкомолотые минеральные составляющие силикат-
натриевых композиционных вяжущих..................... 36
2.3. Заполнители для производства силикат-натриевых ком-
позиционных строительных материалов.................. 40
Глава 3. Силикат-натриевые композиционные вяжущие........ 46
3.1. Вяжущие на основе БСН и карбонатных пород....... 48
3.2. Вяжущие на основе БСН, кремнезема и кремнеземис-
тых соединений..........................*............ 54
3.3. Вяжущие на основе БСН и основных огнеупорных окси-
дов ................................................ 64
3.4. Вяжущие на основе БСН и алюмосиликатных соединений 70
Глава 4. Жаростойкие бетоны на силикат-натриевом композицион-
ном вяжущем.............................................. 82
4.1. Проектирование составов жаростойких бетонов..... 82
4.2. Исследование влияния технологических факторов на ос-
новные свойства бетонов .............................102
4.3. Исследование термомеханических свойств жаростойких
бетонов..............................................109
4.4. Физико-химические процессы, происходящие в жаростой-
ких бетонах..........................................124
4.5. Дилатометрические исследования жаростойких бетонов . 136
4.6. Огнеупорность жаростойких бетонов на силикат-натрие-
вом композиционном вяжущем...........................152
4.7 Теплофизические свойства жаростойких бетонов.....153
4.8. Допустимые скорости нагрева жаростойких бетонов на
силикат натриевом композиционном вяжущем.............169
4.9. Технология изготовления изделий из жаростойкого бето-
на 176
Глава 5. Обычные бетоны и теплоизоляционные материалы....180
Глава 6. Применение и технико-экономическая эффективность
строительных материалов на силикат-натриевом композиционном
вяжущем..................................................191
Список литературы........................................203
Научное издание
Тотурбиев Батырбий Джакаевич
в
Строительные материалы
на основе силикат-натриевых
композиций
Редакция литературы по строительным материалам и конструкциям
Зав. редакцией И.Х. Наназашвили
Редактор ТВ. Аржакова
Мл. редактор И.Б. Волкова
Технический редактор Н.Н.Аксенова
Корректор С.А. Зудилина
Оператор О.Ю. Волкова
ИБ№4153
Подписано в печать 12.05.88. Т-11170 Формат 60x84/16.
Бумага офсетная № 2. Печать офсетная Усл. печ. л. 12,09
Усл. кр.-отт 12,34 Уч.-изд.л. 15,01. Тираж 3000 экз.
Изд. № АУШ-1575 Заказ 3375 Цена 3 р.
Стройиздат, 101442, Москва, Каляевская, 23а
Московская типография № 9
НПО ’’Всесоюзная книжная палата” Госкомиздата
109033, Москва, Волочаевская ул., 40