/





























































Текст
79. Смирнов-Аляев Г. А. Сопротивление материалов пластическому
деформированию. М.— Л., Машгиз, 1961. 463 с. с ил.
80. Инженерные методы расчета технологических процессов обра-
ботки металлов давлением. М., Металлургиздат, 1961. 430 с. с пл.
81. Шевакин Ю. Ф., Рытиков А. М. Повышение эффективности про-
изводства труб из цветных металлов. М., «Металлургия», 1968.
240 с. с ил.
82. Феодосиев В. И. Сопротивление материалов. М., Физматгиз, 1963,
540 с. с ил.
83 Комаров А. А., Сапожников В. И. Трубопроводы и соединения
для гидросистем. М., «Машиностроение», 1967. 229 с. с ил.
84. Гудков С. И. Механические свойства промышленных цветных ме-
таллов при низких температурах. М., «Металлургия», 1971.
304 с. с ил.
85. Ерманок М. 3., Каган Л. С., Головинов М. Ф. Прессование труб
из алюминиевых сплавов. М., «Металлургия», 1976. 245 с. с ил.
ОГЛАВЛЕНИЕ
От издательства.......................................... 3
Введение ................................................ 4
ГЛАВА I. СОЕДИНЕНИЕ ТРУБ И ПОЛУЧЕНИЕ
ТРУБНЫХ ПЕРЕХОДНИКОВ ИЗ РАЗНОРОДНЫХ
МЕТАЛЛОВ............................................ 7
1. Особенности сварки разнородных металлов .... 7
2. Некоторые способы соединения труб и получения
трубных переходников из разнородных металлов . 12
3. Технологические схемы холодной сварки ..... 17
4. Способ получения переходников холодной сваркой
трубных элементов................................. 29
ГЛАВА II. ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ
ПРИ ИЗГОТОВЛЕНИИ ТРУБНЫХ ПЕРЕХОДНИКОВ
ХОЛОДНОЙ СВАРКОЙ........................................ 35
1. Некоторые положения теории обработки давлением 35
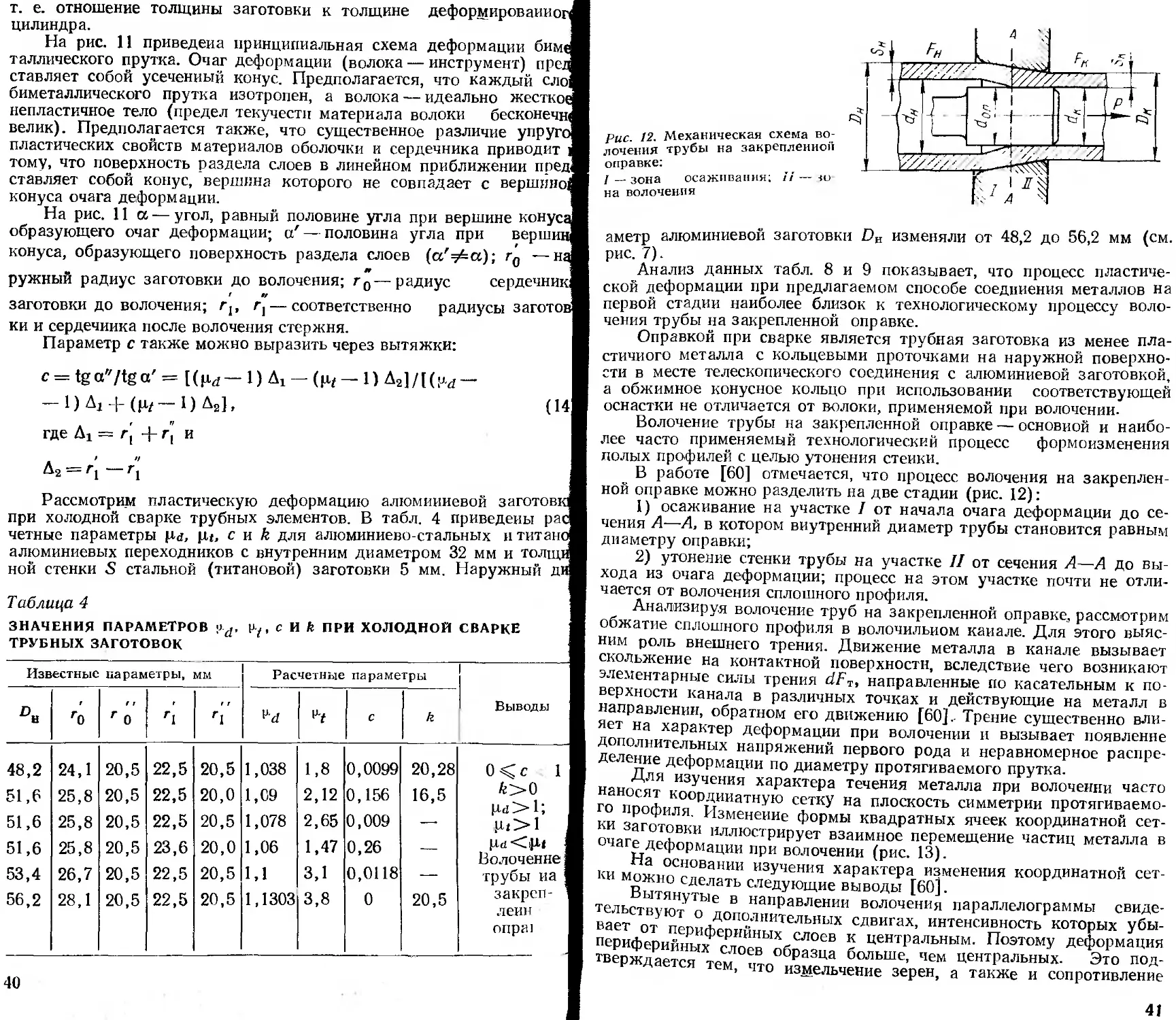
2. Параметры деформирования трубных элементов . . 56
3. Деформация трубных элементов в зоне соединения 58
ГЛ А В А III. СВОЙСТВА СВАРНЫХ СОЕДИНЕНИИ............... 90
1. Влияние конструктивных параметров трубных эле-
ментов и режимов сварки...................... 90
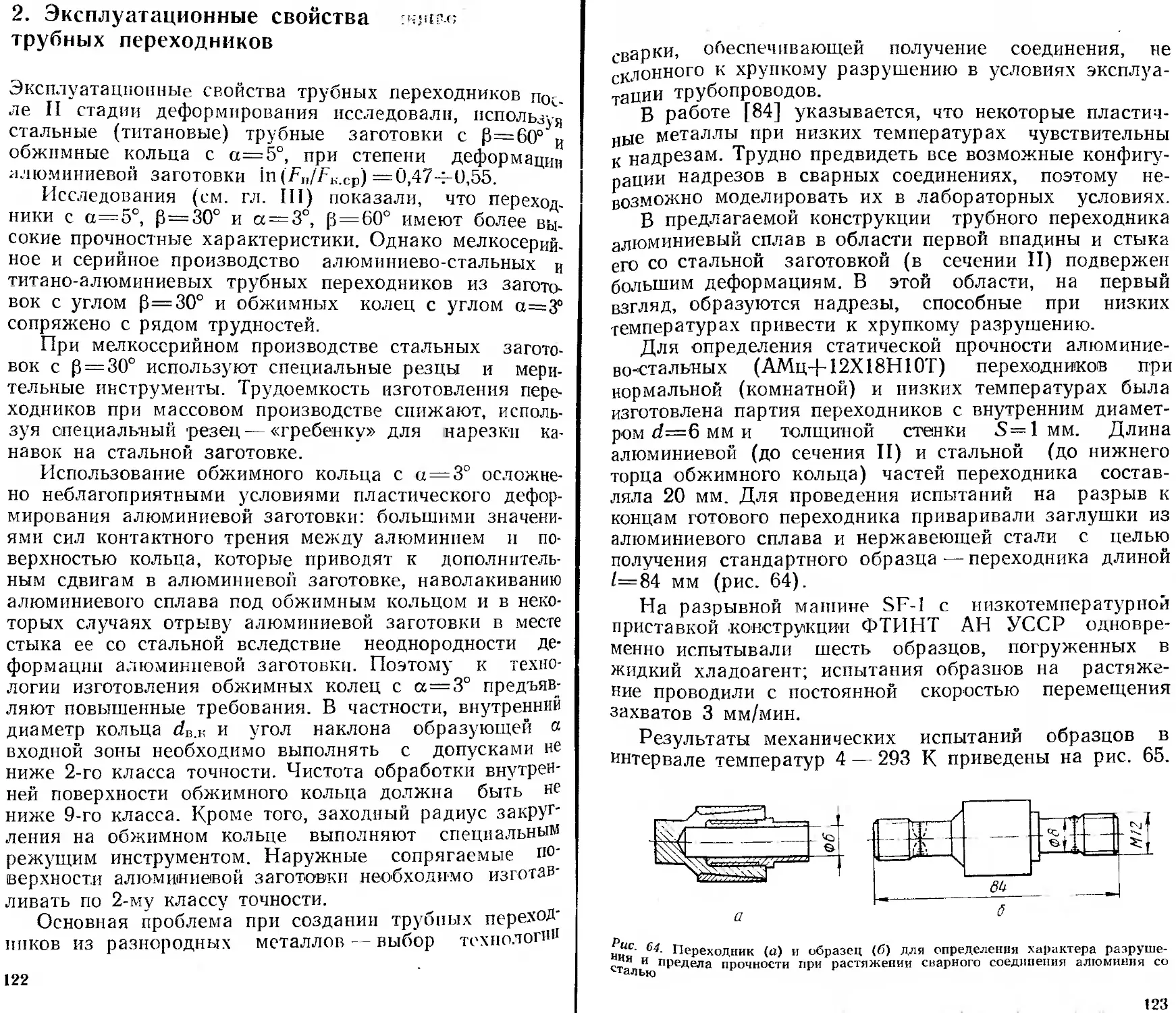
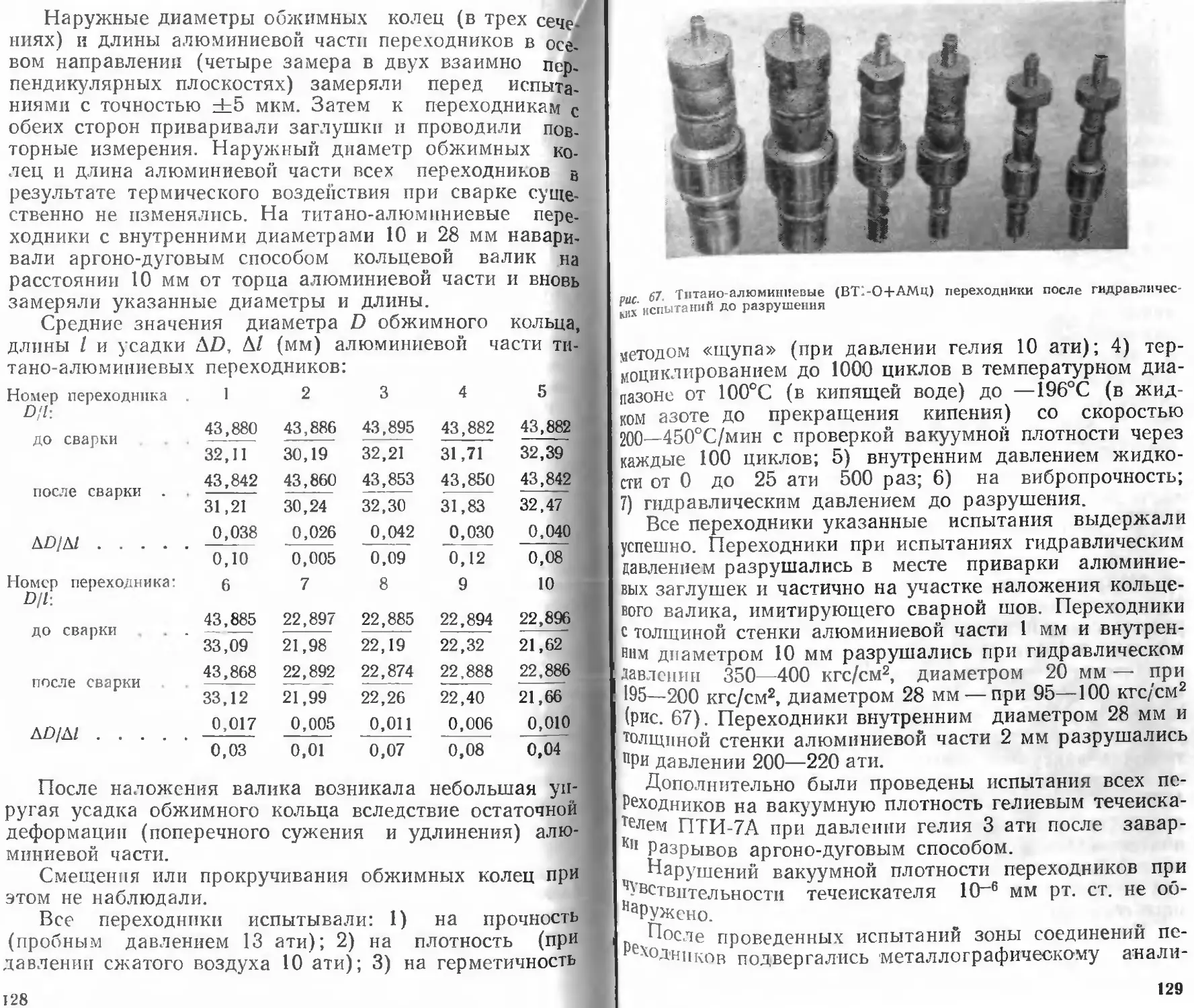
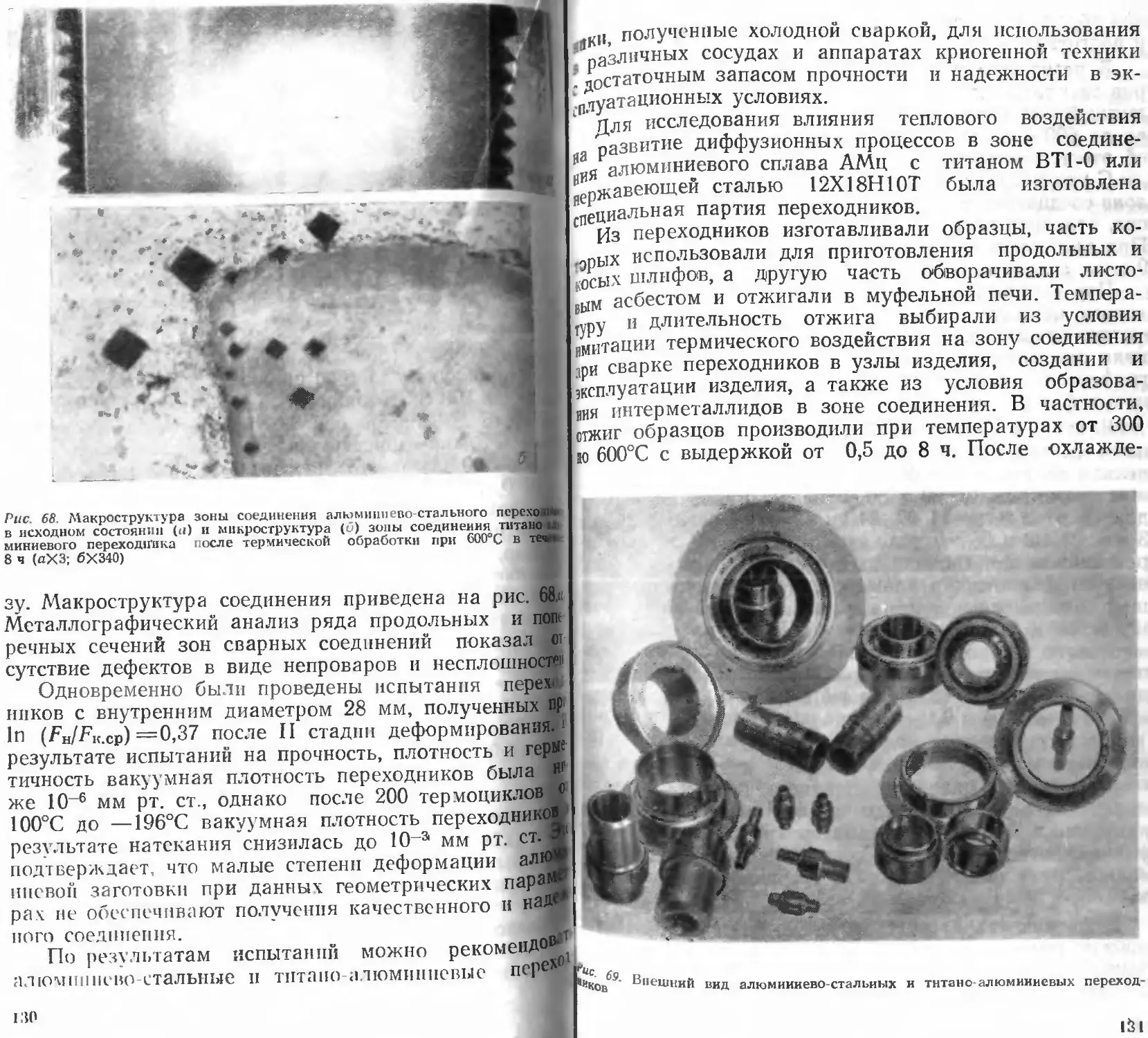
2. Эксплуатационные свойства трубных переходников 122
ГЛАВА IV. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ТРУБПЫХ
ПЕРЕХОДНИКОВ........................................... 146
1. Конструкции соединений и расчет конструктивных
размеров......................................... 146
2. Выбор и расчет оснастки....................... 155
3. Защита соединений от коррозии ..... 168
Список литературы...................................... 171
УДК 621.791.12: 621.643
Рецензент: проф., докт. техн, наук А. П. Семенов
УДК 621.791.12 : 621.643
Холодная сварка труб. Каракозов Э. С., Сапрыгин В. Д. М..
«Металлургия», 1978. 176 с. (Серия «Новые процессы сварки давле-
нием») .
На основе современных представлении теории обработки метал-
лов давлением описан новый способ холодной сварки труб из разно-
родных металлов с целью получения трубных переходников. Пока-
зано влияние конструктивных параметров трубных элементов и ре-
жимов сварки на характер развития пластической деформации ме-
таллов в зоне контакта и свойства сварных соединений. Описана
технология изготовления переходников холодной сваркой трубных
элементов и приведены их свойства при различных условиях эксплу-
атации.
Книга предназначена для научных и инженерно-технических ра-
ботников, занимающихся исследованием, разработкой технологии и
внедрением трубных переходников в различных отраслях техники, а
также может быть полезна студентам и аспирантам технических ву-
зов. Ил. 84. Табл. 13. Список лит.: 85 назв.
© Издательство «.Металлургия», 197§
31206—115
104—78
К
040(01)—78
ОТ ИЗДАТЕЛЬСТВА
Сварное соединение при разнообразных способах свар-
ки давлением образуется в результате сложных физи-
ко-химических процессов, происходящих на контактных
поверхностях и в приконтактных объемах соединяемых
материалов.
Для получения качественного соединения при раз-
личных способах сварки давлением в зависимости от
природы соединяемых материалов, характера их вза-
имодействия между собой и с окружающей средой,
интенсивности силового воздействия и температуры при
сварке и других факторов необходимо ограничивать
одни процессы и интенсифицировать другие.
Объяснение природы образования соединения между
материалами в твердой фазе возможно лишь с позиций
основных положений теории пластической деформации,
термодинамики, химической кинетики, металловедения
и других смежных наук. Очевидна также необходи-
мость целенаправленного управления процессами, про-
исходящими в зоне соединения при сварке, и прежде
всего структурными превращениями.
В настоящее время сварка давлением широко ис-
пользуется в промышленности и часто является наибо-
лее ответственной технологической операцией в произ-
водственном цикле. Поэтому разработка научных основ
соединения материалов при разнообразных способах
сварки давлением непосредственно связана с повыше-
нием эффективности и качества производства различ-
ных изделий — основной задачей десятой пятилетки.
Издательство надеется, что выпуск серии книг «Но-
вые процессы сварки давлением» будет способствовать
дальнейшей разработке теоретических представлений о
процессах соединения материалов в твердой фазе и эф-
фективному внедрению в промышленность разнообраз-
ных способов сварки давлением.
I* Зак. 57
ВВЕДЕНИЕ
Основными направлениями развития народного хозяй-
ства СССР на 1976—1980 годы, принятыми
XXV съездом КПСС, предусмотрен дальнейший рост
производства алюминия, меди, никеля, титана и других
важных видов продукции, необходимых для создания
прочных и легких конструкций, способных длшельное
время работать в различных агрессивных средах.
Одним из путей решения этой задачи является ис-
пользование в различных отраслях техники трубных
переходников из алюминия с нержавеющей сталью или
титановыми сплавами, из нержавеющей стали с титано-
выми сплавами и т. п.
В книге изложены теоретические и технологические
вопросы разработанного авторами способа получения
трубных переходников из разнородных металлов холод-
ной сваркой.
Схема деформирования металлов при получении
трубных заготовок холодной сваркой отличается от
схем, характерных для классических способов холодной
сварки, поэтому одна из глав книги посвящена анализу
пластической деформации в зоне соединения при пред-
лагаемом способе холодной сварки трубных элементов.
В трех других главах рассмотрены способы соединения
труб из разнородных металлов, свойства сварных сое-
динений и технология предлагаемого способа получения
трубных переходников.
Авторы не ставили цели убедить читателя в том, что
предлагаемый способ является наилучшим. Выбор на-
иболее эффективного способа получения трубных
переходников из разнородных металлов, по-видимому,
должен определяться технологическими особенностями
конкретного способа получения неразъемного соедине-
ния, характером взаимодействия между металлами
трубных элементов, конструктивными особенностями
переходника, предъявляемыми к нему требованиями
и т. д.
Авторы считают своим долгом выразить благодар-
ность коллективам кафедры металлургии сварочных
процессов Московского вечернего металлургического
института и лаборатории исследования металлов и ме-
тодов их соединения Всесоюзного научно-исследователь-
ского института гелиевой техники за помощь при вы-
полнении экспериментальных исследований и подготов-
ке рукописи.
Авторы выражают благодарность канд. техн, наук
Ю. И. Березнпкову за творческое участие при постанов-
ке и проведении данной работы и 3. П. Лдно за помощь
при подготовке рукописи.
На заключительном этапе подготовки рукописи по-
лезными и ценными были замечания проф. доит. техн,
наук, А. П. Семенова, которому авторы выражают
искреннюю признательность и благодарность.
Условные обозначения
«min — степень деформации (металла в зоне соединения.
еет •— степень растекания металла в плоскости соединения.
/V — нормальное давление (усилие).
Т — тангенциальное усилие.
FT — сила трепня.
• f — коэффициент трения.
" о — главное напряжение.
,ff; fi — главная деформация.
fis о?> — нормальное напряжение на поверхности контакта дефор-
мируемого тела с инструментом. ' .
щ •— долевое напряжение.
ог — радиальное напряжение.
б0 —окружное напряжение.
Од — напряжение противонатяжения.
т — касательное напряжение на поверхности контакта дефор-
мируемого тела с инструментом.
'От, Оо,2 — физический и условный предел текучести.
А — величина вытяжки.
у — величина относительного обжатия.
уСр — средняя степень обжатия.
|1<г — вытяжка по диаметру.
pit — вытяжка по стенке.
FB и гк— начальная и конечная площадь деформируемого попереч-
ного сечения заготовки из более пластичного металла.
FK ср— конечная (средняя) площадь поперечного сечения труб-
ной заготовки из более пластичного металла в месте
средней канавки трубной заготовки из менее пластично-
го металла.
S и SCt — толщина стенки алюминиевой и стальной частей переход-
ника.
6К — глубина нарезки канавок.
D„ и О„ — начальный и конечный наружный диаметр деформируе-
мого сечения заготовки из более пластичного металла.
dB и dK — начальный и конечный внутренний диаметр деформиру-
емого сечения заготовки из более пластичного металла.
и SK — начальная и конечная толщина стенки деформируемого
сечения заготовки из более пластичного металла.
dB.K-—внутренний диаметр обжимного конусного кольца.
Нк — высота обжимного конусного кольца.
а — угол между образующей конуса очка волоки и осью во-
лочения.
а.'—приведенный угол, равный половине угла при вершине
конуса, образующего поверхность раздела слоев в би-
металлическом прутке.
р—угол профиля выступов и канавок на заготовке из менее
пластичного металла.
Р — усилие деформирования (волочения, прессования).
К — напряжение волочения.
Пк — скорость перемещения обжимного конусного кольца.
q— нормальное давление деформирования.
Q — разрушающее усилие при отрыве.
оо — предел прочности при отрыве, отнесенный к общей пло-
щади поверхности выступа.
6
Глава I
СОЕДИНЕНИЕ ТРУБ
И ПОЛУЧЕНИЕ ТРУБНЫХ
ПЕРЕХОДНИКОВ
ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ
1. Особенности сварки
разнородных металлов
В различных изделиях современной техники характер-
ным является использование значительного числа раз-
нородных по свойствам металлов. Используемые
в одном изделии разнородные металлы повышают кор-
розионную стойкость в различных средах, жесткость и
прочность, уменьшают вес изделия, экономят драго-
ценные и дефицитные металлы.
Поэтому одной из проблем сварочного производства
является разработка эффективных и надежных техно-
логических процессов качественного соединения разно-
родных металлов.
Соединение разнородных металлов различными -спо-
собами сварки плавлением и давлением, а также пай-
кой достаточно широко освещено в литературе (см.,
например, [1—12]).
Многие сочетания разнородных металлов: медь—
алюминий, алюминий—нержавеющая сталь, алюми-
ний—титан, титан—нержавеющая сталь, железо—нио-
бий и др. имеют ограниченную взаимную раствори-
мость и могут образовывать в зоне сварки хрупкие
соелпнения.
Для непосредственного соединения таких металлов
способы сварки плавлением не всегда могут быть ис-
пользованы, поскольку интенсивно развивающиеся в ус-
ловиях повышенных температур диффузионные процес-
сы приводят к развитию химической неоднородности и
образованию в сварном шве хрупких промежуточных
соединений и фаз. В ряде случаев разнородные ме-
таллы сваривают плавлением через промежуточный
металл, являющийся (при условии совместимости его с
каждым из соединяемых металлов) барьерным слоем,
исключающим или ограничивающим развитие хими-
ческой неоднородности и диффузионных процессов, при-
водящих к образованию хрупких соединений.
7
Для некоторых конструкций сварка плавлением
разнородных металлов возможна с использованием кон-
центрированных источников тепловой энергии и раз-
личных технологических приемов, например образова-
ние сварного шва оплавлением импульсным электрон-
ным лучом тонкой кромки более легкоплавкого из со-
единяемых металлов.
В ряде случаев для соединения разнородных метал-
лов эффективна пайка. Однако в ходе этого процесса
нельзя контролировать растекание припоя, определяю-
щее качество паяного соединения.
При сварке давлением можно ограничивать небла-
гоприятные явления, характерные для сварки плавле-
нием, формировать требуемые структуры и свойства
материалов в зоне соединения.
При всех способах сварки давлением соединение об-
разуется в результате пластической деформации мате-
риала в зоне контакта. В зависимости от температу-
ры сварки в зоне соединения могут развиваться диф-
фузионные процессы, снижающие качество соедине-
ний металлов с ограниченной взаимной растворимо-
стью.
Температура в зоне соединения может существенно
отличаться от среднемассовой температуры сваривае-
мых металлов, что необходимо учитывать при сварке
металлов с ограниченной взаимной растворимостью, по-
скольку неопределенность распределения температур в
зоне соединения не позволяет прогнозировать степень
и характер развития диффузионных процессов.
Все способы сварки давлением можно разделить на
три группы [13]: с низкоинтенсивным силовым воздей-
ствием (диффузионная сварка), со среднеинтенсивным
силовым воздействием (холодная сварка, сварка тре-
нием, сварка прокаткой), с высокоинтенсивным сило-
вым воздействием (сварка взрывом и магнитно-импульс-
ная) .
В самом общем случае процесс качественного соеди-
нения при сварке давлением может ограничиться схва-
тыванием контактных поверхностей или получить даль-
нейшее развитие и закончиться образованием в зоне
контакта общих зерен (при соединении одноименных
металлов, разноименных металлов с неограниченной
растворимостью) или новых фаз (при соединении раз-
ноименных металлов).
s
Необходимо, чтобы образование сварного соедине-
ния разноименных, с ограниченной взаимной раствори-
мостью металлов заканчивалось схватыванием контакт-
ных поверхностей. Это возможно при малой длительно-
сти либо при невысокой температуре (<0,5 7ПЛ) свар-
ки: диффузионные процессы в зоне контакта прекраща-
ются и сварное соединение образуется вследствие схва-
тывания. Поэтому разнородные металлы с ограничен-
ной взаимной растворимостью можно сваривать от-
дельными способами первой группы (например, при
невысоких температурах), некоторыми способами
сварки второй группы и всеми способами третьей
группы.
Условия получения качественной сварки давлением
разнородных металлов с ограниченной взаимной раст-
воримостью можно записать в виде
/в >
(1)
61 “Ь ^ох »
(2)
где /в — длительность взаимодействия, определяемая
длительностью силового воздействия при конкретном
способе сварки; tc — длительность схватывания контакт-
ных поверхностей по всей площади соединения (образо-
вания межатомных связей всеми атомами контактных
поверхностей); tp — длительность релаксации напряже-
ний в зоне контакта; ta—длительность инкубационного
периода (образования термодинамически устойчивого
зародыша новой фазы в зоне соединения); ta — дли-
тельность контактирования металлов при постоянной
температуре, большей 0,5 Тпл; tOx—длительность ох-
лаждения металлов в зоне контакта после сварки до
температуры <0,5 Тпл.
Необходимость выполнения условий (1) и (2) оче-
видна: при /в</с не все атомы контактных поверхностей
успеют образовать межатомные связи; при tc<Ztv
напряжения в зоне контакта частично или полностью
разрушат образовавшиеся межатомные связи, и схва-
тывания контактных поверхностей не произойдет; если
же не выполняется условие (2) и tu<.ta+tOx, то в зоне
соединения образуются зародыши новой фазы (во всех
случаях сварные соединения разнородных металлов с
ограниченной взаимной растворимостью окажутся не-
качественными).
9
При сварке по схеме свободного деформирований,
когда величина пластической деформации материала в
зоне контакта е и скорость ее накопления е зависят ог
основных технологических параметров: длительности,
давления и температуры сварки, tB является легко уп-
равляемым параметром (чаще /в = ^=/н).
При сварке с вынужденным характером пластиче-
ского деформирования (с постоянной скоростью накоп-
ления пластической деформации) длительность взаимо-
действия должна определяться в соответствии с техно-
логическими особенностями способа сварки. В частнос-
ти, при сварке прокаткой [13]
h = l/v, (3)
где I — длина дуги захвата; v — скорость прокатки.
При сварке импульсным воздействием длительность
взаимодействия также зависит от технологических осо-
бенностей способа. В частности, при сварке взрывом [13]
tB = 2 Smin/C, (4)
а при магнитно-импульсной сварке
/fi is 9 (S)
где 6min — толщина менее тонкого элемента; с — ско-
рость звука в материале; ta—длительность действия
магнитного импульса, являющаяся характеристикой ус-
тановки; ts — длительность движения метаемого эле-
мента до момента соударения.
Длительность полного схватывания контактных по-
верхностей tc определяется длительностью их актива-
ции, так как атомы, достигшие требуемого энергетиче-
ского барьера, «мгновенно» образуют межатомные свя-
зи, т. е. tc=ta- В случае, когда активным центром при
схватывании является дислокация с полем напряжения,
длительность активации всей контактной поверхности
менее пластичного' металла при любом способе сварки
давлением можно выразить в виде [13]
ta = L-b/(s-S), (6)
где е — скорость деформации металла в зоне соединения;
В — модуль вектора Бюргерса; S — площадь активного
центра; L — путь движения дислокации до барьера.
10
Длительность релаксации напряжений в зоне соеди-
нения можно опенить по уравнению [14]
Zp = f0 ехр[Е/(7?7% (7)
где /о=10~13с; Е — энергия активации процесса, конт-
ролирующего релаксацию напряжений в более пластич-
ном металле.
Для любой пары .металлов с ограниченной 'взаимной
растворимостью длительность образования устойчивого
зародыша новой фазы можно описать уравнением ти-
па [11]
^и = ^иехрЮТТ)], (8)
где t'n—предэкспоненциальный член; Q — энергия
активации процесса, контролирующего рост зародыша
до устойчивого размера.
Из определения параметров, входящих в условия (1)
и (2), следует, что если сварка осуществляется при тем-
пературе <0,5 7ПЛ, то можно учитывать только усло-
вие (1), справедливое также при ^сварке однородных
материалов.
Анализ приведенных уравнений показывает, что при
сварке давлением разнородных металлов можно, варьи-
руя режимы сварки, изменять Д, tc, tv\ tH, /н и tax', при
сварке с постоянной скоростью деформирования можно
в широком диапазоне изменять А и tc, а выбрав под-
ходящую температуру сварки, обеспечить выполнение
правой части условия (1) и условия (2).
В частности, перспективна сварка разнородных ме-
таллов по схеме вынужденного деформирования со ско-
ростью, при которой соединяемые металлы имеют оди-
наковое сопротивление пластической деформации. При
этом обеспечивается одинаковая интенсивность актива-
ции контактных поверхностей обоих соединяемых ме-
таллов [см. уравнение (6)] и тем самым уменьшается
длительность их схватывания по всей контактной по-
верхности, аналогично тому, как это имеет место при
сварке металлов в одноименных сочетаниях. Одинако-
вая интенсивность пластической деформации соединяе-
мых металлов позволяет также получать прецизионные
соединения. С учетом необходимости условия (2) оче-
видно, что особенно перспективно использование этого
способа сварки для соединения металлов с ограничен-
ной взаимной растворимостью.
2. Некоторые способы соединения труб
и получения трубных переходников
из разнородных металлов
Существующие способы соединения труб из разнородных металлов
делятся на механические и металлургические. К механическим спо-
собам относят также соединение труб напрессовкой или натяюм
алюминиевой трубы на стальную.
В работе [15] приведены результаты исследований соединений
по напряженной посадке труб с внутренним диаметром 40—70 мм
из алюминиевого сплава AlMg 4,5 Мп н стали ХЮ CrNiTi 18 9.
Указывается, что вакуумная плотность была получена только у сое-
динений труб диаметром до 50 мм при толщине стенок 5 мм.
Применение таких соединений целесообразно для установок, ра-
ботающих при низких температурах, так как сжимающие усилия
возрастают с понижением температуры.
В США разработай способ соединения труб, представляющий
комбинацию напряженной посадки, сварки и пайки [16]. И в этом
случае сжимающее усилие соединения при работе в жидком азоте
возрастает. Аналогичный способ разработан в ФРГ для соединения
алюминиевого сплава AlMg3 с хромоникелевой сталью типа 18-8
[15]. Рабочие температуры таких соединений лежат в диапазоне
от —196 до +150°С. Однако отмечается, что стоимость изготовле-
ния одного соединения очень велика.
Фирма «Projekt Fabrication Corp». (США) разработала переход-
ник: труба из аустенитной стали Х5 CnNi 18 9, в которой прорезаны
кольцевые канавки [15], снаружи заливается алюминием А1 99,5.
Такие переходники после многократного термоциклирования сохра-
няют вакуумную плотность. Недостатками их являются высокая
стоимость, малая прочность литого алюминия и повышенная тепло-
передача, обусловленная относительно большими размерами по срав-
нению с диаметрами и толщинами стенок соединяемых трубопрово-
дов.
Фирма «Spembley Technical Products Ltd» (Англия) запатенто-
вала комбинированный способ изготовления трубных переходников1
из алюминиевого сплава с нержавеющей сталью: на внешнюю ци-
линдрическую поверхность стальной заготовки, имеющей кольцевые
канавки и выступы, с помощью плотной или тугой посадки надева-
ют заготовку из алюминиевого сплава. При этом получают вакуум-
плотное соединение, стойкое при высоких температурах. Однако па-
тент не содержит сведений о конструкции исходных заготовок, подго-
товки их поверхности и необходимой степени деформации алюминия
для получения вакуумплотного соединения при криогенных темпера-
турах.
Недостатки всех механических способов соединения заключают-
ся в плохой передаче тепла на контактных поверхностях. Термоцпк-
лироваппе ведет к ослаблению соединения в результате релаксации
напряжений.
Ранее в конструкции трубопроводов криогенных систем для со-
четаний алюминий — сталь 12Х18Н10Т и титан — алюминий применя-
ли резьбовые соединения, которые герметизировали клеем на основе
1 Пат. (Англия), № 1202268, I960.
12
эпоксидной смолы ЭД-5. Однако в процессе испытания изделий ус-
тановлено что такая технология получения соединений не обеспечи-
вает достаточной надежности трубопроводов в рабочих условиях
из-за потери герметичности в местах соединения разнородных ме-
таллов.
Известны различные способы соединения алюминия со сталью
сваркой плавлением. Для изготовления алюминиево-стальных труб-
ных переходников в основном используют два способа: 1 — поверх-
нос1ь стальной трубы покрывают оловом1, медью2 ил<и комбиниро-
ванным покрытием меди с цинком3, никеля с серебром или никеля с
цинком4 5 *, а затем соединяют ее с алюминиевой оловянно-свипцовыми
припоями 19]; 2 — стальную трубу алитируют® с применением флю-
сов® и аргоно-дуговой сваркой ее соединяют с трубой из алюминие-
вого сплава. При такой технологии алитирование является наиболее
ответственной операцией. Существует много методов алитирования.
Наиболее предпочтительно алитирование погружением стальной де-
тали в расплавленный алюминий (основные преимущества этого
наиболее дешевого способа — малая длительность процесса (1—-
15 мин), сравнительно низкие температуры (600—800°С) in простота).
Недостатки алитирования погружением: 1) образование хрупких
соединений в зоне контакта стали с расплавленным алюминием; 2)
низкая стойкость тиглей; 3) местное налипание алюминия на алити-
рованный слой; 4) неравномерность насыщения железа алюминием;
5) окисление стали при погружении в расплавленный алюминий:
6) налипание окиси алюминия на алитированный слой [17].
Предложенными способами сварки плавлением можно получить
вполне удовлетворительную статическую прочность соединения ста-
ли с алюминием. Однако такие соединения ненадежны при ударных и
знакопеременных температурных нагрузках.
Наиболее распространены разнообразные способы сварки труб-
ных переходников давлением. В частности, для изготовления алюми-
ниево-стальных трубных переходников предложен теплопрессовый
(клннопрессовый) способ сварки7, заключающийся в нагреве соеди-
няемых заготовок па воздухе или в защитной среде и последующем
впрессовывании стальной заготовки в алюминиевую. При этом рабо-
чая часть стальной заготовки, как правило, затачивается на некото-
рый угол.
Поверхности рабочей части стальной заготовки и рабочего
торца алюминиевой заготовки обработаны по 7-му и 6-му классам
1 Смирнов А. А. Авт. свид. № 125115. — «Бюл. изобрет.», 1959,
№ 24. с. 50.
2 Белозерцев Н. И., Гсйнрихсдорф И. Г., Яковец С. Д. и др.
Авт. свид. № 157744.— «Бюл. изобрет.», 1963, № 19. с. 36.
3 Рябов В. Р„ Рабкин Д. М., Ягупольская Л. Н. Авт. свид.
№ 145157.— «Бюл. изобрет». 1962, № 7, с. 63.
4 Бондарюк М. М., Вишнепольский И. М„ Гусев В. Р. и др. Авт.
свид. № 228504. — «Изобрет. Пром, образцы. Товарные знаки», 1968,
№ 31, с. 140.
5 Рябов В. Р. Авт. свид. № 210973. — «Изобрет. Пром, образцы.
Товарные знаки», 1968, № 7, с. 50.
м- Рябов В. Р„ Никитина А. В. Авт. свид.
с 136 «Изобрет. Пром, образцы. Товарные знаки», 1968, № 19,
7 Китаев А. И., Колесниченко В. А. Авт свид. № 198894 —
«Изобрет. Пром, образцы. Товарные знаки», 1967, № 14, с. 161.
13
соответственно. После механической обработки алюминиевую заго-
товку обезжиривают и подвергают легкому травлению, а стальную
только обезжиривают в бензине «Калоша». Перед сваркой алюми-
ниевую заготовку нагревают в электропечи до 400—430°С и выдержи-
вают при этой температуре 50—60 мин в зависимости от размеров.
Стальную заготовку нагревают при 290—310°С также 50—60 мин.
Затем нагретые заготовки помещают в приспособление, устанавли-
ваемое на гидравлическом прессе, и впрессовывают стальную заго-
товку в алюминиевую. Составную заготовку охлаждают на воздухе
и последующей механической обработкой получают алюминиево-
стальные переходники разнообразной формы и размеров. Такие пе-
реходники обладают всеми преимуществами как алюминиевых (вы-
сокая удельная прочность и коррозионная стойкость), так и сталь-
ных (возможность сварки и многоразового монтажа при сохранении
герметичности) конструкций.
Наиболее широко применяют в промышленности переходники из
алюминиево-магниевого сплава АМг 3 и нержавеющей стали
12Х18Н10Т.
Экспериментально установлено, что наиболее стабильные ха-
рактеристики прочности, обеспечивающие равнопрочность соедине-
ний, получаются при угле заточки 20°.
Технологическими исследованиями этого способа сварки уста-
новлено, в частности, что прочное соединение образуется при нагре-
ве свариваемых материалов до температуры не ниже некоторой кри-
тической, которая при сварке Х18Н9Т с АД1 на 150°С меньше, чем
при сварке этой стали с АМгЗ. Однако темп роста прочности с по-
вышением температуры во втором случае более высок вследствие
различных пределов текучести и кинетики пластического течения
алюминиевых сплавов по поверхности стали, а также различной ре-
лаксационной стойкости указанных сплавов алюминия при одинако-
вой температуре, в связи с чем для сплава АД1 правая часть нера-
венств (1) выполняется, а для сплава АМгЗ не выполняется.
Более быстрый рост прочности с повышением температуры свар-
ки АМгЗ и Х18Н9Т подтверждает предположение, что предэкспоиен-
цпальные члены уравнений, описывающих кинетику релаксации на-
пряжений в указанных алюминиевых сплавах при сварке со сталью
Х18Н9Т, одинаковы.
В работе [7] указывается, что в интервале от —50 до -—400°С
соединения из алюминиевого сплава АМгЗ и стали 12Х18Н10Т при
растяжении разрушаются по алюминиевому сплаву. Статическая
прочность алюминиево-стальных сварных соединений при испытании
па растяжение, отрыв и срез составляет 20,6; 20,0 и 12,8 кгс/мм2 для
сварных соединений АМгЗ с 12Х18Н10Т и 8,0, 11,6 и 5,4 кгс/мм2 для
соединений АД1 с 12Х18Н10Т.
Для получения трубных переходников из разнородных металлов
перспективны способы сварки с импульсным воздействием, характе-
ризующиеся малой длительностью процесса и относительно невысо-
кой температурой в зоне соединения. Поэтому эти способы широко
используют для соединения разнородных металлов с ограниченной
взаимной растворимостью.
Основная задача при разработке технологии соединения метал-
лов сваркой с импульсным воздействием сводится к определению па-
раметров режима, при которых выполняется условие (1). Невыпол-
нение правой части условия (1) может привести к появлению в зоне
соединения дискретно расположенных участков расплавленного ме-
талла, снижающих коррозионную стойкость сварных соединений.
Очевидно что при соединении металлов с ограниченной взаимной
пастворимостью образование таких участков недопустимо.
Основной задачей при получении трубных переходников из раз-
нородных металлов сваркой взрывом является определение пара-
метров режима процесса сварки, обеспечивающих качественное сое-
динение между металлами в биметаллической заготовке, из которой
затем обработкой давлением и резанием изготавливают переходники
требуемой конструкции.
Сравнительная оценка соединений алюминия с титаном, никелем
и сталью, полученных сваркой взрывом [18], показывает, что лучшие
свойства у композиции алюминия с титаном.
В США запатентовано1 получение труб из алюминия и стали
сваркой плавлением и переходников из полученного сваркой взры-
вом трехслойиого (сталь — титан — алюминий) материала.
При получении биметалла ниобий — нержавеющая сталь сваркой
взрывом установлено, что прочность соединения зависит в основном
от отношения массы заряда к массе метаемой заготовки и скорости
детонации взрывчатого вещества ![19]. Поэтому основная задача при
получении такого биметалла сводится к определению оптимальных
значений указанных параметров.
По данным [20], налажен промышленный выпуск биметалличе-
ских (углеродистая сталь — титан и углеродистая сталь — алюминий)
заготовок с максимальными размерами 3460X8350 мм и толщиной
плакирующего слоя до 12,7 мм.
Положительные результаты по сварке взрывом труб диаметром
25—203 мм позволили повысить прочность соединения на отрыв за
счет правильно подобранной величины зазора между свариваемыми
заготовками: при сварке алюминиево-стальных труб диаметром
89 мм с толщиной стенки 3,25 мм оптимальная величина зазора со-
ставила 0,3 мм. Установлено, что изменение зазора между трубами и
соединительной втулкой в пределах 1,1 ±0,9 мм не влияет на качество
сварного соединения г[21].
Соединение труб встык сваркой взрывом существенно упрощает-
ся при использовании соединительных втулок2. Втулку размещают
снаружи соединения, а массивной оправкой-матрицей охватывают
наружную поверхность втулки. Отличительная особенность этого
способа — наличие на внутренней поверхности соединительной втул-
ки нескольких кольцевых канавок. Заряд взрывчатого вещества уста-
навливается внутри трубы и при его инициировании ударная волна
обеспечивает качественное соединение стыкуемых труб между собой
и с соединительной втулкой. Сварка указанным способом труб с на-
ружным диаметром 115 и толщиной стенки 3 мм при использовании
соединительной втулки из высокопрочной стали длиной 300, диамет-
ром 125 и толщиной стенки 3,2 мм обеспечила качественное герметич-
ное соединение, способное выдержать без нарушения герметичности
гидравлическое давление до 82 кгс/см2. Соединительные втулки на
внутренней поверхности имели 4 кольцевые канавки на расстоянии
75, 120, 180 и 225 мм от одного из торцов. Оправка-матрица длиной
300 мм и массоп 18 кг состояла из четырех секторов.
Другой способ сварки труб взрывом заключается в том, что
внутрь трубы в зоне соединения вставляют патрон, содержащий
эластпчныи пустотелый цилиндр с пазами по внутренней поверхно-
1 Пат. (США), № 3689232, 1971.
2 Пат. (США), № 3710434, 1970.
15
сти, заполненными взрывчатым веществом’. С торцов цилиндр закрыт]
дисками, обеспечивающими его герметичность и отражение взрывной!
волны в осевом направлении. Перед сваркой стенку цилиндра внут-
ренним давлением жидкости прижимают к внутренней поверхности
стыкуемых труб. Преимущество этого способа сварки — качественное
соединение независимо от овальности труб. Данный способ сварки
может быть успешно использован для соединения изделий со слож-
ной конфигурацией сечения.
Из полученных сваркой взрывом биметаллических листов штам-
пуют трубные переходники диаметром >50 мм. [4]. При изюювле-
нип переходников меньшего диаметра сталь растрескивается из-за
нагартовки при вытяжке и невозможности проведения высокотемпе-
ратурного отжига вследствие образования интерметаллидной про-
слойки.
Следует особо выделить работы, посвященные исследованию маг-
нитно-импульсной сварки..
При магнитно-импульсной сварке соударение свариваемых дета-
лен обеспечивается импульсным магнитным полем от разряда бата-
рей конденсаторов. Длительность импульса и скорости соударения
при этом методе сварки того же порядка, что и при сварке взрывом.
Магнитно-импульсная сварка по сравнению со сваркой взрывом бо-
лее легко управляема, что позволяет точно дозировать накапливае-
мую в конденсаторах энергию. Это в свою очередь важно при опре-
делении оптимальных параметров сварки. Магнитно-импульсную свар-
ку можно проводить в цехе, производительность процесса определяет-
ся в основном временем установки детали в машину, так как конден-
саторы заряжаются быстро. Этот способ сварки особенно целесооб-
разен для соединения разнородных металлов с ограниченной взаим-
ной растворимостью, а также в тех случаях, когда необходимо со-
хранить близкие к исходным структуру и механические свойства ма-
териала в зоне сварного соединения.
Магнитно-импульсной сваркой хорошо свариваются металлы,
имеющие высокую электро- и теплопроводность. Исследования маг-
нитно-импульсной сварки труб из алюминия (его сплавов) и меди в
однородном и разнородном сочетаниях показали, что формирование
сварного соединения происходит под действием сил, вызывающих
большие напряжения при высокой температуре [22].
Делаются попытки использовать магнптно-деформпрующпе ма-
шины для сварки. В частности, в ГДР исследовали возможность ис-
пользования магннтно-деформирующей машины марки UUEm 6,0
для сварки труб [23], аккумулирующей энергию 6 кВт-c. Трубы диа-
метром 20 мм из алюминия, меди и стали соединяли по двум вариан-
там: с развальцовкой конца одной из стыкуемых труб до наружного
диаметра другой трубы и с использованием промежуточной наруж-
ной муфты. Прн сварке как по первому, так и по второму вариантам
не удалось получить прочное соединение, так как скорости соударения
свариваемых деталей из-за малой мощности машины оказались мень-
ше, чем при сварке взрывом. Мощности машины достаточно лишь для
механического соединения труб, прочность которого существенно за
висит от класса обработки контактируемых поверхностей, а вакуум-
ная плотность при низких температурах и значительных колебаниях
[ не удовлетворяет необходимым требованиям.
Основной недостаток изготовления трубных переходников прес-
совой сваркой — низкая прочность соединений при динамическом
’ Пат. (Англия), № 1297708. 1971.
16
нагружении [24] вероятно, в результате неполного удаления окис-
ных; пленок нз зоны контакта, а также низкая прочность при термо-
ппклироваиии вследствие срезающих напряжении в сварном соеди-
нении, обусловленных разницей коэффициентов теплового расшире-
ния алюминия и стали ф2о].
Сваркой трением до настоящего времени не удается получить
удовлетворительного качества соединения сталей с алюминиевыми
сплавами, содержащими Mg, Zn и другие элементы. Не удается так-
же сваривать стале-алюминиевые стержни диаметром <3,5 мм и
>100 мм и трубчатые детали сечением менее 10 мм2 и более
8000 мм2 [4].
Многопереходиой штамповкой-вытяжкой из биметаллического
листа, полученного сваркой прокаткой, изготавливают переходники
диаметром <70 мм [26]. Недостатком такой технологии получения
\ переходников являются большие отходы при штамповке. Кроме
* того, из-за наклепа стали в биметалле максимальная длина получае-
1 мых’переходников 60 мм. Малая длина переходника затрудняет его
сварку плавлением с трубопроводами, так как переходник при ввар-
4 ке в трубопровод сильно нагревается. Поэтому необходимо подобрать
, такие режимы сварки, которые не вызывали бы перегрева места со-
( единения алюминия со сталью, приводящего к образованию хрупких
интерметаллических фаз и полной потере деформационной способно-
. сти биметалла. Стойкость алюминиево-стальных и титано-алюмпние-
• вых трубных переходников при —196°С снижается в 2—3 раза, вслед-
ствие этого возможна потеря вакуумной плотности в зоне соедине-
ния. Кроме того, во всех случаях после повторного нагрева (терми-
ческой обработки или сварки изделия) соединения алюминия с эти-
ми материалами разупрочняются из-за образования в зоне соедине-
ния хрупких интерметаллидов [4].
3. Технологические схемы
холодной сварки
Существуют схемы холодной сварки внахлестку и
встык (р,ис. 1). Необходимая степень пластической де-
формации при соединении деталей внахлестку (напри-
мер, листов) обеспечивается вдавливанием пуансонов в
детали, а при соединении встык (например, прутков,
труб) — сдавливанием торцов с зажимными устройст-
вами, обычно обеспечивающими стесненную деформа-
цию к концу процесса. Существующие схемы холодной
сварки [27—29] применяются в основном для соедине-
ния пластичных металлов и требуют 'больших усилий
при деформировании.
При холодной сварке в плоскости соединения про-
исходит значительное растекание металла, обнаружи-
ваемое по искажению координатной сетки. Степень
растекания металла, а следовательно, и условия сварки
зависят от размеров пуансона и в ле_рвую, очередь от
отношения ширины В TnjgT рП^у^гр^ьном пуансоне)
[ , а : 17
Рис. 1. Схемы холодной сварки:
а — внахлестку без предварительного зажатия свариваемых деталей; б -
внахлестку с предварительным зажатием свариваемых деталей; в — встык <
зажимами К. К.. Хренова и Г. П. Сахацкого; г — встык с зажимами С. Б
Айнбиндера и Ж. Н. Упита; 1 — свариваемые детали; 2 — прижимы; 3 -
пуансоны; 4 — направляющее; 5 — губки
или диаметра d к толщине листа S. В работе [30] по
казано, что при любой степени вдавливания круглой
пуансона (от 60 до 80% толщины листа) максималь
ное растекание наблюдается при d[S = ‘2 (.измерение
проводили на базе 0,5 мм). В случае вдавливания пря.
моугольных пуансонов максимальное растекание наблю
дается при B/S = \ [31].
Основным параметром, определяющим процесс хо
лодной сварки, является минимальная величина дс
формации металла в зоне соединения emin=^/S (гд<
h •— глубина вдавливания пуансона при сварке вна
хлестку), достаточная для получения прочного соеди
нения. Физическим параметром, определяющим условш
сварки, правильнее считать степень растекания метал
ла в плоскости соединения ест. При неизменном соот
ношении размеров пуансона и толщины свариваемой
материала наблюдается корреляция между emm и eCi
Величина emin существенно зависит от свойств метал
лов и способа подготовки поверхности образце!
(табл. 1).
А. П. Семенов разработал метод исследованш
схватывания металлов [32], в котором применялис]
симметрично-наклонные пуансоны для определение
6mm с удовлетворительной точностью на одном образце
(рис. 2). После сварки пластин 1 на дне отпечатка пу
ансона в точке В (начало зоны сварки) образуете?
18
Таблица 1 ЗНАЧЕНИЯ Е при СВАРКЕ ВНАХЛЕСТКУ МЕТАЛЛОВ ТОЛЩИНОЙ 1 ММ ВДАВЛИВАНИЕМ КРУГЛЫХ ПУАНСОНОВ ДИАМЕТРОМ 5 мм [33]
Металл Подготовка образцов г . , % min
In Очистка тонкой проволочной щеткой 10
Au Отжиг без дополнительной очистки 35
Ag Отжиг, очистка тонкой проволочной щеткой 50
Pb Очистка тонкой проволочной щеткой 55
Al* То же 67
Cu Отжиг, очистка грубой проволочной щеткой 90
Sn Очистка шабером 86
Fe Отжиг, очистка грубой проволочной щеткой 81
Примечание. Образцы из низкоуглеродистой стали подготавливали
так же, как медные; е . “84%.
min
♦ Алюминиевые образцы перед подготовкой к сварке были наклепаны.
«утяжина». Измерение суммарной остаточной толщины
пластинок в этой точке позволяет рассчитать emin. Зна-
чения emin % при сварке образцов толщиной 3 мм сим-
метрично-наклонными пуансонами, ширина которых
равна толщине металла, для чистого алюминия (99,9%)
57,1, алюминия марки А1 57,7, свинца 62,2, меди 81,0
(77,3), кадмия 82,5, олова 88,4 (86,9), никеля 90,0
(81,0), цинка 90,8 (в скобках — значения еты при тол-
щине образцов 1 мм).
Сопоставление данных для алюминия и меди пока-
зывает, насколько существенна зависимость от схемы
деформации металлов в зоне соединения при сварке.
В работе [31] приведены давления, при которых на-
Рис. 2. Схема холодной
"варки симметрично-наклон-
ными пуансонами:
1 — свариваемые пластины;
2 — пуансоны; 3 — проклад-
ки; 4 — ограничители
ВидА
19
। Рис. 3. Зависимость удельного дав-
I ления от деформации при сварке
I листов толщиной 3 мм плоскими
пуансонами:
I / — медь (emin =81 %); 2 — цинк
| (90,8%): 3 — технический алюминий
(57,7%); 4— алюминий чистоты
I 99,95% (57,1%); 5 — кадмий (82,5°/о);
6 — олово (84.4%); 7 — свинец
1 (62,2%)
Рис. 4 Зависимость проч-
ности сварного соединения
от степени деформации при
сварке:
1— иагартованного алюми-
ния; 2 — электролитической
меди; 3 — отожженного алю-
миния; 4 — олова
ступает схватывание, и зави-
симость давления при холод-
ной сварке от глубины вдав
ливания пуансонов (рис. 3)
Зависимость прочност!
точечных соединений от ве
деформаций для различных металлов представ-
рис. 4 [34].
личины
лена на
Эксперименты, проведенные В. Гофманом и Я. Ру-
ге [34], указывают на повышение прочности соедине-
ния с увеличением степени деформации до 60—70%
Ими проведены опыты по определению роли теорети-
ческой активации в формировании соединения при хо-
лодной сварке. Было установлено, что emin уменьшается
с повышением температуры сварки. Они объяснили этс
тем, что в процессе образования соединения включа-
ются диффузионные процессы. Представляют интерес
результаты опытов по сварке при низких температу-
рах в специальном приспособлении, охлаждаемом жид-
ким воздухом или другими хладагентами. Опыты по-
казали, что при снижении температуры сварки дс
— 150°С алюминиевые образцы свариваются. Прочност!
соединений при emin~60% и всех исследованных тем-
пературах почти такая же, как и у соединений, полу-
ченных при комнатной температуре.
20
В более поздней работе В. Гофман и Я. Кирш [351,
исследуя стыковую сварку чистого серебра при темпе-
ратурах от +20 до —170°С, получили, что степень рас-
текания поверхности ест в месте соединения, обеспечи-
вающая прочность сварного соединения 20 кг/мм2, при
температурах 20, —50 и -—170°С составляет 125; 145 и
140% соответственно.
Анализ результатов показывает, что влияние терми-
ческой активации заметно только при комнатной темпе-
ратуре, сравнительно близкой к температуре рекрис-
таллизации серебра (~120сС). Поэтому они пришли
к выводу, что при холодной сварке термическая акти-
вация играет незначительную роль.
Повышение пластичности металла облегчает холод-
ную сварку. Однако предварительный наклеп, уменьша-
ющий пластичность свариваемого материала, снижает
по сравнению со значениями emin для отожженного ме-
талла степень деформации в зоне соединения алюминия
(99,95%) при толщине 3 мм с 57,1 до 52,7%, сплава
АМЦ при той же толщине с 63,2 до 58,5%, меди при
толщине 1 мм с 76.6 до 74,6%, никеля при той же тол-
щине с 81,0 до 74,6%, латуни при толщине 1 мм с
84,5 до 81,6% [31].
На качество сварного соединения при холодной свар-
ке существенно влияет предварительная подготовка со-
прикасающихся поверхностей свариваемых деталей. В
общем случае на поверхности металла имеются хемо-
сорбированный слой кислорода, пленка окислов, слой
адсорбированных газов и влаги и, наконец, слой орга-
нических загрязнений (масляные пленки), которые пре-
пятствуют соединению металлов при комнатной темпе-
ратуре.
При холодной сварке алюминия его твердая окис-
ная пленка не оказывает существенного влияния на
процесс образования сварного соединения. Это под-
тверждается тем, что прочность соединения образцов,
сваренных через 36 сут. хранения в обычных условиях
после очистки металлической щеткой, практически не
отличается от прочности образцов, сваренных через час
после зачистки [28].
Существенное препятствие холодной сварке оказы-
вают адсорбированные пленки поверхностно активных
органических веществ, содержащихся в жирах и мас-
лах [28, 31]. Установлено, что одним из наиболее эф-
21
фективных способов удаления адсорбированных пленок
с поверхностей для холодной сварки является зачистка
стальной щеткой с механическим приводом. Щетку и
детали перед зачисткой следует обезжиривать. Лучшим
способом обезжиривания щетки является промывка ее
,в каком-либо чистом растворителе (бензине, бензоле),
просушка п относительно длительная зачистка поверх-
ности предварительно прокаленного образца алюминия.
При этом оставшиеся на проволочках граничные плен-
ки поверхностно активных веществ уносятся частицами
снимаемого металла. Эффективным способом удаления
с поверхности алюминия пленок жира и других орга-
нических веществ является прокаливание. При прока-
ливании деталей на воздухе адсорбированные органи-
ческие пленки улетучиваются и выгорают. В работе
[28] указывается, что прочность сварных образцов,
предварительно прокаленных при 350—400°С и свобод-
ном доступе воздуха, примерно такая же, как и у образ-
цов, поверхности которых непосредственно перед свар-
кой были зачищены вращающейся щеткой.
А. П. Семенов, исследуя влияние времени выдержки
на воздухе алюминиевых образцов, предварительно
прокаленных или очищенных 'металлической щеткой, об-
наружил, что при выдержках 0; 36 и 84 ч величина
Emin для прокаленных образцов на ~5% выше, чем для
очищенных щеткой. Он делает вывод, что если поверх-
ности алюминиевой детали загрязнены сильно, то до-
статочным является прокаливание при 450°С в течение
30 мин. При малом загрязнении поверхностей время
выдержки п температуру можно значительно снизить.
Прокаленные детали из алюминия и его сплавов могут
быть соединены без последующей зачистки поверхнос-
тей, однако при несколько больших значениях етпъ в
частности для прокаленных деталей етщ=624-63%, а
для очищенных металлической щеткой emin=574-58%.
Минимальное, максимальное, среднее значения раз-
рушающей нагрузки по результатам испытаний на срез
соединений алюминия толщиной 2 мм при сварке пуан-
сонами диаметром 5 мм [28] после очистки стальной
щеткой соответственно равны 210, 250, 235 кгс (допол-
нительную обработку поверхности не проводили); 115,
185, 155 кгс (в результате натирания контактных по-
верхностей руками); 35, 115, 80 кгс (после смазывания
маслом и протирки ветошью). В результате натирания
поверхностей парафином после очистки стальной щет-
кой разрушающая нагрузка была равна нулю.
В работе [31] приведены значения етш для образ-
цов из алюминия А1 при наличии на свариваемых по-
верхностях пленок различных веществ. Показано, что
основным свойством смазок, препятствующим схваты-
ванию, является полярность входящих в их состав мо-
лекул, а вязкость смазок играет второстепенную роль.
Вода и этиловый спирт (emin=78,2 и 82,5% соответст-
венно) оказывают большее препятствие схватыванию,
чем неполярное вазелиновое и турбинное масла (emin=
= 68,6 и 73,9% соответственно), хотя вязкость их на-
много меньше вязкости масел. Химически чистый геп-
тан, молекулы которого неполярны, а вязкость близка
к вязкости спирта и воды, почти не препятствует схва-
тыванию (emin =63,7%).
Присутствие в смазках поверхностно активных доба-
вок значительно увеличивает emm. Так, при концентра-
циях олеиновой кислоты 0; 5; 50 и 100% в неполярном
вазелиновом масле, нанесенном на соединяемые поверх-
ности образцов из алюминия Al, emin составляет 68,6;
81,6; 87,3 и 91% соответственно.
Установлено, что изменение скорости деформирова-
ния в диапазоне значений, применяющихся на практи-
ке, не оказывает существенного влияния на величину
emin. Существенно влияют на способность к схватыва-
нию добавки в металле.
Влияние на схватывание химического состава спла-
вов на основе меди и алюминия тщательно исследова-
но А. П. Семеновым [31, 32]. Эксперименты показали,
что величины emm и удельных давлений схватывания
увеличиваются с увеличением концентрации примесей.
Так, для сплавов алюминия наличие суммарного коли-
чества примесей от 2,55 до 8,95% увеличивает emin до
61,9 и 93,6% соответственно по сравнению с етш=57,1%
для алюминия, содержащего 0,05% примесей. Примеси
олова и алюминия резко снижают показатели сварива-
емости меди, а примеси цинка — незначительно.
При холодной сварке встык прочность соединения
зависит от величины пластической деформации в месте
его образования, которая зависит от длины выступающих
из зажимов концов свариваемых стержней.
Давление при холодной сварке встык составляет для
алюминия 70—80 кгс/мм2, меди 200—250 кгс/мм2, меди
23
с алюминием 150—200 кгс/мм2. Усилие зажатия образ-
цов в зажимах с насечкой должно превышать усилие
осадки при сварке алюминия более чем на 50%, а при
сварке меди — более чем на 80%.
Соединения, полученные при одностороннем и дву-
стороннем деформировании пуансонами постоянного
сечения, как показывают эксперименты, обладают относи-
тельно низкой прочностью и при испытании на растя-
жение-срез разрушаются по границе вмятины с выры-
вом сварной точки. Соединения, полученные при вдав-
ливании пуансонов с заплечиками или предварительном
зажатии детали, обладают большей прочностью: мини-
мальное, максимальное и среднее значения разрушаю-
щего усилия при испытании на срез двухточечных сое-
динений, полученных сваркой образцов толщиной 2 мм
пуансоном с заплечиками (диаметр рабочего выступа
пуансона 7 мм, высота выступа 1,8 мм), равны соот-
ветственно 550, 730 и 635 кге, а соединений, полученных
сваркой с предварительным зажатием детали, 800, 895
и 855 кге [28]. Более высокая прочность есть следствие
образования соединения не только под пуансоном, но и
в прилегающей кольцевой зоне.'
Холодная сварка позволяет соединять разнородные
металлы. В частности, в работе [36] показано, что с
помощью холодной сварки прокаткой освоено изготов-
ление композиционных материалов никель—низкоугле-
родистая сталь—никель; алюминий—железо—алюми-
ний; медь—алюминий—медь: медь—аустенитная или
хромистая нержавеющая сталь; серебро—бронза—се-
ребро; серебро—латунь—серебро и др.
При холодной сварке с вдавливанием разнородных
металлов: алюминия и железа, алюминия и меди, алю-
миния и никеля emin соответственно равна 50, 40 и
60% [33].
А. П. Семенов показал, что при сварке разнородны}
металлов величина emin должна быть такой, как у ме-
талла с лучшей свариваемостью:
Металл е . . %
min
АВООО* *1+АВООО*1 . . 55,5
АВООО*2+АВООО*2 . . 51,2
АМц*Ч-АМц*' .... 59,0
АМц*2+АМц*2 . . . 56,6
М0*Ч-М0** . 73,3
Металл %
М0*1+АВ000*1 . - • • 55,0
МО*Ч-АВООО*2 ... 51,5
М0*’-(-АМц*1 .... 57,7
М0*‘+АМц*2 .... 66,2
*’ Металл отожжен перед сваркой.
*2 Металл наклепай перед сваркой.
24
Это подтверждается опытами по сварке алюминия с
железом, медью и никелем. В результате предваритель-
ного наклепа алюминия emin уменьшается, однако при
сварке более твердого сплава АМц с медью МО вслед-
ствие наклепа етш увеличивается.
Необходимо отметить, что прямое сопоставление
Emin для сварки однородных и разнородных металлов
вряд ли обосновано, так как действительное значение
Emin для более мягкого металла выше, а для более твер-
дого существенно ниже средних его значений.
В работе [37] отмечается, что на образование со-
единения при сварке разнородных металлов благопри-
ятно влияет их взаимное смещение в зоне соединения
ввиду неоднородности деформации. Так, при холодной
сварке прокаткой меди с алюминием необходимая сте-
пень обжатия, обеспечивающая образование сварного
соединения, в случае устранения возможности взаимно-
го сдвига составляет 48%. Без жесткого закрепления
эта величина составляет 42%. При особо благоприят-
ных условиях взаимного перемещения свариваемых ме-
таллов (прокатка наклепанной меди с отожженным
алюминием) необходимая степень обжатия уменьшает-
ся до 28%'.
В работе [38] изучали холодную сварку взаиморас-
творимых и нерастворимых металлов с атомночистыми
поверхностями в вакууме 1 -10-11 мм рт. ст. Анализ ре-
зультатов опытов показал, что металлы, образующие
твердые растворы, образуют сварные соединения. В ча-
стности, были получены соединения Fe—Al, Ag—Си,
Ni—Си, Ni—Мо. При сварке не удалось получить со-
единения Си — Mo, Ag — Mo, Ag — Fe, Ag — Ni. На осно-
вании этих исследований! сделан вывод о том, что при
холодной сварке схватывание происходит только между
металлами, обладаюшими взаимной растворимостью.
Однако в работе [39] отмечается, что при очень
тщательной очистке поверхностей в глубоком вакууме
возможно схватывание между взаимно нерастворимыми
металлами при деформации их на 50—60%.
В работе [40] исследовано схватывание в вакууме
29 металлов в одно- и разноименных сочетаниях и по-
казано, что взаимно нерастворимые металлы иногда
схватываются (Fe+Ag; Mo+Cu), а иногда — нет
(Fe-J-Mg). Оценка результатов показала, что если сва-
риваемые металлы имеют одинаковую кристалличе-
25
скую решетку и их атомные диаметры отличаются
более чем на 13%, то схватывание происходит. При
большем различии атомных диаметров схватывание не
происходит. На основании этих исследований сделан
вывод, что пи различие кристаллической решетки, ни
отсутствие растворимости металлов не сказывается на
возможности схватывания металлов; существенно влия-
ет на него резкое различие атомных диаметров. Одна-
ко в работе [41] показана возможность холодной свар-
ки алюминия со свинцом и медью при emin=75 и 86%
соответственно, несмотря на различие атомных диамет-
ров алюминия и свинца — на 22%, меди и свинца—на
|36%.
Разноречивость данных экспериментальных исследо-
ваний по холодной сварке разнородных металлов свя-
зана, по-видимому, с разной методикой постановки эк-
спериментов, а точнее с разной схемой напряженного
состояния и деформирования металлов в зоне соеди-
нения.
В частности, интенсивность накопления и уровень
остаточных напряжений в зоне соединения существенно
зависят от схемы деформирования, скорости и величи-
ны накопленной деформации, объема материала, вовле-
ченного в пластическую деформацию, и др.
Поэтому возможность выполнения условия (1) за
висит от особенностей деформации металлов в зоне со-
единения при конкретном способе сварки.
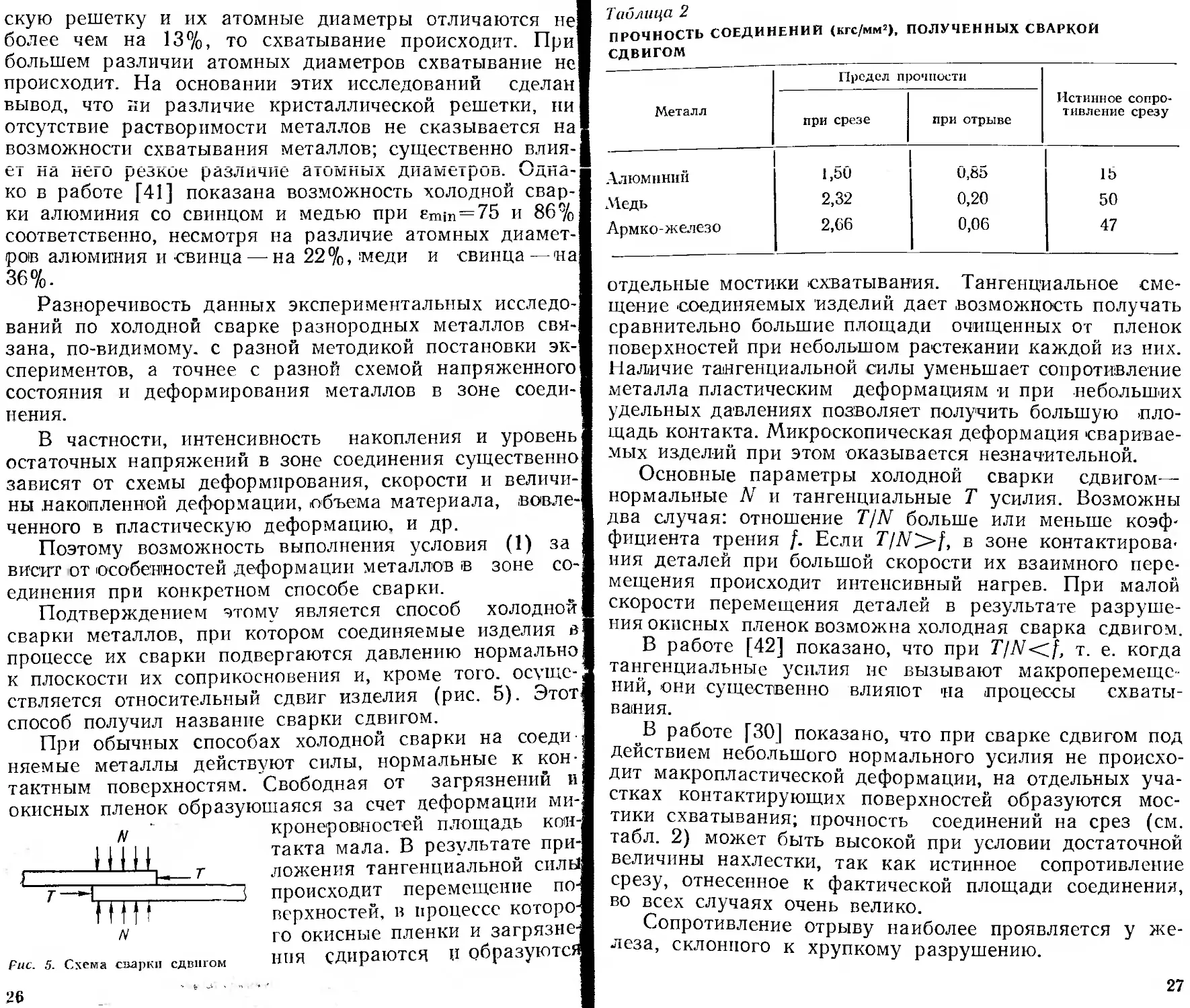
Подтверждением этому является способ холодной
сварки металлов, при котором соединяемые изделия в
процессе их сварки подвергаются давлению нормально
к плоскости их соприкосновения и, кроме того, осуще-
ствляется относительный сдвиг изделия (рис. 5). Этот
способ получил название сварки сдвигом.
При обычных способах холодной сварки на соеди-
няемые металлы действуют силы, нормальные к кон-
тактным поверхностям. Свободная от загрязнений и
окисных пленок образующаяся за счет деформации ми-
кронеровностей площадь кон-
такта мала. В результате при-
ложения тангенциальной силы
происходит перемещение по-
верхностей, в процессе которо-
го окисные пленки и загрязне-
ния сдираются И образуются
Рис. 5. Схема сварки сдвигом
26
Таблица 2
ПРОЧНОСТЬ СОЕДИНЕНИИ (кгс/мм2), ПОЛУЧЕННЫХ СВАРКОЙ
СДВИГОМ ______ ________________
Металл Предел прочности Истинное сопро- тивление срезу
при срезе при отрыве
Алюминий 1,50 0,85 15
Медь 2,32 0,20 50
Армко-железо 2,66 0,06 47
отдельные мостики схватывания. Тангенциальное сме-
щение соединяемых изделий дает возможность получать
сравнительно большие площади очищенных от пленок
поверхностей при небольшом растекании каждой из них.
Наличие тангенциальной силы уменьшает сопротивление
металла пластическим деформациям и при небольших
удельных давлениях позволяет получить большую пло-
щадь контакта. Микроскопическая деформация сваривае-
мых изделий при этом оказывается незначительной.
Основные параметры холодной сварки сдвигом—
нормальные N и тангенциальные Т усилия. Возможны
два случая: отношение T/N больше или меньше коэф-
фициента трения f. Если T/N^>f, в зоне контактирова-
ния деталей при большой скорости их взаимного пере-
мещения происходит интенсивный нагрев. При малой
скорости перемещения деталей в результате разруше-
ния окисных пленок возможна холодная сварка сдвигом.
В работе [42] показано, что при T/N<f, т. е. когда
тангенциальные усилия нс вызывают макроперемеще-
ний, они существенно влияют на процессы схваты-
вания.
В работе [30] показано, что при сварке сдвигом под
действием небольшого нормального усилия не происхо-
дит макропластической деформации, на отдельных уча-
стках контактирующих поверхностей образуются мос-
тики схватывания; прочность соединений на срез (см.
табл. 2) может быть высокой при условии достаточной
величины нахлестки, так как истинное сопротивление
срезу, отнесенное к фактической площади соединения,
во всех случаях очень велико.
Сопротивление отрыву наиболее проявляется у же-
леза, склонного к хрупкому разрушению.
27
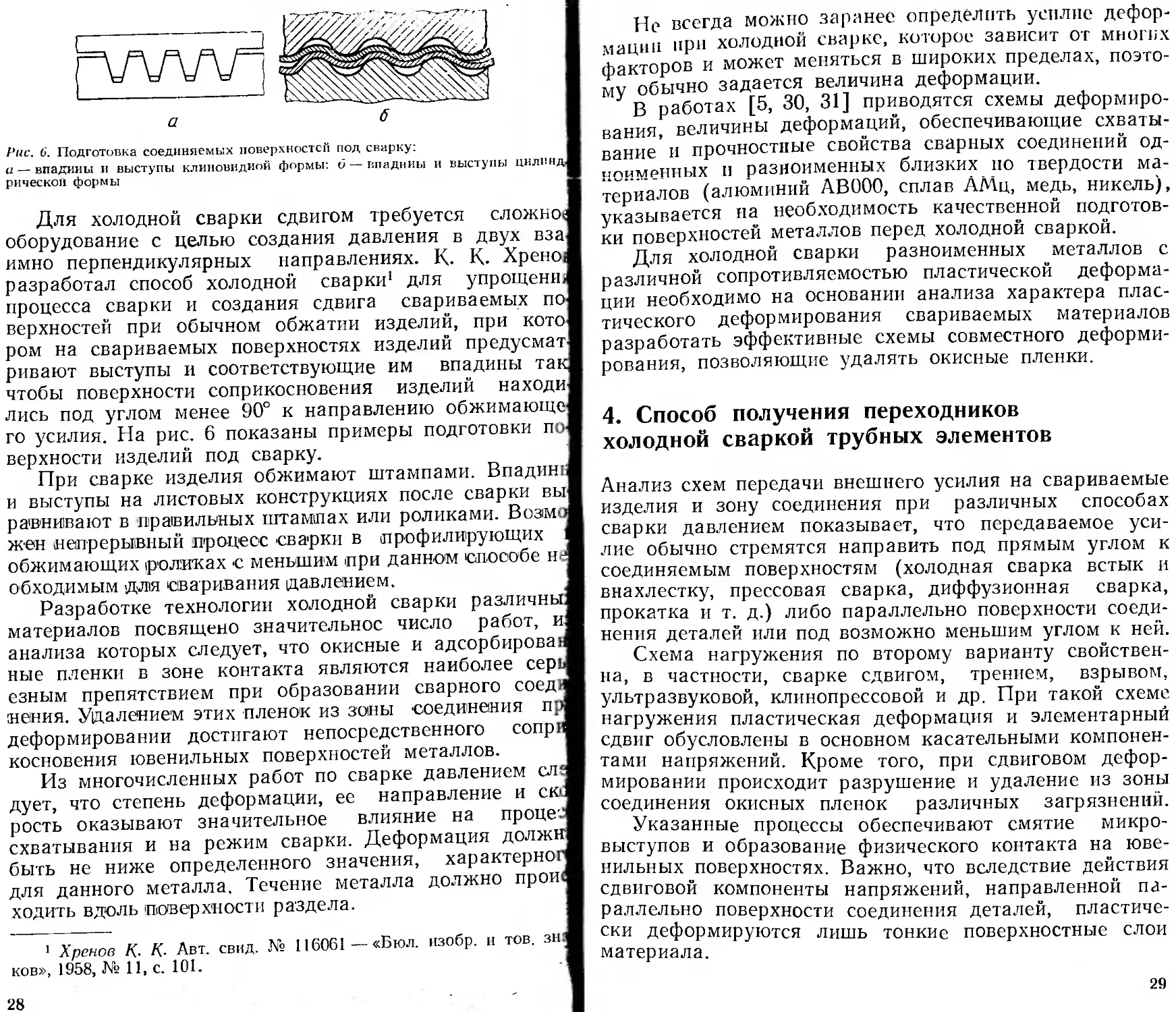
а б
Рис. 6. Подготовка соединяемых поверхностей под сварку:
а — впадииы и выступы клиновидной формы: и — впадины и выступы цилинд
рическоп формы
Для холодной сварки сдвигом требуется сложно
оборудование с целью создания давления в двух вза
имно перпендикулярных направлениях. К. К. Хрено
разработал способ холодной сварки1 для упрощенш
процесса сварки и создания сдвига свариваемых по
верхностей при обычном обжатии изделий, при кото
ром на свариваемых поверхностях изделий предусмат
ривают выступы и соответствующие им впадины так
чтобы поверхности соприкосновения изделий находи
лись под углом менее 90° к направлению обжимающе
го усилия. На рис. 6 показаны примеры подготовки по
верхности изделий под сварку.
При сварке изделия обжимают штампами. Впадиш
и выступы на листовых конструкциях после сварки вы
равнивают в правильных штампах или роликами. Возм(
жен непрерывный процесс сварки в профилирующих
обжимающих роликах с меньшим при данном способе ш
обходимым для сваривания давлением.
Разработке технологии холодной сварки различны
материалов посвящено значительное число работ, и
анализа которых следует, что окисные и адсорбирова
ные пленки в зоне контакта являются наиболее сер
езным препятствием при образовании сварного соед
нения. Удалением этих пленок из зоны соединения п]
деформировании достигают непосредственного сопр
косновения ювенильных поверхностей металлов.
Из многочисленных работ по сварке давлением сл
дует, что степень деформации, ее направление и ск
рость оказывают значительное влияние на процег
схватывания и на режим сварки. Деформация должг
быть не ниже определенного значения, характерно!
для данного металла. Течение металла должно прои
ходить вдоль поверхности раздела.
1 Хренов К. К. Авт. свид. № 116061 — «Бюл. изобр. и тов. зн
ков», 1958, № 11, с. 101.
28
Не всегда можно заранее определить усилие дефор-
мации при холодной сварке, которое зависит от многих
факторов и может меняться в широких пределах, поэто-
му обычно задается величина деформации.
В работах [5, 30, 31] приводятся схемы деформиро-
вания, величины деформаций, обеспечивающие схваты-
вание и прочностные свойства сварных соединений од-
ноименных и разноименных близких по твердости ма-
териалов (алюминий AB000, сплав АМц, медь, никель),
указывается на необходимость качественной подготов-
ки поверхностей металлов перед холодной сваркой.
Для холодной сварки разноименных металлов с
различной сопротивляемостью пластической деформа-
ции необходимо на основании анализа характера плас-
тического деформирования свариваемых материалов
разработать эффективные схемы совместного деформи-
рования, позволяющие удалять окисные пленки.
4. Способ получения переходников
холодной сваркой трубных элементов
Анализ схем передачи внешнего усилия на свариваемые
изделия и зону соединения при различных способах
сварки давлением показывает, что передаваемое уси-
лие обычно стремятся направить под прямым углом к
соединяемым поверхностям (холодная сварка встык и
внахлестку, прессовая сварка, диффузионная сварка,
прокатка и т. д.) либо параллельно поверхности соеди-
нения деталей или под возможно меньшим углом к ней.
Схема нагружения по второму варианту свойствен-
на, в частности, сварке сдвигом, трением, взрывом,
ультразвуковой, клпнопрессовой и др. При такой схеме
нагружения пластическая деформация и элементарный
сдвиг обусловлены в основном касательными компонен-
тами напряжений. Кроме того, при сдвиговом дефор-
мировании происходит разрушение и удаление из зоны
соединения окисных пленок различных загрязнений.
Указанные процессы обеспечивают смятие микро-
выступов и образование физического контакта на юве-
нильных „поверхностях. Важно, что вследствие действия
сдвиговой компоненты напряжений, направленной па-
раллельно поверхности соединения деталей, пластиче-
ски деформируются лишь тонкие поверхностные слои
материала.
29
Рис. 7. Форма заготовок для получения трубных переходников:
1а — из менее пластичного металла; б — из более пластичного металла; в —
(обжимное конусное кольцо; 1—для трубных переходников внутренним диа-
метром до 18 мм; 2— для трубных переходников внутреннем диаметром более
18 мм
Предлагаемый способ холодной сварки трубных эле-
ментов (свариваемых заготовок) из разнородных ме-
таллов1 осуществляют их совместным деформированием
I [43—47]. '
В качестве опоры при изготовлении переходников ис-
пользуют более прочную охватываемую заготовку, на-
пример из стали 12Х18Н10Т или титана ВТ1-0, которая
имеет кольцевые канавки и бурт (рис. 7,а). Для вы-
полнения роли опоры ее фиксируют в приспособлении
от осевого перемещения.
Охватывающая заготовка, например из сплава АМц/
выполняется в форме колокола с двумя заходными ко-
нусами по наружному диаметру (рис. 7,6). При свар-
ке она деформируется обжимным конусным кольцом
(рис. 7,в).
Для переходников с внутренним диаметром до 18 мм,
используют сплошные заготовки I. В соответствии со
схемой процесса сварки (рис. 8) алюминиевую заготов-
ку 1 совмещают со стальной (титановой) заготовкой 2.
По торцу стального кольца 3 прикладывают осевое
усилие, которое обжимает алюминиевую заготовку при
перемещении кольца в заданное положение. В резуль-
тате пластической деформации алюминий заполняет ка-
навки на стальной заготовке, образуя сварное соедине-
ние. Последующей механической обработкой сварным
заготовок (рис. 8,а) получают алюминиево-стальные пев
1 Афанасьев А. М„ Березников Ю. И., Сапрыгин В. Д. и д|
Авт. свид. № 486836. — «Открытия. Изобрет. Пром, образцы. Това]
ные знаки». 1975, № 37, с. 31.
30
реходники необходимых геометрических форм и раз-
меров.
Представленные на рис. 8,6, в схемы сборки и про-
цесс изготовления переходников применяют в основном
для сварки готовых трубных элементов без последую-
щей механической обработки, что является существен-
ным преимуществом такой технологической схемы. Для
предотвращения искажения геометрии свариваемых
трубных элементов применяют соответствующие внут-
ренние оправки 4 и 5 (рис. 8,6).
В ряде случаев, из конструктивных соображений,
длина стальной части переходников диаметром до 18 мм
должна быть больше 50 >мм, для снижения трудоемкости
при изготовлении стальных заготовок 2 целесообразно
Рис. 8. Схема изготовления трубных переходников:
а — Для трубных переходников внутренним диаметром < 18 мм; б — для
трубиых переходников внутренним диаметром >18 мм; в — для трубных пе-
реходников, имеющих заготовку из менее пластичного металла длиной
мм; / — заготовка из более пластичного металла; 2 — заготовка из ме-
нее пластичного металла; 3 — обжимиое конусное кольцо; 4 — коиус- 5 —
разрезная вставка; 6 — цельная вставка
31
использовать трубы с цилиндрическими вставками 6
(рис. 8,в). Высота деформируемой части охватывающей
заготовки должна быть такой, чтобы при сборке обес-
печивался зазор В (рис. 8) между торцом охватываю-
щей и буртом охватываемой заготовок. Зазор В выби-
рается в зависимости от толщины стенки 5 (рис. 7,6),
свариваемой с трубопроводом алюминиевой части пе-
реходника. При наличии зазора В и бурта свариваемые
заготовки деформируют (рис. 9): первая стадия соот-
ветствует волочению (рис. 9,а), а вторая — прессова-
нию (рис. 9,6) при упоре алюминиевой заготовки в бурт
стальной (титановой) заготовки.
В результате знакопеременного течения металла ох-
ватывающей заготовки кольцевые выступы охватывае-
мой заготовки на первой стадии процесса изгибаются в
направлении перемещения обжимаемого конусного коль-
ца, а на второй стадии из-за объемного сжатия значи-
тельно увеличивается деформация выступов, что при-
водит к увеличению площади сварного соединения на
вершинах выступов и тем самым к повышению надеж-
ности соединения в условиях термоциклирования.
Физический контакт возникает в результате интен-
сивной деформации более пластичного металла при
вдавливании его в кольцевые выступы из менее плас-
тичного металла. Силы контактного трения вызывают
пластическую деформацию менее пластичного металла
в тонких поверхностных слоях. Эта деформация акти-
вирует контактную поверхность менее пластичного ме-
талла. Так как сварка осуществляется при комнатной;
температуре, то на стадии объемного взаимодействия
происходит только схватывание контактных поверхно-
стей без дальнейшего развития диффузионных процес-
сов. Упругие напряжения, достаточные для разрушения
сварного соединения, успевают релаксировать в зоне
контакта свариваемых материалов.
Основные параметры сварки по данной схеме: угол
конуса обжимаемого кольца а, угол профиля выступов
и канавок на заготовке из менее пластичного металла
Р, средняя величина обжатия заготовки из более пла-
стичного металла у<т, число канавок на заготовке из ме-
нее пластичного металла п.
Прочность алюминиево-стальных, титано-алюмини-
евых соединений максимальна при нарезке на ^стальной
или титановой заготовке канавок треугольной формы
33
с малыми (вплоть до ₽=Ю°) углами. Практически це-
лесообразно для проточки канавок использовать инст-
румент для нарезания резьбы с углом р = 60°.
Р Количество канавок зависит от геометрической
формы, размеров и условий эксплуатации переходни-
ков и лежит в пределах 12—35 для переходников с
внутренним диаметром от 20 до 250 мм.
Обработка поверхностей выступов стальной (тита-
новой) заготовки с чистотой V5—V6 достаточна для
получения качественного соединения. Чистота обработ-
ки рабочей поверхности алюминиевых заготовок суще-
ственного влияния на качество соединения не оказы-
вает.
Предохранение рабочих поверхностей заготовок от
жировых пленок и загрязнений в значительной мере
способствует увеличению прочности и вакуумной плот-
ности сварного соединения.
Удалить эти пленки можно следующими способами:
1. Обезжириванием в органических растворителях.
Поверхности промывают в конденсированных парах по
схеме кипящий жидкий растворитель — нагретый жид-
кий растворитель—пары. Эффективность этого способа
в том, что окончательная очистка происходит в конден-
сирующих парах без контакта с загрязненным раство-
рителем.
2. Обезжириванием и травлением в стандартных вод-
ных растворах. Этот способ более эффективен при на-
ложении ультразвуковых колебаний, особенно для заго-
товок переходников диаметром >150 мм. Обезжирива-
ние с наложением ультразвуковых колебаний не только
обеспечивает высокое качество очистки, но и в десятки
раз ускоряет процесс.
3. Прокаливанием при 300—450°С. Жировая пленка
теряет свою смазочную способность, обугливается и
превращается в темную хрупкую пленку [31, 32]. Од-
нако этот способ менее эффективен при обезжиривании
рабочих поверхностей стальной (титановой) заготовки,
так как не обеспечивает полного удаления
всех загрязнений из канавок. Для качественной
очистки от загрязнений требуется последующая меха-
ническая обработка поверхностей канавок металличе-
игл°^П1еТКО^' ^е°бх°Димо отметить, что нагрев до 300—
4и0 С приводит к снятию внутренних напряжений в за-
готовках, что значительно изменяет размеры сопрягае-
2 Зак. 57 „„
мых поверхностей. Это особенно проявляется при про-
каливании заготовок диаметрами свыше 150 мм. При
этом затрудняется сборка заготовок перед сваркой.
Поэтому данный способ эффективен для обезжири-
вания алюминиевых заготовок диаметром до 150 мм,
Перемещение обжимного конусного кольца при
сварке заготовок производится с применением смазки,
которую наносят на наружную поверхность деформиру-
емой части алюминиевой заготовки. В качестве смазки
можно применять касторовое пли машинное масло № 2
и № 3.
Эффективность технологического процесса изготов-
ления переходников можно повысить введением в сос-
тав смазки поверхностно-активных веществ или на-
полнителей, например олеиновой и стеариновой жирных
кислот п очищенного графита марок С1 и ГМА.
Использование смазок с поверхностно активными
веществами и наполнителями значительно снижает уси-
лие деформирования и позволяет увеличить производи-
тельность процесса.
При изготовлении переходников можно использовал
гидравлические прессы различных типов.
Преимуществом предлагаемой конструкции переход
ника являются выступы в зоне соединения, а также
бурт на стальной (титановой) заготовке, которые обес-
печивают развитую поверхность соединения. Замкнутые
кольцевые выступы на соединяемой поверхности заю-
товки из менее пластичного металла при холодной
сварке с заготовкой из более пластичного металла об-
разуют автономные зоны сварных соединений, каждая
из которых при эксплуатации переходника работает
самостоятельно. Заготовка из более пластичного метал-i
ла защемляется между составляющими, выполненными
из менее пластичного металла, что обеспечивает надеж-
ную работу переходников в условиях термоциклических
воздействий. Заполнение канавок более пластичным ме-
таллом, сварка по кольцевым выступам заготовки вз
менее пластичного металла и защемление заготовки из
более пластичного металла обеспечивают надежную ра-
боту переходников при воздействии осевых, радиаль-
ных, вибрационных и других видов нагрузок.
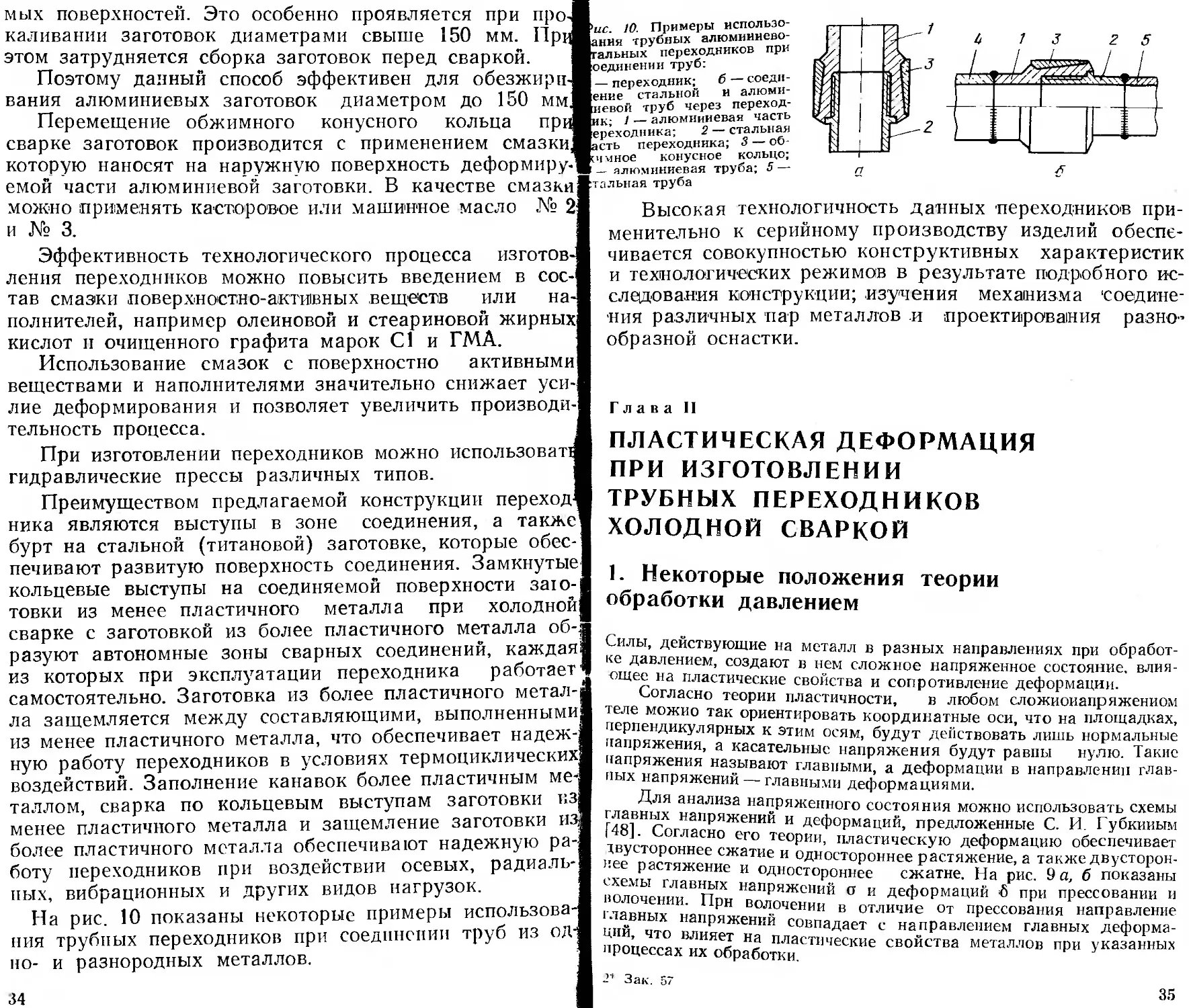
На рис. 10 показаны некоторые примеры использова-
ния трубных переходников при соединении труб из од-
но- и разнородных металлов.
34
'ис 10 Примеры вспользо-
ания трубных алюмиинево-
гальных переходников при
оединении труб:
__переходник: б — соедп-
ение стальной и алюми-
иевой труб через переход-
ик- 1 — алюминиевая часть
ерёходника; 2 — стальная
асть переходника; а — °°
[Чмное конусное кольцо;
— алюминиевая труоа; 5 —
альная труба
Высокая технологичность данных переходников при-
менительно к серийному производству изделий обеспе-
чивается совокупностью конструктивных характеристик
и технологических режимов в результате подробного ис-
следования конструкции; изучения механизма соедине-
ния различных пар металлов и проектирования разно1’
образной оснастки.
Глава II
пластическая деформация
ПРИ ИЗГОТОВЛЕНИИ
ТРУБНЫХ ПЕРЕХОДНИКОВ
ХОЛОДНОЙ сваркой
1. Некоторые положения теории
обработки давлением
Силы, действующие на металл в разных направлениях при обработ-
ке давлением, создают в нем сложное напряженное состояние, влия-
ощес на пластические свойства и сопротивление деформации.
Согласно теории пластичности, в любом сложиоиапряжениом
теле можно так ориентировать координатные оси, что на площадках,
перпендикулярных к этим осям, будут действовать лишь нормальные
напряжения, а касательные напряжения будут равны нулю. Такие
напряжения называют главными, а деформации в направлении глав-
ных напряжений — главными деформациями.
Для анализа напряженного состояния можно использовать схемы
г^вных напРяжений и деформаций, предложенные С. И Губкиным
|48]. Согласно его теории, пластическую деформацию обеспечивает
двустороннее сжатие и одностороннее растяжение, а также двусторон-
нее растяжение и одностороннее сжатие. На рис. 9 а, б показаны
схемы главных напряжений о и деформаций b при прессовании и
волочении. Прн волочении в отличие от прессования направление
ыавных напряжений совпадает с направлением главных деформа-
ции, что влияет на пластические свойства металлов при указанных
процессах их обработки.
-” Зак. 57
Анализ схем главных деформаций дает возможность судить с
изменении физико-механических свойств металла при деформиров;
нии. В работе (.48] показано, что равномерное волокно легко получ.
ется при схеме главных деформаций с одной положительной и двух
равными по величине отрицательными деформациями, что характер)!
для схем прессования и волочения. Эти же схемы способствуют на)
более интенсивному образованию текстуры и упрочнению.
Пластичность и сопротивление деформации металлов при обр;
ботке их давлением зависят от схемы главных напряжений. В рг
боте [48] дано объяснение необходимости приложения больших усг
лий в начале движения металла при прессовании по сравнению с вс
лечением. Для прессования и волочения характерны схемы объем
иых напряжений, когда на выделенный объем в очке матрицы деист
вуют главные напряжения Оь о2, <т3. При волочении одно из главны,
[напряжений — растягивающее (разноименная схема напряжений),
при прессовании все три главных напряжения — сжимающие. Повы
шение приложенных внешних нагрузок и удельных давлений истече
ния металла при прессовании происходит исключительно вследстви,
изменения схемы напряженного состояния металла в рабочем про
страистве при деформации. Металл и его механические свойства npi
j этом остаются неизменными.
В предлагаемой конструкции трубных переходников из-за опре
деленного зазора В (см. рис. 8) между торцом охватывающей и бур
том охватываемой заготовок при перемещении обжимного коиусио
го кольца в направлении стальной заготовки в зоне соединения на
правление главных напряжений совмещается с направлением глав
ных деформаций и одно из главных напряжений (oi) является рас-
тягивающим (см. рис. 9,а). Это позволяет считать, что начальна;
стадия деформации алюминиевой заготовки аналогична деформацш
металла при волочении.
После выборки зазора В в зоне соединения заготовок направле-
ние главных деформаций алюминиевой заготовки не совпадает с на-
правлением главных напряжений в ней (см. рис. 9,6). Поэтому да-
лее деформация охватывающей заготовки осуществляется аналогич-
но деформации металла при прессовании с усилием, превышающим
усилие при волочении.
При обработке металлов давлением на поверхностях контакта
деформируемого тела с инструментом возникают нормальные и каса-
тельные (от сил внешнего трения) напряжения. Силы внешнего тре-
ния, возникающие в результате смещения контактных частиц обра-
батываемого металла относительно инструмента по контактной по-
верхности, влияют на процессы обработки давлением. Эти смещения
являются следствием течения металла в объеме тела [49].
В настоящее время получили развитие три теории трения, кото-
рые по-разному трактуют механизм этого процесса. Согласно моле-
кулярной теории, получившей наибольшее развитие в трудах Б. В.
Дерягина [50, 53], силу трения определяют из уравнения равновесия
как равнодействующую сил молекулярного взаимодействия и нор-
мального давления. Теория, объясняющая возникновение сил трени;
геометрической неоднородностью соприкасающихся поверхностей,
названа механической теорией [52, 53]. Согласно этой теории, про-
порциональная зависимость между нормальным давлением и пло-
щадью фактического контакта обусловливает независимость коэф;
фициеита трения от давления, степени шероховатости поверхностей
и площади. При этом коэффициент трения определяется отношением
сопротивления срезу к пределу текучести. И. В. Крагельский [54]
36
о1,л.и.,ч,п предположение о молекулярно-механической природе тре-
Заключающейся в том, что в контакте двух соприкасающихся
пол нормальной нагрузкой тел происходит механическое взаимодей-
ствие, обусловленное деформацией, и взаимодействие атомов контак-
тирующих тел.
1 Количественное определение сил трения из рассмотрения моле-
кулярных (адгезия, налипание, молекулярное схватывание) и меха-
нических (зацепление поверхностных неровностей, внедрение эле-
ментов одной поверхности в другую, сдвиги) явлений или дискретной
атомно-молекулярной оруктуры не представляется возможным. Бо-
лее реальной представляется возможность определения сил треиия
из рассмотрения деформации в приконтактных слоях трущихся тел.
Поэтому при определении сил трення важно знать степень деформа-
ции материала в прикоитактном слое и ее зависимость от состояния
контактирующих поверхностей и величины нормального давления.
При холодной сварке трубных элементов из разнородных метал-
лов и сплавов стальную (титановую) заготовку и обжимное конусное
кольцо можно считать инструментом, так как они обладают значи-
тельно более высокой твердостью, чем алюминиевый сплав, и не ис-
пытывают заметной деформации. Алюминиевая заготовка в процес-
се перемещения обжимного конусного кольца пластически деформи-
руется и в зоне контакта с вершинами выступов стальной (титановой)
заготовки «течет» по их поверхностям. Допущение термина «инстру-
мент» применительно к стальной (титановой) заготовке и обжимному
конусному кольцу весьма удобно, так как становится возможным ис-
пользование основных закономерностей теории и практики обработки
металлов давлением.
Силы трения при пластической деформации определяют величи-
ну и распределение нормальных напряжений по контактной поверх-
ности. Равнодействующая нормальных и касательных напряжений
составляет усилие, необходимое для осуществления процесса обра-
ботки. С возникновением сил трения связана и неравномерность рас-
пределения деформации по объему.
Характер этой неравномерности зависит также от величины и
распределения касательных напряжений. Силы трения определяют
механику процессов деформации.
Кроме того, различие в механических свойствах деформируемого
металла н инструмента очень велико. Если в зависимости от предва-
рительного смещения сила трения покоя изменяется от нуля до
максимального значения, равного силе статического треиия, и затем,
с развитием скольжения, продолжает изменяться, то и распределение
касательных напряжений находится в соответствующей связи с кине-
матическими условиями на контактной поверхности, которые связа-
ны с деформацией в объеме обрабатываемого тела.
Знание закона распределения нормальных и касательных напря-
жении на поверхности контакта деформируемой заготовки и инстру-
мента в процессе обработки металлов давлением позволяет опреде-
лить граничные условия, необходимые для изучения и расчета на-
пряженно-деформированного состояния как самой заготовки, так и
инструмента. Граничные условия задаются обычно либо в виде соот-
шения между нормальными и касательными напряжениям, либо в
'де закона распределения касательных напряжений на контактной
т7п^ХН0СТИ’ ПеРвые попытки формулирования граничных условий
К вспольз°ванию закона Амонтона—Кулона, применяемого в
•'Панике абсолютно жесткого тела [55]:
т=/оп. (9)
37
где т и а„ — касательное и нормальное напряжения; f — коэффпцпец
внешнего трения.
Однако использование уравнения (9) приводит к ряду против*;
речий, свидетельствующих о том, что во многих случаях обработк
металлов давлением оно неприемлемо.
В частности, максимальная величина касательных напряжений
не может превышать 0,58 предела текучести материала от- Межд;
тем при использовании уравнения (9) это условие выполняется да
леко не всегда.
В работе [56] предложено граничное условие Б БИДС Зч
т = /ат. (10
Сопоставление эпюр касательных напряжений, описываемы;
формулами (9) и (10), с данными экспериментальных исследоваии;
Е. П. Унксова и И. Я. Тарковского показывает, что зависимость (10
не учитывает всего многообразия факторов, которые могут оказат
влияние на характер граничных условий. Например, в работе [57
показано, что распределение касательных напряжений зависит и
только от состояния контактирующих поверхностей, но и от соотно
шения размеров деформируемого тела.
В работе [58] в результате теоретического исследования раз.шч
ных процессов обработки металлов давлением на основе эиергетпче
ских принципов предложено вычислять усредненные силы трения п<
формуле
тср = ф сгт, (11
где ф — некоторая функция, зависящая от соотношения размера
очага деформации и состояния трущихся поверхностей, определяема;
экспериментально.
Задание граничных условий в виде уравнения (11) не отражав
того факта, что силы трения меняются вдоль контактной поверхност;
однако предполагается, что связанные с этим погрешности не выхо
дят за пределы допустимых в обычных технологических расчетах. )
Необходимо также отметить, что в процессе деформирования в(
личина сил контактного трения связана со смещениями в тонко
приконтактном слое деформируемого металла относительно поверх
ности инструмента. Значения контактных напряжений в той или ино
точке контактной поверхности при данных свойствах деформируемо!
среды определяются величиной соответствующего контактного смете
НИЯ.
При обработке металлов давлением нормальные давления н сме
щения различны в разных точках контактной поверхности. Если не
различия в смещениях двух соседних точек, то это означает отсут
ствие деформации в этой области [49].
Нормальные давления и контактные смещения находятся в слож'
ной зависимости от деформации в объеме тела. Только комплексное!
рассмотрение процесса деформации позволяет выяснить сущность
контактного трения при пластической деформации. При таком рас-
смотрении наиболее важными характеристиками являются работе»
сил внешних и внутренних сопротивлений. Соотношение между эти*
ми работами подчиняется определенным законам, которые описыва;
ются энергетическими принципами механики сплошных сред.
Поэтому необходимо подробно рассмотреть закономериост!
объемного формоизменения более пластичного материала при хпи
лодной сварке трубных элементов предлагаемой конструкция
Выше указывалось, что в предлагаемой конструкции формопзмя
38
некие более пластичного мате-
риала (алюминиевой заготовки)
иа начальной стадии аналогич-
но процессу волочения.
В работе [59] приводится
классификация, позволяющая
установить геометрические гра-
ницы очага деформации каждо-
го процесса осесимметричной
деформации волочением, и ла-
ется принципиальная схема де-
формации биметаллического
прутка (рис. 11). Все разобран-
ные случаи сведены в табл. 3.
Рис. 11. Принципиальная схема дефор-
нации биметаллического прутка
Параметрами k—r} —сг ( я c=tga.'/tga можно классифици-
ровать процессы волочения осесимметричных тел по геометриче-
ской форме основной зоны очага деформации.
Важную роль при этом играют понятия вытяжки по диаметру:
(го+ го)/(г1 +П)> (12)
т. е. отношение среднего радиуса цилиндра заготовки к среднему ра-
диусу деформированного цилиндра, и вытяжки по стенке
В/= (го—го )/(П — п)> (13)
4 *
Таблица 3
КЛАССИФИКАЦИЯ ПРОЦЕССОВ ВОЛОЧЕНИЯ
Параметры П роцессы
с<0 £>0 Md<.pi Ц;>1; •Цй 4S 1 Волочение иа оп- равке в виде об- ратного конуса
0ч«<1 р<>1; р(!<1 Раздача трубы во- лочением
• щ>1; ,р<1>1 Волочение трубы на закрепленной оправке (при с= =0 на стержне)
k=o ,щ: = Ц(>1 Волочение прово- локи
О X VA 3. ра>1; ц;>1 Волочение на пла- вающей оправке
с>1 >-1; 1 Осадка трубы во- лочением
39
т. е. отношение толщины заготовки к толщине деформированное
цилиндра.
На рис. 11 приведена принципиальная схема деформации биме
таллического прутка. Очаг деформации (волока — инструмент) пред
ставляет собой усеченный конус. Предполагается, что каждый ело
биметаллического прутка изотропен, а волока — идеально жестко<
непластичпое тело (предел текучести материала волоки бесконечн
велик). Предполагается также, что существенное различие упруго
пластических свойств материалов оболочки и сердечника приводит i
тому, что поверхность раздела слоев в линейном приближении пред
ставляет собой конус, вершина которого не совпадает с вершина
конуса очага деформации.
На рис. 11 а — угол, равный половине угла при вершине конуса
образующего очаг деформации; а' — половина угла при вершин
конуса, образующего поверхность раздела слоев (а'=/=«); г0 — на
ружный радиус заготовки до волочения; г0—радиус сердечник
заготовки до волочения; Гр Г| — соответственно радиусы заготов
ки и сердечника после волочения стержня.
Параметр с также можно выразить через вытяжки:
c = tga"/tga' = [(р(г—1)Д1 — (р< — 1)Д2]/[(р.д —
-1)Д1 + (и,-1) Д2], (14
где Ai = л’ + г, и
Д2 = г1 — г"
Рассмотрим пластическую деформацию алюминиевой заготовк
при холодной сварке трубных элементов. В табл. 4 приведены рас
четные параметры рд, Ць с и k для алюминиево-стальных и титане
алюминиевых переходников с внутренним диаметром 32 мм и толщи
ной стенки S стальной (титановой) заготовки 5 мм. Наружный ди
Таблица 4
ЗНАЧЕНИЯ ПАРАМЕТРОВ \>d. V-t, с И k ПРИ ХОЛОДНОЙ СВАРКЕ
ТРУБНЫХ ЗАГОТОВОК
Известные параметры, мм Расчетные параметры Выводы
г0 г 0 Г1 Г1 t'-d Р-, С k
48,2 24,1 20,5 22,5 20,5 1,038 1,8 0,0099 20,28 0<с I
51,6 25,8 20,5 22,5 20,0 1,09 2,12 0,156 16,5 k>0 Z> 1;
51,6 25,8 20,5 22,5 20,5 1,078 2,65 0,009 — U1>1
51,6 25,8 20,5 23,6 20,0 1,06 1,47 0,26 — (Id <>JA« Волочение
53,4 26,7 20,5 22,5 20,5 1,1 3,1 0,0118 — грубы иа
56,2 28,1 20,5 22,5 20,5 1,1303 3,8 0 20,5 закреп- леин onpai
40
Рис 12 Механическая схема во-
лочения трубы на закрепленной
оправке:
I — зона осаживания; 77 — <о
на волочения
аметр алюминиевой заготовки Da изменяли от 48,2 до 56,2 мм (см.
рис. 7).
Анализ данных табл. 8 и 9 показывает, что процесс пластиче-
ской деформации при предлагаемом способе соединения металлов на
первой стадии наиболее близок к технологическому процессу воло-
чения трубы на закрепленной оправке.
Оправкой при сварке является трубная заготовка из менее пла-
стичного металла с кольцевыми проточками на наружной поверхно-
сти в месте телескопического соединения с алюминиевой заготовкой,
а обжимное конусное кольцо при использовании соответствующей
оснастки не отличается от волоки, применяемой при волочении.
Волочение трубы на закрепленной оправке — основной и наибо-
лее часто применяемый технологический процесс формоизменения
полых профилей с целью утонения стеики.
В работе [60] отмечается, что процесс волочения на закреплен-
ной оправке можно разделить на две стадии (рис. 12):
1) осаживание на участке I от начала очага деформации до се-
чения А—А, в котором внутренний диаметр трубы становится равным
диаметру оправки;
2) утонение стенки трубы на участке II от сечения А—А до вы-
хода из очага деформации; процесс на этом участке почти не отли-
чается от волочения сплошного профиля.
Анализируя волочение труб на закрепленной оправке, рассмотрим
обжатие сплошного профиля в волочильном канале. Для этого выяс-
ним роль внешнего трения. Движение металла в канале вызывает
скольжение на контактной поверхности, вследствие чего возникают
элементарные силы трения dFt, направленные по касательным к по-
верхности канала в различных точках и действующие на металл в
направлении, обратном его движению [60]. Трение существенно вли-
яет на характер деформации при волочении и вызывает появление
дополнительных напряжений первого рода и неравномерное распре-
деление деформации по диаметру протягиваемого прутка.
Для изучения характера течения металла при волочении часто
наносят координатную сетку на плоскость симметрии протягиваемо-
го профиля. Изменение формы квадратных ячеек координатной сет-
ки заготовки иллюстрирует взаимное перемещение частиц металла в
очаге деформации при волочении (рис. 13).
На основании изучения характера изменения координатной сет-
ки можно сделать следующие выводы [60].
Вытянутые в направлении волочения параллелограммы свиде-
ельствуют о дополнительных сдвигах, интенсивность которых убы-
прпмж°Т периферийных слоев к центральным. Поэтому деформация
твепжРИИНЬ1Х слоев образца больше, чем центральных. Это под-
рждается тем, что измельчение зерен, а также и сопротивление
41
Рис. 13. Схема изменеггия координатной сетки при волочении круглого про
ля через коническую волоку:
/ — задняя виеконтактная зона деформации; II — плоскость входа в дефор
ционную зону; III — плоскость выхода из деформационной зоны; IV — пе[
няя внекоитактная зона деформации; V — сфера выхода из деформациоп
зоны; 17 — сфера входа в деформационную зону; w — угол сдвига
разрыву протянутого металла увеличиваются от центра к пери
рии.
Изгиб поперечных линий указывает на то, что трение и Лобов
сопротивление волоки тормозят движение периферийных слоев п с
несколько отстают от центральных. Но целостность металла преп:
ствует сдвигу и вынуждает перемещаться металл в очаге дефорь
ции с одной скоростью.
При средней степени деформации, равной единице, степень j
формации центральных и поверхностных слоев также равна едш
це. В работе [61] отмечается, что с увеличением средней степа
деформации центральные слои деформируются интенсивнее, чем I
верхностные. С увеличением степени деформации неравномерное
ее уменьшается.
Неравномерность деформации по диаметру при волочении пр
водит к неоднородности структуры и механических свойств. Измег
ние временного сопротивления отрыву по диаметру тем меньше, ч
больше степень деформации, так как с ее увеличением выравнивай
ся неравномерность деформации и механические свойства центра;
ных и поверхностных слоев.
Различие механических свойств центральных и поверхности!
слоев тем больше, чем больше угол наклона волоки, так как увелпч
вается неравномерность деформации за счет большего угла изгш
волокон. Поэтому при одинаковой степени деформации повышает
временное сопротивление металла с увеличением угла наклона ма
рицы [60]. Такое влияние угла наклона на механические свойст:
наблюдается только при волочении проволоки и прутков. При в
лечении труб центральные слои фактически отсутствуют и нерави
мерность деформации по диаметру существенно снижается.
Изучая распределение напряжений при волочении методом к
ординатной сетки, С. И. Губкин показал, что можно получить орт
тональную сетку траекторий нормальных главных напряжений, г.
касательные к траекториям совпадают с направлением главных н
42
« пений и главных деформаций [48]. По сетке траекторий главных
ппяжений можно судить о характере очага деформации и его воз-
“ «ных границах о сдвиге очага деформации к входу в волоку. Де-
лмация металла начинается до входа его в матрицу, а заканчивает-
ся до* выхода из матрицы, причем первыми начинают деформировать-
ся центральные слои.
Напряженное состояние очага деформации при волочении круг-
0 профиля через коническую волоку целесообразно рассматривать
ос::г,п₽ теории пластической деформации и изложенных выше све-
дений о силах, действующих в очаге деформации, и ее характере.
Поскольку в очаге деформации наблюдается отставание пери-
ферийных слоев от центральных, в деформируемом волочением ме-
талле между этими слоями возникают дополнительные напряжения
[481 Величины этих напряжений возрастают с увеличением коэффи-
циента трения и угла наклона образующей волочильного канала.
Система напряжений, действующих на элементарный объем в
основной части очага деформации, приведена на рис. 14.
Долевое (растягивающее) напряжение G;>0 будем считать
максимальным, а радиальное (сжимающее) напряжение оу, равное
окружному ое<0, минимальным. Тогда условие пластичности в
каждой точке пластической зоны очага деформации, согласно третьей
и четвертой теориям прочности [48]:
О/ — ( —<тг) = сгт.
Условие (15) справедливо только для пластической области. В
упругой области по направлению от начала очага деформации к пла-
стической зоне все главные напряжения растут до начала пластиче-
ской деформации.
Изучение долевых и радиальных напряжений при волочении, про-
веденное И. Л. Перлиным, показало, что в пределах очага деформа-
ции упрочнение менее интенсивное, чем рост долевых
растяжения. Это, согласно уравнению (15), приводит
сжимающих окружных и радиальных напряжений с ростом долевых
растягивающих напряжений. При больших углах а волоки, коэф-
(15)
напряжений
к снижению
напРяже™й, действующих в общем случае на эле.
Р ь и объем очага деформации при волочении
Р1 hq / с*
ВДОЛЬ кольпе™“а™СВЯЗН ыежДУ долевыми и радиальными напряжениями
.-1 — Упругая очага деформации, определяемой условием (19):
%, —сопротивление haS™®™" зона; С ~ лли,,а деформационной зоны;
ie<f?on..a Деформации в начале процесса; а —сопротивление
Деформации в конце процесса тк
43
фициентах трения и вытяжки на участие осевой части очага деформа,
ции, прилегающем к выходу, напряжения сжатия могут уменьшатьс;
до нуля, а напряжения растяжения соответственно увеличиватьс;
до От — сопротивления пластической деформации.
На рис. 15 показана связь долевых н радиальных напряжени!
154], у входа в очаг деформации долевые растягивающие напря
жения малы, но возникают большие радиальные и окружные напря
жения. Этим объясняется отмеченное ранее увеличение интенсивно
сти отпечатков координатной сетки у входа в очаг деформации.
На рнс. 1Ь видно, что при больших обжатиях, когда сц интен
сивно увеличивается, аг интенсивно уменьшается. Это согласуется <
уравнением (15) и подтверждается значительно меньшим износе»
выходной части волочильного канала при больших обжатиях з;
пропуск, чем при малых обжатиях, так как при больших обжатия!
растягивающие напряжения v выхода больше радиальных. Мальв
радиальные напряжения инициируют незначительные силы трения
поэтому износ волоки у выходной части мал. При малых обжатия;
растягивающие напряжения невелики, следовательно, большими ста!
новятся радиальные напряжения, поэтому увеличиваются силы тре-1
ния и износ. 5
Многочисленные исследования показывают, что на усилие воло!
чеиия оказывают влияние механические свойства протягиваемого ме
талла, степень деформации за проход, форма продольного профил;
канала, качество поверхностей скольжения и смазки, формы началь
пого и конечного попепечных сечений, скорости волочения, величин,
противонатяжения, толщина (диаметр) протягиваемой полос;
(прутка). j
И. Л. Перлин [60] определял усилия волочения нескольких спла
вов цветных металлов разной прочности для двух размеров и дву:
обжатий (20 и 32%), соблюдая (насколько это возможно) равенств;
прочих условий процесса. Им показано, что усилие волочения линей
но возрастает с увеличением предела прочности металла в очаге де
формации.
Линейная зависимость между усилием волочения и пределов
прочности металла в очаге деформации получена также в работ
[62] при волочении прутков диаметром 20,8 и 25,2 мм из сталей
СтЗ, Ст5 и Стб.
Степень деформации при волочении влияет на прочностные ха
рактеристики металла. Поэтому при изучении влияния степени де
формации на усилие волочения следует исключать или учитыват
изменение предела прочности материала при растяжении. Изменеии
степени деформации влияет на скорость деформации, которая в сво*
очередь изменяет сопротивление деформированию. Степень дефор
мации влияет также на площадь обновленной поверхности, а пр;
сохранении профиля волоки — на изменение длины очага деформа
ции. Под действием этих факторов изменяется скорость взаимног;
перемещения протягиваемого металла относительно контактной по
верхности волоки и условия смазки, что в свою очередь определяе
коэффициент внешнего трения.
Для количественного определения степени деформации при во
лечении обычно пользуются показателями, характеризующими из
менение длины или размеров поперечного сечения изделия. Таким;
показателями являются коэффициент вытяжки 1 и обжатие у, опрс
деляемые по формулам , „
X=£k/£h = fii/fk; ‘ (16
44
(17)
и FK —
мм2.
у==(£к-1н)/7-к=(/?н-77к)/77и или Y = (Fh-Fk)/Fk,
г _начальная и конечная длины изделия, мм: FH
гле пл,Я я и конечная площади поперечного сечения изделия,
"^Зависимость между обжатием и вытяжкой имеет вид
X=l/(1-Y)-
Иногда степень деформации определяется как интегральный по-
казатель
l = ln(F„/FK).
(18)
(13)
Еолее удобно использовать уравнения (16) и (19) и особенно ин-
тервальный показатель ln(FH/FK). который получается в результате
суммирования элементарных показателей [48]. Большинство исследо-
вателей при аналитических расчетах усилий и напряжении волоче-
ния пользуются именно этим показателем деформации [60].
Так как свариваемая алюминиевая заготовка — труба, то
щадь деформируемого сечения может быть выражена любым
дующих равенств:
пло-
из сле-
F == л -SH (Он — SH) — л -SH- (</и + SH) •
Уравнение (19) после преобразования принимает вид
. FH __ 5И(РИ — $н)______ SH (rfH 4- SH)
FK SK(DK— SK) SK(dK+SK)
(20)
(21)
где DH — начальный наружный диаметр деформируемого сечения;
d„ и d„ — начальный и конечный внутренний диаметры деформи-
руемого сечения, мм; SH и SK— начальная и конечная толщины стенки
деформируемого сечения, мм
В работе [60] приведены зависимости усилий волочения от сте-
пени деформации, согласно которым усилия возрастают с ростом сте-
пени деформации. Отмечается, что на характер роста усилий заметно
влияет как способ изменения степени деформации (т. е. остается ли
постоянным начальное или конечное сечение), так и выбранный по-
казатель степени деформации. Во всех рассматриваемых случаях
кривые усилий и напряжений проходят выше начала осей координат.
Это объясняется резким поворотом кривых в упругой зоне и харак-
тером изменения долевых напряжений вдоль очага деформации.
Существенное влияние на усилие волочения оказывают конструк-
тивные элементы волоки — угол волочения а (между образующей
конуса очка волоки и осью волочения) и длина калибрующей части.
При малом угле волочения сопротивление трения в очке волоки мак-
симально. С увеличением угла волочения контактная поверхность
между волокон и изделием уменьшается, уменьшаются силы трения и
усилие волочения. При дальнейшем увеличении угла а. площадь
контактной поверхности уменьшается, но одновременно увеличива-
ются дополнительные сдвиги в металле и вследствие выдавливания
смазки в сторону входа в волочильный канал повышается коэффи-
циент трения. При этом усилие волочения возрастает.
Многочисленные опыты [60, 63, 64] показывают, что при воло-
чении существует область оптимальных углов а, зависящая от ус-
ловий волочения. Так, например, при увеличении вытяжек (рис. 16)
зона оптимальных углов сдвигается в сторону их больших значений
45
Рис. 16. Зависимость напря-
жения волочения от величи
ны угла волочения <х и
величины вытяжки ц:
/ — U =1.1; 2 — д==1,20; 3—
М = :,4; 4 — м =1.67
Рис. 17. Напряжение воло-
чения трубы из Л-62 на за-
крепленной оправке при раз-
личных обжатиях и углах
наклона (цифры на кривых,
град) образующей волочиль-
ного канала
[59]. На практике для волочения прутков и проволоки из медных и
никелевых сплавов применяют волоки с углом а=5—9°, а при во-
лочении изделий из алюминия а=12°.
При волочении труб на закрепленной оправке оптимальные зна-
чения а больше, чем при волочении сплошных круглых профилей, в
результате возникновения дополнительной силы трения между ме-
таллом и оправкой. На рис. 17 показано влияние угла волоки на
напряжение волочения латунной трубы [60]. Согласно приведенным
данным, оптимальное значение 25°. Это можно объяснить необхо-
димостью уменьшения радиального давления на контактной поверх-
ности закрепленной оправки, так как на эту поверхность трудно под-
вести смазку, а уменьшение радиального давления, как показано ра-
нее, достигается увеличением а.
Необходимо отметить, что при волочении значительная часть
усилия расходуется на преодоление сил трения. Материал волоки и
деформируемый металл, качество поверхности и смазка существен-
но влияют на коэффициент трения между заготовкой и инструментом.
При безоправочном волочении труб потери на трение составляют в
среднем 40% от общего усилия; при волочении труб на оправке и
стержне — соответственно 60 и 40—50% [61]. Величина силы треиия
зависит от удельного давления изделия на инструмент, площади кон-
тактной поверхности между ними и коэффициента трения. Чем мень-
ше коэффициент трения, тем меньше усилие, требующееся для про-
тягивания изделия через волоку.
П. А. Ребиндер с сотрудниками [65, 66], изучая влияние смазы-
вающего действия адсорбционных слоев на различные металлы, на-
шли, что добавки поверхностно активных веществ в неполярные среды
вызывают резкое понижение коэффициента внешнего трения сколь-
жения.
Исследования влияния смазки при добавках поверхностно ак-
тивных веществ в неполярные среды на коэффициент трения при
пластической деформации алюминия и меди инструментом из стали
Таблица б
„ПЧЯНИЕ СМАЗКИ НА КОЭФФИЦИЕНТ ТРЕНИЯ
ПРИ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ АЛЮМИНИЯ И МЕДИ
— * Смазка ^ср
Олеиновая кислота 1% олеиновой кислоты в вазелиновом масле 1 % мыла зеленого в воде Эмульсия: масло машинное С 1,6% + мыльная стружка 0,8%+олеиновая кислота 0,2%4-вода 97,4% Мазут № 9 Машинное масло С Трансформаторное масло Вода 1 % кальцинированной соды в воде Технический керосин Без смазкн 0,04/0,06 0,05/0,07 0,04/0,09 —/0,10 0,04/0,11 0,07/0,12 0,14/0,15 0,14/0,19 0,24/0,27 0,30/0,26 1,0/0.,36
Примечание. В числителе — среднее значение коэффициента трения
(1ср) пРи пластической деформации алюминия; в знаменателе — fcp при
пластической деформации меди.
ЭХ 12 показали, что их влияние весьма различно (табл. 5). Некото-
рые смазки, например олеиновая кислота и зеленое мыло, снижают
коэффициент трения алюминия по стали с 1,0 до 0,04. а раствор соды
в воде и керосин — только до 0,24—0,30 [61].
В работе [67] также указывается, что с повышением смазочных
свойств смазок зоны оптимальных углов заметно увеличиваются, и
при прочих равных условиях действие смазки ухудшается с увеличе-
нием угла наклона образующей волочильного канала. Условия смаз-
ки ухудшаются также с повышением степени деформации, так как
при этом происходит интенсивное утонение и разрушение смазываю-
щих пленок.
Скорость волочения зависит от свойств сплавов, величины об-
жатия, размеров и конфигурации изделия.
Чем пластичнее металл, меньше обжатие, проще и меньше се-
чение изделия, тем больше допускается скорость при равных прочих
условиях.
Исследованиями не выявляется определенная зависимость со-
противления деформирования от скорости волочения, так как при
повышении скорости волочения увеличивается сопротивление мате-
риалов деформированию, ио одновременно повышается количество
выделяющейся теплоты, действующей в обратном направлении [68].
Существует также мнение, что с увеличением скорости волочения
уменьшается коэффициент трения. Совместное влияние этих факторов
приводит к тому, что скорость волочения практически ие влияет на
необходимое усилие.
47
Опытным путем установлено, что на величину наклепа больше
влияние оказывает угол волочения. При соблюдении одинаковых уси
лий волочения применение инструмента с малым углом воЛоченц
дает меньший наклеп, чем с большим углом. :
Для определения усилий волочения трубы на закрепление!
оправке различными авторами предложено большое количеств»
уравнений. Однако точная задача определения напряжений и уси
лий при этих процессах со строгим учетом граничных условий сис
темы волока — деформируемая среда — оправка в настоящее врем:
не решена. Существуют лишь приближенные решения этих задач, по
лученные при определенных допущениях. Одним из основных до
пушений является концепция жестко пластичного и идеально плас
тичного тела. Другое допущение сводится к идеализации услови!
трения на поверхности контакта между обрабатываемым материале»
и инструментом: принимают, что касательные напряжения, вызывав
мые трением, равны нулю при абсолютно гладкой поверхности ил»
максимальны —• равны пределу текучести деформируемого материал,
в случае шероховатой поверхности.
Необходимо заметить, что реальные условия формоизмененю
пластичного материала при холодной сварке трубных элементов не
сколько отличаются от условий деформации при указанном техноло
гическом процессе, например наличием кольцевых выступов и впадин
на заготовке из менее пластичного материала, выполняющей рол»
оправки, отсутствием зазора между деформируемым материалом г
боковой поверхностью выступов, необходимостью значительных до
полнительных усилий для заполнения впадин пластичным материа-
лом и схватывания его с инструментом и др. Это усложняет реше-
ние задачи прикладной теории пластичности при холодной сварке
трубных элементов.
Для расчета удельных давлений и усилий деформирования ши-
роко применяют предложенный Е. П. Унксовым [69] метод, согласно
которому нет необходимости определять напряжения в каждой точ-
ке деформируемого тела: достаточно определить лишь нормальные
напряжения в каждой точке контактной поверхности. Применение
указанного метода предполагает использование экспериментально
обоснованных граничных условий, относящихся к нормальным на-
пряжениям на свободных поверхностях и к касательным напряже-
ниям, являющимся результатом действия сил контактного трения
между деформируемым металлом и инструментом. При этом счита-
ют, что независимо от величины нормальных напряжений касательные
напряжения не могут превзойти некоторой величины, определяемой
условием пластичности. Интеграл нормальных напряжений по проек-
ции контактной поверхности на плоскость, перпендикулярную к на-
правлению действия равнодействующей усилия деформирования,
дает величину деформирующего усилия. Частное от деления получен-
ной величины на указанную проекцию контактной поверхности опре-
деляет величину среднего удельного давления деформирования.
Развитие математической теории пластичности позволило наме-
тить новые способы определения рабочих напряжений при различных
процессах пластических деформаций решением системы общих диф-
ференциальных уравнений равновесия элементарного параллелепипе-
да очага деформаций без широкого применения упоминавшихся
усреднений. В работах [70, 71] предложен метод характеристик (ли-
ний скольжения), обеспечивающий высокую точность расчетов, од-
нако использование его для решения практических задач вызывает
некоторые затруднения.
Метод характеристик (линий скольжения) позволяет лишь в
1 виде представить некоторые закономерности формоизменения
« еТпластичного металла при холодной сварке трубных элементов,
п не учитывает конкретных технологических условий деформирова-
ин геометрии свариваемых заготовок, обжимного конусного кольца
НИеоотношения их размеров, а также сил трения на контактных по-
И пхностях. При различных процессах обработки металлов давле-
Вием (например, при волочении полых профилей) наиболее широко
применяют аналитический метод определения усилий и напряжении
с’помощью дифференциальных уравнений равновесия в усредненных
значениях главных нормальных напряжений с привлечением новых
vc товий пластичности, основанных на современных представлениях о
предельных состояниях [72].
И. Л. Перлин в работе [60] проанализировал наиболее извест-
ные уравнения, основанные на этом методе, и показал, что целесо-
образно отказаться от некоторых допущений, заменив их новыми,
более близкими к реальным условиям процесса. Ои пришел к выводу,
что усилие волочения Р связано с напряжением волочения К зависи-
мостью
где FK — конечная площадь сечения заготовки.
С. И. Губкин [48, 72] исследовал характер напряженного состоя-
ния и нашел расчетную и экспериментальную зависимость для опре-
деления усилия деформирования при волочении. Он ввел понятие
давления течения q, которое определяется как отношение главного
результирующего усилия Р к площади давления Fq:
q = PIFq. (23)
Им получено уравнение для определения удельного давления те-
чения при волочении труб с учетом всех потерь:
7П/ (F^a
FK
f \)
(22)
? — °ср
А
н
4
зрз"
(24)
где / — длина цилиндрической части волоки; П—-периметр профиля;
f— коэффициент внешнего трения; <тСр= (ов+<тк)/2 — сопротивление
деформации, причем он и <тк — истинные сопротивления в начальном
и конечном сечениях, определяемые по ориентировочной прямой при
степенях упрочнения, соответствующих начальному и конечному се-
чениям:
а= 1/cos (а/2) +f/[tg a cos (а/2)]—1;
Ь = 1/cos (а/2) +f/[tga-cos (а/2)].
При обжатиях ~25% в предлагаемом способе соединения метал-
лов, как будет показано ниже, сплав алюминия полностью заполняет
канавки на стальной (титановой) заготовке. В этих условиях пласти-
ческая деформация соединяемых заготовок по характеру аналогична
деформации металлов при волочении биметаллического прутка. Подт-
верждением этому является следующее. При холодной сварке стальная
(титановая) заготовка имеет значительно более высокий модуль уп-
ругости, чем деформируемый алюминиевый сплав. Однако она под-
49
Рис. 18. Характер искажения координатной сетки на алюминиевой заготед
после волочения обжимным кольцом при холодной сварке трубных элемет
вергается упругой и пластической деформации. Наиболее дефор»
руются выступы стальной заготовки, которая является аналогом ct
дечника биметаллического прутка. Кроме того, общая схема дефс
мации при сварке и характер межслойного трения при движен
алюминия по поверхности выступов стальной заготовки такие я
как при волочении биметаллического прутка.
Сказанное также подтверждается экспериментальными иссле/
ваннями характера искажения координатной сетки при холоди
сварке трубных заготовок (рис. 18). Сопоставление данных рис.
с характером искажения координатной сетки при волочении бпметг
лического прутка (рис. 19) показывает некоторое сходство закот
мерностей пластического течения металлов в обоих случа!
Однако необходимо отметить, что выступы на стальной заготоь
весьма влияют на характер деформирования сетки.
Биметаллический стержень является телом с разрывной неодг
родностью. Известно несколько схем расчета долевых напряжен!
возникающих при волочении биметаллического прутка.
Схема, предложенная И. Л. Перлиным [60], основана на рабе
Закса [73], который определил средние долевые напряжения при е
лечении монопрутка. В основе схемы И. Л. Перлина лежит пред!
ложение. что для определения долевых напряжений биметаллич!
кого цругка достаточно в формуле для расчета напряжений в мое
прутке заменить предел текучестЕ! величиной
гт — F _!_ t гтЧ /I
где £=FI/A; £n=Fn/F; Fi— площадь поперечного сечения обол<
ки; Fit —площадь поперечного сечения сердечника; F— Fi+Fn
площадь поперечного сечения биметаллического прутка.
В. А. Маковский и А. С. Ейльман [59] провели сравнение р:
считанного по указанной схеме долевого усилия для бпметаллич
кой медно-иикелевой проволоки с экспериментально получени
кривой (рис. 20). Видно, что экспериментальные данные выше pi
четных. Основной недостаток данной схемы в том, что нельзя pi
дельно измерить напряжения в оболочке и сердечнике.
Использовав метод определения средних долевых напряжен
для мопопрутка, авторы [59], решив упрощенные уравнения рав1
весия для оболочки и сердечника, получили выражения для средь
долевых напряжений с учетом различия упруго-пластических свой
металлов биметаллического прутка, предполагая, что касатс
пые напряжения непрерывны при переходе через поверхность р
дела металлов п линейно зависят от радиуса.
50
Рис. 19. Изменение формы рисок в очаге деформации при волочении [59].
« — медио-алюмиписвый пруток; б — медно-никелевый пруток
Экспериментальные исследования показывают, что нормирован-
ные средние долевые напряжения увеличиваются с уменьшением уг-
ла конуса волоки (рис. 21). Это позволило сделать вывод о том, что
угол волоки а должен быть не менее 6°, а при тонких жестких обо-
лочках угол а должен составлять 12—14°. Волочение тонких, но ме-
нее жестких, чем сердечник, оболочек затруднено вследствие нару-
шения целостности оболочки.
Уравнения для определения напряжений и усилий при волочении
очень сложны, что ограничивает их применение; лишь используя
51
Рис. 20. Зависимость усилия волочения от степени деформации:
/ — экспериментальная; 2 — расчетная
Рис. 21. Зависимость нормированных средних долевых напряжений от а -
I угла наклона образующей волочильного конуса оболочки:
о- — Vcp =|0,9, б—уср =0,1; 1 — напряжение в оболочке; 2 — напряжение
, сердечнике (сплошные линии е=2,9; пунктирные линии е=0,328); e=E3/j
(Е[ и Е2— модули упругости материалов оболочки и сердечника [59]) :
уравнение А. Л. Тарковского ![74], можно при помощи homoi
быстро определить величину напряжения волочения, а по не
усилие волочения круглых прутков и проволоки. Для опреде.
усилия волочения сплошных профилей целесообразно использ
упрощенное уравнение С. Н. Петрова [61]:
Р = аср Гк (In X) (I 4-fctga), m
а для определения усилия волочения труб — уравнение В. А. Кочки
на [60]: I
р = "ср Ак(1п 1) (1 4-2f/sin2a + //tga). (27)
Ранее отмечалось, что при холодной сварке трубных элемитов
после достижения торцом деформируемой заготовки из более пла-
стичного металла бурта заготовки из менее пластичного металл
т. е. при выборе зазора В (см. рис. 8), в зоне соединения заготовс
напряжение главных деформаций заготовки из более пластично:
металла не совпадает с направлением главных напряжений в н>
(см. рис. 9,6). Это приводит к тому, что характер деформации мета
ла охватывающей заготовки становится аналогичным характеру д
формации металлов при прессовании. Поэтому необходимо рассма
реть пластическое течение соединяемых материалов при холодна
сварке трубных элементов на П стадии в соответствии с теорш
прессования металлов.
Процесс прессования характеризуется напряжением всесторч
него сжатия. Всестороннее сжатие обеспечивает деформируемом
металлу наиболее высокую пластичность по сравнению с другим
процессами обработки металла давлением [48, 72]. Поэтому пр]
сованием обрабатывают все цветные металлы и их сплавы, прост!
и специальные стали, чугун и др. [75—78].
52 ;
По схеме формоизменения пластичного металла и принципу
чяпмодействня его с жесткой матрицей процесс на II стадии, по-види-
В3 mv наиболее схож с обратным прессованием прутков и профилей
7°ис 22) Такая аналогия справедлива, если за перемещающуюся
ятоицу принять обжимное конусное кольцо. Можно провести ана-
огию между холодной сваркой и прямым прессованием труб, если
Л;и чин прическу ю часть заготовки из менее пластичного металла с
нарезанными канавками принять за иглу, а бурт —за прессшайбу и
осуществлять процесс деформирования за счет перемещения заго-
товки из менее пластичного металла (рис. 23).
Основными параметрами, характеризующими деформацию при
прессовании, являются коэффициент вытяжки (степень вытяжки) и
степень деформации (степень обжатия).
Коэффициент вытяжки X при прессовании труб равен отношению
площади сечения прошитого слитка или заготовки, определяемой
разностью между площадью контейнера FK и иглы Гнг, к площади
поперечного сечения трубы FTP [78]:
X = (FK — Рнг)/Ртр — (Fk FHr)/(FMaTp FIir). (28)
Степень деформации ф труб при прессовании на игле определя-
ют как отношение разности между площадью сечения прошитого слит-
ка и площадью сечения трубы к площади сечения прошитого слитка
[78]:
Ф = l(FK — ^нг) (^матр Л.г)1 / (Fk FIir). (29)
Логарифмический показатель степени вытяжки 1п% представля-
ет собой усредненный численный коэффициент вытяжки при прес-
совании.
Прессование металлов отличается от других способов обработки
металлов давлением (волочения, прокатки) тем, что на разных эта-
пах процесса напряженное состояние, картина течения, температура
металла и усилия прессования различны.
Характер течения материала при прессовании весьма влияет на
структуру и механические свойства изделия. Многочисленными
экспериментальными исследованиями установлено, что картина исте-
чения резко меняется в зависимости от режима прессования и при
роды материала. Для изучения характера течения металла применя-
ется метод координатных сеток.
Рис. 23. Схема прямого прессования
трубы: 1 — шплинтон; 2 — прессшайба;
3 —игла; 4 — слиток; 5 — матрица; 6 —
контейнер; 7 — обойма
^ис. 22. Схема обратного прессова-
пня прутка: ' ?
' — полый пуансон; 2 — матрица; « '
® контейнер: 4 — елнток
53
В работе [78] приведена схема внешних сил и напряжений, дей
ствующнх на металл при прямом прессовании цилиндрического прут
ка из цилиндрического слитка через одноканальную коническую мат
рицу (рис. 24).
На прессуемый металл действуют внешние силы: давление пуан
сона (прессшайбы), нормальные давления на боковых поверхностя:
контейнера, матрицы и калибрующего пояска, силы трения, возника
ющие на контактных поверхностях, в том числе и на контактно)
поверхности прессшайбы.
Основной вид напряженного состояния металла в очаге дефор
мации — трехосное сжатие (см. рис. 24). На некоторых участках i
определенных условиях может возникнуть другой вид напряжен
ного состояния — продольное напряжение из сжимающего може'
перейти в растягивающее.
Деформированное состояние определяется двумя деформациям!
сжатия — радиальной 6Г и окружной бе и одной деформацией растя-
жения — продольной 6l.
Согласно теории пластичности, в условиях осесимметричной де-
формации (например, в рассмотренном процессе) окружные и ради-
альные напряжения и деформации можно считать равными между
собой, т. е. что аг = (Те и бг=б0 -
Типичная координатная сетка, полученная при прессовании
круглого прутка, приведена на рис. 25. Эти данные дают наглядное
представление о распределении скоростей движения металла в кон-
тейнере при прессовании — центральная часть слитка в зоне дефор-
мации имеет большую скорость движения частиц по сравнению с
периферией. Большая скорость движения объясняется формой инст-
румента и действием силы трения.
Благодаря высокому давлению металла на стенки контейнер;
процесс прессования связан со значительным трением, при этом очеН|
часто наблюдается прилипание металла к стенкам. Снижение треки»
достигается применением смазки.
Характер течения металла при прессовании труб из полых заго
товок исследован во многих работах '[61, 75—80]. Показано, что о*
существенным образом отличается от течения при прессовании прут-
ков. При прессовании труб из полого слитка течению металла пре-
пятствует трение о стенки контейнера и матрицы о поверхность ИГ-
Puc. 24. Схема внешних сил, действующих в процессе прессования на металл,
а также возникающих при этом деформаций и напряжений; индикаторная
диаграмма давление Р — ход пуансона (Дп):
1 — контейнер; 2 — прессшайба; 3 — начальное положение шайбы; 4 — поясок
матрицы; I—1V — периоды
54
. Деформация металла по се-
чению заготовки вследствие
трения металла об иглу вырав-
нивается, поэтому характер те-
чения металла при прессовании
тпуб на игле по сравнению с те-
чением металла при прессова-
нии прутков отличается мень-
шей неравномерностью.
С Исследованиями установле-
Рис. 25. Типовая схема координатной
сетки, получающаяся после прессова-
ния цилиндрического прутка через од-
ноканальную матрицу:
7—7 — начало обжимающей части оча-
га деформации; II—II— конец обжи-
мающей части очага деформации; Ill —
упругая зона (мертвый объем)
но [77], что с увеличением угла
конусности матрицы увеличива-
ется неравномерность течения
металла. Наиболее значительна
она при прессовании в плоскую
матрицу. Для исключения этого
явления обычно применяют мат-
рицы с заходной частью в виде
воронки с центральным углом
110—130°.
Степень деформации
влияет не только на характер истечения
металла, но и па усилие прессования, величину и однородность меха-
нических свойств прессованных изделий. Исследованиями ![61] прес-
сования прутков из магнитного сплава с содержанием 10% А] уста-
новлено, что при степени деформации менее 20 % предел прочности в
наружных и внутренних слоях прутка одинаков. С увеличением сте-
пени деформации до 60% предел прочности возрастает, а неравно-
мерность прочности по сечению становится максимальной. При е«
«90% неравномерность деформации по сечению прутка исчезает,
предел прочности и относительное удлинение металла становятся
максимальными.
Неравномерность механических свойств по сечению полых и
сплошных пресспзделий аналогичны [77].
Расчетному и экспериментальному определению усилий, возни-
кающих при прессовании различных металлов и сплавов в разных
условиях прессования, посвящен ряд работ [75—80].
Расчетный способ основан на теории пластической деформации п
данных экспериментальных наблюдений. Отклонение расчетных вели-
чин от фактических в наиболее точных аналитических методах оцени-
вается приблизительно в ±15%, что приемлемо для многих случаев
практических расчетов.
Для расчета усилия прессования Р наиболее часто используют
уравнение [75, 76]
(30)
где <7 — давление металла, кгс/мм2, Fo— площадь поперечного сече-
ния контейнера, мм2.
, Величина q может быть вычислена по уравнению Е. П. Унксова
169] для прессования прутков из цилиндрического контейнера через
матрицу с коническим заходным и цилиндрическим выходным участ-
<7 = от
2£0
А
+ -Lln^+Va
о А А
(31)
где Т-о, А — длина и диаметр заготовки; A, Fi —поперечное сечение
55
заготовки и выходного отверстия матрицы; а и —длина и диамет
выходного цилиндрического участка матрицы.
А. М. Рытиков и Ю. Ф. Шевакин, исследуя процесс прессовали;
труб, предложили форму для расчета усилия прессования [81]:
Р = л[0,65атс(1пЛ)(Р| — dj? ) 4-0,5 сгт с (LH —Л) £>н], (32
где °т.с = р ат.н’°т.к = ]/ С <гт н; (ат н —истинное сопро
тивление деформированию металла в момент начала обжатия, т.
у начала обжимающей части очага деформации; ат.к — сопротив;
ние деформированию в конце процесса; С — коэффициент упрочнеш
или скоростной коэффициент, зависящий от степени и длительное
деформации); £>н — диаметр распрессованной заготовки; dK — bhj
репний диаметр трубы; LB — длина распрессованной заготовки; h
«0,58Х(^н—dK)ctga — высота очага деформации.
2. Параметры деформирования
трубных элементов
Сила, под действием которой перемещается обжим»
конусное кольцо и интенсивно деформируется боле
пластичный металл при получении трубных переходнике
холодной сваркой, раскладывается на нормальную ;
тангенциальную составляющие (рис. 26)
Под
деистви
ем нормальной силы более пластичный металл дефор
мируется в радиальном направлении, заполняя кольце
вые канавки в менее пластичном металле и образуй
физический контакт между ними.
Пластичный металл течет в осевом направлени»
под действием тангенциальной составляющей, вследст
Рис. 26. Схема внешних сил, действующих при совместном деформнрованИ!
трубных заготовок, а также возникающих при этом деформаций и напряже
| ний:
1 — заготовка из более пластичного металла; 2 — заготовка из менее пластич
I ного металла; 3 — обжимное конусное кольцо
56
вие чего деформируются выступы на заготовке из менее
пластичного материала.
При таком характере течения металлов в зоне сое-
динения можно получить сравнительно большие очи-
щенные от окисных пленок поверхности.
Преимуществом схемы нагружения является отсут-
ствие объемного формоизменения заготовки из менее
п частичного металла и локализация деформации в тон-
ких приповерхностных слоях зоны соединения.
Основные технологические параметры холодной свар-
ки трубных элементов — средняя степень обжатия за-
готовки из более пластичного металла уСр и скорость
перемещения обжимного кольца V. На процесс образо-
вания сварного соединения и его прочностные характе-
ристики определяющее влияние оказывают геометриче-
ские параметры: угол конуса обжимного кольца а, угол
при вершине кольцевых канавок р и число выступов п
на заготовке из менее пластичного металла. Оснастку
и прессовое оборудование для реализации предложен-
ного способа выбирают с учетом нормального давления
деформирования q.
Геометрические параметры Du, а, р, dB.K, h (см. рис.
7) и их соотношение весьма влияют на характер плас-
тического течения более пластичного металла и напря-
женного состояния в зоне соединения. С увеличением
Он при постоянном dR величина q возрастает, что соз-
дает более жесткие условия напряженного состояния.
На характер напряженного состояния в зоне соеди-
нения оказывает большое влияние также отношение вы-
соты алюминиевой заготовки h к 1высоте стальной
(титановой) заготовки в месте нарезки кольцевых ка-
навок, т. е. величина зазора В между торцом алюми-
ниевой и буртом стальной заготовки (см. рис. 8), а так-
же скорость перемещения обжимного кольца v. Варьи-
рование указанными параметрами позволяет выбирать
оптимальные режимы сварки и соединять не только
титан ВТ1-0 и сталь 12Х18Н10Т со сплавами АД1 и
АМц, но и материалы с приблизительно одинаковым
сопротивлением пластической деформации. В частности,
Данным способом получены качественные сварные сое-
динения сплава АМц с медью Ml и стали ЗОХГСА с ти-
тановым сплавом ВТ6С.
Исследование влияния степени деформации алюми-
ниевой заготовки, скорости деформации, угла заточки
57
Рис. 27. Вид заготовок перед сваркой (а) и изготовленный алюминнево-ста
ной трубный переходник после снятия обжимного кольца (б):
/ — алюминиевая заготовка; 2— стальная заготовка; 3 — обжимное конус
кольцо
канавок на стальной (титановой) заготовке и угла за
точки обжимного конусного кольца на усилие дефор
мирования и величину давления совместного деформи
рования заготовок производили на образцах (рис
27).
Детали вытачивали на токарном станке с до-пус
ком по 3-му классу точности. К испытаниям было под
готовлено пять групп деталей из алюминиевого сплавг
АМц с наружным диаметром в месте деформировапи?
48,2; 49,2; 50,2; 51,6 и 53,4 мм и три группы деталей
из стали 12Х18Н10Т с углами при вершине кольцевы.’
канавок р=30, 60 и 120°. Поперечное сечение обжим
него конусного кольца выбирали с большим запасом
прочности. Было изготовлено 4 кольца из сталг
12Х18Н10Т внутренним диаметром 45 мм в месте ци-
линдрического пояска и углами конуса сс = 3, 5, 7 и 10°
3. Деформация трубных элементов
в зоне соединения
Исследования характера течения более пластичного
металла при получении трубных переходников холод-*
ной сваркой позволяют условно выделить четыре этапа
этого процесса.
На первом этапе исчезают зазоры между соприкаса-"
емыми поверхностями деформируемых заготовок и ча-
стично заполняются канавки на заготовке из менее пла-
стичного материала.
58
На втором этапе металл, вытесняемый из-под об
жимного кольца, течет в направлении бурта на заго-
товке из менее пластичного материала и также частич-
но заполняет канавки, причем пластическая деформа-
ция металла между выступами распространяется на
определенную глубину, и затем деформируемый объем
остается примерно постоянным.
Третий этап начиняется с того момента, когда вы-
тесненный металл достигает бурта и происходит полное
заполнение канавок.
Четвертый этап наступает после полного заполнении
канавок и характеризуется вовлечением всего объема
металла между обжимным кольцом, поверхностью всех
выступов и буртом в пластическую деформацию.
При исследовании закономерностей характера тече-
ния металлов и влияния различных параметров на
прочность соединения алюминиевые, стальные и титано-
вые детали изготавливали из металла одной плавки.
Детали из нержавеющей стали термически обрабатыва-
ли по режиму: нагрев до 1050—1080°С, выдержка 1 —
1,5 ч с последующим охлаждением на воздухе. Все дета-
ли изготавливали по строго одинаковой технологии.
Кольцевые выступы стальных и титановых деталей об-
рабатывали тонким точением с чистотой обработки не
ниже 6-го, а рабочие поверхности алюминиевой дета-
ли — не ниже 5-го классов.
После механической обработки детали из алюмини-
евого сплава обезжиривали в течение 3—5 мин и тра-
вили в 10—20 %-ном растворе едкого натра с добавкой
30 г/л хлористого натрия, затем промывали в холодной
воде, осветляли в растворе концентрированной азотной
кислоты в течение 10—30 с, промывали в горячей воде
и просушивали горячим воздухом.
Перед деформированием внутреннюю рабочую по-
верхность обезжиривали ацетоном или бензином, а на-
ружную рабочую поверхность алюминиевой детали и
внутреннюю поверхность обжимного конусного кольца
покрывали небольшим слоем касторового масла.
Сварку образцов выполняли на универсальной ис-
пытательной машине ЦДМУ-30 с максимальной на-
грузкой 30 тс и на гидравлическом прессе мощностью
250” тс. Сварка на машине ЦДМУ-30 позволяла с боль-
шой точностью замерить усилие деформирования, а
также регулировать глубину и скорость перемещения
59
Рис. 28. Схема установки па прессе опытного алюминпевого-стального пер,
ходннка:
а — деформирование на I стадии; б — деформирование на II стадии; I-
шток пресса; 2 —стакан; 3 — переходник; 4 — обжимное конусное кольце
5 — конус; 6 — разрезная вставка; 7 — подставка; 8 — основание пресса; 9-
искусственный упор, выполняющий роль бурта при деформировании заготово
на II стадии процесса
обжимного кольца. В целях минимального искажени:
геометрии стальной (титановой) детали использовал
приспособление, показанное на рис. 28.
Степень деформации алюминиевой заготовки в зон
соединения определяли по величине вытяжки "к, равно,
отношению площади поперечного сечения алюминиево-
детали до деформирования в рабочей части к конечно
(средней) площади поперечного сечения алюминиево
детали в месте контакта с обжимным конусным коль
цом по средней канавке (рис. 29) и интегральному по
казателю Ink:
^=^к.сР: (33
In k = In (Зн(^н + SH )/[SK.Cp (dK + SK.cp)]), (3-
где FB — начальная площадь поперечного сечения алю
миниевой детали, мм2; FK.Cp — конечная (средняя) пло
щадь поперечного сечения алюминиевой детали в меси
средней канавки, мм2; dH и dK — начальный и конечны!
внутренний диаметры алюминиевой детали после де-
формирования, мм; SK и SK.cp—начальная и конечна!
(средняя) толщина стенки алюминиевой детали, мМ
60
Конечный диаметр алюминиевой детали dK—dH—6г,
я.— глубина канавки, мм.
гД gj' всех экспериментах обжимное конусное кольцо
„помещалось на одно и то же расстояние. Это обеспе-
пе опп получение постоянной конечной толщины стен-
-и алюминиевои детали Зк.Ср—0,5 («к.ср dK), где
______диаметр усеченной части обжимного конусного
4К.СР „ППГГТ.Г^Ы
кольца в iviCvTC v-p-л-- -а------
В тех случаях, когда степень деформации изменяли,
регулируя только величину начального поперечного
щчения алюминиевой заготовки, применяя обжимные
гольца с а=const и Н—const или только за счет изме-
нения конечной площади поперечного сечения заготов-
ки (т. е. когда угол обжимного кольца изменялся от 3
то 10°), степень деформации алюминиевой детали (ко-
эффициент вытяжки X) определяли по уравнениям (16)
н (21) с учетом средней площади поперечного сечения
алюминиевой заготовки:
Yep = (-^н — Рк.ср )/Fн — (FH Fu.cp )/Рк.ср •
Величину обжатия определяли по формуле
Y = (1 - 1Д) 100%, (35)
Зная SK.cp, dK и изменяя dH, можно определить ин-
тегральный показатель ln(FH/FK.cp) или величину обжа-
тия алюминиевой детали X.
i Измерение толщины стенки SK.cp алюминиевой труб-
ной заготовки после деформирования и заполняемости
канавок на стальной заготовке алюминием определяли
на образцах (рис. 27) с использованием схемы, приве-
денной на рис. 29. Перед деформированием на наруж-
ные поверхности свариваемых трубных элементов по
образующим в диаметральной плоскости наносили
риски, которые при сборке образовывали одну линию.
После деформирования образцы разрезали по этим ли-
ниям на части так, чтобы на одной из них оставались
следы рисок. Затем из этой половины приготавливали
шлиф. Шлифование и дальнейшее полирование закан-
чивали при неполном исчезновении рисок. По результа-
там измерений конечной толщины стенки алюминиевой
заготовки и рабочих размеров свариваемых трубных
элементов можно с большой точностью рассчитать
степень деформации алюминиевой детали.
На основании исследования шлифов можно опреде-
лить зависимость твердости алюминиевого сплава АМц
61
и заполняемости канавок деформируемой части ста
ной трубной заготовки от степени деформации.
Влияние степени деформации и формы алюмин
вой трубной заготовки из сплава АМЦ на предел пр
ности при растяжении и характер разрушения тита
алюминиевых переходников исследовали на образц
приведенных на рис. 30. Перед деформированием д]
метр титановой детали в месте нарезки кольцевых
ке
ля
ра
Рис. 29.
ниевой заготовки (II) и величины заполняемости канавок на стальной загот
(1) в зависимости от угла заточки а обжимного кольца (III), угла про*
Р выступов и канавок на стальной трубной заготовке и начального диам
D алюминиевой трубной заготовки при перемещении кольца па 23
Схема определения конечной средней толщины стенки $ R Ср
62
наВок замеряли с точно-
стью до 0,05 мм. После де-
формирования и снятия
обжимного конусного
кольца на концах образ-
ца нарезали резьбу для
закрепления их в захваты
испытательной машины и
замеряли диаметр алюми-
ниевой части
точностью,
проводили
ИМ-4А.
С ТОЙ Ж€
Испытания
на машине
По результатам испы-
таний строили графики
изменения предела проч-
ности при растяжении,
твердости и степени за-
полняемости канавок от
величины деформации
алюминиевой детали.
Нормальное давление
деформирования деталей
в зоне соединения и на оп-
равке определяли отноше-
нием нормальной силы де-
формирования на поверх-
ности конусного кольца к
площади его внутренней
поверхности:
q = N/S. (36)
Рис. 30. Титано-алюминиевый образец
для определения усилия деформирова-
ния при процессах волочения и прессо-
вания, твердости и прочности алюми-
ниевого сплава:
£>Н=2О—24 мм; d=13»5; 15,5—18,5 мм;
dBK=16—19 мм;а=5 и 7°: А — места
разрушений при растяжении; Б — уча-
сток замера твердости (ОК — обжим-
ное кольцо)
Из схемы разложения сил (см. рис. 26) нормальная
сила N на поверхности конуса кольца определяется как
[N = Q/(2sin а), (37)
где а—-угол конуса обжимного кольца, a Q=P —
^Утр — истинная сила деформирования алюминия на
границе раздела с обжимным кольцом, равная разно-
сти усилия деформирования и осевой составляющей силы
трения.
Рутр — f-Af-cosa,
1де / — коэффициент трения при смазке обжимного
кольца касторовым маслом (/=0,1). ншл
63
Следовательно:
г N = Р/(2 sin а + f cos а). (37,
Площадь внутренней поверхности обжимного кону<
ного кольца
<S = Л С?к.ср *ЛК »
где ^K.cp=^B.K+tg a-hB— средний внутренний дпамез
кольца; hK — высота кольца; dB.K — внутренний дц
метр кольца.
С учетом полученных выражений получим
q = Р/[~ hK (dB.K + tg а Лк )(2 sin а + f • cos а)]. (3
’ Усилие деформирования Р зависит от формы и и
ходных диаметров алюминиевых трубных заготовок, с
характера деформации при холодной сварке на I и
стадиях деформирования. Поэтому необходимо эксп<
риментально определить зависимость Р от указанны
факторов.
Исследования проводили на алюминиево-стальнь
и титано-алюминиевых переходниках, представленнь
на рис. 27 и 30. При определении усилия деформиров;
ния титано-алюминиевых переходников с диаметре
кольцевых канавок 13,5 мм между торцом алюм
ниевой и буртом титановой деталей создавали зазс
5 мм, а обжимное конусное кольцо перемеща/
на 10 мм (I стадия) и на 17 мм (II стадия
Определяли также усилия при разных значениях н
ружного диаметра бурта: 13,5; 15,5 и 18,5 мм. С цель
имитации процесса волочения, для определения усиль
деформирования и сравнения их с формулами (26)
(27) титановую деталь изготавливали без канавок;
этом случае пруток диаметром 13,5 мм выполнял род
оправки при волочении.
При определении усилия деформирования алюмин:
ево-стальных переходников (см. рис. 27) обжимш
конусное кольцо перемещали на 17 и 23 мм на первс
стадии деформирования и на 23 мм при совмещен»
процессов волочения с прессованием. Наружный ди
метр бурта при этом изменяли от 42 до 50 мм (с!
рис. 28, б).
Исследования характера и степени пластическс
деформации поверхностей выступов стальных детали
проводили на полированных образцах с i|3=30, 60 и
64
rjocie полирования образцы отжигали в вакууме
5. IO-5 мм рт. ст. по тому же режиму.
Затем электролитическим полированием в хлорно-
гксусном электролите полностью удаляли наклепанный
слой.
Качество поверхности окончательно контролировали
микроинтерферометре МИИ-4. Контактная поверх-
ность выступов, изготовленных таким образом стальных
деталей, считалась свободной от наклепанного слоя и
остаточных напряжений.
После контроля качества электролитического поли-
рования контактных поверхностей выступов стальных
деталей производили замер выступов. На инструмен-
тальном микроскопе БМИ с точностью 0,01 мм опреде-
ляли размеры выступов и фотографировали их. Замеры
проводили по образующим в диаметральной плоскос-
ти. На нерабочую поверхность стальной заготовки
наносили риски, по которым после деформирования
определяли сфотографированные участки. В экспери-
ментах использовали обжимные кольца с а=3, 5, 7 и
10°. Кольца перемещали на расстояния 17 и 23 мм, со-
ответствующие разным стадиям процесса деформирова-
ния. По результатам испытаний.с такими перемещени-
ями выявляли характер пластической деформации
выступов стальной детали.
После деформирования образцы разрезали вдоль
на две части так, чтобы на одной из них оставались
риски с обеих сторон. Из образца с рисками приготав-
ливали шлиф. Шлифование и дальнейшее полирование
заканчивали при неполном исчезновении рисок. Затем
замеряли и фотографировали на микроскопе все участ-
ки зоны соединения.
Степень пластической деформации выступов оцени-
вали по формуле
бет. дет = ь (Д Z/Zo) 100 % , (39)
где 10 — начальная длина образующей поверхности
выступа; Д/ — абсолютная остаточная деформация
Длины образующей выступа после деформации; знаки:
«плюс» — для верхней поверхности выступа (удлине-
ние), «минус» —для нижней поверхности выступа
(сжатие).
Деформацию выступа стальной детали вызывает
севая составляющая нормального давления <уу=
3 Зак. 57
65
Pit с. 31. Зависимость степени деформа-
ции алюминиевой заготовки от началь-
ного наружного диаметра при
= 65 мм/мин, Р — 60°:
кривые 1—4 — при перемещении об-
жимного конусного кольца на 17 мм
(I стадия деформирования — волоче-
ние); Г—4'—кривые при перемещении
конусного кольца на 23 мм (II ста-
дия — прессование); 1, Г — а =3°- 2,
2' — а =5°; 3, 3' — « =7°, 4, 4' — а =
=10°
в(ММ)
Рис. 32. Зависимость перемещения]
нижнего торца алюминиевой заго-
товки в направлении бурта сталь-,
ной заготовки при перемещении]
обжимного кольца на 17 мм от иэд|
чального наружного диаметра алия
мнниевой заготовки 1)н прн
=65 мм/мин и ₽—60°: J
кривая 5 соответствует степени деЯ
формации ln(FH/F Ср) =0,35 для!
каждого значения угла; 1 — а =3°;
2—а =5°; 3 —а=7°; 4 — а =10°
— q sin а; радиальная corn
ляющая qx=qcosa дейст)
ет по нормали к гребню
ступа стальной загото^
(см. рис. 26); отношение |
диальной составляющей
осевой qxi'qy=ctg а. 1
Значение величин составляющих нормального дЛ
ления дает ясную картину степени заполняемости Л
навок алюминием, которая также влияет на величД
деформации выступов. Ч
Опытные данные по влиянию начального наружного
диаметра DB алюминиевой трубной заготовки из сплава
АМц при постоянном внутреннем диаметре на степень
деформации при перемещении обжимного конусной
кольца на 17 мм (I стадия) и 23 мм (II стадия) прпвЯ
дены на рис. 31. |
Степень деформации In (FH/FK.cp) алюминиевой зЛ
готовки увеличивается при уменьшении угла а обжи
него кольца как на I, так и па II стадиях деформйИ
вания. Разница между ln(Fn/FK.cp) для любой пЛ
колец уменьшается с переходом от I к II стадии Я
формирования. В частности, при £)н=50,2—53,4 мм!
66 I
10 И 3° разница. Ain (FH/iFK.cp) составляет 0,36 и 0,14
^ответственно.
CU Это свидетельствует о том, что на II стадии дефор-
пования большие объемы заготовки из сплава АМц
М впекаются в пластическую деформацию при обжатии
^льнами с оольшпмп углами.
К Последнее подтверждается данными, приведенными
на рис. 32. Видно, что при перемещении колец на 17 мм
заполнение зазора между нижним торцом алюминие-
вой 'заготовки и буртом стальной заготовки происходит
в первую очередь при использовании колец а=3°. Сле-
довательно, объемное равностороннее сжатие алюми-
ниевой заготовки наступает раньше при использовании
колец с меньшими углами.
Нетрудно видеть, что под действием напряжений,
направленных вдоль очага деформации, приводящих к
заполнению зазора, происходит относительный сдвиг
соединяемых поверхностей, величина которого возрас-
тает также с уменьшением угла заточки обжимных ко-
лец. Это подтверждается характером зависимости 1,
для которой при любых значениях а величина
Inf/b/Fj-.cp) =0,35. При одной и той же степени дефор-
мации и использовании обжимного кольца с а=3°
нижний торец алюминиевой заготовки из сплава АМц
перемещается в два раза быстрее обжимного кольца с
а=10°.
На рис. 33 и 34 представлены результаты исследо-
вания твердости алюминиевого сплава АМц в зоне
соединения со стальной заготовкой при р=60°, а=5°,
Рис. 33. Зависимость твердости алю-
миниевого сплава АМц от средней
тепени обжатия у о н степени де-
Формации Гн/Гк при а =5“, ₽=
У'1?"- 0=65 мм/мин:
й г * стаДня — волочение- 2, 4 —
мегЛ лДИя ~ прессование; 1, 2 - в
них чиаио Выступа, т. е. при сред-
значенняя у и In(F /F ),
3, 4— Р Н К.Ср'
иск-, месте цилиндрического по
' на стальной заготовке
Зак. 57
67
1 5 5 7 9 11 13 15
Рис. 34. Распределения значений твердости по длине зоны деформиро
алюминиевой заготовки из сплава АМц на различных стадиях воло
(сплошные линии) и прессования (штриховые) процесса в зависимости от
ней степени обжатия ТСр, % (цифры на кривых) при а =5°, ₽ =60° i
=65 мм/мин
v = 65 мм/мин и различных степенях обжатия на о<
стадиях деформирования.
Из рис. 33 (кривая /) видно, что твердость с из
нением степени деформации уСр алюминиевой загото
из сплава АМц в зоне четвертого выступа сталь:
заготовки на первой стадии деформирования ре
возрастает и при уСр =15% достигает НВ55. Дальн
шее увеличение степени деформации алюминиевой
готовки приводит к менее интенсивному росту т
дости (при 'уСр^42% —максимально возможной стег
деформации при волочении твердость НВ68).
Вторая стадия деформирования (совмещение во
чения с прессованием) характеризуется увеличен!
твердости алюминиевой заготовки до НВ68) при с
нительно малых степенях деформации уСр~!
(рис. 33, кривая 2).
Последующее увеличение степени деформации
?ср=38% приводит к незначительному увеличе
твердости (НВ72).
68
Таким образом, в результате деформирования при
одной сварке трубных элементов твердость алюми-
X°‘Lm сплава АМц в зоне соединения повышается
ялево i и Vo**
а прр чем в два раза по сравнению с исходной твердо-
стью НВЗО.
Твердость сплава АМц при деформировании на пер-
вой стадии с Тср=42°/о и на второй стадии при уСр = 220/0
равна НВ68.
Истинную твердость алюминиевого сплава в зоне
цилиндрического пояска на стальной трубной заготовке
при волочении определяли следующим образом: по оси
абсцисс откладывали величину деформации алюминие-
вой заготовки в зоне цилиндрического пояска на сталь-
ной заготовке, а по оси ординат — соответствующую
этой деформации твердость алюминиевого сплава в зо-
не 4-го выступа. Истинное значение твердости алюми-
ниевого сплава при заданной степени деформации в зоне
цилиндрическогоо пояска находили, проводя прямую,
параллельную оси ординат, до пересечения с кри-
вой 1.
Из анализа кривых видно, что алюминиевый сплав
в зоне цилиндрического пояска наклепывается интен-
сивнее и при уср—15% твердость его достигает НВ68.
Дальнейшее увеличение степени деформации на обеих
стадиях процесса приводит к незначительному повыше-
нию твердости.
Характер кривых на рис. 34 показывает, что твер-
дость заготовки из сплава АМц в зоне деформирования
увеличивается с повышением степени деформации на
I и II стадиях. Данные, соответствующие I стадии де-
формирования, показывают, что по длине зоны дефор-
мирования упрочнение происходит неравномерно. Мак-
симальный наклеп алюминиевого сплава — в зоне ци-
линдрического пояска на стальной заготовке.
Последующее увеличение степени деформации при-
водит к выравниванию твердости на первой половине
длины деформирования при незначительном повышении
твердости в месте цилиндрического пояска.
__На второй стадии деформирования уже при уср=
—41 /0 наблюдается равномерное распределение
твердости по длине зоны деформирования алюминие-
и заготовки, и последующее увеличение степени де-
формации приводит к незначительному увеличению
69
Необходимо отметить, что алюминиевую заготовь
Колоколообразной формы можно деформировать nj
любых степенях обжатия, и твердость алюминиево!
сплава в зоне цилиндрического пояска на стальной з;
готовке в месте стыка по торцу алюминиевой заготовк
из сплава АМц со стальной примерно постоянна щ
любых значениях средней степени деформации алюм:
ниевой трубной заготовки.
Для определения степени заполняемости канавок и
стальной трубной заготовке и характера распределение
пластической деформации трубной заготовки из сплаве
АМц по длине зоны деформирования под действие
радиальных сжимающих напряжений в процессе свара
исследовали образцы с §=30, 60, 90 и 120° у заготовг
из стали 12Х18Н10Т. Утол а обжимных колец был р
вен 3, 5, 7 и 10°. Величина их перемещения со ск
ростью о = 65 мм/мин составляла 23 мм на обеих ст
днях деформирования.
Влияние степени локальной деформации In (Ап/А,
на заполняемость отдельных канавок при §=60° щ
различных средних степенях обжатия алюминиевой з
готовки на I стадии деформирования показано т
рис. 35.
Видно, что при уср=15—20% заполнение происх
дит более интенсивно в случаях, когда кольца имет
а=3 и 10°. В частности, на 2-й и 3-й канавках степа
заполнения достигает 77—82%. При использован:
колец с а=5 и 7° заполняемость более равномерна
2, 3 и 4-й канавкам.
С увеличением средней степени деформации уср=
=28—35% степень заполняемости канавок повышает
интенсивнее при больших углах конуса обжимно
Рис. 35. Влияние степени
калькой деформации ln(FH/F
в отдельных канавках при ср
ней степени обжатия уСр =1
20% (сплошные линии) и ?с
=28—35% (штриховые) алюмм
евой заготовки на величину
полняемости канавок (6 = 1 I
на I стадии деформирова!
при перемещении кольца на
мм прн v=65 мм/мин -и ₽ =4
1 — первая; 5 — пятая (сре.-.
сечение); 9 — девятая (поел
няя) канавки; 1 — а =3°; Л
а=5°; III —а =7°; IV — а -
p c 3b. Влияние степени деформа-
ии по среднему сеченню алюм и ни-
вой заготовки на величину запол-
ормости канавок при перемещении
н?пьца с а =5° на 23 мм иа I и
И стадиях деформирования при t>=
1=65 мм/мнн .и ₽ =60°: для 1 и /' —
пятой (средней); 2 и 2' —• первой; 3
' ?' — девятой (последней) канавок
а । п II стадиях деформирования
соответственно; 4 — расчетная кри-
вая на I стадии по пятой канавке
кольца. Необходимо отметить, что при данной форме
заготовок и выбранных перемещениях на I стадии де-
формирования нельзя добиться полного заполнения
всех канавок в зоне соединения. В частности, степень
заполнения последней, 9-й, канавки составляет 67—
85%. Это 'Объясняется малыми величинами радиальных
сжимающих напряжений, действующих в зоне нижних
канавок.
Степень заполняемости канавок сплавом АМц дает
представление о характере очага деформации и его
возможных границах и показывает, что очаг деформа-
ции сдвинут в направлении бурта на стальной заготов-
ке. Деформация начинается во 2-й и 3-й канавках при
малых степенях деформации. С увеличением степени
деформации алюминиевой заготовки полное заполнение
наступает при уср=28—35% на 5-й канавке, т. е. в
среднем сечении алюминиевой трубной заготовки; при-
чем первыми заполняются канавки при деформирова-
нии кольцами с а—10°.
На рис. 36 представлена диаграмма заполняемости
канавок с углом р=60° по всей длине нарезки при об-
жатии кольцом с а=5° на I и II стадиях деформиро-
вания в зависимости от степени деформации по средне-
му сечению заготовки нз сплава АМц. Видно, что на I
стадии деформирования с увеличением степени дефор-
мации заполняемость плавно возрастает и при
In (Гн/Дк.ср) =0,4 составляет соответственно для 5 (сред-
ней), 1 и 9-й канавок 100, 95 и 67%.
Вторая стадия деформирования (кривые 1', 2’ и <?')
начинается при степени деформации 0,075; 0,137 и 0,25
соответственно для 5, 1 и 9-й канавок. Разность между
71
ка-
Рис. 37. Влияние угла заточки ( ₽)
навок стальной детали при их полной
заполняемости по первой канавке при
II стадии деформирования на степень
деформации In(FH/F^ с^)алюминиевой
заготовки из сплава АМц при различ-
ных углах (О) обжимного кольца
заполняемостью на ( и
стадиях различных ка:
вок при величине деф
мации, соответствуюц
полному заполнению
навок на II стадии деф
мирования,увеличивае
в направлении паре;
канавок. На II стадии
полняемость канавок р
ко возрастает и полное
полнение происходит г
значительно меньших с
пенях деформации,
частности, 5-я п 1-я кан
ки полностью заполни!
ся при степенях дефор!
ции 0,21 и 0,27.
Различие в заполн
мости 'канавок по дл]
нарезки уменьшается и полностью исчезает при стел<
деформации 0,37.
На рис. 36 приведена расчетная зависимость 4
формирования по 5-й (средней) канавке, полученная
соотношения (34). Сопоставление этой зависимости
экспериментальными зависимостями 1 и 1' показыва
что при увеличении степени деформации разница меж
расчетными и экспериментальными данными, соотв,
ствующими I стадии деформирования, увеличивает.
При переходе ко II стадии деформирования алю;
пневой заготовки расчетные и экспериментальные д;
ные мало отличаются между собой (зависимости
Значительное различие в характере зависимое!
4 и 1 на I стадии деформирования, по-видимому, свя:
но с наличием кольцевых выступов, препятствуют
проникновению алюминиевого сплава АМц в канав!
и проскальзыванием между поверхностями выступ
стальной и алюминиевой заготовок.
Незначительное различие в характере зависимое!
4 и 1' на II стадии деформирования, вероятно, объят
ется возникновением больших сжимающих радиальн!
напряжений в алюминиевом сплаве, действующих
зоне нарезки 5-й канавки.
72
Зависимости степени деформации In (Гн/^к.ср) труб-
ft заготовки из сплава АМц на II стадии деформиро-
!°ния при использовании обжимных колец с а = 3, 5, 7
Ю° в момент полного заполнения 1-й канавки от ве-
[ичины угла профиля выступов на стальной трубной
заготовке представлены на рнс. 37. Согласно этим дан-
НЫ1М для полного заполнения канавок большим углам 0
должны соответствовать меньшие значения степени де-
формации.
Это можно объяснить возникновением объемного
напряженного состояния металла между обжимным
кольцом и выступами на стальной заготовке вследствие
увеличения сопротивления деформированию внутрен-
них участков заготовки из сплава АМц. Увеличение
степени деформации при использовании колец с мень-
шими углами а, по-видимому, связано с относительным
сдвигом соединяемых поверхностей, величина которого
возрастает с уменьшением угла заточки обжимного
кольца.
Таким образом, средняя величина обжатия заготов-
ки из сплава АМц уср зависит от величин угла конуса
обжимного кольца, угла профиля выступов и канавок
на стальной заготовке и скорости перемещения алюми-
ниевого сплава в направлении бурта на стальной за-
готовке, т. е. yCp=f (а, р, е).
Характер течения металла при получении переход-
ников по предлагаемому способу лишь частично совпа-
дает с характером течения металла при обработке дав-
лением. Так, при варьировании наружным диаметром
бурта п углом профиля выступов и канавок на сталь-
ной трубной заготовке уменьшение разницы между ди-
аметром бурта и наружным диаметром выступов при
больших углах 0 приближает условия деформации при
холодной сварке к условиям волочения трубы на закреп-
ленной оправке. При малых зазорах между буртом и
оожимным кольцом и малых углах р различие в усло-
виях деформации будет более существенным.
При больших углах р и малых зазорах между бур-
'7)М и нижним торцом обжимного кольца характер де-
рормации металла в зоне соединения аналогичен харак-
еРУ Деформации при обратном прессовании прутков и
рофилей (если обжимное конусное кольцо считать пере-
‘^Щающейся матрицей) или прямом прессовании трубы
и Цилиндрическую часть заготовки из менее плас-
73
тичного металла с нарезанными канавками считать t
лой, а бурт — прессшайбой и осуществлять процесс ;
формирования за счет перемещения заготовки из меа
пластичного металлу). При больших углах 0 и больщ
зазорах между буртом и нижним торцом обжимнц
кольца разница в характере пластической деформаш
будет более существенной,
При волочении на закрепленной оправке, а таю
прямом и обратном прессовании труб трение на кл
тактных поверхностях игла — деформируемый матеи
ал — волока (или контейнер) и сопутствующее d
явление схватывания являются нежелательными. Од]
ко именно трение и схватывание поверхностей опре]
ляют возможность образования прочного соединен
при холодной сварке трубных заготовок.
Для определения возможности использования
новных положений и уравнений теории обработки дам
нием при разработке технологии получения трубя
переходников холодной сваркой необходимо экспери»
тально исследовать зависимости усилия и нормальна
давления деформирования ют а, 0, уср, v и числа каиа!
п на стальной трубной заготовке. 4
Исследование указанных зависимостей необходя
не только для более точного определения условий I
формирования, но и для правильного выбора npeccol
го оборудования, определения оптимальных парамета
режима сварки и среднего значения величины соп!
тивления деформации, входящего в основные уравнее
теории обработки давлением. 2
Зависимость усилий деформирования от основе
параметров процесса определяли при сварке трубя
заготовок, показанных на рис. 27. »
На рис. 38 приведены зависимости усилия дефор!
рования при сварке от степени деформации труб!
заготовки из сплава АМц на обеих стадиях деформД
вания (0=60°). 1
Видно, что во всех случаях усилие щеформирова!
увеличивается с ростом степени деформации. На I стаЯ
деформирования значениям ln(FH/AK.cp) <0,35 сЯ
ветствуют большие усилия деформирования при испИ
зовании обжимных колец с а=3 и 10°. Это, верояЯ
объясняется тем, что при малом угле волочения сев
сопротивление трения в очке достигает наибольшей!
личины, а при а=10° происходит более быстрое за г!
74
Рис 38. Зависимость усилия деформи-
рования от степени деформации алю-
миниевой заготовки при г>=—65 мм/мип
и ₽ =60°:
— экспериментальные кривые
(сплошные — при волочении, штрихо-
вые — прн прессовании); 5 — расчетная
кривая при волочении; 1—а =3°; 2 =
а=5°; 3 — 0=7°; 4- а =10°
Рис. 39. Зависимость усилия дефор-
мирования от степени дефор-
мации алюминиевой заготовки прн
о=65 мм/мин-
а-₽ =30°; б-₽ =120°; 1, Г, 2,
2' — при волочении; 3, 3', 4. 4’ — при
прессовании; 1, 1', 3, 3'—0=5°; 2,
2', 4. 4' — а =7°
нение канавок алюминием (см. рис. 35), что приводит
к увеличению сил трения.
При значениях In (Рн/^к.ср) >0,35 усилие деформи-
рования при обжатии кольцом с а=5° выше, чем при
а=10°, из-за больших сдвиговых деформаций в метал-
ле (см. рис. 32). Необходимо отметить плавный харак-
тер зависимостей Р f In (Гн/^к.ср) на I стадии дефор-
мирования.
Вторая стадия деформирования характеризуется
более интенсивным ростом усилия деформирования.
В частности, при использовании колец с а—3 и 10°
усилие деформирования резко возрастает даже при
малых степенях деформации. Однако при использова-
нии обжимных колец с а=10° и In (FH/FK.cp) >0,3
усилие деформирования практически не увеличивается,
ависимость Р f In (FE/FK.cp) при переходе от первой
тадив деформирования кольцами с а=5 и 7° ко вто-
рой имеет'плавный характер. В интервале !п (FH/FK.(..,) =
InfF происходит интенсивный рост Р, а при
,п^н/Л.сР)>0,45 усилие деформирования возрастает
Р03вНаЧИТеЛЬН0- ПРИ in (W.ср) >0,35 усилие деформи-
в 2 а*о1,Я на стадии по сравнению с I стадией больше
о паза, причем большие усилия соответствуют коль-
75
цам с меньшими углами а, так как на поверхностям
контакта выступов стальной заготовки с алюминиевом
вследствие всестороннего сжатия заготовки из сплаы!
АМц возникают большие нормальные и касательные вЛ
пряжения, под действием которых полностью заполни
ются канавки на стальной заготовке и смещаются ко»
тактные частицы деформируемой заготовки из сила»
АМц. ж
Больший прирост усилия деформирования при пере-
ходе от I ко II стадии деформирования прв
In (Рн/'Гк.ср) ^0,4 наблюдается для колец с а=5 и 7°,
Зависимости усилия деформирования при использо
вании стальных трубных заготовок с углами 0=30 i
120° и обжимных колец с углами а=5 и 7° представ
лены на рис. 39. При 0=120° рост усилия на II стадЯ
деформирования прекращается при меньшей степе»
деформации. ЭД
На I стадии с увеличением степени деформация
усилие деформирования растет, причем более интенсий-1
но при малых углах 0 (см.рис. 38, 39). На II стадй|
усилия деформирования при In (Гн/Гк.ср) >0,4 увел||
чиваются с небольшой и одинаковой интенсивность^
На рис. 38 приведен график рассчитанной по ураЯ
нению (27) зависимости усилия волочения труб от стЯ
пени деформации при угле наклона образующей кою,®
волоки к горизонтальной оси 5°. График эксперим®
тальной зависимости для I стадии деформировав»
находится выше графика расчетной зависимости. ЭН
объясняется тем, что расчет по уравнению (27) оп»
сится к случаю волочения труб на оправке, а при »
лодной сварке трубных элементов оправкой являет»
стальная заготовка, имеющая кольцевые канавки, »
полнение которых требует дополнительного усил»
Наличие канавок (в силу механического зацеплен;®
также увеличивает трение между соприкасаемыми »
верхностямп заготовок из стали и алюминиевого спла»
Аналогичные зависимости усилия Р на различи»
стадиях деформирования получены при изготовлен»
титано-алюминиевых трубных переходников с внутр®
ним диаметром 10 мм (рис. 40). На рис. 40 зави®
мость 1, полученная при использовании титановой за»
товкп без канавок, полностью соответствует процесЯ
волочения, а зависимость 4 рассчитана по уравнен»
(27). График зависимости 1 расположен выше графит
76 «
Зависимость усилия дефор-
fW- трубчатых переходников
'Iй.? „ис. 30)’ ОТ степени деформа-
,см- Р,и5' ) алюминиевой заго-
ции In(fH/rK.cp'
mill 0=65 ММ/МИН, а =о ,
товки пр‘
₽ Экспериментальные кривые,
I—3 Д^ые при волочении — I (ти-
пОЛУпая заготовка без канавок) и 2;
"^прессовании - 3; 4 - расчетная
кривая при волочении
зависимости 4, вероятно, вследствие того, что при холод-
ной сварке используется обжимное конусное кольцо с
углом а = 5°, значительно меньшим, чем при волочении
алюминиевых сплавов. Таким образом, использование
обжимных колец с малыми углами а увеличивает сопро-
тивление трения в обжимном кольце.
Результаты экспериментальных исследований и из-
готовления опытно-промышленных партий алюминиево-
стальных, титано-алюминиевых трубных переходников
позволили определить влияние длины нахлестки h\c
(рис. 7) стальной (титановой) трубной заготовки с
алюминиевой в зависимости от диаметра и толщины
стенки S, алюминиевой части трубного переходника на
усилие деформирования Р при холодной сварке (табл.
6). В табл. 6 приведены также рассчитанные по уравне-
нию (27) усилия Pi при волочении труб. Поправочный
коэффициент К к уравнению (27) определяли как отно-
шение Р/Р\, где Р — экспериментальное значение уси-
лия деформирования. Видно, что при h\c = const, S =
=const и различных диаметрах dn трубных переходни-
ков коэффициенты К близки.
В табл. 6 и на рис. 41, а приведены зависимости
среднего значения коэффициента Лср от длины на-
хлестки h\c при различных и S. Данные на рис. 41
Можно аппроксимировать уравнением
Лер = Л1С /(а + b Ли). (40)
График, соответствующий уравнению (40), — гипер-
бола, проходящая через начало координат с асимптота-
Ьц’ паРаллельными осям. Его можно преобразовать к
VAcp =a(l//jie) +fe. (40а)
77
Таблица 6
СРАВНЕНИЕ УСИЛИИ ДЕФОРМИРОВАНИЯ ПРИ ХОЛОДНОЙ СВАРКЕ
ТРУБНЫХ ЗАГОТОВОК С РАССЧИТАННЫМИ ЗНАЧЕНИЯМИ
dH- мм hlc- мм S, мм «Г- тс р*2 ТС К = = Р/Р, «ср к*3 кр 11 * о а а н а. II '—. 1 д*<,,
41 13 2 10,2 31 3,04 3,11 3,25 33,2 I ""
j 4 17,85 39 2,18 2,14 2,17 38,7 1 —1
i 6 26,1 45 1,72 1,71 1,56 43,3 |-4
т 23 2 12 47 3,91 3,82 3,83 46,0 —2
J 4 19,9 56 2,82 2,80 2,71 54,0 —4
6 28,2 59 2,09 2,11 2,13 60,0 +2|
35 2 13,95 61 4,37 4,29 4,15 58,0 ся
4 21,9 65 2,96 2,97 3,04 66,6 +Я
6 30,4 72 2,36 2,40 2,44 74,2 +3f
81 13 2 19,8 63 3,18 3,11 3,25 64,3 +2
4 33,8 71 2,10 2,14 2,17 73,4 +3,5
6 44,3 76 1,71 1,71 1,66 74,6 —2
, 1 23 2 23,2 85 3,66 3,82 3,83 89,0 +4.
4 37,3 100 2,68 2,80 2,71 101 I 1
К? s 6 52 107 2,06 2,11 2,13 ПО 13
35 2 26,6 117 4,45 4,29 4,15 ПО - 6
4 40,9 128 3,14 2,97 3,04 124 -3
6 55,8 135 2,42 2,40 2,44 136 1
201 23 2 1 56,5 220 | 3,90 3,82 3,83 216 4
4 89,8 260 । 2,90 2.80 2,71 243 6,
6 123,3 270 | 2,18 2,11 2,13 263 3
35 2 64,7 260 4,02 4,29 4,15 268 1-3 J
4 98,1 275 2,80 2,97 3,04 298
6 132 312 2,36 2,40 2,44 332 4-6!
45 2 73 306 1 4,20 । 4,20 4,31 314 -1-2,
4 106,6 340 3,19 3,19 3,22 343 4-1,
6 140,5 360 2,56 1 । 1,56 2,60 365 -Ч
= •* . j '
•! Значения, рассчитанные по уравнению (27). •/
•2 Экспериментальные значения.
•3 Значения, рассчитанные по уравнению (40).
•* Погрешность.
78 11
Рие 41 Зависимость экспериментального среднего значения коэффициента
Л' и расчетного Кр от длины нахлестки Л[с стальной (титановой) н стыкуе-
мойР толщины стенки 5 алюминиевых трубных заготовок при а = 5°; а =60° и
п==65 мм/мин;
— прямая зависимость; о — обратная зависимость; 1 — 5=2 мм; 2 — 5= I мм;
(_5=6 мм; сплошные кривые — экспериментальные; штриховые — расчет-
ные по уравнению (10>
Из уравнения (40а) следует, что параметры 1/Жср и
\lhic связаны линейной зависимостью (см. рис. 41,6).
Коэффициенты а и b при расчете усилий деформиро-
вания в условиях холодной сварки с толщиной стенки
5 = 2 мм алюминиевой трубной заготовки определяли
следующим образом: из уравнения (40а) следует, что
a=hic (1/Кср — Ь); подставив /Гср=3,83 и 4,31 при
Лю—23 и 45 MiM, получили о23 = 23 (1/3,83—й); а45=
= 45(1/4,31—Ь). Приравняв а23 и <?«, нашли Ь—.0,201;
подставив значение в выражение для а23 или для а45,
определим а=1,38.
Полученные аналогично коэффициенты для 5 = 4 мм
равны: а=2,75, Ь = 0,250; для 5 = 6 мм: а = 4,0, Ь=
= 0,296. В табл. 7 приведены рассчитанные по уравне-
нию (40) значения коэффициента ЛсР с использованием
полученных коэффициентов а и b при различных S.
Видно, что значения .коэффициентов Кг близки к
значениям /(ср.
На рис. 42 приведены зависимости коэффициентов
° и b от толщины стенки 5. Они аппроксимируются урав-
нениями «=^+^5, fe=C2+r25.
G и С2 определяются величинами отрезков, отсека-
емымц прямыми на осях а и b; Ci = ct(s=2)—igai-S2=
ппо8Г°’655-2=0’07 ’и С2 = b(s=2)-tga2-52 = 0,201-
0,024- 2=0,153.
79
Рис. 42. Зависимости
фициентов а(1) и Ь(2) J
уравнению/(40)] от н myJ
стыкуемой стенки S a.iiojf
ниевой трубной загот* a-ut 11
Коэффициенты г, и тангенсы углов наклона прямьо
к оси S равны: r^tgct^ (<х(в=б) — а(в=2))/(5б — 52) = (4-
— 1,38)/4 = 0,655
и
г2 = tga2 ~ (^(S=6) — 6($=2))/(Sf, — S2) = I
= (0,296 —0,201)/4 = 0,024. I
В результате получаем эмпирические зависимое™
а = 0,07 + 0,655 S; 6 = 0,153 + 0,024 5. Д
Подставляя значения коэффициентов а и b в уравн»
ние (40), коэффициент К можно выразить через S и
hlc. На рис. 41 .представлены зависимости коэффицнея-
та К, рассчитанные по уравнению (40) с использо-
ванием формул (41), которые хорошо согласуются с -же
периментальными зависимостями.
Уравнение (27) с учетом поправочного коэффицш та
К для случая холодной сварки трубных заготовок
но переписать в виде -.
р 2 [(cos2 а + 1) f + 0,5 sin 2 а] hY с <тср FK In А.
~ [0,07 + 0,655 5 -[-(0,153 + 0,024 S)/ilc] sin 2а' Я
Рассчитанные по уравнению (42) усилия деформи™
вания Р2 при сварке трубных заготовок приведенья
табл. 6. {и
Зная Р, можно определить нормальные давленЯ
деформирования в зависимости от In (FH/FK.Cp) (рв
43, 44) при различных параметрах сварки и стадиЯ
деформирования. И
Увеличение In (Кр/Ккср) для трубной заготовки Я
сплава АМц приводит к росту нормального давленЯ
деформирования на обеих стадиях, особенно при мЯ
лых а.
На I стадии при ln(FH/FK.Cp) = 0,3=0,6 и использо*
вании обжимных колец с а=7 и 10° нормальное давте-
80
сформирования, равное 15 кгс/мм2, не изменяется.
Ппи реформировании обжимным кольцом с с/.=5° на-
блюдается скачкообразный рост удельного нормального
давления деформирования: при In (Fn/FK.Cp) ^0,2 q=
-=12 кгс/мм2, при In (Fh/Fk.cp) =0,4 ^=26 кгс/мм2.
Если используется обжимное кольцо с сс=3°, то уже
при малых деформациях нормальное давление дефор-
мирования резко возрастает и при In (FH/FK.cp) =0,45
д=45 кгс/мм2. Кривые 4 и 8 кажутся проходящими вы-
ше начала осей координат вследствие изменения осевых
напряжений вдоль очага деформации.
На II стадии деформирования при In (Fn/FK.cp) >0,3
нормальное давление деформирования увеличивается
незначительно при использовании обжимного кольца с
а=10° и резко возрастает при а=3°. С увеличением
степени деформации нормальное давление деформиро-
вания незначительно возрастает: если In (Fh/Kk.cp) = 0,6,
давление равно 22 кгс/мм2 при а= 10° и 63 кгс/мм2 при
а=3°.
Кривые 5 (а=5°) и 6 (а=7°) при In FH/FK.cP<0,15
близки аналогичным кривым на 1 стадии деформирова-
ния.
Если используется обжимное кольцо с а=5°, увели-
чение степени деформации заготовки из сплава АМц от
0,15 до 0,45 приводит к увеличению нормального давления
деформирования в 5 раз, при а=7° нормальное давле-
ние деформирования возрастает в 3 раза. Увеличение
деформации от 0,45 до 0,6 приводит .к незначительному
увеличению нормального давления деформирования: до
54 кгс/мм2 при а=5° и до 35 кгс/мм2 при «=7°.
Таким образом, на II стадии деформирования при
всестороннем объемном сжатии алюминиевого сплава
АМц нормальные давления деформирования увеличи-
ваются по сравнению с I стадией в 2 раза при а=5 и
‘ > в 1,3 раза при а=3° и в 1,5 раза при а=10°.
Прирост q составляет 26 кгс/мм2 при а=5°.
17 кгс/мм2 при а=3 и 7° и 7 кгс/мм2 при а=Ю°.
Увеличение нормального давления деформирования
с повышением степени деформации происходит вследст-
вие увеличения деформационного упрочнения сплава
АМц (см. рис. 34).
Приведенные значения нормальных давлений дефор-
мирования и их прироста при переходе от I ко II ста-
дии показывают, что скорость заполнения алюминиевым
81
Рис. 43. Зависимости расчетного нор-
мального давления деформирования от
степени деформации алюминиевой за-
готовки из сплава АМц при v=65 мм/
/мин и Р=60°:
сплошные — при волочении; штрихо-
вые — при прессовании; 1 — а —3°; 2 —
(X =5Э; 5—а =7°; 4 — а = 10°
Рис. 44. Зависимости расчетное
удельного нормального давлен||
деформирования от степени дефо
манин алюминиевой заготовки ।
сплава АМц при v=65 мм/мин:
сплошные — р = 120°; штриховые
Р=30° 1, 2— прн волочении;
4—при прессовании; 1, 3—a=i
2, 4—а ^=7°
сплавом канавок на стальной заготовке должна сущест
венно зависеть от угла а обжимного кольца (см. ри
35, 36). '
На рис. 44 приведены расчетные значения q в заН
симости от степени деформации обжимными кольцам
с углами а—5 и 7° алюминиевой заготовки из спла1
АМц при сварке стальных заготовок с углами р=30‘
120°. Характер этих зависимостей аналогичен рассм^1
Рис. 45. Зависимости расчетной •-*
составляющей нормального
деформирования от нормального !
ления деформирования прн о=65я
/мин: J
штриховые — при волочении; сЛ
ные — при прессовании; /, з. 5 Я
= 60°; 2— Р =30° и 120°; 4 — Р—Я
п 120°; / — а =3°; 2, 3 —
«=7’: 5--О =10° в
пенным выше. Следует
отметить, что больший
прирост величины нор-
мального давления на II
стадии деформирования
Пп отношению к I стадии
llU . /г 'Т 1 _О Q • n С
при Щ К-СР7 —и,<5—V,V
происходит при сварке
стальных заготовок с
р=120° (а=5°).
На величину деформа-
ции вершины выступа
стальной заготовки весь-
ма влияет осевая состав-
ляющая нормального дав-
ления деформирования qv
(рис. 26). На рис. 45 при-
ведены расчетные зависи-
мости осевой составляю-
щей нормального давле-
ния деформирования qy на
I и II стадиях.
Значение qy для I ста-
дии деформирования на-
ходили по данным рис. 43
и 44 при степени дефор-
мации, соответствующей
выборке зазора между
Рис. 46. Зависимости расчетной осевой
составляющей нормального давления от
степени деформации алюминиевой за-
готовки при и = 65 мм/мин н ₽=60°:
сплошные — при волочении; штрихо-
вые— при прессовании; 1—а=3°; 2—
а -.5е; з_а==7°; 4— а = 10°
нижним торцом алюминиевой и буртом стальной загото-
вок (см. рис. 32). Указанные зависимости в рассматрива-
емом диапазоне линейны и не зависят от угла р, кроме
того, угол наклона прямых к оси q уменьшается с умень-
шением угла конуса а обжимного кольца.
На рис. 46 в соответствии с данными, приведенными
на рис. 43, показаны зависимости осевой составляющей
нормального давления от степени деформации заготов-
ки из сплава АМц при различных углах заточки обжим-
ного кольца и угле профиля выступов стальной заго-
товки р=30, 60 и 120° на I и II стадиях деформирова-
ния. Вследствие увеличения степени деформации возра-
стает осевая составляющая нормального давления де-
формирования. Необходимо отметить, что на II стадии
Деформирования резкий рост qy наблюдается при ис-
пользовании обжимных колец с а = 5 и 7°.
83
Рис. 47 Зависимость деформации верхней и нижней поверхностей выступ
стальной детали при v=65 мм/мин и ₽ =60° от степени деформации па
стадии (прн прессовании):
+ — верхняя поверхность (удлинение);---------нижняя поверхность (сжатие
Чрезвычайно интересно исследовать закономерн<
сти пластической деформации приповерхностных слое
выступов более твердого материала (стали 12Х18Н10Т
так как этот процесс лимитирует кинетику развита
твердофазного взаимодействия.
Для определения пластической деформации контакт
ных поверхностей выступов и характера распределен!!
ее по длине нарезки под действием составляющих сил
нормального давления деформирования при сварке да!
лением было проведено исследование на образца
трубных заготовок из стали 12Х18Н10Т с углами <проф|
ля выступов и ‘канавок 0 = 30, 60, 90, 120° и алюмыни
вых — из сплава АМц.
Трубную заготовку из сплава АМц деформировал
обжимными кольцами с углами заточки а—3, 5, 7
10°, на II стадии деформирования перемещая их н
23 мм со скоростью с=65 мм/мин при различных ст»
пенях деформации.
84
j-ja рис. 47 приведены зависимости относительной
астической деформации верхней и нижней поверхно-
П й выступов стальной заготовки с 0=60° от степени
деформации In (Fh/^k.cp) алюминиевой заготовки на
П стадии деформирования при использовании обжим-
х колец с углами а—3, 5, 7 и 10°. С увеличением
in (Fh/^kcp) относительная деформация верхней и ниж-
ней поверхности выступов стальной заготовки возраста-
ет причем наиболее интенсивно при использовании об-
жимных колец с малыми углами. Верхняя поверхность
выступов стальной заготовки растягивается, а нижняя,
сжимается, что можно объяснить спецификой действия
сил контактного трения и напряженным состоянием на
границе раздела свариваемых материалов вследствие об-
текания выступа деформируемым 'Металлом (см.
рис. 26).
Относительная деформация верхней поверхности вы-
ступов при а=3; 5; 7 и 10° составляет 19; 15; 6,5 и
4,5% соответственно. Такое различие в деформации
можно объяснить, пользуясь рассмотренной ранее схе-
мой нагружения вершины выступа (см. рис. 26) и дан-
ными, приведенными на рис. 35, 43 и 46.
Ранее отмечалось, что деформацию вершины высту-
па стальной заготовки вызывает осевая составляющая
удельного давления деформирования qv, а радиальная
составляющая qx действует по нормали к вершине вы-
ступа стальной заготовки, обеспечивая заполнение алю-
минием канавок на стальной заготовке. Отношение осе-
вой составляющей к радиальной, равное ctga, показы-
вает, во сколько раз осевая составляющая нормального
давления деформирования меньше радиальной. Приве-
денные соотношения между составляющими нормаль-
ного давления деформирования и их абсолютные зна-
чения (см. рис. 43 и 46) при использовании обжимных
колец с различными углами а позволяют объяснить
характер деформации выступов на стальной заготов-
ке.
При использовании обжимных колец с а=10°
(ctg а=5,67) радиальная составляющая нормального
Давления деформирования велика, поэтому при неболь-
шой деформации алюминиевой заготовки происходит
заполнение канавок на стальной заготовке.
Деформация выступов стальной заготовки под дей-
ствием осевой составляющей нормального давления бу-
85
дет затруднена. Ясно, что в этих условиях деформация
выступов стальной заготовки будет незначительной.
Нормальное давление деформирования при использова-
нии колец с а=10° невелико.
Радиальная составляющая нормального давления
деформирования уменьшается при использовании об-;
жимных колец с меньшими углами а, и поэтому при
In (FH/FK.ep)=const происходит меньшее заполнение ка-i
навок на стальной заготовке алюминием. Выступы
стальной заготовки при этом имеют меньшие ограничен
ния для деформации под действием осевой составляю-
щей удельного нормального давления деформирования.
В частности, при сварке обжимным кольцом с а==5'
(etg а=11,43) деформация верхней поверхности высту-
па составляет 15%. Удельное нормальное давление де-
формирования в этом случае на I стадии при
In (FH/FKcp)=0,15 составляет 11 кгс/мм2, а при
In (Fh/Fk. ср) =0,35 оно резко возрастает и составляет!
25 и 45 кгс/мм2 на I и II стадиях деформирования со-
ответственно.
Таким образом, более медленным заполнена
ем канавок на стальной заготовке алюминием fl
сочетании с большими давлениями на I стадии можнЯ
значительно деформировать поверхности выступов. fl
При использовании обжимного кольца с а=ЗИ
(etg 3°= 19,08) осевая нагрузка стальной заготовки н®
выступы в 19 раз меньше, чем радиальная. Я
Однако, как показали исследования, относительна®
деформация поверхности выступа при In (FH/FK.cp) =0®
в этом случае достигает 19%. Это объясняется тем, чтЯ
уже на I стадии деформирования при In (FH/FK.cp) fl
= 0,15 и заполнении канавок на 68% нормаль®
ное давление деформирования достигает 30 кгс/мм2Л
Осевая составляющая нормального давления дефор-1
мирования при этом составляет ~2 кгс/мм2. Вс-1
роятно, этого давления достаточно, чтобы в начальный
момент деформировать вершину выступа на некоторую
величину. Дальнейшее увеличение нормального давле--
ния деформирования и его осевой составляющей обус-i
ловливает накопление значительной деформации. Де--
формированный в начальный момент сварки выступ на
стальной заготовке при неполном заполнении канавок
в дальнейшем деформируется также под действием
радиальной составляющей qx.
86
Рис. 49. Зависимость деформации
поверхностей выступа стальной за-
готовки от величины угла заточки
(0) при In (Fh/^k'ср)=0,6 и а—5°
на II стадии деформирования (при
прессовании):
/ — верхняя поверхность (удлине-
ние); 2— нижняя поверхность (сжа-
тие)
Рис 48. Зависимость деформации верх-
ней и нижней поверхностей выступов
стальной заготовки (е ) от степени де-
формации пр’и а =5° на II стадии де-
формирования (при прессовании):
/"0=60°; 2-0=30°; 5-0=120°;
4___верхняя поверхность (удлинение);
— — нижняя поверхность (сжатие)
На рис. 48 и 49 показаны зависимости в от
In (Fh/Tvcp) и е от 0, из которых следует, что макси-
мальные деформации выступов на стальной заготовке
накапливаются при 0=30°, т. е. когда момент сопро-
тивления выступов изгибу минимален.
Влияние степени деформации трубной заготовки из
сплава АМц на распределение относительной деформа-
ции выступов стальной заготовки с углом 0=60° при
сварке обжимным кольцом с а=5° показано на рис. 50.
Видно, что первым деформируется пятый, а последним
девятый выступ. Такую очередность в пластической де-
формации выступов можно объяснить формой выбран-
ной алюминиевой заготовки. При In (FH/FK.cp) =0,7 де-
формация по всем выступам выравнивается.
Рис. 50. Зависимость деформации
верхней и нижней поверхностей
выступов стальной заготовки <л
деформации при 0=60° и
и о на П стадии деформирования
inpn прессовании):
/ пятый (средний); 2 — первый
V ерхннй); 3 — девятый (последний)
ыступ; -1- — растяжение.----сжа-
87
88
fja рис. 51 показан характер деформации 5-ю вы-
па при различных значениях In (Fn/FK.cp) Для алю-
миниевой заготовки.
Характер распределения Деформации выступов по
ысоте (0=30, 60 и 120°) при использовании обжимно-
го кольца с а=5° в зависимости от степени деформации
аготовки из сплава АМц показан на рис. 52. При уве-
личении деформации алюминиевой заготовки деформа-
ция выступов с 0=30 и 60°, резко возрастает и при
[П (РнД’к.ср) =0>5 становится максимальной. Выступы
j ри р=120° практически не деформируются
Таким образом, контактные поверхности (0=30 и
60°) заготовки из стали 12Х18Н10Т в процессе холод-
ной сварки с заготовкой из сплава АМц при деформи-
ровании кольцами с углами заточки а=3 и 5° испы-
тывают весьма большие степени пластической дефор-
мации и их относительные величины е при степени
ис- 51. Характер деформации выступа
стальной заготовки с р =60° и (X =5°
“а I и II стадиях деформирования (во
очеинс совместно с прессованием):
г — микроструктура при In (Гн/
к.ср)=0*1 н 0’22 (I стадия); 0,35 и
nwi/H стаДия); g — характер деформа-
выступа: 1 — до деформации; 2 3,
’ ° — при In(F /р )=о,1: 0 22 0,35
II л г I* ср
соответственно
89
Рис. 52. Зависимость деформации bi*
тупа стальной заготовки по высоте
от степени деформации In(F„/F ’
н к*ср*
при 0=5° на II стадии деформиров*
ния (при прессовании):
I — 0—60°; 2-0=30°; 3—0=120° <
деформации In (FH/EK.cp) =0,5 достигают при а=Э
для (3=30 и 60° соответственно 20 и 15%, а при а=3
для р=60° е = 19%. Большую величину пластическое
деформации выступа стальной заготовки можно объяс
нить спецификой действующих на него сил контактно^
трения и характером напряженного состояния на гра
ницс раздела свариваемых металлов.
Глава 111
СВОЙСТВА СВАРНЫХ СОЕДИНЕНИЙ
1. Влияние конструктивных параметров
трубных элементов и режимов сварки
Качество сварных соединений при изготовлении труб-
ных переходников холодной сваркой оценивали по дан-
ным испытаний на Отрыв и внутренним давлением жид-
кости.
На отрыв в условиях статического нагружения испы-
тывали специальные образцы двух типов (рис. 5.’>н
наружные диаметры заготовок были выполнены с до-
пуском по 2-му классу точности, отверстия во втулке
просверлены на расстоянии 5 мм от верхнего торца с
допуском ±0,1 мм. Зазор между отверстием втулки и
наружным диаметром образца был равен 0,1—0,15 мм.
Кольцевые канавки на образцах и втулке нарезали
одновременно, помещая 4 заготовки в диаметрально
расположенные отверстия втулки и фиксируя их затем
разжимной цангой (рис. 53,а).
Испытания проводили на машинах МИП-100-2 (мак-
симальная нагрузка 100 кге, цена деления 0,2 кге) п
фирмы «Baldwin» (максимальная нагрузка 3-104 кге,
3 шкалы — 3-Ю3 кге, 12-103 кге, 3-104 кге с ценой де-
90
я 2,5; 10 и 25 кге соответственно) с помощью при-
способлений, показанных на рис. 54 и 55. Испытывая
Сбоазцы первого типа, определяли прочность сварного
оедпнения вместе с обжимным кольцом, что имитиро-
вало условия эксплуатации данных конструкций; испы-
тывая образцы второго типа, выявляли остаточные на-
пряжения в алюминиевой заготовке после удаления об-
жимного кольца и их влияние на прочность при отрыве.
Перед сваркой по два образца каждого типа встав-
или в отверстия стальной заготовки. При этом образ-
цы располагали в одной плоскости и их оси были вза-
имно перпендикулярны.
Для предотвращения радиального (по отношению к
стальной заготовке) перемещения образцов при сварке,
разворота их к образующей стальной заготовки, а также
отрь1в^ Схема изготовления образцов (а) и их типы (б) для испытаний на
коиус-аЛ/-НаЯ втУлка; 2— образец-заготовка; 3— цанга; 4— вкладыш; 5 —
" ; б — шайба; 7 — гайка; /— заготовка; //, Н1 — типы образцов
91
изменения ее формы внутрь вставляли специальную цац.
гу с посадочными гнездами под испытуемые образцы,
В отверстия образцов первого типа вставляли палец 5
(рис. 54), предотвращающий их деформацию.
Сварные образцы первого типа вместе с обжимны-
ми кольцами крепили в ложе основания 4 так, чтобы
плоскость, в которой находится пара образцов, была
строго перпендикулярна захвату машины (см. рис. 54).
На палец 5 надевали щеки 6. в которые вставляли ось
7 до упора, ограничивающего ее перемещение, и фикси-
ровали втулкой 8. Стойки 9 крепили к оси и верхнему
основанию 10, связанному с верхним захватом машины.
Прикладывая к верхнему основанию приспособления
осевое усилие сжатия, образцы первого типа подвер-
гали испытанию па отрыв.
Рис. 54. Конструкция приспособления для испытания образцов I типа на отрыв.
1 — образец I типа; 2— образец II типа; 3— обжимное конусное кольцо; 4"
основание; 5 — палец; 6 — щеки; 7 — ось; в—втулки; 9 — стойка; 10— верхнее
основание
82
Рис. 55. Алюминиево-стальной трубный переходник с образцами II типа (а)
и приспособление (б) для испытания на отрыв:
/ — образец II типа; 2 — струбцина; 3 — удлинитель; 4 — основание
После испытания пары сварных образцов первого ти-
па обжимное кольцо с переходника удаляли. Обтачива-
ли деформированную часть алюминиевой заготовки, при-
\ давая ей форму цилиндра (рис. 55). Затем в местах
расположения удаленных образцов первого типа
делали 2 отверстия в алюминиевой заготовке. Подго-
товленный таким образом трубный переходник струб-
цинами 2 крепили к захвату машины так, чтобы ось
испытуемого образца первого типа была строго перпен-
дикулярна захвату машины. Ввернув в образец удли-
нитель 3 через отверстие в переходнике и соединив
верхний конец удлинителя с захватом машины, прово-
дили испытания.
Предел прочности сварного соединения при испыта-
нии образцов на отрыв определяли по формуле
= Q/F, (43)
где Q — разрушающее усилие, кгс; F=2/<5K/cos(p/2)—
площадь поверхности выступов на испытываемом об-
разце (I — общая длина выступов образца, бк — глубина
нарезки канавок, мм; р— угол при вершине кольцевых
канавок).
Так как при исследованиях величина <5К была при-
нята равной 1 мм, то
o0 = Qcos(P/2)/(2/). (43а)
93
Условное сопротивление
отрыву рассчитывали по
формуле
ои = Q/Flt (44)
Fi — суммарную площадь
соединения контактирую.
щйл выступов определяли
после разрушения свар-
ных образцов, замеряя
под микроскопом отдель-
ные участки соединения.
Прочность соединения
определяли как среднюю
величину по данным 12
испытаний для каждого
режима сварки.
На рис. 56 показана
Рис. 56. Прочность сварных соединений
в зависимости от степени деформации
пр'и и—65 мм/мин:
а — I стадия (волочение); б — II —
стадия (прессование); 1— а =5°;
=30°; 2 — а =3°, Р =60°; 3 — а =5°.
Р=60°
зависимость разрушающе-
го усилия при испытании
на отрыв образцов обоих
типов, полученных свар-
кой обжимными кольцами
с а=3 и 5°, от степени
деформации In (F„/FK.cp) заготовки из сплава АМц
на I и II стадиях при различных углах р профиля
выступов и канавок на трубной заготовке из стали
12Х18Н10Т. Критическая степень деформации алюми-
ниевой заготовки на I стадии деформирования, при ко-
торой начинается заметный рост прочности сварного
соединения алюминия со сталью, равна 0,2; 0,3 и 0,4 при
а=3°, р = 60°; а = 5°; р = 30°; а=5°, «=60° соответст-
венно.
При a=const и In (/*Н/Гк.ср)—const более высокие
усилия, разрушающие сварные соединения, соответствуют
меньшим значениям р. В частности, Q при р = 30° почти
в два раза больше, чем при р = 60°.
Сопоставление зависимостей 2 и 3 показывает, что)
если р=60°, то начало интенсивного роста усилия, раз-}
рушающего сварные соединения при а = 3°, соответствует)
значительно меньшим степеням деформации алюминие-)
вой заготовки. Малая прочность соединений, сваренных!
в данном режиме, видимо, есть следствие отсутствия?
активации и схватывания в зоне соединения при дап-
94
НОЙ скорости пластической
деформации.
На II стадии деформиро-
вания алюминиевой заготов-
ки интенсивный рост прочно-
сти сварных соединении на-
чинается при меньших сте-
пенях деформации. Исклю-
чение составляют зависимо-
сти, полученные при а=3° и
й = 60°. Максимальное разру-
шающее усилие имеют алю-
миниево-стальные переход-
ники с 0 = 30° при сварке об-
жимным кольцом с ct—5 .
Зависимость Q[ln (Z7н/Дк-ср)]
при р = 60° и а—5° представ-
лена на рис. 56 заштрихо-
ванной областью, верхняя и
нижняя границы которой со-
ответствуют максимальным
и минимальным значениям
разрушающего усилия, при-
чем при In (Fh/Fk.cp) <0,4
максимальные и минималь-
ные значения прочности по-
Рис. 57. Зависимость прочности
сварного соединения при отрыве
отнесенной к общей площади
контакта выступов, и условного соп-
ротивления при отрыве от степе-
ни деформац'ии при у=65 мм/мин:
— I стадия (волочение); - II
лучены В результате ИСПЫТа- стадия (прессование); ои — П ста-
ния образцов I и II типа со- 2-“=3°-
ответственно. При 1п(Дн/
/'Дкср)>0,4 прочность сварных образцов I и II типов при-
мерно одинакова.
Исследования сварки алюминиевых и стальных за-
готовок с 0 = 120° при деформировании обжимными коль-
цами (а = 3 и 5°) показали, что между соединяемыми
металлами схватывания не происходит вследствие ма-
лых величины и скорости пластической деформации кон-
тактных поверхностей выступов (см. рис. 48 и 52) и
соответственно недостаточной их активацией.
На основании данных рис. 56 и уравнении (43 а) и
(44) рассчитаны прочность сварного соединения при ис-
пытании на отрыв По и условное сопротивление при
отрыве од на I и II стадиях деформирования (рис. 57).
Приведенные данные, а также результаты металлогра-
фических исследований показывают, что уже на I стадии
95
Гдеформирования в отдельных участках зоны соедицЛ
ния образуются узлы схватывания. Ж
Необходимость II стадии деформирования для полуЯ
пения прочного соединения нержавеющей стал}р
12Х18Н10Т со сплавом АМц можно объяснить тем, что
прочность соединений а0 определена степенью деформа-,
ции выступов стальной заготовки е и уровнем касательных!
напряжений на контактной поверхности, зависящим от
смещения алюминиевого сплава относительно выступа
стальной заготовки, а смещение зависит от величины В
(см. рис. 32) и твердости алюминиевого сплава в зоне
соединения его со сталью с учетом деформационного
упрочнения (см. рис. 33—34):
Г^конт (В;. Я В)]}. (45)
Даже при одинаковом заполнении канавок прочность'
сварных соединений после II стадии деформирования бо->
I лее чем в 2 раза превышает прочность соединения после
I стадии деформирования, причем интенсивный рост ст0
начинается при значительно меньших степенях дефор-
мации заготовки из сплава АМц (см. рис. 57).
Это объясняется существенной разницей в значениях!
нормального давления (см. рис. 43, 44) и его осевой!
составляющей (см. рис. 45—47) на I и II стадиях де-!
формирования алюминиевой заготовки и соответствую-!
щих этим давлениям значениях пластической деформа-
ции выступов на стальной заготовке.
Критическая степень деформации, соответствующая
максимальной прочности сварных соединений, при о. = 3°
и р = 60° составляет 0,35; давление деформирования прн
указанных геометрических параметрах сварного сое;
нения составляет 62 кгс/мм2. Критическая степень
формации при р = 30 и 60°, а=5°, обеспечиваюш:
более высокий уровень прочности сварных соединении,
чем при р = 60° и а=3°, составляет 0,43, а график зави-
симости оо от In (F„/FK.(.p) имеет перегиб, что можно
объяснить характером течения более пластичного метал-
ла в зоне соединения, обеспечивающим значительную
деформацию выступов стальной заготовки в сочетании с
большими величинами удельных нормальных давлений
деформирования.
Прочность сварных соединений при а=5° и р=30°
выше, чем при а-=5° и р = 60°, вследствие более высо-
кой степени деформации выступов на стальной заготов-
90
n.H- SS. Кривые распределения
1,7пдости по зонам контакта в
плоскостях:
"ершивы выступа - 1. 2 - и
„'тины з, 4 на стальной заго-
нке из стали 12Х18Н10Т, 5-
„епдость сплава АМц в исход-
‘омг состоянии, /-/ — линия кон-
такта с обжимным кольцом;
. д____области максимального
„ умеренного наклепа соответ-
ственно.
ке. В частности, при степени деформации алюминиевой
заготовки 0,43, р = 30 и 60° степень деформации высту-
пов стальной заготовки е составляет 31 и 25% соответ-
ственно.
Переход от I ко II стадии деформирования в 2 раза
увеличивает нормальное давление деформирования, что
приводит к существенному деформационному упрочне-
нию алюминиевого сплава. Это увеличивает силы тре-
ния на контактных поверхностях соединяемых метал-
лов и облегчает их схватывание.
Экспериментальные исследования показывают, что
микротвердость сплава АМц в зоне соединения с верши-
ной выступа равна 65—70 кгс/мм2, т. е. в два раза боль-
ше микротвердости сплава в исходном состоянии
(рис. 58). По мере удаления от поверхности соединения
наклеп несколько уменьшается и достигает минималь-
ных значений в центральной части (7717=57—62 кгс/мм2).
Необходимо отметить, что в зоне контакта алюминие-
вого сплава с обжимным кольцом микротвердость до-
стигает 90—140 кгс/мм2.
Микротвердость вершины выступа нержавеющей ста-
ли 12Х18Н10Т увеличивается от 160 до 280—290 кгс/мм2
и остается постоянной на глубине до ~0,5 мм. На рас-
стоянии 1,3—1,5 мм от вершины поверхности выступа
МпкРотвердость становится равной исходной.
4(0,5) Зак. 57 gj
Исследование микротвердости алюминиевого cn.qaafl
и нержавеющей стали в зоне соединения в области вец,
шины канавки показало, что имеются участки алюмпни<
вого сплава, содержащие, вероятно, дисперсные включр.
ния окиси алюминия с твердостью до 90—110 кгс/м^г
Они появляются в процессе пластической деформации
алюминиевого сплава и течения его по поверхности вц.
ступов, в результате чего окисные пленки разру шаот^
и скапливаются в вершинах канавок стальной заготовку
(см. рис. 51). На расстоянии ~1,2 мм от вершины вц.
ступа мпкротвердость стали в зоне соединения с верши-
ной канавки и с вершиной выступа составляет 220- -238
и 200—190 кгс/мм2 соответственно. При удалении!
глубь от вершины канавки микротвердость уменьшается
до исходной.
Исследования микротвердости в зоне соединения
алюминиевого сплава с нержавеющей сталью .показал
что по мере удаления от вершины выступа к вершине
канавки наклеп поверхностных слоев выступа на загс
товке из нержавеющей стали уменьшается вследствие к
однородного характера развития пластической деформа
ции выступа. Более интенсивное падение наклепа на
блюдается на расстоянии >V2 длины выступа от егс
вершины Эти данные согласуются с характером дефор
мацни выступов на стальной заготовке (см. рис. 47- 52)
Металлографическими исследованиями сварных со
единений (рис. 59) установлено, что в зоне соединен^
вершины выступа стальной заготовки на расстоянии
менее '/з—V2 его длины окисные пленки и другие неме-
таллические включения отсутствуют. Это связано с рас
трескиванием окисной пленки и уносом ее и других з»
грязнений со свариваемых поверхностей при обтекании
алюминиевым сплавом выступа на стальной заготов»
и перемещении деформируемого алюминия вдоль поверх-
ностей выступов стальной заготовки от вершины к впа-
динам.
Испытания внутренним давлением жидкости прово-
дили на трубных переходниках (см. рис. 27), обработав
ных до размеров, указанных па рис. 60.
Разрушающее гидравлическое давление для каждой
режима сварки и типа трубного переходника определи
ли как среднее значение по данным 5 испытаний.
Среднее значение толщины алюминиевой части пер<
ходника с учетом заполнения канавок алюминием в
98
рис 59. Микроструктура пере-
ходной зоны алюминиево-сталь-
ного соединения. Травление в
оастворс: 20 сма/л HF и 300
?м"л lINOs (Х340)
Рис 60. Алюминиево-стальиой переходник
после механической обработки
ченпп I составляло Si= 1,5 мм, в сечении II £ц=2 мм,
в сечении III 5ш=6,5 мм и в сечении IV Siv=6 мм.
Алюминиевую часть переходника в сечениях I и II
можно рассматривать как тонкостенный цилиндр, так
как D„i/DHi=43/40<1,2 и D^/D^ =45/41 <1,2.
При испытании внутренним давлением жидкости тон-
костенных цилиндров напряжения в элементах цилиндра
определяют по следующим выражениям [82]:
О/ = Рв -RB/S; ог = Рв >RB/(2S); оу = 0, (46)
где Рв —внутреннее давление жидкости: RB — внутренний
радп\с алюминиевой части переходника; щ, oz и ог—
средние тангенциальные, осевые и радиальные напряже-
ния соответственно.
Уравнение для тангенциальных напряжений выве-
дено в предположении их равномерного распределения
по толщине стенки трубы.
Неравномерность распределения напряжений вслед-
ствие внутреннего давления возрастает с увеличением
толщины стенки.
Алюминиевую часть переходника в сечениях III и
можно рассматривать как толстостенный цилиндр,
так как £>Hjn /D =45/32>1,2и D^/D „iv=44/32> 1,2.
Для толстостенных цилиндров при испытании внут-
ренним давлением жидкости напряжения на наружной
кщГм6 [82]ИНДРа 0ПРеделяК)тся следующими выраже-
4 Зак. 37
99
ct =РЪ2РЖ - £„); сг = рь.РЖ - Pl)-
сг = 0, (47)
где Ри и /?в—-наружный и внутренний радиусы .сечений
Наибольшие напряжения возникают на внутренней
поверхности трубы, а наименьшие — на внешней. В ра.
боте [83] приведены зависимости отношения Ошах/птт
максимального и минимального значений тангенциаль-
ных напряжений от отношения толщины стенки к на-
ружнему радиусу 6//?н- Напряжение Отах определяли по
формуле
Стах = (/?« + Rl) РВ KRl - /?в). (48)
Максимальные напряжения от внутреннего давления
жидкости возникают вблизи ниппелей. В работе [83]
отмечается, что при абсолютно жесткой заделке напря-
жения
Ож.з = 3,6От , (49)
а при упругой заделке, характерной для обычных усло-
вий эксплуатации соединений трубопровода:
ау.3=1,8о/. (49а)
В работе [2] приведены результаты испытаний тон-
костенных труб из стали 12Х18Н10Т и сплава АМгб при
двухосном напряженном состоянии и разных соотноше-
ниях осевых и тангенциальных напряжений. Показано,
что наиболее жесткие условия нагружения внутренним
давлением жидкости возникают при отношении осевых
напряжений к тангенциальным т] = Ог/щ=0,5. При этом
условный коэффициент запаса прочности К=—С,5—
0,6 (где oz — разрушающее осевое напряжение, от,—
предел прочности материала в исходном состоянии).
Трубные переходники, полученные холодной сваркой,
при испытании .внутренним давлением жидкости разру-
шались по основному металлу (алюминию) в сечении
II при давлениях 250—260 ати, соответствующих расчет
ным для тонкостенных цилиндров при т] = 0,5. Условный
коэффициент запаса прочности в этом случае /С=1.
Из уравнения (46) следует, что тангенциальные на-
пряжения в 2 раза больше осевых. Следовательно-
трубные переходники должны разрушаться в зоне соеди-
нения алюминия со сталью. Однако характер разруфе_
ния трубных переходников показывает наличие шейк
100
сечении II, что свойст-
венно для образцов при
одноосном растяжении.
ЭТо объясняется тем,
цТо В данной конструк-
ции внутреннее давление
жидкости вызывает осе-
вое напряжение, способ-
ное разрушить алюмини-
евую заготовку в зоне
ее соединения со сталь-
ной.
Для оценки качества
сварных соединений алю-
миниево-стальные труб-
ные переходники испы-
тывали по схеме, пока-
занной на рис. 61. Труб-
ные переходники разру-
шались по зоне соедине-
ния. Перед испытанием
переходник 1 заливали
водой и на него навора-
чивали накидную гайку
со штуцером 2. Гермети-
зацию осуществляли с
помощью прокладки 3
из вакуумной резины,
которая под действием
Рис. 61. Схема испытаний переход-
ников:
1 — переходник; 2 — накидная гай-
ка со штуцером; 3 — прокладка;
4 и 5 — фланцы; 6 — винт; 7 — ша-
рик; 8 — штанга
увеличивающегося внутреннего давления жидкости
плотно запиралась в выточке накидной гайки.
Затем переходник помещали в приспособление
и с помощью винта 6 устанавливали его в рабочее по-
ложение. При испытании использовали два варианта
фиксации торца алюминиевой части переходника. В од-
ном варианте в торец алюминиевой части переходника
упирался шарик, посаженный на прессовой посадке в
гнездо винта. Внедрение шарика в алюминиевую часть
переходника под действием гидравлического давления
частично исключало влияние осевой силы давления и
приводило к снижению осевых напряжений в стенках
алюминиевой части переходника. В другом варианте
юрец алюминиевой части переходника контактировал с
плоским торцом винта. Это полностью исключало вли-
яние осевой силы давления, и поэтому осевые напряже-
101
ния в стенках алюминиевой заготовки равнялись нулю
а действовали только тангенциальные напряжения.
Сила внутреннего давления жидкости F=SB-PB, где
SB — площадь внутреннего сечения алюминиевой заготов.
ки в зоне соединения с наружной поверхностью стальной
заготовки.
Так как элементы приспособления имеют высокую
жесткость, то их деформацией, равной 0,005% при дав-
ленип жидкости 500 ати, можно пренебречь.
Деформация торца алюминиевой заготовки под дей-
ствием силы F будет равна Аь а деформация стенок
алюминиевой заготовки Д2.
Силы, вызывающие деформации А] и Д2, обозначим
соответственно через Рш и N. Следовательно:
F = Рш + N. (50)
Таким образом, задача сводится к нахождению вели-
чины Д’, зная которую можно определить осевые на-
пряжения в стенках алюминиевой заготовки.
Силу, вызывающую деформацию торца алюминиевой
заготовки при упоре в шарик, определяли по формуле
Рш = 0,5 [(И B)vD(D — У D2-d* )] = 1289 (25,3 —
— У25,32 - (Р ),
(51)
где НВ = 32,4 кгс/мм2 — твердость алюминия; D =
25,3 мм — диаметр шарика: d — диаметр отпечатка
шарика в алюминии, мм.
Диаметр отпечатка в алюминии определяли на инст-
рументальном микроскопе БМЦ с точностью до 0,01 мм
как среднее значение замеров в двух взаимно перпен-
дикулярных плоскостях.
Трубные переходники испытывали на гидравличес-
ком прессе МП-2500 для тарировки манометров, поме-
щая на место рабочего манометра трубный переходник
вместе с приспособлением. Давление в трубном переход-
нике определяли с помощью контрольного манометра
пресса с точностью ±5 ати.
Зная F и Рш, легко определить N, а зная площадь
произвольного поперечного сечения алюминиевой части
переходника Sc, легко определить осевое напряжение
в стенке:
ог =A7SC = (Г-РШ)/5С . (52)
102
Рис 62 Зависимость разрушающего внутреннего гидравлического давления от
„'„„J деформации алюминиевой заготовки при испытании по схеме рис. 61:
нон 6 =60° и /-0=3°: 2 — а=5°; 3— а =7°; 4—а —10°; 5-а=5°;
<?|_П стадия, 5 — 1 стадия; б — прн а =5° и 1, 4 — ₽=30°; 2 — ₽ =60°С;
3 __р = 120=; 1—3 — II стадия, 4—1 стадия
Трубные переходники при испытании с использова-
нием упора по всей торцовой поверхности алюминиевой
части переходника разрушались только от воздействия
тангенциальных напряжений. Тангенциальные напряже-
ния для обоих вариантов испытания переходников рас-
считывали по формулам (46) — (48).
На рис 62 представлены экспериментальные зависи-
мости разрушающего внутреннего давления жидкости Р
от степени деформации in(FH/FK.cp) алюминиевой заго-
товки при различных углах 0 и « на I и II стадиях
деформирования, полученные при испытании по схеме,
представленной на рис. 61. С изменением степени дефор-
мации In (Fh/Fk.cp) от 0,02 до 0,5 при а = 5°, р = 30 и 60°
на I стадии деформирования разрушающее гидравли-
ческое давление возрастает с уменьшающейся интенсив-
ностью. Дальнейшее увеличение степени деформации
приводит к уменьшению разрушающего гидравлического
давления, вероятно, вследствие упругих деформаций на-
клепанного алюминия, являющихся причиной разупроч-
нения сварного соединения после удаления обжимного
кольца. Необходимо отметить, что трубные переходники
на I стадии деформирования разрушаются по зоне со-
единения алюминия со сталью. Это объясняется недо-
статочной для активации и схватывания по всей зоне
соединения интенсивностью пластической деформации
приповерхностных слоев выступов на стальной заготов-
ке- Величина прочности сварного соединения при ис-
пытании на отрыв составляет при этом о0=1,15 и
>0 кгс/мм2 при 0 = 60 и 30° соответственно (см. рис. 57).
юз
Таблица 7 ПРОЧНОСТНЫЕ ХАРАКТЕРИСТИКИ АЛЮМИНИЕВО-СТАЛЬНО
°н • ММ V. %/1п (^гк. > ов, кгс/мм2 При фиксации пере
Ссп Bi К, сп Bi Д’, СП р, F, fV ММ КГс
I стадия дефор
48,4 2,0 0,02 26,8 0,31 16,0 0,17 31,0 0,37 13,0 16,3 15,0 16,8 235 3100 6,4 1060
49,2 12,3 0J3 34,6 0,43 24,8 0,29 38,3 0,48 14,5 17,3 16,0 17,7 265 3500 7,44 1445
50,2 23,1 0,26 42,3 0,55 33,8 0,41 45,6 0,61 15,8 18,2 17,2 18,6 282 3730 8,1 1710
51,6 34,2 0,42 49,0 0,67 39,6 0,50 45,6 0,61 17,2 19,1 17,9 18,6 295 3900 8,55 1910
51,6*з 44,5 0,59 59,3 0,90 50,0 0,69 57,2 0,85 18,5 20,4 19,2 20,1 298 3940 8,65 1960
51,6*« 57,0 0,84 64,0 1,02 54,0 0,77 59,0 0,89 20,1 21,0 19,7 20,3 275 3640 7,82 1590
1 [ста ди я дефор
47,3 2,0 30,0 17,4 35,4 13,0 16,7 15,2 17,4 235 3100 6,4 1 лсл 1иии
0,02 0,36 0,19 0,43
48,4 17,4 4М 30,4 45,5 15,2 18,1 16,8 18,6 272 3600 7,65 1520
0,19 0,53 0,36 0,61
49,2 25,9 47,6 37,9 51,5 16,2 18,9 17,7 19,4 285 3780 8,2 1760
0,30 0,64 0,48 0,72
50,2 35,0 53,8 45,4 57,2 17,4 19,7 18,6 20,1 334 4420 9,65 2440
0,43 0,77 0,60 0,85
51,0 40,3 59,3 50,0 57,2 18,0 20,4 19,2 20,1 377 5000 10,85 3150
0,52 0,90 0,69 0,85
51,6 44,5 59,3 50,0 57,2 18,5 20,4 19,2 20,1 395 5230 11,35 3455
0,59 0,90 0,69 0,85
53,4 53,4 59,3 50,0 57,2 19,5 20,4 19,2 20,1 398 5270 11,4 3500
0,76 0,90 0,69 0,85
104
трУБНЫХ ПЕРЕХОДНИКОВ ПРИ а=5’
родника шариком (см. рис. 61) При фиксации переходника вин^- том (см. рис, 61)
кгс °ZII °ZIV II *2 Чн IV Р, *1 и in *2
кгс/мм2 кгс/мм2
у н р ° в а НИЯ (₽=60°)
2040 7,57 2,8 31,4 32,6 24,1 25,4 4,80 7,2 5,3 7,7 250 34,6 27,0 _5.1 7,6 5,& 8,1
2055 7,63 2,8 35,3 36,8 27,2 28,6 5,44 8,1 5,0 8,6 340 47,1 36,7 7,0 10,4 7,& 11, о-
2020 7,5 2,7 37,6 39,1 28,9 30,5 5,8 8,6 6,4 9,2 370 51,2 40,0 _7,6 11,3 8,3. 12,0
1990 7,4 2,7 39Д 40,9 30,2 31,9 6,1 9,0 6,7 9,6 365 50,5 39,4 7,5 11,1 8,2 11,8
1980 7,35 2,7 39,8 41,3 30,6 32,2 6,1 9,1 6,7 9,8 325 45,0 35,0 6,7 9,9 7,3 10,5.
2050 7,6 2,8 36,6 38,1 28,2 29,7 5,7 8,4 6,2 9,0 200 27,7 21,6 4,1 6,1 4,5 6,5.
мирования (₽=60°)
2040 7,57 2,8 31,4 32,6 24,1 25,4 4,80 7,2 5,3 7,7 250 34,6 27,0 5,1 7,6 5,6. 8,1
2080 7,72 2,8 36,3 37,7 27,9 29,4 5,58 8,3 6,1 8,82 525 72,8 57,0 10,7 16,0 11,8 17,0-
2020 7,5 2,7 38,1 39,5 29,3 30,8 5,85 8,7 6,4 9,25 600 (83,1) 64,8 12,3 18,3 13,5 19,4
1980 7,35 2,7 44,5 46,2 34,3 36,1 6,85 10,4 7,5 10,8 640 (88,6) 69,1 13,1 19,5 14,4 20,7
1850 6,86 2,5 /50,2\ \52,2/ 38,7 40,7 7,8 11,5 8,5 12,2 650 (90,1) 70,3 13,3 19,8 14,6 21,0
1775 6,57 2,4 /52,7\ \54,7/ 40,5 42,7 8,1 12,0 8,87 12,8 650 (90,1) 70,3 13,3 19,8 14,6. 21,0
1770 6,56 2,4 /53,1\ \55,1J 40,8 43,0 8,2 12,1 9,0 12,9 650 (90,1) 70,3 13,3 19,8 14,6. 21,0.
105,
мм У, %/In (FH/FK ) Ов» кгс/мм* При фиксации перс
Сср СП Сср Bi К, СП р. ат и F, кгс d , ш мм р ш* Кгс
48,2 6,5 25,9 14,1 29,2 13,7 16,2 14,7 16,6 I с т 282 а д и 3730 я де 8,1 Фор 171а
49,2 0,07 18,7 0,30 35,7 0,15 25,4 0,34 38,3 15,3 17,4 16,1 17,7 310 4100 9,0 2130-
50,2 0,20 28,6 0,44 43,3 0,29 34,2 0,48 45,6 16,5 18,3 17,2 18,7 325 4300 9,42 2330
51,6 0,33 39 0,57 48,2 0,42 38,3 0,61 45,6 17,8 19,0 17,7 18,7 332 4400 9,6 2436-
51,6*з 0,49 48,6 0,66 58,7 0,48 49,2 0,61 57,2 19,0 20,3 19,1 20,1 308 4080 8,95 2100
51,6** 0,67 57,0 0,88 62,7 0,68 52,8 0,85 59,0 20,1 20,8 19,6 20,3 267 3540 7,53 1470
0,84 0,98 0,75 0,89 I ст ад) яде фор
46,9 2,0 26,4 11,9 30,3 13,0 16,3 14,5 17,1 320 4235 9,3 2260
0,02 0,30 0,13 0,36
47,3 9,5 31,5 18,4 35,3 14,1 16,9 15,3 17,4 362 4800 10,42 2910
0,10 0,38 0,20 0,43
48,2 21,5 40,8 39,5 44,0 15,6 18,0 17,9 18,5 388 5130 11,18 3340
0,24 0,52 0,35 0,58
49,2 32,0 48,7 38,7 51,5 17,0 19,1 17,8 19,4 396 5250 11,37 3480’
0,38 0,67 0,49 0,72
50,2 40,0 54,8 46,0 57,2 18,0 19,9 18,7 20,2 398 5270 11,4 3500
0,51 0,79 0,61 0,85
I с т ад и я де фор
47,9 2,0 30,0 21,8 41,2 13,0 16,7 15,7 18,1 240 3180 6,6 1120
0,02 0,36 0,25 0,53
48,4 9,9 35,5 27,6 45,5 14,2 17,4 16,4 18,7 267 3540 7,53 1470
0,10 0,44 0,32 0,61
106
П роОолжение табл. 7
,к. шариком (см. рис. 61) ПРИ Фиксации переходника вин-
. здника w и том (см рис gp
I У, кгс % °г1У *2 %! IV р, ати *1 *1 % *2 О. 'ш *2
кгс/мм2 кгс/мм2
м и р о в а ния (Р=30°)
2020 7,5 2,7 37,6 28,9 5,8 6,4 335 46,5 36,2 6,86 7,53
39,1 30,5 8,6 9,2 10,4 10,85
1970 7.3 2,7 41,4 31,8 6,35 7,0 390 54,1 42,1 8,0 8,77
43,0 33,5 9,45 10,0 11,9 12,6
1970 7,3 2,7 43,4 33,3 6,66 7,3 395 54,8 42,6 8,1 8,9
45,0 35,1 9,9 10,5 12,0 12,8
1964 7,3 2,7 44,3 34,0 6,8 7,47 390 54,1 42,1 8,0 8,77
46,0 35,9 10,1 10,8 11,9 12,6
1980 7,34 2,7 41,1 31,6 6,3 6,93 320 44,4 34,6 6,56 7,2
42,7 33,3 9,4 10,0 9,76 10,4
2070 7,66 2,8 35,7 27,4 5,5 6,0 200 27,7 21,6 4,1 4,5
37,0 28,8 8,15 8,66 6,1 6,5
мир о в а н и я (Р=30^)
1975 7,33 2,7 42,7 32,8 6,56 7,2 290 40,2 31,4 5,94 6,5
44,3 34,6 9,75 10,4 8,87 9,4
1890 7,0 2,6 48,3 37,1 7,42 8,15 545 75,6 59,0 11,2 12,2
50,1 39,1 11,0 11,7 16,6 17,7
1790 6,63 2,4 /51,8\ 39,8 7,95 8,73 630 (87,4) 68,0 12,9 14,2
\53,8/ 41,9 11,8 12,6 19,2 20,4
1770 6,56 2,4 /52,9\ 40,6 8,11 8,9 650 (90,1) 70,3 13,3 14,6
\54,8/ 42,8 12,1 12,8 19,8 21,0
1770 6,56 2,4 /53, Ц 40,8 8,15 8,96 650 (90,1) 70,3 13,3 14,6
\55.V 43,0 12,1 12,9 19,8 21,0
мир о в а ния ₽=1.2С >°)
2060 7,63 2,8 32,1 24,6 4,85 5,4 255 35,3 27,6 5,23 5,72
33,3 26,1 7,35 7,8 7,78 8,27
2070 7,66 2,8 35,7 27,4 5,5 6,0 303 42,0 32,6 6,25 6,8
37,0 28,8 8,15 8,66 9,25 9,9
107
V. %/ln (Fh/Fk )
<TB, кгс/ммг
При фиксации Пере
кге
"ш-
мм
49,2
50,2
51,6
53,4
56,2
Сср В-
19,3 42,2 35,5
0,21 0,55 0,44
29,0 49,2 43,1
0,34 0,68 0,56
39,2 56,6 50,0
0,50 0,83 0,70
49,3 60,3 50,0
0,68 0,92 0,70
57,2 60,3 50,0
0,84 0,92 0,70
Примечания:
51,5
0,72
57,2
0,84
57,2
0,84
57,2
0,84
57,2
0,84
15,4 18,2 17,4 19,4
16,6 19,1
17,8 20,1
18,3 20,2
19,2 20,2
19,1
20,5
19,2
20,2
295
305
308
310
312
3900
4040
4080
4100
4130
8,85
8,95
9,0
9,05
2050
2100
2130
2160
1. Р, Ft N — экспериментальные величины: разруш
чины.
2. В скобках указаны значения при разрушении по сечению II.
3. С—среднее значение, Bj— I выступ, Ki — I канавка, Сд —II сечение.
* 1 В числителе напряжения в I и II сечениях, рассчитанные по формуле
* 2 В числителе напряжения в III и IV сечениях, рассчитанные по формуле
* 3 Обжимное кольцо перемещается на 23 мм.
* 4 Обжимное кольцо перемещается через всю алюминиевую заготовку.
На II стадии деформирования при ln(FB/FK.cp) =0,02—
0,4: р = 60 и 120°; а=.7 и 5° трубные переходники раз-
рушаются по зоне соединения. Увеличение Р от 240 до
310 ати связано, по-видимому, не с увеличением пло-
щади сварного соединения, а с деформационным упроч-
нением сплава АМц в зоне соединения его со сталью.
Косвенным подтверждением этого является превыше-
ние допустимых тангенциальных напряжений нагарто-
ванного алюминиевого сплава при давлении 310 атй
(табл. 7 и 8). Дальнейшее увеличение In (Кв/Кк.ср) I,e
влияет на величину разрушающего гидравлического дав-
ления. Такой характер зависимостей Р от in (Ан/Тк.ср)
связан с отсутствием условий, необходимых для образо-
вания сварного соединения по всей площади взаимо-
действия при малой деформации выступов на сталь-
ной заготовке. В частности, при In (FK/FK,CV) ==Q&
108 Я
Продолжение табл. 7
х0ДИИка шариком (см. рис. 61) Прн фиксации переходника вин- том (см. рис. 61)
N, °zn °2IV *1 1 1 II «7 ill *2 °‘iv Р, ати *1 °‘п ill
кгс/мм2 кгс/мм2
1990 7,4 2,7 39,4 30,2 6,1 6,7 348 48,2 37,6 7,14 7,81
40,9 31,9 9,0 9,6 10,6 11,3
1990 7,4 2,7 40,7 31,3 6,3 6,9 350 48,5 37,8 7,20 7,87
42,3 32,8 9,3 9,9 10,/ 11,3
1980 7,34 2,7 41,1 31,6 6,3 6,93 325 45,0 35,0 _6,7 7,3
42,7 33,3 9,4 10,0 9,9 10,5
. 1970 7,3 2,7 41,4 31,8 6,35 7,0 250 34,6 27,0 5,1 5,6
43,0 33,5 9,45 10,0 •/,6 8,1
1970 1 7,3 2,7 41,7 32,0 6,4 17,1 200 27,7 21,6 4,1 4,5
43,3 33,7 9,50 10,1 6,1 6,5
ающие напряжения ог^. Gz]v' °t{ °6л’ ~ Рассчитанные вели-
(46), .в знаменателе— по формуле (48).
(47). в знаменателе — по формуле (48).
0=60 и 120°; а = 7 и 5° на II стадии процесса деформа-
ция выступов стальных заготовок е равна соответствен-
но 6,5 и 2% (см. рис. 47, 48).
Для трубных переходников с а—10° и 0 = 60°
(рис. 62, а, кривая 4) характер зависимостей Р от ln(FH/
/^к.ср) идентичен характеру аналогичных зависимостей
на I стадии деформирования. Более интенсивный рост Р
при небольших деформациях в этом случае связан с
интенсивным заполнением канавок па стальной заготов-
ке алюминием уже на I стадии деформирования. В част-
ности, 6 = 77% ПрН |п (FH/FK.cp) =,0,2 (см. рис. 35). Одна-
ко такие большие величины при малых степе-
Нях деформации алюминиевой заготовки в сочета-
нии с небольшими нормальными давлениями де-
формирования (9=15 кгс/мм2) при дальнейшем уве-
личении In (FB/FK.cp) не обеспечивают необходимой
109
Таблица 8
ПРОЧНОСТНЫЕ ХАРАКТЕРИСТИКИ АЛЮМИНИЕВО-СТАЛЬНЫХ ТРУП., ИСПЫТАНИИ ПО СХЕМЕ РИС. 61 ьнЫх ПЕРЕХОДНИКОВ ПРИ р— 60” НА II СТАДИИ ДЕФОРМИРОВАНИЯ ПРИ
D^, мм Т, %/1п rH/\.CF Ов- кгс/мм2 Экспериментальные данные Рассчитанные разрушающие напряжения» кгс/мм2
Сср Ki сп Сср Bj си р. ЯТИ F- кге du>- мм рш- кге N, кге 0 41 °? % 11 Of ! ЧП 1 4V
46,8 2,0 0,02 27 0,13 и 12,3 0,31 = 3° 30,6 0,36 13,0 16,3 14,5 16,8 300 3980 8,76 2000 1980 а = 7,35 3° 2,7 40,0 41,6 30,8 32,4 6,4 9,4 7,0 10,0
47,3 10,7 0,11 33,3 0,40 20,0 0,22 36,3 0,45 14,3 17,2 15,4 17,4 350 4630 10,1 2720 1910 7,08 2,6 46,7 48Д5 35,8 37,8 7,17 10,7 7,87 11,3
48,2 22,5 0,25 42,2 0,55 30,6 0,36 45,0 0,60 15,8 18,2 16,8 18,6 382 5065 11,05 3260 1805 6,68 2,46 (— \53,0/ 39,2 41,3 7,84 1Гб 8,6 12,4
49,2 32,7 0,40 49,5 0,68 39,7 0,50 52,2 0,74 17,0 19,2 18,0 19,5 396 5250 11,37 3480 1770 6,56 2,4 /52,9\ \54,8/ 40,6 42,8 8,11 12,1 8,9 12,8
50,2 40,8 0,52 55,8 0,81 46,8 0,63 58,0 0,87 18,1 19,9 18,8 1 20,2 ' 1 400 5300 11,45 3530 1770 6,56 2,4 /53,4\ \55,4/ 41,0 43,2 8,3 12,2 9,0 12,9
47,9 2,0 0,02 33,3 0,40 ц= 22,6 0,25 = 7° 40,1 0,51 13,0 17,1 15,8 | 18,0 270 3570 7,60 1500 2070 а = 7,67 7° 2,8 36,1 37,4 27,7 29,2 5,5 8,25 6,1 8,8
48,2 7,4 0,08 36,7 0,46 25,6 0,30 43,0 0,56 13,9 17,5 16,1 18,3 278 3680 7,90 1630 2050 7,60 2,8 36,9 38,5 28,5 30,0 5,8 8,5 6,3 9,2
49,2 19,3 0,21 45,0 0,60 35,9 0,44 50,5 0,70 15,4 18,6 17,4 19,3 290 3840 8,37 1830 2010 7,45 2,7 38,8 40,2 29,8 31,3 6,0 8,85 6,55 9,5
50,2 29,0 0,34 50,0 0,72 43,6 0,57 56,4 0,83 16,6 19,2 18,4 20,0 300 3970 8,77 2000 1970 7,40 2,7 40,0 41,7 30,9 32,5 6,2 9,2 6,8 9,8
51,6 39,2 0,50 56,7 0,85 48,5 0,66 56,4 0?83 17,8 20,1 19,0 20,0 305 4040 8,85 2050 1990 7,40 2,7 40,7 42,3 31,3 32,8 6,3 9,3 6,9 9,9
53,4 49,3 0,68 56,7 0,85 48,5 0,66 56,4 0,83 19,1 20,1 19,0 20,0 308 4080 8,85 2100 1980 7,34 2,7 41,1 42,7 31,6 33,3 6,3 9,4 6,93 10,0
51,6* 57,0 0,84 64,0 1,02 54,0 0,77 59,0 0,89 20,1 21,0 19,7 20,3 310 4100 9,00 2130 1970 7,30 2,7 41,4 43,0 31,8 33?5 6,35 9,45 7,0 10,0
48,6 2,0 0,02 36,2 0,45 а= 27,1 0,32 = 10° 44,8 0,59 13,0 17,4 16,4 18,6 . 240 3180 6,60 1120 2060 а — 7,63 10° 2,8 32,1 33,3 24,6 26,1 4,85 7,35 5,4 7,8
49,2 10,0 0,10 41,5 0,54 33,1 0,40 49,3 0,68 14,2 18,1 17,1 19,2 | 345 4570 10,00 2630 1940 7,20 2,6 46,0 47,8 35,4 37,3 7,1 10,5 7,75 11,2
ПО
111
DH. мм V. %/ln(FH/FK ) ав, кгс/мм*
Сср Bi -Ki сп Сср Bi К, С11
50,2 20,7 0,23 48,5 0,66 41,2 0,53 53,3 0,76 15,5 19,1 18,1 19,6
51,6 32,2 54,6 46,2 53,3 17,0 19,8 18,7 19,6 19,6 19 6
53,4 0,39 43,2 0,79 54,6 0,62 46,2 0,76 53,3 18,3 19,8 18,7
56,2 0,57 45,0 0,79 54,6 0,62 46,2 0,76 53,3 18,6 19,8 18,7
51,6* 0,60 57,0 0,79 64,0 0,62 54,0 0,76 59,0 20,1 21,0 19,7 20,3
Прим 0,84 е ч а н и я 1,02 : I. В сь 0,77 обках у* 0,89 сазаны 31 качения % 7ри раз 1 эушешш
2. Сср — среднее сечение, — I выступ, Кл—I канавка, Сц—II сечение.
* Перемещается обжимное кольцо через всю алюминиевую заготовку.
деформации выступов стальной заготовки. Поэтому
разрушающее гидравлическое давление не увеличи-
вается и даже уменьшается, что, видимо,, связано с
разупрочнением сварного соединения в результате дей-
ствия упругих напряжений при значительном наклепе
алюминиевого сплава (табл. 9).
Интересно сравнить зависимости 4 и 5 (рис. 62) на
I стадии деформирования с зависимостями 3, соответст-
вующими II стадии деформирования.
Увеличение In (FHIF^.cp) до 0,6 приводит к сближению
зависимости 5 (а — 5° и р = 60°) с зависимостью 3 (а==
= 7° и р = 60°). На разных стадиях деформирования при
ln(FH/FK.Cp) =0,45—0,6 прочность сварного соединения
примерно одинакова, вероятно, вследствие некоторого
увеличения прочности сварного соединения в переходни-
ках при а=5° на I стадии деформирования (<То=“
= 1,15 кгс/мм2) в результате взаимодействия первых
выступов и заполнения алюминием нижних канавок на
стальной заготовке (см. рис. 36). У переходников с
«=7° после II стадии деформирования алюминиевЫ»
112
Продолжение табл. 8
экспериментальные данные Рассчитанные разрушающие напряжения, кгс/мм* 1 2 * * *
р, эти F, кгс V ММ рш- КГС N, КГС а, гП ZIV % °7 41 °7 ЧП 4V
330 4370 9,55 2400 1 LVIV 7,40 2,7 45,4 45,7 33,8 35,7 6,75 10,0 7,4 10,7
308 4080 8,95 2160 1980 7,34 2,7 41,1 42,7 31,6 33,3 6,3 9,4 6,93 10,0
286 3790 8,26 1780 2010 7,45 2,7 38,2 39,6 29,5 30,7 5,9 8,7 6,5 9,3
284 3760 8,16 1740 2020 7,50 2,7 38,0 39,4 29,2 30,5 5,8 8,6 6,4 9,2
260 3442 7,30 1380 2062 7,63 2,8 34,7 36,1 26,7 28,1 5,33 7,93 5,85 8,43
по сечению II.
сплав в зоне соединения его со сталью существенно
упрочнен.
Кривая 4 (а=5° и р = 30°) для переходников после
1 стадии деформирования с In (Гн/Гк.ср) =0,024-0,5 про-
ходит выше кривой 3 (а=5° и р=120°), так как при
Р=30° увеличение прочности сварного соединения связа-
но в основном с взаимодействием первых выступов
стальной заготовки, а при р=120° рост разрушающего
гидравлического давления связан с деформационным уп-
рочнением алюминиевого сплава в зоне соединения его
со сталью.
Трубные переходники, полученные при «=5°, р = 60°
11 (AZFK.Cp) =0,024-0,52, в ходе испытаний разрушались
По зоне соединения.
При 1п(/=’н/Кк.ср) >0,52 разрушение происхо-
дило по алюминиевой части переходника в сече-
нии Ц при ру>380 ати. Резкое увеличение Р при
ln(T’H/FK,Cp)= 0,44-0,52 можно объяснить тем, что уже при
'п(Ки/Рк
.ср) =0,43 деформация выступов стальной заго-
товки е составляет 25% (см. рис. 48 и 49). При таких
5
Зак. 57
113
оолъших в, no-видимому, происходит активация и схва-
тывание по всей зоне соединения.
Трубные переходники, изготовленные при 1п(Т11/
/Тк-ср.) >0,52, разрушаются по алюминию вследствие воз-
никновения максимальных тангенциальных напряжений
в сечении II. При таких обжатиях алюминиевой заго-
товки происходит вовлечение новых областей поверх-
ностных слоев выступов стальной заготовки в пласти-
ческую деформацию и увеличение зоны соединения.
Разрушающее гидравлическое давление при ln(Tn/
/Т’к.ср) =0,25, а=3>° и ₽ = 60° (рис. 62, a), ct = 5° и
= 30° (рис. 62,6)достигает 385 ати, переходники разру-
шаются по алюминиевому сплаву. Малая критическая
степень деформации In (FH/FK.cp), при которой образует-
ся более качественное соединение, чем в переходниках
с а=5° и р = 60°, является следствием больших сдвиго-
вых деформаций в приповерхностных слоях сваривае-
мых металлов.
При ln(F„/FKcp) =-0,02 разрушающее гидравлическое
давление достигает значительной величины (см. рис. 62).
В частности, Р=235 и 315 ати при а=5° и р = 60°, при
а=5° и р=30° соответственно. Это можно объяснить
изменением предела прочности ов алюминиевого сплава
АМц в зависимости от степени обжатия у и степени де-
формации ln(Fn/FK,Cp) в среднем сечении I зоны дефор-
мирования алюминиевой заготовки, на первом выступе
и первой канавке стальной заготовки, а также в сечении
II (рис. 60) на обеих стадиях деформирования.
Деформация и предел прочности алюминиевого
сплава в указанных зонах увеличиваются от среднего се-
чения I к сечению II. Так, при деформации в среднем
сечении I, равной 0,02, и соответствующей ей деформа-
ции в сечении II, равной 0,35, ов=16,8 кгс/мм2. В ре-
зультате такой деформации алюминиевой заготовки в
сечении II и в зоне первой канавки частично заполняют-
ся несколько канавок, находящихся выше среднего се-
сечения I, а алюминиевый сплав упрочняется. Это вы-
зывает резкое повышение разрушающего гидравличес-
кого давления при малых степенях деформации в сред-
нем сечении 1.
На I стадии деформирования при In(FbIFkxv) = 0,26--
—0,59 степень деформации в сечении II составляет
0,61. Алюминиевый сплав при этом нагартовывается 11
имеет ои=18,6 кгс/мм2, что соответствует максимально-
114
му значению гидравлического разрушающего давления
на зависимости 5 (рис. 62,с).
Рассмотрим напряжения, возникающие в различных
сеЧениях алюминиевого сплава от действия разрушаю-
щего гидравлического давления (см. табл. 7 п 8). Эта
напряжения рассчитаны по уравнениям (46) и (47[).
Результаты испытаний сварных соединений по схеме,
приведенной на рис. 61, т. е. когда действие осевой си-
лы ограничено, показывают, что при всех In (Fa/Fu.cp) на
I стадии деформирования Л’л;2000 кгс. Она вызывает
осевые напряжения в сечении II огп =7,4—7,6 кгс/мм2
а в сечении IV о, =2,7—2,8 кгс/мм2. Возникающие в
1 IV
сечении IV напряжения значительно меньше условного
предела текучести алюминиевого сплава АМц оо,2=
= 4,22 кгс/мм2 [84] и поэтому они не могут вызвать
разрушение переходника. Упругая деформация алюми-
ниевой части переходника в сечениях III и IV состав-
ляет 0,04—0,06%. Осевые .напряжения в сечении II ог
возникающие в месте контакта алюминиевой заготовки
с торцом стальной, больше предела текучести 00,2 алю-
миниевого сплава и меньше предела прочности (ов=-~
= 13 кгс/мм2), т. е. <Ов. Таким образом, на-
пряжения соответствуют либо зоне упрочнения,
либо зоне местной текучести сплава АМц.
Меньшим значениям силы N соответствуют большие
отпечатки диаметра шарика с1ш т. е. большие деформа-
ции алюминиевой заготовки (.ом. табл. 7). Так, при
А’=2040 кгс, с/ш=6,4 мм остаточная деформация алюми-
ниевой заготовки AZ=0,4 мм; при Л'=1980 кгс, (1Ш=
==8,65 мм Д/=0,75 мм. Следовательно, с уменьшением
У деформация (удлинение) переходника увеличивает-
ся, причем на диаграмме напряжение — деформация она
соответствует зоне местной текучести алюминиевого
сплава.
Тангенциальные напряжения щ, возникающие в се-
чениях III и IV при испытании переходников, изготов-
ленных при реализации I стадии деформирования, не .пре-
вышают предела прочности алюминиевого сплава АМц.
Максимальное значение тангенциального напряжения в
сечении IV о, =9 кгс/мм2 <ов. Это означает, что в не-
^еформируемой стенке алюминиевой части переходника
отсутствуют изгибающие моменты. При испытании пере-
’’ Зак- 57 и-
ходников по схеме, (см. рис. 61), можно объективно оце.
.нить прочностные свойства сварных соединений и рассчи-
тать напряжения по безмоментной теории оболочек.
Необходимо отметить, что осевые напряжения в се-
чении II ог при испытании трубных переходников уп.
рочняют зону сварного соединения, поскольку основную
нагрузку воспринимают выступы стальной части пере-
ходника, в канавках которой оказывается «защемлен-
ным» алюминиевый сплав. Разрушение при этом доли;,
но происходить по алюминиевому сплаву в сечении Ц.
Однако разрушение трубных переходников с а=5° и р==
= 30 и 60° после I стадии деформирования и переходни-
ков с а = 5° и р=120°, а = 7° и £=60°, а=10° и
= 60°, после II стадии деформирования происходит по
зоне сварного соединения.
Тангенциальные напряжения в сечениях I и II <т#
и % достигают значительных величин (см. табл. 8и9).
Увеличение степени деформации ln(FH/FK.cp) заготовки из
сплава АМц приводит к увеличению разрушающего гид-
равлического давления, а следовательно, и к увеличению
oz и Они приводят к разрушению переходника
по зоне сварного соединения. Напряжения в сече-
нии II после I стадии деформирования достигают 25—
36 кгс/мм2.. Более высокие напряжения оу в переход-
никах с р=30° и а = 5°. Для них oZji=36 кгс/мм2, что
в 2 раза выше предела прочности алюминиевого сплава
АМц с учетом его деформационного упрочнения в се-
чении II (оп = 18,7 кгс/мм2). Отметим, что при этом пре-
дел прочности сплава АМц в среднем сечении <Тср=
—17,8 кгс/мм2. Значительные деформации алюминиево-
го сплава вследствие высоких напряжений в сечении П
приводят к образованию щели в сечении II сварного
соединения. При этом гидравлическое давление действу-
ет непосредственно в зоне соединения по границе межДУ
алюминиевым сплавом и сталью.
Напряжения в среднем сечении заготовки из
сплава АМц достигают 33—46 кгс/мм2, что в 1,85—2,56
раза выше предела прочности сплава АМц с учетом его
деформационного упрочнения в указанном сечении.
Эти напряжения разрушают трубный переходник ®
зоне сварного соединения. Большие значения соот-
116
ветству1оТ Переходникам с й=5° и 0 = 30°. Высокие значе-
ния сц являются результатом частичного схватывания
контактных поверхностей в зоне соединения. Таким об-
разом, при испытании трубных переходников гидравли-
ческим давлением, когда >o/jv разрушение
происходит под действием тангенциальных напряжений.
Иной характер разрушения трубных переходников
с р=-:.ЗО и 60°, а=3 и 5°, полученных на II стадии дефор-
мирования. В этом случае осевые напряжения в сечении
II уменьшаются при увеличении степени деформации за-
готовки из сплава АМц. Минимальное значение
составляет 6,56 кгс/мм2 (см. табл. 7). Ему соответствует
большая деформация алюминиевой части переходника в
области стыка ее со стальной (с/ш=Н,4 мм, AZ=
=il,35 мм). В указанной области происходит разрушение
переходников. Следовательно, напряжения в сечении II
соответствуют зоне местной текучести сплава АМц. Эти
напряжения возникают при разрушающем гидравличес-
ком давлении Р = 3804-400 ати. Ясно, что при других
геометрических параметрах трубного переходника раз-
рушающие гидравлические давления будут другими.
Тангенциальные напряжения в сечениях III и IV
и cnIV возрастают при увеличении степени деформации
заготовки из сплава АМц до 12,9 кгс/mim2, что близко пре-
делу прочности сплава АМц, т. е. ^ов. Это
подтверждает возможность расчета напряжений в труб-
ных переходниках, возникающих под действием гидрав-
лического давления, по безмоментной теории проч-
ности.
Тангенциальные напряжения в сечениях I и II в
момент разрушения переходников достигают значений
CTrj'=53—55 кгс/мм2 и <?/п = 41—43 кгс/мм2, превыша-
ющих в 2,8—3,7 и в 2,14—2,38 раза предел прочности
Щ нагартованного сплава АМц в сечениях I и II соот-
ветственно.
Более высоки значения отношений /сВ{ для пе-
реходников, у которых а=3°, 0=60° и а=5° и 0=
30°. При 1п(Ен/Ек.Ср) = 0,24—0,25 эти переходники
Разрушаются по алюминиевой части, деформация заго-
«°Л?И из сплава АМц в зоне 1-го выступа составляет
,52-—0,55. Однако деформация верхних трех выступов
117
Рис. из. Зависимость разрушают,
го внутреннего гидравлически
давления от степени деформацГо
алюминиевой заготовки при <j
при испытании по схеме рис. 61 5
упором торцом винта: ’ с
стадия; 4-5 — 1 стадця.
/, 4-3 = 30"; 2. 5-3=60». 7я'
Р =120" • ~
при этом происходит в значительной степени, что при.
водит к интенсивному развитию процесса схватывания
контактных поверхностей.
Испытания показывают, что переходники, получен-
ные на II стадии деформирования при малых значени-
ях In(Fh/Fk.cp), разрушаются по основному материалу—
алюминию, а переходники, полученные на I стадии де-
формирования при любых значениях in (fH/FK.cp), разру-
шаются по зоне соединения.
На рис. 63 представлена экспериментальная зависи-
мость разрушающего внутреннего гидравлического дав-
ления от степени деформации заготовки из сплава
АМц, переходников с а=5° и различными р. Испыта-
ния переходников, полученных при реализации I и II
стадий деформирования, проводили по схеме (рис. 61),
исключающей воздействие на переходник осевой силы
N (вместо шарика в торец алюминиевой части перех<Л|
ника упирался плоский торец винта). Разрушение
реходников в этом случае возможно в результате д^Н
ствия тангенциальных напряжений на стенки алюмиИ
евой части переходника. Разрушающее гидравлическЖ
давление при этом также объективно характеризует
качество сварного соединения.
Характер изменения разрушающего гидравлического
давления в зависимости от степени деформации пере-
ходников с р=30 и 60° после I стадии деформации и
переходников с р=120° после II стадии деформирова-
ния (см. рис. 63) такой же, как у переходников, испы-
танных при упоре шарика в торец алюминиевой части
(рис. 61). Все переходники разрушались по зоне соеди-
нений.
Следует отметить, что с увеличением степени Де"
формации заготовки из сплава АМц разрушающие гид-
равлические давления при испытании всех переходни-
ке
ков возрастают пропорционально ln(FH/FK.rp) и при
[^(Гн/^клр) =0,25 не приводит к увеличению гидравличе-
ского разрушающего давления.
В рассматриваемом случае ог , что
также обеспечивает при испытании переходников отсут-
ствие изгибающего момента. Испытания переходников
с р=120° после II стадии деформирования показывают,
что тангенциальные напряжения (см. табл. 8) алюми-
ниевой стенки в сечениях I и II при давлении 348 ати
в 3,12 и 2,04 раза больше предела прочности ов сплава
АМц с учетом его деформационного упрочнения в ука-
занных сечениях. Для переходников с 6=30 и 60°
<7(j/aBcp =3,54 и 3,24, а ши/оВп =3,24 и 2,15 соответ-
ственно.
Различие в значениях щ/сгв для переходников, полу-
ченных при разных углах 6 на обоих стадиях деформи-
рования, подтверждает, что большим значениям сп/щ
соответствуют большие значения разрушающих гидрав-
лических давлений. Тангенциальные разрушающие на-
пряжения при максимальных значениях гидравлическо-
го давления для переходников при 6=30° в сечениях
I и II составляют о f =54,8 кгс/мм2 и о ,п =
= 42,6 кгс/мм2; при р=60° оz =51,2 кгс/мм2 и о f=
=40 кгс/мм2 и при 6=120° =48,5 кгс/мм2 и О/п =
37,8 кгс/мм2.
Металлографические исследования показали, что при
6=120° сварное соединение не образуется. Следователь-
но, значение <yz =48,5 кгс/мм2 можно считать макси-
мальным разрушающим напряжением для нагартован-
ного сплава АМц при любых степенях деформации.
Прирост значений сц при испытании переходников с
6=30 и 60° в сравнении с при 6=120° указыва-
ет па появление участков схватывания сплава АМц со
сталью 12Х18Н10Т.
Разрушающее гидравлическое давление таких пере-
ходников резко увеличивается при а=5°, 6=30 и 60°
после II стадии деформирования. Критическая степень
реформации 1п(Ан/Кк.ср) заготовки из сплава АМц, при
к°торой начинается заметный рост разрушающего гид-
равлического давления, для трубных переходников с
119
0=30 и 60° составляет 0,24 и 0,3. При ln(FH/FK.cp) ^0,24
и 0,3 переходники разрушаются по алюминиевому спла-
ву в месте его стыка с торцом стальной заготовки
Дальнейшее увеличение степени деформации заготовки
из сплава АМц приводит к незначительному увеличе-
нию разрушающего гидравлического давления. Эти
результаты согласуются со значениями тангенциальных
разрушающих напряжений, возникающих в стенках
алюминиевой части переходника, а также со значения-
ми предела прочности сплава АМц в различных зонах
соединения (см. табл. 7 и 8).
Из табл. 7 и 8 следует также, что более высокие
значения тангенциальных напряжений при испытании
переходников с малыми степенями деформации
(ln(Fn/FK.Cp) <0,3) заготовки из сплава АМц соответ-
ствуют меньшим углам 0. При деформации выше 0,1 и
0,2 для переходников с углами 0=30 и 60° тангенци-
альные напряжения достигают 16,6 кгс/мм2 в сечении
III и 17,7 кгс/мм2 в сечении IV, т. е. выполняются нера-
венства о# >ов и О/ ><тв. Такие значения танген-
III IV
циальных напряжений в сечениях III и IV приводят к
появлению напряжений изгиба в месте стыка торца
стальной заготовки с алюминиевым сплавом. Эти на-
пряжения способствуют разрушению переходника по
месту соединения сплава АМц со сталью 12Х18Н10Т.
При In (FH/FK.cp) >0,24 (>0,3) разрушение переходни-
ков с 0=30 (60°) происходит по алюминиевому сплаву
(сечение II) в месте стыка его со сталью. Отношение
(Ti/сгв в сечении III при толщине стенки 5=6,5 мм рав-
но 1,52, а в сечении IV 1,58. Эти данные показывают,
какой запас прочности имеют при испытании переход-
ники данной конструкции с толщиной стенки из спла-
ва АМц, равной 1 мм в зоне соединения.
Тангенциальные напряжения, возникающие в сече-
нии II в момент разрушения переходников, достигают
больших значений: 64,8—70,3 кгс/мм2. Так как пере-
ходники разрушаются в сечении II по алюминию, то на-
пряжения су t должны быть больше 90,1 кгс/мм2 (сМ-
табл. 7).
Указанные значения напряжений в 4,5—5,6 и 3,67
раза превышают предел прочности ов нагартованног
сплава АМц в сечениях I и II соответственно. Следо-
вательно, при испытании переходников данной коне1
120
рукппп с толщиной стенки алюминиевой части 1 мм
(вне зоны соединения) существует значительный запас
прочности сварного соединения.
Анализ результатов испытаний трубных переходни-
ков по схеме рис. 61 показывает, что i] = oz/crz = 0,15—
0,30. Такие значения т] указывают на весьма жесткие
условия испытания трубных переходников внутренним
давлением жидкости. Максимальные напряжения стгаах,
возникающие в месте стыка торца стальной детали с
алюминиевой, рассчитанные по уравнениям (49) и
(49а), при Ot = oB составляют Ож.з.тах—46,8 кгс/мм2 и
(Ту.з.тах = 23,4 кгс/мм2. Тангенциальные напряжения az,
возникающие в сечении II, при испытаниях переходни-
ков по схеме, приведенной на рис. 61, составляют 25,4—
43 кгс/мм2. Это означает, что условия их испытания по
данной схеме приближаются к условиям испытания
трубопроводов в случае абсолютно жесткой заделки.
Отметим, что для всех переходников, полученных
при любых значениях а и ₽ и испытанных по обоим
схемам, отношение = 3,354-3,58 и близко к
коэффициенту в уравнении (49).
Следовательно, наибольшие напряжения от внутрен-
него давления жидкости возникают в сечении II, в мес-
те стыка стальной заготовки с заготовкой из алюмини-
евого сплава.
Результаты испытаний показывают, что характер из-
менения прочности сварных соединений переходников
в зависимости от углов р и а различен на I и II стади-
ях деформирования. Прочность сварных соединений,
наибольшая при р = 30° и а=.5°, уменьшается с увели-
чением р. Прочность сварных соединений при
испытании внутренним гидравлическим давлени-
ем превышает прочность алюминиевой части пере-
ходника в случаях, когда стальные заготовки име-
ют угол (3=30 и 60°, а обжимные кольца имеют а=3
или 5°.
Меньшая прочность переходников при р=120° после
И стадии деформирования связана с низким нормаль-
ным давлением деформирования и соответственно не-
значительной пластической деформацией приповерхност-
ных слоев выступов стальной заготовки.
2. Эксплуатационные свойства
трубных переходников
Эксплуатационные свойства трубных переходников по<.
ле II стадии деформирования исследовали, используя
стальные (титановые) трубные заготовки с p=60° и
обжимные кольца с а=5°, при степени деформации
алюминиевой заготовки in (Дп/Д1;.ср) =0,474-0,55.
Исследования (см. гл. III) показали, что переход,
ники с а=5°, р=30° и а = 3°, р=60° имеют более вы-
сокие прочностные характеристики. Однако мелкосерий-
ное и серийное производство алюминиево-стальных ц
титано-алюминиевых трубных переходников из загото-
вок с углом р=30° и обжимных колец с углом а=3°
сопряжено с рядом трудностей.
При мелкосерийном производстве стальных загото-
вок с р = 30° используют специальные резцы и мери-
тельные инструменты. Трудоемкость изготовления пере-
ходников при массовом производстве снижают, исполь-
зуя специальный резец — «гребенку» для нарезки ка-
навок на стальной заготовке.
Использование обжимного кольца с ct = 3° осложне-
но неблагоприятными условиями пластического дефор-
мирования алюминиевой заготовки: большими значени-
ями сил контактного трения между алюминием и по-
верхностью кольца, которые приводят к дополнитель-
ным сдвигам в алюминиевой заготовке, наволакиванию
алюминиевого сплава под обжимным кольцом и в неко-
торых случаях отрыву алюминиевой заготовки в месте
стыка ее со стальной вследствие неоднородности де-
формации алюминиевой заготовки. Поэтому к техно-
логии изготовления обжимных колец с а=3° предъяв-
ляют повышенные требования. В частности, внутренний
диаметр кольца dB.K и угол наклона образующей «
входной зоны необходимо выполнять с допусками не
ниже 2-го класса точности. Чистота обработки внутрен-
ней поверхности обжимного кольца должна быть не
ниже 9-го класса. Кроме того, заходный радиус закруг-
ления на обжимном кольце выполняют специальным
режущим инструментом. Наружные сопрягаемые по-
верхности алюминиевой заготовки необходимо изготав-
ливать по 2-му классу точности.
Основная проблема при создании трубных переход-
ников из разнородных металлов — выбор тсхполоИ111
122
сварки, обеспечивающей получение соединения, не
склонного к хрупкому разрушению в условиях эксплуа-
тации трубопроводов.
В работе [84] указывается, что некоторые пластич-
ные металлы при низких температурах чувствительны
к надрезам. Трудно предвидеть все возможные конфигу-
рации надрезов в сварных соединениях, поэтому не-
возможно моделировать их в лабораторных условиях.
В предлагаемой конструкции трубного переходника
алюминиевый сплав в области первой впадины и стыка
его со стальной заготовкой (в сечении II) подвержен
большим деформациям. В этой области, на первый
взгляд, образуются надрезы, способные при низких
температурах привести к хрупкому разрушению.
Для определения статической прочности алюминие-
во-стальных (АМц+12Х18Н10Т) переходников при
нормальной (комнатной) и низких температурах была
изготовлена партия переходников с внутренним диамет-
ром d=G мм и толщиной стенки S=1 мм. Длина
алюминиевой (до сечения II) и стальной (до нижнего
торца обжимного кольца) частей переходника состав-
ляла 20 мм. Для проведения испытаний на разрыв к
концам готового переходника приваривали заглушки из
алюминиевого сплава и нержавеющей стали с целью
получения стандартного образца—переходника длиной
/=84 мм (рис. 64).
На разрывной машине SF-1 с низкотемпературной
приставкой конструкции ФТННТ АН УССР одновре-
менно испытывали шесть образцов, погруженных в
жидкий хладоагент; испытания образцов на растяже-
ние проводили с постоянной скоростью перемещения
захватов 3 мм/мин.
Результаты механических испытаний образцов в
интервале температур 4 — 293 К приведены на рис. 65.
Переходник (а) и образец
(б) для определения характера разруше-
прочности при растяжении сварного соединения алюминия со
123
Рис. 65. Зависимость усилия л
рушения (/) и предела nnS"
ности (2) алюминиевого спла
АМц при растяжении от темп?
ратуры испытания 1е'
Все образцы разрушались по части переходника из
алюминиевого сплава на расстоянии 8—10 мм от се-
чения II (рис. 66).
Видно, что с понижением температуры испытания до
4,2 К разрушающее усилие увеличивается. Это объяс-
няется увеличением прочности сплава АМц при низких
температурах. При 293 К образцы разрушаются с обра-
зованием четко выраженной шейки, на поверхности
алюминиевой части переходника наблюдаются следы
деформации в виде полос скольжения. При 4,2 К образ-
цы разрушаются вследствие незначительного удлине-
ния, а характер разрушения близок к хрупкому. Таким
образом, деформация алюминиевого сплава в сечении
II не оказывает вредного влияния на работоспособность
переходников при испытании их на статическое растя-
жение в условиях низких температур, когда надрезы
могут приводить к хрупкому разрушению.
Исследование вакуумной плотности алюминиево-
стальных переходников (АМц-|-12Х18Н1 ОТ) с внутрен-
ним диаметром 6 мм и толщиной стенки 1 мм, получен-
ных холодной сваркой по разработанной технологии,
выполняли в Институте физических проблем им. С. И.
Вавилова АН СССР.
Алюминиевая часть переходника выполнялась в
форме стакана с дном, что исключало влияние на ва-
куумную плотность переходника сварного шва, соединя-
ющего алюминиевую часть переходника с алюминие-
вым трубопроводом.
Испытывали переходники, полученные по разрабо-
танной технологии при степени деформации алюминие-
вой заготовки, равной 0,47, и для сравнения переход-
ники, полученные при In (FBAFK.cP) = 0,37 после II стадий
деформирования. При степени деформации алюминие-
1124
Рис. 66. Алюминиево-стальные образцы
до и после испытания на растяжение
при комнатной и низкой температурах
вой заготовки, равной
О 37, прочность переходни-
ков’ после I и II стадий
деформирования пример-
но одинакова. Кроме то-
го, при In (FuJFи-ср)>0,37
и реализации II стадии
деформирования начина-
ется существенное увели-
чение прочности сварного
соединения (см.рис. 62).
Для определения ваку-
умной плотности переход-
ники впаивали в трубу из
нержавеющей стали, кото-
рую подсоединяли к тече-
искателю ПТИ-7. Вакуум-
ную плотность каждого
переходника контролиро-
вали трижды: при комнатной температуре, после вы-
держки переходника в сосуде Дьюара с жидким гелием в
течение 30 мин, после естественного подогрева переход-
ника до комнатной температуры.
Результаты испытаний показали, что при комнат-
ной температуре и охлаждении до 4,2 К все испытанные
переходники были вакуумплотными в пределах чувст-
вительности течеискателя (10-7 л-мм рт. ст./с).
При охлаждении до температуры жидкого гелия
переходники, полученные деформированием со сте-
пенью, равной 0,47, сохраняли вакуумную плотность в тех
же пределах чувствительности течеискателя, а переходни-
ки, полученные при In (FH/FK.Cp) =0,37, имели натека-
ние 10~3 л-мм рт. ст/с.
По разработанной технологии была изготовлена пар-
тия титано-алюминпевых (ВТ 1-0 — АМц) переходни-
ков с внутренним диаметром 10 и 28 мм и толщиной
стенки 1 и 2 мм. Вакуумная плотность переходников в
исходном состоянии и после трехкратного охлаждения
в жидком азоте была не ниже 10-5 мм рт. ст. Ко всем
переходникам с торцов приваривали заглушки аргоно-
Дуговой сваркой. При этом измеряли температуру на-
грева зоны соединения алюминия с титаном, которая
не превышала 310°С при одношовной сварке. После
приварки заглушек вновь испытывали переходники на
вакуумную плотность.
125
Влияние конструктивных и технологических пара-
метров на работоспособность переходников определяли
по их вакуумной плотности, которую контролировали
после 400-кратного охлаждения в жидком азоте в те-
чение 3 мин после прекращения кипения азота и нагре-
ва до комнатной температуры в течение 10 мин, 5Q
кратного изменения внутреннего давления жидкости в
диапазоне от 1 до 10 кгс/см2, вибрационных нагрузок.
Вакуумная плотность переходников в результате про-
веденных испытаний не нарушалась.
Переходники испытывали также внутренним давле-
нием сжатого воздуха до 150 ати с дальнейшей провер-
кой на вакуумную плотность гелиевым течеискателем
при давлении гелия 100 ати. В одном переходнике из
15 испытанных произошло нарушение вакуумной плот-
ности. Испытания переходников после вибрационного
воздействия по режиму, отличному от предыдущего при
давлении гелия 3 кгс/см2, показали отсутствие наруше-
ния вакуумной плотности.
После указанных испытаний один из переходников
с внутренним диаметром 28 мм испытывали гидравли-
ческим давлением до разрушения. Разрушение произо-
шло при давлении 350 кгс/см2 по алюминиевой части на
расстоянии 10—12 мм от сечения II. Длина разрыва
составила 25 мм по дуге окружности. Место разрыва
было заварено аргоно-дуговым способом с целью испы-
тания переходника на вакуумную плотность. После ос-
тывания переходника титановое обжимное кольцо сво-
бодно проворачивалось и перемещалось в осевом на-
правлении по алюминиевой детали, что связано с его
деформацией в радиальном направлении и деформаци-
ей всего переходника в осевом направлении при давле-
нии 350 кгс/см2, а также проявлением остаточных тер-
мических деформаций (продольным удлинением п
поперечным сужением) при нагреве алюминиевой час-
ти переходника в процессе заваривания зоны разру-
шения.
Для проверки предположения о появлении остаточных
деформаций в алюминиевой части переходника после
заваривания зоны разрушения на алюминиевую часть
переходника, не подвергавшуюся испытанию на разрыв,
был наварен валик, имитирующий сварной шов. После
остывания переходника обжимное кольцо также прово-
рачивалось
126
До и после сварки были замерены наружны дна-
метр титанового кольца и длина алюминиевой части
переходника в направлении его осн (в четырех точках
по окружности). Средний диаметр титанового кольца
до сварки был равен 49,9, а после сварки 49,865 мм.
Средняя длина алюминиевой части переходника до
сварки составляла 34,75, после сварки 35.10 мм.
Эти данные свидетельствуют об упругой усадке об-
жимного кольца вследствие радиальной и осевой оста-
точной деформации алюминиевой части переходника.
Далее оба переходника при давлении гелия 3 кге/
/мм2 были испытаны на вакуумную плотность. В обоих
переходниках нарушений вакуумной плотности нс об-
наружено.
Запас прочности указанной партии переходников
определяли испытаниями внутренним гидравлическим
давлением до разрушения. При этом гидравлическое
давление повышали через каждые 25 ати с выдержкой
в течение 10 мин. Все переходники разрушались по
участкам, удаленным от зоны соединения.
Места разрывов заваривали п вновь контролирова-
ли вакуумную плотность переходников гелиевым тече-
искателем при давлении гелия внутри переходника 3
ати. Нарушения вакуумной плотности переходников не
обнаружили.
Таким образом, технологические операции, при кото-
рых титано-алюмпциевыс переходники подвергаются
силовому и термическому воздействию (сварке, механи-
ческой обработке), не снижают работоспособности сое-
динений, полученных холодной сваркой.
Для проверки работоспособности алюминиево-сталь-
ных (АМц+12Х18Н10Т) и титано-алюминиевых (ВТ1-0ф-
4-АА4ц) переходников, определения степени их .надеж-
ности применительно к условиям криогенных установок
была разработана программа испытания. Учитывалось,
что переходники должны работать при внутреннем дав-
лении жидких хладагентов 1 —10 кгс/см2 и наружном
давлении газов 1 -10~4—1-10-6 мм рт. ст. под воздейст-
вием вибрационных нагрузок.
Для имитации реальных условий работы титан-алю-
Миниевые и алюминиево-стальные переходники внут-
ренним диаметром 10, 20 и 28 мм испытывали термо-
циклпрованием, вибрацией и внутренним давлением
Жидкости. • . ; . . .»>.•<.
127
Наружные диаметры обжимных колец (в трех сече
илях) и длины алюминиевой части переходников в осе
вом направлении (четыре замера в двух взаимно пер
пендикулярных плоскостях) замеряли перед испыта
ниями с точностью ±5 мкм. Затем к переходникам с
обеих сторон приваривали заглушки и проводили пов
торные измерения. Наружный диаметр обжимных ко
лец и длина алюминиевой части всех переходников й
результате термического воздействия при сварке суще
ственно не изменялись. На титано-алю.мнниевые пере
ходники с внутренними диаметрами 10 и 28 мм навари
вали аргоно-дуговым способом кольцевой валик на
расстоянии 10 мм от торца алюминиевой части и вновь
замеряли указанные диаметры и длины.
Средние значения диаметра D обжимного кольца
длины I и усадки Д£), А/ (мм) алюминиевой части ти
тано-алюминиевых переходников:
Номер переходника 1
D'l.
43,880
до сварки
32,11
43,842
после сварки .
31,21
ДП/Д/ . . . . 0,038
0,10
Номер переходника: 6
Р//:
43,885
до сварки
33,09
43,868
после сварки
33,12
дп/д/ 0,017
0,03
2 3 4 5
43,886 43,895 43,882 43,882
30,19 32,21 31,71 32,39
43,860 43,853 43,850 43,842
30,24 32,30 31,83 32,47
0,026 0,042 0,030 0,040
0,005 0,09 0,12 0,08
7 8 9 10
22,897 22,885 22,894 22,896
21,98 22,19 22,32 21,62
22,892 22,874 22,888 22,886
21,99 22,26 22,40 21,66
0,005 0,011 0,006 0,010
0,01 0,07 0,08 0,04
После наложения валика возникала небольшая уп-
ругая усадка обжимного кольца вследствие остаточной
деформации (поперечного сужения и удлинения) алю-
миниевой части.
Смешения или прокручивания обжимных колец при
этом не наблюдали.
Все переходники испытывали: 1) на прочность
(пробным давлением 13 ати); 2) на плотность (при
давлении сжатого воздуха 10 ати); 3) на герметичность
128
puc 67 Тптаио-алюминиевые (BTl-O+АМц) переходники после гидравличес-
ких испытаний до разрушения
методом «щупа» (при давлении гелия 10 ати); 4) тер-
моциклированием до 1000 циклов в температурном диа-
пазоне от 100°С (в кипящей воде) до —196°С (в жид-
ком азоте до прекращения кипения) со скоростью
200—450°С/мин с проверкой вакуумной плотности через
каждые 100 циклов; 5) внутренним давлением жидко-
сти от 0 до 25 ати 500 раз; 6) на вибропрочность;
7) гидравлическим давлением до разрушения.
Все переходники указанные испытания выдержали
успешно. Переходники при испытаниях гидравлическим
давлением разрушались в месте приварки алюминие-
вых заглушек и частично на участке наложения кольце-
вого валика, имитирующего сварной шов. Переходники
с толщиной стенки алюминиевой части 1 мм и внутрен-
ним диаметром 10 мм разрушались при гидравлическом
Давлении 350—400 кгс/см2, диаметром 20 мм — при
195—200 кгс/см2, диаметром 28 мм — при 95—100 кгс/см2
(рис. 67). Переходники внутренним диаметром 28 мм и
толщиной стенки алюминиевой части 2 мм разрушались
пРи давлении 200—220 ати.
Дополнительно были проведены испытания всех пе-
реходников на вакуумную плотность гелиевым течеиска-
телем ПТИ-7А при давлении гелия 3 ати после завар-
Кп Разрывов аргоно-дуговым способом.
Нарушений вакуумной плотности переходников при
1вствптельностн течеискателя 10~ 6 мм рт. ст. не об-
НаРУЖено.
После проведенных испытаний зоны соединений пе-
'однпков подвергались металлографическому анали-
129
Рис. 68. Макроструктура зоны соединения алюминиево стального перехо.
в исходном состоянии (и) и микроструктура (и) зоны соединения титано
миниевого переходника после термической обработки при 600°С в теч
8 ч (дХЗ; 6X340)
зу. Макроструктура соединения приведена на рис. 68,с
Металлографический анализ ряда продольных и пол
речных сечений зон сварных соединений показал от
сутствие дефектов в виде непроваров и несплошносг
Одновременно быти проведены испытания перех.
ников с внутренним диаметром 28 мм, полученных пр
In (Fh/Fk.cp) =0,37 после II стадии деформирования,
результате испытаний на прочность, плотность и герме
точность вакуумная плотность переходников была 1
же 10 6 мм рт. ст., однако после 200 термоциклов «
100°С до —196°С вакуумная плотность переходников
результате натекания снизилась до 10~а мм рт. ст. Я
подтверждает, что малые степени деформации алю*
пневой заготовки при данных геометрических парав
рак не обеспечивают получения качественного и наД’
нот соединения.
По результатам испытаний можно рекомепдо
алюминиево-стальные п тптано алюминиевые переХ
130
*кп> полученные холодной сваркой, для использования
различных сосудах и аппаратах криогенной техники
. достаточным запасом прочности и надежности в эк-
сплуатационных условиях.
цля исследования влияния теплового воздействия
развитие диффузионных процессов в зоне соедине-
ния алюминиевого сплава АМц с титаном ВТ1-0 или
^ржавеющей сталью 12Х18Н10Т была изготовлена
специальная партия переходников.
Из переходников изготавливали образцы, часть ко-
•эрых использовали для приготовления продольных и
косых шлифов, а другую часть отворачивали листо-
вЫм асбестом и отжигали в муфельной печи. Темпера-
туру п длительность отжига выбирали из условия
имитации термического воздействия на зону соединения
[ри сварке переходников в узлы изделия, создании и
эксплуатации изделия, а также из условия образова-
ния интерметаллидов в зоне соединения. В частности,
отжиг образцов производили при температурах от 300
но 600°С с выдержкой от 0,5 до 8 ч. После охлажде-
1чков ’ Впешний вид алюмиииево-стальиых и тнтано*алюминиевых переход-
1$1
ния образцы вынимали из печи, освобождали от асбес
и подготавливали шлифы.
В результате металлографического анализа и зам
ров твердости после нагрева от 300 до 500°С с посп
дующей выдержкой от 0,5 до 8 ч, а также после нагп?
ва до 600°С с выдержкой 0,5 ч можно сделать вывп
об отсутствии изменений в алюминии, стали и титан»
С увеличением длительного отжига при 600°С
зоне соединения алюминия с титаном появляется подо.
ска, отличная по травимости от алюминия и титана
При длительности отжига 8 ч ее ширина достигав
9 мкм, а твердость 458 кгс/мм2 (рис. 68,6).
При создании некоторых сосудов и аппаратов необ-
ходимо нагревать их до 300°С в течение 100 ч, поэтому
титано-алюминиевые и алюминиево-стальные переход,
ники отжигали при указанных параметрах. Металле-
графические исследования после отжига не выявила
новых фаз в зоне соединения.
Влияние аргоно-дуговой сварки на вакуумную плот-
ность соединения, полученного холодной сваркой, опре-
деляли на специальной партии переходников внутрен-
ним диаметром 10, 20 и 30 мм, с алюминиевой частью
длиной от сечения II 20, 24 и 26 мм толщиной 1 и
3 мм, 28, 32 и 36 мм толщиной 4 и 6 мм. К торцам пе-
реходников приваривали заглушки. Перед проверкой
вакуумной плотности зоны соединения переходников
швы, выполненные аргоно-дуговой сваркой, покрывали
герметиком (вакуумной смазкой). Затем на алюминие-
вые части переходников последовательно в направле-
нии зоны соединения разнородных металлов наварива-
ли два кольцевых валика с шагом 6 мм (при толшиие
стенки 1 и 3 мм) и 9 мм (при толшине стенки 4 и 6 мм)
После наложения каждого валика переходники ис-
пытывали на вакуумную плотность.
Термический никл сварки в исследуемых пределам
изменения расстояния от сечения II до места наложе-
ния валика не оказывает заметного влияния на ваку-
умную плотность сварного соединения разнородных ме
таллов. Величина натекания переходников не превый2
ла 5-10-5 л-мм рт. ст/с.
Основная технологическая задача при массово^
производстве трубных переходников — исключение
ханической обработки их после холодной
шалась изготовлением исходных заготовок
сварки —к
и обжимнь
{.олеЦ из труб. Очевидно, что при такой технологии
можно существенно снизить металлоемкость и трудо-
емкость производства трубных переходников. Нами
разработана конструкция заготовок трубных переход-
ников (см. гл. IV), позволяющая снизить металлоем-
кость на 30—50% и трудоемкость механической обра-
ботки на 15—20%.
По разработанной технологии было изготовлено не-
сколько партии алюминиево-стальных переходников
диаметрами от 25 до 100 мм (рис. 69).
Вакуумную плотность всех переходников контроли-
ровали в исходном состоянии при 50-кратном воздейст-
вии сжатым до 10 ати воздухом в течение 3 мин, после
30-кратного термоциклирования при охлаждении в
жидком азоте с последующим нагревом до 100°С, при
вибрации.
Затем по 3 переходника из каждой партии испыты-
вали на вакуумную плотность методом «щупа» при
внутреннем давлении гелия в течение 5 мин, приводя-
щем к возникновению в алюминпевой части напряже-
ний. близких к условному пределу текучести сплава
АМц (сг0,2=4,2 кгс/мм2). Величина натекания при ис-
пытании переходников не превышала 5-10-5 л-мм рт.
ст/с. Переходники всей партии при испытании внутрен-
ним давлением жидкости разрушались у заглушек по
сварному шву пли по сплаву АМц при давлениях, соот-
ветствующих пределу прочности сплава АМц.
Важно отметить, что рассчитанные по формуле (48)
максимальные напряжения, возникающие в алюмини-
евой части переходника в момент разрушения, близки
к пределу прочности сплава АМц.
В ходе исследования было испытано 25 алюминиево-
стальных переходников внутренним диаметром 32 мм и
50 переходников диаметром 40 мм для определения их
надежности при эксплуатации в течение длительного
срока при низких температурах (до 15 К), внутреннем
Давлении 10 ати и наружном вакууме ~10~6 мм рт. ст.
Дополнительно было изготовлено 8 переходников
ВнУтренним диаметром 40 мм, исходные заготовки для
которых имели крайние (максимальные и минималь-
но) значения допусков.
Размеры стальной заготовки, мм:
а, ь 'f> ₽
Яновной вариант 48__0 17 1,35±0,06 1+°-’г 60°±15'
—CL24
132
133
1 допуск (мини
малыше ине) отклонс 48_о.| 1,35+0,06 ] -*0.12 60°+15'
II допуск мальное нне) (макси- отклоне- —0.17 48—0.30 1,35+0,06 1+0.12 60°±15'
—0.40 Размеры алюминиевой d, Основной вариант 60,6_0,07 заготовки, мм: dH Da 48,1+°-‘ 66,9_0,07 ^1 а 8±0,02 5°±15
1 допуск мальное ние) . . (миии- отклонс- &0,7-o.oj 48 ,0 +°1 67.0-o.o7 8 ±0,02 5°±16
II допуск мальное ние) . . (максн- отклоне- 6О,5—о,о7 48,2+°.i 66,8—0,07 8±0,02 5°±15
Размеры обжимного кольца, мм:
Основной вариант .... 57,1+°07
I допуск (минимальное от
клонение).................57+°.07
II допуск (максимальное
отклонение)...............57,2+°.°7
5°+15'
5о+15'
5°±15'
Перед испытаниями 26 переходников последователь-
но соединяли аргоно-дуговой сваркой, а стальную часть
последнего переходника соединяли с фланцем испыта-
тельной арматуры.
Переходники испытывали на прочность пробным
давлением сжатого воздуха, равным 13 ати, с выдерж-
кой 10 мин, на плотность — рабочим давлением сжатого
воздуха, равным 10 ати, на герметичность методом «щу-
па»— при давлении 10%-ной воздушно-гелиевой смеси,
равном 10 ати, на герметичность методом «барокаме-
ры»— при давлении 10%-ной ‘воздушно-гелиевой смеси,
равном 10 ати. Допускалось натекание в камере до
5-10~6 л мм рт. ст/с.
Термоциклические испытания проводили в барокаме-
ре с разрежением 10-5 мм рт. ст. при давлении жидкого
азота внутри переходников 10 ати в течение 5 мин с по-
следующей продувкой горячим воздухом до 120—80°С-
Вакуумную плотность проверяли при рабочем давлении
10%-ной воздушно-гелиевой смеси через каждые 50 иик'
лов, а по окончании термоциклирования — методом «ШУ'
па» с проверкой каждого сварного шва теченскател₽м
ПТИ-7 (при испытании методом «барокамеры» натека-
ние не должно превышать 5-10~6 л мм рт. ст/с).
134
Рис 70. Внешний вид заготовок и обжимного кольца перед сваркой, а также
епёходиика диаметром <2=100 мм после сварки и механической обработки
доя соединения горловины сосуда с кожухом из алюминиевого сплава
Все, в том числе с предельными отклонениями разме-
ров, переходники успешно выдержали испытания.
Проведенные исследования позволили внедрить тех-
нологию получения трубных переходников диаметром
^100 мм холодной сваркой заготовок из сплава АМц со
стальными (12Х18Н10Т) и титановыми (ВТ1-0).
Различные сосуды для хранения и транспортировки
жидкого кислорода, азота и аргона состоят из внутрен-
ней нержавеющей стальной емкости, кожуха из алюми-
ниевого сплава, многослойной вакуумной изоляции
и т. д.
Для уменьшения тепловых потерь при хранении жид-
ких газов внутренняя емкость соединена горловиной из
стали 12Х18Н10Т с алюминиевым кожухом.
Были разработаны переходники специальной кон-
струкции, алюминиевая часть которых имеет форму
фланца, а стальная часть также в форме фланца имеет
ряд отверстий для ввода систем коммуникации внутрь
сосуда (рис. 70).
В межстенном пространстве готовых сосудов с целью
уменьшения тепловых потерь создают вакуум 10-3—
10~5 мм рт. ст. Для этого в процессе изготовления необ-
ходим нагрев сосудов до 200—300°С. Поэтому алюмини-
ево-стальные переходники, полученные холодной свар-
кой, с внутренним диаметром 100 мм, толщиной стенки
алюминиевой части 6 мм и наружным диаметром зоны
соединения заготовок 155 мм испытывали внутренним
Давлением сжатого воздуха 2,5 ати с последующим на-
гревом до 300°С, выдержкой в течение 100 ч и 20-крат-
ным термоциклированием от температуры жидкого азо-
T;i До 100°С со скоростью 200—450°С/мпи.
J33
I Рис. 71. Внешний вид переходника диаметром d=450 мм после сварки и перед
испытанием внутренним гидравлическим давлением
После каждого вида испытания все переходники кон-
тролировали на вакуумною плотность. Согласно требо-
ваниям, натекание не превышало 5 10~3 л мм рт. ст/с.
Изготовленные по разработанной технологии пере-
ходники используют в транспортных цистернах ЦТ1\-
0,5/0,25 для соединения горловины внутренней емкости
из нержавеющей стали 12Х18Н10Т с кожухом из сплава
АМгб, а также (вывода коммуникаций трубопроводов из
нержавеющей стали через кожух, что в свою очередь
позволило в 1,5 раза увеличить гидравлическую емкость
। и в 2 раза снизить удельную металлоемкость цистерн по
сравнению с цистернами ТРЖК-4М.
С использованием переходников в транспортных ци-
стернах ЦТК-0,5/0,25 были исключены так называемые
тепловые мосты, фиксирующие внутреннюю емкость от-
носительно кожуха: всю нагрузку от внутренней емкости
вместе с транспортируемой жидкостью воспринимает
сварное соединение переходника.
Трубные переходники (АМг6-|-12Х18Н10Т и АМц+
+ 12Х18Н10Т) с внутренним диаметром 6 и 12 мм, за-
ключенные в межстенном пространстве цистерн ЦТК-
0,5/0,25 также были испытаны по указанной выше про-
грамме и показали при этом высокую надежность.
При разработке технологии изготовления холодной
сваркой алюминиево-стальных переходников с внутрен'
ним диаметром 450 мм возникла необходимость более
подробного изучения влияния масштабного фактора на
образование сварного соединения: расчета и выбора ра3"
136
еров заготовок из листового проката, разработки кон-
струкции оснастки и выбора прессового оборудования,
сЛучения переходников без последующей их механиче-
ской обработки.
По разработанной технологии были изготовлены алю-
м11Ниево-стальные (АМц+12Х18Н10Т) переходники в
количестве 6 шт. с внутренним диаметром 450 мм и тол-
щиной стенки алюминиевой части S=6 мм (рис. 71).
Заготовки переходника и обжимное кольцо были из-
готовлены из листового проката с последующей аргоно-
чуговой сваркой продольным швом и механической обра-
боткой.
Оценку работоспособности таких переходников про-
водили до и после гидравлических, пневматических, тер-
моциклических испытаний по их вакуумной плотности
при обдуве гелием.
Перед испытаниями переходников измеряли внутрен-
ний диаметр стальной части и наружный диаметр обжим-
ного кольца с точностью ±5 мкм. После каждого вида
испытания вновь производили замеры диаметров (табл.
9) и длины алюминиевой части переходника.
Длина алюминиевой части переходника после испы-
таний практически не меняется. Все переходники, за ис-
ключением одного (см. табл. 9), перед испытанием име-
ют эллиптическую форму сечения. Кроме того, толщина
стенок переходников (кроме третьего) в зоне соединения
незначительно отличается в продольных сечениях под
углом 120°. Переходникам № 2 и 3 соответствуют малые
значения степени деформации алюминиевой заготовки
0,380 и 0,368.
Изготовленные переходники испытывали давлением
сжатого до 5 ати воздуха в течение 15 мин. Все переход-
ники были герметичны. Переходники № 3, 4 и 6 нагревали
в вакуумной печи до 200—220°С с выдержкой 24 ч и ох-
лаждением дю комнатной температуры.
При этом диаметры переходников уменьшались вслед-
ствие деформации составляющих их элементов под дей-
ствием упругих остаточных и термических напряжений,
возникающих в алюминиевом сплаве из-за различного
термического расширения соединяемых металлов.
Наружный диаметр переходников уменьшился в сред-
Нем на 0,07- 0,20 мм. Наибольшая неравномерность из-
менения диаметров по различным продольным сечениям
ваблюдается у переходника № 3. Более значительно из-
менились внутренние диаметры переходников. В частно-
137
Сечение
1
2
3
1
2
3
1
2
3
1
2
3
138
лица 9 12Х18НЮТ ДИАМЕТРОМ 450 мм ПОСЛЕ РАЗЛИЧНЫХ ИСПЫТАНИЙ
ЛЕНЕНИЕ РАЗМЕРОВ ПЕРЕХОДНИКОВ ИЗ СПЛАВА АМц И CTAJ]H Д+-3 Д^-3 д sa D4 д 4 ДД1- 4 AS.
мм T/ln <FH/FK ) ДЙ1-2 дх2 л
-—- мм
^ср. С1К —'—--J ММ j дник I
дник 2 дник 3 —0,17 —0,07 +0,05 —0,08 +0,02 —0,09 —0,49 +0,02 +0,02 +0,23 +0,07 +0,18 +0,08 +0,14 450,54 496,75 450,73 496,78 450,69 496,83 449,97 497,28 449,94 496,95 449,10 496,65 +0,03 —0,03 —0,14 —0,06 —0,08 0 +0,17 +0,23 —0,06 —0,05 —0,05 +0,01 / \ —0,04 —0,05 +0,06 +0,06 +0,05 +0,15 +0,27 +0,24 +0,09 —0,39 —0,05 +0,03 (—0,45) —0,01 0 +0,10 —0,03 —0,48 -1-0,02
450,58 496,80 450,67 496,72 450,64 496,68 449,70 497,04 449,85 497,34 449,15 496,62 449,80 36,3 0,451 36,7 0,458 36,7 0,458 32,4 0,390 30,6 0,365 31,8 0,380 29,9 0,354 31,2 0,376 31,3 0,378 35,9 0,448 37,1 0,464 35,9 0,448 38,3 0,482 38,7 0,489 38,7 0,489 33,5 0,405 32,8 0,396 33,0_ 0,399 30,6 449,57 —0,23 +0,03 +0,20 +0,18 +0,08 +0,04 4 0,05 жерехе 450^51 । 496J8 | 450,87 | 496^84 , 450,77 ! 496,83 Перехо 449,80 I 497,05 450,0 497,0 449,15 496,64 Перехо 449,40 ; 497,42 450,75 497,40 । 449,39 496,88 Перехо 450,34 1 496,80 449J0 49+38 ! 44+34 497,05 —0,02 -| 0,20 -| 0,12 +0,13 +0,15 +0,10 +0,01 +0,15 —0,34 0 +0,02 —0,40 —0,38 —0,18 +0,05 —0,44
—0,18 +0,09 +0,12 —0,13 —0,24 дник 4 —0,16 —0,06 —0,16 —0,12 -о,н —0,02 (497,35) (,—0,07)
497,80 449,93 497,35 449,83 497,25 450,70 496,98 450,25 496,65 450,63 497,20 0,365 33,3 0,400 33,5 0,405 37,8 0,476 37,5 0,470 38,1 0,482 497,60 449,66 497,28 449,52 1111 О О О О со о ьо ьо — О
(497,32) (497,27) 1 ~ ) (—о.ов) (—о,оз)
(+0,35) (+0,02^ (—о,зо)
—0,37 —0,36
497,12 450,50 496,86 450,06 496,50 450,45 497,07 —0,13 —0,20 —0,12 —0,19 —0,15 - JX18 —0,13
—0,18 —0,35 ! 496,68,/ (-0,12)
—0,27 —0,29 —0,15 ^496,88) (+О,5о) (+0,2з)
(497,01) (—0,04) (—0,1э)
139
О X а О> , мм у/1» (Г IF > Н к. D2 AS, О,
CJ О Сср. С1К ММ
450,35 496,45 ПеРехь
1 36,9 0,460 38,6 0,490 — — — 450Д8 496,45
2 450,80 496,90 36,9 0,460 38,6 0,490 — — — 450^83 496,93
3 450,73 496,82 36,9 0,460 38,6 0,490 — — — 450^80 496 ^5
Перехъ
1 450,53 36,5 38,6 450,33 —0,20 450 09
496,63 0,455 0,490 496,48 —0,15 +0,05 496Д9
450,75 36,5 38,6 450,59 —ОД 6 450,59
2 496,87 0,455 0,490 496,73 —0,14 +0,02 496,73
3 450,16 37,0 39,4 449,86 —0,30 +0,13 450,0 |
496,18 0,464 0,500 496,01 —0,17 496,13
рн м еч< н и я: 1. Диаметры переходнике В (в ЧИСЛ] теле — знутренние,
zzu н выдержки в течение 24 ч, из- - после охлаждения до —196"С Di—после
3—4’ 1—4 — после приваривания заглушек).
2-ДО1-2 —D\—D2, Л ^2 з Оз. =£>з-
канавки.
П родомкение табл. Р
Ар2-3 до1-з A S, £>4 ДС3-4 ДП1-4 AS.
мм
Знак 5 дник 5 —0,24 До,29 0 0 +0,14 +0,12 в знаменат Ш-кратного 1-й +0,03 0 у 0,03 +0,03 +0,07 +0,03 —0,44 —0,44 —0,16 —0,14 —0,16 —0,05 еле — нару> термоцикл =Dr-Di, —0,03 0 —0,04 0 +0,02 +0,11 <иые): Pi - ирования о ^1-3 =Р*’ 450,43 496,53 450,81 497,0 450,56 496,90 +0,05 +0,08 —0,02 +0,07 —0,24 +0,05 - \ эс с et +0,08 +0,08 -[ 0,01 +0,10 —0,17 +0,08 — \ 0 +0,09 +0,09 а до 200— ачения Dt, — сечение к
т <496,5о) i - к+о,31/ <—0,13/
^496,59/ (—0,14) (—0,2в)
(496,0 ) после сва 10СГС до Da; С - ср [+0,28/ и, Р2 — п -196°С (в среднее с (—0,1в) ле нагрев кобках зн ение, C j
сти, у переходников № 3 и 6 внутренние диаметры умень-
шились на 0,3 мм.
Все 6 переходников охлаждали в жидком азоте (до
прекращения кипения) с последующим нагревом до ком-
натной температуры. Сварные соединения переходнике’’
оказались вакуумплотным-и.
По результатам замеров диаметров после этих испы-
таний можно сделать вывод о различии значений и ха-
рактеров деформации переходников № 3, 4 и 6. Видимо,
это связано с разной скоростью релаксации и перерас-
пределением остаточных напряжений в составляющий
переходника.
Уменьшение внутренних диаметров переходников
после действия жидкого азота указывает на остаточные
упругие деформации сжатия их стальных частей, вызван-
ные воздействием алюминиевого сплава в момент охлаж-
дения в результате остаточной деформации сжатия этого
сплава при испытаниях на 200—220°С.
140 ___.... _ .. .
Уменьшение наружного диаметра переходников вы-
звано уменьшением остаточных упругих деформаций
растяжения в обжимном кольце вследствие частично-
го снятия упругих остаточных напряжений при охлажде-
нии и последующем нагреве до комнатной темпера-
туры.
Необходимо отметить, что деформация переходников
в разных продольных сечениях неравномерна. Так, де-
формации переходников № 3 и 6 по внутреннему диамет-
ру в одном сечении равны 0,18 и 0,16 мм, а в другом се-
чении 0,40 и 0,44 мм. Наружные диаметры этих переход-
ников изменяются на 0,05 и 0,14 мм в одном и 0,38 и
0,44 мм в другом сечении соответственно.
Диаметры переходников № 1 и 5 в результате охлаж-
дения до температуры жидкого азота и последующего
нагрева до 20°С изменились несущественно. Поперечное
сечение переходника № 2 после указанного испытания
приобрело форму эллипса.
141
Рис. 72. Зависимость температуры на-
грева в различных зонах переходника
от времени подогрева его газовыми го-
релками и в процессе аргоно-дуговой
сварки (начало сварки с т =10 мин):
1 — в зоне соединения алюминия со
сталью; 2 — в зоне нижних выступов;
3 —в сечении II; 4—в средней части
обжимного кольца
Далее переходник
№ 1, 2 и 5 подвергали ш
кратному термоцнклиро
ванпю от температуп!
100°С с выдержкой эд’
до температуры >кндК01';
азота. Скорость нагрева 1(
охлаждения при этом с-,
ставляла 500—600 и 8()Х
100°С/мин соответственно
Проверка плотности
переходников сжатым
воздухом показала, что
переходник № 2 имел
течь. Из табл. 9 видно, что
переходник № 2 имеет
значительную эллипс-
ность, в частности раз-
ность диаметров в сечени-
ях I и II составляет
0,87 мм. Вероятно, это связано с влиянием остаточных
напряжений, а также напряжений, возникающих при
термоцикл пр ов ан ии.
Появление течи в переходнике № 2 подтверждает,
что при малых степенях деформации (~0,38) заготовки
из сплава АМц не представляется возможным получить
качественное сварное соединение. Испытания сжатым
воздухом и вакуумной плотности переходников № 1 и 5
прошли успешно.
К переходникам № 3, 4 и 6 для проведения дальней-
ших испытаний приваривали алюминиевые и стальные
заглушки. Для получения качественного сварного шва
зону сварки со вставленными заглушками подогревали
газовыми горелками. Температуру нагрева переходника
контролировали термопарами, которые зачекаиивали а
различные места переходника.
На рис. 72 показано изменение температуры в раз-
личных зонах переходника при подогреве его газовыми
горелками и в процессе аргоно-дуговой сварки. Макси-
мальная температура в зоне соединения сплава АМц с°
сталью 12Х18Н10Т составила 300°С.
Давления в зоне холодной сварки вследствие тепло-
вого воздействия аргоно-дуговой сварки рассчитывали п°
формуле [82]
t’ °ст)
"Д'-2 4- 'с)/('с - rI ) - Н А1 1 еА1 + 1(гс+гн )/(гн-
- 'с) Т Рст! /ЕСТ (53)
где Т—температура нагрева; а—коэффициент линей-
I него расширения; Е — модуль упругости материала; ц—
коэффициент Пуассона.
Соответствующие максимальные тангенциальные на-
пряжения на наружной поверхности заготовки из сплава
ДМн в зоне соединения рассчитывали по формуле
%ах = “^с-р/^-'-в). 1(54)
! а на внутренней поверхности обжимного кольца — по
уравнению (48).
I Расчеты показывают, что при нагреве зоны соедпне-
! ння до 300°С в алюминиевой части переходника щ тах ~
«11 кгс/мм2, а на внутренней поверхности обжимпо-
s го кольца щ «18 кгс/мм2. Заметим, что «
I 11 кгс/мм? выше даже условного предела текучести спла-
I ва АМц (4,2 кгс/мм2) при 20°С.
\ Замеры наружных диаметров переходников показы-
j вают, что эллиптические сечения переходников после
’ приварки заглушек трансформируются в круговые.
Испытания показали, что нагрев до 300сС не ухудша-
। ет вакуумной плотности соединения, полученного холод-
ной сваркой.
После проверки вакуумной плотности переходники
, № 3, 4 и 6 нагружали гидравлическим давлением, изме-
няя его 25 раз в диапазоне от 1 до 15 кгс/см2. Все пере-
ходники успешно выдержали испытания. Далее их на-
гревали до 90—100°С и выдерживали в течение 24 ч.
После этого переходники № 1, 3, 4, 5 и 6 испытывали на
натекание.
Натекание не превышало для переходников № 1 и 6—2Х
ХЮ~4 л-мм рт. ст./с, № 3—4-10-4 л-мм рт. ст./с; № 4—
8-Ю-5 л-мм рт. ст./с; № 5—1 • 10-4 л-мм рт. ст./с.
Переходник № 1 испытывали гидравлическим давле-
нием 5, 10, 15, 20 кгс/см2 и далее через 2 кгс/см2 до раз-
рушения. Выдержка при каждом давлении составляла
Ю мин.
Переходник разрушился по сварному шву при
~ 36 кгс/см2. Дополнительно переходник № 3 (1п(Ан/
142
143
Рис. 73. Алюминиево-медный
переходный узел:
I 1 — алюминиевая шина; 2 —
медная заготовка; 3 — мед-
ный пруток; 4 — обжимное
конусное кольцо из стали
| 12XI8HI0T
/^к.ср) =0,368) был подвергну
5 термоциклам от температурь,
жидкого азота до 100°С. Скорое^
нагрева и охлаждения была тако$
же, как и при испытании переход,
ников (№ 1, 2 и 5). Проверкой
пневматическим давлением 5 ати
после термоциклических испыта-
ний выявили незначительную
течь в переходнике. Вероятно, им-
пульсное нагружение переходни-
ка внутренним давлением приво-
дит к знакопеременным деформа-
циям алюминиевой и стальной за-
готовки, которые вызывают боль-
шие динамические напряжения в
сварном соединении. Таким обра-
зом, качественное сварное соеди-
нение можно получить только при
реализации II стадии деформиро-
вания и определенных степенях
деформации алюминиевой заго-
товки.
Данным способом холодной сварки можно соединять
металлы и сплавы, резко отличающиеся физико-механи-
ческими свойствами, например, медь с титаном и сталью,
алюминий и его сплавы с медью и латунью, цирконий с
алюминием и сталью.
Была разработана конструкция переходника для со-
единения высокопрочного титанового сплава ВТ6С с кон-
струкционной сталью ЗОХГСА. Партию переходников
внутренним диаметром 8 мм сварили при нормальном
давлении деформирования <7=325 кгс/м.м2.
Переходники испытывали по следующей программе:
проверка вакуумной плотности гелиевым течеискателем
после каждого вида испытаний; проверка плотности
внутренним гидравлическим давлением 1500 кгс/см2 в те-
чение 10 мин; отжиг переходников при 750°С в течение
1 ч; испытание 150-кратным охлаждением в жидком азо-
те с последующим нагревом до 100°С; проверка плотно-
сти после 15 ч нагружения внутренним гидравлическим
давлением 600 кгс/см2; проверка плотности после 240 4
нагружения внутренним давлением жидкости, равным
1300 кгс/см2; проверка плотности после 1 ч нагружения
внутренним гидравлическим давлением 1700 кгс/см2.
144
Все переходники оказались герметичными и вакуум-
пЛотными. Разрушить переходники не удалось из-за
ограниченной мощности гидравлического пресса.
Возможность использования данного способа холод-
рой сварки для соединения металлов со сходными пла-
стическими свойствами и ограниченной взаимной раство-
римостью была проверена при разработке технологии со-
единения алюминиевых токоведущих элементов с медны-
ми шинами для криостата.
Токоведущие элементы предназначены для питания
постоянным током различных сверхпроводящих уст-
ройств.
С целью уменьшения притоков тепла в зону жидкого
гелия и увеличения эффективности охлаждения токове-
дущие элементы выполняют в виде набора лент из алю-
миниевой фольги А99. Для соединения со сверхпроводя-
щей шиной магнита токоведущие элементы должны
иметь законцовки, выполненные из меди МО или Ml.
Основное требование, предъявляемое к зоне соедине-
ния, состоит в том, что электрическое сопротивление не
должно превышать сопротивления токоведущего элемен-
та и должно выдерживать охлаждение до 4К и нагрев до
400К-
Была разработана конструкция алюминиево-медного
переходного узла, предусматривающая соединение хо-
лодной сваркой. Это соединение (рис. 73) состоит из че-
тырех деталей: алюминиевой шины 1 с кольцевыми ка-
навками и впадинами на наружной поверхности и внут-
ренним отверстием с резьбой; медной заготовки 2, в
центре которой имеется отверстие для впайки медного
прутка 3 с резьбой, и обжимного конусного кольца 4 из
стали 12Х18Н10Т. В вакуумной печи медный пруток при-
поем ПСр72 впаивают в медную заготовку, затем ввора-
чивают алюминиевую деталь внутрь медной, на котовую
напрессовывают конусное кольцо из стали 12Х18Н10Т,
обжимающее соединяемые детали.
В результате пластической деформации медь запол-
няет канавки на алюминиевой шине, а алюминий — все
пустоты в месте резьбы на прутке, соединяя заготовки.
Последующей механической обработкой сварных заго-
товок получают алюмипиево-медный переходный узел.
В результате проведения опытов и обработки экспе-
риментальных данных были уточнены форма и размеры
исходных заготовок, выданы рекомендации по изготов-
6 Зак. 57 145
Рис. 74. Внешний внд алюминиевого токоведущего элемента, соединенного
с медной шиной °
лению медных заготовок алюминиевых токоведущих
элементов.
По разработанной технологии было осуществлено
соединение алюминиевых токоведущих элементов с мед-
ными шинами (рис. 74) при <7=51 кгс/мм2.
Проведенные испытания показали, что электрическое
сопротивление зоны соединения не превышает электри-
ческого сопротивления токоведущего элемента и выдер-
живает охлаждение до 4К и нагрев до 400К.
Глава IV
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ТРУБНЫХ ПЕРЕХОДНИКОВ
1. Конструкции соединений и расчет
конструктивных размеров
Алюминиево-стальные и титано-алюмнниевые трубные
переходники предназначены для соединения стальных
(титановых) трубопроводов с трубопроводами из алю-
миниевых сплавов (рис. 10,6), стальной горловины сосу-
да с кожухом из алюминиевого сплава (рис. 75), клапа-
на из нержавеющей стали с корпусом из алюминиевого
сплава в межстенном пространстве (рис. 76), стального
(титанового) трубопровода, вводимого в емкость из алю-
миниевого сплава, с совмещенными зонами приварки в
межстенном пространстве (рис. 77).
Указанные трубопроводы и элементы конструкции
предназначены для эксплуатации в вакууме со значи-
тельными изменениями температур, под давлением, при
146
воздействии осевых, радиальных, вибрационных и дру-
гИх нагрузок. В частности, алюминиево-стальные и тк-
тано-алюмиииевые трубопроводы предназначены для
транспортировки азота, кислорода, водорода, гелия в
жидком или газообразном состоянии под давлением до
54 ати при различных температурах.
Для переходников целесообразно применять трубные
заготовки с минимальными технологическими припуска-
ми по диаметру и толщине стенки. В этом случае эконо-
мическая эффективность изготовления переходников бу-
дет наиболее высокой.
Ниже приведен расчет размеров переходников для
соединения стальных (титановых) трубопроводов с тру-
бопроводами из алюминиевых сплавов.
Расчет размеров стальной заготовки. Стальная заго-
товка — сплошной цилиндр для переходников внутрен-
ним диаметром <18 мм или полый цилиндр для пере-
ходников внутренним диаметром >18 мм. В ряде случа-
ев из конструктивных соображений переходники диамет-
ром менее 18 мм должны иметь стальную часть длиной
более 50 мм.
Для снижения трудоемкости при изготовлении сталь-
ных заготовок целесообразно использовать трубы с ци-
линдрическими вставками.
Чтобы определить диаметр нарезки кольцевых кана-
вок d, (рис. 78,а), необходимо знать минимальную допу-
стимую толщину стенки в месте нарезки кольцевых
канавок без учета глубины бк (все геометрические пара-
метры выражены в мм): SCT = 0,44]Z d , где d— внут-
75. Переходники для соединения стальной горловины сосуда с кожухом
алюминиевого сплава:
® алюминиевая часть выполнена в виде фланца; б — обжимное кольцо вы-
полняет роль фланца; / — алюминиевая часть переходника; 2 — стальная
^асть переходника; 3 — обжимное кольцо; 4 — стальная горловина; 5 — кожух
3 алюминиевого сплава
f‘ Зак. 57
147
Рис. 76. Переходник для соедине-
ния стального клапана с корпусом
из алюминиевого сплава в межстен-
ном пространстве:
1 — алюминиевая часть переходни-
ка; 2 — стальная часть переходника;
3 — обжимное кольцо; 4 — кожух из
алюминиевого сплава; 5 — клапан
из стали
Рис. 77. Переходник для соединения стального (титанового) трубопровода
с совмещенными зонами приварки в межстенном пространстве, вводимого
в емкость из алюминиевого сплава:
1 — алюминиевая часть переходника; 2 — стальная (титановая) часть переход-
ника; 3 — обжимное кольцо; 4—кожух сосуда нз алюминиевого сплава; 5 —
стальной (титановый) трубопровод
ренний диаметр стальной заготовки в зоне соединения.
Диаметр нарезки кольцевых канавок d1CT определяется
по формулам: rfj ст—- d-}-2 £ (•^ст~Г'^’С) “трбк] при стф-
—0,5 К.i>SCT и *^стёк при -S’ct+0,5
^•Sct, где /<=0,12+^1ст, Sct — толщина стенки сталь-
ной части переходника; ёк — глубина канавок; А1ст — ве-
личина усиления стенки с учетом допуска на диаметр на-
резки кольцевых канавок при механической обработке
по 5-му классу точности.
Величина длины нахлестки 7i1CT (см. рис. 78,а) опре-
деляется после расчета размеров обжимного конусного
кольца (см. рис. 78,в) по формуле Л1ст=/11к+^2. где
hiK=HK—(/i2K-}-/i3Ii) — длина усеченной части обжимного
кольца; Нк — высота обжимного кольца; h2K — высота
цилиндрического пояска; h3K— высота контровочной ка-
навки кольца; /<2=0,5 мм для переходников с d<;18 мм
и 1,0 мм для переходников с d>18 мм.
Длина нарезки кольцевых канавок Л2СТ—/г1Ст—2h3ct-
Наименьшую допустимую длину стальной части пе-
реходника рассчитывают по формуле /гБСТ = .К3-]/ d ,
Аз=2,5 при S=1—4 мм и Кз=3,2 при 3>4 мм.
Диаметр бурта d2 зависит от внутреннего диаметра
стальной части и толщины стенки алюминиевой части
переходника (рис. 79). Для областей I и II значения d2
определяются из соотношений </1Ст+0,35/бкС^С^в.к и
c^ict-|-0,35 Л[к.
Размеры /гзст; Гь г2 для стальных заготовок, за-
висящие от d и Зст, определены экспериментально:
d 6—18 20—32 40 50 70
' ‘ ^ЗСТ .1—1,5 2,0—2,5 2,0—2,5 2,5 2,5
^4СТ .1,5—2,5 3,0 3,5 3,5 4,0
Г1 0,5—1,0 .1,0—1,5 1,0—1,5 2,0 2,0
Г2 0,5—1,0 1,0 1,0 1,0 1,0
d . . . . . 80 100 150—200 250—600
^Зст • • . . 3,5 4,0 5,0 6,0
. . 4,0 4,5 5,0 5,0
Г1 . . . . . 2,5 2,5 3,0 4,0
г2 . . . . . 1,0 1,5 .1.5 1,5
Расчет размеров обжимного конусного кольца. Об-
жимное конусное кольцо с конической внутренней и ци-
линдрической наружной поверхностями (рис. 78,в) вы-
148
149
Рис. 79. Значения Диаметров
бурта d2 на стальной (тита-
новой) заготовке при раз-
личных значениях виутрен
него диаметра стальной (ти-
тановой) части и толщины
стенки алюминиевой части
переходника
тачивают из трубной заготовки. Размеры кольца опреде-
ляют в зависимости от назначения и конструктивных
особенностей переходника.
Внутренний диаметр кольца dB.x определяют по фор-
муле б/в.к=^1ст+2(5+Л1{), где S — толщина стенки алю-
миниевой части переходника; — величина
усиления стенки алюминия; /(j — величина, учитываю-
щая допуск на толщину стенки при механической обра-
ботке по 5-му классу; — коэффициент, равный 0,2;
0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8 и 1,0 мм при толщине
стенки 1, 2, 3, 4, 5, 6, 7, 8, 9 и 10 мм соответственно.
Высота кольца нк = 4,1 ]/" dB к, а наружный диаметр
D = б/вк+2 tg 5Г йш+2Лзк- Технологические размеры /12к.
йзк и г зависят от внутреннего диаметра d стальной заго-
товки и толщины стенки S алюминиевой части переходни-
ка и определяются экспериментально. В частности, й2к=
= 1; 1,5 и 2 мм при d= 10—40, 50-—90 и 100—600 мм соот-
ветственно. Значения й3к и г даны ниже и в табл. 10.
d......... 6—20 25—32 40—45 50—65 80
при S 3 мм
йзк .... 1,0 1,5 2,0 2,5 2,5
при S > 3 мм
йзк .... 1,5 2,0 2,0 2,5 3,0
d............ 100 150 250 300—450 500—600
при S^3 мм
йзк........ 3,0 3,0 4,0 4,0 4,0
при S > 3 мм
йзк........ 3,0 3,5 4,5 4,5 5,0
150
Таблица 10
ЗНАЧЕНИЯ г
S, мм г при различных d, мм
6—32 40—60 65—100 150 200—600
1 1,0 1,5 2,0 2,5 3,0
2 1.5 2.0 2,5 3,0 4,0
3 2,0 2,5 3,0 4,0 5,0
6 2,5 3,0 4,0 5,0 6,0
Расчет размеров заготовки из алюминиевого сплава.
Заготовка имеет форму колокола с двумя заходными
конусами по наружной поверхности (рис. 78,6).
Конечный внутренний диаметр алюминиевой заго-
товки определяется по формуле dB—dBn—бк=^1ст—6к,
Где С?вн = ^1ст.
Конечная средняя толщина стенки алюминиевой за-
готовки 5к=-,0,5 (t/к.ср—^к), где dK Cp^=dB,K-phiK tgoc —•
средний диаметр обжимного кольца; а — угол конуса
обжимного кольца, равный 5°.
Подставляя выражения для dB.K, dK и dK,cp в уравне-
ние для SK, получим
SK=S+KK+0,5/i1Ktg5°+0,5 6К.
Решая уравнение для 7 относительно SH, получим
SH = 0,5 [-+ 4 XSK (rfK + SK) ].
Наружный диаметр алюминиевой заготовки DH=‘
~djli!~p2Snt или £>и = '|/гdgH -|- 4 kSK (dK-J- SK)
Подставляя далее в эту формулу выражения для dBI!,
получим значение d,„ выраженное через внутренний
диаметр и толщину стенки стальной части переход-
ника
^H = T[rf + 2(SCT+K) + eKp + 4ZSK(JK + SK)
при SCT < SCT + 0,5 К и
d-A = У [rf + 2S;T + 2 6K]3 + 4XSK(rfK + SK)
151
Рис. 80. Зависимость зазора В от внут-
реннего диаметра d стальной заготов-
ки:
/ —S=l; 2 — 5=3; 3 — 5=6; 4 — S=
= 10 мм; сплошные линии — экспери-
ментальные значения; штриховые —
расчетные
при
s’t > «ст + 0,5 К.
Высота деформиру.
емой части алюминие-
вой заготовки /г2==
= /iict—В, где В —ве-
личина зазора между
торцом алюминиевой и
буртом стальной заго-
товок.
Экспериментально
полученные зависимо-
сти величины зазора В
от толщины стенки и
внутреннего диаметра
стальной заготовки.
представленные на рис. 80, аппроксимируются формулой
B=a-dh.
Коэффициенты а и k при сварке трубных переходни-
ков определяли для различных значений толщины сте-
нок алюминиевой заготовки 5. При В=А мм для d=
=30 мм и В=6 мм для d~,100 мм получили следующие
результаты: К=0,333; при 5=1 мм п=1,29; при 5=
= 3 мм а—1,59; при 5=6 мм п=.2,54.
Расчетные зависимости, построенные с учетом найден-
ных коэффициентов, хорошо согласуются с эксперимен-
тальными зависимостями (см. рис. 80).
Найденные значения параметров в последнем урав-
нении при различных 5 показывают, что К не зависит от
5, а= 1,1+0,14-5. Следовательно, выражение для В мо-
з,—
жно переписать в виде В = (1,1 4-0,14 S) у d.
Зависимости В от d при различных 5, рассчитанные
по этому уравнению, приведены на рис. 80. Они также
хорошо согласуются с экспериментальными данными.
Диаметр dx алюминиевой заготовки, обеспечивающим
посадку обжимного конусного кольца на высоту hi, зави-
сит от 5 и d„ следующим образом: й1 = йв.к+2(Л1к—
где й1к=Я,(—(Л2к+Лзк).
Диаметр d2, определяющий объем алюминиевого
сплава для заполнения фаски высотой на обжимном
кольце, равен d2=dJi.K-\-K, где К=0,5 при d=.6-M0 мм
и К= 1,0 при J=,454-600 мм.
Наименьшая допустимая длина алюминиевой части
переходника рассчитывается по формулей5 = Л6 "К d ,
где d— внутренний диаметр алюминиевой части пере-
ходника в месте приварки к трубопроводу, /<5=3,0 для
5=14-4 мм и /<5=3,2 для S>4 мм.
При г/=6ч-8 мм /ii=3 мм (при 5=1 мм), 4 мм (при
5=3 мм) и 5 мм (при 5=,6 мм).
При больших диаметрах и любых толщинах значения
1ц следующие:
d, мм . . . . . 10—45 50—70 80—100 125—175
hlt мм . . . 5 6 7 8
d, мм . . . . . 200—250 300—450 500—600
h1. мм . . . . . 10 15 20
Значения А3:
d. мм . . 30—32 40—50 60— 100 150 200 250 300—600
h3, мм . • . • 3 4 5 7 9 10 15
Значения Г\ и Г2:
d, мм . . 6 10—20 25—40 50—65 80—100 150 200 250—600
rlt мм . . 0,5 1,0 1,0 1,5 2,0 2,5 2,5 3,5
г2, мм . . 1,0 1,0 1,5 2,0 2,0 2,5 3,0 3,0
Некоторые значения 1г4 приведены в табл. 11.
При больших диаметрах и любых толщинах /ц имеет
следующие значения:
</,. мм .... 40 45 50—65 80 100 150 200 250—600
й4, мм .... 11 12 13 14 15 17 22 25
Ниже приведен расчет раз-
меров заготовок и обжимно-
го конусного кольца переход-
ников для соединения стальной
горловины сосуда с кожухом из
алюминиевого сплава.
Расчет размеров стальной
заготовки. Значения диамет-
ров d1CT с соответствующими
значениями d и длины зоны
соединения h1ст стали с алюми-
нием следующие:
Таблица 11 ЗНАЧЕНИЯ h.
S, мм при различных d, мм
6-10 15—20 25—32
1 5 6 6 8
2 6 7 8 9
3-5 6 7 8 10
>6 7 8 9 10
dl СТ, ММ • . . <^80
d, мм............... 50
/ц ст, мм........... 25
100 130 >150
50—70 70—90 >100
30 40 50
153
Диаметры ^iCT и d рассчитывали по ранее приведен-
ным формулам для переходников, соединяющих трубо-
проводы. Диаметр d может изменяться в зависимости от
назначения конструкции и диаметра нарезки резьбы для
крепления различных коммуникаций.
Расчет размеров обжимного кольца. Для переходни-
ков (см. рис. 75), IB которых алюминиевая заготовка вы-
полнена в виде фланца, внутренний диаметр обжимного
конусного кольца определяется по формуле б/ЕК=г/1ст-р
+ 2 (3-рЛк) — 2/i1K-tga, Где /г1к — длина усеченной ча-
сти обжимного кольца; S — толщина стенки алюминие-
вой части переходника; Кк — величина усиления стенки
алюминиевой части.
Л'к и остальные геометрические параметры обжимно-
го кольца рассчитываются так же, как в случае переход-
ников для соединения трубопроводов.
Расчет размеров алюминиевой заготовки. Наружный
диаметр £)н алюминиевой заготовки рассчитывается по
формуле, приведенной ранее для Du переходников, ис-
пользуемых при соединении трубопроводов. При этом'
конечная (средняя) толщина стенки алюминиевой за-
готовки определяется как 5к=5+Кк+0,56к—0,5/iiKtga.
Экспериментально найденные значения остальных па-
раметров составляют, мм:
di h± h3
^80—130 5 7
130—150 7 10
в
3—5 (при S<4); 5—8 (при S > 4)
5—6 (при 3<4); 8—10 (при S > 4)
Ниже приведены размеры (в мм) заготовок и обжим-
ного кольца переходника для соединения клапана из нер-
жавеющей стали или стального (титанового) трубопрово-
да с корпусом, из алюминиевого сплава (см. рис. 76 и
77):
d h 1СТ н к hi Л2 в
<70 .— —. 6 14 —
80—90 15 20 7 14 2 (при S < 4);
4 (при 3 > 4)
100—140 20 25 8 18 3 (при S < 4);
6 (при 3 > 4)
150—200 25 30 10 22 4 (при S <4);
7(при S > 4)
Остальные размеры свариваемых заготовок и обжим-
ного кольца рассчитываются по формулам для переход-
ников, используемых при соединении трубопроводов.
154
2. 'Выбор и расчет оснастки
Для получения переходников можно применять гидрав-
лические прессы различных типов, а также машины для
механических испытаний ‘материалов. Обжимное кольцо
перемещают с помощью штампа. Приспособление для
холодной сварки (рис. 81) легко монтируется на прессе,
обеспечивается соосность подвижных и неподвижных де-
талей, параллельность рабочих плоскостей, перемещение
и фиксация обжимного конусного кольца.
На опорной плите 7, которая крепится к станине О
пресса через технологические подставки 8, смонтирова-
ны упор обоймы 11 и разрезная сменная вставка 12, об-
разующие жесткий контейнер, в котором помещается
трубная заготовка 3 из стали 12Х18Н10Т. К подвижной
(верхней) плите 18 пресса крепится верхняя плита 17
приспособления, в которой монтируются сферические
шайбы 15 и 16, обеспечивающие параллельность рабочих
плоскостей, и обойма 14 с разрезными пуансонами 5 и
фланцем 6, образующие жесткий контейнер, в котором
помещается обжимное конусное кольцо. Фаска внутрен-
него торца разрезного пуансона служит для фиксации
обжимного конусного кольца. Направляющие 10, закреп-
ленные в плите 7, центруют приспособление перед
сваркой.
Зазор а между внутренней торцовой поверхностью
обоймы 14 и верхним торцом разрезного пуансона 5 поз-
воляет свободно надеть контейнер на обжимное конусное
кольцо. В целях минимального искажения геометрии
стальной и алюминиевой заготовок при сварке внутрь
стальной детали вставляют разрезную втулку (цангу) 13
и конус 4.
В исходной позиции плита 18 пресса находится в
верхнем положении. Подготовленная к сварке заготовка
3 из нержавеющей стали вставляется в паз между раз-
резной втулкой (цангой) 13 и сменной вставкой 12. Кону-
сом 4 посредством гайки втулку 13 плотно прижимают к
внутренней поверхности стальной заготовки до прекра-
щения вращения ее вокруг втулки 13. На стальную заго-
товку устанавливают алюминиевую заготовку 1 и обжим-
ное конусное кольцо 2.
При перемещении вниз верхней части приспособле-
ния разрезной пуансон 5 упирается в торец обжимного
кольца, при этом зазор а уменьшается и кольцо автома-
155
Рис. 81. Схема приспособления для холодной сварки
тически центруется на алюминиевой заготовке. При |
дальнейшем перемещении верхней части приспособлениями
рабочие поверхности разрезного пуансона 5, обоймы 14
сферических шайб 15 и 16 передают давление пресса на^И
обжимное конусное кольцо. цМ
Перемещая обжимное кольцо, деформируют алюми-
ниевую заготовку. Конечное положение обжимного коль-
ца -контролируется соприкосновением разрезного пуансо-
на 5 с обоймой 11. Обжимное кольцо фиксируется запол-
няющим его фаски алюминием вследствие конической
формы внутренней поверхности разрезного пуансона.
После сварки верхняя часть приспособления поднима-
ется, и сваренный узел освобождают от разрезного пу-
ансона. Ослабляя затяжку гайки на конусе 4, извлекают
готовый переходник. При наличии сменных деталей 4, 5,
11, 12, 13 приспособление используют для изготовления
переходников различных размеров,
В ходе экспериментов по производству переходников
была усовершенствована конструкция, определены ха-
рактер напряжений в отдельных элементах и условия
износостойкости приспособления.
Стабильнсть процесса изготовления переходников и
стойкость приспособления зависят от правильности вы-
бора формы и размеров деталей штампа, их унификации
с учетом жесткости и прочности, а также от надежного и
прочного центрования рабочих частей штампа. При кон-
Рис. 82. Штамп с колонками для серийного производства переходников
156
157
струировании штампа необходимо предусматривать прос.
тую и надежную работу устройств для фиксирования за-
готовок и извлечения переходников из штампа, легкую и
быструю смену изношенных деталей и безопасность.
Конструкции блоков штампов могут быть двух основ-
ных типов: без колонок (рис. 81) и с колонками
(рис. 82). Первые обычно применяют в прессах с повы-
шенной точностью и жесткостью; вторые — в универ-
сальном оборудовании для изготовления переходников.
Блоки с колонками легко снимать и устанавливать нЛ
пресс, транспортировать. Наиболее распространены бло!
ки с двумя колонками, которые могут быть расположенье
по диагонали или параллельно фронту пресса. При изп>
товлении переходников на универсальных прессах с не-
достаточной прочностью и жесткостью рекомендуется
ставить три или четыре колонки.
В плитах штампа для их крепления к прессу обычно
делают пазы или выборки, соответствующие расположе-
нию пазов на поверхности подвижных или неподвижных
плит пресса или ползуна. Иногда верхние плиты имеют
«ласточкин хвост». Размеры плит штампов, определяю-
щие наружные размеры контейнера, зависят от размеров
изготавливаемых переходников. Размеры плит также оп-
ределяются расположением пазов на рабочих поверхнос-
тях ползуна и на плите стола пресса.
Производственный опыт показывает, что минималь-
ная толщина плит должна быть 60—80 мм. Для устойчи-
вой работы штампа, особенно когда в плитах пресса име-
ются большие отверстия в центре зоны приложения дав-
ления, кроме обычных подкладок, необходимо использо-
вать массивные закаленные вставки из инструментальной
стали с перекрытием отверстий для обеспечения более
длительной эксплуатации штампа, исключения влияния
возможного прогиба плит на положение осей рабочих де-
талей штампов. Кроме того, применяя вставки, можно с
большой точностью обеспечить соосность свариваемых
заготовок, переходного элемента, контейнера и перпенди-
кулярность их осей к плитам и плоскостям ползуна и
стола. При нарушении соосности разрезной пуансон не
попадет на самоустанавливающееся обжимное кольпо,
что приведет к браку. С появлением поперечных изги-
бающих моментов возникает неравномерность деформа- <
ции алюминиевой заготовки. Очевидно, что качественное с
сварное соединение в этом случае получить нельзя.
158
В штампах без колонок центрование осуществляется
специальной втулкой, вмонтированной в разрезной пуан-
сон по скользящей посадке. Длину ее направляющей
части выбирают с учетом соосности нижней и верхней
частей штампа до начала прессования. После надевания
пуансона на втулку части штампа крепятся болтами к
станинам пресса. Контейнер штампа без колонок опира-
ется на сферические шайбы.
В штампах с колонками центрование осуществляют
посадкой в гнездо опоры специальной направляющей
втулки, на которую затем надевают разрезной пуансон
по скользящей посадке до выбора зазора а, а затем кре-
пят опору болтами, расположенными в нижней плите
штампа.
Обойма 14 и разрезной пуансон 5 образуют жесткий
контейнер, в котором размещают заготовки переходника.
При изготовлении переходников контейнер восприни-
мает давление, необходимое для деформации заготовок.
Высокие давления деформирования вызывают напря-
жения, близкие к пределу прочности материала контей-
нера. Поэтому концентрация напряжений в таких усло-
виях особенно опасна. Необходимо при проектировании
контейнера учитывать влияние формы разрезного пуан-
сона и обоймы, особенно на участках переходных сече-
ний, не допуская концентрации напряжений, способных
вызвать разрушение деталей контейнера, при изготовле-
нии которых необходимо обеспечивать плотное прилега-
ние их поверхностей. В противном случае возможен вы-
ход из строя (разрезного пуансона вследствие изме-
нения размеров и формы деталей.
Напряжения, возникающие в деталях контейнера при
деформировании, зависят от условий истечения металла,
Рис. 83. Геометрические параметры обоймы без бандажа (а) и с бандажом (6):
/ — обжимное кольцо; 2 — разрезной пуансон; 3 — обойма, 4 — бандаж
159
внутреннего и внешнего трения и других факторов. Онц
могут быть определены только экспериментально.
Наиболее нагруженная деталь контейнера — обойма,
подверженная действию больших радиальных и танген-
циальных напряжений. Поэтому она должна изготавли-
ваться из материала с высокой прочностью.
Наибольшие напряжения возникают на внутренней по-
верхности обоймы.
Наружный диаметр обоймы (рис. 83) можно рассчи-
тать по IV теории прочности:
4= (4i + 2c + /iK-tgaj) х
(55)
где dK— наружный диаметр обжимного конусного коль-
ца; с — диаметр разрезного пуансона в узком сечении;
он—-угол конуса разрезного пуансона; hK — высота об-
жимного кольца; оу— предел упругости материала обой-
мы; п —запас прочности по пределу упругости материа-
ла обоймы (н —,1,5); Рв — внутреннее давление, условно
принятое равным 0,8 г/Ср по всей длине обоймы
=50 кгс/мм2 — нормальное давление деформирования).
Для определения величины dH по последнему уравне-
нию необходимо произвести расчет напряжений, возни-
кающих на внутренней поверхности обоймы, сравнить
их с допускаемыми и в случае необходимости произвести
корректировку.
Ниже приведены экспериментально установленные
при разработке технологии получения переходников с
обжимными кольцами диаметром до 150 мм и ai=.10°
размеры (мм) разрезного пуансона и обоймы из сталей
5ХНМ, 5ХНВ, 5ХНВС:
4........
Д........
с........
Нпйп • • • •
d„.......
30 50 80 100 125 150
20 25 35 40 45 50
5 6 8 10 12 15
30 35 45 55 60 65
НО 165 250 315 390 465
Обоймы для изготовления переходников с наружным
диаметром обжимного конусного кольца >150 мм имеют
бандажи, посаженные с определенным натягом, так как
при больших (внутренних диаметрах обойм в них возни-
кают значительные тангенциальные напряжения. Увели-
160
чение толщины стенки обоймы не всегда позволяет ис-
пользовать существующее прессовое оборудование. При
изготовлении переходников большого диаметра вслед-
ствие больших тангенциальных напряжений эквивалент-
ные напряжения в обойме могут в 2 и более раз превы-
шать давление на внутреннюю поверхность обоймы, что в
некоторых случаях приводит к разрушению контейнера.
В двухслойных обоймах при напрессовке бандажа
возникают напряжения, противоположные по знаку на-
пряжениям сварки. Это существенно уменьшает эквива-
лентные напряжения в обойме и значительно повышает
их прочность.
Схема напрессовки бандажа на обойму может быть
различной. По типу посадочной поверхности различают
цилиндрические и конические бандажи. Напрессовку
можно производить в подогретом (до 400°С) и в холод-
ном состоянии. Хорошие результаты дает способ, при ко-
тором обойма охлаждена до температуры жидкого азо-
та (—196°С), а бандаж нагрет до 200°С.
Если обойма и бандаж выполнены из одного мате-
риала, расчет их размеров производится в следующей
последовательности.
Внутренний (средний) диаметр обоймы рассчитывают
по формуле dB=dK-\-2c+hB-tgai, гдес?к-—наружный диа-
метр обжимного кольца; с — зазор между торцовыми по-
верхностями обоймы и разрезного пуансона; hK — высота
обжимного кольца; щ — угол конуса разрезного пуан-
сона.
Наружный диаметр бандажа определяют из условий
Гадолина [82] с учетом напряжений в составных цилинд-
рах, соединенных с натягом, и предела упругости оу ма-
териала бандажа: rfH=2oiZ-rB/(oy—1,2<7ср).
Наружный радиус обоймы определяется как (см.
рис. 83, б)
Величина давления вследствие натяга определяется по
формуле
^к = 0,4?ср(г2-^ )(Г2 -г*)/[^ (^-r* )]. (56)
Натяг между обоймой и бандажом определяется выра-
жением
l,6-qcprc/E, (57)
Где Е — модуль термальной упругости материала.
161
Необходимая температура нагрева бандажа при на-
прессовке его на обойму рассчитывается по формуле
t = \dl(dc-a.2), где аг — коэффициент линейного расши-
рения материала бандажа. Проверочные расчеты на
прочность проводят по следующим формулам:
а) 0,64 г| (г®+/^ )(/-li-f-rB)<7cp/(''c — гв ) (58)
где [cr]=cfy/n — допускаемые напряжения; и=1,5 —
коэффициент запаса по пределу упругости материала;
б) 0,64 q2p(r3B 4-г® )/[(г*-^)(г„-гв)1< [ср. (58,а)
Наибольшие напряжения, возникающие на внутрен-
ней поверхности обоймы:
Щ-1 = —0,8?ср; о/1=0,8?Ср(''н+^)/(гн—^) —
-2^Рк/(^-£). (59)
Наибольшие напряжения в бандаже возникают на по-
верхности сопряжения его с обоймой и рассчитываются
по формулам
агг = [0,8 г2 (1 — /„ Л2) ?ср/(св — гв)1 -Рк; (59,а)
= [0,8 г2 (1 +г2 /% ) <7ср/(г2 -г|)[ +Рк ( +'с)/('н- [
(59,6) j
где ст г,; и otl, 07, — радиальные и тангенциальные
напряжения соответственно.
Проверка указанного расчета выполняется по усло-
виям IV теории прочности:
У °?, — oti an + a2x < [<И; / 9 9 < —сг/2 + ст2
Размеры (в мм) разрезного пуансона И бандажа
из сталей 5ХНВ, 5ХНМ, 5ХНВС приведены ниже:
dK . . . . . 150 200 250 300 400 450 500
hK . . . . . 50 55 60 170 80 90 100
С . . . . . 15 17 20 25 25 30 30 |
. . 260 340 415 500 640 730 800
. . 365 470 580 700 900 1020 1120
а .. . . . 70 80 100 120 130 140 150
Угол конуса сопрягаемых поверхностей пуансона и
обоймы ai~ 10°, высота Н обоймы и бандажа — мини-
мально допустимые. Применение обоймы с бандажом
значительно уменьшает диаметр контейнера.
162
На рис. 84 показаны отдельные этапы изготовления
переходников, (см. рис. 70) с помощью штампа, детали
которого рассчитаны по приведенной методике.
При изготовлении переходников диаметром более
500 мм и в случае необходимости уменьшения размеров
штампа следует использовать обоймы с несколькими
бандажами. Расчет таких контейнеров подробно изложен
в работе [85]. При изготовлении и сборке обойм с бан-
дажами для компенсации микропластических деформа-
ций, возникающих в зоне контакта бандажа с обоймой,
рекомендуется увеличивать расчетное значение натягов
на 15—20%. Прочность и долговечность обойм можно
повысить поверхностной закалкой, накаткой и т. п. Твер-
дость обойм должна увеличиваться от внешнего кольца
к внутреннему. Для облегчения сборки и выдерживания
необходимого натяга рекомендуется угол наклона боко-
вой конической поверхности бандажа делать меньше, чем
вставки. Разность углов выбирается в зависимости от
высоты обоймы и составляет обычно 10' [78].
Механические нагрузки на детали штампа в соответ-
ствии с условиями их работы неодинаковы. Следователь-
но, надо изготавливать детали штампа из разных мате-
риалов. При их выборе необходимо учитывать: 1) нор-
мальное давление деформирования, суммарные нагруз-
ки и вид напряженного состояния в отдельных деталях
штампа; 2) износостойкость, т. е. сопротивление истира-
нию в процессе прессования; 3) возможность смазки;
4) технологические требования к профилю деталей при-
способления и его линейным размерам; 5) стоимость ин-
струмента и легирующих элементов.
Применение сталей 5ХНМ, 5ХНВ и 5ХНВС для обой-
мы и бандажа штампа вполне оправдано при изготовле-
нии средне- и малонагруженного крупногабаритного
прессового инструмента. Эти стали хорошо обрабатыва-
ются ковкой и резанием. Сталь 5ХНВС имеет несколько
более высокие прочностные свойства, чем сталь 5ХНМ.
вследствие повышенного содержания молибдена.
Обоймы и бандажи изготавливают из поковок, при-
чем для крупногабаритных обойм и бандажей использу-
ют полые поковки. Изготовление крупногабаритных
обойм и бандажей трудоемко и сопровождается значи-
тельными отходами металла в стружку. Трудоемкость их
изготовления резко снижается при применении загото-
вок ;в виде штамповок, имеющих небольшие припуски по
163
Рис. 84. Этапы изготовления переходника (см= рис. 70) при использования
а — заготовка в сборе перед сваркой; б — реализация I стадии деформирова-
обоймы с бандажом:
ния; в — реализация II стадии деформирования; г — переходник после сварки
унифицированным габаритным размерам. Кроме того,
применение штампованных заготовок существенно повы-
шает прочностные характеристики элементов контейне-
ра [85]. Заготовку перед механической обработкой под-
вергают термической обработке: полному отжигу, норма-
лизации и высокому отпуску.
Твердость в отожженном состоянии сталей 5ХНВ я
5ХНВС^НВ255 (диаметр отпечатка ^3,8 мм), стали
5ХНМ — НВ241—197 (диаметр отпечатка 3,9—4,3 мм).
Окончательная термическая обработка деталей кон-
тейнера включает закалку, отпуск и старение. После за-
Калки в масло детали подвергают отпуску для прида-
ния им требуемых механических свойств при эксплуа-
тации.
Температура (°C) термической обработки
ваемых сталей приведена ниже [85]:
рассматри-
Отжиг
Нормализация
Высокий
отпуск
164
5ХНВ
5ХНМ
5ХИВС ,
780—800
820—830
820—830
840—860
850—870
870-880
660—680
660—680
660—680
Закалка
840—860
850—870
860 880
165
Таблица 12
ПАРАМЕТРЫ ДЕФОРМИРОВАНИЯ И ИЗМЕНЕНИЕ РАЗМЕРОВ* ПЕРЕХОДНИКОВ ИЗ СПЛАВА АМц И СТАЛИ 12Х18Н10Т
cm»dc© со см Ю CO CO СМ СО coo
ИИ •ИВИНЭЬОЭ ОН С V — 0(0 0*0’0 — о* о’о LOO о oo'o ООО о ООО*
1 ++ + 1 1 ++ + 1 + 1 1
Л
CM <• см см LQ СЭ СО ю LOO
-чЗ1 V—— LQ — СО VO 'ФСО
га Я &g8 осЭо LQ Г" do?, о cog о о <~’ iooo •sr СО OO
^•c> о С_ 5 -1 О О
ГО
ИИ "S’ — s = s V 1,02 0,85 0,84 2,14 2,29 1 2,27 2,80 2,42 2,22 1,08 1.20 1,37 0,90 0,90 0,89 0,90 0,92 0,82
s
о О CM OO COi'-CO o’od < см О со О — lOlD 00 ю о о о см оо — 1.0 о см «f о со о'о’о co t - co CD CO — ООО
I + + + +++ 1 -I—|- +++ +++ +++
Q CM CO CO CM — — О id ю — о со о tdiord —•to — о Ofe tF О C4Oo
II ООО — о — 7dd cd о о О о ooo
Q 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
S to CO CJ о 5
S Q. лни/ин *a CO со co *4- CD
о
*&
Ф к О о о СО СО O0
*= .д го ним ‘x ID* СО cd со О* —
Q. М ь> о о о.
co СО со О CD
S га О га gWW/ЭдМ 'b CO Й CO о со o
Е DX *d О о co co 1.0 о о
с-4 со о ID
co о о о О
ф 5 S ® — го ( J/Hy) UI о о СО о о о о
Ф Т-
Сеч I ка: (\Л) ui ,482 ,489 ,489 ,405 ,396 ,399 ,365 ,400 ,405 ,476 ,470 ,482 ,490 ,490 ,490 ООО ООО XJ-LD
ООО ООО ООО ООО ООО ООО
LO со о со •о о о со LD
( j/hj) щ о со о о о о О
ф ,451 ,458 ,458 О LOO О О СО TF СО 00 юьь 00 00 Tf СО Tf ООО ьОЮ’Ф iQtQCO
S (Яд/”д) UI СО со СО СО СО СО «ф Tf xf xj’ «й* ООО
ф ООО ООО ООО oo'o ООО
ф
ф С CM CD ’Я" СМ 01-0 ю СО ID О юосм СОГ^СО
ф со г^со ЗЧЧ СО со см оосм О СО со Q0—*
а К s СО О СО ООО ° о $2 2 ООО coord ООО СО <Р со О CJXJ СО CD <О ООО
о. и со Ю CD CD С? СО СО ООО оо О io" CD Г- 0)0 IOOCO cocot^ CD СОСО mt- —
dcd ю о о сл“22 ООО ООО lOlftlO ООО IQ lD lO С5ОС5 ID lO 1Л
•'* Ф
-
винаьаз — см со — CM СО — с-1 со — С 4 СО — CM CO — емсо
ЕЯИН^ОХЗсЗЭП одр - CM со м- Ю со
Значения в числителе соответствуют внутреннему, а в знаменателе — наружному диаметру.
166
Продолжительность выдержки при каждом виде тер-
мической обработки зависит от толщины бандажа и
контейнера и колеблется от 20 мин до нескольких часов.
Детали штампа для переходников с внутренним, диа-
метром 450 мм (см. рис. 71) были рассчитаны по приве-
денной методике.
Указанные переходники изготавливали на гидравли-
ческом прессе ПММ-1000 с максимальной нагрузкой
1000 тс. При сварке заготовок фиксировали усилие де-
формирования Р, длительность деформирования т и пе-
ремещение обжимного кольца. По этим данным, рассчи-
тывали нормальное давление деформирования q и ско-
рость перемещения обжимного кольца v.
В табл. 12 приведены параметры режима сварки и
размеры переходников. Анализ приведенных данных по-
казывает, что переходникам №2 и 3 соответствуют боль-
шие увеличения толщины стенки в зоне соединения. Это
связано с тем, что при изготовлении указанных переход-
ников шпильки, крепящие конус, не обладали необходи-
мым запасом прочности и разрушились в конце процес-
са .сварки. Увеличение наружного диаметра переходни-
ков № 1, 4, 5, 6 по сравнению с исходным на 0,18—1,2 мм
О 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,00 0,05 1п(Г„/РксрЛсеч)
Рис. 85. Зависимость напряжений в бандаже (/), шпильках (2) н усилия де-
формирования переходников № 3, 4, 5, 6 (3, 4, 5, 6) от величины перемещения
обжимного кольца в процессе деформирования, а также усилия деформирова-
ния для переходников № 4, 6 (4', 6') от деформации алюминиевой заготовки
ь 1 сеченин: а, б — изменение а при затяжке; cd — после подъема оснастки;
da — при съеме переходника
167
объясняется большими допусками ори изготовлении ко-
нуса и обоймы, а также смятием микровыступов на'сопря-
гаемых поверхностях переходников № 2 и 3.
Для проверки расчетов и определения напряжений,
возникающих в бандаже и шпильках, как в наиболее на-
груженных деталях штампа, были проведены тензометри-
ческие исследования. Датчики наклеивали на наружные
поверхности бандажа и шпилек в двух взаимно перпен-
дикулярных плоскостях в центральной части по высоте.
По тензометрическим данным определяли напряжения
в указанных деталях и затем рассчитывали соответствую-
щие деформации.
На рис. 85 приведены зависимости усилия деформиро-
вания заготовок и напряжений в бандаже и шпильках от
перемещения обжимного кольца. Видно, что максималь-
ное напряжение в бандаже из стали 5ХНМ составляет
34 кгс/мм2. Эта величина существенно меньше допусти-
мого напряжения для данной стали (83,5 кгс/мм?), рас-
считанного с учетом коэффициента запаса по пределу уп-
ругости и=1,5. При таком запасе прочности бандажа
можно, используя данный штамп, изготавливать пере-
ходники внутренним диаметром >450 мм.
3. Защита соединений от коррозии
Алюминий и его сплавы, а также хромоникелевая нержавеющая
сталь обладают высокой коррозионной стойкостью в нейтральных
электролитах. Наибольшая коррозионная стойкость у технического
алюминия, затем следуют сплавы типа АМц, АМг, авиали и дуралю-
мины. Различные защитные покрытия значительно замедляют ско-
рость коррозии алюминиевых сплавов.
Потери в алюминиевых сплавах от коррозии очень малы: у
дуралюмина — от 4 до 6 г/м2, у алюминия 2,5 и плакированного
дюралюмина 2 г/м2 в год (у стали от 20 до 80 г/м2).
Высокая коррозионная стойкость алюминия объясняется образо-
ванием на его поверхности плотной окисной пленки, толщина которой
составляет 2-10~s4-10-4 мм и увеличивается со временем, особенно
при повышенной температуре, до 10~3 мм (толщина пленки у стали и
меди 3-10_7 мм). Стойкость сплава зависит от марки сплава и среды,
в которой они эксплуатируются. Чем выше чистота алюминия, тем
лучше он противостоит коррозии. Наибольшую коррозионную стой-
кость имеет технический алюминий, затем следуют сплавы типа АМц,
АМг, авиали и дуралюмины. Коррозия сплава АМц имеет локальный
характер. Использование различных защитных покрытий значительно
замедляет скорость коррозии алюминиевых сплавов.
В работе [12] исследована коррозия во влажной атмосфере спла-
ва АМц, поверхность которого оксидирована с последующей обработ-
кой в гидрофобной жидкости ГКЖ-94 (ГОСТ 10834—76).
Все металлы в ряду потенциалов растворения располагаются в
определенной зависимости '[26]. Коррозия контактируемых металлов
значительно увеличивается, когда они далеко отстоят друг от друга
в этом ряду. Алюминий и его сплавы находятся на одном конце ряда,
имеют отрицательный потенциал по отношению к большинству метал-
лов и являются анодами по отношению к ним. Монель-металл, нержа-
веющая сталь, медь, латунь и бронза находятся на другом конце ряда
и являются катодами. Они агрессивны по отношению к незащищенно-
му алюминию. Сталь и железо также являются катодами по отноше-
нию к алюминию, но в меньшей степени. Цинк и магний разрушаются
в контакте с алюминием.
Коррозия металла возрастает, если жидкая среда, омывающая
контактирующие детали, является электролитом. В качестве электро-
лита могут действовать морская и пресная вода, растворы солей, кис-
лоты и щелочи.
При наличии влаги между алюминием или его сплавами и дру-
гими металлами пли сплавами необходимы специальные меры для
предотвращения контактной (электрохимической) коррозии, интен-
сивность которой зависит от величины проходящего между различ-
ными металлами тока.
Потенциал алюминия и его сплавов отрицателен по отношению
к большинству металлов. В контакте с нержавеющей сталью они яв-
ляются анодами, а нержавеющая сталь — катодом.
Для защиты конструкции из алюминиевых сплавов с монтажны-
ми соединениями па стальных болтах или заклепках от коррозии
контактирующие поверхности надо изолировать прокладками (на-
пример, из полиизобутилена, тиоколовой ленты пли ткани, пропитан-
ной грунтом АЛГ-1 пли АЛГ-5). Стойкость алюминиевых деталей
должна быть повышена, например, анодированием с последующим
нанесением грунта, не содержащего свинца. Для уменьшения кор-
розии стальные детали покрывают цинком или кадмием.
Ниже приведены результаты исследования коррозионной стой-
кости сварных соединений алюминиево-стальных (АМц4-12Х18НЮТ)
переходников. Для сравнения испытывали заготовки переходников
из указанных материалов. После коррозионных испытаний ко всем
переходникам приваривали заглушки с целью определения вакуум-
ной плотности и разрушающего гидравлического давления.
Все переходники были разделены по формам и размерам на две
партии: с переменным сечением (внутренний диаметр алюминиевой
части переходника составлял 15 мм, а стальной 10 мм) и с посто-
янным сечением (внутренний диаметр составлял 30 мм). Переходни-
ки каждого типоразмера в свою очередь также были разделены на
две группы. Переходники первой группы испытывали в незащищен-
ном состоянии, а переходники второй группы покрывали слоем грун-
та ВЛ-02ВТУ35КП-432-62 и четырьмя слоями защитной эмали ЭП-71.
Переходники первой группы омывали коррозионной средой снаружи
и внутри. В качестве коррозионной среды использовали 3%-ный раст-
вор NaCl. Испытания проводили в стеклянных сосудах при постоян-
ном погружении и комнатной температуре. Образцы подвешивали в
сосуды на капроновых нитях. Отношение объема коррозионной сре-
ды к площади образца составляло ~50 мл/см2. Образцы осматрива-
ли через каждые 2—3 суток. Коррозионную среду меняли через каж-
дые 200 ч при этом образцы промывали в воде, а оставшиеся про-
дукты коррозии механически удаляли. Испытания продолжались
5800 ч.
168
169
Влияние коррозии оценивали по вакуумной плотности и проч-
ности переходников, так как для соединений из разнородных метал-
лов коррозионную стойкость нельзя оценивать по потере веса.
Все переходники оказались подвержены действию коррозион-
ной среды. На стали появился легкий налет серого цвета, а на спла-
ве АМц — налет белого цвета — точечная коррозия (на 1 см2 — 6—-
8 точек размером до 1 мм2). На переходниках первой группы в тече-
ние первых 1100 ч выделялись продукты коррозии в местах контакта
алюминиевого сплава с нержавеющей сталью и обжимным конусным
кольцом. Затем интенсивность коррозии уменьшается и при длитель-
ности испытания >1600 ч выделения не образуются, вероятно,
вследствие того, что продукты коррозии полностью забивают щели
в местах контакта стали с алюминием.. Интенсивно выделяются про-
дукты коррозии на сварных швах заглушек с алюминиевой частью
переходника. Однако коррозионного разрушения сварных швов при
этом не наблюдалось. Необходимо отметить, что коррозионная стой-
кость металла сварного шва и околошовной зоны близка к коррози-
онной стойкости основного металла. Резко выраженных очагов кор-
розии в околошовной зоне нет.
На переходниках второй группы после испытания следов кор-
розии не обнаружено; поверхность их после удаления грунта сохра-
нила металлический блеск.
Перед испытаниями переходников на вакуумную плотность и
прочность гидравлическим давлением их очищали от продуктов кор-
розии травлением в 5 %-ном растворе азотной кислоты..
Испытания показали, что вакуумная плотность всех переходни-
ков сохраняется. Разрушение происходило по сварному шву в месте
приварки заглушек из алюминиевого сплава. Незначительно (на 7—
12%) снизилась прочность переходников первой группы. Прочность
переходников второй группы по сравнению с прочностью до корро-
зионных испытаний не изменилась.
Список литературы
1. Хренов К. К. Сварка, резка и пайка металлов. М., «Машино-
строение», 1973. 407 с. с ил.
2. Рябов В. Р. Сварка плавлением алюминия со сталью. Киев, «Hay-
ков а думка», 1969, 232 с. с ил.
3. Рябов В. Р. Применение биметаллических и армированных стале-
алюминиевых соединений. М., «Металлургия», 1975. 287 с. с ил.
4. Биметаллические соединения. М., «Металлургия», 1970, 278 с.
с ил. Авт.: К. Е. Чарухпна. С. А. Голованенко, В. А. Мастеров.
5. Гельман А. С. Основы сварки давлением. М., «Машиностроение»,
1970. 312 с. с ил.
6. Николаев Г. А., Ольшанский Н. А. Специальные методы сварки.
М., Машиностроение», 1975. 232 с. с ил.
7. Китаев А. М., Губин А. И. Сварка и пайка тонкостенных трубо-
проводов. М., «Машиностроение», 1972. 135 с. с ил.
8. Билль В. И. Сварка металлов трением. Л., «Машиностроение»,
1970. 175 с. с ил.
9. Петрунин И. Е., Лоцманов С. Н., Николаев Г. А. Пайка метал-
лов. М., «Машиностроение», 1973. 281 с. с пл.
10. Казаков Н. Ф. Диффузионная сварка металлов. М., «Машино-
строение», 1976. 360 с. с ил.
11. Лариков Л. Н., Рябов В. Р., Фальченко В. М. Диффузионные
процессы в твердой фазе при сварке. М., «Машиностроение»,
1975. 189 с. с ил.
12. Попов С. А. Алюминиевые строительные конструкции. М., «Выс-
шая школа», 1969. 319 с. с пл.
13' . Каракозов Э. С. Соединение металлов в твердой фазе. М„ «Ме-
таллургия», 1976. 263 с. с ил.
14. Френкель Э. И. Введение в теорию металлов. Л., «Наука», 1972.
424 с. с ил.
15. КйЬег В. — «Metall», 25, Jg. April, 1971, Heft 4, S. 360—369.
16. Herrmann E. — «Aluminium», 40, Jg, 1964, S. 255.
17. Рябов В. P. Алитирование стали. M., «Металлургия», 1973. 239 с.
с ил.
18. Трутнев В. В., Якушин А. Ф., Дунаев А. А. и др. — «Сварочное
производство», 1973, № 7, с. 19—21.
19. Байрамашвили И. А., Гогичев И. И., Тавадзе Ф. Н. и др •—
«Сообщ. АН ГССР», 1973, 69, № 3, с. 637—640.
20. Hix Hugh В. — «Mater. Prop, and Perform.», 1972, v. 11 № 12,
p. 28—21.
21. Chadwick M. D., Evans N. — «Metal Constr. and Brit. Weld. J»,
1973, y. 5. № 8, p. 285—292.
22. Волобуев И. В., Легеза А. В. — «Сварочное производство», 1972,
№ 8, с. 8—9.
23. Sobisch Gotz. — «ZIS — Mitt.», 1972, v. 14, № 1, S. 106—109.
24. Хренов К. К. Новости сварочной техники. Киев, Изд-во АН
УССР, 1949. 87 с. с ил.
25. Гриценко А. Ф., Шестаков А. И., Ермоленко О. А. — «Сварочное
производство», 1963, № 2, с. 32—33.
26. Рабкин Д. М., Рябов В. Р. Сварка алюминия и его сплавов со
сталью и медью. М.. «Машиностроение». 1965. 95 с. с пл.
27. Хренов К. К-, Сахацкий Г. П. Холодная сварка металлов. — В
кн.: «Новые способы сварки и резки металлов», Киев, Гостехпз-
дат УССР, 1953, с. 225—248.
171
28. БириНив И, Б. Холодная снарка ИЛасТИЧНЫХ металлов. Д., «'via
шиностроение», 1959. 207 с. с ил.
29. Айнбиндер С. Б. Новые способы сварки давлением. Рига, Изд-во
АН ЛатвССР, 1960. 115 с. с ил.
30. Айнбиндер С. Б. Холодная сварка металлов, Рига, Изд-во АН
Латв. ССР, 1957. 163 с. с ил.
31. Семенов А. П. Схватывание металлов. М., Машгиз, 1958. 280 с.
с ил.
£2. Семенов А. П. Исследование схватывания металлов при совмест-
ном пластическом деформировании. М., Изд-во АН СССР, 1953.
120 с. с ил.
33. Tylecote R. F. Investigations on Cold Pressure Welding, «Britich
Welding Journal», 1954, v. 1, № 3, p. 117—125.
34. Hofmann W. u. Ruge J. — «V.. D. I. Zeitschrift», Bd 95, Marz,
1953, № 8, S. 233—237.
£5. Hofmann W., Kirsch I. — «Zeitschrift ffir Metallkunde», Bd 57,
1966, № 4, S. 305—311.
36. Durst G. A. — «Journal of Metals», 1956, v. 8, № 3, p. 328—333.
37. Evan K- I-, Milner J. R. — «British Welding Journal», 1962, v. 9,
№ 7, p. 406—420.
£8. Spalvins T., Keller D. V.. — «Transactions of Vacuum Metallurga
conference». New York, 1962, Boston, 1963, p. 149—155.
39. Johnson K. L-, Keller D. V. — «Journal of applied Physics», 1967,
v. 38, № 4, p. 1896—1904.
40. Голего H. Л. Схватывание в машинах и методы его устранения.
Киев, «Техника», 1965. 231 с. с ил.
41. Хренов К- К, Г у рений П. И., Балакин В. И. — «Автоматическая
сварка», 1965, № 3, с. 21—22.
42. McFarlahe I. S., Tabor D. — «Proceedings of the Royal Society»,
202A, 1950, № 1059, p. 224—243.
43. Сапрыгин В. Д., Каракозов Э. С., Березников Ю. И. — «Свароч-
ное производство», 1975, Ns 6, с. 21—23.
44. Сапрыгин В. Д., Березников Ю. И., Лоцманов С. Н. — «Сварка
разнородных и разноименных металлов». М., изд. МДНТП, 1973,
т. 1. с. 72—77.
45. Сапрыгин В. Д., Каракозов Э. С. — «Автоматическая сварка»,
1976, № 10, с. 38—39.
46. Сапрыгин В. Д., Березников Ю. И., Каракозов Э. С. — «Проекти-
рование и технологичность сварных и паяных конструкций».
М„ изд. МДНТП, 1976, с. 137—144.
47. Сапрыгин В. Д., Каракозов Э. С., Березников Ю. И. — «Холод-
ная сварка разнородных металлов». Информационный листок
Ns 0071—75. Серия 10.07. М., ЦИНТИхимнефтемаш, 1975, с. 4.
48. Губкин С. И. Теория обработки металлов давлением. М., Метал-
лургиздат, 1947. 532 с. с ил.
49. Тарновский И. Я., Леванов А. Н., Поксеваткин М. И. Контакт-
ные напряжения при пластической деформации. М., «Металлур-
гия», 1966, 279 с. с ил.
50. Дерягин Б. В. Что такое трение. М., Изд-во АН СССР, 1963,
230 с. с ил.
51. Дерягин Б. В. Адгезия твердых тел. М., «Наука», 1973,
279 с. с ил.
52. Епифанов Г. И. — ДАН СССР, 1957, т. 114, № 4, с. 764—767.
53. Епифанов Г. И. Физика твердого тела. М., «Высшая школа»,
1965. 267 с. с ил.
172
54. Крагелъский И. В. Трение и износ. М., «Машиностроение», 1968,
480 е. с ил.
55. Альшевский Л. Е. Тяговые усилия при холодном волочении труб.
М., Металлургиздат, 1952. 144 с. с ил.
56. Зибель Э. Обработка металлов в пластическом состоянии. ОНТИ,
1934. 199 с. с ил.
57. Унксов Е. П. Инженерные методы расчета усилий при обработ-
ке металлов давлением. М.. Машгиз, 1955. 280 с. с ил.
58. Тарновский И. Я., Поздеев А. А., Ганаго О. А. Деформации и уси-
лия при обработке металлов давлением. Москва — Свердловск,
«Машиностроительная литература», 1959, ЕОЗ с. с ил.
59. Маковский В. А., Ейльман Л. С. Основы теории и практики про-
изводства биметаллических прутков. М., «Металлургия», 1971.
192 с. с ил.
60. Перлин И. Л., Ерманок М. 3. Теория волочения. М., «Метал-
лургия», 1971. 448 с. с ил.
61. Обработка цветных металлов и сплавов давлением. М., «Метал-
лургия», 1964. 564 с. с ил. Авт.: К. Н. Богоявленский, В. В. Жо-
лобов, В. И. Дергачев и др.
62. Минин П. М. Исследование волочения прутков и проволоки. М.,
Машгиз, 1948. 82 с. с ил.
63. Тарнавский А. Л. Эффективность волочения с противонатяжени-
ем. М., Металлургиздат, 1959. 152 с. с ил.
64. Смирягин А. П., Смирягина Н. А., Белов А. В. Промышленные и
цветные металлы и сплавы. Справочник. М., «Металлургия»,
1974. 448 с. с ил.
65. Лихтман В. И., Ребиндер П. А., Карпенко Г. В. Влияние поверх-
ностно-активной среды на процессы деформации металлов. М.,
Изд-во АН СССР, 1955. 207 с. с ил.
66. Ребиндер П. А. Поверхностно-активные вещества. М., «Знание»,
1961. 46 с.
67. Чертовских А. К- Трение и смазка при обработке металлов дав-
лением. М., Металлургиздат, 1955. 176 с. с ил.
68. Могучий Л. Н. Обработка металлов давлением. М., Изд-во АН
СССР, 1957. 499 с, с ил.
69. Унксов Е. П. Инженерные методы расчета усилий при обработке
металлов давлением. М., Машгиз, 1955. 280 с. с ил.
70. Христианович С. А. Деформация упрочняющегося пластическо-
го материала. М., Изд-во АН СССР, 1973. 92 с., с ил.
71. Соколовский В. В. Теория пластичности. М., «Высшая школа»,
1969. 608 с. с ил.
72. Губкин С. И. Пластическая деформация металлов. М., Метал-
лургиздат, 1961. 306 с. с ил.
73. Sachs G. Z., — «Zaitschrift fur Gewandtliematik tind Mechanik»,
1927, № 7, S. 235.
/4. Тарнавский А. Л., Гурылев В. В., Щуровский Б. Б. Биметалличе-
ская проволока. М., Металлургиздат, 1963. 124 с. с ил.
76. Безручко М. И., Зубцов М. Е., Балакина А. Н. Обработка метал-
лов давлением. Л., «Машиностроение», 1967. Е'11 с. с ил.
76. Перлин И. Л. Теория прессования металлов. М., «Металлургия»,
1964. 344 с. с ил.
77. Перлин И. Л., Райтбарг Л. X. Теория прессования металлов. М.,
«Металлургия», 1975. 447 с. с ил.
78. Жолобов В. В., Зверев Г. И. Прессование металлов. М., «Метал-
лургия» 1971. 456 с. с ил.
173